/













































































































































































































































































































































































































































































































































































Similar




Text
МАШИНОСТРОЕНИЕ
ЭНЦИКЛОПЕДИЧЕСКИЙ СПРАВОЧНИК
РЕДАКЦИОННЫЙ СОВЕТ
Председатель Совета и главный редактор
акад. Е. А. ЧУДАКОВ
С. А. АКОПОВ, И. И. АРТОБОЛЕВСКИЙ, Н. С. АЧЕРКАН, И. М. БЕСПРОЗВАННЫЙ,
Н. Т. ГУДЦОВ, В. И. ДИКУШИН, А. И. ЕФРЕМОВ, В. К. ЗАПОРОЖЕЦ, А. И. ЗИМИН,
Н. С. КАЗАКОВ, М. В. КИРПИЧЕВ, В. М. КОВАН, Ю. П. КОНЮШАЯ. А. А. ЛИПГАРТ,
В. А. МАЛЫШЕВ, Л. К. МАРТЕНС, Л. М. МАРИЕНБАХ. Г. А. НИКОЛАЕВ, И. А. ОДИНГ
(зам. председателя Редсовета), Е. О. ПАТОН, Л. К. РАМЗИН, Н. Н. РУБЦОВ, М. А. САВЕРИН
(зам. председатели Редсовета), И. И. СЕМЕНЧЕНКО, С. В. СЕРЕНСЕН, К. К. ХРЕНОВ,
М. М. ХРУЩОВ, Н. А. ШАМИН, А. Н. ШЕЛЕСТ, Л. Я- ШУХГАЛЬТЕР (зам. главного редактора),
А. С. ЯКОВЛЕВ
РАЗДЕЛ ПЯТЫЙ
ПРОЕКТИРОВАНИЕ
МАШИНОСТРОИТЕЛЬНЫХ ЗАВОДОВ
И ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА
том 14
Ответственный редактор
канд. техн. наук Л. Я. ШУХГАЛЬТЕР
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
москва — 1946
ПРОИЗВОДСТВЕННАЯ ЧАСТЬ
Зам. начальника издательства Д. М. Польский. Нач. производственного отдела
МашгизаЛ. Д. Френкель. Зав. производством .Справочника" С. А. Соловьев.
Техн. редактор Т. Ф. Соколова. Зав. корректорской С. А. Третьяков.
Корректоры В. Г. Матисен, О. И. Семенова, Л. А. Стыцко, Н. С. Ши-
ряева. Художник-оформитель А. Л. Вельский. Руководитель графич. бюро
Н. Н. Петров. Графики и ксилографы А. М. Тетеран, А. Ф. Иваницкая
В. С. Киреева, М. И, Серебренников, С. М. Лотохин.
Полиграфические работы выполнены в 1-й типографии Машгиза под общим
наблюдением зав. производством Ленмашгиза Я- И. Лебедева и директора
типографии Н. И. Панина. Зав. производством типографии Н. С. Кондрот.
Набор и вёрстка произведены под руководством И. М. Жабрева. Бригадир
верстальщиков М. Г. Петров. Печатью руководил М. П. Седов. Броши-
ровочно-переплетные работы выполнялись под руководством И. И. Митина.
Тиснением руководила Д. Г. Белова. Матрицы и стереотипы изготовлены
дод руководством И. М. Беспалова. Типографская корректура проведена
под руководством Е. А. Беляйкина.
Бумага фабрики им. Володарского. Ледерин Щелковской фабрики.
Картон Калининской фабрики. Шрифт изготовлен на 1-м и 2-м шрифто-
литейных заводах.
14-й том сдан в производство 18/IX 1945 г.—11/Ш 1946 г. Подписан к печа-
ти 9/VII 1946 г. А 05811. Заказ № 113. Бумага 70X108'/ie- Уч.-изд. листов 86.
Печатных листов 351/а+7 вклеек. Тираж 50 000-
Адрес типография: Ленинград, ул Моисеенко, д. 10.
АВТОРЫ ТОМА
Б..И. АЙЗЕНБЕРГ, инж., Е. В. АНТОШИН, инж., Д. Д. БАРКАН, канд. техн. наук,
Ю. М. БОГАТЫРЕВ, инж., А. С. БРИТКИН, проф., Н. Ф. БОЛХОВИТИНОВ, проф.
д-р техн. наук, А. В. БРЮШКОВ, канд. техн. наук, Л. М. ВЕЙНШТОК, инж.,
B. О. ВОРОНЕЦКИЙ, инж., К. П. ВЫСОЦКИЙ, канд. техн. наук, Л. И. ГОТЛИБ,
канд. техн. наук, М. Е. ЕГОРОВ, проф., д-р техн. наук, Ш. И. КАНТОР, инж.,
И. Е. КИСИН, доц., А. И. КРАСОВСКИЙ, доц., Н. Т. КУДРЯВЦЕВ, доц., канд.
техн. наук, Е. С. КУРЫШЕВА, инж., М. Г. ЛОЗИНСКИЙ, лауреат Сталинской
премии, д-р техн. наук, В. В. МЕШКОВ, проф., д-р техн. наук, А. Р. МИЦКУН,
инж., М. С. ПАРИЙСКИЙ, инж., Н. Н. ПЕЙЧ, инж., 3. Л. РЕГИРЕР, инж.,
И. С. СЕРГЕЕВ, доц., Г. Н. УФИМЦЕВ, инж., Л. И. ФАНТАЛОВ, проф.,
C. Н. ХРЖАНОВСКИЙ, доц., Б. В. ЦЕТЛИН, доц., канд. техн. наук, А. А. ШМЫ-
КОВ, лауреат Сталинской премии, доц., канд. техн. наук.
НАУЧНЫЕ РЕДАКТОРЫ
БАРКАН Д. Д., канд. техн. наук (гл. XVII), БЕРШАДСКИЙ А. Л., проф. (гл. VI), БЛИЗНЯН-
СКИЙ А. С, инж. (терминология и обозначения), ВАЙНЦВАЙГ А. С, канд. техн. наук (гл. XIII),
КИСИН И. В., доц. (гл. V), КОГБЕТЛИЕВ И. Г., доц. (гл. VII), КОНРАДИ Г. А., инж. (гл. XV).
КУНЯВСКИЙ М. Н., доц., канд. техн. наук (гл. IV). МАРИЕНБАХ Л. М., проф., д-р техн.
наук (гл. I), РАБИНОВИЧ О. М., проф. (гл. XV), РУМЯНЦЕВ В. А., доц. (гл. XV), ТИТОВ П. С,
проф., д-р техн. наук (гл. VIII). ХЕЙФЕЦ Л. М., канд. техн. наук (гл. X), ХРЖАНОВСКИЙ С. Н.
доц. (гл. II), ШИЛОВЦЕВ Д. П., доц. (гл. III).
Редактор графических материалов инж. В. Г. КАРГАНОВ
Пом. редактора тома В. А. ГОСТЕВА
Зав. редакцией А. Н. КЛУШИНА
Адрес редакции: Москва, Третьяковский пр., д. 1, Машгиз, Главная
редакция энциклопедического справочника „Машиностроение".
СОДЕРЖАНИЕ
От редактора IX
ПРОЕКТИРОВАНИЕ ЦЕХОВ
Глава I. ПРОЕКТИРОВАНИЕ ЛИТЕЙНЫХ
ЦЕХОВ (проф. Л. И. Фанталов) 1
Классификация, состав литейных цехов и ис-
ходные данные для их проектирования . . 1
Расчёт плавильных отделений 8
Расчёт формовочных отделений 12
Расчёт стержневых отделений 21
Расчёт сушил . 22
Расчёт землеприготовительных отделений . . 23
Расчёт обрубных отделений 24
Термическая обработка литья 24
Расчёт складов литейного цеха 24
Расчёт вспомогательных отделений 27
Расчёт внутрицехового транспорта 27
Энергетическое хозяйство цеха 29
Компоновки, размеры площадей и размеще-
ние оборудования 30
Технико-экономические показатели 62
Глава II. ПРОЕКТИРОВАНИЕ ЦЕХОВ
ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ . 66
Проектирование кузнечных
цехов (доц. С. Н. Хржановский) ... 66
Классификация кузнечных цехов и исходные
данные для проектирования 66
Производственная программа цеха 66
Оборудование 69
Рабочий состав 75
Расход металла и топлива 76
Энергетика цеха 77
Состав площадей, их компоновка и разме-
щение оборудования 78
Технико-экономические показатели 91
Проектирование рессорных и
пружинных цехов (анж. А. Р.
Мицкун) 92
Назначение рессорных и пружинных цехов, их
классификация и исходные данные для про-
ектирования 92
Производственная программа цеха 92
Оборудование 94
Рабочий состав 97
Расход металла и топлива 97
Энергетическое хозяйство цеха ....... 97
Состав площадей, их компоновка и разме-
щение оборудования 97
Технико-экономические показатели 99
Проектирование цехов (отде-
лений) холодной штамповки
(инж. В. О. Воронецкий) 102
Назначение, классификация цехов холодной
штамповки и исходные данные для проек-
тирования 102
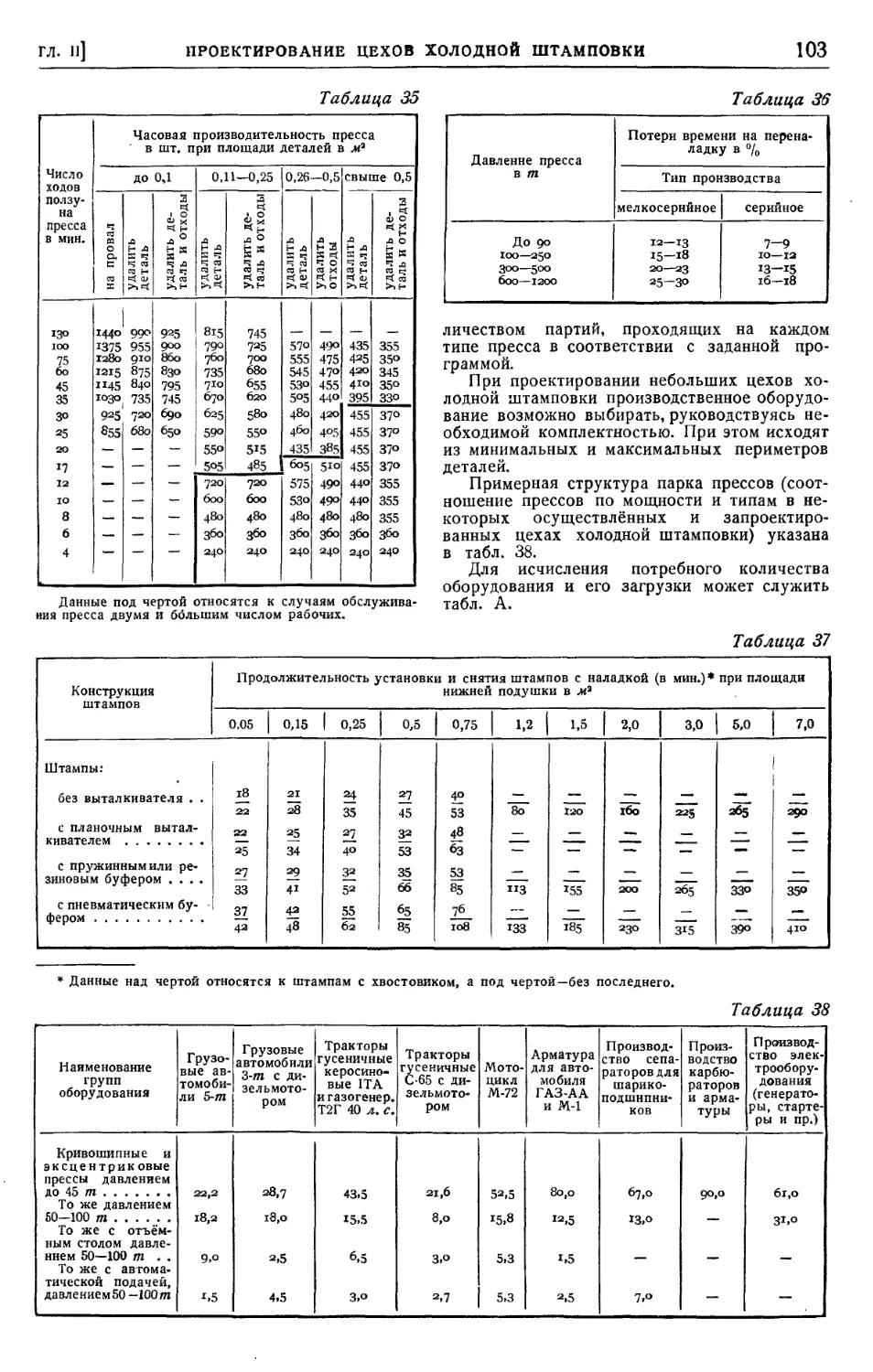
Производственная программа 102
Оборудование 102
Рабочий состав 105
Расход основных и вспомогательных мате-
риалов 106
Энергетическое хозяйство цеха 106
Состав площадей, их компоновка и размеще-
ние оборудования 106
Технико-экономические показатели ..... 112
Глава III. ПРОЕКТИРОВАНИЕ СВАРОЧ-
НЫХ ЦЕХОВ (МЕТАЛЛИЧЕСКИХ КОН-
СТРУКЦИЙ) (доц. А. И. Красовский) . . ИЗ
Классификация цехов металлоконструкций
и исходные данные для проектирования . 113
Производственная программа цеха 114
Оборудование 116
Энергооборудование и потребность в энергии 123
Рабочий состав . 123
Расход материалов 124
Состав площадей, их компоновка, размеще-
ние оборудования и рабочих мест .... • 124
Технико-экономические показатели 135
Глава IV. ПРОЕКТИРОВАНИЕ ТЕРМИЧЕ-
СКИХ ЦЕХОВ И ОТДЕЛЕНИЙ 136
Проектирование термических
цехов (лауреат Сталинской премии,
доц., канд. техн. наук А. А. Шмыков и
инж. 3. Л. Регирер) 136
Классификация термических цехов (отделе-
ний) и исходные данные для их проектиро-
вания 136
Производственная программа цеха ..... 136
Оборудование (основное, технологическое). 136
Расход топлива, электроэнергии, основных
и вспомогательных материалов 153
Состав площадей, их компоновка и разме-
щение оборудования 160
Технико-экономические показатели ..... 168
Проектирование отделений
(участков) поверхностной за-
калки при индукционном вы-
сокочастотном нагреве (лауреат
Сталинской премии, д-р техн. наук
М. Г. Лозинский) 168
VI
СОДЕРЖАНИЕ
Проектирование отделений
(участков) поверхностной за-
калки при контактном элек-
тронагреве (инж:. Ю. М. Богатырев) 181
Проектирование отделений
(участков) поверхностной за-
калки при пламенном нагреве
(канд. техн. наук Л. И. Готлаб) .... 185
Глава V. ПРОЕКТИРОВАНИЕ МЕХАНИЧЕ-
СКИХ И СБОРОЧНЫХ ЦЕХОВ (проф.,
д-р техн. наук М. Е. Егоров) 190
Классификация механических цехов 190
Исходные данные для проектирования меха-
нических и сборочных цехов 190
Программа механических и сборочных цехов 192
Оборудование 193
Рабочий состав 201
Расход материалов 202
Энергетика цеха 202
Площади, их компоновка и размещение обо-
рудования .......... 202
Технико-экономические показатели 219
Глава VI. ПРОЕКТИРОВАНИЕ ДЕРЕВО-
ОБРАБАТЫВАЮЩИХ ЦЕХОВ (инж.
Ц1. И. Кантор) 224
Классификация, взаимные связи цехов. . . . 224
Лесопильные цехи . . ... 228
Раскроечные цехи 230
Сушильные цехи (установки) . . 231
Деревообделочные цехи (цехи механической
обработки древесины) 231
Столярно-сборочные цехи .......... 242
Модельные цехи 245
Деревотарные цехи ............. 250
Склады древесины и моделей 252
Проектирование лесосушиль-
ных цехов (установок) (дои,. И. С.
Сергеев а инж. Н. Н. Пейч) ....... 254
Классификация лесосушильных цехов (устано-
вок) и исходные данные для проектирования 254
Расчёт количества сушильных камер .... 258
Требования к зданиям лесосушильных камер 259
Технико-экономические показатели 262
Глава VII. ПРОЕКТИРОВАНИЕ ОКРАСОЧ-
НЫХ ЦЕХОВ (инж. М. С. Парийский). . 263
Классификация окрасочных цехов, отделений
и участков • 263
Задание на проектирование 266
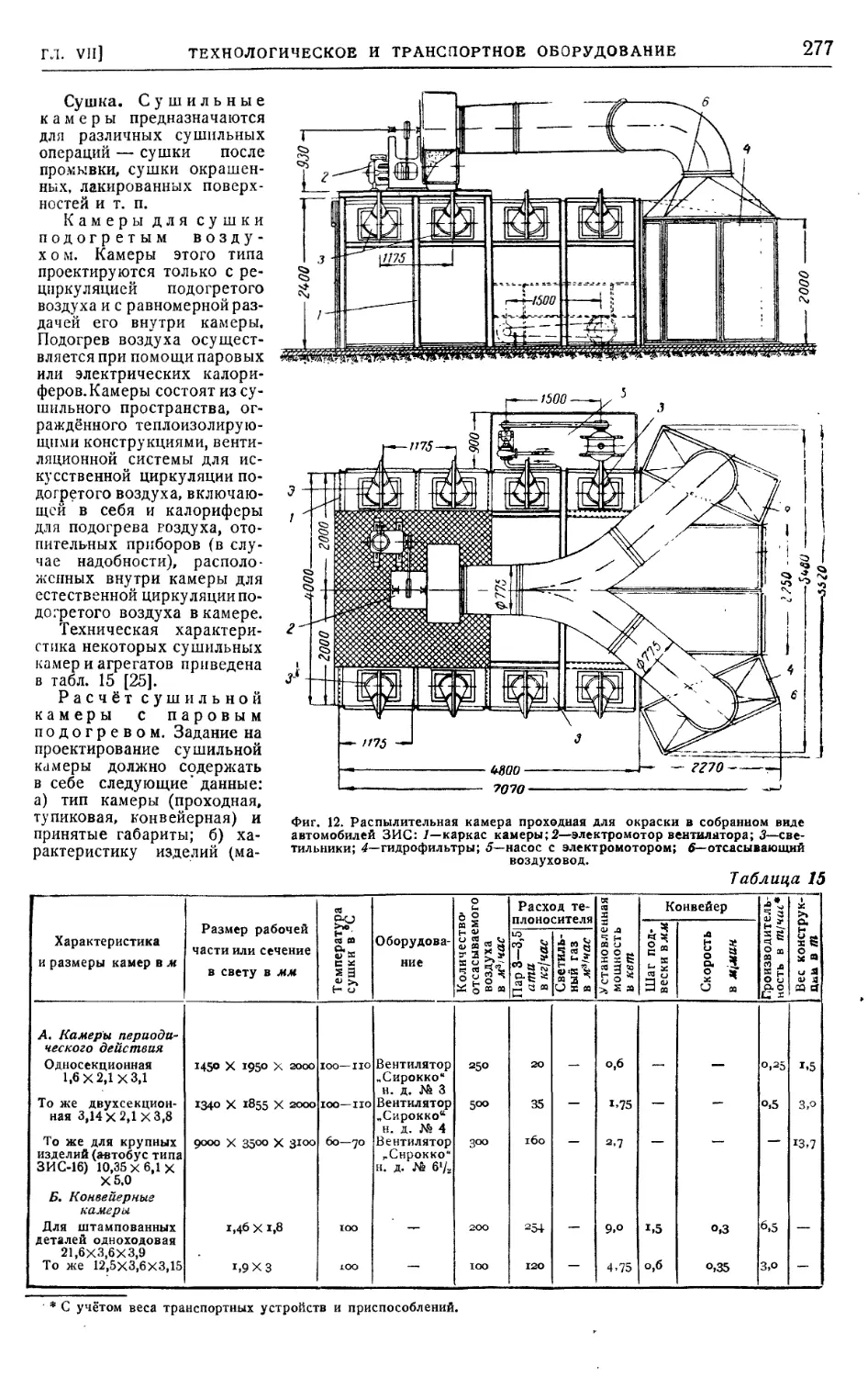
Технологический процесс 267
Технологическое и транспортное оборудова-
ние ... 271
Технологическое оборудование 271
Транспортное оборудование ....... 288
Рабочий состав 289
Расход материалов . 289
Санитарная техника и энергетическое хозяй-
ство цеха 290
Состав площадей, их компоновка и размеще-
ние оборудования 293
Технико-экономические показатели 297
Глава VIII. ПРОЕКТИРОВАНИЕ ЦЕХОВ
МЕТАЛЛОПОКРЫТИЙ (доц., канд. техн.
наук Н. Т. Кудрявцев и инж. Е. С. Куры-
шева) 298
Классификация цехов покрытий и исход-
ные данные для проектирования 298
Производственная программа и режим работы 299
Выбор толщины покрытий и технологический
процесс 309
Оборудование 303
Энергетическое хозяйство цеха 312
Рабочий состав 314
Расход анодов, химических и других мате-
риалов ..... 314
Состав площадей, их компоновка и размеще-
ние оборудования 317
Технико-экономические показатели 32'2
Глава IX. ПРОЕКТИРОВАНИЕ МЕТАЛЛИ-
ЗАЦИОННЫХ УСТАНОВОК, МАСТЕР-
СКИХ И ЦЕХОВ (инж. Е. В. Антошин) . 324
Классификация металлизационных установок,
мастерских и цехов, их назначение и виды
работ 324
Программа металлизационных установок,
мастерских и цехов <•. 325
Оборудование 326
Рабочий состав 329
Расход материалов 329
Энергетика металлизационных , установок
и цехов ...*....-.. 329
Площади, их компоновка и размещение обо-
рудования 330 :
Некоторые данные о стоимости металлизации 330.
Глава X. ПРОЕКТИРОВАНИЕ ИНСТРУ-
МЕНТАЛЬНЫХ ЦЕХОВ (канд. техн. наук
А. В. Брюшков) ......... . . . . . 333
Классификация инструментальных'цехов и ис-
ходные данные для проектирования .... 333
Структура инструментального хозяйства . . 333
Производственная программа цеха . . . . . 340
Оборудование . 340
Рабочий состав 349
Расход металла 349
Энергетика . .:............... 351
Состав площадей, их компоновка и размеще-
ние оборудования 352
Глава XI. ПРОЕКТИРОВАНИЕ РЕМОНТ-
НО-МЕХАНИЧЕСКИХ ЦЕХОВ (доц.
И. ?'. Кисин) . 360.
Исходные данные для проектирования . . 360;
Программа цеха 360
Оборудование и рабочий состав 361
Расход материалов . 362
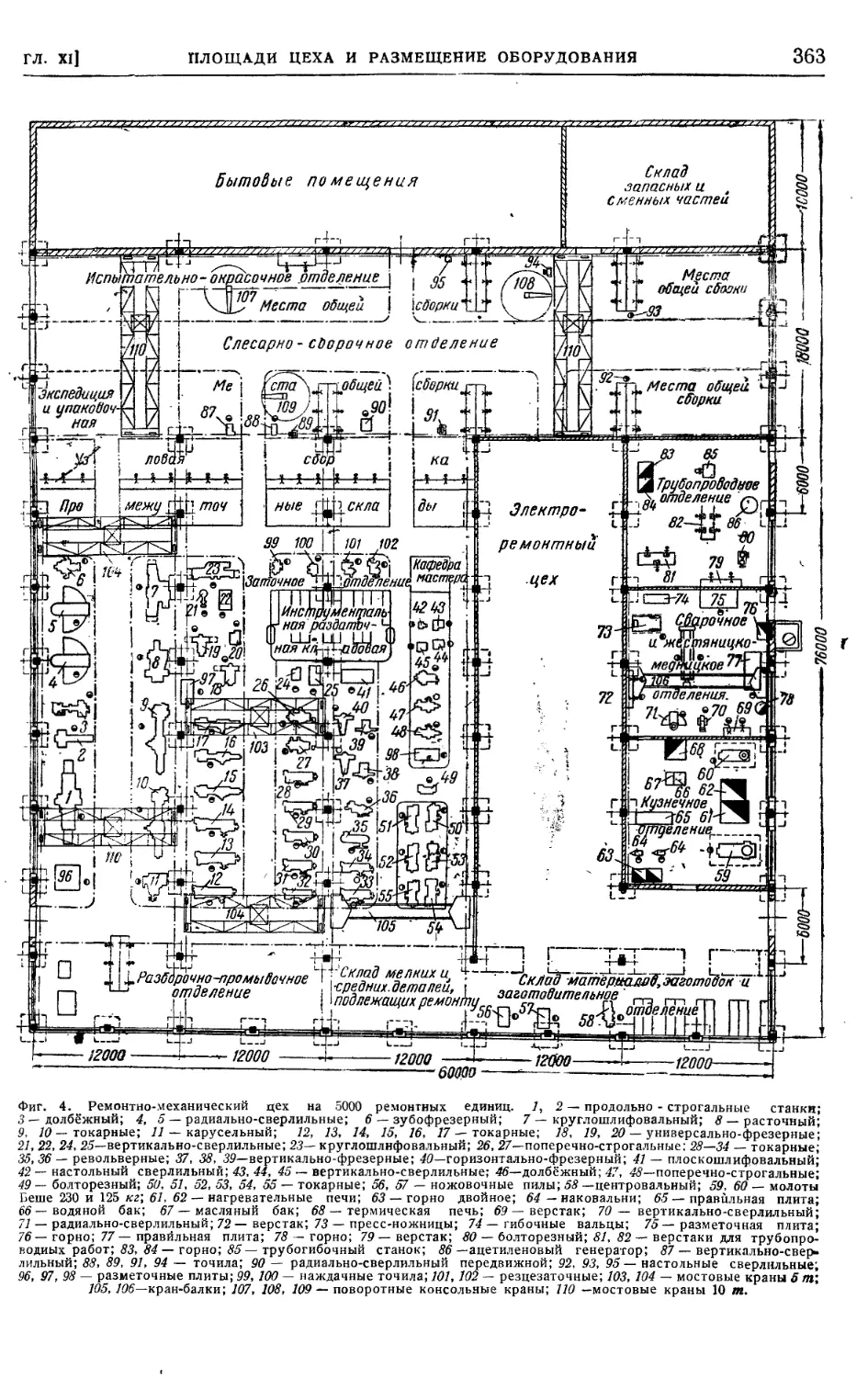
Площади цеха и размещение оборудования . 362
Технико-экономические показатели 365
Глава XII. ПРОЕКТИРОВАНИЕ ЗАВОД-
СКИХ ЛАБОРАТОРИЙ (проф., д-р техн.
наук Н. Ф. Болховитинов) 366
Задачи, состав и программа работ заводских
лабораторий 366
Подбор оборудования металловедческих ла-
бораторий 367
Подбор оборудования технологических лабо-
раторий . 373
Планировка и специальное оборудование по-
мещений 375
СОДЕРЖАНИЕ
ПРОЕКТИРОВАНИЕ ОБЩЕ-
ЗАВОДСКИХ УСТРОЙСТВ
Глава XIII. ПРОЕКТИРОВАНИЕ ГЕНЕ-
РАЛЬНОГО ПЛАНА МАШИНОСТРОИ-
ТЕЛЬНОГО ЗАВОДА (инж. Б. И. Айзенберг) 377
Определение генерального плана и последо-
вательность его разработки 377
Основные правила построения генерального
плана 377
Состав завода 378
Схема производства . 379
Блокировка цехов и устройств 381
Выбор вида застройки ............ 381
Выбор транспортной схемы 387
Зонирование заводской территории 390
Расширение производства 392
Условия противопожарные, санитарные и
ПВХО 393
Озеленение и благоустройство заводской
территории 395
Организация людских потоков ....... 396
Предзаводскай площадь 397
Инженерные сети 397
Топографические, геологические и гидрогео-
логические условия площадки 399
Вертикальная, планировка и организация
рельефа . 399
Технико-экономические показатели генераль-
ного плана 403
Состав проекта генплана . 404
Глава XIV. ПРОЕКТИРОВАНИЕ ТРАНС-
ПОРТНОГО И СКЛАДСКОГО ХОЗЯЙ-
СТВА ЗАВОДА 405
Проектирование транспортно-
го хозяйства завода (канд. техн.
наук К. П. Высоцкий) 405
Общие сведения 405
Исходные данные для проектирования 405
Виды транспорта и области их при-
менения 405
Освоение грузооборота 407
, Схема транспортной сети 409
Себестоимость перевозок 410
Рельсовый транспорт 411
Взаимоотношения с сетью железных
дорог общего пользования 411
Расположение ж.-д. путей по отноше-
нию к цехам и складам 411
Габариты 413
Технические условия проектирования . . 414
Радиусы закруглений 414
Продольный профиль 416
Верхнее строение и земляное полотно . . 416
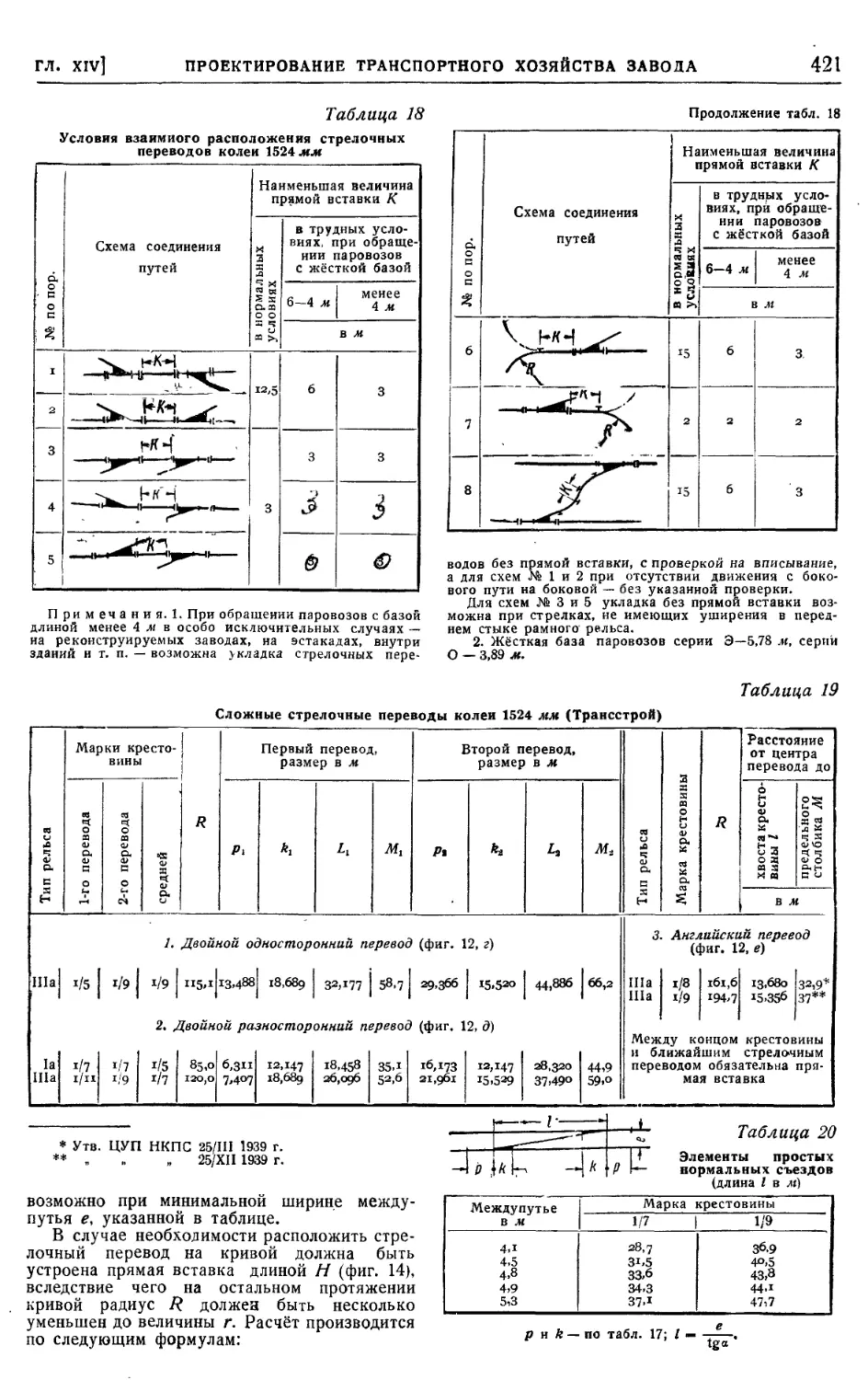
Соединения путей 419
Подвижной состав 422
Определение веса поезда 424
Безрельсовый транспорт 424
Технические условия проектирования . . 424
Виды покрытий 426
Подвижной состав 426
Определение грузоподъёмности транс-
портных средств 427
Водный транспорт 428
Условия применения 428
Проектирование складского
хозяйства завода (доц., канд.
техн. наук Б. В. ЦетЛину . . : . . ; . . 429
Классификация складов, типы складских
устройств и их оборудование . 429 ¦
Классификация складов . ... . . -. . 429
Типы складских устройств 429
Конструктивные элементы складов. . . 431
Оборудование, планировка и расчёт
площадей складов .'432'
Основные склады предприятий . 433
Центральные (главные) склады 433
Склады металлов и металлоизделий. . . 433
Инструментальные склады .. . . . -..,> •,. 440
Склады обтирочных материалов . . . . . 443
Склады ремонтно-строительных мате-
риалов и огнеупоров 443
Склады огнеопасных жидкостей. . . . . 445
Склады твёрдого топлива ... . . . ., « 448
Склады баллонов с газами.... . . . . 450
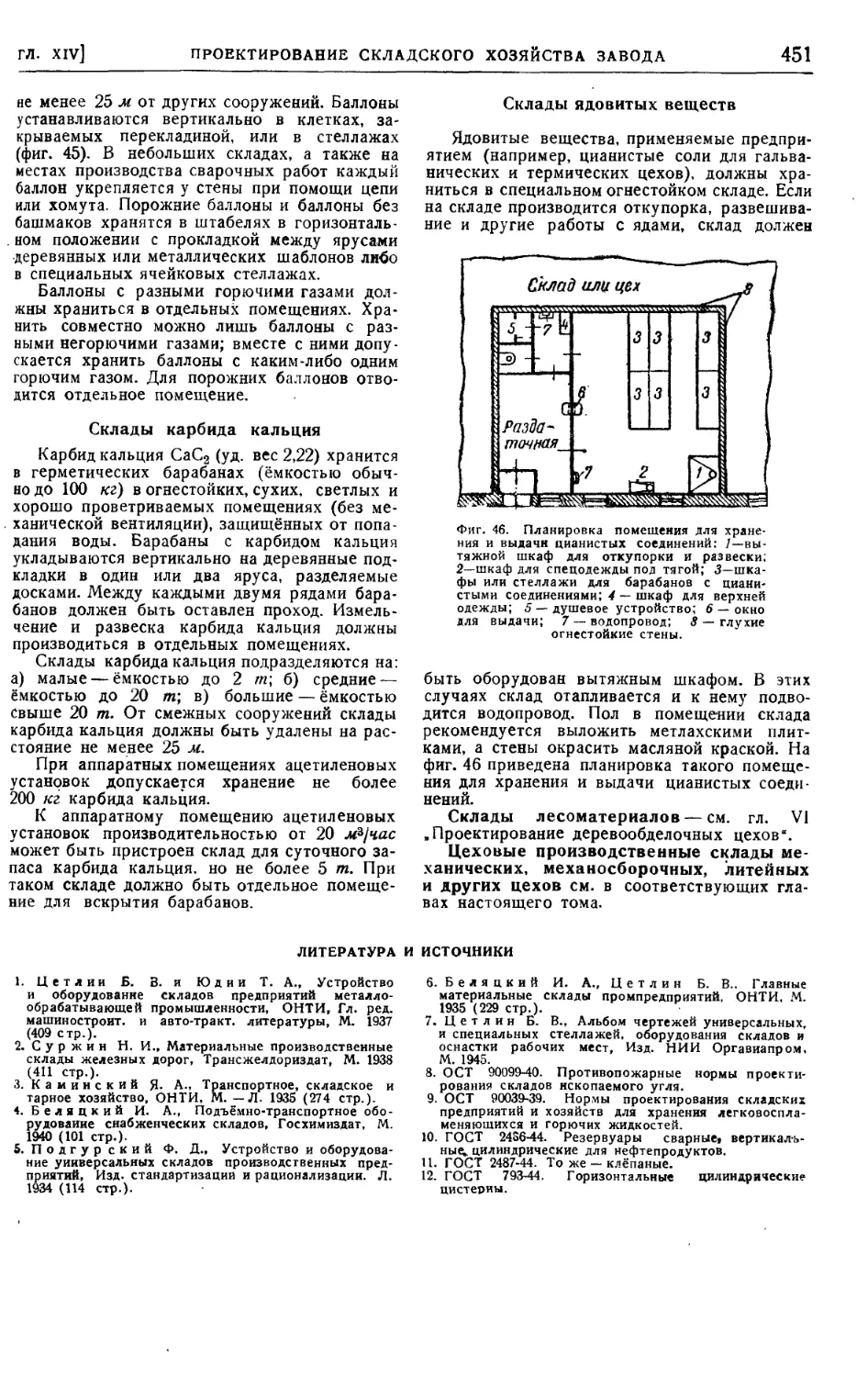
Склады карбида кальция .. ....... 451
Склады ядовитых веществ . ...;.. . 461
Глава XV. ПРОЕКТИРОВАНИЕ ЭНЕРГО- \
ХОЗЯЙСТВА ЗАВОДА ....... . . т 452 :
Проектирование электрохозяй- ''
с т в а (инж. Л. М. Вейншток)...... 452 s
Содержание, исходные данные и порядок со-
ставления проекта . 452' >
Выбор системы тока .... . . .... .' ; .¦ 452
Определение нагрузок и расхода электро-
энергии ......... ..': 452
Выбор первичного напряжения заводских се- ¦• '¦
тей 456
Внешние электрические связи 457
Заводские электростанции 457
Выбор месторасположения трансформаторных
подстанций 460
Выбор трансформаторов и вторичного на-
пряжения 461
Схемы электроснабжения 461
Улучшение коэфициента мощности 463
Выбор электродвигателей 46*
Выбор пусковой аппаратуры 466
Пуск синхронных электродвигателей .... 467
Распределительные пункты 469
Силовые сети « 470
Шинные сборки 473
Крановые сети . . • 474
Дуговые электропечи 476
Проектирование пневматиче-
ского хозяйства (инж. Л. М. Вейн-
шток) 478
Содержание и последовательность проекти-
рования 478
Расход сжатого воздуха 478
Выбор компрессоров 480
Расход энергии компрессорами 481
Привод компрессоров 482
Выбор места для компрессорной станции . . 482
Схема воздухопроводов и основные элементы
компрессорной станции 482
Схема воздухопроводов 482
Основные элементы компрессорной стан-
ции 483
Машинный зал компрессорной станции ... 484
Воздухопроводы 485
Водоснабжение компрессорных станций . . . 487
Смазка компрессоров 488
Контрольно-измерительные приборы 488
Стоимость сооружения и механическая ха-
рактеристика компрессорной станции . . . 489
VIII
СОДЕРЖАНИЕ
Глава XVI. ПРОЕКТИРОВАНИЕ ОТОПЛЕ-
НИЯ, ВЕНТИЛЯЦИИ И ОСВЕЩЕНИЯ
ЗАВОДА 490
Проектирование отопления и
вентиляции (инж. Г. Н. Уфимцев) . 490
Укрупнённые показатели расхода тепла на
отопление и вентиляцию 490
Общие указания по устройству систем ото-
пления и вентиляции 492
Отопление 492
Вентиляция 493
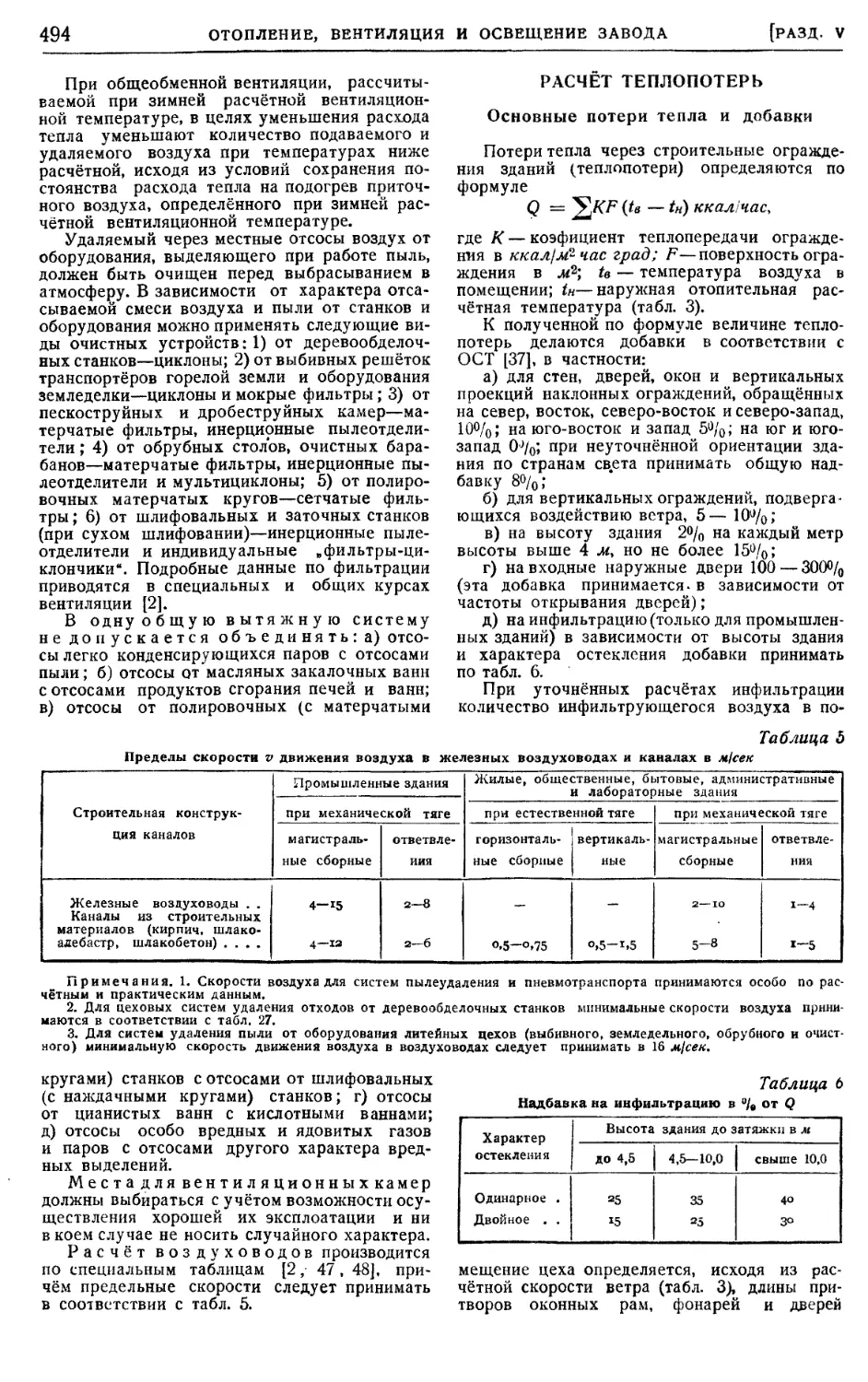
Расчёт теплопотерь 494
Основные потери тепла и добавки .... 494
Коэфициенты теплопередачи ограждений 496
Максимально допустимые величины К
для наружных ограждений ....... 497
Основные расчётные данные для определения
объёмов вентиляции 498
Определение количества вентиляционного
воздуха по вредным 'примесям 498
Определение количества вентиляционного
воздуха по теплу и влаге 499
Определение количества вентиляционного
воздуха по виду местных отсосов . . . 502
Нагревательные приборы и калориферы . . 506
Вентиляторы и электромоторы 511
Кондиционирование воздуха в цехах машино-
строительных заводов . 520
Проектирование освещения
(проф., д-р техн. наук В. В. Мешков) . . 522
Общие сведения 522
Основные световые величины и единицы 522
Требования, предъявляемые к освети-
тельным установкам 523
Искусственное освещение 524
Источники света 524
Светильники 526
Нормы освещённости цехов машино-
строительной промышленности 529
Местное освещение 530
Ориентировочные расчёты и эксплоата-
ция осветительных установок 531
Естественное (дневное) освещение 533
Светопроёмы 53*
Правила и нормы естественного освеще-
ния 534
Ориентировочные расчёты и эксплоата-
ция 535
Глава XVII. ПРОЕКТИРОВАНИЕ И УСТ-
РОЙСТВО ФУНДАМЕНТОВ ПОД ЗАВОД-
СКОЕ ОБОРУДОВАНИЕ 536
Фундаменты под оборудование
с динамическими нагрузками
(канд. техн. наук Д. Д. Баркан) 536
Общие сведения 536
Фундаменты под машины с кривошипно-ша-
тунными механизмами 537
Фундаменты под турбогенераторы и мотор-
генераторы • *. . 541
Фундаменты под кузнечные молоты 543
Фундаменты под металлорежу-
щие станки (проф. А. С. Братнин) . 548
Техническое задание на проектирование
фундаментов станков 548
Материал фундаментов 548
Указания по проектированию 548
Конструктивные мероприятия, обеспечиваю-
щие перестановку станка без устройства
нового фундамента 549
ОТ РЕДАКТОРА
Настоящий том энциклопедического справочника „Машиностроение" посвящен
проектированию машиностроительных заводов, их цехов и служб. В нём отражён
современный опыт проектирования предприятий тяжёлого и транспортного ма-
шиностроения, автомобильной, станкостроительной и других отраслей машино-
строительной промышленности. Помещаемые здесь сведения — технико-экономи-
ческие показатели, компоновки и планировки цехов, данные по оборудованию,
по общезаводским устройствам и т. д. — заимствованы преимущественно из про-
ектных материалов, разработанных и в большей части осуществлённых в годы
сталинских пятилеток.
Главы, посвященные проектированию отдельных цехов, изложены по следую-
щему плану: а) классификация цехов данной специальности, б) состав исходных
сведений для проектирования, в) способы построения программы цеха, г) указа-
ния по выбору и расчёту количества оборудования, потребного для проек-
тируемого цеха, д) данные для определения состава и численности рабочих
кадров, е) порядок выявления потребности в материалах, ж) указания по компо-
новке и планировке цехов, з) сводка технико-экономических показателей.
Классификация цехов является исходным разделом каждой главы. Она
построена по таким важнейшим для проектирования классификационным призна-
кам, как тип производства, масштаб выпуска, весовая и габаритная характе-
ристика изделия. Наличие классификации позволило систематизировать изложение
каждой главы применительно к отдельным разновидностям цехов.
В составе исходных сведений для проектирования приведён
краткий перечень исходных материалов, которыми должен располагать проектант.
Способ построения программы цеха рассматривается в зависимости от
его организационно-технологического профиля.
В разделе, посвященном оборудованию, даются указания по выбору
и определению количества оборудования, потребного проектируемому цеху. Тех-
нологические параметры оборудования в настоящем томе в большинстве своём
отсутствуют, они рассматриваются в других томах .Справочника" в связи с тех-
нологией машиностроения (тт. 5, 6 и 7) либо конструированием машин (тт. 8 и 9).
Имеющиеся здесь сведения по оборудованию ограничиваются преимущественно
его проектно-монтажными характеристиками. При этом наибольшее внимание уде-
лено тем видам цехового оснащения, которые обычно изготовляются на месте,
собственными силами заводов.
ОТ РЕДАКТОРА
В разделе о рабочих кадрах даны краткие указания по определению
профессионального и квалификационного состава рабочих кадров; во многих
случаях приводятся ориентировочные показатели трудоёмкости для отдельных
видов работ.
Порядок выявления потребности в материалах — основных и вспомогатель-
ных — рассматривается в зависимости от технологического профиля, от особен-
ностей материально-технического баланса проектируемого цеха.
В разделе, посвященном площадям, их компоновке и планировке, вместе
с обобщёнными в пределах данного цеха указаниями для определения состава
и размеров цеховых площадей приведены примеры размещения цехов и устройств.
Здесь же даны указания о распланировке типового оборудования.
Наконец, в заключительной части каждой главы помещены сводки технико-
экономических показателей.
Указания по организации процессов проектирования (объём и состав проект-
ных материалов, порядок утверждения проектов и т. д.) в настоящем томе
отсутствуют: они регламентированы постановлением Совета Народных Комиссаров
Союза ССР от 26 февраля 1938 г. „Об улучшении проектного и сметного дела и об
упорядочении финансирования строительства" либо будут вытекать из тех руко-
водящих документов, которые по данному вопросу могут быть изданы в даль-
нейшем.
Учитывая вместе с тем различный объём проектных работу выполняемых
в различных стадиях, мы сочли целесообразным дать указания о методике проек-
тирования в двух основных формах — укрупнённой и детальной.
Необходимые для проектирования сведения о фондах времени для рабочих
и оборудования содержатся в ведомственных материалах, имеющихся в распоря-
жении проектирующих организаций, и поэтому в настоящем томе также не
приводятся.
Вопросы новой техники, отражённые в соответствующих главах настоящего
тома, сопровождаются практическими иллюстрациями (планировками, показате-
лями и т. д.) в той мере, в какой было возможно их заимствовать из новейшего
проектного опыта отечественного машиностроения. Наибольшее внимание уделено
проектированию поточных линий в различных цехах (литейных, холодной штам-
повки, механических, окрасочных, сборочных и др.), механизации и автоматизации
отдельных производств (металлопокрытий, сварки, штамповки на механических
прессах и т. д.), новейших технологических процессов (поверхностная закалка
токами высокой частоты, азотирование, цианирование, металлизация распылением
и т. д.). Вместе с тем в настоящем томе не нашли сколько-нибудь широкого осве-
щения вопросы проектирования тех новых технологических процессов, которые
ко времени сдачи тома в печать ещё не вышли из стадии экспериментирования
или производственной проверки и наладки (например, термическая обработка при
температурах ниже 0% дробеструйная обдувка поверхности деталей с целью
повышения их усталостной прочности, индукционный электронагрев заготовок под
штамповку и др.)- В этих случаях мы ограничивались упоминанием о возмож-
ной роли подобных процессов в технологической структуре проектируемого
цеха.
С целью облегчить пользование данным томом мы стремились унифицировать
построение глав в той мере, в какой это допускалось технологическими особен-
ностями цехов, спецификой общезаводских устройств, а также индивидуаль-
ностью отдельных участников авторского коллектива.
ОТ РЕДАКТОРА XI
Помещённые в настоящем томе показатели, характеризующие трудоёмкость
отдельных изделий либо процессов, производительность оборудования, структуру
рабочего состава, расход металла, топлива и других материалов, электроэнергии,
воздуха, воды, пара и т. д., являются только примерными и ни в коем случае
не могут служить в качестве рекомендуемых нормативов.
При пользовании подобными материалами следует иметь в виду следую-
щее:
1) все приведённые в настоящем томе показатели заимствованы из проектной
документации, из заводской практики или составлены по литературным данным,
причём источники заимствования указаны в тексте;
2) любой показатель полностью верен только в тех условиях, для которых'
он разработан, поэтому показатели, содержащиеся в настоящем томе, необхо-
димо при использовании корректировать применительно к особенностям
проектируемого объекта (по уровню технологии, характеристике изделия,
масштабу выпуска и т. д.), сопоставляя с аналогичными показателями наиболее
передовых заводов и цехов, родственных проектируемому;
3) было бы ошибкой рассматривать эти показатели как некоторый стабиль-
ный предел, ограничивающий возможности высокопроизводительной работы; на-
оборот, любой из них может и должен быть превзойден за счёт дальнейшего
совершенствования технологии и организации производства и особенно за счёт
внедрения научных достижений.
При подготовке материалов настоящего тома значительная помощь была ока-
зана авторам и редакции со стороны проектных организаций, предоставивших
для использования в „Справочнике" свои проектные, справочные* и нормативные
материалы, а также содействовавших некоторым авторам, сотрудникам этих
организаций, в работе над материалами .Справочника". За оказанную помощь
выражаем глубокую признательность:
а) начальнику Государственного института по проектированию заводов сред-
него машиностроения (Гипросредмаш, ныне Гипроавтопром) инж. И. Б. Шейн-
ману и начальнику технического отдела института инж. Б. И. Айзенбергу;
б) начальнику Государственного института по проектированию заводов тяжё-
лого машиностроения (Гипротяжмаш) тов. В. М. Белову, главному инженеру
института инж. М. И. Храмому и зам. главного инженера инж. И. Е. Кисину.
Выражаем также благодарность следующим лицам, давшим свои развёрнутые
отзывы (рецензии) и советы по содержанию отдельных глав настоящего тома:
лауреату Сталинской премии инж. Н. А. Шамину, инж. Н. А. Струкову,
инж. М. М. Бирюкову и инж. А. И. Чернину(гпЛ)', канд. техн. наук Е. /7. Унксову,
инж. А. Н. Турчанинову, канд. техн. наук С. Л. Рустему, инж. В. И. Гришину,
инж. Е. 3. Трейвас и инж. Я. С. Миндлину (гл. II); лауреату Сталинской премии
инж, А. Д. Ассонову и инж. К. 3. Шепеляковскому (гл. IV); инж. О. М. Каме-
неву и инж. А. Е. Прокоповичу (гл. V); проф. П. П. Успасскому и канд. техн.
наук Б. А. Поснову (гл. VI); доц. И. Г. Когбетлиеву, инж. Р. М. Вовшиной
(гл. Vtl); инж. Н. И. Докину (гл. VIII); проф., д-ру техш наук М. Е. Егорову
* При составлении настоящего тома частично использованы материалы рукописи „Справочник
проектанта машиностроительных заводов" Гипросредмаша авторами глав по проектированию цехов
литейных (гл. 1), обработки металлов давлением (гл. II), деревообрабатывающих (гл. VI), окрасочных
(гл. VII), металлопокрытий (гл. VIII), инструментальных (гл. X), а также заводских лабораторий
(гл. XII).
ХП ОТ РЕДАКТОРА
(гл. X); проф. С Н. Берхену (гл. XI); проф., д-ру техн. наук В. И. Просвирину
(гл. XII); канд. техн. наук А. С. Вайнцвайгу (гл. XIII); доц. В. А. Кержановичу,
инж. А, И. Карабину и инж. Л. Ф. Лебедеву (гл. XV); проф., д-ру техн. наук
Л. Л. Белькинду, инж. М. С. Рябову и инж. В. Н. Миллеру (гл. XVI); инж.
И. М. Балабану (гл. XVII).
Настоящий опыт составления комплексного справочного пособия по проекти-
рованию машиностроительных заводов является первым не только в отечествен-
ной, но и в мировой технической литературе. Естественно поэтому, что в этом
томе читатель может обнаружить отдельные недочёты и пробелы. Критические
замечания и предложения по существу содержания настоящего тома, а также
указания на источники возможного получения новейших материалов но вопро-
сам проектирования машиностроительных заводов просим присылать в адрес
Главной редакции для использования при подготовке второго издания энцикло-
педического справочника „Машиностроение".
Л. Шухгалътер
ПРОЕКТИРОВАНИЕ ЦЕХОВ
Глава 1
ПРОЕКТИРОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
КЛАССИФИКАЦИЯ, СОСТАВ ЛИТЕЙНЫХ
ЦЕХОВ И ИСХОДНЫЕ ДАННЫЕ
ДЛЯ ИХ ПРОЕКТИРОВАНИЯ
Классификация литейных цехов. В зави-
симости от развеса выпускаемого литья литей-
ные цехи чёрных металлов могут быть разде-
лены на пять классов (табл. 1).
; Таблица 1
Классы литейных цехов
Класс
литейного цеха
I
II
III
IV
V
Развес литья
Лёгкий
Средний
Крупный
Тяжёлый
Особо тяжёлый . .
Максимальный
вес 1 шт.
в кг
До loo
„ IOOO
. 5°°°
» 15000
Свыше is ооо
В свою очередь литейные цехи каждого
класса по мощности, определяемой размером
годового выпуска в т, могут быть разбиты
на три группы: первая — малой, вторая — сред-
ней и третья — большой мощности.
В зависимости от степени механизации
различают литейные цехи с малой, средней и
полной механизацией.
Классификация литейных цехов чёрных
металлов дана в табл. 2.
Классификация литейных цехов цветных
сплавов приведена в табл. 3.
Состав литейных цехов. В состав литей-
ных цехов входят производственные и вспо-
могательные отделения, склады, а также слу-
жебные и бытовые помещения.
Производственные отделения: фор-
мовочное, стержневое, плавильное, землепри-
готовительное и обрубное (очистное).
Вспомогательные отделения: ре-
монтно-слесарное, каркасное, ковшевое, плот-
ницкая мастерская, отделение подготовки све-
жих формовочных материалов и добавок,
экспресс-л абор атория.
Склады литейных цехов: шихты, топлива,
флюсов, огнеупоров, свежих формовочных
материалов, орток, изложниц, готовых отливок
и слитков, вспомогательных материалов, при-
способлений и инструмента, моделей для теку-
щего производства.
Бытовые помещения: гардероб, ком-
ната для приёма пищи, душевые и уборные.
Служебные помещения: контора
цеха и др.
Исходные данные для проектирования.
Проектирование литейных цехов ведётся на ос-
нове производственной программы
(табл. А). Эта программа должна содержать
отдельно для каждого рода металла и изде-
лия задания по выпуску литья, выраженному
в весе (в т) и количестве: 1) по каждому
изделию основной продукции завода; 2) для
запасных частей к изделиям, выпускаемым
заводом; 3) для собственных нужд завода;
4) для посторонних предприятий. Выпуск
литейного цеха должен предусматривать
также возмещение возможного брака при
обработке в механическом цехе по вине
последнего.
К программе должны быть приложены спе-
цификации литых деталей (табл. Б) по всем
видам изделий с указанием их количеств по
основной продукции, по запасным частям,
а также по возмещению возможного брака
механического цеха.
При единичном и мелкосерийном
производствах с неопределённой и об-
ширной номенклатурой изделий проектирова-
ние цеха ведётся укрупнены о. Исходными
данными для расчёта являются: 1) производ-
ственная программа, содержащая примерный
развес литья с указанием максимальных веса
и габарита отливок; 2) технико-экономические
показатели—трудоёмкость, съём в тоннах в год
с 1 м'г площади формовочного и других произ-
водственных отделений, а также цеха в целом
и т. п., заимствованные из наиболее передовой
производственной практики цехов, родствен-
ных проектируемому по характеру литья,
мощности, механовооружённости и т. д. Эти
показатели используются при выборе обо-
рудования, проектировании составов ших-
ты и баланса плавки металла, расчёте по-
требности в материалах, топливе и энергии,
определении размера капитальных затрат
и т. д.
При серийном и крупносерийном
производствах и неполном обеспечении чер-
тежами и спецификациями по всем изделиям
проектирование ведётся по технологическим
картам и ведомостям технологических процес-
сов для характерных деталей-предста-
в и т е л е й каждой весовой группы.
При проектировании литейных цехов
крупносерийного и м а с совог о про-
изводства с ограниченной номенклатурой, пол-
ПРОЕКТИРОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
[РАЗД. V
Классификация литейных
Класс цеха
Группа
Выпуск цеха
в т/год
Тип произ-
водства
Степень ме-
ханизации
Режим рабо-
ты
Преобладаю-
щий техноло-
гический про-
цесс и обору-
дование
Характерные
типы изделий
(примерная
специализация
завода)
Характери-
стика развеса
отливок
Характерное
подъёмно-
транспортное
оборудование
Характери-
стика здания
цеха
I
1
От 500 до
2000
Серийное
Малая
Ступенчатый
в один цикл
формовки
2
От 2000 до
6000
Крупносерий-
ное
Средняя
Ступенчатый
в два цикла
формовки
3
Свыше 6000
Массовое
Большая
Параллель-
ный
Машинная формовка в мелких опоках.
100°/0 литья всырую. Центробежное литьё.
Литьё в кокиль
Приготовле-
ние земли и
заливка на
плацу
Механизированное приго-
товление, уборка и раздача
земли. Заливка на рольган-
гах и конвейерах
В чугунолитейных цехах: вагранки от 2
до 6 т/час. В фасонно-сталелитейных
цехах: малые бессемеровские конвертеры
до 1,5т или электропечи до З/и. В литейных
ковкого чугуна: вагранки, пламенные печи
или дуплекс-процесс. Малые пневматические
формовочные машины 1-й группы.
Очистные барабаны, пескоструйные столы,
наждачные станки. Пневматические и руч-
ные зубила
Измерительные приборы, радио- и электро-
аппаратура, счётные, пишущие и швейные
машины, мелкая арматура
Мелкие до
5 кг
30-40%
Средние до
50 кг
40-50%
Крупные до
100 кг
10-30%
Мостовые краны грузоподъёмностью
до 5 от
Поворотные
краны, руч-
ные тележки,
электрокары
Трёхпролёт-
ное здание
длиной до Wm,
шириной до
86 м. Склады
с простой ме-
ханизацией.
Ширина про-
лётов от 9
до 15 м, вы-
сота до за-
тяжки фермы
6-7 м
Монорельсы, кран-балки,
поворотные краны, конвейе-
ры, рольганги, ленточные
транспортёры, элеваторы
Трёх-четырёх-
пролётное
здание длиной
60—90 м, ши-
риной 39—60 м.
Склады меха-
низированы.
Ширина пролё-
тов 12—18 м,
высота до за-
тяжки фермы
7-9 ж
Многопролёт-
ное здание дли-
ной более 90 м,
шириной более
60 м. Склады
механизиро-
ваны. Ширина
пролётов 12—
18 м, высота
до затяжки
фермы 8—10 м
II
1
От 800 до
3000
Серийное
Малая
Ступенчатый
в один цикл
формовки
2
От 3000 до
9000
Крупносерийное
Средняя
Параллельный
3
Свыше 9000
Массовое
Большая
Параллельный
Машинная формовка в мелких и средних опоках,
80%—всырую, 20%—с подсушкой форм. Литьё
в кокиль
Приготовле-
ние земли и
заливка на
плацу
Механизированное приготовле-
ние, уборка и раздача земли.
Заливка на рольгангах и конвейе-
рах
В чугунолитейных цехах: вагранки от 3 до
10 т/час. В фасонно-сталелитейных цехах: малые
бессемеровские конвертеры до 3 т или электро-
печи до 5 от. В литейных ковкого чугуна: вагран-
ки, дуплекс-процесс. Малые и средние пневматиче-
ские формовочные машины 1-й и 2-й групп.
Очистные барабаны, пескоструйные камеры, цен-
тробежные дробеструйные барабаны, наждачные
станки. Пневматические, и ручные зубила
Автомобили, тракторы, мелкие дизели, компрес-
соры, насосы, сельскохозяйственные и текстильные
машины, вагоны, мелкие электродвигатели, преци-
зионные станки, арматура
Мелкие до
30 кг
25-35%
Средние до
100 кг
30-35%
Крупные до
1000 кг
30-50%
Мостовые краны грузоподъёмностью
до 5 т
Поворотные
краны, руч-
ные тележки,
электрокары
Трёхпролётное
здание длиной
до 66 м, ши-
риной до 42 м.
Склады с про-
стой механиза-
цией. Ширина
пролетов 9—
18 м, высота
до затяжки
фермы 9—11 м
Монорельсы, кран-балки, поворот-
ные краны, конвейеры, рольганги, ¦
ленточные транспортёры, элеваторы
Трёх-четырёх-
пролётное зда-
ние длиной 66—
92 м, шириной
до 72 м. Склады
механизированы.
Ширина пролё-
тов 12—18 л, вы-
сота до затяжки
фермы 9—11 м
Многопролёт*
ное здание дли-
ной более 92 м,
шириной более
72 м. Склады
механизированы.
Ширина пролётов
12—18 м, высота
до затяжки фер-
мы 9—11 м
•
ГЛ. I]
КЛАССИФИКАЦИЯ, СОСТАВ ЛИТЕЙНЫХ ЦЕХОВ
цехов чёрных металлов
Таблица 2
ш
IV
От 1500
до 4000
От 4000
до 12000
Свыше
12000
От 4000
до 6000
От 6000
до 15 000
Свыше
15 000
От 5000
до 8000
От. 8000
до 18000
Свыше
18 000
Мелкосе-
рийное
Серийное
Крупносе-
рийное
Единичное
Мелкосе-
рийное
Серийное
Единичное и
мелкосерий-
Единичное и
мелкосерий-
Единичное
и мелко-
серийное
Малая
Средняя
Средняя
Малая
Средняя
Средняя
Малая
Средняя
Средняя
Ступенча-
тый в один
цикл фор-
MOBhH
Ступенчатый
в один цикл
формовки
Параллель-
ный
Ступенчатый в один цикл фор-
мовки. В фасонно-сталелитейных:
двухсменный параллельный
Ступенчатый в один цикл фор-
мовки. В фасонно-сталелитейных:
двухсменный параллельный
Ручная, пескомётная и машин-
ная формовка в опоках, до 50%
всухую
Ручная, пескомётная, частично
машинная формовка. Почвенная
формовка до 70% всухую
Ручная, пескомётная опочная н
почвенная формовка в глину и по
кирпичу, до 80% всухую. Частично
машинная формовка
Пригото-
вление зем-
ли и залив-
ка на плацу
Механизированное
приготовление, убор-
ка и раздача земли.
Заливка на рольгангах
Пригото-
вление зем-
ли и залив-
ка на плацу
Механизированное
приготовление, уборка
и раздача земли, за-
ливка на плацу и роль-
гангах
Пригото-
вление зем-
ли и заливка
на плацу
Механизированное при-
готовление, уборка и раз-
дача земли, заливка на
плацу, частично на роль-
гангах
В чугунолитейных цехах: ва-
гранки от 5 до 12 т/нас. В фасон-
но-сталелитейных цехах: марте-
новские печи, электропечи до 10 т.
Малые бессемеровские конверте-
ры до 3 т. Пескомёты. Малые,
средние и крупные формовочные
пневматические машины 1-й, 2-й и
3-й групп.
Очистные барабаны, пескоструйные
камеры, гидрокамеры, наждачные
станки, пневматические зубила
В чугунолитейных цехах: ва-
гранки от 5 до 15 т/час. В фасон-
но-сталелитейных цехах: марте-
новские печи, электропечи до 10 /п.
Пескомёты, пневматические трам-
бовки, средние и крупные формо-
вочные пневматические машины 2-й,
3-й и 4-й групп.
Очистные барабаны, пескоструй-
ные камеры, гидрокамеры, наждач-
ные станки, пневматические зубила
В чугунолитейных цехах: вагранки
от 6 до 20 т/час. В фасонно-стале-
литейных цехах: мартеновские печи,
электропечи до 10 т. Пескомёты, пнев-
матические трамбовки; формовочные
пневматические машины 2-й, 3-й и
4-й групп.
Очистные барабаны, пескоструйные
камеры, гидрокамеры, наждачные
станки, пневматические зубила
Дизеля, компрессоры я насосы
средних размеров, средние токар-
ные, фрезерные, шлифовальные, ре-
вольверные станки, паровозы, локо-
мобили, электромоторы, краны, фор-
мовочные машины, деревообделоч-
ные станки, молоты, прессы
Тяжёлые дизели, насосы, компрес-
соры, крупные станки различных
типов, полиграфические машины,
дробйльно-размольное и горноза-
водское оборудование, крупные
электродвигатели, турбины, мощ-
ные паровозы
Тяжёлые станки, тяжёлые прокат-
ные станы, блюминги, мощные турбо-
генераторы и гидротурбины, домен-
ные воздуходувки, крупные газогене-
раторы, мощные молоты, прессы, ша-
боты, тяжёлые маховики
Мелкие до
50 кг
Средние до
500 кг
Крупные до
5000 кг
Средние до
500 кг
Крупные до
2000 кг
Тяжёлые до
15000 кг
Средние до
500 кг
крупные до
5000 кг
Тяжёлые
свыше 5000 кг
15-25%
20-30%
45-65%
30-40%
15-25%
35-55%
20-3
30-40%
30-50%
Мостовые краны грузоподъём-
ностью до 20 т. Консольные пе-
редвижные краны с вылетом 5 м
и грузоподъёмностью 3,/я
Мостовые краны грузоподъёмно-
стью до 50 т. Консольные пере-
движные краны с вылетом 6 м, гру-
зоподъёмностью 5 /га
Мостовые краны грузоподъёмностью
до 150 т. Консольные' передвижные
краны с вылетом 6 м и грузоподъём-
ностью 5 т
Рельсовые
тележки,
электро-
кары
Монорельсы, кран-
балки, рольганговые
линии, конвейеры, лен-
точные транспортёры,
элеваторы
Рельсовые
тележки,
электро-
кары
Рольганги, ленточные
транспортёры, элева-
торы
Рельсовые
тележки,
электрокары
Рольганги, ленточные
транспортёры, элеваторы
Трёх-четы-
рёхпролбт-
ное здание
длиной
84 м, ши-
риной до
48 м. Скла-
ды с про-
стой меха»
низацией.
Ширина
пролётов
12—21 м,
высота до
затяжки
фермы
10—12 м
Четырёх-
пятипролёт-
ное здание
длиной 84—
108 м, шири-
ной 48-72 м.
Склады ме-
ханизирова-
ны. Ширина
пролётов
12—21 м, вы-
сота до за-
тяжки фермы
10—12 и
Многопро-
лётное зда-
ние длиной
более 108 л,
шириной
более 72 м.
Склады ме-
ханизиро-
ваны. Ши-
рина про-
лётов 12-
21 м, высо-
та до за-
тяжки фер-
мы 10—12 м тяжки
ри
84
Четырёх-
пятипро-
лётное зда-
ние длиной длиной
72-96 м, '
шириной
42—60 м.
Склады ме-
ханизиро-
ваны, ши-
рина пролё-
тов 12—
24 м, высо-
та до за-
фер-
мы 10—15 м
Пяти-ше-
стипролёт-
ное здание
96-
120 м, ши-
иной 66—
м. Скла-
ды механи-
зированы.
Ширина
пролётов
12-24 м,
высота до
затяжки
фермы
10—15 м
Многопролёт-
ное здание
длиной более
120 л, шири-
ной более
84 м. Скла-
ды механизи-
рованы. Ши-
рина пролё-
тов 12—24 м,
высота до за-
тяжки* фер-
мы 10—15 м
Четырёх-пя-
типролётное
здание дли-
ной 84-108 л,
шириной
60-72 м.
Склады ме-
ханизирова-
ны. Ширина
пролётов
12—24 м, вы-
сота до за-
тяжки фермы
12-18 м
Пяти-шести-
пролётное
здание дли-
ной 108-
120 м, шири-
ной 72-90 м.
Склады меха-
низированы.
Ширина про-
лётов 12—
24 м, высота
до затяжки
фермы
16-20 м
Многопро-
лётное зда-
ние длиной
более 120 м,
шириной бо-
лее 90 м.
Склады меха-
низированы
Ширина про-
лётов 15—
27 м, высота
до затяжки
фермы 16—
20 wM
ПРОЕКТИРОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
[разд. v
Классификация литейных
Род сплава
Класс цеха
Группа
Выпуск цеха
в т/год
Тип произ-
водства
Метод литья
Режим
работы
Преобладаю-
щий техноло-
гический про-
цесс и обору-
дование
Характерные
типы изделий
(примерная
специализация
завода)
Характерное
водъёмно-
транспортное
оборудование
Характери-
стика здания
цеха
Медные сплавы (бронзы и латуни)
1
1
До 400
Единичное
2
Свыше 400
Серийное и крупно-
серийное
В земляные формы
Ступенчатый
в один и два
цикла
Ручная формов-
ка в малых и сред-
них опоках, пре-
имущественно
всырую. Плавка
в тиглях и элек-
тропечах. Приго-
товление земли
на плацу. Очист-
ка в барабанах
Параллельный
Машинная формовка
в мелких и средних
опоках, преимуще-
ственно всырую.
Заливка на рольган-
гах или конвейерах.
, Плавка в электропе-
чах и тиглях. Меха-
низированное приго-
товление, раздача и
уборка формовочной
земли в агрегатных
установках. Очистка
в пескоструйных ба-
рабанах
11
1
До 400
Серийное
2
Свыше 400
Крупносерийное
В кокиль
Параллельный
Единичные руч-
ные кокильные
станки. Плавка
металла в тиглях
и электропечах.
Раздача металла
по монорельсам
в мелких ковшах
Механизирован-
ные и пневмати-
ческие кокиль-
ные станки. Плав-
ка в электропе-
чах. Раздача ме-
талла по моно-
рельсам тельфе-
рами в мелких
ковшах
III
1
До 400
Крупносерийное
Центробежное
Парал
Стационарные
центробежные ма-
шины. Плавка
в тиглях и элек-
тропечах. Разда-
ча металла по
монорельсам в
специальных ков-
шах или вручную
Измерительные приборы, счётные и пишущие машины, авиа- и автоприборы, радиоаппаратура,
ратура, мелкая арматура. Детали машин различных отраслей машиностроения
Мостовые краны
грузоподъёмно-
стью Ь /га, кран-
балки грузоподъ-
ёмностью до 3 т,
поворотные краны
Мостовые краны
грузоподъёмностью
5 /га, кран-балки до
3 /га, поворотные кра-
ны, конвейеры, роль-
ганги, ленточные
транспортёры и эле-
ваторы
При небольших выпусках литейные
цехи располагаются в общем здании
с чугунолитейным цехом. При больших
выпусках — преимущественно в отдель-
ных зданиях. Ширина пролётов 9, 12,
15 м. Высота до подкранового пути 6—
8 м
Монорельсы,
кошки
Монорельсы,
тельферы грузо-
подъёмностью до
500 кг
При небольших выпусках литейные
цехи располагаются в общем здании
С чугунолитейным цехом. При
большом выпуске—преимущественно
в отдельных зданиях. Ширина про-
лётов 9, 12 м, высота 5 — 8 м до
фермы
Монорельсы,
кошки
При небольших
тейные цехи рас
вместно с другими
большом выпуске—
венно в отдельных
на пролётов 9,
до фермы 5—8 м
ностью обеспеченной чертежами и специфи-
кациями, проектирование осуществляется по
технологическим картам и ведомостям тех-
нологических процессов на все предусмотрен-
ные программой детали.
При проектировании комбинирован-
ных литейных цехов расчёты ведутся для
участков единичного и мелкосерийного про-
изводства укрупнённо по технико-экономиче-
ским показателям, а для серийного и массо-
вого— по технологическим картам и ведомо-
стям технологических процессов.
Табл. В даёт пример построения приведён-
ной (условной) программы литейного цеха.
Режим работы литейного цеха обуслов-
лен его технологическим профилем, а также
особенностями производственной программы,
в том числе родом металла, размером годо-
вого выпуска цеха и развесом литья. Наибо-
лее рационален режим, при котором достн-
гл. i]
КЛАССИФИКАЦИЯ, СОСТАВ ЛИТЕЙНЫХ ЦЕХОВ
Таблица 3
цехов цветных сплавов
IV
1
До 400
Массовое
Под давлением
лельный
Пневматиче-
ско-гидравли-
ческие маши-
ны с неподо-
греваемой ка-
мерой сжа-
тия. Плавка
в электропе-
чах. Раздача
металла по
монорельсу
электроаппа-
Монорельсы,
тельферы,
транспортёры
выпусках ли-
полагаются со-
цехами. При
преимущест-
зданиях. Шири
12 м. высота
Алюминиевые и магниевые сплавы
т
1
До 300
Единичное
2
Свыше 300
Серийное и крупно-
серийное
В земляные формы
Параллельный
Ручная формов-
ка. Плавка в тиг-
лях и электропе-
чах. Заливка и
приготовление
земли на плацу.
Обрезка прибы-
лей пилами. Очи-
стка в барабанах
Машинная формов-
ка. Плавка в электро-
печах. Заливка на
рольгангах или кон-
вейерах. Механизиро-
ванное .приготовле-
ние, раздача и уборка
формовочной земли
в агрегатных уста-
новках. Очистка ли-
тья в пескоструйных
аппаратах. Обрезка
прибылей пилами
II
1
Свыше 50
Крупносерийное
В кокиль
III
1
Свыше 50
Массовое
Под давлением
Параллельный
При выпуске це-
ха до 100 т/гйд
ручные кокиль-
ные станки. При
выпуске более
100 т в год меха-
низированные или
пневматические
кокильные станки.
Плавка в тиглях
и электропечах.
Раздача металла
по монорельсам
Компрессорные
машины. Плавка
в тиглях и элек-
тропечах. Разда-
ча металла по
монорельсам
Авиа- и автодвигатели (карбюраторы, блоки цилиндров, картеры, поршни),
авиа- и автоприборы, прожекторы, мелкая арматура
Кран-балки до
3 т, тельферы д
КОШКИ
Машины непрерыв-
ного транспорта:
конвейеры, ленточ-
ные транспортёры,
элеваторы, а также
рольганги
При небольших выпусках литейные
цехи располагаются совместно с други-
ми цехами. При большом выпуске —
преимущественно в отдельных зданиях.
Ширина пролётов 9, 12, 15 м. Высота до
подкранового пути 6-8л
- Монорельсы, кошки
При небольших выпусках цехи по-
мещаются совместно с меднолитей-
ными цехами. При выпуске более
200 т/год — в отдельных зданиях.
Ширина пролета 9, 12 м. Высота до
фермы 5 — 7 м
Цинковые
сплавы
I
1
От 200
до 500
2
Свыше
500
Массовое
Под давлением
Параллельный
Поршневые ав-
томаты и полуав-
томаты. Плавка
в газовых тиглях
и электротиглях.
Подача металла
к машинам по мо-
норельсам
Радио- и кино*
аппаратура, авто-
приборы, изделия
лёгкого машино-
строения
Монорельсы,
кошки
При небольших
выпусках цехи
размещаются в
здании механи-
ческих цехов.
При выпуске бо-
лее 100 mjzod—
преимущественно
в отдельных зда-
ниях. Ширина
пролетов 9 — 12 л*.
Высота до фермы
5 — 7 м
гается наименьшая длительность производ-
ственного цикла, а следовательно, наибольший
выпуск и наилучшее использование оборудо-
вания.
Различают два режима работ: парал-
лельный (поточный) и ступенчатый
(стационарный).
11ри параллельном режиме работа
ведётся во всех производственных отделениях
одновременно в течение 'одной, двух или трёх
смен. Суммарное время на формовку, сборку,
заливку и выбивку, включая и время на осты-
вание, при параллельном режиме должно быть
возможно меньшим, не более 8 час. Этот ре-
жим применяется при крупносерийном и мас-
совом производстве преимущественно в пол-
ностью механизированных литейных цехах
больших мощностей, а также при производстве
сравнительно мелких отливок машинной фор-
мовки с заливкой в сырую форму.
ПРОЕКТИРОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
[разд. v
Таблица А
Программа литейного цеха
Наименование изделий
/. Основная продукция
Револьверный станок „i&s"
Универсальный станок
^зГ
Универсальный станок
.Р-;о-
Полуавтомат mtz6" . ,.
Специальный станок
,i-A-j8'
Автомат
Итого. . .
II. Рапасные часта . .
III. Литьё для собствен-
ных нужд захода . .
IV. Литьё для нужд ли-
тейного цеха ,
V. Литьё для посторон-
них предприятий ,
Всего . . .
Годо-
вой вы-
пуск
в шт.
/000
zoo
ZOO
XfO
SO
zoo
ftoa
-
-
Вес чёрный в т
на
одно
изделие
a,7f
'.7
7,3
з,;
6
-
1 1 1 1
-
на го-
довой
выпуск
13 7so
370
730
37S
62s
600
z6 3S0
з;о
zooo
400
3000
30 ООО
Чем крупнее и сложнее литьё и чем больше
длительность цикла, тем менее выгоден парал-
лельный режим работ.
Ступенчатый режим характеризуется
тем, что на одних и тех же площадях в раз-
ные смены выполняются разные производст-
венные процессы в порядке их последователь-
ности.
При ступенчатом режиме механизируются
только уборка, приготовление формовочной
земли и её раздача к местам формовки. Для
механизации применяются мостовые, консоль-
ные и поворотные краны. Сборка, заливка и вы-
бивка форм производятся на полу (плацу)
цеха.
Возможны следующие три разновидности
ступенчатого режима:
1) с одним циклом формовки в сутки,
Ч) с двумя циклами формовку в сутки,
3) с двухсменной формовкой и сборкой и
односменной заливкой, выбивкой и убор-
кой.
При режиме с одним циклом фор-
мовки в первую смену производятся фор-
мовка и сборка форм, приготовление модель-
ной и стержневой земли, очистка и обрубка
литья. В эту же смену работают вспомогатель-
ные отделения и контора. Во вторую смену
ведутся плавка металла и заливка форм. Одно-
временно могут частично -работать стержне-
вое и обрубное отделения. В третью смену
производятся выбивка земли и литья, приго-
товление наполнительной земли, уборка и под-
готовка рабочих мест. Во вторую и третью
смену работают сушила для форм.
Приведенная (условная)
Наименование
приведённых изделий
(представителей)
Основная продукция
I. Револьверный станок
. тип „z&f*
//. Запасные части
///. Литьё для нужд за-
вода
IV. Литьё для нужд ли-
тейного цеха
V. Литьё для посторонних
предприятий
Всего . . .
Среднее количество дета-
Максимальный вес одной
детали в кг
Максимальный габ-арат
Приведённая годовая
программа
Количество
изделий
в шт.
S9SO
—
Бес
изделий
в т
г6з;о
3fO
zooo
400
2000
20000
Sooo
3000X2000X
Х/оо
Разбивка литья
Группа I—до 10 кг
Вес
в т
zoSo
30
So
30
200
1310
Количество
в шт.
414 ооо
4
Средний
вес 1 шт.
в кг
—
Группа II—от 10
до 30 кг
Вес
в т
1377
30
zoo
30
200
Z627
—
Коли-
чество
в шт.
7 з 4оо
2
Сред-
ний вес
1 шт.
в кг
*7 А
гл. i]
КЛАССИФИКАЦИЯ, СОСТАВ ЛИТЕЙНЫХ ЦЕХОВ
Таблица Б
Спецификация литых деталей
Наименование изделий
№
черте-
Количество деталей в шт.
на одно
изде-
лие
на ос-
новную
продук-
цию
для за-
пасных
частей'
взамен
брака
по вине
меха-
ниче-
ского
цеха
Вес детали в кг
чистый
(после
механи-
ческой
обра-
ботки)
чёрный
(после
обруб-
•ки)
Вес де-
талей
на годо-
вую
про-
грамму
в т
Марка
металла
(по ГОСТ
В 1412-42)
Револьверный станок
.i&s":
Станина ,
Корпус коробка скоро-
стей
Каретка
Коробка фартука
То же
6fZOZZ
бхзои
6ssozz
6/6ои
6fJOIZ
;ооо
fOOO
/000
/000
fOOO
—
• -
-
—
—
So
So
So
zoo
zoo
soso
Soso
Soso
Szoo
Szoo
Sis
2S6
Z63
6a
4S
900
300
zoo
70
4S4S
3S7
26;,2
Сч-24-44
Cn-zS-зб
Cn-zS-зб
C4-z8-36
Ch-zS-36
Режим с одним циклом формовки наиболее
пригоден для литейных цехов, выпускающих
среднее и крупное литьё единичного и мелко-
серийного производств, при длительности осты-
вания после заливки не менее 2 час.
При ступенчатом режиме с двумя цик-
лами формовки в течение суток длитель-
ность каждого цикла 12 час, из которых на
формовку и сборку форм уходит 8 час, на
плавку, заливку и уборку литья 4 часа. Такой
режим обычно применяется в литейных цехах
с годовым выпуском 3000—6000 т тонкостен-
ного, мелкого литья сырой формовки.
Ступенчатый режим с двухсменной
формовкой, сборкой и односмен-
ной заливкой, выбивкой и уборкой
применим лишь в тех случаях, когда дли-
тельность остывания форм не превышает
8 час
Этот режим рекомендуется для цехов, вы-
пускающих литьё среднего развеса и при за-
ливке преимущественно в сухую форму.
Таблица В
программа литейного
цеха
по развесу
Группа III—от 30
до 5J кг
Вес
в т
Z2&3
ZOO
ZfO
30
Z863
-
Коли-
чество
в шт.
28 7 So
z.S
Сред-
ний вес
1 шт.
в кг
44,8
i
—
Группа IV—от 50
до 100 кг
Вес
в т
2390
ZZO
100
7о
2970
—
Коли-
чество
в шт.
34200
z
Сред-
ний вес
1 шт.
в кг
7°,
—
Группа V—от 100
до 500 кг
Вес
в т
4800
_
200
SSOO
—
Коли-
чество
в шт.
2400
Z
Сред-
ний вес
1 шт.
в кг
300
—
Группа VI—от 500
Вес
в т
SS20
4оо
ISO
66jo
-
ДО 2000
Коли-
чество
в шт.
S9S0
z
кг
Сред-
ний вес
1 шт.
в кг
928
-
Метод разра-
ботки
программы
Л По деталям-
1 представате-
) лям револьвер-
ного станка
> .1365-
По технико-
экономическим
показателям
ПРОЕКТИРОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
[разд. v
в
in
? mo о ооо 9
о" о m о н о -с
I 8 8, "Я ?$К
V? и5^Й> 4ОО
м «. °. jp „, ю о от
- пуп ~ «Г со" ^ о"
*<?« о.
•Од О ""^О? " «*С0Ю
•о* « KUo* ui in но
о 4g"
l:l
• о.
IS
t
§
<ц г; и
X Л5 *-
U С PQ '
| Се g °
*§
РАСЧЁТ ПЛАВИЛЬНЫХ ОТДЕЛЕНИЙ
Исходные данные. В основу расчёта пла-
вильного отделения должны быть положены
данные о роде выплавляемого металла, режиме
работы цеха, величине годового выпуска в т,
развесе литья, максимальном весе отливки,
количестве шихт и роде топлива.
Для расчёта плавильного отделения на
основании данных годовой производственной
программы цеха и технических условий необ-
ходимо: 1) распределить литьё по роду металла
и количеству шихт (табл. Г); 2) подсчитать
годовую потребность в металле и 3) составить
баланс плавки.
Таблица &
Основные проектно-монтажные характеристики
пламенных печей
Наименование
показателей
Плошадь пода в м? .
Габариты печи в ж
длина
ширина ....
высота
Продолжительность
плавки в часах
Средняя часовая про-
изводительность в т .
Внутренний диаметр
дымовой трубы в мм
Высота дымовой тру-
бы в м
Общий вес печи в т
Расход сортового про-
ката на 1 печь в т .
Расход чугунного
литья вот
Вес набойки в т . .
Вес 1 пог. м кирпич-
ной кладки борова в т
Вес бетонного фунда-
мента в т
Расход топлива на
плавку в % от веса за-
валки при работе:
на каменном угле,
на мазуте. . . .
При ёмкости печи в т
5
6
7.4
2,О
2,3
5
i
7оо
14
65
4,4
о,5
1,8
2,3
13,°
4°
25
10
8
9,5
2,3°
2,5
б
1,66
8оо
16
IOO
7,2
°.7
2,7
3,6
i8#o
38
33,5
20
10
10,0
2,6
2,7
8
2,5
900
18
120
8,5
1,0
4,0
2,7
25,0
35
23
30
14
11,0
2,8
2,8
10
3,0
IOOO
23
170
«,5.
1.2
7,О
2,88
37.0
30
20
Выбор и определение количества пла-
вильных печей. В основу выбора и опреде-
ления количества плавильных печей должны
быть положены годовая потребность в метал-
ле и баланс плавки.
Часовая производительность печи Q в т
подсчитывается по формуле
гдефг — годовое количество металла в завал-
ке. в т; х — коэфициент неравномерности по-
требления металла, равный 1,1—1,2; Ф — го-
довой фонд работы печи в часах; п — число
однотипных одновременно работающих печей.
Часовая производительность вагранки
зависит от внутреннего диаметра шахты в
плоскости нижнего ряда фурм и от количества
дутья.
Основные проектно-монтажные характери-
стики вагранок различной производительности
приведены в табл. 4.
гл. i]
РАСЧЁТ ПЛАВИЛЬНЫХ ОТДЕЛЕНИЙ
Таблица Г
Распределение машинного литья по роду металла и шихтам
шихты
/
II
III
Марка чугуна
ГОСТ В-1412-42
Сч-24-44
Сч-18-зб
СЧ-1$-32
Вид машин-
ного литья
Крупное
Среднее
Мелкое
Итого . . .
Вес
литья
на го-
довую
про-
грамму
в т
3038,4
4оо6,6
Зооо
ю O4S
Химический состав в %
Si
i,4
х,6
i,8
2,0
2,4
2,8
Мп
0,8
1,0
0,8
1,0
0,8
1,0
р
0,3
0,3
0,3
о.З
о,3
o,S
S
Не
более
О,12
С
2,8
3,0
3,з
3,4
3,3
3,4
Механические качества
Предел
проч-
ности
при
разрыве
в
кг/мм?
не ме-
нее
24
i8
is
Предел
проч-
ности
при из-
гибе
в кг /мм2
не ме-
нее
44
Зб
33 '
Стрела прогиба
в мм при рас-
стоянии между
опорами
600 мм
9
8
7
300 мм
3
я
я
Предел
проч-
ности
при
сжатии
в
кг/мм3
8}
7S
во
В литейных цехах с годовым выпуском до
2000 т ставится одна вагранка, с выпуском
свыше 2000 т — по две вагранки, из которых
каждая работает через день. В специали-
зированных литейных цехах, выпускающих
большое количество литья одного химиче-
ского состава, а также для обслуживания по-
точных линий в конвейерных литейных уста-
навливаются отдельные блоки из двух ва-
гранок.
Часовая производительность пламен-
ных печей зависит от их ёмкости, площа-
ди пода и длительности процесса плавки.
Основные проектно-монтажные характеристики
пламенных печей даны в табл. 5.
Пламенные печи применяются в ли-
тейных цехах ковкого чугуна, в которых фор-
мы заливаются на полу (плацу), а также при
дуплекс-процессе (вагранка + пламенная печь).
Ёмкость пламенной печи при дуплекс-процессе
в 1,5-2 раза больше часовой производитель-
ности вагранки.
Часовая производительность мартенов-
ской печи зависит от её ёмкости, площа-
ди пода, характера процесса, рода топлива
и длительности плавки.
Основные проектно-монтажные характери-
стики мартеновских печей приведены в табл. 6.
Мартеновские печи применяются
для фасонного стального литья крупного
и среднего, развеса. Из всего календарного
времени они непрерывно работают 320 суток,
а 45 суток находятся в ремонте. На протяже-
нии 320 суток работа печи распределяется так:
шесть дней печь выдаёт металл на фасонное
литьё, а каждый седьмой день (являющийся
днём отдыха для рабочих, занятых на произ-
водстве фасонного литья) — на слитки. Ремон-
ты обычно приурочиваются к периоду отпу-
сков рабочих.
Выбор ёмкости мартеновских печей зависит
от максимального веса отливки и развеса
литья; при этом принимается, что из одного
ковша отливается до 100 форм.
Таблица 6
Основные проектно-монтажные характеристики мартеновских печей
Наименование
показателей
При ёмкости печи в т
12
15
18
20
25
30
35
50
Площадь пода в м- . . .
Часовая производитель-
ность в т при плавке:
на мазуте .... . .
на генераторном газе .
Длительность плавки* в
часах при работе:
на мазуте
на генераторном газе .
Расстояние между колон-
нами здания в печном
пролёте в м
Ширина печного пролёта
в м
Высота рабочей площад-
ки в м
Высота от пола цеха до
кранового пути в м . .
Заглубление фундамента
в -и
7.5
1,25
о,75
4,8
8,о
15
4,5
хз
4,5
9,5
5,°
8,3
15
15
4,5
12
4.5
2,25
i,4o
5,25
8,5
15
15
4,5
12
4,5
12,6
2,8
1.75
5,35
8,6
18
15
4,5
12
5,°
3,25
2,1
5»45
8,7
5.°
15,5
3,6
2,3
5,5
8,75
21
18
5,°
12,5
18
4,4
2,8
5,8
8,9
21
18
5,o
12,5
5,°
4,9
3,3
24
18
5,°
12,5
5,°
23,5
5,5
3,6
6,3
9,6
12,5
5,o
5,8
4,°
6,85
Ю
24
18
5,5
14,0
5,5
6,9
4,8
7,3
5,5
4,0
6,0
"Для печей с механизированной завалкой при основном поде.
10
ПРОЕКТИРОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
[РАЗД. V
Общая годовая потребность цеха в жидком
металле определяется по формуле
РФ , Рс
где Qo •— годовая потребность в т; С}ф — го-
довая потребность в жидком металле для
фасонного стального литья в т; Qc — годовая
потребность в жидком металле для слитков
в т; Рф—годовой выпуск годного фасон-
ного литья в /и; Рс — годовой выпуск годных
слитков в т; а — коэфициент выхода годного
фасонного стального литья; C — коэфициент
выхода годных слитков.
Ёмкость мартеновской печи q подсчиты-
оается по формуле
ОпТ
У пФ '
где Т — длительность процесса в часах; п —
число печей; Ф — годовой фонд работы печи
в часах.
Часовая производительность мал ого
бессемеровского конвертера зависит
от ёмкости его реторты и длительности про-
цесса, включающего наполнение реторты жид-
ким чугуном, из вагранки, продувку в конвер-
тере, доводку стали до готовности, опорожне-
ние реторты и её заправку. Средняя длитель-
ность процесса может быть принята равной
30 мин.
Основные технологические характеристики
малых бессемеровских конвертеров приведе-
ны в табл. 7.
Малые бессемеровские конвер-
теры применяются в фасонно-сталелитейных
цехах преимущественно для литья мелкого
развеса.
Таблица 7
Основные технологические характеристики
бессемеровских конвертеров
Наименование показателей
Средняя производительность в т/час
Давление воздуха в am
Расход воздуха в м31мин
Мощность мотора компрессора в кет
При ёмкости
конвертера и т
1
2
0,2
5°
44
1,6
3
°>?
75
66
2
4
о.З
гоо
8о
2,5
5
О,<:
125
88
Дуговые трёхфазные электро-
печи типа Геру для плавки стали изго-
товляются в СССР на заводах электропромыш-
ленности. Их основные технологические харак-
теристики указаны в табл. 8 и 9.
Дуговые и высокочастотные бессердеч-
никовые электропечи применяются в фасонно -
сталелитейных цехах для ответственного литья
мелкого и среднего развеса.
Данные о дуговых электропечах
для плавки бронз и латуне^й при¦
ведены в табл. 10, о тигельных горновых пе-
чах—в табл. 11 и об электропечах для алю-
миниевых сплавов — в табл. 12.
Баланс плавки. Приведённый в табл. 13
баланс плавки составлен для литья средней
сложности. При иных видах литья показатели
табл. 13 должны быть изменены: а) простое
литьё — выход годного возрастает на 8%, брак
снижается на 2<Уо, количество литников и при-
былей уменьшается на 6%; б) особо сложное
литьё — выход годного уменьшается на 6%,
брак увеличивается на 2<7q, а количество лит-
ников и прибылей —на 4%.
Таблица 8
Технологические характеристики электрических печей типа ДСН для плавки стали и типа ДЧМ для
подогрева чугуна
Наименование показателей
дсн-
0,25
O.25
325
130
125
2
675
25O
5оо
25
5°
S5
2
/ °,77
дсн-
0,5
о,5
4оо
231
15°
1,3
бею
35°
7оо
35
75
23
3
5,=
4,57
°,94
Тип печи
дсн-
1,5
1,5
1ООО
577
225
1,3
55°
45°
8оо
4°
IOO
22
6
ю,9
9,67
2,О1
дсн-з
3
15°°
866
3°°
1.3
5°°
55°
IOOO
45
1ОО
21
8
14,2
11,6
2,6
ДСН-5
5
22SO
13°°
35°
1,5
475
55°
IOOO
45
1ОО
21
1О
1б,3
14,2
4,52
ДЧМ-ЗА
3
8оо
—
225
~
1б0
55°,
IOOO
45
IOO
8
8
ю,9
7.25
2,12
дчм-
10А
io
2OOO
—
35°
140
55°
IOOO
45
IOO
6
15
19,8
16,1
4,52
Ёмкость печи в m
Мощность трансформатора в ква *
Диаметр угольногс электрода в мм
Продолжительность расплавления металла в часах **
Расход электроэнергии на расплавление твёрдой за-
валки в квт-ч
Продолжительность службы основного пода, плавок . .
То же кислого пода, плавок .
Продолжительность службы свода:
на основном поду, плавок
на кислом поду, плавок
Расход угольных электродов на 1 m металла в кг . . .
Расходы воды в ма/час
Вес металлических конструкций в/п
Вес кладки печи в/га
Вес свода печи в/п
Примечания: 1. Для печей ДСН перегрузка допустима в размере 20°/0.
2. Для печей типа ДЧМ принято: 1) нагрев чугуна от 1250 до 1650°; 2) заливка металла порциями по 50% ёмкости
печи; 3) на каждую заливку печь выключается на 4 мин.; 4) работа печи—двухсменная; 5) продолжительность разогрева
печи—20 мин.; 6) во время выдачи металла печь выключается на 3 мин. При непрерывной выдаче металла без выклю*
чения расход электроэнергии снижается на 15—25%.
¦ Над чертой указана мощность трансформатора при соединении Д, под чертой ^ при соединении JI .
•* В печи ДЧМ-ЗА и -10А подаётся жидкий чугун. * V
гл. ij
РАСЧЁТ ПЛАВИЛЬНЫХ ОТДЕЛЕНИЙ
11
Таблица 9
Основные технологические характеристики высоко-
частотных электропечей типа ПО для плавки стали
Таблица 10
Технологические характеристики электрических
печей типа ДМК для плавки бронзы и латуни
Наименование
показателей
Ёмкость печи в кг . .
Мощность генерато-
ров в квщ .......
Напряжение печи в в
Частота питающего
тока в пер/сек
П родолжительность
плавки в мин.
Расход электроэнер-
гии на расплавле-
ние твёрдой завалки
в квт-ч
Продолжительность
службы тигля при че-
тырёх подварках на
кислой футеровке
(число плавок) ....
ПО-75
IOO
75
Х4<эо
2000
Зо—4о
ООО—
IOOO
бо—8о
Тип печи
ПО-100
250
140
1400
2000
35—45
700—9°°
7о—8о
ПО-300
5оо
3°о
1900
5°°
6о-75
800—850
8о—до
ПО-600
IOOO
боо
1900
5оо
6о-75
боо—7°°
8о—до
Для приближённых расчётов возможно при-
нимать средние выходи годного машино-
строительного литья: по серому чугуну 67%,
ковкому 50%, фасонному стальному и цвет-
ному литью 60%. При образцовой постановке
Таблица И
Технологические характеристики тигельных горновых печей для плавки бронзы и латуни
Наименование
показателей
Ёмкость печи в кг .
Допускаемая пере-
грузка в °/0 ......
Мощность трансфор-
матора в ква .....
Диаметр графитного
электрода в мм. . . .
Продолжительность
расплавления:
бронзы в мин. ....
латуни в мин. ....
Расход электроэнер-
гии на ; расплавление
при 3-сменной работе
в квт-ч/т .......
¦ Средняя часовая
производительность
при (круглосуточной)
плавке латуни в кг
Расход электродов
на X т металла в кг
Средняя продолжи-
тельность службы
футеровки, плавок.
Расход воды в мъ\час
Вес металлических
конструкций в кг . . .
: Тип печи
дмк-
o,i;
IOO
5°
125
75.
45
3°
35о
125
4
Зро
а
I2OO
дмк-
0,25
250
2О
175
75
бо
45
325
я5о
3,5
4<х>
2,5
1250
ДМК-
0,5
5°о
2О
250
IOO
8о
бо
275
45о
9
5оо
3
1700
ДМК-1
IOOO
SO
500
150
IOO
75
250
75O
3
600
3,5
2000
Наименование показателей
Диаметр кожуха печи в мм
Вес металлической части пе-
Вес футеровки печи в кг . .
Часовая производительность
печй (при 6-часовой непрерыв-
ной плавке) в кг
Расход условного топлива
на одну плавку в кг
Нефтяные печи с тиглем ёмкостью
в кг
100
IOOO
700
500
IOO
14
200
1150
800
600
150
23
300
1250
1250
650
225
34
400
1300
1400
700
350
42
500
1400
i6oo
800
300
5о
Коксовые печи с тиглем ёмкостью
в кг
100
IOOO
750
550
IOO
90
200
1200
900
650
150
Зб
300
1300
135°
700
225
48
400
1400
isoo
Boo
250
бо
500
I5OO
175°
9oo
3°o
75
производства брак и угар могут быть снижены
до 3%. Расход на литники может быть сокра-
щён на 4—6° о- В результате выход годного
литья увеличится: по серому чугуну —
до 76%, фасонному стальному литью — до 68%,
ковкому чугуну до 58%, цветному литью —
до 70%*.
Расход основных материалов шихты.
Данные табл. 14 и 15 о расходе основных ма-
териалов^ шихты в процентах от завалки чёр-
ных мета'ллов составлены с учётом: 1) полного
использования отходов цеха (литников, при-
былей, сплесков и брака); 2) добавления в
шихту 10% брикетированной стружки. При
* При применении центробежного и кокильного литья
показатели выхода годного должны быть увеличены про-
сив указанных здесь.
отсутствии стружки расход чушкового чу-
гуна увеличивается до 40%.
Примерные показатедо расхода топлива
и электроэнергии на плавку металла. По
проектным данным, а также по заводским от-
чётам, при выплавке обыкновенного чугуна в
вагранках расход кокса составляет 10—12%
от завалки, при выплавке высококачественного
чугуна—12-14%; ковкого—16—18%. Расход
кокса в вагранках при тщательном ведении про-
цесса плавки может быть снижен против ука-
занного на 2—2,5%.
Расход каменного угля G000 кал)
при выплавке ковкого чугуна в пламенных
печах составляет 30—40% от завалки.
В мартеновских печах для фасонного сталь-
ного литья расход мазута составляет 15—
18% от завалки, генераторного газа
12
ПРОЕКТИРОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
[РАЗД. V
Таблица 12
Основные технологические характеристики электрических печей для плавки алюминиевых
сплавов
Наименование
показателей
Тип печи
С\Н
0,ЗА
САН
0,5А
САН
1,0А
САН
1,5А
САН
2,0А
САН
З.ОА
САК
0,15
САК
0,25
CAT
0Д5А
CAT
0,25А
CAT
0.5А
CAM*
1.0A
СЭТ
0.10Б
СБТ**
0,15
Ёмкость печи в
кг
Мощность печи
в кет:
горячей
холодной
при холостом
ходе
Максимальная
температура спи-
рали в °С
Максимальная
температура ме-
талла в СС
Часовая произво-
дительность в кг.
Продолжитель-
ность расплавле-
ния в час
Расход электро-
энергии в квт-ч\т
Угар металла
(при чистой ших-
те) в % не более
Вес металличе-
ски! конструкций
в/п
Зоо
85о
125
а—2,5
боо
1,5
5.°7
I2O
124
35
850
i8o
i86
45
850
225
1500
240
347
850
З50
3,5-3 3-3,5 3.5-4
600
1.5
7>13
боо
1.5
9,57
55°
1.5
9,68
2ООО
3°°
55
IOOO
850
3.5—4
55°
i,5
11,6
Зооо
4оо
414
бо
850
65о
4—4,5
55°
1.5
22,35
I5O
850
5°
2,5—3
650
1.5
1,27
250
8о
83
2О
85о
75
2,5—3
боо
1,5
1,97
IOOO
8оо
55
2,5—3
боо
°,95
250
8оо
85
2,5—3
55°
5°°
8о
83
Зо
IOOO
8оо
125
3,5—4
55°
i
1.75
5оо
4°
4L4
17
IOOO
850
550
I
47
i,5
4,"
IOOO
80
83
21
IOOO
850
I50O
О,б5
34
i,5
4>83
900
50
1,5-2
IOOO
3 j
1.5 !
150
15
16
14
1150
1050
150
75
3
o,47
180
1200
825
125
8
718
3
9.7
• Печи типа САМ служат для подогрева алюминия.
** Печи типа СБТ служат для подогрева бронзы.
Баланс плавки
Таблица 13
Род металла
Серый
чугун
Сталь
Ковкий
чугун
Бронза
Латунь
Алюминиевые
сплавы
Магниеьые
сплавы
Тип печи
Вагранки
Мартеновские печи
Электропечи типа
дсн
Малые бессемеров-
ские конвертеры
Вагранки или пламен-
ные печи
Вагранка и электро-
печь (дуплекс-процесс)
Электропечь типа
ДМК
То же
Электропечь типа
САН
То же
Характер
развеса
Мелкий
Средний
Крупный
Мелкий
Средний
Крупный
Мелкий
Средний
Мелкий
Средний
Мелкий
То же
То же
То же
То же
То же
ьыход год-
ного литья
6о
67
.72
55
6а
68
53 5о
6о—62
48—5°
55-57
5°
5°
бо
58
бо
5°
Литники и
прибыли
в °/„
3°
23
i8
33
26
20
Зб
29
27
20
37
Зб
31
32
31
39
а
к
о.
ш
5
5
5
5
5
5
5
5
7
7
7
б
5
5
5
5
Угар в %
5
5
5
7
7
7
4-6
4-6
i6— it
16—1?
6
8
4
5
4
6
калорийностью 1200 кал/м^—от
1,5-106 до 1,7-106 кал.
Расход электроэнер-
гии в дуговых электропечах
на основном поду 700—800, на
кислом 400—600 квт на lm
завалки.
Удельный расход огне-
упоров и вс помог ател ь-
ных материалов указан
в табл. 16.
РАСЧЁТ ФОРМОВОЧНЫХ
ОТДЕЛЕНИЙ
Расчёт отделений ручной
формовки. При проектирова-
нии отделений ручной формов-'
ки литейных цехов серого чу-
гуна можно руководствоваться
табл. 17, характеризующей
размеры опок, металлоёмкость
форм и трудоёмкость процес-
сов формовки-сборки для ма-
шиностроительного литья раз-
личных весовых групп.
Расчёт отделений машин-
ной формовки. Машинная
формовка обычно применяется
при серийном выпуске деталей,
обеспечивающем как минимум
двухчасовую непрерывную за-
грузку формовочной машины
по одной модельной плите при
опочной или одночасовую за-
грузку—при безопочной фор-
мовке.
гл. i]
РАСЧЁТ ФОРМОВОЧНЫХ ОТДЕЛЕНИЙ
13
Таблица 14
Расход основных
в % от металлической
Компоненты
шихты
Чугун чушковый
литейный ....
Чугун чушковый
передельный . . .
Лом стальной .
Лом чугунный .
Отходы литей-
ного цеха . ¦ . . .
Стружка в бри-
кетах
Ферросплавы . .
Се-
рый
чугун
s
Вагранк
30—40
—
8-15
23—25
28—зо
ю-15
1—2
материалов шихты
завалки
ские
о
Мартен!
печи
—
3°
33
25
ю
2—4
черных металлов
Сталь
к
с
о
е-
к
ГО
—¦
5
—
33
ю
2—4
У з
0) 4» О.
\п S ai
Малые 1
меровск
конверт!
—
3°-45
ЗО—2О
—
2О
ю—15
2—4
Ковкий
чугун
0)
3
Пламеш
печи
ЗО-35
—
25—30
—
3°—35
ю—15
1 — 2
о i о
exes а.
^ ?"?
ч а х с
2О—3°
—
35—45
35-4"
ю—15
2—3
Таблица 15,
Расход основных материалов шихты для цветных
сплавов в % от завалки
Наименование
материалов
Свежие металлы
Лом покупной .
Отходы своего
производства . .
Добавки . . .
2
га
о
т
§
О.
ю
25—36
35—45
'ЗО-35
гунные
я
Зо—4°
ЗО—4О
3°-35
До I
Сплавы
юминие-
медные
•=; о
СВ СО
4о—бо
15—2о
25—4°
До i
гниевые
z
5о—бо
—
5о—4°
До i
нковые
5
5о— бо
—
50—40
Таблица 16.
Расход огнеупоров и вспомогательных материалов
в % от веса металлической завалки
Наименование
материалов
Известняк .
Кирпич:
шамотный . .
динасовый . .
магнезитовый.
ковшевый . .
сифонный . .
Шамот мо-
лотый . . .
Глина огне-
упорная . . .
Песок квар-
цевый . . .
Известь обо-
жжённая . . .
Плавиковый
шпат
Руда желез-
ная
Руда марган-
цовистая . .
Магнезито-
вый порошок
Доломит .
жжёный . . .
Кокс моло-
тый ....
Дрова для
растопки . .
Электроды
для плавки:
графитовые. .
угольные . .
Типы плавильных печей
X
О.
и
в
са
4
3
—
—
—
—
О,2
i,o—1,5
2—3
—
—
—
—
—
—
.
о,5
—
вские
овные
° 5
? о
я" а*
_
4-6
2-3
о,5—1.4
i
1,5
о,4
о,4
—
5-6
О,1
4—5
2
1,0—1,5
2,5-3.5
oi5
0,2
—
Дуговые
электропечи
основ-
ные
_
4-5*
2,5
i
i,5
о,5
о,5
—
5,°
О,2
4-5
2
i—1,5
1.5
о,5
о,3
0,6—1,0
2-3
кислые
_
4-5
3,5
i
i,5
_
°,3— °,5
2,5
О,2
°!°5
°>5—i.o
О,1
—
—
о,з
о,8
2,О
<и
«!§¦
4 ° И
ill
—
6-7
5,6
1
1.5
1—2
2,5
_
—
1
°.5
—
—
* В том числе сифонный припас 2—2,5%. В индук-
ционных (кислых) электропечах расход кварцевого песка
2—4%; кварца в кусках—2—4%, борной кислоты— 0,05%,
битого стекла—1,0—1,2% от веса металлической завалки.
Таблица 17
Наименование показателей
Размеры опок (внутренние) в мм:
высота верхней половины . .
высота нижней половины . .
Количество деталей в форме .
Трудоёмкость процесса фор-
мовки и сборки на 1 т литья
в чел.-часах:
простое литьё
литьё средней сложности . .
сложное литьё
Трудоёмкость процесса сборки
в % общей трудоёмкости фор-
мовки и сборки для литья сред-
Численный состав бригады фор-
мовщиков и сборщиков*:
при опочной формовке с за-
ливкой в сырую форму . .
то же с заливкой в сухую
то же при почвенной формовке
Основные показатели
до-5
4оо
3°о
8о
IOO
8—12
i6—20
35—40
45-|о
*5 *¦»¦'
2
2
2
5-10
5°°
4оо
IOO
15°
6-8
12—15
Зо—35
4О—45
i6
2
„
2
10—30
600
ЕПО
200
250
3—5
12—15
25—30
35—40
18
2
по ручной формовке
Весовые группы литья
30—50
8оо
боо
250
3°°
1—3
IO—12
2О—25
3°—35
2О
2
о
о
2
50-100
IOOO
Всю
3°°
4оо
1—2
8—ю
23—2О
25—Зо
*J
3
А
3
100-500
I2OO
IOOO
4оэ
5°°
i
7-8
18—15
25-27
2б
4
Л
4
в кг
500-2000
2000
I2OO
5°о
боо
I
5-7
15—12
17—20
3°
5
6
6
2000—5000
оооо
2ООО
боо
7оо
i
6-5
12—IO
15-18
DC
ОЭ
6
8
8
свыше 5000
уллл
боо
8оо
I
5-4
ю—8
14-м
ЛП
7
g
8
* При одновременном изготовлении трёх форм.
Таблица 18
Технологическая характеристика пневматических встряхивающих формовочных машин
Группа
машин
1-я (мелкие)
2-я (сред-
ние)
_
Оснащённость
подъёмно-транспорт-
ным оборудованием
Местные монорельсы
или поворотные кра-
ны с пневматическими
или электрическими
подъёмниками грузо-
подъёмностью от 0,1
до 0,5 т
Местные монорельсы,
поворотные краны,
кран-балки с пневма-
тическими или элек-
трическими подъём-
никами грузоподъём-
ностью от 0,5 до 1 я
Марка
ВФ-2
ВФ-3
ЦКБ-121
и
ЦКБ-131
ВФ-7
ВФ-4
ЦКБ-212
ВФ-9
ЦКБ-331
Тип
Осборн
275J
Никольс
14-36
Адаме
10-32 и
12-38
Никольс
16-41
Никольс
18-44
Никольс
21-48
Осборн
332
Осорбн
Описание типа
С подпрессовкой и
ручным выемом мо-
дели
С подпрессовкой и
протяжкой модельной
плиты
С подпрессовкой и
штифтовым подъёмом
опоки
С подпрессовкой и
Протяжкой модельной
плиты
То же
То же
С подпрессовкой по-
воротным столом и
рольгангом для вы-
катки опок
Без подпрессовки, с
поворотным столом и
боковым отводом опо-
ки
НИНЕ
Сила встряхив!
при 6 am в кг
IOO
225
15°'
270
4оо
55°
34о
4оо
Область применения
Безопочная формов-
ка на двухсторонней
модельной плите
Формовка верхних и
нижних опок с после-
дующим их перевёр-
тыванием на цапфах
Формовка верхних и
нижних опок с после-
дующим перевёрты-
ванием вручную
Формовка верхних
и нижних опок с по-
следующим их пере-
вёртыванием на цап-
фах
То же
То же
Формовка нижних
опок при поточном
методе производства
в сочетании с маши-
нами для верхьих опок
типа Никольс 18-44
или 21-48
Формовка нижних и
верхних опок и стер-
жней
Габарит маши-
ны (длина х
ширина X вы-
сота) в м
i,3 X 0,64 X 1,55
1,4 X i,5 X 1,57
г,з X о,8 X 1,6
1,75 X 1,35 X 2,2
1,7 X 1,23 X i,95
2,2 X 1,6 X 2,75
i,95 Хо,8зХ1,6
i,8s X о,8Х i»25
Вес машины в
55°
ia8o
55°
2250
2600
4650
1650
1275
cd
SC и
_ s
Расход воздуха
одну опоку в ,
О I
о,8
О,1
0,12
о,15
О,2О
°, 15
о,15
Максимальный
размер опок в
свету (длина х
ширина X вы-
сота) в мм
5оо X 3°о X 15°
52о х 4°° X 2оо
5оо X 4оо X 20О
650 X 425 X 3°°
чЛ
670 X боо X 250
8х> X боо X 250
8оо X боо X 3°°
670 X боо X зоо
1ШИН
Количество мг
на одну форму
i
2
2
3
2
2
а
2
СО
Число рабочих
бригаде
i
3
3
4
4
4
4
4
ность
Производитель
(форм в час)
30-40
бо—8о
6о-8о
50—70
50-70
50—70
50-70
50-7°
ГЛ. I]
РАСЧЁТ ФОРМОВОЧНЫХ ОТДЕЛЕНИЙ
15
(овь я ис!оф)
О1ГЭИЬ
Хн1Го вн
* и X
я Аноио Хтго
я инигави ээд
г» a wv g
d
н S
§•1
S s
% ¦ -ft S
I I I
01 «a
о 2 0
3 ft P.
X X x
I S I
X XX
S-осЯ
go г
III I
о -ё ? а
X 4 H
: у о -a x ?
: O.c ft i
5 -o
И Е(
О о
о *
«S3
о 2 и
Я*
о.* и
сз о
Ч I 5
оч*
в s 3
X
a o s-
o а у
в 2
.а
в* *
ч и и
ран-ба
тные
льные
К о 6
узо-
1,5
U о
2
Sg
^ о
а 3
и ч10
3 О О
ш с ч
¦&
аэ
¦е-
аэ
й й
III
в о u i
Is-
..is
Табл. 18 содержит
технологическую харак-
теристику пневматичес-
ких встряхивающих фор-
мовочных машин, наи-
более распространённых
в литейных цехах СССР.
Указанная здесь произ-
водительность их отве-
чает условиям конвейер-
ных литейных цехов мас-
сового производства при
работе по одной модели
на протяжении не менее
целой смены. Табл. 19
приводит коэфициенты
для пересчёта производи-
тельности формовочных
машин на условия серий-
ного производства при
меньшей степени меха-
низации.
Для фасонно-стале-
литейных цехов показа-
тели (табл. 17) должны
быть снижены на 10—
20Уо (при изготовлении
фасонного литья необхо-
дима более плотная на-
бивка форм, а также уста-
новка холодильников и
прибылей).
Потребное количество
формовочных машин од-
ного типо-размера может
быть принято по формуле
,,_
где W — годовое количе-
ство опок нужного типо-
размера с учётом брака
при формовке — опреде-
ляется на основе техно-
логических карт или ве-!
домостей технологиче-
ских процессов формов-
ки; Фф — годовой фонд
времени работы формо-
вочных машин в часах;
Тм — годовое время, за-
трачиваемое на переста-
новку модельных плит в
рабочие часы; Q^ — часо-
вая производительность
формовочных машин.
Полученное количе-
ство округляется до це-
лого числа. Все данные-
сводятся в ведомость
расчёта формовочных
машин.
Годовое число разо-
вых смен модельных
плит для формовочной,
машины равно произве-
дению числа наимено-
ваний деталей, формуе-
мых на данной машине,
на число партий в год по
каждому наименованию.
16
ПРОЕКТИРОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
[разд. v
Таблица 19
Коэфициенты для пересчёта производительности
пневматических встряхивающих формовочных машин
при различных степенях механизации литейных
цехов и различных размерах серии
Литейные цехи
Конвейерные
Рольганговые
С средней
механизацией
С малой
механизацией
Длитель-
ность не-
прерывной
работы по
одной моде-
ли в час.
8
4
2
8
4
2
8
4
2
8
4
2
Коэфициент для формовоч-
ных машин группы
1-й
i
о,8
°>7
о,8
°>б5
°>55
°>7
°-55
°>5
°>4
°'3°
2-й
i
о,8
о,6
о,8
о,55
°>5°
°>1
°i5°
°,45
о.5
о,35
о.ЗО
3-й
i
о.7
о.5
oi4°
о,35
о.б
о,з5
oi3°
°>4
о,зо
О,2О
4-й
I
о,6
о,4
о,6
о,зо
O.25
о.5
О,2О
oi4
О,2О
0,15
При расчёте годового времени на смену
плит рекомендуется принимать следующую
затрату времени для каждой смены: по маши-
нам 1-й группы—0,15 часа, 2-й группы—0,3 ча-
са; 3-й группы—0,50 часа; 4-й группы—1,0 часа.
Расчёт формовсчно-сборочно-заливоч-
ных площадей. При проектировании участков
машинной формовки в литейных
цехах с малой и средней механи-
зацией должны быть, предусмотрены пло-
щади для размещения машин, опок, склада
формовочной земли, склада стержней и сбо-
рочных столов.
Вдоль формовочных машин со стороны
колонн или стен здания должны быть оставле-
ны свободные полосы шириной 0,5—1,25 м,
а со стороны фронта работы на машинах —
шириной 0,7—1 м. Для проезда тележек,
электро- или автокар, а также для прохода
необходимо предусматривать дорожки шири-
ной 2,2—3,3 м.
Габариты и площади участка для пары фор-
мовочных машин:
Группа машин
Длина участка в
Ширина участка
Площадь в м3
м
в м
1-Я
4-5
5
ао—25
2-Я
6-7
6
36—42
3-я
7-8
7
49—56
4-Я
8-9
7
56—63
В литейных цехах со средней механизацией
формовочная земля хранится в бункерах над
машинами и вместо площадей для неё должны
быть предусмотрены площадки под выбивные
решётки.
В конвейерных и рольганговых
литейных цехах площади формо-
вочно-сборочно-заливочных отде-
лений определяются в зависимости от рас-
становки оборудования. Вдоль конвейеров и
рольгангов должны быть предусмотрены
участки шириной 0,7—1 м с каждой стороны
для размещения рабочих и выполнения ремонт-
ных работ. Кроме того, должны быть оста-
влены дорожки шириной 2,2—3,3 м для пере-
движения тележек и электро-автокар.
Размеры литейных конвейеров определяют,
исходя из длины заливочного участка в 8 —12 м,
формовочного 36—42 м, выбивного 6—8 м.
Общая длина конвейера назначается с учётом
минимального времени, необходимого для
охлаждения отливок.
Формовочные машины могут быть располо-
жены как вне, так и внутри конвейера.
Формовочные машины для верхних и ниж-
них опок могут устанавливаться по две или
группами — для верхних и для нижних опок.
В последнем случае простановка стержней
производится на самом конвейере, а именно —
на промежуточных участках между формовоч-
ными машинами для нижних и для верхних
опок. Такой способ размещения машин даёт
наибольший эффект и применяется при массо-
вом производстве в случае одновременной
формовки на конвейере не более двух деталей.
У конвейера устанавливают следующее коли-
чество формовочных машин: 1-й группы 12—
14; 2-й группы 8; 3-й группы 6; 4-й группы 2—4,
а также два стационарных пескомёта.
Длина рольгангов у машин рассчитывается
в зависимости от числа форм, которые в слу-
чае периодической подачи жидкого металла
должны быть накоплены в ожидании заливки.
При непрерывной подаче металла длина зали-
вочного участка рольганга рассчитывается на
получасовой запас.
Одна рольганговая замкнутая линия строится
на две-три пары машин 1-й группы и на одну
пару машин 2-й, 3-й и 4-й групп.
Длина нескольких рольганговых линий при
их параллельном расположении с заливкой
в общем пролете принимается одинаковой.
Расчёт участков ручной формовки. При
ручной формовке должны быть предусмотрены
рабочие участки для формовки, отделки и
сборки форм.
При формовке с заливкой в сухие формы
определяют особо площадь формовки и от-
делки сырых форм и площадь сборки сухих
форм.
При определении площадей для формовки
и сборки сначала подсчитывают количество
рабочих участков п для формовки и сборки
по формуле
где N — число изготовляемых в течение смены
форм данного размера; хф— трудоёмкость
одной формы в чел.-час; В — количество ра-
бочих в бригаде, приходящихся на одну
форму; у — продолжительность смены в часах.
При формовке с заливкой в сухие формы
подсчитывают отдельно количество участков
формовки Пф и участков сборки пс> так как
соответствующие операции производятся на
различных участках. Площадь рабочего участка
формовки Fgj (формовочного стенда) зависит
от линейных размеров опоки, необходимых
проходов вокруг формы и места для моделей.
Площадь участков сборки Fc с заливкой в су-
хие формы по размерам одинакова с площадью
участков формовки. При определении площади
брутто необходимо учитывать также площадь,
занимаемую порожними опоками, формовочной
землёй и, кроме того, колоннами здания, цен-
тральным проездом, поперечными проходами
и пр.
При расчёте площадей участков формовки,
сборки и заливки в литейных цехах с малой
и средней механизацией при ступенчатом или
ГЛ. j]
РАСЧЁТ ФОРМОВОЧНЫХ ОТДЕЛЕНИЙ
17
Таблица 20
Площади участка для ручной формовки всырую и всухую и сборки всухую для формы из двух опок
а- а
Р
S га
Эс
и о
Зоо
4-ОО
5оо
боо
уоо
8оо
роо
IOOO
IIOO
I2OO
13°°
I4OQ
1500
i6oo
1700
1800
1900
2000
2100
2250
2350
2500
2750
3000
Длина опоки в мм
300
350
з,3
2,7
З.о
—
—
—
—
—
—
—.
—
—
—
—
—
—
— .
—
— '
—
—
—
—
—
з,5
з,9
3,2
3.5
4,6
5.о
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
400
2,7
З.1
3.4
3,8
4,9
5,3
5.2
6,1
6,4
6,8
—
—
—
—
—
—
—
—
—
—
—
¦ —
—
:—
450
з,9
Н
З,6
4»°
ЪЛ
5.6
6,о
6,4
6,8
ч
7>6
7.9
—
—
—
—
—
—
—
—
—
—
—
—
500
3.1
3,5
3,8
4,3
5,4
5,9
6,3
6,7
7.1
7,5
7.9
8,3
8,8
9,2
9.6
io,o
io,4
Ю,8
—
—
—
—
—
—
600
3.4
3.9
4,3
5.5
6,о
6,5
6.9
7-4
7,8
8,2
87
9Л
9.6
ю,о
ю,5
io,9
п,4
и,8
15,9
i6,7
—
—
—
—
700
4,4
4.9
5,5
6,0
6,5
7>о.
7,6
8,1
8,4
8,9
9.4
9.9
10,4
10,9
11,4
»,9
12,4
12,8
17,0
17.8
18,4
19,3
*—
—
750
4,6
5,з
5,7
6,2
6,8
7,3
7.9
8,4
8,8
93
9,8
ю,3
ю,8
«,3
И.8
12,3
12,8
13,4
17,5
i8,4
19,о
19-9
21,3
—
800
4,8
5.4
5,9
6.5
7,1
7.6
8,2
8,8
9.1
9.6
Ю,а
ю,7
11,2
11,7
12,3
12,8
13,3
13-9
i8,i
19.о
19,6
2О,5
22,О
23.5
900
| 1000 j 1100
Площадь
5.2
5.8
6,4
7,°
7.6
8,з
8,6
9.2
9.8
ю,з
ю,9
«.5
12,0
Г2,6
13>2
13,7
4,3
14-8
19,2
2О,1
2О,8
21,7
23,3
24.9
5.5
6,2
6,8
7,5
8,2
8,8
9,з
9.8
104
11,0
11,6
12,2
12,9
13.5
14,1
14.7
15,3
15.9
20,3
21,3
22,0
зз.о
24,8
26,3
1200
нетто в л
5.9
6,6
7,з
7,9
8,5
9.2
9,8
*>.5
И, i
«,7
13,4
13.о
!3,7
14,3
I5.O
15.6
16,3
16,9
21,4
22,4
23,2
24,2
26,0
27,8
34.9
6,3
7,°
7-7
8,4
9.о
9.7
ю,4
ii.i
н,8
12,4
13.1
13,8
14,5
15,2
15.9
16,5
17.2
17.9
22,5
23,6
24.З
25,5
27,3
29,2
ЗО.7
1300 j
6.7
7.4
8,1
8,8
9.5
10,3
11,0
11.7.
12,4
13,4
13.9
14,6
15.З
16,0
16,8
17.5
18,2
18,9
33,6
34.7
25.5
26,7
28,7
30,6
_Q .
3°,4
1400
7,о
7.8
8,5
9.3
10,1
10,8
11,6
12,3
13.1
13.9
14,6
i5,4
16,1
16,9
i7,7
18,4
19,2
19.9
24,7
25.9
26.7
27.9
Эол
Зз.о
4°>з
1500
7.4
8,2O
9.0
9.8
10,6
11,4
12,2
13,0
13.8
14,6
15,4
16,2
17.0
17.8
i8,6
19.4
20,2
21,0
25.8
27,0
27.9
29,2
31.3
33-5
43,0
1800
8,4
9.4
10,3
11,2
12,1
13.0
13.9
14,8
15,8
i6,7
17.6
18,5
19.4
24,2
25,2
26,1
27.I
28,1
99,O
3O,5
31.4
32,9
35.3
37.7
47,4
2000
9.2
10,2
11,1
12,1
13.1
14,1
15.1
16,1
17.1
18,1
19.1
so, 1
21,1
26,0
27,1
28,1
29.1
30,2
31.2
32,8
33.8
35.4
38.0
40,6
5O.9
2500
14.7
16,0
17,2
18,4
19.5
20,8
22,1
З3.З
З4.5
35.7
26,9
28,2
29.4
30,6
31.8
33,o
34,3
35.3
36.7
38,5
39.7
41,6
44.6
47.7
59.9
3000
16,9
18,3
10.7
21,1
22,5
23.9
25.3
26,7
28,3
29.5
3I,O
32.4
33.8
35.2
36.6
38.0
39.4
40.8
42.2
44.3
45-7
47.8
51.3
54.8
?O О
Ofc>,O
4000
21,3
23.1
24.9
25.6
28,4
30,2
3i,9
33.7
35,6
37,2
39.O
40.7
42.5
44.3
46,0
47.8
49.6
51.3
53,i
55,8
57.5
60,2
64,6
69,0
Q? _
86,7
5000
25>7
27.8
30,0
32,1
34.2
36,4
38,5
40,6
42,8
44.9
47.°
49.1
5i,3
53.5
55.5
57.7
59.8
61,9
64,2
67.3
69.4
72,0
77.9
8з,а
к>4.5
Таблица 20а
Весовая
группа
литья
i
* 2
3
4
5
Свыше 5
Переводные коэфициенты а • т
для формовки
всырую
2,56
2,56
2,4
2,25
2,1 '
1,95
всухую
2,72
2,72
2,55
2,4
2,24
2,о8
для сборки
всухую
2,з8
2,38
* 2,21
2,12
2,12
1,92
Средние значения No и Р для различных
весовых групп чугунного и стального литья
приведены в табл. 21.
Таблица 21
Средние значения величин No я В для литья
различных весовых групп в завнсамости от рода
металла и способа формовки
двухсменном параллельном режиме работ
с формовкой, сборкой и заливкой форм на
плацу рекомендуется пользоваться табл. 20.
Последняя служит для определения площади
нетто одного рабочего участка формовки или
сборки при различных размерах опок в свету.
Площадь брутто определяется умножением
площади нетто на коэфициенты а и у. Первый
из этих коэфициентов учитывает потребность
в площадях для порожних опок, формовочной
земли, а также в дополнительных площадях,
необходимых в связи с неравномерностью ра-
бот по формовке и сборке. Коэфициент у учи-
тывает потери площади у колонн и площади
проходов. Величины произведений коэфициен-
тов а и 7 приведены в табл. 20а.
При расчёте площадей, необходимых под
заливку, определяют число заливочных участ-
ков п3 и площадь каждого из них по формуле
Наименование
показателей
Число форм
в стопке Л'о
Коэфициент JJ
при опочной
формовке:
для чугуна
для стали
при почвен-
ной формовке
для чугуна
для стали
Весовая группа литья в кг
.1,5
1,4
1,8
2,4
3.6
где Иф — число форм в смену; я^+^У — число
участков формовки и сборки, используемых
под заливку по окончании формовки и сборки;
Д/о— число опок в стенде; 3 — коэфициент, учи-
тывающий время охлаждения.
2 Том 14
Табл. 22 указывает площадь нетто участка
заливки одной формы (для различных размеров
опок в свету). Площадь брутто определяется
умножением площади нетто на коэфициент \
или Ti, учитывающий потери площади у колонн
и перед фронтом плавильных печей, проходы
и пр. Числовые значения этих коэфициентов
приведены в табл. 22а.
При изготовлении форм в почве заливочная
площадь отдельно не подсчитывается. Сушка
форм, заливка и выбивка производятся на ра-
бочем участке формовки. Там же происходит
и остывание. Величины участков берутся те
же, что и для опочной формовки (табл. 22).
18
ПРОЕКТИРОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
[РАЗД. V
Таблица 22
Площадь участка для заливки при ступенчатом режиме работ
Длина опоки в мм
300| 350| 400[ 450| 500| 600 | 7001 7501 800 J 900 |l000| 1100,1200f 1300f 1400 | 1500 | 1800 | 2000 | 2500 | 3000 | 4000 | 5000
Площадь нетто в м*
Зоо
4оо
5оо
боо
7оо
8оо
9оо
IOOO
IIOO
I2OO
1300
1400
*5°о
1боо
17°о
i8oo
1900
2000
2IOO
2250
3350
2500
2750
3000
4000
0,63
0,71
0,78
0,69
0.78
0,87
°>95,
i,o4
I.I3
°,76
о.88
I.OI
i|i4
*',33
1,43
0,83
о,93
1,04
i>4
1.34
1,35
1.45
1.55
1.93
oi9°
1,23
1,34
1,46
I»57
1,68
2,07
2Д8
2,29
2,40
1,29
1,42 1,60
1.55
1,67
i,8o
1,93
2,33
2,60
2,58
2,7Г
2,83
1,46
1.75
1,89
2,04
2,18
2,60
2,74
2,88
З.02
3,16
З.ЗО
i,54
1,69
1,85
2,00
2,16
2,31
2.73
2,88
3,°3
З.17
3,32
3,47
3,61
,3
1,46
1,62
1.79
i,95
2,11
2,27
2,44
2,87
3,02
ЗД7
3.33
3,48
З.63
З.78
3.94
1-43
1,61
1,79
1,97
2,03
2,33
2,80
2,97
3,14
3.30
3,47
3,64
З.81
3-97
4Д4
4.31
Л1
1,76
1,96
2,l6
2,35
2,55
3-°4
З.22
3.4O
3.58
3.77
3,95
4,4
4,3i
4,49
4,68
4,86
5>°4
2,30
2,49
2,69
2,88
З.08
3,28
3-47
З.67
4.06
4,26
4,46
4.f5
4-85
5'°4
5,24
5-44
б
2,25
2,45
3,31
3,53
3.73
3,94
4,15
4,36
4,5i
4,78
4,99
5,20
5,4i
5.62
5,83
6,04
6,36
2,41
2,63
2,86
3,o8
3,3°
3,53
3,75
3,98
4,20
4,43
4.65
4,88
5>i°
5.33
5-55
5,78
6,00
6,23
6,45
6,79
7,0a
2,56
2,80
3,°4
3,28
3.51
3,75
3,99
4,23
4,47
4,7i
4,95"
5,*9
5,43
5,67
5,9i
6,i5
6,39
6,62
6,86
7.23
7,45
7,82
2,71
2,96
3,22
3,47
3.73
З.98
4,23
4,49
4,74
4,93
5,25
5>5o
5,75
6,01
6,26
6,51
6,77
7,°2
7,91
8,29
8,92
3,1
3,47
3,76
4,06
4,36
4.65
4,95
5,24
5.54
5,84
6,13
6,43
6,73
7,02
7,32
7,62
7,9i
8,21
8,50
8,95
9,25
9,69
io,43
11,17
3,48
3,8o
4,i3
4.45
4,78
5.Ю
5,43
5,75
6,08
6,40
6,73
7>°5
7.38
7.7O
8,03
8,35
8,68
9,00
9,33
9,81
10,14
10,63
11,44
12,25
4-24
4,64
5,°3
5,44
5.83
6,22
6,62
7,°2
7,41
7,8i
8,21
8,60
9,00
9.39
9,79
10,19
10,58
10,99
и,38
",97
12,
12,
13,96
14,95
18,91
5.0
5,47
5-94
6,40
6,88
7.34
7,81
8,28
8,75
9,22
9,68
10,15
10,62
11,09
11,56
12,02
12,49
12,96
13,43
3
14,60
15,3°
16,47.
17,04
22,32
6,53
7,14
7,76
8,37
8,98
9.59
10,20
10,81
11,42
12,03
12,64
13,25
13,87
14,48
15,09
15,7°
16,31
16,92
17-53
18,45
19,06
19,98
21,50
23,03
29,14
8,06
8,82
9-57
10,32
11,08
11,83
12,59
13,34
14,09
14,85
15,60
16,36
17,11
17,86
18,62
19,37
20,13
20,88
21,63
22,77
23,52
24,65
26,54
28,42
35.96
Таблица 22a
Весовая
группа
литья
i
2
3
4
Свыше 5
Переводной коэфициент
для заливки
всырую
Т
i,6
i,6
i,6
1,5
i,5
1-5
.для заливки
всухую
Ti
1.7
1.7
1.7
1,6
1,6
1,6
Общая площадь участка для формовки,
сборки и заливки F^ + с+з п°Дсчитывается
по формуле
Значения коэфициентов а, у и C следует
брать из табл. 20а, 21 и 22а. При параллельном
режиме работ формовочные, сборочные и зали-
вочные площади в формовочном отделении
рассчитываются порознь по тем же таблицам,
что и при ступенчатом режиме (табл. 20 и 22).
Для выбивки отводится отдельная площадь,
размер которой устанавливается по средней
форме для литья /Данной весовой группы.
Число рабочих участков для выбивки пв
определяется по формуле
в 480 В/
где N — сменное количество форм; te — про-
должительность выбивки одной формы в
чел.-мин.; 480— число минут в рабочей смене
(8 часп; Вв— количество выбивщиков в бригаде.
Суммирование результатов расчётов по
участкам и весовым группам позволяет опре-
делить размер площади формовочно-сборочно-
заливочного и выбивочного отделений и в. ре-
зультате уточнить показатель съёма годного
литья в тоннах с 1 м'г в год.
Расчёт парка опок. Выбор размеров опок
в соответствии с ГОСТ 2133-43 должен быть
подчинён необходимости создания типового
парка опок, наличие которого позволит цеху
обойтись меньшим их количеством. Специализи-
рованные опоки следует применять преиму-
щественно для деталей массового производства.
Стойкость опоки при массовом производстве
30—50 тыс. заливок.
Потребность литейного цеха в опоках опре-
деляется на основании общей длительности
цикла формовки (сушки), сб'орки, заливки,
остывания и выбивки. Продолжительность
остывания отливок (машиностроительного
литья) в земляной форме при опочном и поч-
венном методах формовки, считая от момента
окончания заливки до начала выбивки, ука-
зана в табл. 23.
В отдельных случаях, например при отливке
шаботов, цилиндров двигателей внутреннего
сгорания, станин, рам и пр., применяется спе-
циальный режим охлаждения в форме.
В конвейерных литейных расчёт, парка
опок ведётся отдельно по каждому конвейеру
и по каждой формуемой детали, например по
блоку цилиндров автомобиля. К числу опок,
находящихся непосредственно в работе, должно
быть предусмотрено дополнительно ещё 30 %
в запас на склад, а также для образования
ремонтного контингента.
При проектировании цехов единичного и
серийного производства парк опок рассчиты-
вается укрупнённо по каждой весовой группе.
Необходимо определить начальное количество
опок и их ежегодную убыль (в единичном
производстве убыль опок в весовом выражении
составляет 20—40 т на 1000 т литья].
гл. i]
РАСЧЁТ ФОРМОВОЧНЫХ ОТДЕЛЕНИЙ
Таблица 23
Продолжительность остывания отливок в земляной
форме
Вес отливки
До 5
Свыше 5 До ю
л Ю— 3°
• я зо— 5°
5°— 1О°
„ IOO— 25°
я 25°— 5°°
» 5°°—2ООО
ДО 2ООО
2ООО— 5000
5ооо—го ооо
го ооо—15 ооо
15 ооо—з° 0°°
Свыше з° °°о
Максимальная
толщина
стенки в мм
Продолжительность
остывания
час.
Опочная формовка
5-8
IO—12
ib—15
12—2О
15—Зо
2О—4°
25-5O
Зо—6о
_
—
—
—
—
—
1.5-4
2-8
Почвенная формовка
5о— 8о
70—ioo
8о—I2O
ioo—130
I2O—I5O
150—180
i6— 24
36- 48
60— 72
72— 96
об—120
I2O—l8o
мин.
ю—is
15— 2О
2О—ЗО
25—45
Зо— 6о
45—9°
—
—
_
—
—
—
—
—
Специальные виды литья. Литьё в ко-
киль применяется для отливок из стали,
чугуна и цветных сплавов при серийном и
массовом производстве. Основными преиму-
ществами этого метода по сравнению с формов-
кой в землю являются: экономия наполнитель-
ной земли; повышение производительности
труда рабочих в 4—5 раз; увеличение съёма
с 1 л2 формовочной площади в 3-5 раз;
уменьшение потребности в жидком металле;
снижение припусков на обработку и улучше-
ние качества литья.
Центробежное литьё. Центробеж-
ные машины с горизонтальной осью враще-
ния наиболее применимы в массовом произ-
водстве отливок, имеющих конфигурацию тел
вращения (втулки, гильзы, трубы).
Основные преимущества центробежного
литья: резкое увеличение выхода годного литья
до 900/0; улучшение качества; уменьшение
веса детали; возможность достижения высокой
точности размеров без последующей механи-
ческой обработки. На центробежных машинах
с вертикальной осью вращения могут отливать-
ся детали разнообразной конфигурации.
Литьё под давлением распростра-
нено в массовом производстве мелких деталей.
Кроме прочих преимуществ, при этом про-
цессе отпадает необходимость последующей
механической обработки детали благодаря
отличному качеству поверхности я высокой
точности полученных размеров отливки.
Прецизионное литьё применяется
при изготовлении высокой точности мелких
отливок из сверхтвёрдых сплавов (турбинные
лопатки, литой инструмент).
В табл. 24 указана примерная производи-
тельность машин и станков, применяемых при
специальных видах литья.
Таблица 24
Производительность машин
Наименование
специальных
видов литья
Кокильное
Центробеж-
ное
С горизон-
тальной осью
вращения
Под давле-
нием
Характеристика
литья
Машинное литьё:
- без. стержней
с простыми стержнями
со сложными стержнями
Втулки и гильзы
Тормозные колодки для
автомобилей ЗИС
Водопроводные трубы
Мелкие формы для лег-
коплавких сплавов, про-
изводимые на прессовых
автоматах
Средние формы для
алюминиевых и магниевых
сплавов, производимые на
компрессорных полуавто-
матических машинах
Крупные формы для
медных и алюминиевых
сплавов, производимые
на пневматическо-гидра-
влических машинах с не-
подогреваемой камерой
сжатия
и станков для некоторых специальных видов литья
Развес литья или
его размеры
До i кг
От i до з «г
От з до 5 кг
От 5 до 2о кг
От з до 5 кг
От 5 до го кг
0 до ioo мм
0 ОТ IOO ДО 2ОО ММ
0 ОТ 2ОО ДО 3°° ММ
0 свыше зоо мм
От го до з° кг
0 от 150 до зоо мм
От долей грамма
до з°° г
От зоо г до з кг
Свыше 2 кг до 5 кг
Род металла
Чугун
Медные
сплавы
Алюминие-
вые
сплавы
Цинковые
и свинцо-
вооловя-
нистые
сплавы
Производительность в шт./час
бо—8о
50—70
40—50
3°—4°
2О—ЗО
IO—2O
25-ЗО
15—2О
12 —16
8—Ю
I2—2O
I5—3O
—
—
-j
8о—гоо
бо- 8о
5о- 7о
4о— 5°
30— 4°
2О— 3°
25—30
I5—3O
12—хб
8—го
—
—
—
8О—I2O
IOO— I2O
8о—ioo
70— 9°
5°— 7°
40— 5°
Зо-Чо
—
—
—
—
—
—
150—500
100—150
—
—
—
—
—
—
4ОО—гооо
—
113
ПРОЕКТИРОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
[разд. у
Заливка и выбивка форм. Ёмкость
разливочных ковшей для- серого
й ковкого чугуна зависит от веса
отливки. При заливке мелких форм весом до
50 кг применяются ручные ковши ёмкостью
до 150 h г. Средние формы весом от 50 до 500 кг
заливаются из ковшей ёмкостью от 250 до
1000 кг. Крупные формы заливаются по одной-
две из ковша соответствующей ёмкости.
В литейных цехах массового и крупносерий-
ного производства заливка производится из
специальных ковшей непосредственно в
формы. :
Эксплоатационные показатели разливочных
ковшей для конвейерных литейных серого и
ковкого чугуна (ёмкость, количество залива-
емых форм и др.) приведены в табл. 25.
Таблица 25
Эксплоатационные показатели разливочных ковшей
для чугуна
{конвейерные литейные цехи, транспортировка ковшей
по монорельсу)
Назначение конвейера
Безопочная формовка ....
Опочная формовка ......
То же
То же
Ёмкость ковша
в кг
150—180
200—25O
20О—25°
Средний вес ме-
талла в одной
форме в кг
9
14
25
IOO
Среднее количе-
ство форм, зали-
ваемых из одного
ковша
i8—20
14—18
8—10
5
При проектировании могут быть использо-
ваны эксплоатационные показатели разливоч-
ных ковшей для л итейных цехов серого
чугуна, помещённые в табл. 26.
Таблица 26
Эксплоатационные показатели разливочных ковшей
(барабанных и конических) для литейных цехов
серого чугуна
Наименова-
ние показа-
телей
Длитель-
ность од-
ного цикла
в мин. . ..
Продол-
житель-
ность не-
прерывной
работы в
час
Продол-
житель-
ность об-
мазки и
сушки в
час
Ёмкость ковша в кг
3-4 4-5 5-6
3 3-4
6—12
4-6
12—15
6-8
15—2О
h
-30
16
Эксплоатационные показатели разливочных
ковшей фасонно-сталелитейных це-
хов приведены в табл. 27.
Таблица 27
Эксплоатационные показатели ковшей для
фасонно-сталелитейных цехов
Наименование показателей
Продолжительность осты-
вания ковша после рядовой
плавки в час
Продолжительность ря-
дового ремонта ковша в
час
Продолжительность по-
догрева ковша после рядо-
вого ремонта перед плав-
кой в час
Продолжительность уста-
новки ковша под жолоб и
заливки металла из печи в
час
Число плавок, выдержи-
ваемых футеровкой ковша
до капитального ремонта
Продолжительность ка-
питального ремонта ковша
в час
Продолжительность по-
догрева вновь отфутеро-
ванного ковша в час. ...
Ёмкость ковша в т
о.75
о.75
о,75
о.75
I
I
I
4о
8
2
I
I
I
35
12
3
1.5
J.25
1.25
25
1б
4
а
i.5
1.5
3°
=4
8
48
Выбивка формовочной земли и
отливок из опок (вручную либо с по-
мощью мостового крана) при ступенчатом
режиме работ в литейных цехах с малой ме-
ханизацией производится в 3-ю смену на месте
заливки.
В литейных цехах со средней и полной
механизацией для выбивки применяются спе-
циальные вибрационные решётки и подвесные
вибраторы над стационарными - решётками.
Размер решёток зависит от величины опок.
Средняя трудоёмкость выбивки земли из опок
на 1 т литья составляет:
а) при ручной выбивке крупного литья
всухую 3—5 чел.-час, литья разнообразного
развеса всухую 5 —8 чел.-час, всырую 2—4
чел.-час.;
б) при выбивке на встряхивающих решёт-
ках среднего литья всухую 3 — 4 чел.-час,
всырую 1,5 — 2 чел.-час, мелкого литья всырую
2-4 чел.-час
Стержни из отливок с объёмом стержне-
вого состава до 0,4 мг на 1 т литья выби-
ваются вручную или пневматическими молот-
ками. Трудоёмкость выбивки стержней в
среднем составляет 0,5 чел.-часа на \ т
литья. • : ¦
Стержни из сложных отливок (например из
блоков и крышек цилиндров автомобильных
и тракторных двигателей) выбиваются при по-
мощи нокаутов, располагаемых в специаль-
ных помещениях по пути движения охлади-
тельного конвейера, идущего из выбивного
в обрубное отделение. Для среднего и круп-
ного стержневого литья (дизелей, компрессо-
ров, станков, турбин и т. п.) применяется
гидравлическая выбивка стержней. Произво-
дительность одного сопла 1,5-2 т литья
или 2 л*3 вымываемого стержневого состава
в час
Размеры гидравлических камер зависят от
габарита отливок. Наиболее распространённые
тл. i]
РАСЧЁТ СТЕРЖНЕВЫХ ОТДЕЛЕНИЙ
размеры камер: 4,5X4,5X3,5 м и
Х4.5 м. Мощность мотора для насоса высокого
давления—ПО кет на два сопла. Гидравличе-
скую выбивку рентабельно применять при
годовом выпуске литья не менее 5000—6000 т.
РАСЧЁТ СТЕРЖНЕВЫХ ОТДЕЛЕНИЙ
При проектировании стержни делятся по
объёму стержня на семь групп (табл. 28).
Таблица 28
Объём стержней
Группа
стержней
i
2
3
4
Объём одного
стержня в дм3
До 5
5-ю
ю—зо
3°-5°
Группа,
стержней
5
6
7
Объём одного
стержня в дм3
5о—ioo
loo—5°°
Более 500
По составу смеси стержни в основ-
ном разделяются на песчано-глинистые, со-
стоящие из песка, глины и органических при-
месей, и на песчано-масляные - из кварцевого
песка с незначительной примесью раститель-
ного масла или его заменителя.
Для изготовления стержней применяются
встряхивающие столы, грузоподъёмностью до
500 кг, встряхивающие ручные машины с по-
воротным столом типа Осборн 40-42 (С-3, С-4),
пневматические встряхивающие машины типа
Осборн 602 (ЦКБ-331), типа Герман-пневматик:
750 англ. ф. (ВФ-20), 1500 англ. ф. (ВФ-13)
и 3000 англ. ф. (ВФ-12), пескодувные машины
типа Деммлер, Осборн и Чемпион.
Для выбора и расчёта потребного цеху
количества стержневых машин рекомендуется
пользоваться данными табл. 29. Брак и бой
принимаются для крупных и простых стер-
жней 5%, для мелких и сложных 10%. Уста-
новка стержневой машины рациональна при
её загрузке не менее чем на 40 —бО0^ ;
При проектировании литейных цехов мас-
сового производства (автомобильных,
тракторных и других заводов) расчёт стер-
жневых отделений следует вести по линиям
конвейеров и по типам машин.
Транспортирование сырых и сухих стер-
жней здесь осуществляется непрерывное по-
мощью люлечных или подвесных конвейеров
и рольгангов.
В литейных с малой и средней механиза-
цией сырые стержни подаются к сушилам
мостовыми кранами или автокарами на плитах
или этажерках. .
Сборка и комплектование стержней должны
производиться на особых рабочих участках
или в поточных линиях. В стержневом отделе-
нии должна быть предусмотрена площадь под
склад стержней, рассчитанный на суточный
запас.
Площади стержневого отделения для ли-
тейных с малой и средней механи-
зацией рассчитываются по количеству ра-
бочих мест для верстачной и плацевой фор-
мовки. ¦¦:.:..¦
Площадь формовки на одного стерженщика
в смену принимается: для мелких стержней
6 м2, для средних 8 ж2, для крупных 12 м~\
площадь брутто стержневого отделения (с учё-
том площадей участков сборки и хранения,
а также проходов); для мелких стержней
12—15 м2, для средних 18— 20л*2, для круп-
ных 25-30 м\ ;
При укрупнённых расчётах площадь брутф
стержневого отделения может .быть принята
в процентном отношении от формовочнр-сбо-
рбчно-заливочной площади: для простого'лить|я
10 —15%; для отливок средней сложности 1с
удельным расходом стержневой земли до 0,4 м9
на 1 т — 20-40%; для слржных отливок
с удельным расходом стержневой земли -до
0,7 л*з на 1 т— 50-70%. ' ]
Таблица-
Технологическая характеристика стержневых машин
Наименование показателей,
характеризующих работу
машин
Средние размеры стержнево-
го ящика в мм .........
Высота протяжки в мм .. .
Количество обслуживающих
рабочих ....
Производительность при мас-
совом производстве и непре-
рывной работе по одному ящику
не менее 8 час —ящиков в час
Наименьшее допускаемое
число часов непрерывной ра-
боты по одному ящику ....
Коэфициент измене- г 8 час.
ния производительно-14 часа
сти при смене ящиков 1 2 часа
через промежутки 11 час
Затраты времени на смену
стержневых ящиков и приспо-
соблений, в час. . . . , . . ...
1-я группа—мелкие
С-3
400X300
2ОО
I
25-40
i
i
о.7
о,6
о,4
О,1
С-4 ;
500X360
2ОО
1
зо—зо
I
I
о,7
о,6
о,4
О,1
2-я группа—средние
ЦКБ-331
500x500
15°
2
ао—3°
2
I
о,7
о,6
о,4
о,а
ВФ-20
600X500
3°о
2
,2О—3Q
2
I
о.7
о,5
°,25 -;
3-я группа—крупные
.ВФ-13
юооХббо
45о'
3
18—25
2
I
°>7
о.5
0,4
ВФ-12
1250X1000
45°
3
15—ао
а,
i
°.7
oj
i
Специаль-'
аые песко-
дувные ма-
щины типа,
Деммлер:
С-7 j
400X325
2 . ." ;
150—аоо
4 =
о«5./:
22
ПРОЕКТИРОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
[РАЗД. V
РАСЧЕТ СУШИЛ
Расчёт камерных сушил для форм
ведётся по внутреннему объёму опок, который
определяется на основании технологических
карт или ведомости технологических процес-
сов. При расчёте необходимо задаться продол-
жительностью цикла сушки (временем пребы-
вания в печи) и коэфициентом заполнения
сушильной печи. Продолжительность цикла
сушки зависит от размера опок, толщины слоя
земли, её состава и температуры сушки.
В табл. 30 указаны рекомендуемые режимы
сушки.
Коэфициенты' заполнения камерных теле-
жечных сушил принимаются равными: 0,15 —
для мелкого, 0,2—для среднего, 0,25—для
крупного литья. Коэфициент заполнения ямных
сушил крупными однотипными формами—0,3.
Коэфициент заполнения камерных и шкаф-
ных сушил принимается равным: для стер-
жней объёмом до 10 дл$ — 0,06; свыше 10 до
30 дм* — 0,08; свыше 30 до 100 й#3—0,12;
свыше 100 дм*—0,18.
Режимы сушки стержней различного со-
става смеси и объёма указаны в табл. 31.
Расчёт конвейерных сушил для стержней
ведётся по режимам сушки и линиям конвейе-
ров. Для" каждого режима в линии подсчиты-
вается площадь плит и драйеров.
Число конвейерных сушил для данного ре-,
жима N сушки в линии конвейера может
быть определено по формуле
Fdtl
/V =
fm<PLr\ '
где Fd — площадь драйеров и плит в м2 (годо-
вая потребность); t — длительность цикла
Режимы сушки форм при опочной и почвенной формовке
Таблица 30
Наименование показателей
Средние внутренние размеры опок в мм
от 500 X 600
до 1200X800
от 1250 х 900
до 3000 X 2000
от 3500 X 2000
до 5000 X 3000
от 5000 X 3500
до 5500X4000
свыше
5500 X 4000
Длительность цикла первичной
сушки в час
Длительность цикла вторичной
сушки в час
Температура первичной сушки
в °С
Температура вторичной сушки
в°С
Длительность цикла первичной
сушки в час.
Длительность цикла вторичной
сушки в час
Температура первичной сушки
в ЬС
Температура вторичной сушки
в °С
Длительность цикла сушки
в час.
Температура сушки в °С . • .
6-8
V.
i8o
8—12
450
200
8
400
8—12
1-1V4
400
200
Опочная формовка
Серый чугун
i6—24
45O
200
Сталь
I—I'/a
45°
250
5°°
250
Почвенная формовка
4оо
24
45°
24-36
2—4
450
200
2-4
55°
25°
36
45°
36-48
3-6
45O
200
36-48
6-8
55O
25O
45°
Количество переносных сушил для поч-
венного литья на месте формовки-сборки опре-
деляется по площади верхней опоки: на каж-
дые 2 л*2 этой площади необходимо одно
сушило.
Продолжительность поверхностной под-
сушки форм на толщину 30 — 40 мм соста-
вляет U/2 —3 часа в зависимости от размеров
и конфигурации формы.
Расчёт сушил для стержней ведётся по
их объёму или по площади сушильных плит
и драйеров. Все стержни, подлежащие сушке,
должны быть рассортированы на группы по
режимам сушки и по линиям конвейеров. При
работе одного сушила по двум различным
режимам определяют средний режим методом
приведения.
Таблица 31
Режимы сушки стержней
Тип стержней
Песчано-глини-
Песчано-масля-
Объём
стержней
в дм3
До 10
Свыше 10
до 50
Свыше 50
До 10
Свыше 10
до 30
Свыше 30
Темпера-
тура сушки
в °С
260—300
280—320
3°°—35°
200—230
22O—24O
23O—25O
Общая дли-
тельность
цикла в час.
з—З
4- 7
8-12
i-iV/
я-З'/i
372-5
ГЛ. I
РАСЧЁТ ЗЕМЛЕПРИГОТОВИТЕЛЬНЫХ ОТДЕЛЕНИЙ
23
сушки в часах; / — расстояние между этажер-
ками в м; f — площадь одной полки сушила
в м2\ т — число полок в этажерке; Ф — годо-
вой фонд рабочих часов сушила; L — общая
длина конвейера сушила в м\ v\ — коэфициент
заполнения полок, равный 0,6 —0,8.
Скорость конвейера сушила v подсчиты-
вается по формуле
РАСЧЁТ ЗЕМЛЕПРИГОТОВИТЕЛЬНЫХ
ОТДЕЛЕНИЙ
Потребность в формовочных и стержневых
смесях и материалах, входящих в их состав,
определяется на основе технологических карт
и ведомостей технологических процессов
или укрупнённо — по расходным показателям,
заимствованным из передовой производствен-
ной практики. При пересчёте объёма уплот-
нённых формовочных смесей в неуплотнённые
пользуются коэфициентом 1,33 и при пересчёте
объёма стержневых смесей —1,5'. Вес 1 мь
уплотнённой формовочной смеси в среднем
принимается равным 1,6 т, стержневой сме-
си—1,8 т.
В массовом производстве для формовки
всырую применяется так называемая единая
смесь без облицовочных смесей. Свежие добав-
ки для единой смеси составляют 7—8%, в том
числе угольной пыли 1%.
При расчёте потребности в смесях (обора-
чиваемости) необходимо предусматривать про-
сыпь при формовке и изготовлении стерж-
ней, составляющую 8—12% от общей потреб-
ности в смесях всех сортов. Общие потери
(включая потери в обрубном цехе) дости-
гают 15 —200/0.
Потребность в оборудовании в землепри-
готовительных отделениях рассчитывается по
следующим трём основным секциям: 1) подго-
товка свежих материалов, 2) переработка ста-
рых (горелых) земель, 3) приготовление фор-
мовочных и стержневых смесей. Данные
табл. 32, систематизированные применительно
к этим трём секциям, могут служить для вы-
бора и расчёта землеприготовительных уста-
новок.
В конвейерных литейных цехах земле-
приготовительные агрегатные установки рас-
считываются по обслуживаемым ими кон-
вейерам.
Количество смесителей типа Симпсон № 3
в одной агрегатной установке не должно пре-
вышать пяти.
Таблица 32
Технологические операции и <
Наименование
секции
. Секция подготовки
свежих материалов
Секция переработки
старых (горелых) зе-
мель
*
Технологические
операции
1. Сушка кварцевых
и глинистых песков
2. Просеивание су-
хих песков
3. Размрл крупных
кусков глинистых
песков
4. Предварительная
разбивка крупных ку-
сков глины огнеупор-
нойи каменного угля до
размера 50x50x50 мм
5. Сушка глины и
угля
6. Мелкий (тонкий)
помол угля и глины
1. Разминание круп-
ных комьев
2. Магнитная сепа-
рация
3. Просев горелой
земли
>борудование землеприготовительных отделений
Оборудование
а) Сушильные плиты
с площадью пода от
4,5 до 15 м3
б) Барабанные верти-
кальные сушила для
кварцевых песков
в) Барабанные гори-
зонтальные сушила
а) Вибрационные
сита
б) Полигональные
сита
Размалывающие бе-
гуны
а) Зубчатые вальцы
б) Дробилки типа
Блека
То же, что и для
кварцевых песков
а) Шаровые мель-
ницы
б) Молотковые мель-
ницы типа Раймонд
в) Шаровые мель-
ницы типа Гумбольдта
г) Молотковые мель-
ницы типа Леше
Вальцы 0 300 мм.
шириной 300—700 мм
Электромагнитные
сепараторы
а) Ручные грохоты
и переносные земле-
сеялки
б) Полигональные и
барабанные сита
Производитель-
ность в т/час
0,25-1,5
1.5 -4
2-15
1.5 -3
З.о —15
1*5 -я
1,5 -2
1,5 -2
о,6 от указанной
для кварце- ¦
вых песков
°t°75
i
3
5
1,5-6
5-5O
O.5—I.5
5-5O ^
Литейные цехи, в ко-
торых устанавливается
оборудование
С малой механиза-
цией, мощностью до
4000 т/год
Со средней механи-
зацией
Со средней и полной
механизацией
Со средней механи-
зацией
Конвейерные
Со средней и полной
механизацией
Со средней и полной
механизацией
Указанные для квар-
цевых песков
Мощностью до 4000
т1год
То же
Со средней и полной
механизацией
То же
Со средней и полной
механизацией
То же
С малой механиза-
цией
Со средней и полной
механизацией
24
ПРОЕКТИРОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
[РАЗД. IV
Продолжение табл. 32
Наименование
секции
Секция приготовле-
ния формовочных и
стержневых смесей
Технологические
операции
1. Смешивание ста-
рых и свежих земель
и добавок с одновре-
менным увлажнением
при составлении на-
полнительных и еди-
ных смесей
2. То же при состав-
лении облицовочных
и стержневых смесей
3. Аэрация (разрых-
ление)
Оборудование
а) Смесители типа
Симпсон № 3
б) Смесители типа
Симпсон № 2
в) Шнековые смеси-
тели
а) Смесители типа
Симпсон № 3
б) Смесители типа
Симпсон № 2
а) Аппараты типа
Ройер
б) Аэраторы типа
Рапп
в) Дезинтеграторы
Производитель-
ность в т/час
6-7
3-3г5
15-3°
3—3.5
I.5-I.75
5-8
3°-5°
4-15
Литейные цехи, в ко-
торых устанавливается
оборудование
Со средней и полной
механизацией
Со средней и полной
механизацией
1 С малой и средней
| механизацией
С малой механиза-
цией
Со средней и полной
механизацией
С малой механиза-*
цией
РАСЧЁТ ОБРУБНЫХ ОТДЕЛЕНИЙ
Расчёт количества оборудования, потреб-
ного для обрубных отделений литейных цехов,
ведётся в порядке последовательности техно-
логических операций по весовым группам
литья или по поточным специализированным
линиям обрубки — в цехах крупносерийного
и массового производства. При расчёте обо-
рудования могут служить следующие данные
часовой производительности (в т): очистные
барабаны — 0,5 — 0,-s; пескоструйные столы —
0,3—0,5; пескоструйные камеры—1,5—2,5; пнев-
матические зубила —0,3 — 0,5; стационарные
наждачные станки — 0,1—0,3; переносные и
подвесные наждачные станки—-0,3—0,6.
ТЕРМИЧЕСКАЯ ОБРАБОТКА ЛИТЬЯ
В литейных цехах серого чугуна при-
меняются следующие виды термической обра-
ботки: 1) искусственное старение для снятия
напряжений (температура нагрева 55J°C, дли-
тельность цикла 16— 24 часа, тип печи — ка-
мерная тележечная, съём el ма площади
пода 0,8 — 1,0 т)\ 2) отжиг для изменения
структуры твёрдого литья (температура на-
грева 850 — 900° С, длительность цикла 24 часа;
тип печи и съём с 1 м2 те же, что и при
искусственном старении).
В фасонно-сталелитейных цехах приме-
няются следующие виды термической обработ-
ки. Углеродистое сталь но ел итьё
проходит: I) отжиг при температуре 870 —900° С
(длительность цикла 16 — 24 часа); 2) нормали-
зацию при 870—930° С (длительность цикла
3—4 часа); 3) закалку при 840 —90и°С в воде
И отпуск при550—630° С—для небольших про-
стых ответственных^ отливок после отжига или
нормализации; 4) термическую обработку по
принципу трёхкамерной печи для средних и
крупных ответственных отливок: 1-я камера —
нагрев до 670° С—16 час; 2-я камера — нагрев
до 90(fC—16 час. с охлаждением до 400°С
на воздухе в течение 4 час; 3-я камера —
отпуск при температуре 200° С — 24 часа; 5) от-
жиг до 900° С — 96 час. ддя особо тяжёлых
отливок; 6) после заварки дефектов допол-
нительный отпуск при 630° С —48 час.
Отливки марганцовистой стали
Гадфильда проходят закалку при темпе-
ратуре 1050—1100° С; длительность цикла
(нагрев + выдерж"ка) для литья: мелкого с тол-
щиной стенок до 25 мм — 7 час, среднего
с толщиной стенок 25—50 мм — 8 час, 50-^-
70 мм — 9 час, крупного с толщиной стенок
более 70 мм — 12 час.
При термической обработке фасонных
стальных отливок применяются печи сле-
дующих типов:
1) тупиковые тележечные — для отжига
разнообразного литья, съём с 1 л2 площади
пода 0,8—1,0 я;
2) проходные маятниковые — для отжига
разнообразного углеродистого и марганцови-
стого литья, съём с I м2 площади пода 0,7 —
0,9 т;
3) тупиковые с трансбордером (в блоке по
четыре печи и более) в тех же случаях, что
и тележечные и маятниковые, но при боль-
ших Масштабах производства;
4) методические — при нормализации в мас-
совом производстве, организованном по поточ-
ному методу, съём с 1 м2 площади пода
1,0— 1,2 /га; ;¦
5) ямные — для отливок больших габаритов
или весов, съём с 1 м'2 площади пода 0,9 — 1,0 тк.
В литейных цехах ковкого чугуна при-
меняется американский метод отжига: 1 в ка-
мерных печах ёмкостью до 30 /га длительность
цикла до 120 час, 2) в тоннельных печах типа
Дресслера при больших масштабах производ-
ства—120—140 час, 3) в электропечах типа
Дженераль Электрик при больших масштабах
производства — 48 — 60 час. и 4) в камерных
печах с выдвижным подом или электропечах-1-
30—48 час. , ¦¦'¦¦'
Европейский метод отжига осуществляется
в печах тех же типов и имеет длительность
цикла 140—170 час '
РАСЧЁТ СКЛАДОВ ЛИТЕЙНОГО ЦЕХА
Склады при цехах. Площадь складов
шихты и земель должна быть рассчитана на
хранение запасов: шихтовых материалов, полу-
чаемых со стороны, в размере месячной по-
требности, отходов металла — недельной, фор-
мовочных материалов — трёх-шестимесячной.
На складах шихты и земель должны быть
предусмотрены площади для следующего обо?
гл. i]
РАСЧЁ Т СКЛАДОВ ЛИТ*ЁЙНОГО ЦЕХА
25
рудованйя: 1) чушколом, 2) сита для просеива-
ния и сортировки кокса, 3) дробилки для раз-
мельчения флюсов, 4) барабаны для очистки
литников от пригоревшей земли, 5) оборудова-
ние для подготовки свежих земель и добавок
(землесушки) и разгрузочные ямы для свежих
земель. Кроме того, необходимы площади для
развеса шихты склада огнеупоров, добавок и
вспомогательных материалов, разгрузочных
площадок для кокса, флюса и металлов, по-
лучаемых по железной дороге.
Степень механизации складов шихты и зе-
мель, а также их размеры зависят от масштаба
производства.
При литейных цехах строятся склады сле-
дующих двух основных типов: 1) с простой
механизацией—в виде сараев или навесов ши-
риной 9—12 м для литейных цехов с годовым
выпуском до 4000—5000 т, 2) механизирован-
ные с помощью магнитно-грейферных кранов
грузоподъёмностью 5 и 10 т — в виде зданий
или открытых эстакад шириной 18 — 2Ам. Вы-
сота от пола до подкранового пути 8—Ю м.
Шихтовые склады мартеновских фасонно-
сталелитейных цехов оборудуются му-льдо-
магнитными кранами грузоподъёмностью 10 т.
Высота от пола до подкранового пути 11—13 м.
Склады шихты и земель обычно примы-
кают к основному зданию цеха.
¦ Таблица 33
Насыпные веса и высота насыпки материалов
на складах
Наименование материала
Металлы
Чушковый чугун....
Чугунный лом . . . .
Стальной лом
Литники, прибыли . . .
ферросплавы . . . '. ,
Брикеты стружки ...
Пакеты стружки . . .
Мед> чушковая". . . .
Алюминий ......
Баббиты ....... .
Свинец . .....
Цинк
Топливо и флюсы
Кокс
Антрацит :. . . . . .
Уголь пламенный . . .
Древесный уголь . . .
Известняк
Шлак мартеновский . .
Огнеупоры
Кирпич динасовый или ша
мотный
Доломит . ... . . .
Магнезит.
формовочные материалы
Кварцевые пески . . . ,
Глина кусковая . . . . ,
Опилки: .; .... . .. :.,
Торфяная крошка . . .
Навоз ........
3~3,3
2—2.3
2—2,3
1.5—1,7
3—4
2,5-3
1,3-1,5
, 4-5
»,3—1,7
3.5-4,»
4,5-5
3.5—4
°.45
o,i8—0,2
i|8
1,8-2
1.6-1,8
1,4—1,6
i,a—1,4
1,3-1,5
Р.З
о,3
О,2
Высота
насыпки в м
1,5
I,о
1.5
1.5
1.5
2
1,5
3,о
3
ад
1.5
1,5
З.о
З.о
3,°
3,о
2,0
2,6
2,5
2,5
2,5
2,5
2.5
2,5
2,5
4
4,о
2,5
2,5
6-8
6—8
3
3
3
На заводах, имеющих несколько мощных
цехов, кроме цеховых складов, строятся от-
дельные базисные склады для металла, топлива
и земель. Запасы материалов при цеховых
складах в этих случаях сокращаются до раз-
меров недельной потребности.
При расчёте площадей складов шихты и
земель принимаются насыпные веса и высоты,
указанные в табл. 33;
Режим работы на складе зависит от режи-
ма работ цеха. При ступенчатом режиме ра-
бот в один цикл формовки склад работает две
смены, при двухсменном параллельном — три
смены.
Полученную по расчёту ёмкость закромов
необходимо увеличивать на 25%, учитывая,
что практически они не всегда загружаются
полностью.
Количество кранов N, необходимых для
перемещения материалов (по видам последних)
определяется по формуле
где Q2 — вес материалов, перемещаемых в те-
чение года, в /га; а — число крановых операций,
производимых над данным сортом материала;
t — продолжительность одной операции в ми-
нутах; т) — коэфициент неравномерности по-
ступления грузов, принимаемый для формо-
вочных материалов равным 2,5, для прочих 1,5;
q — вес материала за одну крановую операцию
в/п; Фк — годовой фонд работы крана в часах.
Коэфициент использования кранов должен
составлять в среднем не менее 0,8. Время на
одну крановую операцию t при наличии
электромагнитного захвата в среднем может
быть принято равным 1,5 мин., для грейфера
3 мин.
В табл. 34 и 35 приведены размеры складов
с простой механизацией и механизированных
складов для литейных цехов различных мощ-
ностей.
Базисные склады металла. Базисные скла-
ды предназначаются для всего поступающего
со стороны металла и рассчитываются на хра-
нение последнего в размере месячной потреб-
ности. Они могут быть объединены с копрр-
выми цехами. Склады, принимающие металл
с железной дороги, работают 365 дней в три
; смены, а склады, отпускающие металл, — по
числу дней работы завода.
Склады проектируются ; в виде одно- или
двухпролётных эстакад, перекрытых мостовы-
ми магнитными кранами грузоподъёмностью
5—10 т. Обычная ширина эстакады 21, 24 и
27 м, длина не более 150 м. Под каждой эста-
кадой должен проходить продольный ж.-д. путь
для приёма и отпуска металла. Вдоль ж.-д.
пуги отводятся приёмные площадки шири-
ной 2,5 м для повагонной разгрузки "и хране-
ния чушковых чугунов до получения резуль-
татов контрольного химического анализа. После
этого чушковые, чугуны перегружаются в
соответствующие закрома по маркам. Высота
хранения—3 м. Количество мостовых кранов —
по . одному на 40—60 пог., м длины склада.
Базисные склады кокса и формовочных
материалов. Эти склады представляют собой
здания шириной 21, . 24 и 27 м, в которых
подкрановый путь располагается на высоте
26
ПРОЕКТИРОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
[разд. v
Таблица 34
Размеры складов шихты, топлива, формовочных
и вспомогательных материалов с простой механи-
зацией
10—12 м от пола. Склады оборудуются закро-
мами с заглублением от 2 до 3 м при их общей
высоте 8—10 м. Вдоль склада внутри или вне
его по эстакаде прокладываются ж.-д. пути.
Поступающие материалы ссыпаются из вагонов
в заглублённую часть склада, а затем грей-
фером в закрома.
С противоположной от ж.-д. путей сторо-
ны вдоль продольной стены склада устраи-
вается раздаточный ленточный транспортёр.
Под ним в нескольких местах по его длине
располагаются приёмные бункеры, откуда ма-
териал с помощью канатной дороги подаётся
в цехи.
Копровые цехи (дворы). В копровые цехи
поступает для разделки весь металлический
лом со стороны, а также заводские отходы
из литейных, кузнечных и механических цехов.
Копровые цехи рассчитываются на полутора-
месячный запас; при наличии копрового ц^ха
сроки хранения на цеховых складах сокраща-
ются до 1 недели.
Склад копрового цеха должен иметь еле-'
дующее оборудование:
1. Пакётир-прессы для обрезков листового
железа. Часовая производительность пресса
30—40 пакетов весом от 0,07 до 0,25 т.
2. Брикетировочные прессы для чугунной
и стальной стружки, даюшие брикеты диаме-
тром 100—170 мм, высотой. У0—100 мм и ве-
сом 8,5 — 10 кг. Производительность пресса
15—30 т в смену. Привод пресса — электро-
гидравлический. Давление—300 am. Транспорт
стружки и брикетов механизирован с помощью
ленточных транспортёров.
3. Пресс-ножницы для резки листового
железа до пакетировки производительностью
1,5 — 2 т/час.
4. Установка для тазовой резки лома.
Таблица 35
Размеры механизированных складов шихты, топлива, формовочных и вспомогательных материалов
Наименование
частей склада
Площадь для
металлической
шихты в м? . . .
Площадь для
топлива, флюсов
и огнеупоров в м?
Площадь для
формовочных ма-
териалов и земле-
сушки в л*3 ....
Итогов м* . . .
Размеры склада
(по условиям пла-
нировки) в м:
ширина ....
длина
высота до за-
тяжки фермы
Площадь по ус-
ловиям планиров-
ки в м?
Площадь склада
на 1С00 т годово-
го выпуска цеха
в л3
Для литерных
1000
8о
6о
i6o
300
9
36
4,5
324
324
вым
1500
14°
9°
22О
45°
9
54
4,5
486
324
цехоЕ
выпуском
2000
IOO
I2O
29O
боо
12
6о
5
7зо
Збо
2500
*5°
34°
73°
ia
60
5
720
288
с годо-
з т
3000
28О
i8o
400
860
12
72
6
864
288
3500
33°
210
460
1000
12
84
6
1008
288
Наименование частей склада
Для литейных цехов с годовым выпуском в т
5000
7500
10 000
12 500
15 000
20 000
25 000
Площадь для металлической шихты (при запасе в
размере месячной потребности) вУ
для топлива, флюсов и огнеупоров в л2
под шихтовальные бункеры в л2
Итого под склад шихты в м*. .
Площадь для формовочных материалов:
закромов для хранения 4-месячного запаса и раз-
грузочных канав в ма
землесушки в ж9
io8
144
i8o
15°
216
216
200
252
253
432
582
704
250
ЗЗ6
252
3°°
360
410
480
288
948
1178
56°
57°
1563
396
2l6
594
216
714
252
882
252
984
288
Итого под склад формовочных материалов в м*
бха
8го
966
«34
1272
1296
1488
432
1584
1920
Общая площадь в ж"
Площадь по условиям планировки в ж9
Размеры склада по условиям планировки в м:
длина
ширина
высота до подкранового пути
Площадь склада на 1000 т годового выпуска в м* .
Количество кранов, оборудованных электромагнитами
и грейферами. 2 шт
Ю44
1296
73
18
8
259
1392
78
21
9
2X8
1670
1764
176
1972
2Ol6
222O
2268
IO8
Я763
I2O
24
I44
З482
ЗООО
15°
84
10
144
гл. i]
РАСЧЁТ 'ВСПОМОГАТЕЛЬНЫХ ОТДЕЛЕНИЙ
5, Копры с высотой подъёма бабы для
чугунного лома 8—12 м при весе 1,5—3т.
Максимальный вес разбиваемой детали—до25т.
Суточная производительность копра 10 — 50 т.
Для стального лома высота подъёма
16 — 20 м, вес бабы 5—10 т, максимальный
вес детали 40 т. Суточная производительность
копра 100— 150 т.
Копровые цехи мощностью до 2000 т/год
оборудуются местными поворотными кранами
у копровой вышки. При мощности 3000 т и
выше устраиваются эстакады, перекрытые
мостовыми кранами. Площади под эстакадой
рассчитываются аналогично с шихтовыми скла-
дами-. Ширина эстакады принимается 12, 15,
18, 21, 24, 27 м. Высота от земли до подкра-
нового пути уборочного крана 8 —12 м.
РАСЧЁТ ВСПОМОГАТЕЛЬНЫХ
ОТДЕЛЕНИЙ
Ремонтно-механическое отделение пред-
назначается для текущего ремонта, а также
для профилактических осмотров и проверок
оборудования. В ремонтно-механическом отде-
лении производятся также все работы по сборке
опок, плит, изготовлению крючков, стержне-
вых каркасов, обработка проб для механиче-
ских испытаний и т. д. Площади и оборудова-
ние ремонтно-механических отделений литей-
ных цехов различных мощностей указаны
в табл. 36.
Таблица 36
Площадь и оборудование ремонтно-механического
отделения при литейных цехах
Мощность
цеха
в т/год
ю
да
а
о
ч
С
Количество оборудования
по видам
3.8
До з°°о
Зооо—бооо
бооо—9000
9000—15 ооо
15 ооо—as ооо
54-IO8
io8—144
144—180
180—270
пи
us
и
AS
= 1
!
я S
?
3> I
1=
Д? О. Л с
а> ,
Склад моделей текущего производства
служит для хранения моделей, необходимых
при выполнении производственной программы
текущего месяца. При складе должна быть
предусмотрена площадь для рабочих мест мо-
дельщика и плотника, выполняющих текущий
ремонт моделей.
В литейных больших мощностей единич-
ного разнообразного литья (тяжёлое машино-
строение) при этом складе должно быть ре-
монтно-модельное отделение, занятое оснасткой
моделей и их текущим ремонтом. В таком
отделении устанавливаются фуговочный, круг-
лопильный и ленточнопильный станки, а также
точило. Отделение оборудуется мостовым
электрическим краном грузоподъёмностью 5 т.
Ковшевое отделение (ремонт и сушка
ковшей) обычно располагается в непосредст-
венной близости от плавильных печей.
В ковшевом отделении устанавливаются
бегуны (типа Симпсон № 2) для приготовления
обмазочной глины, глиномялки, печи для сушки
мелких ковшей, экраны для сушки крановых
ковшей. Отделение должно иметь кран-балки
грузоподъёмностью до 3 т либо мостовые
краны 5 т. Площадь ковшевого отделения
для чугунолитейных цехов малой мощности
48 — 52 м?, средней мощности — 72 — 90 м2.
Цеховая кладовая предназначается для
мелкого вспомогательного материала, инстру-
мента и производственной одежды. Площадь
кладовой цехов малой мощности 18 — 24 м2,
средней 32—48 м\ большой 48—72 м2. Кладо-
вые оборудуются стеллажами, ларями, полками.
Экспресс-лаборатории в литейных цехах
ведут испытания формовочных земель, а также
выполняют экспресс-анализы химического со-
става металла (см. также главу .Проектиро-
вание заводских лабораторий").
Земельные экспресс-лаборатории проекти-
руются при землеприготовительных отделениях.
Площадь этих лабораторий для цехов малой
мощности 15 — 20 м2, средней 20 — 30 м2 и
большой 40 — 50 м\
Экспресс-лаборатории располагаются при
бытовых помещениях или в цехе вблизи пла-
вильных печей.
Площадь экспресс-лаборатории для цехов
малой мощности 24 м\ средней 42 ms, боль-
шой 60 м2.
РАСЧЁТ ВНУТРИЦЕХОВОГО
ТРАНСПОРТА
Выбор подъёмно-транспортных устройств
определяется масштабом производства, харак-
тером развеса и серийностью литья. В литей-
ных цехах с малой механизацией применяется
преимущественно верхний транспорт в виде
мостовых, консольных передвижных или по-
воротных кранов, кран-балок и монорельсовых
путей. В литейных цехах с средней механиза-
цией, кроме верхнего транспорта, исполь-
зуется также непрерывный транспорт для ме-
ханизации приготовления и раздачи земли.
В механизированных литейных непрерывный
транспорт обслуживает производство во всех
его стадиях.
Расчёт кранового оборудования ведётся
по отделениям цеха.
Склады шихты и земли. Выбор и опре-
деление количества кранов ведутся по суточ-
ному количеству транспортируемых материалов
с учётом неравномерности их поступления.
Метод расчёта был рассмотрен выше, в пара-
графе ^Расчёт складов".
Печной (вспомогательный) пролёт. Ва-
граночные отделения, оборудованные
вагранками с внутренним диаметром шахты
до 900 мм, снабжаются скиповыми или вер-
тикальными шахтными подъёмниками грузо-
подъёмностью 0,6 —1,5 т. Для вагранок с
диаметром шахты 900 мм и более устанавли-
ваются шаржирные краны типа Шепард
грузоподъёмностью в 1,5, 3 и 5 т в зависи-
мости от размера вагранки. Один кран может
выполнить 40 — 50 операций в час и обслужить
две одновременно работающие вагран&ш
28
ПРОЕКТИРОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
[РАЗД. V
Мартеновские печи обслуживаются
мульдо-шаржирными кранами. Грузоподъём-
ность последних в зависимости от ёмкости
мартеновской печи может быть выбрана
по табл. 37. Один мульдо-шаржирный кран
может обслуживать две мартеновские печи.
Таблица 37
Грузоподъёмность мульдо-шаржириых кранов
для мартеновских печей
Ёмкость марте-
новской печи в т
7—ю
15-2O
35-5O
Грузоподъём-
ность крана
на хоботе в т
1,5
3
5
Грузоподъём-
ность тележки
в т
mom
Электропечи загружаются через бо-
ковые дверки при помощи лотков мостового
крана или через отъёмный свод печи —бадьёй
и мостовым краном. Один кран может обслу-
жить несколько электропечей.
Загрузка пламенных печей про-
изводится через съёмные своды мостовыми
кранами или кран-балкой.
Формовочно-сборочно-заливочное отде-
ление. Наибольшее количество крановых
операций приходится на рабочую смену фор-
мовки, отделки и сборки форм A-я смена
при ступенчатом режиме работы). Число кра-
новых « операций по этим процессам в сумме
составляет от 16 до 24 (по крупным формам).
Длительность одной операции зависит от раз-
мера формы и может быть принята согласно
табл. 38.
Таблица 38
Длительность крановых операций по формовке-
сборке
Наименование
операции
Формовка, отделка
и сборка' стержня . .
Накрытие опоки . .
Выбивка (ручная)
литья и земли из
опоки .... .....
Размеры опок в свету
в мм
От
800X600
до
1200 X
Х900
От
1200 X
Х900
до, .
аооох
хзооо
От
3000 X
хзооо
до
5000Х
Х5000
в мин.
i.5-a
3-5
я—4
2,5-3
5-7 ¦
4-6
4-6
IO—12
8—ю
Сред-
нее
•время
в мин.
I'5
4
Стержневое отделение. Количество кра-
новых операций по формовке и комплектова-
нию крупных стержней—от 8 до 10. Средняя
длительность одной операции 2 мин.
Обрубйое отделение. Количество крано-
вых операций для средних и крупных отливок—
от 7 до 9. Средняя длительность операции
2 мин.
При укрупнённом, расчёте количе-
ства кранов в цехах с малой и средней меха-
низацией исходят из задолженности кранов в ча-
сах либо из числа крановых операций, приходя-
щихся на 1 т годного литья. Задолженность
по шихтовому складу можно принять в 0,5
крано-часа на 1 т годного литья; по складу
земли — 0,3 крано-часа на 1 т годного литья;
по плавильному отделению (мартеновские и
электрические печи) — в 10 —25% от продол-
жительности каждой плавки. Показатели задол-
женности кранов для сложного единичного
литья приведены в табл. 39.
Таблица 39
Задолженность кранов в формовочно-сборочном
отделении
Наименование
показателей
Число краноопе-
раций на 1 т
годного литья . . .
Средняя длитель-
ность одной опе-
рации в мин. . . .
Развес литья в т
До
0,5
15°
а
От
0,5
ДО 1
I2O
2.5
От1
до 3
IOO
3
От 3
ДО 10
8о
5
От 10
до 25
5°
8
Свы-
ше
26
35
13
Из времени, указанного в табл. 39, на
формовку приходится 40%, на сборку 60%
Для стержневых отделений задолженность
кранов принимается в 0,35 крано-часа на 1 т
годного литья, для обрубного отделения —
0,5 крано-часа на 1 т годного литья.
При определении количества кранов в
литейных цехах единичного и мелкосерийного
производства с малой и средней механизацией
возможно пользоваться ориентировочными
данными табл. 40.
Таблица 40
Крановое оборудование лштейцых цехов единичного
и мелкосерийною производства
Наименование
отделения цеха
Шихтовый склад
Склад земли'
Плавильное отде-
ление:
вагранки
мартеновские печи
Формовочно-сбороч-
но-заливочное отде-
ление:
литейных цехов
среднего развеса
литейных крупного
развеса
литейных тяжёлого
развеса
Стержневое отде-
ление"
Обрубное отделе-;
ние
Тип крана
Магнитно - грейфер-
НЫЙ ..:...,
Грейферный
Шаржирный
Мульдо - шаржирный
Мостовой кран .....
Консольный пере-
движной кран ....
Мостовой кран
Консольный пере-
движной кран ... .
Мостовой кран.....
Консольный пере-
движной кран
Мостовой кран
Мостовой кран ......
Длина
участка.
обслу-
живае-
мого
одним
краном,
в м
ер -бо
о— ™
5о—6о
*
*
Зо—4°
6о—75
25-3°
5о-6о
25-3°
Зо—40
4о^-6о
4О—6о
* Один кран может обслуживать две печи.
гл. i]
ЭНЕРГЕТИЧЕСКОЕ ХОЗЯЙСТВО ЦЕХА
Расчёт непрерывного транспорта ведётся
по отдельным поточным линиям. Литейные
конвейеры служат для механизации транс-
портирования форм в процессе их формовки,
сборки, заливки, охлаждения и выбивки.
Наиболее распространены в СССР литейные
конвейеры конструкции „Союзпроммеханиза-
ция* напольного типа, горизонтально-замкну-
тые с отдельными тележками и цепным гусе-
ничным приводом. Ширина плит тележек—400,
500, 6.0, 800, 1000 и 1250 мм. Вес 1 м* залитой
опоки (в свету) может быть принят равным 4 т.
Данные для выбора литейных конвейеров
различных размеров приведены в табл. 41.
Таблица 41
Характеристика литейных конвейеров
Наименование показателей
Длина тележки в мм . .
Максимальные размеры
опоки в мм.
длина
ширина .
высота *
Расчётный вес опоки в кг
Максимальная длина
трассы в м . ..,
Нормальная (средняя)
скорость конвейера в м/мин
При ширине тележ-
ки конвейера в мм
400
650;
8оо
4-ОО
32O
2О
25O
227
7.5
500
8оо;
9оо
4оо
4оо
4.75
650
1250
500
3IO
3
800 1000 1250
1250 гбоо
1600 2(
И25 14оо i8oo 2250
1050
800
630
000 2000 4000 8000
258
1,18
2500
800 1000
225
Производительность конвейера N, опреде-
ляемая количеством опок, пропускаемых в час,
подсчитывается по формуле
N =ant\ =
где а — число опок на одной тележке; п — чи-
сло тележек, пропускаемых в час; т) — коэфи-
циент заполнения тележек (принимаемый 0,8);
v — нормальная скорость конвейера в м/мин;
t — шаг тележек конвейера в м.
Пластинчатые транспортёры
применяются в механизированных литейных для
подачи из-под выбивных решёток горелой зем-
ли, для транспортирования горячих отливок
после выбивки из опок в обрубное отделение
с одновременным их охлаждением. Скорость
пластинчатых транспортёров 0,6—0,7 м\сек.
Ширина транспортёров 400, 450, 600, 800, 1000
я 1200 мм.
Ленточные транспортёры служат
для транспортирования земель всех сортов по
горизонтальной либо наклонной трассе. Для
сухих земель допускается угол наклона до 18°,
для сырых—до 23°. В литейных цехах приме-
няются ленточные транспортёры шириной 500,
600, 800 мм.
Ковшевые ленточные элеваторы
(нории) используются для транспортирования
сухих земель и смесей,
Размеры вертикальных ковшевых элевато-
ров для литейных цехов указаны в табл. 42.
Высота элеватора зависит от условий плани-
ровки и обьншо колеблется в пределах 8—20 м.
Таблица 42
Характеристика ковшевых ленточных элеваторов
а,
а>
S
-раз
о
в
я
НЛ-204
Н П-404
НЛ-4°4-
я
ОВШ
сть
1
=И 03
IO
5^
хо.3
ев
ОВШ
X
СО
Я
о* ^
а»
2ОО
Зоо
4оо
ю
ев
а
КОВ]
сз
а
Зоо
4оо
5оо
о
ОСТЬ
о.
Ско
1,25
1.25
1,25
Я
Я
(б
о.
са
*о
етр
I»
о
75°
9оо
3
и
S
О)
са
Я
250
350
450
sl.
ш n
25
45
60
CO
0.
0
I
ноет
6,0
10,0
15.0
Рольганги в литейных цехах служат
для подачи под заливку заформованных опок,
охлаждения залитых форм, транспортирования
порожних опок от выбивных решёток. Кроме
того, рольганги часто применяются в стержне-
вом и обрубном отделениях при технологиче-
ских операциях и для межоперационного транс-
порта. Наиболее часто применяемые в литей-
ных цехах размеры рольгангов: ширина 500,
650, 800 и 1000 мм, диаметр роликов 73 и
105 мм, шаг 150—200 мм.
Цепные подвесные конвейеры
применяются в конвейерных литейных пре-
имущественно для транспортирования готовых
сухих стержней со склада к формовочным ма-
шинам, горячих отливок — из выбивных отде-
лений в обрубные, для подачи литья на склад,
а также в непрерывно действующих горизон-
тальных сушилах.
Люлечные конвейеры в конвейерных
литейных служат преимущественно для транс-
портирования сырых стержней к сушилам и
возврата плит и драйеров к местам формовки.
ЭНЕРГЕТИЧЕСКОЕ ХОЗЯЙСТВО ЦЕХА*
Расход сжатого воздуха. При определе-
нии потребности в сжатом воздухе необходимо
принять расчётные количества воздуха на одну
операцию для машин и аппаратов периодиче-
ского действия и максимальный расход сжатого
воздуха при непрерывной работе. Для машин
и аппаратов непрерывного действия могут быть
взяты следующие данные о продолжительности
работы в течение смены: для пескоструйных
аппаратов —4 часа; вибрационных траверс и
решёток—3 часа; обдувных сопел—1 час; пнев-
матических трамбовок и зубил—4 часа. Под-
считанное количество воздуха увеличивают,
учитывая неравномерность потребления, на
30%. Потери могут быть учтены проектом
в размере 30—35% от общей потребности
в воздухе.
Расход воды. В качестве ориентировочных
данных можно пользоваться следующими пока-
зателями расхода воды в литейных цехах: на
увлажнение формовочной земли—10% от объё-
ма смесей, на тушение остатков кокса после
каждой окончательной плавки в вагранке—0,5м9,
на охлаждение одного кокиля— 0,3 мъ\сутки.
Показатели расхода воды на 1 т литья (кро-
ме охлаждения печей): для литейных цехов
• См. также главу XV „Проектирование энергохо-
зяйства завода". ¦ ¦'¦'¦ *'¦•¦': '.¦'¦¦¦¦.¦¦
30
ПРОЕКТИРОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
[РАЗД. V
серого чугуна 0,4—0,8 м\ ковкого чугуна 0,5—
0,9 мъ, фасонно-сталелитейных 0,6—1,0 м?,
для цветного литья (бронзы) 0,6—1,0 л&. Ма-
ксимальный часовой расход воды прини-
Фиг 1 Компоновка чугунолитейного цеха с малой меха-
низацией: /—склад земли, опок и шихты; II— землеприго-
товительное и стержневое отделения; ///—сушила;
IV-ваграночное отделение; V— формовочное отделение;
К/-обрубное отделение; VII-вспомогательное помеще-
ние* VIII—меднолитейный цех; IX- бытовые помещения.
мается в 2,5 раза большим среднечасового
расхода.
Расход электроэнергии. В основу расчётов
расхода электроэнергии кладутся данные об
установленной мощности электромоторов в кет
и годовом фонде их работы.
Отопление и вентиляция. Все необходи-
мые указания по проектированию отопления и
вентиляции литейных цехов даны в главе XVI
настоящего тома.
КОМПОНОВКИ, РАЗМЕРЫ ПЛОЩАДЕЙ
И РАЗМЕЩЕНИЕ ОБОРУДОВАНИЯ
Ниже приведены рекомендуемые типовые
компоновки, указаны размеры площадей и даны
сведения по техническому оснащению боль-
шинства литейных цехов, предусмотренных
классификациями (табл. 2 и 3).
Чугунолитейные цехи I, II и III классов
1-й группы. Эти цехи могут быть размещены
в трёхпролётных зданиях (фиг. 1). Первый про-
лёт отводится под склады шихты и земли, вто-
рой — под плавильное, стержневое, землепри-
готовительное, вспомогательное отделения и
сушила. В нём располагается также медноли-
тейное отделение. Третий пролёт предназна-
чается для формовочно-сборочного и обрубного
отделений. Бытовые и конторские помещения
находятся в торцевой части здания.
Рекомендуемые размеры здания цеха в це-
лом и по пролётам» а также размеры площадей
указаны в табл. 43, а техническая оснащён-
ность — в табл. 44.
Чугунолитейные цехи III, IV
и V классов 2-й и 3-й групп.
Здание цеха — многопролётное
(фиг. 2). Первый пролёт отводится
под механизированный склад, ших-
ты и земель. Второй — под пла-
вильное, стержневое, землеприго-
товительное и вспомогательное
отделения, сушила и меднолитей-
ный цех. Третий и четвёртый про-
лёты — под формовочные стерж-
невые отделения. Пятый — перпен-
дикулярный к первым четырём —
под обрубное отделение. Бытовые
помещения цеха находятся в тор-
цевой части здания.
Таблица 43
Размеры чугунолитейных цехов I, II, III классов
1-й группы
Наименование
Линейные размеры
здания в м
Общая длина
„ ширина
Ширина 1-го про-
лёта (склада) . . .
Ширина 2-гопро-
лёта (вспомогат.) .
Ширина 3-гопро-
лёта (формовочно-
го и обрубного от-
делений)
Высота 1-го про-
лёта ....-.-.
Высота 3-го про-
лёта до затяжки
фермы
Высота до под*
кранового пути:
1-го пролёта . .
3-го пролёта . .
Высота в вагра-
ночном отделении:
до колошниковой
площадки
до затяжки фер-
мы - • •
Площади цеха
(брутто) в -и9
Формовочно-сбо-
рочные
Плавильные . . .
Стержневое и зем-
леприготовительное
Сушила
Обрубное ....
Итого площадь
производственных
отделений ...
Меднолитейное .
Вспомогательные
Итого площадь
без бытовых по-
мещений ......
Бытовые и кон-
торск. помещения .
Склады шихты и
земель
Мощность лятейных
цехов в т/год
4,5
54
18
ю8
3°
4,5
4.5
792
54
136
432
io8
84
I32O
54°
21об
243
2l6o
144
2l6
5252O
270
IOO8
l8
7,5
2520
144
316
270
144.9I
* Могут быть размещены при конторе цеха*
ГЛ. I]
КОМПОНОВКИ, РАЗМЕРЫ ПЛОЩАДЕЙ
31
Табл. 45 содержит данные по технической"
оснащённости цехов.
Рекомендуемые размеры здания в целом
и по пролётам, а также площади цеха указаны
в табл. 46.
Конвейерные чугунолитейные цехи
I и II классов 1-й и 2-й групп. Ниже рассма-
триваются схематические компоновки кон-
вейерных литейных цехов (фиг. 3, 4, 5, 6, 7, 8).
На фиг. 3 представлена компоновка цеха
массового производства мелкого литья с од-
ним литейным конвейером. Мощность цеха
5000 - 7000 т в год. Дех расположен в трёх-
пролётном здании длиной 96 м и шири-
ной 33 м. Бытовые помещения находятся
в торцевой части здания.
Фиг. 4 изображает компоновку литейного
цеха, оборудованного двумя литейными кон-
вейерами. Мощность цеха 12000 —150С0 т
в год мелкого массового литья. Цех располо-
жен в четырехпролётном здании длиной 114 м
и шириной 54 м^ Бытовые помещения — в тор-
цевой части здания.
На фиг. 5 представлена компоновка литей-
ного цеха, оснащённого четырьмя литейными
конвейерами. Мощность подобного цеха
50 000—61) С00 т в год. Расположение пролё-
тов комбинированное. Размеры корпуса
138X96 м. Бытовые помещения примыкают к
обрубному отделению.
На фиг. 6 изображена компоновка литей-
ного цеха, оборудованного семью литейными
ПоРй
Фиг. 2. Компоновка чугунолитейного цеха со средней механизацией:/—склад земли и шихты;//—землепрн-
готовительное отделение; ///—сушила для форм; IV— ваграночное отделение; К—формовочные отделения
VI— стержневое отделение; VII— обрубное отделение; VIII—малярное отделение и склад литья; IX— вспомога-
тельные помещения; X—меднолитейный цех; XI— эстакада для литья и опок; XII—бытовые помещения.
32
ПРОЕКТИРОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
[разд. v
/ч1 Л
По ЙВ
-12000
-Jfi
-12000-
Фиг. 3. Компоновка чугунолитейного цеха с одним конвейером мощностью 7000
т\год: I — склад земли и шихты; // — ваграночное отделение; III — заливочное
отделение; IV—формовочное отделение; V—выбивное отделение; VI—стержневое
отделение; VII — землеприготовительное отделение; VIII — обрубное отделение;
IX— вспомогательное отделение; X — бытовые помещения.
¦12Q0Q
Фиг. 4. Компоновка чугунолитейного цеха на два конвейера мощностью 15000 т/год:
/—склад земли и шихты; Я—ваграночное отделение; /Я—заливочное отделение;
IV— формовочное отделение; V— выбивное отделение; XI— стержневое отделение;
VII— землеприготовительное отделение; VIII—обрубное отделение; IX—вспомогатель-
ные помещения; X—бытовые помещения.
гл. i]
КОМПОНОВКИ, РАЗМЕРЫ ПЛОЩАДЕЙ
33
по йЬ
-21000
фиг. 5. Компоновка чугунолитейного цеха на четыре конвейера мощностью 60000 т/год:
/—склад шихты; Я—склад земли; ///— ваграночные отделения; IV— ковшевое отде-
ление; V— заливочное отделение; VI— формовочные отделения; VII— выбивное и земле-
приготовительное отделения; VIII— стержневое отделение; IX—обрубное отделение;
X—вспомогательные помещения; X/—быторые помещения.
3 Том 14
ИЗ
34
ПРОЕКТИРОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
[разд. v
Таблица 44
Техническая оснащённость чугунолитейных цехов
¦ I, II, III классов 1-й группы
Таблица 45
Техническая оснащённость чугунолитейных цехов
III, IV и V классов 2-й и 3-й групп
Наименование
оборудования
Печное оборудование
Вагранки производитель-
ностью 1 т/час ......
Вагранки производитель-
ностью 2 т/час
Вагранки производитель-
ностью 3 т\час
Вагранки производитель-
ностью 4 т/час
Сушила для форм объё-
мом 18 м3
Сушила для форм объё-
мом 36 м3
Сушила для форм объё-
мом 45 ж3
Сушила для форм объё-
мом 52,5 м3
Сушила для стержней
объёмом 15 -и3
Сушила для стержней
объёмом 30 ж3
Сушильные шкафы объё-
мом 1,7 м3
Плиты производительно-
стью 0,25 м3\час
Плиты производительно-
стью 0,5 м?/час
Вертикальные сушиль-
ные барабаны производи-
тельностью 1,5 м?)час . . .
Станочное оборудование
Пневматические формо-
вочные машины 1-й группы
Стержневые машины . .
Землеприготовительные
аппараты:
землесеялки ЗМ-14 . . .
разрыхлители типа
Ройер ЗМ-10
Шаровые мельницы
75 кг/час
Бегуны типа Симпсона
№ 1 ЗМ-1
То же № ЗМ-2-а ....
Очистные барабаны . . .
Пескоструйные столы
0 *300 мм
Стационарные наждачные
станки 0 500 мм
То же переносные с гиб-
ким валом 0 350 мм . . .
Маятниковые 0 350 мм .
Подъёмно-транспортное
оборудование
Мостовые краны грузо-
подъёмностью 5 т ....
Мостовые Kpi-ны грузо-
подъёмностью 10 т ...
Мостовые краны грузо-
подъёмностью 15 т . . .
Консольные передвиж-
ные краны с вылетом 5 м,
грузоподъёмностью 1,5 т.
Кран-балки грузоподъём-
ностью 1,5 т
Кран-балки грузоподъём-
ностью 3 т
Вертикальные шахтные
подъёмники грузоподъ-
ёмностью 0,5 т
Вертикальные шахтные
подъёмники грузоподъ-
ёмностью 1,0 т
Вертикальные шахтные
подъёмники грузоподъ-
ё*мнос1ью 1,5 т
Мощность чугунолитей-
ных цехов в т!год
I
—
I
—
I
-
I
I
-
-
2
I
I
I
Г
2
—
I
-
I
_
2
—
¦ —
I
I .
_
2
:
—
i
i
-
i
-
-
4
2
I
I
I
—
I
2
-
2
I
3
—
2
—
I
-
2
2
—
I
-
2
-
I
-
4
2
2
I
I
I
2
I
4
2
3
—
_
2
—
-
I
-
2
—
2
—
I
2
-
-
I
4
3
2
I
2
2
2
I
5
2
I
—
4
I
-
3
—
i
— — 4
Наименование оборудования
Печное оборудование
Вагранки производительно-
стью: 5 т/час
6 „ ..-:....
10
12
Сушила для форм ёмкостью:
52,5 м3
76,3 „
123 -
Сушила для стержней ём-
костью: 20 м3
36 .........
45
52,5,
Сушильные шкафы ёмко-
стью: 1,7 л3
4,0 „
Сушила для свежей земли:
вертикальные
горизонтальные ....
Станочное оборудование
Пневматические формовоч-
ные машины 1-й, 2-й, 3-й и
4-й групп
Пескомёты
Стержневые машины: С-1 .
С-3 .
С-4 .
ВФ-20.
ВФ-12.
ВФ-13.
Агрегатные землепригото-
вительные установки для на-
полнительной земли произво-
дительностью: 10 м3(час . . .
15 „ ...
20 „ ...
25 „ ...
30 „ ...
Землеприготовительные
аппараты:
землесеялки типа ЗМ-14
разрыхлители типа Рой-
ер ЗМ-10
мельницы типа Раймонд
Регенерационные установки
для формовочной земли про-
изводительностью: 5 м3\час.
10 , .
Очистные аппараты:
барабаны 0 775 мм. . .
0 1150 „. . .
пескоструйные камеры
3,5Х 3,5 л. . .
4,5 X 4,5 м. . .
Гидравлическая камера .
Наждачные стационарные
станки, 0 круга 600 мм . .
То же. переносные с гибким
валом, 0 круга 350 мм . . .
То же, маятниковые, 0 кру-
га 350 мм
Подъёмно-транспортное
оборудование
Мостовые краны с макси-
мальной грузоподъёмностью
15 от . .
20 , . .
Ю „ . .
Консольные передвижные
краны с вылетом 6 л и гру-
зоподъёмностью: 1,5 т . . .
3 ...
5 „ ...
Мощность чугуноли-
тейных цехов в т/год
гл. i]
КОМПОНОВКИ, РАЗМЕРЫ ПЛОЩАДЕЙ
Продолжение табл. 45
Наименование оборудования
Шаржирные краны типа
Шепард грузоподъёмностью:
1,5 т
3 „
5 „
Установки непрерывного
транспорта, механизирующие
уборку, приготовление и раз-
дачу земли производительно-
стью: 10 м3/час
15
20
25 „
Установки для механизиро-
ванной уборки отходов про-
изводительностью: 5 м3\час .
Мощность чугуноли-
тейных цехов в т\год
конвейерами. Мощность цеха 75 000—90 000 т
в год. Расположение пролётов в цехе — ком-
бинированное. Длина цеха 198 м, ширина 195 м.
Стержневые отделения находятся между
конвейерными линиями. Бытовые помещения
примыкают к цеху.
На фиг. 7 — компоновка литейного цеха,,
оборудованного семью конвейерами. Мощность;
цеха 90 000—100 000 т в год. Стержневые
отделения расположены за складом земель.
Бытовые помещения примыкают к цеху.
Фиг. 8 показывает компоновку чугунолитей-
ного цеха с семью литейными конвейерами.
Мощность цеха 100 000 т в год. Цех располо-
жен в трёх корпусах.
Площади отделений конвейерных литейных
указаны в табл. 47.
Табл. 48 содержит данные о технической
оснащённости конвейерных литейных цехов.
Литейные цехи ковкого чугуна I и II
классов 3-й группы. Литейные цехи ковкого
чугуна представлены в двух схематических
компоновках (фиг. 9 и 10).
На фиг. 9 изображена компоновка литей-
ного цеха ковкого чугуна мощностью 10 0J0 т
Размеры типовых чугунолитейных цехов III, IV и V классов 2-й и 3-й групп
Таблица 46
Буквен-
ные
обозна-
чения
(фиг. 2)
Наименование размеров
Мощность литейных цехов в т/год
з
Линейные размеры здания в м
Общая длина цеха
Общая ширина цеха
Ширина 1-го пролёта (склады)
Ширина 2-*го пролёта (ваграночное отделение). . . .
Ширина 3-го пролёта (формовочное отделение) . . . .
Ширина 4-го пролёта (формовочно-стержневое или
формовочное отделение,)
Ширина 5-го пролёта (эстакада или стержневое отде-
ление)
Ширина 6-го пролёта (обрубное отделение)
Высота до фермы:
1-го пролёта
2-го
3-го
4-го
5-го
6-го
Высота до подкранового пути:
1-го пролёта
3-го
4-го
5-го
6-го
Высота ваграночного отделения до колошниковой
площадки
Площада цеха (брутто) в
Формовочно-сборочное отделение
Плавильное
Стержневое
Землеприготовительное
Сушила
Обрубное отделение
Итого площадь производственных отделений
Меднолитейный цех
Вспомогательное отделение
Малярное отделение
Итого без бытовых помещений
Бытовые помещения
Склады шихты и земли
Эстакады
84
бо
18
13
15
15
«,25
11.25
и.5
9.25
1548
144
45°
i44
ai6
54О
9б
84
i8
13
18
18
11,25
12,5
9.25
9
144
756
210
288
756
304а
144
i8o
3888
144
216
486
378
1290
54O
4734
432
1728
1080
10а
87
18
".25
11,25
1З.25
9.25
9.25
314а
144
864
21 б
288
8ю
4464
144
288
486
72O
1764
io8o
IQ2
87
i8
«.25
«,25
13.25
12,25
9.25
9.25
2413
216
39*
in
87
18
15
31
".25
«,25
13.25
12,25
9,25
9.25
3780
216
1080
288
432
1575
93
12,5
13,5
15
5040
360
1800
270
54O
195 *
5072
216
567
72О
I764
гоЗо
7371
2IO
432
567
8586
72O
i8oo
1665
99°3
2-/О
Збо
75°
252O
1бо5
36
ПРОЕКТИРОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
[разд. v
Фиг. 6. Компоновка чугунолитейного цеха на семь конвейеров мощностью 90000 т.'год: 1 —склад шихты; II — склад
земли; III — ваграночные отделения;IV — ковшевое отделение; V— заливочные отделения; VI— формовочные отделения;
VII—выбивные и землеприготовительные отделения; VIII—стержневые отделения; IX—обрубное отделение; X—нокаут-
ное отделение; XI—ремонтно-слесарное отделение; XII — кладовая; XIII — бытовые помещения.
—24000^12000 I—24000
¦24000-
24000
./^ТА AiTV ,KJ7V
-12000
•12000-
Фиг. 7. Компоновка
чугунолитейного
цеха на семь кон-
вейеров мощно-
стью 100 000 т/год:
/—склад шихты;
Я—склад земли;
///—ваграночные
отделения; IV— за-
ливочные отделе-
кил; К—формовоч-
ные отделения;
VI— выбивное и зе-
млеприготовитель-
ног отделен ия;
V7/-C тержиевое
отделение; VIII—
ковшевое отделе-
ние; IX— обрубное
отделение; X—
вспомогательные
отделения; XI— бы-
товые помещения.
¦18000-
•18000
По СО
16000 "U-ffli/?-
tto?f
Фиг. 8. Компоновка чугунолитейного цеха
на семь конвейеров в трёх корпусах мощ-
ностью 100 000 т/год: /—шихтовый ск..ад;
//—склад земли; ///—ваграночные отделе-
ния; IV— заливочные отделения; К<-фор?
мовочное отделение; VI—выбивное и зе-
млеприготовительное отделения; VII—
стержневое отделение; VIII—ковшевое от-
деление; IX— обрубное отделение; X—нок-
аутное отделение; ^ — вспомогательные
помещения; XII— бытовые помещения.
ГЛ. 1}
КОМПОНОВКИ, РАЗМЕРЫ ПЛОЩАДЕЙ
39
Таблица 47
Площади отделений конвейерных чугунолитейных
цехов I и II классов 1-й и 2-й групп в ла
Наименования
. отделений
Производственные
отделения
Плавильное . . .
Заливочное . . .
Формовочное. . .
Выбивное ....
Стержневое . . .
Землеприготови-
тельное
Обрубное ....
Итого площадь
производственных
отделений
Вспомогательные
отделения
Итого без быто-
вых помещений . .
Бытовые поме-
щения
Склад шихты и
земли
Мощность цехов в т/год
2l6
162
1698
27O
1968
II52
576
864
432
432
240
3696
36О
I404
288
II52
I728
862
2Ol6
288
2Ol6
9214
4O32
453
2l6o
I72O
6480
54O
4896
20028
576
1б2О
4896
864
3384
3276
2124
793°
95°4
29270
l6l2
9198
Таблица 48
Техническая оснащённость конвейерных литейных
цехов 1 и II классов 1-й и 2-й групп в шт.
Наименование оборудова-
ния
Печное оборудование
Вагранки производитель-
ностью: 4 т\час
6
8
12
Сушила для стержней:
этажерочные
вертикальные конвейерные
Сушила для вторичной
сушки стержней горизон-
тальные
Сушила для свежей зем-
ли, горизонтальные бараба-
ны производительностью-
2 м?1час
О м • . • • •
10 ,
Станочное оборудование
Пневматические формо-
вочные машины 1-й и 2-й
групп
Стержневые машины . .
Землеприготовительные
агрегатные механизирован-
ные установки производи-
тельностью : 15 мЧчас . . .
20 „ ...
30 „ ...
Землеприготовительные
аппараты разные ......
Барабаны простые
0 775 мм
Пескоструйные столы
0 2300 мм
Пескоструйные камеры
2,5X2.5 мм
Центробежные дробе-
струйные барабаны
То же, камеры непрерыв-
ного действия
Наждачные станки ста-
ционарные
То же маятниковые . . .
Подъёмно-транспортное
оборудование
Мостовые краны
Шаржирные краны типа
Шепард грузоподъёмно-
стью: 1,5 т
3
Кран-балки, поворотные
краны, монорельсы грузо-
подъёмностью 0,25 т . . .
Монорельсы грузоподъ-
ёмностью 0,5 т
Литейные конвейеры. . .
Подвесные цепные кон-
вейеры
Мощность литейных
цехов в т\год
i8
26
ПО ДВ
Фиг. 9. Компоновка литейного цеха ковкого чугуна мощностью 10000 mfzod: /—склад шихты и земли; //—вагра-
ночное отделение; ///— заливочное отделение; IV—формовочное отделение; К—выбивное отделение; VI—стержне-
вое отделение; VII—землеприготовительное отделение; VIII—отделение первой очистки и упаковки; IX—томиль-
ное отделение; X—отделение второй очистки литья; XI—ковшевое отделение; XII—бытовые помещения.
40
ПРОЕКТИРОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
[РАЗД. ?
в год. Здание цеха шестипролётное длиной
78 м и шириной 87 м.
На фиг. 10— компоновка литейного цеха ков-
кого чугуна мощностью 24 000 т в год. Цех рас-
положен в двух корпусах. Литейный корпус —
пятипролётное здание длиной 102 м и шириной
72 м. Термический корпус имеет в плане разме-
ры 102 X 60 м. Расстояние между корпусами
30 м. Отливки из литейного в термический кор-
пус передаются пластинчатым транспортёром.
Площади цеха указаны в табл. 49, а его
техническая оснащённость — в табл. 50.
№ЯВ
Фиг. 10. Компоновка литейного цеха ковкого чугуна мощностью 24 000 т!год: /—склад шихты и земли; Я—вагра-
ночное отделение; ///—электропечное отделение; IV—заливочное отделение; V—формовочное отделение; VI—выбив-
ное отделение; VII—землеприготовительное отделение; VIII—стержневое отделение; IX—ковшевое отделение;
X—вспомогательные помещения; XI— отделение первой очистки; XII—отделение упаковки твёрдого литья;
XIII— томильное отделение; XIV— отделение второй очистки; XV— бытовые помещения.
Таблица 49
Площади конвейерных литейных цехов ковкого
чугуна I и II классов 3-й группы
Таблица 50
Техническая оснащённость литейных цехов ковкого
чугуна I и II классов 3-й группы
Наименование отделений
Формовочное
Стержневое. ......
Землеприготовительное . .
Плавильное
Термическое
Итого площадь производ-
ственных отделений ....
Площадь вспомогательных
отделений
Итого площадь цеха без бы-
товых помещений
Площадь бытовых помещений
Площадь складов
Мощность цеха в т\год
10 000
24 000
в ма
Ч°4
432
216
144
2808
5004
144
5148
420
1638
3024
630
270
828
6120
10 872
270
11 142
990
2142
Наименование оборудования
Печное оборудование
Вагранки производительностью
5 тЫас
Вагранки производительностью
10 т/час ¦ . •
Электропечи для рафинирования
ёмкостью 10 т
Сушила для стержней:
камерные
конвейерные
Отжигательные печи типа Дрес-
слер производительностью:
30 от в сутки
40 т к сутки
Мощность
цеха в т/год
10 000
24 000
шт.
3
4
I
2
2
2
а
гл. i]
КОМПОНОВКИ, РАЗМЕРЫ ПЛОЩАДЕЙ
41
Продолжение табл. 50
Наименование оборудования
Станочное оборудование
Формовочные пневматические ма-
шины 1-й и 2-й групп
Стержневые машины
Механизированные агрегатные зем-
леприготсвительные установки про-
изводительностью 25 мя1час ....
Мельницы типа Раймонд произво-
дительностью 1 tnj час
Очистные барабаны 0 775 мм . .
Центробежные дробеструйные ба-
рабаны - .
Наждачные стационарные станки
0 круга 500 мм
Прессы для правки разные . . .
Подъёмно-транспортное
оборудование
Мостовые краны грузоподъёмно-
стью Ь т
Шаржирные краны типа Шепард
грузоподъёмностью 1,5 т
Шаржирные краны типа Шепард
грузоподъёмностью Ъ т
Литейные конвейеры
Цепные подвесные конвейеры . .
Пластинчатые транспортёры . . .
Монорельсовые линии для раздачи
металла
Мощность
цеха в т<год
10 000
24 000
шт.
2О
7
i
I
6
4
2О
IO
4
I
а
2
2
38
13
2
2
IO
IO
4О
2О
5
1
4
2
2
4
Фасонно-сталелитейные цехи III. IV и V
классов 2-й и 3-й групп. Фасонно-сталели-
тейные цехи представлены в трёх компонов-
ках (фиг. 11, 12 и 13).
На фиг. 11 изображена комшмовка электро-
фасонно-сталелитейного цеха мощностью 8000т
в год. Цех расположен в четырёхпролётном
здании длиной Г20 м и шириной 78 м. :>
На фиг. 12 показана компоновка электро-
фасонно - сталелитейного цеха мощностью
18 000 т в год. Цех расположен в двух корпусах
Литейный корпус представляет пятипролётное
здание длиной 120 м и шириной 93 м.
Здание обрубного отделения — трехпролёт,-
ное, длиной 78 м и шириной 63 м.
На фиг. 13 изображена компоновка
фасонно-сталелитейного цеха, рассчитанного
на выпуск 25 000 т стального литья в год.
Цех расположен в двух корпусах. Литейный
корпус представляет собой пятипролётное зда-
ние длиной 156 м и шириной \М м. Обруб-
ной цех — трёхпролетное здание длиной 96 м
и шириной 72 м.
Размер площадей отделений указан
в табл. 51, а их техническая оснащённость —
в табл. 52.
Цехи цветного литья. На фиг. 14 изобра-
жена компоновка цветнолитейного цеха
(I класса) для выпуска мелкого цветного литья
(из бронзы и латуни). Мощность цеха 400 /л
в год. Цех расположен в двухпролётном зда-
Фиг. П. Компоновка электро-фасонно-сталелитейного цеха мощностью 8000 т/год: /—склад
шихты и земли; //—плавильное отделение; ///—формовочное отделение; IV— ковшевое отделе-
ние; V—сушила с трансбордером; VI—стержневое отделение; VII—землеприготовительное
отделение; VIII— обрубное отделение; IX—вспомогательные помещения; X—эстакада;
XI—бытовые помещения.
из -
42
ПРОЕКТИРОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
(РАЗД. V
Таблица 51
Продолжение табл. 52
Площади фасонно-сталелитейных цехов
III, IV и V классов 2-й и 3-й групп
Наименование отделения
Плавильное
Формовочное
Стержневое
Землеприготовительное . .
Сушила
Обрубное
Итого площадь про-
изводственных отделе-
ний
Вспомогательные отделения
Итого площадь цеха
без бытовых помеще-
ний
Бытовые помещения и кон-
тора
Склады шихты и земли . .
Склады
Мощность литейного
цеха в т/год
8000 18 000 24 000
в м1
45°
2520
486
i8o
45°
2142
6228
468
6696
513
2520
900
720
5040
1080
270
990
4914
13 014
54°
13 554
1380
2320
1296
876
7488
1376
43а
И53
6922
18246
864
19 но
1980
3744
1512
Таблица 52
Техническая оснащённость фасонно-сталелитейных
цехов III. IV и V классов 2-й и 3-й групп
Наименование оборудования
Печное оборудование
Мартеновские печи ёмко-
стью 10 от
Мартеновские печи ёмко-
стью 20 /га
Дуговые электропечи ёмко-
стью 3 /га
Дуговые электропечи ёмко-
стью 5 /га
(.ушила для форм объёмом
камеры 52 м3
Сушила для форм объёмом
камеры 77 м3 ...
Сушила для форм объёмом
камеры 105 м3
Сушила для стержней объ-
ёмом 52 ж1
Сушила для стержней объ-
ёмом 77 м3
Отжигательные печи пло-
щадью пода 12 м1
Отжигательные печи пло-
щадью пода 15 л*2
Станочное оборудование
Пневматические формовоч-
ные машины 1-й, 2-й, 3-й групп
Пескомёты
Стержневые машины ....
Механизированные агрегат-
ные землеприготовительные
установки производительно-
стью 10 т/час
Механизированные агрегат-
ные землеприготовительные
установки производительно-
стью 20 т/час
Механизированные агрегат-
ные землеприготовительные
установки производительно-
стью 30 т/час
Мощность
8000
цеха
в т/год
18 000
24 000
шт.
I
—
2
—
5
—
—
i
—
3
—
4
i
7
i
—
2
—
— ¦
I
—
4
i
—
3
—
3
8
i
9
—
—
2
—
2
—
5
2
—
3
—
5
ю
i
12
—
—
I
Наименование оборудования
Регенерационные установки
Барабаны простые 0 775 мм
Пескоструйные камеры. . .
Гидрокамеры
Наждачные стационарные
станки
То же переносные
То же маятниковые ....
Прессы для правки литья
мощностью 50 т
Прессы для правки литья
мощностью 75 от ........
Прессы для правки литья
мощностью 100 от
Подъёмно-транспортное
оборудование
Мостовые краны грузоподъ-
ёмностью до 30 /га
То же до 50 т
Мульдо-магнитные краны
грузоподъёмностью 10 /га . .
Мульдо-шаржирные краны .
Установки для механизиро-
ванной уборки отходов земли
производительностью 5 т/час
Установки для механизиро-
ванной уборки отходов земли
производительностью 10 от/час
Установки для механизиро-
ванной уборки отходов земли
производительностью 15 т/час
Мощность цеха
в от/год
8000
18 000
24 000
шт.
i
3
4
i
5
4
3
I
ю
1
I
I
i
5
6
i
8
6
5
I
19
i
i
i
i
7
8
i
го
8
7
I
ЯМ
I
I
нии длиной 36 м и шириной 21 м (без быто-
вых помещений).
На фиг. 15 представлена компоновка
цветнолитейного цеха мощностью 500 от
в год (II класса). Длина цеха 42 м, ширина 21 м.
На фиг. 16 показана компоновка цветноли-
тейного цеха для выпуска мелкого бронзового
и латунного литья (III класса). Мощность
цеха &0U m в год. Цех расположен в двух-
пролётном здании длиной 48 л/ и шириной 27 м.
Таблица 53
Площади меднолитейных цехов
Наименование отделений
Плавильное .
Формовочное .
Стержневое
Обрубное ". .
Землеприготовительное . . . .
Итого производственной
площади
Вспомогательные .......
Склад шихты и земли . . . .
Бытовые и конторские поме-
щения
Мощность цеха
в т/год
400
Е00
800 1200
1800
'54
252
io8
72
144 144
54 54
72 144
4O5 54°
135
270 360
72! 72
612
*
270
954
1296
576
243
1908
270
648
297
* Предусматриваются при бытовых помещениях и
складах.
Фиг. 12. Компоновка фасонно-сталелитейного цеха мощ-
ностью 18 000 т/год: /—склад земли; //—склад шихты;
///^плавильное отделение; IV— ковшевое отделение;
V— формовочные отделения; VI—сушила с трансбордером;
VII— стержневое отделение; VIII—землеприготовитель-
ное отделение; IX—обрубное отделение; X—эстакада для
опок, и слитков; XI— вспомогательные помещения;
XII— бытовые помещения.
21000^—21000—4—21000 —\
63000
-ШЮ-А- &Q00 ¦!¦¦ 2ЮО0
>
ш
г
а
С
la
О
В
>
п
а»
—W00 —*~-2W0Q —*— 21000 -
Фиг. 13. Компоновка фасонно-сталелитейного цеха мощ-
ностью 25 000 т/год: /—склад земли; Я—склад шихты;
III—плавильное отделение; IV— ковшевое отделение;
V— формовочные отделения; VI— сушила; VII—стержневое
отделение; VIII—землеприготоаительное отделение;
IX—обрубное отделение; X—эстакада для опок и слитков;
XI— вспомогательные помещения; XII—бытовые помеще-
ния.
ГЛ. l]
КОМПОНОВКИ, РАЗМЕРЫ ПЛОЩАДЕЙ
45
На фиг. 20 дана компоновка цветнолитей-
ного цеха мощностью 1200 т в год (II классЛ
размещённого в двухпролётном здании дли-
ной 66 м и шириной 27 м.
На фиг. 21 приведена компоновка цветно-
литейного цеха мощностью 1600 т в год для
выпуска бронзового и латунного литья
(II класса). Здание цеха четырёхпролётное
длиной 72 м и шириной 48 м.
Площади отделений цехов указаны в табл. 53,
а их техническая оснащённость — в табл.54.
Таблица 54
Техническая оснащённость меднолитейных цехов
¦00012
¦OODZl-~
Наименование оборудования
Печное оборудование
Тигельные горны ёмкостью
200 кг
Электропечи ДМК-0125 . . - .
То же ДМК-0 25 . .'. ....
То же ДМК-0,50 .........
Сушильные шкафы с объёмом
камеры 0,7 м* ¦. .
Сушильные плиты: 6 ж2 . . . .
15 ,
Станочное оборудование
Пневматические формовоч-
.ные машины 1-й группы
Стержневые машины ......
Переносные землесеялки
типа ЗМ-14 ...
Смешивающие бегуны ЗМ-1
То же ЗМ-2
Аэраторы типа Ройер ЗМ-10
Шаровые мельницы произво-
дительностью 75 кг/час
Барабаны для очистки литья
0 775 мм
Пескоструйные столы
0 2300 мм
Наждачные стационарные
станки 0 5U0 мм
Прессы для обрезки литников
Подъёмно-транспортное обо-
рудование
Кран-балки грузоподъём-
ностью: l'/а ТП ....
3 . .
Мощность цеха
400
i
i
—
i
i
2
I
I
I
—
I
500
i
2
—
I
2
I
I
I
-
I
8Oojl20o|l8G0
i
4
2
I
I
I
з
I
4
3
2
I
2
2
I
6
3
2
I
2
3
О 3 h u JJ
§3?gSTgS«»
I^ii^lUI
S *T* ^"^ *^4 L *^^ '¦¦4 *^
¦»*.
ПРИМЕРЫ РЕКОМЕНДУЕМЫХ
УСТАНОВОК
На фиг. 17—19 (стр. 46} и 22—43 (стр. 48^-
62) показаны рекомендуемые планировки тех-
нологических узлов в различных отделениях
литейных цехов, а также на складах.
3 ИЗ
46
ПРОЕКТИРОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
[разд. v
Фиг. 16. Компоновка цветнолитейного цеха .мощностью
800 т/год: /—склад шихты; //—плавильное отделение;
///—землеприготовительпое отделение; IV—склад земли;
V— формовочное отделение; VI— стержневое отделение;
VII— обрубное отделение; VIII— бытовые помещения.
Фиг. 18. Установка вагранки на 5 т/час: 1 —ва-
гранка; 2 — копильник вагранки; 3 — искроулови-
тель; 4—шахтный подъёмник.
Фиг. 17. Установка двух формовочных машин марки
ВФ-4 внутри конвейера: /—формовочная машина марки
ВФ-4; 2— решётка для земли; 3— монорельс Q=0,5 /re;
4—рольганг для возврата опок; 5—литейный конвейер;
б—охладительный кожух конвейера.
Фиг. 19. Установка двух формовочных машин марок
ЦКБ-311 и ЦКБ-221 вне конвейера: /—формовочная
машина марки ЦКБ-311; 2 — формовочная машина
марки ЦКБ-221; 3 — решётки для земли; 4 — рольганг
для простых опок; 5— рольганг для собранных форм;
6 — монорельс; 7 — толкатель для пустых . опок;
8— литейный конвейер; 9 — охладительный кожух
конвейера.
ГЛ. I]
КОМПОНОВКИ, РАЗМЕРЫ ПЛОЩАДЕЙ
47
¦15000
-12000 —
Фиг. 20. Компоновка цветно-
литейного цеха мощностью
1200 ml год: /—склад шихты;
//—плавильное отделение;
///—землеприготовительное
отделение; IV— склад земли;
V— формовочное отделение;
VI—стержневое отделение;
VII—обрубное отделение;
VIII—бытовые помещения.
^6000
Место для расширения
Пой В
Фиг. 21. Компоновка цветнолитейного цеха мощностью 1600 т/год: /—склад шихты и земли; Я—плавильное
отделение; 111—стержневое и землеприготовител ьное отделения; IV— формовочное отделение; V— обрубное
отделение; VI—вспомогательные помещения; VII—бытовые помещения.
ПРОЕКТИРОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
[разд.
по ЙВСЬ
-2U000
V8000
Фиг. 22. Шихтовый склад и плавильное отделение мартеновского фасонно-сталелитейного цеха: /—склад
шихтовых материалов; J/—плавильное отделение; III—ковшевое отделение; IV— формозочно-з'аливочное
отделение; V—экспресс-лаборатория; VI—контора; VII—склад огнеупорных материалов; VIII—склад сифон-
ного припаса; /—мартеновская печь емкостью 15 т; 2—-молот Веше 250-кг; <?-^стечд для ремонта ковшей;
4—стенд для ремонта сводов; 5—размалывающие бегуны; 6— ъкран с вентилятором; 7—стенд для сушки
ковшей; 8— канавы для болванок; 9— мульдо-шаржирный кран; 10—мостовой кран; 11—мульдо-магнитный
. кран; 12—шлаковая тележка; 13—разливочный ковш.
гл. ij
ПрЧшЕРЫ РЕКОМЕНДУЕМЫХ УСТАНОВОК
49
Фиг. 23. Установка у конвейера формовочных машин марок ВФ-3 и ЦК6-311: /—формовочные машины марки
ВФ-3; 2—формовочные машины марки ЦКБ-311; 3— рольганги.для пустых опок;4—рольганги для собранных форм;
5— толкатели для пустых опок; б—литейный конвейер; 7—ленточный транспортёр для подачи формовочной
земли; 8— бункеры для формовочной земли; 9—дозаторы; 10— пневматические подъёмники 0,5-от; 11—ленточный
конвейер для уборки излишков земли.
4 Том 14 113
50
ПРОЕКТИРОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
[разд.- v
ш~^
Фиг. 24. Склад земли и землесушилка: 7—склад земли; 77—землесушилка: 7—мельница Раймонда на 1 т
в час; 2—барабанное сушило на 5 /га в час; 3—приёмный бункер; 4—приёмный бункер; 5— шаровая мель-
ница на 75 кг в час; б—мостовой грейферный кран на 5 т; 7—ленточный транспортёр.
Фиг. 25. Установка для выбивки земли при безопоч-
ной формовке на конвейере: /—тележки конвейера;
2—охлаждающий кожух; 3—наклонный лоток; 4— ви-
брационное сито; 5—ленточный транспортёр для уборки
земли; б—нластинчатый транспортёр для уборки литья.
Фиг. 26. Планировка рабочего участка ¦ для без-
опочной формовки на машине ВФ-2: 1—машина
ВФ-2; 2—этажерка для стержней; 3— щитки и
рамки; •/—готовые формы; 5— формовочная земля.
ГЛ. I]
ПРИМЕРЫ РЕКОМЕНДУЕМЫХ УСТАНОВОК
51
-1100*
¦3300
Фиг. 27. Вибрационная решётка для выбивки земли из крупных опок: /—вибраторы; 2 — рама ре-
шётки; 3— бункер для горелой земли; 4—пластинчатый транспортёр; 5—ленточный транспортёр для
уборки земли; 6— опорные балки для вибраторов; 7— опоры для электромотора.
г —¦
6000-
Л\\\\\\\\\\\\\\'
Фиг. 28. Установка для выбивки земли из формы крышки блока цилиндров автомобиля 1,5-т: 1— рольганги;
2— ленточные транспортёры; 3— монорельсы; 4— подвесной конвейер для отливок; 5— тележки литейного
конвейера; 6— решётки для земли.
Фиг. 29. Установка консольного пескомёта: /—головка пескомёта (среднее положение);.
2—верхнее положение головки пескомёта; 3— нижнее положение головки пескомёта;
4—ленточный транспортёр для подачи земли в пескомёт из системы; 5— промежуточный
ленточный транспортёр; 6— ленточный транспортёр, питающий головку пескомёта; 7— сбра-
сывающий плужок; 8— мотор для вращения головки пескомёта; 9— мотор для вращения
ленточного транспортёра; 10— мотор для передвижения пескомёта.
w*-*'T»s*¦'¦>*¦:'¦¦ Т--ХЯ<*<•* 0>W"-T'.-tt?,,-^
to
s
H
и
»
E
я
я
X
о
ГЛ. I]
ПРИМЕРЫ РЕКОМЕНДУЕМЫХ УСТАНОВОК
53
к:
Qm5m
/
1Л
¦24000-
t—25007
Оси Ж. д. путей
5600
Фиг. 30. Схема базисного склада для кокса: 1— приёмный
закром для поступающего кокса; 2— закрома для кокса;
3— приёмный бункер; 4— грейферный кран; 5— ленточ-
ный транспортёр.
J000—¦— 3000
6
54
ПРОЕКТИРОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
[РАЗД. V
L L
Фиг. 32. Установка формовочных машин
марок ВФ-9, ВФ-12 и типа Герман-Пневма-
тик 10000 у рольгангов: /—формовочные
машины марки ВФ-9; 2— формовочные ма-
шины марки ВФ-12; 3 — формовочные
машины типа Герман-Пневматик 10000;
4— рольганги для опок и форм; 5— вы-
бивные решётки; 6— монорельсы.
ГЛ. I]
ПРИМЕРЫ РЕКОМЕНДУЕМЫХ УСТАНОВОК
55
ПоАВ
7//////Z////7,
г* 1750-
3500
^
1
Y//////////ZL
/750-
Фиг. 33. Установка на два бегуна ЗМ-2-а для приготовления стержневых и облицовочных
формовочных земель: / — бегуны марки ЗМ-2-а; 2 — рольганги длл перемещения бадей;
3 — электромоторы для бегунов.
1_
1
ПоДВ
1
1
л . е-.
п ш
^ X
т
-ПГГ"
\~-6000
Фиг. 34. Копровый цех на выпуск 4000 т/год: I— склад металла; II— бойница; ///— будка
для лебёдки; 1 —мостовой магнитный кран; 2— шабот; 3— фундамент для копровой вышки.
Фиг. 35. Конвейерная установка для формовочных машин марок ВФ-2, ВФ-4 и ВФ-7: /—заливочное отделение; //—формовочное отделение; /// — выбивное отделение, / — фор-
мовочные машины ВФ-4; 2 — формовочные машины ВФ-7; 3— формовочные машины ВФ-2; 4 — рольганги для пустых опок; 5—-рольганги для готовых форм; 6— толкатели для
опок; 7—литейные конвейеры; 8— охладительные кожухи; 9— квадратные бункеры для машины ВФ-2; 10— круглые бункеры для машины ВФ-4 и ВФ-7; // — ленточные транс-
портёры для излишков земли из-под формовочных машин.
ЧйИРда- _j€200-^300Q \-—6200
floEF
Трубопровод грязной воды
Трубопровод осветлённой воды
Фиг. 36. Установка гидравлической камеры с регенерацией формовочной земли: /—обрубное отделение; //—помещение отстойников и регенерации формовочной земли;
/—гидравлическая камера; 2—насосы для грязной воды; 3-насос для осветлённой воды; 4— сито; 5—очистные бассейны; б—скиповый подъёмник; 7—печь для сушки
песка; 8— элеватор; 9—ленточный транспортёр; 10— кран-балка; //—буккеры для сухого песка.
ные печи; 8— горизонтальная сушильная печь; 9— решётки для излишков земли и для стержней.
По АВ
U ulJ О к
l|l II I II II И ' | П ll|ll ^ Ui
Фиг. 38. Планировка рабочих мест для ручной и машинной формовки стержней: 1 — формовочные машины марки ВФ-20; 2—формовочные машины марки С-4; 3— бункеры
ёмкостью 4,8 мъ; 4 — буккеры ёмкостью 1,8 л3; 5 — верстаки для ручной формовки стержней; 6 — монорельсовый путь; 7 — путь мостового электрического крана 5 т;
8 — монорельсовая электротележка 2,5 т.
60
ПРОЕКТИРОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
[РАЗД. V
I/IXI/ INJX-1X1X1 XIX. II
Фиг. 39. Блок из шести камерных сушил с трансбордером: / — стержневое отделение;
// — формовочиое отделение; /// — сборочно-заливочное отделение; У —сушила для форм
и стержней; 2 —трансферная тележка; 3 — вентиляторы для сушил; 4—мостовые краны;
5 —консольные передвижные краны; б—пути для тележек сушил; 7—путь для пере-
движения трансферной тележки; 8— дымовая труба для сушил.
Фиг. 40. Установка гидравлической камеры для очистки литья с насосом высокого давления:
/ — очистной пролёт; jf — гидрокамера; 2 — отстойник; 3 — аккумулятор; 4 — насос высокого
давления; 5 — мотор для насоса.
Фиг. 41. Копровая установка на 15 000 т/год: I - площадка для чугунного лома; II — площадка для стального лома; III— бойница; IV— помещение для электро-
лебёдки; / —стрела копра; 2 — электромагнитный кран.
62
ПРОЕКТИРОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
[РАЗД. V
Фиг. 42. Установка стационарных пескомётов с каруселями у конвейера: 1 — пескомёты стационарного типа; 2 —формо-
вочные протяжные станки; 3— карусели; 4— рольганги для опок; 5— литейный конвейер; 6— ленточный транспортёр
для формовочной земли; 7— уборочный ленточный транспортёр излишков земли; 8— уборочный ленточный транспор-
тёр из-под выбивной решётки; 9— выбивная решётка.
4
hid.
пиши
+
4 4 4 4
1 1
*¦ 4 4/ + 4
«г
4 4
¦ 4 4 Ц
|
,4
+ +++ + 44+ + + 4444444
1 1
г\
¦+ + + + +++++ +
«* /
ri
4 4 4 4 4 4
620Q0
4 i
»¦ + +¦(
1
1
4 4 4 4 4—|-
.1
4 4 4 4-1
Фиг. 43. Схема базисного склала для чушкового чугуна:
/ — разгрузочные площадки; 2 — закрома для чугунов.
ТЕХНИКО-ЭКОНОМИЧЕ-
СКИЕ ПОКАЗАТЕЛИ
Табл. 55—53 содержат тех-
нико-экономические показатели
литейных цехов, заимствован-
ные из проектной и произ-
водственной практики заводов
тяжёлого и среднего маши-;
ностроения, станкостроения
и др. ;
Таблица 55
Класс цеха
]
11
1; ¦
III
IV
V
Группа цех
1
2
3
/1
2
2
• 2
2
3
3
3
3
1
2
\
|з
U
{з
2
. 3
3
Наименование продук-
ции (специализация
завода)
Измерительные при-
боры, счётные, пишу-
щие и швейные ма-
шины, радиоаппара-
тура, электроаппара-
тура, мелкая арматура
Автомобили, трак-
торы, мелкие компрес-
соры, дизели и насосы,
мелкие станки, сель-
ско-хозяйственные ма-
шины, текстильные ма-
шины, мелкие электро-
машины
Вагоны
Арматура
Текстильные машины
Автомобили 1,5 т
. 3 „
Тракторы
Сельскохозяйствен-
ные машины
Двигатели Дизеля
Локомобили
Паровозы
Станки средние
Краны
Машины химических
производств
Станки тяжёлые
Тяжёлые молоты и
прессы
Оборудование заводов
чёрной металлургии
nyci
Годовой вы
в тыс. т.
°,5—2
Выше 2
до 6
Выше 6
о,8—3
Выше з
до 9
ю— Г5
IO—12
ю—is
150—i6o
50—60
80— 100
10—25
3—4
8—10
15—20
20—30
3—4
15—20
10—12
18—24
15—20
/
га
и
¦§¦
Тип произв
Серийный
Крупно-
серийный
Крупно-
серийный
и массовый
Серийный
Крупно-
серийный
То же
»
Массовый
Крупно-
серийный
и массовый
То же
Крупно-
серийный
Серийный
Средне-
серийный
То же
Серийный
Единичный
То же
»
Мелкосе-
рийный
Единичный
Технико-экономические
я
а
то
&>
К
хан
Степень ме
Малая
Сред-
няя
Боль-
шая
Малая
Сред-
няя
То же
Боль-
шая
То же
п
Малая
Сред-
няя
То же
„
Малая
Сред-
няя
То же
•я
о
±
S
а
Процент мг
формовки
5°—6о
70—9°
IOO
6о—7°
я
•х
S
о.
о
•е-
Ёе
а> ?
°1
IOO
IOO
IOO
80—90
8о—10080—90
IOO
IOO
IOO
IOO
IOO
IOO
IOO
яо—3°
Зо—40
40—50
80—00
12—18
10—15
10—15
5-10
5—10
юо
IOO
80—90
IOO
IOO
IOO
к
л
я
ого
Выход годи
55-65
55-65
55-65
6о—67
60—67
65—70
55—62
6о-б5
бо-65
63—67
6о—65
80—90 65—7°
2О—ЗО 6о—65
40—50 62—67
5о—6о 6а—67
4о— 5о 65—67
60—8065—67
8-J2
8—12
2О—ЗО
15—2О
62—67
65-67
65-б7
65-67
показатели литейных цехов серого чугуна
Расход
j
земли
в т на 1 т
годного
общий
6-0
6-8
6-8
45-6
4.5-6
3.5—4,5
5-6
5-6
5-6
4,8-5,5
4,8-5,5
5-6
5-6
5.5-6
5,5-6
4,5-5
5-5,5
5,5-6
4-4,5
4—4,5
4—4,5
литья
<и
В ТОМ ЧИСЛ
свежей
о,8—i,o
о,8—i,o
о,8—i,o
о,7—i,o
о,7—i,o
о,6
1,О
о,6
1,О
1,О
о,9
°,7
1,О
о,9
о.9
о,8
°,7
1,О
о,8
о,6
о,6
Съём с
<s
формовочш
2,5-3,5
3,2—4,6
6—то
2,8—3,6
3,0-4,5
8-ю
6—8
6-8
8—12
ю—14
12—16
8—12
3—4,2
3,5-5
4,5—5,2
6-8
3,5-5
3,5-5
3,5—5
3,5-4
4-4,5
. 1 ж2 площади
в mi год
производст
венной
1.6—2,2
*,8-з,о
3—4.
1,8—2,4
2,0 — 2,6
3-4,5
1,5-2
1,5-2
3,5-5
4—5,5
4-6
3—4.5
1,3—1,5
1,3—1,7
1,2—1,7
2,4—2,8
1,4—1,6
1,4—1,6
1,8—2,4
1,5—1,8
1,5— * >8
всей
т,о—1,4
1,2—1,6
1,8-2,2
1,2 —1,6
1,4—1,8
1,8-2,7
1,О—1,2
1,О—1,2
1,8—2,3
2,О—2,8
2—3,5
1,8—2,3
о,8—i,o
1,О—1,2
1,О—1,3
1,8—2
1,0—1,2
1,0—1,3
1,4—1,6
°>7—°,9
0,7—0,9
Выпуск в т/год
га
на одного
формовщш
70—80
8о—ioo
9О—I2O
8о—ioo
9С— I2O
IOO—I2O
7О—8о
оо—ioo
8о - ioo
9О—I2O
IOO—I2O
80—90
7О—до
70—оо
70—90
IOO— I2O
ОО—IOO
8о—90
80—90
9о—ioo
9О—ioo
о о
е-, а
на одного i
изводствен
ного рабоч
28—30
30—32
36-4°
35-4°
38-45
6о—8о
4о—5о
45-55
50-70
6о—8о
7О—оо
5о—6о
3°—35
30-40
35-45
7о—8о
30—40
40—50
4о—5о
40—50
40-50
на одного
рабочего
18-22
22—26
28—32
24—28
28-зз
35-4°
28—32
Зо—35
28-36
Зо-4О
35-42
28—33
25-30
25-ЗО
»5-Зо
35-4O
S5-35
25—35
25-35
25-4O
25-4°
Площади отде-
лений (в
% от
площади фор-
мовочного от-
деления)
о
о
а
1
н
и
15—25
15-25
15—25
4о—8о
4О—8о
ю—15
30—40
ю—15
8о—ioo
7О—9°
60—70
ю— is
30-40
2О—ЗО
2О— ЗО
60—70
2О—ЗО
5о—6о
50—6о
ю—зо
2О—ЗО
обрубного
25-40
25-4O
25-40
6о—8о
оо -8о
2О—ЗО
Зо—4о
2О—ЗО
7О—8о
7о—8о
7°— 75
2О—ЗО
4о—5о
40—50
4о—5о
4о—5о
ЗО—4о
40-50
4о—5о
Зо—4О
ЗО-4О
Средняя трудо-
ёмкость ручных
работ
в чел,-час\т
Формовка
Зо—4о
ЗО—4о
—
25—35
25-35
—
—
—
—
—
—
2О—25
15—18
IO—12
2О—15
то—14
I5-2O
15—2О
15— 2О
14—18
;ие
Изготовлен
стержней
ю—is
ю—15
—
ю—is
ю—is
—
—
—
-
—
—
ю—13
7-8
6-8
IO—12
5-7
7—8
7-8
5- 7
4-7
VO
о
Очистка и
рубка
8—ю
8—ю
—
8—ю
8—ю
_
—
—
—
_
_
_
8-ю
7-9
5-6
8-ю
5-6
7-8
7-8
5-7
5-7
Технико-экономические показатели фасонно-сталелитейных цехов
Таблица 56
Клас
цеха
I ¦
i
11 \
III
V •
па цеха
:>,
о.
i
2
3
I
2
3
3
3
3
3
2
3
Наименование
продукции (спе-
циализация
завода)
Различные объ-
екты с деталями
лёгкого развеса
Различные объ-
екты с деталями
мелкого и средне-
го развеса
Тракторы
Вагоны:
крупное литьё
мелкое литьё
Паровозы
Турбины
Кузнечно-прес-
совое оборудова-
ние
Оборудование
заводов чёрной
металлургии
Годо-
вой вы-
пуск в
тыс. т
о,5—з,о
Выше
2,О ДО
6,о
Выше
6,о
о,8—з,о
Выше
3,о ДО
9,о
Выше
9,о
25—4о
loo—150
25—4о
4О—бо
15— 2О
5-8
2О—25
Тип произ-
водства
Серийный
Крупносе-
рийный
Крупносе-
рийное и
массовое
Серийный
Крупносе-
рийное
Крупносе-
рийное и
массовое
Серийный
и массовый
Массовый
То же
Серийный
Мелкосе-
рийный
Единич-
То же
Степень
механиза-
ции
Малая
Средняя
Большая
Малая
Средняя
Большая
»
»
Средняя
-
Малая
Средняя
Про-
цент
ма-
шин-
ной
фор-
мовки
7О—8о
80—90
IOO
7о—8о
8о 9°
IOO
IOO
ТОО
IOO
2О—ЗО
5-ю
5-ю
5-ю
Про-
цент
фор-
мов-
ки
всы-
рую
ТОО
ТОО
IOO
80-90
8о—9°
IOO
IOO
ТОО
ТОО
40—50
2О—ЗО
8-то
8-то
Выход
годного
литья в
%
55—бо
55-бо
5о—бо
55-63
55-63
55-63
52—62
55-65
55— 6з
55-бо
42—55
55-бо
55—бо
Расход
земли
в т на 1 т год-
ного литья
общий
6-8
6—8
6-8
4,5—6
4,5-6
4,5—6
5-5,5
4,5—5,5
5,5-6
5-6
6-6,5
4-5
4-5
в том
числе
свежей
о,8—i,o
о,8—i,o
о,8—1,о
О,8—1,2
о,8—1,а
0,8-1,2
1,О
1,3
1,2
1,2
1,8
I.O
1,О
Съём с\м1 площади в
формо-
вочной
2—2,6
2,7—3-6
6-8
2,2—3,О
2,6-3,4
6-8
7—9
8—то
15—зо
5-6
з—2,5
3,5—4,5
3—3,5
т\год
произ-
водст-
венной
1,О—1,2
i,4—1,6
2,5-3.о
1,2—1,6
1,5-1,8
3—4
3,3—4,2
3,4—4.6
2,8—4,2
1,2—1,4
о,7—о,8
1,2—1,5
1,2—1,4
всей
о,7—о,9
О,8—1,2
1,2—1,4
О,8—1,2
1,2—1,4
1,6—1,8
1,4—1,8
1,4—2,5
1,4—1,8
о,8—i,o
о,5—о,6
о,8— о,9
о,8—о,9
Выпуск в т/год
на одно-
го фор-
мовщи-
ка
бо—7°
7о—8о
80—90
бо—7°
8о—9о
ТОО—I2O
IOO—12O
12O—I5O
loo—130
6о-8о
4о—бо
бо—8о
50—70
на од-
ного
про-
извод-
ствек-
ного
рабо-
чего
28—32
Зо—Зб
32-4O
28—32
36—40
4о-5°
бо—7°
70-90
6о-8о
4O-5O
25-ЗО
4о—5о
ЗО-4О
на од-
ного
рабо-
чего
хб—20
18—24
24—26
20—22
26-28
30—34
30-40
40—50
35—45
25—30
15—20
25—30
20—30
Площади отде-
ления (в % от
площади фор-
мовочного от-
деления)
стер-
жне-
вого
Зо—4о
Зо-4о
Зо—4о
4о—бо
4о—бо
4о—бо
Зо—4о
5о—бо
5°—бо
4о—5о
5о—7О
4о—5О
40—5о
обруб-
ного
IOO—12O
IOO—I2O
IOO — I2O
IOO—I2O
IOO—I2O
IOO—120
IOO—I2O
IOO—I2O
IOO—I2O
IOO—I2O
IOO—120
ТОО—I2O
IOO— I2O
Средняя трудоём-
кость ручных работ
в чел.-час/т
Фор-
мовка
Зо—4о
Зо—4О
30—40
30-40
_
-
_
-
8—ю
35—4°
15—2О
I5-2O
Изго-
тов-
ление
стер-
жней
то—is
то—15
то—15
то—is
—
-
_
-
5-6
15—2о
5-8
5-8
Очисг-
ка и об-
рубка
то—is
то—is
то—15
то—15
-
—
7-9
15—2о
8—ю
8—ю
Таблица 57
Технико-экономические показатели литейных цехов ковкого чугуна
j Класс цеха
f
.
ч
II
со
j Группа цез
1
2
3
1
2
3
3
3
Наименование
продукции (специ-
ализация завода)
Разная мелкая
аппаратур, дета-
ли тормозов
Мелкие детали
с.-х. машин.фитинги
Автомобили,
тракторы, сельско-
хозяйственные и
текстильные ¦ ма-
шины
Годовой
выпуск
в
тыс. т
о,5—2
Выше 2
до 6
Выше 6
о,8—з
Выше з,°
до 9*и
15—25
8—12
Тип
произвол*
ства
Серийный
Круяиосерий-
ный
Крупносерий-
ный и массовый
Крупносерий-
ный
То же
;КрЗИИ*осерий-
ный и массовый
То же
Крупносерийн.
Сте-
пень
механи-
зации
Малая
Сред-
няя
Боль-
шая
Малая
Сред-
няя
Боль-
шая
То же
Средн.
ашинно]
Процент м,
формовки
7о—8о
8о—оо
IQO
8о—9о
go—ioo
1OQ
1ОО
ТОО
ы
ОрМОВК]
Процент ф
всырую
IOO
IOO
IOO
IOO
IOO
IOO
ТОО
IOO
D5
л
t~
ЮГО ЛИ'
Вых'од годь
в /о
48-52
48-52
48-52
48-52
48-52
48—52
4о—5о
40—50
Расход зем-
ли в от на
1 т годного
литья
общий
6-8
6-8
6-8
5-7
5-7
5-7
6-6,5
6—6,8
в том чис-
ле свежей
о,6—о,8
о,6— о,8
о,6—о,8
о,б—о,8
о,6—о,8
о,6—о,8
о,7
0,6
Съём с 1 л2 площади
в т/год
формовоч-
ной
производ-
ственной
2,О—2,8 1,О—1,4
2,8-3,6i,4-i,8
6-8
2,2—3,0
3,°—3,8
8-ю
8—ю
7-8
2,5—3.2
1,2—1,6
1,6—2,0
1,8—2,5
1,8-2,5
i,5-i,8
всей
о,8—i,o
1,О—1,2
i,4—i,6
0,8—1,2
1,2—1,4
1,2-1,8
0,8-1,2
Выпуск в т/год
j на одного
! формов-
щика
50—бо
70—go
8о—ioo
70—9°
8о—ioo
8о—12O
6о—8о
7о—ioo
на одного
производ-
ственного
рабочего
27—36
34—4о
38-45
34-38
32—4О
36-45
32—36
Зб—42
на одного
рабочего
i8—20
24—28
26—32
24—28
26—32
30—34
25—30
25—30
Площади отде-
ления (в % от
площади фор-
мовочного от-
деления)
; стержне-
вого
Зо—4о
30-40
30—40
30-50
Зо-5°
Зо-5о
30—50
2О—3°
обрубного
7О—I2O
8о—I2O
70— I2O
80—I2O
8о—I2O
8о—I2O
IOO
IOO
Средняя трудо-
ёмкость руч-
ных работ
в чел.-час\т
Формовка
30—40
30—40
30—40
30—40
—
—
—
Изгото-
вление
стержней
ю—is
ю—is
ю-is
ю—is
—
—
—
Очистка и
обрубка
8—ю
8—ю
8—ip
8—ю
—
—
—
Таблица 58
Технико-экономические показатели литейных цехов цветного литья (бронза и латунь)
Класс це:
i
и
се
| Группа ц
1
2
2
2
Наименование продукции
(специализация цеха)
Измерительные приборы,
пишущие машины, авиапри-
боры, арматура, детали ап-
паратуры
Детали горнозаводского
оборудования
Паровозные, вагонные де-
тали и запасные части
а
:к в т
>,
с
m
Годовой
о,4
Выше
о,4 ДО 2
О,9—1,2
г,5-3,5
Тип
произ-
водства
Крупно-
серийный
Крупно-
серийный
Серийный
Крупно-
серийный
Степень
механиза-
ции
Малая
Малая и
средняя
Малая
Средняя и
большая
о.
о
•е-
нной
я
а
се
S
Процент
мовки
45-5°
70—8о
15—го
70—80
эвки
%
о.
о
•&
Процент
всырую
IOO
ГОО
4о—so
6о—8о
и
О
X
о—2
U °
CQ ч
50—6о
5о—6о
6о-65
бо-65
Расход зем-
ли в т на
1 т годного
литья
общий
6-8
6—8
4,5-6
4,5—6
В ТОМ ЧИ'
ле свеже!
о7-о9
°,7~ °,9
о,7~—о,о
о,7—о,с
Съём с
•
формово1
ной
1,8—2,6
2,0—2,4
2.3—2,5
4-6
1 м'2 площади
i т/год
производ-
ственной
о,7—о,8
o,8-i,o
1,О —1,2
1,6—2,0
всей
о,5-о,6
о,6—о,7
о,6— о,8
1,2—1,4
Выпуск в т/год
на одногс
формов-
щика
4о—6о
5°— 7°
50-70
8о—
IOO
на одного
производ-
ственного
; рабочего
20—25
25-28
25~ЗО
Зо—4Q
2 о
О U
X О.
i4—i8
i6—20
18—22
25—27
Площади
отделения
(в°.'о от пло-
щади фор-
мовочного
отделения)
стержне-
вого
15—«о
15—2О
15—го
20—30
о
о
X
VO
о.
о
о
4о—5о
40—50
5о—6о
5о—бо
Средняя трудо-
ёмкость ручных
работ
в чел.-час/т
1
Формовк!
4о—so
Зо—4о
ЗО-4О
Зо_4о
Изгото-
вление
стержня
12—18
12—18
12—18
12—18
а
Очистка 1
обрубка
8—ю
8—ю
8 — ю
8-ю
Глава И
ПРОЕКТИРОВАНИЕ ЦЕХОВ ОБРАБОТКИ МЕТАЛЛОВ
ДАВЛЕНИЕМ
ПРОЕКТИРОВАНИЕ КУЗНЕЧНЫХ ЦЕХОВ
КЛАССИФИКАЦИЯ КУЗНЕЧНЫХ ЦЕХОВ
И ИСХОДНЫЕ ДАННЫЕ
ДЛЯ ПРОЕКТИРОВАНИЯ
Классификация кузнечных цехов (табл. 1)
построена на основании следующих при-
знаков:
а) преобладающий в данном цехе
технологический процесс изготовле-
ния поковок, т. е. свободная ковка под моло-
тами и прессами, штамповка на молотах, го-
ризонтально-ковочных машинах, автоматах и
полуавтоматах, прокатка на ковочных вальцах
и т. д.;
б) тип производства цеха, кото-
рый может быть, в зависимости от заданной
цеху программы, единичным, мелкосерийным,
серийным, крупносерийным и, наконец, мас-
совым;
в) максимальный вес фасонной
поковки для цехов, изготовляющих детали
методами свободной ковки, или максималь-
ный вес штамповки для цехов, в кото-
рых продукция получается методами штам-
повки; этим признаком в известной мере опре-
деляется выбор максимальной мощности уста-
новленного в цехе оборудования;
г) ориентировочный годовой вы-
пуск цеха, характеризующий его производ-
ственную мощность.
По первым двум признакам („а" и „б")
определяются классы и уточнённые наимено-
вания цехов.
/ и // классы — кузнечные цехи (единич-
ное и мелкосерийное и, реже, серийное произ-
водство), в которых преобладающим техноло-
гическим процессом является свободная ковка
под молотами и в меньшем числе случаев под
прессами относительно небольшого давления
(800—1500 от).
Штамповка в таких цехах совсем не при-
меняется или применяется в небольших раз-
мерах.
III класс—кузнечно-прессовые цехи (еди-
ничное и мелкосерийное производство), в кото-
рых преобладающим технологическим процес-
сом является свободная ковка под прессами
различного давления.
IV класс — кузнечно-штамповочные цехи
(крупносерийное тс для отдельных деталей мас-
совое производство). Основной технологиче-
ский процесс — штамповка.
V класс — кузнечно-штамповочные цехи
специальных производств (например болтов, за-
клёпок и других металлических изделий,пружин,
клапанов двигателей внутреннего сгорания,
кос и т. п.) с крупносерийным и массовым про-
изводством. Преобладающий технологический
процесс — штамповка, прокатка на ковочных
вальЦах, гибка и др.
По признакам максимального веса
поковки или штамповки и ориентировочному
годовому выпуску цеха все кузнеч-
ные цехи подразделяются внутри каждого
класса на группы.
Цехи каждой группы имеют ряд общих осо-
бенностей, в том числе: характеристики основ-
ного технологического и подъёмно-транспорт-
ного оборудования, .тип здания, аналогичные
либо близкие технико-экономические показа-
тели [13].
Задание на проектирование. В состав за-
дания на проектирование включаются: а) го-
довая производственная программа; б) режим
работы цеха (если он не должен быть устано-
влен в процессе проектирования в связи с рас-
чётом загрузки оборудования) и фонды вре-
мени оборудования и рабочих; в) род топлива;
г) энергоноситель для молотов и прессов.
ПРОИЗВОДСТВЕННАЯ ПРОГРАММА
ЦЕХА
Укрупнённое проектирование. Годовая
программа цехов I и II классов при укрупнён-
ном проектировании должна содержать следу-
ющие данные: а) количество поковок на основ-
ную программу завода в т; б) то же — штам-
пованных поковок (штамповок) в т или шт.;
в) поковок для нужд завода (ремонтного и ин-
струментального цехов и капитального строи-
тельства) в т; г) поковок на сторону в т;
д) штамповок на сторону в т или шт. Дополни-
тельно необходимо определить количество про-
дукции, подлежащей изготовлению из легиро-
Таблица 1
Классификация кузнечных цехов
Название цеха
Класс
Группа
Преобладающий техно-
логический процесс
Тип производства
Максимальный вес фа-
сонных покорок (свобод-
ная ковка) или штампо-
вок (штамповка и вы-
садка) в кг
Ориентировочный годо-
вой выпуск в т
Характерные отрасли
машиностроения
* Примечание.
В зависимости от наиболь-
шей мощности оборудо-
вания согласно следую-
щей таблице:
Оборудование
Молот 5 tn
Пресс 8оо т
Пресс iooo m
Пресс 12оо т
Пресс 1500 m
Максималь-
ный вес по-
ковки в кг
7оо
3°°°
4 5°°
бооо
ioooo
Кузнечный
1
1
2
Свободная ковка
Единичный и
мелкосерийный
4
До 150
Мелкосерий-
ный и единич-
ный
150—400
1-я группа Станкострое-
ние (лёгкое). Кузнечные от-
деления инструментальных
цехов крупных машинострои-
тельных заводов
2-я группа Станкострое-
ние (лёгкое). Проичвоаство
мелкого подъёмно-транспорт-
ного оборудования
11
1
2'
3
4
Свободная ковка и частично штамповка
Мелкосерийный и
единичный
7°
400—1500
32O
15°о—4°°°
Мелкосерийный и
серийный
7оо*—45°о
4ооо—
15 ооо
Зооо*—
IOOOO
15 ооо—
25000
1-я группа Станкостроение, судостроение
(мелкое), обозостроен1е
2-я группа -Станкостроение, двигателе-
строение, компрессоростроение, судострое-
ние, кузнечно-прессовое машиностроение
3-я группа Тяжёлое станкостроение, дви-
гателвстроение, компрессоростроение, до-
рожное машиностроение, судостроение, куз-
нечно-прессовое машиностроение, мжёлое
г.одьёмно- транспортное машиностроение,
локомобилестроение, вагоностроение
4-я группа Паровозостроение, тяжёлое
дизелестроение и компрессогостроение. куз-
нечно-прессовое, дробильно-размольное и
дорожное машиностроение, турбостроение
Кузнечно-прессовый
III
1
2
Свободная ковка
Единичный и мел-
косерийный
7ОООО
2ОООО—
35 ооо
200 000
35 ооо—
бо ооо
1-я а 2-я группы. За-
воды тяжёлого метал-
лургического обору-
дования, специальные
взводы тяжёлых по-
ковок, тяжёлое турбо-
строение
Кузнечно-штампо-
вочный
IV
1
2
Штамповка
Крупносерийный и
массовый
45
5°оо—
IOOOOO
15°
ДО ООО—
150 ооо
1-я группа. Произ-
водство МОТОЦИКЛОВ,
сельскохозяйственных
машин, авто- и трак-
торостроение; круп-
носерийное производ-
ство товарных ваго-
нов. Производство
слесарно- монтажных,
режущих и других ин-
струментов, шарико-
подшипников, швей-
ных машин
2-я группа. Танко-
строение и тяжёлое
тракторостроение
Кузнечно-штамповоч-
ный (специальных
производств)
V
1
2
Штамповка, про-
катка на ковочных
вальпах, гибка, сво-
бодная ковка
Крупносерийный и
массовый
В зависимости от
изготовляемой про-
дукции
2ОО—2О ООО
1-я групг
водство ме
тов, гаек,
железнодо]
стылей.-Tej
крюков и 1
2-я групг
водство тог
рессор, пр'
ков, фити
напильнике
500—30000
т. Произ-
гизов: бол-
заклёпок,
южных ко-
1еграфиых
\ п.
ш. Произ-
оров, вил,
ГЖИН, ПОД-
«•ов, кос,
в и т. п.
68
ЦЕХИ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
[РАЗД. V
Таблица А
d
о
с
о
с
/
3
3
№ чертежа
6438
6423
6433
№ детали
313
319
• 1
Наименование детали
1. Пресс KH-js (годовая прог
Упор выталкивателя . .
Итого по прессу KH-i/. . .
2. Пресс ПВ-fi {годовая
Всего по программе. . .
Марка
стали
рамма — is
Ст. 4S
Ст. 4!
Ст. У-8
программа -
—
Количество
на ком-
плект
в шт.
Г шт.)
1
3
1
— зоо шт.)
Вес одной
поковки
в кг
о',7
...... ::::::
i
—
—
Годовая про-
грамма
Количе-
ство поко-
вок в шт.
12/
12/
17S0
32 000
Вес
в т
3,9!
о,17!
О,3б2
8,82
: :
140,6
ванной стали, а также проходящей первич-
ную термообработку, т. е. отжиг или нормали-
зацию.
Для выбора мощности и расчёта количества
оборудования при изготовлении поковок ме-
тодом свободной ковки следует их распреде-
лить на весовые группы. Рекомендуется сле-
дующая „сетка развеса" (ъ кг): 2; 2—4; 4—10;
10—25; 25—50; 50—100; 100—200; 200—500;
500—1000; 1000-2000; 2000—4000; 4000—8000;
8000—16 000; 16000—32 000. Кроме того, необ-
ходимо установить наименование, вес и габа-
риты наиболее крупных поковок [18].
При проектировании небольших цехов
A класс, 1-я группа), производственное обору-
дование которых иногда принимается без рас-
чёта, в соответствии лишь с технологической
комплектностью, вместо разбивки на весовые
группы возможно ограничиться указанием ма-
ксимального и минимального весов, а также
максимального габарита поковок.
В дополнение к данным, разрабатываемым
для поковок, получаемых методом свободной
ковки, при проектировании цехов II класса
необходимо установить также минимальную и
максимальную площади проекций штамповок.
Программа цехов со значительным количест-
вом штампуемых деталей в этой части разра-
батывается, как для цехов IV класса (см.
ниже).
В случае необходимости уточнения расчё-
тов по оборудованию цеха программа задаётся
в виде табл. А.
При проектировании цехов III класса, являю-
щихся, как правило, уникальными и весьма
дорогостоящими, необходима более углублён-
ная проработка вопроса о выборе оборудова-
ния. Поэтому в задании на проектирование
таких цехов, помимо весового количества поко-
вок и их развеса, должны быть указаны по
той же табл. А конкретные поковки, которые
могут быть приняты за типовые при выборе
мощности прессов и подсчёте их количества.
Для проектирования цехов IV класса про-
грамма, в зависимости от необходимой пол-
ноты проработки, должна содержать данные,
указанные в табл. Б или В [lfi].
Программа цеха в части поковок, изготовляе-
мых свободной ковкой, содержит данные, ука-
занные для цехов I и II классов.
При проектировании цехов V класса (специа-
лизированные производства) задание на проек-
тирование строится, в зависимости от особенно-
стей этих производств, по одной из вышеуказан-
ных таблиц (А, Б или В).
Детальное проектирование. Весьма часто
определение производственного оборудования
Таблица Б
о.
о
в
о
е
%
1
2
3
4
5
Наименование изде-
лий или назначение
поковок
Грузовой автомо-
биль А
Грузовой автомо-
биль АА
Итого . . .
Запасные части:
к грузовому авто-
мобилю Л ....
к грузовому авто-
мобилю АА . . .
Итого . . .
Поковки на сторону
Поковки для ремонт-
ных нужд завода . .
Всего . . .
В том числе поков-
ки из легированной
стали
Количество
на годовую
программу
в шт.
комплек-
тов
3/000
12/00
37/оо
/000
3/00
у/оо
/00
4//оо
деталей
/37fooo
3 /00 000
7 87/ ооо
1 ООО 000
400 ооо
1400 ооо
100 000
9 37 S ооо
Вес
поковок
на ком-
плект в кг
4S*
гбд
12/
НО
З/о
—
на про-
грамму в/п
112/0
336}
14613
000
I6i88
при детальном проектировании также произво-
дится по укрупнённым показателям. В этом слу-
чае годовая программа цеха даётся в объёме,
указанном выше для укрупнённого проектиро-
вания.
При необходимости детальной разработки
технологического процесса программу воз-
можно составлять по табл. В.
гл. и]
ПРОЕКТИРОВАНИЕ КУЗНЕЧНЫХ ЦЕХОВ
69
Таблица В
а
-
V
а
в"
К
ч
га
2
Наименование детали
я
ч
о
со
а.
S
са
о
X
о
о 2
Годовая программа
Основное
производство
в шт. в т
Зап. части
в шт. в т
Всего
в шт. в т
1. Трактор гусеничный типа Б {годовая программа ;ооо шт.)
Б-820
Б-68о
Б-8ю
10-12f
Шестерня
Полуось заднего моста
Кулак поворотный, . .
1/ИМ
3S
ЗоХ
В,о
2,6
S ооо
10 000
JO ООО
3°>
l6,0
12/0
з/оо
з/оо
3,13
4,о
13 /00
г-з joo
Итого по трактору типа Б. . .
2. Трактор гусеничный типа В {годовая программа хб обо шт.)
10О,0
890,0
Всего по программе
600,0
6зоо;о
ОБОРУДОВАНИЕ
Основное технологическое оборудова-
ние. Выбор и расчёт количества ос-
новного технологического обору-
дования могут быть выполнены: а) по укруп-
нённым показателям, исходя из развеса по-
тей
и
В"
X
к
5*
Вес пада
молота в
0,1
о, 15
0,2
о,3
о,4
о,5
Развес поковок в кг
Фасонная
поковка
Средний
вес
о5
i,5
а
3
6
8
Макси-
мальный
вес
а
4
6
IO
18
25
•я я
1*
Максима
вес для
валов
ю
15
25
45
6о
too
** А "»
льн
го в
дра
Максима
ние заго
рона ква
5°
6о
7°
85
too
тей
SP
я
Вес пада
молота в
о, 75
1,О
2,0
3.°
5>°
Развес
: поковок в кг
Фасонная
поковка
Средний
вес
13
2О
ОО
too
2ОО
Макси-
мальный
вес
4°
7°
i8o
320
700
и
S а
1ч
Максима
вес для 1
валов
140
250
5°о
75°
15°°
s *~
О S Н
льн
гов
дра
Максима
ние заго
рона ква
135
i6o
225
275
35°
В табл. 3 приведены ориентировочные дан-
ные, необходимые для выбора силы пресса
в зависимости от максимального веса проко-
вываемых под ними слитков (для случаев, когда,
слитки в процессе изготовления поковки не
подвергаются предварительной осадке) [20].
Число единиц потребного оборудования (пр)
и коэфициент его загруз-
Таблица 2 Ки (*з о/о) можно опреде-
лить по формулам
и
ковок; б) по ведомости технологических про-
цессов, включающей все предусмотренные в
программе детали; в) по картам технологиче-
ского процесса на каждую деталь.
Как правило, метод „а" применяется при
укрупнённом проектировании, методы „б" и
„в"— при детальном.Возможно и комбинирован-
ное применение этих методов в одном проекте.
При укрупнённом проектировании выбор
и расчёт количества основного оборудования
возможно вести по показателям, приведённым
в табл. 2, 3, 4, 5, 6, 7 и 8, или по иным пока-
зателям, достигнутым в передовой практике
цехов, родственных либо аналогичных проекти-
руемому.
Табл.2 содержит ориентировочные данные,
характеризующие необходимый вес падающих
частей молота в зависимости от веса поковок
и сечения заготовки {20].
5 113
где /7 — вес поковок
данного развеса по го-
довой программе цеха
в кг; Н—часовая произ-
водительность оборудо-
вания в кг; Фо — расчёт-
ный годовой фонд вре-
мени работы оборудова-
ния в часах; п.ф—факти-
чески устанавливаемое
число единиц оборудования.
Табл. 4 содершрг применяемые при проекти-
ровании кузнеЦ^ф-прессовых цехов заводов тя-
жёлого машиддйроенияи отвечающие усло-
виям мелкосемр^ого производства данные о
Таблица 3
Сила
в т
боо
8оо
IOOO
I2OO
Вес слитков
в
сред-
ний
IOOO
2ООО
35°°
5ооо
кг
макси-
маль-
ный
Зооо
5 5°°
8ооо
II ООО
Сила
в т
i5°°
2 ООО
Зооо
5ООО—Ьооо
юооо
Вес слитков
в
сред-
ний
8ооо
14 ооо
Зоооо
8оооо
IOOOOO
кг
макси-
ный
17 ооо
28 ООО
55 «ю
I2OO0Q
25OOOO
70
ЦЕХИ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
[РАЗД. V
Таблица 4
Часовая производительность молотов свободной ковки в кг (см. фиг. 1)
Группа
СЛОЖНО-
СТИ по-
ковок
I
И
III
IV
V
0,1
3.5
6
7
9
12
Вес падающих частей молотов в т
0,15
4,5
7.5
9
и
15
0,2 0,3
6
9
12
14
i8
9
15
19
2б
32
0,4
13
25
3°
4°
52
0,5
17
38
45
бо
75.
0,75
65
8о
*°5
133
1
37
97
145
гб5
2
83
1бо
22O
235
2б5
3
2IO
295
Зю
35°
5
155
250
з&>
4Ю
5°°
Группа
слежно-
сти по-
ковок
VI
VTI
VIII
IX
Вес падающих частей молотов в т
0,1
14
so
28
85
0,15
19
25
За
95
0,2
25
32
40
«5
0,3
42
5°
60
155
0,4
68
75
90
200
0,5
98
105
120
250
0,75
155
170
210
З70
1
200
225
300
465
2
320
37O
555
915
3
43°
500
715
1200
5
580
650
920
1500
Эскизы типовых поковок девяти групп сложности (к табл. 4)
Группы сложности поковок
II
III
IV
VI
VII
VIII
IX
Фиг. L
ГЛ. 11]
ПРОЕКТИРОВАНИЕ КУЗНЕЧНЫХ ЦЕХОВ
71
часовой производительности молотов свободной
ковки. Эти данные относятся к поковкам де-
вяти групп сложности, эскизы типовых поковок
для которых даны на фиг. 1 „Эскизы типо-
вых поковок" [20].
В табл. 5 указаны применяемые для той же
цели аналогичные данные по ковочным прессам
(без использования манипуляторов), относя-
Таблица 5
Группа
сложности
поковок
I
11
III
IV
V
Часовая производительность прессов
в кг при силе прессов в ш
600
270
5*°
650
93°
155°
800
32O
боо
850
°
1830
1000
37°
7оо
1040
1400
2IOO
1200
43°
79°
1250
1&фО
2400
1500
48о
890
145°
,1920
275°
2000
57°
IOOO
175°
225O
325°
3000
68о
И5°
2IOO
2630
44°°
Эскизы типовых поковок пяти групп сложности
(к табл. 5)
Группы сложности поковок
II
1JI
IV
щиеся к поковкам пяти групп сложности; типо-
вые поковки для этих групп изображены на
фиг. 2 [20].
В случае, когда загрузка молотов или
прессов определяется поковками различных
групп сложности, часовая производительность
оборудования может быть принята как сред-
няя из указанных в таблицах данных для этих
групп.
Табл. 6 содержит применяемые при разра-
ботке проектов кузнечно-штамповочных цехов,
тракторных, автомобильных и шарикоподшип-
никовых заводов данные о часовой производи-
тельности паро-воздушных штамповочных мо-
лотов и горизонтально-ковочных машин для
производства поковок, средних по весу и слож-
ности конфигурации [16].
В табл. 7 приведены данные о затратах ма-
шино- и нормо-часов на 1 пг выпуска поковок в
кузнечно-штамповочных цехах автомобильных,
тракторных, вагонных и шарикоподшипниковых
заводов, а в табл. 8 — о соотношении веду-
щего оборудования по типо-размерам в этих
цехах (в % от общего количества) [16].
Показатели, помещённые в табл. 6 и 7,
даны без учёта затраты времени на переста-
новку и наладку штампов на штамповочных
Таблица 6
Средняя часовая производительность
паро-воздушных
•цпамповочных
молотов
О си
«н
я «
с г
су ^ «
да 3 ш
г,о
2, О
3°
4.°
5 о
6о
9.°
4.
нЯ
я я
< Ж а
I2O
25°
55°
75°
I2OO
1500
i8oo
2500
горизонтально-ковочных машин
Е °*
азме
1ИНЫ
ах
i
l'/a
2
3
4
5
6
7 ,
71/.
0.
о. 5 ^
Sat
<! X и
3°
6о
IOO
15°
250
4оо
боо
—
IOOO
Кольца
шарикопод-
шипников
в
шт/час
—
32O
285
215
164
—
127
в
кг/час
—
5°
15°
240
31°
—
55°
Фиг. 2.
молотах и горизонтально-ковочных машинах.
Поэтому полученное по ним количество штампо-
вочного оборудования должно быть прокор-
ректировано сообразно с предполагающимися
размерами серий и количеством деталей, при-
креплённых к этому оборудованию.
В процессе детального проектирования вы-
бор и расчёт количества основного оборудова-
ния могут производиться всеми тремя указан-
ными выше методами.
Метод укрупнённых показателей применяет-
ся исключительно для той части основной про-
граммы цеха, которая даётся только в весовом
выражении с разбивкой на весовые группы и
вместе с тем отличается простотой и освоен-
ностью технологических процессов.
Два других метода предусматривают разра-
ботку технологического процесса для отдель-
ных деталей, входящих в программу цеха. При
атом составляется общая для всех деталей ведо-
мость технологического процесса и расчёта
72
ЦЕХИ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
[РАЗД. V
Таблица 7
Объект производства
Тракторостроение
а) Гусеничный трактор весом до 5 т .
б) То же, весом до 10 т
Аетостроенае
Грузовой автомобиль грузоподъём-
ностью до 3 т .
Ва гоностроение
Большегрузные крытые вагоны, гон-
долы и платформы
Производство шарикоподшипников .'
Общий выпуск цехом поко-
вок в тыс. "т
Зо—ТОО
50-15°
go—too
5о— 75
15— 4°
Затрата машино- и нормо-часов на 1 m
Машино-часы
Молоты
штамповоч-
ные
паро-воз-
душные
1,1—1,2
о,7—i»1
',5
о,3
1,О
фрикци-
онные
о, 4—о,8
ковочные
о,8
°.5
Гооизонтально-ковоч-
ные машины
о,7—о,8
о,5—о,6
о,8
о,5
I ,О—1,2
Прочее ведущее обо-
рудование
о,з —о,4
°»2 - о,з
ОД5-О.З
1,2
1,5
Всего
по ведущему
оборудованию
2,1—2,4
1,4-2,О
2,7—3,3
2,9
3.9—4.4
по всему обо-
рудованию
4.O-4.5
4/О- 4,5
4,о
3,6—5,5
4,5-5-4
Нормо-часы
8-9
7-8
12—13
11—14
13—18
Таблица 8
Объект производства
о о
с о
S
S
К S У
¦S
О Я и
Соотношение количества ведущего оборудования потипо-размерам в%
Молоты
штамповочные паро-воз-
душные A00 %), в т. ч.
S I 5
штамповочные
фрикционные
A0jO/0), в т. ч.
по-
ковочные
A00%>,
в т. ч.
Горизонтально
ковочные
машиныООО0/,,),
в т. ч.
ft
О
Зо
i8
39
—
-
Д
65
25
5»
8о
5о
Тракторостроение
а) Гусеничный трактор весом
до 5 /га
б) То же, до 10 т
Автостроение
Грузовой автомобиль грузо-
подъёмностью до 3 яг
Вагоностроение
Большегрузный крытый ва-
гон, гондола, открытая плат-
форма
Производство шарикоподшип-
ников
Зо—zoo
50-150
- 75
35
35
43
6о
35
57
оборудования или карты технологического
процесса на каждую деталь. Ввиду значи-
тельной трудоёмкости составления карт тех-
нологического процесса применение этого ме-
тода рекомендуется лишь для особо ответст-
венных деталей, а также при сложности или
новизне технологических процессов в проек-
тируемом цехе.
Подъёмно-транспортное оборудование.
Подъёмно-транспортное оборудование кузнеч-
ных цехов всех классов может быть разделе-
но на две группы:
а) оборудование, прикреплённое к отдель-
ным ковочным агрегатам и предназначенное
для обслуживания последних в процессе ковки,
для посадки в печь металла и выдачи его из
печи к ковочному агрегату;
б) общецеховое подъёмно-транспортное
оборудование, которое возможно использовать
для целей, указанных в п. „а", но предназначен-
ное в то же время и для других работ по цеху
(например для транспортирования металла, по-
ковок, топлива, обслуживания термических пе-
чей, ремонта оборудования и т. д.).
Основные подъёмно-транспортные средства
в цехах I и II классов — мостовые и поворот-
ные краны, в цехах III класса — мостовые
краны, в цехах IV и V классов — мостовые
краны и жёсткие подвесные пути (монорель-
совые системы). В цехах, имеющих прессовое
гл. и]
ПРОЕКТИРОВАНИЕ КУЗНЕЧНЫХ ЦЕХОВ
73
оборудование (II и III классы), вполне оправ-
дали себя напольные рельсовые либо безрель-
совые загрузочные машины, служащие для за-
грузки и выгрузки металла из печей и по-
дачи его к прессам, а также манипуляторы,
выполняющие работу по передвижению и по-
воротам поковки в процессе её изготовления
под прессом [11]. Безрельсовые загрузочные
машины небольшой грузоподъёмности (до 2 т)
рекомендуются для обслуживания крупных мо-
лотов до 5—6 т и прессов до 600 т. Наличие
манипуляторов у прессов при достаточном
количестве печей, обслуживающих их нагре-
тым металлом, позволяет довести использова-
ние прессов во времени до 75—80% и в то же
время чрезвычайно облегчает труд кузнецов
при одновременном уменьшении числа под-
ручных.
В цехах, оборудованных прессами 800 —
1500 т, грузоподъёмность загрузочных машин
обычно принимается в 5—10 т.
Грузоподъёмность манипуляторов выбирает-
ся в пределах от 2 до 30 т по следующим
данным *:
Таблица 9
Сила пресса
в т
боо
8оо
IOOO—1200
1500
2000
25OO—3OOO
Грузоподъемность
манипулятора в т
2
3
5
5—ю
15-ао
3°
Грузоподъёмность и типы кранов, непосред-
ственно обслуживающих ковочные агрегаты
в цехах I, Ц и III классов, а также примерная
грузоподъёмность общецеховых мостовых элек-
трических кранов приведены в табл. 9, содер-
жащей обобщённые данные по ряду проектов
кузнечных и кузнечно-прессовых цехов заводов
тяжёлого и среднего машиностроения, а также
станкостроения [15].
Технологические процессы в цехах IV и V
классов при наличии штамповочного и высадоч-
ного оборудования обслуживаются местными
подъёмно-транспортными средствами в виде
монорельсовых путей, рольгангов, конвейеров
и подъёмников. Последние устанавливаются у
больших горизонтально-ковочных машин и слу-
жат для подъёма или опускания тяжёлого
ирутка при его перекладывании из одного ручья
в другой.
Поворотные краны, имеющиеся иногда у
этих машин, в основном используются при
установке штампов.
Необходимость в общецеховых кранах, их
грузоподъёмность и количество определяются
в каждом отдельном случае, исходя из конкрет-
ных особенностей и прежде всего — величины
и направления грузопотоков проектируемого
цеха. При назначении грузоподъёмности кранов
необходимо учитывать также вес наиболее тя-
жёлых деталей оборудования, достаточно часто
демонтируемых в случае его ремонта. Напри-
мер, при наличии в цехе молотового оборудо-
вания грузоподъёмность крана принимается
с учётом веса падающих частей молотов.
Приближённо количество общецеховых мо-
стовых кранов принимается из расчёта один
кран на каждые 40—50 м длины пролёта [15].
гей
хл та
? 3
Э s g
sa.
в я я
В в й
и Ч о>
О) О О.
m s с
Молоты
свободной
ковки
о,5
о.75
1,О
2,О
3»°
5.о
Прессы
боо
8оо
IOOO
I2OO
I5OO
2000
30ОО
5ООО-60ОО
IOOOO
Краны, непосредственно
обслу-
живающие ковочные агрегаты
(группа „а")
Тип
Ручной
поворотный ¦
То же
„
Ручной или
электрический
поворотный
То же
*
Электри-
ческий пово-
ротный****
Мостовой
электрический
То же
я
я
„
Грузоподъ-
ёмность
в т
о.5
о,5
iFo
1,5—-^,0
2,5-3.о
3,5-5.о
5
15/3
15/З-20/5
20/5-30/5
З0/5
40/10
80'30
150/75
250/80
я о
oi
ьй С
i
i
1—2***
2
2
3
3
I
2
2
2
2
2
а
2
¦° о о.*
5 о ¦* ''^
2 ° *О
i s я *
* 5 •¦ i
•*» 5 ^ ^
3**
3**
3**-5
5
5
5-ю
5—10
5-ю
10-15
15
15
15—20
40/10
50/10
75A5
* По последним данным, манипуляторы выпускаются
грузоподъёмностью до 75 т. (Предложение фирмы The
Alliance Machine Company, Ohio, USA., май 1944 г.)
