/



























































Similar



Text
Л.Л. МЕДЯН НЕВА
В. В. ГОРБАЧЕВА
Е.Е. ШАРОВА
КОНТРОЛЬ
ПРЯМО-
ЛИНЕЙНОСТИ
и плоскостности
ПОВЕРХНОСТЕЙ
chipmaker.ru
Л. Л. МЕД ЯН ЦЕ В А,
В. В. ГОРБАЧЕВА,
Е. Е. ШАРОВА
Chipmaker.ru
КОНТРОЛЬ
ПРЯМОЛИНЕЙНОСТИ
и плоскостности
ПОВЕРХНОСТЕЙ
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
МОСКВА— 1972
chipmaker.ru
УДК 621.71.51.089
Контроль прямолинейности и плоскостности поверхностей.
-Л. Л. Медянцева, В. В. Горбачева, Е. Е. Шарова, М.( Изда-
тельство стандартов, 1972.
В книге рассматриваются методы измерения прямолиней-
ности и плоскостности поверхностей, дается их классификация
в зависимости от выбора исходной прямой или плоскости,
приводятся характеристики точности средств измерений. Для
каждого метода подробно описывается методика и способы
обработки результатов измерений. Указываются новые изме-
рительные средства, применяемые в СССР и за рубежом, в
том числе и средства, используемые при автоматических ме-
тодах контроля.-Даются рекомендации по выбору средств кон-
троля прямолинейности и плоскостности в зависимости от
степени точности и длины проверяемой поверхности.
Книга рассчитана на- инженерно-технических работников,
занимающихся линейными и угловыми измерениями в промыш-
ленности и в системе Госстандарта СССР, а также на уча-
1щихся и преподавателей технических учебных заведений.
Таблиц 12, иллюстраций 60, библиография 72 найм.
'3—13—6
00—Б 3-00—72
Chipmaker.ru
ВВЕДЕНИЕ
Основным оборудованием машиностроительных предприятий,
на котором изготовляются детали машин, являются металлорежу-
щие станки. Качество изготовляемых деталей и узлов машин нахо-
дится в прямой зависимости от правильности геометрической фор-
мы опорных поверхностей станка, базирующих заготовку и инстру-
мент, в том числе от их неплоскостности и непрямолинейности.
Допускаемые отклонения от плоскостности и прямолинейно-
сти для каждого типа станков устанавливаются соответствующими
стандартами на основании ГОСТ 10356—63 «Отклонения формы и
расположения поверхностей. Основные определения. Предельные
отклонения». Для обеспечения плоскостности и прямолинейности
направляющих станков в пределах заданных допусков необходима
применять методы контроля, обеспечивающие соответствующую
точность. Однако до настоящего времени нет полной ясности в во-
просе е выборе и назначении средств измерения непрямолинейно-
сти и неплоскостности в зависимости от длины изделия и степени
точности. В основном это объясняется отсутствием поверочной схе-
мы в области измерения непрямолинейности и неплоскостности,
которая устанавливала бы порядок соподчинения измерительных
средств и характеристики их точности. Особенно необходимо уста-
новить единые характеристики точности, так как в различных ли>-
тературных источниках приводятся самые различные доверитель-
ные границы погрешности отдельных методов-* Так, в «Справоч-
нике по производственному контролю в машиностроении» [1] укат
зывается доверительная погрешность измерения при помощи уров-
ня, равная 6 мкм для длины 10 м, а в «Справочнике металлиста»
[2] для этого же метода указана доверительная погрешность 40 мкм
для той же длины. Не менее разноречивые данные приведены в
этих справочниках и по автаколлимационному методу. В «Справо-
чнике металлиста» указано, что погрешность автоколлимационно-
го метода равна 5 мкм для длины 10 м, а в «Справочнике по про-
изводственному контролю в машиносторении» она равна 10 мкм
для длины 10 м. Однако последнее значение, приведенное по дан-
* Далее -по тексту доверительные погрешности — см. ГОСТ 16263—70 «Го-
сударственная система обеспечения единства измерений. Метрология. Термины
и определения».
а
chipmaker.ru
яым ЭНИМС, не включает в себя систематическую погрешность,
равную 12 мкм для длины 10 м [3] и вызываемую рефракцией лу-
чей, проходящих в воздухе от автоколлиматора к зеркалу. Очевид-
но, и в первом случае систематическая погрешность за счет
рефракции не учитывалась. Так, для длины 30 м по данным
«Справочника металлиста» доверительная погрешность автоколли-
мационного метода равна 15 мкм, в то время как погрешность за
счет рефракции составляет 108 мкм [3].
Таким образом, совершенно очевидно, что прежде, чем говорить
с выборе и назначении измерительных средств для контроля пря-
молинейности, необходимо знать достоверные значения характери-
стик точности методов измерения.
На основании анализа литературных данных и специальных
экспериментальных исследований авторами были определены до-
верительные погрешности методов контроля прямолинейности,
наиболее широко применяемых в поверочной практике предприя-
тий, и разработаны рекомендации по выбору измерительных
средств контроля поверочных линеек (ГОСТ 12332—66) и поверо-
чных плит (Методические указания № 287), которые могут быть
приняты за основу при выборе средств измерения непрямолиней-
ноети и неплоскостности изделий и направляющих станин станков.
По результатам экспериментальных исследований авторами
установлено, что случайные погрешности подчиняются закону нор-
мального распределения. В качестве характеристик случайных по-
грешностей принята оценка среднего квадратического отклонения
результата измерения (S) или доверительная погрешность (/S)
при доверительной вероятности 0,997. В книге дана классификация
методов измерения непрямолинейности, описаны средства измере-
ний, характеристики точности, а также методики их применения.
Кроме того, приведены методики вычисления отклонений точек из-
меренной поверхности относительно прилегающей прямой или при-
легающей плоскости и даны 'рекомендации по выбору и назначег
Нию измерительных средств.
В работе над книгой авторы использовали материал, опубли-
кованный в отечественной и зарубежной литературе, результаты
научно-исследовательских работ, а также материалы государствен-
ных испытаний некоторых приборов, проведенных во Всесоюзном
ордена Трудового Красного Знамени научно-исследовательском ин-
ституте метрологии им. Д. И. Менделеева (ВНИИМ) и в его
Свердловском филиале.
Авторы выражают благодарность рецензенту канд. техн- наук
А; И. Карташову за полезные указания, сделанные им при чтении
рукописи.
Глава I
Chi. 'maker.ru
ОБЩИЕ СВЕДЕНИЯ
Неплоскостность и нелрямолинейность характеризуются откло-
нением реальной поверхности илн реального профиля поверхности
от геометрической поверхности или геометрического профиля.
Согласно ГОСТ 2789—59 «Шероховатость поверхности» реаль-
ная поверхность — это поверхность, ограничивающая тело и отде-
ляющая его от окружающей среды. Геометрическая поверхность —
поверхность заданной геометрической формы, не имеющая неров-
ностей и отклонений.
Реальный профиль—сечение реальной поверхности плоскостью.
Рис. 1. Определение непрямолинейности
ориентированной в заданном направлении по отношению к геомет-
рической поверхности. Геометрический профиль — сечение геомет-
рической поверхности плоскостью, ориентированной в заданном
направлении по отношению к этой поверхности.
При определении неплоскостности в качестве геометрической
поверхности принимается плоскость, следовательно, геометричес-
кий профиль при определении непрямолинейности будет представ-
лять прямую.
Отклонения точек реального профиля и реальной поверхности
зависят от того, каким образом ориентирована по отношению к по-
верхности прямая или плоскость, от которой отсчитываются откло-
нения. Если выбрать в качестве прямой отсчета прямую, соединя-
ющую крайние точки PhQ (рис. 1) реального профиля, то непря-
молинейность Hi будет равна сумме расстояний, отсчитанных от
Б
chipmaker.ru
прямой PQ, до самой низкой С и самой высокой В точек реального
профиля, т. е. Hi=BBi+CC\.
В приложении к ГОСТ 8—53 «Станки металлорежущие. Общие
условия к стандартам на нормы точности» в качестве прямой от-
счета выбрана прямая АВ, проходящая через две наиболее высо-
кие точки А и В поверхности*.
Отклонение от прямолинейности Яг определяется расстоянием
от наиболее низкой точки С до этой прямой, т. е. Н2 = СС$.
В ГОСТ 10356—63 отклонения точек реального профиля опреде-
ляются по отношению к прилегающей прямой. Прилегающая пря-
мая— это прямая, которая соприкасается с реальным профилем
детали и расположена по отношению к реальному профилю так,
чтобы расстояние от его наиболее удаленной точки до этой прямой
было наименьшим. Непрямолинейность в этом случае равна рас-
стоянию от наиболее низких точек С и Р профиля до прилегаю-
щей прямой MN, т. е. Hz=PPi=CCz.
Сопоставляя отклонения от соответствующих прямых отсчета,
видим, что Hi и Яг больше Н3, т. е. наименьшее значение получа-
ется по отношению к прилегающей прямой. Следовательно, крите-
рий определения непрямолинейности, принятый ГОСТ 10356—63,
является наиболее экономически оправданным.
Однако существенным недостатком такого выбора прямой от-
счета является необходимость дополнительных вычислений или
построений, поскольку прилегающая прямая не может быть ис-
пользована в качестве исходной при измерении непрямолинейно-
сти. Ее положение может быть определено только в том случае,
если воспроизведен профиль. Кроме того, откл энения точек профи-
ля от прилегающей прямой невозможно использовать в качестве
поправок при проверке поверочными линейками, поскольку при
измерении за основу принимается прямая, соединяющая концы
профиля. Поэтому в ГОСТ 12332—66 приводятся отклонения не от
прилегающей прямой, а от прямой, соединяющей первую и послед-
нюю точку кривой профиля.
Элементарными видами непрямолинейности являются выпук-
лость (отклонение формы, при котором удаление точек реального
профиля от прилегающей прямой уменьшается от краев к середи-
не) и вогнутость (отклонение формы, при котором удаление точек
реального профиля от прилегающей прямой увеличивается от кра-
ев к середине) поверхности-
В случае вогнутой поверхности прилегающая прямая совпадает
с прямой, соединяющей первую и последнюю точки профиля; в слу-
чае выпуклой поверхности прилегающая прямая параллельна пря-
мой, соединяющей первую и последние точки профиля. Следова-
тельно, отклонение от прямолинейности в этих случаях определя-
* С 1/1 1972 г. взамен ГОСТ 8—53 введен в действие ГОСТ 8—71 «Стан-
ки металлорежущие. Общие условия -испытания станков на точность». В этом
стандарте упомянутое приложение исключено.
6
ется наибольшим отклонением от линии, соединяющей крайние
точки профиля.
Если точки кривой профиля поверхности расположены по обе
стороны от прямой, соединяющей ее концы, то за отклонение от
прямолинейности можно принять сумму абсолютных значений на-
ибольшего положительного и наибольшего отрицательного откло-
нений этой прямой. Эта сумма всегда несколько больше отклоне-
ния от прилегающей прямой, поэтому в тех случаях, когда она не
превышает допускаем ое отклонение, определять отклонение от при-
легающей прямой не обязательно.
Выпуклые и вогнутые поверхности наиболее часто встречаются
в практике изготовления деталей. Например, при проведении госу-
дарственных испытаний поверочных линеек, выпускаемых Ставро-
польским инструментальным заводом, было установлено, что из
тридцати образцов только пять имеют сложный характер поверх-
ности, а поверхность остальных или выпуклая или вогнутая. Поэ-
тому необходимость построения прилегающей прямой возникает
не очень часто.
Подобно тому, как отклонение от прямолинейности зависит от
выбора прямой, по отношению к которой производится отсчет, так
и отклонение от плоскостности обуславливается выбором плоско-
сти. В ОСТ 20149—39 «Плиты поверочные и разметочные» * не-
плоскостность определялась по отношению к плоскости, располо-
женной таким образом, чтобы самые высокие и низкие точки по-
верхности расположились по отношению к ней симметрично.
В приложении к ГОСТ 8—53 за отклонение от плоскостности
было принято наибольшее расстояние точек реальной поверхности
от плоскости, проведенной через три выступающие точки этой по-
верхности. И, наконец, согласно ГОСТ 10356—63 отклонение от
плоскостности определяется наибольшим расстоянием от точек ре-
альной поверхности до прилегающей плоскости. Прилегающая
плоскость — плоскость, соприкасающаяся с реальной поверхностью
вне материала детали и расположенная по отношению к реальной
поверхности таким образом, чтобы расстояние от наиболее удален-
ной точки реальной поверхности до этой плоскости было наимень-
шим.
Поскольку представление о форме реальной поверхности мож-
но получить только на основании результатов ее измерения, то
практически имеют дело не с реальными, а измеренными поверх-
ностями и профилями поверхности. Измеренная поверхность — по-
верхность, воспроизведенная в результате измерения реальной по-
верхности. Измеренный профиль — профиль, воспроизведенный в
результате измерения любого сечения реальной поверхности.
В дальнейшем будем понимать под термином «непрямолиней-
ность» (отклонение от прямолинейности)—наибольшее расстояние
от точек измеренного профиля до прилегающей прямой, а под тер-
* В настоящее время действует ГОСТ 10905— М.
7
chipmaker.ru
милом «неплоскостность» (отклонение от плоскостности) — наи-
большее расстояние от точек измеренной поверхности до прилегаю-
щей плоскости.
Таким образом, в ГОСТ 10356—63 впервые установлены иден-
тичные определения непрямолинейности и неплоскостности, что по-
зволило принять единые нормы точности. Согласно ГОСТ 10356—63
установлено десять степеней точности предельных отклонений от
плоскостности и прямолинейности (табл. !)
Таблица 1
Номинальная длина, мм Предельные отклонения, мкм, для степеней точности
' 1 11 1 'ч 1 IV 1 v VI (VII j VIII IX 3
До 10 0,25 0,4 0,6 1 1,6 2,5 4 6 10 16
Св. 10 до 25 0,4 0,6 1 1,6 2,5 4 6 10 16 25
“ 25 “ 60 0,6 1 1,6 2,5 4 6 10 16 25 40
“ 60 • 160 1 1,6 2,5 4 6 10 16 25 40 60
* 160 ' 400 1,6 2,5 4 6 10 16 25 40 60 100
“ 400 “1000 2,5 4 6 10 16 25 40 60 100 160
“1000 “2500 4 6 10 16 25 40 60 100 160 250
•2500 “6300 6 10 16 25 40 60 100 160 250 400
“6300 “10000 10 16 25 40 60 100 160 250 400 600
Определение отклонений по отношению к прилегающей плоско-
сти позволяет снимать наименьшее количество материала для по-
лучения отклонения от плоскостности в пределах установленного
допуска.
Однако существенным недостатком выбора этой плоскости яв-
ляется то, что ее положение не может быть определено, пока не
воспроизведена поверхность на основании результатов измерений.
Прилегающая плоскость не может быть использована в качестве
исходной при проведении измерений и обработке результатов. По-
этому для определения отклонений от прилегающей плоскости, по-
мимо операций по воспроизведению поверхности, требуются допол-
нительные вычисления или графические построения. Это приводит
к большим затратам времени и требует высокой квалификации
работников, проводящих поверку. В этом смысле выбор прилегаю-
щей плоскости для нормирования неплоскостности нельзя считать
удачным.
При определении степени точности изделия построение приле-
гающей плоскости не всегда является обязательным. Если откло-
нения всех точек поверхности от исходной плоскости имеют один
знак, то с предельным отклонением от плоскостности (см. табл. 1)
сравнивают наибольшее отклонение. Если точки измеренной по-
верхности имеют и положительные и отрицательные отклонения
от исходной плоскости, то с предельными отклонениями от плоско-
стности сравнивают сумму абсолютных значений наибольшего -по-
8
Механические гидростатические Оптика -механические Оптические
методы методы методы методы
godujauodaipdeuiHn
птонои ndu DKdagodu
тчинпшапии пшчннничашэ
пипмооии DHdagodfj
uodauoaooi/u нпаааыгшио OKdagodu
помпант/ похоэнпшио nxdagodu
(ич-ии ‘ll-XU) TiHnpfidui птчичиашпдЕ ondagodtj
HOdowouTU/i/ou Mdapodu
Hodoiu оипииаиошдо DKdagodfj
uedrwegriHodunu . UHdagodu
* HMfodfi нмэаьпшошооддпе nydagodu
пшаонртк пошпипн ougogggs порошам nxdagodu
иодэиомооии
ммнчиазАРпн DHdagod(j
„fiMODdn пн"
DHdogodu
TlodfidUJO
nomfiutuuuH о smanru/g
пмонпанпи
numbodagou а апнаьтз
9
1 chipmaker.ru
ложительного и наибольшего отрицательного отклонений. Откло-
нение от прилегающей плоскости следует определять только в тех
случаях, когда указанные значения превысят предельные отклоне-
ния от плоскостности.
Как уже было сказано выше, для воспроизведения поверхности
необходимо иметь реальную исходную прямую или плоскость. В
качестве исходной прямой могут быть приняты натянутая струна,
линия визирования зрительной трубы, рабочее ребро лекальной
линейки ит. д.; в качестве исходной плоскости — поверхность жид-
кости, плоскость горизонта, заданная уровнем, рабочая поверх-
ность поверочной плиты ит. д- ,
В зависимости от того, каким способом задается исходная пря-
мая или плоскость, все существующие методы контроля прямоли-
нейности и плоскостности подразделяются на механические, гид-
ростатические, оптико-механические и оптические. Классификация
методов измерения приведена на рис. 2.
10
Глава II
Chipmaker.ru
МЕХАНИЧЕСКИЕ МЕТОДЫ
К механическим методам относятся методы измерения непрямо-
линейности и неплоскостности поверхностей при помощи повероч-
ных линеек, плит, а также при помощи натянутой струны, которые
принимают за исходную прямую или плоскость.
ПРОВЕРКА ПРЯМОЛИНЕЙНОСТИ и плоскостности
ПРИ ПОМОЩИ ПОВЕРОЧНЫХ ЛИНЕЕК И ПЛИТ
Поверочные линейки в настоящее время очень широко приме-
няются для контроля прямолинейности и плоскостности.
Согласно ГОСТ 8026—64 «Линейки поверочные» поверочные
линейки изготовляются следующих типов: лекальные линейки с
двухсторонним скосом (ЛД), лекальные линейки трехгранные
(ЛТ), лекальные линейки четырехгранные (ЛЧ), поверочные ли-
нейки с широкой рабочей поверхностью прямоугольного сечения
(ШП), линейки с широкой рабочей поверхностью двутаврового се-
чения (ШД), линейки с широкой рабочей поверхностью — мостики
(ШМ), линейки угловые трехгранные (УТ).
В настоящее время Ставропольский инструментальный завод
изготовляет линейки-мостики новой конструкции, у которых зна-
чительно снижена металлоемкость при повышении жесткости.
ГОСТ 8026—64 устанавливает два класса точности лекальных
линеек (0и1) со следующими значениями допускаемых отклоне-
ний от прямолинейности:
длина линеек, мм ' допускаемые отклонения от
прямолинейности, мкм, для
классов точности
О 1
80, 125 0,6 1,6
200. 320 1.6 2,5
500 2,5 4,0
Сопоставляя приведенные значения с данными табл. 1, видим,
что допускаемые отклонения от прямолинейности лекальных лине-
ек класса 0 соответствуют степени точности I (ГОСТ 10356—63).
Несколько ужесточен допуск для линеек класса 0 длиной 80 и
125 мм: вместо 1 мкм установлено 0,6 мкм.
11
chipmaker.ru
Допускаемые отклонения от прямолинейности для лекальных
линеек класса 1 соответствуют степени точности [I по ГОСТ
1035b—63.
Допускаемые отклонения от плоскостности рабочих поверхно-
стей поверочных линеек типов ШП, ШД и ШМ согласно ГОСТ
8026—64 не должны превышать значении, указанных в табл. 2.
Т а б. 1 и п л 2
Длина линеек.мм Тип линеек Допускаемые отклонения от плоскостности, мкм. для классов точности
0 1 9
400 |ШП, ШД. ШМ 2,5 6 10
630. 1000 4 10 16
1600 — 16 25
2500 | ШД, ШМ —- 25 40
4000 40 60
Допускаемые отклонения от плоскостности линеек типа ШП,
ШД и ШМ класса 0 соответствуют степени точности II, класса 1 —
степени точности IV, класса 2—степени точности V по ГОСТ
10356—63. Исключение составляют линейки длиной 2500 мм, у ко-
торых допускаемое отклонение от плоскостности для класса I соот-
ветствует степени точности V, а для класса 2—степени точности VI.
Поверочные линейки должны поверяться в соответствии с ГОСТ
12332—66 «Линейки поверочные. Методы и средства поверки».
Поверочные и разметочные плиты изготовляются согласно
ГОСТ 10905—64 «Плиты поверочные и разметочные». Размеры,
классы точности и допускаемые отклонения от плоскостности при-
ведены в табл. 3.
Таблица 3
Размеры плит, мм Допускаемые отклонении от плоскостности, «км. для классов точности
01 0 1 2 1 3
250 х 250 1 4 6 10 25
400 400 1
630 X 400 1 6 10 16 40 —
1000 X 630 I 60
1600 X 1000 1 10 16 25 60 100
2500 X 1600 1 —
4000 X 1600 — — — 100 160
Плиты из чугуна изготовляются с шаброванными и нешабрсван-
ными рабочими поверхностями (шлифованные и строганные).
Качество шабровки плит определяется числом пятен в квадрате
со стороной 25 мм: для плит классов 01 и 0 наименьшее дог.ус-
12
каемое число пятен равно 30, для плит класса 1 —25, клас-
са 2 — 20.
Шероховатость рабочих поверхностей нешаброванных плит в
зависимости от их класса точности должна находиться в пределах
9 и 10-го классов по ГОСТ 2789—59.
В настоящее время за рубежом, особенно в США [4, 5]т
Франции [6], Швейцарии [7,8] и ФРГ [9], очень широко применя-
ются поверочные плиты, изготовленные из твердых каменных по-
род, в основном из различных сортов гранита.
По сравнению с чугунными плиты из гранита имеют ряд преи-
муществ. Поскольку граниты длительное время естественно стари-
лись, искусственного старения материала не требуется. Отсутст-
вие напряжений обеспечивает отсутствие деформаций и коробле-
ния рабочих поверхностен, что позволяет изготовлять плиты из
гранита с очень хорошей плоскостностью и гарантировать ее ста-
бильность во времени. Твердость гранита (5—6 единиц по шкале
Мооса) значительно выше, чем у закаленных сталей. Это позво-
ляет, с одной стороны, значительно увеличить срок службы, с дру-
гой стороны, упростить конструкцию гранитных плит, так как не
требуются ребра жесткости.
Коэффициент теплового расширения гранитов колеблется в
пределах от 5 до 8-10 6°С ’, что несколько ниже, чем у чугуна
(10-10°C *), Следовательно, плиты из гранита меньше подвер-
жены деформации за счет изменения температуры.
Еще одним большим преимуществом гранитных плит является
высокий коэффициент демпфирования, который в 15—20 раз выше,
чем у чугунных плит. Следовательно,влияние вибраций значитель-
но ослаблено, что особенно важно при использовании плит в про-
изводственных условиях.
Рис. 3. Поверочные плиты из гранита
Все перечисленные выше преимущества гранитных плит и де-
шевизна материала, безусловно, говорят за то, что наша отечест-
венная инструментальная промышленность должна освоить их
производство.
В настоящее время Ставропольский инструментальный завод
Изготовляет плиты из гранита (рис. 3) размером 250x250,
13
chipmaker.ru
400X400, 400X630, 630X1000 и 1000X1600 мм. Результаты госу-
дарственных испытаний, проведенных Свердловским филиалом
ВНИИМ, показали, что плоскостность плит соответствует классу
О ГОСТ 10905—64.
Сущность метода проверки прямолинейности и плоскостности
при помощи поверочных линеек и плит заключается в том, что
проверяемая поверхность детали сличается с рабочей поверхностью
поверочной линейки или плиты, принятой за исходную прямую или
плоскость. Сличение можно производить «на просвет» при провер-
ке лекальными линейками, с помощью концевых мер или индика-
тора при проверке линейками с широкой рабочей поверхностью и
«на краску» при проверке шаброванными плитами или линейками
типа ШМ и УТ.
Методика проверки лекальными линейками чрезвычайно прос-
та. Лекальная линейка своим рабочим ребром помещается на
проверяемую поверхность и на глаз оценивается просвет между
ними. Невооруженным глазом можно обнаружить просвет, рав-
ный 1—2 мкм. Просвет в середине указывает на наличие вогнутос-
ти проверяемой поверхности, а просветы на краях — на ее выпук-
лость.
Для более точной оценки просвета пользуются«образцом прос-
вета» (рис. 4). Он составляется из концевых мер длины 3 раз-
личных размеров (обычно с разностью 1 мкм), притертых к стек-
лянной плоской пластине /, и лекальной линейки 2, помещаемой
сверху на две крайние концевые меры с одинаковым номинальным
размером. Поскольку размер крайних концевых мер больше раз-
мера промежуточных, то между последними и лекальной линей-
кой образуются просветы. Просветы равны разности размеров
крайних и соответствующих промежуточных концевых мер.
Для хорошо обработанной поверхности погрешность сличения
«на просвет» считается равной 1—2 мкм при просветах до 5 мкм
и 2—3 мкм при просветах до 10 мкм.
Для зазоров более 10 мкм этот метод применять не рекомен-
дуется [10].
Следует отметить, что указанные выше погрешности сличения
не определяют точность метода, поскольку не учитывается систе-
<4
магическая погрешность’ за счет непрямолинейности лекальной
линейки, а также погрешность ее аттестации.
Лекальные линейки проверяются согласно ГОСТ 12332—66
сличением «на просвет» с контрольным бруском.
Если сопоставить погрешность сличения с «образцом просве-
та» с допусками на отклонение от прямолинейности (см. стр. 11),
становится совершенно очевидным, что точность данного метода
поверки недостаточна, особенно для линеек класса 0, и необходи-
мо создание более точных и объективных методов поверки.
Лекальные линейки можно использовать для проверки непло-
скостности поверхностей размером не более 500 мм. Лекальную
линейку располагают в отдельных сечениях и определяют на глаз
просвет между ребром лекальной линейки и проверяемой поверх-
ностью. Обычно проверяют диагональные и несколько продоль-
ных и поперечных сечений. Просвет в каждом сечении не должен
превышать допускаемого отклонения от плоскостности.
При проверке прямолинейности поверочными линейками с
широкими рабочими поверхностями проверяемая и образцовая
поверхности сличаются при помощи концевых мер длины или
индикатора.