• Кран у молота 0,5 т ставится лишь в случаях, ко-
гда этот молот является наиболее мощным молотовым
оборудованием цеха.
** Тип кран-балки.
*** В зависимости от количества печей.
**** Поворотные краны могут быть заменены мосто-
вым электрическим краном 5—10 т.
Печное оборудование. При назначении ко-
личества и определении размеров пода кузнеч-
ных нагревательных печей необходимо руко-
водствоваться следующими условиями: а) каж-
дую единицу производственного оборудования
должна обслуживать, как правило, не менее чем
одна печь; б) размеры печей должны обеспечи-
вать полную производительность оборудования;
в) при определении размеров подов печей
к молотам свободной ковки и прессам количе-
ство подлежащего нагреву металла необходимо
принимать с учётом возможных повторных на-
гревов и подогревов поковок в процессе их
изготовления; г) при определении размеров
подов печей к штамповочным молотам, горизон-
тально-ковочным машинам и другим штампо-
вочным агрегатам, на которых поковка полу-
чается с одного нагрева, вес металла, подле-
жащего нагреву за 1 час, принимается в со-
ответствии с весом металла, необходимым для
обеспечения принятой в проекте часовой про-
изводительности.
Удельная производительность печей (съём
в кг с 1 м2 пода печи в час) при определе-
нии площадей подов может быть принята
ориентировочно по табл. 10, составленной
по проектным данным разных отраслей
машиностроительной промышленности [3, 5,
Ю, 15].
В табл. 11 и 12 указаны ориентировочные
средние значения размеров подов печей соот-
74
ЦЕХИ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
[РАЗД. V
Таблица 10
Операция
1. Нагрев металла
под ковку и штам-
повку
2. Нагрев слитков
под ковку
3. Отжиг:
а) молотовых по-
ковок
б) прессовых по-
ковок
в) особо крупных
прессовых по-
ковок
4. Нормализация:
а) молотовых по-
ковок
б) прессовых по-
ковок
5. Отпуск прессо-
вых поковок
Тип печи
Камерные и с
выдвижным по-
дом
Методические .
С выдвижным
подом
Камерные и не-
большие печи с
выдвижным по-
дом
Ямные и с вы-
движным подом .
Ямные и с вы-
движным подом .
Камерные печи
Небольшие пе-
чи С выдвижным
подом
С выдвижным
подом . • ....
С выдвижным
подом
Средняя
производи
тельность
печи
в кг/м час
аоо—250*
250-500
~ I5O
35—5°**
14—19**
5- 7**
75—ioo
бо-75
25-35
4°
* Средняя удельная производительность указана здесь
для обычной конструкционной стали и нормальной icm-
пературы рабочего пространства печей A3001) в усло-
виях единичного или серийного производств; при бо-
лее совершенной организации нагрева металла в круп-
носерийном и массовом производствах она может быть
принята 300—500 кг/мЧас [5]
** Меньшие значения относятся к более крупным
поковкам.
ветственно к молотам свободной ковки (в за-
висимости от веса падающих частей молота)
и к ковочным прессам (в зависимости от силы
пресса).
Площади подов печей по табл. 11 соответ-
ствуют производительности молотов на поков-
ках примерно V—VII групп сложности (табл. 4).
Основной тип печи — камерная, садочная.
У молота 5 т одна из печей может быть при-
нята с выдвижным подом или методической, если
изготовление части поковок предполагается из
слитков.
В табл. 12 даются ориентировочные пло-
щади подов всех печей, соответствующие про-
изводительности прессов на поковках средней
Таблица 11
Вес падаю-
щих частей
молота
в т
О,1
°,i5 '
О,2
о,3
о,4
о,5
°,75
I.O
2,0
3,о
5.°
Печи к молотам свободной ковки
Ориентировоч-
ная площадь
пода одной
печи в м*
О,27
°,34
о.34
о.47 '
о,47
о. 74
о,93
1,2 — 1,6
2—2,5
2,8—3,2
5,5-6
Количе-
ство печей
2
2
2
Примерный
размер пода
печи
глубинах ши-
рина в мм
47O X 52°
580 х 580
580 X 58о
580 х 8ю
580 X 8.ю
7оо X 1050
8оо X ибо
ибо X 139°
1280 х 1980
i6oo х 2000
2000 X 3°°°
сложности (II и III группы по табл. 5), выпол-
няемых без применения манипуляторов. Если
сложность поковок будет отличной от указан-
ной, то принятая по табл. 12 суммарная пло-
щадь печей подлежит уточнению.
Количество печей с разбивкой по типам
(печи с выдвижным подом, концевые), а также
Таблица 12
Сила
пресса
в т
боо
8оо
IOOO
I2OO
15°°
2ООО
3°°о
5ооо и бооо
IOOOO
Печи к ковочным
Ориенти-
ровочная
суммарная
площадь
пода пе-
чей, обслу-
живающих
пресс,
¦
19
23
26
3°
38
5°
68
135
25°
Примерные
размеры пода
глубина X ши-
рина в мм
ЗООО X 2IOO
22OO X 35°°
2ООО X 2дОО
4ООО X 2IOO
2200 X 35°°
2ооо X 2500
4ооо X aioo
22OO X 35°°
2ООО X 25OO
45°о X 27°о
4О0О X 2IOO
22OO X 35°°
2ОСО X 25°°
45°° X 2700
40ОО X 2IOQ
22OO X 35°°
2О0О X 25OO
45°° X 2700
4ООО X 2IOO
220О X 35°°
2000 X 250О
7000 X 32OO
45°° X 2700
4000 X 2IOO
22OO X 35°°
2ООО X 25OO
75°° X 32оо
45°° X 37OO
32оо X 4°°°
2200 X 35°°
93°° X 4°°°
75°° X 32°°
4ооо X 45°°
32оо X 4°°°
прессам
Тип печи
С выдвиж-
ным подом
Концевая
Концевая
С выдвиж-
ным подом
Концевая
Концевая
С выдвиж-
ным подом
Концевая
Концевая
. С выдвиж-
ным подом
С выдвиж-
ным подом
Концевая
Концевая
С выдвиж-
ным подом
С выдвиж-
ным подом
Концевая
Концевая
С выдвиж-
ным ПОДОМ
С выдвиж-
ным подом
Кснцевая
Концевая
С выдвиж-
ным подом
С выдвиж-
ным подом
С выдвиж-
ным подом
Концевая
Концевая
С выдвиж-
ным подом
С выдвиж-
ным подом
Концевая
Концевая
С выдвиж-
ным подом
С выдвиж-
ным подом
Концевая
Концевая
гл. и]
ПРОЕКТИРОВАНИЕ КУЗНЕЧНЫХ ЦЕХОВ
75
подбор площадей подов отдельных печей про-
изводят исходя из указанной в таблице сум-
марной площади их подов, предполагаемого ха-
рактера работ на прессе, размеров слитков и
поковок.
При выборе глубины печей необходимо учи-
тывать максимальную длину заготовок, кото-
рые будут в них нагреваться.
Для термообработки готовых поковок, а так-
же для промежуточных отжигов крупных по-
ковок в процессе их изготовления необходимо
предусмотреть оборудование цеха термиче-
скими печами. Суммарная площадь пода
этих печей Fm может быть определена по
формуле
F —ПтмЪ
т — TTT" '
где Пт— вес поковок, подвергающихся термо-
обработке, в кг; f — удельная производитель-
ность печи в кг\мгчас (табл. 10); Т — дей-
ствительный годовой фонд времени работы
печи в часах.
Количество печей может быть определено
лишь после назначения их конкретных разме-
ров в соответствии с габаритами поковок, под-
лежащих термообработке.
Отвод дымовых газов от печей
осуществляется различными способами.
Табл. 13 рекомендует способы отвода дымо-
вых газов в зависимости от размера печи
и рода топлива.
Таблица 13
Характеристика
печи
1. Крупные и сред-
ние печи с пло-
щадью пода 2 м?
и выше
2. Средние и мел-
кие печи
3. Средние и мел-
кие печи
4. Средние и мел-
кие печи
Род
топлива
, Всякое
Твёрдое
Жидкое
Газооб-
разное
Методы отвода
дымовых газов
Через борова в ды-
мовую трубу
То же
Под колпак мощной
вытяжной вентиля-
ции или непосредст-
венно в цех при боль-
шой высоте послед-
него
Под колпак мошной
вытяжной вентиля-
ции или непосредст-
венно в цех при боль-
шой высоте послед-
него и при условии
содержания в воздухе
цеха сернистого газа
не более 0,02 г/ж3.
окиси углерода не
более 0,02 г/ж3 и сум-
марного Содержания
углеводородов не бо-
лее 0,2 г/ж3 (ГОСТ
1324)
Ремонтное отделение в кузнечных цехах.
Назначение ремонтного отделения кузнечных
цехов—текущий и отчасти средний ремонт
оборудования. Размер этого отделения зависит
от величины кузнечного цеха и принятой на
заводе организационной структуры отдела глав-
ного механика. Б цехах I и II классов A-я и 2-я
группы) ремонтное отделение размещается не-
посредственно в цехе на небольшой площади
с установленными там верстаком и тисками для
слесарных работ. В цехах II класса C-я и 4-я
группы), а также в цехах III и IV классов
проектируется обособленная ремонтная мастер-
ская с необходимым комплектом основных ти-
пов станков (токарные, сверлильные, попере-
чно-строгальные и в редких случаях—универ-
сально-фрезерные и продольно-строгальные).
РАБОЧИЙ СОСТАВ
Производственные рабочие. В кузнечных
цехах производственными считаются все рабо-
чие бригад, прикреплённых к производствен-
ному оборудованию, в том числе: машинисты
ковочных молотов и прессов, крановщики
ковочных кранов, машинисты загрузочных
машин и манипуляторов (группа „а" подъём-
но-транспортных средств), нагревальщики у
печей, рабочие на термической обработке,
травлении и очистке поковок.
Определение числа производственных рабо-
чих А может быть произведено по формуле
"— 100 Фр '
где Фо — расчётный годовой фонд времени ра-
боты оборудования в часах; Ф„ — годовой фонд
времени рабочего в часах; k3 — коэфициент
загрузки оборудования (%); В — число человек
в бригаде, обслуживающей данное оборудова-
ние; Пф — фактически устанавливаемое число
единиц этого оборудования.
В тех случаях, когда загрузка оборудования
близка к целому числу полных смен, количе-
ство производственных рабочих может быть
установлено по количеству оборудования, со-
ставу бригад и числу смен работы.
Состав бригад по материалам проектных
организаций тяжёлого и среднего машинострое-
ния и станкостроения дан в табл. 14, 15, 16,
17 [16].
Таблица 14
Состав бригад на ковочных
Наимено-
вание про-
фессии
Кузнец .
Помощ-
ник кузне-
ца ....
Подгуч-
ные кузне-
ца ....
Маши-
нист . . .
Кранощг
щик . . .
Итого со-
став бри-
гады . . .
Вес падающих частей
0,1;
0,15;0,2
i
о
i
о
о
2
0,Я; 0,4;
0,5
i
о
i
i
о
3
0,75;1,0
i
о
i
i
о
3
иолотах
молота в
2,0
i
о
i
i
i
4
3,0
i
O-I*
а
I
I
5-6*
т
5,0
i
i
3-4*
I
i
7-8*
* В зависимости от сложности и веса поковок.
Вспомогательные рабочие. Количество
вспомогательных рабочих принимается в отно-
шении к штату производственных рабочих.
Это отношение должно быть минимальным.
При условии проектирования рациональной
организации труда, а также механизации про-
цессов оно может быть снижено против пока-
76
ЦЕХИ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
[РАЗД. V
Таблица 15
Состав бригад на ковочных гидравлических и
Наименование профессии
Прессовщик • . . . .
Помощник прессовщика ....
Подручный прессовщика * ...
Машинист
Крановщик **
Итого состав бригады .
600
i
i
3—4
I
7-8
800
i
i
3-4
I
7-8
1000
I
I
3-4
2
8-9
паро-гидравлических
Сила пресса в т
1200
i
i
3-4
2
8-9
1500
i
i
4
2
9
2000
i
i
4
2
9
3000
I
i
4-5
а
р—хо
прессах
5000
i
i
5
3
IO
6000
I
I
5
3
IO
10 000
i
i
5
2
IO
* При наличии манипуляторов у прессов 600—2000 т количество подручных прессовщиков сокращается
а Z0%.
** Количество крановщиков соответствует количеству кранов, обслуживающих пресс.
Таблица 16
Состав бригад на штамповочных молотах
Наименование профессии
1. Штамповщик
2 Подручный штампов-
щика
3. Нагревальщик
4. Подручный нагреваль-
щика
Bee падаюиХих частей
молотов в т
0,5-0,75
i
о
I
о
1—2
i
I
i
о
3-4
i
I
i
о
5-6
i
i
i
i
до 9
i
2
I
I
Наименование профессии
5. Прессовщик (обрез-
ка заусенца) .
6. Подручный прессов-
щика
Итого состав
бригады
Вес падающих частей
молота в т
0,5-0,75
о
о
2
1-2
i
о
4
3-4
i
i
5
5-6
i
i
6
до 9
i
2
8
Таблица 17
Состав бригад на горизонтально-ковочных машинах, бульдозерах, фрикционных прессах
Наименование профессии
Прессовщик
Подручный прессовщика ....
Нагребальщик
Итого состав бригады .
Размер горизонтально- ковочных
машин
1"-3"
i
о
I
2
4"
I
I
I
3
5"-6"
i
2
I
4
7V3"
i
3
i
5
Давление в т
бульдозеров
50—150
i
о
i
2
200—ЗОЭ
i
i
i
3
фрикционных
прессов
30-180
i
о
I
2
200-500
i
i
i
3
зателей. приведённых в таблице 29 «Тех-
нико-экономические показатели кузнечных
цехов". *
Инженерно-технические работники и
служащие. Численность этих категорий сле-
дует принимать: а) при укрупнённом проекти-
ровании — в отношении к общему числу рабо-
чих; б) при детальном проектировании — по
расчёту штатов в соответствии со структурой
управления цехом и его отдельными участками.
РАСХОД МЕТАЛЛА И ТОПЛИВА
Полный вес металла,- расходуемого на из-
готовление поковок, слагается из веса самих
поковок, возвратимых отходов (брак, обсечки,
обрезки) и невозвратимых отходов (угар). Для
разных классов цехов „выход годного" (отноше-
ние веса годных поковок к весу затраченного
металла) различен.
При укрупнённом проектировании по-
требность в металле для цехов разных классов
может быть определена по данным табл. 18,
заимствованным из проектной и производст-
венной практики тяжёлого и среднего маши-
ностроения, а также станкостроения.
При детальном проектировании потреб-
ность в металле определяется путём выборки
необходимых данных из ведомости технологи-
ческого процесса и технологических карт. Ре-
зультаты подсчёта сводятся в общую ведомость
потребности в металле.
гл
и]
Выход
Класс
Группа
годного ....
ПРОЕКТИРОВАНИЕ
I
1 и 2
0,83-0,93
КУЗНЕЧНЫХ ЦЕХОВ
11
1
o,8i—0,91
2 j 3*
0,80—0,9°
0,75-0,85
4*
0,70—0,80
III
1 и2
о,55-о.75
IV
1 и
O.73—<
77
Таблица 18
2
),8о
V
1 и 2
O.85—о,95
* Указанные здесь меньшие показатели @,75 и 0,70) относятся к случаю изготовления некоторой части
поковок из слитков.
Таблица 19
Удельный расход условного топлива в % от веса поковок
1
Назначение топлива
1. Нагрев металла под ковку и штам-
повку без учё!а термообработки по-
ковок
2. То же С учётом термообработки .
Классы и группы кузнечных цехов
I
1 и 2
45 55
5о-бо
II
1 и 2
45—бо
5о-65
3 И 4
50-70
70-85
III
1 и2
60-70
8о—too
IV
1 и 2
30-45
V
1 и 2
25-35
Определение расхода топлива. В зависи-
мости от местных условий топливом для печей
в кузнечных цехах могут служить все его виды:
твёрдое, жидкое или газообразное; применяется
также электронагрев в печах сопротивления
и индукционный — токами высокой частоты.
Расход условного топлива в % от веса вы-
пускаемых поковок может быть определён по
ориентировочным данным табл. 19.
ЭНЕРГЕТИКА ЦЕХА
Энергоносителем для молотов и прессов
является пар или сжатый воздух. Давление
свежего пара для молотов свободной ковки
принимается: а) при работе без использования
отработанного пара (противодавление 1,1 ата)
6—7 ата перед молотом; б) при работе с ис-
пользованием отработанного пара (противода-
вление 1,8—2 ата) 7—8 ата [2].
В кузнечно-штамповочных цехах (IV класс)
давление свежего пара обычно бывает от 7 до
9 ата. Давление пара для парогидравличе-
ских прессов принимается 10—12 ата.
Перегрев пара, учитывая усложнение ра-
боты сальников при высоких температурах,
допускается не свыше 200°.
Часовой расход пара может быть опреде-
лён: а) исходя из объёмов цилиндров молотов
и мультипликаторов прессов, задаваясь чис-
лами ходов; б) как среднее из большого коли-
чества имеющихся по этому вопросу опыт-
ных данных, а также данных ряда ино-
странных фирм (Massey, Erie, Chambersburg,
Davy и др.).
Табл. 20 содержит данные о среднем часо-
вом расходе насыщенного пара молотами сво-
бодной ковки и штамповочными, без учёта
потерь в трубопроводах, а табл. 21—паро-
гидравлическими прессами (по последним дан-
ным прессовые цехи США, как правило, обо-
рудуются чисто гидравлическими быстроход-
ными прессами).
Потери пара на утечки и конденсацию в
пределах цеха можно принимать равными 10°/0
от расхода пара молотами и прессами — при
насыщенном паре и 3%—при перегретом [7].
Данные табл. 2) и 21 не учитывают уве-
личенных расходов пара, имеющих место в
периоды непрерывной работы оборудования
в процессе ковки (длительный максимум). Эти
повышенные расходы бывают в 1,5—2,5 раза
больше средних значений, приведённых в таб-
Таблица 20
Вес падаю-
щих частей
молота в m
0.5
O.75
1,0
2,0
2.5
З.о
4,0
5.о. -
6,0
7.0
8,0
9,о
| ю,о
Средний расход пара
штамповочными молотами
на работу
молота в
кг/час
68о .
840
97°
I2OO
1400
*55°
', 17°о
: 2000
225O
2500
27OO
290О
31оо
33°°
на обдувку
штампов в %
от расход) на
работу молота
14
14
14
Н
8
а
8
8
5
5
5
5
5
5
молотами
свободной
ковки в
кг/час
боо
66о
92O
И5°
13ЭО
147°
i6oo
1850
2100
—
—
—
—
Таблица 21
Сила
пресса в m
600
800
1000
1200
1500
2000
Средний
расход
пара
в кг 1 час
гбоо
28оо
320О
35°°
4°°°
49оо
Сила
пресса в m
2500
3000
5000
6000
юооо
Средний
расход
пара
в кг\час
59°°
6 7оо
Ю2ОО
12 IOO
22 ООО
78
ЦЕХИ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
[РАЗД. V
лицах, и должны компенсироваться повышен-
ной на этот период времени паропроизводи-
тельностью котлов и отдачей пароаккумули-
рующих установок [4, 7, 9].
В табл. 22 приведён расход пара при его
свободном истечении через сопла, в зависи-
мости от диаметра сопла и первоначального
давления. Табл. 22 позволяет определить рас-
ход пара для различных случаев его приме-
нения (например при обдувке штампов).
Таблица 22
Таблица 23
Диаметр
сопла
в мм
7
8
9
ю
и
12
13
14
Расход пара в
непрерывном
кг/час при свободном
истечении из сопла
Насыщенный пар
10
214
28а
350
439
53°
6з8
745
8&7
Перегретый пар
• t = 200°
Начальное давление
9
¦i«
257
324
4оо
48Ь
5«о
676
784
8
175
228
287
357
434
515
ОО2
70О
7
-154
2ОО
255
314
395
45°
.530
015
6
14°
185
235
284
34°
41°
466
559
10
204
208
338
415
505
boo
700
816
пара
9
i84
240
Зоо
375
455
54°
640
737
в ата
8
i67
22O
278
34°
415
495
58°
7
6
14»
19° 15°
245 19°
Зоо 235
365,285
435 34°
5*0,400
59°
460
Сжатый воздух. При проектировании
работы оборудования кузнечного цеха на сжа-
том воздухе можно, пользуясь приведёнными
выше данными, произвести подсчёт расхода
пара, а затем с помощью соответствующих
переводных соотношений между паром и сжа-
тым воздухом определить расход последнего.
Ориентировочные соотношения: 1 кг насыщен-
ного пара эквивалентен 1 ms всасываемого воз-
духа при работе без подогрева сжатого воз-
духа и 0,7 м3 всасываемого воздуха при подо-
греве сжатого воздуха до /^160° [4,6, 12].
При проектировании работы кузнечного
цеха на сжатом воздухе, для предотвращения в
зимнее время замерзания золотниковых коро-
бок и выхлопных труб, должна быть обеспе-
чена температура поступающего в молот воз-
духа в 60—80°. Этого можно достигнуть в
некоторых.случаях только изолированием воз-
духопроводов и аккумуляторов; в других —
потребуется устройство специального подогре-
вателя на отходящих печных газах и т. п.
Целесообразность работы кузнечного цеха
на паре или сжатом воздухе следует решать в
каждом конкретном случае, сообразуясь с ме-
стными условиями и, в первую очередь, с обес-
печенностью предприятия сжатым воздухом и
паром и их стоимостью. Изменения конструк-
ции оборудования при переходе с одного
энергоносителя на другой не требуется.
В табл. 23 дан расход сжатого воздуха при
непрерывном дутье в зависимости от его да-
вления и диаметра сопла. Пользуясь данными
таблицы, можно определить расход сжатого
воздуха для различных случаев его примене-
ния (например для обдувки штампов).
Потребность (годовая) в электроэнергии
определяется по указаниям, содержащимся
в главе „Проектирование энергетического хо-
зяйства завода".
Производственная вода в кузнечных цехах
может применяться в следующих случаях:
а) в работе чисто гидравлических ковочных
Диаметр
сопла
в мм
4
5
6
7
8
9
ю
и
12
13
14
Расход воздуха в м3/час
при непрерывном дутье и давлении в am
10
90
130
185
270
33°
420
бзо
75°
870
IOOO
9
8о
I2O
175
250
3°о
38о
4бо
57°
66о
780
ооо
8
7°
i°5
15°
22O
27O
34о
ф2О
5ю
боо
7О0
8ю
7
6о
оо
140
185
240
Зоо
38о
45о
54о
бзо
72O
6
55
85
I2O
1б5
2IO
27O
ЗЗО
4°о
480
5<»
640
5
45
7о
IOO
140
i8o
200
280
35°
410
480
54O
4
lo
85
15°
185
240
295
34°
400
45°
'З
3°
48
70
90
120
150
190
225
270
320
360
прессов и при передвижении их столов; б) в ра-
боте ретурных цилиндров парогидравлических
прессов и при передвижении их столов;
в) для охлаждения штампов горизонтально-ко-
вочных машин и фрикционных прессов; г) для
охлаждения печной арматуры; д) в защитных
экранах и водяных завесах у печей; е) для
охлаждения кузнечного инструмента. 4
Расход воды в случаях „в", „г", „д" может
быть подсчитан, исходя из диаметра трубы и
напора, под которым происходит истечение,
по формуле
С? = v-FYWh,
где С? — расход воды в м^/сек; (л — коэфициент
истечения, в среднем равный 0,6; F — площадь
сечения трубы в м2; g — ускорение силы тя-
жести, равное 9,81 At/сек3; h—напор воды в
м вод. ст.
СОСТАВ ПЛОЩАДЕЙ, ИХ КОМПОНОВКА
И РАЗМЕЩЕНИЕ ОБОРУДОВАНИЯ
Состав площадей. Кузнечные цехи в своём
составе могут иметь следующие производствен-
ные и вспомогательные отделения, а также
служебные и бытовые помещения:
1) производственные отделения:
заготовительное, свободной ковки, штамповоч-
ное, термическое, очистное(травление поковок,
барабанная и пескоструйная очистка);
2) вспомогательные отделения:
склады металла, нарезанных заготовок, меж-
операционные, готовой продукции, огнеупоров,
кладовые инструмента, штампов, вспомогатель-
ных материалов, запасных частей оборудова-
ния, насосно-аккумуляторное отделение, цехо-
вые трансформаторные подстанции, ремонтно-
механическая мастерская цехового механика,
инструментально-штамповая мастерская;
3) служебные и бытовые п ом е-
щения: контора цеха, комната отдыха и при-
ёма пищи, гардероб, душевые, уборные.
В зависимости от размеров цеха, характера
производства и технологических процессов
некоторые из перечисленных отделений могут
вовсе отсутствовать либо быть объединёнными
с другими отделениями.
Компоновка площадей. Компоновка пло-
щадей производственных и вспомогательных
отделений цеха должна полностью отвечать
условиям прямоточности производства. Все от-
деления цеха, не требующие большой, высоты
здания и обслуживания кранами, следует рас-
ГЛ. II]
ПРОЕКТИРОВАНИЕ КУЗНЕЧНЫХ ЦЕХОВ
79
Таблица 24
Наименование
оборудования
Схемы расположения
оборудования
Характеристика расположения оборудования
I I
Рабочее место защищено от воздействия лучистой теплоты печи.
Хотя при данном расположении: а) увеличивается длина производ-
ственной площади, занимаемой молотом и печью, а тем самым
увеличивается длина пролёта, и б) при передаче металла от печи
к молоту и обратно кран должен поворачиваться на 180е. Схема
рекомендуется. Встречается в новых кузнечных цехах
Длина производственной площади короче, чем для предыдущей
схемы. Меньше и угол поворота крана (90°). Однако рабочее месю
подвергается действию лучистой теплоты печи. Расположение часто
встречаемое, но не рекомендуемое s
Лучистая теплота печи не попадает на рабочие места кузнеца
и машиниста. Расположение рекомендуется
Условия работы кузнеца и в особенности машиниста неудовлет-
ворительны, так как их рабочие места находятся вблизи печи. Рас-
положение не рекомендуется
Расположение оборудования, при котором-: а) лучистая теплота
не попадает на рабочее место, б) печь находится слева от моло-
тя, т. е. не со стороны его регулирующих рукояток. Расположе-
ние рекомендуется
То же, что предыдущая схема. Наряду с более удобным располо-
жением обрезног.о пресса условия работы несколько ухудшаются
вследст-тое попадания части лучистой теплоты на рабочее место.
Расположение рекомендуется
Неправильное расположение печи, при котором она устанавли-
вается со стороны регулирующих рукояток. Расположение не реко-
мендуется
«л «?
Встречающееся на практике расположение оборудования при об-
служивании штамповочного молота двумя обрезными прессами.
Расположение рекомендуется
Распоюжение оборудования, при котором пресссщику удобно
прижать полученный из печи металл (пруток) к правой неподвиж-
ной матрице. Расположение рекомендуется
В противоположность предыдущей схеме неправильное и нереко-
мендуемое расположение оборудования
ев
I I
Расположение применяется только при необходимости обслужи-
вания машины двумя печами
Правильное расположение оборудования для прессов, имеющих
пусковую рукоятку .справа от рабочего места. Расположение ре-
комендуется
Правильное расположение оборудования для прессов, имеющих
пусковую рукоятку слева от рабочего места. Расположение реко-
мендуется
80
ЦЕХИ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
[разд.
полагать по возможности не в основных про-
изводственных, а в боковых, менее высоких
пролётах либо в нижнем этаже бытовых при-
строек.
Площадь F цеха при укрупнённом проек-
тировании может быть определена по фор-
муле
г—9-*.
а-с
где Q — годовая программа цеха в т; а — го-
довой выпуск поковок с 1 м'2 площади цеха
при работе в одйу смену в т (см. табл. 29
„Технико- экономические показатели кузнеч-
ных цехов"); с — принятое в проекте число
смен.
При проектировании крупных цехов полу-
ченный результат необходимо проверить при-
мерной компоновкой площадей и размеще-
нием оборудования.
При детальном проектировании площади
цеха (общая и производственная) определяются
исключительно на основании компоновки пло-
щадей и размещения оборудования. Площади
складов и кладовых должны быть приняты в
соответствии с нормами хранения материалов
и нагрузок на единицу площади, согласно ука-
заниям в главе „Проектирование транспортного
и складского хозяйства".
Размещение оборудования. При размеще-
нии в цехе оборудования необходимо обеспе-
чить: а) поточность производственного про-
цесса; б) рациональную организацию рабочих
мест; в) соблюдение правил техники безопасно-
сти и охраны труда (в частности по освещён-
ности и аэрации).
Поточность производственного процесса
удовлетворяется размещением оборудования в
порядке последовательности технологических
операций.
Рациональная организация рабочих мест до-
стигается наиболее целесообразным взаимным
размещением основного и связанного с ним
по технологическому процессу вспомогатель-
ного оборудования и печей (например: штам-
повочного молота, печи и обрезного пресса).
Табл. 24 содержит схемы взаимного располо-
жения основного кузнечного и связанного с ним
вспомогательного оборудования и печей с ука-
занием достоинств и недостатков каждой из
схем.
В случаях „агрегатной" штамповки (распо-
ложение подготовительных ручьёв на одном
молоте, окончательного—на другом) для быст-
рой передачи поковки молоты устанавливаются
на минимальном расстоянии друг от друга
(фиг. 14, линии б и в).
При необходимости перед штамповкой в
окончательном ручье промежуточной обрезки
заусенца между молотами ставится обрезной
пресс (фиг. 14, линия а).
У макси-прессов обслуживающие их печи
обычно устанавливаются, как у штамповочных
молотов, слева от пресса. Однако отсутствие
у прессов регулирующих рукояток позволяет
располагать печи с любой стороны.
Для достижения условий хорошей освещён-
ности и аэрации необходимо правильно ориен-
тировать рабочие места по отношению к све-
топроёмам и фонарям, располагая их со сто-
роны продольных стен здания. Иное размеще-
ние рабочих мест (например вдоль среднего
прохода), особенно при двухрядной расста-
новке оборудования в пролёте, ухудшает усло-
вия аэрации, так как проникающий через окна
в цех свежий воздух, не доходя до рабочих
мест, увлекается восходящими от печей тепло-
выми потоками.
О расположении оборудования при попе-
речном потоке см. стр. 91.
Табл. 25,26 и 27 содержат данные, служащие
для ориентировочного определения расстояний
между основным и сопряжённым с ним обору-
дованием (по наиболее выступающим деталям
их) [14, 16]. •
Таблица 25
Молоты штамповочные паро-воздушные
/ — молот
2 — печь
3 — обрезной пресс
4 — смежное оборудо-
вание
Вес пад'ю-
щих частей
в т
°,75
2,5
3
4
6
Размеры в мм
55°°
55°°
55°°
75°°
75°°
75°°
75°°
8оо
8оо
IOOO
IOOO
1200
I2OO
14°О
I40O
i8oo
1800
700
700
800
800
800
800
IOOO
IOOO
1200
1200
1500
1500
2000
2000
2000
2000
3000
3000
4000
4000
1500
1500
2000
2000
2000
2000
3000
3000
4000
4000
Молоты штамповочные фрикционные
/ — молот
2 — печь
3 — обрезной пресс
4— смежное оборудо-
вание
Вес падаю-
щих частей
в т
г,
1.5
Размеры в мм
55°°
55°°
55°°
8оо
8оо
IOOO
1000
700
700
800
800
1500
1500
2000
2000
1500
1500
2000
2000
гл. и]
ПРОЕКТИРОВАНИЕ КУЗНЕЧНЫХ ЦЕХОВ
81
Таблица 26
Горизонтально-ковочные машины
Горизонтально-гибочные машины
бульдозеры
Прессы фрикционные
1 — горизонтально-ко-
вочная машина
2 — печь
3 — станок для снятия
заусенцев
4 — смежное оборудо-
вание
Размер
машины
н дюймах
Размеры в мм
Давле-
ние ма-
шины
в т
Размеры в мм
Давление
пресса в т
Размеры в мм
I1/.
I
¦77,
475°
4ооо
500а
4250
5ооо
47оо
4ооо
425°
700
8оо
8оо
8оо
IOOO
Гооо
500
500
500
500
500
500
500
500
1500
3000
3000
3500
З500
1500
3006
3000
350О
3500
35
45
100
200
300
4000
4000
4000
4000
4500
IOOO
IOOO
IOOO
1200
1200
1500
1500
1500
2000
2000
1500
1500
1500
2000
2000
20
30
60
IOO
180
300
500
4500
4.500
4500
4500
5000
5000
5000
700
700
700
IOOO
IOOO
1500
1500
1500
1500
1500
2000
2000
3000
1500
1500
1500
2000
2000
3000
3000 3000
Юблица 2
Молоты ковочные паровоздушные
1 — молот
2 — печь
3 — смежное
оборудо-
вание
J-fl_J-
r5T_j__!
Тип
Арочный .
Арочный .
Арочный .
Мостовой.
Мостовой .
Мостовой .
» 3
Размеры в мм
6500
75°°
75°°
75°°
8500
25°°
Зооо
Зооо
Зооо
Зооо
Зооо
4О0О
Зооо
Зооо
Зооо
Зооо
4ооо
Молоты ковочные пневмати-
ческие
/ — молот
2 — печь
3 — смежное
оборудо-
вание
о, is
0,2
°-3
°4
°.75
i.o
Размеры в мм
35°°
45°°
45OO
45°°
4ооо
4ооо
45°°
55°°
55°°
На чертеже распланировки цеха необходимо
показать размещение оборудования, расстояния
между последним и смежными элементами
здания, трассы трубопроводов для пара, газа,
сжатого воздуха, нефти, а также расположение
боровов.
Здания кузнечных цехов. Цехи I класса
могут , располагаться или в отдельных не-
6 Том 14. 113
больших зданиях или со-
вместно с другими цехами,
например термическими.
Здание в, зависимости от
величины цеха может быть
одно- или двухпролётным.
В последнем случае в гЛавнбм
пролёте (ширина 12, реже
15 м) размещаются основные
производственные отделе-
ния, а в дополнительном
пролёте (ширина 6—9 м) —
заготовительное отделение,
склад металла или заготовок,
склад готовых поковок, тре-
бующие изоляции отделения
термического цеха (циани-
рование, азотирование, тра-
вление), контрольное отде-
ление и др. Такой тип здания
весьма распространён пре-
имущественно на станко-
строительных заводах.
Для размещения цехов
II класса пригодны одно- и
двухпролётные здания, опи-
санные выше применительно
к цехам Г класса, и реже —
трёхпролётные. Последние
хуже аэрируются.
Здания цехов III класса
имеют не менее двух пролё-
тов, из которых один-—прес-
совый и другой — печной. В последнем распо-
ложены печи, лишь незначительно выходящие
в прессовый пролёт.
При необходимости установки большого
количества прессов все они не могут быть
размещены в одном пролёте, так как в этом
случае здание получается чрезмерно длинным,
а общая высота его, принятая по наиболее
8оо
8оо
гооо
IOOO
IOOO
гооо
1250
15°°
2000
2О00
2000
ЙООО
2О0О
2ООО
2ООО
2500
Зооо
Зооо
2ООО
ЗООО
2О0О
2О0О
2ООО
2ООО
25°°
Зооо
Зооо
82
ЦЕХИ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
[разд. v
мощному прессу, оказывается излишней для
менее мощных прессов. Кроме того, наличие
большого количества прессов давлением в 1000 от
и выше в одном пролёте усложняет работу
цехового транспорта.
Подобные кузнечно-прессовые цехи сле-
дует располагать в трёхпролётном здании,
имеющем два прессовых пролёта и один печ-
ной между ними (фиг. 3), или четырёхпролёт-
._ ном, состоящем из
двух прессовых
пролётов и двух
печных по сторо-
нам. Первая ком-
поновка с точки
зрения условий
аэрации обоих ра-
Оролёт крупны/ прессод
Общий печной пролёт
Пролёт средних и малых прессод
Фиг. 3. Схема компоновки пло-
щадей в трёхпролётном здании
кузнечно-прессового цеха при
расположении общего печного
пролёта между двумя прессо-
выми.
Печной пролёт крупных прессод
Пролёт крупных прессод
Пролёты
термической
обработки
Пролёт средних и мальм прессов
Печной пролёт средни/ и малых прессод
бочих пролётов
является наилуч-
шей. В промыш-
ленности, однако,
имеются кузнечно-
прессовые цехи,
построенные по
второй компонов-
ке, причём к нахо-
дящимся в середи-
не двум прессовым
пролётам прибав-
ляется ещё один
или несколько про-
лётов, где распо-
лагаются печи для
отжига и нормали-
Фиг. 4. Схема компоновки f
площадей кузнечно-прессового также
цеха в многопролётном здании вание ДЛЯ
при расположении печных про-
лётов сбоку прессовых.
ВТО-
(фиг. 4).
Для большинства цехов IV класса наиболее
характерен тип здания, состоящий из двух,
трёх и более продольных пролётов шириной
18 — 24 л/, отстоящих друг от друга не менее
чем на 24 м. К торцам этих пролётов примы-
кают от одного до трёх поперечных пролётов.
Такие здания, принятые в основном для куз-
нечно-штамповочных производств авто-трак-
торных заводов, хорошо аэрируются, а также
удобны в отношении расположения оборудо-
вания и грузопотоков.
Кузнечно-штамповочные цехи других произ-
водств, входящих в IV класс, размещаются в
зданиях, однотипных со зданиями крупных це-
хов II класса.
Тип здания цехов V класса, поскольку в него
включены кузнечно-штамповочные цехи по су-
ществу совершенно различных производств,
должен быть установлен для каждого конкрет-
ного проекта.
Выбор высоты пролётов кузнечных цехов
определяется высотой устанавливаемого в цехе
оборудования и возможностью ремонта послед-
него с помощью крана. При небольшой высоте
оборудования (например горизонтально-ковоч-
ных машин) высота пролёта выбирается из со-
ображений достаточно хорошего аэрирования
цеха.
Табл. 28 содержит обобщённые данные по
высоте и ширине пролётов, извлечённые из
проектов кузнечных цехов заводов тяжёлого и
среднего машиностроения, а также станкостро-
ения, в зависимости от характеристики уста-
навливаемого молотового (молоты для свободной
ковки и штамповочные) и прессового обору-
дования [15].
Таблица 28
Вес падаю-
щих частей
молота или
сила
пресса в т
Высота пролё-
та в л*
° i • 2
<- Й о н
S 3 " с
«о «
О Ота j
Ч с а в
Ширина пролёта в м
о>о о
О СЮ
5 Я к
при двухряд-
ном располо-
жении обору
дования и
одном среднем
проходе
Пневматические молоты (тип Беше)
о, 15
О,2
о,3
о,4
о.5
о,75
4.5
4.5
4.5
4.5
6
6
6
6
5
5
5
5
6
6
6
6
6
6
6
6-9
9
12
12
12
Паро-воздушные молоти свободной ковки
о-5
о. 75
9
IO —II*
II-12*
Ковочные прессы
9
9
12
15
15-18
18—21
боо
8оо
IOOO
I2OO
15°°
2ООО
Зооо
5000/6000
IO ООО
со.
[О
[I
[I
[2
[2
3
б
19
—
—
—
—
—
—
—
—
21
21
18—21**
18—21**
21 — 24
21—24
24—27
27—зо
27—3°
12—15
8
Печной пролёт
9
9
9 — 12
9 — 12
12—15
12—15
15
б
6-7
7-8
8—ю
* Большие значения относятся к более высоким
мостовым молотам.
** При наличии печного пролёта или соседнего
пролёта, в котором размещается часть длины
печей.
*** Ширина пролёта должна быть согласована с
длиной печей и конструкцией воздухонагревательных
устройств; например выносные рекуператоры увеличи-
вают ширину пролёта.
**** Высота даётся для бескрановых пролётов; при
детальном проектировании она должна быть увязана с
высотой предполагаемых к установке печей.
Высота пролётов в зависимости от характе-
ристики молота дана в предположении исполь-
зования крана для демонтажа и монтажа штока
молота во время его ремонта. В тех случаях,
когда в цехе устанавливается лишь один
мощный молот, высота которого требует зна-
чительного увеличения высоты здания, в
остальной, большей части пролёта, оказываю-
щейся чрезмерной, целесообразно отказаться
от использования крана для извлечения штока
молота. В этом случае молот должен быть
установлен посредине между двумя соседними
фермами. Фермы выполняются усиленными.
К их верхнему поясу крепится поперечная
балка, на которой подвешивается таль, служа-
гл. н]
ПРОЕКТИРОВАНИЕ КУЗНЕЧНЫХ ЦЕХОВ
83
щая для извлечения штока. Монтаж и демонтаж
других деталей молота во время ремонта могут
производиться с помощью крана.
В табл. 28 указаны высоты пролётов до го-
ловки рельсов подкранового пути, округлённые
до 0,5 м в большую сторону.
Высота и ширина печных пролётов в табл. 28
даны в предположении размещения их. сбоку
прессовых пролётов по фиг. 4. Если печной
пролёт расположен между двумя прессовыми
(фиг. 3), его ширина должна быть увязана с
размерами располагаемых в нём в два ряда
печей и возможностью проведения боровов.
шедших термообработку. Здесь же нахо-
дятся бытовые помещения, цеховая лабо-
ратория (термического отделения) и контора
цеха.
На фиг. 6 изображён кузнечный цех судо-
строительного завода общей площадью
2900 м1 на выпуск 8000—10000 т поковок в год
(II класс, 3-я группа). Цех имеет прессовое
(ковочные прессы 1200 и 750 т) и молотовое
(молоты 2, 1, 0,5, 0,25 и 0,15 т) оборудование,
размещённое в двух пролётах.
Прессы установлены по одной оси. Это
позволяет использовать поставленный между
L.
Фиг. 5. Кузнечный цех станкостроительного завода: 7— ковочный паро-воздушный молот 1 от; 2— пнев-
матический молот 0,5 т.; 3— пневматический молот 0,15 т; 4 — нагревательная печь с площадью пода
1.2X1,5 м; 5 — то же 0,8x1,2 м; 6 — то же 0,6x0,8 м; 7— горн; ?— наковальня.
При установке паро-воздушных штамповоч-
ных молотов высоты пролётов могут прини-
маться те же, что и для молотов свободной
ковки, так как высоты тех и других молотов
одинакового тоннажа отличаются весьма незна-
чительно.
При установке штамповочных молотов в
кузнечных цехах I и II классов ширина пролё-
тов принимается, как для молотов свободной
ковки, согласно табл. 28. О ширине пролётов
для цехов IV класса сказано выше.
Примеры компоновки площадей
и размещения оборудования для
кузнечных цехов разных классов и групп даны
на фиг. 5—13.
Фиг. 5 изображает компоновку площадей в
двухпролётном здании общейплощадью 1000 м%
кузнечного цеха станкостроительного за-
вода. Здание имеет главный пролёт шириной
\2мп дополнительный пролёт шириной 9 м с
односкатной крышей. В здании размещается
кузнечный цех на годовой выпуск поковок в
зависимости от их сложности 800—1200 т
(II класс, 1-я группа). В главном пролёте, об-
служиваемом кран-балкой грузоподъёмно-
стью 2 т, находится всё основное кузнечное
и печное оборудование, а также термическое
отделение. В дополнительном пролёте распо-
ложены: жестяно-сварочное отделение, склад
заготовок, кладовая вспомогательных мате-
риалов и отделение очистки деталей, про-
ними полноповоротный манипулятор, грузо-
подъёмность которого в зависимости от пред-
полагаемого веса поковок может быть при-
нята в 3—5 т для обслуживания обоих прессов
и, в частности, для передачи детали, начатой
ковкой под прессом 1200 т, на окончание
изготовления под прессом 750 т.
В главном пролёте предусмотрены 2 мосто-
вых крана грузоподъёмностью 20/5 т каждый.
Один из них предназначен для обслуживания
пресса 1200 т, а другой, в редких случаях
работая совместно с первым, в остальное время
должен выполнять всевозможные подъёмно-
транспортные работы. Свободная от печей
площадь печного пролёта использована под
насосно-аккумуляторное отделение и мелкое
ковочное оборудование.
Ремонтно-механическая мастерская и кладо-
вая вспомогательных материалов, не тре-
бующие большой высоты, расположены в пер-
вом этаже двухэтажной пристройки для быто-
вых помещений.
Принятая в данном проекте компоновка про-
изводственной площади цеха предусматривает
наличие двух совершенно обособленных его
отделений — прессового и молотового.
На фиг. 7 представлен [16] план расположе-
ния оборудования в кузнечно-прессовом цехе
паровозостроительного завода (II класс,
4-я группа). Выпуск цеха — около 18 тыс. т
поковок в год.
84
ЦЕХИ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
[РАЗД. V
\ ои
панноптшпшнэд\
n godouiodau
mrg ошэаы к.
•К u " <u a>
I 3
из
2 ° я о й
Illlll
ll
o
1 e v:
о о
о ?
3 *
s о.
о. о
Hit
та «.r^
1!й
SSI
IT'* IS
В цехе имеется парогидравлический
ковочный пресс давлением 1500— 1200 т
и паро-воздушные ковочные молоты 12; 5;
3 т и ниже. Всё оборудование цеха раз-
мещается в трёхпролётном здании пло-
щадью около 8000 м*. В пролёте шириной
12 м находятся нагревательные печи с
выдвижными подами. В среднем пролёте
шириной 24 м располагаются парогидра-
влический ковочный пресс 1500 — 1200 т
и паро-воздушные ковочные молоты 5 и
12 т. Следует отметить, что установка
молотов для свободной ковки с весом па-
дающих частей более Ьт не рекомен-
дуется и они заменяются прессами. На-
личие молота 12 т в данном цехе является
исключением.
Для обслуживания среднего пролёта
установлены три мостовых электрических
крана грузоподъёмностью 30/5,20/5 и 10 т.
Смежный пролёт шириной 18 м занят
ковочными молотами до 3 т. Этот пролёт
обслуживается двумя мостовыми электро-
кранами грузоподъёмностью 5 т каж-
дый.
К зданию цеха примыкает открытая
эстакада для хранения заготовок и слит-
ков площадью около 1000 л3. Ширина
эстакады между осями колонн—15 л.
Эстакаду обслуживает один мбстовой
электрический кран грузоподъёмно-
стью 5 т.
Подача твёрдого топлива к печам и вы-
воз золы осуществляются тележками, пе-
редвигаемыми по узкоколейному пути
(проект предусматривает возможность
перевода печей на газообразное топливо).
На фиг. 8 показано [16] расположение
оборудования в кузнечно-прессовом цехе
завода тяжёлого машиностроения
(III класс, 2-я группа). Цех предназначен
для изготовления крупных поковок для
различных отраслей тяжёлого машино-
строения (горно-металлургического, тур-
бостроения и др.). Годовой выпуск цеха
при изготовлении машинных поковок
средней сложности ориентировочно со-
ставляет 45 тыс. т.
В цехе установлены: парогидравличе-
ские ковочные прессы давлением 1500,
3000, 5000 и 10 000 т и гидравлический
горизонтальный пресс давлением 3000 т
для заштамповки днищ цельнокованных
барабанов. Нагрев металла производится
в камерных нагревательных печах и в
печах с выдвижным подом, работающих
на генераторном газе.
Здание цеха состоит из семи продоль-
ных пролётов. Два крайних пролёта ши-
риной 14,4 м каждый заняты нагрева-
тельными печами, а смежные с ними про-
лёты — прессами. В пролёте шириной
25,7 м установлены парогидравлические
ковочные прессы давлением 1500 и 30U0 т
и горизонтальный гидравлический пресс
давлением 3000 т; в пролёте шириной 30 м
размещены парогидравлические ковоч
ные прессы 5000 и 10 000 от *.
* Нестандартные размеры ширины пролётов
и грузоподъёмность кранового оборудования
в данном цехе объясняются егопостройкой до
введения соответствующих стандартов.
Эстакада дпя склада слиткод
и сортового металла
Фиг. 7. Кузне чно-прессовый цех паровозостроительного завода: 1 — парогидравлический ковочный пресс 1500—1200 т; 2— паровой ковочный молот 12 т;3 — паровой ковочный
молот 5 т.; 4 — паровой ковочный молот Зя;5- паровой ковочный молот 2,5 т\ 6 — паровой ковочный молот 2,5 т; 7*— паровой ковочный молот 2 т; 8 — паровой ковочный
молот 1,5 т, 9 — паровой ковочный молот 1 т; 10 — пневматический молот 160 яг; 11— Пневматический молот 250 кг; 12— пневматический молот 150 кг; 13 — двухсторонний
обрезной пресс 60 т; 14 — штамповочный фрикциснный молот с доской 570 кг; 15 — горизонтально-кгвочная машина 200 т\ 16 — пресс-ножницы 1100 т; 17— гидравлические
ножницы 200 ет; 18 — дисковэя пила, 0 диске 1600 мм; 19 — нагревательные регенеративные печи, площадь пода ix4 ж; 20 — нагревательная регенеративная печь, плошадь
пода 1,5X3 м; 21 — нагревательная печь с выдвижным подом 2x4 м; 22—нагревательные печи, плошадь пода 2x1.2 м; 23 — печь для нормализации и отжига, плошадь
пода 2x6 м; 24 — методич^*кая нагревательная печь, плошадь пода 7,6x1,9 м; 2о — полуметодическая печь, плошадь пода 81x2 м; 26 — полуметодическая печь для подогрева
концов; 2? - консольные краны Q— 3 т, I-» 7 м; 28 — нагр§вательные пгчв, плошадь пода 2хЬ2 м; 29 — нагревательные печи, плошадь пода 1x0,9 м\ Ь0— консольные краны
Q-3 т, 1—5,2 м\ 31 — консольный кран Q— пг, 1—5,2 м; 32 — печи для нормализации и отжига плошадь пода 1,5X2,5 м; 33 — яма для охлаждение поковок 5x1.5 м, //«= 2 м;
34 — яма для охлаждения поковок 2x5 м, Н ¦= 2,5 м; 36 — постовые краны Q-*b m; 36 — моего»ой кран Q=10 т; 37 — мостовой кран <?—20/Ь т; 3# — мостовой кран Q=30/5 m;
S9 — прессы Вуда; 40 — аккумуляюр на 150 от; 41 — горизонтальны» двухцилиндровые насосы высокого давление;. 42 — разметочная г лита; 43 — продольно-строгальный станок
620x1200 мм; 44 — шепинг, ход 600 мм; 45— токарный станок 300x1500 мм; 46—токарный станок 300х1Ьс0лм<; 47—токарные станки 20ОХИО0 мм; 48— карусельный станок 0 81о мм;
49— вертикально-фрезерный станок 420x1600 мм; 60— универсально-фрезерный станок 42»х 1600 дм<1 51 — радиально-сверлильный станок 0 3S мм; 52—важдачный станок; 63 — мон-
тажная плита 1x1E м; 54 — кран-балка Q=2 т.
86
ЦЕХИ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
[РАЗД. V
а быта А I Быта- j I
тальныи гидравлический пресс аиии /я; а—парогидравлический пресс low m; о — нагрева иль-
ные печи с выдвижным подом 10x3,6 .и; 7 — нагревательные печи с выдвижным подом 7x3,2 м;
8 и 9 — нагревательные печи с выдвижным подом 3,2 X 2,2 м\ 10 — концевые нагревательные печи;
11 — краны ыостовые электрические Q = 250/70 м; 12— краны мостовые электрические Q= 150/50 т;
13— краны мостовые электрические Q = 80/30 т; 14— краны мостовые электрические Q = 35/10 т.
гл. и]
ПРОЕКТИРОВАНИЕ КУЗНЕЧНЫХ ЦЕХОВ
87
Три средних пролёта здания отведены под
отделения для первой и второй термообработки.
Каждый парогидравлический ковочный пресс
обслуживается двумя мостовыми электриче-
скими кранами следующей грузоподъёмности:
Пресс r m
IO ООО
5ооо
Зооо
I 5<х>
Краны в т
250/80
i5°/5°
8о/зо
35/ю
По всей длине обоих прессовых пролётов
проходят ширококолейные пути. Для передачи
На фиг. 9—12 изображены примеры ком-
поновки площадей для цехов IV класса разных
групп [16].
Фиг. 9 и 10 показывают расположение отно-
сительно небольших кузнечно-штамповочных
цехов (IV класс, 1-я группа) в однопролётном
(фиг. 9) и в двухпролётном здании со смежным
расположением пролётов (фиг. 10).
На фиг. 11 и 12 представлены более мощные
по выпуску кузнечно-штамповочные цехи
(IV класс, 2-я группа), расположенные в П-и
Ш-образных зданиях, хорошо аэрируемых и
дающих наилучшую освещённость рабочих мест.
Трабильное
отделение
Термическое отделение
Участок
штамповочных и кобочнш
молотоб
Тнонтрольная площад-
шЬсклад покован
Г . . .
Ремонтное
отделение
Участок
горизонтально- ковочных
маши/i
IS
Фиг, 9. Кузнечно-штамповочный цех, расположенный в однопролётном здании.
Ж-д путь нормаль-
_ ной нолей
Участок
штамповочных молотов, прессов и
ковочных молотов
Участок
горизонтально-ковочных-
машин
Фиг. 10. Кузнечно-штамповочный цех. расноложенвый в двухпролётном здании.
[ковочные и штамповочные
молоты)
ентричеши кран и-от
Высадочное отд
(горизонтально- ковочные машины)
Фиг. 11. Кузнечнп-штамповочный цех. Здание П-образ.чого типа
поковок из пролёта в пролёт имеется попе-
речный путь, пересекающий все пролёты, за
исключением печного пролёта крупных прессов.
По этому пути ходит электролафет грузо-
подъёмностью 150 т.
Насосная станция, обеспечивающая подачу
воды к прессам, и бытовые помещения рас-
положены в торце цеха.
Фиг. 13 изображает планировку оборудования
в кузнечно-штамповочном цехе, изготовляющем
поковки для деталей тракторов и авто--
машин [16]. Ориентировочный выпуск цеха —
25—30 тыс. т поковок в год. Общая площадь
застройки — 9618 м2. Цех состоит из четырёх
пролётов, расположенных в виде буквы Ш.
Ширина первого продольного пролёта — 24 м,
— Мостовой элен
тричесний кран
мостовой эле^тра
ескпи н~р~он!1=57п
i Участон паровых штамповочных молотов А, 2,5 и 1,5т
i
i -
Г'
Участон штамповки
балки передней оси
Склад
штампов,
Мостовой электри-
ческий кран Q= 5 т
! Участок паровых штамп побочных молотов'1/и25т
Железно- дорожный пить
Мостовой электрический
кран Q~10m
Мостовой электрический
\ ..кран Яг/0/77
Участок паровых штамповочных , Склад
молотов 1,0,75и 0,5 т штампов
Участон холодной обрезки заисен-, участн пародых ко
Участок паровых штамповочных молотов 2 и 1,5 т
цед и зачистки на натдачных
станках
молотов
i Участок паровых штамповочных молотов 15т
Отделение ре
монта, оборудо-
вания и штам-
пов
IS-;
Участон холодной одрззни
заусенцев и зачистки на на-
! тдачных станках
Склад штампов и контора
пролета ,
Участок фрикционных штамповочных
ИОлотов 0,5 и 0,75 т
Участок горизонтально-ковочных- машин
i
Фиг. 12. Кузнечно-штамповочный цех. Здание Ш-образного типа.
00
са
X
о
л
"V
>
СП
о
-СЧ
"-SB
s
и
s
>
гл. и]
ПРОЕКТИРОВАНИЕ КУЗНЕЧНЫХ ЦЕХОВ
89
Фиг. 13. Кузнечно-штамповочный цех завода авто-тракторных деталей. Здание Ш-образного типа:
1—кран-бглка Q =¦ 0,25 от; 2—методические печи; 3 — штамповочный молот 7 от; 4—монорельс; 5—об-
резной пге:с 450от; 6 — щелевые печи; 7 — горизонтально-ковочная машина 6"; 8 — карусельная печь;
9— штамповочный молот 4 от; 10— обрезной пресс ЗтО от; И — ковочный молот 2 т; 12 — штам-
.повочные молоты 3 от; 13 — обрезные прессы 275 от; 14— пластинчатые транспортёры; 15— нагрева-
тельная печь; 16 — бульдозер 200 от; 17—наждачные станки; 18 — закалочные печи с конвейерными
баками; 19 — нормализационные печи с камерами охлаждения; 20—отпускные печи; 21 — правильные
прессы 100 от; 22 -мостовые электрические краны Q = 5 от; 23— виллебрейторы; 24—очистной барабан;
25 — дробеструйная камера; 25—фрикционный молот с доской 0,75 от; 27 — чеканочный пресс
ЬОО от; 28 — обрезной пресс 200 от: 29 — газовое горно; 30 — камерные печи; 31 — пневматический
молот типа Беше 0,15 от; 32— пневматический молот типа Беше 0,35 от; 33 — пресс „Арбога";
34— ротационно-ковочная машина; &5 — щелевые печи; 3S —горизонтально-ковочные машины 3";
37—горизонтально-ковочная машина 4"; 38— штамповочные молены 2 от; 39— обрезные прессы 200 от;
40—двухкамерная нагревательная печь; 41—камерные нагревательные печи; 42— штамповочные молоты
1 от; 43 — обрезные прессы 90 от; 44—штамповочный молот 0,75 от; 45 — печь с шагающим подом;
46—штамповочный пресс 450 от; 47— пескоструйный аппарат с вращающимся столом; 48— печь
для отпуска; 49 — печь с шаровым подом; 50— печь с толкателем; 51 — печь с выдвижным подом;
52 — токарно-винторезные станки; 53 — вертикально-фрезерные станки; 54 — универсально-фрезерные
станки; 56 — продольно-фрезерные станки; 57 — радиально-сверлильный станок; 5?— копиров."льно-
фрезерные станки; 59 — карусельный станок; 60 — универсальные круглошлифовальные станки;
61—шлифовальные станки с гибким валом; 62— мостовой электрический кран Q- Ю от; 63— машина
для травления покояок. /— площалка для бойлерной установки; // —склады штампов; ///— пло-
щадки для хранения штампов; IV—склады нарезанных заготовок; V—склады поковок; У/ —травильное
отделение; VII — площадка для отходов; VIII — площадка для ремонта печей; IX — скляд железного
купороса; X — холодильное отделение; XI — кристаллизационное отделение; XII — склад кислоты;
XIII— подвал для масел; XIV— отделение термообработки штампов; XV — контопа; XVI—площадь
для межоперационного склада и электросварочного отделения; XVII—отделение заточки;
XVIII—склад запасных частей; XIX — склад металла; XX — блок кузнечного цеха; XXI — склад
металла; XXII — механический цех.
90
ЦЕХИ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
[РАЗД. V
второго — 21 м и третьего —18 м. Ширина ной 12 м, площадью 288 м3. В пристройке
поперечного пролёта—24 м. Длина первых двух размещены кладовая для хранения кислоты,
продольных пролётов 102 м, третьего — 96 м. потребляемой травильным отделением, и
Во дворе между вторым и третьим продоль- оборудование для кристаллизации железного
ными пролётами выполнена пристройка шири- купороса.
Таблица 29
Технико-экономические показатели кузнечных цехов
Наименование показателей
Выход годных поковок
по отношению к весу ме-
талла .... .......
Расход
на 1 яг
поко-
вок
вой
выпуск'
поко-
вок на
условного топ-
лива на нагрев и
подогрев металла
(Лез учёта термо-
обработка поко-
вок — нормализа-
ции и отжига) . .
! то же с учётом
термообработки .
производствен-
ного пара1)....
машино-часов
основного обору-
производствен-
ного рабочего3). .
списочного ра-
бочего') . • .
1м" производст-
венной площади
(приведённый к од-
ной смене3) ....
1 л3 общей пло-
щади (приведён-
ный к одной смене3)
Рабо-
чая си-<
ла
Вспомогатель-
ные рабочие по
отношению к про-
изводственным . .
ИТР по отноше-
нию к рабочим . .
Счётно-контор-
ский персонал по
отношению к ра-
бочим
Младший обслу-
живающий персо-
нал по отношению
к рабочим ....
3*
||
Ы 3
0/
/о
0/
/0
0/
/о
т
т
я
%
I
1
85—95
45—55
5о—6о
8
45-75
5-ю
4-8
_о5
О,2—О,3
15-25
15-20
ю— is
5-ю
2
83-93
45—55
5о—6о
8
40-70
15—25
13—ао
о,5—i,o
о, з—о,6
15-25
и—15
6-8
4—5
Классы
и гоуппы кузнечных цехов
и'
1
81—91
45—бо
7-8
2O-35
i6—28
О,б—1,1
о,5—о,9
15—25
H—I5
6-8
4-5
2
8о—до
45-6о
50-65
6-7
15-25
3°—5о
2О—ЗО
°.7—1>3
о,6—i,o
ЗО-45
ю—13
6-7
2-3
3
75-85
50—70
70-85
6-7
5-ю
35-55
2О-ЗО
i,o—1,5
О,8—1,2
35-5O
IO —12
4-6
2-3
1 <
7о—8о
50—70
8о—ioo
4.5-6
1—2
5о-8о
ЗО-45
Q.9-I.5
О,7~1,2
35-5°
IO —12
4-6
2-3
til
1 | 2
55-75
60—70
4-5.5
IOO—l6o
1,0—1,2
о,8 —о,9
бо—ioo
8—ю
5-6
2-4
55—75
60—7°
4,о—5,5
0,4—1,0
120—180
60—loo
0,9—1.0
0,7—0,8
60—100
8 — 10
5-6
2—4
1 | 2
72—80
ЗО-45
3.5-5
2,1—4,44)
i6o—210
90-955)
120—150
1.5—2б)
2—2,5
1.5-2
85- юо7)
1О —12
4-5
2—3
72-8о
ЗО-45
3.5-5
1,4—2,о
230—300
12о—150
3.5-4
2,5-3
85—юо
IO—12
4-5
2—3
') Расход пара даётся только на поковки, получаемые с оборудования, энергоносителем для которого
является пар.
s) Выпуск дан с учётом количества рабочих, занятых на термообработке поковок (нормализация, отжиг).
•) Показатели для цехов I, II И III классов учитывают площадь, необходимую для термообработки поковок.
*) См. также табл. 7.
*) Показатель в числителе относится к цехам автомобильных заводов (грузовой автомобиль до 3 т), а в знаме-
нателе—заводов крупносерийного вагоностроения.
•) Показатель в числителе относится к цехам автомобильных заводов (грузовой автомобиль до 3 т), а
в знаменателе — тракторных заводов (трактор весом до 5 т).
*) Показатель учитывает рабочих склада металлов.
ГЛ. II]
ПРОЕКТИРОВАНИЕ КУЗНЕЧНЫХ ЦЕХОВ
91
Склад металла и заготовительное отделение
цеха расположены в отдельном здании.
В первом из продольных пролётов распо-
ложено тяжёлое ковочно-штамповочное обо-
рудование; его обслуживают два мостовых
электрических крана грузоподъёмностью 5 и
10 т. Максимальная мощность установленного
штамповочного молота — 7 т и размер гори-
зонтально-ковочной машины — 6".
Во втором продольном пролёте установлено
среднее и лёгкое ковочно-штамповочное обо-
Напрабленив движения металла
Ось пролёта
Фиг. 14. / — методические печи; 2— молоты для предва-
рительной штамповки; 3 — молоты для окончательной
штамповки; 4—прессы для обрезки заусенцев; 5—молоты
для правки поковок; 6 — машина для выкручивания
колен у валов.
рудование с обслуживающими его двумя мо-
стовыми электрическими кранами грузоподъём-
ностью по 5 т каждый. Максимальная мощность
установленного штамповочного молота 2 т и
размер горизонтально-ковочной машины — А".
В третьем продольном пролёте размещены
механическое и термическое отделения для
изготовления штампов, обслуживаемые мо-
стовым электрическим краном грузоподъём-
ностью 5 т.
В поперечном пролёте располагаются отде-
ления термическое (для отжига и нормализации
поковок) и травильно-очистное. Их обслуживает
мостовой электрический кран грузоподъёмно-
стью 5 т.
Кроме указанных мостовых кранов, являю-
щихся общецеховыми подъёмно-транспорт-
ными средствами, у отдельных агрегатов преду-
смотрены в соответствии с запроектированным
технологическим процессом жёсткие подвесные
пути с тельферами, пластинчатые конвейеры
и другие местные подъёмно-транспортные
средства.
В ряде новых кузнечно-штамповочных цехов
США (Chrysler. Oldsmobile, Chevrolet), выпу-
скающих крупные серии поковок, оборудова-
ние расположено не вдоль, а поперёк пролёта,
при этом образуются короткие технологические
линии (фиг. 14).
В этом случае грузовой поток идёт от се-
редины пролёта к внешней стене и далее через
ворота на склац поковок.
Возможно, конечно, и обратное направление
грузопотока, при котором металл завозится
по боковым проездам, а поковки стекаются
к середине пролёта.
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ
ПОКАЗАТЕЛИ
сводку технико-
кузнечных цехов
Табл. 29 содержит
экономических показателей
I, II, III и IV классов*.
Приведённые показатели в большинстве
заимствованы из проектных материалов тяжё-
лого машиностроения, станкостроения (цехи
I, II и III классов) и среднего машиностроения
(цехи IV класса) [15, 16].
* Показатели для цехов V класса, поскольку в него
входят цехи совершенно различных специальных про-
изводств, не могут быть представлены в сводной
таблице.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Гончаров М. А., Производство крупных поковок,
Машгиз, М. 1945.
2. 3 и м и н А. И., проф., Расчёт и конструкция кузнеч-
ных машин, ч. 1, Государственное научно техниче-
ское издательство машиностроительной литературы,
М: 1940.
3. И л ь и н Н. Г., Термическая обработка крупных
поковок из качественных сталей, Металлургиздат,
М. 1934.
4. Карабин А. И., Энергетика паровых и воздуш-
ных молотов кузницы, Укрмашгиз, 1939.
5. Касенков М. А., Работа и обслуживание кузнеч-
ных печей, Машгиз, М. 1944.
6. Лебедев Л. Ф., Воздушно-силовое хозяйство,
Машгиз, М. 1939.
7. Ленинградское отделение Оргэнерго, Тепловое
хозяйство промпредприятий, Энергоиздат, М. 1934.
8. Любовный Ю. С. иФалкинА. А., Экономия
металла в кузнечных цехах, Машгиз, М. 1939.
9. Н е й м а й е р К. Ф., проф., Технико-экономи-
ческие показатели и другие материалы для проек-
тирования кузнечных цехов, Московский институт
стали им. Сталина, М. 1938.
10. Орлов. Практика производства крупных поковок,
Металлбюро, М. 1931.
11. П а р н и ц к и й А. А. и Петухов П.З., Кузнеч-
ные манипуляторы, ОНТИ, М. 1938.
12. С у х а р е в Н. В., Работа кузницы на сжатом воз-
духе, Промиздат, М. 1927.
13. Классификация кузнечных цехов. Бюро технических
нормативов НКСС, 1943, автор инж. С. Н. Хржа-
новский.
14. Альбом кузнечного оборудования и типовые схемы
расположения его в цехе, Гипроэнергопром, М. 1939,
автор инж. Н. С. Бредецкий.
15. Проекты кузнечных цехов ряда вагоно-паровозо-
автомобиле-станкостроительных и других заводов,
Гипротяжмаш, Гипросредмаш, Гипростаыок. М.
1939-1944.
16. Справочник проектанта машиностроительных за-
водов, Гипросредмаш, книга I, Машгиз, М. 1946,
раздел „Кузнечные цехи", авторы: инж. Б. И.
Айзенберг, инж. Г. 3. Лященко, инж. А. Н. Ман-
суров.
17. Таблицы времени нагревов холодных и горячих
слитков углеродистых и легированных сталей НКМЗ
и УЗТМ.
18. Типовые записки и формы проектного задания,
индекс П-00-1, Гипротяжмаш, М. 1940.
19. Типовая записка к техническому проекту, индекс
Ш-00-15, Гипротяжмаш, М. 1940.
20. Укрупнённые нормы производительности ковочных
молотов и прессов, индекс IV - М - 9, Гипрвтяжмаш.
М. 1940, автор инж. С. Н. Хржанввский.
92
ЦЕХИ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
[РАЗД. V
ПРОЕКТИРОВАНИЕ РЕССОРНЫХ И ПРУЖИННЫХ ЦЕХОВ
НАЗНАЧЕНИЕ РЕССОРНЫХ
И ПРУЖИННЫХ ЦЕХОВ,
ИХ КЛАССИФИКАЦИЯ И ИСХОДНЫЕ
ДАННЫЕ ДЛЯ ПРОЕКТИРОВАНИЯ
Назначение рессорных и пружинных це-
хов. Рессорные цехи (отделения) предназна-
чаются для производства рессор в сборе и
рессорных листов россыпью для запасных ча-
стей. Рессорные цехи автозаводов изготовляют
также .кронштейны переднего и заднего буфе-
ров легковых автомашин.
В вагоностроительной промышленности про-
изводство рессор обычно объединяется с про-
изводством пружин горячей навивки в один
рессорно-пружинный цех.
Пружинные цехи (отделения) предназна-
чаются для производства пластинчатых и витых
пружин в холодном и горячем состоянии. Само-
стоятельные пружинные цехи встречаются пре-
имущественно на специализированных мегиз-
ных заводах.
Отделения холодной навивки пружин обыч-
но входят в состав цехов холодной штамповки,
метизных или рессорно-пружинных, а отделе-
ния горячей . навивки пружин — в состав куз-
нечных и рессорно-пружинных цехов.
Классификация рессорных и пружинных
цехов (табл. 30) построена на основании следу-
ющих признаков:
а) объекты, подлежащие изготовлению в
проектируемом цехе (рессоры, пружины, либо
те и другие);
б) характерные процессы и оборудование,
применяемые для изготовления рессор или
пружин;
в) тип производства цеха, который в за-
висимости от заданной цеху программы мо-
жет быть мелкосерийным, серийным, крупно-
серийным и, наконец, массовым;
г) ориентировочный вес изделия цеха, т. е.
рессоры в сборе или пружины (данным призна-
ком в известной мере характеризуются тип
и мощность' устанавливаемого в цехе обору-
дования);
д) ориентировочный годовой выпуск цеха,
выявляющий его производственную мощность.
По этим признакам определяются классы
цехов с уточнёнными наименованиями послед-
них, а также их группы в каждом классе.
Исходные данные для проектирования.
Исходными данными для проектирования явля-
ются: а) годовая производственная программа,
б) режим работы цеха (если он не должен
быть установлен в процессе проектирования
в связи с расчётом загрузки оборудования),
в) фонды времени оборудования и рабочих и
г) род топлива.
ПРОИЗВОДСТВЕННАЯ ПРОГРАММА
ЦЕХА
При укрупнённом проектировании годо-
вая программа цехов / класса может быть за-
дана по табл. А и цехов // класса — по табл. Б.
При организации в пружинном цехе обо-
собленных отделений холодной и горячей на-
вивки пружин программу следует составлять
раздельно по этим отделениям (табл. Б).
Для цехов /// класса программа задаётся
раздельно по рессорам и пружинам по тем же
табл. А и Б.
При детальном проектировании допол-
нительно к табл. А и Б программа цеха
даётся по табл. В, представляющей специфи-
кацию деталей, входящих в программу рессор-
ного или пружинного цеха.
Таблица А
Наименование
изделия
3-тонный гру-
зовой автомо-
биль
Количество
изделий на
основную про-
грамму завода
IX ооо
запасные
части
10 ООО
Количество рес-
сор на
одно из-
делие
шт.
6
кг
1(^2,2
основную
программу
и запасные
части
шт.
If О ООО
т
48о;
Таблица Б
Номенклатура
программы це-
ха по типам
0
ров
CQ ^
Н S
о т
ЕГ §.
Коли
типо-
Годовая
Основная
тыс.
шт.
т
программа
Запасные
части
ТЫС.
шт.
т
Всего
тыс.
шт.
Отделение холодной навивки
Пружины
сжатия....
Пружины
растяжения .
Кольца сто-
порные ....
Кольца саль-
никовые . . .
Шайбы Г ро-
вера
Всего . . .
74
10
i6
9
—
-
Z
I 200
2 400
Зоооо
-
320,0
4,2
36,3
ZfO,O
S24,o
69
SSO
1300
4i8oo
102,0
S.7
1,8
20.S
210,0
34о,о
и Зоо
i 7/о
3 7оо
71801
-
Отделение горячей навивки
Пружины
сжатия . . .
3
1б0
I g>20
So
820
210
т
422,0
10,2
6,0
S6,S
360,0
864,0
2 740
Табл. 31 содержит данные о весе и количестве
рессор, идущих на одно изделие, применяемые
при проектировании автомобильных и вагоно-
строительных заводов [10,12].
Таблица 30
Классификация рессорных и пружинных цехов
Название цеха
Класс
Группа
Характерный тех-
нологический про-
цесс и применяе-
мое оборудование
¦ Тип производ-
ства
Ориентировоч-
ный вес изделия
(рессора в сборе,
пружина) в кг
Ориентировоч-
ный годовой вы-
пуск в т
Характерные
отрасли промы-
шленности
Рессорный
I
1
Гибка рессор-
ных листов с по-
мощью приспо-
соблений и про-
стых станков с по-
следующей руч-
ной закалкой
Мелкосерийный
и серийный
9-80
300—1500
Ремонт автомо-
билей на авторе-
монтных заводах,
ремонт подвижно-
го состава на ре-
монтных заводах
ж.-д. транспорта
2
Резка листов в
прогрессивных
штампах; гибка
нагретых в меха-
низированных пе-
чах рессорных
листов на спе-
циальных высоко-
производит ель-
ных машинах с
одноврем енной
закалкой
Крупносерий-
ный и массовый
9-80
15 000-35 0С0
Вагоностроение,
паровозострое-
ние, авто- и трак-
торостроение
Пружинный
II
1
Навивка пружин
в холодном со-
стоянии на уни-
версальных то-
карно-навивочных
станках и приспо-
соблениях; руч-
ное шлифование
торцов. Для пло-
ских пружин —
вырубка и гибка
в штампах
Мелкосерийный
и серийный
0,003-0,4
6—15
Приборострое-
ние, пружинные
отделения инстру-
ментальных це-
хов
2
Навивка пружин в
холодном состоянии
на специальных и уни-
версальных навивоч
ных автоматах; меха-
низированное шли-
фование торцов на спе-
циальных станках.
Для плоских пружин—
вырубка и гибка в
штампах
Крупносерийный и
массовый, " ,
0,003-0;4
200-2500
Авто- и тракторо-
строение, моторо-
строение, сельскохо-
зяйственное машино-
строение, произврд-
ство мотоциклов,
стрелкового вооруже-
ния и цехи пружин-
ных заводов
3
Навивка пру-
жин в горячем
состоянии на то-
карно-навивочных
станках с пред-
варительной от-
тяжкой концов
на молоте или ко-
вочных вальцах и
ручное шлифова-
ние торцов
Серийный и ¦
, крупносерийный
8—25
100-2000
Тракторострое-
ние, танкострое-
ние, вагонострое-
ние
4
Навивка пру-
жин в горячем
состоянии на спе-
циальных нави-
вочных станках с
предварите л ь н ой
оттяжкой концов
прутка на ковоч-
ных вальцах; ме-
ханизи рованное
шлифование тор-
цов на специаль-
ных станках
Крупносерий-
ный и массовый
8—25
5000-20 000
Вагоностроение,
тракторо-и танко-
строение
Рессорно-пружинный
III
1
При изготовле-
нии рессор при-
меняется процесс,
соответствующий
I классу 1-й груп-
пе; при производ-
стве пружин —
процесс, соответ-
ствующий II клас-
су 3-й группе
Мелкосерийный
и серийный
Рессоры: 25-80
Пружины: 8—25
400-1500
Ремонт подвиж-
ного состава на
ремонтных заво-
дах ж.-д. транс-
порта, паровозо-
строение
2
При изготовле-
нии рессор при-
меняется процесс,
соответствующий
I классу 2-й груп-
пе; при производ-
стве пружин —
процесс, соответ-
ствующий II клас-
су 4-й группе
Крупносерий-
ный и массовый
Рессоры: 25-80
Пружины: 8—25
20 000-30 000
Вагонострое-
ние, паровозо-
строение
94
ЦЕХИ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
[разд. v
Таблица В
№ чертежа
1-204S
№ детали
1206
Наименование
детали
Коренные листовые
рессоры
Материал
Ст. 7/
Be с детали
в кг
6,3!
Годовая программа
Основная
шт.
}}6 ООО
т.
зхзз
Запасные
части
шт
23S00
т
149
Всего
шт
3S9 /оо
т
2282
Таблица 31
Характеристика автомобильных и вагонных рессор
Наименование
изделия
, е
& m
5й
о л
с s-
о о
Груз
ёмн(
я
S8
|S.
11
Наименование
рессор
Габариты рессоры
в мм
Вес в
§3
о а.
Легковой
автомобиль
Грузовой
автомобиль
То же
То же
То же
То же
То же
То же
Ж.-д. вагон с тележ-
кой „Даймонд"
Ж.-д. платформа
То же
°,5
1,5
2,5
3
3,5
5
5-7
8
5°
2О
3°
5О-ХГ
5О-ХГ
5О-ХГА
55-Са
55-С2
55-Са
6о-Са
55-Сз
Ст. 7
Ст. 75
Ст. 75
Передняя . .
Задняя . . .
Реактивная .
Передняя . .
Задняя . . .
Передняя . .
Задняя . . .
Добавочная
Передняя. . .
Задняя . . • .
Добавочная . .
Передняя. . .
Задняя ....
Добавочная .
Передняя . ¦ .
Задняя ....
Добавочная . .
Передняя . . .
Задняя ....
Добавочная . .
Передняя . .
Задняя ....
Добавочная .
Эллиптическая
То же ....
2
2
I
2
2
2
2
2
а
2
2
2
2
2
2
2
2
2
2
2
2
2
2
8
4
4
9о8
I32O
49°
79°
897
IIOO
13°°
9со
Э85
135°
957
i°45
1336
IOOO
ибо
143°
1170
И5°
147°
1°38
ибо
П9°
идо
515
1020
1025
45
45
25
57
57
65
65
65
63
76
76
63
7°
76
76
89
89
89
89
89
76
89
89
144
108
130
46
60
23
72,
125
78
108
48
72
101
46
104
127
72
100
124
91
120
57
100
95
57
84
201
200
8,9
17,2
1,6
16,4
32
29
42
16
23,7
55
*7.4
32
66
28
49,7
8i,7
21,5
53
88
29
49.7
58,1
32,8
25,44
77,65
91
53,8
96,8
174
192,8
252
3°5,8
34°
а°3,52
3io,6o
3°4,°
ОБОРУДОВАНИЕ
Выбор и определение количества основ-
ного технологического оборудования. При
укрупнённом проектировании выбор и расчёт
основного оборудования возможно производить
на основании ориентировочно намечаемых тех-
нологических процессов изготовления рессор
или пружин применительно к заданной цеху
программе. При детальном проектировании
для той же цели следует разрабатывать в виде
общей ведомости технологического процесса
или отдельных технологических карт уточнён-
ный процесс производства каждой детали, вхо-
дящей в программу цеха.
При проектировании пружинных цехов 2-й
и 4-й групп рекомендуется разрабатывать кар-
ты типовых технологических процессов на
ГЛ. II]
ПРОЕКТИРОВАНИЕ РЕССОРНЫХ И ПРУЖИННЫХ ЦЕХОВ
95
группы однотипных изделий, входящих
в программу цеха. Возможно также и комби-
нированное применение всех указанных мето-
дов в одном проекте.
Ниже приводятся примерные технологиче-
ские маршруты при производстве: а) рессор,
б) пружин сжатия и растяжения, стопорных и
сальниковых колец, изготовляемых в холодном
состоянии, и в) пружин, изготовляемых в горя-
чем состоянии.
а) Технологический маршрут изготовления
рессор в массовом (автомобильном и вагон-
ном) производстве представлен в табл. 32.
Таблица 32
Продолжение табл. 32
пор.
Наименование операций
Оборудование
1а
За
Заготовка
Разрезка полосовой стали
на рессорные листы установ
ленной длины (> 800 мм)
Разрезка, обрезка концов
по трапеции и пробивание
центрального отверстия в про
грессивном штампе « 800 мм)
Пробивание центральных от-
верстий в холодном состоянии
возможно в" листах толщиной
до 9,5 мм и диаметром отвер
стия, равным 1,1—1,2 толщины
листа
Пробивание боковых и цен-
тральных отверстий в холод-
ном или нагретом состоянии
Выдавливание выпуклостей
в нагретом состоянии
Зенкерование отверстий под
хомут
Завивка ушков коренных
листов в горячем состоянии
на двух машинах одновремен-
но или последовательно
Пробивание отверстий для
маслёнок и калибровка ушков
по высоте в горячем состоянии
Штамповка концов подко
ренного листа в нагретом со-
стоянии
Оттяжка концов подкорен
ного листа в нагретом состо-
янии
Термообработка
Гибка с одновременной за-
калкой листов в масле. При
толщине рессорных листов
> 10 мм перед гибкой и за-
калкой рекомендуется приме-
нять ребровую правку в горя-
чем состоянии в пневматиче-
ских тисках
Аллигаторные
ножницы для по
лос толщиной д
12 или до 25 мм
Эксцентриковый
пресс 100 — 200 т
Эксцентриковый
пресс 35 — 70 т
Конвейерные печи
для нагрева концов
и середины рессор-
ных листов
Пресс 50 — 70 т
Конвейерная печь
для нагрева сере
дины рессорных
листов
Одношпиндель-
ный вертикально
сверлильный ста-
нок 25 мм
Завивочный ста
нок. Конвейерная
печь для одновре-
менного нагрева
концов рессорных
листов
Эксцентриковый
пресс 50 т
Эксцентриковый
пресс 50 — 90 п
пли пневматиче
ский (гидравличе-
ский) пресс той же
мощности
Ковочные валь-
цы с обжимом ли-
ста по ширине
Печь с наружным
конвейером для на-
грева концов
8-или 10-сторонняя
гибочно-закалоч-
ная машина. Печь
с конвейером и ав-
томатическим ре-
гулированием тем-
ператур
* Операции с порядковыми номерами без индексов
относятся к производству автомобильных и вагонных
рессор; индекс „а" обозначает операцию, относящуюся
только к производству автомобильных рессор; индекс
„в" — к производству вагонных рессор.
№
по
пор.
8
9
10а
Па
12
13
14а
15а
16
17
18а
18в
19а
20
20а
21
22
23
24
25
Наименование операций
Отпуск с последующим
охлаждением в воде
Сборка
Правка ребровой кривизны
(по мере надобности) ли-
стов длиной более 800 мм и
толщиной до 10 мм
Подладка 1-го и 2-го листов
рессоры (для задних рессор
автомобиля типа ЗИС-5)
Подвивка 2-го листа вокруг
1-го для рессор автомобиля
типа ЗИС-5 иисты стягива-
ются временной скобой и в
таком виде идут на нагрев
концов)
Комплектование рессорных
листов
Развёртывание ушков (по
мере надобности)
Запрессовка втулок
Приклёпка хомутов
Смазка листов и надевание
на штырь
Сборка рессоры на цент-
ральном болте или временной
скобе
Сборка хомутов
Опрессовка хомутов
Шлифование торцов (для
рессор с плотной обвивкой
подкоренного листа вокруг
коренного—шлифование про-
изводится после 14 опера-
ции)
Брошировка втулок
Развёртка втулок
Осадка рессоры
Испытание рессор на гру-
зоподъёмность
Окончательная приёмка
Обезжиривание рессоры
Окраска рессор
Оборудование
Печь с пластин-
чатым конвейером
и автоматически
регулированием
температур. Бак
конвейерный
Станок для реб
ровой правки рес-
сорных листов
Ручная операция
Печь для нагрева
концов с наруж-
ным цепным кон-
вейером. Специаль-
ный обвивочный
станок „ЗИС"
Ручная операция
Сверлильный ста-
нок
Пневматический
пресс для запрес-
совки втулок
Пневматический
станок для при-
клёпки хомутов
Ручная операция
Пневматические
тиски вертикаль-
ные или горизон
тальные
Ручная операция
Пресс гидравли-
ческий типа Ува-
ровд
Двухсторонний
шлифовальный
станок
Вертикально-
протяжный станок
Двухшпиндель-
ный или одношпин-
дельный сверлиль
ный станок
Гидравлический
бульдозер
Пресс для испы-
тания
Ручная операция
Ручная операция
Пульверизатор,
распылительная
камера или ванна
б) Технологические маршруты изготовления
пружин и колец в холодном состоянии пред-
ставлены в следующем перечне.
А. Пружинысжатия: 1) навивка с по-
мощью автомата для навивки, 2) мойка в
моечной машине, 3) шлифование торцов (если
требуется по техническим условиям) на наж-
даке вручную или на специальном станке,
4) правка вручную, 5) отпуск в печи типа
Homo или в соляной ванне (пружины с диа-
метром исходного материала до 0,6 мм отпуску
обычно не подвергаются), 6) осадка на ручном
или механическом прессе, 7) испытание на
грузоподъёмность и 8) окраска в ванне.
96
ЦЕХИ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
[разд.
Б. Пружины растяжения: 1) навивка
аз универсальном или специальном автомате,
2) отпуск в печи типа Homo или соляной
занне, 3) раскатка концов и правка пружин,
навитых на универсальном автомате, с по-
мощью ручного приспособления, 4) отгибание
концов, 5) откусывание излишков на прессе,
6) испытание и 7) окраска либо спецпокрытие.
В. Стопорные кольца (повышенной
точности, типа стопорного кольца поршневого
пальца): 1) формовка на формовочном автомате,
2) правка кольца с помощью пресса, 3) за-
калка, 4) мойка в моечной машине, 5) отпуск
в печи типа Homo или соляной ванне, 6) шли-
фование плоскостей на плоскошлифовальном
станке, 7) расточка замка на наждачном то-
чиле.
Г. Сальниковые кольца: 1) навивка
с помощью электромотора со шпинделем,
2) отпуск в печи типа Homo и 3) свёртыва-
ние вручную.
Электромоторная навивка сальниковых пру-
жин допускается для материала диаметром до
1,8 мм.
Холодная навивка пружин может произво-
диться из материала диаметром до 19 мм при
условии, если отношение внутреннего диаметра
пружины к диаметру исходного прутка^6.
в) Технологический маршрут изготовления
витых пружин в горячем состоянии характери-
зуется следующей последовательностью выпол-
няемых операций: 1) резка заготовок на нож-
ницах, 2) нагрев концов в печи, 3) оттяжка
концов с помощью ковочных вальцов или мо-
|лота типа Беше, 4) нагрев всей заготовки
в камерной печи, 5) навивка на навивочном
станке, 6) правка в горячем состоянии вруч-
ную, 7) термическая обработка — закалка, от-
пуск." 8) шлифование торцов на специальном
наждачном точиле, 9) осадка, 10) испытание
на-грузоподъёмность на прессе и 11) окраска и
сушка. '' ' ; , ;
Число единиц потребного для данной опера-
ции оборудования пр и коэфициент его за-
грузки к3 в процентах определяются по
мулам rj
Н-Фг
¦100%,
где Пг— количество деталей по годовой про-
грамме, проходящих эту операцию в шт.; Н—ча-
совая производительность оборудования в шту-
ках; Фо — расчётный годовой фонд времени
работы оборудования в часах; п.ф — факти-
чески устанавливаемое число единиц оборудо-
вания.
При укрупнённом проектировании подсчи-
танное указанным методом количество обору-
дования и его загрузка заносятся в соответ-
ствующую ведомость. При детальном про-
ектировании количество оборудования опреде-
ляется из сводной ведомости его загрузки,
составляемой на основании карт технологиче-
ских процессов. При определении полной загруз-
ки станков должно быть учтено время, идущее
на их переналадку: при 1 — 5 деталях, закре-
плённых за станком, время на переналадку
может быть принято в 2% от годовой загруз-
ки станка и. соответственно: при 5 — 10 дета-
лях — 3%, 10 — 15 деталях — 5%, 15 — 20 де-
талях — 10%, 20 — 30 деталях — 15%. 30 и
свыше деталях — 20%. За восьмичасовую смену
может быть принято не более трёх перена-
ладок.
После навивки и термообработки пружин, а
также после изготовления рессорных листов
и их термообработки в США за последнее
время, в целях повышения усталостной проч-
ности, подвергают их дробеструйной обра-
ботке (процесс „шот-пининг") в особо скон-
струированных для этой цели агрегатах [7].
Подъёмно-транспортное оборудование
рессорных и пружинных цехов. В качестве
подъёмно-транспортных средств, обслужива-
ющих технологические процессы, здесь приме-
няются преимущественно: цепные — пластин-
чатые и подвесные — конвейеры, кран-балки,
монорельсы с тельферами и ручными кошками.
Кроме того, в качестве наземного транспор-
та могут быть использованы электро- и авто-
кары, либо при небольших и случайных
грузопотоках ручные тележки.
Крановое оборудование в рессорных и
пружинных цехах может быть применено на
складе металла, который должен обслужи-
ваться в зависимости от размеров склада
мостовым краном грузоподъёмностью 5 т или
кран-балкой 2—3 т. В производственных про-
лётах цехов, имеющих большое количество
Оборудования, для удобства ремонта последнего
устанавливаются мостовые краны или кран-бал-
ки, грузоподъёмность которых должна соот-
ветствовать наибольшему весу детали или
сборочного узла оборудования. :
Печное оборудование. В цехах I класса
2-й группы и II класса 4-й группы следует
устанавливать механизированные печи; в це-
хах мелкосерийного и серийного производ-
ства — камерные печи с садочными окнами и
щелевые. Размеры печей и их конструкция
должны отвечать требованиям технологиче-
ского процесса по количеству нагреваемого
металла для обеспечения необходимой произ-
водительности обслуживаемого печью обору-
дования, а также по скорости, температуре на-
грева и общей экономичности работы.
Цепной
транспортёр
Нагребаемый
лист
Фиг. 15. Схема разреза печи для нагрева
концов рессорных листов с внешним транс-
портирующим конвейером.
Печь для нагрева концов рес-
сорных листов перед завивкой
ушка (фиг. 15). В зависимости от масштаба
производства печь может быть с внешним
конвейером и без него. В составе привода
ГЛ. II]
ПРОЕКТИРОВАНИЕ РЕССОРНЫХ И ПРУЖИННЫХ ЦЕХОВ
97
конвейера должен быть предусмотрен вариа-
тор скоростей. Длина нагреваемого конца
140—175 мм.
Печь для нагрева середины рес-
сорных листов перед выдавливанием вы-
пуклостей и пробиванием отверстий (фиг. 16).
В зависимости от объёма производства данная
печь также может быть применена с внешним
Цепной
транспортёр
нагребаемый
пист
Фиг. 16. Схема разреза печи для нагрева середины
рессорных листов с внешним транспортирующим
конвейером.
конвейером либо без него. В составе, привода
конвейера должны быть предусмотрены редук-
тор и вариатор скоростей. Длина нагреваемого
участка 70— 100 мм.
Печь конвейерная типа Роквелл для
нагрева листов под закалку пригодна
для спаренной работы с одним или двумя
(в зависимости от толщины и длины листов)
гибочно-закалочными барабанами типа Gogan.
Длинные листы укладываются по одному по
ширине печи. Короткие укладываются в паре
со средними. Ширина пода печи 1400 —1850 мм.
Длина — 9000—11 000 мм. Производительность
печи 1,5 — 2 т/нас при средней напряжённости
пода печи 150 кг/м'^час. Транспортирующий
конвейер снабжается вариатором скоростей
и состоит обычно из пяти цепей, выполненных
из жароупорной стали.
Печь конвейерная типа Роквелл
для отпуска рессорных листов уста-
навливается в поток с закалочной печью и
гибочно-закалочной машиной. Конвейер пе-
чи — пластинчатый, с вариатором скоростей.
Рессорные листы устанавливаются на конвейер
печи на ребро. Площадь пода печи обычно
бывает несколько больше, чем у печи для
нагрева под закалку. По производительности
печь аналогична закалочной A,5 — 2 т/час).
Печь должна быть снабжена автоматической
аппаратурой для регулирования температур.
РАБОЧИЙ СОСТАВ
Производственные рабочие. В рессорных
и пружинных цехах к производственным от-
носятся все рабочие, занятые при производ-
ственном оборудовании, на термообработке,
сборке, испытании и окраске продукции, а
также наладчики станков. Число производствен-
ных рабочих может быть ориентировочно
установлено, исходя из годовой программы
цеха и размеров годового выпуска продукции
на одного производственного рабочего (табл. 33).
Метод определения числа производственных
рабочих по количеству устанавливаемого обо-
рудования см. „Проектирование кузнечных це-
хов", раздел „Рабочий состав" (стр. 75).
Вспомогательные рабочие. Общее количе-
ство вспомогательных рабочих может быть
принято в отношении от штата производствен-
ных рабочих. При условии проектирования
рациональной организации труда, а также
механизации вспомогательных процессов оно
может быть снижено против показателей, при-
ведённых в табл. 33.
Инженерно-технические работники и слу-
жащие. Численность этих категорий следует
принимать: а) при укрупнённом проектиро-
вании — в отношении к общему числу рабо-
чих; б) при детальном проектировании —
по расчёту штатов в соответствии со структу-
рой управления цехом и его отдельными
участками.
РАСХОД МЕТАЛЛА И ТОПЛИВА
При укрупнённом проектировании потреб-
ность в металле для цехов разных классов
может быть определена по данным, заимство-
ванным из проектной и производственной прак-
тики (табл. 33).
При детальном проектировании расход ме-
талла определяется путём выборки необ-
ходимых данных из ведомости технологи-
ческого процесса или технологических карт.
Топливом в цехах рессорных и горячей
навивки пружин могут служить все его виды.
В целях упрощения конструкции печей и
уменьшения занимаемой ими площади реко-
мендуется, особенно в цехах массового и круп-
носерийного производства, применять газооб-
разное топливо, а также электронагрев.
Расход условного топлива может быть при-
нят в процентах от веса продукции цеха по
ориентировочным данным табл. 33.
ЭНЕРГЕТИЧЕСКОЕ ХОЗЯЙСТВО ЦЕХА
Определение энергетических нагрузок про-
изводится по показателям расхода на тонну
выпускаемой цехом продукции (табл. 33).
Расход сжатого воздуха при непрерывном
дутье в зависимости от диаметра сопла и
давления см. в главе II „Проектирование куз-
нечных цехов", табл. 23.
Определение расхода воды в зависимости от
площади сечения трубы и напора см. там же,
раздел „Энергетика цеха".
СОСТАВ ПЛОЩАДЕЙ, ИХ КОМПОНОВКА
И РАЗМЕЩЕНИЕ ОБОРУДОВАНИЯ
В состав рессорных и пружинных
цехов включаются следующие производ-
ственные и вспомогательные отделения, а так-
же служебные и бытовые помещения.
Производственные отделения
рессорных цехов: заготовительное, мел-
ких деталей, гибки и термообработки листов,
сборки, испытания, контроля и окраски.
Производ ственные отделения
рессорных цехов на ремонтных
заводах: заготовительное, сборки эллиптиче-
ских рессор, изготовления листовых рессор.
Том 14.
ИЗ
98
ЦЕХИ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
[разд.
включающее участки очистки старых рессор, их
разборки, изготовления новых деталей, термооб-
работки, сборки, испытания, контроля и окраски.
Производственные отделения
пружинных цехов холодной на-
вивки: автоматное, прессовое, термическое,
осадки пружин, испытания и контроля.
Производственные отделения
пружинных цехов горячей навив-
ки: заготовительное, навивки, термическое,
осадки пружин, испытания, контроля и окраски.
- Вспомогательные отделения
рессорных и пружинных цехов:
склады металла, нарезанных заготовок, меж-
операционные, готовой продукции, кладовые ин-
струмента, штампов, вспомогательных материа-
лов, запасных частей оборудования, ремонтно-
механическое и инструментально-штамповое.
Служебные и бытовые помеще-
ния: контора цеха, комната для отдыха и
приёма пищи, гардероб, душевые, уборные.
В зависимости от размеров цеха, характера
производства и технологических процессов не-
которые из перечисленных отделений могут
вовсе отсутствовать или быть объединены
с другими отделениями.
Определение размеров площадей цехов
при укрупнённом и детальном проектировании
производится методами, изложенными в статье
„Проектирование кузнечных цехов". Табл. 33
содержит необходимые для укрупнённых рас-
чётов данные о выпуске продукции с 1 м2 пло-
щади рессорных и пружинных цехов.
Компоновка площадей производственных
и вспомогательных отделений рессорных и пру-
жинных цехов и размещение в них оборудова-
ния должны полностью отвечать условиям
прямоточности производства.
Рессорные цехи автомобильных заводов
обычно размещаются в отдельном здании или
в одном из пролётов П- или Ш-образного здания
кузнечного цеха. Рационально построенный
технологический процесс рессорного производ-
ства приводит к длинным законченным пото-
кам, вследствие чего здания рессорных цехов
часто имеют вытянутую форму. В зависимости от
масштаба производства и расположения обо-
рудования ширина пролёта или каждого из
пролётов (при двухпролётных зданиях) при-
нимается 18 — 36 и. Высота пролётов при на-
личии мостового крана принимается равной
6,0 — 7,5 м до головки подкранового рельса,
а при отсутствии мостовых электрических
кранов — 5 — 6 м до затяжки фермы.
На фиг. 17 и 18 приведены две схемы пла-
нировки рессорных цехов автозавода (I класс,
mi ¦=
Ж. д. пить ::'.! •
Фиг. 17. Компоновка рессорного цеха автомобильного завода (вариант крупносерийного производства) с продольным
расположением термических печей: /—склад металла; //—заготовительное отделение; ///—площадка хранения
межоперационного задела; IV— термическое отделение; V—площадка хранения межоперационного задела;
VI — сборочное отделение; V//—малярное отделение; VIII— вспомогательные службы; IX-бытовые помещения;
X — подвал для маслоохладительной установки и слива масла, / — мостовые электрические краны; 2 — оборудо-
вание заготовительного отделения; 3—пластинчатый конвейер; 4 — кран-балки; 5—агрегаты для термической
обработки рессорных листов, состоящие из закалочной печи, гибочно-закалочной машины и отпускной печи;
в—сборочные конвейеры; 7 — цепной подвесной конвейер для транспортирования рессор.
На этом участке 2 транспортера один -чад другш
Фиг. 18. Компоновка рессорного цеха автомобильного завода (вариант крупносерийного или массового производств»
с поперечным расположением термических печей): /—открытая эстакада для склада металла; Я —цеховой склад
металла; /// — заготовительное отделение; IV — места хранения межоперационного задела; V—термическое
отделение; VI — подвал для маслоохладительной установки и слива масла; VII — сборочное отделение; VIII— отде-
ление окраски; IX — вспомогательные службы; X — бытовые помещения; XI — рампа для погрузки рессор, / — обо-
рудование заготовительного отделения; 2 — агрегаты для термообработки рессорных листов, состоящие из зака-
лочной печи, гибочно-закалочной машины и отпускной печи; 3 — сборочные конвейеры; 4 — камеры для окраски
рессор; 5—сушилки для рессор; 6— цепной подвесной конвейер для транспортирования рессор; 7 — пластинча»
тые транспортёры; 8— узкоколейный путь; 9—электрические мостовые краны; 10— ж.-д. путь.
ГЛ. II]
ПРОЕКТИРОВАНИЕ РЕССОРНЫХ И ПРУЖИННЫХ ЦЕХОВ
99
2-я группа) с продольным и поперечным рас-
положением термических печей.
На фиг. 19 изображена схема расположения
оборудования при- поточной сборке в сборок-
ном отделении рессорного цеха (крупно-
серийное или массовое производство). Сборка
происходит на пластинчатом конвейере.
Длина конвейера 24000
fPQOh- 4500
Фиг. 19. Схема планировки оборудования сборочного отделения рессорного цеха
(крупносерийное или массовое производство): 1 — сборочный пластинчатый кон-
вейер; 2 — стеллаж; 3 — пресс для запрессовки втулок; 4 — станки для шлифования
торцов рессор; 5 — пресс для протяжки втулок; 6 — станки для приклёпки хомутов;
7—два рабочих места для ручных операций; 8— тиски для сборки рессор;
9—рабочие места для ручных операций; 10 — гидравлический наклонный пресс
для испытания рессор на прогиб.
Фиг. 20. Планировка оборудования рессорно-пружинного цеха вагоноремонтного
завода: / — поворотный кран для разгрузки рессор; 2 — площадка для неисправ-
ных рессор; 3—пресс для съёмки хомутов; 4—плита для разборки рессор;
5 — площадка для разобранных рессор; б —насосы к прессам для съёмки хому-
тов; 7 — печь для отжига рессор и пружин; 8 — площадка для отожжённых ли-
стов; 9 — нагревательная печь; 10 — гибочный станок; 11 — закалочные ванны;
12— печь для отпуска; 13 — площадка для отпущенных листов; /^—правиль-
ные плиты; 15—пресс Бринеля; 16— стеллажи для листов; 17 — пневматические
тиски для сборки рессор; 18 — печь для хомутов; /Р—площадка для рессор;
20— пресс для обжимки хомутов; 21 и 23—площадки для листов и'накладок
эллиптических рессор; 22 — поворотные крану; 24 — верстак для сборки эллип-
тических рессор; 25 — пресс для испытания; ;б — бак для краски; 27—стенды
для сушки; 28 — монорельс; 29—стеллажи для полосовой стали; 30 пло-
щадка для нарезанных листов; 31 — рольганг; 32 — пресс-ножницы; 33— пло-
щадка для обрезанных листов; 34 — площадка для нарезанных коренных ли-
стов; 35 — сверлильный станок; 36 — щелевая печь для нагрева концов корен-
ных листов; 37 — станок для завивки ушков; 38 — площадка для завитых корен-
ных листов; 39— площадка заготовок для пружин; 40 — печь для нагрева
прутков; 41— станок для навивки пружин; 42— площадка для новых навитых
пружин; 43 — площадка для пружин, поступивших в ремонт; 44 — нагреватель-
ная печь; 45—станок для механической правки пружин; 46 — закалочная
ванна; 47— печь для отпуска; 48— плита; 49— пресс Бринеля; 50 и 51 — при-
ёмочные площадки; 52—верстаки; 53—пресс для испытания.
лруЖцн
отделение
Отделение
шлифодки пру/кин
Фиг. 21. Компоновка пружинного цеха холодной навивки
(вариант крупносерийного и массового производства).
На фиг. 22 приведена схема расположения
оборудования крупного рессорно-пружинного
цеха вагоностроительного завода (III класс,
2-я группа). При планировке оборудования рес-
сорно-пружинного цеха необходимо стремиться
к созданию двух самостоятельных потоков про-
изводства рессор и пружин. Эти потоки могут
объединяться при сборке
комбинированного ком-
плекта, если это тре-
буется по технологиче-
скому процессу и кон-
струкции изделия.
Схема расположения
оборудования в рессор-
но-пружинном цехе ва-
гоноремонтного завода
(III класс, 1-я группа)
приведена на фиг. 20.
Здесь имеются также два
самостоятельных пото-
ка — ремонта рессор и
ремонта пружин. Поток
изготовления новых рес-
сор и пружин вливается
в поток ремонта, соста-
вляя с ним с этого мо-
мента один общий про-
изводственный поток.
Пружинные цехи хо-
лодной навивки разме-
щаются в зданиях, харак-
терных для механических
цехов. Высота пролётов
при отсутствии кранового
оборудования принимает-
ся в зависимости от ши-
рины пролётов 4 — 6 м
до затяжки ферм. Высота
помещений пружинных
цехов горячей навивки
принимается аналогичной*
рессорным цехам.
На фиг. 21 изображена
компоновка пружинного
цеха холодной навивки
крупносерийного и массо-
вого производства^ класс,
2-я группа). Примерное
распределение площадей
цеха между его отде-
лениями (в процентах от
всей производственной
площадки): автомат-
ное—39, прессовое — 20,
шлифовальное — 20, тер-
мическое —10, осадки и правки пружин—5,
лакировочное—4, контрольное — 2.
На фиг. 23 дана примерная схема плани-
ровки оборудования в цехе горячей навивки
пружин (II класс, 3-я группа) при серийном
производстве.
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ
ПОКАЗАТЕЛИ .
Табл. 33 содержит сводку технкко-эконо-
мических показателей некоторых рессорных
и пружинных цехов I и II класса машино-
строительных заводов.
100
ЦЕХИ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
[РАЗД. V
Фиг. 22. Компоновка площадей и планировка оборудования рессорно-пружинного
цеха вагоностроительного завода (крупносерийное производство): /—склад
металла; У/— заготовительный участок пружинного отделения; III — участок
термообработки пружин; IV— площадка для исправления брака; У —межопе-
рационные склады; VI — заготовительный и термический участки рессорного
отделения; VII — участок сборки рессор; VIII — участок окраски пружин и
рессор; IX — склад пружин; X — участок комплектования пружин и рессор
в комбинированный комплект; XI-—склад готовой продукции; XII — ремонтная
база и кладовая; XIII — бытовые помещения. I — аллигаторные ножницы;
2 — ножницы сортовые; 3—ковочные вальцы; 4 — ковочные вальцы большой
мощности; 5 и б-станки для навивки пружин; 7—печь щелевая для нагрева
концов прутков под оттяжку или аппарат для индукционного нагрева; 8—печи
проходные для нагрева прутков под навивку или контактный электронагрев
заготовок; 9 — печи конвейерные закалочные; 10 — баки конвейерные; 11—печи
конвейерные отпускные; 12— баки конвейерные; 13 и 14 — шлифовальные стан-
ки для шлифования торцов пружин; 15 — гидравлические прессы для испыта-
ния пружин; 16 — площадка для нарезанных рессорных листов; 17—сверлиль-
ные станки для сверления в листе центрального отверстия; 18 — печь для
нагрева коренного листа рессоры; 19 и 20 — прессы для отгибки и обрезки
коренных листов; 21 — пресс фрикционный для формовки пружин триангеля;
22— печь камерная для нагрева под формовку; 23— печь камерная для исправле-
ния брака; 24— печь с цепным конвейером для нагрева рессорных листов под
закалку; 25 — гибочно-закалочная машина с конвейерным баком; 26—печь с
пластинчатым конвейером для отпуска; 'Л — конвейерный бак; 28—площадка
для комплектования рессор перед сборкой; 29 — пластинчатый конвейер для
сборки рессор; 30 — пневматические сборочные тиски; 31 — печи для нагрева
хомутов; 32 — прессы для опрессовки хомутов; S3—баки конвейерные для
охлаждения хомутов; 34 — гидравлические прессы для испытания рессор;
.?5— пульверизационная камера; об— моечная машина; 31 — окрасочная камера;
35—сушильная камера; 39 — верстаки; 40—площадка для комплектования
пружин; 41 — кран-балка; 42, 43, 44 и 45— подвесные цепные конвейеры;
46— электрокран Q = 5 т; 47— кран-балка Q = 0,5 т.
гл. и]
ПРОЕКТИРОВАНИЕ РЕССОРНЫХ И ПРУЖИННЫХ ЦЕХОВ
101
Показатели цехов III
класса, имеющих одно-
временно рессорное и
пружинное производства,
не могут быть даны в
сводной таблице, так как
их значения зависят от со-
отношения обоих произ-
водств в общем выпуске
цеха. Показатели послед-
него должны быть рас-
смотрены раздельно по
рессорному и пружин-
ному производствам; они
близки к показателям це-
хов соответствующих
групп I и II классов.
Фиг. 23. Расположение оборудования в цехе горячей навивки пружин при серий-
ном производстве: / — склад металла: // — заготовительное отделение; /// — терми-
ческое отделение; IV—межоперационные склады; V — контроль; / —рольганги;
2 — ножницы; 3 — печь; 4 — ковочные вальцы; 5 — ножницы; 6 — пресс; 7— молоты;
8 — печи для нагрева под навивку; 9 — навивочные станки; 10 — закалочные баки;
11 — печь для отпуска; 12— бак; 13— обжимные прессы; 14 — наждачные станки*
15— печь для закалки; 16—печь для отпуска; 17—обжимные прессы; 13—стол;
19 — стеллаж.
Технико-экономические показатели рессорных и пружинных цехов
Таблица 33
Наименование показателей
Годовой выпуск в т
на одного производственного
рабочего . .
на 1 м3 производственной площа-
ди, приведённый к одной смене .
Площадь
вспомогательная (без бытовых
помещений) по отношению к
производственной в %
производственная на единицу
основного оборудования в м? **
то же общая в м?
Рабочий состав
вспомогательных рабочих по от-
ношению к производственным в °/0
инженерно-технических работ-
ников по отношению к рабочим в%
счётно-конторского персонала по
отношению к рабочим в % ...
младшего обслуживающего пер-
сонала по отношению к рабочим в %
Установленная мощность элек-
тромоторов в кет на 1 /п ....
Расход на 1 т выпуска цеха
металла в т
сжатого воздуха в м3
воды производственной в м3. .
масла для закалки в °/0 от веса
металла
условного топлива в °/0 от веса
металла
Название, классы и группы цехов
Рессорные (I класс)
1-я группа
40—70
о,5—i
55-65
2О—25
За—45
5°—бо
12
6
4
0,017—0,02
I.O4
3°
5-7
3—4
3°—5°
I—1.5
аб .
2-я группа *
175-240
2-4
5о—6о
4O-55
6о-8о
40-50
ю
5
3
0,014—0,017
I.O3
96—I2O
о,8
12—14
4-5***
9—12
I-L5
2О
Пружинные (II класс)
2-я группа *
8,5-9.4
о,8—i
5°—55
12—14
аз-25
5о—бо
14
6
3
o,i—о, 14
I.I
J.2—1.5
18-24 "
85-90**
115-125
0,2
3-я группа
70—80
I—2
55-65
2О— 25
32-45
5о
14
6
3
o,oi—O.OI4
i.i
5—7
а—3
6-8
1-1,5
2б
4-я группа
но—i8o
3-5
50—60
4O-55
60-80
50
14
6
3
0,01—0,014
1.1
0,8
12—14
3-4**
6-8
1-1,5
26
* Показатели даны применительно к рессорным и пружинным цехам автомобильных заводов.
** В число оборудования включены термические и нагревательные печи.
*** Показатели учитывают испытание рессор и пружин на грузоподъёмность как технологическую операцию.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Д а м м Р. К., проф. и коллектив преподава-
телей Ленинградского института инженеров железно-
дорожного транспорта, Вагоноремонтные заводы и
основы их проектирования, ч. 2, Трансжелдор-
издат, М. 1940.
2. Лейкин и Фомин, Справочник мастера рессор-
ного цеха автомобильного завода, ОНТИ НКТП, М.
1935.
3. М е х о в Б. Т и Тарапив В. Н„ Навивка пру-
жин, ОНТИ, Л. 1936.
4. Перельман Э. Л., Изготовление и ремонт вагон-
ных рессор, Трансжелдориздат, М. 1937.
5. Р ы б а р ж А. А., Производство рессор в Америке,
.Предприятие' ЛЬ 4, М. 1934.
6. Сандерс, Производство рессор, Госмашметиз-
дат, М. 1933.
7. X о р ж е р, Механические и металлургические
преимущества ,шот-пининга', .Iron Age", 1945, III и
IV. т. 155, № 13 и 14.
8. Нормы выработки в рессорных цехах ЗИС, ГАЗ и
„Красная Этна".
9. Предложения и каталоги иностранных фирм.
10. Проекты рессорных и пружинных цехов заводов
среднего машиностроения A941—1945 гг.).
11. Справочник проектанта машиностроительных заводов,
Гипросредмаш, Машгиз, М. 1946.
12. Технические проекты реконструкции рессорных це-
хов, исполненные заводами ЗИС и ГАЗ.
102
ЦЕХИ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
[РАЗД. V
ПРОЕКТИРОВАНИЕ ЦЕХОВ (ОТДЕЛЕНИЙ) ХОЛОДНОЙ ШТАМПОВКИ
НАЗНАЧЕНИЕ, КЛАССИФИКАЦИЯ ЦЕХОВ
ХОЛОДНОЙ ШТАМПОВКИ И ИСХОДНЫЕ
ДАННЫЕ ДЛЯ ПРОЕКТИРОВАНИЯ
Цехи холодной штамповки предназначены
для изготовления деталей из листового мате-
риала, ленты, а также профильного проката,
для сборки из этих деталей отдельных узлов
и целых агрегатов, например цельнометалли-
ческих кабин автомобилей, узлов газогенера-
торных установок.
Классификация цехов холодной штам-
повки (табл. 34) построена по признаку типа
производственных процессов:
Технологический процесс разрабатывается
на основании рабочих чертежей на все ве-
дущие детали производственной программы
цеха. При разработке технологического про-
цесса нормирование прессовых операций
производится по техническим нормативам
либо величина нормы принимается по анало-
гии с достигнутыми передовыми показателями
в практике родственных цехов.
ОБОРУДОВАНИЕ
Выбор основного технологического обору-
дования может быть выполнен: а) по технико-
Таблица 34
Классификация цехов (отделений) холодной штамповки
Класс
Группа
Тип производства
Преобладающий технологический
процесс
Ориентировочный годовой выпуск
цеха в m
Характерные отрасли промышлен-
ности
I
1
2
Мелкосерийный и серийный
Холодная штам-
повка (вырезка и
гибка)
До ioo
Холодная штам-
повка (вырезка,
гибка и вытяжка)
ioo—5°°
Металлургическое и горное маши-
ностроение, опытные производства
и др.
11
1
2
Крупносерийный и массовый
Холодная штамповка (все виды
операций)
IOO—IOOO
Производство
тракторов, мото-
циклов и др.
Свыше iooo
Автомобильное
производство и
другие отрасли
машиностроения
I класс — цехи мелкосерийного и серий-
ного производства,
II класс — цехи крупносерийного и массо-
вого производства.
Классы подразделяются на группы в зави-
симости от размеров годового выпуска.
Задание на проектирование должно со-
держать номенклатуру и вес изделий (узлов,
деталей), включая номенклатуру запасных ча-
стей, годовую программу выпуска, чертежи из-
делий, узлов и деталей, подлежащих изгото-
влению в проектируемом цехе, данные о ре-
жиме работы цеха, фондах времени, оборудо-
вания и рабочих и др.
ПРОИЗВОДСТВЕННАЯ ПРОГРАММА
При укрупнённом проектировании на
основании заданного годового выпуска соста-
вляется программа цеха по выборочным дета-
лям-представителям (I класс), по отдельным
группам деталей (II класс) либо в весовом
выражении по всему изделию в целом. Разра-
ботка технологических процессов ограничи-
вается установлением технологических мар-
шрутов, позволяющих наметить состав произ-
водственных отделений цеха. Исключение со-
ставляют сложные детали и узлы, по которым
необходимо располагать подробными техно-
логическими данными в виде технологических
карт.
При детальном проектировании на основа-
нии заданного годового выпуска составляется
точная программа цеха, дополненная специфи-
кациями и рабочими чертежами деталей.
экономическим показателям, б) по ведомости
технологических маршрутов и в) по картам
технологического процесса. Пункты „а" и „б"
применяются при укрупнённом проектирова-
нии, а п. „в", а также иногда п. „б" —при де-
тальном.
Количество единиц всего потребного техно-
логического оборудования при укрупнённых
расчётах возможно определить по формуле
где пр — расчётное количество единиц обору-
дования; 1ст — трудоёмкость изделия, выра-
женная в станко-часах; Nz — годовой выпуск
изделий, включая запасные части; Фо — го-
довой фонд времени оборудования в часах.
Значение для icm при укрупнённом проек-
тировании может быть принято по показа-
телям, достигнутым в практике передовых це-
хов, родственных проектируемому.
В табл. 35 приведены данные о часовой
производительности прессов, позволяющие
определить количество последних с учётом
размеров штампуемых деталей.
При определении количества оборудования,
потребного для цехов холодной штамповки,
необходимо учесть потери времени прессов
в станко-часах на перекладку. Табл. 36 содер-
жит данные о величине этих потерь для це-
хов I класса в процентах от годового фонда
времени оборудования. Табл. 37 указывает
продолжительность установки и снятия штам-
пов с наладкой (в мин.) в цехах II класса. Годо-
вое количество переналадок определяется ко-
гл. п]
ПРОЕКТИРОВАНИЕ ЦЕХОВ ХОЛОДНОЙ ШТАМПОВКИ
103
Таблица 35
Таблица 36
Число
ходов
ползу-
на
пресса
в мин.
i3o
IOO
75
6о
45
35
3°
25
2О
17
12
IO
8
б
4
м
о
о.
с
ев
S
I44O
1375
I28O
1215
«45
1030
925
855
—
—
—
_
_
—
Часовая
' в
до
н л
я ч
ч я
Я S-
ч о
99<?
955
дю
875
840
735
720
680
—
—
—
—
_
—
1роизводительность прессг
шт. при площади деталей в м3
0,1
2
ч
1 О
ч?
н к
ч -о
га ч
925
9°о
86о
830
795
745
бдо
650
_
—
—
—
—
—
0,11—0,25
я ч
га н
ч а>
8i5
79о
76о
735
7Ю
670
625
59O
55°
5O5
72O
боо
48о
Збо
240
S
ч
« н
л °
Н S
я
Ч JJ
S ч
Ч Я
745
725
700
68о
655
62O
580
55°
515
485
720
боо
480
Збо
240
0,26
л
я ч
Ч сз
я н
Йч
57°
555
545
53о
5°5
480
460
435
6о5
575
53о
480
Збо
240
-0,5
л _.
Й 3
Я Ч
ч о
Я X
ч ь
49°
475
47°
455
44°
42O
4°5
385
5Ю
49°
49°
480
Збо
240
свыше 0,5
л
t: -о
я >-
Ч я
я н
Ч а)
435
425
42O
4Ю
395
455
455
455
455
44о
44O
480
Збо
240
Ш
I Ч
Ч X
л о
Я "
Ч д
са ч
Ч м
355
35°
345
35°
33Q
37°
37°
37°
37°
355
355
355
Збо
240
Давление пресса
в т
До оо
loo—250
ЗОО—5ОО
боо—1200
Потери времени на перена-
ладку в %
Тип производства
мелкосерийное серийное
12—13
15—18
2О—23
25—Зо
7-9
IO—13
13—15
i6-i8
Данные под чертой относятся к случаям обслужива-
ния пресса двумя и большим числом рабочих.
личеством партий, проходящих на каждом
типе пресса в соответствии с заданной про-
граммой.
При проектировании небольших цехов хо-
лодной штамповки производственное оборудо-
вание возможно выбирать, руководствуясь не-
обходимой комплектностью. При этом исходят
из минимальных и максимальных периметров
деталей.
Примерная структура парка прессов (соот-
ношение прессов по мощности и типам в не-
которых осуществлённых и запроектиро-
ванных цехах холодной штамповки) указана
в табл. 38.
Для исчисления потребного количества
оборудования и его загрузки может служить
табл. А.
Таблица 37
Конструкция
штампов
Штампы:
без выталкивателя . .
с планочным вытал-
кивателем
с пружиннымили ре-
зиновым буфером ....
с пневматическим бу- -
фером
Продолжительность установки и снятия штампов с наладкой (в мин.)*
нижней подушки в м?
0,05
i8
22
22
25
Е2
33
37
42
0,15
21
28
25
34
29
41
42
48
0,25
24
35
27
4°
32
52
55
62
0,5
27
45
32
53
35
66
65
85
0,75
4о
53
48
63
53
85
7б
io8
1,2
"&Г
133
1,5
I2O
155*
185
2,0 | 3,0
1бсТ
200
23O
225
2б5~
315
при площади
5,0
ЗЗО
39°
7,0
29O
35O
4ю
* Данные над чертой относятся к штампам с хвостовиком, а под чертой—без последнего.
Таблица 38
Наименование
групп
оборудования
Грузо-
вые ав-
томоби-
ли 5-от
Грузовые
автомобили гусеничные
3-от с ди-
зель мото-
ром
керосино-
вые ITA
и газогенер,
Т2Г 40 л. с.
Тракторы
Тракторы
гусеничные
С-65 с ди-
зельмото-
ром
Мото-
цикл
М-72
Арматура
для авто-
мобиля
ГАЗ-АА
и М-1
Производ-
ство сепа-
раторов для
шарико-
подшипни-
ков
67,0
Произ-
водство
карбю-
раторов
и арма-
туры
1 1 if
Производ-
ство элек
трообору-
дования
(генерато-
ры, старте-
ры и пр.)
Кривошипные и
эксцентриковые
прессы давлением
до 45 т
То же давлением
50-100 т
То же с отъём-
ным столом давле-
нием 50—100 т . .
То же с автома-
тической подачей,
давлениембО—100 яг
22,2
18,2
28,7
i8,o
2,5
4.5
43.5
15,5
6,5
З.о
21,6
8,о
2,7
52,5
15,8
5,3
5,3
8о,о
12,5
1.5
2,5
6l,O
104
ЦЕХИ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
[разд. у
Продолжение табл. 38
Наименование
групп
оборудования
Кривошипные
прессы простого
действия давлени-
ем 100—250 «...
То же двойного
действия, давлени-
ем 100—250 т . . .
То же простого
действия, давлени-
ем 300—500 т . . .
То же двойного
действия, давлени-
ем 300—500 от ...
То же простого
действия, давлени-
ем 600—1200 т . .
То же двойного
действия, давлени-
ем 600—1200 т . .
То же простого
действия, давлени-
ем 1500—2500 т . .
Чеканочные
прессы давлением
400-1000 т
Итого в %
Грузо-
вые ав-
томоби-
ли Ь-т
15,5
*5,9
2,2
б,б
4,5
2,2
2,2
IOO
Грузовые
автомобили
Ъ-т с ди-
зельмото-
ром
Т7,5
7.о
13.5
2,2
3,°
о,8
о,8
1.5
юо
Тракторы
гусеничные
керосино-
вые ITA
игазогенер.
Т2Г 40 л. с.
17.°
8,о
1,5
2,О
3,°
IOO
Тракторы
гусеничные
С-65 с ди-
зельмото-
ром
2О,О
2.7
2О,О
2,О
Ю,О
Ю,О
IOO
Мото-
цикл
М-72
15.8
5,3
IOO
Арматура
для авто-
мобиля
ГАЗ-АА
и М-1
2,О
°.5
1,О
Производ-
ство сепа-
раторовдля
шарико-
подшипни-
ков
13.°
IOO
Произ-
водство
карбю-
раторов
и арма-
туры
5.°
5,°
IOO
Производ-
ство.элек-
трообору-:
дования
(генерато-
ры, старте-
ры и пр.);
8,о
IOO
Таблица А
Наименование детали, узла
и изделия
№ карт
обра-
ботки
Количество
на годовую
программу
Загрузка оборудования
(в числителе — в минутах на 1 изделие,
в знаменателе — в часах на программу)
Пресс 94 Е
150 т
Пресс № 7
88 т
Фрикционный
пресс 80 т
Крышка ступицы
Заглушка
Угольник задний
юооооо
jОО 000
SОО 000
0,08
1340
0,14
I2OO
0,10
I4OO
O,OJ
I1OO
0,11
goo
0,14
о,оs
poo
Итого
Годовой фонд времени в часах ......
Расчётное количество оборудования п„.
Перенос загрузки
Принятое количество оборудования Пф .
п„юо
Коэфициент загрузка оборудования —-
0,32
3940
4740
0,32
J200
4740
0,67
О,Of
900
4740
0,10
Выбор подъёмно-транспортного обору-
дования, а) Для подачи материалов, полуфабри-
катов, готовых изделий, штампов и т. д. к обо-
рудованию, печам, ваннам, на склады необхо-
димы ручные тележки грузоподъёмностью до
350 кг с постоянной и подъёмной платформой,
электро- или автокары грузоподъёмностью
0,75—1,5 т, а также автомобили, б) Для обслу-
живания поточных линий либо массового транс-
порта материалов, заготовок и деталей на от-
дельных участках цеха применяются цепные
и ленточные конвейеры и рольганги, а также
наклонные спуски и другие средства беспри-
водного оборудования, в) Для переброски тя-
жёлых изделий и штампов, а также для ремон-
та оборудования необходимы мостовые элек-
трические краны грузоподъёмностью до 30 т,
кран-балки до 3 т, тельферы либо кошки до 2 т
и др.
Характеристика и количество потребных
транспортных средств при детальном проекти-
ровании определяется по ведомости грузообо-
рота цеха на основании его производственной
программы, данных о загрузке оборудования,
весе узлов и обрабатываемых деталей по от-
делениям, а также сведений, характеризующих
веса штампов и ремонтных узлов обору-
дования.
ГЛ. II-]
ПРОЕКТИРОВАНИЕ ЦЕХОВ ХОЛОДНОЙ ШТАМПОВКИ
105
Состав основного оборудования ремонт-
но-механических отделений определяется
объёмом выполняемых ими работ (обычно ре-
монтно-механическое отделение производит
плановые осмотры и проверки, текущий и
средний ремонт оборудования цеха, а также
ремонт трубопроводов). Комплект основного
оборудования небольших ремонтно-механиче-
ских отделений включает 6 — 7 металлорежу-
щих станков, в том числе 2—3 токарных, 1 уни-
версально-фрезерный, 1 строгальный и 2 свер-
лильных. Указания по проектированию ремонт-
но-механических отделений даны в главе „Про-
ектирование ремонтно-механических цехов .
Состав оборудования ремонтно-штампо-
вых отделений находится в зависимости от
размеров парка штампов, их конструкции и
других условий, определяющих объём работ
по текущему и среднему ремонту штампов
(капитальный ремонт и изготовление штампов,
как правило, выполняются в инструментальном
цехе завода). Комплект основного оборудова-
ния ремонтно-штампового отделения крупного
цеха включает 9—10 металлорежущих станков,
в том числе 2—3 токарных станка, 1 универ-
сально-фрезерный, 2 строгальных, 2 сверлиль-
ных, 2 плоскошлифовальных. В составе вспо-
могательного оборудования: 1—2 заточных
станка, 1—2 ручных пресса, а также 2—3 за-
чистных машины с гибким валом.
Годовой расход штампов при укрупнён-
ном проектировании определяется в процен-
тах от начального фонда: в цехах I класса
при мелкосерийном производстве — 10—15°/о,
при серийном — 25—35%; в цехах II класса, при
крупносерийном и массовом — 45—55%.
При детальном проектировании расчёт го-
довой потребности в штампах может быть вы-
полнен по формуле
где пш — годовой расход штампов; Nz — коли-
чество деталей на годовую программу; Z —
стойкость штампов.
Приведённые в табл. 39 ориентировочные
данные о стойкости штампов приняты с учё-
том, что: а) обрабатываемый материал про-
травлен и смазан; б) материалом рабочих сек-
ций штампов является сталь У-8, У-9 и У-10,
с нормальной твёрдостью после термообра-
ботки; в) количество заточек штампов равно
20—25, средних ремонтов 2—3 и капиталь-
ных 1. ¦ ¦
Таблица 39
Наименование
штампа
Вырезной
Дыропробивной . . .
Гибочный простой . .
Гибочный сложный . .
Формовочный
Чеканочный ......
Толщина мате-
риала в мм
о,25—о,5
1,О
1.5
2,О
З.о
6,о
До 4
» 3
» 3
о
» э
. 3
Ориентировоч-
ная стойкость
штампа в тыся-
чах ударов
7оо — 9°°
45° — 650
35°- 55о
25O— 45°
250 — 4°°
15° — 3°°
15° — 25°
9оо — ноо
45O— боо
I2OO 1боО
250 — 4°О
IOO — 150
Данные табл. 39 должны быть снижены на
10—20% при повышенной твёрдости обраба-
тываемого материала и увеличены на
45—60% для пуансонов и матриц из легиро-
ванных сталей.
РАБОЧИЙ СОСТАВ
П р о.и зводственные рабочие цехов
холодной штамповки: прессовщики, электро-
сварщики, красильщики, пескоструйщики, тра-
вильщики, отжигальщики, станочники и др.
Вспомогательные рабочие: контро-
лёры, браковщики, рабочие вспомогательных
отделений, служб, складов, водители электро-
автокар и другие транспортные рабочие.
Количество необходимых цеху холодной
штамповки производственных рабочих может
быть определено укрупнённо по формуле:
Фр '
где А — расчётное количество производствен-
ных рабочих; хч — трудоёмкость изделия, вы-
раженная в нормо-часах; N2 — годовой вы?.
пуск изделий, включая и запасные части;
Фр — годовой фонд времени рабочих в часах,
а при детальных расчётах—по формуле:
_ Ф0к3пфа
100- Ф„ '
где Фо — годовой фонд оборудования в часах;
Пф — принятое количество оборудования; k3 —
коэфициент загрузки оборудования; Фр — го-
довой фонд рабочего в часах; а — уплотнён-
ность рабочей силы, т. е. число человек на
единицу оборудования. !
Значение средней уплотнённости рабочей
силы а может быть найдено с помощью табл. 40,
Таблица 40
Типы прессов и виды
работ
Штамповка мелких и сред-
них деталей на прессах: одно-
стоечных, наклонённых, двух-
стоечных с вылетом (работа
производится с одной стороны)
То же при работе из по-
лосы на прессах с автомати-
ческой подачей
То же при штамповке из
рулона на специальных прес-
сах с автоматической подачей
То же при штамповке на
прессах-автоматах, имеющих
автоматическое приспособле-
ние в виде бункера или мага-
зина .
Штамповка средних и круп-
ных деталей на двухстоечных
прессах простого и двойного
действия (работа произво-
дится с двух сторон или с од-
ной стороны двумя рабочими)
Штамповка особо крупных
и тяжёлых деталей весом до
50 кг на прессах большой
мощности 1000 — 1200 от ...
Количество прес-
сов (фронт ра-
боты)
i
я
4
б
i
I
Количество ра-
бочих
X
i
i
i
2—3
3-4
Разряд
III
1I--4II
И-Ш
II-III
II-III
11—IV
106
ЦЕХИ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
[РАЗД. V
дающей указания по расстановке рабочих на
участках холодной штамповки, а также о
численности бригад, обслуживающих прессы.
Количество вспомогательных рабочих по
цеху может быть исчислено в размере до
40—50% от количества производственных ра-
бочих.
РАСХОД ОСНОВНЫХ
И ВСПОМОГАТЕЛЬНЫХ МАТЕРИАЛОВ
Полный вес металла, расходуемого на из-
делие, слагается из чистого веса штампован-
ной детали и веса отходов (обрезки, высечки
и др.). При укрупнённом проектировании по-
требность в металле определяется по чистому
весу деталей и (в процентах от него) весу
отходов. При детальном проектировании
расход металла подсчитывается по данным
технологических ведомостей либо карт.
Вес отходов в цехах холодной штамповки
составляет до 20—25% от веса деталей (авто-
мобили, тракторы, мотоциклы, велосипеды
и т. д.).
Потребность во вспомогательных смазоч-
ных материалах, употребляемых при штам-
повке деталей, может быть исчислена ориен-
тировочно в количестве 3,0—5,0 кг на \ т пе-
рерабатываемого металла либо принята по
опытным данным о расходе смазочных мате-
риалов в килограммах на 1 м2 листового ме-
талла (например, по табл. 41).
Таблица 41
Штампуемый мате-
риал и наименование
операции -
Листовая сталь
Вырубка
Мелкая вытяжка
Глубокая вытяжка
Листовая латунь
Мелкая вытяжка
Глубокая вытяжка
Листовой алюминий
Мелкая вытяжка
Глубокая вытяжка
Наименование
и состав смазки
Машинное масло . .
Смазка М-2: тальк—
1500 г, зелёное мыло—
1500 г, вода—50 л . .
Смазка М-4: вере-
тённое масло—40 кг,
оксиновая кислота —
3,5 кг, каустическая
сода 32° по Боме—
360 см3, жидкое мыло—
3,5 кг, тальк—14 кг,
вода—80—130 л ....
Машинное масло . .
Смазка М-9: мыло
с 6054-ным содержа-
нием жирных кислот—
4 кг, жидкое мыло
с 40%-ным содержа-
нием жирных кислот—
13 кг, растительное
масло—5 кг, вода—
1350 л
Дешёвый техниче-
ский вазелин или тех-
ническое сало . • • .
се «*
^ ^ со Ч
Расхо
в кг г
ЛИСТО1
метал
O.O25
о.озо
0,040
o,oi5
0,040
0,030
O.O35
ЭНЕРГЕТИЧЕСКОЕ ХОЗЯЙСТВО ЦЕХА
Основными потребителями э л е к т р о-
энергии являются электромоторы оборудо-
вания, сварочные машины, электропечи, сушиль-
ные камеры и другие нагревательные приборы.
Топливо употребляется в двух ви-
дах—жидком и газообразном. Газ может при-
меняться для пайки, нагрева печей, сушиль-
ных камер, подогрева жидкостей и пр.
Сжатый воздух давлением до 6 ати рас-
ходуется для питания пневматических поду-
шек к прессам, пневматических машин и песко-
струйных аппаратов, пневматических сбрасы-
вателей на штампах, обдува штампов и др.
Пар низкого давления применяется для
подогрева жидкостей в травильных ваннах,
моечных машинах, промывных и испытатель-
ных ваннах, а также для сушильных камер.
Вода расходуется для травильных и про-
мывных ванн, испытания резервуаров и баков,
моечных машин для охлаждения сварочных
машин и аппаратов. Смена жидкостей для ис-
пытания производится один раз в четыре
смены, для мойки деталей—один раз в две
смены, для промывных ванн в травильных
установках—через каждые 2 часа.
СОСТАВ ПЛОЩАДЕЙ, ИХ КОМПОНОВКА
И РАЗМЕЩЕНИЕ ОБОРУДОВАНИЯ
В состав площадей цехов холодной штам-
повки входят производственные и вспомога-
тельные отделения, а также служебные и бы-
товые помещения.
Производственные отделения:
заготовительное, прессовое, термическое, тра-
вильное, механической обработки, профили-
ровки, сварочное, сборочное, защитных по-
крытий, окраски и пр. При наличии предмет-
ной структуры цеха, свойственной преимуще-
ственно крупным цехам 11 класса, могут су-
ществовать предметные отделения, например
в цехе автомобильногозавода—рамное,крупных
деталей (крыло, капот, кабина, кузов и т. п.).
Вспомогательные отделения:
ремонтно-штамповое, ремонтно-механическое,
пакетировочное, приготовления эмульсии и
смазок, насосно-аккумуляторное (при наличии
в цехе гидравлических прессов), склады мате-
риалов, полуфабрикатов, готовой продукции,
штампов, приспособлений и инструментов,
вспомогательных материалов, покупных дета-
лей и пр.
Служебные и бытовые помеще-
ния: контора цеха, комната приёма пищи,
гардероб, душевые, уборные.
В зависимости от размеров цеха, характера
производства и технологического процесса
некоторые из перечисленных отделений могут
отсутствовать или быть объединёнными с дру-
гими отделениями. Площадь вспомогательных
отделений, включая склады, в зависимости от
масштабов производства и способа планировки
оборудования, составляет до 75—90% от раз-
мера производственной площади.
При укрупнённом проектировании про-
изводственную площадь цехов холодной штам-
повки возможно определить по удельной про-
изводственной площади (м? на единицу обору-
дования), величина которой может быть при-
гл. и]
ПРОЕКТИРОВАНИЕ ЦЕХОВ ХОЛОДНОЙ ШТАМПОВКИ
107
нята по аналогии с лучшими из существую-
щих или запроектированных цехов холодной
штамповки. По проектам автомобильных, трак-
торных, мотоциклетных и шарикоподшипнико-
вых заводов этот показатель, в зависимости
от габаритов и металлоёмкости изделия, со-
ставляет (в ж2 на единицу оборудования): по
производственным отделениям, изготовляющим
шасси грузового автомобиля 1,5 т ГАЗ-АА
и легкового М-1,—27, к ним же кабины и ку-
зовы—35, шасси грузового автомобиля 3 т
ЗИС-5, шасси грузового автомобиля Зшс ди-
зельмотором—39, шасси грузового автомобиля
5 т—40, детали трактора колёсного 30 л. с.—20,
трактора гусеничного 40 л. с, мотоцикла до
500 смь—22, мотоцикла с коляской—33, сепа-
раторы для шарикоподшипников—23, детали
карбюратора и электрооборудования автомо-
билей и тракторов—11.
Этим же показателем определяется размер
удельной площади каждого из производствен-
ных отделений цеха холодной штамповки, на-
пример в автомобильном производстве на еди-
ницу оборудования приходится по отде-
лениям (м-): заготовительному—50—60, рамно-
му—45—50, крупных деталей (крыло, капот,
кабина, кузов, облицовка радиатора и пр.)—
35 — 40, средних деталей (тормозные бараба-
ны, кожухи, диски сцепления и пр.) —
20 — 25, мелких деталей—10—12.
В табл. 42 приведены диференцированные
данные о величине удельной площади для
прессов различных характеристик.
Табл. 43 содержит ориентировочные дан-
ные о соотношении ллощадей производствен-
ных, вспомогательных отделений и складов,
а также центральных проездов в цехах холод-
ной штамповки II класса (в % от общей пло-
щади).
Таблица 42
Наименование
прессов
Кривошипные и
эксцентриковые
Прессы-авто-
маты (типа Henry
Right и эксцентри-
ковые с автомати-
ческой подачей)
Давление
прессов
в т
б— 12
15— 45
5°— 9°
IOO — 200
225 — 45°
5<эо —looo
IIOO — 2ООО
5о — ioo
НО — 2ОО
Площадь в
-w2 на один
пресс
одноколен-
чатый
5- 6
7- 8
IO — 12
15 — 18
2О— 25
3° — 35
—
2О— 25
двухколен-
чатый
'—
—
18 —2О
25 — 3°
35 — 4°
45-55
65—8о
_
55
При детальном проектировании площади
цеха определяются в результате компоновки
его отделений, а также планировки всего
производственного и вспомогательного обору-
дования. Площади складов при этом рассчи-
тываются в соответствии с количегггвом под-
лежащих хранению на складах материалов
(см. статью „Проектирование складского хо-
зяйства").
Компоновка производственных отделе-
ний и направление грузопотоков могут быть
перпендикулярными (фиг. 24) либо параллель-
ными пролётам цеха (фиг. 25). Расположение
Таблица 43
Наименование площадей
/. Производственные отделения
Прессовое
Отжига и травления полуфабриката .
Окраски
Защитных покрытий
Всего по производственным
отделениям
II. Вспомогательные отделения,
включая их складские площади
Ремонтно-штамповое
Ремонтно-механическое
Пакетировочное
Приготовления эмульсии ........
Электроподстанции .
Итого по вспомогательным
отделениям
Процентное
соотношение
площадей
2-2,5
39-45
2—2,5
7-6
5-4
55-6о
2,5-^3
2.5 — 2
°,5
О,2
о,8
6.5
Наименование площадей
III. Склады
Материалов при 25—30-дневном сроке
хранения, .
Штампов
Готовой продукции (в том числе про-
межуточные) и экспедиции
Вспомогательные и разных материалов
Итого по складам ....
IV. Проезды и ж.-д. пути
Центральные проезды:
а) при соотношении ширины здания
к длине 1:2
б) то же до 1 : 5
Железнодорожные пути с разгрузоч-
ной площадкой:
а) при прохождении ж.-д. пути вдоль
цеха
б) то же с торцевой части здания .
Итого по проездам и ж.-д.
путям
Всего по вспомогательным от-
делениям, складам, центральным
проездам и ж.-д. путям ....
Процентное
соотношение
площадей
ю —8
4-6
ю—9
I
25-24
8,5
7
4,5
13,5-9-5
45—4°
Площадь бытовых помещений определяется
по количеству рабочих и служащих, исходя
из принятой площади на одного человека.
по фиг. 25 даёт некоторую экономию площадей
за счёт железнодорожных путей и проездов,
а также улучшает использование мостовых
108
ЦЕХИ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
[РАЗД. V
кранов для переброски материалов, заготовок
из заготовительного отделения к прессам.
При размещении цеха холодной штампов-
ки в одном здании с механическим цехом
грузопотоки цеха возможно располагать:
а) параллельно пролётам механического цеха
Поступление металла
Д Склад металла и заготовительное отд. д
X
v, Произвойстбенные отделения V
Г" сТлад\ готоШ 1
клад „ гото
продукции
Фиг. 24. Схема движения грузопотоков перпен-
дикулярно пролётам цеха.
(фиг. 26); б) перпендикулярно пролётам меха-
нического цеха (фиг. 27) и в) последовательно
за пролётами механического цеха (фиг. 28).
Схемы фиг. 26 и 28 получили наибольшее рас-
пространение.
На плане цеха схематически показываются
контуры здания, наносится сетка колонн и гра-
ницы отделения (фиг. 29).
Высота пролётов до затяжки ферм колеб-
лется от 5 до 15 м и зависит преимуществен-
но от высоты и мощности подлежащих уста-
Поступпение \
металла
1
nnh
подо
1%
X
X
^_ Производственные
отделения
X
-
j
X
п
—
I
j
ii
я
1|!
CJ j
Фиг. 25. Схема движения грузопотоков параллельно
пролётам цеха.
новке прессов, а также от наличия и грузо-
подъёмности мостовых электрических кранов.
Прессовое оборудование в отдельных слу-
чаях может быть размещено в верхних этажах
здания. Нагрузка на пол при этом не должна
превышать 1,2 тш .
Отделения цеха целесообразно размещать
в следующем порядке. В начале цеха — склад
металла, заготовительное и пакетировочное
отделения, где предусматриваются ж.-д. путь
или въезды для межцехового транспорта. Далее
располагаются прессовые отделения цеха. При
значительной длине последнего поперёк произ-
водственных отделений через каждые 60—65 м
длины устраивают проезд. Такие же проезды
намечаются и вдоль производственных отделе-
ний. В конце прессовых отделений помещают
промежуточный склад, а за ним — отделения
\
Поступление материалов и заготовок
I Скпад материалов и заготовок
_иепрес- j меха ническ ого цеха
Шого цеха~~т"> ' '< т т
Прессовый
чех
гтт
Механический цех
¦L.
юмеЖутом "X" промещт'о чный скпад "
ъш снлао ~*"i мехаяиче сного цеха
o^to —c^h4nlu ц^еТ
Выход готовой
продукции
Фиг. 26. Схема расположения пролётов цеха холод-
ной штамповки параллельно пролётам механического
цеха.
окраски и защитных покрытий. В конце цеха
должен находиться склад готовой продукции.
Склад штампов, ремонтно-штамповое и ре-
монтно-механическое отделения размещаются
Поступление
Поступление поковок и питья
Л 1
Фиг. 27. Схема движения грузопотоков в пролётах цеха
холодной штамповки перпендикулярно пролётам механи-
ческого цеха.
поблизости от прессового отделения или в пре-
делах его, а склады и кладовые вспомогатель-
ных и разных других материалов — в конце
цеха.
Прессы и станки в цехах холодной штам-
повки располагаются по типам или группам
Поступление матери-
алов и заготовок
Прессе вый
цех
s \Cknad
% материамй
щцзаготовок
Меха ни че сИии цех
Выход готовой
продукции
Фиг. 28. Схема движения грузопотоков в пролётах цеха
холодной штамповки последовательно за пролётами ме-
ханического цеха.
ГЛ. II]
ПРОЕКТИРОВАНИЕ ЦЕХОВ ХОЛОДНОЙ ШТАМПОВКИ
109
10000
€& путь \
204000
6000
Склад
! I
^металла и заготовительное от \df пение
L
ШтампоВо-
ремонтное
\Склад !
\штам под!
I
I Участок
.мелких
I I
О е с с о
Участок
-fa
о
\о т д е л е н\и е [Н
Участок \ Участок
¦фильтров, дисков и- кабан \и крупных частей \ рам
I Яот п поп I : I '
р,
деталей
промежуточный склад j [Промежуточный
,Отделе-
I 'шмехаА
! Ремонтно-тчесШ
\втделение\ ^^-fpoiykuuu-.
! С порочно-сварочное i \отделение
~"льео,наоин, (рипошрии i ушлтии,
"ччаст'ок
+ + + + + *М«. + + "
Баков, циклонов, воздухоочистите- \ I газогенераторов
Отделение окраски
! ! Отделение окраски
II
металт-
Бытовые
Фиг. 29. Компоновка цеха холодной штамповки тракторного завода, выпускающего детали, узлы и агрегаты
для керосиновых и газогенераторных тракторов.
оборудования — при мелкосерийном и серий-
ном производстве (фиг. 32) либо в последова-
тельности технологического процесса изготов-
ления деталей и сборки узлов — при крупносе-
рийном и массовом производстве (фиг. 33).
'Joeecu/ одностоечные и накло-
няемые
I] Ш
IZ3
Фиг. 30. Планировка рабочих мест в цехах холодной штам-
повки. Для прессов двухстоечных: /—пресс; 2 и 3—
участки заготовки; 4—участок готовых изделий; 5—уча-
сток отходов; б — стол для готовых деталей. Для
прессов одностоечных и наклоняемых: 1 — прес-
сы; 2— участок заготовок; .3 —участок готовых деталей;
4—участок отходов. Для автоматов: 1 — прессы;
2— ролики для подачи; 3 — участок готовых деталей.
В тех случаях, когда на одной линии изго-
тавливается несколько деталей, оборудование
следует располагать в порядке обработки наи-
более трудоёмких деталей.
При расположении оборудования необходи-
мо учитывать организацию работ на прессах,
предусматривая места для полуфабрикатов
отходов и готовых деталей. Примерная плани-
ровка рабочих мест указана на фиг. 30.
идностоечные и наклоняемые прессы
Q1
доихстоечные прессы на фундаментах.
у
Приусло8ии. что основание Фундаменту Шобится выше подошвы
тонны Ynu торной ипотеснеа
'Проходы и проеsow
D
в ]в
? ?
О»!
€
Фиг. 31. Расстояния и разрывы между прессами.
Рекомендуемые расстояния между прессами
и колоннами, а также стенами здания, разме-
ры внутренних и центральных проходов-про-
ездов даны на фиг. 31.
На фиг. 29, 34—36 изображены примеры
компоновки площадей и планировки оборудо-
вания цехов холодной штамповки.
по
ЦЕХИ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
[РАЗД. V
Фиг. 32. Примерное групповое расположение оборудова-
ния цеха холодной'штамповки: /—прессовое отделение;
// — отделение механической обработки; /// — слесарно-
сварочное отделение. 1 — пресс 100 от; 2—пресс 60 от;
3— пресс 40 от; 4 — пресс 35 т; 5— прессы 25 т; б—прессы
15 от; 7—прессы 3—6 от; 8 — токарные станки; 9 — давиль-
ный станок; 10—резьбонарезные станки; // — револьвер-
ные станки; /2 —сверлильный двухшпиндельный станок;
13— горизонтально-фрезерный станок; 14—наждачное то-
чило; 15— верстак; 16— сварочные аппараты.
Склад чета/та и заготовительное отделение
л
Фиг. 33. Примерное прямоточное расположение оборудова-
ния цеха холодной штамповки: / — участок крупных де-
талей; //—участок мелких деталей; ///—участок гото-
вых деталей; IV— склад штампов, / — пресс 450 т;
2 —пресс 350 от; 3—пресс 250 от; 4— пресс 180 от; 5 —пресс
100 от; 6— пресс 90 от; 7—прессы 25—45 от; Я—пресс 90 т;
9— пресс 60 от; 10 — пресс 45 от; // —прессы 15—25 т.
О
? 30 =а
по щ щ ш ш
« Q Q « Q
Фиг. 34. Планировка цеха холодной штамповки карбюраторного завода: /—участок крупных деталей; Я—участок
мелких деталей и механической обработки;///—промежуточный склад; IV— склад готовой продукции; V — участки
стеллажей для заготовок; / — эксцентриковый пресс 109 от; 2 — эксцентриковый пресс 60 от; 3 — эксцентриковые
прессы 25 от; 4— одностоечный пресс 15 от; 5—фрикционный пресс; 6— чеканочный пресс 400 от; 7—пресс для про-
сечки лент; 5 —эксцентриковый пресс Вейнгартен; 9 — одностоечные прессы 25 т; 10 — пресс Кирхейс; // —про-
сечног пресс бот; 72—просечные прессы бот; 13 — просечные прессы 3 от; 14 — точечные сварочные аппараты;
/5 _ револьверные станки; 16 — давильный станок; 17 — высадочный станок; 18—высадочный автомат двухсторонний;
/9 —сверлильные станки; 20 — токарные станки; 21 — навивочные станки для пружин; 22 —токарный станок; 23 — гори-
зонтально-фрезерный станок; 24 — автомат; 25—резьбонарезные станки^ 26 — галтовочные барабаны; 27— столы
для сборки; 28 — наждачное точило; 29 — правильные вальцы; 30—верстак.
ГЛ. Ill
ПРОЕКТИРОВАНИЕ ЦЕХОВ ХОЛОДНОЙ ШТАМПОВКИ
111
И |" 74 /4 /4 /4 "/3
_j D D D О
Фиг. 35. Планировка цеха холодной штамповки мотоциклетного завода: / — участок прессов; Я—участок
сборки узлов; /// —участок сварки деталей и узлов; IV— участок пайки деталей; V— склады металла и заго-
товительный участок; VI— склады хранения межоперационных заделов и полуфабрикатов; VII— склад штампов;
Vlll — склад готовой продукции; IX — склад заготовок; X — кладовая вспомогательных материалов;
/—эксцентриковый пресс 345 от; 2—эксцентриковый пресс 180 от; ^ — эксцентриковый пресс 215 т.
4-пресс 600 от; 5— эксцентриковые прессы 106 от; 6— эксцентриковые прессы 88 от; 7—ленточные прессы 26 от;
8- прессы-автоматы 43 от; 9и 10—правильные прессы 56 от; //—зигмашины; 12—прессы для гибки; 13—винтовые
прессы; 74—сверлильные станки; /5—барабан для очистки; 16—вальцы для правки; 17— электросварочные
аппараты АНТ-16; 18— сварочные посты; 19—кабины для сварки мелких деталей; 20— ванны; 21— печи для
отжига; 22—наждачные точила; 23—верстаки; 24—ножницы для резки металла.
На фиг. 29 изображена компоновка цеха
холодной штамповки тракторного завода,
выпускающего детали, узлы и агрегаты для
керосиновых и газогенераторных тракторов.
Площадь цеха, расположенного в 7 пролётах,
равна (без бытовых помещений) 22 032 л2.
На фиг. 34 изображена планировка цеха
холодной штамповки (I класса), входящего в
состав главного корпуса карбюраторного за-
вода. Площадь цеха, размещённого в трёх
шестиметровых пролётах, составляет 756 м\
высота пролётов принята 5,5 м.
Склад металла и заготовок находится в на-
чале цеха, склады готовой продукции — в про-
тивоположном конце. Оборудование цеха со-
ставляет четыре линии. Прессовое оборудова-
ние принято мощностью 3 — 100 т. Крупные
прессы расположены в начале линий.
Транспортирование заготовок, изделий и
штампов осуществляется электрокарами и руч-
ными тележками.
На фиг. 35 изображена планировка цеха,
холодной штамповки (II класс, 1-я группа)
мотоциклетного завода площадью 2240 м'2>
Технология производства в данном цехе в
общем аналогична технологии цеха, показан-
ного на фиг. 34. В связи с наличием крупных
прессов для их обслуживания здесь преду-
смотрена установка мостовых электрических
кранов.
На фиг. 36 изображена компоновка цеха
холодной штамповки автомобильного за-
вода (II класс, 2-я группа). Цех размещён на
площади 24 700 м2 в 10 пролётах шири-
ной 24 м.
Склад металла и заготовок находится в
конце цеха и расположен перпендикулярно
основным пролётам. Заготовительное оборудо-
вание находится при складе металла. Поток
изготовления деталей построен по технологи-
ческому признаку с движением вдоль пролёта.
Фиг. 36. Компоновка цеха холодной штамповки автомо-
бильного завода, /—заготовительное отделение и склад
заготовок; //—участок колеса; ///—участок картера;
IV— участок крыла; V—участок капота и кабины; VI—
участок кузова; VII— участок бензобака; VIII— участок
индивидуальных деталей; IX — участок отжига и травле-
ния деталей; X — участок мойки и склада готовых деталей;
XI—участок штамповки деталей рамы; XII— участок
сборки рамы; XIII— склад листового и ленточного ме-
талла; XIV— лаборатория; XV—бытовые помещения;
XVI -инструментальные кладовые; XVII— склады штам-
пов; XVIII— цеховые конторы; XIX — участок брикети-
ровки; XX—склады химикатов, строительных материалов,
спецодежды и др.; XXI— купоросное отделение; XXII —
склады ленточного металла; XXIII—сортировочная пло-
шадка.
П2
ЦЕХИ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
[РАЗД. V
Склад готовых деталей размещён с противо-
положной стороны цеха.
Крупное прессовое оборудование сосредо-
точено в начале пролётов, примыкающих к
складу металлов. Такое решение позволяет
избежать излишнего перемещения металла и
крупных заготовок.
В связи с наличием мощного прессового
оборудования высота пролётов принята рав-
ной 12 м до затяжки фермы. Исключение со-
ставляет пролёт рамного отделения, имеющий
высоту 15 м. Все пролёты оборудованы мосто-
выми электрическими кранами 5, 10,15 и 30 т,
а рамное отделение — краном 60 т.
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ
ПОКАЗАТЕЛИ
Табл. 44 содержит сводку технико-эконо-
мических показателей отдельных цехов холод-
ной штамповки.
Таблица 44
Наименование показателей
Прессовый корпус
шасси ГАЗ
по прессо-
вому
отделению
по кор
пусу
Цех холодной
штамповки ЗИС
по прессО'
вому
отделению
по
цеху
Прессово-газогене-
раторный цех ХТЗ
по прессо-
вому
отделению
по
цеху
§
«go.
а е «
5.2 s
2 о о
? н а
?. s
а
H- - н
Ч Ж 4)
SSI
X Я Cf
S О О
ста и п
ном
я >=( м
я се О
Процентное соотношение
производственного оборудова-
ния (от 100%):
а) прессы
б) металлорежущие станки
в) электросварочные ма-
шины
г) сушильные камеры и
печи
д) прочие .......
Средний тоннаж прессов .
Процентное соотношение
рабочего состава:
а) производственные рабо-
чие к общему числу ра-
бочих ,
б) вспомогательные рабочие
к числу производствен-
ных рабочих
в) инженерно-технические
работники к числу ра-
бочих
Процентное соотношение
площадей:
а) производственная пло-
щадь в % к общей пло-
щади
б) вспомогательная площадь
в % к производственной
площади
Производственная площадь
на единицу оборудования вл8
Количество штамповых опе-
раций на одну деталь . . .
Количество перерабатывае-
мого металла одним прессом
в mjzod
То же на 1 м3 производст-
венной площади
Трудоёмкость на 1 т пере-
рабатываемого металла в
станко-часах
То же в чел.-час
Расход воздуха в м3 на 1 т
выпуска
Расход пара ъ т на 1 т
выпуска .
Расход производственной
воды в л3 на 1 от выпуска. .
57-8
12,3
13,7
16,2
182
8о,О
26,0
5.7
65,0
54.°
33
2,4
37°
6,5
14,0
20,0
33,4
19,7
8,9
2,8
35,2
57.°
73,о
9.1
57,°
76,0
25
5,2
0,76
4,2
29,0
33.4*
«.5
26,1
i88
79,°
27,0
7.6
62,0
61,0
39
3,3
408
2,8
24,0
38,0
24,8
37.4
10,0
1,1
26,7
66,0
49,°
12,5
61,0
34,о
2,6
0,41
2.9
3i,5
17,5
22,8
28,2
106
83,0
20,0
5,4
69,0
45.O
38
1.7
523
11.0
19,0
35.O
21,5
27,7
16,4
2,6
31,8
57>°
74,о
14,5
52
92
2б
-
—
3,1
_
176
°,5J
9.О
58,3
¦12,7
-
29,0
43
70,0
27,0
10,0
60
67
27
3,3
62
1,3
147,0
298,5
-
-
—
32,8
15.2
22,0
30.0
71
7 .0
23,0
9,3
56
79
23
2,0
160
1,6
75,°
100,0
16,4
0,25
2,4
36,0
17.3
3.4
43,3
33
78
28
9,0
8
0,46
297
480
84,5
1,44
14,9
* Большое развитие парка металлорежущих станков по цеху холодной штамповки ЗИС обусловлено значитель-
ным количеством деталей проходящих механическую обработку.
Глава III
ПРОЕКТИРОВАНИЕ СВАРОЧНЫХ ЦЕХОВ (МЕТАЛЛИЧЕСКИХ
КОНСТРУКЦИЙ)
КЛАССИФИКАЦИЯ ЦЕХОВ
МЕТАЛЛОКОНСТРУКЦИЙ И ИСХОДНЫЕ
ДАННЫЕ ДЛЯ ПРОЕКТИРОВАНИЯ
Классификация цехов металлических
конструкций (табл. 1) построена на основа-
нии следующих признаков: а) тип производ-
ства — единичный и мелкосерийный, средне-
серийный, крупносерийный и массовый; б) пре-
обладающий в данном цехе технологический
процесс — заготовительные и сборочные опе-
рации, сварка электродуговая и др. при раз-
личной степени их механизации; в) преобла-
дающий сортамент металла в изготовляе-
мых конструкциях; г) производительность це-
ха — годовой выпуск в весовом выражении (т).
По первым двум признакам все цехи метал-
локонструкций можно разбить на три класса.
I класс — цехи единичного и мелкосерий-
ного производства с выполнением электро-
Таблица 1
Классификация цехов металлоконструкций
Класс
Группа
Тип про-
изводства
Преобла-
дающий
сортамент
металла
Характер-
ный тех-
нологиче-
ский про-
цесс
Произ-
водитель-
ность в
год в тп
Характер-
ные объ-
екты про-
изводства
I
1
2
Единичный и мелкосерийный
Листовая
сталь 8<5 мм
Сортовая
сталь ?<3 кг
A пог. м)
Трубы"
rfSM<;50 мм
Р 5'чная ду-
говая элек-
тросварка на
стеллажах.
Контактная
сварка уни-
версальными
машинами
До бооо
Вентиляци-
онное обору-
дование. Спе-
циальная та-
ра и ёмкости.
Лёгкие ре-
шётчатые
конструкции
специального
назнач ения.
Газгольде р ы
постоянного
давления
Листовая
сталь 8>5 мм
Сортовая
сталь ?>3 кг
A пог. м)
Трубы deH>50 мм
Ручная дуговая
электросварка на
стеллажах. Авто-
матическая свар-
ка на универсаль-
ных установках.
Машинная и руч-
ная пневматиче-
ская клёпка
От бооо до 5° °°°
Котельные
установки. Кон-
струкции и стани-
ны тяжёлого ма-
шиностроения.
Фермы, рамы и
другие несущие
коне трукции
подъёмно -транс-
портного обору-
дования. Стацио-
нарные ёмкости.
Газгольдеры по-
стоянного объё-
ма. Строитель-
ные конструкции,
пролётные строе-
ния мостов
II | III
1
2
Среднесерийный
Листовая
сталь ?<С5 мм
Сортовая
сталь g<3 кг
A пог. м)
Трубы daw<50 мм
Штамповка и
гибка профилей
и листового ме-
талла. Сборка в
кондукторах. Ду-
говая электро-
сварка на меха-
низированных
стеллажах. Кон-
тактная сварка в
специализирован-
ных приспособ-
лениях
От з°оо до 15 ооо
Металлическая
стандартная тара
и малые ёмкости.
Строительные
детали: окна, две-
ри, листовое огра-
ждение и пр.
Вентиляцион н о е
оборудование.
Конструкции из
шта мпованных
профилей. Массо-
гонные трубы и
фасонные части
для торфяной
промышленности
Листовая
сталь 8>5 мм
Сортовая
сталь ?>3 кг
A пог. м)
Трубы йвн>ЪО мм
Сборка в- кон-
дукторах. Ручная
дуговая электро-
сварка на меха-
низированных по-
воротных при-
способлениях.
Автоматиче екая
сварка на специ-
ализиро ванных
установках. Пнев-
матическая клёп-
ка
От 15000 до 5°°о°
Краны стан-
дартных типов.
Паровозы, ваго-
ны, цистерны. Ре-
зервуары. Метал-
локонструкц ии
для химической
и коксохимиче-
ской промышлен-
ности. Мачты ра-
диосвязи и линий
электропередачи.
Типовые строи-
тельные конст-
рукции и пролёт-
ные строения
мостов. Типовые
котлы
1
2
Крупносерийный и массовый
Листовая
сталь 6<5 мм
Сортовая
сталь ?<3 кг
A пог. м)
Трубы
авн<5° мм
Штамповка
и гибка про-
филей и ли-
стового ме-
талла. Сбор-
ка и ручная
сварка в ме-
ханизирован-
ных поворот-
ных приспо-
соблениях.
Автоматиче-
ская сварка
Отз°°° до is ооо
Металли-
ческая стан-
дартная тара
и малые ём-
кости. Кон-
с т р у к ц ии
электроаппа-
ратуры. Лёг-
кие конструк-
ции оборон-
ной промыш-
ленности
Листовая
сталь 8>5 мм
Сортовая
сталь ?>3 кг
A пог. м)
Трубы
rfeH>50 мм
Сборка и
ручная свар-
ка в механи-
зированных
при с пособ-
лениях. Авто-
мата ч е с к а я
сварка на
узко специ-
а л и зирован-
ных установ-
ках. Машин-
ная клёпка
Свыше 15000
Вагоны то-
варные. Кот-
лы паровоз-
ные и локомо-
б и л ь н ы е.
Конструкции
сельскохо-
зяйственных
машин. Кор-
пусны» кон-
струкции
Том 14
114
ПРОЕКТИРОВАНИЕ СВАРОЧНЫХ ЦЕХОВ
[разд. v
дуговой сварки на сборочных стеллажах и с
применением универсальных установок для
автоматической дуговой и контактной сварки.
Применение клёпки ограничивается лишь не-
которыми специальными конструкциями, рабо-
тающими в условиях значительных динамиче-
ских нагрузок или резких температурных из-
менений. Процесс клёпки в основном механи-
зирован.
II класс — цехи среднесерийного произ-
водства, в которых широко применяются сбо-
рочные кондукторы, механизированные стел-
лажи для ручной сварки и специализирован-
ные установки для автоматической дуговой и
контактной сварки.
III класс — цехи крупносерийного и мас-
сового производства с применением специали-
зированных приспособлений и установок для
сборки и сварки, а также машинной клёпки.
Для цехов этого класса может быть характер-
ным применение штампованных профилей из
листового металла.
Каждый класс делится на группы по при-
знаку преобладающего сортамента металла
в изготовляемых конструкциях.
В машиностроении металлические конструк-
ции являются составной частью выпускаемых
заводом изделий. Поэтому программа, харак-
тер производства, специализация и работа
проектируемого цеха определяются профилем
предприятия, в состав которого он входит.
В строительной промышленности производ-
ство металлоконструкций сосредоточено в осо-
бых заводах или мастерских. По типу основ-
ного производства заводы металлоконструк-
ций могут быть отнесены преимущественно к
цехам 1 класса 2-й группы. Их годовая произво-
дительность колеблется от 5—6 тыс. т (мастер-
ские при крупных строительствах заводов тяжё-
лой промышленности) до 40—45 тыс. т (спе-
циализированные заводы металлоконструкций).
В связи с ростом применения в строитель-
стве металлических стандартных деталей
(оконных переплётов, фонарей верхнего света,
различных листовых ограждений и т. д.) про-
изводится выделение специализированных по
их изготовлению заводов. Последние могут быть
отнесены ко II классу A-я и реже 2-я группы).
Исходными данными для проектирова-
ния цеха металлических конструкций явля-
ются: а) годовая производственная программа,
б) технические условия на испытание и при-
ёмку готовых изделий, в) режим работы,
и фонды времени оборудования и рабочих.
ПРОИЗВОДСТВЕННАЯ ПРОГРАММА ЦЕХА
Годовая производственная программа пред-
ставляет собой перечень подлежащих изгото-
влению изделий с указанием их количества
и веса. Заданную номенклатуру изделий не-
обходимо подразделить на отдельные кон-
структивно однородные группы, после чего
по каждой группе изделий наметить технологи-
ческий процесс (маршрут) и определить объём
работы, выполняемый во всех отделениях про-
ектируемого цеха. Одновременно устанавли-
ваются номенклатура и количество узлов и де-
талей, поступающих в сборочное отделение
из других цехов завода.
При детальном проектировании программа
цеха может быть представлена в виде табл. А.
Указанная в этой таблице загрузка заготови-
тельного отделения должна быть подразделена
по видам материалов и полуфабрикатов, при-
меняемых для изготовления изделий, перечис-
ленных в программе проектируемого цеха (про-
катная сталь по сортам — лист, угольник, швел-
леры и т. д., литьё стальное и чугунное, по-
ковки, метизы, электроды и пр.). Результаты
этих подсчётов в виде сводной таблицы опреде-
ляют годовую потребность в материалах для
выполнения заданной программы. Размер отхо-
дов, угара и других потерь учитывается в про-
центах от веса изделий.
Возможная и целесообразная степень дета-
лизации технологических расчётов обусловли-
вается принадлежностью цеха к определённому
классу (табл. 1) и находится в соответствии
с определённостью и точностью программного
Таблица А
Годовая производственная программа цеха металлических конструкций
Название изделия
Электрические
мостовые краны
Нормальный элек-
трический мостовой
Итого по влектри-
ческим мостовым
кранам
Стреловые краны
Кран на железно-
дорожном ходу ю-т
Итого по стрело-
вым кранам
Всего по кранам .
Количество
на годовую
программу
в шт.
20
1!
i8o
29S
Вес единицы изделия
для цеха металличе-
ских конструкций в кг
по загото-
вительно-
му отде-
лению
Зоооо
12 000
-
по сбороч-
ному отде-
лению
34ооо
Зоооо
-
Вес на годовую программу в т
Заготови-
тельное
отделение
боо
IIOO
2l6o
66OO
7700
Сборочное
отделение
68о
1200
f4oo
86оо
д8оо
По цеху
всего
68о
1200
S4oo
86оо
д8оо
в том
сварные
68о
I2OO
S400
$6оо
$8оо
числе
клёпаные
-
-
—
ГЛ. Ill
ПРОИЗВОДСТВЕННАЯ ПРОГРАММА ЦЕХА
115
задания. Применяются следующие разновид-
ности производственной программы цеха метал-
лических конструкций: 1) условная программа
производства задаётся при проектировании
цехов I и отчасти II классов, т. е. при непо-
стоянной и неопределённой номенклатуре под-
лежащих изготовлению изделий; 2) приведён-
ная программа задаётся при проектировании
цехов II класса в тех случаях, когда номен-
клатура изделий разнообразна по типо-разме-
рам, причём может подвергаться частым изме-
нениям; 3) точная программа необходима для
проектирования цехов III класса (иногда II
класса) при постоянной и ограниченной номен-
клатуре изделий
Условная программа для производства
единичных изделий или при малой серийности
их составляется в самой общей форме, обычно
в весовом выражении (например 5000 т метал-
локонструкций мостовых кранов грузоподъём-
ностью 50—125 т, котлы для сельскохозяй-
ственных локомобилей 75 л. с. общим весом
2500 тит. п.).
Приведённая программа составляется из
типовых изделий, характерных для программ-
ной номенклатуры по частоте повторяемости,
комплектности, габаритам и весам. Для умень-
шения объёма проектных работ, при одновре-
менном обеспечении достаточной для практи-
ческих целей точности, производится сокра-
щение номенклатуры заданных изделий путём
деления программы на группы однородных
конструкций и выбора из каждой группы
„представителя", т. е. такого изделия, в кото-
ром наиболее полно отражены характерные
особенности представляемой им группы изде-
лий. Указанные в заданной программе коли-
чества остальных изделий каждой группы пе-
ресчитывают при помощи переводных коэфи-
циентов на некоторое количество изделий-
представителей группы. В результате пересчёта
получается расчётная приведённая программа,
служащая основанием для дальнейшей разра-
ботки проекта.
При выборе изделий-представителей про-
граммы необходимо учитывать следующие
требования, обусловливающие потребную точ-
ность технологических расчётов.
1. Изделие-пргдставитель должно занимать
наибольшее место в годовой программе по
данной группе изделий в весовом или коли-
чественном выражении по сравнению с дру-
гими изделиями группы.
2. Единичный вес (Qq) изделия-представи-
теля не должен отличаться более чем в 2 раза
от единичных весов Q каждого из остальных
изделий группы, т. е.
1<С?о
3. Выбранные изделия-представители долж-
ны быть обеспечены с возможной полнотой
передовыми технико-экономическими показа-
телями из ранее выполненных проектов либо
из практики передовых цехов, родственных
проектируемому.
Для расчёта приведённой программы при-
меняются два вида переводных коэфициентов:
по весу (Кв) и по трудоёмкости (Кт). Козфи-
циент Кв служит для определения приведённых
количеств изделий при сохранении постоянным
заданного веса годового выпуска по каждой
группе приводимых изделий. Коэфициент К at
применяется для определения приведённых ко-
личеств изделий при сохранении постоянной
трудоёмкости работ по изготовлению заданных
изделий по каждой отдельной группе.
Значение обоих видов переводных коэфи-
циентов в каждом отдельном случае опреде-
ляется следующими соотношениями [17]:
к _ Qo к -( ^°У/з
~ ~О~' ~ \О )
При помощи коэфициента Кв определяют-
ся веса и сортамент материалов, необходимых
для выполнения годовой программы по каж-
дой группе изделий. При определении коли-
чества оборудования и рабочих мест, чис-
ленности производственных рабочих, длитель-
ности производственного цикла и пр. пользу-
ются коэфициентом Кт-
Точная программа цехов с крупносерий-
ным и массовым производством (III класс)
задаётся в виде перечня всех изделий с ука-
занием их количества и веса и сопрово-
ждается рабочими чертежами и специфика-
циями деталей каждого изделия, по которым
производятся все технологические расчёты,а
также определяется потребность в материалах,
рабочей силе, оборудовании и пр.
Процесс изготовления металлоконструкций
состоит из двух групп основных операций —
заготовительных и сборочных, выполнение
которых производится в специализированных
отделениях цехов металлических конструкций.
Заготовительные операции (преимуществен-
но обработка прокатной стали) включают на-
метку и разметку, резку, гибку холодную и
горячую, образование отверстий, обработку кро-
мок, вторичную правку (после обработки) и др.
Сборочные операции включают собственно
сборку, сварку, клёпку, обработку торцов,
образование отверстий в монтажных соедине-
ниях, окраску и маркировку.
Кроме перечисленных основных, всегда
имеют место следующие подготовительные
операции: правка прокатной стали, выпол-
няемая на складе металла, шаблонирование,
выполняемое в шаблонной мастерской, и др.
Если склад металла не входит в состав
цеха металлоконструкций, а является общим
для завода, при цехе организуется кладовая
правленого металла для обеспечения текущих
потребностей производства.
Указания по разработке маршрутов техно-
логического процесса изготовления металли-
ческих конструкций даны в т. 5 «Справочника".
При укрупнённом проектировании для рас-
чётов трудоёмкости пользуются укрупнён-
ными нормами на единицу изделия либо на
единицу работы (протяжённость сварных швов,
длина резки и т. д.), заимствованными из ра-
нее выполненных проектов либо из отчётных
данных передовых цехов металлических кон-
струкций, по возможности аналогичных проек-
тируемому по классу и группе.
При детальном проектировании цехов
I и II классов трудоёмкость заготовительных
(преимущественно станочных) операций опре-
деляется по нормам, отнесённым к 1 т соот-
ветствующего профиля прокатной стали (лист,
универсал, угольник и пр.).
116
ПРОЕКТИРОВАНИЕ СВАРОЧНЫХ ЦЕХОВ
[РАЗД. V
Трудоёмкость сборочных работ опреде-
ляется по нормам, отнесённым к 1 т веса
изделий, проходящих сборку.
Трудоёмкость работы по сварке, постановке
заклёпок и т. д. определяется по количеству
пог. м шва, числу заклёпок и т. д. либо по
нормам, отнесённым к 1 т изделий в зависи-
мости от веса, типа и характера конструкций.
При детальном проектировании цехов III
класса трудоёмкость определяется по нормам
штучного времени для всех операций техноло-
гического процесса и всех изделий, включён-
ных в программу цеха.
ОБОРУДОВАНИЕ
Расчёт количества станочного оборудо-
вания или рабочих мест Ср производится по
формуле
Со =
р
где Ср — расчётное количество оборудования
либо рабочих мест, необходимых для выпол-
нения данной операции; Nv N2, Ns,..., Na —
годовое количество отдельных типо-размеров
изделий, проходящих через данную операцию;
'it '2» 's> • • • * *п~ норма времени на данную
операцию по каждому из типо-размеров изде-
лий; F$ — действительный годовой фонд вре-
мени оборудования в часах при односменной
работе; т — коэфициент смени сти.
В случае, если проектирование цеха ведётся
по изделиям-представителям программы, в этой
формуле N —¦ годовое число приведённых изде-
лий к изделию-представителю; t — норма вре-
мени на данную операцию по изделию-пред-
ставителю.
Расчёт площади стеллажей S для сборки
и сварки либо рассверливания и клёпки произ-
водится по формуле
NTs _ NTQ
Fdtn Fdmq
где N—годовое число изделий-представите-
лей; Т — длительность операционного цикла
на данном стеллаже; s — площадь, занимаемая
одним стеллажом; /^—действительный годо-
вой фонд времени стеллажа в часах при одно-
сменной работе; m — коэфициент сменности;
Q—вес изделия-предегавителя в m; q — допу-
скаемая нагрузка на 1 м2 стеллажа в т.
Указания по выбору технологического обо-
рудования, применяемого в цехах металличе-
ских конструкций, даны в табл. 2 (см. также
т. 5).
Таблица 2
Производст-
венная опера-
ция
Правка про-
катной стали
Резка про-
катной стали
Назначение основного
Обрабатываемый
материал
Листовая и уни-
версальная сталь
Угловая сталь
Балки и швел-
леры
Все профили
Листовая, уни-
версальная и по-
лосовая сталь
Наименование
оборудования
Листоправиль-
ные вальцы
Углоправйльные
вальцы
Горизонтальные
правильно-гибоч-
ные прессы
Вертикальные
правильно-гибоч-
ные прессы
Правильные
плиты
Пресс-ножницы:
а) с продольными
ножами;
б) с поперечными
ножами
Гильотинные
ножницы
Дисковые нож-
ницы
технологического оборудования
Техническая характеристика оборудо-
вания или предельные размеры обра-
батываемых профилей
в цехах
I, II, III классов
1-й группы
7—9-валковые.
Правка листов до
3000 X 10 мм
9-валковые.
Правка уголков до
100 X 100 X 12 мм
Правка и гибка
двутавров и швел-
леров до № 18
То же
Профили всех
размеров. Правка
мелких деталей и
устранение мест-
ных выгибов в ли-
стовой стали
Длина ножей от
300 до 500 мм. Рез-
ка листов толщи-
ной до 10 мм
Длина ножей 200—
500 мм. Вылет
500—700 мм. Резка
листов толщиной
до 10 мм
Вылет 500—750 мм.
Резка листов ши-
риной до 2500 мм.
толщиной до 12 мм
Прямолинейная и
круговая резка ли-
стов толщиной до
10 мм
в цехах
1, II, III классов
2-й группы
7-валковые.
Правка листов до
3000 X 40 мм
1) 9-валковые.
Правка уголков до
200 X 200 X 24 мм
2) То же до 150 X
Х150х 20 мм
Правка и гиб-
ка двутавров и
швеллеров до № 60
То же до № 45
Профили всех
размеров. Правка
мелких деталей
Длина ножей от
400 до 600 мм. Рез-
ка листов толщи-
ной до 20 мм
Длина ножей:
300—400 мм. Вылет
6' 0—750 мм. Резка
листов толщиной
до 20 мм
Вылет 500—750 мм.
Резка листов ши-
риной до 3000 мм,
толщиной до 40 мм
Прямолинейная
резка листов тол-
щиной до 25 мм
Примечание
-
-
Применяются
также для прав-
ки и гибки угол-
ков и рельсов
-
-
-
ГЛ. Ill
ОБОРУДОВАНИЕ
117
Продолжение табл. 2
Производст-
венная опера-
ция
Обрабатываемый
материал
Наименование
оборудования
Техническая характеристика оборудо-
вания или предельные размеры обра-
батываемых профилей
в цехах
I, II, III классов
1-й группы
в цехах
I, II, 111 классов
2-й группы
Примечание
Резка про-
катной стали
Угловая сталь
Углогые
ницы
Резка уголков до
120 X 120 х 12 мм,
односторонние
Резка уголков до
200 X 200 X 25 мм,
одно- и двухсторон-
ние
Галки, швелле-
ры и уголки круп-
ных размеров
Профильные
ножницы
С открытым зе- | С открытым зе-
вом для резки ба- ¦ вом и портальной
швеллеров | рамой для резки
лок
ДО J1
24
Трубы и профили
компактных сечен.
Ножовки
приводные
Мелкие профили
Трубы, балки,
швеллеры, угол-
ки крупных раз-
меров
Пилы зубчатые
Пилы фрикцион-
ные
Диаметр диска
•6U0 -950 мм
Диаметр диска
600-1000 мм
балок и швеллеров
до № 60
Имеют ограни-
ченное примене-
ние ввиду недо-
статочной чисто-
ты реза и дефор-
мации кромок
Диаметр диска
1300—1500 мм
Диаметр диска
1000—15U0 мм
Все профили
Газовые резаки
(ацетилено-кисло-
родные. бензино-
кислородные и др.)
ручные, полуавто-
матические и ав-
томатические
Прямолинейная и криволинейная резка
всех профилей и размеров
с набором мунд-
штуков для резки
стали толщиной до
10 мм
с набором мунд-
штуков для резки
стали толщиной до
100 мм
При автомати-
ческой и полуав-
томатической рез-
ке стали с содер-
жанием С ^ 0,27—
'1.35% дости-
гается одновре-
менно чистовая
обработка кромок.
О выборе автома-
тов и полуавтома-
тов для газовой
резки см. «Техно-
логия котельного
производства"
(г. 5)
Чистовая об-
работка кро-
мок, разделка
под сварку
Листы прямо-
угольные и уни-
версал, а также
корыта цилиндри-
ческих обечаек
Кромкострогаль-
ные и продольно-
строгальные стан-
ки
Длина строгания
до 12 00 > мм, высо-
та обрабатываемо-
го пакета до 250мм.
Стали люб*ых ма-
рок
Применяются
для строжки кро-
мок после резки
на гильотинах или
ручной газовой
(огневой) и для
фасонной раздел-
ки при сварке
встык листов тол-
щиной 15 мм и
более
Газовые резаки
автоматические и
полуавтоматиче-
ские
Стали с С<0,27°/0
при толщине до
100 мм
Листы круглые
(в том числе флан-
цы)
Токарно-кару-
сельные станки
Для стали с С >
> 0,27% или при
толщине 8>100 мм
Газовые резаки
автоматические и
полуавтоматиче-
ские
Для стали сС<
<0,27%иЗ<100лш
Листы фасон-
ные
Газовые резаки
автоматические
или полуавтома-
тические
То же
Обечайки
Токарно - обди-
рочные или токар-
но-карусельные
станки
Газовые резаки
автоматические и
полуавтоматиче-
ские
Без ограничений
Для стали с С <
<О,27% 6Ш
118
ПРОЕКТИРОВАНИЕ СВАРОЧНЫХ ЦЕХОВ
Продолжение табл. 2
Производст-
венная опера-
ция
Чистовая об-
работка кро-
мок, разделка
под сварку
Холодная и
горячая гибка
Нагрев ли-
стов для го-
рячей гибки
Сверление и
рассверлива-
ние отверстий
Обрабатываемый
материал
Днища без ла-
зов
Днища с лазами
Уголки, балки и
швеллеры
Все профили
Лист и универ-
сал
Лист
Уголки
Балки, швелле-
ры и крупные
уголки
Лист
Собранные кон-
струкции
Наименование
оборудования
Токарно-кару-
сельные станки
Газовые резаки
автоматические и
полуавтоматиче-
ские
Токарно-кару-
сельные станки
Торцефрезер-
ные станки
Пневматические
рубильные мо-
лотки
Н аж дачно-зачи-
стные станки
Листогибочные
вальцы трёх- и
четырёхвалковые
Листогибочные
прессы
Отбортовочные
и отфланцовочные
машины
Углогибочные
вальцы трёх- и
четырёхвалковые
горизонтальные и
вертикальные
Правильно-ги-
бочные кулачко-
вые прессы гори-
зонтальные
Листонагрева-
тельные печи
Радиально-евер-
лильные станки
стационарные или
передвижные на
порталах либо на
тележках
Ручные свер-
лильные машин-
ки
Техническая характеристика оборудо-
вания или предельные размеры обра-
батываемых профилей
в цехах
I, II, III классов
1-й группы
-
—
-
¦ —
Холодная гибка
листов толщиной
до 10 мм, шириной
до 3000 мм
Холодная гибка
и отбортовка кро-
мок листов толщи-
ной 4-5 мм, дли-
ной до 30iO мм
Отбортовка кро-
мок листов, отбор-
товка и отфланцов-
ка обечаек толщи-
ной до 10 мм
Холодная гибка
уголков до 100 X
X100X10 мм
Холодная гибка
балок и швеллеров
до № 20
—
Сверление отвер-
стий до 0 32 мм.
Вылет шпинделя
до 2500 мм
Сверление отвер-
стий до 0 12 мм
в цехах
I, II, III классов
2-й группы
Без ограничений
Для стали с С<
<0,27% и 8<100 мм
Только с двумя-
тремя супортами
Диаметр план-
шайбы 7С0—800 мм,
длина до 2500 мм.
Пакетная строжка
кромок в деталях
длиной до 2,5 м
Рубка кромок в
одиночных деталях
всех размеров
Диаметр диска до
300 мм, стационар-
ные и передвиж-
ные. Зачистка кро-
мок деталей
Холодная (горя-
чая) гибка листов
толщиной до 40 мм
G5 мм), шириной
до 13 000 мм
Гибка листов тол-
щиной 40 мм, в от-
дельных случаях
до 160—180 мм, дли-
ной до 5000 мм, в
отдельных случаях
до 12000 мм
Отбортовка и от-
фланцовка кромок
листов и обечаек
толщиной до 20 мм
Холодная (горя-
чая) гибка уголков
до 150X150X20 мм
Холодная (горя-
чая) гибка балок и
швеллеров до № 45,
уголков до 200X
X 200x20 мм
Габариты в плане
до 4,5 X 16,0 м (для
листов 3 X 13 м)
Сверление и рас-
сверливание отвер-
стий до 0120 мм.
Вылет шпинделя до
3000 мм
Сверление отвер-
стий до 032 мм и
рассверливание до
050 мм
Примечание
-
-
-
-
-
-
-
-
-
- -
-
-
-
-
гл. ш]
ОБОРУДОВАНИЕ
119
Продолжение табл. 2
Производст-
венная опера-
ция
Обрабатываемый
материал
Наименование
оборудования
Техническая характеристика оборудо-
вания или предельные размеры обра-
батываемых профилей
в цехах
I, II, III классов
1-й группы
в цехах
I, II, III классов
2-й группы
Примечание
Сварка эле-
ктродуговая
ручная
Собранные кон-
струкции (выпол-
нение швов без
ограничений кон-
фигурации, про-
тяжённости и про-
странственного
расположения)
Сварочные транс
форматоры
Сварочные ма-
шины постоянно-
го тока с приво-
дом от мотора пе-
ременного тока
То же с приво-
дом от двигателя
внутреннего сго-
рания
При непрерывной
работе сила свароч-
ного тока 150—250 а
Тоже при сварке
электродами, не
применяемыми на
переменном токе,
или при сварке
тонких деталей при
обратной полярно-
сти электродов
То же при свар-
ке в полевых усло-
виях и при отсут-
ствии электросети
переменного тока
При непрерывной
работе сила свароч-
ного тока до 600 а
То же при сварке
электродами, не при-
меняемыми на пе-
ременном токе
То же при сварке
в полевых условиях
и при отсутствии
электросети пере-
менного тока
Сварка эле
ктродуговая
автоматиче-
ская под слоем
флюса
Собранные кон-
струкции (выпол-
нение прямолиней-
ных швов длиной
более 0,5—1,0 м в
нижнем положе-
нии или в лодоч-
ку; при сварке
цилиндрических
изделии и труб—
выполнение на-
ружных швов)
Самоходные го-
ловки, передви-
гающиеся на пор-
талах, кран-бал-
ках, велосипед-
ных кранах. Рабо-
чее место обору-
дуется кантовате-
лями или стелла-
жами для установ-
ки изделий под
сварку в лодочку
Питание энергией от мощных свароч-
ных трансформаторов или от группы
сварочных трансформаторов, включён-
ных параллельно
При непрерывной
работе сварочный
ток достигает 600а
То же, но при
сварке швов на по-
верхностях боль-
шой протяжённо-
сти (палуба) либо
внутри сосудов
или трубопрово-
дов
Сварочные трак-
торы
То же
Собранные кон-
струкции (выпол-
нение круговых
наружных швов
неограниченной
длины в нижнем
положении или в
лодочку)
Стационарные
установки на по-
воротных консо-
лях. Рабочее ме-
сто оборудуется
механизированны-
ми роликовыми
столами, позицио-
нерами и пр. для
поворачивания из-
делий во время
сварки
То же
Собранные кон-
струкции (выпол-
нение прямоли-
нейных и круговых
наружных швов
длиной более 0,5—
1,0 м н нижнем
положении или в
лодочку)
Сварочные го-
ловки на пово-
ротных консолях,
укреплённых на
самоходных те-
лежках, передви-
гающихся на пор-
талах, кран-бал-
ках или велоси-
педных кранах и
т. п. Рабочее ме-
сто оборудуется
механизированны-
ми кантователями,
роликовыми стола-
ми, позиционера-
ми п пр. для пово-
рачивания изделий]
То же
При непрерывной
работе сварочный
ток достигает 2000а
То же
То же
То же
Сварка кон-
тактная (то-
чечная и ли-
нейная, ре-
же стыковая)
Собранные кон-
струкции
Машины для
контактной сварки
Сварка деталей
суммарной толщи-
ной при точечной
сварке до 8 мм и
при линейной свар-
ке до 4 мм. Свар-
ка встык сечений
до 4000 ям1
Сварка деталей
суммарной толщи-
ны при точечной
сварке до к5 мм и
при линейной свар-
ке до 4 мм; сварка
встык сечений до
4000 мм3
120
ПРОЕКТИРОВАНИЕ СВАРОЧНЫХ ЦЕХОВ
[рАзд у
Продолжение табл. 2
Производст-
венная опера-
ция
Термическая
обработка
Образование
отверстий в
клёпаных кон-
струкциях
Клёпка
Нагрев за-
клёпок
Обрабатываемый
материал
Сварные котель-
ные барабаны и
узлы сварных из-
делий
Все профили
(кроме труб)
Все профили
Собранные кон-
струкции
Наименование
оборудования
Термические
печи
Дыропробивные
прессы одноштем-
пельные или двух-
штемпельные
Дыропробивные
прессы многоштем-
пельные с дели-
тельными столами
(спейсеры)
Радиально-свер-
лильные станки
стационарные, на-
стенные и пере-
движные
Ручные пневма-
тические свер-
лильные машинки
Клепальные ско-
бы:
а) пневматические
и электрические
б) гидравлические
Ручные клепаль-
ные пневматиче-
ские молотки
Пневматические
поддержки
Горны перенос-
ные, печи нагре-
вательные
Электронагре-
ватели
Техническая характеристика оборудо-
вания или предельные размеры обра-
батываемых профилей
в цехах
I, II, III классов
1-й группы
—
Пробивка отвер-
стий до 0 12 мм в
металле толщиной
до 10 мм. Вылет —
200—300 мм
Сверление отвер-
стий до 020 мм,
вылет хобота до
2000 м
Сверление до
020 мм
Клёпка холодных,
реже горячих за-
клёпок до 0 12 мм.
Высота зева до
400 мм, вылет 200—
800 мм
Клёпка заклёпок
до 012 мм
Тоже
Площадь пода
200 X 500 мм
На 2—4 одновре-
менно нагреваемые
заклёпки
в цехах
I, II. III классов
2-й группы
Габариты печи
(барабанной) в пла-
не доЗДХ 15-и (для
барабанов 1,6 X
X 12 м)
Пробивка отвер-
стий до 0 25 мм в
металле толщиной
до 20 мм. Вылет —
500-800 мм
Пробивка отвер-
стий до 0 25 мм в
металле толщиной
до 20 мм. Число
штемпелей от 4
до 48
Сверление отвер-
стий до <7) 50 мм.
Вылет хобота до
2500 мм
Сверление до
050 мм
Клёпка горячих за-
клёпок до 0 АО мм.
Высота зева до
600 мм, вылет 400—
1900 мм
Вылет до 4000 мм
Клёпка заклёпок
до 0 32 мм
То же
Площадь пода
200X500 мм
На 2—4 одновре-
менно нагреваемые
заклёпки
Примечание
В прессах, обо-
рудованных копи-
ровальными ус-
тройствами (дуб-
ликаторы), вылет
достигает 2000мм
Прессы с чис-
лом штемпелей до
6 с открытым зе-
вом, вылетом до
800 мм, при боль-
шем числе штем-
пелей — станки
портального типа
Передвижные ра-
диально сверлиль-
ные станки оди-
нарные или спа-
ренные устанавли-
ваются на пор-
тальной тележке
высотой 600 мм,
ширина колеи
~4000 мм
Подъёмко-транспортное оборудование,
применяемое в цехах металлоконструкций,
может быть разделено на две группы: 1) мест-
ное оборудование, прикреплённое к отдельным
станкам или рабочим местам для их обслужи-
вания по подаче, перемещению (во время вы-
полнения операций) и по уборке металла, де-
талей, узлов или изделий — консольные пово-
ротные краны, тельферы, электротали, ваго-
нетки на железнодорожных путях и рольганги;
2) общецеховое подъёмно-транспортное обо-
рудование, служащее для транспортировки ме-
талла, деталей, узлов и изделий в пределах
цеха и для передач в другие цехи — мостовые
электрические краны и кран-балки, тельферы
на монорельсовых путях, авто-электрокары и
вагонетки. Для сборочных и погрузэ-разгру-
зочных работ на открытых площадках поль-
зуются кранами на железнодорожном и гусе-
ничном ходу и в редких случаях кранами
деррик — Байтовыми и жёсткими.
Потребность проектируемого цеха в мосто-
вых электрических кранах и других транспорт-
ных средствах общецехового назначения, их
количество и грузоподъёмность определяют,
исходя из направления и интенсивности грузо-
вого потока, из наибольших габаритов и веса
транспортируемых предметов.
При назначении количества мостовых кра-
нов возможно руководствоваться следующими
практическими соотношениями: один мостовой
кран необходим на 60 — 80 м протяжённости
пролёта в складе металла, на 40—60 м про-
лётов заготовительного отделения и на
30—50 м в сборочных пролётах.
Характеристика подъёмно-транспортного
оборудования, применяемого в цехах металло-
конструкций, указана в табл. 3.
гл. ш]
ОБОРУДОВАНИЕ
121
Таблица 3
Подъёмно-транспортное оборудование цехов металлических
Подъёмно-транспортные
операции
1. Разгрузка прибывающих на
склад металлажелезнодорожных
платформ с прокатом, укладка
металла в штабели и на складоч-
ные места у станков и рабочих
мест первичной обработки
(правки или газовой резки)
2. Подъёмно-транспортные ра-
боты на складочных местах у
станков и рабочих мест на
складе металла
3. Транспортирование металла
и заготовок из склада металла
на складочные места у рабочих
мест и станков заготовительно-
го отделения, транспортирова-
ние деталей в заготовительном
отделении от одного станка или
рабочего места к следующему
и транспортирование деталей
из заготовительного отделения
на промежуточный склад
4. Подъёмно-транспортные ра-
боты на складочных местах у
станков и рабочих мест газовой
резки в заготовительном отде-
лении; подача металла и круп-
ных деталей к кромкострогаль-
ным, тскарно-карусельным и
токарно-обдирочным станкам,
листогибочным прессам, к от-
бортовочным и отфланцовочным
машинам, к нагревательным
печам; удаление о5работанных
деталей и металла от указан-
ных станков и машин на скла-
дочные места и от печей к ма-
шинам и прессам
5. Подача, металла к правиль-
ным вальцам и правйльно-ги-
бочным прессам, а также отвод
металла от этих станков
6. Подача металла к листоги-
бочным вальцам и удаление
готовых деталей на складочное
место
7. Подача металла к дисковым
и ножовочным пилам
8. Подача металла к гильотин-
ным ножницам, к дыропробив-
ным прессам и к правильным
плитам; удаление обработанных
деталей и металла от указан-
ных станков на складочные
места
9. Подача металла к пресс-
ножницам, угловым ножницам,
профильным ножницам, к тор-
цефрезерным и сверлильным
станкам
конструкций
Основные типы подъёмно-транспортного оборудования цехов
I, 11 и III классов
1-я группа
Наименование
Краны мостовые
электрические
Кран-балки
То же и местные
консольные пово-
ротные краны
Краны мостовые
электрические
Кран-балки
Электрокары
Вагонетки узкой
колеи
Местные поворот-
ные консольные
краны
Электротали
Тельферы на мо-
норельсах
Рольганги
То же и местный
поворотный кон-
сольный кран
Рельсовые тележ-
ки
„Гусиные шей-
ки", рольганги, ша-
эовые столы
Рольганги или
подъёмные ролико-
вые столы
Грузоподъ-
ёмность вот
5.о
1,5—З.о
о,5—i,o
З.о— 5,о
1,5—3,о
i,°—1,5
1,5—З.о
о,5—i,o
о,5—i,o
о,5— i,o
о,5
о,5
-
-
2-я группа
Наименование
Краны мостовые
электрические
То же и местные
консольные пово-
ротные краны
Краны мостовые
электрические
Электрокары
Вагонетки узкой
колеи
Местные поворот-
ные консольные
краны
Электротали
Тельферы на мо-
норельсах
Рольганги
То же и местный
поворотный кон-
сольный кран
Рельсовые те-
лежки
„Гусиные шейки",
рольганги
Рольганги или
подъёмные ролико-
вые столы
Грузоподъ-
ёмность в т
5,о—го,о
1.5—З.о
5,о—го,о
М— З.о
З.о—5,о
1.5—З.о
1,5-Э.о
I.5-3.O
°.5—1>°
о,5—i,o
-
-
Примечания
На складах от-
крытого типа—пор-
тальные, мостовые,
электрические ука-
занной грузоподъ-
ёмности
-
В случаях недо-
статочной загрузки
мостовых электри-
ческих кранов они
используются для
выполнения опера-
ций по п. 4. Во всех
отделениях цехов
2-й группы с попе-
речными пролётами
краны и кран-балки
оборудуются двумя
тележками для за-
хвата и транспорти-
рования длинною
металла и изделий
-
-
-
-
-
-
122
ПРОЕКТИРОВАНИЕ СВАРОЧНЫХ ЦЕХОВ
[РАЗД. V
Продолжение табл. 3
г" "
Подъёмно-транспортные
операции
10. Подача к различным стан-
кам некрупных деталей и уда-
ление некрупных деталей на
складочные места у станков и
рабочих мест всех типов
11. Транспортирование дета-
лей на промежуточном складе
при их сортировке и комплек-
товке
12. Транспортирование дета-
лей и полуфабрикатов • из про-
межуточного склада на складоч-
ные места в отделении узловой
сборки-сварки, транспортиро-
вание узлов продукции в отде-
ление узловой сборки-сварки
и из него в отделение обшей
сборки-сварки
13. Подъёмно-транспортные
операции на складочных местах
отделения узловой сборки-свар-
ки и обслуживание технологи-
ческих -операций на рабочих
местах
14. Подача деталей на рабочие
места сборки,прихватки и свар-
ки узлов, а также и готовых
узлов на складочные места
15. Обслуживание сборки и
сварки изделий в отделении
общей сборки-сварки
16. Транспортирование соби-
раемых изделий в отделении
общей сборки-сварки и из него
в мал51рное отделение и на
склад готовой продукции цеха
17. Отгрузка готовой продук-
ции цеха на платформы желез-
нодорожного транспорта
Основные типы подъёмно-транспортного оборудования
цехов I, 11 и III классов
1-я группа
Наименование
Наклонные жело-
ба, реже наклон-
ные плоскости
Ручные тележки
В цехах III клас-
са: цепные и дру-
гие конвейеры
В цехах всех клас-
сов:
тельферы на мо-
норельсах
электрокары
рельсовые те-
лежки
кран-балки
мостовые элек-
трические краны
В цехах III клас-
са: сбрасыватели
транспортёров и
конвейеров, наклон-
ные желоба, плос-
кости и спуски
В цехах всех
классов:
местные консоль-
ные поворотные
краны
электротали
тельферы на мо-
норельсах
В цехах III клас-
са: наклонные же-
лоба и плоскости,
поворотные сбороч-
но-сварочные сто-
лы, цепные и ка-
натные транспортё-
ры, ленточные и
другие конвейеры
В цехах всех клас-
сов — см. п. 13
Мостовые элек-
трические краны
Кран-балки
Тельферы на мо-
норельсах
Электротали
В цехах III клас-
са — см. п. 12
В цехах всех
классов:
мостовые электри-
ческие краны
кран-балки
электрокары
рельсовые тележ-
ки узкой и широкой
колеи
Мостовые элек-
трические краны
Стационарные и
передвижные пово-
ротные консольные
краны
Грузоподъ-
ёмность в т
-
0,2— О,6
O.5-I.5
o,5~i,o
о,5—i,o
1.5—З.о
5,д—ю,о
O.5-I.5
о,5—i.o
O.5-I.5
Ю,О —2О,О
З.о-о.о
1.5—З.о
1.5—З.о
Т0,О—20,0
5.°—1о.о
1.5—3,о
5,о—ю,о
Ю,О—2О,О
1.°—3.°
2-я группа
Наименование
Наклонные пло-
скости, реже на-
клонные желоба
Ручные тележки
Электрокары
Электрокары
Рельсовые
тележки
Кран-балки
Мостовые элек-
трические краны
Тельферы на мо-
норельсах
Вагонетки узкой
и широкой колеи
Местные консоль-
ные поворотные
краны
Электротали
Тельферы на мо-
норельсах
То же (см. п. 13)
Мостовые элек-
трические краны
Кран-балки
Тельферы на мо-
норельсах
Электротали
Мостовые элек-
трические краны
Трансбордеры
Тележки узкой и
широкой колеи
Мостовые элек
трические краны
Стационарные и
передвижные пово-
эотные консольные
краны
Грузоподъ-
ёмность в т
-
О,2—О,6
о,5—1.°
1,0—3,0
i,o—1,5
3,о~з,о
5,о—15,о
1.5—З.о
5,о—ю,о
1,5—З.о
1.5—З.о
I.5-3.O
2О,О—5°'°
З.о—5.о
1,5—З.о
1.5—З.о
2О,О—5°>°
2О,О—5°>°
Ю,О —2О,О
2О,О—5°>°
З.о—1О.о
Примечание
В случаях недо-
статочной загрузки
мостовых электри-
ческих кранов или
кран-балок они ис-
пользуются для вы-
полнения операций
по п. 13, 14, 15
См. примечания
к п. 3, 12
См. примечания
к п. 3 н 12
См. примечания
к п. 3 и 12
См. примечание1
к п. 3. В случаях
малой загрузки мо-
стовых кранов и пр.
они используются
для операций по
п. 17
См. примечание
к п. 16
гл. ш]
РАБОЧИЙ СОСТАВ
123
ЭНЕРГООБОРУДОВАНИЕ
И ПОТРЕБНОСТЬ В ЭНЕРГИИ
Количество и характеристика энергообору-
дования цеха (сварочных трансформаторов,
моторов, электронагревателей, пневматиче-
ского инструмента и пр.) определяются по ведо-
мости и паспортам оборудования.
Для определения мощности трансформатор-
ных подстанций и годового расхода электро-
энергии составляется сводная ведомость всего
силового электрооборудования с указанием
характеристик моторов, а также коэфициен-
тов загрузки каждого станка, крана, свароч-
ной установки и пр., служащая заданием для
разработки энергетической части проекта
цеха. Аналогичная ведомость составляется по
пневматическим установкам и инструментам
для определения мощности компрессорной
станции и расчёта годового расхода сжатого
воздуха.
РАБОЧИЙ СОСТАВ
Потребное количество производственных
рабочих по каждой операции технологического
процесса определяется по формуле:
А-
Таблица 4
Ориентире ночные показатели производительности
в цехах металлоконструкций по заготовительным
операциям (за одну восьмичасовую смену)
Наименование
операций
Правка на валь-
цах
Правка и гибка
на правйльно-ги^
бочных кулачко-
вых прессах . . . .
Наметка конту-
ров .
Намётка, отвер-
стий
Резка на ножни-
цах
Резка на пилах .
Газовая резка
8=8—16 мм . . . .
Газовая резка
8 свыше 16 мм . .
Сверление отвер-
стий в клёпаных
конструкциях . . .
Проколка отвер-
стий по наметке .
То же по кар-
тонному шаблону
Строжка кромок
Гибка на вальцах
Правка на плите
вручную
станок
пог. м
раб. место
шт.
станок
т
станок
пог. м
раб. место
пог. м
раб. место
шт.
раб. место
шт.
раб. место
шт.
раб. место
пог, м
станок
т
станок
т
\раб. место
Сорта обраба-
тываемого ме-
талла
140
2900 2900 2900
13
85
6о
1400
i8oo
150
85
60
1400
1800
11,5
500
2000
3000 3000 3500 3000
2,5
3 3
о. о.
1400
и,5
4<эо
1500
2,5
CJ в1
где N — число изделий-представителей на го-
довую программу; t — норма времени в часах
на одно изделие; Fq — действительный годо-
вой фонд времени рабочего в часах.
Укрупнённые данные о трудоёмкости ра-
бот на станок или на 1 рабочего (при ручных
операциях) и составе обслуживающих станок
рабочих бригад приведены в табл. 4 и 5.
Количество вспомогательных рабочих мо-
жет быть принято в процентном отношении
от штата производственных рабочих. В сред-
нем количество вспомогательных рабочих со-
ставляет до 30% от числа производственных.
Численность инженерно-технических работни-
ков, служащих и младшего обслуживающего
Таблица 5
Ориентировочные показатели производительности
в цехах металлоконструкций по сборочным
операциям (за одну восьмичасовую смену)
Наименование
операций
Сборка сплош
ных конструкций
а)трубопроводов
б)составных дву
тавровых балок
в) сложных се-
чений из состав-
ных двутавров
(колонны и пр.) .
Сборка решёт-
чатых конструк-
ций:
а) ферм . . . .
б) связей, фах-
верка, прогоноз
Сборка отпра-
вочных элементов
мостов (с учётом
обшей сборки). .
Сборка мостов
(полная)
Сварка дуговая
автоматическая
Сварка дуговая
ручная
8= 6— 8 мм. .
S^iu—12 мм. .
6 = 14-16 мм. .
Сварка дуговая
ручная в среднем
Рассверловка от-
верстий станками.
То же, пневмати-
ческими машин-
ками
Клёпка скобами
Клёпка пневма-
тическими молот-
ками
Грунтовка кон-
струкций
Изме-
ритель
т
чел.
т
чел.
т
чел.
т
чел.
т
чел.
т
чел.
т
чел.
Т1О2. М
рабочее
место
То же
я
ШТ.
станок
шт.
эаб. место
То же'
чел.
Виды кон-
струкций
О)
Оч
та
п
и
1,О
1.5
1.3
1,О
2,О
—
—
190
25
15
ю
2О
6
Клёпа-
ные
1,О
2,О
2.3
1,О
1,6
I.O
—
—
—
8оо
3°°
Зоо- iooo
300—400
6
Примеча-
ние
Для клёпа-
ных конст-
рукций не
учтено из-
готовление
и рассвер-
ловка от-
верстий
На брига-
ду из двух
человек
На од-
ного
челове-
ка
На брига-
•ду из трёх
человек
124
ПРОЕКТИРОВАНИЕ СВАРОЧНЫХ ЦЕХОВ
[разд. v
персонала следует принимать: 1) при укрупнён-
ном проектировании — в процентном отноше-
нии от общего числа рабочих; 2) при деталь-
ном проектировании — по расчёту штатов
в соответствии со структурой управления це-
хом и его отдельными участками.
РАСХОД МАТЕРИАЛОВ
Расход основных материалов определяется
при проработке программы в соответствии
с весом подлежащих изготовлению изделий.
Количество отходов проката в цехах ме-
таллических конструкций составляет (в про-
центах от чистого веса деталей): для листо-
вого металла 4—8, универсального, полосо-
вого и углового 4—6, круглого, квадратного
и труб 2—4, балок и швеллеров 3—5 и про-
чих видов проката 2—3. йти средние значе-
ния отходов могут быть снижены с помощью
конструктивных и технологических мероприя-
тий, в первую очередь путём рационального
раскроя металла.
Расход электродов равен до 2—3°о от
веса сварных конструкций, отходы электродов
при ручной сварке составляют 20—3 •" о и
при автоматической 5 -10 '/о от веса электро-
дов. Расход флюсов для автоматической свар-
ки под слоем флюса составляет 85—1иО°/о от
веса электродной проволоки.
Расход кислорода, ацетилена или карбида
кальция для газовой сварки и резки опре-
деляется при укрупнённом проектировании по
среднему часовому расходу на одну горелку
или на один резак, при детальном — на 1 пог. м
сварного шва или реза.
Расход заклёпок принимается в размере
7% от веса клёпаных конструкций, угар за-
клёпок в среднем равен 10 —15% от веса
заклёпок.
СОСТАВ ПЛОЩАДЕЙ, ИХ КОМПОНОВКА,
РАЗМЕЩЕНИЕ ОБОРУДОВАНИЯ
И РАБОЧИХ МЕСТ
Состав площадей. Цехи металлокон-
струкций в своём составе имеют производ-
ственные (заготовительное и сборочное), вспо-
могательные отделения и служебно-бытовые
помещения.
В состав заготовительного отделе-
ния входят: шаблонная мастерская, участок
наметки, участок станочной обработки, участок
очистки (травления, пескоструйной и барабан-
ной очистки). В заготовительном отделении
котельных цехов, кроме перечисленных,
имеются также участки трубный, штамповоч-
ный (прессовый) и механический*.
Сборочное отделение состоит из следу-
ющих участков: узловой сборки, общей сборки,
сварки, клёпки, испытания готовой продукции
и исправления брака. Участки термической об-
работки (преимущественно в котельных цехах)
располагаются в производственном потоке.
Вспомогательные отделения вклю-
чают цеховой склад металла с участком под-
• При большом масштабе котельного производства
трубный и штамповочный участки могут быть зат роек-
тировакы в виде особых отделений котельного цеха
либо даже в виде самостоятельных цехов.
готовки металла, кладовые электродов, инстру-
мента, запасных частей и вспомогательных
материалов, промежуточный склад полуфабри-
катов, склад готовой продукции, где произ-
водятся также окраска и отгрузка изделий,
цеховые трансформаторные подстанции, ма-
стерскую цехового механика.
В состав служебно-бытовых поме-
щений входят контора цеха, комната от-
дыха и приёма пищи, гардероб, душевые,
уборные.
В зависимости от размеров цеха, характера
производства и особенностей технологических
процессов некоторые из перечисленных отде-
лений и помещений могут отсутствовать или
быть объединёнными с другими.
Компоновка площадей. Компоновка про-
изводственных и вспомогательных отделений
должна в наибольшей степени отвечать усло-
виям прямоточности производственного процес-
са при обеспечении надёжной транспорт
ной связи между отделениями и участками
цеха.
Склад металла и заготовительное отделе
ние делятся на параллельные потоки, специали-
зированные по сортам прокатного металла —
листового, углового, балок, швеллеров и про-
чих профилей.
На складе полуфабриката после окончания
потока обработки по профилям производятся
сортировка и комплектование деталей, вслед-
ствие чего движение металла на складе может
происходить в направлении, перпендикулярном
к производственйому потоку.
Сборка различных конструкций под сварку
(или клёпку) при выпуске до б — 8 тыс. т
в год выполняется в отдельных потоках внутри
общего сборочного отделения, при большем
объёме производства — в отделениях, специа-
лизированных по типо-размерам изделий.
Склады металла и готовой продукции дол-
жны иметь вводы железнодорожных путей
нормальной колеи.
Вблизи склада металла и заготовительного
отделения (обработки) размещаются разметоч-
ная мастерская и кузница, где производится
горячая гибка.
В цехах металлоконструкций приняты три
вида компоновки: 1) с движением мостовых
кранов параллельно производственному потоку;
2) со смешанным движением мостовых кра-
нов— продольным и поперечным; 3) с движе-
нием мостовых кранов в направлении, попереч-
ном к производственному потоку.
Первый и второй виды компоновки при-
меняются для цехов производительностью до
20—25 тыс. т в год (фиг. 1, 2, 3), причём
при производительности свыше 10—12 тыс. т
в год целесообразен второй вид. В этом слу-
чае начало и конец производственного по-
тока — склад металла и участки общей сборки
готовой продукции, а также склад полуфабри-
ката— размещаются под поперечным движе-
нием кранов (фиг. 4, 5, 6, 7, 8).
Смешанное движение кранов позволяет
исключить разворот металла и изделий боль-
ших габаритов в течение всего производствен-
ного процесса, что даёт значительную эконо-,
мию в площадях. Для удобного захвата длин-
ного металла и готовой продукции краны
в . поперечных пролётах часто снабжаются
двумя тележками.
гл. ш]
СОСТАВ ПЛОЩАДЕЙ, ИХ КОМПОНОВКА
125
Рациональная компоновка цехов произво-
дительностью свыше 20 — 25 тыс. т в год
достигается применением поперечного движе-
ния мостовых кранов во всех стадиях про-
цесса, при продольном перемещении изделий—
на вагонетках по рельсовым путям. Подобная
компоновка даёт значительную экономию
Ж
Фиг. 1. Схема сварочного цеха металлических кон-
струкций с продольным расположением производствен-
ного потока для цехов всех классов и групп при изго-
товлении несложных изделий: / — склад и первичная
обработка металла; // — заготовительное отделение;
III - промежуточный склад деталей; IV — отделение
узловой сборки; V— отделение общей сборки; VI —
склад готовой продукции. Чёрные н белые стрелки
указывают возможные направления ввоза металла и
вывоза изделий.
в площадях, поскольку перемещение от опера-
ции к операции осуществляется кранами по
кратчайшему пути (фиг. 9, 10).
На фиг. 1 показана часто применяемая
в практике проектирования компоновка для
цехов всех классов и групп при произ-
водстве разнотипных и несложных
бражены четыре параллельных самостоятельных
производственных потока. Специализация про-
лётов в производственных отделениях таких це-
хов осуществляется следующим образом: в за-
готовительном отделении — по группам сорта-
мента обрабатываемого металла, а в отделениях
узловой и общей сборки — по типо-размерам
изготовляемых изделий. В этом случае про-
дольные перемещения изготовляемых деталей
и узлов изделий осуществляются обычно кра-
нами, а поперечные (на складах металла, про-
межуточном и готовой продукции) — по рель-
совым путям, электрокарами, ручными тележ-
ками и тому подобными средствами наземного
транспорта.
На фиг. 2 представлена схема компонов-
ки сварочного цеха металлоконструкций
с двумя параллельными производственными
потоками. Такой тип планировки соответствует
цехам I класса (реже II класса) 1-й и 2-й
групп при производстве разнотипных и срав-
нительно сложных изделий (состоящих из
большого количества деталей и технологиче-
ких узлов). Последнее обстоятельство обусло-
вливает значительную протяжённость произ-
водственных отделений цеха. Поэтому для
достижения возможно менее вытянутой формы
плана цеха принято волнообразное расположе-
ние производственного потока. Специализация
пролётов и транспортирование деталей и узлов
организуются так же, как по схеме на фиг. 1.
Склад металла (У) расположен на эстакаде,
примыкающей к торцевой стене цеха. Обычные
соотношения [12] между значениями длины
цеха в зависимости от годового выпуска
продукции указаны на фиг. 2.
На фиг. 3 показана примерная схема ком-
поновки цехов для изготовления однотип-
ных, громоздких и относительно неслож-
ных металлических конструкций (котель-
<"нг. 2. Схема цеха металлических кон-
струкций II и III классов A-я и 2-я гр.) с
волновым расположением производственно-
го потока на годовой выпуск 10 000 т (/.,„),
20100 т (/..у,) и ЗоООО т AЖ). Обозначения в
схеме те же, что на фиг. 1.
металлических изделий, т. е. со-
стоящих из относительно неболь-
шого количества деталей и техноло-
гических узлов. На этой схеме изо-
Фиг. 3. Примерная схема цехов металлических конструкций (котель-
ных цехов) с петлевым расположением производственного потока на
годовой выпуск 10 000 т (Llu), 20 000 т (LM) и 30 000 т (/»,,); цехи
11—111 класса 2-й гр. при изготовлении несложных изделий. Обозначе-
ния в схеме те же, что на фиг. 1.
ные цехи II, реже III класса 2-й группы). Параллель-
ные производственные потоки в этом случае имеют
место только в отделениях заготовительном и узловой
сборки, в то время как в отделении общей сборки и
сварки —один общий производственный поток. Спе-
циализация пролётов в заготовительном отделении осу-
ществляется по группам сортамента обрабатываемого
металла, а в отделении узловой сборки и сварки — по
изготовлению различных узлов выпускаемого изделия.
Транспортирование деталей и узлов предусмотрено анало-
126
ПРОЕКТИРОВАНИЕ СВАРОЧНЫХ ЦЕХОВ
[разд.
гично схемам на фиг. 1 и 2. Громоздкость
продукции, изготовляемой в котельных цехах,
ещё в большей степени — по сравнению с пре-
дыдущим случаем — обусловливает значитель-
ную протяжённость производственных отделе-
ний. Принятое поэтому петлевое расположение
производственного потока позволяет сократить
вдвое длину цеха, потребную для продольного
расположения. Примерные соотношения [12]
между значениями длины цеха в зависимо-
сти от его производительности указаны на
фиг. 3. Склады металла (/) и готовой продук-
ции (VI) размещены на эстакаде, примыкаю-
щей к торцевой стене цеха.
Для производства однотипных сложных
металлических изделий (вагоностроение) при
проектировании цехов II и III классов 1-й
и 2-й групп находит применение компоновка
со смешанным расположением грузопотоков
(фиг. 4). Параллельные продольные производ-
Фиг. 4. Схема цеха металлических конструкций со смешанным расположе-
нием производственного потока для цехов III класса A-я и 2-я гр.) при
изготовлении несложных изделий (вагоностроение). Обозначения в схеме
те же, что на фиг. 1.
ственные потоки в этом случае имеют место
только в отделениях заготовительном и узло-
вой сборки и сварки. В отделении общей
сборки и сварки, а также на складах металла,
промежуточном и готовой продукции потоки
поперечные. Специализация пролётов в загото-
вительном отделении — по сортаментам обра-
потребления в потоке общей сборки. Поэтому
размещение изготовления узлов изделия в про-
дольных пролётах отделения узловой сборки
и сварки обусловливается последовательностью
расположения соответствующих рабочих мест
потока общей сборки в заключительном попе-
речном пролёте цеха.
По схеме, подобной описанной выше
(фиг. 4), производится компоновка производ-
ственных цехов I и II классов 2-й группы для
заводов строительных металлических кон-
струкций [36] на годовой выпуск 16000 —
20 000 т (фиг. 5). В таких цехах наряду со
сварными часто изготовляются также и клёпа-
ные конструкции. Это обстоятельство обусло-
вливает наличие двух параллельных производ-
ственных потоков в поперечном пролёте общей
сборки.
На фиг. 6 представлена компоновка пло-
щадей котельного цеха паровозостроитель-
ного завода (II класс, 2-я группа)
[12] на годовой выпуск 700 паро-
возных котлов, осуществлённая по
типовой схеме, указанной на
фиг. 3. Со склада металла /, раз-
мещённого на эстакаде у торца
здания цеха, по рельсовым путям
металл поступает в два продольных
пролёта цеха. В этих параллельных
пролётах производственный поток
проходит через отделения заго-
товительное II, прессовое ///, ме-
ханическое IV, узловой сборки и
сварки цилиндрической части кот-
ла V и узловой сборки и сварки
топок VI до поперечного про-
лёта в противоположном торце зда-
ния цеха. В поперечном пролёте
производятся клепальные работы
по соединению топки с обечайкой
цилиндрической части котла. Пройдя ука-
занные операции производственный поток
попадает в третий продольный пролёт, в
котором получает обратное направление.
Здесь заканчивается узловая сборка котла
¦ VII и выполняется его общая сборка VIII,
включая постановку котельных труб, по-
Фиг. S. Схема производственного корпуса завода металлических конструкций на годовой вы-
пуск 16 000—20 000 т: / — цех подготовки металла;//—цех обработки металла; ///—склад по-
луфабриката; IV — сборочно-сварочный цех;К— сборочно-клепальный цех; VI — цех общей
сборки; VII—разметочная; VIII—кузница; остальные обозначения те же, что на фиг. 1.
батываемого металла, а в отделении узловой
сборки и сварки — по производству различных
узлов изготовляемого изделия. Готовые узлы
и комплекты изготовляемого изделия должны
выходить из пролётов отделения узловой
сборки и сварки непосредственно к местам их-
ступающих из параллельно расположенного
склада IX. Затем готовые котлы после испы-
тания и окончательной приёмки выдаются
по рельсовым путям на склад готовой про-
дукции цеха, размещённый на эстакаде ря-
дом со складом металла.
гл. ш]
СОСТАВ ПЛОЩАДЕЙ, ИХ КОМПОНОВКА
127
Фиг. 6. Схема котельного цеха паровозостроительного завода на годовой выпуск 700 паровозных котлов.
/—склад металла; Я—заготовительное отделение; III—прессовый цех; IV— механическое отделение; К—от-
деление узловой сборки и сварки цилиндрической части котла; VI—отделение узловой сборки и сварки
топок: VII—отделение узловой сборки; VIII—отделение общей сборки; IX—склад труб; X—склад заклё-
пок; X/ —гидравлическая насосная и аккумуляторная; XII — инструментальная кладовая; XIII — кладовая
вспомогательных материалов; XIV — кладовая полуфабрикатов; XV— склад готовой продукции; XVI—<сва-
рочная лаборатория; XVII — ремонтно-механическая мастерская; XVIII — электроремонтная мастерская;
XIX — бытовые помещения.
На фиг. 7 показана компоновка блока це-
хов краностроения завода тяжёлого маши-
ностроения [12], включающая цех I класса 2-й
группы по изготовлению 12000 т в год метал-
лических конструкций. В этом случае приме-
нено смешанное — продольное и поперечное —
движение кранов в пролётах производствен-
ного корпуса. Металл
из общезаводского скла-
да поступает по двум
параллельным железно-
дорожным путям в заго-
товительное отделение /
цеха металлических кон-
струкций и в механиче-
ский цех IV. Отсюда про-
изводственный поток на-
чинается двумя самостоя-
тельными параллельными
ветвями.
Первая ветвь начи-
нается в заготовительном
отделении /, расположен-
ном в двух параллельных
продольных пролётах.
Производственный поток
из этого отделения про-
ходит в сборочное отде-
ление //. Последнее раз-
мещено частью в двух
продольных пролётах
(продолжение заготови-
тельного отделения) и
частью в поперечном про-
лёте, с которым они со-
общаются двумя путями
рельсовых тележек Кро-
ме того, продольные пролёты сборочно-свароч-
ного отделения соединены рельсовыми путями
с продольными пролётами отделения узловой
сборки V, куда непосредственно передаются
сварные узлы продукции, за исключением уз-
лов рам тележек. В поперечном пролёте про-
изводственный поток из сборочно-сварочного
отделения проходит в отделение расточки рам
тележек /// и далее—в сборочный цех VI. К это-
му сборочному цеху примыкает с другой сто-
роны вторая ветвь производственного потока,
начало которой в механическом цехе IV.
Вторая ветвь производственного потока из
механического цеха IV, расположенного в трёх
продольных параллельных пролётах, проходит
в отделение узловой сборки V. Последнее раз-
мещено частью в трёх продольных пролётах
(продолжение механического цеха) и частью
в поперечном пролёте, с которым они сооб-
Фиг. 7. Схема компоновки блока краностроительных цехов завода тяжёлого машино-
строения на годовой выпуск 12 000 т: / —заготовительное отделение цеха металличе-
ских конструкций; //—сборочно-сварочное отделение цеха металлических конструкций;
III—отделение расточки рам тележек; IV— механический цех; К—отделение узловой
сборки; VI—сборочный цех; VII— открытая сборочная площадка; VIII— трансформатор-
ные подстанции; IX— бытовые помещения.
щаются соответственно тремя путями рельсо-
вых тележек.
Таким образом обе ветви производственного
потока сходятся в сборочном цехе VI, распо-
ложенном в поперечном пролёте. Отсюда —
после окончания общей сборки — готовая про-
дукция вывозится по рельсовым путям из зда-
ния блока указанных цехов. Контрольная сбор-
ка отправочных комплектов готовой продук-
ции предусмотрена на открытой площадке VII.
На фиг. В изображена компоновка цеха
сварных барабанов котельного завода [12].
128
ПРОЕКТИРОВАНИЕ СВАРОЧНЫХ ЦЕХОВ
[РАЗД.
Фиг. 8. Планировка цеха сварных барабанов котельного завода на годовой выпуск 10 000 т: /—склад
металла: //—котельно-прессовый пролёт; III—сварочно-термический пролёт: Л—сварочный участок;
Б—сборочный участок ;/У—механосборочный пролёт; V—насосно-аккумуляторная; VI— бытовые помеще-
ния: У—гидравлический четырёхколонный пресс 4500 т; 2— печи с выдвижным подом к прессу;,?—гибоч-
ный сдвоенный гидравлический пресс 800и т; 4—печь с выдвижным подом к прессу 3;5—четырёх-
валковые листогибочные вальцы; 6—печь с выдвижным подом к вальцам; 7—кромкофрезерные стан-
ки B шт.); 8— автомат для сварки продольных швов с двумя головками; 9—торцеобрезной станок;
10— автомат для сварки кольцевых швов с двумя головками: 11—печь с выдвижным подом; 12—дро-
беструйная камера; 75-рентгенкамера; 14—разметочная плита; 15— радиально-сверлильные станки
B шт.); Уб—радиально-сверлильные станки (8 шт., по 4 на постели).
5029
Фиг. 9. Планировка цеха металлоконструкций завода тяжёлого машиностроения на годовой выпуск 18 000 т:
1, 2— гильотинные ножницы; 5—листоправпльные вальцы; 4-углоправильный пресс; 5—кулачковый горизонтально-пра-
вильный пресс; б—комбинированные ножницы; 7—угловые ножницы; 8—пила для холодной резки металла; 9—комбиниро-
ванные ножницы: 10—автомат для газовой резки; //, 12, 13, 14—радиально-сверлильные станки; 15, 16, 17, 18—дыро-
пробивные прессы; 19—комбинированные ножницы; 20, 21—кромкострогальные станки {1-^ и 12 м)\ 22, 23— попе-
речно-строгальные станки; 24—продольно-строгальный станок; 25, 26—листогибочные вальцы; 27—станок для гибки про-
фильного металла; 28—молот Беше; 29— фрикционный пресс: 30, 31—гибочные плиты; 32, А?—токарные станки;
34—поперечно-строгальный станок; 35, 36— вертикально-сверлильные станки; 37—заточные станки для свёрл; 38—плоско-
шлифовальный станок ручной; 39—вертикально-рихтовальные прессы.; 40, 41, 42, 43. 44, 45—наждачно-обдирочиые
стзики; 46- разметочная плита 2Хо м; 47— вентилятор; 48, 49—горны; ДО—ванны закалочные.
гл. Ill]
СОСТАВ ПЛОЩАДЕЙ, ИХ КОМПОНОВКА
129
на годовой выпуск 10000 т. По классифика-
ционным признакам (табл. 1) этот цех может
быть отнесён к цехам I класса 2-й группы. Его
компоновка осуществлена также по схеме со
смешанным расположением производственных
потоков: склад металла размещается в попе-
речном пролёте, а производственные отделе-
ния и участки — в продольных. Связь попе-
речного пролёта с продольными осуществлена
при помощи рельсовых тележек.
Металл, подлежащий механической и ко-
тельно-прессовой обработке в этом цехе, по-
ступает из склада металла / в соответствующие
пролёты II и IV, в которых продвигается в
процессе обработки к противоположному тор-
цу здания цеха. Поперечный рельсовый путь
в этом торце здания служит для подачи в
средний—сварочно-термический—пролёт III де-
талей и заготовок из пролётов // и IV и из
других цехов завода. Производственный поток
в этом среднем пролёте направлен к складу
металла. В сварочно-термическом пролёте про-
изводятся сборка, сварка и термическая обра-
ботка изготовляемых котельных барабанов.
После рентгеновского просвечивания сварных
швов и окончательной приёмки готовая про-
дукция вывозится из цеха через склад металла.
На фиг. 9 показана планировка цеха метал-
лических конструкций тяжёлого металлур-
гического оборудования [12] на годовой вы-
пуск 18000 т. Этот цех (I класс, 2-я группа)
размещён в десяти поперечных пролётах по
схеме с поперечным движением мостовых кра-
нов при продольном перемещении изготовляе-
мых изделий на вагонетках по рельсовым пу-
тям. Шаг колонн в этих пролётах с целью
обеспечения более удобного продольного пере-
мещения материалов, узлов и изделий при-
нят равным 12 м вместо обычных 6 м.
Металл поступает в цех по железнодорож-
ным путям из центрального склада завода. По
железнодорожному пути, расположенному в
нижней части плана цеха, доставляется про-
фильный металл, а по пути, находящемуся в
верхней части плана, — листовой материал и
метизы. Последние поступают в цеховый склад
метизов, размещённый в 7-м пролёте (считая
справа). В первых двух пролётах производится
первичная обработка поступающего в цех ме-
талла; в 3-м и 4-м пролётах — изготовление
деталей; в 5-м, б-м и 7-м — узловая сборка; в
8-м и 9-м—общая сборка изделий; в 10-м про-
лёте размещены отделение окраски и склад
готовой продукции.
На фиг. 10 представлены план и разрез за-
вода строительных металлических кон-
струкций [36] на годовой выпуск 40 000—¦
45000 т (по классификации цехов металли-
ческих конструкций это производство может
быть условно отнесено ко II классу, 2-й группе).
Компоновка данного завода выполнена по
схеме с поперечным движением кранов и кран-
балок при продольном перемещении изгото-
вляемой продукции на вагонетках по назем-
ным рельсовым путям. На большей части сво-
его протяжения эти пути приняты двойными,
с использованием второго пути для возврата
освободившихся тележек к началу потока.
Изображённый на фиг. 10 производственный
корпус включает 10 поперечных пролётов. Шаг
колонн в этих пролётах, как и в описанном
выше цехе (фиг. 9), принят равным 12 м. Раз-
мещение производственного потока в пролётах
корпуса определяется показанным на плани-
ровке (фиг. 10) расположением отдельных це-
хов, производственных участков.и складов.
Ширина пролётов для цехов металлических
конструкций всех классов и групп принимается
от 18 до 30 м. Пролёты шириной 24 — 30 м
обычно применяются в цехах заводов тяжёлого
машиностроения, изготовляющих металличе-
ские конструкции крупных габаритов, фермы
мостовых кранов, тяжёлые рамы и опоры и
т. п., а также на специализированных заводах
строительных металлоконструкций и мостов.
Типовые пролётные строения мостов пролётом
23 — 27 м, например, отгружаются из цеха в
законченном виде, для чего удобны [36] про-
лёты цеха 27 — 30 м.
В отделениях обработки и сборки 30-метро-
вые пролёты рационально оборудовать двумя
линиями подвесных кранов или кран-балок. Это
улучшает маневренность в обслуживании про-
изводственного потока и сказывается на уве-
личении производительности отдельных рабо-
чих мест, особенно на сборке, а также и все-
го цеха в целом.
Продольный шаг колонн, применяемый
в зданиях цехов металлоконструкций, обычно
равен 6 м. В цехах с поперечными пролётами
шаг колонн во внутренних рядах принимается
равным 12 м, что обеспечивает удобное раз-
мещение крупного оборудования (правильных
вальцов, гильотинных ножниц, торцефрезер-
ных станков и др.), обычно располагаемого
в межколонном пространстве.
Высота здания (расстояние от пола цеха
до головки рельса подкрановых путей) в сбо-
рочном отделении определяется наибольшим
габаритом проходящих сборку изделий и ко-
леблется от 6 до 10 м. Для склада металла и
отделения обработки, оборудованных мосто-
выми кранами, высота головки подкранового
рельса принимается не ниже 6 м, что опреде-
ляется необходимостью пропуска в цех же-
лезнодорожных вагонов.
Высота здания может быть уменьшена, если
сборочное отделение и склад оборудованы под-
весными кран-балками или тельферами на мо-
норельсах, подвешенных к фермам. В этом
случае высота здания (расстояние от пола до
нижнего пояса фермы) может быть принята
не свыше 6,5—7,0 м.
При укрупнённом проектировании площади
каждого отделения или всего цеха могут быть
определены по формуле
ч'
где Q — годовая программа в т данного отде-
ления или всего цеха; q — годовой выпуск в т
с 1м2 площади отделения или цеха (см. табл. 6).
Данной формулой возможно пользоваться
также для определения площади складов ме-
талла, полуфабриката и готовой продукции.
В этом случае Q — норма одновременного хра-
нения металла, полуфабриката или готовой про-
дукции, a q — принимаемая удельная нагр/зка
на 1 м? площади склада. Значения Q и q см.
в главе „Проектирование транспортного и склад-
ского хозяйства завода". Полученные результа-
ты необходимо увеличить на 25—50% под пло-
щади, занятые путями, проходами и оборудова-
нием. Результаты указанных расчётов необходи-
1г^^^^ж^=; L—s4j
—-4—-4b-°4--4-^4--4—-
«iiiiiiiiiiiffliiiira
Ц. 4 j 4 4 c k: . 4 ,
•Д0Ш ¦!¦ ЛШ? ¦ ¦¦ - • 30000 -H
Фиг. 10. План и разрез завода металлических конструкций на годовой выпуск 40000—45 000 т; /—цех подготовки металла: ;, 2— углоправильные вальцы; 5, 4—листо-
правйльные вальцы; 5—правильный кулачковый пресс; б—пила для резки металла трением; Я—цех обработки: 1, 2—двойные угловые ножницы; 3— листовые нож-
ницы; 4— гильотинные ножницы; 5 — углозагибочные вальцы; 6 — дыропробивной пресс; 7, 8, 9, 10 — двухштемпельные дыропробивные прессы 80 /га; 11, 12 — четырёх-
штемпельные дыропробивные прессы с ручным спейсером; 14 — кромкострогальный станок (Z=4260); /5—торцефрезерный станок; 16 — автоматический спейсер для
гл. ш]
СОСТАВ ПЛОЩАДЕЙ, ИХ КОМПОНОВКА
131
ио проверить примерной планировкой площадей
и размещением оборудования.
При детальном проектировании площади
отделений и цеха определяются путём плани-
ровки оборудования, транспортных путей, ра-
бочих мест (стеллажей) и складочных пло-
щадей.
Размещение оборудования и рабочих
мест. При распланировке рабочих
мест необходимо предусматривать оборудо-
вание станков рольгангами либо иными подъ-
ёмно-транспортными установками. В непосред-
ственной близости к рольгангу должны быть
расположены складочные места для металла,
поданного на обработку, для деталей, про-
шедших обработку, а также для обрезков,
выдавок и других отходов.
При размещении оборудования
расстояние между соседними станками опре-
деляется габаритами рольгангов, складочных
мест, а также необходимыми проходами.
Габариты рольгангов указаны в главе
.Технология изготовления металлоконструк-
ций" (т. 5).
Габариты складочных мест определяются
необходимостью укладки металла или деталей,
поданных к станку для обработки на нём и
уже прошедших обработку и ожидающих
уборки от станка. Запас металла или деталей
у станка должен обеспечивать бесперебойную
работу в течение до полусмены. Размеры
складочных площадей у станков для первич-
ной обработки (правка, резка, гибка, сверле-
ние и проколка и т. д.) определяются стан-
дартными размерами металла и могут быть
приняты: для листовой стали — 6x2 м (в ко-
тельном производстве до 13x3 м), для уни-
версала— 12x1,5 м, для уголков, балок и
швеллеров — 12x1 м.
Проходы между складочными местами и
станком предусматриваются в 0,7—0,8 м. .
Несколько примеров планировки рабо-
чих мест в заготовительном отделении (обра-
ботки) представлено на фиг. 11 —17.
Большую экономию в площадях даёт при-
менение передвижных станков, обрабатываю-
щих неподвижно, уложенный металл или из-
делие. На фиг. 17 даны примеры планировки
рабочего места для сверления отверстий ра-
диально-сверлильными станками [36]. Исполь-
зование передвижных станков (фиг. 17, г) поз-
воляет с помощью одного станка обработать
детали любой длины, чего нельзя сделать при
стационарных станках (фиг. 17 а, б, в). Кроме
того, для работы с передвижным станком
требуется меньше площади, нежели при по-
даче металла на вагонетках к одному непот
движному станку (фиг. 17, д).
Для планировки сборочных отделений осо-
бый интерес представляют участки автомати-
ческой сварки под слоем флюса. Как правило,
подобные установки применяются в комбина-
ции с роликовыми стендами, кантователями,
манипуляторами или позиционерами и дру-
гими механизированными приспособлениями.
Распланировка участков автоматической
сварки всецело определяется габаритами сва-
риваемого изделия, типом производства, кон-
струкцией оборудования и другими условиями.
Частным примером является изображённый на
фиг. 18 участок автоматической сварки огне-
вой коробки котла локомобиля [43]. Свароч-
ная головка, укреплённая на консоли само-
ходной тележки, имеет возможность переме-
щаться в поперечном направлении по кату-
чей балке и в продольном — по путям между
стойками вместе с катучей балкой, обслужи-
вая, таким образом, любую точку производ-
Таблица 6
Технико-экономические показатели пяти цехов сварных
от 5 до 30 тыс. m
Класс цеха
по табл. 1
1
Класс I
группа 2
Класс 1
группа 2
Класс I
группа 2
Класс II
группа 2
Класс II
группа 2
Наименование
отделений
Годоиой
выпуск
в m
2 i 3
Заготовительное . . .
Сборочное
Всрго по цеху ....
Заготовительное . . .
• Сборочное
Всего по цеху ....
Заготовительное . . .
Сборочное
Всего по цеху ....
Заготовительное . . .
Сборочное
Всего по цеху ....
Заготовительное. . .
Сборочное
Всего по цеху ....
5000
4500
5000
юооо
9000
юооо
15250
12250
15250
20000
18000
20000
30000
27000
30000
металлоконструкций
в год
производительностью
Годовой выпуск, и /и
на 1 произ-
водствен-
ного рабо-
чего
4
90
45
32,4
но
52
38
145
49
43
I2O
5б
41
135
63
ф
на 1 рабо-
чего
5
72
33
24,4
.83
39
29
ю8
38
33
91
43
31
IOO
47
35
на 1 ж3 производ-
ственной площади
6
2,ОЭ
1.53
o,gi
2,5°
1,87
1,13
-
3,10
2,34
1,4а
3.53
2,6о
1,58
на 1 м* общей
площади
7 | 8
2,66
1,8э
М5
3.34
2,25
1,43
5,°7
i,8o
1,55
3.8о
2.75
1.7°
4,6о
8,i8
2,00
1,3б
о,8о
2,О8
1.73
1,0О
-
2,77
2,О4
1.25
З.об
2,33
1,4°
9
2,2О
1.65
1,00
2,7
2,1
1.25
4,3
1.7
1,42
3,ю '
2,4°
г,43 '
3,8°
з.°°
1.75
Примечание. В графах б и 8 даны показатели
строения и др. с преобладанием сортового проката.
9*
по котельным цехам, а в графах у и 9 —по цехам крано-
132
ПРОЕКТИРОВАНИЕ СВАРОЧНЫХ ЦЕХОВ
[разд. v
«5,
«vf
г]
Размеры в метрах
Фиг. 11. Схема рабочего места для правки листового
и универсального металла: 1 — вальцы; 2 —роликовые
столы; 3—место для неправленного металла; 4 — место
для выправленного металла.
*
3
4
7']
6
5
1
Фиг. 12. Схема рабочего места при стационарных гильо-
тинных ножницах для поперечной резки листов: I — нож-
ницы; 2 —стел подачи (рольганг); 3 — место для металла
до резки; 4 — место для длинного металла после резки;
6—место для нарезанного короткого металла; 5—место
для отходов; 7—ящик для обрезков.
Фиг. 13. Схема рабочего места у двухсторонних стацио-
нарных угловых ножниц для резки длинного и короткого
материала по упору: 1 — ножницы; 2—место для партии
металла до резки; 3— загрузочный стол рольганга; 4— ро-
ликовые столы подачи; 5—роликовый стол с упором для
приёма длинного материала; б— место для длинного наре-
занного материала; 7—место для резки на короткие куски
по упору; 8— ящик для обрезков; 9— место для нарезан-
ного короткого металла.
Размеры в метрах
Фиг. 14. Схема рабочего места к дыропробивному прессу
для прокалывания листового металла по наметке: 1— ды-
ропробивной пресс; 2—место для материала перед прока-
лыванием; 3— направляющие для тележек стола подачи;
4—направляющие для тележек стола приёма; 5—место
для проколотого материала.
Фиг. 15. Схема рабочего места к дыропробивному прессу
для прокалывания уголков по наметке: 1 —дыропробивной
пресс; 2—место для материала перед прокалыванием;
3—4— роликовые столы подачи и приёма; 5— место для про-
колотого материала.
Размеры в метрах
Фиг. 16. Схема рабочего места к автоматическому спей-
серу: /—многоштемпельный пресс; 2—загрузочный стол;
3— приёмный стол с делительным устройством; 4— тележка
для подачи материала; 5 — клещи тележки для захвата
обрабатываемого материала; 6— место для материала пе-
ред проколкой; 7—место для проколотого материала;
«—рельсовый путь для вагонеток.
Фиг. 17. Расположение радиально-сверлильных станков для
обработки деталей длиной /, шириной h: а — одним непо-
движным станком; б — тремя неподвижными станками, об-
служивающими одну линию стеллажей; в — то же при двух
линиях стеллажей; г —передвижным станком, д — при по-
даче металла на вагонетках.
ственного участка, ограниченного угловыми
стойками. Работа ведётся поочерёдно на двух
манипуляторах. На одном из них выполняется
сварка криволинейных участков, а на втором —
прямолинейных участков швов огневой ко-
робки. Подварка швов с обратной стороны и
заварка сопряжений криволинейных участков
с прямыми производится вручную. Размеры
данного участка автосварки 5X4 м. Кроме
того, пункт электропитания занимает 2,0 X
Х0.63 м.
Примеры рациональной планировки рабо-
чих мест для ручной электродуговой сварки
сравнительно небольших узлов на поточных
производственных участках показаны на
фиг. 19 и 20 [4].
На фиг. 19 показаны план и разрез кабины
для ручной дуговой сварки на конвейере по-
гл. ш]
СОСТАВ ПЛОЩАДЕЙ, ИХ КОМПОНОВКА
133
13 284 56-7 П
О 10
¦800-
4000 ¦
V
J
I
Фиг. 18. Участок автосваркь: под слоем флюса швов огне-
вой коробки котла локомобиля 4ЛП-20: 1 — пункт электро-
питания; 2—катучая балка; 3— опорная стойка; 4 и 5 —
патроны для крепления свариваемого узла; 6— указатель;
7—самоходная тележка с автоматической сварочной го-
ловкой; ^—манипулятор, 9 — конечный выключатель;
10— отсекатель; //—бункер с флюсоотсосом.
134
ПРОЕКТИРОВАНИЕ СВАРОЧНЫХ ЦЕХОВ
[РАЗД. V
по а в
Фиг. 19. Кабина для ручной дуговой свар-
ки при работе на поточной линии: 1—те-
лежка транспортёра; 2— рельсовые пути
тележки транспортёра; 3— стойки для пу-
тей тележки; 4 — двухстворчатые дверцы
с пружинным возвратом в начальное по-
ложение; 5— стул для сварщика; б—ящик
с электродами; 7—сварочный трансфор-
матор; Я—регулятор сварочного тока;
Р—входная дверь в кабину.
Фиг. 20. Сдвоенная кабина с вращающимся
столом для ручной дуговой сварки: 1—
вращающийся стол; 2—стул для сборщика
деталей узла перед сваркой; 3— стул для
сварщика, выполняющего первую полови-
ну цикла сварочных операции; 4—стул для
сварщика, выполняющего вторую полови-
ну цикла сварочных операций; 5— стул
для рабочего, освобождающего сварен-
ный узел от сборочного приспособления;
6—ящик с электродами; 7—сварочный
трансформатор; #—регуляторы сварочного
тока; 9—входная дверь в кабину; 10— вер-
тикальные перегородки D шт.) на вращаю-
щемся столе.
точной линии. Ха-
рактерной особен-
ностью этого рабо-
чего места являет-
ся продвижение
через . кабину сва-
риваемых узлов
изготовляемой про-
дукции на конвейе-
ре. При рабочем
цикле с большим
количеством сва-
рочных операций
последние распре-
деляются между
несколькими рабо-
чими местами и
выполняются при
п о следовател ыюм
прохождении сва-
риваемых узлов
через ряд кабин,
подобных изобра-
жённой ка фиг. 19.
При этом в каче-
стве сварочного
стола использует-
ся тележка транс-
портёра. Возврат
В исходное поло-
жение освободив-
шихся транспорт-
ных тележек в
таких случаях
обычно осущест-
вляется по вторым
путям вне кабин.
Работа в каби-
не может произво-
диться либо при
прерывном свобод-
транспортных тележек,
ном передвижении
т. е. по мере выполнения работ в кабине (как
показано на фиг. 19), либо при прерывном при-
нудительном перемещении их, подчиняясь
заданному ритму работ в цехе. В последнем
случае все транспортные тележки должны
быть соединены между собой цепью или тро-
сом, приводимым периодически в поступа-
тельное движение от специального привода.
• Другой пример кабины для ручной дуговой
сварки представлен на фиг. 20. Этот тип ка-
бины может быть рекомендован для случаев
сварки узлов при рабочем цикле с малым ко-
личеством сварочных операций. Подача дета-
лей для сборки и сварки, а также удаление
сваренных узлов может .осуществляться по-
средством конвейера, расположенного вне ка-
бины. Поступающие детали собираются в при-
способлении на поворотном сборочно-свароч-
ном столе. После сборки узла стол повора-
чивается на 90° (по часовой стрелке). При
этом собранный в приспособлении узел попа-
дает на первое сварочное рабочее место. При
следующем рабочем такте стол снова повора-
чивается на 90° в том же направлении. При
этом свариваемый узел поступает на второе
сварочное рабочее место, а на первое место
попадает для сварки новый собранный узел.
Фиг. 22. Схема рабочего места при клёпке скобой, под- с наступлением нового рабочего такта сва-
вешенной к неподвижной балке: /—клепальная скоба; nPHH,,u vqptt плгтупярт ня пябпцрр мргтп лля
2- неподвижная балка; 5-склёпываемое изделие длиной /; Реннь.ш узел поступает на раоочее место ДЛЯ
Фиг. 21. Схема рабочего места при клёпке ско-
бой, подвешенной к консольному крану: 7 —кле-
пальная скоба; 2—консольный кран; 3—склёпы-
ваемое изделие длиной I.
4— путь для вагонеток.
освобождения от приспособления, после чего
ГЛ. Ill]
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
135
этот узел передаётся на конвейер для даль-
нейшего движения в цехе, а все рабочие места
описываемой кабины повторяют снова те же
операции над следующими экземплярами узлов
изготовляемой продукции.
Подобно подвесным на передвижном блоке
клещам для точечной сварки находят также
применение клепальные скобы, подвешенные
к подвижному консольному крану (фиг. 21)
[36]. Последним уступают скобы, не имеющие
продольного перемещения (фиг. 22) [36].
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ
ПОКАЗАТЕЛИ
В табл. 6 (стр. 131) приведены основ-
ные технико-экономические показатели пяти
цехов металлических конструкций, относя-
щиеся к I и II классам.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Академия наук УССР, Институт электросварки, Аль- 23.
бом станков для автоматической сварки, 1937.
2. Академия наук УССР, Институт электросварки. Но- 24.
вейшая электросварочная аппаратура для сварки под 25.
слоем флюсов, „Автогенное дело" № 4, 1945, стр. 1—4.
3. А л о в А. А., Электроды для дуговой сварки и на-
плавки, изд. Сварочного отдела ЦНИИТМАШ, 1944. 26.
4. Всесоюзное научное инженерно-техническое общество
сварщиков ВНИТОС, Оздоровление условий труда 27.
при сварке вольтовой дугой, ОНТИ НКТП СССР,
М.-Л. 1936. 28.
5. Гипромаш, Сборник руководящих материалов, се-
рия VII, вып. I. Оборудование цехов металлических
конструкций, изд. НКТП, 1932. 29.
6. Гипросредмаш, Проектные материалы, 1939—1944.
7. Гипросредмаш, Типовая пояснительная записка по тех- 30.
нологической и транспортной части к техническому
проекту заготовительного цеха, серия I, вып. 10, кн. 2, 31.
М. 1941.
8. Гипросредмаш, Типовая пояснительная записка по
технологической и транспортной части к техническому 32.
проекту сборочно-сварочного цеха, серия I, вып. 116,
кн. 10, М. 1940.
9. Гипросредмаш, Фонды времени рабочих и оборудова-
ния для проектирования заводов НКСМ, серия I, 33.
вып. 122, М. 1940.
10. Гипротяжмаш, Нормы времени на котельно-заготови- 34.
тельные операции, 1940. 35.
11. Гипротяжмаш, Нормы вспомогательного времени при
электродуговой сварке, индекс Ш-ЖК-25.
12. Гипротяжмаш, Проектные материалы, 1940—1946. 36.
13. Гипротяжмаш, Справочник по оборудованию цехов
металлических конструкций, 1940. 37.
14. Гипротяжмаш, Штучное время отрезки заготовок на
дисковых пилах и приводных ножовках, 1939. 38.
15. Г р е б е л ь-н и к П. Г., Новый метод автоматической
электродуговой сварки лежачим электродом, изд.
X. Д. Т., 1940.
16. Г р е б е л ь н и к П. Г., Сварка наклонным электро- 39.
дом, изд. X. Д. Т., 1940.
17. Е г о р о в М. Е., Основы проектирования механиче- 40.
ских и сборочных цехов, ГНТИ НКТМ СССР, 1944.
18. Казаков Н. И., Схемы приспособлений для сборки 41.
и сварки, „Автогенное дело" № 4, 1944, стр. 26—28.
19. К а з и м и р о в А. А., Механизация изготовления 42.
котлов железнодорожных цистерн, Институт электро-
сварки АН УССР, Киев 1938. 43.
20. Клебанов Н. Н., Аппаратура и технология газо-
вой резки, Машгиз, 1939. 44.
21. Клебанов Н. Н., Техника безопасности в свароч-
ном деле, Оборонгиз. 1941.
22. К р а с о в с к и й А. И., Организация электродных 45.
мастерских, изд. X. Д. Т., 1941.
Красовский А. И., Основы проектирования сва-
рочных цехов, ОНТИ НКТП СССР, 1936.
М о р р и с он К., Справочник по котлостроению; 1939.
Наркоммаш, Тлавэлектропром, Машины для контакт-
ной сварки, Технический справочник, НКМ—Госконтора
справочников и каталогов, 1938.
Наркомстрой, Нормы и расценки на строительные
и монтажные работы на 1944 г., отд. 9 и 10.
Н а у м а н В. Г., Технология газовой сварки, ,ОНТИ
НКТП СССР, 1937.
НИИТЯЖМАШ, Нормативные материалы по техничес-
кому нормированию сварочных операций (крупносе-
рийное и массовое производство), М., декабрь 1939.
Пат он Е. О., Скоростная автоматическая сварка
под слоем флюса, Машгиз, 1942.
П а т о н Е. О., Установки для автоматической сварки
балок, изд. X. Д. Т., 1941.
П а т о н Е. О. и Островская С. А., Ско-
ростная автоматическая сварка под слоем флюса,
Машгиз, 1944.
Пат он Е. О., Севбо, Раевский и Па-
тон Б. Е., Автоматическая сварка под слоем флюса
строительных металлоконструкций, Стройиздат Нар-
комстроя, 1944.
Рабинович И. Я., Машины и аппараты для дуго-
вой сварки, ОНТИ, 1937.
Справочник сварщика, изд. Оргметалла, 1937.
Стальконструкция, Проектная контора НКС СССР.
Проекты заводов и мастерских металлоконструкций^
рабе ы технологического отдела, 1939—1941
Стальконструкция, Проектная контора НКС СССР.
Проекты заводов металлоконструкций, 1939—1944.
Тар х о в Н. А., Изготовление электродов для дуго-
вой электросварки, Машгиз, 1944.
Удотов К. А. и Б ри н б е р г И. Л., Скоростная
сварка в тяжёлом машиностроении и перспективы её
развития на 1945 г., „Автогенное дело" № 1, стр. 6—10,
1945.
Фельдман Г. И., Сварочные приспособления,
изд. X. Д. Т., 1941.
Хренов К. К. и Я р х о В. И., Технология дуговой
электросварки, Машгиз, 1940.
ЦБТМ НКТМ СССР, Кузнечно-преесовое оборудова-
ние, Стандартгиз, М,—Л. Ш1.
Цегельский В. Л. иЖдановВ. А., Электро-
сварочное дело, Машгиз, 1944.
ЦНИИТМАШ, Проектные материалы отдела сварки,
1944—1946.
Черняк В. С. и Колыженков П. А., Аппара-
тура для газовой резки, «Автогенное дело" js& 1, стр.
13-15,1944. V
Чесноков А. С, Технология изготовления метал-
лических конструкций, Стройиздат Наркомстроя, 1944.
Глава IV
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ И ОТДЕЛЕНИЙ
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ
КЛАССИФИКАЦИЯ ТЕРМИЧЕСКИХ ЦЕХОВ
(ОТДЕЛЕНИЙ) И ИСХОДНЫЕ ДАННЫЕ
ДЛЯ ИХ ПРОЕКТИРОВАНИЯ
Классификация термических цехов и
отделений (табл. 1) построена на основании
следующих признаков:
а) назначение (термическая обработка
поковок и отливок, деталей в чистовом
виде и пр.)",
б) место в заводской структуре (самостоя-
тельный цех, отделение, группа оборудования
в потоке обработки);
в) преобладающие операции термической
обработки;
г) отрасли машиностроения, для которых
данные цехи или отделения являются харак-
терными.
Классы термических цехов или отделений
определяются в основном по первому при-
знаку (п. „а"), а в отдельных частных слу-
чаях— по второму (п. „б").
Все термические цехи подразделены внутри
классов на группы по признаку занимаемого
в заводской структуре места.
Задание на проектирование. В состав
задания на проектирование включаются: а) го-
довая производственная программа; б) режим
работы цеха; в) фонды времени оборудования
и рабочих; г) род топлива и др.
ПРОИЗВОДСТВЕННАЯ ПРОГРАММА ЦЕХА
(ОТДЕЛЕНИЯ)
Укрупнённое проектирование. Годовая
программа термических цехов и отделений
(табл. А) должна содержать следующие дан-
ные: а) выпуск годного в весовом выражении
(основные детали плюс запасные части);
б) ориентировочный процент брака (табл. 2),
получающегося в термическом цехе и в цехах
последующей обработки (брак окончательный
и исправимый).
После распределения по цехам всех подле-
жащих термической обработке деталей проек-
тируемого объекта (машины) и назначения
основных технологических операций термооб-
работки в данном цехе или отделении про-
грамма (общий выпуск) цеха распределяется
по технологическим операциям (табл. Б).
Кратность нагрева (с) базируется на пред-
варительном распределении программы цеха
по операциям и выражается отношением сум-
марного веса проходящих нагрев деталей О
к выпуску цеха Яц. Укрупнённые показа-
тели веса термически обрабатываемых дета-
лей некоторых объектов производства, крат-
ности нагрева и распределение их по основ-
ным операциям термообработки приведены в
табл. 3 и 4.
Детальное проектирование. При деталь-
ном проектировании производится разработка
технологического процесса термообработки
путём составления карт технологического про-
цесса на каждую деталь (табл. В) или общей
ведомости на все термически обрабатываемые
детали. Основой для разработки технологиче-
ского процесса термообработки служит чертёж
детали с указанием номера детали, наименова-
ния её, марки материала по ГОСТ или ведом-
ственным ТУ, рода заготовки, чистого и чёр-
ного веса, твёрдости поверхности в различных
её местах и сердцевины, условий химико-тер-
мической обработки, а также допусков на
коробление и др*.
В общем цикле производства основных
объектов прохождение деталей по цехам при-
нимается по одной из схем, приведённых в
табл. 5.
ОБОРУДОВАНИЕ (ОСНОВНОЕ,
ТЕХНОЛОГИЧЕСКОЕ)
Выбор и расчёт основного технологиче-
ского оборудования могут быть выполнены
на основе: а) программы цеха, распределённой
по технологическим операциям; б) данных
о производительности оборудования, имею-
щихся в карте или ведомости технологического
процесса (табл. В), и в) фонда времени работы
оборудования Ф с учётом доли времени на
переналадку процесса и выполнение вспомо-
гательных операций тв:
Величина —^ выражает количество станко- или
Рц
пече-часов, необходимое для выполнения ме-
сячной (годовой) программы по данной one-
Классификация термических цехов (отделений)
Таблица 1
Название
цеха
Класс
1-е термические цехи (отделения)
для обработки поковок и отливок
2-е термические цехи (отделения) для
обработки деталей в чистовом виде
III
IV
Термические
отделения
ремонтных
цехов
V
Инструментально-термические
цехи (отделения)
VI
VII
Штампово-термические
отделения (цехи)
VIII
IX
Группа
1
1
1
1
1
Назначение
Термическая обра-
ботка поковок и за-
готовок
Термичес к а я
обработка фа-
сонного сталь-
ного, цветног
чуг унного
литья
Термическая обра-
ботка деталей в чисто-
вом виде (после меха-
о нической обработки)
Термическая
обработка дета-
лей на проме-
жуточных опе-
рациях механи-
ческой обработ
ки или холодной
штамповки
высадки
Термическая
обработка дета-
лей, изготовля-
емых ремонтны-
ми цехами
Термическая об- Термическая об-
работка режущих работка меритель-
инструментов иных инструментов
приспособлений
Термическая
обработкаоб
штампов горя-
чей штамповки ной
Термическая
'р-аботк а
штампов холод-
штамповки
и приспособле-
ний
Место в си-
стеме завода
1-я гр. Самостоятель-
ный цех
2-я гр. Отделение
кузнечного цеха
3-я гр. Расположение
оборудования в потоке
обработки (ковки или
штамповки)
Отделение
фасонно-стале
литейного,цвет-
нолитейного
чугунолитейно-
го цехов
1-я гр. Самостоятель-
ный цех
2-я гр. Отделение
при механическом цехе
(общий блок)
3-я гр. Отделения,
специализированные по
группам деталей
4-я гр. Расположение
оборудования в потоке
механической обра-
ботки
Отдел ения
при цехах хо-
лодной штам-
повки, высадки
и волочения
Отделения
1-я гр. Самостоя-
при ремонтных тельный цех
цехах
2-я гр. Отделение
при инструмен-
тальном цехе
1-я гр. Самостоя-
тельный цех
2-я гр. Отделение
при инструменталь-
ном цехе
Отделение
при инструмен-
тально-штампо-
вом цехе
Отделение
при инструмен-
тально-штампо-
вом цехе
Отделение при инстру-
ментально-штамповом цехе,
объединяющее классы VIII
и IX
Цех (отделение), объединяющий
классы VI и VII
Преобладаю-
щие операции
термообра бот-
Отжиг, нормализация
высоким отпуском,
улучшение—закалка с
высоким отпуском
очистка от окалины
барабанах и виллебрей-
торах, химическое тра-
вление
Отжиг, нор-
мализация, за-
калка иотпуск,
очистка от ока-
в лины — песко-
дробеструйная
очистка в ба-
рабанах
Цементация, циани-
рование, азотирование
нормализация,закалка
отпуск высокий и низ-
кий и др. Очистка от
окалины — электроли-
тическое и химическое ние
травление, пескодробе-
струйная очистка, про-
мывка
Отжиг, нор- Аналогично
мализация, вы- классу III, кро
сокий отпуск,;ме азотирода-
очистка от ока- ния и электро-
\ы — химиче-|литического
ское травле-
очистка в
барабанах
травления
Отжиг, нормали-
зация, закалка, вы-
сокий и низкий от-
пуск, напайка рез-
цов, цианирование,
очистка от окали-
ны - химическое
электролитическое
травление, промыв-
ка, правка
Цементация, азо-
тирозание, хроми-
рование, цианиро-
вание, закалка, вы-
сокий и низкий от-
пуск. Очистка от-
и окалины — химиче-
ское и электроли-
тическое травле
ние, пескоструйная
очистка, промывка
Отжиг, за-
калка с высо
ким отпуском,
азотирование,
хромирование
Цементация,
цианирование,
азотирование,
хромирование,
закалка, высо
кий и низкий
отпуск
Очистка от окалины-хи-
мическое и электролитиче-
ское травление
Продолжение табл. 1 на след. странице
СО
138
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ И ОТДЕЛЕНИЙ
[РАЗД. V
Штампово-термические
отделения (цехи)
Инструментально-термические
цехи (отделения)
Термические
отделения
ремонтных
цехов
2-е термические цехи (отделения) для
обработки деталей в чистовом виде
1-е термические цехи (отделения)
для обработки поковок и отливок
Название
цехов
VIII | IX
VII
>
>
>
III
=
-
Класс
<N
то
-
о
Группа
Заводы серийного и поточно-
массового производства
Авто-тракторостроение, тан-
костроение, дизельмоторо-
строение, станког и вагоно-
строение, мото - велостроение
и т. п.
1-я гр. Специали-
зированные заводы
типа „Калибр"
нённый цех—все
и поточно-массо-
1
1-я гр. Специали-
зированные заводы
типа „Фрезер"
2-я гр. Объеди
заводы серийного
вого производств
Заводы тяжё-
лого машино-
строения. Все
заводы крупно-
серийного и по-
точно -массово-
го производ-
ства
Заводы круп-
но-серийно го
или массового
производства.
Специализиро-
ванные заводы
1-я гр. Аналогично
1-й гр. I класса
2-я гр. Заводы поточ-
но-массового производ-
ства (отдельные слу-
чаи)
3-я и 4-я гр. Заводы
поточно-массового про-
изводства
Все заводы
серийного,
крупносерийно -
го и массового
производств
1-я гр. Станкострое-
ние, сельхозмашино-
строение, заводы трак-
торных запасных ча-
стей, тяжёлое машино-
строение, вагонострое-
ние, шарикоподшипни-
костроение
2-я гр. Все машино-
строительные заводы
серийного, крупносе-
рийного и массового
производства
3-я гр. Заводы поточ-
но-массового производ-
ства
Характерные
отрасли маши-
ностроения ^
рации; подсчет можно вести по табл. Г.
Бремя, затрачиваемое на вспомогательные опе-
рации при работе печей (переналадка процесса
в печах непрерывного действия, загрузка и
выгрузка деталей в камерных печах при ра-
боте партиями, охлаждение, загрузка и вы-
грузка деталей в печах с выдвижным подом),
определяется в зависимости от количества
переналадок или количества циклов в сутки
(табл. 6).
На основе приведённых выше данных опре-
деляется расчётное количество оборудова-
ния Пр. Принятое же (фактическое) коли-
чество оборудования Пф может быть большим;
отношение расчётного количества_оборудования
к принятому называется коэфициентом за-
грузки (использования) оборудования:
пФ
Коэфициент загрузки k должен быть не
менее 0,8—0,9. Только для уникального обору-
дования k может быть принят меньшим.
Общая производительность оборудования
Роб выражается в кг/час или шт/час. Кроме
того, для печей вводится показатель — удель-
ная производительность, отнесённая к 1 м*
рабочей площади пода {Рр кг/м2 час) или к
1 мг рабочего объёма печи (Pv кг/м3час).
Для печей камерных, непрерывного дей-
ствия, с выдвижным подом, печей-ванн и шахт-
ных, а также закалочных баков, травильных
установок, промывных баков и т. п.
кг1чаС (бруТТо);
Рн = —?— = —5— кг/час (нетто);
X Z
Ра
v = -^r кг/м* час;
Рл
РР — -у
час,
где т — количество приспособлений, помеща
ющихся в рабочем объёме печи; п — количе-
ство деталей на приспособлении; g — вес дета-
ли в кг; g-i — вес приспособления в кг; т —об-
щая продолжительность процесса в часах;
z — темп толкания (для толкательных печей);
z — мин.; F—площадь пода печи в м*;
т
V — объём рабочего пространства печи в м\
Для конвейерных установок — печей, про-
мывных и травильных машин и т. п.
p=qw — ~ кг/час;
v оОт
Р
PF=-=? кг/м2 час,
где q — нагрузка деталей на 1 м длины кон-
вейера в кг/м; w — скорость движения кон-
вейера в м/мин; L — длина конвейера в м;
FK — рабочая площадь конвейера в м2.
Для печей проходных (термообработка про-
волоки и ленты)
Рн —
кг/час,
где п — количество одновременно протягива-
емых бунтов проволоки (ленты);g2—вес 1 пог.м
проволоки (ленты) в кг.
ГЛ. IV-}
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ
139
Таблица А
Спецификация деталей, проходящих термическую обработку в термическом цехе № 2
на выпуск 5000 машин (мотоциклов) в месяц*
детали
10-02}
10-IOJ
Наимено-
вание
' детали
Сектор
переклю-
чения . .
Шестер-
ня 3-й ско-
рости . .
Марка
мате-
риала
2ОХ
I2X2H4
Вес деталей (чёрный,
чистый) в кг
о,7
1,3
Количество
деталей на
объект
в шт.
/
I
в
кг
о,7
1,3
Количество деталей
на программу в
т/мес
3,S
6,0
Запасные части в %
10
2О
Выпуск годного в
т мес
3,8;
7,зо
Брак в %
по цехам**
т,
1,5
3,0
М
2,0
-
Всего
брака
в
7о
4,0
в
т/мес
о,об
0,29
Программа
цеха (общее
количество за-
пасных частей
и брака)
в
шт/мес.
//«/
6240
в
т/мес
1,49
Прохожде-
ние дета-
лей по
цехам
ХП-Т,-
Сб
к-т.-м-
Т2-М-С6
* Расчёт может произвсбиться также и на год.
** Обозначения: Т, и !„ - первый и второй термические цехи, М — механический, К—кузнечный, ХП— хо-
лоднопрессовый, Сб—сборочный цех. Подобные обозначения приняты и в последующих таблицах.
Таблица 2
Ориентировочный процент окончательного и исправимого брака в термических цехах
Группа сталей
Простые углероди-
стые или малолегиро-
, ванные
Среднелегированные
Высоколегированные
Условия
последующей
обработки
Без правки
С правкой
Без правки
С правкой
Без правки
С правкой
Термообработка
поковок
после от-
жига и нор
мализацик
Макс. o,i
„ 0,2
» о.1
» О,2
о,5—i,o
о,5—1,о
после
улучшения
Макс. о,2
о,з
» °,'2
°, 5
1,о—1,5
1,0—1,5
Термообработка дета-
лей, обработанных
на станках
после
улучшения
°.5
о,5 —i,o
о,5 —i,o
O.75—I.25
j;25—i,5
1,5 —2.О
после хи-
мико-тер-
мической
обработки
о,5
о,5 —i,o
o,75—i,25
i.o —1,5
2,О —2,5
2,О —2,5
Термообработка
инструментов
Режущий
и меритель-
ный ин-
струмент
о,а
о,5
о,5
1,О
1,5—2,О
ДО 3>°
Штампы
1,О
2,0—3,0
Примечание. Брак кузнечного цеха, выявляемый при травлении поковок, принимается равным ~1,5%- Брак
механических цехов, по опытным данным этих цехов, в зависимости от сложности деталей и объёма механической
обработки, принимается в пределах 1—4°/0.
Таблица Б
Распределение программы по основным операциям в термическом цехе № 2 на выпуск
5000 машин в месяц
№ детали
10-023
10-I0J
10-11/
10-121А
Кратность
Наименование
детали
Сектор пере-
ключения
Шестерня 3-й
скорости
Вал
Сухарь
G 89
нагрева с =— = —
Рц 37
Марка материала
2ОХ
12Х2Н4
45ХН
38ХМЮА
^ = 2.4
,44
Программа цеха Р„
в т/мес
3,9i
1,49
з4,8з
1,22
-37.44
Распределение деталей по операциям в т
Отжиг
Ml I
Нормализация
1,49
1,49
Цементация
1,49
1,49
Цианирование
3,9i
3>9i
Азотирование
1,23
1,22
Закалка
1,49
24,&2
1,22
33,УЗ
Отпуск высо-
кий
24,8з
1,23
24,04
Отпуск низ-
кий
3,91
1,49
и,40
Другие опе-
рации
-
-
О = 8д,о8
140
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ И ОТДЕЛЕНИЙ
[РАЗД. V
Таблица 3
Распределение веса термически обрабатываемых деталей различных объектов по основным операциям
термообработки
вание
Наимено
объекта
Моторы:
карбюратор-
ные—автомо-
бильные или
тракторные
карбюратор-
ные авиа-
ционные
Дизельмоторы
авиацион-
ные и тан-
ковые
Автомобили
грузовые:
• 5 т
3 .
1.5 „
Автомобили
легковые:
типа ММ
Виллис
Бьюик
Мотоциклы
Тракторы гу-
сеничные:
до 15 т
- Ю „
Танки (без де-
талей мото-
ра)
Станки
Четырёхосный;
вагон (с те-
лежками
Даймонд)
«о з^ ?
l*i*.S
Вес (чёр;
терминес
рабатывг
деталей (
от общег
или в кг)
4о—5о«
5о-бо%
50—60 %
700—900 кг
боо—8оо .
300—400 ,
250—300 „1
250—300 „ \
28о—35о J
8о—9° .
7оо—9°° п
боо—8оо ,
20—30%
15—2О%
ЗЗоо кг (оси)
П о к
гь на-
Кратноса
грева с
1,2—1,4
1,4—1.8
1,5—а,о
1,2—1,6
1,2—1,6
1,2—1,6
1,3-1.7
1.2-1,5
1,2—1,5
1,2—1,4
1,2—1,5
1,О
о в к и
Распределение по
основным тепловым
операциям в %
Отжиги
норма-
лизация
7O-75
3°
Зо
25-30
25—Зо
40—50
Зо—4о
35
25—Зо
2О—ЗО
До 8о
1ОО
Закалка
15-17
зо—25
2О—25
ЗО-37
Зо—37
25—Зо
ЗО-35
37
ЗО-37
35—4о
IO
—
Отпуск
15—17
45—5о
45-5°
Зо—37
ЗО-37
25—Зо
ЗО-35
37,5
ЗО-37.5
35—4о
ю
Механически обработанные детали
Вес (чист
термичес
рабатыва!
деталей
от общег
са или е
35-4° *
4о—5о%
40—50%
350--500 кг
300—400 „
120—250 „
IOO—I5O я
6о—7° «
300—380 ,
250—350 »
70—80%
ю—15%
боо кг (пру-
жины и рес-
соры)
ь на-
Кратнос!
грева с
2,О—2,8
2,5—3,5
2,5—3,5
2,3—2,8
2,3-2,8
2.0—2,5
2.3-2,8
2,3—2,8
2.3-2,5
2,0
г- Распределение по основным тепловым
операциям в %
Цемен-
тация
ю
15
15
15—2о
8—12
8-15
12—15
15—го
5-ю
2О—25
До 5
Циани-
рование
о,5—ю
2,5
2,5
До 5
2,О—13
5.О—18
До 5
.5
—
До 5
и 2
Азоти-
рование
—
15
15
—
—
—
_
-
—
2—3
—
Закалка
—
25
25
Высо-
кий от-
пуск
4о
15
15
2о—25 35—4о
25—3° 4°—45
25—Зо
25—Зо
2О—25
ЗО-35
4о—45
4O-45
5»
4O-45
35-4O
35-4O
2О— 25
ю—15
ю—15
5°
Низкий
отпуск
го
25
25
15—3°
8—12
8-15
ia—15
15—2о
35—4°
Зо—35
45-5O
—
Норма-
лизация
Доа
, а
•я
• S
• 5
> 5
—
До5
• 5
» 3
—
—
Примечания: 1. Вес термически обрабатываемых деталей определён без стального, чугунного и алюминие-
вого литья.
2. Распределение выпуска цеха по операциям очистки от окалины: А) Термообработка поковок — 100% от об-
щего количества деталей Рц: а) кислотное травление 60—70%; б) очистка в барабанах 30—40%. При применении вил-
лебрейтеров: а) кислотное травление 30—40%: б) очистка в виллебрейторах 60—70%. Б) Термообработка меха-
нически обработанных деталей —100% общего количества деталей Рц. а) песко-дробеструйная очистка 75—85Х;
б)промьшка 15—25%. При применении электролитического травления: а) песко-дробеструйная очистка 30—45%; б) про-
мывка 15—25%; в) электролитическое травление 45—50%.
Таблица 4
Ориентировочное распределение инструмента по операциям термообработки
Тип инстру-
мента
Марки
стали и
% их при-
менения
Распределение по операциям в % к выпуску
Отжиг или
нормализа-
ция
Цемента-
ция
Цианирова-
Закалка
Подогрев
при закал-
ке
Высокий
отпуск
Низкий
отпуск
Режущий
инструмент
Меритель-
ный инстру-
мент
Крепёжно-
зажимной ин-
струмент
Приспособ-
ления
Быстрорежу-
щие стали и
их заменители,
30-40%
Легированные
стали, 10—15%
Углеродистые
стали, 8—10% '
Х12М,8-12%
40,50, 40Х, 15,
20 и др.,~10%
40, 50 40Х, 15,
15Хидр.,~30%
6о
6о-8о
5о—бо
25—35
8о
IOO
IOO
IOO
IOO
4О—6о
IOO
IOO
15—2О
ю—15
15—20
7°
(включая
старение)
6о
Примечание. Суммарное количество термически обрабатываемого инструмента и приспособлений опре-
деляется из расчёта 140—150 т в год на каждые 100 металлорежущих станков. См. также главу .Проектирование
инструментальных цехов".
Карта технологического процесса термообраСотки
Таблица В
Прохождение детали по цехам
Наименование основных
операций
Цех
Эскизы детали, приспособлений и укладки
Характеристика детали
Штамповка
Термообработка: нормали-
зация, высокий отпуск,
травление
Механическая обработка
Термообработка:
цементация
высокий отпуск
закалка
промывка
низкий отпуск
пескоструйная очистка
Механичзская обработка
Сборка
Меднить
Технические условия
на деталь
Твёрдое тъ сердцевины 33—
Глубина слоя цементации зу-
бьев 1,3— 1,6 мм
Допуски на коробление и эл-
липеность—коробление по
торцу обода ¦< 0,4 мм
№ детали 19-216
Наименование детали', ше-
стерня 4-й скорости
Материал Сталь
Марка материала 12Х2Н4А
Вес чистый в кг 11,5
Технический контроль
(операция 7)
Л Наружный осмотр 100%
2. Проверка твёрдости зубьев
тариф, напильником 100%
3. Проверка твёрдости на по-
верхности зубьев, один зуб
в трёх точках—100%, твёр-
дость > 60 Н
4. Проверка твёрдости сердце-
вины зуба в одной точке—
100%-321-429 Нв
5. Пров, коробл. торца обода
щупом—100%—0,4 мм макс.
6. Проверка коробления по не-
совпад. торца обода со
ступицей линейкой 10Э% —
0,15 мм макс.
7. Проверка штангелем разме-
ра 0 72 мм—100%
8. Проверка шага зубьев ско-
бой-100%
№
опера-
ции
терми-
ческого
цеха
Наименование
операции
Наименование и тех-
ническая характери-
стика оборудования
(площадь пода)
Наименование
приспособле-
ния
Коли-
чество
приспо-
собле-
ний
на при-
способ-
ление
Загрузка деталей
агре-
гат
/в "С
Режим процесса
Нагрев
час. мин.
Выдержка
Общее
Темп
толка-
ния
в мин.
Среда
охлаж-
дения
Темпе-
ратура
среды
охлаж-
дения
в °С
Производительность
общая
в кгI час
(шт/час)
Цементация:
изоляция
упаковка
нагрев
распаковка
Высокий от-
пуск
Закалка
Промывка
Низкий отпуск
Пескоструй-
ная очистка
Печь непрерывного дей-
ствия, F=joXi,3 м
Печь непрерывного дей-
ствия, F-io,6y.i,o м
Камерная печь, F—i^m
Моечная машина
ПН32-Д2
Пескоструйная камера
Ящик
0Soo; A 420 мм
Поддон
Корзина
230
zS
47
6x0 ±10
800 ±10
60— go
180—200
40
20
1S0
В ящи-
Воздух
Масло
До г;о
До 6о
170/14,7
34Х\зо,о
I§>2jj6,6
34X130,0
12,3
38,0
zoo.o
142
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ И ОТДЕЛЕНИЙ
[РАЗД. V
Таблица 5
Схемы прохождения деталей по цехам (основных объектов производства)
Маршрут деталей*
К-Т,-М-С6
Л —Tj—M —Сб
К - Т, - Сб
Л-Т4-Сб
К—Tj—М—Та—М—Сб
Л-Т.-М—Т2-М-Сб
К—Т,—М—Цп—Т„-
Цп-М-Сб
к-т.-м-т,—
М-Та-М-Сб
Tj-M—Т2—М—Сб
м—т.,—м—т.—
М-С б
М—Та-М-Сб
М—Тя—Сб
ХП-Та—ХП-Сб
ХП-Тэ-Сб
Факторы, определяющие назначение
схемы
Заданная твёрдость детали< 270—ЗООНд t
что позволяет производить последующую
механическую обработку резанием
Отсутствие требований по поверхностному
упрочнению детали
Отсутствие механической обработки при
любой заданной твёрдости детали
'Заданная твёрдость детали больше 270--
300 Нв
Требования, предъявляемые в отношении
свойств поверхностного слоя (цементация,
азотирование и т. п.)
Требования по механическим свойствам
Требование местной защиты при химико-
термической обработке (цементации и азоти-
рования) гальваническим покрытием
Требование обезжиривания поверхности де-
тали и последующего гальванического по-
крытия
Снятие припуска на механическую обра-
ботку после цементации, перед закалкой,
при отсутствии защиты мест, не подлежащих
цементации, например высверливание отвер-
стий, нарезание шлицев
Поступление на завод-изготовитель загото-
вок, не обработанных термически (поковок
или проката)
Аналогично схеме К — Т, — М — Т2 — М—
Та— М — Сб
Изготовление деталей из прутковой стали
Отсутствие требований по чистоте поверх-
ности
Глубокая вытяжка — штамповка деталей
из листового материала
Требуемая твёрдость выше > 256 Hg
Объекты термической обработки
(примерные)
Штампованные траки тракторов и танков,
шатуны — карбюраторных автомобильных ¦ и
тракторных моторов, подвески рессор, мало-
нагруженные шестерни станков, вагонные
оси и т. п.
Рессоры; пружины горячей навивки; литые
траки танков и тракторов и другие детали,
изготовляемые из стали Гадфильда
Коленчатые и распределительные валы дви-
гателей; тяжело нагруженные шестерни всех
машин; шпиндели станков
Валик водяного насоса двигателя; тяжело
нагруженные шестерни с шлицевыми отвер-
стиями; гильзы цилиндра двигателей (азо-
тируемые)
Поршневые пальцы мотора, шестерни с шли-
цевыми отверстиями и т. п. .
Гильзы цилиндра из трубной заготовки;
нормали из пруткового материала
Нормали—болты, шпонки, валы и валики,
поршневые пальцы
Пальцы траков танков и тракторов; нор-
мали—болты и гайки, сухарики, валики, втулки
Корпус масляного фильтра мотора; фара
автомобиля и др., гильза патрона
-
* Обозначения цехов: К —кузнечный, Т иТ,- 1-й
тейный, ЦП—цех покрытий, ХП— холоднопрессовый.
и 2-й термические, М —механический, Сб —сборочный, Л—ли-
Таблица 6
Продолжительность вспомогательных операций
термообработки
Наименование опе-
рации
Нагрев в печах не-
прерывного действия,
камерных печах и пе-
чах-ваннах при кон-
вейерном способе ра-
боты
Нагрев в печах с
выдвижным подом
Нагрев в камерных
печах при работе пар-
тиями
Продолжительность
процесса -с в час.
12
8
¦ 4
2
I
|12
{ 8-
Продолжительность
вспомогательных опе-
раций 1Я в зависимости
от количества перена-
ладок И ЦИКЛОВ {Пц)
в сутки
Я
с
о.5
о.ЗЗ
O,l6
0,08
°,°4
О.Я5
O,l6
0,12
О,1—0,2
II
»
R
О,66
°.32
O,l6
о,о8
о.ЗЗ
О,24
11
IT
t.,
0,48
0,24
0,12
0,36
II
ГУ
«
0,64
0,32
0,16
I
IT
К
1 1 1 || | | | | j
Данные по удельной производительности
печей приведены в табл. 7 [I].
Производительность правильных прессов,
приборов для контроля твёрдости и т. п. опре-
деляется по техническим нормам.
Печи для термообработки классифици-
руются по трём соподчинённым друг' другу
основным признакам: а) применение для раз-
личных технологических процессов термообра-
ботки; б) вид топлива, энергии; в) конструк-
тивные особенности (механизация и условия
загрузки деталей и их транспортирование в
рабочем объёме печи).
Сведения, необходимые при выборе- печей
для различных технологических процессов
термообработки, приведены в табл. 8 [1, 2].
Вентиляторы и компрессоры'. Тип
вентилятора для подачи воздуха к печам уста-
навливается в зависимости от принятой системы
сжигания. Применяются центробежные венти-
ляторы: низкого давления — 100 —300 мм вод,
ст., высокого давления 700 — 1200 мм вод: ст.,
турбовоздуходувки до 5000 мм вод. ст. и ком-
прессоры до 5 ати.
гл. iv]
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ
143
Таблица Г
№
детали
10-208
10-10"]
10-11/
Наименование
детали
Распредели-
тельный валик
Шестерня
3-й скорости
Вал
Итого . . .
Фонд времени —
Ф час/мес.
Доля вспомога-
тельного времени te
Количество обору-
дования (расчётное)
Количество обо-
рудования (приня-
тое) Пф
Коэфициент за-
грузки
п„ . 100
к ¦-
%
пф
Расчет количества
<
Про-
грамма
цеха
р
в т/мес
37,бо
7,49
24,82
оборудования
Операция
Цементация
Шахтная печь
типа
„Hevy Duty"
Произ-
води-
тель-
ность
Рн
в кг) час
40
—
-
Задол-
женность
печи
Р
¦ в час
94
—
¦—
Печь непрерыв-
ного действия
/? = 0,75Х6'0л
Рн
—
i8o
-
... и т. д.
1420
66о,о
0,1
2,4
3,0
8о,о
Ро
Рн
—
4J/
-
— 1 730
64/,о '"•
о,33
',7
3,0
8/,о
гермического цеха
и тип оборудования
Закалка
Печь типа
ПНТ-3
Рн
—
Зоо
320
—
Ро
Рн
—
78
2300
66о,о
0,24
3.S
4,0
9f,°
Очистка
Пескоструйный
аппарат (ка-
мера)
Рн
8о
—
8о ¦
— "
Р
0
Рн
47
—
31
1320
;8/,о
0,1
2J
3,о
8з,о
от окалины
Электролити-
ческая ванна
Рн
—
2/0
Ро
Рн
—
30
- 1 290
!
/8/,о
0,12
0,/6
1,0
/6,0
Таблица 7
Удельная производительность печей (нетто в кг/м1 час) для различных операций термообработки
Тип печи
Камерная горизонтальная .
Камерная с выдвижным по-
дом
Толкательная непрерывного
действия
Конвейерная
Карусельная (с вращаю-
щимся подом)
С вращающимися роликами
Операции
Отжиг
4о—6о
35-5O
5°°
4О— юо
(ковкий чу-
гун)
Нормали-
зация
I2O—IOO
бо—8о
150—2оо
i8o—220
j8o—200
180—220
Закалка
I2O—l6o
60—80
150—200
180—220
180—200
180—220
Отпуск
(высокий
и низкий)
100—140
бо—8о
140—180
I5O—2ОО
150—180
150—2оо
Цементация
газовая
40—50
твёрдым
карбюриза-
тором
8—12
8—12
15—iS
i5-i8
Газовое
цианиро-
вание
8о—ioo
При выборе типа вентилятора давление воз-
духа у последнего принимается на 50 — 100 мм
вод. ст. выше; чем у форсунок или горелок.
Диаметр воздухопроводов определяется, исходя
из скорости движения воздуха 12 — 15 м/сек.
При давлении воздуха до 700 мм вод. ст.
воздухопроводы изготовляются из кровельного
железа; при давлении выше 700 мм — из
цельнотянутых труб.
Расположение вентиляторов индивидуальное
(на каждую печь) или групповое (на несколько
печей). Система разводки воздуха преимуще-
ственно тупиковая.
Выбор вентиляторов и определение их ко-
личества (при установке не менее двух с коэ-
фициентом загрузки 60 — 70%) производится
по среднему часовому расходу топлива при
коэфициенте одновременности, равном 1,0.
144
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ И ОТДЕЛЕНИЙ
[РАЗД. V
Принцип выбора печей для различных
Операция
Рекомендуемые конструкции печей, вид топлива
Отжиг
Отжиг мелких деталей, стального фасонного литья
инструментов, штампов
Отжиг протяжек, труб, стволов, коленчатых валов,
турбинных валов и т. п.
Отжиг крупных деталей сложной конфигурации и
главным образом стального фасонного литья, штам-
пов
Отжиг мелких деталей стального фасонного, чу-
гунного и цветного литья
Простые немеханизированные камерные печи с площадью
пода от 0,6 X 0,8 ~ 0,5 м3 до 2x3 -~6,0 м? при соотношении
5:1 = 1,3-5-1.5. Все виды топлива
Шахтные печи с диаметром рабочего объёма ЗСО- 1400 мм,
высотой 500 — 3000 мм, а также печи специального назна-
чения. Все виды топлива
Печи с выдвижным подом, с площадью пода от 1,5X3,0 м
до 3,0X6,0 м и более при соотношении B:L — 1,8-*-2,0 (до
3,0). Все виды топлива
При малой продолжительности процесса 4 — 6 час. и ма-
лом габарите деталей печи непрерывного действия, толка-
тельные. Все виды топлива
Печи специальные с регулируемой скоростью охлаждения-
Топливо — газ и мазут
Печи тоннельные типа Дресслера. Топливо—газ и мазут
Электропечи элеваторного типа
Светлый отжиг
Отжиг проволоки и специального литья
Отжиг холоднокатаной ленты, листов, прутков и
т. п.
Отжиг ковкого чугуна
Шахтные печи (электрические, газовые и мазутные) с гер-
метическими муфелями типа Qrflnewald или Pfflffert
Печи колокольного типа муфельные цилиндрические ПНК-
900 или ПСК-320 или прямоугольные. Электрический нагрев
и газовый с радиационными трубами
Печи непрерывного действия толкательные или с враща-
ющимися роликами. Электрический нагрев и газовый с ра-
диационными трубами
Нормализация
Нормализация деталей различной конфигурации и
веса
Нормализация сравнительно мелких деталей (весом
до 15 кг) в цехах поточно-массового производства
Нормализация листов и деталей холодной штам-
повки
Печи простые немеханизированные шахтные, камерные и
с выдвижным подом, аналогичные печам для отжига. Все
виды топлива
Печи непрерывного действия —толкательные, одно- и двух-
рядные с площадью пода от 0,6 X 3,0 м (для мелких деталей),
0,8x4,5 м и до 1,8x8,0 м. Печи карусельные с вращаю-
щимся подом. Все виды топлива
Печи непрерывного действия с вращающимися роликами.