На боковую поверхность поверочной линейки наносят отметки
против точек, в которых будут производиться измерения. Иногда,
особенно при ремонтных работах, целесообразно в этих точках
указать отклонения от прямолинейности рабочей поверхности по-
верочной линейки с тем, чтобы учитывать их непосредственно в
процессе измерений. Количество точек выбирается в зависимост»
от того, насколько подробно нужно знать кривую профиля кон-
тролируемой поверхности.
При сличении с помощью концевых мер (рис. 5) поверочную
линейку помещают на контролируемую поверхность, используя в
Рис. 5. Проверка прямолинейности при помощи повероч-
ной линейки типа 1ЦД и концевых мер
1—образцовая линейка; 2 и 7—опоры; 3 и 6—риски, отмечающие
точки наименьшего прогиба; 4—поверяемая линейка; 5—блок кон-
цевых мер
качестве опор две концевые меры одинакового номинального раз-
мера, например 10 мм. Опоры устанавливают под рисками, отме-
чающими точки наименьшего прогиба. Расстояние между рабочей
поверхностью поверочной линейки и контролируемой поверхно-
стью определяют, подбирая соответствующие блоки концевых мер.
15
chipmaker.ru
Отклонения /У,|(- (рис. 6) от прямой PQ, соединяющей концы
кривой профиля проверяемой поверхности, равны
^п/ Л|, (’/ Q Hoit
С =
‘ п
уде Ьо — размер блока концевых мер в первой проверяемой точке;
b (— размер блока концевых мер в любой проверяемой точке;
Ьи— размер блока концевых мер в последней проверяемой
точке;
Яw—отклонения от прямой линии (PlQi), соединяющей край-
ние точки кривой профиля образцовой поверочной ли-
нейки;
i —номер проверяемой точки ((’=0, 1, 2..и).
Рис. 6. Схема, поясняющая сущность
метода проверки (прямолинейности
по поверочной линейке типа ШД
концевыми мерами:
/ — проверяемая поверхность; 2.4 — опо-
ры; 3 — образцовая поверхность
Отклонение от прямолинейности проверяемого сечения поверх-
ности при помощи поверочной линейки п индикатора можно опре-
делить двумя способами. В первом случае (рис. 7,а) проверяемая
поверхность сличается с нижней рабочей поверхностью образцо-
вой поверочной линейки, во втором — с верхней (р.ис. 7,6). Схемы
измерения непрямолинейности первым и вторым способом пред-
ставлены на рис. 8, а, б.
Изменение расстояния r-t между образцовой 2 и проверяе-
мой 1 (поверхностями в любой точке по отношению к расстоянию
г0 в первой точке характеризуется разностью отсчетов по шкале
индикатора в этих точках. Причем с увеличением расстояния между
проверяемой и образцовой поверхностями отсчеты по индикатору
уменьшаются при измерении первым способом и увеличиваются
при измерении вторым. Поэтому формулы для определения откло-
нения от прямолинейности будут несколько различны.
Если образцовой поверхностью является нижняя рабочая по-
верхность поверочной линейки, отклонение Н,ц точек кривой про-
•16
Рис. 7. Проверка прямолинейности поверочной ли-
нейкой типа ШД с помощью индикатора:
а — по нижней стороне; б — по верхней стороне
Рис. 8 Схема, поясняющая
сущность метода проверки пря-
молинейности поверочной ли-
нейкой типа ШД с помощью
индикатора:
л—по ннжпей стороне; б—по верхней
стороне
17
chipmaker.ru
филя проверяемой поверхности от прямой PQ, соединяющей край-
ние точки, как видно из рис. 8, а, равно
Hni = r0~ri + bt~- HOi, (1)
где bi =
r( — расстояние между проверяемой и образцовой поверхно-
стью в любой проверяемой точке (i=0, 1, 2.-.);
Hot—поправка на образцовую поверхность, равная отклоне-
нию кривой профиля от прямой PiQi, соединяющей ее
концы.
Поскольку при измерении первым способом (см. рис. 8, а) с
увеличением расстояния между образцовой и проверяемой поверх-
ностью отсчеты (а{ ) по шкале индикатора уменьшаются, следует
считать, что (г0—ri ) = («,- ~«о)- Тогда выражение (1) примет
вид
Нп1 =(«г-п0)--^5р^--------Ног (2)
Вычисления можно упростить, если в первой проверяемой точ-
ке установить на индикаторе нулевой отсчет. В этом случае выра-
жение (2) примет вид
(3)
При измерении непрямолинейности вторым способом (см_
рис. 7,6), когда в качестве образцовой служит верхняя рабочая
поверхность поверочной линейки, отклонение точек кривой профи-
ля проверяемой поверхности от прямой PQ, соединяющей край-
ние точки профиля, как видно из рис. 8, б, равно
H„i = г0 — rt -к bi +Ны, (4)
где bi ~—п — г° i.
п
В данном случае с увеличением расстояния между образцовой
и проверяемой поверхностями увеличиваются отсчеты а(- по шка-
ле индикатора, следовательно, (г0—п ) = (п0—а,), и выраже-
ние (4) .можно записать в виде
Нщ = (а0 -а{)+
или Нт=(а0 — a.i i+H0.. (5)
При ао=О формула (5) примет вид
Нт^-Ъ +HOi. (6)
Доверительная погрешность tS определения отклонения от
прямолинейности методом сличения с поверочными линейками
18
при помощи индикатора или концевых мер складывается из до-
верительной погрешности сличения (tSc ) и доверительной по-
грешности поверки образцовой линейки (tSo), следовательно,
ZS = j (ZSc)'-f-(/S0)'.
Доверительная погрешность сличения при помощи индикатора,
определенная экспериментальным путем, равна ± 3 мкм незави-
симо от длины проверяемой поверхности. Погрешность поверки
образцовой линейки определяется доверительной погрешностью
метода поверки.
Большим преимуществом поверочных линеек с двумя парал-
лельными рабочими поверхностями является возможность опре-
деления непрямолинейности проверяемой поверхности по неатте-
стованной линейке, и, более того, возможность определения не-
прямолинейности рабочих поверхностей самой поверочной ли-
нейки-
Методика контроля заключается в следующем. Поверочную
линейку, помещенную на опоры в точках наименьшего прогиба,
устанавливают на проверяемую поверхность и измеряют при по-
мощи индикатора в отмеченных точках расстояния от верхней по-
верхности линейки до контролируемой поверхности. Затем, не
сдвигая с места опоры, поверочную линейку поворачивают таким
образом, чтобы ее верхняя рабочая поверхность была обращена
вниз, и вновь измеряют при помощи индикатора в отмеченных
точках расстояния от верхней рабочей поверхности до контроли-
руемой поверхности.
Для обработки результатов измерения можно воспользовать-
ся формулами (3) и (6). Суммируя их, получим формулу для
определения отклонения от прямолинейности Н{ проверяемой
поверхности, а вычитая, — для отклонений от прямолинейно-
сти H'i поверочной линейки в следующем виде:
‘ 2 2п
Н' = ^~а‘в) (<4,+%,)'
1 -----2-----------Та------ ’
где а ( и а „ — отсчеты по индикатору в точках i и п соответ-
ственно при проверке по рабочей поверхности
поверочной линейки, обращенной вниз;
a i и ап — отсчеты по индикатору в точках i и п при про-
В в
верке по рабочей поверхности поверочной ли-
нейки, обращенной нверх.
Контроль прямолинейности поверхностей методом сличения с
поверочными линейками широко применяется за рубежом.
Во Франции [6, 11] расстояние между поверочными линейками
и контролируемой поверхностью измеряют при помощи специаль-
ных клиньев (рис. 9). Поверочная линейка помещается «а прове-
19
chipmaker.ru
ряе.мую поверхность на две специальные меры А с одинаковыми
номинальными размерами, расположенные в точках наименьшего
прогиба поверочной линейки. Верхняя плоскость клина имеет на-
клон 2/1000 по отношению к плоскости основания. Толщина клина
на нулевом штрихе, расположенном на середине, равна высоте
установочных мер А.
Рис. 9. Специальные клинья, при-
меняемые при проверке прямоли-
нейности поверочными линейками
На боковых сторонах клина нанесены шкалы с интервалом
между штрихами 5 мм, поэтому разность в высоте между двумя
смежными штрихами равна 0,002x5=0,01 мм. Чтобы точнее
фиксировать проверяемую точку, вместо клина лучше приме-
нять конусный калибр, диаметр которого на штрихе с отметкой 0
равен высоте установочных мер.
Французской опытной станцией по испытанию станков (SEMO)
изготовлен прибор (рис. 10), позволяющий быстро измерять от-
Рис. 10. Прибор SEMO для контроля прямо-
линейности
клонение от прямолинейности путем сличения с поверочной линей-
кой при помощи индикатора [6]. Прибор устанавливается на кон-
тролируемую поверхность 1 рядом с поверочной линейкой 7, по-
мещенной на две опоры 8. Чтобы получить точные результаты,
необходимо применять линейки, прогиб которых между опорами
20
незначителен или известен. Щуп 4 прибора располагается таким
образом, чтобы нижний выступ касался контролируемой поверх-
ности, а наконечник индикатора 6 касался верхней рабочей по-
верхности поверочной линейки. Индикатор устанавливается при
помощи винта 5. Вертикально щуп перемещается на двух рыча-
гах 3, образующих параллелограмм, укрепленный на цоколе 2.
Прибор по поверхности перемещается от руки- В каждой прове-
ряемой точке поверхности производятся отсчеты по шкале инди-
катора, которые характеризуют изменение расстояния между по-
верочной линейкой и проверяемой поверхностью, т е. непрямоли-
нейность последней.
Компанией «Дженерал электрик» [12] для проверки прямоли-
нейности и плоскостности был изготовлен специальный стержень
из дюралюминия длиной 2450 мм с вмонтированными в него ин-
дикаторами. На нижней стороне стержня имеются три опоры, рас-
положенные в виде треугольника. К вертикальной боковой стенке
стержня жестко прикреплены восемь индикаторов.
Проверка производится следующим образом. Стержень поме-
щается на образцовую поверхность, в качестве которой исполь-
зуется диагональное сечение гранитной плиты, проверенное при>
помощи автоколлиматора. Отклонение от прямолинейности этого
сечения не превышает 1 мкм. Индикаторы приводятся в контакт с
образцовой поверхностью и создается предварительный натяг,
после чего поворотом шкалы на индикаторах устанавливаются
нулевые показания. Для того чтобы убедиться, что на всех инди-
каторах не сбиваются нулевые показания, стержень устанавлива-
ют иа образцовую поверхность несколько раз. Затем стержень
переносят на проверяемую поверхность, устанавливают последо-
вательно на отмеченные сечения и каждый раз снимают отсчеты-
по индикаторам. После окончания измерений вновь проверяют ну-
левую установку индикаторов по образцовой поверхности.
Рассмотрим еще один метод, позволяющий определить откло-
нение от прямолинейности при помощи поверочной линейки, дли-
на которой в несколько раз меньше длины проверяемой поверх-
ности [13]. В этом случае поверхность проверяют по частям- Для
того, чтобы увязать между собой результаты измерений на отдель-
ных^ участках и определить отклонение от прямолинейности на
всей длине проверяемой поверхности, измерения проводят таким
образом, что каждый последующий участок перекрывает полови-
ну предыдущего. При помощи индикатора или концевых мер на
каждом участке в центральной и двух крайних точках определяют
расстояние между поверочной линейкой и проверяемой поверхно-
стью и вычисляют отклонение 6,- центральной точки участка от
прямой, соединяющей его концы.
Результаты измерений могут быть обработаны графическим
методом или по расчетным формулам.
В качестве примера приведем результаты контроля повероч-
ной линейки типа ШМ длиной <3500 мм при помощи поверочной
21
chipmaker.ru
линейки типа ШД длиной 1000 мм и индикатора: =—5,
=—5, ба =—3, 6< = +2, 65=—6 и 6в =—8 мкм.
Рассмотрим графический метод (рис. 11). По оси абсцисс в
произвольном масштабе откладывают проверяемые интервалы.
Точки, ограничивающие проверяемые участки поверхности, нуме-
НКН
Рис. 11. Построение кривой профиля поверхности по резуль-
татам измерения непрямолинейности отдельных участков
руют 0, 1, 2 ... п. Принимают, что точки 0 и / лежат на оси абс-
цисс. Положение точки 2, являющейся следующей проверяемой
точкой профиля поверхности, определяют так: в точке 1 вдоль
оси ординат откладывают отклонение этой точки от прямой,
•соединяющей крайние точки участка 0 — 2; через полученную
точку А\ и точку 0 проводят прямую до пересечения с вертикаль-
ной линией, абсцисса которой равна абсциссе точки 2. На пересе-
чении этих линий и лежит точка 2. Аналогичным образом опреде-
ляют положение следующих точек кривой профиля поверхности.
Необходимо иметь в виду, что все положительные отклонения 6,
откладываются вниз от соответствующих точек, а отрицательные
вверх.
Для того чтобы получить кривую профиля, точки 0, 1, 2 ...п
последовательно соединяют между собой- Отклонения от прямоли-
нейности Н{ 'в проверяемых точках определяют по отношению к
прямой, соединяющей крайние точки кривой профиля.
22
При математической обработке результатов измерений преж-
де всего определяют значения ординат проверяемых точек кривой
профиля. Как и в случае графического метода, принимают, что
первая и вторая проверяемые точки совпадают с осью абсцисс,
т е po=i/i=O. Значения остальных ординат вычисляют по фор-
муле
У/ =2(уг (7)
где уi — ордината, соответствующая точке i.
Отклонения Ht проверяемых точек от прямой, соединяющей
крайние точки профиля, определяют по формуле
Hi=yi — ~yn, (8)
где уп — ордината последней точки.
Проведем вычисления для приведенного выше примера. По-
формуле (7) имеем
Уо = 0, ух = 0,
Уг = 2(У1 — — у0 = 2(0 + 5) — 0 = + 10 мкм;
Уз = 2(у2 — ба) — У1 =2(10 + 5) — 0 = -г 30>км;
Ул = 2(у3 — 63) — у2 — 2(30 + 3) — 10 — + 56 мкм;
уъ = 2(у4 — d4) — ys = 2(56 — 2) — 30 = + 78 мкм;
Уз = 2(у5 — 65) — у4 = 2(78 + 6) — 56 = + 112 мкм;
Уч = 2(ув-6в) -уъ = 2(112 + 8) -78 = + 162 мкм.
Отклонения Н, проверяемых точек от прямой, соединяющей
крайние точки, определяем по формуле (8)
Ях= У1----^-у7 = 0 — 23 = — 23 мкм;
О
Н2=у2-----= Ю — 46 = — 36 мкм;
Н3 = уй---|-у7 = 30 — 69 = — 39 мкм;
= у4 —у-у7 = 56 — 92 = — 36 мкм;
Н5 = уъ---^-у7 — 78 — 115 = — 37 мкм ;
Н6 = уй — -^у7 = 112 — 138 = — 26 мкм.
Н7 = 0
Для того чтобы определить правильность полученных резуль-
татов, производилось сличение с данными, полученными при про-
верке уровнем. Наибольшее расхождение кривых не превышает
3 мкм.
Метод измерения неплоскостности поверочными линейками ти-
пов ШД и ШП основан на определении отклонений от прямоли-
нейности в отдельных сечениях поверхности.
23
chipmaker.ru
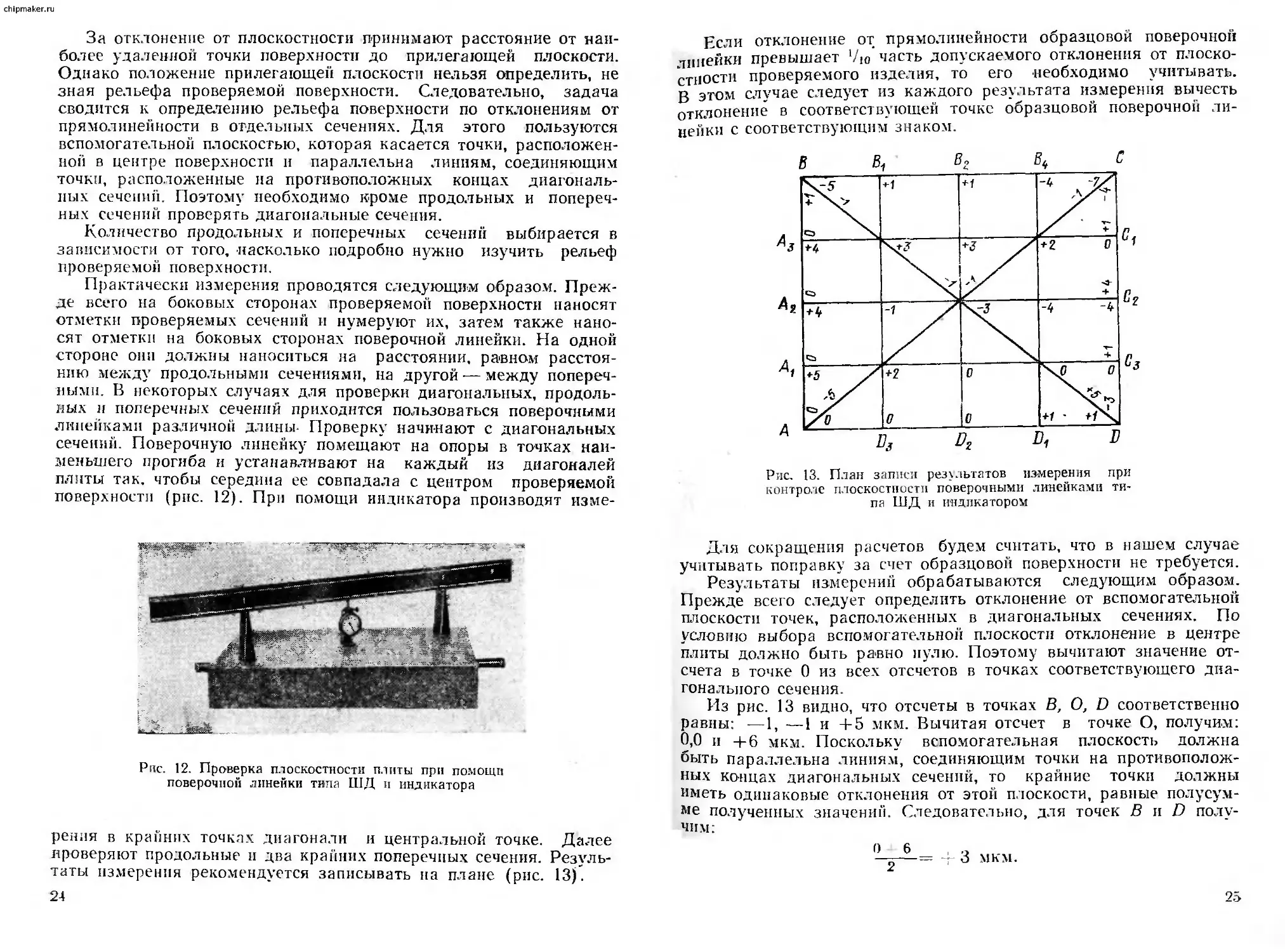
За отклонение от плоскостности принимают расстояние от наи-
более удаленной точки поверхности до прилегающей плоскости.
Однако положение прилегающей плоскости нельзя определить, не
зная рельефа проверяемой поверхности. Следовательно, задача
сводится к определению рельефа поверхности по отклонениям от
прямолинейности в отдельных сечениях. Для этого пользуются
вспомогательной плоскостью, которая касается точки, расположен-
ной в центре поверхности и параллельна линиям, соединяющим
точки, расположенные на противоположных концах диагональ-
ных сечений. Поэтому необходимо кроме продольных и попереч-
ных сечений проверять диагональные сечения.
Количество продольных и поперечных сечений выбирается в
зависимости от того, насколько подробно нужно изучить рельеф
проверяемой поверхности.
Практически измерения проводятся следующим образом. Преж-
де всего на боковых сторонах проверяемой поверхности наносят
отметки проверяемых сечений и нумеруют их, затем также нано-
сят отметки на боковых сторонах поверочной линейки. На одной
стороне они должны наноситься на расстоянии, равном расстоя-
нию между продольными сечениями, на другой — между попереч-
ными. В некоторых случаях для проверки диагональных, продоль-
ных и поперечных сечений приходится пользоваться поверочными
линейками различной длины- Проверку начинают с диагональных
сечений. Поверочную линейку помещают на опоры в точках наи-
меньшего прогиба и устанавливают на каждый из диагоналей
плиты так. чтобы середина ее совпадала с центром проверяемой
поверхности (рис. 12). При помощи индикатора производят изме-
Рис. 12. Проверка плоскостности плиты при помощи
поверочной линейки типа ШД и индикатора
рения в крайних точках диагонали и центральной точке. Далее
проверяют продольные и два крайних поперечных сечения. Резуль-
таты измерения рекомендуется записывать на плане (рис. 13).
24
Если отклонение от прямолинейности образцовой поверочной
линейки превышает V10 часть допускаемого отклонения от плоско-
стности проверяемого изделия, то его необходимо учитывать.
В этом случае следует из каждого результата измерения вычесть
отклонение в соответствующей точке образцовой поверочной ли-
нейки с соответствующим знаком.
Рис. 13. План записи результатов измерения при
контроле плоскостности поверочными линейками ти-
па ШД и индикатором
Для сокращения расчетов будем считать, что в нашем случае
учитывать поправку за счет образцовой поверхности не требуется.
Результаты измерений обрабатываются следующим образом.
Прежде всего следует определить отклонение от вспомогательной
плоскости точек, расположенных в диагональных сечениях. По
условию выбора вспомогательной плоскости отклонение в центре
плиты должно быть равно нулю. Поэтому вычитают значение от-
счета в точке 0 из всех отсчетов в точках соответствующего диа-
гонального сечения.
Из рис. 13 видно, что отсчеты в точках В, О, D соответственно
равны; —1, —1 и +5 мкм. Вычитая отсчет в точке О, получим;
0,0 и +6 мкм. Поскольку вспомогательная плоскость должна
быть параллельна линиям, соединяющим точки на противополож-
ных концах диагональных сечений, то крайние точки должны
иметь одинаковые отклонения от этой плоскости, равные полусум-
ме полученных значений. Следовательно, для точек В и D полу-
чим;
О 6 ,,
—=—= 3 мкм.
25
chipmaker.ru
I
Таким же образом определяют отклонения от вспомогательной
плоскости точек А, О, С диагонального сечения АС. Они соответ-
ственно равны —2, 0 и —2 мкм.
Полученные результаты записывают на плане (рис. 14).
Рис. 14. План записи отклонений от вспомога-
тельной плоскости
Далее определяют отклонения от вспомогательной плоскости
в точках, расположенных в контурных сечениях АВ, ВС, CD
и AD.
Результаты можно обрабатывать графическим или математи-
ческим способом.
Рассмотрим сначала графический способ. Для примера возь-
мем сечение ВС. Построим кривую профиля этого сечения на мил-
лиметровой бумаге, откладывая для этого по оси абсцисс в произ-
вольном масштабе проверяемые интервалы, а по оси ординат —
Рис. 15. Графический метод обработки результа-
тов измерения
26
отсчеты по индикатору в соответствующих точках данного сече-
ния (рис. 15). Затем проводят на графике проекцию MN сече-
ния ВС на вспомогательную плоскость. Для этого откладывают
от крайних точек В и С кривой профиля отклонения от вспомога-
тельной плоскости, определенные из диагональных сечений
/_|_3 и —2 мкм). Причем отклонения, имеющие знак «плюс», от-
кладываются вниз, а отклонения, имеющие знак «минус», вверх
от соответствующих точек.
Теперь нетрудно определить отклонения промежуточных то-
чек Bi, В2 и В3 сечения ВС от вспомогательной плоскости. Они
будут равны соответственно отрезкам BiB'i, В2В'2 и В3В'3, т. е.
+8, +7 и +2 мкм.
Последовательность обработки результатов измерения мате-
матическим способом рассмотрим на примере того же сечения
ВС, содержащего точки В, Bt, В2, В3 и С. При проверке этого се-
чения получены соответственно следующие отсчеты: —5, +1, +1,
—4 и —7 мкм. Уже известно, что отклонение точки В от вспомо-
гательной плоскости равно +.3 мкм- Для того, чтобы получить
это значение в точке В, принадлежащей сечению ВС, следует из-
менить имеющийся отсчет (—5 мкм) на величину, равную разно-
сти значений в этой точке для сечений BD и ВС, т. е. на
(+3) — (—5) = +8 мкм. Прибавляя эту величину к отклонениям
точек сечения ВС, получим +3, +9, +9, +4 и + 1 мкм- Теперь
отклонение в точке В равно отклонению от вспомогательной пло-
скости, а в точке С, вместо нужного значения —2 мкм, имеем
+ 1 мкм. Следовательно, его нужно изменить на (—2)— ( + 1) =
=—3 мкм, причем отклонение в точке В не должно изменяться.
Это аналогично такому повороту кривой ВС вокруг точки В
(рис. 16), при котором ордината в точке С станет равной —2 мкм.
Рис. 16. Схема, поясняющая вычисление отклонений
от вспомогательной плоскости
После поворота сечение ВС займет положение ВС'. Ординаты то-
^2’ и С изменяются на величину отрезков BiB'i, В2В'2,
ВзВ 3' и СС, которые соответственно равны отрезкам Ьь Ь2, Ь3
27
chipmaker.ru
и bi. Из треугольника CBC' имеем
bt / bt 21 6, з/ bt 41
СС ~ L ’ СС ~ L ’ СС ~ L ’ СС ~ L ’
где L — длина проверяемого сечения; I — расстояние между со-
седними проверяемыми точками.
,г 11,
1еперь, если учесть, что-j-=— (п — количество отрезков в
сечении), получим
bt __ 1 . b.2 __ 2 . ь3 з
СС и ’ СС п ’ СС п ’
Ь, 4
л-' =---- ИЛИ
СС п
, СС . , 2СС , ЗСС , 4СС
bt =---- ; b't —------- ; ba —------ ; b4 =—-— .
« - п ’ л n * n
В общем виде можно записать l\ ——СС .В нашем случае п=4,
СС'=—3 мкм, следовательно bi =— 1, b2=—1,5, Ь3 =—2 и
Ь4= — 3 мкм. Прибавляя эта значения к ранее полученным в точ-
ках В[, В2, В3 и С значениям (+9, +9, 4-4 и 4-1 мкм), получаем
для сечения ВС следующие отклонения от вспомогательной плос-
кости: 4-3, 4-8, 4-7, 4-2 и —2 мкм. Подобным же образом опреде-
ляют отклонения от вспомогательной плоскости точек остальных
контурных сечений AD, АВ .и CD, принимая за исходные отклоне-
ния в соответствующих угловых точках.
Для того, чтобы определить отклонения от вспомогательной
плоскости в точках промежуточных сечений А}С3, А2С2 и А3С], за
исходные принимают точки с известными отклонениями от
вспомогательной плоскости, т. е. .4j и С3, А2 и С2, А3 и Сь
В качестве примера возьмем сечение А2С2( + 4, —1, —3, —4 и
—-4 мкм) —см. рис. 13. Как видно из рис. 14, отклонение от
вспомогательной плоскости в точке А2 равно 0, а мы имеем
4-4 мкм. Следовательно, нужно вычесть 4-4 мкм из всех значений
точек сечения А2С2- Производя эти действия, получим: 0, —3, —-7,
—8 и —8 мкм. Теперь в точке С2 получим значение —8 мкм, а
должно быть 4-7 мкм. Производя поворот около точки А2 таким
же образом, как для сечения ВС, получим: 0, 4-1, 4-1, 4-4 и
4-7 мкм. Отклонения всех проверяемых точек от вспомогательной
плоскости выписаны на плане (см. рис. 14).
Для получения наглядного представления о характере рельефа
по этим отклонениям воспроизведена общая картина поверхности
в системе трех координат (рис. 17).
Анализируя отклонения от вспомогательной плоскости, (см.
рис. 14), видим, что наиболее высокая точка В} находится в сече-
нии ВС и имеет отклонение от вспомогательной плоскости
4-8 мкм, а отклонение самой низкой точки А, расположенной в
сечении АД, равно —3 мкм. Отклонение от плоскостности прове-
ряемой поверхности не будет превышать суммы абсолютных зна-
28
и отрицательного отклонений
е. I 4-8 | 4- | —3 |=Н мкм.
йёний наибольшего положительного
от вспомогательной плоскости, т.
Рис. 17. Рельеф поверхности
Чтобы определить отклонение от плоскостности согласно ГОСТ
10356—63, необходимо найти отклонение от прилегающей плоско-
сти (см. главу VII).
ИЗМЕРЕНИЕ НЕПРЯМОЛИНЕЙНОСТИ
МЕТОДОМ НАТЯНУТОЙ СТРУНЫ
Метод натянутой струны обычно в технической литературе от-
носят к оптико-механическим методам, хотя по принципу дей-
ствия его следует считать механическим методом, так как исход-
ная прямая задается таким же образом, как в механических ме-
тодах.
К оптико-механическим методам его приближает только от-
счетное приспособление в виде микроскопа. Однако часто вместо
микроскопа используют микрометрическую головку или электро-
щуп с фотоэлементом [6, 11].
В качестве исходной прямой в этом методе принимается стру-
на, натягиваемая параллельно проверяемой поверхности-
В отечественной поверочной практике в качестве отсчетного
устройства применяется чаще всего микроскоп, укрепленный на
специальной подставке, которая перемещается вдоль проверяемой
поверхности. Принцип измерения заключается в определении рас-
стояний 11 от струны тп до проверяемой поверхности PQ при
помощи отсчетного устройства (рис. 18). Если в первой и послед-
ней точках установлены одинаковые отсчеты, то отклонение Нt
любой точки от прямой, соединяющей крайние точки поверхности,
равно Н . =1. —/0. Однако этот метод можно рекомендовать
только для проверки прямолинейности вертикально расположен-
ных поверхностей, так как при измерении непрямолинейности
горизонтальных поверхностей вносится погрешность за счет про-
гиба струны.
29
chipmaker.ru
Случайные погрешности измерения при помощи натянуто^
струны определяются погрешностью совмещения изображений
струны со штрихами микроскопа, погрешностью отсчета, погрепь
ностью контакта микроскопа с проверяемой поверхностью и по-
грешностью за счет колебания струны во время измерения.
Рис. 18. Схема проверки методом натянутой
струны
На основании экспериментальных данных [3] установлена сле-
дующая формула для определения случайных погрешностей в
микрометрах:
Si = г 12 К 0,002//',
где L— длина, м.
Первый член подкоренного выражения представляет собой
среднее квадратическое отклонение, полученное за счет трех пер-
вых погрешностей. Второй член определяется четвертой погреш-
ностью.
Струна при хранении обычно наматывается на катушку, поэто-
му в свободном состоянии она имеет форму синусоиды. Такая
форма струны сохраняется даже под натяжением, и, следова-
тельно, струну нельзя рассматривать как идеальную прямую.
Погрешность за счет синусоидальности струны 52 носит систе-
матический характер и может быть определена по следующей
формуле [3]:
с nEd*
где Е—модуль упругости кг/см2; d — диаметр струны, см;
R радиус закругления струны в свободном состоянии, см;
Т — натяжение струны, кг.
30
Погрешность за счет синусоидальности струны достигает
лл]__0,02 мм [3, 6].
V’ Таким образом, доверительная погрешность измерения для
ппнеохностей длиной 10 м равна ±33 мкм, а для поверхностей
п пиной 30 м—135 мкм. Однако в «Справочнике металлиста» [2J
поспешность этого метода измерения указана равной
±(1 + 15 L) мкм, т. е. при проверке прямолинейности поверхно-
стей длиной 10 м доверительная погрешность равна ±16 мкм, а
пой проверке поверхностей длиной 30 м она равна ±46 мкм, т. е.
погрешность метода, приведенная в «Справочнике металлиста»,
значительно меньше погрешности, определенной эксперименталь-
ным путем.
Большее доверие вызывают первые данные, так как они под-
тверждены экспериментальными исследованиями. Согласно им
метод натянутой струны можно рекомендовать для проверки не-
прямолинейности поверхностей длиной более 5 м и не выше степе-
ни точности VI по ГОСТ 10356—63.
КОНТРОЛЬ ПЛОСКОСТНОСТИ МЕТОДОМ «ПЯТЕН НА КРАСКУ»
Шаброванные плиты и линейки типа ШМ широко применяют-
ся в качестве образцовых поверхностей при проверке плоскостно-
сти по методу «пятен на краску».
Образцовая поверхность покрывается тонким слоем краски
(берлинской лазури или сажи) и приводится в соприкоснование
с проверяемой поверхностью. Причем размер образцовой поверх-
ности должен быть не меньше размера проверяемой поверхности,
иначе будет невозможно судить о степени неплоскостности всей
поверхности. При соприкосновении краска переносится на более
высокие участки поверхности. Неокрашенные участки указывают
на вогнутость проверяемой поверхности. Поэтому по распределе-
нию окрашенных пятен можно судить о характере рельефа по-
верхности.
Метод «пятен на краску» выявляет наличие отклонений от пло-
скостности на отдельных участках, но не дает возможности опре-
делить их величину. Однако метод «пятен на краску» в сочетании
со способом «трех плит попарно» все еще очень широко приме-
няется в качестве исходного метода при проверке неплоскостности
поверхностей как в СССР, так и за рубежом [6, 12, 14]. Критерием
хорошей плоскостности является равномерное распределение ок-
рашенных пятен по всей поверхности на всех сличаемых плитах.
Считается, что погрешность метода проверки «на краску» —
3—5 мкм [1]. Однако в действительности погрешность значитель-
но возрастает с увеличением размеров проверяемых поверхностей
за счет деформации их под собственным весом из-за недостаточ-
ной жесткости.
Например, при проверке «на краску» двух двухметровых мос-
тиков погрешность измерения из-за их недостаточной жесткости
Достигает 20 мкм [3]. При допускаемом отклонении от плоскостно-
31
chipmaker.ru
сти проверяемой поверхности 0,02 мм на 1 м это составляет 50%
допуска. Отсюда следует, что применение линеек типа ШМ дли-
ной 2 м и более для контроля плоскостности методом «пятен на
краску» недопустимо из-за большой погрешности за счет их не-
жесткости. Из-за невозможности количественно оценить отклоне-
ния от плоскостности этот метод может применяться только как
технологический метод контроля и не рекомендуется как метод
измерения.
ПРОВЕРКА ПЛОСКОСТНОСТИ ПРИБОРАМИ ТИПА
СФЕРОМЕТРА И КАРУСЕЛЬНЫМ ПЛОСКОМЕРОМ
Рассмотренный выше метод проверки плоскостности при по-
мощи поверочных линеек и индикатора не дает возможность непо-
средственно определить отклонение от плоскостности, а позволяет
вычислить его посредством специальной обработки результатов
измерения на прямолинейности отдельных сечений проверяемой
поверхности.
В последнее время появилась тенденция к созданию приборов,
дающих возможность непосредственно определять отклонение от
плоскостности.
Наиболее простыми являются приборы, работающие по прщъ-
ципу сферометра (рис. 19)- Такие приборы очень широко распро-
странены в США [14]. Прибор состоит из корпуса 1 с тремя жест-
ко прикрепленными к нему опорами 2, 3 и 4, которые образуют
исходную плоскость. В центре корпуса помещен микрометриче-
ский винт 5, свободно перемещаемый перпендикулярно проверяе-
мой поверхности. При измерении сферометр сначала помещают на
образцовую поверхность, в качестве которой может быть исполь-
зована плоская стеклянная пластина или поверочная плита клас-
са 0 по ГОСТ 10905—64. Микровинт приводят в соприкосновение
с образцовой поверхностью и устанавливают нулевой отсчет. Затем
сферометр переносят на проверяемую поверхность и берут отсчет
при соприкосновении измерительной поверхности микровинта с
32
проверяемой поверхностью. Полученный отсчет дает отклонение
проверяемой поверхности от исходной плоскости.
Точность измерения приборами такого типа в основном зави-
сит от неплоскостности образцовой поверхности и точности изме-
рительной головки. Если в качестве измерительной головки взят
микрометрический винт, то погрешность измерений будет порядка
0 003 мм. Если же микрометрический винт заменить оптической
или электронной головкой, то погрешность измерения можно зна-
чительно уменьшить [14]. Основной недостаток этого метода зак-
лючается в том, что отклонение от плоскостности получают для
одной центральной точки проверяемой поверхности, а это не дает
представления о рельефе в целом.
Более удачно решена проблема непосредственного измерения
неплоскостности Экспериментальным научно-исследовательским
институтом металлорежущих станков, разработавшим карусельный
плоскомер. Он состоит из алюминиевого основания с тремя уста-
новочными винтами. В основании запрессована колонка, которая
является главной осью вращения подвижной части прибора. На
нижнюю шейку колонки посажен на прецизионных подшипниках
поворотный рукав, центрируемый регулировочным винтом. В по-
воротный рукав вмонтирован валик, служащий осью поворота из-
мерительной головки, помещенной в кронштейне, наглухо закреп-
ленном на нижней части валика. Таким образом, измерительная
головка поворачивается вместе с валиком в рукаве, а весь рукав
поворачивается относительно колонки. Подвижная система уравно-
вешена контргрузами. Этим достигается то, что вся система под-
вижных частей и неподвижной колонки нагружена только верти-
кальными усилиями. Ощупывание проверяемой поверхности про-
изводится через промежуточную доведенную плитку, устанавлива-
емую под наконечник измерительной головки. Принцип действия
этого прибора заключается в измерении отклонения от плоской тра-
ектории чувствительного элемента, ощупывающего проверяемую
поверхность (рис. 20). В качестве чувствительного элемента при-
меняют измерительную головку (индикатор, миллимесс или мика-
юр). Плоское перемещение измерительной головки обеспечивает-
ся вращением ее вокруг двух строго параллельных осей и отсут-
ствием осевого биения.
Неплоскостность измеряется следующим образом. Карусель-
ный плоскомер устанавливают в середине проверяемой поверхнос-
ти и выбирают на ней произвольно три базовые точки, определя-
ющие исходную плоскость. Наиболее выгодно взять их в трех уг-
лах проверяемой поверхности. Регулировочными винтами основа-
ния добиваются, чтобы показания измерительной головки в этих
точках стали равными нулю. Затем намечают проверяемые точки
поверхности, и в них последовательно помещают измерительную
головку. Показания измерительной головки дают отклонения от
ИСХОДНОЙ плоскости.
В настоящее время производство карусельных плоскомеров
33
осваивается заводом «Калибр». Карусельный плоскомер предназ-
начен для проверки плоскостности поверхностей размером от 400
до 900 мм. По техническим условиям завода погрешность прибора
не должна превышать ±0,0025 мм. Следовательно, его можно
Рис. 20. Схема, поясняющая принцип действия кару-
сельного плоскомера
использовать для проверки плоскостности изделий, начиная с IV
степени точности ГОСТ 10356—63.
34
Глава HI
Chlpmaker.ru
ГИДРОСТАТИЧЕСКИЕ МЕТОДЫ КОНТРОЛЯ
Гидростатические методы измерения непрямолинейности и не-
плоскостности поверхностей основаны на свойстве свободной по-
верхности жидкости устанавливаться в горизонтальное положение.
Поэтому для данных методов исходной плоскостью является плос-
кость, заданная горизонтальной поверхностью жидкости.
К гидростатическим методам относятся метод свободно налитой
жидкости, метод сообщающихся сосудов и метод проверки при
помощи уровня.
Сущность метода свободно налитой жидкости заключается в
сличении двух поверхностей, одной из которых является поверх-
ность жидкости, всегда принимающая горизонтальное положение,
а другой — поверхность проверяемой детали.
При измерении непрямолинейности резервуар с жидкостью ус-
танавливают около проверяемой поверхности, а на проверяемую
поверхность помещают стойку, снабженную микрометрической го-
ловкой с измерительным шпинделем в виде иглы. (При измерении
неплоскостности резервуар с жидкостью устанавливается непос-
редственно на проверяемую поверхность). Иглу приводят в сопри-
косновение с поверхностью жидкости, и производят отсчет по мик-
ровинту. Затем микрометрическую головку перемещают в следую-
щую проверяемую точку и вновь снимают отсчет- По разности от-
счетов судят о превышении одной точки относительно другой. Кон-
такт иглы с поверхностью жидкости может быть определен на глаз
по образующемуся на конце ее мениску или электрическим спосо-
бом [6, 11], что несколько повышает производительность и точ-
ность измерений.
Точность этого метода невысока. Доверительная погрешность
измерения в лучшем случае составляет 0,1 мм [3, 15]. Это в основ-
ном объясняется влиянием на высоту уровня жидкости таких фак-
торов, как атмосферное давление и температура [15]. Неравномер-
ное распределение атмосферного давления по длине проверяемой
поверхности изменяет форму открытой поверхности жидкости. Пе-
репад давления в одну миллионную от нормального атмосферного
Давления создает разность уровней на открытой поверхности во-
Ды 0,01 мм. При измерении, особенно в условиях производства,
температура изменяется с течением времени. При изменении тем-
пературы в пределах от 15 до '25°С скорость испарения жидкости
35
chipmaker.ru
с открытой поверхности колеблется от 0,03 до 0,17 мм/ч. Посколь-
ку практически невозможно корректировать результаты измерения
в зависимости от скорости испарения жидкости, значительно воз-
растает погрешность измерения.
Низкая точность и громоздкость средств измерения привели в
тому, что в последнее время метод свободно налитой жидкости
практически не применяется.
Значительно лучше, по сравнению с методом свободно налитой
жидкости, метод сообщающихся сосудов. В основу его положено
свойство жидкости располагаться в сообщающихся сосудах на од-
ном уровне. Сообщающиеся сосуды могут быть открытые или зак-
рытые. При открытых сосудах имеют место те же погрешности,
которые характерны для метода свободно налитой жидкости. Кро-
ме того, добавляется погрешность за счет перепада уровней стол-
бов жидкости при изменении температуры. Эта погрешность дос-
тигает 0,2 мм для водяных столбов высотой 1 м при разности их
температур 1°С [15]. Поэтому метод сообщающихся сосудов с отк-
рытыми резервуарами не нашел широкого применения.
В закрытых гидростатических головках конструкция исключает
влияние внешних условий. В настоящее время завод «Калибр» вы-
пускает гидростатические уровни, состоящие из двух или более
измерительных головок — резервуаров, соединенных между собой
гибкими шлангами (рис. 21). Измерительная головка представля-
Рис. 21. Гидростатический уровень
ет небольшой закрытый резервуар 3 со встроенным в него м жро-
метрическим глубиномером 1- В нижней части корпуса резервуара
находятся каналы, через которые измерительные головки соединя-
ются между собой при помощи шлангов 4. При заполнении ниж-
них шлангов и части резервуаров водой образуется гидростатпче-
36
кая система сообщающихся сосудов. Соединенные верхними
штангами 2 полости резервуаров образуют общую воздушную си-
стему. в которой устанавливается одинаковое давление воздуха.
Измерения можно производить двумя или несколькими измери-
те тьными головками. Измерение двумя головками производится
следующим образом. Одну из головок помещают на первую прове-
ряемую точку, вторую головку—последовательно во все проверяе-
мые точки и каждый раз снимают отсчеты по микровинтам. По
разности показаний микрометрических винтов головок можно су-
дить о непрямолинейности или неплоскостности проверяемой по-
верхности.
Основным условием точного измерения гидростатическим уров-
нем является отсутствие вертикальных столбов жидкости, поэтому
водяные шланги необходимо укладывать в одной горизонтальной
Рис. 22 Микроннвелир
плоскости с проверяемой поверхностью. Влияние высоты верти-
кальных столбов жидкости можно значительно уменьшить, если к
системе гидростатических измерительных головок присоединить
резервуар с площадью зеркала воды в несколько раз больше, чем
в головках. Это дает возможность получить гидростатическую си-
стему с постоянным уровнем, так как высоту уровня в большом
резервуаре практически можно считать неизменной. В этом случае
изменение показаний микрометрического винта головки в прове-
ряемо^ точке по отношению к уровню жидкости в резервуаре бу-
дет показывать отклонение от прямолинейности или от плоскост-
ности.
Доверительная погрешность измерения гидростатическим
Уровнем модел л 115, выпускаемой заводом «Калибр», не превы-
шает =0,01 мм [16].
Наиболее точным из гидростатических методов является метод
проверки при помощи уровня, часто в поверочной практике назы-
ваемый «микронивелировкой». Уровень широко применяется для
измерения непрямолинейности и неплоскостности на машиностро-
ительных, приборостроительных и других предприятиях. Уровень
и ампула в специальной оправе устанавливается на две опоры,
расстояние между которыми равно шагу измерения (рис. 22). Та-
37
chipmaker, ru
кое устройство называется микронивелиром. Шаг измерения вы-
бирается в зависимости от того, насколько подробно должен быть
изучен профиль проверяемой поверхности. Перед измерением про-
веряемая поверхность разбивается на участки, соответствующие’
шагу измерения 1 (рис. 23). Микронивелир позволяет измерить
Рис. 23. Схема, поясняющая принцип измерения при помощи уровня
ИС-
углы наклона «г- участков 0—1, 1—2, 2—-3 ... относительно
ходной горизонтальной плоскости, проекция которой совпадает с
осью абсцисс. Задача сводится к определению значений Н( , ко-
торые характеризуют отклонения от прямолинейности в проверяе-
мых точках. Как видно из рис. 23,
*= yt — rt , (9)
где yt —ордината данной точки; /у —расстояние от оси абсцисс
до прямой PQ, соединяющей концы кривой профиля,
i— номер проверяемой точки (i =0, 1, 2,..., п).
Ординаты z/ь у2 ... уп кривой профиля можно выразить через
значения ht , показывающие, на сколько каждая точна выше или
ниже предыдущей, следующим образом:
У1 =
2
У 2 — + h2— S
fe=i
з
Л=1
(Ю)
Л=1
Уп — И" Zi2 И" h3 + ... + -p . . •+ hn— J hfo
Значение отрезка г- определяется из подобия треугольников
РСА и PQB
38
учитывая, что -J- =-^- получим, что
n=4^«- <п>
Подставляя значения yt и rt из выражений (10) и (11) в урав-
нение (9), имеем
Ht=--Xhk----^hk. (12)
fe==i п k=i
Зная углы наклона и шаг измерения I, можно определить
значения h # по формуле
hk — I sina^.
Поскольку углы а очень малы, то можно принять, что sin а^а,
где а выражается в радианах. Тогда
й/г = 4,8 • 10 (>/
Угол ah равен отсчету т;г по уровню в делениях шкалы,
умноженному на цену деления уровня т в секундах, т. е.
O-k kx -
Следовательно,
hk = 4,8 • 10~6Z ттд,. (13)
Поскольку для данного шага измерения и данного уровня
I и т величины постоянные, то выражение (13) можно записать
в виде
hk~ с mk, где с = 4,8 - 10~°1 т.
Подставляя полученное значение в выражение (12), получим
окончательную форму для определения в следующем виде:
[Z f Л 1
2 mk—-ЪтЛ (14)
fe=l п Й=1 J
Практически прямолинейность посредством уровня проверяется
следующим образом- Проверяемую поверхность устанавливают в
горизонтальное положение в продольном и поперечном направле-
ниях. На боковой поверхности наносят отметки, расстояние меж-
ду которыми соответствует выбранному шагу измерения. Отметки
нумеруют, присваивая им порядковые номера 0, 1, 2...П. Рас-
стояние между отметками не должно превышать ’/ю длины кон-
тролируемой поверхности.
Микронивелир устанавливают на первый участок таким обра-
зом, чтобы его опоры были расположены в точках 0 и 1. Пузырек
уровня не сразу занимает правильное положение, поэтому в тече-
ние 15—20 с ожидают, пока он успокоится, и затем производят
отсчет по шкале ампулы уровня. Для того чтобы уменьшить по-
грешность отсчета, а также исключить погрешность за счет изме-
39
ch Ipma ker. ru ______________
нения длины пузырька, вызываемого изменением температуры в
процессе измерения, отсчет берут по обоим концам пузырька.
Принимая условно за нулевые два удлиненных центральных
штриха, расположенных на расстоянии, равном длине пузырька,
определяют положение левого конца пузырька относительно лево-
го штриха, а правого—относительно правого штриха. Отсчеты
производят в делениях шкалы ампулы уровня с точностью до де-
сятых долей деления. При этом, если конец пузырька расположен
справа от соответствующего нулевого штриха, отсчет записывают
со знаком «плюс», если слева — со знаком «минус».
Аналогичные измерения производят на всех последовательно
расположенных участках, устанавливая микронивелир так, чтобы
его опоры касались поверхности в отмеченных точках. Микрони-
велир следует перемещать строго по прямой линии, избегая пере-
коса, чтобы в результаты измерений не вошла погрешность за счет
извернутости поверхности и ее наклона к горизонту в поперечном
направлении.
В качестве примера записи и обработки результатов приведе-
ны данные измерений поверочной линейки типа ШМ длиной
1000 мм класса 1 при /=100 мм; т — 4" и с=1,9 мкм (табл. 4).
Таблица 4
Номер точек Прове- ряемые интер- валы. Отсчеты по уровню тг= ai^hi А 1 i = £mk й=1 S’ II M a l| ,..Co “э =1“ II 1 »• A —B. i i H/=C{AZ- -B. ) I
левый а. i правый Ь. i
мм Дел. шкалы ампулы уровня MKM
0 0 0 0 0 0 0 0 0
1 100 —0,7 + 1,7 + 0,5 +0.5 TO,9 -0,4 —1
2 200 —0,8 + 1,5 +0,4 +0,9 T1.8 —0,9 —2
3 300 —0,5 + 1,8 +0,6 + 1,5 4-2,6 —1.1 —2
4 400 —0,4 + 1,8 +0,7 +2,2 +3,5 —1,3 —2
5 500 —0,1 +2,2 + 1,0 +3,2 -4-4,4 -1.2 —2
6 600 —0,3 +2,0 +0.8 + 4,0 +5,0 +5,3 —1,3 —2
7 700 —0,1 +2.2 + 1,0 4-6,2 — 1,2 —2
8 800 —0.2 +2,1 + 1,0 +6,0 4-7,0 —1,0 —2
9 900 +0,3 +2.6 + 1.4 +7,4 +7,9 —0,5 —1
10 1000 +0,2 +2,6 + 1.4 +8,8 +8,8 0 0
Вычисления проводились в соответствии с формулой (14)
Последовательность обработки результатов хорошо видна из таб-
лицы и не требует специальных пояснений.
В настоящее время имеется несколько типов измерительных
устройств с уровнями, предназначенных для контроля прямоли
нейности. В Свердловском филиале ВНИИМ разработан и изго-
товлен микронивелир, в комплект которого входят четыре основа
ния и одна съемная ампула уровня в специальной оправе, крепя-
щаяся на любом основании. Расстояния между опорами равнь
100, 160, 250 и 400 мм. Наклон ампулы можно изменять при по-
мощи специального винта с шагом 0,25 мм, что позволяет контро-
лировать поверхности, расположенные под углом к плоскости го-
ризонта. Цена деления ампулы уровня 4". Пределы измерения
углов наклона по шкале ампулы составляют ±50".
Значительно большие пределы измерения имеет прямолиней-
номер [16]. Он состоит из направляющей, уровня, регулируемой по
высоте опоры, несущей индикаторную головку, и жесткой опоры,
которую можно перемещать по направляющей для измерения ша-
га измерения. При контроле прямолинейности прибор помещают
на проверяемую поверхность, с помощью регулируемой опоры вы-
равнивают его по уровню, а на шкале индикатора устанавливают
нулевое показание. Затем прямолинейномер помещают на следу-
ющий участок, снова устанавливают его в горизонтальное положе-
ние и берут отсчет по индикатору. Таким же образом проводят
измерения сна остальных участках. Полученные отсчеты дают зна-
чения h{ (см. рис. 23) в линейных единицах. Отклонения точек
кривой профиля от прямой PQ, соединяющей крайние точки, вы-
числяют по формуле (12).
Подобный прибор фирмы «Генрих Ерб» широко применяется
В ГДР [17].
В последнее время все более широко применяются электриче-
ские методы измерения неэлектрических величин. Для измерения
углов и контроля плоскостности успешно используются электрон-
ные уровни [18, 19]. Основной частью электронных уровней яв-
ляется маятник или пузырек. От обычных электронные уровни
отличаются тем, что механическое смещение маятника или пу-
зырька преобразуется >в пропорциональный электрический сиг-
нал, фиксируемый на измерительном приборе в угловых секундах.
В электронных уровнях используются преобразователи трех
типов: электронно-оптический, индуктивный и емкостный- Первые
два дают сигнал в зависимости от положения маятника, послед-
ний— в зависимости от положения пузырька в стеклянной или
металлической ампуле. Предел чувствительности примерно одина-
ков у датчиков всех типов, но для заданной чувствительности
пузырьковые датчики имеют наименьшие размеры. Электронные
Уровни имеют точность измерения выше, чем обычные уровни,
сохраняя простоту и универсальность.
Прямолинейность электронным уровнем контролируется, как
обычно, с той лишь разницей, что отсчеты производятся по шкале
измерительного прибора.