Все виды топлива
Светлая нормализация
Светлая нормализация деталей холодной штам-
повки (вытяжки)
Печи непрерывного действия (электрические или газовые
с радиационными трубами)—толкательные,с вращающимися
роликами и т. п.
Цементация твёрдым карбюризатором
Цементация деталей при серийном или индивиду-
альном производстве
Цементация специальных деталей
Цементация деталей при серийном и массовом про-
изводстве
Цементация мелких деталей простой конфигура-
ции—шайбы, сухари, болты, пальцы и т. п.
Печи простые немеханизированные камерные, аналогичные
печам для отжига. Все виды топлива
Печи с выдвижным подом, аналогичные печам для отжига.
Топливо — газ и мазут
Печи непрерывного действия — толкательные одно,-двух-и
трёхрядные, площадь пода отО,8Х5,0 м до 1,8—2,2x10— 25м.
Топливо —газ и мазут. Применяется и электронагрев (редко)
Печи карусельные с вращающимся подом (редко). Топли-
во — газ и мазут. Применяется и электронагрев (редко)
Печи с вращающейся ретортой: 0 0,3 — 0,5м, длина 1,2 —
2,0 м. Топливо — газ и мазут. Применяется и электронагрев
(редко)
Цементация газовая
Цементация мелких деталей при серийном и инди-
видуальном производстве и цементация мерительного
инструмента
Электропечи шахтные, вертикальные, муфельные 11ша
„Homocarb", мощность 10 — 25 кет
гл. iv]
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ
145
технологических операций термообработки
Таблица 8
Параметры технологического процесса
Эксплоатационные параметры оборудования
Температура процесса 650 —900е С, для специаль-
ных сталей —до 1100е С. Интервал регулирования
температуры ± 15 — 20°; общая продолжитель-
ность процесса tH -}-тв >3 часа; заданная скорость
охлаждения "С/час
При изотермическом отжиге — ступенчатый тепло-
вой режим
При продолжительности операции 3 — 6 час. удельная про-
изводительность печей 60 —100 кг/м*час, при продолжитель-
ности 5 — 10 час. и более — 40 — 70 кг/м*час
Нагрузка на под:
для камерных печей горизонтальных 300 — 500 кг/мг
для печей с выдвижным подом 800 — 2000 кг/м3;
для элеваторных печей 3,5—5,0 от/л»
Те же, дополнительно герметичность рабочего
объёма печи или применение защитной атмосферы
В шахтных печах использование рабочего объёма 30—50%
К. п. д. газовых и мазутных печей 15 — 22%
К. п. д. электропечей 60 — 70% (брутто)
Загрузка печи 30 —70°/0 по объёму рабочего пространства
при соотношении Pq : Рн = 1,1 — 1,5
Ёмкость муфелей 3 —10 т для цилиндрических печей и
10—60 т для прямоугольных печей
Температура процесса 850 —950°С, интервал регу-
лирования ± 10—15° С. Общая продолжительность
процесса-<3 часа
Время выдержки равно l/« —Vs времени нагрева
Те же, дополнительно—применение контролируемой
атмосферы
Удельная производительность 40—100 кг\мРчас; к. п. д. —
15 —25°/р F5 — 75°/0—для электрических печей)
Удельная производительность печей (брутто):
камерных 120 — 160 кг/мЧас
с выдвижным подом 60—80 кг/мЧас
непрерывного действия:
толкательных 150 — 200 кг/мачас
конвейерных 180 — 220 .
карусельных 180—200 »
Нагрузка:
на под печей камерных и карусельных 250—300 кг/м?
на ленту конвейера 250 — 300 кг/м"
на поддон —300 —500 кг/м* при Рд :РН = 1,25 —1,50
К. п. д. печей нефтяных и газовых 20 — 28%, электриче-
ских 65—80%
Температура процесса 900 —940° С, интервал регу-
лирования ± 10 —15°
Ориентировочная продолжительность процесса (час.)
в зависимости от требуемой глубины слоя 8 мм
8 мм
о,4 - о,7.
о,6—о,9
О,8 —1,2
1,о—1,4
1,2—1,6
1,4—1,8
i.5-i,9
1,6 —2,О
1,8 — 2,2
2,О — 2,4
Цементация
твёрдым карбюри-
затором в час.
6-8
8 —ю
IO— 12
13—15
i6 —18
18 — 20
19 — 21
20 — 22
22 — 24
23-25
газовая
в час.
4-6
5-7
6-8
8-ю
9 — 12
12—14
14 — 16
15-17
i6—18
17-19
Удельная производительность печей (нетто)—6—12 кг/м^час
при глубине слоя 1,2—1,8 мм, для отдельных деталей до
18 — 20 кг\м3час
Отношение Pg : Рн = 1,5 — 2,5. Удельный расход топлива
(мазута) 0,12 —0,15 кг/кг
Удельный расход электроэнергии 0,45—0,60 квт-ч/кг
К. п. д. мазутных и газовых печей 18 — 25%
К. п. д. электрических печей 50 — 75%
Загрузка в ретортную печь деталей—20—30% по объёму,
карбюризатора — 50 — 75% по объёму; производительность
печи 23 —40 кг/час
Те же, дополнительно применение газового карбю-
ризатора, взамен твёрдого
Загрузка деталей 50 — 60% по объёму; к. п. д. — 60—70°/(
10
Том 14 113
146
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ И ОТДЕЛЕНИЙ
[РАЗД. V
Операции
Рекомендуемые конструкции печей, виды топлива
Цементация шестерён, распределительных валиков
и т. п.
Цементация мелких деталей
Цементация деталей при серийном и массовом
производстве
Электропечи шахтные, вертикальные, муфельные типа
„Hevi-Duty"
Печи (мазутные, газовые и электрические) с вращающейся
ретортой, горизонтальные 00,3 —0,5 м, длина 1,2 — 2,0 м
Печи (мазутные, газовые и электрические) непрерывного
действия муфельные, сечение муфеля 760X460 мм, длина
5 — 9 м
Цианирование жидкостное
Цианирование инструментов (свёрл, фрез, резцов
и т. п.)
Цианирование деталей из конструкционных сталей
при массовом производстве
Печи-ванны (мазутные, газовые и электрические) простые
немеханизированные, размеры тигля: 0 250 — 700; ft=300 —
800 мм. Электропечи-ванны электродные типа „Ajax"
Печи-ванны механизированные с вращающимся червяч-
ным валом, с подвесным конвейером;рычажные. Топливо —
газ, мазут (редко)
Цианирование газовое
Газовое цианирование инструментов из быстроре-
жущей стали марок РФ1, ЭИ-184, ЭИ-290, ЭИ-262 и
АР-
Газовое цианирование шестерен, валов и других
деталей
Электропечи камерные муфельные, немеханизированные,
горизонтальные и шахтные
Электрические или газовые печи камерные, муфельные
немеханизированные, горизонтальные или шахтные
Печи непрерывного действия муфельные
Азотирование
Азотирование гильз цилиндров, коленчатых валов
двигателей, шпинделей, ходовых винтов, кулачков,
эксцентриков шестерён, червяков станков, меритель-
ного инструмента, штампов, ватерных колец и т. д.
Электропечи немеханизированные камерные, шахтные и
с передвижной камерой нагрева и двумя самостоятельными
подами:
камерные—размер муфеля от 0,34X0,24x0,18 м до 1,6х
X 1,2X0,5 м\
шахтные 0 0,35 — 0,60 м и глубина 0,4 — 1,1 м;
печи с передвижной камерой нагрева, размер муфеля до
2,5X1,2X0,8 м
Закалка
Закалка различных видов деталей машин,
ментов, приспособлений, штампов и др.
инстру-
Печивсех типов в зависимости от габаритов нагреваемых
деталей, программы цеха, поточности производства, тем-
пературы процесса
Для механизированных печей непрерывного действия (тол-
нательных, конвейерных) применяются механизированные
(конвейерные, элеваторные и др.) закалочные баки, объеди-
нённые с печью в один агрегат. Все виды топлива
Светлая и чистая закалка
Те же объекты
Те же печи электрические или газовые с радиационными
трубами или муфелями
Отпуск
Отпуск различных видов деталей и инструментов
после закалки
Электропечи немеханизированные — камерные горизон-
тальные, аналогичны печам для нормализации и закалки
Печи (электрические с рециркуляцией воздуха) механизи-
рованные непрерывного действия —конвейерные, толкатель-
ные, с вращающимися роликами, проходные с подвесным
конвейером типа Joung Brothers вертикальные с конвейером
Печи шахтные типа ПН-32 ПШ, Lindberg, Homo.
Печи-ванны (газовые, рециркуляционные с выносной топ-
кой, реже—мазутные)—свинцовые, соляные, масляные типа
ВС-21, ВС-22; МБ
Обработка при температуре ниже 0° С
Рефрижератор и камера-охладитель
ГЛ. IV
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ
147
Продолжение табл. 8
Параметры технологического процесса
Эксплоатационные параметры оборудования
Те же
Те же
Те же
Загрузка деталей в реторту 60 — 70°/0 по объёму; к. п. д.—
65—70%. Удельный расход электроэнергии 0,20—0,30 квт-ч\к,
Загрузка в реторту 2000—2500 кг/м3
Удельная производительность 40—65 кг\м?час. Нагрузка
на поддон 250 — 300 кг/м". Удельный расход топлива (по ма
зуту) 0,10—0,12 кг/кг. К. п. д. печей газовых и мазутны
18—25%, электрических 65—70%
Температура процесса для инструментов из быстро-
режущей стали 530 —560° С, для конструкционных
сталей 780—850° С. Общая продолжительность про-
цесса 5 — 60 мин.
Производительность ванн —по кривым графика 1. Удельная
производительность свинцовых ванн(при их применении для
нагрева под закалку) при расчёте по кривым А на 15 — 20%
выше производительности соляных ванн
К. п. д. газовых и мазутных ванн 7— 12%, электрических
50 — 65%, электродных ванн 60 — 70%. Производительность
печей-ванн „Ajax" — 60—180 кг/нас
Механизированные печи-ванны, агрегаты с последователь-
ным расположением: ванна для подогрева —ванна для циа-
нирования — закалочный бак— промывная машина —печь-
ванна для низкого отпуска. Производительность агрегата
200 — 600 кг/час
0.08 0.12 0J6 0.20
Объем ванны м1
<P0,3;h*0.4M
40 50 60 90 120 150 №
График 1.
Нагрев деталей при температуре 530 — 560" С в ат-
мосфере: газовый карбюризатор Н-20—40% аммиака
или 70—80% генераторного газа+20—30% аммиака;
выдержка 30 — 60 мин. '
Высокотемпературное газовое цианирование в среде:
цементирующий газ 70—80%+30—2J% аммиака при
температуре 780—850° С и выдержке до 1 часа
Пример: для шахтной печи мощностью 20 кет с разме-
рами корзины 0 500 мм и высотой 100 мм) максимальная
загрузка 350 кг
Укладка деталей на поддон 250 — 300 кг/м". Удельная про-
изводительность 100—120 кг\м%час. К. п. д. газовых печей
20 — 25%, электрических печей 65 — 75%
Температура процесса 500 — 600° С (и до 650° С) при
простом и ступенчатом циклах; интервал регулирова-
ния температур ±10°. Общая продолжительность про-
цесса до 80 час.
Загрузка деталей 1500—2000 кг на 1 м3 объёма муфеля
Температура процесса на 30—50° С выше Ас (для
быстрорежущих сталей до 1320° С; для стали Гад-
фильда 1050—1100° С). Продолжительность нагрева
от 15 мин. до 2 час. и выше в зависимости от раз-
меров деталей и величины садки. Продолжитель-
ность выдержки — '|« —7s от продолжительности
нагрева
Аналогично печам для нормализации
Те же, дополнительно применение защитной атмо-
сферы
То же
Температура процесса: низкий отпуск 150 — 240° С;
высокий отпуск 400—650° С; продолжительность на-
грева—до выравнивания температуры садки с тем-
пературой печи; выдержка 1—3 часа и выше для
деталей больших размеров
Удельная производительность печей на 15 — 25% ниже
производительности закалочных печей аналогичных типов
Температура от — 60° до — 80° С.
Производительность процесса — в зависимегсти от загруз-
ки камеры. Продолжительность процесса-^ЙЯ- инструмен-
тов 10—30 мин., для деталей — до 2 час.
10*
148
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ И ОТДЕЛЕНИЙ
[РАЗД. V
Закалочные устройства. Закалка деталей
производится в закалочных баках, приспособ-
лениях, специальных машинах и прессах. Ха-
рактеристика отдельных видов баков, машин
и приспособлений приведена в табл. 9 [1].
При расчёте баков разность температур за-
калочной жидкости tx — гл" принимается рав-
ной: для масла 10°, для растворов солей и дру-
гих жидкостей 8е и для воды 5°.
При расчёте трубопроводов скорость по-
ступающей под давлением жидкости прини-
мается в пределах 1,0 —1,5 м/сек, а скорость
при свободном сливе 0,5 — 1,0 м/сек.
Охлаждение закалочной жидкости произ-
водится: а) проточной водой, пропускаемой
либо через змеевики, располагаемые в зака-
лочных баках, либо между стенками бака (по-
следнее применимо при закалке мелких дета-
лей или при малой загрузке печей); б) спе-
циальными охлаждающими установками.
В систему централизованной подачи зака-
лочной жидкости и её охлаждения входят:
резервуары объёмом 1,25—1,40 общего коли-
чества жидкости в системе (располагаются
обычно вне цеха), фильтры (не менее двух,
включённых параллельно), насосы давлением
2,5—4,0 ати, охладители (располагаемые па-
раллельно) и закалочные баки.
Для охлаждения закалочных жидкостей
применяются охладители различных систем —
барабанные с ввальцованными в днище труб-
ками (типа Кертинга), охладители „труба
в трубе" и, наконец, наиболее совершенные
пластинчатые охладители, монтируемые инди-
видуально на закалочных баках.
Количество охладителей (при заданной
охлаждающей поверхности) или требуемая
поверхность охлаждения Fx определяется из
.^j__l 1 1 1 и/-
Из уравнения теплового баланса для Р=\ кг
що-
о
W
U W
% ш ¦» щ
" 3? W
W
по
Z*
500 700 900 1100 1300
Разность температур
охлаждаемых стальных деталейPl-t'J *C
Фиг. 1. Номограмма для определения расхода закалочных
жидкостей.
теплового баланса (теплообмен между зака-
лочной жидкостью и водой).
Основной единицей при определении объ-
ёма закалочной жидкости в системе является
удельный расход (объём) её на единицу
охлаждаемого металла vx л/кг (фиг. 1).
Общий объём закалочной жидкости в си-
стеме
Vx = ? Pvx л!час\
сх равен для воды 1,0 кк ал /л СС, для масла —
0,45 ккал1л"С, для 10%-ного раствора каусти-
ческой соды — 0,84 ккал\л °С.
Охладители разделяются по принципу те-
плообмена в основном на два типа — прямо-
Фиг. 2. Номограмма для определения расхода воды
в охладителе: А —прямоток, Б — противоток.
точные — схема А и противоточные — схема Б
(фаг. 2).
Поверхность охлаждения Fx определяется
по формуле
у с (f I + ч\
F _ V ЯСХ \1Х 1Х I ч
* ~ FaI^ '
где Vxcx(tx'—tx") — общее количество обме-
нивающегося в охладителе тепла; Ыср —
средняя разность температур; k — суммарный
коэфициент теплопередачи ккал!м?час°С
Ориентировочно для масла k = 200 — 250,
для раствора каустической соды k = 250—300.
В уравнении теплового баланса охлади-
теля (закалочная жидкость — вода) Ve (объём)
и tg (температура охлаждающей воды по
выходе её из охладителя) определяются с по-
мощью графика (фиг. 2) из соотношений
¦ = 0,8 -*- 1,2,
при этом
Оборудование для приготовле-
ния контролируемых атмосфер.
Применяемые в практике контролируемые
атмосферы, установки для их приготовления и
приборы для контроля приведены в табл. 10
и 11.
По условиям приготовления контролируе-
мых атмосфер (взрывоопасность и вредность
газов) установки монтируют, либо в отдель-
ных помещениях, либо непосредственно у пе-
чей. В отдельных помещениях, располагают
ГЛ. IV]
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ
149
Закалочное и очистное оборудование
Таблица 9
Операция
Рекомендуемые кон-
струкции оборудо-
вания
Параметры техно
логического про-
цесса
Эксплоатационные параметры оборудования
Закалка
Штучная и
массовая за-
калка различ-
ных деталей и
инструментов
Закалочные немеха-
низированные баки,
устанавливаемые у
печей и ванн перио-
дического действия.
Закалочные механи-
зированные баки, со-
ставляющие единый
агрегат с печами не-
прерывного действия
и снабжённые гори-
зонтальными конвей-
ерами, вертикальны-
ми элеваторами с кор-
зинками или верти-
кальными подъёмни-
ками
Равномерное
охлаждение дета-
лей с требуемой
скоростью; темпе-
ратура закалочной
среды: вода 20 —
35° С, раствор
каустической со-
ды 20—35° С,
масло —до 80° С
См. расчёт закалочных баков
Закалка ше-
стерён, колец,
дисков и дру-
гих деталей и
инструментов
(фрез) большо-
го диаметра и
малой толщи-
ны
Закалочные прессы
типа „Gleason" (пнев-
матические)
Закалка раз-
личных длинных
деталей (колен-
чатых валов,
распредели-
тельных валов,
осей, задних
полуосей)
Вертикальные пнев-
матические закалоч-
ные машины с враще-
нием закаливаемых
деталей
Закалка 'пе-
редних осей,
дисков сцепле-
ния, рычагов
рулевого упра-
вления авто-
мобиля и др.
Закалка под-
весок, рычагов
и др.
Закалка ва-
лов, осей, рес-
орных листов
и др.
Вертикальные зака-
лочные машины для
закалки деталей в за-
жатом- состоянии с
одновременной при-
дачей им требуемой
формы
Высокопроизводи-
тельные закалочные
машины:
а) карусельного типа
с 5—8 парами штам-
пов
б) барабанного типа
с 5 — 6 парами
штампов
Обеспечение ми-
нимальной дефор-
мации или мест-
ная закалка дета-
лей
с"
go
5?
S4«
;ой
=c
о
Ю
К
5°
5°
ее
ю
2
03
75
75
пЗ
X
>>
=t
О
и
CU
Ч R
ш 5
t [ дз
5-6
5-6
—о,55 ^5
68 4°
Расход закалочно-
го масла в л/мин
при температуре
входящего масла
в °С
20
27 33 38
О щ о,
60
45
68
75
«5
15—60
10—50
Производительность машин 30 — 90 деталей в час
давление воздуха для опускания штампов —5—7 ати
для прижатия верхнего штампа — 2—5 ати (в зависимости
от размеров закаливаемых деталей)
Производительность (в час) до 25 передних осей или
до 120 дисков
Производительность машин (в час):
а) карусельного типа—до 400 деталей
б) барабанного типа —90—200 деталей
Травление
в кислотных
растворах
Травление
разных поковок
и заготовок
Установки для ста-
ционарного трав ления
состоящие из распо-
ложенных рядом тра-
вильных, промывных
и нейтрализационных
баков; травление в ван-
нах с 5— 15%-ным рас-
твором серной кисло-
ты при температуре
40 -80° С и регулято-
рами травления
A.0-1,5% к объёму
раствора кислоты)
В зависимости от размеров садки C00—1800 кг) и про-
должительности травления B0 — 60 мин.) производитель
ность равна 500—5000 кг/час
Полу механизирован-
ные установки-" ма-
шины типа „Места*(со-
став травильной ванны
указан выше)
Удаление с поко-
вок, отливок и
заготовок окали-
ны, полученной
при нагреве для
горячей механи-
ческой или терми-
ческой обработки
Механизированные
травильные установ-
ки высокой произво-
дительности
Диаметр
цилиндра
в мм
3°5
5бо
8ю
Максимальная
нагрузка на од-
но коромысло
в кг
450
ооо
18оо
Максимальная производи-
тельность в т/час при
выдержке в мин.
20
30
40
1.35
а.7
5,4
3,6
1.35
я.7
Производительность установок до 6 т'час
150
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ И ОТДЕЛЕНИЙ
[РАЗД. V
Продолжение табл. 9
Операция
Электрохими-
ческое трав-
ление
Травление
разных деталей
после механи-
ческой и тер-
мической обра-
ботки и ин-
струментов с
тонкой окали-
ной
Очистка
Очистка по-
ковок и отли-
вок мелких и
средних разме-
ров
Очистка по-
ковок и отли-
вок мелких,
средних и
крупных раз-
меров
Очистка раз-
личных деталей
и инструментов
Рекомендуемые кон-
струкции оборудо-
вания
Установки для элек-
трохимического тра-
вления, компактные,
занимают малую пло-
щадь
Очистные барабаны;
а) с периодической за-
грузкой деталей;
@ 0,6-1,0 m;L =
— 1,0 — 2,0 м)
б) непрерывного дей-
ствия (шнековые)
Очистные дробе-
струйные установки
V HCIIJJC J-*DlOtlDl ivl lit L/C
движением деталей
внутри барабана, со-
стоящего из пластин
конвейера (вилле-
брейтор]. (Подача
стальной дроби при
помощи турбинки
п = 2500 об/мин) ¦
Пес коструйные и дро
беструйные аппараты:
а) камерного типа
б) с вращающимся
столом
Параметры техно-
логического про-
цесса
Удаление с меха-
нически обрабо-
танных деталей
или инструментов
окалины, получен-
ной при нагреве
для термической
обработки
Состав травиль-
ной ванны на 1 л
воды:
H.SO.-100,0 г
NaCl — 15,0 ,
FeCl3 - 2,0 „
Температура рас-
твора 50—65" С
Продолжитель-
ность травления
15—20 мин.
Удаление с поко-
вок и отливок
окалины и прига-
ров
Удаление окали-
ны с поковок и
отливок, механи-
чески обработан-
ных деталей и ин-
струментов после
термообработки
Эксплоатационные параметры оборудования
Высокая производительность установок; отсутствие
„угара* стали и травильной хрупкости
Производительность (в зависимости от размеров) ба-
рабанов :
а) периодического действия 700—2000 кг/час
6) непрерывного действия:
Длина
в м
2.5
3.6
6,о
Диаметр
в м
о.9
°>9
°-9
Часовая производительность
В KZ
75°—12оо
1500 — 2200
2300 — 3000
Характеристика виллебрейторов
Тип ус-
тановки
48 - 48"
48-42"
Зб—42"
27-36"
Максимальный
вес 1 детали
в кг
135 — 9°
35
15
4,5
Объём загру-
жаемых дета-
лей в м3
о.54
о.47
o,3i
о, 13
Производи-
тельность
в кг/нас
—
2ОО0
35°°
Производительность в зависимости от размера камер
или диаметра стола 500—2500 кг/час
Характеристика установок для приготовления контролируемых атмосфер
Таблица 10
Наименование
операции
Светлый отжиг ста-
ли в герметических
муфелйх, светлый от-
жиг латуни, пайка
медью
Тип
атмо-
сферы
DA
DA-0,8
DA-0,9
Характеристика установки
Наименование и эле-
менты
Диссоциатор ам-
миака
Установка для ча-
стичного сжигания ам-
миака:
1) диссоциатор ам-
миака
2) камера сжигания
3) водяные скрубберы
4) рефрижератор
5) адсорбер с акти-
вированной окисью
алюминия или силика-
гелем
Производи-
тельность
в м^/час
ТО — IOO
Габаритные размеры
в м
Диаметр — 0 4 — 1,0
Высота 1,0 — 1,5
Площадь 1,5 — 2,5 X
X 2,0 - 3,0
Высота 1,5—2,5; при
раздельном расположе-
нии элементов уста-
новки требуется пло-
щадь на одну установ-
ку производительно-
стью 60 — 100 м?\час
28 - 36 м*
Вспомогательные
элементы установки
Баллоны с аммиа-
ком, щит с контроль-
но-измерительными
приборами
То же
При больших рас-
ходах—подача аммиака
из аммиакохранилиша
(например, цех холод-
ного проката ленты
завода „Красная Этна".
г. Горький)
ГЛ. VI]
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ
151
Продол жение табл. 10
!
Наименование JHn
операции
атмо-
сферы
Светлая и чистая
закалка сталей, свет-
лый отжиг и нормали-
зация, пайка медью
Светлая и чистая
закалка, светлый от-
жиг и нормализация,
газовая цементация
Светлая закалка,
светлый отжиг, газо-
вая цементация, газо-
вое цианирование
ГГ-1500
ГГ
гго
ПС-1,0
ПС-0,6
ПСО-1,0
ПСО-0,6
КГУ
ПГН+
+КГН
Характеристика установки
Наименование и эле-
менты
Газогенератор с
внешним обогревом
1) газогенератор
2) водяные скрубберы
Газогенератор
1) газогенератор
2)водяные скрубберы
3) вентилятор
То же дополнитель-
но абсорбер для погло-
щения двуокиси угле-
рода
Установка для ча-
стичного сжигания
1) камера сжигания
2) водяные скруб-
беры
То же и дополни-
тельно абсорбер для
поглощения двуокиси
углерода и адсорбер с
активированной оки-
сью алюминия или,
силикагелем для осу-
шки газа
Крекинг-установка
Дейтон-установка
Пиролизная уста-
новка
1) газогенератор
2) очистная установка
Производи-
тельность
в м3/час
До ю
2О — ТОО
2О — IOO
2О — IOO
2О — IOO
До ю
До 6о
До 5
Габаритные размеры
в м
Диаметр ~ 0,5
Высота ~ 0,7 — 1,0
Диаметр 0,5—1,0 или
площадь 1,0 — 1,5 X
X 1.5 - 2,5
Высота 1,5 — 2,0
Газогенератор тех
же габаритов; абсор-
бер 1,0 — 2,0, высота
до 5,0
Площадь 0,6 — 1,2 X
X 1,5 — 3,0
Высота 1,5 — 2,5
То же и абсорбер
1,0 X 2>°. высота до 5,0
Абсорбер 0 0,4—0,8
Высота 1,0—1,5
Площадь 1,2 — 1,5Х
X 2,0 - 3,0
Площадь
1 0 V Л Я 1
' /\ ".о 1 0 7 \/ А Я
10x48 1 ^
Высота >~~> 2,4
Вспомогательные
элементы установки
Щит с контрольно-
измерительными при-
борами
То же и бункер с
углем
То же
Щит с измеритель-
ными приборами
То же
То же
То же и хранилище
нефтепродуктов
То же
Таблица 11
Типовые приборы для газового контроля
защитных атмосфер
Наименование
Электрический газоанали-
затор с датчиком и шкалой
на На
Электрический газоанали-
затор с датчиком и шкалой
на СО2 и СО+Н
Электрический газоанали-
затор „Analygraph" с дат-
чиком на суммарное качест-
венное определение состава
газовой смеси и шкалой изме-
нения теплопроводности газов
Потенциометр типа „СагЪо-
graph" со шкалой изменения
температуры сжигания газов
Газоанализатор абсорбцион-
ного типа: „Орсэ", „Burrel",
„ТИ" и автоматические типа:
Моно-Симплекс, Моно-Дуплекс
и Моно-Триплекс
Потенциометр точки росы
типа „General Electric Co" со
шкалой изменения точки росы
до —50° С и охлаждением зер-
кала жидкой двуокисью угле-
рода
Назначение
Количественное опре-
деление водорода в
газах системы На—N2
тип ДА-0,8
Количественное опрс
деление СО_, и СО2 -+-
4н2 в продуктах ча-
стичного сжигания в
газях типа ПС
Качественный анализ
продуктов частичного
сжигания или генера-
торного газа для газов
Ti-ша Г Г и ПС
Качественный ана-
лиз продуктов частич-
ного сжигания и пиро-
лиз крекинг-газов. Для
газов типа ПС, КГУ и
ПГ
Количественный ана-
лиз состава газов всех
систем „Burrel"
„ТИ"~ полный газовый
анализ
Моно-Симплекс—
определение СО3
Моно-Дуплекс—
СО2, (СО + Н2)
Моно-Триплекс —
СО3, (СО + Н^, О,
Определение влаж-
ности газов по темпе-
ратуре точки росы до
— 50°
диссоциаторы аммиака, установки для частич-
ного сжигания аммиака, пиролиз-крекинг-уста-
новки; непосредственно у печей — газогенера-
торные установки и установки для частичного
сжигания ;фиг. 3).
Приборы для контроля твёрдости.
В табл. 12 приведены данные, характеризую-
Таблица 12
Испытуемые
детали
Поковки,
отливки
То же
То же
Механиче-
ски обрабо-
танные де-
тали
То же
То же
Операция,
после которой
производится
контроль
Отжиг, нор-
мализация
Закалка и
высокий от-
пуск
Закалка и
высокий от-
пуск
Цементация,
закалка, от-
пуск
Цианирова-
ние, закал-
ка, отпуск
Азотирование
Особые при-
мечания
Ответствен-
ные детали
—
Последняя
операция тер-
мообработки,
ответственные
детали
—
Мелкие мало-
ответственные
детали
Ответствен-
ные детали
—
25 3
Ч. и х
ч Э ч <->
га 2 О о
и и н о.
5-ю
IOO
15—25
IOO
IOO
2О—4°
IOO
IOO
152
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ И ОТДЕЛЕНИЙ
[разд. v
800-Ю00
1000-1200
Фиг. 3. Планировка оборудования для приготовления контролируемых атмосфер:
Л—расположение установки для приготовления контролируемой атмосферы из аммиака (производительность
25—40 м* газа в час): / — диссоциаторы аммиака; 2 —камера частичного сжигания; 3 — холодильная машина; 4 — адсор-
бер; 5— баллоны с аммиаком; 6— пирометрический щиток; 7 —щиток с газоанализатором; 8 — печь колокольного типа
для светлого отжига.
Б — расположение мощных установок для приготовления контролируемой атмосферы из аммиака (производитель-
ность 80—100 м3 газа в час каждая): / — установки, состоящие из испарителя аммиака к, камеры сжигания кс и адсор-
бера с силикагелем а; 2—панель с пирометрическими приборами и автоматическими газоанализаторами; 3 — вентилятор-
эксгаустер для удаления газов из помещения.
В —расположение установки для приготовления контролируемой атмосферы из генераторного газа (производитель-
ность 80—100 м3 газа в час): 1 — газогенераторная установка, состоящая из генератора автомобильного типа (древесно-
угольного или дровяного), скруббера для охлаждения и очистки газа и вентилятора; 2—адсорбер для поглощения ди-
или триэтаноламииом двуокиси углерода из газа; 3— адсорбер для осушки газа силикагелем: 4 — печь непрерывного
действия для светлой закалки.
/'—расположение установок для приготовления контролируемой атмосферы из керосина: / — крекинг-установки,
типа Dayton, состоящие из крекинг-камеры к, трёх скрубберов для очистки и осушки газа, двух вентиляторов рота-
ционного типа и насоса для подачи керосина (производительность 45-50 м3 газа в час каждая); 2 —установка для
частичного сжигания крекинг-газа, состоящая из смесителя газа с воздухом, камеры частичного сжигания и охлади-
тельных скрубберов (производительность 20—25 м3 газа ПС =0,6 в час); 3— камерные печи для чистой закалки;
4 — установка для частичного сжигания крекинг-газа, аналогичная установке 2 (производительность 40—50 м3 газа
ПС =0,6 в час); 5— печь непрерывного действия для светлой закалки; б—печи для газовой цементации типа „Vapocarb"
или „Hevi Duty".
Д— расположение пиролиз-крекинг-установок для приготовления газового карбюризатора из керосина (производи-
тельность 5 м* пирол-крекинг-газа в час): /—пиролиз-крекинг-установка,состоящая из генератора для пиролиза керо-
сина и крекинга пирол-газа с водяным паром — пк, гидравлики —г и батареи скрубберов для очистки и осушки га-
зов оу; 2—насос для подачи керосина; 3— панель с пирометрическими приборами и газоанализатором.
гл. iv]
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ
153
щие процент деталей, подвергаемых контролю
по твёрдости. В табл. 13 приведены данные
о производительности предназначенных для
этой цели приборов.
Таблица 13
Наименование
прибора
Пресс Бринеля руч-
ной
Пресс Бринеля с мо-
тором
Пресс Бринеля с не-
посредственным пока-
занием числа твёрдо-
сти и пневматическим
зажимом детали
Прибор Роквелла
Склероскоп Шора
Контролируемые
детали
Средние
Мелкие
Средние
Мелкие
Средние .
Крупные (с зажимом
в приспособлении) .
Мелкие и средние .
Крупные
Мелкие и средние .
Крупные сложной
конфигурации ....
Производитель-
ность (количество
определений
в час)
50—80
4<э—6о
Зо—4°
7о—9°
5°—7°
4О—бо
ДО 2ОО
До 15°
До loo
ioo—150
5о—8о
До 35°
До ioo
Характеристика применяемых систем сжи-
гания топлива приведена в табл. 15 [1].
Расход топлива В или электроэнергии (для
электрических печей) W определяется одним
из двух нижеуказанных методов:
А. Исходя из теплового баланса печи
В =
Qs
кг/час (м^час),
где Qn — полезно затраченное тепло при про-
изводительности печи брутто в ккал/час:
а — коэфициент, учитывающий нагрев
приспособлений:
д=г Рн .
Рн + Рпр'
Qs—внешние потери тепла; при постоян-
ном тепловом режиме печи Qs = const; Q?—
низшая теплотворная способность топлива
в ккал\мг или ккал\кг\ ч\; — коэфициент ис-
пользования топлива
РАСХОД ТОПЛИВА, ЭЛЕКТРОЭНЕРГИИ,
ОСНОВНЫХ И ВСПОМОГАТЕЛЬНЫХ
МАТЕРИАЛОВ
Характеристика и параметры сжигания
топлив, применяемых в термических цехах,
приведены в табл. 14.
(без учёта подогрева воздуха, находится по
фиг. 4)*.
При постоянном тепловом режиме печи
чц= const; для электрических печей i\t = 1,0.
Б. По принятому (на основе практических
данных) коэфициенту полезного действия печи
t\, при производительности брутто
В =
Qn\M
Доля потери тепла
1 продуктами горения • +П1б'
0.52 0.56 №0.64 0J2 0.80
кг/час
Для электрических печей
где т — продолжитель-
ность нагрева в часах.
* Пример. Топливо: природ-
ный газ, i = 845, температура
продуктов горения 900° С, из-
быток воздуха л=0,1. Доля по-
тери тепла с продуктами горе-
i + niA
откуда
= 0,43 (точка А),
= 1 —
Ю00 900 800 700 600 0 400 800 1200
Начальное теплосодержание Температура
продуктов горения i0 кал/м3 продуктов горения, °С
Фиг. 4. Номограмма для определения коэфициента использования топлива
i+ntel
к
= 1 — 0,43 - 0,57,
где ig — теплосодержание про-
дуктов горения в kuajm3; и—из-
быток воздуха; ie — теплосо-
держание воздуха в калм3:
I — количество возду. а на 1 л3
продуктов горения (из табли-
цы 14).
154
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ И ОТДЕЛЕНИЙ
[РАЗД. V
Характеристика и параметры сжигания топлива
Таблица 14
Вид топлива
Твёрдое
Мазут
Доменный
газ
Генера-
торный газ '
Смесь до-
менного и
коксоваль-
ного газов
Водяной газ
(теоретический)
Коксо-
вальный и
светильный \
газы 1
1
Метан
Этан
Этилен
Пропан
Пропилен
Бутан
Нефтяной
(
Природ- }
гый (г ара- \
товский)
Сжиженный
газ
i
о я -5.
а « *
11 1
О Q •*•
s i 8
о . -5.
Тепл
ность
ккал,
Зооо
4ооо
5О0О
бооо
70ОО
8ооо
9600
IOOO
поз
IIOO
I3OO
13°°
1400
15°°
1400
i8oo
2200
2600
2685
3800
4000
4200
4400
4600
4800
5000
5200
5400
8090
14490
1337°
21020
19390
26300
7650
8200
8800
9150
9500
10000
24000
я
ш Ч " «
sis §
§ si ^
X я и я
3,54
4.54
5.55
6,56
7-58
8 59
Ю,2О
O.7I4
о, 792
0,871
о.97
1,05
1,21
1.29
1.23
1,67
2,11
2,55
а,35
3.87
4,о4
4.31
4.53
4.75
5>°°
5.2O
5.43
5.63
9.52
16,67
14>29
23,81
21,43
ЗО.95
8,7о
9-°5
ю,4о
io,8i
11,2О
11,7
27.3O
§
о ^
III
4,26
5.18
6,10
7,02
7.94
8,86
10,90
i'.69
1,84
1,90
1.97
2,03
2,10
2,05
2,47
2,90
З.32
2,90
4.60
4,81
5.02
5.24
5.5O
5.72
5.95
6,17
6,42
10,52
18,17
*5'29
25.8i
22.93
33,45
9,6o
10,58
11,48
11,90
12,30
12,85
29,60
Количество воз-
духа на 1 м3
продуктов горе-
ния 1=
о,8з
0,87
о,91
о,93
о,95
°,97
о,94
о.45
о,49
О,52
о, 5я
о,55
о,57
о,59
o,6i
0,60
0,68
о,73
0.77
0,81
0,84
0,84
0,85
0,86
0,91
0,91
0,91
0,91
0,91
0,91
092
о,94
0,92
°-94
ОО2
о 91
0,91
о,91
О.91
o,9i
0,91
0,92
Начальное теп-
лосодержание
продуктов го-
QP
рения /„= —
в ккал\)&
7O5
855
885
ооо
88о
583
615.
650
боо
бзо
66о
боо
715
685
73°
76о
785
926 (макс.)
825
830
835
840
840
840
840
845
845
77O
845
88о
815
845
825
795
775
77O
770
770
780
810
Формулы приближённого расчета
1,01 п
v — Uz, -+¦ 0,0 лр/кг
а 1U0U
0.89 г,
». = — — 0?. + 1,Ъ5мУкг
« 1О0О "" ¦
\ _ °>85 р
ve~ 1000ii«+2'° MlKi
1 ¦ ¦» "~ 1ллл Vv, "^ IfCi
f * lUW /*
в ~~ 1С00 ^н "" '^*
0,725 „
г 1000 н
1,09 р
vв ~ юоо Qh~®' м 'м
1 14
v = Q"-|-0,25 М3/м3
или «
Примечание. Рекомендуемый коэфициент избытка воздуха — а (избыток воздуха п) для твёрдых топлив 1,25-
1,40; для мазута 1,20—1,25; для газообразных 1,05—1,10.
й
•I
W
60
У
го
п
1
/
I
1
/
/
/
Мощность элек-
трических печей
определяется по
расходу электро-
энергии в квт-ч
с запасом 20—4С%:
N„=1,2— \AW кет
или по величине
удельной мощности
Kemjjfi внутрен-
него пространства
печи (фиг. 5), най-
денной по опытным
данным.
Тепловая ха-
рактеристика пе-
Фиг. 5. Удельная мощность рабо- „„л приведена В
чего объёма электрических печей Л ,^
для термообработки в квт/м3. таол. 1о.
Среднемесячный расход топлива или элек-
троэнергии определяется из соотношения
Вм = пВФк{\ — ar(ze\
Удельный расход топлива или электро-
энергии определяется как отношение общего
расхода (месячного или годового) к выпуску
цеха
и .._ В A — а г|-са) _
100 800 120U
Тенперотуро печи V
100 ctf— тв )
кг}кг\
; квт-ч\кг\
к этому добавляется 5— 10% общего расхода
на разогрев печи, 5 — 8% на остановки во
ГЛ. IV]
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ
155
Таблица 15
Системы сжигания топлив
Вид топлива
Мазут парафини-
стый марки Г
То же
Газообразное (га-
зы всех сортов)
Генераторный газ
f~X)
= 1200-1500 ккал/м3
Водяной и смешан-
ный газ 0^=2600-
3000 ккал/м3
Светильный и
коксовальный газ
О? —
н
=4000—5Е00 ккал/м*
Нефтяной и при-
родный газ 0? ="
=8000—
10 С00 ккал/м3
Газы всех сор-
тов, включая сжи-
женные углеводо-
родные, имеющие
Q%> 20 000 ккал/м3
То же
То же
Система
сжигания
Низкого и
среднего да-
вления
Высокого да-
вления
„Пламенно-
го" сжигания
низкого давле-
ния
„Беспламен-
ного" сжига-
ния высокого
давления
То же
То же
То же
„Беспламен-
ного" сжига-
ния низкого
давления
„Атмосфер-
ного"' сжига-
ния
„Диффузион-
ного" сжига-
ния
Давление
В ММ 1
или
топлива
2.О—З.О*
О,5~2,О*
5о—ioo
70О—iooo
IOOO—2О0О
3000—4000
4000—5000
1,4-1.8*
5о—125
5О— 2ОО
IOO—2OO
5ОД. СТ.
ати *
воздуха
4оо—iooo
2,0—4i^
IOO—SOO
—
—
—
—
-
7ОО—I2OO
7ОО—I2OO
Рациональный
тип форсунок
и горелок
Форсунка
Джонстон с
двойным регу-
лированием по-
дачи воздуха
Форсунка Шу-
хова
Горелка ти-
па „Руппман"
или ЦНИИТ-
МАШ
Инспиратор
высокого дав-
ления типа
„Surface Com-
bustion Со"
То же
То же
То же с двой-
ным соплом;
например, ти-
па „Селас"
То же
Инспиратор
в пропорцио-
нирующим
смесителем
типа „Surface
Combustion Co"
Атмосфер-
ные горелки
„Трубчатые
нагреватели"—
радиационные
трубы
Краткое описание
системы сжигания
и расчётные данные
Кольцевая си-
стема подачи ма-
зута с подогревом
его до 60—8и°С
Тупиковая и
кольцевая систе-
ма подачи мазута
с подогревом его
до 60—80°С. По-
дача воздуха от
компрессора
Коэфициент из-
бытка воздуха
« = 1,05-»-1,10 при
Q^ <1Г00 ккал/м3,
/< 1200°С
Коэфициент из-
бытка воздуха
а < 1,05. Количе-
ство горелок, при-
соединяемых к од-
ному инспирато-
ру, 1 — 4 шт.
Горелки тоннель-
ные сводные и
ударные
Аналогично пре-
дыдущему
Горелки с боль-
шим количеством
мелких факелов
горения, с подсо-
сом воздуха через
инспираторы
Сжигание топ-
лива в трубах
Для каких типов
печей и технологи-
ческих операций
рекомендуется
Для всех типов
печей и техноло-
гических опера-
ций с температу-
рой выше 600Ь С
Применяется в
редких случаях,
только для круп-
ных отжигатель-
ных печей
Для всех типов
печей и техноло-
гических операций
(кроме нагрева бы-
строрежущих ста-
лей под закалку)
Для всех типов
печей и техноло-
гических опера-
ций. Рационально
применение для ге-
нераторных газов
То же
Рациональное при-
менение для газов,
имеющих Q^>300)
ккал/м3
Для печей с
низкой температу-
рой—сушила, пе-
чи для отпуска и
старения
Для печей с кон-
тролируемой ат-
мосферой
* Давления в ата отмечены в таблице звездочкой.
время перерывов между сменами при двух-
сменной работе или 7 — 10% — ПРИ одно-
сменной.
Пример определения расхода топлива при-
ведён в табл. Д.
При пересчёте расходуемого топлива на
условное Qv = Ch = 7000 ккал/м? или при
сравнении одного вида топлива с другим
(с учётом различных систем сжигания) поль-
зуются переводным коэффициентом расхода
топлива (табл. 17), который выражается соот-
ношением
f\tyQy '
где f\ty — коэфициент использования условного
топлива.
Расход основных и вспомогательных ма-
териалов, ориентировочные данные об удель-
ном расходе этих материалов в термических
цехах приведены в табл. 18.
156
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ И ОТДЕЛЕНИЙ
[РАЗД. V
Определение расхода топлива (электроэнергии)
Таблица Д
Наименование
и тип печей
II
I!
5*
?2 *
5 <
О О)
о. а
Коэфи-
циент
полез-
ного
дейст-
вия пе-
чи
НЮ
Коэфици-
ент, учиты-
вающий на-
грев при-
способле-
ний
Рн
рн+рпр
Расход топлива
п_ " =_
Рн
«100
в м31час,
кет-ч
*
ш
В"
aj
С
работы
s
2
вре
/мес
к 2
о я"
О в
наладку
«.
в и
§>о
° ^ "*¦
О. sj |
ш
о II ^^
Си и со
Удельный расход топ-
лива (электроэнергии)
X 1,05+ 1,10 =
X 1,05 + 1,10
ъкг!кг;{мЧкг); кет-ч]кг
I. Расход светильного газа 0^=5400 ккал\лР
Печи непрерывного
действия для цемен-
тации. F=l,2- 9,0=
=9,6 м3
Печи камерные для
нагрева под закалку
F=l,0 • 1,4=1,4 м* .
Печи с передвиж-
ной камерой нагрева
для азотирования
(мощностью 100 кет)
Печи типа .Homo"
для отпуска ....
о,8о
о,уо
о,х8
о,So
o,7f
о,! В=4о,о м?1час
В=г6,6 м*\час
П. Расход электроэнергии
0,6
о,9
W=;6,o кет-ч
W=i8,f кет-ч
64!
390
о,!
0,3
0,1
0,1
уо зоо
0,6}
76000
3,о
Таблица 16
Тепловая характеристика термических печей (к. п. д.)
(при производительности брутто)
Продолжение табл. 16
Операции
Отжиг сталь-
ного литья при
х=4 —6 час.
Отжиг холод-
нокатаной
стальной лен-
ты и прутков
Отжиг ковко-
го чугуна
Нормализа-
ция и закалка
Азотирование
Закалка и
цианирование
Тип печей
Шахтные
С выдвижным подом
Непрерывного дей-
ствия
С выдвижным подом
Колокольного типа .
Типа Dressier ....
Элеваторного типа .
Непрерывного дей-
ствия с роликовым
подом
Камерные
Непрерывного дей-
ствия толкательные .
То же конвейерные
Карусельные ....
Камерные, шахтные
Шахтные
С передвижной ка-
мерой
Печи-ванны (соляные
и свинцовые)
Коэфициент
полезного дей-
ствия
Ч
элек-
триче-
ских
5о —7°
55 -7°
45— 6°
6о —75
45 — 55
6о-75
—
бо—7°
^5 — 75
5°—65
65-75
7о — 8о
7о — 8о
7о — 8о
65-75
4O-45
4° — 45
6о—7°
печей
мазут-
ных,
газовых
и др.
Ю —12
11 — 13
8—12
12—15
6-6
12 — 16
is—T5
6—IO
15 — 2О
18—25
18—25
18-25
15—22
—
6-8
Операции
Цементация
твёрдым кар-
бюризатором
Цементация
газовая
Тип печей
Камерные
Непрерывного дей-
ствия
С вращающейся ре-
тортой
Шахтные типа „Не-
vi Duty"
Муфельные, непре-
рывного действия . .
Безмуфельные с ра-
диационными трубами
Коэфициент
полезного дей-
ствия печей
. Ч в %
элек-
триче-
ских
6о-75
65-8о
65-75
65-75
65-75
мазут-
ных,
газовых
и др.
12—15
15-22
15—20
18—25
2О—25
Таблица 17
Переводной коэфициент для пересчёта различных
видов топлива на условное
Вид топлива
Твёрдое . |
Мазут
Генераторный газ . <
Светильный и коксо-
вальный газы
Природный газ • • • |
Сжиженные газы . .
Теплотворная
способность
0? в ккал/кг,
ккал(м3
45оо
бооо
7000
8ооо
9600
1200
13°°
i5°°
4ооо
82OO
II ООО
24 ооо
Переводной
коэфициент
^tyQy
0,60
0,82
1,00
1,10
1,35
Q.I45
0,165
0,200
о,55
1.40
1.75
3,7°
ГЛ. IV]
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ
157
Таблица 18
Операции
Светлый отжиг в
муфельных или гер-
метически закрытых
печах
Светлый отжиг
ковкого чугуна в ка-
мерных печах непре-
рывного действия
Светлая нормали-
зация
Светлая закалка и
высокий отпуск
Закалка
Поверхностная за-
калка
Поверхностная за-
калка
Материалы и техни-
ческие требования
к ним
Защитная атмо-
сфера DA-08; DA-09;
ГГ; ГГО; ПС-0,6;
ПСО-0,6
То же ГГ; ГГО;
ПС-0,6
То же
То же и дополни-
тельно ГГ-15ОО;
ПСО-0,6; КГУ
Свинец (чушковый)
Нейтральные соли
NaCl, KCl, BaClg и др.
Хлористый барий
ВаС1а и др.
Цианистые соли
NaCN, KCN,
K^FelCNe)
Масла — веретённое
3, машинное Л, льня-
ное, вискозин 10 и др.
Каустическая сода
NaOH крепостью 6—
7° Боме A0°/0-ный вод-
ный раствор)
Вода промышлен-
ная
Вода промышлен-
ная
Стальное или чу-
гунное литьё
Жароупорное литьё
Ацетилен С2На
Кислород
Назначение мате-
риалов
Защита деталей от
окисления и обез-
углероживания
То же
То же
То же
Нагрев деталей в
печах-ваннах
То же
Нагрев инструмен-
тов из быстрорежу-
щей стали
Предохранение ста-
лей от обезуглеро-
живания при нагреве
в соляных ваннах
Закалочная среда
То же
То же
Охлаждение зака-
лочных жидкостей
Охлаждение ламп
ГДО-15
ГДО-30
ГДО-100
Охлаждение индук-
тора
Закалка деталей
Изготовление под-
донов и приспособ-
лений
То же
Нагрев деталей под
закалку
Удельный расход
материалов к весу
деталей
4—6 м?/т
о,зо—о,25 м?\кг
i,°-i.5°/o
i,o-i,5°/o
2,О —3,О°/0
о,1%
О.5—°,75%
o,i°/o
6—8 л1кг
ш j- к л\кг
Макс. Средн.
в л/ман в мг/час
го о,24
so о,зб
бз 1,зз
o,i л/мин на i см3
поверхности
5-8%
0,5-0,8%
Формулы и другие
показатели для опре-
деления расхода
Продувка муфеля
4—6-кратным объё-
мом. Расход газа
при выдержке 1,5—
2,0 м3\час при давле-
нии 20—40 мм вод. ст.
Расход при охлажде-
нии до 0,5 Щчас при
давлении в муфеле
10—30 мм вод. ст.
Расход газа опреде-
ляется по сечению
выходного отверстия
и давлению на поду
Добавка цианистых
солей в ванну в ко-
личестве 2 — 5%
Расчёт по фиг. 1
Расчёт по фиг. 1
и 2
Ориентировочный
средний расход вм*/час
при поверхностной за-
калке с применением
ламповых генерато-
ров:
15—30 кет з—4
60—100 , 4—6
Выше 100 . 6—8
4в =1.5/, где qe —
расход воды вл/сек;
/— площадь отвер-
стий спрейера в см1
Стойкость
500-800 час.
Стойкость
4000 — 5000 час.
См. стр. 189
158
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ И ОТДЕЛЕНИЙ
[РАЗД. V
Продолжение табл. 18
Операции
Материалы и техни-
ческие требования
к ним
Назначение мате-
риалов
Удельный расход
материалов к весу
деталей
Формулы и другие
показатели для опре
деления расхода
Отпуск
Масла Вапор
Т и М
Нагрев при отпуске
Вискозин-10
1,5-2,О%
Машинное Л
Нейтральные соли
NaCl, NaNO3I KKOS,
и др.
То же
а,о—з,о%
Вода промышлен-
ная
Охлаждение после
отпуска
а,о —4,о%
Цементация твёр-
дым и газовым кар-
бюризаторами
Твёрдый карбюри-
затор при соотноше-
нии свежего к отра-
ботанному
25ч-30 : 75 + 70
Цементация дета-
лей при упаковке в
ящики
3 5/о
Вес карбюризатора
в ящике составляет
10—15% от всех де-
талей
То же в ретортных
печах
Листовая углеро-
дистая сталь
8=5-*-10 мм
Изготовление ящи-
ков сваркой
5%
Стойкость ящиков
дЪ 200-250 час.
Стальное или чу-
гунное литьё'
Изготовление ящи-
ков, поддонов и при-
способлений
6-8%
Стойкость ящиков
и поддонов до 600час.
Стойкость алиТиро-
ванных стальных ящи-
ков, поддонов и при-
способлений увеличи-
вается в 3—4 раза
Листовая жаро-
упорная сталь
8=5+10 мм
Изготовление ящи-
ков
Стойкость
2500 — 3000 час.
Жароупорное
литьё
Изготовление ящи-
ков, поддонов и при-
способлений
о.8%
Стойкость
4000—5000 час.
Бензол или спе-
циальное масло
Изготовление газо-
вого карбюризатора
для цементации дета-
лей в печах типа
„Hevi Duty"
бо— I2o г/час
Керосин
Изготовление газо-
вого карбюризато-
ра (пиролиз кероси-
на+крекирование пи-
рол-газа с водяным
паром) 40% ПГН +
+ 60% КГН для це-
ментации деталей в
печах непрерывного
действия
0,02—0,025 кг/кг
Выход пирол-газа
из 1 кг керосина
0,6 м3]кг
Соляровое масло
Очистка пирол-газа
в установке
о,5 л/ioo кг
0,3 л на 1 ж3 пи-
рол-газа
Хлористый каль-
ций СаС1, A0%-ный
водный раствор)
Осушка крекинг-
газа
О.2%
0,05 л/м3 газово-
го карбюризатора
Вода промышлен-
ная
Для подачи в кре-
кинг-трубы, для охла-
ждения и очистки
газа
На крекирование
*0,13 Ог л\час
гл. tv]
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ
159
Продолжение табл. 18
Операции
Материалы и техни-
ческие требования
к ним
Назначение мате-
риалов
Удельный расход
материалов к весу
деталей
Формулы и другие
показатели для опре-
деления расхода
Цианирование
Цианистый натрий
NaCN
+нейтральные соли
NaCl+Na.COg
а,о—з,о°/о
Нагрев деталей при
цианировании
1,0-1,5%
Освежение ванн
свежей цианистой
солью—5% от веса в
ванне
Плав ГИПХа
Нейтральные соли
Едкая щёлочь NaOH
крепостью 6—7°Боме
A0%-ный водный
раствор)
Закалка цианиро-
ванных деталей
Азотирование
Аммиак (жидкий)
Азотирование при
степени диссоциации
~25%
Массивные детали
5 — 10 г/кг; детали с
большой удельной
поверхностью (мало-
го веса) 20 —50 до
80 г{кг
Травление
Техническая сер-
ная кислота HaSO4,
крепостью 60—66°
Бомё и соляная ки-
слота НС1 крепо-
стью 18 —2J° Бомё,
1 = 1,13 -
Химическое травле-
ние без регуляторов
3-4%
То же с примене-
нием регулятора
2-2,5%
Электролитическое
травление (без оса-
ждения свинца)
То же с осажде-
нием свинца
6,5—0,8
Известь СаСО,
Для нейтрализа-
цнонной ванны
О,1—О,2°/0
Сода NaaCO8
То же
0,025—0,035%
8% в начале про-
цесса и 1% в конце
Едкая щёлочь NaOH
То же
0,04—0,05%
10% и 1°/0 соответ-
ственно
Электролитическое
снятие свинца
Поваренная соль
NaCl
Электролитическое
травление без оса-
ждения свинца
То же с осажде-
нием свинца
о,ю—о,15%
Хлорное железо
Электролитическое
травление с осажде-
нием свинца
0,015—0,018%
Пар
Подогрев травиль-
ных ванн
i6o—яоо кг/т
Вода
Травильные ванны
160
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ И ОТДЕЛЕНИЙ
[разд. v
Продолжение табл. 18
Операции
Промывка
Пескоструйная очи-
стка
Материалы и техни-
ческие требования
к ним
Сода NasCO3 или
состав . „Гаколи" и
т. п. A0°/о-ный вод-
ный раствор)
Едкая щёлочь NaOH
Пар
Вода
Песок речной
Дробь и стальной
песок
Назначение мате-
риалов
Промывка
То же
Подогрев моечного
раствора
Составление водно-
го раствора щелочей
Очистка деталей в
пескоструйных аппа-
ратах
То же в виллебрей-
торах
Удельный расход
материалов к весу
деталей
4-5%
а°/о
15-20°/о
2°-3°%
8-ю%
0,03-0,05%
Формулы и другие
показатели для опре-
деления расхода
СОСТАВ ПЛОЩАДЕЙ, ИХ КОМПОНОВКА
И РАЗМЕЩЕНИЕ ОБОРУДОВАНИЯ
Состав и компоновка площадей. Терми-
ческие цехи в своём составе имеют производ-
ственные участки, вспомогательные отделения,
а также служебные и Оытовые помещения.
П роизводственные участки пред-
назначены для осуществления либо опреде-
лённых операций термической обработки,
либо для обработки определённых деталей.
Вспомогательные отделения-
склады или участки деталей, поступающих
на термообработку, межоперационные склады
готовой продукции, склады вспомогательных
материалов, приспособлений для термооб-
работки, охладительные установки, цеховые
трансформаторные подстанции, установки для
производства защитных атмосфер и др.
Служебные и бытовые помеще-
н и я—контора цеха, гардероб, столовая, душе-
вые, уборные и др.
Состав площадей изменяется в зависимости
от размера и структуры цеха, характера тех-
нологических процессов и других особен-
ностей.
Ниже приводятся примеры планировки тер-
мических цехов различных классов и групп.
На фиг. 6 представлена общая компоновка
кузнечного и 1-го термического цехов(\ класс,
2-я гр.) завода тяжелых грузовиков. Произ-
водительность цеха — 27,5 тыс. т поковок
в год. При данной планировке оборудования
направление потока деталей, поступающих
из кузнечного цеха, изменяется под прямым
углом.
Компоновка площадей кузнечно-термиче-
ского цеха с расположением оборудования
для термической обработки в потоке ковки-
штамповки (I класс, 3-я гр.) показана на
фиг. 7.
Фиг. 8 изображает расположение оборудо-
вания для термической обработки стального
и чугунного литья в крупном фасоннолитей-
ном цехе завода крупносерийного производ-
ства (II класс). Оборудование предназначено
для термообработки стального литья (угле-
родистого) и из стали Гадфильда и ковкого
чугуна.
Весьма характерна для заводов единичного
и серийного производства (стационарные
дизели, станки и др.) планировка оборудова-
ния, приведённая на фиг. 9 (III класс, 1-я гр.).
В таких цехах, где обрабатываются детали
в чистовом виде, обычно преобладает универ-
сальное оборудование.
Приведённый на фиг. 10 термический цех
II класса предназначен для термообработки
крупных броневых деталей, главным образом
листов размером до 2,5X7,5 м. Общая произ-
водительность цеха — 24 тыс т. в месяц.
Цех оборудован камерными печами для
нагрева под закалку и отпуск, камерами вы-
держки, закалочными машинами, транспортно-
загрузочными машинами (шаржирмашинами)
и пескоструйными камерами.
По всему фронту расположенных в два
ряда закалочных 2 и отпускных 7 печей пере-
двигаются шаржирмашины 10. Посредством
последних производятся загрузка листов на
под закалочных печей 2, выгрузка их из пе-
чей и подача в штампы закалочных ма-
шин 3, передача листов из закалочных ма-
шин в отпускные печи 7 и из отпускных пе-
чей на стеллажи 5 или рольганги 9 дробе-
струйных камер 8. При полной загрузке
отпускных печей или их вынужденных оста-
новках броневые листы помещаются в ка-
меры 6, где они выдерживаются при темпе-
ратуре 180—200" с целью предупреждения об-
разования трещин в период между операциями
закалки и отпуска.
Печи для нагрева под закалку — камерные,
газового отопления, с подподовым и подсво-
довым расположением горелок и с рекупера-
торами для подогрева воздуха. Броневые
ГЛ. IV]
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ
161
листы загружаются в один ряд на шамотные
стойки пода печи.
Печи для отпуска — камерные, газового
отопления, с выносной, расположенной на своде
печи газовой топкой, с подсосом воздуха.
Броневые листы загружаются в один ряд на
жароупорные стойки пода печи.
Камеры выдержки расположены в заглуб-
лениях под путями шаржирмашин. Обогрев
камер производится отходящими от" печей
продуктами сгорания.
Участок светлого отжига (или нормализа-
ции) деталей между операциями холодной
штамповки (IV класс) в прессовом цехе пред-
ставлен на фиг. 14.
На некоторых машиностроительных заво-
дах термические цехи объединяют все виды
термообработки деталей основного производ-
ства как в черновом (поковки, отливки), так
и в чистовом виде. На фиг. 15 приведён объ-
27,9тыст
Склад
готобоп пройукции
I
Кузнечный цех
пролёт тяжелых
механизмов
Кузнечный цех
пролёт лёгких меха-
низмов
Фиг. 6. Компоновка и планировка оборудования 1-го термического цеха: / —толкательная печь непрерывного действия
для нормализации; 2 —то же для нагрева под закалку; 3 — то же для отпуска; 4, 5, 6, 7—то же для нормализации;
8, 9, 12 — тоже для нагрева под закалку; 10, 11, ЛЗ—-то же для отпуска; 14—конвейерная печь непрерывного действия
для нормализации; 15—то же для нагрева под закалку; 16 — то же для отпуска; 17, 18, 19, 20, 21 — конвейерные зака-
лочные баки; 22, 29 — правильные прессы; 23—закалочная машина; 24 — молот для горячей правки; 25, 26, 27, 28 — чека-
ночные прессы; 30— правильная машина; 31, 32, 33, 34, 35, 36, 37, 38, 39, 40 — прессы Бринеля; 41, 42, 43, 44, 45, 46, 47,
48, 49,60,51 — наждачные станки; 52— прибор Роквелла; 53, 54—очистные барабаны; 55— травильная машина .Места";
56, 57, 58, 59, 60 — травильные и промывные баки.
Мощные закалочные машины обеспечи-
вают выполняемую без коробления завалку
в воде броневых листов толщиной до 150 мм.
Термический цех (III класс, 2-я гр.), изо-
бражённый на фиг. 11, имеет производитель-
ность до 12 тыс. m в год при площади 4650 м2.
Характерной чертой такого цеха является
большая степень механизации оборудования
и расположение печей блоками по операциям.
К тому же классу C-я гр.) относится специа-
лизированный участок цианирования шесте-
рён коробок скоростей, схема которого дана
на фиг. 12. Производительность этого участка—
3 тыс. комплектов в месяц.
На фиг. 13 представлено расположение
оборудования участка термической обработки
в потоке механической обработки (III класс,
4-я гр.). -
11 Том. 14 ИЗ
1—!!
1 !
! 9
6
%
Ш
шш
5
1 '
3
mm 2
1
п
W
Фиг. 7. Компоновка кузнечно-термического цеха: /—заго-
товительные отделения кузнечного цеха; 2 —группа тяжё-
лых молотов; Т— оборудование для термообработки по-
ковок в потоке; 3— группа средних молото»; 4 — группа
лёгких молотов; 5— группа горизонтально-ковочных ма-
шин; Г—термические отделения; б —очистное отделение;
7—отделение контроля; 8 — травильное отделение; 9 — ад-
деление правки; 10 — склад штампов; 11 — склад металла-
162
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ И ОТДЕЛЕНИЙ
[РАЗД, V
единённый термический цех крупного машино-
строительного завода в США. Оборудование
для термообработки поковок A —19) располо-
жено в одной стороне цеха, примыкающей
к кузнечному цеху у очистного участка.
Остальное оборудование предназначено для
термической обработки деталей в чистовом
виде после механической обработки.
Термические отделения ремонтных цехов
(V класс) оснащаются обычно универсальным
оборудованием для выполнения всех операций
термической обработки различных деталей
весом от долей килограмма до нескольких
тонн каждая (штоки молотов) в черновом и
чистовом виде. Пример расположения обору-
дования в термическом отделении ремонтно-ме-
ханического цеха приведён на фиг. 16.
На специализированных инструментальных
заводах (типа „Фрезер") термическая об-
работка инструментов сконцентрирована
в самостоятельных цехах (VI класс, 1-я гр.).
Планировка оборудования в этих цехах анало-
гична планировке в специализированных тер-
мических отделениях при инструментальных
цехах больших машиностроительных заводов
(VI класс, 2-я гр.) Схемы планировок отдель-
ных участков показаны на фиг. 17.
В крупных термических цехах для обра-
ботки инструментов вспомогательное обору-
дование (маслоохладительные установки, вен-
тиляторы, сборные баки и пр.) располагают
в подвальных помещениях.
Цехи (отделения) для термообработки ме-
рительных инструментов (VII класс) плани-
руются аналогично цехам (отделениям) для
термообработки режущих инструментов по
схемам, показанным на фиг. 17. На машино-
строительных (не специально инструменталь-
ных) заводах наибольшее распространение
имеют объединённые цехи или отделения для
обработки режущих и мерительных инструмен-
тов и приспособлений (VI и VII классы).
При применении обработки инструментов
при температуре ниже 0° С требуется пло-
щадь 36—48 лА
Термическая обработка штампов (горячей
и холодной штамповки) производится чаще
всего в отделениях штамповых цехов
(фиг. 18). На ч крупных заводах массового
производства цех штампов холодной штам-
повки обычно располагается в прессовом кор-
пусе, а цех штампов горячей штамповки —
в кузнечном (т. е. в непосредственной близости
от потребителей штампов). При этом каждый
штамповый цех имеет свое термическое от-
деление. Для термообработки крупных штам-
пов в этих цехах установлено мощное обору-
дование, например печи с выдвижным подом,
специальные большие закалочные масляные
баки с донным душированием, мостовые краны
с ускоренным подъёмом и опусканием груза,
специальные прессы Бринеля, печь-плита для
отпуска хвостовиков штампов.
Особенности строительной части терми-
ческих цехов (отделений). В связи с харак-
тером технологических процессов термиче-
ской обработки выдвигается ряд требований
к строительной части термических цехов.
Термические цехи или отделения в корпусах
или цехах прессовом, кузнечном, механо-
сборочном, штамповом, -инструментальном
желательно располагать в по-
мещении, имеющем минимум
одну наружную стену. Это
весьма важно с точки зрения
аэрации термического цеха
в летнее время., Наличие наруж-
ной стены даёт также воз-
можность транспортирования
вспомогательных материалов
15
Очистное отделение
Термическое отделение
Фиг. 8. Термическое отделение фасонно-сталелитейного цеха: /, 2, 3, 4, 5—печи непрерывного действия
толкательные для нагрева под закалку отливок из стали Гадфильда (с закалочными конвейерными баками);
С, 7, 8 — печи непрерывного действия толкательные для нормализации отливок из углеродистых сталей (с роль-
гангами для охлаждения отливок); 9, 10, 11, 12 — печи с выдвижным подом для отжига отливок из угле-
родистых сталей; 13, 14—печи непрерывного действия для нагрела под закалку отливок из углеродистых
сталей; 15— печь для отжига мелких чугунных отливок; 16, 17— печи Дресслера для отжига чугунных отли-
вок; 18—печь непрерывного действия для нормализации чугунных отливок; 19, 20—печи камерного типа
\ для отжига чугунных отливок.
илощаОь дпя экспериментальных
работ по азотизации коленчатых
балов
Фиг. 9. 2-й термический цех дизелестроительного завода: /, 2, 3—камерные печи для цементации; *, 6 — камерные закалочные печи;б, 7— камерные печи для нормализации
и згкЕЛКи мелких деталей; <S, 9, 10, 11 — соляные ванны; 12, 13, 14 — шахтные электропечи для отпуска; 15, 16, 17, 18 — закалочные баки; 19— бак для замочки деталей
после отпуска; 20— закалочная машина; 2/—правильный пресс; 22—моечная машина; 2?, 24, 25, 26—приборы Роквелла; 27, 28— прессы Бринеля; 29, 30— наждачные станки;
S1 — стол для упаковки цементационных ящиков; 32, 33, 34 — бункеры для карбюризатора; 35—решётчатый стол для распаковки цементационных яшиков; 86 — рольганг;
37 — камера для охлаждения цементационных яшиков; 38, 39, 40 — монорельсы; 41, 42—дробеструйные аппараты; 43, 44, 45, 46, 47 —пирометрические щитки.
¦50030-
Хпа 12000 =276000-
Фиг. Ш. Термический цех крупного бронекорпусного завода: / — печи для подогрева; 2—печи для подогрева под закалку; 3— закалочные машины для бронелистов; 4—закалочные
баки;о —стеллажи для укладки бронелистов после закалки; 6'—камеры (ямного типа) для выдержки бронелистов при температуре 180—200° между операциями закалки и отпуска;
7—печи для отпуска; 8 — дробеструйные аппараты для очистки бронелистоя в вертикальном их положении; 9 — рольганги; 10 — шаржирмашины для загрузки (и выгрузки) броне-
листов в агрегаты; 11 — краны грузоподъёмностью 10 т; 12 — склады ямного типа (под путями шаржирмашины).
164
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ И ОТДЕЛЕНИЙ
[разд.
-0009Г-
-дндан/о
-OOOZh—
доцпШпудоц
-Duh n таю
апнзиэдшо
эоншэпьо
зпнэиэдшо
ЭОНШНОШЗсП
N
а з с,-
2 ..КЗ
10
я g
к м-<?
S .3
gJg-
о h и I я
3 ев Я . я
1
— М52
5 351
: 5
Hi
(закалочных масел, со-
лей, свинца, кирпича,
глины и т. п..) непо-
средственно со двора,
а не через помещения
корпуса-
В зависимости от
характеристики цеха,
установленного обо-
рудования, наличия
мостовых кранов и
др. высота здания до
затяжки колеблется в
пределах 5—10 м
(в особых случаях
достигает 20 м и
больше). Участки це-
ха без " тепловых
установок, выделяю-
щих большие коли-
чества тепла и тре-
бующих наличия тру-
бопроводов с верхней
разводкой (участки
правки, чеканки, очи-
стки в барабанах и
виллебрейторах, кон-
троля), чаще всего
имеют высоту 5—7 м.
При расположении по-
верху трубопроводов
для отсоса продуктов
горения и паров циа-
нистых, свинцовых,
соляных. и масляных
ванн высота здания до
затяжки принимается
равной 7—9 м. При на-
личии мостовых кра-
нов пролёты (крано-
вые) имеют высоту
9—10 м до затяжки.
Совершенно особо
решается вопрос о вы-
соте здания термиче-
ских цехов, обрабаты-
вающих длинные ва-
лы, оси, орудийные
стволы и авиационные
трубы. При нагреве
этих изделий под за-
калку и отпуск в вер-
тикальных шахтных
печах и наличии мо-
стовых кранов учи-
тываются высота той
части шахтной печи,
которая выступает
над уровнем пола це-
ха, длина изделия,
извлекаемого верти-
кально из печи краном
для переноса в зака-
лочный бак, высота
закалочного бака над
уровнем пола цеха.
Полы в термиче-
ских цехах должны
хорошо промываться,
для чего их следует
изготовлять из мет-
лахских плит (в ин-
гл. iv]
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ
165
струментальных термических и в термических
цехах для обработки мелких и средних дета-
лей) или из светлого клинкера. На участках
с более тяжёлым оборудованием (отжигатель-
ные, нормализационные, цементационные, за-
При расположении печей в линиях между
прессами или станками, где полы изготовлены
из деревянной шашки, площадь, отведённую
под печи с рамкой шириной 1,0—1,5 м, не-
обходимо заливать бетоном. В травильных
1800
-4800-
Фиг. 12. Участок цианирования шестерён: 1 — механизированные цианистые ванны; 2 — механизирован-
ные закалочные масляные Лаки; 3 — закалочный водяной бак; 4 — ручной пресс для запрессовки шлицо-
ванных шестерён на оправки; 5—ручной пресс для снятия шестерён с оправок; 6— моечные машины;
7 —нитратная ванна для отпуска шестерён; 8 — бак для замочки шестерён после отпуска; 9— вентиля-
тор-эксгаустер для отсоса паров от цианистых ванн; 10— панель с пирометрическими приборами; 11—роль-
ганги.
• Станки Б
~"^ / *"* — -»1 I Г^~
Фиг. 13. Участок термической обработки в потоке механической обра-
ботки: 1— толкательная печь непрерывного действия для нагрева под
закалку; 2—закалочные машины „Hogan"; 3—конвейерная печь непрерыв-
ного действия для отпуска; 4— моечная машина; 5—наждачный станок;
6— прибор Роквелла; 7 —прибор Бринеля.
калочные, отпускные печи) полы рекомендует-
ся выполнять из клинкера, бетона, чугунных
рифлёных плит. В термических цехах не сле-
дует сооружать легковоспламеняющиеся полы-
дощатые, из деревянной шашки, асфальтовые.
*
Участок поессоВ
Фиг. 14. Участок светлого отжига в цехе холодной штам-
повки: 1— печь непрерывного действия с роликовым по-
дом для светлого отжига (или нормализации); 2—установка
для приготовления защитной атмосферы с холодильной
камерой 3.
отделениях полы могут быть изготовлены из
клинкера или бетона с окантовкой травиль-
ных и нейтрализационных баков полом из
кислотоупорного бетона.
Потолки, стены, а также перегородки
в термических цехах надлежит выполнять из
железобетонных плиток или целиком из
железобетона; окраску потолков и стен
производить огнеупорной краской. Колонны,
потолки и стены в травильных отделениях не
должны содержать выступающих на поверх-
ность металлических частей.
Каналы для промразводок выкладываются
красным кирпичом с перекрытием лёгкими
железобетонными или чугунными плитками
или листами рифлёного железа. Эти перекры-
тия должны легко вскрываться и одновременно
обладать прочностью, допускающей проезд
I X
Резервная площадь
для цементацион-
ных печей
Фиг. 15. Термический цех (объединённый): /—печь непрерывного действия (с толкателем) для нормализации; 2—печь непрерывного действия для нагрева осей под
закалку; 3 — закалочная машина для передних осей; 4 — электрическая печь непрерывного действия (с толкателем) для отпуска осей; 5— рольганг; 6, 7, 8 — прессы;
9— наждачный круг; 10— прибор Бринеля; // — стол; 12 — печь непрерывного действия для нормализации или нагрева коленчатых валов под закалку; 13 — наклонный
стол; 14 — закалочная машина для коленчатых валов; /5—печь непрерывного действия (с толкателем) для отпуска коленчатых валов; 16— пресс; 17— печь непрерыв-
ного действия (с толкателем) для нормализации и нагрева разных деталей под закалку; 18 — печь непрерывного действия (с толкателем) для нормализации или отпу-
ска разных деталей; 19 — маслохранилище (подземный бак); 20 — электрическая печь непрерывного действия (с толкателем) для закалки и отпуска полуосей; 21 — за-
калочный бак; 22— печь непрерывного действия (с толкателем) для нагрева полуосей под закалку и отпуск; 23 — закалочный бак; 24— место для установки
печи для термообработки полуосей; 25, 27 — печи непрерывного действия (с толкателем) для нагрева шатунов под закалку; 26 — конвейерный закалочный бак; 28, 29,
30,31, 32 — камерные печи; 33, 34, 35— закалочные (масляные или водяные баки); 36, 37— газовые печи с вращающейся ретортой для цементации; 38 печь „Гумп";
39— закалочный бак; 40 — панель с приборами и пускателем к печи „Гумп"; 41 — печь для нагрева коронных шестерён под закалку; 42 — стеллажи; 43 — рольганг;
44, 45, 46— прессы „Gleason" для закалки коронных шестерён; 47, 48— закалочные баки; 49 — сетка для стока масла с шестерён после закалки; 50 — печь для нагрева
мелких деталей под закалку; 51, 52 — закалочные баки; 53, 54 — нитратные ванны для отпуска; 55, 56 — промывные баки; 57, 58, 59, 60, 61, 62— печи „Homo";
63—водяной бак для замочки после отпуска; 64 — моечная машина; 65, 66 — свинцовые, соляные и цианистые ванны; 67, 68, 72, 80, 81 — закалочные баки; 69-— свинцовые
ванны; 70— свинцовая ванна; 7/ —соляная ванна; 73, 74 — прессы; 75 — место для установки масляного закалочного бака при расширении цеха; 76, 77 —место ддя
установки свинцовых ванн при расширении цеха; 78, 79— цианистые ванны; 82, 83, 84 — камерные печи; 85, 86 — электрические печи для нагрева распределительных
валов под закалку; 87, 88 — закалочные машины для распределительных валов; 89, 90— закалочные баки; 91, 92, 93, 94, 9> — печи с вращающимся подом для нагрева
под закалку и отпуск; 96, 97, 98, 99, 100 — закалочные баки с конвейерами; 101 — водяной бак для промывки; 103, 104— приборы Роквелла; 102, 105, 106, 107 — столы;
108, 109 — приборы Бринеля; ПО, 111, 112, 113 — наждачные точила; 114—124 — прессы; 125, 126 — наждачные точила; 127, 128— двухкамерные (четырёхрядные) про-
тивоточные цементационные печи непрерывного действия; 129—верхний бункер для свежего карбюризатора; 130—верхний бункер для отработанного карбюризатора;
131 — элеваторы для подъёма карбюризатора в бункеры; 132 — подъёмник для сообщения с подвалом; ММ — монорельсы с кошками; Кх Kt — подвесной конвейер для
коленчатых валов; К^К2—то же для поддонов с деталями; ЛЛ и НН — то же для цементационных ящиков.
РЛ. IVJ
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ
167
-42000
-6000
Скпад крупных
деталей
i
.
¦"
Склада
иирусил
L ле
25
imokot
дета-
й
"bl~ I i Ящики с поступающими деталями
Фиг. 16. Термическое отделение при ремонтно-механическом цехе: / — шахтная печь для закалки и отпуска штоков
и крупных валов; 2—печь с выдвижным подом, универсальная, для крупных деталей; 3— камерная печь для отжига;
4—то же для цементации; 5, б —то же для закалки; 7 —то же для отпуска; 8, 9 — соляные ванны; 10—печь „Homo";
И, 12, 13, 14, 15, 16, 17—закалочные баки; 18—рольганг и пресс Бринеля для крупных деталей; 19, 20— столы с при-
борами Бринеля и Роквелла; 27—наждачный станок; 22, 2,?—пескоструйные установки; 24—мостовой кран грузо-
подъёмностью 10 т.
IV
1200-1500
-с >•
W00-1200
ш
S»'
1000-
-1200
л
Фиг. 17. Примеры группового расположения оборудования для термиче-
ской обработки инструментов по принципу замкнутого цикла. Схематиче-
ская планировка оборудования на участке термической обработки инстру-
ментов:/—участок термической обработки инструментов и штампов из углеродистой, легированной и быстрорежущей
стали: 1—печи для нагрева; 2—закалочные баки; 3—селитровые ванны; 4—рабочие столы; 5— печи для отпуска; б—печи
окончательного нагрева; 7—двухкамерная печь для подогрева; 8—ящики управления, //—участок термической обработки
инструментов и штампов из углеродистой и легированной стали: / — печи для нагрева; 2—закалочные баки; 3—печи
для отпуска; 4—ящик управления, ///—участок обработки инструментов из быстрорежущей стали в соляных ваннах: 1—
печь для подогрева; 2—электросоляная ванна; 3—электроминутные часы; 4—закалочный бак; 5—ванна „Лавайт"; 6—пи-
рометрический щит. IV— участок термической обработки инструментов (протяжек): /—печь для подогрева; 2—печь для
¦агрева под закалку; 3 и 4—закалочные баки; 5—печь для отпуска; 6—верстак; 7—правильный пресс; 8—монорельс-
168
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ И ОТДЕЛЕНИЙ
[РАЗД. V
через каналы авто- и электрокар, а также
автомашин.
Промразводки (воды, масла, пара, газа,
мазута), канализационные трубы и пр. целесо-
образно размещать в подвалах.
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ
ПОКАЗАТЕЛИ
В табл. 19 приведены технико-экономиче-
ские показатели, составленные по выполнен-
ным проектам и литературным данным [1—4]
Таблица 19
Наимено-
вание по-
казателя .
Выпус к
цеха с 1 м*
производ-
с т в е н ной
площади .
Вспомога-
тельная
п л о щадь
цеха . . .
Выпуск
цеха на од-
ного произ-
водственно-
го рабоче-
го .....
Кол иче-
ство вспо-
могатель-
ных рабо-
чих ....
Произвол-
с твенная
п л о щадь
цеха на од-
ну печь (аг-
регат) . . .
Размер-
ность
т/год
% к
общей
tn/год
% к
общему
числу
1-е тер-
миче-
ские
цехи
8-н
5-i°
8о—I2O
ю—15
120-170
2-е тер-
миче-
ские
цехи
5-9
ю—15
5о—8о
15—2О
о сх ^
и а
о ®
щ w 5
% я ч
S QJ Н
&-S5
Е- <=С S
о,75—1,3°
2О—25
15-25
15—2О
эо—з°
о с
s
ш g
ЬЛ
Е (и о
? о
2-4
2О—25
4о—бо
15— 2О
4°—6о
Пирометрическая
станция и
лаборатория
СНлад
вспомогательных
материалов
Фиг. 18. Термическое отделение при штам-
повом цехе: /, 2, 3, 4, 5—камерные печи уни-
версальные (для отжига, нормализации, за-
калки и отпуска); 6, 7—камерные печи для
закалки и отпуска; S—свинцовая [(анна;
9—печь с плитой для отпуска хвостовиков
штампов; 10, И, 12 — закалочные баки;
14—кран-балка с тельфером.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. РегирерЗ. Л. и ШмыковА. А., Проектиро-
вание термических цехов авто-тракторных заводов,
ОНТИ НКТП, 1936.
2. Минкевич Н. А., Печи и оборудование термиче-
ских цехов, ОНТИ, 1927.
3. РустемС. Л. и Скорое Д. М.( Основы проек-
тирования инструментально-штамповых термических
цехов, Машгиз, НКТМ, 1939.
4. Гипросредмаш, Справочник проектанта ма-
шиностроительных заводов, 1945.
ПРОЕКТИРОВАНИЕ ОТДЕЛЕНИЙ (УЧАСТКОВ) ПОВЕРХНОСТНОЙ
ЗАКАЛКИ ПРИ ИНДУКЦИОННОМ ВЫСОКОЧАСТОТНОМ НАГРЕВЕ
Определение метода. Для целей зональной
поверхностной закалки используется неравно-
мерное распределение тепловой энергии, со-
здаваемой в стальных изделиях, помещённых
в быстропеременное электромагнитное поле.
Обычно применяемый при этом диапазон частот
колеблется в пределах /=2000—1000 000 гц.
В редких случаях при закалке на большую
глубину — 20—30 мм (например броневых
плит) могут использоваться токи частотой
ниже 2000 гц. При обработке же изделий
особо малого диаметра (например игл) для
питания нагревательного устройства приме-
няются токи частотой около 10 000 000 гц.
Подразделение на „повышенную" и „высо-
кую* частоту при поверхностной закалке—чи-
сто условное. При одной и той же частоте со-
отношение между толщиной подлежащего за-
ГЛ. IV] ОТДЕЛЕНИЯ ПОВЕРХНОСТНОЙ ЗАКАЛКИ ПРИ ИНДУКЦИОННОМ НАГРЕВЕ
169
калке слоя 8 и глубиной проникновения тока
в сталь р может быть и меньше и больше
единицы. В первом случае (&//а^?1) характер
нагрева будет соответствовать „повышенной*
частоте независимо от значения последней;
при VpJfeM характер нагрева будет „высоко-
частотным". Поэтому в дальнейшем применя-
ем термин „высокочастотный" нагрев, подразу-
мевая оптимальную частоту питающего тока,
выбранную для выполнения заданных требова
ний на термообработку.
Схема процесса высокочастот-
ного индукционного нагрева. Одно-
или многовитковая катушка (так называемый
„индуктор"), изготовленная из красномедной
трубки и охлаждённая во время работы про-
точной водой, присоединяется к генератору
токов высокой частоты. Вокруг токонесущих
участков трубок индуктора возникает быстро-
переменное электромагнитное поле. В сталь-
ных изделиях, помещённых в поле индуктора,
возбуждаются вихревые токи, создающие в
свою очередь внутри этих изделий электрома-
гнитное поле. Под действием последнего вих-
ревые токи оттесняются к поверхности изделий.
Это явление неравномерного распределения
тока по сечению проводящего металла назы-
вается поверхностным или скин-эффектом.
В результате теплового действия вихревых
токов происходит нагрев поверхностных слоев
изделий в зоне действия индуктора. Темпера-
тура этих слоев доводится до величины боль-
ше АСа. Соседние слои нагреваются значи-
тельно меньше, а температура металла, лежа-
щего глубже, не изменяется.
Толщина поверхностного слоя стали, погло-
щающего до 90" о тепла, выделяемого индук-
тированными в нём вихревыми токами (глуби-
на проникновения тока—р), может быть най-
дена из уравнения* [1,4]
5,3-104
-i- MM,
где р — удельное сопротивление стали в ом-см;
(л—магнитная проницаемость стали; f — ча-
стота питающего тока в гц.
В процессе индукционного нагрева стали глу-
бина проникновения возрастает вследствие из-
менения по мере повышения температуры
значений р и р.. На фиг. 19, аи б, показан
характер изменений глубины проникнове-
ния тока р в сталь различных марок при наи-
более часто применяемых на практике f =
= 200 000 и 2000 гц. Кривая 1 построена для
простой углеродистой эвтектоидной стали,
кривая 2— для легированной стали марки
40Х и кривая 3- для хромоникелевой немагнит-
ной стали. Как видно из фиг. 19, а и б, при
понижении частоты тока / в 100 раз (с 200000
до 2000 гц) глубина проникновения р умень-
шается всего в 10 раз, т. е. пропорционально
корню квадратному из частоты.
Большое влияние на форму нагреваемого
слоя, кроме поверхностного эффекта, оказывает
также и эффект близости. Последний про-
является в 'результате взаимодействия внеш-
них магнитных полей индуктора и детали и
* Основы теории индукционного нагрева стали для
поверхностной закалки см. также в т. 7 „Справоч-
ника".
вызывает неравномерное распределение тока,
а следовательно, и тепла в близлежащих участ-
ках индуктора и детали. В том случае, когда
токи направлены в разные стороны, максималь-
ная плотность их будет в наиболее близко рас-
положенных друг к другу участках (линии
токов как бы взаимно стягиваются). Такое
распределение токов наблюдается при индук-
юр
W
0,1
001
¦¦ЯМ
t
-т
^ —
woo
н
HZ
МММ
м ¦¦—
—^
„'У
?
Ю0 200 300 400 500 600 700 800 900 1000 °С
6)
W
0,1
:—
^^
\f = 2000HZ
.1 ¦
- ¦
2
\
,3
—:
\—
j
:Г_-|
С-
100 200 300 400 500 600 700 800 Щ1000 %
Температура нагрева
Фиг. 19. Характер изменения глубины проникновения то-
ка р в сталь различных марок при частоте питающего
тока /=200000 гц (а) и 2000 гц (б).
ционном нагреве, когда токи в детали и индук-
торе сдвинуты относительно друг друга.
Если токи в близлежащих проводниках на-
правлены в одну сторону (например, в сосед-
них витках катушек многовитковых индукто-
ров), линии токов как бы расталкиваются, и
максимальная плотность получается на наибо-
лее удалённых друг от друга участках. На
фиг. 20 схематически показано проявление
эффекта близости при индукционном нагреве
стального цилиндра в поле двухвиткового
индуктора. В участках 3 цилиндра 1 возле
токонесущих трубок индуктора 2 происходит
выделение основной массы тепловой энергии,
приводящее к неравномерному нагреву ци-
линдра.
Для того чтобы при нагреве многоватко-
выми индукторами получить слой равномерной
толщины вдоль всей поверхности цилиндри-
ческого изделия, необходимо приводить послед-
нее во вращение со скоростью, обеспечиваю-
щей 20—30 оборотов за цикл нагрева.
170
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ И ОТДЕЛЕНИЯ
[РАЗД. V
Фиг. 20. Проявление „эффекта
близости" при индукционном
нагреве токами высокой ча-
стоты стального цилиндра в
двухвитковом индукторе.
Способы поверхностной закалки при на-
греве токами высокой частоты. Существуют
четыре способа поверхностной закалки при
высокочастотном нагреве.
а) Одновременный нагрев и за-
калка всей подлежащей обработ-
ке поверхности. Для осуществления од-
новременного нагрева генератор токов высо-
кой частоты должен обладать мощностью
Рг, определяемой по уравнению
FAP
Рг = — кет,
где F — поверхность в см2, подвергаемая
одновременному нагреву на глубину о; АР—
удельная мощность
в квт/см2 для дан-
ной глубины Ь и ча-
стоты тока /; Y] —
к. п. д. индукцион-
ного нагрева.
При обработке
цилиндрических из-
делий к. п. д. на-
грева составляет
ir)^i0,8-T-0,5 (с уве-
личением зазора
между индуктором
и изделием -ц пада-
ет). При обработке
плит т] ^ 0,6 -т- 0,4.
Более высокие
значения к. п. д.
при этом соответ-
ствуют меньшей
частоте питающего тока. Удельная мощность
АР и время нагрева t при обработке изделий
из углеродистой и легированной стали 40Х и
частотах питающего тока / = 200 000 и 2000 гц
ориентировочно определяются по графикам
(фиг. 21. а и б).
Производительность установки при одно-
временном нагреве выше, чем при остальных
трёх способах высокочастотного нагрева. Про-
изводительность эта определяется временем
обработки t каждого изделия и зависит от
степени механизации подачи изделий.
б) Последовательный нагрев и
закалка отдельных участков из-
делия. Этот способ применяется, например,
при последовательной, поочерёдной закалке
шеек коленчатых и кулачковых валов, при
закалке конических, цилиндрических, спираль-
ных и шевронных шестерён с модулем т > 6,
путём обработки „зубец за зубцом". Произ-
водительность установки при последовательной
закалке ниже, чем при одновременном нагре-
ве всей обрабатываемой поверхности; соответ-
ственно меньше и необходимая мощность пи-
тающего генератора^
в) Непрерывно-последователь-
ный нагрев и закалка .перемеще-
нием". Обрабатываемое изделие перемещает-
ся с равномерной скоростью v см/сек через
зону действия индуктора. В пределах этой зо-
ны происходит нагрев поверхности изделия
до температуры выше критической. Нагретая
поверхность непрерывно поступает в зону
охлаждения, где и происходит закалка.
Необходимая скорость перемещения v при
этом способе определяется в такой последо-
вательности. При мощности генератора токов
высокой частоты Рг кет, необходимой удель-
ной мощности АР кет/см? и к. п. д. нагрева
т) вычисляется максимальная , поверхность
ЮО
сек
a)
0,1
t
/
wot
^ 4
JL_
I
ЮН7
m
/ /
I
/
/,
(
Щ
//
Oh
z
oj to ю
Глубина нагретого слоя
100 мм
4
CM2
I
001
4 01
1'
-\
" 1 \ —^
*Чк
/
i
20000
to
\
4
i
¦LU/
it
30-
Фиг. 21. Графики ориентировочного определения
времени нагрева t и удельной мощности АР в зави-
симости от требуемой глубины нагретого слоя 8,
частоты питающего тока /и сорта стали. Кривые /
построены для углеродистой стали, кривые 2—для
стали 40Х.
Лпах> которая может быть одновременно на-
грета для закалки,
¦¦max ~ дуэ СМ*.
C)
Геометрические размеры индуктора, напри-
мер его высота h-t и внутренний диаметр D-t при
обработке цилиндрических изделий, выбира-
ются с таким расчётом, чтобы был обеспечен
нагрев поверхности размером не больше Fmax
тс Dfhi < Fm&x.
Время нагрева заданного слоя В мм при
частоте тока f находят по приведённому вы-
ше графику (фиг. 21, а). Зная величины h-t и t
вычисляют требуемую скорость перемещения
v по формуле
v = -L см/сек.
ГЛ. IV] ОТДЕЛЕНИЯ ПОВЕРХНОСТНОЙ ЗАКАЛКИ ПРИ ИНДУКЦИОННОМ НАГРЕВЕ 171
Обычно диапазон скоростей на станках
для непрерывно-последовательной закалки бе-
рётся в пределах от 0,2 до 3 см/сек при тол-
щине слоя 8 — 1-г- 10 мм и частотах тока / =
= 2000+ 200000 гц.
г) Последовательная закалка
отдельных участков способом
„перемещени я". Этот способ находит при-
менение при обработке особо крупных изделий
с большими поверхностями даже у отдельных
зон, например зубьев большой ширины зубча-
тых колёс с модулем т^>20. При этом каж-
дый зуб подвергается непрерывно-последо-
вательной закалке.
Производительность этого метода поверх-
ностной закалки самая низкая из всех описан-
ных выше, но и требуемая мощность питаю-
щего генератора при этом минимальная.
Выбор режима высокочастот-
ного нагрева. Независимо от выбранного
способа обработки нагрев слоя Ь может быть
осуществлён при различных значениях f, удель-
ной мощности АР и времени нагрева t. С по-
вышением частоты уменьшается глубина про-
никновения тока в сталь и понижается вели-
чина необходимой удельной мощности ДР, вы-
деляемой в каждом см2 нагреваемой поверх-
ности. Для того чтобы нагреть слой 8, имею-
щий значительно большую толщину, чем глу-
бина проникновения р, используется тепло-
проводность стали. Время нагрева при повы-
шении частоты питающего тока f возрастает,
но при этом также может быть увеличена по-
верхность, подвергаемая одновременному на-
греву F, за счёт снижения величины требуе-
мой удельной мощности ДР.
Предел понижения частоты определяется
формой изделия и требуемой конфигурацией
слоя, а также распределением градиента тем-
пературы по сечению изделия.
При нагреве цилиндрических изделий, имею-
щих диаметр DU3^ см, минимальная частота
/min может быть найдена из формулы, предло-
женной проф. В. П. Вологдиным [3]:
/п
^ 2-10*
, > •—— гц.
D
2 .
изд
F)
Для изделия, имеющего диаметр DU3^ = 1 см,
минимальная частота питающего тока будет
/min — 20 000 гц. При нагреве объекта диа-
метром DU3q = 10 см необходимая частота по-
нижается до /min = 200 гц.
При толщине слоя о<!/? нагрев должен
проводиться с большими скоростями и выде-
лением значительной удельной мощности, так
как при замедленном нагреве тепловая волна
пройдёт в глубь металла и толщина нагретого
слоя будет выше, заданной. При больших ско-
ростях нагрева и указанном соотношении 8</?
толщина переходной зоны, как правило, по-
лучается меньше 0,5 8. При этом остаточные
внутренние напряжения, возникающие после
закалки, концентрируются, на узкой переходной
зоне и могут достигать чрезмерных значений,
превышающих предел текучести стали или
близких к нему. Особенно резко проявляется
данная особенность поверхностного нагрева
при обработке изделий из легированных ста-
лей, имеющих малую теплопроводность. Как
показала практика, при поверхностной закалке
ыалонагруженных в работе изделий, выпол-
ненных из "низколегированных сталей (напри-
мер марок 1040, 40Х и др.), обладающих более
высокой теплопроводностью, допустимо при-
менение соотношения Ь^р.
При определении оптимальной частоты
следует учитывать конфигурацию изделия. Для
одновременного нагрева изделий простой фор-
мы (тел вращения, плоскостей и т. п.) могут
быть взяты частоты /, при которых соизме-
римы толщина слоя 8 и глубина проникнове-
ния тока р после перехода через точку Кюри.
Например, минимальная частота при одновре-
менном нагреве изделий из углеродистой ста-
ли определяется по эмпирической формуле
5-10*
82
гц,
G)
где о — толщина подлежащего закалке слоя
в мм.
Для выбора частоты при нагреве изделий
сложной формы (шестерён, шлицевых валов,
фигурных штампов и т. п.) следует пользо-
ваться формулой
/н
5-105
гц.
(8)
По формулам F), G) и (8) определяется
минимальная частота fmin. Предел увеличения
частоты тока ставится напряжением на индук-
торе, которое повышается "с возрастанием ча-
стоты. Из эксплоатационных соображений ма-
ксимальное напряжение на индукторе допу-
скается до 1000 в. При этом напряжении воз-
душный зазор между индуктором и нагревае-
мым изделием берётся от 2 до 5 мм. Более
высокое напряжение может вызвать пробой
воздушного промежутка вследствие ионизации
его при высоких температурах. Для устране-
ния возможности пробоя воздушный промежу-
ток пришлось бы увеличить, что привело бы
к излишним потерям мощности из-за рассеи-
вания магнитного потока.
Не рекомендуется на много превышать ука-
занные в формулах F)—(8) значения необходи-
мых частот: при повышении частоты возра-
стает время нагрева, что ведёт к некоторому
понижению к. п. д. вследствие увеличения теп-
ловых потерь с нагреваемой поверхности стали.
По закону Стефана-Больцмана количество те-
пла, излучаемого с нагретой поверхности, про-
порционально четвёртой степени температуры.
Например, для стали, нагретой до Т= 1000° С,
излучение составляет около 12 — 15 вш/см2.
Кроме того, при применении чрезмерно вы-
соких частот и значительном удлинении вре-
мени нагрева ширина переходной зоны может
быть больше требуемой. В ряде случаев это
нежелательно. Например, у легированных ста-
лей, прошедших предварительное улучшение
и имеющих повышенную твёрдость, переход*
ная зона после поверхностной закалкн
обладает меньшей твёрдостью и механическ'ой
прочностью, чем сердцевина.
Область применения. Использование те-
плового действия индуктированных токов вы-
сокой частоты позволяет получать нагретые
для закалки зоны (наружных участков и по-
верхностей отверстий диам. >-25—30 лХм) на из-
делиях всевозможных конфигураций. При этом
172
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ И ОТДЕЛЕНИЙ
[РАЗД. V
толщина слоя 8 может изменяться от долей
миллиметра до сквозного прогрева включитель-
но. Применение высокочастотного нагрева по-
зволяет находить наиболее рациональное ре-
шение термических задач. В инструменталь-
ном производстве этим методом могут быть
закалены рабочие участки режущего и мери-
тельного инструмента, изготовленного из угле-
родистой и легированной стали (включая
быстрорежущую). Стойкость поверхностно
закалённого инструмента, как правило, в 1,5—2
раза больше стойкости такого же инструмента,
закалённого после сквозного нагрева в печи.
Основной причиной повышения срока службы
является уменьшение поломок инструмента
благодаря наличию вязкой сердцевины, а также
закалки на большую твёрдость только рабочих
зон инструмента, без снижения его механиче-
ской прочности.
В машиностроении поверхностной закалке
при высокочастотном нагреве успешно под-
вергаются детали, изготовленные из углеро-
дистых и малолегированных сталей — пальцы,
гладкие, шлицованные, коленчатые и кулач-
ковые валы, шестерни с цилиндрическим, ко-
ническим, шевронным и спиральным зубом с
модулем /и!>1, направляющие станков, роли-
ки, рабочие участки рычагов и т. п.
В производстве вооружения высокочастот-
ная поверхностная закалка применяется, кроме
указанных выше изделий, также и при обра-
ботке броневых плит и различных сложных
деталей затворов, замков и др.
Стойкость изделий, работающих под боль-
шими нагрузками, должна быть после поверх-
ностной закалки тщательно проверена путём
исследования закалённых образцов. Возникаю-
щие в обработанных изделиях остаточные вну-
тренние напряжения могут в определённых
условиях складываться с внешними усилиями,
прилагаемыми к изделию во время работы.
Сумма этих нагрузок может превысить предел
текучести стали и привести к разрушению из-
делия. Особенно это относится к изделиям из
высоколегированных сталей, обладающих низ-
кой теплопроводностью и склонностью к обра-
зованию трещин в процессе неравномерного
быстрого нагрева и охлаждения при поверх-
ностной закалке.
Оборудование. Типы и конструкции
нагревательных индукторов. Одним
из основных элементов, обеспечивающих по-
лучение требуемых результатов обработки
при высокочастотном нагреве, является на-
гревательный индуктор. Индукторы изготов-
ляются из красномедных трубок со стенками
толщиной 1,5—2 мм.
Толщина токонесущего слоя индуктора при
высокочастотном нагреве весьма мала. Глу-
бина проникновения тока в красную медь
при температуре 20° определяется по формуле
Рмеда
67
мм.
При частоте питающего тока / = 2000 гц
глубина проникновения тока в толщу сте-
нок индуктора Рмеди = .1.5 мм, а при
/=2О0000гч глубина проникновения умень-
шается до рмеда — ОД5 мм. Поэтому примене-
ние трубок с большей толщиной стенок для
изготовления индукторов, снабжённых водяным
охлаждением, нецелесообразно. Однако обычно
для обеспечения механической прочности
индукторов не применяют трубок со стенками
тоньше 1 мм.
Специальные индукторы, например для на-
грева шеек коленчатых и кулачковых валов,
совмещающие охлаждающее устройство
(спрейер)с активной частью индуктора, либо
выполняют из массивных медных отливок, либо
делают сварными из листовой 5—6-мм красной
меди.
При проектировании следует учитывать, что
наиболее интенсивному нагреву подвергаются
участки изделий, расположенные на наимень-
шем расстоянии от токонесущих трубок индук-
тора.
Для обработки каждого нового типа изде-
лия требуется изготовление специального ин-
дуктора, Обеспечивающего нагрев подлежащих
закалке зон. В табл. 20 приведены наиболее
часто применяемые в промышленной практике
типы одно-и многовитковых индукторов, а также
даны основные закономерности соотношений
диаметров D/ и высот h-t цилиндрических ин-
дукторов в зависимости от величин зон на-
грева (диаметра изделия DU3d и его высоты
Соответствие полученной формы нагретого
и закалённого слоя заданной конфигурации
проверяется путём разрезки и исследования
обработанного опытного образца, после чего
в установленном оптимальном режиме проходит
закалку вся партия изделий.
Станки и приспособления для
высокочастотной поверхностной
закалки. Качество поверхностной закалки
и идентичность результатов у всех изделий
обработанной партии в значительной мере
зависят от точности установки изделий в зону
действий нагревательного индуктора и скоро-
сти перемещения после окончания цикла на-
грева в охлаждающую среду для закалки. Для
этой цели применяются различные типы спе-
циальных станков и приспособлений,конструк-
ции которых определяются способом нагрева
(одновременный, последовательный и пр.),
а также формой и размерами изделий.
Степень автоматизации станков зависит от
величины партий обрабатываемых изделий. Для
однотипной массовой продукции небольших
габаритов изготовляются станки-автоматы с
бункерной загрузкой. При обработке единич-
ных или мелкосерийных изделий применяются
сравнительно примитивные приспособления,
дающие более низкую производительность, чем
специальные станки, но и требующие меньших
затрат на их сооружение.
Приводим данные о некоторых типах стан-
ков для различных способов поверхностной вы-
сокочастотной закалки.
а) Станки-полуавтоматы для одновре-
менного нагрева дисковых изделий.
Цикл обработки каждого изделия t сла-
гается из затрат времени на следующие основ-
ные операции:
ty — время установки изделия на станок (обыч-
но 1У = 0,5-*-1 сек.);
tn — время перемещения изделия в зону на-
грева, занимающее около 1 сек.;
tH — время нагрева слоя заданной толщины 8
до температуры закалки, определяемое
либо по графикам, в зависимости от ча-
ГЛ. IV] ОТДЕЛЕНИЯ ПОВЕРХНОСТНОЙ ЗАКАЛКИ ПРИ ИНДУКЦИОННОМ НАГРЕВЕ 173
Типы и конструкции индукторов
Таблица 20
Одновитковые
индукторы
Область при-
менения
Нагрев наруж-
ных поверхностей
цилиндрических
изделий
Нагрев внутрен-
них поверхностей
цилиндрических
изделии
Разъёмный индук-
тор для нагрева
шеек коленчатых
валов и подачи
охлаждающей
жидкости через
отверстия на вну-
тренней поверх-
ности
Нагрев скоб
сложной формы
и плит методом
перемещения
Нагрев одного
зуба шестерни с
модулем т>6при
последовател ьной
обработке „зубеа
за зубцом"
Основные
закономерности
При одновременном нагреве и требуемой высоте на-
гретого слоя Лцдд на поверхности цилиндрического
изделия высота индуктора h~hU3g—2*, где «—воздуш-
ный зазор между изделием и индуктором.
Требуемое распределение темпера-
туры на нагреваемой поверхности
изделия регулируется величиной
воздушного зазора между изделием
и индуктором (с уменьшением зазо-
ра интенсивность нагрева увеличи-
вается)
Миоговитковые
индукторы
Область
применения
Нагрев наруж-
ных поверхностей
цилиндрических
изделий
Нагрев внутрен-
них поверхностей
цилинл рических
изделий.
Нагрев наруж-
ных поверхностей
конических изде-
лий
Нагрев плит и
плоскостей мето-
дом перемеще-
ния
Одновременный
нагрев боковых
поверхностей и
торцов цилиндри-
ческих изделий
при вращении их
вокруг вертикаль-
ной оси
стоты питающего тока, марки стали, тре-
буемых формы закалённого слоя и толщи-
ны переходной, зоны, либо эксперименталь-
ным путём при закалке и исследовании
образца;
/а — интервал (пауза) после
окончания нагрева, пред-
назначенный для пониже-
ния температуры закалки
и уменьшения остаточных
напряжений, особенно у
изделий из легированных
сталей, обладающих аусте-.
нитом, устойчивым против
быстрого распада;
tc — время автоматического
сброса в течение 0,15—0,25
сек. подлежащего закалке
изделия после окончания
цикла tH -\- tu в бак с охла-
ждающей жидкостью.
Таким образом- цикл обра-
ботки 1 равен
обрабатываемая деталь 3. Стол совершает воз-
вратно-поступательное движение, которое ему
сообщает кулачковый механизм 4, соединённый
с червячным редуктором и электромотором, не
показанными на схеме (фиг. 22). Эксцентрик 5
6)
Фиг. 22. Кинематическая схема работы станка-полуавтомата для поверх-
ностной закалки дисковых изделий при одновременном нагреве.
fn
tc сек.
A0)
На фиг. 22 приведена кинематическая схема
станка-полуавтомата для поверхностной закал-
ки наружных участков дисковых изделий.
Подвижной стол 1 снабжён сменным центри-
рующим выступом 2, на который накладывается
перемещает при помощи тяг и рычагов .шпин-
дель с электромагнитным патроном 6, распо-
ложенными по оси нагревательного индуктора 7.
Б нижней части станка, непосредственно под
шпинделем, расположен бак 8 с охлаждающей
жидкостью. Цепной конвейер 9, находящийся
внутри бака 8, выносит из последнего наружу
закалённые изделия 10.
174
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ И ОТДЕЛЕНИЙ
[разд. v
На фиг. 22, а показан момент загрузки
станка: закаливаемая деталь установлена на
центрирующем выступе стола. При вращении
кулачкового механизма стол с деталью пере-
мещается и останавливается, когда оси шпин-
деля и центрирующего выступа точно сов-
падают.
При опускании шпинделя электромагнитный
патрон 6 автоматически включается и притя-
гивает деталь. Этот момент показан на фиг. 22,5.
После подъёма шпинделя стол 1 возвращается
в исходное положение, а деталь останавли-
вается в зоне действия нагревательного индук-
тора (фиг. 22, в). В этот момент включается
питающий высокочастотный генератор и про-
изводится нагрев, длительность которого авто-
матически регулируется при помощи реле
времени РВ-1, выключающего генератор через
Фиг. 23. Станок-полуавтомат для поверхностной закалки дисковых изделий:
1 — корпус станка; 2 —электромотор мощностью в 1,3 кет, соединённый
с редуктором 3; для быстрой остановки станка служит электромагнитный
тормоз 4\ перемещение детали 5 и шпинделя 6 в направлении, показанном
стрелками, осуществляется при помощи кулачкового механизма 7; центри-
рующий выступ 8 предназначен для установки обрабатываемого изделия,
поднимаемого электромагнитным патроном 9 в зоне действия нагревательного
индуктора (не показанного на фигуре). В нижне части станка расположен
бак 10 с охлаждающей жидкостью (внутри бака установлен цепной конвейер
для выема закалённых изделие). Для включения и остановки станка исполь-
зуется педаль 11 с контактами на замыкание.
требуемое число секунд. Второе реле време-
ни РВ-2 выключает питание электромагнитно-
го патрона через требуемую паузу /и, после
окончания цикла нагрева обрабатываемая де-
таль падает для.закалки в бак 8.
Во время нагрева детали на центрирующий
выступ устанавливается следующая, и весь
цикл повторяется.
Максимальная производительность данного
станка 5000 изделий за 8-часовую смену. Внеш-
ний вид станка приведён на фиг. 23.
б) Станки для последовательной поверх-
ностной закалки шеек коленчатых валов.
На отечественных и зарубежных заводах,
производящих большое количество коленча-
тых валов, для поверхностной закалки корен-
ных и шатунных шеек изготовляются спе-
циальные станки. Для нагрева и закалки шеек
коленчатых валов применяются
разъёмные индукторы, показан-
ные в табл. 20.
После установки вала на
станок цикл обработки каждой
шейки слагается из времени, за-
трачиваемого на зажим индук-
е тора (*]), нагрев поверхности
вала индуктированными в ней
токами высокой частоты (/2),
на выдержку (паузу) после окон-
чания нагрева (t3), закалку на-
гретой поверхности шейки (tA)
и разжим индуктора (/5).
Для повышения производи-
тельности закалочных станков
зажим и разжим индукторов,
включение и выключение пи-
тающего высокочастотного ге-
нератора, а также подача охла-
ждающей жидкости (обычно во-
ды) осуществляются автомати-
чески, при помощи вспомога-
тельных устройств. Например,
применение автоматики и двух
высокочастотных трансформа-
торов 7\ и Г2 (фиг. 24) позво-
ляет значительно сократить
цикл обработки шести шатун-
ных шеек.'коленчатого вала.
К каждому трансформатору
приключены по три разъёмных
индуктора И\—И6. Присоеди-
нение первого или второго
трансформатора к шинам высо-
кой частоты осуществляется при
помощи контакторов Кг и А.
Последовательность обра-
ботки шеек показана в нижней
части фиг. 24 {3, 6,2,5,4 и 1), а
в левой ее части дан график
работы закалочного станка. Об-
работка начинается с шейки
№ 3, на трансформаторе Гц.
После окончания цикла нагрева
один контактор Ki выключается,
а другой — Кг — включает на-
пряжение на трансформатор Т2.
Через отрезок времени /3 шауза
после нагрева) на шейку № 3
подаётся вода для закалки. Ин-
дуктор на шейке № 6 замы-
кается ещё до окончания на-
грева шейки № 3. - Поэтому
ГЛ. IV] ОТДЕЛЕНИЯ ПОВЕРХНОСТНОЙ ЗАКАЛКИ ПРИ ИНДУКЦИОННОМ НАГРЕВЕ
175
Работа ге-
нератора
ПОР!
О Ю 20 30 40 50 60 70 80 90 100 W 120 140
время обработки сек
Фиг. 24. График очерёдности поверх-
ностной закалки шатунных шеек ко-
ленчатого вала шестицилиндрового ав-
томобильного двигателя при обра-
ботке на автоматизированном спе-
циальном станке.
одновременно с переключением
контакторов начинается нагрев
шейки № 6.
Во время нагрева шейки
№ 6 замыкается индуктор на
шейке № 2 и размыкается ин-
дуктор на шейке № 3. После
окончания нагрева шейки Лг б
контакторы выключают Тя и
включают 7"j. При этом начи-
нается нагрев шейки № 2 и
по окончании паузы t3— закалка
шейки № 6. Обработка осталь-
ных шеек происходит в анало-
гичной последовательности (по-
очерёдно на трансформаторе Tt
и на 72).
в) Станки для непрерывно-
последовательной закалки ме-
тодом „перемещения". При
обработке цилиндрических изде-
лий обычно применяются зака-
лочные станки вертикальной кон-
струкции. Высота станка опре-
деляется суммой высот изделия
{hU3d), обрабатываемой зоны и
механизма станка. Станок снаб-
жается устройством для плав-
ного или ступенчатого регули-
рования скорости ' перемеще-
ния детали в пределах от 0,2 до
3,0 см/сек.
На фиг. 25 показан внешний
вид вертикального станка для
непрерывно-по ел ед ов ат ель ной
поверхностной закалки цилин-
дрических изделий высотой до
800 мм при диаметре до 80 мм.
Подвижная каретка 2 переме-
щается по вертикальным на-
правляющим трубам /. Ско-
рость перемещения каретки ре-
гулируется расположенной на
последней коробкой перемены
передач. При плавном передви-
жении сверху вниз обрабаты-
ваемая деталь проходит через
индуктор и её нагретые зоны
Фиг. 25. Станок для непрерывно-последовательной поверхностной за-
калки цилиндрических изделий длиной до 800 мм: 1— направляющие трубы;
2—подвижная каретка с приводом для вращения обрабатываемого изделия
и коробкой скоростей, допускающей изменение перемещения каретки-отО,2
до .'Ю см)сек\ 3— нижний выдвижной цент! \ 4—охлаждающее устройство
(спрейер), состоящее из полого кольца с отверстиями на внутренней по-
верхности; 5—концевые выключатели, автоматически воздействующие на
отключение питающего генератора и останавливающие станок по окон-
чании обработки заданного участка изделия; 6—пульт управлении ст нкоч:
7—бак для сбора охлаждающей жидкости; 8—патрубок для слива жидко-
сти из бака.
176
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ И ОТДЕЛЕНИЙ
[РАЗД. V
непрерывно подаются в спрейер (кольцевой
водяной душ), где и происходит закалка.
Для перемещения плоских изделий (плит,
листов и тому подобных объектов небольших
габаритов длиной до 1000 мм) можно исполь-
зовать механизмы обычных продольно-стро-
гальных или фрезерных станков.
Типы генераторов токов высокой час-
тоты. Для питания установок индукционной
поверхностной закалки применяются типы
высокочастотных генераторов, приведённые
в табл. 21.
Таблица 21
Тип
генератора
Ламповый
Машинный
Искровый
Диапазон при-
меняемых ча-
стот в гц
IOOOO— IOOOOOOO
5<х>—юооо
50000—500000
Мощ-
ность в
кет
5—looo
2О—5°°
5-35
Характеристика
закаливаемых
объектов
Сложная форма,
глубина закалки
от долей милли-
МРТПЯ
МС 1 [)А
Тела вращения,
плоскости и др.,
глубина закалки
от 2 мм
Мелкие объекты
(инструменты и
детали), глубина
закалки от 1 мм
Ламповые генераторы являются
устройствами, преобразующими энергию пере-
менного тока промышленной частоты E0 гц)
в энергию колебаний высокой частоты. Наи-
более применим в практике термообработки
получаемый от ламповых генераторов диапа-
зон частот f= 100 000-т- 1000 000 гц. В лам-
-50Н2
На фиг. 26 приведена скелетная схема вы-
сокочастотной установки с ламповым генера-
тором, обычно применяемая в промышленности,
и показана последовательность преобразований
подводимой электроэнергии.
Линейное напряжение питающей сети UA]
подаётся на первичную обмотку трансформа-
тора /. Вторичное линейное напряжение этого
трансформатора 11л2 = 8000 -г- 10 000 в подво-
дится к выпрямителю // и преобразуется
в постоянныйток высокого напряжения.Обычно
в выпрямителях используются газотроны типа
ВГ-163 или ВГ-237 (одноанодные ионные вен-
тили с накалённым катодом [7], соединяемые
в трёхфазную схему Грэтца). Соотношение
между выпрямленным напряжением Ud и Ua2
при этом будет: Ud = 1,35 • ил2в.
При помощи лампового генератора ///, ра-
ботающего на самовозбуждении с автотранс-
форматорной обратной сеточной связью (схема
Гартлея), постоянный ток высокого напряже-
ния преобразуется в переменный ток высокой
частоты. При этом частота колебаний в основ-
ном определяется параметрами анодного конту-
ра: его индуктивностью L и ёмкостью С и при-
ближённо может быть определена из уравнения
!* (И)
где L в генри и С в фарадах.
Приведённая на фиг. 26 принципиальная
схема является типовой для большинства высо-
кочастотных установок, изготовляемых в СССР
и за границей. В зависимости от мощности
Фиг. 26. Скелетная схема лампового генератора для питания высокочастотных промышленных закалочных
установок и последовательность преобразований подводимой электроэнергии.
повых генераторах используется свойство трёх-
электродных генераторных ламп мгновенно
прекращать прохождение тока в цепи анод—
катод при определённом значении напряжения
а а сетке лампы.
генератора и его конструкции применяется
одна или несколько генераторных ламп, вклю-
чаемых в параллель. Из выпускаемых, нашей
электровакуумной промышленностью генера-
торных ламп в высокочастотных установках
ГЛ. IV] ОТДЕЛЕНИЯ ПОВЕРХНОСТНОЙ ЗАКАЛКИ ПРИ ИНДУКЦИОННОМ НАГРЕВЕ 177
для электротермии используются следующие
типы: ГДО-30, Г-431 и Г-433 [8].
На фиг. 27 показан внешний вид промыш-
ленной серийной установки типа Л-60 с лам-
повым генератором завода „Электрик". Пита-
ние установки Л-60 осуществляется от сети
трёхфазного тока напряжением 220/380 в. Для
размещения установки Л-60 требуется 8 м-
площади. Общий вес установки около 2,5 т.
Промышленные установки снабжаются реле
времени, при помощи которых автоматически
прекращается цикл нагрева каждого изделия
(при одновременном или последовательном
способахчабработки^. Применение реле времени
Фиг. 28. Внешний вид искро-
вого генератора фирмы „Wan
Norman".
Фиг. 27. Внешний вид высокочастотной установки с лам-
повым генератором типа Л-60: 1—каркас, внутри которо-
го помещается питающий трансформатор; 2—каркас ге-
нератора; 3— механическая блокировка, исключающая
возможность открывания бокоаых дверок генератора при
включённом напряжении; 4—амперметры на 5 а, измеряю-
щие ток в анодной цепи генераторных ламп; 5—амперме-
тры на 1 а в цепи сеток' генераторных ламп; 6— вольтметр
накала flavn; 7—сигнальные лампы; 8— реле времени для
1втоматического выключения генератора* после окончания
заданного цикла нагрева; Р—к;ркас колебательного кон-
тура; 10—дверки колебательного контура, снабжённые
электрической блокировкой, выключающей высокое на-
пряжение при их открывании; //—штурвал регулятора
мощности; 12—вторичный виток высокочастотного транс-
форматора; 13—нагревательный индуктор. Максимальная
ширина установки 1800 мм, длина 4000 мм и высота 2400мм.
Таблица 22
Техническая характеристика ламповых генераторов, производимых
в СССР
Завод-изгото-
витель
„Электрик"..
№ 58 МСХМ.
Завод т. в. ч.
МСС
То же ....
Установленная
мощность Р в кяп
8о
8о
140
Зоо
45°
Диапазон рабочих
частот f в гц
~2О0000
~20О000
~2ОООО0
Тип генераторных
ламп
Г-431
ГДО-зо
гдо-зо
Г-433
Г-433
Количество ин^-
раторных ламп
2
3
4
2
3
Расход воды на
охлаждение ламп
в л/мин
3»
Зо
6о
I2O
18о
Габаритные раз-
меры в мм*
Фасад
i8oo
1400
2600
3700
4500
Глубина
4<хю
2IOO
22OO
23OO
23OO
Высота
2400
22OO
25°°
2500
2500
обеспечивает идентичность результатов обра -
ботки у всех изделий данной партии.
Управление ламповым генератором (возбу-
ждение и срыв колебаний) обычно производится
воздействием на сетки генераторных ламп от-
ключением или включением отрицательного
напряжения по отношению к катоду ламп.
Охлаждение анодов генераторных ламп осу-
ществляется про-
точной водой, со-
держащей не бо-
лее 17 мг]л приме-
сей. Расход воды
составляет около
1 л на 1 кет мощ-
ности, рассеивае-
мой анодом гене-
раторной лампы.
Средняя стоимость
1 кет установлен-
ной мощности лам-
пового генератора
составляет около
1000 руб. Основ-
ные характеристи-
ки ламповых гене-
раторов, производимых в СССР, приведены
в табл. 22.
Искровые генераторы. Искровой
разряд между электродами является источни-
ком высокочастотных колебаний.
Мощность искрозого генератора опреде-
ляется по формуле
ОР
Рг = —о— п квт>
где С — ёмкость конденсаторной батареи в мкф;
U—вторичное напряжение трансформа-
тора в в;
п — число разрядов в секунду.
Постройка искрового генератора на мощ-
ность выше 35—40 кет нерациональна.
В США изготовлением искровых генераторов
занят ряд фирм („Wan Norman", „ЬереГ и др.).
Внешний вид искрового 20-квт генератора
для поверхностной закалки производства
фирмы „Wan Norman" приведён на фиг. 28.
Машинные (вращаю-
щиеся) генераторы явля-
ются агрегатами, состоящими из
двигателя переменного тока (асин-
хронного или синхронного), при-
водящего в движение генератор
токов повышенной частоты. Осу-
ществление машинных генерато-
ров на частоты выше/= 10 000 гц
встречает серьёзные технические
трудности.
Частота машинного генератора
выражается следующей зависи-
мостью:
рп
A3)
* Габариты генераторов, кроме первого, даны без питающих анодных
трансформаторов. . ,
где р — число пар полюсов;
п—число оборотов ротора в
минуту.
Так как максимальное число
оборотов обычно берётся не бо-
лее 3000 в 1 мин., то частота тока
12 Том 14
113
178
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ И ОТДЕЛЕНИЙ
[РАЗД. V
генератора определяется допустимым чи-
слом пар полюсов. Последнее в свою очередь
зависит от допустимой окружной скорости v0Kp
для материала ротора (с увеличением диаметра
ротора v0Kp возрастает), а также от размера
полюсного шага 1п, Величину 1п находят из
соотношения:
A4)
где v0Kp—окружная скорость в м/сек.
Обычно для ротора берётся максимальное
значение v0KP = 150 м/сек; при этом, напри-
выполненного в виде двухподшипникового
агрегата, соединяющего в одном корпусе и при-
водной мотор и генератор. Цифрой 1 обозна-
чен мотор трёхфазного тока напряжением 380 в
50 гц при 3000 об/мин и мощности 48 кет.
Генератор 2 вырабатывает ток с частотой
2500 гц при напряжении 330 в и имеет мощ-
ность 40 ква.
Подшипники агрегата обозначены цифрами
3 и 4, а клеммы для подключения питания к
мотору —5. Выводы от обмотки возбужде-
ния 6 и высокой частоты 7 расположены на
корпусе генератора.
На фиг. 30 дана скелетная схема высоко-
частотной установки с машинным генератором.
2
Фиг. 29. Машинный генератор на 2500 гц, 40 ква.
мер, для/ = 10 000 гц 1п составит всего 0,75 см.
Воздушный зазор А между ротором и статором
генератора находится в следующем соотноше-
нии с полюсным шагом;
— <0,2.
Выполнение перечисленных выше требова-
ний значительно осложняет постройку машин-
ных генераторов на частоты более 10000 гц.
В диапазоне / = 2ООО-5-5ООО гц машинные гене-
раторы на мощности до 500 кет являются вполне
надёжными устройствами. Некоторым неудоб-
ством применения машинных генераторов мощ-
ностью свыше 200 кет является необходи-
мость установки их в отдельных помещениях
на фундаментах.
Невозможность получения частот более
10000 гц исключает применение машинных
генераторов при обработке изделий особо
сложной формы, когда конфигурация зака-
лённого слоя должна повторять очертания
изделия.
Однако использование машинных генера-
торов вполне рационально при поверхностной
аакалке изделий более простой формы (тел
вращения, плоскостей).
У нас, в СССР, машинные генераторы на
частоту 2000 гц изготовлялись на заводах
ХЭМЗ, .Электросила" и «Электрик". В США
машинные генераторы для поверхностной за-
калки применяются с 1935 г. фирмой „Тоссо"
и выпускаются преимущественно фирмой «Ge-
neral Electric Co".
На фиг. 29 показано устройство современ-
ного американского типового высокочастотного
машинного генератора мощностью в 40 ква,
Расчёты оборудования. Поверхностную
закалку массовых однотипных изделий, изго-
товляемых поточным методом, в большинстве
случаев целесообразно производить непо-
средственно в потоке. При этом устраняются
затраты времени и средств на транспортиро-
вание изделий для закалки, а также сокра-
щается цикл производства.
При обработке мелкосерийных изделий, а
также выпуске разнотипных изделий уста-
новки для индукционного нагрева токами
высокой частоты обычно располагаются в тер-
мических цехах, но в отдельных помещениях,
изолированных от пыли и копоти.
Определение количества необходимых агре-
гатов и их мощности производится в следую-
-50HZ Щ
Фиг. 30. Скелетная схема высокочастотной установки
с машинным генератором:
1 — пусковое устройство, 2 — двигатель переменно™
тока. 3 — машинный генератор, 4 — возбудитель гене-
ратора, 5 — контурные конденсаторы, 6 — первичная об-
мотка высокочастотного трансформатора, 7 — его вто-
ричный виток, 8 — нагревательный индуктор, 9 — обра-
батываемый объект.
щей последовательности. Производительность
отделения высокочастотной термообработки
по программе предприятия составляет, допу-
стим, Nc изделий в сутки. В зависимости от
выбранного режима работы (количество смен)
ГЛ. IV] ОТДЕЛЕНИЯ ПОВЕРХНОСТНОЙ ЗАКАЛКИ ПРИ ИНДУКЦИОННОМ НАГРЕВЕ 179
находят число изделий, подлежащих обработке
в час Nil
— —- изделий в час,
A4)
где tc—число часов работы в сутки.
Минимальная мощность питающего генера-
тора токов высокой частоты зависит от раз-
меров подлежащей обработке зоны на каждом
изделии, требуемой глубины закалённого слоя,
выбранной частоты тока и способа нагрева
и закалки.
При размере подлежащей закалке на каж-
дом изделии поверхности /^ см* и при одно-
временном нагреве для закалки всей этой по-
верхности минимальная мощность питающего
генератора Рг кет определяется по графику
фиг. 21, а и б с учётом сорта стали, из кото-
рой изготовлено изделие. Требуемая частота
питающего тока / зависит от размеров и кон-
фигурации изделий и может быть вычислена по
формулам F) — (8).
При выборе частоты следует учитывать, что
для размещения машинного генератора мощ-
ностью от 100 до 150 кет требуется сооружение
фундамента, а питающий агрегат должен быть
установлен в подвальном или первом этаже
здания (на грунте). В тех случаях, когда по
производственным соображениям высокоча-
стотную термообработку целесообразно вклю-
чить в поток, находящийся на 3-м или 4-м этаже,
следует применять для питания ламповые или
искровые генераторы. Эти устройства можно
устанавливать в любом помещении, имеющем
перекрытия, рассчитанные на статическую на-
грузку до 600 кг на 1 мг.
Время нагрева каждого изделия t при мощ-
ности генератора Рг кет и частоте / находят
из графика фиг. 21, а. Производительность
установки зависит'от степени механизации по-
дачи изделий в зону нагрева и их перемеще-
ния в охлаждающую среду для закалки. При
длительности цикла обработки каждого изде-
лия т сек. производительность одной установки
в час будет
3600
изделии в час.
A5)
В зависимости от соотношения требуемой
производительности участка термообработки
Nx и производительности одной установки Л^
определяется необходимое количество высоко-
частотных агрегатов А:
= —г агрегатов.
A6)
При проектировании следует учитывать не-
обходимость размещения возле агрегатов для
поверхностной закалки также и печей для
низкотемпературного отпуска [9]. Последний
производится немедленно после окончания об-
работки для снижения остаточных внутренних
напряжений. Размеры и конструкции этих пе-
чей определяются в каждом отдельном случае
в зависимости от требуемой пропускной спо-
собности, а также с учётом режима отпуска:
его длительности и температуры. При поверх-
ностной закалке изделий из углеродистых ста-
лей обычно рекомендуется производить отпуск
при температуре /= 150 ~ 1801 в течение
t = 1,5-5-2 час. (в зависимости от габаритов
изделий): для изделий из легированных сталей
температура и время отпуска повышаются до
Т = 250 -j- 300°, а время до t — 2,5-ьЗ ч"ас.
Пример. Техническое задание: подлежат закалке ра-
бочие поверхности зубьев шестерён из стали 1045 с мо-
дулем от=10 и числом зубьев г=40. Ширина шестерни
ft=80 мм, требуемая глубина закалённого слоя 5 = 1,5 мм.
В сутки должны проходить обработку не менее 40 ше-
стерён. Работа в одну 8-часовую смену.
Вариант 1. Одновременный нагрев.
Ориентировочный размер боковой поверхности ше-
стерни F получается в результате вычисления суммы по-
верхностей зубьев и впадин. При /га=10 высота зуба
Л=2,1 см, а диаметр начальной окружности шестерни
?>0=40 см.
Ff»(nD0+ 2hz) I = C,14-40+ 2-2,1-40) 8<*2350 еж2.
Необходимая частота для нагрева шестерни на глу-
бину 6 = 1,5 мм определяется по формуле
min
5 • 105 5 • Ю5
1,53
~ 220000 гц.
Значение удельной мощности ДР при 8-1,5 лл и
^=200000 гц находим по графику фиг. 3, б
ДР м 0,6 квш/см2.
Необходимая мощность питающего генератора по-
лучается по формуле
АР • F 0,6 -?350
0,6
2350 кет.
Значение т) для случая нагрева цилиндрических из-
делий лежит в пределах т; = 0,8-5-0,5. Принимая т[ — 0,6,
мы несколько увеличиваем необходимую мощность гене-
ратора.
Время нагрева всей шестерни находим по графику
фиг. 3, а; ? = 2,5 сек.
Цикл обработки всей шестерни состоит из:
установки шестерни в индуктор tt *» 50,0 сек.
нагрева всех зубьев одновременно г, ~ 2,5 „
закалки ^ = 5,0 „
съёма шестерни tt = 60,0 ,
Весь цикл обработки т шестерни будет продолжаться
около 120 сек.
Таким образом, суточная программа может быть вы-
полнена примерно за 1,5 часа.
Как видно из приведённых данных, получающаяся
при одновременном нагреве всей шестерни производи-
тельность установки значительно превышает требуемую,
а мощность генератора токов высокой частоты при этом
чрезмерно велика.
Вариант 2. Последовательный нагрев (нагрев и
закалка методом .зубец за зубцом").
Ориентировочный размер рабочей поверхности од-
ного зуба (двух боковых граней зуба и двух торцевых
участков) составляет
/^=38 см*.
При тех же значениях /, ДР и т), что и в 1-м вари-
анте, определяем необходимую мощность генератора:
ДР •
0,6 • 38
0,6
= 38 кет.
При времени нагрева каждого зуба /=2,5 сек. вееь
цикл обработки зуба будет состоять из следующих опе-
раций:
установка зуба в индуктор . . . . /, м 1,5 сек.
нагрев зуба t3 = 2,5
закалка путём погружения в воду ta * 3,0 ,
поворот шестерни на 1 зуб . . . . tt = 1,0 ,
Весь цикл на один зуб составит х, » 8,0 сек. Время
обработки всех зубьев шестерни будет
та = тх • г = 8 • 40 = 320 сек. = 5 м. 20 с.
Установка шестерни на приспособление для закалкф
и съём её после окончания обработки могут занять
примерно 2 мин.
180
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ И ОТДЕЛЕНИЙ
[РАЗД. V
Весь цикл обработки каждой шестерни составит
то= •vHJ,m=7 м. 20 с.
Заданное количество шестерён (N= 40 шт.) будет об-
работано в течение времени
te = тв • ЛГ=G м. 20 с.) 40*5 час.
Следует отметить, что в рассмотренном
выше примере коэфициент использования пи-
тающего генератора (соотношение между дли-
тельностью работы генератора во время на-
грева и всем циклом обработки) весьма зани-
жен и составляет всего около 13%:
При питании от генератора нескольких
закалочных станков, приключаемых пооче-
рёдно к генератору, коэфициент использова-
ния может быть значительно увеличен.
одного зуба заканчивается и повторяется
вновь на каждом следующем зубе.
Для загрузки и выема шестерён над при-
способлением на монорельсе располагается
тельфер.
Габаритные размеры приспособления: дли-
на равна примерно удвоенному диаметру ше-
стерни, ширина бака около 200 мм и глубина
бака равна 1,2 диаметра шестерни.
При закалке шестерён из легированных
сталей в качестве охлаждающей среды при-
меняется масло. Для поддержания неизменной
температуры масла необходимо осуществить
снаружи охлаждение стенок бака проточной
водой и перемешивание масла внутри бака.
Для последующего низкотемпературного
отпуска (при 7'= 150 -ь-180°) в течение 2 час.
необходима печь, размещаемая возле закалоч-
ного станка.
Фиг. 31. Приспособление для преледователь-
яой закалки зубьев шестерён по методу
„зубец за зубцом".
Для питания нагревательного индуктора
используем ламповый генератор типа Л-60,
характеристика которого приведена в
табл. 22.
Для нагрева и закалки шестерён необхо-
димо приспособление с кинематикой, показан-
ной на фиг. 31, где / — бак с проточной водой,
2 —коромысло, на котором с одной стороны
помещена обрабатываемая шестерня 3, а с дру-
гой расположен контргруз 4, не балансирую-
щий Шестерню, но облегчающий её подъем в
верхнее положение для ввода зуба в нагре-
вательный индуктор 5. При помощи собачки 6
шестерня удерживается в верхнем положении.
Контактная группа 7 замыкается при подъёме
шестерни и воздействует на включение питаю-
щего лампового генератора.
Длительность нагрева зуба определяется
установкой на шкале реле времени генератора.
По окончании цикла нагрева генератор авто-
матически выключается. В этот момент на
электромагнит 8 подаётся питание, и он оття-
гивает собачку 6, освобождающую коромысло.
При этом шестерня с нагретым зубом опу-
скается под уровень воды, где и происходит
закалка нагретой поверхности зуба.
Поворот шестерни на один зуб произ-
водится путём нажатия на рычаг 9, связанный
с храпогиком 10. На этом цикл обработки
Фиг. 32. Схема размещения оборудования в отделении поверх-
ностной высокочастотной закалки шестерён.
Проверка твёрдости закалённых участков
после обработки производится дюрометром
Роквелла, снабжённым приспособлением для
установки и поворота шестерни.
На фиг. 32 схематически показано распо-
ложение оборудования в отделении поверхно-
стной высокочастотной закалки шестерен,
а стрелками изображено направление переме-
щения шестерен в процессе обработки:
/—стеллаж для шестерён, поступающих в отде-
ление; 2— приспособление для последователь-
ной закалки отдельных зубьев по методу «зу-
бец за зубцом", 3—ламповый генератор типа
Л-60, 4 — стол технического контроля, снаб-
жённый дюрометром Роквелла и приспособ-
ленный для проверки твёрдости закалённых
зубьев (производимой обычно выборочным
методом на отдельных зубьях), 5—масляная
ванна или низкотемпературная печь для от-
пуска шестерён в течение 2 час. при темпе-
ратуре 180° (ёмкость ванны или печи должна
обеспечить одновременную загрузку не менее
10 шестерён). Обработанные шестерни посту-
пают на стеллаж 6, откуда передаются на по-
следующие операции.
Для обслуживающего установку слесаря-
наладчика в углу отделения располагается
верстак 7 с тисками и набором необходимого
инструмента.
ГЛ. IV]
ОТДЕЛЕНИЯ ПОВЕРХНОСТНОЙ ЗАКАЛКИ ПРИ ЭЛЕКТРОНАГРЕВЕ
181
Три фазы питающего напряжения 220 или
380 в с частотой 50 ?ц подаются к генератору
Л-60 от распределительного щита 8. Приспо-
собление 2 и печь 5 оборудованы вытяжной
вентиляцией (на фиг. 32 не показана). Для
перемещения обрабатываемых шестерён по
отделению поверхностной закалки исполь-
зуется тельфер грузоподъёмностью 0,5 т, пере-
двигающийся на монорельсе.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Бабат Г. И., Особенности индукционного нагрева
стали, „Журнал технической физики", т. X, вып. 19, 1940.
1. Бабат Г. И., Лозинский М. Г., Закалка стали
путём нагрева токами высокой частоты, .Электриче-
ство" № 7, 1938.
3. Вологдин В. П., Поверхностная закалка индукцион-
ным способом, Металлургиздат, Л.—М. 1939.
4. Лозинский М. Г., Поверхностная закалка стали
при нагреве токами высокой частоты, Металлург-
издат, Л. — М. 1940.
5. Лозинский М. Г., Станки и приспособления для
высокочастотной поверхностной закалки, „Вестник
машиностроения" № 2—4, 1942; № 1—2, 1943.
6. Лозинский М. Г., Универсальные высокочастотные
установки для электротермия и плавки, „Вестник
машиностроения" № 1 — 2, 1945.
7. Каталог „Газоразрядные приборы", Оборонгиз, 1939.
8. Каталог .Генераторные и модуляторные лампы",
1939.
9. Сибилев А. В., Электрические печи. ОНТИ, 1934.
ПРОЕКТИРОВАНИЕ ОТДЕЛЕНИЙ (УЧАСТКОВ) ПОВЕРХНОСТНОЙ
ЗАКАЛКИ ПРИ КОНТАКТНОМ ЭЛЕКТРОНАГРЕВЕ
Определение метода. В центрах станка,
на супорте которого укреплены калящие ро-
лики, устанавливается и получает вращатель-
ное движение закаливаемая деталь (для дета-
лей в форме тел вращения). Элементарный
объём поверхностного слоя материала нагре-
вается за счёт джоулева тепла, выделяющегося
в месте контакта калящих роликов (электро-
дов) с деталью.
Нагретый под поверхностную закалку объём
охлаждается прилежащими холодными мас-
сами металла и закалочной жидкостью (водой,
эмульсией), подводимой к месту контакта.
Способы закалки. В производственной
практике применяется закалка: а) ленточная,
б) за один оборот.
Первым с гго с о б о м на поверхности
детали создаются отдельные объёмно-закалён-
ные ленты соответственно ширине калящего
ролика. Закалённые ленты образуются после-
довательно по винтовой линии, частично накла-
дываясь друг на друга. Каждый последующий
виток вызывает в некоторой части ранее зака-
лённого материала повторную закалку и отпуск.
Обработка за один оборот обеспечивает
получение двух самостоятельных или слива-
ющихся закалённых полос (последнее — при
оптимальном расстоянии между калящими
роликами 4—5 мм). Этот способ применяется
при термообработке шириной 10—80 мм.
Область применения. Поверхностной за-
калке при контактном электронагреве можно
подвергать следующие детали: шейки шпинде-
лей различных станков, шейки различных ци-
линдрических валков и валиков (в том числе
ходовых и распределительных), шейки колен-
чатых валов различных двигателей, пальцы
крейцкопфов, втулки и оправки к станкам,
шейки осей колёсных пар паровозов и вагонов,
головки рельсов, направляющие станков, спе-
циальные детали и пр.
Параметры и результаты закалки. Основ-
ными параметрами поверхностной закалки при
контактном электронагреве являются: а) сила
тока во вторичной цепи или плотность
тока на 1 пог. мм ширины ролика; б) скорость
обработки (окружная скорость для тел враще-
ния и линейная для плоскостей); в) давление
калящего ролика на изделие; г) способ
охлаждения в процессе закалки; д) диаметр
или толщина закаливаемой детали; е) состоя-
ние поверхности детали; ж) материал роликов;
з) ширина роликов; и) расстояние между роли-
t 2 3 4 5 6 7 8 9 Ю
Окружная скорость, мм/сен
Фиг. 33. Зависимость глубины закалки от
окружной скорости обработки при различной
плотности тока: i — плотность в а на 1 мм
ширины калящего ролика.
ками. Кривые зависимости глубины закалки и
твёрдости закалённого слоя от различных
параметров процесса приводятся на фиг. 33—37.
I
Г
j
О 5 10 15 20 25 30 35 UQ
¦ . Удельное давление, Мг на 1мм
ширины хамящего ролика?
Фиг. 34. Зависимость глубины закалки
от давления калящего ролика.
Оборудование закалочных установок.
Типы электрозакалочных установок выби-
раются в зависимости от формы и размеров
подвергающихся поверхностной закалке дета-
<;
ч
-1 "
¦
182
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ И ОТДЕЛЕНИЙ
(разд. у
лей. Например, для деталей, имеющих форму
тел вращения, базой в установках является
токарно-винторезный станок, на котором мон-
тируется всё оборудование: а) калящее при-
способление (калящая головка), б) однофаз-
ный трансформатор типа применяемых в аппа-
70
.^ 50
Таблица 23
20
о —
г
-8-
А
^S4 <
ч
\
\
к
¦
Мощность уста-
новок в ква
21,2
34.8 .
62,5
Режим
Сила тока
в а
8500
14000
25000
Напряже-
ние в в
2,50—0,87
2,50—0,88
2,50 — 1,00
Ступени
2,5%
2,5°/о
Около з°/о
Закалочный трансформатор в блоке с авто-
трансформатором может быть приключёй
к сетям с напряжением 220 и 380 в.
В табл. 24 приведены типы электрообору-
дования, выпускаемого отечественной про-
~ 60Ш
" 10
О 1 2 3 4
Расстояние от поверхности мм
Фиг. 35. Изменение твёрдости по глубине закалён-
ного слоя в зависимости от охлаждающей среды
и способа охлаждения.
ратах для контактной сварки, в) регулировоч-
ный автотрансформатор типа ТС, г) коммута-
ционная и пусковая аппаратура, д) контроль-
но-измерительные приборы, е) червячный
5
hOO 450 500 550 600 650 700 750
Плотность тона-ампер на 1мм ширины каля-
щего ролика
Фиг. 36. Зависимость между глубиной закалённого слоя
и материалом ролика (окружная скорость обработки
4,2 мм/сек).
г
Ь
ч
——*
>-——
¦——,
о
160
го ио бо so юо ко т
Расстояние между рожками, мм
Фиг. 37.""Зависимость глубины закалки от расстояния
между роликами (напряжение в первичной цепи
105 в). Ширина ролика 12 мм, окружная скорость
l2 J
редуктор для понижения числа оборотов шпин-
деля станка, являющегося базой установки.
Мощность установок для поверхностной кон-
тактной закаляй и режимы длительных нагру-
зок приведены в табл. 23.
Фиг. 38. Универсальная электрическая схема уста-
новки для поверхностной электрозакалки Цен-
трального бюро поверхностной электрозакалки:
1— двухполюсный рубильник; 2—трубчатые предо-
хранители SPO; 3—контактор; 4—пусковая кнопка
КУ-120; 5—автотрансформатор; 6—коммутатор на
15 положений; 7—перекидной однополюсный рубиль-
ник; 8—вольтметр ЭН; 9—амперметр ЭН; 10—си-
ловой трансформатор; 11 — вторичный виток
трансформатора; 72—гибкие шины, 13—калящая
головка; 14—изделие.
мышленностью и удовлетворяющего приведён-
ной шкале мощности установок.
На фиг. 38 дана электрическая схема кон-
тактной электрозакалочной установки.
Размещение оборудования. Калящая го-
ловка устанавливается на супорте станка,
а закалочный трансформатор—на специальной
тележке, жёстко" связанной с кареткой станка.
Регулирующую и коммутационную аппаратуру
монтируют на отдельном пульте управления,
размещение которого зависит от места рас-
положения станка и наличия производствен-
ной площади.
На фиг. 39 приведена схема закалочной
установки, смонтированной на базе токарного
станка.
гл. iv]
ОТДЕЛЕНИЯ ПОВЕРХНОСТНОЙ ЗАКАЛКИ ПРИ ЭЛЕКТРОНАГРЕВЕ
183
Оборудование*
Закалочный однофаз-
ный трансформатор (за-
вод .Электрик") . .
Регулировочный ав-
тотрансформатор (за-
вод „Электрик") . .
Контактор линейный
(ХЭТЗ)
Коммутатор авто-
трансформатора без
разрыва сети на 15 по-
ложений (по чертежам
ЦБПЗ)
Перекидной одно-
полюсный рубильник
(Главэлектропром). .
Амперметр ....
Вольтметр ....
Калящая головка (по
чертежам ЦБПЗ) . .
Червячный редуктор
B-й Мехмашзавод) . .
Насос шестерёнча-
Мощность электрозакалочных установок
21.2 ква
Тип
КТЭ-222
ТС-82-А6
КТ-23
На 2оо а
РП-1 на
2оо а
ЭН на з°° я
ЭНзбо**
или 45° в
КГ-4***
P-I
Прои
Коли-
чество
i
i
i
i
i
i
i
i
i
звод
34.8 ква
Тип
КТЭ-232
ТС-94-А6
КТ-24
На 4оо а
РП-1 на
4<эоа
ЭН на 5°°я
ЭН гбо
или 45° в
КГ-4
P-I
ительность s
Коли-
чество
i
i
i
i
i
i
i
i
i
О—2
62,5 ква
Тип
КТЭ-232 в
параллель
TC-I5Q
КТ-25
На 4°° «
РП-1 на
боо а
ЭН на 5°° о,
ЭН гбо
или 45° в
КГ-4
P-I
; л/мин
Коли-
чество
2
i
i
i
i
i
i
i
i
i
* Для закалки деталей в форме тел вращения диаметром > 200 мм,
длиной > 1500 мм рекомендуется токарно-винторезный станок типа ДИП-300,
для закалки деталей диаметром до 220 мм, длиной не более 1500 мм—типа
ДИП-200. Для закалки плоских поверхностей может быть применён гори-
зонтально-фрезерный или продольно-строгальный' станок с соответствующим
рабочим ходом стола.
** В зависимости от напряжения заводской сети.
*** Для большинства деталей изменяются только размеры и материал
калящих роликов. В отдельных случаях требуется усиление конструкции
всей головки в целом.
Постоянное охлаждение нагретого под
закалку материала, а вместе с тем и калящих
роликов осуществляется водой или 5—Ю°/о-ной
эмульсией в зависимости от требуемой твёр-
10
Фиг. 39. Схема установки для поверхностной закалки
при контактном нагреве переменным током промышлен-
ной частоты: /—токарный станок', в патроне которого2и
центре 3 укреплён закаливаемый вал 4; контактные ро-
лики 5соединены гибкими шинами 6с питающим транс-
форматором 7; ролики перемещаются вдоль обрабаты-
ваемого вала вместе с супортом 8 при помощи ходово-
го винта 9. Сила тока в первичной обмотке трансфор-
матора 7 и напряжение измеряются амперметром 10 и
вольтметром 11,
Таблица 24 дости и марки стали обрабаты-
ваемой детали.
Система охлаждения эмуль-
сии или подогретой воды — за-
крытая, циркуляционная, от
баков ёмкостью 300—500 л с по-
дачей до 20—35 л/мин. Баки по-
мещаются под корытами стан-
ков либо в стороне в полу.
Предусматривается возмож-
ность чистки и спуска содержи-
мого баков в канализацию.
В отдельных случаях для
подогретой воды используют
открытую систему охлаждения.
Система охлаждения деталей
водой из водопровода — откры-
тая, со спуском в водосток. Кро-
ме того, на каждой установке
мощностью больше 22 ква
для охлаждения закалочного
трансформатора в процессе ра-
боты установки предусматри-
вается отдельная подача воды
со спуском в водосток.
Наиболее целесообразно
размещать электрозакалочную
установку в потоке механиче-
ского цеха. При этом надо учи-
тывать необходимость примене-
ния следующих дополнитель-
ных процессов.
1. Для уменьшения вну-
тренних напряжений, возникаю-
щих в процессе электротермо-
обработки, технологический
процесс закалки должен пред-
усматривать низкотемпера-
турный отпуск ответственных
деталей. Отпуск может осуще-
ствляться в масляном электро-
баке типа МБ-40 или в электропечах типа
ПН-31-1 и ПН-32-Д-2 (завода „Электрик), а
также^ на специально запроектированных
устройствах с индукционным нагревом токами
промышленной частоты.
2. Все изделия после поверхностной закалки
должны проходить следующий контроль: а)вы-
борочное металлографическое исследование
(макро и микро) закалённого слоя деталей;
б) испытание на твёрдость приборами Рок-
велла и Шора (последний прибор используется
только для испытания отдельных громоздких
деталей или изделий со шлифованной поверх-
ностью, когда на последней не должно оста-
ваться никаких отпечатков); в) магнитодефекто-
скопический анализ поверхности с целью
обнаружения возможных дефектов.
Таким образом, в состав отделения поверх-
ностной закалки должны входить следующие
участки: а) хранения деталей до и после
закалки, б) закалки, в) низкотемпературного
отпуска, г) контроля закалённых изделий. Реко-
мендуемое расположение участков электроза-
калочного отделения с указанием ориентиро-
вочно необходимых производственных пло-
щадей представлено на фиг. 40.
Производительность установки. Зависи-
мость между глубиной закалки, шириной ка-
лящего ролика и потребной силой тока во вто-
ричной цепи (при средних значениях осталь-
ных параметров) приведена в табл. 25.
Г84
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ И ОТДЕЛЕНИЙ
[РАЗД. V
Таблица 25
Глубина закал-
ки в мм
1,5-2.5
3,о—4.5
Свыше 5
Ширина каля-
щего ролика
в мм
8—ю
12—16
Свыше i8
Сила тока во вторич-
ной цепи в а
бооо— 7°°°
9000—14000
20000—25000
Время, необходимое на закалку одного ци-
линдрического изделия, определяется по фор-
муле
k-F
-z = 2-L сек.,
b-v
где F—поверхность детали, подвергаемая за-
калке, в см2; Ь — подача калящих роликов за
Из графика (фиг. 34) устанавливаем, что удельное да-
вление калящего ролика должно быть равно 16 кг на
1 пог. мм ширины ролика.
На основании графика (фиг. 35) принимаем охлажде-
ние 10°/0-ной эмульсией. Соотношение между глубиной
активного слоя и глубиной переходного слоя 2:1 яв-
ляется нормальным. Подачу на один оборот принимаем
равной 60% от ширины калящего ролика, т. е. 7 мм.
Материал ролика — красная медь.
Получаются следующие параметры закалки: сила то-
ка во вторичной цепи — 9000 а; плотность тока —
750 а/пог. мм; окружная скорость —9 мм/се к; удельное
давление — 16 кг/пог. мм; полача за один оборот — 7 мм;
ширина калящего ролика — 12 мм; материал роликов —
красная медь; среда охлаждения — 10%-ная эмульсия;
способ охлаждения — в контакт.
Для обеспечения во вторичной цепи силы то-
ка S000 а, т. е. мощности установки /~» 25 ква, выби-
раем закалочный трансформатор КТЭ-232 в блоке с авто-
трансформатором ТС-94-А6.
Базой для закалочной установки может быть принят
токарно-винторезный станок типа ДИП-200.
Место контроля
закаленных изделий
Л
Место расположения лолцфад- : ' | ч;|
ри катов и изделий В \—нш-~\ § *
jJLL* \
Фиг. 40. Планиров-
ка участков элек-
трозакалочного от-
деления: /—редук-
тор для привода
станка; 2—тока рный
станок; 3—транс-
форматор с ка-
лящей головкой;
4—пульт управле-
ния.
один оборот в см; v — окружная скорость
обработки в см/сек; k — коэфициент, равный
0,5 и учитывающий закалку поверхности сразу
двумя роликами.
Подача b обычно принимается рав-
ной 60—65°/о ширины калящего ролика.
Пример I. Поверхностной закалке подвергаются две
шейки шпинделя токарного станка „Хассс-Верде" (фиг. 41).
Технические условия на закалку: твёрдость по Рок-
веллу 52—Ь6 ед., в зоне отпуска 45 ед., глубина закалён-
658
Время, необходимое на обработку каждой шейки,
находим по вышеприведённой формуле
О 5.F
т=— » 3,3 мин.
b- v
Общее машинное время — 6,6 мин. Установочное
время для перехода от одной шейки к другой и на сме-
ну детали — 2 мин. Общее время закалки—8,6 мин.
Производительность закалочной установки за 8-часо-
вую смену на шпинделях станков „Хассе-Верде" будет
N = ¦?— — 55 изделий, а с учётом потерь времени -
60 шпинделей в смену.
Пример 2. Поверхностной закалке подвергается ро-
лик подъёмной машины.
Фиг. 41. Чертёж шпинделя токарно-автоматического стэнчя
»Хассе-Ьерде"; 1— участки, подлежащие закалке.
ного слоя—3 мм. Материал шпинделя—сталь 40Х.
Способ закалки ленточный.
По табл. 25 принимаем ширину каляшего роли-
ка 12 мм и силу тока но вторичной цепи 9000 а. Тогда
9000 _„ ,
плотность тока будет ——-=750 ajnoz. мм ширины роли-
ка. Из графика (фиг. 33) устанавливаем, что при плот-
ности тока 750 а/пог. мм и глубине закалки 3 мм по-
требная окружная скорость обработки равна 9 мм/сен.
В
Фиг. 42. Чертёж ролика подъёмной
машины, подлежащего поверх*
ностной закалке в участке /.
Технические условия на закалку: твёрдость по Рок-
веллу—40—45 ед., глубина закалённого слоя 1,5—2 мм,
ширина закалённой полосы —25 мм. Материал ролика—
сталь 45. На фиг. 42 представлен чертёж закаливаемого
изделия. Способ закалки — за один оборот.
ГЛ. IV]
ОТДЕЛЕНИЯ ПОВЕРХНОСТНОЙ ЗАКАЛКИ ПРИ ПЛАМЕННОМ НАГРЕВН
185
По табл. 25 принимаем ширину калящего роли-
ка 10 мм, силу тока во вторичной цепи 6000 а. Расстоя-
ние между роликами 4 мм. Плотность тока будет =-
—600 а!пог. мм ширины ролика.
Из графика (фиг, 33) устанавливаем, что окружная
скорость, как и в первом примере, равна 9 мм/сек.
На осноиании графика (фиг. Н5) принимаем охлажде-
ние водой при Г—15° „в затылок".
Материал калящего ролика—красная медь или алю-
миний. Получаются следующие параметры закалки: сила
тока во вторичной цепи 6001) а, плотность тока
600 ajnoi. мм; окружная скорость 9 мм/сек; ширина ка-
дящего ролика 10 мм; расстояние между роликами 4мм;
материал роликов—красная медь или алюминий; среда
охлаждения — вода Т — 15°; способ охлаждения „в за-
тылок*.
Для обеспечения во вторичной цепи силы тока 6000 а,
т. е. мощности установки 15 ква, выбираем закалочный
трансформатор КТЭ-222 в блоке с автотрансформатором
ТС-82-А6.
Базой для закалочной установки может быть при-
нят токарный станок с высотой центров 200 мм.
Время, необходимое на обработку ролика, находим
по формуле
х— —- — 45 сек.
v
Установочное время для смены детали 30 сек. Общее
время закалки 1,25 мин.
Производительность закалочной установки за 8-часо-
вую смену при обработке роликов подъёмной машины
будет
480
N — -г-—? =* 384 изделия,
с учётом потерь времени ~350 роликов в смену.
ПРОЕКТИРОВАНИЕ ОТДЕЛЕНИЙ (УЧАСТКОВ) ПОВЕРХНОСТНОЙ
ЗАКАЛКИ ПРИ ПЛАМЕННОМ НАГРЕВЕ
1. Стационарный метод
Нагрев
3. Поступательный метод
Определение метода. Поверхность сталь-
ного или чугунного изделия подвергается
местному нагреву пламенем горелки и после-
дующему быстрому охлаждению водой или
другим охлаждающим средством. Продолжи-
тельность нагрева незначительна. Поэтому
тепло успевает распростра-
ниться лишь на небольшую
глубину, закалку принимает
только поверхностный слой,
а сердцевина сохраняет свои
первоначальные свойства.
Этот метод термообработки
часто называют кислородно-
ацетиленовой закалкой. Одна-
ко, ввиду того что, кроме аце-
тилена, могут быть использо-
ваны также и другие горю-
чие газы (метан, природный,
светильный газ и т. д.), пра-
вильнее применять термин
.пламенная закалка", принятый
и в США (flame hardening).
Непосредственное воздей-
ствие высокотемпературного
пламени на поверхность де-
тали делает метод пламенной
закалки чрезвычайно чувстви-
тельным ко всем отклонениям
от установленного режима.
Современный процесс пла-
менной закалки получил ши-
рокое распространение за по-
следние несколько лет. Этот
передовой метод обработки не
следует смешивать с давно из-
вестным ручным способом за-
калки сварочной горелкой, со-
хранившимся ещё на некото-
рых заводах. В отличие от кустарного способа,
всецело зависящего от искусства термиста,
современный метод пламенной закалки осно-
ван на применении механического оборудова-
ния, контрольных приборов и автоматики,
обеспечивающих высокое качество и одно-
родность продукции.
Способы пламенной закалки. Существуют
четыре способа пламенной закалки: а) стацио-
нарный, б) вращательный, в) поступательный
и г) комбинированный (фиг. 43 и табл. 26).
Они отличаются методом передачи тепла от
пламени к поверхности детали.
Между стационарным и вращательным
способом, с одной стороны, и поступатель-
ным и комбинированным — с другой, имеется
Одновременная закалка
2. Вращательный метод
Нагрев
Охлаждение
Непрерывная закалка
4. Комбинированный метод
Фиг. 43. Схемы способов пламенной закалки: 1 — зона нагрева; 2 — зона
охлаждения.
принципиальное различие. При первых двух
(способы „а" и „б")закаливаемая поверхность
сначала вся одновременно нагревается, а затем
вся одновременно охлаждается (циклический
процесс, состоящий из двух операций). При
вторых двух способах („в" и „г") закаливаемая
поверхность обрабатывается постепенно пу-
тём непрерывного перемещения через зону
нагрева в зону охлаждения (непрерывный
процесс).
186
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ И ОТДЕЛЕНИЙ
[РАЗД. V
Таблица 26
Наиме-
нование
способа
Ста-
ционар-
ный
Вра-
щатель-
ный
По-
ступа-
тель-
ный
Ком-
биниро-
занный
Описание способа
Поверхность неподвижной детали нагревается в тече-
ние определённого времени пламенем неподвижной горел-
ки, а затем подвергается охлаждению
Поверхность вращающейся детали G5—150 об/мин) на-
гревается в течение определённого времени пламенем
неподвижной горелки (одной или нескольких), а затем
подвергается охлаждению
Вдоль поверхности
неподвижной или мед-
ленно двигающейся де-
тали перемещаются с
определенной скоро-
стью горелка и охлаж-
дающее приспособле-
ние (представляющие
собой один агрегат), ко-
торые производят на-
грев и охлаждение (за-
калку) тех частей по-
верхности, мимо кото-
рых они последователь-
но проходят. В некото-
рых случаях деталь
может перемещаться
относительно непо-
движной горелки
Горелка (укреплённая на супорте
станка) прямолинейно движется
вдоль поверхности неподвижно
установленной детали
Горелка движется криволинейно
вдоль поверхности неподвижно
установленной детали
Горелка движется прямолинейно
вдоль ряда неподвижно установ-
ленных одинаковых деталей и про-
изводит последовательно закалку
их поверхности
Горелка установлена неподвиж-
но, а деталь прямолинейно дви-
жется мимо неё (по рольгангу)
Горелка установлена неподвиж-
но, а деталь медленно (со скоро-
стью, равной линейному переме-
щению горелки) вращается около
неё, пока поверхность детали, по-
следовательно попадающая в зону
действия горелки, не будет вся
закалена*
Горелка движется прямолиней-
но, а деталь медленно вращается,
благодаря чему движение горелки
относительно детали происходит
по спирали
Вдоль поверхности вращающейся детали G5—150 об/мин)
перемещаются с определённой скоростью горелки (одна
или несколько) и охлаждающее приспособление,^произ-
водящие нагрев и охлаждение (закалку) тех частей дета-
ли, мимо которых они последовательно проходят**
X арактеристика
закаливаемых
объектов
Незначительная дли-
на или площадь, а так-
же круглая форма (диа-
метр до 50 мм)
Цилиндрическая фор-
ма, диаметр до 200 мм
Незначительная
длина (менее 100 мм)
Прямолинейная по-
верхность, значитель-
ная длина ( > 100 мм)
Неправильная форма
Незначительная дли-
на (< 100 мм) и форма,
позволяющая располо-
жить детали в ряд
Плоскости боль-
ших размеров (более
10000 см?)
Цилиндрическая фор-
ма, большой диаметр
B00 мм) и небольшая
ширина (менее 100 мм)
Спиральная, а также
цилиндрическая форма,
длина свыше 100 мм***
Цилиндрическая фор-
ма, длина свыше 100 мм
Объекты закалки
Рельсы (стыки), цеп-
ные колёса (зубцы),
клапаны (концы)
Коленчатые валы
(шейки), валы и оси
(цапфы), небольшие ше-
стерни с модулем мень-
ше 6
Направляющие ста-
нин токарных станков,
зубчатые колёса с пря-
мым зубом
Направляющие кон-
вейеров, цилиндры
крупных насосов
Ведущие колёса тан-
ков, трубные ключи,
наковальни
Броневые плиты
Опорные кольца, бан-
дажи, кулачки
Зубчатые колёса со
спиральным зубом,
червяки, винты
Валы, шпиндели, што-
ки молотов, плунжеры
насосов, прокатные
валки
* В том месте, где заканчивается закалка, получается мягкая полоска отпущенного металла.
** Вращательный и комбинированный способы дают равномерный закалённый слой во всех точках поверхности.
•** В месте стыка соседних витков спирали получается мягкая полоска.
Область применения. Пламенная закалка
является наиболее рациональным способом
значительно повысить износостойкость круп-
ных стальных деталей, в том числе и литых.
В качестве примеров применения этого ме-
тода на фиг. 44 и 45 показана пламенная за-
калка направляющих токарных станков и про-
катного валка. Наилучшие результаты даёт
пламенная закалка углеродистой стали с со-
держанием С от 0,40 до 0,70% и легирован-
ных сталей, содержащих один или несколько
легирующих элементов в следующих концен-
трациях (о/о): С—0,25—0,50, Мп —0,60—1,60,
Si—0,20—1,50, Сг —0,20—0,75, Ni—0,30—3,50,
Mo—0,15—0,30, V —0,15—0,30. Углеродистая
сталь 45 благодаря пламенной закалке во мно-
гих случаях может заменить дефицитные ле-
гированные стали.
Пламенная закалка успешно применяется
также для стального литья, серого и перлит-
ного чугуна (с содержанием от 0,50 до 0,85%
связанного углерода), легированных и ков-
кого чугунов.
Результаты закалки. Посредством регу-
лирования режима пламенной закалки можно
получить закалённый слой любой глубины
в пределах до 6 мм. Твёрдость поверхности
стальных деталей составляет при охлаждении
водой от 52 до 66 Rc в зависимости от марки
стали. Твёрдость чугуна после закалки дости-
гает 450 ед. Бринеля. Поверхность деталей,
подвергнутых пламенной закалке, остаётся
чистой и не получает окисления, обезуглеро-
живания или науглероживания.
Закалённый слой при правильном подборе
режима обработки обладает мелкозернистой
ГЛ. ivj ОТДЕЛЕНИЕ ПОВЕРХНОСТНОЙ ЗАКАЛКИ ПРИ ПЛАМЕННОМ НАГРЕВЕ 137
структурой с плавным переходом к сердце-
вине. Свойства сердцевины не изменяются.
Это позволяет придавать ей путём предвари-
тельной термообработки требуемую прочность
и вязкость. Одно из важных преимуществ
Фиг. 44. Закалка направляющих токарных станков
пламенной закалки состоит также в том, что
она протекает с ничтожными деформациями
либо вовсе не вызывает их.
Фиг. 45. Закалка прокатного валка. .
Оборудование закалочных установок.
В качестве закалочной машины в производ-
ственной практике обычно используется ка-
кой-либо из имеющихся в наличии металло-
обрабатывающих станков. Чаще всего для
этой цели применяется токарный станок, поль-
зуясь которым можно осуществить посту-
пательное движение горелки, а также враще-
ние детали и производить закалку разнооб-
разных деталей любым из четырёх описанных
выше способов. Для закалки поступательным
методом пригоден также полуавтомат для
автогенной резки (секатор). Закалка некоторых
деталей (например броневых плит) может по-
требовать конструирования специальных уста-
новок.
Регулировочные вентили для кислорода и
горючего газа изготов-
ляются из стандартных
паровых вентилей с
незначительной передел-
кой клапана для повы-
шения точности регули-
рования.
Контрольные маноме-
тры и редукторы яв-
ляются стандартными
приборами.
В качестве горелки
может быть использова-
на стандартная свароч-
ная горелка, у которой
следует снять оба венти-
ля и заменить их заглуш-
ками. Наряду с корпу-
сом горелки могут быть
использованы и все смен-
ные детали (за исклю-
чением мундштуков): ин-
жекторы, инжекторные
вставки, смесительные
камеры, присоединитель-
ные нипели. Сварочные
мундштуки должны быть заменены специаль-
ными закалочными наконечниками.
Закалочный наконечник — единственная
специальная деталь, требующаяся для пламен-
ной закалки, — служит для создания зоны пла-
мени, форма которой соответствует объекту
закалки. В зависимости от рода закаливае-
мых деталей могут применяться различные
закалочные наконечники, которые поэтому де-
лаются сменными. На фиг. 46 показан зака-
лочный наконечник для зубьев шестерён. Он
принадлежит к многопламенному типу.
Наконечник
имеет два патрубка
с резьбой; верхний
присоединяется к
горелке, а нижний
к трубке, подаю-
щей воду. Газовая
смесь выходит че-
рез расположен-
ные в шахматном
порядке (справа i
рабочие отверстия
образуя ряд факе^
лов пламени; вода
охлаждает нако-
нечник и, выходя
из других отверстий (слева), образует закалоч-
ный душ.
Наиболее распространённым горючим га-
зом для пламенной закалки в настоящее время
является ацетилен. Рекомендуется применять
баллоны с растворённым ацетиленом, так как
они обеспечивают наибольшее постоянство
условий процесса, безопасность и удобство
обслуживания и занимают минимальную пло-
щадь. В случае невозможности получать аце-
тилен в баллонах следует применять генера-
тор высокого давления (например СВД-10),
дающий давление около 1 am. Генераторы
Фиг. 46. Закалочный наконеч-
ник для зубьев шестерён.
188
ПРОЕКТИРОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ И ОТДЕЛЕНИЙ
[разд. v
среднего давления нежелательны, а низкого —
в большинстве случаев непригодны. При вы-
боре мощности генератора или количества
баллонов необходимо предусмотреть доста-
точно высокую производительность источника
ацетилена. Форсирование агрегата при рас-
ходе газа вблизи предела его мощности мо-
жет привести к недопустимым колебаниям
температуры и состава газа. Этот предел ра-
вен 1500 л\час на баллон.
Не следует предусматривать одновремен-
ного использования общего источника ацети-
лена для закалки и других назначений (свар-
ка, резка).
Во избежание колебаний температуры, да-
вления и состава ацетилен, поступающий из
генератора, необходимо пропускать через сле-
дующие аппараты, входящие обычно в состав
генераторной установки: скруббер, химический
очиститель, конденсатор и регулятор давле-
ния, а также механический фильтр.
Закалочная установка. На фиг. 47
изображена закалочная установка универсаль-
ного типа, которая может быть использована
приспособлением для поддержания постоян-
ного уровня, водомерным стеклом, термометром
и спускной трубой. Вода для закалки напра-
вляется по трубопроводу 10 к горелкам. Вода
для охлаждения незакаливаемых частей де-
тали поступает по отдельному трубопроводу //
в водяную рампу 12.
Аппаратура для регулирования и контроля
пламени сосредоточена на пульте управле-
ния 13. Запорный кран 14 для горючего газа
предназначен для прекращения притока газа
(при остановках) без нарушения установлен-
ного положения регулировочного вентиля.
Точное регулирование притока горючего газа
осуществляется с помощью регулировочного
вентиля 15. Контрольный манометр 16 служит
для измерения рабочего давления горючего
газа. Чтобы довести до необходимого мини-
мума колебания давления кислорода, имеется
кислородный редуктор 17 (одного редуктора 7
для этого недостаточно). Кроме того, редук-
тор 17 выполняет функцию запорного кра-
на для кислорода. Последний проходит далее
через регулировочный вентиль 18 и контроль-
ный манометр 19 — аналогичные приборам 15
и 16. Для быстрого включения и выключения
одновременно обоих газов служит двойной
клапан 20, через который проходят по отдель-
ным каналам кислород и горючий газ перед
их поступлением в горелки. •
Фиг. 47. Схема типовой закалочной установки.
на заводах тяжёлого машиностроения. При
том комплекте горелок, который показан на
фигуре, установка предназначается для закал-
ки зубчатых колёс и червяков всех типов и
размеров с модулем от 7 до 30 мм. При на-
яичии соответствующих горелок на установке
могут закаливаться также шестерни с мел-
ким зубом (модуль 6 мм и меньше), рейки,
валы, шпиндели и другие детали. Ввиду уни-
версального назначения установки она не
автоматизирована. Горючий газ, источник ко-
торого на схеме не показан, поступает по га-
зопроводу / через предохранительный водяной
затвор 2 и механический фильтр 3 к пульту
управления 13.
Источником кислорода служит батарея из
установленных на стоике 4 кислородных бал-
лонов 5, присоединённых к общей рампе 6, из
которой кислород через редуктор 7 напра-
вляется по трубопроводу 8 к пульту упра-
вления 13.
Вода, во избежание колебаний её темпера-
туры и давления, поступает не из водопро-
вода, а из напорного бака 9, оборудованного
Закалочная установка имеет три горелки:
две рабочих и одну дежурную. Рабочие го-
релки 21 с закалочными наконечниками 22
служат для закалки одновременно обеих сто-
рон зуба. По трубкам 23 к этим наконечни-
кам подводится вода. Дежурная горелка 24
предназначена для повторного зажигания ра-
бочих горелок в начале каждого нового про-
хода.
В качестве закалочного станка использо-
ван обычный токарный станок. Станина 25,
передняя бабка 26 и задняя бабка 27 остав-
лены без изменений, а супорт 28, поставлен-
ный на ролики, превращен в каретку. На су-
порте укреплены держатель горелок 29 и при-
способление 30 для движения по копиру. Это
приспособление, применимое при закалке ше-
стерён с косым и шевронным зубом, состоит
из стойки с пальцем, вставляемым во впа-
дину между зубьями закаливаемой шестерни.
Оно позволяет, используя эту впадину в ка-
честве копира, осуществлять принудитель-
ное медленное вращение шестерни по мере
поступательного движения су аорта с горел-
ГЛ. 1V] ОТДЕЛЕНИЯ ПОВЕРХНОСТНОЙ ЗАКАЛКИ ПРИ ПЛАМЕННОМ НАГРЕВЕ
189
ками; благодаря этому горелки двигаются от-
носительно шестерни по спирали точно вдоль
закаливаемой поверхности зуба.
Для возвращения супорта после каждого
прохода в исходное положение служит груз 31.
Регулирование скорости горелок производится
помощью коробки подач 32 с ходовым вали-
ком 33. Для закалки требуется диапазон по-
дач от 5 до 50 см/мин, причём ступени ско-
рости не должны превышать 1О°/о.
Крупные детали, которые не могут быть
установлены в центрах станка, размещаются
рядом с ним на двух парах роликов 34. На
фиг. 48 показана такая деталь — шестеренный
вал 35. Станок снабжён приводом 36.
Помимо указанного оборудования для пла-
менной закалки может потребоваться в за-
висимости от рода закаливаемых изделий ряд
приспособлений, имеющихся в любом механи-
ческом цехе. Так например, для закалки
червяков применяется делительная головка,
для конических шестерён — поворотный стол,
для зубчатых колёс — оправки.
Размещение оборудования. Ацетилено-
вый генератор с относящейся к нему ап-
паратурой помещается в специальной при-
стройке, отвечающей требованиям, предъявляе-
мым к ацетиленовым установкам. Всё осталь-
ное оборудование размещается в цехе. Поме-
щение для закалочной установки должно быть
светлым, чистым, отапливаемым и хорошо
вентилируемым; желательна высота не менее
8 м. Пролёт, где устанавливается закалочный
станок, должен быть оборудован кранами,
кран-балками или другими подъёмно-транспорт-
ными приспособлениями, соответствующими по
грузоподъёмности весу закаливаемых деталей.
Необходимо наличие водопровода, канализации
и электросети.
Всем этим требованиям обычно лучше всего
удовлетворяет механический цех. Размещение
закалочной установки в механическом цехе
целесообразно и с точки зрения её включе-
ния в технологический поток, так как пла-
менная закалка производится после механи-
ческой обработки.
Площадь, требуемая для описанного выше
закалочного отделения, равна около 60 м2.
Кислородные и ацетиленовые баллоны сле-
дует помещать на расстоянии не менее 5 м
от горелок. Таким же должно быть и рас-
стояние между кислородными и ацетилено-
выми баллонами. При размещении кислород-
ных и ацетиленовых баллонов следует преду-
смотреть возможность лёгкого доступа к ним.
Напорный бак для воды устанавливается на
кронштейнах на высоте не менее 3 м. Станок
желательно размещать вдоль стены, на рас-
стоянии не менее 2 м от неё, причём рабочее
место должно быть со стороны стены. Трубо-
проводы следует прокладывать ниже уровня
пола.
Станок рекомендуется устанавливать в
углублении в полу цеха, для того чтобы
обеспечить сток воды. Углубление должно
иметь водонепроницаемые стенки и наклон для
стока воды, которая удаляется через трубу
диаметром не менее 75 мм, подведёнпую к са-
мой низкой точке дна. Приблизительные раз-
меры углубления: глубина 100 мм, длина со-
ответственно длине станка, ширина на 2 л
больше ширины станка (с целью включить
площадку для установки крупных деталей).
Расчёты оборудования. Необходимые для
проектирования технико-экономические пока-
затели процесса пламенной закалки изме-
няются в широких пределах в зависимости от
формы и размеров закаливаемых деталей,
глубины закаливаемого слоя, способа закалки,
типа закалочного наконечника и т. п.
Таблица 27*
Показатель
Мощность
источника газа
в л1час
Расход газа
в л/см*
Продолжи-
тельность на-
грева в сек.
Скорость дви-
жения горелок
в см/мин
Газ
Аце-
тилен
Кисло-
род
Аце-
тилен
Кисло-
род
Одновременная
закалка (ста-
ционарный
и вращатель-
ный способы)
Va * у*
Wa = олУТ
-
Непрерывная
закалка (посту-
пательный
и комбиниро-
ванный спо-
собы)
"* = *°^"
Wa = °.45 YT
Щ а о,то Y~x
-
V as -!—¦
X1
* В табл. 27 приняты обозначения: F—закаливае-
мая поверхность в см*; L — закаливаемая ширина в см;
х — глубина закалки в мм.
Данные табл. 27 характеризуют лишь по-
рядок соответствующих величин и могут при-
меняться для ориентировочных расчётов при
определении мощности потребного обору-
дования, расхода материалов и пропускной
способности закалочной установки.
Данные относятся к закалке кислородно-
ацетиленовым пламенем с оптимальным соот-
ношением кислорода к ацетилену 1,5:1. При
этом формулы действительны в диапазоне
глубин закалки от 1,3 до 3,0 мм.
Глава V
ПРОЕКТИРОВАНИЕ МЕХАНИЧЕСКИХ И СБОРОЧНЫХ ЦЕХОВ
КЛАССИФИКАЦИЯ МЕХАНИЧЕСКИХ
ЦЕХОВ
Классификация механических цехов (табл. 1)
построена на основании следующих при-
знаков :
1) весовая и конструктивная характеристика
изделий, определяющая диференциацию цехов
на 4 класса;
2) тип производства, служащий основанием
для распределения цехов каждого класса на
группы;
3) размер цеха, условно характеризуемый
количеством металлорежущих станков.
ИСХОДНЫЕ ДАННЫЕ ДЛЯ
ПРОЕКТИРОВАНИЯ МЕХАНИЧЕСКИХ
И СБОРОЧНЫХ ЦЕХОВ
Основой для проектирования механических
и сборочных цехов является производственная
программа завода с приложением чертежей,
описаний конструкций и технических условий
на изготовление изделий.
Производственная программа в общем
виде должна содержать: а) номенклатуру изде-
лий с указанием их типа или марки и размера;
б) количество подлежащих выпуску в течение
года изделий каждого типо-размера; в) вес
одного изделия, а также общий вес выпуска за
год; г) стоимость одного изделия и суммарную
стоимость годового выпуска; д) перечень и ко-
личество запасных частей, их вес и стоимость.
Чертежи и описания должны включать:
а) рабочие чертежи деталей; б) чертежи общих
видов изделий; в) сборочные чертежи узлов н
изделий; г) спецификации деталей; д) описание
конструкций.
На рабочих чертежах, необходимых для
проектирования технологических процессов об-
работки деталей на металлорежущих станках,
должны быть указаны: род заготовки, поверх-
ности, подлежащие обработке, требуемая чи-
стота поверхности, допуски на неточность об-
работки, вид термической обработки.
На чертежах сборочных и общих видов,
необходимых для проектирования технологи-
ческих процессов сборки, должны быть указаны
допуски на размеры, определяющие взаимное
расположение деталей, конструктивные за-
зоры, а также особые требования, касающиеся
сборки соединений либо монтажа всей
машины.
В спецификациях деталей по каждому из-
делию и узлу должны быть указаны наиме-
нование деталей (включая покупные), вес де-
талей — чистый и чёрный, материал — его сорт,
марка, механические свойства, вид заготовки,
количество деталей, необходимых на одно
изделие, и ссылка на нормали, ГОСТ и
ОСТ.
Описание конструкций изделий должно,
дополняя чертежи, давать полное представление
об их работе, а также о назначении, функциях
и взаимодействии отдельных частей.
Технические условия на изготовление и
поставку определяют требования, предъявля-
емые к изделию в целом и к его важнейшим
деталям.
Рекомендуется следующий порядок раз-
работки и состав разделов, входящих в объём
проекта механических и сборочных цехов:
1) составление задания для проектирования
цеха, исходя из производственной программы
завода, чертежей, описаний конструкций и тех-
нических условий на изготовление изделий;
2) выбор материала и вида заготовок, опреде-
ление годовой потребности в основных мате-
риалах, заготовках, полуфабрикатах, а также
вспомогательных материалах; 3)проектирование
технологических процессов изготовления дета-
лей и сборки изделия и разработка органи-
зационных форм этих процессов; 4) опреде-
ление потребного количества станков для вы-
полнения- заданной производственной про-
граммы и их загрузки; 5) выбор оборудова-
ния, составление ведомости оборудования,
приспособлений и инструмента, выявление
установленной мощности станков, определение
потребности цеха в электроэнергии, газе,
паре и сжатом воздухе для работы оборудо-
вания; 6) определение потребного числа рабо-
чих и их квалификации; 7) выбор и подсчёт
количества потребных цеху подъёмно-транс-
портных средств; 8) размещение оборудования
в цехе; 9) определение количества оборудова-
ния и площадей вспомогательных отделений
(цеховых складов, контрольного и заточного
отделений, инструментально-раздаточной и др.);
10) выбор типа здания цеха и определение его
основных размеров; 11) компоновка всего
цеха, определение потребной для цеха пло-
щади, увязка планировки цеха с генераль-
ным планом; 12) разработка схемы управле-
ния и организации технического руководства
цехом; 13) составление экономической части
проекта.
Класс
Группа
Тип произ-
водства
Характерные
изделия
Вес (чёрный) об-
рабатываемых де-
талей в кг
Размер механи-
ческого цеха по
количеству ме-
таллорежущих
станков:
Характеристика
а) технологиче-
ского процесса
б) оборудова-
ния
в) приспособле-
ний
1
1
¦Единичный
и мелко-
серийный
2
Серийный
3
Крупносерийный
и массовый
Изделия лёгкого машиностроения
Приборь
циальныи
тельный i
пы. Присг
надлежнос
Точные метал-
лорежущие стан-
ки для часового
и инструменталь-
ного производ-
ства и приборо-
строения
Аппаратура. Арм!
мерительный и
мент. Подшипник
! специальные. Спе-
режуший и мери-
шструмент. Штам-
особления и при-
ти для станков
Пишущие, счёт-
но-аналитические
машины. Швейные
машины. Электро-
и радиоаппаратура
атура. Нормальный,
>ежущий инстру-
и качения
До zoo
а) Малый до 150
61 Средний 150—300
в) Крупный больше з°о
Уплотнён-
ный; на од-
ном станке
выполняет-
ся возмож-
но большее
количество
операций
Общего
назначения
Универ-
сальные
Диференциро-
ванный на опера-
ции, выполняе-
мые на опреде-
лённых станках
Общего назна-
чения; специали-
зированное; спе-
циальное; авто-
маты
Универсальные
и специальные
Диференциро-
ванный на эле-
ментарные опера-
ции или концен-
трация операций
на автоматах или
агрегатных стан-
ках
Специальное;
специализирован-
ное; автоматы; аг-
регатные станки
Специальные и
универсальные
<лассификация механических цехов
11
1
Серийный
2
Крупносерийный
и массовый
Изделия среднего машиностроения
Металлорежу-
щие, деревообде-
лочные станки.
Текстильные и
обувные машины.
Электродвигатели
малой и средней
мощности. Двига-
тели Дизеля, ком-
прессоры и насо-
сы малой и сред-
ней мощности. Па-
ровозы узкой ко-
леи малой и сред-
ней мощности.
Полиграфические
машины малых и
средних размеров
Автомобили,
тракторы. Авиа-
моторы, двигате-
ли для автомоби-
лей, тракторов и
пр. Мотоциклы,
велосипеды. Сель-
скохозяйственные
машины
До 2ооо
а) Малый до 125
б) Средний 125—250
в) Крупный больше 250
Диференциро-
ванный на опера-
ции, выполняемые
на определённых
станках
Общего назна-
чения; специали-
зированное; спе-
циальное; авто-
маты
Универсальные
и специальные
Диференцирован-
ный на элементар-
ные операции или
концентрация опе-
раций на автома-
тах и агрегатных
станках
Специальное;
специализирован-
ное; автоматы;
агрегатные станки
Специальные и
универсальные
III
1
Единичный
и мелко-
серийный
2
Серийный
3
Крупносерий-
ный
Изделия тяжёлого машиностроения
Тяжёлые металлорежущие и деревооб-
делочные станки крупных размеров.
Кузнечные молоты и прессы. Двигатели
Дизеля, насосы и компрессоры боль-
шой мощности. Водяные и паровые тур-
бины. Паровые машины. Горнозавод-
ское и металлургическое оборудование.
Полиграфические машины крупных раз-
меров. Паровозы, тепловозы и электро-
возы. Электродвигатели большой мощ-
ности. Подъёмно-транспортное оборудо-
вание тяжёлых типов. Дорожные маши-
ны
До 15 ооо
а) Малый до ioo
б) Средний ioo—2оо
в) Крупный больше 2оо
Уплотнён-
ный; на од-
ном станке
выполняет-
ся возмож-
но боль-
шее коли-
чество опе-
раций
Общего
назначения
Универ-
сальные
Диференци-
рованный на
операции, вы-
полняемые на
определённых
станках
Общего на-
значения; спе-
циализирован-
ное
Универсаль-
ные и спе-
циальные
Диференци-
рованный на
элементарные
операции или
концентрация
операций на
автоматах и
агрегатных
ста ь к ах
Специализи-
рованное; спе-
циальное; ав-
томаты; агре-
гатные, обще-
го назначения
Специальные
и универсаль-1
ные
Таблица 1
IV
1
Единичный
и мелко-
серийный
2
Серийный
Изделия особо тяжёлого
машиностроения
Прокатное, доменное и
мартеновское оборудова-
ние. Особо тяжёлые ме-
таллорежущие станки.
Гидравлические прессы.
Мощные двигатели и тур-
богенераторы. Водяные
турбины. Паровые маши-
ны. Вагоноопрокидывате-
ли
Свыше 15 ооо
а) Малый до 75
б) Средний 75—!5°
в) Крупный больше 150
Уплотнён-
ный, на од-
ном стан-
ке выпол-
няется воз-
можноболь-
шее коли-
чество опе-
раций
Общего
назначения
Универ-
сальные
Диференци-
рованный на
операции, вы-
полняемые на
определённых
станках
Общего на-
значения; спе-
циализирован-
ное; специаль-
ное
Универсаль-
ные и спе-
циальные
192
ПРОЕКТИРОВАНИЕ МЕХАНИЧЕСКИХ И СБОРОЧНЫХ ЦЕХОВ
[РАЗД. V
ПРОГРАММА МЕХАНИЧЕСКИХ
И СБОРОЧНЫХ ЦЕХОВ
Проектирование механического и сбороч-
ного цехов ведётся на основании точной или
приведённой производственной программы,
включающей для механического цеха также
запасные части, прилагаемые заводом к выпу-
скаемым машинам.
Производственная программа называется
точной, когда номенклатура всех подлежащих
изготовлению изделий и их деталей (включая
сюда и запасные части) точно установлена и
обеспечена рабочими чертежами, специфика-
циями и техническими условиями. Проектиро-
вание по точной программе с подробной раз-
работкой технологических процессов изгото-
вления каждой детали и сборки машин, с со-
ставлением подетальных и сборочных техноло-
гических карт целесообразно для цехов
массового и крупносерийного производства.
При проектировании цехов мелко- и среднесе-
рийного производства подробная разработка
технологических процессов выполняется только
для основных и наиболее характерных и слож-
ных деталей и машин. Для прочих деталей и
машин составляются операционные ведомости,
намечающие общий ход (маршрут) техноло-
гических процессов обработки и сборки.
Производственная программа называется
приведённой, когда все изделия, подле-
жащие изготовлению, условно приводятся к
нескольким типовым машинам, являющимся
наиболее характерными для каждой группы
машин.
Проектирование по приведённой про-
грамме (по типовым машинам) применяется:
а) при обширной и разнообразной номенкла-
туре подлежащих изготовлению изделий, а
также б) при наличии полных данных (чертежи,
спецификации, технические условия) лишь по
основным типовым изделиям программы и
общих сведений по всем остальным.
Приведённая программа служит преимуще-
ственно для проектирования цехов мелко- и
среднесерийного и единичного производства.
Для построения приведённой программы задан-
ную цеху номенклатуру изделий разбивают на
группы, наиболее схожие по конструкции и тех-
нологии, причём каждая группа представляется
одной типовой машиной, характерной для
данной группы и являющейся расчётным пред-
ставителем для всех машин, входящих в дан-
ную группу. Для определения трудоёмкости
каждой машины пользуются коэфициентом
приведения, определяющим соотношение тру-
доёмкости расчётной машины и каждой машины
данной группы. При определении коэфициента
приведения учитывается различие в весе, се-
рийности и сложности машины, выражае-
мое отдельными коэфициентами. Примерная
форма приведённой программы указана в
табл. А.
При проектировании механических цехов
возможны следующие варианты пользования
приведённой программой.
а) При необходимости получить большую
точность для каждой расчётной машины раз-
рабатываются технологические процессы (в ви-
де карт обработки) на основные и характерные
и сложные детали, а на прочие — операцион-
ные ведомости, указывающие общий ход тех-
нологического процесса. Результаты подробных
разработок распространяют на детали всех
машин, входящих в данную группу, пользуясь
коэфициентом приведения (табл. Лип. «Обо-
рудование").
б) Дальнейшее упрощение может быть до-
стигнуто, если все детали расчётных машин
разбить на группы, схожие по характеру об-
работки и близкие по весу. От каждой подоб-
ной группы избирается наиболее характерная
деталь - представитель. Результаты разра-
ботки технологических процессов для деталей-
представителей распространяют на все осталь-
ные детали соответствующей группы.
Таблица А
о.
о
с
о
• 1
2
S
4
S
6
Наименова-
ние изде-
лия
Вальцы ли-
стогибоч-
ные
То же
п
и
Вальцы ли-
ctnozu6 оч-
ные и пра-
вильные
То же
Тип
или
марка
3-вал-
ковые
4-вал-
ковые
То же
•
-
Заданная и
приведённая программы выпуска
Заданная программа
Техническая
характеристика
32—43X3/00
ii—i8X4ooo
20—30X2/00
зо—з°У-4ооо
lo—iSXsooo
л—18X32/0
Всего. . .
гво на
про-
и ?>.
Я* ш S
SOS
^ E=l W
«2?-
10
S
10
/
I/
10
SS
Вес изделий,
обрабатываемых
в цехе
1 изде-
лия
48.S
29,0
29,0
39,0
24,3
всего
48/,о
USfi
290,0
19/,о
гбз,/
342,0
1619,/
\
Наимено-
вание изде-
лие-пред-
ставителя
Вальцы ли-
стогибоч-
ные, трех-
валковые
33X4000
изделий
Приведённая программа
Коэфициент приведения
весу
О
. 1,0
0,71
о 71
о,86
0,/0/
о,6з
,
"Я
S
Си
и н
О о
и х
1,0
1,0
1,0
1,0
1,0
1,0
&
и и
О О
с s
1,0
1.3
1,3
3,0
2,0
)щий
ъ
1,0
0,03
0,02
1,12
1,01
¦S
О ВОЙ
К ИЗД
словн
ница;
" ~^ ^ S
U С ffl и
10.0
4,6
9,3
i/,i
12,6
гл. v]
ОБОРУДОВАНИЕ
193
в) При большой и разнообразной номен-
клатуре производственной программы достаточ-
но точные для практических целей результаты
могут быть получены следующим способом.
Все детали всех машин разбивают на
группы по признаку конструктивного, размер-
ного (весового) и технологического сходства
(группа плит, рам, станин, группа осей и ва-
лов, группа шкивов, маховиков, муфт и т. д.).
В каждой группе избирают одну-две детали-
представителя, для которых ведут разработку
технологических процессов. Полученные дан-
ные распространяются на все детали данной
группы.
При проектировании по приведённой про-
грамме цехов единичного производства вместо
технологических карт составляют операци-
онные ведомости, определяющие общий ход
технологического процесса, с указанием обо-
рудования, инструмента и общей затраты вре-
мени на операции.
При проектировании сборочных цехов се-
рийного производства по приведённой про-
грамме технологические процессы сборки с со-
ставлением технологических карт разрабаты-
вают только для расчётных машин, а для
остальных составляют операционные ведо-
мости, намечающие общий ход технологиче-
ского процесса с определением затраты времени
по коэфициентам приведения.
При проектировании сборочных цехов еди-
ничного производства технологические карты
сборки не разрабатываются, а составляют
только операционные ведомости.
ОБОРУДОВАНИЕ
Определение потребного количества обо-
рудования механического цеха (металло-
режущих станков) может быть произве-
дено двумя методами: 1) по технологиче-
скому процессу, 2) по технико-экономлческим
показателям.
Первый метод применяется при деталь-
ном проектировании, на основании точно
установленной номенклатуры подлежащих из-
готовлению изделий, данных технологического
процесса и норм времени, разработанных на
каждую деталь.
Второй метод применяется при укруп-
нённом проектировании, когда номенкла-
тура изделий точно не установлена, либо при
проектировании механических цехов единич-
ного и мелкосерийного производства с об-
ширной и разнообразной номенклатурой выпу-
скаемых изделий.
Определение количества станков по тех-
нологическому процессу. Потребное коли-
чество станков для единичного и серийного
производства получается путём деления сум-
марного нормировочного времени, необходи-
мого для обработки годового количества дета-
лей, на действительное годовое число работы
одного станка при соответствующем числе
смен.
Суммарное нормировочное время подсчиты-
вается на основе штучно-калькуляционного
времени и подетальной годовой производствен-
ной программы механического цеха, включая
запасные части для выпускаемой продукции.
При отсутствии данных о номенклатуре и коли-
честве запасных частей они могут быть учтены
путём увеличения программы в денежном вы-
ражении на 3 — 5%, в весовом выражении на
5 - 10% либо, наконец, увеличением числа
станко- и человеко-часов, необходимых для
выполнения производственной программы, на
5 - 100/0.
Суммарное нормировочное время опреде-
ляется по формуле
Т
60
A)
где Тк — суммарное штучно-калькуляционное
время, необходимое для обработки годового
количества деталей в часах; tK — штучно-
калькуляционное время в минутах; D —
годовое количество одноименных деталей,
обрабатываемых на одном типо-размере
станка.
При обработке на станке данного типо-раз-
мера разноимённых деталей суммарное время
на обработку равно сумме произведений вре-
мени обработки одной детали на годовое ко-
личество одинаковых деталей:
60
B)
Действительное годовое число часов рабо-
ты одного станка F& (действительный фонд
времени станка в смену в часах) равно номи-
нальному годовому числу часов F (номиналь-
ный фонд времени станка в смену в часах),
уменьшенному на время пребывания станка
в капитальном ремонте, учитываемое коэфи-
циентом k:
Fd = F-k. C)
При работе проектируемого цеха в m смен
потребное количество станков С равно *
D)
"~ Fd.m '
или для одноимённых деталей
для разноимённых деталей
6QF-k'tn
E)
F)
Числовые значения k, F и Fq принимаются
на основании следующих положений.
а) На время отпуска, а также при невы-
ходе рабочих по уважительным причинам на
их места должны ставиться другие рабочие,
так как станки не должны простаивать.
б) Время простоя станков может быть
учтено только для выполнения капитального
* При трёхсменной работе для упрощения подсчётов
необходимо в формулах D), E), F) и всех последующих
принимать значения F и Р$ средние для всех трёх смен
или принимать в них произведения FQtn и Fm равными
общему числу часов в три смены, так как число часов
работы в третью смену меньше, чем в первую и вторую.
13 Тоы 14
113
194
ПРОЕКТИРОВАНИЕ МЕХАНИЧЕСКИХ И СБОРОЧНЫХ ЦЕХОВ
[РАЗД. V
ремонта, поскольку периодические осмотры
проверки, текущие и средние ремонты стан-
ков должны производиться в нерабочие дни
и свободные смены.
Время простоя станков из-за капитального
ремонта, учитываемое коэфициентом k, исчис-
ляется в размере 4 — 6% от номинального
годового фонда времени и, в частности, может
быть принято для мелких и средних станков
4<7о, для крупных и сложных станков—6%; при
использовании старого оборудования—для всех
станков в размере 5 — 6%.
Подсчёт количества потребных стан-
ков на основании формул D), E) И F) ВОЗ-
Наименование детали
№
детали
Материал
Вес
чистый
в кг
Вес
чёрный
в кг
о> ев
5*
Пра-
виль-
ные
Диско-
вые
пилы
Станина . .
Втулка . . .
Валик . . . .
Штырь . . .
Винт кулисы
101
102
из
из
иб
Чугун
Бронза
Сталь
I,l6
0,04
0,02
o,os
S7a
2,0
0,06
о,о4
o,i9
Плата фундамента
Ролик
бох
7°4
Чугун
242
3,6
з8с
1/3
Итого минут на 1 машину
Итого часов на 1 машину
Число часов на годовую программу D000 машин)
Запасные детали E°/0)
Число часов (с запасными деталями)
Тк Тк
Расчётное число станков С =» -= =
°>77
8
ZS4
3234
Кооперирование
Принятое число станков S
с
Коэфициент загрузки станка t\3 = — -100 (в процентах)
Средний коэфициент загрузки станков по цеху "Цсп
0,69
г
69
S4
о,9
Збоо
i8o
?]8о
o,8i
43,9
2860
Hi
З003
0,6;
Наименование детали
№
детали
Материал
Вес
чистый
в кг
Вес
чёрный
tr
Резьбо-
фрезер-
ные
¦е-
Станина . .
Втулка . . .
Валик . . . .
Штырь . . .
Винт кулисы
101
102
112
ИЗ
лб
Ччгун
Бронза
Сталь
0,04
0,02
0,0f
372
2,0
0,06
о.р4
0,19
Плита фундамента
Ролик . .
бох
704
Чугун
280
Г,7
Итого минут на 1 машину
Итого часов на 1 машину
Число часов на годовую программу D000 машин)
Запасные детали E%)
¦ Число часов (с запасными деталями)
Расчётное число сшанков С= —f
87,2
1,46
/га 2JS3 • я
Кооперирование
Принятое число станков S
Q
Коэфициент загрузки станка •») = -^'100 (в процентах)
з о
Средний коэфициент загрузки станков по цеху т]с„
66
4;8
$0/00
IS20
J2 020
6,9
7
98,6
4S3
7,6
J 2IS
6,8
ад
JO 200
ДО
IOJIO
При мечание. Цифра под чертой обозначает порядковый номер операции.
гл. v]
ОБОРУДОВАНИЕ
195
можно вести по таблице загрузки станков
(табл. Б).
При проектировании по точной Сподеталь-
ной) программе в табл. Б перечисляются все
подлежащие изготовлению в цехе детали, но-
мер каждой из них, количество штук на одну
машину. По горизонтали указываются стан-
ки, необходимые для обработки деталей
(наименование, тип, основные размеры). В
графе каждого типо-размера станка проставляет-
ся нормировочное время для выполнения опера-
ции на данном станке, получаемое путём умно-
жения времени на операцию, взятого из техно-
Таблица Б
Токарные
Револьверные
25 мм
35 мм
63 мм
87 мм
55
о ^
Фрезеоные
горизонтальные
270X900
270x1250
вертикаль-
ные
270X1250
мм
71'
Ю,4
8,1
70,2!}
8/J
З.'З
J7J2
1614
1OJI
6>3,i
ю,4
41 /оо
soSo
43S&O
9,4
94
240
4.0
16000
800
16800
3,6
4
90
119
i,9S
79000
398
8298
1.78
89
2S2
4.7
18800
94S
19 7 41
4,22
84
2, S3
iooSo
S08
ios8S
2,27
—0,27
2S7
4,78
19100
960
20060
4,3
3SS
23800
119/
2499s
/./
6
91,7
108
1,81
72fo
364
7614
1,63
8i,S
69
230
47S8
122
Sl3o
406
8S26
28/
4,76
19000
4,3
-0,3
4
172
2,86
S7S
13 03/
+0,3
3
06
fo/,7
8,42
33680
1680
7,6
9f
Продолжение табл. Б
Строгальные
продольные
Шлифовальные
круглошлифо
плоскошлифо-
о
?.2
в о
II
Сверлильные
одношпиндельные
ради-
альные
Итого
1*14
2I2/
I4&13SI4
S94.3
18
959
И,9
6}8оо
3180
669S0
Н,4
-0,4
14
344
22900
1 140
24040
+0,4
6
93,3
4SS
7,6
30400
1/20
31920
6,8s
7
98
77,9
1,29
/18/
260
S44S
60
182,1
3,04
12160
,0/
1276/
2,7/
3
91,7
243,6
4,o/
16200
812
1701a
4
91,3
2,8S
HffO
7
12126
3
?6,7
S4
o,9
3600
1S0
378o
0,81
81
23-3
0.39
1/60
78 .
163S
O-3)
3$
S3
o,8S
3/30
I76
6
0,86
89,6
0,66
2640
132
2772
0,6
60
1,0
4000
200
4200
o,9
90
2S9
4,31
17 2so
86s
1811/
3,9
4
97,S
693
11,3S
46300
2320
48620
10,4
94.S
8224,2
137,3
S49 000
27 400
S76 400
13!
13
196
ПРОЕКТИРОВАНИЕ МЕХАНИЧЕСКИХ И СБОРОЧНЫХ ЦЕХОВ
[РАЗД. V
логичесьих карт, на количество данных деталей
одной машины. Далее по каждому типо-раз-
меру станка суммируются времена; итог пред-
ставляет собой число часов по этому станку,
необходимое для изготовления одной машины.
Полученное время по каждому станку умно-
жается на годовое количество изготовляемых
машин, в результате чего получается общее
суммарное время годовой загрузки в часах по
каждому типо-размеру станка. Это общее сум-
марное время по каждой графе (годовая за-
грузка) на основании формулы D) должно
быть разделено на действительный годовой
фонд времени станка в соответствии с
принятым числом смен. В результате полу-
чается потребное количество станков каждого
типо-размера.
Если программа цеха включает несколько
типов машин, для каждой из них должна быть
составлена отдельная таблица загрузки, а по
ним — сводная таблица загрузки для всех ма-
шин программы.
При проектировании по приведённой про-
грамме в таблицу сначала необходимо вписать
время загрузки каждого типо-размера станка
обработкой деталей .расчётной" машины, по-
сле чего вносится время для деталей всех
остальных машин данной группы. Оно опреде-
ляется по коэфициентам приведения, уста-
новленным по трудоёмкости для каждой ма-
шины данной группы по отношению к расчёт-
ной, либо этот коэфициент принимают по фор-
муле, исходя из весовых соотношений дета-
лей — расчётной и сопоставляемой с ней:
G)
где tp — время на обработку детали расчётной
машины; tx — неизвестное время на обработку
подобной детали сопоставляемой машины;
gp — вес первой детали; gx — вес второй (по-
добной) детали.
Умножая операционное время детали рас-
чётной машины по каждому типо-размеру
станка на выведенный (или принятый) коэфи-
циент, возможно определить время для подоб-
ной детали каждой машины данной группы.
Формула G) позволяет также вывести укруп-
нённый коэфициент для целой машины; в этом
случае необходимо сопоставить суммарные
времена на механическую обработку и общие
веса целых машин.
Сводя все суммарные времена для деталей
всех машин всех групп по каждому типо-раз-
меру станка в одну общую таблицу, возможно
определить число потребных станков каждого
типо-размера.
При большой и разнообразной по номен-
клатуре программе технологические карты не
могут быть составлены для всех деталей вхо-
дящих в программу машин. В этом случае за-
грузка станков может быть рассчитана по
группам деталей разных машин. Все детали
этих машин, сходные по характеру обработки
и размерам, разбиваются на группы (группа
станин, рам, подставок, плит; группа валов
и осей; группа шкивов, маховиков, втулок;
группа шестерён и т. д.). По каждой группе
деталей составляются технологические карты
на две {.большую и малую; или на три (боль-
шую, среднюю и малую) детали. Эти две-три
детали являются расчётными „представите-
лями" группы. Время на обработку деталей
промежуточных размеров может быть опреде-
лено по графикам (фиг. 1), которые стро-
ятся по расчётным деталям, либо по фор-
муле G).
При составлении табл. Б время на одну де-
таль для каждого типо-размера станка умно-
300 400 500 600 700 800 900 ЮООмм
Диаметр фланцев
мин.
80
70
60
Сверление отверстий
во фланцах
300 400 500 600 700 800 900 ЮООмм
Диаметр фланцев
Обточка заглушки
300 400 500 600 700 800 900 W00 мм
Диаметр заглушек
Фиг. 1. Примерные графики определения времени
обработки деталей.
жается на количество деталей данного наиме-
нования по годовой программе.
Дальнейший ход расчётов аналогичен ранее
у
При проектировании цехов для производ-
ства изделий, которые уже выпускаются суще-
ствующими заводами, технологические про-
цессы возможно разрабатывать только на ос-
новные и наиболее характерные детали. Под-
считанное время на обработку последних
сравнивается с временем обработки аналогич-
ных деталей на действующем заводе, при этом
определяется коэфициент расхождения, кото-
рый принимается в качестве поправочного
коэфициента к нормам времени всех осталь-
ных деталей действующего завода. Получен-
ное таким образом время обработки на все
детали вносится в таблицу загрузки, и расчёт
количества станков далее ведётся в общем
порядке.
При пользовании формулами D), E) и F)
расчётное число станков может получиться
дробным. В этом случае его округляют до
ГЛ. V]
ОБОРУДОВАНИЕ
197
целого числа, которое называется принятым
числом станков (S). Дробная часть станка
меньше 0,5 прибавляется к подсчитанному
числу станков ближайшего большего размера,
если они недостаточно загружены. При отсут-
ствии подобного — следующего по размерам —
станка необходимо предусмотреть мероприя-
тия для уплотнения загрузки станка путём
уменьшения норм времени либо перенести об-
работку некоторых деталей на недостаточно
загруженные станки другого типа, например
со строгального на фрезерный и т. п.
Общее количество потребных для проек-
тируемого цеха станков определится, как
сумма принятых станков по каждому типо-
размеру.
Коэфициент загрузки станков
определяется по формуле:
(8)
5 ¦
(9)
Средний коэфициент загрузки
станков для всего цеха равен
Ър = -S-?- • A0)
Для индивидуального и серийного произ-
водства необходимо стремиться, чтобы вели-
чина ч\ср была не менее 0,85.
Коэфициент использования стан-
ков по основному времени равен
"П = —» (\\\
<о т \ t
1 к
где 7'о — сумма основных (технологических)
времён для всех операций, выполняемых на дан-
ном типо-размере станка; Тк — сумма штучно-
калькуляционных времён для тех же операций.
Средний коэфициент использо-
вания станков по основному вре-
мени для всего цеха равен
A2)
Необходимо стремиться, чтобы величина
этого коэфициента для индивидуального и се-
рийного производства была не менее 0,6.
Количество станков для поточного произ-
водства определяется, исходя из количества,
необходимого для выполнения отдельных опе-
раций. При этом типе производства должна
быть достигнута синхронизация операций на
основе принятого темпа, что необходимо для
создания непрерывного потока. Для этого весь
процесс обработки расчленяется на отдельные
операции, по возможности одинаковые (не
более величины темпа) или кратные по вре-
мени их выполнения.
Достигнуть синхронизации операций, т. е.
приведения операционного времени в соответ-
ствие с величиной темпа, можно различными
техническими и организационными меропри-
ятиями, к числу которых относятся:
1) проведение нормализации конструкции
деталей и соответствие их требованиям
технологии, т. е. достижение технологично-
сти их;
2) разбивка деталей на группы по одно-
родности конструктивных и технологических
признаков;
3) применение специальных, специализиро-
ванных и агрегатных станков с учётом при
этом их экономичности;
4) разработка типовых технологических
маршрутов для групп однородных деталей;
5) разработка типовой технологической осна-
стки для определённых операций, чем дости-
гается уменьшение числа переналадок;
6) применение специальных и многоместных
приспособлений, поворотных столов, магазинов
и т. п.;
7) применение насколько возможно авто-
матизации станков, механизации и автоматиза-
ции контроля деталей;
8) применение специального режущего
инструмента;
9} применение нескольких инструментов
для одновременной обработки нескольких по-
верхностей;
10) одновременная обработка нескольких
деталей;
11) применение наивыгоднейших режимов
резания для достижения максимального исполь-
зования станков по мощности и времени и наи-
более экономичного использования инстру-
мента;
12) максимальное сокращение вспомога-
тельных времён;
13) механизация межстаночного транспорта
путём создания специальных транспортных
устройств;
14) объединение (укрупнение) операций,
достигаемое, в частности, применением пово-
ротных приспособлений;
15) включение в поток механической обра-
ботки деталей агрегатов термической обра-
ботки преимущественно токами высокой ча-
стоты, чем достигается непрерывность потока
в изготовлении деталей.
Количество станков, потребных для выпол-
нения операции в потоке, зависит от штучного
времени и темпа работы, оно равно
A3)
где Cq—количество станков для выполнения
одной операции в поточной линии; 1ш — штуч-
ное время в минутах; tp — темп работы
в минутах.
Темп работы, т. е. промежуток времени,
отделяющий выпуск двух последовательных
деталей с поточной линии, определяется по
формуле
tn —
60^,
D
60 F - k - m
D
A4)
где F$ — действительный годовой фонд вре-
мени станка в часах; F — номинальный годо-
вой фонд времени стайка в часах; k — коэфи-
циент, учитывающий простой станка в ремонте;
т — число смен; D — количество деталей,
подлежащих обработке в год.
198
ПРОЕКТИРОВАНИЕ МЕХАНИЧЕСКИХ И СБОРОЧНЫХ ЦЕХОВ
[РАЗД. V
Отсюда количество станков для выполне-
ния одной операции в поточной линии
С - 'ш • D
°~~ 60F- k • in'
A5)
Если полученное число станков для данной
операции является дробным, оно должно быть
округлено (в сторону увеличения) до целого,
называемого принятым, sn.
Общее количество станков в поточной ли-
нии обработки данной детали (или группы их)
определяется как сумма принятых для отдель-
ных операций количеств станков:
Sn = ? s0.
A6)
Коэфициент загрузки станков для
отдельных операций поточной линии равен
или согласно формуле A3)
tiu
tp •
A7)
A8)
Средний коэфициент загрузки стан-
ков для всей поточной линии равен
со Сп
A9)
где Сп — сумма количеств расчётных станков
для выполнения всех операций в потоке;
Sn — сумма количеств принятых станков для
всех операций в потоке.
Для поточного производства величина -цср
должна быть не менее 0,75.
Коэфициент использования стан-
ков по основному времени для
отдельных операций в потоке равен
"% = ^' B0)
Средний коэфициент использо-
вания станков по основному вре-^
мен и в потоке равен
Ты
B1)
где Го — сумма основных времён для всех
операций в потоке; Тш—сумма штучных вре-
мён для всех операций в потоке.
Величина этого коэфициента должна быть
не менее 0,7.
Данные о потребном количестве и харак-
теристике станков должны быть сведены в
ведомость станочного оборудования.
Табл. 2 и 3 содержат взятые из выполнен-
ных проектов данные, характеризующие рас-
пределенле станков по типам в процентах от
всего количества станков механических цехов
на отдельных заводах [2].
Определение количества станков по тех-
нико-экономическим показателям. Приукруп-
нённом проектировании расчёт количества
потребных механическому цеху станков может
быть выполнен с помощью следующих пока-
зателей: 1) годовой выпуск с одного станка
в одну смену в тоннах или штуках; 2) то же
в денежном выражении; 3) число станко-часов,
необходимых для обработки одного изделия, 1 m
изделий либо—для машин-двигателей — \ л. с.
Точность укрупнённых расчётов всецело за-
висит от правильности выбора и величины
принятых при этом показателей. Последние
следует заимствовать из наиболее передовой
практики заводов, утверждённых современных
проектов заводов, аналогичных либо близких
к проектируемому по своим условиям, в том
числе по характеру продукции, типу произ-
водства, размерам выпуска, особенностям тех-
нологии и др. С целью проверки укрупнённые
расчёты количества потребного оборудования
рекомендуется производить одновременно по
двум-трём показателям. Учитывая непостоян-
ство ценностных измерителей (годовой выпуск
в рублях с одного станка в одну смену),
зависящих от ряда изменяющихся и различных
производственных и других факторов, исчис-
ленное с их помощью потребное количество
станков необходимо сопоставлять с результа-
тами расчётов, выполненных на основе других
показателей.
Расчёт количества станков по этому методу
производится по формулам
с _
h-Q
d -
B2)
B3)
где S — принятое количество станков; Q — вес
готовой продукции, выпускаемой в год, в т\
q — годовой выпуск с одного станка при
одной смене в тоннах готовой продукции
(показатель); т — число смен; /г — число стан-
ка-часов, затрачиваемых на 1 т готовой про-
дукции (показатель); t'a — действительный го-
довой фонд времени станка в часах для одной
смены; г^3 — принятый коэфициент загрузки
станков.
Для сборочных цехов количе-
ство стендов при стационарной
сборке индивидуальным и частично дифе-
ренцированным методами определяется по
формулам
ИЛИ-
N Т
B5)
где Ссб — потребное количество стендов;
Nnp — количество машин по годовой програм-
ме; Ncm — количество машин, собираемых
в год на одном стенде; Т — нормировочное
время на сборку всей машины; Fcm — действи-
тельный годовой фонд времени стенда для од-
ной смены в часах; m—число смен.
Для узловой сборки количество ра-
бочих мест определяется по тем же формулам
при соответственном изменении значений Nnp,
Ncm и Г для собираемых узлов.
При поточной сборке, когда ка-
ждая сборочная операция требует для выполне-
ния больше времени, чем величина темпа
гл. v]
ОБОРУДОВАНИЕ
199
Таблица 2
Наименование
станков
Токарные
Токарные многорезцовые .
Токарно-лобовые
Токарно-затыловочные . . .
Револьверные
Автоматы
Карусельные
Горизонтально-расточные
Сверлильные (вертикаль-
ные, радиальные, горизон-
тальные)
Продольно-строгальные . .
Поперечно-строгальные . .
Долбёжные
Протяжные
Фрезерные (универсальные,
горизонтальные, вертикаль-
ные, продольные,шпоночные,
резьбовые и др.)
Зуборезные
Шлифовальные (кругло-,
плоско-, продольно-, внутри-,
карусельные, планетарные,
бесцентровые и др.)
Специальные • .
Разные
Итого. . .
Состав
Паровозный
завод
Паровозы
типа СО
25.3
2,3
6,7
1,8
2,8
3,7
11,2
8,8
7,4
1,7
12,9
3,8
7,8')
3.82)
IOO
оборудования
(в % от всего
Завод с.-х.
локомобилей
Локомобили
20 л. с.
37.2
2O.66
3.19
7,33
9,79
°,7
3,°3
1,19
9,15
о.ЗЗ
1,94
2Д3)
3,394)
IOO
в механических цехах
парка станков)
Завод тяжёлого
машинострое-
ния
Среднесортный
стан, вес
1750 т
24,1
о,9
8,7
18,5
9,6з
17.73
1,24
3.98
6,71
7-55
о,48'
°,375)
0,12";
IOO
Краностро-
ительный
завод
Электрич. мо-
стовые краны
Ът
56,95
7.33
4.89
6,!
5,8
3.52
4.58
1,33
6,5б
С37)
IOO
Дизельный
завод
Быстроходные
дизели
от 5 до 40 л. с.
14,5
з,бб
1.5б
25,4
2,47
6,48
о,6
31,92
о,44
14,2
1.7
4.25
о,37а)
3.459)
IOO
Средние по статисти-
ческим данным маши-
ностроительных за-
водов
4O-45
2O-I5
ю-15
15-10
5
гоо
М В том числе токарные для полускатов, для бандажей, для обработки осей, для расточки цилиндров, букс,
дышел, портально-фрезерно-долбёжные для рам, фрезерные для букс, кулис, крейцкопфов, двух шпиндельный шлифо-
вальный для дышел и др.
3) В том числе болторезные, гайконарезные, трубонарезные, правильно-калибровочные, кромкострогальные, эксцен-
триковые прессы, гибочные, вальцовочные, дисковые пилы, центровальные, пресс-ножницы и др.
" В том числе станки для коленчатых валов типа „Молль", для расточки шатунов.
В том числе дисковые пилы, отрезные, болторезные, гайконарезные, полировальные, точила.
В том числе станки для расточки валков, специальные фрезерные, горизонтально-сверлильные для глубокого
сверления.
") Болторезные.
*) Дисковые пилы и болторезные.
•) В том числе станки для коленчатых валов типа „Молль*, алмазно-расточные, специальные шлифовальные,
расточные головки.
») В том числе дисковые пилы, ножовки, центровочные, болторезные, резьбонарезные, для хонингования, точила.
выпуска изделий, число поточных ли-
ний определяется по формуле:
Р~?-. B6)
где Р — число поточных линий; 1р — темп ра-
боты на каждом потоке, т. е. время выполне-
ния операции на рабочем месте в минутах;
te — темп выпуска в минутах.
Темп выпуска, т.е. промежуток, через
который выходит собранное изделие с поточ-
ной линии, равен
/и • ко • к„ ,ог,ч
где F—годовое число рабочих часов для
сборки при одной смене; w— число смен;// —
годовой выпуск изделий в штуках; kp — коэ-
фициент, учитывающий простой конвейерного
оборудования из-за капитального ремонта
(kp — 0,96); kn — коэфициент, учитывающий
перерывы работы одновременно на всей поточ-
ной линии для обслуживанля рабочих мест,
физические потребности и отдых.
В машиностроительном пролзводстве обыч-
но kn = 1, т. е. одновременной остановки ра-
боты на всей поточной линии не делается,
а в случае необходимости рабочие подме-
няются. В противном случае принимается
к„ = 0,95.
При выполнении сборочных операций во
время движения изделия на конвейере
te = tp\ B8)
при выполнении сборочных операций, во вре-
мя остановки конвейера
te = tp + t№ B9)
где tn — время на передвижение изделия от
одной станции до другой.
Достигнуть синхронизации сборочных опе-
раций, т. е. приведения операционносо вре-
мени в соответствие с величиной темпа сбор-
ки, можно различными технологическими и
200
ПРОЕКТИРОВАНИЙ МЕХАНИЧЕСКИХ И СБОРОЧНЫХ ЦЕХОВ
[разд. v
Состав оборудования в механических цехах
(в % от всего парка станков)
Таблица 3
Наименование оборудования
Грузовые авто-
мобили Я-14,
Я-16
Цех моторов
Гусеничные тракторы
1ТА и Т2Г
Цех мотор-
ный и авто-
матный
Цех трак-
торный
Колёсный про-
пашной трактор
У-2
Цех моторов
Мотоцикл М-72
Цех моторов
и коробки
скоростей
Токарные
Револьверные
Карусельные
Токарно-многорезцовые . .
Автоматы
Расточные
Фрезерные универс. типа .
Фрезерные специальные . .
Вертикально-сверлильные .
Радиально-сверлильные . .
Специальные сверлильные
Зубообрабатывающие . . .
Протяжные
Шлифовальные ......
Прессы
Моечные
Разное оборудование . . .
15,5
7.3
13. i
5.2
3.4
8,7
1.4
12,4
5
1б,О
4.6
6,7
o,l
и,о
8,5
2,6
12.5
1,3
17,6
6,1
3,4
0,8
1,8
12,1
1,6
2,0
7,3
6,1
8,7
0,6
14.4
9,9
0,8
19,°
3.8
1.6
17,0
2,5
7.0
1,0
1,6
4.1
Итого.
3.5
3.2
>9
о,6
4,1
ю,4
2,0
16,2
4Д
3,з
1-7
1.5
12,8
2.7
2,О
19,2
8,о
9.5
6,о
1,4
13,4
3,4
1,4
9.3
1,О
14.7
я,7
i,o
5.2
IOO
организационными мероприятиями, к числу
которых относятся:
1) увеличение количества рабочих на дан-
ной операции;
2) применение специальных приспособ-
лений;
3) предварительное соединение деталей в
узлы и комплекты;
4) объединение (укрупнение) или расчлене-
ние операций;
5) организация параллельных рабочих мест
для операций более длительных, чем темп
потока.
Число рабо.чихмест, параллельно вы-
полняющих одинаковую операцию в поточной
линии, определяется по формуле
C0)
где г—число параллельных рабочих мест;
Тд — время операции более длительной, чем
темп потока, в минутах; ta — темп выпуска
в минутах.
Часовой выпуск изделий// равен
"~ F-m-kp-kn
Рабочая длина поточной линии
равна
! = /•/, C2)
где L — рабочая длина поточной линии; / —
число рабочих мест; / — расстояние между
осями двух рабочих мест.
Скорость движения конвейера при
непрерывном движении
* = -/-; C3)
при периодическом движении
C4)
Общее время на выполнение всей
сборки изделия на конвейере при непре-
рывном движении конвейера
Tc6=i-te^i.tp; C5)
при периодическом движении конвейера
C6)
Коэфициент использования сбороч-
ного времени в поточной линии равен
_ Т сб
*сбЛ~
тр
C7)
где Tcg — общее время работы, затрачиваемое
непосредственно на сборочные работы в по-
точной линии; Ттр—время на транспортиро-
вание в процессе сборки.
Приемлемая величина kn = 0,90 -f- 0,95.
При поточной сборке с непо-
движными изделиями, применяемой для
изделий большого веса и поэтому малотранс-
портабельных:
а) число стендов поточной ли-
нии равно числу операций, на которое рас-
членён сборочный процесс;
б) ч и с л о машин, находящихся одно-
временно в сборке, равно числу стендов;
в) темп выпуска, число поточ-
ных линий, общее время на сборку
всей машины определяются аналогично
указанному для поточной сборки с подвижным
изделием.
гл. v]
РАБОЧИЙ СОСТАВ
201
РАБОЧИЙ СОСТАВ
После определения количества станков
механического цеха подсчитывается количество
рабочих-станочников одним из следующих спо-
собов: 1) по общему времени, потребному на
изготовление годового количества изделий;
2) по числу станков.
По первому способу количество рабо-
чих-станочников по роду работ (специально-
сти) и по квалификации (разрядам) подсчиты-
вается на основе суммарного времени на
каждую операцию, указанного в технологиче-
ских картах, по формуле
/?ш=тЛг- C8)
где Rcm — число станочников; Т—общее вре-
мя в часах (штучно-калькуляционное—-в се-
рийном и единичном производстве), необхо-
димое для изготовления годового количества
изделий с учётом запасных частей; F$.p — дей-
ствительный годовой фонд времени рабочего
в часах; 5 — число станков, обслуживаемых
одним рабочим.
Число рабочих-станочников по второму
способу, т. е. по числу станков, определяют
по формуле
""~ С^. C9)
Если число рабочих получится дробное,
его надо округлить до целого числа. При
малой дроби вместо округления следует ис-
пользовать возможность совмещения работ
разных профессий.
Количество рабочих для поточных
линий подсчитывается по количеству рабо-
чих мест (станков). В этом случае использо-
вание времени рабочих будет соответствовать
загрузке рабочих мест (станков), которая
должна быть возможно ближе к величине
темпа.
Для лучшего использования рабочей силы
при неполной загрузке станков необходимо
предусматривать перемещение рабочих с од-
ного станка на другой, а также многостаноч-
ное обслуживание. Указание по расчёту
фронта работы при многостаночном обслужи-
вании (количество станков, обслуживаемых
одним рабочим) — см. в т. 15 „Справоч-
ника".
Для подсчёта количества станочников по
специальностям и разрядам составляется ве-
домость количества рабочих часов станочни-
ков, потребных для изготовления одного из-
делия и выполнения годовой программы. В этой
ведомости указывается, сколько времени
нужно на обработку комплекта каждого наи-
менования деталей на одно изделие по спе-
циальностям рабочих и по разрядам. Сум-
мируя время на все детали, получают по-
требное время (в ч'асах) на изготовление одного
изделия по каждой специальности и каждому
разряду; умножая это последнее время на
количество изделий по годовой программе,
получают общее время по специальностям
и разрядам на всё количество изделий. Если
в программу цеха входит несколько типов
изделий (машин), то сначала составляют от-
дельные ведомости времени по специальностям
и разрядам рабочих на одно изделие каждого
типа, а потом общую ведомость на всё коли-
чество изделий по программе. На полученное
общее время начисляют время на изготовле-
ние запасных частей, если они не вошли
в количество деталей на одно изделие. После
этого окончательное время делят на дей-
ствительный фонд времени одного рабочего
и число станков, обслуживаемых одним ра-
бочим [формула C8)]. В результате получают
расчётное количество рабочих по каждой спе-
циальности и разряду, которое в случае дроб-
ного числа округляют до целого. При этом ма-
лые дроби (меньше 0,5) следует причислять
к следующему более высокому разряду или
другой специальности. Далее составляется
сводная ведомость всех производственных
рабочих цеха, в которой указывается количе-
ство рабочих каждого разряда по всем спе-
циальностям (с перечислением их); это даёт
возможность подсчитать общее число рабочих
каждого разряда. В данной ведомости указы-
ваются разрядный коэфициент, число рабочих,
приведённое к первому разряду *, средний
разрядный коэфициент ** и средний разряд ***,
а также число рабочих, занятых в первой,
второй и третьей сменах.
Общее количество производ-
ственных рабочих сборочного
цеха составляется из следующих групп:
1) слесари для ручной обработки; 2) сборщики
для узловой сборки; 3) сборщики для общей
сборки.
Количество ра б очих-слеcap ей
для сл.есарной обработки отдельных
деталей определяется по формуле
Л\/»Л —— лЛ"~
D0)
где RCJl— количество слесарей; tK— штучно-
калькуляционное время на одну деталь в ми-
нутах; D — количество деталей, обрабатывае-
мых в год; Ftf.p — действительный годовой
фонд времени рабочего в часах.
Количество рабочих-сборщи-
ков для стационарной сборки
узлов и целых изделий определяется по фор-
муле
T-N
D.1)
где Rcg — количество рабочих-сборщиков;
Г — нормировочное время на общую сборку
узла или целой машины в часах; N — коли-
чество узлов или машин, собираемых в год.
* Число рабочих, приведённое к первому разряду,
получается путём сложения произведений числа рабочих
каждого разряда на соответствующий разрядный коэфи-
циент.
** Средний разрядный коэфициент получается путём
деления числа рабочих, приведённых к первому раз-
ряду, на число рабочих всех разрядов данной специаль-
ности.
*** Средний разряд производственных рабочих по
цеху получается как средняя арифметическая' величина
для всех разрядов всех рабочих; для определения сред-
него разряда по цеху надо сложить произведения числа
рабочих на соответствующий разряд и эту сумму разде-
лить на общее число рабочих.
202
ПРОЕКТИРОВАНИЕ МЕХАНИЧЕСКИХ И СБОРОЧНЫХ ЦЕХОВ
[РАЗД. V
Количество рабочих-сборщи-
к о в, потребное на каждом рабочем месте
для выполнения сборочной операции в п о-
точной линии, определяется по формуле
Все ='¦?-' D2)
где tuf-— время на выполнение сборочной опе-
рации в минутах; tp — темп работы в мину-
тах (при непрерывно движущемся конвейере
tp = U).
При получении дробного числа сборщиков
/?с(у его округляют до целого числа, называе-
мого принятым (Rnp).
Если при округлении Rnp равно двум или
более и операция в силу её характера не
может выполняться совместно двумя или
большим числом рабочих, то во избежание
нарушения темпа работа расчленяется на
несколько операций или при невозможности
ведётся на параллельных рабочих местах.
К о э ф ициент за грузки рабочего
места в поточной линии равен:
D3)
Приемлемая величина ^р.Л^0,90.
Общее количество сборщиков
на всей поточной линии равно:
О — VD (ЛЛ\
Для выполнения вспомогательных работ
в механических и сборочных цехах в состав
рабочего персонала включаются вспомогатель-
ные рабочие. Сюда относятся настройщики,
бригадиры (освобождённые от работы на
станках), кладовщики, шорники, смазчики,
рабочие по заточке инструмента, браковщики,
крановщики, слесари по ремонту, транспорт-
ные рабочие и т. д.
Число рабочих каждой специальности уста-
навливается на основании подсчёта и практи-
ческих данных в зависимости от характера
и объёма выполняемых работ: настройщики,
смазчики, шорники — по числу обслуживаемых
станков; крановщики — по числу действующих
кранов; браковщики — по данным техноло-
гического процесса контроля; рабочие по
заточке инструмента — по количеству заточ-
ных станков и т. д. При этом необходимо
иметь в виду возможность совмещения работ
разных профессий.
Часто подробного расчёта числа вспомо-
гательных рабочих не производят, а прини-
мают это число в процентном отношении от
числа производственных рабочих на основа-
нии практических данных. В серийном произ-
водстве число вспомогательных рабочих меха-
нических и сборочных цехов составляет до
18—2и% от числа производственных рабочих
каждого из указанных цехов.
Младший обслуживающий персонал этих
цехов (уборщики цеховых и бытовых поме-
щений, курьеры, телефонисты и т. п.) соста-
вляет 3 — 5% от числа производственных ра-
бочих.
Служащие указанных цехов делятся на две
категории: инженерно-технический персонал
и счётно-конторский; общее количество их
составляет 1.5 —2О"/о от количества производ-
ственных рабочих, причём инженерно-техни-
ческий персонал составляет 12—15°/0 от числа
производственных рабочих, а остальное коли-
чество— счётно-конторский персонал.
Общее число потребных рабочих-произ-
водственников, вспомогательных рабочих,
младшего обслуживающего персонала и слу-
жащих сводится в общую ведомость с указа-
нием процентного отношения этих категорий
к числу производственных рабочих.
Примерные данные о количественных соот-
ношениях различных категорий работников ме-
ханических и сборбчных цехов по ряду выпол-
ненных проектов заводов указаны в табл. 6—9
(см. „Технико-экономические показатели").
РАСХОД МАТЕРИАЛОВ
Количество основных материалов, по-
требных проектируемому цеху на год (литьё,
поковки, прутковый и листовой прокат, трубы,
метизы, а также готовые изделия — подшип-
ники качения, маслёнки, электрооборудование
и др.), определяется по заданной цеху про-
грамме. Основанием для расчётов является
норма расхода материалов на одно изделие.
Данные о годовой потребности цеха в основных
материалах оформляются в виде сводной ма-
териальной ведомости.
Потребность во вспомогательных материа-
лах (смазочные масла, керосин ремни, резина,
обтирочные материалы и т. п.) может быть
исчислена, исходя из практически установлен-
ных норм расхода этих материалов на один
станок или одного рабочего. При проектиро-
вании заводов тяжелого машиностроения
принимается годовой расход на один станок:
машинного масла 20 кг, охлаждающей эмуль-
сии (в смену) 4 л, керосина 15 кг, сшивки
для ремней 10 шт., сала 4 кг (на центровоч-
ный станок), варёного масла 10 кг (на свер-
лильный станок), тавота 0,3 кг (на один под-
шипник), а также на одного рабочего тряпок
и концов 20 кг.
ЭНЕРГЕТИКА ЦЕХА
Необходимые указания для проектирования
энергетического и санитарно-технического хо-
зяйства механических и сборочных цехов при-
ведены в главах „Проектирование энергохо-
зяйства завода" и „Проектирование отопле-
ния, вентиляции и освещения завода".
ПЛОЩАДИ, ИХ КОМПОНОВКА
И РАЗМЕЩЕНИЕ ОБОРУДОВАНИЯ
Состав площадей. В состав механического
и сборочного цехов входят производственные
отделения (участки), а также вспомогатель-
ные отделения, служебные и бытовые поме-
щения.
Состав производственных участ-
ков цехов определяется характером изго-
товляемых изделий, технологическим про-
цессом, размером и организацией производ-
ства.
Вспомогательные отделения ме
ханического цеха — цеховой склад мате-
гл. v]
ПЛОЩАДИ, ИХ КОМПОНОВКА
203
риалов и заготовок, заготовительное отделе-
ние, промежуточный склад, контрольное отде-
ление, инструментально-раздаточный склад,
заточное отделение, мастерская цехового ме-
ханика и др.
Вспомогательные отделения
сборочного це х а—склад деталей и мате-
риалов, контрольное отделение и испытатель-
ные установки, инструментально-раздаточный
склад, мастерская цехового механика, упако-
вочная, экспедиция и др.
Служебные и бытовые помещения—
контора цеха, гардероб, уборные, умывальные
и др.
Планировка механического цеха. Ме-
таллорежущие станки могут размещаться в
цехе: 1) по типам оборудования; 2) в порядке
технологических операций.
По первому способу, характерному
для единичного производства, станки распола-
гаются по признаку однородности обработки,
т. е. создаются участки токарных, строгаль-
ных, фрезерных и тому подобных станков.
Последовательность расположения подобных
участков однородных станков на площади
раций, обычно находится в конечной части
цеха.
При обработке плоскостных деталей (плит,
рам, станин и т. д.) в начале производственного
процесса, например, могут быть установлены
разметочные плиты, далее продольно-строгаль-
ные и продольно-фрезерные станки, затем
расточные, сверлильные (преимущественно ра-
диальные) и в конце потока — плоскошлифо-
вальные станки.
При размещении станков необходимо стре-
миться не только к достижению прямоточности
производства, но также и к наилучшему исполь-
зованию подкрановых площадей. Для этого все
станки целесообразно распределить на не-
сколько групп в зависимости от веса подле-
жащих обработке деталей, размещая эти
группы под мостовыми кранами соответ-
ствующей грузоподъёмности. Станки для об-
работки небольших и лёгких деталей распо-
лагаются на площадях, не обслуживаемых
кранами.
По второму способу, характерному для
цехов серийного и массового производства,
станки располагаются в последовательности
Фиг. 2. График движения деталей в механическом цехе: / — шпоночно-долбёжный станок;
2 — плита; 3 — токарно-лобовой станок; 4 — карусельный станок; 5— расточный станок; 5 —
плита; 7 — продольно-строгальный станок; 8 — плита; 9 — расточный станок; 10—плита;
// — радгально-сверлильныЙ станок; 12 — плита; 13 — токарный и 14— радиально-сверлильный
станки; 15 — испытательный пункт; 16 — расточный и 17 — токарный станки; 18 — плита.
цеха определяется последовательностью в об-
работке большинства типовых деталей. Так,
в начале производственного процесса деталей,
имеющих форму тел вращения (шкивы, муфты,
фланцы, диски, шестерни, втулки, валики,
поршни и т. п.), должны быть размещены
токарлые станки.
Для крупных валов и других больших де-
талей, требующих токарной обработки, выде-
ляется группа крупных токарных станков.
Здесь же могут быть размещены лобовые и
карусельные станки для обточки деталей боль-
ших диаметров, как, например, маховые колё-
са, шкивы и т. д. На смежном участке воз-
можно расположить долбёжные станки для
изготовления в -этих деталях шпоночных ка-
навок.
В центральной части цеха может нахо-
диться участок фрезерных станков, в пределах
которого обособленно размещены универ-
сально-фрезерные, горизонтально-фрезерные и
вертикально-фрезерные, а также зуборезные
станки. Рядом с фрезерными станками распо-
лагаются поперечно-строгальные (шепинги).
Далее размещаются радиально- и вертикально-
сверлильные станки. Участок «шлифовальных
«танков, предназначенных для отделочных опе-
технологических операций для обработки одно-
имённых или нескольких разноимённых деталей,
имеющих схожий порядок обработочных опе-
раций. В крупносерийном и массовом произ-
водстве подобная группа (линия) станков
выполняет обработку одной какой-либо детали
(например, поршневая группа, шатунная группа
и т. п.). В мелко- и среднесерийном производ-
стве каждая группа (линия) станков выпол-
няет обработку нескольких деталей, имеющих
аналогичный порядок операций.
При размещении станков в группы (линии)
необходимо предусматривать кратчайшие пути
движения каждой детали в процессе обра-
ботки, не допуская обратных, кольцевых либо
петлеобразных движений, создающих встреч-
ные потоки и затрудняющих транспортиро-
вание.
В серийном производстве машин средних
размеров при обработке в каждой группе
станков нескольких деталей нормальная длина
технологической линии составляет 40—60 м.
Движение деталей может быть показано
на плане расположения оборудования в виде
графиков (фиг. 2).
Каждая группа (линия) станков распола-
гается в отдельных пролётах или частях цеха
204
ПРОЕКТИРОВАНИЕ МЕХАНИЧЕСКИХ И СБОРОЧНЫХ ЦЕХОВ
РАЗД. V
(пролёт станин, пролёт валов, отделение
коробок передач и т. п.).
Передача деталей из одного пролёта в
другой (межпролётное кооперирование) для
выполнения какой-либо операции нежелательна
и допускается лишь при наличии в соседнем
пролёте станка, который подлежит совмест-
При расположении станков с движущимися
частями (продольно-строгальные, продольно-
фрезерные) перпендикулярно к стене рас-
стояние между стеной или выступающей её
частью и столом станка при наибольшем его
выносе должно быть не менее 1200 мм
(фиг. б).
Фиг. 3. Условное графическое изображение металлообрабаты ¦ ощих станков и расположения рабочих мест: / и
2 — токарно-винторезные с разным расположением электромоторов, 3 — токарный многорезцовьгй; 4 ^револьверный и
автомат при прутковой работе и расположении под углом; 5—карусельный малый; б—карусельный большой; 7—расточ-
ный; 8 и 9 — вертикально-сверлильный; 10 — радиально-сверлильный; 11 — горизонтально- и вертикально-фрезерный,
12— универсально-фрезерный; 13—продольно-фрезернь1"- 14—а) зубофрезерный, б) зубострогальный и зубодолбёжный;
15 — продольно-строгальный одноколонный; 16 — про."^ ->ьно-строгальный двухколонный; 17 — шепинг; 18 — долбёж-
ный; 19 — круглошлифовальный; 20 — плоскошлифо.л,..ьл:л^ продольного типа; 21 -^ плоскошлифовальный кару-
сельного типа; 22 —- внутришлифовальный; 2J — бесцентровсшлифовальный; 24 — центровальный; 25 — болторезный.
ному использованию смежных пролётов. При
передаче детали в другой пролёт должна
сохраняться общая прямоточность движения
производства.
Расположение станков изображается на
плане в масштабе 1:100, для крупных цехов—
1:200. Каждому типу станка даётся условное
графическое изображение (фиг. 3).
Координировать расположение станков сле-
дует по отношению колонн. Колоннам в ка-
ждом пролёте присваивается номер. Расстояние
от определённой колонны в двух направлениях
фиксирует положение станка в цехе.
Разрывы между станками, а также между
последними и смежными элементами зданий
(колоннами, стенами и др.) регламентируются
соображениями охраны труда и удобствами
эксплоатации станков. При планировке оборудо-
вания можно принимать следующие разрывы.
Место рабочего должно находиться на пло-
щадке перед станком шириной 750 мм. Место
рабочего у станка (диаметр 500 мм) обозна-
чается на плане кружком. При установке
станков вдоль стены расстояние от станка
до колонны, находящейся в стене:
а) при расположении рабочего между стан-
ком и стеной: для мелких и средних станков —
не менее 800 мм, для крупных — не менее
1000 мм (фиг. 4) (при наличии у стены вы-
ступающих частей расстояние следует считать
от них);
б) при расположении рабочего вне проме-
жутка между стеной и станком: для мелких
и средних станков — не менее 500 мм\ для
крупных — не менее 1000 мм (фиг. 5).
При расположении станков возле колон-
ны рекомендуются следующие минимальные
расстояния между последней и станком:
а) для продольно-строгальных, шепингов
и зуборезных: между крайней габаритной ли-
нией передней стороны станка и колонной—
Фиг. 4. Расстояние от стены для малых, средних и круп-
ных станков, когда рабочий находится между станком
и стеной: / — стена; 2 — колонна; 3 — малый или средний
станок; 4 — крупный станок; 5 — рабочее место
У///ЛУЖ
UZ
V////A
pi».
'л V/////.1 y///m
1 J \%
У#////А
t
T
Фиг. 5. Расстояние от выступающей колонны
или стены для малых, средних и крупных
станков, когда рабочий находится вне проме-
жутка между станком и стеной: •/ — стена;
2 — колонна; 3—малый или средний станок;
4 — крупный станок; 5 — рабочее место.
700 мм; при расположении колонны с зад-
ней стороны станка между колонной и край-
ней габаритной линией станка — 500 мм
(фиг. 7, а и б);
гл. v]
ПЛОЩАДИ, ИХ КОМПОНОВКА
205
б) для токарных: между колонной и перед-
ней габаритной линией станка 600 мм, между
колонной и задней стороной станка — 500 мм
(фиг. 7, в);
в) для фрезерных и шлифовальных: между
столом и колонной — не менее 700 м ч, между
колонной и станиной станка с боковой сто-
роны— 560 мм (фиг. 7, г).
При установке станков одного к другому
задними сторонами расстояние между
станками возможно принимать . (фиг. 8): для
токарных, "автоматов и револьверных при
патронной работе, а также фрезерных, зубо-
резных, шлифовальных и шепингов—500 мм
(фиг. 8, а, б, в, г, д); для продольно-строгаль-
ных, продольно-фрезерных, расточных, плоско-
шлифовальных продольного типа (фиг. 8, е)—
1000 мм.
Расстояние между станками вдоль их
линии расположения следует принимать
(фиг. 9):
а) для токарных, фрезерных, зуборезных,
шепингов, круглошлифовальных. автоматов, ре-
^__^__-____--. вольверных станков (в слу-
^ ч^е патР°НН0Й работы—при
прямолинейном расположе-
нии, в случае прутковой
работы—при расположении
¦под углом 15° или в шахмат-
ном порядке) — 600 мм',
б) для продольно-стро-
гальных, продольно-фрезер-
ных, плоскошлифовальных
продольного типа расточ-
ных, протяжных (при пря-
молинейном расположении
или под углом; в случае
расположения под углом
расстояние считается от
крайних угловых точек
станков) 1000 мм.
В механических цехах
поточного производ-
ства расстояния между станками в «продоль-
ном направлении определяются главным обра-
Фиг. 6. Расстояние
ог выступающей
части стены до про-
дольно - фрезерных
и продольно-стро-
гальных станков
лри расположении
hi перпендикуляр-
но стене.
Колонна Кдпота
, Колонна
г—°~Ц
Фиг. 7. Расстояние (минимальное) между станком и ко-
лонной: а — для продольно-строгального; б— для шепин-
га и зуборезного; в — для токарного; г — для фрезерного
и шлифовального.
зом размерами транспортных устройств, со-
единяющих и обслуживающих рабочие места
(склизы, скаты, рольганги, конвейеры и др.).
При отсутствии их станки ставятся на
таком расстоянии, чтобы иметь возможность
только расположить на рабочем месте всё
относящееся к нему и не стеснять работаю-
щего, а также иметь возможность разобрать
или снять станок при ремонте. "
Расстояние между двумя станками, обслу-
живаемыми находящимися между ними двумя
рабочими при отсутствии движения транспорт-
Фиг. 8. Расстояние (минимальное) между станками при
установке их один к другому задними сторонами: а—для
токарных; б"—для фрезерных и зуборезных; в —для шепин-
гов; г — для шлифовальных; д — для револьверных и ав-
томатов при патронной работе; в—для продольно-строгаль-
ных, продольно-фрезерных, расточных, плоскошлифо-
вальных продольного типа.
ных тележек—1500 м и; при обслуживании двух
станков одним рабочим — 1000 мм (фиг. 10).
Расстояние разметочной или прове-
рочной плиты от ближайших станков или
верстаков 1000 мм; от стены 700 мм (фиг. 11).
Фиг. 9. Расстояние (минимальное) между стан-
ками вдоль линии их расположения: а — для то-
карных; б — для фрезерных; в — для шепингов;
г — для автокатов и револьверных при патронной
работе; д—Д1Я автоматов и револьверных при.
прутковой работе и расположении под углом;
е — для автоматов и револьверных при шахмат-
ном расположении; ж — для круглошлифоваль-
ных; з — для продольно-строгальных, продольно-
фрезерных, расточных и протяжных; а — для
плоскошлифовальных продольного типа.
Размеры главных продольных прохо-
дов между станками определяются в соответ-
ствии с габаритами применяемых транспортных
средств (электрокары, автокары, ручные те-
лежки и др.). Габарит нагружённой тележки
должен быть принят по размерам наибольшей
перевозимой детали с учётом выступающих
ПРОЕКТИРОВАНИЕ МЕХАНИЧЕСКИХ И СБОРОЧНЫХ ЦЕХОВ
[разд. v
за пределы платформы концов детали. Если
размеры деталей не превышают габарита
тележки, то он берётся по ширине прямого
прохода последней.
Фиг. 10. Расстояние между двумя станками.
Минимальное расстояние между станками
по ширине главного прохода для движения
в одном направлении электрокар (автокар)
грузоподъёмностью 1,0— 1,5 /и: а) при располо-
жении станков задними сторонами к проходу —
Стена -
Станок
г
Разметочн. <
плита !
I Станок |
Фиг. 11. Расстояние разметочной или проверочной
плиты от стены, станков и рабочих мест.
2000 мм (фиг. 12, а); б) при расположении
станков одного ряда передней стороной к про-
ходу, другого задней—2400 мм (фиг. 12, б);
в) при расположении станков передними сто-
ронами к проходу — 2800 мм (фиг. 12, в).
При возможности двухстороннего движе-
ния электрокар того же размера минимальные
расстояния между станками по ширине глав-
ного прохода для тех же способов расположе-
б)
Ю, 1200 400 ^400, 1200 Ж *'№ ^ '200 800
. Д. -, -лЛ ~Н И шЛ' Urn- *шА^ | -»| ' И""
а е>
Фиг. 12. Расстояния между станками при движении
электрокар в одном направлении.
ния станков соответственно равны 3600 мм
(фиг. 13. а), 4000 мм (фиг. 13, б), 4400 ми
(фиг. 13, в).
При использовании электрокар (автокар)
большей грузоподъёмности, а также транс-
портных средств других типов и размеров
(платформы, вагоны, автомобили и т. д.) рас-
стояние между станками по ширине главного
прохода изменится в соответствии с габаритами
применяемого транспортного оборудования.
Второстепенные проходы образуются про-
межутками между станками и могут служить
только для прохода людей.
Станки располагаются в пролёте в 2, 3 и
4 ряда в зависимости от их размеров и ши-
рины пролёта (пролётом называется часть
400 800
V—4000-
Фиг. 13. Расстояния
между станками при
движении электрокар
в двух направлениях.
здания, ограниченная в продольном направле-
нии двумя параллельными рядами колонн).
Крупные станки ставятся в пролете в 2 ряда,
средние—в 2—3, мелкие — в 3—4 ряда
(фиг. 14, 15, 16, 17).
В пролёте станки могут быть установлены
вдоль пролёта (фиг. 14—17), поперёк пролета
(фиг. 18), под углом (фиг. 19, 20).
Наиболее удобное и часто встречаемое
расположение большинства станков — вдоль
1 1
1 i
j j
i$
fi
i i
i i
•0
•0
«0
1 1
1 1
i i
1
i i
i i
i i
Фиг. 14. Расположение
станков в пролёте в
два ряда с одним про-
дольным проходом.
Фиг. 15. Расположение
станков в пролёте в три
ряда с двумя продольными
проходами. (
пролёта. Поперечное расположение приме-
няется в случае, когда этим может быть
достигнуто лучшее использование площади.
Расположение под углом применяется для ре-
вольверных станков и автоматов при прутко-
вой работе, для протяжных, расточных, про-
дольно-строгальных, продолыкнфрезёрных и
продольно-шлифовальных станков и также
имеет целью лучшее использование площади:
Револьверные станки и автоматы при прутко-
вой работе ставятся под углом 1&—2о° или
больше в зависимости от ширины и длины
отводимой под них площади. При размещении
их в шахматном порядке необходимо обеспел
гл. v]
ПЛОЩАДИ, ИХ КОМПОНОВКА
207
чить возможность подхода к ним с двух сто-
рон (фиг. 21).
При всех расположениях станков рабочие
места следует предусматривать со стороны
1
Фиг. 16. Расположение
станков в пролёте в
три ряда с одним про-
дольным проходом.
Фиг. 17. Расположение стан-
ков в пролёте в четыре ряда
с двумя продольными прохо-
дами.
Фиг. 18. Располо-
жение станков в
пролёте — продоль-
ное и поперечное —
с одним продоль-
ным проходом
Фиг. 19. Расположение расточ-
ных станков под углом.
Фиг- 20. Расположение
револьверных станков под
углом.
Фиг. 2^. Шахматное
расположение револь-
верных станков.
прохода, что облегчает обслуживание рабочего
места (обмен инструмента, подача загото-
вок, приёмка деталей, инструктаж и др.).
На поточных линиях часто приходится
отступать от способа установки- оборудования
в прямолинейные ряды, если при этом может
быть достигнут наиболее короткий путь дви-
жения деталей. Пример подобного расположе-
ния станков из иностранной практики приве-
дён на фиг. 22.
Для многостаночной работы размещение
одновременно обслуживаемых станков должно
обеспечить: а) наи-
более удобное для
рабочего положение
органов управления
всех обслуживаемых
станков; б) минималь-
ную затрату времени
на переходы рабочего
от одного станка
к другому.
Пример расплани-
ровки шести станков
для одновременного
их обслуживания по-
казан на фиг. 23.
При расположении
одновременно обслу-
живаемых станков по
обеим сторонам роль-
гангов следует (если
это возможно по тран-
спортным условиям)
делать разрывы в
рольгангах с целью
сокращения длины
пути рабочего при пе-
реходе от одного станка к другому (фиг. 24).
Размер площадей. Распланировка обору-
дования определяет размеры производствен-
Фиг. 22. Расположение
станков в поточной линии
с кратчайшим пробегом
деталей (цифры указы-
вают порядок операций).
Заготовки
Готовые детали
1 операция j
¦ <*
С
2оперсщия
э
\3 операция
Q
е
3операция
2 операция 1 операция
Готовые детали
Заготовки
Фиг. 23. Расположение шести станков для одновремен-
ного их обслуживания.
D
си си сп
си си си
Фиг. 24. Расположение станков с двух сторон
рольганга при одновременном их обслуживании.
ных площадей механического цеха: ширину и
длину пролётов, число пролётов, а также пло-
щадь, занятую оборудованием.
Показателем, характеризующим использо-
вание производственной площади механиче-
ского цеха, является .удельная площадь',
т. е. площадь в квадратных метрах, приходя-
208
ПРОЕКТИРОВАНИЕ МЕХАНИЧЕСКИХ И СБОРОЧНЫХ ЦЕХОВ
[РАЗД. V
щаяся в среднем на один станок. Этот пока-
затель различен для разных групп станков и
может быть принят для мелких станков 10—12,
средних—15—25, крупных—30-45, наиболее
крупных и уникальных станков тяжёлого
машиностроения — 50—150 л*2на один станок.
При необходимости более уплотнённого рас-
положения станков (например при использо-
вании существующих зданий) эти величины
удельных площадей могут быть снижены до
20—250/0.
Удельные площади по видам машинострое-
ния даны в таблицах технико-экономических
показателей (табл. 6 и 7).
Размер производственной площади может
быть определён укрупнённо по удельной пло-
щади.
Площади вспомогательных отделений опре-
деляются в зависимости от назначения и
особенностей работы каждого из них.
Цеховой склад материалов и заго-
товок предназначен для хранения цехового
Склад ® материалов
тТ4"
Механический t
Сбо
ех
рочныи цех
Снлад
материалоб
Механический цех
Фиг. 25. Расположение це- Фиг. 26. Расположение це-
хового склада материалов хового склада материалов
и заготовок в пролётах ме- и заготовок в пролёте, пер-
ханического цеха: 1 — мо- пендикулярном пролётам
стовой кран; 2 — консоль- механического цеха,
ный кран.
запаса пруткового и другого материала, за-
готовок—отливок, поковок, штамповок. Склад
располагают: а) в начале пролётов цеха
(фиг. 25); б) в отдельном пролёте, перпендику-
лярном к пролётам механического цеха (фиг. 26);
в) под эстакадой, примыкающей к цеху и
оборудованной соответствующими грузоподъ-
ёмными средствами. Последнее расположение
часто применяется для складов заготовок при
крупных цехах на заводах тяжелого машино-
строения.
Площадь для хранения заготовок и мате-
риалов определяется:
а) для крупных заготовок—их габаритными
размерами в зависимости от величины запаса,
отвечающего 2—3-дневной потребности цеха;
наиболее крупные заготовки в цеховой склад
не завозят, а доставляют непосредственно
к рабочим местам из кузнечного и литейного
цехов;
б) для хранения заготовок в штабелях или
в таре и сортового материала в штабелях или
стеллажах на срок до 10—12 дней—расплани-
ровкой штабелей или стеллажей.
Допускается следующая грузонапряжён-
ность площади в тоннах на 1 л2: для сорто-
вого материала —0,75—1,0; литья и поковок—
1,0—1.5; крупных заготовок — до 2,0. Для скла-
дов, расположенных в верхних этажах, 0,75.
При укрупнённых расчётах средняя грузо-
напряжённость площади*- пола всего склада
может быть принята в размере 1,00 —1,25 т
на 1 л2.
Площадь цехового склада примерно соста-
вляет по ряду выполненных проектов 8 — 12°/о
от станочной площади цеха.
Очень часто на площади склада, заготовок
предусматривается также их грунтовка.
Заготовительное отделение служит
для разрезки, отрезки,. центровки, правки и
обдирки прутковых, круглых, квадратных и
других материалов. В средних и малых цехах
оно располагается в помещении цехового
склада; в крупных цехах представляет собой
отдельную мастерскую.
Потребное количество станков для заго-
товительных операций определяется по тех-
нологическому процессу также, как и для
механического цеха.
Минимальный комплект оборудования мо-
жет быть принят в размере 6 единиц: ножовоч-
ная и дисковая пилы, отрезной, центровоч-
ный, обдирочный, правильный (либо пресс для
правки) станки.
Площадь отделения определяется по рас-
планировке станков. Возле станков оста-
вляются свободные места для материала и
заготовок. Площадь на один станок может
быть принята в размере до 20—25 лА
Площадь цехового склада с заготовитель-
ным отделением по ряду выполненных про-
ектов составляет 15—18% от станочной пло-
щади цеха.
Контрольное отделение служит
для контроля изготовляемых в цехе деталей;
обычно располагается в конце станочных ли-
ний механического цеха перед промежуточным
складом, куда поступают обработанные детали
для хранения до поступления на сборку; по-
мимо этого в цехе устраиваются контрольные
площадки между станками для межоперацион-
ного контроля деталей. При поточной работе
контрольные площадки (пункты) распола-
гаются в поточной линии в порядке опе-
рации.
Площадь контрольного отделения опреде-
ляется по распланировке рабочих мест кон-
трольных работников, оборудования и инвен-
таря, в том числе: а) проверочных плит с не-
обходимыми для измерения принадлежностями;
б) столов для осмотра, обмера и сортировки
деталей; в) столов для измерительных прибо-
ров и приспособлений; г) застеклённых шка-
фов для измерительного инструмента и при-
боров; д) стеллажей и стоек. Площадь кон-
трольного отделения может быть определена
укрупнённо по числу контрольных работников,
считая на одного работника 6—8 м2. При де-
тальном проектировании площадь отделения
определяется путём распланировки рабочих
мест контролёров, инвентаря, оборудования,
тары с деталями и т. д.
Ориентировочные размеры контрольных
площадок — до 2,5 X 2,5 м.
Промежуточный склад служит для
накопления и хранения окончательно обрабо-
танных деталей, ожидающих поступления
в сборку. Располагается в конце пролётов
механического цеха, вслед за контрольным
отделением по пути движения деталей из ме-
ханического цеха в сборочный.
гл. v]
ПЛОЩАДИ, ИХ КОМПОНОВКА
209
Запас готовых деталей на складе прини-
мается: а) в серийном производстве—до 10—12
дней, в том числе для крупных деталей—на 3—5
дней, для мелких—до 10—12 дней, б) при мас-
совом производстве—на 3—5 дней. Детали хра-
нятся в стеллажах, на специальных подставках,
столах, а также в специальной таре.
Площадь склада определяется на основании
распланировки и подсчёта площадей отдель-
ных мест для хранения определённых деталей
на принятый срок. Между отдельными пло-
щадками или стеллажами оставляются проходы
и проезды; ширина проходов между стелла-
жами 1,25—2,5 м, в зависимости от приме-
няемых транспортных средств.
Заточное отделение служит для
централизованной заточки и доводки режу-
щего инструмента. Располагается смежно с ин-
струментально - раздаточным складом; отде-
ляется от последнего и цеха стеклянной пере-
городкой.
Площадь заточного отделения при деталь-
ных расчётах определяется на основании рас-
планировки станков. Укрупнённо может быть
принята в размере 7—9 м1 на один заточный
станок.
Количество заточных станков для укруп-
нённых расчётов можно принимать в процен-
тах от количества станков, обслуживаемых
заточкой: для крупных цехов—40/0, средних—
5%, малых — 6%.
Количество доводочных станков прини-
мается в размере 50% от количества заточ-
ных, потребных для заточки того инструмента,
который подлежит доводке.
Инструментально - раздаточный
склад служит для снабжения рабочих мест
инструментом и приспособлениями. Распола-
гается смежно с заточным отделением и для
индивидуального и серийного производства
по возможности в центральной части цеха,
а для поточного — в стороне от поточных ли-
ний, где располагаются другие вспомогатель-
ные отделения. Для хранения инструмента
и приспособлений склад оборудуют стелла-
жами.
Площадь инструментально - раздаточного
склада может быть принята по числу обслу-
живаемых ею рабочих мест. Для исчисления
размера площади служит показатель, опреде-
ляющий размер площади склада в квадратных
метрах, приходящейся на один металлорежу-
щий станок обслуживаемого цеха: при двух-
сменной^ работе—0,45—0,55, при трёхсменной—
0,70—0,80 м2 на один станок (меньшие значе-
ния относятся к цехам с количеством станков
большим 150, и наоборот).
Площадь инструментально - раздаточного
склада, обслуживающего слесарно-сборочные
участки, может быть принята в размере
0,15—0,25 мг на одного обслуживаемого сле-
саря, суммарно во все смены, так как в складе
необходимо хранить инструмент для рабочих
всех смен.
Планировка сборочного цеха. Располо-
жение рабочих мест для различных видов работ
сборочного цеха должно соответствовать после-
довательности прохождения деталей по ста-
диям сборки, что обеспечивает наименьший
пробег деталей и постоянство общего напра-
вления грузопотоков. Исходя из этого, рабо-
чие места в цехе должны располагаться в сле-
Н Тон 14. 113
дующем порядке: 1) слесарная обработка дета-
лей (в случаях, когда она имеет место); 2) сбор-
ка узлов; 3) сборка комплектов; 4) общая сборка
машины; 5) обкатка, регулировка; 6) испы-
тание; 7) окраска.
Слесарная обработка деталей
производится на верстаках (обычно деревян-
ных), на которых расположены тиски. Размеры
слесарных верстаков: ширина односторон-
них — 750 — 800 мм, двухсторонних — 1300 —
1400 мм', высота—85'J—900 мм\ расстояние
между осями тисков—1250—1500 мм.
Очень удобны двухсторонние четырёхмест-
ные верстаки — по двое тисков с каждой сто-
роны.
Для точных работ (например, лекальных)
удобны одиночные верстаки, которые для боль-
шей устойчивости делаются металлическими
С верхней деревянной крышкой.
На двухсторонних верстаках ставятся метал-
лические сетки, предохраняющие противопо-
ложно стоящих
//////////А
слесарей от попа-
дания кусков ме-
талла при рубке.
Вдоль верста-
ков должен быть
проход; минималь-
ная ширина его
1500 мм, считая от
линии расположе-
ния рабочих мест
(фиг. 27); удельная Фиг. 27. Схема расположения ра-
ПЛОЩадь на еле- бочего места у слесарного верста-
гяпя крпгтячнитгя ка: 7 — верстак; 2 —тиски; J—pa-
саря верстачника бочее ме 4 _ стена
5—6 м\ В слу-
чае необходимости
движения транспорта по этому проходу ши-
рина его принимается в зависимости от приме-
няемых средств транспорта (для движения
электрокар и автокар — 2500 мм).
Сборка узлов и ко м пл ектов мо-
жет производиться на обычных слесарных
верстаках, на столах, рольгангах и конвейерах
в зависимости от характера, габаритных раз-
меров сборочных соединений, размера произ-
водственной программы и принятой организа-
ции сборки.
Около верстаков и столов для слесарной
обработки деталей и сборки узлов необходимо
предусматривать установку нескольких свер-
лильных станков (предпочтительно радиально-
сверлильных) для сверления отверстий и наре-
зания резьб, выполняемых при сборке, а
также прессов для неподвижных соединений
деталей.
Общая сборка машин производится
в зависимости от вида и метода сборки, кон-
струкции и размеров собираемых машин:
\) стационарная сборка: а) непосред-
ственно на полу (необорудованная площадка)*,
б) на оборудованных стендах; в) на фунда'
ментах; г) на параллелях; д) на сборочных
станках;
2) подвижная — поточная сборка: а) на
рольгангах; б) на безрельсовых тележках, пере-
мещаемых вручную; в) на рельсовых тележ-
ках, перемещаемых вручную; г) на рельсовых
тележках, образующих тележечный конвейер;
д) на ленточных, пластинчатых и подвесных
круговых конвейерах; е) на специальных сбо-
рочных конвейерах, приспособленных для
210
ПРОЕКТИРОВАНИЕ МЕХАНИЧЕСКИХ И СБОРОЧНЫХ ЦЕХОВ
[разд. v
ненец сборки
начало
доркк
определённого изделия; ж) на рельсовых пу-
тях, на которых перемещается машина на
собственном ходу (например, паровоз, вагон)
или на колёсах, временно прикреплённых к
ней; з) на подвесных монорельсовых путях;
и) на карусельных столах (фиг. 28) и др.
При сборке на
рельсовых тележ-
ках и подвесных
конвейерах линия
потока может быть
прямой или коль-
цевой (фиг. 29).
При прямой ли-
нии (фиг. 30) пото-
ка возврат рельсо-
вой тележки от
конечного пункта
потока к началь-
Фкг. 28. Схема сборки на кару- HOMV МПЖРТ orv-
сельном столе. Н0МУ может ОСУ
ществляться:а) по-
средством мостового крана, обслуживающего
сборочный цех; б) посредством второго парал-
лельного рельсового пути, на который те-
лежка переходит через поворотные круги;
в) посредством наклонного рельсового пути,
Начало потека
Изделие
Конец потопа ю 9 в 7
Фиг. 29. Кольцевая линия потока.
проложенного в тоннеле под полом цеха,
в который тележка опускается в конечном
пункте потока мостовым или местным пово-
ротным краном через люк и извлекается через
другой люк в начальном пункте потока.
Нашопотка
Конец потока
Пить для обратного
движения тележки
Начале потопа
Конец потока
fl)9K Наклонный репьсоВый путь в тоннеле Оля
обратит движения телети
Фиг. 30. Схемы возврата тележек при прямой поточ-
ной линии.
Конструкции и размеры стендов и конвей-
ерных устройств для общей сборки, а также
расстояния между ними принимаются в зави-
симости от характера и размеров собираемых
изделий. Детальные указания по выбору
конструкции, размеров и по характеристикам
транспортного оборудования сборочных цехов
изложены в т. 9 «Справочника».
При планировке сборочных мест должны
быть предусмотрены: а) места расположения
сборщиков и возможность свободного пере-
мещения их около собираемого объекта;
б) места для расположения крупных деталей
машин; в) места для хранения запаса деталей
и узлов в таре, на полках, стеллажах, спе-
циальных столах и подставках в количестве,
обеспечивающем выполнение сборки на дан-
ном сборочном месте; г) проходы и проезды,
исходя из габаритных размеров транспортных
средств и перевозимых деталей и узлов
(для электрокар и автокар ширина про-
езда 2500 мм).
Площадь, потребная для выполнения
сборочных работ по отдельным стадиям сборки,
а также для всего цеха определяется из его
планировки путём составления /плана распо-
ложения всех рабочих мест, оборудования,
конвейерных или других устройств, складоч-
ных мест деталей, узлов и комплектов, про-
ходов и проездов и пр. На основании полу-
ченной по плану общей производственной пло-
щади цеха определяется удельная площадь,
т. е. площадь, приходящаяся на одного произ-
водственного рабочего наибольшей смены.
При расчётах по технико-экономическим
показателям (при разработке проектных зада-
ний и в других случаях) величина площади
сборочного цеха может быть определена при-
ближённо по величине удельной площади.
Этот показатель различен для разных отрас-
лей машиностроения, так как зависит от типа
производства, размеров изделий, длитель-
ности цикла сборки. Удельные площади по
видам машиностроения даны в таблицах тех-
нико-экономических показателей (табл. 8 и 9).
Соотношение размера площадей механического
и сборочного цехов непосредственно зависит
от типа производства: в серийном машино-
строении площадь сборочного цеха в среднем
составляет 35—40% от площади механи-
ческого цеха, в единичном и мелкосерий-
ном— 50—60%, в массовом — 25—30%; при
хорошо организованной поточной сборке—до
15—200/q.
Конфигурация и размеры здания. Кон-
фигурация и размеры здания выбираются
в зависимости от многих факторов, в том
числе от объекта проектируемого производ-
ства, особенностей технологических процессов,
типов и размеров подъёмных кранов и транс-
портных устройств, требований к освещению,
отоплению, вентиляции, перспектив дальней-
шего расширения цеха и пр.
Заводские здания, в частности здания ме-
ханических и сборочных цехов, строятся в виде
взаимно параллельных и перпендикулярных
пролётов. Пролёт характеризуется тремя раз-
мерными показателями —шириной, длиной и
высотой.
Шириной пролёта (L) называется
расстояние между осями верхних надкрано-^
вых стоек колонн (фиг. 31).
Пролётом мостового крана (LK)
называется расстояние между вертикальными
осями крановых рельсов.
L к LK согласно ОСТ 6787 (табл. 4) свя-
заны соотношением L — LK =» 1,0 м при
гл. v]
ПЛОЩАДИ, ИХ КОМПОНОВКА
211
Градация пролётов зданий и кранов *
Таблица 4
Пролёт
7
8
9
IO
II
12
13
14
Пролёт крана L в м
до 15 т
5
6
1
9
ю
11
13
13
от 20
до 100 от
—
—
' 7,5
8.5
9.5
10,5
"•5
12,5
Пролёт здания
15
16
17
18
19
2О
21
аз
S3
Пролёт крана LK в м
до 15 от
14
15
i6
17
18
19
20
21
32
от 20
до 100 т
13,5
14.5
15.5
16,5
17.5
i8,5
19,5
2O.5
31.5
Пролёт здания
24
25
2б
27
28
=9
30
31
За
Пролёт крана L в м
до 15 от
23
24
25
26
27
з8
29
3°
31
от 20
до 100 от
22,5
23.5
24.5
25,5
2б,5
27.5
28,5
29.5
3°.5
• Градации пролётов зданий и кранов указаны согласно ОСТ 6787. Пролёты зданий, кратные 3, показанные жирным
шрифтом, являются предпочтительными.
наличии в пролёте кранов грузоподъёмностью
до 15 т включительно и L — LK= 1,5 м—при
наличии кранов от 20 до 100 т. Согласно
размещаемых в пролёте станков, расплани-
ровки и габаритов рабочих мест, ширины
проходов и других условий. В практике про-
ектирования механических и сборочных це-
хов наиболее применимы следующие размеры
ширины пролётов:
Габарит
изделия
Ширина
пролёта в м
Фиг. 31» Схема пролётов.
фиг. 32, L = LK + 2 (t + 5 + Ь). Величины sub
принимаются по ОСТ мостовых кранов.
L выбирается в зависимости от габаритных
размеров изделий, размеров и числа рядов
Малый 9, и
Средний is, is, i8, 31
Крупный i8, ях, 24
Особо крупный 24, 27, з°
Длина пролёта определяется суммой
размеров, считая по его'©си, последовательно
расположенных производственных и вспомо-
гательных отделений, проходов и других уча-
стков цеха. Длина пролёта кратна размеру
шага колонн, принимаемому для механических
и сборочных цехов равным б м и при метал-
лических конструкциях до 12 м.
Высота пролёта Н' = Н-\- h (фиг. 32),
где Н — расстояние от пола до головки под-
кранового рельса и Л — расстоя-
ние от головки рельса до нижней
выступающей части верхнего пе-
Фиг. 32. Схема для определения ширины пролёта и высоты цеха.
212
ПРОЕКТИРОВАНИЕ МЕХАНИЧЕСКИХ И СБОРОЧНЫХ ЦЕХОВ
[РАЗД. V
рекрытия или до нижней точки затяжки стро-
пильной фермы.
Минимальная величина Н складывается из
следующих частных размеров (фиг. 32):
1) расстояния от горизонтальной линии,
проходящей через вершину головки рельса
до самого верхнего положения крюка (на чер-
теже с); принимается по стандарту электри-
ческих- мостовых кранов (ОСТ 20195-40);
2) расстояния от центра крюка крана в
верхнем его положении до верхней кромки
наибольшего транспортируемого изделия (/),
необходимого для захвата изделия цепью или
канатом и зависящего от размеров изделия;
3) высоты наибольшего по размеру изде-
лия в положении транспортирования (е);
4) зазора между габаритным размером
транспортируемого изделия и верхней точкой
наиболее высокого станка (г), принимаемого
не менее 400 мм;
5) высоты наибольшего станка (k), но не
менее 2,3 м.
Минимальное значение размера Н для про-
лётов, имеющих мостовые краны, считая от
пола до головки подкранового рельса: в ме-
ханических цехах—5,75 — 6 м, в сбороч-
ных — 6 — 1м.
Размер Л (фиг. 32), т. е. расстояние от го-
ловки рельса до нижней выступающей части
перекрытия или до нижней точки затяжки
стропильной фермы, равен сумме габаритной
высоты крана (а) и расстояния между верхней
точкой крана и нижней точкой перекрытия
или затяжки стропильной фермы (/и).
Габаритная высота крана, зависящая от
грузоподъёмности крана и ширины пролёта,
принимается по ОСТ 20195-40. Согласно тому
же источнику, расстояние от верхней точки
крана до нижней точки перекрытия или за-
тяжек стропильных ферм (зазор) должно быть:
при расположении троллейных проводов сбоку
крана — не менее 100 мм, при расположении
троллейных проводов сверху—не менее 400 мм.
Минимальную высоту производственных
помещений при отсутствии мостовых кранов
возможно принимать 3,5 — 4 л. Во всех слу-
чаях при определении высоты производ-
ственных помещений должно быть соблюдено
Фиг. 33. Схема колоин в многоэтажном здании.
санитарно-гигиеническое требование, согласно
которому на каждого работающего должно
приходиться не менее 15 м% объёма произ-
водственного помещения (ОСТ 90014-39).
Для производства лёгких и мелких из
делий (например, приборов, инструмента,
счётных и швейных машин, карбюраторов,
патефонов и др.) целесообразно применять
для механических и сборочных цехов много-
этажные здания.
Ширина этих зданий ввиду ограниченной
возможности хорошего освещения их через
боковое остекление принимается в .18, 19 и
20 м, при ширине пролётов 6, 7,5 и 8 м, в со-
четании со средним пролётом в 3 или 4 м и
при шаге колонн 4, 5 или 6 м. Форма много-
этажных здании в зависимости от размеров
бывает прямоугольная, в виде буквы П, в виде
Ш либо сложного периметра. •
Достаточно удобна в смысле использования
площади сетка колонн (фиг. 33) с размерами,
указанными в табл. 5. Средний пролёт пред-
назначается для главного прохода.
Таблица 5
Размеры сетки колонн и высоты в многоэтажных
зданиях для механических и сборочных цехов
Ширина здания в м ....
Ширина крайних пролётов
в ж
Ширина среднего пролёта
в м
Шаг колонны в м ......
Высота одного этажа в чи-
стоте в м
Высота одного этажа стро-
ительная (от пола до пола) в м
Общая компоновка механических и сбо-
рочных цехов. Порядок размещения
производственных и вспомогательных отделе-
ний механических и сборочных цехов всецело
определяется направлением производственных
потоков и удобством их обслуживания. Так,
склад материалов и заготовок (вместе с заго-
товительным отделением) располагается в на-
чале пролётов механического цеха либо в про-
лёте, им перпендикулярном. В конце этих пролё-
тов размещаются контрольное отделение и
промежуточный склад. Непосредственно перед
сборочными площадями должен находиться
питающий сборку склад деталей и узлов.
Инструментально-раздаточный склад и заточное
отделение для индивидуального и серийного
производства целесообразно располагать в
центральной части цеха, а при поточном произ-
водстве—в стороне от поточных линий, вместе
с другими вспомогательными отделениями.
Расположение сборочного цеха в одном
здании с механическими выполняется следу-
ющим образом: 1) пролёт сборочного цеха
располагается параллельно пролётам^ механи-
ческого цеха (фиг. 34); -2) пролёты сборочного
цеха являются продолжением пролётов меха-
нического цеха (фиг. 35); 3) пролёт сбороч-
ного цеха располагается перпендикулярно
пролётам механического цеха (фиг. 36).
На фиг. 37 изображён поперечный разрез
сборочного цеха, расположенного перпен-
дикулярно пролётам механического цеха, с
изображением захода мостового крана меха-
нического цеха под кран сборочного цеха.
В результате распланировки оборудования
и общей компоновки площадей механических
и сборочных цехов определяются число, ши-
рина и длина пролётов, размеры и площади
цехов и здания.
гл. v]
ПЛОЩАДИ, ИХ КОМПОНОВКА
213
Схема общей компоновки механического
и сборочного цехов" с инструментальным и
ремонтно - механическим цехами дана на
фиг. 38.
План цеха выполняется в масштабе
1: 100. Для больших цехов (имеющих при-
мерно более 250 станков) его можно выпол-
Вытедгс- Поступление мате-
материалов товоО риапоб и заготобок
изагвто0он продукции
< ¦ it
_L
ШшШ мшщ.изагчт.
Механический цех
с_ш
Промежуточный
иыа
цех
край
Цех склад матер, и заго/л.
цех
Механический
промежуточный склад
Сборочный цех
Мостовой
нран
Выход гото-
вой продукции
Фиг. 34. Схема распо-
ложения сборочного
цеха параллельно про-
лётам механического
цеха.
Фиг. 35. Схема расположения
сборочного цеха в продолжен-
ных пролётах механического
цеха.
нять в масштабе 1:200. На плане долж-
ны быть указаны все виды оборудования и
устройств, в том числе станки и другое произ-
водственное оборудование, верстаки, рабочие
столы, подставки, рабочие места, не имеющие
специального оборудования и размещающиеся
на специальных основаниях, с указанием их
габарита, транспортные устройства, относя-
щиеся к рабочему месту:
наклонные скаты, склизы,
посщппение материалод
и эаготобон
предназначенные для производственных или
транспортных целей.
В части строительной на плане должны
быть показаны колонны с осями и обозначе-
ниями номера каждой колонны, очертания
оснований колонн и фундаментов, наружные
стены, внутренние капитальные и лёгкие стены,
а также перегородки, включая застеклённые
и сетчатые, окна, ворота и двери наружные
и внутренние. На плане должны быть указаны
ширина пролётов, шаг колонн, общая ширина
цеха, общая длина пролётов и всего цеха,
ширина продольных и поперечных проходов
или проездов, ширина и длина каждого вспо-
могательного отделения, расстояния станков
от колонн и расстояния между станками и
другими рабочими местами.
Все станки и другое оборудование, вклю-
чая подъёмно-транспортное, обозначаются по-
рядковыми номерами и вносятся в специфи-
кацию, которая помещается на плане. Послед-
ний должен иметь надписи, указывающие но-
мера или названия пролётов, производствен-
ных отделений и участков цеха, вспомогатель-
ных отделений, а также (при многоэтажных
зданиях) номера этажей.
В случае размещения цеха в многоэтажном
здании на одном листе изображаются все
этажи, один над другим, притом так, чтобы
колонны и габариты по всем этажам совпа-
дали.
Кроме плана, должны быть выполнены
также поперечные и продольные разрезы
здания в масштабе 1:50 или 1:100.
МвстоВой
нран
Вы>
20IIL- —
прооущм
Фиг. 36. Схема расположения про-
лёта сборочного цеха перпендику- фиг 37. Поперечный разрез сборочного цеха с изображением захода
лярно пролётам механического цеха. мостового* крана из пролёта механического цеха под кран сборочного цеха.
желоба, лотки, рольганги, пневматические и
другие местные подъёмники.
На плане должны быть показаны также
общецеховые подъёмно-транспортные устрой-
ства, включая мостовые, балочные, консольные,
велосипедные, кобловые краны, монорельсовые
пути, рольганги, конвейеры, рельсовые узко-
колейные и ширококолейные пути, лифты и др.
Кроме того, на плане должны быть изобра-
жены площадки для временного хранения и
контроля деталей, места для мастеров, указаны
проезды и проходы, а также тоннели и каналы,
На фиг. 39 —48 изображены планировки
механических и сборочных цехов, заимство-
ванные из проектов заводов тяжёлого сред-
него и общего машиностроения, а также
станкостроения и инструментальной промы-
шленности.
На фиг. 39 (см. вклейку) изображён план
механического и сборочного цехов завода
карусельных станков (класс III, группа 2).
Механический цех с участком узло-
вой сборки расположен в четырёх параллель-
ных пролётах шириной 21, 15, 15 и 15 м, об-
214
ПРОЕКТИРОВАНИЕ МЕХАНИЧЕСКИХ И СБОРОЧНЫХ ЦЕХОВ
[РАЗД. V
щей площадью 5976 ж2 (часть одного пролёта
15 м занята экспериментальным цехом и ла-
бораторией резания). Все пролёты специализи-
рованы: пролёт 21 м отведён для отделения
наиболее крупных деталей и оборудован дву-
72000
' I Неновой склад1 материалов и
" I I ' заготовок
| 1 р
Фиг. 38. Схема обшей компоновки механического и сборочного цехов с инструментальным
и ремоитно-механическим: / — место мастера; II — раздаточный инструментальный склад;
III — заточное отделение; IV — верстаки для слесарной обработки деталей; V — участок
сборки узлов; VI — место хранения деталей и узлов; VII — конвейер общей сборки;
VIII — верстаки сборщиков.
мя мостовыми электрическими кранами 20/5
и 10 т. Смежный с первым пролёт 15 м, заня-
тый отделением деталей средних размеров, об-
служивается двумя кранами 10 и 5 т. Другой
пролёт 15 м предназначен для отделения мел-
ких деталей; здесь установлены балочный кран
3 от и три консольных поворотных крана 2 т.
Наконец, в четвёртом пролёте, занятом, кроме
экспериментального цеха и лаборатории реза-
ния, окрасочным отделением, имеется мосто-
вой кран Ш т. Для межпролётной передачи
в механическом цехе предусмотрен рельсовый
путь, по которому перемещается тележка.
Оборудование в пролётах механического
цеха расставлено в последовательности опе-
раций обработки ведущих деталей.
Сборочный цех расположен на пло-
щади 1890 м% в пролёте шириной 21 м,
перпендикулярном пролётам механического
цеха. В конце сборочного пролёта находятся
отделение окраски и экспедиция. Общая сбор-
ка выполняется по принципу потока на по-
движных стендах. Пролёт оборудован тремя
мостовыми электрическими кранами (два по
20/5 т и один 30/7,5 т), а также девятью
консольными поворотными кранами.
Транспортная связь мех^шческого цеха
со сборочным осуществляется с помощью сое-
динительных рель-
10000 г— совых путей, а
также электрокар.
Здание механи-
ческого и сбороч-
ного цехов имеет
два железнодорож-
ных ввода: 1) для
подачи материалов
и заготовок на
склад шириной
12 м, расположен-
ный в начале про-
лётов механиче-
ского цеха; 2) для
вывоза готовой
продукции из экс-
педиции.
Бытовые поме-
щения находятся в
двухэтажной при-
стройке, параллель-
ной пролётам меха-
нического цеха.
На фиг. 40 (см.
вклейку) изобра-
жён план механи-
ческого и сбороч-
ного цехов заво-
да металлургиче-
ского оборудова-
ния (доменного,
агломерационного,
прокатного и др.)
с выпуском 20000т
готовой продукции
в год (класс IV,
группа 1).
Механиче-
ский цех рас-
положен на пло-
щади 19 440 м2 в
пяти пролётах, из
которых один ши-
риной 30 м, два — 24 м и два —15 м. В первых
трёх пролётах размещены станки крупных
размеров, в двух последних—остальное обору-
дование, а также отделения ремонтное, заточ-
ное, инструментально-раздаточный склад и
участок сбора и брикетирования стружки.
В конце двух пролётов 24 м и одного 15 м
расположены промежуточный склад, два
склада приспособлений (в каждом из двух про-
лётов), инструментально-раздаточный склад,
склад арматуры и метизов.
Все пролёты цеха оборудованы мостовыми
электрическими кранами. В пролёте шириной
30 м имеются три крана грузоподъёмностью по
50 т; каждый из пролётов 24 м обслуживается
двумя мостовыми кранами по 30 т и двумя
мостовыми кранами по 20 т. Один пролёт
15 м обслуживается двумя кранами по 10 т и
одним 5 т, другой пролёт 15 м—двумя кра-
нами по 5 т и двумя балочными кранами
по 3 т.
В цеховой склад материалов и полуфабри-
катов, расположенный в начале первых трёх
21000
6000 -±-6000 ~f~6000 —1
705000
-+~б0ао~"г~
6000
-12000
Окрасочное^ о tfi д е л
Экспериментальный цех- станочная лаборатория
Отделение Валов и Втулок
Отделение kpyntfbix деталей
Отделение крупных дета/гей
!— 1 -A- i ~ l гА-1~
бытовые .
помещения
л
1
t1
Фиг. 39. План механического и сборочного цехов (с экспериментальным
ментально-раздаточный склад; IV— эмульсионная; V—место для
нения крупных деталей; X — отделение узловой сборки; XI — э^ектро
инструментально-раздаточный склад; XVI — распылительные камеры; X
чес кий цех: /—разметочная плита; 2 — продол ьно-фрез|ерный
правляющих; 7 и 8 — радиально-сверлильные станки; 9 и 10— карусел
16 — радиально-сверлильный станок; 17, 18, 19 и 20 — продольно-dTpora.
станки; 29— вертикально-фрезерный станок; 30—продольно-фрезерный ч
35 — радиально-сверлильный станок; 36—разметочная плита; 37 и
но-сверлильный станок; 43—токарный станок; 44— протяжный ст;
49— вертикально-фрезерный станок; 50—горизонтально-фрезерный стано
ный станок; 55, 56 и 57— расточные станки; 58— контрольная плита; 59—п
патронные станки; 67 — токарный станок; 68 — вертикально-сверлильный
универсальный круглошлифовальный станок; 81 — резьбофрезе эный (
Ь8 — внутришлифовальные станки; 89 —универсальный круглошлифов
трические мостовые краны; 97— электрическая катучая балка;
^ —верстаки трёхместные; 2 — верстаки двухместные; 3 и
обкатки коробок подач; 10 — установка для охлаждения; 11 — cti
но-сверлильный станок; 16— наждачное точило; 17 — место мает
9.321; 22 — то же для станков IA57, 9322, 9334 и 9333; 23 —
27,
цехом) для производства карусельных станков: / — помещение технической инспекции; //—отдел технического1 контроля; III — ивстру»
ремон+ной бригады; VI — кабинет начальника, механического цеха; VII — контора цеха; VIII — трансформаторная подфянция; IX — места хра-
роварочное отделение; XII— склад готовых деталей; XIII — контрольное отделение; XIV — склад заготовок и промежуточный склад; XV —
; X fll — краскозаготовительная окрасочного отделения; XVIII— места мастеров; XIX — место вентиляц юнной установки. М е х а н и-
Станок; 3 — одноколонный продольно-строгальный станок; 4 и 5 — расточные станки; 6 — плоек* шлифовальный станок для на-
зные станки; // — двухколонный продольно-строгальный станок; 12—продольно-строгальный станок;, /?, 14 и) 15— расточные станки;
строгальные станки; 21, 22 и 23 — расточные станки; 24 — радиально-сверлильный станок; 25 - разметочная йлпта; 26,\ 27 и 28— карусельные
й тырёхшпиндельный станок с поворотным шпинделем; 31, 32 и,33— расточные станки; 34—плоскошлифовальный манок для направляющих;
— товарные станки;39— радиально-сверлильный станок;40—вертикально-сверлильный станок;41—поперечно-i:трогальный [станок; 42—токар-
; 45\~* долбёжный станок; 46—горизонтально-фрезерный станок; 47— универсально-фрезерный станок; 4#— горизонт; льно-фрезерный станок;
к; 51—одноколонный продольно-строгальный станок;52—продольно-строгальный станок; 53— продольно-ф)езерний станок; 54—карусель-
59—гс ризонтально-фрезерный станок; 60—универсально-фрезерный станок; 61 и 62—плоско-шлифовальные стан си; 63, Ч, 65 и 66— револьверно-
станок; 69, 70, 71, 72, 73, 74, 75 и 76— токарные станки; 77 — вертикально-сверлильный станок; 78 i 79— гокарные станки; 80 —
ный Атанок; 82 и 83— круглошлифовальные станки; &/ —вертикально-сверлильный станок; 85 и 86— круг.юшлщ!(овальные станки; 87 и
1лышЙ станок; 90 — контрольная плита; 9> — плоскошлифовальный станок; 92 — круглоделительная мшшна; 93,94, 95 и 96 — элек-
98— ^воротные консольные краны; 99 — перегрузочная тележка на рельсовом пути; 100 — верстаки двухме :тные. Сборочный цех:
4 — сборочные столы; 5 — шабровочные плиты; 6 — сборочные столы; 7 — шабровочные плиты; 8 — сбор очные столы; 9— стенды для
:нды для обкатки коробок скоростей; 12 — настольно-сверлильный станок; 73—гидравлический пресс; 14 — ручной пресс; 15 — вертикаль-
ера; щ — стол; 19 — стеллаж для электроматериалов; 20 — стенды для монтажа и регулирования станков 1АЫ ; 21 — го же для станков 1А56,
то же для станков 1А56 и 9331; 24,— передвижной радиально-сверлильный станок; 25 к 26—перегрузочн!ie тележки на рельсовом пути;
*>8 и 20 — электрические мостовые краны'; 30, 31 к 32— поворотные консольные краны.