оНа основании теоретических и экспериментальных исследова-
ний авторами установлено, что погрешность измерения уровнем
зависит от непрямолинейности и длины проверяемой поверхности,
а также от шага измерения. Это зависимость в микрометрах вы-
ражается следующей формулой:
S =|/ AIL + 0,0002 (15)
40
41
chipmaker.ru
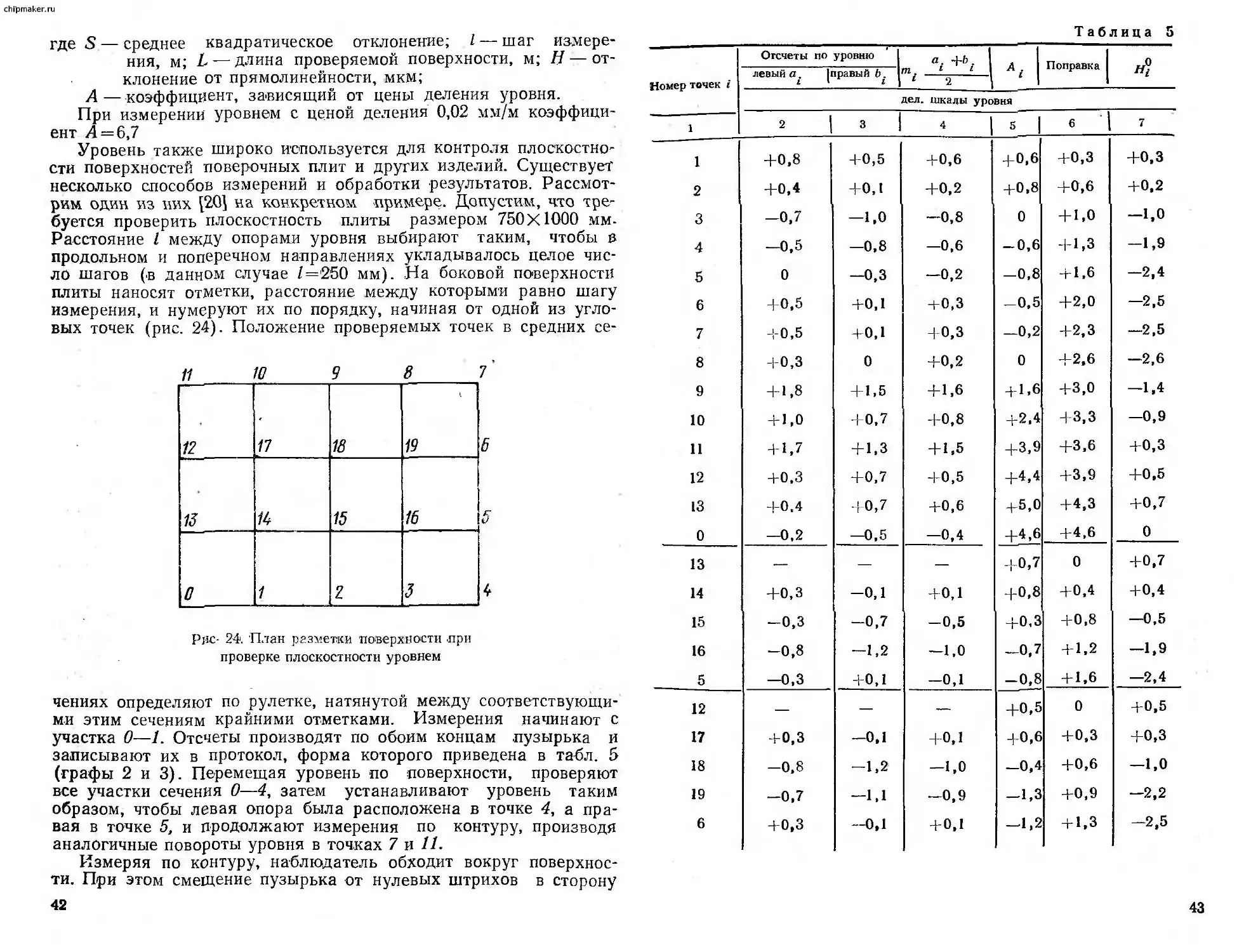
где S — среднее квадратическое отклонение; I — шаг измере-
ния, м; L — длина проверяемой поверхности, м; Н— от-
клонение от прямолинейности, мкм;
А — коэффициент, зависящий от цены деления уровня.
При измерении уровнем с ценой деления 0,02 мм/м коэффици-
ент А = 6,7
Уровень также широко используется для контроля плоскостно-
сти поверхностей поверочных плит и других изделий. Существует
несколько способов измерений и обработки результатов. Рассмот-
рим один из них [20} на конкретном примере. Допустим, что тре-
буется проверить плоскостность плиты размером 750X1000 мм-
Расстояние I между опорами уровня выбирают таким, чтобы в
продольном и поперечном направлениях укладывалось целое чис-
ло шагов (в данном случае /=250 мм). На боковой поверхности
плиты наносят отметки, расстояние между которыми равно шагу
измерения, и нумеруют их по порядку, начиная от одной из угло-
вых точек (рис. 24). Положение проверяемых точек в средних се-
11 10 9 8 7
12 17 18 19
13 /4 15 15
0 1 2 3
Рис- 24. План разметки поверхности при
проверке плоскостности уровнем
чениях определяют по рулетке, натянутой между соответствующи-
ми этим сечениям крайними отметками. Измерения начинают с
участка 0—1. Отсчеты производят по обоим концам пузырька и
записывают их в протокол, форма которого приведена в табл. 5
(графы 2 и 3). Перемещая уровень по поверхности, проверяют
все участки сечения 0—4, затем устанавливают уровень таким
образом, чтобы левая опора была расположена в точке 4, а пра-
вая в точке 5, и продолжают измерения по контуру, производя
аналогичные повороты уровня в точках 7 и 11.
Измеряя по контуру, наблюдатель обходит вокруг поверхнос-
ти. При этом смещение пузырька от нулевых штрихов в сторону
42
Таблица 5
Номер точек i Отсчеты по уровню а. -Н* - т. 1 1 А . i Поправка 4
левый а. |правый Ь.
1 ""2
дел. шкалы уровня
1 2 1 з ! 4 5 1 6 7
1 +0,8 +0,5 +0,6 +0,6 +0,3 +0,3
2 +0,4 +0,1 +0,2 +0,8 +0,6 +0,2
3 —0,7 —1,0 —0,8 0 + 1,0 —1,0
4 —0,5 —0,8 —0,6 -0,6 + 1,3 —1,9
5 0 —0,3 —0,2 -0,8 +1,6 —2,4
6 +0,5 +0,1 +0,3 -0.5 +2,0 —2,5
7 +0,5 +0,1 +0,3 —0,2 +2,3 —2,5
8 +0,3 0 +0,2 0 +2,6 —2,6
9 + 1,8 + 1,5 +1,6 +1,6 +3,0 —1,4
10 + 1,0 +0,7 +0,8 +2,4 +3,3 —0,9
11 + 1,7 + 1,3 + 1,5 +3,9 +3,6 +0,3
12 +0.3 +0,7 +0,5 +4,4 +3,9 +0,5
13 +0.4 +0,7 +0,6 +5,0 +4,3 +0,7
0 —0,2 —0,5 —0,4 +4,6 +4,6 0
13 — — — +0,7 0 +0,7
14 +0,3 -0,1 +0,1 +0,8 +0,4 +0,4
15 -0,3 —0,7 -0,5 +0,3 +0,8 —0,5
16 -0,8 —1,2 —1.0 —0,7 + 1.2 —1,9
5 —0,3 +0,1 —0,1 -0,8 + 1.6 —2,4
12 — — — +0,5 0 +0,5
17 +0,3 —0,1 +0,1 +0,6 +0,3 +0,3
18 -0,8 —1,2 —1,0 -0,4 +0,6 —1,0
19 -0,7 —1,1 —0,9 —1,3 +0,9 —2,2
6 +0,3 -0,1 +0,1 —1,2 + 1,3 —2,5
43
chipmaker.ru
левой опоры всегда записывают со знаком «минус», смещение в
сторону правой — со знаком «плюс».
Последний отсчет берут на участке 13—0 и переходят к про-
верке продольных сечений, ограниченных точками, отклонения
которых были определены при измерении по контуру, т. е- сечений
13—5 и 12—6. В сечении 13—5 измерения начинают с участка
13—14, в сечении 12—6 — с участка 12—17. В каждом сечении
проверяют все участки, причем знаки отсчетов определяют анало-
гично тому, как это делалось при проверке сечения 0—4.
Для того чтобы проконтролировать правильность полученных
результатов, следует провести дополнительные измерения в по-
перечных сечениях 1—10, 2—9 и 3—8. После обработки резуль-
татов в каждой средней точке будет найдено два значения откло-
нения от вспомогательной плоскости, сопоставляя которые можно
оценить качество результатов измерений. Методика измерений и
обработки результатов для поперечных сечений та же, что и для
продольных.
Результаты измерений обрабатывают в следующем порядке.
Сначала вычисляют среднее арифметическое т1 (графа 4) из от-
счетов по правому и левому концам пузырька, затем последова-
тельно суммируют результаты, полученные для точек, располо-
женных по замкнутому контуру. Полученные величины Л/ запи-
сывают в графу 5. Так как суммирование проводится по замкну-
тому контуру, сумма положительных и отрицательных значе-
ний znz- должна быть равна нулю. Однако потому что опоры, на
которые установлен уровень, обычно несколько отличаются по
высоте из-за неточности их изготовления, в результаты измерений
входит дополнительный угол наклона к плоскости горизонта. По-
этому в точке 0 после суммирования получают величину, отлич-
ную от нуля. Для исключения дополнительного наклона из ре-
зультатов измерений следует ввести поправки (графа 6). Для оп-
ределения поправок величину, полученную после суммирования в
точке 0, делят на количество участков и умножают последова-
тельно на номера точек. Вычитая поправки из значений, указан-
ных в графе 5, получают отклонения точек контура от горизон-
тальной плоскости, проходящей через точку О'(графа 7). Для
того чтобы получить отклонения от этой плоскости в точках сред-
них сечений, эти сечения «привязывают» к крайним точкам, откло-
нения которых определены при обработке результатов по конту-
ру. Определим для примера отклонения точек в сечении 13—5.
В точке 13 отклонение от исходной горизонтальной плоскости рав-
но +0,7 дел. К этому значению последовательно прибавляют зна-
чения mi , полученные в точках 14, 15, 16 и 5 (графа 4), и резуль-
таты записывают в графу 5. В точке 5 должно получиться откло-
нение, равное — 2,4 дел-, однако после суммирования по указан-
ной выше причине получили — 0,8 дел. Вычитая из этой величины
значение, найденное при суммировании по контуру, получают по-
правку для точки 5, равную +1,6 дел. Поправки для остальных
44
точек этого сечения будут пропорциональны их расстоянию от
точки 13. В сечении всего четыре участка, следовательно, поправ-
ки для точек 14, 15 и 16 будут соответственно равны ’/<, */г и %
поправки точки 5, т. е. +0,4; +0,8 и +1,2 деления шкалы (гра-
фа 6) Вычитая эти поправки из значений, приведенных в графе 5,
получают отклонения от исходной плоскости. Аналогично вычис-
ляют отклонения точек в сечении 12—6.
Особенностью метода измерения уровнем является то, что ре-
зультаты измерений, характеризуют не только неплоскостность
поверхности, но и ее наклон к исходной горизонтальной плоско-
сти.
Поэтому для получения данных о действительном характере
рельефа поверхности следует определить отклонения от прилега-
ющей плоскости. Наклон поверхности к горизонту можно исклю-
чить, пересчитав также все отклонения относительно плоскости,
проходящей через три угловые точки поверхности, например, точ-
ки 0, 4 и 11. Осуществляют это следующим образом. Представим,
что поверхность поворачивают вокруг линии 0—11 (рис. 25) до
Рис. 25'. Схема, поясняющая вычисление отклонений
проверяемых точек от плоскости, проходящей через
три угловых точки поверхности
совпадения точки 4 с исходной плоскостью, а затем вокруг линии
0—4 до совпадения с этой плоскотью точки 11. При повороте во-
круг линии 0—И отклонения в точках сечения 0—11 не изменя-
ются, а в остальных точках изменяются пропорционально их рас-
стоянию до оси поворота. Поправки для точек любого продольно-
го сечения будут составлять соответственно V4, V2, 3А и 4/4 откло-
нения точки 4 от исходной плоскости, т. е. —0,5; —1,0; —1,4
и —-1,9 дел-
45
chipmaker.ru
Чтобы удобнее было вводить поправки, составляют таблицу
(табл. 6), в которую вписывают номера точек продольных сечений
и соответствующие им отклонения. Полученные поправки заносят
в графу 3, а в разности между отклонениями от исходной плоско-
сти и поправкам — в графу 4.
В делениях шкалы
Таблица 6
Проверяемые точки 1 н °. 1 Наклон в продольном направлении Наклон в поперечном направлении Проверяемые точки Н? Наклон в продольном направлении Наклон в поперечном направлении
Поп- равка н 1 Поп- равка н. 1 Поп- равка н i Поп- равка н i
1 2 1 3 1 4 5 б 1 1 1 2 3 4 5 6
0 0 0 0 0 0 12 +0,5 0 +0,5 +0,2 +0,3
I +0,3 -0,5 +0,8 0 +0,8 17 +0,3 —0,5 +0,8 +0,2 +0,6
2 +0,2 —1.0 + 1,2 0 -rl.2 18 —1.0 —1,0 0 +0.2 —0,2
3 —1.0 —1.4 +0,4 0 +0,4 19 —2,2 —1.4 —0,8 +0,2 -1.0
4 —1.9 —1.9 0 0 0 6 —2,5 —1,9 -0,6 +0,2 -0,8
13 + 0,7 0 +0,7 +0,1 + 0,6 11 +0,3 0 +0,3 +0,3 0
14 +0,4 —0,5 +0,9 +0,1 +0,8 10 —0,9 —0,5 —0,4 +0,3 —0,7
15 -0,5 —1.0 +0,5 +0,1 +0,4 9 —1,4 —1,0 -0,4 +0,3 -0,7
16 —1.9 —1,4 -0,5 +0,1 —0,6 8 —2,6 —1,4 -1,2 +0,3 —1,5
5 -2,4 —1,9 -0,5 +0,1 —0,6 7 —2,5 —1.9 -0,6 + 0,3 —0,9
При повороте вокруг линии 0—4 отклонения точек в сечении
О—4 не изменятся, а отклонения точек в сечениях 13—5, 12—6 и
11—7 изменятся пропорционально расстоянию этих сечений от ли-
нии 0—4, т. е. на '/з, 2/з и 3/3 отклонения точки 11 от исходной
плоскости. Отклонение точки 11 равно +0,3 дел., поэтому поправ-
ки (графа 5) для указанных сечений будут соответственно равны
+ 0,1, +0,2 и +0,3 дел.
Вычитая поправки из отклонений, приведенных в графе 4, полу-
чают отклонения от плоскости, проходящей через точки 0, 4 п 11.
После этого определяют сумму абсолютных значений наиболь-
ших положительного и отрицательного отклонений и умножают
ее на постоянную с микронивелира, вычисляемую по формуле
с=4,8Х Ю-6/т. Полученное значение сравнивают с допускаемым
отклонением от плоскостности. Если оно превышает установленный
допуск, следует определить отклонение от прилегающей плоскости.
В данном случае сумма абсолютных значений наиболь-
ших положительного и отрицательного отклонений равна
| + 1,2 | + | —1,5 | =2,7 дел. Измерения проводились с помощью
уровня с ценой деления т =4" и расстоянием между опорами 250 мм.
Подставляя значения I и т в формулу для определения постоянной
с, получаем, что с = 4,8-10~ 6-250-4=4,8-10-i мм. Следовательно, сум-
ма наибольших отклонений равна 4,8-10 ‘ 3-2,7=0,013 мм. Получен-
ное значение не превышает допуск на неплоскостность, составляю-
щий 0,016 мм для плит класса 1 данного размера, поэтому нет
46
необходимости определять отклонение от прилегающей плоскости
В зарубежной практике применяется метод контроля плоскост-
ности уровнем, получивший название «изоуравнивание» [19]
(рис. 26). Сущность этого метода заключается В нахождении на
Рис. 26. Метод изоуравнивания
контролируемой поверхности линий равного уровня, которые пред-
ставляют топографическую карту поверхности.
«Изоуравнивание» проводится следующим образом. Предвари-
тельно плита устанавливается так, чтобы уровень, помещенный на
противоположных концах осевых линий, давал одинаковые показа-
ния, но с разными знаками. В приведенном примере показания в
продольном направлении составляли +1" и -1", а в поперечном
+2" и -2". Затем уровень помещают в любой угол плиты, распо-
лагая его параллельно одной из боковых сторон, и поворачивают
вокруг опоры, находящейся в углу до тех пор, пока он не устано-
вится параллельно другой стороне. При повороте отмечают точки,
в которых прибор дает нулевое показание. После этого уровень пе-
ремещают и, принимая полученные нулевые точки за точки враще-
ния, снова поворачивают уровень, отмечая точки с нулевым пока-
занием, а также точки, отличающиеся друг от друга на 2", начи-
ная от нуля. Этот процесс продолжают до тех пор, пока не полу-
чат достаточное количество точек для проведения линий равного
Уровня. Для того чтобы убедиться в том, что полученные линии
Действительно являются линиями равного уровня, вдоль них пере-
мещают уровень. Если прибор не дает отклонений, линия счи-
тается правильной.
Линии записываются на поверхности плиты карандашом, а
затем наносятся на лист кальки, имеющий размер плиты. Рисунок
47
chipmaker.ru
на кальке наглядно иллюстрирует форму поверхности плиты в ви-
де контурной карты-
При поверке микронивелира проверяют среднюю цену деле-
ния ампулы уровня, нулевую установку, плоскостность рабочих
поверхностей опор и расстояние между ними. Если в микрониве-
лире использован микрометрический уровень, то проверяют также
погрешность его показаний.
Среднюю цену деления, погрешность показаний, а также нуле-
вую установку определяют по инструкции 76—58 «По поверке
микрометрических уровней» и инструкции 131—61 «По поверке
технических уровней».
Плоскостность опор проверяется лекальной линейкой класса О
путем сличения просвета между ребром линейки и рабочей поверх-
ностью опор с образцом просвета, составленным из концевых мер
длины 4-го разряда. Отклонение от плоскостности опор не должно
превышать 1 мкм.
Расстояние между опорами проверяется при помощи штанген-
циркуля. Отклонение расстояния от заданного значения не долж-
но превышать ±0,5 мм.
Глава IV
Chipmaker.ru
ОПТИКО-МЕХАНИЧЕСКИЕ МЕТОДЫ
Сущность оптико-механических методов проверки прямолиней-
ности заключается в том, что профиль проверяемой поверхности
сравнивается с лучом света, который распространяется прямоли-
нейно, и, следовательно, может быть принят за исходную прямую.
К оптико-механическим методам относятся автоколлимацион-
ный и коллимационный методы, а также метод визирования.
При проверке прямолинейности автоколлимационным и колли-
мационным методами измеряются углы наклона последовательно
расположенных участков, равных шагу измерения, по отношению
к исходной прямой, заданной оптической осью трубы. Таким обра-
зом, эти методы относятся к шаговым методам проверки и по ме-
тодике измерения и обработки результатов измерения аналогичны
методу проверки микронивелиром.
При определении отклонения от прямолинейности методом ви-
зирования измеряются расстояния от проверяемой поверхности до
оптической оси трубы, принятой за исходную прямую. Следова-
тельно, этот метод по методике проверки и обработки результатов
измерений аналогичен механическим методам проверки.
АВТОКОЛЛИМАЦИОННЫЙ И КОЛЛИМАЦИОННЫЙ МЕТОДЫ
При проверке прямолинейности автоколлимационным методом
используются автоколлиматор и плоское зеркало, установленное
Рис. 27. Схема, поясняющая сущность автоколлимационного метода
на основании с двумя опорами, расстояние между которыми соот-
ветствует выбранному шагу измерения.
Оптическая схема автоколлиматора (рис. 27) рассчитана та-
48
49
chipmaker.ru
ким образом, чтобы лучи, освещающие марку автоколлиматора 2,
выходили из его объектива (параллельным пучком. Попадая на
плоское зеркало /, лучи отражаются в обратном направлении и
дают изображение светящейся марки на отсчетной шкале, распо-
ложенной в фокальной плоскости окуляра автоколлиматора.
Вследствие непрямолинейности поверхности при перемещении
зеркала изменяется его наклон к оси автоколлиматора. Наклон
определяют по смещению изображения светящейся марки отно-
сительно делений отсчетной шкалы. При наклоне зеркала на
угол а отраженный луч возвращается в автоколлиматор под
углом 2а к первоначальному направлению, что вызывает смеще-
ние изображения марки в вертикальном направлении на вели-
чину е .
Из рис- 27 видно, что
е = f • tg 2 а,
где f — фокусное расстояние объектива автоколлиматора.
Так как углы наклона весьма малы, можно считать, что
tg 2а равен углу 2а , выраженному в радианах. Тогда е ~2fa.
Из этого же рисунка следует, что
, h h
tga=— или >
где h — разность высот двух соседних проверяемых точек;
I — шат измерения.
Учитывая это, получаем, что е=— . Таким образом, при
измерении автоколлиматором чувствительность не зависит от рас-
стояния между зеркалом и объективом трубы и определяется
лишь фокусным расстоянием объектива и шагом измерения. Это
является большим достоинством автоколлимационного метода.
При (Проверке коллимационным методом (рис. 28) измеритель-
2
Рис. 28. Схема проверки коллимационным методом
ными средствами являются зрительная труба 2 и коллиматор /,
перемещаемый .по проверяемой поверхности. Коллиматор состоит
из объектива, в фокальной плоскости которого расположена сетка
или перекрестие нитей, и источника света.
50
Принцип измерения непрямолинейности такой же как автокол-
лимационным методом, только, измеряются углы наклона, обра-
зованные оптическими осями коллиматора и зрительной трубы.
Угол наклона равен
, е е
tga=— или а=у •
Смещение изображения сетки коллиматора в поле зрения зри-
тельной трубы будет в два раза меньше, чем при использовании
автоколлиматора и, следовательно, точность совмещения штрихов
будет соответственно ниже. Поэтому, естественно, более выгодно
применять автоколлиманионный метод, тем более, что перемещать
коллиматоры по контролируемой поверхности весьма неудобно.
Правда, можно несколько усовершенствовать коллимационный
метод, если на противоположных концах контролируемой поверх-
ности неподвижно установить зрительную трубу 1 (рис. 29) и
Рис. 29. Схема проверки коллиматором с промежу-
точной призмой
коллиматор 3, а перемещать по поверхности призму 2, располо-
женную на основании, расстояние между опорами которого рав-
но шагу измерения.
В настоящее время наша отечественная промышленность се-
рийно выпускает достаточное количество автоколлиматоров типов
АК-0,25; АК-0,5; АК-1 и других (см. табл. 7), укомплектованных
Т аблица 7
Прибор Предел изме- рения по от- счетному уст- ройству Цена деления минутной шка- лы Цена деления секундной шка- лы Предел допускаемой погрешности
АК-0,25 6' 15" 0,25" (°,25 +^0)"
АК-0,5 10' 30" 0,5" (°,5 + i^)"
АК-1 12' 1' 1" О + 1Т0)"
АК-5 30' 2' 5" (5+1^о)"
АК-30 30' 3' — 20"
АФ-1 10' Г 0,25" (0,25+ioo)"
АФ-2 6' 15' 0,1" <Р (0,1 + 100)"
51
chipmaker.ru
плоскими зеркалами, так что вряд ли имеет смысл применять
коллимационный метод.
Широкое применение нашли автоколлиматоры за рубежом. На-
пример, только фирма «Хилгер и Ватте» выпускает целую серию
различных моделей автоколлиматоров: микрооптические универ-
сальные автоколлиматоры типов TA-1, TA-50, ТА-51; фотоэлектри-
ческие автоколлиматоры типов ТА-3, ТА-53; автоколлиматоры
АСП (автоматически считывающие позиции) типов TA-80, ТА-81,
ТА-82 и сервоуправляемые автоколлиматоры типов ТА-57 и
ТА-58- Технические и метрологические характеристики этих авто-
коллиматоров приведены в табл. 8.
на каждом участке поверхности приходится поворачивать зерка-
ло вокруг вертикальной оси, чтобы спроектировать изображение
марки на шкалу. Для того чтобгй эта операция занимала меньше
времени, рекомендуется специальное зеркало, в оправу которого
вмонтирована зрительная трубка. Ось трубки перпендикулярна
зеркалу, поэтому, если марка видна в поле зрения трубки, она
будет видна и в поле зрения автоколлиматора.
Измерения проводят два наблюдателя. Один перемещает по
проверяемой поверхности зеркало, второй производит отсчеты по
шкале автоколлиматора. Отклонения Я/ от прямой, соединяю-
щей крайние точки поверхности, вычисляют по формуле
Т аблица 8
Прибор Пределы изме- рении по от- счетному уст- ройству Цена деле- ний точной шкалы Предел допускаемой погрешности на всю шкалу Предел допус- каемой погреш- ности и а ин- тервал в I' Максималь- ная длина измерения, м
ТА-1 10' 0,1" 2» 0,5" 15
ТА-50 10' 0,1" 2" 0,5" 30
ТА-51 10' 0,1" 2" 0,5" 30
ТА-3 10' 0,1" 2" 0,5’ 9
ТА-53 10' 0,1" 2" 0,5" 15
ТА-80 10" 0,5" 2% от всего предела измере- ний — 9
ТА-81 20" 1" 2% от диапазо- на измерения — 7
ТА-82 100" 5" 2% от диапазо- на измерения — 0,6
ТА-57 10' 0,1" ±2" 0,5" 9
ТА-58 5' 0,1" ±1" 0,5" 9
Практически измерения автоколлиматором осуществляются
следующим образом. Автоколлиматор устанавливают на какую-
либо массивную опору рядом с проверяемой поверхностью. Зер-
кало помещают на противоположном конце поверхности-Трубу ав-
токоллиматора поворачивают таким образом, чтобы шкала оку-
лярного микрометра была расположена вертикально и отсчет уве-
личивался при перемещении изображения марки снизу вверх. Ре-
гулируя наклон трубы и плоскости зеркала, добиваются доста-
точно яркого изображения марки на всей длине проверяемой по-
верхности. При перемещении зеркала изображение марки может
уходить из поля зрения в горизонтальном направлении, поэтому
52
i ,• п
2 f"k
k=i n k=i
(16)
где 0=4,84 О-6/;
пц—разность между отсчетом по шкале автоколлиматора на
участке с порядковым номером i и отсчетом на первом
участке (при нумерации точек от 0 до п порядковые но-
мера точек и участков совпадают);
/ — шаг измерения.