г-
;® ? 5
I CSорочный
и, склад упакован-
д J
30000
15000
Ю8000
*иг 4П ЛЧмянический и сбооочный црхи для производстря металлургического оборудования: /—разметочные плиты; Я — кантовальная яма; III—яма у радиал1
риспособлений УЯ/- складРар^туры метизов и npf/A- - место промежуточной сборки под расточку; ^-инструментально-раздаточный склад механическс
Sm^u- XVI -площадки ^ягадрав^ического испытания; ХКЯ - складочные площадки гт узлов; ХКЯ/ - склад приспособлений; XIX - инструментально
Г- с^лад материй^баб^итЗвочного отделения; ХХЯ/- контора баббитозаливочного отделения; XXIV- склад экспеРимле^аллпьин°^ов0Тд^е"И/Я; с
«ЫЦ1Д мтери*!«» v » ^^^ смазочных масел; XXIX - место для установки коробок со стружкой; XXX - место для брикетов; XXXI - s
Бbimq 6ые помещения
Г, rVl rh j .-h pfc
tt* * * l 1 1 I
брикетировочное отд
V
g=^jteS^
Ul |U
' ¦ - »- -r« . ^ ir _—_ »¦
Q--3m,l-h I
..'¦иг:
'^^^L
н м'устов 1^23,5м Q*3Q/7,5m-
5
Эл.кран мост Ь*28,0м Q-tQQ/25m -
Повороты
консольн
эл Иран
Q3
Консольн.
первдвшкн.
зл кран
0=3/77
30000 r
г
о о о о о Р
Бытовые помещения (fl ттв-Ж)
;и:^—t^gac
о о с
Склад материалов
,|^=, .-г-
щ я
W%\ ?Vi !o°c^^i id-^UJi
^J1
l*.niSff]t[t
-,i ;°П° °O° °D°
jl У з л о 6+а к
i i Hi °D°lb
Сбора чHbiи цех
99 ФЗ ! ! I—
Ч \0 6 щ а я
сборка
оой 8
по CD
ШЕ
44
ЕЕ
ттчи-н i н тттпттт
"П H
T1TTT
4444444^-1.
^» moo —J
Том 14 113
И ' VA ' U ¦ У/Л И —УЖ
Фиг. 42. Механический и сборочный цехи для производства плоскошлифовальных (продольного
и кареток; в — для шлифовальных бабок; г — для столов и плит; д — для корпусов; е — для мел]
места для грунтовки деталей первого и второго пролётов; к — место для грунтовки деталей трет]
место для слесарных бригад; VI— места технического контроля; VII— промежуточный склад; VII
ние; X — место мастера; XI — склад корпусных деталей и окрасочное отделение; XII — верстаки
места сборки столов станка 315; XV — рольганг для сборки тумб; XVI — верстаки для сборки m
сборки шлифовальных бабок; XIX — тележечный конвейер для сборки кареток; XX-— столы для
XXII — тележечный конвейер для общей сборки станков типов 316, 372 и 373; XXIII — инст
ia) и круглошлифовальных станков: / — склад заготовок: а — для тумб и станин; б — для колонок
>го литья; ж — место для гидравлического испытания станин; з — место для зачистки литья; и —
:го и четвёртого пролётов; // — склад масла; ///— отделение полировки; IV — склад металла; V —
-инструментально-раздаточный склад (на втором этаже цеховые конторы); IX — ремонтное отделе-
1ЛЯ сборки редуктора и других узлов; XIII — столы для сборки передних и задних бабок; XIV —
гиндров; XVII — столы для сборки узлов шлифовальных бабок; XVIII — тележечный конвейер для
Зорки узлов кареток, колонн и столов; XXI — тележечный конвейер для сборки колонн и столов:
тр ^ментально-раздаточный склад сборочного цеха; XXIV—инструментально-раздаточный склад меха-
о цеха.
гл. v]
ПЛОЩАДИ, ИХ КОМПОНОВКА
215
пролётов, входит железнодорожный путь ши-
рокой колеи. В средней части механи-
ческого цеха другой железнодорожный путь
пересекает поперёк все. пролёты цеха.
В концах пролётов механической обработ-
ки проложены рельсовые пути, по которым
с помощью перегрузочных тележек осущест-
вляется передача деталей и узлов в сбороч-
ный пролёт.
Отборочный цех в части узловой сбор-
ки располагается в концах пролётов механиче-
ской обработки, а общая сборка—в перпендику-
лярном им пролёте шириной 30м, площадь це-
ха 3600 м\ В конце сборочного пролёта располо-
жена площадка для окраски и упаковки изделий.
В сборочном пролёте шириной 30 м для
обслуживания цеха мостовыми кранами за-
проектировано двухъярусное расположение
подкрановых путей. Нижние подкрановые пути
предназначены для электрического мостового
крана грузоподъёмностью 100 т, верхние — для
двух мостовых кранов грузоподъёмностью 30 т.
Кроме того, цех обслуживается тремя кон-
сольными передвижными кранами грузо-
подъёмностью по 3 т с вылетом бли шестью
консольными поворотными кранами грузо-
подъёмностью по 3 /га и вылетом б м.
Фиг. 41 (см. вклейку) изображает план
механического и сборочного цехов завода
полиграфических машин (класс III, группа 2).
Общая площадь механического и сбороч-
ного цехов составляет 14400 м% (без бытовых
помещений), из которых механический цех
занимает 11 230 л2 и сборочный — 3170 м\
Механический цех размещается
в восьми пролётах, каждый шириной 12 м, дли-
ной 114 л/. Шаг колонн б м. Каждый пролёт пред-
назначен для обработки определённых дета-
лей: два — для крупных, два — для средних,
три — для мелких, один пролёт — для шесте-
рён, валиков и нормальных деталей. В начале
цеха расположен цеховой склад заготовок и
материалов. Между механическим и сбороч-
ным цехами находятся промежуточный склад
и контрольное отделение. В цехе находятся
два инструментально-раздаточных склада и два
заточных отделения. Поперёк всего цеха идут
три проезда: один — вдоль цехового склада
шириной 3 м, другой — вдоль промежуточного
склада, также шириной 3 м, и третий — при-
мерно на середине длины пролётов механиче-
ской обработки шириной 4 м. Цех распола-
гает 374 единицами оборудования.
В конце пролётов механической обработки
размещена узловая сборка; таким образом,
сборочный цех размещается не только
в поперечном, но частично и в продольных про-
лётах здания.
Первый и второй пролёты обслуживаются
электрическими мостовыми кранами, каждый —
двумя кранами по 5 т. В третьем и четвёртом
пролётах установлены булочные краны 2 т.
Сборочный цех обслуживается двумя электри-
ческими мостовыми кранами грузоподъём-
ностью по 25 т.
На фиг. 42 (см. вклейку) показан план
механического и сборочного цехов для про-
изводства плоскошлифовальных (продоль-
ного типа) и круглошлифовальных станков
(класс II, группа 1). i
Механический цех расположен на
площади 4788 л2 в семи пролётах, каждый ши-
риной 12 м. В первом пролёте находится линия
станков для обработки станин, во втором—
линия колонн, кареток и шлифовальных
бабок, в третьем ^-линия столов и плит и ли-
ния рычагов и крышек, в четвёртом — линия
корпусных деталей и линия планок, в пятом —
линия шестерён, вкладышей и крупных флан-
цев, линия колец и втулок и линия коротких
валиков, в шестом — линия шпинделей и длин-
ных валов и линия цилиндров, в седьмом —
отделение нормалей. Планировка оборудова-
ния всех линий предусматривает прямоточ-
ность движения деталей. В конце четвёртого,
пятого и шестого пролётов расположен про-
. межуточный склад для мелких деталей.
Один инструментально-раздаточный склад
находится в пристройке, примыкающей к
первому пролёту, другой—в седьмом пролёте.
В начале цеха в пролёте, расположенном
перпендикулярно пролётам механической об-
работки, расположен склад заготовок и мате-
риалов; здесь же производится и грунтовка
деталей.
Первый пролёт механического цеха обслу-
живается мостовым краном грузоподъёмностью
5/ии балочным краном 2 т. Второй пролёт —
мостовым краном 5 т и пятью поворотными
кранами по 1 т с вылетом 4 м, установленными
у продольно-строгальных, горизонтально-рас-
точных и фрезерных станков. Третий пролёт
обслуживается балочным краном в 2 т и тремя
поворотными кранами по 1 т с вылетом 4 м.
В четвёртом пролёте установлены две линии
рольгангов и пять поворотных кранов, в ше-
стом — две линии рольгангов и 8 поворотных
кранов.
Цеховой склад материалов и заготовок об-
служивается мостовым краном 5 /га и двумя
поворотными кранами: 2 /га с вылетом 4 м
и 1 /га с вылетом 3 м. В помещение склада
входит железнодорожный путь широкой колеи.
Для передачи заготовок из склада под кра-
ны пролётов механической обработки проло-
жены узкоколейные рельсовые пути. Транс-
портирование обработанных деталей из пер-
вых трёх пролётов на узловую сборку также
осуществляется с помощью узкоколейного
пути, проходящего поперёк шести пролётов
вдоль узловой сборки.
В пролёте шириной 6 м, расположенном
перпендикулярно пролётам механической об-
работки, производится стационарная сборка
на верстаках редуктора, передних и задних-
бабок, цилиндров, узлов шлифовальных бабок,
а также поточная подвижная общая сборка
шлифовальных бабок на тележечном конвейе-
ре. Этот пролёт обслуживается балочным
краном. В пролёте шириной 9 м, расположен-
ном параллельно предыдущему, производится
в отдельных параллельных линиях поточная
подвижная сборка на тележечных конвейерах
кареток, колонок и столов, общая сборка
станков. В этом же пролёте производится на
рольгангах сборка тумб.
Общая сборка станков производится на
тележечном конвейере. Темп выпуска поточ-
ной линии общей сборки — 60 мин.
Пролёт обслуживается мостовым краном
в 5 /га. В одном конце этого пролёта располо-
жено окрасочное отделение.
Площадь, занимаемая узловой и общей
сборкой, равна 1080 м2.
216
ПРОЕКТИРОВАНИЕ МЕХАНИЧЕСКИХ И СБОРОЧНЫХ ЦЕХОВ
[РАЗД. V
На фиг. 43 (см. вклейку) показан план
механического и сборочного цехов дизеле-
строительчого завода (класс IV, группа 1).
Механический и сборочный цехи этого за-
вода, выпускающего двигатели Дизеля мощ-
ностью 1000 —1600 л. с, расположены в ше-
сти пролётах. Ширина первого пролёта —
21,995 м, второго—15,68 м, третьего — 14,95 м,
четвёртого, пятого и шестого—по 30 м (первые
три пролёта расположены в старом здании).
Шаг колонн во всех пролётах 12 м.
Механический цех, без бытовых поме-
щений, занимает площадь 13 934 л*2. В первом
пролёте производится обработка блоков и рам
крупных двигателей; во втором — обработка
блоков и рам дизелей меньших размеров; в
третьем — обработка шатунов, втулок цилин-
дров, поршней и поршневых пальцев для круп-
ных дизелей; в четвёртом — обработка порш-
ней и поршневых пальцев для меньших двигате-
лей, поршневых колец, стоек рычагов, распре-
делительных шайб, шестерён и других мелких
деталей; в пятом — обработка крышек цилин-
дров, корпусов и деталей регуляторов, штанг,
толкачей, валиков ручной отсечки, деталей
воздуходувок и др.; в шестом — обработка
нормальных деталей, фланцев, шайб, болтов,
деталей топливной аппаратуры и др.
Обработка коленчатых валов вынесена в
отдельный цех.
В начале пролётов расположен склад мате-
риалов и заготовок; сюда входит ширококо-
лейный железнодорожный путь.
В концах пролётов расположен сбороч-
ный цех, где размещены узловая и общая
сборка и испытание двигателей, а также скла-
ды готовых деталей и инструментальные,
заточное и другие вспомогательные отделения.
Площадь сборочного цеха 7680 м2.
Первый пролёт обслуживается тремя мо-
стовыми кранами грузоподъёмностью 30 т,
второй и третий пролёты — каждый двумя кра-
нами по 15 т. В четвёртом пролёте устано-
влено три балочных крана, в пятом—пять и в
шестом—четыре, каждый грузоподъёмностью
2 т. Подвесные подкрановые пути проходят
в середине пролётов.
В конце механического цеха все пролёты
последнего пересекаются узкоколейным желез-
нодорожным путём. Другой узкоколейный путь
проложен поперёк первого, второго и третьего
пролётов примерно на середине цеха.
В четырёхэтажной передней части корпуса,
образующей фасад здания, расположены бы-
товые и конторские помещения, а также мед-
нотрубное отделение (в первом этаже).
На фиг. 44 (см. вклейку) изображён план
механического и сборочного цехов паровозо-
строительного завода (класс III, группа 2).
Механические и сборочные цехи этого за-
вода, выпускающего паровозы типа СО,
расположены в здании, имеющем форму бук-
вы Ш, что даёт возможность избежать внут-
ренних водостоков и осуществить строитель-
ство по очередям. Три крыла здания, парал-
лельно расположенные, имеют каждый по три
пролёта. Одно крайнее крыло, занятое рам-
но - цилиндровым блоком, имеет три пролёта
по 18 м; среднее крыло, занятое блоком дви-
жения, имеет также три пролёта по 18 м;
другое крайнее крыло—арматурно-крепёжный
блок — имеет три пролёта по 15 м. Шаг ко-
лонн во всех пролётах—6 м. Общая площадь
трёх блоков 18 360 м2 (без вспомогательных
помещений). Разрыв между рамно-цилиндро-
вым блоком и блоком движения 36 м; между
блоком движения и арматурно-крепёжкым 30 м.
Рамно-цилиндровый блок имеет отделы рам-
ный и цилиндровый, где производятся механи-
ческая обработка и сборка рам и тележек,
а также медницкий и элементный отделы.
Блок движения включает ¦ в себя колёсный
отдел, отдел движения и парораспределения,
буксовый отдел, в которых производятся ме-
ханическая обработка и сборка. Арматурно-
крепёжный блок состоит из отделов арматур-
ного, крепёжного, трубного, медницкого, гар-
нитурного и общего.
Поперёк каждого блока проложен желез-
нодорожный узкоколейный путь. В начале
каждого блока расположены склады заготовок,
через которые проходит железнодорожный
ширококолейный путь, а также вспомогатель-
ные и бытовые помещения.
В пролёте шириной 30 м, перпендикуляр-
ном пролётам механического цеха, расположен
сборочный цех площадью 6600 ж2 (без вспо-
могательных помещений). Вдоль цеха проло-
жены три ширококолейных железнодорожных
пути, на которых происходит сборка колёсных
пар, рам, тендеров и окончательная сборка
паровозов. Два пути имеют выходы наружу
с одного конца цеха и один путь — с двух
концов цеха. Параллельно пролёту сборочно-
го цеха в пристройке шириной Эли дли-
ной 84 м расположены складские помещения,
заточное отделение, кузница, трансформатор-
ная подстанция и др.
Пролёты рамно-цилиндрового блока обслу-
живаются двумя электрическими мостовыми
кранами грузоподъёмностью по 20 т и че-
тырьмя кранами по 10 т; пролёты блока дви-
жения— двумя кранами по 10 т и четырьмя
кранами по 5 т\ арматурно:крепёжный
блок — одним краном 5 т и пятью кранами
по 3 т.
Сборочный цех обслуживается двумя элек-
трическими мостовыми кранами грузоподъём-
ностью по 100 т, двумя кранами по 30 т, од-
ним Юти одним 5 т.
Склад заготовок рамно-цилиндрового блока
обслуживается электрическим мостовым кра-
ном грузоподъёмностью 20 т, склад заготовок
блока движения—краном Юти склад заго-
товок арматурно-крепёжного блока — кра-
ном 5 т.
Параллельно рамно-цилиндровому блоку
расположена открытая эстакада, обслуживае-
мая двумя электрическими мостовыми крана-
ми по 10 т.
Фиг. 45 (см. вклзйку) изображает план
двух поточных линий- механического цеха
для производства плашек (класс I, группа 3).
Проект предусматривает производство круг-
лых плашек 73 типо-размеров в семи поточных
линиях. Все линии расположены в четырёх
пролётах шириной 7 м, длиной 60 м и зани-
мают площадь 1680 м2. В каждой линии изго-
товляются плашки одного типа, но разных
размеров: в первой линии — 11 размеров, во
второй — 7, в третьей — 6, в четвёртой—10,
в пятой—12, в шестой — 10 и в седьмой—17
размеров. В различных линиях темп выпу-
ска готовых плашек различен и составляет
5 пролёт
4 пропет
J пролет
г- 1 2 пролёт
t пролв'п
f]
Фиг. 43. Механический и сборочный цехи дизелестроительного завода: / — участок обработки в сборки 6лок»в и рам крупных машин; II — участок обработки блоков и рам малых машин; /// — участок обра-
ботки шатунов, втулок цилиндров, поршней и поршневых пальцев для крупных машин; IV — участок обработки п!ршней малых машин, поршневых пальцев, колец, крышек люков, блоков стоек, рычагов и пр.; V —
участок обработки распределительных шайб, шестерён и других мелких деталей; VI — участок обработки крыиек цилиндров, картеров, регуляторов и других деталей; VII — участок обработки деталей регулят»-
отделение- XX V7/— участокТборки и^ испытания дизелей; XXVIII — агрегаты испытательной станции; XXIX —место бригады электротехников; XXX — инструментальный склад; XXXI — служебные помещения;
XXXII — кузница; XXXIII — склад при кузнице; XXXIV— инструментальное отделение; XXXV - инструментальный склад; XXXV/ — заточное отделение; XXXVII — склад материалов и деталей (два этажа);
XXXVIII — склад приспособлений и готовых изделий; XXXIX — место сборки поршней больших машин; XI — склады готовых деталей; XLI — инструментальный склад VI. VII , VIII и IX участков; XL//—
слесарное отделение узловой сборки; XI///- место бригады плотников; XLJV — термические отделения; XLV"— помещения для испытания форсунок и насосов; XLVI — отделение сборки форсунок и нефтяяыт
насосов; Х/? VII — притирочные отделения; Х?VIII — помещение приёмщиков.
6000 6000 60006000 6000 &000 6
Трубный отдеп
Дрматцрный отдел] л Г
Крепежный от&ел
, _
Гарнитурный отдеп
-UL—iZ7/W^/7 движения и парораспределение
~]*](*| "^ ^_" I * ." Г ..
и i Сд~орка движегля
^ и парсраспредепения<^
1- 4 f *
~к~олесный отдел,
у v л[
_2 итдеп дВпЖенйя и napop'acnpbdene,
'букТобый отдел
._.J>A._
\Г' ZZ' ZZUQ' шндроВыи отдел
Сборка
. | тележек
Элементный отдел
Открытая эстакада
1 XXIX XXVlll ! XIV
П Ш Ш1 IV IX X
6000 6000
USOO 3000
no А В
6000 6000 6000
no CD
Деревянная ферма
§5
металпическая ферма
30000
V - контора; VI - лаборатории; VII - кабинеты началь-
трансформаторная подстанция; XV - помещение для про-
. . — платформа; XXI — участок колесных пао- XXII — стенд для
*l?*Jv ~ Участок Рамы на K0?eS?*'> ЛЛ^-сгенд окончательной сборки паровоза; ^ХК/-участок сборки тендеря; JfAVtf-участок паровоза с тендеоом- XXVIII -
XXIX - заточное отделение; XXX - инструментально-раздаточный склад; XXXI - склад деталей; XXXII - склад изоляции. лидером, ллуш
W О
я sa
о в*
9 о-
я Дя
к 2 го
0*3 *-<
' со >э •
» ю
г. Я О ?» *-
ЗЯУСЛ
го го kw
•ч2о
"О 03 ? §
fa С X ti|
О ;2 5* ' W
о R *=>
о ""о ^
5 8»
5 Й о 5а
О Я
О\ S
Я X О ГО
я §
? 2 и я
а п>
Я ю н
О сг "О
? Я »
го я
Я X
03 vi —
о с го
оои3
»п (-1 ГО
О Д И
-Э S Я
я
Е-3 3
вё8
о s н к н
aoS
° ?
и> О
g
8§я
я о *•*
в> ю о
03 о
О Я
- го
s ш
0> ^
Э Sj В j« И
•о о я л и >^-г'" К
Й- S н »СЛ ^9
» § ' •&аз"-1-"*
ОМ ? О
I
Л1
J
Q'Sm
ш
чв
-+ + + ¦».
+ +—_+ +
+
+
+ + + ш +
¦+ + + »-
4-
•f
+
¦t
+
+
+ +
-120004
+
+
+
¦ -t-
/ +
+
+
+_
+ +
г
I
+ +
1 е \х а н и ч ее К и О
+ +
_+_ 1^. + ±
+ + + + •* + + ++-
Сборочный цех
•195653
-12000-Л/ i \
5000
C4J
5000
,*~*
Фиг. 46. Механический и сборочный цехи автомобильного завода для производства моторов и коробок скоростей грузовых автомобилей: / — отделение коробки скоростей механи-
ческого цеха; // — отделение мотора механического цеха; /// — вспомогательные помещения; 1V — испытательное и дефектное отделении; V — термическое отделение; VI — отделе-
ние окраски; VII — экспедиция; VIII — бытовые помещения; IX — подвальное помещение.
t—
¦4
4>
4
4
1
4
4
a-
<*»
4
f
Фиг. 47. Механический и сборочный цехи для производства грузовых автомобилей:/ —склад металла, заготовок, колёс, бандажей, отходов, заготовительное отделение; // — отде-
ление сборки и окраски самосвалов; /// — отделение крупной штамповки, сборки и окраски; IV — отделение ремонта и склада штампов и помещение ремонтной бригады; V — отде-
ление средней штамповки; VI — отделение мелкой штамповки; VII — отделение заднего моста; VIII — арматурно-радиаторное отделение; IX — отделение металлопокрытий; X — под-
вальное помещение для хранения камер и покрышек; XI — главный конвейер; XII — контрольно-сдаточное отделение сборочного цеха; XIII — отделение механической обработки
деталей самосвалов; XIV— отделение механической обработки разных деталей; XV— отделение автоматно-рсвольверное; XVI— отделение механической обработки и сборки тор-
мозов и компрессоров; X VII — отделение механической обработки и сборки передних осей; XVIII — отделение механической обработки и сборки задних мостов; XIX — отделение
механической обработки и сборки 12-тонной машины; XX — бытовые помещения; XXI — вспомогательные помещения; XXII — термический цех с подвальным помещением;
ХХШ — брикетировочная; XXIV — центральный и распределительный пункт электроэнергии; XXV — склад вспомогательных материалов; XXVI — обойное отделение; XXVII — кон-
торские помещения.
!.TbJn?oa Размагничивания; 4 — горизонтально-фрезерный станок 680; 5 - настольно-сверлильные станки 12; 6 — двухтпиндельные резьбонарезные станки: 7 — агоегаты л та
V1-1008; 12 — специальные станки для прошивки стружечных отверстий М-1010; 13 — двухшпиндельные резьбонарезные станки; 14 — агрегаты для продувки воздухом- 15 —
о?"~ ?Регат для закалки; 20 - агрегаты для отпуска; 21 — контрольный пункт; 22 — плоскошлифовальные станки 372А; 23 — агрегаты для размагничивания; 24 — заточные
2» — контрольные пункты; 29— агрегаты для промывки и сушки; 30 — приспособления для смазки; 31 — столы для упаковки; 32 — станок для испытания- 33 — стеллажи- U —
регатам; 35 — резервные места. ' . *-1С-"л<1Л4И. J* —
227/--+Т-+ —+ZJF+ --+- — + —•+ — + — +•—у- -~i-i- —+— + -I- + +
хт j аша \ ли А I
Цех ш а с с u F= 13568 м? U-iv j j Цех нормапей
+ f-н -i- + i- + + -f- -f- + + +
+ + + + 4- + +
| \XLVI\
t—•"—+-2Г"*" 1—+—1Г/+—+-
12000 12000 /20Si
аа> ^,-погРУЗочная площадка; // - моечная камера; III — участок устранения дефектов, доукомплектозки и сдачи тоак-
ие; VIII - участок окраски радиаторов; IX -отделение крупной листовой штамповки; Х- отделение рамы- */-отделе-
- складочное место; XVI— окрасочный участок отделения крупной листовой штамповки; XVII — складочное место-
етителя и фрикционных дисков; XXI -участок фосфатирования отделения воздухоочистителя; XXII - камера окраски
ш коробок скоростей; XXVI - конвейер для сборки тележек; XXVII - термическое отделение цеха шасси; XXVIII-rvce-
ичного^тделения;ХХХ//-склад прутка на стеллажах; XXXIII— склад заготовок дизельмоторного цеха; XXXIV— склад
эв; XXXVIII — дефектное отделение моторов; XXXIX — отделение узловой сборки тракторов; XL — склад готовых дета-
рная; XLIV— термическая; XLV-г- окрасочное отделение цеха шасси; XLVI — окрасочное отделение дизельмоторного
над заготовок; LI — склад прутка; LII — главный проезд; L1II — железнодорожный путь; L1V—южные бытовые помещения;
LV
SUOQOO
4 Jr 4 -I \ 4- +
j
+ 4- + + I
YR
-f- -4- ' ¦+- ¦+¦ + 4+-
4- + + + + ++
Газо-генераторный цел
I ' I I
+ •+- + + -ь 4- -4- ¦+- +
4- •* 4-Ч-+- + 4- + 4-
I i '
! \ Холодно- штамп
1 _ I
f+T 4; I 4 .__4. 4. 4. 4.
О в
i + — -+ 1 H + - h h- — -K~ 4-
Дизель моторный цех
Фпг. 48. Механический и сборочный дизсльмоторный,' газогенеоатогный и холодноштамповочный цехи и цех шасси тракторного завода,
торов; IV — участок обкатки тракторор; V — sai оювительное отделение; VI — гидростанция; VII — арматурно-радиаторное отделение;
ние тележки; XII — отделение холодных штампов; XIII — отделение фрикционных дисков; XIV — отделение воздухоочистителя; XV — су
XVIII — окрасочный участок отделений тележки и рамы; XIX — складочное место; XX — окрасочный участок отделений воздухоочисти
тракторов; XXIII — главный конвейер общей сборки тракторов: XXIV — транспортёр тележек тракторов; XXV — конвейер для сборки у
ничное отделение цеха шасси; XXIX — подстанция; XXX — шлифовальная группа гусеничного отделения; XXXI — термическая гусеничт
готовых деталей; XXXV — отделение сборки моторов; XXXV/— испытательная станция моторов; XXXVII — участок окраски моторов; .
лей; XL1 — отделение поршневых колец цеха нормалей; XLII — термическое отделение дизельмоторного цеха; XLIII — трансформатора
цеха; XLVI1 — склад заготовок цеха шасси; XLVI1I — термическая цеха нормалей; Х1/Х — окрасочное отделение для литья; L — склад
LV — северные бытовые поме
гл. v]
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
219
станок М-1009 A0); 11) клеймение — ста-
нок для клеймения М-1008 A1); 12) про-
шивка стружечных отверстий — специальный
станок М-1010 A2); 13) калибровка резьбы —
двухшшшдельный резьбонарезной станок A3);
14) продувка воздухом — агрегат для продувки
воздухом A4); 15) контроль — контрольный
пункт A5); 16) затыловка заборной части —
специальный станок М-1001 A6); 17) сверле-
ние боковых гнёзд — специальный четырёх-
шпиндельный станок A7); 18) промывка и
сушка—агрегат для промывки и сушки A8);
19) термообработка — агрегат для закалки A9);
20) отпуск и химическая очистка—агрегат
для отпуска B0); 21) контроль — контрольный
пункт B1); 22) шлифование двух торцов —
плоскошлифовальный станок 372А B2);
23) размагничивание—агрегат для размагничи-
вания B3); 24) заточка режущей части—заточ-
ные станки М-1004, М-1005, М-ЮОб B4);
25) шлифование затылка заборной части—спе-
циальный шлифовальный станок М-1003 B5);
26) притирка резьбы — специальный резьбо-
притирочный станок М-1011 B6); 27) промывка
и сушка — агрегат для промывки и сушки B7);
28) контроль — контрольный пункт B8);
29) промывка и сушка — агрегат для промывки
и сушки B9); 30) смазка C0); 31) упаковка —
•стол для упаковки C1); 32) станок для испы-
тания C2).
На фиг. 46 изображена общая компоновка
механического и сборочного цехов автомо-
бильного завода для производства моторов
и коробок скоростей грузовых автомобилей
(класс II, группа 2).
Механический цех для обработки
деталей моторов и коробок скоростей распо-
ложен в 14 пролётах, каждый шириной 12 м,
при шаге колонн 6 м. Длина цеха, включая
вспомогательные .помещения,—75 м. Общая
площадь цеха (без бытовых помещений) с тер-
мическим отделением 14 559 м'К Во всех
пролётах предусмотрена возможность уста-
новки балочных кранов грузоподъёмностью
0,5 т. Вспомогательные помещения располо-
жены в начале пролётов; кроме того, под
вспомогательные помещения отведён один
пролёт, параллельный пролётам механического
цеха. Крайний пролёт, шириной 18 м, парал-
лельный механическим пролётам, занят терми-
ческим цехом.
Сборочный цех расположен в пролёте
шириной 12 м, перпендикулярном пролётам
механического цеха. Окрасочное отделение и
экспедиция размещены в начале крайнего
(термического) пролёта на продолжении сбо-
рочного цеха. В сборочном цехе установлен
мостовой кран грузоподъёмностью 3 т. Длина
сборочного цеха с окрасочным отделением и
экспедицией 186,65 л/. Общая площадь 2240 л/2.
Бытовые помещения находятся в пристройке
шириной 10 м и длиной 90 м.
На фиг. 47 представлена общая компо-
новка механического и сборочного цехов
для производства грузовых автомобилей.
Здание имеет семь пролётов: четыре — шири-
ной 18 м и три—24 м, при шаге колонн 6 м.
Общая площадь корпуса (без бытовых поме-
щений) 43 801,92 м\ при длине 314,18 м и шири-
не 144 .и;'Высота 6, 9 и 11 м.
Механические и сборочный цехи состоят из
отделений и участков: 1) обработки деталей
самосвалов; 2) обработки разных деталей;
3) автоматно-револьверной обработки; 4) обра-
ботки и сборки тормозов и компрессоров;
5) обработки и сборки передней оси; 6) обра-
ботки и сборки задних мостов; 7) обработки
и сборки 12-тонной машины; 8) контрольно-
сдаточного; 9) термического; 10) вспомогатель-
ных помещений и др. Вслед за указанными
отделениями расположен главный конвейер об-
щей сборки автомобилей.
По другую сторону главного конвейера
размещены отделения и участки: 1) штамповки,
сборки и окраски самосвала; 2) штамповки
крупных деталей, сборки и окраски; 3) ре-
монтно-механическое; 4) ремонта и склада
штампов; 5) штамповки средних деталей;
6) штамповки мелких деталей; 7) штамповки,
сборки и окраски рамы и заднего моста;
8) арматурно-радиаторное; 9) металлопокрытий;
10) обойное.
В начале этих отделений расположены
помещения складов металла (с заготовитель-
ным участком), заготовок, колёс, бандажей, а
также участок брикетирования отходов.
Бытовые помещения находятся с боковой
стороны в трёх этажах шириной 10 м и дли-
ной 144 м и, кроме того, меньшего размера
в начале цеха.
Фиг. 48 (см. вклейку) изображает общую
компоновку в одном корпусе механического
и сборочного дизель моторного, газогенера-
торного и холодноштамповочного цехов и
цеха шасси тракторного завода (класс II,
группа 2).
Весь корпус площадью 108 540 м2 при
длине 540 м и ширине 201 м имеет 12 пролё-
тов, из них восемь — шириной 12 м, два —
24 м и два—: 18 мУ при шаге колонн 12 м.
В числе цехов: 1) дизельмоторный (обработка
и сборка), 2) шасси (обработка и сборка),
3; нормалей, 4) термический. В начале каждого
цеха расположены склады заготовок и мате-
риалов.
Вслед за указанными цехами находятся:
1) конвейер сборки тележек; 2) конвейер
сборки коробок скоростей; 3) главный кон-
вейер общей сборки тракторов с камерой
окраски.
По другую сторону главного конвейера
находятся газогенераторный и холодноштам-
повочный цехи, а также отделения обкатки
тракторов, розжига газогенераторов, устране-
ния дефектов, доукомплектовки и сдачи трак-
торов.
С обеих сторон корпуса во всю длину
в пристройках расположены бытовые помеще-
ния — южные (шириной 9 м) и северные
(шириной 12 м).
По северной части корпуса во всю длину
проходит ширококолейный железнодорожный
путь.
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ
ПОКАЗАТЕЛИ
Табл. 6 и 7 содержат сводку технико-эко-
номических показателей механических цехов
и табл. 8 и 9 — сборочных цехов.
Приведённые показатели заимствованы из
утверждённых проектов тяжёлого и среднего
машиностроения [2].
220
ПРОЕКТИРОВАНИЕ МЕХАНИЧЕСКИХ И СБОРОЧНЫХ ЦЕХОВ [РАЗД. V
Таблица 6
Механические цехи
Наименование показателей
Паровозо-
строитель-
ный
завод
Локомобилестрои-
тельный завод
(с.-х. локомобили)
Завод тя-
жёлого ма-
шинострое-
ния
Крано-
строитель-
ный
завод
Дизеле-
строителЬ'
ный
завод
Наименование изделий
Паровозы
типа СО
Арматура
Паровая
машина и
механизм
движения
Прокатное
оборудование
Краны
разные гру-
зоподъём-
ностью от
5 до 15 т
Быстро-
ходные
дизели от
5 до 15 л. е
Выпуск в шт. .
Выпуск в/п
Число смен
Производственные станки в шт. . . ,
Площадь цеха общая в л*. . . . .'[
Площадь цеха производственная в ла
Производственные рабочие
Вспомогательные рабочие в % от
числа производственных рабочих . .
Младший обслужив, персонал в °/0
от числа производственных рабочих .
Счётно-конторский персонал в %
от числа производственных рабочих .
Инженерно-технический персонал в
%от числа производственных рабочих
Вес полуфабрикатов в т
Средняя установленная мощность
мотора производственного станка в
кет
Средняя стоимость производствен-
ного станка в тыс. руб
Выпуск на 1 производственного ра-
бочего в от
Выпуск на 1 ж* производственной
площади в от ¦ . .
Выпуск на 1 жа общей площади в от
Выпуск на 1 производственный
станок вот
Коэфициент загрузки станка в °/0
Производственная площадь на
1 производственный станок в м1. . .
Общая площадь на 1 производствен-
ный станок в ж3
Трудоёмкость 1 от деталей в стан-
ко-часах
35°
ЗЗ250
13,5
ооо
9,4
6о
34,4
44
8000
компл.
1574
3"
24 2ОО
15аоо
9б4
41
1,5
о ¦
99
i960
15ю
170
3°
4
б
2,5
9,2
2,l8
1,37
106,9
74
48,8
77.8
1,04
0,8
15.9
78
15.2
19,8
8ооо
170
597°
3*°
39,9
80
аз,7
35
14 5°°
Круп. обор, з
Проч. » 2
194
хоо8о
4оо
3°
и
20
9,5
3°
31,8
1,6
15
18 900
10.5
45
36,2
1,8
1,4
74,7
74
4°
51.9
бз
43°
135°
а
66
' 234°
i6oo
100
25
5
8
ia
1600
148
6250 шт.
ioo ооо л. с
3°7°
1852
223
37
0
42
13.5
0,84
0,58
24
76
34,2
35.4
7.5
8=
13,7
1,6s
1,01
33,3
80
20,1
33,9
3.86)
Механические цехи
Таблица 7
Наименование
показателей
Трудоёмкость ком-
плекта, станко-часов .
Трудоёмкость тонны
выпуска, станко-часов
Выпуск на 1 произ-
водственный станок, т.
То же комплектов
Выпуск на 1 производ-
ственного рабочего, ы.
То же комплектов
Выпуск на 1 м- обшей
площади, т
То же комплектов
Выпуск на 1 м1' произ-
водственной площади,m
То же комплектов
Общая площадь на
1 станок, л2
Производственная
площадь на 1 станок, *'
Средний коэфициент
загрузки металлорежу-
щего оборудования . .
Количество вспомо-
гательных рабочих, *
от числа производ.ра-
бочих
Количество ИТР, % от
числа произвол, рабоч.
Количество счётно-
конторск. персон., % от
числа произвол, рабоч.
Количество младшего
обслуживающего пер-
сонала, % от числа
произвол, рабочих . .
Средняя установленная
мощность производ-
ственного станка, кет
Средняя стоимость
производственного
станка, руб
Средний вес ком-
плекта, кг
3,5-ffi автомобиль ЗИС-150
Наименование цехов
Мотор и
коробка
скоро-
стей
34
69,5
4о,о
8i,o
ЗЗ.о
67,0
3 0е,
4^5
3.2
6,5
IQ *\
12,5
о,б5
45
ю
4.5
2,О
6,7
3° 4°°
49°
Шасси
зб
34
85,°
110
67.5
87.5
4,45
5.8
6,9
8,95
IQ О
12,3
о,68
45
ю
4,5
2,О
6,5
25 боо
770
Автомат-
ный
1
8,5
124
2б,О
382
23,6
347
1,15
1,73
25,4
22,5
15.°
°.7°
ее
О»?
IO
4.5
2,О
5-7
24 ООО
68
Общий
68,5
52,°
55
41,5
45.3
34.°
2,8
2,1
4,2б
3.2O
Ч>>7
12,9
0,67
46
ю
4.5
3,0
6,5
з8 ооо
1328
2,5-т автомобиль ГАЗ-51
Наименование цехов
Мотор и
коробки
скоро-
стей
22
77.°
38,3
134
3°>6
Ю7
з,оо
6,95
3.1
ю,9
19,3
13,з
о, 7°
5°
ю
4,5
з,о
6,7
о° 4°°
285
Шасси
l6,o
40,0
71,0
178
54,°
133
3,7
9.4
5.9
14,8
19,0
12,0
О,68
IO
4,5
3,0
6.5
396
Автомат-
ный
8,°
12б
25,4
4оо
33,°
Зб4
1,15
18,2
1,78
28,2
22,0
14,2
о,75
ее
IO
4.5
3,0
5,7
00 nnn
64
Общий
46,0
6i,5
47.6
63,0
38,0
5i.°
2,43
З.25
3,8
5.1
19,5
12,5
0,70
Вт
IO
4,5
3.0
6,5
oft олп
745
Гусенич-
ный трак-
тор 1ТА,
мотор,
шасси,
автомят-
ные детали
I0O
Э°,5
иб
35.4
75.°
23.°
6,о
1,85
9.2
2,8
19,3
12,6
О,82
55
8,6
3.9
2,О
6,8
325°
Цилиндрические и роликовые подшипники
нормальной точности
Наименование цехов
Автоматно-
токарный
—
«5
34,2
—
27,3
—
1.36
2,°
—
25
17,о
о,88
76
9.1
4,°
2,8
ю»о
QT ?00
о,з8
Втулок и
гаек
—
388
8,9
—
5,°
—
о,43
—
°, 73
—
21
12,1
о,85
9.1
3,8
3,о
5,4
т65°°
о,05
Шлифо-
вальный
~
аао
19C
—
9,7
—
°>77
Х4,3
—
35
13,5
о,9°
7°
9,3
3,3
1,5
6,5
зО от
0,34
Общий
—
355
и,8
—
6,6
—
°,49
о,8з
—
24
14.4
о,8В
68
9,з
3.6
2,3
7.4
о,39
222
ПРОЕКТИРОВАНИЕ МЕХАНИЧЕСКИХ И СБОРОЧНЫХ ЦЕХОВ
[РАЗД. V
Таблица 8
Сборочные цехи
Наименование показателей
Паровозо-
строитель-
ный завод
Локомобилестроитель-
ный завод (сел.-хоз.
локомобили)
Завод тяжё-
лого машино-
строения
Кранострои-
тельный
завод
Дизеле-
строитель-
ный завод
Наименование изделий
Паровозы
типа СО
Арматура
Паровая
Прокатное
оборудование
_ | Быстроход
1 ележки и ные дИЗели
механизмы
передвижения
ные дИЗе
от g до
40 л. с
Выпуск в шт
Выпуск в т
Режим работы обшей сборки (ко-
личество смен)
Режим работы узловой сборки . .
Площадь цеха общая в м1 ....
Площадь цеха производственная
В Л!3
Обшая площадь сборочного цеха
в •% от общей площади механическо-
го цеха ...
Число производственных рабочих,
человек
Число вспомогательных рабочих
в °/0 от числа производств, рабочих .
Младший обслуживают, персонал
в % от числа производств.рабочих .
Счётно-конторский персонал в %
от числа производственных рабочих .
Инженерно-технический персонал
в °/0 от числа производственных ра-
бочих
Средний коэфициент загрузки ра-
бочего места на общей сборке в °/0
Средний коэфициент загрузки ра-
бочего места на узловой сборке
в °/0
Трудоёмкость сборки в п/0 от трудо-
ёмкости механической обработки . .
Выпуск на 1 производственного
рабочего в т
Выпуск на 1 -w3 производствен-
ной площади в т
Выпуск на 1 м3 обшей площади
в т •
Производственная площадь на 1
производственного рабочего в наи-
большую смену в л2 ........
35°
ЗЗ250
2
2
7080
бобо
29
211
29
4
4
II
75
8о
41
157-6
4.9
4,6
6о
8ооо
компл.
1574
9оо
75°
46
52
21
б
8
2,1
1.7
25
8ооо
26 27O
2
2
1425
995
24
78
24
4
ю
15
8о
75
336
гб,4
18,4
24,8
1450°
2
2
4805
З360
48
1*93
Общий с ме-
ханическим
цехом
65
7°
65
75.5
4.3
3,О2
33.6
1368
2
2
II7O
95°
5°
53
2О
4
4
ю
72
75
58,5
=5,8
1,44
i,i7
35
6250
3288
97°
35
75
9
13
68
73
35
43,8
3,3
3,°5
32,3
Таблица 9
Сборочные цехи
Наименование показателей
3,5-т автомобиль
ЗИС-150
Сборка
мотора
и ко-
робки
скоро-
стей
Сборка
автомо-
биля
Общий
2,5-/п автомобиль
ГАЗ-51
Сборка
мотора
и ко-
робки
скоро-
стей
Сборк-а
автомо-
биля
Общий
Гусеничный трактор
1ТА
Сборка
мотора
Сборка
трак-
тора
Общий
Цилин-
дриче-
ские и
роли-
ковые
под-
шип-
ники
Трудоёмкость сборки 1 ком-
плекта на конвейере в чел.-час.
Трудоёмкость узловой сборки
1 комплекта в сборочном цехе
в чел.-час
То же в механическом цехе
в чел.-час
Общая трудоёмкость сборки
1 комплекта в чел.-час
Общая трудоёмкость на 1 т
в чел.-час
Общая трудоёмкость сборки
в % от трудоёмкости механ. обраб.
Выпуск на 1 м? общей пло-
шади в т
То же комплектов
Выпуск на 1 м* производствен-
ной площади вот
4.3
I,2
о,45
5,95
ю,8
14,3
14>е
26,5
22,8
7.о
3,8
3,36
14,i6
20,7
5,9
5,о
3,8i
2O,II
5,75
23,4
16,8
4,8
32,2
2,20
0,90
о,3°
3,4°
9,45
ю,о
и,8
33,°
19,о
5.1
4,7
2,17
",97
4,8
51,о
*7.4
6,95
34.°
7>3°
5.6°
2,47
15-37
6,2
23,4
14.2
5,7
2б,6
2,8
3,66
-
6,36
8,9
-
17-7
24,6
27,о
7,8
16,5b
24,36
25
5,2
49
10,6
20,12
30,72
6,4
=5
зо,8
4,3
54
21
2.5
7-0
гл. v]
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
223
Продолжение табл. 9
Наименование показателей
3,5-/71 автомобиль
ЗИС-150
Сборка
мотора
и ко-
р&бки
скоро-
стей
4L4
2IO
ЭВо
i8,4
II,O
5О
25
10
6
3
0,9
55°
Сборка
авто-
мобиля
12,0
55°
159
об,а
67,0
5°
35
хо
5-2
2,5
о,д
35°°
Общий
9.2
394
112
24.5
3°.5
5°
32
ю
5.3
з,б
о.9
35°°
2,5-ст автомобиль
ГАЗ-51
Сборка
мотора
и ко-
робки
скоро-
стей
52,8
аз8
ббо
25,О
12,5
5°
25
го
5.8
3.2
о,35
Збо
Сборка
автомо-
биля
13.5
47°
188
27.5
8з,о
5°
3°
ю
5.°
2,4
0,91
25°О
Общий
ю,7
Збз
145
27,о
35,6
5°
28
IO
5,2
2,6
°.93
2500
Гусеничный трактор
1ТА
Сборка
мотора
37.5
«52
35о
i8,7
-
5О
2О
8
4
а
°.9
720
Сборка
трак-
тора
ю,а
44°
92
i8,o
-
5°
20
8
4
2
°,9
4800
Общий
8,1
35»
73
18,2
29.5
5°
20
8
4
а
°9
4800
Цилин
дриче-
ские и
роли-
ковые
под-
шип-
ники
4L9
12,0
24,6
52
5°
9
4
3
о, 75
О,52
Выпуск на 1 м1 производствен-
ной площади, комплектов . • . .
Выпуск на одного производ-
ственного рабочего в/п .....
То же комплектов
Производственная площадь на
1 производственного рабочего в
наибольшую смену в м3
Общая площадь сборки в %
от площади механического цеха
Количество производственных
рабочих в смену
Количество вспомогательных
рабочих в % от числа произ-
водственных рабочих
Количество ИТР в °/0 от числа
производственных рабочих . . .
Количество счетно-конторского
персонала в % от числа рабо-
чих
Количество младшего обслу-
живающего персонала в °/0 от
числа рабочих • . .
Средний коэфициеят загрузки
рабочего места общей и узловой
сборки
Вес одного комплекта в кг . .
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Егоров М. Е., проф., Д-р техн. наук, Основы
проектирования механических и сборочных цехов
(с вспомогательными и заготовительными цехами), изд.
1937, 1940 и 1944 гг.
2. Проекты механических и сборочных цехов заводов
тяжёлого и среднего машиностроения и станкостроения,
Гипротяжмаш, Гипросредмаш, Гипростанок, 1939 —
1945.
3. Типовая записка проектного задания, Гипротяжмаш
4. Типовая записка технического проекта, Гипротяжмаш.
5. Справочник по проектированию машиностроительных
заводов, Гипросредмаш, Машгиз, 1946.
6. Руководящие материалы для проектирования машино-
строительных заводов, Гипротяжмаш, Гипросредмаш,
Гипростанок, Гипроавиапром, Станкиипром.
Глава VI
ПРОЕКТИРОВАНИЕ ДЕРЕВООБРАБАТЫВАЮЩИХ ЦЕХОВ
КЛАССИФИКАЦИЯ, ВЗАИМНЫЕ СВЯЗИ
ЦЕХОВ
Классификация деревообрабатывающих
цехов включает следующие пять классов
(табл. 1), различаемых по назначению и харак-
теру конечной продукции цеха.
I класс — заготовительные цехи, техноло-
гический процесс которых состоит в измене-
нии формы и объёма исходного сырья путём
распиловочных операций. Конечная продукция
заготовительных цехов — доски, брусья, рейки
и заготовки с припусками для дальнейшей
обработки.
II класс — лесосушильные цехи (установки)
с технологическим процессом, при котором
уменьшается влагосодержание древесины. Ко-
нечная продукция лесосушильных цехов — до-
ведённые до заданной степени сухости брусья,
доски, заготовки или детали. Уточнённая клас-
сификация лесосушильных цехов (установок)
приведена в статье „Проектирование лесосу-
шильных цехов" (стр. 254).
III класс -г- механо-столярные цехи с тех-
нологическими процессами, основанными на
пластичности и делимости древесины. В этих
цехах изменяются форма, объём и состояние
заготовок до стадии готовых деталей с после-
дующей сборкой узлов или отдельных изде-
лий.
IV класс — модельные цехи, конечная про-
дукция которых не входит составной частью
в изделия, изготовляемые данным заводом,
а служит вспомогательным средством при от-
ливке деталей.
V класс — деревотарные цехи, изготовля-
ющие различную деревянную упаковку для
готовых изделий и деталей.
Классы делятся на группы в зависимости
от преобладающего технологического процесса,
характера производства, размеров обраба-
тываемых деталей и величины готового вы-
пуска.
Взаимные связи деревообрабатывающих
цехов. При проектировании общей схемы
деревообрабатывающего хозяйства и взаимной
связи его частей следует учесть, что древе-
сина может поступать в виде брёвен стандарт-
ного размера, пиломатериалов стандартных
размеров, сырых или высушенных в соответ-
ствии с техническими условиями, сырых или
сухих заготовок либо готовых деталей и полу-
фабрикатов.
Наименьшие грузообороты и отходы в дере-
вообрабатывающем хозяйстве достигаются при
снабжении завода готовыми деталями или су-
хими заготовками.
Необрезные, а также крупные сортименты
обрезных пиломатериалов целесообразно рас-
краивать до сушки. Остальные пиломатериалы
обычно сушатся до раскроя. Соответственно
решается вопрос о расположении раскроечного
цеха до или после лесосушильного цеха
(фиг. 1).
Компоновка деревообрабатывающего
хозяйства. Огнеопасность хранения больших
масс древесины, лёгкая подверженность различ-
ным порокам и трудоёмкость транспортировки
её требуют соблюдения ряда профилактических
мер. Поэтому при компоновке деревообраба-
тывающего хозяйства необходимо: а) склады
древесины и деревообрабатывающие цехи
располагать непосредственно у путей подачи
и вывоза материала, исключая этим перегрузку
и удлинение путей подноски древесины; б) цехи
и склады древесины размещать в порядке по-
следовательности принятого производственного
потока; в) разрывы между штабелями (фиг.'/'),
между зданиями и складами принимать со-
гласно требованиям пожарной безопасности *;
г) грузопотоки направлять в сторону естест-
венного уклона местности; д) под склады дре-
весины отводить территорию сухую, хорошо
проветриваемую и имеющую уклон для стока
атмосферных осадков; е) избегать расположе-
ния открытых складов древесины в подветрен-
ной стороне от расположенных вблизи котель-
ных установок и источников открытого огня;
ж) сосредоточить все деревообрабатывающие
цехи и склады по возможности в одном районе
или в одном блоке; з) избегать встречных
грузопотоков, а для обратной подачи порож-
няка запроектировать отдельные пути; и) при
поступлении древесины на завод сплавом по
реке учесть направление и силу течения, ис-
пользуя его для облегчения выгрузки древе-
сины. На фиг. 3—10 приведены схемы ком-
поновок деревообрабатывающих цехов заво-
дов различных отраслей машиностроения.
• При размещении складов материалов рекомендуете!
принимать следующие минимальные разрывы: между
складом и 1) жилым посёлком — 300 м, 2) производствен
ным зданием смешанной конструкции — 50 м, 3) сараем
огнестойкой конструкции — 25 м. Разрыв между скла>
дом и зданием с огнеопасным производством устанавли-
вается в зависимости от совокупности местных условий,
См. также т. 15 „Справочника" „Противопожарная тех-
ника на машиностроительном заводе".
Таблица I
Наименова-
ние цехов
Класс
Группа
Характера
ные отра-
сли маши-
ностроения
Преобла-
дающий
технологи-
ческий про-
цесс
Тип
производ-
ства
Наиболь-
шие разме-
ры деталей:
длина в м
сечение
В мм
Годовой вы-
пуск про-
дукции в
тыс. мг
древесины
Заготовительные
лесопильные
1 1 2
1-я группа
Товарное вагонострое-
ние, автостроение, ком-
байностроение, общее
машиностроение и бар-
жестроение
2-я г р у п п а
Пассажирское и спе-
циальное вагонострое-
ние, тяжёлое машино-
строение, общее судо-
строение, общееисель-
хозма шиностроение
Распиловка брёвен
с брусов-
кой больше
50%
Массовое
и крупно-
серийное
6,5—7
iooXioo
преимуще-
ственно
вразвал при
брусовке
меньше50%
Крупно-
серийное и
серийное
6,5~7
150x200
25-175
раскроечные
I
3
4
3-я группа
Товарное вагонострое-
ние, грузовое автострое-
ние, комбайно- и бар-
жестроение, общее и
тяжёлое машинострое-
ние
4-я группа
Пассажирское ваго-
ностроение, легковое
автостроение, общее
судостроение и сель-
хозмашиностроение
Раскрой досок
преимуще- преимуще-
ственно на ственно на
концы
Массовое
и крупно-
серийное
3.5-6,5
iooXioo
20—160
оруски
Мелкосе-
рийное
1,о-6,5
150X200
5-75
Классификация деревообрабатывающих
Лесосушильные»
II
1 | 2
3
1-я г р у п п а
Товарное вагонострое-
ние, грузовое автострое-
ние, комбайностроение
и баржестроение
2-я группа
Пассажирское ваго-
ностроение, легковое
автостроение, общее
судостроение и сель-
хозмашиностроение
3-я группа
Тяжёлое машиностро-
ение,литейное производ-
ство и станкостроение
Сушка
в каме-
рах
боль-
шой
ёмкости
и тон-
нель-
ных су-
шилах
Массо-
вое и
крупно-
серий-
ное
6,5-7
Сушка
в каме-
рах
средней
ёмко-
сти
Крупно-
серий-
ное и
серий-
ное
i-7
iooXioo 150X200
25-Х75
15—loo
Сушка
в каме-
рах
малой
ёмко-
сти
Мелко-
серий-
ное и
единич-
ное
i-7
150X200
ii,o—25
цехов
Механо-столярные
Деревообделочные (ме-
ханической обработки
древесины)
столярно-соорочные
III
1
2
1-я группа
Товарное вагонострое-
ние, грузовое автострое-
ние, комбайностроение
и баржестроение
' 2-я группа
Пассажирское ваго-
ностроение, легковое
автостроение, .общее
судостроение и сель-
хозмашиностроение, об-
щее машиностроение и
спецпроизводство
Обработка резанием
Слабораз-
ветвлённый
технологи-
ческий про-
цесс (стро-
гальное
производ-
ство)
Массовое
и крупно-
серийное
3—7.°
iooXioo
15—120
Развет-
влённый
многоопе-
рационный
технологи-
ческий про-
цесс
Крупно-
серийное и
серийное
1-7,°
150X200
ю—бо
3
4
3-я группа
Пассажирское ваго-
ностроение, автострое-
ние;судостроение. сель-
хозмашиностроение,
общее машиностроение
и спецпроизводство
4-я группа
Приборостроение и
специальные производ-
ства
Сборочные операции
Подсборка
узлов и ком-
плектовка
с установ-
кой на ме-
сте рабочи-
ми сбороч-
ных цехов
Крупно-
Сборка
комплек-
тов, зачи-
стка и от-
делка де-
талей
Г.епийное
серийное И ирпиничнпр
серийное
2,О—3>°
i2oxi8o
5.O-35
1,0—2,0
65X65
I,O—IO
Модельные
IV
1
2
1-я группа
Автостроение, ваго-
ностроение, станко-
строение, мелкое ди-
зелестроение и мото-
ростроение и заводы
запасных деталей
2-я группа
Тяжёлое машино-
строение общее маши-
ностроение, сельхозма-
шиностроение и ремонт-
ное производство
Изготов-
ление моде-
лей с дву-
мя усадка-
ми
Изготов-
ление моде-
лей с одной
усадкой
Единичное
2,0-3,0
6,о 7,о
6OXI5O
0,075— °>6
О,2—4,О
Деревотарные
V
1
2
1-я группа
Заводы запасных де-
талей, подшипниковые
заводы, заводы-смеж-
ники, спецпроизводства
и заводы приборострое-
ния
2-я группа
Тяжёлое машино-
строение, станкострое-
ние и общее машино-
строение
Изготов-
ление плот-
ных ящиков
на шипах,
гвоздях и
проволоке
Массовое
и крупно-
серийное
I—2
4OXI5O
1,О—25,О
Изготов-
ление решё-
ток, сала-
зок и кар-
касных ящи-
ков
Серийное
и единичное
6,а—7,о
I5OX3OO
о,5-15.о
Дополнительную классификацию лесосушильных цехов (установок) по технологическим признакам см. „Проектирование лесосушильных цехов (установок)", стр. 254.
to
сл
226
ПРОЕКТИРОВАНИЕ ДЕРЕВООБРАБАТЫВАЮЩИХ ЦЕХОВ
[РАЗД. V
На фиг. 3 дана компоновка деревообраба-
тывающего хозяйства крупного завода гру-
зовых и легковых автомобилей. Особенности
этой компоновки — расположение всех дерево-
обрабатывающих цехов, а также грунтовоч-
ного цеха в одном блоке и наличие проходных
сушильных камер.
I
Склад бревен
Межцеховой транспорт осуществляется с
помощью автолесовозоз.
На фиг. 5 и б показана компоновка дерево-
обрабатывающего хозяйства завода товар-
ных вагонов (массовое производство). При
этом на фиг. 5 приведена компоновка лесо-
пильного хозяйстиэ, а на фиг. 6 — компо-
нозка остальных деревообрабатывающих це-
хов этого завода.
Временный лесопильный цех обслуживает
нужды строительства завода.
Лесопильный
цех
•Склад сырого
пиломатериала
Сушильный цех
I
I
Котельная
Склад сухого
пиломатериала:
Ренонтночщл
ительныйцех
Модельный
цех
Цех механической
Обработка дерева
"9 *"~"
Склад
моделей
Столярный Цех
Литейный
цех
Сборочный цех
3кспеди и и я
Условные обозначения:
бревна
Пиломатериалы
Заготовки
•.>-Столярные узлы
о*- Готовая продукция
э*_ Отходы
—х—х-*- Летали
Фиг. 1. Схема взаимных связей деревообрабатывающих цехов.
На фиг. 4 приведена компоновка
обрабатывающего хозяйства автосбороч-
ного завода грузовых автомобилей. Данная
компоновка отличается наличием, кроме обыч-
ных для этих заводов деревообрабатывающих
цехов, лесопильного цеха с соответствующими
складами древесины.
На фиг. 7 приведена компоновка дерево-
обрабатывающего хозяйства завода авто-
тракторных запасных деталей. Сушиль-
ный цех со складом сухого пиломатериала
и склад моделей размещены в отдельных зда-
ниях. Производственные отделения деревообра-
батывающего цеха объединены в одном блоке
ГЛ. VI]
КЛАССИФИКАЦИЯ, ВЗАИМНЫЕ СВЯЗИ ЦЕХОВ
227
На фиг. 8 приведена компоновка дерево-
обрабатывающего хозяйства тракторного
завода. В одном блоке расположены все срав-
нительно небольшие отделения цеха. Траверс»
ный путь расположен вне цеха.
На фиг. 9 приведена компоновка дерево-
обрабатывающего хозяйства аккумулятор-
ного завода. Склад сухого пиломатериала
расположен в отдельно стоящем здании, против
лесосушильных камер. Траверсный путь откры-
тый.
-1S8-
к
Размеры в метра*
Фиг. 2. Распланировка склада пиломатериалов. Показаны
два квартала, половина участка, состоящего из четырёх
кварталов: а—штабель разме-
ром 8x7 м\ о"—группа штабе-
лей 43x18 м; в—квартал 247Х
Х158 м.
Размеры 6 метрах
Фиг. 3. Компоновка деревообрабатывающего хозяйства крупного завода грузовых и легковых авто-
машин: /—склад сырых пиломатериалов; 2—сараи для твёрдых пород и фанеры; 3—4- площадки для
разгрузки вагонов; 5—ж.-д. пути подачи материала; б—погрузочное отделение сушильного цеха;
7—открытый траверсный путь; 8—площадка перед сушильными камерами;
9а—двухпутные сушильные камеры; 96— однопутные сушильные камеры; 10—осты-
вочное помещение; 11— траверсный коридрр; 12—склад сухого пиломатериала;
13 — мостовой кран; 14—деревообделочный цех; 15— бытовые й вспомогательные
помещения; 16—ж.-д. путь; 17—отгрузочная бетонная площадка.
Фиг. 4. Компоновка деревообрабатывающего хозяйства автосборочного завода:/—ж.-д. путь подачи брёвен;2—продохь-
ный цепной транспортёр для сортировки брёвен; 3— элеватор для укладки брёвен; 4—штабели брёвен; 5—бревнотаска
для подачи брёвен в бассейн;,6—бассейн; 7—амбарные бревнотаски; 8—рамный корпус; 9— поперечный цепной транспор-
тёр; 10— корпус обрезных станков; 11—сортировочная установка; 12—автолесовозные пакеты; 13— склад пиломатериалов—
отпуск на сторону; 14— склад пиломатериалов для автостроения; 15— погрузочная эстакада системы Петухова;
16—ж.-я. путь; 17—разгрузочная площадка; 18—погрузочное отделение сушильного цеха; 19—ж.-д. пути; 20— траверс-
ный путь; 21—навес анстакера; 22—сушильные камеры; 23—склад сухого пиломатериала, оборудованный краном;
24—деревообделывающий цех; 25— бытовые помещения и контора; 26— склад готовой продукции; 23—котеллия;
29— склад древесных отходов; 30—трубопровод эксгаустера; 31—транспортёр для отходов.
15* .
228
ПРОЕКТИРОВАНИЕ ДЕРЕВООБРАБАТЫВАЮЩИХ ЦЕХОВ
[разд.
Размеры
в метрах
-1 9 г'2-1 9 Г-И-г-й.-ч
15.0
Фиг. 5. Компоновка лесопильного хо-
зяйства крупного вагоностроитель-
ного завода: /—ж.-д. путь; 2— бревно-
таски; 3—покаты; 4—путь элеватора
для укладки; 6 — штабели брёвен;
6—бассейн; 7—двухрамный лесопиль-
ный цех; 8—сортировочная; Р—времен-
ный лесопильный цех; 10—склад
пиломатериалов.
На фиг. 10 приведена компонов-
ка деревообрабатывающего хозяй-
ства крупного завода сельскохо-
зяйственного машиностроения.
В одном здании размещены все произ-
водственные и складские помещения
за исключением склада сырого пи-
ломатериала, состоящего из откры-
той площадки для пиломатериалов
мягких пород и навесов для пилома-
териалов твёрдых пород.
ЛЕСОПИЛЬНЫЕ ЦЕХИ
(/ класс, 1-я и 2-я гр.)
Назначение цеха и исходные
данные для проектирования. Лесо-
пильные цехи на машиностроитель-
ных заводах предназначены для выра-
ботки нестандартных сортиментов
Фиг. 6. Компоновка деревообра-
батывающего хозяйства вагоно-
строительного завода: 1—погру-
зочное отделение сушильного цеха;
2— траверсные коридоры; 3—су-
шильные камеры; 4—склад сухого
леса; 5—тамбуры и вспомогатель-
ные помещения; 6—строгальное
отделение; 7—грунтовочное отде-
ление; 8— бытовые помещения.
Фиг. 7. Компоновка
деревообрабаты вающе-
го хозяйства завода ав-
то-тракторн ых деталей:
/—склад • сырых пило-
материалов; 2— двух-
штабельные сушиль-
ные камеры; 3—одно-
штабельные сушиль-
ные камеры; 4—тра-
версный коридор; 5—
склад сухих пиломате-
риалов; б—коридор уп-
равления; 7— лаборато-
рия; 8— ж.-д. путь;
9— узкоколейный путь;
10— стаиочно-отделочное
отделение; 11 — тарное
отделение; 12— модель-
ное отделение; 13— вспо-
могательные и бытовые
помещения; //—склад
моделей.
пиломатериалов, подсортировки, а также для исполь-
зования местных лесных массивов.
Заданией на проектирование лесопильного цеха
является годовая программа, определяющая выпуск
пиломатериалов в м% (по породам) или кубатуру под-
лежащего распиловке сырья, средний и максимальный
диаметры и среднюю длину брёвен, процент брусовки
и необходимую тщательность разделки отходов.
Оборудование и рабочий состав. Технологический
процесс лесопильного цеха зависит от заданных про-
цента брусовки и тщательности разделки отходов. Соот-
ГЛ. VI]
ЛЕСОПИЛЬНЫЕ ЦЕХИ
229
ветственно намечаются состав и последова-
тельность операций (развал, брусовка, опиловка
на обрезных станках и т. д.) и подбирается
комплект оборудования.
Лесопильные цехи, входящие в состав
деревообрабатывающих хозяйств машинострои-
-27-
ft
w
12
i
7
8
X
I
Фиг. 8. Компоновка
деревообрабатывающе -
го хозяйства трактор-
ного завода: 1—склад
сырых пиломатериалов;
2—ж.-д. путь; 3— узко-
колейный путь; 4-~тра-
версный путь; 5—су-
шильные камеры; 6—
склад сухих пиломате-
риалов; 7—станочно-от-
делочиое отделение; 8—
ремонтно- строительное
отделение; Р — тарное
отделение; 10— модель-
ное отделение; 11 --склад
моделей; 12— бытовые
помещения.
Фиг. 9. Компонов-
ка деревообрабаты-
вающего хозяйства
аккумуляторного
завода: / — склад
сырых пиломате-
риалов; 2 — склад
сухих пиломате-
риалов; 3—траверс-
ный путь; 4—су-
шильные камеры;
5 — станочно - отде-
лочное- отделение;
6—столярно-сбороч-
ное отделение; 7—
мастерская заточки
инструмента и бы-
товые помещения.
тельных заводов, оборудованы обычно 1—2
(реже 4) лесопильными рамами.
Определение количества необходи-
мых цеху лесопильных рам [36] при
работе вразвал производится по формуле
.. ?1000/
где Q — заданное годовое количество распи-
ливаемых брёвен в .и8; /—заданная средняя
длина брёвен в м\ q — средняя кубатура одного
бревна в м% при заданных средней длине'и
среднем диаметре; Араз8 — подача (посылка)
на 1 оборот рамы в мм при работе вразвал;
п — число оборотов рамы в 1 мин.; Фо —дей-
ствительный годовой фонд времени работы
рамы в часах; k — коэфициент использования
рамы, принимаемый для лесопильных цехов ма-
шиностроительных заводов равным 0,8—0,85.
Коэфициент использования рамы может быть
повышен за счёт применения околорамного
транспортного оборудования, состоящего из
продольных и поперечных цепных транспор-
тёров для брёвен, досок и отходов, роликовых
транспортёров и роликовых шин, автоматиче-
123 ^—I
А .
ап
г— \
и
J
а
Фиг. 10. Компоновка деревообрабатывающего хозяйства
крупного завода сельхозмашиностроения: 7—склад сырых
пиломатериалов; .2—раскроечный цех; 3— склад заготовок;
4—лифт для погрузки вагонеток; 5—траверсные коридоры;
6— сушильные камеры; 7—анстакер; 8—склад сухих пило-
материалов; 9— деревообделочный цех; 10—промежуточный
склад; 11—столярно-сборочный цех; 12—грунтовочное отде-
ление; 13—гклад готовой продукции; /4—бытовые помеще-
ния и контора; 15— склад пиломатериалов твёрдых пород;
16—ж.-д. путь.
ских сбрасывателей брёвен и досок, сортиро-
вочных установок, механизированных тележек,
околорамных конвейеров, централизованных
пунктов управления рамами и т. д.
Подача Д при работе с брусовкой прини-
мается по формуле
&разв 100
_
100
где Дразв — подача (посылка) в мм при рас-
пиловке бревна вразвал; &брус — подача (по-
сылка) в мм при распиловке бруса; ^—задан-
ный процент брусовки по сырью.
Величины Ъ.разв и &брус при распиловке
хвойных пород на рамах с ходом 500 мм при-
ведены в табл. 2 [57J.
Количество лесопильных рам при распилов-
ке с брусовкой принимается [65] по фор-
муле (буквенные обозначения аналогичны пре -
дыдущей)
Q Ю00/чA00 + Т) 1
q(&100 + А1)пФ0Ш' j_
200
230
ПРОЕКТИРОВАНИЕ ДЕРЕВООБРАБАТЫВАЮЩИХ ЦЕХОВ
[РАЗД. V
Таблица 2
1
Диаметр бревна
или толщина
бруса в см
II —12
13-14
15—16
17—18
19—2О
21—22
23—24
25-2б
27-28
29—3°
31—32
33—34
35—36
37-38
при
7-10
_
_
28
26
24
22
2О
19
17
1б
15
14
13
^раав
в мм
количестве
пил
11
__
26
23,5
21,5
2О
19
i8
17
15
14,5
14
13
12
24
24
20
18
17
16
15
14
13
12
12
13
-~
22
2О
18
17
16
15
14
13
и
1Х>5
и
при
7-10
33
33
28
2б
24
22
21
19
17
ус
В ЛМ
количестве
пил
11
33
33
29,5
26,5
24
22
2О
18,5
!7.5
1б
12
33
31
24,5
24
22
18,5
17
16
16
13
33
29
25
22,5
20
18
17
15,5
14,5
13,5
Примечания. 1. Табл. 2 составлена для рам с ходом,
равным 500 мм. При иной высоте хода посылку опреде-
ляют по формуле Д, = , где Д, — исковая посылка,
500
4 — посылка по таблице.
2. Для брёвен короче 6,5 м принимают подачи, соот-
ветствующие ближайшему меньшему диаметру, а для
брёвен длиннее 7 м — подачи, соответствующие ближайше-
му большему диаметру.
3. Для твёрдых пород к указанной в табл. 2 подаче при-
меняются следующие коэфициенты: для дуба-0,6, для
бука—0,7, для берёзы—0,8 и для лиственницы—0,85.
Для случая работы спаренными развали-
вающими и брусующими рамами посылку при-
нимают по формуле для работы вразвал.
При распиловке в зимнее время мёрзлых
брёвен без оттаивания их в бассейне следует
понижать расчётные посылки для окорённой
сосны на 10—12о/о, для ели — на 15—20%.
Остальное оборудование при укрупнённых
расчётах может быть принято комплектом,
примерный состав которого указан в табл. 3.
Таблица 3
Наименование
оборудования
Обрезные станки
., Торцевые пилы
для досок
То же для отхо-
дов
Ребровые пилы
Диленно-реечные
И многопилыше
стяики
Заточные станки
Количество станков для
цехов
с одной
рамой
з
I
I
I
3 '
с двумя
рамами
i
4
3
I
а
3
с четырьмя
рамами
2
8
¦ 5
2
4
4
При детальных расчётах количество станков
должно быть уточнено по среднему выходу
сортиментов, приведённому ниже,
Чиеленность производственных ра-
бочих определяется по типу и количеству
еборудования. Щтат вспомогательных
(внутрицеховых) рабочих зависит от степени
механизации транспорта и составляет до
25—40 у/0 от числа производственных рабочих.
Выход сортиментов. Полезный выход из
сырья зависит от принятого способа разделки
пиломатериалов и отходов (горбыля и реек)
и может быть увеличен разделкой горбыля и
реек на мелкие детали.
Средние показатели выхода отдельных сорти-
ментов по отношению к объёму распиливаемых
брёвен следующие:
% от объё-
Наименование сортимента ма бревна
Пиломатериал .... • 5б—68
Горбыль ¦ 6— 8
Рейка В— ю
Торцы . . • . . . 2— з
Опилки ю—14
Угар о,5— i
Припуски на усушку 6— 3
Размер площадей и компоновка цеха.
Длина цеха (без сортировочной площадки)
обычно равна 51—54 м. Ширина цеха прини-
мается в среднем по 4 м на каждую установ-
ленную раму плюс 2 м на все рамы. Таким
образом, на раму приходится 250—350 м'2 про-
изводственной площади [15].
Если цех .проектируется, как это часто
бывает, в неотапливаемом здании, то заточная
и ремонтная мастерские, а также бытовые по-
мещения должны располагаться в отапливаемой
пристройке, размер площади которой может
быть принят в 15—18% от производствен-
ной площади цеха.
Уровень пола у обрезного станка делается
с понижением на 700 мм против уровня пола
у рам. Подающие вальцы у брусующих рам
должны быть расположены на 150 мм ниже,
чем у разваливающих рам. Приводы оборудо-
вания, обратные ветви транспортёров и транс-
портные устройства для опилок размещаются
ниже пола лесопильного цеха. При двухэтажных
цехах высота 1-го этажа в наиболее низкой
части принимается равной 2,3 м; высота 2-го
этажа — 3,5 м [65].
Этажность цеха принимается в зависимости
от выбранного типа рам, высоты грунтовых
вод и рельефа местности.
РАСКРОЕЧНЫЕ ЦЕХИ
(/ класс, 3-я и 4-я гр.)
Назначение. Состав цеха и исходные
данные для проектирования. Раскроечный
цех может быть выделен при массовом изгото-
влении разнотипных деталей, особенно при
больших масштабах производства, для пред-
варительного раскроя материала, а также в
целях использования отходов путём изгото-
вления из них мелких деталей. Подобное меро-
приятие устраняет загромождение деревооб-
делочного цеха отходами, облегчает создание
буферного склада заготовок, содействует
улучшению процессов сушки.
В состав раскроечного цеха входят сле-
дующие производственные отделения:
заготовительное, производящее раскрой по
длине, ширине и толщине материала, и пере-
работки отходов, где из древесных обрезков
раскроечного и других цехов завода выпили-
вают мелкие детали и тарные дощечки.
Вспомогательные отделения и участки
раскроечного цеха аналогичны одноимённым
отделениям и участкам деревообделочного
цеха (стр. 231).
гл
VIJ
РАСКРОЕЧНЫЕ ЦЕХИ
231
При проектировании раскроечных цехов
небходимо предусмотреть возможность: а) со-
здания гибкого технологического процесса,
позволяющего производить раскрой в любой
последовательности операций; б) осуществле-
ния ряда повторных операций на одном станке;
в) выполнения межоперационной разметки и
контроля для увеличения полезного выхода
заготовок; г) предупреждения смешения сырых
и сухих пиломатериалов при одновременном
их раскрое путём создания параллельных по-
токов; д) использования образующихся в про-
цессе раскроя значительных количеств отходов
древесины для изготовления мелких деталей.
Для проектирования раскроечного цеха
необходимы следующие исходные данные:
1) спецификации деталей и пиломатериалов;
2) размер серий деревообделочного цеха;
3) технические условия и 4) допуски на рас-
крой.
Оборудование и рабочий состав. При
укрупнённых расчётах трудоёмкость раскроя
может быть принята в размере 0,5—0,8 станко-
часа на 1 л& распиливаемого пиломатериала
(в зависимости от размера выпиливаемых
деталей и качества материала).
При детальных расчётах трудоёмкость
процессов раскройного цеха определяется на
основании технолого-нормировочных данных.
Оборудование цеха включает круглые
и ленточные пилы для раскроя по длине и
ширине материала, делительные станки для
раскроя по толщине.
В составе оборудования цеха целесооб-
разно предусматривать дробилки для перера-
ботки отходов, подлежащих дальнейшему ис-
пользованию в виде топлива и для иных нужд.
Количество производственных рабо-
чих принимают по числу станков или других
рабочих мест с учётом их загрузки и необхо-
димого количества подручных рабочих. Числен-
ность вспомогательных рабочих может
быть принята в 25 — 35% от общего количе-
ства производственных рабочих.
Материалы и отходы производства.
Состав и количество отходов раскроечного цеха
зависят от сорта исходного материала, разме-
ров деталей и технических условий. Ориенти-
ровочный состав отходов раскроечного цеха:
опилки—15—25%, топливные отходы —50—60%
и мелкие деловые отходы, которые могут быть
использованы для разных поделок и изделий
широкого потребления,—25—30%.
При укрупнённых расчётах количество отхо-
дов раскройного цеха может быть принято
в процентах от объёма деталей в чистоте,
в частности: а) для товарного вагоностроения,
производства грузовых автомашин и других
изделий — 10 — 15% (при раскрое обрез-
ного пиломатериала хвойных пород II и III
сортов); б) для производства пассажирских ва-
гонов, легковых автомобилей и др. —50—60%
(при раскрое обрезного материала преимуще-
ственно хвойных пород I и II сортов); в) для
сельскохозяйственного машиностроения —80—
90% (при раскрое твёрдых пород) [65].
Площади и компоновка цеха. Для укруп-
нённых расчётов можно принимать величину
площади, приходящейся на один установлен-
ный станок в заготовительном отделении, 100—
125 м2, в отделении переработки отходов —
50—65 м* [60].
При детальном проектировании размеры
площадей производственных отделений рас-
кроечного цеха определяются планировкой.
Площади вспомогательных помещений мо-
гут быть прлняты аналогично одноимённым
помещениям деревообделочных цехов (стр. 237).
СУШИЛЬНЫЕ ЦЕХИ (УСТАНОВКИ)
(// класс)
Детальные указания по проектированию
сушильных цехов (установок) приведены
в дополнительной статье „Проектирование
лесосушильных цехов установок)", стр. 254.
ДЕРЕВООБДЕЛОЧНЫЕ ЦЕХИ
(ЦЕХИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
ДРЕВЕСИНЫ)
(/// класс, 1-я и 2-я гр.)
Назначение, состав цеха и исходные
данные для проектирования. Деревообделоч-
ные цехи предназначены для изготовле-
ния деталей заданной формы и размеров для
изделий, выпускаемых заводом. Изменение
формы и объёма древесины в этих цехах до-
стигается резанием со стружхосбразованием,
(пиление, строгание, фрезерование, циклевание,
точение и копирование, сверление, долбление
и шлифование), резанием без стружкообразова-
ния (штамповка, высечка, резание ножницами,
лущение) и давлением с применением или без
применения термической обработки (гнутьё,
прессование, тиснение). В этих же цехах часто
производится формирование щитов в ваймах
или на специальных станках с последующей
опиловкой и строганием.
В состав деревообделочных
цехов входят производственные и вспомо-
гательные отделения, склады, служебные
и бытовые помещения.
Производственные отделения:
заготовительно-раскроечное (выпиловка из
исходного сырья заготовок с припусками для
дальнейшей обработки), строгальное (прямо-
угольное или профильное строгание обрезного
пиломатериала и заготовок), гунтарное (пред-
варительная пропарка и прогрев, гнутьё заго-
товок, а также последующая сушка) клеиль-
ное (формирование щитов и фанерование дета-
лей), станочно-отделочное (механическая обра-
ботка деталей), контрольно-ремонтное (заделка
сучьев и трещин, а также исправление произ-
водственного брака).
С целью создания законченных производ-
ственных потоков в состав деревобделочных
цехов иногда включается не только упомяну-
тое выше клеильное, но также грунтовочное,
сборочное и некоторые другие отделения и
участки.
Вспомогательные отделения: ин-
струментально-заточное, ремонтно-механиче-
ское, шаблонов и приспособлений, клеева-
рочное.
Цеховые склады и кладовые: буфер-
ные склады, кладовые инструмента, шаблонов
и приспособлений, вспомогательных материа-
лов и др.
Служебные и бытовые помеще-
ния: контора цеха, уборная, гардероб, комната
для принятия пищи и др.
232
ПРОЕКТИРОВАНИЕ ДЕРЕВООБРАБАТЫВАЮЩИХ ЦЕХОВ
[РАЗД. V
Исходные сведения для проек-
тирования деревообделочного це-
ха даёт программа цеха, дополненная специ-
фикациями, чертежами изделий и техническими
условиями на их изготовление. В сводной
спецификации должны быть указаны: название,
номера и габаритные размеры деталей, коли-
чество деталей на изделие и на годовую про-
грамму, чистовой объём и порода древесины.
При укрупнённом проектировании отпадает
необходимость в детальных спецификациях,
которые могут быть заменены данными о по-
требном объёме древесины на каждое из вклю-
чённых в программу изделий
Оборудование и рабочий состав. Выбор
оборудования деревообделочного цеха опре-
деляется намечаемым технологическим процес-
сом и принятой серийностью производства.
Проектирование технологического процесса
выполняется в соответствии с указаниями,
приведёнными в томе 7 „Справочника". При
детальных расчётах с помощью технолори-
ческих карт или ведомостей технологического
процесса устанавливаются очерёдность и тру-
доёмкость операций, определяются технологи-
ческие режимы, намечаются конструкции
инструмента и приспособлений. При укрупнён-
ных расчётах, особенно при наличии большого
количества деталей с разнообразной последо-
вательностью технологических операций, соста-
вляются таблицы технологических маршру-
тов деталей, определяющих количество и харак-
тер потоков проектируемого цеха. Пример
типового технологического маршрута приме-
нительно к обработке некоторых кузовных де-
талей даёт табл. 4.
Таблица 4
Отделение или
участок
Заготови-
тельно- рас-
кроечное
Строгаль-
ное
Гнутар-
ное
Клеильное
Применяемое
оборудование
Делительные и
ребровые
Маятниковые, пе-
дальные, торцовоч-
ные с механиче-
ской подачей
Круглопильные
для продольной рас-
пиловки
Фуговочные и
шпунтовочные с ме-
ханической подачей
Рейсмусовочные
односторонние
То же двухсто-
ронние
Калёвочные и че-
тырёхсторонние
строгальные
Концеравнитель-
ные и однопильные
торцовочные
Парильные или
варочные установки
Гнутарные станки
или прессы
Сушильные уста-
новки
Верстаки или
стенды
Клеенамазочные
станки
Ваймы, клеиль-
ные прессы
Щитоформирую-
щие станки
Операции
Раскрой по
толщине
Раскрой по
длине и вырез-
ка брака
Раскрой по
ширине и вы-
резка брака
Рихтовка
пластин или в
угол. Строжка
профиля кром-
ки
Строжка в
размер по тол-
щине
Профильная
строжка
Раскрой на
детали или за-
чистка концов
Подготовка
к гнутью
Гнутьё
Сушка и фи-
ксация формы
Подбор дета-
лей
Намазка клея
Сжим и вы-
держка
Обрезка,
сшивкаи склей-
ка
Характерные детали и узлы
Половые доски и
толстая обшивка
ж.-д. вагонов,плат-
форм и грузовых
автомашин
1
-
-
-
11
-
-
-
--
-
-
-
-
Кровельные доски
и тонкая обшивка
ж.-д. вагонов
-
-
-
-
-
I
' II
-
-
-
-
-
-
-
Брусья платформ
I
-
-
-
II
III
-
-
-
-
-
-
-
Дверные стойки
вагонов
-
I
11
III
-
IV
V
-
-
-
-
-
-
-
Оконные бруски
вагонов
-
I
II
III
IV
-
.V
-
-
-
-
-
-
-
Щиты в массовом
производстве
-
I
¦-
-
-
-
-
-
-
-
-
-
-
II
Щиты в серийном
производстве
-
I
-
II
-
-
-
-
-
-
Ill
IV
V
-
Гнутые бруски
-
I
II
-
-
III
-
IV
V
VI
-
-
-
-
Выпиливаемые ду-
ги крыши вагонов
-
I
II
-
-
III
-
-
-
-
-
-
-
-
Поручни
-
I
II
-
-
-
-
-
-
-
-
-
-
-
Розетки
-
I
II
III
-
-
IV
-
-
-
-
-
-
-
Раскладки
I
I
III
-
--
IV
-
-
-
-
-
-
-
-
гл. vi]
ДЕРЕВООБДЕЛОЧНЫЕ ЦЕХИ
233
Продолжение табл. 4
Отделение или
участок
Клеильное
Контроль-
но-ремонт-
ное
Станочно-
отделочное
Применяемое
оборудование
Прирезные пилы
Рейсмусовочные
односторонние
То же двухсто-
ронние
Шлифовальные
Трёхшпиндель-
ные сверлильные
Верстаки
Автоматы для за-
делки сучков
Верстаки
Ленточнопильные
и специальные
круглопильные
Шипорезные одно-
и двухсторонние и
ящичные
Пазорезные, дол-
бёжные и фрезер-
ные
Токарные, копи-
ровальные и кругло-
палочные
Фрезерные (вер-
тикальные, гори-
зонтальные и кару-
сельные)
Сверлильные и
долбёжные
Шлифовальные
(вальцовые, лен-
точные, дисковые)
Верстаки
Операции
Прирезка ши-
та по длине и
ширине
Снятие про-
весов и зачи-
стка
Высверловка
сучков
Заделка от-
верстий и за-
чистка заделок
Высверловка
сучков, заго-
товка и намаз-
ка клеем про-
бок
Заделка и за-
чистка отвер-
стий
Разметка
Выпиловка
или скашива-
ние
Нарезка ши-
пов
Выборка па-
зов
Обточка и
копировка
Фрезеровка
фасонных вые-
мок и оправка
Сверловка,
зенковка и дол-
бёжка отвер-
стий
Шлифовка и
зачистка
¦ Ручная за-
чистка и кон-
троль
Характерные детали и узлы
Половые доски и
толстая обшивка
ж.-д. вагонов, плат-
форм и грузовых
автомашин
-
-
-
-
-
-
-
-
-
-
-
-
-
Кровельные доски
и тонкая обшивка
ж.-д. вагонов
-
-
-
-
III
-
-
-
-
-
-
-
-
-
Брусья платформ
-
-
-
-
-
-
-
IV
-
V
-
-
VI
-
-
Дверные стойки
вагонов
-
-
-
-
-
-
-
-
VI
-
-
VII
VIII
-
-
Оконные бруски
вагонов
-
-
-
-
-
-
-
-
VI
-
-
VII
VIII
-
-
Щиты в массовом
производстве
III
IV
-
--
V
-
-
-
-
-
-
-
-
-
-
Щиты в серийном
производстве
-
-
VI
VI
-
-
-
-
-
-
-
-
-
-
Гнутые бруски
-
-
-
-
-
-
-
-
VII
-
-
VIII
-
-
IX
Выпиливаемые ду-
ги крыши вагонов
-
-
-
-
-
-
IV
V
-
-
-
VI
-
—
VII
Поручни
-
-
-
-
-
-
Розетки
-
-
-
-
-
-
-|v
-
-
-
Ill
-
-
IV
-
-
-
-
VI
-
VII
-
VIII
Раскладки
-
-
-
—
-
-
-
-
-
-
-
V
-
Для выбора оборудования при укрупнённом
пооектировании могут быть использованы
также данные о технологической структуре
станочного парка передовых цехов, родствен-
ных проектируемому по специализации и мас-
штабу выпуска. В табл. 5 приведены подоб-
ные сведения по восьми деревообделочным
цехам (производство легковых и грузовых
автомобилей, автобусов, пассажирских и товар-
ных вагонов, ж.-д. платформ, гондол, а также
комбайнов) [65].
Размер принятой серийности производства
в сочетании с трудоёмкостью изделия обусло-
вливает степень загрузки оборудования.
Такое высокопроизводительное деревообраба-
тывающее оборудование, как тяжёлые стро-
234
ПРОЕКТИРОВАНИЕ ДЕРЕВООБРАБАТЫВАЮЩИХ ЦЕХОВ
[РАЗД. v
Таблица 5
Типы станков
Структура станочного парка (в процентном отношении к численности всех станков цеха)
Кабины
грузовых
автомоби-
лей
Платформы
грузовых
автомоби-
лей
Легковые
автомобили
Автобусы
Пасса-
жир-
ские
вагоны
Товарные
крытые
вагоны
Платформы
и гондолы
Комбайны
Поперечные одно-
пильные
Продольные и уни-
версальные круглые
пилы
Двухпильные конце-
равннтели
Ленточные пилы . .
Фуговочные
Строгальные (рейе-
мусовочные и четы-
рёхсторонние)
Фрезерные
Одношпиндельные
вертикальнс-саерлиль-
ные
Горизонтально-свер-
лильные
Долбёжные
Сверлильные много-
шпиндельные
Пазорезные . .
Односторонние ши-
порезные
Двухсторонние ши-
порезные
Токарные
Шлифовальные . . .
Конвейерно-клеиль-
ные прессы
Разные специальные
станки (шурупозавёр-
точные, гвоздезабив-
ные, маркировочные)
5,5-
7.5
7,2—16,6
5,i-
4.4—
6,1
5,8
8,8—ю,8
19,2—23,2
2,5—12,7
1,6-
5 —
13 —3
1,6—
3.5-
3,6-
2,8—
4,5—
1,8
5,5
3.5
5.5
5,3
4,0
3
5,o
5,°— .6,°
13 —14
о,4— о,б
2.5— 3,°
25 —28
5-6
9 —го
5-6
—15
1,4— 2,0
11 —13
9 —10
1.2- 1,5
1,5— 2,0
30 —31
13 —15
2,5— 3,o
I,O— 1,2
3>5— 4
2 — 2,5
8 -9
2,5— 3,o
1,5— 2,0
4,5- 5,o
1,0— 2,0
3.5- 6,5
ia —13
5-7
2—7
9 -11
25 -31
0,5— 0,6
0,4— 0,6
1,7— 2
7 —12
0 — 1,2
10 —16
2-3
0,2— 0,5
3-4
1—5
8-9
26—28
3,5-5.5
7-9
9—12
9—n
6-8
8—10
—
4-~5
2—3
4-6
6-8
1,5—2,0
-
13 —14
13 —12
2,5— 3,5
i,5- 2
9 —12
8 —10
21 —23
1,5— 2,0
16 —18
6-8
U - 8
-
-
33,7-34.7
о>5— 4
1,1— 2,1
2О —24
I - 6
о — 1,5
IO —2О
i - 2,5
14 —2О
б - 6,5
i6 —
14
0,8
3,5
17
15
1,0
4
9,5
10,5
—11,5
2,5—
2,5
16
- 3,о
гальные и фрезерно-карусельные станки, пилы
с механической подачей, автоматы и полуав-
томаты, может быть рационально использовано
преимущественно при крупносерийном и мас-
совом производстве. В единичном и мелкосе-
рийном производстве применяются главным
образом универсальные типы станков.
Производительность станков при скоростях
подачи свыше 50^-60 м/мин зависит от нали-
чия транспортных механизмов для подачи
и уборки деталей; поэтому при проектирова-
нии цеха следует предусматривать оснащение
рабочих мест этими механизмами — цепными
и ленточными транспортёрами, а при наиболее
вььсоклх скоростях — наклонными подъёмни-
ками, питающими столами и магазинной пода-
чей.
Необходимое для цеха количество отдель-
ных типов деревообрабатывающих станков
определяется по следующей формуле:
где пр — расчётное количество станков; N —
годовая программа цеха в шт. или в м* дре-
весины в деталях; Тс — потребное количество
станко-часов на одно изделие или 1 мв древе-
сины по данному типу станков; Фо — действи-
тельный годовой фонд оборудования.
При детальных расчётах значение для Тс
находится из карт или ведомостей технологи-
ческого процесса. При укрупнённых расчётах
возможно пользоваться показателями трудоём-
кости, заимствованными из практики передовых
деревообделочных цехов, родственных проек-
тируемому по специализации, оснащённости
и др. Трудоёмкость механической обработки
1 м3 деревянных деталей по ряду выполнен-
ных проектов [65| составляет (з станко-ча-
сах): по платформам грузовых автомашин
1—1,6, кабинам грузовых автомашин 10—13,
легковым машинам и автобусам 17—39, пас-
сажирским вагонам 6—10, товарным вагонам
0,4—1,0, комбайнам 10—13.
Встречающаяся иногда в практике проек-
тирования деревообделочных цехов необходи-
мость дублирования в потоках отдельных мало-
загруженных станков определяется удобством
транспортирования обрабатываемых деталей
и стремлением сохранить прямоточность тех-
нологического маршрута.
Технологический процесс обработки дета-
лей из облагороженной древесины почти не
отличается от такового для деталей из нату-
ральной древесины [1, 9, 17 и 21].
Рабочий состав цеха включает про-
изводственных и вспомогательных рабочих.
Производственные рабочие—станочники и
их подручные, рабочие по зачистке, разметке
деталей и др. Численность рабочих этой группы
определяется по отдельным профессиям в за-
висимости от количества рабочих мест и числа
рабочих, обслуживающих одно рабочее место.
В табл. 6 приведены данные о расстановке рабо-
чей силы на рабочих местах деревообделочных
цехов при ручном обслуживании станков.
ГЛ. VI]
ДЕРЕВООБДЕЛОЧНЫЕ ЦЕХИ
235
Таблица 6
Наименование станка
Маятниковая или педальная
торцевая пила
Торцовочный с механической
подачей
Продольная пила с ручной
подачей
Продольная пила с механи-
ческой подачей
Фуговочный
Фуговочный с механической
подачей
Рейсмусовочный
Четырёхсторонний стро-
гальный
Шипорезный односторонний
То же двухсторонний . . .
То же ящичный
Двухпильный концеравни-
тельный
Цепнодолбёжный
Сверлильный .
Фрезерный
Токарный -
Шлифовальный вальцовый
То же ленточный
Конвейерно-клеильный
пресс
Сшивательный агрегат . . .
Количество производ-
ственных рабочих
основ-
ных
i
Г
Е
подсоб-
ных
О—2
I—3
О—I
I—2
I
I
1—2
1—3
О—I
1-3
I
i
2
всего
1—3
а-3
1—2
2-3
I
2
2
2—3
I
s—4
1—2
2-4
I
I
I
I
I
2
I
2
4
Необходимые условия для сокращения коли-
чества обслуживающих станки рабочих со-
здаются при механизации подачи заготовок на
станок и уборки деталей (бункеры, подъём-
ники, питающие столы, транспортёры и т. п).
Этим создаются также нужные предпосылки
для лучшего использования оборудования при
скоростях подачи свыше 50—60 м/мин.
Вспомогательные рабочие—ремонтные рабо-
чие, инструментальщики, рабочие мастер-
ской шаблонов и приспособлений, клеевары,
транспортные рабочие, дежурные электрики,
слесари в^др. Численность вспомогательных
рабочих составляет 25—30% от общего коли-
чества производственных рабочих.
Расход материалов. Деревообделочные
цехи потребляют пиломатериалы, фанеру и за-
готовки из них, а также различные древесные
полуфабрикаты (столярные плиты, облагоро-
женная древесина и т. д.).
При детальных расчётах потребности в пило-
материале учитывается объём древесины:
а) в деталях (чистовой расход), определяемый
по чертежам и спецификациям изделий,
б) снимаемый при механической обработке за
счёт припусков на обработку, в) вырезаемый
из исходного сырья вследствие несоответствия
качества последнего техническим условиям.
Размеры припусков по толщине приведены
в табл. 7, а по ширине — в табл. 8 [68].
При повторной строжке в деталях или узлах
необходимо [55] учитывать следующие допол-
нительные припуски: а) на строжку клеёных
щитов или рамок на рейсмусовочном станке:
при ширине строжки до 400 мм — 1 мм; при
ширине свыше 400 до 600 мм —1,5 мм; при
ширине свыше 600 до 800 мм —2,0 мм; б) на
фрезеровку узла в цулаге оставляют на каж-
дую сторону 3 мм; в) на циклёвку — 0,2 мм;
«
g
о.
о
С
D
3
х
¦к
о
CU-C
3 ?
CU
Н Щ
К °
1*
сз оа
н
0J 0)
и н
о
1*
о,5-1,о
I.O—2,О
2,О—4,О
4,о—6,о
О,2—О,5
о,5-1,о
I,O—2.O
2,О—3,О
Ширина
деталей
в чистоте
в мм
2О—100
выше ioo
2О—IOO
выше юо
5о—юо
выше юо
5о—юо
выше юо
2О—ЮО
выше юо
2О—ЮО
выше юо
20—ЮО
выше юо
2О—ЮО
выше юо
Толщина
в
15-50 |
4
5
5
6
6
7
4
5
5
б
б
7
7
8
3
4
4
5
5
6
6
7
3
4
4
5
5
6
6
7
III
Таблица
деталей
чистоте в
51-100
7
101 и выше
Г р у п п ы
I
-1ормы
3
3
4
4
4
5
5
6
3
3
3
4
4
5
5
б
II
III
I
11
припусков по
толщине
5
6
7
7
7
8
—
5
б
6
7
7
8
8
9
4
5
6
6
6
7
7
7
4
5
5
6
6
.7
7
8
3
4
5
5
5
6
6
6
3
4
4
5
5
6
б
7
в мм
б
7
8
8
8
9
6
7
2
8
9
9
ю
5
6
7
7
7
8
8
8
5
6
б
7
7
8
8
9
III
4
5
б
б
б
7
7
7
4
5
5
б
б
о
7
7
Примечание. В зависимости от вида строгальных
станков, на которых производится обработка заготовок,
припуски разбиваются на следующие три группы: I груп-
па—строжка на фуговочном станке с последующей строж-
кой на рейсмусовочном или четырёхстороннем строгаль-
ном станке; II группа — строжка на четырехстороннем
строгальном станке; III группа —то же, но с допущением
частичной односторонней недострожки.
г) на шлифовку одной стороны —0,3 мм; д) на
шлифовку двух сторон —0,5 мм; е) на торцовку
щитов и фанеры —40 мм.
По длине принимаются следующие при-
пуски: а) на забелку торцов после сушки—50—
Таблица 8
Порода
X
ча
о
а
3 ™
Х,о
Я §•
К о
Длина
деталей
в чистоте
в м
Ото,5до i,o
я i.o „ i,5
» 1,5 » 2.°
. З.о » 4.5
, 4.5 » 6,о
„ °,2 „ О,5
, о,5 „ i,o
i,o „ 1,5
1,5 » 2,О
2,О „ 3>°
Ширина
20 5С
I
II
Ш
деталей в чистоте р >ьм
51-100
Группы
1
II
III
101
I
и вышО
II
III
Нормы припусков по ширине в мм
4
5
б
7
а
5
6
7
8
9
3
4
5
б
7
8
4
5
б
7
а
3
3
4
5
б
7
4
5
о
7
5
б
7
8
9
б
7
8
9
ю
4
5
б
7
8
9
5
б
7
8
9
3
4
5
б
7
7
4
5
б
7
7
6
7
8
9
10)
•ч
8
9
ю
и
5
0
7
8
9
ю
б
1
8
9
ю
4
э
б
7
7
8
5
б
7
7
8
Примечания. 1. Нормы припусков на обработку
буковых заготовок принимаются на 25J/o выше норм для
прочих лиственных пород.
2. При обработке сырых заготовок должны быть до-
полнительно приняты припуски на усушку по ОСТ 7,367—
для сосны и ели и ОСТ НКЛеса № 8791/172—для дуба.
3. Значение 1, II и III групп см. в таол. 7.
236
ПРОЕКТИРОВАНИЕ ДЕРЕВООБРАБАТЫВАЮЩИХ ЦЕХОВ
[РАЗД. V
100 мм на конец (в зависимости от степени
растрескиваемости торцов); б) для окончатель-
ной отторцовки по размеру —10—25 мм на
конец. При кратной заготовке необходимо учи-
тывать дополнительно 3—4 мм на каждый
пропил.
При укрупнённых расчётах возможно поль-
зоваться показателями, определяющими по-
требность в древесине (пиломатериалы) в про-
центном отношении к объёму древесины в дета-
лях на одно изделие.
В деревообрабатывающих цехах находят
применение в качестве исходного материала
различные сорта облагороженной древесины
(см. т. 4, главу „Неметаллические материалы").
Применяются следующие методы облагоражи-
вания древесины, используемой для нужд маши-
ностроения:
а) прессование цельных кусков древесины
с химической и термической обработкой (ли-
гностон) или без обработки;
б) прессование фанерного шпона с приме-
нением различных клеевых веществ, с пред-
варительной пропиткой или иной химической
обработкой шпона (лигнофоль, ламинирован-
ная фанера и т. д.);
в) прессование измельчённой древесины и
древесных отходов с химической и термиче-
ской обработкой и добавлением связующих ве-
ществ (пластмассы на древесной основе, термо-
изоляционные плиты, доски и т. д.);
г) пропитка древесины с целью улучшения
её стойкости против гниения, поражения гриб-
ками, увеличения огнестойкости или улучше-
ния отдельных (электроизоляционных и пр.)
свойств древесины;
д) покрытие древесины с теми же целями
различными обмазками, красками или распы-
лённым металлом;
е) армирование древесины и фанеры тон-
кими листами различных металлов с целью
улучшения механических свойств и внешнего
вида;
ж) изготовление столярных плит из брусков
низкокачественной древесины, склеенных между
собой и отделанных снаружи фанерным шпо-'
ном или древесиной повышенного качества.
Производство заготовок облагороженной
древесины, особенно по пп. „а", „б" и „в\
как правило, должно выполняться в центра-
лизованном порядке на специализированных
предприятиях, поставляющих эти заготовки
машиностроительным заводам.
Компоновка и размер площадей, плани-
ровка оборудования. Рациональная
компоновка деревообделочного цеха дол-
жна обеспечить: а) прямоточность технологи-
ческого маршрута важнейших деталей, в пер-
вую очередь наиболее громоздких; б) воз-
можность создания в каждом отделении соот-
ветствующих санитарно-гигиенических и специ-
альных технологических условий (по темпера-
туре, влажности, вентиляции и эксгаустиро-
ванию); в) сквозные проезды вдоль и поперёк
цеха; г) удобное взаимное расположение стан-
ков, транспортного оборудования и складоч-
ных мест, исключающее помехи лри одновре-
менной работе агрегатов.
Последовательность расположения произ-
водственных отделений и участков цеха и их
оборудования определяется составленным для
данного цеха технологическим маршрутом.
Наиболее часто производственные отделения
и оборудование располагаются в порядке
операций, предусмотренных технологическим
маршрутом ведущих деталей, например по
табл. 4.
Вспомогательные отделения целесообразно
располагать вблизи обслуживаемых участков
в том числе: а) инструментально-заточную ма-
стерскую— возле наиболее загружающих её
заготовительно-раскройного и строгального от-
делений, б) мастерскую шаблонов и приспосо-
блений — вблизи станочного отделения, в) клее-
приготовительную мастерскую — у клеильно-
го отделения; г) ремонтно-механическое отде-
ление — по возможности в центральном месте
цеха.
Кладовые в крупных цехах рекомендуется
размещать вблизи обслуживаемых отделений.
В небольших цехах кладовые целесообразно
размещать совместно, что позволяет получить
некоторую экономию на складских площадях
и обслуживающем персонале.
Бытовые и конторские помещения должны
иметь входы с территории завода и внутренние
выходы в цех.
Большие цехи, выпускающие несколько
разнотипных изделий с резко различным техно-
логическим процессом, зачастую компонуются
из отделений, специализированных на каком-
либо одном объекте (платформы, автобусы
и т. д.). В этих отделениях могут дублировать-
ся станки, а иногда и целые участки (загото-
вительный, строгальный и т. п.). Подобная
компоновка цеха облегчает планирование и ор-
ганизацию производства, обеспечивая создание
законченных производственных потоков.
Размер производственных пло-
щадей при детальной разработке проек-
та определяется планировкой с учётом: а) га-
баритов оборудования, характеризуемых так-
же выносом его подвижных частей (каретка
выдвижных валов, поворотные супорты и т.д.);
б) длины обрабатываемых деталей; в) габари-
тов и количества околостаночных складочных
мест; г) количества и ширины проездов.
Габариты складочных мест должны соответ-
ствовать транспортному оборудованию, а коли-
чество их — количеству одновременно подавае-
мых на станок и выдаваемых им типо-разме-
ров деталей. При надлежащей организации
внутрицехового транспорта для большинства
станков за исключением раскроечных доста-
точно иметь по два околостаночных складоч-
ных места.
На каждые 12—18 м ширины цеха необ-
ходимо предусматривать один сквозной про-
дольный проезд; на каждые 50 м длины цеха —
не меньше одного поперечного проезда. Шири-
на проездов при одностороннем движении 2 м,
при встречном — 3 м [29].
При укрупнённых расчётах площади
деревообрабатывающего цеха возможно поль-
зоваться показателем, определяющим размер
площади в м* на один деревообрабатывающий
станок. Табл. 9 содержит подобные показатели,
заимствованные из проектных и заводских ма-
териалов [60, 61].
Площадь промежуточных складов зависит
от проектной величины запаса на складе. При
детальных расчётах этот запас может быть
принят по величине серий, исходя из произво-
дительности отделений или станков, буфером
ГЛ. VI]
ДЕРЕВООБДЕЛОЧНЫЕ ЦЕХИ
237
Таблица 9
Отрасли машиностроения
Вагоностроение: товарное
пассажирское . . .
Автостроение: грузовое
смешанное
Тяжёлое, общее машиностроение
и сельскохозяйственное машино-
строение
Мелкое машиностроение, приборо-
строение и др
Площадь в л2
на один де-
ревообраба-
тывающий
станок
75— и»
6о— 8о
6о— 8о
5°— 7°
35- 65
25— 4°
Примечание. Большие значения соответствуют
ббльшим длинам обрабатываемых деталей и большей
загрузке оборудования.
между которыми служит данный промежуточ-
ный склад.
При укрупнённых расчётах запас на
промежуточном складе принимают равным про-
изводительности соответствующих станков или
отделений за 0,5 — 2 смены. Площадь склада
на 1 мг деталей—1,0—1,5 м* в зависимости
от способа укладки.
Запас инструмента и вспомогательных мате-
риалов в кладовых цеха должен быть мини-
мальным, рассчитанным исключительно на удо-
влетворение текущих потребностей цеха. В про-
ектах деревообрабатывающих цехов заводов
среднего машиностроения [65] приняты следую-
щие размеры площади кладовых: инструмен-
тально-раздаточных— 18 — 36 м2, вспомога-
тельных материалов — 9 — 18 м2, горючих и
смазочных материалов—6 — 9 м2, приспособ-
лений и шаблонов—18 — 36 м?, запасных ча-
стей и материалов для ремонта — 9—18 м2.
Большие площади принимаются для более мощ-
ных цехов.
При укрупнённых расчётах площадей вспо-
могательных мастерских (инструментально-за-
точной, ремонтной, шаблонов и приспособле-
ний и клееприготовительной) можно восполь-
зоваться показателями потребной площади
на единицу установленного оборудования
(табл. 10).
Таблица 10
Наименование мастерской
Инструментально-заточная
Ремонтная
Шаблонов и приспособлений
Клееприготовительная ....
Площадь в м*
на один
станок
ю-is
15—2О
25-35
IO—2O
на одно
место руч
ной рабо-
ты
6—ю
6- ю
15 -ао
.При планировке оборудования
необходимо учитывать следующие требования
рациональной организации рабочего места:
а) при подаче деталей на станок и уборке их
станочник должен затрачивать минимальное
количество труда и времени; б) рабочее ме-
сто должно быть удобно расположено по отно-
шению к органам управления станком; в) под-
возка деталей к станку и отвозка их от станка
не должны мешать работе станка; г) должна
быть исключена возможность несчастных слу-
чаев (от обратной отдачи материала, разры-
вов пил, кругов и т. п.). Лучше всего эта за-
дача решается при механизации подачи на
станок и уборки деталей с помощью транспор-
тёров лифтов, наклонных подъёмников, питаю-
щих столов, бункеров, магазинной подачи
и т. д.
При использовании оборудования безрельсо-
вого транспорта (электро-автокар либо ручных
тележек с подъёмной платформой) детали
у станков целесообразно складывать на съём-
ные подставки (платформы).
Схемы планировки рабочих мест приведены
на фиг. 11 — 35.
Станки в деревообделочных цехах распола-
гают последовательно в порядке преобладаю-
щего технологического маршрута в данном
потоке. Групповое расположение однотипных
станков применяется лишь в производствах,
характеризуемых частой сменой объектов (еди-
ничное и мелкосерийное производство).
Ширину пролётов деревообделочных цехов
принимают от 9 до 18 м при шаге колонн в 6
и 12 м. Девятиметровый пролёт удобен для
параллельного расположения двух рядов стан-
ков малых типо-размеров.
Расстояние между станками, расположен-
ными последовательно в одну линию, прини-
мается с учётом длины наибольшей детали.
В поперечном направлении расстояние между
станками должно быть не менее 0,8—0,9 м (при
отсутствии складочных мест). От стен и от-
дельных колонн станки располагаются на рас-
стоянии 0,6 — 1 м [27].
Примеры планировки деревообделочных це-
хов различных отраслей машиностроения даны
на фиг. 36 — 39.
На фиг. 36 показан деревообделочный
цех массового товарного вагоностроения.
Сетка колонн здания 6 X12 м. Исходным
сырьём служат пиломатериалы стандартных
размеров. Обработка деталей производится
на четырёх однородных потоках. Станки каж-
дого потока связаны между собой попереч*
ными и продольными транспортёрами. Потоки
направлены параллельно продольной оси
цеха.
На фиг. 37 (см. вклейку) показан дерево-
обделочный цех крупного завода пассажир-
ских и грузовых автомашин. Сетка колонн
здания 6 X 12 м. Производственные отделения
цеха специализированы по деталям изделий
(платформы, легковые автомобили, автобу-
сы и др.). Потоки направлены параллельно
продольной оси цеха. Внутрицеховой транс-
порт осуществляется тележками типа Фербенкс.
На фиг. 38 показан деревообделочный цех
завода массового грузового автостроения.
Сетка колонн здания 6 X 12 м. Деревообде-
лочный цех размещён в одном блоке с сушиль-
ным цехом. Отделения цеха специализиро-
ваны по группам выполняемых операций (за-
готовительное, строгальное и т. д.). Потоки
направлены параллельно продольной оси цеха.
Внутрицеховой транспорт осуществляется при
помощи транспортёров и тележек типа Фер-
бенкс.
238
ПРОЕКТИРОВАНИЕ ДЕРЕВООБРАБАТЫВАЮЩИХ ЦЕХОВ
[разд. v
—jOffj—
4500+1
Фиг. 11. Схема организации рабочих мест у круглопильных станков при немеханизиро-
ванной подаче деталей:/—маятниковая пила МЭУ; 2—педальные пилы ЦКБ; о—складоч-
ные места.
—$700
Фиг. 12. Схема организации рабочих мест у круглопильных станков при подаче дета-
лей лифтом грузоподъёмностью 20 т: 1—маятниковая пила МЗУ; 2— круглопильный
станок ЦКШ; 3—вертикальный лифт: 4—складочные места.
Фиг. 13. Схема организации рабочих мест у круглопильных станков при подаче деталей роль-
гангом: 1 — маятниковая пила МЭУ; 2 — круглопильный станок с автоматической подачей
СЕ—Вадкин; 3—рольганг; 4— складочные места.
Фиг. 14. Схема организации
рабочего места у конце-
равнительного станка ЦК-3
с ручной подачей*деталей.
Фиг. 15. Схема орга-
низации рабочего места
у ленточной пилы.
Фиг. 16. Схема организа- Фиг. 17. Схема организации
ции рабочего места у фу- рабочего места у рейсмусовоч-
говочного станка. ного станка СР6-2С.
SOtt
Фиг.18. Схема организации рабочего места у кромкошпун-
тсвального станка СФК-1: /—станок СФК-1; 2—складочные
места при однократном пропуске деталей; 3—дополнитель-
ные складочные места при двухкратном пропуске деталей.
О
X
!
т
«а
500
"*— 255Д •-
L.I ll
1 ' 1
J—*
Фиг. 19. Схема организации рабочего места у
двухстороннего строгального станка С2Р-10.
ГЛ. Vl]
ДЕРЕВООБДЕЛОЧНЫЕ ЦЕХИ
239
о О
Фиг. 20. Схема организации
рабочего места у кругло-
пильного станка Ц-3 для
продольной распиловки.
Фиг. 21. Схема органи-
зации рабочего места у
универсального кругло-
пильыого станка ЦУ-2.
Фиг. 22. Схема организации рабочего места у
круглонильного станка ЦДК-3 с гусеничной
подачей для продольной распиловки.
t
1
1 1
LUiJ
1 -и
X
= -
5 -
X
Фиг. 23. Схема организации рабочего ме-
ста у двухстороннего шипорезного станка
ШД-12.
Фиг. 24. Схема организации
рабочего места у односторон-
него шипорезного станка
ШДО-6.
Фиг. 25. Схема организации рабочего места у
двухпильного концеравнителя с конвейерной
«сдачей и приспособлениями для укладки
деталей.
Фиг. 26. Схема организации рабочих мест у четырёх-
строгальных калёвочных станков СК-15 и СП-30:
/ — станок СК-15; 2—станок СП-30.
+¦1700 1
W00
ПИ
§1
—ч /г^
Фиг. 27. Схема организации
рабочего места у фрезерного
станка ФШ-2М с шипорезной
рамкой.
X
©
—1500 —
x
Фиг. 28. Схема организации
рабочего места у фрезерного
двухшпиндельного станка
Ф2-2М.
Фиг. 29. Схема организа-
ции рабочего места у фре-
зерного одношпиндельного
станка ФН-2М.
240
ПРОЕКТИРОВАНИЕ ДЕРЕВООБРАБАТЫВАЮЩИХ ЦЕХОВ
[РАЗД. V
А/
§
t
„ т
1100
¦5090
1000
J250-
Фиг. 30. Схема организации рабочих мест у конвейерно-клеильного пресса ПК-
и клеенамазочных вальцов КВ-401: 1 — пресс ПК-1; 2— вальцы КВ-40-1.
—I1050 t—
+1630 -н
—* 1200
Фиг. 31. Схема организации
рабочего места у горизон-
тально-сверлильно-долбёж-
ного станка СВГД-3.
1200
Фиг. 3*2. Схема организации
рабочего места у цепнодолг
бёжного станка ДПА.
\
Фиг. 33. Схема организации рабочих мест у четырёхстороннего строгального станка: / — станок четырёх-
сторонний строгальный; 2—питающий стол; 3 — наклонный подъёмник; 4 — рольганг; 5—цепные транспор-
тёры; б— столы автоматических торцовых пил.
-3555
Фиг. 34. Схема организации
рабочего места у трёх-
шпиндельного сверлиль-
ного станка С63-С.
Фиг. 35. Схема организации
рабочего места у многошпин-
дельного сверлильного станка
СВ-30.
в ZZFq П 5
242.
ПРОЕКТИРОВАНИЕ ДЕРЕВООБРАБАТЫВАЮЩИХ ЦЕХОВ
[РАЗД. V
i^piitii'!!
СТОЛЯРНО-СБОРОЧНЫЕ ЦЕХИ
(/// класс, 3-я и 4-я группы)
Назначение, состав цеха и ис-
ходные данные для проектирова-
ния. Столлрно-сборочные цехи пред-
назначены для столярной сборки
узлов и изделий.
Примерная последовательность
основных групп операций в техноло-
гическом маршруте столярной сборки
приведена в табл. 11.
Таблица 11
После-
дова-
тель-
ность
групп
опе-
раций
I
II
III
IV
V
VI
VII
VIII
Перечень групп
операций
Зачистка и руч-
ная доводка дета-
лей
Предварительная
подгонка отдель-
ных соединений
Предварительная
узловая сборка
Склеивание мест
соединения и фа-
неровка
Дополнительное
крепление мест
соединений шуру-
пами, гвоздями, на-
гелями
Зачистка мест
соединений
Механическая
обработка узлов
в сборе
Окончательная
сборка комплекта
с ручной зачисткой
и пос1ановкой ме-
тизов и приборов
(петель, ручек,
замков и др.)
Оборудование
Верстак
Верстак
Стенд и вер-
стак
Пресс, кон-
вейерная или
простая вай-
ма и верстак
Верстак, ста-
нок
Станки рейс-
мусовочные,
шлифоваль-
ные и пр.,
верстак
Универсаль-
ные и ленточ-
ные пилы, фре-
зерные, свер-
лильные, дол-
еёжные фуго-
вочные станки
и т. д,
Механические
или ручные
ваймы, верстак
Сч >» i 3 о ч ^ ^ 3
О О ^ ii о ^
Перечисленные здесь операций
представляют собой основной ком-
плекс столярных работ, которые при
сборке определённого изделия могут
частично повторяться по нескольку
раз на отдельных узлах или на изде-
лии в целом.
Каждая группа операций в боль*
шей или меньшей мере может быть
расчленена на отдельные операции
и пергходы в зависимости от степе"
ни разделения труда.
Основной комплекс операций сто-
лярной сборки определяет состав
цеха.
В состав столярно-сбо-;
рочных цехов входят следую-;
щие производственные и вспомога-
тельные отделения, склады, служеб-
ные и бытовые помещения.
ш
w±
•*-* ¦¦ ¦ ' »—]• I
(. 48 . 1,
Г i 3- Ч ЛП i1 / 1 rir.
/>..: :
C-l.Z-7 . -лгг
^ШШОШШОШШООШП
Фиг. 37. Планировка деревообделочного цеха крупного завода пассажирских и грузовых автомашин: / и Я—линии обработки и сборок платформ; ///, /V и V—тоже кабин; VI— то же
узлов легковых машин; VII—то же узлов автобуса; VIII — склад отходов твёрдых пород перед разделкой на мелкие детали; IX — склад отходов мягких пород перед разделкой на мел-
кие детали; X — буферные склады; XZ—погрузочные площадки; XII— гнутарное отделение; XIII— сушильные камеры гнутарного отделения; XIV — курительная; XV— цеховая кон-
тора; XVI— сянузел; XVII— клееварочная; XVIII— склады деталей; XIX — инструментальная кладовая; XX — склад приспособлений; XXI— шлифовальное отделение; XXII — ремонтко-
етолярная площадка; XXIII— площадка для поковок; XXIV— склад собранных платформ; XX V— сушильные камеры для окрашенных платформ; XX VI—склад вспомогательных материалов;
XXVII — контрольно-ремонтная площадка; XXVIII— участок изготовления ящичных щитов; XXIX— склад тары; XXX—контрольно-ремонтная площадка; ХХХ7 —умфпрмерные; XXXII—
участок комплектовки деталей; XXXIII— кафедра мастера; XXXIV— мастерская приспособлений; XXXV —медпункт; .XXXW — инструментально-заточная; XXXVII— электроремонтиая
мастерская; XXXVIII—жестяницкая мастерская; XXXIX— трубопроводная мастерская; XL— санузлы; XLI— ремонтно-механическая мастерская; XLII—вспомогательные помещения,
Станочно-отделочное отделение: / — маятниковые пилы; 2— круглопильные станки для продольной распиловки; 3 — фуговочные станки с автоподачей; 4— фуговочные станки;
5—рейсмусовочные станки; 6 — двухсторонние строгальные станки; 7 — ленточные пилы; #— клеильные прессы; 9 — клеенамазочные вальцы; 10 — кромкофуговочкые
станки; // — универсальные круглопильные станки; 12 — односторонние шипорезные станки; . 13 — двухсторонние шипорезные станки; 14 — вертикально-фрезерные
двухшпиндельные станки; 15 — карусельно-фрезерные станки; 16 — фрезерно-копировальные станки; 17 — пазорезиые станки; 18 — сверлильные десятишпиндельные
станки; 19 — сверлильные тридцатишпиндельные станки; 20 — одношпиндельный сверлильный станок; 21—станки для заделки сучков; 22—горизонтально-свер-
лильные станки; 23 — сверлильно-долбёжные автоматические станки; 24— цепнодолбёжный станок; 25— шурупозавёрточный станок; 26— концеравнительные станки; 27— ребровый лен-
хочный станок; 28— кромкосшивательный станок; 29— круглопилочный станок; 30— токарный станок; 31— гнутарные станки; 32— парильные барабаны; 33— шлифовально-ленточные станки;
34 — шлифовальные комбинированные станки; 35— станки для срезки конусов; 36 — прирезная пила; 37 — сколоточный станок; 3S—верстаки; 39— сборочные кондукторы;
40— лифты; 41 — цепные транспортёры. Отделение сборки платфор м;42— кондуктор для поперечных балок; 43—- кондуктор для продольных балок; 44—
кондукторы для пола; 45— кондукторы для бортов; 46—рольганг; 47— ленточный транспортер. Отделение грунтовки и окраски: 48— грунтовочная и сушильная установки; 49-
окрасочная н сушильная установки; 60—конвейер для шпатлёвки; 51 — монорельсы грузоподъёмностью 1 т; 52— грунтовочная и сушильная установки для твёрдых пород; 53— кран-бал-
ки; 54 — транспортёры. Ремонтная база: 55—токарно-винторезные станки; 66— универсально-фрезерный станок; 57—круглошлифовальные станки; 58—шепинг; 59—продоль-
но-строгальный станок; 60—приводная ножовка; 61 — Точильный станок; 62—сверлильные станки; 63—горно; 64 — электросварочный аппарат; 65— верстаки. Инструментально-за-
точное отделение: 66—заточные станки для ленточных пил; 67—заточные станки для круглых пил; 68—заточные станки для ножей; 69-гзаточные станки для шарошек;70—
разные заточные станки; 71 — верстаки слесарные. Мастерская приспособлений: 72-шепинг; 73—сверлильный станок по металлу; 74— наждачно-точильный станок; 75— ленточ%
ная лила: 76—свеолильный станок; 77 — рейсмусовочный станок: 78 — фуговочный станок; 79— комбинированный станок; «О—верстаки.
Том U Ш
ГЛ. VI
столярнсьеворочнЫЁ "цехи
243
Производственные отделения — сто-
лярно-подготовительное (зачистка, ручная до-
делка, подготовка деталей и предварительная
сборка узлов), клеильное и фанеровочное
(клейка узлов, щитов, столярных плит, фане-
ровка деталей и узлов), станочно-столярное
(механическая обрабдтка узлов, строжка после
клейки, выборка фальцев и пазов, оправка,
сверление, долбление, шлифование и т. д.),
столярно-армировочное (ручная зачистка и
шлифовка собранных узлов, постановка при-
боров и метизов — петель, ручек, замков
и т. д.).
В цехах поточного производства все ука-
занные работы выполняются внутри замкнутых
поточных линий; это обусловливает создание
производственных отделений столярно-сбороч-
ных цехов, специализированных по признаку
изготовляемых объектов.
Состав вспомогательных отделений,
складов, служебных и бытовых
помещений столярно-сборочного цеха
аналогичен деревообделочным цехам (механи-
ческой обработки древесины).
Исходные сведения для проек-
тирования столярно-сборочных цехов даёт
программа цеха, дополненная спецификациями
собираемых узлов, чертежами изделий и тех-
ническими условиями. В спецификациях соби-
раемых узлов должны быть указаны названия
и количество собираемых узлов, названия
или номера деталей данного узла, их коли-.
чество и чистовой объём. При укрупнённом
проектировании взамен детальной специфи-
кации узлов могут быть даны перечень соби-
раемых -узлов и суммарный чистовой объём
деталей по каждому из включённых в про-
грамму изделий.
Оборудование и рабочий состав. При
детальных расчётах количество станков
и рабочих мест', необходимых для выпол-
нения столярных операций, определяется по
их трудоёмкости, выявленной нормированием,
на основании технологических карт или ведо-
мостей
При укрупнённых расчётах для этой цели
возможно пользоваться показателями трудоём-
кости (в часах на 1 мг древесины в деталях),
заимствованными из практики передовых це-
хов, родственных проектируемому. Так, в вы-
полненных проектах автомобильных, вагонных
и других заводов [60, 61] трудоёмкость сто-
лярных работ (в час/м3) составляет: по лег-
ковым машинам и автобусам 65—80, по пас-
сажирским вагонам 45—60, по комбайнам
30—50, по корпусам и футлярам приборов
110—170. Ориентировочно на каждые 40—50
столярных верстаков могут быть приняты:
а) комплект станков, включающий фуговоч-
ный, рейсмусовочный станки, ленточную пилу,
фрезерный, шлифовальный, сверлильно-дол-
бёжный и заточный станки, а также по
мере надобности и специальные станки; б) на-
бор электрифицированного (или пневматиче-
ского) инструмента — электропила, электрору-
банок, электросверло, электроотвёртка, электро-
шлифовальный аппарат и др. Столярные вер-
стаки стандартного типа должны быть обору-
дованы штепселями для включения электроин-
струмента и электроклееподогрева.
Сопоставление трудоёмкости столярной
обработки мягких пород ручным и электри-
ческим или пневматическим инструментом
дано в табл. 12 [34 и 28].
Таблица 12
Операция
Поперечный рас-
пил бруска 1ио х
X 100 мм
Продольный рас-
пил доски толщи-
ной 100 мм
Строжка плоских
поверхностей ши-
риной J0O мм с
припуском 2—4мм
Сверление спи-
ральным сверлом
в удобном поло-
жении отверстий
диаметром 10 мм
и глубиной 50 мм
Завёртка шуру-
пов в удобном поло-
жении при диаме-
тре в 6 мм и глу-
бине в 50 мм
Чистовая зачи-
стка плоских по-
верхностей пло-
щадью от 0,8 до
1,5 м*
Единица
работы
1 распил
1 пог. м
1 JK3
1 отвер-
стие
1 шуруп
1 ж»
Инструмент
Лучковая пи-
ла
Электроди-
сковая пила .
Лучковая пи-
ла
Электроди-
сковая пила .
Рубанок . . .
Электрофу-
ганок .....
Дрель ручная
Электродрель
Ручная от-
вёртка . . .
Электродрель
Вручную
шкуркой .
Вариофлекс .
Основ-
ное
время
в мин.
о,78
О,2О
6,8
*.75
i8,o
8,35
О,22
о,о6
о.бд
o,i8
1,6
I,O
Для сборочных и клеильных работ приме-
няют механические пневматические приспо-
собления — ваймы, кондукторы, цулаги, а так-
же столы и плиты. Искусственная сушка
(с паровым и электрическим обогревом) со-
кращает длительность процесса высьщания
клеевого соединения с 18 -24 до 0,5 часа
для костяного клея, до 2 час. — для мездро-
вого клея и т. д. [57].
Оборудование безрельсового транспорта
столярных цехов аналогично применяемому
в деревообделочных цехах. Поточные линии
столярно-сборочных цехов оборудуются кон-
вейерными установками.
Численность производственных рабочих —
столяров и станочников—определяется в соот-
ветствии с принятой трудоёмкостью работ.
Вспомогательные рабочие (транспортные ра-
бочие, слесари и электромонтёры, ремонтные
рабочие, инструментальщики и т. д.) состав-
ляют 20—23% от общего количества производ-
ственных рабочих [60].
Расход материалов. В столярно сбсроч-
ные цехи поступают деревянные детали, обра-
ботанные в деревообделочном цехе, фанера
листовая и шпон, столярные плиты, мегал ш-
ческие детали (главным образом крепёжные)
и приборы (петли, навесы, замки, ручки и т. д.).
Деревянные детали должны иметь припуски
на обработку в процессе столярной сборки.
Расход материалов определяется по чертежам
и спецификациям собираемых изделий. ;
Компоновка и размер площадей, плани-
ровка оборудования. К о м ион о в к а сто-
лярно-сборочного цеха при массовом и круп-
носерийном (иногда серийном) производстве
определяется отдельными специализированными
по изделиям потоками; весь комплекс операций
по данному технологическому маршруту за-
244
ПРОЕКТИРОВАНИЕ ДЕРЕВООБРАБАТЫВАЮЩИХ ЦЕХОВ
[РАЗД. V.
вершается в одном потоке. Оборудование и
инвентарь располагаются вдоль конвейера или
транспортёров потока.
При мелкосерийном производстве столярно-
сборочный цех компонуется из отделений и
участков, отвечающих наиболее характерной
для данного производства последовательности
технологических процессов. Оборудование и
производственный инвентарь в этом случае
группируются по технологическому признаку:
Площади вспомогательных отделений и
участков определяются аналогично деревооб-
делочным цехам.
Примеры компоновок и планировок сто-
лярно-сборочных цехов приведены на фиг. 39
и 40.
Фиг. 39 изображает столярно-сборочный
цех крупносерийного производствапассажир-
ских вагонов. Особенностью данной планировки
является преобладающий поточный метод ра-
-72262*
Фиг. 39. Планировка столярно-сборочного цеха завода пассажирского вагоностроения (крупносерийное
производство): /—столярно-подготовительное отделение; II— столярно-сборочные отделения; ///—станочное
отделение; IV— отделение армировки и оклейки; К—площадка для хранения деталей; VI— склад готовых
столярных узлов; VII— заточная; VIII- кладовая; IX— клееварочная. /— столы для складки и заклейки обвя-
зок диванов; 2—столы для оклейки изделий линолеумом; 3— заклеечные станки для диванов, сидений, две-
рей и оконных рам; 4— круглопильные станки для продольной распиловки; 5— рейсмусовочные односторон-
ние станки; 6—рейсмусовочный двухсторонний станок; 7—вертикальные фрезерные одношпиндельные
станки; 8— шлифовальные трёхцилиндровые станки; 9— шлифовальный двухдисковый станок; 10— заточные
станки; 11— ленточная пила; 12— слесарный верстак.
столярные верстаки и сборочные приспособ-
ления располагаются в столярно-подготови-
тельном и столярно-армировочном отделениях,
прессы, ваймы, верстаки — в клеильном отде-
лении, комплект станков — в станочно-столяр-
ном отделении и т. д.
Размер площади цеха определяется
при детальной разработке проекта в результате
планировки оборудования с учётом его габа-
ритов, складочных мест, проездов и т. д. При
укрупнённых расчётах можно принять размер
площади производственных отделений на один
верстак 16—20 мК на один деревообрабаты-
вающий станок 25—35 м1. Площадь сборочных
мест составляет 25—30% от площади, заня-
той верстаками.
боты на отдельных специализированных груп-
пах верстаков. Обслуживающие станки распо-
ложены отдельными группами по ходу техно-
логического процесса. Внутрицеховой транс-
порт осуществляется помощью электрокар
и ручных тележек с подъёмной платфор-
мой.
На фиг. 40 показана планировка столяр-
но-сборочного цеха мелкосерийного произ-
водства.
Работа производится стационарно на
отдельных верстаках. Обслуживающие стан-
ки сгруппированы в одном месте. Внутри-
цеховой транспорт осуществляется ручными
тележками с подъёмной и постоянной плат-
формой.
ГЛ. VI]
МОДЕЛЬНЫЕ ЦЕХИ
245
СП DTI СП
5Ц Щ SJJ
щ з ч у
СЮ
/F
L_J_J
I i
Г"
I
'М й fe[ga4 fe i Щ'Ъ te fe fe OsT
Фиг. 40. Планировка столярного цеха завода общего машиностроения (мелкосерийное производство): /—столярно-под-
готовительное отделение; //—станочно-столярное отделение; III— клеильное отделение; IV— столярно-армировочное
отделение; V— механосборочный цех; VI— цеховая контора; VII— клееподготовительная мастерская; VIII— кладовая;
IX— тамбур; X— складочные места. 1— фуговочный станок; 2— рейсмусовочный станок; 3— универсальная пила;
4— сверлильно-долбёжный станок; 5— вертикально-фрезерный.станок; б—ленточная цила; 7—точильные станки; 8—вин-
товые прессы; 9—ваймы ручные; 10— электроклееварка; 11— клеемешалки; 12— стол для выдачи клея; 13— верстаки.
МОДЕЛЬНЫЕ ЦЕХИ
(IV класс)
Назначение, состав цеха и исходные
данные для проектирования. Модельный цех
предназначен для изготовления деревян-
ных моделей для отливки фасонных деталей,
а также моделей с двойной усадкой для от-
ливки металлических моделей. Там же изготов-
ляются модели для деталей литейной оснастки
(опоки, плиты, проверочные шаблоны и т. д.).
В состав цеха входят следующие
производственные отделения: за-
готовительное (выпиловка и черновая строж-
ка заготовок), столярно-клеильное (изготовле-
ние стандартных узлов для моделей — щитов,
косяков, барабанов, ящиков, а также моделей
опок и прочей несложной литейной оснастки),
модельно-сборочное (доводка деталей и узлов
моделей, а также сборка их), контрольное
(инструментальная проверка размеров и кон-
струкций моделей), лакировочное (окраска
моделей и постановка на них трафаретов и
надписей).
В цехах, изготовляющих значительное ко-
личество моделей для литья различных весо-
вых групп, могут быть предусмотрены спе-
циализированные отделения сборки крупных,
средних и мелких моделей с выделением
в каждом из них модельно-сборочных, конт-
рольных и лакировочных участков.
Вспомогатель н ы е отделения мо-
дельных, цехов по своему составу и назначе-
нию аналогичны соответствующим отделениям
цеха механической обработки древесины.
Задание на проектирование
должно содержать: а) количество фасонного,
стального, чугунного и цветного литья, под-
лежащего изготовлению по годовой програм-
ме литейных цехов завода с применением
деревянных моделей (с одной и двумя усад-
ками); б) распределение этого литья на кате-
гории по назначению — производственное, ре-
монтное и для собственных нужд; в) распре-
деление литья на весовые группы: мелкие
отливки—до 50 кг, средние — 50—200 кг,
крупные — 200—1000 кг и особо крупные —
более 1000 кг*; г) для каждой весовой группы
среднегодовое количество отливок по одному
типо-размеру моделей (принимаемое для инди-
видуального и мелкосерийного производства
до 10—15 шт., среднесерийного до 100—150 шт.,
крупносерийного и массового свыше 150 шт.);
д) распределение отливок по группам слож-
ности и желательный класс прочности моде-
лей для них.
В тех случаях, когда группа сложности и
класс прочности моделей отливок не заданы,
возможно руководствоваться следующими сооб-
ражениями [51 и 33]. К I классу прочности
(модели из более ценных сортиментов древе-
сины, клеёные из многих слоев и секторов на
шиповых соединениях и шурупах) относятся
модели, рассчитанные на количество отливок
более 50, или же модели, которые должны
сохраняться длительный срок. Ко II классу
прочности (модели преимущественно из сосны,
клеёные из ограниченного числа слоев и сек-
торов с облегчёнными соединениями) отно-
сятся модели, рассчитанные на изготовление
по ним от 5 до 50 отливок, а также модели
индивидуальных отливок, требующие по спо-
собу формовки усиления конструкций по срав-
нению с моделями III класса прочности. К IIJ
классу прочности (модели из цельных кусков
древесины на гвоздевых соединениях с шиш-
ками, точёными на токарных станках) отно-
сятся модели, рассчитанные не больше чем
на 5 отливок.
По степени сложности отливок различают
группы: а) простых, б) средних по сложности
и в) сложных. К простым относятся от-
ливки с прямолинейными очертаниями, без
значительных и сложных выемок, с простыми
разъёмами. Примером такого литья могут слу-
жить плиты, шайбы, тормозные колодки, колос-
ники, диски и пр. К средним по сложно-
сти относятся отливки с прямыми и криволи-
нейными очертаниями, требующие изготовле-
ния небольшого количества несложных ши-
* См. также главу «Проектирование литейных цехов".
ПРОЕКТИРОВАНИЕ ДЕРЕВООБРАБАТЫВАЮЩИХ ЦЕХОВ
[РАЗД., V
шельных* ящиков с одним разъёмом моделей,
например, подвески, кронштейны, подшипники,
шкивы, маховики и т. д. Наконец, к слож-
ны м относятся ртливки, имеющие значитель-
ное количество внутренних выемок, сложные
очертания наружных и внутренних поверхно-
стей или несколько разъёмов в моделях:
цилиндры, блоки двигателей, шестерни слитым
зубом „и т. д.
Обычно модели изготавливаются в индиви-
дуальном порядке. Технологический процесс
специфичен для каждой модели. Для всех
моделей общими являются лишь операции
производства заготовок, щитов, косяков и бара-
банов, а также лакировочные работы.
Оборудование и рабочий состав. При
проектировании модельных цехов (выбор обо-
рудования, определение .необходимого цеху
количества рабочих различных профессий
й т. д.) расчёт трудоёмкости обычно произво-
дится по укрупнённым показателям [65].
В табл. 13 приведены выраженные в нормо-
часах на 1 л3 древесины показатели трудоём-
кости изготовления моделей II класса проч-
ности. К показателям табл. 13 для моделей
I класса прочности должен быть принят попра-
вочный коэфициент, равный 1,3—1,4; для мо-
делей III класса — 0,7 — 0,8.
¦ Таблица 13
Таблица 14
Группа сложности
отливок (И класс
прочности)
Простые
Средней сложности
Сложные
Размер отливок по весовым
группам
мелкие
средние
круп-
ные
осо^о
круп-
ные
Трудоёмкость в нормо-часах
на 1 м3 древесины
2ОО —225
225—250
300-350
175-2°°
200—225
25°—3°°
175—2ОО
200—250
150
175
2ОО
Меньшие значения трудоёмкости относятся
к моделям, изготовляемым по предварительно
разработанным чертежам самих моделей, при
развитом разделении труда и достаточной
оснащённости цеха специальными станками.
Количество станков модельных цехов не-
больших и средних размеров принимают ком-
плектами по числу одновременно работающих
модельщиков.
В табл. 14 дан примерный состав обору-
дования модельных цехов.
Состав оборудования для крупных модель-
ных цехов определяется расчётом.
Кроме универсального, в современных мо-
дельных цехах применяется также специаль-
ное оборудование, в том числе: а) универсаль-
но-фрезерные станки с верхним шпинделем
и большим вылетом; б) зубонарезные станки
для обработки моделей шестерён с литым
зубом; в) токарные станки с расстоянием
между центрами до 6—8 м (иногда и больше),
с соответствующей высотой центров; г) лобо-
токарные станки для обработки по диаметру
до 5 м (в отдельных случаях и больше).
В небольших модельных цехах (мастерских)
Наименование
станков
Поперечные пилы. .
Продольные пилы. .
Ленточные пилы . .
Фуговочные станки .
Рейсмусовочные
станки
Универсально - фре-
зерные специальные
станки
Токарные станки . .
Шлифовальные
станки .
Ажурные (лобзико-
вые пилы)
Усорезные станки. .
Сверлильно - дол-
бёжные станки
Заточные станки. . .
Всего станков
Количество одновременно
работающих модельщиков
до 20J21—30J31 —45J46—6OJ6I—85
I
I
2
I
I
I
I—2
I—2
_
2
2
I
I
3
2
I
I
2-3
2
¦•. Л
3
I
2
I
I
4
2
1
1 — 2
.3-4
2-3
1
4
I'
3
5-6
2-3
2-3
4-6
3 -4
1 — 2
5
1—2
4
| .! I
9-10 13—15 20—21 24-27 3°-39
могут найти целесообразное использование
комбинированные станки.
Кроме станков, должны быть предусмотре-
ны наборы механизированного ин-
струмента. Состав набора аналогичен набору
для столярных цехов.
Транспортное оборудование
большинства модельных цехов состоит из руч-
ных тележек с подъёмной платформой, эле-
ктро-автокар и кран-балок грузоподъёмностью
до 3 т.
К категории производственных ра-
бочих модельного цеха относятся станоч-
ники заготовительных станков, токари и фре-
зеровщики-модельщики, столяры участка стан-
дартных полуфабрикатов (модельщики низкой
квалификации), модельщики, модельщики-про-
верщики и лакировщики. Численность станоч-
ников принимается по количеству заготови-
тельных, фрезерных и токарных станков; в
среднем они составляют 5—10% от общего
количества рабочих. Численность столяров
может быть принята в размере 15 —20%, мо-
дельщиков —60—70%, проверщиков'—5—8%,
лакировщиков—5—10% от общего количества
рабочих.
Расход древесины. Потребность модель-
ного цеха в древесине зависит от формы и
размера отливок, а также от повторяемости
их (среднее количество отливок по одному
типо-размеру моделей). Поскольку определе-
ние потребности в древесине по чертежам
моделей и спецификациям отливок (особенно
в единичном, мелкосерийном и серийном про-
изводствах) является трудоёмким, при проек-
тировании модельных цехов обычно пользу-
ются укрупнёнными показателями расхода
древесины. Табл. 15 содержит данные о рас-
ходе древесины на 1 т литья в год [60].
Дополнительно необходимо предусмотреть
расход древесины для внутренних нужд литей-
ного и модельного цехов (изготовление шабло-
нов, плит, формовочных приспособлений,
ремонтных работ и т. д.) в следующем раз-
мере: для единичного и мелкосерийного про-
f2<=>
Верстаки 8 шт Щ ^ Щ$ и*. Щ Верстаки it шт
Ш
L L Верстаки ft
шт
Верстаки B шт
3
Верстаки 8 шт %
Я
« ре Е7 Г
/4 I
Х_А
6000-^
-6000-
Ш
27
Верстаки 11шт
•г
-г
Верстаки // ш/я.
|д Верстаки ft шт ^ Д
¦ - 5
*6000
1—6000 *'* 6000-
5000 5000
9^000-
Фиг. 41. Планировка крупного модельного цеха: /—склад сухих пиломатериалов; II— станочно-заготовительное отделение; III— отделение крупных и средних моделей; IV— пло-
шадка для сборки крупных моделей; V— отделение мелких моделей; VI— токарно-фрезерное отделение; VII— инструментально-заточное отделение; VIII— инструментальная кладо-
вая; IX— материальная кладовая; X— ремонтная мастерская; XI- промежуточные склады; XII— лакировочная; XIII— кладовая готовых моделей; XIV— промежуточный склад;
XV— курительная; XVI— санузел; XVII— гардероб. 1— маятниковая пила; 2— круглопильный станок для продольной резки; 3— фуговочный станок?*— рейсмусовочный станок;
5— ленточные пилы; 6— торцовые ножи; 7—универсально-фрезерные станки; <?—комбинированные шлифовальные станки; 9- токарные станки; 10— лобовой токарный станок;
Л— горизонтально-сверлильно-долбёжный станок; 12— круглоп^лочный станок с ручной подачей; 13— песочные точила; 14— заточные станки; 15— клееварка;76— проверочные плиты;
17— кран-балки; 18—.пресс клеильный. •
248
ПРОЕКТИРОВАНИЕ ДЕРЕВООБРАБАТЫВАЮЩИХ ЦЕХОВ
[РАЗД. V
Таблица 15
Группа литья
Мелкое
Среднее
Крупное и осо-
бо крупное . . . •
Расход древесины в лг3
на 1 т выпуска литейных цехов,
Индивиду-
альное и
мелко-
серийное
литьё
0,03—0,04
0,02—0,03
Серийное
литьё
0,02—0,03
О,О1—О,О2
Крупно-
серийное
литьё
0,004—0,005
0,002—0,003
О,ОО1—О,ОО2
изводства — 10—20%, для среднесерийного —
20—30% и для крупносерийного и массового—
25—40% от потребности цеха в древесине для
изготовления моделей.
При определении расхода древесины по
чертежам моделей на ремонт их следует при-
нимать до 10—20% от общей потребности на
изготовление.
Отходы составляют до 40—50% от общего
расхода древесины. Породы применяемой дре-
весины: сосна и кедр—для крупных моделей
и моделей с простыми формами; бук, берёза
и ольха — для мелких моделей сложных отли-
вок и фигурных частей их. Красное дерево,
груша и т. д. употребляются лишь для особо
ответственных отливок при невозможности
применить металлические модели.
Для ориентировочных расчётов возможно
принимать 70—80% хвойных пород и 20—30%
лиственных от общего расхода древесины.
Компоновка и размер площадей, плани-
ровка оборудования. Цехи деревянных мо-
делей располагаются в непосредственной бли-
зости от литейных цехов, а также цехов (от-
делений) металлических моделей. При неболь-
ших размерах завода возможно включение
цеха деревянных моделей в состав дерево-
обрабатывающего хозяйства.
Производственные отделения и участки
модельного цеха размещаются в последова-
тельности технологического процесса. Обслу-
живаемое станочниками оборудование (заго-
товительные, фрезерные и токарные станки)
целесообразно отделять звукоизолирующими
перегородками от мест работы модельщиков.
Станки, которыми непосредственно пользу-
ются модельщики в процессе работы, необхо-
димо располагать отдельными группами между
рядами верстаков.
Участки сборки крупных моделей размеща-
ются на площадях, оборудованных кранами,
вне участков сборки прочих моделей. Круп-
ные модели остаются на сборочном стенде до
окончания изготовления и сборки их,
Возле верстаков модельщиков должны
быть предусмотрены места для- щитков, на
которых вычерчиваются модели. Поскольку
процесс изготовления сложной модели может
длиться несколько дней, у верстаков целесо-
образно также иметь полки для складывания
материалов по окончании смены. Расстояние
между верстаками принимают при параллель-
ном их расположении в 1—2 м.
В остальном на планировку оборудования
модельных цехов распространяются соответ-
ствующие указания,, сделанные по дерево-
обделочным и столярно-сборочным цехам.
Размер площади модельного цеха
может быть ориентировочно определён, исхо-
дя из следующих показателей: а) для станоч-
ных отделений 25—35 м2 на один станок, б) для
ручных работ 15—20 мг на один верстак. Раз-
мер сборочной площади зависит от размеров
и количества одновременно собираемых мо-
делей. В среднем она составляет 15—-30т/0
суммарной площади, занятой верстаками и
станками [65].
Планировка крупного модельного цеха
станкостроительного завода показана на
фиг. 41, а небольшого модельного цеха ва-
гоностроительного завода — на фиг. 42.
YZ2E
ШЖ
-1УЛХ ^ wm T IV^J—=:
г
/ Д7 //
Фиг. 42. Планировка небольшого модельного цеха: /—сушильная камера; Я—склад сухих пиломатериалов; III— ста-
ночное отделение; IV— участок сборки крупных моделей; V— участок сборки мелких и средних моделей; VI— лакиро-
вочная; VII— заточная; VIII— кладовая; IX — клееварочная; X— санузел; XI— гардероб; .Х/^контора; XIII — участок
сборки крупных моделей; XIV— складочное место, /—маятниковая пила; 2—циркульиая fmia; 3— фуговочный станок;
4— рейсмусовочный станок; 5— ленточная пила; б—токарный станок; 7—шлифовальный стшгак; 8— точильный станок
для пил и ножей; Р—точильный станок для ручного инструмента; 10— проверочная пила; //—столярные верстаки;
12— верстак для малярных работ; 13— слесарный верстак.
ГЛ. VI]
ДЕРЕВОТАРНЫЕ ЦЕХИ
249
Таблица 16
Отделение
или участок
Заготовитель-
ное
Станочное
Сборочное
Оборудование
Маятниковые или
педальные пилы
Круглопильные
станки с автопода-
чей
Ленточно-дели-
тельные станки
Ребровые станки
Однодисковые об-
резные станки
Многопильные об-
резные станки
Фуговочные стан-
ки
Автошпунтовоч-
ные станки
Четырёхсторон-
ние строгальные
станки
Сшивательные
автоматы
Прессы и ваймы
Прирезные пилы
Концердвнитель-
ные станки
Рейсмусовочные
станки
Двухсторонние
строгальные станки
Ящично-шипорез-
ные станки
Фрезерные стан-
ки
Универсальные
круглопильные
станки
Фрезерные стан-
ки
Фуговочные стан-
ки
Сверлильные
станки
Ленточные пилы
Кондукторы
Сборочные при-
способления ¦
Гвоздезабивные
станки
Проволочносши-
вальные станки
Сколоточные
столы
Верстаки
Операции
Раскрой по дли-
не и вырезка брака
Раскрой по тол-
щине
Раскрой по шири-
не, набор щитков
Заготовка планок
и оёрезка кромок
Строжка кромок
Профильная
строжка пластей и
кромок
Формирование
щита
Клейка щитов
Прирезка по раз-
меру
Строжка пластин
и зачистка прове-
сов
Нарезка шипов
на щитах и деталях
Отпиливание
крышек
Фрезеровка вые-
мок
Зачистка узлов
и оправка кромок
Сверление и зен-
ковка
Характерные детали и узлы
Щиты нестро-
ганые
из обрезного
материала
I
*
-
II
-
_
—
—
III
-
-
-
—
—
_
Выпиловка —
Сборка рамок
Сборка щитов,
рамок и прибивка
днищ и крышек
Крепление прибо-
ров и метизов
Верстаки 1 Контроль
IV
—
V
из необрезного
материала
I
11
—
III
-
_
_
IV
-
-
-
—
—
_
-
V
—
Планки нестроганые
I
-
—
II
-
_
-
III
-
-
-
—
—
_
-
-
—
VI | -
Щиты строганые
из необрез
ного мате-
риала
I вар. (сер. пр.)
I
II
III
IV
_
_
V
VII
VI
-
-
—
—
—
-
—
VIII
II вар.
(массов.
произв.)
I
-
—
-
II
-
III
IV
-
-
—
—
—
--
_
-
—
V
из обрезного мате-
риала
I
-
—
_
-
II
_.
Ill
IV
V
-
-
—
—
—
-
-
—
VI
Рамки на шипах (из го-
товых щитов)
-
-
—
_
-
_
-
-
-
I
-
—
III
—
II
-
-
IV
Ящик в сборе
-
-
—
_
-
_
_
-
-
-
III
II
—
Вкладыши
I
-
II
-
III
_
_
-
-
-
-
V
—
VI
-|IV
I
-
IV
V
_
-
VII
VIII
250
ПРОЕКТИРОВАНИЕ^ ДЕРЕВООБРАБАТЫВАЮЩИХ ЦЕХОВ
[РАЗД. V
ДЕРЕВОТАРНЫЕ ЦЕХИ
(V класс)
Назначение, состав цеха И' исходные
данные для проектирования. Дерево-тарные
цехи машиностроительных заводов предна-
значены для изготовления тары преимуще-
ственно следующих видов. \
Плотные ящики иа строганых досок,) со-
бранных в щиты на клею и с рамками на
шипах, применяются для многократного* ис-
пользования, особенно при упаковке наиболее
ценной продукции с чисто обработанными по-
верхностями — прецизионных подшипников,
точной аппаратуры, приборов и т. д. ;
Плотные ящики из строганых досок на
планках, скреплённых гвоздями, служат для
упаковки деталей и изделий с обработанными
поверхностями.
Полуплотные ящики (с прозорами) из не-
строганых досок, собранных на планках и
скреплённых гвоздями, служат для упаковки
необработанных изделий, а также изделий с
отдельно защищенными обработанными по-
верхностями.
Решётчатая упаковка прямоугольной, ци-
линдрической или иной формы предохраняет
крупные изделия от поломок. Отдельные обра-
ботанные поверхности могут при этом быть
защищены местной упаковкой.
Салазки из брусьев и досок служат для
облегчения перемещения тяжёлых изделий.
Бондарная тара применяется сравнительно
редко для упаковки необработанных мелких
деталей, а также некоторых видов побочной
продукции.
В состав деревотарных цехов входят
заготовительные и сборочные (сколоточные)
производственные отделения, а также
обычные для деревообделочных цехов вспо-
могательные отделения и внутрицеховые
складские помещения.
Исходными данными для про-
ектирования являются: а) назначение,
тип и размеры тары, б) количество последней
яо отдельным типо размерам согласно годовой
программе завода, в) чертежи и технические
условия на тару, г) сведения о древесном
сырье для тары (обрезной или необрезной ма-
териал, полуфабрикаты, отходы лесопиления
и т. д.).
При укрупнённом проектировании может
быть задана только характеристика упаковы-
ваемых изделий, кх средний и общий вес на
программу.
Технологический процесс изготовления
нестроганых ящиков, сколоченных на гвоздях,
весьма несложен. Оборудование цеха состоит
из круглых пил и сколоточных станков или
сколоточных верстаков.
При изготовлении строганых ящиков и
ящиков с вкладышами оборудование цеха вклю-
чает сшивальные автоматы, шипорезные и
строгальные и тому подобные станки.
Сборка производится в механизированных
сборочных станках (ваймах) с применением
гвоздезабивных и проволочносшивальных
станков.
Примеры типовых технологическах марш-
рутов в деревотарных цехах приведены в
табл. 16 (стр. 249).
Оборудование и рабочий состав. Данные
о трудоёмкости станочных и сборочных (ско-
лоточных) работ, необходимые для выбора
оборудования и расчёта рабочего состава, при
детальном проектировании получаются путём
нормирования. Для укрупнённых расчётов
можно воспользоваться показателями трудо-
ёмкости на 1 мь древесины в деталях тары
(чистовой объём), приведённых в табл. 17 [65].
1 . Таблица 17
Наименование работ
Станочная обработка, ст.-час.
Сколотка:
при ручной сколотке,
чел-час
при механической сколот-
ке, ст.-час
Сборка столярная, чел.-час
Ящики
нестрога-
ные
2,О—3,О
2,5— 6,О
о,8-1,5
строга-
ные, на
шипах
8,О—12,О
12,°—25>°
Примечание. Эти данные действительны для
ящиков с объёмом древесины в пределах 0,02—0,05 м*
на один ящик с двумя поясами.
Трудоёмкость работ на 1 м% выпуска обрат-
но пропорциональна размерам деталей, щитов
или ящиков. При числе поясов крепления
больше двух трудоёмкость возрастает для
трёх поясов на 40%, а для четырёх — на
7О-8О>/о-
Отдельно следует учитывать работы по
навеске приборов и установке вкладышей.
Для укрупнённых расчётов количества и
типа оборудования цеха можно воспользовать-
ся данными о процентном соотношении раз-
личных типов станков в общем составе обо-
рудования цеха, приведёнными в табл. 18.
Таблица 18
Наименование станков
Поперечные пилы
Продольные пилы . .....
Фуговочные станки
Автофуговочные
Двухсторонние строгальные
Двойные обрезные
Концераянители двухпиль-
ные
Автоматы для заделки
сучков
Шипорезные автоматы . , .
Многошпиндельные свер-
лильные
Нестрога-
ные ящики
25—35
4о—5о
Зо—4О
Строганые
ящики на
шипах
8-12
ю—is
8—ю
io—16
6-9
6-9
10—15
12—20
8—12
В деревотарных цехах, где преобладают
сравнительно короткие детали небольшого се-
чения, успешно работают станки с автомати-
ческой или магазинной подачей. Особенно
желательно применение сшивального авто-
мата, позволяющего использовать сбег доски
и совместить операции фуговки и склейки
щита, и гвоздезабивных станков (при наличии
калиброванных гвоздей).
ГЛ. VIJ
ДЕРЕВОТАРНЫЕ ЦЕХИ
251
Применение проволочносшивальных стан-
ков сокращает расход металла на тару.
Транспортное оборудование состоит из
электрокар и тележек с подъёмной платфор-
мой, ленточных транспортёров и подъёмни-
ков. Применяются также гравитационные
транспортёры и наклонные плоскости.
Количество производствен н ы х ра-
бочих определяют по трудоёмкости работ,
а в случае поточного производства — по числу
позиций и плотности расстановки рабочей силы.
Численность вспомогательных рабочих может
быть принята по минимальным нормам для
деревообделочных цехов.
Расход материалов. Расход древе-
сины на тару зависит от конфигурации, веса
и других особенностей упаковываемой продук-
ции (запасные детали, станки, массивные или
пустотелые изделия и т. д.), а также от кон-
струкции тары.
Для укрупнённых расчётов можно принять
вес древесины тары (в чистоте) в процен-
тах от среднего штучного веса упаковыва-
емой продукции по данным табл. 19 [65,
69 и 70]. ' .
Процент отходов по отношению
к объёму древесины в готовых изделиях равен
для ящиков из нестроганой древесины при
изготовлении их из обрезного пиломатериала
10—]5и/о, из необрезного материала —20—30%,
а для ящиков из строганой древесины —40—
бОО/о [6и].
Вес гвоздей, болтов и полосового железа
или прожолоки составляет 3—5% от веса тары
станков и машин.
Таблица 19
Средний.
штучный вес
детали в кг
Запасные
До i
I—IO
и—50
51—too
Свыше ioo
Вес древе-
сины тары
в °/о
от веса
упаковы-
ваемой
продукции
детали
34-38
22—2б
2О—24
19—23
14—18
Средний
штучный вес
станков в кг
До 5°°
5oi—iooo
iooi—2500
25°i—5°°°
Свыше 5°°°
Вес древе-
сины тары
в°/0
от веса
упаковы-
ваемой
продукции
33—45
24-з8
15-27
IO—2O
8-15
Прим ечания 1. Для топливных баков и аналогич-
ных пустотелых изделий вес упаковки доходит до 60°/в
от веса упаковываемой продукции.
2. Объёмный вес древесины принят.равным 500 кг/м3.
Для ящиков запасных деталей вес гвоздей
составляет в среднем 2,5—3% от веса упако-
вываемой продукции, а вес угольников на ящик
составляет 280—300 г.
Размер площадей и компоновка цеха.
Производственная площадь принимается в раз-
мере 30—45 л& на станок и 15- 3 > м2 на одно
рабочее место ручной сколотки [65].
Состав и площади внутрицеховых складов
и кладовых, а также вспомогательных поме-
щений и мастерских аналогичны прочим дерево-
обрабатывающим цехам.
Детали и щиты, обрабатываемые и собирае-
мые в деревотарных цехах, обычно однородны
Схема I
Схема II
Схема III
щиты
ЩверстакЩ
-1250-*\
Схема IV
&
Крышка
\7
П fi
Uepanakl
-то*
\7
Годовт
транспортер
Плш
1Щ,
-2600-
Крышка
6 Ц
Щиты
Дно
-33Q0-
Детали
1 С
СтолыL
Схема V
Транспортер
Фиг. 43. Схемы рабочих мест сколотки ящиков. Схема /—индивидуальное рабочее место. Схема //—бригадное рабо-
чее место на два человека (I вариант). Схема III — бригадное рабочее место (II вариант). Схема IV— бригадное рабочее
место на 5 человек. Места сколотки: У—головок, 2—боковин, 3—рамок, 4— днищ и крышек, 5—общая сборка.
Схема V— поточная сборка на заводе Box Co (Чикаго, США).
252
ПРОЕКТИРОВАНИЕ ДЕРЕВООБРАБАТЫВАЮЩИХ ЦЕХОВ
[РАЗД. V
\44SSSSM
IS]
iDb
мч
EL.™
О Я>*5 ч
^3*8
la
3 :<
. И 3 *
?*
KM
6i4
5^я 1
™ gi S I
, и ч я
..Я5я
•Я Я >,«
«It ST О, О
Ч О к М
со Ь S
Sill
С ч< hi >U
ЯЧ2 С ?
gaig
по конструкции, технологический процесс легко
может быть диференцирован, — всё это создаёт
необходимые условия для организации поточ-
ного производства. В случае применения сборки
бригадным методом имеет место внутрибригадное
разделение труда. Сборку при этом произво-
дят на отдельных верстаках или на групповых
столах.
Примеры планировки рабочих мест сколотки
ящиков приведены на фиг. 43 [43,47].
Пример планировки деревотарного цеха (за-
вода запасных авто-тракторных деталей) для
изготовления нестроганых ящиков, сколачиваемых
на гвоздях, показан на фиг. 44. В данном цехе за-
проектированы два потока, из которых один обо-
рудован гвоздезабивными станками и служит для
массового производства ящиков. Второй поток
предназначен для изготовления ящиков мелкими
сериями и оборудован верстаками для бригад-
ной и индивидуальной ручной сколотки ящи-
ков.
СКЛАДЫ ДРЕВЕСИНЫ И МОДЕЛЕЙ
Склады брёвен. На заводских складах брёвна
хранятся преимущественно в штабелях на про-
кладках.
Длина штабелей при механизированной рас-
катке - до 120 м, при ручной — до 60 м.
Высоту штабелей принимают в зависимости
от применяемого агрегата для укладки штабеля:
при работе поперечной брёвнокаткой — до 12 м;
продольной высокой лесотаской — до 8 м; лебёд-
кой — 6 — 1м. При ручной укладке высота шта-
беля может быть принята 3—4 м [15, 44].
Коэфициент заполнения объёма
штабеля зависит от диаметра брёвен: для брё-
вен диаметром 18 см коэфициент заполнения—0,47;
диаметром 40 см — 0,63.
Для облегчения раскатки брёвен штабелям при-
даётся уклон 0,04 — 0,05.
Разрыв между отдельными штабелями при-
нимается равным 1 м. Через 10 штабелей G5—80^)
оставляется проезд шириной 8 — 10 м.
Площадь на 1000 м? ёмкости склада соста-
вляет в среднем при использовании поперечных
брёвнокаток или лебёдок — 400 — 500 м2, продоль-
ных лесотасок-1000-1300 м? [15, 44, 65].
Склады сырых пиломатериалов. Сырые пи-
ломатериалы обычно хранятся под временными
крышами-скатами в штабелях на прокладках из
того же материала и со шпациями между досками.
Штабели располагаются группами по 8—12
штабелей с таким расчётом, чтобы общая пло-
щадь одной группы не превышала 800—900 м2.
Расстояние между штабелями группы прини-
мается не меньше 1,6—1,8 м. Вокруг групп должны
быть предусмотрены проезды шириной 8—12 м.
Каждые 30 групп штабелей образуют кварталы
площадью до 4 га, отделённые друг от друга 25-
метровыми проездами. Четыре квартала образуют
участки, отделяемые разрывами шириной не ме-
нее 50 м.
Каждый штабель в плане имеет габарит 7 У(8м.
При ручной укладке высота штабеля 4—5 м, а
при механизированной — 8 м. Средняя ёмкость
штабеля ручной укладки 65—75 л€3, а механизи-
рованной—100—140 м3. Коэфициент заполнения
в среднем составляет 0,3—0,25 [15, 44, 65].
При укрупнённых расчётах возможно при-
нимать площадь склада на 1 мъ хранимого
гл. vi]
СКЛАДЫ ДРЕВЕСИНЫ И МОДЕЛЕЙ
253
материала 1,5—2,5 м при ручной укладке и
1,0—1,5 ж2 при механизированной.
Для механизации укладки обычно
применяются штабелеукладчики. Средняя
производительность штабелеукладчиков типа
Тремас составляет 20—25 мъ\час. В районах
ч; небольшим количеством снежных осадков
возможна пакетная укладка с применением
специальных пакетоукладочных механизмов.
Склады сухих пиломатериалов. На этих
складах пиломатериалы обычно хранятся в плот-
ных штабелях. Коэфициент заполнения по-
следних принимают 0,85—0,90.
Сухой пиломатериал можно хранить также
непосредственно на сушильных вагонетках;
это сокращает трудоёмкую работу по пере-
грузке материала.
Потребная площадь склада на 1 ж3
хранимого сухого пиломатериала может быть
принята при ручной укладке в 0,75—1,25 м-, при
механизированной—0,5—0,75 м7, при хранении
на сушильных вагонетках—1,5—2 м2 [65].
Склады сухих пиломатериалов удобно рас-
полагать непосредственно у сушил, где они
выполняют также роль остывочных поме-
щений.
Склады моделей. Существуют два ос-
новных способа хранения моделей: агре-
гатный (все модели одного агрегата — изделия,
независимо от их размеров, хранятся в общей
ячейке) и групповой (модели хранятся отдель-
ными группами по признаку размера отливок —
мелких, средних и крупных).
Первый способ облегчает комплектование
моделей для определённого заказа и особенно
удобен при единичном и мелкосерийном произ-
водстве. Второй способ, наиболее применимый
в условиях серийного и массового производства,
улучшает использование ёмкости склада и
облегчает организацию транспортных опе-
раций.
Для расчёта складов моделей пользуются
почти исключительно укрупнёнными показа-
телями.
Продолжительность хранения моделей при-
нимают в пределах 5 — 10 лет.
Крупные модели размещаются на подклад-
ках непосредственно на полу, преимущест-
венно в первом этаже склада, а мелкие- и
средние — на многоярусных стеллажах, причём
могут храниться также в верхних этажах
склада.
При высоте этажей в 3,5—4,5 м площадь
склада может быть принята ориентировочно
в размере до 3-4 м2 на 1 м* древесины, пере-
рабатываемой модельным цехом за год. Более
точно площадь склада возможно определить
[65] по формуле:
с4
т-0{\
где F— площадь склада в мЦ Q — годовой
выпуск модельного цеха в мг древесины;
т — коэфициент, характеризующий объём хра-
нения на складе моделей, принимаемый в раз-
мере 0,25—0,5 от годового выпуска древе-
сины (Q); а— коэфициент ежегодного прироста
новых типо-размеров моделей, равный 0,1—0,2;
Т — расчётная продолжительность хранения
моделей на складе E—10 лет) в зависимости
от стабильности программы завода; <1> — коэ-
фициент использования объёма склада @,1 —
0,15); k — коэфициент, выражающий соотноше-
ние габаритного объёма моделей к объёму
плотной массы древесины и принимаемый для
мелких и средних моделей 2—3, а для крупных
моделей 3—4; h — высота этажей на складе
моделей (обычно 3,5—4,5 м).
Склады моделей должны быть оборудо-
ваны стеллажами для хранения моделей,
кран-балками для перемещения крупных мо-
делей, а также электрокарами либо ручными
тележками — для внутрискладских перевозок
мелких моделей.
При больших складах моделей предусма-
триваются мастерские для текущего ремонта
моделей I и II классов прочности. Ремонтная
мастерская оборудуется верстаками, провероч-
ными плитами и механизированным инстру
ментом.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Алексия Н., Прессование древесины, 1933.
2. Андреев В. М., Модельное дело, 1938.
3. Антонов П. П., Организация производственного по-
тока в деревообработке.
4. Баранов А. Ф., Транспорт круглого леса на бревён-
ных складах, 1933.
5. Браунсхирн Ф., Лесопильный завод, 1933.
6. Бендер М., Техническое нормирование в лесопилении
и деревообработке, 1934.
7. Бершадский А. Л., Машины, станки и инструменты
в столярно-мебельном производстве, 1939.
8. Бюро печати Союзлеспрома (изд.). Справочник по ме-
ханической обработке дерева, 1931.
9. Витт К. Н., Брикетирование древесинных отходов,
1935.
10. Власов Г. Л., Конспект по энциклопедии специаль-
ных производств по механической обработке дерева.
11. Войтинский Н. С. и Рубинчик А. Д., Оборудова-
ние внутризаводского транспорта лесной промышлен-
ности, 1935.
12. Вольфейль М. А., Рационализация ящичного про-
изводства и использование ящиков, 1933.
13. Вольфейль М. А. и Розанов И. Д., Строжка де-
рева в Америке, 1931.
14. ВНИТО литейщиков (изд.), Труды I Всесоюзной кон-
ференции работников модельных цехов, 1940.
15. Гипродрев (изд.), Показатели по лесопильному про-
изводству, 1940.
16. Гилльрат И., Деревообработка и деревообделоч-
ные станки по современному состоянию техники,
1933.
17. Глейзер В. Е., К вопросу об оборудовании установ-
ки по пластификации древесины.
18. Грубе А. Э., Инструментальное дело в деревообраба-
тывающих производствах, 1937.
19. Дешевой М. А., Технология дерева, 1934—1939.
20. Ершов Е. Я-1 Рационализация упаковки машин, 1933.
21. Ив В. Г., Пластификация древесины, 1932.
22. Кантор Ш. И. и Новиков А. И., Альбом нормати-
вов по деревообрабатывающим станкам (руководящие
материалы Гипросредмаша), 1936.
23. Кантор Ш. И., Типовая пояснительная записка по
технической и транспортной частям проекта деревооб-
рабатывающих цехов и хозяйств (руководящие матери-
алы Гипросредмаша), 1941.
24. Кантор Ш. И., Воробьёв Б. В. и др., Альбом руч-
ного и машинного инструмента для обработки дерева
(руководящие материалы Гипромаша), 1934.
25. Кантор Ш. И. и Рутман С. С, Приспособления при
работе на деревообрабатывающих станках (руководящие
материалы Гипромаша), 1936.
26. Козловский А. А., Заводской транспорт и хранение
лесоматериалов, 1933.
27. Кроль Б., Лесопильное производство, 1933.
28. Кротов В. Е., Технология дерева, 1932.
29. Колтунов Я. Л., Основы техники безопасности в де-
ревообработке, 1941.
30. Климиксеев Ф. М., Типовые проекты модельных
цехов (руководящие материалы Гипросредмаша), 1935.
31.'Любимов В. И. с бригадой Гнпроавиапрома, Руко-
водящие материалы по нормированию стиля рно-загото-
вительных работ, 1941.
254
ПРОЕКТИРОВАНИЕ ДЕРЕВООБРАБАТЫВАЮЩИХ ЦЕХОВ
[РАЗД. V
32. Любимой В. И. с бригадой Гипроавиапрома, Руко-
. водящие материалы по нормированию гнутья древеси-
ны, 1941.
33. Левер Р., Модельное дело, 1934.
34. Мак Каелин, Модельное дело, 1935..
35. Малеев В. И. и Беюпольский В. Г., Искусствен-
ная сушка дерева, 1933.
36. Минкевич А М., Лесопильное производство, 1938.
37. Милов и Чу лиц кий, Краткое пособие по норми-
рованию в лесопилении, 1940.
38. НТС машиностроения (изд.), Техчико-экономические
показатели по проектам деревообрабатывающих цехов,
1932.
39. Орлов А. А., Применение электроинструмента на
строительстве, 1941.
40. Оди.-г. И. А., Модельное дело, 1928.
41. Песоцкий, Справочник по лесной промышленности,
42. Пети па Ж., Расход работы на деревообделочных
станках, 1930.
43. П олторацкий Т. С, Ящичное производство, 1934.
44. Рейн б ер г. С. А., Хранение пилёного леса на скла-
дах, 1932.
45. Рыдник А. А., Практика устройства сушил, 1934.
46. Селюгин Н. С., Сушка древесины, 1940.
47. Стрежнев В. М., Справочник по производству
жёсткой тары, 1941.
48. Се л ибер Б. И., Справочник по лесной промышлен-
ности и лесниму хозяйству, 1934.
49. Та гее в Д. Л., Теплосиловое хозяйство деревообра-
батывающей промышленности, 1937.
50. Ученов В. М., Производство строганых материалов,
1941.
51. Фундатор В. И., Модельное дело,.1943.
52. Шапиро Д. Ф. Лесопильно-строгальное производство,
1935.
53. Шейнов И. И., Новейшие пилы деревообрабатываю-
щих станков, 1934.
54. Шемякин С. Н., Внутризаводской транспорт дерево-
обрабатывающих предприятий, 1940.
55. Шур А. М., Рационализация в предприятиях по ме-
ханической обработке дерева, 1933.
56. Шуматов Н. Н., Организация технологического про-
цесса ящичного производства, 1944.
57. ЦНИИМОД, Труды и отчёты за 1934—1944 гг.
58. Жак Ф. Ям Станки и приспособления в производстве
деревянных каркасов кузовов автомашин, 1939.
59. „Механическая обработка дерева" за 1936 и 1940 гг.
60. „Лесная промышленность" за 1938 —1944 гг.
61. „Лесная индустрия" за 1937—1940 гг.
62. „Лесопромышленное дело" за 1932—1933 гг.
63. „Лесопиление и деревообработка" за 1932—1933 гг.
64. „T.ie Wood—Worker" за 1938—1944 гг.
65. Проекты деревообрабатывающих цехов Гипросредмаш,
1936-1946.
66. Проекты реконструкции автозавода им. Сталина и
автозавода им. Молотова.
67. Сборник общесоюзных стандартов и технических усло-
вий на лесные материалы, изделия из дерева и древес-
ное топливо, изд. 1940 г.
68. ОСТ Наркомлеса № 290, 8791/172 и 7367.
69. Типовые проекты Гипроавиапрома, 1940--1944.
70. Руководящие материалы Гипротяжмаша, 1938—1941.
71. Гипросредмаш, Справочник проектанта машинострои-
тельных заводов, разд. „Деревообрабатывающее хо-
зяйство", 1946.
ПРОЕКТИРОВАНИЕ ЛЕСОСУШИЛЬНЫХ ЦЕХОВ (УСТАНОВОК)
КЛАССИФИКАЦИЯ ЛЕСОСУШИЛЬНЫХ
ЦЕХОВ (УСТАНОВОК) И ИСХОДНЫЕ
ДАННЫЕ ДЛЯ ПРОЕКТИРОВАНИЯ
Классификация лесосушильных цехов
(установок) (табл. 20) построена на осно-
вании следующих признаков: а) способ подачи
тепла; б> давление рабочей среды; в) агент
сушки и способ его нагрева; г) воздухо-
обмен с наружной средой; д) вид и побуди-
тель внутренней циркуляции; е) режим ра-
боты.
Задание на проектирование. В состав
задания на проектирование включаются следу-
ющие сведения: а) годовая производственная
программа подлежащих высушиванию пило-
материалов с распределением по породам дре-
весины, размерам (толщина, ширина, длина)
и назначению; б) данные о начальной (до вы-
сушивания) и конечной влажности пиломатериа-
лов; в) данные о возможности получения пара
для проектируемых сушильных камер, харак-
теристика и параметры пара (давление, темпе-
ратура, влажность), а также стоимость 1 т пара
(пар требуется сухой, насыщенный, нормальное
давление пара в точке ввода в сушильную
камеру должно составлять 3—4 ати); г» генплан
предприятия, данные о грунтах, уровне грун-
товых вод, режиме их колебаний и т. д. Если
сушильная камера проектируется внутри про-
изводственного цеха, то в распоряжении проек-
тировщика должны быть подробные строитель-
ные чертежи цеха с обозначением технологи-
ческих потоков и рабочих мест.
Процент конечной влажности определяется
назначением материала. Начальная влажность
пиломатериалов, поступающих в сушку не-
посредственно из-под пилы, принимается в
расчётах ~80и/0. В случае поступления пило-
материалов для высушивания после длительной
выдержки на воздухе или после транспорта
по железной дороге процент влажности
древесины должен быть установлен испыта-
нием.
Задачами проектирования уста-
новок для сушки древесины являются: а) выбор
системы и конструкции установки в соответ-
ствии с конкретными условиями производства;
б) определение размеров установки или числа
сушильных камер; в) расчёт элементов обо-
рудования установки — калорифера, вентиля-
торов, приборов наружного воздухообмена (в
газовых установках вместо калорифера —
расчёт топки и искроотделителя); г) опреде-
ление потребного расхода тепла, пара и элек-
троэнергии.
Выбор конструкции лесосушильных ка-
мер. Выбор конструкциилесосушильной камеры
зависит от объёма производства, породы дре-
весины, требований к качеству сушки, размера
и назначения высушиваемого материала.
Камеры непрерывного дейст-
вия наиболее подходят для сушки пиломате-
риалов хвойных пород небольшой толщины
и однородных размеров в большом коли-
честве (свыше 40 — 50 тыс. лФ в год).
Камеры периодического дейст-
вия целесообразно применять при сушке не-
значительного количества пиломатериалов раз-
личных пород (особенно твёрдолиственных)
при разнообразии размеров.
В отдельных случаях, в целях повышения
маневренности сушильного хозяйства, может
быть рекомендована установка, состоящая из
нескольких камер непрерывного и периодиче-
ского действия.
Сушильные камеры с естественной цирку*
ляцией воздуха конструктивно более просты,
чем камеры с принудительной циркуляцией,
и не требуют для своей эксплоатации затраты
Таблица 20
Наименование
параметров
Способ по-
дачи тепла
Давление ра-
бочей среды
Агент сушки
Способ на-
грева агента
сушки
Воздухооб-
мен с наружной
средой
Вид внутрен-
ней циркуля-
ции
Побудитель
циркуляции
Режим ра-
боты
Наиболее из-
вестные конст-
рукции лесо-
сушил
Классификация лесосушильяых цехов
и установок
Отличительные особенности и характеристика параметров
Конвекционный
Атмосферное
Воздух
Калорифер, обогреваемый паром
Вентиляция при помощи приточных и вытяжных
каналов
Естественная циркуля-
ция
Нет
Непрерыв-
ный
1. Некат
?. Некяр
3. Националь
4. МУУР (установ-
ка завода „За-
палпая Двина")
Периодиче-
ский
1. Пекат
2. Пекар
3. Националь
4. Грум-Гржи-
майло
5. Софтекс
Вентиляции
нет (конден-
сация)
Принудительная циркуляция
Осевые вентиляторы
Непрерыв-
ный
1. ЦНИИМОД-24
2. ЦНИИМОД-26
3. ЦНИИМОД-12
4. Шильде
5. Сахновского
Периодиче-
ский
1. ВИАМ
2. МУУР
3. ЦНИИМОД-22
и ,3
4. Шильде
5. Джеиераль
Центро-
бежный
вентилятор
Поверхно-
стный кон-
денсатор
Конденса-
тор сме-
шения
Калорифер,
обогревае-
мый топоч-
ными газа-
ми
Продукты горения (топочные газы)
Без калорифера
Вентиляция при помощи приточных и вытяж-
ных каналов
Естествен-
ная цирку-
ляция
Нет
Периодический
1. ВТИ
2. Даква
3. Томсон
Конденсацион
иые сушила
Эндрью
Тиманн
Примитивные су-
шила с огневым
калорифером „Все-
копромпроект"
и „Промстрой-
проект"
Принудительная циркуляция
Центро-
бежный
вентилятор
Осевой
вентилятор
Непрерывный
1. Газовое сушило
„Оптимум"
2. Газогенератор-
ное сушило
Малеева
Газовое сушило
Кречетова
Центро-
бежный
вентилятор
Периоди-
ческий
Газовое сушило
ВТИ
Эжектор
Периоди-
ческий и
непрерыв-
ный
Газовое сушило
Кречетова
Естествен-
ная цирку-
ляция
Нет
Периоди-
ческий
Газовое сушило
ЦНИИМОД для
газочурки системы
Кречетова
Вакуум
Воздух
Паровой ка-
лорифер
Удаление воздуха и
водяных паров с по-
мощью воздушного
насоса
-
Периоди-
ческий
Вакуумные су-
шила Фриберг
Контактный
Атмосферное
Пере-
гретый
пар
Пароперегре-
ватель и кало-
рифер
Вентиля-
ция за счёт
не плотнос-
тей камеры
Принуди-
тельная
циркуля-
ция
Паровой
инжектор
Периоди-
ческий
Американские су-
шила с перегре-
тым паром
Непосредственный
контакт нагретых по-
верхностей с сушиль-
ным материалом
Индук-
цион-
ный
Нагрев диэлектрика
(сушимой древесины)
в поле высокой ча-
стоты
Воздухообмен не
ограничен
-
-
-
-
Периодический
1. Дыхательные
прессы
2. Сушильные прес-
сы для фанеры
3. Прессы для
гнутых изделий
„Агра" и др.
Высокочастотные
сушильные уста-
новки ЦНИИМОД
и НИЛЭС
256
ПРОЕКТИРОВАНИЕ ДЕРЕВООБРАБАТЫВАЮЩИХ ЦЕХОВ
[РАЗД. V
электроэнергии. Обычно применяются для
сушки пиломатериалов, имеющих невысокую
начальную влажность. Однако при наличии
неблагоприятных грунтовых условий и высо-
кого уровня грунтовых вод в месте строитель-
ства камеры этого типа, требующие устрой-
ства подвалов для размещения калориферов
и воздуховодов, не могут быть рекомендо-
ваны.
Камеры с принудительным движением воз-
духа и мощной циркуляцией следует применять
[6] для: а) сушки быстросохнущего материала,
когда естественная циркуляция не может
обеспечить технологически допустимую ско-
рость сушки; б) сушки трудносохнущего мате-
риала, особенно крупных размеров, когда необ-
ходимо применение режимов с низкими тем-
пературами и малыми перепадами в штабеле
температуры и влажности воздуха; в) сушки
широкого материала при горизонтальной ук-
ладке, требующей горизонтальной циркуляции,
а также г) при наличии повышенных требова-
ний к качеству сушки.
Массовую сушку хвойного пиломатериала,
подвергающегося в дальнейшем строжке, целе-
сообразно производить в газовых камерах не-
прерывного действия („Оптимум" или системы
Хречетова).
Для предприятий машиностроительной про-
мышленности можно рекомендовать следую-
щие конструкции лесосушил [5 и 9].
Камера периодического дей-
ствия с естественной циркуля-
цией системы Грум-Гржимайло —
при сушке подсушенного пиломатериала в виде
досок, а также материала любой начальной
влажности в виде заготовок и брусков для
предприятий малой и средней мощности.
Камера периодического дей-
ствия с мощной реверсивной цирку-
ляцией ВИАМ-1 и II, ЦНИИМОД-22 и 23—
для сушки ценного материала хвойных и твёр-
долиственных пород на предприятиях любой
мощности. Эти камеры особенно пригодны для
сушки досок большой ширины.
Камеры непрерывного действия
ЦНИИМОД-26 и 27 противо точного
типа — для сушки заготовок, деталей и дру-
гих материалов, особенно тонких и быстро-сох-
нущих, с высокой начальной влажностью. По-
добные камеры строятся внутри цеха и удобно
вписываются во внутрицеховые производствен-
ные потоки.
Камеры непрерывного действия
противоточного типа с осевым
вентилятором ЦНИИМОД-24 и -25 для
предприятий с большим объёмом производства
(от 10 тыс. мв в год и выше) при сушке обыч-
ных пиломатериалов хвойных пород в досках.
Применение лесосушильных камер с внеш-
ними центробежными вентиляторами типа
ВТИ и подобных им систем не может быть
рекомендовано, так как не обеспечивает удо-
влетворительного (по равномерности) качества
сушки при длительном процессе.
Устройство сушильной камеры с естествен-
ной циркуляцией воздуха системы Грум-
Гржимайло на два располагаемых вдоль ка-
меры штабеля длиной по 6,5 м изображено
на фиг. 45. Подобные камеры предназна-
чаются для небольших производств, потре-
пило-
бляющих до 5—6 тыс. л& условного
материала в год.
На фиг. 46 изо-
бражена камера двой-
ной ёмкости той же
системы для предприя-
тий с годовой произ-
водительностью от 6
тыс. мг и выше.
Фиг. 47 даёт пример
конструктивного
оформления камеры
системы Грум-Гржи-
майло на два шта-
беля (конструкция
ЦНИИМОД). Калори-
фер устраивается из
ребристых труб, рас-
положенных в три ли-
нии с каждой стороны.
Устройство су-
шильных камер с мощ-
ной реверсивной цир-
куляцией, осущест-
вляемой при помощи
внутренних осевых
вентиляторов (ВИАМ),
показано на фиг. 48
(вариант камеры с
нижним расположе-
нием вентиляторной '"
установки) и на фиг. 49 (вариант с верхним
расположением вентиляторной установки).
Фиг. 45. Поперечный
разрез сушильной ка-
меры Грум-Гржимайло
на два штабеля: 1—кон-
трольная дверь; 2—ре-
бристые трубы калори-
фера; 3 — трубы для
увлажнения; 4— вытяж-
ной канал; 5— приточный
канал; б—окно для пси-
хрометра.
250*500
250*250
Фиг. 46. Поперечный разрез камеры Грум-
Гржимайло на четыре штабеля.
Второй вариант не требует устройства под-
валов и может быть осуществлён вне зависи-
мости от грунтовых условий.
По аналогичным схемам строятся сушила
ЦНИИМОД-22 (вариант с нижним расположе-
нием вентиляторов) и ЦНИИМОД-23(с верхним
расположением вентиляторов) [9].
На фиг. 50 приведено конструктивное
оформление камеры ЦНИИМОД-23.
Схема сушильной камеры непрерывного
действия для сушки заготовок ЦНИИМОД-26
показана на фиг. 51.
Камеры последнего типа отличаются весь-
ма простым оборудованием, не требуют устрой-
ства подвала и характеризуются высокими
скоростями воздуха в штабеле. Заготовки, под-
лежащие сушке, укладываются на вагонетках
ГЛ. Vl]
ПРОЕКТИРОВАНИЕ ЛЕСОСУШИЛЬНЫХ УСТАНОВОК
257
з
II
поперёк камеры без оставления шпаций, что
обеспечивает высокий коэфициент использо-
вания камеры.
На фиг. 52 показано устройство лесо-
сушильной камеры непрерывного действия для
Фиг. 48. Поперечный разрез камеры
ВИАМ-1: 1— трубы калорифера; 2—осевой
реверсивный вентилятор типа ЦАГИ;
3— приточный канал; 4— вытяжная труба.
досок ЦНИИМОД-24. Камера оборудуется
осевым вентилятором ЦАГИ серии УД или М
и пластинчатыми калориферами типа Б-5.
Калорифер может быть устроен также из ре-
бристых чугунных труб (ЦНИИМОД-25). Ка-
Фиг. 49. Поперечный разрез камеры
ВИАМ-П: /—реверсивный вентилятор
типа ЦАГИ; 2—трубы калорифера; 3-вы-
тяжная труба; 4— приточный канал.
мера этого типа, работая с повышенными
скоростями циркуляции воздуха, не требует
устройства подвалов. Укладка досок в сушиль-
ной камере должна производиться в штабели
со шпациями.
Конструктивное оформление камеры
ЦНИИМОД-24 дано на фиг. 53.
17 Том 14 ИЗ
258
ПРОЕКТИРОВАНИЕ ДЕРЕВООБРАБАТЫВАЮЩИХ ЦЕХОВ
[РАЗД. V
По А В
^^^
И\а
РАСЧЕТ КОЛИЧЕСТВА СУШИЛЬНЫХ
КАМЕР
Загрузка камер. Материал, подлежащий
сушке, загружается в штабели на прокладках.
Штабели длинных материалов укладываются
на треках, короткие материалы — на специ-
альных вагонетках. Размеры штабелей, для
различного типа сушил, указаны в табл. 21.
Полезное заполнение штабеля плотной
массой древесины определяется по формуле
V = Г Ь
у ш ш ¦ ш '
где I ш — габаритный объём штабеля в л3;
к ш — коэфициент полезного заполнения шта-
беля, определяемый следующей формулой:
^ш ~ ^h ^ь ^1 '
здесь kh ,k и kl соответственно являются
коэфициентами полезного заполнения штабеля
по высоте, ширине и длине.
Коэфициент полезного заполнения по вы-
соте /г зависит от толщины материала и про-
кладок и выражается формулой
где s— толщина материала; Sj — толщина про-
кладки.
В практике проектирования лесосушил при-
нята толщина прокладки в 25 мм для всех
Фиг. 50. Камера ЦНИИМОД-23: /—трубы
калорифера; 2— увлажнительная труба;
3—основаой веитилятор; ^—электромотор;
5—приточный воздуховод; 6— сборный ко-
роб вытяжного канала; 7—воздухонапра-
вляющие стенкв; 5—вытяжной канал;
9—контрольная дверь.
размеров материала за исключением особо
широких досок, подвергающихся сушке в ка-
мерах с естественной циркуляцией. Для по-
следнего случая толщина прокладки устано-
влена в 35—40 мм [3].
ГЛ. VI]
ПРОЕКТИРОВАНИЕ ЛЕСОСУШИЛЬНЫХ УСТАНОВОК
259
Рекомендуются следующие значения коэ-
фициентов k. и k[ . Для камер с вертикаль-
ным движением воздуха k. равен 0,7, для ка-
мер с реверсивным поперечным движением
воздуха k, равен 0,90—0,95. Для длинных мате-
риалов kt равен 1,0, для коротких деталей,
укладываемых встык одна к другой, й равен
0,85—0,90.
Полезная загрузка камеры плотной массой
древесины определяется по формуле
где п — количество штабелей в камере.
Производительность камер. Годовой фонд
времени камеры определяется принятым ре-
жимом использования данной установки.
Оборачиваемость камеры в течение года
определяется по формуле
z =
где Ф — годовой фонд рабочего времени в
сутках (количество рабочих дней в году);
i\—длительность сушки в сутках (см. разд.
III „Справочника"); Т2 — время на охлаждение,
разгрузку и погрузку камер, принимаемое
обычно от 0,2 до 0,3 суток.
Годовая производительность сушильной
камеры равна
V=VK-z..
Расчёт числа камер. Для определения
потребного числа камер предварительно соста-
вляется спецификация пиломатериалов. Поря-
док расчёта может быть принят по табл. А.
ТРЕБОВАНИЯ К ЗДАНИЯМ
ЛЕСОСУШИЛЬНЫХ КАМЕР
Элементы зданий лесосушильных камер дол-
жны удовлетворять требованиям прочности и
долговечности при работе в условиях высокой
температуры и влажности воздуха.
Стены и потолок сушильных камер должны
обладать малой теплопроводностью и обеспе-
A ii A ii Av
Ni \L 3
Фиг. 51. Продольный разрез сушильной камеры ЦНИИМОД-26: /—пластинчатые калориферы: 2—упрощённый
вентилятор типа ЦАГИ УД или М; 3— заслонка вытяжной трубы; 4—-траверсный путь.
Фиг. 52. Продольный разрез камеры ЦНИИМОД-24: /—пластинчатые калориферы типа Б-5; 2— вен-
тилятор ЦАГИ серии УД или М.
Расчёт количества сушильных камер
Таблица А
1
Наименование
материала
Доска сосновые
Итого . .
Размеры
в мм
о
н
2S
So
СЯ
X
5
о.
-
i6o
160
-
СЯ
E/оо
6/00
-
Влаж-
ность
в °/0
мльная ¦
чечная
6о
!¦>
12
\
довое задани
о
U
4'joo
Зооо
уООО
ительность п
:са высушив«
утках (Ч\)
ч 5
6,0
эота
S >>
з ¦>
6,2
><
О
сх—'
°&
&?
34Г
34;
га
о
о
тичество обо
од (г)
о -
101
о.—'
св^
~ н
10,2
13,4
лей
о
ю
тичество шта
амере («)
6 к
4
&-
« ш
Ф а.
о ^
40,8
13,6
О ~"
5а
? ^
S2
ч я:
о
га з
is-
С «
39*4
о
гребное числ
iep
0,95
I.O!
1,94
Продольный разрез
Уклон рельс I-WO в сторону движения штабелей
/7>7ff// расположении вентиляторной цстанобки
План расположения штабелей и траберзныл путей
Фиг. 53. Лесосушильная
камера ЦНИИМОД-24:
/—психрометр; 2—шибер
вытяжного канала; 5—элек-
тромотор; 4— труба для
конденсата; 5— конденса-
ционный горшок; 6—паро-
магистраль; 7—пластинча-
тые калориферы Б-5; 8—
вентилятор ЦАГИ серии
УД № 12; 9— увлажнитель-
ная труба; 10— вытяжные
каналы камеры; //—люк
для регулирования конден-
сационного горшка; 12— ни-
ша для прокладки конден-
сационных труб.
ГЛ. VI]
ПРОЕКТИРОВАНИЕ ЛЕСОСУШИЛЬНЫХ УСТАНОВОК
261
чить поддерживание соответствующей влаж-
ности воздуха в период сушки. Пол и стены
подвального помещения камер и коридоров
управления должны препятствовать просачи-
ванию грунтовых вод. Потолок необходимо
надёжно изолировать от теплопотерь и про-
никновения водяного пара в чердачное
помещение. Двери сушильных камер сле-
дует утеплять и снабжать герметическим
запором.
При длительном сроке эксшюатации стены
сушильных камер устраиваются из красного
хорошо обожжённого кирпича на цементном
или смешанном растворе. Применение белого
силикатного кирпича не допускается. Потолок
обычно делают из железобетона с гидро- и
термоизоляцией, состоящей из слоя шлака
по толю, наклеенному на клебемассе поверх
плиты.
Стены с внутренней стороны и потолок
рекомендуется штукатурить цементным рас-
твором с церезитом или покрывать тугоплавким
битумом [6 и 7].
При строительстве временных установок
со сроком эксплоатации до 5 лет стены су-
шильных камер могут выполняться из деревян-
ных брусьев с тщательной проконопаткой про-
смолённой паклей. С внутренней стороны дере-
вянные стены камер и потолки следует шту-
катурить цементным раствором с церезитом
по сетке Рабица [7J.
Схема теплового расчёта лесосушильных
установок
Тепловой расчёт лесосушильных установок
по указанным ниже показателям и формулам
расчета ведётся в следующем порядке:
1. Заданная для расчёта порода (сосна, дуб и т. д.)
2. Расчётная толщина' материала в мм
3. Начальная влажность материала W, в °/0
4. Конечная влажность материала W.2 в %
5. Условный объёмный вес высушиваемого материа-
ла iM в кг/м3
6. Количество влаги, испаряемой из 1 м3 материала,
7. Полезная загрузка камеры плотной древесиной
VK в ж3
8. Количество испаряемой влаги из камеры за период
высушивания
OX = G- VK в кг
9. Длительность процесса высушивания
7", • 2t в часах.
10. Среднее количество благи, испаряемой из одной
камеры,
°*~ 7~Т24В Кг1НаС
11. Среднее состояние воздуха, входящего в штабель
по режиму (по /—^-диаграмме [6]):
температура /, в°С
влажность <р, в %
влагосодержание d, в г/кг сухого воздуха
теплосодержание /, в ккал/кг сухого воздуха
Г2. Объём воздуха, циркулирующего в камере, прини-
мая скорость движения воздуха в камере через ма-
териал 1,0—1,5 Mjсек для камер с принудительной
циркуляцией, Qe в м31час.
13. Удельный вес воздуха при средних параметрах,
входящего в штабель и покидающего штабель,
тв в кг/м3
14. Количество воздуха, циркулирующего в камере,
Le — Qe Те в кг/час
15. Приращение влагосодержания воздуха при проходе
через штабель
.. Gj.1000
Да= —=—.—— в г/кг сухого воздуха
Le
Изменение теплосодержания воздуха от потерь че-
рез ограждения
А/= -у~ в ккал/кг сухого воздуха
в
16. Состояние воздуха по выходе из штабеля:
влагосодержание d3 — dl -)¦¦ Ad в г/кг сухого воздуха
теплосодержание /2 = /t—Д/ в ккал/кг сухого воз-
духа
температура tt (по диаграмме I—d) в "С
относительная влажность <ра (по диаграм-
ме 1-й) в %
17. Расчётное состояние наружного воздуха для дан-
ного района (по климатологическим таблицам):
<о в °С
<Ро В <У0
а0 в г/кг сухого воздуха
10 в ккал/кг сухого воздуха
18. То же для среднегодовых условий (по климатоло-
гическим таблицам):
*ср в ° С
<?ср в %
йс„ в г/кг сухого воздуха
1Ср в ккал/кг сухого воз-духа
Подсчет тепла через ограждения производится
согласно данным ОСТ с надбавкой на страны
света.
19. Коэфициент впуска добавочного воздуха в средне-
годовых условиях
20. Состояние воздуха после смеси с добавочным:
влагосодержание da = dД1 — /я) •+- dCp • т в г/кг
сухого воздуха
теплосодержание Ia = I» {l — m)+ICp.m в ккал/кг
сухого воздуха
температура t3 (по диаграмме I—d) в °С
влажность <р3 (п0 диаграмме I—d) в °/„
21. Расход тепла на испарение 1 кг влаги:
зимой?, = 1000. -*¦—~ 1 в ккал/кг
«а — «о
в средних условиях дс„ = 1000 " с? _ /
dt-dcp "
в ккал/кг
22. Расход тепла на подогрев 1 м3 материала:
Х[О,5(-/О) + 8О-И,< ] 1 в ккал/м?
в среднегодовых условиях при tCp > 0° С
Q*cp = 1м ( О-38 + Щ VK - 'о> в ккал\м\
где tK —температура камеры в ° С;
0,5—теплоёмкость льда в ккал1кг ° С;
0,38—теплоёмкость абсолютно сухого дерева
в ккал/кг ° С;
80—теплота плавления льда в ккал/кг;
30 —влажность дерева в момент насыщения воло-
кон В "/д.
23. То же на 1 кг испаряемой влаги:
Q3
= —=¦ в ккал/нг
зимой
в средних условиях
в ккал/кг
262
ПРОЕКТИРОВАНИЕ ДЕРЕВООБРАБАТЫВАЮЩИХ ЦЕХОВ
[РАЗД. V
24. Потери тепла через ограждения
камер (стены, потолок, двери и
полы): ..
зимой Q3=bF K (Л- QkK в
ккал\час
в средних условиях Q^cp~
= L Вк (Л— >ср ) Як *
в ккал\чаг
25. То же на 1 кг испаряемой
влаги:
зимой д3 — ^г в ккал'час
в средних условиях УзСр =
— _: -г_ в ккал\час
26. Суммарный расход тепла на 1 кг
испаряемой влаги: зимой q -
= S<7i + ?з ~Ь 9з в кка/.]кг
в средних условиях qCJ} —
в к калiкг
27. Характеристика пара, поступаю
щего в калорифер:
давление Рн в кг/см^
температура / в °С
влажность х в %
теплоотдача пара г A00— х) в
к кал) кг
28. Расход пара на 1 кг испаряемой
влаги:
зимой Ля = ущ—)
влаги
в средних условиях
— QCP R fc-я/к-? ЙЛ
в «г/кг
Таблица 21
Технико-экономические показатели по лесосушильным установкам
/-A00 —х)
29. То же с учётом дополнительного
увлажнения, потерь в паропро-
водах и неточности регули-
ровки (надбавка 25%): зимой
Х>! = -D2 • 1,25 в кг: кг влаги
в средних условиях Dlcp =
= Dicp '1,25 в кг//сг влаги
30. Расход пара для одной камеры в час:
зимой D = D, . О,2 в кг/нас
в средних условиях Dcp = Dicp G2 в кг/час
Наименование показателей
Внутренние размеры камеры:
длина в м
ширина в м
высота в м . . . . . .
глубина подвала в м . .
высота вентиляционного
пространства в м . .
Размеры штабеля:
длина в м
ширина ям
высота в м
Число штабелей в камере
Полезная загрузка камеры
в .и3 условного пиломатериала
Производительность камеры
в год в м3 условного мате-
риала
Производительность на I м"
объёма камеры в м3 условного
материала
Поверхность нагрева кало-
рифера в м2 . , . . . . .
№ осевого вентилятора
Число вентиляторов . . .
Мощность электродвигате-
теля в кет
Скорость движения воздуха
в штабеле в м'сек
Расход пара на камеру для
сушки тонких хвойных пило-
материалов в кг\час ....
Система камер
Грум-Гржи-
майло
2 штаб. J4 штаб
U
2,4
3,°--3.:
6,5
1.5 —I.
2,5
2
25
1400
3,3
144
Нет'
Нет
iSo
14
4,8
'„о — 3,
6,5
2,5
4
5°
а8оо
8,3
283
Нет
Нет
о,5
35°
ВИАМ
ЦНИИМОП.
№ 26 № 24
Ч
3-7
з;5
6,5
2,5
2,8
55
38эо
и,8
192
№ 3.5
р.еверс
3
1,2
5оо
16,5
2,О
3.1
1,5
1,9
2,5
6
13,5
35о
2,О
3,1
6,5
х>9
2-5
5
7°
4ооо
12,5
144
(пластинча-
тый)
УД
№ 10
1.7
№ 12
УД
3,5
1,8
45°
Определение поверхности
калорифера
33. Поверхность нагрева пластинчатых калориферов, учи-
тывая их загрязнение,
н _ 1,15-Q „ „а
нагрева
31. Максимальный суммарный расход тепла для одной
камеры, покрываемый калорифером,
Q~cL-\-<lH в ккал\час
32. Поверхность нагрева калорифера из ребристых или
газовых труб
** ism —¦
-,-т--. В М2
« 2 )
* Подсчёт тепла через ограждения производится
согласно данным ОСТ с надбавкой на страны света.
Для гарантии теплоснабжения камер в наиболее
холодный период расчётную поверхность нагрева
рекомендуется увеличить на 10 — 15"/о-
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ
ПОКАЗАТЕЛИ
В табл. 21 приведены технико-экономиче-
ские показатели..
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Бычков А. Г., Осевые вентиляторы ЦАГИ, серия 4,
изд. ЦАГИ, 1938.
2. Калинушкин М. П., Осевые вентиляторы ЦАГИ,
ч. I, изд. ЦАГИ, 1935.
3. Кречетов И. В., Эксплоатация лесосушил, Гослес-
техиздат, 1943.
4. Лурье М. Ю., Сушильное дело, ГОНТИ, 1938.
5. По с но в Б. А., О выборе системы лесосушил для
различных производств, Информационный листок
ЦНИИМОД № 13,1933.
6. СелюгинН. С, Сушка древесины, Гослестехиздат,
1940.
7. Сергеев И. С, Простейшие типы лесосушильных
установок, Гослестехиздат, 1944.
8. ЦНИИМОД Наркомлеса СССР, Инструкция по при-
менению нормативов лесосушильного производства,
изд. 1937.
9. ЦНИИМОД Наркомлеса.СССР, Альбом конструкций
лесосушил.
10. Решения II Всесоюзной конференции по сушке дре-
весины, 1936.
Глава VII
ПРОЕКТИРОВАНИЕ ОКРАСОЧНЫХ ЦЕХОВ
КЛАССИФИКАЦИЯ ОКРАСОЧНЫХ ЦЕХОВ,
ОТДЕЛЕНИЙ И УЧАСТКОВ
Проектирование организации окрасочных
работ следует связывать с разработкой прин-
ципиальной схемы всего технологического
процесса по заводу. При этом возможны сле-
дующие основные варианты организации про-
цессов, окраски.
Окр'аска сконцентрирована пол-
ностью в одном месте. По такой
схеме могут быть окрашены готовые изделия
после сборки в индивидуальном или мелко-
серийном производстве, а также детали и узлы,
поступающие'на сборку в окрашенном виде
при крупносерийном и массовом производ-
стве
Окраска" разбита на два этапа:
грунтовка и окраска. По этой схеме все
детали и узлы проходят предварительную
грунтовку в цехах-изготовителях и затем после
сборки окрашиваются.
Окраска разбита на несколько
этапов: грунтовка — предварительная окрас-
ка — окончательная окраска.. Например, грун-
товка в деталях, затем механическая их об-
работка и сборка узлов, потом предваритель-
ная окраска до сборки и испытания всего из-
делия и, наконец, окончательная окраска из-
делия в собранном виде.
В зависимости от выбранной схемы на за-
воде организуются: окрасочные участки, вы-
полняющие отдельные операции окраски, не-
разрывно связанные с процессом в данных
цехах, например, окраска готовых изделий
или узлов на сборочном конвейере, подготовка
к окраске в процессе сборки и т. п.; окрасоч-
ные отделения, концентрирующие в себе ок-
раску готовой продукции цеха и заканчиваю-
щие ею цикл изготовления деталей узлов
или готовых изделий в данном цехе; окрасоч-
ные цехи, выполняющие окраску готовой про-
дукции и заканчивающие весь технологиче-
ский процесс массового и крупносерийного
производства изделий. В условиях же серий-
ного или индивидуального производства на не-
большом заводе окрасочный цех часто объе-
диняет в себе как операции окраски готовой
продукции, так и окраску отдельных деталей
и узлов.
В качестве примера нз фиг. 1 приведена
принципиальная схема окраски товарных
вагонов на большом вагоностроительном за-
воде.
Признаки, по которым построена клас-
сификация окрасочных цехов, от-
делений и участков (табл 1):
1) размеры окрашиваемых изделий: круп-
ные изделия (паровозы, вагоны, станки и т. п.)
ориентировочным весом 5—100 т и выше —
I класс; средние изделия (автомобили, трак-
торы, сельхозмашины и т. п.) ориентировоч-
ным весом 0,1 - 10,0 т— II класс; мелкие
изделия (велосипеды, пишущие машинки и
т. п.) ориентировочным весом до 0,1 т —
III класс;
2) тип производства, который в зависи-
мости от размеров программы может быть
массовым, крупносерийным, серийным, мелко-
серийным и индивидуальным;
3) метод окраски и сушка окрашиваемых
изделий, преобладающий в цехе и являющийся
наиболее экономичным для изделий данного
габарита и заданной программы (окраска
кистью, распылением, обливанием или окуна-
нием, механизированная и автоматизированная
окраска, естественная или искусственная
сушка);
4) организация производства.
По признаку организации производства
окрасочные процессы могут быть разбиты на
следующие категории.
Массовое и крупносерийное производ-
ство с непрерывным движением изделий
(фиг. 2). Этот вид производства характерен
тем, что изделия или подвески с деталями
передвигаются непрерывно по одному напра-
влению, с постоянным заданным темпом вы-
пуска, при этом все операции в потоке произ-
водятся одновременно.
При такой организации оборудование рас-
считано на выполнение как отдельных опера-
ций, так и их комплексов.
В качестве оборудования применяются ис-
ключительно конструкции проходного типа с
подачей деталей с одной стороны и выдачей
с другой.
Длина рабочей части камер и рабочих мест
определяется скоростью конвейера, временем
операции и удобством работы. Расположение
рабочих мест может быть запроектировано как
по одной, так и по обеим сторонам кон-
вейера.
Массовое и крупносерийное производ-
ство с периодическим поступательным дви-
жением изделий (фиг. 3). Такой вид органи-
зации производства характерен тем, что пере-
движение изделий производится периодически
Классификация окрасочных пехов, отделений и участков
Таблица 1
Класс
Группа
Тип производства
Вид движения
объекта
Наиболее
экономич-
ный техно-
логический
процесс
Окра-
ска
Сушка
Тип технологиче-
ского оборудования
Тип трансп
оборудов
ортного
ания
Характерные
объекты окраски
Объекты-
представители:
а) ориентировоч-
ный вес в т
б) удельная по-
верхн. в м^/т
1
1
Массовое
и крупно
серийное
произвол
. твл
С перио-
дически
поступа-
тельным
движением
изделий
2
Серийное
производ-
ство
С возврат-
но-поступа-
тельным
(маятнико-
вым) дви-
жением из-
делий
3
Мелкосе-
рийное и
индивиду-
альное про-
изводство
С маятни-
ковым дви-
жением
изделий
Воздушное и бескомпрессорное
распыление краски
-
Искусст-
венная
Ручная
окраска
кистью
Искусст-
венная и
естествен.
Проходные камеры
Ручная
окраска
кистью
4
Мелкосе-
рийное и
индивиду-
альное про-
изводство
С непо-
движным
положе-
нием из-
делий
Беском-
прессорное
распыление
краски
Ручная
окраска
кистью
Естественная
Тупиковые
камеры
Рельсовый и безрельсовый
Транспор-
тёре перио-
дическим
поступа-
тельным
движением
Транспортёр с перио-
дическим возвратио-
поступательным
движением
-
—
-
Изделия крупные: металлургическо» обо-
рудование, паровозы, кузнечно-прессовое
оборудование, подъёмно-транспортное Обо-
рудование (краны), товарные и пассажирские
вагоны, крупные металлорежущие станки,
комбайны, двигатели и пр.
Паровозы
Свыше ioo
4-5
Товарные
вагоны
18—23
9.25—i3,5
Двигатели
Дизеля
.13,5— 57.5
i,75-i,o5
Станки
металлоре-
жущие
5-Зо,о
4,8 — 2,о
11
1
Массовое
и крупно-
серийное
производ-
ство
С непре-
рывным
движением
изделий
2
Массовое
и крупно
серийное
производ-
ство
С периоди-
ческим по-
ступатель-
ным дви-
жением из-
делий
3
Серийное-
производ-
ство
С возврат-
но-поступа-
тельным
(маятнико-
вым) дви-
жением
изделий
Воздушное распыление краски
Автоматизированная окраска
(окунание, обливание), окраска
в автоматах или специальных
агрегатах
Искусственная
Проходные камеры
Конвейеры
и транс-
портёры с
непрерыв-
ным дви-
жением
изделий
Конвейеры,
транспор-
тёры, рель-
совый и
безрельсо-
вый с пери-
одическим
постулат,
движением
Конвейеры,
транспор-
тёры, рель-
совый и
безрельсо-
вый с пери-
одическим
возвратно-
поступат.
движением
4
Мелкосе-
рийное и
индивиду-
альное про-
изводство
С маятни-
ковым дви-
жением из-
делий
Ручная
окраска
кистью,
обливание,
окунание
и т. п.
Искусств,
и естеств.
Тупиковые
камеры
Рельсовый
и безрель-
совый пе-
риодиче-
ского дей-
ствия
Изделия средние: тракторы, автомобили,
лёгкие станки, двигатели лёгкого, типа, ма-
шины пищевой промышленности, автобусы и
компрессоры лёгкого типа, сельхозмашины,
вентиляторы и пр.
Грузовые
машины
1,65-3,1
29,7 —3°>6
Станки ме-
таллоре-
жущие
о.З—4.5
9.2 — 5,4
Тракторы
а —6,7
II — 2О,4
Ветродви-
гатели
o,i2 -—4,7
14,5—27,2
III
1
Массовое
производство
С непрерыв-
ным движе-
нием изделий
или деталей (на
многоместных
приспособле-
ниях)
2
Массовое и
крупносерий-
ное производ-
ство
С периодиче-
ским поступа-
тельным дви-
жением изде-
лий или дета-
лей (на много-
местных при-
способлениях)
Воздушное распыление краски
Автоматизированная и меха-
низированная окраска (обли-
ванием, окунанием), окраска в
автоматах", барабанах, коло-
колах
3
Серийное
производство
С возвратно-
поступатель-
ным движе-
нием изделий
или деталей
(на многомест-
ных приспособ-
лениях)
Окраска
в барабанах,
колоколах
Искусственная
Проходные камеры
Конвейеры .и
транспортёры
непрерывного
действия
Конвейеры,
транспортёры,
рельсовый и
безрельсовый
с периодиче-
ским поступа-
тельным дви-
жением изде-
лий
Тупиковые
камеры
Конвейеры,
транспортёры,
рельсовый и
безрельсовый
с периодиче-
ским возвратно-
поступатель-
ным движе-
нием изделий
4
Поточпо-серий-
ное производ-
ство
С периодиче-
ской подачей
изделий или
деталей (на
приспособле-
ниях и тележ-
ках)
Возможны все
методы окра-
ски: кисть,
окунание, об-
ливание, воз-
душное распы-
ление краски
Искусственная
Тупиковые и
проходные
камеры
Тележки рель
сового и без-
рельсового
типа, наполь-
ный и подвес-
ной транспорт
с ручным пере-
движением
изделия
Изделия мелкие: мелкий инструмент, электродвигатели,
мелкие подъёмно-транспортные средства(тельферы. подъём-
ники и пр.). изделия точной ¦ механики, счётные, пишущие
и швейные машины, велосипеды, мелкая электроаппарату-
ра и пр.
Велосипеды
о,оо8 — о,о17
75 — бо
Мелкий сле-
сарный инстру-
мент
o.oooi — о,оооб
81-65
Мелкая элек-
троаппаратура
о,ооб—о,о8
79,5 —=о,4
Пишущие
машинки
О,О25
85,5
ГЛ. VI i]
КЛАССИФИКАЦИЯ ОКРАСОЧНЫХ ЦЕХОВ
265
Пружинно-
рессорный
цех
Пружины
и пр.
Вагоносбо-
рочный цех
Разные мел-
кие детали
Предварительная окраска деталей
Деревообде-
лочный цех
Обшивка и
деревянные
детали
Кузнечный
цех
Поковки
1редваригельяая окраска узлов
Литейные
цехи
Отливки
Полускатно-
тележечный
цех
Отдельные
детали
Рессорный
цех
Рессоры
собранные
Вагоносбо-
рочный цех
Сварные узлы
Сборочный
участок после
термической
обработки
Фрикционный
аппарат и авто-
сцепка
Окраска в процессе сборки
Тележечный
цех
Тележка
Центральный
склад мате-'
риалов
Склад
материалов
Краскозаго-
товительное
отделение
Сборочный
цех
Места сопря-
жений деталей
и пр.
Окраска готовой продукция
Окрасочный
цех
Вагон в со-
бранном виде
Мастерская
для ремонта
окрасочного
инструмента
Центральная
лаборатория
завода
Цеховая
лаборатория
Фиг. 1. Схема организации окрасочного хозяйства завода товарных вагонов в условиях крупносерийного
производства.
и одновременно по всей длине производствен-
ного потока.
f
~Q
©
- ©Y
©
3
,o' 1 "T-TTrnnn4i!i|l'{P!'!'i' ¦¦' >'l
изделий на рабочей позиции и прекращаются
во время их передвижения.
Фиг. 2. Поток с непрерывной подачей деталей: 1 — по-
зиция подготовки; 2 — распылительная двухсторонняя
камера; J — сушильная камера.
Фиг. 3. Поток с периодической подачей изделий: 1— ка-
мера для подготовки; 2 — распылительная камера с тор-
цевым гидрофильтром; 3 — сушильная камера.
В результате периодического передвижения
операции совершаются только во время стоянки
Данный вид организации особенно приго-
ден для окраски изделий больших габаритных
266
ПРОЕКТИРОВАНИЕ ОКРАСОЧНЫХ ЦЕХОВ
[разд. v
размеров (вагоны, станки и т. д.), перемещаю-
щихся на собственном ходу или на тележках.
По этому же принципу может произво-
диться массовая окраска мелких деталей,
окрашиваемых как поштучно, так щ крупной
серией (окраска в барабанах, колоколах
и т. п.). Все операции потока производятся
одновременно в течение заданного темпа.
Детали на тележках или в контейнерах по-
даются к специализированным позициям, рабо-
чий производит необходимые операции, и де-
тали передаются на следующую позицию.
Серийное производство с возвратно-по-
ступательным (маятниковым) движением
изделий (фиг. 4). Этот вид организации харак-
терен тем, что в течение темпа, позволяющего
осуществить несколько циклов производствен-
ных операций, изделие периодически совер-
шает возвратно-поступательное движение с по-
зиции на позицию.
В отличие от массового потока, где опера-
ции или их циклы производятся одновременно
на разных позициях, при маятниковом движе-
нии они производятся разновременно и после-
Фиг. 4. Поток с маятниковым движением изде-
лия в проходных камерах:/ — позиция грун-
товки и шпатлёвки; 2 — сушильная камера;
Л—позиция окраски; 4 —рельсовый путь.
довательно на одной или нескольких позициях
при помощи одной и той же бригады рабочих.
Примером такой организации потока мо-
жет служить схема, изображённая на фиг. 4.
Производственный процесс протекает так,
что в работе находятся всё время два изделия.
После грунтовки на позиции 1 изделие А по-
ступает на позицию 2 для сушки. Бригада ра-
бочих во время сушки изделия А переходит
на позицию 3 и производит окраску изделия Б.
После окончания цикла сушки изделие А воз-
вращается на позицию 1 для следующей опе-
рации — шпатлёвки, изделие Б тогда поступает
в камеру для сушки, а рабочие снова перехо-
дят на позицию 1. После окончания цикла ра-
бот изделие Б с третьей позиции подаётся
дальше, его место
занимает изделие
А, а на место по-
следнего поступает
новое.
Подобная орга-
низация приме-
няется в условиях
серийного произ-
водства для сред-
них и крупных из-
делий (товарные
вагоны, паровозы,
крупные станки и
пр.), когда темп выпуска продолжителен.
Поточно-серийное производство мелких
изделий с периодической подачей деталей
(смешанный поток). Этот вид организации
(фиг. 5) отличается тем, что партия деталей
имеет фиксированное направление движения
и осуществляет его по прямоточному или
маятниковому принципу.
Фиг. 5. Поток с маятниковым
и поступательным движением
изделия на тележках: / — пози-
ция подготовки; 2 — распыли-
тельная камера; 3— сушильные
камеры; 4— места для тележек.
Фиг. 6. Поток с маятниковым
движением изделия и тупико-
выми камерами: / — позиция
подготовки; 2—позиция ок-
раск.и; 3—позиция сушки.
Одновременной обработке на раьных пози-
циях могут быть подвергнуты партии самых
разнообразных изделий, различных по трудоём-
кости. В зависимости от размеров производ-
ства рабочие позиции могут быть строго
специализированы или могут выполнять ком-
плексы самых разнообразных операций. Так,
операции грунтовки и окраски могут быть
объединены в одной и той же распылительной
камере.
Мелкосерийное и индивидуальное произ-
водство с маятниковым движением изделий.
В отличие от серийного производства с маят-
никовым движением изделия в проходных
камерах этот вид
производства осу-
ществляется в ка-
мерах тупикового
THia. Характерным
признаком этого
вида производства
является отсут-
ствие синхронно-
сти выполнения
операций на разных позициях. Наиболее рас-
пространена схема, изображённая на фиг. 6.
Приведённые схемы организации поточного
производства характерны для установившегося
производства с постоянным темпом выпуска
и закономерным движением .изделий [24].
Стационарное производство отличается
тем, что изделие находится всё время на
одной и той же позиции, а технологический
процесс выполняется последовательно одной
или несколькими бригадами рабочих, переме-
щающимися вдоль поверхности окрашиваемого
изделия.
Эта система применима преимущественно
при мелкосерийном или индивидуальном про-
изводстве крупных изделий (суда, дизели, круп-
ные стальные конструкции и т, п.).
Тип производства в сочетании с организа-
цией производственного потока служит осно-
ванием для разделения цехов, отделений и
участков внутри одного класса на группы.
Для каждого класса и группы в классифика-
ции приводятся характеристики типов обору-
дования и подъёмно транспортных устройств.
Классификация окрасочных цехов в равной
мере относится как к окрасочным цехам, так
и окрасочным отделениям и участкам.
Пользуясь данной классификацией по двум
исходным признакам—размеру программы (типу
производства) и размерам изделий, -- можно
определить наиболее рациональную организа-
цию производства и наиболее экономичный тех-
нологический процесс, пригодный для заданных
условий, а также соответствующие типы
технологического и транспортного оборудова-
ния.
ЗАДАНИЕ НА ПРОЕКТИРОВАНИЕ
В состав задания на проектирование вклю-
чаются следующие основные исходные мате-
риалы.
Технические условия на окраску
изделий, учитывающие: а) факторы корро-
зии, которым подвергаются изделия (например,
атмосферное влияние, изменения температуры,
действие химических реагентов и пр.]; б) ха-
рактер требуемого покрытия (антикоррозий-
ГЛ. VIl]
ТЕХНОЛОГИЧЕСКИЙ ПРОЦКСС
267
ный, декоративный) и условия эксплоатации
изделий; В) желательный цвет окраски; г) от-
делка поверхности (степень глянца, наличие
надписей и т. п.*; д) особые условия окраски
(окраска внутренних поверхностей литья, под-
краска мест сопряжений, имитационная окрас-
ка изделия и отдельных деталей и пр.);
ё) температурные режимы в процессе эксплоата-
ции изделия; ж) допустимый температурный
режим в случае применения искусственной
сушки изделия (температура и допустимая про-
должительность выдержки при максимальной
температуре); 3) желательный тип лакокрасоч-
ных материалов (если имеются эксплоатацион-
ные или исследовательские данные о целесо-
образности применения определённых материа-
лов ; и) минимальный срок службы покрытия.
Программа цеха, составленная на ос-
нове спецификации окрашиваемых деталей,
с указанием специфики их окраски (окраска
снаружи или внутри, перечень мест, подлежа-
щих защите от окраски и пр.).
Программа цеха составляется по табл. А.
Для укрупнённых подсчётов программа
может содержать в себе лишь наименование
изделия и годовой выпуск, выраженный в од-
ном из его измерителей (шт., т, м2).
Режим работы (если он не должен быть
установлен в процессе проектирования в связи
с расчётом загрузки оборудования); фонды
времени оборудования и рабочих.
Энергетические характеристик
к и производства, включающие характери-
стики сетей сжатого воздуха, теплоносителей,
электрического тока для моторов, для осве-
щения помещений и т. д.
Режим работы цеха, т. е. число рабо-
чих дней в году, число смен и их длитель-
ность, которые задаются обычно в соответст-
вии с принятыми по заводу.
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
Разработка технологического процесса на-
чинается с принципиального выбора типа лако-
красочного материала, соответствующего по
своим качествам предъявленным техническим
условиям на окраску, и связанных с ним грун-
товочных и шпатлёвочных материалов.
Для сопоставления свойств наиболее упо-
требительных лакокрасочных материалов при-
водится табл. 2. Уточнённый выбор материа-
лов производится в соответствии с указа-
Га блица А
№ де-
тали
по
объек-
ту
OOOI
Наимено-
вание
детали
Боковина
правая
Характеристика детали
Мате-
риал
Сталь
Вес 1
детали
в кг
14 "
Габаритные
размеры
в мм
2412X376X1000
Поверх-
ность
окра-
ски
в м3
2,4
Количество
дета-
лей на
1 ком-
плект
i
дета-
лей на
годо-
вую
про-
грамму
10 000
запас-
ных
частей
1000
Итого
Годовая программа
в шт.
ITOOO
dIOOO
в т
IS4
1-<4
В М?
поверх-
ности
26400
66400
Таблица 2
1
Показатель
Метод нанесения
Сушка:
естественная
искусственная
Адгезия с металлом
Атмосферостойкость
Масло- и бензостойкость
Термостойкость
Стойкость к щелочным
эмульсиям
Водостойкость
Кислотоупорность
Области применения
Наименование лакокрасочных материалов
Масляные
краски
Любой
До 24 час.
До 6 час.
100е С
Хорошая
Хорошая
При долгом
Хорошая
Плохая
Плохая
Плохая
Разнообразные
отрасли про-
мышленности .
Фиксоли
Любой (пре-
имущественно
кистью)
До 48 час.
До 3 час.
100°С
Хорошая
Хорошая
Синтетические
эмали (глиф-
тали и пр.)
Любой
—
До 50 мин.
100—110"С
Хорошая
Хорошая
воздействии размягчаются
Хорошая
Плохая
Хорошая
Плохая
Вагонострое-
ние, паровозо-
строение, авто-
строение и пр.
Хорошая
Плохая
Хорошая
Средняя****
Авто-мото-вело-
строение, сель-
хозмашино-
строение, при-
боростроение
и пр.
Нитроэмали
Распыление*
До 2 час.**
До 30 мин.**
60е С
Плохая***
Хорошая, хуже,
чем у синтетиче-
ских эмалей
Хорошая
Плохая
Хорошая
Плохая
Плохая
Автостроение, стан-
костроение, авиа-
промышленность
и пр.
Асфальтовые
лаки
Любой
24 — 96 час.
50 — 60 мин.
100-200°С
Хорошая
Хорошая
То же, что и у
масляных красок
Хорошая для жир-
ных лаков
Хорошая
Хорошая
Хорошая
Различные отрас-
ли промышлен-
ности
* Специальные типы нитролаков и эмалей наносятся кистью.
** Полное высыхание.
*** Наносится по специальному грунту. Отдельные типы (например, М-624} могут наноситься прямо на металл.
>** В зависимости от вида и концентрации кислот.
268
ПРОЕКТИРОВАНИЕ ОКРАСОЧНЫХ ЦЕХОВ
[РАЗД. V
Таблица 3
Характеристика операции
Назначение операции
и её особенности
Область применения
1. Очистка вручную пневматическими
молотками и колотушками
2. Очистка песком или дробью в песко-
струйных камерах и машинах
3. Шлифование вручную или пневмо- и
электроинструментом, абразивами (.наждач-
ные круги, шкурка, пемза и т. п.)
4. Очистка в барабанах (галтовка) с аб-
разивами
А. Очистка от окалины и ржавчины
а) Механическое методы
слоев
Удаление толстых
окалины и ржавчины
То же. Создаёт поверхность
для' хорошей адгезии краски
Удаление небольших налё-
тов ржавчины. Очистка литья
наждачными кругами
Удаление окалины, ржав-
чины и других загрязнений
I. Травление в растворах серной и соля-
ной кислот* с последующей нейтрализацией
и промывкой
б) Химические методы
Удаление окалины и
ших налётов ржавчины
боль-
Б. Удаление старой краски
а) Механические методы
1. Соскабливание скребками, стамеска-
ми вручную или пневмо- и электроинстру-
ментом, шлифование наждачными кругами
2. Очистка песком или дробью в песко-
струйных аппаратах
Удаление старой краски за
счёт механического её разру-
шения
То же
1. Промывание растворителями (уайт-
спирит, скипидар, ацетон и пр.) или нанесе-
ние специальных составов (смывок)
2. Промывание в концентрированных
горячих растворах щёлочи или нанесение
щелочных обмазок
б) Химические методы
Удаление старой краски за
счёт растворения плёнки
Удаление старой краски за
счёт разрушения плёнки
1. Выжигание паяльной лампой или
специальной горелкой
2. Нагрев специальными кислородно-
ацетиленовыми горелками
в) Термические методы
Удаление старой краски за
счёт разрушения плёнки
Удаление окалины и ржав-
чины при нагреве металла
г) Ускоренное фосфатирование
1. Обработка в горячих растворах фос-
форнокислых солей железа
2. Обработка составами,
фосфорную кислоту
содержащими
Создание фосфатного слоя,
повышающего адгезию и
антикоррозийную стойкость
плёнки
Удаление лёгких налётов
ржавчины и окислов
В. Очистка от масел и грязи
а) Химические методы
1. Промывание в обезжиривающих рас-
творителях (уайтспирит, бензин, дихлорэтан
и пр.) в автоматах или баках
2. То же вручную (уайтспирит, бензин
и т. п.)
3. Промывание горячими щелочными и
мыльными растворами в баках и моечных
машинах
Удаление загрязнений за
счёт растворения масел
То же
То же за счёт эмульгиро-
вания жиров и масел
б) Термические методы
1. Обжигание в печи
350 — 650° С
с температурой
Удаление з»грязнений за
счёт сгорания масел вместе
с растворителями
Крупные стальные конст-
рукции (мосты, краны и пр.)
Изделия, не требующие со-
хранения точных размеров
(отливки, поковки, облицо-
вочные детали)
Изделия несложной кон-
фигурации. Главным образом
облицовочные детали из ли-
стового железа
Мелкие металлические из-
делия
Стальные изделия
Для всех изделий
Металлические изделия раз-
ных' размеров
Для всех изделий
Различные металлические
изделия
Различные металлические
изделия
Крупные стальные конст-
рукции (мосты, краны и т. п.)
Ичделия, работающие в
жёстких условиях эксплоата-
ции (автомобили, велосипеды
и т. п.)
Изделия из листового ме-
талла (кузовы автомобилей и
облицовочные детали)
Металлические изделия раз-
личных размеров
То же
То же мелких и средних
размеров
Облицовочные изделия из
листовой стали
* Не рекомендуется, но допускается при невозможности применить другие методы очистки.
ГЛ. VII]
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
269
ниями главы „Неметаллические материалы"
(т. IV, разд. II).
После выбора основного лакокрасочного
материала в зависимости от состояния поверх-
ности перед окраской и требований к её каче-
ству устанавливаются методы механической и
химической подготовки поверхности и необхо-
димое число слоев покрытий (шпатлёвка, ок-
раска, лакировка и пр.).
Выбор методов подготовки производится
по табл. 3.
При выборе методов нанесения окрасоч-
ных смесей можно пользоваться следующими
положениями.
Окраска кистью пригодна для окрас-
ки самых разнообразных изделий. Несмотря
на свою универсальность и хорошее качество
покрытия, применяется преимущественно в не-
больших производствах.
Окраска окунанием применяется
для изделий обтекаемой формы, не имеющих
.карманов" и „пазух", где может задержаться
краска при извлечении деталей из окрасочной
ванны. Ввиду своей простоты и большой
производительности данный метод широки при-
меняется и позволяет полностью автоматизи-
ровать операцию.
Применение этого метода ограничивается
габаритными размерами изделий, ввиду неэко-
йомичности больших ванн, в связи с испаре-
нием значительного количества летучих рас-
творителей с поверхности -и необходимостью
иметь специальные подземные лакохранилища
и устройства для перекачки смесей в ванны.
Обливание применяется для окраски
больших поверхностей (вместо окунания).
Обливание требует частой чистки обливающих
устройств и камер; как и окунание, может
быть полностью автоматизировано.
Воздушно е. .распыление (пульвери-
зация) пригодно для декоративной и защитной
окраски изделий различной конфигурации и
размеров. Даёт ровное, легкообрабатываемое
покрытие. Связано с потерей краски на распыле-
ние и необходимостью устройства распылитель-
ных камер с очисткой отсасываемого воздуха.
Бескомпрессорное распыление
по системе ЦНИИТМАШ [6, 21] является
высокопроизводительным методом для защит-
ной окраски крупных изделий, не требующих
высококачественной окраски (товарные ваго-
ны, платформы автомашин и пр.). Большая про-
изводительность C50 м?1час и выше) и отсут-
ствие туманообразования позволяют обходить-
ся без дорогостоящих распылительных камер
с очисткой воздуха.
Окраска в барабанах, колоко-
лах, автоматах и пр. обладает большой
производительностью и применима для окраски
разнообразных мелких деталей в условиях
массового производства.
Окраска накаткой заключается в
том, что краска рисунком наносится на ци-
линдрические валики, при помощи которых
затем переносится на окрашиваемый предмет.
По этому методу, например, производится
окраска деталей из листового железа для ими-
тации вида ценных пород дерева.
Выбор метода сушки окрашенных изде-
лий зависит от характера принятых лакокра-
сочных материалов, размеров производства,
наличия пара или другого теплоносителя. Ре-
жим сушки (температура и её продолжитель-
ность) устанавливаются согласно техническим
условиям на лакокрасочные материалы и в за-
висимости от материала изделия. По сравне-
нию с естественной искусственная сушка даёт
значительную экономию во времени высыха-
ния, сокращает потребность в производствен-
ных площадях. Применяются следующие ме-
тоды искусственной сушки.
Сушка подогретым воздухом в
закрытых камерах (с паровым, газовым или элек-
трическим подогревом воздуха) при темпера-
турах 55—-22<f С. Применима для изделий лю-
бой формы и размеров. Время высыхания наи-
более употребительных лакокрасочных мате-
риалов при разных температурах принимается
по табл. 4 [23, 26].
Сушка лучистойэнергией (рефлек-
торная) основана на интенсивном и быстром
нагреве окрашенной поверхности металла за
счёт теплового (инфракрасного) излучения
источника света, направленного на поверхность
при помощи рефлектора. Этот метод получил
широкое распространение в промышленности
США, главным образом для сушки окрашен-
ных синтетическими эмалями металлических
изделий (автомобили, детали из листового ме-
талла, снаряды, танки и пр.).
Таблица 4
Наименование материала
Время полного высыхания в часах при f С
18-20
50 — 60
75 — 85
100—110 20Э —210
Грунтовка на свинцовом сурике, железном сурике и
цинковых белилах . . •
То же масляно-лаковая типа М-160
. глифталевая типа М-133
Подмазка лаковая типа AM
Шпатлёвка глифталевая типа М-185
Нитроэмали разные
Лак масляный > 1 F. Ws 22) ,
Кя 2 (б. .?"s 17)
№ 3 (б. № 32)
.\« 4 (б. № 41) и 4а
№ 5 (б. № 48 и 480), 6 и 6а (б. № 25,
2Б0 и 523), лак глифталевый № Зф, 6ф
Лак чёрный № 7 (б. № 42, 420, 42к)
я 4-1 (б. М-101) и 4-2 (б. М-102)
„ асфальтовый М-177 ...
Эмали глифталевые типа СТЗ
То же типа ЗИС, 4БГ
„ Для-с.-х. машин ,
Фиксоли разных цветов
Краски масляные разных цветов . .
14—16
48
48
2О—24
о,5—2
48
I2O
Ф
2О
•72
16
24-48
16—24
1,5
5-С7
7-9
4—5
7-8
4,5-5
—
-
_
0,84—1
1.5-3
2,5
0,6—О|7
O.75 —1
2
4
3-4
3-5
2
o,33
0,84—1,0
4-
2,5-3
0,84
27Q
ПРОЕКТИРОВАНИЕ ОКРАСОЧНЫХ ЦЕХОВ
[разд. у
Преимущества метода: а) сокращение срока
высыхания красок в 3—5 раз по сравнению с
сушкой подогретым Еоздухом, сокращение раз-
меров оборудования и площади, как следствие
этого, б) отсутствие времени на разогрев, в) прот
стота конструкции и лёгкость обслуживания.
Недостатки метода: а) большой расход
электроэнергии в крупных установках, мощ-
ность которых доходит до 700 кет и более;
б) неприменим для сушки последнего слоя
при декоративной окраске цветными эма-
лями в связи с изменением цвета и поматове-
нием их за счёт высоких температур, достигае-
мых на поверхности изделий A20—150° С и вы-
ше)*. Время высыхания (по работам ГАЗ 1940 г.
на экспериментальной установке): грунт
№ 138—10 мин. при 140°С, эмаль глифталевая
серо-голубая— 15 мин. при 160° С.
По процессу окраски кузова автомобиля на
зазоде Форд в 1940 г. сушка грунта произво-
дилась 16,8 мин., глифталевой эмали—16,8 —
19 мин. Последний слой той же эмали в пгро-
еой сушильной камере высыхает в течение
6J мин. при 120—130° С.
В качестве источника света применяются
преимущественно лампы с вольфрамовоинитью,
дающие при неполном накале (~ 2500 °К) боль-
шое количество инфракрасныхлучей.Мошность
ламп, по американским данным, выбирается
в пределах 250—1000 в т.
Распределение расхода энергии в лампах
приведено в табл. 5 [19].
В СХСР для рефлекторной сушки разра-
ботаны специальные лампы типа СК-2 в 250 и
300 ет, 110- 127 в, с посеребрённой вну-
тренней поверхностью колбы, не уступающие
по своим качествам установкам с золочёными
рефлекторами.
Для повышения равномерности облучения
лампы могут быть матированы.
Сушка электрическим током вы-
сокой частоты (индукционная). Примени-
* По последним данным сушка инфракрасными лу-
чами находит применение в США также для сушки по-
следнего слоя цветных эмалей путём применения су-
шильных камер с принудительной циркуляцией воздуха.
Таблица 5
Тип лампы
Пустотная
Газополная с одинарной
спиралью
То же с двойной
'Тепло-
зые по-
тери
через
держа-
тели
7%
22%
14°/о
Инфра-
крас-
ные
лучи
74п/о
Свето-
вое из-
луче-
ние
7%
ю°/о
ма только для однородных изделий из стали
при защитной окраске. Сушка эффективна при
температурах порядка 250—280" С. По данным
работ ГАЗ, высыхание асфальтовой эмали 4-1
и лака 4-2' заканчивается при этих темпера-
турах в течение 5 — 10 мин.
Метод связан с установкой высокочастот-
ных агрегатов большой мощности, поэтому це-
лесообразен при массовом произзодстве одно-
родных изделий (диски колёс автомобилей и пр.).
Скорости высыхания некоторых материа-
лов приведены и табл. 6 [22].
Таблица 6
Наименование
материала
Лак № 42
„ 4-1 (б. 101),
. 4-2 (б. 102) .
„ Ш-2
Эмаль 1510 . . . .
То же 2086ф . . .
Сурик железный .
„ свинцовый
При температуре
сушки согласно тех-
ническим условиям
в тер-
мостате
в ин-
дукци-
онной
сушилке
час.
IOO
IOO
18
18
2
O,83
6
i,5
2,5
24
24
120
200
160
IOO
IOO
IOO
IOO
1.5
0-ЗЗ
5
В инлук-
циошюй
сушилке
о
с. а
60
Разработка технологического процесса (опре-
деление последовательности операций, выбор
оборудования, норм времени и пр.) оформляет-
ся в виде операционной ведомости (табл. Б).
Операционная ведомость окраски деталей
Таблица Б
№ чер-
тежа
или
детали
Изде-
лие
01-А
00014У
000146
Наиме-
нова-
ние
детали
Боко-
вина
правая
То же
левая
«
м
S
н
и
ч
Вес ,
/0,0
/0,0
о
X И
5" я
и ^
0 ^
eg.
7.2
Количест-
во деталей
о
S
I
I
о ^*
на п
грам
70 000
10 000
Наименование
операции
1. Протереть ве-
тошью с уайтспи-
рито и
2. Смазать со-
ставом ЛГ9 I шли-
фованные Ареста
3. Загрунтовать
распылением грун-
товкой на желез-
ном сурике
4. Сушка есте-
ственная 24 часа
при 18—20°С
Наименование
рабочего
места и обо-
рудования
Позиция i
п z
Распылитель-
ная камера
10
Складское
место
Итого . . .
Норми-
руемая
едини-
ца
а
компл.
м-
—
s щ
5 s
S
и
a s
Ч Я
34
I
и
ин.
я s
D >!
О. Я
si
0
К х
20,0
1,0
—
Разр
рабо
2
4
—
Количест-
во чел.-ча-
сов
i
т
«Я В
I Ч
".^
__
на п
грам
4ооо
ЗЗОо
4ооо
z,i?\ii зоо
о
и Н
у О
? ~
При!
рабо
1
i
i
3 '
ГЛ. VII]
ТЕХНОЛОГИЧЕСКОЕ И ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ
271
В отдельных случаях, для особо сложных
технологических процессов и новых видов про-
изводств, технологический процесс разрабаты-
вается более подробно в виде технологических
карт на каждую деталь или изделие в отдель-
ности.
Контроль. Проектирование контрольных
операций сводится к установлению этапов
технологического процесса, на которых они
должны производиться, т. е. определению кон-
трольных пунктов и подсчёту рабочей силы,
необходимой для их обслуживания.
Контрольные пункты устанавливаются обыч-
но на следующих этапах: механическая и хи-
мическая подготовка к окраске, окраска (грун-
товка, шпатлёвка, окраска) и отделка (живо-
писные работы, лакировка и пр.).
Межоперационный контроль производится
цеховыми контролёрами, а при небольшом объё
ме производства — бригадирами и мастером
цеха.
Контроль готовой продукции осуществляет
ОТК завода.
Потребное количество контролёров опреде-
ляется по числу принятых контрольных пунктов.
Предварительное испытание поступающих
на завод материалов производится силами цен-
тральной лаборатории завода, а испытание
окрасочных смесей — экспресс-лабораторией.
ТЕХНОЛОГИЧЕСКОЕ И ТРАНСПОРТНОЕ
ОБОРУДОВАНИЕ
Технологическое оборудование
Механическая подготовка поверхности
Для удаления механическим путём окалины
ржавчины, старой краски и тому подобных
загрязнений употребляется различное обору-
дование и инструмент. Наиболее часто при-
меняются для этой цели: пескоструйные
аппараты, очищающие поверхность струёй
песка, подаваемого сжатым воздухом под да-
влением 2—3 ити (для мелких деталей при
меняются рукавные камеры, а для более круп-
ных деталей — камеры с поворотными столами
и другими приспособлениями для транспорта
¦ деталей); пескоструйные барабаны,
служащие для очистки мелких деталей (бара-
бан вращается с небольшой скоростью —¦
1— 2 об/мин, а пересыпающиеся внутри него
детали поочерёдно попадают под сильную
струю песка .
Инструмент для механической очистки:
пневматические молотки и колотушки, а также
шлифовально-полировальные аппараты со смен-
ным инструментом, позволяющие осуществлять
различные операции — шлифование, очистку
стальной щёткой, полирование и т. п. В табл. 7
приведены данные по некоторым электриче-
ским шлифовально-полировальным аппара-
там (США).
Для этой же цели применяются пневмати-
ческие шлифовальные и сверлильные машины
завода „Пневматика" (табл. 8)
Химическая подготовка. Стационар-
ные ванны различных конструкций служат
для травления, обезжиривания и фосфатиро-
вания. Ванны изготовляются из дерева или
стали. Подогрев растворов в ваннах произво-
дится паровыми рубашками, змеевиками или
Таблица 7
Наименование
Специальная
шлифовальная ма-
шина
Стандартная по-
лировальная ма-
шина
Комбинирован-
ная шлифоваль-
но-пол провальная
машина
Полировальная
машина с авто-
матической по-
дг.чей полироноч-
нои жидкости
через шпиндель
Число
оборотов
в 1 мин.
к те
Ч ?
3 я,
ч 2
42OO
42OO
Ч м
?|
Эо.
I2OO
13°°
I2OO
-я
я
S
ч
«я
те S
3 2
VQ Ч
ош
177,
197,
—
X
>>
•©•
ч
3
м
И
I "^ '''
О1'.,
14' '4
9
к
ч
я *
s s
if
Q«
•7з
& 1
5/а
'7s
Напря-
жение
в в
IOO,
22O—2=.О|
НО, 32>!
22O—250
НО,
22O—25O
НО, 32,
22 Э —25O
Примечание. Диаметр эластичной шайбы для
всех машин — 7".
Таблица #
1рка
га
ШР-5
ШР-6
ШР-
12
СД-8
СДА-
8
Характе-
ристика
L
Рукоятка
пистолет-
ного типа
Прямая
рукоятка
Торцевая
рукоятка
II
Рукоятка
пистолет-
ного типа
Прямая
рукоятка
А а
я 5;
о и
•8-со
S ч
ч о.
Я Л)
а со
[ибольший ;
о круга или
Число обо-
ротов
в 1
О)
И
и холостом
Q.
с
мин.
S
0
X
А
я
бла
о о
XX
I&
Шлифовальные
3°
5°
125
I2 0OO
15000
5°оо
5°°°
бооо
45оо
а
лная длина
о
шланга в мм
<а
к
са
lyxa
вление возл
я
машины
2IO
4оо
47°
13 5.5-6
13
16
Сверлильные машинь
8
8
—
—
Не
ме-
нее
2ООО
Не
ме-
нее
2ООО
гро
23°
13
13
5.5-6
5,5-6
5,5-6
5,5-6
лный вес в
о
С
i,5
2,О
5.8
1,8
1,4
X
ч
Q
m *
0 s=
о а
ss
Bt Я
о о.
X
u S
(?с
о,6
1,6
о,55-
о,6
о,6
электронагревательными приборами (см. главу III
„Проектирование цехов металлопокрытий").
Моечные машины применяются раз-
личных типов и размеров. И.югда моечные
машины, помимо нескольких камер промывки,
имеют сушильную камеру или камеру с об-
дувкой подогретым воздухом, после чего де-
тали сразу могут подаваться на окраску (на-
пример, в ванну окунания).
В табл. 9 приводится характеристика моеч-
ных машин типа Hydroranticus с пластинчатым
транспортёром для мелких деталей.
272
ПРОЕКТИРОВАНИЕ ОКРАСОЧНЫХ ЦЕХОВ
[РАЗД. V
Таблица 9
Основные данные
Длина машины в мм
Ширина машины в мч
Высота машины в мм
Длина I промывочной камеры в мм .
„ II камеры в мм . .. •
„ III камеры в мм
Рабочее сечение в мм в свету ....
Длина площадки для загрузки и выгрузки
в мм
Высота от пола до транспортёра в мм .
Полезная ширина транспортёра в мм .
Скорости транспортёра в м\ман . . .
Потребное количество жидкости в I
камере в л
Потребное количество жидкости во II
камере в л
Потребное количество жидкости в III
камере в л
Мощность мотора для насоса I камеры
в кет ...
Мощность мотора для насоса II камеры
в кет
Мощность мотора для насоса III каме-
ры в кет.
Потребное количество тепла при нор-
мальной работе в тыс. ккал/час . . .
Вес машины в кг
Двухкамерная машина
Трёхкамерная машина
Модель
Модель
55оо
i6oo
2025
2000
1500
600X600
600
950
550
°>751 I, 1,25
35°
35°
3
1.5
1700
7100
1700
2175
3°°°
i8oo
75ОХ75О
•75O
95O
700
1; 1,5; 2,0
55O
500
3
1.5
140,0
1900
8000
1600
Э025
4000
2000
600X600
600
95O
55O
1; 2; з
боо
I45.O
2500
7
хбоо
2025
2000
1500
1500
боо л боо
боо
95о
55о
1.25
35O
1.5
85.0
20=10
8300
1700
2175
3000
1500
1500
75ОХ75О
75O
950
700
55O
400
400
3
1.5
1.5
125)°
6
ОООО
IOOO
2025
4000
1500
1500
600Х600
600
950
550
1; а; з
боо
4оо
б
3
3
135. о
Зооо
Специальные агрегаты, выпол-
няющие комплекс операций. В качестве при-
мера приведена на фиг. 7 схема агрегата для
бондеризации
10
Таблица 10
Фиг. 7. Схема агрегата для одноминутной бондериза-
ции: 1 — 4— моечные машины; -5—участок стока воды;
6—зона бондеризации опрыскиванием; 7—участок про-
мывки горячей водой; 8 — участок опрыскивания раство-
ром хромовой кислоты; 9 — сушильная камера; 10 — уча-
сток охлаждения.
Окраска. Аппаратура для окраски
распылением [3, 23] состоит из распылителя,
масло-водоотделителя и красконагнетательно-
го бачка.
Масло - водоотделитель очищает
сжатый воздух от влаги и паров масла
и регулирует подачу его в распылитель
и красконагнетательный бачок. Масло-водо-
отделитель обычно обслуживает два пуль-
веризатора и два красконагнетательных бачка
(табл. 10).
К р асконагнетательный бачок слу-
жит для подачи краски под постоянным да-
влением к одному распылителю.
Основные
показатели
Предельное ра-
бочее давле-
ние в ати . .
Испытывается
• на давление
в ати ....
Габаритные раз-
меры в мм . .
Вес в кг ....
Фильтрующий
материал . . .
Завод-изготови-
тель
Марка
МВО
5
6
03ЮХ665
19
Кокс
и войлок
НИИСМ
Эрла
5
033ОХЮ36
45
Кокс
и войлок
De Wilbiss
б
—.
05oiX6oo
7
Активиро-
ванный
уголь и
вата
De Wiibiss
США
Бачок снабжается лопастной мешалкой для
перемешивания краски. Мешалка приводится
в действие сжатым воздухом или вручную.
В нашей промышленности наиболее распро-
странены типы бачков, приведённые в табл. 11.
Распылитель („пистолет") служит для
распыления краски и равномерного нанесе-
ния её на окрашиваемую поверхность. К числу
наиболее распространённых в СССР принад-
лежат распылители, характеристика которых
приведена в табл. 12.
Установка системы ЦНИИТМАШ
для бескомпрессорного распыления на два сопла
применяется для защитной окраски больших
поверхностей — суда, товарные вагоны, плат-
формы автомашин и пр. Габаритные размеры
1200 X 600 X 660 мм. Мощность мотора -
0,8—1,2 кет. Давление на краску—35—40 ати.
ГЛ. VIl]
ТЕХНОЛОГИЧЕСКОЕ И ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ
273
Таблица И
Основные показатели
Марка
КН-12
КН-25
КН-50
Р-8
С ручной
мешалкой
Вместимость в л
Предельное рабочее давление в ати
Испытывается на давление в ата . .
Габаритные размеры в мм
Вес без краски в кг
Завод-изготовитель
25
1.5
4
6
5°
1.5
2,0
6
21
Завод б. Ор-
гаметалл
53
ю,5
Завод
„Спринклер"
i6
Завод Госот-
делстроя
Москва
Таблица 12
Основные показатели
Р-2, завод б.
Оргаметалл
КР-2* без ста-
канчика, завод
НИИСМ
КР-2 со ста-
канчиком, за-
вод НИИСМ
МВС, De
Wilbiss, США
ПР-1, завод
.Спринклер"
ГАЗ - МВС**
Горьковский
автозавод
Средняя производитель-
ность в м31час ......
Размеры сопел для краски
в мм
Рабочее давление воздуха
в ати
Средний расход свободного
воздуха в лгЧчас ....
Давление на краску в ати
Ёмкость стаканчика в л . .
Габаритные размеры без
стаканчика в мм
Вес без стаканчика в кг . .
4о —бо
1,5; 2; 2,5; з
2-3
8—ю
До о,5
До о,з6
0.7
бо
i.2; 2,5; з
3-5
12— 1б
До о,8
0.9
4о
1,9
3 — 4
IO— 12
Самотёк
280 X 1бо X So
i,o8
150
1,а
5-6
До i6
185 X 235X40
о,8з
бо
2ОО Х22ОХ
О.8
15°
1>2
4,5-6
12 — 2О
о*5 — 2
о,9
*Выпускаются с удлинённым соплом; КР-2У-110— длина сопла 110 мм, КР-2У-500 —длина сопла 500 мм.
**Допускает регулирование ширины факела от 40 — 50 до 400 — 450 мм.
Производительность окраски — 200—600 мР/час
на сопло. Расход краски—90—НО г/м2.
Распылительная камера устана-
вливается для улавливания и удаления от ра-
бочего места лакокрасочного тумана, обра-
зовавшегося при распылении краски и состоя-
щего из мелкораспылённых частиц краски
и паров её растворителя.
Распылительная камера состоит из следую-
щих частей:
1) рабочее пространство, в котором поме-
щается окрашиваемое изделие;
2) фильтры для очистки загрязнённого воз-
духа; применяются водяные и сухие (контакт-
ные) фильтры; водяные фильтры очищают
воздух с помощью двух последовательных
групп водяных форсунок и циркуляционной
водяной системы с насосом;
3) вентиляционный агрегат, состоящий из
пластинчатого зигзагообразного сепаратора
для отделения частиц влаги от воздуха при
водяной очистке, вентилятора с приводом от
электромотора и воздуховодов.
При водяной очистке отсасываемого воз-
духа засорение краской стенок камеры и воз-
духоводов, а следовательно, и опасность вос-
пламенения краски снижается до минимума.
В системах с сухой очисткой воздуха наблю-
далось самовоспламенение краски, скапливаю- •
щейся в больших количествах и тормозящей
воздушный потбк при плохой очистке коробок
фильтра.
В зависимости от габарита изделия, задан-
ной программы и организации производства
распылительные камеры применяются различ-
18 Том 14 113
ных типов—тупиковые, проходные односторон-
ние и двухсторонние, с. нижней и верхней
вытяжкой воздуха. Выбор типа распылитель-
ных камер для отдельных видов поточного
производства иллюстрируется табл. 13 [8].
Расчёт распылительной камеры
производится в следующем порядке. В зависи-
мости от габаритов изделий принимаются раз-
меры камеры и рабочих проёмов для окраски
и подачи деталей. Далее определяется коли-
чество отсасываемого воздуха по формуле
V = 3600• v-F м*/час,
где v — скорость воздуха в рабочих проёмах
камер в MJceK, принимаемая равной для ма-
лых камер в пределах 0,9—1,2 м/сгк, для боль-
ших камер—0,75—0,9 м\сек\ F—площадь ра-
бочих проёмов камеры в м*, а также и полный
напор вентиляционной системы Н, причём
подсчёт потерь напора производится обычным
порядком.
Для расчёта напора принимаются следую-
щие скорости воздуха: при прохождении через
гидрофильтр — 3,5—4,5 м/сек, перед решёткой
сепаратора ~2,5 м/сек и в воздуховодах—при
осевом вентиляторе ~ 7,5 — 8,5 м/сек, а при
центробежном—от 8 до 20 м/сек.
Коэфициенты местных сопротивлений С при-
нимаются следующие:
входа в гидрофильтр <,1 = 0,5;
поворота при входе в гидрофильтр, с учётом
удара воздуха о воду и заднюю стенку . . ^2 -¦ 3.5>
водяной завесы . ~ 6:
при внезапном расширении перед сепаратором r,t =-¦ 0,15;
274
ПРОЕКТИРОВАНИЕ ОКРАСОЧНЫХ ЦЕХОВ
[РАЗД. V
Таблица 13
№
Характеристика
камеры
Тип камеры
Продольно-го-
ризонтальный
поток воздуха
(наименьшее ко-
личество отсасы-
ваемого воздуха)
Тупико-
вая*
— э
Проходная
Характе-
ристика
изделия
Мелкие
Средние
Крупные
Вид поточного
производства
Смешанный и маят-
никовый с тупико-
выми камерами
М.аятниковый с тупи
ковыми камерами
То же
Средние
Крупные
Периодический и
маятниковый с про-
ходными камерами
То же
Поперечно-гори-
зонтальный поток
возхуха (большое
количество отса-
сываемого воз-
духа)
Односто-
ронняя
Двухсто-
ронняя
Мелкие
Средние
Крупные
Непрерывный, пе-
риодический и сме-
шанный
Непрерывный и пе-
риодический **
То же
Средние
Крупные
Непрерывный и
периодический
То же
III
Поперечно-вер-
тикальный поток
воздуха (наиболь-
шее количество
отсасываемого
воздуха)
С нижней
вытяжкой
воздуха
Средние
Крупные
Непрерывный, пе-
риодический и маят-
никовый с проход-
ными камерами
Непрерывный, пе-
риодический, маят-
никовый с проход-
ными и тупиковыми
камерами
С верхней
вытяжкой
воздуха
Средние
Крупные
Непрерывный, пе-
риодический и маят-
никовый с проход-
ными камерами
То же
* Толстые стрелки на эскизах показывают движение изделия, тонкие — направление потока воздуха.
** Применяется при возможности повёртывания изделия в процессе окраски.
коэфициент местного сопротивления Сб пла-
На основании подсчитанного полного на-
стинчатого сепаратора для угла наклона между пора подбираются вентилятор и мотор к нему,
пластинами в 90° и расстояния между ними Для укрупнённых подсчётов полный напор
25 мм может быть принят [27J: для скоростей воздуха при осевом вентиля-
для з рядов . . . . . с5 = 14. для 5 рядов . . . . ^ =¦ i6, торе можно принимать в пределах 20 — 25 мм
.4 С - 15, „ 6 , . . . . Cs - 17- ВОД. СТ.
гл. vii]
ТЕХНОЛОГИЧЕСКОЕ И ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ
275
Мощность мотора определяется по фор-
муле
V-H- В
N ~збоо. 102- vj
где V— количество отсасываемого воздуха
в мЦчас\ Н—полный напор в системе в мм
вод. ст.; В —коэфициент запаса мощности
Фиг. 8. ¦ Схема циркуляции воды в распылительной ка-
мере: 1 — всасывающая труба; 2 — сливная труба; 3 — на-
гнетательная труба; 4 — водяная завеса с форсунками;
5—шаровой клапан; б— водопроводная труба; 7—центро-
бежный насос.
вентилятора; i\p — к. п. д. подшипников и ре-
мённой передачи; у\—к. п. д. вентилятора—по
каталогу (см. главу XVI).
Далее подсчитывается количество цирку-
ляционной воды в воздушной завесе, равное
для малых камер
I " в пределах 100 —
12О°/о и для боль-
ших камер в пре-
делах 70—100»/в от
веса промываемого
воздуха.
На фиг. 8 изобра-
жена схема цирку-
ляции воды, при-
нимаемая обычно
для распылитель-
ных камер.
Выбирается тип
форсунки для рас-
пыления воды и
подсчитывается их
Фиг. 9. Форсунка Керьера. количество. Наи-
лучшие результа-
ты дают форсунки Керьера с диаметром сопла
4,5 и 5 мм (фиг. 9) и форсунки Кертинга с диа-
метром сопла 6 мм (фиг. 10).
Фиг. 10. Форсунка Кертинга.
Расход воды форсункой определяется по
формуле
q = jx. 39,6 &VJ л/час,
где р. — коэфициент расхода [8], равный для
форсунок Керьера 0,35, для форсунок Кер-
18*
тинга 0,43; d — диаметр сопла в мм; р — да-
вление перед форсункой в ати, обычно поряд-
ка 2— 4 ати.
Расчётное количество форсунок проверяет-
ся графическим путём с целью определения
их достаточности для создания непрерывной
водяной завесы, после чего определяется фак-
тический расход циркуляционной воды. Коли-
чество добавочной воды, компенсирующей по-
тери, принимается в размере 4 — 5% от веса:
циркуляционной воды. Насос и мотор подби-
раются по каталогам.
Для окраски мелких предметов распыли-
тельные камеры могут иметь съёмные или
стационарные поворотные столы и столы
с пневматическим подъёмом.
Характеристика некоторых распылительных
камер приводится в табл. 14 [25].
Воздушные завесы применяются вме-
сто распылительных камер для окраски круп-
ных изделий (например, вагоны). Благодаря
отсутствию ограждений на рабочих позициях
воздушные завесы позволяют производить
окраску в любом месте цеха.
Наиболее экономична система с верхней
подачей и с нижним отсосом воздуха, позво-
ляющая осуществить его очистку.
В качестве примера приводится характери-
стика воздушной завесы для окраски троллей-
бусов, применяемой вместо распылительной
камеры (фиг. 14) [17], со следующими параме-
трами: количество нагнетаемого воздуха —
16 700 м^/час, количество отсасываемого воз-
духа— 52300 .«з/чйс, расход воды —3 мэ/час,
вытяжные вентиляторы осевые № 10 — 2 шт.
производительностью каждый 27 000 м3/час
и установленной мощностью моторов 9 кет,
приточный вентилятор — центробежный низ-
кого давления № 6,5 производительностью
17 000 м^/чис и установленной мощностью мо-
. тора 6,8 кет, насосы центробежные марки 4,
гр. VII — 2 шт. с установленной мощностью
моторов 16,6 кет, установленная мощность
освещения —- 6,6 нет. Габаритные размеры
установки ~ 10,5 X 6,0 X 6,5 м.
Вытяжные камеры применяются для
отсоса паров растворителя, пыли и других
вредных выделений от рабочих позиций.
Камеры конструируются с нижним или верх-
ним отсосом и с соответствующей подачей
воздуха либо сверху через потолок, либо снизу
через специальные щели.
При наличии пылящих операций (сухое
шлифование и т. п.) камеры снабжаются пы-
левым вентилятором и фильтром для очистки
воздуха.
Размеры вытяжных камер для удаления
паров растворителя нитролаков в процессе
их высыхания определяются в зависимости от
интенсивности испарения растворителя из
плёнки.
Интенсивность поминутного испарения изо-
бражена на кривых (фиг. 15) для мебельных
нитролаков [8].
При расчёте вытяжной камеры рекомен-
дуется принимать расчётное время для испаре-
ния 70% растворителя. При расчёте конвейер-
ной камеры часовое количество воздуха сле-
дует определять по интенсивности испарения
в первые 10 мин. с расчётом на наихудшие
условия. Допускаемую концентрацию смеси
паров с воздухом в камере (по десятимиыут-
276
ПРОЕКТИРОВАНИЕ ОКРАСОЧНЫХ ЦЕХОВ
[РАЗД. V
Таблица 14
Характеристика
и размеры камеры
в м
Тупиковая с вращаю-
щимся столом 0 700мм,
1,63 * 1,7X^,02 (фиг. 11)
То же со столом 0
1W0 мм 2,0X1.72X2,85
Проходная односторон-
няя 7,07X5,5x3,76
(фиг. 12)
Проходная двухсторон-
няя, для двух рабочих
мест 5,0X3,0X3,1
То же типа De Wilbiss
8,74X4,7x3,85 (фиг. 13)
Рабочий
проём в мм
8ооХ8оо
I200XI20°
300ОХ2ООО
1400 X i8oo
3200X2000
Оборудование
камеры
Вентилятор „Сирокко"
н. д. № 3, насос
ЦН-38
То же „Сирокко"
н. д. № 3, насос
РП-38
Вентилятор „Сирокко"
н. д. № б'/а, насос
ЦН гр. X, 0 65
Вентилятор „Сирокко"
н. д. М» 67а — 2 шт.,
насос гр. VI, 0 75
Насос центробежный
гр. VIII ЦИМ—2 шт.
Вентилятор осевой —
2 шт.
Количество
отсасываемого
воздуха
в м3/час
275°
5°°°
2О ООО
зХ 14°°о
2X25000
Количество
добавочной
воды
в м3/час
о, 15
О,25
I.O
1,О
л
if
Устано-
вленная
мощность
в кет
2,2
4.7
14,8
1б,О
2б,О
Вес
в т
-,,
1,О
4.о
—
—
Фиг. 11. Тупиковая распылительная камера с вращающимся столом: / — каркас камеры; 2—ванна; 3 — сепаратор;
4— вентиляционный агрегат: вентилятор центробежный н. д. „Сирокко" и электромотор к нему; 5 — светильник;
б—отсасывающий воздуховод; 7—насосная установка; в—сборник для краски; 9 — поворотный стол.
нои зоне) рекомендуется принимать: 10 г/кг—
при естественной и 5 г/кг — при искусствен-
*ий сушке нитролаковых покрытий; вытяжные
отверстия для воздуха следует располагать
в пятиминутной зоне конвейерной камеры.
Пример. Ско-роеть конвейера —0,5 м/ман. Температура
испарения 15° С. Следовательно, время испарения по гра-
фику (фиг. 15, криная /) составит 35 мин. при лакировке
ра-пылением. Длина камеры равна 0,5X35, т. е. 17,5 м.
Центр вытяжного отверс ия располагается на рассто-
янии 0,5xs = 2,5 м от начала камеры. При поступлении
в камеру 4 кг растворителя в час, за 10 мин. сушки
(по графику) испаряется 4Э°/0 его, т. е. 0,49-4000 = 1960 г.
Часовое количество воздуха определится по допускаемой
концентрации 10 г/кг:
1960-60
H-10
= 1176 ~ 1200 м*!час.
При искусственном же подогреве до 35° С в камере —
время (кривая II) 10,5 мин. Длина камеры =0,5-10, < w
« 5,2 м. Вытяжное отверстие здесь приходится по сере-
дине. При том же количестве растворителя, концентра-
ции 5 г/кг и интенсивности за 10 мин. 69°/0 количество
воздуха уже будет
3300
о* Ш
ГЛ. VII]
ТЕХНОЛОГИЧЕСКОЕ И ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ
277
Сушка. Сушильные
камеры предназначаются
для различных сушильных
операций — сушки после
промывки, сушки окрашен-
ных, лакированных поверх-
ностей и т. п.
Камеры для сушки
подогретым возду-
х о м. Камеры этого типа
проектируются только с ре-
циркуляцией подогретого
воздуха и с равномерной раз-
дачей его внутри камеры.
Подогрев воздуха осущест-
вляется при помощи паровых
или электрических калори-
феров. Камеры состоят из су-
шильного пространства, ог-
раждённого теплоизолирую-
щими конструкциями, венти-
ляционной системы для ис-
кусственной циркуляции по-
догретого воздуха, включаю-
щей в себя и калориферы
для подогрева роздуха, ото-
пительных приборов (в слу-
чае надобности), располо-
женных внутри камеры для
естественной циркуляции по-
догретого воздуха в камере.
Техническая характери-
стика некоторых сушильных
камер и агрегатов приведена
в табл. 15 [25].
Расчёт сушильной
камеры с паровым
подогревом. Задание на
проектирование сушильной
камеры должно содержать
в себе следующие* данные:
а) тип камеры (проходная,
тупиковая, конвейерная) и
принятые габариты; б) ха-
рактеристику изделий (ма-
7070
Фиг. 12. Распылительная камера проходная для окраски в собранном виде
автомобилей ЗИС: 1—каркас камеры;2—электромотор вентилятора; 3—све-
тильники; 4—гидрофильтры; 5— насос с электромотором; б—отсасывающий
воздуховод.
Таблица 15
Характеристика
и размеры камер в м
А. Камеры периоди-
ческого действия
Односекционная
1,6X2,1X3,1
То же двухсекцион-
ная 3,14X2,1X3,8
То же для крупных
изделий (автобус типа
ЗИС-16) 10,35 X 6,1 х
Х5,0
Б. Конвейерные
камеры
Для штампованных
деталей одноходовая
21,6x3,6x3,9
То же 12,5X3,6X3,15
Размер рабочей
части или сечение
в свету в мм
1450 X 195° X 2ооо
134° X 1855 X 2ооо
9°°° X 35°° X 31О°
1,4б X 1,8
1,9X3
м
ерату]
и в ¦*(
S3
Ни
IOO—1Ю
IOO—НО
6о—7°
IOO
1ОО
Оборудова-
ние
Вентилятор
„Сирокко"
н. д. № 3
Вентилятор
„Сирокко"
н. д. № 4
Вентилятор
„Сирокко"
н. д. № 6'/г
О1
ого
\ы
|s lit
X о <° m
250
500
300
200
IOO
Расход те-
f I
o.i"t
2О
35
i6o
25+
120
S u *
«*i
U x в
—
—
—
—
ная
ювлен
iOCTb
1
o,6
1.75
2.7
9,0
4.75
Конвейер
. 4
g»
X
as
_
—
—
1,5
0,6
ость
ШН
§• 1
О Ш
—
—
—
0.3
0,35
s g"
I»
0,25
0,5
—
6,5
3,o
I:
и Я
Л) 3
sq a
1,5
3,0
13,7
—
* С учётом веса транспортных устройств и приспособлений.
278
ПРОЕКТИРОВАНИЕ ОКРАСОЧНЫХ ЦЕХОВ
[РАЗД V
Продолжение табл. 15
Характеристика
и размеры камер в м
Б. Конвейерные
камеры (продолжение)
Для пружин вагон-
ного типа двухходо-
вая 20,5 Ч 2,23 X 4,4
Для разгых деталей
и сварочных узлов
17,5х?х2,2 двухходо-
вая
В. Агрегаты для
окунания и сушки
Для мото- и велоде-
талей со штанговым
конвейером и установ-
кой для окунания
; 22,5X3,5X4,5
То же для деталей
длиной до 1,.~> м 24X
Х3.7 X 4,3
Размер рабочей
части или сечение
в свету в мм
1,2X2,9
о,9 X я
(Фиг. X7 см.
вклейку)
1,5X2,5
Длина сушильной
зоны—14,о
1,9X2,7
Длина сушильной
зоны —7,6
Температура
сушки в °С
IOO
IOO
174-225
IOO—НО
Оборудова-
ние
-
II II
Количество
отсасываемого
воздуха
в ма/час
goo
8оо
135°
боо
Расход те-
плоносителя
•о
230
135
Светиль-
ный газ
в м3/час
42,5
Установленная
мощность
в кет
5,5
5,о
2О,6
Конвейер
Шаг под-
вески в мм
о,6
о,8
о.45
о,45
Скорость
В MJMUH
Г.1
1,5
0,074 — 0,372
0,38
Производитель-
ность в т/час
7.5
7-35
3,2
Вес конструк-
ции в т
¦в.
териал, вес, размеры) и количество загружае-
мых изделий в кг/час, в) характеристику транс-
порта (тип конвейера, скорость, вес транс-
портных устройств и пр.); г) режим сушки
где Qj— коэфициент теплопередачи, принима-
емый для стен и потолка в зависимости от
принятой теплоизоляции в пределах 0,8 —1,2
ккал/*2час грид, для воздуховодов — 2 — 2,5
ккал/м^час град, Fk — поверхность огражде-
ния камеры в м'*\ Д/о = tn —10 — разность тем-
ператур внутри камеры и в цехе.
Потери тепла полом при расположении
сушилки в верхних этажах определяется по
коэфициенту теплопередачи строительной кон-
струкции перекрытия пола. Однако часто
сушильная камера располагается в первом
этаже на бетонном полу без особой теплоизо-
ляции. Тогда количество тепла, протекающего
через поверхность пола в глубь земли, опре-
деляется по коэфициенту температуропровод-
ности через
К
а— —.
с-ч
Значение а (при X = 1,0 ккал\м час град,
1 = 2000 кг\мъ и с = 0,2 кка.л/кг град) прини-
мается равным 0,0025 м^/час.
Для земли — потери тепла на 1 лс2
4=
Уа-ъ-ъ
ккал/м*час,
Фиг. 13. Распылительная кямера типа De Wilbiss: 1 — кар-
кас камеры; 2 — насосная установка; 3 — отсасывающие
воздуховоды; 4— моторы вентиляторов; 5— светильник;
6—гидрофильтр; 7 — вентилятор (внутри воздуховода).
(температура, продолжительность); д) темпе-
ратуру цеха; е) тип принятых лакокрасочных
материалов и расход растворителя в кг/час;
ж) теплоноситель (пар, электроэнергия и пр.)
и его характеристику.
При проектировании сушильной камеры дол-
жен быть рассчитан тепловой баланс последней.
Потери тепла Qr в окружающую среду
ограждением камеры:
Qi — kK-FK'M0 ккал/час,
где т — число часов прогрева, a't3 — темпе-
ратура почвы. !
При температуре сушки 100° С и темпера-
туре почвы 10° С потеря на 1 м2 будет
1016 , _
Ух
Например, через 36 час. прогрева g = 170
ккал/м2час, а через 100 час. Ц = \Шккал\м?час.
Для окрасочных сушил, с работой камер
лишь в рабочее время и нагревом их за час
до начала работ, рекомендуется принимать
удельную потерю тепла поверхностью пола не
менее 2,5 ккал/м^час град, т. е. при темпера-
туре сушки 110° С # = 250 ккал]м2час.
Фиг 17 Агрегат типа Benno-Schilde для окунания и сушки: 1 — бачки для лака; 2—зона навески деталей; 3 — зона
Ьса- 10 — калорифер: 11 — коробки для засасывания свежего воздуха; 12 — масляный фильтр; 13 — огневая i
}' ' tV V -г е г вую коро<5ку. j8 _ венТИЛЯТОр ,
LJJA
' zz .Г" ~ — "-^*-П ™ -^г ;^-^-3;caii^L: т..гт:-"-
Ч ч^ _
L^
и деталей; 3 — зона обтекания; 4 "Р°™вни Для сбора стекающей краски; $ — зона сушки; б — зона остывания; 7 — зона съема деталей; 8 — отсасывающий воздуховод; 9 — трубопроводы для отвода уходящих газов из
льтр; Ус*-огневая корова, «камера сгорания; 15 — вентилятор н. д. для засасывания свежего воздуха; 16 - вентилятор для отсоса уходящих газов из калорифера; 17 - вентилятор в. д. для подача воздуха в огые-
t, its — вентилятор для втсоса отраоотавшего воздуха; 19 — штанговый конвейер; 20 — редуктор для изменения скорости конвейера
в 7
Фиг. 14. Установка для окраски крупных изделий (воздушная завеса): / электро-
мотор вытяжного агрегата; 2 — осевой вентилятор вытяжного агрегата; 5— элек-
тромотор приточного агрегата; 4 — центробежный вентилятор приточного агре-
гата; 5 — висциновые фильтры; 6 — установка сепараторов; 7 — электромотор
насосного агрегата; И— центробежный насос; 9 — всасывающие решётки;
10 -отсасывающие каналы: //--форсунки Кертинга и трубопровод: 12— каркас воз-
душной завесы; 13 — воздуховод; 14 — гибкий воздуховод; 15 - распределитель-
ные воздуховоды; 16 — передвижная стремянка; 17 — подвесное устройство для
воздуховодов; 18 — выхлопной воздуховод.
2F0
ПРОЕКТИРОВАНИЕ ОКРАСОЧНЫХ ЦЕХОВ
[РАЗД. V
Расход тепла на испарение растворителя
равен
где Gp — вес растворителя в кг/час; Ср — сред-
няя теплоёмкость растворителя, равная ~ 0,5
кк<п\кг град', гр — скрытая теплота парообра-
зования растворителя, равная ~-> 90 ккал/кг.
*50
f
J0
1
ill
I/
1/
1
1
/
/А
V
У
/
у
/
1
—1
.-
.——¦
- —
^—¦——¦
¦—'
10 15 20 2S J0
1SMUH
Фиг. 15. График интенсивности поминутного испарения
растворителя из плёнки нитролака: /—нанесение распы-
лением и сушка естественная при 15 °С; II—нанесение
распылением и сушка искусственная при 35° С; /// — на-
несение кистью и сушка естественная при 16° С; /V—на-
несение кистью и сушка искусственная при 35° С.
Расход тепла на нагрев изделий и транспорт-
ных устройств равен
<?з + Qi = (Gu-Cu + GT'CT) Д*о ккал/час,
где Gu и GT — веса, изделия и транспортных
устройств в кг; Си и Ст — соответствующие
средние теплоёмкости в ккал/кг град.
Определяем количества циркулирующего
и удаляемого воздуха.
Суммарный расход тепла в камере равен
где К — коэфицнент неучтённых потерь тепла,
равный 1,05 - 1,10. Компенсация этого расхода
обычно производится комбинированным спо-
собом обогрева — системами естественной
и искусственной циркуляции подогретого воз-
цуха. Количество отопительных приборов для
гстсственнои циркуляции определяется возмож-
ным размещением их в камере. Количество
тепла, отдаваемое приборами, определяется
по формуле
Qn — %п 'рн'Ь*п ккал\час,
где Кп — коэфициент теплопередачи приборов
в ккал/м2час?рад, см. гл XVI; Fn — поверх-
ность нагрева приборов в м2; Мп = tn —tn —
разность температур теплоносителя и воздуха
(средней) внутри камеры.
Таким образом количество тепла, приходя-
щееся на вентиляционно-отопительный агрегат,
выразится
Qe — Qk — Qn ккал/час,
а количество циркулирующего воздуха
/)_
кг/час,
0,237 Д^
где &t,i = tK — tK— перепад температур между
воздухом, поступающим в камеру и удаляемым
из неё.
Количество удаляемого воздуха определяет-
ся по допускаемой концентрации смеси па-
ров растворителя и воздуха, циркулирующего
в камере, по формуле
m
Г
v=
• Ki м*/час,
где К\ — коэфициент запаса,
учитывающий неравномерность
Фиг. 16. Двухсекционная сушильная камера периодиче-
ского действия с паровым подогревом: /—вентилятор
.Сирокко" н. д. № 4; 2—мотор к вентилятору Н-2-квт\
3— калорифер С-3; 4— дроссельный клапан; 5 —масляный
фильтр; 6— подающий канал; 7 —отсасывающий канал;
8— выхлопной воздуховод.
испарения растворителя, ^ 1,5 — 2; с — допу-
стимая концентрация паров растворителя в г\мг
воздуха.
Значения с для разных температур сушки
можно принимать по табл. 16 [25J.
ГЛ. VII]
ТЕХНОЛОГИЧЕСКОЕ И ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ
281
Таблица 16
Темпера-
тура „„
сушки з "С
25О — 2ОО
2ОО— I5O
150— ioo
Значение с
в г/м3 воздуха
о,5 — 1,о
1,О — 2,О
2,О— 4>°
Темпера-
тура
сушки в С
ioo —75
75 — 4°
Значение с
в г/м3 воздуха
4>° — 5,°
5,о—ю,о
Примечание. Значения с допустимы при усло-
виях, что температура стенок нагревательных приборов
не будет выше 300°С.
Потери тепла с уходящим воздухом.
Температура уходящего воздуха равна темпе-
ратуре смеси отсасываемого из камеры воз-
духа, добавочно поступающего из цеха,
где L и Ld — количества отсасываемого из
камеры и добавочного воздуха; t"K и t0— их тем-
пературы в °С.
Количество тепла, уносимое воздухом,
равно
(?б = 0,237 Ld {tCM — /0) ккал/час.
Общий расход тепла камерой равен:
С? = Qi + & 4- Qs + Qi + С?б «кал/час.
Количество пара, потребного для компенса-
ции этих потерь, равно
D = — кг/час,
г
где г — скрытая -теплота парообразования
нкал\кг.
На фиг. 18 изображена принципиальная
схема сушильной камеры.
После составления теплового баланса су-
шилки производятся расчёт вентиляционной си-
стемы [1], подбор калориферов, вентиляторов
и пр., а также расчёт конструкции на механи-
ческую прочность.
Камеры для сушки лучистой
энергией (рефлекторные сушилки).
Конструкция камеры состоит из рам, на
которых крепятся рефлекторы для электро-
ламп.
Для предупреждения потерь тепла и сни-
жения конвекционных потоков воздуха рамы
с рефлекторами ограждаются кожухами из
листовой стали. Иногда кожух полностью за-
крывает установку, и удаление выделяющихся
паров растворителя и излишка тепла произ-
водится через вытяжное отверстие.
В этом случае обратная поверхность ре-
флекторов обращена в зону выделенного воз-
душного потока чистого воздуха, который
подогревается за счёт конвекционного съёма
тепла обратной поверхностью рефлекторов и
поступает в зону сушки чистым и подогретым,
что увеличивает к. п. д. сушилки.
При конвейерном производстве мелких из-
делий рефлекторные сушилки часто устраи-
ваются подвесными под потолком цеха, что
экономит производственную площадь.
В качестве отражающего материала для
рефлекторов лучше всего применять альзак,
так как золото, которым раньше покрывалась
отражающая поверхность, сплавляется с ос-
новным металлом и требует частого возобно-
вления. Для стационарных установок приме-
няются преимущественно рефлекторы парабо-
лической формы, дающие более равномерное
отражение лучей.
Ступенчатые рефлекторы сферической фор-
мы обладают более высоким коэфициентом
отражения.
Иногда рефлекторы имеют волнистую по-
верхность отражения, что способствует, по
Фиг. 18. Схема циркуляции воздуха в сушилке с
комбинированным подогревом: / — вентилятор;
2 —калорифер; 3—фильтр; 4 —выхлопной возду-
ховод; 5—нагнетательный воздуховод; б —отопи-
тельные приборы; 7—отсасывающие воздуховоды.
мнению ряда исследователей, более равномер-
ному отражению энергии и предохраняет краску
от пережогов.
В США приняты стандартные размеры
рефлекторов диаметром 9" и 12". Кроме реф-
лекторов открытого типа, в США применяют
рефлекторы со специальными линзовыми рас-
сеивателями, закрывающими отверстие реф-
лектора и создающими более равномерное
облучение высушиваемой поверхности. Такая
конструкция значительно повышает срок служ-
бы ламп и рефлекторов, предохраняя их от
осаждения пыли и других загрязнений, а также
от необходимости их частой чистки. Кроме
того, она снижает до минимума пожарную
опасность, защищая лампы от повреждений в
процессе эксплоатации. Рефлекторную кон-
вейерную сушилку разбивают на зоны с раз-
личной интенсивностью облучения, которая
достигается уменьшением напряжения элек-
тротока ламп (например, 1-я зона ПО в, вто-
рая 100 в, третья 90 в, четвёртая 80 в), или
установкой различного количества рефлек-
торов. К. п. д. рефлекторных сушилок, по
данным фирмы Хэлл (США), доходит до 57%.
282
ПРОЕКТИРОВАНИЕ ОКРАСОЧНЫХ ЦЕХОВ
[РАЗД. V
Рефлекторная сушилка ГАЗ для глифтале-
вых эмалей (проект) имеет следующую ха-
рактеристику: габаритные размеры 26 500 X
X 1580 X 2200. Рабочее сечение (в свету) —
650 — 700 X 1ЮО — 1200. Количество секций
27 (на фиг. 19 изображена секция этой су-
шилки); мощность одной секции — 58 ламп по
300 вт; вентиляторы четырёхлопастные ЦАГИ
№ 6 производительностью 8000 м3/нас — 2 шт.;
моторы к ним: Таг 21/4, 1 кет — 2 шт.; уста-
ной частоты (для температур до 200—300° С —
250 — 800 периодов в 1 сек.).
Система вытяжной вентиляции устраивает-
ся по принципу противотока воздуха. Отса-
сываемый воздух, двигаясь навстречу изделиям,
подогревается и, выходя из зоны сушки, отдаёт
своё тепло встречным холодным деталям.
Такая система значительно повышает к. п. д.
камеры. Конструкция камер принимается исклю-
чительно проходного типа.
Фиг. 19. Секция рефлекторной сушилки типа ГАЗ: /—каркас секции; 2—рефлектор; 3—лампа 300 вт.
новленная мощность сушилки ~ 472 кет;
ориентировочный вес ^ 1500 кг.
При конвейерном производстве с целью
повышения экономичности установки иногда
применяется автоматическое включение от-
дельных ламп или секций в тот момент, когда
к ним подаётся изделие.
Очень большое распространение имеют от-
дельные переносные рефлекторы, применяемые
для местной подсушки, особенно для испра-
вления разных дефектов окраски.
Камеры для сушки электриче-
ским током высокой частоты (ин-
дукционные сушилки). Применяются
для сушки однотипных деталей в массовом
производстве (например, автомобильных колёс).
Камеры состоят из теплоизолирующего кар-
каса, внутри которого расположены специаль-
ные соленоиды. Через эти соленоиды прохо-
дит индуктирующий переменный ток повышен-
В табл. 17 приведено наивыгоднейшее соче-
тание различных типов сушильных камер и
видов поточного производства.
Оборудование для окраски окунанием.
Ванны для ручного окунания изготовляются
из листовой стали. В зависимости от объёма
находящегося в них лака они снабжаются
приспособлениями для ручного или механи-
ческого перемешивания краски во избежание
оседания пигментов на дно и фильтрами для
фильтрации лака.
Наилучшим способом перемешивания явля-
ются механические мешалки, приводимые в
действие электромотором или сжатым воздухом.
Для ванн большой ёмкости перемешивание
лака часто осуществ. яют за счёт постоянной
его циркуляции и насосной подачи.
Ванны для механизированного окунания
достигают большой ёмкости — до 40 т лака,
что значительно усложняет систему циркуля-
ГЛ. VI!]
ТЕХНОЛОГИЧЕСКОЕ И ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ
283
Таблица 17
Характеристика
камеры
Теплоноси-
тель
Тип камеры
Характеры
стика
изделий
Вид поточного произ-
водства
I. Камеры перио-
дического дей-
ствия
А. Поюгре-
ть.й воздух
Б. Лучистая
энергия ^.инфра-
красные лучи)
Тупиковая
Мелкие
Средние
Крупные
Смешанный и маятниковый
с тупиковыми камерами
Маятниковый с тупиковыми
камерами
То же
Проходная
Мелкие
Средние
Крупные
Смешанный
Периодический, маятнико-
вый с проходными камерами
То же
Тупиковая
Средние
Крупные
Маятниковый с тупико-
выми камерами
То же
Проходная
Средние
Крупные
Периодический, маятнико-
вый с проходными камерами
То же
Одноходовая
II. Камеры непре-
рывного действия
(конвейерные)
А. Подогре-
тый воздух
Мелкие
Средние
Непрерывный
То же
Одноходовая со штанговым
конвейером
Мелкие
Средние
Непрерывный
То же
Многоходовая
Мелкие
Средние
Непрерывный
То же
Б. Лучистая
энергия
Одноходовая
В. Индукцион-
ные электро-
токи
Одноходовая
Мелкие
Средние
Непрерывный
То же
Мелкие
Непрерывный
ции и фильтрации лака по сравнению с ван-
нами для ручной окраски. Размеры ванн опре-
деляются трассой конвейера и размерами из-
делий. Конфигурация ванн принимается обычно
в виде трапеции с углом наклона боковых
сторон в пределах 30—45°.
Установки для механизированного окунания
обязательно снабжаются специально вынесен-
ными за пределы цеха лакохранилищами, в ко-
торых размещаются сливные цистерны, система
насосов для подачи лака и прочее оборудова-
ние. Диаметр труб для слива лака из ванн
с поверхностью зеркала от 25 кв. футов B,3 ж2)
и выше, по американским данным [28], прини-
мается следующего порядка:
Ёмкость ванны в м* Диаметр в дюймах
2—3 3
3-4 .4
4—го 5
10—15 6
Свыше is . . • 8
Установки для механизированного окунания
часто объединяются с сушильными камерами
284
ПРОЕКТИРОВАНИЕ ОКРАСОЧНЫХ ЦЕХОВ
[РАЗД. V
в один агрегат, обслуживаемый штанговым
подвесным транспортёром, значительно по-
вышающим производительность установки
(см. фиг. 17 на вклейке).
Оборудование для окраски обливанием.
Установка для ручного обливания включает:
бак-раздатчик, в который непрерывно или
периодически подаётся насосом лак; рабочий
стол с противнем, на который укладываются
окрашиваемые детали; шланг, при помощи
которого лак из бака-раздатчика направляется
на окрашиваемый предмет; ванну для сбора
стекающего лака.
Лак из противня собирается в специальный
резервуар. После разбавления и фильтрации
лак из резервуара снова поступает в бак-раз-
датчик.
Иногда на конце шланга устанавливается
специальная головка, распределяющая струю
лака веером, что повышает производительность
окраски (окраска головок швейных машин на
Подольском государственном заводе).
Установка для механизированного обливания
состоит из камеры и расположенной в ней
системы форсунок, преимущественно с прямо-
угольным сечением отверстий. Форсунки на-
правляют лак на окрашиваемый предмет:
стекающий лак поступает в специальный
резервуар, расположенный под камерой,
и после фильтрации снова подаётся в
форсунки.
Установка для механизированного обливания
снабжается специальным хранилищем краски,
системой фильтров, насосов и пр.
Барабаны и колокола служат для окраски
мелких изделий при массовом производстве.
Вращение барабана может производиться
вручную или от электромотора со скоростью
25-30 об/мин.
Для окраски быстро сохнущими лаками
(нитро, спиртовые и т. п.) могут быть приме-
нены барабаны с установленными в них рас-
пылителями.
В табл. 18 приведены данные о барабанах
типа Wrede [5].
Таблица 18
=
бар
Диаме
баиа в
630
43°
340
ipa-
н
ю ^
Длина
бана в
52O
34O
о ^
И н
Общая
аппарг
i6oo
1500
1400
Габариты
потребной
площади
в мм
1050X поо-
ioooX 9°°
1000 X 9°°
о и ^
. S 2 а
Расхог
ности
щение
о,35
°>25
о,25
я
бар
Ёмкое
бана в
70—130
о.*
gl
Время
ски в
ю —15
Средняя производительность барабана при
окраске литых деталей швейных машин —
680 кг\час, деталей пишущих машин, деталей
цепей Галля, болтов, гаек и т. п. — 40G хг(час.
Автоматы и полуавтоматы приме-
няются для окраски самых разнообразных из-
делий (электролампы,, арматура, консервные
банки, снаряды, автомобильные стартёры, дере-
вянные доски, листы жести и т. п.).
Автоматы и полуавтоматы различаются, во-
первых, по методу нанесения краски: распыле-
ние, накатка вальцами, окраска вращающейся
круглой щёткой, во-вторых, по своей конструк-
ции: с подачей штучных круглых деталей по
замкнутому кругу или с продольной подачей
плоских изделий, например досок, листов и т. п.