В качестве примера записи и обработки результатов измере-
ний приведены данные проверки (табл. 9) поверочной линейки —
мостика длиной 1000 мм при помощи автоколлиматора АК-1 (шаг
измерения 7=100 мм; С = 0,5 мкм).
Таблица 9
8^ S ** ? м о a v о аЛ -J X юверяомый нн- рвал, мм счеты по шка- т1 т . — mt Е L еГ L •с А Г= 1ь 7 1 к В ,«=Л10, I '10 <ё“ Ц L зГ
3 5 ш О ч Mb м
0 — — — — — 0
1 100 39" 0 0 0 —1,5 +1,5
2 200 42" +3" + 1.5 +1,5 -3,0 + 4,5
3 300 43" —4" + 2,0 +3,5 —4,5 +8,0
4 4С0 38" — 1" —0,5 +3,0 —6,0 +9,0
5 500 35" —4" -2,0 +-1,0 —7,5 +8,5
6 600 32" —7" -3,5 —2,5 -9,0 +6,5
7 700 30" —9" —4,5 —7,0 —10,5 +3,5
8 800 32" —7" —3,5 —10,5 —12,5 + 1.5
9 900 32" -7" -3,5 -14,0 —13,5 +0,5
10 1000 37" -2’ —1,0 — 15,0 -15,0 0
chipmaker.ru
На основании теоретических и экспериментальных исследова-
ний авторами установлено, что погрешность измерений автоколли-
матором в микрометрах выражается формулой
S =j/ AIL + 0,0002--^-, (17)
где I — шаг измерения, м;
L — длина проверяемой поверхности, м;
Н—отклонение от прямолинейности, мкм.
В данном случае коэффициент А зависит от цены деления
шкалы автоколлиматора. При измерении автоколлиматором с це-
ной деления 2" коэффициент А =4,0.
При измерении непрямолинейности автоколлиматором необхо-
димо иметь в виду, что точность измерения в значительной мере
зависит от внешних условий. Если на пути между зеркалом и ав-
токоллиматором температура и давление воздуха не одинаковы,
то луч света искривляется. Это вызывает возникновение погреш-
ности, которая равна [3]
А = 0,12 (\7t)NL2 мкм,
где (VOn—составляющая температурного градиента, нормаль-
ная к проверяемой поверхности, °С/м; L — длина
проверяемой поверхности, м-
Скорость измерения температуры в условиях цеха обычно ко-
леблется в .пределах 0,5—1 °С/м. Принимая наибольшее значение
1 °С/м получим, что
А = 0.12 L2 мкм.
При измерении непрямолинейности поверхностей длиной более
10 м этой погрешностью пренебрегать нельзя.
Автоколлиматор используется также для контроля плоскостно-
сти поверхностей. Для того, чтобы не перемещать автоколлиматор
при переходе от одного сечения к другому, рекомендуется исполь-
зовать два зеркала. Тогда всю поверхность можно проверить, из-
менив положение автоколлиматора лишь один раз.
Измерения проводят в сечениях, приведенных на рис. 30. Уста-
новив автоколлиматор .против точки А5 перпендикулярно сече-
нию АА5, основное зеркало, укрепленное на основании, помещают
на первый участок диагонали AD5. Поворотом вспомогательного
зеркала, установленного в точке D5, получают изображение марки
на шкале автоколлиматора и производят отсчет. Затем перемеща-
ют >сновное зеркало вдоль диагонали и проводят
остальных участках. Положение вспомогательного
этом остается неизменным. Проведя измерение в
сечении AD5, основное зеркало устанавливают на
сечения DD$. Поворотом вспомогательного зеркала
измерения на
зеркала при
диагональном
участке DDX
получают изо-
бражение марки на шкале автоколлиматора и проводят измере-
ния в этом сечении. Затем вспомогательное зеркало помещают
последовательно в точки С5, В5, А5 и проверяют сечения СС5,
ВВъ и АА5. Проверив все продольные сечения, автоколлиматор
устанавливают против точки В5 перпендикулярно сечению A5D5,
вспомогательное зеркало устанавливают в точку D и описанным
выше способом проверяют сначала диагональ ASD, а затем- все
поперечные сечения.
. Для того, чтобы увязать между собой результаты измерений в
отдельных сечениях, выбирают вспомогательную плоскость, про-
ходящую через центральную точку поверхности и ориентирован-
Рис. 30. План разметки поверхности при
измерении неплоскостности автоколли-
матором
ную таким образом, что точки, расположенные на противополож-
ных концах диагоналей, одинаково удалены от нее. Вычислив
предварительно отклонения от прямолинейности в отдельных се-
чениях, определяют отклонения от вспомогательной плоскости по
методике, применяемой для обработки результатов измерений с
помощью поверочной линейки и индикатора (см. главу II).
Следует отметить, что при измерении в диагональных сечениях
центральная точка О может оказаться непроверенной. В этом слу-
чае следует построить кривые профилей диагональных сечений и
определить отклонение в этой точке по графикам- Если прибли-
женное определение отклонения по графику существенно влияет
на точность результатов измерений, то при проверке диагональ-
ных сечений следует использовать второй мостик с таким рассто-
янием между опорами, чтобы одна из проверяемых точек совпа-
дала с точкой О.
Автоколлиматоры поверяются по ГОСТ 15806—70 «Автоколли-
маторы. Методы и средства поверки».
МЕТОД ВИЗИРОВАНИЯ
Сущность метода визирования заключается в измерении рас-
стояния от проверяемой поверхности до оптической оси зритель-
ной трубы, принятой за исходную прямую.
54
55
Измерительными средствами являются зрительная труба 2 и
визирная марка 1 (рис, 31). Практически измерения осуществля-
ются следующим образом. Зрительная труба помещается на про-
веряемую поверхность или рядом с ней. Визирную ось зрительной
трубы устанавливают параллельно прямой, проходящей через
крайние точки проверяемой поверхности. При этом отсчеты х0
Рис. 31. Схема проверки метолом визирования
и хп в этих точках будут одинаковыми. Затем визирную марку
помещают последовательно во все проверяемые точки и произво-
дят каждый раз отсчеты х,- по оптическому микрометру зритель-
ной трубы. Разность отсчетов (х; —х0) будет равна отклонениям
hf соответствующих точек кривой профиля от прямой, соединя-
ющей ее первую и последнюю точки. Если отсчеты в первой (0)
и последней (п) проверяемых точках не равны, то
А» = (х, — х„) — (х„ — xtl)——- ,
где X/ —отсчет в любой проверяемой точке (i'=0, 1, 2___и).
Метод визирования не требует сложной обработки результа-
тов измерений, что является его большим преимуществом по срав-
нению с автоколлимационным методом. Однако весьма сущест-
венным недостатком метода визирования является необходимость
перефокусировки при изменении расстояния между зрительной
трубой и маркой. Это изменяет цену деления отсчетного устрой-
ства зрительной трубы и может привести к смещению исходной
прямой, что вносит дополнительные погрешности в результат из-
мерения. С целью устранения этого недостатка разработано не-
сколько вариантов оптических схем зрительных труб- Одним из
них является система двойного изображения. Его получают или с
помощью призменно-линзовых устройств и автоколлимационной
афокальной оборачивающей системы, или с помощью призм двой-
ного изображения, которые устанавливаются перед объективом
или монтируются в трубе. В системах двойного изображения фо-
кусировка не вносит погрешностей в отсчет, однако эти системы
требуют очень тщательной юстировки и индивидуальной подгон-
ки оптических элементов.
Необходимость перефокусировки исключается при использова-
нии афокальных зрительных труб, в которых видимое увеличение
56
не зависит от расстояния до марки. Однако использование афо-
кальных систем ограничивает .интервал измерений и снижает точ-
ность.
В последние годы применяется новый оптический элемент-
аксикон, обладающий свойством трансформировать совокупность
точек, расположенных вдоль оптической оси в изображение точки
в фокальной плоскости. Однако аксикон пока еще широко не
применяется вследствие очень высоких требований к точности из-
готовления и обусловленных этим технологических трудностей.
В настоящее время разработан объектив, ограниченный сфе-
рическими поверхностями, который обладает свойствами аксико-
на. Этот объектив позволяет получить практически безаберраци-
онное изображение прямой на больших протяжениях.
Ниже описываются зрительные трубы, наиболее широко при-
меняемые для контроля прямолинейности.
Зрительная труба ППС-11. Прибор состоит из зрительной тру-
бы (рис- 32) и марок, встроенных в подставки различной высоты.
Рис. 32. Общий вид прибора ППС-11
При помощи винта зрительная труба фокусируется на марку, на-
ходящуюся на различных расстояниях от объектива зрительной
трубы.
Зрительная труба имеет два отсчетных барабана, позволяю-
щих измерять отклонения от прямолинейности одновременно в
вертикальной и горизонтальной плоскостях. Съемная призма по-
зволяет отклонять линию визирования на 90°.
Марка (рис. 33) представляет собой стеклянную пластину, на
которой нанесены концентрические окружности и два взаимно
перпендикулярных двойных штриха. Радиусы каждых двух сосед-
них окружностей отличаются друг от друга на 2 мм.
Оптическая схема прибора представлена на рис. 34. Объект,
который может находиться на любом расстоянии от торца зри-
тельной трубы, проектируется объективом 2 и фокусирующей лин-
57
chipmaker.ru
зон 3 в плоскость сетки 4. Оборачивающая система 5 и окутяр 6
образуют микроскоп, с помощью которого рассматривают
сфокусированное на нее изображение объекта. Смещение
жения объекта относительно оптической оуи зрительной
сетку и
изобра-
трубы
Рис. 313 .Общий вид марки к прибору ПП'С-1'i
измеряют оптическим
дельной пластины / и
Зрительную трубу
микрометром, состоящим из плоскопарал-
связанных с ней отс-щтных барабанов [21].
можно использовать Как автоколлиматор,
Рис. 34. Оптическая схема прибора ГцтС-11
если подсветить сетку 4 источником света 8, конденсором 9,
зеркалом 10 и полупрозрачной пластиной 7.
Доверительная погрешность измерения Ьавна ±(10 + 5Б) мкм,
где первый член характеризуется погрешностями самого прибора
58
(случайные погрешности и неисключенные систематические по-
грешности), а второй — зависит от условий измерений. К случай-
ным относятся: погрешность визирования, возникающая от непря-
молинейности направляющих, по которым перемещается фокуси-
рующая линза; погрешность наведения креста нитей сетки окуля-
Рис. 35. Общий вид прибора ДП-477
ра на изображение марки; погрешность отсчета и погрешность от
нестабильности контакта основания марки с проверяемой поверх-
ностью.
Неисключенными систематическими погрешностями являются:
погрешность за счет изменения линейного увеличения трубы в за-
висимости от расстояния и погрешность от неточности изготовле-
ния кулачков отсчетного механизма. Неточность изготовления ку-
лачков вызывает линейное смещение визирного луча при наклоне
плоскопараллельной пластины.
При проведении государственных испытаний прибора ППС-11
во ВНИИМ было установлено, что основную часть погрешности
составляет погрешность визирования, обусловленная непрямоли-
нейностью направляющих, по которым перемещается фокусирую-
щая линза. При исправлении этого дефекта прибор вполне может
обеспечить точность измерения, указанную разработчиками, и
быть рекомендован для проверки изделий размером свыше
2000 мм, начиная со степени точности VIII по ГОСТ 10356—63.
Оптическая струна ДП-477 (рис. 35) состоит из марки и визир-
ной трубы [22, 23]. Оптическая схема прибора представлена на
рис- 36. Нить лампы 1 проектируется коллектором 2 на точечную
Диафрагму 3. Эта часть оптической схемы образует точечную мар-
ку I, снабженную пятью точечными диафрагмами для работы на
разных расстояниях. Визирная труба II состоит из объектива 5,
обладающего свойствами аксикона, и наблюдательного микроско-
па ///, снабженного двумя сменными микрообъективами
ОМ-5 (10х-0 ,30), ОМ-27 (20 х 0,40) и двумя окулярами типа
АТ-38 с перекрестием и круговыми сетками. Благодаря тому, что
59
объектив имеет свойства аксикона, исключается необходимость
перефокусировки, а, следовательно, и связанные с ней погреш-
ности.
7
Рис. 36. Оптическая схема прибора ДП-477
Изображение диафрагмы 3 марки / проектируется объекти-
вом 5 в предметную плоскость микроскопа III, микрообъектив 6
и преломляющая призма 9 которого переносят изображение в
плоскость окулярной сетки S, где оно рассматривается через оку-
ляр 7.
Плоскопараллельная пластина 4 является оптическим компен-
сатором: наклоны ее позволяют измерять смещение точечной ди-
афрагмы 3 относительно оптической оси.
Принцип действия прибора заключается в следующем. Марку
перемещают вдоль проверяемой поверхности. В зависимости от
непрямолинейности поверхности точечная диафрагма смещается
относительно осп, что вызывает смещение ее изображения в пред-
метной плоскости микроскопа III и в плоскости окулярной сет-
ки 8. Вращением микрометрического винта (на схеме не показан)
и наклоном пластины 4 совмещают изображение диафрагмы со
штрихом сетки и производят отсчеты по барабану винта в микро-
метрах. Согласно данным Государственного оптического институ-
та им. С. В. Вавилова (ГОИ) доверительная погрешность измере-
ния непрямолинейности оптической струной равна ±0,5" [24]. Для
методов визирования, когда отсчеты производятся в линейных
единицах, погрешность измерения правильнее выражать в линей-
ных единицах.
Серийно выпускаемая оптическая струна ДП-477М имеет по-
грешности: 0,0025 мм на длине 500 мм и 0,025 мм на длине 5 м,
т. е. в общем виде
tS = 0,005 L мм,
где L, м.
Во ВНИПМ оптическая струна ДП-477 была исследована с
лампой накаливания СЦ-61 при контроле направляющих длиной
свыше 200 м и с оптическим квантовым генератором в качестве
60
источника света при контроле направляющих длиной свыше 400 м.
Среднее квадратическое отклонение ряда измерений оптической
струной составляет ±(0,1—0,3)" [24].
Оптическая струна может быть рекомендована для контроля
прямолинейности и плоскостности поверхностей размером 1000—
4000 мм, начиная со степени точности VI, а свыше 4000 мм — со
степени точности VII по ГОСТ 10356—63-
Зрительные трубы широко применяются для контроля прямо-
линейности за рубежом [21, 25, 26].
Для сравнения с отечественными зрительными трубами в
табл. Ю приведены основные технические и метрологические ха-
рактеристики зрительных труб, применяемых как в СССР, так и
за рубежом.
Таблица 10
Прибор Пределы визи- рования зри- тельной трубы на марку, м Пределы изме- рения по от- счетному уст- ройству, мы Цена деления отсчетного ус- тройства, мм
ППС-11 (СССР) 0,1— со ±1 0,02
ДП-477 (СССР) 0,2-30 ±0,4 0,001
FF-1 фирмы „Цейсе" (ГДР) 0-200 ±1 0,001
Труба фирмы „Тейлор-Гобсон" (Англия) 0,1— сю ±1,2 0,02
Труба Ферранти (США) 0,25-сй ±3,0 0,025
Наиболее точной является труба типа FF-1 (ГДР) с ценой
деления отсчетного устройства 0,001 мм. По литературным дан-
ным погрешность этого прибора не превышает цены деления,
т. е. ±1 мкм. К сожалению, не указано, к какой длине следует от-
нести эту погрешность.
Поверка зрительных труб. Основной погрешностью визирных
труб типа ППС-11 является noi решность визирования, определяе-
мая в основном точностью изготовления направляющей, по кото-
рой перемещается фокусирующая линза.
Погрешность визирования зрительной трубы можно опреде-
лить несколькими методами: при помощи специальных марок,
Установленных на точные направляющие; марок, предварительно
Установленных с помощью более точного прибора; коллиматора с
несколькнми марками. Погрешность может определяться без по-
61
chipmaker.ru
ворота зрительной трубы и с поворотом на 180°. Поскольку по-
грешность установки марок на прямой в несколько раз меньше по-
грешности визирования, то измеряемое с помощью оптического
микрометра смещение изображения центра марок относительно
центра сетки трубы при фокусировке трубы можно рассматривать
как непрямолинейность линии визирования в пространстве пред-
метов.
Кроме того, погрешность визирования можно определить так-
же на специальной установке (рис. 37) [27, 28].
Рис. 37. Схема установки для определения по-
грешности визирования зрительных труб
Сущность этого метода заключается в том, что проверяемая
труба 1 последовательно визируется на мнимые изображения
марки 3, расположенные в пространстве на одной прямой, прак-
тически на любом расстоянии от измеряемой трубы. Это дости-
гается применением плоского зеркала 4, установленного за мар-
кой. Если зеркало перемещать параллельно самому себе, то изо-
бражение центра перекрестия неподвижно стоящей марки будет
менять свое положение, но все время оставаться на прямой ли-
нии, являющейся перпендикуляром, проведенным из центра пере-
крестия марки к поверхности зеркала. Перед маркой помещен
объектив 2, благодаря которому перемещение зеркала от марки
до половины фокусного расстояния объектива обеспечивает воз-
можность получения мнимого изображения марки практически на
любом расстоянии от объектива проверяемой трубы. С целью
исключения влияния неточности направляющих зеркало после
каждого перемещения устанавливают с высокой точностью по ав-
токоллиматору 5.
Результаты измерений можно обрабатывать аналитическим
или графическим методами [29].
62
Цену деления отсчетных устройств зрительных труб проверяют
по аттестованной шкале с ценой деления 0,1 мм- Вращая барабан-
чик микрометра, совмещают горизонтальный штрих сетки окуля-
ра со штрихами шкалы на всем пределе отсчетного устройства и
берут отсчеты. На каждом штрихе делают по три совмещения и
три отсчета при прямом и обратном ходе. Затем вычисляют сред-
нее арифметическое значение шести отсчетов. Разность между
измеренными и действительными значениями интервалов шкалы
не должна превышать установленного допуска ±0,01 мм.
Поскольку зрительная труба типа ДП-477 свободна от погреш-
ности фокусировки на марку в связи с отсутствием фокусирую-
щей линзы, то одной из основных погрешностей является погреш-
ность наведения и отсчета. Эту погрешность определяют с объек-
тивом увеличением 8 х и маркой диаметром 0,05 мм путем деся-
тикратного совмещения изображения марки с центром перекре-
стия сетки зрительной трубы при помощи оптического компенса-
тора. Погрешность не должна превышать 0,0025 мм при расстоя-
нии 0.5 м между маркой и зрительной трубой и 0,025 мм при рас-
стоянии 5 м.
Погрешность показаний определяют с объективом увеличе-
нием 8 х и маркой диаметром 0,02 мм при помощи горизонтально-
го длиномера с ценой деления 0,001 мм. Микровинт компенсатора
поворачивают в горизонтальное положение. Измерительный на-
конечник длиномера вводят в контакт с горизонтальной кареткой
магнитной стойки. хМикровинтом каретки совмещают изображение
марки с центром перекрестия сетки окуляра. С помощью микро-
метрического винта каретки перемещают марку на 0,1 и 0,4 мм и
берут отсчет по шкале длиномера. В каждом случае совмещают
изображение марки с центром перекрестия сетки окуляра и про-
изводят отсчет по микровинту оптического компенсатора. Раз-
ность между показаниями по шкале длиномера и микровинта
оптического компенсатора и определяет погрешность показания
прибора.
Полученное значение не должно превышать ±0,0025 мм при
расстоянии между маркой и зрительной трубой 0,5 м.
ОПТИЧЕСКИЕ ЛИНЕЙКИ
В настоящее время отечественной промышленностью выпуска-
ются оптические линейки ИС-43 и ИС-36, разработанные Государ-
ственным оптическим институтом им. С. В. Вавилова, для измере-
ния отклонений от прямолинейности и плоскостности направляю-
щих станин станков, поверочных плит, линеек и дпугих изде-
лий [30].
Принцип действия линейки основан на измерении отклонений
кривой профиля проверяемой поверхности относительно исходной
прямой, заданной лучом, проходящим через центры зеркально-
63
chipmaker.ru
линзовых объективов, которые образуют афокальную автоколли-
мационную систему.
Принципиальная оптическая схема линейки представлена на
рис. 38.
Рис. 38. Оптическая схема прибора ИС-36
Лучи света от лампочки 6, пройдя через призму 5, линзу 4,
призму 17 и левую половину кубика 12, освещают визирную мар-
ку 2 и через зеркально-линзовые объективы 1 и 13 создают изо-
бражение визирной марки 2 на полевой диафрагме 3.„ Микрообъ-
ектив 11 переносит увеличенное изображение визирной марки 2 в
плоскость биссекторной сетки 7. Проекционный окуляр 9 проекти-
рует биссектор и изображение визирной марки 2 в плоскость
экрана, совмещенную с коллективом 8.
Зеркально-линзовые объективы 1 и 13 образуют автоколлима-
ционную афокальную систему с увеличением р= 1. Афокальная
система обладает тем свойством, что расстояние вдоль оси систе-
мы между предметом и его изображением постоянно и не зависит
от положения предмета на оси. Благодаря этому свойству систе-
мы изображение визирного штриха при движении измерительной
каретки вдоль оси всегда остается резким на экране проекционно-
го окуляра. Смещение наконечника 18 измерительной каретки,
возникающее из-за неровностей поверхности, вызывает смещение
изображения визирного штриха относительно изображения бис-
сектора. Это смещение измеряют по барабану отсчетного устрой-
ства с ценой деления 0,001 мм.
Основным узлом оптической линейки является корпус 14 с за-
крепленными в нем зеркально-линзовыми объективами. Посколь-
ку положение оптической оси линейки определяется только поло-
64
жением центров объективов, корпус не требует точной технологи-
ческой обработки. Зеркально-линзовые объективы состоят из.
двухкомпонентной линзовой системы и прямоугольных призм.
Вторым узлом прибора является измерительная каретка, кото-
рая перемещается по контролируемой поверхности на роликах.
16 и 19. Каретка содержит осветительную и измерительную части
прибора. В нижней части каретки находится коромысло, на кон-
цах которого на осях смонтированы ролики. В центре коромысла
устанавливаются сменные наконечники — сферический корундо-
вый и плоский самоустанавливающийся. Сферический наконечник
используют при контроле шлифованных и доведенных поверхно-
стей, плоский — при контроле шаброванных поверхностей. В верх-
ней части каретки устанавливается проекционный микроскоп, со-
стоящий из микрообъектива 11, винтового окулярного микромет-
ра 10 и проекционного окуляра, состоящего из объектива 9 с уве-
личением 3 х , призмы и плоско-выпуклый коллектив 8. Для уста-
новки линейки на проверяемую поверхность служат опоры 15 и 20,
одна из которых регулируется по высоте. Опоры обеспечивают;
трехточеченую установку линейки.
Оптическая линейка снабжена регистрирующим устройством
для записи кривой профиля проверяемой поверхности на милли-
метровой бумаге-
Практически прямолинейность при помощи оптической линей?
ки проверяется следующим образом. Линейку устанавливают на
проверяемую поверхность на опоры. В паз линейки помещают
измерительную каретку. Включают лампу, и на равномерно осве-
щенном поле экрана наблюдают визирный штрих и биссектор.,
Вращением винта регулируемой опоры добиваются одинаковых
отсчетов в левом и правом крайних положениях измерительной
каретки. Разность отсчетов не должна превышать 0,25 мкм
линейки ИС-43 и 0,5 мкм для линейки ИС-36. Затем,
каретку вдоль паза, устанавливают ее в проверяемые
вмещая визирный штрих с биссектором, производят
барабану микрометрического винта. Отклонения //г-
соединяющей концы кривой профиля, определяют по
1^1 ~ ai —
где ai — среднее значение из трех отсчетов по микрометру, соот-
ветствующих точке поверхности с порядковым номе-
ром i; а0 — среднее значение из шести отсчетов, соот-
ветствующих крайним точкам.
Без перестановки оптической линейки можно измерить откло-
нения от прямолинейности на длине 800 мм линейкой ИС-43 и на
Длине 1600 мм линейкой ИС-36.
При работе с регистрирующим устройством его устанавлива-
так, чтобы маркирующее острие совпало приблизительно с се-
рединой бумаги. Перемещая каретку через определенные интерва-
ы’ совмещают биссектор с изображением визирного штриха, де-
65
для
перемещая,
точки. Со-
отсчеты по
от прямой»
формуле
chipmaker.ru
лая при этом наколы на миллиметровой бумаге. По окончании
измерений соединяют точки и получают профилограмму проверя-
емой поверхности.
При контроле изделий, длина которых менее 800 мм, устанав-
ливать прибор непосредственно на изделие не рекомендуется.
В этом случае применяют домкраты или другие дополнительные
опоры, причем верхние плоскости опор и проверяемой поверхно-
сти должны быть установлены по высоте с погрешностью
3:0,05 ММ.
Для получения наиболее точных результатов рекомендуется
всегда пользоваться сферическим наконечником, за исключением
случаев, когда проверяют шаброванные поверхности.
При контроле линеек, длина которых больше, чем длина опти-
ческой линейки, отклонения от прямолинейности следует опреде-
лять в несколько приемов.
Первая серия измерений проводится обычным способом на
длине 800 мм — линейкой ИС-43 и 1600 мм — линейкой ИС-36.
По окончании измерений мелом или восковым карандашом нано-
сят отметку в точке, от которой будет начинаться вторая серия из-
мерений. Отметка наносится таким образом, чтобы следующий
участок поверхности перекрывал проверенный на */4 его длины.
Установив одинаковые отсчеты в первой и последней точке сле-
дующего проверяемого участка, выполняют вторую серию изме-
рений. Такие приемы измерений продолжают до тех пор, пока
поверхность не будет проверена по всей длине. Отклонение от
прямолинейности проверяемой поверхности определяют графиче-
ским способом.
Погрешность оптической линейки ИС-36, согласно описанию
завода-изготовителя, равна ± (1,5+1,2-10 3 Н) мкм, где Н— от-
клонение от прямолинейности проверяемой поверхности в микро-
метрах.
На основании результатов исследований, проведенных во
ВНИИМ, получена следующая формула погрешности для линей-
ки ИС-36 [31]:
tS — (1,2 + 4,5 IO-3//) мкм.
Первый член формулы определяется случайными и неисклю-
ченными систематическими погрешностями измерения, обуслов-
ленными конструкцией и техническими параметрами прибора.
К основным случайным погрешностям относятся погрешности: на-
ведения биссектора на визирный штрих, отсчетного устройства,
нестабильности контакта измерительного наконечника. К неис-
ключенным систематическим погрешностям относятся погрешно-
сти: из-за непараллельное™ оптической оси прибора относительно
прямой, соединяющей крайние точки проверяемой поверхности;
разнофокусности объективов автоколлимационной системы; из-за
касания наконечника проверяемой поверхности разными точками
Сферы при наклоне измерительной каретки.
66
Перечисленные погрешности определялись экспериментальным
и расчетным путем.
Второй член формулы определяется отклонением от прямоли-
нейности проверяемой поверхности. Поскольку оптическая линей-
ка используется в основном для контроля поверхностей высокой
степени точности, второй член не имеет существенного значения,
я погрешность определяется первым членом.
При графическом методе с применением регистрирующего
устройства погрешность линейки ИС-36 увеличивается за счет по-
грешности, вызываемой неточностью наколов на миллиметровой
•бумаге. Исследования показали, что разброс наколов в вертикаль-
ном направлении составит 2,5 мм при увеличении 1000х, что со-
ответствует 2,5 мкм.
Для графического метода формула погрешности tS линейки
будет
tS — + (2,8 -}- 5 • IO'3//) мкм.
В настоящее время изготовляется оптическая линейка ИС-43,
которая отличается от линейки ИС-36 тем, что корпус линейки
значительно легче, и ее погрешность за счет большого увеличения
микрообъектива (10х вместо 5х ) значительно меньше-
Доверительная погрешность линейки ИС-43 равна
±(0,5+5-10 ~3 Н) мкм.
Принцип действия и оптическая схема линейки ИС-43 такие
же, как и линейки ИС-36.
По сравнению с другими приборами оптические линейки типов
ИС-36 и ИС-43 имеют ряд преимуществ: большие пределы измере-
ния отклонений от прямолинейности, простую конструкцию, срав-
нительно простую методику измерения. Наличие экрана в прибо-
ре облегчает работу и увеличивает производительность труда.
Линейки мало чувствительны к тряске и вибрациям, их показания
даны в линейных, а не в угловых величинах, что значительно
упрощает обработку результатов измерений.
К недостаткам оптических линеек следует отнести невозмож-
ность измерять отклонения от прямолинейности в горизонтальной
плоскости и большую массу каретки прибора и корпуса у линей-
ки ИС-36.
Для автоматической оегистрации отклонений от прямолиней-
ности разработана^линейка ИС-49 [32]. В основу положена опти-
ческая схема линейки ИС-36, но перемещения светового штриха,
пропорциональные непрямолинейности поверхности, регистриру-
ется фотоэлектрической следящей системой. Прибор состои из
тРех блоков: измерительной каретки с фотодатчиком и исполни-
тельным органом (шаговый двигатель ШД); корпуса с разме-
щенными в нем зеркально-линзовыми объективами и механизмом
перемещения измерительной каретки; блока регистрации, в кото-
ром размещаются блок питания, электронная часть и регистри-
рующее устройство. Микрообъектив переносит увеличенное изо-
Ращение визирной марки в плоскость фотоэлектрического дат-
67
Таблица 11
Основные характеристики ИС-36 (СССР; ИС-43 (СССР) ИС-49 (СССР; фирмы ,Хюэт‘ (Франция)
Пределы измеряемых отклонений от прямолинейности и плоскостнос- ти, мм:
по отсчетному устройству при регистрации ^0,2 ±0,5 ±0,2 ±0,25 ±0,2 —•
Длина проверяемой поверхности, мм 400-1600 120-800 1600 1000 1500 3000 4000
Цена деления шкалы отсчетного устройства, мм 0,001 0,0005 — 0,001
Предел допускаемой погрешности прибора при применении:
отсчетного устройства, мкм ±1.5 ±0,5 — 0,5 L 1 L (в центре (у концов,, линейки) линейки)х
графического устройства, мкм ±2,5 --1,3 ±1.0
Продолжение
Основные характеристики Для оптических линеек типов
ИС-36 (СССР) ИС-43 (СССР) ИС-49 (СССР) Фирмы „Хкт- (Францпя)
Масштаб регистрации: вертикальный 1000 х 2000х 250Х, 500Х 1000Х, 2000Х;
4000Х
горизонтальный 1 Iх 1:4 —
Ширина диаграммной ленты, мм — — 100 —
Скорость движения измерительной каретки, мм/с — — 13 —
Измерительное усилие наконечни- ка каретки не более, Н 1,4 6 1,5 —
* По литературным данным не
характеризуют приведенные значения,
ясно, какую
погрешность
(среднюю квадратическую или доверительную)
чика, установленного вместо отсчетного устройства. Смещение
измерительного наконечника каретки, возникающее из-за непря-
молинейности поверхности, вызывает соответствующее смещение
изображения визирного штриха. При этом возникает сигнал рас-
согласования, который надлежащим образом преобразуется, уси-
ливается и отрабатывается исполнительным двигателем следящей
системы. Фотоэлектрический датчик, кинематически связанный с
исполнительным двигателем, перемещается вслед за изображе-
нием штриха. Его перемещения, регистрируемые специальным
устройством в определенном масштабе, характеризуют непрямо-
линейность поверхности. i
Преимущества прибора следующие: непрерывная запись, про-
филя проверяемой поверхности, что позволяет лучше изучить по-
верхность; повышенная точность измерения за счет исключения
субъективных ошибок наблюдателя и большей чувствительности
фотоэлектрических устройств по сравнению с глазом; повышенная
производительность измерений.
Во Франции фирмой «Хюэт» выпускаются три модели оптиче-
ских линеек длиной 0,5; 1,5 и 3 м [33—36].
Основные технические характеристики оптических линеек типа
ИС-36, ИС-43, ИС-49 и фирмы «Хюэт» приведены в табл. 11.
Согласно методике, разработанной ВНИИМ, погрешность оп-
тических линеек типа ИС-36, определяется по концевым мерам
длины 4-го разряда, притертым к стеклянному бруску дли-
ной 0,5 м; погрешность оптических линеек типа ИС-43 — по кон-
цевым мерам длины 3-го разряда.
ОПТИКО-МЕХАНИЧЕСКИЕ ПЛОСКОМЕРЫ
Применение автоколлиматоров и зрительных труб для контро-
ля плоскостности поверхностей связано с большой трудоемкостью»
как при производстве измерений, так и при обработке их резуль-
татов. Поэтому в последнее время наметилась тенденция к созда-
нию плоскомеров, позволяющих измерять непосредственно откло-
нение от исходной плоскости.
Широко рекламируется в Англии [37] плоскомер, выпускаемый
фирмой «Тэйлор-Гобсон» под названием «вращающийся оптиче-
ский угольник» (рис. 39). Прибор состоит из зрительной тру-
бы 3, установленной на регулируемые опоры, и четырех марок,.
/, 2, 4, 5, имеющих щелевые диафрагмы. Зрительная труба смон-
тирована вместе с вращающейся пентапризмой 6, которая повора-
чивает луч на 90°. Цена деления отсчетного барабана 2,5 мкм.
При измерении зрительную трубу и три марки помещают на
проверяемую поверхность и устанавливают ось трубы перпенди-
кулярно к плоскости, проходящей через центры этих марок. При
этом отсчеты при наведении на все три марки должны быть оди-
наковыми. В таком положении барабан микрометра зрительной
трубы устанавливается на нулевой отсчет. Таким образом, можно
70
считать, что задана исходная плоскость. Устанавливая четвертую
марку в проверяемые точки, по отсчетному устройству определя-
ют отклонение последних от исходной плоскости.
Существенными недостатками прибора являются: раздельный
Рис. 39. Плоскомер ф. Тэйлор-Гобсон
поворот пентапризмы и зрительной трубы, что затрудняет снятие
отсчета, поскольку требуется дополнительный поворот трубы для
установки сетки параллельно щелевой диафрагме, необходимость
фокусировки на марку при каждой ее перестановке.
Отечественный оптический плоскомер [38] (рис. 40) выгодно от-
личается от плоскомера фирмы «Тейлор-Гобсон». Использован-
ная в нем поворотная пентапризма и жесткое крепление объекти-
ва трубы с наблюдательным микроскопом позволяют значительно
повысить точность измерения. Плоскомер состоит из двух частей:
неподвижной I и поворотной II. На неподвижной части прибора
закреплен объектив 6 в виде сферического мениска и микрообъ-
ектив 3. Поворотная часть прибора снабжена окуляром 5 с сет-
кой 4, пентапризмой 2 и плоскопараллельной пластиной 8.
Объектив 6, обладающий свойствами аксикона, служит для
получения в предметной плоскости микроскопа изображения све-
тящейся марки, находящейся на любом расстоянии от визирной
трубы прибора. Пентапризма преломляет оптическую ось прибора
под углом 90° и применяется для получения плоскости визирова-
ния при вращении ее вокруг оптической оси- Плоскопараллельная
пластина 8 при качании ее вокруг оси позволяет компенсировать
Смещение изображения светящейся марки относительно плоскости
визирования. Смещение измеряют при помощи микрометрическо-
го винта 7. Неподвижная часть прибора установлена на трех ре?
chipmaker.ru
гулируемых по высоте опорах с постоянными магнитами /, при
включении которых прибор фиксируется на проверяемой поверх-
ности.
Визирная марка III содержит источник света 12, конденсор 11
я точечную диафрагму 9, перемещаемые по высоте при помощи
.микрометрического винта 10. Визирная марка фиксируется на по-
верхности при помощи постоянного магнита 13.
Плоскостность при помощи оптического плоскомера проверяет-
ся следующим образом. На проверяемую поверхность устанавли-
ваются три марки, имеющие одинаковое расстояние от светящей-
ся точки до базовой поверхности. Регулировкой опор плоскомера
5
Рис. 40. Оптический плоскомер Б. М. Левина
добиваются, чтобы изображения светящихся точек всех трех ма-
рок находились в центре перекрестия сетки прибора. В этом слу-
чае можно считать, что плоскость визирования прибора, совме-
щенная с плоскостью, определяемой тремя светящимися точками
72
визирных марок, является исходной плоскостью. Устанавливая
теперь визирную марку в любую точку проверяемой поверхности,
можно определить отклонение от исходной плоскости по смещению
изображения светящейся точки в поле зрения путем компенсации
его поворотом плоскопараллельной пластины 8. Смещение опре-
деляется по отсчетному барабану микрометрического винта 7 не-
посредственно в микрометрах.
Проверку можно проводить и с одной визирной маркой, пооче-
редно помещая ее в три различные точки поверхности и устанав-
ливая по ней исходную плоскость.
73
chipmaker.ru
Глава V
Chlpmaker.ru
ОПТИЧЕСКИЕ МЕТОДЫ КОНТРОЛЯ
прямолинейности и плоскостности
Оптические методы проверки непрямолинейности и неплоско-
стности основываются на применении принципа интерференции.
Сущность интерференционного метода заключается в получении
интерференционной картины проверяемой поверхности и оценке
неплоскостности по искривлению полос.
Большим преимуществом оптических методов является то, что
они исключают пропуски местных отклонений, так как рассматри-
вается сразу вся проверяемая поверхность.
Простейший интерференционный метод основан на наблюде-
нии интерференционных полос равной толщины, возникающих
между проверяемой поверхностью и поверхностью плоской стек-
лянной пластины. На проверяемую поверхность накладывают
пластину и добиваются появления интерференционных полос, по.
характеру и величине искривления которых судят о неплоскостно-
сти. Причем, если радиус кривизны полос направлен от ребра
клина, то проверяемая поверхность имеет выпуклость, если ради-
ус направлен к ребру клина — то вогнутость. Отклонение от плос-
костности Н определяют, умножая величину прогиба а, отсчитан-
ную в долях полосы, на половину длины волны.
и X
Н —а - .
X
При измерении в белом свете -у = 0,3 мкм.
В соответствии с ГОСТ 2923—59 «Пластины плоские стеклян-
ные для интерференционных измерений» плоские стеклянные пла-
стины изготовляются диаметром 60, 80, 100, 120 мм двух классов
точности 1 и 2. Следовательно, наибольший размер поверхностей,
проверяемых при помощи плоских стеклянных пластин, не пре-
вышает 120 мм. Для того чтобы расширить возможности примене-
ния стеклянных пластин, можно воспользоваться методикой про-
верки по частям, разработанной авторами и описанной в Методи-
ческих указаниях № 292 по поверке плоскостности контрольных
брусков.
Удобнее и точнее проверять плоскостность стеклянных пластин
на интерференционных приборах [39]. На рис. 41 приведена одна
74
из простейших схем такого интерферометра. Лучи от источника
света 1 через светофильтр 2 и ^диафрагму 3 падают на стеклян-
ную пластину 5, отражаются от нее и через объектив 6 падают,
параллельным пучком на поверяемую 7 и образцовую 8 пласти-
ны, установленные на регулируемом столике 9. Далее лучи отра-
жаются от проверяемой и образцовой поверхностей и через ди-
афрагму 4, расположенную в фокальной плоскости объектива, по-
падают в окуляр, где наблюдается интерференционная картина..
Изгиб интерференционных полос измеря-
ют при помощи окулярного микрометра
или оценивают на глаз в долях интерфе-
ренционной полосы. Отклонение от пло-
скостности вычисляют, умножая отсчет
на половину длины волны монохромати-
ческого источника света. По подобной
схеме был разработан интерферометр
Государственного оптического .институ-
та [39], имеющий призменную головку,
позволяющую переходить от наблюде-
ния. интерференционной картины к ее
фотографированию. Прибор также поз-
воляет после включения дополнительной
линзы исследовать плоскопараллель-
ность стеклянных пластин, наблюдая
кольца равного наклона. Диаметр образ-
цовой пластины 200 мм. Доверительная
погрешность измерения на интерферо-
метре ±0,09 мкм.
Для того чтобы исключить погреш-
ность за счет деформации пластин при
наложении и предохранить их от износа,
во ВНИИМ разработан интерферометр
ИПП-15, в котором образцовая пла-
Рис. 41. Оптическая схе-
ма интерферометра для
контроля плоских стек-
лянных пластин
стина располагается над проверяемой поверхностью, не касаясь
ее. Погрешность измерения отклонения от плоскостности на этом
приборе не превышает 0,05 мкм, размер проверяемой поверхности
должен быть не более 140 мм.
В Ленинградском оптико-механическом объединении (ЛОМО}
разработан ряд интерферометров с диаметром образцовой плас-
тины 200, 300 и 350 мм.
В последнее время появились интерференционные приборы, у
которых в качестве образцовой поверхности используется поверх-
ность жидкости [40, 41]. Одним из вариантов таких приборов яв-
ляется интерферометр, в котором применено смазочное масло [41],.
налитое на поверхность, предварительно установленную в горизонт
тальное положение. Слой масла имеет толщину около 2 мм, так
как при такой толщине он мало чувствителен к вибрации. Интерг
ферометп собран по схеме Физо. Основными факторами, влияю-
chipmaker.ru
щими на точность измерения, являются неоднородность масла,
деформация поверхности под действием электростатического за-
ряда и утолщение слоя масла у краев, вызываемое поверхност-
ным натяжением- Первые две причины снижения точности легко
устраняются, а для исключения влияния последней не рекомен-
дуется пользоваться зоной в интервале 15 мм от краев.
Прибор позволяет проверять изделие размером до 2 м. По-
грешность измерения неплоскостности составляет */4 интерферен-
ционной полосы.
В настоящее время разработан ряд интерференционных при-
боров, в которых интерференция возникает в результате наложе-
ния части плоской волны, идущей от коллиматора, на другую ее
часть, отраженную от проверяемой поверхности. Интерференци-
онная картина воспроизводит характер рельефа проверяемой по-
верхности.
Отечественной промышленностью изготовлены опытные образ-
цы приборов ИЗК-40 и ИЗК-56, основанные на этом принципе
[42—45].
Прибор ИЗК-40 представляет собой систему двух труб—колли-
матора и зрительной трубы. Трубы устанавливаются друг против
друга по обе стороны проверяемой поверхности. Лучи света, вы-
шедшие из коллиматора, разделяются на два когерентных пучка.
Один из них отклоняется вниз ахроматическим клином и падает
под небольшим углом на проверяемую поверхность, отразившись
от которой, при помощи второго ахроматического1' клина направ-
ляется в объектив зрительной трубы. Другой пучок прямо из объ-
ектива коллиматора направляется в зрительную трубу. Таким
образом, в поле зрения зрительной трубы наблюдается интерфе-
ренционная картина, возникшая в результате взаимодействия све-
товой волны сравнения и волны, отраженной от проверяемой по-
верхности.
Отклонения от прямолинейности определяют по' искривлению
полос.
Благодаря почти скользящему падению лучей на поверхность,
можно контролировать не только полированные, но и сравнитель-
но грубо обработанные поверхности.
Прибор ИЗК-40 снабжен тремя парами клиньев, меняя которые
можно изменять цену деления интерференционной полосы и преде-
лы измерения прибора. Погрешность измерения’' на приборе ко-
леблется от I до 5 мкм в зависимости от шероховатости проверя-
емой поверхности.
Недостатками метода является сложность устройства и юсти-
ровки прибора, чувствительность интерференционной картины к
внешним колебаниям, а также сравнительно малая длина прове-
ряемых поверхностей (не более 5 м).
Накладной интерферометр Линника ИЗК-56 предназначен для
контроля плоскостности небольших участков поверхности длиной
50—190 мм.
76
Принцип действия прибора аналогичен принципу действия при-
бора ИЗК-40, однако в отличие от прибора ИЗК-40 интерферо-
метр ИЗК-56 имеет небольшие размеры. При измерении его уста-
навливают на проверяемую поверхность, так как коллиматор и
зрительная труба смонтированы на одном основании.
К сожалению,, эти приборы не изготовляются серийно отечест-
венной промышленностью и поэтому используются они весьма ог-
раниченно.
За рубежом интерференционные приборы нашли более широ-
кое распространение [46—49J.
В Национальном бюро эталонов США разработан интерферо-
метр для. проверки плоскостности больших поверхностей [50],
чувствительность которого в два раза больше чувствительности
интерферометра Линника. Это достигается двойным отражением
от проверяемой поверхности. Оптическая схема прибора представ-
лена на рис. 42. Свет от источника 1, расположенного в фокусе
Рис. 42. Оптическая схема интерферометра Саундерса до 1 м
линзы 2, параллельным пучком падает на полупосеребренную
разделяющую плоскость двойной призмы Кестерса 4. Эта плос-
кость разделяет падающий пучок света на два когерентных пучка
5 и 8. Пучок 5, отразившись от зеркала 6, возвращается в призму.
После отражения от боковой поверхности и разделительной плос-
кости призмы лучи направляются в объектив 3 зрительной трубы.
Пучок 8 падает на проверяемую поверхность и отражается от нее
на зеркало 7, которое направляет лучи обратно. После вторичного
отражения от проверяемой поверхности лучи возвращаются в приз-
му. отражаются от ее боковой поверхности и пройдя разделитель-
ную плоскость, направляются в зрительную трубу, соединившись
с пучком 5. Вследствие интерференции пучков в фокальной плос-
кости объектива зрительной трубы возникает интерференционная
картина, характер которой зависит от рельефа проверяемой по-
верхности. Если проверяемая поверхность совершенно плоская,
то полосы будут прямыми и параллельными. При наличии неров-
ностей интереференционные полосы будут искривляться пропорци-
онально отклонению от плоскостности.
77
chipmaker.ru
Чувствительность прибора зависит от угла ₽ отражения лучей
•от поверхности. Прогибу в одну интерференционную полосу соот-
ветствует отклонение от плоскостности Н, определяемое по форму-
ле
Н == 4-sin ₽, (18)
где л —длина световой волны.
Максимальная длина поверхности, которую можно проверить
с одной установки, определяется по формуле
L = А • cosec р,
где А — размер призмы Кестеров.
Если принять угол ₽ =2,5°, а погрешность оценки длины волны
равной 0,06 мкм, то погрешность измерения будет равна примерно
*0,3 мкм. При уменьшении угла ₽ длину проверяемой поверхности
можно увеличить, но чувствительность при этом будет ниже.
Прибор предназначен для контроля поверхностей размером до
1000 мм. Он свободен от влияний вибраций и прост в юстировке и
обращении-
Для проверки прямолинейности поверхностей длиной порядка
1600 м Саундерс предложил интерферометр с расходящимися лу-
чами [51]. Он состоит из двух призм с двойным изображением и
разделяющей пластины, линзы, источника света и двух пластин.
Одна часть лучей света от источника проходит через первую
призму, другая — через вторую призму. Таким образом, отклоне-
ния от прямолинейности можно измерять в двух перпендикулярных
плоскостях. Если непрямолинейность определяют в одной плоскос-
ти, призма и полупрозрачная пластина не используются.
В зависимости от непрямолинейности проверяемой поверхнос-
ти между лучами света, выходящими от источника, будет созда-
ваться разность хода, и в поле зрения окуляра зрительной трубы
будет наблюдаться смещение ахроматической полосы интерферен-
ционной картины. Перед началом проверки непрямолинейности
'источник света и призму юстируют так, чтобы ахроматическая по-
лоса находилась на оси оптической системы.
Предел допускаемой погрешности прибора составляет 0,3 мм
при размере призмы примерно 150 мм и проверяемой длине изде-
лия 1600 м.
Прибор имеет высокую чувствительность и стабильную жест-
кую конструкцию.
Фирма «Хильгер и Вате» разработала переносной интерферо-
метр модели TN48 [52] для контроля плоскостности шлифованных
и доведенных поверхностей с отклонением от плоскостности не
более 0,05 мм. Интерферометр позволяет контролировать как го-
ризонтальные, так и вертикальные поверхности. При проверке
горизонтальных поверхностей прибор располагают рядом с прове-
ряемой поверхностью или помещают непосредственно на нее. Од-
новременно можно проверять поверхность размером 1220 X 76 мм.
78
Прибор снабжен роликами для перемещения по проверяемой по-
верхности, если ее размер больше указанного.
Отклонение от плоскостности определяется по искривлению
интерференционных полос. Искривление измеряют в долях интер-
ференционной полосы с помощью оптического микрометра, позво-
ляющего получать отсчеты с погрешностью до 0,1 полосы-
В качестве источника света используется ртутная лампа, угол
наклона которой может изменяться от 2 до 6°. При изменении уг-
ла падения лучей на проверяемую поверхность изменяется чувст-
вительность прибора. При повороте лампы искривлению в одну
интерференционную полосу будет соответствовать отклонение от
плоскостности от 1,27 до 3,81 мкм.
Для того чтобы поверхность можно было проверять в продоль-
ном и поперечном направлениях, прибор имеет регулировочные
рукоятки, позволяющие изменять положение интерференционных
полос. Прибор снабжен специальным окуляром, применяемым
при фотографировании интерференционной картины, и стендом
для установки фотокамеры.
Большой интерес представляет интерференционный прибор
фирмы «Цейсс» (ГДР) модели 12, который позволяет с одной ус-
тановки проверять непрямолинейность поверхностей длиной до
12 мм [48]. Прибор состоит из автоколлиматора и двух зеркальных
систем, устанавливаемых с торцовых сторон проверяемой поверх-
ности.
Оптическая схема прибора приведена на рис. 43. Лучи от источ-
ника света 1 (ртутная лампа высокого давления) проходят через
Рис. 43. Оптическая схема прибора модели 12 фирмы «Цейсс»
систему конденсоров 2 и зеркалом 3 направляются через колли-
мационную щель 4 на полупрозрачное зеркало 5, отразившись от
которого при помощи зеркала 19 направляются в объектив колли-
матора 14. Выходящий из автоколлиматора пучок параллельных
лучей разделяется зеркалами 12 и 13 на две части. Один пучок
проходит параллельно проверяемой поверхности через зеркала 12,
17 и 12, затем через объектив автоколлиматора и систему зеркал
79
chipmaker.ru
19 и 5 к окуляру 6. Второй пучок направляется зеркалом 13 на
проверяемую поверхность 15, отражается от нее, попадает на плос-
кое зеркало 16 и зеркалом 13 снова возвращается в объектив 14 и
далее в окуляр 6. Оба пучка лучей при помощи двойной щели 18
образуют систему интерференционных полос в передней фокальной
плоскости окуляра. Одновременно вблизи задней плоскости окуля-
ра получается изображение проверяемой поверхности. С помощью
цилиндрической линзы 8 изображения интерференционной картины
и проверяемой поверхности совмещаются в одно изображение, ко-
торое проектируется с помощью окуляров 9 и 11 на штриховую
пластинку 10, расположенную в передней фокальной плоскости
окуляра 11. Штриховая пластинка позволяет оценить искривление
интерференционных полос с точностью до ’/5 или */ю расстояния
между полосами. Отклонение полосы от прямой, соединяющей ее
концы, характеризует отклонение от плоскостности. За единицу из-
мерения а принимается расстояние между серединами черных по-
лос. В единицах длины а определяется по формуле
- _L_
° ~ 4cos <р ’
где X =0,548 мкм.
Так как пучки лучей, отраженные от зеркал 12 и 13, проходят
разные расстояния, то для получения интерференционной картины
необходимо выравнять их оптические пути. Выравнивание осущест-
вляется путем параллельного перемещения зеркала 8 и небольши-
ми смещениями клинового компенсатора 15.
Интерферометром можно проверять все поверхности, способные
давать направленное отражение лучей.
Погрешность измерения возрастает с увеличением длины. Так.
при проверке поверхностей длиной 2 м погрешность порядка 2 мкм,
а на длине 12 м она достигает 5 мкм.
Для измерения непрямолинейности и неплоскостности направ-
ляющих станин в ФРГ [53] разработан интерферометр с двойной
призмой Кестерса, получивший название «интерференционная ли-
нейка», оптическая схема которой показана на рис. 44.
Лучи от источника света 9, пройдя через конденсор 8, диафраг-
му 7 и коллимационную линзу 6, параллельным пучком падают на
разделительную плоскость призмы 4. Одна часть лучей проходит
через нее, другая же отражается. Отразившись от противополож-
ных боковых поверхностей призмы, оба пучка лучей идут на угло-
вое зеркало 5. После отражения от него они возвращаются в приз-
му, вторично отражаются от ее боковых поверхностей и раздели-
тельной плоскости и направляются в зрительную трубу, состоящую
из объектива 3, щелевой диафрагмы 2 и окуляра 1. Если угловое
зеркало расположено симметрично по отношению к разделительной
плоскости призмы, то в поле зрения зрительной трубы видны коль-
ца равного наклона.
Угловое зеркало жестко связано с измерительными наконечни-
ками и вмонтировано в специальную оправу, которую можно пере-
80
включения в схему простой оптической системы приблизить изо-
мещать по проверяемой поверхности. При наличии непрямолиней-
ности проверяемой поверхности угловое зеркало смешается отно-
сительно плоскости симметрии призмы. Это создает разность хода
в интерферирующих пучках и приводит к появлению полос в поле
зрения. Для того чтобы восстановить первоначальную интерферен-
ционную картину, используют компенсатор, представляющий собой
плоскопараллельную пластинку.