Автоматы и полуавтоматы для окраски круг-
лых деталей снабжаются дополнительными
устройствами для вращения изделий вокруг
собственной оси. Иногда автоматы соединяются
с сушильными установками и полностью вы-
полняют цикл окраски и сушки.
Производственная линия, организованная по
принципу потока, рассчитывается по формулам
табл. 19.
Размеры окрасочного оборудования опре-
деляются в каждом отдельном * случае в зави-
симости от размеров изделия или приспособле-
ний с навешенными деталями, а при организации
производства по принципу непрерывного по-
Таблица 19
№
фор-
мулы
1
2
3
4
5
6
7
8
Наименование
Темп выпуска изделия в мин.
То же для нескольких технологических по-
токов в мин.
Темп выпуска при периодической подаче
изделий в мин.
Темп выпуска серии изделий в мин.
Количество рабочих мест на позиции
Количество изделий на позиции (например,
в сушильной камере)
Длина технологического участка в м
Скорость конвейера в м/мин
Формула
., Ф'60
' N2 'Пл
tc—t'Nc
В— —
*
7*
Nn = j
L—v-T0
I
/•TJ
Обозначения
Ф — действительный годовой фонд вре-
мени оборудования в часах
N2— годовая программа выпуска изделий
в шт.
пл — число аналогичных потоков (линий)
/,— время нахождения изделия на рабо-
чей позиц.-ш
/»--время передвижения
Nq— число изделий в серии
т —трудоёмкость операции в человеко-
минутах
Го~ продолжительность операции (на-
пример, продолжительность сушки)
V— скорость конвейера в м/мин
1— шаг навески изделий или длина кон-
вейера, потребная для размещения
одного комплекта изделий, в м
ч) — коэфициент заполнения конвейера,
равный 0,8 — 0,9
ГЛ. VII]
ТЕХНОЛОГИЧЕСКОЕ И ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ
285
тока — по габаритным размерам изделий и
скорости конвейера.
Определение размеров многоходовой сушиль-
ной камеры для мелких деталей ведётся в сле-
дующем порядке.
В зависимости от габаритных размеров из-
делий принимаются шаг навески деталей на
конвейер / и диаметр поворотной звёздочки
конвейера D.
По заданному темпу выпуска t и принятому
шагу навески определяется скорость кон-
вейера v [формула (8), табл. 19].
При заданном времени сушки Го по фор-
муле G) (табл. 19) определяется длина рабочей
зоны L.
В зависимости от планировки, направления
потока и т. д. принимается число ходов су-
шилки п и определяется рабочая длина одного
хода по формуле
L
Общие габаритные размеры су-
шилки определяют, исходя из
толщины теплоизоляции, диаметра
поворотной звёздочки конвейера
и т. п. (фиг. 20).
Расчёт длины сушильных агре-
гатов со штанговыми конвейерами
производится таким же образом,
но тогда -^ формуле (8) (табл 19)
под значением y] понимается число
подвесок или деталей, навешива-
емых на штангу.
Определение длин нестандарт-
ного оборудования при периоди-
ческом потоке производится по формуле (б)
(табл. 19).
Полученное расчётом количество изделий
на позиции Nn округляется до целого числа,
после чего в зависимости от их размеров и
необходимых между ними зазоров определяется
длина оборудования.
Продолжительность операции Го принимается
кратной темпу выпуска t. ¦
Пример. Для определения длины сушильной камеры
с временем сушки То — 2 часа и с периодическим
передвижением сзделия при / = 0,75 часа определяют
сначала по формуле F) (табл. 19) количество изделий
в камере:
пылительная камера, ванна для окунания
и пр.),
где 1г — трудоёмкость в агрегато-часах, по-
требная для выполнения годовой программы
Ф — принятый фонд работы оборудования.
Оборудование, загрузка которого произво-
дится периодически (сушилки периодического
действия и пр.-):
_z-T
пр~~ ф '
где z—число загрузок на программу; Г—вре-
мя, потребное на выполнение операции,
состоящее из продолжительности операции
(например, продолжительность сушки), и допол-
нительного времени на ручные приёмы (напри-
мер, время на загрузку и выгрузку деталей из
сушилки).
ПО MN
I
Фиг. 20. Эскиз для определения размеров трёхходовой сушильной
камеры: *>0,5 D; с = 0,14-0,2л; Л, = Ла>0,5 м; Л3~0,15 -:-0,2 м.
2
075
= 2,67 m 3 шт.,
дли-
а затем и длину сушилки L = luNn + Ед/, где 1и
на изделия: ?д/ — сумма необходимых зазоров.
Время сушки должно быть принято Т = tNn =2,25
часа.
Потребное количество оборудования пр ис-
числяется по следующим формулам.
Оборудование, производительность которого
известна (автоматы, барабаны, разные агрегаты
И "?>' а,
пр ^ <? '
где N — заданный выпуск в единицу времени;
Q — производительность в единицу времени.
Оборудование, загрузка которого связана
с выполнением на нём ручных операций (рас-
Часто оборудование рассчитывается на
группу деталей, подвергающихся периодически
одновременной обработке (например, сушка
деталей на тележках).
В этом случае составляется загрузочная
ведомость, определяющая количество загрузок
(подвесок, тележек и -пр^, в соответствии
с программой. При комплектовании деталей
учитывается максимальное размещение их на
приспособлениях с введением поправочного
коэфициента на плотность навески при
разнотипности изделий, равного 0,7—0,9.
В случае ручного перемещения приспособле-
ний с деталями необходимо принимать их
средний вес на одного рабочего порядка
. 10-12 кг.
Оборудование краскоприготовительного
отделения. Для отделений с ручной раздачей
лакокрасочных смесей применяются краско-
мешалки, краскотёрки, месилки и пр. В табл. 20
приведены характеристики некоторых краско-
тёрок.
Для отделений с раздачей смесей по тру-
бам применяются баки-раздатчики и баки-сме-
сители сварной конструкции с откидными
крышками. Баки снабжаются соответствую-
щими измерительными приборами и лопаст-
ными мешалками с пневмо- или электропри-
водом.
Схема краскопроводов в краскоприготови-
тельном отделении приведена на фиг. 21.
Трубопроводы монтируются по стенам или
потолку цеха или в специальных каналах под
полом и окрашиваются в светлые тона с
опознавательными линиями цвета подаваемой
краски.
Напорная линия
Обратная линия
-=——— Йварипная линий
Подводка растворителя к системе чёрного лака
Подводка растворителя н системе красной эмали
Подводка растворителя к системе серой эмали
Разводка чистого растворителя
Установка для красной эмали
Установка для серой эмали
Установка для чёрного лака
Фиг. 21
красной
системы
пробковые краны.
ГЛ. VIIj
ТЕХНОЛОГИЧЕСКОЕ И ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ
287
Таблица 20
Модель
СССМ-726А
Дисковая
Трёхвальио-
вая К-1
Габаритные
размеры в мм
47ЗХ425Х765
470X240X37°
нооХюоо*
Вес в кг
4О,5
6о,о
500,0
Число об/мин
7о
—
46-31—13**
Мощность
мотора в
кет
Ручной
привод
1.3
1.5
Производитель-
ность в кг/час
Шпатлёвка
1,8-я
Масляная
краска—8
Клеевая
краска—6
Перетирка
жидких красок
ДО 20О JljHCLC
Завод-изготовитель
«Двигатель Револю-
ции", г. Гомель
Опытный завод Гос-
отделстроя, Москва
Завод Ильича,
Ленинград
* Размер вальцов 175x390 мм.
** Число оборотов вальцов: переднего-
- среднего —заднего.
Все трубопроводы тщательно заземляются
во избежание накопления статического элек-
тричества.
При расчёте системы для механизированной
подучи краски по трубам принимается, что по
краскопроводам циркулирует не менее трёх-
четырёхкратного количества краски по отно-
шению к часовому расходу. Давление на вы-
ходе в точках потребления принимается
в .1,5—2 ати
Емкость баков рассчитывается, исходя из
возможности слива в них смеси, находящейся
в системе, и необходимости иметь запас в раз-
мере 2—3-часового потребления. Заполнение
баков принимается в пределах 75 — 80%.
При расчёте трубопроводов и подборе на-
соса необходимо учитывать время аварийного
слива смеси из системы, задаваемого обычно
в пределах D-l'2'мин.
Для гидравлического расчёта трубопроводов
определяется скорость движения краски по
трубам
V = Т м1сеК
где Q — производительность системы в м^/час;
F—площадь сечения красколровода в м\
Затем определяются потери напора.
Потеря напора на трение в трубах опре-
деляется по формуле Дарси
R~ d-2g'
где L — длина трассы краскопровода в м опре-
деляется из чертежа; й — принятый диаметр
краскопровода в м; h — коэф.ициент трения
краскопровода, определяемый в зависимости
от критерия О. Рейнольдса,
где v — принятая скорость движения в м/сек;
v—коэфициент кинематической вязкости смеси,
определяемый по формуле Уббелоде [10],
v = 0,0731 3 —
0,0631
см31сек;
Результат умножаем на 10" для перевода
см%1сек в м?\сек.
Для масляных красок значение Э можно
определять с достаточной точностью по табл. 21
[18].
Таблица 21
Воронка
Нил к
i
я
3
4
5
Форд
№ 4
°'5
о'и"
o'i6"
с/22"
о'27"
Вискози-
метр
Энглера
50°/20°
о,6о
1.38
2,од
а.79
3.45
Воронка
Нилк
6
7
8
9
ю
Форд
№ 4
о'за"
о'з8"
о'43"
о'49"
°'54"
Вискози-
метр
Энглера
5J-/20*
4,Н
4.84
5.оа
5.63
6.85
Э — абсолютная вязкость краски в градусах
Энглера.
В зависимости от величины критерия Рей-
нольдса определяется коэфициент трения X по
следующим формулам: >
для ламинарного движения \— — (формула
И.6
Стокса),
для турбулентного движения — Re от 2300
до 70 000 X = ^ (формула Блазиуса).
У Re
Потеря напора на местные сопротивления
определяется по формуле Бордо-Карно hz —
= V? —-, подбор коэфициентов местных со-
противлений С (вентилей, колен и т. п.) произ-
водится по таблицам Hutte (т. I, изд. 13-е,
стр. 385.) или Касаткину [7], стр. 46 — 48,
часть I.
Рекомендуется, учитывая вязкость жидкости,
принимать гидравлически эквивалентную дли-
ну краскопровода, равновеликую по сопроти-
влению всем местным сопротивлениям участка
трубы диаметром d. Тогда эквивалентная
длина /' определится из формулы
где X учитывает вязкость жидкости, a 2j % —
арифметическая сумма всех коэфициентов
288
ПРОЕКТИРОВАНИЕ ОКРАСОЧНЫХ ЦЕХОВ
[разд.
местных сопротивлений при данной скорости
жидкости и диаметре d. По /' находится hz
с помощью формулы Дарси.
Потребный напор в системе подсчитывается
по формуле
Таблица 22
где Но - потребный напор при выходе в точ-
ках потребления в м.
Насос и электродвигатель подбираются со-
гласно расчётным данным.
Цеховая лаборатория (фиг 22). Проводит
испытания окрасочных смесей, идущих в произ-
Фиг. 22. Планировка лаборатории: /—лаборатория;
Я —помещение распылительной установки; /// — кладо-
вая; 1—стол лабораторный двойной; 2—вытяжной шкаф;
3— стол моечный с вытяжным шкафом; 4—стол со стоком
для мокрых шлифовальных работ; 5 — рабочий стол для
проб; 6 — стеллажи; 7 —рабочие столы; 8— сушильный
шкаф; 9—термостат; 10—шкаф для материалов; И—стол
на кронштейнах для аналитических весов; 12—письменный
стол; 13— книжный шкаф; 14 — распылительная кабина.
водство, и располагается в непосредствен-
ной близости с краскозаготовительным отде-
лением.
Оборудованием лаборатории служат лабора-
торные столы обычного типа, вытяжные и
сушильные шкафы, маломощные краскотёрки
с мотором 0,1—0,15 к em для приготовления
опытных смесей, распылительная камера про-
стейшей конструкции и т. п.
Для испытания качества лакокрасочных по-
крытий лаборатория снабжается аппаратурой,
приведённой в табл 22 [13].
Наименование
Воронка Нилк
с насадками
0 2,4 и 7 мм
Аппарат типа
Дюпона
Маятниковый
аппарат
Шкала гибко-
сти Нилк
Назначение
Для определе-
ния вязкости
всех лакокрасоч-
ных материалов
Для испытания
на удар всех ви-
дов лакокрасоч-
ных покрытий
То же
Для определе-
ния гибкости ла-
кокрасочных по-
крытий
Изготовитель
Ленинград-
ское отделе-
ние конторы
„Лакокраспо-
крытие"
То же
ш
я
Транспортное оборудование
Внутрицеховой транспорт окра-
сочных цехов выполняет обычно две функции:
а) транспортирует материалы, изделия со склад-
ских мест и складов на рабочие позиции и
готовую продукцию на склад; б) транспортирует
изделия с одной рабочей позиции на другую,
являясь часто принадлежностью технологиче-
ского оборудования (конвейерные сушилки,
агрегаты для окраски окунанием и т. п), или
объединяет своей трассой ряд рабочих позиций,
начиная с подготовительных операций и кончая
выдачей готовой продукции на склад.
Выбор вида транспорта зависит от размеров
и организации грузопотока, размеров и веса
изделия.
Для транспортировки деталей и выполнения
некоторых технологических операций (напри-
мер, окунание) в цехах категории А (см. главу
„Техника безопасности и противопожарные
мероприятия" т. 15) вместо тельферов приме-
няются пневмоподъёмники различной грузо-
подъёмности.
В табл. 23 приведены характеристики пневмо-
подъёмников завода „Пневматика", Ленинград.
Доставка лакокрасочных материалов из це-
ховых складов на рабочие позиции может
производиться на электрокарах или обычных
тележках (для цехов категории А).
Таблица 23
дъёмника
ипа. по
h
2
4 ¦
б
S
ная
мность
Ч 1°
11
150
42O
1040
1760
Грузоподъёмность в кг
при давлении воздуха в
сети в ати
з
i85
445
74°
4
235
5бо
Ю49
5
15°
3°о
7ю
1250
6
365
93°
Н9°
7
42O
1040
1760
Длина подъёмника
от крюка до бугеля
при полном подъёме
крюка
8
-
-
200
II
1630
175°
i8io
500
II
1940
2060
2120
800
II
2250
2350
2420
Полный вес
подъёмника в кг
о
о
II
-
-
200
II
56
83
112
500
И
бо
9°
121
800
II
64
96
I3O
Расход свободного
воздуха на подъём
в мя/мин при давле-
нии в сети—5 ати
о
о
1
°.°4
-
-
200
о,о7
O,l6
0,27
500
II
0,09
о, 20
°,34
008
II
о,ю
о, 25
°»4°
ГЛ. VII]
РАСХОД МАТЕРИАЛОВ
289
Принципиальное решение схемы внутрице-
хового транспорта и выбор трассы транспор-
тёров, конвейеров и т. п. производятся одно-
временно с разработкой технологической пла-
нировки, после чего составляется соответству-
ющее задание на разработку технического
проекта транспорта.
В табл. 24 приводятся примерные скорости
технологических транспортных устройств [11,
23, 25].
Таблица 24
Продолжение табл. 25
Вид транспорта
Подвесные кон-
вейеры одноцеп-
ные
Пластинчатые
конвейеры
двухцепные
То же
двухцепные
(штанговые)
Напольные кон-
вейеры периоди-
ческого действия
(продольно-штан-
говые)
Электротель-
феры
Кран-балки
Пример
технологической
операции
Окраска распыле-
нием кабин автомоби-
лей на конвейере
То же деталей опе-
рения
То же деталей мото-
цикла
Кузова легковых ав-
томашин
Массовая окраска
окунанием деталей ку-
зова и рам автомоби-
лей и других деталей
средних размеров
Передвижение то-
варных вагонов на
конвейере
Механическое пере-
движение
То же
Примерная
скорость
В MJMUH
0,7 — 1,25
1,5-2,0
1,0 — 1,5
0,7— 1>25
о,з —о,6
6,5-7,5
15—3°
До 5°
РАБОЧИЙ СОСТАВ
Определение рабочего состава производится
по средней трудоёмкости, отнесённой к 1м2
окрашиваемой поверхности, в зависимости от
габаритов изделия и характера работ. В табл. 25
приведена ориентировочная трудоёмкость не-
которых окрасочных операций, составленная
на основе данных проектных организаций
и практики ряда заводов СССР [11, 23, 25].
Потребное количество рабочих подсчиты-
вается путём умножения трудоёмкости % на
Таблица 25
Наименование операции
1. Пескоструйная очистка деталей
а) от 0,25 до 1,0 лга поверхности
б) листовой материал и круп-
ные штампованные детали .
в) изделия с большой поверх-
ностью (суда, вагоны и т.п.)
г) сильно ржавые поверхности
2. Полное удаление краски скреб-
ками и стальными щётками* .
3. То же выжиганием паяльной
лампой*
4. Очистка ржавчины стальными
5. То же механическая
6. Обезжиривание протиркой ве-
тошью с уайтспиритом ....
7. Обдувка сжатым воздухом .
8. Шлифование пемзой вручную
по подмазке:
а) сухая
б) мокрая
Трудоёмкость
чел.-мин/м2
Хб—21
15-17
7.5—1°
До го
3,5-6
2,5—3,6
4—5
о,8—1,о
о,5—2
О,2—О,5
4,8-6,5
IO—II
Наименование операции
9. Шлифование наждачной бума-
гой вручную по масляной
окраске:
а) сухая
б) мокрая •
10. То же аппаратом:
а) сухая
б) мокрая
11. То же аппаратом по нитроэма-
лям—мокрая
12. Шпатлёвка шпателем местная
клеевой подмазкой по дереву.
13. Шпатлёвка шпателем изделий
простой конфигурации (пасса-
жирские вагоны, троллейбусы
и т. п.) . . . .
14. То же изделий сложной кон-
фигурации (станки и т. п.) . .
1Б. Грунтовка кистью (предвари-
тельная окраска)** <.
16. Тщательная окраска кистью
изделий сложной конфигура-
ции (станки и пр.) с флейцов-
17. Тщательная окраска кистью из-
делий с развитой поверхностью
(вагоны и т. п.) с флейцовкой
18. Лакировка изделий простой
конфигурации (см. выше) . . .
19. Окраска распылением изделий
сложной конфигурации ....
20. То же изделий простой кон фи-
Г\7ПЯ Т1И И
21. Окраска бескомпрессорным рас-
пылением больших поверхно-
стей
22. Полирование ручное по дереву
спиртовой политурой
23. То же по нитролаку пастой . .
24. . полировочной водой . .
25 1-е полирование механиче-
ское по нитролаку или нитро-
эмалям (фетром)
26. То же 2-е и 3-е (цигейкой) . .
27. Окончательное полирование
кругом по нитролаку или нитро-
эмалям
28. Цировка кистью {чел.-ман/пог.м):
а) вертикальная
б) горизонтальная
29. Цировка машинная типа БСА
для мото-вело (чел.-ман/пог. м)
Трудоёмкость
в чел.-минjm2
2,5-4
5-7
2-3,5
5-6
20—25
с»7—1,5
6—ю
ю—15
1.5-3.5
7-12
5—7
4,5-6
г.5—2
о.3-о,5
0,17—О,2
24—36
15—2О
2—4
6—IO
3—5
4-6
1—3
2—4
О.З-О.7
* Толщина слоя снимаемой окраски принята 1—2 мм;
нри толщине 3—5 мм вводить коэфициент 1,3.
** При окраске маховой кистью трудоёмкость сни-
жать на 30-40%.
программу N2 и деления произведения на дей-
ствительный фонд времени рабочего Ф, т. е.
При работе непрерывным потоком количе-
ство производственных рабочих определяется
по числу рабочих месг; при этом на замену
отсутствующих рабочих принимается 5 — 8%
от общего количества.
РАСХОД МАТЕРИАЛОВ
При расчёте расхода материалов сначала
определяется потребность в готовых к упо-
треблению окрасочных смесях, исходя из сред-
них норм расхода на единицу поверхности;
затем по рецептурной таблице вычисляется
потребное количество исходных материалов.
19 Тем 14 ИЗ
290
ПРОЕКТИРОВАНИЕ ОКРАСОЧНЫХ ЦЕХОВ
[РАЗД. V
На потери, связанные с хранением краски
и приготовлением окрасочных смесей, к под-
считанной потребности добавляется 2 — 5%.
При отсутствии практических норм расхода
химикалиев, применяемых в различных ваннах,
моечных машинах и пр.,таковой подсчитывается
по заданной технологической сменности раство-
ра с учётом ежедневных добавок, компенсиру-
ющих потери раствора (унос раствора деталями,
разбрызгивание и пр.).
Для подсчёта расхода материалов можно
пользоваться средними данными, приведёнными
в табл. 26 [11, 23, 25].
Таблица 26
Наименование
материалов
Метод
нанесения
Средний рас-
ход готовых
к употребле-
нию смесей
с учётом по-
терь в г[м3
А. Лакокрасочные материалы
Грунтовка иа желез-
ном сурике
То же на цинковых
белилах
. То же типа Л1-138 .
Шпатлёвка 1-го и
2-го слоя, подмазка
типа AM и т. п. на
один слой
Лаки масляные свет-
Лаки и эмали ма-
сляные чёрные . . .
Эмали промышлен-
ные масляные и глиф-
талевые разных цветов
Нитроэмали разных
Краски масляные
Кисть
Распыление
Кисть
Распыление
Распыление
Шпатель
Распыление
Кисть
Распыление
Кисть
Кисть
Распыление
Окунание
Распыление
Кисть
Распыление
Б. Растворители
Растворители(уайт-
спирит, бензин и т.п.)
для разведения про-
мышленных эмалей
и масляных красок .
То же № 646, 1001
и пр. для нитроэма-
лей .
—
В. Прочие материалы
Уайтспирит
а) для обезжирива-
ния протиркой .
6) для смачивания
шкурок при шли-
фовании ....
Ветошь для про-
тирки поверхности .
Марля для протирки
составом М 401 . . .
Пемза кусковая для
То же порошковая
Наждачная бумага
№ 0 100
Химикалии для моеч-
ных машин
—
—
—
—
—
—
—
45 — 5°
до— ioo
6о—9°
6о — 9°
80 — 90
130—300
8о—ioo
5о — 6о
6о—9°
ОС 6О
8O — I3O
75—l6o
65- 8О
I2O ЗОО
75—l8o
100—200
5-15%
от веса красок
IOO— 120°/о
от веса эмали
25-3°
40—50
ю—is
о,о5—о,1
2О — 4°
ю —15
0,01— O.O25 M^'jM?
0,1—0,2% ОТ
веса деталей
САНИТАРНАЯ ТЕХНИКА
И ЭНЕРГЕТИЧЕСКОЕ ХОЗЯЙСТВО ЦЕХА
Отопление и вентиляция. Все помещения,
где происходит выделение паров растворителя,
должны иметь приточно-вытяжную вентиляцию,
снабжённую огнестойкими или полуогнестой-
кими фильтрами для очистки приточного воз-
духа от пыли. С целью уменьшения концен-
трации паров растворителей в помещении цеха,
всё оборудование и рабочие позиции, выде-
ляющие вредности (ванны, распылительные
камеры, места для естественной сушки нитро-
лаков и пр.)* снабжаются индивидуальными
отсосами с непосредственным отводом воздуха
наружу не менее чем на 1 м выше конька
крыши.
Оборудование, связанное с распылением
краски, должно иметь устройство для очистки
отсасываемого воздуха от лакокрасочного ту-
мана.
Приток воздуха проектируется всегда в верх-
нюю зону помещений. При наличии распыли-
тельных камер, имеющих большой отсос воз-
духа, раздачу рекомендуется производить таким
образом, чтобы струя чистого и тёплого воз-
духа направлялась в виде воздушного душа
на рабочее место.
Отопление окрасочных цехов, как правило,
осуществляется за счёт подогрева приточного
воздуха. В случае установки- нагревательных
приборов последние должны иметь гладкую
поверхность, легко очищаемую от пыли. Тепло-
носителем принимается вода или пар низ-
кого давления (не выше 0,7 ати).
Температура окрасочных цехов, краскозаго-
товительных отделений и др. должна быть в
пределах 16 — 20° С. а для складов лакокра-
сочных материалов —- не менее 10° С.
В задание на проектирование отопления и
вентиляции цеха включают номенклатуру агре-
гатов, имеющих индивидуальные отсосы, коли-
чество отсасываемого ими воздуха в мЦЧас и
номенклатуру агрегатов, излучающих тепло в
цех (сушилки, ванны и пр.), и температуру
стенок их тепловых ограждений.
При отсутствии расчётных данных темпера-
туру наружной стенки сушилок можно при-
нимать:
для сушилок с температурой сушки до
70—100° С 30 -35° С
для сушилок с температурой сушки выше
100° С 35-45° С
Задание предусматривает также вес изделий,
охлаждаемых в цехе, в кг/час, и их темпера-
туру, а также перечень рабочих позиций, даю-
щих вредные выделения в цех (пары раство-
рителя, пыль и пр.), и количество этих выде-
лений.
При невозможности подсчитать количество
паров растворителя, выделившегося в цех (на»
пример, при наличии в цехе распылительных и
сушильных камер), количество это можно ори-
ентировочно принять: для масляных красок
2 — 5и/о> для эмалей — 5 — 10%, а для нитро-
лаков и нитроэмалей — 25 — 35% от веса рас-
ходуемой краски.
При подсчёте испарившегося в процессе ра-
боты с зеркала ванны для окунания растворителя
(уайтспирит) испарение можно принимать (при
наличии вентиляции) в среднем 115— 120 г/нас
на 1 м2 зеркала ванны при t = 20° С.
гл. vnj
САНИТАРНАЯ ТЕХНИКА
291
Воздухообмен в цехе рассчитывается в зави-
симости от количества вредных выделений по
формуле
V = ¦—м^/час,
где G — количество вредных выделений непо-
средственно в цех в г/час; с — допустимая кон-
центрация в мг/л.
В табл. 27 приведены предельно допустимые
концентрации ядовитых паров/ газов и пр. в
воздухе рабочей зоны производственных поме-
щений [14].
Для предотвращения попадания вредных вы-
делений из цеха окраски в соседние цехи ко-
личество приточного воздуха принимается на
20% менее общего количества удаляемого из
цеха воздуха.
В цехах с механизированной окраской обычно
проектируется только приточная вентиляция,
так как окрасочное оборудование обладает
всегда мощными вытяжными устройствами и
полностью обеспечивает необходимый воздухо-
обмен.
Очистка воздуха, удаляемого из пескоструй-
ного отделения, производится в два приёма:
грубая—в циклонах и тонкая — в мокрых гра-
вийных или матерчатых фильтрах.
Примером такой очистки может служить
планировка пескоструйного участка одного
машиностроительного завода
(фиг. 23).
Таблица 27
Наименование вещества
Аммиак .....
Ацетон
Бензол, толуол, ксилол, соль-
вент-нафт
Бензин, уайтспирит, лигроин,
керосин
Скипидар
Хлорированные углеводороды
(четырёххлористый углерод, три-
хлорэтилен, дихлорэтан) ....
Эфиры уксусной кис поты (аце-
таты—этилацетат, пропилацетат,
бутилацетат)
Амилацетат, метилацетат . .
Предельно-допу-
стимая концентра-
ция в мг\л
О,О2
О,2Э
о,ю
°,3°
°.3°
°.°5
0,2
Фиг. 23. Планировка пескоструйного отделения на две
камеры; ] _ пескоструйные камеры; 2 — циклон;
3—гравийный фильтр; 4 — вентилятор; 5 —пескосборник.
19*
Водопровод и канализация. Водопровод
и канализация проектируются согласно обще-
принятым правилам и нормам. Канализация
должна быть нормального закрытого типа. При
спуске вод от распылительных камер реко-
мендуется устраивать закрытые отстойники.
При наличии кислотных ванн большой ёмкости
на участках химической подготовки преду-
сматриваются устройства для нейтрализации
растворов.
Электросиловое и осветительное хозяй-
ство. Проектируется согласно „Правилам без-
опасности и устройства электротехнических
сооружений сильного тока низкого и высокого
напряжения", одобренным IX Всесоюзным
электротехническим съездом.
Согласно этим правилам, в цехах и прочих
помещениях, отнесённых по пожарной опасности
к категории А, устанавливаются электромо-
торы и пусковая электроаппаратура взрыво-
безопасного, герметически закрытого типа, а
осветительная аппаратура— газо-пыленепрони-
цаемого взрывобезопасного типа. В цехах и
помещениях, отнесённых к категории Б, при-
меняются электродвигатели и пусковая аппа-
ратура закрытого типа, не имеющие искря-
щихся частей или взрывобезопасные.
Установленная мощность электрооборудова-
подсчитывается на основе паспортных или
расчётных данных оборудования и электроосве-
щения. Для разработки проектов электросило-
вого хозяйства цеха составляется ведомость-
задание, содержащая в себе перечень потре-
бителей тока, их количество и характеристику.
Для укрупнённых расчётов установленная
мощность определяется ориентировочно по
принятому виду оборудования или принимается
по удельным показателям аналогичных произ-
водств.
Паровое хозяйство. Производственный пар
расходуется главным образом на подогрев
сушильных камер, ванн химической под-
готовки и воздуха приточной вентиляции. Ко-
личество пара, потребное для нагрева различ-
ных ванн, можно подсчитать, пользуясь ука-
заниями, приведёнными в главе „Проектиро-
вание цехов металлопокрытий".
Результаты подсчёта заносятся в ведомость
расхода пара, которая служит также заданием
на проектирование промышленных проводок.
При назначении времен» разогрева оборудо-
вания следует иметь в виду, что расход пара
292
ПРОЕКТИРОВАНИЕ ОКРАСОЧНЫХ ЦЕХОВ
[разд.
на разогрев Dp, выраженный в кг/час, обычно
значительно выше часового эксплоатационного
D9. Поэтому время разогрева, проектируемое
обычно в 3-ю смену в целях выравнивания
п:-ковых нагрузок, следует удлинять.
Годовой расход пара подсчитывается по фор-
муле
D,=
1000
т/год.
где Ф — фонд времени работы оборудования
в год; fp — число часов разогрева в сутки;
С —число рабочих дней оборудования в году.
Для укрупнённых подсчётов можно исходить
из следующих ориентировочных показателей:
средний расход пара давлением 3 — 4 ати при
температуре сушки 100 — 110°: для камерных
сушил периодического действия — 80 — 100
кг/час, а для конвейерных сушил—45 — 75 кг]час
на 1 от нагреваемого металла.
При проектировании окраски распылением
крупных и средних изделий приходится ре-
шать вопрос экономичности применения этого
метода в связи с большими объёмами отса-
сываемого распылительными камерами воздуха.
Количество пара на нагрев приточного воздуха
определяется по формуле
Компрессорное хозяйство. Сжатый воздух
расходуется для окраски распылением и ряда
подготовительных операций.
Расход свободного воздуха подсчитывается
по паспортным или практическим данным или
исходя из количества воздуха, расходуемого
соплом определённого диаметра при заданном
давлении (фиг. 24,25). В последнем случае для
получения фактического расхода воздуха не-
обходимо принятый расход умножить на коэ-
фициент использования сопла k, который скла-
дывается из двух величин: kx ~- коэфициента,
учитывающего загрузку оборудования програм-
мой, и k2 ~ коэфициента, учитывающего „ма-
шинное время" сопла, т. е. то время, в течение
которого работает сопло в нроцессе операции.
Значение к5 принимается в зависимости от раз-
мера и конфигурации изделия обычно в преде-
лах 0,5 — 0,75 времени операции.
На потери воздуха (утечка в сети и пр.)
принимается 40 — 50% общего расхода.
Результаты подсчётов сводятся в таблицу
расхода сжатого воздуха, служащую одновре-
менно заданием на проектирование сети. Для
укрупнённых подсчётов можно пользоваться
данными табл. 28.
Таблица 28
D —
500
— кг/час,
где V — количество
камерами, в м^/час;
воздуха, отсасываемого
aL — *4 lO'
tli — температура цеха в °С; t0 — среднесезон-
ная температура отопительного периода (для
подсчёта годового расхода пара) или макси-
мальная расчётная зимняя температура для
пикового расхода пара.
м^час
Наименование
инструмента
Пульверизатортипа КР-2
То же типа ГАЗ-МВС .
Сопла для обдувки
0 3 мм
Пневмоинструмент для
механической очистки . .
Пневмоподъёмники для
подъёма от 150до 1700яг
Примерное
давление
в ати
3-5
4,5-6
2-3
5-6
5-6
Средний рас-
ход воздуха
в мя\час
12 — 16
12— 2О
IO—SO
ю —30
0,05 — 0,4 mz
на один подъём
В производстве, где от-
сутствует центральная ком-
прессорная станция, для
механизированных окрасоч-
ных цехов проектируется
собственное снабжение сжа-
тым воздухом от стационар-
ной или передвижной ком-
прессорной установки. Вы-
бор компрессора произво-
дится из расчёта среднего
расхода сжатого воздуха по
свободному его объёму с
учётом коэфициента одно-
временности работы потреб-
ляющих точек.
Потребная мощность на
валу компрессора опре-
деляется по формуле
ати
L'V
Фиг. 25. Расход воздуха
струйным соплом.
С,
Фиг. 24. Расход воздуха соплами
разных диаметров.
где L — работа, потребная на
сжатие 1 м3 воздуха, в кгм;
V—объём воздуха, засасываемого в 1 сек.; -ц — к. п. д.
компрессора, равный ~ 0,8. Значение L можно принимать
по табл. 29 [7].
гл. vn]
СОСТАВ ПЛОЩАДЕЙ, ИХ КОМПОНОВКА.
293
Таблица 29
Р ! 2
L изотермич.
L адиабатич.
бооо
3
IIOOO
хэдоо
4
13 9°°
17 юо
5
i6ioo
20500
6
17900
23500
7
19500
26100
Для укрупнённых подсчётов можно прини-
мать расход мощности на 1 ж3 засасываемого
воздуоса в час в пределах ОД—0,125 л. с.
на 1 м&/час.
Для очистки от пыли свободного воздуха,
поступающего в компрессор, устанавливается
специальный фильтр, а для очистки сжатого
воздуха от влаги, образовавшейся в процессе
сжатия, и паров масла — специальные прибо-
ры— масло-водоотделители.
Водоснабжение. Производственная вода
расходуется различным оборудованием хими-
ческой подготовки (ванны, моечные машины
и пр.) и распылительными камерами с гидро-
очисткой.
Расход воды определяется по паспортным
данным, практическим данным или рассчиты-
вается по заданной сменности раствора.
Ведомость расхода воды с указанием состава
сточных вод является заданием на проектиро-
вание водопровода и канализации.
Для укрупнённых подсчётов расходов воды
можно пользоваться средними расходами её
по табл. 30.
Таблица 30
Наименование
потребителя
1. Промывочные
ванны
2. Моечные машины
3. Позиции мокрого
шлифования
4. Распылительные
камеры (,по данным
ЗИС)
Размерность
л/л»2 обрабатывае-
мой поверхности
м3/т изделий
л/м3 обрабатывае-
мой поверхности
м?\час на гидро-
фильтр
Средний
расход
о,35—о,5
О,12 — О,5
3 — 4
°>i— °,5
СОСТАВ ПЛОЩАДЕЙ, ИХ КОМПОНОВКА
И РАЗМЕЩЕНИЕ ОБОРУДОВАНИЯ
Окрасочные цехи и отделения должны рас-
полагаться в огнестойких изолированных поме-
щениях с непосредственным выходом наружу,
лучше всего — по периметру производственных
корпусов. Окрасочные отделения категории А
следует размещать в одноэтажных зданиях или,
в крайнем случае, в верхнем этаже, устраи-
вая при этом максимальное остекление стен и
фонарей.
Окрасочные участки, как исключение, могут
быть расположены на территории других це-
хов без выделения их огнестойкими перего-
родками, если это расположение диктуется
условиями технологической необходимости (на-,
пример, окраска шасси автомобиля на кон-
вейере и пр.), при условии устройства специаль-
ной вентиляции и соблюдении всех противопо-
жарных мероприятий [12].
Участки подготовки (пескоструйное отделе-
ние, ванны, бондеризация и пр.), выделяющие
пыль, пары, влагу и пр., должны быть от-
делены от основного отделения глухими пе-
регородками. Агрегаты для бондеризации,
моечные машины и т. п., конструкция кото-
рых исключает вредные выделения в цех,
могут быть установлены на основной пло-
щади (см. фиг. 7).
Краскозаготовительные отделения распола-
гаются непосредственно на площади окрасоч-
ного цеха по наружной стороне корпуса
или в специальном отдельно расположенном
здании.
Отделения для ручной раздачи краски от-
деляются от производства глухими огнестой-
кими перегородками.
Склады лакокрасочных материалов распола-
гаются в изолированных огнестойких зданиях.
Цеховые склады могут быть расположены
вблизи краскозаготовительных отделений и
должны иметь самостоятельный изолирован-
ный вход.
Экспресс-лаборатории следует располагать
возле краскозаготовительных отделений.
Бытовые помещения могут быть располо-
жены в одном здании с окрасочным цехом
при условии устройства изолированного входа
и огнестойких перегородок.
Стационарные компрессорные установки на
площадях цехов или складов не допускаются и
монтируются в отдельных помещениях.
Ремонтные базы для текущего ремонта крас-
кораспылительной и другой пневмоаппара-
туры и транспортных приспособлений распо-
лагаются в отдельном помещении на площади
цеха.
Наиболее удобным для размещения окрасоч-
ного цеха является одноэтажное в несколько
пролётов здание высотой не менее 4,0 м до
затяжки стропильной фермы. Такое здание
должно иметь по своей длине пристройки для
размещения производственных участков, имею-
щих вредные выделения и пыль (пескоструй-
ные отделения, участки химической подготовки
и пр.), бытовых, конторских помещений, краско-
заготовительной, складов и пр.
Ширина пролёта определяется размерами
изделий и выбирается обычно в пределах
6—12 м, а для очень крупных изделий — до
15—18 м.
Стены, перекрытия и полы цехов, лаборато-
рий, складов и прочих участков проектируются
из огнестойких материалов. Стены и потолки
оштукатуриваются цементным раствором и
окрашиваются масляной краской: потолок — в
белый цвет, стены и конструкции—в светлые
тона. Для отделений4 декоративной окраски
часто применяются пылепоглощающие асфаль-
товые полы. Для отделений химической под-
готовки, где используются щёлочи и кислоты,
полы и стены выкладываются метлахскими
плитками на высоту 1,5--1,75 м или выпол-
няются из щёлоче- и кислотоупорных мате-
риалов.
Ввиду огнеопасности в цехах площадью
более 100 м2 устраивается не менее двух вы-
ходов наружу, причём для цехов группы А
предельное расстояние до одного из наружных
выходов не должно превышать 30 м.
294
ПРОЕКТИРОВАНИЕ ОКРАСОЧНЫХ ЦЕХС В
[разд. v
Окрасочные цехи и отделения оборудуются
автоматическими дренчерными и спринклер-
ными установками.
Укрупнённый подсчёт потребных площадей
производится по отдельным участкам (подго-
товка, окраска, отделка и пр.) на основе удель-
ных показателей аналогичных производств
(выпуск на 1 м* производственной площади
в т, шт. или л*2) или при отсутствии таких —
примерной распланировкой оборудования в
цехе, отделении, участке.
На основе подсчитанных площадей произво-
дится распланировка отделений и участков
цеха с целью наиболее рационального их рас-
положения. Затем определяются оптимальный
периметр площади, ширина пролёта и, нако-
нец, производится планировка оборудования
согласно принятой технологии и организации
производственного процесса.
тамй изделий, организацией транспорта и пр.
[11, 12].
При размещении оборудования и рабочих
мест рекомендуется соблюдать следующие ми-
нимальные размеры:
а) ширина прохода для ремонта и
осмотра оборудования ... не менее о,8 м
б) разрыв между открытыми про-
ёмами распылительной и сушильной
камер, сушильной камеры и ванны
для окунания не менее з ,
в) разрыв между рабочими местами,
где производится шлифование _ или
полирование, и открытым проёмом
распылительной камеры или ванной
для окраски окунанием . . не менее 5 •
г) ширина прохода для подачи дета-
лей и прохода рабочих (определяется
размерами и типом внутрицехового
транспорта) не менее i.,5 — i|8 м
д) ширина рабочей зоны около обо-
рудования, верстака я т. п. не менее i,o м
Фиг. 26. Планировка окрасочного цеха мелкосерийного производства: /—контора начальника от-
деления; Я—цеховая лаборатория; III—участок пульверизационной окраски; IV— место для скла-
дывания неокрашенных деталей; V—краскозаготовительное отделение; V7—кладовая; VII— место
для хранения готовой продукций; VIII — участок ручной окраски мелких деталей; IX — участок
окраски и естественной сушки крупных деталей; / — краскомешалки; 2—краскотёрка; 3—верста-
ки; 4—распылительная камера; 5—сушилка пятикамерная; б—ванны для снятия старой краски;
7 — вееы; 8—кран-балка; 9 — площадка приточной вентиляции; 10 — монорельс с пневмоподъёмни-
ком; 11— монорельс для загрузки деталей в ванны.
Фиг. 27. Планировка окрасочного цеха крупносерийного производства: /—контора; //— краскозаготовительное
отделение; III— места для складывания неокрашенных деталей; IV— склад готовой продукции. 1— моечная
машина с сушильной камерой; 2—агрегат для окраски окунанием и сушки со штанговым конвейером; 3—рас-
пылительная камера двойная; 4— многоходовая сушильная камера; 5— верстак для подготовки; б —монорельсы
с пневмоподъёмниками; 7 —конвейер; 8 — кран-балки; 9 — площадка приточной вентиляции.
Площадь цеховой лаборатории для произ-
водства средних масштабов принимается в
пределах 25 — 35 м2, что позволяет вести ра-
' боту двум-трём лаборантам. При лаборатории
устраивается небольшой склад площадью
8—10 ж2.
На фиг. 22 приводится планировка оборудо-
вания цеховой лаборатории при серийном
производстве.
Расстояния между оборудованием и рабо-
чими местами определяются в соответствии с
условиями технологического процесса, габари-
Привязка оборудования на планировке про-
изводится по осям колонн.
В качестве примеров приводятся следующие
планировки [25].
Планировка окрасочного цеха мелкосе-
рийного производства сгедних и мелких
изделий (фиг. 26), класс II, группа 4. Цех
осуществляет окраску деталей лёгких тракто-
ров (весом 2 т) кистью и распылением
с естественной и искусственной сушкой. Движе-
ние деталей запроектировано прямолинейно
по планировке справа налево, причём на
Фиг. 28. Планировка окрасочного корпуса для окраски товарных вагонов: А—окрасочный цех; Б— краскозаготовителыюе отделение; В—лаборатория; Г —отделение сборки
тормозов; Д— отделение ремонта пневматического инструмента и приспособлений; Е— помещения вентиляционных агрегатов распылительных камер; Ж — теплофикацион-
ный ввод; К— электроподстанция; Л — бытовые и конторские помещения, а—б— поток окраски платформ; в —поток окраски крытых вагонов; г —поток окраски гондол
(отсчёт потоков сверху вниз); 1 — XVII — рабочие позиции. Оборудование: 1 — камеры подогрева до 60—70°С; 2—вытяжные камеры; 3— сушильные камеры для сушки шпа-
тлёвки при 60—70° С; 4— вентиляционные устройства для окраски внутренних поверхностей крытого вагона; 5—электроэкран для сушки крыши крытого вагона; 6 — элек-
троэкраны для сушки крыш тормозных будок; 7 —распылительные камеры для первой окраски; 8 — сушильные камеры при 60 —70°С на 4 вагона; 9 — распылительные камеры
для второй окраски; 10— сушильные камеры ори 60—70°С на 3 вагона; 11 — электроакраны передвижные для сушки надписей;/2 —подмости для окраски; 13—рельсовые
пути; 14 — конвейеры периодического действия для передвижения вагонов.
Таблица 31
Показатели
Изделие
Тип производства
Вид покрытия
Метод окраски
Годовой выпуск на / т/м'2
1 м* произв. площади \ м*/м*
То же на одного | т\чел
производственного ра- { м*:чед
бочего (
Производственная
площадь на одного
производственного ра-
бочего в наибольшую
смену м?(чел
Энерговооружён-
ность одного произ-
водственного рабо-
чего в наибольшую
смену квт/чел
Трудоёмкость . | ??$»
Заводы и цехи
Завод дизеле-
строения
Окрасочное
отделение
Двигатели ста-
ционарные и су-
довые
Серийное
Защитный
Ручной
26,6
173,5
2I8.O
1435.°
82,7
3,94
0,6
Завод кузнеч-
но-прессового
оборудования
Окрасочный
цех
Дробильно-раз-
мольные маши-
ны и кузнечно-
прессовое обо-
рудование
Серийное
Защитный
Ручной
54,°
127,0
IOIO.O
аЗ7о,о
5б,о
3,5
1,73
о,73з
Экскаваторный
завод
Окрасочный
цехи участки
Экскаваторы
разных типов
Серийное
Защитный
Ручной
24,4
!53,°
49°,°
3820,0
6i,o
2,7
3,1
°.5
Автозавод
Отделение
окраски кабин
и оперения
Тяжёлые грузо-
вики
Крупносерий-
ное
Защитно-деко-
ративный
Механизиро-
ванный
2,72
285
«64
0700
47.°
5,6
27,6
о,гб
Мотозавод
Лакировочный
цех
Детали и узлы
мотоцикла
Крупносерий-
ное
Защитно-деко-
ративный
Механизиро-
ванный
1,25
129
21,8
В 225
14,5
2,38
95,о
о,92
Вагонный
завод
Окрасочный
цех
Бол ьшегруз-
ные вагоны 50от
Массовое
Защитный
Механизиро-
ванный
1OI
155»
228о
35°оо
45,°
6,О5
о,59
°,°39
Велозавод
Лакировочный
цех
Детали и узлы
велосипеда
Массовое
Защитно-деко-
ративный
Механизиро-
ванный
1,8
Зб1
17,5
252O
29,°
1,63
86,6
о,6
Тракторный
завод
Отделение ок-
раски при прес-
совом цехе
Штампованные
детали и узлы
трактора
Массовое
Защитный
Механизиро-
ванный
38
41°
980
454°°
5°,5
6,7
*'%.
0,036
Завод сельхоз-
машин
Отделение окраски
деталей и узлов
Детали и узлы
сельхозмашин и
ветряных двигате-
лей
Серийное
Защитный
Механизирован-
1ый и ручной
25
325O
169
°i71
0,65
ГЛ. VII]
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
297
участке окраски распылением движение осуще-
ствляется по принципу маятника (распыли-
тельная камера — сушильная камера).
Транспортировка из'делий производится вруч-
ную — на тележках и при помощи кран-балки
или монорельса с ручной талью. На площади
сосредоточено всё хозяйство цеха — окрасоч-
ные участки, краскозаготовительное отделение,
кладовая, цеховая лаборатория, контора и
место для хранения готовой продукции.
Планировка окрасочного цеха крупно-
серийного производства средних изделий
(фиг. 27), класс II, группа I. Данный цех
предназначен для однослойной окраски дета-
лей и узлов прессового цеха завода сред-
него машиностроения методами окунания и
распыления с искусственной сушкой и приме-
нением оборудования, обладающего высокой
производительностью (моечная машина, агре-
гат для окунания и сушки и многоходовая
сушильная камера). Движение изделий органи-
зовано по принципу непрерывного потока при
помощи конвейера и системы кран-балок и
монорельсов.
Подача краски осуществляется механизиро-
ванным путём из краскозаготовительного отде-
ления.
Планировка окрасочного корпуса для
крупносерийного производства крупных
изделий (фиг. 28), класс I, группа 1. Окрасоч-
ный корпус предназначен для окраски товарных
вагонов в собранном виде методом распыления
с применением искусственной сушки.
Передвижение изделий производится наполь-
ным конвейером периодического действия.
Окрасочный цех, занимающий центральную
часть корпуса, имеет четыре самостоятель-
ных потока, из которых два (а и б) предназ-
начены для окраски платформ, один (ej — для
окраски крытых вагонов и один (г) — для окра-
ски гондол. Каждый поток имеет 17 позиций
(I—XVII), выполняющих следующие операции.
Позиция /—подогрев вагона до температуры
цеха в зимнее время и просушка его в дожд-
ливую погоду. Позиция //—подготовка к
окраске (очистка от загрязнений, обдувка и
протирка концами с уайтспиритом, местная
шпатлёвка). Позиция /// — сушка шпатлёвки.
Позиция IV— шлифование подшпатлёванных
мест, окраска и сушка рефлекторами крыш
тормозных будок и окраска крытого вагона
изнутри. Позиция V — окраска вагонов рас-
пылением. Позиции VI—IX—сушка окрашен-
ных вагонов. Позиция X—2-я окраска ваго-'
нов распылением. Позиции XI—XIII—сушка
окрашенных вагонов. Позиция XIV — живо-
писные работы, 2-я окраска крыш крытого
вагона и тормозных будок. Позиция XV — реф-
лекторная сушка окрашенных мест. Позиция
XVI—сборочные работы (постановка тормозов,
воздушной арматуры и т. д). Позиция XVII —
сдача ОТК.
Кроме окрасочного цеха, на площади окра-
сочного корпуса расположен ряд производ-
ственных и вспомогательных отделений, свя-
занных с окраской и сборкой вагона, а также
и бытовые помещения.
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ
ПОКАЗАТЕЛИ
В табл. 31 приведены краткие технико-эко-
номические показатели окрасочных цехов я
участков.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. А ш е Б. М., Отопление и вентиляция, т. 1—2, Гос-
стройиздат, Л. 1939—1940.
2. Айзенберг Б. И., Фонды времени оборудования
и рабочих для проектирования заводов НКСМ СССР,
Отдел проектных нормативов Гипросрёдмаша, сер. I,
вып. 122, М. 1940.
3. Ващенко Г. Е. и Хренников А. А., Краско-
распылительная аппаратура, „Лакокраспокрытие", М.
1940.
4. Временные правила пожарной безопасности на пред-
приятиях и новостройках, 111 отд. ЦУ ВОХР и ПВО
НКСМ, М. 1944.
5. Гольдштейн Е. Н., Технология неметаллических
покрытий, ОНТИ, Химиздат, Л. 1938.
6. Инструкция к агрегату для бескомпрессорного рас-
пыления краски и других жидкостей по методу инж.
Г. Ф. Фефорбойм, ЦНИИТМАШ, 1941.
7. К а с а т к и н А. Г., Основные процессы и аппараты
химической технологии, ГОНТИ, 1935.
8. К о г б е т л и е в И. Г., Отчёт по теме „Организация
процесса распыления нитролаков и о типовом вентиля-
ционном оборудовании для этого процесса". Москов-
ский химико-технологический институт им. Д. И. Мен-
делеева, М. 1940.
9. Л а п т е в А. И., Лебедев В. И. и др., Окраска
автомобилей в поточно-массовом производстве, ОНТИ
НКТП, 1-938.
10. Проф. Лейбензон Л. С. и др., Гидравлика,
ОНТИ, М.^-Л. 1934.
11. Парийски й—Б р о н с к и й М. С., Проектирова-
ние окрасочных цехов, „Справочник проектанта" (на
правах рукописи), Гипросредмаш, М. 1945.
12. Правила и нормы по технике безопасности, пожар-
ной охране и промсанитарии для окрасочных цехов
машиностроительной и других отраслей промышлен-
ности, Машгиз, М. 1941.
13. Р и н о в а А. Я-. Лаборатория окрасочного цеха,
Машгиз, М.,1941.
14. Руководящие указания по проектированию отопле-
ния и вентиляции в промпредприятиях, Главстрой-
проект, 1944.
15. Терло Г. Я-. Краткое руководство по применению
масляных и эмалевых красок, Каталогиздат, М. 1940.
16. Сборник „Техника окраски", № 1 и 2, изд. „Лако-
краспокрытие'', М. 1941.
17. Т и х о м и р о в А. В. и В а щ е н к о Г. Е., Альбом
оборудования окрасочных цехов, Стандартгиз, М. 1941.
18. Я к у б о в и ч С. В., Физико-механические методы
испытания лакокрасочных материалов и покрытий,
ГОНТИ, М.—Л. 1938.
19. Беликов А. Н., Применение инфракрасных лу-
чей в машиностроении, „Вестник машиностроения*
№ 9 — 10, М. 1944.
20. Бюллетень „Обмен опытом малярной техники", М.
1938 и 1939.
21. Бюллетень „Техника окраски", „Лакокраспокрытие",
М. 1940.
22. В л а д ы ч ин а Е. Н., Сушка лакокрасочных покры-
тий с помощью, индукционных токов, бюллетень „Об-
мен опытом малярной техники" № 4 — 5, „Лакокрас-
покрытие", М. 1938.
23. Исследовательские работы и данные „Лакокраспо-
крытие", научно-исследовательских институтов и ряда
заводов Союза.
24. К о г б е т л и е в И. Г., Об организации поточного
производства в малярных цехах, бюллетень .Обмен
опытом малярной техники" № 1 — 2, „Лакокраспокры-
тие", М. 1939.
25. Проектные и нормативные данные Гипросрёдмаша,
Гипротяжмаша, „Лакокраспокрытие" и других органи-
заций.
26. НКХП —Главкраска, Технические условия на лако-
красочную продукцию, 1937 — 1941.
27. У ч а с т к и н Н. В., Исследование эффективности и
гидродинамического сопротивления элиминаторов,
„Отопление и вентиляция" № 6, 1940.
28. Журналы „Machinery", 1943, „Metal Finisching", 1941—
1944 и др.
Глава VIII
ПРОЕКТИРОВАНИЕ ЦЕХОВ МЕТАЛЛОПОКРЫТИЙ
КЛАССИФИКАЦИЯ ЦЕХОВ ПОКРЫТИЙ
И ИСХОДНЫЕ ДАННЫЕ
ДЛЯ ПРОЕКТИРОВАНИЯ
Классификация цехов и отделений по-
крытий (табл. 1) построена на основании сле-
дующих признаков:
а) осуществляемые в цехе основные виды
покрытий: цинкование, кадмирование, свинце-
вание, меднение, оксидирование, фосфатирова-
ние, серебрение, никелирование, хромирование
и т. д.;
б) особенности технологического процесса
с точки зрения применяемых подготовительных
и отделочных операций, в том числе шлифо-
вания и полирования деталей;
в) свойственный данному цеху тип произ-
водства: мелкосерийный, серийный, крупно-
серийный, массовый;
г) номенклатура основного оборудования
цеха: ванны, колокола, барабаны, полуавто-
маты, автоматы, конвейерные установки.
К 1 классу относятся цехи защитных
покрытий, подразделяющиеся в зависимости
от типа производства и основного оборудова-
ния на три группы. Ко II классу относятся
цехи защитных и декоративных покрытий,
подразделяющиеся в зависимости от тех же
признаков на две группы. К III классу отно-
сятся цехи износостойких покрытий на ин-
струментальных заводах или отделения в
составе инструментальных цехов машинострои-
тельных заводов.
В цехах I и II классов, кроме защитных
и декоративных покрытий, могут произво-
диться покрытия для обеспечения притироч-
ных или смазочных свойств поверхности
(свинцевание, меднение, лужение), для повы-
шения электропроводящих свойств поверх-
ности (серебрение, меднение, лужение), для
сообщения поверхности электроизоляционных
свойств (нанесение на алюминий оксидных
плёнок). В цехах II класса могут произво-
диться также покрытия, имеющие целью по-
'Габлица 1
Классификация цехов и отделений покрытий
Название
цехов
Класс
Группа
Основные ви-
ды покрытий
Особенности
технологиче-
ского процес-
са
Тип произ-
водства
Основное
оборудование
Цехи защитных покрытий
I
1
2
Цинкование, кадмирование,
свинцевание, меднение (перед
цементацией), оксидирование
стали и алюминия, фосфати-
рование, серебрение
3
Цинкование, лу-
жение, свинцева-
ние, никелирова-
ние
Шлифование и полирование деталей
не применяются
Мелкосерий-
ный
Ванны, коло-
кола, баряба-
ны
Серийный и
крупносерий-
ный
Ванны, ко-
локола, бара-
баны, полу-
автоматы и
автоматы
Массовый — по-
крытие листов,
проволоки, ленты
Автоматы и кон-
вейерные установ-
ки
Цехи защитных и. декора-
тивных покрытий
11
I | - .
Хромирование защитно-
декоративное (меднение,
никелирование и хроми-
рование), серебрение, ро-
дирование и др.
Шлифование и полиро-
вание деталей обязательны
Мелкосе-
рийный
Ванны, ко-
локола, ба-
рабаны
Серийный н
крупносерий-
ный
Ванны, ко-
локола, бара»
баны, полу-
автоматы и
автоматы
Цехи (отделения)
износостойких по-
крытий
Ш
1
Хромирование
твёрдое, меднение
перед цемента-
цией
¦ —
Мелкосерийный
Ванны
ГЛ. V.IIl]
ПРОИЗВОДСТВЕННАЯ ПРОГРАММА ЦЕХА
299
вышенке отражательной способности изделий
(серебрение, родирование^ хромирование).
В состав задания на проектирование
включаются: а) годовая программа цеха, б) ре-
жим работы цеха и в) чертежи деталей
с указанием технических условий на обработку.
ПРОИЗВОДСТВЕННАЯ ПРОГРАММА
И РЕЖИМ РАБОТЫ
При укрупнённом проектировании годовая
программа цеха (отделения) задаётся или со-
ставляется на основании показателей по дан-
ным или аналогичным изделиям (табл. А),
Годовая программа цеха
Таблица А
Вид обработки
и тип обору-
дования
1. Изделие —
грузовая авто-
машина
1, Цанкова-
нае на подвес-
2. Цинкова-
ние в колоко-
лах
3. Хромиро-
вание декора-
тивное на под-
весках ....
4
Итого , . .
Количество изделий в
год в шт.
IS 3SO
IS 3S0
IS 3S0
Основные
детали
Запасные
части
на одно изделие
вес
в кг
по-
верх-
ность *
в дм*
S°4
130,9
8
2 S77,6
вес
в кг
<~ 3
-
по-
верх-
ность ¦
в дм?
126
32,7
2
7*9,4
Годовая про-
грамма с запас-
ными частями
вес
в т
7Ц 2H,2S
-
по-
верх-
ность •
в м%
9670s
2S ИЗ
1 S3S
SS2 140
* Поверхность, подлежащая покрытию.
заимствованных из практики передовых род-
ственных цехов.
При детальном проектировании программа
цеха составляется на основании программной
ведомости деталей, в которой указываются вид
покрытия и тип оборудования для их обработ-
ки (табл. Б).
Программа цеха и ведомость деталей дол-
жны предусматривать возможность переделки
продукции цеха в количестве около 3% по
каждому из основных видов обработки (цин-
кование, меднение, никелирование и т. д.).
Работа в цехах покрытий может произво-
диться в одну, две и три смены.
В цехах, оборудованных
полуавтоматами и автоматами,
принимается двух- или трёх-
сменный режим работы.
Для конвейерных установок
(покрытие листов, проволоки и
ленты) целесообразно прини-
мать трёхсменный круглосу-
точный режим работы.
Фонд времени оборудова-
ния (действительный) опреде-
ляют с учётом общих годовых
потерь времени на неизбежные
простои, связанные с выполне-
нием планово-предупредитель-
ных ремонтов. Эти потери
обычно принимают до 3—10%
номинального фонда времени
в зависимости от сложности
оборудования и числа смен.
Распределение оборудова-
ния по группам сложности:
группа I включает ванны и про-
чее немеханизированное обо-
рудование; группа II — полу-
автоматы, колокола, барабаны
и шлифовально-полировальные
станки; группа III — автоматы
и конвейерные установки.
Ведомость деталей на годовую программу
Таблица Б
детали
81-6105066
81-6106068
П-9168
М-4818Э
81-6104006
51-110608
Наименование
детали
Пластина
привода замка
озври
Корпус ниж-
него фиксато-
ра двери
Гайка
Штифт
Ручка сте-
клоподъёмника
Головка бен-
зинового на-
соса
Характеристика детали
ч
Я
я
о,
4)
н
Ст. 08
То же
Ст. 20
Сталь
авто-
мат-
ная 12
Цинко-
вый
сплав
То же
е раз-
1 3
1 »
О. з
2 %
юоХбоХю
74ХЗ^Х10
33Х4
0 8X3S
хюХ23 ХлУ
0 8iXs8
а
m
ш
_
—
0,00р6
0,0098
—
—
п я
щ S
и о
oj
п О-
о си
с ее
13
0,73
0,14
о,о8
0,66
1,43
3 т
0 ОСНОВ!
| одно i
Г.
SSa
? н ч
?чч
J
2
I
2
2
1
'одов
ля программа
по количеству
i
и °
о я
0 2
30 у оо
30700
1S3SO
30700
30 j оо
IS3SO
о
V
га
X
С S
м о
7^7/
7&7S
3838
767/
7&7S
3838
3
аз
о
е
^5/7/
xgi88
38 37S
38 37S
19 188
по ве-
су
по по-
| верх-
ности*
с запасны-
ми частями
в т
а,х8/
0,376
—
—
в м3
461
2&0
26,8
30,7
з;3
3J3
Вид
обра-
ботки
Цинкова-
ние
То же
Хромиро-
вание деко-
ративное
То же
Тип
обору-
дования
Ванна
То же
Коло-
кол
То же
Ванна
То же
* Поверхность, подлежащая покрытию.
300
ПРОЕКТИРОВАНИЕ ЦЕХОВ МЕТАЛЛОПОКРЫТИЙ
[разд. v
ВЫБОР ТОЛЩИНЫ ПОКРЫТИЙ
И ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
Перед разработкой технологического про-
цесса необходимо установить толщину покры-
тий. Последняя зависит от условий работы
изделий. По этому признаку изделия делятся
на три категории: 1) для лёгких условий ра-
боты — в закрытых помещениях, в атмосфере
не загрязнённой агрессивными газами, с не-
значительными колебаниями влажности и тем-
пературы, а также вне помещений, в атмо-
сфере относительно сухой и свободной от
агрессивных газов, например в сельских райо-
нах; 2) для средних условий работы — в за-
крытых помещениях с повышенной влаж-
ностью, а также вне помещений, в атмосфере,
загрязнённой обычными количествами промы-
шленных газов или испарений морской воды;
3) для тяжёлых условий работы — в атмо-
сфере очень влажной, сильно загрязнённой
промышленными газами или твёрдыми веще-
ствами в виде продуктов сгорания, пыли и т. п.,
например в городах с сильно развитой промы-
шленностью, в цехах заводов, транспортных
парках и пр.
Виды однослойных и многослойных покры-
тий и рекомендуемые для них средние (рас-
чётные) толщины приведены в табл. 2 и 3.
Данные по толщинам покрытий приведены
в обеих таблицах применительно к изделиям
из стали. Для изделий из чугуна, имеющих
очень пористую поверхность, толщина первого
слоя отложений должна быть увеличена при-
мерно на 50°/о. Для изделий из цветных метал-
лов (меди, латуни и др.) толщины покрытий
их другими металлами (никелем, хромом и
др.) должны соответствовать указанным в тех
же таблицах.
При укрупнённом проектировании тех-
нологический процесс разрабатывается в виде
краткого перечня основных операций обработ-
ки деталей (табл. В) с указанием характера
раствора (щёлочный, кислый и т.д.) и режима
работы (температура, плотность тока, продол-
жительность процесса).
При детальном проектировании техноло-
гический процесс разрабатывается подробно
в виде последовательного перечня всех опе-
раций с указанием состава раствора и режима
работы для каждой операции (табл. Г).
В зависимости от назначения покрытий
и состояния покрываемой поверхности прини-
маются условно четыре схемы технологиче-
Таблица 2
Средние (расчётные) толщины однослойных металло-
покрытий [3, 4, 5, 6 и 11]
Назначение покрытия и условия
работы изделий
Защита от атмосферной кор-
розии:
условия лёгкие
я средние
„ тяжёлые
Защитно-декоративная обра-
: ботка*
условия лёгкие
„ средние
Защита (местная) от цементации
Защит а (местная) от азотизации.
Повышение сопротивления из-
носу и поверхностной твёрдости:
измерительный инструмент . .
режущий инструмент ....
Защита от коррозии, вызывае-
мой жидкими средами:
водопроводной водой при тем-
пературе до 70° С
морской водой и подобными ей
щелочными растворами ....
разбавленными растворами
серной кислоты и её солей,
ОВ, сернокислыми и серни-
стыми соединениями ....
концентрированными раство-
рами серной кислоты ....
бензином и керосином ....
Защита от коррозии консерв-
Зашита от коррозии молоч-
ной тары, котлов и других изде-
лий, применяемых в пищевой
Сообщение поверхности при-
тирочных или смазочных свойств
Повышение электропровод-
Вид по-
крытия
Zn
Zn
Pb
Zn
Pb
Cu **
Ni
Ла-
тунь**
Cu**
Ni
Ла-
тунь**
Cu
Sn
Cr
Cr
Ni
Cr
Fe
Zn
Cd
Ni
Pb
Pb
Zn
Sn
Sn
Cu
As
Cu
Sn
Толщина
покрытия*
в v- .
IO
2O
ЗО-5О
4O
too—150
15—20
15—2°
I5—2O
25 ЗО-
25-ЗО
25-30
2O—40
3—10
5-20
5-ю
10-50
5—100
10—100
5o
40—50
20—100
so—100
200—IOOO
20—50
2—3
s>
IO—35
5-15
4—14
10
10
* Для защиты от атмосферной коррозии и для за-
щитно-декоративной обработки нижний предел толщин
покрытии указан для плоских деталей, верхний пре-
дел — для рельефных деталей.
** Покрытие медью и латунью здесь имеется в виду
перед оксидированием.
Таблица 3
Средние (расчётные) толщины многослойных покрытий [5, 6 и 12]
Назначение покрытия и
условия работы изделий
Защитно-декоратавная
обработка:
Условия лёгкие
Условия средние
Толщины покрытий в микронах
Си (циа-
нистый
электро-
лит)
3
3
3
3
3
Си (кис-
лый
электро-
лит)
so
13
30
30
22
Ni
10
15
Cr
2-3
1
1
Ag
5—7
Au
1—3
Суммар-
ная тол-
щина
25—26
2б
38—40
34-36
41
Примечания
ГЛ. VIII] ВЫБОР ТОЛЩИНЫ ПОКРЫТИЙ И ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
301
Продолжение табл. з
Назначение покрытия или
условия работы изделий
Условии средние
Условия тяжёлые
Защита от коррозии, вызы-
ваемой щелочными раство-
рами
Толщины покрытий в микронах
Си (циа-
нистый
электро-
лит)
3
3
10
ю
3
3
Си (кис-
лый
электро-
лит)
4о
4°
15
25
32
47
47
Ni Cr
15
20
20
20
1
1
Ag
10—15
20—30
1С—IOO
Au
5—7
20—30
Суммар-
ная тол-
щина
53-58
48-5°
4i
5°
7o—80
70—80
30—120
Примечание
Для цинко-
вого сплава
То же
Примечания. 1. Взамен меднения в цианистом электролите можно применять латунирование (при той же
толщине покрытия).
2. В случае невозможности применения цианистых .электролитов первый медный подслой (из цианистого
электролита) для деталей несложной конфигурации заменяется никелевым такой же толщины.
3. Для меднения деталей очень сложной формы, для покрытия которых не могут быть применены кислые мед-
ные электролиты, должно быть предусмотрено покрытие только в цианистых электролитах.
Технологический процесс |для укрупнённого проектирования)
Таблица В
Наименование
операции
Характер раствора
Режим работы
Температура
в °С
Плотность тока
в а/дм3
Продолжитель-
ность процесса
в мин.
Обезжиривание химическое . . \ Органический растворитель
Обезжиривание электролити-
Цинкование в ваннах
Декапирование химическое . .
Цинкование
Щёлочный
Кислый
Цианистый
87
jo—8o
Комнатная
6—хо
{3—4 на катоде
2—1 на аноде
o,f—i
44
Технологический процесс (для детального проектирования)
Таблица Г
Наименование
операции
Обезжиривание химическое
Монтаж на приспособления
Обезжиривание электроли-
тическое ,
Промывка в проточной воде
Декапирование
Промывка в проточной воде
Цинкование
Раствор
Наименование компонен-
тов раствора
Трихлврэтилен
Едкий натр
Тринатрийфосфат
Жидкое стекло
Серная кислота
Окись цинка
Цианистый натрий
Едкий натр
Количество
в г\л
Цинкован
20 \
Я> \
3-Р
fO—ZOO
41 \
8?
4о—6о>
Режим работы
Температу-
ра в °С
ге в ваннах
87
70—80
6о
Комнатная
То же
3S—4O
Плотност ь
тока
в а/дм?
у—ю
2
Продолжитель-
ность процесса
в мин.
6—10
IS—4 на катоде
\a—i на аноде
О,(—1
o,f—r
o.S—z
44
ского процесса в соответствии со следующей
разбивкой деталей на категории:
I категория — детали, подлежащие защит-
ному покрытию с поверхностью, предвари-
тельно (до поступления в цех покрытия) об-
работанной на станках (покрытия выполняются
преимущественно в цехах I класса, 1-й и
2-й трупп);
II категория — детали, подлежащие защит-
ному покрытию, необработанные, с сильно
окисленной поверхностью (обрабатываются
преимущественно в тех же цехах, что и детали
I категории);
III категория — детали, подлежащие за-
щитно-декоративной или другой специальной
отделке поверхности с применением шлифо-
вания и полирования (обрабатываются пре-
имущественно в цехах II класса, 1-й и
2-й" групп);
IV категория — детали, подлежащие покры-
тию для повышения сопротивления механиче-
скому износу, поверхностной твёрдости,, вос-
становления размеров и для других специаль-
ных целей, с поверхностью, обработанной на
станках до поступления в цех покрытия (об-
рабатываются преимущественно в цехах III
класса).
Последовательный перечень операций тех-
нологических процессов приведён в таблице
технологических процессов (табл. 4).
Условные знаки в графах таблицы обозна-
чают: , -f- " — операция в данной технологи-
302
ПРОЕКТИРОВАНИЕ ЦЕХОВ МЕТАЛЛОПОКРЫТИЙ
[разд. v
ческой схеме применяется; „ — * — операция
в данной технологической схеме не приме-
няется; .f — операция в данной технологи-
ческой схеме может применяться и может не
применяться.
В дополнение к указаниям табл. 4 необхо-
димо руководствоваться следующими поло-
жениями.
1. При многослойном покрытии после поли-
рования промежуточных отложений (операция
33) процесс обработки поверхности перед каж-
цым последующим покрытием повторяется, на-
чиная с операции 11, по схеме, указанной
в таблице для III категории.
2. В случае местного покрытия перед мон-
тажем деталей на подвесках должна быть
предусмотрена операция местной изоляции
поверхности с последующим обезжириванием
вручную или электрохимическим способом;
после покрытия должна быть введена опера-
ция „снятие изоляции".
3. Детали, подлежащие хромированию
с целью повышения сопротивления механиче-
скому износу или для увеличения поверхно-
Схемы (примерные) технологических процессов [А, 5 и 7]
(металлические покрытия, оксидирование и фосфатирование)
Таблица 4
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
Категории деталей
Наименование
операции
Монтаж на приспособления
Обезжиривание химическое
Промывка в горячей и хо-
лодной проточных водах. . .
Травление химическое . . ,
Промывка в холодной и го-
рячей проточных водах.. . .
Демонтаж
Обдирка кругами (корундо-
вые или наждачные камни).
Шлифование на войлочных
кругах с наждаками. ....
Крацовка (для удаления
травильного шлама) ил и анод-
ное снятие шлама
Промывка в холодной (пос-
ле крацовки) или горячей
(после анодного снятия шла-
ма) проточной воде ....
Обезжиривание в органиче-
ских растворителях ....
Протирка или сушка . . .
Монтаж на приспособления
Обезжиривание электроли-
тическое
Промывка в горячей и хо-
лодной проточных водах . .
Декапирование химическое
или электролитическое
Промывка в 1—2 холодных
проточных водах
Нейтрализация
Промывка в холодной про-
точной воде
Нанесение покрытия . . .
Промывка в непроточной
воде
Промывка в холодной про-
точной воде
Химическая обработка(пас-
сивирование, осветление и пр.)
Промывка в холодной про-
точной воде
Нейтрализация
Промывка в холодной про-
точной воде
Промывка в горячей про-
точной воде .
Сушка
Демонтаж приспособлений
Промасливание .......
Сушка или протирка....
Контроль
Полирование на полотняных
кругах
Контроль
Термическая обработка . .
+
+
±
±
Примечания
Операции 2 и 3 для деталей I и III кате-
горий, подлежащих покрытию металлами,
применяются в случае очень сильного за-
грязнения поверхности деталей жирами.
Перед фосфатированием стали и оксидиро-
ванием алюминия и его сплавов (детали I и II
категорий) эти операции обязательны во
всех случаях
Операции 4 и 5 для деталей III категории
применяются при наличии на поверхности
деталей окалины с целью экономии шлифо-
вальных кругов
Применяется телько для отливок
Применяются после травления стали
Для мелких деталей после обезжиривания
и травления в барабанах операции 9 и 10
не обязательны
Операции 18 и 19 применяются только для
отливок и деталей со сварными узлами в
случае покрытия в цианистых электролитах
Применяется для улавливания дефицит-
ных электролитов
Операции 25 и 26 применяются после хро-
мирования и для сварных и литых деталей
Операции 30 и 31 применяются после фоо
фатирования и оксидирования стали
Применяется для удаления водорода
ГЛ. VIII]
ОБОРУДОВАНИЕ
303
стной твёрдости, после точной механической
обработки в механическом цехе иногда под-
вергаются в цехе покрытий предварительной
очистке мелкой наждачной шкуркой или мел-
ким порошком наждака, пемзы, венской из-
вести. Эта операция производится перед опе-
рацией 13 (монтаж) по схеме для деталей IV
категории.
4. Фосфатирование и бондеризация произ-
водятся по схеме, указанной для деталей 1 или
II категории (за исключением операций 14, 15,
16 и 17), с предварительной пескоструйной
обработкой и обдувкой поверхности сжатым
воздухом (для деталей I категории).
5. Оксидирование стали производится по
схеме для деталей I или И категории; опера-
ции 14—17 не обязательны.
6. Для оксидирования алюминия и его спла-
вов по схемам для деталей I и II категорий
применяются операции 1, 2, 3, 4,17, 20, 22,
23, 24, 27, 28, 29 и 32.
Поверхность алюминия перед покрытием
металлами требует специальной подготовитель-
ной обработки [5].
7. Защитно-декоративное покрытие изделий
из цинкового сплава производится по схеме
для деталей III категории, начиная с опера-
ций шлифования (операция 8) и полирования.
ОБОРУДОВАНИЕ*
Выбор и характеристика оборудования.
Основным и наиболее распространённым ви-
дом оборудования для цехов покрытий явля-
ются немеханизированные ванны различных
размеров, изготовляемые в большинстве слу-
чаев из листовой стали толщиной 4—6 мм по-
средством сварки. Они применяются для опе-
раций покрытия и для подготовительных и
заключительных операций при обработке де-
талей на подвесках и других приспособлениях.
В зависимости от характера процесса ванны
Таблица 5
as
S
о
1
1
2
3
4
5
й
7
8
9
10
И
12
13
14
15
16
17
18
19
20
21
Техническая
• Наименование
процесса
Меднение
Никелирование
Хромирование
Цинкование
И
щ
Кадмирование
Лужение
Свинцевание
Латунирование
Железнение
п
Серебрение
Золочение
Оксидирование алюминия:
а) в серной кислоте
б) в хромовой кислоте
Оксидирование стали
Обезжиривание
Травление
характеристика ванн для
Характер
электролита
си
а.
о
о
3 | 4
Цианистый
Кислый
т
Цианистый
Цинкатный
Кислый
Цианистый
Кислый
Щёлочный
Кислый
Цианистый
Сернокислый
Хлористый
Цианистый
Кислый
-
Щёлочный
Кислый
±
±
±
±
±
±
±
—
±
±
±
—
±
-
+
электролитических процессов
Техническая характеристика ванн
и
я
5 Я
а =Г
5
+ '
±
±
±
—
-\-
—
—
±
±
±
+
+
+
ж Р
о *-
о 3
С 3
6
+
¦4"
г
4-
-j-
_|-
+
4-
4-
+
+
+
. +
+
S. э * и
U ^ йй о
с а и в
7
+
±
—
±
±
—
±
—
±
±
—
—
—
—
—
±
-
—
—
р.
(U
^1 С4
8
—
—
—
—
-j-
—
-f-
+
+
—
+
прочие особен-
ности
9
Подвод воды к
рубашке и сливной
штуцер
Подвод воды к
охлаждающему
змеевику
Подвод воды к
>убашке исливной
штуцер
Подвод воды к
ванне, сливной
штуцер и перелив-
ной карман
Примечания. 1. Материал корпуса ванн—сталь.
2. Способ подогрева:
№ процесса
1, 5, 6, 8, 10, 13, 19 и 20
2, 3, 7, 14 и 21" '
4 и 186
15 и 17
Теплоноситель
Пар (стальной змеевик)
Пар (свинцовый змеевик)
Пар (паро-водяная рубашка)
Электрический ток
снабжаются оборудованием для подвода пара,
воды, воздуха, тока (постоянного), а также
для отсоса вредных выделений (вытяжной
вентиляцией). Техническая характеристика
ванн приведена в табл. 5 и 6.
Все ванны для кислых растворов выклады-
ваются (футеруются) внутри кислотоупорными
* Подробное описание оборудования для цехов по-
крытий см. т. Т „Справочника", см. также специальную
литературу [5, 7 и 10].
304
ПРОЕКТИРОВАНИЕ ЦЕХОВ МЕТАЛЛОПОКРЫТИЙ
[разд. v
Таблица 6
Техническая характеристика ванн для химических
процессов
Таблица 7
со
о
ГфОЦ@1
2
1
j
'¦ 2
]
;
4
5
i
1 6
7
8
9
Наимено-
вание
процесса
Оксидиро-
вание ста-
ли
Фосфатн-
рование
Оксидиро-
вание ме-
ди и ла-
туни
Обезжири-
вание
Травление
чёрных
металлов
Травление
меди и её
сплавов
Обезжири-
вание в
трихлор-
этилеие
Промывка
в холод-
ной воде
Промывка
в горячей
воде
Харак-
тер рас-
твора
Щё-
лочный
Кис-
лый .
Щё-
лочный
То же
Кис-
лый
То же
догрев
О
с
+
+
±
+
±
+
—
+
Техническая характе-
к
а
НТИЛЯЦ!
в)
га
+
+
±
+
+
+
±
—
±
ристика
Й
ДВОД BI
о
+
+
±
л.
±
*
+
+
+
а
•S
о
S
в _
К О.
«в J>
+
+
±
Л-
—
+
+
+
ванн
•в
о
реливн
рман
4J пз
С а
—
—
—
—
—
+
+
О
и
очие о
нности
Ванна
футе-
рован-
ная
Материалы, рекомендуемые для футеровки
ванн [2}
* Подвод воды к охлаждающей рубашке.
Примечания. 1. Материал корпуса ванн —сталь,
кроме ванны поз. 6, для кото-
рой применяется керамика.
2. Способ подогрева:
процесса
3, 4, 7 и 9
5
Теплоноситель
Электрический ток
Пар (медный или латунный змеевик)
Пар (стальной змеевик)
Пар (свинцовые змеевик)
материалами, указания по выбору которых
приведены в табл. 7.
В целях экономии тепла стальные ванны
для горячих растворов покрываются снаружи
теплоизоляционными материалами.
Для покрытия и подготовки (обезжирива-
ния и травления) поверхности мелких деталей
обычно применяются вращающиеся колокола
и барабаны (шестигранные или круглые)
различных размеров в зависимости от габари-
тов обрабатываемых деталей.
Загрузка колоколов деталями колеблется
в пределах 2—15 кг, загрузка барабанов — до
25—30 кг.
При выборе оборудования для обработки
мелких деталей необходимо придерживаться
следующего правила. Детали с остриями и
нарезкой на наружной поверхности (болты,
винты, гайки и т. п.) обрабатываются пре-
имущественно в колоколах; в барабанах такие
га
процес<
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
Наименование
процесса
Меднение
Никелирование
Хромирование
Цинкование
Кадмирование
Лужение
Свинцевание
Железнение в
горячих элек-
тролитах
Серебрение
Золочение
Оксидирова-
ние алюминия
в серной кис-
лоте
Оксидирова-
ние алюминия
в хромовой кис-
лоте
Травление ста-
ли при темпе-
ратуре до 50° С
Травление ста-
ли при темпе-
ратуре выше
50° С
Травление ме-
ди и её спла-
вов
Характер
раствора
Кислый
„
„
Сернокис-
лый
Хлористый
Цианистый
Кислый
„
„
Материал
X
м
льный с
о <и
О. Я
-f-
+
-j-
-|-
—
+
-f-
л -\-
—
футе-
розхи
зина
О.
+
4-
—
4-
-j-
_1_
ли-!
S К
(в а
В.Ч
ИЗ
и о
с ч
+
4-
—
t
-\-
-(-
¦" i —
—
-J-
—
4-
—
—
—
—
—
—
—
1
учные
риалы
. +
—
t
-J-
—
-j~
±
—
—
4-
-f-
4
s
—
—
—
—
—
—
—
-j-
—
—
—
—
Примечания: 1. К штучным материалам от-
носятся кислотоупорный кирпич, метлахская плитка,
диабазовая плитка и др., которые ставятся для ванн
процессев 1, 2, 4, 5, 6, 11 и 13 на мастике битуминоль,
для ванн процессов 8, 14 и 15 на силикатной замазке
по битум-рубероидной основе (в обеих случаях).
2. Ванны процессов 9 и 15 (при комнатной темпе-
ратуре) могут быть изготовлены также из керамики.
3. Для ванн процессов 13 и 14 свинец может быть
применён только в случае травления в серной кислоте.
детали будут ломаться, а нарезка их будет
тупиться или сбиваться. Плоские детали (пла-
стины, шайбы и пр.), а также полые детали,
частично входящие одна в другую, обрабаты-
ваются только в барабанах; в колоколах такие
детали плохо перемешиваются.
При установке большого числа колоколов
для одного и того же электролита следует
применять централизованную систему циркуля-
ции растворов.
В крупносерийном и массовом производстве
для покрытия как крупных, так и мелких де-
талей, кроме ванн, применяются также полу-
автоматы и автоматы.
Установка полуавтоматов и автоматов
целесообразна лишь при большой производ-
ственной программе цеха, например когда по
расчёту требуется установить более четырёх
ванн с двумя катодными штангами длиной по
2 м каждая.
По форме и направлению движения транс-
портёрной цепи полуавтоматы и автоматы
разделяются на прямолинейные с поворотом
цепи в вертикальном направлении и овальные
с поворотом цепи в горизонтальном направле-
гл. vnil
ОБОРУДОВАНИЕ
305
нии по овалу. В прямолинейных полуавтома-
тах и автоматах загрузка и выгрузка деталей
производятся на противоположных концах
агрегата; в овальных установках загрузка и
выгрузка производятся на одном конце агрегата.
Расчёт оборудования [5]. Расчёт оборудо-
вания производится: а) при прерывной работе
цеха (в одну или две смены)—по годовой
{Ргоо) или суточной (Рсут) программе цеха;
б) при непрерывной круглосуточной работе
оборудования (без выходных дней; — по годо-
вой программе (табл. А).
Для расчёта количества оборудования, при-
меняемого при гальванических процессах, сле-
дует установить: 1) ьремя i, потребное для
обработки деталей на данной операции с учё-
том времени на их загрузку и выгрузку,
и 2) время /„ потребное на подготовку пер-
вой партии деталей к покрытию, начальную
загрузку, конечную выгрузку и отделку.
Время т относится к обработке одной за-
грузочной единицы или одной загрузки деталей
в ванну, колокол, барабан и т. п.; время ^
относится ко всей партии деталей, соответ-
ствующей суточной или сменной программе
цеха.
X = Tj -f- Х2,
где ix — время обработки деталей в ванне,
ьолоколе и пр. или продолжительность данной
операции (электролитического осаждения ме-
таллов, обезжиривания, травления и т.д.) —
технологическое время; i2 — время, затрачи-
ваемое на загрузку и выгрузку деталей
IB ванны и из ванн и т. п.) на данной опера-
ции, — вспомогательное время.
Время Tj принимается по данным технологи-
ческого расчёта. При этом продолжительность
процесса электролитического осаждения ме-
таллов рассчитывается в минутах по формуле:
5-Т-60
Таблица S
1 DK .(M| '
где s — толщина покрытия в \х; у—удельный
вес осаждённого металла; Ьк — плотность
тока в а/дм'-; т) — выход металла по току
в о/J С— электрохимический эквивалент в г
за а-ч; 60 — число для перевода часов в минуты.
Продолжительность осаждения металлов
(tj) в зависимости от толщины покрытия и
плотности тока можно определять также по
табл. 8. Указанные в таблице величины tj
следует разделить на коэфициент т/100, где
?(— выход металла по току в процентах.
При расчёте продолжительности покры-
тия tj в барабанах и колоколах (покрытие
мелких деталей в насыпном виде) следует
различать среднюю и действительную плот-
ность тока *. Если при расчёте была принята
действительная плотность тока, то получен-
ную по формуле или по таблице величину Tj
следует увеличить в 2—4 раза.
Затрата времени т2 на загрузку и выгрузку
деталей при непрерывном процессе (под то-
* Под средней плотностью тока подразумевается
отношение силы тока ко всей поверхности деталей, за-
гружаемых в барабан или колокол; под действитель-
ной плотностью тока подразумевается отношение силы
тока к подвергающейся покрытию в данный момент
поверхности деталей.
Продолжительность осаждения металлов
в зависимости от плотности тока
толщина слоя —10 у., выход по току — 100°/о
Вид обработки
Цинкование . .
1 адмирование .
Свинцевание .
Лужение в кис-
лых электроли-
тах ........
Лужение в ще-
лочных электро-
литах
Меднение в
кислых электро-
литах
Меднение в циа
нистых электро-
литах
Никелирование
Латунирование
Железнение
Серебреши
Золочение . .
Хромирование
(выход по току
13%)
Продолжительность обработки
при плотностях тока DK в а/дм2
0,11 0,21 0,31 0,5 1| 2) 3| 5 | 10 B0
минуты
—
—
-
-
-
—
252
45-
*57
IOO
-
—
-
-
-
—
126
226
79
8о
-
-
-
-
75
—
84
151
52
53
-
7°
5°
36
4°
79
9о
45
97
5°
92
31
32
-
35
25
18
so
4°
45
23
49
25
ф
i6
—
-
18
13
9
IO
2О
23
12
25
—
23
—
—
-
12
9
6
7
13
15
8
16
—
15
7
5
4
4
Я
9
ю
—
9
—
200
4
3
2
2
-
5
5
5
—
IOO
1
50
ком) обычно принимается равной от 1 до 3 мин.
При прерывной загрузке и выгрузке деталей
с выключением тока („размерное" хромиро-
вание в ваннах, цинкование, -никелирование
и т. д. в барабанах и колоколах и др.) время т2
увеличивается до 5—10 мин.
Затрата времени /, учитывается при пре-
рывной некруглосуточной работе цеха и от-
носится ко всей партии деталей, соответствую-
щей суточной или сменной программе цеха.
Сюда относятся затраты времени на. монтаж
подвесок и подготовку поверхности деталей,
выполняемую непосредственно перед загруз-
кой первой партии в ванны покрытия (обез-
жиривание, декапирование и промывка), и ко-
нечные кратковременные операции химической
или электрохимической обработки, выполняе-
мые непосредственно после выгрузки детален
из ванн (промывка, осветление, сушка). Коли-
чество времени, затрачиваемого на эти опе-
рации, зависит от сложности монтажа деталей
на подвески и условий подготовки их поверх-
ности, способа их загрузки и выгрузки (в ван-
ну и из ванны) и, наконец, от общей органи-
зации работ в цехе. Условно можно принять
следующую организацию работ в цехе: а^ все
работы, связанные с предварительной подго-
товкой оборудования к первоначальной за-
грузке (разогрев ванн, приведение их в по-
рядок и пр), производятся до начала работы
(смены) другими рабочими; б) подготовка де-
талей к последующим загрузкам в ванны
покрытия производится параллельно с рабо-
той последних; в) загрузка деталей в электро-
литические ванны и выгрузка их из ванн про-
изводятся под током без перерыва электро-
лиза; г) основное оборудование — электролн
тические ванны — передаётся одной сменой
рабочих другой на ходу, т. е. без перерыса
20
Том 14
113
306
ПРОЕКТИРОВАНИЕ ЦЕХОВ МЕТАЛЛОПОКРЫТИЙ
[РАЗД. V
в работе. В этих условиях 1г для ванн, коло-
колов и барабанов принимается примерно
30—50 мин. Для полуавтоматов оно равно
продолжительности прохождения деталей в по-
луавтомате, определяемой технологическим
расчётом времени tj с учётом длительности
подготовки первой и отделки последней партии
(загрузки) деталей, равной 30—50 мин. Для
автоматов t\ равно продолжительности про-
хождения деталей в автомате.
В процентах от продолжительности работы
цеха за сутки для немеханизированного обо-
рудования время Г[ составляет при работе
в одну смену 6—10%, в две смены 3—5%,
в три смены 2—4%.
При укрупнённом проектировании потреб-
ное количество оборудования (ванн, колоко-
лов, барабанов и т. п.) определяется по табл. Д.
При этом выбирают тип и габариты оборудо-
вания и устанавливается величина загрузки
единицы оборудования в м"> или в кг, исходя
из показателей средней загрузки, приведённых
в табл. 9.
Таблица 9
Показатели (примерные) средней загрузки ванн,
полуавтоматов и автоматов
Наименование процесса
Меднение под цемента-
Хромирование декора-
тивное
Хромирование инстру-
мента твёрдое
Другие электролитиче-
ские процессы:
а) в щелочных электро-
литах
б) в кислых электролитах
Химические процессы . .
Средняя загрузка в ж2
на 1 пог. м штанги (в
ванне) или цепи (в полу-
автомате и автомате)
О,2
0,2
°,°5
°,5
о.З
о,8
В формулу расчёта количества единиц
оборудования пр (табл. Д) вводится коэфициент
kb учитывающий затраты времени /j на под-
готовку первой партии деталей к покрытию,
начальную загрузку, конечную выгрузку и от-
делку поверхности деталей, равный для ра-
боты в одну смену 1,06—1,1; в две смены —
1,03—1,05 и в три смены—1,02—1,04.
Количество шлифовально-полир'овальных
станков, пескоструйных аппаратов, крацеваль-
ных станков и пр. определяется по средним
показателям, приведённым в табл. 10—13.
В табл. 10—13 приведены средние показа-
тели трудоёмкости механической обработки
поверхности деталей, составленные по дан-
ным „Металлохимзащиты" [14].
Показатели по шлифованию, полированию
и крацовке в табл. 10 и 11 приведены для че-
тырёх укрупнённых групп деталей соответ-
ственно наиболее часто встречающимся в про-
изводстве размерам последних:
Группа Размер деталей Поверхность в дм1
А Мелкие o,oi—0,2
Б Мелкие 0,21—i
В Средние r,i—20
Г Крупные 2O,I—IOO
Согласно [14] показатели производительно-
сти по шлифованию даются с учётом суммар-
ного числа переходов, составляющего: а) для
чугунных деталей (литьё) 5 переходов; б) для
штампованных или точёны'х стальных дета-
лей три перехода; в) для литых деталей из меди,
латуни, алюминия и цинкового сплава четыре
перехода; г) для прочих деталей из меди, ла-
туни, алюминия, цинка три перехода.
Таблица 10
Средние показатели производительности обору-
дования по каждой операции при шлифовании
и полировании
Наимено-
материала
Сталь . .
Чугун
Латунь .
Алюминий
Цинковый
сплав . .
Биметалл
Медь . .
Никель .
Хром . .
Обдир-
ка де-
талей
группы
Б
R
Шлифование деталей
литых
i
Б
В
л*2 в 8-часовую
3,4
3,4
—
—
—
—.
—
—
5,2
5,2
—
—
—
—
—
—
(на
2
1,8
—
2,1
1,0
—
—
3,1
2,8
—
2,7
— -
—
—
—
штам-
пован-
ных
из-под
резца
р у п п ы
Б
В
смену на
Б
В
Поли-
рова-
ние де-
талей
группы
Ь
В
один шпиндель
одного рабочего)
2,3
—
2,Ь
2,7
—*
2,Я
—
3,4
—
3,7
—
—
3,4
2,Q
3,9
4,1
—
—
3
5,1
4,1
5,4
Ь,1
—
4.6
—
7,8
8
—
Р,Р
™,4
—
11,6
12.S
—
ю
15,6
18
Примечание. Для деталей группы А показатели
примерно в 2—2,5 раза уменьшаются, а для деталей
группы Г примерно в 1,7—2 раза увеличиваются по
сравнению с показателями для деталей группы Б.
Таблица 11
Средние показатели (суммарные) производитель-
ности оборудования при шлифовании и полировании
деталей, подвергающихся защитно-декоративному
хромированию
Наимено-
вание
основного
материала
Сталь
Чугун
Латунь
Цинковый
сплав
Медь .
Вид
покрытия
Cu+Ni+Cr
Cu-j-Ni+Cr
Ni+Cr
Cu+Ni4-Cr
Ni+Cr
Шлифование и поли-
рование деталей
штам-
пован-
ных
из-под
резца
группы
Б J В
В
В
л2 в 8-часовую смену
на один шпиндель
(на одного рабочего)
1,9
2,6
1,9
(См. примечание к табл. 10)
При детальном проектировании соста-
вляются загрузочные ведомости, в которых
детали распределяются на группы.
Крупные детали комплектуются по при-
способлениям (подвески, крючки, рамы и т. п.)
с таким расчётом, чтобы все приспособления
с деталями в пределах данной группы были
ГЛ. VIII]
ОБОРУДОВАНИЕ
307
Таблица 12
Средние показатели производительности
при крацовке и ручной очистке венской известью
Таблица 13
Средние показатели трудоёмкости при пескоструй-
ной очистке деталей из стали и чугуна
Вид
обработки
Крацовка
сухая ....
То же . . .
п Я ...
Крацовка
мокрая . . .
Протирка
ручная . . .
Наименование
обрабатывае-
мого металла
Олово
Кадмий
Цинк
Олово
Детали групп
Б
в
Г
м? в 8-часовую смену
на одного рабочего
1.9
1.5
2,3
2,8
17,2
3,2
2,6
3,8
4,8
24,8
4,о
3,2
4,8
6,о
31,8
примерно одинаковы по поверхности покры-
тия и по наружным габаритам. Загрузочная
ведомость для крупных деталей составляется
по образцу табл. Е.
Мелкие детали, подвергающиеся покрытию
в барабанах и колоколах (в насыпном виде),
в случае большой номенклатуры и значитель-
ной разницы в размерах распределяются на
группы с близкой по величине удельной по-
верхностью (отношение поверхности детали
к её весу, выраженное в дм2/кг). Загрузочная
ведомость для этих деталей составляется по
примеру табл. Ж.
При небольшой номенклатуре мелких де-
талей загрузочная ведомость не составляется,
а для расчёта количества оборудования при-
нимается средняя загрузка деталей на один
колокол или барабан в дм2 или в кг.
Количество оборудования при детальном
проектировании определяется следующим об-
разом: 1) для ванн — по загрузочной ведомо-
сти табл. Е и расчётным ведомостям табл. 3
и Д; 2) для колоколов и барабанов — по за-
Размеры обрабатывае-
мых деталей
Мелкие детали, об-
рабатываемые в ба-
рабане в насыпном
виде: '
по 20 кг •
„5
Детали с поверхно-
стью обработки (в
дм*):
до 1
1,1—20 ....
20,1 —ЮО . . .
свыше 100 ....
Едини-
ца из-
мере-
ния
кг/час
»
м*\час
Показатели трудоём-
кости
на одно сопло
детали
пло-
ские
8о
25
1,8
2,2
3.7
4
детали
конфи-
гура-
ции
сред-
ней
слож-
ности
63
2О
i,6s
2
3.3
3
детали
слож-
ной
конфи-
гура-
ции
5°
15
1,44
1,8
2,9
3,2
Примечание. Показатели даны при давлении в
сопле 2,5 а/им. При давлении более 2,5 ата они уве-
личиваются на 10—20%; при давлении менее 2,5 ата
уменьшаются на 10°/0.
грузочной ведомости табл. Ж и расчётной ве-
домости табл. Д; 3) для полуавтоматов и авто-
матов — по загрузочной ведомости табл. Е и
расчётной ведомости табл. Д.
Количество полуавтоматов и ^ автоматов
определяется с учётом допускаемой скорости
движения подвесок, принимаемой равной,
0,1—1 mjmuh.
Количество автоматов определяется по
данным расчёта потребного количества ванн
покрытий.
При заданной скорости движения подве-
сок v и вычисленной продолжительности т
Таблица Д
Расчёт ванн, барабанов и колоколов
Вид обработки, тип
и внутренние размеры
оборудования
* * * **
Цинкование в ванне
2X0,9X0,8 м
Цинкование в колоко-
ле ёмкостью 50—60 л .
Общая длина катод-
ных штанг на единицу
оборудования в м
4
-
Годовая производст-
венная программа
в м? или кг
Р
9939! м'
23SS00
кг
Величина загрузки
в .и2 или кг
У
2 М?
12 кг
Количество загрузок
в год в шт.
N Р
У
49698
19640
Время обработки
одной загрузки
в мин.
t'
44 + 3
iio + s
Суммарное время
обработки всех загру-
зок в часах
60
38920
377™
Годовой фонд вре-
мени работы оборудо-
вания в часах
Ф
4740
4690
Количество единиц
оборудования
расчётное
ПР ф
8,48
8,27
(Ъ-1,03)
принятое
пф>"р
9
9
Коэфициент загрузки
оборудования Кг
пф
о,94
о,9,
Примечание. При детальном проектировании в данной таблице производственная программа и загрузка,
ваяны выражаются числом подвесок. ,, ¦ !
* Внутренние размеры ванны в м: Ц — длина;
** Ёмкость колокола или барабдна в л.
20
— ширина; Л/ — высота.
308
ПРОЕКТИРОВАНИЕ ЦЕХОВ МЕТАЛЛОПОКРЫТИЙ
[РАЗД. V
Таблица Е
Загрузочная ведомость для покрытия (или другой обработки) деталей в ваннах, полуавтоматах
и автоматах на подвесках и прочих приспособлениях
№ детали
8i-6iojo86
81-6106068
Итого . .
81-6104066
fi-uo6oiS
Итого . .
Характеристика детали
Габарит
в мм
Вес
в кг
1. Цин
юоу^боу^ю 1 —
1 юХгз У 28
0 Si XfS
-
-
П. Me
-
-
Поверх-
ность
й ()Ч2
кование в ш
I,*
о,73
_
днение в не
0,66
1,42
-
Габарит под-
вески в мм
механизирован
4ooy^i2oXfoo
4ooy^j2oy^;oo
механизированы
4ooyFoy<t;oo
4ооу^6оу^>оо
-
Количество
деталей
на одну
подвеску
в шт.
ных ваннах
з8
4;
ых ваннах
32
i6
-
Поверх-
ность под-
вески с де-
талями
в дм3
3S
На
22
24
-
Производственная про-
грамма (годовая или су-
точная) по количеству
деталей
в шт.
3^ns
3837S
38 37?
791S8
-
подвесок
в шт.
*37°
8S3
343 2S7
1279
1200
23728
Таблица Ж
Загрузочная ведомость для покрытия (или
обработки) мелких деталей в барабанах
колах в насыпном виде
№
деталь
Характери-
стика детали
Габарит в мм
Еес в кг
Поверхность
покрытия'вдл9
Цинкование
11-9168
M-4Sz83
0,0096
о,оо6
o,i4
о,о8
Удельная поверхность
покрытия в бм*'кг
Величина за-
грузки единицы
оборудования
5
а
а
в колоколах
14,6
13,4
I7S
i6i
12
12
Итого . .
другой
и коло-
Производственная
программа \ъ год)
в кг
%6
23! 500
обработки деталей на данной операции пред-
варительно рассчитывают длину пути L про-
хождения подвесок через полуавтомат или
ванну покрытия в автомате (с непрерывно
движущейся цепью) по формуле L — vr, а за-
тем подбирают по имеющимся чертежам или
рассчитывают габариты оборудования.
В случае отклонения расчётной длины пути
подвесок L от принятой U (при выбранных
габаритах оборудования) производится кор-
ректирование скорости движения подвесок с v
до v' в допускаемых пределах. Величина за-
грузки оборудования у определяется так же,
как и для немеханизированных ванн.
Габариты полуавтоматов и автоматов рас-
считываются по формулам, приведённым
ниже.
Расчёт оборудования для механической об-
работки деталей (шлифование, полирование,
пескоструйная очистка, крацовка и т. д.) про-
изводится по показателям табл. 10—13 и табл. И.
Таблица 3
Расчёт количества ванн
Вид обработки
и тип
оборудования
Цинкование в
стационарной
ванне
Годовая производ-
ственная программа
в подвесках в шт.
Р
343287
Бремя обработки
одной подвески
в мин.
44+J
Суммарное время
обработки всех под-
весок в часах
Р-х
ГР~ 6о
269/00
Годовой фонд вре-
мени работы обору-
дования в часах
Ф
4740
Количество подвесок,
одновременно загру-
жаемых во все ванны,
в шт.
уп Ф
К',='i,oj
Количество подсесок
на одну ванну и габа-
рит ванны в м
У
h X*i X*/
8 подвесок
Количество ванн
расчётное
в шт.
¦х'п
пР ГГу-
принятое
в шт.
"Ф>ПР
(до целого
числа)
8
X
1
и
т
ь
X
а/
t *
$ ™
к "р
- "ф
0,92
ГЛ. VIII]
ОБОРУДОВАНИЕ
309
Расчёт количества мотор-генераторов посто-
янного тока производится по образцу табл. К.
Оборудование для вспомогательных опера-
ций (ванны для промывки, декапирования,
осветления и т. д.) принимается без расчёта,
согласно установленному технологическому
процессу.
Результаты произведённых расчётов обо-
рудования заносятся в сводную ведомость обо-
рудования (табл. Л).
Таблица И
Определение потребного количества шлифовально-полировальных станков
Группа деталей
Детали с поверхностью
покрытия:
от 0,21 до 1 дм-
„ 1,1 » 20 „
Итого . . .
Еид
покрытий
Jc.+NL + Cr
-
Производственная
программа в смену
в м3
4,S
-
Производитель-
ность одного
шпинделя на одну
сторону за смену
в мй
*,*
г,4
-
Потребное коли-
чество шпинлелей
на программу
в шт.
4,1
6,4
ю, /
Количество двухсто-
ронних станков
расчётное
2,0/
3,2
S.2S
принятое
-
6
Коэфициент за-
грузка оборудо-
вания
-
o,Sj
Таблица К
X
с
0
с
2
2
7
Потребители noci
пого тока
Наименование
оборудования
Еанна катодного
обезжиривания . .
Ванна анодного
обезжиривания. .
Ванна цинкова-
ния
Определение потребности
ояп- i
количество
в шт.
г
<
i
о
и
л
f-
о -j.
С е
¦т
7
2
Единовременная за-
грузка ванны в дм2
11J
64
i8;6
Общая сила тока на
единицу оборудова-
ния в а
3112
Требуемое напряже-
ние в в
10—II
10 — 11
4—S
количества агрегатов
постоянного тока
Характеристика оборудования
Динамомашина
тип
iemoAtar
АНД
АНД
АНД
сила тока
в а
п „Stevens*
JjOOljJO
lOOOJfOO
Soool2!0o
напряжение
в в
фз
6JI2
6J12
мощность
в кет
9
6
зо
Мотор
тип
М КБ 19\Ь
МКБ 17 J6
МКА 2//S
мощность
в кет
itj
7,4
40,0
число оборо-
тов в минуту п
9SS
убо
72;
Количество
динамо-
машин
расчётное
в шт.
i
о,9
°,74
принятое
в шт.
i
1
i
Коэфициент загрузки
оборудован я К,
i
0,1
о,74
Таблица Л
Сводная ведомость оборудования
>.
ч
с
о
12
17
3
Наименование обо-
рудования
Ван -а электроли-
тического обезжири-
вания
Ванна хромирова-
ния
Шлифовально-по-
лировальный стано..
Двухсторонний)
Габариты
оборудова-
ния в м
-
Краткая характе-
ристика
Стальная, сварная
Стальная, свар-
ная, внутри обли-
цованная свинцом
-
Количество
единиц обо-
рудования
2
i
6
о
г
к
¦ч
h
-¦
-
Завод-изгото-
витель
Собственного
изгот 'вления
То же
Завод ,!<рас-
ный метал-
лист"
Мощность
в кет
единицы
оборудо-
вания
—
-
всего
обо-
рудова-
ния
—
-
36
№ чертеж?
АК-бо-з
AK-joi
-
20 из
310
ПРОЕКТИРОВАНИЕ ЦЕХОВ МЕТАЛЛОПОКРЫТИЙ
[РАЗД. V
Расчёт габаритов полуавтоматов
и автоматов
1. Полуавтоматы: а) прямолинейный
полуавтомат (фиг. 1)
1
j—
U
ЕЗ
—
h
\
|
Фиг. 1. Эскиз к расчёту размеров прямолинейного полу-
автомата.
^Катоды(цепь) \ ^Дноды
?'._._.А_ V _
Фиг. 2. Эскиз к расчёту размеров овального
полуавтомата.
расстояния I" (равного длине шага подвески),
которое требуется пройти подвеске или ко-
локолу от конца пути в одной ванне до на-
чала пути в другой (соседней) по прямой го-
ризонтальной линии. В этом случае длина
пути перекидки подвесок или колоколов (по
прямой горизонтальной линии — расстояние /*)
и размер шага подвески или колокола (рас-
стояние между
центрами подвесок
или колоколов /)
должны быть рав-
ны. Длина пути
перекидки опреде-
ляется конструк-
тивно, в зависи-
мости от типа и
размеров перекид-
ного устройства и
длины подвески
или колокола /}.
а) Прямолиней-
ные автоматы ти-
пов „Меакег" и
„ПД" (фиг. 3).
1) Длина вну-
тренняя:
каждой ванны
Фиг. 3. Эскиз к расчёту раз-
меров прямолинейного авто-
мата типов „Меакег", „ПД*
и т. п.
длина внутренняя
всех ванн
ширина внутренняя
Ъг = пфх + 2 щЬ2
автомата
n2D;
б) овальный полуавтомат (фиг. 2)
длина внутренняя
ширина внутренняя
bt = Щ +
+ 2&J + 3D.
II. Автоматы. В автоматах типов „Меа-
кег" (США), „ПД" и „ОД" (СССР) перенос
подвесок из ванны в ванну производится спе-
циальными перекидными механизмами незави-
симо от движения транспортёрной цепи. При
этом во время парекидки подвески отрываются
от транспортёрной цепи и передвигаются со
скоростью, зависящей от длины пути I1 = 2/г' -\-
4-1" и принятой продолжительности т3 пере-
кидки.
В овальных автоматах типа „Stevens" (мо-
дели А и С) U-образной формы подвески
(или колокола) с деталями переносятся из
одной ванны в другую без отрыва от транс-
портёрной цепи.
Движение транспортёрной цепи здесь про-
исходит с перерывами, которые регулируются
автоматически. Цепь движется в течение того
промежутка времени, когда происходит пере-
кидка подвески с деталями из одной ванны
в другую. В остальное время цепь неподвиж-
на. Поэтому фактическая скорость движения
цепи v в таком автомате зависит от длины
= VxSl + (/2 + 2/3) па + Ц
2) Ширина внутренняя
bt = nxbx -f 2nxb% + 2bB
(па - 1).
n2D.
б) Овальные автоматы U-образной формы
типов „ОД" и „Меакег" (фиг. 4 и 5).
Фиг. 4. Схема овального автомата A-й вариант): / — ванна
электролитического обезжиривания; 2—ванны промывки;
3—ванна декапирования; 4— ванна покрытий; 5—сушилка.
Фиг. 5. Схема овального автомата B-й вариант): 1—ванна
электролитического обезжиривания: 2—ванна промывки;
3—ванна декапирования; 4—ванна покрытий-; 5—сушилка.
ГЛ. VIIl]
ОБОРУДОВАНИЕ
311
1) Длина внутренняя:
каждой ванны
автомата
2) Ширина внутренняя:
каждой ванны
автомата
Фиг. 6. Эскиз к расчёту
шага подвески в автомате
типа „Stevens" модели А
(с паузами).
в) Овальные авто-
маты U-образной фор-
мы типа „Stevens",
моделей А и С (авто-
маты с прерывно
движущейся цепью с
паузами) (фиг. 6).
1) Длина внутрен-
няя.
каждой ванны
= /у-/4**;
всех ванн
hi = КУх + Уъ + ... + .Ул) -^(«а -1);
автомата
2) Ширина внутренняя:
каждой ванны
автомата
л2 D;
28.
Наружная длина автоматов с учётом рабо-
чего места для загрузки и выгрузки деталей
увеличивается против внутренней длины на
2 — 3 м.
Условные обозначения к расчёту
габаритов полуавтоматов и автоматов
Bt — внутренняя ширина овального
автомата.
6,- — внутренняя ширина ванны или
полуавтомата.
* Внутренняя длина овального автомата по указанной
формуле определяется ориентировочно; точный размер
устанавливается конструктивно, в соответствии с кине-
матической схемой привода автомата.
** Внутренняя длина ванны, установленной на закруг-
лении овального автомата, определяется ориентировочно
по средней линии по формуле
Bi
bi — размер подвески с деталями
по ширине ванны или полу-
автомата.
62 — расстояние между анодом и бли-
жайшим краем детали (на под-
веске).
bs — расстояние между внутренней
стенкой продольного борта
ванны и анодом.
&4 — ширина внутреннего нерабо-
чего пространства в овальном
автомате.
D — толщина анода.
hi — внутренняя высота ванны.
h' — высота подъёма или опуска-
ния подвески (цепью) в авто-
мате „Meaker".
L — расчётная длина транспортёр-
ной цепи с подвесками или
длина пути прохождения под-
весок (с учётом загрузки и вы-
грузки), в полуавтомате или
в ванне покрытия в авто-
мате. ,
U — принятая длина транспортёр-
ной цепи с подвесками в
каждом полуавтомате или в
ванне покрытия каждого авто-
мата.
Lt — рабочая длина ванны в авто-
мате.
-(- 2/3 — нерабочая длина ванны в авто-
мате.
Z./— внутренняя длина овального
автомата U-образной формы.
Ls — длина пути, по которому про-
ходит транспортёрная цепь че-
рез весь автомат за время xSj.
Lsi — внутренняя длина прямолиней-
ного автомата.
/ — длина шага подвески.
/х — длина подвески или размер под-
вески по длине ванны.
h — расстояние между подвесками
в ванне.
/8 — расстояние между краем под-
вески и торцевой стенкой
ванны.
/4-^ расстояние между внутренними
стенками- двух соседних ванн
в автомате,
1{ — внутренняя длина ванны или
полуавтомата.
hi — суммарная внутренняя длина
(рабочая и нерабочая) всех
ванн в автомате.
Isp — суммарное расстояние между
внутренними стенками сосед-
них ванн в автомате.
/' — общая длина пути перекидки
подвесок в автомате .Meaker*.
I" — длина пути перекидки подвесок
по прямой горизонтальной ли-
нии из одной ванны в другую
в автомате.
пг — число катодных рядов по ши-
рине ванн в автомате или полу-
автомате.
л2 — число анодных штанг.
па — количество ванн в автомате.
312
ПРОЕКТИРОВАНИЕ ЦЕХОВ МЕТАЛЛОПОКРЫТИЙ
[РАЗД V
г — радиус закругления транспор-
тёрной цепи в овальном полу-
автомате или автомате; для
овального полуавтомата
2 г = Ъх + 2 b2 -f D.
расчётная скорость движения
подвесок.
принятая скорость движения
подвесок или цепи с подвесками
(кроме автомата „Stevens"),
величина загрузки или коли-
чество подвесок на одну ванну,
величина загрузки или коли-
чество подвесок в первой
ванне автомата,
то же, во второй ванне авто-
мата и т. д.
толщина стенок ванн в автомате,
продолжительность данной
операции (основное или тех-
нологическое время),
продолжительность перекидки
подвески из одной ванны в дру-
гую в автомате или время на
загрузку и выгрузку деталей
при работе на ваннах, коло-
колах и барабанах и т. д.
суммарная продолжительность
всех операций технологическо-
го процесса, выполняемых на
автомате (без учёта времени на
перекидку подвесок), в минутах.
Таблица 14
v —
у —
,уп —
fcc —
Показатели
га
о. ¦
О
ств
га
О.
Q.
О.
сО
So
s«
к 3
ас о
онеч
ли в
X Я
3°
35
4°
45
5°
55
6о
7°
8о
до
IOO
(примерные) расхода пара на
ванны
ёмкостью 100 л при давлении пара 3 ата
Расход пара
для растворов при нагре-
вании посредством
змеевика
со
Ш
а
о
я
а.
X
4,3
5,3
6,4
7.4
8,5
9,6
ю,7
13.5
15,8
i8,i
2o,g
паро-водяной
рубашки
Я S
газе
Sag
ft>>e
<U H g «11
а noj
емпе]
станс
роце<
Я 1- >,В
га
?¦
о
о.
я
я
•г- д CJ
s3s
0 ь я <и
§ О.Й и
a a) и О.
= е- >.с
в кг 1 час
о,27
°,37
о,49
О,б2
0,78
°,97
i,i8
1,72
2.44
3,44
4,78
IO
11,1
12,2
13,3
14,4
15,5
16,6
—
—
—
о,8б
0,92
0,98
I.O7
i,i8
1,32
1,49
—
— •
—
для
воды
НИИ
промывной
при нагрева-
посредством
змеевика
ю
<и
о.
о
се
О.
сз
я
—
—
—
8,5
ю,7
13,5
15.8
18,1
на поддержа-
ние темпера-
туры при
обмене воды
час
со
раз
час!
со
ее
раз
*-
—
—
—
4,64
—
6
7,5
9,2
".IS
—
—
—
з.зб
—
4,39
5.56
6,95
8,6
ЭНЕРГЕТИЧЕСКОЕ ХОЗЯЙСТВО ЦЕХА
Как при укрупнённом, так и при деталь-
ном проектировании необходимо определить
потребность цеха в электроэнергии, паре,
воде и сжатом воздухе.
Потребность цехав электроэнергии(уста-
новленная мощность электрооборудования)
определяют на основе мощности выбранного
силового электрооборудования.
Расход пара исчисляют из расчёта потреб-
ного количества тепла на производственные
нужды (нагрев растворов или воды в ваннах).
В табл.. 14 приведены показатели расхода
пара в кг/час для ванн ёмкостью 100 л без
наружной теплоизоляции. Эти показатели по-
лучены путём вычисления количества тепла,
необходимого на разогрев ванны за 1 час
и на поддержание её температуры при устано-
вившемся процессе.
Расход воды определяют в зависимости
от количества обменов воды в ваннах, прини-
мая: а) для холодных промывок - один обмен
в час; б) для тёплых промывок (с температурой
до 60° С) — один обмен в 2 часа; в) для горя-
чих промывок — один обмен в 3 часа.
Расход сжатого воздуха определяют:
а) для кислых электролитов из расчёта 0,25 —
1 л воздуха в минуту на 1 л электролита
(в зависимости от плотности тока) и б) для
пескоструйных аппаратов и для обдувки дета-
лей по соответствующим таблицам [1].
Данные по всем видам энергии при укруп-
нённом и детальном проектировании фиксиру-
ются в сводной ведомости потребности цеха
в энергии (табл. М).
Таблица М
Сводная ведомость потребности цеха покрытий в энергии
Вид энергии
Силовая электроэнергия
в кет
Пар на производственные
нужды в кг
Вода на производственные
нужды в мя
Воздух сжатый в м3
Назначение
Моторы оборудования . .
Транспортное оборудова-
ние • •
Нагревательные приборы .
Подогрев ванн
Промывка деталей и пр.
Перемешивание растворов
Сушка деталей
Установ-
ленная
мощность
44,2
20
Расход в час *
максималь-
ный
2J7
27,6
16,7
средний
&.S
0,84
22,9
4,?
Параметры
р = / ата
р = г,;—? ата
р = 2,s - з ата
• Максимальный расход пара, воды и воздуха относится к начальному периоду работы цеха (после перерыва),
средний —к периоду установившегося процесса.
ГЛ. VIII]
ЭНЕРГЕТИЧЕСКОЕ ХОЗЯЙСТВО ЦЕХА
313
При детальном проектировании потребность
цеха в различных видах энергии, кроме того,
фиксируется в следующих ведомостях-заданиях,
предназначенных для разработки специальных
частей проекта.
а) Ведомость-задание на про-
ектирование паропровода; содержит
следующие данные: номера единиц оборудо-
вания (потребителей пара) по плану, наиме-
нование и количество каждой из этих единиц,
ёмкость в л \для ванн), температуру, давление
пара в ата, расход пара на единицу оборудо-
вания в кг/чш: (максимальный на разогрев и
средний на поддержание температуры устано-
вившегося процесса;, систему подогрева (по-
средством змеевика или паро-водяной рубаш-
ки характер раствора в ванне (кислый, щё-
лочный).
б) ведомость-задание на проек-
тирование производственного во-
до п р о вода и канализации сточных
в од; содержит следующие данные: номера еди-
ниц оборудования (потребителей воды) по
плану, наименование и количество каждой из
этих единиц, часовой расход воды в м5 на еди-
ницу оборудования и общий (максимальный
в начальный период работы цеха и средний
при установившемся процессе), характер ра-
боты (непрерывное или прерывное поступление
и скорость обмена воды), системы наливного
и сливного устройства, характер сточных вод.
в) Ведомость-задание на проек-
тирование воздухопровода; содержит
следующие данные: номера по плану единиц
оборудования (потребителей сжатого воздуха),
наименование и количество каждой из этих
единиц, назначение, давление воздуха в ати,
расход воздуха в литрах на 1 л перемеши-
ваемого раствора в минуту (для ванн) или на
единицу оборудования в м^/час и общий в
мЦчас, продолжительность подачи воздуха
в часах за смену, коэфициент использования
дутьевой установки, годовой фонд времени
оборудования.
г) Ведомость-задание на проек-
тирование сетипеременного тока;
содержит следующие данные: номера по плану
единиц оборудования (потребителей перемен-
ного тока), их наименование, количество ка-
ждой из этих единиц, характеристику электро-
двигателя (тип, мощность в кет. число оборо-
тов в минуту), общее количество установлен-
ных моторов, общую мощность в кчт.
д) Ведомость-задание на проек-
тирование сети постоянного тока;
содержит следующие данные: номера по плану
единиц оборудования (потребителей постоян-
ного тока), наименование и количество каждой
из этих единиц, потребную силу тока в ампе-
рах (на единицу оборудования и общую), тре
буемое напряжение в вольтах, характеристику
динамомашины (тип, сила тока в амперах
напряжение в вольтах, мощность в киловаттах),
принятое количество и номера (по плану)
динамомашин.
Вентиляция. Ввиду особенностей произ-
водства (вредные выделения, повышенная тем-
пература) цехи покрытий должны быть обо-
Таблица 15
Показатели {примерные) количества отсасываемого от ванн воздуха [12]
Наименование процесса
Температу-
ра электро-
лита в С
Скорость воздуха
в бортовых
щелях
в открытой
рабочей
части вы-
тяжного
шкафа
Количество воздуха в мя/мин отсасываемого
с 1 м2 поверхности ванн при ширине ванн в мм
до 500
550—700
750-900
1000
Хромирование
Меднение в кислом электро-
лите и никелирование D0—
45° С) при перемешивании
сжатым воздухом
Обезжиривание электроли-
тическое
Обезжиривание химическое
Покрытие в цианистых
электролитах Си, Zn, Cd, A?,
Аи и Си -+- Zn ........
Лужение в щелочном элек-
тролите
Травление химическое в
серной и соляной кислотах.
Травление в смеси азотной
кислоты с серной
Травление электролитиче-
ское
Обработка в хромпике . . .
Фосфатирование
То же в ванне с крышкой .
Оксидирование стали (воро-
нение)
То же в ванне с крышкой .
Оксидирование алюминия:
а) электролитическое
1 в хромовой кислоте . . .
2 тоже в ванне с крышкой .
3 в серной кислоте ....
4) то же в ванне с крыш-
кой . . . . •
б) химическое
Промывка в воде
45
бо
2о—45
12—14
12 -14
бо—8о
бо 8о
i8-25
4O-45
80-85
— 2О
~ 5°
~ 2О
~6о
~95
-98
~ о8
уо
~ 145
~ 145
18—2О
18—2О
8—и
7-9
6-8
6-8
9—ю
9-ю
II —12
8-ю
-
8-II
7—ю
60—90
о,6-о, 7
65-7о
¦7°-75
3°
4о—so
35-Г.о
25-3°
35
4°
35—4°
4о
4о-45
4O-45
35— 4°
3° 35
35-4°
25 Зо
45-5°
Зо
4°-45
25
35-4°
15—го
75-8о
8о-85
35
5о—6о
45-6о
35
45
45
45-5°
5°
45—5°
45-5°
45 ' 5°
4°-45
25
45-5O
3°-35
55-бо
35
5O-55
4°—45
SO-S5
85-90
9°-95
4°-45
55-7°
5°—65
4°—45
55
5O-55
бо
5O-55
55—бо
5°—55
45-5°
4о—45
65-70
35
5°
25-35
°—95
45-55
бо-75
55-7°
55
бо
65
55-бо
7°
бо
65—70
55-бо
55-бо
35
75 -8о
65—70
4°
55—бо
35-45
314
ПРОЕКТИРОВАНИЕ ЦЕХОВ МЕТАЛЛОПОКРЫТИЙ
[РАЗД. V
рудованы вытяжной и приточной вентиля-
цией.
От ванн обезжиривания, травления, покры-
тия в щелочных, цианистых и хромовых
электролитах, фосфатирования, бондеризации,
анодного оксидирования алюминия и стали и
т. п. отсос воздуха производится посредством
местных вентиляционных кожухов (бортовые
отсосы). От шлифовальных и полировальных
станков отсос производится посредством вен-
тиляционных кожухов от каждого шпинделя.
При травлении цветных металлов и сушке
деталей отсос осуществляется при помощи
вытяжных шкафов.
Для разработки вентиляции в технологиче-
ской части проекта составляется ведомость-
задание, которая содержит следующие дан-
ные: номера по плану единиц оборудования
(источников вредных выделений), наименование
и количество каждой из этих единиц, поверх-
ность зеркала ванны в м2, температура и состав
раствора, характер выделений, система вен-
тиляции.
Показатели количества отсасываемого от
ванн воздуха приведены в табл. 15. Аналогич-
ные данные, принятые в практике проекти-
рования санитарно-технических установок,
приведены в гл. XVI, табл. 26.
Приточную вентиляцию проектируют,исходя
из расчёта, что количество подаваемого воз-
духа должно быть на 5—10% меньше отсасы-
ваемого.
Для подогрева воздуха приточная система
вентиляции снабжается калориферами.
РАБОЧИЙ СОСТАВ
Рабочие цехов покрытий делятся на произ-
водственных и вспомогательных. К производ-
ственным относятся рабочие, непосредственно
выполняющие операции, связанные с обработ-
кой деталей в ваннах, полуавтоматах, автома-
тах, на шлифовально-полировальных станках и
пр., а также рабочие по монтажу и демонтажу
подвесок. К вспомогательным относятся ра-
бочие по ремонту и обслуживанию оборудо-
вания, изготовлению и ремонту подвесок (сле-
сари, монтёры и пр.), цеховые контролёры,
транспортные рабочие, кладовщики и пр.
Таблица 16
Показатели (примерные) загрузки одного производ-
ственного рабочего при работе в цехах, оборудован-
ных ваннами, колоколами и барабанами
[7] (цехи I и II классов, 1-й группы)
Загрузка одного производственного рабочего при
обработке
в ваннах
Продолжи-
тельность
процесса
в мин.
5
ю
ао
3°
4о
5°
6о
Длина катод-
ной штанги на
одного произ-
водственного
рабочего в м
О,6
i,»5
з,5
3,5
7
в колоколах и барабанах
Продолжи-
тельность
процесса
в мин.
бо
8о
IOO
ISO
Количество
единиц обору-
дования на
одного произ-
водственного
рабочего
5
6
8
ю
Количество производственных рабочих при
укрупнённом и детальном проектировании
можно определить по показателям табл. 16 и
17. В этих показателях, наряду с операциями по-
крытия, учтены также и подготовительно-за-
ключительные — электролитическое обезжири-
вание, декапирование, промывки, монтаж и
демонтаж подвесок.
При детальном проектировании количество
рабочих, кроме того, уточняется по . рабочим
местам в соответствии с планом размещения
оборудования.
Количество вспомогательных рабочих для
цехов покрытий в зависимости от сложности
и особенностей загрузки оборудования прини-
мается в 20—50% от числа производственных
рабочих. Для мелких производств (отделений)
вспомогательные рабочие являются общими
для того цеха, в состав которого входит от-
деление покрытий.
Потребность в рабочих для обслуживания
шлифовально-полировальных станков опре-
деляется из расчёта один рабочий на один
шпиндель.
Таблица 17
Показатели (примерные) потребности в рабочих
для полуавтоматов и автоматов [7]
(цехи I и II классов 2-й группы)
Производи-
тельность агре-
гата в подве-
сках/час
До 25
» 5°
. 75
„ IOO
Количество рабочих на один агрегат
в смену
Полуавтоматы
оваль-
ные
3
3
4
7
прямоли-
нейные
3
4
5
8
Автоматы
оваль-
ные
i
а
3
4
прямоли-
нейные
а
3
4
5
При обработке в колокольном автомате
один рабочий может обслужить до 25 коло-
колов в час.
Результаты подсчёта сводятся в общую
ведомость рабочей силы с указанием итогового
количества рабочих (производственных и вспо-
могательных) и служащих.
РАСХОД АНОДОВ, ХИМИЧЕСКИХ
И ДРУГИХ МАТЕРИАЛОВ
Расход анодов. Расход анодов в г опре-
деляют по формуле
Ga = F'S-t + AG,
где F — покрываемая поверхность в см*\
s — толщина покрытия в см; у — удельный вес
металла; AG — потери металла (при отливке
анодов и сверлении отверстий, за счёт угара
при переплавке, за счёт шламообразования
и пр.), принимаемые для всех металлов, кроме
серебра и золота, в количестве 5—8% от веса
металла, требуемого на покрытие; для серебра
и золота потери не учитываются.
В табл. 18 приведены показатели расхода
растворимых анодов в г\мг при толщине по-
крытия в 1 (л с учётом потерь металла в 8%.
Расход нерастворимых анодов (свинец) для
хромирования и катодов (свинец) для оксиди-
ГЛ. VIII]
РАСХОД АНОДОВ И ДРУГИХ МАТЕРИАЛОВ
315
Таблица 18
Показатели (примерные) расхода растворимых
анодов для гальванических покрытий на 1 м'г
поверхности деталей при толщине слоя в 1 микрон
Наимено-
вание
металла
Цинк
Медь
Никель
Кадмий
Олово
Свинец
Расход
в г/л*
7,67
9,6i
9,5
9.33
7,86
12,27
Наимено-
вание
металла
Латунь D0%
Zn, 60% Си)
Серебро
Золото
Железомало-
углеродистое
Расход
в г/м3
8,72
™,5
*9.5
8,5
рования алюминия принимается в зависимости
от габарита ванны и поверхности загружаемых
деталей. При хромировании рекомендуется
брать отношение анодной поверхности к ка-
тодной в пределах от 1:2 до 2:3; при окси-
дировании алюминия отношение катодной по-
верхности к анодной — в пределах от 3:2
до 2:1.
Аноды при хромировании должны меняться
2 раза в год.
Расход анодов при катодном электротравле-
нии (по данным ЗИС): свинцово-сурьмяни-
стых—19,4 г/м2, кремнисто-чугунных—92 г/л*2.
Расход химических и других материалов.
Расход материалов для ванн электролитических
покрытий с растворимыми анодами определяют,
исходя из суммарных величин потерь раство-
ров [8 и 13] (табл. 19). Эти потери склады-
ваются из следующих элементов: унос раство-
ров деталями; унос растворов в вентиля-
ционные каналы и трубопроводы; потери при
составлении и корректировании растворов,
а также при замене их новыми, потери при
фильтрации.
Так как расход материалов за счёт уноса
раствора деталями зависит от конфигурации
последних, то показатели потерь в табл. 19
даны отдельно для деталей плоских (группа „а"),
деталей с конфигурацией средней сложности
(группа „б") и деталей сложной конфигурации
(группа „в").
Расчёт расхода материалов в г/м2 произ-
водится путём умножения величин потерь
раствора на принятое по технологическому
процессу содержание каждого компонента в г/л.
В цианистых электролитах, кроме потерь,
указанных в табл. 19, имеют место также по-
тери цианидов в результате их разложения
углекислотой воздуха и парами кислот, анод-
ного окисления цианидов и пр. На основании
практических данных ряда заводов потери
цианидов при разложении можно принимать
равными 0,5 — 1 г на 1 а-ч в зависимости от
температуры электролита и типа оборудования.
Они составляют [13] на 1 а-ч: в ваннах при
температуре электролита 18—20° С —Т3,5—0,7 г,
при температуре 25—45°С—0,7—0,8 г, в ван-
нах при температуре свыше 45° С, а также
в колоколах и барабанах 0,8—0,9 г.
Для ванн хромирования, работающих с не-
растворимыми анодами, кроме потерь электро-
Таблица 19
Потери растворов при гальванических процессах
Материал покрытия
Потери растворов на 1 м* поверхности деталей
при отсутствии сборника-улови-
теля раствора, для групп
при наличии сборника-уловителя
раствора, для групп
в см3
I. Покрытие в кислых электролитах
/. На подвесках
Zn; Cd; Cu; Ni; Sn; Pb
Cr (для декоративных целей)
Сг (для повышения твёрдости и износо-
стойкости) . •
115—1
145—*
190-195
2. В колоколах а барабанах
Zn; Cd; Cu; Ni; Sn
215—220
275—280
365-370
73-7<
298
89-94
77-82
117
303
97—10a
II. Покрытие в щелочных (цианистых и нецианистых) электролитах
1. На подвесках
Zn; Cd; Cu; Sn; Zn + Cu
Zn; Cd; Cu; Sn; Zn-j-Cu
125—135
155—165
2. В колоколах и барабанах
225-235
285-295
375-385
83-93
99-109
87-97
IO7-H7
85-9о
ИЗ—"8
95—IO5
из—133
III. Электролитическое оксидирование алюминия
287 317
Примечание. Там, где даны два показателя, меньший соответствует потерям при отсутствии нагревания
(или перемешивания) раствора, больший—при его нагревании (или перемешивании).
316
ПРОЕКТИРОВАНИЕ ЦЕХОВ МЕТАЛЛОПОКРЫТИЙ
[РАЗД. V
лита, указанных в табл. 19, следует учитывать
также расход хромового ангидрида на выделе-
ние металлического хрома на катоде из расчёта
Таблица 20
Расход (примерный) растворов и материалов
на химические процессы нанесения покрытий,
подготорительные и заключительные операции [i3]
СО
о.
с
«it
fit
l
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
IS
19
20
21
Наименование
операции
Химическое обезжири-
вгние в щелочах
Электролитическое
обезжиривание
Химическое травление
прокатанною чёрного ме-
талла . .
То же литого чёрного
металла .......
То же штампованного
чёрного металла после
термообработки
Электролитическое тра-
вление чёрного металла .
Предварительное трав-
лениё'меди и её сплавов .
Глянцевое травление
меди и её сплавов ....
Травлениеалюминиевых
деталей ....
Декапирование чёрных
металлов
Декапирование меди
и её сплавов
Нейтрализация
Осветление и снятие
Обезжиривание в три-
хлорэтилене .
Протирка венской изве-
Промывка в керосине .
Промывка в бензине . .
Фосфатирование—поро-
шок „Мажеф" .....
Бондеризация:
а) порошок „Мажеф" .
б) окись меди
Обработка в масле
после фосфатирования .
Лакировка
Расход на
растворов* в л
O.55—°. 7
°.4-о,5
¦ 0,65—0,8
O.55—O.7
1—1,2
5о°/„ материа-
лов для хими-
ческого трав-
ления
(поз. з, 4 и 51
°/5—1<5
О.5—1.5
о,5-о,8
О,2
°,3
О,25
O.2S
'О
—-
_
¦¦—
•—
—
—
—
1 м*
матери-
алов в г
—
—
—
—
—
—
— (
—
—
—
—
15-25
IOO—2ОС
5о—ioc
Зо-5°
9°
4°
хо
45-6о
7э—по
13,3 г хрижСЮ;, на 1 м" при толщине осадка
хрома в 1 микрон.
Расход материалов при химических спосо-
бах нанесения покрытий и операциях химиче-
Таблица 21
Расход (примерный) вспомогательных материалов
на шлифование, полирование и крацовку [14]
Наименование
материала
Расход на 1 м* при покрытии
металлами деталей
стальных
латунных
из цинко
вого
сплава
Наждаки
№ 80-100 .
То же
№ 120-140
Наждак № 180
№ 200
№ 220
№ 240
10-мин.
15-мИн.
Клей столяр-
ный ......
Полировочная
паста
Круги войлоч-
ные 0400мм. .
Бязь при круге
0 350 мм . . .
Миткаль при
круге 0 300 мм
Щётки диско-
вые стальные
(проволока 0
0,05 — 0,1 мм». .
То же (прово-
лока 0 0,15 -
0,26 мм) ....
Щётки диско-
вые травяные .
То же волося-
ные
То же руч-
ные 'стальные .
Тоже травяные
„ „ волося-
ные
шт.
пог.м
1,26
о,6
0,025
°i°4
54
40
32
10
100
640
0,01
1,26
0,6
0,025
0,012
°>°4
O.OI
0,2
io8
оо
4°
4°
9
92
IOOO
-
8,4
—
-
-
—
о,4
—
io8
оо
9
92
9оо
-
8,4
—
-
-
—
о,4
—
7о
io8
90
4°
9
92
IOCO
-
8,4
—
-
-
O.I
0,01
о,4
—
8,4
О,О1
о.4
* Расход материалов, входящих в состав растворов,
в zJM1 определяется путём умножения указанных в таб-
лице показателей на содержание в г/л соответствующе-
го компонента.
скои, электрохимической и механической под-
готовки и отделки поверхности приведён
в табл. 20 и 21.
Таблица Н
Сводная ведомость расхода материалов и анодов
Наименование
материалов и ано-
дов
Цинк (аноды)
Едкий натр
Тринатрий-
фосфат
Жидкое стекло
Окись цинка \
Цианистый 1
натрий (
Едкий натр J
Назначение
(вид обра-
ботки)
Цинкование
Электроли-
тическое
обезжири-
вание
Цинкование
-Марка
или ОСТ
Ц-1
Техни-
ческий
То же
г, »
п и
ГАЗ-Н-
1801
ОСТ ,57
Единица
измерения
кг
•
*
»
-
Расход
на 1 м3
обрабаты-
ваемой
поверх-
ности
o,iS3
о,оо8
0,02
0,002
0,00-]
0,124
0,О1
Обрабаты-
ваемая
поверх-
ность в м2
в год
99 39 S
99 39S
99 39S
99 39!
99 39!
99 39!
99 39!
Расход материалов
на про-
грамму
1} 190
J$>6
1990
200
697
12 300
994
на состав-
ление
растворов
при пуске
цеха
;8о
12
28
3
413
I 000
6?2
Общая
годовая
потреб-
ность
1/770
8о8
ioiS
203
1170
13300
1 Ь86
ГЛ. VIIl]
СОСТАВ ПЛОЩАДЕЙ, ИХ КОМПОНОВКА
317
Расход материалов при оксидировании стали
и меди (при работе в две смены) определяется
из расчёта четырёхкратного обмена раствора
в год. Данные по расходу анодов, а также хими-
ческих и других материалов по видам обра-
ботки при детальном проектировании сводятся
в ведомость (табл. Н).
СОСТАВ ПЛОЩАДЕЙ, ИХ КОМПОНОВКА
И РАЗМЕЩЕНИЕ ОБОРУДОВАНИЯ
Состав площадей. По характеру выполняе-
мых работ и размещаемого оборудования пло-
щадь цеха покрытий делится на производствен-
ную и вспомогательную.
К производственной относится площадь
отделений: 1) предварительной подготовки дета-
лей '(травильного), 2) пескоструйного. 3) шли-
фовально-полировальн.го, 4) покрытий и 5) мо-
тор-генераторов.
К вспомогательной относится площадь
подсобных помещений и участков, в том числе
участков приготовления растворов, обработки
и накатки шлифовальных кругов, лабораторий,
механических мастерских, вентиляционных
камер и т. д.
При цехе имеются также служебные и
бытовые помещения, гардероб, душевые, убор-
ные и др.
Каждое из указанных помещений внутри
цеха отделяется от соседних перегородками.
Требования к помещению цеха. Цех
должен быть расположен в первом этаже у
наружной стены здания. Он должен быть изо-
лирован от других цехов завода и иметь
достаточную естественную освещённость.
В цехах с большим объёмом производства
предусматривается подвальное или полупод-
вальное помещение.
В отделениях предварительной подготовки
деталей, шлифовальяо-полировальном, покры-
тий и мотор-генераторов пол покрывается
метлахской плиткой; панель на высоту 1,5 м
от уровня пола также выкладывается метлах-
ской или стеклянной плиткой.
В отделениях предварительной подготовки
деталей и покрытий в полу делаются сточные
канализационные лотки и даётся уклон в их
сторону. Если под этими помещениями имеется
подвал, .то пол должен быть водонепроницае-
мым. В отделениях предварительной подготовки
деталей, шлифовально-полировальном и покры-
тий стены и потолочные перекрытия окраши-
ваются в светлые тона. В отделениях предва-
рительной подготовки и покрытий наружные
поверхности металлических конструкций окра-
шиваются кислотоупорным лаком.
Расчёт площадей, компоновка пэмещений
и размещение оборудования. При укрупнён-
ном проектировании определяют только общую
потребность в площади цеха и принимают
принципиальное решение о местоположении его
среди других цехов завода. В записке к про-
екту указываются площади производственных
и вспомогательных помещений без разбивки их
по отделениям и участкам.
Производственную площадь определяют
по удельным показателям табл. 22.
Вспомогательную площадь принимают в раз-
мере 25 — 50% производственной; верхний
предел —для цехов, требующих большого коли-
чества вентиляционных установок, каковы, на-
Таблица 22
Ориентировочные показатели величины производ-
ственной площади на единицу оборудование [7 и 12]
Цехи
Цехи с немеханизированными ваннами,
колоколами, барабанами и с преоблада
нием химических процессов (I класс, 1-я
группа)
Цехи с немеханизирсванным обору-
дованием с преобладанием электролити-
ческих процессов (I и II классы, 1-я груп-
па)
Цехи с различными видами оборудова-
ния: ваннами, полуавтоматами, автома
тами (I и II классы, 2-я и 3-я группы) .
Цехи износостойких покрытий(III класс)
Средняя
площадь
на единицу
оборудовч-
ния в м
8—ю*
7
* Для автомата число единиц оборудования опреде-
ляется числом входящих в его состав ванн.
пример, цехи, в которых производится хромиро-
вание или применяются цианистые электролиты.
При детальном проектировании произво-
дится уточнение указанных площадей на основе
плана размещения оборудования (см. ниже)
с разбивкой по отделениям и участкам и
уточняется местоположение цеха в здании.
Для цехов покрытий приняты два варианта
размещения оборудования: 1) оборудование,
как основное, так и вспомогательное, распо-
ложено в одном этаже; 2) оборудование рас-
положено в двух этажах (в 1-м этаже и под-
вальном помещении).
В мелких производствах, где устройство
подвала экономически не оправдывает себя,
оборудование размещается обычно по первому
варианту. Крупные цехи проектируются пре-
имущественно по второму варианту. В чтом
случае мотор-генераторы устанавливаются
в подвале непосредственно под ваннами,
что дает экономию в расходе шинной
меди и уменьшает потери электроэнергии
в сети. В подвале же обычно размещаются
и вентиляционные установки (приточная и
вытяжная вентиляция) и оборудование для при-
готовления и корректирования растворов.
Размещение оборудования и компоновка
участков цеха производятся в соответствии
с принятым технологическим процессом обра-
Сотки деталей с таким расчётом, чтобы была
обеспечена максимальная поточность произ-
водства.
Оборудование для электролитических про-
цессов должно размещаться возможно ближе
к источникам постоянного тока.
На плане наносятся внешние габариты
оборудовяния с учётом выступающих частей
вентиляционных кожухов, подводки тока и т. д.
Размеры проходов в цехах и расстояния
от стены до оборудования, а также между
отдельными единицами оборудования зависят
от вида последнего и характера его обслужи-
вания ^одностороннее или двухстороннее).
При определении этих расстояний в каче-
стве ориентировочных могут служить данные
табл. 23.
Примеры планировки цехов покрытий, в за-
висимости от характера производства и типа
оборудования, приведены на фиг. 7—20.
318
ПРОЕКТИРОВАНИЕ ЦЕХОВ МЕТАЛЛОПОКРЫТИЙ
[разд.
Таблица 23
Расстояния в
Наименование
Проходы между
рядами оборудо-
вания
Расстояния от
стены до обору-
дования
Расстояния меж-
ду отдельными
единицами обо-
рудования в од-
ном ряду ....
В а
при двух-
стороннем
обслужи-
вании
фиг. 7 и 8)
1,5-2
1>2—1,5
О,1—О,2
м (примерные), принимаемые при размещении оборудования [7]
н н ы
при одно-
стороннем
обслужи-
вании
(фиг. 9
и 10)
1.2—1,5
о,5- о,б
О,1— О,2
Коло-
кола
(фиг.П)
1.5—2
о,8—i
о,8—i
(между
стани-
нами)
Полуав-
томаты
(фиг. 12)
1.5—2
1.2—1,5
—
Автоматы
(фиг. 12
и 13)
1,5—2
С рабочей
стороны
4-5;
с нерабо-
чей сто-
роны
1.2—1,5
—
Шлифовально-
полировальные
станки (фиг. 14)
С рабочей сто-
роны 2—2,5; меж-
ду станинами с
нерабочей сторо-
ны в параллель-
ных рядах о,8—1
До станины и до
конца шпинделя
о,8—i; между кон-
цами шпинделей
—
Мотор-генераторы
(фиг. 15 и 16)
2—3,5
До фундамента с про-
дольной его стороны
или состороны мотора
о,6—о,8 -
Между продольными
сторонами фундамента
О,б— I
Между торцами агре-
гата:
а) со стороны мотора
о,6—о,8;
б) со стороны генера-
тора не менее полови-
ны общей длины фун-
дамента
Y,
500-600
Фиг. 7. Схема расположения
ванн с двухсторонним обслу-
живанием.
У///////Щ//////7//Л
Фиг. 10. Схема расположе-
ния ванн с односторонним
обслуживанием
B-й вариант).
I
т
"Г
шюоо
1
У////////Ш//////Х//////,
00-
Фиг. 8. Схема расположения ванн
с двухсторонним обслуживанием
и проездом для транспорта.
\-
юо-г
гоо
Фиг. 9. Схема расположения
ванн с односторонним обслу-
живанием A-й вариант).
'/////////////////Щ//
¦
D
$200-1500
1500-8000
Фиг. 11. Схема расположения
колокольных установок.
Фиг. 12. Схема расположения оваль-
ных полуавтоматов и автоматов.
Фиг. 13. Схема расположения прямо-
линейных автоматов.
<8* Ifr—r
¦1
Ш-2500
Фиг. 14. Схема
расположения
шлифовально-
полировальных
станков.
Фиг. 15. Схема расположения мотор-
генератороа A-й вариант).
I
1500-2000
600-800
- Не менее половины
_1 длины фундамента
Фиг. 16. Схема
расположения
мотор-генера-
торов B-й ва-
риант)
. из 15
Фиг. 17. План расположения оборудования цеха защитных покрытий (I класс, 1-я группа): /— отделение приготовления песка; Я—пескоструйное отделение; ///—отделение по-
крытий; IV— генераторное отделение; V— отделение технического контроля; VI — вентиляционная камера (приточная вентиляция), /—столы; 2 —камера для обезжиривания три-
хлорэтиленом;3—аппараты для регенерации трихлорэтилена; 4—пескоструйные камеры сдвоенные; 5—пескоструйные аппараты; 5—ящики для песка; 7—ройер; 8 — стол для сушки
песка; 9—столы для монтажа и демонтажа; 10—тележки для рам; //—ванна электролитического обезжиривания; /2 —ванны тёплой и горячей промывки; 13—ванны химического
декапирования; 14— ванны холодной промывки; 15— ванны цинкования; 16—ванны снятия осадков; 17—сливной бак; 18— кислотоупорный насос; /9—ванна приготовления электро-
лита; 20— напорный бак; 21—сушильные шка'фы; 22—мотор-генераторы постоянного тока; 23—столы; 24— монорельс; 25 —электротельфер; 26—друкфильтр.
у/////^
' 1 I ' 1
кадмиевых покрытий; УР-ванна травления в азотной кислоте; 20- ванны анодирования; 2^-сушильные шкафы; 22 -мотор-генераторы постоянного тока-'гз-
CMI-J; 24— шлифовально-полировальный станок; 25— ванна воронения; 26— стеллажи.
ения
агрегат
i i 8
Suv
В й, Ш@@!|Ы0ЙЫ0ВЫ0
5900—n
/Ой
а/ Ш-»
: ::rw j3 j.^-^
ge ^o ogo qi ^ !fOG JJ[
[} J* M J3 JJ ?J ?J
-—tff^ff-
О-
33 ЩЗЗ УЗ 33% 33 33 J
J
Фиг. 19. План расположения оборудования цеха защитно-декоративных покрытий с подвальным помещением (II класс, 2-я группа):/ — склад поступающих деталей; //—песко-
струйное отделение; ///—шлифовальное отделение; IV— отделение обезжиривания в керосине; V— полировочное отделение; VI — отделение покрытии; VII— склад цианистых
солей; VIII — отделение приготовления электролитов; IX— подготовительное отделение; А —цеховая лаборатория; XI— отдел технического контроля и склад готовых деталей;
XII— контора цеха; XIII — контора начальника цеха; XIV— материальный склад; XV— слесарная мастерская; XVI — бытовые помещения. 7—автомат для цинкования;
2 —автомат для меднения; 3— столы для монтажа и демонтажа; 4 — стеллажи; б — ванна электролитического обезжиривания; б—ванны тёплой промывки; / — ванны химического
декапирования; 8— ванны холодной промывки; 9— ванны нейтрализации; 10 — ванны цинкования; 11 — ванны улавливания электролита; 12—ванна обработки в хромовой кислоте;
13— ванны горячей промывки; 14— сушильные шкафы; 15— ванна меднения (цианистая); 16— ванна меднения (кислая); 17— ванны химического обезжиривания; 18— ванны нике-
лирования; 19— ванна хромирования;20— колокола для цинкования; 21 — колокола для никелирования; 22—стол для колоколов; 23 — ванна для обработки в хромпике; 24 — ванны фос-
фатирования; 25— ванна промасливания; 26— ванны снятия осадков; 27— ванна химического травления; 2<У—перекидной барабан для химического обезжиривания; 29— ванны при-
готовления электролита; 30— фильтрпрессы; 31 — запасные баки для электролита; 32—ванны нейтрализации; 33 - шлифовально-полировальные станки; 34— стол для накатки кру-
гов; 35—сушильный шкаф для кругов; 36— столы для протирки; 37—стол для сушки песка; 38— ящик для песка; 39 — пескоструйный аппарат; 40 —пескоструйная камера;41— сито
для песка; 42 — шкафы для посуды и химикатов; 43—шкафы для химикатов; 44 —аналитические весы; 45— стол для титрования; 46 — вытяжные шкафы; 47— лабораторный стол;
48 — раковина; 49— сливной бак для цинкового электролита; 50— напорный бак; 51— бак для королака; 52 — сверлильный станок; 53 — верстак слесарный; 54 — мотор-гене-
ратор постоянного тока.
322
ПРОЕКТИРОВАНИЕ ЦЕХОВ МЕТАЛЛОПОКРЫТИЙ
[РАЗД. V
по ЯВ
шооо
*иг" Щ' План расположения оборудования иеха защитных покрытийA класс, 2-я группа): /—склад поступающих
деталей; ТУ—отделение покрытии; ///—контора; IV—лаборатория; У—генераторное отделение; VI— отделение
приготовления растворов; VII — склад готовых деталей; VIII—вентиляционное помещение. 1 — автомат для цин-
кования; 2 —автомат для меднения; 3— ванна электролитического обезжиривания; 4 — ванна тёплой промывки;
5—ванна химического декапирования; 6— ванны холодной промывки; 7—ванны нейтрализации; 8— ванна тра-
вления; 9 — ванна цинкования; 10— ванна кадмирования; 11 — барабаны для цинкования; 12 — ванна меднения;
13 — ванна лужения; 14—ванна горячей промывки; 15—ванна осветления осадков; 16 — колокола для цинкова-
ния; 17 — сушильный шкаф; 18—мотор-генераторы постоянного тока; 19— ванны приготовления электролита;
20— насосы; 2! —фильтр; 22 — шкаф для химикатов; 23— технические весы; 24 — стеллажи; 25— столы; 26 — лабо-
раторный стол; 27 — вытяжной шкаф; 28 — раковины; 29 — шкаф для посуды и химикатов; 30 — конторский шкаф.
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ
ПОКАЗАТЕЛИ
Табл. 24 содержит технико-экономические
показатели цехов покрытий, заимствованные из
проектов цехов покрытий (защитных и за-
щитно-декоративных), входящих в состав за-
водов среднего машиностроения автомобиль-
ной промышленности.
Таблица 24
Наименование
показателей
Проектные данные:
Выпуск в год вот . .
Процессы покрытий
Характер производства
Цех защитных
покрытий
13500—16 5оэ
дооооо — i iooooo
Электролитиче-
ские и химические
Цех защитных
покрытий
4ооо—5°°°
480000—580000
Преобладают
химические
Цех защитно-де-
коративных и за-
щитных покрытий
IIOO- I2OO
155 000—190 ооо
Электролитиче-
ские
Цех защитных
покрытий
500—600
57 ооо—7° оо°
Электролити-
ческие
Цех защитно-де-
коративных и за-
щитных покрытий
300-360
6о ооо—75 оо°
Электролитиче-
скиеи химические
ГЛ. VIII
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
323
Продолжение табл. 2
Наименование
показателей
Типы оборудования
Годовой выпуск на
1 мх производственной
площади в т
То же в ж2
Годовой выпуск на
1л2 всей площади в т
То же в ж'
Годовой выпуск на
одного производствен-
ного рабочего в т . .
То же в л3
Производственная
площадь в м3 на одно-
го рабочего в смену
с наибольшим числом
рабочих
Производственная
площадь в ж2 на еди-
ницу оборудования . .
Энерговооружен-
ность в кет на одного
производственного ра-
бочего
Характер производства
Цех защитных
покрытий
Ранны,колокола,
барабаны и авто-
маты
6,3
43O
4.4
3°i
133
938о
31
9.5
ю,7
Цех защитных
покрытий
Ванны и коло-
кола
5.7
669
3.9
45<э
ю 59"
31,7
7Д
12,9
Цех защитно-де-
коративных и за-
щитных покрытий
Ванны и полуав-
томаты
i.i
i6i
0,76
112
41
2059
21,5
8
3,9
Цех защитных
покрытий
Ванны, коло-
кола и бара-
баны
i,9
217
i,4i
1бо
4о
4515
17.6
8,i
7,3
Цех защитно-де-
коративных и за-
щитных покрытий
Ванны и бара-
баны
1,5
3°2
0,84
170
J3
2630
i6,8
8,4
5.2
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Аксенов Н. П., Оборудование литейных, т. 3, ОНТИ,
1937.
2. Конькова Н. А., Химически стойкая защита аппа-
ратуры и строительных конструкций, Труды Всесоюз-
ной технической конференции по применению новых
материалов и заменителей, НКЭП, вып. IX, 1944.
3. Кудрявцев Н. Т., Гальванотехника, Гизлегпром,
1940.
4. Кудрявцев Н. Т., Электролитическое цинкование,
Металлургиздат, 1944.
5. Лайнер В. И. и Кудрявцев Н. Т., Основы гальва-
ностегии, ч. I, 2-е изд.. 1943, и ч. II, 1938.
6. | Левин А. И. |, Гальванопокрытия на автозаводе
им. Сталина. Труды второй конференции по коррозии
металлов, т. II, изд-во АН СССР, 1943.
7. „Справочник проектанта", Гипросредмаш, 1915.
8. Швыряев Г. К. и | Треспе Г. Г. |, К вопросу о
расходе химикатов и материалов в гальванических
цехах, „Коррозия и борьба с ней" № 2, 1941.
9. Айзенберг Б. И., Фонды времени оборудования
и рабочих для проектирования заводов Наркомата
среднего машиностроения, Гипросредмаш, серия !,
вып. 122, 1940.
10. Докин Н. И. и Чугай А. Ф.,под ред. Швыряева Г. К.,
Каталог чертежей оборудования гальванических цехо;з,
В/к „Металлохимзащита", 2-е изд., 1939.
11. Стандарт ГОСТ 2249-43. Покрытия цинком на сталь-
ных изделиях. Классификация. Технические условия.
12. Отчётные данные В/к „Металлохимзащита" и заво-
дов ЗИС, КИМ и ГА^
13. Швыряев Г. К. и | Треспе Г. Г. |, Сборник вре-
менных норм расхода материалов по гальваническим
и химическим покрытиям и обработке металлических
изделий, В/к „Металлохимзащита", 1939—1940.
14. Швыряев Г. К., ftpTcnе Г. Г. | и Прандец-
кая Е. А., Временные нормы выработки по механиче-
ской обработке металлов и расходу материалов в галь-
ванических цехах, В/к „Металлохимзащита", 1940.
Глава IX
ПРОЕКТИРОВАНИЕ МЕТАЛЛИЗАЦИОННЫХ УСТАНОВОК,
МАСТЕРСКИХ И ЦЕХОВ
КЛАССИФИКАЦИЯ МЕТАЛЛИЗАЦИОННЫХ
УСТАНОВОК, МАСТЕРСКИХ И ЦЕХОВ,
ИХ НАЗНАЧЕНИЕ И ВИДЫ РАБОТ
Работы по металлизации распылением вы-
полняются с помощью переносных постов,
передвижных установок или в условиях ста-
ционарных мастерских и цехов, которые можно
классифицировать согласно табл. 1.
чень основных видов металлизационных работ
и рекомендуемые для их выполнения типы
установок приводятся в табл. 2.
В СССР наиболее распространены стацио-
нарные мастерские (III класс), которые часто
дополняются оборудованием, обычным для
постов I класса. При необходимости выпол-
нять работы различных . видов и небольшого
объёма следует пользоваться мастерскими
Классификация установок, мастерских и цехов металлизации распылением
Таблица 1
Название
Класс
Группа
Преобладаю-
щий техноло-
гический про-
цесс
Тип производ-
ства
Перенос-
ные посты
металлиза-
ции
I
1
Подвижные
установки
метал лиза
НИИ
II
1
Стационарные мастерские
металлизации
III
1
Подготов-
ка поверх-
ности и ме-
таллизация
вручную
2
Подготовка
поверхности
и металлизация
на чокарных
станках
_ „ | Единичный и мелкосерий-
Единичный 1 ный
Цехи металлизации
IV
1 ! 2
I
Подготовка
поверхности
и металлизация
вручную
Подготовка
поверхности
и металлизация
на токарных
станках
3
Работа на ба-
рабанных уста-
новках или
автоматах
Серийный и массовый
Класс и группа металлизационных установок
определяются их назначением и характером
проектируемых металлизационных работ. Пере-
Таблица 2
III класса. При наличии значительных и по-
стоянных по объёму заданий целесообразно
проектировать цехи IV класса.
Продолжение табл. 2
Назначе-
ние метал-
лизации
Защита от
коррознм
Вид производимых работ
1. Работы по нанесению
защитных покрытий на
монтажных или строи-
тельных площадках, а так-
же в полевых условиях
(металлизация мостовых
ферм, мачт и других ме-
таллических конструкций,
газгольдеров, резервуа-
ров, металлических кор-
пусов речных судов и т. д.)
2. Металлизация мелких
изделий (отливок, моде-
лей, деталей машин и пр.)
в условиях серийного про-
изводства
Рекомендуе-
мый тип уста-
новки по
классификации
(табл. 1)
Класс
I, H
III, IV
Группа
1-я
Назначе-
ние метал-
лизации
Защита от
коррозии
Восстанов-
ление изно-
шенных де-
талей обо-
рудования
Вид производимых работ
3. Оцинковка мелких
металлических изделий
(скоб, накладок, болтов,
гаек, гвоздей и т. п.)
в крупносерийном и мас-
совом производстве . . .
1. Наращивание сталь-
ных покрытий на круп-
ные детали по месту на-
хождения оборудования
(шейки больших валов,
шпиндели, плунжеры
и Др.)
Рекомендуе-
мый тип уста-
новки по
классификации
(табл. 1)
Класс
IV
I, II
Группа
3-я
гл. ix]
ПРОГРАММА МЕТАЛЛИЗАЦИОННЫХ УСТАНОВОК
325
Продолжение табл. i
Назначе-
ние метал-
лизации
Восстанов-
ление изно-
шенных де-
талей обо-
рудования
Исправле-
ние дефек-
тов отли-
вок (задел-
ка раковин,
устранение
пористости
и течи)
Повышение
жаростой-
кости ста-
ли алитиро-
ванием
Декоратив-
ные и дру-
гие покры-
тия
Разные ра-
боты
Вид производимых работ
2. Восстановление изно-
шенных деталей—тел вра-
щения — небольших и
средних размеров (дета-
лей автотракторных дви-
гателей, шеек валов, вту-
лок, подшипников, а так-
же гнёзд под посадку
и т. п.) в условиях еди-
ничного и мелкосерийного
производства
3. То же при серийном
производстве
1. Придание непрони-
цаемости пористым стен-
кам крупных отливок
(турбин, воздуходувок,
судовых двигателей и
т. п.) по месту их нахо-
ждения
2. Заделка кавитацион-
ных раковин в крупных
деталях по месту их на-
хождения
3. Устранение проницае-
мости сварных швов по
месту нахождения дета-
лей
4. Заделка трещин и уст-
ранение течи в блоках
двигателей автомобилей,
тракторов и т. п. без их
демонтажа
5. Исправление дефек-
тов отливок малых и
средних размеров (заделка
раковин, устранение по-
ристости \ в единичном и
мелкосерийном производ-
стве
6. То же при крупносе-
рийном производстве . . .
1. Металлизация дета-
лей малой и средней ве-
личины алюминием (ко-
жухов термопар, арма-
туры термических печей,
оболочек электротиглей,
цементационных ящиков
и т. п.) в условиях еди-
ничного и мелкосерийного
производства
2. То же в условиях
крупносерийного произ-
водства
3. То же при алитиро-
вании единичных крупных
деталей
1. Металлизация цвет-
ными металлами изделий
из стали, чугуна, гипса,
дерева, пластмассы, стек-
ла, бумаги и других ма-
териалов в мелкосерий-
ном производстве ....
2. То же в крупносе-
рийном производстве . .
3. Небольшие работы
по металлизации в разнооб-
разных цедях
Разнообразные работы
небольшого объёма . . .
Рекомендуе-
мый тип уста-
новки по клас-
сификации
(табл. 1)
Класс
III
IV
I. И
I, II
I, II
I, II
III
IV
III
IV
I, II
III
IV
ш
III
Группа
2-я
2-я
1-я
1-я
1-я
1-я
1-я
1-я
1-я
1-я, 2-я
ПРОГРАММА МЕТАЛЛИЗАЦИОННЫХ
УСТАНОВОК, МАСТЕРСКИХ И ЦЕХОВ
Для проектирования установок I и II классов,
предназначенных для единичных работ, про-
грамма намечается условно. Установление
программы для стационарных мастерских
III класса производится по укрупнённым пока-
зателям. При проектировании цехов IV класса
производится расчёт производственной про-
граммы по конкретным объектам.
Программу для цехов металлизации принято
выражать: а) в кв. метрах поверхности, метал-
лизируемой на условную толщину слоя @,1 мм);
б) в килограммах металла, требуемого для
металлизации заданного количества деталей;
в) в весе мелких изделий (кг), обрабатываемых
в барабанах.
Программа составляется с разбивкой дета-
лей, подлежащих металлизации, на группы
в зависимости от рода наносимого металла
(сталь, цинк, алюминий и т. д.), величины
изделий (мелкие, средние, крупные) и их кон-
фигурации (плоскости, тела вращения).
Количество металла, подлежащего распыле-
нию по каждой из указанных групп, устанавли-
вается на основании подсчёта подвергаемых
металлизации поверхностей с учётом разницы
в удельных весах исходных и распылённых
металлов (табл. 3) и потерь металла при рас-
пылении (табл. 4 и 5, фиг. 1).
Потери металла при нанесении покрытий
на изделия небольших размеров и сложной
конфигурации устанавливаются опытным путём.
Таблица 3
Удельный вес исходных и распылённых металлов [1}
Металл
Олово .
Свинец .
Цинк . . ,
Алюминий
Латунь . ,
Бронза . ,
Медь . . ,
Железо . •
Удельный
вес исход-
ного метал-
7-28—7.3
и.З6
6,92—7>2
2,54—2,67
8,з°—8,б7
8,76
8,65-8,93
7,86
Удельный вес распы-
лённого металла при
электроме-газовой ме-
таллизации' таллизации
.73
6,2
7.7
6,5-7.°
6,8а
ю.57
6.5
2,55
7, го
8,го
8,79
7.38
Таблица 4
Потери металла при металлизации больших
плоских поверхностей
Металл
Свинец
Цинк
Алюминий ....
Сталь
Потери металла при металлизации
электриче-
скими рас-
пылителя-
ми ЛК [10]
38
36
21
=5
газовыми
распылите-
лями типа
ГМ-1 [5]
зб
34
23
12
13
до
13
ю
газовыми
распылите-
лями ,Мо-
гул" [15]
4°
35
Зо
35
19
17
22
15
18
326
ПРОЕКТИРОВАНИЕ МЕТАЛЛИЗАЦИОННЫХ УСТАНОВОК И ЦЕХОВ
[РАЗД. V
Таблица 5
Потери металла при электрометаллизации сталью
деталей, имеющих форму тел вращения [8]
Диаметр детали в мм . .
Потери в %
68
45
Значения удельного веса по табл. 3 и потерь
металла по табл. 4 и 5 являются средними,
изменяющимися в зависимости от состояния
поверхности, температуры изделия, режима
работы и т. п.
0,80
О/О
Q50
0,40
С0О
020
/
/
f
.——•
-~ —
¦ess»
. . _ 3 4 5 6 7 8 $ ta
^Диаметр в дюймах
Фиг. 1. Диаграмма использований металла при наращива-
нии сталью шеек валов газовыми распылителями (по дан-
ным Metallizing Co of America).
Величина использования металла при нара-
щивании сталью шеек валов с помощью газо-
вых распылителей указана на фиг. 1 [15].
Расход металла на покрытие 1 м2 плоской
поверхности приведён в табл. 6.
Таблица 6
Примерный расход металла (с учётом потерь)
на покрытие больших плоских поверхностей
Металл
Свинец
Цинк
Алюминий ....
Латунь ... ...
Бронза .
Сталь
Расход металла в кг/м?
при 8 = 0,1 мм
ЛК-2
i.°5
О,32
1,2О
о,93
ГМ-1
1,7б
о 84
0,29
о,79
о,да
о,8з
„Могул"
1,76
1,ОО
°,3о
0,91
1,ОО
о,9°
Для компенсации перебега* при подсчётах
количества металла, потребного для металлиза-
ции шеек валов, расчётная их длина берётся
больше номинальной при длине шейки / = 50 мм
на величину 0,8 I и соответственно: 100 лш —
0,4 U 200 мм — 0,3 /, 300 мм — 0,2 /.
Для определения расхода стальной проволоки
при металлизации шеек различного диаметра
фирма Mogul (США) применяет формулу [15]:
где G — вес проволоки, расходуемой на метал-
* Поверхность, захватываемая конусом распыла по обе
стороны металлизируемой шейки, сверх её номинальной
длины.
лизацию, в англ. фунт.; d — диаметр шейки
в дюймах; / — длина шейки (с поправкой на
перебег) в дюймах; 8 — толщина нанесённого
слоя в дюймах; К — коэфициент использова-
ния, определяемый из диаграммы фиг. 1.
ОБОРУДОВАНИЕ
Оборудование для установок I класса ком-
плектуется согласно типовому перечню табл.7.
Таблица 7
Список оборудования переносного поста
для металлизации
Наименование
оборудования
Бачок для песка
Пескоструйный
аппарат и песко-
приёмник к нему
Масло-водоот-
делитель
Распылитель
для металлизации
Трансформатор
понижающий
Распределитель-
ный щиток к
трансформатору
с приборами
Баллоны га- 1
зовые {
Редукторы к (
ним \
(
Редуктор воз-
душный
Шланги, защит-
ные очки и лич-
ный инструмент
оператора
Тип, характе-
ристика
Произволь-
ный
Всасываю-
щего типа
МВО-П
Любого типа
Мощность
3 ква, напря-
жение на низ-
кой стороне
20 — 35 в
Кислородный
Ацетиленовый
Кислородный
Ацетиленовый
До 6 ати
ч ™
О щ
а в-
I
. I
I
I
I
I
I
I
I
I
I
Примечание
1 Могут быть
заменены пе-
скоструйным
аппаратом лю-
)бого типа
Необходим
при электро-
металлизации
То ж;
Требуются
1 при работе га-
зовыми рас-
пылителями
Установки I класса рассчитаны на работу по
месту нахождения объекта при наличии пи-
тания сжатым воздухом. Схематический вид
переносного поста приводится на фиг. 2.
Фиг. 2. Схема переносного поста для электрометаллкза-
ции:7 — масло-водоотделитель; 2—пескоструйный бачок;
3 — пескоструйный револьвер; 4 — распределительный
щиток; 5 — трансформатор; 6 — электрический метал-
лизацыонный распылитель.
гл. ix]
ОБОРУДОВАНИЕ
327
Для подвижных установок II класса приме-
няется то же оборудование, что и для установок
I класса, с дополнением его воздушным ком-
прессором, располагаемым на платформе авто-
мобиля, крытого автофургона или прицепа.
При проектировании этих установок следует
уделять внимание выбору габаритов оборудо-
вания, позволяющих рационально разместить
его на ограниченной площади, решению задачи
питания током и устройству вентиляции.
При проектировании стационарных устано-
вок III и IV классов с заданной производствен-
ной программой подлежит расчёту количество
потребного оборудования для подготовки по-
верхности, для нанесения металлизационных
покрытий, для обработки и отделки покрытий.
В этом случае проектирование ведётся на
основе предварительно разработанного техно-
логического процесса.
Оборудование для подготовки поверхно-
сти. Основным способом подготовки метал-
лизируемой поверхности в цехах 1-й группы
III и IV классов является пескоструйная
очистка её. В зависимости от масштаба
производства, технологических соображений
обработке больших плоских поверхностей под
давлением 3,5—4,0 am и диаметре сопла 8 мм
возможно принимать около 4 м2/час.
Для очистки мелких металлических изделий
(в цехах IV класса, 3-й группы) применяются
вращающиеся барабаны.
Длительность обработки в барабанах в зави-
симости от состояния поверхности изделий со-
ставляет около 15—20 мин. на загрузку, т. е.
на 15—25 кг изделий.
При значительном объёме пескоструйных
работ предусматривается оборудование, пере-
чень которого приводится в табл. 8.
Подготовка поверхности тел вращения в це-
хах 2-й группы III — IV классов производится
методом обточки на токарно-винторезных
станках любых типов с габаритами, соответ-
ствующими размерам деталей *. Расчёт коли-
чества станков производится по нормам, при-
нятым для токарной обработки.
Подготовка поверхности электрическим
способом основана на образовании на поверхно-
сти изделия мельчайших кратеров и брызг
металла, расплавляемого вольтовой дугой, воз-
никающей между поверхностью и электродом
Таблица 8
Перечень основного оборудования для отделений по подготовке поверхности изделии пескоструйной
обработкой при большом объёме работ
Наименование оборудования
Печь-сушило
Механическое сито
Оборудование для обезжи-
ривания
Пескоструйная камера
Пескоструйный шкаф
Пескоструйный аппарат
нагнетательного типа
Пескоструйный аппарат
всасывающего типа
Масло-водоотделитель
Барабанная установка
Вентиляционные устрой-
ства
Назначение
Сушка песка
Просеивание песка для по-
лучения требуемой грануля-
ции
Очистка деталей от жиро-
вых загрязнений
Изолирование рабочего
места от пыли
То же
Подготовка поверхности .
То же
Очистка сжатого воздуха
Механическое перемеще-
ние изделий при их очистке
и изоляция источника пыле-
образования
Удаление пыли
То же
Используется в цехах
(табл. 1)
Класс
IV
IV
IV
IV
III
IV
III
IV
III
IV
IV
III
Группа
1-я, 3-я
1-я, 3-я
1-я, 3-я
1-я
1-я
1-я, 3-я
1-я
1-я
1-я
3-я
1-я, 3-я
1-я
Примечание
Требуется в случаях силь-
ного загрязнения деталей
Для обработки крупных из-
делий с большой площадью
очистки
Для мелких деталей
При необходимости обес-
печить высокую производи-
тельность
Для работ небольшого объ-
ёма, производимых в песко-
струйном шкафе
Для пескоструйной обра-
ботки мелких деталей в мас-
совых количествах
и размеров изделий пескоструйная обработка
производится в закрытых камерах или не-
больших пескоструйных шкафах.
Для работы в закрытых камерах могут при-
меняться пескоструйные аппараты любого
типа. Автоматические устройства, служащие
для очистки литья (вращающиеся столы и т. п.),
в металлизационных цехах использования не
находят, кроме цехов 3-й группы IV класса,
применяющих вращающиеся барабаны.
Количество потребных пескоструйных ап-
паратов определяется, исходя из величины
обрабатываемой поверхности и производитель-
ности пескоструйного аппарата. По опытным
данным, среднюю производительность песко-
струйных аппаратов нагнетательного типа при
или пучком их. Оборудование, применяемое
для этой цели, представляет собой патентован-
ные агрегаты [16, 17], состоящие из транс-
форматора и специальных держателей. Оно
широко используется в современных установ-
ках в США для подготовки как плоскостей,
так и поверхности тел вращения. В зависи-
мости от устройства держателя (с воздушным
дутьём или без него), а также режима элек-
троподготовки (постоянный или переменный
ток и его напряжение) характер и степень по-
лучаемой шероховатости регулируются в ши-
роких пределах.
* В небольших мастерских эти станки могут быть ис-
пользованы также для вращения деталей в процессе ме-
таллизации.
328
ПРОЕКТИРОВАНИЕ МЕТАЛЛИЗАЦИОННЫХ УСТАНОВОК И ЦЕХОВ
[разд.
Агрегаты отличаются преимуществами, обес-
печивающими наибольшую прочность сцепле-
ния, возможность подготовки обычно не обра-
батываемых резцами поверхностей высокой
твёрдости (калёных, цементированных и др.), а
также возможность подготовки поверхностей в
трудно доступных местах. Производительность
агрегата примерно соответствует скорости
подготовки нанесением рваной резьбы [3, 7,13].
Оборудование для нанесения металли-
ческих покрытий. Применяющееся оборудо-
вание для нанесения металлических покрытий
делится на три различные по принципу дей-
ствия группы.
1. Тигельные аппараты. Работают
на расплавленном легкоплавком металле (олово,
свинец). Обогрев тигля производится электри-
ческим током. Применяются в редких случаях
при массовых работах. Мало удобны в обслу-
живании. Изготовляются собственными силами
предприятий.
2. Распылители, работающие на
порошках. Работают на порошках метал-
лов, а также порошках других разнообразных
материалов, способных расплавляться,— стёк-
ла, пластмассы и т.п. [14]. Отличаются высо-
кой производительностью, лёгкостью и про-
)стотой конструкции. Требуют применения кис-
лорода и горючего газа. Широко распростра-
нены и изготовляются в Англии.
3. Распылители, работающие на
проволоке, а) Газовые. Для работы требуют-
ся кислород и ацетилен при давлении не менее
1 ати. Распылители отличаются совершенством
конструкций и высокой производительностью.
За границей распространены высокопроизводи-
тельные (для работы по восстановлению изно-
шенных деталей на станках) и универсальные
(для ручных работ). Газовые распылители
имеют приспособления для металлизации вну-
тренней поверхности труб и глубоких отвер-
стий, б) Электродуговые. Работают на пере-
менном токе от трансформатора на 20 — 30 в.
Применяются для всех видов металлизационных
работ. Приспособлений для металлизации вну-
тренних поверхностей труб не имеют. Сравни-
тельно с газовыми распылителями менее про-
изводительны и надёжны.
В СССР почти исключительно применяются
электродуговые распылители, не требующие
расходования кислорода и ацетилена. Сравни-
тельные характеристики газовых и электриче-
ских распылителей отечественного производ-
ства приводятся в табл. 9.
Таблица 9
Сравнительные характеристики газовых
и электрических распылителей
Марка
Тип распылителя
Вес в кг
Наибольший диа-
метр применяемой
проволоки в мм . . .
Рабочее давление
сжатого воздуха в ати
Расход сжатого воз-
духа в м31ман ....
Рабочее давление
кислорода в ати . .
То же ацетилена .
Расход кислорода
в м31час
То же ацетилена .
Потребляемая элек-
трическая мощность
в кет
Рабочее напряже-
ние тока в в
Производитель-
ность по расплавлен-
ному металлу в кг/час
при работе на:
цинке
латуни
стали
Коэфициент исполь-
зования машинного
времени
S
ГМ-1
Газовые
для универ-
сальных ра-
бот
1,4
2,2
о,5
о,8—1,7
о,8—1,6
О,8—1,2
O.7-I.I
2,5
о,6
1,2
о,9
O.95
1.5
4.2
0,67
7.2
со.
о,95
МА-40
Газов, для ра-
боты на станках
2,2
2,3
4.2
о!9
1,8
2,3
*
ЭМ-2
Электродуго-
вые для уни-
версальных ра-
бот
1.5
6,о
1,2—1,5
2O-35
о!в
1,2
о,8
i,i
1.5
4.O-5.O
о,8
З.в-3.5
4.2
1,2
3.5
о.9
Номенклатура оборудования
Число распылителей, необходимое для обес-
печения программы, определяется по количе-
ству расходуемого металла (отдельно для ка-
ждого наименования) и производительности за-
проектированного распыли геля (табл. 9).
При расчёте потребляемого (по весу) метал-
ла надлежит учитывать потерл металла (табл. 4,
5 и фиг. 1), коэфициент одновременности, а
также коэфициент использования машинного
времени распылителя.
Таблица 10
Наименование оборудования
Масло-водоотделитель
Кабина или стол для ме-
таллизации
Барабанная установка
Токарный станок
Баллоны газовые с редук-
торами
Понижающий трансформа-
тор мощностью 3 ква со щит-
ком к нему
Катушки со стойками для
проволоки, шланги и другие
вспомогательные принадлеж-
ности
Назначение
Очистка сжатого воздуха
Изолирование источника
пылеобразования
Механическое перемещение
деталей в процессе их метал-
лизации
Вращение деталей при ме-
таллизации
Питание распылителя газом
Для питания распылителя
током напряжением 20—35 в
Используется в уста-
новках (табл. 1)
Класс
III, IV
III, IV
IV
III—IV
III—IV
III, IV
Группа
2-я, 2-я, 3-я
1-я
3-я
2-я
1-я, 2-я. 3-я
1-я, 2-я, 3-я
Примечание
Оборудуется отсасывающей
вентиляцией
То же
То же
Требуются при работе с га-
зовым распылителем
Необходим при электроме-
таллизации
ГЛ. IX|
ЭНЕРГЕТИКА МЕТАЛЛИЗАЦИОННЫХ УСТАНОВОК
329
Вследствие наличия быстро изнашивающих-
ся деталей при проектировании к расчётному
количеству распылителей прибавляются за-
пасные в количестве 1 шт. на каждые 2—Зшт.
электропистолетов и 4—5 газовых.
Вспомогательное оборудова-
ние рабочих мест. Расчётное количество
распылителей определяет собой количество ра-
бочих мест, оборудованных согласно табл. 10.
Табл. 10 содержит перечень типового обо-
рудования, которое в условиях цехов IV клас-
са не всегда пригодно и может потребовать
специального конструирования.
Количество барабанов для оцинковки мелких
изделий в цехах 3-й группы IV класса опре-
деляется по производительности, равной 15—25
мин. на загрузку в 15 — 20 кг (при толщине
покрытий около 0,05 — 0,08 мм).
Оборудование для обработки и
отделки покрытий. Для обработки по-
верхности покрытий, наносимых при восста-
новлении изношенных деталей, имеющих фор-
му тел вращения, пользуются обычными ме-
таллорежущими станками. Машинное время на
обработку стальных покрытий определяется,
исходя из режимов резания (табл. 11). Обточка
покрытий из мягких металлов производится с
принятыми для них режимами резания.
Таблица 11
Режимы резания при обработке станьных
металлизационных покрытий [2]
Показатели
Скорость резания в mjmuh
при обработке:
покрытий невысокой твёр-
дости
твёрдых покрытий ....
Подача н мм\о6
Глубина резания в мм . . .
Скорость вращения деталей
в об/мин
Токарная
обточка
T5-I8 1
8-ю 1
0,15-0.25
О.2—О,5
Шлифо-
вание
25—3°
5—ю
0,015—0,03
ю—15
Отделку покрытий в декоративных целях
производят крацовкой поверхности дисковыми
металлическими щётками, а также шлифова-
нием и полированием на обычно применяемом
для этой операции оборудовании.
РАБОЧИЙ СОСТАВ
Рабочий состав цеха металлизации по основ-
ным профессиям пескоструйщиков и операто-
ров определяется по числу запроектированных
рабочих мест. Количество подсобных рабочих
возможно принимать из расчета 1 чел. на ка-
ждые 1—2 пескоструйные камеры, 3—4 песко-
струйных шкафа и 3—4 металлизационных по-
ста. В штатах цехов с большим количеством
единовременно действующих распылителей пре-
дусматривается наладчик аппаратуры. Коли-
чество рабочих остальных профессий устана-
вливается по суммарной трудоёмкости работ и
фонду рабочего времени.
РАСХОД МАТЕРИАЛОВ
При металлизации применяются следующие
материалы: песок (кварцевый или стальной)
для пескоструйной очистки, проволока из ме-
талла, предназначенного для нанесения покры-
тия, а также кислород и ацетилен (для питания
газовых распылителей).
Расход песка зависит от конструкции
пескоструйного аппарата, давления воздуха,-
диаметра отверстия сопла и других факторов.
Для пескоструйных аппаратов нагнетатель-
ного типа при давлении воздуха 3,5 — 4,5 ати
и диаметре отверстия сопла 8 мм потребление
песка на 1 сопло составляет 0,15—0,3 м^/час,
причём потери песка вследствие истирания и
уноса составляют 10—20% [4].
Для пескоструйных аппаратов всасываю-
щего типа потребление песка при давлении
воздуха 4,5—6,0 ати составляет 0,05 м^/час.
Оборачиваемость для кремнезёмного песка при-
нимается равной 3—4 при потерях от пыле-
образования 5—8% за каждый оборот.
При подсчётах потребности в карьерном пе-
ске необходимо учитывать отходы при просеи-
вании и потери веса при высушивании, опре-
деляемые ОПЫТНЫМ Путём.
Расход проволоки на металлизацию
связан с размером и конфигурацией изделий,
определяющих процент безвозвратных потерь
металла от распыления.
Ориентировочный расход проволоки был
указан выше (табл. 6).
Расход газа при использовании газовых
распылителей указан в табл. 9
ЭНЕРГЕТИКА МЕТАЛЛИЗАЦИОННЫХ
УСТАНОВОК И ЦЕХОВ
Мощность компрессорной установки опреде-
ляется по суммарному количеству воздуха, рас-
ходуемого на питание аппаратов для песко-
струйной подготовки поверхности и распыли-
телей для металлизации. Показатели для расхо-
да сжатого воздуха и требуемое давление при-
водятся в табл. 12.
Таблица 12
Нормы расхода и давление сжатого воздуха
Наименование оборудования
Пескоструйный пистолет
всасывающего типа
Пескоструйный аппарат на-
гнетательного типа
Электродуговый распыли-
тель типа ЛК-2
То же типа ЭМ-2
Газовый распылитель:
МН
ГМ-1
МА-40
Расход воз-
духа на 1
аппарат
в мя1мин
О,8—1,2
З.о
1.2—1,5
о,8
Рабочее
давление
в ати
4.5—6,о
3,0—4.5
6,о
4,о—5>о
2,5
4-5
4-5
Кроме компрессора, потребителями электро-
энергии являются электродуговые распылители
(мощностью около 3,0—3,5 кет на каждый ап-
парат), приводы станков и моторы вентиля-
ционных установок.
Приточно-вытяжная вентиляция является
одним из важнейших элементов оборудования
металлизационных цехов, где по санитарным
соображениям необходимо удалять большие
объёмы воздуха и возмещать тепло, теряемое
при этом в холодное время года. Производи-
тельность вентиляторов и потребная для них
330
ПРОЕКТИРОВАНИЕ МЕТАЛЛИЗАЦИОННЫХ УСТАНОВОК И ЦЕХОВ
[разд. v
мощность определяются по объёму воздуха,
удаляемого от пылеобразующих пунктов.
Объём отсасываемого воздуха принимать:
а) для пескоструйных камер и шкафов, а также
металлизационных кабин—по гл. XVI, табл. 30,
а также по данным института им. Обуха [И];
б) для отсасывающих зонтов у металлизацион-
ных станков, исходя из скорости движе-
ния воздуха в нижнем сечении зонта, — 3,0 —
4,0 м/сек.
ПЛОЩАДИ, ИХ КОМПОНОВКА
И РАЗМЕЩЕНИЕ ОБОРУДОВАНИЯ
Практикой проектирования установок и це-
хов металлизации установлено, что минималь-
ная площадь, требуемая для размещения обо-
рудования стационарной мастерской на два по-
ста, составляет 40—60 м?. В СССР наиболее
распространены мастерские III класса, комплек-
туемые оборудованием 1-й и 2-й групп, обеспе-
чивающим выполнение работ разнообразного на-
печением в них в холодное время года оди-
наковой плюсовой температуры. С целью
уменьшения шума агрегаты вытяжной венти-
ляции целесообразно выносить за пределы- ра-
бочих помещений. Для улавливания образуе-
мой при пескоструении пыли вентиляционная
установка обычно оборудуется пылеулавливаю-
щим устройством. В цехах газовой металлиза-
ции рекомендуется отводить специальное по-
мещение для установки ацетиленовых генера-
торов высокого давления. Никаких специаль-
ных требований к компоновке площадей и
размещению оборудования металлизационных
цехов не предъявляется, почему их планировка
определяется положе-
нием цеха в общеза-
водском технологиче-
ском цикле.
Фиг. 3. Примерная планировка оборудования металлизационной мастерской на 2 поста: /—металлизацйонное
отделение E6 л&); II — комната мастера; /// — отделение пескоструйной очистки; IV—компрессорное отделе-
ние C1,5 л2). 1 — компрессор Г-1, р =1 ата, G — 5 m3jjuuh; 2—электромотор 36 кет к компрессору; 3—огра-
ждение ремня; 4— холодильник для охлаждения сжатого воздуха; 5—маслоуловитель к компрессору; 6 — ре-
сивер, р= 7 ати, F = 2,5 л!; 7—масло-водоотделители; 8—пескоструйный шкаф; 9—металлизационная ка-
бина; 10 — токарный станок; 11 — трансформатор к электрометаллизг.тору; 12 — электрощит к электромотору;
13 — электрощит к трансформатору; 14 — электрощит к электромотору; 15 — тумбочки для инструмента;
16—верстак; 17—тиски слесарные; 18 — ящик для песка; 19—стеллаж; 20 — шкафы для оборудования и проволоки;
21 — шкаф для смазочных масел; 22— вентилятор Сирокко (вытяжной) № 4, тип В, п = 950 об/мин; 23 - венти-
лятор ЦАГИ № 6, я=1450 об/мин; 24 —- электромотор 2,2 кет, п = 950 об/мин к вентилятору; 25— калорифер
С = 4; 26— электромотор токарного станка 3,5 кет; 27 — электромотор к вентилятору 0,8 кет, п = 1450 об/мин;
28 — висциновый фильтр.
значения. Пример планировки оборудования та-
кой мастерской приведён на фиг. 3 [9]. Мастер-
ская общей площадью 87,5 м2 состоит из двух
отделений — металлизационного E6 м?) и ком-
прессорного C1,5 м'г).
При проектировании специализированных
цехов IV класса и планировке их оборудования
следует учитывать необходимость выделения
оборудования для пескоструйной подготовки
поверхности в отдельное помещение, а также
смежного расположения помещений для подго-
товки поверхности и для металлизации, с обес-
НЕКОТОРЫЕ ДАННЫЕ
ПО СТОИМОСТИ МЕТАЛЛИЗАЦИИ
Определение приблизительной стоимости
металлизационных работ может быть произ-
ведено предварительной калькуляцией на осно-
ве расходных показателей по табл. 3, 4, 6,
9 и 12.
Ориентировочная стоимость нанесения ме-
таллических покрытий методом распыления
рассчитанная для оптимальных условий рабо-
ты, приводится в табл. 13 и 14.
гл. ix]
НЕКОТОРЫЕ ДАННЫЕ ПО СТОИМОСТИ МЕТАЛЛИЗАЦИИ
331
Рентабельность металлизации при ремонте
автодеталей иллюстрируется табл. 15 [12].
Стоимость работ по устранению дефектов
пористости в моторном литье .и полученная
при этом экономия приведены в табл. 16 [6].
Таблица 13
Стоимость (в руб.) металлизации 1 м* больших
плоских поверхностей слоем толщиной 0,1 мм
Металл
Алюминий ....
Латунь
Сталь
Тип распылителя
электро-
дуговой
ЛК
7-35
6.98
11.26
и-73
газовый
ГМ-1
6.O7
5-43
7.82
"•45
газовый
МА-40
5-об
4-88
8.88
7-OI
Примеча ние. При исчислении стоимости метал-
лизации: 1) стоимость подготовки поверхности не учте-
на; 2) стоимость проволоки и газа принята по ценам
1940 г.; 3) начисление на зарплату — 200'у0; 4) цена сжа-
того воздуха—3 коп. за 1 м3; 5) цена электроэнергии -
20 коп. за 1 квт-ч.
Таблица 14
Стоимость (в руб.) металлизации сталью шеек валов
при длине / = 100 мм и толщине слоя 8 = 2,5 мм
Диаметр
шейки в мм
25
5о
75
IOO
125
15°
175
2ОО
Тип распылителя
электро-
дуговой
ЛК
5-19
7-49
9-9°
12.71
15-3°
i8.oo
2O.l6
22.81
газовый
ГМ-1
6-57
9-48
12.65
i6.o5
19-35
22.79
25-5°
28.95
газовый
МА-40
3-19
4.62
6.2O
7-86
9-47
II.12
I2.4O
14-19
Примечание. При исчислении стоимости метал-
лизации: 1) стоимость подготовки поверхности не учте-
на; 2) потери металла при распылении для электриче-
ских и газовых распылителей приняты одинаковыми;
3) стоимость проволоки и газа — по ценам 1940 г.;
4)" сжатый воздух — по цене 3 коп. за 1 м:>\ 5) электро-
энергия — 20 коп. за 1 квт-ч; 6) начисление на зар-
плату — 2OO7oJ 7) перебег пистолета принят равным 0,4 /.
Таблица 15
Стоимость восстановления изношенных автодеталей ЗИС-5 методом металлизации
Наименование
детали
Коленчатый вал
Кулачковый вал
Вал привода водя-
ного насоса
Ось вентилятсфа
Труба полуоси
Поворотный кулак
Якорь генератора
Якорь стартера
Восстановленные места
деталей
7 коренных и 6 шатунных шеек .
Шейки под втулку корпуса, под
шкив вентилятора, под ведущий
фланец водяного насоса
Шейки под передний и задний ро-
ликовые подшипники
Шейки под наружный и внутренний
роликовые подшипники
То же
Шейка у коллектора
Шейки у якоря и коллектора . . .
Стоимость вос-
становления (мате-
риал, заработная
плата, накладные
расходы) в руб.
83.28
11.70
9-4°
3-75
945
4-48
i.48
З.О7
Отпускная
цена новой
детали в руб.
105.00
З8.оо
8.8о
5-5°
5о.оо
26.OO
16.50
17-75
Отношение стои-
мости восстано-
вления изношен-
ной детали к
стоимости новой
в%
79,3
3°.°
107,0
68,о
i8,g
17.4
0,0
17,2
Таблица 16
Стоимость исправления дефектов литья металлизацией
(Горьковскии автомобильный завод им. Молотова)
Наименование
детали
Блок цилинд-
ров
Головка блока
Корпус водя-
ного насоса . .
Выхлопная
труба . .
Всасывающая
труба
Вес
в
кг
91-7
i7.8
2.2
10.О
3-7
я
(СТЬ 0ТЛИВ1
и
о о.
н
О ы
177.5°
Зо.оо
'5-9°
8I.2O
4-4°
Затраты на
испра
вление
в руб.
вари ¦
й элек-
аркой
¦3 О оэ
а> i га
d. J3 СО
с ч о
U г- г-
6.3°
4. ю
2.ОО
2.О0
I.3O
едвари-
й элек-
аркн ,
С О аз
г- х га
го =; О
0J OJ D.
Ohr-
4.2O
З.ОО
I.OO
I.OO
I.OO
Экономия
на 1
к
s Ч о
о. сг> л
Зор
п ч о
о Си
U 1- г-
171.20
26.50
13.90
79-2O
З-оо
деталь
руб.
|||
р< О {Д
*" .с m
со i=: о
QJ О» СХ
юнь
Т73-3°
27.50
14.90
8O.2O
3-4O
Наименование
детали
Корпус мас-
ляного филь-
Картер сцеп-
ления ....
Картер махо-
ника ....
Картер короб-
ки передачи
Вес
в
кг
3-5
21.3
ю.д
i6.6
эсть отлив
^ .
° °-
33
*¦ Q0
''
27.60
7-9°
и.7°
Затраты на
исправление
в руб.
вари-
й элек-
аркой
чо и
о> х га
о. л "
с ч о
CU О.
oi-h
I.80
5.20
2.50
2.60
едвари-
й элек-
арки
о. о в
С I Я
л со
со ч О
а> о» О.
\О S- Н
0.90
1.90
i.go
1.90
Экономия
на 1 деталь
в руб.
вари-
й элек-
аркой
г=( О СО
с ч о
о а.
О Н г-
5-5°
22.40
5--Ю
0 ю
едвари-
й элек-
арки ¦
с i га
Л со
rt ej О
VO Ь Н
6.4O
25.60
5-9°
9.7°
332
ПРОЕКТИРОВАНИЕ МЕТАЛЛИЗАЦИОННЫХ УСТАНОВОК И ЦЕХОВ (РАЗД. V
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Антошин Е. В., Технология металлизации рас-
пылением, Машгиз, М. 1944.
3. Антошин Е. В., Потоцкий В. М., Метал-
лизация распылением для восстановления изношенных
деталей машин, Глававтоген, 1941.
3. Баллард, Metallurgia, 1943, 28, 165, 105/107,
Подготовка закалённых поверхностей к металлизации
электродуговым способом.
4. Гарфункель С Л.. БердниковМ. И., Тео-
рия и практика процесса металлизации распылением,
Гос. изд-во местн. пром. СССР, 1940.
5. Г и ш о н Д ж., Metallizer, 1936, т. 5, № 2, 2/5.
6. Горьковский автозавод им. Молотова, Техно-эконо-
мические показатели применения металлизации для ис-
правления дефекта детал ей из серого чугуна. Отчёт, 1943.
7. К у н к л е р, Oil a. Gas Co, 1943, 42-6-66. Подготовка
поверхности к металлизации электрическим способом.
8. МАРЗ-2, Восстановление изношенных деталей авто-
мобиля ЗИС-5 способом электрометаллизации. Отчёт,
ч. I, 1939.
9. Монтажно-техническая к-ра Глававтогена, Типовой
проект металлизационной мастерской для рудоремонт-
ных заводов Наркомугля СССР, 1941.
10. Оргаметалл, Отчёт Комиссии по испытаниям элек-
трометаллизатора Л К-2.
11. Оргаметалл, Отчёт Моск. ин-та профзаболеваний
им. Обуха.
12. Оргаметалл, ЦАНИИ, Восстаноь.-.ение изношенных
автодеталей способом металлизации. Отчёт.
13. Рид, Iron Age, 1943,151-7-61/65, Подготовка к метал-
лизации закалённых поверхностей.
14. С к е р е т т, Compressed Air Magaz., 1940, 45-6057-60,
Пистолет, распыляющий порошки металлов и пласт-
масс.
15. Mogul Metalliser Proces Manual, 1914 (Metallizing Co
of America).
16. Metallizing Co of America, Каталог.
17. Metallizing Engineering Co, Каталог.
Глава X
ПРОЕКТИРОВАНИЕ ИНСТРУМЕНТАЛЬНЫХ ЦЕХОВ
КЛАССИФИКАЦИЯ ИНСТРУМЕНТАЛЬНЫХ
ЦЕХОВ И ИСХОДНЫЕ ДАННЫЕ
ДЛЯ ПРОЕКТИРОВАНИЯ
Структура инструментального хозяй-
ства. Состав и содержание проекта инструмен-
тального цеха зависят от технологических и
организационных особенностей обслуживаемого
производства, а также от общей структуры
инструментального хозяйства завода. В табл. 1
приведены основные структурные части
инструментального хозяйства завода в связи
с выполняемыми ими функциями по каждому
типу инструментария. Здесь же указаны произ-
водственная структура и место инструменталь-
ных цехов в инструментальном хозяйстве за-
вода.
Структура инструментального производства
определяется удельным весом в его программе
отдельных типов инструментария. На заводе
с крупными заготовительными цехами произ-
водство штампов и металлических моделей
может быть выделено в специальные цехи.
При значительном объёме работ по изготовле-
нию приспособлений может быть предусмотрен
особый цех приспособлений [1].
Структура инструментального хозяйства завода
Таблица 1
Тип ин-
струмента-
рия
Режущий
инструмент
Меритель-
ный инстру-
мент
Вспомо-
гательный
инструмент
Цехи и ячейки инструментального хозяйства завода
для выполнения следующ,их функций;
изгвтовле-
ние
Отделение
режущего
инструмен-
та инстру-
ментально-
го цеха
капиталь-
ный ремонт
восстано-
вление
Отделе-
ниё восста-
новления
инструмен-
та инстру-
ментально-
го цеха
Отделение мерительного инстру-
мента инструментального цеха
Отделение вспомогательного ин-
струмента инструментального цеха
общезавод-
ское хра-
нение
Централь-
ный инстру-
ментальный
склад
Централь-
ный инстру-
ментальный
склад
Централь-
ный инстру-
ментальный
склад
цеховое
хранение и
оборот ин-
струмента
Инстру-
ментально-
раз д аточ-
ная кладо-
вая в цехе-
потребите-
ле
Инстру-
ментально -
раздаточ-
ная кладо-
вая в цехе-
потребите-
ле
Инстру-
ментально-
раздаточ-
ная кладо-
вая в цехе-
потребите-
ле
текущий ре-
монт и наладка
Участок теку-
щего ремонта
инструмента в
цехе-потреби-
теле
Участок
текущего ре-
монта инстру-
мента в цехе-
потребителе
Участок
текущего ре-
монта инстру-
мента в цехе-
потребителе
заточка
1. Заточ-
ное отделе-
ние в цехе-
потребите-
ле
2. При
небольших
масштабах
цехов-по-
требителей
общезавод-
ское заточ-
ное отде-
ление
_
_
контроль в
эксплоатации
1. Пункты
ОТК в заточном
отделении на
участке теку-
щего ремонта в
цехе - потреби-
теле
2. Пункты
ОТК в общеза-
водском заточ-
ном отделении
и на участке
текущего ре-
монта инстру-
мента в цехе-
потребителе
Контрольно-
проверочный
пункт в цехе-
потребителе
Пункт ОТК
на участке те-
кущего ремонта
инструмента в
цехе-потребите-
ле
33 \
ПРОЕКТИРОВАНИЕ ИНСТРУМЕНТАЛЬНЫХ ЦЕХОВ
[РАЗД. V
Продолжение табл. 1
Тип ин-
струмента-
рия
Приспо-
собления
Штампы
кузнечные
Штампы
холодной
^штамповки
Металли-
ческие мо-
дели
Деревян-
ные модели
Прессфор-
мы и ко ки-
ли
Опоки
Цехи и ячейки инструментального хозяйства завода для выполнения следующих функций:
изготовле-
ние
капиталь-
ный ремонт
восстано-
вление
Отделение приспособлений инст-
рументального цеха
В зависимости от местных усло-
вий и ориентировочно при годо-
вом объёме производства: а) до
40 — 50 тыс. станко-часов — отделе-
ние кузнечных штампов инстру-
ментального цеха; б) свыше 40—50
тыс. станко-часов — цех кузнечных
штампов
В зависимости от местных усло-
вий и ориентировочно при годо-
вом объёме производства', а) до.'40—
50 тыс. станко-часов —отделение
штампов холодной штамповки ин-
струментального цеха; б) свыше
40—50 тысяч станко-часов — цех
штампов холодной штамповки
В зависимости от местных усло-
вий и ориентировочно при го-
довом объёме производства: а) до
7—10 тыс. станко-часов —отде-
ление металлических моделей ин-
струментального цеха; б) свыше
7—10 тыс. станко-часов:-цех
моделей (гм. табл. 22)
Цех-моделей
В зависимости от местных усло-
вий и ориентировочно при го-
довом объёме производства: а) до
20 тыс. станко-часов —отделение
прессформ цеха моделей или уча-
сток прессформ инструментального
цеха; б) свыше 20 тыс. станко-ча-
сов— участок прессформ в отде-
лении пресслитья литейного цеха
(см. табл. 23)
В зависимости от местных усло-
вий и ориентировочно при годо-
вом объёме производства: а) до
2—3 тыс. станко-часов — ремонтно-
механический цех завода; б) свы-
ше 2—3 тыс. станко-часов—отделе-
ние цеха моделей
общезавод-
ское хране-
ние
1. Кладо-
вая приспо-
соблений
цеха-потре-
бителя
2. При
большом
количестве
запасных
приспособ-
лений —
централь-
ный инст-
румекталь-
1ый склад
цеховое
хранение и
оборот ин-
струмента
Кладовая
приспособ-
лений в
цехе-потре-
бителе
Кладовая кузнечных
штампов в цехе-потре-
бителе
1. Кладовая штампов
холодной штамповки в
цехе-потребителе
2. При малых габа-
ритах и больших коли-
чествах запасных штам-
пов—центральный инст-
рументальный склад
Склад
моделей в
модельном
цехе
Склад
моделей в
модельном
цехе
Кладовая
моделей
литейного
цеха
Кладовая
моделей
литейного
цеха
Кладовая прессформ и
кокилей в цехе-потреби-
теле
Кладовая опок в це-
хе-потребителе
текущий ре-
монт и наладка
Участок те-
кущего ремонта
приспособлений
и секция налад-
ки в цехе-по-
требителе
Участок те-
кущего ремон-
та штампов в
цехе-потреби-
теле
Участок те-
кущего ремон-
та штампов в
цехе-потреби-
теле
Участок те-
кущего ре-
монта моделей,
прессформ, ко-
килей и опок
в литейном це-
хе
Участок те-
кущего ре-
монта моделей,
прессформ, ко-
килей и опок в
литейном цехе
Участок те-
кущего ре-
монта моделей,
прессформ, ко-
килей и опок в
литейном цехе
Участок те-
кущего ре-
монта моделей
прессформ, ко
килей и опок в
литейном цехе
заточка
Участок
заточки ин-
струмента
в цехе-по-
требителе
—
—
контроль в
эксплоатации
Пункты ОТ К
в участке теку-
щего ремонта
инструмента в
цехе-потреби-
теле
Пункт ОТК в
цехе-потреби-
теле
Пункт ОТК в
цехе-потреби^
теле
Пункт ОТК в
цехе-потреби-
теле
Пункт ОТК в
цехе-потреби-
теле
Пункт ОТК в
цехе-потреби-
теле
Производ-
ственный пер-
сонал цеха-по-
требителя
гл. х]
КЛАССИФИКАЦИЯ ИНСТРУМЕНТАЛЬНЫХ ЦЕХОВ
335
Продолжение табл. 1
Типы ин-
струмента-
рия
Пневма-
тический
инструмент
Котель-
ный ин-
струмент
Слесар-
но-монтаж-
ный ин-
струмент
Абразив-
ный ин-
струмент
Цехи и ячейки инструментального хозяйства завода для выполнения следующих функций:
изготовле-
ние
капиталь-
ный ремонт
восстано-
вление
Отделение ремонта пневматиче-
ского инструмента инструменталь-
ного цеха* или отделение восста-
новления инструмента инструмен-
тального цеха
В зависимости от местных усло-
вий и ориентировочно при годо-
вом объёме производства: а) до
50 —60 тыс. станко-часов —участок
отделения вспомогательного ин-
струмента; б) свыше 50 — 60 тыс.
станко-часов —отделение котель-
ного инструмента инструменталь-
ного цеха
Отделение восста-
новления инструмента
инструментального це-
ха
Мастер-
ская вос-
становле-
ния абра-
зивов
общезавод-
ское хране-
ние
Централь-
ный инст-
рументаль-
ный склад
Централь-
ный ин-
струмен-
тальный
склад
Централь-
ный инстру-
менталь-
ный склад
Централь-
ный инстру-
менталь-
ный склад
или (при
большом
масштабе
применения
абразивов)
централь-
ный абра-
зивный
склад
цеховое
хранение и
оборот ин-
струмента
Инструмен-
тально-раз-
даточная
кладовая в
цехе-потре-
бителе
Инструмен-
тально-раз-
даточная
кладовая в
цехе-потре-
бителе
Инструмен-
тально-раз-
даточная
кладовая в
цехе-потре-
бителе
Инструмен-
тально-раз-
даточная
кладовая
или (при
большом
масштабе
применения
абразивов)
кладовая
абразивов в
цехе-потре-
бителе
текущий ре-
монт и
наладка
Отделение ре-
монта пневма-
тического ин-
струмента или
отделение вос-
становления
инструмента в
инструменталь-
ном цехе
Отделение
вспомогатель-
ного инстру-
мента инстру-
ментального
цеха. Участок
текущего ре-
монта инстру-
мента в цехе-
потребителе
Участок те-
кущего ремонта
инструмента в
цехе-потреби-
теле
Мастерская
восстановления
абразивов
заточка
контроль в
эксплоатации
Производ-
ственный пер-
сонал цеха-по-
требителя
Пункт ОТК в
участке теку-
щего ремонта
инструмента в
цехе-потреби-
теле
Производ-
ственный пер-
сонал цеха-по-
требителя
Производ-
ственный пер-
сонал цеха-по-
требителя
* Изготовляются лишь запасные части пневматического инструмента.
Классификация инструментальных цехов
(табл. 2) построена на основании следующих
признаков:
а) назначение инструментального цеха по
степени охвата изготовлением, капитальным
ремонтом и восстановлением различных видов
инструментария;
б) масштаб инструментального цеха, харак-
теризуемый примерной величиной его станоч-
ного парка (по основным станкам).
По первому признаку определяются классы
и уточнённые наименования цехов.
I класс. Инструментальный цех, изгото-
вляющий инструментарий всех типов, за исклю-
чением покупного, а также осуществляющий
капитальный ремонт и восстановление инстру-
ментария своего производства и покупного.
II класс. Инструментальный цех (непол-
ный), в задачу которого входит изготовление
инструментария всех типов, за исключением
покупного и особо развитого для проектируе-
мого завода (штампы, модели), капитальный
ремонт и восстановление инструментария своего
производства.
III класс. Цех кузнечных штампов,
предназначаемый для изготовления, капиталь-
ного ремонта и восстановления кузнечных
штампов.
IV класс. Цех штампов холодной штам-
повки, в функции которого входит изготовле-
ние, капитальный ремонт и восстановление
штампов холодной штамповки.
V класс. Цех моделей, проектируемый
для изготовления, капитального ремонта и
восстановления моделей (металлических и дере-
вянных), а также прессформ и кокилей.
По второму признаку все инструментальные
цехи подразделяются внутри каждого класса
на группы.
Цехи каждой группы имеют ряд общих
особенностей, в том числе характеристику
основного оборудования, условия компоновки
площадей, аналогичные либо близкие технико-
экономические показатели.
Структура инструментального цеха
определяется характером основного производ-
ства завода и его потребностью в каждом
отдельном типе инструментария.
В табл. 3 приведена производственная
структура инструментальных цехов I, III, IV и V
классов. Цех II класса может состоять из всех
отделений, указанных для цеха I класса, за
Таблица 2
со
со
а
Классификация инструментальных цехов
Название цеха
Класс
Группа
Назначение
Примерные размеры
инструментальных
цехов
Территориальное
расположение цеха
Тип основного
производства завода
Характерные отра-
сли машиностроения
Инструментальный
I
1
2
Изготовление, капитальный
ремонт и восстановление ре-
жущего, мерительного, вспо-
могательного инструмента,
приспособлений, штампов,
моделей, прессформ и ко-
килей
До 103
станков
Свыше 100
станков
Инструментальный*
Кузнечных штампов |
II ! Ш
1
2
Изготовление, капитальный
ремонт и восстановление ин-
струмента всех видов, за
исключением особо развито-
го, выделенного изготовле-
нием в особый цех (штампы,
модели)
До 10Э
станков
Свыше 100
станков
До 100 станков — преимущественно в одном корпусе с ре-
монтно-механическим цехом или с механическим цехом ос-
новного производства. Свыше 100 станков —преимуществен-
но в отдельном корпусе
Все типы производства
Заводы металлургического
оборудования, кузнечно-прес-
сового машиностроения, стан-
костгоени>!, дизелестроения,
компрессоростроения, авто-
тракторных деталей и др.
Серийный и массовый
Заводы с крупными загото-
вительными цехами: авто- и
тракторостроения, танкострое-
ния и т. п., а также заводы
подшипников, боеприпасов,
артиллерийского вооружения,
паровозостроения, вагоно-
строения. Машиностроитель-
ные заводы, лишённые заго-
товительных цехов и получаю-
щие поковки и литьё со сто-
роны (станкостроительные, мо-
торостроительные, агрегатные
и т. п.)
1
2
Изготовление, капитальный
ремонт и восстановление
кузнечных штампов (горя-
чей штамповки)
От 10 до 20
станков
В зависимо-
сти от условий
завода: а) в
корпусе ин-
струментально-
го цеха; б) в
корпусе цеха-
потребителя
Свыше 20
станков
Преимуще-
ственно в кор-
пусе цеха-по-
требителя
Серийный и
массовый
Заводы с развитыми кузнеч-
ными цехами: автомобильные,
моторостроительные, парово-
зостроительные, вагонострои-
тельные и т. д., а также спе-
циальные кузнечные заводы,
например, авто-тракторных по-
ковок
Штампов холодной
штамповки
IV
1
2 .
Изготовление, капитальный
ремонт и восстановление
штампов холодной штам-
повки
От 10 до 20
станков
В зависимости
от условий за-
вода: а) в кор-
пусе инстру-
ментального
цеха; б) в кор-
пусе цеха-по-
требителя
Свыше 20
станков
Преимущест-
венно в кор-
пусе цеха-по-
требителя
Серийный и
массовый
Заводы с ра*витыми цехами
холодной штамповки, напри-
мер: авто-и тракторостроения,
стрелкового вооружения и
т. п., а также специальные за-
воды холодной штамповки,
например, автомобильных ку-
зовов и др.
Модельный
V
1
Изготовление, капитальный
ремонт, восстановление ме-
таллических и деревянных
моделей, а также пресс-
форм, кокилей и опок **
От 12 до 50
станков
В зависимости от условий
завода
Все типы производства
Заводы с развитыми литей-
ными цехами, например,авто-
и тракторостроения, литых
боеприпасов и т. д., а также
специальные литейные заводы
автомобильного, моторного,
станочного и другого литья
* Неполный.
** Объединен]
ных моделей даны в главе VI
** Объединение производства металлических и деревянных моделей применяется на отдельных заводах СССР, а также США. Указания по проектированию цехов деоевям-
мплрлрй пяны n тою vi Проектирование деревообрабатывающих цехов"
гл. х]
КЛАССИФИКАЦИЯ ИНСТРУМЕНТАЛЬНЫХ ЦЕХОВ
337
Ориентировочная производственная структура инструментальных цехов
Таблица 3
Классификация отде-
лений
СЯ
S
S
ч
н
о
<и
новны
О
;тные
ч
Си
№
:СК1
элогиче
X
0J
н
3
5 «
О) Я
н <и
!_ О)
S 3
о о
с
03
S
Цех I класса (свыше 200
станков)
1. Резцов
2. Прочего режущего инст-
румента
3. Мерительного инструмен-
та
4. Вспомогательного инстру-
мента
5. Приспособлений
6. Штампов кузнечных
7. Штампов холодной штам-
повки
8. Металлических моделей*
9. Нормалей
10. Восстановления инстру-
мента
11. Ремонта пневматического
инструмента
12. Котельного инструмен-
та**
1. Отрезное (со складом ма-
териалов) ***
2. Кузнечное***
3. Сварочное***
4. Термическое
5. Металлопокрытий
1. Переточки инструмента
второго порядка****
2. Мастерская цехового ме-
ханика
3. Мерительная лаборатория
4. Металлографическая лабо-
ратория
5. Экспериментальное
Цех III класса
(свыше 65 станков)
1. Штампов мо-
лотовых
2. Штампов вы-
садочных
3. Штампов об-
резных
4. Нормалей
5. Участок теку-
щего ремонта штам-
пов
1. Отрезное (со
складом материа-
лов)
2. Термическое
(с участком сварки)
1. Переточки ин-
струмента второго
порядка
2. Шаблонов
3. Мастерская
цехового механика
Цех IV класса
(свыше 40 станков)
1. Штампов хо-
лодной штамповки
2. Нормалей
3. Участок теку-
щего ремонта штам-
пов
1. Отрезное (со
складом материа-
лов)
2. Термическое
(с участком сварки)
3. Кузнечное
1. Переточки ин-
струмента второго
порядка
2. Моделей для
штампов
3. Эталонный
пункт с участком
изготовления шаб-
лонов
4. Мастерская це-
хового механика
Цех V класса
1. Моделей метал-
лических
2. Моделей дере-
вянных
3. Прессформ и
(окилей
4. Опок
1. Отрезное (с кла-
довой металла)
2. Заготовитель-
ное (с кладовой су-
хого леса)
3. Металлопокры
тий
4. Термическое
(для прессформ)
1. Мастерская це-
хового механика
* В состав отделения могут быть включены модельщики для изготовления деревянных моделей, служащих для
отливки металлических моделей.
** При незначительном объёме работ по изготовлению котельного инструмента производство последнего обычно
организуется в отделении вспомогательного инструмента.
*** Отделения отрезное, кузнечное и сварочное в административном отношении часто объединяют в единое
заготовительное отделение.
**** Изготовление инструмента 2-го порядка производится в соответствующих отделениях инструментального цеха.
исключением тех, которые выделяются в само-
стоятельные цехи III, IV и V классов.
В состав каждого инструментального цеха
входят основные отделения, вспомогательные
отделения, а также служебные и бытовые по-
мещения.
Первые по принципу их образования разли-
чаются на »предметные" и „технологические".
Предметные отделения предназначаются для
изготовления, капитального ремонта и восста-
новления отдельных видов инструмента.
Исключение составляют: а) отделение резцов
и прочего режущего инструмента, в котором
производится только изготовление нового
инструмента; б) отделение восстановления ин-
струмента, в котором производится восстано-
вление режущего, слесарно-монтажного и мел-
кого вспомогательного инструмента. Техноло-
гические отделения предназначены для выпол-
нения отдельных технологических операций.
21 Том 14 113
Вспомогательные отделения, служебные и
бытовые помещения проектируются примени-
тельно к размерам и особенностям основных
отделений цеха.
Табл. 4, 5 и 6 посвящены структурному
составу цехов I—IV классов; они показывают
целесообразность структурного объединения
отделений цеха в зависимости от его масштаба.
Структура цеха моделей (V класс), а также
целесообразность организации самостоятельных
отделений штампов и моделей в инструмен-
тальном цехе (I класс) могут быть установлены
при проектировании в зависимости от особен-
ностей основного производства [1, 5, 6, 7, 9, 10,
11, 16, 17].
Методы проектирования. Существуют два
метода проектирования инструментальных це-
хов — укрупнённый и детальный.
Укрупнённый метод, обычно применяе-
мый при проектировании инструментальных
338
ПРОЕКТИРОВАНИЕ ИНСТРУМЕНТАЛЬНЫХ ЦЕХОВ
[РАЗД. V
Таблица 4
Примерная структура инструментального цеха
(I и II класс) при различном числе станков
Таблица 6
Примерная структура цеха штампов холодной
штамповки (IV класс) при различном числе
станков
Наименование
отделений
резцов
остального режущего
инструмента
переточки инструмен-
та 2-го порядна
экспериментальное
[мерительного
\ инструмента*
восстановления
Вспомогательного
инструмента
приспособлений
нормалей
отрезное
мастерская цехового
механика
термическое и
сборочное
кузнечное
металлопокры-
тий
.мерительная
лаборатория
металлографическая
лаборатория
штампов и мо9е-
/ISO
201
и
Выше
'7/7/
О
У
УУ"/
(А
У
щ
У///Л
W/777
'/v/y
У 7.
''Wv
7/'УУ'/
У/ у/
% *"''•/
'ут/у/,'
Число основных станков
инструментального цеха
151-
-200
Tj
Y'%
"'^
-,Л
УУ'///.
"уУУ*
W.//f
/уу' Уу
У/.З
>//'/ '
''/Л
У
ууу^у
f'/y//.
•//Л
7 ''Т,
/7
'у/////
ii
101-
¦150
/М
V'"t
' '
/ '
У у
/(//..
/"'у
¦ /(tl
у
\/.А
у'7
¦¦'"'%
f У
il
у" Уу
О
/'('//>>
У//у'/
у',
'¦ у
, 7,
76-
¦100
'¦У у
'у"'У/
уу. ?
? 1
/ у
/'?
/ у\
п
'Уу i
уу у\
У/' I.
: ///',
''. У.
Y///7.y
/""•У
'¦/.',//,
51-
-75
У/ '
У ,
'/, ',
У/ \
У/ ,
У у'
'¦/ '
У /
''///У/
''/'УУ/
У/ /
1 ^
W
'//"'у,
. ,//
ууу/
%d
"V/////
У//'//'
У/"-'',
взабисищти отосойенно-
теОр?$еиого произвсо-
36-
-50
И
Уу у'
У 7.
', У
't i
7 У<.
/ '<У
<<//<
'V/ '}.
/ У/,
О
0
о
У
-35
7 /У/
уу У//
7 '
/ '/
У 'У
7 '
У У/,
у 'i
/ ^
/ У/
Р у
'А У'
'/ fy
'/УУУу
'/ '
I"!
1!
У
13-
-25
7 'у
у/ у
1 ^
1 '
У ^
у 1/
0
'/УУУ/
У
до
12
¦¦<, к
7 \
/
t '*>
У У,
у, Уу
у /
У У
Уу 'f
цехов с обширной номенклатурой, имеет два
варианта — весовой и относительный [I].
Весовой метод позволяет определить
количество оборудования инструментального
цеха путём расчёта его программы в весовом
выражении: а) по количеству обслуживаемого
оборудования в основных цехах (режущий,
мерительный, вспомогательный инструмент,
приспособления); б) по весу годового выпуска
заготовительных цехов (штампы, модели, пресс-
Таблица 5
Примерная структура цеха кузнечных штампов
(III класс) при различном числе станков
Наименование
отделений
.молотовых штампов
\высадочных штампов
обрезных штампов
шаблонов
мастерская цехового
механика
переточка инструмента
2-го порядка
отрезное
штампо-ремонтное
термическое с участком
свппкп
число осмодных
станков цеха
65
и
дыше
?"%
'уууу/у^
щ
1у(у&
%у/>.
о
ж
//¦'А
Ъу/У/
о
п
УУУУ/
41-
-65
Т'у
уУУ/у.
у 1
у. У.
'УУУ//
Г!
/уу/
///у,
О
о
/У*У
31-
р
A
0
у/у/
0'
у/у/
у/у/
21-
-30
¦
И
Уу Ъ
у ^
ы
ууу/у,
'<"г
'////<
13-
-20
П
п
W
i';'y
'у//
У'уу
до
12
п
У У
у, ?
н
1!
1!
/ууу/,
Наименодание
отделений
штампов холодной
штамповки
нормами
мастерская цехового
механика
переточки инструмента
2-го порядка ,
отрезное
эталонный пункт с участ-
ком изготовления uta6noHoL
штампо-ремонтное
штамповых моделей
куэяечное
термическое сучаст-
. ком сварки
Число основных
станков цеха
51
и
Выше
У///у
Ууу/у
У^у
'/У//',
п
tyyy/y
f^
'/////$¦
^уУ/У
я
УУУ/У;
<туу/:
УУУ//
///У,
41-
-50
УУУУу
Wy/y
tyyyy?
/'"у,
//////
'ууу//.
/УУУ/
'у/у/
//УУУ
'уу'уг
/у/у,
'//У//
'/S/y.
У ^
У ^
''У/У
уууу
У.4
31-
-40
У///У-у
11
'/УУУУ/
о
Уууууу\
'У//УУ.
t/y/S,-
У///у,
^уу/у
/УУ/у
?ъ
ууу/у.
У
/"'S
<У'/\
21-
-30
п
У '
'у 4,
/ -у
у i
\ i
t'//y
''„/а
J//<\
'ууу/у
Ч">
^/Ж
У"у
ц
"Уу
/¦/у
13-
-20
/у'у/.
i
I!
¦' г
У
п
'УУ/Л
и
fa//2
до
12
п
I
у У/
и
11
формы, кокили, инструмент, для цехов метал-
лических конструкций) [3, 14, 15].
Относительный метод даёт возмож-
ность произвести расчёт оборудования инстру-
ментального цеха непосредственно по показа-
телям, увязывающим число производственных
станков инструментального цеха: а) с количе-
ством обслуживаемого оборудования основных
цехов завода; б) с весом годового выпуска
продукции заготовительных цехов. Этим ме-
тодом обычно пользуются при сокращённом
объёме работ по проектированию цехов всех
классов.
Детальный метод следует применять
при проектировании инструментальных цехов
программа которых содержит ограниченную
номенклатуру инструмента *.
При проектировании инструментальных це-
хов по укрупнённому методу задание на
проектирование должно содержать следующие
исходные сведения: тип производства каждого
из обслуживаемых цехов; габаритная и техноло-
гическая характеристика изготовляемых в них
изделий; количество оборудования в каждом
основном цехе завода; для заготовительных
цехов, кроме того, годовой выпуск вк,а также
средний и максимальный вес в кг поковок,
штамповок и отливок.
В части задания, относящейся к механиче-
ским цехам завода, должно быть указано лишь
их основное оборудование (мелкие настольные
станки, точила, моечные машины и т. п. в зада-
ние не включаются). По кузнечным и прессо-
вым цехам следует отмечать состав и мощ-
ность ведущего оборудования (штамповочные
молоты, ковочные машины, чеканочные и
штамповочные прессы). Кроме того, задание
должно особо указывать количество поковок
* При детальном проектировании инструментального
цеха, особенно при расчёте оборудования, рабочего
состава и расхода материалов, следует дополнительно
пользоваться указаниями главы в Проектирование ме-
ханических и сборочных цехов*.
Таблица 7
Ориентировочные показатели для расчёта годовой производственной программы инструментальных цехов всех классов
Наименование работы
Расчетная единица
Габаритная характеристика изделий и тип производства завода
Крупные
о*
я 3
u
Средние
Мелкие
1
а
Годовая потребность в продукции инструментального цеха в кг на расчётную единицу
Изготовление режущего ин
струмента:
для металла
для дерева
мерительного инструмента
вспомогательного инструмента
приспособлений
котельного инструмента
штампов кузнечных свободной ковки
штампов кузнечных горячей штам-
повки
штампов холодной штамповки
металлических моделей
прессформ и кокилей
Восстановление режущего,
слесарно-монтажнпго и мелкого вспо-
могательного инструмента
Изготовление запасных ча-
стей для пневматических аппаратов
1 основной металлорежу-
щий станок в цехах основного
производства , . . .
1 основной деревообрабаты-
вающий станок
1 основной металлорежу-
щий станок в цехах основного
производства
То же
То же
1 т клёпаных изделий
1 т поковок
1 т штамповок
1 т штамповок
1 т литья по металлическим
моделям
1 т литья под давлением. . .
1 основной металлорежущий
станок
1 аппарат
IOO—I2O
35—45
18—20
40-50
35-75
2-3
6—10
—
- -
60—7°
1.3—1.7
но—130
45—55
2О—22
5о—бо
ioo—150
4-6
6—IO
8 до
о,7—1,1
б5-8о
1.3-1,7
I2O"—I4O
55-65
22—25
60—70
I8O-22O
8—ю
6—ю
12—23
7 9
О,б-1,О
70-85
i.3—i,7
130—170
67-75
24-27
7о—8о
2бо—27O
12—14
-
IO—20
(\ Я
и—о
о,5-о,9
8о—ioo
1,3—1,7
70-90
35—45
13-15
13-15
2О—4°
2-3
ю—15
—
-
4O-55.
1,3—1.7
8о—ioo
45-55
15-17
4о—5о
6о-9э
4-6
ю—15
2O-35
О,8—1,2
5о-6о
1,3-1,7
ОХ)—НО
55-65
17-19
5о—бо
100—140
8—ю
ю—15
18-35
о, 7—i,i
55-65
i,3-i,7
ioo—130
65-75
18—20
60—70
но—150
12—14
-
I5-3O
О,б—1,О
6о-8о
1,3-1-7
65-8о
45-55
12—14
30-40
30—45
4-6
15—2О
40-50
O.9-I.3
40-50
1.3—1,7
70—9°
55 -65
14—16
40—50
5O-75
8—10
15—20
35-45
0,8—1,2
12 18
45-55
i,3-i,7
80—100
65-75
15-17
50—60
60—80
12—14
-
30-40
0.7-...
50-65
1.З-1.7
95
95
7°
12
2
80
200
200
40
65
Примечание. Загрузка отделения металлопокрытий рассчитывается исходя из размера поверхности (в дм*), подлежащей хромированию, на один станок цеха в две смены.
00
340
ПРОЕКТИРОВАНИЕ ИНСТРУМЕНТАЛЬНЫХ ЦЕХОВ
[РАЗД. V
из стали с содержанием С более 0,55%, учи-
тывая повышенный расход кузнечных штампов
при обработке стали высокой твёрдости.
При детальном методе проектирования
инструментальных цехов исходными данными
проекта является выраженная в номенклатуре
программа изготовления и ремонта инструмен-
тария, приведённая к типовым группам инстру-
мента [2].
Принимаемые обычно при проектировании
и предусмотренные настоящей главой масштабы
инструментальных цехов определяются, в чи-
сле прочих условий, также состоянием инстру-
ментоснабжения заводов. По мере развития
отечественной инструментальной промышлен-
ности заводы будут освобождаться от необхо-
димости производства отдельных видов инстру-
ментария, в первую очередь — нормального.
ПРОИЗВОДСТВЕННАЯ ПРОГРАММА ЦЕХА
Укрупнённое проектирование. В произ-
водственную программу инструментального це-
ха следует включать весь инструмент собствен-
ного изготовления. Расчёт производственной
программы осуществляется с помощью весо-
вого метода. В табл. 7 приведены показатели
для расчёта программы цехов всех классов,
указывающие годовую потребность основных
и вспомогательных цехов завода в инструмен-
тарии для выполнения основного программно-
го задания, для работы по освоению новых
изделий, а также для модернизации техноло-
гических процессов. В табл. 7 приведены чи-
стые веса нового инструмента собственного
изготовления, к которому относятся все виды
инструмента, кроме слесарного, свёрл и ры-
ночного мерительного инструмента (штанген-
циркули, индикаторы), которые приобрета-
ются на стороне. Большие значения пока-
зателей, приведённые в таблице, относятся к
деталям повышенной сложности и точности
обработки, меньшие — к конструктивно и тех-
нологически простым. Данные табл. 7 и по-
следующих соответствуют двухсменному режи-
му работы оборудования механических и де-
ревообрабатывающих цехов [1, 3].
Трудоёмкость годовой програм-
м ы инструментальных цехов всех классов
может быть определена по показателям табл. 8,
составленным для инструментального цеха
крупного завода, основные цехи которого
располагают парком примерно в 1000 станков.
В зависимости от величины станочного парка
основного производства завода, показатели
табл. 8 необходимо корректировать с помощью
следующих поправочных коэфициентов:
Количество
станков в ос-
новных цехах
завода ....
Поправочный
коэфициент. .
зр°° яоо° I5°°
75° 5°° 250
0,85 о,9 0,95 i.o 1,1 1,25 1,5
Показатели табл. 8 не учитывают затрат
времени на отрезку заготовки; вследствие
этого оборудование отрезного отделения для
цехов всех классов следует подбирать допол-
нительно в комплекте, величина которого зави-
сит от общего числа основных станков цеха.
Детальное проектирование. Програм-
ма составляется по номенклатуре типовых
представителей инструмента. Расчёт программы
Таблица 8
Ориентировочные показатели трудоёмкости годовой
программы инструментальных цехов всех классов
Наименование
работ
Изготовление
режущего инст-
румента*:
для металла .
для дерева . , .
Изготовление,
капитальный ре-
монт и восстанов-
ление:
мерительного
инструмента . .
вспомогательно-
го инструмента
приспособлений
котельного ин-
струмента . . .
штампов кузнеч-
ных свободной
ковки
штампов кузнеч-
ных горячей
штамповки . . .
штампов холод-
ной штамповки .
металлических
моделей . . . .
прессформ . . .
кокилей . . . .
опок
Восстановление
режущего, слесар-
но-монтажного и
мелкого вспомо-
гательного инстру-
мента
Изготовление
запасных частей
для пневматиче-
ских аппаратов и
ремонт последних
1 т
нового
инстру-
мента
То же
1 т
выпу
ска ли-
тейно-
го цеха
1 т
вос-
станав-
ливае-
мого
инстру-
мента
1 от
запас-
ных ча-
стей
Характеристика
изделий завода
Круп-
Сред-
Мел-
станко-часов
igoo
1300
3800
1450
700
2000
90
180
900
600
o,i
75°
3000
250°
1300
5000
2000
1200
2000
150
320
1300
1000
3000
1000
«М
IOOO
Зооо
13°°
бгоо
2500
22OO
32°
i8oo
3000
IOOO
0,1
1250
3000
* В том числе на изготовление резцов 15—4070 от
указанной здесь затраты станко-часов в зависимости
от количества станков, оснащённых резцами.
осуществляется при этом на основании данных
о потребности в инструменте (включая освое-
ние новых изделий и модернизацию техноло-
гических процессов) и объёме работ по ремонту
и восстановлению инструмента.
ОБОРУДОВАНИЕ
Расчет количества потребного техноло-
гического оборудования и определение его
состава. Расчёт оборудования может быть
выполнен: а) по укрупнённым показателям
гл. х]
ОБОРУДОВАНИЕ
341
(весовой и относительный методы проектиро-
вания); б) по годовой программе инструменталь-
ного цеха применительно к номенклатуре ти-
повых представителей инструмента. Как пра-
вило, метод „а" применяется при укрупнённом
проектировании, метод „б"—при детальном.
Возможно также комбинированное применение
этих методов в одном проекте.
Укрупнённое проектирование.
В табл. 9—17,19—23 приведены показатели для
расчёта потребного основного оборудования
по отделениям инструментальных цехов. Назна-
чение отдельных таблиц представлено в сле-
дующем перечне:
№ таблицы
Наименование отделений для расчё-
Класс цеха цеха та оборудо-
вания
I, II и V Все основные отделения це-
ха, за исключением нормалей
и отрезного ....:.... 9
I, II и V Отрезное, нормалей, мастер-
ская цехового механика, экс-
периментальное 10
III Все основные отделения, за
исключением отрезного и
участка текущего ремонта
штампов 11
IV Все основные отделения, за
исключением отрезного ... 12
I и II Все основные отделения за
исключением отрезного и нор-
малей 13
1 и II Отрезное • 14
I и II Нормалей 15
I, II и V Мастерская цехового меха-
ника .... 16
III Все основные отделения це-
ха и мастерская цехового меха-
ника 17
IV Все основные отделения це-
ха и мастерская цехового ме-
ханика 19
IV Вспомогательные отделения 20
1,11, III, IV Все основные отделения, за
исключением отрезного и нор-
малей 21
I, II и V Металлических моделей . . 22
1, II и V Прессформ и кокилей ... 23
Относительный метод. В частности,
в табл. 9 и 10 приводятся показатели для
определения общего количества станков в це-
хах I, II и V классов.
Данные табл. 9 позволяют определить коли-
чество основного оборудования цеха, за исклю-
чением оборудования отрезного отделения
и мастерской цехового механика.
Показатели табл. 9 составлены с учётом
нотребности в инструментарии основных и
вспомогательных цехов завода: а) для выпол-
нения основной программы; б) для освоения
новых изделий; в) для модернизации техноло-
гических процессов.
Показатели, приведённые в табл. 9 по режу-
щему, мерительному, вспомогательному ин-
струменту, приспособлениям, а также по вос-
становлению инструмента, в зависимости от ве-
личины станочного парка основного производ-
ства, следует использовать со внесением по-
правочных коэфициентов, аналогичных попра-
вочным коэфициентам к табл. 8 (стр. 340).
Большинство показателей таблицы предста-
влено двумя цифрами, характеризующими
верхние и нижние границы значения данного
показателя. Верхняя граница показателей,
относящихся к режущему, мерительному,
вспомогательному инструменту, приспособле-
ниям, а также к восстановлению инструмента,
соответствует изделиям основного производ-
ства, отличающимся высокой сложностью и
точностью обработки. В случае противополож-
ной технологической характеристики изделий
основного производства следует использовать
меньшие значения показателей.
Верхняя граница показателей, приведённых
для кузнечных штампов, относится к штампов-
ке изделий со средним весом около 1,5 кг,
нижняя — к штамповке изделий со средним
весом около 5 кг. При штамповке изделий из
стали с содержанием С > <J,55% показатели
таблицы следует удвоить. Для штампов холод-
ной штамповки, металлических моделей, пресс-
форм и кокилей большие значения табличных
показателей следует использовать в случаях,
когда цехи-потребители инструментария обра-
батывают изделия конструктивно сложные и
небольшие по габаритам. При противополож-
ной характеристике изделий основного произ-
водства завода рекомендуется принимать
меньшие значения показателей.
Общее количество станков в отделениях
отрезном, экспериментальном, нормалей и в
мастерской цехового механика может быть
определено в зависимости от числа станков
инструментального цеха (табл. 10). В цехах I
и II классов из состава отделения режущего
инструмента может быть выделено отделение
переточки инструмента второго порядка. Ко-
личество станков в последнем обычно соста-
вляет 3 — 4% от общего количества основного
станочного оборудования цеха.
В табл. И приведены показатели для опре-
деления общего количества основных станков
в цехе 111 класса.
Показатели таблицы предусматривают изго-
товление, капитальный ремонт и восстановле-
ние штампов в количестве, необходимом как
для выполнения основной программы, так и
для освоения новых изделий (последнее в раз-
мерено0/)) от потребности основной програм-
мы). При штамповке изделий из стали с содер-
жанием С ]> 0,55% показатели таблицы следует
увеличить вдвое. Большие значения показате-
лей, приведённые в таблице, следует приме-
нять при обслуживании кузнечных цехов с
мелкосерийным типом производства (последнее
характеризуется закреплением за единицей ве-
дущего оборудования кузницы около 20 дета-
лей). Меньшие значения показателей соответ-
ствуют кузнечным цехам с крупносерийным
типом производства.
В число ведущего оборудования кузницы,
к которому отнесены показатели таблицы,
входят только штамповочные молоты, выса-
дочные машины, чеканочные и гидравлические
прессы.
К общему количеству основных станков
III класса, рассчитанному на основании пока-
зателей табл. 11, следует прибавить оборудо-
вание отрезного отделения в количестве 5 — 6%
от общего числа основных станков цеха куз-
нечных штампов, оборудование участка те-
кущего ремонта штампов 7—9%, оборудование
мастерской цехового механика 3 — 4<>/0, а так-
же оборудование отделения переточки инстру-
мента второго порядка 3 — 4<>/0 [9, 12, 13, 17].
Общее количество основных станкоз
в цехе штампов холодной штамповки
(IV класс) определяется по данным табл. 12.
Показатели таблицы разработаны с учётом
изготовления, капитального ремонта и восста-
342
ПРОЕКТИРОВАНИЕ ИНСТРУМЕНТАЛЬНЫХ ЦЕХОВ
[РАЗД. V
Таблица 9
Ориентировочные показатели для расчёта общего количества основных станков в инструментальных
цехах I, II и V классов (относительный метод)
Наименование работы
Изготовление режущего инстру-
мента * ••
Изготовление, капитальный
ремонт и восстановление мери-
тельного инструмента
То же вспомогательного ин-
струмента
То же приспособлений ....
Восстановление режущего, сле-
сарно-монтажного и мелкого
вспомогательного инструмента .
Итого
Изготовление, капитальный ре-
монт и восстановление котельно-
го инструмент?
То же штампов кузнечных сво-
бодной ковки .
То же штампов кузнечных го-
То же штампов холодной штам-
повки
То же металлических моделей
То же прессформ
То же кокилей
Изготовление запасных частей
для пневматических аппаратов и
Расчётная единица
100 основных станков в це-
хах, потребляющих инструмент
1000 /га годового выпуска ко-
тельных цехов
1 молот свободной ковки
1000 т годового выпуска
поковок
Единица ведущего оборудо-
вания кузницы (штамповоч-
ный молот, высадочная ма-
шина, чекяночный и гидрав-
лический пресс)
1 пресс холодной штам-
повки
1000 т годового выпуска
литья
100 т годового выпуска
литья
То же
100 пневматических аппа-
ратов
Число основных станков в инструменталь-
ном цехе при различных типах производ-
ства завода
индивиду-
альный
4.4-5.8
1.5—1.9
1,5—2,О
О,6—1,3
9,°—12>3
1.5
о,4—о,6
О,1—О,Э
I
мелкосе-
рийный и
серийный
5,о—6,з
1,9—3,1
2,0—2,5
1,6—2,6
п,7—14.9
2,5
о,4—о,6
о,3-о.5
г,3—з,6
о,4—о,5
о,25-о,35
о,з-о,5
i
крупносе-
рийный
5.5-7.O
2,1—3,5
3,2—3,О
I4,i—i8,i
4
0,4—0,6
0,6—0,8
о,3-о,45
0,25—0,35
о,3—о,5
1
массовый
6,2-8,О
2,3—2,6
2,5-3,5
3,2-4,5
1,5-1,9
15.7—20,5
6
1,О — 2,О
о,25—о,4
0,25—0,35
I
* Включ-ая режущий инструмент для деревообрабатывающих станков. В зависимости от относительного коли-
чества оснащённых резцами станков в станочном парке завода 15—40% от общего количества оборудования, потреб-
ного для изготовления режущего инструмента, следует отнести на изготовление резцов.
Таблица 10
Ориентировочные показатели для расчёта общего количества основного оборудования в отделениях
отрезном, нормалей и экспериментальном и в мастерской цехового механика цехов I, II и V классов
f
Отделение
Отрезное . .
Мастерская
цехового ме-
ханика ....
Нормалей .
Эксперимен-
тальное ¦ . .
Класс
I, II
I- 11, V
I, II
1,11
Количество основных станков инструментального
до 25
2
26-35
3
36-50
4
Не выделяется,
за исключением
слесарного участка
1 I
Не
51—75 j 76-100
5
3
выдел;
е выд(
6
4
ется
ляется
101-150
7
5
6*
151-200
9
б
7*
201-300
12
9
9
7
цеха
301-400
14
12
ТО
IO
401—50;
i6
15
Ч
17
Порядок фор-
мирования
отделения
Добавляется
к комплекту
основных стан-
ков леха
Добавляется
к комплекту ос-
новных станков
цеха
Комплек-
туется из числа
станков отде-
ления приспо-
соблений
Комплек-
туется из числа
станков отде-
лений режуще-
го инструмента
* Входит в состав заготовительного отделения.
гл. х]
ОБОРУДОВАНИЕ
343
Таблица 11
Ориентировочные показатели для расчёта числа основных станков производственных отделений
в цехе III класса (относительный метод)
Наименование работ
Изготовление, капитальный
ремонт и восстановление штампов:
а) молотовых
б) обрезных
в) высадочных
Число основных станков цеха III класса
на один штамповочный молот,
при среднем весе бабы в т
0,5-0,75
1.3—I.6
о,5—о,б
1,0-1,5
о,8—i ,о
°.3—°>4
2,0-9,0
о,6—о,8
О,2—О,25
на одну ковочную машину,
при среднем размере в дюймах
1-1,5
о,з-о,4
2-4
о,6—о,8
5-7
1.4-1,7
Примечание. Число основных станков на штамповочный или чеканочный пресс—0,5—0,7.
новления штампов средней сложности в коли-
честве, необходимом для выполнения основ-
ной программы и для освоения новых изделий
(до 20% от потребности основной программы).
Если для основного производства завода ха-
рактерно применение сложных или простых
штампов, в показатели табл. 12 следует внести
корректив в размере 10—15%, соответствен-
но в большую или меньшую сторону.
К числу основных станков цеха, рассчитан-
ному по данным табл. 12, необходимо добавить
оборудование отделений отрезного и мастер-
ской цехового механика. Количество оборудо-
вания в этих отделениях следует определять,
руководствуясь данными, рекомендованными
для цехов III класса.
В цехах штампов холодной штамповки
с количеством станков выше 40 целесообраз-
но выделить из расчётного количества основ-
ных станков примерно 10% оборудования для
отделения нормалей.
Общее количество основного оборудования
при весовом методе проектирования можно
определить для цехов всех классов на основа-
нии расчёта годовой потребности в инстру-
менте и трудоёмкости программы по каждому
типу инструментария (табл. 7 и 8).
В табл. 13, 14, 15 и 16 приведены показа-
тели для определения состава оборудования
по типам станков. Станочный парк основных
отделений цехов I и II классов рассчитывается
в соотношениях согласно табл. 13. Здесь же
приведены показатели для расчёта потребного
количества разметочных плит, слесарных вер-
стаков и столов для штампов.
В цехах I и II классов оборудова-
ние для отделений отрезного, нормалей и
мастерской цехового механика может быть
подобрано комплектно в зависимости от коли-
чества основных станков цеха согласно табл. 14.
]5 и 16. Станочный парк экспериментального
отделения должен быть установлен в каждом
отдельном случае, исходя из производствен-
ных особенностей завода.
В табл. 17 приводятся данные для опреде-
ления состава основного и дополнительного
оборудования по отделениям цеха III класса.
В табл. 18 приводятся сравнительные данные
о составе станочного парка в цехах кузнеч-
ных штампов на ряде отечественных и иностран-
ных заводов.
Состав оборудования цеха (IV класса) мо-
жет быть принят по табл. 19 и 20. Станочный
парк основных отделений цеха рассчитывается
по типам станков в соотношениях, указанных
в табл. 19. Здесь же приведены ориентировоч-
ные показатели для расчёта дополнительного
оборудования (разметочные плиты, верстаки,
столы для штампов).
В табл. 20 указаны данные, используемые
при подборе комплекта оборудования во вспо-
могательных отделениях цеха IV класса.
Таблица 12
Ориентировочные показатели для расчёта общего количества основного оборудования в цехе IV класса
(относительный метод)
Наименование работ
Изготовление, капитальный
ремонт и восстановление
штампов холодной штамповки
Текущий ремонт штампов
холодной штамповки
Единица измерения
Число основных станков цеха штампов
на 100 обслуживаемых прессов
Число станков участка текущего ре-
монта штампов на 100 обслуживаемых
прессов
Всего основных станков
на 100 обслуживаемых прессов . . .
Коэфициент серийности основного
производства (среднее число штампов
на 1 пресс)
до 5
27
14
41
6-10
Зо
15
45
11-15
33
гб
49
16-20
35
17
5з
21-25
за
19
57
Примечание. Число станков для изготовления, ремонта и восстановления штампов холодной высадки при-
нимается равным 0,5—0,7 от числа высадочных машин. »
Ориентировочные показатели состава оборудования основного и дополнительного по отдельным наименованиям работ
Таблица 13
в инструментальных цехах I и II классов
со
Наименование
оборудования
Наименование работ
Изготовление *
о о s
с S к
li
Ч
Изготовление, капитальный ремонт и восстановление
о н
штампов кузнечных
свободной
ковки
горячей
штамповки
И-
а ч
sS
nil
2 P.
Токарные
Револьверные
Токарно-лобовые
Токарно-затыловочные . . .
Расточные
Продольно-строгальные . .
Шепинги
Долбёжные .
Горизонтально- и универ-
сально-фрезерные
Вертикально-фрезерные .
Копировально-фрезерные . .
Зуборезные
Резьбо-фрезерные
Радиально-сверлильные . .
Вертикально-сверлильные
Круглошлифовальные . . .
Плоскошлифовальные . .
Внутришлифовальные . . .
Резьбошлифовальные . . .
Специально-шлифовальные
Шлифовальные для скоб .
Доводочные ; . .
Заточные
Итого.
19
3
6
—
—
4
1
17
2
_
2
5
7
8
2
3
3
—
18
26
3
—
—
5
—
9
—
_
— .
9
8
10
3
2
3
17
31
—
то***
2
17
i
11
1
1
—
6
4
2
—
—
—
44
4
—
—
6
1
12
4
—
4
2
—
—
_
—
46
2
_
—
—
3
2
30
2
_
—
6
7
2
—
—
—
—
Металлорежущие станка (в
i6
15
6о
3
25
23
3
3
2
13
3
8
5
3
5
15
6
8
3
22
5
3
—
40
—
5
22
3
—
МММ
3°
5
—
12
5
—
10
11
5
5
МММ
7
29
7
Слесарные верстаки
Столы для штампов
Разметочные плиты
| 1ОО% 1 1ОО% | 1О0% | 1ОО% | 1ОО% | Ю0% | 100%
Дополнительное оборудование на 1 станок (в штуках)
о,3
о,5
о,8
о,4
0,1
1,О
о.5
о.1
в,о
—
о,3
1,О
—
О,2
гоо%
о,4
2б,0
2,3
2,3
2,1
О,4
6,8
1,2
12,5
О,2
о,8
9,7
9.о
6,6
1.9
1.5
i.i
i.i
2,4
ю,4
0,6
0,02
* Ч том числе указан режущий инструмент для деревообрабатывающих станков.
** Состав оборудования в отделении переточки инструмента 2-го порядка может быть определён в зависимости от размеров обслуживаемого цеха и условий кооперирования
с заточными станками.
*** В том числе координатн6-расточные~30% от общего числа расточных станков.
**** В том числе станки для шлифовки эвольвентного зуба долбяков и контрольных шестерён—не более 1 станка требуемого размера.
***** Из этого числа полуавтоматы для заточки граней—58%; станки для заточки резцов из твёрдых сплавов—1556; для доводки резцов из твёрдых сплавов—15%; универсально-
заточные—15%.
****** Из этого числа: универсально-заточные 50 — 70%, заточные для спиральных свёрл —по одному станку требуемых размеров; заточные для протяжек"—один станок при нали-
чии в программе протяжек; полуавтоматы для заточки червячных фрез—по одному станку требуемых размеров при наличии постоянной программы по изготовлению
червячных и шлицевых фрез.
гл. х]
ОБОРУДОВАНИЕ
345
Таблица 14
Примерный комплект оборудования отрезного
отделения в цехах I и II классов
Таблица 16
Примерный комплект оборудования мастерской
цехового механика в цехах I, II а V классов
Наименование
оборудования
А. Основное
Станки то-
карные для
торцовки . . .
Станки то-
карные отрез-
Станки но-
жовочные . .
Станки цен-
тровальные . .
Пилы ди-
сковые ....
Пилы лен-
точные ....
Всего . .
Б. Вспомога-
тель ное
Настольные
точила ....
Количество оборудования
в отрезном отделении, ел.
-
-
2
I
I
-
3
I
I
I
-
4
I
i
2
-
5
i
i
2
I
-
6
2
I
2
I
7
2
I
3
2
9
2
2
4
2
2
12
3
2
4
4
з
14
3
я
5
4
2
2
16
3
Таблица 15
Примерный комплект оборудования отделения
нормалей в цехах I и II классов
Наименование
оборудования
А. Основное
Металлорежу-
щие станки
Токарные ....
Револьверные .
Токарные авто-
маты
Горизонтально-
фрезерные ....
Фрезерные ма-
лые с ручной по-
дачей
Болторезные . .
Универсально-
шлифовальные . .
Всего. . .
Б. Вспомога-
тельное
Станки настоль-
но-сверлильные . .
Точила настоль-
Всего. . .
- Количество оборудования
в отделении нормалей, ед.
1
2
I
I
I
6
I
I
2
I
3
I
I
I
7
i
i
2
I
3
I
I
I
I
I
9
2
2
4
I
4
i
i
I
i
i
ю
2
2
4
i
6
i
i
2
2
I
14
2
2
4
Наименование
оборудования
А. Основное
Металлорежущие
станки
Токарные
Универсально-фре-
зерные
Шепинги
Вертикально-свер-
Круглошлифоваль-
ные .......... .
Всего . . .
Б. Вспомога-
тельное
Станки настольно-
сверлильные
Точила на колоннах
Точила настольные .
Всего . . .
В. Дополнитель-
ное
Разметочные плиты
Всего . . .
Количество оборудования
в мастерской цехового
механика, ед.
i
i
i
3
X
5
6
3
i
i
4
I
7
8
3
1
i
5
-
2
8
9
3
i
i
i
6
-
2
IO
II
5
i
i
i
i
9
-
2
15
i6
б
i
2
а
i
12
I
3
i8
19
8
2
2
2
I
15
i
3
20
21
Табл. 21 содержит указания для выбола
вспомогательного оборудования цехов I, II,
III и IV классов.
В табл. 22 и 23 приведены показатели,
определяющие комплектный состав основ-
ного и вспомогательного оборудования по
отделениям металлических моделей, пресс-
форм и кокилей цехов I, 11 и V классов.
Комплектный состав оборудования представлен
в этих таблицах для различного объёма работ.
Последний включает в себя затраты времени
на изготовление, капитальный ремонт и вос-
становление указанного инструментария в ко-
личестве, потребном для выполнения основной
программы, для освоения новых изделий и
модернизации технологических процессов про-
изводства. г4.
В состав оборудования отделения опок
модельного цеха (V класса) включаются ме-
таллорежущие станки (продольно-строгаль-
ный — 1, сверлильный — 1, горизонтально-фре-
зерный — 1 и плоскошлифовальный — 1), точило
и разметочная плита. При годовом объёме
работы менее 2—Зтыс. станко-часов изготовле-
ние, капитальный ремонт и восстановление
опок обычно производятся в ремонтно-меха-
ническом цехе завода.
Данные о расчёте оборудования отделения
деревянных моделей см. в главе VI «Проек-
тирование деревообрабатывающих цехов".
346
ПРОЕКТИРОВАНИЕ ИНСТРУМЕНТАЛЬНЫХ ЦЕХОВ
[РАЗД. V
Таблица 17
Ориентировочные
Наименование
оборудования
А. Основное (в%)
Металлорежущие
станки
Револьверные ....
Токарно-лобовые . .
Продольно-стро-
гальные ,
Шепинги
Горизонтально-, уни-
версально- и специ-
ально-фрезерные . .
Вертикально-фре-
Копировально-фре-
Радиально-свер-
показатели состава основного (в %) и дополнительного (в
оборудования в цехе III класса
Отделения и
молотовых
штампов
3
4
тб
33
го
высадочных
штампов
32
4
о
з
25
б
то
—
обрезных
штампов
15
3
2О
12
ТО
15
3
2
текущего ре-
монта штампов
S II 1
2О
2О
-
участки
отрезное
-
-
-
мастерская
цехового ме-
ханика
5°
3°
-
ху*
В целом по це
13
i
2
IO
15
3
3
25
то
i
Наименование
оборудования
Вертикально-свер-
Универсально-шли-
фовальные ......
Плоскошлифоваль-
Пилы дисковые . .
Пилы ленточные . .
Итого. . .
' Б. Дополнитель-
ное на 1 станок
(в штуках)
Разметочные плиты
Столы для штампов
штуках)
Отделения и участки
молотовых
штампов
е
з
ТОО
о8
°'$
высадочных
штампов
то
3
4
ТОО
1 обрезных
| штампов
то
то
I
ТОО
| текущего ре-
| монта штампов
2О
3°
ТОО
!,О
отрезное
-
4о
66
ТОО
-
мастерская
цехового ме-
ханика
2О
-
ТОО
-
X
В целом по ц
6
i
6
i
2
ТОО
1,1
¦ Дополнительно к указанному в таблице составу оборудования в цехе формируется отделение или участок
переточки инструмента второго порядка; в состав последнего могут входить универсально-заточные станки,
точила н специальные станки для заточки радиусных фрез.
Таблица IS
Состав станочного парка (в И) в цехах кузнечных штампов (III класс)*
Наименование
станков
Всего станков (шт.)
В том числе (в %):
токарные
револьверные . . .
токарно-лобовые .
карусельные , . .
расточные ....
продольно -стро-
долбё'жные ....
горизонтально-
вертикально-фре-
копировально-фре-
радиально-свер-
лильные .
вертикально-свер-
универсально-шли-
фовальные
плоскошлифоваль-
ные
внутришлифоваль-
ные
Итого. . .
СТЗ
1935 г.
42
} i9.o
2,3
4,8
12
14,3
2,3
2,3
ai,5
12
) -
1 4,8
ТОО
ЗИС
1939 г.
63
17,5
1,6
8,о
17.5
1,6
3,2
25,1
8,о
8,о
3,2
6,3
IOO
ГАЗ
14,о
2,7
1,О
6,3
23,4
2,6
[ 27,о
9,4
6,8
1 6,8
IOO
ЧТЗ
1940 г.
62
ii,4
2,9 ¦
4,9
9.7
14.5
3,з
1,6
22,5
9,7
4,8
6,4
3,2
3.2
ТОО
КП ЗИС
1942 г.
35
2О
4,9
2,9
8,5
".5
2.9
8,5
2,9
5,7
",5
ТОО
Форд
23O
19,5
1.7
1,3
7.8
22
3,5
22
ю,о
4
ТОО
„Грэйт
Лэйкс
Фордж"
48
8,3
8,3
33.6
37.5
4.1
4,1
4,1
ТОО
.Доми-
нион
Фордж"
5а
9,8
9.7
Зо,8
5,7
38,з
3,8
а,о
loo
• Без учёта отрезных станков.
гл. х]
ОБОРУДОВАНИЕ
347
Таблица 19
Ориентировочные показатели состава основного (в %) и дополнительного (в штуках)
оборудования в цехе IV класса
Наименование
оборудования
А. Основное (в %)
Металлорежущие станки
Токарные
Токарно-револьверные ....
Расточные
Вертикально-расточные....
Продольно-строгальные . . .
Шепинги
Долбёжные . . -
Продольно-фрезерные ....
Вертикально-фрезерные . . .
Универсально- горизонтально-
фрезерные '.
Копировально-фрезерные . .
Вертикально-сверлильные . .
Ралиально-сверлильные . . .
Продольно-шлифовальные . .
Плоскошлифовальные ... .
Круглошлифовальные ....
Универсально-шлифовальные
Контурно-шлифовальные . . .
Карусельно-шлифовальные .
Итого ...
Б. Дополнительное
на 1 основной станок
(в штуках)
Верстаки
Столы металлические для
штампов
Основные отделения и участки
штампов
холодной
штамповки
2О
3
i
2
2
12
3
2
5
6
3
15
5
i
8
2
4
3
3
г
IOO
о,б
о,3
о,об
текущего
ремонта
штампов
i6
3
6
ю
15
2О
IOO
1.5
о.5
О,1
норма-
лей
2О
ю
5
IOO
О,2
отрез-
ное
6о
too
Мастер-
ская цехо-
вого меха-
ника
5°
3°
ао
ТОО
а,о
О,1
Сред-
нее по
цеху
22
а
i .
3
4
12
а
I
4
5
3
Ч
3
I
8
5
а
а
i
а
3
ТОО
i
Примечание
Рекоменд уется к
установке при числе
станков отделения>75
То же > 15
То же > 15
То же > 15
То же > 75
То же > 40
То же > 100
То же > 30
То же > 75
То же > 100
Таблица 20
Ориентировочные показатели состава оборудова-
ния во вспомогательных отделениях цеха
IV класса
Наименование оборудования
Отделение моделей для
Станок токарный по дереву. . .
То же фуговочный
Пилы ленточные
Показатели
штампов
I ШТ.
I n
I »
1—3 >
Участок изготовления шаблонов при контрольно-
эталонном пункте
Станок настольно-сверлильный
То же опиловочный
То же вырубной
Точило настольное
В цехах с количеством станков
свыше 40—50 к этому доба-
вляются:
то же плоскошлифовальный .
I ШТ.
I ,
I ,
I .
I „
I „
Отделение переточки инструмента второго
порядка
Станки универсально-заточные
То же заточные для резцов . .
Точила наждачные .......
Точила настольные
Пригонка и испытание
Прессы пригоночные
То же для испытаний
Процент от числа
основных станков
I—a
1—2
1—3
1—3
штампов
3—4
2—3
Таблица 21
Ориентировочный состав вспомогательного обору-
дования инструментальных цехов
1, II,
Наименование
отделения
III и IV классов
Наименование
вспомогательного
оборудования
Инструментальные цехи I и
Режущего ин-
струмента
Мерительного
инструмента . . .
Вспомогатель-
ного инструмента .
Приспособлений
Отрезное ....
Пресс ручной
Станок заточный
для лерок
То же вырубной
То же опиловоч-
ный
Полировальный
круг
Станок гравиро-
вальный
Станок опиловоч-
ный
То же
Станок отрезной
типа „Радиак*
Цехи III класса
Молотовых штам-
пов .... ...
Станок зачистной
с гибким валом
Количество
оборудования
в штуках
II классов
i
1 (при нали-
чии в програм-
ме лерок)
i
i
i
i
1
i
1 — 2
1 на двух сле-
сарей B0-3j%
от числа ос-
новн. станков)
Окончание табл. 21 см. на след. странице.
348
ПРОЕКТИРОВАНИЕ ИНСТРУМЕНТАЛЬНЫХ ЦЕХОВ
[РАЗД.
Окончание табл. 21
Наименование
отделения
Шаблонов . . .
Цех в целом . .
Участок изгото-
вления шаблонов
Цех в целом. . .
Наименование
вспомогательного
оборудования
Цехи III класса
Станок вырубной
Пресс ручной
Станок опиловоч-
ный
То же заточной
для радиусных фрез
Цеха IV класса
Станок вырубной
Пресс ручной
Станок опиловоч-
ный
Зачистной с гиб-
ким валом
Количество
оборудования
в штуках
i
1—2
I—2
I
I
I
1—2
i на 5 слесарей
Примечания: 1. Кроме указанного вспомогательного
оборудования, в каждом основном производственном от-
делении инструментальных цехов и в мастерской цехо-
вого механика следует принимать: станков настольно-
сверлильных—-1— 2, точил настольных—1—2, точил на ко-
лонке—1—2.
2. Вспомогательное оборудование по отделениям ме-
таллических моделей, прессформ и кокилей, а также по
отделению опок цехов I и 11 классов указано в табл. 22
и 23.
Таблица 22
Ориентировочный состав оборудования в отделении
металлических моделей цехов I, II и V* классов
(в штуках)
Наименование
оборудования
А. Основное
Металлорежущие
станка
Токарные
Револьверные
Расточные .
Фрезерные универсаль-
ные .
Шепинги
Вертикально-сверлильные
Радиально- сверлильные
Ножовочные
Пилы ленточные
Итого....
Б. Дополнительное
Верстаки
Разметочные плиты. . .
В. Вспомогатель-
ное
Точила на колонке . . .
Точила настольные . . .
Станки очистные с гиб-
кпм валом
Станки настольно-свер-
лильные
Прессы ручные
Станки универсально-за-
точные
Ванны гальванопластиче-
ские 1000X800X800 мм. .
Ванны промывные . . .
Моторгенераторы ....
Станки ьырубные ....
Станки опиловсчные . .
Всего
Масштаб годовой про-
граммы отделения в
станко-часах (по основ-
ному оборудованию) до
о о
Н
16
1б
3°
Таблица 23
Ориентировочный состав оборудования в отделении
прессформ и кокилей цеха I, II и V классов (в штуках)
Наименование
оборудования
А. Основное
Металлорежущие
станки
Токарные
Расточные
Шепинги
Долбёжные
Фрезерные универ
сальные
Копировально-фре-
зерные
Сверлильные . . . .
Универсально-шли-
фовальные . . . . .
Плоскошлифоваль-
ные
Всего.
Б. Дополнительное
Верстаки
Разметочные плиты .
В. Вспомога-
тельное
Печи для азотиза-
ции ПА-32-1 ....
Печи для нагрева
ПН-11-2
Печи для отпуска
ПН-31-1
Баки закалочные .
Точила настольные .
Точила на колонке .
Станки очистные с
гибким валом
Станки настольно-
сверлильные
Станки опиловочные
Всего. . .
Масштаб годовой программы
отделения в станко-часах (по
основному оборудованию) до
S о л
а. ее ч
О и 2 И
хин 3 н
о s x a
ш о a) s I
llil
IIIs
Термообработка
прессформ произ-
водится в терми-
ческой инструмен-
тального цеха
* Для цехов V класса в комплект включено обору-
дование отрезного отделения.
Полученное в результате расчёта по типам
оборудования число станков обычно выра-
жается дробными числами. После распределе-
ния оборудования по отделениям цеха они
должны быть округлены до целых величин.
С целью улучшения использования оборудо-
вания рекомендуется по незагруженным стан-
кам предусматривать кооперирование между
отделениями. Общее число принятых для цеха
в результате округления станков лишь незна-
чительно может отличаться от расчётного их
количества. Пример расчёта оборудования по
весовому и относительному методам предста-
влен в табл. А и Б.
Подъемно-транспЬртное оборудование.
В качестве подъёмно-транспортных средств
целесообразно применять: а) кран-балки и
мостовые краны; б) тельферы на монорельсо-
вых путях; в) ручные тележки; г) при изгото-
влении в большом количестве тяжёлкх штам-
гл. х]
РАСХОД МЕТАЛЛА
349
л Таблица А
Расчёт годовой программы и оборудования инструментального цеха весовым методом
Наименование работ
Изготовление режу-
щего инструмента . .
Изготовление, капи-
тальный ремонт и
восстановление мери-
тельного инструмен-
та «
и т д .
Число обслуживаемых
станков или выпуск в т
боо ст.
боо ст.
Показатель весового рас-
хода инструмента (по
табл. 7).
но
19
Годовая программа ин-
струментального цеха в т
66
XI
Всего принято .
Трудоёмкость в станко-
часах на 1 т (по табл.8)
2f00Xl,2O=}000
/000 X 1,20=6000
Трудоёмкость в станко-
часах на годовую про-
грамму
20000
66 000
Расчётное число станков
/а
i8
Распределение стан-
ков по типам
Токар-
ные
X
21
26
Коли-
чество
ю,8
4.1
Револь-
верные
3
}
Коли-
чество
А/
о,/
и т. д.
и т. д.
и т. д.
Число вер-
стаков
o,zXX2"X
tXi8=i8
Число разметочных плит
—
Число сборочных столов
-
Таблица Б
Расчёт оборудования инструментального цеха
Наименование работ
Изготовление режущего инстру-
Изготовление, капитальный ре-
монт и восстановление меритель-
Число обслуживае-
мых станков или го-
довой выпуск в т
боо ст.
боо ст.
Показатель
(по табл. 9)
7
¦*,/
Всего принято
Число станков инст-
рументального цеха
43X1,2=и
i;Xi,2=i8
относительным
методом
Распределение станков
по типам
Токар-
ные
°/о
21
26
Коли-
чество
4,7
Револь-
верные
%
3
3
Коли-
чество
I,!
о,!
и т. д.
и т. д.
и т. д.
Число
верстаков
1X18=18
Число разметочных
плит
-
Число сборочных
столов
-
пов или приспособлений (цехи I, II, III и IV клас-
сов)—электрокары, преимущественно с подъём-
ной платформой.
РАБОЧИЙ СОСТАВ
При укрупнённом проектировании расчёт
рабочего состава для инструментальных цехов
всех классов и отделений можно осуществить
по данным табл. 24 (относительный метод).
За базу расчёта следует принимать количе-
ство основных станков цеха (включая станки
мастерской цехового механика отрезного отде-
ления). Под рубрикой „прочие" в таблице
учтены рабочие отделений термического, сва-
рочного, кузнечного и металлопокрытий.
При полном объёме проектных работ
расчёт производственного рабочего состава
может быть выполнен на основании данных о
трудоёмкости годовой программы (табл. 7 и 8).
РАСХОД МЕТАЛЛА
Укрупнённое проектирование (относитель-
ный метод). В табл. 25 приведены примерные
показатели для определения расхода металла
в инструментальных цехах всех классов.
Таблица 24
Ориентировочные показатели для определения
рабочего состава инструментальных цехов всех
классов
и
сх
и
с
OS
о.
о
Катег
нала
X
X
m <u
НЯ
S5
оо
со я
ЕО О,
О
Профессия
Станочники
Слесари
То же
Прочие
Итого . .
Расчётная еди-
ница
Человек на 1
основной ста-
нок .....
% от числа
станочников
Человек на 1
основной ста-
нок ....
То же . .
Человек на 1
основной ста-
нок
¦""*
Я
!-< В
о
Цехи
класс!
1.7
35
о,6
o,i5
2,45
я
и
я
ч
Цех I
1.7
35*
о,б
о,а
2,5
я
с
я
ч
>
Цех I
1.5
55
о,8
о,з
2,5
Я
и
я
ч
Цех 7
i
аоо
3
О,1
3,1
Окончание табл. 24 см. на след. странице.
350
ПРОЕКТИРОВАНИЕ ИНСТРУМЕНТАЛЬНЫХ ЦЕХОВ
[разд. v
о
и
V
а
я
IS
о.
1-
V CS
a as
3
аз
л
5 Я
н а1
ю о
О га
S О.
О
с
<а
и
sr
о
(Я
cert
CQ
Профессия
Станочники
Слесари
То же
Прочие
Итого. .
Станочники
Слесари
То же
Прочие
Итого..
Продолжение
Расчетная еди-
ница
Человек на 1
основной
станок . .
% от числа
станочников .
Человек на 1
основной
станок . .
То же . .
Человек на 1
основной
станок . .
Человек на 1
ОСНОВНОЙ
станок . .
°/„ от числа
станочников .
Человек на 1
основной
станок . .
То же . .
Человек на 1
основной
станок . .
Число
таб;
I. 24
забота-
ющих на 1
новной
s о
Цехи
II кла
0,2
IOO
О,2
о,о5
о,45
1,9
4°
о,8
О,2
2,9
Цех I
класс;
О,1
200
0,2
°,°5
о,35
1,8
45
о,8
O.25
2,85
эс-
станок
р.
Цех I
класс;
°,2
250
°,5
о>°5
о,75
1.7
'75
1.3
3-25
_
Цех А
класс
О,2
2ОО
о,4
°,7
1,2
20О
2,4
О,2
3,8
CJ
<L>
с
я
Категор:
| нала
¦§*
0J О
я 3
§§
s- -и
S- *
О >-.
К Ч
к«
S °
Профессия
ИТР
Служащие
Младший об-
служивающий
персонал
Итого..
Всего. . .
Окончание
Расчетная еди-
ница
% от числа
рабочих .
Человек на 1
основной
станок ...
% от числа
рабочих .
Человек на 1
основной
станок . .
% от числа
рабочих .
Человек на 1
основной
станок . .
Человек на 1
основной
станок . .
Человек на 1
основной
станок
Число
юших
новной
Цехи I
II класс
14
°,4
4
О,1
2
°.°5
о,55
3,45
Цех III
классг
14
°Л
4
О,1
2
°.°5
о,55
3.4°
табл. 24
эабота-
ia 1 ос-
станок
Цех IV
класса
14
о,4
4
о,г
а
°,°5
о,55
3.8о
1 Цех V
| класса
*4
°,5:
4
о. 15
2
о,о5
о.7
4,5
Примечание. Расчёт рабочего состава для от-
деления деревянных моделей инструментальных цехов
приведён в главе .Проектирование деревообрабатываю-
щих цехов".
Таблица 23
Ориентировочные показатели по определению годового выпуска инструмента и расхода металла (в тоннах)
на 1 основной станок инструментальных цехов всех классов (относительный метод)
Наименование работ
Годовой выпуск инстру-
мента (чистый вес) на
1 основной станок инстру-
ментального цеха в т
Годовой вес изделий, про-
ходящих термообработку,
на i основной станок ин-
струментального цеха в т
Годовой расход металла
на 1 основной станок ин-
струментального цеха в т
Габаритная характеристика объектов производства завода
Крупные Средние Мелкие Крупные Средние Мелкие Крупные Средние Мелкие
режущего
Изготовление
инструмента
в юм числе:
а) резцов
б)деревообделочного . . .
в) прочего режущего. . .
Изготовление, капитальный
ремонт и восстановление:
мерительного инструмента
вспомогательного инстру-
мента
приспособлений
котельного инструмента .
штампов кузнечных сво-
бодной ковки
штампов кузнечных горя-
чей штамповки ......
штампов холодной штам-
повки
металлических моделей .
прессформ и кокилей . .
Восстановление режущего,
слесарно-монтажного и мел-
кого вспомогательного ин-
струмента
Изготовление запасных ча-
стей для пневматических аппа-
ратов и ремонт последних .
Среднее без кузнечных
штампов
Среднее с кузнечными
штампами при количестве
станков, занятых их производ-
ством, равним 10%, станков цеха
2,О
3.7
2,8
1.4
2,5
5,3
1,8
41
6,1
4.9
1,2
3,о
4,7
1.5
2,8
2,8
о,8
25
17
2,9
3,7
1,2
3,7
1,2
2,0
3,4
1,2
=.3
2,8
о,9
о,6
1,5
1,7
2,0
2,0
1.2
=,4
1.9
3,5
2,7
о.7
°,3
О,1
1.4
82
42
1,6
3.2
1,1
1,5
5.5
1,1
I.O
3,7
i,4
2,7
2,7
0,6
0,2
0,1
1.4
5°
34
1.2
0,6
1,1
2,2
2,7
0,8
0,4
0,2
М
34
24
о,8
о,6 .
3,6
6,8
1.5
4.5
6,8
3.2
51
28
6,2
8,6
о,8
2,7
1.9
4.5
7.°
5.°
5.о
2,О
3.2
4.о
3.2
31
23
4,4
5.2
1,8
1.9
3,°
/ 4.7
4.2
5.о
1,6
2.7
2,2
3.2
16
2,8
1,8
о,9
1.9
2,2
3,4
гл. х]
ЭНЕРГЕТИКА
351
В случае сокращённого объёма проектных
работ годовой расход металла на 1 основной
станок цеха определяется в зависимости от
структуры инструментального цеха и размеров
его отделений: а) по строке „Среднее без куз-
нечных штампов"—при отсутствии в струк-
туре инструментального цеха производства
кузнечных штампов; б) по строке „Среднее с
кузнечными штампами" — при количестве стан-
ков, занятых их производством, равном 10%
от общего количества основных станков цеха.
При полном объёме проектных работ годо-
вой расход металла определяется по каждому
отделению инструментального цеха, после
чего результаты суммируются в целом по
цеху.
Показатели по режущему, мерительному,
вспомогательному инструменту, приспособле-
ниям, а также по восстановлению инструмента
приведены в табл. 25 для цехов с количеством
станков около 200 — 250. При наличии 30—50
станков в цехе показатели этой таблицы дол-
жны быть уменьшены на 30 — 400/0; для це-
хов, станочный парк которых составляет
500 — 600 единиц, показатели следует увели-
чить на 10 — 200/0.
Расход металла при проектировании весовым
методом (полный объём проектных работ)
может быть определён по данным табл. 26.
ЭНЕРГЕТИКА
При сокращённом объёме проектных работ
установленная мощность моторов и печей по
отделениям цеха и расход сжатого воздуха,
пара и воды могут быть определены соответ-
ственно по данным табл. 27 и 28, а также поль-
зуясь указаниями главы «Проектирование
энергохозяйства завода". В табл. 28, кроме
Таблица 26
Ориентировочные показатели для расчёта годового расхода металла в инструментальных цехах всех
классов (весовой метод)
Наименование работ
Расход металла в % °т чёрного веса
иЗч
Н
со л
: о Ч
: ft, ев
;?5
н
ie
ее S
1-
2 *
Всего
Изготовление режущего инстру-
мента
Изготовление, капитальный ре-
монт и восстановление меритель-
ного инструмента
То же вспомогательного инстру-
мента ¦
Jo же приспособлений
То же котельного инструмента.
То же штампов кузнечных сво-
бодной ковки ...
То же штампов кузнечных горя-
чей штамповки . .
То же штампов холодной штам-
повки
То же металлических моделей . .
То же преесформ и кокилей . .
Восстановление режущего, сле-
сарно монтажного и мелкого
вспомогательного инструмента .
Изготовление запасных частей
для пневматических аппаратов
и ремонт последних
i8o
15°
130
130
180
125
135
150
140
150
30
160
4°
-
5
-
-
-
-
—
12
•-
-
-
-
I
-
-
-
-
-
=5
5°
14
13
бо
88
75
4°
бо
Зо
34
24
5о
8о
4о
23
12
i8
IO
10
20
70
бо
—
-
5
45
-
7
5°
65
2О
-
3
—
-
i
I
-
-
ю
-
3
—
—
i
-
-
15
-
-
IOO
IOO
IOO
IOO
IOO
IOO
Таблица 27
Ориентировочные показатели для определения установленной мощности в кат на 1 основной станок
инструментальных цехов
Наименование отделений
и агрегатов
Механические отделения:
моторы
Горячие отделения:
а) печи .
6) моторы .
Отделение металлопокрытий:
итого {-г.1;::
Всего. . .
Цехи I и II классов
до 50 станков
3.0—2,5
2.5—1.2
1.5—°.8
4,5—3,3
2,5—1,2
7.°—4.5
свыше 50 стан-
коп
З.О-2.5
i,s—0,9
о,8—о,б
О,2 —О,1
4,о—3,2
i,a—о,9
5.2—4Д
Цех III класса
7.О—5.°
4,о—З.о
З.о—а,о
ю,о—7,о
4.О—3,°
14,о—ю,о
Цех IV класса
9>°—б>°
3.0—1.5
9,о—б,о
3.O-I.5
12,о—7,5
—
Цех V класса
3,0—2,0
3.O-I.5*
3,0—2,0
3,о-1,5
6,0—3,5
Только для цехов с отделением преесформ.
352
ПРОЕКТИРОВАНИЕ ИНСТРУМЕНТАЛЬНЫХ ЦЕХОВ
[РАЗД. V
Таблица 28
Ориентировочные показатели для определения расхода сжатого воздуха, воды, пара и топлива с учётом
отделений термического и металлопокрытий
Название
Сжатый воздух . . .
Вода
Пар
Топливо для произ-
водственных печей (в
переводе на условное)
Единица
измерения
м*
м*
кг
кг
Расход в час на 1 основной станок
Цехи 1, II и IV классов
средний
0,9—1,2
О,2—О,4
O.35—М
о,5—х,о
максималь-
ный
I.I-L5
о,4—о,8
о,5—1.5
0,8—1,6
Цех III класса
. 1 максималь-
средний | ный
6—ю,о
о,6—i,a
1.8—2,5
3,4-5.5
7—12,О
1,2-2,4
2,5-3.5
4.5-7.5
Цех V класса
средний
О,2—О,4
максималь-
ный
о,4—о.8
того, приведены показатели расхода топлива
для производственных печей цеха.
При полном объёме проектных работ состав-
ление заданий на проектирование электроснаб-
жения осуществляется по каждому агрегату
в отдельности.
Определение расхода сжатого воздуха, пара
и воды обычно производят лишь для отделе-
ний термического и металлопокрытий.
СОСТАВ ПЛОЩАДЕЙ, ИХ КОМПОНОВКА
И РАЗМЕЩЕНИЕ ОБОРУДОВАНИЯ
Территориальное расположение. Инстру-
ментальные цехи (I и II классов) могут быть
размещены: а) в отдельном здании, б) в здании,
общем с механическим цехом завода, в) в одном
здании с ремонтно-механическим цехом, г) в
отдельном помещении в составе общего завод-
ского корпуса. Выбор варианта в каждом
отдельном случае зависит от масштаба и струк-
туры завода, а также от особенностей проек-
тируемого цеха.
Цехи штампов горячей и холодной штам-
повки (III и IV классов) обычно располагают
в корпусе цехов-потребителей.
Цех моделей (V класс) размещается в
особом здании либо в корпусе литейных
цехов.
Состав площадей. Кроме производствен-
ных отделений (табл. 3), инструментальные
цехи имеют в своем составе следующие вспо-
могательные отделения и участки, а также" слу-
жебные и бытовые помещения.
Вспомогательные отделения и участ-
ки: мерительная лаборатория, эксперименталь-
ное отделение, мастерская цехового механика,
помещение для шорников, смазчиков, отделение
переточки инструмента второго порядка, транс-
Таблица 29
Ориентировочные показатели для расчёта общей площади инструментальных цехов всех классов
Наименование компонентов площади
цеха
Производственная площадь предмет-
ных и отрезного отделений *
' Вспомогательные помещения (проме-
жуточные, инструментально-раздаточные
кладовые и т. д.)
Кладовая материалов, склад металла . .
Кладовая сухого леса
Окрасочный участок
Мерительная лаборатория
Контрольно-эталонный пункт
Главные проходы
Итого. .
Термическое отделение (включая свар-
ку, лабораторию, вспомогательные по-
Кузнечное отделение
Отделение металлопокрытий
И то г о . .
Всего. .
То же округлённо .
Площадь на 1 основной станок в м*
Цех I класса
Ю.5—14.5
2,0—2,7
О,8—1,2
0,4—о,5
2,5-3.5
l6,2—22,4
2,7—3.°
о,5—о,7
о,4—о,6
3.6-4,3
19,8—26,7
2О—27
Цех
II класса
9,о—п,5
2,О—2,7
О,8—1,2
0,4—0,5
2,5-3,5
14.7—1О>4
2,7—Э.о
0,5—0,7
°,4—°>б
3.6—4.3
18,3—23,7
18—24
Цех
III класса
19,о—27 ,о
1,5—2,о
2,О —2,5
3,о—4,о
25,5-35.5
4,о—6,о
4,о—6,о
29-5-41,5
29-41
Цех
IV класса
i6,o—24,0
1,5—2,0
1,0—1,3
0,5—0.7
З.0—4.0
22,0—32,0
3.0—5,0
З.0-5.0
25.0—37.0
25-37
Цех
V класса
I7.O—22,О
1,5— 2,О
1,О—1,2
2,О—2,2
о,7—i,o
3,о-4,5
25,2—32,9
о,5—о,6
о,7—i,o
1,2—1,6
аб.4-34-5
26-34
* Под производственной площадью понимается площадь, занятая под станками, верстаками, сборочными столами,
разметочными плитами и другим оборудованием, а также контрольными пунктами it внутренними проходами цеха.
гл. х]
СОСТАВ ПЛОЩАДЕЙ, ИХ КОМПОНОВКА
353
форматорная подстанция, склады (кладовые)
металла, заготовок, штампов, моделей, цент-
ральный инструментальный, центральный абра-
зивный, кладовые инструментально - разда-
точные, восстанавливаемого инструмента, про-
межуточные, вспомогательных материалов, за-
пасных частей оборудования и пр.
При полном объёме проектных работ рас-
чёт площадей производственных: и вспомога-
тельных отделений и участков цеха может
быть произведён по данным табл. 29—34.
Служебные и бытовые помеще-
ния: контора цеха, столовая, гардероб, душе-
вые, уборные и др.
В зависимости от структуры завода, разме-
ров цеха, его территориального расположения
и характера производства некоторые из про-
изводственных и вспомогательных отделений
могут вовсе отсутствовать либо быть объеди-
нёнными с другими отделениями.
Определение площадей. При выявлении
габаритов инструментального цеха и выборе
для него места на площадке завода необхо-
димо ориентировочно определить общую пло-
щадь цеха. В табл. 29 приведены показатели
для определения общей площади инструмен-
тальных цехов всех классов. При расчёте сле-
Таблица 30
Ориентировочные показатели для расчёта суммар-
ной производственной площади инструментальных
цехов всех классов по отделениям
Класс
цеха
I и II
III
IV
V
Наименование отделения
Резцов, переточки инстру-
мента второго порядка ....
Режущего инструмента, нор-
малей, восстановления инстру-
мента
Вспомогательного инстру-
мента, мерительного инстру-
мента, ремонта пневматиче-
ского инструмента .......
Прессформ и кокилей ....
Приспособлений, штампов
холодной штамповки, метал-
лических моделей, отрезное,
мастерская цехового меха-
ника, экспериментальное . . .
Штампов кузнечных
Штампов молотовых* ....
Штампов обрезных
Штампов высадочных . . .
Отрезное .
Текущего ремонта штампов .
Мастерская цехового меха-
ника
Переточки инструмента
вторсуо порядка
Штампов холодной штам-
повки**
Текущего ремонта штампов .
Нормалей
Отрезное
Моделей для штампов . . .
Мастерская цехового меха-
ника
Переточки инструмента
второго порядка
Металлических моделей . .
Опок
Прессформ и кокилей ....
Суммарная
площадь на 1
основной ста-
нок в м?
6—8
7-9
О—11
II—14
13—18
l6—23
22—28
15—17
II—14
2O—25
25—3O
I4—I8
6—8
15—22
18—26
и—17
13—17
22—24
14—18
6—8
13-1З
22—30
11—14
дует принимать во внимание количество основ-
ных станков цеха, а также станков мастерской
цехового механика и отрезного отделения.
В табл. 30 приведены данные для укрупнён-
ных расчётов производственной площади ка-
ждого отделения применительно к типовой
структуре цехов всех классов. Для уточнённых
расчётов площади по фактическому составу
оборудования проектируемых отделений (стан-
ки, верстаки, разметочные плиты, сборочные
столы) могут быть использованы показатели
табл. 31.
Следующие участки и службы цеха обычно
располагаются в отдельных помещениях:
а) участок заточки отделения режущего инстру-
мента; б) участок координатно-расточных стан-
ков для изготовления штампов и приспособле-
ний; в) участок станков для шлифования
зубьев долбяков и контрольных шестерён
с необходимыми измерительными приборами;
г) вспомогательные помещения цеха; д) цен-
тральный инструментальный склад; е) централь-
на^ ц^а 31
Ориентировочные показатели для расчёта производ-
ственной площади инструментальных цехов всех
классов на единицу оборудования (в м-)
Наименование
оборудования
Станки*
Верстаки*
Разметочные
плиты
Сборочные
столы
Наименование отделений
Резцов, переточки ин-
струмента второго поряд-
ка
Прочего режущего,
мерительного, вспомога-
тельного инструмента,
восстановления, нормалей,
экспериментальное, ма-
стерская механика, метал-
лических моделей, пресс-
форм и кокилей. .....
Приспособлений, штам-
пов холодной штамповки,
обрезных и высадочных;
Штампов молотовых . .
Моделей для штампов
(для копировальных стан-
ков и др.) .
Опок
Режущего, мерительно-
го инструмента, металли-
ческих моделей, ;пресс-
форм и кокилей , . . . .
Приспособлений, штам-
пов (в среднем для всех
видов штампов)
Штампов обрезных, вы-
садочных : . .
Штампов холодной
штамповки
Штампов молотовых . .
Моделей для штампов .
Приспособлений,: штам-
Штампов (всех видов) .
Производ-
ственная
площадь на
единицу
оборудов.
5—7
8— ja -...,
8—14
ia—15
ao—25 -
17—24
2.5-3,5
4-6
3.5—4,5
5,0—7,0
6-8
8—10
8—10
3-5
ния ш
* Включая группу шаблонов.
** Включая эталонный пункт с участком изготовле-
i шаблонов.
* При проектировании в цехе открытых контрольных
пунктов показатели производственной площади соответ-
ствующего отделения, приведённые в разделах .Станки"
и .Верстаки", следует увеличить на 4—6°/^.
23 Том 14. 113
354
ПРОЕКТИРОВАНИЕ ИНСТРУМЕНТАЛЬНЫХ ЦЕХОВ
[РАЗД. V
Таблица 32
Ориентировочные показатели для расчёта площади вспомогательных помещений инструментального
цеха I, II классов (в м'2)
Наименование вспомогательных
помещений
Площадь в ж3 вспомогательных помещений для инструмен-
тальных цехов с количеством основных станков
25
50
100
150
200
250
300
Вспомогатель
ная площадь
на 1 основной
станок для це-
хов свыше ЗОС
основных
станков в м3
Инструментально- раздаточные
кладовые (суммарная площадь) .
Промежуточные кладовые (сум-
марная площадь)
Помещение для комплектова-
ния заготовок
Кладовая нормалей при отде-
лении нормалей
Кладовая восстанавливаемого
инструмента при отделении вос-
становления
Кладовая запасных частей при
мастерской цехового механика .
Помещение для электриков
при мастерской цехового меха-
ника
Помещение для шорников и
смазчиков
Кладовая масел . ,
Помещение для приготовле-
ния эмульеии
Кладовая вспомогательных ма-
териалов
Комната для испытания'пневма-
тических аппаратов
36
36
6о
48
Заготовки комплек-
туются в промежуточ
ных кладовых
Объединяется со скла-
дом стали
Объединяется с про-
межуточной кладовой
отделения восстано-
вления
Объединяется с проме-
жуточной кладовой
мастерской цехового
механика
бо
Итого . . .
12б
174
i8
18
108
90
IS
12
24
18
12
12
12
l8
l8
l8
144
IO8
l8
l8
Зб
24
l8
12
12
l8
18
24
l8o
I2O
l8
l8
42
3°
24
12
12
18
24
24
2l6
I5O
24
24
48
42
ЗО
l8
l8
24
3°
24
264
354
45O
о,7—о,8
о,5—о,б
0,06—0,07
0,05—0,08
0,14—0,16
0,12—0,14
о,о8—о,ю
0,04—0,05
°i°4—°i°5
0,05—0,08
о,о8—о,о9
о,о8—0,09
J.94—2,31
B,0—2,7)
ный абразивный склад; ж) заводская меритель-
ная лаборатория и др.
Площади, необходимые для участков, пере-
численных в пунктах „а", „б" и „в", обычно
Таблица. 33
Ориентировочные показатели для расчёта площади
вспомогательных помещений инструментальных
цехов III и IV классов
Наименование
вспомогатель-
ных помеще-
ний
Инструменталь-
но-раздаточная
кладовая
Промежуточная
кладовая *
Кладовая ма-
стерской цехового
механика
Кладовая вспо-
могательных ма-
териалов
Итого.