По величине поворота пластинки, осуществляемого при помощи
микрометрического отсчетного устройства, определяют смещение
Рис. 44. Оптическая схема интерференционной линейки
углового зеркала, характеризующее отклонение от прямолинейно-
сти. На точность измерения не оказывает влияния неоднородность
слоя воздуха, так как каждый из интерферирующих пучков прохо-
дит один и тот же путь. Вместо углового зеркала можно применять
тройное зеркало, афокальную систему с зеркальным или обычным
объективом, а также устройство, состоящее из двух угловых зеркал.
Национальной физической лабораторией (НПЛ, Англия) раз-
работан дифракционно-интерференционный метод контроля прямо-
линейности [54]. В основу этого метода положен опыт Юнга, за-
ключающийся в следующем. Если лучи от источника света (рис. 45)
направить через конденсор на узкую щель А в экране /, а затем на
две узкие щели Ви С в экране 2, установленном параллельно экра-
ну 1, то вследствие дифракции лучи, выходящие из щелей В и С,
частично перекрываются, и в области ху наложения волн друг на
81
chipmaker.ru
друга на экране 3 возникает интерференционная картина. Она мо-
жет быть получена как в белом, так и в монохроматическом свете.
Установка НПЛ выполнена в виде трех отдельных узлов. Пер-
вый узел содержит источник света, конденсор и одинарную щель;
второй — двойную (цель. Третий узел состоит из зрительной тру-
бы с окулярным микрометром или приспособлением для фотогра-
фирования интерференционной картины. При проверке прямоли-
нейности первый и третий узлы устанавливаются на краях прове-
ряемой поверхности, а узел с двойной щелью помещается после-
довательно в проверяемые точки. В зависимости от непрямолиней-
ности поверхности двойная щель будет смещаться по высоте в
плоскости, перпендикулярной оси 00] (см. рис. 45). Это смещает
в
Рис. 45. Схема опыта Юнга
интерференционную картину вверх или вниз в поле зрения окуля-
ра зрительной трубы.
Смещение измеряется при помощи оптического микрометра.
Нити микрометра можно наводить как на середину ахроматиче-
ской полосы, так и на границу перехода двух цветов, а также на
черные полосы при измерении в монохроматическом свете.
По данным исследования НПЛ погрешность измерения непря-
молинейности поверхностей длиной 30 м этим методом равна
0,025 мм.
Существенным недостатком дифракционно-интерференционно-
го метода является зависимость чувствительности от расстояния
между экранами.
В связи с появлением оптических квантовых генераторов зна-
чительно расширились пределы и возможности применения интер-
ферометров [54—59]. Лазерные интерферометры просты по кон-
струкции, имеют малое количество оптических деталей, требова-
ния к точности их изготовления значительно снижены.
В Сибирском научно-исследовательском институте метрологии
(СНПИМ) [58] разработан и изготовлен для установки изделий
по одной прямой или плоскости лазерный интерферометр
(рис. 46).
Прибор состоит из интерферометра I и марки II, связанной с
контролируемым объектом. Луч света от источника излучения 2,
в качестве которого использован газовый лазер, попадает на угло-
вое зеркало 3 марки II. Отразившись от него, лучи лазера, прой-
82
дя пластину 4, частично отражаются от гипотенузной грани приз-
мы /, частично от ее боковых поверхностей и направляются той
же пластиной в объектив 5, собирающий их в фокальной плоско-
сти. Благодаря тому, что количество отражений в одном плече
интерферометра отличается в нечетное число раз от количества
отражений во втором плече, интерферометр реагирует на попереч-
ные смещения источника света (или его изображения) в плоско-
сти, перпендикулярной ребру призмы. Призму изготовляют с не-
большой пирамидальностью, поэтому интерферирующие лучи рас-
Рис. 46. Оптическая схема лазерного интерферометра,
разработанного СНИИМ
ходится под некоторым постоянным углом в плоскости, проходя-
щей через ребро призмы перпендикулярно ее гипотенузной поверх-
ности. Когда источник света находится в этой плоскости, в поле
зрения прибора наблюдают интерференционные полосы постоян-
ной ширины, расположенные перпендикулярно ребру призмы.
Поперечное смещение источника изменяет наклон полос. Наклон,
для выбранной точки поля может быть определен по числу интер-
ференционных полос.
Макет интерферометра опробован в лабораторных условиях на
поверхностях длиной 18 и 45 мм. В качестве источника света ис-
пользовался гелий-неоновый газовый лазер с расстоянием между
зеркалами резонатора 300 мм. Угловое зеркало марки смещали
перпендикулярно ребру интерференционной призмы при помощи
микровинта с ценой деления 0,005 мм. Это же смещение опреде-
лялось по наклону интерференционных полос в поле зрения ин-
терферометра. Результаты исследования показали, что смещения
марки, полученные расчетным путем, согласуются с действитель-
ными ее смещениями в пределах 0,02 мм.
Повернув призму и марку на 90°, можно измерять отклонения
от прямой линии в горизонтальной плоскости- Поскольку чувстви-
тельность прибора на близких расстояниях выше, то можно путем
83
chipmaker.ru
бражение источника света к интерферометру и тем самым повы-
сить его чувствительность.
Интерференционные методы имеют самую высокую точность
измерений из всех существующих методов и дают полное пред-
ставление о характере поверхности, как об отклонении от плоско-
стности, так и о местных неровностях.
Однако интерферометры пока еще широко не применяются,
что объясняется в основном высокими требованиями к условиям
проведения измерений (отсутствие вибраций, стабильность темпе-
ратуры и т. д). Для применения некоторых видов интерферомет-
ров необходимо высокое качество обработки проверяемой поверх-
ности. Немаловажными факторами, ограничивающими примене-
ние интерферометров, являются также сложность и дороговизна
аппаратуры.
84
АВТОМАТИЧЕСКИЕ МЕТОДЫ КОНТРОЛЯ
ПРЯМОЛИНЕЙНОСТИ
Общими недостатками всех описанных выше методов, за ис-
ключением интерференционных, является большая трудоемкость
как при проведении измерений, так и при обработке результатов,
особенно при контроле больших поверхностей, а также дискрет-
ность измерений, не дающая возможности получить непрерывную
кривую профиля проверяемой поверхности.
Первые попытки автоматизировать измерение непрямолиней-
ности были предприняты в Японии. Наиболее широко известны
два метода автоматического контроля.
В основу первого метода [60] положен способ, основанный на
определении непрямолинейности по кривизне, т. е. по второй про-
изводной кривой профиля [61]. Если устройство, снабженное дву-
мя опорами и индикатором (рис. 47), равномерно перемещать по
Рис. 47. Схема, пояеияющая сущность
автоматического «метода контроля, осно-
ванного на измерении кривизны поверх-
ности
проверяемой поверхности, то индикатор будет непрерывно изме-
рять кривизну. Принимая, что ось абсцисс совпадает с прямой
PQ, соединяющей начальную и конечную проверяемые точки, а
ось ординат проходит через начальную точку Р, получим, что ор-
дината у любой точки будет равна
п Г L х хх
У “"/Г “Т-J i —]’ $8(x)dxdx
* L ** nh n n
(19)
85
ch i pma ker. ru ---------------
где I — половина расстояния между опорами устройства; L — дли-
на проверяемой поверхности; 6(х) — расстояние от прямой, со-
единяющей опоры устройства, до точки контакта наконечника ин-
дикатора с проверяемой поверхностью.
Если перемещающееся со скоростью Ф устройство снабдить
прибором, могущим изменять свою электрическую емкость при
перемещении наконечника, то получим датчик, преобразующий
величины 6 (х) в электрическое напряжение (70- Следовательно,
можно записать
х = М; {/0 = ад, (20)
где t — время, требуемое для прохождения датчиком расстоя-
ния х; k — коэффициент пропорциональности.
Если время, требуемое для прохождения датчиком расстоя-
ния L, обозначить через Т, и в выражение (19) подставить выра-
жение (20), то получим
у = 2^l J u«dtdt - i (2i)
в L J о О 00 J
Если интегрирование производится по схеме, состоящей из со-
противлений R и емкостей С, то выходное напряжение U выра-
жается следующей известной формулой:
U=- Wtdt+ai + ₽, (22)
где а и (3 — постоянные интегрирования.
Определив значения этих постоянных при /=0, 17=0 и при
t=T, U=0, получим выражение (22) в следующем виде:
(/ = —сЫи UodtdiUodtdt 1. (23)
Из формул (21) и (23) получаем
- 2(i2C2/?2 j,
у ~ ы1 и ’
Поскольку величины •&, С, R, I, k являются постоянными пара-
метрами, то можно считать, что изменение величины у 'будет про-
порционально только изменению выходного напряжения U,
т. е- y=AU,
Следовательно, если на вертикальные пластины осциллографа
подавать напряжение U, а на горизонтальные пластины — равно-
мерно растущее напряжение, то точка на экране будет переме-
щаться в соответствии с кривой профиля проверяемой поверхно-
сти.
Для того чтобы определить значение у в микрометрах по от-
клонению Н светящейся точки на экране, следует учесть коэффи-
86
циент G усиления выходного' напряжения и чувствительность 3
осциллографа, тогда
А и
y=G~s~H-
Установка состоит из следующих основных частей, датчика
(рис. 48)* интегрирующей и усилительной системы, системы го*
ризонтального перемещения светящейся точки и осциллографа.
В качестве чувствительного элемента датчика используется кон-
денсатор переменной емкости, со-
стоящий из двух металлических
пластин 1 и 2 диаметром 25 мм,
расположенных одна над другой.
Верхняя пластина неподвижна, а
нижняя может свободно переме-
щаться при изменении кривизны
проверяемой поверхности. Это
изменяет зазор между пластина-
ми, а следовательно, и емкость.
Катушка 3 вместе с конденсато-
ром составляет резонансный кон-
тур, в котором изменения емкос-
ти преобразуются в изменения
электрического тока, пропорцио-
нальные изменению кривизны по-
верхности. Изменения электриче-
ского тока при помощи выпрями-
теля преобразуются в напряже-
Рис. 48. Схема устройства емкост-
ного датчика со щупом
ние пульсирующего постоянного
тока. Это напряжение при помощи двойного интегрирования пре-
вращается в напряжение, пропорциональное ординатам кривой
профиля поверхности, усиливается и подается на осциллограф,
где воспроизводится профиль поверхности.
Основными недостатками метода являются необходимость
установки нулевого положения датчика по образцовой поверхнос-
ти и нестабильность нулевой установки во время измерения. По-
этому метод можно рекомендовать для проверки прямолинейно-
сти поверхностей длиной не более 1 м.
В основу второго метода [62] положено измерение углов накло-
на призмы, помещенной на проверяемую поверхность между
коллиматором и зрительной трубой (см. рис. 29). Отличие заклю-
чается в следующем: призма перемещается с постоянной скоро-
стью при помощи мотора по проверяемой поверхности; окулярный
микрометр в зрительной трубе заменен фотоэлементом; в колли-
маторе и зрительной трубе помешены бленды, изображения ко-
торых проектируются на приемную поверхность фотоэлемента.
Изображение бленды в соответствии с наклоном призмы, обуслов-
ленным непрямолинейностью поверхности, перемещается вверх
87
или вниз и изменяет ширину световой щели между блендами. Это
в свою очередь изменяет напряжение, пропорционально значению
изменения ширины световой щели.
Принимая точку начала движения призмы за начало коорди-
нат и располагая ось абсцисс по прямой, соединяющей крайние
точки кривой профиля, можно записать следующее уравнение:
+ <24)
где Uo — начальное напряжение; U(х) — напряжение, изменяю-
щееся в зависимости от наклона призмы; k — коэффициент про-
порциональности.
Принимая у=0 при х=0 и x—L, получим
1 L
Uo= —U(x)dx. (25)
L б
Тогда ордината у кривой профиля из выражений (24) и (25) бу-
у = /?[ \U(x)dx— -£-[ U (х) dx ].
to г б J
дет равна
(26)
Если скорость движения призмы обозначить через v,
и выражение (26) примет следующий вид:
у = kvl \U(t)dt---U(t)dt 1,
Lb ' b J
to x—vt,
(27)
где T — время, требуемое для прохождения призмой .расстоя-
ния L-
Если производить интегрирование по схеме, состоящей из со-
противления R и емкости С, то выходное напряжение Uможно
получить из уравнения
=^[ \v^dt- 4-fdt ]• (28>
Из уравнений (27) и (28) имеем
у = kCRvUB.
Поскольку величины k, С, R, v — постоянные для данной уста-
новки, то значение у пропорционально выходному напряже-
нию U в, т. е. y=AUa , где A=kCRv .
Если напряжение UB поступает на осциллограф, то перемеще-
ние светящейся точки на его экране воспроизводит кривую профи-
ля проверяемой поверхности, предельный размер которой 1 м.
Ниже рассматривается фотоэлектрический метод, при помощи
которого можно измерять непрямолинейность поверхностей дли-
ной до 2 м [63].
Принцип этого метода заключается в измерении расстояния
между проверяемой поверхностью и осью светового луча, приня-
того за исходную прямую и направленного параллельно этой по-
верхности. Отклонение от прямолинейности измеряется при помо-
щи позиционно-чувствительногф фотоприемника (ПЧФ).
Луч света от источника 1 (рис. 49) направляется на зеркало,
состоящее из двух направленных в противоположные стороны
прямоугольных угловых зеркал 3 и 4 и установленное на карет-
ке 8.
Отразившись от первого углового зеркала, луч света смещается
на некоторое расстояние параллельно самому себе и попадает по-
Рис. 49. Схема измерения фотоэлектрическим методом
све-
следовательно на три зеркальные грани зеркала 2, которые на-
правляют его на зеркало 5, находящееся на противоположном
конце контролируемой поверхности. Зеркало 5 отражает падаю-
щий на него луч на зеркало 4, которое в свою очередь отражает
его на светочувствительную поверхность позиционно-чувствитель-
ного фотоприемника 7, неподвижно установленного рядом с пря-
моугольным угловым зеркалом 5. Нечетное число граней зеркаль-
ной системы 2 и 5 обеспечивает сложение перемещений светового
луча зеркальных систем 3 и 4. При четном числе граней эти пере-
мещения компенсируют друг друга.
В процессе контроля оптическая длина пути от источника све-
та до позиционно-чувствительного фотоприемника все время оста-
ется постоянной. Ребра зеркал 3 и 4 располагают ближе друг к
другу, тогда влиянием наклона каретки на точность воспроизве-
дения профиля проверяемой поверхности можно пренебречь.
В процессе измерения каретка с зеркалами 3 и 4 с постоянной
скоростью перемещается по контролируемой поверхности. Из-за
отклонения профиля поверхности от прямой линии система зер-
кал 3 и 4 смещает пятно по светочувствительной поверхности по-
зиционно-чувствительного фотоприемника, вызывая соответствую-
щее изменение напряжения на его выходе, которое записывается
самописцем 6.
Макет прибора исследован на направляющих д _
В качестве источника света служил лазер типа Л Г-56 с
стью излучения 1,5 мВт, на противоположном конце был
лен фотодиод.
длиной 2 м.
> с мощно-
I установ-
88
89
chipmaker.ru
Пяпаллельность лазерного луча контролируемой поверхности
3еРПпГ:дХ7я,Нп^шно™^ непрямолинейное™ этим
.,е"5м“а“н” 6 мкм на 2 м. При тщательной юстнронке аппара-
"Р"Х
модыей «Ткжш.н 4» .. «Талшшн-20>. позволяюише ^™™мть
с образцовой при помощи ощупывающего датчика, перемещаемо
Рис. 50. Прибор Талилин-20
го электродвигателем с редуктором. В модели «Талилин-4» в ка-
честве образцовой поверхности используется доведенный стеклян-
ный брусок, отклонение от плоскостности которого не превышает
0 2 мкм. Когда щуп касаясь проверяемой поверхности двигаете
по ней, то изменение кривизны проверяемой поверхности вызы-
вает перемещение щупа относительно образцовой поверхности.
Эти перемещения преобразуются в электрический сигнал, посту-
пающий в усилитель, который обеспечивает восемь ступеней уве-
личения прибора от 50 : 1 до 10000 : 1. В зависимости от увеличе-
ния цена деления записи изменяется от 0,04 до 0,0002 мм.
Результаты измерения записываются в виде кривой профиля
на бумажной ленте самописца.
В модели «Талилин-20» (рис. 50) в качестве образцовой по-
верхности применяется доведенный стальной валик с покрытием
из хрома. Ось валика расположена в горизонтальной плоскости,
но поскольку сравнение производится с боковой образующей, то
Рис. 51. Схема прибора Л.-Т. Б. Лазенаса
прогиб под влиянием его собственной массы практически не вли-
яет на точность измерений.
Контролируемая деталь устанавливается параллельно оси об-
разцового валика и ощупывается при помощи индуктивного дат-
чика, перемещаемого вдоль контролируемой детали. Вследствие
непрямолинейности проверяемой поверхности изменяется расстоя-
ние до оси образцового валика. Изменение расстояния преобра-
зуется датчиком в электрический сигнал, который усиливают и
подают на самописец, где и воспроизводится кривая профиля кон-
тролируемой поверхности. Наибольшая погрешность при измере-
нии непрямолинейности поверхности длиной 400 мм нс превышает
^0,5 мкм.
Прибор, аналогичный прибору «Талилин-4» выпускается за-
падногерманской фирмой «Кюгельфишср» [66]. Только в этом
приборе используется пневматический датчик, а в качестве образ-
цовой поверхности — направляющие, отклонение ог прямолиней-
ности которых не превышает 0,2 мкм на поверхности длиной
100 мм.
Отечественный прибор такого же типа основан на определении
непрямолинейности путем сличения с образцовой поверхностью
[67]. Конструктивно и по принципу действия прибор (рис. 51)
91
90
chipmaker.ru
имеет существенные отличия- Он содержит образцовую линейку
и бесконтактный индуктивный датчик, причем образцовая линей-
ка представляет собой якорь этого датчика, что позволяет избе-
жать износа образцовой линейки.
Образцовая линейка 1, расположенная на двух опорах 9 и 13.
представляет собой якорь индуктивного датчика И. Датчик
смонтирован на ощупывающем ползуне 12. Микропривод ползуна
содержит редуктор 3 с ведущим барабаном 2, микродвигатель 5
и тросик 10. В самописце 7 смонтирован компенсационный индук-
тивный датчик 6. Электромагниты 4 и 8 служат для крепления
образцовой линейки.
Длина измеряемой поверхности не более 1 м. Вертикальный
масштаб регистрации 500" , 1000 , 2000', 5000', 10000' , погреш-
ность измерения соответственно ±3,0; ±2,0; ±1,0; ±0,5; ±0,3 мкм.
Рис. 62- Общий вид установки для автоматического контро-
ля прямолинейности УАКП, разработанной в Свердловском
филиале ВНИИ.М
Давление ощупывающих роликов датчика на проверяемую по-
верхность 300 сН; скорость движения датчика от 0 до 2,5 м./мин.
Все описанные выше установки и приборы позволяют прово-
дить непрерывный автоматический контроль прямолинейности по-
верхностей длиной не более 2 м, в то время как значительно
большие затраты времени требуются для контроля больших по-
верхностей.
В Свердловском филиале ВНГ’ИМ разработана установка
(рис. 52), при помощи которой можно проверять прямолинейность
поверхностей длиной до 10 м [68]. Она состоит из датчика 4, из-
мерительного блока 1, включающего в себя усилитель, интегра-
тор, схему коммутации, блок питания и регистрирующий при-
бор 2; устройства для перемещения датчика по проверяемой по-
верхности, в которое входят мотор и две магнитные стопки 3 и 6
со шкивами. Через эти стойки перекидывается трос 5 в виде замк-
нутой петли.
Чувствительным элементом датчика является ампула уровня,
помещенная между двумя пластинами конденсатора и установлен-
ная па основание типа синусной линейки. Находясь на проверяе-
мой поверхности, датчик определяет угол наклона <р прямой,
проходящей через его опоры, к линии горизонта. При малой кри-
визне поверхности эта прямая практически параллельна касатель-
ной АВ в средней точке А участка поверхности, ограниченного
опорами датчика (рис. 53). Следовательно, можно приближенно
Рис 53. Схема, поясняющая принцип измерения
непрямолинейности с помощью установки УАКП
принять, что перемещаясь по поверхности датчик определяет углы
наклона касательных во всех точках поверхности к линии гори-
зонта. Если линия горизонта совпадает с осью абсцисс, то
. Так как углы наклона малы, то можно принять,
что tgq-Cr)— ф(х) рад, т- е.
dy / \
Тогда ординаты точек кривой профиля определяются по фор-
муле
у(х) = J <р(х)йк. (29)
о
Изменение углов наклона датчика смещает пузырек ампулы уров-
ня относительно пластин конденсатора, что в свою очередь изме-
няет его емкость. Изменение емкости преобразуется в изменение
частоты электрических колебаний и далее в изменение напряже-
ния, пропорциональное углу наклона датчика к линии горизонта,-
Таким образом, входным параметром датчика является угол на-
клона ф к линии горизонта, а выходным — постоянное напряже-
ние U, пропорциональное этому углу. Следовательно, передаточ-
ная функция S датчика будет равна
Из уравнений (29) я (30) имеем
У =~Vj U(x)dx.
Л о
Если скорость движения датчика постоянна, то
х = &/, dx = Qdt.
92
93
। chipmaker.ru
Заменив переменную, получим
у =-Ц U(t)dt. (31}
° о
Для преобразования напряжения пропорционального углам
наклона в напряжение, пропорциональное ординатам кривой про-
филя. в схему включен интегратор. Если интегрирующей цепью
с сопротивлением R и емкостью С проинтегрировать 'напряжение
Д(/)> то выходное напряжение выразится известным уравнением
Д = -^—1 U(t)dt. (32)
Из уравнений (31) и (32) получим
у = %-RCU.
Отсюда следует, что при постоянном значении А = — RC
ордината любой точки кривой профиля будет прямо пропорцио-
нальна выходному напряжению интегратора y—AU.
Следовательно, подавая напряжение с интегратора на самопи-
шущий прибор, можно записать кривую профиля поверхности.
Соединив концы кривой профиля прямой линией, определяют рас-
стояния от этой прямой до точек кривой профиля в делениях ко-
ординатной сетки, которые будут характеризовать непрямолпней-
но'сть поверхности. Для того, чтобы получить значения отклонений
з микрометрах, необходимо полученные значения умножить на
цену деления координатной сетки в микрометрах. Так как инте-
грирование производится по времени, цена деления ленты зависит
от скорости перемещения датчика по проверяемой поверхности.
При движении датчика со скоростью 0,5 и 1 м/мин цена деления
ленты соответственно равна 2,5 и 5 мкм.
При всех достоинствах (большая чувствительность, простота
и т. д.) чувствительный элемент датчика в виде ампулы уровня
имеет один существенный недостаток, а именно: в начальный мо-
мент движения датчика пузырек уходит из точки равновесия и
возвращается обратно только примерно через 10 с. В результате
этого кривая профиля в начале записывается несколько искажен-
ной. Для того, чтобы исключить ошибку записи, в измерительный
блок прибора введена схема коммутации.
Результаты исследования установки показали, что погрешность
воспроизведения кривой не превышает 2 мкм на 1 м. Чтобы опре-
делить правильность записи кривой профиля, т. е. убедиться в
том, что систематические погрешности меньше, чем случайные,
профилограмма поверхности длиной 3,5 м (I) сравнивалась с
кривой профиля поверхности, построенной на основании усред-
ненных значений (II), полученных при измерении непрямолиней-
94
ности этой поверхности автоколлиматором, уровнем и оптической
струной (рис. 54). Наибольшее расхождение равно 2,5 мкм, что
значительно меньше погрешности воспроизведения (7 мкм на по-
Рис. 54. Сопоставление кривой профиля, полученной на УАКП, с
усредненной кривой для выявления систематической погрешности
установки:
I — усредненная кривая; II — кривая, полученная автоматическим методом
верхности длиной 3,5 м). Кроме того, наблюдаются отклонения в
обе стороны от усредненной кривой, что говорит об их случайном
характере. Следовательно, можно считать, что погрешность изме-
Рис. 55. Оптическая схема автоматического нивелира отражения
рения на этой установке определяется в основном погрешностью
воспроизведения, т. е. не превышает 2 мкм на 1 м-
Во ВНИИМ разработан автоматический нивелир отражения
для контроля прямолинейности специальных направляющих дли-
ной 1500 м. При измерении этим прибором за исходную плоскость
лринимается поверхность воды, заполняющей бассейн, рядом с
которым расположены контролируемые направляющие. Оптиче-
ская схема прибора представлена на рис. 55. Лучи от источника
света 1 проходят через конденсор 2, полевую диафрагму 3,
объектив 4 и, отразившись от поверхности воды 15, через объек-
тив 5, телескопическую систему 6 и 7 и оптический клин 8, на-
правляются на спаренное фотосопротивление 10, давая на фигур-
ной диафрагме 9 изображение полевой диафрагмы 3.
Для проведения измерений прибор устанавливают на каретку
и перемещают по контролируемым направляющим 16. Вследствие
непрямолинейности направляющих изменяется расстояние от при-
бора до поверхности воды, и изображение полевой диафрагмы 3
перемещается по приемной площадке фотосопротивления 10. Воз-
никающее в результате этого неравенство световых потоков при-
водит к разбалансировке мостовой схемы 11 и появлению разно-
стного сигнала, который усиливается усилителем 12 и поступает
на реверсивный электродвигатель 13, приводя его во вращение.
Вращение электродвигателя перемещает оптический клин 8, в ре-
зультате чего изменяется направление луча, падающего на фото-
элемент. Перемещение клина продолжается до тех пор, пока изо-
бражение диафрагмы 3 на поверхности фотоэлемента не займет
первоначальное положение, т. е. до полной балансировки мосто-
вой схемы. Так как перемещение клина пропорционально верти-
кальному перемещению прибора, вызываемому непрямолинейно-
стью направляющих, цифропечатающее устройство 14, связанное
с электродвигателем, позволяет получить информацию о профиле
контролируемой поверхности. Погрешность прибора определяют
по концевым мерам 5-го разряда в пределах ±3 мм и вычисляют
как разность между показаниями прибора и действительным раз-
мером концевой меры.
Автоматический нивелир отражения можно применять для
контроля специальных направляющих изделий с отклонением
от прямолинейности в пределах 0,016—3 мм длиной более 20 м.
В последнее время в машиностроении все чаще стали применять
приборы управления лучом (ПУЛ) [70]. Принцип действия ПУЛ
заключается в создании равносигнальной зоны между частями оп-
тического луча, расположенными по разные ее стороны вдоль дли-
ны луча. Луч формируется специальным прожектором, а энергети-
ческий контраст достигается частотой или фазой модуляции луча
и фиксируется фотоприем1ником-
Равносигнальная плоскость ПУЛ представляет собой геомет-
рическую плоскость, которая может быть использована как ис-
ходная при измерении непрямолинейности и неплоскостности по-
верхностей.