Площадь в ж2 для
цехов с количеством
основных станков
25
i8
18
12
12
60
50
Зб
24
18
18
96
75
54
Зб
18
18
126
100
72
42
24
18
156
В среднем на
1 основной
станок в м1
о,7—о,8
о,4—о,6
О,2—О,3
О,2—О,3
1,5—2,о
выделяются за счет производственных поме-
щений цеха и могут быть рассчитаны по дан-
ным табл. 30 и 31. Площади вспомогательных
помещений могут быть определены при по-
мощи показателей табл. 32, 33 и 34.
Расчёт площадей мерительной лаборато-
рии обычно выполняется в зависимости от
размера и производственных особенностей
завода.
Площадь центрального инструментального
склада возможно определить из расчёта
0,5 — 0,6 м2 на 1 основной станок завода при
производстве крупных изделий, 0,4—-0,5 -и2 —
при производстве средних изделий и
Таблица 34
Ориентировочные показатели для расчёта площади
вспомогательных помещений инструментального
цеха V класса
* Показатели таблицы приведены для промежуточных
кладовых цеха IV класса и для кладовой отделения вы-
садочных штампов цеха III класса.
¦
Наименование вспомога-
тельных помещений
Промежуточная кладо-
вая
Инструментально-раз-
даточная кладовая ....
Кладовая мастерской
цехового механика ....
Кладовая вспомогатель-
ных материалов
Площадь в л2 на 1 основ-
ной станок отделений ме-
таллических моделей,
прессформ и кокилей
о,8—i,o
о,8— i,o
°B—°»3
О,2—О,3
гл. х]
СОСТАВ ПЛОЩАДЕЙ, ИХ КОМПОНОВКА
355
L1 '
16 \!7\%!б\ | j
.J--11-J J i
1 Г
1. ti
7»
±. ± ±±-
Фиг. I. Компоновка инструментального цеха автозавода F00—700 станков): / — заготовительное отделение, в
том числе: 2—кузница; 3— травильная; 4— участок стыковой сварки; 5-участок обдирки; 6—участок отрезки;
7—участок нормалей; ,9—промежуточная кладовая; 9—комплектовочная; 10— инструментально-раздаточная кладовая;
//—-кладовая нормалей; 12— контора заготовительного отделения; 13—склад металла; /4—комната спектрального
анализа (стилоскоп); 15— термическое отделение, в том числе: 16— участок карбюризации; /7—пескоструйный
участок; 18— участок дуговой сварки; 19— участок меднения; 20— участок цианирования; 21 —пирометрическая а
щитовая; 22- приёмосдаточные кладовые; 23— участок контроля я правки; 24 — отделение металлопокрытий,
в том числе: 25— участок шлифовки; 25— кладовые химических материалов; 27— отделение приспособлений,
втом числе: 28— участок расточных станков; 20—промежуточная кладовая; 30— инструментально-раздаточная кладо-
вая; 31— отделение режущего инструмента, в том числе: 32—участок сложного инструмента; 33— участок
резьбового инструмента; 34— участок инструмента для отверстий; .35—участок фрез; 36—участок резцов; 37— участок
шлифовки зубьев долбяков и контрольных шестерён; 38— промежуточные кладовые; 39—инструментально-раздаточная
кладовая.; Л?—участки окончательного контроля; tfi—контора отделения; 42—отделение мерительного инстру-
мента, в том числе: 43— промежуточная кладовая; 44— инструментально-раздаточная кладовая; 45 — эксперимен-
тальное отделение, в том числе: ^-промежуточная, кладовая; 47-инструментально-раздаточная кладовая;
48 — о тделение вспомогательного инструмента, в том числе: 49— инструментально-раздаточная кладовая:
50—участок окончательного контроля;51— промежуточная кладовая; 52—отделение"восстановления инструмен-
та, в том числе: 53— инструментально-раздаточная кладовая; 54— промежуточная кладовая; 55— участок окончательного
контроля; 56—участок сортировки восстанавливаемого инструмента; 57—участок электрохимической отпайки пластин;
58— отделение ремонта пневматики, в том числе: 69-промежуточная кладовая; 60— отделение механика
цеха, в том числе: 61— инструментально-раздаточная кладовая; 62— промежуточная кладовая; 63— кладовая запасных
частей станков; 64— участок электроремонта; 65— помещение дежурного электромонтёра; 66— помещение дежурных
шорников и смазчиков; 67— абразивная кладовая; 68— контрольно-измерительная лаборатория, втом
числе: 69— участок производственных исследований; 70— кабинет; 71— участок проверки концевых мер; 72—участок
приёма и подготовки заказов; 73— участок точных измерений; 74—тёмная- комната; 75— центральный инстру-
ментальный склад, в том числе: 76— участок приёмки и распаковки инструмента; 77— участок сортировки ин-
струмента; 78- участок выдачи инструмента; 79— столярная; 80— эмульсоварочная; 81— кладовая смазочных мате-
риалов; 82— трансформаторные подстанции; 83— гардеробные, умывальные, уборные, души; 84—медпункт; 85— смотри-
тель здания.
356
ПРОЕКТИРОВАНИЕ ИНСТРУМЕНТАЛЬНЫХ ЦЕХОВ
[разд.
0,3 — 0,4 м* — при производстве мелких изде-
лий (низший предел относится . к условиям
единичного, а верхний — серийного и массо-
вого производства).
'• I Составные компоненты площади централь-
ного инструментального склада могут быть
установлены по следующим соотношениям (в%):
складочные места — 80, площадь для рас-
паковки н раскладки инструмента —14, кон-
трольный пункт — 3, помещение группы
учёта —3.
Размер площади центрального абразивного
склада возможно определить из расчёта
0,2 — 0,3 м3, а мастерской восстановления
абразивов — 0,1 м2 на 1 основной станок про-
изводственных цехов. Минимальной площадью
мастерской восстановления абразивов возмож-
: но; считать 20 м*.
При определении площади склада (кладовой)
металлических моделей и прессформ рекомен-
дуется принимать на 1000 т годового выпуска
литья по металлическим моделям 10 м2 при
массовом и 15 м?—при серийном производ-
стве.
При расчёте площади склада (кладовой)
деревянных моделей возможно принимать 100 м?
при серийном производстве и 150 м2 при еди-
ничном производстве на 1000 т годового вы-
пуска литья по деревянным моделям.
Площадь склада штампов (горячей и холод-
ной штамповки) возможно определить из рас-
чёта ОД — 0,15 ла на 1 мелкий штамп,
0,25 — 0,30 м* — на 1 средний штамп и
0,30 — 0,40 л2 — на 1 крупный штамп, подле-
жащие хранению на проектируемом складе.
Компоновка площадей. Компоновка пло-
щадей производственных и вспомогательных
отделений цеха и размещение в них оборудо-
вания должны полностью отвечать условиям
прямоточности производства. Основания для
расстановки оборудования в отделениях инстру-
ментальных цехов всех классов аналогичны
применяемым при проектировании основных
цехов родственного типа (механических,
кузнечных, термических, металлопокрытий
и др.).
Следующие отделения и участки цеха же-
лательно располагать в непосредственной бли-
зости друг от друга: а) склад материалов и
отделения отрезное, кузнечное, сварочное, и
нормалей; б) отделение мерительного инстру-
мента и отделение (участрк) металлопокрытий.
Предпочтительно перед, другими предмет-
ными/ отделениями ближе всего к термиче-
скому отделению (цеху) следует размещать
отделения резцов и прочего режущего инстру-
мента.
? Учитывая специфические особенности из-
готовления и эксплоатации штампов (их зна-
чительный вес, неоднократный возврат на
ремонт и восстановление), при проектировании
цехов III и IV классов необходимо по возмож-
ности обеспечивать наиболее короткие внутри-
цеховые и межцеховые транспортные рейсы
для штампов всех типов, в частности, непо-
средственную передачу кузнечных штампов
с крана инструментального цеха на краны
цеха-потребителя.
Для наилучшего обеспечения естественным
освещением и специальной вентиляцией сле-
дующие отделения и участки цеха рекомен-
дуется размещать у наружных стен здания:
отделения наиболее точных работ, включая
лекальное, термическое, сварочное, кузнечное,
металлопокрытий, а также участки заточных
станков и пескоструйных аппаратов.
Рекомендуемая сетка колонн: в цехах I, II
и V классов 12X6 м; в цехах III и IV клас-
сов—12X6, 15X6, 18X6 м. В продольном,
а при большей ширине, и в поперечном на-
правлении цех должен быть разделён сквозными
проходами.
Высоту пролётов (до затяжки ферм) в одно-
этажном здании следует принимать для меха-
нических отделений 4,5 — 5,5 м, для термиче-
ского, сварочного и кузнечного отделений —
6 — 6,5 м. Высота пролётов должна соответ-
ствовать размерам типовых секций промыш-
ленных зданий. Размеры и высота пролетов.
в которых размещаются цехи и отделения
кузнечных штампов холодной штамповки,
определяются в зависимости от габаритов
принятого для них технологического и крано-
вого оборудования.
Внутрицеховые ограждения кладовых и не
которых других отделяемых от производствен
ной площади участков цеха обычно офор-
мляются лёгкими перегородками со стеклом
или сеткой.
На фиг. 1, 2, 3, 4, 5, 6, 7 изображены при-
меры компоновок и планировок инструменталь-
ных цехов.
На фиг. 1 изображена компоновка инстру-
ментального цеха автомобильного завода
(в программу цеха изготовление штампов и
моделей не входит). Цех расположен в отдель-
ном здании. Парк его оборудования включает
около 600 станков. Площадь цеха вместе
с центральным инструментальным складом
металла, термическим и кузнечным отделения-
ми— 15500,iA
Особенности дайной компоновки: а) отде-
ление режущего инструмента разбито на пять
групп, расположенных от отрезного отделения
в порядке убывающего общего веса готовой
продукции (резцы, фрезы, инструмент для от-
верстий, резьбовой инструмент и сложный
инструмент); б) в непосредственной близости-
от приёмо-сдаточных пунктов термического
отделения размещены промежуточные кладо-
вые отделения ¦ режущего инструмента, что
позволяет организовать передачу инструмента
из отделения в отделение : через, Окна разде-
ляющей их стены; в) для удобства проведения
всех операций по восстановлению инструмента
центральный инструментальный склад, отделе-
ние восстановления, склад материалов и кла-
довая для сортировки восстанавливаемого
инструмента расположены рядом.
Заточные и шлифовальные станки этого
цеха намечены к установке в предметных
отделениях цеха; с организационной точки
зрения подобное решение вопроса о располо-
жении оборудования при наличии надлежащей
загрузки этих станков является вполне пра-
вильным. •
На втором этаже бытовых помещений
расположены контора и техническое бюро
цеха.
На фиг. 2 и 3 представлены соответственно
планировка и компоновка инструментального
цеха (II класс) мотоциклетного завода. Парк
оборудования цеха состоит из 130 станков.
Цех площадью 3600 м3 (вместе с центральным
гл. х]
СОСТАВ ПЛОЩАДЕЙ, ИХ КОМПОНОВКА
357
Фиг. 2. Планировка инструментального цеха мотоциклетного завода: /—заготовительное отделение, в том числе!
// — кузница, /// — участок сварки, /V—участок отрезки; V—участок изготовления нормалей; VI — комплектовоч-
ная; VII — склад стали; VIII — термическое отделение, в том числе: /X —карбюризаторная, X — участок цианиро-
вания, XI — участок расфасовки и хранения солей, XII— участок нейтрализации; XIII— участок приёмки, XIV—
участок правки, контроля и сдачи, XV— участок пескоструйной очистки; XVI— отделение режущего инстру-
мента, в том числе: XVII—участок изготовления резцов, XVIII— участок заточки, XIX — промежуточная кладо-
вая, XX — участок шлифовки зубьев долбяков и контрольных шестерён; XXI— отделение приспособлений и вспомо-
гательного инструмента, в том числе: XXII — промежуточная кладовая, XXIII— участок расточных станков;
XXIV—отделение восстановления- инструмента, в том числе: XXV— промежуточная кладовая; XXVI—отде-
ление мерительного инструмента, в том числе: XXVII — промежуточная кладовая, XXVIII — лекальная группа,
XXIX— участок металлопокрытий; XXX — отделение кузнечных штампов, в том числе: XXXI— промежуточная
кладовая; XXXII — отделение механика цеха, в том числе: XXXIII—комната шорников и смазчиков, XXXIV —
участок электроремонта, XXXV— кладовая запасных частей станков, XXXVI— кладовая вспомогательных мате-
риалов, XXXVII — инструментально-раздаточная кладовая; XXXVIII— контрольно-измерительная лаборатория,
в том числе: XXXIX— приёмочная, XL — комната точных измерений; XLI—трансформаторная, XLII—душевые,
гардеробные, уборные; XLIII— смежный ремонтно-механическии цех. / — токарные станки; 2 — токарно-револьвер-
ный; 3 - фрезерные горизонтальные и универсальные; 4—фрезерные вертикальные; 5—шепинги; 6 — продольно-
строгальный; 7—расточные; 8— вертикально-сверлильные; 8а — сверлильные настольные; 9— радиально-сверлиль-
ные; 10— кругло- и универсально-шлифовальные; // —плоскошлифовальные; 12— внутришлифо»альные; 13 —
специально-шлифовальные; 14— заточные универсальные;/5 — заточный для протяжек; 16 — заточные для роацов;
17 — точила наждачные;/*— гравировальный; 19 — опиловочные; 20 — прессы ручные, 21—долбёжный станок; 32 —
зачистные с гибким валом; 23—токарно-затыловочные; 24 — заточные для лерок; 25 — заточные для свёрл; 26— до-
водочные; 27 —пила дисковая; 24—ножовочные; 29—центровальный; 30— молоты кузнечные; 31 — печи кузнечные;
32—печь очковая; 33— электросварочные аппараты; ,54 — пресс для обжатия пластин; 35— печи камерные; 36—печи-
ванны; 37— шахтные печи для протяжек; 5^— ванны; ,50—баки закалочные; 40—пескоструйные аппараты; 41—моеч-
ная машина;42 — правильные прессы; 43—электропечь для отпуска;^ — масляные ванны;45 — плита для отпуска;
46— мотор-генераторы; 47 — ванна для обезжиривания; 4?—ванны для хромирования; 49—ванны для промывки;
50—сушильный шкаф; 51— плиты; 52 — столы контроля; 53—наковальня; 54— горно; 53 —стеллаж; 66— щит;
57—цистерна для слива масла из закалочных бачков. ,
358
ПРОЕКТИРОВАНИЕ ИНСТРУМЕНТАЛЬНЫХ ЦЕХОВ
[РАЗД. V
инструментальным складом,
центральной мерительной ла-
бораторией, кузнечным и тер-
мическим отделениями) разме-
щён водномкорпусесремонтно-
механическим и эксперимен-
тальным цехами завода, причём
кузнечное и термическое отде-
ления обслуживают все три
размещённых в нём цеха. По-
ложителькой особенностью рас-
сматриваемой компоновки яв-
а> s « 5 'S «"«Г w" 6 к я т
44SoJSi:e!«
1
1
хв 1
1
1
1
1
ш
1 ¦
(—
1
1
1
!
1
ш
1
1
ш
XI
ш
7
ы ~
1
1 7
i
i /
I
j
1
1
I
1
i
i
i
L
Ш
X
Фиг. З. Инструментальный цех мото-
циклетного завода (компоновка в
одном здании с ремонтно-механи-
ческим цехом): /—механическое от-
деление; //—термическое отделение;
Ш— кузнечное отделение; IV— отделе-
ние штампов; V— вспомогательные по-
мещения инструментального цеха; VI—
центральный инструментальный склад;
VII— центральная измерительная ла-
боратория; VIII— отделение хромирова-
ния ;1Х— бытовые помещения ;Х—склад
стали; отрезка и вспомогателъные
помещения; XI— ремонтно-механиче-
ский цех; XII— вспомогательные поме-
щения ремонтного цеха; XIII— экспе-
риментальный цех.
ляется смежное расположение
следующих участков цеха:
а)склада металла и отделе-
ний отрезного, нормалей и куз-
ницы;
б) промежуточной кладо-
вой режущего инструмента и
пункта приёма инструмента в
термическом отделении;
в) отделения металлических
покрытий и отделения меритель-
ного инструмента.
Фиг. 4 изображает плани-
ровку инструментального це-
ха заводи авто-тракторо-
деталей (II класс) на площади
2100 м\ включая центральный
инструментальный и абразивный
склады, абразивную мастерскую
и контрольно-мерительную ла-
бораторию. В программу цеха
входит изготовление инстру-
мента, приспособлений и куз-
нечных штампов. Станочный
парк цеха состоит примерно
из 60 ед. (площади допускают
его увеличение до 80—90 стан-
ков). Данный цех, как и пре-
дыдущий, расположен в одном
корпусе с ремонтно-механиче-
ским и термическим цехами
завода.
? сРсз сзХи г
гл. х)
СОСТАВ ПЛОЩАДЕЙ, ИХ КОМПОНОВКА
359
Фиг. 5 изображает размещение, а фиг. 6 —
планировку цеха кузнечных штампов (III
класс) при кузнечно-штамповочном цехе
Фиг. 5. План размещения
цеха кузнечных штампов (III
класс) при кузнечном цехе:
/—лёгкие молоты; 2—лёгкие
ковочные машины; 3 — тяжё-
лые молоты; 4— тяжёлые ко-
вочные машины; 5 — термиче-
ский цех; 6 — мастерская це-
хового механика; 7—травиль-
ная; 8 — цех кузнечных штам-
пов; 9 — склад штампов.
Фиг. 6. Планировка цеха кузнечных
штампов (III класс):/ и Я—заготови-
тельное и термическое отделения;
HI и IV — участки разметки и сле-
сарный по высадочным штампам; V я
VI — то же по молотовым штампам;
VII — пункт техконтроля; VIII тл1Х —
участки текущего ремонта штампов и
осмотра и разборки их; X — склад
штампов; / — продольно-строгальные
станки; 2 — шепинги; 3, 4—копиро-
вально-фрезерные; 5,6, 7—вертикаль-
но-фрезерные; 8,9 — токарно-лобовые;
10— токарные? 11 — сверлильные; 12 —
долбёжные; 13— плоскошлифовальные
14 — пилы по металлу; 15 — печь для
плавки свинца; 16—печь для закалки и отпуска;
17— электропечи; 18—закалочные баки; 19—горно;
20 — электросварочная машина; 21 — газогенератор;
22 — распределительный щит и мотор-генераторы.
тракторного завода. Цех, численность станоч-
ного парка которого около 50 ед., занимает
площадь 1200 м2. Пролёт шириной 24 м обслу-
живается мостовым электрическим краном 5 т.
В состав цеха входят склад кузнечных штам-
пов и штампо-ремонтное отделение.
Склад штампов оборудован узкоколейным
путём, по которому тяжёлые штампы по-
даются в кузнечный цех.
Зона металлических
моделей
Зона йеребянныя
моделей
Фиг. 7. Цех металлических и деревянных моделей (ком-
поновка). Зона металлических моделей: / — участок ме-
ханообработки моделей; Я—участок обработки опок;
III— слесарное отделение, включая а —участок разметки
и б~участок монтажа; IV— участок сварки и пайки;
V—ремонтно-механическое отделение, включая в—кла-
довую ремонтных материалов и запасных частей; VI— про-
межуточная и материальная кладовая; VII—инстру-
ментально-раздаточная кладовая; VIII—отделение техни-
ческого контроля; IX— склад металлических моделей;
X—бытовые помещения в двух этажах. Зона деревянных
моделей: / — склад сухого леса; //—заготовительное от-
деление; III — участок механообработки; IV— участок
верстаков; V—участок склейки заготовок; VI— маляр-
ный участок; VII— отделение технического контроля;
VIII— склады деревянных моделей: г — мелких и
д— крупных.
Фиг. 7 изображает компоновку цеха моде-
лей (V класс) автомобильного завода. Цех
размещён в особом здании. В отделении ме-
таллических моделей, прессформ и опок
имеется 60 станков; в отделении деревянных
моделей — 33 станка.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Брюшков А. В., Проектирование инструменталь-
ного хозяйства авто-тракторных заводов, Машгиз,
1936.
2. Семенченко И. И., Основы проектирования меха-
¦ нических и инструментальных цехов, ОНТИ,
1937.
3. Гипросредмаш, Руководящие материалы по проекти-
рованию инструментальных цехов, сер. III, вып.
18, Ш9.
4. Дегтярев И, Л., Опыт ускоренной подготовки
производства, Каталогиздат., 1940.
5. ВНИТОМАШ, Тезисы докладов на инструменталь-
ной конференции, 1939.
6. ВНИТОМАШ, Резолюции Всесоюзной инструменталь-
ной конференции, 1939.
7. НКСС, Труды Всесоюзной инструментальной конфе-
ренции, Машгиз, 1943.
Я. БТН НКСС, Инструкция по заполнению карт расчёта
производственной мощности инструментального цеха
по укрупнённым показателям, Машгиз, 1942.
9. Проектные материалы и отчёты заводов НКСМ,
НКТМ, НКСС, НКАП за период 1939 — 1946 гг.
10. Михеев В., Тихвинский В. и Макаревич Б.
Восстановление режущего инструмента, Машгиз,
1944.
11. Бермэн и Клопфер, Организация штампового
хозяйства, изд. Научно-исслед. ин--та местной про-
мышленности НКМП СССР, Ленинград, 1937.
12. Глинер Е., Производство кузнечных штампов и
организация штампового хозяйства, Москва, 1936.
13. Видерман Г., Глинер Е., Опыт работы штамповых
цехов ГАЗ.
14. Ьейер Ю. В., Скоростное освоение и материальная
оснастка технологических процессов, „Вестник ме-
таллопромышленности" № 6, 1940.
15. Бейер и Беляев, Материалы по планированию
основных элементов подготовки производства, Тех-
совет НКСМ, апрель 1941 (инструкция).
16. Методика расчёта потребности в инструменте, Нор-
маль НКТП, утв. 18/1 1943 г., Машгиз, 1944.
17. Баженов Н. В., Отчёт о заграничной командировке.
18. Лукьянов И. А., Отчёт о заграничной команди-
ровке по изучению кузнечно-штамповального про-
изводства на заводах.
Глава XI
ПРОЕКТИРОВАНИЕ РЕМОНТНО-МЕХАНИЧЕСКИХ ЦЕХОВ
ИСХОДНЫЕ ДАННЫЕ
ДЛЯ ПРОЕКТИРОВАНИЯ
Назначение ремонтно-механического це-
ха—планово-предупредительный ремонт метал-
лорежущего, кузнечно-прессового, литейного,
подъёмно-транспортного, энергетического(в том
числе насосов, вентиляторов, компрессоров,
двигателей, электрооборудования, печей, тру-
бопроводов) и другого заводского оборудо-
вания.
В состав ремоцтно-механического цеха
входят основные и вспомогательные отделения,
а также служебные и бытовые помещения*.
Основные отдел е н и я — демонтажное
(разборки и промывки), восстановления Деталей
(наплавкой, металлизацией, хромированием), за-
готовительное, кузнечное, сварочное, терми-
ческое, механическое, трубопроводное, жестя-
ницко-медницкое, слесарно-сборочное, электро-
ремонтное, испытательное, окрасочное и др.
Вспомогательные отделения —
склад металла, склад запасных частей, инстру-
ментально-раздаточная кладовая, заточная
мастерская, промежуточные кладовые, экспеди-
ция и др.
Служебные и бытовые помеще-
ния — контора цеха, комната приёма пищи,
уборные, раздевальные и др.
Перечень основных и вспомогательных
отделений, а также служебных и бытовых
помещений подлежит уточнению в каждом
отдельном случае в зависимости от мощности
и технологического профиля цеха. Так, тер-
мическое отделение может оказаться необхо-
димым только для наиболее крупных ремонтно-
механических цехов; во всех прочих случаях
термическая обработка изготовляемых здесь де-
талей подлежит выполнению в термическом
цехе завода. Испытательное и окрасочное от-
деления в малых и средних по величине цехах
могут быть предусмотрены в виде одного
испытательно-окрасочного отделения. Электро-
ремонтное отделение на больших заводах при
значительном объёме электроремонтных работ
проектируется в виде особого электроремонт-
ного цеха.
Исходным для проектирования является
объём работ по планово-предупредительному
ремонту, определяемый составом и числен-
ностью оборудования, а также сменностью
работы отдельных цехов *.
Проектирование ремонтно-механических це-
хов должно быть основано на действующей
в данной отрасли машиностроения системе
планово-предупредительных ремонтов [1,3,7,8],
предусматривающей: а) распределение обору-
дования по группам ремонтной сложности;
б) показатели трудоёмкости ремонтных работ,
отнесённые к условной ремонтной единице (р.е.);
в) принятое распределение работ по планово-
предупредительному ремонту между ремонтно-
механическим цехом и ремонтными отделе-
ниями производственных цехов. Сложившееся
в практике ряда предприятий распределение
этих работ по ремонту механизмов и печей
представлено в табл. 1.
Таблица 1
Объект
ремонта
Меха-
низмы
Печи
Исполнитель ремонта
Ремонтно- механиче-
ский цех ,
Изготовление запас-
ных и сменных частей.
Капитальный ремонт
отдельных видов обо-
рудования, преимуще-
ственно со съёмом
с фундамента и частич-
но на месте его уста-
новки
При небольшом печ-
ном хозяйстве — все
виды ремонтных работ.
При большом печном
хозяйстве — средние и
капитальные ремонты,
Ремонтные отделения
производственных
цехов
Все виды ремонтных
работ — осмотры, про-
верки, текущие, сред-
ние, а также капиталь-
ные ремонты оборудо-
вания на месте его
установки
При большом печном
хозяйстве — осмотры,
проверки и текущие
ремонты
ПРОГРАММА ЦЕХА
Основанием для составления программы це-
ха является ведомость заводского оборудования
с указанием его моделей, типо-размеров и ре-
монтной сложности. Расчёг суммарной трудо-
* Ввиду того что технологический профиль ремонтно-
механических цехов определяется прежде всего их соста-
вом, номенклатура отделений заменяет здесь классифи-
кацию цехов.
* По мере развития отраслей машиностроения (станко-
строение, кузнечно-прессовое машиностроение и др.),
поставляющих сменные части оборудования, заводы бу-
дут освобождаться от необходимости производства этих
частей, особенно трудоёмких в изготовлении, а также
имеющих длительные сроки службы. Соответственно бу-
дут изменяться также масштабы ремонтно-механических
цехов, принимаемые обычно при проектировании заво-
дов и предусмотренные настоящей главой.
ГЛ. XI]
ОБОРУДОВАНИЕ И РАБОЧИЙ СОСТАВ
361
ёмкости ремонтных работ (Тр) в станко- и нор-
мо-часах производится по формуле
п
Ii ftp.e
Р — 'Г '
1 И
где г — выраженная в р. е. величина ремонт-
ной сложности отдельных групп оборудования;
п — число отдельных групп оборудования;
Тц — средний ремонтный цикл оборудования
согласно табл. 2 в годах; tpe — норма времени
в станко- или нормо-часах по всем операциям
за один ремонтный цикл, отнесённая к единице
ремонтной сложности (условной ремонтной еди-
нице — р. е.) и принимаемая по практическим
данным соответствующих отраслей машино-
строения [8].
Б программу ремонтно-механического цеха
необходимо дополнительно включать работы
по модернизации оборудования, проводимые
при выполнении капитальных (реже средних)
ремонтов. Трудоёмкость этих работ может
быть ориентировочно принята в размере 10%
от трудоёмкости капитальных ремонтов для
оборудования старше 10 лет и 15% — старше
20 лет. О техническом содержании модерни-
зации см. главу „Эксплоатация машинострои-
тельных заводов*, т. 15 «Справочника".
Таблица 2
Наименование оборудования
Барабаны для очистки литья.
пескоструйные аппараты, за-
калочные печи
Молоты, бегуны, дезинтегра-
торы, ройеры, тельферы и
электротали, электрокары . .
Формовочные машины, кон-
вейеры и элеваторы литейных
цехов, термические печи,
станки, ковочные машины,
грузоподъёмные механизмы .
Шлифовальные станки ....
Токарные, револьверные,
строгальные, долбёжные стан-
ки, автоматы, деревообделоч-
ные станки, прессы
Сверлильные, фрезерные,
резьбофрезерные станки . . .
Карусельные и расточные
Зуборезные и расточные
станки с гидроприводом . . .
Валицы, протяжные станки,
гидравлические прессы ....
Прецизионные, зуборезные
станки
Средний ремонтный
цикл
1 смену
1,2
2,4
3.6
'4.8
б.о
8.4
9.6
ю,3
12,О
в годах
боте в
2 смены
о,6
1,2
1,8
2,4
З.о
3.6
А 2
4,8
5-4
6,о
при ра-
3 смены
°>4
о,8
1,3
1,6
2,О
2.4
2,8
3.2
3.6
4.о
ОБОРУДОВАНИЕ И РАБОЧИЙ СОСТАВ
Основное технологическое оборудование.
При укрупнённом проектировании коли-
чество основного оборудования ремонтно-
механического цеха может быть принято в опре-
делённом отношении к количеству оборудования
завода, обслуживаемого проектируемым ре-
монтно-механическим цехом. В табл.З приве-
дены данные, характеризующие количество
основного оборудования, а также зависящее
от него количество вспомогательного оборудо-
вания по проектам ремонтно-механических це-
хов заводов тяжёлого машиностроения с коли-
чеством оборудования от 150 до 4000 единиц [9].
При детальном проектировании расчёт-
ное количество основных станков ремонтно-
механических цехов определяется делением
годового фонда станко-часов на действитель-
ный годовой фонд станка. Средний состав ста-
ночного парка ремонтно-механических цехов
характеризуется следующим соотношением [4]
с уточнением в зависимости от особенностей
и необходимой комплектности проектируемого
цеха (в о/о от общего состава): токарные и
револьверные — 48, карусельные и ' лобо-
вые — 3, расточные — 3, вертикально-сверлиль-
ные— 9, радиально-сверлильные —2, фрезер-
Таблица 3
Показатели
Количество единиц оборудования на заводе
150
300
500
800
1000
1500
2000
3000
4ХЮ
1. Количество основного оборудования
(металлорежущих станков) ремонтно-меха-
нического цеха:
а) в % к количеству оборудования
на заводе
б) всего станков k . . . .
В том числе:
токарных
револьверных . .
расточных
сверлильных
фрезерных
строгальных
долбёжных
круглошлифовальных
внутришлифовальных
плоскошлифовальных
зуборезных
2. Количество вспомогательного оборудо-
вания
В том числе:
отрезных станков
настольных сверлильных станков . ..
центровальных станков
болторезных станков
электросварочных аппаратов
автогенных аппаратов
8,о
6.7
5.8
29
15
4,7
4-4
44
4.о
6о
3.5
7°
35
2,7
8о
39
2-5
IOO
5°
I
3
2
3
3
I
3
la
3
3
362
ПРОЕКТИРОВАНИЕ РЕМОНТНО-МЕХАНИЧЕСКИХ ЦЕХОВ
[разд. v
ные — 8, строгальные — 9, долбёжные — 2, шли-
фовальные— 7, зуборезные — 5, прочие (спе-
циальные) — 4.
Выбор технологического оборудования для
кузнечного, сварочного, термического, окрасоч-
ного и других отделений ремонтно-механи-
ческого цеха определяется указаниями соот-
ветствующих глав настоящего тома.
Вспомогательное технологическое оборудо-
вание принимается по необходимой комплект-
ности.
Подъёмно - транспортное оборудование.
В качестве основного подъёмно-транспортного
оборудования в ремонтно-механических цехах
применяются: а) мостовые электрические кра-
ны грузоподъёмностью 5 и 10 т, кран-балки 1,
2 и 3 т из расчёта один кран или одна кран-
балка на 40—60 м длины пролёта; б) ручные
поворотные краны грузоподъёмностью 0,25,
0,5, 1 и2иг — из расчёта обслуживания одним
краном 1—2 сборочных мест; в) ручные тележки
с постоянной и подъёмной платформой в ко-
личестве 3—5 шт. на цех, а также механиче-
ские тележки (электро- и автокары) всех ха-
рактеристик в количестве 1—2 шт. на цех.
Рабочий состав. Штат рабочих основных
профессий определяется по проектному годо-
вому расходу нормо-часов путём деления его
на действительный годовой фонд рабочего
времени.
РАСХОД МАТЕРИАЛОВ
Определение количества материалов, не-
обходимых для ремонтно-механического цеха,
может быть выполнено с помощью показателей,
заимствованных из производственной либо
проектной практики. Табл. 4 содержит пока-
затели расхода материалов,
применяемых при деталь-
ном проектировании ремон-
тно-механических цехов за-
водов тяжёлого машино-
строения [4].
Для определения коли-
чества материалов (чугун-
ного, стального и цветного
литья, поковок, сортовой и
листовой стали, метизов и
баббита) необходимо показа-
тели табл. 4, отнесённые к
1000 р. е„ умножить на объём
работ проектируемого цеха,
выраженный в тысячах р. е.
При. укрупнённых рас-
чётах возможно прини-
мать расход различных ма-
териалов для ремонтных
целей в размере 0,26—0,4 т
на каждую установленную
на заводе единицу оборудо-
вания с последующим рас-
пределением общего веса
материалов на основании
следующего соотношения
(в % от общего веса): чу-
гунное литьё— 35, стальное
литьё — 10, цветное литьё —
3, поковки — 22, сталь сор-
товая— 25, сталь листо-
вая— 3, метизы — U баб-
бит — 1.
ЧИ-,
i t
! i
i i
i i
i
Таблица 4
Расход материалов для ремонта оборудования
на 1000 р. е. в т
Наименование
материалов
Чугунное литьё
Стальное литьё .
Цветное литьё .
Поковки ....
Сталь сортовая .
Сталь листовая .
Метизы
Баббит
Всего . .
Заводы
тяжёлых и
крупных
изделий
52.5
i8,5
6,о
31 .о
35.°
4,о
!.5
1.5
150,0
средних по
весу и га-
баритам из-
делий
4О,о
13.°
5.о
2б,О
3°,о
3-5
1,25
1.35
120,0
лёгких и
мелких из-
делий
З5.о
10,0
4,о
21,0
25.°
3.°
1,0
I.O
100,0
ПЛОЩАДИ ЦЕХА И РАЗМЕЩЕНИЕ
ОБОРУДОВАНИЯ
Ремонтно-механический цех располагается
в зависимости от величины завода и особен-
ностей его генерального плана по одному из
следующих трёх основных вариантов: 1) в
здании механо-сборочного цеха (главном кор-
пусе); 2) в здании, общем с инструменталь-
ным цехом; 3) в отдельном здании [9]. При-
мерные схемы размещения
изображены на фиг. 1 (пер«
вый вариант), фиг. 2 (вто-
рой вариант) и фиг, 3 (тре-
тий вариант).
Ремонтов- яеланичесш
цел
I I I
I I I
1 ; 1 .
ме/ано- сборочный f
1
Фиг. 1. Расположение ре-
монтно-механического цеха в
здании механо-сборочного
цеха.
Фиг. 2. Располо-
жение ремонтно-
механического це-
ха в здании, общем
с инструменталь-
ным цехом.
Фиг. 3- Расположе-
ние ремонтно-меха-
нического цеха в
отдельном здании.
ГЛ. XI]
ПЛОЩАДИ ЦЕХА И РАЗМЕЩЕНИЕ ОБОРУДОВАНИЯ
363
Бытовые по мещения
Испытательно-окрасочное отделение^ , <fo
Места общей J \сборни
I ^—" ;
Слесарно- соврочное отделение
ЪЛХА\*
crd -урй!
1 Г *Т
Won L
J200Q
Фиг. 4. Ремонтно-механический цех на 5000 ремонтных единиц. 7, 2 — продольно - строгальные станки;
3— долбёжный; 4, 5 — радиально-сверлильные; 6 — зубофрезерный; 7 — круглошлифовальный; 8— расточный;
9, 10 — токарные; Л — карусельный; 12, 13, 14, 15, 16, 17 — токарные; 18, 19, 20 — универсально-фрезерные;
21, 22, 24, 25—вертикально-сверлильные; 23— круглошлифовальный; 26, 27—поперечно-строгальные; 28—34 — токарные;
35, 36 — револьверные; 37, 38, 39— вертикально-фрезерные; 40—горизонтально-фрезерный; 41 — плоскошлифовальный;
42— настольный сверлильный; 43, 44, 45— вертикально-сверлильные; 46—долбёжный; 47, 48—поперечно-строгальные;
49 — болторезный; 50, 51, 52, 53, 54, 55 — токарные; 56, 57 — ножовочные пилы; 58 —центровальный; 59, 60 — молоты
Беше 230 и 125 кг; 61, 62 — нагревательные печи; 63 — горно двойное; 64 —наковальни; 65—правильная плита;
66— водяной бак; 67 — масляный бак; ^—термическая печь; 69 — верстак; 70— вертикально-сверлильный;
71 — радиально-сверлильный; 72— верстак; 73 — пресс-ножницы; 74 — гибочные вальцы; 75— разметочная плита;
76— горно; 77— правильная плита; 78 — горно; 79— верстак; 80 — болторезный; 81, 82 — верстаки для трубопро-
водных работ; 83, 84— горно; 85— трубогибочный станок; 86 —ацетиленовый генератор; 87 — вертикально-свер-
лильный; 88, 89, 91, 94 — точила; 90 — радиально-сверлильный передвижной; 92, 93, 95— настольные сверлильные;
96, 97, 98 — разметочные плиты; 99, 100 — наждачные точила; 101, 102 — резцезаточные; 103, 104 — мостовые краны 5т;
105,106—кран-балки; 107, 108, 109 — поворотные консольные краны; ПО —мостовые краны 10 т.
364
ПРОЕКТИРОВАНИЕ РЕМОНТНО-МЕХАНИЧЕСКИХ ЦЕХОВ
[РАЗД. V
Высота пролётов ремонтно-
механических цехов заводов
тяжёлого и среднего машино-
строения для разных вариантов
расположения представлена в
табл. 5. Ширина пролётов
принимается в пределах 12—
15 м за исключением пролёта
сборочного отделения, ширина
которого часто назначается в
пределах 15—18 м.
Таблица 5
Вариант располо-
жения
1. В здании ме-
ха но - сборочного
цеха(главный кор-
nvc^
¦• j ^ /
2. В здании, об-
щем с инструмен-
тальным цехом
3. В отдельном
здании:
пролёт механи-
ческого отделе-
ния
пролёт сбороч-
ного отделения
И
о *
СО jj
аи
S
5
3
5
3
5
IO
2 те И а.
8 о 5 ?
3 < 2 о-
Л я н **
н о"©-
6
7
5
7
6
7
8
Размер площадей цеха и его
отделений может быть рассчи-
тан по примерным показателям
табл. б, извлечённым из выпол-
ненных проектов ремонтно-ме-
ханических цехов различных по
технологическому профилю и
величине машиностроительных
заводов [9,4]. Показатели табл. 6
отнесены к 1000 р. е. Для опре-
деления потребных площадей
ремонтно-механического цеха
и его отделений необходимо,
установив технологический про-
филь завода по характеристике
изготовляемых им изделий,
умножить соответствующий по-
казатель табл. 6 на выраженную
в тысячах р. е. суммарную по
заводу трудоёмкость ремонтных
работ.
Вспомогательная площадь ре-
монтно-механических цехов со-
ставляет 15—25% от общей пло-
щади цеха.
Рассчитанные по табл. 6 пло-
щади цеха и его отделений под-
лежат обязательной проверке
в результате выполнения планировки цеха.
Примеры компоновки площадей и размеще-
ния оборудования ремонтно-механических це-
хов представлены на фиг. 4 и 5.
Фиг. 4 изображает ремонтно-механический
цех, рассчитанный на 5000 р. е. Площадь
цеха D060 м2) занята следующими отделе-
бытобые помещения
Демонтажное _
отделение
3k
Склад мелких
и средних деталей
/Юдлежащил ремонту
*¦;,
изаготовит отд.
~> tf.2
«йа Нотешо-сВароч-^-
ное,жсстяницко •
медницкое и тру-
бопроВодн
отделения
44
Снлад запасных
и сменных частей
Места
. общей
сборки
57
\Упаковна
изнспе-
\Окрасоч-
\ное от-
• деление
Фиг. 5. Ремонтно-механический цех на 2000 ремонтных единга? /, 2,
3,4,5,6,13,14,15,23, 24—токарные станки; 7—зубофрезерный; 8, 16— попереч-
но-строгальные; 9 — круглошлифовальный; 10 — продольно-строгальный;
// — универсально-фрезерный; 12 — токарный лобовой; 17 — радиально-
сверлильный; 18 — револьверный; 19 — настольный сверлильный; 20, 21, 22,
26 — вертикально-сверличьные; 25 — долбёжный; 27 — вертикально-фрезер-
ный; 2S — горизонтально-фрезерный; 29 — болторезный; 30 — центроваль-
ный; 31 — дисковая пила; 32 — керосиновый бак; 33 — бак горячей воды;
34— верстак; 35 — газогенератор печи; 36 — камерная печь; 37 — молот
Беше 230 кг; 38 — горно; 39— наковальня; 40, 46 — правильные плиты; 41,
45, 53, 54, 56, 57, 59, 60, 61 — верстаки; 42 — болторезный станок; 43 —
плита для заливки вкладышей баббитом; 44, 50 — горна; 47—пресс-ножницы;
48, 52, 58 — вертикально-сверлильные станки; 49 — плита разметочная; 51,
55 — точила; 63 — разметочная плита; 67, 68 — кран-балки 5 и 2 /га; 69, 70 —
мостовые краны 5 т.
ниями: демонтажным (разборки и промывки),
кузнечным, сварочным, механическим, слесар-
но-сборочным, трубопроводным и др., а также
складами и бытовыми помещениями. Площадь
демонтажного и слесарно-сборочного отделе-
ний принята из предположения, что данный
цех будет производить полностью все капиталь-
ГЛ. Xl]
ПЛОЩАДИ ЦЕХА И РАЗМЕЩЕНИЕ ОБОРУДОВАНИЯ
365
ные ремонты. Площадь электроремонтного
цеха 500 м%.
На фиг. 5 представлен ремонтно-механиь
ческий цех на 2000 р. е. площадью 2300 м2.
Цех включает те же отделения, что и цех
на 5000 р. е., а также электроремонтное отде-
ление.
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ
ПОКАЗАТЕЛИ
Табл. 7 содержит технико-экономические
показатели, извлечённые из проектов ремонт-
но-механических цехов заводов тяжёлого и
среднего машиностроения [9].
Площади ремонтно-механических цехов в м* (на 1000 р. е.)
Таблица 6
Наименование отделений и помещений
Заводы тяжёлых и
крупных изделий
до
3000
р. е.
3000-
7000
р. е.
свыше
7000
р. е.
Заводы средних по ве-
су и габаритам изде-
лий
до
3000
р. е.
3000-
7000
р. е.
свыше
7000
р. е.
Заводы лёгких и мел-
ких изделий
до
3000
р. е.
3000—
7000
р. е.
свыше
7000
р. е.
Демонтажное
Восстановления деталей
Склад заготовок и заготовительное . •
Кузнечное . • • .
Сварочное
Механическое • . . .
Жестяницко-медницкое
Слесарно-сборочное . . . •
Испытательное
Окрасочное и экспедиция
Склад запасных частей • , . .
Инструментально-раздаточная кладовая
с заточной мастерской
Ацетиленовая станция ....
Промежуточные кладовые
Бытовые помещения
35
3°
4°
=57
5
35
оо
Всего.
73»
25
Зо
23O
5
I3O
10
15
25
З
8о
2О
2О
25
213
6
I2O
IO
IO
25
7°
25
IO
15
2O7
5
i6
5
3°
90
ю
15
15
25
195
5
но
ю
13
17
3
25-
8о
25
го
15
i83
5
IOO
tS
70
14
177
15
5
25
90
645
59O
600
565
505
525
13
165
15
90
80
43
10
80
480
415
Технико-экономические показатели ремонтно-механических цехов
Таблица 7
Наименование показателей
о
тяжёл
шино-
Завод
го ма
строе
53оо
3.5
5о—6о
4о—5°
7-ю
ч
¦о Я
о.™
Крано
тельн
8оо
7.о
4о—5°
30—40
5-7
3S
030-
тельны
HI
С и со
9000
З.О
50—65
40-50
7—IO
III
о 2
III
Годовая программа по ремонту меха-
низмов в р. е. *
Отношение основного оборудования це-'
ха к общему количеству обслуживаемо-
го оборудования в "/„
Общая площадь цеха на I единицу ос-
новного оборудования цеха в м* . . .
в том числе производственная пло-
щадь в м*
Установленная мощность на 1 единицу
основного оборудования в кет . . . . .
бооо
4,2
45-55
35 -45
6—8
34°°
4,4
4°—45
3°-35
5-8
2700
30—40
4—7
4.8
4о—5о
ЗО-4°
5-7
8,о
30—45
25—35
4-6
бооо
б,о
4о—5°
Зо—4о
7-ю
* В программу всех девяти ремонтно-механических цехов, предусмотренных данной таблицей, включены
также работы по ремонту печей и трубопроводов (сверх работ по ремонту механизмов).
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Борисов Ю. СиЖуков Г. П., Система перио-
дических ремонтов оборудования машиностроитель-
ных предприятий. Оборон! из, 1939.
2. Бюро технических нормативов НКТМ,
Модернизация металлорежущих станков, Машгиз, 1940.
3. ГарфункельС. Л. и Якобсон С. Л., Органи-
зация ремонта оборудования на металлообрабатываю-
щих предприятиях, Гизлегпром РСФСР, 1940.
4. Гипротяжмаш, Укрупнённые нормативы по проек-
тированию ремонтно-механических цехов. Индекс
„Ш-РМ-14", 1940.
5. Е г о р о в М. Е., Основы проектирования механиче-
ских и сборочных цехов, Машгиз, 1944.
6.'Кабанов С. А., Кунцевич А. С., Рыв-
лин Л. ¦ Б., Монтаж и ремонт заводского электро-
оборудования, ОНТИ НКТМ, 1936.
7. Материалы НКТМ, НКСМ, НКВ по орга-
низации планово-предупредительных ремонтов за-
водского оборудования, 1940^1943.
8. Первомайский!!. Г., Организация ремонтных
цехов и уход за оборудованием на предприятиях.
Машгиз, 1943.
9. Проекты ремонтн b-м еханических це-
хов заводов тяжёлого и среднего машиностроения,
1941 — 1945.
Глава XII
ПРОЕКТИРОВАНИЕ ЗАВОДСКИХ ЛАБОРАТОРИЙ
ЗАДАЧИ, СОСТАВ И ПРОГРАММА РАБОТ
ЗАВОДСКИХ ЛАБОРАТОРИЙ
Задачи заводских лабораторий. Заводские
лаборатории должны быть носителями высокой
производственной культуры, обеспечивая все-
стороннюю рационализацию технологических
процессов и выпуск кондиционных изделий. За-
водские лаборатории проектируются в составе
машиностроительных заводов для выполнения
следующих важнейших работ: 1) контрольные
испытания сырья, полуфабрикатов, вспомога-
тельных материалов и готовой продукции;
2) контроль и усовершенствование технологиче-
ских процессов, внедрение в производственную
практику результатов научно-исследователь-
ских работ; 3) разработка и проверка методов
контрольных испытаний, проводимых в цехо-
вых лабораториях и аппаратом технического кон-
троля завода; 4) текущее наблюдение за рабо-
той и состоянием контрольно-измерительной
аппаратуры; 5) разрешение вопросов, связанных
с заменой дефицитных материалов, и др.
Состав заводских лабораторий. В зави-
симости от масштаба производства и объёма
выполняемых работ по его обслуживанию
заводские лаборатории для удобства после-
дующего рассмотрения могут быть условно
подразделены на крупные, средние и малые.
Каждая заводская лаборатория обычно является
комплексом отдельных металловедческих и
технологических лабораторий.
Металловедческие лаборато-
рии — механическая, химическая с отделения-
ми коррозионным и спектрального анализа,
металлографическая, рентгеновская, магнитная.
Технологические лаборатории—
термическая, резания, литейная, сварочная и др.
Кроме перечисленных, могут быть преду-
смотрены также лаборатории топлива, масел
и лакокрасочных материалов, контрольно-из-
мерительных приборов и другие, располагаемые
при основных лабораториях в виде их отделе-
ний либо при соответствующих отделах и цехах
завода. В целом состав лабораторного ком-
плекса определяется масштабом и технологиче-
ской структурой проектируемого завода.
В состав отдельных цехов, в первую оче-
редь литейных и термических, могут входить
экспресс - лаборатории. Последние
при большом масштабе производства осуще-
ствляют по данному цеху весь текущий контроль
сырья, технологических процессов, полуфаб-
рикатов и готовых изделий.
Программа работ (загрузка) лаборато-
рий. Программа работ заводских лабораторий
определяется как сумма следующих трёх сла-
гаемых: 1) контрольные испытания; 2) обслу-
живание технологических процессов; 3) изы-
скания и исследования.
В основу, расчёта числа контрольных
испытаний следует положить укрупнённые
данные о поступающем на завод сырье, распре-
делив его по следующим четырём категориям:
1) прокат, поковки и отливки чёрных и цвет-
ных металлов; 2) первичные . металлы, чушко-
вый чугун, ферросплавы и цветные металлы;
3) формовочные материалы; 4) лаки, краски,
масла, топливо и прочие неметаллические ма-
териалы.
Примерные данные о количестве подлежа-
щих испытанию образцов для первых двух
категорий материалов приведены в табл. 1 и 2*.
Для испытания формовочного и стержневого
песка на зерновой состав берётся по 1 пробе,
на содержание глины и влажность — по 3 пробы
от каждого вагона.
Для испытания лаков, красок, масла и суль-
фатного щёлока берётся по 1 пробе от каждой
бочки.
При расчёте объёма работ химических
лабораторий, особенно при установлении числа
исследований легированных сталей и цветных
металлов, а также экспресс-анализов в цехо-
вых лабораториях, следует иметь в виду
целесообразность самого широкого примене-
ния качественного и количественного спек-
трального анализа. Последний позволяет опре-
делять одновременно несколько элементов на
весьма малых образцах, без порчи изделий,
в короткое время.
Схема и объём лабораторного обслужи-
вания технологических процессов машино-
строительного завода приведены в табл. 3.
В этой части работы заводской лаборатории
следует предусматривать широкое использова-
ние методов экспресс-испытаний, в особен-
ности спектрального и магнитного анализов,
а также магнитной дефектоскопии.
Объем исследовательских работ при
проектировании заводской лаборатории может
быть принят ориентировочно для крупной
лаборатории в 20°jc, для средней — в 10% и
* При составлении настоящей главы автором исполь-
зованы материалы „Справочника проектанта* Гипро-
средмаша, разд. „Центральные лаборатории", автор
канд. техн. наук А. Т. Бундин.
ГЛ. XII]
ПОДБОР ОБОРУДОВАНИЯ
36;
Таблица I
Количество образцов от партии для испытаний металлов
Наименование
материала
Сталь углеродистая
конструкционная сор-
товая .
Сталь углеродистая
листовая
Сталь легированная
сортовая
Поковки и штам-
повки:
а) из углеродистой
стали
б) из легирован-
ной стали . . .
Отливки из чёрных
металлов:
а) чугунные . . .
б) стальные . . .
Цветные сплавы,
сортовой прокат:
а) медные
б) алюминиевые
в) баббиты
Средний размер
партии в т
5-i8
5—ю
5-ю
До юоошт.
До 5°° шт.
io-i8
io-i8 ¦
Количество образцов от партии для:
химического
анализа
I—2
2-3
3
3
3
3
3
спектрально-
го анализа
л
1ОО°'0
_).
ioo'Yoj
iooP/0
специальных видов
контроля
Размер зерна
Макрострук-
тура
Микрострук-
тура
Размер зерна
Макрострук-
тура
Прокаливае-
мость
Размер зерна
Прокаливае-
мость
Макрострук-
тура
Микрострук-
тУР3
Микрострук-
тура
ИЗЛОМ 1—2 .
I
I
3
i
3
3
1%
I
I
5о —
испытаний
на твёрдость
5%
5%
5%
3%
37/о
5%
5%
юо%
определения
предела проч-
ности и удли-
нения
1—3
1—3
1—3
3
3
3
3
3
определения
ударной вяз-
кости
i
3
3
3
3
3
технологи-
ческих проб
из
чи
бу
тя
КС
Проволокана
гиб и скру-
вание — з от
нта
Изгиб и вы-
жка по Эри-
ену — з
Проволока
на изгиб и
скручива-
ние — 3.
Листы на
вытяжку
по Эрикйе-
ну -з
для малой — в 5% • от общего объёма работ
по первым двум направлениям. При уточнён-
ном расчёте объёма исследовательских работ
необходимо составить перспективный план их
на определённый период, который позволит
установить потребные для их выполнения штат,
оборудование и площади.
Таблица 2
Количество образцов от партии для испытаний
первичных металлов и ферросплавов
Наименование
материала
Чугун ....
Ферромарганец
Ферросилиций
Медь ......
Цинк
Алюминий . .
Кремний . . .
Марганец. . ¦
Олове ....
Свинец . . . .
Баббит ....
Никель ....
Кадмий ....
Средний #
размер
партии в т
:,о—1,5
,°-i-5
,0—2,0
',5—1,0
1—0,2
0,2
¦0,2
I—О,2
I—0,2
Количество образцов
от партии для:
химическо-
го анализа
спектраль-
ного ана-
лиза
ю и на из-
лом 2%
ПОДБОР ОБОРУДОВАНИЯ
МЕТАЛЛОВЕДЧЕСКИХ ЛАБОРАТОРИЙ
Механическая лаборатория. При проек-
тировании механических лабораторий и подборе
необходимого им оборудования следует преду-
сматривать возможность испытаний не только
образцов исходных машиностроительных ма-
териалов, но также и самих деталей. Испы-
тание целых деталей содействует установле-
нию столь необходимой в машиностроении
взаимной связи между металловедами, кон-
структорами и технологами.
Количество потребного оборудования N
механической лаборатории возможно опре-
делить по формуле
где п — количество образцов для испытаний
в год; t—время на одно испытание в часах;
Т — годовой фонд времени данного прибора
или машины в часах.
Количество образцов, расходуемых в год
на испытания, определяется по формуле
1,3 Gk , , , ,
п = -1— 1- / + г + s,
где G — вес поступающего на завод сырья
в m; q — средний вес партии в /и; k — число
образцов от партии; / — число образцов для
368
ПРОЕКТИРОВАНИЕ ЗАВОДСКИХ ЛАБОРАТОРИЙ
[РАЗД. V
Таблица 3
Лабораторное обслуживание технологических процессов машиностроительного завода
Цель обслуживания и наименова-
ние контрольных точек
Вид обслуживания
Норма испытаний
Контроль а поддержание уста-
новленных технологических режи-
мов
Вагранки и электропечи для чугу-
на и стали
Печи для отжига ковкого чугуна
Печи для отжига стального литья
Земледелки: серого чугуна, ковко-
го чугуна, сталелитейной
Регулярная борьба с браком
Контроль качества термообра-
ботки поковок
Устранение причин брака и тех-
нологических неполадок
Проверка обрабатываемости
Контроль режима термического
цеха, учитывая работу печей: це-
ментационных, нормализационных;
закалочных, отпускных; ванн циа-
нистых и соляных агрегатов для
электрозакалки
Регулярная борьба с браком
Контроль готового инструмента:
режущего, мерительного, крепёж-
ного, штампов в др.
Устранение причин брака и непо-
ладок в технологическом процессе
Литейный цех
Химический анализ на С, S1, Мп, S и Р,
испытание образцов на изгиб и твёрдость
Испытание отлитых с деталями образцов
на микроструктуру и твёрдость
Технологические испытания, определе-
ние жидкотекучести и др.
Определение микроструктуры после 1-й
стадии графитизации
Определение микроструктуры после 2-й
стадии графитизации
Испытание на растяжение
Испытание на твёрдость и технологи-
ческие пробы
Испытание на микроструктуру и твёр-
дость
Определение влажности, газопроницае-
мости и крепости при сжатии формовоч-
ной земли
Определение влажности и крепости в сы-
ром виде, газопроницаемости, крепости
при сжатии и разрыве в просушенном ви-
де стержневых составов
Химический анализ 100% на С, S1, Мп, S
и Р и 2о°/0 на Сг и Ni
Определение макро- и микроструктуры
Механические испытания образцов, вы-
резанных из деталей
Химический анализ цветных сплавов на
Си, Al, Zn и Sn
Кузнечно-прессовый цех
Определение микроструктуры по стан-
дартной шкале и твёрдости
Полный химический анализ, определение
микро- и макроструктуры, а также твёр-
дости
Механический цех
Определение макро-и микроструктуры и
твёрдости
Термический цех
Определение макро- и микроструктуры
Определение твёрдости
Анализ карбюризатора
Проверка содержания циана
Определение вязкости в закаливающей
способности масла
Измерение температур закалочных сред
Проверка твёрдости после отпуска
Химический анализ на С, Мп, Cr, Ni, V,
Mo, S и Р
Определение макро- и микроструктуры,
а также твёрдости
Инструментальные цехи
Определение твёрдости
Определение макро- и микроструктуры
Выявление скрытых дефектов с помощью
магнитной дефектоскопии
Полный химический анализ
Физические исследования и определение
остаточного аустенита
Выявление скрытых дефектов с помощью
магнитной дефектоскопии
Определение макро- и микроструктуры и
твёрдости
Один образец через час от
каждой действующей вагран
ки и через 30 мин. от дей
ствующей электропечи
Один раз в смену
Один раз в неделю
Один образец от каждой
загрузки
Два образца от каждой
загрузки
Два образца от каждой
загрузки
10 образцов от каждой
загрузки
Один образец в смену
Одна проба через час от
каждого бункера
Одна проба через час от
каждого бункера
Серый чугун, по три слу-
чая в Смену
Ковкий чугун, по два слу
чая в смену
Стальное литьё, два слу-
чая в смену
Цветное литьё, один слу
чай в смену
По одной детали от ка-
ждой печи в две смены (учи-
тывая нормализационные, за-
калочные и отпускные печи)
Три случая в смену
Два случая в смену
По одному образцу один
раз в шесть дней от каждой
печи и ванны
Тоже
Одна проба от каждой
ванны один раз в смену
Одна проба в шесть дней
Три раза в смену для каж-
дого бака
По мере надобности
Два случая в смену
То же
20 образцов в смену
5 образцов в смену
. То же
Пять случаев в смену
То же
ГЛ. XII]
ПОДБОР ОБОРУДОВАНИЯ
369
Ориентировочная продолжительность механических испытаний
Таблица 4
Название испытанна
Разрыв с определе-
нием предела прочно-
сти при растяжении и
удлинения
Разрыв с определе-
нием предела пропор-
¦циональности, предела
прочности, удлинения
и сужения
Определение удар-
ной вязкости
Оборудование
Разрывная ма-
шина
Пресс Гагарина
Машина ИМ-4А
Маятниковый ко-
пёр
Время на
одно испы-
тание в мин.
IS
3°
15
3
Название испытания
Определение твёрдо-
сти:
по Бр^нелю
по Роквеллу
по Виккерсу
Проба на выдавлива-
ние по Эриксену
Проба на скручива-
ние проволоки
Проба на изгиб с пе-
регибом
Испытание пружин
на упругость
Оборудование
Пресс Бринеля..
Прибор Роквелла
Прибор Виккерса
Прибор Эраксена
Ручной прибор..
Ручной прибор..
Весы .Толедо"..
Время на
одно испы-
тание в мин.
3
°,5.
3
а
6
5
3
Примерная спецификация основного оборудования механической лаборатории
Таблица 5
Наименование и характеристика
оборудования
Универсальная разрывная машина
мощностью 100 т типа Амслера, с
пульсатором
Универсальная разрывная машина
мощностью 60 т
Универсальная разрывная машина
мощностью 35 т
Универсальная разрывная машина
мощностью 10 т
Универсальная разрывная машина
с механическим приводом мощностью
5 т типа Амслера — ГЗИП
Пресс Гагарина или машина
ЦНИИТМАШ ИМ-4А'
Маятниковый копёр 25 кгм
Маятниковый копёр 15 кгм
Маятниковый кипёр 1 кгм
Машина типа Мура — Саутварк
для испытания на усталость при
изгибе — вращении
Машина для испытания на износ
Прибор Эриксена
Прибор ГЗИП для испытания про-
волоки и ленты на изгиб с перегибом
Машина ГЗИП для испытания про-
волоки на кручение
Пресс Брннеля с приводом от
электромотора
Прибор Польли с запасом эталонов
Прибор Роквелла
Прибор Супер-Роквелла
Прибор Виккерса
Склероскоп Шора
Прибор для определения микро-
твёрдости типа Тукон — Вильсон
Машина типа Амслера для испыта-
ния пружин
Весы „Толедо" до 100 кг для испы-
тания пружин
Разрывная машина типа Шоппера
для испытания резины и других не-
металлических материалов
Вид испытания
Испытание образцов и це-
лых деталей на растяжение
сжатие, изгиб и срез как
статической, так и пульсирую-
щей нагрузкой
То же, но без пульсирую-
щей нагрузки
То же
Испытание средних и мел-
ких образцов на растяжение
сжатие, изгиб и срез ....
То же — мелких образцов
То же — мелких образцов и
снятие диаграмм крупного
масштаба
Ударная вязкость. Образцы
с надрезом
То же
То же — для цветных спла-
вов
Определение предела вы-
носливости
Определение износоустой-
чивости
Испытание листового мате-
риала на выдавливание . .
Технологические пробы .
То же
Определение твёрдости по
Бринелю .
То же
Определение твёрдости по
Роквеллу
Определение твёрдости для
тонких изделий по Роквеллу
Определение твёрдости по
Виккерсу
Определение твёрдости по
Шору
Определение твёрдости
структурных элементов . . .
Испытание пружин вибра-
ционной нагрузкой
Испытание пружин на упру-
гость
Испытание неметаллических
материалов
Количество оборудо-
вания для лабораторий
круп-
ных
средних
~абариты
в м
6,oXi,4
3,5Xi,3
3.5X1,3
2,7X1,3
1,0X0.5
1,0X1,4
1,0—0,6
0,8X0,5
2,0X1,0
i,5Xo,8
0,6X0,7
0,5X0,5
0,5X1,0
0,6X0,8
0,5X0,3
°,5Хо,з
о,5Хо,5
°,ЗХо,з
о,ЗХо,з
О.5ХО.8
о,5Хо,5
о,5Хо^
Установленная
мощность
в кат
5.о
3,5
З.о
о.*5
О,25
_
-
1.О
-
-
о,5
-
-
-
-
0,25
i.o
-
* Устанавливается в лаборатории предприятия, имеющего литейные цехи.
** При наличии литейных цехов не устанавливается.
24 Том 14 113
370
ПРОЕКТИРОВАНИЕ ЗАВОДСКИХ ЛАБОРАТОРИЙ
[РАЗД. V
обслуживания технологического процесса;
г—число образцов, вырезаемых из деталей,
или число образцов деталей; s — число образцов
для исследовательских работ; 1,3 — коэфц-
циент, учитывающий повторные испытания,
предусматриваемые техническими условиями.
Примерная длительность отдельных испы-
таний в механических лабораториях указана
в табл. 4
Годовой фонд времени работы лабо-
ратории определяется в соответствии с при-,
нятым при проектировании режимом работы
завода.
Спецификация основного оборудования ме-
ханической лаборатории приведена в табл. 5.
За последнее время на заводах широко
применяется испытание малых образцов на
машинах' небольшой мощности, но точными
Таблица 6
Примерная спецификация оборудования химической лаборатории
Наименование и характеристика
оборудования
Назначение
Количество оборудо-
вания для,лабора-
торий
круп-
ных
сред-
них
Габариты
в и
Весы аналитические до
демпфером и разновесами
То же — до 200 г
20 г
Химико-аналитическая лаборатория
Взвешивание <
Весы микроаналитические до 20 г
с разновесами
Весы технические до 1 кг
Весы чашечные до 10 кг
Аппарат Вюртца-Штролейна
Установка для электролиза на
одну мешалку
Печь электрическая силитовая
трубчатая типа Марса
Печь электрическая силнтовая ти-
гельная
Печь электрическая силитовая
муфельная
Печь электрическая нихромовая
муфельная
Сушильный шкаф с терморегуля-
тором
Плитки электрические
Куб перегонный
Колориметр
Фотоколориметр
Парометр электрический с плати*
нородиевой термопарой
Аппарат для определения серы но
Шульте
Баллон кислородный
Несгораемый шкаф
Комплект силитовых стержней и
нихромовой пронолоки
Герметическая влажная камера типа
ВИАМ с распиливающим устройст-
вом
Коррозионное колесо ВИАМ
Шпиндель-аппарат
Взвешивание больших на-
весок
Взвешивание с высшей точ-
ностью до ОД .иг
Взвешивание реактивов и
материалов
То же .
Определение углерода
объёмным методом
Анализ цветных металлов .
Определение углерода сжи-
ганием и определение серы
Сплавление осадков ....
Прокаливание осадков . .
То же
Просушивание проб ....
Выпаривание и нагрев рас-
творов
Приготовление дестиллиро-
ванной воды
Определение цветных ме-
таллов
Определение фосфора,серы
и других элементов
Измерение температур . .
Определение серы
К печам для сжигания угле-
рода и пр
Хранение платины и ядов .
Для электропечей
Отделение коррозии
Испытание на коррозио-
устойчивость при переменной
влажности и различной среде
Испытание на коррозию пе-
ременным погружением . . .
То же постоянным погру-
жением
Отделение спектрального анализа
сплавов.
Кварцевый спектрограф типа Qu 24 I Анализ цветных
стали и чугуна
Сгилометр типа НИИФ 1 МГУ
Сгалоскоп типа Смирнова
Прибор ТЭДС
Карбометр
Анализ стали и чугуна . .
Сортировка легированных
сталей и экспресс-анализ . .
Сортировка спален
Экспресс-определение угле-
рода
I
I
I
I
—
I
-
—
3
6
2
2
а
А
i
!
я':**
1
°,5Хо,5
о,5Хо,5
о,5Хо,5
°,4Хо,3
°,4Хо,з
о,4Хо,8
°,5Хо,5
О,2ХО,2
о,4Хо,б |
о,ЗХо,5 !
о,4Хо,4 '
0,2X0,2
0,8X1,0 |
°,5Xi,o
o,5Xi,o
1,ОХ2,О
°,5Хо,5
* Количество весов указано для предприятий с литейными цехами. При отсутствии таковых следует прини-
мать для крупных лабораторий 3 шт., для средних и малых —2 шт.
** Для предприятий без литейных цехов — 1 шт.
*** Количество стплоскопов определяется по числу точек контроля.
ГЛ. XII]
ПОДБОР ОБОРУДОВАНИЯ
371
силоизмерителями и большими диаграммными
барабанами.
Дополнительно к указанному в таблице
основному оборудованию механическая лабо-
ратория должна располагать проверочными
динамометрами и эталонами для контроля точ-
ности испытательных машин, экстензометрами,
делительной машиной для разметки образцов,
измерительными лупами для прессов Бринеля
и другими приборами.
Кроме перечисленного в таблице типового
оборудования, должны быть в случае необхо-
димости запроектированы установки для опре-
деления ползучести металлов, а также специаль-
ные стенды для испытания целых деталей и
узлов машин как на прочность при действии
постоянной или переменной нагрузки, так и
на износ. В случае большого объёма подоб-
ных испытаний их надлежит выделять в осо-
бые отделения либо в самостоятельные лабо-
ратории.
Химическая лаборатория (комплексная).
Объединяет лаборатории химико-аналитиче-
скую с отделением коррозии, лабораторию
спектрального анализа н цеховые экспресс-
лаборатории.
Количество оборудования, потребного для
химической лаборатории, может быть опре-
делено по ориентировочным данным табл. 6.
Продолжительность одного количественного
определения в химических лабораториях (по
стандартным методикам) в мин.:
а) сталь и ч у г у н: при определении
углерода — 7, кремния—17, марганца — 12—
15, серы —8—10 (поШульте — 25), фос-
фора — 15—20, никеля—10 фотоколориме-
трическим методом и 25 весовым, хрома —15,
ванадия — 5, молибдена— 30 и вольфрама — 25;
б) цветные сплавы: при определении
меди —40—60, других цветных металлов —
150—180;
в) неметаллические материалы:
при определении вязкости смазочных масел и
лакокрасочных материалов — 5—6, темпера-
туры вспышки масел —25—30.
При химико-аналитической лабо-
ратории должно быть запроектировано
отделение коррозии, основное оборудование
которого состоит из герметической влажной
(туманной) камеры типа ВИАМ с распыли-
вающим устройством для испытания на кор-
розию при переменной влажности и в различ-
ной среде. Крупные лаборатории должны иметь
также стандартное коррозионное колесо ВИАМ
для испытания на коррозию переменным по-
гружением. Испытание с постоянным погруже-
нием производится на шпиндель-аппарате.
В отдельных случаях для испытания на кор-
розию в условиях службы изделия на откры-
том воздухе соответствующий стенд может
быть установлен на крыше здания лабора-
торий.
Примерная спецификация основного обору-
дования-лаборатории спектрального анализа,
которое может применяться в центральной и
цеховых лабораториях, приведена в табл. 6.
Расчёт количества установок для контрольных
анализов производится по табл. 7, содержащей
ориентировочные данные о продолжительности
определения некоторых элементов чёрных и
цветных сплавов с помощью спектрального
анализа.
Цеховые экспресс - лаборатории
располагаются на площади обслуживаемого
Цеха.
Таблица 7
Продолжительность определения некоторых
элементов чёрных и цветных сплавов с помощью
спектрального анализа
Название и марка материала
Сталь хромистая 38ХА . . Сг
Сталь хромоникелевая
12Х2Н4А. Cr, Ni
Сталь хромоникелевольфра-
мистая 18ХН4ВА Cr, Ni, W
Сталь хромоалюминиемолиб-
деновая З^ХМЮА Cr, Mo, A1
Латунь ЛС59 ....... Zn, Pb
Бронза БЖМ Мп, Ni, Ре
Бронза БАЖ . ¦ AI,Ni,Mn,Zn,Pb
Литые алюминиевые сплавы Си,Mg,Mn,Fe,Si
Литые магниевые сплавы . . ' Al, Cu, Mn, Fei
Определяемые
элементы
Продол-
житель-
ность в
мин.
о. 15
о, 35
о,5°
0.40
о,3°
о, 25
0,25
O.25
Металлографическая лаборатория. Кон-
трольные испытания микро- и макроструктуры:
обычно производятся путём сравнения с соот-
ветствующими эталонами (микрофотогра-
фиями). К числу характерных примеров такого
контроля относятся определения: а) величины
зерна аустенитного и действительного в стали
и цветных сплавах, б) неметаллических вклю-
чений — силикатов, оксидов, сульфидов и пр.,
в) типа и размеров графитных выделений
в сером и ковком чугуне, г) типичных дефек-
тов микроструктуры (полосчатость карбидная,
перлитная и ферритная, структурно свобод-
ный цементит, видманштетова структура,
обезуглероживание, неравномерность и тип
зернистого перлита, карбидная сетка и пр.),
д) расположения волокон в макроструктуре
поковок, е) дефектов макроструктуры (остатки
усадочной раковины, пористость, подкорковые
пузыри, флокены, дендритная ликвация и пр.).
Примерная спецификация оборудования
металлографической лаборатории приведена
в табл. 8.
Ориентировочная продолжительность ме-
таллографических испытаний: а) определение
типа структуры путём сравнения с эталонами
(без фотографирования)—5—10 мин.; б) испыта-
ние на микроструктуру, включая травление
реактивами, фотографирование и подообные
описания—30—120 мин.
Длительность металлографических испыта-
ний может сильно колебаться в зависимости
от условий производства и сложности исследо-
ваний. Если, например, легко определить тип
и размеры графитных выделений или зерни-
стого перлита, пользуясь стандартной шкалой
структур, то значительно более сложным
является решение исследовательских и произ-
водственных вопросов по микроструктуре.
В этом случае шлиф зачастую приходится
несколько раз переделывать, травить разными
реактивами, пользоваться как самыми малыми,
так и наивысшими увеличениями с масляной
иммерсией. При исследовании поверхности
шлифа может возникнуть необходимость снять
с него несколько микрофотографий и, делая
заключения, сопоставить результаты металло-
графического исследования с механическими
испытаниями, химанализами, опробованием
в производстве и т. д.
372
ПРОЕКТИРОВАНИЕ ЗАВОДСКИХ ЛАБОРАТОРИЙ
[разд.
Рентгеновская лаборатория. Основное
оборудование рентгеновской лаборатории пере-
числено в табл. 9.
Так как в большинстве случаев рентгенов-
скому просвечиванию подвергается сравни-
тельно небольшое число деталей, то для круп-
ных и средних заводов достаточно иметь один
комплект оборудования. При этом один аппа-
рат может иметь две рентгеновские трубки,
что в 1,5—2 раза увеличивает его производи-
тельность.
Б случае действительной необходимости на
крупных заводах может быть запроектирована
также установка для структурного рентгено-
графического анализа.
Затрата времени на одно просвечивание
лучами Рентгена (включая фотографирование)
изделий сложной формы толщиной ~100 мм
для цветных сплавов и ~25 мм для чёрных
металлов составляет 30 мин. В случае более
тонких и простых по форме изделий и свар-
ных швов — 20 мин.
Кроме стационарных установок, при проек-
тировании необходимо предусматривать так-
же применение переносных рентгеновских
Таблица 8
Спецификация основного оборудования металлографической лаборатории
Наименование и характеристика
оборудования
Большой металлографический микро-
скоп без макроустановки, с апохроматами
типа Неофот Цейсса
Средний металлографический микро-
скоп
Вертикальная установка для фотографи-
рования макроструктур
Шлифовальный станок для шлифовки
микрошлифов, с горизонтальным кру-
гом
Полировальный станок для полирования
микрошлифов, е горизонтальным кругом
Фотоаппарат 18x24 см
Фотоаппарат типа ФЭД
Станок для печатания фотопозитивов
Вакыа с подогревом для макротравле-
нкя
Баллистическая установка
Циклограф ••
Мотор-генератор постоянного тока
Назначение
Просмотр и фотографи-
рование микроструктуры
при увеличении дох2000
Просмотр шлифов при
увеличении до хбОО . . .
Фотографирование ма-
кроструктур
Изготовление микро-
шлифов
То же
Для репродукций ....
Для съёмок с натуры . .
Печатание с негативов .
Макротравление шлифов
Магни1ный анализ . . .
Экспресс - контроль и
Получение постоянного
тока
Количество оборудо-
вания для лабора-
торий
круп-
ных
3
a
i
3
3
а
i
я
а
i
i
1
сред-
них
а
а
i
а
а
i
i
i
i
. i
малых
I*
i
i
\
i
i
i
i
i
Габа-
риты
в м
о,8ХЗ.о
0,5X0,8
0,7X1,0
0,7X0,7
°.7Хо,7
о,7Х1,о
0,7X1,0
з.оХЗ.о
1,0X1,0
Уста-
новлен-
ная
мощ-
ность
в кет
°.5
О,1
о.5
О,2
о,а
°.5
О,1
г,о
5
5
ю
• Установка проектируется для лабораторий заводов, имеющих в своём составе литейные цехи.
** Прибор применяется для скоростного контроля непосредственно в цехах.
Таблица 9
Спецификация основного оборудования рентгеновской и магнитной лаборатории
Наименование и характеристика
оборудования
Комплект рентгеновской установки для
просвечивания с пультом управления,
штативом, насосом, основными и запас-
ными рентгеновскими трубками, шау-
пультом и негатоскопом
Комплект рентгеновской установки для
структурного анализа компактного ти-
па с набором камер и основными и за-
пасными рентгеновскими трубками
Магнитный дефектоскоп универсальный
с соленоидом для продольного намаг-
ничивания типа МД4 FiMAJVV
Магнитный дефектоскоп передвижной
универсальный типа МДв ВИАМ
Размагничивающая камера сечением
330x350 мм
Аустенитометр
Назначение
Просвечивание стальных
и чугунных отливок и
сварных швов толщйгной
до 25 мм и цветных спла-
вов до 100 мм
Определение внутренних
напряжений и сложные
структурные исследова-
ния
Намагничивание деталей
длиной до 850 мм ....
Намагничивание деталей
различных размеров и
Размагничивание деталей
Контроль качества ин-
струмента из быстрорежу-
щей стали
Количество оборудо-
вания для лабора-
торий
круп-
ных
i
I*
i
а
I
1
сред-
них
I»
I*
i
i
i
i
малых
i
i
i
Габариты
в м
а,охз,охз.5
o,7Xi,o
i.oXa.o
1,0X1,0
0,5X0,5
Уста-
новлен-
ная
МОЩ-
НОСТЬ
в кет
6
4
2О
ао
10
5
* Установка проектируется для лабораторий заводов, имеющих в своем составе литейные цехи:
ГЛ. XII]
ПОДБОР ОБОРУДОВАНИЯ
373
установок. Рентгеновскую аппаратуру рекомен-
дуется помещать в цеховых лабораториях или
пунктах технического контроля для текущего
испытания ответственных деталей просвечива-
нием. Хотя современные рентгеновские уста-
новки имеют хорошие защитные устройства,
но, чтобы гарантировать безопасность для
здоровья работающих и создать условия для
производства длительных экспозиций, когда
всякие нарушения режима могут отразиться
на результатах испытания, рентгеновские уста-
новки помещают в специальные кабины, за-
щищенные баритовой штукатуркой или листо-
вым свинцом.
Магнитная лаборатория. Магнитные испы-
тания заключаются в определении дефектов
с помощью магнитной дефектоскопии и в
магнитном анализе структуры и свойств
металлов.
Количество оборудования, необходимого для
определения дефектов методом порошка,
обычно не рассчитывается, так как одним
комплектом возможно обслужить все нужды
производства для массового контроля. В ра-
счёте потребного количества оборудования
возможно исходить из затраты 5—8 сек. на
одну деталь.
Магнитный анализ структуры и свойств
металлов должен получить весьма значитель-
ное распространение на производстве. В за-
водской практике применяются карбометры
для экспресс-определения углерода в стали,
аустенитометры для контроля количества оста-
точного аустенита при закалке и отпуске
быстрорежущей стали, приборы для экспресс-
определения твёрдости стали и специальные
установки для магнитометрического исследова-
ния изотермического превращения аустенита.
Установки для магнитного анализа (балли-
стическая и ряд других) обычно монтируются
силами лабораторий из составляющих эти уста-
новки приборов, деталей и материалов на пло-
щади, предусмотренной проектом для этой цели.
Питание приборов постоянным током осу-
ществляется мотор-генератором соответствую-
щей мощности.
Кроме того, в США начали применять для
массового экспресс-контроля и сортировки из-
делий по структуре, твёрдости, глубине, цемен-
тации и пр. так называемые циклографы.
Основное оборудование магнитной лабора-
тории перечислено в табл. 9.
Цеховые экспресс-лаборатории
являются частью заводской лаборатории и,
будучи расположены непосредственно на пло-
щади цеха, служат опорными пунктами цен-
тральной лаборатории на производстве. Основ-
ной задачей цеховых лабораторий является
обслуживание технологического процесса цеха,
борьба с браком и ликвидация нарушений
нормального технологического режима в произ-
водстве.
Цеховые лаборатории организуются пре-
имущественно в литейных и термических цехах.
В литейных цехах цеховая лаборатория состоит
из отделений химического, механо-металло-
графического и формовочных материалов,
а в термических — из первых двух.
На малых и средних заводах, не имеющих
в своём составе литейных цехов, работу цехо-
вых лабораторий выполняет обычно централь-
ная заводская лаборатория.
ПОДБОР ОБОРУДОВАНИЯ
ТЕХНОЛОГИЧЕСКИХ ЛАБОРАТОРИЙ
Термическая лаборатория. Основным
назначением термической лаборатории является
экспериментирование в области термообра-
ботки^ конструкционных и инструментальных
сталей, а равно в области защитных атмосфер
и химико-термической обработки, особенно
по газовой цементации и газовому цианирова-
нию.
Целью этих работ является изыскание наи-
выгоднейших режимов термообработки, обес-
печивающих достижение заданных характери-
стик деталей и материалов *.
Термическая лаборатория должна произво-
дить контроль поступающих сталей на глубину
прокаливаемости, а также периодически про-
верять цеховые пирометры и потенциометры.
В случае обширности пирометрического хозяй-
ства и большого количества других приборов,
требующих проверки, на заводе (не в соста-
ве центральной заводской лаборатории, а при
соответствующем отделе завода) может быть
организована специализированная лаборатория
контрольно-измерительных приборов.
Ввиду особенностей работы термической
лаборатории, имеющей преимущественно
исследовательский характер, оборудование
этой лаборатории подбирается на основе
комплектования, в соответствии с указаниями
табл. 10.
Лаборатория резания. Задачей этой лабо-
ратории является экспериментальное обосно-
вание режимов резания и принятых на заводе
нормативов, испытание инструмента, а также
исследование на обрабатываемость машино-
строительных материалов.
Оборудование лаборатории резания **
должно состоять из станков токарного, свер-
лильного, универсально-фрезерного, кругло-
шлифовального и необходимого количества
заточных станков.
Станки для исследовательских работ долж-
ны быть снабжены регулируемыми моторами по-
стоянного тока, что даёт возможность получать
широкий диапазон скоростей, независимо от
имеющихся на станках коробок скоростей, а
также регулировать число оборотов и держать
его на постоянном уровне при больших нагруз-
ках. Кроме того, станки должны быть снаб-
жены измерительными супортами и оборудо-
ваны измерительными приборами—самопишу-
щими ваттметрами, прецизионными вольт-
метрами и амперметрами.
Для получения постоянного тока необ-
ходимо предусматривать установку умфор-
мера соответствующей мощности.
Для определения качества обрабатываемой
поверхности следует иметь микроскоп Линника
и профилометр Аббота.
Лаборатория должна быть снабжена доста-
точным набором мерительного инструмента м
приспособлений. Необходимые для работ лабо-
ратории резания сложные измерения должны
* Экспериментирование в области высокочастотного
индукционного нагрева необходимо вести на цеховом
оборудовании.
** При определении необходимого основного оборудо-
вания лаборатории резания следует иметь в виду воз-
можность использования для экспериментирования также
и цехового оборудования.
374
^ПРОЕКТИРОВАНИЕ ЗАВОДСКИХ ЛАБОРАТОРИЙ
[РАЗД. V
Таблица 10
Спецификация основного оборудования термической лаборатории
Наименование и характеристика
оборудования
Муфельная печь* типа Хейс или
Линдберг с силитовым сопротивле-
нием, защитной атмосферой и авто-
матическим контролем температур
Муфельная печь* типа Хоскинс или
Линдберг с хромалевым сопроти-
влением, защитной атмосферой и авто-
матическим контролем температур,
с трансформатором
То же, но малого размера*
Трубчатая печь* с хромалевым со-
противлением
Тигельные печи* с хромалевым со-
противлением
Специальная установка для опреде-
ления глубины прокаливаемости
Дилатометр типа Роквелла
Самопишущие потенциометры для
автоматического контроля темпера-
тур
Контрольный потенциометр для
проверки заводских пирометров
Лабораторные настольные пиро-
метры
Оптические пирометры световые
и радиационные
Термопары хромельалюмелевые
Термопары платинородиевые
Прибор Роквелла
Назначение
'
Экспериментирование с
термообработкой быстрорежу-
щей стали для температур до
1300° С
Экспериментирование с тер-
мообработкой конструкцией
ных сталей для температур
до 1000° С
То же
То же и для химико-терми-
ческой обработки
То же
Контроль прокаливаемости
стали
Определение критических
точек и экспериментирование
Измерение температур . .
Проверка термопар и пиро-
метров
Измерение температур . .
Измерение высоких темпе-
ратур
Количество оборудо-
вания для лабора-
торий
круп-
ных
2
6
6
6
I
I
6
I
6
2
ЗО
15
i
сред-
них
i
4
4
4 .
i
4
I
4
2
2О
IO
I
малых
2
I
2
I
2
I
2
I
IO
5
Габариты
в -и
i,oxi,o
i,oXr,o
0,5X0,7
0,5X0,7
0,5X0,5
0,5X0,5
0,5X0,7
Уста-
новлен-
ная
МОЩ-
НОСТЬ
в кет
2О
8
4
3
3
-»
3
* Ко всем электрическим печам должен быть предусмотрен пятикратный запас силитовых стержней и хрома-
левой проволоки и двукратный запас огнеупоров. Возле печей должно быть предусмотрено место для установки
передвижных закалочных баков — водяного и масляного.
производиться в измерительной лаборато-
рии завода, отрезка и подготовка образцов —
в механической мастерской, термообработка
инструмента — в термической лаборатории и в
термическом отделении инструментального
цеха.
Литейная лаборатория. На крупных заво-
дах литейная лаборатория состоит из пла-
вильного отделения и отделения испытания
формовочных материалов; на средних и ма-
лых — из одного отделения испытания формо-
вочных материалов. На крупных и средних за-
Спецификация основного оборудования механической мастерской
Таблица 11
1
Наименование и характеристика
оборудования
Токарно-винторезный станок с вы-
сотой центров 200 мм и расстоянием
между центрами 750 мм
Токарно-винторезный станок с вы-
сотой центров 150 мм
Горизонтально-фрезерный станок
с размером стола 270x900 мм
Вертикальный сверлильный станок,
диаметр сверла до 18 мм
Настольный сверлильный станок,
диаметр сверла до 12 мм
Шепинг до 500 мм
Шлифовальный станок
Механическая ножовка до 220 мм
'"тянок для резки закалённых дета-
лей
Заточный станок л
Назначение
Изготовление образцов и
токарно-винторезные работы
Изготовление образцов . .
Разрезка заготовок и изго-
Изготовление приспособле-
ний, образцов и получение
стружки
Изготовление образцов и
получение стружки
Строжка темплетов ....
Шлифовка образцов и ма-
Отрезка шлифов и образцов
То же . . .•
Заточка инструмента . . .
Количество оборудо-
вания для лабора-
торий
крз
нь
з
/п-
X
[
2
г
[
сред-
них
i
i
i
i
i
i
i
малых
i
i
i
i
i
Габариты
в м
2,5Xi
1,2X1
2.ОХ2
Г.оХо
о,5Хо
i,6Xi
1,5X1
i,3Xo
1,2X1
о.бХо
3
3
о
.75
8
2
О
75
6
6
Уста-
новлен-
ная
мощ-
ность
в кет
6,0
i,3
2,2
о,5
2,3
3,0
1,3
2,2
2,0
гл. хп]
ПЛАНИРОВКА И СПЕЦИАЛЬНОЕ ОБОРУДОВАНИЕ ПОМЕЩЕНИЙ
375
водах последнее должно быть сосредоточено
в цеховой лаборатории.
Оборудование плавильного отделения
должно состоять из высокочастотной печи на
50 «г и вагранки разборного типа минимальных
размеров (например, с внутренним диаметром
300 мм), оснащённой всеми необходимыми
измерительными приборами для контроля тем-
ператур, анализа газов, измерения давления
дутья и т. д.
Задачей отделения испытания
формовочных материалов является
контроль поступающих на завод формовочных
материалов, песков, глин, крепителей, экспери-
ментальная работа с новыми формовочными и
стержневыми смесями, улучшение и усовер-
шенствование технологии их приготовления.
Наибольшее число контрольных испытаний
формовочных материалов предназначается для
обслуживания технологии литейных цехов. .
Основным оборудованием отделения фор-
мовочных материалов являются приборы для
определения газопроницаемости смесей,^для
определения зернистости, для взбалтывания при
определении глинистости песков, для ускорен-
ного определения влажности, для испытания на
прочность образцов формовочных и стержне-
вых смесей, а также сушильный шкаф, весы,
бегуны и шаровая мельница для приготовления
экспериментальных смесей.
Механическая мастерская является об-
служивающим органом всего лабораторного
комплекса; предназначается для выполнения
различных механических работ по заданию
лабораторий, включая изготовление образцов
и приспособлений, получение стружки, обра-
ботку макрошлифов и др.
Примерная спецификация основного обо-
рудования механической мастерской приведена
в табл. 11.
ПЛАНИРОВКА И СПЕЦИАЛЬНОЕ
ОБОРУДОВАНИЕ ПОМЕЩЕНИЙ
Планировка заводских лабораторий.
Заводские лаборатории могут размещаться
в одно- и многоэтажных зданиях. На первом
этаже последних ввиду громоздкости обору-
дования, а также в целЛх упрощения промраз-
водок, сокращения путей грузопотоков посту-
пающих извне деталей и материалов для
испытаний, реактивов, запчастей и пр. обычно
располагают механическую лабораторию и
механическую мастерскую, лаборатории реза-
ния, термическую и рентгеновскую, плавиль-
ное отделение литейной лаборатории и вспо-
могательные помещения. В следующих этажах
размещаются лаборатории химическая, метал-
лографическая, магнитная, причём химическая
лаборатория должна быть расположена в верх-
нем этаже для удобства устройства вентиля-
ции. При устройстве лабораторий желательно
придерживаться системы больших открытых
помещений, облегчающей инструктаж персо-
нала лабораторий и своевременное выявление
неисправности машин и приборов.
Размещение оборудования должно произ-
водиться по группам типичных испытаний,
причём установки, производящие шум, вибра-
ции, выделяющие пыль и вредные газы, должны
быть изолированы. Рентгеновскую лаборато-
рию необходимо изолировать от смежных
с тем, чтобы предупредить проникание рент-
геновских лучей в соседние лаборатории.
Магнитная лаборатория должна быть защищена
от внешних магнитных воздействий. Размер
помещений и расположение оборудования за-
вэдских лабораторий во многих случаях должны
предусматривать возможность дальнейшего
расширения лабораторий.
Примерные компоновки большой, средней
и малой лабораторий приведены на фиг. 1, 2
и 3,,а компоновка и планировка средней лабо-
ратории — на фиг. 4.
^ этаж
зтаэк
5
7
Ь
и.
Фиг. 1. Компоновка
ьрупной заводской
лаборатории: 1 —
рентгеновская ла-
боратория; 2 — ма-
гшпная лаборато-
рия; 3 — механиче-
ская лаборатория;
4 — лаборатория
резания; 5 — ли-
тейная лаборато-
рия; 6 — механиче-
ская мастерская;
7 — помещение
диспетчера; 8 —
химическая лабо-
ратория; 9 — отдел спектрального анализа; 10 — тер-
мическая лаборатория; 11 — металлографическая лабо-
ратория; 12 — кабинет начальника; 13 — канцелярия; 14 —
библиотека и музей; 15 — моечная н реактивная.
Отделка помещений заводской
лаборатории. В помещениях „сухих*
лабораторий панели окрашиваются по штука-
турке светлой масляной краской на высоту
2,0 м\ в лабораториях с влаговыделениями
стецы облицовываются глазурованными плит-
8
1
9 7 tD
1 3 4 5
11
6
5
5 7
1 г
3 и
Фиг. 2. Компоновка сред-
ней заводской лаборато-
рии: 1 — термическая ла-
боратория; 2— металло-
графическая лаборато-
рия; 3 — кабинет началь-
ника; 4 — лаборатория
формовочных материалов;
5 — механическая лабора-
тория; б —механическая
мастерская; 7 — химиче-
ская лаборатория; 8 —
отдел коррозии; 9 у- отде-
ление спектрального ана-
лиза; 10— магнитная ла-
боратория; 11 — рентге-
новская лаборатория.
Фиг. 3. Компо-
новка малой завод-
ской лаборатории:
/— термическая
лаборатория; 2 —
лаборатория фор-
мовочных материа-
лов; 3 — кабинет
начальника и кан-
целярия; 4—метал-
лографическая ла-
боратория; 5 — хи-
мическая лабора-
тория; 6— механи-
ческая лаборато-
рия; 7 — механиче-
ская мастерская.
ками светлого тона на высоту 1,7 ли Потолки
белятся клеевой краской.
Полы сухих помещений делаются из пар-
кета на битуме, полы сырых и особо огово-
рённых помещений — из метлахских плиток,
укладываемых в случае надобности на кислото-
стойкой замазке.
Вентиляция. Помещения лабораторий —
механической, металлографической, магнитной,
формовочных материалов, а также механиче-
ской мастерской — оборудуются системой вен-
тиляции, обеспечивающей 2—3-кратный обмен
воздуха, принятый для помещений, предна*
376
ПРОЕКТИРОВАНИЙ ЗАВОДСКИХ ЛАБОРАТОРИЙ
[РАЗД. V
значенных для продолжительного пребывания
в них людей.
В рентгеновской лаборатории отсос возду-
ха производится из нижней зоны помещения.
Общая кратность обмена — не менее 4.
В термической лаборатории, независимо от
общей вентиляционной системы, проекти-
в помещении химической лаборатории должен
быть не менее 4—5-кратного.
Необходимо обратить внимание на то,
чтобы система вентиляции химической лабо-
ратории устраняла возможность проникания
воздуха из помещения лаборатории в другие
помещения.
шоо
Фиг. 4. Компоновка площадей и планировка оборудования средней заводской лаборатории. / — термическая ла-
боратория; // — металлографическая лаборатория: а — фотокомната; /// — комната начальника; IV — комната секре-
таря-диспетчера; V—лаборатория формовочных материалов; VI— механическая лаборатория; VII— механическая
мастерская; VIII—химическая лаборатория: б— химико-аналитический отдел; в —отдел коррозии, г—отдел спект-
рального анализа, д—весовая, е—комната начальника химической лаборатории, ж— кубовая и мойка, з —
реактивная; IX— магнитная лаборатория; X — рентгеновская лаборатория: и—камера просвечивания, к — аппа-
ратная, л — фотокомната. 1 — муфельная силитовая печь; 2 — муфельные хромалевые печи; 3 — столы для
мелких печей и приборов; 4 — прибор Роквелла; 5 — шкафы; 6 — закалочный бак для воды и масла; 7 — гори-
зонтальный металлографический микроскоп; 8 — рабочие столы; 9 — вертикальный микроскоп; 10 — водопроводные
раковины; //—фотоаппарат; 12 — стол для шлифования; 13—полировочный станок; 14— бегуны; 15 — копры; 16 —
приборы для взбалтывания, 17—рычажный прибор для определения крепости;/^— сушильные шкафы электрические;
19— прибор для проверки газопроницаемости; 20 — вентиляторный -смесительный прибор; 21— прибор для уско-
ренного определения влажности; 22 — ситовый прибор; 23 — весы; 24 — шаровая мельница; 25— машина Амслера на
50 /я; 26 — разрывная машина на 10 т; 27 —пресс Гагарина; 28 — разрывная машина на 5 т; 29 — весы „Толедо";
30— машина для испытания на износ; 31 — машина для испытания на усталость; 32 — копёр Шарпи на 15 кгм\ 33—
копёр Шарпи на 1 кгм\ 34— прибор Эриксена; 35— прибор для испытания на изгиб; 36 — делительная машина;
37 — машина для испытания проволоки на кручение; А?— прибор Бринеля; 39 — прибор Роквелла; 40 - прибор Ту-
кон-Вильсон; 41 — прибор Виккерса; 42 — токарно-винторезный станок ДИП-200; 43 — слесарный верстак с тисками;
44 — тумбочки для инструмента; 45 — токарный станок 162-СП; 46 — горизонтально-фрезерный станок; 47 — станок
для разрезки закалённых деталей; 48 — шепинг; 49 — приводная ножовка; 50 — наждачное точило; 51 — сверлиль-
ный станок;52 — настольный сверлильный станок; 53 — динамомашина постоянного тока; 54 — влажная камера; 53 —
колесо Гарднера; 56 — кварцевый спектрограф; 57 — стол для стилометра; 58 — стол для стилоскопа и кароометра;
59 — весы аналитические; 60—шкаф несгораемый; 61 — столы аналитические; 62 — стол для аппарата Вюрца-Марса
(определение углерода); 63 —баллон кислородный; 64 — стол моечный; 65—куб перегонный для дестиллированной
воды; 66 — полка для посуды; 67 — шкафы вытяжные; 68 — электролизер; 69 — универсальный магнитный дефекто-
скоп; 70 — передвижной магнитный дефектоскоп; 71 —размагничивающая камера; 72 — рентгеновский аппарат;
73 — штатив с рентгеновской трубкой; 74 — стол для просвечивания деталей; 75 — пульт управления аппаратом;
76 — шаупульт; 77 — аппарат для структурного анализа; 78 — стол с негатосколом.
руются местные отсосы воздуха от масляных
и соляных ванн и от экспериментальной уста-
новки для химико-термической обработки.
Здесь следует предусматривать 5-кратный
обмен воздуха.
В химической лаборатории местными вен-
тиляционными отсосами оборудуются вытяж-
ные шкафы. Помещение вентилируется как
в верхней, так и в нижней зонах, причём
устройство каналов должно иметь регулиру-
ющие приспособления, которые давали бы
возможность по желанию включать верхний
или нижний отсос, & также регулировать
интенсивность последнего. Обмен воздуха
Водопровод и канализация. Расход хо-
лодной воды следует принять в среднем
0,25 л/сек на точку при работе всех точек
в продолжение 2,5 часа в смену и коэфи-
циенте одновременности 0,25. Целесообразно
предусмотреть снабжение лабораторий также
и горячей водой. Раковины в химической и
металлографической лабораториях должны
иметь фаянсовые сифоны, а в остальных лабо-
раториях— обычные металлические. Лабора-
торные раковмны делаются фаянсовыми спе-
циального лабораторного типа; краны должны
иметь наконечники для надевания резиновых
трубок.
ПРОЕКТИРОВАНИЕ ОБЩЕЗАВОДСКИХ
УСТРОЙСТВ
Глава XIII
ПРОЕКТИРОВАНИЕ ГЕНЕРАЛЬНОГО ПЛАНА
МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА
ОПРЕДЕЛЕНИЕ ГЕНЕРАЛЬНОГО ПЛАНА
И ПОСЛЕДОВАТЕЛЬНОСТЬ ЕГО
РАЗРАБОТКИ
Генеральным планом завода называется
проект взаимного расположения всех его
зданий и сооружений, рельсовых и безрель-
совых дорог, подземных и надземных сетей,
увязанных с рельефом и благоустройством
территории и организованных в единое це-
лое для эффективного функционирования
проектируемого завода.
Проектирование генерального плана необхо-
димо вести в следующем порядке, а) На
основе показателей аналогичных заводов со-
ставляется схема генерального плана, дающая
принципиальное решение вопроса о размеще-
нии (компоновке) на территории предприятия
его зданий, наземных сооружений и устройств
и выявляющая возможность рационального
расположения проектируемого завода на на-
меченной для строительства площадке, б) По
мере составления проектов цехов и заводских
устройств и получения уточнённых данных
на основе предварительно составленной схемы
разрабатывается проект генерального плана.
При этом решаются все технические вопросы
взаимной увязки зданий, сооружений и
устройств в горизонтальной и вертикальной
плоскостях, а также организации рельефа и
благоустройства заводской территории, в) Для
(существления генерального плана в натуре
составляются рабочие чертежи генерального
плана и относящихся к нему сооружений.
На основе генерального плана завода раз-
рабатывается строительный генеральный план,
в котором в соответствии с принятой органи-
зацией строительных работ указывается разме-
щение всех необходимых для строительства
временных и подсобных сооружений и
устройств.
После окончания строительства завода
составляется исполнительный генеральный
план (не является проектом и не входит в
состав проектных работ), представляющий со-
бой результат съёмки с натуры всех фактиче-
ски осуществлённых сооружений (наземных,
надземных и подземных), а также рельефа завод-
ской территории после её вертикальной пла-
нировки. Исполнительный генеральный план
предназначается преимущественно для эксплоа-
тационных нужд (исправление повреждений
подземных сетей, ремонт сооружений и т. п.);
им пользуются также и при проектировании
реконструкции завода.
Для проектирования генерального плана
необходимы следующие исходные дан-
н ы е: 1) о составе завода; 2) о размере и харак-
тере отдельных цехов и устройств; 3) о взаим-
ных производственных связях цехов и устройств
(схема производства); 4) о топографических,
геологических, гидрогеологических и клима-
тических условиях заводской площадки; Ъ) о
существующих и проектируемых в районе
строительства населённых пунктах, промыш-
ленных предприятиях, транспортных, энерге-
тических, санитарно-технических и других
сетях и сооружениях, с которыми может быть
связан проектируемый завод.
Проект генерального плана должен дать
наиболее рациональное решение горизонталь-
ного и вертикального (высотного) расположе-
ния зданий и сооружений, принимаемое в ре-
зультате: 1) выбора вида застройки; 2) опре-
деления транспортной схемы; 3) зонирования
заводской территории; 4) обеспечения возмож-
ности расширения предприятия; 5) создания
условий противопожарных, санитарных и ПВХО;
6) организации людских потоков; 7) устрой-
ства инженерных сетей; 8) организации
рельефа.
Проектирование генерального плана ве-
дётся методом постепенного отбора
отдельных вариантов и сопоставления их
эксплоатационных преимуществ для буду-
щего завода с экономичностью затрат на
строительство.
ОСНОВНЫЕ ПРАВИЛА ПОСТРОЕНИЯ
ГЕНЕРАЛЬНОГО ПЛАНА
Решение генерального плана зависит от
масштаба предприятия и его состава, опреде-
ляемого характером и технологией производ*
ства, а также от различных местных условий,
например, от рельефа и геологических усло-
вий площадки, возможности примыкания к
железнодорожной сети, расположения завод-
ской площадки по отношению к населённому
пункту, соседним предприятиям и т. п.
Существует ряд основных правил построения
генерального плана, в значительной степени
пригодных для каждого проектируемого
завода.
378
ПРОЕКТИРОВАНИЕ ГЕНПЛАНА ЗАВОДА
[РАЗД. V
1. Взаимное расположение зданий и соору-
жений и размещённых в них цехов и устройств
должно соответствовать требованиям произ-
водственного процесса, обеспечивая поточ-
ность производства.
2. Производственный поток материалов,
полуфабрикатов и изделий должен быть по-
ступательным и наикратчайшим, без встреч-
ных и возвратных движений.
3. Для удобного обслуживания потока
транспортными средствами железнодорожные
пути и безрельсовые дороги на территории
завода должны быть расположены соответ-
ственно характеру грузовых потоков.
4. Пути передвижения людей по- террито-
рии завода (людские потоки) должны быть
наиболее короткими и по возможности не
должны пересекаться с грузовыми потоками
(особенно в наиболее напряжённых участках).
5. Целесообразно зонировать заводскую
территорию, т. е. разделить её на зоны, рас-
положив в каждой из них группу цехов и
устройств, однородных по характеру производ-
ства, пожарным и санитарно-гигиеническим
условиям, по энергопотреблению, грузообороту,
людским потокам.
6. Вспомогательные цехи, склады и энерге-
тические устройства следует размещать воз-
можно ближе к обслуживаемым ими основным
цехам.
Г .7. Заводскую территорию надо максимально
использовать под застройку зданиями и со-
оружениями. Расстояния (разрывы) между
ними должны быть минимальными и отвечать
противопожарным и санитарно-техническим
требованиям.
8. Здания и сооружения следует распола-
гать в отношении стран света и направления
господствующих ветров так, чтобы предохра-
нить большинство цехов и устройств завода
от дыма, газов и пыли, максимально исполь-
зовать естественные условия для освещения и
аэрации цехов, а также предохранить их от
чрезмерного перегрева солнечными лучами.
9. Следует стремиться к наиболее ком-
пактному размещению зданий и сооружений,
по возможности объединяя отдельные мелкие
объекты в строительные комплексы (блоки).
Производственные блоки должны допускать
удобное размещение цехов и обеспечивать
возможность создания поточных линий.
10. Необходимо предусмотреть возможность
расширения производства в соответствии с
планом развития завода с наименьшими за-
тратами, без нарушения основной идеи гене-
рального плана и без сноса возведённых ранее
капитальных зданий и сооружений.
П. При размещении заводских объектов не-
обходимо учитывать рельеф площадки, а так-
х;е местные геологические и гидрогеологи-
ческие условия, с тем чтобы обеспечить вы-
сокое качество сооружений при минимальной
стоимости строительных работ.
12. Присоединение завода к магистральным
ж.-д. путям, безрельсовым дорогам, энерге-
тическим, санитарно-техническим и другим
районным устройствам должно быть рациональ-
ным, а связь завода с населённым пунктом —
удобной.
13. Должна быть создана возможность пра-
вильного развёртывания и производства ра-
бот на всех этапах строительства.
14. При проектировании генерального пла-
на крупных предприятий, вводимых в дейст-
вие по очередям, следует стремиться к наи-
большему сокращению размеров территории
и протяжённости производственного потока
первой очереди завода (это снизит затраты
на её освоение и эксплоатацию).
15. Генеральный план завода должен иметь
рациональное архитектурное решение. Для
этой цели необходимо увязать и целесообраз-
но разрешить все частные проблемы, обеспе-
чить систематичность начертания, стройность
сети проездов, чёткость людских потоков,
органичность размещения отдельных зданий,
предусмотреть планировку и благоустройство
площадки, придать архитектурную выразитель-
ность отдельным зданиям и всему ансамблю
завода [2].
16. Для чёткой архитектурной композиции
генерального плана необходимо соблюдение
правильной формы заводских зданий и прямо-
линейности магистралей и проездов (в боль-
шинстве случаев главная магистраль должна
быть основной композиционной осью плана),
сохранение параллельности и перпендикуляр-
ности осей зданий и сооружений, соблюдение
линии фронта зданий, обращенных к магистра-
лям и проездам, правильное размещение пло-
щадей и отдельных элементов благоустройства,
надлежащая группировка зданий, создающая
единый архитектурный ансамбль.
СОСТАВ ЗАВОДА
Все цехи и устройства, входящие в состав
машиностроительного завода, могут быть раз-
делены на три группы:1)основные(производ-
ственные цехи, 2) вспомогательные цехи и
3) обслуживающие устройства (хозяйства).
Примерный состав завода указан в табл 1.
В зависимости от полноты производствен-
ного цикла в состав каждого машиностроитель-
ного завода входят те или иные из перечис-
ленных в табл. 1 основных цехов.
По полноте производственного цикла
различают заводы трёх типов.
Заводы первого типа — с полным производ-
ственным циклом, имеют все основные цехи —
заготовительные, обрабатывающие и сборочные;
к этому типу относится большинство машино-
строительных заводов.
Заводы второго типа выпускают только
заготовки (литьё, поковки и т. д.) для снабже-
ния других предприятий. В составе заводов
этого типа основное место занимают крупные
заготовительные цехи — литейные, кузнечные
и т. п.
Иногда на этих заводах производится и
частичная обработка заготовок (например, об-
дирка).
Заводы третьего типа выполняют только
сборку машин из деталей и агрегатов, получен-
ных с других предприятий.
В практике машиностроительной промыш-
ленности встречаются различные комбинации
этих типов заводов. Так например, заводы
первого типа могут не иметь заготовительных
цехов, а получать заготовки (литьё или по-
ковки) со стороны. На заводах третьего типа,
кроме сборочных цехов, могут быть и неко-
торые обрабатывающие цехи для изготовления
гл. хш]
СХЕМА ПРОИЗВОДСТВА
379
Состав завода
Таблица 1
Основные
(производ-
ственные)*цехи
Заготови-
тельные
Сталели-
тейньи
Чугуно-
литейные
Цветно-
го литья
Загото-
витель-
ные (прав-
ка и рез-
ка метал-.
ла)
Кузнеч-
ные
Кузнеч-
но-прессо-
вые
Лесо-
пильные
Обрабаты-
вающие и
сборочные
Котель-
ные и ме-
талличе-
ских конст-
рукций
Холодной
штамповки
Свароч-
ные
Термиче-
ские
Механи-
ческие
Дерево-
обделоч-
ные
Металло-
покрытий
Окрасоч-
ные
Сбороч-
ные (с ис-
пытатель-
ными стан-
циями)
Вспомога-
тельные
цехи
Инстру-
менталь-
ные
Инстру-
менталь-
но-штам-
повые
Модель-
ные
Ремонт-
но-меха-
нические
Электро-
ремонт-
ные
Ремонт-
но-строи-
тельные
Тарные
Регене-
рации
(земли,
масел, об-
тирочных
материа-
лов)
Экспе-
римен-
тальные
Утиль-
ные
О
Складские
Покупных
изделий и ма-
териалов
(главные ма-
газины)
Шихтовых
и (Ьоомовоч-
ных материа-
Металла
Леса (круг
лого и пило-
материалов)
Топлива
(твёрдого и
жидкого)
Литья и по-
ковок
Инструмен-
та и абрази-
вов
Моделей
Масел, кра-
сок и химиче-
ских материа-
лов
Бензина и
керосина
Сжатых га-
зов (кислоро-
да и ацетиле-
на)
Готовой про-
дукции
Металлоот-
ходов
Запчастей
Оборудова-
ния
Строитель-
ных материа-
лов и огнеу-
поров
б с л у ж и в
Энергетиче-
ские
Электро-
станции
Теплоэлект-
роцентрали
Понизитель-
ные подстан-
ции
Котельные
Компрес-
сорные стан-
ции
Газогенера-
торные стан-
ции
Кислород-
ные и ацети-
леновые стан-
ции
Электросети
Паропрово-
ды
Газопрово-
ды
Воздухопро-
воды
Нефте-и
бензопроводы
а ю щ и е ус
Транспортные
Рельсовые
пути и путе-
вые устройст-
ва
Депо паро-
возов и мото-
возов
Безрельсо-
вые, автомо-
бильные и
другие дороги
Гаражи ав-
томобильного
транспорта
Гаражи ав-
то- и электро-
кар с заряд-
ной станцией
Конные дво-
ры
Вагонные и
автомобиль-
ные весы
Железнодо-
рожные и кра-
новые эстака-
ды
Подъёмно-
транспортные
устройства
тройства
Санитарно-
технические
Сети водо-
снабжения,
канализации
и теплофика-
ции
Насосные
станции и
станции пере-
качки
Водохрани-
лища
Водонапор-
ные башни
Водозабор-
ные сооруже-
ния и артези-
анские сква-
жины
Очистные
сооружения
Общезавод-
ские
Централь-
ные лаборато-
рии
Заводо-
управления
(главные кон-
торы)
Здания об-
щественных
организаций
Проходные
конторы
Пожарные
депо
Помещения
военизиро-
ванной охраны
и сторожевые
пункты
Столовые
Поликлини-
ки, амбулато-
рии и меди-
цинские пунк-
ты
Учебная
сеть (школы,
техникумы,
училища, кур-
сы)
Примечание. Подробная классификация цехов машиностроительных заводов рассматривается в соот-
ветствующих главах этого тома.
отдельных деталей и узлов и т. п. Чем пол-
нее цикл производства проектируемого пред-
приятия, тем больше цехов и устройств вхо-
дит в его состав и тем сложнее его структура.
СХЕМА ПРОИЗВОДСТВА
Размещение зданий и сооружений завода
должно быть подчинено требованиям произ-
водственного процесса. Путь, который прохо-
дят материалы, полуфабрикаты и изделия в про-
цессе производства, определяется функциональ-
ной связью между цехами и устройствами за-
вода или технологической схемой производ-
ства.
Для составления схемы производства не-
обходимо иметь производственное задание,
характеристику изделий и данные о процессе
их изготовления, принимаемые по аналогии с
технологическим процессом на других заводах
либо специально выработанные для проекти-
руемого завода
Схема производства может быть представ-
лена графически в виде так называемой „ра-
бочей диаграммы" завода. На ней графически
изображаются производственно-технологиче-
ские связи \между отдельными цехами и уст-
ройствами предприятия. Примерная схема
производства машиностроительного завода при-
ведена на фиг 1.
Расположение цехов и устройств на терри-
тории завода зависит от того, каким видом
движения материалов и полуфабрикатов осу-
ществляется схема производства.
Различают следующие основные схемы хо-
да производства: продольную, поперечную и
комбинированную.
При продольной схеме хода производства
материалы движутся прямолинейно вдоль длин-
ной оси зданий, располагаемых последователь-
но одно за другим, в соответствии с техноло-
гическим процессом (фиг. 2, а).
Производственный поток может быть рас-
членён на две и более линии. В этом случае
здания располагаются последовательно в
380
ПРОЕКТИРОВАНИЕ ГЕНПЛАНА ЗАВОДА
[РАЗД. V
Круглые Пиломате-
лесоматериаЛы риалы
Шихтовые Сталь
и формовочные инстри-
чалы ментам»*.
f
"ем- мКимы
пильный г—-j
металш ^шдД^Д*** Г^ош-
Деревообде-
лочный
2-й терми-
ческий
Механический
Ремонтно-строительный
Ремонтно'ме-
ханичесний
Сбороины и
Газогенерат
J / станция
¦Центральн
котельная
Отвал
Тарный
Экспедиция Скпад гото
вой продукции
Условные обозначения:
склады; о — заготовительные цехи; CD — обрабатывающие а сборочные цехи;
тельные цехи; 0 — энергетические устройства.
Фиг. 1. Схема производства машиностроительного завода.
— вспомога-
Такие схемы применимы для вытянутых
участков.
Иногда при продольной схеме хода
производства часть зданий (или даже
все) располагается длинной осью пер-
пендикулярно питающему пути. Здесь
движение материалов, будучи посту-
Ш.д
Ад.
л. б.
1 1
\
ш
. \
Чп
Фиг. 2. Схемы продольного хода производства.
О) —
Фиг. 3. Схемы поперечного хода
производства: /—склад сырья; Я—загото-
вительный цех; III— обрабатывающий цех;
IV— сборочный цех; V— склад готовой про-
дукции; ж.-д. — железнодорожный путь.
два или в несколько параллельных рядов
(фиг. 2, б).
При указанных на фиг. 2, а и б
схемах ход производства направляется па-
раллельно основным заводским ж.-д. путям.
нательным по длинной оси зданий, может
итти по ломаной линии, и схема приобретает
различные формы: L-образную (фиг. 2, в), U-об-
разную (полукольцевую) (фиг. 2, г и д),
Ш-образную (фиг. 2, е) или кольцевую.
гл. хш]
ВЫБОР ВИДА ЗАСТРОЙКИ
381
Данные схемы движения материалов приме-
нимы для участков, имеющих примерно ква-
дратную форму.
Движение материалов при поперечной схе-
ме хода производства перпендикулярно длин-
ной оси здания и основным ж.-д. путям
(фиг. 3, а, б). Поперечная схема применима
для коротких участков большой глубины.
Ж.д
Фиг. 4. Схемы комбинированного хода
производства. Обозначения см. на
фиг. 3.
При комбинированной схеме хода производ-
ства материалы направляются частью в попе-
речном, а частью — в продольном направлении
(фиг. 4, а, б).
БЛОКИРОВКА ЦЕХОВ И УСТРОЙСТВ
При проектировании машиностроительных
заводов целесообразно объединять отдельные
цехи и устройства в одном здании — блоке
цехов. Объединение (блокировка) цехов со-
кращает протяжённость производственных по-
токов и межцехового транспорта, облегчает
механизацию транспортировки материалов,
полуфабрикатов и .изделий, содействует орга-
низации поточного метода работы, уменьшает
длину заводских коммуникаций, улучшает
управление производством и бытовое обслужи-
вание работающих. Наиболее рациональна
блокировка цехов, однородных по технологиче-
скому процессу и имеющих взаимную тесную
производственную или функциональную связь.
Широкое распространение получила блоки-
ровка цехов и устройств в группы литейную,
кузнечную, холодной штамповки, механосбо-
рочную, деревообрабатывающую и общезавод-
скую.
Литейная группа включает склады шихты,
топлива и формовочных материалов, литейный
цех серого и ковкого чугуна, фасонно-стале-
литейный цех, цех цветного литья, склад
литья, иногда модельный цех и др.
Кузнечная группа включает склад металла,
заготовительное отделение при кузнечном
цехе, кузнечные цехи (в том числе кузнечно-
штамповочный и кузнечнопрессовый), первый
термический, инструментально-штамповый, а
иногда также рессорный и пружинный цехи.
Группа холодной штамповки (прессовая),
з которую входят цехи и отделения холодной
штамповки, термическое, травильное, механи-
ческое, холодновысадочное, пружинное, сбо-
рочное, сварочное, металлопокрытий, окрасоч-
ное, штампово-инструментальное, а также
склад металла, характерна для некоторых
отраслей среднего машиностроения, например,
зля автомобилестроения. В тяжёлой машино-
строении она отсутствует; здесь имеется ко-
тельно-сварочная группа.
Механосборочная группа состоит из цехов
механического, второго термического, сбороч-
ного, металлопокрытий, окрасочного, испыта-
тельной станции, инструментального и ремонт-
но-механического.
Деревообрабатывающая группа образует-
ся из лесосушил, склада сухих пиломатериа-
лов, деревообделочного, столярно-сборочного,
модельного, тарного, ремонтно-строительного
и других цехов.
Общезаводская группа объединяет заводо-
управление, общественные организации, цен-
трал ьную лабораторию, проходную, контору и пр.
Не исключена возможность размещения
в одном здании цехов разнородных групп.
Однако такая блокировка во многих случаях
ухудшает санитарно-гигиенические условия
в цехах холодной обработки из-за близости
расположения цехов с горячим, пыльным
или дымным производством, создаёт пожарную
опасность для здания в целом, ухудшает про-
изводственные условия работы в цехах из-за
шума и сотрясений, вызываемых работой мо-
лотового оборудования. Поэтому объединение
в одном здании разнородных цехов ограничи-
вается некоторыми условиями. Так например,
не рекомендуется блокировка: 1) цехов горя-
чей обработки металла с цехами, применяю-
щими легко воспламеняющиеся материалы;
2) крупных литейных цехов с другими цехами;
3) кузнечных цехов, в которых установлены
крупные молоты, с механическими.
На небольших и средних по величине заво-
дах иногда выделяется .главный корпус",
в котором размещаются все цехи механосбо-
рочной группы. В этом корпусе могут быть
расположены также цехи и устройства других
групп, в том числе и общезаводской.
ВЫБОР ВИДА ЗАСТРОЙКИ
Застройка промышленных площадок маши-
ностроительных заводов бывает одноэтажной
и многоэтажной. Последняя встречается реже,
чем одноэтажная, и применяется главным об-
разом на заводах лёгкого машиностроения
(аппаратуры, точной механики, электротехни-
ческого оборудования и др.).
Одноэтажная застройка может быть раз-
дельной и сплошной.
Раздельная застройка (иначе называемая
павильонной) характерна тем, что в каждом
из отдельно стоящих заводских зданий раз-
мещается один или несколько цехов (устройств).
Сплошная застройка представляет собой
объединение всех (или большинства) цехов
и устройств завода в одном здании.
Сравнительная характеристика различны
видов застройки приведена в табл. 2.
При раздельной застройке количество и
тип зданий определяются блокировкой цехов
и устройств, зависящей от организации произ-
водства. Последняя может иметь следующие
основные формы: а) размещение каждого цеха
или устройства в отдельном здании, б) объеди-
нение (блокировка) цехов и устройств в одно-
родные группы, в) объединение (блокировка) в
одном здании различных цехов, представляю-
щих комплекс, необходимый для выпуска от-
дельных узлов, агрегатов или готовых изделий
382
ПРОЕКТИРОВАНИЕ ГЕНПЛАНА ЗАВОДА
,РАЗД. V
Таблица 2
Характеристика разных видов застройки
Достоинства
Недостатки
Одноэтажная раздельная застройка
Увеличение территории
завода
Удлинение грузопото-
ков и производственных
линий
Увеличение протяжён-
ности инженерных сетей,
железнодорожных путей,
безрельсовых дорог; по-
вышение первоначаль-
ных затрат на эти соору-
жения N
Увеличение эксплоата-
ционных расходов по меж-
цеховому* транспорту, по
содержанию завода в по-
рядке и по охране
Удлинение времени, за-
трачиваемого рабочими на
передвижение по терри-
тории завода
Одноэтажная сплошная застройка
Конструктивная просто-
та зданий
Локализация пожарной
опасности
Наличие благоприятных
условий аэрации в горя-
чих, пыльных и дымных
J ,
Устранение влияния не-
избежных в одних цехах
вредных выделений, со-
трясений и проч. на ра-
боту других цехов
Уменьшение площади
заводской территории
Сокращение длины про-
изводственных линий
Облегчение возможно-
сти организации непре-
рывного и поточного про-
изводства
Уменьшение протяжён-
ности инженерных сетей,
железнодорожных путей,
безрельсовых дорог
Снижение эксплоата-
ционных расходов по меж-
пеховому транспорту, со-
держанию завода в поряд-
ке и охране
Облегчение обслужива-
ния работающих на заводе
Увеличение пожарной
опасности (особенно при
сгораемых перекрытиях)
Ухудшение: а) условий
аэрации; б) санитарно-ги-
гиенических условий ра-
боты в цехах холодной об-
работки при размещении
их в одном здании с горя-
чими или пыльными произ-
водствами.
Увеличение уязвимости
с воздуха основных цехов
завода.
Усложнение конструк-
ции зданий
Трудность обслужива-
ния зданий (удаление сне-
га, отвод воды)
Многоэтажная застройка
Уменьшение размеров
заводской территории и
площади застройки
Сокращение длины гру-
зовых и людских потоков
Облегчение возможно-
сти кондиционирования
условий работы в цехах
высокой точности
Снижение эксплоата-
ционных расходов по тер-
ритории завода
Облегчение условий об-
служивания работающих
на заводе
Ограничение веса обра-
батываемых деталей, уз-
лов и изделий
Уменьшение величины
допускаемой нагрузки на
перекрытия и веса уста-
навливаемого оборудова-
ния
Ограничение ширины
зданий, вытекающее из
условий освещения боко-
вым светом
Вредное влияние сотря-
сений (вибрации) в верх-
них этажах на работы в
цехах высокой точности
В отдельных зданиях размещаются пре-
имущественно заготовительные цехи и боль-
шинство обслуживающих устройств завода.
Крупные цехи, а также блоки цехов, зани-
мающие весьма значительные площади, раз-
мещаются в многопролётных зданиях или
в зданиях так называемого „слитного" типа.
Последний представляет собой соединение от-
дельных зданий, образующее сложную форму —
Г-, П-, Ш-образную, гребенчатую и др.
Слитный тип раздельной застройки может
быть вызван особенностями технологического
процесса, условиями аэрации (преимуще-
ственно для цехов с горячим и пыльным
производством), а иногда конфигурацией пло-
щадки.
Сложную форму застройки применяют так-
же в тех случаях, когда хотят избежать
устройства внутренних водостоков, необходи-
мых для многопролётных зданий.
На фиг. 5 представлена схема генерального
плана небольшого завода для изготовления
:с
Фиг. 5. Схема генерального плана завода для изгото-
вления запасных частей из отливок:/ — главный корпус;
2 — литейный цех: 3 —деревообделочный цех; 4 — склад
леса; 5—-котельная; б—склад топлива; 7—депо мотовозов;
8 — главный магазин; 9—компрессорная; 10— градирня;
11 — склад масел; 12 — склад строительных материалов;
13 — копровое хозяйство; 14 — галлерея; 15— гараж;
16 — центральный распределительный пункт; 17 — проход-
ная; /<?—заводоуправление; 19— пожарное депо
Фиг. 6. Схема ге-
нерального плана
завода для изгото-
вления запасных
частей из поковок:
/—главный корпус;
'2 —кузнечный и
термический цехи;
3 — заготовитель-
ный цех (резка металла); 4—деревообделочный цех;
5 -- склад леса; 6 — газогенераторная станция; 7 — газо-
очистка; 8— котельная; 9 и 10— склады топлива; //—склад
масел; 12 — депо мотовозов; 13 — склад строительных ма-
териалов; 14 — гараж; 15—насосная и компрессорная;
16 — градирня; /7—проходная; 18 — заводоуправление.
Фиг. 7. Схема генерального плана завода для изготовле-
ния запасных частей: / — главный корпус; 2 — литейный
цех; 3 — кузнечный цех; 4— деревообделочный цех;
.5—склад леса; б —компрессорная; 7—склад химикатов;
8 — газогенераторная станция; 9 — насосная; 10—склад
топлива; // —паровозное депо; 12— склад строительных
материалов; /3—копровое хозяйство; 14 — гараж; 15—за-
водоуправление.
запасных частей из отливок [8]. Для данного
завода принята раздельная застройка. Главный
корпус / включает цехи механосборочной
группы.
гл. хш]
ВЫБОР ВИДА ЗАСТРОЙКИ
383
На фиг. 6 показана схема генерального плана
[8] завода для изготовления запасных частей
из поковок. Блок кузнечногои термического це-
хов 2имеет слитную Ш-образную форму, весьма
распространённую для крупных горячих цехов.
На схеме генерального плана но фиг. 7 за-
вода запасных частей [8] главный корпус 1 н
литейный цех 2 соединяются зданием заводо-
управления 15, образуя вместе слитную за-
стройку сложной формы.
Фиг. 8. Схема генерального
плана завода металлургиче-
ского оборудования (тяжёлое
машиностроение): 7 —чугуно-
литейный цех; 2, 5 —сталели-
тейные цехи; 4 — меднолитей-
ный цех; 5 — обрубной цех;
6 — кузнечно-прессовый цех:
7—прессовый цех; 8 — меха-
нический цех; 9—механо-сбо-
рочный цех; 10, 77 —ремонт-
ный и инструментальный це-
хи; 72 —модельный цех; 13 —
ремонтно-строительный цех:
14 — компрессорная; 15 — лесо-
сушилка; 16 — склад моделей-;
17 — главный магазин; 13 —
брызгальный бассейн; 19 —
лесопильная рама; 20 — склад
угля; 27 — склад круглого леса;
22 — склад лома; 23 — склад
чугунов; 24 — склад прокатного металла; 25— паровозное депо; 26 — гараж; 27 —пожарное депо; 28 — столовая;
29 — проходная; 30 — общежитие ВОХР; 31 — техникум; 32 — заводоуправление; 33 — лаборатория; 34 — поликлиника:
35- ремесленное училище.
35 35
Фиг. 9. Схема генерального плана локомобильного завоча: 1 — литейный цех; 2 — моделыю-деревообделочный цех;
3— кузнечный цех; 4— механический цех; 5 — ремонтно-механический и инструментальный цехи; 6—котельно-заго-
товительный цех; 7—котельно-сборочный цех; 8, Р —блок цехов промышленных локомобилей (<? —механический,
9 — сборочный); 10, 11, 12—блок цехов сельскохозяйственных локомобилей G0 — котельный, 7/ — сборочный, 72—ме-
ханический); 13— ЦЭС; 14 - открытая подстанция; 15— градирня; 16— склад формовочных материалов; 77—склад
шихты; /^—кислородная станция; 19 — наполнительная рампа и склад баллонов; 20— склад пиломатериалов:
21— тарная мастерская; 22 — лесорама; 23 — склад брёвен; 24 — склад лома; 25--копёр; 26 — мазутохранилище;
27 — склад угля; 2S — склад горючих и смазочных материалов; 29 — склад оборудования; 30—склад сорто-
вого железа; 31 — главный магазин: 32 — склад моделей; ,?3 —склад карбида; 34— ацетиленовая станция; 35 — склад
проката; 36 и 37— компрессорная и насосная; 38— насосная станция; 39 — брызгальный бассейн; 40 —склад топлива:
41 — склад металла кузнечного цеха; 42— -бытовые помещения при цехах; ¦??--заводоуправление; 44 — проходил1
контора и центральная лаборатория; 45 — столовая; 46 — гараж; 47 — депо паровозов.
384
ПРОЕКТИРОВАНИЕ ГЕНПЛАНА ЗАВОДА
[РАЗД. V
Схема генерального плана завода тяжёлого
машиностроения (металлургического обору-
дования), представленная на фиг. 8, так же как
и схема локомобильного завода (фиг. 9), харак-
терна П-образной формой основных корпусов
и простой формой остальных зданий павильон-
ной застройки, что позволило обойтись без
внутренних водостоков (проекты 1943 г.) [9].
Некоторые блоки цехов на фиг. 9 специали-
зированы по выпуску определённых изделий:
здание 8—9 занято блоком цехов промышлен-
ных локомобилей, а здание 10—//—12—бло-
ком цехов сельскохозяйственных локомобилей.
Перспективный вид этого локомобильного
завода (без блока 10—12) приведён на фиг. 10.
На фиг. 11 показана схема генерального пла-
на, а на фиг. 12 перспективный вид паровозо-
строительного завода [9]. Паровозный механо-
сборочный блок 7 имеет Ш-образную слитную
форму (здание без внутренних водостоков).
Как видно из схемы генерального плана
тракторного завода, представленной на фиг.13,
Фиг. 10. Перспективный вид локомобильного завода.
Фиг 11 Схема генерального ггяаяа парсгио-»оггротггелытого завода: / — чугунолитейный цех; 2—обрубной цех; 3—
сталелитейный цех; 4— кузнечно прессовый цех; 5—термический цех;6 —склад угля; 7— паровозо-механосборочны*
цех- 8 9—котельные цехи; 10— механический цех; // — временный литейный цех; /2-шихтарник; 13— механический
цех;' 14— склад моделей; /5 —деревообделочный цех; 16— тендерный цех; 17 — цех краноетроения; 18 — насосно-ком-
прессорная; 19- кислородная; 20 — склад баллонов; 2/ —ТЭЦ; 22— парокозоокрасочный; 23— брызгальный бассейн;
24— главный магазин; 25 —склад химических материалов; 26-склад мазута; 27 — депо паровозов; 25 —центральный
склад топлива; 29 — гараж; 30- пожарное депо; 31 -столовая; 32— заводоуправление; 33 — проходная; 34— централ.
ная лаборатория; 35—ремесленное училище; 36, 37 — мастерские ремесленного училища.
гл. хш]
ВЫБОР ВИДА ЗАСТРОЙКИ
385
Фиг. 12. Перспективный вид паровозостроительного завода.
и его перспективного вида на фиг. 14,
в данном проекте принята раздельная застрой-
ка с размещением части основных цехов
в многопролётных зданиях и с П-образной фор-
мой литейного и кузнечного цехов [8].
Такого же типа застройку имеет другой
тракторный завод [8], перспективный вид
которого приведён на фиг. 15.
Фиг. 13. Схема генерального плана тракторного завода:
/—ремонтно-механический и ремонтно-литейный цехи;
2 —моторный цех; 3 — тракторосборочный цех; 4—прес-
совый цех; 5 —инструментальный цех; б—литейный цех
серого чугуна; 7 —кузнечный цех; <?—компрессорная стан-
ция; 9—лаборатория; 10 — главный магазин; 11 — склад
запасных частей; 12—заготовительный цех (резка метал-
ла); 13— склад строительных материалов; 14— котельная;
/5—газогенераторная станция; 16—склад топлива; 17—
склад леса; 18—деревообрабатывающий цех; 19 — копро-
вое хозяйство; 20 — пожарное депо; 21—столовая; 22—
здание ВОХР; 23—заводоуправление; 24— проходная;
25— дом общественных организаций; 26—гараж.
1
Фиг. 14. Перспективный вид тракторного завода.
25 Том 14 ИЗ
ПРОЕКТИРОВАНИЕ ГЕНПЛАНА ЗАВОДА
[РАЗД. V
Фиг. 15. Перспективный вид тракторного завода.
ЗА 2А U ОА
Фит. 16. Схема генерального плана подшипникового завода: / —блок вспомогательных цехов; 2—блок
точных подшипников; 3 —блок крупных серий; 4 —блок шариков и роликов; 5 —блок мелких серий; 6 — куз-
нечный цех; 7 —литейный цех; 8 — деревообделочный цех; 9 — газогенераторная станция; 10 — ТЭЦ; 11— ком
прессорная; 12 — склад масел; 13 — централизованные охладительные установки; 14 — склад отходов; 15— глав-
ный магазин; 16 — склад кислорода; 17 — склад бензина и керосина; 18 — лаборатория; 79 — заводоуправление;
20 — медицинский пункт; 21 — проходная; 22 — гараж; 23 — пожарное депо; 24—школа.
гл. хш]
ВЫБОР ТРАНСПОРТНОЙ СХЕМЫ
387
Фиг. 17. Перспективный вид подшипникового заводе.
Генеральный план подшипникового завода
(фиг. 16) характерен объединением в крупных
многопролётных блоках различных цехов
с законченным циклом производства изделий
в каждом блоке [8]. Перспективный вид этого
завода показан на фиг. 17.
При дальнейше'м развитии принципа блоки-
ровки цехов и укрупнении устройств завода
возможен переход к сплошной застройке, ко-
торая нередко применялась за последние го-
ды в практике проектирования машинострои-
тельных заводов. Наиболее пригодна она для
заводов с неполным технологическим циклом,
без крупных заготовительных цехов (хотя
имеются случаи объединения под одной крышей
заводов и с полным технологическим циклом).
Площади заводов со сплошной застройкой
достигают 10 га и более.
Применение сплошной застройки ограни-
чивается, однако, условиями противовоздуш-
ной обороны, которые следует учитывать в
каждом конкретном случае.
Многоэтажные заводские здания могут
иметь такую же сложную (слитную) форму,
что и одноэтажные.
ВЫБОР ТРАНСПОРТНОЙ СХЕМЫ *
Выбор транспортной схемы обусловливается
размером грузооборота, характером перевози-
мых грузов, а также конфигурацией и распо-
ложением площадки завода.
Количество и направление грузов опреде-
ляют по так называемой „косой", или „шах-
* Здесь рассматриваются только те вопросы транс-
порта, которые связаны с проектированием генераль-
ного плана. Прочие вопросы транспорта разбираются
в главе „Проектирование транспортного и складского
хозяйства завода".
матной", таблице, примерная форма которой
дана в табл. 3.
Здесь по вертикали нанесены пункты от-
правления, а по горизонтали — пункты прибы-
тия (цехи, склады и другие устройства).
В графы таблицы вписывают грузы, отправ-
ляемые и получаемые всеми пунктами грузо-
оборота. Итоги отправления и прибытия по
каждому из них должны быть сбалансированы.
Величина грузооборота (обычно годового,
а иногда суточного) выражается в тоннах
или в количестве вагонов.
Для наглядного сравнения отдельных ва-
риантов и проверки правильности намечаемой
транспортной схемы (рациональности грузовых
потоков и их протяжённости, отсутствия
встречных, возвратных движений и нежелатель-
ных пересечений и т. п.) может быть исполь-
зована диаграмма грузовых потоков. Направ-
ление отдельных потоков изображается в виде
ручья с условным обозначением груза. Вы-
полненная в принятом масштабе ширина
ручья характеризует мощность грузового
потока.
На фиг. 18 представлена диаграмма (схе-
ма) грузовых потоков вагоностроительного
завода [2]. ^
Внешний транспорт доставляет грузы,
поступающие на завод, и вывозит готовую
продукцию и отходы. На машиностроительных
предприятиях для этой цели в большинстве
случаев используется ж.-д. транспорт широкой
колеи или автомобильный транспорт.
Внутризаводские межцеховые перевозки
осуществляются ж.-д. транспортом широкой
и узкой колеи, автомобилями, тракторами с
прицепами, электро- или автокарами, конвейе-
рами и транспортёрами, ручными тележками,
388
ПРОЕКТИРОВАНИЕ ГЕНПЛАНА ЗАВОДА
[РАЗД. V
Таблица 3
Шахматная таблица грузооборота (годовая в тоннах)
Пункты отправления
к =
as
р и б ы т и я
ный магазин
ш
я
ч
0)
S-
S
о
ч
в
«8
вообделоч-
цех
U о.
Cq я
д угля
CJ
льная
си
\~
о
д отходов
ч
CJ
Со стороны
Склад шихты и
формовочных мате-
риалов
Литейный цех ....
Склад проката. . . .
Механический цех .
Главный магазин . .
Склад пиломатериа-
лов
Деревообделочный
цех ...
Склад угля
Котельная
Склад отходов ....
8353
X
i°353
X
5осо
51оо
X
875
5°°
9оо
875
975 650
— | 435°
! X
IOO
345O
X
5728
125 -
525
5оо
3°5°
15678
1°353
53
i 150
975
650
700
4 35O
3 55°
2875
Всего .
5875
Ю353
353
7825 975
650
Too
435°
355о
3575
59 439
мостовыми кранами (на эстакадах) и другими
транспортными средствами.
Если установлена необходимость ж.-д.
транспорта для внешних перевозок, то в пер-
вую очередь должен быть решён вопрос о
связи проектируемого завода с общесоюзной
сетью железных дорог, т. е. о точке примыкания
к ж.-д. магистрали. Весьма важно выяснить,
возможно ли примыкание в одной,или в двух
точках. В первом случае получение и отправле-
ние грузов производится по одному направле-
нию, во втором—в противоположные стороны.
250
Фиг. 18. Схема грузопотоков вагоностроительного завода.
Далее, выбирается место приёмо-сдаточ-
ных операций, способ передачи между стан-
цией примыкания и заводом (паровозами же-
лезной дороги или средствами предприятия), а
также расположение и размеры заводских
сортировочных станций.
Высотные отметки станции примыкания
должны соответствовать отметкам площадки
завода: при большой разности этих отметок
длина подъездного пути должна быть доста-
точной для создания соответствующих уклонов,
допускаемых техническими условиями про-
ектирования и соору-
жения промышленных
подъездных путей.
Основным назна-
чением внутризавод-
ских ж.-д. путей яв-
ляется распределение
грузового потока по
адресатам на завод-
ской территории, по-
дача отправляемых
грузов и порожняка
к сортировочной стан-
ции и, в меньшей сте-
пени, межцеховые пе-
ревозки. Схема внут-
ризаводских ж.-д. пу-
тей зависит от на-
правления и величины
грузовых потоков, а
также от размеров,
формы и положения
заводского участка.
гл. хш]
ВЫБОР ТРАНСПОРТНОЙ СХЕМЫ
389
Различают три основные транспортные
схемы: сквозную, тупиковую и кольцевую.
Сквозная схема (фиг. 19) характеризуется
прямолинейным направлением движения гру-
зов по заводским путям. Вагоны отправляются
Фиг. 19. Сквозная схема транспорта.
в сторону, противоположную стороне прибы-
тия. Это сокращает время погрузки и выгруз-
ки, ускоряет оборачиваемость подвижного
состава. Такая схема наиболее целесообразна
3
Схема фиг. 21, а пригодна для участков,
умеющих форму трапеции, а фиг. 21,6 —
форму параллелограма [6].
Тупиковая схема распространена на за-
. водах с небольшим грузооборотом. Она при-
меняется и на крупных заводах в тех случаях,
когда по условиям конфигурации участка
невозможно использовать иную схему. При
данной схеме (фиг. 22) ж.-д. пути, подводимые
к цехам и складам, заканчиваются тупиками.
Вагоны подаются и убираются по одним и тем
же путям. Генеральные планы заводов, приве-
дённые на фиг. 5, б, 7, 9, 11, 13 и 16, имеют
тупиковую схему транспорта.
Кольцевая схема применима на крупных
заводах со значительными размерами участка,
допускающими устройство кольца. При коль-
цевой схеме большинство основных завод-
ских путей, обслуживающих цехи и склады,
образует замкнутые кольца (фиг. 23, а и б).
На фиг. 24 изображена кольцевая схема, при-
Фиг. 20. Схема генерального плана вагоностроительного завода: 1 — градирня; 2 — повысительная подстанция; 3—
брызгальный бассейн; 4— ТЭЦ; 5 — градирни газогенераторов; 6 — газогенераторная станция; 7 — литейный ковкого
чугуна; 8— сталелитейный мелкого литья; 9—сталелитейный крупного литья; 10—литейный серого чугуна; 11— мо-
дельный; 12—литейный цех колёс; 13—ремонтно-механический; 14—кузнечно-пружинный; 15—тележечно-полускатный;
/6—главный магазин; 17 — склад железа; 18 — склад строительных материалов; 19 — склад нефтепродуктов; 20—склад
кислот; 21 — паровозное депо; 22—инструментальный; 23—вагоносборочный; 24 — окрасочный; 25—склад леса;
26—лесосушила; 27 — деревообделочный; 28—ремонтно-строительный; 29 — мастерские учебного комбината; 30—
учебный комбинат; 31 — заводоуправление; 32 — лаборатория; 33—гараж; 34—место стоянки автомашин; 35— лесо-
пильный; 36— футбольное поле; 3^ — физкультурная площадка; 38—склад торфа ТЭЦ; 39—склад угля ТЭЦ; 40 —
склад дров газогенераторной; 41 — склад торфа газогенераторной; 42, 43, 44 — проходные конторы; А — вход в тон-
нель, Б—виадук.
для заводов с большим грузооборотом; она
осуществима на заводских участках, име-
ющих вытянутую форму. Примером может
служить генеральный план вагоностроитель-
ного завода [5], изображённый на фиг. 20.
Здесь примыкание к ж.-д. магистрали
осуществлено в двух точках и имеются две
заводские сортировочные станции.
При одной сортировочной станции и при-
мыкании к ж.-д. магистрали в одной точке
применяется схема с тупиковыми вытяжными
путями, допускающая сквозное движение ва-
гонов у мест их выгрузки и погрузки (фиг. 21, я
и б).
Фиг. 21. Транспортная схема с вытяжным тупиком.
390
ПРОЕКТИРОВАНИЕ ГЕНПЛАНА ЗАВОДА
[разд. \/
нятая в генеральном плане одного машино-
строительного завода в США [4].
Применяются и смешанные схемы транс-
порта, например, тупиковая для всех основных
._
Фиг. 22. Тупиковая схема транспорта.
заводских путей с общим внешним кольцом
(фиг. 25).
Ж.-д. пути вводятся в здание только при
условии, что количество получаемых и отпра-
а) б)
Фиг. 23. Кольцевая схема транспорта.
вляемых грузов значительно или же эти грузы
большого веса. В этих случаях для погрузки не-
посредственно в вагон, а также разгрузки целе-
сообразно пользоваться внутрицеховым кра-
Фиг. 24. Схема генерального плана машиностроительного
завода в США: / — склады; 2—литейный цех; 3— меха-
нические цехи: 4 — сборочный цех; 5—силовая станция;
$-склад топлива; 7—заводоуправление; 8 — склады;
9 — мостовые краны.
ном. Ж.-д. пути рекомендуется прокладывать
вдоль длинной оси здания, увеличивая таким
образом фронт разгрузки и погрузки. Однако
по условиям площадки или расположению
сооружений ж.-д. пути могут быть введены
в здание поперёк пролёта, перпендикулярно
его длинной оси.
Вводимые в здание пути могут быть сквоз-
ными или тупиковыми в зависимости от гру-
зооборота данного объекта. Снаружи, парал-
лельно стене здания, устраиваются обгонные
пути для облегчения маневровых операций.
На фиг. 26 изображена схема ж.-д. путей
у здания.
При укладке внутризаводских путей не-
обходимо соблюдать габариты приближения
строений к ж.-д. путям.
Завод должен располагать достаточной
сетью безрельсовых дорог. Тип, материалы
и размеры дорожной одежды зависят от вида
применяемых транс- ^^^__
портных средств, а fess»- *
также от грузонапря-
жённости данной ли-
нии. Наиболее напря-
жёнными являются
Фиг. 25. Смешанная схема
транспорта.
магистральные оснрв-
ные заводские до-
роги. Остальные про-
езды— с малым грузовым движением — явля-
ются второстепенными. Они же служат и по-
жарными проездами.
Ширина проезжей части магистральных
(основных) дорог на крупных заводах пло-
щадью свыше 50 га может быть принята 9 м,
на меньших заво-
~~ дах 6 м, на за-
водах с неболь-
шим грузооборо-
том 4,5 м. Для вто-
ростепенных ,дорог
эта ширина соот-
ветственно равна 6,
4,5 и 3,5 м.
^_ На проездах
с односторонним
Фиг. 26. Схема ж.-д. путей у зда- движением ПОЖЭП-
ния и ввод путей в здание. ных машид ширина
проезжей части может быть равна 3,5 м.
Ширина заводских проездов (улиц) опре-
деляется размерами установленных пожарных
разрывов между зданиями и условиями про-
кладки инженерных сетей, а также благо-
устройства территории.
ЗОНИРОВАНИЕ ЗАВОДСКОЙ ТЕРРИТОРИИ
При компоновке генерального плана завода
(горизонтальной планировке) целесообразно
группировать однородные цехи и устройства
в границах определённых участков (зон). Основ-
ными факторами зонирования заводских тер-
риторий являются функциональные и про-
изводственные связи, пожарные и санитарно-
гигиенические условия, особенности энерго-
потребления и грузооборота, а также размер
людских потоков.
Можно наметить следующие основные
зоны размещения цехов и устройств машино-
строительных заводов.
Зона заготовительных цехов (иногда на-
зываемая „зоной горячих цехов" или „метал-
лургической") объединяет главным образом
литейные, кузнечные, кузнечно-прессовые и
термические цехи. Цехи этой зоны как по-
жароопасные и дымящие следует размещать с
подветренной стороны по отношению к другим
цехам и устройствам завода, а также к насе-
лённым пунктам. Расположенные в этой зоне
цехи потребляют большое количество металла,
топлива, формовочных и других материалов
и отличаются весьма значительным грузообо-
ротом. Поэтому зона заготовительных цехов
гл. хш]
ЗОНИРОВАНИЕ ЗАВОДСКОЙ ТЕРРИТОРИИ
391
должна иметь ж.-д. пути с достаточной про-
пускной способностью, широким фронтом раз-
грузки и необходимыми складскими помеще-
ниями. Кроме того, эта зона располагается
ближе к вводу на заводскую площадку ж.-д.
путей и возможно дальше от зоны общезавод-
ских устройств и главного входа.
Зона обрабатывающих (холодных) цехов
включает производственные цехи холод-
ной обработки металлов, отделочные, сбо-
рочные и др. Располагается рядом с зоной
заготовительных цехов, откуда получает по-
луфабрикаты и заготовки. В обрабатывающих
цехах занято наибольшее количество работни-
ков, и поэтому эти цехи располагаются обычно
поблизости от главного входа в завод.
Сборочные цехи, экспедиции и склады го-
товой продукции должны быть ближе к выход-
ным ж.-д. путям.
Зону вспомогательных цехов, в которую
входят инструментальные, ремонтно-механи-
ческие, электроремонтные и другие цехи,
следует по возможности размещать в центре
обслуживаемых ими обрабатывающих и заго-
товительных цехов.
Деревообрабатывающая зона имеет в
своём составе цехи лесопильный, деревообде-
лочный (изготовляет производственные детали),
деревотарный, а также лесосушила, склады
круглых и пилёных лесоматериалов. Эта зона
отличается повышенной пожарной опасностью
и значительным грузооборотом (внешним и
межцеховым внутри данной зоны), а также
имеет большие площади для складов лесома-
териалов. Данную зону размещают на значи-
тельном расстоянии от зоны горячих цехов и
вблизи сборочных цехов, являющихся основ-
ными потребителями её продукции.
Зона складских устройств на ряде заво-
дов может включать склады, обслуживающие
цехи других зон, например, заготовительные,
энергетические устройства и др. Эта зона
особенно чётко выделяется на сравнительно
небольших предприятиях, где ж.-д. ввод огра-
ничивается одной вет-
кой без развития путей
на заводской территории.
Здесь [3] вдоль ж.-д. вет-
ки располагаются склады,
а за ними заготови-
тельные и другие цехи
(фиг. 27).
К зоне энергетиче-
ских устройств отно-
сятся ЦЭС, ТЭЦ, цен-
тральная котельная, газо-
генераторная станция и
т. п. Работа имеющихся
здесь установок сопро-
вождается выделением
газов и дыма. Для этой
зоны также характерны
повышенная пожарная
опасность и большой
грузооборот, связанный
с подвозом топлива и
вывозом отходов. Энер-
гетические устройства располагаются с учётом
направления господствующих ветров и с соблю-
дением пожарных и санитарных требований по
возможности ближе к цехам—основным потре-
бителям тепла, газа и других видов энергии,
недалеко от ввода ж.-д. путей на завод и на
большом расстоянии от зоны общезаводских
устройств и главного входа. В пределах зоны
предусматриваются площадки для складов
топлива; здесь же иногда могут размещаться
и другие заводские склады.
Зона общезаводских устройств (предза-
водская) объединяет административные, обще-
ственные, культурно-бытовые, учебные и хозяй-
ственные здания, помещения охраны предприя-
тия, жилые здания для аварийного персонала,
военизированной и пожарной охраны и др. Зда-
ния этой зоны располагаются у главного входа,
образуя ансамбль предзаводской площади.
Фиг. 27. Схема зони-
рования малого завода:
/—ж.-д. путь; 2—зона
складских устройств;
3 — зона заготовитель-
ных цехов; 4 — зона об-
рабатывающих и сбо-
рочных цехов; 5 — зона
вспомогательных це-
хов; 6—зона энерге-
тических устройств;
7— зона общезаводских
устройств. Стрелкой
показано направление
господствующих ве-
тров.
г$
Фиг. 28. Схема зонирования вагоностроительного завода: 1 — ТЭЦ; 2—газогенераторная станция; 3—склад топлива•
^-литейный мелкого стального литья; 5-меднолитейный; 6-литейный крупного стального литья; 7-чугуноли-
тейный; 8 — инструментальный; 9 — ремонтно-механический; 10 — кузнечный; 11,12 — тележечно-полускатный; 13 — глав-
ный магазин; 14— склад железа; /5-склад стройматериалов; Д5-склад кислот: 17, IS— вагоносборочный; /9-окоа-
сочныи; 20-гараж; 2/-школа ФЗУ; 22- деревообделочный; 23-сушила; 24 -склад лесных материалов; 25-строи-
тельный; 26— лесопильный.
392
ПРОЕКТИРОВАНИЕ ГЕНПЛАНА ЗАВОДА
[РАЗД. V
Предзаводская зона должна находиться на
пути движения рабочих от места расселения
к месту работы. Заводоуправление, пожарное
депо, столовые, поликлиники, амбулатории
следует выносить за пределы заводской ограды.
В отдельных случаях они могут быть и на
заводской территории у периметра её; тогда
что и в основной части, т. е. производствен-
ные условия не ухудшатся. Однако чем боль-
ше грузопоток и чем сложнее технологиче-
ский процесс, тем труднее расширять произ-
водство по данному принципу.
Очень часто практикуется продольное
расширение (в направлении производственного
„ ЗОНЫ:
\3нергетических устройств
\3аготови.тельных (горячих) цехов
| Обрабатывающие (холодных) ием8
Вспомогательных цеха?
Меревообраоатывающих цехсЬ
Общезаводских устройств
л \j ж wuvii iijyv/j.j ПЦНХ1 у kj I «lODIIOin UIU1 Ci^jriii ) *7 M>>y V^VVV/puuui uiuuiVUA'iu , il/ ии/дщилилн f j. л «1IUV JTlilLJliri J4,V Л. IVUOIVUi \J
чугуна и цветного литья; 12 — литейный цех серого чугуна; 13 — кузнечный; 14— заготовительный цех и склад ме-
талла; 15—ТЭЦ; 16 — газогенераторная станция; 17— склад угля; 18 — склад мазута и огнеопасных материалов;
19 — склад масел и химикатов; 20 — гараж; 21 — заводоуправление; 22— проходная; 23—лаборатория; 24 — столовая;
25— скрапоразделочная база; 26— пружинно-рессорный цех.
они должны быть отделены особой огра-
дой.
Если пожарное депо предназначено для
обслуживания также и заводского посёлка,
оно располагается вдоль дороги, соединяющей
завод с посёлком.
На фиг. 28 изображена схема зонирования
вагоностроительного завода [5], а на фиг.
29 — современного крупного автомобильного
завода [8].
РАСШИРЕНИЕ ПРОИЗВОДСТВА
Величина площади, необходимой для рас-
ширения всего завода, а также его отдель-
ных цехов и устройств, должна быть опреде-
лена одновременно с величиной площади для
основного строительства. Здания и сооружения
необходимо размещать на территории завода
так, чтобы предусмотренное планом его раз-
вития расширение производства могло осуще-
ствиться с наименьшими затратами, без нару-
шения основной идеи генерального плана и
по возможности без сноса ранее сооружён-
ных капитальных зданий.
При продольной схеме производства и
последовательном расположении цехов возмож-
но поперечное расширение, т. е. перпендику-
лярное направлению хода производства (фиг.
30). В этом случае в расширяемой части мате-
риалы будут проходить путь такой же длины,
потока), для чего удлиняется здание. Путь
материалов при этом увеличивается (фиг. 31).
Если расширение существующих цехов
связано с их полным переоборудованием и
переустройством, иногда более выгодно дуб-
лировать отдель- .
ные части произ-
водства, создавая
параллельные по-
токи или даже
цехи. Однако по-
добное решение
нежелательно и мо-
жет применяться
только в тех слу-
чаях, когда расши-
рение производ-
ства в данном
объёме не преду-
сматривалось при
постройке.
При расшире-
Фиг. 30. Схема поперечного
расширения производства.
Стрелками показано напра-
вление хода производствен-
ного процесса, а пунктиром —
расширение производства.
—Г
Фиг. 31. Схема продольного
расширения производства.
Стрелками показано направле-
ние хода производственного
процесса, а пунктиром —рас-
ширение производства.
нии зданий Г- или
П-образной конфи-
гурации (например, блока кузнечного и
термического цехов), если удлинения пролё-
та недостаточно, целесообразно пристроить
дополнительный продольный пролёт и удли-
нить поперечный. При этом Г-образная фор-
ма здания может быть превращена в П-образ-
ную (фиг. 32), а П-образная — в Ш-образную.
гл. хш]
УСЛОВИЯ ПРОТИВОПОЖАРНЫЕ, САНИТАРНЫЕ И ПВХО
393
Если при строительстве первой очереди
для такого расширения не была предусмотре-
на соответствующая площадь участка, здания
указанной конфигурации могут быть расши-
рены пристройкой к пролётам первой очереди
Фиг. 32. Схема расшире-
ния сложных зданий. За-
штриховано существую-
щее здание, пунктиром по-
казано его расширение.
Фиг. 33. Схема расши-
рения сложных зданий.
Заштриховано сущест-
вующее здание, пунк-
тиром показано его
расширение.
параллельных им продольного и поперечного
пролётов (фиг. 33, где А — кузнечный, а В —
термический цехи) [3].
Такой способ имеет существенные недо-
статки: он влечёт за собой удлинение цеховых
транспортных путей, пересечение производ-
ственных потоков и ухудшение условий аэра-
ции и освещения.
На фиг. 34 и 35 изображена очерёдность
строительства. Штриховкой показано строи-
тельство первой
очереди, а пункти-
ром — второй оче-
реди [3]. Очевидно,
что для первой
очереди следует
считать более эко-
номичным строи-
тельство зданий А\
и Ви а не А и В.
Производственный
поток (фиг. 35) во
время эксплоата-
ции 1-й очереди
будет более корот-
ким, а затраты на
планировку терри-
Фиг. 34. Схема очерёдности
строительства —неправильно.
Заштриховано здание первой
очереди, пунктиром показано
его расширение.
Фиг. 35. Схема очерёдности
строительства — правильно.
тории, замощение,
устройство комму-
никаций и т. п. —
меньшими.
Во избежание чрезмерного увеличения
заводской территории нельзя резервировать
площади для будущего расширения цехов
и устройств без достаточного экономического
и технического обоснования.
УСЛОВИЯ ПРОТИВОПОЖАРНЫЕ,
САНИТАРНЫЕ И ПВХО
Пределы сближения заводских зданий
и сооружений определяются требованиями
пожарной безопасности и санитарными усло-
виями. Минимальные разрывы между здания-
ми и сооружениями завода установлены ОСТ
90015-39 „Общесоюзные противопожарные
нормы строительного проектирования • про-
мышленных предприятий" [10].
При определении необходимого разрыва
между противостоящими зданиями нужно
учитывать степень их огнестойкости, катего-
рию пожарной опасности производств, разме-
щаемых в зданиях, протяжённость последних,
возможность проезда пожарного обоза и орга-
низации тушения пожара.
По степени огнестойкости различают зда-
ния огнестойкие, полуогнестойкие, полусгорае-
мые и сгораемые. Характеристика зданий
каждой из этих групп приведена в ОСТ
90015-39.
По степени пожарной опасности все произ-
водства подразделяются на пять категорий:
А, Б, В, Г и Д.
Категория А на машиностроительных за-
водах почти не встречается.
К категории Б причисляются, в частно-
сти, производства, связанные с выработкой,
обработкой или применением горючих жид-
костей с температурой вспышки паров свы-
ше 45° (по прибору Мартенса-Пенского) при
нормальном давлении. На машиностроитель-
ных заводах к этой категории относятся, на-
пример, газогенераторные, кислородные стан-
ции, регенерационные и . концепропиточные
установки, установки для промывки цистерн
от горючих жидкостей.
В категорию В входят, например, дерево-
обрабатывающие производства, окрасочные
цехи, склады горючих и других материалов.
Категория Г включает производства
с выработкой и обработкой в горячем, рас-
калённом или расплавленном состоянии невоз-
горающихся веществ и материалов — литей-
ные и кузнечные цехи. К этой категории при-
числяются также трансформаторные подстан-
ции, силовые и котельные установки, электро-
станции.
К категории Д относятся производства
с выработкой и обработкой в холодном со-
стоянии невозгорающихся веществ и матери-
алов, например, цехи холодной обработки ме-
талла и сборочные.
В табл. 4 указаны минимальные разрывы
между смежными зданиями и сооружениями
при длине противостоящих стен не более
103 м и наличии в этих зданиях производств
разных категорий [10].
Таблица 4
Разрывы между зданиями (в м)
Степень
огнестойкости
зданий
Сгораемые
или полусго-
раемые . . .
Полуогне-
стойкие или
огнестойкие .
Категории
производств
в обоих проти-
востоящих
зданиях
Г и Д
Сгораемые
или полу сго-
раемые
2О
15
Полуогне-
стойкие или
огнестойкие
15
12
|
Категории производств
в одном из противо-
стоящих зданий
В
Сгораемые
или полусго-
раемые
25
2О
Полуогне-
стойкие или
огнестойкие
2О
Г7
Б
Сгораемые
или полусго-
раемые
27
22
Полуогне-
стойкие или
огнестойкие
22
Если длина одного из противостоящих зда-
ний более 100 м, на каждые следующие пол-
ные и неполные 100 л/ разрывы увеличиваются
на 3 м, но не более (для категорий Г и Д)
чем до 20 м для огнестойких и полуогне-
стойких, и до 30 м для сгораемых и полу-
сгораемых зданий. Если одна из противостоя-
щих наружных стен смежных зданий является
394
ПРОЕКТИРОВАНИЕ ГЕНПЛАНА ЗАВОДА
[РАЗД. V
брандмауэрной, указанные в табл. 4 разрывы
могут быть уменьшены на 5 м.
Если в одном здании расположены раз-
личные по степени пожарной опасности произ-
водства, то противопожарные мероприятия
для всего здания определяются по наиболее
опасному в пожарном отношении производ-
ству.
Разрывы между сгораемыми навесами, не
имеющими открытых источников огня, при
хранении невозгорающихся материалов долж-
ны быть не менее 6,5 м-
Требования, предъявляемые к размещению
складов легко воспламеняющихся и горючих
жидкостей, определены ОСТ 90039-39 „Нор-
мы проектирования складских предприятий
Таблица 5
Расстояния в л от надземных резервуаров, тарных
хранилищ, разливочных, насосных, сливно-наливных
устройств и зданий с резервуарами до смежных
с ними сооружений, территорий и дорог
(ОСТ 90039-39)
А—Б
Б
в-г|
Категория и наимено-
вание зданий, терри-
торий и дорог
Общая ёмкость склада
для жидкостей в т
легковоспла-|
меняющихся горючих
До огнестойких и
полуогнестойких зда-
ний
До полусгораемых
зданий
До полусгораемых
и сгораемых зданий .
До огнестойких
и полуогнестойких
зданий
До огнестойких и
полуогнестойких зда-
ний
До полусгораемых
и сгораемых зданий-
До границ складов
легкогорючих мате-
риалов, жилых квар-
талов, промышленных
предприятий, обще-
ственных и служеб-
ных зданий ....
До границ складов
лесоматериалов и
угля
До оси ж.-д. путей
следования организо-
ванных поездов . . .
До оси специаль-
ных ж.-д. подъезд-
ных путей, исполь-
зуемых для слива
и налива
До автомобильно-
гужевых дорог об-
щего пользования
(до бровки земляного
полотна)
До автомобильно
гужевых дорог на
территории предприя-
тия (до бровки зем-
ляного полотна) . . .
6о
35
3°
4°
3°
5°
От насосной
ю м
5°
5°
От насосной
8 м
Примечания. 1. При подземных сооружениях при-
ведённые нормы расстояний уменьшаются на 50%, а
полу подземных—на 25%.
2. Категория производства по степени пожарной
опасность принята в соответствии с ОСТ 10015-39.
и хозяйств для хранения легко воспламеня-
ющихся и горючих жидкостей" [12].
Минимальные расстояния от надземных
резервуаров, здания с резервуарами, тарных
хранилищ, разливочных, насосных, сливно-на-
ливных устройств до смежных с ними соору-
жений, территорий и дорог указаны в табл. 5.
Проектирование складов угля ведётся с
соблюдением требований ОСТ 90099-40 „Про-
тивопожарные нормы проектирования складов
ископаемого угля" [13].
Минимальные разрывы между штабелями
угля и ближайшими к ним сооружениями ука-
заны в табл. 6.
Таблица 6
Разрывы между штабелями угля и сооружениями
(ОСТ 90099-40)
Наименование сооружений
Сгораемые и полусгораемые зда-
ния и сооружения (кроме сооруже-
ния для подачи угля эстакад и т.д.)
Полуогнестойкие и огнестойкие
здания и сооружения (кроме соору-
жения для подачи угля — эстакад
к т. д.)
Забор склада
Ж. д. подъездной путь
Проезд ....... ...'....
Величина
разрыва в м
го
15
3
1,25
1.5
Примечание. Если количество угля, хранимого
на складе, не превышает ?00 т, разрыв до сгораемых и
полусгораемых зданий и сооружений может быть
уменьшен с 20 до 15 м, а до полуогнестойких и огне-
стойких — с 15 до 10 м.
Разрыв между штабелями и ж.-д. путями измеряется
до головки ближайшего рельса. Если площадь основа-
ния штабеля ограждена стенками, то разрыв увеличи-
вается с 1,25 до 1,5 м и измеряется от наружной поверх-
ности стенок.
Разрыв между складами угля и складами легковос-
пламеняющихся и горючих жидкостей определяется
по табл. 5.
Пожарное депо завода следует размещать
так, чтобы оно было связано удобными крат-
чайшими проездами со всеми заводскими
зданиями. Пожарные проезды не должны пе-
ресекать путей, которые могут быть заняты
стоящими на них составами. Для противопо-
жарных целей, как правило, пользуются доро-
гами, предназначенными для внутризаводского
транспорта и передвижения людей. В исклю-
чительных случаях устраиваются специальные
пожарные подъезды к заводским цехам и
устройствам.
Основные требования, предъявляемые к ге-
неральному плану с точки зрения противо-
воздушной обороны, заключаются в умень-
шении поражаемости проектируемого объекта
и в облегчении ликвидации последствий по-
ражения.
Требования противовоздушной обороны
изложены в специальных инструкциях.
В целях облегчения дегазации конфи-
гурация зданий должна быть по возмож-
ности простой (в виде прямоугольников, без
сильно выступающих частей). Устройство
замкнутых или глубоких полузамкнутых
дворов (застройка по периметру без раз
рывов) нежелательна.
Санитарно-гигиенические требования, ко-
торые должны быть учтены при проектиро-
вании генерального плана, определяются ГОСТ
ГЛ. XIII]
ОЗЕЛЕНЕНИЕ И БЛАГОУСТРОЙСТВО ЗАВОДСКОЙ ТЕРРИТОРИИ
395
В 1324-43 «Санитарные нормы и правила проек-
тирования. Предприятия промышленные* [11].
Между промышленными предприятиями и
жилыми кварталами должны быть санитарно-
защитные зоны (разрывы); их назначение —
препятствовать проникновению дыма, газов, ко-
поти, пыли, запахов и шума в жилые кварталы.
В зависимости от производственных вред-
ностей и условий технологического процесса
промышленные предприятия подразделяются
на пять классов, для которых установлена
следующая ширина санитарно-защитной зоны:
I , класс — 2000 м, II класс — 1000 м,
III класс — 500 м, IV класс — 300 м, V класс —
100 м.
I класс на машиностроительных заводах
не встречается.
Ко II классу относятся чугунолитейные
предприятия с производством до 50 тыс. т
в год, газогенераторные станции на угле, ТЭЦ
и др.
К III классу — фасонно-сталелитейные с
производством до 20 тыс. т при выпуске цвет-
ного литья до 600 т в год и чугунного литья
до 5 тыс. т в год и др.
К IV классу — металлообрабатывающие и
механические предприятия с чугуно- и стале-
литейными (менее 5 тыс. т в год), термиче-
скими, гальваническими, цинковальными, лу-
дильными и паяльными производствами.
К V классу — металлообрабатывающие и
механические предприятия с подсобными
термическими, гальваническими, цинковаль-
ными, лудильными и паяльными цехами при
условии улавливания выбросов.
Санитарно-защитные разрывы исчисляются
от цехов и устройств, дающих вредные вы-
деления. Поэтому при размещении этих объек-
тов в противоположной от жилых кварталов
стороне заводской площадки разрыв между
жилыми кварталами и оградой завода можно
соответственно уменьшить. Возможно также
уменьшить ширину санитарно-защитных зон
(однако не более чем вдвое), при условии
ликвидации или ослабления влияния дыма,
газов, копоти и пр. на
население.
Ширина разрывов между отдельными
крьпьями зданий должна быть не менее по-
лусуммы высот противостоящих зданий и
во всяком случае не менее 12 м (фиг. 37).
Фиг. 36. Схема располо-
жения здания с внутрен-
ним двором. Стрелками
показано направление гос-
подствующих ветров.
j Санитарно-защит-
• 1 ные зоны могут быть
застроены капиталь-
ными зданиями под-
собного и обслужи-
вающего назначения,
служащими для крат-
ковременного пребы-
вания в них ограни-
ченного числа людей
(пожарное депо, по-
мещение охраны, га-
раж, склады и т. п.).
При блокировке зданий и устройстве
внутренних разрывов (дворов) между отдель-
ными крыльями зданий со сложной конфигу-
рацией в плане (П- и Ш-образная застройка)
следует продольную ось вытянутых полузам-
кнутых дворов размещать параллельно или
под углом до 45° к направлению гос-
подствующих ветров; сторону двора, свобод-
ную от застройки, располагать с подветрен-
ной стороны. Для сквозного проветривания
двора следует устраивать ворота в замыкаю-
щей двор части здания (фиг. 36).
Фиг. 37. Схема ширины разрыва
между противостоящими крыльями
зданий. k> — (// + h) или
&> — G7, + h) в том случае,
если а<3 м.
ОЗЕЛЕНЕНИЕ И БЛАГОУСТРОЙСТВО
ЗАВОДСКОЙ ТЕРРИТОРИИ
Озеленение заводской территории является
частью композиции генерального плана и
имеет архитектурно-декоративное и санитарно-
гигиеническое значение. Зелёные насаждения
оживляют вид заводской территории, препят-
ствуют распространению пыли и газов, умень-
шают пожарную опасность, улучшают условия
отдыха во время перерыва, а также отде-
ляют людские потоки от грузовых.
Зелёные насаждения проектируются в пер-
вую очередь в районе предзаводской площади
с целью изоляции административных зданий
от промышленных и от внешних дорог, вдоль
основных внутризаводских магистралей без-
рельсового транспорта, а также в районе
цехов с вредными выделениями. Нельзя допу-
скать, чтобы озеленение мешало эксплуатации
завода или ухудшало её условия.
Различают следующие основные виды зе-
лёных насаждений: рядовые посадки деревьев
или кустарников — однорядные аллеи, живые
изгороди, бордюры; группы деревьев или
кустарников и полосы из них; цветника —
клумбы, куртины; газоны — участки, засеивае-
мые травой; вертикальное озеленение — при-
стенное и пр.
Рядовые посадки деревьев и кустарников
располагаются вдоль магистральных проездов
завода и вокруг отдельных площадок. Цвет-
ники разбиваются в композиционных центрах,
у главного въезда и у бытовых пристроек про-
изводственных зданий и т. п. Под газоны,
в частности, используются резервные площади.
Для отдыха людей во время перерыва устраи-
ваются скверы.
Примерная расчётная ширина полосы озе-
ленения, включая отступы: для деревьев
в один-два ряда — 2—7 м, для кустарников —
1—2,4 м, для газонов — не менее 2 м.
Минимальные расстояния от сооружений,
зданий, оград, тротуаров и др. до места по-
садки деревьев и кустарников указаны в табл. 7.
Для озеленения заводского участка реко-
мендуется подбирать насаждения, устойчивые
против газов, дыма и пыли.
Пример размещения отдельных видов
насаждений на заводской магистрали пока-
зан [9] на разрезе проезда (фиг. 38).
Озеленение заводской территории должно
сочетаться с благоустройством её и,в частности
396
ПРОЕКТИРОВАНИЕ ГЕНПЛАНА ЗАВОДА
[РАЗД. V
Допускаемые горизонтальные расстояния в м между
сооружениями и насаждениями [9]
Наименование
сооружений
Здания
Ограды высотой 2 м
и более
То же до 2 ж ....
Бровки дорог и проез-
дов
Бровки тротуаров . .
Каналы теплофикацион-
ных труб и газопроводы .
Электрокабели. ...
Водопровод и канали-
зация
Расстояние в ж до
деревьев
l'/а ВЫСОТЫ
дерева, но не
менее 5 м
4
I
I
о,75
2
2
2
кустарни-
ков
2
2
°.75
о,5
°-5
i
с размещением „малых архитектурных форм"—
скульптур, фонтанов, ваз, а также трибун,
скамеек и т. п., — придающих законченность
композиции генерального плана.
Следует предусмотреть также соответ-
ствующее ограждение заводской территории
Рядовая Столбы о шахматной Рядовая
- " •? порядк
Таблица 7 торам) завода, а также от проходных по
заводской территории к местам работы (цехам,
устройствам и т. п.).
¦ Если места расселения работающих нахо-
дятся в разных направлениях от заводской
площадки, целесообразно в соответствующих
местах расположить дополнительные (но в ми-
нимальном количестве) входы со своими про-
ходными.
Путь работающих к заводу не должен пе-
ресекать грузонапряжённых транспортных
(особенно железнодорожных) линий. В исклю-
чительных случаях грузовые и людские по-
токи приходится располагать на различных
уровнях, устраивая для прохода тоннели под
ж.-д. путями или мосты над ними.
На крупных предприятиях с большой про-
тяжённостью внутризаводских пешеходных
путей от проходных к месту работы целесооб-
разно организовать автобусное движение по
заводской площадке.
Пешеходные дорожки (тротуары) проекти-
руются при интенсивном движении параллельно
безрельсовым грузовым заводским путям.
Вход в цехи устраивается из бытовых
помещений, которые могут быть в пристрой-
ках или внутри здания. Бытовые пристройки
к основным заводским корпусам целесообразно
размещать со стороны ма-
гистральной дороги. Если
здание цеха находится не
у такой дороги, то при-
стройки обращаются фаса-
дом к проездам, предста-
вляющим наиболее короткое
Дрнмч.мпиптитпт рнИмпр, JL -tj , ¦, |тм|Ч ^"^"""^^"pwjlН~* соединение с магистральной
Ы. (телефонный- ;| _-^Э Симвой кабель || ! дорогой.
т^пп^,,^..,,^.. ,._*¦_. г uiL__-*=— ill ... л. Людские потоки идут
че только от проходных
к местам работы и обрат-
но, но и в других на-
правлениях, например, к
пунктам питания и обратно,
вследствие чего целесооб-
разное размещение сетей
обслуживания являет-
ся важным планировочным
фактором.
По нормам проектирова-
ния общезаводских сетей
питания и медицинского
обслуживания рабочих [11]
на площадке завода могут
быть размещены столовые,
кафетерии, закусочные, бу-
феты. Столовые (фабрики-
кухни), получающие сырые
продукты, располагаются на
обособленной территории, на
границе производственной
Фиг. 38. Разрез магистрального проезда (шириной 30 м): а-вариант С лив- ЧаС™ п?едпРИЯТИЯ ИЛИ вбли"
Газопровод
ефонньщ ¦
кация]\ кабель \
Осветительный
кабель
Осветительная
линия Газопровода
Размеры 8 метрам
.. . г ..л 30 м): а-
невой канализацией; б— упрощённый вариант.
ОРГАНИЗАЦИЯ ЛЮДСКИХ ПОТОКОВ
В проекте генерального плана необходимо
лпедусмотреть наиболее короткие и удобные
пути для движения рабочих от населённого
пункта (города, посёлка) и от станций рель-
сового и безрельсового транспорта к кон-
трольно-проходным пунктам (проходным кон-
зи ее. Пункты питания, ра-
ботающие на полуфабрика-
тах, включаются в узел бытовых помещений
или устраиваются вблизи цеха.
Расстояние от места работ до пункта
питания в предприятиях с трёхсменной ра-
ботой и продолжительностью обеденного пе-
рерыва не более 30 мин. не должно пре-
вышать 150 м, а в предприятиях с одно- и
двухсменной работой и перерывом 1 час —
300 м.
гл. хш]
ИНЖЕНЕРНЫЕ СЕТИ
397
В сеть медицинского обслуживания входят:
а) амбулатории, поликлиники и диспансеры,
которые должны быть вне площадки предприя-
тия, но в возможно близком от него расстоя-
нии; б) общезаводские здравпункты, которые
располагаются в центре заводской территории
или вблизи наиболее многолюдных цехов;
в) здравпункты и пункты первой медицинской
помощи — при соответствующих цехах.
ПРЕДЗАВОДСКАЯ ПЛОЩАДЬ
В зоне общезаводских устройств распола-
гаются: административные, общественные и
культурно-бытовые здания — заводоуправле-
ние, центральная лаборатория, здание обще-
ственных организаций, столовая, амбулатория,
поликлиника, помещение для кормления груд-
ных детей; учебные здания — школа ФЗО, тех-
никум, училище, курсы и т. п.; здания охраны
предприятия —• проходная контора, пожарное
депо, дежурное помещение охраны, карауль-
ные посты и т. п.; хозяйственные постройки —
гаражи и др.; жилые здания для ава-
рийного персонала, пожарной команды и вое-
низированной охраны.
Отдельно следует предусмотреть площадку
для стоянки автомобилей.
Предзаводскую площадь следует распола-
гать между предприятием и городом (посёл-
ком) в полосе санитарно-защитной зоны. Пра-
вильное архитектурное решение предзаводскои
площади (входного узла) подчёркивает вход
на предприятие и создаёт переход от жилья
к производству, органически связывая плани-
ровку города (посёлка) и завода. Предзавод-
ская площадь имеет также назначение рас-
пределительного узла для потоков рабочих
и транспорта [2].
Число и размер.зданий, входящих в пред-
заводскую площадь, а также величина последней
зависят от масштаба предприятия. На неболь-
ших заводах административные, общественные,
бытовые и другие помещения объединяются
нередко в одном административном здании,
которое располагается непосредственно * по
линии улицы или иногда составляет часть про-
изводственного корпуса. В этом случае уст-
ройство особой предзаводскои площади ста-
новится излишним и предусматривается только
место для стоянки автомобилей.
В зависимости от композиционных сообра-
жений решение входного узла на завод может
быть лобовым, боковым и угловым.
Расположение предзаводскои площади на
территории завода видно на схемах генераль-
ного плана, приведённых на фиг. 10—15 и др.
Общий вид предзаводскои площади одного за-
вода [8] изображён на фиг. 39.
ИНЖЕНЕРНЫЕ СЕТИ
Цехи и устройства современного машино-
строительного завода связаны многочислен-
ными коммуникациями — инженерными сетями,
располагаемыми ниже поверхности земли и
отчасти над ней. К таким сетям относятся
трубопроводы хозяйственно-противопожарного
и производственного водопроводов, канализа-
ции для удаления фекальных, производствен-
ных и дождевых вод, дренажа, теплофикации,
пара, газа, сжатого воздуха, нефти, а также
кабельные сети электроснабжения, телефона
радио и сигнализации.
Размещение всех элементов сложной си-
стемы подземного хозяйства на территории
завода должно иметь планомерный характер,
для того чтобы при эксплоатации предприя-
тия не создавались трудности, связанные с ре-
монтом сетей. Как правило, все подземные
коммуникации должны иметь прямолинейные
трассы, параллельные и перпендикулярные
Фиг. 39. Обшлй вид предзаводскои плошали.
398
ПРОЕКТИРОВАНИЕ ГЕНПЛАНА ЗАВОДА
[РАЗД. V
осям зданий и сооружений. Полосы, в которых
следует концентрировать линии подземного
хозяйства, размещаются между зданиями
и дорогами и, если возможно, вне транспорт-
I—
Фиг. 41. План узла проезда [1].
ных магистралей, чтобы избежать нарушения
движения во время ремонта сетей.
При плотной застройке и густоте сетей ли-
нии подземного хозяйства объединяют- в тон-
нелях проходного и непроходного типа.
При развитом подземном хозяйстве ширину
разрывов между зданиями иногда делают боль-
шей, чем это требуется по противопожарным
нормам. Это необходимо для размещения инже-
нерных сетей и относится главным образом
к магистральным заводским проездам (улицам),
ширина которых обычно при-
нимается равной 25 — 30 л,
а для крупных заводов —
50 м и более.
Расположение инженер-
. ных сетей видно на приведен-
ном выше разрезе проезда
(фиг. 38).
Примерные горизонталь-
ные расстояния между со-
оружениями и инженерными
сетями [8J приведены в
табл. 8.
Подземные сети закла-
дываются на разной глубине
от поверхности земли: водо-
проводы — на глубине про-
мерзания плюс 0,2 м (но не
менее 0,8 м) до верха трубы;
газо-, тепло- и воздухопрово-
ды-на глубине промерзания.
Надземные трубопроводы
в местах пересечения с доро-
гами должны проходить на
высоте 5.55 м от головки
рельсов ж.-д. путей и 4,2 м
от верха покрытия безрель-
совых дорог.
Чертежи отдельных ин-
женерных сетей разрабаты-
ваются в соответствую-
щих специальных проектах.
Взаимное размещение всех
сетей, а также привязка
каждой сети к строительной сетке указываются
на сводной схеме (плане) инженерных сооруже-
ний (фиг. 40, см. вклейку).
Кроме того, детальная разработка мест пе-
ресечения сетей и полная увязка всех соору-
жений даются в планах (фиг. 41) и разрезах
наиболее ответственных узлов.
Таблица 8
Допускаемые горизонтальные расстояния между сооружениями и инженерными сетями в м
Наименование сетей
Наименование сооружений
Здания
со-
оруже-
ния
Край-
ний
рельс
ж.-д.
путей
Крайний
рельс трам-
вайных
путей
Бордюрный
камень
дорог
Подземные
сети в
траншеях
1,5-2
2
1,5-2
2
3—3.5
1)Э ^
1.5—3
i-i,5
Q.75—1.5
Подзем-
ные сети
в каналах
2
2,5
2
2,5
3—3.5
—
i—1,5
1-1.5
Надземные
проводки,
имеющие
фунда-
менты
Отдель-
ные
столбы
Напорные и безнапорные се-
ти (водопроводные,водосточ-
ные и др.) d до -100 мм . . .
То же d более ЙОО мм . . .
Газопроводы и нефтепро-
воды подземные d до 250 мм
То же й более 250 мм . . .
Трубопроводы надземные
(газо-, паро- и воздухопро-
воды и др.)
Тепло- и воздухопроводы
в траншеях
То же в каналах ......
Электросети, телефонные,
телеграфные и другие над-
земные сети
То же подземные .....
4*
6-8
3
3-4
1.5
3
3.5
I—I,
3
2,5
3
2.5
2,5
2,5
4
—1.5
2.5
1.5-2
2—2,5
1,5-2
2—2,5
2.5
1.5—2
1.5-2
I-I.5
i-i,5
3
3,5
5
S
2—2,5
1—1,5
3
I-I.5
1,5
1-1,5
* Для противопожарного водопровода — минимум 5 м, максимум 25 м.
SB
ив
fJ8>-0575
Щ 2В* 11,00
7J6*13,00
5J6+1700
оь-
v —
1А ' 2Д
Самотечная канализация
Скрытый водосток (коллектор)
Открыть^ водосток (кювет или моток/
Теплофикация
Хозяйств, и противопожарный, водопровод
Производственный водопровод, (напорный)'
ш -w~—
Электро-~ка$ель
Телефон, радио, сигнализация
Газопровод
1.Лолигонометрия
Найель осветительный
Фиг. 40. Сводная схема инженерных сетей [1]
гл. хш]
ВЕРТИКАЛЬНАЯ ПЛАНИРОВКА
399
ТОПОГРАФИЧЕСКИЕ, ГЕОЛОГИЧЕСКИЕ
И ГИДРОГЕОЛОГИЧЕСКИЕ УСЛОВИЯ
ПЛОЩАДКИ
При проектировании генерального плана
необходимо располагать материалами о топо-
графических, геологических и гидрогеологиче-
ских условиях заводской площадки (см. „Вы-
бор площадки"). В эти материалы входят
следующие основные чертежи: 1) геодезиче-
ский план в масштабе 1 : 2000, 1 :1000 или 1: 500
с горизонталями через 1,0 или 0,5 м, 2) план
ЮА
ВЕРТИКАЛЬНАЯ ПЛАНИРОВКА
И ОРГАНИЗАЦИЯ РЕЛЬЕФА
Естественное состояние поверхности участ-
ка не всегда позволяет получить достаточно
экономичное решение генерального плана. При
значительных размерах участка даже неболь-
шой уклон поверхности земли даёт большие
разности отметок. Выравнивание площадки
для приведения к одному уровню отметок
всех зданий и дорог требует выполнения до-
рогостоящих планировочных земляных работ.
0А
23
О Сквшкимп
U8 58
&ШУРФ
ЮВ П8
Фиг. 42. План расположения шурфов и скважин G).
расположения шурфов и скважин (фиг. 42),
3) геологические разрезы по скважинам, с ха-
рактеристикой грунтов, их напластования,
мощности слоев и глубины залегания грун-
товых вод (фиг. 43). Последнюю особенно не-
обходимо учитывать, когда решается вопрос
о размещении зданий и сооружений, имею-
щих подземные резервуары, тоннели, каналы,
колодцы и т. п.
Различное строение грунтов площадки
в разных её точках удорожает строительство,
так как может вызвать необходимость уве-
личения глубины заложения фундаментов,
устройства дополнительных сооружений, уси-
ления оснований зданий и т. п.
Здания и сооружения надо размещать так,
чтобы затраты на эти дополнительные работы
были минимальными.
В каждом отдельном случае при выборе
наиболее рациональной отметки площадки
исходят из естественных отметок поверхности
участка и уклонов, допустимых по техниче-
ским условиям для рельсовых и безрельсовых
дорог и для отвода атмосферных вод. Общий
объём земляных работ по планировке площадки
должен быть наименьшим, т. е. объёмы срезы-
ваемых и насыпаемых земляных масс должны
быть возможно малыми и примерно равными
между собой.
Проект вертикальной планировки, т. е.
приведения поверхности участка в состояние,
удовлетворяющее указанным требованиям,
имеет целью: а) установить отметки полов,
зданий и сооружений, позволяющие свести
к минимуму объём земляных работ; б) создать
возможность сооружения внутризаводских ж.-д.
400
ПРОЕКТИРОВАНИЕ ГЕНПЛАНА ЗАВОДА
{РАЗД. V
путей при допускаемых техническими усло-
виями уклонах, без значительных насыпей и
выемок во избежание нежелательных пересе-
чений заводской площадки; в) согласовать
профили безрельсовых дорог и проездов с от-
метками полов зданий и сооружений, а также
с отметками ж.-д. путей; г) обеспечить отвод
атмосферных вод с заводской площадки;
д) увязать глубину заложения подземных се-
тей и сооружений с проектируемым рельефом
Кузнечный цех
площадка завода разделяется на несколько
плоскостей, имеющих разные уклоны.
Различают следующие виды площадок: го-
ризонтальные — без уклона или с незначитель-
ным уклоном, односкатные — расположенные
на косогоре, двух-, трёх- и четырёхскатные —
с уклонами в две, три или четыре стороны.
Площадки небольших размеров со спо-
койным рельефом планируются под один уро-
вень по средней отметке.
Главный корпус
82,00
Профиль 1-1 .
Резервная пл. Инструм.рем.цех Главный корпус Лаборатория
Профиль 2-2
Условные обозначении.
Почвенный слой
Суглинок темно-серого цвета
Пески разных оттенков сильно глин
Глины разных оттенков
Пески слабо-глинистые
сильно глинистые
Фиг. 43. Геологические разрезы [7].
территории; е) определить объём земляных ра-
бот по площадке.
При составлении проекта вертикальной
планировки следует пользоваться точным
геодезическим планом горизонтальной и нер-
тикальной съёмок площадки, закреплённых
в натуре соответствующими знаками.
Основным чертежом проекта вертикальной
планировки является план организации рель-
ефа площадки (фиг. 44).
На этом плане даются отметки уровня
полов зданий и сооружений, отметки ж.-д.
путей, безрельсовых дорог, уклоны и точки
перелома продольных профилей дорог, направ-
ление проектируемых уклонов территории для
поверхностного отвода атмосферных вод.
В результате вертикальной планировки
Если площадка имеет особо резкое колеба-
ние рельефа, иногда применяют планировку
зданий и сооружений на разных (значительно
отличающихся) отметках — так называемое
„террасное" расположение. На каждой гори-
зонтальной террасе размещаются цехи с тес-
ной взаимной транспортной связью. Тер-
расное расположение цехов вместе с тем
усложняет устройство рельсовых заводских
путей.
Для уменьшения объёма земляных работ
полы зданий (особенно имеющих большую
длину) иногда устраивают с небольшим укло-
ном (примерно 0,002).
На основе плана организации рельефа
составляется чертёж вертикальной планировки
(фиг. 45) с сеткой квадратов, стороны которых
Условные обо
значения:
направление укло-
на поверхности
рельефа
!25,08 I /2//о
VS
J
• 125,95 отметка
верха одежды,
отнесённая к оси
дорога
Г. Р. 124,94 — от-
метка головки
(>ельса же л.-дор.
пути нормальной
колеи
Фиг. 44. Чертёж орга-
низации рельефа [1].
402
ПРОЕКТИРОВАНИЕ ГЕНПЛАНА ЗАВОДА
[РАЗД. V
принимаются от 100 до 20 м в зависимости от
сложности рельефа. В точках пересечения
линий, образующих сетку (внизу справа), впи-
сываются естественные (чёрные) отметки по-
верхности территории, взятые по данным ни-
велировки или по горизонталям путём интер-
поляции. В тех же точках пересечения над
«чёрными" отметками надписываются „крас-
ные" отметки проектируемой поверхности, по-
лученные из чертежа организации рельефа. Раз-
ность „черных" и „красных" отметок опреде-
ляет „рабочие" отметки. Они также наносятся
в точках пересечения (вверху слева) со зна-
ком минус (—) для срезки и со знаком плюс
(-f) для подсыпки.
На чертеже иногда указывается также
•нулевая" линия — граница насыпей и выемок.
При разработке проекта вертикальной пла-
нировки площадки вычерчивают продольные
и поперечные профили. Чтобы наглядно пред-
ставить величины подсыпки, срезки и рабочие
отметки, для соответствующей линии сетки
квадратов составляют графики рабочих высот
планировки, или „картограмму земляных ра-
бот" (фиг. 46).
Объём земляных работ подсчитывается
по сетке квадратов или по поперечным про-
филям. Первый метод более прост: объём
земляных работ по каждому квадрату сетки
определяется умножением средней рабочей
отметки (подсыпки или срезки) на площадь
квадрата.
При составлении окончательного баланса
насыпей и выемок необходимо учитывать
6В
SB
+ ORR
+ QS5
РЯ
0
1
+0,35,
i
i
1
i
124,65+0,65
123,97 j
i
I
+0,28
t
i
+0,15
0
0
0
—c>—c>
4
о m,80
123,80 p
123,95
124,11 0
124,11
Г~"~ — — ¦—
124,47+0,20
114,12 }
i • ¦
i ¦
i . i
J4,78+о)з8
)?oj3-jis_
-\
124,97+0/3
\124,?3
i
i *.«..
124,37+0,17
124 09 !
1 ' 1 !
i i <- -
: i i—¦
i
124,05
/24,00 fr
IZUfiO
123,90-0,%
123,90
Щ73 0
1.23,73
0 123,85
"T
i
i
123,85
123,97
123,97
i •
r>
124,17 0
124,17
H
124M+0,lh
12424
I t
i >
i i
124,85+0,20
124?7 ¦
i24JSQ+0~fi3
¦124,31 I
1 i I
Ji j
124,46+0,10
124,25'
i i !
-i i i
—i i i
124,35+ojO
124.25
w
124,17 0
124,17
i
u- -
123,91-0,10
124,05
1 1
i i
i 1
723,83 0
123,33—-
124,22 0
шг
12$S$+0,37
124,32
RW _
'f24~9Q+0,i6
124,47
124,66 0
124,56
124,38 1 1
, I
124,28 Pfi
124.28
__ J
124,04
124,14
i
1
\o
1
1
1
123,91+0,14
¦123,97
\
124,24 0
124,24
124,75+0,29
12165 ~O
124,55
Ж9Т~0
124,74
124,72-0,20
124,72
124,66—0
124,55
-124,37
/24,13+0,05
-L.
124,07+0,22
123,93
124,20 0
124,20
-—\ i
124,73* 0
124,4 \
! i
j i
124,71{ 0
№,71 \_
12ty Q7~O 09
124,97 |
i < ! i
' ' I i
125,02\ I
! II i
11 i
124,77 0
12<f, 77
] !• r-
¦124,58+0^7
!24M{
724/8^0,05
124,23
:: it:~
124,16 0
¦123,94.—
124,12 0
124,12
124M 0
124,46
124,81 0.
1?Afil
l25~00-0,09
125,09, |
124,88 \b,32
125,12 I
I III I
I'M
JJH I
124,93 ! 0
124,93\\
--1 11
~124,55+W
124,48
1
1
124,3Q\btO
124,25 I I
-' Ji
123,9S\\O
¦123,96—-
a
124,0В 0
124,05
125,50 0
125,50
124,81
727>,05Г0,13
125,14
\ i
№,90-0,24
125,22
1 1
¦ i
L. L _
124,95 0
124,%
124,60+0,28
124.53
Ш5+0А0
Jk,2S
123,95+0,26
123,95
124Q4-
124,04
124,53
Щ.53
24,35 1
124.95.
_ j-rrrx;
125,08 '
125,21 \
125,07
125,31 !•
- --. J
125,04
125,04
Щ782"Л
124.54-—1
i
__ i
124,ЗЧ^„
1
124,20
/23,94—-
-», — _ «*^ ,
-
i
Фиг. 45. Чертёж вертикальной планировки площадки
гл. хш]
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ ГЕНЕРАЛЬНОГО ПЛАНА
403
6В
"ОА
Фиг. 46. Картограмма земляных работ [1].
также объём земли, выбираемой при устрой-
стве фундаментов и прокладке инженерных
сетей и транспортных путей, а также увели-
чение объёма грунта при его рыхлении.
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ
ПОКАЗАТЕЛИ ГЕНЕРАЛЬНОГО ПЛАНА
В процессе разработки генерального плана
все его варианты необходимо подвергнуть
всестороннему анализу и сопоставить произ-
водственную и транспортную схемы, компакт-
ность планировки, расположение по отноше-
нию к направлению господствующих ветров,
возможность расширения, связи с районными
устройствами и посёлком, протяжённость
рельсовых, безрельсовых дорог (площадь
замощения) и инженерных сетей, направления
людских потоков и пересечения их с желез-
Основные технико-экономические
ными дорогами, характер организации рель-
ефа, объём земляных работ и пр. Для решения
вопроса об экономической выгодности того
или иного варианта для каждого из них про-
изводят сметные расчёты стоимости.
При сопоставлении вариантов могут быть
использованы также следующие технико-эконо-
мические показатели: коэфициент застройки за-
водского участка, коэфициент использования
участка, объём земляных работ на 1 га
площади завода, протяжённость на 1 га пло-
щади завода ж.-д. путей, безрельсовых дорог
и инженерных сетей каждого вида.
Наиболее распространённые показатели —
коэфициенты застройки и использования за-
водского участка.
Коэфициент застройки показывает плот-
ность застройки участка и представляет собой
отношение площади, занимаемой зданиями и
крытыми сооружениями, к площади всего завод-
Таблица 9
показатели генерального плана
Наименование
показателей
Площадь террито-
рии промышленного
участка завода в га .
Коэфициент за-
стройки .
Коэфициент исполь-
зования территории .
По проектам заводов, производящих
автомо-
били
i6o—170
0,20—0,23
о,33— 9>45
трак-
торы
7О —I2O
О,2О—О,22
O.35—о.45
авто-
трак-
торные
детали
ХО—2О
О,23 - О,27
0,40—0,52
металлур-
гическое
оборудо-
вание
100—130
о,Г7—°>19
о,37-°'53
паро-
возы
I2O—l8o
0,18—0,25
0,43—0,52
локо-
мобили
24-з8
о,29
O.45—о.53
двига-
тели
Дизеля
9
0,24
0,41
котлы
24— 28
O.2I—О,22
°.34—°.39
подъёмно-
транс-
портное
оборудо-
вание
[I
о, 23
о,41
404
ПРОЕКТИРОВАНИЕ ГЕНПЛАНА ЗАВОДА
[РАЗД. V
ского участка. Для новых машиностроитель-
ных предприятий этот коэфициент можно
принимать равным 0,22 — 0,28. Уменьшение
этой величины связано с повышением затрат
ва строительство и эксплоатацию межцеховых
коммуникаций, транспортных путей и на
благоустройство территории завода.
Коэфициент использования участка харак-
теризует отношение площади, на которой
расположены здания, сооружения и устрой-
ства (включая открытые склады, ж.-д. пути и
безрельсовые дороги), к площади всего завод-
ского участка; для новых машиностроительных
заводов его можно считать равным 0,40 — 0,52.
Указанные величины коэфициентов за-
стройки и использования относятся главным
образом к раздельному типу одноэтажной за-
стройки заводской площадки (включая цехи
слитного типа); при сплошной застройке они
значительно повышаются.
В качестве примера в табл. 9 приведены
технико-экономические показатели по проек-
там генеральных планов заводов среднего [8]
и тяжёлого [9] машиностроения.
СОСТАВ ПРОЕКТА ГЕНПЛАНА
В состав проекта генерального плана
входят следующие материалы: комплекс чер-
тежей, пояснительная записка и сметы (или
сметно-финансовые расчёты) на работы по
благоустройству и планировке площадки.
В комплекс чертежей входят исходные,
проектные и рабочие чертежи. Иногда выпол-
няются также аналитические схемы.
Исходные чертежи: 1) схема районной
планировки, выполненная в одном из следую-
щих масштабов: 1:100 000; 1 :50 000; 1 :25 000
или 1 :10 000 с горизонталями через 10 или Ъм,
2) ситуационный план местности в масштабе
I :25 000; I : 10 000 или 1:5СО0 с горизонталями
через 5 или 2 м, 3) геодезический план в мас-
штабе 1:2000; 1 :1000 или 1:500 с горизонта-
лями через 1,0 или 0,5 м, 4) план шурфов и
скважин, 5) геологические разрезы.
Проектные чертежи включают: 1) схему
генерального плана, 2) генеральный план,
3) план подземного хозяйства, 4) план орга-
низации рельефа, 5) план и картограмму зем-
ляных работ (вертикальная планировка) и
б) чертежи профилей. Схему генерального
плана обычно составляют в масштабе 1:1000,
для очень крупных предприятий — 1:2000 и
для малых (менее 5 га) — 1:500, с горизонта-
лями через 1,0 или 0,5 м. На схеме генераль-
ного плана показывают все знания и наземные
сооружения завода, ж.-д. пути и безрельсо-
вые дороги, открытые складские площадки и
предзаводскую площадь, а также розу ветров.
экспликацию зданий, сооружений и дорог, а
также показатели общей площади, коэфициенты
застройки и использования.
Генеральный план составляется в том же
масштабе, что и схема генерального плана;
он представляет собой окончательно уточнён-
ный чертёж. Несложное подземное хозяйство
малых предприятий показывается на том, же,
а сложное на отдельном чертеже.
Рабочие чертежи включают координиро-
ванный генеральный план, чертежи узлов,
разрезов и профилей, чертежи деталей
сооружений и сводный генеральный план.
В координированном генеральном плане даёт-
ся привязка всех зданий и сооружений к
строительной сетке квадратов со стороной
100 м. Горизонтальные ряды сетки обозна-
чаются через А с индексом, а вертикаль-
ные — через В с индексом. Строительная сетка
квадратов привязывается к геодезической сетке;
на плане координируются углы зданий, пере-
сечения осей дорог, углы поворота, начало и
конец кривой рельсовых дорог.
Местоположение узлов и разрезов показы-
вается на плане. Разрезы составляются для
характерных пунктов площадки, расположен-
ных преимущественно в разрывах между це-
хами. На чертёж разреза наносятся все подзем-
ные, наземные и надземные сооружения с коор-
динатами разбивки их осей. Для подземных со-
оружений показываются также диаметры труб,
колодцев, проектные отметки их заглубления.
Для более сложных мест пересечения
дорог, трубопроводов и т. д. составляются
чертежи узлов. Дополнительные профили со-
ставляют главным образом по рельсовым
и безрельсовым дорогам.
Чертежи деталей выполняются по наземным,
подземным и надземным сооружениям, дорогам,
рельефу площадки, а также по благоустройству.
Сводный генеральный план составляется в
масштабе 1: 500 или 1 :200 и предназначается
для проверки общей композиции генерального
плана, выявления неувязок взаимного реше-
ния всеч сооружений путём наложения проек-
тов отдельных сооружений на все остальные.
Аналитические схемы составляются для
оценки и выбора вариантов генерального
плана (в объём проектных материалов эти
схемы не входят). К ним относятся схемы
грузовых потоков, людских потоков, зониро-
вания площадки, общественного питания, ме-
дицинского обслуживания и др.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Банников Н. И., Метод проектирования гене-
рального плана промышленного предприятия —завода,
Госстройиздат, 1938.
2. С е р к Л. А., проф.. Курс архитектуры, т. Ill,
разд. VI .Генеральный план*, Госстройиздат, 1940.
3. Строительная индустрия, т. X. .Промышленные
здания", инж. Штамм Е. Л., Расположение произ-
водственных зданий на площадке, ОНТИ, 1937.
4. Г о ф м а н В. Л., проф., Основы проектирования
промышленных зданий, Госстройиздат, 1934.
6. Промстройпроект, Справочник проектировщика про-
мышленных сооружений, т. I, ч. 2. .Архитектура про-
мышленных зданий", Госстройиздат, 1935.
6. Е г о р о в М. Е., проф., Основы проектирования
механических и сборочных цехов, Машгиз, 1940.
7. Промстройпроект, Эталон технического проекта пром-
аредприятия. „Генеральный план", сер. 924А, М. 1933.
8. Проекты генеральных планов Гипросредмаша.
9. Проекты генеральных планов Гипротяжмаша.
10. Общесоюзные противопожарные нормы строитель-
ного проектирования промышленных предприятий,
ОСТ 90015-39, Госстройиздат, 1939.
11. Санитарные нормы и правила проектирования, Пред-
приятия промышленные, ГОСТ В 1324-43.
12. Нормы проектирования складских предприятий и
хозяйств для хранения легковоспламеняющихся а
горючих жидкостей, ОСТ 90039-39, Госстройиздат,
1940.
13. Противопожарные нормы проектирования складов
ископаемого угля, ОСТ 90099-40, Госстройиздат,
1940.
14. Справочник проектанта машиностроительных заво-
дов, разд. .Проектирование генерального плана зав»*
да", авт. инж. Айзенберг Б. И., Гипросредмаш, 1945.
Глава XIV
ПРОЕКТИРОВАНИЕ ТРАНСПОРТНОГО И СКЛАДСКОГО
ХОЗЯЙСТВА ЗАВОДА
ПРОЕКТИРОВАНИЕ ТРАНСПОРТНОГО ХОЗЯЙСТВА ЗАВОДА
ОБЩИЕ СВЕДЕНИЯ
Исходные данные для проектирования
Транспорт машиностроительного завода со-
стоит из двух зон: внешний транспорт —
для доставки грузов на заводскую площадку
с общей сети *ж. д., из сырьевых баз и дру-
гих промышленных предприятий, от приста-
ней, городов и селений, а также для отправки
грузов в перечисленные пункты с заводской
площадки, и внутризаводский транспорт.
Последний в свою очередь разделяется на
енутрицеховый *, осуществляющий перемеще-
ние грузов в пределах цеха, и межцеховый,
или внецеховый, обслуживающий перемещение
грузов между цехами, а также между послед-
ними и складами.
В некоторых случаях межцеховый транспорт
частично используется и для внутрицеховых
перевозок.
В комплекс транспортного хозяйства входят
устройства и оборудование, необходимые не-
посредственно для перевозки грузов и выпол-
нения погрузо-разгрузочных операций, а также
устройства и оборудование для подсобных,
ремонтных и других работ.
Все части транспортного хозяйства при
ироектировании должны быть взаимно увяза-
ны; кроме того, проект внешнего транспорта
должен находиться в полном соответствии с
существующими транспортными средствами
района завода и с перспективами их развития.
Исходными данными для проектирования
внешнего транспорта являются: а) внешний
грузооборот завода, б) данные о существую-
щей транспортной сети и её дальнейшем раз-
витии, в) материалы топографических, гео-
дезических и других изысканий.
Исходными материалами для проектиро-
вания внутризаводского транспорта являются:
а) принципиальная схема технологического
процесса завода и б) изыскательские материа-
лы, на основании которых компонуется гене-
ральный план, выявляются грузопотоки и на-
мечается схема транспортной сети.
* В данной главе вопросы проектирования внутри-
цехового транспорта не рассматриваются; они отне-
сены к главам, посвященным проектированию отдельных
цехов.
При выборе вида транспорта следует
учитывать: 1) род груза, вес и размеры его
отдельных единиц; 2) общее количество груза
и интенсивность перевозок; 3) расстояния пе-
ремещений— по горизонтали и вертикали;
4) габаритную возможность размещения
трассы и транспортного оборудования; 5) ха-
рактер погрузо-разгрузочных устройств;
6) требования технологического процесса пред-
приятия.
В большинстве случаев наиболее целесо-
образный для грузопотоков данного предприя-
тия вид транспорта может быть выбран на
основе установленных практикой данных, а
также в результате сравнения нескольких
возможных вариантов в экономическом от-
ношении. Принимается тот вариант, который
даёт наиболее целесообразное сочетание
строительных затрат и эксплоатационных рас-
ходов, отнесённых к единице заводской про-
дукции.
При укрупнённом проектировании прини-
маются решения принципиального характера,
дающие возможность выбрать оптимальный
вариант и установить основные положения по
главнейшим вопросам. Детальное проекти-
рование представляет собой полную техниче-
скую и экономическую разработку всех вопро-
сов транспорта, необходимую для строитель-
ства и эксплоатации.
Виды транспорта и области его
применения
Преимущественно применяемые на внешнем
и межцеховом транспорте машиностроительных
заводов виды транспорта и транспортные сред-
ства могут быть классифицированы следующим
образом (табл. 1).
Рельсовый транспорт широкой
колеи применяется для всевозможных гру-
зов, особенно при массовых перевозках угля,
руды, песка, формовочной земли, шихтовых
материалов, леса, сортового материала и т. ju
а также при перевозках тех же грузов отдель-
ными партиями, если они достаточны для за
полнения вагонов грузоподъёмностью от 12
до 50 т. Кроме того, его применение целесо-
образно в тех случаях, когда приходится пере-
возить отдельные тяжёлые штучные грузы
весом 5—10 т и более.
406
ПРОЕКТИРОВАНИЕ ТРАНСПОРТНОГО И СКЛАДСКОГО ХОЗЯЙСТВА [РАЗД. V
Таблица 1
Рельсовы
транспорт
Широкая колея
с тягой
паровозами,
мотовозами,
электровозами,
стационарными
двигателями
тяги и, кроме того,
с ручной тягой
Безрельсовый
транспорт
Автомобили
без прицепов и с при- л
цепами на топливе [
Тягачи с при-fавтотягачи,
цепными те-(электро-
лежками (трейЛтягачи, ,
й |тракторы (
ЖИДКОМ,
твёрдом,
газообраз-
ном
щиесятележки (-электрокары,
с неподвижной^ автокары,
или подъёмной \.тролейкары
платформой
Ручные тележки с простой или подъём-
ной платформой
о ю ?г с гибким несущим элементом — канатные,
EokJ
ЕЗ с S I с жёстким несущим элементом — монорель-
?? ? I совые
Водный транспорт
Железнодорожный транспорт широкой ко-
леи требует значительных расходов на устрой-
ство путей, а также достаточной площади для
укладки трассы с относительно большими ради-
усами кривых. Для межцеховых перевозок
такой вид транспорта неудобен, так как он
обладает плохой маневренностью, требует зна-
чительного времени на пробеги, обусловлен-
ные угловыми заездами и вытяжками.
Железнодорожный транспорт широкой ко-
леи для межцеховых перевозок применяется
преимущественно на заводах тяжёлого машино-
строения, особенно при наличии металлур-
гических цехов и свойственных последним
больших грузопотоков. На заводах среднего
машиностроении данный вид транспорта при-
меняется главным образом для подвоза сырья
к основным складам и для вывоза готовой про-
дукции. На этих заводах основным видом транс-
порта является безрельсовый.
Рельсовый транспорт узкой ко-
леи служит универсальным видом транспорта
для тех же грузов, которые перевозятся по
ж.-д. путям широкой колеи, но при меньших
размерах грузопотока. Благодаря возможности
применять меньшие радиусы кривых он обла-
дает более гибкой трассой, легко вписываемой
в генеральный план, что имеет значение при
стеснённых условиях завода в отношении тер-
ритории.
Б'е зрельсовый автомобильный
транспорт на машиностроительных заво-
дах целесообразно применять для внешних
(снабженческо-сбытовых) перевозок и для вы-
возки в отвалы. Применение автомобильного
транспорта для межцеховых перевозок весьма
ограничено ввиду того, что расстояния между
цехами и складами сравнительно невелики, в
связи с чем основное преимущество автомо-
биля — большая скорость движения — не мо-
жет быть полностью использовано. Разнообра-
зие перевозимых грузов, сравнительно неболь-
шой объём перевозок, расположение части
складов внутри цехов, а частью и у рабочих
мест, что требует захода автомобилей в цехи,
делает автомобильный транспорт для внутри-
заводских перевозок нецелесообразным. ¦
Дороги для автомобилей могут быть шоссей-
ные и более высоких классов, а также грун-
товые. Булыжная мостовая нежелательна. Ав-
томобильные дороги должны быть изолированы
от массовых потоков рабочих и от основных
межцеховых безрельсовых грузопотоков, об-
служиваемых другими транспортными сред-
ствами. Следует избегать пересечений с основ-
ными ж.-д. грузопотоками.
Весьма целесообразно применять при-цепы.
Так как прицеп загружается до подхода авто-
мобиля, а разгружается после отцепки от него,
то применение прицепов повышает коэфи-
циент использования автомобиля и ускоряет
оборот последнего.
Тягачи с прицепными тележ-
ками (трейлеры) являются удобным ви-
дом внутризаводского транспорта для пере-
возки крупных грузов на значительные рас-
стояния, когда устройство дорог для электро-и
автокар потребовало бы больших затрат. При-
менение тягачей особенно выгодно в тех слу-
чаях, когда связываемые пункты оборудованы
погрузо-разгрузочными устройствами, рас-
положенными так, что не требуется ввода
трейлерных составов в цехи, и когда имеется
возможность для обслуживания связываемых
пунктов организовать движение по определён-
ным маршрутам. Так как тягач прицепляется
к заранее нагруженным тележкам и не ожи-
дает их разгрузки, то коэфициент использо-
вания тягача получается весьма высоким.
Дороги для данного вида транспорта дол-
жны быть более высокого качества, чем для
автомобильного. Булыжная одежда, как пра-
вило, исключается.
Гусеничные тракторы применяются в виде
исключения на очень плохих дорогах, напри-
мер для вывозки в отвалы.
Особый интерес представляют трейлеры
большой грузоподъёмности для перевозки гро-
моздких грузов, весом до 200 т, например, для
перевозки продукции заводов тяжёлого маши-
ностроения. Кроме того, такие трейлеры могут
применяться для перевозки гружёных, ж.-д. ва-
гонов от ж.-д. станций к пунктам потребления
грузов и обратно, если по условиям места
не может быть протрассирована ж.-д. ветвь.
Самодвижущиеся тележки (электро-
кары, автокары и тролейкары) являются
наиболее распространённым видом внутри-
заводского транспорта. Особенно удобны те-
лежки с подъёмными платформами, ускоряю-
щими погрузку и разгрузку грузов.
В основном автотележки с подъёмными
платформами применяются для обеспечения
транспортной связи между заготовительными
и механосборочными цехами, когда, с одной сто-
роны, приходится совершать сравнительно зна-
чительные пробеги внутри зданий, с другой —
имеется возможность забирать детали непо-
средственно от рабочих мест и из промежу-
точных складов, а также подавать их непо-
средственно к тем же точкам.
Дорожное покрытие для данного вида транс-
порта должно быть способно выдерживать зна-
чительное удельное давление и должно иметь
гладкую поверхность. Продольный уклон допу-
скается не более 10%, за исключением отдель-
ГЛ. XIVl
ПРОЕКТИРОВАНИЕ ТРАНСПОРТНОГО ХОЗЯЙСТВА ЗАВОДА
407
ных коротких участков протяжением в не-
сколько метров (например, у входов в цехи),
которые могут быть более крутыми.
Неотъемлемую принадлежность тележек с
подъёмными платформами составляют съёмные
платформы (скиды), съёмные ящики и тому
подобные приспособления, на которые пере-
возимые материалы, полуфабрикаты или изде-
лия грузятся в течение более или менее дли-
тельного промежутка времени, предшеству-
ющего подходу тележки. Благодаря этому вре-
мя, потребное для погрузо-разгрузочных
операций, не удлиняет времени оборота те-
лежки.
Тележки с неподвижными платформами ме-
ханизируют только перевозку груза, и поэтому
основные функции их следующие: 1) обслу-
живание тех участков, которые оборудованы
средствами, механизирующими погрузку и вы-
грузку; 2) подача разных сборных грузов к
нескольким пунктам назначения, например,
материалов, заготовок, деталей, узлов изде-
лий и т. п. из главного магазина к промежу-
точным складам вдоль сборочной линии; 3) по-
дача разного рода материалов из снабжен-
ческих складов к внутрицеховым; 4) перевозка
случайных и нерегулярных грузов.
Ручные тележки имеют чрезвычайно
широкое применение для перевозок между це-
хами и складами при малых расстояниях
между ними и при хороших дорожках.
Все перечисленные виды безрельсового
транспорта отличают-ся от рельсового тем, что:
1) для их трасс требуется гораздо меньшая
площадь ввиду значительно меньших радиусов
поворотов; 2) они обладают значительно боль-
шей маневренностью; 3) длина пробега пере-
мещаемых при их посредстве грузов очень
близка к действительному расстоянию между
нунктами отправления и прибытия.
Основное преимущество подвесных
дорог заключается в том, что они не стесня-
ют заводской территории, могут совмещать
горизонтальные перемещения с высотными
и требуют минимального количества обслу-
живающего персонала.
Подвесные канатные дороги следует при-
менять в тех случаях, когда трасса должна
проходить над различными препятствиями в
виде строений, рек и т. п. или когда подача
грузов должна производиться непосредственно
на значительную высоту (например, для подачи
топлива в бункеры ТЭЦ из склада угля, рас-
положенного в диаметрально противоположной
точке заводской площадки). Трасса подвесных
канатных дорог — прямая, максимум с одним-
двумя поворотами.
Перевозка осуществляется в подвесных
саморазгружающихся вагонетках грузоподъём-
ностью 0,25 — 1,3 т, следующих одна за дру-
гой с промежутком в х/г мин- и более.
Освоение грузооборота
Основными данными для проектирования
заводского транспорта являются грузооборот
и план расположения пунктов отправления и
прибытия грузов.
Грузооборотом называется количество гру-
зов, подлежащих перемещению за определён-
ный период времени (год, месяц, сутки,
час). Наилучшее использование транспортных
устройств получается при непрерывной и рав-
номерной их работе. Неравномерность ра-
боты учитывается коэфициентом неравномер-
ности К, равным отношению максимально воз-
можного грузооборота за определённый период
времени к среднему действительному грузо-
обороту за тот же период времени. Расчёт
транспорта ведётся преимущественно по макси-
мальному суточному грузообороту или по
максимальному грузообороту за время одной
смены:
максим. Qcym =^
где Q2Od — годовой грузооборот, п — число
суток работы в год.
Для расчёта мощности транспорта, необхо-
димого для освоения отдельных грузопотоков,
разрабатываются косые таблицы по форме
табл. 2. Косые таблицы составляются с учётом
Таблица 2
Косая таблица грузопотоков *
\ч Куда
Откуда \^
Станция
МПС ....
Заводская
станция . . .
Цех № 1 . .
Цех № 2 . .
Цех № 3 . .
Отвалы
и т. д
1
Итого .
Станция
МПС
—
IOOO
—
—
IOOO
к
я
Заводск
станция
IOOOO
—
2ОО
8оо
—
IIOOO
Цех №
—
2ООО
—
—
2ООО
2
X
8ооо
—
—
8ооо
со
Цех №
—
8ооо
8ооо
Отвалы
и т. д.
_
—
i8oo
7200
—
9000
Итого
IOOOO
IIOOO
2000
8000
8000
—
39000
* Числовые значения в таблице — примерные.
коэфициента неравномерности для расчётного
периода для всех грузов в совокупности, а
затем для групп грузов, перевозимых отдель-
ными видами транспорта. Количество перево-
зимых масс выражается в тоннах, кубических
метрах, штуках, вагонах и т. д.
Для наглядности могут составляться диа-
граммы грузопотоков (фиг. 1).
Фиг. 1. График грузопотоков: / — заводская станция;
2 — отвал; 3 — склад топлива; 4 — теплоцентраль}
5 — склад сырья; 6 — цех № 1; / — цех J* 2; 8 — цех Л 3;
9 — главный магазин; 10 — склад готовых изделий.
408
ПРОЕКТИРОВАНИЕ ТРАНСПОРТНОГО И СКЛАДСКОГО ХОЗЯЙСТВА [РАЗД. V
В соответствии с намеченными путями
и дорогами для каждого вида транспорта, осо-
бенно для тракторно-трейлерного и авто-элек-
трокарного, устанавливаются маршрутные
рейсы.
Для маневровых локомотивов устанавлива-
ется районы обслуживания.
Определение необходимого количества ра-
бочего подвижного состава, подразумевая под
этим как движущие, так и прицепные единицы,
может производиться различными способами,
основанными на одном и том же принципе.
Один из показателей, помещённых в первом
столбце табл. 3 (Q, R, М), соответствующий
полному перемещению грузов за период Т, де-
лится на подобный же показатель, соответ-
ствующий одной единице подвижного состава,
помещённый во втором столбце таблицы (Qv
Таблица 3
Определение количества подвижного состава
Продолжение табл. 3
Показатели об-
щего количества
грузов, подлежа-
щих перемещению
в период Т
Показатели для одной единицы
подвижного состава грузо-
подъёмностью q
1. Для перевозок между двумя пунктами любым
видом подвижного состава
Количество гру-
за Q (в /я), подле-
жашего переме-
щению на рассто-
яние li (В М)
Количество груза Qlt пе вме-
щаемого одной единицей под-
вижного состава:
где р — коэфициент использова-
ния тоннажа или тяговой силы;
/—время оборота;
/й — время погрузки; t, — время
пробега с грузом;
tt— время разгрузки; tt — время
обратного npo6eiа;
(*"*).
i,—длина пути с грузом!, ¦ , ,
13—длина обратного пути] * ' а
vt и vt — соответствующие ско-
рости
2. Для перевозок между несколькими пунктами
автомобилями и тягачами
Общаягрузовая
работа R ткм
или тм при мно-
гих точках от-
правления и по-
лучения
Грузовая работа,производимая
одной единицей подвижного со-
става:
Я, = La p?,
где L — пробег единицы по-
движного состава за период Т
принимается по нормам, а при
выявленных маршрутах опреде-
ляется по формуле
L = ltiV
где v — средняя скорость (тех-
ническая) по всему маршруту;
?о — h -г /3 — время погрузки и
разгрузки;
в — -! коэфициеит использо-
вания пробега;
lt— длина пробега с грузом;
I — полная длина пути маршрута
Показатели об-
щего количества
грузов, подлежа-
щих перемещению
в период Г
Показатели для одной единицы
подвижного состава грузо-
подъёмностью q
3. Для перевозок алектро-автокарами, вагонами
внутризаводского транспорта и пр.
Общее количе-
ство потребных
единице-часов М,
определяемое лля
всех перевозок
заданным видом
подвижного со-
става по табл. 2
или по графику
грузопотоков *
Число полезных часов работы
единицы подвижного состава за
расчётный период М,
* Учитываются все операции: на грузка, пробег, раз-
грузка, обратный пробег, а при кольцевых маршрутах
новая нагрузка, дальнейший пробег и т. д. Включается
также время на маневровые движения, повороты, уста-
новку к месту погрузки или выгрузки.
При рельсовом транспорте время исчисляется с учё-
том фактического пути пробега, образующего иногда
вследствие маневровых заездов зигзагообразную трассу
значительной длины.
Число потребных рабочих единиц подвиж-
ного состава п определяется отдельно для
каждого вида подвижного состава (паровозов,
тягачей, трейлеров, вагонов,.электрокар и т.д.)
по формуле
<? R М
или п
п =
—,
или п =
или п =
Общее количество единиц подвижного со-
става (списочное или инвентарное) опреде-
ляется по формуле
п
пс = —-,
• т
где т — коэфициент использования парка.
7 ?>! + ?>2 + D3 '
где ?>, — время работы единицы подвижного
состава за расчётный цикл (между выходами
из капитальных ремонтов); D2 — время пребы-
вания в плановых ремонтах за тот же цикл;
Ds—время простоев за тот же цикл (невыход
из гаража или из депо).
Нормы для расчёта грузооборота, как-то:
время погрузки, время разгрузки, скорость
пробега и т. д., частично установлены (напри-
мер, для автотранспорта «Едиными нормами
выработки и расценками"), частично прини-
маются по опытным данным существующих
предприятий.
Дальнейшее уточнение потребного количе-
ства подвижного состава производится путём
составления графика движения.
Для предварительных расчётов в табл. 4
приводятся средние значения элементов обо-
рота безрельсового транспорта при перевозке
детален (но данным одного из машинострои-
тельных заводов [14]).
В транспортном цикле значительное количе-
ство времени занимают иогрузо-разгрузоч-
ные операции. При малых расстояниях пере-
возки эти операции составляют основную часть
цикла. Кроме того, процессы погрузки и раз-
грузки являются весьма трудоёмкими.
гл. xiv]
ПРОЕКТИРОВАНИЕ ТРАНСПОРТНОГО ХОЗЯЙСТВА ЗАВОДА
409
Таблица 4
Средние величины элементов оборота безрельсового трансаорта
Наименование элементов оборота
1. Время погрузки 1 т одним
рабочим в мин.:
вручную
при механической нагрузке .
3. Время взятия порожнего
скида или тары в мин
4. Время разгрузки порожней
тары или спуск порожнего
скида в мин
5. Время обратного движения и
подхода к месту погрузки после
операции, указанной в поз. 4,
в мин
6. Скорость движения по про-
ходам внутри цехов в м/мин . .
7. Скорость движения по меж-
цеховым дорожкам между основ-
ными цехами в м/мин
8. То же по дорогам с неболь-
шим движением в м/мин ....
Ручные
тележки
ia—15
1-L5
4О-
Домкрат-
ные
тележки
О,2—О,3
Электро- и автокары
с неподвижной
платформой
12—15
1-L5
э,8 продолжите
о»5
с подъёмной
платформой
льности погруз
о.5
°,25
О,25
-4°
4о-5о
60-65
75-8о
ОО—1ОО
Тракторы
с прице-
пами
1-1.5
ки
а
8о—оо
Автомо-
били
13—Я5
1—1,5
а
1.5
100—150
При проектировании транспорта необходимо
добиваться наиболее совершенной организации
погрузо-разгрузочных операций и наимень-
шего числа перевалок груза.
Это достигается: 1) введением механизиро-
ванного оборудования на погрузо-разгрузоч-
ных фронтах (бункеры, экстакады, краны
и т. д.); 2) устройством соответствующих при-
способлений в подэижном составе (опрокиды-
вающиеся и наклоняющиеся кузовы, открыва-
ющиеся днища и т. п.); 3) применением прице-
пов; 4) перевозкой грузов в оборотной таре.
Выше упоминавшиеся съёмные платформы
и ящики являются одним из видов оборотной
тары. Другкм является контейнер — спе-
циальное вместилище, приспособленное к гру-
зам, подлежащим перевозке различными ви-
дами транспорта.
Контейнеры могут быть универсальные—
для транспортирования всевозможных грузов,
годные к перевозке по ж. д., на автомобилях
и водным путём, и специальные — для транс-
портирования определённых видов грузов по
установленным маршрутам.
Груз, помещённый в контейнер, может транс-
портироваться в нём как в пределах одного
предприятия, так и за его пределы — непосред-
ственно до потребителя, которым может быть
другой завод.
Размер и форма контейнеров рассчитыва-
ются таким образом, чтобы они могли разме-
щаться возможно компактно на различных видах
транспорта, не выходя за установленные га-
бариты гружёного подвижного состава.
Отрицательными моментами, снижающими
эффективность пользования контейнерами,
являются необходимость перевозки их в порож-
вем направлении, перевозка дополнительного
груза (самих контейнеров) в грузовом напра-
влении и затраты на их изготовление.
Схема транспортной сети
Транспортная сеть машиностроительного
завода состоит из рельсовых путей и безрель-
совых дорог, по которым осваиваются грузо-
вые потоки и направления которых определя-
ются в основном схемой технологического про-
цесса завода. Кроме того, весьма важным фак-
тором, определяющим конфигурацию транс-
портной сети, являются людские потоки, для
освоения которых служат тротуары, устраи-
ваемые обычно по направлениям, совпадающим
с дорогами, или пешеходные дорожки. При
людских потоках большой мощности, во избе-
жание пересечения их с грузовыми потоками,
приходится проектировать специальные устрой-
ства (тоннели, виадуки). В некоторых случаях
может оказаться целесообразным ввод город-
ского транспорта в глубь предприятия с со-
блюдением полной изоляции заводской терри-
тории с помощью ограждения.
Схема транспортной сети должна проекти-
роваться обязательно одновременно с генераль-
ным планом завода. Так как дороги являются
составной частью всего строительного комплек-
са и играют весьма большую роль при со-
ставлении проекта архитектурного оформления
завода, то основные параметры дорожной сети,
особенно в районе входа её в завод и по глав-
ной магистрали, должны быть выбраны в соот-
ветствии с эскизами архитектурных проектов.
По мере уточнения генерального плана уточ-
няется и проект дорожной сети, однако основ-
ные элементы её не должны подвергаться
изменению.
Законченный проект транспортной сети дол-
жен охватывать все детали взаимного располо-
жения сети и зданий цехов, въезды в цехи,
пункты пересечения дорог и путей между собой,
водоотводы и т. д,
410
ПРОЕКТИРОВАНИЕ ТРАНСПОРТНОГО И СКЛАДСКОГО ХОЗЯЙСТВА [РАЗД. V
При правильно разработанном генеральном
плане взаимное расположение основных цехов
должно соответствовать ходу технологиче-
ского процесса так,чтобы пробеги для основных
производственных грузопотоков получались
минимальными, а перемещения в направлениях,
обратных указанному потоку, отсутствовали.
Проектирование внутризаводской транс-
портной сети должно производиться с соблю-
дением следующих указаний принципиального
характера:
а) склады прибывающего сырья и цехи,
потребляющие сырьё, должны по возможности
обслуживаться путями, являющимися непо-
средственным продолжением путей внешнего
транспорта;
б) подсобные цехи должны быть обеспечены
наиболее короткой и простой связью с потре-
бляющими;
в) основные рельсовые грузопотоки (то-
пливо, формовочные и шихтовые материалы,
готовая продукция, зола и горелая земля) не
должны пересекаться с основными потоками
вагонного порожняка;
г) основные межцеховые и межскладские
грузопотоки должны быть изолированы от мас-
совых потоков рабочих;
д) те же основные потоки не должны встре-
чаться и пересекаться как друг с другом, так
и с остальными безрельсовыми потоками;
е) следует избегать бесполезных угловых
заездов;
ж) должна быть максимально использована
возможность организации движения в форме
маршрутов.
При проектировании внутреннего оборудо-
вания цехов и складов необходимо учитывать
их положение на генеральном плане с тем,
чтобы обеспечить минимальную величину вну-
трицеховых пробегов и избежать внутри-
цеховых встречных потоков.
Основные схемы транспортных сетей приве-
дены в главе XIII настоящего тома „Справочни-
ка", посвященной проектированию генеральных
планов.
Себестоимость перевозок
Стоимость перемещения единицы груза лю-
бым видом транспорта выражается формулой
S =
-f
где
на едини-
цу пере-
мещае-
мого
груза.
5j—стоимость эксшюатации под-
вижного состава
52 — стоимость эксплоатации дорог
и путей
53 — стоимость погрузо - разгру-
зочных работ
В каждую из составных частей полной
стоимости перемещения груза входят как
текущие эксплоатационные расходы, так и амор-
тизационные отчисления, состоящие из сумм
на реновацию и на капитальный ремонт.
Элементы S определяются следующим об-
разом: п
о *-*
1~~ П '
где D — стоимость содержания транспортной
единицы за некоторый расчетный период вре-
мени (час, смена, сутки, год), в течение кото-
рого транспортная единица осуществляет
перемещение л единиц груза.
D получает наименование в зависимости от
периода времени и вида транспортной единицы
(„стоимость паровозо-часа", „стоимость маши-
но-смены" и т. п.).
D состоит из следующих частей:
D\— расходы по содержанию персонала, об-
служивающего транспортную единицу, со все-1
ми накладными начислениями; D2 — стоимость
топлива, воды, смазки и различных видов
энергии; Ds — затраты на ремонт; D\—амор-
тизационные отчисления.
Стоимость капитальных ремонтов может
входить в Ds и в Dv
где Р— стоимость содержания транспортных
сооружений и устройств (путей, дорог, стан-
ций и т. п.), соответствующая перемещению
груза в количестве Д".
Р состоит из следующих частей:
Р1 — расходы по содержанию персонала, об-
служивающего пути, дороги, станции и пр., со
всеми начислениями; Р2 — стоимость материа-
лов, расходуемых при эксплоатации путей, до-
рог, станций и пр.; Р3 — затраты на ремонт;
Р± — амортизационные отчисления.
53 определяется аналогично 52.
Стоимость перевозки грузов с помощью
внутризаводского транспорта исчисляется всег-
да на единицу перемещаемого груза A т,
1 м\ 1 шт.); для подъездных путей, кроме
того, определяется стоимость 1 тоннокило-
метра перемещения.
Величины, составляющие D и Р, опреде-
ляются посредством эксплоатационных сметно-
финансовых расчётов по укрупнённым пока-
зателям, частично установленным законода-
тельством, частично же заимствуемым из
практики аналогичных предприятий.
Для предварительных подсчётов стоимо-
сти ж.-д. перевозок отдельными авторами и
проектными организациями разработаны укруп-
нённые показатели для определения полной
величины D и Р. Они дают возможность опре-
делять полную сумму годовых эксплоатацион-
ных расходов для всей транспортной сети
предприятия; D — по числу паровозов и ваго-
нов; Р— по числу постов, стрелок, длине пу-
тей и т. д.
Так как эти показатели дают абсолютные
величины стоимости в рублях, то они являются
весьма условными даже при наличии коэфи-
циентов для перечисления их при других усло-
виях оплаты труда, стоимости топлива и др.
Приводим формулу для сети промышлен-
ных ж. д. колеи 1524 мм в центральной ча-
сти СССР по ценам, увеличенным против
1936 г. на ЗО7„ [5].
Полные годовые эксплоатационные расходы
с амортизационными отчислениями, без стои-
мости погрузо - разгрузочных работ, опре-
деляются по формуле:
9 = LAN+5n + annl,
где А — основные расходные ставки на еди-
ницу измерителя по табл. 5; N — число еди-
ниц каждого измерителя; п — общее число
рабочих паровозов; п„ — число рабочих поезд-
ных паровозов; а — дополнительная расходная
ставка, равная: при стоимости 1 т условного
ГЛ. XIV]
ПРОЕКТИРОВАНИЕ ТРАНСПОРТНОГО ХОЗЯЙСТВА ЗАВОДА
411
топлива 50 руб.—2,5 тыс. руб.; при стоимости
1 т условного топлива 200 руб. — 5,5 тыс. руб.;
/—средняя дальность перевозок на подъезд-
ном пути в км.
Таблица 5
Расходные ставки на единицу измерителей для
определения годовых эксплоатационных расходов
на заводском ж.-д. транспорте
Наименование измерителей
1. Рабочий маневрйный паровоз за-
вода при стоимости 1 т условного
топлива 50 руб. .
При стоимости 1 т условного топ-
лива 200 руб
2. Поездной паровоз завода при
стоимости 1 т условного топлива
50 руб
При стоимости 1 т условного
топлива 200 руб
3. Рабочий вагон завода (в двухос-
ном исчислении)
4. Депо
5. Диспетчерский пункт .... • .
6. Пункт примыкания
7. Станция
8. Разъезд или станционный пост.
9. Стрелочный пост
10. 1 км станционных путей ....
11. 1 км прочих путей
12. Вагонные весы " . .
13. 1 млн. т перевезённого груза
(в год)
Расходные
ставки А на
единицу изме-
рителя
в тыс. руб.
3^5
39°
325
435
3
5о
5о
45
5°
4О
12
12
18
IO
8о
Для получения стоимости ! т условного
топлива следует стоимость 1 т фактиче-
ского топлива (для дров — стоимость 1 мь)
умножить на коэфициенты, зависящие от ка-
лорийности топлива и к. п. д. котла. Средние
значения коэфициентов: для подмосковного
угля — 4, донецкого — 2, торфа — 4, дров —10.
РЕЛЬСОВЫЙ ТРАНСПОРТ
Взаимоотношения с сетью железных
дорог общего пользования Министерства
путей сообщения
Наиболее правильным решением вопроса о
стыке промышленного транспорта с общесете-
вым является такое, которое основано на
принципе „единого технологического процес-
са", т. е. объединённой системы, управления
движением вагонов на станции МПС и на
примыкающих к ней заводских путях. Стан-
ционное развитие путей должно проектиро-
ваться в соответствии с намечаемыми фор-
мами единого технологического процесса [10].
Железнодорожное хозяйство МПС в целом
весьма мощно и несравненно крупнее ж.-д.
хозяйства какого бы то ни было промышлен-
ного предприятия. Поэтому себестоимость
перевозок, производящихся МПС, обычно
ниже стоимости перевозок, производящихся
промпредприятием. Вследствие этого целесооб-
разно подвозить грузы средствами МПС воз-
можно ближе к месту их потребления.
Однако в случае примыкания заводской
сети к станции МПС, не имеющей тягового
хозяйства или маневрового локомотива, обслу-
живание заводской сети МПС потребует от
последнего дополнительного оборудования
и устройств, которые увеличат стоимость пе-
ревозок и усложнят работу дороги МПС без
особой общей выгоды. В этом случае может
оказаться целесообразным, чтобы предприятие
обзавелось своими тяговыми средствами.
Проектирование примыканий следует про-
изводить, руководствуясь табл. б, показываю-
щей, в чьём ведении должен находиться
Таблица 6
Наиболее целесообразные формы эксплоатационных
взаимоотношений промышленных ж.-д. путей
и общей сети
Передачи
на завод и
отправле-
ния с за-
вода (в
основном)
Немар-
шрутные
Марш-
рутные
Уклоны на
подъездном
пути
а) Допускаю-
щие пропуск
маршрутов
МПС
б) Не допу-
скающие про-
пуска мар-
шрутов МПС
Примыкание
к станция
МПС — уча-
стковой, сор-
тировочной
или имеющей
локомотивы
а
Д
Д
д
(П)
б 1 в
д
д
д
(П)
п
п
п
(Д)
Примыка-
ние к про-
чим стан-
циям МПС
а
П
Д
п
б
п
д
п
в
д
п
д
Обозначения:
а — подъездной путь или соедини-
тельная веткь принадлежит:
б — перевозка по ветви произво-
дится локомотивами
в — пункт приёмо-сдаточных опе-
раций находится на станции
В скобках указаны возможные,
ные решения.
/дороге МПС — Д
{предприятию —П
Iдороги МПС — Д
(предприятия —П
(дороги МПС — Д
(предприятия —II
но менее желатель-
подъезднои путь, кому должны принадлежать
локомотивы и где должны производиться
приёмо-сдаточные операции [13].
Сортировка вагонов по разгрузочным фрон-
там производится на заводской станции локо-
мотивами предприятия. Лишь в случае при-
мыкания большого завода к сортировочной
станции МПС целесообразно поручать послед-
нему подборку вагонов по нескольким назна-
чениям — по основным цехам или постам.
Отправительские маршруты полностью форми-
руются на заводской станции в соответствии
с требованиями МПС. Прочие же отправля-
ющиеся с завода поезда формируются на заводе
с учётом требований безопасности движения
по подъездному пути.
Приёмо-сдаточные станции должны проек-
тироваться по однопарксчой схеме, исходя из
принципа единого технологического процесса
вместо преимущественно применявшейся до
последнего времени трёхпарковой.
Расположение ж.-д. путей по отношению
к цехам и складам
Железнодорожные щт вводятся в цех
преимущественно параллельно продольной оси
здания с его торца параллельно направлению
крановых путей (фиг. 2, а). Реже применяется
ввод путей перпендикулярно к продольной оси
здания, причём крановые пути могут распола-
гаться как перпендикулярно к оси путей,
412
ПРОЕКТИРОВАНИЕ ТРАНСПОРТНОГО И СКЛАДСКОГО ХОЗЯЙСТВА [РАЗД. V
так и параллельно ей (фиг. 2, б и в). При
этом весьма важно, чтобы были правильно
согласованы отметки планировки под ж.-д. путь
вне цеха и отметки пола. Наиболее целесо-
образным является повышение зоны планиров-
ки цеха, как показано на фиг. 3 (предложение
Гнпромеза) [8].
Возвышение высоких разгрузочных плат-
форм для широкой колеи над уровнем голов-
о)
L
1
J
I I
Фиг. 2. Схемы ввода ж.-д. путей в цехи.
ки рельса—1,10 м. Практикуемое иногда по-
нижение рельсовых путей внутри цеха для
приведения пола вагона в один уровень с по-
лом цеха осложняет водоотвод и затрудняет
ввод пути в цех, образуя перед самым входом в
цех уклоны и легко заносимые снегом траншеи.
План расположения путей у цехов и скла-
дов проектируется с учётом следующего.
1. Необходимо избегать „запирания" локо-
мотива вагонами при подаче последних под
погрузку или выгрузку, для чего перед погру-
поперечный 'разре'з
Уровень плат-
ежи тщодки
УШень МйнтШи
1
зоны цеха
Уровень moSku ртса
Г Л'З пути
Ж-д путь
Граница зоцы планировки цеха
Уробень берхд голобки рельса
зоны цеха
Фит. 3. Схемы планировки площадки для ж.-д. путей
в зоне цеха.
зо-разгрузочными путями следует преду-
сматривать обгонные пути для манёвров, обес-
печивающих подачу состава вагонами вперёд.
При отсутствии подобных путей ответвления
от ходового пути следует проектировать на-
правленными в одну сторону.
2. Длина погрузо-разгрузочных путей дол-
жна быть рассчитана на приём максималь-
ного состава, необходимого по плану работы
склада или цеха.
3. Длинные рейсы с движением вагонами
вперёд нежелательны.
4. Порожняк из-под выгрузки должен по-
даваться под новую погрузку с минимальными
Складские
П
Погрузот-разгрутныа
ШШд/ ПУ*
10ШШ путь
6
Фиг. 4. Схемы расположения ж.-д. путей у складов
и цехов.
манёврами, и схема путей должна обеспечить
перестановку вагонов по возможности одно-
кратным рейсом.
5. При больших заводских сетях последние
следует разбивать на районы, соединяемые
специальными ходовыми путями с минималь-
ным количеством стрелок, присоединяя пути от-
дельных складов и цехов к узловым точкам
и районным постам.
6. Производство погрузо-разгрузочных опе-
раций на ходовых путях должно быть за-
прещено.
Этим требованиям удовлетворяют следую-
щие схемы путей у цехов и складов:
а) фиг. 4, а — схема обычного простейшего
образования складского фронта из отдельных
тупиков; по другую сторону ходового пути
пунктиром нанесены тупики для отстоя по-
рожних и гружёных вагонов;
б) фиг. 4, б — схема ступенчатого располо-
жения фронта, дающего общее укорочение
его;
в) фиг. 4, в —обычная схема длинного склад-
ского фронта, допускающая вывод отдельных
частей подвижного состава; участки, занятые
съездами, могут быть использованы в каче-
стве погрузо-разгрузочного фронта неполное
время; вместо перекрёстных съездов могут
быть устроены односторонние;
г) фиг. 4, г—схема, обеспечивающая подачу
вагонов в цехи А и Б, а также взаимную пе-
редачу вагонов; размещение цеха В со встреч-
ным направлением въезда может быть дону-
ГЛ. XIV
ПРОЕКТИРОВАНИЕ ТРАНСПОРТНОГО ХОЗЯЙСТВА ЗАВОДА
413
щсно только при условии устройства вблизи
обгонного пути, показанного пунктиром;
д) фиг. 4, д—схема, при которой обмен ва-
гонами между цехами А и Б допустим только
при условии укладки обгонного пути, пока-
занного пунктиром;
е) фиг. 4, е — схема, применяемая при очень
длинных цехах, обеспечивает возможность вы-
вода вагонов, не нарушая работы на осталь-
еом фронте, при помощи дополнительных вы-
ходов путей по середине длины цеха.
Габариты
Для обеспечения безопасности движения
подвижного состава по путям установлены
линии предельного поперечного очертания,
внутрь которого не должна заходить никакая
часть сооружения или оборудования. С дру-
гой стороны, подвижной состав ни одной своей
частью также не должен выходить за рамки
определённого поперечного очертания. Линии
предельных поперечных очертаний называ-
ются габаритом приближения строений и га-
баритом подвижного состава.
Применяемый в СССР габарит подвижного
состава устанавливает предельное очертание
нового вполне исправного подвижного состава,
стоящего на прямом горизонтальном пути.
Расстояние между габаритом подвижного
состава и габаритом приближения строений
включает возможные колебания и перекосы
подвижного состава при его движении, а так-
же нормированные допуски и износы.
Для ж. д. колеи 1524 мм габариты устано-
влены ОСТ ВКС 6435, для наземных ж. д. колеи
750 мм с локомотивной тягой—ОСТ 10167-39.
Для путей, на которые подвижные составы
МПС йе подаются, габаритные нормы уста-
навливаются министерством, в ведении кото-
рого находится предприятие.
Основным габаритом приближения строе-
ний для вновь строящихся и реконструируе-
Габариты подвижного состава и приближе-
ния строений для путей колеи 750 мм приве-
дены на фиг. 6.
На станциях
Ш
~57?? Шршш на постах
~~ ~~^Нталное расстояние
до оса 2го глоШго пути на,
тямьа ццастш
Фиг. S. Габарит приближения строений и подвижного
состава ж. д. колеи 1524 мм.
мых путей широкой колеи является габарит
_2.*С, показанный на фиг. 5. Там же помещён
габарит подвижного состава 2-В.
ыЫх участках .-*'
Фиг. б. Габарит приближения строения и подвижного
состава ж. д. колеи 750 мм.
Верхние горизонтальные линии /—/, //—II,
III—III и IV—IV указывают пределы прибли-
жения строений в зависимости от материала
строений и электрификации участков (табл. 7).
Таблица 7
Верхние линии габаритов приближения строений
Строения
Огнестойкие и несго-
раемые
Защищенные от воз-
Верхние горизонтальные'
линии габаритов (фиг. 5 и 6)
для участков ж.-д. линии
неэлектрифи-
цированных
I —I
II-II
И1-Ш
электрифици-
рованных
J IV-IV
III —III
Пунктиром на фиг. 5 и 6 показан габарит
съёмных и неответственных частей подвиж-
ного состава.
На участках путей, расположенных на кри-
вых, расстояния между осями соседних и рас-
стояния от оси пути до габарита приближения
строений увеличиваются.
Указанное увеличение расстояний на вну-
тризаводских путях при отсутствии возвыше-
ния наружного рельса определяется в метрах
по следующим формулам (фиг. 7):
а) уширение габарита внутрь кривой:
Z —?-.
• 8/?'
6) уширение габарита наружу кривой:
Z*~ 8/?
где R — радиус кривой в м; /.—длина кузова
единицы подвижного состава в м; I—расстоя-
ние между шкворнями тележек или между
крайними осями экипажей без тележек в м.
414
ПРОЕКТИРОВАНИЕ ТРАНСПОРТНОГО И СКЛАДСКОГО ХОЗЯЙСТВА [РАЗД. V
Так как габариты специального подвижного
состава и приближения строений внутризавод
ских путей не установлены, то при назначе-
нии габаритов для путей, на которых обра-
щение подвижного состава МПС невозможно.
Фиг. 7. Схемы для расчёта уширения габарита
на кривых.
приходится исходить из габаритов подвижного
состава, который фактически будет обра-
щаться на этих путях. При этом следует учи-
тывать габариты, изображённые на фиг. 8.
На погрузочных фронтах и внутри цехов,
где движение допускается лишь с весьма ма-
лыми скоростями (до 5 км/час), следует оста-
Фиг. 8. Габарит спе-
циального подвиж-
ного состава: ——
габарит танк-паро-
возов 0-3-0 (СТ
17/1834), теплово-
зов, электровозов
и моторных вагонов
внутризаводских
путей; габа-
рит танк-паровозов
0-2-СЦСТ 17/1834), ва-
гонеток для излож-
ниц, тепловозов,
электровозов и мо-
торных вагонов для
мартеновских це-
хов;— • — габарит
чугуновозных и
шлаковозных ков-
шей [2].
влять между лицевой линией отдельно стоя-
щих колонн и габаритом подвижного состава
расстояние не менее чем в 500 мм, а части
строений большей протяжённости проектиро-
вать не ближе 650 мм.
Отдельные элементы технологического обо-
рудования внутри цехов, как-то: сливные же-
лоба чугунолитейных машин, выдвижные и
откидные транспортёры, лотки и другие загру-
зочные устройства в нерабочем состоянии, а
также рабочие площадки для управления за-
творами и желобами, могут иметь большее
приближение, предел которого утверждается
министерством, ведающим предприятием.
На время, в течение которого не предви-
дится обращения составов, выходящих по ши-
рине за пределы габарита № 1 ОСТ ВКС 6435
(шириной 3250 мм), допускается устраивать
временное уширение грузовых платформ, при-
ближая край платформы к оси пути до рас-
стояния в 1725 мм.
Минимальное приближение зданий к оси
пути колеи 1524 мм, равное 3 м, желательно
допускать только при коротких зданиях дли-
х.У\л до 20 м. Внешние плоскости стен зданий
длиной 20—50 м следует проектировать не бли-
же 5 м, а зданий длиннее 50 м — не ближе 7 м
к оси пути.
Расстояния между осями прямых участков
смежных путей на станциях указаны в табл. 8.
Таблица 8
Расстояния между осями станционных путей
Наименование
путей
1. Приёмо-отправоч-
ные
2. Второстепенные .
3. Тупиковые для пе-
регрузки непосред-
ственно из вагона в ва-
гон той же колеи . .
4. То же при разных
колеях
5. Весовые пути (обо-
рудованные весо-
выми будками)....
Колея 1524 мм
Междупутье
нормаль-
ное
5,3
4,9
3
минималь-
ное
4,8
4,5
,6
8,1
Колея
7ЬО мм
Между-
путье
3,8
3,6
2,8
3,2
Примечание. Предельный столбик при колее
1524 мм устанавливается в пункте, где междупутье
равно 4,1 м, а при колее 750 мм — там, где оно равно
2,85 м.
При установке на междупутье мачт, сиг-
нальных знаков и т. п. междупутье соответ-
ственно увеличивается.
Ширина междупутья менее нормальной до-
пускается лишь при малоинтенсивной работе
(грузооборот менее 200 вагонов в сутки) и
если устройство нормального междупутья тре-
бует весьма значительных затрат.
Технические условия проектирования
Для проектирования постоянных подъезд-
ных и внутризаводских путей рекомендуется
пользоваться техническими условиями, разра-
ботанными в 1938—1941 гг. для широкой и уз-
кой колеи [2,3,9], а для проектирования вре-
менных путей — „Указаниями по проектиро-
ванию и строительству промышленного же-
лезнодорожного транспорта в условиях воен-
ного времени" [16].
Основные элементы проектирования ж.-д.
путей на заводской площадке следующие:
схема сети, радиусы закруглений и тип верх-
него строения, а для подъездных путей —¦ схе-
ма примыкания, трасса, продольный профиль,
радиусы закруглений, ширина земляного по-
лотна и тип верхнего строения.
Радиусы закруглений
Радиусы закруглений должны назначаться
возможно большими, так как уменьшение ра-
диуса влечёт за собой увеличение износа рель-
сов и удорожание содержания путей. В каче-
стве иллюстрации приводим кривые интенсив-
ности износа рельса в кв. миллиметрах пло-
щади поперечного сечения при проходе по
рельсу 1 млн. т брутто при различных радиусах
ГЛ. XIV]
ПРОЕКТИРОВАНИЕ ТРАНСПОРТНОГО ХОЗЯЙСТВА ЗАВОДА
415
закруглений (фиг. 9). Так как износ сильно за-
висит от качества металла рельсов и от кон-
струкции ходовых частей, то данные графика,
не имея абсолютного значения, могут служить
лишь для ориентировки.
С другой стороны, увеличение радиуса вле-
чёт за собой увеличение заводской террито-
рии и удорожание коммуникаций. Определе-
ние выгоднейшего размера радиуса на осно-
вании технико-экономических расчётов про-
35
SO
25
го
15
ю
300 5QQ 700 900 Ж 1300 1500 17Q0 м
Радии!: Нридизны
Фиг. 9. График интенсивности из-
носа рельсов на кривых участках пути.
изводится весьма редко, так как в настоящее
время ещё не существует достаточно точных
способов определения зависимости изменения
эксплоатационных расходов от величины ради-
уса закруглений. Радиусы назначаются в за-
висимости от типа подвижного состава и от
интенсивности движения.
Наименьшие радиусы для подъездных и
ходовых внутризаводских путей указаны в
табл. 9.
Таблица 9
Наименьшие радиусы' закруглений на подъездных
путях
Таблица 10
Наименьшие радиусы закруглений на станционных
путях
, износ
\_иу2/<..
\
А
\
\
im.B,
J
наружная колея
- бнутренняя кот
« го
X ш
s х
%%
as
1524
750
Годовой
грузо-
оборот
в млн. т
Более 4>5
1.5-4.5
Менее i,5
—
Радиусы закруглений
в нормаль-
ных усло-
виях
в трудных
условиях
в исклю-
чительных
случаях
в м не менее
боо
4оо
3°°
Зоо
250
200
2ОО
IOO
i8o (при
паровозе Э)
i6o (при
паровозе О)
75 (при
паровозе
№ 1з7)
бо (при
паровозе
№ 159)
Приёмо-отправочные, сортировочные и
погрузо-разгрузочные пути заводских стан-
ций, а также вытяжки, как правило, должны
располагаться на прямой. В трудных условиях
допускается расположение их на кривых, обра-
щенных в одну сторону, причём конечные
части парков, где располагаются стрелоч-
ные переводы, рекомендуется устраивать на
прямой.
Радиусы закруглений, допускаемые на ука-
занных станционных путях, приведены в табл. 10.
Наименование
путей
1. Приёмо-отправоч-
ные и сортировоч-
ные
2. Сортировочные
вытяжки
3. Погрузо-разгру-
зочные пути у кры-
тых складских по-
мещений с высо-
кими платформами. .
4. То же у навалоч-
ных площадок. . . .
Радиус, закругления
Колея 1524 мм
в нормаль-
ных усло-
виях
в трудных
условиях
Колея 750 мм
в нормаль-
ных усло-
виях
в трудных
условиях
в ж не менее
боо
Прямая
боо
2ОО
4оо
4оо
4оо
i8o
Зоо
Прямая
Зоо
200
зоо
2ОО
15»
В исключительных случаях, как, например,
на реконструируемых заводах, при въезде
в цехи, внутри цехов или при пользовании
подвижным составом только определённого
типа, возможно дальнейшее уменьшение радиу-
сов до размеров, указанных в табл. 11.
Таблица 11
Наименьшие радиусы закруглений
на внутризаводских путях
Вид тяги
Радиус закругления для
путей
без контр-
рельсов
с контррель-
сами
одним
двумя
в м не менее
Колея 1524 мм
Паровоз 0-5-0 (Э) .
0-4-0 (О) . .
0-3-0 (танк) .
0-2-0 . .
170
по
7°
i6o
9°
5»
6о
4°
Колея 750 мм
Паровоз 0-4-0 № 157 .
0-4-0 № 159 .
Мотовоз 0-2+2-0 . . .
Ручная „ ......
75
5°
25
8
5
_
_
—
_
—
При наличии точных данных относительно
ходовых частей подвижного состава размер
наименьшего допускаемого радиуса может быть
уточнён посредством расчёта на вписывание
по способу Roy, причём для определения та-
кого радиуса следует задаваться условием, что-
бы зазор между рельсами и ребордами на кри-
вой был не менее половины зазора на прямом
пути.
Кроме того, наименьший радиус ограничи-
вается конструкцией сцепных приборов.
Для колеи 1524 мм наименьшие радиусы
закруглений в зависимости от рода сценки
и подвижного состава, указаны в табл. 12
416
ПРОЕКТИРОВАНИЕ ТРАНСПОРТНОГО И СКЛАДСКОГО ХОЗЯЙСТВА ^РАЗД. V
Таблица 12
Наименьшие радиусы закруглений по условиям
сцепки
Род сцепки и подвижного
состава
/. Нормальная винтовая
сцепка
Двухосные вагоны с базой
<3,81 м
То же с базой < 5,50 м .
Четырёхосные вагоны на
тележках с базой тележки
<1,9jh
2. Автоматическая сцепка
В случае необходимости
производства «втосцепки на
кривой
То же с допущением при
сцепке помощи рабочих. . .
При отсутствии сцепки и
расцепки на кривой
Радиус закругления
в .и не менее
У
8о
во
135
9°
бо
Примечание. При наличии переходных кривых
в при полном роспуске стяжек группы в 2—3 двухосных
•агона при винтовой сцепке могут пропускаться по кри-
вым с радиусом в 30 м, а такие же группы четырёх-
осных вагонов — по кривым с радиусом в 50 м.
Для облегчения прохождения подвижного
состава и для уменьшения расстройства пути
и подвижного состава круговые кривые сопря-
гаются с примыкающими к ним прямыми при
помощи переходных кривых.
Наибольшие допускаемые скорости в км/час
на кривых определяются по формулам:
для колеи* 1524 мм Vmax = 3
750 . Vmix
где R — радиус кривой в м.
В тех случаях, когда на кривой устраи-
вается возвышение наружного рельса, длина
переходной кривой определяется возможностью
разогнать в её пределах возвышение наруж-
ного рельса с подъёмом в 0,001—0,003.
Возвышение наружного рельса (Л) опреде-
ляется в миллиметрах по формуле:
12 5 V*
для колеи 1524 мм А = —'
R
750
-
где V—средневзвешенная скорость, возможная
на данной кривой по условиям её расположе-
ния на генеральном плане.
В тех случаях, когда возвышение наруж-
ного рельса не устраивается, длина переход-
ной кривой принимается равной не менее \/"R.
Для возможности размещения переходной
кривой требуется наличие трёх условий:
1) угол поворота круговой кривой а дол-
жен быть не менее 57°
где 5 — длина
Н
переходной кривой в м;
2) не должно быть препятствий для сдвига
круговой кривой к её центру на величину t —
S3
;
5
3) на примыкающей прямой на длине -=-
ас должны располагаться элементы стрелочных
переводов.
Между концами переходных кривых, напра-
вленных в разные стороны, или между танген-
сами круговых кривых, когда переходные кри-
вые не устраиваются,должна быть уложена пря-
мая вставка длиной: на путях колеи 1524 мм—
не менее 15 м и 750 мм — не менее 10 м.
При сопряжении круговых кривых, напра-
вленных в одну сторону, желательно иметь
между их тангенсами расстояние, равное по-
луразности переходных кривых; однако до-
пустимо и непосредственное примыкание двух
круговых кривых.
Продольный профиль
Основные группы внутризаводских пу-
тей — заводская станция, парки ногрузо-раз-
грузочных путей, пути отдельных цехов, — как
правило, должны располагаться на горизонталь-
ной площадке и лишь в исключительных слу-
чаях, по соображениям экономии земляных
работ по планировке, допускается располагать
их на уклоне до 2,5%о, за исключением путей
погрузки жидкого чугуна и шлака, которые
всегда должны размещаться на горизонталь-
ной площадке.
Уклоны могут быть только на ходовых путях,
соединяющих указанные группы. В силу этого
продольный уклон для внутризаводских путей
имеет относительно второстепенное значение.
Наибольший уклон на ходовых путях дол-
жен обеспечивать возможность производить
подачу числа вагонов, предусмотренного в соот-
ветствии с технологическим процессом, но при
этом он не должен превышать [2j з нормаль-
ных условиях 200/qq, в трудных условиях—
30%п, в исключительных условиях—40%о.
Наибольшие уклоны путей для специальных
грузов: для жидкого шлака — 15%о, для жид-
кого чугуна—Ш°/оо. Для горячих слитков—2,5°/оо.
Длина элементов продольного профиля со-
единительных путеидолжна быть не менее длины
подаваемого состава и не менее 100 м. В осо-
бо трудных условиях эта длина может быть
уменьшена до 50 м.
На подъездных путях, после определения
схемы примыкания и общего направления, глав-
ным элементом проектирования является руко-
водящий уклон.
Величина его определяется в соответствии
с топографическими условиями, объёмом пере-
возок и. порядком эксплоатации подъездного
пути. При обращении маршрутных поездов
руководящий уклон должен при намеченном
локомотиве обеспечивать возможность пере-
дачи маршрутного поезда полностью или с раз-
бивкой на две, максимум на три части.
Основные данные для проектирования про-
дольного профиля подъездных путей приве-
дены в табл. 13.
Верхнее строение и земляное полотно
Проект земляного полотна внутризаводских
путей, водоотводов от него, расположения ба-
ластного слоя и отметок головок рельсов дол*
жен быть полностью увязан с проектом пла-
нировки и водоотвода от заводской площадки.
Возможны следующие типы ж.-д. путей [2];
тип I—нормальный— применяется для путей,
расположенных вне планируемой заводской
площадки, на путях, расположенных в другом
уровне, и на подъездных путях (фиг. 10, а);
гл. xiv]
ПРОЕКТИРОВАНИЕ ТРАНСПОРТНОГО ХОЗЯЙСТВА ЗАВОДА
417
Таблица 13
Продолжение табл. 13
Основные данные для
профиля
Наименование
показателей
1. Наибольший руко-
водящий уклон в °10а:
при очень больших
земляных работая .
2. Наибольшая длина
элемента продоль-
ного профиля (ша-
га) в м:
нормально, при ру-
ководящем уклоне:
4-6%„ • • •
7-Пх, • • •
1О-12%о . . .
13-20°/оо • • ¦
В трудных условиях
шаг может быть
уменьшен до 200 м,
а в исключительных
случаях — до длины
расчётного грузового
поезда, но не менее
чем до
проектирования продольного
подъездных путей
Колея 1524 мм J Колея 753 мм
Грузооборот
в млн. т
V
12
—
QOO
8оо
боо
—
IOO
ю
¦ч*"
ю
2О
3°
боо
5оо
4оо
4 сю
IOO
О)
0)
мен
•1,5
2О
3°
4оо
3°°
2О0
2ОО
IOO
750
200-
го
—
З^о
2ОО
15°
IOO
75
В ГОД
в тыс
300
1
1 50-
2О
4О
2ОО
I5O
IOO
75
5°
. т
g
х
3°
40
IOO
IOO
75
50
2?
Наименование
показателей
3. Радиус кривых,
сопрягающих смеж-
ные элементы про-
дольного профиля
в вертикальной пло-
скости, в м. ....
4. Расстояние точки
перелома продоль-
ного профиля от
концов переходных
кривых и концов
пролётных строений
без баласта вл(Д —
алгебраическая раз-
ность тысячных до-
лей смежных укло-
нов)
Колея 1524 мм
Колея 750 мм
Грузооборот в год
в млн. т
О)
10000
5Л
т
5О0О
2,5Д
X
*--
2ОО0
А
в тыг.
S
1
20ОО
А
g
S
IOOO
о,5Д
т
01
о.
X
SS
IOOO
0,5^
тип II — в нулевых отметках—применяется
в случае укладки баласта непосредственно на
поверхности планируемой заводской площадки
(фиг. 10, б);
тип III—с заглублённым баластным слоем—
применяется в случае, если по местным усло-
виям недопустимо иметь на заводской пло-
Примечания. 1. Точки перелома профиля при
смягчении уклонов на кривых могут располагаться вне
зависимости от плана линии.
2. Два уклона, направленные в разные стороны, если
крутизна хотя бы одного из них более 4U/OO, разделяются
горизонтальной площадкой или уклоном не более 2°/0О.
Длина разделительной площадки в углублении профиля
(яме), при высоте хотя бы одного из спусков более 10 м,
увеличивается в Р/а раза против указанных в табл. 13
величин шага.
тей в одном уровне на площадке, отделанной
поверхностями, наклонными в обе стороны
с уклоном не менее 1%. Толщина баласта
крайних путей значительно превышает толщину
баласта средних (фиг. 10, а, Г).
Типы Ж'д пути
Tunl-норнмьный
а)
Урокнъ планироИки
1*Щ '* ^>
Тип0-6нумеМ отметка* '
Фиг. 10. Поперечные профили ж.-д. пути с открытым баластным слоем»
щадке возвышение в виде баластного слоя;
при этом возможны два варианта типа III:
тип Ша — с расположением подошвы рель-
са в уровне планировки площадки (фиг. 11, а);
тип Шб — с расположением верхней поверх-
ности головки рельса в уровне поверхности
замощения улицы, двора или пола цеха
(фиг. 11,6").
При путях типов I и II водоотвод легко
контролируется и может быть устроен откры-
тым при количестве путей до восьми. При этом
возможно расположение всех параллельных пу-
27 Том 14 ИЗ
Более рациональным должно быть признано
ступенчатое расположение параллельных путей
на площадке, отделанной вышеуказанным спо-
собом. Один из путей располагается примерно
на 5 см ниже другого, имея одинаковую с ним
толщину баласта (фиг. 10, а, /").
В путях типа III обязателен дренажный водо-
отвод. Ввиду затруднительности поддерживать
такой водоотвод в исправности следует всегда
стремиться к устройству путей по типу I или II.
Тип Ша почти всегда может быть заменён ти-"
пом II. Тип Шб может оказаться неизбежным
418
ПРОЕКТИРОВАНИЕ ТРАНСПОРТНОГО И СкЛАДСКбГО ХОЗЯЙСТВА [РАЗД. V
только при проведении ж.-д. путей по замо-
щённым дворам, внутри цехов, при расположе-
нии в пределах замощённой части улиц и в тому
подобных случаях — при необходимости иметь
переезд через рельсовый путь в любом месте.
Конструкция верхнего строения, в зависи-
мости от типа рельсов, количества шпал и раз-
меров баластного слоя, может быть весьма
ГыпШ с заглубленные [ктт
разнообразна. Тип конструкции верхнего строе-
ния ж.-д. путей должен назначаться чв зависи-
мости от наибольшей нагрузки на ось обра-
щающегося подвижного состава, интенсивности
движения, грузооборота и других обстоятельств.
Таблицы типа верхнего строения в различных
технических условиях разнятся между собой,
так как в их основу положены различные до-
пускаемые напряжения и различные методы
расчёта. Для выбора типа можно руководство-
ваться табл. 14 для внутризаводских путей
[2, 9), табл. 15—для подъездных путей нор-,
малыши колеи и табл. 16—для колеи 750 мм [в].
Указанные в этих таблицах на-
грузки на ось относятся к обычно-
Жолоб у рельса обращающимся . составам. Более
Внутри нолей тяжёлые составы могут быть
'на/швва-ш^ пропускаемы в отдельных случаях
при скоростях, определяемых рас-
чётом. Рельсы предполагаются
I сорта, при укладке рельсов II
сорта следует принимать путь
Фиг. 14. Поперечный профиль ж.-д. пути с заглублённым баластным слоем. ОДНИМ ТИПОМ выше.
Типы верхнего строения внутризаводских путей колеи 1524 мм
Таблица 14
Наибольшая
нагрузка на
ось в т
37.5
25
2О
16
Пути
-
Соединительные и
приёмо-отправочные
Прочие
Соединительные и
приёмо-отправочные
Прочие
Соединительные и
приёмо-отправочные
Прочие
Тип рельсов
1а
Па
Ша, с износом до
3 мм
Старогодние, раз-
ных типов
И 1а, с износом
до 6 мм
Старогодние, раз-
ных типов
Старогодние, раз-
ных типов
То же
Количество
шпал на 1 км
пути
1840
iooo
1600
1440
1360
1200
Баласт
Ширина по верху
в м * .
а,оо ' "
2,90 при шпалах дли-
ной 2,7 м
Для малодеятельных
путей — 2,7 при шпа-
лах длиной 2,5 м
Толщина слоя
под шпалой
в м
«,45
о.3о-о,35
0,20—О,Э5
0,15—0,20
0,15—0,20
Примечание. Толщина баласта назначается в указанных пределах в зависимости от его качества a
скорости движения. ' „¦-..,--..
Типы верхнего строения подъездных путей колеи 1524 мм
Таблица 15
Нагрузка на
ось в т
Более 20
Грузооборот
в млн. т
Годовой
грузооборот
в обе стороны
на один путь
4,5 млн. т и
более
Назначение
путей
- Главный
Станционные
приёмо-отпра-
вочные
Прочие стан-
ционные
Тип
рельсов
Па и мощнее
Не слабее Ша,
с равномерным
вертикальным
износом до
3 мм
Старогодние,
разных типов
Количество
шпал на
1 км пути
1600—1840 *
144°
I44O
Баласт
Ширина
по верху
в м
3
Толщина
под шпа-
лой в м
о,35-о,45*
°.3
Ширина
земляного
полотна
в м
5,5-5.8 *
* Большую величину принимать при нагрузке на ось свыше 22 т или при годовом грузообороте > 8 млн. т.
Баласт — двухслойный, верхний слой 0,25 м, подушка 0,2 л.
rVi.
Продолжение табл. 15
Нагрузка на
ось в т
Грузооборот
в млн. т
Назначение
путей
Тип
рельсов
Количество
шпал на
1 «ж пути
Баласт
Ширина
по' верху
в м
Толщина
под шпа-
лой в м
Ширина
земляного
полотна
в м
i6—20
От г,5 до 4.5
Главные
Не слабее Ша,
с. равномерным
вертикальным
износом до Змм
Г44О
0.25
Станционные
приёмо-отпра-
вочные
То же с изно-
сом до 6 мм
1440—136°
=,9
Прочие
Старогодние,
разных типов
1360
Менее гб
Менее i,5
Главные
Не слабее Iffa,
с равномерным
вертикальным
износом аоЗмм
1440—1360
0,25-0,15?
Станционные
приёмо-отпра-
вочные
Старогодние,
разных типов
1360
з,7
Прочие стан-
ционные
То же
О,2—0,15 *
* В зависимости от нагрузки и скорости.
, . Таблица 16
Типы верхнего строения ж.-д. путей колеи 750 мм
л
о
1грузка hi
171
Им
6,5
6,5
4
3
;а
Локомотив
Паровоз № 157
. № 157
:: „¦ №159
Мотовоз
. .„¦':- '.... "...''
о
ю
о
довой гру:
т в тыс. /
о о
и о.-
Более
2ОО—4ОО
5°—3°°
\ Менее
Г 75
:п рельсов
5
Н
15-18
15
и
8
7 ¦'
ч
я-
1 X
1личество
1 км пут
I57I-I5OO
1571
1429
1285
I2OO
Я
ч
я
о
ь
ди
Н и
O.25
°|2
О,2
о, 15
о, 15
«и
S я
ирина зе
го полотн
as
3.4
3,2
3,2
з
з ¦
Величину элементов \ [12] наиЬо^лёе. уцотре-;
бительных простых односторЬнйи^ 'переводов^
(фиг. 12, а) указаны в табл^ 17i Перевод jycTpaH-
вается возможно меныЬей, длины, но ! с тем,
чтобы радиус переводной кривой; удоэлетво-^
рял условиям вписывания обращающегося по-
! ; ¦ : : '¦¦ • ¦
¦ Таблица 17
] Простые односторонние стрелочные переводы
, При скальном, щебёночном и песчаном
фунте толщина баласта на всех путях умень-
шается на 0,05 м.
Рельсовые пути с конной тягой, нормально
укладываются из рельсов 8,42 кг/м, но они
могут быть и легче — вплоть до 5 кг/м. Шпа-
лы— нормальной длины 1,35 м (в пределах
1,2—1,5 м), при расстоянии между осями
0,5—1 м.
Соединения путей
Перемещение подвижного состава с одного
пути на другой может производиться при помо-
щи: а) стрелочного перевода, б) поворотного
круга или в) поперечной (траверсной) тележки.
Стрелочные переводы — наиболее распро-
странённое устройство для соединения путей.
Они состоят из стрелки, переводной кривой »
крестовины. На генеральном плане завода
стрелочный перевод изображается пофиг. 12,6.
я
и
л
ч
а>
О
с
^^
: Я
а (мар
X
о
0J
=Я
О
X
5
: перев
[ В -И
>,о
я о.
о. х
R
я
1 О.
<к н
СиХ
ала не
егоце
я «
s я
е- о
ср ш
р.
Расстояния в
я
¦ Я
V X
тра пе
о его к
Cf я
1- О
о ш
я
алапе
о его к
' %*¦
6- О
о ш
м
i 'Л
<и ч
О. о> я
ала пе
о пред
толбик
9 f О
Я '
х я о
НО" О
Примечание
¦А. Колея 1524 мм (фиг. 12, а и 6>
1а
На
1/9
2O5
«7.9
55.5
12,837
9-235
2О1,3 12,826
12,324
8,8з8
I5.4O8
28,364
22,417
18,063
28.Я34
«,Я54 22,417
49.9
29.9
49.8
39.°
Утверждено
ЦУП НКПС
23/V1I 1937 г.
Проект Гип-
ромеза, .Ин-
формацион-
ный листок"
№ 2
10/VII 1942 г.
Утверждено
ЦУП НКПС
27/VIII 1937 г.
Проект Гип-
ромеза *
27*
420
ПРОЕКТИРОВАНИЕ ТРАНСПОРТНОГО И СКЛАДСКОГО ХОЗЯЙСТВА [РАЗД. V
Фиг. 12. Схемы стрелочных переводов.
Продолжение табл. 17
и
01
-a.
Ша
IVa
18
18
15
11
11
P.
те
?
a
s
естовг
0.
i/9
1/7
*
1/9
i)?
i/5
i/4
«a
0
1
?0
С В
у«
>>©
Ради
крив
/г
197*9
I2O,8
2134
80
65
40
25
15
се
it
С я
О
ss
н о
о м
р
12,200
10,472
«.757
Расстояние в м
са
. И
1> X
О.О
со
?§
Ясв
йз
с а
А-
15,308
12,526
I5.5O9
ре-
онц
с О
]чала
до е
ОТ Hi
вода
L
27,5°8
22,998
27,266
о. 5 я
Э-ю
ачала
до п
стол
ОТ Hi
вода
ного
М
49.2
39.3
48,8
?. Колея 750 мм
4,ооо
4Д57
3.798
3,981
3.758
8,428
7,295
6,533
4.767
3,954
12,428
II.452
10,33!
8,748
7.712
32,3
274
25.1
17.9
14.4
Примечание
Утверждено
ЦУП НКПС
21/1 1938 г.
Союзтранс-
строй 1/1V
1939 г., № Ц96
Проект НКПС
Соотношения между маркой и углом крестовины
следующие:
Марка Угол
/
1/7
г/5
/
6°2о '25"
7°°7'3°"
8°о7Ч8''
и°18'зб"
движного состава (табл. 11). При широкой ко-
лее для приемо-отправочных путей обыкно-
венно принимаются переводы с маркой кре-
стовины 1/9, для прочих путей—с маркой 1/7.
Для путей, по которым проходят только танк-
паровозы и подвижной состав с короткой ба-
зой, возможно увеличение марки крестовины
до 1/5.
В тех случаях, когда допустимо устройство
разветвления без сохранения прямолинейного
направления, уместно применять симметричные
переводы. При этом потребуются крестовины
примерно двойной крутизны (фиг. 12, в).
Условия взаимного расположения стрелоч-
ных переводов, находящихся на одном пути,
Марка
крестовины
i/9
i/ii
Минимальная ширина междупутья е
для укладки нормального перекрёст-
ного съезда при типе рельса
Па
4.67
4,8з
Ша
4.^7
4.68
Фиг. 13. Схемы перекрёстного съезда.
а также расположенных по отношению к за-
круглениям, указаны в табл. 18.
Значительное увеличение полезных длин
путей достигается применением сдвоенных пе-
реводов (фиг. 12, г и д), а также английских
перекрёстных переводов (фиг. 12, е).
Основные данные по тем и другим приве-
дены в табл. 19.
Переходы с одного пути на другой осу-
ществляются съездами. Элементы простых нор-
мальных съездов колеи 1524 мм приведены
в табл. 20.
Схема нормального перекрёстного съезда-
изображена на фиг. 13. Расположение, его
ГЛ. XIV]
ПРОЕКТИРОВАНИЕ ТРАНСПОРТНОГО ХОЗЯЙСТВА ЗАВОДА
421
Таблица 18
Условия взаимного расположения стрелочных
переводов колеи 1524 мм
Продолжение табл. 18
Схема соединения
путей
«t .11
Нк'Ч
Наименьшая величина
прямой вставки К
12,5
в трудных усло-
виях, при обраще
нии паровозов
с жёсткой базой
6—4 м
менее
4 м
№ по пор.
6
7
8
Схема соединения
путей
V ни ^
/\ ¦
- . || i^n
Наименьшая величина
прямой вставки К
в нормальных
условиях
15
2
15
в трудных усло-
виях, при обраще-
нии паровозов
с жёсткой базой
6-4 м
менее
4 м
в м
6
3
б
3,
2
3
Примечания. 1. При обращении паровозов с базой
длиной менее 4 л в особо исключительных случаях —
на реконструируемых заводах, на эстакадах, внутри
зданий и т. п. — возможна укладка стрелочных пере-
водов без прямой вставки, с проверкой на вписывание,
а для схем № 1 и 2 при отсутствии движения с боко-
вого пути на боковой — без указанной проверки.
Для схем № 3 и 5 укладка без прямой вставки воз-
можна при стрелках, не имеющих уширения в перед-
нем стыке рамного рельса.
2. Жёсткая база паровозов серии Э—5,78 м, серии
О — 3,89 м.
Таблица 19
ЛЬС
Л)
о.
с
Н
Ша
1а
Ша
Марки кресто-
ода
рев
0J
в
о
1/51
1
i/7
i/ir
винь
ода
рев
<и
с
о
1/9|
г/7
i/9
я
О.
'/.
V9
Сложные стрелочные
|
R
переводы колеи 1524 мм (Трансстрой)
Первый перевод,
размер в м
Pi
Двойной односторонний перевод
.1
13,488
18,689
32,177
58,7
2. Двойной разносторонний перевод
i/5
i/7
85,о
12О,О
6,3"
7.4O7
12,147
18,689
18,458
26,096
35,1
52,6
Второй перевод,
Р*
размер в м
М,
(фиг. 12, г)
29,366
15.520
44,886
66,2
(фиг. 12, д)
16,173
21,01
12,147
15.529
28,320
37,49°
44,9
59.°
л
о.
а
s
н
гстовин!
а.
Си
1
Расстояние
от центра
перевода до
кресто-
о я
М Si
1з
ч s
(U VO
ч ч
<и о
Оч fc-4
С О
В М
3. Английский перевод
(фиг. 12, ё)
Ша
Ша
Ф
161,6
194.7
Между концом
и ближайшим
I3.68O
15-356
329*
37**
крестовины
стрел о>чным
переводом обязательна пря-
мая вставка
I—-Г-
* Утв. ЦУП НКПС 25/Ш 1939 г.
** , „ 25/ХН 1939 г.
возможно при минимальной ширине между-
путья е, указанной в таблице.
В случае необходимости расположить стре-
лочный перевод на кривой должна быть
устроена прямая вставка длиной Н (фиг. 14),
вследствие чего на остальном протяжении
кривой радиус R должен быть несколько
уменьшен до величины г. Расчёт производится
по следующим формулам:
* Mb
А ,/?
Таблица 20
Элементы простых
нормальных съездов
(длина I в м)
Междупутье
в м
4,1
4,5
4.8
4,9
5,3
Марка крестовины
1/7
28,7
31.5
33.6
34.3
37-1
1/9
36,9
4°>5
43,8
44.1
47,7
р и ft — по табл. 17; / —
tga '
№
ПРОЕКТОРОВAJ^S; i
jfo OffЛAilGKOJTQ ХОЗЯЙСТВА [ШД„ V
Схема 14, а
Н
2 (/? — г)
f— (R — г) {1 — cos cp)
<S filjft 180
Схема 14, 6
H
~~ 2 (R- r—f)
H rn • -л
2sincp J ^ v ^
Схема 14, e
tg 2 2 (/? -
/= — sin ^- — (j
i
R-r)
2cp
Другой способ расположения стрелочного
перевода на кривой показан на фиг. 14, г,
где i = АВ = ВС = R tg -|-;/ =
—7?.
В стеснённых местах» при невозможности
уложить стрелочный перевод или закругление
с допустимым радиусом, применяются поворот-
V t
ные круги, при помощи которых подвижной
состав может пропускаться последовательно
только по! одной единице. Диаметр поворот-
ного круга назначается применительно к дли-
не единицы подвижного состава, подлежащей
повороту.
При наличии ряда параллельных путей в цехе
и при недостатке места для укладки стрелоч-
ных переводов устраиваются по-
перечные (траверсные) тележки.
Тележка может перемещаться по
поперечным рельсам, уложенным
ниже уровня путей в специаль-
ном приямке, что несколько ослож-
няет снегоочистку и водоотвод.
Возможно устройство попереч-
ных путей для тележки в уровне
общей планировки. В таких слу-
чаях для въезда на тележку, приме-
няются соединительные пружиня-
щие отрезки рельсов, прижимае-
мые колёсами подвижного состава.
Перемещение тележек произво-
дится ручными или механическими
лебёдками. Проектируются тележ-
ки в индивидуальном порядке.
Фиг. 14.; "Эпюры расположения прямых вставок на крявых участках
: , пути для помещения ^стрелочных переводов.
Технические характеристики паровозов
Подвижной состав
С сети общего пользования
грузы прибывают в вагонах МПС,
которые должны быт)ь разгружены
Таблица 2t
Элементы характеристики
i Наибольшая нагрузка ira ось . . .
Вес паровоза: нерабочем соутшянйи
Расчётный вес паровоза и|тендера
п \ наибольшая ¦¦¦¦• . .
Скорость . . { расчётная ,. ... .
' расчётная ....
Сила тяги на i
ободе , | г наибольшая при
[ троганиис места
Размеры:
буферами \: тендера; . . . * .
ширина .".'".¦ j .
Единица
измерения
;¦¦ /п '
км',час
кг
Серия и колёсная формула
ФД
1,5-1 .
СО
1-5-0
ЭУ
0-5-0
9п
0-3-0
танк '
0в
0-4-0
Колея 1524 мм
2°,7
135*
240
85
22
22 8оО
27 ооо
15-9
13
3.35
4,65
i8,7 ¦
0717 *
I5O
75 -8о
2О
2О 2ОО
24 2OO
' 12,6
9
З.Зо
5.23
17,5
85,6
13° 1
65
i6
18600
22530
«,5
9 v
3,10
5,21
i8
54;' :
5°,5 '
-4о
9
ю 150
12 62O
IO
2,8о
3,9"
13,4
53,2
95
6о
12
QOOO
и 150
9,7
9 ':
3 О9
4,72
№ 157
0-4-0
№ 159
¦ р-4-0 '
Колея 750 мм
i>5
26
142,6
35
9
5500
6500
¦ 1
4,7
2,25
3,3°
i6 :¦
' 23 ;
30
5
2200 — 3350***
(в 'завиримости
от топлива)
4 ооо
5,9
3,5***
1,92
2.87
• (.цепной вес ФД — 103,0 т.
** Спепной вес СО - 88,1 т..
•** Для модернизированною паровоза серии № 159-П-24 расчётная сила тяги при всех видах топлива 3350 кг.
длина тендера 4,3*
гл. xiv]
ПРОЕКТИРОВАНИЕ ТРАНСПОРТНОГО ХОЗЯЙСТВА ЗАВОДА
423
в установленный срок и возвращены обратно
на сеть по возможности загруженными под-
лежащими отправке грузами завода.
Для внутризаводских перевозок машино-
строительный завод должен иметь собственный
парк подвижного состава, в который, кроме
нормальных вагонов и паровозов, при наличии
перевозок специальных грузов, как-то: жид-
кого металла, горячих слитков, частей машин
или агрегатов весом свыше 50 т, должны вхо-
дить особые единицы, иногда не вписываю-
щиеся в габарит обычного подвижного состава.
В табл. 21, 22 и 23 приведены: основные
характеристики наиболее употребительных
единиц подвижного состава, в том числе ка-
сательные силы тяги и расчётные веса локо-
Тйблица 22
Технические характеристики мотовозов ; .
Элементы характеристики
Едини-
ца из-
мере-
ния
Марка н колёсная формула
0-2-0
М 3/2
0-2-0
МД/2
0-2-0
МУЗ/4
0-2+2-0
МУ ЗГ/2
0-2+2-0
МУ/2
0-2-0
МУЗ Г/2
0-2-0
му зг/1
0-2+2-0
Колея 1524 мм
Колея 750 мм
H i марка
Двигатель [ мо|цность . . .
Топливо . , . • .
Наибольшая нагрузка на ось
Вес в рабочем состоянии . .
1 Л:::::::
Скорость < щ
I iv:::::::
Сила тяги < ш * ' ' *
на ободе (IV .......
i длина
Размеры < ширина ....
^ высота . . . . .
KMJnac
ГАЗ-АА
4О
Бензин
3L4
795
412
2ОО
5,7
2,7
2,7
ЗИС-5
73
Бензин
6
12
6,25
io,9°
22,3
41
2I3O
1200
б25
Зб2
5.7
3.2
2.9
сд
140
Нефть
12
24
5.9
9.9
Х5,2
29,4
4ооо
2750
I32O
755
3.8
3.1
ЗИС-5
73
Бенаин
8*
ЗИС-21
47
Древес-
ные
чурки
4.1
1$
26,8
1700
I59O
обо
52O
6,7
2,3
8*
I7OO
IO25
6i8
335
ГАЗ-АА ЗИС-21
47
Бензин Древес-
ные
чурки
4
8
4,9
Ю,2
18,6
31.4
1500
740
240
5.4
2,4
2.7
4
8
4.8
8,4
17>°
3*.°
1700
1090
541
292
ах ЗИС-21
2X47
Древесные
чурки
4.2
8,2
15.5
3°.i
32OO
зооо
IIOO
565
7.9
2,4
3.1
При загрузке платформы, находящейся на мотовозе, вес мотовоза —9 от, нагрузка на заднюю ось—2,5 от.
Таблица 23
Технические характеристики вагонов
Элементы
характеристики
Грузоподъёмность .
• 1нетормозн,
Тара i {тормозн. .
Длина' (
меркду |н'.'юрмозн.
6yjt>e- ; \ тормози. ,
Ширина
Высота
вагона . .
кузова . .
борта лобо-
вого . .
борта бо-
кового .
/длина ...
Пол \ ширина . .
(площадь .
Объем кузова . . .
Возвышение пола над
рельсом
("ширина . .
Двери {высота . .
1
[ширина . .
. iвысота . .
Возвышение низа лю-
ка над рельсами ...
«мерен.
3
1ИНИ
ч
w
т
„
я
М
»
м
„
„
п
ш
„
ж2
мя
м
*
Типы вагонов
Крытые
вагоны
2
¦7
1»
8,2
|2,74
3,6
^,22
! —
—
6,4
2.74
39
1,23
1,83
2,1р
°,
2
20
±0,4
11,2
7.9
8,6
2,75
¦3.9
2,50
—
—
6,7
2,7
18,4
45.4
1,24
1.94
2.45
73
33
4
5°
21,6
22,3
14.З'
i5jO
2,75
4,°
2,5°
—
—
13
2.75
35.8
89,8
1,27
—
Платформы
2
2
16.5
6,8
7-8
ю,4
ю,4
2,74
—
—
0,23
0,23
20
9.0
9,7
10,4
10,4
2,7*
—
—
^З1
0,63
9,1/8,6
24,6/23,2
—
i.3°
—
_
—
1.3°
—
_
4
Гон-
до-
лы
4
Хоперы
Думкары
Число осей вагонов
- 2
4
Колея 1524 мм
5°
17.5
—'
14,2
¦^¦;
2,87
—:
—.:
о,39
°,45
2,Ef
37.4
—
1,27
—
_
бо
—
22
—
14,4
3,ю
3.28
1,88
—
—
12,6
2,9
35,5
66
i,4o
i,6o
бок.
2,56
лоб.
25
—
и.З
' _
7
З.о
3,2
—
—
—
—
—
17-7
26
—
_
бо
—
2О,4
12,4
3-2
34
—
—
—
-г
—
27-9
бо
—
—
2
2О
—
«.7
_
9
3,1
2,6
—
—
о,6о
6,9
2,9
19,5
9.9
—
—
4
4о
—
24
_
Ю,2
2,7
2,8
—
—
О,7О
7-9
2,7
21,3
15.3
—
—
_
Транс-
портёры
8
12
7°
—
42,4
_'"
22,6
3,°
3,77
—
—
—
—
—
—
—
—
—
15°
—
дб
"_'
3L3
2,73
3-77
—
—¦.
—
—
—
—
—
—
_
Крытые
вагоны
4 | 4
Платформы
4
4
Колея 750 мм
8,2
4,9
—"
6,5
—
2
2,87
2,1
—
—
6
1.9
и,4
24
°,77
16.5
9,3
10
10
10,6
2
3,19
2,24
—-
—
9,16
1,9
17.4
39
0,80
1,83
1,89
о,6д
Oi37
2,53
8.2
3-3
3.7 v
6,9
7,5
2,2/2,4
1,0/2,8
—
0,27
—
6
1,9
п,5
—
°.77
—
—
I6.51
6,4
6,9
ю
ю,6
2,2/2,34
1,3/з,з
— '
0,27
°,4°
9.1
2,О
i8,3
—
0,80
'—
__
—
Примечание. Показатели над чертой относятся к нетормозному вагону, под чертой — к тормозному.
424
ПРОЕКТИРОВАНИЕ ТРАНСПОРТНОГО И СКЛАДСКОГО ХОЗЯЙСТВА [РАЗД. V
мотивов, необходимые для определения веса
поездов [12, 15].
На фиг. 8 указаны основные размеры га-
барита для специального внутризаводского
подвижного состава (по стандарту СТ 17/1834).
Определение веса поезда
Наибольший вес поезда, перемещаемого
механическим двигателем по рельсовому пути,
определяется в тоннах по формуле
(w0' -г- wr +• г)
где FK — касательная сила тяги локомотива
(на ободе) в кг', Р—расчётный вес паровоза
с тендером или мотовоза в т; w0' — удельное
сопротивление движению вагонов на прямом
горизонтальном пути в кг на 1 m веса ваго-
нов; т0" — то же локомотива в кг на 1 m
его веса; wr—дополнительное сопротивление
движению на кривой в кг на 1 т веса поезда;
i — число тысячных подъёма.
Значения wQ' и Wo" принимаются по табл. 24.
Таблица 24
При движении поездов на подъездных вет-
вях они должны быть снабжены необходимым
количеством тормозных вагонов, число кото-
рых определяется по таблицам „Правил тех-
нической эксплоатации" (ПТЭ).
БЕЗРЕЛЬСОВЫЙ ТРАНСПОРТ
Технические условия проектирования
Впредь до утверждения новых технических
условий проектирование внутризаводских без-
рельсовых дорог должно производиться при-
менительно к техническим условиям на проек-
тирование и сооружение внутризаводских
безрельсовых дорог, утверждённым НКТП
14/ХН 1938 г., и стандарту ОСТ НКТП 3744
„Дороги внутризаводские безрельсовые. Типы
дорожных одежд".
Основные данные, которыми надлежит ру-
ководствоваться при проектировании [4], при-
ведены в табл. 25.
Таблица 25
Основные данные для проектирования
внутризаводских безрельсовых дорог
Коэфициенты сопротивления движению
Вид подвижного состава
w0 и wa
Колея 1524 мм
Мотовозы:
мощностью более 50 л. с. . . .
до 50 „ , . . .
Двухосные вагоны весом qm. .
Четырёхосные вагоны весом q m
1,5+ 0,05 V
12
20
х 4 -f- @ 02 -f- °'^) V
65+V4
12 4- o.^z a
Колея 750 мм
Паровоз № 157
№159
Двухосные вагоны:
Четырёхосные вагоны:
Вагонетки:
1,6 + 0,1 V
38 + 01 V
2 -J_ Wo
3_j_ y/e,
1 -I Wi
8,=,—9,5 и более
6,5—7.5 и более
В формулах табл. 24 V—скорость движе-
ния; для расчёта сопротивления принимается
равной не менее 10 км/час.
Дополнительное сопротивление от кривой
принимается равным:
700
для колеи 1524 мм —^- кг/т,
, » 750 „ -=- кг/т.
Назначение дорог
и их грузонапряжён-
ность в т/сутки
1. Магистральные
(фиг. 15, а, б) ...
более 1500 . ...
от 7Г0 до 1Я0Э вкл
„ 300 „ 700
300 и менее
(фиг. 15, в, г) ....
от 700 до 1*00 вкл. .
„ 300 „ 700 „
300 и менее
3. Специальные . .
а} электрокарные
(фиг. 15, о)
более 300
300 и менее ....
б) тракторные
(фиг. 15, е)
300 и менее ....
в) пожарные ....
(фиг. 15, ж)
Наи-
боль-
шая ско-
рость
«
ямо
о.
с
да
га
р
S га
ИВО
ого
а.*
я а
я S
в км/час
Яо
j_
10
7
40
20
ю
4
4
ю
5
я
s
'В
ев
су
а
про
cd
3
12
или
2X6
о
6.-Г,
6
9—12
2 6
6-9
6
4,5-6
4,5 6
3.5
12
6 ИЛИ
2X3
)з-4.5
>г
от
CJ
>.
1с
ёв
%*
«1
х.%
12
—
—
—
5
—
ю
—
15 \
Ушире-
ние
кри
на
вых
радиуса
в м
г-5
,
—
_
i
—
—
—
i
Of
с
В
з
2,5
—
—
_
—
2>5
При предварительных расчётах вес поезда
можно определять по формуле
wr
где w0 — wQ' = w0" = 1,5 + 0,05 V—для колеи
1524 мм и 4 кг — для колеи 750 мм.
Радиусы закругления следует принимать
возможно большими. Приведённые в таблице
величины наименьших радиусов считаются по
линии бортового камня размостки. На дорогах
ограниченного пользования и на подъиз ах
к отдельным зданиям при отсутствии движе-
ния с прицепами возможно снижение радиусов
размостки до 5 м.
ГЛ. XIV]
ПРОЕКТИРОВАНИЕ ТРАНСПОРТНОГО ХОЗЯЙСТВА ЗАВОДА
425
Видимость должна быть обеспечена не ме-
нее чем на 30 м.
Ширина электрокарных дорожек назна-
чается в зависимости от их габарита. Полоса
безопасности от края тележки до края до-
рожки назначается:
при проходе вне застроенной части. . 0,15—°>2° м
„ „ вдоль стены 0,70—0,75 »
Между полосами движения
полоса в 0,25—0,30 м.
оставляется
электрокарного движения уклоны могут быть
увеличены до 9%. Уклон электрокарных доро-
жек должен быть возможно меньшим (не более
10%); при въездах в цехи незначительного
протяжения эти уклоны могут быть увеличены
до 15%.
При пересечении дороги с рельсовым путём
должны устраиваться горизонтальные площад-
ки по обе стороны от оси пути длиной:
при уклоне дороги до 3% 5 -«
„ подъёме дороги к оси пути более 3% . . ю ,
„ спуске дороги к пути более 3% 15 »
РазмерЬ/ в метрах
Фиг. 15. Поперечный профиль улиц и проездов на за-водах.
~~^Дрен11>к
^Размеры 6 метрах
Фиг. 16 Поперечные профили дорог и ж.-д. путей, расположенных параллельно.
Минимальная площадь, необходимая для
поворота электрокары, определяется графи-
чески вычерчиванием траекторий, образуемых
колёсами при их предельных поворотах.
Внутризаводские дороги должны иметь
минимальные продольные уклоны (предел 3—
4%). На участках с малой интенсивностью
движения при трудных условиях проектиро-
вания эти уклоны могут быть увеличены до
6%. При террасном расположении площадки
на соединительных дорогах при отсутствии
При проектировании автогужевой дороги
параллельно ж.-д. полотну в одном уровне
с ним расстояние между ними должно
обеспечить водоотвод, причём край до-
роги должен отстоять от ближайшего
рельса не менее чем на 3 л (фиг. 16. а—
расположение дороги параллельно рельсовому
пути при двухскатном профиле дороги;
фиг. 16, б—при односкатном профиле до-
роги; фиг. 16, б—при ж.-д. путях с заглублён-
ным баластом).
426
ПРОЕКТИРОВАНИЕ ТРАНСПОРТНОГО И СКЛАДСКОГО ХОЗЯЙСТВА [РАЗД, V
При устройстве верха мостовой вровень с
верхом головки рельсов конструкция сопря-
жения дороги с рельсовым путём аналогична
применяемой на городских улицах.
Проектирование водоотвода от дорожной
сети должно быть полностью увязано с общим
проектом водоотводов на промышленной пло-
щадке. Водоотвод может быть поверхностный
(кюветы и лотки) или подземный (дождепри-
ёмники и канализационная сеть).
Одновременно е сетью автодорог проекти-
руются тротуары и пешеходные дорожки
(обычно шириной не менее 1,5 м); в некото-
рых случаях, кроме того, велодорожки, а
также места автостоянок и велостоянок как
для машин, принадлежащих предприятию, так
и для машин, принадлежащих рабочим и слу-
жащим. Ширина стоянки машин в два ряда со
средним проездом — от 14,5 до 16,5 м.
При расположении стоянки вдоль улицы,
что допустимо лишь при малой интенсивности
движения, ширина полосы стоянки принимается
равной 5—6,5 м.
Виды покрытий
Одежда безрельсовых дорог состоит из по-
крытия и основания. Выбор типа дорожной
одежды производится с учётом следующих со-
ображений:
1) одежда должна выдерживать воздействие
и нагрузку ходовых частей обращающегося по
ней транспорта;
2) покрытие должно удовлетворять сани-
тарно - техническим требованиям технологии
производства предприятия в отношении сте-
пени беспыльности, незагрязняемости и т. п.;
Таблица 26
Дорожные покрытия
Дороги
Виды покры-
тий
С гладким
покрытием
С покрытием
из обработан-
ного штучного
камня
С покрытием
из необрабо-
танного штуч-
ного камня
Грунтовые
Бетонные:
асфальто-€е-
тонные и обра-
ботанные вя-
жущими веще-
ствами; щебё-
ночные и гра-
вийные
Мостовые
л брусчатые
Мозаиковые
клинкерные, и:
литого шлако
вого камня
Мостовые бу-
лыжные и из
колотого камня
Грунт С до
бавками и об
работкой
Условия наиболее
целесообразного при-
менения покрытии
Автомобильное дви-
жение, электрокарное
движение;; повышен-
ные'; санитарные и тех-
нические требования
Автогужевое движе-
ние интенсивностью
более 700 пЦсутка на
полосу
Участки дорог поз. 1
настоящей таблицы
при уклоне более 4%;
в местах пересечения
с рельсовыми путями
Автёгужевое движе-
ние малой интенсив-
ности с преобладанием
конного движения; на
участках дорог поз. 1
настоящей таблицы
с уклонами более 4%,
при отсутствии обра-
ботанного штучного
камня; в качестве ос-
нования будущей усо-
вершенствованной до-
роги, как первая ста-
дия постройки
Тракторное движе-
ние; внезаводские
дороги
3) поверхность покрытия должна соответ-
ствовать устройству ходовых часте'й и степени
спокойствия движения, требуемой для типов
обращающегося транспорта;
4) одежда должна быть экономически целе-
сообразна и допускать максимальное исполь-
зование местных материалов.
При выборе типа покрытия в качестве
ориентировочных могут служить данные Г141
табл. 26 и 27. •
Подвижной состав
Подвижной состав для заводских перево-
зок по безрельсовым дорогам выбирается в
зависимости от рода груза, расстояния пере-
возок, продольного профиля и плана трасс, а
также с учётом особенностей технологического
процесса предприятия.
Движение организуется таким образом, что-
бы порожние пробеги были сведены к ми-
нимуму, а в грузовом направлении достигался
высший коэфициент использования загрузки
кузова.
Число типов подвижного состава на пред-
приятии должно быть возможно меньшим.
На машиностроительных заводах применя-
ются следующие виды безрельсового подвиж-
ного состава: а) электро-, авто- и троллей-
кары; б) тягачи и тракторы (колёсные или гусе-
ничные); в) автомобили; г) прицепные тележ-
ки к двигателям, перечисленным выше; д) руч-
ные тележки; е) оборудование гужевого
транспорта.
Наиболее распространённые транспортные
средства — электро- и автокары. Грузоподъём-
ность, скорость и радиус их действия в ре-
зультате улучшения конструкции беспрерывно
увеличиваются. Они снабжаются приспособ-
лениями, механизирующими погрузку, выгрузку
и штабелирование различных материалов и
т. д. Кузовы у них бывают различной формы
в зависимости от грузов, для перевозки кото-
рых они предназначены.
Современные электро- и автокары облада-
ют грузоподъёмностью преимущественно в
пределах 0,75—5 т.
В американской промышленности приме-
няются электро- и автокары грузоподъёмностью
до 30 т (со скидами). Применение мощных
электро- и автокар открывает широкие пер-
спективы для усовершенствования транспорт-
ного процесса.
Кроме электрокар, перевозящих грузы на
своей платформе, применяются электрокары-
тягачи, транспортирующие грузы на прицепах
и пригодные также для перемещения ж.-д.
вагонов по рельсовым путям.
Автокары по сравнению с электрокарами
имеют тот недостаток, что при вводе в цехи
они загрязняют воздух отходящими газами.
Не касаясь стандартных автомобилей/ тяга-
чей и прицепов*, отметим прицепные тележки—
трейлеры для громоздких грузов. Особенность
таких тележек — низкая посадка платформ.
Иногда применяют многоколёсные тележки с
гидравлическим управлением поворотов, гру-
зоподъёмностью до 200 т.
* Характеристику грузовых автомобилей, тягачей и
прицепов см в четвёртом разделе «Справочника".
ГЛ. XIV}
ПРОЕКТИРОВАНИЕ ТРАНСПОРТНОГО ХОЗЯЙСТВА ЗАВОДА
427
Таблица 27
Эксплоатационная характеристика различного вида дорог
Наименование
показателей
Допускаемое
давление на по-
верхность покры-
тия в кг/см3....
Удельное сопро-
тивление движе-
нию в кг на \ т
веса подвижного
состава
Коэфициент
ежегодной стои-
мости ремонта и
содержания доро-
ги
Коэфициент из-
носа шин .......
Коэфициент сто-
имости ремонта .
Коэфициент рас-
хода горючего. . .
1 Поперечные
уклоны покрытия
в %
„ ¦ , ';: . ... -. ¦- - :„, Т7-Т-Н1
Виды дорог •
Грунтовые и гра-
вийные дороги
простые.
1.5-4.5
8о— zoo
5
1.5
i.5
3,5
с добавками и об-
работкой вяжу-
щими
5-хо
4О
о,7—о,75
з—а,4
1,1—1,3
1—1,2
2*5-3.5
Шоссе
простые
25—35
4о—5о
1.5
3.4
1.3
1,3
3
1
с обработкой
и пропиткой
4°—5°
25
3
2-2,4
1,1—1,2
1 — 1,2
2-3
Мостовые , ;
из необрабо-
танного камня
4о—5о
О.75-0.9
ю
1,5
?>5
3
из штучного
камня
5°
25
о,5
1,5
i,i
i,i
а-3
деревянные
торцевые
15—2о
1.5
i,i
i,i
2—3
Асфальто-бетонныё
5°
15—2О
I
i
i
I
1,5-3
Цементо-бетонные
5о
ю
0,25—0,30
i
i
i
1,5-2
Примеча-
ние
За едини-
цу приняты
износ и рас-
ходы для
асфальто-
бетонных
дорог
Для предприятий с малым грузооборотом,
расположенных в условиях, не допускающих
проведения ж.-д. подъездного пути, возможно
применение трейлеров для перевозки ж.-д. ва-
гонов от станции и. обратно. Подобный
трейлер составляется из двух специальных
8-колёсных тележек, из которых каждая рас-
считана на нагрузку в 30 т. Скорость пере-
движения тягачом до 10 км/час. Для перекаты-
вания вагона с ж.-д. пути на трейлер устраи-
вается специальная платформа, представля-
ющая собой тупиковый путь с рельсами, рас-
положенными соответственно высоте трейлера.
Подобного рода трейлеры применяются для
перевозки экскаваторов, танков, орудийных
систем и т. п.
Определение грузоподъемности
транспортных средств
Касательная сила тяги на ободе ведущего
колеса автомобиля, электрокары, тягача или
иного двигателя определяется в килограммах
по формуле
/V
р 97П А
где Ne1— эффективная мощность мотора в л. с;
V— скорость движения в км/час; г\т — к. п. д.
всей .передачи (г\т — 0,80—0,85).
Высший предел /^определяется условием
где Qcn—сцепной вес, имеющий следующие
значения для наиболее распространённых типов
машин:
для автомобилей ГАЗ-АА—2500 кг,
ЗИС-5-4000 кг, ЯГ-4—7200 кг;
для т р а К т о р о в СТЗ и ХТЗ—1900 кг, ЧТЗ
гусеничных—9500 кг, СХТЗ-НАТИ—5100 кг;
^ — коэфициент сцепления (см. табл. 28).
Таблица 28
Коэфициент сцепления
Тип
дороги
Грунтовая
Шоссе
Асфальт
Состояние
дороги
Сухая. . .
Мокрая. .
Сухое. . .
Мокрое .
Сухой. . .
Мокрый.
Значения ф
для колёс
о,5—о, 7
О,2—О,4
°>5—о.7
о,3—о,4
о,5—о,6
0,4—0,5
для гусениц
(без шпор)
о,8—о,9
о.З—о,4
Наибольший возможный вес (брутто) двига-
теля в тоннах при движении без прицепов
равен
- Щ + i
где И'о — основное удельное сопротивление
движению в кг на 1 т веса автомобиля (См.
табл. 27); /—уклон дороги в тысячных.
Наибольший возможный вес (брутто) при-
цепов в тоннах равен
428
ПРОЕКТИРОВАНИЕ ТРАНСПОРТНОГО И СКЛАДСКОГО ХОЗЯЙСТВА [РАЗД. V
где Р—вес двигателя (брутто) в т; w0'—основное удельное
сопротивление движению прицепов в кг/т, обычно равное w0.
При w'q = w0 вес прицепов равен
<? = —-*-. Р-
щ + t
Для определения полезного груза (нетто) достаточно
из полученных весов брутто Р и Q вычесть вес тары,
т. е. соответственно вес двигателя и прицепов.
ный цех: о — стекольный завод; 7 — угольный склад; 8 —рудничный
двор;Р—главная сварочная; 10 — депо; // — коксовый завод; 12—до-
менные печи; 13 — химический завод; 14 — литейная; 15 — моторный
корпус; 16— главная контора; 17 — парк дороги; 18, 19—заводские парки.
FK принимается для второй скорости. Движение на
первой скорости допускается лишь весьма кратковремен-
ное — при трогании с места и для преодоления коротких
участков увеличенного подъёма.
Расчёт грузоподъёмности при электрокарном движении
производится по мощности мотора, соответствующей ча-
совому режиму.
ВОДНЫЙ ТРАНСПОРТ
Условия применения
Крупные американские заводы для доставки основных
грузов и сырья, а также для отправки готовой продукции
в значительной мере пользуются водными перевозками,
для чего они имеют причальные линии и порты. Это об-
стоятельство определяет построение генерального плана
завода с расположением складов сырья и перерабаты-
вающих цехов у причальных линий.
На фиг. 17 представлена схема генерального плана
завода, получающего руду и уголь водой.
При проектировании заводов с внешним водным транс-
портом необходимо учитывать: а) сезонность водного транс-
порта и б) изменение горизонта воды. Подлежащий освое-
нию общий грузооборот должен быть рассчитан только
на навигационный период. Сезонные перерывы в ра-
ЛИТЕРАТУРА И ИСТОЧНИКИ
боте водного транспорта должны
быть возмещены устройством скла-
дов для хранения запасов, обеспе-
чивающих удовлетворение потреб-
ности заводов в материалах в те-
чение перерыва, либо в этот про-
межуток времени следует исполь-
зовать другой вид транспорта.
Наиболее эффективно исполь-
зуется водный транспорт при рас-
положении завода близ канала с по-
стоянным уровнем воды. В этом
случае могут быть использованы
простейшие перевалочные устрой-
ства и может быть достигнуто наи-
более удобное расположение скла-
дов.
Гавань при каналах представ-
ляет собой либо простое уширение
канала, либо специально устроен-
ный самостоятельный бассейн. На-
правление бассейна относительно
оси канала может быть произволь-
ным, так как течение отсутствует.
Наименьшая ширина бассейна дол-
жна быть равна четырёхкратной
ширине, а его полезная длина крат-
на длине судов того типа, для ко-
торых он предназначен.
При расположении завода на
берегу реки отметки его площадки
должны быть несколько выше го-
ризонта наиболее высоких вод.
Иногда завод располагают на бо-
лее высокой террасе, а на более
низкой лишь портовую территорию
и часть складов. Недостаток такого
расположения заключается в том,
что осложняется устройство по-
грузо-разгрузочных приспособле-
ний на причальной линии и, кроме
того, возникает необходимость в
организации транспорта от порто-
вой территории до производствен-
ной площадки.
Причальная линия требует мак-
симальной механизации, так как
простой пловучих средств при вы-
грузке и погрузке должен быть до-
ведён до минимума.
Определение наиболее целесо-
образного места расположения
складов на портовой территории и
на заводской площадке, а также
взаимное распределение мощности
указанных складов производится
на основе технико-экономических
расчётов с учётом вида межсклад-
ского транспорта, которым поль-
зуется завод.
1. Бузинарский Н. И., Промышленные дороги,
Наркомзем РСФСР, 1938.
2. ВНИИПТ (Всесоюзный научно-исследовательский
институт промышленного транспорта), Технические
условия проектирования и сооружения промышленных
ж.-д. путей широкой колеи с паровой тягой,
ч. I, „Подъездные пути", ч. II, „Внутризаводские
пути", НКТП, 1938.
3. ВНИИПТ, то же — ж. д. путей колеи 750 мм, НКТП,
1938.
4. ВНИИПТ, Технические условия проектирования и
сооружения внутризаводских безрельсовых дорог,
НКТП, 1938.
5. Высоцкий К. П., Фёдоров А. В., Бонда-
р е н к о К. И., Технико-экономические показатели по
транспорту основных строительных материалов и де-
талей, Академия архитектуры СССР, рукопись, 1944.
6. Г О С Т, 2913-45. Нормы и технические условия проек-
тирования и сооружения ж.-д. колеи 750 мм, 1945.
7. К а м е н с к и й А. А., проф., Граве П. П., доц., и
Березовский М. В., доц.. Курс промышленных
железных дорог, т. I, „Устройство пути", под общей
редакцией Каменского А. А., ОНТИ, Л. 1937.
8. КостенецкийК. П. иПлешковЛ. Е., Прое-
ктирование генеральных планов металлургических за-
водов, .Сталь» № Ц—12, 1943.
ГЛ. XIV]
ПРОЕКТИРОВАНИЕ СКЛАДСКОГО ХОЗЯЙСТВА ЗАВОДА
429
9. Научно-исследовательский институт ж.-д. строитель-
ства и проектирования, Технические условия проек-
тирования и постройки подъездных и внутризавод-
ских ж.-д. путей нормальной колеи, 1941.
10. О б р а з ц о в В. Н., акад., К и ч и г и н Н. К., Л и-
с е в и ч П. И., Лифанов В. Р., Марек Д. П.
Единый технологический процесс на транспорте,
Академия наук СССР, 1944.
11. Промстройпроект, Справочник проектировщика про-
мышленных сооружений, т. 1, „Архитектура про-
мышленных зданий", ч. II, .Фабрики и заводы", Гос-
стройиздат, 1936.
12. Промтранспроект, Сборник материалов для проек-
тирования и сооружения промышленного транс-
порта, выпуски от № 1 до № 1750 за период 1928—
1945 гг.
13. Промтранспроект, Решения партийно-технической
конференции, 15— 38/IX 1944 г., вып. ПТП, № 1745.
14. П р о с -г а к о в Е. Г., Межцеховой безрельсовый
транспорт машиностроительных заводов, „Сборник
материалов по обмену опытом" № 2, Промтранспроект,
1934.
15. Т и м о ф е е в В. А., проф., Будаев Э. В., доц.,
Богинский Н. Д., доц., О'Р у р к А. П., проф.,
Курс промышленных железных дорог, т. II, „Подвиж-
ной состав и тяга. Станции. Проектирование. Орга-
низация перевозок", под общей редакцией д-ра техн.
наук Каменского А. А., Госстройиздат, 1939.
16. Указания по проектированию и строительству
промышленного ж.-д. транспорта в условиях воен-
ного времени, У-32-42, Наркомстрой, Стройиздат,
1942.
17. Указания по проектированию и строительству
промышленных автогужевых дорог в условиях воен-
ного времени, У-38-42, Наркомстрой, Стройиздат,
1943.
ПРОЕКТИРОВАНИЕ СКЛАДСКОГО ХОЗЯЙСТВА ЗАВОДА
КЛАССИФИКАЦИЯ СКЛАДОВ,
ТИПЫ СКЛАДСКИХ УСТРОЙСТВ
И ИХ ОБОРУДОВАНИЕ
Классификация складов
По назначению склады подразделяются на
универсальные, предназначаемые для хранения
различных материалов или изделий, и специ-
альные, в которых хранятся только некото-
рые, определённые материалы.
Складское хозяйство промышленного пред-
приятия состоит из ряда универсальных и спе-
циализированных складов, которые могут быть
разделены на следующие группы: 1) склады
материальные — сырья, основных и вспомо-
гательных материалов,. покупных изделий;
2) склады топлива; 3) склады полуфабрикатов
собственного производства; 4) склады ору-
дий и- средств производства — инструментов,
моделей, запасного оборудования; 5) склады
готовой продукции; 6) склады отходов и
утиля.
По масштабу деятельности склады подразде-
ляются на: 1) общезаводские, располагаемые
на территории предприятий в отдельных зда-
ниях или при цехах; они предназначаются для
хранения основных запасов материалов и
изделий и питания всех или некоторых це-
хов; 2) цеховые — для материалов, полуфа-
брикатов и изделий, потребляемых цехом или
им изготовляемых.
Склады размещаются сообразно с направле-
нием грузопотоков — у подъездных путей рель-
совых или автогужевых.
Склады огнеопасных и взрывчатых материа-
лов, в соответствии с требованиями правил
противопожарной безопасности, иногда выно-
сятся за пределы основной производственной
территории [9].
Исходными данными для проектирования
складов могут служить: 1) нормы запасов
материалов на определённое число дней и го-
довой расход материалов или 2) производст-
венная программа предприятия, нормы расхода
материалов, полуфабрикатов и т. п. на единицу
изделия и нормы запаса материалов на опре-
делённое число дней.
Нормы запасов материалов на складах за-
висят от условий 'снабжения завода и по-
требления им материалов.
Типы складских устройств
В зависимости от свойств материалов или
изделий их хранение возможно: 1) на открытых
площадках; 2) под навесами; 3) в крытых хо-
лодных или отапливаемых складах (фиг. 18).
Открытые склады. Замощённые и обычно
оборудованные площадки на уровне земли или
площадки, приподнятые над землёй, — плат-
формы. Оборудование таких складов может
быть следующим.
Подтоварки — дощатый настил или
брусья, на которые укладывают лесоматериалы,
трубы, тяжеловесные изделия, тарные грузы
и пр.
Кагат ы—отбортовка высотой 0,5—1,5 м
из досок, брусьев и других материалов; при-
меняются при выкладке штабелей торфа, угля,
песка и прочих навалочных грузов.
Закрома — складочные площадки, окру-
жённые со всех или с трёх сторон постоянными
или разборными стенками высотой 1,0—2,5 м
(иногда выше). Предназначаются для навалоч-
ных грузов, металлоотходов, формовочных
и других материалов. Закрома для материа-
лов, портящихся от атмосферных осадков,
должны иметь односкатные крыши с плотным
настилом или размещаться под навесами и в
крытых складах.
Подпорные стенки — ряд стоек вы-
сотой до 2 м, обшитых с одной или двух
сторон досками, или стенки из железобе-
тона, металла, брёвен. Устанавливаются вдоль
разгрузочного фронта для разгрузки навалоч-
ных материалов—песка, угля и пр. Подпорные
стенки позволяют увеличить высоту выкладки
и, следовательно, обходиться меньшей склад-
ской площадью.
Эстакад ы—ж.-д. или автогужевые пути,
располагаемые над уровнем территории склада
(на насыпях, колоннах) с наклонными съез-
дами. Применяются для облегчения и удеше-
вления разгрузочных операций и для получе-
ния при ссыпке навалочных материалов шта-
белей большего объёма.
Навесы. Представляют собой кровлю,
поддерживаемую колоннами; навесы могут
иметь пол на отметке земли или на высоте
0,9 — 1,1 м. Для предохранения грузов
от намокания крыша навесов устраивается
со свесом, который прикрывает подаваемые
ПРОЕКТЙРбйАНЙЕ ?РАЙСЙОРТНбг6 * И
ХОЗЯЙСТВА [РАЗД. V1
1. Открытые склады—платформы
Склады-платформы имеют отметку 1,1 м от головки
ж.-д. рельса; 0.9 м от отметки дороги у склада(высота
платформы автомобиля).* Могут быть оборудованы
кранами, монорельсами й другими подъёмно-транс-
портными устройствами.
2. Навесы
Ширина навесов 30—36 м. Расстояния между осями ко-
лонн по длине навеса 6 м; по ширине 6 и 9 м (редко
более). Колонны деревянные, металлические, железобетон-
ные или кирпичные.
th Li
Склад с железобетонным перекрытием.
Односкатный.
Двухскатный.
Холодный деревянный склад.
3. Одноэтажные крытые склады
Конструкция—^деревянная, кирпичная, железобетонная,
металлическая и др. Как правило, 'здания складов бесчердач-
ные; ширина складов 30 — 36 м-. Расстояния между осями
колонн по длине складов—6 м\ по ширине—6, 9 и 12 л
(редко более), ' • •
4. Многоэтажные склады
Перекрытия — ребристые.или безбалочные с рас-
чётной нагрузкой до 1—1,5 /и/ж'.
Расстояния между осями колонн 5X5 м или
6X6 л
Склад с перекрытыми транспортными галлереями.
Фиг. 18. Типы складских устройств.
для разгрузки или погрузки ж.-д. составы,
автомобили и другие транспортные средства.
При ж.-д. транспорте величина свеса опре-
деляется габаритом приближения строений
К ж.-д. путям. Иногда навесы имеют с двух-
трёх сторон стенки.
Крытые склады. Складские здания устраи-
ваются с полом на отметке земли или с при-
поднятым полом. Они могут быть одноэтаж-
ными- или многоэтажными, холодными или
отапливаемыми (фиг. 18).
Одноэтажные склады. В зависи-
мости от- принятой высоты укладки мате-
риалов и её механизации одноэтажные скла-
ды (или навесы) делаются высотой от 3 до
6,5 л (редко более).
Многоэтажные склады. Такие
склады проектируются при ограниченной
территории и необходимости в большой
складской площади C—4 тыс. jtfi и более) при
нагрузках на перекрытия от веса материалов
до 1,5 mfM7. Многоэтажные здания целесооб-
разно отводить для отапливаемых материаль-
ных складов, инструментальных и т. п. Ча-
сто многоэтажные склады имеют подвальное
помещение.
Вертикальный транспорт в многоэтаж-
ных складах осуществляется' подъёмниками
грузоподъёмностью 1—2 т; их располагают
у стен, возле ворот, так, чтобы было возмож-
но закатить тележку в кабину подъёмника
с погрузочно-разгрузочнои рампы. С этой же
целью размер кабин в плане принимают не-
менее 1 X 2 м. В каждом этаже склада должно
быть не менее двух выходов.
Подземные и полуподземные
склады (погреба). Подземные и полупод-
земные погреба в виде отдельных зданий
обычно отводятся под склады огнеопас-
ных веществ. В полуподземных погребах
в надземной части могут устраиваться
окна.
Спуск грузов в подвалы возможен ч'е-
рез люки или по наклонным плоскостям. ,
ГЛ. XIV]
проектирование Складского хозяйства -завода
431 i
Конструктивные элементы складов
Полы. Основания полов в складах рассчи-
тываются на нагрузку от веса хранимых мате-
риалов. По линиям проездов полы должны
быть гладкие (бетонные, асфальтовые). В за-
висимости от назначения склада полы могут
быть типов, указанных в табл. 29.
Таблица 29
аздбимн
ворота
o
Фиг. 19. Погрузочно-
разгрузочные площад-
ки и свесы кровли
складов.
Рампы и пандусы. Вдоль складов обыч-
но устраиваются с двух продольных сторон
погрузочно-разгрузочные площадки (рампы)
шириной 1,5—2 м, защищенные свесом кровли
(фиг. 19). В складах с приподнятым полом для
ввода тележек на платформу устраиваются
съезды (пандусы) с наклоном в 0,07—0,09
D-5°)
а)
Виды складов
Материальные
Металлов
Инструментальные
Масел
Кислот
Тип полов
Деревянный из досок или тор-
цов, асфальтовый, бетонный, кси-
лолитовый, покрытый линолеу-
мом
Деревянный из торцов, клин-
керный, асфальтовый, бетонный,
замощённый камнем (для откры-
тых складов)
Деревянный из досок, торцов
или паркетный, асфальтовый, кси-
лолитовый, покрытый линолеу-
мом
Клинкерный, маслостойкий бе-
тонный или асфальтовый
Клинкерный или кислотостой-
кий бетонный
следует располагать на высоте 1,8—2,5 л/ от
пола, чтобы они не затемнялись стеллажами
или штабелями. Остекление окон обычно
одинарное, в тёплых складах — двойное. Свесы
кровли над рампой сильно снижают освещён-
ность складов, поэтому в складах большой
Фиг. 20. Раздвижные деревянные ворота: а — с остеклён-
ными фрамугами; б — с металлическим каркасом; а —с
металлическим каркасом и остеклёнными фрамугами;
г — детали ворот.
Ворота. Ворота могут быть деревянные
и металлические, распашные и раздвижные.
Предпочтительнее устройство раздвижных во-
рот, для открывания которых не нужно
оставлять свободное место (фиг. 20). Верх-
няя часть ворот может быть остеклена.
Ворота не должны иметь порогов. Размеры
ворот: обычных—ширина 2—2,5 м, высота
2,2—3,0 м; для ввода подвижного состава
нормальной колеи A524 мм)—ширина 4,1 м,
высота 5,5 м; то же для узкой колеи
G50 мм)—ширина 2,55 м, высота 3,55 м.
Освещение. Для естественного освеще-
ния складских помещений устраиваются окна
в наружных стенах и световые фонари. Окна
высоты целесообразно располагать окна над
свесами.
Освещённость может быть небольшой (до
30 люксов), за исключением складов, в которых
производятся сортировка, упаковка, постоян-
ный приём, отпуск и пр.
При естественном освещении возможна
ширина складских зданий в 30—36 м.
Искусственное освещение в складах большей
частью устраивается общее (см. гл. XVI) с ар-
матурой, обеспечивающей равномерное рас-
пределение света.
В складах огнеопасных материалов должно
быть наружное или" взрывобезопасное осве-
щение.
432
ПРОЕКТИРОВАНИЕ ТРАНСПОРТНОГО И СКЛАДСКОГО ХОЗЯЙСТВА [РАЗД. V
Отопление. Складские помещения ота-
пливаются, если они предназначены для мате-
риалов и изделий, для сохранности которых
необходима постоянная температура (цветные
металлы, приборы и др.), или же если в них
постоянно работает обслуживающий персонал.
В отапливаемых складах целесообразно устра-
ивать у ворот тепловые воздушные завесы.
В отапливаемых складских помещениях должна
поддерживаться определённая температура
(табл. 30).
Таблица 30
Использование площади склада зависит от ме-
тодов хранения материалов, а также типов обо-
рудования (стеллажей; закромов и т. п.), рас-
Склады
Тёплые
Полутёп-
лые
Наименование
помещений
Материальные склады,
упаковочные, экспедиции
Инструментальные
склады
Склады кожевенно-рези-
новых изделий, масел
Склады химикатов,
кислот
Внутренняя
температура
в °С
12—14
16
8
5-6
В складах, как правило, устраивается цен-
тральное отопление. Приборы отопления дол-
жны иметь гладкие поверхности, не задержи-
ьающие пыли.
Оборудование, планировка и расчёт
площадей складов
Стеллажи. Конструкция и размеры стел-
лажей должны соответствовать роду и форме
хранимых материалов. По назначению стел-
лажи бывают: 1) универсальные—полочно-кле-
точные, ящичные и стеллажи-шкафы (фиг. 21);
2) специальные—для металлов, инструмента
и пр. Стеллажи строятся из металла, дерева
или смешанной конструкции [7]. Высота уни-
версальных стеллажей до 2,5 м, а в высоких
помещениях, при применении лестниц или под-
ставок,— 3—3,5 м. Стеллажи целесообразно де-
лать составными из отдельных секций. Для уни-
версальных стеллажей приняты кратные разме-
ры в плане 0,55X1,1 м или 0,6X1,2 л* (фиг. 22).
Проходы и проезды. Через каждые
20—30 м в складах должны быть сквозные по-
перечные проезды по ширине ворот. Внутри
вдоль склада в зависимости от его ширины
устраивается несколько продольных проездов,
шириной 2,5 — 3 м, рассчитанных на движение
в двух направлениях. Ширина проходов между
стеллажами, закромами и штабелями 0,6—0,9 м,
а при пользовании тележками — 1,1 — 1,2 м.
Расчёт площадей. Складская площадь
подразделяется на элементы, которыми явля-
ются: а) грузовая площадь (полезная), занятая
непосредственно под штабелями или стелла-
жами; б) оперативная площадь—под проходами,
сортировочными, приёмно-отнускными и весо-
выми площадками, а также служебными по-
мещениями; в) конструктивная площадь—под
перегородками, колоннами, лестницами, там-
бурами, подъёмниками и т. п. Приёмные пло-
щадки располагаются у ворот со стороны раз-
грузочного фронта, а отпускные—у погрузоч-
ного фронта.
Фиг. 21. Универсальные полочно-клеточные, металличе-
ские и деревянные стеллажи: а— ящичный', б — комбини-
рованный клеточно-ящичный; в — со сплошными двер-
ками; г — с сетчатыми дверками.
стояния между колоннами и конфигурации зда-
ния. Отношение полезной площади склада Sj к
общей складской площади 5 называется коэ-
фициентом исполь-
зования площади А,
который в среднем
Фиг. 22. Полочно-к неточные стеллажи: а — металличе-
ский разборный стеллаж лёгкого типа (собирается на
болтах). Отверстия 1—для перестановки полок. Отвер-
стия 2 — для установки перегородок 3. б — стеллаж с
металлическим каркасом, обшитый деревом, фанерой или
листовым железом.
ГЛ. XIV]
ПРОЕКТИРОВАНИЕ СКЛАДСКОГО ХОЗЯЙСТВА ЗАВОДА
433
составляет: при хранении в штабелях на полу—
0,6 — 0,7, при хранении в стеллажах—0,3 — 0,4.
Размеры складских площадей рассчитывают-
ся с учётом номенклатуры материалов и норм их
запасов. Отдельно определяются грузовая пло-
щадь, необходимая для данного складского за-
паса, оперативные и конструктивные площади.
На основании полученных данных ведётся рас-
планировка склада.
Обычным методом расчёта складской пло-
щади является способ нагрузок, при котором
пользуются опытными данными о фактических
объёмных весах в m/л*3 для различных материа-
лов, уложенных на полки или в клетки стел-
лажа (вес в укладке). По этому методу общая
площадь склада определяется по формуле
s- Q
где Q — количество материалов в т, подлежа-
щее хранению; q — расчётная средняя нагрузка,
т. е. объёмный вес материала в укладке в т\мг\
h — принятая высота укладки.
Значения ^ для различных материалов при-
ведены в табл. 31, 32, 33, 34, 35, 37.
Пример. Определить площадь для хранения 3000 т
сортового металла в штабелях при высоте укладки
к - 2 м.
По табл. 32 принимаем q -» 2,5 т\м?\ коэфициент ис-
пользования площади при штабельном хранении X — 0,65.
Тогда
3000 __9о,.,,
S" 2,5-2.0,65 -923*-
Необходимая площадь для материалов в таре
(ящиках, бочках, мешках и т. п.) вычисляется
по формуле
с п-а-Ь-% Q-d-b-$
ttl'K p'ttl'K
где n — количество мест, подлежащих хране-
нию, п = —; р — вес одного места в т; а —
длина места в м; Ъ — ширина (диаметр) места
в м; т — количество рядов по высоте; g — по-
правочный коэфициент, учитывающий неплот-
ность укладки, равный 1,1 — 1,2.
Пример. Определить площадь для хранения 30 т масел
в бочках диаметром 0,9 л, длиной 1,1 м и весом 200 кг,
укладываемых по высоте в 3 яруса. X принята равной 0,65.
30-1,1-0,9-1,2
0,2-8.0,65
Для материалов, хранящихся без упаковки в
стеллажах и закромах (штучных изделий, сы-
пучих, кусковых материалов и т. п.), расчёт
площади можно вести по методу объёмного
заполнения, пользуясь формулой
• = 91,4 м\
где л — количество ячеек (стеллажей, закро-
мов и т. п.); а — коэфициент объёмного запол-
нения, определяемый эмпирически; а = V2: \\';
Vx — объём ячейки (ёмкость) теоретический;
У2 — фактический объём материала, уложен-
ного в ячейки; t — объёмный вес материала
в т/мК
Пример. Определить количество стеллажей, необходи-
мых для хранения 60 т бумаги, 1 м3 которой весит 0,5 т,
если размер стеллажей 0,6X1.2X2-и, объём 1,44 м3, коэ-
ф ваполнения стеллажа а составляет 0,63:
60
1,44-0,63.0,5
• 133.
Если для какого-либо материала неизвестны
значения среднего веса в т/л*3, расчёт пло-
щади можно вести по методу теоретических
укладок. В этом случае теоретическим или фак-
тическим размещением определяют вмести-
мость (обычно в штуках) ячейки или штабеля,
а затем, исходя из запаса материалов, вычи-
сляют необходимое число ячеек стеллажей или
штабелей и необходимую складскую площадь.
ОСНОВНЫЕ СКЛАДЫ ПРЕДПРИЯТИЙ
Центральные (главные) склады
Центральные материальные склады пред-
назначаются для хранения материалов и изде-
лий обширной номенклатуры, охватывающей
1) основные материалы — сортовой металл, за-
готовки и пр.; 2) вспомогательные материалы—
текстильные, крепёжные, электротехнические
и пр.; 3) готовые изделия смежных производств.
Эти склады могут иметь следующие пло-
щади.
Навес для хранения материалов, требую-
щих защиты только от атмосферных осадков:
труб, огнеупорного кирпича и пр.
Закрытое неотапливаемое по-
мещение для хранения хозяйственных при-
надлежностей, металлических изделий, паро-
газоарматуры, мелкой керамики, запасного обо- г
рудования, противопожарного имущества и пр.
Отапливаемое помещение для
хранения материалов, требующих постоянной
ровной температуры,— электроматериалов, ин-
струментов, цветных металлов, спецодежды
и пр.
Полуподвальное или специаль-
но затемнённое помещение для хра-
нения кожевенно-резиновых, химико-моска-
тельных и тому подобных материалов.
Центральные материальные склады часто
строятся многоэтажными.
Огнеопасные материалы (смазочные, горю-
чие жидкости, газы) хранятся в специализи-
рованных складах.
Отдельные кладовые центральных матери-
альных складов в зависимости от свойств мате-
риалов отгораживаются сетчатыми или глухими
переборками [6].
Центральные материальные склады следует
располагать возле ж.-д. путей, возможно бли-
же к основным цехам. На фиг. 23 приведена
схема планировки одноэтажного материального
склада. Расчёт площади склада можно вести
по табл. 31.
Склады металлов и металлоизделий
Для хранения металлов и металлоизделий а
зависимости от их вида и назначения отводятся
склады следующих типов.
Крыты е—для качественных сталей, цвет-
ных металлов, металлоизделий и т. п.
Навесы— для стали и труб средних
размеров, листового железа, крупной па-
ро-водоарматуры, громоздкого оборудования
и т. п.
Открытые площадки — для чугуна,
металлолома, рельсов, балок крупных профи-
лей, чугунных и стальных труб больших диа-
метров, толстой листовой стали и т. д.
Том 14 113
434
ПРОЕКТИРОВАНИЕ ТРАНСПОРТНОГО И СКЛАДСКОГО ХОЗЯЙСТВА [РАЗД. V
Таблица, 31
Наименование хранимых
материалов
Метод хранения
Предельная
высота
укладки
h в м
Средний
объёмный
вес в укладке
д \3
Арматура осветительная
Бумага писчая
Бумага разная и картон
Кожа, кожевенные изделия
и калоши
Кабели электрические
Канцелярские принадлежно-
сти (мелкие)
Лампы электрические
Лабораторное оборудование
Противопожарное оборудо-
вание
Посуда разная
Резина листовая
Резинотехнические изделия
(мелкие)
Реостаты
Спецодежда, бельё постель-
ное и нательное
Текстильные изделия
Трубки резиновые
Трубки Бергмана
Фарфор электротехнический
Шины и камеры
Шнуры электрические
Электромоторы
Эбонит листовой
В кусках в стеллажах в тёплом складе . .
Без упаковки в стеллажах в полутёплом
складе -
Без упаковки в стеллажах в холодном
складе
В ящиках и без упаковки в стеллажах или
штабелях в холодном складе
Без упаковки в стеллажах в полутёплом
складе
В кругах в стеллажах в полутёплом складе
Без упаковки в стеллажах и на полу в тё-
плом складе
В ящиках и без упаковки в штабелях или
стеллажах в полутёплом складе
Без упаковки в стеллажах в тёплом складе
В пачках в стеллажах в тёплом складе . .
В рулонах или кипах в штабелях или стел-
лажах в тёплом складе
В различной упаковке или без упаковки в
стеллажах или штабелях в полутёплом складе
В бухтах или в стеллажах в тёплом складе
В коробках и без упаковки в стеллажах
в тёплом складе
В коробках в стеллажах в тёплом складе
В ящиках или коробках в штабелях и стел-
лажах в тёплом складе
Без упаковки в стеллажах и штабелях
в холодном складе
Без упаковки в стеллажах в полутёплом
складе .
В ящиках, рулонах и без упаковки в стел-
лажах и штабелях в полутёплом складе . . .
В ящиках, коробках и без упаковки !
в стеллажах в полутёплом складе |
В ящиках и без упаковки в стеллажах и
штабелях в холодном складе
В связках в стеллажах в тёплом складе . .
З.о
2.5—З.0
2,О
3,о
З.о
З.о
4,о
2,0
З.о
З.о
2,О
2,О
0,09—0,15
0,25—0,30
о,45—о.55
0,12—0,15
о,4
О,25
о,о8
О,2
о,35
0,25—0,30
о,5 —о,6
о,з —о,4
о,4 —о,6
о,ю—о,15
0,15—0,18
О,2
О,24
о,4
о, 17
о,35
©,85
о,6
Крытые склады и навесы. Крытые
склады металлов устраиваются холодными за
исключением складов цветных металлов и цен-
ных металлов и металлоизделий, которые долж-
ны храниться в отапливаемых помещениях.
Склады для прутковых и листовых металлов
располагаются вблизи заготовительных отделе-
ний или в одном здании с ними. Для механи-
зации работ по нагрузке, разгрузке и укладке
следует применять мостовые или балочные
J
Отпускная
площадка
Фиг. 23. Схема планировки материального склада.
гл. xiv]
ПРОЕКТИРОВАНИЕ СКЛАДСКОГО ХОЗЯЙСТВА ЗАВОДА
435
краны грузоподъёмностью до 5 т (редко более).
Они дают возможность укладывать металлы в
штабели или на стеллажи на высоту 3 — 3,5 м
вместо I—1,5 м при ручной укладке. При ме-
ханизации проходы между штабелями или стел-
лажами могут быть уменьшены до 1,2—1,5л*.
так как краны транспортируют грузы над ме-
стами хранения. Расстояние между колоннами
(по осям) в одноэтажных складах металла и
навесах желательно делать в продольном на-
правлении б м и в поперечном — 9 или 12 м
(иногда 15 м и более). Устройство верх-
него света не требуется. Пол склада де-
лается бетонным, из деревянных торцов на
бетонном основании и других конструкций
(табл. 29) на отметке + 0,15 н- +0,2 относи-
тельно прилегающей территории.
Схема крытого склада металла дана на
фиг. 24.
Склады металлоизделий небольшого веса
(арматура, изделия из цветных металлов и пр.)
могут быть многоэтажными. При этом в верх-
них этажах размещаются материалы, нагрузка
от которых не превышает 1—1,5 т/м1 (см.
фиг. 18).
Хранение чёрных и цветных металлов,
и изделий из них. Сортовые металлы, трубы
и металлоизделия укладываются в штабе-
ли или стеллажи различных конструкций
(табл. 32).
Характеристика условий хранения, схема стеллажа и его габариты
Таблиц» 32
Штабельное хранение
Наименование
хранимых материалов
Сталь круглая . . .
Сталь квадратная и
Металл сортовой
мелких и средних
профилей .......
Трубы стальные и
Предельная
высота
укладки
А в ж
2.5
2,5
2,5
2.5
Средний объ-
ёмный вес в
укладке
q в т/м3
3.°—3-5
3.5—4.2
2,О—2,5
1,О—1,6
Наименование
хранимых материалов
Свинец листовой в
Проволока медная
и латунная в бухтах
Проволока алюми-
ниевая и дюралевая в
бухтах
Баббит, цинк и оло-
во в чушках ....
Предельная
высота
укладки
h в м
I.O
1.5
1.5
1.5
Средний объ-
ёмный вес в
укладке
q в да/л*3
6,8
2,О
°.55
4.1-4-4
Вертикальные стойка
Для сортового и пруткового
металла, труб при длине более
3 м и значительных количествах
одного сорта и размера. Возможна
укладка краном. Предельная вы-
сота укладки 2,0 м.
с
в м
1,2
1.8
1,8
2,4
2.4
2,4
3.6
3.6
3.6
еек
Количество яч
2
3
4
3
4
5
4
5
6
b в
II
'см
к ^
о-
о.39
о,413
о,275
0,647
о,425
O.3I2
0,725
O.552
о,43°
м
¦з
•
0,360 '
O.3Q2
0,250
O.587
о,4оо
о,з88
0,700
0,528
о.4ХЗ
оек
Количество ст
3
4
5
4
5
6
5
6
7
Профиль швел-
лера в мм
s
о
I4O
140
140
i6o
140
110
IO-J
160
140
Н --= 2,0 м
IOO
i6o
i6o
i8o
160
160
180
180
160
Вместимость стеллажа
в/га при загрузке прут-
ковым металлом дли-
о
1
4:
8,9
16.7
13.2
23,О
21,0
29.о
41,о
З9.о
З5.о
ной 4 и*
сч
II
9.6
i8,o
х6,о
26,6
2&,О
27,о
4°,о
43.5
0
II
15.0
29.5
24.0
42,0
37O
34.O
76.0
72,0
4°.° j 68.O
Наименование
материала
Сталь круглая . .
Сталь квадратная
и полосовая . . .
Металл сортовой
мелких и средних
профилей
Трубы стальные .
Трубы чугунные
Средний
объём-
ный вес
в укладке
q в т/м3
2,7-3.5
З.О-4.2
1-5-2.5
i,o—1,3
1,3—1,6
Применение стеллажей даёт
высокие коэфициенты исполь-
зования площади и нагрузки
на 1 л3 пола. Секции стеллажа
могут быть передвижными или
заделанными (забетонирован-
ными) в пол, что менее целе-
сообразно. При хранении про-
фильных металлов, труб и пр.
длиной 2—3 м между стойками
делают настил из досок. В за-
висимости от цлнны хранимого
металла стеллаж составляется
из двух, трёх и более секций
при расстоянии между ними
2-3 м.
436
ПРОЕКТИРОВАНИЕ ТРАНСПОРТНОГО И СКЛАДСКОГО ХОЗЯЙСТВА [РАЗД. V
Продолжение табл. 32
Скобы
А
в м
о,6
о,8
о,6
о,8
о,б
о,8
н
в м
о,о8
о,о8
о,а
0,2
о,3
о.З
Вес скобы
в кг
5-8
7.4
6,75
8,34
7-5
9.15
Вместимость скобы в т
при загрузке прутковым
металлом длиной 4 м
о,ао
0,65
1-7
1,95
2,15
2,8
Наименование хранимых
материалов
Сталь квадратная и полосовая . .
Сортовой металл мелких и сред-
Трубы стальные
Средний объ-
ёмный вес в
укладке
q в т/л*
2,7
З.о
1,5
1>О
1.3
Скобы, имеющие на концах отверстия для захвата,
могут быть приспособлены для переноса их краном.
Пирамидальный стеллаж
Наименование хранимых
материалов
Сталь круглая .
Сталь квадратная иполосо-
Прутки медные и латунные
Прутки алюминиевые и дю-
Трубы медные и латунные .
Трубы алюминиевые и дюра-
Объёмный вес
в укладке
q в mJM1
i,8
3,0
о.7
2,0
О,б
°,75
О,21
Тип
стеллажа
Двухсто-
ронний
Односто-
ронний
Размеры стел-
лажа
в плане
в м
о,8б X 1,2
о,8б X 1.8
о,86 X 2,4
i,4 X 1,2
1.4 X 1,8
1,4 X 2,4
1,6 X 1>з
1,6 \ 1,8
1,6 X а>4
2,1 X 1.3
2,i X 1.8
2,1 X 2,4
о,5 X1-2
о,5 Xi,8
0,5 X 2,4
о,8 X 1,2
о,8 X I-8
о,8 X 2,4
1,3 X 1,2
i,2 Xi.8
1,2 X а>4
я
и
о
в ю
I О
1,О
1,О
2,О
2,О
2,0
3,о
3,°
4,°
4,о
4,о
1,О
1,О
I.O
2,О
2,0
2,0
4.°
4.о
4.о
Вместимость стеллажа
в т при загрузке прут-
ковым металлом
«1* S
3,4
5Д
6,8
9.7
14,5
19.4
13.3
20,0
26,5
19,7
29,5
39,5
1.7
3.4
4.5
7.0
9-5
9,8
14.7
20,0
Деревянный
стеллаж
31
4*6
6,а
8,8
13-1
17>5
Х2,О
i8,o
23,0
Не строятся
То же
я *
1,0
2,8
3.1
б!з
8,5
Не строятся
То же
Для хранения пруткового металла и труб длиной до
5 м вертикально с уклоном 5—10° при весе единицы укла-
дываемого материала не более 50—60 кг.
Стеллаж может быть односторонним для установки
у стены или двухсторонним деревянной или металличе-
ской конструкции.
Стеллаж имеет большую вместимость, но затруднена
механизация его погрузки и разгрузки.
ГЛ. XIV
ПРОЕКТИРОВАНИЕ СКЛАДСКОГО ХОЗЯЙСТВА ЗАВОДА
437
Продолжение табл. 32
Клеточный
стеллаж
Для прутков среднего сечения B0—50 мм),
сортового металла и труб, когда на небольшой
плошади необходимо разместить значительное ко-
личество сортов.
Размеры
в плане
в м '
2,О X 3°
з,о X 4.о
2,5 X 3°
3,5 X 4.о
стеллажа
высота
в м
2,О И 2,5
2,О И 2,5
2,0 И 2,5
2,О И 3,5
Вместимость стеллажа
для пруткового металла в т
Деревянный
стечлаж
# =
= 2,0 ж
14
33
18
4°
= 2,5 м
i6
Зб
27
55
Металличе-
ский стеллаж
Я =
=2,0 м
17
35
33
45
-2,5л
so
40
30
60
Наименование хранимого
материала
Сталь квадратная и полосо-
Трубы стальные
Прутки медные и латунные
Прутки алюминиевые и дю-
Трубы медные и латунные
Трубы алюминиевые или дю-
Средний объ-
ёмный вес
в укладке
q в т\м*
з,б
а.9
о,9
а,3
о,т8
1>о
о,а8 1
Конструкция стеллажа металлическая или
деревянная. Длина — до 4,0 м. Предельная высота
укладки 2,5 м. Проход возле стеллажа должен
быть равен длине хранимых материалов. Приме-
нение при большом грузообороте нецелесооб-
разно, так как выемка и укладка материала воз-
можны лишь вручную.
Консольный стеллаж (ёлочный)
Стеллаж с настилом применяется для прут-
ков и труб мелкого сечения; настил устраняет
провисание.
Стеллаж без настила применяется для прут-
ков и труб среднего сечения при небольших их
запасах.
Деревянный с настилом
Металлический
без настила
Тип \
стеллажа
Двухсторонний
Односторонний
Размеры стел-
лажа
в плане о
В -И i з ¦*
1,2 X 1,3 )
1,3 X 1,8 V
1,2 X 2,4 J
О,6 X 1,2 \
о,6 X 1,8 }
о.б X з,4 |
2,0
з,о
Вместимость стеллажа
в т (для
Металличе-
ский стел-
лаж
3.4
5.1
6,8
=.7
4.1
5-4
прутков)
Деревян-
ный стел-
лаж
2,9
4.4
5.8
2,4
3.7
4,9
Наименование хранимого
материала
Сталь квадратная и полосо-
Прутки медные и латунные
Прутки алюминиевые и дю-
Трубы медные и латунные .
Трубы алюминиевые идюра-
Средний объ-
ёмный вес
в укладка
q в т/м*
1.3
*.5
о,5
1,5
«М
о,55
од5
Конструкция стеллажа металлическая или
деревянная, двухсторонняя и односторонняя. Пре-
дельная высота укладки 2,0 м. Длина секции—1,2
1,8 и 2,4 м.
438
ПРОЕКТИРОВАНИЕ ТРАНСПОРТНОГО И СКЛАДСКОГО ХОЗЯЙСТВА [РАЗД. V
Продолжение табл. 32
Полочный стеллаж
Для хранения больших запасов тонкой листо-
вой стали (до 2 мм), цветных металлов vt про-
волоки.
Конструкция стеллажа — металлическая или
деревянная. Предельная высота укладки 2,5 м.
Ширина стеллажа при 'укладке металла в
глубь стеллажа 1,5 м; при укладке по длине стел-
лажа 0,8 м.
Секция длиной 1,8 и 2,4 м
Секция длиной 1,2
Размер в плане
в м
1,2X1,5
I.8XX.5
2,4X1,5
Вместимость стеллажа в т
(для тонкой стали)
Я = 2,0 м
8,4— 8,9
17 -18,5
Я=2,5 м
и —И.5
1б —16,8
21,4—23,4
Наименование хранимых
материалов
Средний объ-
ёмный вес
в укладке
q в т!мь
Жесть белая и железо листо-
вое кровельное
Сталь листовая толщиной бо-
лее 1 мм
Алюминий и дюраль листовой
в ящиках
Латунь и медь листовая в ящи-
ках
Свинец листовой
Трубы свинцовые в бухтах •.
Проволока медная и латунная
в бухтах
Проволока алюминиевая и дю-
ралевая в бухтах
Олово в чушках .......
Баббит и цинк в чушках . .
Приборы и мелкие изделия .
3.2°
4,5°
1—1,5
0,36
2.5
1,7—i»S
0,25-0,4
Стеллаж-козлы для ластового металла
Для хранения небольших запасов толстых листов
стали толщиной более 1 мм и длиной до 2,5 м, обрезков,
заготовок и т. п. Предельная высота укладки 1,2 м.
Конструкция стеллажа металлическая или деревян-
ная.
Большие листы толстой стали и крупные запасы
укладывают штабелем на полу.
Наименование хранимых
материалов
Листовая сталь . .
Обрезки, заготовки
Средний объ-
ёмный вес
в укладке
q в j3
2,0
1,2—1,6
Тип
Двухсторонний
Размер стел-
лажа в плане
в м
1,2 X 1,2
1,2 X 1,8
1,2 X 2,4
Односторонний
о,7 X 1,2
о,7 X 1,8
о,7 X 2,4
Вес кон-
струкции
(деревян-
ной) в кг
io8
155
IOI
i67
Средняя
вмести-
мость стел-
лажа в т
2,3
I.7O
2,3
ГЛ. XIV]
ПРОЕКТИРОВАНИЕ СКЛАДСКОГО ХОЗЯЙСТВА ЗАВОДА
439
Продолжение табл. 32
Консольный стеллаж
Наименование хранимых
металлов
Жесть белая и листовое же-
лезо (тонкое)
Листовой алюминий и дю-
раль ¦. . .
Листовая латунь и медь .
Средний объ-
ёмный вес
в укладке
q в т/м3
2,О
O.5—O.9
1.9—3.4
Для хранения листового металла, укладываемого на
ребро без упаковки.
Конструкция металлическая или деревянная, двух-
сторонняя или односторонняя.
Целесообразен при наличии нескольких сортов и не-
больших запасов металла.
Предельная высота укладки 3 м.
Тип
стел-
лажа
Двух-
сторон-
ний
Одно-
сторон-
ний
Деревянные стеллажи
Размер
в плане
в м
1,35 X 1.2
1,25 X 1,8
1,35 X 2,4
1,7 X 1,2
1.7 X 1,8
1,7 Х2,4
о,73 X 1,2
о, 73 X 1,8
о,73 X 2,4
о,95 X 1,2
о,95 X 1,8
о,95 X 2,4
Средняя
вмести-
мость (для
прутков)
в т
1.5
2,25
З.о
2,6
3.9
5.2
о.75
1,13
1.5
i,6a
2,l6
Металлические стел-
лажи
Размер
в плане
в м
\ 1.7 X 1.8
| 1,7X3.4
> I.O X 1.8
Ь.°Хз,4
Средняя
вмести-
мость (для
прутков)
в т
3.6
4.8
1.9
2.6
Чёрные сортовые металлы хранятся под
навесами или в крытых складах.
Помещение для хранения цветных металлов
и изделий из них для предотвращения корро-
зии должно быть сухим, проветриваемым, без
резких колебаний температуры.
При хранении плакированного металла в
стеллажах последние обивают войлоком или
линолеумом [7].
Характеристика условий хранения чёрных и
цветных металлов, а также изделий из них при-
ведена в табл. 32.
Хранение металлических изде-
лий, арматуры, приборов, прово-
локи. Характеристика условий хранения арма-
туры и различных металлических изделий
даётся в табл. 33.
Хранение оборудова-
ния. Оборудование хранится в
крытых складах, за исключением
громоздкого, которое следует раз-
мещать под навесом. В этом слу-
чае моторы необходимо снимать
и хранить отдельно в крытых
складах.
Для удобства погрузочно-раз-
грузочных работ пол склада сле-
дует устраивать на отметке пола
ж.-д. вагона A,1 м от головки
рельса).
В зависимости от весов и габаритов раз-
личные виды оборудования должны храниться
следующим образом:
а) при весе изделия до 30 кг — в полочно-
клеточных стеллажах (например, электромо-
торы, запасные части и сменные комплекты
станков и пр.); при этом более тяжёлые из-
делия размещают на нижних полках стелла-
жей;
б) при весе изделия более 30 кг — на полу,
в пролётах, оборудованных подъёмно-транс-
ПрЛВ
ILJCZJLJ Ш1
"???
шиша ???
Фиг. 24. Крытый склад металла: /—листовая сталь; 2 —чугун; 3— длин-
ные балки; 4 — сортовая сталь; 5—стальные трубы; 6 — мостовой кран
портными устройствами (кранами, монорель-
сами и пр.).
Ценные станки, моторы и запчасти хранятся
в отапливаемых помещениях.
Открытые склады металлов. Тер-
ритория склада замащивается. Для отвода атмо-
сферных вод площадке придаётся 1 — 1,5^й
440 ПРОЕКТИРОВАНИЕ ТРАНСПОРТНОГО И СКЛАДСКОГО ХОЗЯЙСТВА
[РАЗД. V
Таблица 33
Таблица 34
Наименование
хранимых ма-
териалов
Паро-водоар-
матура бронзо-
вая
Паро-водоар-
матура сталь-
ная и чугун-
ная
Измеритель-
ные приборы
Радиаторы
отопления
Болты, винты,
гайки, гвозди,
ваклёпки и т. п.
Проволока i
Шарикопод-
шипники
Метод хранения
Без упаковки в по-
лочных стеллажах
в неотапливаемых по-
мещениях
Без упаковки в по-
лочных стеллажах в
неотапливаемых поме-
щениях
Без упаковки в по-
лочных стеллажах в
отапливаемых помеще-
ниях :
Без упаковки в шта-
белях на полу под на-
весом ':
В ящиках, пачках или
россыпью в полочных
или ящичных стелла-
жах в неотапливаемых
помещениях
В бухтах в полочных
стеллажах в неотапли-
ваемых помещениях
В коробках или без
упаковки в полочных
стеллажах в отапли-
ваемых помещениях
Предельная
высота уклад-
ки h в м
1,5—з,а
1,5—а,а
а,а
1,5—?»о
з,а
3,3
3,3
Средний объ-
ёмный вес в
укладке q в
т(м3
i.ao
е,95
о,бо
С45
1,8—э,б
1,5—1,8
о,зо
уклон в сторону водосбора; отметка пло-
щадки плюс 0,15—0,20 м относительно приле-
гающей территории. Открытые склады могут
примыкать к заготовительным или обрабаты-
Наименование
хранимых материа-
лов
Рельсы, балки,
швеллеры
Железо сортовое
крупных профилей
Трубы чугунные и
стальные больших
диаметров (более
200-250 мм)
Толстое листовое
железо
Метод хранения
В штабелях ши-
риной не более
1,5-2 м
1. Б штабелях
шириной не более
1,5-2 м
2. В стойках (см.
табл. 32)
В штабелях на
¦подкладках с ук-
падкой в один ила
несколько рядов по
высоте
1. Плашмя или на
ребро в штабеле
2. На ребро в
стойках (см. табл.
32)
ч
52»
28*
с 21
з,о—ад
з,о—а,5
*"„ ;
v х ч_5;
3,5-8.5
а.8—4.5
3°
3.°—3.5
о,5—в,й
4.5-6,5
r»ri^T^f<eirJ^/9T^^t|-«'» «»t ««fl
Фнг. 25. Открытая площадка для хранения металла, оборудованная
мостовым краном, перекрывающим ж.-д. ввод.
вающим цехам. Для механизации работ нз
таких складах наиболее целесообразно приме-
нение мостовых электрических (а при неболь-
шом грузообороте — ручных) кранов и кран-
балок грузоподъёмностью до 1G т.
Краны должны быть снабжены подъёмны-
ми электромагнитами, захватами для листов,
рельсов и другими специальными грузозахват-
ными устройствами.
Для полной механизации погрузки и раз-
грузки ж.-д. платформ и средств безрельсового
транспорта пути сообщения должны быть вве-
дены в зону действия крана. На фиг. 25 изобра-
жена площадка для хранения металлов,
оборудованная мостовым краном, перекры-
вающим ж.-д. ввод.
В табл. 34 приведены данные по
хранению металлов и металлоизде-
лий на открытых площадках.
Инструментальные склады
Запасы инструментов хранят
на центральных складах, предна-
значенных для общезаводского
запаса инструментов, и в цехо-
вых инструментально-раздаточных
кладовых.
Центральные инстру-
ментальные склады. Цен-
тральный инструментальный склад,
не вынесенный в отдельное здание
(фиг. 26), отделяется от прочих по-
мещений глухой перегородкой,
доходящей до перекрытия. В пре-
делах склада изолируются: а) глу-
хой перегородкой— отделение дл»
испытания абразивов; б) стеклян-
ной перегородкой—отделение кон-
трольно-измерительных и режу-
щих инструментов, контора скла-
да, сортировочная. Последняя
должна иметь отдельный вход.
гл. xiv]
ПРОЕКТИРОВАНИЕ СКЛАДСКОГО ХОЗЯЙСТВА ЗАВОДА
441
Ширина проходов между стеллажами 0,8 м;
главных проходов —1,5 м. На пути от входных
дверей к местам хранения располагаются при-
Типппп- — Приемно-отчуённая площадка
Lfw/lIUU i. у ^ /? -л ' в /? ' * Л ® .Off.
Фиг. 26. Схема планировки центрального инструментального
склада: / — станок; 2 — сетчатая перегородка; 3 — абразивы;
4— разный инструмент; 5—контрольно-измерительные и режу-
щие инструменты; 6 — столы; 7 — стеллажи.
ёмно-сортировочная площадка и отделение для
испытания абразивов. Площади для хранения
инструмента подсчитываются по табл. 35.
Таблица 35
Наименование
инструмента
Измерительный
Слесарно-монтаж-
ный
Столярно-пл отни-
чий
Режущий
Абразивы
Метод хранения
В пачках, ящиках
или без упаковки
В пачках, ящиках
или без упаковки
Без упаковки
Без упаковки или
в ящиках
Без упаковки или
в ящиках
Средний
объёмный
вес в укладке q
в т(м*
о.35
о,40
о,35
о.55
0,38
Инструмент, штампы и приспособления хра-
нят в отапливаемых помещениях в стеллажах
универсального и специального типа, причём
стеллажи для центральных инстру-
ментальных складов строят высо-
той 2,5 м, а для инструментально-
раздаточных кладовых высотой 2 м.
Основные типы инструменталь-
ных стеллажей могут быть следую-
щими.
Универсальные инструмев-
тальные стеллажи (фиг. 27)
Предназначаются для хранения на-
пильников, ключей, крепёжно-зажны
ного и иного инструмента небольшогс
размера. Имеют длину секций 1,2 иль
1,8 м. Для удобства укладки стел-
лажи строят ступенчатыми. Для хра-
нения калибров, скоб и колец внутрен-
ние полки и перегородки стеллажа
специально приспосабливаются. Дли
цанг и автоматных приспособлений
стеллаж устраивают с выдвижным»
полками, в которых делают ложе-
менты отдельно для каждого приспо-
собления. Стеллажи могут быть дере-
вянными, сборными (из отдельных
секций). Применяют также стеллажи с метал*
лическим каркасом, с открытыми ячейками
(для резцов) или полками (для штампов), до-
пускающие большую нагрузку.
Стеллажи для фрез (фиг. 28). Пред-
назначаются для инструментально-раздаточ-
ных кладовых. Штыри в верхней части стел;
лажа—для дисковых фрез. Ячейки в нижней
части стеллажа — для цилиндрических, торце-
вых и шпоночных фрез.
Стеллажи для протяжек (фиг. 29). Про-
тяжки подвешиваются в гнёзда в верхней част»
стеллажа. Нижняя, клеточная часть предназна;
чается для хранения комплектных приспособ-
лений вместе с протяжками. <•'
Стеллажи для оправок и бор-
штанг (фиг. 30). Оправки и борштанги уста-
навливаются в три яруса в наклонном поло-
жении в специальных ложементах.
Стеллаж и-в е р т у ш к и повёртываются
на 360". Для устойчивости основание стеллажа
делается большого веса или крепится к полу
анкерными болтами.
На фиг. 31, а изображена вертушка-шкаф
для хранения свёрл, метчиков и плашек, а кг
¦й)
¦иг. 27. Универсальные инструментальные стеллажи: а — стеллаж с открытыми ячейками; б — стеллаж с наклон-
ными полками; в — стеллаж с дверками; г — стеллаж с выдвижными полками.
442 ПРОЕКТИРОВАНИЕ ТРАНСПОРТНОГО И СКЛАДСКОГО ХОЗЯЙСТВА [РАЗД. V
Фиг. 30. Стеллаж для оправок
и борштанг.
Фиг. 29. Стеллаж для протя-
жек.
Фиг. 28. Стеллаж для фрез.
О)
Фиг. 31. Стеллажи-вертушки: а — вертушка-
шкаф для хранения свёрл, метчиков и пла-
шек, б — вертушка с досками и крючками
для навешивания шаблонов.
Фиг. 32. Настенный стеллаж-шкаф для хранения
дисковых резцов и гребёнок.
Фиг. 33. Стеллаж для абразивов.
Фиг. 34. Стеллаж для шаблонов.
ГЛ. XIV]
ПРОЕКТИРОВАНИЕ СКЛАДСКОГО ХОЗЯЙСТВА ЗАВОДА
443
фиг. 31, б—вертушка с досками и крючками
для навешивания шаблонов.
Настенные стеллаж и-ш к а ф ы (фиг.
32). Шкафы навешиваются на стену. На шты-
ри надеваются дисковые резцы, а на полки
с ложементами укладываются гребёнки.
По условиям хранения инструменты, штампы
и приспособления могут быть подразделены на
следующие группы.
1. Мерительный и режущий инструмент,
укладываемый на стеллажах, обычно ящичных
или специальных, имеющих гнёзда для каждого
инструмента.
2. Слесарный, плотничий, столярный и тому
подобный инструмент, размещаемый в полочно-
клеточных стеллажах; в пределах стеллажа
ьти инструменты выкладываются штабельками.
3. Абразивы (круги, бруски, наждачная бу-
мага, наждачное полотно, наждак и т. п.), мо-
гут давать мелкую режущую пыль и поэтому
хранятся изолированно от мерительного и ре-
жущего инструмента, в отдельных кладовых, а
на небольших складах—в отдельных стеллажах.
Громоздкие и грубые круги и бруски при
больших их запасах можно хранить в штабе-
лях. Средние, мелкие и тонкие круги и бруски
укладываются в полочно-клеточные стеллажи,
причём средние круги (d = 200 -г- 300 мм) уста-
навливаются на ребро в специальные стеллажи.
На фиг. 33 изображён стеллаж для абразивов,
в котором нижняя часть предназначена для
хранения крупных абразивов (D>500 мм),
устанавливаемых вертикально. Верхняя часть
стеллажа служит для мелких абразивов, укла-
дываемых плашмя.
4. Шаблоны хранятся в стеллажах по несколь-
ку штук на каждом месте, отдельно металли-
ческие, деревянные, картонные и т. д. В це-
ховых кладовых удобно применение специаль-
ных стеллажей для шаблонов (фиг. 34). Условия
хранения различных* шаблонов—см. табл. 36.
Таблица 36
Штабель
Мелкие
Средние
Большие
Особо
крупные
Размер
в мм
ДО 2ОО
20О—8ОО
8оо—iooo
Больше
1500
Метод хранения
В стеллажах со вставными
ящиками с отделениями
В стоечных стеллажах; ша-
блоны подвешивают на крюках
по 3—5 шт. на крюк в про-
дольном положении (см.
фиг. 34)
В штабелях или пирамидаль-
ных консольных стеллажах с
укладкой узких шаблонов
плашмя, а широких — на реб-
ро, в среднем 7—10 шт. в
каждом гнезде
5. Штампы и приспособления. В зависимости
от производственного процесса эти склады мож-
но располагать при кузнечно-штамповочныхили
механических цехах. В небольших цехах штампы
и приспособления хранятся в инструментально-
раздаточных кладовых. Большие количества
штампов и приспособлений весом 20—25 кг
целесообразно хранить в стеллажах высотой
'2—2,5 м. Крупные тяжёлые штампы уклады-
вают на подкладках на полу. Склады для таких
штампов следует механизировать. При кратко-
временном хранении штампы укладываются на
скиды (грузовые столы); в этом случае для их
транспортировки целесообразно применять дом-
кратные тележки или электрокары.
Инс т р ументально-раздаточные
кладовые. В больших цехах устраивается
несколько инструментально-раздаточных кла-
довых, которые размещаются в обслуживаемых
ими пролётах цеха, обычно по линиям проездов.
Иногда при кладовой помещается мастерская
для заточки инструмента. От площади цеха
кладовая обычно отделяется перегородками.
Площадь кладовой определяется из расчёта
0,15—0,25 м? на одного обслуживаемого данной
кладовой производственного рабочего.
Склады обтирочных материалов
Обтирочные материалы различных видов и
назначения (очёсы, концы, ветошь и т. п.)
обычно поступают в прессованных кипах раз-
мером в среднем 1,5 х 0,8 х 0,7 м и весом
0,18—0,2 т. Они могут самовозгораться, слё-
живаться и загнивать, а также выделять боль-
шое количество пыли при растрёпывании для
выдачи. Поэтому обтирочные материалы сле-
дует хранить в изолированной кладовой. Кипы
с обтирочными материалами укладываются
в штабели высотой 2,8—3,5 м D—5 ярусов) на
деревянных решётках.
Растрёпывание кип производится на специ-
альной сортировочной площадке. Для регене-
рации промасленных обтирочных материалов,
поступающих на склад из цехов, должно быть
выделено изолированное помещение.
Склады ремонтно-строительных материалов
и огнеупоров
Хранение сыпучих и кусковых
материалов. Навалочные материалы — пе-
сок, известь, кокс, уголь и пр. — хранятся
в закромах, бункерах и силосах.
Закрома устраиваются открытыми и распо-
лагаются в зданиях или под навесами.
Бункеры и силосы представляют собой
ячейки прямоугольного, многоугольного или
круглого сечения с конической нижней частью,
загружаемые сверху при помощи транспортё-
ров, шнеками, грейферами, вагонетками и пр., а
опоражниваемые самотёком снизу через отвер-
Фиг. 35. Схема бункера (а) и силоса (б):
/ — плоскость обрушения; 2—поверх-
ность сыпучего материала; а — угол есте-
ственного откоса.
стия, устроенные в виде воронок и снабжённые
лотком или затвором. В бункерах отношение
ширины к высоте определяется пересечением
плоскости обрушения с поверхностью сыпучего
материала в пределах вертикальной части со-
оружения (фиг. 35, а). В силосах это отношение
меньше, чем в бункерах, и плоскость обруше-
ния встречает противоположную вертикальную
444
ПРОЕКТИРОВАНИЕ ТРАНСПОРТНОГО И СКЛАДСКОГО ХОЗЯЙСТВА [РАЗД. V
стенку до пересечения поверхности сыпучего
материала (фиг. 35,.б). Для угля и кокса чаще
устраивают бункеры, а для песка, цемента,
извести и др.-г бункеры и силосы.
В силосах и бункерах боковое давление на
стенки составляет от 0,3 до 0,6 вертикального
давления. Наибольшее боковое давление воз-
никает при их быстром заполнении.
Фиг. 36. Деревянный бункерный склад: / — бункер; 2—ленточный транспортёр
Таблица 37
Условия хранения и вес в укладке основных
строительных материалов и огнеупоров
Обычно в бункерах и силосах ячейки делают.
квадратного сечения с размером сторон 4—6м.ц
При размерах, ббльших 5 м, выгоднее круглое
сечение. Тип бункерного склада изображён на
фиг. 36.
Хранение ремонтно-строитель-
ных материалов. .На предприятиях ре-
монтно-строительные материалы предназнача-
ются для нужд капитального.
строительства и для теку-
щего ремонта. Склады этих
материалов устраиваются
обычно прирельсовыми.
Условия хранения основных
строительных материалов и.
данные для расчёта необхо-
димой складской площади
для них приведены в табл. 37,
а для металлов и метал-
лоизделий — в табл. 32, 33,
и 34.
Хранение огне-
упоров. Огнеупоры хра-
нятся под навесами или в
закрытых складах по сортам,
(кирпичи в штабелях по200—
250 шт., глина — в закро-
мах; см. табл. 37).
Наименование
хранимых
материалов
Алебастр
(гипс)
Алебастр
(гипс)
Алебастр
(гипс)
Асбест
Асфальт
Войлок
Глина сухая
и огнеупорная
Глина све-
жая
Известь не-
гашёная
Известь йе-
гашёная
Камень бу-
лыжный
Кирпич
коасный
(вес 1000 шт.
3350 кг)
Кирпич сили-
катный (вес
1000 шт. 3700 кг)
Кирпич
гжельский (вес
1000 шт. 1800 кг)
Мусор строи-
тельный
Мел
Паркет
Метод хранения
Россыпью в крытом
складе в закромах . .
В мешках в крытом
складе в штгбелях . .
В кусках в крытом
складе в закромах . .
В листах в крытом
складе в штабелях или
Под навесом в шта-
В тюках в крытом
складе в штабелях . .
Россыпью под наве-
сом в закромах . . .
Россыпью под наве-
сом в закромах . . .
Россыпью в крытом
складе в закромах с
деревянным полом . .
В комках в крыток
складе в закромах с
деревянным полом . .
На открытой терри-
тории в штабелях . .
На открытой терри-
тории или под навесом
в штабелях
Под навесом в шта*
Под навесом г шта-
Россыпью на откры-
той территории нава-
В кусках в крытом
складе в закромах . .
В пачках в крытом
складе в штабелях . .
ьная
уклад-
м
5 2 а
2°<
?•3 s
Сих
2,О
3,°
2,О
3—'2,5
1.5""|0
3»°
з,о—з,5
2,0—2,5
з,о
3,5
i,5-=.°
1.7
1,7
115—з,о
3»°
3>°
3,О—2,5
2 а в<^
1,25
1,1
1,6
1,О
1,25
О, 18—О,2
1.5-1,8
1,б5-в,7
о,8
о,9
1,8
1.7
i.8s
О О2
1,2—1,4
i,a—1,3
о,85
Наименование
хранимых
материалов
Пемза
Песок мел-
кий сухой
Песок круп-
ный
Песок круп-
ный
Плитки мет-
лахские
Плиты шла-
ко-алебастро-
вые
Рубероид
Солома
Смола
Стекло окон-
ное (простое)
весом 1 м?
3,6 кг
Стекло окон-
ное (утолщён-
ное ) весом
1 м% 4,7 кг
Толь
Цемент
Цемент
Продолжение
Метод хранения
В кусках в крытом
складе в закромах . .
Россыпью под наве-
сом на открытой тер-
ритории в закромах
или кучах
Россыпью под наве-
сом на открытой тер-
ритории в закромах
Россыпью под наве-
сом на открытой тер-
ритории в закромах
или кучах
В клетках под наве-
ссм в штабелях ...
В клетках под наве-
сом в штабелях . . .
В кусках (по 20 м*
весом 25—35 кг) под
навесом в штабелях .
В пучках под наве-
В бочках под наве-
сом
В ящиках под наве-
сом или крытом скла-
де в штабелях в 2 яру-
са
В ящиках под наве-
сом или в крытом
складе в штабелях в
2 яруса
В кусках (по 14 м*
весом 40 кг) под наве-
сом в штабелях . . .
Россыпью в крытом
складе в закромах на
деревянном настиле .
В бочках или в меш-
ках в крытом складе
в закромах на дере-
вянном настиле . . .
it
5 м т
За я
Ева
1.5
З.о
З.о
з,°
1,5
1,5—2,О
1.5-з,о
4.0
п 0
2 О
1,5—2,О
1.5—2,°
3,о—4,о
табл. 37
•Я Си л)
В« *
2 а ***
о,45
1.5—1.7
i»4"~i|5
i,5—Sji
1,8—э,о
1|3
<Ч95
О,12
О 1
1.1
, /
*>15
1.4
1,О—1,1
гл. xrv]
ПРОЕКТИРОВАНИЕ СКЛАДСКОГО ХОЗЯЙСТВА ЗАВОДА
445
Наименование
хранимых ма-
териалов
Шлак домен-
ный
Шлак моло-
тый
Шифер и
этернит
Щебень кир-
пичный
Продолжение
Метод хранения
В кусках на откры-
той территории или
под навесом в закромах
и кучах
Россыпью в крытом
складе в закромах или
бункерах
В связках в крытом
складе или под наве-
сом в штабелях . . .
На открытой терри-
тории в кучах или
штабелях и кагатах .
Предельная
высота уклад-
ки ft в ж
2,О—3.°
i,5—а,о
а—2,5
табл. 37
Средний объ-
ёмный вес в
укладке q в
о.б5
ifa
о.9
i,a
Таблица 38
Склады огнеопасных жидкостей
Типы складов и нормы хранения огне-
опасных жидкостей. На промышленных пред-
приятиях склады огнеопасных жидкостей пред-
назначаются для хранения в резервуарах или
в таре: а) жидкого топлива для силовых уста-
новок, автотранспорта, испытания моторов
и пр.; б) смазочных материалов; в) лаков,
красок, растворителей, различных реактивов
и пр. [9].
Огнеопасные жидкости часто являются при-
чиной возникновения пожаров и взрывов. По-
этому складские устройства для них должны
обеспечивать безопасность их приёма, хране-
ния и выдачи.
В зависимости от расположения дна резер-
вуара или пола склада по отношению к отметке
вемлн склады подразделяются на подземные,
полуподземные и надземные.
В подземных наивысшая точка.покры-
тия резервуара или тарного хранилища на
0,2 м ниже планировочной отметки прилега-
ющей территории.
В п о л у п о д зе м н ы х днище резервуара
или пол тарного хранилища заглублены не ме-
нее чем на половину высоты резервуара или
хранилища, причём наивысший уровень жид-
кости в резервуарах должен находиться не
выше 2 м над планировочной отметкой при-
легающей территории.
В надземных днище резервуара или
пол тарного хранилища заглублены менее чем
на половину высоты резервуара или хранилища
или находятся на одном уровне или выше
планировочной отметки прилегающей терри-
тории.
На предприятиях допускается хранение огне-
опасных жидкостей в специальных складах в
количествах, указанных в табл. 38.
Хранение огнеопасных жидкостей в произ-
водственных и неспециализированныхскладских
зданиях допускается в количествах, приведён-
ных в табл. 39, с учётом примечаний 1 и 3
к табл. 38.
Размещение складских сооруже-
ний. На территории предприятий расстояния
от сооружений на складе огнеопасных жидко-
стей до смежных с ними сооружений и между
объектами на территории складов назначаются
согласно ОСТ 90039-39 (см. также т. 15).
Наименование
жидкостей
Легковоспламе-
няющиеся (бен-
зин, бензол, спирт,
керосин и пр.)
Горючие (мас-
ла, нефть, мазут
и пр.)
Хранение в резер-
вуарах
подземных
полупод-
земных и
надземных
Хранение
в таре
в т
IOOO
5ооо
5оо
2500
IOO
5оо
Примечания. 1. При совместном хранении легко-
воспламеняющихся и горючих жидкостей общая ёмкость
хранилищ не должна превышать количеств, указанных
в табл. 38 для горючих жидкостей; в этом случае при-
нимается, что 1 т легковоспламеняющихся жидкостей
эквивалентна 5 т горючих.
2. В надземных и полуподземных резервуарах допу-
скается хранение горючих жидкостей с температурой
вспышки паров более 120° (например, мазут) в коли-
честве до 5000 т.
3. Общая ёмкость склада при смешанном хранении
(в таре, надземных, полуподземных и подземных резер-
вуарах) не должна превышать количеств, указанных
в табл. 38 для подземных резервуаров; в этом случае
принимается, что 1 т емкости тарных хранилищ экви-
валентна 10 т ёмкости подземных резервуаров и 2 т ём-
кости полуподземных и надземных резервуаров.
4. При необходимости хранения жидкостей в количе-
ствах, превышающих указанные в табл. 38, склад распо-
лагают вне основной производственной территории.
Надземные резервуары [10,11] мо-
гут размещаться как в отдельности, так и
группами. Строятся вертикальные цилиндриче-
Фиг. 37. Резервуар для хранения лёгких нефтепродуктов:
1 — камера для впуска пены; 2 — ороситель; 3 — гидра-
влический предохранительный клапан; 4 — механический
дыхательный клапан; 5 — огневой предохранитель; б —
ограждение; 7 — направляющие ролики; 8 — лестница;
9 — лебёдка; 10 — хлопушка; 11 — указатель уровня; 12 —
лаз нижний; 13 — сифонный кран; 14 — лаз верхний;
15 — люк для взятия пробы; 16— патрубок для отпуск-
ной трубы; 17 — сливная труба.
446
ПРОЕКТИРОВАНИЕ ТРАНСПОРТНОГО И СКЛАДСКОГО ХОЗЯЙСТВА [РАЗД. V
ские резервуары для нефтепродуктов сварны-
ми (ГОСТ 2486-44) и клёпаными (ГОСТ 2487-44).
На фиг. 37 изображён резервуар для лёгких
нефтепродуктов. При размещении резервуаров
необходимо принимать следующие меры пред-
осторожности.
а) По оборудованию территории. Пло-
щадка, предназначенная для установки резер-
вуаров, должна быть очищена от раститель-
ности, спланирована с уклоном в сторону
дренажных канав и засыпана слоем гравия;
уклоне сторону соседних зданий не допускается.
При наличии группы резервуаров их целесооб-
разно соединять между собой трубопроводами,
позволяющими перекачивать жидкость из од-
ного резервуара в другой, что особенно важно
при пожаре, так как это уменьшает зону его
распространения.
б) По ограждению резервуаров и назначе-
нию расстояний между ними. Для того
Размеры ?мшрвх
Фиг. 38. Обвалование надземных резервуаров и расстояния между ними. Расстояние между резервуа-
рами равно диаметру большего резервуара D, но не меньше 10 м для легковозгораюшихся жидкостей
и не меньше 5 м для горючих.
Таблица 39
Способ хранения
В таре:
а) в специальном помеще-
нии, отделённом от смежных
помещений огнестойкими сте-
нами и имеющем непосред-
ственный выход наружу . .
б) без выделения специаль-
ного помещения в зданиях
производств категорий Г иД
В резервуарах, устано-
вленных на уровне пола:
а) в помещении, изолиро-
ванном от смежных помеще-
ний огнестойкими стенами и
имеющем непосредственный
б) без выделения специаль-
ного помещения в зданиях
производств категорий Г и Д
В резервуарах, устано-
вленных выше отметка пола,
на колоннах, кронштейнах,
огнестойких или полуогнестой-
ких площадках в зданиях про-
изводств категорий Г и Д:
а) в помещениях, изолиро-
ванных от смежных помеще-
ний огнестойкими стенами
с непосредственным выходом
наружу
б) в неотгороженных по-
В резервуарах, устано-
вленных в подземных или
полуподземных помещениях
(подвалах, казематах и т. д.).
Количество
жидкостей в т
легко-
воспламе-
няющиеся
so
о.5
В размере
потребно
3
3
I
Не допу-
скается
горючие
ТОО
а>5
суточной
сти цеха
15
5
ТОО
Примечание. Классификацию производств по
степени опасности в отношении пожара и взрыва —
см. т. 15.
чтобы в случае аварии надземного резервуара
или пожаре избежать растекания горящей жид-
кости по прилегающей территории, вокруг
резервуара или.группы резервуаров устраивают
огнестойкую стену или земляной вал шириной
поверху не менее 0,5 м; высота стенки (не
менее 1 м) определяется с таким расчётом,
чтобы полученная ёмкость составляла не ме-
нее: а) половины ёмкости резервуаров огра-
ждаемой группы; б) полной ёмкости при одном
резервуаре (фиг. 38). Возможно также устрой-
ство котлована со сточной сетью, по сво-
ему объёму соответствующего указанным
нормам.
Расстояния между надземными резервуара-
ми, расположенными в пределах одной группы,
указаны на фиг. 38. Расстояние от стенок над-
земных резервуаров до ограждения (до огне-
стойких стенок или до подошвы валов или
откосов котлована) должно быть не менее
половины диаметра ближайшего большего ре-
зервуара, но не менее 5 м. Расстояние между
стенками надземных резервуаров смежных
групп должно быть не менее 40 м, а полупод-
земных— 30 м.
Между внешними границами земляного вала,
огнестойкой стенки или между бровками кот-
лованов смежных групп резервуаров должен
быть проезд шириной не менее 3,5 м.
Ограждения резервуаров необходимы при
хранении сырой нефти, мазута и масел, при
пожаре которых возможен выброс продуктов
из резервуаров. Для очищенных продуктов
(бензина, керосина и пр.) ограждения служат
для образования вместилища продукта, если
резервуар будет разрушен при пожаре.
Для жидкостей, горящих без выброса (керо-
син, спирт), при хранении их в негерметиче-
ских резервуарах ограждение для удержания
жидкости от растекания необязательно. Для
резервуаров с герметическими крышами огра-
ждение необходимо, так как при пожаре воз-
можен взрыв резервуара и его разрушение.
Устройство деревянных настилов между
резервуарами не допускается.
Подземные резервуары. Хранение
огнеопасных жидкостей в подземных резерву-
арах безопаснее, чем в надземных: умень-
шается испарение жидкости и устраняется
гл. xiv]
ПРОЕКТИРОВАНИЕ СКЛАДСКОГО ХОЗЯЙСТВА ЗАВОДА
447
возможность её растекания по прилегающей
территории в случае пожара. Кроме того,
вязкие жидкости в таких резервуарах значи-
Фиг. 39. Схема бензинохранилиша с
раздаточной колонкой:/ — подземная
цистерна; 2 — гравийный горшок;
3 — смотровый колодец; 4—воздуш-
ная труба; 5 — бензинораздаточная
колонка; 6 — заземление; 7 — труба
для измерения уровня с сеткой; & —
раздаточная труба; 9 — сетка; 10 —
концевой обратный клапан; 11 — ги-
дравлический затвор; 12 — труба для
заполнения цистерны; 13— фундамент-
ные опоры под цистерной.
13
10 9
тельно дольше сохраняют текучесть после
разогрева вследствие меньших теплопотерь.
Для подземных хранилищ часто применяют
горизонтальные, цилиндрические цистерны [12],
заглубляемые на 0,2 — 0,5 м. К ним подводят
сливные и заборные трубопроводы.
Для защиты цистерн от прогревания солнеч-
ными лучами необходимо, чтобы слой земля-
ного покрытия был не менее 20 см. Для пре-
дохранения заглублённого резервуара от кор-
розии после испытания на герметичность его
покрывают гидроизоляцией. Чтобы резервуар
не оказался при этом электрически изолиро-
ванным, к горловине резервуара приваривают
металлический стержень с выводом провода
из-под изоляции к заземлению. Кроме того,
заземляют трубопроводы, арматуру и прочие
металлические части хранилища для отвода
электрических зарядов, образующихся при
протекании жидкости по трубам.
железо -бетонная
6 перегородка
Спуск отстойной t
ВыХод конденсата-
Фиг. 40. Подземный железобетонный резервуар для тём-
ных нефтепродуктов (с паровым подогревом): / —лаз с
двумя крышками; 2 — вентиляционная труба; 3 — паро-
вав змеевик; 4'— подъёмная заборная труба; 5 — лебёд-
ка для подъема трубы 4; 6 — сливной люк.
Оиивкажт
вым железом
по асбесту с *
двух сторон'
Фиг. 41. Тарный склад для огнеопасных жидкостей
(размеры в метрах): 1 — бочки; 2 — ручные огнетуши-
тели; 3 — ящик с песком; 4 — стеллаж; 5— трап;
6 — кососветы наружного освещения.
Из ж.-д. или автоцистерн в подземные ре-
зервуары жидкости можно сливать самотёком
по сифонному трубопроводу. Для этой цели
сливные пункты располагают так, чтобы было
возможно одновременно сливать жидкость
различных сортов из нескольких цистерн. При
этом коммуникация сливных трубопроводов
должна обеспечивать слив жидкости в любой
резервуар из любой цистерны без необходи-
мости перемещать её вдоль сливного фронта.
На фиг. 39 изображён подземный резервуар
с бензинораздаточной колонкой.
Для тёмных нефтепродуктов можно устраи-
вать железобетонные резервуары (фиг. 40).
Подогрев вязких жидкостей.
Нефтетопливо и смазочные масла, имеющие
большую вязкость, при сливе, наливе или
перекачке необходимо подогревать паром, го-
рячей водой, электричеством или добавлением
некоторого количества разогретого продукта.
Простым и распространённым методом по-
догрева, применимым в любых условиях
хранения, является паро-змеевиковый, при
448
ПРОЕКТИРОВАНИЕ ТРАНСПОРТНОГО И СКЛАДСКОГО ХОЗЯЙСТВА
[РАЗД. V
пот
Фиг. 42. Временный тарный склад ёмкостью 5 т для
огнеопасных жидкостей: 1 — вытяжная труба 20 X 20 см;
2— слой дёрна 7—8 см; 3—жирная мятая глина 10—12 см;
4— сухая земля 15—17 см; о — толевая изоляция; 6 —
«лстил; 7 — съёмная деревянная решётка; 8 — глинобе-
тон 10 см; 9 — трамбованный грунт 20 см.
HtOQ-
Фиг. 43. Стеллаж для бочек с огнеопасными жидкостя-
ми о — консольный; 6— двухъярусный металлический.
котором по трубам диаметром 12 — 55 мм,
уложенным на стеллажах на дне резервуара,
пропускается пар (фиг. 40).
Тарные хранилища. Огнеопасные
жидкости в таре можно хранить в подземных,
частично заглублённых или наземных соору-
жениях. Обычно устраивают специальные
огнестойкие или полуогнестойкие одноэтажные
здания (фиг. 41). Надземные или полуподзем-
ные склады иногда обсыпают землёй. В виде
исключения хранят: а) небольшие количества
огнеопасных жидкостей A,5 — 2 т) в изолиро-
ванных отсеках различных помещений; б) го-
рючие жидкости — в подвалах под зданиями
с огнестойкими перекрытиями или в верхних
этажах многоэтажных зданий.
Склады временного типа ёмкостью до 5 т
могут быть сгораемыми, но защищенными от
возгорания (фиг. 42).
Бочки с легковозгорающимися жидкостями
(бензином, спиртом и др.) укладывают в один
ярус, а с горючими жидкостями (маслами,
мазутом) — в несколько ярусов в штабели или
в стеллажи (фиг. 43).
Тара из-под огнеопасных жидкостей должна
храниться отдельно.
Склады твёрдого топлива
Часть доставляемого на предприятия топлива
идёт на покрытие текущих потребностей,
часть — на образование запаса, который в за-
висимости от местных условий может рав-
няться 2—3-месячной потребности и более.
Склады топлива обычно располагают возле
котельной и связывают рельсовыми путями с
ж.-д. сетью. Устройство и оборудование скла-
дов топлива должно обеспечивать: 1) устра-
нение потерь вследствие окисления топлива;
2) предотвращение самовозгорания топлива;
3) механизацию погрузки и разгрузки.
Склады угля. Проектирование складов
угля должно осуществляться согласно ОСТ
90099-40. В зависимости от подверженности
углей самовозгоранию они подразделяются на
две категории:
А — опасные — бурые и каменные угли (за
исключением марки Т), смеси углей разных
категорий;
Б — устойчивые — антрацит, каменные угли
марки Т.
Для предупреждения нагревания и возгора-
ния углей при хранении необходимо: а) огра- ,
ничивать высоту укладки угля; б) удалять
нагревшийся уголь; в) уплотнять уголь в шта-
белях, чтобы воспрепятствовать прониканию
воздуха в штабели; г) устраивать отдельные
штабели для каждой марки угля или уголь-
ной смеси.
Устройство складов. Для угольных
складов отводятся участки, не затопляемые
паводком или защищенные от затопления.
При высоком уровне грунтовых вод, которые
могут увлажнить подошву штабеля, должны
устраиваться дренажные канавы или поглоща-
ющие колодцы. Участок планируется с укло-
ном для отвода дождевой и талой воды за пре-
делы территории склада.
Открытые площадки для хране-
ния угля. Верхний слой грунта под штабе-
лями угля не должен содержать щепы, торфа,
растительной земли, корней, растений и т. о.
гл. xiv)
ПРОЕКТИРОВАНИЕ СКЛАДСКОГО ХОЗЯЙСТВА ЗАВОДА
449
Площадки должны иметь теплопроводное
покрытие из булыжного камня, утрамбован-
ного щебня или глины. Малотеплопроводные
покрытия — асфальт, шлак, деревянный настил
и пр., способствующие накоплению тепла
в штабеле при окислении углей, — допуска-
ются для замощения площадок, предназначен-
Таблица 40
Расстояния от угольных штабелей до раз-
личных сооружений указаны в табл. 41.
Таблица 41
Кате-
гория
углей
А
Б
Вид углей
Бурые
Каменные, за ис-
ключением мар-
ки Т
Каменные марки Т
Антрацит
Объём-
ный
вес
В ОТ/-И3
о,7 — 0,85
о,8 — 0,85
о,8
0,85—0,95
Высота
укладки угля
в м
при
хране-
нии до
2 мес.
2,О-^,5
2.5-3,5
3.5
при
хране-
нии
более
2 мес.
1,5—а.о
2,О—2,5
2.5
Не ограничи-
вается
Примечания. 1. Верхние пределы высот укладки
для углей категории А допускаются для тех сортов, от-
носительно которых имеется положительный опыт их
хранения в штабелях указанных высот.
2. Высота укладки угля на механизированных складах
не ограничивается, так как при повышении температуры
угля в штабеле он может быть быстро разбросан и
охлаждён.
ных для хранения углей категории Б; сроки
хранения отдельных партий угля не должны
превышать двух месяцев.
Высота укладки. Вследствие опас-
ности самовозгорания угля высота штабелей,
в которых хранится уголь, ограничивается.
Чем ниже сорт угля, тем высота штабеля
должна быть меньшей. Высота укладки раз-
личных сортов угля на немеханизирован-
ных складах приведена в табл. 40.
Планировка территории
угольных складов. Размеры скла-
да рассчитываются на максимально
возможное количество хранимого угля.
На территории склада оставляется
свободная площадь (не менее 1/6 площа-
ди штабелей), но которой разбрасы-
вается уголь для охлаждения в случае
его самовозгорания. Склад соединяется
проездом с дорогой общего пользова-
ния. Внутрискладские проезды устраи-
ваются, если они нужны по условиям
эксплсатации склада; они могут быть
сквозными, кольцевыми или в виде пло-
щадки размером 10 X Ю м для разво-
рота автомобиля.
Размеры штабелей в плане не огра-
ничиваются, за исключением штабелей
угля категории А на немеханизирован-
ных складах, для которых ширина шта-
беля не должна быть более 20 м.
Расстояние между смежными шта-
белями принимается не менее 1 м при вы-
соте штабелей до Зм и не менее 2 м при
большей высоте штабелей (фиг. 44).
29 Том 14 113
Склад
С запасом
до 500 от . .
С запасом
более 500 т.
Расстояние (в м) от угольных
штабелей
до сгораемых и
полусгораемых
сооружений
15
ЙО
до полуогнестой-
ких и огнестой-
ких сооружений
до
15
до заборов склада
3
3
до ж.-д. путей
(головки ж.-д.
рельса)
1.25
до проезда
i.5
При хранении угля на площадках возле
котельных жилых зданий между штабелем
и жильём или хозяйственными строениями
должно быть расстояние не менее 10 м,
а между штабелем и брандмауерной стеной —
не менее 1 м.
Крытые склады угля. В местностях
с большим снежным покровом, а также для
каменноугольной пыли хранение осущест-
вляется в сараях, под навесами или в бункерах,
которые хотя бы одной стороной должны вы-
ходить в проезд. При хранении углей катего-
рии А гв таких складах недопустимо устрой-
ство сгораемых полов, а также сгораемых
и нолусгораемых стен. При хранении углей
категории Б допускается устройство сгорае-
мых стен, но в этом случае уголь уклады-
вается не ближе 0,5 м от стен. Расстояние от
поверхности штабеля до выступающих частей
перекрытия, навеса или сарая должно быть
не менее 1,9 м. Пространство над штабелями
необходимо вентилировать; устья вытяж-
Размеры 8 метрах
Фиг. 44. Планировка угольного склада (размеры в метрах):
/—огнестойкое или полуогнестойкое здание;2 — сгораемое
или полусгораемое здание; ,'i — штабели высотой до 3 м;
4 — штабели высотой более 3 л; 5- плошадь для разбрасы-
вания охлаждаемого угля, равная ~ '/« плотади штабелей;
6— подземные резериуари с горючими жидкостями; 7 -над-
земный резервуар с легковозгораюшимпся жидкостями.
450
ПРОЕКТИРОВАНИЕ ТРАНСПОРТНОГО И СКЛАДСКОГО ХОЗЯЙСТВА [РАЗД. V
ных труб следует располагать выше штабе-
лей [8].
Механизированные склады угля.
Механизированные угольные склады оборуду-
ются грейферными кранами различных конст-
рукций или скреперными устройствами. Кроме
того, на топливных складах наиболее удобны
передвижные механизмы, позволяющие осу-
ществлять непрерывную погрузку, разгрузку
и транспортировку топлива по территории
склада для его распределения в штабели. Для
этой цели применяются транспортёры ленточ-
ные, скребковые, лотковые и передвижные
перегрузочные машины.
Возможно и применение на территории скла-
да рельсовых путей нормальной или узкой ко-
леи как постоянных, так и переносных.
Склады торфа. По способу добычи и
хранения различают торф фрезерный и куско-
вой. Характеристика торфа дана в табл. 42.
Таблица 42
Таблица 43
Вид торфа
Машинноформовоч-
ный влажностью 50%.
Машинноформовоч-
ный воздушно-сухой
влажностью до 25°/0 .
Гидравлической
добычи влажностью
50»/0
Гидравлической
добычи воздушно-су-
хой
Фрезерный воз-
душно-сухой .....
о,5—о,б2
о.33—о,41
O.45—O.5
о,3—о,33
о,3
2??
4 В
45
45
О.
ДО 12
До б
ДО 12
До 6
До з
Торфяной склад на промышленном предпри-
ятии должен быть разбит на сухом участке,
который целесообразно окопать канавой. Пло-
щадки под торфяные караваны (штабели) вы-
равниваются, освобождаются от растительно-
сти, пней, мусора, старого торфа.
Торф, особенно фрезерный, легко самовозго-
рается. Поэтому не допускается совместное
хранение кускового и фрезерного торфа, а для
каждого вида торфа отводятся отдельные уча-
стки, расположенные не ближе 300 м один от
другого. Торф рекомендуется укладывать в
штабели в две линии по обе стороны ж.-д.
пути. ;
Кусковой торф сухой укладывается отдель-
но от недосушенного.
Фрезерный торф ссыпается в кучи треуголь-
ного или трапециевидного сечения с углом от-
коса 42— 45° или ж§ хранится в кагатах вы*
сотой до 2 м. В табл.. 43 приведена характери-
стика промышленных складов торфа, в табя, 44
даны расстояния от складов торфа до раз-
личных сооружений.
Склады древесного j г Д я, Объём-
ный вес древесного соснового утля при нор-
¦ Склады
Кускового
торфа ....
Фрезерного
торфа ....
ё
кладов в
ь-
Emkoi
IO ООО
5ооо
аванов в
е-
Длин:
IOO
IOO
а
раванов
eg
«в
ВЫСО!
8
б
а.
о
it
«2
К И
я о.
о S
Расст
цами
ао
2О
S
S
С я
: между
ми кара!
я 3
X X
О Ч
Расст
ралле
в м
5
12
и
о д
Я >;
Ю §
е от кара
и до гол
са в м
X т А
X Q. g
о,2 о.
Расст
до за*
ж.-д.
5
5
Таблица 44
Расстояние от промышленных складов торфа
до различных складов и сооружений
Склады
Базисные
кускового
торфа ....
Базисные
фрезерного
торфа ....
Расходные
кускового
торфа ....
Расходные
фрезерного
торфа ....
a ai .
х о«
>.а,к
пня
но;
irt> .П р, ft
ччи
и а) а л
<-i Ч V Ч
(9 Н Ч Щ
X О in Н
2ОО
250
IOO
IOO
Расстояние
полей
грного
s S
if
И 3* се
<я 3-9"
О-О О.
та о о
250
5оо
25O
5оо
раль-
ейного
1- Ч
у о»
ш
° О sj-
it*
2О
ао
so
2О
в л« от
раль-
колей-
ги
11 О О
Чы.
ООО
а X И
200
250
200
I5O
О
о v
1> Н
гг и
В 0Г1
ИДКО
О ?
ч 5
^: 3
U X
25°
5оо
2ОО
Зоо
1
куско-
S
|в.
и о
*н
1) о
Ч и
о о
С Я
250
—
* Кроме обслуживающих торфяное складское хозяй-
ство.
мальной влажности (до 10%) колеблется в пре-
делах 0,15 — 0,25 пг/м3, а берёзового — 0,4 —
0,425 т/мК В сырую погоду уголь легко погло-
щает до 40% влаги. Древесный уголь хра-
нится: а) под наве-
сами или в крытых
складах навалом, в
закромах высотой 2—
2,5 м или в меш-
ках, выкладываемых
в штабели высотой
до 4 м; б) в кучах
на открытых площад-
ках.
Склонностью к са-
мовозгоранию обла-
дают только свеже-
выжженные угли в
период времени 20 —
25 дней после выжига.
Фиг. 45. Стеллаж для
укладки баллонов.
Склады баллонов с газами
Баллоны со сжатыми я сжиженными газами
хранят в специальных огнестойких, неотапли-
ваемых складах, располагаемых на расстоянии
ГЛ. XIV]
ПРОЕКТИРОВАНИЕ СКЛАДСКОГО ХОЗЯЙСТВА ЗАВОДА
451
не менее 25 м от других сооружений. Баллоны
устанавливаются вертикально в клетках, за-
крываемых перекладиной, или в стеллажах
(фиг. 45). В небольших складах, а также на
местах производства сварочных работ каждый
баллон укрепляется у стены при помощи цепи
или хомута. Порожние баллоны и баллоны без
башмаков хранятся в штабелях в горизонталь-
. ном положении с прокладкой между ярусами
деревянных или металлических шаблонов либо
в специальных ячейковых стеллажах.
Баллоны с разными горючими газами дол-
жны храниться в отдельных помещениях. Хра-
нить совместно можно лишь баллоны с раз-
ными негорючими газами; вместе с ними допу-
скается хранить баллоны с каким-либо одним
горючим газом. Для порожних баллонов отво-
дится отдельное помещение.
Склады карбида кальция
Карбид кальция СаС2 (уд. вес 2,22) хранится
в герметических барабанах (ёмкостью обыч-
но до 100 кг) в огнестойких, сухих, светлых и
хорошо проветриваемых помещениях (без ме-
. ханической вентиляции), защищенных от попа-
дания воды. Барабаны с карбидом кальция
укладываются вертикально на деревянные под-
кладки в один или два яруса, разделяемые
досками. Между каждыми двумя рядами бара-
банов должен быть оставлен проход. Измель-
чение и развеска карбида кальция должны
производиться в отдельных помещениях.
Склады карбида кальция подразделяются на:
а) малые — ёмкостью до 2 т; б) средние —
ёмкостью до 20 т; в) большие — ёмкостью
Свыше 20 т. От смежных сооружений склады
карбида кальция должны быть удалены на рас-
стояние не менее 25 м.
При аппаратных помещениях ацетиленовых
установок допускается хранение не более
200 кг карбида кальция.
К аппаратному помещению ацетиленовых
установок производительностью от 20 мъ\час
может быть пристроен склад для суточного за-
паса карбида кальция, но не более 5 т. При
таком складе должно быть отдельное помеще-
ние для вскрытия барабанов.
Склады ядовитых веществ
Ядовитые вещества, применяемые предпри-
ятием (например, цианистые соли для гальва-
нических и термических цехов), должны хра-
ниться в специальном огнестойком складе. Если
на складе производится откупорка, развешива-
ние и другие работы с ядами, склад должен
Склад или цех
5 -
э -
с
Разда-
i
1
3
3
3
я
3
>
Фиг. 46. Планировка помещения для хране-
ния и выдачи цианистых соединений: /—вы-
тяжной шкаф для откупорки и развески;
2—шкаф для спецодежды под тягой; 3—шка-
фы или стеллажи для барабанов с циани-
стыми соединениями; 4 — шкаф для верхней
одежды; 5 — душевое устройство; 6 — окно
для выдачи; 7 — водопровод; 8 — глухие
огнестойкие стены.
быть оборудован вытяжным шкафом. В этих
случаях склад отапливается и к нему подво-
дится водопровод. Пол в помещении склада
рекомендуется выложить метлахскими плит-
ками, а стены окрасить масляной краской. На
фиг. 46 приведена планировка такого помеще-
ния для хранения и выдачи цианистых соеди-
нений.
Склады лесоматериалов — см. гл. VI
.Проектирование деревообделочных цехов".
Цеховые производственные склады ме-
ханических, механосборочных, литейных
и других цехов см. в соответствующих гла-
вах настоящего тома.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Цетлин Б. В. и Юдин Т. А., Устройство
и оборудование складов предприятий металло-
обрабатывающей промышленности, ОНТИ, Гл. ред.
машиностроит. и авто-тракт, литературы, М. 1937
D09 стр.).
2. С у р ж и н Н. И., Материальные производственные
склады железных дорог, Трансжелдориздат, М. 1938
D11 стр.).
3. К а м и н с к и й Я- А., Транспортное, складское и
тарное хозяйство, ОНТИ, М. —Л. 1935 B74 стр.).
4. Бел я цк ий И. А., Подъёмно-транспортное обо-
рудование снабженческих складов, Госхимиздат, М.
1940 A01 стр.).
5. П о д г у р с к и й Ф. Д., Устройство и оборудова-
ние универсальных складов производственных пред-
приятий, Изд. стандартизации и рационализации. Л.
1934 A14 стр.).
6. Б е я я ц к и й И. А., Цетлин Б. В., Главные
материальные склады промпредприятий, ОНТИ, М.
1935 B29 стр.).
7. Ц е т л и н Б. В., Альбом чертежей универсальных,
и специальных стеллажей, оборудования складов и
оснастки рабочих мест, Изд. НИИ Оргавиапром,
М. 1945.
8. ОСТ 90099-40. Противопожарные нормы проекти-
рования складов ископаемого угля.
9. ОСТ 90039-39. Нормы проектирования складских
предприятий и хозяйств для хранения легковоспла-
меняющихся и горючих жидкостей.
10. ГОСТ 24S6-44. Резервуары сварные! вертикаль-
ные» цилиндрические для нефтепродуктов.
11. ГОСТ 2487-44. То же — клёпаные.
12. ГОСТ 793-44. Горизонтальные цилиндрические
цистерны.
Глава XV
ПРОЕКТИРОВАНИЕ ЭНЕРГОХОЗЯЙСТВА ЗАВОДА
ПРОЕКТИРОВАНИЕ ЭЛЕКТРОХОЗЯЙСТВА
СОДЕРЖАНИЕ, ИСХОДНЫЕ ДАННЫЕ
И ПОРЯДОК СОСТАВЛЕНИЯ ПРОЕКТА
Проект электрического хозяйства завода
охватывает: а) источники электроснабжения;
б) распределение электроэнергии по заводу—
сеть 6 или 10 кв (в некоторых случаях 35 кв),
коммутационные пункты и трансформатор-
ные подстанции; в) силовое и осветительное
электрооборудование цехов и освещение за-
водской территории; г) блокировку электро-
двигателей непрерывного транспорта (зем-
ледельных отделений, литейных цехов и т. д.);
д) электропечные установки; е) преобразова-
тельные установки; ж) установки с крупными
электродвигателями; з) электроремонтные цехи;
и) масляное хозяйство; к) установки слабых
токов.
Для разработки проекта в указанном объёме
необходимы следующие основные исходные
данные: генплан завода, технологические
планы цехов и помещений со специфика-
цией производственного оборудования и с
указанием потребной для него мощности
электродвигателей, строительные разрезы зда-
ний; спецификация и план расположения
санитарно-технического оборудования, ха-
рактеристика помещений (по степени сырости,
пыльности, пожаро- и взрывоопасное™), тре-
бования в отношении бесперебойности питания.
Рекомендуется следующий порядок соста-
вления проекта электроснабжения завода. На
основе данных технологической части про-
екта относительно установленной мощности,
назначения и расположения электроприёмников
низкого напряжения определяют электрические
нагрузки. Далее, исходя из данных о плотности
распределённых и о величине сосредоточен-
ных нагрузок, в соответствии с генпланом
завода и планами цехов, выбирают располо-
жение трансформаторных подстанций, число
и мощность трансформаторов с учётом при-
нятого вторичного напряжения. На основе
данных о расположении и мощности транс-
форматорных подстанций и электроприёмников
высокого напряжения выбирают место на ген-
плане и определяют нагрузку коммутацион-
ных пунктов, а также нагрузку ТЭЦ или по-
низительной подстанции энергоснабжающей си-
стемы. Выбирают первичное напряжение и
проектируют сеть высокого напряжения: схе-
му, число, сечения и трассы фидеров, питаю-
щих подстанции, коммутационные пункты и
электроприёмники высокого напряжения. На
основе проекта электроснабжения завода по
графикам нагрузок и данным о числе и мощ-
ности фидеров 6 или 10 кв разрабатывают
проект заводской ТЭЦ или понижающей
подстанции энергосистемы. Используя уточ-
нённые данные об установленной мощности
по проектам технологической части, состав-
ляют проекты силового и осветительного обо-
рудования цехов.
При проектировании надлежит руководство-
ваться:, а) „Правилами устройства электро-
установок промышленных предприятий", 1944
(в дальнейшем обозначаемыми „ПУЭ" [12]);
б) „Правилами технической эксплоатации
электрических станций и сетей" [10]; в) вПра-
вилами устройства электротехнических уста-
новок сильного тока с точки зрения безопас-
ности" [11] иг) „Временными правилами пожар-
ной безопасности при устройстве трансформа-
торных подстанций внутри производственных
помещений НКТП" [2].
ВЫБОР СИСТЕМЫ ТОКА
Большинство электроприёмников машино-
строительных заводов — трёхфазного тока
50 гц. Постоянный ток применяется для при-
вода крупных станков с широкой электриче-
ской регулировкой скорости; в некоторых
случаях — для электросварки; для установок
металлопокрытий, зарядных аккумуляторных
станций; редко —для кранов, цепей защиты
и других специальных назначений.
ОПРЕДЕЛЕНИЕ НАГРУЗОК И РАСХОДА
ЭЛЕКТРОЭНЕРГИИ
Нагрузку от крупных электроприёмников—
плавильных электропечей, крупных электро-
двигателей и т. п. — определяют на основании
данных о характере их работы. По остальным
электроприемникам применяют метод опреде-
ления нагрузок по коэфициенту спроса. Под
последним понимается отношение:
активная нагрузка на шинах низкого
напряжения трансформаторной п/ст. "
с суммарная установленная ^Руст '
мощность электроприёмников
гл. xv]
ПРОЕКТИРОВАНИЕ ЭЛЕКТРОХОЗЯЙСТВА
453
Все электроприёмники разбивают на груп-
пы однородного характера работы и для ка-
ждой группы подсчитывают суммарную уста-
новленную МОЩНОСТЬ ^ Руст-
Активную и реактивную нагрузку опреде-
ляют по формулам
Значения коэфициентов спроса и коэ-
фицнентов мощности по группам и номен-
клатура групп приведены в табл. 1 [17 и 19].
При определении мощности источника пи-
тания для всего завода в целом (районная
подстанция, ТЭЦ и т. д.) учитываются коэфи-
цненты разновременности попадания отдель-
ных нагрузок в общезаводский максимум со-
уст . гласно табл. 2.
В случае наличия крупных электродвигате-
лей, дуговых печей (для которых /(^ = 0,9)
Таблица I
Средние расчётные коэфициенты спроса и cos <p для определения нагрузки трансформаторных подстанция
и годового потребления электроэнергии
" — Ac J?j Р
Группа потребителей
Средние по группам
Коэфици-
ент спроса
°,75
о,7 *
О,2
о,45
о,ю
о,6
°,37
о, 42
о,51
о,8
cos <р
о,8
о,6
о,6
о,65
о,45
о.95
о.35
о,7
°,б5
i
°,75
1.33
1.33
1,96
С32
2,65
х.9
I.I7
о
Потребная мощность на ши-
нах низкого напряжения
трансформаторной подстан-
ции
активная в квт\ реактивная в квар
Годовое по
греблениеэлек
гроэиергии и:
шинах высоко
го напряжения
в квт-ч
1. Электродвигатели (хорошо за-
груженные и длительно работающие)
вентиляторов, насосов, конвейеров,
транспортёров, компрессоров, умфор-
меров, в том числе сварочных много-
постовых, и т. д
2. Электродвигатели станков инди-
видуального привода с нормальным
режимом работы—токарных, строгаль-
ных, долбёжных, фрезерных, свер-
лильных, карусельных и т. д
3. Электродвигатели станков инди-
видуального привода с тяжёлым ре-
жимом работы — штамповочных экс-
центриковых прессов, автоматов, ре-
вольверных, обдирочных, зубофрезер-
ных станков и т. д
4. Электродвигатели станков и ап-
паратов с особенно тяжёлым режимом
работы—очистных барабанов, бегунов,
приводных молотов, кривошипных
прессов, ковочных машин, волочиль-
ных станков и т. д. .-
5. Электродвигатели повторно-крат-
ковременного режима работы — кра-
иов, тельферов,вспомогательных при-
водов, рольгангов, подъёмных столов,
ножниц и т. д
6. Нагревательные аппараты, печи
сопротивления, сушильные шкафы,
клееварки, ванны и т. д
7. Сварочные трансформаторы ду-
говой сварки
8. Сварочные аппараты с трансфор-
маторами стыковой и точечной свар-
ки, нагреватели для заклёпок, нагрева-
тели для бандажей и т. д
9. Сварочные однопостовые умфор-
меры
10. Освещение
о,75 ЕЯ***
о,7 ЕЯ
о,2 ЕЯ
о,25 ЕЯ
о.45 ЕЯ
о,15 ЕЯ
о,ю ЕЯ
о,54 ЕЯ
о,13 ЕЯ
о,з ЕЯ
о,51 ЕР
0,8 ЕЯ
0,56 ЕЯ
о,52 ЕЯ
о,27 ЕР
о,33
о,53
о,3
О,2
о,15
о.34
о,3
о.59
IP
ЕЯ
i ЕР
ЕР
ЕР
2Р
о,54 Тг tP
о,5 тг гр
о,15 тг гр
о, 18 Г, ЕЯ
о.зэ тг гр
о,ю Тг ЕЯ
о,об 1г гр
о,4з тг гр
о,о9 Тг tP
o,2i тг гр
о,з7 тг гр
°.75 тг-осгр
* Для отопительно-вентиляционных установок.
¦* 0,15—тяжёлый режим; 0,10—лёгкий режим.
•*¦ р—установленная мощность при расчётах для поз. 6, 7 и 8 принимается в кеа на зажимах, для остальных
позиций (кроме поз. 10) в кет на валу.
1*г'— годовой фонд времени работы оборудования в часах, принимаемый равным при 8-часовой смене и
7-дневной прерывной неделе для одной смены 2325 час; для двух смен 4630 час, для трёх смен 6640 час;
Тглс— годовое число часов использования максимума осветительной нагрузки, принимаемое для внутреннего
освещения, в зависимости от географической широты и числа смен, равным:
Географиче-
ская широта
в градусах
5°
бо
При
одной
смене
650
8оо
850
При двух
сменах
2300
2500
2.ЗДО
При трёх
сменах
4600
47°°
4800
Для наружного освещения Где принимается равным 3300 час.
454
ПРОЕКТИРОВАНИЕ ЭНЕРГОХОЗЯЙСТВА ЗАВОДА
[разд. v
Наименование цеха
Сталелитейный и обрубной
К у знечно-прессовый
Всего по заводу
Станки и
Количество в шт.
23
us
2!7
я
Установленная moi
ность в кет
i6o
J200
3600
Определение
производственные меха-
низмы
Коэфициент спроса
Кс
0,2S
0,2;
о,з!
9-
0
и
0,6
0,6
0,6
Нагрузка
акгивная в кат
40
Зоо
soo
со
I
Со
СИ
S3
400
8;о
Количество в шт.
37
69
нагрузок
Вентиляторы
я
Установленная moi
ность в кет
200
2H
6ю
Коэфициент спрос
кс
о,7
°,7
о,7
о
о,8
о,8
о,8
по цехам для
и насосы
Нагрузка
активная в кет
140
I7S
S2S
и
СП
S Cl
?3
СО ^
О)
Си со
ю;
131
SOS
Таблица 2
Общезаводские коэфициенты разновременности
попадания в максимум
Нагрузка на шинах
высокого напря-
жения в кет
До 5°°°
5ОО0—ю ооо
Свыше ю ооо
По активной
мощности
Р
°.9
о,85
о,8
По реактивной
мощности
1-0,33-^+0,67
о.97
о,95
о,93
сварочных агрегатов и т. п. на-
грузка завода определяется спе-
циальным расчётом.
Практика машинострои-
тельных заводов показывает,
что общезаводский Ксзаа ко~
леблется в пределах 0,25—0,32;
при наличии значительной на-
грузки дуговых печей и круп-
ных электродвигателей Ксзав
повышается до 0,4—0,45, а при
отсутствии таковых этот коэфи-
циент на крупных заводах мо-
жет снизиться до 0,2—0,18.
Суммируя отдельно актив-
ные и реактивные нагрузки
групп, получают общие на-
грузки на шинах низкого на-
пряжения подстанций. Груп-
повые нагрузки рассматрива-
ются как длительно макси-
мальные.
Для получения общей на-
грузки Р' и Q' на шинах вы
сокого напряжения к полу
ченным нагрузкам приёмников
низкого напряжения приба-
вляют активные (р) и реактив-
ные (q) потери в трансформа-
торах (табл. 3) [17,18] и приба
вдяют активные Рь и реактив-
ные Qi, нагрузки приёмников высокого напря-
жения:
Р1 = Р + р + Рь; <?' = Q + q + Qb-
На основании полученных значений F" и Q'
для всего завода вычисляют средний tg 9.
а по нему coscp и кажущуюся нагрузку в ква
S' по следующим формулам:
О' / Р'
tg? = -757; S'- / Р'а + Q'2 = _J—_ .
у V COSf
Нагрузку от электрического освещения
определяют по установленной мощности с учё-
Потери в трансформаторах
Таблица 3
Мощность трансфор-
матора в ква
IOO
J35
180
240
Активные
потери в
кет
холостого
хода
о,6о
о,8з
1,ОО
1.4°
в меди при
полной на-
грузке
2,4
3.1
4,о
4,9
Реактивные
потери в
квар
потери холо-
стого хода
6.5
8,8
*°.7
Ч.З
увеличение
при полной
нагрузке
4,9
6.9
9.1
",9
Мощность трансфор-
матора в ква
32O
42O
5бо
75°
IOOO
Актийные по-
тери в кет
холостого
хода
1,6о
2,1
2.5
4,1
4.9
в меди при
полной на-
грузке
6,1
7.3
9,о
",9
15.°
Реактивные
потери в
квар
потери холо-
стого хода
19,о
23i°
27,9
44,5 ¦
49.8
увеличение
при полной
нагрузке
*6,5
21,8
а8,8
39.4
53.о
Пример определения нагрузки на шинах высокого напряжения (ВН)
по нагрузке на шинах низкого напряжения (НН) с учётом потер*
в трансформаторе 560 ква
Нагрузка НН
Потери в тр?нсформаторе
при полной нагрузке
Нагрузка ВН ....
Р
кет
45*>
461,5
Q
квар
336
56,7
392.7
cos tp
c,S
0,76
tg 9
o,75
0,85
P
ква
6ю
гл. xv]
ПРОЕКТИРОВАНИЕ ЭЛЕКТРОХОЗЯЙСТВА
455
•лектроприёмииков низкого напряжения
Таблица А
Краны и моторы повторно-
кратковременного режима
а
и
0
а
h
о
у
X
ч
0
X
Р
Н
96
Установленная мощ-
ность в кет
бхо
и
о
о.
с
и
н.
X
я
я
•& .
О 5j
о,И
9-
о
и
0,4/
о,4!
о,4!
Нагрузка
активная в кет
91
са
s
о
се §
V
О.Ш
&#>
Сварочные трансформаторы
и нагревательные приборы
Количество в шт.
*
18
48
Установленная мощ-
ность в кеа
71
!7о
-
Коэфициент спроса
кс
о,37
9-
о
и
«г
\
о,31
Нагрузка
активная в кет
10
74
,п
и
се
X
ш
В й,
LC со
се ^
•7
31!
Всего по силовым
и нагревательным
приёмникам
Количество в шт.
7*
207
410
Установленная мощ-
ность в кет
згбо
686о
Нагрузка
активная в кет
*77
640
1200
К
ж
О* CQ
3!б
90/
960
Освеще-
ние
Установленная мощ-
ность в кет
8!
I/O
44
Нагрузка в кет
68
130
ш
Годовой расход электро-
энергии в кет-ч
1040ооо
3 310 000
6 6ю ооо
Годовое число часов работы
оборудования
4630
4630
том коэфициента одновременности горения
ламп.
Годовое потребление электроэнергии опре-
деляют в кет-ч по активной мощности и го-
довому фонду времени оборудования:
W =
а,
где
^ * — сумма активных мощностей при-
Таблица Б
Определение нагрузок и выбор трансформаторов
по подстанциям
Подстанция
и цех
Подстанция Ml
Кузнечный цех ,
Термический цех
Модельный цех
Всего'
Потери в транс-
форматорах . .
Нагрузка на ши-
нах ВН
Подстанция № 12
Сталелитейный
Газогенератор-
ная
Всего
Потери в транс-
форматорах . .
Нагрузка на ши-
нах ВН
•Нагрузка
активная
в кет
144
899
141
И&4
36
Т220
630
1014
реактивная
В Квпр
120
638
86
844
х87
Ю31
;6о
т
794
г68
э-
о
о
0,12
Кажущаяся
мощность
в ква
i6oo
1430
Количество и
мощность
трансформа-
торов (в ква)
(iXxooo) +
+ AX7/0)
ЗХ7/0
ёмников. в кет; Тг — годовой фонд времени
работы оборудования в часах; а — коэфициент,
учитывающий неполноту годового графика
(может быть принят на основании обследова-
ния существующих заводов равным 0,7—0,75).
Формулы для подсчёта годового потребле-
ния электроэнергии заводом по группам по-
Таблица В
Определение нагрузок на шинах электростанции
F,3 или 10,5 кв)
Примечания. 1. Последние три графы заполняются
только для высокого напряжения.
2. Потери в трансформаторах принимаются согласно
табл. 3.
Подстанция и распреде-
лительные устройства
Подстанция Ml*
Трансформаторы . . .
Подстанция стале-
литейного цеха *
Трансформаторы . . .
Электропечь ДСН-1,5 .
ДСН-5. .
Всего по подстанции
Компрессорная
Синхронный электро-
двигатель 500 кеа ....
Асинхронный электро-
двигатель 250 кет ....
Всего по компрессорной
Подстанция М 2 *
Трансформаторы . . .
Ртутные выпрямители
Нагрузка на
шинах
6,3 или 10,5 кв
актив-
ная
в кет
1220
Ю14
770
1820
}6О4
400
200
боо
ю;з
JOO
реак-
тивная
В Квйр
Ю31
дбо
4бо
1100
з;зо
—Зоо
I/O
—I/O
923
2!О
Всего по подстанции № 2 i!!3 [ 3
Всего по заводу .... ^9*7° | i3&/°
COS <р
0,76
0,72
о,8!
о,8!
0,8
(опере-
жающий)
о,8
о,73
0,9°
• Данные о нагрузке подстанции берутся из табл. Б-
456
ПРОЕКТИРОВАНИЕ ЭНЕРГОХОЗЯЙСТВА ЗАВОДА
[РАЗД. V
Продолжение табл. В
Подстанции и распреде-
лительные устройства
То же с учётом потерь
в фидерах ВН
Посёлок
Посторонние предприя-
тия, питающиеся от ТЭЦ
Все потребители ТЭЦ
То же с учётом коэ-
фициента разновремен-
ности попадания в ма-
ксимум
Собственные нужды ТЭЦ
Нагрузка на шинах ТЭЦ
Нагрузка на
шинах
6,3 или 10,5 кв
актив-
ная
в кет
i-^io
Ьоо
1200
19270
16400
л;о
реак-
тивная
в квар
14040
4So
г 000
1JS20
14700
920
ij6jo
cos tp
0,74
Кажущаяся мощность 23 600 ква.
Годовая выработка электроэнергии 84000000 квт-ч.
требителей приведены в табл. 1. Последова-
тельность и результаты расчётов по опреде-
лению нагрузок приведены в табл. А, Б и В,
которые могут составляться отдельно для
первой и второй очереди строительства.
Результирующая табл. В даёт данные, необ-
ходимые для определения мощности питающей
установки. При электроснабжении от район-
ной подстанции этих данных обычно бывает
достаточно. При электроснабжении от ЦЭС
и ТЭЦ нагрузки подсчитывают по сменам
и строят летний и зимний суточные графики
нагрузок, пользуясь которыми выбирают
мощность агрегатов станции.
ВЫБОР ПЕРВИЧНОГО НАПРЯЖЕНИЯ
ЗАВОДСКИХ СЕТЕЙ
По соображениям экономии меди рекомен-
дуется для заводских сетей выбирать по воз-
можности наивысшее, технически допустимое
и оправданное экономически напряжение.
Практически для первичного напряжения
применяются напряжения 35,
10,5 и 6,3 кв (табл. 4). Выгод-
ность применения 35 кв должна
быть обоснована технико-эко-
номическим сравнением вариан-
тов. Из напряжений 10,5 и 6,3 кв
напряжение 10,5 кв применяется
там, где отсутствуют приёмники
6,3 кв (крупные электродвига-
тели) или установкадля питания
таких приёмников трансформа-
торов 10/6 кв невыгодна, и там,
где этому не препятствует суще-
ствующее напряжение на под-
станции энергосистемы или ге-
нераторное напряжение стан-
ции. Турбинные генераторы
мощностью 6 мгвт и выше из-
готовляются с рабочим напря-
жением как 6,3, так и 10,5 кв.
Экономическое сравнение ве-
дётся путем сопоставления ка-
питаловложений, потерь энер-
Фиг. 3.
Фиг. 4.
Фиг. 1—4. Схемы коммутации концевых подстанций
связи, питающихся двумя линиями.
Таблица 4
Номинальные напряжения (по ОСТ 5155 и ОСТ 4760)
Номинальное эксплоатацион-
о
тоянный '
о
V
С
12
24
но
—
22O
—
44°
—
—
—
—
ное напряжение
Трёхфазный ток
частоты 50 гц
• о
Я ш
Ц
я S «
г
—
—
127
22O.
38о
5°о
Зооо
бооо
IOOOO
ДУ фаз-
и нуле-
провода-
? 2 S
«33S
2IOZ
—
—
—
127
22O
—
—
—
—
—
О
офазный ¦
оты 50 гц
х и
О а-
12
3°
—
—
—
—
—
—
—
—
Номинальное напряжение на зажимах
ген
тоянный
О "^
—
«5
230
—
460
—
_
—
ераторов
кфазный
частоты
ц между
ными про
1МИ
ИИ а <V" CO ef
йоо 2 о
—
—
—
23O
4ОО
—
5=5
315°
6300
10500
трансформаторов
трёхфазного тока
частоты 50 гц между
фазными проводами
грвичной
отки
с ^
ю
_
—
—
—
220
380
—
5°о
Зооо— 3^5°
бооо— 6300
юооо—10500
горичной
отки
оз IS
>»о
. —
—
—
133
83°
4оо
—
5=5
3 15°— 3 3°о
6300— ббоо
ю 5оо—и ооо
гл. xv]
ПРОЕКТИРОВАНИЕ ЭЛЕКТРОХОЗЯЙСТВА
457
гии и расхода меди по каждому из вариантов —
6,3 и 10,5 кв.
При подсчётах расхода металла принима-
ются следующие эквиваленты: 1 кг алюминия
эквивалентен 0,2 кг меди, 1 кг свинца (обо-
лочки кабелей)—0,4 кг меди, 1 кг активного
железа в трансформаторах —0,28г> кг меди,
1 кг сортового железа—0,1 кг меди. Сравне-
ние ведётся по .приведённому" к меди ме-
таллу [5].
ВНЕШНИЕ ЭЛЕКТРИЧЕСКИЕ СВЯЗИ
При питании завода от энергосистемы
внешние электрические связи осуществляются
линиями электропередачи 35 или ПО кв или
фидепами на генераторном напряжении 6,3
или 10,5 кв.
При напряжениях 35 и 110 кв энергия
трансформируется с этих напряжений на 6,3
или 10,5 кв на трансформаторных подстанциях,
которые, как правило, строятся открытого типа
с закрытым распределительным устройством
(РУ) 6,3 (или 10,5) кв.
На фиг. 1, 2, 3 и 4 даны схемы коммута-
ции концевых подстанций связи, питающихся
двумя линиями. Здесь, как и на фиг. 5 — 14,
приняты следующие условные обозначения:
<
I
•7—
]
>
-
t
1
>
ft ?
J г-
Генератор
Трансформатор
Реактор
Масляный выключатель
Разъединитель
Воздушный автоматический вы-
ключатель
Распределительные шины
Концевая кабельная муфта
Рубильник
Плавкий предохранитель
Сеть заземления
Заземление
Схема фиг. 1 применяется при коротких
линиях связи, когда защита трансформатора
и линии может находиться на питающей под-
станции. Схема фиг. 2 позволяет применять
быстродействующую диференциальную или га-
зовую защиту трансформаторов. Более сложны
и дороги схемы фиг. 3 и 4, которые приме-
няются при длинных линиях связи. Вместе
с тем они более гибки и удобны в экспло-
атации.
Электрическая связь с энергоснабжающей
системой при наличии заводской электростан-
ции предназначается для: а) взаимного резер-
вирования станций, причём пропускная способ-
ность подстанций связи и линий передачи
должна обеспечивать резервирование питания
завода при выходе в ревизию или при аварий-
ном отключении наиболее мощного генератора,
с учётом возможности перегрузки трансформа-
торов и ограничения мощности неответственных
потребителей; б) выпуска в энергосистему сво-
бодной мощности заводской электростанции
в связи с колебаниями электрической нагрузки
завода и режимом агрегатов заводской ТЭЦ,
работающих по тепловому графику, в част-
ности турбогенератороз, работающих с про-
тиводавлением; в) передачи в энергосистему
пиковых нагрузок дуговых электропечей, мо-
торов прокатных станов и т. п. при относи-
тельно недостаточной мощности своей станции.
Открытая трансформаторная подстанция
35 кв при двух-трёх питающих воздушных
линиях и при средней мощности 10—15 мгва
занимает площадь в открытой части 3000—
4000 ж2 и в закрытой F,3 или 10,5 кв) —около
500 м2. При наличии собственной ЦЭС или
ТЭЦ целесообразно объединение РУ 6,3 или
10,5 кв понижающей подстанции и заводской
станции. Выводы 6,3 или 10,5 Кв чаще всего
кабельные. На подстанциях обязательно уст-
ройство проездов, ливнестоков и пожарного
водопровода. При мощности трансформаторов
5600 ква и выше требуется сооружение же-
лезнодорожного пути. Открытые подстанции
оборудуются диверторами для молниезащиты.
Воздушные линии электропередач 35 и ПО кв
при недостатке металла для конструкций и про-
водов возможно строить на деревянных опо-
рах. В целях сокращения длины сети 6,3 и
10,5 кв рекомендуется устройство глубоких
вводов на площадку завода (подробнее см.
ПУЭ, § 17—98 [121).
Если воздушные линии питаются непосред-
ственно от генераторных шин или питают враща-
ющиеся машины, то должна быть предусмотрена
защита линии и обмоток машин от атмосфер-
ных перенапряжений (ПУЭ, § 84, 132 [12]).
Для предварительных подсчётов в табл. 5
указана длина линий передачи для разных
условий в зависимости от передаваемой мощ-
ности. При использовании алюминиевых и мед-
ных (но не стальных) проводов табл. 5 может
применяться и при значениях падения напря-
жения Дц^5%. В этих случаях произведение:
передаваемая мощность (квд)Хдлина (/) изме-
няется пропорционально изменению Аи.
ЗАВОДСКИЕ ЭЛЕКТРОСТАНЦИИ
Количество и мощность агрегатов. Коли-
чество и мощность агрегатов электростанции
выбираются на основе графиков нагрузки;
при этом должна быть обеспечена работа аг-
регатов при наиболее высоких экономических
показателях:
или
1,36
кет
л. с.,
458
ПРОЕКТИРОВАНИЕ ЭНЕРГОХОЗЯЙСТВА ЗАВОДА
[разд. v
Таблица 5
Предельные длины воздушных линий электропередач при потере напряжения Ди = 5% и при cosy = 0,85
для стальных, алюминиевых и медных проводов в зависимости от передаваемой мощности
Провод
щ
Стальной сечением:
5о мм*
95 мм*
Стальной 0 5 мм
Алюминиевый сече-
нием:
25 мм*
5о мм*
Г2О ММ*
Медный сечением:
16 ММ*
ЭЪмм*
5о мм*
95 мм*
Предельная длина воздушной
линии
(*
200
электропередачи
«л) при передаваемой
мощности в ква
600
Рабочее
3,о
5,5
о,6
7
12
23
8
14
т8
26
о,8
1,7
2,4
3,9
8
2,5
4,6
7
8,8
1000
2000
3000
4000
напряжение бооо в
о,5
i
—
1,4
2,3
4,5
1,5
2,8
3,6
5,3
—
—
—
—
1,3
2,3
—
1,4
1,8
2,6
—
—
—
—
—
1,5
—
—
1.2
J.8
—
—
—
—
—
—
—
—
—
1,3
Провод
Стальной сечением:
35 мм3
5° мм*
95 мм*
Алюминиево -сталь-
ной сечением:
35 мм*
'jo мм'
I2O ММ*
Медный сечением:
25 мм*
$о мм1
95 мм*
Предельная длина воздушной
линии электропередачи
(в
3000
км) при передаваемой
мощности в ква
5000
10 000 1 15 000
Рабочее напряжение js ooo в
3,7
5.2
21
35
48
24
37
53
2,3
3,1
6,6
13
21
29
14
23
За
—
—
—
6,3
ю,3
14
7.1
11,2
15,9
—
—
—
—
6.9
9,5
—
7.5
ю,6
где N9 — эффективная мощность на валу пер-
вичного двигателя; NH — номинальная мощ-
ность на зажимах генератора в ква; cos <p — но-
минальный коэфициент мощности генератора;
г1П — к. п. д. механической передачи; ч\г — к. п. д.
генератора (с учётом мощности, расходуемой
на возбудитель).
Если действительный cos<p меньше номи-
нального cos <p генератора, то генератор не мо-
жет отдавать свою номинальную мощность,
так как она лимитируется нагревом обмотки
возбуждения или мощностью возбудителя.
Схема коммутации. Система сборных по-
лос станций средней и малой мощности прини-
Фиг. 5. Фиг. 6.
Фиг. 5 и 6. Схемы коммутации электростанций с одинарной секциониро-
ванной системой шин.
мается одинарная, секционированная масляным
выключателем (фиг. 5), а при более чем двух
генераторах—также и оазъединителями (фиг.6).
При мощности агрегатов до 6 мгвт главная
схема коммутации выполняется таким образом,
чтобы можно было избежать установки реак-
торов на фидерах, причём в случае необходи-
мости реакторы устанавливаются на фидерах
связи и на шинах (как секционные).
На станциях большой мощности для удешев-
ления аппаратуры заводских подстанций и ком-
мутационных пунктов применяется реактиро-
вание фидеров. Сопротивление фидерных реак-
торов должно обеспечивать остаточное напря-
жение на шинах станции 70—80% номиналь-
ного при коротких замыканиях на фидерах
(этим достигается устойчивость параллельной
работы генераторов и не-
прерывность работы элек-
тродвигателей). Количество
ячеек главного распреде-
лительного устройства;
(ГРУ) выбирается с учётом
количества: а) генерато-
ров ТЭЦ; б); трансформа-
торов или фидеров связи;
в) фидеров завода и рабо-
чего посёлка соответственно
проекту электроснабжения;
г) фидеров предприятий, по-
лучающих питание от завод-
ской электростанции; д) фи-
деров собственных нужд
(трансформаторов и электро-
двигателей высокого напря-
жения); е)шиносоединитель-
ныхи секционных масляных
выключателей; ж) трансфор-
маторов напряжения, разряд-
ников и т. д.; з) резервных
ячеек.
Выбор аппаратуры. Ап-
паратура выбирается по но-
минальным параметрам и
проверяется на термиче-
скую и динамическую устой-
чивость в условиях токов короткого замыкания.
Масляные выключатели проверяются также на
предельную отключаемую мощность. Главные
ГЛ. XV
ПРОЕКТИРОВАНИЕ ЭЛЕКТРОХОЗЯЙСТВА
459
полосы и ошиновка проверяются на номиналь-
ные параметры, а также на динамическую
и термическую устойчивость при корот-
ких замыканиях.
В табл. 6 приведены основные характери-
стики наиболее употребительных масляных
выключателей 6 и 10 кв [1].
Таблица 6
Характеристики выключателей, изготовляемых
заводами „Электроаппарат" и „Уралэлектромашина"
лительном устройстве 6,3 кв электродвигатели
6,3 кв и трансформаторы питаются от шин ГРУ
индивидуальными фидерами. При реакторном
ГРУ, в целях удешевления аппаратуры фидеров
собственных нужд, проектируется распредели-
6-Юкв
Тип вы-
ключа-
теля
ВМ-6
ВМ-16
ВМ-16
ВМ-22ф 1
ВМ-22н 1
МД-15
ВМ-23ф
ВМ-23н
ВМГ-122
(ВМГ-22)
ВМГ-132
(ВМГ-32)
МГФ-11
§
ш
0}
о о
S S
-а X
О =
X х
6
б
IO
б
IO
ю
IO
6
IO
IO
•Я
альны
а
X
X я
xl
2ОО
боо
2О0
1500
400; 6оо;юоо
боо;iooo
6oo;iooo;i5oo
400; боо;iooo
4оо;6оо;iooo
600; iooo ;20oo
Предельно
отключае-
мые мощ-
ности при
напряже-
ниях
6 кв
10 кв
в мва
15
IOO
—
'5°
15°
Зоо
IOO
—
Зоо
—
75
125
15°
250
—
2ОО
4ОО
Вес вы-
ключателя
без масла
в кг
48
195
45°
4io;4i5;435
44°; 45°
645^55 ;67О
156; i8o
170
*
)сла в
№
15
5°
i8o
180
90
250
5
10
—
Конструкция ГРУ электростанции. При
мощностях генераторов до 6 мгвт распреде-
лительное устройство на генераторном напря-
жении выполняется одноэтажным двухрядным,
примыкающим к машинному залу.
Собственные нужды электростанций.
Выбор напряжения электродвига-
телей. При напряжении генераторов 6,3 кв
электродвигатели мощностью выше 200 —
250 кет принимаются на этом напряжении,
а при напряжении генераторов 10 кв электро-
Фнг. 7. Схема питания собственных нужд электростанции реактированными
фидерами [1].
двигатели мощностью более 80—100 кет при-
нимаются на напряжении 3 кв. Электродвига-
тели меньшей мощности принимаются в обоих
случаях на напряжении 380/220 в, если оно
принято для цеховых электродвигателей.
Схемы присоединения фидеров
собственных нужд. При генераторном
напряжении 6,3 кв и безреакторном распреде-
Фиг. 8. Схема питания низковольтного щита собствен-
ных нужд электростанции.
тельное устройство 6,3 кв собственных нужд,
которое питается реактированными фидерами
(фиг. 7). Должно быть предусмотрено автома-
тическое включение резервного трансформа-
тора собственных нужд при отключении рабо-
чего посредством автомата на стороне низкого
напряжения (фиг. 8).
Схема питания механизмов собственного
расхода электростанции должна обеспечивать
возможность „подъёма станции с нуля".
Расход электроэнергии на собственные
нужды. В табл. 7 приведены ориентировоч-
ные данные по расходу электроэнергии на
собственные нужды [6] в процентах от выра-
батываемой электроэнергии E%).
Привод механизмов собственных нужд.
Основной и резервный приводы от
электродвигателей. В
особо ответственных случаях
(питательные, конденсатные и в
некоторых случаях циркуля-
ционные насосы) может приме-
няться и паровой привод; ре-
зервные питательные насосы
обязательно имеют паровой
привод.
Основные типы электродви-
гателей, используемых для при-
вода механизмов собственных
нужд: а) асинхронный электро-
двигатель с короткозамкнутым
ротором, системы Бушеро или
с глубоким пазом, с ограничен-
ным пусковым током (так как
при посадках напряжения эти
двигатели не должны отклю-
чаться, то они не должны иметь нулевой за-
щиты); б) асинхронный электродвигатель с фа-
зовым ротором (последний применяется в слу-
чаях, когда требуется большой пусковой мо-
мент или когда недопустим большой пусковой
толчок тока).
Электродвигатели для циркуляционных и
конденсатных насосов выполняются с проти-
460
ПРОЕКТИРОВАНИЕ ЭНЕРГОХОЗЯЙСТВА ЗАВОДА
[РАЗД. V
Таблица 7
Расход электроэнергии на собственные нужды
электростанций
Тип электростанций
s в °/0
Электростанции малой мощности с ко-
тельными, оборудованными ручными топ-
ками, и с естественной тягой
То же с искусственной тягой, дутьё'м и
механическими топками
То же с шахтно-мельничиыми топками . .
Электростанции средней мощности с ко-
тельными на твёрдом топливе и с механиче-
скими топками
Конденсационные электростанции с котель-
ными, оборудованными пылеугольными
топками
Пылеугольные ТЭЦ
Локомобильные станции*
а) с естественной тягой
б) с искусственной тягой и с оборотной
системой охлаждения
Дизельные станции
восыростной изоляцией, защищенными от по-
падания воды.
Электродвигатели, устанавливаемые в по-
мещениях, где имеется угольная пыль, приме-
няются закрытого типа: а) с подводом и от-
водом воздуха извне; б) с замкнутым циклом
охлаждающего воздуха.
При проектировании питания электродви-
гателей механизмов собственных нужд элек-
тростанций необходимо учитывать, что к осо-
бо ответственным относятся следующие меха-
низмы: питательные, циркуляционные и кон-
ценсатные насосы; дымососы и дутьевые вен-
тиляторы; вентиляторы первичного воздуха в
системах с промежуточным бункером; мельнич-
ные вентиляторы в системах без промежу-
точного бункера; питатели пыли и топочные
решётки; мельницы в системах пылепригото-
вления без промежуточных бункеров; масля-
ные насосы турбин; вентиляторы для обдув-
ки трансформаторов. К ответственным по-
требителям относится также электрическое
освещение электростанции.
ВЫБОР МЕСТОРАСПОЛОЖЕНИЯ
ТРАНСФОРМАТОРНЫХ ПОДСТАНЦИЙ
При составлении табл. Б на основании дан-
ных табл. А необходимо мощность трансфор-
маторных подстанций избирать, исходя из
принципа наименьшего расхода цветных ме-
таллов, определяющего необходимость дроб-
ления трансформаторных подстанций, и распо-
лагать последние в непосредственной близо-
сти к их нагрузкам—внутри цехов либо, в край-
нем случае, у наружных стен цехов [18]. За
последнее время в США получило широкое
распространение разукрупнение трансформа-
торных подстанций и заводское изготовление
отдельных узлов типовых сборных конструк-
ций внутрицеховых подстанций. В частности,
GEC и Westinghouse поставляют подобные ком-
плектные подстанции.
В зависимости от ст (плотность электриче-
ских нагрузок, отнесённых к шинам цеховых
подстанций) при помощи табл. 8и9 [16] опре-
деляют мощности подстанций: а) Рм —даю-
щую наименьший расход цветных металлов
в подстанциях и «тях и б) Роэ—.ограниченно
Таблица 8
Мощность Рм подстанций, наивыгоднейших
по общему расходу цветных металлов, в зависимости
от плотности нагрузок при напряжении 380/220 в
Плотность
нагрузок
в г:ва!м*
о,оо4
о,ою
O.O23
0,001
О,122
О,291
O.695
Мощность
трансформато-
ра, устанавли-
ваемого на
о д н о т р а н с-
форматор-
ной подстан-
ции.
в ква .
г8о
240
320
420
5бо
75O
1000
Плотность
нагрузок
в ква\м*
0,004
0,022
O.O53
O.I25
о,28а
O.67Q
I,6lO
Мощность
трансформато-
ров, устанавли-
ваемых на
двухтранс-
форматор-
ной подстан-
ции
в ква
2 X IOO
2 X i8o
2 X 24O
2 X З20
2 X 420
а X 560
з X 75°
Таблица 9
Мощность Роэ подстанций, наивыгоднейших по го-
довым расходам в зависимости от плотности на-
грузки и стоимости 1 кат-года потерь (при огра-
ничении выбора сечения кабеля условиями нагрева)
при напряжении 380/220 в
Стоимость 1 квт-года потерь в руб.
400
600
800
1000
Плотность нагрузок о в ква/м*
...
о,от8
0,036
о+о8з
O.2O5
о.ооб
О,О12
о,о68
0,162
°,39°
о,оо9
О,О22
O.O5I
о,н8
0,276
0,670
о,о13
0,032
O.O75
0,170
о,4°о
о,97О
Мощность
подстанций
в ква
х8о
що
32O
42O
5бо
75°
экономическую", дающую наименьшие годо-
вые затраты при ограниченном расходе цвет-
ного металла. Мощность трансформаторов вы-
бирают промежуточную между Роэ и Рм.
Плотность электрических нагрузок в ква/м*
где Р = КС- ^Руст (см. табл. 1); F—соот-
ветствующая площадь в л*2; cos<?—расчётное
значение на шинах подстанции.
На основании подобных расчётов опреде-
ляют мощность подстанций, которые разме-
щают на планах цехов и на генплане с учётом
местных условий (наличие свободного места,
строительные условия и т. д.), несколько сме-
щая подстанции в направлении источника пи-
тания.
Вышеуказанные расчёты относятся к под-
станциям, питающим распределённые нагрузки.
При сосредоточенных нагрузках более
150 — 200 ква при с>0,5—1 ква/м2 (на-
сосные, компрессорные станции) целесообраз-
но в большинстве случаев производить пита-
ние от отдельных подстанций, расположенных
в непосредственной близости к ним.
В целях сокращения строительных работ
рекомендуется применять открытую установку
трансформаторов у наружных стен цеха с распо-
гл. xv]
ПРОЕКТИРОВАНИЕ ЭЛЕКТРОХОЗЯЙСТВА
461
ложением щита низшего напряжения внутри це-
ха или же устраивать внутренние открытые
трансформаторные подстанции ВОТП [12].
ВЫБОР ТРАНСФОРМАТОРОВ
И ВТОРИЧНОГО НАПРЯЖЕНИЯ [5]
При выборе трансформаторов надлежит
руководствоваться следующими указаниями:
1) мощность трансформаторов цеховых под-
станций выбирается не более 1000 ква\ 2) для
частичного взаимного резервирования и воз-
можности отключения части подстанций при
малых нагрузках предусматривается устрой-
ство на низком напряжении перемычек связи
между подстанциями на 10—25% мощности;
3) резервные трансформаторы не устанавли-
ваются на подстанциях, которые питают на-
грузки, допускающие перерыв питания или
снижение рабочей мощности на время, доста-
точное для смены трансформатора: для таких
случаев на складе должен быть предусмотрен
резервный трансформатор. Для подстанций
крупных или подстанций, питающих особо от-
ветственные нагрузки, требующие бесперебой-
ного питания (газогенераторные, водонасос-
ные и кислородные станции, электрические
краны в сталелитейных цехах, механизмы соб-
ственных нужд котельных и электростанций,
крупные компрессорные и т. п.), устанавли-
вается не менее двух трансформаторов, каждый
из которых должен быть в состоянии обеспе-
чить питание ответственной нагрузки.
Если мощность ответственных электропри-
ёмников невелика, то резерв может быть обес-
печен путём блокировки данной подстанции
с соседней фидером низкого напряжения.
Для вторичного напряжения применяются
500, 380 и 220 в (см. табл. 4). Напряжение 500 в
позволяет снизить, расход металла во вторич-
ной сети, но при этом необходимо устанавли-
вать особые трансформаторы для освещения,
что в ряде случаев (особенно при разукруп-
нении подстанции) сильно снижает выгоды от
экономии металла при применении напряже-
ния 500 в.
При напряжении 380 в достигаются эконо-
мия меди и снижение потерь в связи с тем,
что для питания осветительных и силовых се-
тей могут быть использованы общие трансфор-
маторы. При совместном питании силовых и
осветительных электроприёмников от общих
трансформаторов обязательно заземление ну-
левой точки.
Отказ от выбора напряжения 500 в должен
быть обоснован путём технико-экономического
сравнения вариантов 500 и 380 в. Напряже-
ние 220/127 в допускается лишь для действую-
щих и реконструируемых предприятий с раз-
решения электроснабжающей организации,
если имеются препятствия к переходу на на-
пряжение 380/220 в и при наличии достаточ-
ных оснований (большое количество имеюще-
гося на заводе электрооборудования на напря-
жение 220 в и т. д.).
СХЕМЫ ЭЛЕКТРОСНАБЖЕНИЯ
Схемы электроснабжения выбираются с
учётом: а) количества источников питания;
б) расположения источников питания и подстан-
ций на генплане; в) требования в отношешш
обеспечения непрерывности электроснабжение,
причём различают следующие категории на-
грузок потребителей:
1-я к а т е г о р и я—ответственные нагрузки,
перерыв в электроснабжении которых связан
с браком продукции, порчей оборудования,
длительным остановом предприятия для восста-
новления технологического процесса или с опас-
ностью для людей.
2-я категория—ответственные нагрузки,
перерыв в электроснабжении которых связан
лишь с сокращением выпуска продукции.
3-я категория — неответственные на-
грузки (нагрузки вспомогательных цехов, не-
которых вспомогательных агрегатов, некото-
рые виды коммунальных нагрузок и бытовые
нагрузки).
Схема сети 6,3 или 10,5 кв обычно приме-
няется трёх основных типов: чисто радиаль-
ная — Р, чисто магистральная — М и сме-
шанная— с рабочим радиальным питанием
Шины ТЭЦ
м
Шгистрапыюе
штате
ПР
Шины под-
станций
питание
Фиг. 9. Типовые схемы распределения электроэнергия
(первичное напряжение).
и магистральным резервом — РМ (табл. 10
и фиг. 9) [5].
Разновидностью радиальной схемы является
схема Ро питания радиальными фидерами бес-
шинных однотрансформаторных подстанций,
причём на подстанции устанавливаются толь-
ко трансформатор и разъединитель, а вся аппа-
ратура высокого напряжения устанавливается
в распределительном устройстве коммута-
ционного пункта,главного распределительного
устройства (ГРУ) ТЭЦ или главной понизи-
тельной подстанции.
Преимуществом схемы Ро являются про-
стота защиты и малое количество аппаратуры.
Смешанные схемы РМ, применяемые осо-
бенно часто, обладают значительными пре-
имуществами: радиальные фидеры выбираются
по нагрузке соответствующей подстанции, а
резервирующая магистраль рассчитывается по
нагрузке только одной, максимальной по мощ-
ности подстанции; сеть получается лёгкой при
простой защите.
Крупные подстанции, распределительные
устройства и приёмники следует питать не-
посредственно от электростанций или главных
понизительных подстанций; мелкие подстанции,
распределительные устройства и приёмники
могут питаться от коммутационных пунктов.
462
ПРОЕКТИРОВАНИЕ ЭНЕРГОХОЗЯЙСТВА ЗАВОДА
[РАЗД. V
Для рабочего питания крупных или от-
ветственных подстанций и распределительных
устройств, питающих нагрузки 1-й категории,
предпочтительно применять одноступенчатое
радиальное питание Р. Если стоимость боль-
шого количества фидеров в этом случае полу-
чается слишком высокой, то можно перейти
к двухступенчатому радиальному питанию
(использование промежуточного коммутацион-
ного пункта) или применить магистральную
схему* М.
Для рабочего питания подстанций, пита-
ющих нагрузки 2-й и 3-й категорий, целесо-
образно применять магистральные схемы М
или схемы Ро с радиальным питанием бесшин-
ных подстанций.
Подстанции небольшой мощности, располо-
женные вблизи крупных подстанций или ком-
мутационных пунктов (КП) высоковольтных
электроприёмников, целесообразно питать от
шин этих подстанций или КП по схеме Ро.
Резервное питание подстанций во многих
случаях, как, например, при схеме РМ (табл. 10),
целесообразно производить по магистральной
схеме М. Подстанции и КП, питающие нагруз-
ки, требующие особенно надёжного .питания,
обеспечиваются резервным питанием посред-
ством радиальных фидеров, рассчитанных на
ЮДО/о нагрузки 1-й категории. Рабочие и ре-
зервные фидеры присоединяются к различным
секциям шин как на питающем, так и на пита-
: ¦ Таблица 10
Схемы распределения электроэнергии (первичное напряжение)
емом распределительном устройстве (фиг. 9,
схема ПР).
Основной и резервный фидеры должны пи-
таться по возможности от разных источников.
м
РМ
ДР
ДМ
Изображение
Наименова-
ние
Примеча-
ния
fci
Радиальная
схема
Магистраль-
ная схема
Схема коль-
цевых маги-
стралей
Схема парал-
лельных ра-
диусов
Схема ради-
ального пита-
ния и маги-
стрального ре-
зервирования
Схема двух-
сторонних ра-
диусов
Схема сквоз-
ных (двухсто-
роннего пита-*
ния) маги-
стралей
Условные обозначения
шины станций, районных подстанций или промежуточных
коммутационных пунктов.
шины цеховых трансформаторных подстанций.
Фиг. 10. Схема питания трансформаторных подстанций
по двум магистральным фидерам с взаимным резерви-
рованием.
Вполне полноценное резервирование под-
станций, питающихся по двум магистральным
фидерам, достигается путём за-
мыкания последних в кольцо
(нормально разомкнутое) (схе-
ма ДМ в табл. 10 и фиг. 10).
Подстанции, питающие нагруз-
ки, перерыв питания которых
на время ремонта питающего
фидера допустим, резервным
питанием не обеспечиваются.
Кольцевые схемы допу-
скаются лишь при условии
технико-экономической выгод-
ности их применения, а также
в следующих случаях: а) при
нагрузках 1-й категории, когда
применяются две линии, питае-
мые по возможности от двух
источников (табл. 10, схема
ДР); при этом расчётное сече-
ние фидеров должно обеспечи-
вать максимальный рабочий
режим и каждая линия должна
обеспечивать питание всей на-
грузки 1-й категории в аварий-
ном режиме; б) при нагрузках
2-й и 3-й категорий в случае
технической невозможности пи-
тания по одной линии или тех-
нических преимуществ перехо-
да на две линии (например, в
случае возможности применить
стальные провода).
Для уменьшения колебаний
напряжения на шинах подстан-
ций дуговые сталеплавильные
печи и электродвигатели глав-
ного привода прокатных станов
питаются радиальными фидера-
ми непосредственно от шии
ТЭЦ или от понизительной
подстанции, питающей энерго-
количество ра-
диусов обычно не
более 5—6
Применяется при
двух независимых
источниках энергии
То же
гл. xv]
ПРОЕКТИРОВАНИЕ ЭЛЕКТРОХОЗЯЙСТВА
463
системы. Желательно, чтобы схема могла
предусматривать выделение этих приёмников
на секции шин ТЭЦ, питающихся непосред-
ственно от энергосистемы, что особенно важно
при недостаточной мощности агрегатов завод-
ской станции.
На фиг. 11 представлена схема сети, а на
фиг. 12 — сеть высокого напряжения крупного
машиностроительного завода [5].
УЛУЧШЕНИЕ КОЭФИЦИЕНТА МОЩНОСТИ
Специальные устройства для улучшения
коэфициента мощности (cos <p) можно преду-
сматривать только с разрешения электроснаб-
жающей организации.
Способы улучшения естественного cos <pj
а) правильный выбор в соответствии с нагруз-
кой трансформаторов и электродвигателей;
469 КОа
)%\оди8атель ~
№*~?5)?5м ?Cх25O6п Щх25M01* Ш*ШЮм
Фиг. 11. Схема сети высокого напряжения крупного машиностроительного завода.
464
ПРОЕКТИРОВАНИЕ ЭНЕРГОХОЗЯЙСТВА ЗАВОДА
[РАЗД. V
320
г* wo
2*560
Коммутационный узел
о Подстанция
——— Рабочие линии высокого напряжения
Резервные линии высокого напряжения
Резервные линии низкого напряжения
360м
фиг. 12. Сеть высокого напряжения крупного машиностроительного завода.
б) применение синхронных электродвигателей
для привода крупных компрессоров, мотор-
генераторов и пр.; в) применение постоянного
тока для кранов, для сварки и т. п.
Способы искусственного улучшения cos <p:
а) установка статических конденсаторов;б)уста-
новка синхронных компенсаторов.
Подсчёт необходимой для компенсации ре-
активной мощности Q в квар производится по
формуле:
Q = P (tg <px -
где Р'—активная мощность в кет; <pj— есте-
ственный угол сдвига фаз; ср0 — искусственно
пониженный угол сдвига фаз.
Для той же цели удобно пользоваться семей-
ством кривых, представленных на фиг. 13.
При малых и средних реактивных мощно-
стях для компенсации до 1000—2000 квар обычно
100 120 Щ 160 180 200 ?20230%
Фиг. 13. Кривые для определения реактивной мощности
компенсаторов (по оси абсцисс отложены квар компен-
сатора в процентах от кет активной нагрузки).
выгоднее устанавливать статические конденса-
торы, причём удельные капиталовложения и
к. п. д. не зависят от мощности установки.
При крупных мощностях могут применяться
синхронные компенсаторы, обладающие тем
преимуществом, что с увеличением мощности
удельные капиталовложения на 1 квар установ-
ленной мощности уменьшаются и к. п. д. уста-
новки увеличивается.
Средние потери энергии при крупных син-
хронных компенсаторах составляют около 2,5 —
3<ty0. При статических конденсаторах они не
превышают 0,5%.
Стоимость компенсации на напряжении 6,3
или 10,5 кв значительно ниже, чем на напря-
жении 380 или 500 в; поэтому компенсация на
низшем напряжении применяется лишь в
исключительных случаях. Статические конден-
саторы на напряжение G.3 кв стоят 55 руб.
за 1 квар, а на напряжение 220 в — 350 руб.
за 1 квар [1].
Преимуществами статических конденсато-
ров являются также отсутствие обслуживаю-
щего персонала, более свободный выбор места
присоединения к сети и удобство расширения
компенсирующей установки.
Недостатки статических конденсаторов та-
ковы: значительный ток включения (при мощ-
ности более 1000 квар включение производится
через пусковое, нормально зашунтнрованное
сопротивление) и наличие остаточного напря-
жения на конденсаторах после их отключения
от сети.
Величина разрядного сопротивления должна
быть такова, чтобы через 1 мин. после отклю-
чения установки от сети остаточное напряже-
ние не превышало 50 — G5 в.
ВЫБОР ЭЛЕКТРОДВИГАТЕЛЕЙ
Крупные электродвигатели следует выби-
рать на наивысшее из имеющихся и допустимых
для них напряжений. Соотношение между
напряжением и мощностью электродвигателей
следующее: при рабочем напряжении 3 кв
минимальная мощность электродвигателя 80—
100 кет п соответственно при C,3 кв—200—
250 кет и при 10,5 кв— 1500 — 2000 кепи
Эти электродвигатели, где это допустимо
по условиям работы приводимого механизма и
ГЛ. XV]
ПРОЕКТИРОВАНИЕ ЭЛЕКТРОХОЗЯЙСТВА
465
где это даёт существенный экономический
эффект (причём необходимо учитывать также
степень дефицитности пусковой аппаратуры),
целесообразно выбирать синхронными, с руч-
ным, полуавтоматическим или автоматическим
асинхронным пуском (для привода компрессо-
ров, насосов, мотор-генераторов и т. д.).
Выбор мощности электродвигателей произ-
водится на основании технологических данных.
По роду тока в огромном большинстве случаев
выбираются электродвигатели трёхфазного
тока. Для приводов с широкой регулировкой
скорости (для некоторых кранов, подъёмников
и т. п.) применяются электродвигатели постоян-
ного тока.
Таблица 11
Максимальная мощность электродвигателя 380 в
с короткозамкнутым ротором в зависимости от мощ-
ности питающего трансформатора и допустимого
падения напряжения Ди%
Ли
в%
3
4
ю
Мощность трансформатора в ква
100
4,=»
8,4
21
135
1801 240
320
420
560
750
1000
Максимальная мощность электро-
двигателя в кет
5,6
11,2
2»
7,5
15
37
ю
2О
5о
13,3
27
56
17,6
as
88
23
47
lib
3i
62
155
42
84
2IO
Таблица 12
Выбор электродвигателей по исполнению корпуса
Цехи и помещения
Механосборочные, ремонт-
но-механические, инструмен-
тальные, металлоконструкций,
лаборатории
Литейные, землезаготови-
тельные]
Кузнечные
Деревообделочные, модель-
ные, малярные, ремонтно-стро-
ительные
Травильные
Ацетиленовые и бензохрани-
лища, зарядные станций, ма-
лярные '¦ (при применении
взрывоопасных растворителей)
^глепомольные
Котельные с ручными топ-
ками на угле, торфе, закры-
тые склады угля
Котельные
а) в местах с температу-
рой до 35° С
б) те же, более 35° С
Неотапливаемые крытые
склады
Машинные залы газогене-
раторных станций
Насосные
Указа-
ние по
выбору
элек-
тродви-
гателя
Р
Р
Р
Д
Р
Р
Д
Р
Р
д
д
д
р
р
р
р
д
р
р
р
р
р
о. о.
Р
Р
д
Изоляция
Нормальная
Нормальная
Противосы-
ростная:
Нормальная
Нормальная
Противосы-
ростная
Нормальная
Противосы-
ростная;
Нормальная
Нормальная
Нормальная
Противосы-
ростная
Нормальная
'•
Противосы-
ростная
Противосы-
ростная
Нормальная
Противосы-
ростная
Двигатели
асинхронные
с коротко-
замкнутым
ротором
Открытые
Защищенные
Закрытые
Защищенные,
с вентиляцией
Открытые
Закрытые
Закрытые, с
вентиляцией
Герметические
Закрытые
Открытые
Защищенные
Закрытые, с
вентиляцией
Газовзрыво-
безопасные
Закрытые
Герметические
закрытые
Закрытые, с
вентиляцией
Открытые
Защищенные
Открытые
Защищенные
Закрытые, с
вентиляцией
Открытые
Защищенные
Газовзрыво-
безопасные
Открытые
Защищенные
с контакт-
ными кольцами
Открытые
Закрытые
Закрытые, с
вентиляцией
Открытые
защищенные
Закрытые
Закрытые, с
вентиляцией
Закрытые
Открытые
Закрытые, с
вентиляцией
Газовзрыво-
безопасные
Закрытые
Закрытые
Закрытые
Закрытые, с
вентиляцией
Открытые
Открытые
Закрытые, с
вентиляцией
Открытые
Газовзрыво-
безопасные
Открытые
Защищенные
крановые
Открытые
Закрытые
-
Закрытые
Закрытые
Открытые
Закрытые
Закрытые
Закрытые
Открытые
Открытые
Открытые
-
Открытые
постоянного
тока
Открытые
Защищенные
Закрытые
Защищенные,
с вентиляцией
Открытые
защищенные
Закрытые
Закрытые, с
вентиляцией
, Закрытые, с
вентиляцией
Закрытые
Открытые
Защищенные
Закрытые, с
вентиляцией
Газовзрыво-
безопасные
Закрытые
Закрытые
Закрытые, с
вентиляцией
Открытые
Защищенные
Открытые
Защищенные
Закрытые, с
вентиляцией
Открытые
Защищенные
Газовзрыво-
безопасные
Открытые
Защищенные
Примечания: 1. Вне здания, на открытом воздухе рекомендуются электродвигатели с противосыростной
изоляцией, закрытые; допускаются электродвигатели с такой же изоляцией, защищенные от влаги.
2. В графе 2-й: Р — рекомендуется, Д — допускается.
30 Том 14 113
466
ПРОЕКТИРОВАНИЕ ЭНЕРГОХОЗЯЙСТВА ЗАВОДА
[РАЗД. V
Основной тип асинхронного двигателя —
электродвигатель с короткозамкнутым ротором.
Такие двигатели применяются в тех случаях,
когда не требуются регулировка числа обо-
ротов, большой пусковой момент и низкие
значения пускового тока.
Величина допустимой к включению в данную
сеть мощности электродвигателя с коротко-
замкнутым ротором ограничена, в частности,
допустимой дополнительной потерей напряже-
ния от толчка пускового тока. Рекомендуется
в этом случае не допускать падения напряже-
ния более 10% в чисто силовых сетях, более
2% — в сетях, общих для силы и света, при
частых пусках и более 4% — в тех же сетях
при редких пусках. В табл. 11 приведены
величины допустимых для прямого включения
мощностей в зависимости от мощности транс-
форматора [17 и 19].
Если электродвигатели питаются не непо-
средственно от шин трансформаторной подстан-
ции, то необходимо учитывать и дополнитель-
ную потерю напряжения в питающей сети.
При питании от ЦЭС малой мощности
мощность электродвигателя с короткозамкну-
тым ротором не должна превышать 0,1 —
0,12 кет на каждый ква мощности генераторов.
Для приводов вентиляторов и дымососов
в некоторых случаях применяются электродви-
гатели с фазовым ротором и постоянно нале-
гающими щётками для регулирования числа
оборотов реостатом в цепи ротора. Такое
регулирование вентиляторов, допускающее
снижение числа оборотов на 30—40%, значи-
тельно экономичнее дросселирования задвиж-
кой на нагнетательной трубе, но оно менее
экономично.чём регулирование работы вентиля-
торов и дымососов при помощи направляющих
лопаток.
Для привода тяжёлых станков с маховиком
(эксцентриковые и кривошипные прессы,
горизонтально-ковочные машины, правильно-
гибочные вальцы мощностью более 5—7 кет)
в целях лучшего использования маховика при-
меняются электродвигатели с постоянно нале-
гающими щётками и с постоянно включённым
сопротивлением в роторе для увеличения
скольжения. Это сопротивление одновременно
является пусковым.
По исполнению корпуса электродвигатели
выбираются в зависимости от окружающей
среды согласно табл. 12 [17 и 19].
ВЫБОР ПУСКОВОЙ АППАРАТУРЫ
Краткая характеристика основных, наиболее
употребительных типов пусковой аппаратуры
для электродвигателей приведена в табл. 13
.[17 и 191.
Магнитные пускатели для приводов, не
требующих блокировки или автоматического
пуска, применяются лишь для электродвигате-
лей мощностью более 10 кет.
Контакторы и контроллеры используются
только при большом числе включений, а также
для автоматического управления приводами.
Пускатели с перемыканием предохраните-
лей при напряжении 380 в целесообразно при-
менять для электродвигателей мощностью
более 1,3 кет.
Для электродвигателей с фазовым ротором
пусковые реостаты выбираются по мощности,
по пусковому моменту приводимого механизма
и по данным ротора двигателя, т. е. по отно-
е
шению -у, где е — напряжение между коль-
цами неподвижного ротора в в; /—сила тока
ротора при работе с полной нагрузкой в а.
Таблица 13
Тип
аппара-
туры
nK3W
пкз 60
П*3 500
ПБМ-02
ПШП-25
ПБМ-12
ВТП-10
ПМ-0
ПМ-1
ПМ-2
ПМ-3
ПМ-4
ПМ-5
Наименование
Трёхполюс-
ный пакетный
выключатель
То же • . .
Масляный
пускатель . .
Масляный
пускатель с
перемыканием
предохраните-
лей
Масляный
ревертор без
предохрани-
телей ....
.Ткацкий"
трёхполюсный
выключатель
с предохрани-
телями . . .
Магнитный
пускатель . .
То же ...
Предельная
сила тока или
мощность для
электромото-
ров с контакт-
ными 1- ольцами
380 в
в а в кат
25
бо
ю
1 1 1 1 1 1
—
-
5
=5
33
65
*3°
зЭо
Предельная
МОЩНОСТЬ
для элек-
тромоторов
с корот^о-
¦ амкнутым
ротором
3S0 в в кет
а,85
7.5
Н.5
7.5
4,5
о,8
S
15
29
65
»3о
2вО
По мощности выбор пускового реостата
производится по табл. 14 [17 и 19].
При выборе реостата по отношению —
следует руководствоваться табл. 15.
Если пуск производится при полной на-
е
грузке, то — реостата должно соответство-
е .,
вать — двигателя; при пуске с 7г нагрузки
g
— реостата следует выбирать в 2 раза боль-
е
шим, чем -г двигателя.
Момент, развиваемый электродвигателем
при пуске с i/г нагрузки, равен 0,75 ыомныаль-
гл. xv]
ПРОЕКТИРОВАНИЕ ЭЛЕКТРОХОЗЯЙСТВА
467
Таблица 14
Выбор пусковых реостатов в зависимости от мощности двигателя
Требуется определить мощность,
е
личину и -j реостата.
Реостат
Мощность
двигателя
в кет при
Тип
Вели-
чина
»/, на-
грузке
7« на-
грузке
РМ-2
II
2О
IO
РМ-431
III
4°
го
РМ-441
IV
75
4о
РМ-451
V
15°
75
P.vi-461
VI
Зоо
150
РМ-471
VII
52O
2б0
РМ-481
VIII
72О
52O
Мощность реостата
= 48 кат. Выбиртется по
реостат V величины.
2,5
Для
Выбирается
29
табл.
1,5
14
е 15
реостата — = 1,0- г-¦= = 0,6.
It ' ltb
Значения
Таблица 15
Стандартные
значения . .
Пределы от-
клонений . .
о.5*
0,42—0,75
1,О
O.75—1.3
1,8
3.2
1
1,3—2,4: 2,4—4.2
5.6
4,2—7,6
IO
7-6—13
i8
ГЗ—24
ного момента, а при пуске с полной нагруз-
кой— 1,5 номинального.
Если требуется пусковой момент, больший
1,5-кратного, то мощность реостата выбирается
ббльшая — прямо пропорционально, а ——об-
ратно пропорционально отношению
потребный момент
1,5Х номинальный момент
Прпмер. Характеристика электродвигателя и пуско-
вые условия: ЛГ=29 кет, ~ - 1,0; М = 2,5 • М
3 -..— ' ном
t
по табл. 15 стандартное
~ = 0,55.
В табл. 16 и 17 приведены дан-
ные по выбору пусковой аппаратуры
в зависимости от характера окру-
жающей среды [17 и 19J,
ПУСК СИНХРОННЫЕ
ЭЛЕКТРОДВИГАТЕЛЕЙ
Для синхронных электро-
двигателей современной кон-
струкции применяется асин-
хронный пуск.
Прямой пуск при полном
напряжении наиболее целесо-
образен из-за простоты и де-
шевизны аппаратуры. Однако
при его применении необхо-
димо учитывать мощность питающей уста-
новки, падение напряжения от пускового толч-
ка тока него влияние на работу других элек-
троприёмникоз, а также динамическую проч-
ность лобовых частей обмотки, что должно
быть оговорено в технических условиях
заказа.
По данным зарубежной практики непосред-
ственный пуск от сети при полном напряжении
синхронного электродвигателя поршнгво о
компрессора, при соответствующей загружен-
ности сети и при удовлетворительно работа-
ющей автоматической регулиро.зке напряжения
генераторов не вызывает расстройства работы
Таблица 16
Класс аппаратуры
1
2
3
4
Распределение пусковой аппаратуры по классам в зависимости от характера её защиты
от окружающей среды
Характеристика
в отношении защиты
от окружающей
среды
Аппаратура откры-
тая
Аппаратура защи-
щенная — в стальном
кожухе
Аппаратура защи-
щенная — в чугунном
или стальном кожухе,
но масляного типа
Аппаратура взрыво-
безопасная
Воздушные выключатели
неавтоматические
без плав-
ких предо-
храните-
лей
Р, РП.
ПП, ПКЗ
ВТ-10
MHG
-
с плавкими
предохра-
нителями
-
РЯ
ВТИ-Ю
ЯА. А-60
A-1Q0
пвг
авто-
м-ггмче-
ские
А, КТ
АЯ,
КТ, ИМ,
11» р,
ПРО
АЯ. ПМ
ilMP (a
чу|ун-
ном
кожухе]
УКГ
Ш1Г-2
Масляные выключает
неавтоматические
без плав-
ких предо-
храните-
лей
-
-
ПБМ-12
ретрсив-
ный
-
с плавкими
предохра-
нителями
-
-
ПБМ 01
ПБМ-02
11ШИ гЬ
113Г-.М
[itilli 00
пзг-ео
-
авто-
матнче
Chue
-
-'
ВМ-6
ВМ-16,
_
Кон-
трол-
леры
,.
КБ
-
Масля-
ные
рео-
статы
-
РМ и
IIP
Кнопки
управ-
ления
¦г I
КУ-400
КУ-400
с
уплот-
нением
КУГ-400
468
ПРОЕКТИРОВАНИЕ ЭНЕРГОХОЗЯЙСТВА ЗАВОДА
[разд. v
Таблица 17
Выбор пусковой аппаратуры для электродвигателей трёхфазного тока в зависимости от характера
окружающей среды (см. табл. 16)
Характеристик
среды (п<
Сухие ота-
пдиваемые
Неотапли-
ваемые
Сырые
Особенно
сырые
Жаркие
Пыльные
Пожароопас-
ные
i ' Т
С едкими
парами и га-
зами
Взрывоопас-
ные
а окружающей
шещений)
электрома-
шинные поме-
щения
прочие по-
мещения
-
-
с температу-
рой до 35° С
с температу-
турой выше
35° С
при наличии
вентиляции
особенно
пыльные
при наличии
удовлетвори-
тельной венти-
ляции
при большой
концентрации
пароз и газов
с горючей
пылью во взве-
шенном состоя-
нии
со взрывчатой
смесью газов
Защита от внешних
повреждений
С открытыми токоведу-
щими частями
Защищенные кожухом от
прикосновения
То же
То же
Закрытые, в ящиках с
уплотнением или масляные
Защищенные кожухом или
в ящиках
То же
Закрытые, в ящиках, с
уплотнением или масляные
То же
То же
То же
Закрытые, в ящиках, ма-
сляные
Закрытые масляные, без
предохранителей
Закрытые взрывобезопас-
ные
Типы аппаратуры
рекомендуемые
Р, П, РП и ПП, \
ПКЗ автомат А, кон-[ до 250 в
такторы КТ '
Все типы классов 2 и 3, а
также класса 1, при условии
защиты кожухом от при-
косновения
То же, что для сухих отап-
ливаемых
Все типы класса 3
Пускатель ПБМ-12. Рео-
сгатыРМ, ПР, кнопки КУ с
уплотнением
Все типы классов 2 и 3, а
также типы класса 1 при
условии обязательной за-
щиты кожухом от прикосно-
вения
То же при условии, что мощ-
ность аппарата соответствует
условиям нагрева
Все типы класса 3
Го же
То же
То же
РМ. ПР. ПБМ-12
ПБМ с предохранителем,
вынесенным из опасного поме-
щения; магнитные пускатели,
вынесенные за пределы по-
мещения, с кнопками КУГ
в цехах
;¦ Все типы класса 4; магнит-
ные пускатели, вынесенные за
пределы помещения, с кноп-
ками КУГ в цехах
допускаемые
Бее типы классов
2 и 3
То же, что для су-
хих отапливаемых
Типы класса 2 при
наличии удовлетво-
рительной вентиляции
Все остальные типы
класса 3
—
-
Типы класса 2
—
ПБМ-01; ПБМ-02; ¦
ПШП-25; ПШП-60;
ПЗТ-25: ЯА-100;
ЯА-200; ПЗТ-60
мм
При установке аппаратуры'вне зданий руководствоваться указаниями таблицы для особо сырых помещений.
гл. xv]
ПРОЕКТИРОВАНИЕ ЭЛЕКТРОХОЗЯЙСТВА
469
прочих электроприёмников при отношении
мощности электродвигателя к мощности гене-
раторов электростанции 1 :3,5 [21J.
Кратность пусковых моментов при прямом
пуске:
По схеме г выключатель ВМ-2 разомкнут,
ВМ-3 замкнут и образует нулевую точку ав-
тотрансформатора; включается ВМ-1; после
М
= 0,6-2,1.
Кратность пусковых токов:
-^ = 3.2-6,5.
'«
Прямой пуск чаще применяется для тихо-
ходных двигателей, у которых -.-." — 1 и^ =
• ' Мн iH
= 3,5 -=- 4. Для быстроходных двигателей с
большими значениями -" (От 5 до б) чаще
применяется пуск от пониженного напряжения
через реактор или автотрансформатор. При
этом в зависимости от способа пуска имеют
место следующие соотношения (табл. 18).
Таблица 18
Пусковые токи и моменты
Пусковая
величина
Сила тока в об-
мотке двигателя
Сила тока в сети
Момент на валу
При ре акт АО
ном пуске
4='л ип
'п = 'п ип
При автотранс-
форматорном
пуске
'«"'«"л
l'n = ina'a
К = Мп ап
Обозначения:
Мп — пусковой момент при номинальном
напряжении;
Мп — пусковой момент при пониженном
напряжении;
Мн — момент при номинальном напряжении;
/„ — пусковой ток при номинальном на-
пряжении;
in — пусковой ток при пониженном напря-
жении;
ап —относительное напряжение на клем-
и„
мах при пуске, равное -р, где ип — пони-
ин
женное напряжение при пуске, ин — номи-
нальное напряжение при пуске.
При тяжёлых условиях пуска чаще приме-
няется автотрансформаторный пуск, более
дорогой, но сильнее снижающий пусковой тол-
чок тока в сети.
Ниже приведены наиболее употребитель-
ные принципиальные схемы реакторного и
автотрансформаторного пуска (фиг. 14).
При пуске по схеме а выключатель ВМ-2
разомкнут, включается ВМ-1 и, после разгона,
ВМ-2.
По схеме б реактор включён в нулевой
точке обмотки статора и ВМ-2 после разгона
сознаёт постоянную нулевую точку.
По схеме в пуск трёх электродвигателей
производится от одного пускового реактора,
аналогично пуску по схеме а.
Фиг. 14. Схема реакторного и авто-
трансформаторного пуска синхронных
электродвигателей: /—главный масля-
ный выключатель ВМ-1; 2 —вспомо-
гательный выключатель ВМ-2; 3— мас-
ляный выключатель в нулевой точке автотрансфор-
матора; 4 — реактор; 5 — автотрансформатор.
разгона отключается ВМ-3, причём часть об-
мотки автотрансформатора 5 работает как ре-
актор, затем включается ВМ-2.
РАСПРЕДЕЛИТЕЛЬНЫЕ ПУНКТЫ
Распределительные пункты комплектуются
из чугунных ящиков нормальных каталожных
типов, смонтированных на шинных коробках.
Чугунные ящики дефицитны и могут заменять-
ся в распределительных пунктах комплектными
сборками из встроенных в стальные шкафы
предохранителей типов Н, SPO и ПР. На вво-
де обычно предусматривается рубильник.
При отсутствии индивидуальной нулевой
защиты непосредственно у приёмников жела-
тельна установка максимально-нулевых авто-
матов на вводах распределительных пунктов.
Каждый пункт оборудуется предохранителя-
ми на отходящих линиях, а также вольтме-
тром или сигнальной лампой, показывающей
наличие напряжения. Питательные пункты обо-
рудуются счётчиками электроэнергии. Автома-
ты вследствие их дефицитности устанавлива-
ются лишь на фидерах к мощным электродви-
гателям.
При проектировании распределительных
пунктов надлежит руководствоваться следую-
щим: а) необходимо объединять питание от
одного пункта ближайших по расположению
приёмников в таком количестве, чтобы нагруз-
ка фидера не превышала 200 а; б) все приём-
ники одного технологического потока, в том
числе и соответствующие краны, необходимо
присоединять по возможности к одному пунк-
ту; в) транспортные и производственные ме-
ханизмы непрерывной передачи и обработки
изделий и материалов (механизированная угле-
подача, землеподготовка в литейных и т. п.)
также должны быть присоединены к одному
пункту; при этом питание электроприёмников
осуществляется радиальными фидерами, и на
пунктах может быть осуществлена блокировка;
г) к одному пункту могут присоединяться
группы электродвигателей при условии, что
мощность ни одного из них не превышает
суммы мощностей остальных; д) резервные
питательные фидеры предусматриваются в осо-
бо ответственных случаях для распределитель-
ных пунктов при питании от них пожарных
насосов, компрессоров, разливочных кранов,
i азодувок, вентиляторов газостанций, механиз-
мов собственных нужд котельных и электро-
470
ПРОЕКТИРОВАНИЕ ЭНЕРГОХОЗЯЙСТВА ЗАВОДА
[РАЗД. V
станций и т. д. При этом, если обеспечивается
питание от независимых источников, шины
пункта секционируют и каждую секцию пита-
ют от отдельного источника.
СИЛОВЫЕ СЕТИ
Выбор конструкции. При проектировании
силовых сетей в цглнх экономии материала
проводов рекомендуется применять преимуще-
ственно: а) юлые токопроводы, в первую оче-
рель стальные; б) шинныг сборки; в) шины в
каналах, в первую очередь стальные; г) общие
магистрали для силозых и осветительных при-
ёмников; д) питание стационарных приёмни-
ков от кранозых троллеев; е) сталь вместо
меди: для магистралей постоянного тока — во
всех случаях, когда это не сопряжено с кон-
структивными трудностями; для магистралей
переменного тока — при токе до 500 а; для
троллеев — во всех случаях; для воздушных
силовых сетей — когда это допускается по ус-
ловиям потери напряжения; для воздушных ли-
ний наружных силовых сетей—проводку голы-
ми проводами магистралей внутри цехов с со-
блюдением особых условий ПУЭ, §218—233 [12].
При выборе марки проводов и кабелей и
способа их прокладки в зависимости от мест-
ных условий следует руководствоваться ПУЭ,
§ 440-474 J12J.
На фиг. 15 представлены типовые схемы
сетей низкого напряжения при равномерно
распределённой нагрузке.
Расчёт силовых сетей. Ответвления к
приёмникам рассчитываются на их номиналь-
ные токи с учётом температуры окружающей
среды, типа проводов и способа прокладки и
выбираются по таблицам допустимых нагрузок
{12J. Плавкая вставка для защиты ответвле-
ний выбирается: для электродвигателей с фа-
зовым ротором — на номинальную силу тока;
для электродвигателей с короткозамкнутым
ротором при пуске от полного напряжения —
на 2,5-кратную силу тока; при пуске электро-
двигателей переключением д/д—на 1,3-крат-
ную силу тока.
Сечение провода в целях обеспечения за-
щиты последнего плавкой вставкой от пере-
грева при коротких замыканиях проверяется
по плавкой вставке. Проверка производится
по табл. 19 [12|.
Расчётный ток фидеров и магистралей
определяют по формулам табл. 20 A7 и 1У],
причём все приёмники разбивают на однород-
ные по характеру работы группы согласно поз.
1 — 14 или по характеру производства согласно
поз. 15—17 таблицы и для каждой группы опре-
деляют расчётный ток. Общий ток фидера при-
нимают равным сумме токов отдельных групп.
По этому току определяют сечение проводов.
Силу тока плавкой вставки в а определяют
по одной из зависимостей:
или
где /р — расчётная сила тока фидера в а; га-
сила тока электродвигателя с наибольшим пу-
сковым током (номинальная) в а;а = 2,5 при
редких пусках и небольшой длительности раз-
гона; о = 1,6 — 2 при частых пусках и боль-
п
шой длительности разгона;Ц?—расчётная си-
ла тока всех электроприёмников в a\k — крат-
ность пускового толчка тока наибольшего
электродвигателя.
Одноступенчатая радиальная
Двухступенчатая радиальная
Одноступенчатая магистральная
-к *
* * *т1чг* * *-
г* х *-
Магистрально -радиальная
* У * * У * * у—*
х—П—* *—IL_# j*—Л—х
* M * *—II * * Lj—* *—И—*|
x—П—к х—П—к >—II—> х—П—к
*~1Г* *~Y~* *~H~* *~УГ*
Радиально - магистральная
*—
*—
X—
X
—к—
—*—
—к—
—к—
—X—
=2bv
v
* *^, * ?
•* ыЛ * *
^ ц ¦)( у
ЕЕгг
Фиг. 15. Типовые схемы сетей низкого напряжена!
при равномерно распределённой нагрузке.
ГЛ. XV]
ПРОЕКТИРОВАНИЕ ЭЛЕКТРОХОЗЯЙСТВА
471
Таблица 19
Предельные значения допустимых соотношений между пропускной способностью проводов и кабелей
и номинальным током плавких вставок или током выключения автоматических выключателей
>уппы
Г
2:
j
и
111
Наименование
помещений
Производствен-
ные помещения
промышленных
предприятий, не
опасные в отно-
шении взрыва
Помещения,
опасные в отно-
шении взрыва
Жилые дома,
бытовые и обще-
ственные поме-
щения, служебно-
бытовые и сктал-
ские помещения
промышленных
предприятии
Наимено-
вания
сетей
Силовые
сети
Освети-
тельные
сети
Силовые
и освети-
тельные
сети
Силовые
и освети-
тельные
сети
Назначение
и режим рабо-
ты проводки
а) Фидеры и
магистрали
б) Ответвле-
ния к приёмни
кам с длитель-
ным режимом
работы
в) Ответвле-
ния к приём-
никам с по-
вторно-кратко-
временным ре-
жимом работы
для проводов
сечением
10 мм* и более
Фидеры, ма-
гистрали, от-
ветвления
Фидеры и
магистрали*
Фидеры, ма-
гистрали от-
ветвления
Прокладка
проводов
В стальной
(газовой) тру-
бе
Открыто
Открыто, на
изолирующих
опорах
В стальной
(газовой) тру-
бе
Открыто
Открыто
на изолирую-
щих опорах
В стальной
(газовой) тру-
бе
Открыто
В стальной
(газовой) тру-
бе
Открыто
Открыто, на
изолирующих
опорах
В стальной
газовой) трубе
Открыто
Открыто
В стальной
газовой)трубе
Открыто
Открыто, на
изолирующих
опорах
Открыто
Конструкция
проводов и
кабелей
ПР, ПРТО,
НРГ, ВРГ
СРГ, ПРП,
ТПРФ, СБ, СГ
и САД
ПР и ПВМ**
ПР, ПРТО,
НРГ, ВРГ,
СРГ, ПРП.
ТПРФ, СБ, СГ
и САД
ПР, ПВМ и
ШР**
ПР, ПРТО,
НРГ, ВРГ,
СРГ, ПРП,
ТПРФ, СБ, СГ
и САД
ПР, ПРТО,
НРГ, ВРГ,
срг, прп.
ГГ1РФ. СБ\ СГ
И САД
ПР, ПВМ.
ШР**
ПР, ПРТО,
НРГ, ВРГ,
СРБГ, НРБГ,
ВРБГ
СБ
ПР, ПРТО,
НРГ, ВРГ,
СРГ, ПРП,
ТПРФ
ПР и ПВМ
СБ, СГ, САД
Допустимые соотношения
между пропускной способ-
ностью провода и током
плавкой вставки или
автомата
плавкие
вставки
1пр***
/„„
*вс
не менее
О,66
о.бб
о,85
о.ЗЭ
о,33
0,85
о.5
о,5
1
i
i
1.25
1,25
I
1.25
1.25
1.25
I
автоматы
)
la
не менее
о.45
O.45
0,6
О,23
О,23
о,б
°.35
°.35
о,8**
о,8
о,8
i
i
о,8
I
i
3
о,8
* Выбор сечений для взрывоопасных помещений см. [12]. Расчёт ответвления ведётся по общим правилам для
невзрывоопасных помещений, но сечение проверяется по условию /Л/О>1,25 'НОн электродвигателя.
*• Прокладка ПР и ПВМ и т. п. открыто на изолирующих опорах в пожароопасных помещениях не допускается.
*** {„„—нагрузка провода, допустимая по условиям нагрева (ПУЭ, § 501 — 504) [12].
{ —номинальный ток плавкой вставки (ПУЭ, § 483 — 486) A2].
t —уставка тока выключения автомата.
472
ПРОЕКТИРОВАНИЕ ЭНЕРГОХОЗЯЙСТВА ЗАВОДА
[РАЗД. V
Таблица 20
Определение расчётных сил тока фидеров ip по но-
минальным установленным мощностям электропри-
ёмников в кет на валу электродвигателей и в ква
на зажимах сварочных и нагревательных аппаратов
(рабочее напряжение 380 в)
№
поз.
Группы
электроприёмников
Электродвигатели хо-
рошо загруженные и дли-
тельно работающие . . .
Электродвигатели стан-
ков нормального (лёгко-
го) режима работы ....
То же тяжёлого режима
работы
То же особенно тяжё-
лого режима работы . . .
Электро- Г е=пр 15*
двигатели { « = ПР 25%
кранов | в=ПР 40%
Нагревательные аппа-
раты, печи сопротивления
(трёхфазные)
Сварочные трансформа-
торы для дуговой сварки .
Сварочные ,
аппараты 8==
для точеч- I
ной, стыко-: е= ..?, ~~
вой и тому I 40'/,
12,5°/0
Электродвигатели земле-
дельных установок в ли-
тейных
Электродвигатели руч-
ного инструмента и пере-
носных станков
Электро-
приводы
крупно-
серийного и
массового
(включая
поточное)
произ-
водств
цехи горя-
чей обра-
ботки ме-
таллов . .
цехи хо-
лодной об-
работки ме-
таллов .
Электроприводы в цехах
единичного и мелкосерий-
ного производства ....
Расчётная сила тока
фидера /„ в а
ip ~а,6-1,8)Рп
ip -
1,6Р4+0.67Ря_4
1,6Р4-|-0,82Ря_4
1,14Р1+0,46Ря_1
1,32Р14-0,6Рл_1
1,32Р1+0,74Рл_1
ip =A,05-1,35) Рп
//,=2,6Р1+0,83Р„_1
ip -1,БР4+0,42Р„_4
ip -1,8БР.+0,64Ря_Б
ip =1,85РН-0,49Р„_5
//,=0,9A,85Р5+
+ 0,49Рл_5)
Примечания: 1. Р„ Р4, Р5 — номинальная сум-
марная мощность на валу в кет одного, четырёх, пяти
наибольших двигателей или ква — на зажимах приёмни-
ков поз. 8—12; Ря_ 1, Рл_4. Ря —5~то же> осталь-
ных двигателей. Ря —суммарная мощность всех приём-
ников. 2. При однофазных нагревательных аппаратах по
поз. 8 1р= 1,73A,05—1,35) Ря. 3. Формулы поз. 1-14
разработаны Гипромашем, формулы поз. 15—17 —Глав-
электромонтажем.
Из двух полученных по указанным зави-
симостям значений iec принимают большее.
Соответствие выбранного сечения плавкой
вставке проверяют по табл. 19 во всех слу-
чаях, кроме кабелей, проложенных в земле,
на которые правила о предохранителях не
распространяются, так как они не предста-
вляют пожарной опасности.
При наиболее употребительном напряжении
380 в в большинстве случаев сечения, выбран-
ные по условиям нагрева, как указано выше,
удовлетворяют и условию допустимой потери
напряжения.
При удалённых приёмниках, особенно при
воздушной проводке, необходима проверка
на потерю напряжения.
В силовых сетях допускается потеря
напряжения: для нормальных условий —8%;
для пусковых условий при частых пусках—
10%; для пусковых; условий при ред-
ких пусках—15%; для аварийных усло-
вий—12%. -
Проверка потери напряжения (Дц) произ-
водится по следующим формулам:
л PL
Дц = —г для трехфазного тока;
2PL
Дц = —^ для однофазного и постоянного
дди
тока,
где Р — мощность в в/га; L — длина линии в м;
д — проводимость материала проводов, прини-
маемая для меди — 56, для стали: 51—при
переменном токе и 7—при постоянной; для
алюминия — 34; q — сечение провода в мм2;
и — напряжение в в.
Для получения Дц в процентах следует
100
полученное значение умножить на .
В случае прокладки проводов на роликах
и изоляторах и при воздушных линиях необхо-
димо учитывать индуктивное падение напря-
жения. Полученные по вышеуказанным
формулам значения умножаются на коэфици-
енты табл. 21 [17 и 19].
Таблица 21
Коэфициенты индуктивного падения напряжения
в воздушных линиях
Сечение про-
водов в мм
i6
25
35
50
70
95
cos<p = 0,9
cos«p = 0,8
cos cp = 0,7
cosip = 0,6
Расстояние между проводами в см
40
1,15
1,22
1.3
1,41
1,56
1.73
60
i,i6
1,24
1.32
1,45
1,61
1,8
4Э
1,23
1,34
1.47
1,64
1,86
2,13
60
i,i6
1.25
1,37
1.5
1.7
г.94
2,24
40
i.3i
1,47
1,63
i,87
2,17
2,54
60
1,22
1.34
i,5
1,68
1,94
2,28
2,68
40
1,27
1,41
1,61
1,83
2,14
2,54
З.02
60
1,29
1,44
1,65
1.89
2,24
2,68
3.2
Если сечения фидеров превышают 70 мм2,
то следует применять расщепление кабе-
лей.
При изменении сечений в местах перехо-
да на меньшее сечение устанавливаются
предохранители, защищающие меньшее се-
чение. При коротких ответвлениях (до 30 м)
от магистралей можно не ставить предохра-
нителей при условии соблюдения следующих
требований: а) помещения должны быть
безопасны в отношении пожара и взрыва;
б) магистраль должна быть проложена на
большой высоте; в) при сечении ответвления,
меньшем */з сечения магистрали, прокладка
на всём протяжении должна быть выполнена
в стальных трубах; г) при сечении, равном
или большем Vb» прокладка должна быть
выполнена также в стальных трубах, но
гл. xv]
ПРОЕКТИРОВАНИЕ ЭЛЕКТРОХОЗЯЙСТВА
473.
только в таких местах, где провода проходят
на доступной высоте, подвержены механи-
ческим воздействиям или проходят около
сгораемых частей здания (ПУЭ [12]).
Заземление и зануление выполняются
в соответствии с указаниями ПУЭ, § 335—
380 [12].
ШИННЫЕ СБОРКИ [4]
Голые шинные магистрали или ответвления,
заключённые в стальной короб, применимы
в цехах, насыщенных оборудованием, распо-
ложенным по прямым линиям, например,
в механических, ремонтных, инструментальных
и тому подобных цехах (фиг. 16 и 17).
В цехах взрывоопасных, сырых, с выделе-
нием едких газов и паров или большого
количества проводящей пыли применять
шинные сборки не допускается. Сборки
изготовляются в виде секций длиной по б м,
соединяемых по 3—4 соединительными
коробками. Для вводов применяются вводные
колонки с рубильником и предохранителями
для защиты нескольких отходящих линий.
Питание осуществляется любым способом —
шинами, голыми магистралями или кабелями.
Распределительные сборки прокладывают по
колоннам, стенам и на специальных опорах на
высоте 2,2 м вдоль рядов станков так,
чтобы они не мешали работе кранов. Такая
система представляет удобство в случае
необходимости переставлять станки в связи
с изменениями технологического процесса.
Ответвления к станкам выполняются про-
водом ПРТО в газовой трубе, панцырным про-
водом ПРП по стальному уголку и в исклю-
чительных случаях проводом ПР-500 в метал-
лическом рукаве.
Шины в сборках применяются преимуще-
ственно стальные, а для питательных сборок —
также медные и алюминиевые.
15
66
Х25х4 к. 35 t
35 35 35 34
t? ~68 ~69 Jo
t I ¦
СБСГЗхЮ0/ Т
,//5 -W25A4
f ¦ * + t ¦ [Г гГггг
Фиг. 17. Схема распределения энергии с по-
мощью шинных сборок (сплошными линиями
обозначены распределительные сборки, пунк-
тиром — питательная сеть).
Э&Ш 3§ SO 25
77 7fl 7S
J/VP
15 Ьй 35 Sb 35 67 35_68 3?69 ?70
51 _„ 52 53 54 55 56
If if ff м%
22 22 22
Фиг. 16. Распределение энергии шинными сборками (у станков над чертой указана мощность в кет,
под чертой— номер станка).
474
ПРОЕКТИРОВАНИЕ ЭНЕРГОХОЗЯЙСТВА ЗАВОДА
[РАЗД. V
Потери напряжения в стандартных шинных
сборках определяют по табл. 22.
Таблица 22
Потеря напряжения в шинных сборках
Я
а
s
5*,
U в
25ХЗ
25ХЗ
25X3
25X5
25X5
25X5
на-
к
СЗ
X «
л
ч я
мин;
зка
о >•
ТЕ
4о
6о
8о
4О
6о
8о
6
:кое
ленш
s 0
О с"ш
О.0О54
0,0050
0,0046
0,0041
0,0038
0,0036
гивно
ивле>
х ЕЕ о
Sue
0,00300
0,00245
0,00258
0,00250
0,00220
0,00200
ся
о.
с
g»
« ю
о.«
щ S
Ь I
о о>
СИ
o,oii6/'Z.*
0,0107 iL
0,0099 '^
0,0090//.
0,0084 /Л
o,oo77«I
(средняя продолжительность включения —
ПР, ПВ); 2/и —суммарный номинальный ток
всех электродвигателей.
Величины пЭф и е определяют по следую-
щим формулам:
btf)
где (?/яJ — квадрат суммы номинальных
токов всех электродвигателей; ?1 = 0,15;
?з = 0,25 и е3 = 0,40 — стандартные значения е.
* f —нагрузка в а; I—длина в jk.
КРАНОВЫЕ СЕТИ *
Троллейные линии выполняются почти
исключительно стальными. Они проклады-
ваются на специальной конструкции с изоля-
торами или деревянными пропитанными бруска-
ми. Конструкция крепится чаще всего на
подкрановой балке со стороны кабины
крановожатого, реже— на затяжках стро-
пильной фермы над краном.
В качестве троллеев применяются сталь
круглая, полосовая, угловая и рельсы.
Повышенное содержание углерода в стали
(в частности в рельсах) снижает сопроти-
вление переменному току и повышает со-
противление постоянному току. Поэтому для
постоянного тока следует применять мягкую
сталь с малым содержанием углерода.
Голые троллейные провода в пожаро-
и взрывоопасных помещениях не допуска-
ются. Может быть допущено исключение
для деревообделочных и малярных цехов
(кроме таких, в которых применяются
нитрокраски) при условии соблюдения сле-
дующих требований: а) цехи должны быть
оборудованы аспирационной или специальной
системы вентиляцией, обеспечивающей полное
удаление пыли; б) провода должны быть
расположены на достаточной высоте от пола,
а также на достаточном расстоянии от сгорае-
мых конструкций, стен и перекрытий [17].
Для расчёта крановой сети обычно
пользуются методом, основанным на вычисле-
нии следующих величин: icpm — среднеква-
дратичная сила тока, определяющая нагрев
троллеев; 1пак — пиковая сила тока, опреде-
ляющая максимальную потерю напряжения;
1ср — средняя сила тока, определяющая расход
электроэнергии.
Для определения величины 1сркд пользу-
ются формулой
где Ei^h» 22/K и 23гн — суммы номинальных
токов электродвигателей, для которых е
соответственно равны 0,15; 0,25 и 0,40;
2j/^, 22/^ и 23/? — суммы квадратов номи-
нальных токов для тех же электродвигателей.
Зная пЭф и е, определяют гц по кривым
фиг. 18 и ip—по формуле (а).
/
/У
/
К
/
? =
?=
?=
•?=
|
40%
35%
30%
25%
20%
?^
^~
ю /&
zsssm
*¦ —
"-¦¦¦
^^^
¦¦¦ 1—
«—-
N1 —
——1
¦ т
¦^¦^
мм
¦ня
»11
ИД"»
— —
^^
¦^"-«
¦' !»¦
— и—
*™ ¦¦
¦ 1.
¦' ¦ ¦
¦^-.
—¦ —
ми
/ ? 3 4 5
Фиг. 18. Кривые и
8 9 Ю 11 12 13 Ь
=/(пЭф) для различных значений
(по Копытову).
по одной из
= 1сР- кв = i\t JJh>
(a)
где тц — коэфициент, определяемый по кривым
на фиг. 18 в зависимости от величин пЭ(р
(эффективное число электродвигателей) и е
• Настоящий раздел рассматривает питающую сеть и
продольные троллеи кранов.
Пиковый ток определяют
следующих фсфмул:
1) при работе на троллее одного крана:
2) при работе на троллее двух кранов:
/-—» fflti \_ / 1.- mi
nuts *-— "*&ы \^ "и 1^ Wu
3) при работе на троллее трёх и более
кранов:
1пак ' 1пик ' 1ср.кв п
В этих формулах:
iH — номинальный ток наибольшего по мощ-
ности электродвигателя наиболее мощного
(первого по мощности) крана; 1Н — номиналь-
ный ток следующего по мощности электро-
двигателя того же крана; т — кратность пуско-
вого тока наибольшего по мощности элек-
тродвигателя крана, принимаемая равной 2;
Сн — номинальный ток наибольшего по мощ-
ности электродвигателя второго по мощности
гл. xv]
ПРОЕКТИРОВАНИЕ ЭЛЕКТРОХОЗЯЙСТВА
475
крана; 2ji#.— сумма номинальных сил токов
1
п
всех электродвигателей кранов; 2 *« ~ сумма
з
номинальных сил токов всех электродвигате-
лей двух кранов, не участвующих в пусковом
режиме; icp. кв — среднеквадратичная сила тока,
определяемая по формуле (а). Номинальная сила
тока плавкой вставки
/ = 1пик
Расчёт на потерю напряжения производится
по формуле:
= 1пик 1
пик 1расч •
COS cp -f д:да sin <р),
где Ди — потеря напряжения в в (суммарная
потеря в питающей сети и троллеях допу-
скается до 120/0); 1рагЧ — расчётная длина в м
(принимается во всех случаях равной 0,8 факти-
ческой длины троллеев, которая при питании
в середине троллея равна половине общей
длины); rw — омическое сопротивление 1 м
троллея переменному току в ом/м; xw — реак-
тивное сопротивление переменному току в
omjmx coscp — во всех случаях принимает-
ся 0,65.
Для облегчения расчёта на фиг. 19 приве-
дён график потерь напряжения для различных
сечений стали на 1л длины троллейной ли-
нии, т. е. при 1расч — 1 м.
В табл. 23 приведены тс же данные для
рельсов.
Питающий кабель 3X25 мм примыкает к троллеям по
середине их длины.
^ -о-, B».)' Q>)'_
[3 D7,6+9,74+35,01» _?
3 D7,62+9,74*+3),5!|) ' '
для е=25°/0 и пэф = 7,\ по кривым фиг. 20 щ =0,32.
1ср. л-в=0'32 • 3 D7,6+9,74+35,5)=89 а
40 80 120 160 200 2Ь0 280 320 36С 4€0Шо
Сило пикового тока
Фиг. 19. Потеря напряжения в в на 1 м длины троллей-
ной линии при cos'f=0,65 для угловой, полосовой
и круглой стали.
Таблица 23
Потери напряжения в вольтах на 1 м рельсов при cos <? = 0,65
Пиковый ток
в а
5о
IOO
150
2ОО
250
Зоо
4оо
5оо
боо
Too
8оо
goo
IOOO
I2OO
I4O0
IOOO
Железнодорожные рельсы
типов
IA
0,248
о,333
0,444
о,478
о,453
о.боз
O,66l
0,756
0,863
O.943
ПА
0,171
О,2б1
о,339
0,412
O.479
о,55°
о.боз
о,б59
0,760
о,837
ША
0,127
0,169
О,2бЪ
O.342
0,424
о,49°
о,55°
о,Ыу]
o,66i
0,763
IVA
0,078
0,120
0,164
0,256
0,340
0,410
о,474
0,530
0.575
0,601
Рудничные рельсы типов
7
0,031
о,о8з
о,155
O.243
о,337
о,425
8
+
O.I25
O.2I9
о,ЗЧ
O.447
о,54о
0,709
11
О,1О6
0,192
O.286
о^73
O.457
O.593
0,709
15
о,о8з
о, 152
O.S27
0,302
о,3?8
O.52O
0,640
0,728
18
0,122
O.I85
0,252
О.319
о,449
о,508
0,580
о,792
." . . 3
гпик - гпик + 1ср. кв—Ц—~ =
2*
=2-47,6+35,5 + 2.47,6+89^1=292 а.
292 а
= 146 a.
Принимаем стандартное значе-
ние 160 а.
Потеря напряжения в кабельном
фидере длиной 60 м:
=1,73 • 292 • 0,715-10—3-50 • 0,65= ll.fc s.
Общая допускаемая потеря на-
пряжения 0,12-380 = 45,5 в.
Допускаемая потеря напряжения
в троллейных проводах 46,5—il,8=
=33,/ в.
Расчётная длина
fee«=^r 0.8=80*.
Пример. На общем троллее длиной 200 м работают
три крана грузоподъёмностью 10 т.
Электродвигатели: подъёма — 22 кет; iH = 47,6 а
тележки — 4 кет; iH = 9,74 а
моста — 15 кет; iH = 35,5 а
е,=е3=еа=25а/0 для всех электродвигателей.
Следовательно, на 1 м длины
33 7
-^-=0,42 в/м.
По диаграмме фиг. 19 принимается угловая сталь се-
чением 8о)< 80X12 мм, для которой потеря напряжения
на 1 м длины при силе тока 300 а равна 0,43 в/м.
Плотность тока в стали:
in 89
Допустимо значение 0,61 а/мм1, для малых сечений-.
ббльшие значения.
476
ПРОЕКТИРОВАНИЕ ЭНЕРГОХОЗЯЙСТВА ЗАВОДА
[РАЗД. V
ДУГОВЫЕ ЭЛЕКТРОПЕЧИ
Установка новых электропечей мощностью
2-50 кет и более должна быть согласована с
Госинспекцией по промэнергетике и энергонад-
зору Министерства электростанцгй СССР [7].
В главе „Проектирование литейных цехов"
приведены данные о печах, изготовляемых
в СССР.
Расплавление твёрдой завалки в дуговых
сталеплавильных электропечах характеризуется
весьма неспокойным режимом. Период „обва-
лов" шихты сопровождается частыми толч-
ками тока (вследствие коротких замыканий
электродов через шихту). Сила тока в момент
толчка iK3 = A,5 -*- 2)iHOpM (предельно iK3 =
= 2,5 iHOpM). Превалируют двухфазные корот-
кие замыкания.
В среднем для печей ёмкостью до 5 т
длительность толчка тока при эксплоатацион-
ных коротких замыканиях при ручной регу-
лировке—от 3 до 3,5 сек., при автоматической
регулировке — от 2 до 1,5 сек.
При проектировании установки дуговых
электропечей надлежит учитывать влияние
этих эксплоатационных коротких замыканий
на: а) работу генераторов электростанции;
б) работу электроприёмников, питающихся от
той же электростанции, в связи с колебаниями
напряжения, которые могут достигать значи-
тельной величины.
При оценке допустимых колебаний напря-
жения необходимо учитывать следующее:
а) крутящий момент асинхронных электродви-
гателей пропорционален квадрату напряжения
у зажимов; б) тормозные магниты (крановые)
могут работать при напряжении не менее
85% номинального; в) контакторы могут ра-
ботать при напряжении не менее 70% номи-
нального; г) в осветительных сетях не должно
быть больших (свыше 4%) и частых (десятки
в час) колебаний напряжения (ПУЭ. § 293
[12]).
Для того чтобы колебания напряжения Аи,
вызываемые эксплоатационными короткими
замыканиями» не превышали допускаемых,
необходимо соблюдение следующих условий:
а) отношение установленной мощности Nn
электропечи к мощности питающих завод на
генераторном напряжении генераторов E/V,,
не должно превышать определённой величины;
б) то же условие должно быть соблюдено по
отношению к мощности питающих трансфор-
маторов JjNm при питании от понизительной
подстанции энергосистемы.
В случае, если отношения „ " или "
больше допустимого, должны применяться
следующие специальные мероприятия: а) реак-
тирование питающих печи фидеров; б) уста-
новка на ТЭЦ быстродействующих автома-
тических регуляторов напряжения; в) прину-
дительная регулировка графика работы элек-
тропечей, в частности печей в дневные часы;
г) установка менее мощных печей, но в боль-
шем количестве.
В случае установки нескольких электро-
печей при питании их от относительно мало-
мощной электроустановки под Nn подразу-
мевается мощность наиболее крупного агре-
гата. При этом учитывается, что график ра-
боты печей строится так, что периоды рас-
плавления в отдельных печах не совпадают.
Фидеры, питающие электропечи, целесооб-
разно коммутировать непосредственно на
шины электростанции или районной трансфор-
маторной подстанции. Вопрос о возможности
питания дуговых сталеплавильных электро-
печей от генераторов электростанции или пони-
зительных трансформаторов энергосистемы ре-
шается на основании расчёта колебаний напря-
жения в заводской сети.
В табл. 24 приведены ориентировочные
условия, приближённо'определяющие возмож-
ность включения электропечей в заводские
сети [20].
При построении указанного в табл. 24 спе-
циального графика, в случае работы более
Таблица 24
Условия (ориентировочные), характеризующие возможность питания дуговых сталеплавильных электропечей
от заводских сетей
Отношение мощности
электропечи к мощ-
ности питающей
установки
Nn
100 • -—— до 10%
100 -w^100'0
100. ^ =20%
Nn
ЮО • —-г— до 30%
100. s^-30 40%
Работа электропечей
без специаль-
ных меро-
приятий
Допустима
Не рекомен-
дуется
Недопустима
Допустима
Не рекомен-
дуется
с применением специальных мероприятий
Допустима при реагировании фидеоа. питаю-
щего электропечь
а) Допустима при условии реагирования фидера,
питающего электропечь, и при работе печей по
специальному графику
или
б) допустима при условии реактирования фидера,
питающего электропечь, при работе печей по спе-
циальному графику и при установке на генераторах
ТЭЦ быстродействующих регуляторов напряжения
Допустима при условии работы электропечей
по специальному графику и при реактировании
фидера, питающего электропечь
Примечания
Колебания напряже-
ния ±10%
Колебания напряже-
ния от ± 5% до ± 7%
Колебания напряже-
ния ± 4% более 10 раз
в час
ГЛ. XV]
ПРОЕКТИРОВАНИЕ ЭЛЕКТРОХОЗЯЙСТВА
477
Характеристика дуговой стале-
плавильной электропечи
Тип
печи
ДСН-0,5
ДСН-1,5
ДСН-3
ДСН-5
Ёмкость
печи
в т
°,5
Ь5
3,о
5,о
Мощность*
печного
трансфор-
матора
в ква
400/231
юоо/577
1500/866
2250/1300
Условия, определяющие возможность питания
дуговых сталеплавильных электропечей в зависи-
мости от мощности электростанции в мгвт
2X1,5=3
Условия
см. табл. 24
Питание
не допускается
2X2,5=5
2X4=8
2x6=12
Питание допускается
Условия см. табл. 24
Включение не допускается
Питание до-
пускается
Условия см. табл. 24
Включение не допускается
Условия
см. табл.24
* Слева от черты указана мощность трансформатора электропечи при соединении А,
справа —мощность трансформатора при соединении д.
чем одной печи, для уменьшения влияния
толчков на работу прочих электроприёмников,
следует: а) не допускать совпадения периодов
расплавления в одновременно работающих
электропечах (расплавление должно вестись
одновременно только в одной печи); б) в пе-
риоды интенсивной работы осветительных
электроприёмников не допускать работу рас-
плавлении в электропечи, поскольку освети-
тельные электроприёмники наиболее чувстви-
тельны к колебаниям напряжения.
Сказанное относится к установкам с коли-
чеством электропечей от одной до трёх, так
как установка большего количества печей
возможна только при питающих установках
большой мощности.
Следует учесть, что применение быстро-
действующих регуляторов напряжения: а) не
уменьшает количества колебаний напряже-
ния; б) снижает амплитуду колебания напря-
жения в пределах 5—7% при —уГдт~ ~ 0»2,
вследствие чего применение быстродействую-
щих регуляторов напряжения мало отра-
жается на работе осветительных электро-
приёмников, но значительно улучшает условия
работы силовых электроприёмников.
В Табл. 25 приведена минимальная моЦ-
ность изолированно работающих электростан-
ций, обеспечивающая возможность питания
дуговых сталеплавильных электропечей раз-
личного типа. Отступления от данных табл.24
и 25 в сторону увеличения мощности присо-
единяемых печей возможны, но при выполне-
нии расчётов падения напряжения с учётом
местных условий.
Включение однофазных печей согласно
!§ 478 [10] не должно вызывать неравенства
токов в фазах генераторов более чем в 10%.
При питании дуговых сталеплавильных
электропечей ёмкостью 3 т и более от отно-
сительно маломощных систем установка на
электростанции быстродействующих авто-
матических регуляторов напряжения обяза-
тельна.
В электропечных установках применяются
масляные выключатели с большим объемом
масла типов ВМ-16 и ВМ-22.
При больших значениях вторичной силы
Таблица 25 тока возникает значи-
тельная потеря на-
пряжения во вто-
ричном токопроводе.
Поэтому его протя-
жённость должна быть
минимальной. Реак-
тивное падение напря-
жения в нём около 2°/0
на 1 м длины (ориен-
тировочно).
Эксплоатационное
значение коэфициента
мощности электропе-
чей 0,85—0,90.
Удельная мощ-
ность трансформато-
ров к электропечам
составляет 600 — 300
ква на 1 т ёмкости
печей.
В табл. 26 приведе-
ны сечения меди вто-
ричного токоподвода для трёхфазных электро-
печей.
В табл. 27 приведены эксплоатационные
данные, характеризующие производительность
Таблица 26
Сечение вторичного токоподвода для дуговых
электропечей
Тип печи
ДСН-0,5
ДСН-1,5
ДСН-3
ДСН-5
Число и сечение
медных шин
в мм
i X ( 6о X 6)
2Х(юоХ 6)
2 X A00 X ю)
3X(iooX 6ч
4X(iooX 8)
Сечение гибких
кабелей
в мм
ГМК 4 X 95
Спец. зХ5°о
Спец. 4X5°°
Спец. 6X5°°
и расход электроэнергии на некоторых ино-
странных заводах [14].
По данным других иностранных заводов,
расход электроэнергии для печей ёмкостью до
Таблица 27
Показатели работы дуговых сталеплавильных электро-
печей по данным завода „Timken Roller Bearing Co".
Ёмкость печи
в т
9
27
32
Выход годных
слитков в °/д
до,2
94,8
95
Продолжи-
тельность пла-
вки от выпуска
до выпуска
в часах
5,5
6,25
6,5о
Производи-
тельность
в т/час
1.65
4,35
5.9°
Расход элек-
троэнергии на
1 т годных
слитков
в н-гщ-ч/т
795
66о
645
8 т составляет соответственно: для печи ём-
костью 1 т—П&Оквт-ч т, 2т—1010 кет-4Jm,
3m — 940 квт-ч/т, 5 т—865 ке>т-к\т и. 8 т—
829 квт-ч т [14].
По данным Кировского завода, средний
расход электроэнергии наплавку стали в элек-
тропечах ДН-5: ёмкостью 5 т— 750 квт-ч/т;
ц от_875 квт-чшу 8 m при дуплекс-процессе
мартен—электропечь—356 квт-ч/т.
В среднем по заводам СССР расход элек-
троэнергии на 1 т годного жидкого металла—
750—900 квт-ч!т.
478
ПРОЕКТИРОВАНИЕ ЭНЕРГОХОЗЯЙСТВА ЗАВОДА
[РАЗД. V
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Буйлов А. Я., проф., Б у т к е в и ч Ю. В., проф..
Электрические станции и подстанции, под ред. проф,
А. А. Глазунова, Госэнергоиздат, 1944.
2. Временные правила пожарной безопасности при
устройстве трансформаторных подстанций внутри про-
изводственных помещений НКТП, ОНТИ, 1938.
3. Глазунов А. А., проф.. Электрические сети и
системы, ГОНТИ, 1939. :
4. Г о л ь д б е р г Ф. Я.; Внутрицеховое распределение
энергии шинными сборками, Госэнергоиздат, 1941.
6. Либерман А. С, Подстанции малой мощности
в электроснабжении промышленных предприятий,
Азчерхозиздат, 1937. . ¦ ,
6. Л ук н и ц к и й В. В., проф., Теплосиловое хозяйство
железнодорожного транспорта, Гострансжелдориздат,
1940. ;
7. Положение о согласовании наркоматами и ведомства-
ми с НКЭС СССР установки электропечей и других
электронагревательных аппаратов, Госанергриздат,
1945. :
8. П о п о в В. К., проф.. Применение электродвигате-
лей в промышленности, ГОНТИ, 1939.
9. Пргвила и нормы IX ВЭС.
И). Правила технической эксплоатацни электростанций
и сетей, Госэнергоиздат, 1940.
П. Правила устройства электротехнических установок
сильного тока с точки зрения безопасности, Главэяерго
НКТП СССР, ГОНТИ, 1939. ¦¦,,-.
12. Правила устройства электроустановок промышлен-
ных предприятий, !Госэнергоиздат, 1945.
13. Руководящие указания по релейной защите в осо-
бых условиях, Госэнергоиздат, 1942. j
14. Самарин А. М., проф., Электрометаллургия.
.... МеТаллургиздат, 1943. ;
15. Укрупнённые показатели стоимости электромонтаж-
ных работ, Стройиздат, 1944.
16. Бюллетень Главэлектромонтажа № 2—3, 1940.
17. А ф а н ас ^ ев Н. П., Руководящие материалы по
проектированию силовых сетей металлообрабатыва-
ющих заводов, Гипромаш, серия XI, вып. 126, 1938.
18. Постановление Техсовета НКТП от 8 Viii 1936.
19. Сборник руководящих материалов По проектирова-
нию машиностроительных и металлообрабатывающих
заводов, Гипромаш, 1938.
20. С м е л я н с к и й М. Я-, Доц., Руководящие указания
по проектированию электропечных установок на
машиностроительных заводах в условиях энергоснаб-
. жения от маломощных систем. Неопубликованный ма-
териал, составленный по заданию Гипротяжмаша,
1944.
21. belzam u. Lang, Компрессор с непосредственным
приводом от синхронного мотора, Zd VD1 J4 36, 1933.
ПРОЕКТИРОВАНИЕ ПНЕВМАТИЧЕСКОГО ХОЗЯЙСТВА
СОДЕРЖАНИЕ И ПОСЛЕДОВАТЕЛЬНОСТЬ
ПРОЕКТИРОВАНИЯ
При проектировании пневматического хо-
эяйства исходными являются данные техноло-
гической части проекта завода о расположе-
нии, потребности в воздухе и режиме работы
воздухоприёмников. На основе этих данных
ведут проектирование в следующей очерёд-
ности: 1) определяют потребность в воздухе
по цехам и по заводу в целом с учётом соот-
ветствующих коэфициентов потерь и коэфи-
циента максимума; 2) выбирают: а) местопо-
ложение компрессорной станции, б) типы,
количество и производительность компрессор-
ных единиц, в) конструкцию воздушных фильт-
ров, холодильников и воздухосборников,
г) схему и конструкцию воздухопроводов, д) схе-
му и конструкцию сооружений водоснабжения
станции, е) тип измерительных приборов стан-
ции, з) проектируют сеть внешних и внутри-
цеховых воздухопроводов.
РАСХОД СЖАТОГО ВОЗДУХА
Сжатый воздух давлением 2 — 7 ати при-
меняется, в цехах литейных, кузнечных, мё-
!таллическ}их конструкций, механических, окра-
;сочных й др. Потребность крупных заводов
в воздухе доставляет 20 000 — 50 00U л&, час
(в некоторых случаях — до 1000С0 м^/час),
средних заводов 100U0 — 2и000 м^,час. Мощ-
ность компрессорных станций крупных заводов
20С0— 5000 квт <в некоторых случаях —
до 10 000 кет).
Расход сжатого воздуха отдельными при-
ёмниками. 'Ниже приведены показатели рас-
хода воздуха различными видами оборудо-
вания машиностроительных заводов |9].
Ударные пневматические ин-
струменты — рубильно-чеканные молотки
типов РБ-45 (FK-41), РБ-4У (РК-42), РБ-о4
(РК-43) и др. и клепальные молотки типов КА-3.
КА-5, КБ-5, КЖ-5, КИ-5 для клёпки заклёпок
диаметром 3—Ъмм при минимальном давлении
воздуха в 5,5 ати расходуют свободного воз-
духа 0,55 — 0,65 м^/мин*', клепальные молотки
типов КЕ-16 (КМ-31), КЕ-19 (КМ-32), КЕ-22
(КМ-33), КЕ-28 (КМ-34), КЕ-32 (КМ-35) для
клёпки заклёпок диаметром 16 —32 мм расхо-
дуют свободного воздуха 1 — 1,1 м^/мин.
Сверлильные машины поршневые
с наибольшим диаметром сверления 22—-45мм
(машины типов СМ-22,СМ-32,СМР-32,СМРД-32
и др.) расходуют свободного воздуха
1 — 1,45 мЦмин, такие же машины с наиболь-
шим диаметром сверления 50мм (типов СМ-50,
СМР-50) — 2 — 2,1 м%\мин\ сверлильные маши-
ны роторные с наибольшим диаметром сверле-
ния 3, 8, 10 и 13 мм (типов СД-3, СД-8, СДА-8,
СДТ-10, СЕ-13 и др.) —0,55 —0,6 м*/мин.
Шлифовальные машины с макси-
мальным диаметром шлифовального кругл
30 мм (машины типа ШР-5) расходуют свобод-
ного воздуха 0,6 ms'muh, с диаметром 50 мм
(типа ШР-6) — 1 м5/мин, с диаметром 125 мм
(типа ШР-12)— 1,6 м*\мин.
Показатели расхода воздуха аппаратами
для окраски пульверизацией, (при давления
3 ати) приведены в табл. 28.
Таблица, 28
Диаметр сопел
Расход воздуха, •
Приведённого к
,2и° С и 760 мм
рт. ст., в мл,час .
о,4
о,, 264
i
1,654
а
6,615
3
14,88
4
2б,46
5
41C5
При определении расхода воздуха паро-
воздушными молотами можно руковбдство-
ваться табл. 29 [4].
* 1 м3 свободного воздуха при 15° С и 760 мм рт. Сг.
гл.. xvi)
ПРОЕКТИРОВАНИЕ ПНЕВМАТИЧЕСКОГО ХОЗЯЙСТВА
479
Таблица 29
Показатели расхода воздуха арочными молотами
(по данным фирмы Массей)
Таблица 30
Показатели расхода свободного воздуха
пескоструйными аппаратами ¦'
Вес падающих
частей в кг
25Р
5«>
IOOO
1500
асюо
Зооо
5°оо
Расход свободною
воздуха в М*1мин
средн.
1,3
2
э,8
3.8
4,8
6,3
9,о
макс.
8,2
14
17г8
24
Зо
?
Ёмкость воз-
духосборника
в м3
6,8
«.4
15.3
21
25.5
34,7
51
Примечание. Средний расход свободного воздуха
•оответствует работе молота в течение 15 мин. за один
час при чередующихся тяжёлых и лёгких ударах с необ-
ходимыми перерывами для установки материала и ин-
струмента. Максимальный расход соответствует работе
молота только при наиболее сильных ударах. Рекомен-
дуется установка перед молотами воздухосборников.
При установке нескольких молотов ёмкость
воздухосборников может быть выбрана мень-
шей [4].
Уменьшение ёмкости воздухосборников
в зависимости от числа установленных мо-
лотов определяется следующими соотно-
шениями: при двух молотах уменьшение
ёмкости воздухосборников составляет 2О'/о и,
соответственно, при трёх — 30%, при четы-
рёх— 35%, при пяти-шести — 40%, при семи-
девяти — 45%.
При переводе паровых молотов на работу
сжатым воздухом принимается, что замеренный
перед молотом расход свободного воздуха,
эквивалентного 1 кг пара, составляет 1,15 м\
С учётом потерь пара на конденсацию в паро-
проводах расход воздуха, эквивалентного 1 кг
пара, составляет 1,08 мь.
Расход воздуха пескоструйными аппа-
ратами для обдувки моделей от формовочного
песка и металлорежущих станков (удаление
стружки) определяют по графикам фиг. 20 и 21
4 5 6 7 8 9 10 I 2 3 4 5
k5 5.5 6,5 7,5 3.5 3M Ю.5 2,5 3,5 4,5
Дол метр отверстия сопла мм
Фиг. 20. График расхода воздуха через сопла 01^-3 мм
.и 3—10,5 мм.
для сопел с длиной цилиндрической части 10мм,
а также по табл. 30.
Учитывая износ сопел пескоструйных аппа-
ратов, расход воздуха следует определять (по
графикам фиг. 20 и 21, а также по табл. 30) для
Давление воздуха
в ати
я
3
4
6
Расход воздуха в м3/мин
Диаметр сопла в мм
6
i ¦
1,3
1,9
2,3
•
1.7
2,4
З.о
4,1
10
2,7
3,7
4,6
6,4
12
4
5.3
6.7
9-2
диаметра на 2—3 мм больше начального.
В связи с уменьшением свободного сечения
сопла вследствие! примеси песка расход воз-
духа принимается меньшим на 15 — 20%.
Давление сжатого воздуха в-пескоструйных
аппаратах: при обработке цветного литья —
fQ :<? 3 8 7 6 ати
I 2
IV
8
t ¦'
:^
li
//
//,
*
/
/
/
Ir/
r
V
/
/
/¦
/
1
7
/
/
/
/
/
/
/
i
/
/
/
/
/
/
/
/
/
/
/
'
/
/
/
/
/
/
/
/
/
/
f
j
/
/
У
/
f
/
/
л
~^7>5
^7
11 6,5
7&8&9 SprjQ 10.511 n,512 12J513
Диаметр отверстия сопла в мм
Фиг. 21. График расхода воздуха через сопла07,5—13 мм.
3 — 4 ати, чугунного и стального литья, по-
ковок и проката — 5 — 6 ати. Давление сжа-
того воздуха в; дробеструйных аппаратах —
6 йти.
Расход сжатого воздуха по за-
воду в целом. Общую потребность завода
в сжатом воздухе определяют, исходя из:
1) потребности воздухоприёмников при непре-
рывной работе; 2) продолжительности t фак-
тической работы воздухоприёмников сжатым
воздухом в течение смены длительностью Т;
3) коэфициента использования оборудования
К = -~ ъ каждой смене, выбираемого в со-
ответствии с технологическим проце:сом;
4) годового фонда рабочего времени в соответ-
ствии с числом и длительностью смен, а также
числом рабочих дней в году.
Для каждого цеха составляют сводную ве-
домость расхода сжатого воздуха (табл. Г).
Средний теоретический расход воздуха
в каждой смене получается в результате умно-
жения величины теоретического расхода при
непрерывной работе соответственно на коэ-
фициенты использования оборудования в ка-
ждой смене.
Годовой теоретический расход воздуха по
цехам и потребителям получается в результате
умножения среднего теоретического часового
расхода на годовой фонд рабочего времени.
480
ПРОЕКТИРОВАНИЕ ЭНЕРГОХОЗЯЙСТВА ЗАВОДА
[РАЗД. V
Si
я
о
Я
>>
«t
о
«J
О
з
я
х
О
V
в
я
«а
а
!
2 S А
S м 5
О (О X
ч о >.
? 3 *
ч
4. ° ев
Щ
sta8
«So
з Я й
о u Й
жида
кий
вобо
ский
обод-
уха
Теоретич«
расход ев
ного возд
нт испо
орудова
§°
S3
о я ,
и ш С
¦ «в
и и
Ч 41 >i
« I m
« S
Продолжительность
фактической работы
приёмников сжатым
воздухом
8 Ь
« la s
S § я »
ч <" о
СО
и
«к
и
«1
S
и
«3
¦ 5"
* i i s
s * * я
Си я; и О
E s и *
«а
U
я
в я
<А|
о
СО
« s
и
Я | <U
5 Я а) о о
4II2.-.
3-я
смена
2-я
смена
1-я
смена
в час.
Годовой
фонд
рабоче-
го вре-
мени
для
приём-
ников
в час.
а
марка
оахээыиго»
« а
s S
«а ч
*5 с
:
я
С
8
<
:
i
I
Mi
в а я
ш
о
э
4
в
1
1
1
1
1
о
,1
1
1
о
if
1
1
о
1
.77
о
1
1
§
1
1
1
ч
>-.
1
¦|
i
§ .
S
g
1 :¦
| :
1200
*¦* :
о* "
I •:
i •
\\
*-. :
> :
1 :
1 I
1 2
¦ра
*п
ичес
SI
* 3
?
¦к
<и
а
i-
ачес
Р
С; «2
о-и
чные
о
мое
ft*
s a
3 '. '.
OS. * "
•s::
SM •
Ч« •
*> о «
Средний теоретический часовой расход
воздуха Qo. ср должен быть увеличен: а) на 15—
200/0 — для компенсации утечки воздуха вслед-
ствие неплотности арматуры, фланцев, шлангов
и т. д.; б) на 15—20% — для компенсации потерь
воздуха в связи с износом пневматического
инструмента; в) на 109/0— для питания воздухо-
приёмников, не учтённых проектом.
Таким 0бразом, среднечасовой расход воз-
духа в каждой смене составляет Qcp =
Опыт работы машиностроительных заводов
показывает] что максимальный расход воздуха
С?тах 15-минутной длительности превышает
Qcp на 20-40%.
Расчётный расход Qp воздуха компрес-
сорной установки
Qp = Qmax ^^ l»3Qcp,
где 1,3 — коэфициент максимума.
Годовой расход воздуха по заводу
дг = 1,4 4-1,5' р 2 Q*
где р — коэфициент полноты графика, равный
0,7-0,8;
i = n
2 Qu — итог последней графы табл. Г.
По этому расходу определяют годовой рас-
ход электроэнергии и вычисляют себестоимость
1 л& свободного воздуха.
ВЫБОР КОМПРЕССОРОВ
Для пневматического хозяйства машино-
строительных заводов обычно применяются
компрессоры: а) поршневые производитель-
ностью 3—100 м3/мин; б) турбинные произ-
водительностью 100 мъ1мин и более; в) рота-
. цдрнные производительностью 1,5 — 80 лФ/мин.
Реже применяются ротационные компрессо-
ры, обладающие следующими преимуществами:
отсутствие возвратно-поступательного движе-
ния, компактность, малый вес, непосредствен-
ный привод, но, с другой стороны, имеющие
меньший к. п. д., чем поршневые (подробнее
см. разд. «Компрессоры и воздуходувки").
Вопрос о выборе типа компрессоров для
средних и крупных станций необходимо решать
путём технико-экономических сопоставлений
с учётом величины капитальных затрат и
эксплоатационных расходов.
При выборе рабочего давления учитывается
суммарная потребность в сжатом воздухе при-
ёмников на 7атип на 3 — 4 am и. Для каждой
из этих двух групп воздухоприёмников необ-
ходимо составить сводную таблицу расхода
воздуха. Если количество воздухоприёмников,
требующих пониженного давления C — 4 атщ,
сравнительно мало, то предусматривать для
них особые компрессоры нецелесообразно.
В большинстве случаев на машиностроительных
заводах устанавливаются компрессоры на
8 ати, причём для питания воздухоприёмников,
требующих пониженного давления, в цехах
применяются редукторы, монтируемые в целях
удешевления трубопроводов возможно ближе
к точкам потребления сжатого воздуха пони-
женного давления.
гл. xvj
ПРОЕКТИРОВАНИЕ ПНЕВМАТИЧЕСКОГО ХОЗЯЙСТВА
481
Таблица Д
Режим работы станции при 307 рабочих днях в году и 3 сменах (8-час.)
Компрессор
Марка
В-300-2К
То же
То же
Производительность
в м3/час
свободного воздуха
2400
2400
2400
1-я смена
Рабо-
тает
i
i
В ре-
зерве
За-
грузка
в%
8f
8f
2-я смена
Рабо-
тает
т
i
В ре-
зерве
z
За-
грузка
в°/„
67,Г
67,Х
3-я смена
Рабо-
тает
i
В ре-
зерве
i
i
За-
грузка
в "/о
71
При выборе компрессоров
необходимо учитывать влияние
на их работу барометрического
давления и температуры наи-
более жаркого месяца, соот-
ветствующих местоположению
компрессорной станции [1, 2].
При решении вопроса о
производительности компрес-
сорных агрегатов исходят из
того, что они должны работать
во всех сменах по возможно-
сти с полной нагрузкой и,
следовательно, с высоким к.п.д.
(см. табл. Д).
При выборе количества
агрегатов следует предусматри-
вать резерв для обеспечения
завода необходимым минималь-
ным количеством воздуха остав-
шимися в работе компрессорами
при остановке на ремонт наибо-
лее крупного из компрессоров.
Коэфициент резерва у\рез
компрессорных станций зави-
сит от производительности от-
дельных машин и выбирается
с таким расчётом, чтобы были
обеспечены те потребители, пе-
рерыв в снабжении воздухом
которых не может быть допу-
щен. Этот коэфициент обычно
принимают равным 75 — У0%,
пользуясь зависимостью:
где Qy — производительность
всех установленных компрес-
соров в м'^/час свободно! о воз-
духа; Qk ^— производительность
наиболее крупного из агрегатов
в мь1час свободного воздуха;
Qp —расчётная производитель-
ность компрессорной станции
в м?/час свободного воздуха.
Режим работы станции
проектируется по табл. Д.
РАСХОД ЭНЕРГИИ
КОМПРЕССОРАМИ
Табл. 31 и 32 содержат дан-
ные об удельном расходе энер-
гии на валу компрессора [8и 13].
В табл. 33 приводятся дан-
ные об удельном расходе элек-
31 Том 14 113
Таблица 31
Удельный расход энергии на валу поршневых компрессоров
Конструкция компрессора
Одноступенчатый
Рабочее
давле-
ние
в ати
7
7
8
Расход энергии на
валу компрессора
в квт-ч на 1 м?\час
о,о8 — o,ioi
°>°77 —о,о88
о,о8 — о,о95
Таблица 32
Удельный расход энергии на валу компрессоров при рабочем
давлении 6 ати
Типы компрессоров
Поршневые компрес-
Турбокомпрессоры .
При производительности компрессора в мя/час
100
200
500
1000
2000
5000 |10000|20000|50000
в квт-ч/Ю л8
0,98
0,91
о,86
°,8з
1,77
о,8
1,26
°,73
1,ОЗ
о,77
О.91
0,76
о,86
О,82
Таблица 33
Удельный расход энергии на клеммах электродвигателей
Типы компрессоров
Поршневые компрес-
соры
Турбокомпрессоры .
При производительности компрессора в м3/час
100
200
500
1000
2000
5000 110000 20000J50 000
в квт-ч/Ю м*
i,o8
1,ОО
о.95
2,ОО
1I42
о,86
1,13
0,84
1,ОО
о,8з
Таблица 34
Удельный расход пара на 1 квт-ч и на 1 ж3 воздуха
Род двигателя
Паровая машина . .
Паровая турбина .
Единица изме-
рения
кг/квт-ч
кг/м3
кг/квт-ч
¦ кг/м*
Расход пара при производи-
тельности компрессора в ма/час
1000
7.4
o,6i
IO,I
1,8
2000
6.5
0,53
7.7
0,97
ьооо
б.з
0,48
6.6
0,67
10000
б,о
046
6.О
о.55
20000|50000
5-9
°45
5-5
°-47
5-°
o,4i
482
ПРОЕКТИРОВАНИЕ ЭНЕРГОХОЗЯЙСТВА ЗАВОДА
[РАЗД. V
трознергии на клеммах электродвигателей при-
вода компрессоров с рабочим давлением
6 ати [13].
Табл. 34 содержит данные об удельном рас-
ходе пара 16 ати и 350° С при температуре
охлаждающей воды 27° С и при сжатии воздуха
до 6 ати в компрессорах с паровым приво-
дом [13].
Мощность парового привода для компрессоров
производительности
Таблица 35
различной
Тип агрегата
Паровая машина с
поршневым компрес-
сором
Паровая турбина с
турбокомпрессором . .
Мощность парового привода в кет при
производительности компрессора в хР\час
1000
83
177
2000
i6o
. 25а
5000
39°
10 000
77°
оло
20 000
1520
1720
50 000
38оо
41оо
При других параметрах удельный расход
пара соответственно изменяется. В случае при-
вода турбокомпрессоров турбинами мятого
пара удельный расход пара повышается до
1,2 — 2 кг/мв свободного воздуха.
В табл. 35 указана эффективная мощ-
ность парового привода компрессоров при
Р=б ати [13].
ПРИВОД КОМПРЕССОРОВ
Электропривод. При выборе рабочего на-
пряжения и числа оборотов электродвигателя
необходимо руководствоваться следующими
соображениями.
Наиболее выгодна установка электродви-
гателя высокого напряжения, соответствую-
щего рабочему напряжению высоковольтной
сети завода, если только по мощности привода
электродвигатель может быть выбран на
высокое напряжение. Установка электродви-
гателя напряжением 380/220 в мощностью
более 200 кет невыгодна в связи с увеличе-
нием расхода меди, добавочными потерями
энергии в трансформаторах и повышением
трансформаторной мощности.
Выбор числа оборотов электродвигателя це-
лесообразно производить с учётом возможно-
сти непосредственного соединения компрессо-
ра с электродвигателем. Всякая промежуточ-
ная передача связана с уменьшением надёжно-
сти, потерей энергии, удорожанием эксплоата-
ции и увеличением размеров машинного зала.
Мощность электродвигателя обычно выби-
рается заводом-изготовителем компрессора
с некоторым запасом.
При возможности выбрать синхронный
электродвигатель с cos 9 = 1 или с опережа-
ющим cos <р = 0,8 следует при условии экономи-
ческой проверки целесообразности подобного
выбора отдавать предпочтение именно этому
типу двигателя. Установка синхронного электро-
двигателя способствует увеличению cos cp за-
водской сети, улучшает использование кабелей,
трансформаторов и генераторов энергоснабжа-
ющей системы. Однако синхронный мотор
с пусковой аппаратурой обходится дороже
асинхронного. Синхронные электродвигатели
снабжаются короткозамкнутой обмоткой и
пусковой аппаратурой для автоматического
асинхронного запуска.
Паротурбинный привод. При наличии соб-
ственной ТЭЦ целесообразно применять паро-
турбинный привод турбокомпрессоров. Выбор
типа турбин и рабочих-параметров пара опре-
деляется тепловой схемой завода. На основе
общезаводского баланса пара
разных параметров выбирают
параметры отборов или проти-
водавления турбин для приво-
да компрессоров.
Для обеспечения резерва
целесообразна установка одно-
временно паро-, турбо- и элек-
тротурбокомпрессоров. Как
пример можно привести тепло-
электроцентраль одного круп-
ного паровозостроительного
завода, где при потребности
50000 Щчас свободного воз-
духа установлены два турбо-
компрессора производительно-
стью 25 000 мв/час каждый с приводом от па-
ровых турбин и один турбокомпрессор произ-
водительностью 25 000 мЦчас с приводом от
синхронного электромотора 6000 в.
ВЫБОР МЕСТА ДЛЯ КОМПРЕССОРНОЙ
СТАНЦИИ
При проектировании следует стремиться
к централизованному расположению компрес-
сорных установок завода, так как децентра-
лизованное расположение влечёт за собой
удорожание эксплоатации и ремонта компрес-
соров, ухудшение надзора за ними, а также
увеличение капитальных затрат.
Центральную компрессорную станцию не-
обходимо располагать вблизи: а) основных
потребителей сжатого воздуха, цехов литейных,
металлических конструкций и кузнечных (по-
следние— при наличии пневматических моло-
тов); б) мест, где может быть устроен забор
чистого воздуха, т. е. вдали от пунктов выде-
ления газов, пыли и т. п.; в) крупных электри-
ческих узлов завода в целях удешевления
электрических коммуникаций.
В некоторых случаях целесообразно совме-
щать в одном здании центральную компрес-
сорную с коммутационным пунктом или
с шинной подстанцией.
Турбокомпрессоры с паровым приводом
обычно устанавливают в машинном зале ТЭЦ,
СХЕМА ВОЗДУХОПРОВОДОВ
И ОСНОВНЫЕ ЭЛЕМЕНТЫ
КОМПРЕССОРНОЙ СТАНЦИИ
Схема воздухопроводов
Схема воздухопроводов компрессорной стан-
ции должна быть возможно более простой:
кольцевые, двойные и трансферные магистраль-
ные станционные нагнетательные воздухо-
проводы повышают стоимость и нередко по-
нижают надёжность работы станции.
Последовательность прохождения воздуха
в установках с поршневыми компрессорами:
а) воздушный фильтр, б) всасывающий тру-
бопровод, в) компрессор, г) концевой холо-
дильник, д) масло-водоотделитель, е) обрат-
ГЛ. XV]
ПРОЕКТИРОВАНИЕ ПНЕВМАТИЧЕСКОГО ХОЗЯЙСТВА
483
ный клапан, ж) воздухосборник, з) запорная
задвижка, и) нагнетательный воздухопровод.
При турбокомпрессорах концевые холодиль-
ники, масло-водоотделители и воздухосборни-
ки не устанавливаются.
На трубопроводе между компрессором и
воздухосборником задвижку устанавливать не
следует. При наличии задвижки между ней и
компрессором должен быть установлен предо-
хранительный клапан.
В отношении привода и трубопроводов
каждый компрессорный агрегат должен быть
полностью независим от других. Следует от-
давать предпочтение индивидуальным воздуш-
ным фильтрам, концевым холодильникам и
воздухосборникам.
Принципиальная схема воздухопроводов
компрессорной станции приведена на фиг. 22.
§
Фиг. 22. Схема воздухопроводов компрессорной
станции: 1—фильтр,для очистки воздуха; 2—порш-
невой компрессор; 3 — промежуточный холодиль-
ник; 4 — воздушный резервуар; 5— концевой холо-
дильник; 6 — обратный клапан; 7—воздухосбор-
ник; 8—задвижка; 9 — магистральный воздухопро-
вод; 10—измерительная шайба.
Основные элементы компрессорной станции
Воздушный фильтр. Забор воздуха дол-
жен производиться снаружи, из затенённых
и наименее загрязнённых мест. Попадание воды
и посторонних предметов со всасываемым
воздухом должно быть предотвращено посред-
ством установки козырьков и сеток. Безусловно
необходима установка воздушных фильтров
на всасывающих трубопроводах в месте забора
воздуха.
При значительных количествах воздуха
устройство пылеосадочных камер, вследствие
чрезмерно больших размеров последних, за-
труднительно.
Все фильтрующие устройства с сухим оса-
ждением пыли взрывоопасны. Поэтому их не-
обходимо снабжать противопожарным устрой-
ством на случай самовозгорания пыли и предо-
хранительным клапаном—на случай взрыва.
Мокрая очистка воздуха в компрессорных
станциях пневматического хозяйства практи-
ческого применения не имеет.
Для компрессорных станций наиболее це-
лесообразны висциновые фильтры из набора
кассет размером 500 X 500 мм. Промежутки
между двумя сетчатыми стенками кассеты
заполняются кольцами Рашига (трубки диа-
метром 7—10 мм, высотой 5—10 мм).
Поверхность колец покрывается висциновым
маслом.
На каждые 15 — 20 мь\мин свободного воз-
духа устанавливается одна кассета. Фильтры
рассчитываются по максимальной скорости про-
хода воздуха, которая не должна превышать
1 —1,3 м^/сек, что соответствует прохожде-
нию через площадь фильтра в 1 м2 ~4000 мЦяас
свободного воздуха или 1000 м^/час на одну
кассету.
Отношение максимальной скорости прохо-
ждения воздуха через фильтры к средней ха-
рактеризуется следующими показателями: пор-
шневые компрессоры простого действия одно-
цилиндровые— 3,14; двойного действия одно-
цилиндровые— 1,57; двойного действия дзух-
цилиндровые — 1,15; ступенчатые ротацион-
ные и турбокомпрессоры — 1,00.
Желательно устройство индивидуальных
фильтров, так как это создаёт полную неза-
висимость каждого агрегата от других и обес-
печивает возможность сооружения прямых
и коротких всасывающих воздухопроводов.
Сопротивление висциновых фильтров до-
ходит до 10 мм вод. ст. Сопротивление 1 м2
поверхности фильтра составляет при прохо-
ждении через фильтр 2000 м%\яас свободного
воздуха — 2 мм вод. ст. и соответственно:
при 3000 мР/час— 4 мм вод. ст., 4000л*3/час —
6 мм вод. ст. и 5(Ю0 м^/час — 7 мм вод. ст.
Всасывающий трубопровод. Длину всасы-
вающего трубопровода при наличии поршне-
вых компрессоров желательно принимать не бо-
лее 10 — 12 м, при наличии турбокомпрессо-
ров — не более 15 м. В случае большой дли-
ны трубопровода рекомендуется у всасываю-
щего патрубка поршневого компрессора уста-
навливать резервуар, равный по объёму ци-
линдру низкого давления.
Трасса должна быть по возможности прямой.
Повороты, если они необходимы, должны быть
выполнены отводами радиусом R ;> B, 5 — 3)d.
Вблизи трассы не должно быть паропрово-
дов, нагнетательных воздухопроводов и про-
чих мест выделения тепла.
Скорость воздуха во всасывающем трубо-
проводе — 10 — 12 MJceK.
Дроссель на всасывающем трубопроводе
турбокомпрессора должен быть установлен
возможно ближе к всасывающему патрубку.
Труба между дросселем и всасывающим
патрубком должна быть рассчитана на вакуум
при закрытом дросселе.
Концевой холодильник. Кроме промежу:
точного холодильника, целесообразно устано-
вить между цилиндром высокого давления it
воздухосборником концевой холодильник для
сепарации и конденсации содержащихся в сжа-
том воздухе паров воды и масла.
Поверхность концевого холодильника (те-
плопередающая со стороны воздуха) в м2 опре-
деляется по формуле
l,15.Gfo-
где G — весовое количество охлаждаемого
воздуха в кг/час, ix и г2—температура возду-
ха при входе и выходе из холодильника в °С
(для обычных условий работы компрессора
/i = 140 -г-150°С); Ср — теплоёмкость воздуха,
484
ПРОЕКТИРОВАНИЕ ЭНЕРГОХОЗЯЙСТВА ЗАВОДА
[разд. v
равная 0,24 ккал/кг "С; К — общий коэфи-
циент теплопередачи от воздуха к воде; коэфи-
циент 1,15 учитывает тепло, потребное для
конденсации содержащихся в воздухе водяных
паров:
Aft-n = ~ ; * - •
*ср
В этой формуле teX и te2 — температура во-
ды при входе и выходе из холодильника
h = 20 -j- 25° С.
Количество воды для охлаждения в мъ;час
определяется по формуле
^_' 1,150 (^ -t2)Cp
Байпас на воздухопроводе для обхода кон-
цевого холодильника предусматривать не обя-
зательно.
В табл. 36 приведена техническая характе-
ристика концевых холодильников вертикаль-
ного типа для компрессоров при конечном
сжатии до 4—6 ати.
Таблица 36
Концевые холодильники вертикального типа для
компрессоров при конечном сжатии до 4—6 ата
по данным Chicago Pneumatic Tool Company
Производи-
тельность
компрессора
двойного дей-
ствия в msjmuh
7,5-9
13—J5
39-35
33—4O
56—65
100—120
Поверхность
охлаждения
холодильника
в м*
4.3
6,8
15.7
i8
3°
54
Диаметр
в
ДЛЯ
воздуха
75
87
125
15°
аоо
250
штуцера
мм
для
воды
18
25
32
37
50
Воздухосборник Воздухосборник (воздуш-
ный аккумулятор! предназначается для вырав-
нивания давления в воздухопроводе и смяг-
чения периодических пульсаций, вызываемых
работой поршневых компрессоров, а также для
дополнительной сепарации воздуха от масла
и воды.
Воздушные аккумуляторы устанавливаются
на фундаменте вблизи компрессорной установ-
ки на открытом месте. Установка аккумулятора
в специальном закрытом помещении допу-
скается с особого разрешения технической ин-
спекции и пожарной охраны. Каждый акку-
мулятор должен быть снабжён на подводящем
трубопроводе масло- и водоотделителем.
Воздушный аккумулятор должен быть снаб-
жён предохранительным клапаном, лазом или
люком для очистки, спускным краном, уста-
новленным на самом низком месте, и мано-
метром с трёхходовым краном, расположен-
ным в удобном для наблюдения и хорошо
освещенном месте. Предохранительный клапан
должен быть отрегулирован на предельное
давление, превышающее наибольшее рабочее
давление сжатого воздуха не менее чем на
10%. Сечение предохранительного клапана дол-
жно быть таково, чтобы оно могло пропустить
всё количество воздуха, подаваемого компрес-
сором. В случае отсут-
ствия предохранитель-
ного клапана на самом
компрессоре, при нали-
чии задвижки или вен-
тиля между компрес-
сором и воздушным
аккумулятором, дол-
жен быть установлен
предохранительный
клапан между ком-
прессором и задвиж-
кой или вентилем.
Все воздушные ак-
кумуляторы nqj сво-
ему устройству и
установке должны от-
вечать правилам по
устройству и уста-
новке сосудов, рабо-
тающих под давле-
нием свыше атмосфер-
ного [7].
Объём воздухо-
сборника может
быть определён в за-
висимости от минут-
ной производительности компрессора с по-
мощью следующих эмпирических соотношений:
Фиг. 23. Воздухосборник:
1—предохранительный кла-
пан; 2—лаз; 3 - продувоч-
ный кран; 4 — спускной
кран; 5—манометр.
Производительно сть
компрессора
Q мл(мин
До 15
От 15 до 30
Свыше 30 до 100
Объём
воздухосборника
3
От 0,5 VJo]T
. 0,5 Y10 Q
„ 0,5 /10 Q
Расчёт объёма воздухосборников см. [4].
Обычно высота воздухосборника прини-
мается Н = 2 -г- 2,7 D, где D — его диаметр. На
фиг. .23 представлен общий вид воздухосбор-
ника.
Предохранительный клапан. Предохра-
нительный клапан рассчитывается по крити-
ческой скорости истечения воздуха: vкр =
= 18,3 YГ Mjcent где Т — абсолютная темпе-
ратура воздуха.
МАШИННЫЙ ЗАЛ КОМПРЕССОРНОЙ
СТАНЦИИ
Компрессоры и их двигатели производи-
тельностью 15 msjmuh и выше, за исключе-
нием компрессоров, помещённых в залах
силовых станций, подлежат установке в отдель-
ных от производства одноэтажных огнестой-
ких помещениях. Примерные размеры машин-
ного зала лапы в табл. 42.
При проектировании должна быть пре-
дусмотрена возможность расширения компрес-
сорной станции.
Рядом с машинным залом компрессорной
станции, если привод компрессоров осуше-
гл. xvj
ПРОЕКТИРОВАНИЕ ПНЕВМАТИЧЕСКОГО ХОЗЯЙСТВА
485
ствляется высоковольтными электродвигате-
лями, сооружается распределительное устрой-
ство высокого напряжения с камерами главных
и вспомогательных масляных выключателей,
автотрансформаторов или реакторов в случае
применения синхронных электродвигателей.
Помещение распределительного устройства
располагается со стороны „постоянного" торца
или вдоль длинной стороны машинного
зала.
Панели ячеек распределительного устрой-
ства с приводами масляных выключателей раз-
мещаются в машинном зале. Панели автомати-
ческого запуска синхронных моторов устана-
вливаются в машинном зале вблизи соответ-
ствующих компрессоров.
В машинном зале должны быть преду-
смотрены кран-балка с ручным приводом
грузоподъёмностью, соответствующей весу
наиболее тяжёлой детали агрегата (обычно —
ротор, электродвигателя), и монтажная пло-
щадка.
ВОЗДУХОПРОВОДЫ (В ПРЕДЕЛАХ
СТАНЦИИ, ВНЕЦЕХОВЫЕ
И ВНУТРИЦЕХОВЫЕ)
Скорость воздуха в нагнетательном воз-
духопроводе 15—25 м/сек (не более 30 м/сек).
При расчёте скорости воздуха в трубопроводе
должна быть учтена его температура, что
имеет особенное значение на участке между
компрессором и концевым холодильником.
С целью ограничения падения давления в воз-
духопроводе скорость воздуха может быть
снижена до 8—12 м/сек (устанавливается рас-
чётом). Для монтажа воздухопроводной сети
выбираются трубы по ОСТ 18828-39 (обыкно-
венные, диаметром 10—70 мм), ГОСТ 301-41
(диаметром 70—1400 мм), ОСТ 12870-39 (диа-
метром 400—900 мм). Трубы соединяются ме-
жду собой сваркой; фланцевые соединения
делаются только в местах присоединения арма-
туры.
Для удаления конденсирующейся в возду-
хопроводе влаги должен быть предусмотрен
дренаж.
При прохождении воздухопровода вблизи
теплоизлучающих поверхностей должны быть
приняты меры для предотвращения нагревания
воздуха.
Уклон воздухопровода принимается
0,0025 — 0,004 в направлении движения воз-
духа.
В наиболее низких точках воздухопровода
устанавливаются простейшие масло-водоотде-
лители, а также спускные и продувочные
краны. Присоединение ответвлений к маги-
стралям для предотвращения попадания воды
осуществляется сверху, преимущественно под
острым углом.
Внецеховые воздухопроводы монтиру-
ются в общих подземных каналах с прочими
энергетическими коммуникациями—паропрово-
дами, трубопроводами горячей воды и т. д.
Задвижки, масло-водоотделители и спускные
приспособления монтируются в колодцах.
Необходимо предусмотреть компенсацию
тепловых расширений, особенно на участ-
ках трубопроводов, • примыкающих к ком-
прессору.
6\ из
На вводах в цехи устанавливаются за-
движка, водоотделитель, манометр, а также
воздухомер (последний — для учёта расхода
воздуха цехом) (фиг. 24).
У цехов, потребляющих значительные
количества воздуха при неравномерном рас-
ходе, в особенности при значительном удале-
Фиг. 24. Схема воздухопроводов в цехе: 1 — ввод возду-
хопровода в цех; 2—задвижки; 3 — водо-маслоотдели-
тель; 4— вентили для дренажа; 5— измерительная
шайба; б —воздухомер; 7—манометр; 8 — вентили и
гайки РОТ для присоединения шлангов к воздухо-
приёмникам.
нии от компрессорной, устанавливаются сна-
ружи здания воздухосборники соответствую-
щего объёма (см. табл. 29).
Цеховые воздухопроводы монтируются
на колоннах здания или в каналах пола. На
воздухопроводах, в местах, доступных для
обслуживания, следует устанавливать за-
движки (установка вентилей нежелательна, так
как они вызывают большую потерю давления
воздуха). Конфигурация внецеховых и цехо-
вых воздухопроводов предпочтительна коль-
цевая, если это не вызывает значительного
удорожания установки. Ответвления для малых
количеств воздуха выполняются газовыми
трубами диаметром не менее 25 мм. На фиг. 25
показан масло-водоотделитель, монтируемый
у ввода в цех.
На фиг. 26 представлен концевой водо-
отделитель, установленный на высоте 1300 мм
от пола в конце трубопровода, подающего
воздух потребителям.
Расчёт воздухопровода ведётся на основе
схемы последнего, а также максимальных
нагрузок его отдельных участков, диаметры
которых определяют, исходя из принятых
скоростей и потери давления. Общая суммар-
ная потеря давления от компрессора до наи-
более удалённого воздухоприёмника не должна
превышать 5—8% рабочего давления.
Потеря давления от местных сопротивлений
(в арматуре, тройниках и т. д.) учитывается
путём определения эквивалентной длины,
которая при расчёте диаметров прибавляется
к длине прямолинейных участков воздухопро-
вода.
В табл. 37 приведена эквивалентная длина
местных сопротивлений для трубопроводов
различных диаметров.
При расчёте трубопроводов можно поль-
зоваться номограммой фиг. 27.
486
ПРОЕКТИРОВАНИЕ ЭНЕРГОХОЗЯЙСТВА ЗАВОДА
[РАЗД. V
Пример. Требуется определить потерю давления в
трубопроводе диаметром 125 мм, эквивалентная .длина
которого (с учётом местных сопротивлений) равна 600 м.
По трубопроводу проходит воздух при среднем дарле-
нии 7,5 ата в объёме (приведённом к свободному
состоянию) 40 м31ман.
По номограмме находим: потеря давления на 1 л
равна 0,00044 кг/см", отсюда потеря давления на 600 м
состоянии г>0=:53 м/сек. Скорость для сжатого воздуха
(при среднем давлении р =7*5 ата)
1,033 _ 1,033 „ о ,
v = v0 = 53 -=-=- = 7,3 м/сек.
р /»о
Ориентировочно определять диаметр трубы
можно по табл. 38, составленной для началь-
ного давления в сети 6 ати и потери давле-
ния 0,1 кг/см2 при движении в прямолинейных
участках [S], а также с помощью табл. 39 [12].
Ар = 0,00044- 600=0,264 кг/см».
По номограмме скорость для воздуха в свободном
Таблица 37
Длина трубопровода в м, эквивалентная местным сопротивлениям
>иг. 25. Масло-водоот-
делитель.
Фиг. 26. Кон-
цевой водоот-
делитель.
Наименование
местных со-
противлений
(арматуры и
фасонных ча-
стей воздухо-
провода)
Проходной
запорный вен-
тиль
Угловой за-
порный вен-
Задвижка .
Нормальное
колено ....
Тройник . .
Переход
Внутренний диаметр трубопровода в мм
25
6
3
°,3
О,2
2
°,5
50
Т5
7
°.7
°,4
4
i
80
25
и
i
°.7
7
3
100
35
15
1.5
i
ю
2.5
125
5°
со
2
1,4
14
3,5
1Е0
6о
25
!.7
17
4
200
65
^3.5
а.4
25
6
250
IOO
5°
5
3,2
32
8
300
Но
6о
6
4
4О
ю
350
17о
7°
7
5
5о
12
400
200
85
8,5
6
бо
*5
QfiQQQZ
QJ00Q01
Количество Воздуха, м 3/мин (в свободном состоянии)
Фиг. 27. Номограмма для расчёта трубопровода сжатого воздуха.
гл. xvj
ПРОЕКТИРОВАНИЕ ПНЕВМАТИЧЕСКОГО ХОЗЯЙСТВА
487
Таблица 38
Определение диаметра воздухопровода
Расход
свободного
воздуха
в M3JMtiH
i
3
S
IO
15
2О
25
5°
ioo
20О
Длина воздухопровода в м
25
50
100
300
500
1000
Внутренний диаметр воздухопровода в мм
2О
33
37
46
52
58
64
82
i°5
137
25
33
4о
52
64
7°
7б
94
И9
1б2
25
37
46
58
7°
8з
88
io6
137
i8o
33
43
58
76
88
IOO
106
131
176
228
37
46
64
82
94
119
143
193
253
43
52
76
IOO
"9
131
137
169
228
290
Таблица 39
Падение давления
воздухопровода при
Расход
свобод-
ного
воздуха
i
2
5
ю
15
2О
25
Зо
40
5°
20
о.4
1.5
-
-
-
-
-
-
—
25
Г
о,5
2,5
-
-
-
-
-
-
—
32
-
о,з
о,8
3
-
-
-
-
-
—
в кг/см* на 100 м
5 ати конечного
Диаметр труб в
40
-
о,о4
о,3
°",9
1,8
3.2
"-
-
-
50
-
-
о,о8
о,3
о,6
I.O
1,5
2,1
3.8
—
60
-
-
о.оз
о, то
о,а
о,4
о,6
о,8
1.4
2
70
-
-
-
о,о5
O.I
О,2
о,3
о,4
о,6
I
мм
80
-
-
-
о,оз
о,о5
о,о9
о, 15
О,2
о,4
о,5
прямого
давления
90
-
-
-
-
о.оз
о,о5
О,О7
o.i
О,2
о.З
100
-
-
-
-
-
°,оЗ
о,о5
о,о7
О,II
о,17
125
-
-
-
-
-
-
-
О,О2
о,о„
о,об
Для ориентировочного определения диа-
метра коротких воздухопроводов в зависимости
от расхода свободного воздуха при давлении
3 — 8 ати может служить табл. 40 [8].
Таблица 40
Определение диаметра воздухопроводов
Расход
свободного
воздуха
в мЦчас
ю—зо
31—бо
6l—IOO
101—200
Э01—4°о
4oi—7°°
Диаметр
напорного
трубопровода
в мм
15—2О
2О— 25
25—3=
32—38
38-51
51-^3 .
Расход
свободного
воздуха
в мчас
701—юоо
IOOI—l60O
1601— 2300
2301—3000
3001—4500
Диаметр
напорного
трубопровода
в мм
63—76
76-89
89—102
IO2—114
114-127
ВОДОСНАБЖЕНИЕ КОМПРЕССОРНЫХ
СТАНЦИЙ
Потребное количество охлаждающей воды
для компрессоров должно быть указано
заводом-изготовителем.
Средний удельный расход охлаждающей
воды поршневых двухцилиндровых компрес-
соров 8 ати: на охлаждение рубашек и кры-
шек цилиндров и на промежуточный холо-
дильник и маслоотделитель, в зависимости от
марки и величины компрессора,—4,5—5,8 л/мг;
на концевой холодильник — 2—2,3 л/мв.
Средний удельный расход охлаждающей во-
ды одноцилиндровых двухступенчатых поршне-
вых компрессоров 6—7 ати составит 3,5 л/м3.
Средний удельный расход охлаждающей
воды для турбокомпрессоров 7—8 ати на 1 мг
свободного воздуха при производительности
Q = 10 000 -г 36 000 мЦяас составит 6 л\м\
а при <?>36 000 мЦяас—Ъ л\м\
В табл. 41 приведены данные о расходе
воды компрессорами производительностью 60
и 100 мъ\мин свободного воздуха.
Таблица 41
Расход воды компрессорами производительностью
60 и 100 м3\мин
Марка компрессора
Производительность
В M3JMUH
Расход воды на:
а) охлаждение рубашек и
крышек м3/час
б) промежуточный
в) маслоохладитель »
г) концевой холо-
Всего . . .
Расход воды на 1 м3
свободного воздуха . . л
Поверхность проме-
жуточного холодиль-
ника м1
1-ВГ
60
3.6
14.4
1,3
7.4
26,6
7.5
5°
2-ВГ
100
6
21
1,3
12,3
4°,5
6.75
65
Охлаждающие рубашки не должны нахо-
диться под давлением водопроводной сети
и должны быть легко и полностью опорож-
няемы через спускные краны (при останов-
ках и угрозе замерзания).
Вход охлаждающей воды устраивается
снизу, выход—сверху. Вентиль ставится только
на подводящей трубе.
Охлаждающая вода для облегчения кон-
троля её количества и температуры при
выходе сливается открытой струёй в сборные
воронки трубопровода горячей воды.
Целесообразно предусмотреть сигнализа-
ционное устройство, действующее автомати-
чески при прекращении подачи охлаждающей
воды.
В зависимости от условий водоснабжения
завода и стоимости воды система водоснаб-
жения компрессорных станций выбирается
проточная или оборотная.
При воде с высокой временной жёсткостью
следует применять оборотную систему и под-
держивать возможно низкую температуру от-
ходящей воды.
488
ПРОЕКТИРОВАНИЕ ЭНЕРГОХОЗЯЙСТВА ЗАВОДА
[разд. v
При оборотной системе водоснабжения в целях уменьше-
ния затрат и расхода материалов отдаётся предпочтение брыз-
гальным бассейнам, если имеется достаточная площадь для их
размещения и соблюдения разрывов, необходимых в связи с
туманообразованием.
Фиг. 28. Схема водоснабжения компрессорной
ный бассейн; 2 —насос охлаждающей воды; 3 —
межуточный холодильник; 5 — концевой холоди
сливной трубопровод; 7—резервуар теплой воды
станции: / —брызгаль-
компрессоры; 4 — про-
льник; 6 — самотечный
8—насос, подающий
тёплую воду к брызгалам; Р —водопровод для подпитки; 10—обратный
клапан; Л— резервный насос; 12 — трубопровод для спуска и продувки.
Часовой расход свежей воды для подпитки составляет 4—5%
общего количества циркулирующей воды в час при применении
градирен и 6—9% при брызгальных бассейнах.
Расход воды для подпитки при значительной карбонатной
жёсткости её может вследствие необходимости продувки, воз-
расти до 15—20%. Обычно принимается tti2—t8i = Мв = 10-f-
15° С при температуре отходящей воды 20—25° С [4].
Термометр
Манометр
Водомер
егистрирующий
воздухомер
Измерительная
шайба
U-образная трубки
для контроля сопро-
тивления фиящ%
Обратный клапан
Предохранительный
клапан
Фиг. 29. Схема расположения измерительных приборов: / — фильтр для
воздуха; 2—цилиндр низкого давления; 3 — промежуточный холодильник;
4— цилиндр высокого давления; 5—концевой холодильник; 6—воздухо-
сборник; 7—напорный воздухопровод; S—магистраль охлаждающей воды;
&>—задвижки для регулирования количества охлаждающей воды; 10—воронка
для слива тёплой воды; 11 — магистраль тёплой воды.
Необходимый напор на-
сосов практически не пре-
вышает 15—25 м вод. ст.
Для обеспечения беспе-
ребойности водоснабжения
компрессорной станции как
при проточной, так и при
оборотной системе должен
быть предусмотрен резерв-
ный насос. В последнем слу-
чае резервный насос уста-
навливается общий для охла-
ждённой и для горячей во-
ды, подаваемой на охлади-
тельное устройство (фиг. 28).
В случае недостаточно
надёжного обеспечения во-
доснабжения компрессорной
должен быть предусмотрен
напорный бак с 15—20-ми-
нутным запасом воды.
СМАЗКА
.. КОМПРЕССОРОВ
Для смазки поршневых
компрессоров применяются
компрессорные масла по
ГОСТ 1861 - 44, для смазки
турбокомпрессоров — тур-
бинные по ГОСТ 32 - 42.
Для компрессоров давле-
ния 6—7 ати расход ма-
сла составляет 40—50 г на
1000м% свободного воздуха
(вместе со смазкой наруж-
ных движущихся частей
70—80 г на 1000 аР), для
турбокомпрессоров — 5—6 г
на 1000 м*.
КОНТРОЛЬНО-
ИЗМЕРИТЕЛЬНЫЕ
ПРИБОРЫ
Для учёта и контроля
работы компрессорной стан-
ции устанавливаются:
а) пружинные маномет-
ры на всех ступенях сжатия,
на коллекторе и на воздухо-
сборниках;
б) термометры со шка-
лой до 150—200° С для из-
мерения температуры сжа-
того воздуха и со шкалой
до 100" С для измерения
температуры воды и всасы-
ваемого воздуха (см. схему
фиг. 29);
в) расходомер — дифма-
нометр поплавкового меха-
нического типа, записываю-
щий величину расхода воз-
духа, с приводом от часо-
вого механизма; камерная
диафрагма устанавливается
на участке длиной I5d(d —
диаметр трубы) при отсут-
ствии местных сопротивле-
ний; измерительная шайба
гл. xv]
ПРОЕКТИРОВАНИЕ ПНЕВМАТИЧЕСКОГО ХОЗЯЙСТВА
489
должна быть смонтирована на
магистральном воздухопроводе;
г) водомер Вольтмана или
диафрагма для учёта количе-
ства охлаждающей воды;
д) тягомер типа Креля для
контроля работы висцинового
фильтра.
В компрессорной устанавли-
ваются указатель уровня воды
в запасном баке водоснабжения
и сигнализатор, контролирую-
щий вытекание охлаждающей
воды.
СТОИМОСТЬ СООРУЖЕНИЯ
И МЕХАНИЧЕСКАЯ ХАРАК-
ТЕРИСТИКА КОМПРЕССОР-
НОЙ СТАНЦИИ
Стоимость сооружения ком-
прессорной станции с поршне-
выми компрессорами с оборот-
ной системой охлаждения и с
брызгальным бассейном составляет (по данным
проектирования заводов тяжёлого машино-
строения) в зависимости от мощности стан-
ции 66—120 руб. за 1 м^/час установленной
производительности всех компрессоров.
Стоимость 1 мв сжатого воздуха давлением
7 ати равна в некоторых случаях от 0,8
Таблица 42
Техническая характеристика компрессорных станций
Производитель-
ность компрес-
сорной станции
в мэ/час свобод-
ного воздуха
I2OO
i8oo
2400
2520
3360
5400
7200
7200
9600
Число компрес-
соров
2
3
4
3
4
3
4
3
4
Марка компрес-
соров
| СА-8
} СБ-8
} 2-250-2К
) В-ЗОО-2К
Производитель-
ность компрессо-
ра в ма/ман сво-
бодного воздуха
Ю
Ч
3°
4°
Мощность элек-
тродвигателя
в кет
75
«о
250
Размеры машин-
ного зала в м
пролёт
9
9
9
9
9
13
12
12
12
длина
9
i8
18
18
18
18
24
18
24
высота до
подкраново-
го пути
5
5
5
5
5
6
6
б
6
Грузоподъёмность
кран-балки в т
1.5
1,5
1,5
^5
2
2
2
2
до 1 коп. в зависимости от стоимости элек-
троэнергии или пара.
В табл. 42 приведены данные по 9 ком-
прессорным станциям с поршневыми компрес-
сорами и электрическим приводом по проект-
ным заданиям заводов тяжёлого машино-
строения.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Киселев В. И., Влияние высоты расположения
компрессора над уровнем моря на его работу, ГНТИ,
1940.
2. Киселев В. И., Насосы, компрессоры, воздуходувки
и вентиляторы, Металлургиздат, 1943.
3. Косточкин В. И. и Ляховский А. И., Воздухо-
дувные машины и станции, Металлургиздат, 1940.
4. Лебедев Л. Ф., Воздушно-силовое хозяйство, Маш-
гиз, 1939.
5. Лосиков Б. В., Смазка воздушных компрессоров,
Органефть, ОНТИ, 1937.
6. Поликовский В. И., проф., Вентиляторы, воздухо-
дувки, компрессоры, Машгиз, 1938.
7. Правила " устройства, содержания и обслуживания
компрессоров и воздухопроводов, Обязательное поста-
новление ВЦСПС от 2/IV 1945 г.
8. Энергоснабжение железнодорожных узлов, т. II, Го-
сударственное транспортное ж.-д. изд-во, 1941.
9. Каталоги завода пневматических машин „Пневма-
тик".
10. Номограммы для расчёта трубопроводов сжатого
воздуха, Гипротяжмаш, индекс Ш-ВЗ-2.
11. Номограммы для определения количества тепла,
выделяемого в конечном охладителе компрессоров,
Гипротяжмаш, индекс Ш-ВЗ-31.
12. Hansen P., Taschenbuch fur DrucKluft-Betrieb
Herausgegeben von F. M. A. Pokorny.
13. Hinz A., Vergleich zwischen KoLben und Kreiselver-
dichtern, VDI-Zeitschrift, № 24, 1937.
14. O. N e i 1 F. "W., Compressed Air Data Handbook of
Pneumatic Engineering Practice, Compessed Air Maga-
sine, 1934.
Глава XVI
ПРОЕКТИРОВАНИЕ ОТОПЛЕНИЯ, ВЕНТИЛЯЦИИ
И ОСВЕЩЕНИЯ ЗАВОДА
ПРОЕКТИРОВАНИЕ ОТОПЛЕНИЯ И ВЕНТИЛЯЦИИ
УКРУПНЁННЫЕ ПОКАЗАТЕЛИ РАСХОДА
ТЕПЛА НА ОТОПЛЕНИЕ И ВЕНТИЛЯЦИЮ
При составлении общих соображений о ма-
ксимальном расчётном часовом расходе тепла на
отопление и вентиляцию завода в целом над-
лежит пользоваться табл. 1 [49] и формулой
Q = Ю~ 3-q A5 — tH) Vqq ккал/час,
где д — расход тепла в ккал/час на 1000 м*
здания при разности внутренней и наружной
температур в ГС; V^ — общая наружная
кубатура зданий в мь; 15° С — принимаемая
при расчёте внутренняя температура помеще-
ний; tH — наружная расчётная отопительная
температура, принимается по табл. 3 [34, 37].
Таблица 1
Укрупнённые показатели расхода тепла на отопле-
ние и вентиляцию для машиностроительных заводов
Общая наружная кубатура
зданий завода Vog в м3
До 5ОООО°
5ООООО—IOOOOOO
IOOOOOO — 2000000
2 000000 — З000000
Свыше з000000
Расход тепла q
ккал/час на 1000 ж"
здания при разности
температур в 1° С
850
8оо
75°
70о
650
При определении максимального расчётного
часового расхода тепла на отопление и вен-
тиляцию цеха следует пользоваться табл.
2 [49] и формулой
Q == [ао (*в—*н) ~\- Я в (*в~-*н)] V ккал/час,
где <7о и дв — расходы тепла на отопление
и вентиляцию 1 м5 цеха при разности внутрен-
ней и наружной температур в 1° С; te — вну-
тренняя температура цеха; tH — наружные рас-
чётные отопительная или вентиляционная тем-
пературы (табл.3); V—наружная кубатура
цеха в мг.
При определении годового расхода тепла
на отопление и вентиляцию цеха следует
пользоваться приближённой формулой
п _0.857 nwfQo+Q,] [t. — tep\-\
Wiod — 77 7"
Таблица 2
Укрупнённые показатели расхода тепла
на отопление н вентиляцию основных цехов
машиностроительных заводов (в ккал/час на 1 ж9
здания при разности температур 1° С)
g С ^
>>M вс
Он о (Я
>- и о.
1
2
3
4
5
6
7
8
9
10
11
Наименование и куба-
тура цеха или поме-
щения
Чугунолитейные:
10 000— 50 000
50000—100 000
100 000—150000
Меднолитейные:
5000-10 000
10 000—20 000
20 000—30000
Термические:
До 10 000
10 000—30 000
30 000—75 000
Кузнечные:
До 10 000
10 000— 50 000
50 000—100 000
Механосборочные,ме-
ханические и слесар-
ные отделения инстру-
ментальных цехов:
5 000— 10 000
10 000— 50 000
50 000—100 000
100 000—200 000
Деревообделочные:
До 5000
5 000—10 000
10 000—50 000
Металлических кон-
струкций:
50 000—100 000
100 000—150000
Покрытия металлами:
До 2000
2 000— 5000
5 000—10000
Ремонтные:
5 000-10000
10000—20 000
Паровозные депо:
До 5000
5 000—10 000
Склады моделей и
главные магазины:
1 000— 2 000
2 000— 5 000
5 000—10000
Расход
отопление
0,30—0,25
°,25—о,22
О,22—O,l8
0,40—0,35
0,35—0.25
0,25—0,20
0,40—0,30
0,30—0,25
0,25—О,20
0,40—0,30
0,30—0,25
0,25—0,15
0,55-0.45
0,45—0,40
0,40—0,38
0,38—0,35
0,60—0,55
0,55-0,45
0,45—0,40
°tS8—0,35
0,35—0,3°
0,65—0,60
0,60—0,55
°.55—°.45
0,60—0,50
0,50—0,45
0,70—0,65
0,65—0,60
0,80—0,70
0,70—0,60
0,60—0,45
тепла на
вентиляцию
и
1,Ю—1,ОО
1,оо—о,о.о
о,9о—о,8о
2,5—2,ОО
з,о—i,5o
1,5—1,2О
1,30—1,20
1,2О—1,О0
1,0О—О,6о
о,7—0,6
о,6—о ,5
0,40—0,25
о,25—о,15
О,15—0,12
О,12—О,о8
о,бо—о,5о
о,5о—о,45
°>45—о,40
°.53—о,45
°.45—о,35
5,о—4,о
4,о—з,о
3.°—2,О
0,20—0,15
о,15—о,ю
0,40—0,30
о.3°—°i25
_
n B4 - 0,857 m) [5 — tcp]
мгкал/год,
ГЛ. XVI]
ПРОЕКТИРОВАНИЕ ОТОПЛЕНИЯ И ВЕНТИЛЯЦИИ
491
Продолжение табл. 2
is*
а с х
Jib =t
о-о «
X &
«а а) о
?яс
12
13
14
15
16
17
18
19
20
21
Наименование и куба-
тура цеха или поме-
щения
Склады химикатов,
красок и т. п.:
До 1000
1000—2<Ю0
2000—5000
Бытовые и админи-
стративно-вспомога-
тельные помещения:
500— 1 000
1 000— 2 000
2 000— 5 000
5 000—10 000
10 000—20 000
Гаражи:
1 000— 2 000
2 000— 3 000
3 000— 5 000
5 000—10 000
Пожарное депо:
До 5000
Лаборатории:
2 000— 5 000
5 000—10 000
10 000—20 000
Главные конторы:
До 5000
Проходные:
До 500
500—2 000
2 000—5 000
Столовые:
2 500— 5 000
5 000—10000
Свыше 10 000
Поликлиники, амбу-
латории:
5 000—10 000
10 ОЮОь-15 000
СвыйГе 15 000
Казармы и помеще-
ния ВОХР:
5 000—10 000
10 000—15 000
Расход
отопление
о,85—о,75
0,75—0,6.5
0,65—0,58
о,6о—о ,45
о,45—° ,4°
о,4о—о,зз
о,33—°>3о
о,зо—о,25
о,75—°>7°
0,70—о,6о
о,6о—о,55
O.55—O.5O
0,48—0,46
о,4о—о,37
о,37—о,35
о,35—°|25
O.45-O.43
i,3—i,a
1,2—О,7
о,7—о,55
о,45—о,35
о,35—о,33
о,зз—°,28
о,4°—о,зб
0,36—0,32
0,32—о,27
о.з8—о,зз
o,33—o,3i
гепла на
вентиляцию
Чв
о,6о—о,45
_
О,14—О,12
0,12—О, И
О,И—О,1О
—
—
°,9°—°>7°
°,7°—О>б5
о,14—0,09
1,Ю—1,ОО
1,оо—о,95
о,95—°.85
o,iia—0,09
—
о,15—о,ю
о,9о—0,70
о, 7°—°>°5
0,65—о,6о
о,2о—0,25
о,25—о ,23
О,23—О,22
—
Таблица 3
Наружные расчётные отопительные и вентиляционные
температуры, продолжительность отопительного
периода и расчётные скорости ветра
Примечания 1. Кубатуру цехов принимать по
наружным размерам.
U. Для горячих цехов учтены производственные тепло-
выделения.
3. Для сталелитейных принимать расходы тепла на
вентиляцию по группе .чугунолитейные" с коэфициен-
том 0,85.
4. При выпуске продуктов сгорания непосредственно
в цех расходы тепла на вентиляцию в термических и
кузнечных цехах принимать с коэфициентом 0,5.
5. Для механосборочных цехов, а также механиче-
ских и слесарных отделений инструментальных цехов,
расположенных в общем здании со своими подсобными,
кузнечными, термическими, сварочными к другими це-
хами и отделениями с выделениями вредностей, при-
нимать расходы тепла на вентиляцию по группе 5 с коэ-
фициентом 2,0.
6. При определении расходов тепла на вентиляцию
для групп цехов 1—10 принимать iH как наружную
расчётную зимнюю отопительную температуру, а для
остальных принимав iH как наружную расчётную зим-
нюю вентиляционную температуру.
где QQ — максимальный расчётный часовой
расход тепла на отопление цеха в ккал/час;
Qe — максимальный расчётный часовой расход
тепла на вентиляцию цеха в ккал/час; п —
продолжительность отопительного периода
в году, выраженная в днях ^табл. 3); т — ко-
личество часов работы цеха за рабочий день;
ta — внутренняя температура цеха; tH — наруж-
ная расчётная отопительная температура
(табл. 3); Up — средняя температура отопи-
тельного периода (табл. 3).
Наименование
пункта
Аккерман . . . .
Александровск-
на-Сахалине. . .
Алма-Ата . . . .
Архангельск . .
Астрахань . . .
Ашхабад . . . .
Баку
Батуми
Березники-на-
Каме
Брест
Брянск
Вильнюс ....
Випури
Владивосток . .
Вологда ....
Воронеж ....
Ворошиловград
Горький ....
Грозный ....
Днепропетровск .
Ереван
Иваново ....
Иркутск ....
Казань
Камышин ....
Каунас ......
Керчь
Киев
Киров
Кишинев ....
Кострома ....
Красноводск . .
Краснодар ...
Красноярск . . ,
Кривой Рог . . .
Куйбышев ....
Ленинград ....
Лиепая (Либава)
Львов
Магнитогорск . .
Мариуполь ....
Минск
Москва
Мурманск ....
Нальчик
Нарва
Нарым
Нижний Тагил ,
Новороссийск . .
Новосибирск . .
Одесса
Омск
Пенза
Пермь (Молотов)
Петрозаводск . .
Полтава
Псков
Пятигорск ....
Рига . . ¦
Ростов-на-Дону .
Рязань
Самарканд ....
Саратов
Свердловск . . .
Наружные рас-
чётные темпе-
ратуры в °С
Вентиляци-
онные
— — 133
215
161
230
149
62
—15
—32
—24
—32
—21
—15
— 7
— i
-Зб
—19
—26
—24
—2б
—24
—29
—26
—2б
-29
—21
—21
--I8
—Зо
-38
—31
—27
—21
—16
—2О
—31
— 18
—29
— 9
—18
-Зб
—31
—24
—22
—32
—2о
—23
—Зо
—28
—2О
—23
¦—4°
-34
—15
-38
—16
-37
—Зо
-зз
-27
—22
-23
—2О
—19
— 19
—29
-14
—29
-32
—
-23
— IX
—18
—10
3
— 2
—21
—
—12
- 8
—
— 14
—16
—13
—10
-16
— 7
— 8
~ 7
—15
—28
17
—
—
— 4
— 9
-i8
—¦
—16
— 3
— 5
—22
— 8
-17
— 12
— 6
-19
—
—10
—14
— 18
—
—
—27
—20
— 4
-23
6
—24
—16
-19
—14
—10
—и
- 7
—
— 9
-15
— 3
—15
—19
—
19
3
29
36
28
26
22
—
23
22
—
24
21
25
28
22
29
27
31
22
23
24
—
—
2б
24
21
—
21
32
29
24
28
25
2О
23
18
—
21
21
15
—
—
22
—
27
23
2б
23
24
21
19
25
SI
—
—
28
S3
25
28
31
Й-3
— 8,8
— 4Д
-6,:
— 2,
+¦ 1,9
+ 3,8
.Отопитель-
ного перио-
да нет
216
159
186
171
201
171
205
177
157
193
136
153
120
196
219
193
170
168
М5
164
211
141
198
оо
122
2IO
152
IOO
193
166
2О8
153
194
248
147
189
229
208
8i
212
136
2О8
I88
209
211
1б5
187
I5O
175
148
187
91
44
аи
8,5
1,2
— 5,9
— 5,о
— 2,8
— 6,1
— 2,2
— 1.9
— 5,9
—ю,8
— 7,
— 5.
— 1,2
+
- 9,3
— 2,О
— 7.4
- 3,7
9.о
2,О
- б!з
- 5.8
- о,9
- 3,3
-".7
- 8,о
- 2,9
—ю,6
- о.З
-ю,9
- 6,7
8,о
- 4,7
- 3,3
- 3.4
- 1,1
- 5.6
- 8,з
492
ОТОПЛЕНИЕ, ВЕНТИЛЯЦИЯ И ОСВЕЩЕНИЕ ЗАВОДА
[РАЗД. V
Продолжение табл. 3
Наименование
пункта
Семипалатинск
Смоленск . . . .
Сочи
Сталинград . .
Сталинск . . .
Таллин
Тарнополь . . .
Ташкент . . . .
Тбилиси . . . .
Томск
Ульяновск . . .
Уфа
Хабаровск . . .
Харьков . . . .
Челябинск . . .
Чита
Якутск
Ялта
Наружные рас-
чётные темпе-
ратуры в °С
Вентиляци-
онные
—21
— II
± о
— 13
—21
— 9
— 4
—24
— 17
8
—и
—2О
—Зо
—45
± о
27
21
2б
28
24
23
33
29
23
23
24
24
25
23
24
23
27
9
187
42
1б2
зоб
i87
96
218
193
198
193
166
203
222
240
66
- 9.7
— 4,9
_9,6
6
+ 1,0
7-
-7.8
—11,6
— 3,5
-8,7
—*3,9
—27.5
+3.9
3
Примечание. В отопительный период входят
дни с температурой от •+- 5° С и ниже.
ОБЩИЕ УКАЗАНИЯ ПО УСТРОЙСТВУ
СИСТЕМ ОТОПЛЕНИЯ И ВЕНТИЛЯЦИИ
Отопление
В цехах с длительным пребыванием людей
устраивается отопление.
Внутренние температуры (te) для расчёта
систем отопления, при расчётной зимней на-
ружной температуре (tH), без учёта тепловыде-
ления* от оборудования принимаются для цехов:
а) с незначительными** тепловыделениями
*,= +12-*- +16° С;
б) со значительными тепловыделениями
(дежурное отопление)
te= +5-г- +10° С;
в) со значительными влаговыделениями
te= +12-*- +18° С.
В нерабочее время, как правило, во всех
отапливаемых цехах поддерживается внутрен-
няя температура + 5°.
Нижние пределы внутренних температур
принимаются при тяжёлой работе (котельные,
кузнечные и тому подобные цехи).
* Тепловыделения — тепло, поступающее в помеще-
ние независимо от работы отопительно-вентиляционных
установок (от технологических печей, солнечная радиа-
ция и т. п.).
** Незначительными считаются тепловыделения (от
машин, печей, людей и т. п.), не превышающие
20 ккал/час на 1 м3 помещения.
В цехах и помещениях, в которых на одного
рабочего приходится более 100 м? площади
пола, можно устраивать отдельные обогрева-
тельные посты вместо общего отопления или
принимать пониженные внутренние темпера-
туры при лёгких работах до + 10° С, при тя-
жёлых до + 5° С.
В складских помещениях отопление устраи-
вается только в конторских комнатах, комна-
тах обслуживающего персонала и помеще-
ниях для хранения материалов или оборудова-
ния, к которым предъявляются особые требо-
вания в отношении температуры или влажно-
сти воздуха.
Теплоносителем отопительных систем цехов
обычно служит пар с давлением, допускаемым
прочностью нагревательных приборов, или
перегретая вода (параметры поступающей
в приборы воды выше + 100° С). В промышлен-
ных цехах, как правило, устраивается система
воздушного отопления с отопитель-
ными агрегатами с рециркуляцией воздуха
помещения, а при наличии приточной вентиля-
ции — с соответствующим нагревом приточ-
ного воздуха.
Отопительные агрегаты надлежит
устанавливать большой тепломощности (от
120С0О ккал\час и выше) с сосредоточенным
выпуском воздуха в цех, с дальностью дей-
ствия до 100 м (при; ширине обслуживаемого
им цеха до 40 м). Часовой объём воз-
духа, подаваемого агрегатами, принимается
равным 2—3 объёмам отапливаемого ими по-
мещения. Подачу воздуха агрегатами осущест-
влять с температурой от + 30 до + 45° С,
со скоростью выпуска от 8 до 12 л/сек, на
высоте от 3 до 6 л* и с возможностью изменения
угла наклона оси воздушного факела к полу
цеха от 0 до 20°. Максимально допустимые
температуры: а) при направлении воздушного
факела не в рабочую зону — до + 60° С; б) при
подаче воздуха на расстоянии не менее 2 м
от работающего (- 45° С.
Рециркуляция воздуха не допу-
скается в пыльных производствах с выделе-
нием особо токсических или огнеопасных па-
ров или газов (мышьяк, цинк, ртуть, бензин
и т. д.). В подобных цехах устраивается
система отопления с установкой нагреватель-
ных приборов или воздушное отопление
с соответствующим нагревом наружного при-
точного воздуха. В сравнительно неболь-
ших цехах, складских помещениях (при
теплопотерях до 120 000—150 000 ккал/час)
и в отдельных небольших поме-
щениях внутри цехов, а также в бытовых
помещениях устраивается система отопления
с установкой нагревательных приборов.
Нагревательными приборами для
производственных и складских помещений, в
которых не происходит выделения пыли, а так-
же бытовых и цеховых конторских помеще-
ний, как правило, служат ребристые трубы.
Нагревательными приборами для производ-
ственных помещений, в которых происходит
выделение пыли или огнеопасных паров или
газов, служат регистры из гладких труб или
радиаторы.
При прокладке трубопроводов
систем отопления должны быть предусмотрены
уклоны не менее О.иОЗ для возможности опо-
рожнения системы, удаления воздуха и отвода
ГЛ. XVI]
ПРОЕКТИРОВАНИЕ ОТОПЛЕНИЯ И ВЕНТИЛЯЦИИ
493
конденсата, компенсация трубопроводов, а так-
же установка мёртвых опор под трубопроводы.
Прокладка трубопроводов устраивается пре-
имущественно надземная.
Трубопроводы теплоносителя, как правило,
внутри цехов не изолируются, за исключением
мест прохода трубопроводов у ворот.
Пар подаётся к нагревательным приборам
по самостоятельным магистралям, допускаю-
щим независимое их выключение от магистра-
лей, питающих вентиляционные агрегаты или
технологические агрегаты с потреблением
пара.
Расчёт трубопроводов производится по таб-
лицам или номограммам [1, 38], причём пре-
дельно допускаемые скорости теплоносителя
следует принимать по табл. 4 {34].
Таблица 4
Предельно допускаемые скорости теплоносителя
Номинальный диа-
метр труб в дюй-
мах (по ОСТ
18828-39)
?:
Свыше i1/»
Скорость теплоносителя в м/сек
Пар низко-
го давле-
ния
зо
2б
33
4о
5°
Пар высо-
кого давле-
ния
25
4о
5°
6о
7°
Вода
О,6
о,8
i,o
1.5
2,0
Вентиляция
При составлении генерального плана завода
с цехами, из которых в атмосферу выбрасыва-
ются газы, дым, пыль и т. п., промышленную
ллощадку необходимо располагать с подве-
тренной стороны по отношению к жилым по-
сёлкам (см. также глав^яШ На промышленной
площадке, как правило, ^цехи с указанными
выделениями следует располагать с подветрен-
ной стороны по отношению к прочим цехам.
Цехи с наличием особо токсических, легко
воспламеняющихся или взрывоопасных газов,
паров и пыли следует размещать в отдельных
помещениях. Цехи с большими тепло- и га-
зовыделениями следует располагать в одно-
этажных зданиях или в верхних этажах много-
этажных зданий.
Распространение вредных примесей (газов,
паров и пыли) в воздухе рабочих помещений
должно быть предотвращено в первую оче-
редь герметизацией, мокрой обработкой мате-
риалов и т. п. Б тех случаях, когда подоб-
ные предупредительные мероприятия не мо-
гут быть осуществлены или не могут обес-
печить удовлетворительного состояния воз-
духа в помещении, удаление вредных вы-
делений надлежит производить при помощи
аспирационно-вентиляционных систем..
Вентиляционные устройства должны обеспе-
чивать в воздухе рабочей зоны концентрацию
вредных газов, паров и пыли, не превышаю-
щую величии, указанных в табл. 18, составлен-
ной на основании данных ГОСТ |19], и одно-
временно не изменять принятых при расчёте
отопления внутренних температур.
Наружные расчетные вентиля-
ционные температуры для зимнего и
летнего времени принимаются по табл. 3. В це-
хах с выделением особо токсических газов и
паров, предельно допустимое содержание ко-
торых в воздухе не должно превышать 0,01 мг/л,
и в цехах, в которых удаление воздуха произ-
водится через местные отсосы, наружная рас-
чётная температура принимается как расчёт-
ная отопительная.
Вентиляция устраивается естественная или
механическая.
Естественная вентиляция неор-
ганизованная осуществляется периодиче-
ским открыванием окон, форточек и т. п. Есте-
ственная вентиляция ор ганизованна я
(аэрация) осуществляется открыванием надле-
жащим образом размещённых проёмов (в ок-
нах, фонарях), обеспечивающих постоянно не-
обходимое поступление и удаление воздуха
под влиянием внутренних и внешних факто-
ров (направление и скорость ветра, наружная
и внутренняя температура).
При аэрации открывающиеся проёмы, необ-
ходимые для притока воздуха в помещение,
должны предусматриваться для летнего пери-
ода на уровне 1 — 2 м от пола, а при наруж-
ной температуре -{- 5° С и ниже—на высоте не
меньшей 4 — 6 м от пола, с принятием соот-
ветствующих мер, предотвращающих посту-
пление холодного воздуха на рабочие места.
В зимнее время аэрация может осущест-
вляться только при наличии теплоизбытков в це-
хе *. При расчёте аэрации по летнему режиму
температура в рабочей.зоне принимается на
3 — 5 выше наружной температуры **. Изме-
нение температуры по высоте принимается
0,5 — 1° на 1 м высоты помещения выше 2 м
от уровня пола [19] в зависимости от вели-
чины теплоизбытков.
В цехах с тепловыделениями более
50 ккал/м3 час рекомендуется устраивать
фонари с открывающимися фрамугами.
Объём воздуха, удаляемого механиче-
ской вентиляцией, определяется по количеству
воздуха, удаляемого местными отсосами, или
из условий разбавления выделяющихся вред-
ных примесей до предельно допустимых кон-
центраций в рабочей зоне (табл. 18, стр. 498).
Количество выделяющихся вредных при-
месей определяется опытным путём либо при-
нимается на основе практических и теорети-
ческих данных.
Подача воздуха механической венти-
ляцией производится, как правило, в рабочую
зону (на высоте 0,5 - 0,7 м от пола), а в це-
хах с выделением пыли и газов с удельным
весом выше, чем удельный вес воздуха, — на
высоте 1,5 — 2,5 .мот пола. При большом коли-
честве местных отсосов (цехи дерсвооблелоч-
ные, металлопокрытия и т. п.) воздух можно
подавать сосредоточенно на высоте до 4 м.
Температура вводимого воздуха не должна
быть ниже температуры воздуха в рабочей
зоне более чем на 8;С.
При общеобменной механической вентиля-
ции в цехах с выделением газов или паров,
имеющих удельный вес выше, чем удельный
вес воздуха, удаление воздуха осуществляется
в количестве 60% из нижней зоны и 4OJ/o из
верхней.
* Теплоизбытки- разность между тепловыделениями
и теплоногерими в ккал/час.
** При невозможности осуществить аэрацию допу-
скается повышение температуры рабочей зоны на 10° С.
494
ОТОПЛЕНИЕ, ВЕНТИЛЯЦИЯ И ОСВЕЩЕНИЕ ЗАВОДА
[РАЗД. V
При общеобменной вентиляции, рассчиты-
ваемой при зимней расчётной вентиляцион-
ной температуре, в целях уменьшения расхода
тепла уменьшают количество подаваемого и
удаляемого воздуха при температурах ниже
расчётной, исходя из условий сохранения по-
стоянства расхода тепла на подогрев приточ-
ного воздуха, определённого при зимней рас-
чётной вентиляционной температуре.
Удаляемый через местные отсосы воздух от
оборудования, выделяющего при работе пыль,
должен быть очищен перед выбрасыванием в
атмосферу. В зависимости от характера отса-
сываемой смеси воздуха и пыли от станков и
оборудования можно применять следующие ви-
ды очистных устройств: 1) от деревообделоч-
ных станков—циклоны; 2) от выбивных решёток
транспортёров горелой земли и оборудования
зем лед елки—циклоны и мокрые фильтры; 3) от
пескоструйных и дробеструйных камер—ма-
терчатые фильтры, инерционные пылеотдели-
тели; 4) от обрубных столов, очистных бара-
банов—матерчатые фильтры, инерционные пы-
леотделители и мультициклоны; 5) от полиро-
вочных матерчатых кругов—сетчатые филь-
тры ; 6) от шлифовальных и заточных станков
(при сухом шлифовании)—инерционные пыле-
отделители и индивидуальные „фильтры-ци-
клончики". Подробные данные по фильтрации
приводятся в специальных и общих курсах
вентиляции [2].
В однуобщую вытяжную систему
не допускается объединять: а) отсо-
сы легко конденсирующихся паров с отсосами
пыли; б) отсосы от масляных закалочных ванн
с отсосами продуктов сгорания печей и ванн;
в) отсосы от полировочных (с матерчатыми
РАСЧЕТ ТЕПЛОПОТЕРЬ
Основные потери тепла и добавки
Потери тепла через строительные огражде-
ния зданий (теплопотери) определяются по
формуле
Q —
te — tH) ккал/час,
где К — коэфициент теплопередачи огражде-
ния в ккал/м2 час град; F—поверхность огра-
ждения в м2; te — температура воздуха в
помещении; U—наружная отопительная рас-
чётная температура (табл. 3).
К полученной по формуле величине тепло-
потерь делаются добавки в соответствии с
ОСТ [37], в частности:
а) для стен, дверей, окон и вертикальных
проекций наклонных ограждений, обращенных
на север, восток, северо-восток и северо-запад,
10<V0; на юго-восток и запад 5%; на юг и юго-
запад 0%; при неуточнённой ориентации зда-
ния по странам св.ета принимать общую над-
бавку 8%;
б) для вертикальных ограждений, подверга-
ющихся воздействию ветра, 5— 10%;
в) на высоту здания 2% на каждый метр
высоты выше 4 м, но не более 15%;
г) на входные наружные двери 100 — 300%
(эта добавка принимается, в зависимости от
частоты открывания дверей);
д) на инфильтрацию (только для промышлен-
ных зданий) в зависимости от высоты здания
и характера остекления добавки принимать
по табл. 6.
При уточнённых расчётах инфильтрации
количество инфильтрующегося воздуха в по-
Та блица Ь
Пределы скорости v движения воздуха в железных воздуховодах и каналах в м/сек
Строительная конструк-
ция каналов
Железные воздуховоды . .
Каналы из строительных
материалов (кирпич, шлако-
адебастр, шлакобетон) ....
Промышленные здания
при механической тяге
магистраль-
ные сборные
4—15
4—13
ответвле-
ния
2—8
2—6
Жилые, общественные, бытовые, административные
и лабораторные здания
при естественной тяге
горизонталь-
ные сборные
О.5—о.75
вертикаль-
ные
°,5—1.5
при механической тяге
магистральные
сборные
2—IO
5-8
ответвле-
ния
1—4
1—5
Примечания. 1. Скорости воздуха для систем пылеудаления и пневмотранспорта принимаются особо по рас-
чётным и практическим данным.
2. Для цеховых систем удаления отходов от деревообделочных станков минимальные скорости воздуха прини-
маются в соответствии с табл. 27.
3. Для систем удаления пыли от оборудования литейных цехов (выбивного, земледельного, обрубного и очист-
ного) минимальную скорость движения воздуха в воздуховодах следует принимать в 16 м/сек.
кругами) станков с отсосами от шлифовальных
(с наждачными кругами) станков; г) отсосы
от цианистых ванн с кислотными ваннами;
д) отсосы особо вредных и ядовитых газов
и паров с отсосами другого характера вред-
ных выделений.
Места для вентиляционныхкамер
должны выбираться с учётом возможности осу-
ществления хорошей их эксплоатации и ни
в коем случае не носить случайного характера.
Расчёт воздуховодов производится
по специальным таблицам [2 ,• 47 , 48], при-
чём предельные скорости следует принимать
в соответствии с табл. 5.
Таблица 6
Надбавка на инфильтрацию в °/в от Q
Характер
остекления
Одинарное .
Двойное . .
Высота здания до затяжки в м
до 4,5
=5
15
4,5—10,0 свыше 10,0
35
=5
40
3°
мещение цеха определяется, исходя из рас-
чётной скорости ветра (табл. 3), длины при-
творов оконных рам, фонарей и дверей
гл. xvi]
ПРОЕКТИРОВАНИЕ ОТОПЛЕНИЯ И ВЕНТИЛЯЦИИ
495
(подсчитываемой по принятым проектом кон-
струкциям) и ширины щелей, принимаемой
для деревянных рам в 1,5 мл, а для металли-
ческих в 1 мм.
В табл. 7 приведены количества инфильтру-
ющегося воздуха на 1 пог. м притворов оди-
нарных оконных рам в зависимости от рас-
чётной скорости ветра. Для двойных рам к
указанным величинам вводится коэфициент
0,5, а для дверей—коэфициент 2,0; при рас-
чёте следует принимать только ограждения,
выходящие на наветренные стороны.
Таблица 7
Количество инфильтрующегося воздуха на 1 пог. м
притвора в м?)час
Ширина
щели в мм
1,О
1.5
Расчётная скорость ветра в м\сек
i
2.7
4,о
2
4,3
6,5
з 1 <
5,3
8,о
6,о
9,°
5
8,4
12,5
Количество тепла, необходимое для нагре-
вания инфильтрующегося воздуха, подсчиты-
вается по формуле
Чанф = °'237 уинф Чн ('« — '«) ккал/чае,
где УиНф — полный объём инфильтрующегося
воздуха в мг\час\ 0,237 — теплоёмкость на-
ружного воздуха в ккал/кг град; ун — удель-
ный вес воздуха в кг\м% при tH.
Удельный вес воздуха при любой заданной
температуре tt определяется по формуле:
где t—температура,, при которой опреде-
ляется у/.
Кроме основных потерь тепла с соответ-
ствующими добавками, необходимо учиты-
вать для зимнего времени поглощение тепла
ввозимыми в отапливаемое помещение мате-
риалами, въезжающим транспортом (вагонами,
автомобилями) и врывающимся через откры-
тые проёмы холодным воздухом, исходя из
следующих формул и данных.
Поглощение тепла ввозимым материалом
определяется по формуле
qM = GMc{ i8— tM) В' ккал/час,
где GM — вес ввезённого в течение часа ма-
териала в кг; с — теплоёмкость материала
в ккал/кг град (табл. 8); tM — температура по-
ступающего материала, принимаемая выше
температуры наружного воздуха, для изделий
и несыпучих материалов — на 10°, для сыпучих
материалов (песок, руда, уголь и- т. п.) — на 20°;
te—внутренняя температура помещения; В —
коэфициент интенсивности поглощения тепла
в зависимости от характера материала и вре-
мени его пребывания в цехе (табл. 9).
Таблица 8
Величины теплоёмкости с ккал/кг град различных
материалов
(для использования при подсчёте поглощения тепла)
Наименование
материала
Железо, чугун,
сталь
Медь и сплавы
Алюминий . . .
11есок, земля,
глина
с
ккал/кг град
о.
о,оо.
О,212
О,2О
Наименование
материала
Кирпич ....
Каменный уголь
Древесный „
Дерево ....
Резина ....
с
ккал/кг град
G.2I
o,3i
О,2О
°,65
о.34
Примечание. Указанными величинами можно поль-
зоваться в интервале температур от 4" 50 до — 50° С.
Таблица 9
Коэфициент В интенсивности поглощения тепла
Для изделий, несыпучих
материалов и транспорта
Время пребывания
в цехе
Первый час . .
Второй . . .
Третий . . .
Коэфи-
циент
В
°.5
°.з
О,2
Для сыпучих материалов
Время пребывания
в цехе
Первый час. . .
Второй »
Третий „ . .
Четвёртый час.
Пятый »
Коэфи-
циент
В
°А°
О,25
о. 15
о,ю
°>°5
Тепло, поглощаемое материалами или из-
делиями, которые поступают в цех из другого
цеха, расположенного на общезаводской тер-
ритории, при транспортировке их на автомо-
билях, автокарах или гужевым транспортом,
не учитывается.
Таблица 10
Количество поглощаемого автомашинами тепла в ккал
Тип автомашин
Температура наружного воздуха в °С
-15
-20
-25
-30
—35
Температура внутреннего воздуха в eG
+15
5200
7900
6600
15800
8800
13800
10 400
а ооо
'I 4°°
+5
3°°о
5°оо
42OO
9800
52OO
ббоо
58°°
IIOO
IIOO
+ 15
6 75°
Ю2ОО
8 8оо
зо8оо
и 7оо
i8 100
14000
3800
2 700
+5
4 75O
7400
6 200
14 800
8000
12 800
9300
a ioo
a ioo
+ 15
8300
12 5<Х>
11 ООО
25 8OO
14 6ОО
22 4°°
I76OO
3600
4 ооо
+5
6500
9800
8 2OO
19800
ю8оо
17 ооо
12 80О
3 i°°
3 10°
+ 15
10050
14800
I3 2OO
Зовоо
17 5°°
гб т°о
21 2ОО
4 4°°
53°°
+5
8гоо
12 2ОО
IO2OO
24800
13600
21 2ОО
1630°
4 хоо
4 1°°
+15
ГАЗ-ММ; ГАЗ-АА
ГАЗ-32; ГАЗ-ААА
ГАЗ-51; ГАЗ-63 .
ЯГ-6
ЗИС-5
ЗИС-6
ЗИС-15
ГАЗ-MI
ЗИС-101; ЗИС-102
М5О
гбоо
2400
44оо
2300
и 8оо
17 ioo
15 4о°
35800
20400
31 ооо
2480Э
5»J°
ббоо
496
ОТОПЛЕНИЕ, ВЕНТИЛЯЦИЯ И ОСВЕЩЕНИЕ ЗАВОДА
[РАЗД. V
Количество поглощаемого ж.-д. товарными вагонами тепла в ккал
Таблица 11
Тип вагона
U
Температура наружного воздуха в "С
—15
-20
-25
-30
Температура внутреннего воздуха в °С
+5
27
боо
2О ООО
39
25
72
6о
54
ООО
ООО
ООО
ООО
ООО
+15
41
3°
5«
37
ioB
400
ООО
45°
5°°
ООО
оо осо
8i
ООО
+5
+ 15
+5 j +15 +5
+15
-35
+5
+15
Крытый. .
Платформа
Крытый. .
Платформа
Крытый . .
Платформа
Хоппер . . .
16,5
i6,5
2О,О
2О,О
5°»°
5°»°
6о,о
34 5°о
25 ооо
48 7°о
31 25°
оо ооо
75 °°°
67 5°о
48 зоо
35 ооо
68 2ОО
43 75°
12б ООО
Ю5 ооо
94 5°°
41 4°°
Зо ооо
58 45о
37 5°°
io8 ооо
оо ооо
8i 000
55 200
40 000
78 000
50 000
144 000
120 000
108 000
48 300
35 °оо
68 2ОО
43 75°
126 ООО
Ю5 ООО
94 5°°
О2 IOO
45 ооо
87 7°°
5° 25°
IO2 ООО
145 о00
121 5°°
55 зоо
4о ооо
78 ооо
5о ооо
144 ооо
I2O ООО
1о8 ооо
69 ооо
5о ооо
97 5оо
6а 5оо
i8o 000
150 000
135 000
Поглощение тепла въезжающими автомо-
билями и товарными вагонами принимается
по табл. 10 и 11, с введением поправочного
коэфициента В, согласно табл. 9.
Время пребывания автомобилей в цехе
принимать: для машин грузоподъёмностью
до 3,5 т — 45 мин., свыше 3,5 т —
80 мин.
Расход тепла на подогрев врывающегося
наружного воздуха через открытые проёмы
определяется по формуле
q = L 0,237 (te — tH) ккал/час,
где L — количество врывающегося наружного
воздуха в кг/час; t8 — внутренняя темпера-
тура помещения; tH — температура наружного
воздуха.
При условии, что поступление наружного
воздуха через проёмы происходит периоди-
чески и не каждый час, допускается подогрев
ворвавшегося воздуха осуществлять в тече-
ние 2 — 3 час, т. е. допускается временное
понижение внутренней температуры поме-
щения.
Количество врывающегося наружного воз-
духа определяется, исходя из времени откры-
вания ворот и положения нейтральной зоны
(см. стр. 501).
Для борьбы с поступлением холодного воз-
духа через постоянно или длительно откры-
ваемые проёмы (ворота, проёмы для конвейе-
ров и т. п.) предусматривается устройство
тамбуров или воздушных завес (в случае,
если устройство тамбуров встречает затруд-
нения технологического или строительного
порядка).
Расчёт воздушных завес рекомендуется
производить по графикам [35].
Коэфициенты теплопередачи ограждений
Коэфициент теплопередачи ограждений К
определяется по формуле
Таблица 12
Величины сопротивлений теплопереходу
у поверхностей ограждения *
ккал!м2 час град'
где R8 и RH — величины сопротивлений тепло-
переходу у внутренней и наружной поверх-
ностей ограждения (табл. 12) [37J; )^R— сум-
ма термических сопротивлений всех слоев
Род поверхностей ограждений
Поверхности, граничащие с наруж-
ным воздухом (наружные поверх-
Поверхности, граничащие с внут-
ренним воздухом, при передаче тепла
снизу вверх или горизонтально .(по-
верхности стен, потолков)
Поверхности, граничащие с внут-
ренним воздухом, при передаче тепла
сверху вниз (поверхности полов) . . .
Поверхности, граничащие с чердач-
ными помещениями (наружные по-
Re или RH
в м*час ° С/ккал
°,°5
°.*33
0,20
О,Ю
•К малоутеплённым ограждениям (окнам, дверям и
пр.) данные этой таблицы неприменимы.
ограждения; T>R'— сумма термических сопро-
тивлений замкнутых воздушных прослоек.
Термическое сопротивление R (материаль-
ного) слоя ограждения равно:
R = -у мЧас град/ккал,
где Ь — толщина слоя в м;
X — коэфициент теплопроводности мате-
риала слоя в ккал/м час град.
Для основных строительных материалов
величины X приведены в табл. 13.
Таблица 13
Теплотехнические показатели
материалов
Наименование
материала
Асбестовая мелочь
Асфальт
Бетон с гравием или
каменным щебнем . .
Бутовая кладка из
камней средней плот-
ЧЯ й
3 ^
х а
° V
О щ
боо
i8oo
2ОО0
2000
строительных
о 13
о,бз
1,Ю
I.IO
ли
О S4
*:о Я
•Д о ^
2 § «
О,2
о,а
О,21
ГЛ. XVl]
ПРОЕКТИРОВАНИЕ ОТОПЛЕНИЯ И ВЕНТИЛЯЦИИ
497
Продолжение табл. 13
Наименование
материала
О a
Войлок строитель-
ный
Газо- или пенобетон
Гипсовые плиты
или раствор (без
песка)
Дерево (сосна и ель)
поперёк волокон . . .
Железобетон ....
Засыпка (мелкий
строительный мусор
или растительная
земля)
Известняк
Известняк-ракушеч-
ник
Камышит
Кирпичная кладка
на тёплом растворе . .
Кирпичная кладка
на холодном растворе
Мрамор, гранит, ба-
зальт
Опилки древесные
антисептированные .
Оргалит
Песок сухой в за-
сыпке
Раствор известко-
вый
Раствор цементно-
песчаный
Соломит
Толь
'I орфоплиты
Торф сфагнум в на-
бивке
Трепел, диатомит
в засыпке
Туф артикский . . .
Фибролит магнези-
альный ..........
Шлакдоменный гра-
нулированный
Шлак котельный . .
Тоже
Шлакобетон
Шлаковый раствор
тёплый
Штукатурка извест-
ковая по драни ....
боо
22OO
IIOO
20ОО
15°°
Збо
тбоо
i8oo
2800
300
250
i6co
1600
1800
320
600
200
300
600
1300
500
550
IOOO
800
1500
Т300
1400
н
ЕЕ О ъ
о я Ю 5S
SO з*
fist
о S
0,04
0,20
°,Т5
i>33
о.35
1,00
0,65
о,6о
о,7°
о,и
о,о6
°,75
0,70
о,8о
о,о8
о. 15
О7°7
О,Т5 О,2
О.4О | 0,22
°.45
0,2
0.05
0,2
0,2
0,22
0,22
0,36
0,2
0,21
0,22 .
°,55
о,6
0,2
0,2
0,2
о,14
о. 25
о, 19
о,6о
45
0,55
o,i8
0,18
0,18
0,19
0,18
0,25
Величины R' принимаются по табл. 14 [37].
При определении потерь тепла потолками
верхних этажей, над которыми имеются чер-
даки, расчётная разность температур (tg— tH)
принимается по отношению к расчётной раз-
Таблица 14
Величины /?' термических сопротивлений замкнутых
воздушных прослоек
Толщина прослой-
ки в см
i
¦2
3
5
то
15-3°
R' прослойки в лС- час град/ккал
вертикаль-
слойки
o,i7
o,ig
0,2О
О,2О
О,20
о,19
горизонтальные про-
слойки
поток тепла
снизу вверх
поток тепла
сверху вниз
1
о,15 : o,i8
о
о
о
о
о
17 о
i8
18
18
Щ
О
О
о
о
21
23
25
2б
26
ности температур для наружных стен: при же-
лезной кровле — 80%; при черепичной или
шиферной — 75%; при гольццементной — 70%.
При определении потерь тепла полами,
расположенными над неотапливаемыми подва-
лами, расчётная разность температур прини-
мается по отношению к расчётной разности
температур для наружных стен: при подвалах
без окон — 50%; при подвалах с окнами —60%.
При определении потерь тепла неутеплён-
ными полами, расположенными непосредствен-
но на грунте, принимается коэфициенг KVCA
в зависимости от зон пола:
0,40 — для зоны, расположенной до 2 м
от наружных стен;
0,20 — для зоны, расположенной от 2 до 4 ж
от наружных стен;
0,10 —для зоны, расположенной от 4 до 6 м
от наружных стен;
0,05 — для остальной части пола.
Для неутеплённых полов на лагах коэфи-
циент принимается равным 0,8 Кусл.
Максимально допустимые величины К
для наружных ограждений
Предельные максимально до-
пустимые величины К для наружных
ограждений при централизованных системах
отопления принимаются:
а) для жилых, общественных, администра-
тивно-хозяйственных (вспомогательно-бытовых
помещений) зданий и лабораторий по табл. 15
[37, 34];
б) для промышленных зданий по формуле
/. •— т- .
К = 7,5
t. — 1,2 t,
¦ ккал/м* нас град,
Максимально допустимые значения К в ккал/м1 час град
Таблица 15
Расчётная темпера-
тура наружного
воздуха tH в °С
5
— ю
— 2О
—ЗР
—4о
—5°
Для жилых и общественных зданий
Наружные
стены
i,8o
1,4°
I.IO
°,9Э
о, 75
о,б5
Чердачные
перекры-
тия
г,35
1,оо
о,85
о, 7°
о,6о
*¦¦ °,5°
Перекрытия над
неотапли-
ваемыми
подвалами
1,2О
о,95
°,75
о,6о
°,5°
°,45
проездами
о,9э
°,7°
о,55
о,45
°,4°
°,35
Для бытовых пристроек промзданий, админи-
стративно-хозяйственных зданий и лаборат
торий
Наружные
стены
2,ОО
1,5°
i,3°
1,10)
о, до
о, 75
Чердачные
перекры-
тия
i,5°
i,35
1,00
о,85
о, 7°
о,6о
Перекрытия над
неотапли-
ваемыми
подвалами
1,2О
1,00
0,90
о,75
о,6о
°,5°
проездами
1,ОО
о, 75
°,б5
°,55
°,45
о,4о
32 Том 14 113
498
ОТОПЛЕНИЕ, ВЕНТИЛЯЦИЯ И ОСВЕЩЕНИЕ ЗАВОДА
[разд.
где т — точка росы внутреннего воздуха в зда-
нии в °С. Значение tg — х в зависимости от
относительной влажности воздуха в здании (у)
приведены в табл. 16.
Таблица 16
Значение величин (я — т
Таблица 18
Предельно допустимые концентрации ядовитых газов,
паров и пыли в воздухе рабочей зоны производ-
ственных помещений
<РВ°/0
'/, —св'С
4°
13.0
5°
ю,о
6о
7.5
7о
5.°
• 8о
3,5
Величины козфициентов теплопередачи кир-
пичных, шлакобетонных и деревянных стен,
окон, фонарей, наружных дверей и ворот
можно принимать по табл. 17.
Таблица 17
Коэфициенты теплопередачи некоторых наружных
ограждений
Конструкция ограждения
Кирпичные, стены на холод»
ном растворе с внутренней
штукатуркой:
1'/а кирпича
2 я
2' .',
СтЗны из шлакобетонных пу-
стотелых камней „Крестьянин"
(новый тип) с внутренней шту-
катуркой:
1 камень
l'/t камня
2 .
Деревянная рубленая стена
без штукатурки, но с окантов-
кой одной стороны из брёвен-,
диаметром 200 мм
240
Наружные окна и фонари:
а) при деревянных переплё-
тах:
одинарные
двойные
б) при металлических пере-
плётах:
одинарные
двойные
Наружные двери и ворота:
одинарные
двойные
Толшина
огражде-
ния в мм
395
525
655
*>5
3°5
4°5
i6o
200
К
ккал/лРчас
°С
1,3=
1,о6
о,8о
1.59
I,i8
°.О4
о,88
°.73
5,о
а.З
5.5
з,8
4,о
з,о
ОСНОВНЫЕ РАСЧЁТНЫЕ ДАННЫЕ
ДЛЯ ОПРЕДЕЛЕНИЯ ОБЪЁМОВ
ВЕНТИЛЯЦИИ
Основными расчётными данными при опре-
делении необходимых количеств вентиляцион-
ного воздуха служат: 1) количество выделяю-
щихся вредных примесей (газов, паров и пыли);
2) количество тепла и влаги в вентилируемом
помещении; 3) количество удаляемого воздуха
через местные отсосы.
Определение количества вентиляционного
воздуха по вредным примесям
Количество выделяющихся примесей — га-
зов и паров — задаётся технологами на основе
практических данных или определяется опыт-
ным путём при помощи инструментальных
испытаний.
Наименование вещества
Акролеин
Аммиак
Ацеточ
Анилин, толуидин, ксилидин
Бензол, толуол, ксилол, сольвент-
нафт I и II
Бензин, уайтспирит, лигроин, керосин
Мышьяк и его соединения в пере-
счёте на мышьяк ¦
Марганец и его соединения
Нитросоединения бензола (нитробен-
зол, нитротолуол и др.)
Окись этилена
Окись цинка
Окись углерода
Окислы азота в пересчёте на NaOs
Ртуть металлическая
Свинец и его неорганические со-
единения
Скипидар
Сернистый газ .
Сероводород
Сероуглерод
Серная кислота и серный ангидрид
Спирты: метиловый '.
этиловый. . . . ,
бутиловый .
Фенол
Формальдегид
Фтористый водород
Фтора соли
Хлор
Хлороводород и соляная кислота. . .
Хлорированные углеводороды—четы-
рёххлористый углерод, трихлорэти-
лен, дихлорэтан
Хромовый ангидрид, хроматы и би-
хроматы
Цианистый водород
Эфиры уксусной кислоты (ацетаты):
этилацетат, пропилацетат, бутил-
ацетат ...
амилацетат, метилацетат ....
Этиловый (диэтиловый) эфир . . .
Предельно до-
пустимые кон-
центрации
в мг\л
О,ОО2
о,оа
0,2
О.О05
о.оооз
о.оооз
О,ОО1
О.ОО5
о,оа
0,005
0,00001
0,00001
о.З
о,оа
О,О1
o,oi
0,003
0,2
о.оо5
0.005
O.OOI
0,001
0,001
О,О1
0,0001
о.оооз
о,а
О,1
о.З
Примечания: 1. а) В мартеновских цехах, литейны*
и на газогенераторных станциях предельно допустимая кон-
центрация окиси углерода устанавливается в 0,03 мг/л.
б) Для помещений гаражей, где производится обслу-
живание автомобилей, предельно допустимая концентра-
ция окиси углерода принимается как среднечасовая; при
этом допускается увеличение СО до 0,12 мг/л в продол-
жение не более 15 мин.
в) При длительности работы в загазованной атмосфере
не более 1 часа предельно допустимая концентрация окиси
углерода может быть повышена до 0,05 мг/л; при дли-
тельности работы не более получаса — до w,l мг/л; при
длительности работы в 15 — 20 мин. (гаражи-стоянки) —
до 0,2 мг/л.
Повторная работа в условиях повышенного содержа-
ния окиси углерода в воздухе рабочей зоны может про-
изводиться с перерывами не менее чем в 2 часа.
2. При плавлении и обжиге материалов, содержащих се-
ру, допустимая концентрация устанавливается в 0,04 мг/л.
3. При кратковременном пребывании рабочих в произ-
водственных помещениях и, в отдельных случаях, при
доказанной недостижимости приведённых концентраций
допускаются отступления от установленных выше пре-
дельно допустимых норм с разрешения государственных
санитарных инспекций края (области), автономных и
союзных республик.
4. При одновременном выделении в воздух паров
нескольких растворителей (бензол и его гомологи, спирты,
эфиры уксусной кислоты и др.) или раздражающих газов
(серный и сернистый ангидрид, хлористый водород, фто-
ристый водород и др.) расчёт общеобменной вентиляции
должен вестись путём суммирования объёмов воздуха,
потребных для разбавления каждого растворителя или
каждого раздражающею гзза в отаельности до нормы.
При одновременном выделении нескольких газов и паров
(кроме растворителей или разчражающкх газов) количе-
ство вентилируемого воздуха принимается по той вред-
ности, которая требует наибольшего обмена воздуха.
ГЛ. XVl]
ПРОЕКТИРОВАНИЕ ОТОПЛЕНИЯ И ВЕНТИЛЯЦИИ
499
Количество вентиляционного воздуха, не-
обходимого для разбавления выделяющихся
газов и паров до предельно допустимых кон-
центраций, применительно к указаниям ГОСТ
(таил. 18), определяется по формуле.
Таблица 21
где V — объём вводимого или извлекаемого
воздуха в м*/час; Рк — предельно допустимая
концентрация данного газа в мг на \ л воз-
духа (табл. 18) [19]; Рх— содержание данного
газа в приточном воздухе в мг на I л воз-
духа (в обычных случаях эту величину можно
не учитывать); О — количество выделяющегося
газа в помещение в мг/час.
Для чугуно-, стале- и меднолитейных цехов
можно принимать количество вентиляционного
воздуха для отделений заливки по практиче-
ским данным (табл. 19).
Таблица 19
Количество подаваемого воздуха в отделение заливки
литейных цехов на 1 /и/час заливаемого металла
Название литейного цеха
Чугунолитейный
Сталелитейный
Меднолитейный (вспомога-
тельного характера) ....
Количество подавае-
мого воздуха в м3/час
i8 ooo
15000
50ооо
При проектировании вентиляции складов
количество вентиляционного воздуха прини-
мается по кратности* вентиляционного обмена
в час в соответствии с табл. 20.
Таблица 20
Часовая кратность воздухообмена в складах
Наименование склада
Склады масел, керосина,
бензина
Склады газов в баллонах
(ацетилен, кислород, водород)
Склады растворителей (па-
ры бензолов, ацетаты) ....
Склады летучих (спирты,
вфиры)
Склады нитролаков (в за-
крытых жестянках)
Часовая кратность
воздухообмена
при времен-
ном пребы-
вании лю-
дей
1,5—2.О
о,5
4i°—5.°
1.5—2,0
о,5
при по-
стоянном
пребыва-
нии людей
З.о—5,°
ю,о
З.о—5.о
Определение количества вентиляционного
воздуха по теплу и влаге
Источниками тепловыделения
являются люди, моторы, печи, расплавленный
или нагретый металл, солнечная радиация и т. п.
Количество тепла, выделяемого людьми,
принимается по табл. 21 [33].
• Кратность вентиляционного обмена показывает от-
ношение поступающего в помещение или удаляемого из
него воздуха за час к кубатуре помещения.
Количество выделяемого
тепла (в ккал]час) и
При температуре
в помещении
в°С
4-ю
-15
-2О
-3°
Ь35
взрослый человеком
влаги (в г\час\
При физической работе
тяже-
лой
2
X
о ч
и <и
<Я =(
«3 2
i85
185
200
380
43°
m
X
о ч
С =<
4> 3
Н са
140
но
Но
35
о
средней
к
X
о ч
Ч 3
03 ш
7°
но
IOO
23O
2ОО
<и
S
X
о ч
с ч
лёгкой
01
S
X
о ч
<" 3 1 ч 3
с- в [CQ са
140
но
8о
35
о
45
55
7о
Но
235
V
Я
6 ч
в ч
v a
Н m
130
IOO
70
30
О
В спо-
койном
состоя-
нии
V
к
X
о ч
се Ч
и2
35
4°
45
8о
ш
X
X
о ч
Н ш
I3O
IOO
7°
Я*»
о
Количество тепла, выделяемое моторами
металлообрабатывающих и деревообрабатыва-
ющих станков, можно принимать ориентиро-
вочно по формуле
Q = AN к/сал/час,
где Q — количество тепла, выделяемого мото-
рами, в ккал/час; N — установленная мощ-
ность в кет; А — коэфициент, принимаемый
в пределах от 130 до 200 в зависимости от за-
грузки станков.
Количество тепла, выделяемого
печами, плитами и т. д., подсчитывается
по графику [24], разработанному на основе
формулы Нуссельта — Стефана-Больцмана,
в зависимости от температуры внутри печи
и термического сопротивления стенок печи
или в зависимости от температуры наружной
поверхности печи (фиг. 1).
Более точно теплоотдача печей может быть
принята на основе тепловых балансов печей.
Количество тепла, выделяемого на-
гретым металлом в помещении, опре-
деляется по формуле
Q—GMcM (tj* — tK) ккал,
где Gm — вес остывающего металла в кг/час,
см — средняя теплоёмкость металла (учитывая
температурный интервал остывания металла)
в ккал/кг град; tM — начальная температура
остывания металла; tK — конечная температура
остывания металла.
Количество тепла, поступаю-
щего за счёт солнечной радиации,
учитывается только при наружной темпера-
туре, равной или большей-f 10" С, и прини-
мается:
для оконного или фонарного
остекления по табл. 22 [6]
для покрытий . . . . . . .15 ккал/м2 час
для чердачных перекрытий . 5 ккал/м2 час
Размеры остеклённых поверхностей оков
и вертикального фонарного остекления опре-
деляются по строительным размерам проёмов,
а размеры остекления наклонных фонарей
и наклонные покрытия — по горизонтальным
проекциям их.
За расчётное количество тепла от солнеч-
ной радиации для данного помещения прини-
мается большее из двух следующих значений:
а) количество тепла, поступающего через
остеклённую поверхность одной из стен рас-
32*
500
ОТОПЛЕНИЕ, ВЕНТИЛЯЦИЯ И ОСВЕЩЕНИЕ ЗАВОДА
[разд. v
положенной наиболее невыгодно в отноше-
нии поступления тепла от радиации или
имеющей наибольшую световую поверхность,
плюс количество тепла, поступающего через
облучаемые поверхности фонарей и покрытия;
б) 70% количества тепла, поступающего
через остеклённые поверхности двух взаимно
перпендикулярных стен помещения, плюс ко-
личество тепла, поступающего через облучае-
мые поверхности фонарей и покрытий (нормы
радиации принимаются при этом по промежу-
точной ориентировке стен).
В качестве защитных мероприятий от радиа-
ции рекомендуется применять побелку остек-
ления на летний период и устройство штор
из белой плотной ткани.
Количество воздуха, необходи-
мого для поглощения избытков
тепла, определяется по формуле
j Qme Qmn ,
ь = — т.,- кг/час,
где Отв—суммарное количество тепловыделе-
ний в помещение в ккал/час; Qmn— суммарные
теплопотери помещения в ккал/час, с — весо-
вая теплоёмкость воздуха, принимается рав-
ной 0.237 ккал кг град; ty — температура, при
которой воздух удаляется из помещений;
tH — температура, при которой воздух посту-
пает в помещение.
В тех случаях, когда воздух удаляется из
верхней зоны, определение ty надлежит про-
изводить с учётом нарастания температуры
по высоте помещения.
Как правило, борьба с теплоизбытками
в помещениях в основном решается аэра-
цией. Упрощённый расчёт аэрации здания
по тепловому напору (без учёта ветрового
напора), но с учётом механического притока
и вытяжки производится по следующим фор-
мулам:
.а м
Lh = L — L н =
= 9570 Y 1Н (Тк - Т 7) [2 F" V ^н } кг!'шс'
L v = L
h* \
-.9570 V ^(Т« - 1?
где LaH — количество приточного воздуха,
поступающего за счёт аэрации, в кг/-час;
L — количество воздуха, необходимого
для поглощения теплоизбытка, в кг[час;
L% — количество воздуха, подаваемого в по-
мещение механическим путём, в кг/час;
L^ — количество удаляемого воздуха в кг]час
за счёт аэрации;/.^ — количество воздуха, уда-
ляемого из помещения механическим путём,
0,10
0.80
-?- — сумма термических сопротивлений конструкции печи ккал/час мг °С
Фиг. 1. График для определения теплоотдачи горячей поверхности печей в окружающую среду гтри
температуре помещения 4-10° С.
Примеры: 1. Дано:
ккал/час м* град, /, = 1200° и te =-+10'. Решение: Q = 2900 ккал1час м-;
tt = 185°.
2. Дано: /а = 205° и tt = + 10°. Решение: Q = 3440 ккал/часм*.
ГЛ. XVI]
ПРОЕКТИРОВАНИЕ ОТОПЛЕНИЯ И ВЕНТИЛЯЦИИ
501
Таблица 22
Тепло, вносимое солнечной радиацией
Световое устройство
Окна с одинарным
остеклением
Фонарь с одинарным
вертикальным остекле-
нием (прямоугольный,
М-образный,типа Шед)
Фонарь с одинарным
наклонным остеклением
(трапецеидальный,
М-образный, типа Шед)
Фонарь с одинарным
остеклением, наклон-
ным в нижней части и
вертикальным в верх-
ней части
А-образные фонари с
одинарным остекле-
нием
Переплёты
Деревян-
ные по ГОСТ
477-41
Метал-
лические по ОСТ
90037 39
Метал-
лические по ОСТ
90101-40
То же
То же
35°
i8o
22O
32O
270
35°
45°
210
260
320
290
33°
через световые
Юг
55е
2IO
2ОО
32O
290
29O
65"
24O
290
32O
3°°
240
поверхности
Страны света
Юго-восток и
юго-запад
35°
45"
55°
Поступление
140
i8o
290
230
35O
180
230
Зго
2IO
гдо
ЗЮ
270 з°°
33°
290
65=
в ккал/м'час
и широты
Восток и запад
35°
45°
55°
65е
Северо-восток
и северо-запад
35°
тепла в ккал\м?час
24O
29O
32O
ЗЮ
240
2IO
2бо
3°о
29O
35»
2IO
збо
Зоо
29O
33°
240
Зоо
Зоо
2QO
29O
240
Зоо
Зоо
2&>
24О
по
140
170
гбо
350
45°
по
I4O
140
140
33°
55°
по
140
140
140
гол
|65°
IOO
130
13°
13°
240
Примечания: Указанные в таблице количества поступающего тепла следует умножить: 1) для окон с двой-
ным остеклением и деревянными переплётами (ГОСТ 477-41)—на 0,6; 2) то же, при металлических переплётах—на 0,75;
ri) для окон с одинарным остеклением и металлическими переплётами (ОСТ 90037-39)—на 1,25; 4) для фонарей с оди-
нарным вертикальным остеклением с деревянными переплётами (ГОСТ 1943-42)—на 0,9; 5) для фонарей всех типов
: двойным остеклением и металлическими переплётами—на 0,6; 6) при сильном загрязнении остеклённых поверхностей
[в литейных, кузницах и т. п.) — на 0,8.
Теплопоступления от радиации через остеклённые поверхности, ориентированные на север, учёту не подлежат.
При устройстве защитных мероприятий от радиации количества поступающего тепла следует умножить: при
побелке остекления—на 0,35; при шторах внутренних и открытых окнах—на и.Зо; при шторах между переплётами—на
),50; при шторах внутренних и закрытых окнах—на 0,60.
s кг/час; •(« — удельный вес наружного воз-
духа в кг\м^\ ycf — средний удельный вес вну-
греннего воздуха (с учётом изменения внутрен-
ieft температуры по высоте) в kzjms; Fh — жи-
вое сечение открываемых проёмов для посту-
мения воздуха в.помещение в м"; hH — рас-
:тояния центров открываемых проёмов для
фитока до нейтральной зоны*, в м\ Fe— жи-
юе сечение открываемых проёмов для удале-
шя воздуха из помещения в м2; he — рас-
:тояния центров открываемых проёмов для
гдаления воздуха от нейтральной зоны в м.
Суммы
положения нейтральной зоны, определяют не-
обходимое живое сечение вытяжных отвер-
стий и их расположение. Расположение ней-
тральной зоны можно определить и, наоборот,
зная размеры и расположение вытяжных от-
верстий или задаваясь ими, определяют необ-
НептралЬ-
1водятся в формулы в тех случаях, когда не-
колько приточных (вытяжных) отверстий
>асположено на разных отметках от уровня
ола
Определив необходимое количество аэра-
ионного приточного и удаляемого воздуха и
ная живое сечение имеющихся приточных
тверстий и их расположение или задаваясь
еличиной живого сечения отверстий и их рас-
оложением, находят положение нейтральной
эны от уровня пола (фиг. 2). Исходя из
* Нейтральная зона — условная плоскость внутри
эмешения, находящаяся на высоте, в которой давле-
ie одинаковое с давлением наружного воздуха. Ниже
ой плоскости давление меньше, чем снаружи, а выше—
юборот. Разность давления обусловливает перемеще-
ie воздуха по помещению.
Фиг. 2. Схема аэрации.
ходимое живое сечение приточных отверстий
и их расположение.
Подробные сведения о расчёте аэрации
см. специальную литературу [3, 5].
Для борьбы с действием лучи-
стого тепла при интенсивности облучения
более 1 кал/см2 мин у постоянных рабочих
мест, расположенных у источников с тепло-
вым излучением (печи, места зализки и вы-
бивки и т. п.), устраиваются воздушные души,
которые должны создавать на рабочих местах
502
ОТОПЛЕНИЕ, ВЕНТИЛЯЦИЯ И ОСВЕЩЕНИЕ ЗАВОДА
[РАЗД. V
метеорологические условия (табл. 23) в соот-
ветствии с указанием ГОСТ [19].
Таблица 23
Метеорологические нормы воздушного
душирования
Период года
Холодный период
года {температура
наружного воздуха
ниже-ИСС) ....
Тёплый период года
(температура наруж-
ного воздуха -j-10° С
и выше)
Лёгкая
Темпе-
ратура
воздуха
в поме-
щении
в СС
15-23
18—28
работа
Ско-
рость
движе-
ния
возду-
ха в
MJceK
i—З
а—4
Тяжёлая работа
Темпе-
ратура
воздуха
в поме-
щении
в °С
8—18
16—25
Ско-
рость
движе-
ния
возду-
ха в
MjceK
2—4
3—5
Примечания: 1. За температуру и скорость дви-
жения воздуха принимаются средние их значения в попе-
речном разрезе воздушного факела, соответствующем
положению туловища рабочего во время работы, при-
чём высшему значению температуры воздуха соответ-
ствует высшее значение скорости движения воздуха,
л низшему—низшее.
2. Значения температуры воздуха для тёплого перио-
да года относятся к местностям, имеющим летнюю тем-
пературу для расчёта вентиляции менее 25°. Для местно-
стей с летней температурой для расчёта вентиляций в
25—29° нормируемые температуры воздуха для тёплого
периода года повышаются на 2°, а для местностей с
температурой 30° и выше — на 4°.
Поступление влаги в помещение может
происходить за счёт испарения воды с откры-
тых водных и смоченных поверхностей и ма-
териалов, непосредственного прорыва пара
в помещение и за счёт выделения влаги
Таблица 24
Значения гравитационного фактора а
людьми. Количество влаги, испаряющейся с
открытых и смоченных поверхностей, опреде-
ляется по формуле
W = (а 4- 0,0174 v) (P2— P\) F кг/час,
где W — весовое количество испаряющейся
воды в кг/час; а — фактор гравитационной
подвижности окружающей среды (табл. 24);
v — скорость движения воздуха над источником
испарения в м/сек; Рг — упругость водяных
паров в воздухе помещения (необходимо при
этом учитывать относительную влажность <р
в помещении) в мм рт, ст.; Р2— упругость
водяных паров, насыщающих воздух, при
температуре жидкости, в мм рт. ст.; F—по-
верхность испарения в м'К
Величины Рг и Р2 принимаются по табл. 25
в зависимости от заданных условий.
При бурном кипении воды рекомендуется
принимать количество испаряющейся влаги по
количеству подводимого тепла.
Количество влаги, за счёт непосредствен-
ного прорыва водяных паров через неплотно-
сти паропроводов определяется опытным пу-
тём или принимается по практическим данным.
Количество влаги, выделяемой человеком,
принимается по табл. 21.
Количество воздуха, необходимого для по-
глощения выделяющейся в помещение влаги,
определяется по формуле
1000 W
1/
где W — количество выделившейся влаги в по-
мещение в кг/час, dH — содержание влаги при
заданной наружной температуре и относитель-
ной влажности (ун ) в г/кг приточного возду-
ха; йв — содержание влаги для заданных усло-
вий внутреннего воздуха в г/кг воздуха.
Определение количества вентиляционного
воздуха по виду местных отсосов
Местные отсосы могут быть выполнены в
виде зонтов, укрытий, бортовых отсосов и т. п.
Зонты обычно устраиваются над обору-
дованием, не допускающим устройства укры-
Таблица 25
Содержание водяного пара в воздухе при нормальном атмосферном давлении и полном насыщении
и упругость водяного пара при различных температурах
Температура
помещения
в 'С
-И»
Температура воды в °С
ДО
30
0,022
40
O.O28
50
0,033
60
о,о37
70
0,041
80
0,046
90
0,051
100
о,об
я
О.
>,
я
о.
V
§р
с»
Ь ¦
-15
— IO
—5
±о
5
1С
*5
ао
Упругость
водяного пара
Р в мм
рт. ст.
1,4°°
2,°93
З.
4,6оо
6,534
9>i°5
ia,6Q9
'7.39*
Содержание
водяного пара
при полном
насыщении
d в г/кг
воздуха
i,i
1.7
а,6
3,8
5,4
7.5
№,5
ЧА
«в
о.
>>
н
О.
h
25
з°
35
40
45
5°
55
60
Упругость
водяного пара
Р в мм
рт. ст.
=3,55°
31,543
41,827
54,9°6
7* .391
91,982
«7.478
148,791
Содержание
водяного пара
при полном
насыщении
d в г/кг
воздуха
19.5
2°>3
35,°
46,3
6о,7
79,°
102,3
«31.7
а.
^i
я
|и
65
7°
75
8о
85
; 9°
95
IOO
Упругость
водяного пара
Р в мм
рт. ст.
186,945
233,093
288,517
354.643
433.O4I
525.392
633.692
760,000
Содержание
водяного пара
при полном
насыщении
d в г1кг
воздуха
168,9
216,1
276,0
352,8
452,1
582,5
757.6
1000,0
ГЛ. XVI]
ПРОЕКТИРОВАНИЕ ОТОПЛЕНИЯ И ВЕНТИЛЯЦИИ
503
тий, и где технологический процесс протекает
с выделением вредных паров или газов. Зон-
ты выполняются из листовой стали толщиной
0,7 — 2 мм в зависимости от размеров зонта.
Габариты зонта должны быть увеличены
на 100 — 150 мм с каждой стороны против
площади, выделяющей пары или газы у обо-
рудования. Эффективность зонта зависит от
его глубины, а поэтому необходимо при кон-
струировании зонтов принимать минимальный
покрытия металлами * и травильных цехов,
приведено в табл. 26.
Таблица 26
угол а = 60° и размер Л^-у (фиг. 3). В слу-
чае, если одна из сторон проектируемого зон-
га превышает 2,5 м, то рекомендуется устана-
вливать несколько смеж-
ных зонтов с самостоя-
тельными отсасывающи-
ми патрубками.
Количество возду-
ха V, отсасываемого от
зонта, определяется по
формуле
V = a-b-v 3600 м*/час,
где а и b — стороны
Фиг. 3. Эскиз зонта. ЗОНТЗ В М\ V — СКО-
рость отсасываемого
воздуха в нижнем сечении зонта в м\сек,
принимаемая: 0,3 м/сек — для улавливания во-
дяных паров; 0,5 м/сек — для улавливания га-
зов и паров, если предельно допустимая кон-
центрация их в&ше 0,1 мг/л; 0,7 м/сек —
для улавливания воздушной смеси с темпера-
турой от -(-30 до-4-7и°С; 1.0 м/сек — при на-
личии значительной интенсивности выделений
и при температуре отсасываемой воздушной
смеси выше -f- 7Ц° С.
Для газов особой токсичности и летучести
приведённые скорости следует увеличивать
на 5О°/о.
У к р ы т и я предусматривают^ полное за-
крытие источников выделения вредных приме-
сей у оборудования с оставлением лишь ра-
бочего отверстия, которое постоянно или пе-
риодически открыто. Материалом для укрытия
служит железо или дерево в зависимости от
характера вредных выделений.
Количество воздуха, отсасываемого от укры-
тий, определяется по формуле
V= 1,1 -a-b-v-3600 jfi/час,
где а и b — размеры сторон рабочего отвер-
стия в м; v — скорость отсасываемого через
рабочее отверстие укрытия воздуха, прини-
мается аналогично скоростям, указанным для
зонтов; 1,1 — коэфициент запаса, принимаемый
на неплотности в конструкции укрытия.
Бортовые отсосы устраиваются у
ванн с различными растворами. Рекомен-
дуется их устраивать по длине ванн с двух
сторон, и лишь для ванн шириной менее 0,5 м
допускается односторонний бортовой отсос.
Высоту щели отсоса рекомендуется принимать
до 0,05 м, причём бортовой отсос не должен
увеличивать размеры ванн по ширине более
чем на 0,150 м с каждой стороны (для сохра-
нения удобства обслуживания ванн). Ориенти-
ровочное количество воздуха, отсасываемого
с 1 м2 открытой поверхности ванн для цехов
Количество отсасываемого воздуха с
поверхности раствора ванн
Наименование
ванны
Хромовая
Никелевая ....
Медная кислая
при нагревании. .
Медная кислая
без нагревания . .
Цианистая....
Обезжиривания
электролитическо-
Обезжирввавия
химического . . ,
о
оличе
о »
3 ^
3 т <j
и о <j
Я и у
о и *5
бооо
2500
2500
2ООО
4ооо
Зооо
2О0О
Наименование
ванны
Уксуснокислая .
Декапирования .
Фосфатирования
Травильная . . .
Щелочная . . .
Горячая вода . .
Лужение в ще-
лочном электро-
лите
| Обработка в
хромпике . . . .
1 .
о
и
!оличе
X
и'
6 в>
s
га i*
в 5*
3 Йч,
«т_?
ь о ^
О 2 5=
2ООО
25°°
25OO
40оо
2000
1500
ооОО
Зооо
Примечания: 1. При ширине ванн менее 0,6 м
к данным этой таблицы рекомендуется принимать коэфи-
циент 0,75, а при шириче более 1 л—коэфициент 1,25.
2. От ванн с горячей водой отсосы устраиваются
только в случае, когда поднимающиеся водяные пары
мешают обслуживанию ванн.
Отсосы от печей устраиваются в виде
зонтов, укрытий и козырьков над загрузоч-
ными и выгрузочными отверстиями; в боль-
шинстве случаев они объединяются с патруб-
ками, отводящими дымовые газы. При наличии
только конвекционного и лучистого тепла
местные отсосы от печей не устраиваются.
В однопролёгных цехах высотой до за-
тяжки ферм не менее 9 м при большой на-
сыщенности печами с нефтяным либо газовым
топливом выпуск дымовых газов допускается
осуществлять непосредственно в цех и отсо-
сы не устраивать. В этих случаях в цехах
имеются большие тепловыделения, и вентиля-
ция цехов осуществляется при помощи аэрации.
Зонты и укрытия печей, а также количе-
ство отсасываемого воздуха принимаются со-
гласно вышеприведённым указаниям. Раз-
меры козырьков над загрузочными и выгру-
зочными отверстиями выполняются по ширине
на 0,1 м с каждой стороны больше, чем само
отверстие, а вылет козырька принимается от
0,7 до 0,5 размера высоты загрузочного или
выгрузочного отверстия печи.
Патрубки над дымоотводящими отверстия-
ми печей также должны иметь габаритные
размеры несколько большие, чем сами отвер-
стия, а кроме того, в месте присоединения
к дымоотводящему каналу печи следует пре-
дусматривать разрыв в >/4 кирпича, с тем
чтобы не влиять на режим печи и не подвер-
гать воздействию высокой температуры ды-
мовых газов железо патрубков.
Количество воздуха, удаляемого через ко-
зырьки печей, мри условии, что они не объ-
единены с отсосом дымовых газ )в, опреде-
ляется по той же формуле, что и для зонтов,
но скорость воздуха в нижнем сечении ко-
зырька принимается для печей с загрузочным
и выгрузочным отверстиями, имеющими вы-
соту до 0,7 м, в 0,5 м/сек.
* Количество воздуха, отсасываемого от сушиль-
ных шкафов цехов покрытия металлами, приникать
в количестве 600 м3/час на 1 м3 объёма шкафа.
Ю4
ОТОПЛЕНИЕ, ВЕНТИЛЯЦИЯ И ОСВЕЩЕНИЕ ЗАВОДА
[РАЗД. V
Количество воздуха,
удаляемого через местные отсосы от деревообделочных станков ЛиЦа
Наименование
станка
Марка станка
Круглопплъные
станки .
Торцовка ....
Торцовка пе-
дальная
Трёхпильный
концеравнитель .
Круглые пилы .
Обрезной двух-
пильный **....
Ребровый двух-
пильный с цепной
подачей
Круглопильный
универсальный .
Универсальная
пила с наклоня-
ющимся валом .
Обрезной двух-
пильный с кон-
вейерной подачей
Ленточные пилы
Ажурная пила .
Строгальные
станки
Строгально-фу-
говочный . . . .
То же
Строгальный
(рейсмус)
Строгальный
двухсторонний . .
Строгально-ка-
лёвочный четы-
рёхсторонний . .
То же ......
Строгально-фу-
говочный
Фуговальный
станок
Строгальный че-
тырёхсторонний .
Фрезеры
Фрезер одно-
шпиндельный . .
Фрезер двух-
шпиндельный . .
Фрезер копиро-
вальный
Шипорезы
Шипорез одно-
сторонний *** . .
Шипорез двад-
цатичетырёх-
шпиндельный . .
Цепнодолбёж-
ный .........
Прирезной ста-
нок
Копировально-
<олодочный . . .
Шлифовальные
станки
Трёхбарабанный
Шлифовальный
ленточный ....
Шлифовальный с
диском и бобиной
ЦКМ; ЦКШ
ЦКБ-3
ЦК-3; ЦКЗ-2
ЦВ-5; ЦВ-7
ЦД2-2; ЦД2-3
ЦД2-4
ЦР2Ц
Ц-2-М; Ц-3
ЦУ-2
ЦК2-К-3
Л 0-70; АС-80:
лс-юо
АШ; АШС
СФ-5; СФ-5-1;
СФ-5-2
СФ-6
СР6-2; СР6-20
:P6-6;CP-6;CP-i
С2-РЮ
СК-15;СК-15-2
СКП-30
СФ4-3
СФ-20
СП-30
Ф-1, Ф-2М,
ФМ-2-М
ФШ-2М, ФШ-5
Ф2-2М; Ф2-2
ФВ-КО
ШОК; ШО-6
: Опилки
500 — 700
5оо
500—750
650
5°°
5°°
5°°
400
7оо—'iooo
, + 1
125
100 — 250
12O |
Струж
ШЛ-ХА
ДЦ-А
ЦДК-3
КОК-3
ШЛ-38-1
ШЛНС
ШДБ-1
1н
1в
1в
*в
1н
—
16
4оо
4оо
Зо8
35°
Диск—
8оо
Бобина —
2IO
Опилки
Пыль
5°
5°
I2O
I2O
5°
5°
8о
35°
4оо
боо
8оо—юоо
4оо—боо
га ее
g ca рз
О о о
i6o—200
60-80
40,0
50.0
14,8
14,8
4,2
15.8
16.2
1Ь,2
I4,O
I5,O—l8,O
13.8-15,6
17,8
14,8-15,8
I4..8
26,3
20,8
3i,6
17,8
17,8
16,0
13,0
4,0—15.0
1700
95°
700X3 = 2100
95O
760X2=1520
650
1450
600
4ОЭ
9OO
90O
1300
950 + 850 + 600 +
+600=3000
12оо+95о+75° +
+ 750-3650
8оо
5оо
-50X2 + 950X2 = 340°
боо'
бооХ2=1200
5°°
joo X 2 + 950 X 2—2900
1600
500
I75O
1250
1750 +1000 = 2750
150
130X3
150
195
130X2
180
120X2
120
100
I25
140
140
180+200
170+130+
+ H0+H0
165+150+
100
130X2+
120
90X2
70
110X2+
+ 140X2
165
75
100
100
195
185
210+165
н x
в <u
S «
Ef S
II
Индексы „н" и „в" указывают расположение пылеприёмника —нижнее или верхнее.
** 5. обрезных двухпильных станков ЦД2-2, ЦД2-3, ЦД2-4 на две пилы устанавливается обший пылеприёмник.
*** Шипорезы двухсторонние (ШД-10-1. ШД-12-1; ШД-15-1) имеют удвоенное количество ножей против односто-
роннего, а следовательно, и количество отсасываемого воздуха необходимо принимать в 2 раза больше.
ГЛ. XVI]
ПРОЕКТИРОВАНИЕ ОТОПЛЕНИЯ И ВЕНТИЛЯЦИИ
505
Количество воздуха, удаляемого от печей,
у которых отсос дымовых газов объединён
с отсосом из-под козырьков, определяется по
формуле
L = G.. д~ сч кг/час,
где Gy — количество продуктов сгорания, опре-
деляемое исходя из вида и расхода топли-
ва, в кг/час; 1д — температура уходящих про-
дуктов сгорания из печи; iCM — температура
смеси воздуха и продуктов сгорания, прини-
маемая при естественной вытяжке до 200°, а при
механической—до 160°; ?в— температура рабо-
чей зоны цеха.
Таблица 28
Количество воздуха, удаляемого через местные
отсосы от выбивных решёток литейных цехов,
в м31час на 1 м? решётки
Таблица 29
Количество воздуха V, удаляемого через
отсосы очистных барабанов литейных
Диаметр ба-
рабана В ММ
V в M^jnac. .
600
5бо
750
900
900
1250
1059
1700
1200
2250
местные
цехов
1350
2900
1500
35°°
Таблица 30
Часовая кратность обмена воздуха в пескоструйных
и дробеструйных камерах и металлизационных
кабинах .
Тип отсоса
Нависающий
зонт
Двухсторонний
бортовой отсос
Отсос вниз
через бункер
Полное
укрытие
Расчётная
Площадь вы-
бивной ре-
шётки по габа-
ритным разме-
То же
То же
Площадь ра-
бочего отвер-
стия
Горячие
отливки
*>200J С
35°°
6500
6500
72OO
Холодные
отливки
* < 200° С
Зооо
5°°°
4ооо
54оо
Объём камеры
или барабана
В М*
До i,o
1,1 — 2,О
2,1 — 5.°
5,1 — ю,о
1О,1 — 2О,О
Свыше 2о,о
Пескоструйные*
Кратность
обмена
в час
Зооо
i8oo
1200
900
720
600
Не ме-
нее
м3/час
Зооо
Збоо
6 ооо
9 ооо
Г4 4°о
Дробеструйные
металлизационные
Кратность
обмена
в час
2400
i5°°
900
боо
54°
42O
Не ме-
нее
мЛ1час
2 4ОО
Зооо
4 5°°
б ооо
ю8оо
* Если для пескоструйных камер предусмотрена се-
парация песка, то, кроме отсоса воздуха от самих камер,
должны быть предусмотрены отсосы: от головки элева-
тора—500 м3/час; от сепаратора—2500 м31час.Пример. Пе-
скоструйная камера объёмом 15 mj с сепарацией песка.
Количество отсасываемого воздуха V— A5 • 720) + 500 +
+ 2500 = 13800 м31 час.
Таблица 31
Количество воздуха V, удаляемого через местные отсосы от оборудования земледельных отделений
литейных цехов
Бегуны
d в мм
I2OO
i8oo
2400
3000
V
в,и'1 j час
I2OO
1700
2300
2700
Сита плоские,
целиком
закрытые
Ум^час на
1 ж2 сита
1500
Сита цилиндрические
и полигональные
d в мм
До 75°
75°—12°°
12оо—15°°
1500—i8oo
Свыше i8oo
V
вм"/час
2500
33°°
<Sooo
6600
8400
Шаровые
мельницы
V в м3]час
75°—IOOO
Головки и баш-
маки элеватора
Ширина
ковша
в мм
3°°
400—500
5оо—боо
V
в мъ\час
8оо
i6oo
2000
Транспортёры
(места перепада
земли)
Ширина
лент в мм
До боо
Свыше ооо
V
в мЧчас
IOOO
1500
Примечания: 1. От оборудования и транспортных приспособлений свежей земли и от дезинтеграторов не
следует делать местных отсосов.
2. От укрытий транспортёров с горелой землёй принято удалять 250 м*\час воздуха на 1 пог. ж укрытия.
Местные отсосы наждачных, шли-
фовальных и полировочных стан-
ков. Количество удаляемого через местные
отсосы воздуха принимается по формуле
где D—диаметр круга в мм; А — количество
удаляемого воздуха в мъ\час на 1 мм диа-
метра круга, которое принимается:
для наждачных и шлифовальных кругов . 1,6;
для полировочных матерчатых кругов . . 2,0;
для наждачных качающихся кругов . . . 2,4.
Количество воздуха, удаляемо-
го через местные отсосы от обо-
рудования и станков различных
цехов машиностроительных заво-
дов, приведены в табл. 27—32, составленных
на основе практических и литературных дан-
ных [23, 32].
,j Таблица 32
Часовая кратность
Объём
камеры
и м-
Кратность
в час ....
о
Зооо
обмена воздуха в
камерах
о
1
2400
о
"?
*~1
i8oo
0,0
|
Т-Ч
I5OO
окрасочных
20,
I
о"
I2OO
О ¦ ¦
0J
а
900
Пример. Окрасочная камера объёмом 25 л3. Количестве
отсасываемого воздуха равно V = 25*900 « 22500 м31час-
506
ОТОПЛЕНИЕ ВЕНТИЛЯЦИЯ И ОСВЕЩЕНИЕ ЗАВОЛА
[разд. v
НАГРЕВАТЕЛЬНЫЕ ПРИБОРЫ
И КАЛОРИФЕРЫ
В качестве нагревательных приборов си-
стем отопления обычно применяются: а) глад-
кие стальные трубы (табл. 33 и 34) по дан-
ным ОСТ [40, 41]; б) радиаторы чугунные
двухколонные (табл. 35) по данным ГОСТ
[14, 15]; в) ребристые трубы с круглыми
Таблица 33
Трубм стальные водо-газопроводные
(газовые обыкновенные)
я
й
Номинальный
диаметр в дк>1
1
i
*'/«
3
27,
еа
Наружный дк
метр в л.и
21,25
гб,75
33,5°
42,25
48,00
бо,о
75.5°
к
X
X
Толщина сте
в мм
2,75
2,75
3,25
3.25
3,5°
3.5°
3,75
я
Внутренний д
метр в мм
15,75
21,25
27,00
35-75
41,оо
53.°°
бЗ.оо
Поверхность
1 пог. м в м'
р,об68
0.0840
0,1050
°, «33°
0,1510
o,i88o .
0,2370
s
X
о
в*
<и
и
<и
о
со ^.
Я Ц
0,000195
0,000355
0,000572
0,00100
0,00132
0,00221
о.оозбЗ
Теоретически
вес 1 пог. м \
1,25
1,63
2,42
3.13
3.84
4,88
6,64
Примечание. Длина труб 4—7 м. Допускаемое
рабочее давление до 10 ата. Трубы испытываются на
давление до 16 ата.
Таблица 34
СО
5
« *;
Наруж!
метр в
76
89
IO2
U4
127
133
I4O
191
2l6
241
267
Трубы стальные
s
X
ч
н
и
ее
I4
Н со
3,°°
3,25
3,75
3.75
4-QO
4,оо
5.оо
5,о°
6,5°
6,5°
7.5°
я
ч
х t
X
Внутре
метр в
7оо
8°!5
94,5
io6,5
И9,о
I25.O
130,0
i8o,o
203,0
228,0
252,0
.0^
н
и а
х a
Поверх
1 пог.
о,238
0,279
0,320
О,358
°,399
0,418
0,44°
0,600
0,678
°,757
°,839
сварные
s
S
sr
0
«1
0
0,00385
0,00534
0,00701
0,00891
0,01112
0,01227
0,01327
0,02545
0,03237
0,04083
0,04988
в"
щ
я о
Теорет
вес 1 п
5,4о
6,87
9,°9
ю,ю
12,13
12,7°
16,65
25, i6
33,58
37,59
48,00
Примечание. Длина труб 4—7 м. Допускаемое
рабочее давление до 16 ата. Трубы испытываются на
давление до 25 ата.
(табл. 36 и фиг. 5) и прямоугольными рёб-
рами (табл. 37) по данным ГОСТ [12, 13].
Поверхность нагревательных приборов
определяется по формуле
р — п M2t
где fn — поверхность нагревательного прибо-
ра в лР\ Qn — количество тепла, отдавае-
мого нагревательным прибором, в ккалЫас;
Кп — коэфициент теплопередачи прибора
в ккал/м2 час град (табл. 38) по данным ОСТ
[38]; tn — средняя расчётная температура теп-
лоносителя в нагревательном приборе; 1в —
расчётная температура воздуха помещения.
Средняя расчётная температу-
р а теплоносителя в нагревательных приборах
принимается:
а) при теплоносителе воде — по формуле
Ы * ln
где tn' — температура воды, поступающей
в прибор; in"—температура воды, выходящей
из прибора;
б) при теплоносителе паре низкого давле-
ния, т. е. до 0,2 ати, — 1С0" С;
в) при теплоносителе паре давлением выше
0,2 ати — равной температуре насыщенного
/ (по расчету)—
Фиг. 4. Нагревательный прибор из гладких труб.
пара, поступающего в нагревательный при-
бор (табл. 39).
Нагревательные приборы из гладких труб
выполняются в виде отдельно проложенных
гладких труб или в виде сварных регистров
(фиг. 4).
Таблица 35
Радиаторы чугунные отопительные двухколонные
Низкая Н
Средняя С
Высокая В
Радиатор
двухколонный
Высота в мм
4оо
боо
5оо
6,0
7,7;
12,40
Примечание. Радиаторы допускаются для работы
на давление до 5 ати. Радиаторы на давление 5— 7 ати
собираются заводом по особому заказу.
Гладкие стальные трубы для нагреватель-
ных приборов обычно употребляются от диа-
метра 2 дюйма и до диаметра 133 мм.
Для систем отопления и вентиляции
промышленность выпускает следующие типы
калориферов: а) пластинчатые стальные
(ГОСТ В-1814-42); 6} лепестковые.
гд. xvij
ПРОЕКТИРОВАНИЕ ОТОПЛЕНИЯ И ВЕНТИЛЯЦИИ
507
Таблица 36
Трубы ребристые с круглыми рёбрами
Стальные пластинчатые кало-
риферы состоят из пучков (секций) труб
Длина
труб L в
2,О
Число
рёбер
93
69
44
Диаметр
рёбер вм
175
175
175
а в мм
63,5
53,5
53,5
Поверх-
ность на-
грева в л
4,оо
З.оо
2,ОО
Внутрен-
ний диа
метр в м
7°
7°
7°
Вес в кг
73,5
59,5
37.5
Примечание. Ребристые трубы допускаются для
работы на давление 6 ати.
Фаг. 5. Ребристая труба с круглыми рёбрами.
Таблица 37
Трубы ребристые с прямоугольными рёбрами
Фиг. 6.
Габариты
калориферов.
с надетыми на трубы по всей их длине об-
щими для каждого пучка пластинами (рёбрами)
(фиг. 6, 7).
Таблица 39
Параметры насыщенного пара
1
Длина
трубив
845
97O
"95
Число
рёбер
3°
35
4°
1
Размер
рёбер в
130 X 230
130 х 230
13° X 230
Поверх-
ность н
грева в
1.77
2,°5
2,34
г*
. . «г
Внутрен
ний диа
метр в
5°
5°
5°
Вес в к
31 .о
З5.о
З9.о
Примечание. Ребристые трубы допускаются для
работы на давление 6* ати.
S
3!
г,о
1,1
,2
,4
,5
,ь
а.
мперату
С
99Д
Ю1.8
1°4,2
io8,7
ш,о
112,7
вес
•5
2
> а
о,579
0,633
о,687
о. 793
0,846
0,899
плосоде!
е в кка.
ci в
Н S
638,9
" 630,9
640,8
642,5
643,4
644,о
вление
а та
1,8
2,0
2.5
З.о
3.5
4.о
а
а.
мперату
3С
Н а
пб,3
U9,6
126,7
132,9
142,9
вес
Я
<ц 8
>. а
1,ооз
1,007
1,368
1,619
1,874
2,121
плосоде!
е в кка.
?3
645,3
646,5
649,9
651,0
653.8
654.1
Коэфициенты теплопередачи нагревательных приборов в ккал/м1 час град
Таблица 38
Тип нагревательных приборов
Значение /Сидля воды при (^д —/в) в градусах
40-50
50-60
60-70
70—80
90
Значение Кп для
пара давлением
до 0,7
1,0 ати
1,0 ата
Радиаторы чугунные двухколонные:
а) модели НиС
б) ^подели В
Чугунные ребристые трубы:
а) одна труба , .
б) две трубы (одна над другой) . .
в) три трубы (одна над другой) . .
Горизонтальные или вертикальные
железные трубы:
а) одна труба диаметром:
до 3^ мм . .
от 38 до 100 мм
от 125 до 150 мм
б) несколько труб, установленных
одна над другой в вертикальной
плоскости (расстояние между тру-
бами равно примерно диаметру
трубы):
до 32 мм
от 38 до 150 мм
6,6
6,о
4,5
4,о
3,5
9-5
9,'5
ю,о
8,о
6,8
6,2
4.5
4,25
4,о
".5
ю,о
ю,о
ю,о
8,5
7,о
6,4
5,о
4,5
4,°
12,О
ш,5
ю,5
и,о
7.»
6,6
5,о
4,5
4.о
12.5
II,О
5,о
4,5
4,о
12,5
«.5
9.°
7-4
6,8
5.5
5.о
4.5
12,5
12,О
9-5
8,5
7.7
6,о
5,о
4,5
12,О
"•5
12,5
II.O
9О
8,з
6,4
5.4
4,8
139
12.8
12 3
13-4
п,8
94
8,6
5.6
14.6
13.4
12,9
14.°
12,4
П р и м е ч ан и я: 1. Значение tn — средняя расчётная температура теплоносителя в нагревательном приборе;
^—средняя расчётная температура воздуха в помещении; Кп — коэфициент теплопередачи прибора в ккал.'м1 час град.
2. Согласно указаниям ОСТ 90036-39 к величине поверхности нагрева радиатора при водяном отоплении должен
Ььггь принят поправочный коэфициент: при количестве секций в приборе до 5—равный 0,95', от 10 во 20—равный 1.05
и свыше 20 —равный 1,10.
508
ОТОПЛЕНИЕ, ВЕНТИЛЯЦИЯ И ОСВЕЩЕНИЕ ЗАВОДА
[РАЗД. V
В зависимости ог количества рядов труб,
установленных в направлении движения воз-
духа, выпускаются следующие модели калори-
феров: малая с двумя (модель М), средняя с
тремя (модель С), большая с четырьмя рядами
труб (модель Б). В зависимости от количества
секций и их длины каждая модель калорифера
имеет шесть номеров (табл. 40 и фиг. 6).
Таблица 40
Стальные пластинчатые калориферы
1
Модель
и номер
калори-
фера
Mi
М2
мз
М4
№5
Мб
С1
С2
сз
С4
С5
С6
Б1
Б2
БЗ
Б4
Б5
Б6
Размеры в мм
А
734
932
932
1232
1232
1232
734
932
932
1232
1232
1232
734
932
932
1232
1232
1232
Б
3°9
427
545
545
663
•fix
3°9
427
545
545
663
781
3°9
427
545
545
663
781
В
абэ
2бо
2бо
2ОО
2бо
200
3°2
3°2
3°2
3°2
3°2
3°2
344
344
344
344
344
344
А,
648
846
846
1146
1146
1146
648
846
846
1146
1146
1146
648
846
846
1146
1146
1146
237
355
473
473
591
709
237
355
473
473
591
709
237
355
473
473
591
709
Коли-
чество
секций
2
3
4
г 4
6
2
3
4
4
5
6
2
3
4
4
5
6
Внутренний
диаметр
патрубков
в мм
27,О
4i,o
4i,o
41,о
53,°
53,°
35.75
41,о
4i,o
53,°
,53,°
68,о
4i.o
41,о
53,о
53.°
«8,о
68,о
Поверх-
ность на-
грева
в л2
4.1
8,1
io,8
14,6 '
18,3
21,9
6,2
12,1
l6,2
21,9
27,4
32.9
8,2
16,2
21,6
29.3
Зб,6
43-9
Живое се-
чение ДЛЯ
прохода
воздуха
в м*
о,о8
о, is
О,2О
°>27
°,34
о,41
о,о8
о,15
О,2О
О,27
°,34
о,41
о,о8
°,*5
О,2О
О,27
°.34
о,41
Живое се-
чение ДЛЯ
прохода
теплоноси-
теля
в м1
O,OOl6
о,оо«3
0,0031
0,0031
0,0039
0,0047
0,0023
0,0035
0,0047
0,0047
0,0058
0,0070
0,0031
0,0047
0,0062
0,0062
0,0078
050093
Ориентиро-
вочный вес
калорифера
в кг
65
юз
134
i63
197
230
8i
137
179
220
268
316
102
169
221
274
337
395
Таблица 41
Лепестковые двухканальные и трёхканальные калориферы Казанского завода
Модель
А
Размеры
Б
калорифера в
В
А,
мм
в,
Диаметр шту-
церов
в мм
Поверх-
ность на-
грева
в м- .
Живое се-
чение для
прохода
воздуха
в м?
Живое се-
чение для
прохода
теплоноси-
теля
в м3
Вес ка
лорифе
ра
в кг
2К5-20
2К6-24
2К-728
2К8-32
2К9-36
2К10-40
2К11-44
2К12-48
ЗКЗ-24
ЗК4-32
ЗК5-40
ЗКб-48
ЗК7-56
ЗК8-64
ЗК9-72
580
68о
780
88о
99°
1090
1190
1290
i
57O
670
770
870
970
1070
1170
1270
210
210
210
210
210
210
210
210
5го
6ю
7Ю
8ю
9Ю
IOIO
ню
I2IO
5оо
боо
7оо
8оо
9ОО
1ООО
1IOO
I2OO
Двухканальные калориферы
41
48
. 41
6о
53
6о
53
75-5
68
_75.5_
68
1
70
Трёхканальные калориферы
7.6
19.5
24,5
ЗО.5
37.°
44,°
480
58о
68о
780
88о
99°
2IO
460 j 210
560 2IO
21O
670
77°
870
0.70
210
210
210
4Ю
51°
бю
7Ю
8ю
Зоо
4оо
5°° j
боо
700
8оо
41 •
41
бо
3"
6о_
53
75.5
68
75.5
68
76
8,оо
".52
¦ 15.68
20,48
25.92
0,100
°.!45
о, 197
°.257
О,4О2
о,48б
°-576
O.O28
O.O49
°,°75
о, 144
0,187
0,236
0,00314
0,00377
0,0050
0,0056
0,0063
0,0069
0,0037
о,оо49
о,ообг
0,0074
о,оо86
0,0098
о,ош
128
213
277
355
4oi
47°
2б
45
7о
92
134
168
2О8
ГЛ. KVl]
ПРОЕКТИРОВАНИЕ ОТОПЛЕНИЯ И ВЕНТИЛЯЦИИ
509
Конструкция калорифера допускает работу
при давлении 6 ати. В случае более высо-
кого давления калориферы должны изгото-
вляться по особому заказу.
Лепестковые калориферы со-
стоят из отдельных „лепестков", образующих
собой канал для прохода
теплоносителя. Поперечный
разрез „лепестков" показан
на фиг. 8 и 9.
В зависимости от числа
каналов для прохода тепло-
носдтеля калориферы под-
разделяются на двухканаль-
ные и трёхканальные. В за-
висимости от числа лепе-
стков и их длины двухка-
нальные калориферы имеют
восемь моделей, а трёхка-
нальные семь (табл. 41).
Определение поверхно-
сти нагрева калориферов
производится по формуле
1,15
где FK— поверхность на-
грева калорифера в м2; QK —
количество тепла, необходи-
мого для нагрева воздуха,
в ккалЫас, Кк— коэфи-
циент теплопередачи кало-
рифера в ккал\м*- час град
(табл. 42; 43); tK — средняя расчётная темпера-
тура теплоносителя в калорифере; tке — сред-
Фиг. 7. Пластины
стальных пластин-
чатых калорифе-
ров.
Теплоноситель
Фиг. 8. Схема расположения двухканальных
лепестков в калорифере.
няя расчётная температура воздуха в калори-
фере; 1,15 — коэфициент запаса.
Количество тепла, необходимого для нагре-
вания воздуха, определяется по формуле
QK = 0,237 L (tKB« - tj) ккал/час,
где L — количество воздуха, проходящего через
калорифер, в к?\час\ Zv/'— температура воз-
Теплоноеитель
Фиг. 9. Схема расположения трёхканальных
лепестков в калорифере.
духа, выходящего из калорифера, в °С; t кд' —
температура воздуха, входящего в калорифер,
в °С.
Средняя расчётная температура теплоноси-
теля в калорифере принимается
а) при теплоносителе воде по формуле
. _ V 4- У
к- 2
где tK — температура воды, поступающей в ка-
лорифер; tK" — температура воды, выходящей
(обратной) из калорифера;
б) при теплоносителе паре низкого давле-
ния до 0,2 ати — 100° С;
в) при теплоносителе паре давлением выше
0,2 ати — равной температуре насыщенного
пара, поступающего в калорифер.
Средняя расчётная температура воздуха
в калорифере принимается по формуле
Таблица 42
Формулы для определения коэфициентов теплопередачи (К ккал/м? час град), сопротивлений проходу
воздуха (И мм вод. ст.) и воды (Л мм вод. ст.) для калориферов различных моделей
Тип калори-
фера
Стальные
пластинчатые
Лепестковые
Модель
М
С
Б
2К
ЗК
К кка-л/м* час град
Пар
} 9,о(гч)°'545
ii,oi{»yH>°7
13.76ИH'635
Вода
_ о, 17, .0,46
и,7ощ> (Vf)
, 0,17. .0,46
O,O452 v°o6l
0,026 0,613
14,270» (irj)
H MM ВОД. СТ.
o,o84(»y)I<74
CioatirfI'7
o,i36(fY)I?74
1,76
°,i53(»T)
O,227(»Y)
h мм вод. ст.
^ 1.83
1,96
1.550W
7567a/1'33
2773W
В этой таблице (z»y) — весовая скорость воздуха в живом сечении калорифера в кг/м?сек; w — скорость воды
в трубках калорифера в м/сек.
510
ОТОПЛЕНИЕ, ВЕНТИЛЯЦИЯ И ОСВЕЩЕНИЕ ЗАВОДА
[РАЗД. V
Если поверхность нагрева
одного калорифера недостаточ-
на, то надлежит устанавливать
несколько калориферов.
В табл. 40—41 даны основ-
ные размеры калориферов за-
водского изготовления, необхо-
димые для расчёта и конструи-
рования калориферных устано-
вок, а в табл. 42 приведены
формулы для определения коэ-
фициентов теплопередачи кало-
риферов, величины сопротивле-
ния проходу воздуха и воды
в калориферах.
В табл. 43 и 44 приведены
величины коэфициентов тепло-
передачи и сопротивления про-
ходу воздуха в стальных пла-
стинчатых калориферах в за-
висимости от скоростей движе-
ния воздуха и воды в калори-
фере по данным ГОСТ [16].
Схемы питания теплоносителем калори-
ферных установок. На фиг. 10, 11 и 12 пока-
заны различные схемы питания теплоносите-
лем калориферных установок в зависимости
Таблица 43
Коэфициенты теплопередачи Кк для стальных пластинчатых
калориферов
Модель
калорифера
МиС
Б
Род тепло-
носителя
Вода
Вода
Вода
Вода
Пар
Вода
Вода
Вода
Вода
Пар
w
о,о5
о, до
О,2О
о.зо
О.О5
о,ю
О,2О
о.зо
Значения К при v\, равной
2
о,4
[1,4
[2,1
[2,6
13.2
9.3
ю.з
ю,8
11,3
и,6
4
13.9
15,3
16,8
17,7
19.0
12,5
13,8
14.9
>5-7
i6,7
6
i6,5
i8,3
2О.З
21,6
23,5
14-9
i6,5
18,3
19.З
20,8
8
18,6
20,8
23,4
25,0
27,9
17,0
18,9
21.1
22,4
24,6
10
20,5
23,0
26,0
27,8
31.5
18,6
20,8
23.5
25,1
28,0
12
22,1
24,9
28,2
3°,5
35.O
90,2
82,7
25.6
27,4
3I,O
14
23.6
26,8
ЗО.5
32,7
38,5
21,7
24,5
27.7
29,2
34.2
16
24.9
28,4
32,5
35.O
41.7
23,0
26,1
29.5
31.8
37>°
18
26,2
ЗО.О
34.2
37,°
44.6
24.1
27,4
3*,а
33.5
39.6
20
27.4
31,4
36,3
39,3
48.2
25,1
29,1
33.2
35,8
42,9
от вида и параметров теплоносителя (пар, во
да). На фиг. 12 показана противоточно-ско
ростная схема питания при теплоносителе
воде, предложенная инж. Г. Н. Уфимцевьж.
Фиг. 10. Схема питания ка-
лориферов при теплоно-
сителе паре давлением
<0,2 ати: 1 — паропрово-
ды; 2— конденсатопрово-
ды; 3—сифоны; 4 — вен-
тили.
Таблица 44
Сопротивление
Н лип вод. ст.
стальных
пластинчатых калориферов проходу воздуха
?>¦§¦
II
м
Б
Значения Н при v\, равной
2
о,3°
о,35
°,45
4
о,9
i,i
1,5
6
1,9
2,3
З.о
8
3,7
10
4.6
5,ь
7.4
12
6,4
7.7
Ю,2
14
8,5
ГО.2
13,Ь
16
i°5
12,5
i6,6
18
13.°
15,5
2О,7
20
15.2
18,4
24,5
Фиг. 11. Схема пита-
ния калориферов при
теплоносителе паре да-
влением>0,2 ати: 1- паропроводы; 2 — конден-
сатопроводы; 3— обводные линии; 4— вентили;
5—продувка; б—конденсационные горшки.
При использовании этой схемы рекомендуется
применять калориферы с меньшим количеством
рядов трубок по направлению движения воз-
духа (например, модели МиС поГОСТ 1814-42).
при этом необходимо учитывать сопротивление
калориферной установки проходу воды, так
как при данной" схеме оно может достигать
5 _ Ю м вод. ст. Скорости движения воды
в трубках калориферов рекомендуется прини-
гл. xvi]
ПРОЕКТИРОВАНИЕ ОТОПЛЕНИЯ И ВЕНТИЛЯЦИИ
611
мать or 0,3 м/сек до предельно допустимых
(табл. 4).
Описанная схема питания даёт значитель-
ную (в 1,5 — 1,8 раза) экономию поверхности
нагрева калориферов по сравнению с обще-
принятой.
ВЕНТИЛЯТОРЫ И ЭЛЕКТРОМОТОРЫ
В отопительно-вентиляционных установках
применяются центробежные вентиляторы низ-
кого давления (ОСТ 9033-40) среднего давле-
ния (ГОСТ 650-
41) типа ЦАГИ,
пылевые (ГОСТ
649-41), осевые
вентиляторыче-
тырёхлопастные
(серия №4) и ре-
версивные вось-
милопастные.
Вентиляторы
изготовляются
различных раз-
меров. Для каж-
дого размера
вентилятора ус-
тановлен свой
номер.
Все цен-
тробежные
в е н т и л я т От
р ы выпускают-
ся восьми мо-
делей, из коих
четыре — пра-
вого вращения
(рабочее колесо
вращается по
часовой стрел-
ке, если смот-
реть на венти-
лятор со сторо-
ны шкива) и че-
Фиг. 12. Схема питания калори-
феров (теплоноситель вода): / —
горячие водоводы; 2—обратные
родоводы; 3 — воздушные линии;
4 — спускные линии; 5—вентили.
тыре — левого
вращения (табл.
45).
Таблица 45
Модели центробежных вентиляторов
Положение кожуха
(направление выхода
воздуха)
Горизонтально понизу
То же поверху . . .
Вертикально вверх .
То же вниз ....
Правое вра-
щение колеса
А
Б
В
Г
Левое вра-
щение колеса
Д
Е
Ж
3
Вентиляторы от № 2 до № 5 имеют пово
ротный кожух, который может быть устано-
влен в соответствии с расположением кожуха
в четырёх из указанных выше типах венти-
ляторов правого или левого вращения.
Центробежные вентиляторы низкого и сред-
него давления и типа ЦАГИ изготовляются
заводами, как правило, для ремённой пе
редачи.
Подбор центробежных вентиляторов про
изводится по заданным V— производительно-
сти вентилятора в м3/час и Н—полному на
пору в мм вод. ст.
Центробежные вентиляторы низ
кого давления предназначены для переме-
щения относительно чистого воздуха и рас-
считаны на создание полного напора до 100 мм
вод. ст.
Вентиляторы выпускаются № 2, 3, 4, о, б1/»
8, 9V2. П, 12V2. 14. 15V2 (табл. 46 и 47 в
фиг. 13 и 14). Номер вентиляторов соот-
Фиг. 13. Центробежный вентилятор с поворот-
ным кожухом № 2 — 5.
ветствует диаметру рабочего колеса в деци-
метрах. Число лопаток рабочего колеса у вен-
тилятора № 2—32, у вентилятора № 3—48,
а у остальных — 64. Изготовление вентилято
ров с диаметром колеса больше 1550 мм или
других моделей возможно только по особому
заказу.
Подбор вентиляторов можно производить
по номограмме фиг. 15.
Пример. Требуется подобрать вентилятор для сле-
дующих условий работы: V = 20000 м31 нас, Н = 50 мм
вод. ст., уд. вес воздуха у = М л-г/.«*.
Из номограммы видно, что наибольшее значение
к. п. д. имеет вентилятор МЬ 8. Для этого вентилятора
к. п. д к) = 0,56, А = 3875, откуда
П ~ № = "Т" ~
Вентиляторы центробежные низкого давления
Размеры вентиляторов № 2—5 в мм
Таблица 46
№ вентиля-
тора
2
3
4
5
Диаметр
рабочего
колеса
2ОО
Зоо
4оо
5°°
А
або
37°
47°
58°
Б
i6o
240
320
400
В
2бо
39°
52O
65о
Г
2О8
2С|8
380
47°
Д
182
252
3го
Зво
Е
234
344
45"
5*
Ж
140
195
235
290
3
215
296
445
И
I3O
17О
2ОО
24O
К
Зоо
47°
62O
,6о
Л
200
2бо
3ОО
37°
М
245
ЗЗо
43°
55°
Шкив
Диаметр
IOO
15°
2ОО
25°
Ширина
5°
75
IOO
125
Диаметр от-
верстия под
фундаментный
болт
14
i8
20
20
Ориенти-
ровочный
вес в кг
4О
8о
'5°
25O
512
ОТОПЛЕНИЕ, ВЕНТИЛЯЦИЯ И ОСВЕЩЕНИЕ ЗАВОДА
[РАЗД. V
Вентиляторы центробежные низкого давления
Размеры вентиляторов № 6'/2—151/2 в мм
Таблица 47
№ венти-
лятора
67,
8
97.
II
»•/,
14
157а
Диаметр
рабочего
колеса
650
8оо
95°
IIOO
1250
1400
155°
А
74°
9»
io8o
1250
143°
i6oo
1766
Б
52O
640
760
88о
IOOO
II2O
1240
В
845
1040
1235
143°
1625
I82O
2015
Г
585
72O
«55
99°
1125
12бо
1395
Д
455
5бо
б°5
770
«75
980
1085
Е
7*5
83о
Ю45
I2IO
1375
154°
i7°5
Ж
Зб5
445
515
59°
66о
73°
8оо
3
55°
7оо
760
885
95°
IIOO
ибо
Я
28о
37°
37°
435
435
525
5^5
К
55°
670
670
8оо
8оо
99°
99°
Л
42O
580
58о
690
690
825
¦
М
фо
5ю
5ю
боо
боо
7ю
7Ю
Н
291
351
416
476
537
605
ьъ5
о
2За
2Q2
347
4°7
4&7
5iQ
579
Модели А и Д
Я
355
45°
555
boo
Р
545
670
795
925
735 105°
840
945
1170
1300
С
985
и8о
13«5
1боо
i8oo
2000
2200
Продолжение табл. 47
Моде ли Б
Я
355
45°
555
66о
735
840
945
Р
545
670
795
925
1О5°
1170
13°°
и Е
С.
640
775
92O
io6o
"95
1345
1480
Модели В
Я
85°
IOOO
1170
133°
149°
1650
р
44°
55°
65°
75°
85°
95°
1050
и Ж
С
77°
935
IIIO
I28O
1445
1625
179°
Модели Г
Я
i6s
255
3°°
37°
45°
53°
боо
Р
44°
55°
ббо
75°
85°
95°
i°5°
и 3
С
55°
670
7»5
9оо
юг5
1130
1235
Шкив
Диаметр
325
4оо
475
55°
б25
7оо
8оо
Ширина
1бо
200
200
250
300
300
300
Диаметр отверстии
под фундаментный
болт
в станине
2О
2б
вг5
32
32
38
38
в кожухе
i8
18
20
20
20
26
26.
Ориентировоч-
ный вес в кг
боо
9эо
I2OO
тбоо
2300
2800
.Тип ГиЗ
Фиг- 14. Модели центробежных вентиляторов №07з— 15Va-
Центробежные вентиляторы держащего мелкую пыль, и рассчитаны на
среднего давления (табл. 48, 49 и создание полного напора до 200 мм вод. ст.
фиг. 13, 14) предназначены для перемещения Эти вентиляторы рекомендуется также уста-
относительно чистого воздуха и воздуха, со- навливать при отсасывании воздуха с со-
гл. xvi]
ПРОЕКТИРОВАНИЕ ОТОПЛЕНИЯ И ВЕНТИЛЯЦИИ
513
Таблица 48
Вентиляторы центробежные среднего давления
Размеры вентиляторов № 2—5 в мм
венти-
лятора
2
3
4
5
Диа-
метр
рабо-
чего
колеса
22O
ЗЗо
44°
55°
А
i8o
270
360
45°
Б
1бо
240
32O
400
В
2бо
39°
52O
650
Г
2О8
298
38о
47°
Д
182
252
310
380
Е
234
344
45°
5бо
Ж
140
195
235
29O
3
22O
ЗЮ
38о
4^5
И
135
185"
215
2бо
К
3°5
480
бзо
780
Л
2ОО
2бо
ЗОО
37°
м
245
ЗЗо
43O
55°
Шкив
Диа-
метр
IOO
1бо
2ОО
25Р
Шири-
на
5°
7о
IOO
125
Диаметр
отверстия
под фунда-
ментный
болт
14
i8
20
20
Ориен-
тиро-
вочный
вес в кг
4О
8о
15°
250
Вентиляторы центробежные среднего давления
Размеры вентиляторов № 673—15'/з в мм
Таблица 49
№
венти-
лятора
67,
8
97»
14 ,
15V1
Диаметр
рабочего
колеса
715
83о
W45
I2IO
1375 .
154°
17°5
А
585
72O
855
99°
1125
I2OO
1395
Б
52O
640
760
88о
IOOO
II2O
1240
в
845
1040
1235
I43O
1625
I82O
2015
Г
585
72O
855
99°
1125
12бо
1395
Д
455
5°о
665
77°
875
98о
io85
Е
7Т5
88о
Ю45
I2IO
1375
154°
*7°5
Ж
Зб5
445
515
59°
ббо
73O
8оо
3
5бо
7Ю
775
895
рбо
1Ю5
5
И
295
385
39°
45°
455
54°
55°
К
5бо
685
7°з
8i7
830
юзо
1040
Л
'42O
58о
58о
690
690
825
825
М
фо
5Ю
; 5ю
боо
боо
710
7Ю
Н
291
^
416
476
537
6о5
665
0
232
292
347
4°7
467
519
579
Модели А и Д
/7
355
45°
555
ббо
735
840
945
Р
545
670
795
925
I95O
1170
I3OO
С
985
и8о
1385
IOOO
IOOO
2900
2200
Продолжение табл. 49
Модели В и
П ' ¦_
¦ 355
' 45°
555
ббо
735
840
945
Р
545
670
795
925
i°5°
1170
1300
Е
С
640
775
Q2O
1обо
"95
1345
1480
Модели В и
¦.
П
боо
850
IOOO
1170
1330
1490
1650
Р
44O
55°
650
75о
8бо
95°
i°5°
Ж
С
77°
935
шо
I28O
1445
1625
179°
Модели Г и 3
П
1б5
255
Зоо
37о
45°
53O
боо
Р
44°
55°
666
' 75° .
850
95°
1О5Р
С
55°
6~о
785
¦ goo
Ю15
изо
1235
Шкив
Диа-
метр
32O
4оо
45о
5бо
630
7Ю
8оо
Шири-
, на •
i5o
2ОО
200
25O
ЗОО
Зоо
3°°
Диаметр отвер-
стия под фун-
даментный болт
в ста-
нине
2О
2б
2б
32
32
38
38
в ко-
жухе
i8
18
20
20
20
26
26
тиро-
вочныи
вес в кг
4оо
боо
9оо
I2OO
i6oo
23OO
28ОО
держанием паров и газов, действующих раз-
рушающе на вентилятор (например, от тра-
вильных ванн) и требующих антикоррозийных
покрытий частей вентилятора.
Применение данных вентиляторов для пе-
ремещения воздуха, содержащего отходы
деревообрабатывающих станков, допускается,
начиная с № б1^ и выше.
Эти вентиляторы могут применяться как
дымососы, но при температуре газов не бо-
лее 160° С; при более высоких температу-
рах требуется, установка подшипников с водя-
ным охлаждением.
Выпускаемые вентиляторы имеют номера,
аналогичные центробежным вентиляторам низ-
кого давления. Диаметр рабочего колеса в мм
соответствует номеру вентилятора, умножен-
ному на 110. Число лопаток рабочего колеса 24.
! Подбор вентиляторов можно производить
!по номограмме фиг. 16.
33 Том 14 113
Пример., Требуется подобрать вентилятор для сле-
дующих условий работы: V = 100 000 м3/час, И = 90 мм
вод. ст., у ^= 1,2 кг/м3.
Из номограммы следует, что наибольшее значение
к. п. д. имеет вентилятор № 157а- Для этого вентилятора
rt = 0,525, А — 5350, откуда
5350
15'Д,1
¦ 345 об/мин.
Центробежные вентиляторы пы-
левые типа ЦАГИ (табл. 50, 51 и
фиг. 13, 14) предназначены для перемещения
воздуха, содержащего механические примеси
(стружки, опилки, волокно и т. п.), и рассчитаны
на полный напор до 180 мм вод. ст. Вен-
тиляторы применимы также для всех условий
работы центробежных вентиляторов низкого и
среднего давления. Вентиляторы выпускаются
№ 2, 3.4, 5, б'/г. 8, 9V2- Номер вентилятора, умно-
женный на 134, соответствует размеру раоо4
чего колеса в мм.
514
ОТОПЛЕНИЕ, ВЕНТИЛЯЦИЯ И ОСВЕЩЕНИЕ ЗАВОДА
[РАЗД. V
2 U 6 & 10 12
18 20 22 2Ь 26 .28 м/сеи
Вентилятор fl°2
2 U 6 8 10 12 1Ь 16 18 20 22 2U 26 28
Скорость воздуха в выхлопном отверстии
Фиг. 15. Ноиограима для подбора центробежных вентиляторов низкого давления.
ГЛ. XVI]
ПРОЕКТИРОВАНИЕ ОТОПЛЕНИЯ И ВЕНТИЛЯЦИИ
515
2 U 6 8 to 12 lU 16 18 20 22 24 26 28 30 32
Вентилятор N°2
W 000
70000
Фиг.
6 8 J0 12 tb W Ю 20 22 2U 26 28. 30 32
Скорость воздуха в выхлопном отверстии
16. Номограмма для подбора центробежных вентиляторов среднего давления
«so
I
1
I
I
I
5
516
ОТОПЛЕНИЕ, ВЕНТИЛЯЦИЯ И ОСВЕЩЕНИЕ ЗАВОДА
[разд. v
Число лопаток рабочего колеса 6. Рабочие
колёса всех номеров изготовляются с передо
ними дисками. Для перемещения волокни-
стых отходов рабочие колёса вентиляторов
№2 — 6V2 должны изготовляться по особому
заказу, без переднего диска.
Подбор этих вентиляторов можно произво-
дить по номограмме фиг. 17.
Осевые зентиляторы четырёх-
лопастные (серия № 4) типа ЦАГИ
(табл. 52), предназначенные для пере-
мещения чистого воздуха, рассчитаны на со-
здание напора до 25 мм вод. ст. Шум,
создаваемый вентиляторами, ограничивает их
применение при больших числах оборотов.
Вентиляторы выполняются № 3, 4, 5, 6 7, 8'/г.
10, 12 на одной оси с мотором за исключе-
нием вентиляторов выше № 81/2- Номер венти-
лятора соответствует размеру диаметра крыла
в дециметрах.
Подбор вентиляторов можно производить
ло табл. 52.
Осевые вентиляторы реверсив-
ные во с ь м и л о п а стн ы е типа ЦАГИ
(табл. 53) предназначены для тех же условий
работы, что и осевые четырёхлопастные.
Вентилятор называется реверсивным, так
как при изменении направления вращения и
Вентиляторы центробежные пылевые типа ЦАГИ
Размеру вентиляторов № 2—5 в мм
изменении направления подачи последняя в ко-
личественном отношении не изменяется. Ревер-
сивный вентилятор из условий относитель-
ной бесшумности допускает большие окруж-
ные скорости, чем осевой четырёхлопастный.
Вентиляторы выполняются № 5, 6, 7, 8V2» Ю, 12.
Номер зентилятора соответствует размеру диа-
метра крыла в дециметрах. В реверсивном
вентиляторе за счёт изменения угла поворота
лопастей достигаются более Широкие пределы
регулировки производительности, чем при дрос-
селировании, при неизменном числе оборотов.
Подбор вентиляторов можно производить по
табл. 53.
Предельно допустимые окружные скорости
колёс вентиляторов различных типов, исходя
из условий относительной бесшумности их
работы для различных по своему назначению
помещений, приведены в табл. 54.
Мощность мотора для вентилятора
определяется по формуле
квт'
где V — производительность вентилятора в
м$/час; Н—полный напор вентилятора в мм
вод. ст.; ч\ — коэфициент полезного дей-
ствия вентилятора; ч]„ — коэфициент полезного
Таблица 50
венти-
лятора
2
'3
•
5
Диа-
метр
рабо-
чего
колеса
2б5
4оо
53°
670
А
i8o
272
Збо
454
Б
i6o
240
320
4°5
В
257
388
5н
650
г
199
3°°
397
5°3
Д
i6g
256
339
429
Е
228
344
456
57°
Ж
14°
195
235
292
3
22O
зю
38о
4°5
И
135
185
25'
2DO
К
ЗО5
4&о
630
78о
Л
2ОО
збо
Зоо
37°
М
245
33°
43°
55°
Шкив
Диа-
метр
IOO
1бо
2ОО
250
Шири-
на
5°
7°
IOO
125
Диаметр
отверстия
под фунда-
ментный
болт
14
18
2О
2О
Ориен-
тиро-
вочный
вес в кг
4°
9°
i6o
270
Вентиляторы центробежные пылевые типа ЦАГИ
Размеры вентиляторов № б'/а— 9'Да в мм
Таблица 51
¦ №
' венти-
лятора
«/а
8
9*/.
Диаметр
рабочего
колеса
870
1070
I2OO
А
593
728
856
Б
525
760
В
843
юз8
1223
Г
653
8о3
945
i
д
558
б85
8об
Е
74»
920
io84
Ж
37°
45°
515
56°
7Ю
775
И
295
385
39°
К
56о
685
7°2
1
Л
42°
58о
58о
М
4°о
51°
51°
i
Н
294
354
4i6
О
234
294
347
Модели А и Д
и
355
45°
555
Р
545
670
795
С
983
и8о
137°
Продолжение табл. 51
Модели Б и Е
i
;• 1
* 355
1! 45°
\ 555
Р
545 *
670
795
С
7°8
8бо
IOIO
Модели В; и Ж
Я
690
85°
IOCTO
р
44°
55°
650
С
863
1О2'5
И5°
¦; Модели Г и 3
П
1б5
а.55
Зоо
^ Р
44°
55°
65о
¦ ¦¦¦
С
. 655
79^
9=5
Шкив
Диа-
метр
320
4°°,
45°
Шири-
на
!5°
2©О
2ОО
Диаметр отвер-
стия под фун-
даментный болт
в ста-
нине
2О
26
26
в ко-
жухе'
i8
т8
2О
Ориен-
тиро-
вочный
вес
в кг
42O
6з°
95°
ГЛ. XVI]
ПРОЕКТИРОВАНИЕ ОТОПЛЕНИЯ И ВЕНТИЛЯЦИИ
517
2 i*
в W 12 U* 16 18 20 22 2U 26 28
tO 000
гоооо
зоооо
1
i
иоооо
50000
6ОООО
s
\
9
•"—^
•-"—J
\
4.
— —~
.
4
N
¦¦¦¦>
~ —,
1 —.
4
i V
"
к
¦ 1
~ —
-- .'d
4
-—«-.
¦- .
X.
\
.
\
Be
—
—
нтил
« ¦
.
¦—-.
\.
ятор
№2
»— ¦ 11 in
1
^!
]\
—
s
6 8 Ю 12 /4 W Ш 20 22 2U 26 28 мЛеН
Скорость воздуха в выхлопном отверстии
Фиг. 17. Номограмма для подбора центробежных пылевых вентиляторов типа ЦА.ГИ
среднего давления.
518
ОТОПЛЕНИИ, ВЕНТИЛЯЦИЯ И ОСВЕЩЕНИЕ ЗАВОДА
[РАЗД. V
Таблица 52
Производительность (V лР/час), развиваемый напор (Я мм вод. ст.) и к. п. д. (т)) осевых вентиляторов
четырёхлопастных (серия № 4) типа ЦАГИ в зависимости от п об/мин и диаметра крыла d мм
№ 3
rf-ЗОО мм
V
Н
п=1450 об/мин
4оо
5оо
боо
7ОО
8оо
9оо .
IOOO "'
IIOO
laoo*
7
6
6
5
5
4
4
3
2
°i4°
0,48
o,5i
о,54
о,57
о,6о
о,58
о,50
о.37
л=960 об/мин
3°о
4оо
5оо
боо
7оо*
3
3
а
2
I
О,42
о,5о
о,55
о,6о
о,5°
№ 4
rf=400
я
MM
л = 1450 об/мин
IOOO
1200
1400
i6oo
1800
2000
22OO
2400
2600
2800*
12
II
IO
9
8
8
7
7
6
4
O,42
0,47
0,51
0.53
0.56
0.58
0,60
0,56
0,52
0.45
11 = 960 об/мин
7оо
IOOO
1200
1400
IOOO
1800*
5
4
4
3
3
2
0,43
0,52
0.54
0.59
o,57
0,50
№ 5
rf=500 мм
V
я
n=960 об/мин
i5oo-
2O00
25°°
Зооо
35°°*
w=720
IOOO
1500
2000
2500*
7
6
6
5
4
°,45
0,52
o,57
o,59
0,50
об/мин
4
3
3
2
0,42
0,52
0.58
0,50
6
d.= 600 мм
V
я=960
2000
2500
3000
350°
4000
5000
6000*
л = 720
200O
25O0
Зооо
35oo
4OOO
45°°*
Я
i
¦»)
об/мин
12
II
1°
9
8
о
0,40
°,45
°,5°
°,53
°.5°
°,58
о,49
об/мин
6
6
5
4
4
3
о.47
°. 52
°,5°
о,6э
°.58
о,5о
№ 7
d=700 мм
V
Я
л=960 об/мин
35°°
4ООО
5ООО
бооо
7ооо
8ооо
ояоо
IOOOO*
15
14
13
13
12
IO
8
б
О,42
о,44
o,5i
о,54
о,57
о,58
°.52
°.45
я = 720 об/мин
2500
Зооо
4ООО
5ооо
бооо
7000
8 о,4о
8 о,44
7
7
б
4
о,52
°.57
о,58
°.5>
d=800 мм
V
Я
л=720 об/мин
5ооо
бооо
7ооо
8ооо
охюо
IOOOO
IIOOO
I2OOO
13000*
13
12
II
IO
IO
9
8
7
5
о,43
0,48
о,52
°,54
°>57
5,59
о,57
°.53
о,48
Примечания:
1. Производитель-
ность вентилятора,
отмеченная звёз-
дочкой, соответ-
ствует работе вен-
тилятора при сво-
бодном входе и вы-
ходе воздуха (уста-
новка в окне).
2. Окружная ско-
рость, исходя из
условий сохранения
относительной бес-
шумности, принята
не выше 35 м/сек.
действия ремённой передачи, принимаемый
равным 0,9 ; при установке вентилятора на одной
оси с мотором к. п. д. передачи не учиты-
вается ; В— коэфициент запаса мощности мо-
тора {табл. 55).
При отсосе вентилятором воздуха со зна-
чительным количеством механических приме-
сей iотсос от деревообделочных станков) или
с высокими температурами (отходящие дымо-
вые газы > необходимо вводить соответствую-
щие поправки [32J.
Таблица 53
Производительность (V м*/час), развкрае&'ый напор (Я мм вод. ст.) и к. п. д. (г,) осевых вентиляторов
реверсивных восыиилопастных типа ЦАГИ в завися* огти от п об/мин, угла поворота лопастей и диаметров
крыла d мм
V
2ООО
25О0
Зооо
35°°
4ооо
45°°
5°°Р
1500
зооо
25°°
Зооо
35°°
К
Я
IO
12
IO
б
п-
о,47
о.55
0,56
Q.52
•л=960
6
4
2
О,52
о,5°
о,4°
№ 5
d~ ?00 и<л<
20°
Я
и
25е
Я
= 1450 об/мин
2О
Т7
14
и
ю
8
о,33
о,4°
°.45
0,48
°.47
0,46
об/мин
7
б
4
2
O.38
°.45
о,5о
°.45
2б
i8
10
>5
Ч
12
IO
O.27
°-33
о.37
о.43
о.45
0,46
о,44
8
7
5
4
2
°3"
о. 37
«¦45
о,40
о,4о
у
2ООО
Зооо
4ОСЮ
5ооо
бооо
1500
2ООО
Зооо
40оо
45°о
15°
Я
г,
и
8
3
о, 44
о, 55
о,5°
№ 6
rf = 6U0
20'
Я
мм
Н
п = 960 об/мин
13
[О
8
5
СЗо
о,42
°.49
O-47
« = 720 об/мт
7
4
2
о 45
°.53
°.45
8
6
4
2
о.зо
0.38
°-5°
о.45
15
11
9
а
5
9
7
5
4
3
25°
7)
о. 25
о, 34
о.41
0,46
о,4°
O.24
п.зо
о,4°
О..F
0,40
V
Зооо
4<зоо
5осю
6t>oo
7000
8000
0000
IOOOO
2"
ЗООО
4«х>
5ооо
бооо
7СЮО
15°
Я
'5
12
9
7
8
7
4
3
'1
о.42
0,52
о.55
Q.54
п-
М5
'¦52
),5б
о.5о
Я
л =
17
15
12
IO
0
0
= 720
ю
9
7
б
4
№ 7
2=700 .мл*
20J
Я
960 об/мин
о,зо
о,з8
о, 44
о,48
о,49
о, 4°
об/мин
о,37
°.45
°-5°
°.47
ао
18
15
¦ 13
и
IO
8
5
и
ю
8
7
0
4
25°
1,
О,23
о,3°
°.35
о, 4°
о,45
0,46
о.4°
°.35
О,25
О,2О
°.37
о, 42
0,46
о,40
ГЛ. XVlJ
ПРОЕКТИРОВАНИЕ ОТОПЛЕНИЯ И ВЕНТИЛЯЦИИ
519
Продолжение табл. 63
V
5°оо
6 ооо
8ооо
II ООО
12 ООО
14 ооо
16 ООО
17 ооо
№ 8
15е
я
Ч
20°
Я
25°
Я
«=960 об/мин
33
2О
17
II
5
о,4°
о,45
о,54
°,55
о,45
29
25
2О
i8
15
13
11
О,2б ' 5
0,32 '
0,40
O.47
о,5°
0,48
°i4°
31
6 28
23
2О
18
17
13
10
О,23
О,25
о.ЗЗ
о,з8
о,43
°,4°
о,44
о. 4°
п = 720 об/мин
4 ооо
6 ооо
8ооо
9 ооо
хо ооо
12 ООО
13000
ьа
9
5
3
о,45
о,54
о,55
о.45
12
10
9
6
о,47
о,5°
0,46
13
II
9
7
4
о.ЗЗ
о,39
о,45
о,44
о,з8
V
6 ооо
8 ооо
IO ООО
12 ООО
14 ооо
15000
i8 000
20000
№ 10
d=1000 мм
15°
Я
Ч
20°
Я
ч
25°
Я
Ч
л=720 об/мин
i8
15
12
10
6
3
о,з8
0,48
о,55
0,56
О-51
о,40
23
19
i6
14
12
11
7
O.27
о.ЗЗ
oi4°
0,46
O.49
O.49
O.47
25
2О
i8
16
14
13
12
9
0,22
°>27
0,32
0,38
о,43
о,44
0,46
о,43
дительности вентилятора соответствуют
лятора при свободном входе и выходе
новка в окне).
2. Окружная
• работе
воздуха
венти-
(уста-
скорость, исходя из условий сохране-
ния относительной бесшумности, принята не
45 м/сек.
выше
Таблица 54
Предельшо доиустимые окружные скорости
колёс вентиляторов
Таблица 55
Коэфициенты запаса мощности мотора
Назначение здания
Тип вентилятора
Центробежный
о
U
с
X
г
I
i
<и
ч
ее
О »
<и х
п =
сх «
Осевой
А. Исходя из условий относительной бесшумности
1. Жилые, обществен-
ные и административно-
вспомогательные зда-
ния 15 — — 25 3°
2. Промздаиия с относи-
тельно бесшумным тех-
нологическим процес-
сом (механические,
модельные)
3. Промзданияс значи-
тельным пронзводствен-
ным шумом (кузницы,
котельные, литейные) . з° 5° 5° 35 45
Б. Исходя из условий прочности
4. Для всех зданий. . з° 5° 5° | 6° 8о
15
25
3°
-
35
5°
-
35
5°
25
3°
35
Мощность
в кет
До о,5
, 2,О
5.о
Свыше 5.°
Для центро-
бежных и ре-
версивных
вентиляторов
В
1,5
1,3
1,15
1,10
Для осевых
неревер-
сивных
вентиляторов
В
i,ie
Таблица 56
Выбор типа электромотора в зависимости
от характера помещения
Примечания: 1. Окружная скорость подсчиты-
вается по формуле
60
где d—диаметр колеса вентилятора в м\
п—число оборотов колеса.
2. Центробежные вентиляторы среднего давления
и ЦАГИ при окружных скоростях, больших 35 м/сек,
для группы зданий, указанных в п. у, должны быть
установлены в изолированных помещениях с принятием
дополнительных мер по борьбе с шумом.
3. В случае выполнения колеса центробежного вен-
тилятора ЦАГИ без переднего диска предельная
окружная скорость из условии прочности равна 4i MjceK.
Выбор типа мотора в зависимости от
характера помещения производить в соответ-
ствии с табл. 56, причём преимущественно
устанавливать асинхронные короткозамкнутые
двигатели.
Характер помещения
Тип электромотор
Сухое (относительная влаж-
ность до 65"/о)- безопасное в по-
жарном отношении и в отноше-
нии значительного запыления
мотора
То же, но при возможности
попадания в двигатель посторон-
них предметов
Сырое (<р>65"/о)
Особо сырое (<р>75°/0)
Помещение со значительной
пылью
Помещения с повышенными
температурами Св^> 35° С), без
наличия едких газов и паров
Помещения с разъедающими
парами и газами, но с <р—65°/t
и ниже
То же, но с
Взрывоопасные помещения
Открытый
Защищенный
нормальной изо-
ляцией
Защищенный
противосыростной
изоляцией
Закрытый
Закрытый
закрытый с
тиляцией
Открытый или
закрытый с вен-
тиляцией
Защищенный со
специальной изо-
ляцией
Закрытый со
специальной изо-
ляцией
Газонзрывобез-
>масный
или
вен-
520
ОТОПЛЕНИЕ, ВЕНТИЛЯЦИЯ И ОСВЕЩЕНИЕ ЗАВОДА
[РАЗД.
Диаметр шкива мотора опреде-
ляется по формуле
пя
D =1,05_> — мм,
м * "м
где DM — диаметр шкива мотора в мм;
Ов—диаметр шкива вентилятора в мм;
пд—число оборотов вала вентилятора; пм —
число оборотов вала мотора (асинхронное). "
В качестве наименьшего диаметра шкива
мотора принимается 90°/0 от нормального
шкива, указанного в каталогах.
Наименьшее расстояние А между осями
вентилятора и мотора при обычной ремённой
передаче принимается по формуле
Л = A,5 + Яж +De)M,
где DM и Dg — в м.
КОНДИЦИОНИРОВАНИЕ ВОЗДУХА
В ЦЕХАХ MALUHHOCTPOHf ЕЛЬНЫХ
ЗАВОДОВ
Под понятием кондиционирование
воздуха в производственных помещениях и
лабораториях подразумевается создание внутри
этих помещений, независимо от наружных
метеорологических условий, состояния воздуха
С заданным температурным и влажностным
режимом, необходимого для выполнения техно-
логических процессов.
Установки кондиционирования в летнее
время осуществляют охлаждение и осушку по-
даваемого воздуха в помещение, а в зимнее
время—увлажнение и нагрев
В машиностроительных заводах кондицио-
нирование воздуха предусматривается для
лабораторных помещений, в которых тре-
буется особая точность измерений, или для
цехов, в которых производятся окончатель-
ная обработка, сборка и выпуск деталей по-
вышенной точности (цехи прецизионных под-
шипников и т. п.).
При проектировании кондиционирования
воздуха необходимо наряду с выявлением
всех источников тепло- и влаговыделений
произвести более тщательный подсчёт коли-
чества этих выделений, чем при проектиро-
вании отопительно-вентиляционных систем.
При составлении теплового баланса помеще-
ний, кроме учёта потерь и поступления тепла
через наружные ограждения помещения, не-
обходимо учитывать и влияние смежных по-
мещений.
Для уменьшения влияния солнечной радиа-
ции расположение помещений рекомендуется
ориентировать световыми проёмами на север,
при этом следует избегать излишнего устрой-
ства оконных и фонарных остеклений и, как
правило, следует стремиться к устройству
бесфонарных помещений.
Наружные ограждения следует принимать
более тёплыми, чем для обычных промышлен-
ных зданий, причём для стен принимать К<\,1',
для перекрытий К < 0,8; окна двойные К — 2,3.
Для защиты помещений от поступления
солнечной радиации через остеклённые по-
верхности следует предусматривать защитные
устройства—побелку стёкол, устройство штор,
маркиз, козырьков и т. п.
Расчётные наружные темпера-
туры следует определять для лет-
него времени по формуле
j. Anax -f" in
р 2
где tp — расчётная летняя температура для
систем кондиционирования; /max — максималь-
ная летняя__иипература для данной местности,
принимается по Климатологическому справоч-
нику Главной геофизической обсерватории;
fH — расчётная летняя вентиляционная тем-
пература (табл. 3).
Для зимнего времени следует принимать
отопительную расчётную температуру (см.
табл. 3).
Расчёты ыеотносительные влаж-
ности принимать: а) для лета — исходя
из среднесуточного содержания влаги в са-
мый жаркий месяц, с отнесением её к расчёт-
ной температуре; б) для зимы—^исходя из сред-
него максимума самого холодного месяца.
Данные для выбора относительной влаж-
ности следует принимать по Климатологи-
ческому справочнику Главной геофизической
обсерватории.
Расчётные внутренние темпера-
туры помещений для условий машинострои-
тельной промышленности обычно принимаются
в пределах + 20 [- 22J С, а расчётные
относительные влажности—в пре-
делах 50 — 60%. Для большинства помещений
данные по влажности вообще не нормируются.
При выдаче заданий на разработку систем
кондиционирования необходимо подходить с
большой осторожностью к выбору внутрен-
них параметров воздуха, так как указанные
нижние пределы требуют воды для охлажде-
ния воздуха более низкой температуры. Это
может потребовать во многих случаях при-
готовления холода при помощи сложных хо-
лодильных машин и повести к отказу от не-
посредственного применения для охлаждения
воздуха артезианской воды (температурой 8
10° С и ниже), которая в большинстве районов
СССР может быть легко получена.
Применяемые в настоящее время в СССР
холодильные машины для установок конди-
ционирования воздуха в основном работают
с холодильным агентом—аммиаком, в США—
с фреоном [CF2C12]. По правилам техники без-
опасности, аммиачные холодильные машины
надлежит устанавливать в специальных изо-
лированных помещениях.
Количество воздуха, подаваемого в поме-
щение установкой кондиционирования, опре-
деляется из условий ассимиляции тепло- и
влаговыделений, а также из условий восполне-
ния количества удаляемого воздуха через
местные отсосы или общербменной вытяжкой.
Допустимый перепад температур между пода-
ваемым и удаляемым воздухом выбирается
в обычных системах в пределах 4 — 7° С
в зависимости от высоты помещения и способа
подачи воздуха.
При устройстве кондиционирования воз-
духа основная масса воздуха обычно вводится
в рециркуляцию за исключением производств,
в которых по санитарно-гигиеническим усло-
виям рециркуляция воздуха не допускается.
ГЛ. XVl]
ПРОЕКТИРОВАНИЕ ОТОПЛЕНИЯ И ВЕНТИЛЯЦИИ
521
Если работать только на свежем воздухе, то
мощность холодильной установки резко уве-
личивается (в обычных случаях в 2—21j2 раза).
Количество наружного воздуха, добавляе-
мого к рециркуляционному воздуху, должно
составлять не менее 10 — 15% от общего ко-
личества и приниматься не менее 35 мЦчас
на одного человека. Для установок кондицио-
нирования воздуха в помещениях промыш-
ленных предприятий, как правило, прини-
мается круглогодичное постоянство количества
подаваемого как свежего, так и рециркуляци-
онного воздуха.
Схема подачи воздуха рекомендуется „свер-
ху вниз", т. е. выпуск воздуха в верхней зоне
помещения, а удаление — из нижней зоны.
Это особенно важно для получения больших
перепадов температур между подаваемым и
удаляемым воздухом, что ведёт к сокраще-
нию общей мощности установки.
Основные процессы изменения состояния
воздуха как в камере кондиционирования,
так и в помещении характеризуются измене-
нием теплосодержания, температуры, влагосо-.
держания и относительной влажности воздуха.
Для упрощения расчётов и большей на-
глядности происходящих процессов изменения
состояния воздуха принимается графический
способ расчёта, при этом рекомендуется поль-
зоваться / — rf-диаграммой [2, 33].
Камеры кондиционирования воздуха (кон-
диционеры) могут быть разделены на два об-
щих вида: центральные камеры и местные
камеры (индивидуальные кондиционеры).
Центральные камеры служат главным об-
разом для обслуживания помещений, в кото-
рые по системе воздуховодов приходится по-
давать большие количества воздуха. Местные
камеры служат для отдельных небольших по-
мещений с выделенным режимом внутреннего
состояния воздуха.
Наиболее распространённые типы цен-
тральных камер для производственных поме-
щений машиностроительных заводов: а) с
дождевым пространством (фиг. 18), б) с коль-
цами Рашига.
Габариты центральной камеры с до-
ждевым пространством (вода разбрыз-
гивается при помощи форсунок) определяются
количеством проходящего через неё воздуха,
и в основном, диктуются размерами дожде-
вого пространства, так как все остальные
элементы её не отличаются от обычных вен-
тиляционных камер. Площадь сечения дожде-
вого пространства принимается, исходя из
скорости движения воздуха, в 2 — 2,5 м/сек.
Длина дождевого пространства обычно опре-
деляется количеством рядов устанавливаемых
форсунок. Рекомендуется устанавливать три
ряда форсунок (но не менее двух рядов):
два ряда форсунок должны располагаться
против движения потока воздуха, а один—по
потоку. Между каждым сядом форсунок при-
нимается расстояние в $0—450 мм.
В месте выхода воздуха из дождевого
пространства устанавливается орошаемый эли-
минатор (сепаратор), причём скорость прохода
воздуха через него принимается не выше
2,5 — 3,0 м\сек.
. Количество подаваемой воды в дождевое
пространство — в пределах 1,2 — 2,0 кг на 1 кг
воздуха.
Для камеры с одной ступенью охлаждения
максимальное уменьшение температуры (по
влажному термометру) воздуха принимается
не свыше 8° С. Максимальное повышение тем-
пературы воды в камере с одной ступенью охла-
ждения принимается не свыше 3,0° С, причём
дальнейшее повышение можно получить за счёт
организации двухступенчатого охлаждения.
Камера с кольцами Рашига пре-
дусматривает пропуск воздуха через слой ко-
лец Рашига толщиной 300 — 400 мм, орошае-
Фиг. 18. Схема кондиционера: 1 — дождевая камера,
2 —смесительная камера; 3 — байпас; 4 — поддон конди-
ционера; 5—жалюзийные смесительные заслонки; 6 — ка-
лорифер 1-го подогрева; 7 —калорифер 2-го подегрева;
8—вентилятор; 9—элиминатор; 10 — форсунки; И — на-
сос; 12 — охладитель.
мый водой. Количество воды, орошающей
1 м2 горизонтального слоя колец (высота
дождя), принимается 4 — б м^/м? час.
Для удаления из воздуха взвешенных ча-
стиц влаги после выхода его из ороситель-
ного пространства воздух пропускается че-
рез отбойный Слой колец Рашига толщиной
ЮО — 200 мм. Скорость воздуха принимается
в пределах 0,8—1,1 м/сек в горизонтальном
сечении воздухоохладителя.
Местные камеры обычно предусма-
тривают сухое охлаждение воздуха, для этого
в них устанавливаются ребристые трубы, че-
рез которые пропускается охлаждённая вода.
Подробные данные по расчёту систем кон-
диционирования и холодильных машин име-
ются в специальной литературе [45, 46, 43, 44].
Установка кондиционирования воздуха
снабжается приборами автоматиче-
ского регулирования. Последние делят-
ся на управляющие приборы (первичного
действия) и исполнительные (вторич-
ного действия).
Приборы первичного действия —
термостат (чувствителен к изменению тем-
ператур) и гумидостат (чувствителен к
изменению влажности).
Приборы вторичного действия
(исполнительные механизмы) — жалюзийные
смесительные заслонки(дампер), трёхходовой
клапан для смешения воды, регулировочные
клапаны.
При проектировании установок кондицио-
нирования воздуха расчёт должен быть про-
ведён по крайней мере для двух противопо-
ложных режимов: для зимнего режима с на-
гревом и увлажнением воздуха и для лет-
него режима с охлаждением и осушкой.
622
ОТОПЛЕНИЕ, ВЕНТИЛЯЦИЯ И ОСВЕЩЕНИЕ ЗАВОДА
[РАЗД. V
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. А ш е Б. М., Отопление и вентиляция, часть I, 27,
Госстройиздат, Л. 1939. 28.
2. А га е Б. М. и Максимов Г. А., Отопление и
вентиляция, часть II, Стройиздат Наркомстроя, 29.
Л. 1940.
3. Б э т у р и н В. В. и К у ч е р у к В. В., Аэрация 30.
промышленных зданий, ОНТИ, М. 1937.
4. Б р е н е р Р. П., Производство и организация ра-
бот по теплоснабжению, отоплению и вентиляции, 31.
Го стройиздат, М. 1944.
5. Белотелое Л. П., Влияние нагнетания или вса- 32.
сывания воздуха на естественный воздухообмен
в здании, „Отопление и вентиляция" № 11—12, М.
1939.
6. Указания по учёту тепла, вносимого солнечной радиа- 33.
цией через ограждающие поверхности зданий, КТИС,
серия 379-А, Стройиздат. М. 1945.
7. Виварели И. Л., Бортовые отсосы от промыш- 84.
ленных ванн, вып. ЦНИЛОВ Промстройлроекта
J6 17, М. 1939.
8. Временные технические условия на проектирование 35,
вентиляции жилых и общественных зданий ВСКХ,
ОНТИ, 1937.
9. Выпуск № 6 Сантехпроекта, М. 1936. 86,
10. Выпуск № 340/40 Промстройпроекта, М. 1938.
11. Выпуск № 34V41 Промстройпроекта, М. 1938.
12. ГОСТ 1815-42 „Трубы отопительные ребристые 87,
с круглыми рёбрами'..
13. ГОС f 1816 42 „Трубы отопительные ребристые, 88.
технические условия".
14. ГОСТ 789-41 „Радиаторы отопительные чугунные, 39.
технические условия".
15. ГОСТ 1813-42 „Радиаторы чугунные отопительные 40.
двухколонные".
16. ГОСТ 1814-42 „Калориферы пластинчатые стальные". 41.
17. ГОСТ 649-41 „Вентиляторы центробежные пылевые
типа ЦАГИ". 42.
18. ГОСТ 650-41 „Вентиляторы центробежные среднего
давления*. 43.
19. ГОСТ (проект, утвержденный ВКС взамен ГОСТ
В 1324-43) „Промышленные предприятия. Санитарные
нормы и правила проектирования*. 44.
20. „Отопление и вентиляция", М. 1930—1941.
21. Инструкция по управлению аэрацией промышленных
зданий, ОНТИ, 1937. 45.
22. Инструкция по проектированию и строительству
промышленных предприятий в условиях военного 46.
времени, Стройиздат Наркомстроя, 1941.
23. Инструкция по проектированию отопления и венти- 47.
ляции в литейных цехах, Промстройпроект, серия
32270. М. 1940. 48.
24. К и с с и н М. И., Отопление и вентиляция, Строй-
издат Наркомстроя. М. — Л. 1940.
25. Калинушкин М. П., Центробежные и осевые вен- 49,
тиляторы, Справочник-катглог, изд. ЦАГИ, М. 1937.
26. Р ы с и н С. А., Каталог-прейскурант на вентиля-
торы, калориферы, агрегаты, Моссантехпромсоюз,
М. 1939.
Сборник Сантехпроекта № 2, Госстройиздат, 1936.
Сборник „Воздушные души" —Маршак, Лондон,
Каплинский, Батурин, Госстройиздат, 1940.
Т о м с о н Э. Г.. Справочник по никелированию
и хромированию, ОНТИ, 1925.
Тричлер Л. Л. и Егоров Л. Д., Металли-
ческие калориферы для нагрева воздуха, Стройиздат
Наркомстроя, 1940.
Технические условия по эксплоатации отопления и
вентиляции жилых зданий, ОНТИ, М. 1934.
Технические условия на проектирование отопления,
вентиляции и пневмотранспорта отходов в деревооб-
делочных цехах, Промстройпроект, серия 408/89,
М. 1940.
Технические условия на проектирование вентиляции
в цехах с влаговыделениями. Промстройпроект,
серия 410/81, М. 1941.
Руководящие указания на проектирование отопле-
ния и вентиляции в промышленных цехах (проект
КТИС), Стройиздат, М. 1944.
Уфимцев Г. Н. и Белотелое Л. П., К рас-
чёту воздушных завес, „Отопление и вентиляция"
№ 3, М. 1940.
Указания по проектированию и устройству отопле-
ния и вентиляции в условиях военного времени,
У-27-42. Стройиздат Наркомстроя, 1942.
ОСТ 90003-39 „Нормы определения теплопотерь
через ограждения зданий и расчётных температур".
ОСТ 90036-39 „Нормы для расчёта систем водяного
и парового отопления".
ОС'1 90033-40 „Вентиляторы центробежные низкого
давления".
ОСТ 18823-39 „Трубы стальные водо-газопроводные
(газовые)".
ОСТ 18865-39 „Трубы стальные сварные разного
назначения".
ОСТ Главстройпрома 14/2257 „Отопление и вентиля-
ция механосборочных цехов". .
Цыдзик В. Е. и Иоэльсон Е. Б., Холодиль-
ные машины и аппараты, часть 1, ОНТИ, М.•— Л.
1932.
Цыдзик В. Е. и Иоэльсон Е. Б.. Холодиль-
ные машины и аппараты, часть II. ОНТИ М. — Л.
1934.
Дегтярев Н. В. и др., Кондиционирование воз-
духа, Госстройнздат, М. — Л. 1У39.
Волков Г. И., Кондиционирование воздуха, Пром-
стройпроект, М. 1939.
Таблицы для расчёта воздуховодов, Промстрой-
проект серия 305,325, М. Ь39
Таблицы для расчёта воздуховодов пневматиче-
ского транспорта, Промстройпроект, серия 430/93,
М. 1940.
Проекты отопления и вентиляции заводов автомобиль-
ных, станкостроительных и тяжёлого машинострое-
ния и др.
ПРОЕКТИРОВАНИЕ ОСВЕЩЕНИЯ
ОБЩИЕ СВЕДЕНИЯ
Основные световые величины и единицы
Световая энергия. Лучистая энергия на
участке спектра с длинами волн в пределах
0,4—0.75 (j. воспринимается глазом как свет.
Лучистую энергию в указанном интервале длин
волн, оцениваемую по световому ощущению,
которое она производит, называют свето-
вой энергией.
Световой поток. ОСТ 7637 определяет све-
товой поток как мощность лучистой энергии,
оцениваемую по световому ощущению, которое
она производит. Единицей светового потока
служит люмен (ОСТ 4891; сокращённое обо-
значение — лм).
Сила света. Пространственную (угловую)
плотность светового потока в заданном напра-
влении называют силой света в этом на-
прачлении (ОСТ 7637). Сила света в заданном
направлении определяется отношением свето-
вого потока UF к величине телесного угла du>,
в котором этот поток распространяется. Еди-
ницей силы света служит международная
свеча (сокращённое обозначение — се), равная
силе света точечного источника в напра-
влениях равномерного излучения потока
в 1 лм внутри телесного угла в 1 стерадиан
(ОСТ 4891).
Источники света, обладающие неравномер-
ным распределением светового потока в про-
странстве, характеризуются кривой распреде-
ления силы света. Кривые распределения силы
света принято строить в полярной системе
координат. При построении кривой значе-
ние силы света в заданном направлении
откладывается по направлению радиуса-век-
тора в заранее выбранном масштабе. Кривые
распределения силы света для источников,
имеющих ось симметрии (большинство источ-
ников, применяемых на практике), строятся
лишь в пределах от 0 до 180', так как продол-
жение кривой от 180 до 36Э° является
зеркальным изображением первой половины
кривой.
ГЛ. XVI]
ПРОЕКТИРОВАНИЕ ОСВЕЩЕНИЯ
523
Освещённость. Поверхностная плотность
светового потока, определяемая отношением
потока dF к площади dS, на которую он па-
дает (ОСТ 7637), называется освещённостью.
Единицей освещённости служит люкс (сокра-
щённое обозначение — лк), равный поверх-
ностной плотности светового потока в 1 лм,
равномерно распределённого на площади
в 1 м* (ОСТ 4891).
Коэфициент отражения. Световой поток,
падая на освещаемую поверхность, частично
ею отражается в окружающее пространство.
Отношение светового потока F, отражённого
освещаемой поверхностью, к световому пото-
ку F{, падающему на неё, называется коэфи-
циентом отражения.
Приближённые значения коэфициентов
отражения для различных материалов приве-
дены в табл. 57.
Таблица 57
Значения коэфициентов отражения (приближённые)
Наименование
материала
Алюминий
полированный
Сталь поли-
рованная . .
Необработан-
ные чёрные
металлы . .
Белая жесть
Коэфи-
циент
отражения
0,65—0,70
о.5°—<>,55
О,Ю—0,20
О,6о—О,7О
Наименование
материала
Мел, гипс,
известь . . .
Известь со
светлой крас-
кой
Оштукату-
ренная некра-
шеная стена .
Кирпичная
стена ....
Коэфи-
циент
отражения
о,75—о#8°
о.бо—0,70
о,а5-о,зо
0,15 —0,20
Требования, предъявляемые
к осветительным установкам
Гигиенические требования. Правильно
(рационально) устроенное освещение должно
обеспечивать достаточную освещённость ра-
бочих поверхностей (поверхности, с которы-
ми связана зрительная работа); достаточно
равномерную освещённость рабочих поверхно-
стей; отсутствие резкой разницы в яркостях
рабочей поверхности и окружающего фона;
отсутствие резких теней на рабочих поверх-
ностях, на частях станков и машин, а также на
полу в проходах; постоянство освещённости ра-
бочей поверхности во времени; отсутствие
в поле зрения светящихся поверхностей, обла-
дающих большой блёскостью.
Величина освещённости рабочей поверхно-
сти определяется точностью зрительной рабо-
ты и коэфициентом отражения освещаемой
поверхности. Чем работа точнее, т. е. чем
мельче детали, которые необходимо различать
в процессе работы, а также чем темнее осве-
щаемая поверхность, т. е. чем меньше её коэ-
фициент отражения, тем большей должна быть
освещённость рабочей поверхности.
Значения минимально допустимых условий
освещения предприятий машиностроительной
промышленности приведены ниже (см. табл. 65
на стр. 529 и табл. 70 на стр. 535).
Распределение освещённости на рабочих по-
верхностях и яркостей в пределах всего поля
зрения в основном определяется соотношением
общего освещения всего цеха и местного, осу-
ществляемого светильниками, расположенными
в непосредственной близости к освещаемой
рабочей поверхности. Для обеспечения удо-
влетворительного соотношения в настоящее
время принято считать, что освещённость от
светильников общего освещения должна быть
не менее 10% минимальной нормированной
освещённости рабочей поверхности. Отсюда
следует, что применение одного местного осве-
щения без общего освещения всего цеха не
допускается.
Отсутствие резких теней достигается в ос-
новном правильным расположением светильни-
ков по освещаемому цеху с учётом размещения
оборудования и строительных элементов (ко-
лонны, балки, фермы и пр.). В связи с этим не-
обходимо при всяком изменении распланиров-
ки оборудования немедленно менять разме-
щение светильников, так как при новой рас-
планировке прежнее их расположение может
создавать тени на наиболее ответственных
участках рабочих поверхностей.
Обеспечение постоянства освещённости во
времени осуществляется жёстким креплением
светильников, расположенных в непосредствен-
ной близости к рабочим поверхностям, а так-
же поддержанием постоянства напряжения
в осветительной сети. В частности, из-за ука-
занных соображений нельзя допускать объ-
единения осветительной сети с силовой, если
последняя питает мощные приёмники ударной
нагрузки (мощные прессы, молоты, краны
и пр.) *.
Требование относительно ограничения блё-
скости вызвано тем, что появление в поле
зрения участков значительно повышенной яр-
кости, например, голых ламп, зеркальных от-
ражений нитей ламп от обрабатываемой по-
верхности и пр., приводит к понижению ра-
ботоспособности глаза. Блёскость зависит от
яркости и силы света по направлению к глазу.
Для ограничения блёскости необходимо защи-
щать глаза работающих от непосредственного
излучения нитями накаливания ламп, а также
по мере возможности уменьшать яркость
бликов на обрабатываемых металлических
деталях.
Выполнение указанных требований, создавая
более благоприятные условия зрительной ра-
боты, повышает производительность труда.
Как показывают исследования Ленинградского
ин-та охраны труда, рационализации освеще-
ния может на отдельных производственных
операциях повысить производительность труда
до 30%.
Технико-экоюмические требования. Для
выполнения требований, перечисленных выше,
необходимо вести регулярное наблюдение за
состоянием осветительной установки и под-
держивать её в порядке, обеспечивая каждую
лампу исправной осветительной арматурой
с соответствующим распределением света
(см. табл. 64 на стр. 528), правильное располо-
жение светильников относительно освещаемых
рабочих поверхностей, номинальное напряже-
ние на всех источниках света, содержание
ламп и осветительной арматуры в чистоте (см.
„Общие правила эксплоатации", стр. 532).
* В проектной практике не принято объединять
осветительную сеть с силовой, если колебания
напряжения превышают 4°/0 и повторяются
раз в час.
более 10
524
ОТОПЛЕНИЕ, ВЕНТИЛЯЦИЯ И ОСВЕЩЕНИЕ ЗАВОДА
[разд. v
ИСКУССТВЕННОЕ ОСВЕЩЕНИЕ
Источники света
Лампм накаливания. Наиболее распростра-
нёнными источниками света являются лам-
пы накаливания. В качестве тела накала в со-
временных лампах применяется нить из воль-
фрама. Лампы накаливания делятся на две
группы: пустотные и газополные.
В пустотных лампах вольфрамовая спираль
заключена в стеклянной колбе, из которой
удалён воздух. Пустотные лампы изготовляются
мощностью не свыше 40 вт. Более мощные лам-
пы изготовляются газополными. Газополные
лампы в отличие от пустотных имеют колбу,
наполненную инертным (не поддерживающим
горения) газом. В современных лампах в ка-
честве инертного газа применяются* аргон и
азот. Наполнение колбы инертным газом про-
изводится с целью уменьшения распыления
вольфрамовой нити, работающей в условиях
высокой температуры. Вследствие этого в га-
зополных лампах при одинаковом сроке служ-
бы с пустотными может быть повышена тем-
пература накала нити и, следовательно, уве-
личена экономичность лампы.
Экономичность ламп определяется их све-
товой отдачей, равной отношению свето-
вого потока лампы к её мощности.
Основные характеристики нормальных осве-
тительных ламп, регламентированные ГОСТ
2239-43, приведены в табл. 58.
Таблица 8
Световые характеристики нормальных
осветительных ламп
»сть
о
is
о <о
Sb
ю
15
25
4°
Сю
IOO
I5O
2О0
3°°
4оо
5°°
75°
IOOO
Лампы для
напряже-
ния 127 в
Световой
поток в лм
66
124
225
38о
645
1275
2 175
З050
4 875
6760
8 725
13690
ig ооо
Световая
отдача
в лн1вт
Ь,Ь
825
9,оо
9.5°
ю,75
12.75
14,5°
15,25
16,25
16,90
17.45
18,25
19,00
Лампы для напряже-
ния
Световой
поток в лм
95
igi
ЗЗб
54о
I ООО
i 7Ю
2510
4 ioo
5760
7 5бо
12 23O
17 200
220 в
Световая
отдача
в лм\вт
6,33
7.65
8,4°
9>°°
ю,оо
и,41
12,56
13-65
14,40
15.12
16,31
17,2О
Средний срок службы нормальных ламп —
1000 час.
Таблица 59
Световые характеристики биспиральных ламп
Напряжение
в в
127
23Э
Мощность
в вт
1 55
< 71
( 82
\ log
Световой
поток в лм
650
900
13°°
9°о
13°°
Световая
в лм/вт
11,82
12,69
13/56
10,98
11,92
Для повышения экономичности ламп нака-
ливания необходимо уменьшить потери тепла
в окружающее пространство. Одним из меро-
прятий для этой цели, нашедших практическое
применение, является двойная спирализация
нити. Световые характеристики ламп с та-
кими нитями (биспиральных ламп) представ-
лены в табл. 59.
Средний срок службы биспиральных ламп —
1000 час.
Установки местного освещения в предприя-
тиях машиностроительной промышленности
в целях безопасности должны выполняться на
пониженное напряжение. Для выполнения этого
условия электропромышленностью выпускают-
ся лампы местного освещения на номинальное
напряжение в 12 и. 36 в (табл. 60).
Таблица 60
Световые характеристики ламп местного освещения
(по техническим условиям лампового завода)
Мощность
ламп в вт
15
25
4°
Лампы для напряже-
ния 12 в
Световой
поток в лм
140
25O
480
Световая
отдача
в лм/вт
9-3
ю о
12,О
Лампы для напряже-
ния 36 в
Световой
поток в лм
по
200
4оо
Световая
отдача
в лм\вт
7.8
8,о
ю,о
Средний срок службы ламп местного осве-
щения— 1000 час.
Флюоресцентные лампы. За последние
годы в США и Англии освещение предприя-
тий машиностроительной промышленности осу-
ществляется флюоресцентными лампами. Совре-
менная флюоресцентная лампа представляет со-
бой ртутную лампу низкого давления. Внутрен-
няя поверхность стеклянной трубки лампы по-
крыта люминофором, назначение которого —
преобразовать ультрафиолетовые излучения в
видимые. Вследствие того, что дуговой разряд
в парах ртути при низком давлении интенсивно
излучает в ультрафиолетовой области (от
60 до 66% потребляемой энергии), современные
флюоресцентные лампы значительно экономич-
нее ламп накаливания, несмотря на потери,
связанные с преобразованием ультрафиолето-
вых излучений в видимые.
Подбором состава люминофора можно до-
биться практически любого цвета излучения
флюоресцентных ламп. В настоящее время в
США выпускаются флюоресцентные лампы
восьми цветов. В практике освещения про-
мышленных предприятий нашли применение
лампы двух цветов — белого и дневного.
В табл. 64 приведены характеристики флюорес-
центных ламп Mazda (США) белого и днев-
ного света.
Флюоресцентные лампы представляют собой
трубчатые лампы длиной до 1,5 м (лампы
мощностью 100 вт).
Вследствие того, что дуговой разряд обла-
дает отрицательной вольтамперной характери-
стикой, необходимо для стабильной работы
лампы последовательно с лампой включать
баласт. В качестве баласта принято приме-
нять дроссели. Для обеспечения быстрого
ГЛ. XVl]
ПРОЕКТИРОВАНИЕ ОСВЕЩЕНИЯ
525
зажигания лампы её электроды выполняются
в виде спиралей, по которым протекает ток
в ¦ момент включения лампы. Включение и
выключение спиралей электродов осущест-
Таблица 61
Характеристики флюоресцентных ламп Мазда
(Mazda)
Мощ-
ность
в em
15
20
3°
40
IOO
Размеры лампы в мм
Длина
45°
боо
9оо
I2OO
1500
Диаметр
25
38
25
38
54
Световой
Лампы бе-
лого света
585
900
1440
2I2O
42OO
ПОТОК В ЛМ
Лампы
дневного
света
495
760
I23O
i8oo
335°
вляются автоматически с помощью вспомога-
тельного прибора — стартера. Схема включе-
ния флюоресцентной лампы приведена на
фиг. 19. При подаче напряжения на электроды
лампы стартер автоматически включает спи-
рали электрода последовательно с дросселем.
Нагретые электроды ионизируют пространство,
заполненное парами ртути. Ионизированное
пространство облегчает возникновение дугового
Др
1 л/ *
Фиг. 19. Схема включения флюоресцентной
лампы: Cm —'стартер; Др — дроссель;
Р — рубильник.
разряда между электродами лампы. В этот
момент стартер автоматически разрывает цепь
подогрева электродов, и лампа переходит от ре-
жима зажигания к режиму нормальной работы.
Современные стартеры представляют собой
небольшие приборы тлеющего разряда с биме-
таллическим термическим контактом, В мо-
мент включения рубильника Р практически
всё напряжение сети ложится на стартер Cm,
контакты которого разомкнуты. Приложенное
напряжение обеспечивает возникновение в
стартере тлеющего разряда. Этот разряд на-
гревает биметаллические пластины контакта,
которые под действием тепла изгибаются и за-
мыкают контакт цепи подогревных электродов.
В момент замыкания контакта стартера
тлеющий разряд прекращается так как напря-
жение на стартере падает до нуля, при этом
ток в цепи лампы (пусковой ток) определяет-
ся сопротивлением баластного дросселя и по-
догревных спиралей электродов. Пусковой
ток в 1,5 раза превышает рабочий. После
прекращения тлеющего разряда биметалличе-
ские пластины контакта стартера охлаждаются
и разрывают ток нагрева электродов. При
разрыве цепц экстраток размыкания в дрос-
селе обеспечивает достаточный толчок напря-
жения на трубке для возбуждения дугового
разряда. Весь описанный продесс включения
длится около 1,5 сек.
С учётом потерь в баластном дросселе
световая отдача флюоресцентных ламп превы-
шает световую отдачу ламп накаливания соот-
ветствующих мощностей в 3—3,5 раза. Это свой-
ство флюоресцентных ламп, несмотря на неко-
торые^ их недостатки (сложность пускового
устройства, зависимость световой отдачи от
температуры окружающего воздуха, непостоян-
ство светового потока во времени при включе-
нии ламп в цепь леременного тока), обеспе-
чило внедрение их в практику промышлен-
ного освещения.
Световой поток и световая отдача флюорес-
центной лампы резко снижаются при пони-
жении или повышении температуры по срав-
нению с оптимальной (температура окружаю-
щей среды 20—25* С) вследствие изменения
давления паров ртути, заполняющих лампу.
При температуре ниже 3—5° С флюоресцент-
ная лампа не зажигается, так как при такой
температуре затруднено испарение ртути. Этот
недостаток флюоресцентных ламп не позволяет
применять их в неотапливаемых помещениях
и в наружных осветительных установках.
Мигание флюоресцентных ламп, незаметное
для глаза вследствие большой частоты пульса-
ции светового потока, мгновенно обнаружи-
вается при освещении быстродвижущихся пред-
метов, которые иллюзорно воспринимаются
как несколько одинаковых предметов. Это
явление, носящее название стробоскопи-
ческого эффекта, затрудняет примене-
ние флюоресцентных ламп в установках мест-
ного освещения.
Средний срок службы флюоресцентных
ламп — 2500 Час. В установках общего осве- ~
щения для борьбы со стробоскопическим эф-
фектом применяют многоламновые светильники
со смещением фаз тока в цепи каждой лампы.
Зависимость характеристик ламп от на-
пряжения. Вследствие того что в процессе
эксплоатации возможно некоторое колебание
напряжения, а также потому, что напряжение
на различных лампах неодинаково из-за паде-
ния напряжения в сети, лицу, ведающему экс-
плоатацией осветительной установки, необхо-
димо учитывать влияние напряжения на основ-
ные характеристики ламп. Эта зависимость
для ламп накаливания и для флюоресцентных
ламп приведена в табл. 62.
Таблица 62
Зависимость характеристик ламп от напряжения
(в процентах номинальных значений)
Напряжение
9°
95
IOO
Ю5
по
Лампа накаливания
Мощность
85,2
92 г5
IOO
IO9.7
И5.°
Световой
ПОТОК
67,8
8г-,9
IOO
ii9,i
14°>2
¦ Световая
отдача
79-5
89,5
IOO
110,8
121,4
Срок
службы
35о
195
IOO
58
33,1
Флюоресцентная
лампа
Мощность
9^5
IOO
Ю4
io6
Световой
поток
88
95
IOO
IOO
112
Световая
отдача
104,3
ioi,5
IOO.
9е.2
94.7
Из таблицы видно, что изменение напряже-
ния резко сказывается на характеристиках
526
ОТОПЛЕНИЕ, ВЕНТИЛЯЦИЯ И ОСВЕЩЕНИЕ ЗАВОДА
[РАЗД. V
ламп накаливания. Понижение напряжения по
отношению к номинальному приводит к значи-
тельному снижению экономичности лампы —
в среднем 1% снижения напряжения соответ-
ствует 2% падения световой отдачи. Повыше-
ние напряжения губительно сказывается на
сроке службы лампы — повышение напряже-
ния на 1о% сокращает срок её службы втрое.
Поэтому в процессе эксплоатации необходимо
следить за тем, чтобы напряжение на лампах
незначительно отличалось от номинального.
Отклонение напряжения на лампе от номи-
нального не должно превышать 1,5—2%.
Зависимость характеристик флюоресцентных
ламп от напряжения значительно меньшая.
Вследствие этого практикой США предел изме-
нения напряжения в сети рекомендуется в ^ 6%.
Светильники
Общие сведения и определения. Освети-
тельная арматура имеет назначением перерас-
пределение светового потока лампы, умень-
шение блёскости, механическую защиту лампы,
подачу тока лампе и иногдл изоляцию послед-
ней от внешней среды. Осветительная арма-
тура в совокупности с лампой называется
осветительным прибором. Освети-
тельные приборы подразделяются на ев е-
тильники — приборы ближнего действия
и прожекторы — приборы дальнего дей-
ствия.
Колпаки, предназначенные для пере-
распределения светового потока лампы отра-
жением, называются отражателями. Отра-
жатели изготовляются из эмалированной стали,
металлического зеркала (полированный алю-
миний, хромированная и серебрёная сталь)
или стеклянного зеркала. Колпаки, предназна-
ченные для рассеяния света лампы, называются
рассеивателями.
Рассеиватели изготовляются из матирован-
ного или из глушёного стекла (молочного,
накладного).
Характеристика светильников. Светотех-
нические свойства светильников характеризуют-
ся кривой распределения силы света, защитным
углом, коэфициентом полезного действия.
Кривая распределения силы света светиль-
ника, имеющего ось симметрии, строится в по-
лярной системе координат в пределах от 0 до
180°. Эта кривая определяет класс светильника,
позволяет судить о применимости светильника
для заданных условий работы (см. табл. 63)
и служит исходным материалом для расчёта
освещённости.
Значения силы света по различным направ-
лениям.(табл. 64), необходимые для построения
кривой распределения силы света, получаются
измерением с помощью фотометра.
Защитный угол светильника определяет ту
зону пространства, в которой глаз защищен от
непосредственного воздействия голой лампы.
Величина защитного угла определяется вели-
чиной угла между горизонталью, проведённой
через нить лампы, и линией, соединяющей
край нити с противоположным краем отража-
теля (фиг. 20).
Чем больше защитный угол, тем лучше
защищены глаза работающих от действия
блёскости и тем ниже может быть подве-
шен светильник над рабочей поверхностью.
Коэфициент полезного действия (к.п.д.) све-
тильника определяется отношением светового
потока светильника к световому потоку лампы.
Вследствие того что при перераспределении
потока лампы ос-
ветительной арма-
турой неизбежно
возникают потери
светового потока,
к. п. д. светильни-
ка всегда меньше
единицы. Чем вы-
ше значение к. п. д.,
тем светильник
экономичнее.
Зеркальные све-
шльники благода-
ря меньшим поте-
рям при отраже-
нии имеют более
высокие значения к. п. д., чем светильники
с эмалированными отражателями. Применение
рассеивателей уменьшает к. п. д. светильника
из-за поглощения ими части потока.
Классификаций светильников. В зависи-
мости от характера распределения света све-
тильники делятся на три класса:
светильники прямого света
(фиг. 21, а), у которых не менее 90% светового
потока направлено в нижнюю полусферу;
светильники отражённого света
(фиг. 21,6), у которых не менее 90у0 светового
потока направлено в верхнюю полусферу;
светильникирассеянного света
(фиг. 21, в), у которых световой поток нижней
и верхней полусфер каждый более 10%, но
менее 90%.
фиг. 20. Защитный угол
тильника.
Фиг. 21. Примерные кривые распре-
деления силы света светильников:
а — светильники прямого света; б— светильники отра-
жённого света; а — светильники рассеянного света.
В производственных помещениях машино-
строительной промышленности применяются
исключительно светильники прямого света и
лишь в бытовых и подсобных помещениях —
светильники рассеянного света (см. табл. 63 на
стр. 527).
Светильники прямого света в зависимости от
степени концентрации потока в свою очередь
подразделяются на следующие три группы
(фиг. 22):
светильники широкого излуче-
ния — широкоизлучатели;
светильники среднего излуче-
ния;
светильники концентрирован-
ного (глубокого) излучения — глу-
бокоизлучатели.
гл. xvij
ПРОЕКТИРОВАНИЕ ОСВЕЩЕНИЯ
527
Типы светильников
Таблица 63
Наименование
светильника
„Универсаль"без
затенителя
„Универсаль" с
матированным за-
тенителем
Глубокоизлуча-
тель эмалирован-
ный
Глубокоизлуча-
тель зеркальный
Светильник пре-
имущественно пря-
мого света с опа-
ловым стеклом
Водо-пыленепро-
ницаемый светиль-
ник
Кососвет
АКХ-5
Фарфоровый
полугерметиче-
ский
Люцетта и шар
молочного стекла
.Альфа*
.Бета"
Мощность
ламп в втп
too—5оо
IOO—IOOO
аоо—5оо
аоо—looo
аоо—5<»
loo—зоо
IOO— 2ОО
4о—бо
ioo—э°о
35—60
25—5°
напряже-
ния ia или
Збв
К. п. д.
°>бо.
0,58
о',б7
о,85
о.59
о,6
о,68
о,8з
-
0,69—0,75
о,57
Характеристика
блёскости
Защитный угол
8= 14°
Защитный угол
8 = 14°; матиро-
ванное стекло в
зоне 0-76°
Защитный угол
6 = 30°
Защитный угол
8 = 35°
Опаловое стекло
в зоне 0—90°
Матированное
стекло в зоне
0-90°
-
Защитный угол
8= 15°
Матированное
стекло в зоне
0—90°
Молочное стекло
Защитный угол
Защитный угол
1=30"
Наимень-
шая вы-
сота под-
веса над
полом в м
3.5—4
3-3.5
2.5-3
&5—4
3-3.5
3—3.5
-
—
Не ограни-
чена
а—а,5
Не ограни-
; чена
Не ограни-
! чена
Расстояние
между све-
тильниками
(рекомен-
дуемое)
i,5 H*
г,35 Н
i,54 H
о,8 Л
1,8 Я
1,8 Л
-
ю—ia Я
з Я
i,5 Я
-
Область применения
Механические, инстру-
ментальные, сборочные и
другие сухие цехи без
повышенной пыльности
при Я<5 м
Любые цехи при Я<
<10 м: открытые склады,
места работ на террито-
рии двора
Кузницы, сборочные
цехи, литейные цехи при
Н> 10 м
Сборочные цехи, где тре-
буется достаточная верти-
кальная освещённость, ма-
териальные магазины и
склады, землеприготови-
тельные отделения
Цехи с повышенным вы-
делением пыли, травиль-
ные отделения, гаражи,
склады химических мате-
риалов
Локализованное осве-
щение мощных молотов и
прессов; наружное осве-
щение взрывоопасных по-
мещений
Наружное освещение
проездов территории за-
вода
Площадки литейного
цеха, формовочные столы
и машины, душевые
Бытовые помещения,
конторы и бюро
Местное освещение
станков и столов
То же
* И — принятая в проекте высота светильника над рабочей воаерхностью.
528
ОТОПЛЕНИЕ, ВЕНТИЛЯЦИЯ И ОСВЕЩЕНИЕ ЗАВОДА
Гразд. v
Широкоизлучатели применяются в основном
для освещения открытых пространств. Светиль-
ники среднего излучения находят наиболее
широкое распространение во всех цехах с вы-
сотой не более 6—7 м (в зависимости от уров-
ня освещённости). Глубокоизлучатели исполь-
только рабочих поверхностей, но и всего цеха,
включая проходы. Как правило, светильники
общего освещения располагаются на достаточ-
ной высоте над рабочей поверхностью, в боль-
шинстве случаев на потолке или на фермах
строительных конструкций.
Фиг. 22. Кривые распределения силы
света светильников прямого света:
—— светильник широкого излучения;
— — светильник среднего излуче-
ния; ^—— светильник глубокого из-
лучения.
%. А®Л
а сзсзсасз
Фиг. 23. Расположение светильников общего освещения: а—равномерное;
б — локализованное.
зуются в высоких цехах, а также на всех
участках, где требуется обеспечить повышен-
ную освещённость горизонтальной плоскости.
Типы светильников. Основные типы све-
тильников, применяемые в цехах машинострои-
тельных заводов, с указанием их характеристик
даны в табл. 63. Кривые распределения силы
света этих светильников приведены в табл;64.
Расположение светильников. В зависи-
мости от зоны действия светильников и их рас-
положения относительно освещаемых рабочих
поверхностей осветительные установки можно
разбить на две группы: установки общего
освещения и установки местного освещения.
В установках общего освещения
светильники предназначаются дляЬсвещения не
В установках местного освещения
светильники служат исключительно для осве-
щения рабочих поверхностей, а в некоторых
случаях даже отдельных участков рабочей
поверхности. Светильники местного освещения
располагаются в непосредственной бл-изости
к освещаемой поверхности.
В установках общего освещения светильни-
ки могут располагаться равномерными рядами,;
без учёта размещения оборудования, или же
локализованно, т. е. с ориентировкой на рабочие
поверхности. Способ равномерного расположе-
ния светильников (фиг. 23, а), заимствованный
из практики США, рекомендуется применять:
а) в цехах, где возможна работа в любой;
точке, например, в сборочных цехах при отсут-1
ствии потока, в немеханизированных литейны*
а также в складах; - '.
Угол
между на-
правлением
силы света
и осью све-
тильника
«°
о
5
15
85
35 ¦
45
55
65
75
85
9°
95
1о5
IJ5
125
135
45
155
1б5
175
i8o
„Универсаль"
без
зате-
нителя
214
214
2OI
i8o
ITS
156
134
но
64
8
. ¦—
—
—
—
—
— .
—
—
—
—
—
i се S
О т <и
s"s §
f- 3 (-
ее X S
г х i
СО О)
о ш н
172
171
17О
153
129
99
76
54
18
—
—
—
—
.—
¦- .—
— :
—
— ,'
—
—
Кривые распределения
Глубокоизлу-
чатель
эмали-
рован-
ный
2O5
2O4
2ОО
192
18о
163
126
41
20
—_
—
—
—
—
—
— ¦
—
—
—
—
—
зер-
каль-
ный
392
43б
378
361
382
2&5
9°
—
—
—.
—
—
—
—
—
—
—
¦¦—
,—
—
—
Светильник
преимуще-
ственно
прямого
света
8а
84
84
84
83
76
72
67
6з
55
53
5°
43
37
3»
27
22
17
It
8
—
силы света
Водо-пыле-
непрони-
цаемый
светиль-
ник
И5
нб
н8
io8
97
87
8о
75
66
6о
57
5°
32
8
—
—
—
—
—
—
—
светильников
Светильник
фарфоро-
вый полу-
герметиче-
ский с ма-
тирован-
ным зате-
нителем
96
96
95
94
93
дб
96
9°
74
66
56
' —
—
—
—'
—
—
—
—
Люцетта
цельного
стекла
146
144
144
147
146
IO4
64
53
5°
45
43
¦ 43
: 43
41
: 41
38
: 35
! за
: 3°
—
—
Таблица 64
АКХ-5 *
с
о
II
00-
125
128
134
138
147
170
2IO
3°4
33°
62
—
—
—
—
—
—
—
—
—
—
—
о
8
II
со.
125
136
135
133
125
III
IOI
92
74
31
—
—
—
—
—
—
—
—
—
—
Угол
между на-
правлением
силы света
и осью све-
тильника
о°
о
5
15
25
35
45
55
65
75
85
Оо
95
Ю5
«5
125
135
' 145
155
175
i8o
* Светильник AKX-S не симметричен относительно оси, в связи с чем для него даны две кривые во взаимно
перпендикулярных плоскостях.
гл. xvi]
ПРОЕКТИРОВАНИЕ ОСВЕЩЕНИЯ
529
б) в цехах с комбинированной системой
освещения, где общее освещение служит допол-
нением к местному, например, в механических,
инструментальных, штамповочных цехах;
' в) в цехах, где оборудование размещено сим-
метрично по помещению, например, в ковочно-
штамповочных кузницах, в гаражах и загото-
вительных цехах.
Расстояние между светильниками выбирается
в зависимости от распределения света и высо-
ты подвеса (табл. 63). Локализованное располо-
жение светильников (фиг. 23, б) обеспечивает
более благоприятное распределение теней
и требует меньшей мощности при одинаковом
уровне освещённости.
Освещение безопасности. Кроме рабочего
освещения, в производственных помещениях
должно быть предусмотрено освещение
безопасности. Назначение последнего
заключается в обеспечении нормальных усло-
вий эвакуации рабочих из производственных
зданий в случае аварии рабочего освеще-
ния. Освещение безопасности должно устраи-
ваться:
1) в производственных помещениях, в кото-
рых одновременно находится более 50 человек;
в проходных помещениях, коридорах и на
лестницах, служащих для эвакуации более
50 человек; в проходах, примыкающих к ра-
бочим местам, на которых имеются опасные
для прикосновения предметы или части обору-
дования (движущиеся части оборудования, то-
коведущие части и т. д.); в помещениях, в ко-
торых выключение рабочего освещения может
вызвать особо опасные последствия (взрыво-
опасные помещения);
2) на территории промышленных предприя-
тий—в главных проходах и проездах на крупных
предприятиях при большой интенсивности дви-
жения; на площадках открытых трансформа-
торных подстанций."
Освещённость, создаваемая светильниками
освещения безопасности, должна быть в по-
мещениях на полу, по линии проходов — не
менее 0,1 лк; на территории предприятия
но линии проходов и проездов — не менее
0,05 лк.
Освещение безопасности может быть вы-
полнено двумя способами: а) освещение без-
опасности выполняется частью светильников
рабочего освещения, расположенных побли-
зости к главным проходам или по главным
проходам производственного помещения, б) при-
меняются специально предназначенные для
освещения безопасности светильники неболь-
шой мощности, не входящие в систему рабо-
чего освещения.
Светильники освещения безопасности долж-
ны питаться независимо от светильников рабо-
чего освещения и включаться одновременно с
рабочим освещением или же автоматически
в момент аварийного выключения последнего.
Нормы освещённости цехов
машиностроительной промышленности
На основе общих правил и норм искусствен-
ного освещения промышленных предприятий
и опыта проектных организаций разработаны
детальные нормы освещённости для машино-
строительной промышленности [1]. В табл. 65
приведены нормированные величины освещён-
34 Том 14 113
Таблица 65
Нормы освещённости в цехах машиностроительной
промышленности
Наименования цехов, рабочих
помещений, рабочих мест и произ-
водственных процессов
Литейные цехи
Площадки разгрузки, бункеры, кот-
лованы, закрома в закрытых складах
и шихтовых дворах, карманы для
шихты
Колошниковые площадки, транспор-
тёры, шаровые мельницы, магнит-
ные сепараторы, вальцы и автомати-
ческие питатели в зем,ледельных
отделениях, стеллажи для готовых
опок и стержней, конвейеры пода-
чи опок, выбивка ручная и автома-
тическая, автоматические очистные
аппараты
Места дробления лома, весовые пло-
щадки на шихтовых дворах, бегуны,
дезинтеграторы, миксеры, сита,
увлажнительные ленты, машинное
приготовление опок и стержней,
окраска стержней, верстаки для
сборки опок, выбивка опок пере-
носными вибраторами, конвейеры
сортировки выбитых отливок, очист-
ные барабаны, пескоструйные ка-
меры
Ручное приготовление стержней,
сборка сложных стержней, модель-
ная формовка, огневая резка, сва-
рочные работы
Приёмка стержней, браковочные
столы, прессы Бринеля,гидравличе-
ские машины
Ручная формовка в земле
Кузнечные и термические цехи
Нагревательные печи, простые вра-
щающиеся барабаны, травильные
ванны
Транспортёры, места входа и выхо-
да деталей у печей термической обра-
ботки, пусковые устройства и ме-
ханизмы управления ковочных мо-
лотов, обрезных прессов, гибочных
машин и пр.; упоры штампов, ме-
ста выгрузки и загрузки у песко-
струйных аппаратов, приёмочные
площадки и механизмы управления
травильными машинами, рольганги
механических ножниц
Выверочные столы, ножницы заго-
товительных отделов
Рабочая зона молотов, прессов,
ковочных и гибочных машин, ста-
ционарные наждачно-шлифовальные
станки ...
Переносные наждачно-шлифоваль-
ные станки, прессы Бринеля ....
Приёмка и браковка изделий . . .
Механосборочные и инстру-
ментальные цехи
Зона управления механических но-
жовок, круглых пил, ножниц, токар-
ных, фрезерных, строгальных и
прочих металлорежущих станков .
Рабочая зона механических ножовок
круглых пил. ножниц и пр
Рабочая зона токарных, сверлильных
фрезерных и строгальных станков
с допусками при обработке не ме-
нее 0,1 мм
То же с допусками менее 0.1 мм .
Рабочая зона универсальной заточки,
шлифовальных станков, копиро-
вальных станков, приемка и бра-
ковка изделий
Разряд
по нор-
мам
Мини-
мальная
осве-
щён-
ность
в лк
IV
IV
Ш-а
11-а
1-а
0-а
IV
Ш-а
И-а
V-6
1-а
0-а
Ш-а
П-б
1-6
0-6
0-а
530
ОТОПЛЕНИЕ, ВЕНТИЛЯЦИЯ И ОСВЕЩЕНИЕ ЗАВОДА
[разд.
ности для основных цехов, рабочих помещений,
рабочих мест и производственных процессов,
объединённых в разряды по точности зритель-
ной работы.
Местное освещение
Местное освещение станков. Преимуще-
ствами местного освещения являются:
возможность создания без особых затрудне-
ний желательного направления световых лучей,
что облегчает борьбу с бликами и тенями на
рабочей поверхности;
возможность получения высоких значений
освещённости на вертикальных и наклонных
поверхностях;
возможность создания идентичных условий
освещения для однотипного оборудования;
уменьшение по сравнению с системой общего
освещения установленной мощности при оди-
наковой освещённости;
возможность экономии энергии за счёт вы-
ключения светильников у тех станков, которые
не работают.
Кроме того, местному освещению должно
быть отдано предпочтение с точки зрения
противовоздушной обороны.
Области применения систем общего и ком-
бинированного освещения указаны в табл. 66.
Таблица 66
Области применения систем общего
и комбинированного освещения
Серия из шести типов кронштейнов завода
„Электростанок" позволяет оборудовать уста-
новками местного освещения большинство ра-
бочих мест в машиностроительной промышлен-
Где рекомендуется систе-
ма общего освещения
В цехах, где рабочей
поверхностью может слу-
жить каждая точка по-
ла цеха (литейные, сбо-
рочные цехи, склады и
up)
В цехах, где нормиро-
ванная освещённость не
превышает 30—45 лк
(земледельные отделе-
ния, шихтовые дворы,
травильные отделения и
пр.)
В цехах с оборудова-
нием, на котором местное
освещение неприемлемо
из-за производственных
соображений (крупные
ударные молоты, зали-
вочные площадки и пр.)
Где рекомендуется си-
стема комбинированного
освещения
На рабочих поверхно-
стях, требующих по нор-
мам освещённости более
50 лк{контрольные столы,
столы для ручной фор-
мовки стержней, прес-
сы Бринеля и пр.)
На рабочих поверхно-
стях, занимающих очень
небольшую ч'асть общей
площади пола цеха (пе-
реносные наждачные
станки, ковочные и ги-
бочные машины, слесар-
ные тиски и пр.)
На рабочих поверхно-
стях, где общее освещение,
как правило, создаёт
резкие тени и блики
(металлорежущие, штам-
повочные копироваль-
ные станки и пр.)
Для обеспечения возможности изменять на-
правление света на обрабатываемую деталь, а
также для подсвета различных участков станка
светильник местного освещения крепится
к станку с помощью шарнирного кронштейна.
Для применения рекомендуются типы крон-
штейнов, разработанные Московским институ-
том охраны труда и изготовляемые заводом
„ Электростанок". Общий вид кронштейна типа
К-1.1 с зеркальным светильником „Бета" для
токарных станков изображён на фиг. 24. Вы-
ходное отверстие светильника „Бета* перекры-
то матированным стеклом, защищающим лампу
от брызг эмульсии и уничтожающим блики на
обрабатываемой детали и полированных частях
станка.
Фиг. 24. Кронштейн типа К-11 для освещения
токарных станков.
ности. Все кронштейны серии являются универ-
сальными, т. е. каждый из них предназначен для
использования на нескольких, иногда внешне
совершенно разнохарактерных типах станков.
В табл, 67 приведён перечень станков, обслу-
живаемых кронштейном каждого типа, и ука-
заны места крепления кронштейнов.
Таблица 67
Области применения и места крепления
кронштейнов местного освещения
Тип
крон-
штейна
К-11
К-21
Наименование
станков
Токарно-винторез-
ные
. Токарные многорез-
цовые завода „Красный
пролетарий*
Токарные малых раз-
меров
Револьверные
Револьверные малых
размеров
Круглошлифоваль-
ные
Внутришлифоваль-
ныетипа „Цинциннати"
Шепинги
Автоматы типа .Ин-
декс"
Сверлильные на-
стольные
Слесарные верстаки
Вертикально-свер-
лильные
Револьверно-свер-
лильные
Место крепления
кронштейнов
На каретке супорта,
сзади, справа
На ребре станины
сзади
На станине, сзади
слева
На задней стенке
коробки скоростей
На станине сзади
На горизонтальной
плоскости крышки
шпинделя шлифо-
вального круга
На станине сзади,
левее патрона
На станине слева, у
стола
На корыте, справа,
сзади
На столе слева, у
колонки станка
На верстаке, слева
сзади (по отношению
к тискам)
На кронштейне
шпинделя слева,
в нижней части
На шпиндельной ко-
робке внизу
ГЛ. XVI]
ПРОЕКТИРОВАНИЕ ОСВЕЩЕНИЯ
531
Продолжение табл. 67
Тип
крон-
штейна
К-21
К-31
K-4J
К-51
К-61
Наименование
станков
Долбёжные
¦ Зубодолбёжные
Плоскошлифоваль-
ные типа .Хильд"
Ленточные пилы
Прессы малые
Про дольно-строгаль-
ные, продольно-фре-
зерные, харусельные
Вертикально-фрезер-
ные
Сверлильные двух-
шпиндельные
Прессы средние
Револьверные завода
им. Орджоникидзе
Полуавтоматы заво-
да им. Орджоникидзе
и завода им. Горького
Верстаки, сборочные
столы, места ОТК
и т. п.
Вертикально-фрезер-
ные Горьковского за-
вода
Универсально-фре-
зерные типа , Цинцин-
нати*
Универсалбно-фре-
зерные Горьковского
завода
Автоматы завода им.
Горького
Места крепления
кронштейнов
На станине слева, у
долбяков
На корпусе червяч-
ной шестерни верти-
кального шпинделя
справа
На кожухе камня,
сзади сверху
На моторной раме
На станке, слева
ГПРЛР ЛИ
спереди
По одному на каж-
дом супорте или на
каждой резцовой го-
ловке
На станине слева,
над коробкой сменных
шестерён
На левой колонке
слева
На станине слева, на
уровне стола
На коробке скоро-
стей над шпинделем
На коробке скоро-
стей
На стене над рабо-
чим местом
На станине, справа
или слева
На станине справа
На хоботе станка
На верхней станине,
у манометра
Кронштейны завода „Электростанок" отли-
чаются полной взаимозаменяемостью деталей
благодаря унификации типов кронштейнов,
герметичностью всех узлов, предохраняющей
изоляцию проводов от разрушения охлаждаю-
щими жидкостями, возможностью перемещать
светильник в любых направлениях без поворота
зажимных гаек, винтов, барашков и пр.
Основным узлом каждого кронштейна
является чашечный шарнир, состоящий из двух
точёных чашек, скреплённых болтом. Для
обеспечения плавной работы шарнира между
чашками помещено тонкое бронзовое кольцо,
а под головкой и контргайкой болта устано-
влены сферические штампованные стальные
шайбы. Для плечей и стоек кронштейнов при-
меняются газовые трубы с внутренним диаме-
тром *1ъ. Все детали кронштейнов для предо-
хранения от коррозии хромированы. Основа-
нием для кронштейнов типов К-11 и К-41
служат чугунные литые клеммовые коробки
в виде трёхгранной призмы. Такая конфигу-
рация придана основанию для того, чтобы
кронштейн можно было крепить как к гори-
зонтальной, так и к вертикальной плоскостям.
Крепить кронштейны следует к станине или
к прочным узлам станка. Совершенно недопу-
стимо крепить кронштейны к кожухам, щиткам
или корытам из «.тонкого материала, а также
к легко и часто снимаемым деталям, например,
к крышкам.
Светильники питаются от индивидуальных
понижающих трансформаторов, выпускаемых
заводом „Электростанок". Трансформатор вклю-
чается в силовую сеть перед рубильником или
магнитным пускателем. Провода марки ПР-500
сечением 1 мм2, соединяющие трансформатор
с магнитным пускателем, прокладываются в
газовой трубе диаметром Щ'.
Зарядка кронштейна осуществляется прово-
дом марки ПРГ. Трубчатые плечи и стойки
для кронштейнов изготовляются длиной от 120
до 890 мм. Плечи длиной 120 мм служат для
соединения шарнирных узлов в кронштейнах
типов К-41, К-51 и К-61. Стойки кронштейнов
типов К-11 и К-31 изготовляются длиной от
300 до 890 мм; длина горизонтальных плечей
этих кронштейнов — 320 или 520 мм.
Ориентировочные расчёты и эксплоатация
осветительных установок
Расчёт по силе света. Для расчёта осве-
щённости отдельных участков рабочей поверх-
ности от светильников с диаметром, значительно
меньшим расстояния от светильника до точки
расчёта, можно применять закон квадратов
расстояний
/о cos а
где /о — сила света по направлению к точке
расчёта под углом р к оси светильника в
свечах; а — угол падения лучей на освещаемую
поверхность; L — расстояние от светильника
до точки расчёта в м; k — коэфициент за-
паса, учитывающий снижение освещённости
в процессе эксплоатации.
При расчёте освещенности в люксах гори-»
зонтальной плоскости (а = Р) приведённое
уравнение принимает следующий вид:
/„ cos3 a
где Н— высота подвеса светильника над ра-
бочей поверхностью в м (фиг. 25).
Фиг. 25. Схема освещения горизонтальной
плоскости.
Коэфициент запаса выбирается в зависи-
мости от условий эксплоатации, а именно:
при очень интенсивном выделении пыли,
дыма, копоти и пр. (заливочные и выбивные
отделения литейных цехов и пр.) k —1,5;
532
ОТОПЛЕНИЕ, ВЕНТИЛЯЦИЯ И ОСВЕЩЕНИЕ ЗАВОДА
[РАЗД. V
при интенсивном выделении пыли, дыма,
копоти и пр. (кузницы, земле^риготовительные,
шихтовые дворы и пр.) & = 1,4;
при незначительном выделении пыли, дыма,
копоти и пр. (инструментальные, механические
цехи и пр.) k= 1,3;
для чистых помещений (конторские помеще-
ния, чертёжные и конструкторские бюро и пр.)
к — 1,2.
Значения силы света 1Л определяются по
кривой распределения силы света как функция
величины а = arctg т> (фиг. 25). Сумма осве-
щённостей, вычисленных по приведённому
выше уравнению для каждого светильника
в отдельности, даёт освещённость от всех све-
тильников, освещающих данный участок ра-
бочей поверхности.
Расчёт по световому потоку. Среднюю
освещённость рабочей поверхности в люксах
находят по уравнению
где Fл — световой поток каждой лампы в лю-
менах (определяется по табл. 58, 59 и 61); п —
число ламп в освещаемом помещении; S —
площадь пола освещаемого помещения в л*2;
к—коэфициент запаса (см. стр. 531); т) —коэфи-
циент использования осветительной установки,
определяющий долю светового потока всех
ламп, падающую на освещаемую поверхность.
Величины коэфициента использования осве-
тительных установок с применением различных
типов светильников в зависимости от пропор-
ций освещаемого помещения и коэфициен-
тов отражения стен и потолка приведены в
табл. 68. Пропорции помещения определяются
коэфициентом <р, называемым п о к азате-
л ем помещения:
/ ¦ Ъ
где / и Ь — длина и ширина помещения; Н —
высота подвеса светильника над рабочей по-
верхностью.
Общие правила эксплоатации. Для обес-
печения нормированной освещённости рабочих
поверхностей в течение всего периода экспло-
атации осветительной установки необходимо
регулярно наблюдать за её состоянием. Отсут-
ствие такого наблюдения приводит к снижению
освещённости в основном вследствие загряз-
нения, а также старения светильников и ламп.
Наблюдать за состоянием установки должно
специально выделенное для этого лицо, подчи-
нённое непосредственно главному энергетику
завода. У лица, ведающего эксплоатацией уста-
новки, должен храниться проект освещения
всех цехов предприятия. Каждое изменение
в установке в процессе её эксплоатации дол-
жно быть отражено в проекте, чтобы послед-
ний соответствовал действительному состоя-
нию установки. Изменения в осветительной
установке должны производиться во всех
случаях, когда меняется планировка произ-
водственного оборудования или назначе-
ние цеха, отделения, участка и пр., и лишь
после утверждения их главным энергетиком
завода.
Всякое изменение в осветительной уста-
новке должно отмечаться в журнале экспло-
атации. В этот же журнал должны заноситься
выводы регулярных осмотров установки, про-
водимых не реже одного раза в месяц. Ка-
ждое обследование желательно сопровождать
измерением освещённости наиболее ответ-
ственных участков рабочих поверхностей
(см. стр. 533).
В журнале эксплоатации осветительной уста-
новки должна фиксироваться каждая чистка
светильников. Сроки чистки устанавливаются
в зависимости от условий эксплоатации поме-
щения.
Чистка должна производиться:
в помещениях с очень интенсивным выде-
лением пыли, дыма и копоти и пр.—3 раза
в месяц;
в помещениях с интенсивным выделением
пыли, дыма, копоти и пр. — 2 раза;
в помещениях чистых или с незначительным
выделением пыли, дыма, копоти и пр. — I раз
в месяц.
Таблица 68
Коэфициеяты использования осветительных установок
Тип светиль-
ника
Коэфи-
циент
отра-
потол-
ка.
стен
'о,5
о.6
о,8
i
: ^ г.5
а
3
¦\.5
Глубокоизлучатель
эмалированный
од о
о,ю
o,i8
0,23
0,30
O.34
O.39
0,42
0,46
<М9
°,3о
0,10
0,18
0,23
0,30
0.34
о,39
0,42
0,46
о»49
0,30
0,20
O.25
о.37
0.36
о,41
о,44
0.48
°'5»
„Универсаль*
без затенителя
о,ю
о,ю
o,i8
0,25
о,33
0,3а
о.44
о.49
о.54
0.58
о,зо
о,ю
0,50
0,30
.Универсаль" с
матированным
затенителем
о, до
о,то
Коэфацаенты
o,i8
0,25
0,33
0,38
0,44
о,49
о-55
о,59
0,22
0,28
0,36
0,41
0,46
0.51
0,57
0,61
о, 15
О.2О
о, 27
о. 31
о,37
о,4О
о,45
0,48
°>з°
о,5°
о,3о
Водо-пыленепрони-
цаемый светильник
о,ю
о,ю
°-3°
о,ю
использования
о. 15
0,20
О,27
о,31
о.37
о,4°
о,4°
о,49
o,i8
0,23
0,29
о.ЗЗ
0.38
0.42
0.47
0,51
о,ю
о. 14
о.19
0.22
0^27
о,31
о,3б
о,41
О,II
од5
0.2О
O.23
O.28
0,32
0.38
о,44
0,50
о,3°
олз
о,17
O.23
O.27
O.32
о.37
0.42
0,48
Люцетта цельного
стекла
о,3°
р,ю
О,12
О, l6
O,2I
О,24
0,29
O.32
О,37
О,43
О,5О
О,ЗО
О.Ч
0,19
O.24
О,28
О.ЗЗ
О,37
О,43
О,47
О,7О
О,5О
0,20
0,24
О,ЗО
О.ЗЗ
О,4О
О,44
О,5О
О,55
гл. xvi]
ПРОЕКТИРОВАНИЕ ОСВЕЩЕНИЯ
533
Измерение освещённости. Освещённость
определяют с помощью прибора люксметра.
По принципу измерения люксметры делятся на
2 группы — с объективным и субъективным из-
мерением. В люкс-
метрах с объектив-
ным измерением
(наиболее распро-
странённых за гра-
ницей) световос-
принимающей ча-
стью является фо-
тоэлемент с запи-
рающим слоем; на-
ибольшее распро-
странение получил
селеновый фото-
элемент (фиг. 26).
Фотоэлемент вклю-
чается в цепь галь-
ванометра, градуи-
ровка которого
произведена непо-
средственно в лю-
ксах. Расположив
фотоэлемент на
той поверхности,
Фиг. 26. Люксметр с селеновыми ОСвещённОСТЬ КО-
фотоэлементами. ТОрОЙ требуется
измерить по шкале
гальванометра, читают значение измеряемой
освещённости.
Для. расширения диапазона измеряемой
освещённости применяются нейтральные филь-
тры или диафрагмы, с помощью которых
уменьшают световой поток, падающий на
приёмную поверхность фотоэлемента.
В люксметрах с субъективным измерением
определение освещённости производится путём
визуального сравнения яркости двух полей,
яркость одного из'которых известна. В нашей
отечественной практике наиболее распростра-
нён люксметр ГОИ (Государственного опти-
ческого ин-та). Схема этого прибора приве-
дена на фиг. 27. Лампа сравнения L освещает
белую рассеивающую пластинку В, которая
Фиг. 27. Схема люксметра ГОИ.
может поворачиваться вокруг оси. Яркость
пластинки В, определяемая её освещённостью,
а следовательно, зависящая от угла её пово-
рота, сравнивается глазом с яркостью такой
же пластинки, располагаемой при измере-
ниях на рабочей поверхности. Глаз наблюда-
теля, расположенный перед окулярной трубкой
О прибора, сравнивает яркость изображения
в зеркале Н пластинки В с яркостью пластин-
ки Е. Регулирование яркости пластинки срав-
нения осуществляется её поворотом по отно-
шению к лучу, падающему от лампы L. Рас-
ширение диапазона измерений осуществляется
применением фильтров. При достижении ра-
венства яркостей полей сравнения (пластинок
В и Е) величина измеряемой освещённости
отсчитывается по шкале прибора с помощью
стрелки, скреплённой с осью вращения1 пла-
стинки В. !
ЕСТЕСТВЕННОЕ (ДНЕВНОЕ)
ОСВЕЩЕНИЕ
Светопроёмы
Типы светопроёмов. Освещение помеще-
ний дневным светом осуществляется через
светопроёмы в стенах и на кровле здания.
Светопроёмы на кровле здания называются
фонарями верхнего света, свето-
проёмы в стенах — окнами.
Фонари верхнего света в зависимости от
расположения плоскостей остекления могут
быть с вертикальным и с наклонным остекле-
нием, односторонние и двухсторонние. Фонари
с односторонним остеклением в предприятиях
машиностроительной промышленности приме-
Фиг. 28. Освещённость от фонарей
верхнего света.
няются лишь в тех случаях, когда проника-
ние прямых солнечных лучей на рабочие по-
верхности (инсоляция рабочих поверхностей)
совершенно недопустимо. Правильный выбор
ориентации односторонних фонарей с примене-
нием некоторых защитных устройств, в частно-
сти козырьков, полностью обеспечивает защиту
рабочих мест от инсоляции. В большинстве
случаев в цехах машиностроительных заводов
распространены двухсторонние фонари с; на-
клонным остеклением. Этот тип фонарей обес-
печивает равномерное интенсивное освещение;
горизонтальных поверхностей (фиг. 28). Для
Фиг. 29. Освещённость от окон: — вертикаль-
ная, горизонтальная.
достижения одинаковой средней горизонталь-
ной освещённости фонари с наклонным под
углом 60° остеклением требуют примерно
в 1,5 раза меньшей площади остекления, чем
фонари с вертикальным остеклением.
Освещение помещения окнами создаёт очень
неравномерное распределение освещённости
ао глубине помещения (фиг. 29). При значи-
тельной освещённости у окон освещённость
534
ОТОПЛЕНИЕ, ВЕНТИЛЯЦИЯ И ОСВЕЩЕНИЕ ЗАВОДА
[РАЗД. V
у противоположной стены весьма невелика.
Для повышения равномерности освещения сле-
дует применять светлую окраску стен.
В промышленных зданиях светопроёмы
(в основном фонари верхнего света) использу-
ются не только для естественного освещения,
но и для естественного проветривания (аэра-
ции). Учитывая это, форму фонарей и их распо-
ложение в цехах машиностроительных заводов,
особенно в горячих цехах, необходимо выби-
рать с учётом их аэрационных характеристик.
Характеристика фонарей верхнего света.
Табл. 69 служит для комплексной оценки фо-
нарей верхнего света по пятибалльной системе.
Там же указаны области применения фонарей.
ния помещения принято считать величину коэ-
фициента естественной освещённости (к. е. о.).
К. е. о. определяется процентным отноше-
нием освещённости данной точки помещения
к одновременной освещённости наружной
горизонтальной площадки, освещаемой всем
небосводом при экранировании прямого сол-
нечного света.
При освещении помещений верхним светом
величина среднего к. е.о. по пролёту в основ-
ном зависит от отношения площади остекле-
ния к площади пола освещаемого пролёта.
Это отношение принято называть относитель-
ной площадью остекления. В установках
с боковым светом величина минимального
Таблица 69
Оценка фонарей верхнего света по пятибалльной системе
Тип фонаря и рекомендуемые
соотношения
Комплексная оценка
X <и
S3
Is
« о
Область
применения
Шед вертикальный
а ¦= 6 -J-12 м
— - 0,5 ч- 0,8
а
— -> 0,7 +¦ 0,9
а
В южных
районах для
цехов, не до-
пускающих
инсоляции
Буало
а - 6 -4- 24 м
— - 0,35 ¦*- 0,7
а
— = 0,4 -*- 0,6
а
Цехи с повы-
шенным выде-
лением пыли;
механические
цехи в южных
районах
т
Трапециевидные
а = 6 + 24 м
— = 0,35 -»-1
а
— - 0,4
0,6
Механические
цехи средней
полосы и север-
ных районов;
горячие цехи
с небольшими
теплоизбыт-
ками
Понд вер-
" П тикальный
f Т
Понд на-
клонный
Соотноше-
ния выби-
раются на
основании
аэродина-
мического
расчёта
4-5
Цехи горячей
обработки ме-
таллов с боль-
шими теплоиз-
бытками
То же
Правила и нормы естественного
освещения
Основные определения. Вследствие того
что освещённость как снаружи, так и внутри
помещения в течение светлого времени суток
меняется, достигая своего максимума к полу-
дню, нормирование абсолютного значения
освещённости не определяет условий освеще-
ния. Характеристикой достаточности освеще-
к. е. о. определяется глубиной заложения,
равной отношению глубины помещения к вы-
соте верхней кромки окна над рабочей по-
верхностью.
Нормы к. е. о. для основных цехов ма-
шиностроительной промышленности. В соот-
ветствии с требованиями ОСТ 8545 нормиро-
ванные средние значения к. е, о. для . одно-
этажных цехов с верхним светом должны быть
не менее величин, указанных в табл. 70.
ГЛ. XVI]
ПРОЕКТИРОВАНИЕ ОСВЕЩЕНИЯ
535
Таблица 70
Нормы средних значений к. е. о.*
Таблица
Коэфициент формы фонаря
71
Наименование цехов
и отделений
Литейный цех
Склады земли, скрапа и готовых отливок
Основные отделения цеха:
плавильное, заливочное, выбивное, фор-
мовочное с машинной формовкой, об-
рубное, томильное и пр
стеожневое и формовочное с ручной
формовкой ....
Кузнечный цех
Основные отделения цеха:
заготовительное, поковочное, термиче-
ское, травильное, очистное и пр. . . .
кузнечно-штамповочное
Механосборочный цех
Склады полуфабрикатов и готовых из-
делий .
Инструментальные склады и термиче-
ские отделения
Механические, сборочные и инструмен-
тальные отделения
Средние
значения
к. е. о.
в°/о
1—3
3
5
2
3
5'
9
3
5-7
* Для широт ниже 45° и выше 60° рекомендуется
снижать нормированные значения к. е. о. на 25%.
Ориентировочные расчёты
и эксплоатация
Ориентировочные расчёты к. е. о. Точ-
ные расчёты к. е. о. в любой точке освещае-
мого помещения производятся по специальным
графикам. Ориентировочный расчёт позволяет
определить необходимую относительную пло-
щадь остекления по заданному среднему
к. е. о. или же подсчитать среднее значение
к. е. о. по заданной площади остекления и пло-
щади освещаемого пролёта:
где S =
100 — относительная площадь
остекления в °/0; k — коэфициент формы фо-
наря (табл. 71); е — нормированное значение
к. е. о.; %х и т2 — коэфициенты, учитывающие
потери света от загрязнения остекления в про-
цессе эксплоатации и от несущих строительных
конструкций (ферм, арок и т. п.) (табл. 72).
Значения коэфициента та, учитывающего
потери от несущих конструкций здания, при-
нимаются равными: для деревянных и железо-
бетонных несущих конструкций — 0,7 — 0,9;
для металлических несущих конструкций —
0,9 — 1.
Эксплоатация установок естественного
освещения. Для поддержания в течение всего
периода эксплоатации нормированных условий
освещения необходимо производить регуляр-
ную чистку остекления. Чистка должна произ-
водиться не реже 2 — 3 раз в год для поме-
Вид
свето-
проёмов
Верти-
кальные
Горизон-
тальные
Наклон-
ные под
углом 60°
Характер
остекления
1 Одиночное
\ Двойное .
/ Одиночное
\ Двойное .
f Одиночное
1 Двойное .
Конструкция и материал
переплётов
Переплёты
деревянные и
железобетон-
ные
створ-
ные
6,2
IO
3,1
5
6.9
глухие
5
8,3
а.5
4,i
3.5
5,8
Переплёты
стальные
створ-
ные
4,6
7.1
2,3
3,6
3.2
5
глухие
3,9
6,2
2
3.1
2.7
4.3
щений группы А и не реже 1 — 2 раз в год
для помещений группы Б (табл. 72). Чистка
должна производиться специально выделенной
для этого постоянной бригадой рабочих. Сроки
чистки устанавливаются по возможности через
Таблица 72
Коэфициент т„ учитывающий потери света
от загрязнения
Условия эксплоатации
помещения
Группа А. Помещения с не-
значительным вы-
делением пыли,
дыма, копоти и пр.
(механические, ин-
струментальные и
другие цехи) . .
Группа Б. Помещения с ин-
тенсивным выделе-
нием пыли, дыма,
копоти и пр. (ли-
тейные и кузнеч-
Остекление
вертикаль-
ное
о,75-°,б
о,6—о,5
наклонное
°/65-о,55
°,55-°;45
равные промежутки времени, причём осенью
чистка обязательна. Чистка остекления сво-
дится к двум операциям: нанесению на загряз-
нённую поверхность остекления эмульсии,
удалению загрязнения.
Состав эмульсии для чистки остекления,
рекомендованный ЦНИПС:
Вода дестидлированная или дождевая 1000 см3
Сульфонафтеновая кислота .... 10 г
Сода кальцинированная 4 .
Мылонафт ига аммонийное мыло . . 6 „
Расход эмульсии на 100 м2 остекления: для
литейных и кузниц—0,65 — 0,75 л; для механо-
сборочных цехов -•- 0,5 — 0,6 л.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Справочник по осветительной технике под редакцией
Л. Д. Белькинда, М. 1935.
2. Федоров Б. Ф., Общий курс светотехники, М.
1944.
3. Мешков В. В., Соколов И. И., Курс освети-
тельной техники, М. 1937.
4. К н о р р и н г Г. М., Справочник для проектирования
электрического освещения, Л. 1944.
5. Бабу р и н К. Е., Гусев Н. М., Нормализация
расчёта и проектирования естественного освещения
промышленных зданий, М. 1938.
6. Г у с е в Н. М., Проектирование естественного осве-
щения в промышленных зданиях, М. 1944.
Глава XVII
ПРОЕКТИРОВАНИЕ И УСТРОЙСТВО ФУНДАМЕНТОВ
ПОД ЗАВОДСКОЕ ОБОРУДОВАНИЕ
ФУНДАМЕНТЫ ПОД ОБОРУДОВАНИЕ С ДИНАМИЧЕСКИМИ НАГРУЗКАМИ
ОБЩИЕ СВЕДЕНИЯ
Фундамент машины, оказывающей на него
значительное динамическое воздействие, в ос-
новном должен удовлетворять трём условиям.
Во-первых, он должен иметь достаточную
прочность с учётом статических и динамиче-
ских нагрузок. Во-вторых, колебательные дви-
жения фундамента, характеризуемые амплиту-
дами его свободных или вынужденных колеба-
ний, не должны превосходить допускаемых
величин, устанавливаемых с учётом воздей-
ствия сотрясений или вибраций на работу ма-
шины и её фундамент, а также на конструктив-
ные элементы здания цеха, где находится ма-
шина. В-третьих, фундамент не должен давать
значительной осадки, в особенности неравно-
мерной, которая может вызвать необходимость
устранения перекоса машины. Возможность
такой осадки наиболее реальна при сооруже-
нии фундаментов на песках малой и средней
плотности.
Во избежание перекоса необходимо стре-
миться к тому, чтобы центры тяжести всей
массы фундамента, машины и площади осно-
вания находились на одной вертикали. Расчёт-
ное значение эксцентриситета должно быть не
больше 5% от размера той стороны основания,
а направлении которой смещается центр тяже-
сти. Уже при эксцентриситете в 5% разность
напряжений по краям основания составляет
6ОЭ/О от величины равномерного давления на
грунт, от чего на сравнительно слабом
Грунте может произойти значительный перекос
фундамента.
В целях уменьшения влияния вибраций
и сотрясений на основные элементы здания
(колонны, перекрытия) их не следует связы-
вать с фундаментом машины. В частности,
нельзя опирать на последний конструктивные
элементы зданий.
Основание фундамента должно распо-
лагаться по всей площади на одной от-
метке.
Специальные экспериментальные и теорети-
ческие исследования [1] дали возможность
установить, что заглубление фундамента ма-
шины относительно фундамента здания прак-
тически не уменьшает передачи вибраций и
сотрясений. Поэтому отметку подошвы фунда-
мента машины следует назначать без учёта
влияния вибраций на сооружения.
Для определения величины амплитуд ви-
браций или сотрясений фундаментов машин и
волн, распространяющихся в грунте от этих
фундаментов, необходимо знать коэфициенты,
характеризующие упругие свойства грунтов.
Приближённая теория вибраций массивных
фундаментов машин оперирует тремя коэфи-
циентами, аналогичными „коэфициентам по-
стели", которые применяются в теории
расчёта балок и плит на упругом основа-
нии [2].
Как показывают экспериментальные и тео-
ретические исследования, коэфициенты упру-
гости грунтов зависят не только от упругих
свойств грунта (модуля упругости и коэфи-
циента Пуассона), но и от вида осадки фунда-
мента. Установлено, что коэфициент упругости
грунта, связывающий нормальное равномерное
давление на грунт с равномерной вертикаль-
ной упругой осадкой фундамента, для одного
и того же грунта будет иным, чем коэфициент,
связывающий напряжение сдвига, действу-
ющее на грунт по основанию фундамента,
с горизонтальным перемещением последнего.
Коэфициент, связывающий внешний вращаю-
щий момент, действующий на фундамент, с
упругим поворотом основания его, по вели-
чине также отличается от двух указанных
коэфициентов. Поэтому при динамических
расчётах массивных фундаментов машин поль-
зуются тремя коэфициентами: 1) Сг — упругого
равномерного сжатия грунта, 2) Сх — упругого
сдвига и 3) С„ — упругого неравномерного
сжатия грунта.
Коэфициент Сг применяется при изучении
вертикальных колебаний фундаментов. При
рассмотрении горизонтальных колебаний фун-
даментов машин вводят коэфициент Сх, вели-
чина которого может бьпь принята приблизи-
тельно равной 0,5 Сг. Наконец, при "расчёте
вращательных колебаний фундамента вводится
коэфициент Сф, равный
г -JL
где М — внешний вращающий момент, дей-
ствующий на фундамент и вызывающий упру-
ГЛ. XVII] ФУНДАМЕНТЫ ПОД ОБОРУДОВАНИЕ С ДИНАМИЧ. НАГРУЗКАМИ
537
гий поворот его на угол <р, JF — момент инер-
ции площади основания фундамента относи-
тельно оси, проходящей через центр тяжести
основания, перпендикулярно к плоскости ко-
лебания.
Исследования [5] дают возможность сделать
выеод, что между коэфициентами С? и Сг су-
ществует приближённо (для не слишком вытя-
нутых в плане фундаментов) следующая зави-
симость:
В табл. 1 приведены значения коэфициента
Сг для грунтов с различным допускаемым
удельным давлением Rd.
Таблица 1
Значения коэфициента упругого равномерного
сжатия для разных грунтов
Катего-
рия
грунта
I
11
III
IV
Наименование грунта
Слабые грунты (глина и су-
глинок в пластичном состоя-
нии на границе пластичности,
супесь средней плотности и
пылеватый песок, насыщен-
ные подои, а также грунты 11
и III категорий с прослойка-
ми ила или торфа)
Средней грочности грунты
(глина и Суглинок в твёрдом
и пластичном состоянии на
границе раскатывания,супесь
сухая и влажная, пылеватый
neiOK, влажный, мелкий я
средней крупности пески). .
Прочные грунты (глина и су-
глинок в твёрдом состоянии,
имеющие минимальную есте-
ственную влажность, песок
крупный и гравелистый. гра-
вий-и галька, сухие лёсс и
лёссовидный суглинок). . . .
Скальные основания ....
Сг
в кг/см3
Доз
з-б
6—ю
Более ю
в кг/см*
До 1,5
1.5—3,5
3,5-6
Болееt
Для каждого типа машины рабочие стати-
ческие давления на грунт находятся в сравни-
тельно узких пределах. Так, для большинства
фундаментов машин с кривошипно-шатунными
механизмами значение статического давления
иа основание фундамента при бесцокольном
устройстве цеха, когда коммуникации (трубо-
проводы) не заглубляются в грунт, не превы-
шает 0,8 hz/cM2. При цокольном устройстве
цеха расположение коммуникаций под землёй
вызывает необходимость устройства подваль-
ного этажа. В связи с этим высота фундамента
машины значительно возрастает, достигая
иногда 7—8 м, что влечёт за собой увеличе-
ние статического давления на основание фун-
дамента до 1,5 кг/см2. Для фундаментов под
молоты значение статического давления на
грунт находится в пределах 0.8—1,2 кг/см2;
для фундаментов турбоагрегатов — 0,8—1,5
кг/см* и лишь в отдельных случаях достигает
2 кг/см\
У фундаментов под различное мелкое обо-
рудование это давление в большинстве слу-
чаев составляет 0,2—0,6 кг/см'*.
Величина статического давления на основа-
ние фундаментов машин значительно меньше,
чем у фундаментов промышленных и граждан-
ских сооружений. Следовательно, в подавляю-
щем большинстве случаев устройство фунда-
ментов машин, даже на слабых грунтах,
с дапускаемым давлением 1 кг/см* (грунты I ка-
тегории в табл. 1) может быть осуществлено
без применения каких-либо способов усиления
основания фундаментов.
Иногда габариты цеха и расположение обо-
рудования лишают возможности достаточно
развить основание фундамента, этим умень-
шить статическое давление на грунт и ампли-
туды колебаний фундамента. В этих случаях,
а также при устройстве фундаментов под
особо тяжёлые и мощные машины (например,
молоты с падающими частями весом 5—7 т)
необходимо предусматривать усиление основа-
ния фундамента. С этой целью, особенно под
маломощное оборудование или сравнительно
хорошо уравновешенные машины (например,
многоцилиндровые дизели, центробежные насо-
сы, шаровые мельницы, прессы и т. п.), можно
применять сильно уплотнённые песчаные по-
душки и вертикальные забивные сваи длиной
3—5 м. При дальнейшем увеличении длины
свай жёсткость основания возрастает лишь
незначительно.
ФУНДАМЕНТЫ ПОД МАШИНЫ
С КРИВОШИПНО-ШАТУННЫМИ
МЕХАНИЗМАМИ
Классификация машин по их неуравно-
вешенности и действию на сооружения.
Возмущающими нагрузками, вызывающими вы-
нужденные колебания фундаментов машин
с кривошипно-шатунными механизмами, яв-
ляются неуравновешенные силы и моменты
движущихся частей указанных механиз-
мов.
Вычисление возмущающих сил и моментов,
развиваемых каждым цилиндром или всеми
цилиндрами машины, не представляет труда,
если размеры и вес частей кривошипно-шатун-
ного механизма известны [2]. Степень неурав-
новешенности машины в большой мере зави-
сит от числа цилиндров её и относительного
расположения кривошипов в каждом из них.
Так например, если вес и размеры криво-
шипно-шатунных механизмов различных срав-
ниваемых машин одинаковы и если степень
неуравновешенности одноцилиндровой машины
принять равной единице, то для машин, имею-
щих различное число цилиндров и различное
относительное расположение кривошипов, по-
лучим следующие значения степени неуравно-
вешенности, указанные в табл. 2.
Таблица 2
Степень неуравновешенности машин с кривошипно-
шатунными механизмами
Число
цилиндров
i
а
3
4
Углы между первым и после-
дующим кривошипами
(,в градусах)
I
о о о о о о
II
о
9°
i8o
I2O
180
III
240
180
IV
3fc
Степень
неуравно-
вешен-
ности
i
2
0
0
0
538
ПРОЕКТИРОВАНИЕ И УСТРОЙСТВО ФУНДАМЕНТОВ
[РАЗД. V
Лишь одно- и двухцилиндровые машины
обладают неуравновешенностью и, следова-
тельно, опасны в отношении вибраций. Порш-
невые машины, имеющие три и больше цилин-
дра, могут быть признаны практически урав-
новешенными и, следовательно, безопасными
в отношении вибраций. Динамический расчёт
фундаментов, в частности проверка на резо-
нанс, поэтому необязателен. Размеры фунда-
ментов в этом случае определяются конструк-
тивными соображениями. Наоборот, при проек-
тировании фундаментов одноцилиндровых и
двухцилиндровых машин динамический расчёт
фундамента должен быть выполнен более
точно, с проверкой на резонанс, определением
амплитуд вынужденных колебаний.
Низкочастотные машины с периодическим,
установившимся режимом работы (поршневые
горизонтальные компрессоры, поршневые паро-
вые машины, лесопильные рамы, двигатели
Дизеля) нередко вызывают значительные ви-
брации сооружений, находящихся иногда на
расстоянии десятков метров от колеблющегося
фундамента. Машины с числом оборотов более
200—250 в мин. не опасны для сооружений. По
данным наблюдений, особенно часто вибрации
сооружений вызываются машинами, имеющими
90—160 об/мин. Указанное объясняется тем,
что собственные основные частоты колебаний
сооружений сравнительно низки и приближа-
ются к частотам вращения тихоходных ма-
шин. Вследствие этого возможно совпадение
частоты вращения машины с одной из основ-
ных собственных частот колебаний сооруже-
ния, т. е. резонанс, при котором амплитуды
колебаний сооружения могут достигнуть зна-
чительной величины, иногда опасной для проч-
ности сооружения.
Материал фундаментов и указания по их
проектированию. Нагрузки на фундамент
слагаются из мёртвого веса оборудования и
динамических усилий, возникающих во время
работы машины. Для фундаментов машин с
кривошипно-шатунными механизмами эта сум-
марная нагрузка такова, что удельное давле-
ние на фундамент от машины обычно не пре-
вышает 3—5 кг/см2. Поэтому для сооруже-
ния фундаментов машин с кривошипно-ша-
тунными механизмами можно применять мате-
риалы с пониженной прочностью — бетон марки
не свыше 90, кирпичную кладку на цементном
или известковом растворе, тощие бетоны ма-
рок 65 и 45 и бутобетон.
Фундаменты машин с кривошипно-шатун-
ными механизмами обычно проектируются
в виде блоков с выемками и отверстиями для
опор машины, её оборудования и болтов. Глу-
бина заложения фундамента определяется гео-
логическими условиями и конструктивными со-
ображениями. При проектировании фундамента
под машину с кривошипно-шатунными меха-
низмами его высоту необходимо по возмож-
ности уменьшать и развивать габариты его
в плане. В этих целях следует избегать под-
земного расположения коммуникаций (трубо-
проводы, каналы и пр.), сопряжённого с
увеличением общей высоты фундамента.
При установке фундаментов нескольких
машин на одной общей бутобетонной плите
толщина последней должна быть не менее
0,8 м, а длина консолей плиты — не менее её
толщины.
Фундаменты из бетона марки 90 необходимо
армировать только по контуру и в местах,
ослабленных отверстиями. В зависимости от
габаритов фундамента применяется арматура
диаметром 12 — 18 мм сеткой через 20 — 40 см.
Расчёт фундамента. Расчёт напряжений
в теле фундамента обычно не производится.
Статический расчёт ограничивается центриро-
ванием фундамента и определением статиче-
ского удельного давления на грунт, исчисляе-
мого по формуле
G
F '
A)
где G—-общий вес фундамента и машины,
F—площадь основания фундамента. При этом
величина о должна быть меньше 0,8 Rd для
песчаных грунтов и Rd — для суглинков
и глин (Rd— удельное давление на грунт,
допускаемое при действии на него одной
статической нагрузки и определяемое по
табл. 1).
Динамический расчёт фундамента произво-
дится обязательно для одно- и двухцилиндровых
машин, т. е. машин с основными гармониками
возмущающих сил и моментов. Вторые гармо-
ники возмущающих сил и моментов малы по
сравнению с первыми гармониками, поэтому
если даже одна из собственных частот колеба-
ний фундамента близка ко -второй гармонике
неуравновешенных сил или моментов криво-
шипно-шатунных механизмов машины, то
и в этом случае амплитуды колебаний фунда-
мента, вызванные вторыми гармониками, вслед-
ствие демпфирующих реакций, малы. Обычно
виброграммы показывают колебания с часто-
той, равной основной частоте вращения ма-
шины (фиг. 1, а). Иногда влияние вторых гар-
«ллллл
Фиг. 1. Виброграммы колебаний
фундамента машины с криво-
шипно-шатунными механизмами:
а — колебания, вызванные только
первыми гармониками возмуща-
ющих нагрузок; б — колебания,
вызванные первой гармоникой и
искажённые второй гармоникой
возмущающих нагрузок.
моник обнаруживается на виброграммах лишь
в искажениях колебаний с основной частотой
(фиг. 1, б).
Таким образом, при расчёте колебаний
фундамента под машину с кривошипно-шатун-
ными механизмами допустимо учитывать влия-
ние неуравновешенных сил и моментов только
первой гармоники. При этом задача о колеба-
ниях фундамента сводится к изучению колеба-
ний твёрдого тела на упругом основании
(грунте) иод действием периодических нагру-
зок заданной частоты и амплитуды. В общем
случае решение этой задачи приводит к иссле-
дованию колебаний с шестью степенями сво-
боды [8].
Так как фундаменты машин с кривошипно-
шатунными механизмами обычно имеют плос-
ГЛ. XVII] ФУНДАМЕНТЫ ПОД ОБОРУДОВАНИЕ С ДИНАМИЧ. НАГРУЗКАМИ
539
кости симметрии, являющиеся вместе с тем
главными плоскостями фундамента, то задача
сводится к исследованию колебаний твёрдого
тела в одной из его главных плоскостей.
Диференциальные уравнения колебаний
фундамента при этом могут быть написаны
в виде:
т г-\- Сг Fz = Рг sin со t, B)
тх -\- CxFx — CxFHc <p = Рх sin со t;
C)
Здесь введены следующие обозначения
(фиг. 2): т и G — масса и вес фундамента
и машины; Нс — расстояние от центра тяжести
установки до
л основания; Jp —
момент инерции
площади осно-
вания относи-
тельно оси, про-
ходящей через
центр тяжести
основания, пер-
пендикулярно
Фиг. 2. Схема колебаний фунда- ПЛОСКОСТИ КОЛе-
мента машины с кривошипно-ша- баний (являю-
тунньш механизмом. щейся глашюй
плоскостью xz);
Jm — момент инерции массы всей установки
относительно оси, проходящей через общий
центр тяжести; F—площадь основания фунда-
мента; Cz, Су и Сх — коэфициенты упругих
равномерного и неравномерного сжатия и
сдвига^, грунта; Рх, Pz и М — амплитуды не-
уравновешенных первых гармоник возмущаю-
щих сил и момента; со — частота вращения
(угловая скорость) машины, равная
где п — число оборотов машины; г, х, <р —
перемещения центра тяжести фундамента в на-
правлении осей z, х и поворот его относительно
оси, перпендикулярной плоскости колебаний.
Уравнения C) связаны между собой, так как
в каждое из них входит х и ср. Уравнение B)
совершенно не зависит от уравнений C). Следо-
вательно, вертикальные колебания фундамента
не будут зависеть от колебаний относительно
двух других осей координат. Поэтому, если на
фундамент действуют возмущающие нагрузки,
не имеющие вертикальной составляющей
(Р2 ss 0), вертикальные колебания фунда-
мента не возникнут. В этом случае фундамент
будет испытывать лишь поворот около оси у
и перемещение в направлении оси х.
Если возмущающая нагрузка даёт лишь
вертикальную центральную силу, то фундамент
будет испытывать только чистые вертикальные
колебания. Решение уравнения B), соответ-
ствующее вынужденным вертикальным коле-
баниям фундамента, будет
z = Az sin со*,
где амплитуда вертикальных колебаний фун-
дамента равна
Здесь fz—частота собственных вертикаль-
ных колебаний, равная
E)
т
Выражение D) может быть представлено
в виде
где
Az — p. Acm,
A --&-
cm~C,F
D')
F)
— статическая упругая осадка фундамента под
действием силы Р2;
1* =
1 u
G)
— коэфициент динамичности. Величина его
существенно зависит от соотношения между
частотой вращения машины и частотой соб-
ственных вертикальных колебаний фундамента.
Чем меньше они отличаются одно от другого,
тем больше коэфициент динамичности. В пре-
дельном случае при fz = ш, т. е. в условиях
резонанса, р. приобретает теоретически беско-
нечно большое значение. Вследствие демпфиру-
ющей реакции величина f* в условиях резо-
нанса будет ограничена, и Аг будет равно
5 —7-кратному значению Аст.
Фундаменты машин с вертикально располо-'
женными кривошипно-шатунными механизмами
имеют во многих случаях вертикальную со-
ставляющую возмущающих нагрузок, значи-
тельно большую по величине по сравнению
с другими составляющими; такие фундаменты
испытывают преимущественно вертикальные
колебания. Поэтому динамический расчёт фун-
дамента дизелей, лесопильных рам, компрес-
соров с вертикальным расположением цилин-
дров может быть ограничен лишь расчё-
том А2. Габариты и вес фундамента должны
быть подобраны так, чтобы расчётное значе-
ние Az не превосходило 0^20 мм.
Частные решения уравнений C), соответ-
ствующие вынужденным колебаниям фунда-
мента в направлении оси х и вращению его
относительно оси у, будут
х = Ах sin ш t, <p = А<? sin со t, (8)
причём Ах и i4<p — амплитуды колебаний —
определяются формулами:
QHc+CjFHf-J Jm)Px+CxFHcM
д , (9)
CxFHcPx-{CxF-^m)M (Ш)
где
д = mjm со* — (С? JF mGHcm -f Cx FHfm +
P-GHe)CxF. A1)
D)
Для следующих частных случаев приведён-
ные формулы упрощаются.
1) Фундаменты под горизонтальные машины
обычно имеют в направлении движения порш-
540
ПРОЕКТИРОВАНИЕ И УСТРОЙСТВО ФУНДАМЕНТОВ
[РАЗД. V
ней значительно большие размеры, чем по
высоте.
При указанных соотношениях размеров
фундамент под действием горизонтальной
составляющей возмущающих нагрузок будет
испытывать преимущественно горизонтальные
колебания, амплитуда которых определится
простой формулой
Ах=.„ /* „,. (90
Амплитуда вращательных колебаний будет
мала, и ею можно пренебречь.
2) Точно так же, если высота фундамента
больше размера подошвы его в плоскости коле-
баний, то вынужденные колебания будут при-
ближаться по форме к простым вращательным
колебаниям. В этом втором случае прибли-
жённо можно считать Ах = 0, а амплитуду вра-
щательных колебаний определить по формуле
Am =
М
(Ю')
где
Фундаменты под машины с кривошипно-
шатунными механизмами проектируются так,
чтобы их собственные частоты были на
50—125% выше рабочей частоты вращения
машины.
Способы уменьшения колебаний фунда-
ментов. 1) У р авновешивание возму-
щающих нагрузок машины. Устрой-
ство противовесов даёт возможность частично
уравновесить силы инерции первого порядка
кривошипно-шатуиного механизма.
Размеры противовесов и их расстояние от
оси вращения можно выбрать так, чтобы
полностью была уравновешена первая гармо-
ника составляющих возмущающих сил в на-
правлении скольжения поршня. При этом со-
ставляющая в перпендикулярном направлении
увеличится.
Для одноцилиндровой горизонтальной пор-
шневой машины наибольшую опасность пред-
ставляют колебания фундамента, сопровожда-
ющиеся вращением его и сдвигом. В этом
случае необходимо уравновешивание возмуща-
ющих нагрузок, действующих в направлении
движения поршней, даже за счёт некоторого
возможного увеличения возмущающих сил,
действующих в вертикальном направлении.
В случае установки горизонтального двига-
теля и наличия вертикальных колебаний недо-
пустимой амплитуды необходимо применить
первый способ.
Для вертикального двигателя выбор спо-
соба уравновешивания зависит от того, испы-
> тывает ли фундамент вертикальные, горизов>
тальные или вращательные колебания.
2) Химическое укрепление грун-
т а. Для уменьшения колебаний фундамента на
песчаном грунте можно применить химиче-
ское укрепление основания или его цементиро-
вание, в результате чего достигается повыше-
ние собственных частот колебаний фунда-
мента. Этот способ может дать бесспорный
положительный эффект в тех случаях, когда
собственные частоты колебаний фундамента
на неукреплённом грунте выше рабочей ча-
стоты вращения машины.
Основное преимущество этого метода со-
стоит в том, что при его применении оста-
новка машины может быть ограничена всего
несколькими днями.
3) Конструктивные мероприя-
тия. Правильным изменением конструкции
фундамента можно значительно уменьшить
амплитуду его колебаний. Однако конструк-
тивные мероприятия нередко связаны с дли-
тельной остановкой машины и значительными
затратами средств и материалов. Поэтому их
можно рекомендовать лишь в тех случаях,
когда другие методы неосуществимы.
Целью конструктивных мероприятий дол-
жно быть изменение собственных частот коле-
баний фундамента, с тем чтобы разность
между ними и рабочей частотой вращения
машины была возможно большей.
Рабочие частоты вращения машин с криво-
шипно-шатунными механизмами чаще всего
оказываются ниже основных частот колебаний
фундамента. В этих случаях следует ещё
больше повысить собственные частоты коле-
баний фундамента, увеличивая площадь его
основания и момент её инерции, а также
жёсткость основания путём устройства свай.
Кроме того, можно, не изменяя частоты коле-
баний фундамента, увеличить его массу. Это
влечёт за собой также уменьшение амплитуд
вертикальных колебаний фулдамента.
Если собственные частоты колебаний фун-
дамента ниже рабочей частоты вращения ма-
шины, увеличение площади основания или
повышение жёсткости основания может дать
обратный результат. В этом случае желатель-
но ещё большее снижение собственных частот
колебаний фундамента, в частности увеличе-
ние массы фундамента без изменения пло-
щади его основания.
Применение тех или иных конструктивных
мероприятий зависит от местных условий. Так
например, если колеблющийся фундамент нахо-
дится рядом с другим фундаментом, то их
можно соединить. В некоторых случаях ампли-
туды вращательных или горизонтальных коле-
баний фундамента можно уменьшить при по-
мощи специальных плит [9].
4) Вибро изоляция. Если неуравнове-
шенные силы машины приводятся к централь-
ной вертикальной силе Pz, вызывающей вы-
нужденные вертикальные колебания фунда-
мента, то амплитуда
колебаний последнего,
как это следует из
формулы D), будет
пропорциональна силе
Рг. Если между маши-
ной и её фундаментом
проложить упругую Щ
прокладку (фиг. 3), \
то в зависимости от
свойств последней
амплитуда колебаний
фундамента может
увеличиться или
уменьшиться.
В первом приближении при наличии про-
кладки амплитуда колебаний будет опреде-
ляться той же формулой D), в которой силу Рг
необходимо заменить реакцией сжатия про-
кладки, равной
PP
Фиг. 3. Схема виброизо-
ляции фундамента: а—про-
кладки (амортизатор).
ГЛ. XVIl] ФУНДАМЕНТЫ ПОД ОБОРУДОВАНИЕ С ДИНАМИЧ. НАГРУЗКАМИ
541
где величина коэфициента f* определяется
выражением
1
Здесь и —частота возмущающей силы машины;
f—частота собственных колебаний массы,
установленной на прокладке.
Значение коэфициента {л зависит от соотно-
шения между частотами ш и /. Если частота
возмущения мала по сравнению с частотой /,
то fA будет незначительно отличаться от еди-
ницы и Р1 от Pz. Следовательно, применение
прокладки в этом случае не изменит ампли-
туды колебаний фундамента и окажется бес-
полезным. При изменении величины / и г.осто-
янном значении ш в пределах, когда «></.
значение коэфициента динамичности будет
возрастать, и устройство прокладки станет
вредным, так как амплитуды колебаний фун-
дамента будут больше, чем без прокладки.
Особенно неблагоприятное действие окажет
прокладка при <о =/. Следовательно, если соб-
ственная частота колебаний машины, устано-
вленной на вибрационной прокладке, больше
частот возмущающей силы, то применение про-
кладки бесполезно или вредно.
График (фиг. 4) показывает, что прокладка
уменьшает амплитуды колебаний фундамента
лишь тогда, когда частота возмущения по
крайней мере в у1~раза больше собственной
частоты /. При отношении -=- = 2 ц будет
равно 0,33, и, следовательно, на фундамент
будет передаваться лишь одна треть возмуща-
ющей силы машины и амплитуда колебаний
фундамента уменьшится в 3 раза. Если ча-
стота возмущения будет в 5 раз больше/, то
.,„ • амплитуда ко-
лебаний фунда-
мента не пре-
восходит 5''/о
амплитуды его
при отсутствии
прокладки.
В качестве
прокладки мо-
жно использо-
вать слои того
или иного эла-
стичного мате-
риала или специальные упругие конструкции,
например пружинные амортизаторы.Прокладки
в виде слоя пробки, резины или других веществ
с успехом применяются для виброизоляцин
лишь лёгких машин и станков, аппаратуры
и т. д, когда удельные давления на прокладки
невелики и материал работает в пределах
упругих деформаций. Установка тяжёлых ма-
шин на подобные прокладки вызовет значи-
тельные деформации, сопровождающиеся изме-
нением их свойств. Кроме того, такие про-
кладки затрудняют регулирование и центри-
рование машины при монтаже. Наконец, с те-
чением времени механи ичкпе свойства про-
кладок изменяются, вследствие чего меняются
колебания фундамента и машины.
Для виброизоляцип машин с кривошипно-
шатунными механизмами в иностранной прак-
тике широко используются пружинные аморти-
го
,и
0
7ч
**
V? 2 *
1
i
Фит. 4. График изменения коэ-
фициента динамичности при
виброизоляции фундамента.
заторы [12]. Основным элементом такого
амортизатора является работающая в сжатом
состоянии стальная пружина, материал кото-
рой отличается высокими механическими каче-
ствами. Конструкции пружинных амортизато-
ров весьма различны. На фиг. 5 приведена
схема установки машины на пружинные
амортизаторы, где показан способ виброизо-
ODDDDD
Г
Фиг. 5. Виброизоляция шестицилиндрового дизеля.
ляции шестицилиндрового дизеля, соединён-
ного с генератором. В этом случае чугунная
фундаментная плита заменена сравнительно
лёгкой рамой из сортовой стали.
ФУНДАМЕНТЫ ПОД ТУРБОАГРЕГАТЫ
И МОТОР-ГЕНЕРАТОРЫ
Турбоагрегаты принадлежат к типу высоко-
частотных машин с вращающимися частями
высокой статической и динамической уравно-
вешенности. Эти машины могут вызвать лишь
местные вибрации отдельных элементов соору-
жений небольшой амплитуды (не превосходя-
щей 0,01 мм) и с точки зрения вибраций
совершенно безопасны для сооружений.
Изучение показало [3], что турбоагрегаты
испытывают вибрации весьма малой амплиту-
ды, практически весьма незначительно сни-
жающие прочность фундамента и его основания.
Амплитуды колебаний нижней фундамент-
ной плиты в подавляющем большинстве слу-
чаев меньше 0,001 мм. Таким образом, прак-
тически нижняя плита не испытывает вибра-
ций н, следовательно, не передаёт динамиче-
ской нагрузки на грунт.
Фундаменты мотор-генераторов, как пока-
зывают наблюдения, могут вибрировать с ам-
плитудой до 0,2 — <\3 мм.
Для проектирования фундамента турбо-
агрегата необходимы следующие данные: а) чер-
тежи в плане и по разрезам, с указанием
необходимых тоннелей, каналов, выемок и пр.;
расположение в плане болтов; задание на иол
конденсаторного помещения в пределах обреза
нижней плиты фундамента и на площадку во-
круг турбоагрегата на уровне пола машинного
зала; б) схема действующих на фундамент
нагрузок от неподвижных и вращающихся
частей.
Фундаменты турбоагрегатов могут быть
трёх типов — рамные, стенные и массивные.
В качестве материалов могут быть приме-
нены: а) для рамных фундаментов — бетон
марки ПО; б) для стенных и массивных фун-
даментов— бетон марки ПО и кирпичная
кладка на цементном растворе при марке кир-
542
ПРОЕКТИРОВАНИЕ И УСТРОЙСТВО ФУНДАМЕНТОВ
[разд. v
пича не менее 100; в) для нижних фундамент-
ных плит — тощие бетоны марок 65 или 45,
а также бутобетон.
Фундаменты мотор-генераторов, агрегатов
Леонарда-Ильгнера сооружаются из бетона
марок 110—90 (особенно в тех случаях, когда
фундамент проектируется в виде рамной кон-
струкции) или из кирпичной кладки на цемент-
ном растворе (для стенных и полумассивных
фундаментов).
Фундамент рамного типа состоит из ниж-
ней массивной сплошной плиты и жёстко за-
деланных в неё трёх или более пар колонн;
последние поверху соединяются ригелями и про-
дольными балками, образующими плиту для
крепления и обслуживания агрегата.
Фундаменты стенного типа выполняются
в виде двух продольных стен с необходимы-
ми отверстиями, вырезами и проёмами; стены
устанавливаются на общей массивной плите
и связываются поверху поперечными бал-'
ками.
Массивные фундаменты сооружаются в
виде сплошного блока с выемкой для конден-
сатора, шахтами и отверстиями для отдельных
частей машины.
В целях уменьшения вероятности мест-
ных вибраций верхней монтажной плиты фун-
дамента рекомендуется придавать возможно
большую жёсткость раме, образованной по-
перечными и продольными балками. Для этого
применяются уширенные продольные балки,
жёстко скреплённые с поперечными. Размеры
сечений ненагруженных элементов принимают-
ся не менее 25 см, балок — не менее 40 см.
Консоли вер'хней плиты фундамента должны
быть возможно более жёсткими, без больших
вылетов. Это достигается устройством окай-
мляющей бортовой балки, опирающейся на
мощные консоли, или применением жёстких
закрепляющих рёбер.
Высота сплошной массивной фундаментной
плиты для агрегатов мощностью до 6000 кет
должна быть равна 0,8 —1,2 м, мощностью
до 12 000 кет—1,2 — 1,6 л, мощностью до
25000 кет — 1,6—2,0 м, агрегатов мощностью
свыше 25000 кет — 2 — 4 м.
Все элементы верхнего строения рамного
фундамента снабжаются двойной арматурой;
в балках закладывается растянутая и сжатая
арматура; в колоннах, как правило, устана-
вливается симметричная арматура. Наружная
и внутренняя арматура стен связывается хому-
тами (шпильками), расположенными в шах-
матном порядке, на расстоянии один от дру-
гого 50—60 см; концы всей арматуры снаб-
жаются крюками Консидера.
Наземные элементы рамных фундаментов
насыщаются арматурой из расчёта 70—80 кг
на 1 мй бетона, массивных и стенных—25—30 кг.
Расчёт фундаментов турбоагрегатов и
мотор-генераторов. Статический расчёт фун-
дамента заключается в тщательном центриро-
вании масс его, вычислении статического
удельного давления на грунт, а также в под-
боре сечений и арматуры в элементах верх-
него строения фундамента.
До последнего времени допускаемое удель-
ное давление на грунт в основании фундамен-
тов турбоагрегатов необоснованно принима-
лось равным 0,5—0,6 от удельного давления,
допускаемого при действии на грунт только
статической нагрузки. Введение этого коэфи-
циента в случае сооружения фундаментов на
грунтах средней прочности приводило к необ-
ходимости усиливать основание фундамента
сваями. Величина указанного коэфициента
может быть доведена до 0,8—1,0, что во мно-
гих случаях позволит избежать необходимо-
сти усиления основания фундамента.
Даже в очень хорошо уравновешенных
турбоагрегатах остаётся некоторая доля меха-
нической и магнитной неуравновешенности,
отчего турбоагрегат оказывает не только ста-
тическое, но и динамическое воздействие на
фундамент. Определить величину неуравнове-
шенных сил инерции вращающихся частей
турбоагрегата не представляется возможным.
Поэтому динамическое воздействие турбоагре-
гата учитывается косвенным путём, а имен-
но: при расчёте напряжений в элементах фун-
дамента вводят „эквивалентные нагрузки".
Величины этих нагрузок довольно значи-
тельны. Ленинградский институт сооружений
[7] рекомендует принимать вертикальную со-
ставляющую эквивалентных нагрузок рав-
ной Ьпм, а горизонтальной — 2GM (GM — вес
машины). Более правильно выбирать эквива-
лентные нагрузки в зависимости от веса вра-
щающихся частей машины [10],..так как толь-
ко они являются источником возмущающих на-
грузок. Вертикальную составляющую эквива-
лентных нагрузок, направленную вниз, реко-
мендуется принимать равной 10 —15-кратному,
а горизонтальную составляющую—5-кратному
весу вращающихся частей турбоагрегата. Вер-
тикальные эквивалентные нагрузки приложены
в местах расположения подшипников, а гори-
зонтальные — на уровне осей поперечных
балок фундамента; нагрузки предполагаются
сосредоточенными по середине ригеля.
Внутренние усилия в отдельных элементах
фундамента определяются для двух случаев
совместного действия постоянной и эквива-
лентных нагрузок, а именно: а) когда обе эти
нагрузки направлены вниз и б) когда эквива-
лентная нагрузка действует в горизонтальном
направлении.
Так как турбоагрегат представляет собой
хорошо уравновешенную машину, то проверка
на резонанс фундамента её необязательна.
Фундаменты мотор-генераторов нередко
испытывают колебания с амплитудой, превы-
шающей допустимую [6]. Эти фундаменты, в
противоположность фундаментам турбоагре-
гатов, могут находиться в условиях, близких
к резонансу, что приведёт к значительному
возрастанию амплитуд главным образом гори-
зонтальной поперечной составляющей колеба-
ний фундамента. Объясняется это тем, что
мотор-генераторы имеют небольшие числа
оборотов того же порядка, что и числа соб-
ственных горизонтальных колебаний фунда-
мента в поперечном направлении. Поэтому
при проектировании фундаментов под мотор-
генераторы необходимо производить проверку
на резонанс для колебаний в поперечной
плоскости.
Эта проверка для рамных фундаментов под
мотор-генераторы можег быть выполнена по
формуле
A2)
ГЛ. XVII) ФУНДАМЕНТЫ ПОД ОБОРУДОВАНИЕ С ДИНАМИЧ. НАГРУЗКАМИ
543
где пх — число собственных горизонтальных
колебаний рамного фундамента; С — коэфи-
циент жёсткости всех поперечных рам фун-
дамента, равный
Здесь Cj — коэфициент жёсткости каждой
рамы фундамента; величина его определяется
по формуле
п \2EJhi I + 6K1
причём
2 + 3 Я,
'hi
В формулах введены следующие обозначе-
ния: Е—модуль упругости железобетона, рав-
ный 2,5-106 т/мг; J^, Ju — моменты инерции
стойки и ригеля /-й рамы; Hj, Ц — расчётное
значение высоты и пролёта г-й рамы; они
принимаются равными
2 ' '
где Но — высота стойки от места заделки до
оси ригеля; 10 — расстояние между осями
стоек; Д — коэфи-
Д
ОАО
азо
• 0,20
а ю
г"'
*>*
Ид
ы
Но
t
*
д
циент, определяе-
мый по графику
(фиг. 6); Л/, и hi —
высоты сечений
стойки и ригеля;
G' — приведённый
вес в т, равный
весу мотор-генера-
}е тора, собственному
6 QJM ощ 0}2 0J6 020 Тй весу верхней пли-
ты и 30% веса
Фиг. б. График коэфициента д всех стоек фунда-
к расчёту фундамента мотор- мрнтнпй Пямы
генератора. ментНОИ рамы.
Число собствен-
ных колебаний фун-
дамента, вычисленное по формуле A2), должно
быть на 30% ниже или на 100<70 выше ра-
бочего числа оборотов мотор-генератора.
Если fx будет удовлетворять второму усло-
вию, необходимо проверить фундамент на
резонанс, рассматривая его как твёрдое тело
на упругом основании, пользуясь для попе-,
речной плоскости формулой
Jm
(обозначения приведены на стр. 539).
ФУНДАМЕНТЫ ПОД КУЗНЕЧНЫЕ
МОЛОТЫ
Указания по проектированию. Как пока-
зывают виброграммы, сотрясения фундаментов
молотов весьма быстро затухают во времени
(фиг. 7); колебания, вызванные первым ударом,
к началу второго удара уже полностью зату-
хают, поэтому наложение колебаний от двух
последующих ударов практически невозможно.
Это делает излишним расчёт фундамента на
резонанс; динамический расчёт его ограничи-
вается лишь вычислением амплитуды свобод-
ных колебаний фундамента.
Сотрясения от фундаментов молотов опас-
ны для сооружений, главным образом, потому,
что они вызывают дополнительную неравно-
мерную осадку вследствие сотрясений фун-
даментов стен или колонн. На фиг. 8 приво-
дится график осадки колонн кузнечного цеха
и амплитуд вертикальных колебаний, вызван-
'r-W
' П
15
и
Са»
Г'
i 1
К
и—к
1 1
•-
и
и
1——«
)
/
0,2
0,6
Фиг. Я. Связь между осадкой ко-
лонн и амплитудами их колебаний,
вызванных сотрясениями фунда-
мента молота: X — X — ось фунда-
мента молота; Y— У— ось колонн
кузнечного цеха; а — амплитуда в
мм; Ь — осадка в см.
Фиг. 7. Виброграмма сотрясений фундамента
молота.
ных волнами, распространяющимися от фун-
дамента молота с весом падающих частей
7,5 т. Из сравнения графиков амплитуд и осад-
ки видно, что осадка колонн тем больше, чем
больше амплитуда колебаний. С увеличением
расстояния до фундамента молота амплиту-
ды колебаний
колонн и их
осадка уменьша-
ются. Поэтому
амплитуда коле-
баний фунда-
мента должна
быть ограниче-
на до пределов,
практич еск и
безопасных для
прочности и
устойчивости
как соседних
фундаментов
стен и колонн,
так и для техно-
логических процессов или работы того или
иного оборудования, установленного на неко-
тором расстоянии.
До недавнего времени в качестве расчёт-
ного значения амплитуды колебаний фунда-
мента принималось 2 мм. Однако результаты
массового обследования фундаментов под мо-
лоты [4] показывают, что в действительности
амплитуды колебаний фундаментов эксплоа-
тируемых молотов значительно меньше и их
можно принять равными 0,8 — 1,2 мм. Мень-
шие значения допустимой амплитуды соответ-
ствуют фундаментам молотов небольшой мощ-
ности или фундаментам, возводимым на не-
связных грунтах (песок средней плотности,
суглинки с прослойками песка).
Расчёт амплитуды вертикальных коле-
баний. Амплитуда колебаний фундамента и
шабота молота обычно определяется в пред-
положении, что шабот и фундамент предста-
вляют абсолютно твёрдые тела, а подшаботная
прокладка и грунт идеально упруги, без инер-
ционных свойств. При этих предположениях
изучение колебаний молота и фундамента сво-
дится к решению задачи о свободных колеба-
ниях системы с двумя степенями свободы
(фиг. 9), которой сообщается заданная началь-
ная скорость движения.
Диференциальные уравнения колебаний та-
кой системы будут:
т,гх с,г^ ^ а^ ^ — ,| ^
где mi и m2 — массы фундамента и шабота (со
станиной, если она установлена на шаботе);
544
ПРОЕКТИРОВАНИЕ И УСТРОЙСТВО ФУНДАМЕНТОВ
[РАЗД. V
«! = kCzF — козфициент жёсткости основания
фундамента; k — эмпирический коэфициент,
равный 2,5—3; с2—коэфициент жёсткости
прокладки под шаботом, равный
FF
'2 =
причём Е—модуль упругости материала про-
кладки; Fw, s—площадь прокладки и толщина
здесь
_ с\
mi-\-m2
—частоты собственных колебаний фундамента
и молота на грунте (при бесконечно жёсткой
подшаботной прокладке); наконец,
Фиг. 9. Схема фундамента молота как
системы с двумя степенями свободы:
/ — шабот; 2— прокладка; 3— фундамент.
её; г1 и г2 — перемещения фундамента и ша-
бота, отсчитываемые от положения равновесия.
Начальные условия движения будут: при
t s= 0 перемещения отсутствуют, следова-
тельно. г1 = 22=0,
В то время как скорость движения фунда-
мента равна нулю, шаботу и станине (если
последняя скреплена с шаботом) сообщена не-
которая начальная скорость vш\ таким образом
при /= О
*! = 0; z% = vm%
Частные решения диференциальных урав-
нений A3), соответствующие указанным на-
чальным условиям, будут:
A
h
sin S\i —
sin
A4)
Здесь введены следующие обозначения:
D
причём
/2 _
/н2
представляет собой частоту собственных ко-
лебаний шабота (и станины—для штамповоч-
ных молотов) в предположении, что фунда-
мент неподвижен;
/, и /2 — главные частоты системы шабот —
фундамент, определяемые как корни урав-
нения
vM — начальная скорость движения шабота,
равная
vwr= 7) Ц)"^о»
где Gq и Gm — веса падающих частей и ша-
бота (вместе со станиной для штамповочных
молотов); v. — скорость падающих частей мо-
лота в момент начала удара; е — коэфициент
восстановления удара. Величина его зависит
от многих факторов, учесть влияние которых
трудно. Однако существующие эксперимен-
тальные исследования [4] позволяют предпо-
лагать, что максимальное значение коэфи-
циента е для штамповочных молотов не пре-
восходит приблизительно 0,50, для ковоч-
ных— 0,25. Эти значения s можно принимать
как расчётные при определении амплитуд ко-
лебаний шабота и фундамента молота.
При правильно выбранных значениях коэ-
фициентов Cj и с2 расчётные значения ампли-
туд колебаний, вычисленные по формулам A4),
отличаются от замеренных на 5 — 1О°,о-
Формулы A4) значительно упростятся, если
предположить, что фундамент и шабот колеб-
лются независимо один от другого. В этом
случае диференциальные уравнения колебаний
шабота и фундамента не будут связаны:
mxz\ 4- cxzx = 0;
m%z2 4- с2г2 = 0.
Частные решения
начальным условиям,
их, удовлетворяющие
при *=0, гх = гг — 0;
z3 = A2 sinfj.
Амплитуды Ах и А2 определяются следую-
щими простыми формулами:
A + б)
V kCzFGg
A5)
A6)
где Gq — общий вес фундамента и молота,
дш — вес шабота и станины; Е — модуль
упругости деревянной подшаботной прокладки
E0 000 т/м2); s — толщина прокладки; Fm —
площадь прокладки.
Как показывают сравнения амплитуд, вы-
численных по формулам A5) к A6), с экспери-
ментально найденными, погрешность вычисле-
ния при пользовании последними формулами
XVIIJ
ФУНДАМЕНТЫ ПОД ОБОРУДОВАНИЕ С ДИНАМИЧ. НАГРУЗКАМИ
545
достигает 15—25°/о. Однако для многих прак-
тических задач, связанных с расчётом коле-
баний фундаментов и молотов, указанная по-
грешность является приемлемой.
Определение веса и площади основания.
Помимо амплитуды колебаний фундамента
весьма существенно также ограничение вели-
чины статического удельного давления на осно-
вание фундамента молота: чем меньше это
давление, тем меньше будет осадка фунда-
мента. Таким образом условия, которым дол-
жен удовлетворять фундамент молота, могут
быть записаны в виде:
дол»
Т7"
A7)
A8)
где Ra—допускаемое удельное давление на
грунт при действии одной только статической
нагрузки; k' — коэфициент дополнительного
запаса прочности.
В качестве расчётного значения допустимой
амплитуды, как указывалось, можно принять
1 мм; таким образом, полагая Адоп = 1 мм =
= 10~~3 м и воспользовавшись формулой A5),
перепишем условие A7) в виде:
A+е) Goyo^1Q~»
VkCtFGg^
(все величины в этой формуле имеют размер-
ность т, м, сек).
Условие A8) и последнее выражение по-
зволяют определить размер площади основания
фундамента и его вес, при которых амплитуда
его колебаний не превышает 1 мм, а стати-
ческое удельное давление на грунт не превос-
ходит а
A9)
kC,
к'
W~GMm. B0)
Здесь Оф — вес фундамента и засыпки над
ним (если она имеется) в т; Gw — вес шабота
(и станины — для штамповочных молотов) в т.
Разделив обе части выражения B0) на Go,
получим формулу, позволяющую определить
вес фундамента, приходящийся на единицу
фактического веса падающих частей молота:
B1)
где
Gn
G.
О Ц)
В соответствии с данными для R^ и Сг для
разных грунтов, приведёнными в табл. 1, можно
принять
а 0,07.
Поправочный коэфициент kt в соответствии
с данными экспериментальных исследований
принимаем равным 3,0, а коэфициент дополни-
тельного запаса прочности — 2,5. Подставив
эти значения в формулу B1), получим следу-
ющую простую формулу для определешш при-
ведённого веса фундамента в зависимости от
скорости падающих частей молота и коэфи-
циента восстановления удара:
7в&-8,0A+е)»в--гш. B2)
Значения у# при разных
е и уш приведены в табл. 3.
величинах
Таблица 3
Молоты
Штамповочные:
двойного действия.
свободно падающие
Ковочные:
двойного действия .
свободно падающие
"о
м[сек
6.5
4.5
6,5
4,5
t
°т5°
о*5°
О,25
о»я5
Тш
Зо
ао
ЗО
2О
1Ф
48
34
35
25
Подставив приведённые выше значения
Rd, Cz, ki и k1 в формулу A9), получим выра-
жение, определяющее наименьшее значение
необходимой площади основания фундамента,
приходящейся на единицу фактического веса
падающих частей молота:
A + a) t>0
B3)
Последняя формула устанавливает зависи-
мость размера приведённой площади основа-
ния фундамента не только от характеристик
молота, но и от свойств грунта: необходимые
размеры площади основания возрастают
обратно пропорционально допускаемому удель-
ному давлению на грунт.
В табл. 4 даны значения ш^ для различных
грунтов.
Таблица 4
Молоты
Штамповочные:
двойного действия .
свободно падающие
Ковочные:
двойного действия .
свободно падающие
Значения и>ф
для сла-
бых грун-
тов
кг/см*
13
9
и
7.5
для грун-
тов сред-
ней проч-
ности 1,5
кг/см*
'3—5.5
9-4
п-5
7.5—3
для проч
ных груа
тов 3,t <
5,5—3.;»
4-а,.'.
5-3
3—2
Значения ш^ указывают, что выбор пло-
щади основания фундамента молота суще-
ственно зависит от свойств грунта. Наоборот,
вес фундамента, как это следует из формулы
B2), определяется только характеристиками
молота.
Конструктивные указания. Существо-
вала ранее тенденция проектировать фунда-
менты молотов в виде массивов, значительно
заглубленных в грунт, для придания фунда-
менту таких размеров, при которых статиче-
ская упругая осадка его больше амплитуды
.35 Том 14
546
ПРОЕКТИРОВАНИЕ И УСТРОЙСТВО ФУНДАМЕНТОВ
[разд. V
вертикальных колебаний. Так как расчётное
значение амплитуд колебаний фундаментов
молотов принималось равным 2—2,5 мм, то для
получения статической осадки этой величины,
необходимо было значительно увеличивать вы-
соту фундамента. На фиг. 10, а показана
типичная конструкция фундамента под молот
Фиг. 10. Конструкции фунда-
мента штамповочных молотов:
а —массивный; б— плитчатый.
с весом падающих частей 3 т, применявшаяся
до последнего времени. В таких конструкциях
на единицу веса падающих частей приходится
70—80 и нередко 100 т веса фундамента,
т. е. приблизительно в 2 раза больше, чем это
указано в табл. 3.
Из материалов, приведённых выше, следует,
что применение таких фундаментов не вызы-
Фиг. 11. Старые кон- Фиг. 12. Фундамент с пир-
струкции фундаментов сами под ковочный молот:
ковочных молотов: / — / — пирсы; 2 — фундамент
фундамент под стани- под шабот,
ну; 2 — фундамент под
шабот.
вается необходимостью, тем более, что оно
связано со значительным увеличением расхода
строительных материалов и удорожанием
строительства.
Фундаменты под молоты необходимо проек-
тировать в виде блоков или плит, загружён-
ных сверху засыпкой. В показанном на фиг. 10, б
фундаменте отношение его веса к весу пада-
ющих частей C т) составляет всего 38, в то же
время амплитуды его колебаний не превосхо-
дят допустимых пределов A,0 мм).
Толщину подшаботной части бетонных фун-
даментов молотов необходимо назначать при
весе бабы до 0,75 т не менее 0,75 м, при
весе от 0,75 до 2,5 т~ до 1,25 м и при весе
от 2,5 т. и больше—1,25—2,00 м в зависи-
мости от мощности молота.
Армирование фундамента производится по
расчёту или конструктивно. Подшаботная часть
армируется двумя-четырьмя горизонтальными
сетками с квадратными ячейками 15—25 см
из стержней диаметром 8—10 мм; верхняя
сетка укладывается на расстоянии 2—3 см от
поверхности подшаботной части. По основанию
фундамента арматура укладывается в виде
двух-трёх горизонтальных сеток с ячейками
15—30 см из стержней диаметром 14—20 мм.
Расстояние между сетками по вертикали при-
нимается равным 12—15 см.
Фундаменты ковочных молотов ранее соору-
жались в виде отдельного массива под шабот
и отдельных опор под станину (фиг. 11). Это
уменьшало усилия, действующие на станину
молота при эксцентричной ковке. Однако при
раздельности фундаментов возникают их пере-
косы друг относительно друга и значительная
неравномерная осадка фундамента под шабот.
В последние годы фундаменты под ковочные
молоты проектировались, как это показано на
фиг. 12, т. е. фундамент под станину опирался
не непосредственно на грунт, а на фундамент
шабота. При этом между фундаментами под
станину и шабот прокладывались доски толщи-
ной 2—3 см или несколько слоев рубероида.
Таким путём предотвращался перекос шабота
относительно станины. Однако из-за недоста-
точной эластичности прокладки такая конструк-
ция фундамента мало способствовала умень-
шению напряжений в ста-
нине при неравномерной
ковке. Уменьшение этих
напряжений в значитель-
но большей степени до-
стигается применением
пружинных шайб в фун-
даментных болтах и ду-
бовых прокладок не
только под шаботом, но
и под станиной молота.
В этих случаях фунда-
мент под ковочный молот
необходимо конструировать в виде одного мас-
сива (фиг. 13).
Как показывают специальные исследования,
напряжение в фундаментах молотов неболь-
ших мощностей невелико. Поэтому для возве-
дения фундаментов молотов пригоден не только
армированный бетон, но также бутобетон
и кирпичная кладка на цементном растворе
(марки не ниже 30). Бетон марки 110 необхо-
димо применять для фундаментов под молоты
с весом падающих частей больше 1,0 т.
Прокладки под шаботом устраиваются из
брусьев сечением от 10 X № см до 20 X 20 си,
уложенных плашмя и собранных в щиты, сбал-
чиваемые через 0,5—1,0 м. При применении
прокладок из нескольких слоев брусьев их
укладывают крест-накрест.
Подшаботная прокладка для молотов сред-
ней мощности (с весом падающих частей до
2—3 т) может быть и не из дуба, а из листвен-
ницы или сосны.
Толщина подшаботной прокладки должна
быть подобрана так, чтобы амплитуды колеба-
ний шабота и станины, вычисленные по фор-
Таблица 5
Фиг. 13. Рекомендуе-
мая конструкция фун-
дамента под ковочный
молот: а — деревянные
прокладки под станину.
Вес падающих частей
молота в m
До i
I—2
2—4
Более 4
Допустимая амплитуда
колебаний шабота в мм
До i
I—2
2—3
Не более 4~4^5
муле A4) или A6), и напряжения смятия не
превосходили допустимых величин.
Ориентировочные значения допустимой ам-
плитуды колебаний шабота штамповочных
молотов различной мощности указаны в табл. 5.
ГЛ. XVIlj ФУНДАМЕНТЫ ПОД ОБОРУДОВАНИЕ С ДИНАМИЧ. НАГРУЗКАМИ
547
Допустимые напряжения в материале под-
шаботной прокладки принимаются равными для
дуба 300 mJM\ для лиственницы — 200 т/м2
и для сосны — 170 т/м2.
Влияние сотрясений фундамен-
тов молотов на конструкции соору-
жений. С технической точки зрения боль-
шой практический интерес представляет
определение тех максимальных расстоя-
ний от фундамента под молот, при которых
сотрясения последнего опасны и недопустимы
для сооружений, машин и механизмов. Эти
расстояния могут быть названы радиусами
зон действия сотрясений фундаментов молотов.
Для определения радиуса необходимы харак-
теристики волн, принимаемые как опасные и
недопустимые для сооружений, машин и меха-
низмов.
В качестве одной из таких характеристик
может быть принята амплитуда колебаний
грунта.
Расположение цехов и помещений относи-
тельно кузнечного цеха должно быть таким,
чтобы амплитуды колебаний в месте располо-
жения этих цехов не превосходили значений,
допустимых по условиям технологического
процесса.
Ориентировочные значения допустимых
амплитуд колебаний в грунте для некоторых
цехов и специальных зданий приведены в
табл. 6.
Таблица б
Таблица 7
Наименование цехов
и помещений
Лаборатории с точной измеритель-
ной аппаратурой . . .
Цехи с точными станками и испы-
тательными стендами
Станции с турбогенераторами, ав-
томатической электроаппаратурой .
Литейные и в особенности фор-
мовочные отделения
Административные и жилые кор-
пусы .
Допустимое
значение ам-
плитуды коле-
баний Г) ММ
О,О2—О,О4
0,05—0,07
Ориентировочное значение амплитуды вер-
тикальных колебаний поверхности грунта на
расстояниях не менее 10 м от фундамента
молота может быть определено по формуле
-—(Я'-Я)
B4)
где А — амплитуда колебаний грунта на рас-
стоянии, равном R от оси фундамента молота,
являющегося источником волн; Ло — расчётное
значение амплитуды колебаний фундамента
молота; В — половина ширины основания
фундамента молота; е — основание натураль-
ных логарифмов; а — коэфициент, учитыва-
ющий зависимость распространения волн в
грунте от свойств последнего; ориентировоч-
ные значения его для некоторых грунтов при-
водятся в табл. 7.
Пользуясь формулой B4), можно в каждом
частном случае приближённо определить, бу-
дут ли молоты оказывать вредное влияние на
тот или иной технологический процесс.
Радиус действия волн, распространяющихся
от фундаментов молотов, на сооружения зна-
чительно меньше радиуса действия тех асе
35*
Характер грунта
Заиленные пески, глины, сухлинки
Влажные глины и суглинки, пла-
стичные и песчаные грунты
Песчаные грунты естественной
влажности; глины и суглинки в
Известняки и скальные породы . .
а В М *
о,оо
о,о5—о,и>
0,10—0,15
0,15—0,20
О,2О—О,25
волн на технологические процессы и точное
оборудование.
Можно считать, что вблизи от фундамента
молота амплитуды убывают обратно пропор-
ционально расстоянию от молота, т. е.
A = AQ-^-. B5)
Значение ускорения колебаний грунта,
вызываемых сотрясениями молота, равно
a = Aff, B6)
где А — амплитуда колебаний грунта; /г — ча-
стота собственных вертикальных колебаний
фундамента; величина её определяется выра-
жением
Из формулы B6) получим
Подставив это значение Л в формулу B5),
будем иметь
R==BJlf* B7)
Если в этом выражении под а понимать
величину допустимого значения ускорения
колебаний, то формула определяет радиус
действия сотрясений фундамента молота на
сооружения.
Можно принять, что на 1 т падающих частей
молота приходится 8—10 м2 площади основа-
ния фундамента; частоту же собственных вер-
тикальных колебаний приближённо можно
принять равной 70 сек.—1. Кроме того, будем
считать В = Y~^-
Полагая в соответствии с вышеуказанным
F= 9Gq, где Go—вес падающих частей молота,
будем иметь
Расчётное значение амплитуды колебаний
фундамента молота можно принять равным
1 мм = 0,001 м; величину допустимого значе-
ния ускорения колебаний грунта (для несвяз-
ных грунтов) — равным 0,15 ^ = 1,5 м/сек2;
подставив эти значения Ло пав последние
выражения, получим следующую формулу,
устанавливаюхцую зазцеимость радиуса R
Подставив это значение В в формулу B7)
и полагая в ней fz = 70 сек. , т. е. f\ ~ 5000
—2
сек. , получим для радиуса действия волн
на сооружения
548
ПРОЕКТИРОВАНИЕ И УСТРОЙСТВО ФУНДАМЕНТОВ
[разд. v
действия сотрясений молота на сооружения
от веса падающих частей молота
R =
Bg)
^ считать, что фундаменты сооруже-
ний, находящиеся на расстояниях, больших /?,
не подвергаются действию волн.
ФУНДАМЕНТЫ ПОД МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
ТЕХНИЧЕСКОЕ ЗАДАНИЕ
НА ПРОЕКТИРОВАНИЕ ФУНДАМЕНТОВ
СТАНКОВ
Техническое задание должно содержать:
1) наименование и марку станка; 2) чертежи
габаритов станины с контуром опорной пло-
шади станка; 3) чертежи верхнего строения
фундамента с указанием размеров и располо-
жения выемок, шахт, отверстий (например,
для удаления стружки и охлаждающей жид-
кости, для доступа к внутренним частям станка,
для трубопроводов и т. д.); 4) указания о рас-
положении болтов для крепления станка к
фундаменту, их размеров и конструкции, о
заделываемых в фундамент металлических ча-
стях (балки, полосы, корыта, клинья, башма-
ки и др.); 5) сведения об общем весе станка
и распределении весовых нагрузок в плане. По-
следнее указание имеет большое значение в
тех случаях, когда фундамент конструируется в
виде отдельных тумб под каждую ножку стан-
ка или когда в станке имеются значительные
весовые нагрузки, распределённые эксцентрич-
но по отношению к его опорной поверхности;
6) привязку станка относительно соседнего
оборудования, строительных конструкций (на-
пример, колонн цеха) и коммуникаций (напри-
мер, каналов для трубопроводов и т. п.);
7) эскиз конструкции пола цеха; 8) геологи-
ческие данные о грунте, а также указания об
уровне грунтовых вод; 9) специальные меро-
приятия (если они признаются необходимыми)
для защиты станка от сотрясений и вибраций,
передающихся извне (например, от фундамен-
тов молотов).
Кроме того, техническое задание должно
содержать указания об источниках вибраций
и сотрясений (их характер, мощность, рассто-
яние до станка).
МАТЕРИАЛ ФУНДАМЕНТОВ
Станки оказывают наименование значительно
меньшее статическое и динамическое воздей-
ствие, чем, например, компрессоры, турбо-
агрегаты, кузнечные молоты. Если, например,
для компрессора суммарная нагрузка от мёрт-
вого веса такова, что удельное давление на
верхней поверхности фундамента обычно не
превышает 3—5 кг\см\ для турбоагрегатов
8—10 кг/см* и молотов 1,5—3 кг]см2, то ста-
тическое удельное давление на фундамент от
станка обычно не превосходит 0,5—1,2 кг/см*.
Динамические нагрузки, передающиеся от
станка на его основание или фундамент, так-
же значительно меньше, чем у указанных вы-
ше машин. Наконец, вибрации и сотрясения
фундаментов станков, как правило, весьма
малы, и амплитуды колебаний не превосходят
нескольких сотых или даже тысячных долей
мм. 4Все это создаёт возможность широко ис-
пользовать для устройства основания или
фундамента станка местные строительные ма-
териалы — кирпич, бутобетон, пробуждённые
бетоны, естественный камень, древесину и,
кроме того, бой бута и кирпичного „половня-
ка". Применение армированного бетона и тем
более железобетона необходимо в особых
случаях, когда, например, фундаменты, кон-
струируемые в виде узкой плиты, подвергаются
действию напряжений, возникающих от не-
равномерной местнбй осадки, а также в слу-
чаях, указанных далее.
Кирпичная кладка допускается только для
фундаментов, находящихся выше уровня грун-
товых вод, так как под действием воды проч-
ность этой кладки значительно снижается.
Особенно большое влияние вода оказывает
на уменьшение прочности силикатного кирпи-
ча, который можно применять в условиях,
исключающих повышенную влажность. Крас-
ный кирпич, предназначенной для фундамен-
тов; должен быть хорошо обожжённым, марки
не ниже 75. Для кладки в сухих и влажных
грунтах пригодны цементно-известковые, це-
ментно-глинистые и другие растворы марки
не ниже 15. Для кладки ниже уровня грунто-
вых вод применяются цементные растворы без
добавки извести или глины, а также из пробу-
ждённых доменных гранулированных шлаков.
Естественный камень для фундаментов дол-
жен быть тяжёлых пород, марки не ниже 200.
Бутовая кладка выполняется из постели-
стого камня марки не ниже 150, на растворе
состава 1:1:6 (марка 30).
Для бетонных фундаментов применяется
жёсткий бетон марок 90 или 110 с щебёнкой
твёрдых каменных пород в качестве крупного
заполнителя. При заложении фундамента выше
уровня грунтовых вод заполнителем может
служить кирпичная щебёнка.
УКАЗАНИЯ ПО ПРОЕКТИРОВАНИЮ
Основания станков разделяются на: I) не
требующие устройства отдельного фундамента
под станок и 2) требующие отдельного (или
общего под несколько станков) фундамента.
Тип основания выбирается в зависимости
от характеристик станка.
Основания первого типа сооружаются под
лёгкие и средние станки общего назначения,
с плавным, спокойным, уравновешенным хо-
дом, от которых не требуется особая точность
работы, весом до 5—7 т, небольших габаритов
в плане (не более 2 м) и с достаточно жёст-
кой станиной (например, при отношении дли-
ны станины к её высоте менее 2). Такие же
основания выбираются и в тех случаях, когда
нет опасений, что вибрации и сотрясения,
вызываемые работой станков с переменным,
возвратно-поступательным движением рабочих
органов (долбёжных, зубодолбёжных), с не-
уравновешенными движущимися массами, бу-
дут неблагоприятно влиять на соседние станки.
ГЛ. XVIlJ
ФУНДАМЕНТЫ ПОД МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
549
Для всех прочих станков устраиваются осно-
вания второго типа. Если станок не требует спе-
циального фундамента, его устанавливают
непосредственно на полу цеха. Однако полы
не всех конструкций пригодны для этой цели.
Так например, на земляном полу станок,
вследствие местного смятия основания, полу-
чит значительную неравномерную осадку и
перекосы; деревянные полы на лагах подвер-
гаются короблению, а полы с включениями
битума быстро размягчаются.
Конструкции полов, на которых возможна
установка станков, указаны на фиг. 14 а, б,
в, г [11]. Если пол цеха не подходит ни под
одну из этих конструкций, то в месте распо-
ложения станков следует устроить отдельные
участки пола или ленты (при поточном рас
положении станков) по одному из типов, ука-
занных на фиг. 14. Так как при установке
в 5
Размеры 6
Фиг. 14. Конструкции промышленных полов:/—бетон
марки 50; 2 — подготовка из песка или шлака; 3 — кир-
пич красный; 4 — уплотнённый песок или гравий;
5 — торцовая шашка; 6 — бетонная подготовка; 7—бу-
лыжник или брусчатка; 8 — песок.
станков непосредственно на полу применение
фундаментных болтов не обязательно, то стан-
ки возможно легко переставлять с места на
место. Кроме того, в таких случаях цементная
подливка либо не требуется, либо её делают
толщиной 0,5 —1,5 см, чтобы распределить
давление на большую площадь и обеспечить
неизменность положения станка на полу.
Форма фундамента в плане должна соот-
ветствовать форме поверхности соприкасания
станка с фундаментом, но в более грубом
и упрощённом виде. Эта форма определяется
главным образом схемой передачи нагрузок
от станины на обрез фундамента.
Одни станки дают нагрузку, равномерно
распределённую по всему периметру станка;
таковы, например, коробчатые станины — цо-
коли токарных, строгальных, фрезерных,
сверлильных и шлифовальных станков. Другие
станки (например, токарные с несколькими
отдельными тумбами-ножками) передают на-
грузку в виде отдельных сосредоточенных
сил. В соответствии с этим фундаменты стан-
ков подразделяются в основном на два вида:
а) сплошные массивные и б) отдельно стоящие
в форме столбов, не имеющих между собой
жёстких связей.
Статическое удельное давление на грунт
от веса фундамента и станка обычно невелико
и редко превосходит 0,5 кг/см2. Даже для
весьма слабых грунтов, например глин или
суглинков в пластичном состоянии, допускае-
мое удельное давление не больше 1 кг/см2;
для средних же грунтовых условий допускае-
мое удельное давление значительно больше —
до 1,5—3,5 кг/см*. Таким образом фундамен-
ты под металлообрабатывающие станки за
исключением особо тяжёлых уникальных мож-
но устраивать практически на любом грунте,
находящемся в естественном состоянии. Исклю-
чение составляют грунты, содержащие значи-
тельные примеси органических (растительных)
веществ. Такие грунты должны быть прорезаны
на всю их толщу. Если они больше высоты
фундамента, то устраивается песчаная подушка
с таким расчётом, чтобы увеличение глубины
котлована не вызывало необходимости зна-
чительного увеличения высоты фундамента.
Аналогично поступают и в случаях, когда на
запроектированной отметке заложения фунда-
мента встречается неуплотнённый насыпной
грунт или строительный мусор.
Статические и динамические нагрузки от
станка обычно столь невелики, что при воз-
ведении фундамента из бетона не требуется
его общее армирование. Исключением являются
фундаменты в виде балок-полос, у которых
вследствие неравномерных осадок могут воз-
никнуть растягивающие напряжения, требу-
ющие конструктивного армирования фундамен-
та верхней и нижней сетками с квадратными
ячейками 15—20 см из продольных стержней
диаметром 12—16 мм и поперечных диа-
метром 6—8 мм; сетки связываются вертикаль-
ными хомутами.
Глубина заложения фундамента определяется
исключительно конструктивными и технологи-
ческими соображениями — длиной анкерных
болтов, глубиной шахт, выемок и каналов.
Отметка основания фундамента назначается
при этом на 10—15 см ниже болтов или дна
шахты, выемки или канала.
Если станок не прикрепляется к фундаменту
болтами, а по техническому заданию шахт,
каналов и выемок не требуется, фундамент
проектируют в виде цельного блока, высота
которого выбирается приблизительно равной
0,2 0,3 наименьшего размера фундамента в
плане. Исключением являются фундаменты в
виде длинных балок-полос (с отношением длины
к ширине порядка 6—7), у которых высота
выбирается по расчёту. Фундамент рассматри-
вается как балка на упругом основании; при
этом предполагается, что фундамент загружен
равномерной погонной нагрузкой.
КОНСТРУКТИВНЫЕ МЕРОПРИЯТИЯ.
ОБЕСПЕЧИВАЮЩИЕ ПЕРЕСТАНОВКУ
СТАНКА БЕЗ УСТРОЙСТВА НОВОГО
ФУНДАМЕНТА
Перестановка станков производится наибо-
лее просто в тех случаях, когда они устана-
вливаются непосредственно на полу и не кре-
пятся к нему фундаментными болтами. Значи-
тельно труднее перестановка тяжёлых, прецизи-
онных и других станков, располагаемых на от-
дельных фундаментах. Перестановка станка без
- сооружения нового фундамента, в частности в
линиях по потоку, облегчается устройством
разнообразных лаг и стелюг, утопленных в
толщу бетонного фундамента или бетонного
пола (фиг. 15).
Особо важное значение имеет применение
лаг в сборочных цехах станкостроительных
заводов при устройстве монтажных полов. На
Фиг. 16 даётся пример конструкции монтаж-
ного пола, построенного в 1940 г. на одном даго-
550
ПРОЕКТИРОВАНИЕ Н УСТРОЙСТВО ФУНДАМЕНТОВ
[разд. v
странном заводе: Как видно из рисунка, такой
пол представляет собой железобетонную плиту
толщиной около 0,5 м, в которую утоплены
лаги из швеллеров № 20. Для усиления лаг
и их связи с плитой швеллеры каждой лаги
сбалчиваются. В левой и верхней частях фиг. 17
собственным весом, удовлетворяла условиям
прочности.
Указания по монтажу станка на фунда-
менте. Выверка станка в горизонтальной плос-
кости имеет важное значение и производится
при помощи клиньев, регулировочных башмаков
(подъёмных винтов, станин, колодок) (фиг. 18),
специальных рам и плит, лаг и стелюг. Наи-
большие допускаемые величины разверки
станков в горизонтальной плоскости даны
в табл. 8.
Таблица 8
Фиг. 15. Конструкции лаг и стелюг для фундаментов
под станки.
указаны лаги после их укладки до завершения
работ по устройству плиты и пола.
На фиг. 17 показаны стеллажи литой и свар-
ной конструкции, обеспечивающие возмож-
а/шшпщипш серко
Фиг. 16. Пример конструкции монтажного пола: У —тор-
цовая шашка; 2 — бетон; 3—арматурная сетка; 4— грунт.
ность перестановки групп станков с места на
место без необходимости устройства новых
фундаментов.
В последнее время применяются переносные
фундаменты для лёгких и средних станков
в виде железобетонных плит весом до 5 — 8 т.
Фиг. 17. Переносные стелюти сварной конструкции.
Они армируются из расчёта, чтобы .при транс-
портировании краном плита, нагружённая лишь
Группа станков
Токарные общего на-
значения ; .
Продольно-строгаль-
ные
Долбёжные общего
назначения
Продольно-фрезер-
Ржсточные
Кругл ошлифоваль-
Плоскошлифоваль-
Зубофрезерные . .
Зубодолбёжные . .
Наибольшая допускаемая раз-
верка горизонтальности [мм
на 1000 мм длины)
в продольном
направлении
О,О2—О,О4
о,оз
о,о4
о,04
о.оз
о,оа
о,рз
О,О1
О,О2
в поперечном
направлении
0,03—0,05
о,о4
°,°4
°.°4
°.°4
°>°4
°.°4
При установке станков на фундамент реко-
мендуется соблюдать следующие правила:
1. Лёгкие и средние станки общего назна-
чения, располагаемые на общей бетонной
плите (полу) цеха, на междуэтажных перекры-
тиях, не имеют цементной подливки или же
она делается тонкой для распределения давле-
ния на большую площадь с тем, чтобы
обеспечить неизменность положения станка
на основании. Постановка фундаментных бол-
тов не является необходимой.
2. Прецизионные станки с жёсткой станиной,
воспринимающей все внутренние нагрузки,
должны быть установлены так, чтобы все де-
формации станка от действия внешних сил не
передавались от фундамента к станине и не
нарушали точность станка. С этой целью та-
кие станки устанавливаются на три опорные
точки.
3. Станки для точных работ, имеющие зна-
чительные размеры и не обладающие доста-
точной жёсткостью станины, устанавливаются
непосредственно на регулируемых клиньях
или с применением промежуточной плиты. Ста-
нину не заливают цементом, чтобы не пре-
пятствовать регулированию (фиг. 19, а также
фиг. 18).
4. Средние и тяжёлые длинные станки, не
обладающие большой жёсткостью, но не тре-
бующие значительной точности направляющих
(например, станки для глубокого сверления,
хошшгования), устанавливаются на изолирован-
ном фундаменте. Этим устраняется влияние
сотрясений соседних станков, а также нагру-
зок здания или пола цеха. При установке под-
ливается цементом средняя часть станины
и применяются регулирующие клинья-башмаки
для концов станины, необходимые для перио-
дической выверки (фиг. 20 и 18).
ГЛ. XVII j
ФУНДАМЕНТЫ ПОД МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
551
———г-^__ Подъемной!
Фиг. 18. Приспособления для выверки станка в горизонтальной плоскости: а — устройство для выверки при
установке на деревянных лагах; б — выверка с подбивкой клиньев по ватерпасу; в — выяерка на бетонном
основании с помощью регулировочного башмака; г—приспособление Norten; д- приспособления Westin^house;
е— приспособление завода „Красный пролетарий"; ж — приспособление ЭНИМС.
Фиг. 19. Установка станков
для точных работ: / — регу-
лирующие клинья.
Фиг. 20. Установка длинных станков с недо-
статочной жёсткостью станины.
552
Проектирование и устройство фундаментой
[разд.
5. Крупные станки с длинными станинами,
не обладающими достаточной жёсткостью или
составленными из частей, устанавливаются на
отдельных прочных, жёстких фундаментах,
компенсирующих недостаточную жёсткость ста-
нины станка. Станки с узкими станинами сле-
дует устанавливать на регулируемых клиньях-
башмаках для возможности выверки и для сво-
бодного температурного расширения. Станки с
широкими станинами, с несколькими продоль-
ными стенками и с развитой опорной поверх-
ностью устанавливаются на выверочных кли-
ньях-башмаках и после монтажа подливаются
цементным раствором по всей опорной пло-
щади.
6. Тяжёлые станки, передающие на фун-
дамент большую удельную нагрузку при
сравнительно небольших габаритных размерах
по площади пола или же имеющие большую
ширину и длину, крепятся после установки
и выверки на клиньях сильным затягиванием
фундаментных болтов и подливкой цемента.
7. Станки, испытывающие в работе толчки
и удары от перемены направления движения
их частей (строгальные станки, продольные
и поперечные, долбёжные, прессы и молоты)
или от неуравновешенности вращающихся
частей обрабатываемого изделия или резцовых
Головок, супортов, патронов и т. п., крепятся
на фундаменте и подливаются цементом.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Баркан Д. Д,,О выборе глубины заложения источ-
ника волн, распространяющихся в грунте, „Жури,
техн. фйз.", т. XI, вып. II, стр. 1020, 1941.
2. Б а р к а н Д. Д., Расчёт и проектирование фундамен-
тов под машины с динамическими нагрузками, Гос-
стройиздат, 1938.
3. Баркан Д. Д., К вопросу о расчёте и проектиро-
вании фундаментов под турбоагрегаты, „Строитель-
ная промышленность" № 3, 1941.
4. Баркан Д. Д., К расчёту фундаментов под молоты,
„Строительная промышленность" № 6, 1942.
5. Баркан Д. Д., Саичев П. А., Смоликов Я> Н.,
О коэфициенте упругого неравномерного сжатия осно-
ваний сооружений, .Строительная промышленность"
№ 10, 1938.
6. Корчинский И. Л., Обследование фундаментов
под мотор-генераторы, „Строительная промышлен-
ность" № 6, 1938.
7. Ленинградский институт сооружений, Временная ин-
струкция по расчёту и сооружению железобетонных
фундаментов 'рамного типа под турбогенераторы
(проект), Госстройиздат, 1933.
8. Лурье А. И., Методы динамического расчёта
сооружений. Справочник инженера-проектировщика
промсооружений, т. II, стр. 168.
9. Павлюк Н. П. и КондинА. Д., „Проект и
стандарт" № И, 1936.
10. Техническое управление Наркомстроя, Указания по
проектированию и устройству фундаментов под ма-
шины с динамическими нагрузками в условиях воен-
ного времени, Стройиздат Наркомстроя, 1943.
11. Техническое управление Наркомстроя, Указания по
проектированию и устройству полов промышленных
зданий в условиях военного времени (У-32-42).
12. Rosenzweig S., Theory 'application and benefits
vibration isolation (Доклад на П Национальной кон-
ференции по нефтяным и газовым двигателям Аме-
риканского общества инженеров-механиков), Даллас
(Техас) 1938.
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ
Страница
8
10
42
94
94
147
150
161
169
169
233
247
272
276
303
312
316
394
419
421
421
469
469
474
493
521
Строка
Табл. 4, 1-я графа,
3-я сверху
Табл. 8, 2-я графа,
2-я снизу
Продолж. табл. 52,
4-я графа, 6-я снизу
Табл. 31, 6-я графа,
9-я сверху
Табл. 31, 8-я графа,
17-я сверху
Продолжение табл. 8,
график 1
Табл. 10, 4-я графа,
1-я сверху
Левая колонка,
13-я снизу
Левая колонка,
3-я сверху
Левая колонка,
6-я сверху
Табл. 4, 2-я графа,
23—24-я сверху
Фиг. 41, 2-я снизу
Табл. 9, 5-я графа,
11-я сверху
Табл. 14, Ь-я графа,
1-я снизу
Табл. 5, 8-я графа,
7-я сверху
Левая колонка,
28-я сверху
Правая колонка,
1-я сверху
Табл. 5, 6-я графа,
2-я сверху
Табл. 15, 4-я графа,
9-я сверху
Табл. 18, 4-я
и 5-я графа,
1-я снизу
Табл. IS, 4-я
и 5-я графа,
л-я снизу
Табл. 18, 2-я графа,
1—2-я сверху
Табл. 18, 2-я графа,
3-я сверху
Правая колонка,
7-я сверху
Левая колонка,
32-я снизу
Левая колонка,
У-я снизу
Напечатано
от пода загрузочной
11,6
1
585
83
10 .... 180
5-51
1 тыс. т.
S//?>1
и круглопилочные
12—круглопилочный
1,75; 1; 1,25
3,5
13,3 г хрома CiO3
30
III a
3
0
При реактивном
i =
N^. 2
^j' н
главу II
300-450 мм
Должно быть
от пола до загрузочной
3,3
24
985
38
10. . . .180 мин.
5-15
12 тыс. т.
bjp<CJ\.
Ъ1/р~>1
и круглопалочные
12—круглопалочный
0,75; 1; 1,25
1,5
s
13,3 г СгОа
50
IV а
0
3
При реакторном
/
'л "
¦V* .2
главу XIII
600-450 мм
Эак. Из, Энциклопедический справочник „Машиностроение", т. XI'.'.