В Ленинградском институте точной механики и оптики
(ЛИТМО) на основе ПУЛ был разработан макет прибора для из-
мерения непрямолинейности (рис. 56) [70]. В оптическую схему
макета прибора входят: лампочка /; два симметричных канала,
состоящих из зеркал 2, 4 и конденсора <3; двигатель модулятора
15; модуляционные диски 14; разделительная призма 5; проекци-
онный объектив 6.
Световые потоки модулируются Дисками с секторными выреза-
ми, приводимыми во вращение с постоянной скоростью при помощи
малогабаритного электродвигателя. Оба лучистых потока модули-
руются одной частотой, но по фазе модуляции смещены относитель-
но друг друга на 180°. Ребро призмы 5 является границей раздела
двух лучистых потоков. Объектив 6 проектирует эту границу в про-
странство предметов, образуя энергетическую равносигнальную
зону.
При смещении фотоприемника 7, 8 относительно энергетической
равносигнальной зоны с него снимается сигнал, обусловленный раз-
Рис. 56i Оптическая схема ПУЛ
ностью энергий световых потоков фаз (р и (<р+ 180е). Для опре-
деления направления смещения в систему вводится опорный сигнал
одной из фаз, который снимается со второго фотоприемника 12, 13.
Разностный и опорный сигналы усиливаются усилителями 9 и 11
и подаются па фоточувствительный детектор 10, с которого посту-
пают на систему управления или индикации.
При исследовании макета установлено, что суммарная ошибка
измерения непрямолинейности равна 0,03 мм на длине около 5 м [70].
Автоматические методы контроля являются самыми перспек-
тивными, поскольку значительно снижают трудоемкость измерений,
исключают сложную обработку результатов и дают возможность
получать более объективное и полное представление о проверяемом
профиле поверхности.
97
96
chipmaker.ru
Глава VII
Chiomaker.ru
ПОСТРОЕНИЕ ПРИЛЕГАЮЩЕЙ ПРЯМОЙ
И ПРИЛЕГАЮЩЕЙ ПЛОСКОСТИ
Для определения непрямолинейности или неплоскостности в
соответствии с ГОСТ 10356—63, необходимо определить положе-
ние точек поверхности по отношению к прилегающей прямой или
плоскости. Ниже приводится несколько методов определения откло-
нений от прилегающей прямой или плоскости. Все рассматривае-
мые методы являются графическими. Это объясняется тем, что
аналитический способ определения отклонений от прямолинейнос-
ти и плоскостности значительно сложнее и требует очень большо-
го объема вычислительных работ.
ПОСТРОЕНИЕ ПРИЛЕГАЮЩЕЙ ПРЯМОЙ
Во всех описанных выше методиках обработки результатов из-
мерений последним этапом является определение отклонений точек
кривой профиля от прямой, соединяющей крайние точки. Если по-
лученные отклонения имеют один знак, отклонение от прямолиней-
ности совпадает по величине с наибольшим отклонением от прямой,
соединяющей крайние точки кривой профиля (см. главу I) и нет
необходимости строить прилегающую прямую.
Отклонение от прилегающей прямой следует определять только
в тех случаях, когда отклонения от прямой, соединяющей крайние
точки кривой профиля, имеют разные знаки или рассматриваются
отклонения от выбранной при измерении исходной прямой, которые
не пересчитаны по отношению к прямой, соединяющей крайние
точки кривой профиля.
Прежде чем приступить к определению положения прилегаю-
щей 'прямой, строят .кривую профиля проверяемой поверхности.
Откладывая по оси абсцисс интервалы, соответствующие расстоя-
нию между проверяемыми точками, а по оси ординат—отклоне-
ния этих точек от прямой, соединяющей крайние точки, или от ис-
ходной прямой, определяют положение точек кривой профиля. Со-
единив точки плавной линией, получают кривую профиля проверя-
емой поверхности и приступают к построению прилегающей пря-
мой.
98
Прямая считается прилегающей, если:
она проходит через наиболее выступающую точку поверхности;
расстояние от прямой до наиболее удаленных; точек поверх-
ности является наименьшим;
прямая не пересекает кривую профиля.
Сначала рассмотрим построение прилегающей прямой для слу-
чая, когда прямая, соединяющая крайние точки кривой профиля,
совпадает с осью абсцисс (рис. 57). Самой высокой точкой на
графике является точка В, а самой низкой — точка D. Следова-
Рис. 57. Построение прилегающей прямой
дельно, можно предположить, что прилегающей будет прямая,
проходящая через точку В и имеющая такой наклон, что расстоя-
ние до точки D будет наименьшим. Приложив в точку В линейку,
наклоняем ее в сторону точки D. При этом расстояния до точек,
расположенных слева от точки В, будут увеличиваться. Наклон
должен быть таким, чтобы расстояния до этих точек не превысили
расстояния до точки D. Очевидно, задача сводится к тому, чтобы,
уравнять расстояния до точки D и до одной из самых низких то-
чек поверхности, расположенных слева от точки В. В данном слу-
чае этой точкой является точка А. Однако до того, как уравняются
расстояния до точек А и D, линейка коснется точки С. Дальше
производить поворот вокруг точки В нельзя, так как прямая пере-
сечет кривую профиля, поэтому за ось поворота принимают точку
С и поворачивают линейку вокруг нее. Расстояния от точек А и
D будут равны, если линейка пройдет по прямой MtNi. Однако,
видно, что прямая A4|A’i пересекает кривую профиля. Следователь-
но, прямую можно наклонять только до соприкосновения с точкой
Е. Хотя расстояния до точек А и D уравнять не удалось, все-таки
расстояние от точки D до прямой MN, проходящей через точки С
и Е, меньше, чем до любой другой прямой, соприкасающейся с
поверхностью и проходящей вне материала изделия. Следователь-
но, прямая MN удовлетворяет всем требованиям, предъявляемым
‘.19
chipmaker.ru
к прилегающей прямой. Некоторое сомнение может вызвать то об-
стоятельство. что в качестве наиболее выступающей точки взята
точка С, а не точка В, которая на графике расположена выше. Од-
нако не следует забывать, что «высокие» и «низкие» точки явля-
ются в некотором смысле условными, так как отклонения точек
зависят от того, по отношению к какой прямой пересчитаны ре-
зультаты измерений. Поэтому до построения кривой профиля и
внимательного ее изучения трудно сказать, какие именно точки
определяют положение прилегающей прямой.
Чтобы не подбирать наклон прямой путем поворота линейки,
прилегающую можно построить следующим образом. Проводят
прямую, соприкасающуюся с кривой профиля в двух самых низ-
ких точках, расположенных по разные стороны от самой высокой
точки на графике. Выбирают такие точки, чтобы прямая, соединя-
ющая их, не пересекала кривую профиля, т. е. чтобы остальные
точки поверхности были расположены выше ее или, в крайнем
случае, совпадали с ней. Затем определяют расстояние от прямой,
соединяющей низкие точки, до наиболее выступающих точек, рас-
положенных на участке кривой профиля, заключенном между низ-
кими точками. Если поверхность имеет несколько низких точек,
совпадающих с указанной прямой, то рассматривают участок меж-
ду двумя наиболее удаленными точками. Точка, имеющая наи-
большее отклонение от прямой, соединяющей низкие точки, явля-
ется самой высокой точкой поверхности. Следовательно, прилега-
ющая прямая будет соприкасаться с поверхностью в этой точке.
Через самую высокую точку проводят прямую, параллельную
прямой, соединяющей низкие точки. Если эта прямая не пересечет
кривую профиля, она и будет прилегающей. В противном случае
через высокую точку следует провести прямую, имеющую меньший
наклон, которая коснется кривой профиля еще в одной точке, но не
будет пересекать ее. Эта прямая будет прилегающей, так как из
всех прямых, соприкасающихся с самой высокой точкой и проходя-
щих вне материала поверхности, она имеет наименьшее расстояние
до самых низких точек.
Рассмотрим эту методику на приведенном выше примере
(см. рис. 57). Соединив точки А и D прямой, сравнивают отклоне-
ния от прямой в наиболее выступающих точках кривой профиля,
расположенных на участке AD. Из рисунка видно, что отклонение
точки С от прямой AD больше, чем отклонение точки В, т. е. приле-
гающая прямая проходит через точку С> а не через точку В, зани-
мающую на графике более высокое положение. Проводят через точ-
ку С прямую MtNi, параллельную прямой AD. Прямая MtNt пере-
секает кривую профиля и не может быть прилегающей. Приложив
линейку в точку С, наклоняют ее в сторону точки D, до соприкос-
новения с одной из точек кривой профиля (в данном случае—с
точкой Е) и проводят прямую MN. Эта прямая является приле-
гающей.
100
Изложенная методика построения прилегающей прямой про-
ста и не требует больших затрат времени.
В том случае, когда кривая профиля построена по отклонениям
от прямой, принятой в качестве исходной при измерениях и имеет
наклон к оси абцисс, труднее оценить, какие точки поверхности яв-
ляются самыми высокими, а какие самыми низкими- Поэтому сна-
чала соединяют прямой линией крайние точки кривой профи-
ля и, определяя по графику отклонения точек от прямой, решают,
какие точки кривой профиля следует выбрать для того, чтобы оп-
ределить положение прилегающей прямой. Дальнейшие операции
по построению прилегающей прямой ничем не отличаются от опи-
санных выше для случая, когда прямая, соединяющая крайние то-
чки, совпадает с осью абсцисс.
Рассмотрим еще один из вариантов определения отклонения
от прилегающей прямой [71]. Построив кривую профиля, переносят
начало осей координат в самую высокую точку (рис. 58) таким об-
Рис. 58. Схема, поясняющая ооредел-эние отклонения
от прямолинейности
разом, чтобы оси координат были параллельны своему первоначаль-
ному направлению. Положение прилегающей прямой MN может
быть определено углом ф, который она составляет с осью абсцисс,
или расстоянием dt до одной из точек поверхности, имеющей ко-
ординаты х,, yt, Для всех точек кривой профиля, расположен-
ных справа от начала координат, расстояния до любой прямой, про-
ходящей через точку А, приближенно равны
di = У1— *,tg<p
£'1"Л!Гх!‘еф <33>
dn ~Уп~ X«tg<p
Задача сводится к нахождению такого значения tg<p, при котором
максимальное расстояние d j было бы наименьшим.
В координатах tgqp, d, строят по уравнениям (33) прямые ли-
нии так, чтобы интервал 0—tgqp был направлен в положительную
сторону (рис. 59 а, б). Прилегающая прямая не пересекает кри-
вую профиля, поэтому рассматривают только тот интервал значе-
101
chipmaker.ru
ний tg<p где все dt имеют положительные значения. Таким интерва-
лом иа рис. 59, а является интервал а—р. Искомое отклонение d-t
будет принадлежать одному из внешних отрезков прямых, отме-
ченных штриховкой, так как эти отрезки характеризуют наиболее
удаленные точки. Находим в интервале а—р минимальное значе-
ние <7,-, принадлежащее этим отрезкам. На рис. 59, а минимально-
Рис. 59. Графическое определение минимакса:
а — минимакс d. находится в интервале a—ft;
б — минимакс d. находится за пределами ин*
тервала а— £
му из максимальных значений соответствует абсцисса в сред-
ней части интервала а—р. В примере, приведенном на рис. 59, б,
минимакс dt находится за пределами интервала а—6 . Поэтому ис-
комым является одно из значений d£ с абсциссой £)=Р . Подстав-
ляя значение tg<p=P в уравнения (33) определяют максимальное
значение d( , которое и является наибольшим отклонением от при-
легающей 'Прямой.
Описанный метод определения отклонения прилегающей пря-
мой сложнее двух предыдущих, требует больших затрат времени,
особенно при большом количестве проверяемых точек, и вряд ли мо-
жет быть рекомендован для широкого применения.
102
ПОСТРОЕНИЕ ПРИЛЕГАЮЩЕЙ ПЛОСКОСТИ
Определение отклонения от прилегающей плоскости — сложны!!
и трудоемкий процесс. Хотя в настоящее время разработан ряд ме-
тодик определения отклонения от прилегающей плоскости, ни одну
из них нельзя считать вполне удовлетворительной, так как каждая
имеет свои недостатки.
В методических указаниях № 287 «По поверке поверочных и
разметочных плит» приводится построение прилегающей плоско-
сти в системах двух и трех координат. В принципе оба варианта
мало отличаются друг от друга, поэтому рассмотрим определение
положения прилегающей плоскости только в системе двух коорди-
нат. Прежде всего по данным измерений строят кривые профиля
продольных сечений. Для этого принимают, что исходная плоскость
перпендикулярна плоскости чертежа, и след ее совпадает с осью
абсцисс. Откладывая по оси абсцисс интервалы, соответствующие
расстояниям между проверяемыми точками в продольных сече-
ниях, а по оси ординат — отклонения точек от исходной плоско-
сти, определяют положение точек на чертеже. Чтобы получить
кривые профиля продольных сечений, линиями соединяют принад-
лежащие им точки. Для большей наглядности чертеж рекомен-
дуется выполнять цветными карандашами.
При построении прилегающей плоскости исходят из того,
что положение любой плоскости может быть задано принадлежа-
щими ей прямыми. В качестве таких прямых в данном случае
рекомендуется использовать проекции продольных сечений на
прилегающую плоскость. Наклон прилегающей плоскости по отно-
шению к исходной плоскости в продольном направлении опреде-
ляется наклоном проекций к оси абсцисс, а в поперечном—рас-
стоянием между ними. Следовательно, построение прилегающей
плоскости сводится к определению угла наклона проекций про-
дольных сечений и расстояния между проекциями.
Отклонение любой точки поверхности от прилегающей плоско-
сти определяется ее расстоянием до проекции сечения, которому
принадлежит эта точка. Однако методика определения положения
проекций, предлагаемая методическими указаниями, довольно
сложна и не всегда дает наименьшее расстояние до наиболее низ-
ких точек, так как плоскость, полученная при построении по этой
методике, иногда несколько не совпадает с прилегающей. Ниже
предлагается более строгая методика определения неплоскостно-
сти [72]. Сущность ее заключается в следующем. Начало коорди-
нат помещают в самую высокую точку поверхности. Положение
прилегающей плоскости определяют тремя точками, имеющими
координаты (О, 0, 0), (ха, 0, za) и (0, yj„ zb ). Выбирают точки а
и b с такими координатами ха и , чтобы построения были
наиболее простыми. Задача сводится к определению za и Zf, .
Определим зависимость расстояния d{ точек реальной поверх-
ности до прилегающей плоскости от za иг/. Уравнение плоско-
103
chipmaker.ru
сги, проходящей через точки с указанными выше координатами,
имеет вид
7 Z г.
х-----у 4- z = О-
Ха Уь
Расстояние от этой плоскости до точки поверхности с коорди-
натами (х/, yt , zz ) определяется по формуле
dz =—х( + —у, —.
I V I 1 1! I I
ла У о
Получаем систему уравнений для двух переменных га и zb
= ^-га ф ^-zb + с, ;
xa Уь
di. — + ^7~гЬ + ^2’
Ла Уь
dn =^za + + с„.
ха Уь
Следует найти такие значения za и zb , которые давали бы
минимакс (1г . Если фиксировать zc, то получаем систему уравне-
ний для одной переменной, и 2/, можно определить по методике,
описанной выше для определения отклонения от прилегающей
прямой [72]. Поэтому минимакс определяют в следующем порядке.
I- Устанавливают диапазон изменений za и гь. При этом ори-
ентируются на то, чтобы отклонение в какой-либо точке поверхно-
сти не превысило расстояния до наиболее удаленной точки и что-
бы прилегающая плоскость не пересекла реальную поверхность.
2. Фиксируют минимальное значение za и находят графичес-
ки значение zb , при котором может быть минимакс .
3. Выбирают следующее значение za с определенным шагом
и находят следующее значение zb . Так поступают, пока не на-
чнется увеличение d {.
4. Определив, в каком интервале значений га находится ми-
нимакс d; , выбирают в этом интервале значения za с меньшим
шагом, пока не будет найден искомый минимакс.
Совершенно очевидно, что данная методика определения от-
клонения от прилегающей плоскости слишком трудоемка и слож-
на для того, чтобы ее можно было рекомендовать для широкого
использования в поверочной практике.
Наиболее простой и наглядной является методика, разрабо-
танная в Центральном научно-исследовательском институте тех-
нологии .машиностроения. Заключается она в следующем. Резуль-
таты измерений пересчитывают по отношению к плоскости, про-
ходящей через три угловых точки поверхности. В соответствующем
масштабе строят план проверяемой поверхности с указанием от-
клонений точек (рис. 60). Прилегающая плоскость .проходит вне
материала поверхности таким образом, чтобы расстояние до наи-
более удаленных точек поверхности было минимальным. Поэтому
принимают, что прямая, соединяющая самые низкие и наиболее
101
удаленные точки 5 и 16, параллельна прилегающей плоскости и
определяет одно из ее направлений. Соединив на плане точки
5 и 16 прямой линией, проводят через все точки прямые линии,
перпендикулярные ей. Затем перпендикулярно этим линиям про-
водят прямую АВ и, откладывая от нее отклонения точек, указан-
ные на плане, строят профиль контролируемой поверхности в вер-
тикальной плоскости проекции. Прямая ab, проходящая через
наиболее высокую точку профиля, параллельна прямой 5—16, со-
единяющей самые низкие точки, принадлежит прилегающей плос-
кости. Для определения второго направления прилегающей плос-
кости следует построить профиль поверхности в наклонной плос-
кости проекции, перпендикулярной прямой ab, так, чтобы эта пря-
мая была проектирующей. Профиль поверхности строят относи-
тельно плоскости, которая в вертикальной плоскости является
проектирующей и оставляет на ней след ab- В наклонной проек-
105
chipmaker.ru
ции эта плоскость также является проектирующей и имеет след
в1&ь Поворачивая след aibi относительно самой высокой точки 6
таким образом, чтобы расстояние до самых низких точек поверх-
ности (5 и 16) стало наименьшим, получают прямую а^Ь^, являю-
щуюся следом прилегающей плоскости. Отклонения точек поверх-
ности от прилегающей плоскости равны их расстояниям от пря-
мой Я262-
По способу построения прилегающей плоскости эта методика
является наиболее простой из приведенных выше. Однако ее суще-
ственным недостатком является то, что самые низкие и самые вы-
сокие точки поверхности следует определить до того, как построен
рельеф поверхности. В некоторых случаях это сделать довольно
сложно, так как при пересчете результатов измерений относитель-
но плоскости, проходящей через три угловые точки, четвертый
угол всегда поднят или опущен, и отклонения от этой плоскости
недостаточно ясно характеризуют общую картину рельефа по-
верхности.
Совершенно очевидно, что в том случае, когда результаты при-
ведены к плоскости, проходящей через центральную точку повер-
хности на одинаковых расстояниях от точек, расположенных на
противоположных концах диагоналей (вспомогательная плоскость,
выбираемая при обработке результатов измерений поверочными
линейками, автоколлиматором, оптической линейкой и т. д.), эту
методику следует применять, не пересчитывая результаты отно-
сительно плоскости, проходящей через три угловые точки, посколь-
ку отклонения от вспомогательной плоскости более правильно от-
ражают взаимное расположение точек.
При построении прилегающей плоскости по этой методике сле-
дует учитывать, что иногда прямая, проходящая через высокую
точку параллельно прямой, соединяющей низкие точки, пересекает
профиль поверхности. Она не может принадлежать прилегающей
плоскости, поэтому следует уменьшить ее наклон, чтобы она про-
ходила вне материала поверхности.
При разработке норм точности на отклонения от прямолиней-
ности и плоскостности в ГОСТ 10356—63 была выбрана в качестве
исходной прилегающая плоскость, очевидно, как технологически
более выгодная. Однако, контролируя плоскостность в процессе
обработки изделий или при ремонте, невозможно определить отк-
лонение от прилегающей плоскости без указанных выше сложных
и трудоемких графических построений, что неприемлемо в услови-
ях производства, поскольку предприятия не имеют достаточного
количества высококвалифицированных кадров, а время, отведенное
на поверку, ограничено. Обычно в условиях производства опреде-
ляют отклонения от прямолинейности по отношению к прямой ли-
нии, соединяющей крайние точки кривой профиля, и отклонения
от плоскостности по отношению к плоскости, расположенной сим-
метрично относительно самых высоких и низких точек поверхнос-
ти, так как это не требует сложных вычислений. Очевидно, выбор
106
допусков относительно прилегающей плоскости не оправдывает
себя, хотя и позволяет определить наименьшее количество снима-
емого материала. Если рассматривать выбор прилегающих прямой
и плоскости в качестве исходных с метрологической точки зрения,
то им также нельзя отдать предпочтение: во-первых, потому, что
при измерении поверочными линейками нельзя вводить поправки
на их непрямолинейность, если отклонения определены по отноше-
нию к прилегающей прямой; во-вторых, потому, что для опреде-
ления степени точности изделия требуются сложные построения.
В связи с этим возникает вопрос о пересмотре выбора исход-
ных прямой и плоскости для нормирования отклонений от прямо-
линейности и плоскостности.
Chipmaker.ru
107
chipmaker.ru
Глава VIII
Chipmaker.ru
РЕКОМЕНДАЦИИ ПО ВЫБОРУ СРЕДСТВ
ДЛЯ КОНТРОЛЯ ПРЯМОЛИНЕЙНОСТИ
И ПЛОСКОСТНОСТИ ПОВЕРХНОСТЕЙ
Порядок и точность передачи единиц измерения от эталонов
к образцовым мерам, а от них рабочим мерам и измерительным
приборам устанавливаются общесоюзными поверочными схемами.
При составлении локальных поверочных схем предприятий, а так-
же при выборе измерительных средств для контроля изделий за
основу принимаются общесоюзные поверочные схемы.
В области средств контроля прямолинейности и плоскостности
не существует общесоюзной поверочной схемы и каких-либо дру-
гих нормативных документов, утвержденных Госстандартом
СССР, за исключением рекомендаций по поверке поверочных ли-
неек, приведенных в ГОСТ 12332—66. В [1, 2, 3] приводятся весь-
ма разноречивые данные о точности методов контроля прямоли-
нейности и плоскостности, что также затрудняет правильный вы-
бор измерительных средств в зависимости от допускаемых откло-
нений от прямолинейности и плоскостности.
Авторами настоящей книги, кроме анализа существующих ли-
тературных данных, были экспериментально исследованы харак-
теристики точности рекомендуемых методов. Это позволило дать
более достоверные рекомендации по выбору измерительных
средств в зависимости от допускаемых отклонений от прямолиней-
ности и плоскостности.
При назначении измерительных средств авторы исходили из
того, чтобы доверительная погрешность измерений не превышала
Vs допускаемого отклонения по ГОСТ 10356—63.
Рекомендации приведены в табл. 12. Следует отметить, что в
таблице приведены только те измерительные средства, которые
серийно выпускаются отечественной промышленностью, причем
возможность применения их ограничивается первым значением
указанной степени точности, а второе значение степени точности
ограничивает рациональную область применения.
Из приведенных в таблице данных следует, что имеются все
необходимые средства измерения непрямолинейности и неплоско-
стности поверхностей размером до 400 мм, начиная со степени
точности I по ГОСТ 10356—63. Исключение составляют лекаль-
ные линейки класса 0, поскольку их невозможно проверять интер-
ференционными методами.
108
Таблица 12
Длина прове- ряемой по-. верхности, мм Сте- пень точ- ности Метод поверки Измерительные средства и их технические характе- ристики
До 25 I— IV Интерференционный Плоская стеклянная пластина класса 2 по ГОСТ 2923—59
IV—X Сличение с рабочим ребром лекальной ли- нейки «на просвет» Лекальные линейки классов 0 и 1 по ГОСТ 8026—64 Концевые меры дли- ны класса 1 по ГОСТ 9038—59
Св. 25 до 60 1—ш Интерференционный Плоская стеклянная пластина класса 2 по ГОСТ 2923—59
I—III То же Интерферометр ИПП-15
III—V Сличение с рабочим ребром лекальной ли- нейки «на просвет» Лекальная линейка класса 0 по ГОСТ 8026—64 Концевые меры длины класса 1 по ГОСТ 9038—59 Плоская стеклянная пластина класса 2 по ГОСТ 2923—59
VI—VIH То же Лекальная линейка класса 1 по ГОСТ 8026—64 Концевые меры дли- ны класса 1 по ГОСТ 9038—59
IX-X Сличение с рабочим ребром лекальной ли- нейки при помощи щупа Лекальная линейка класса 1 по ГОСТ 8026—64 Щупы по ГОСТ 882—64
109
Продолжсние
Длина прове- ряемой по- верхности, мм Сте- пень точ- ности Метод поверки Измерительные средства н их технические характе- ристики
С в.60 до 160 I-I1 Интерференционный Плоская стеклянная пластина класса 2 по ГОСТ £923—59
г—и Го же Интерферометр ИПП-15
HI—V Сличение с рабочим ребром лекальной ли- нейки «на просвет» Лекальная линейка класса 0 по ГОСТ 8026—64 Концевые меры длины класса 2 по ГОСТ 9038—59
VI—VII То же Лекальная линейка класса 1 по ГОСТ 8026—64 Концевые меры дли- ны класса 3 по ГОСТ 9038—59
VIII—X Сличение с рабочим ребром лекальной линей- ки при помоши шупов или концевых мер Лекальная линейка класса :1 'по ГОСТ 8026—64 Щупы по ГОСТ 882—64 Концевые меры клас- са 3 <по ГОСТ 9038—59
Св.160 до 400 1-11 Интерференционный метод с перестановкой стеклянной пластины Стеклянная пластина класса 2 по ГОСТ 2923—59
III—V Сличение с рабочие ребром лекальной ли- нейки «иа просвет» Лекальная линейка классов 0 и 1 по ГОСТ 8026—64 Концевые меры дли- ны класса 2 по ГОСТ 9038—59
НО
П родолжение
Длина прове- ряемой по- верхности, мм Сте- пень точ- ности Метод поверки Измерительные средства и их технические характе- ристики
Св. 160 до IV—VII Сличение с рабочим Лекальная линейка
400 ребром лекальной ли- нейки при помощи кон- цевых мер классов 0 и 1 по ГОСТ 8026—64 Концевые меры дли- ны класса 3 по ГОСТ 9038—59
IV-X Сличение с образцо- вой поверхностью при помощи концевых мер или индикатора Поверочные линейки типа ШП, ШД или ШМ классов 0; 1 и 2 по ГОСТ 8026—64 Концевые меры клас- са 3 по ГОСТ 9038—59 Индикатор с ценой деления 0,001—0,002 мм по ГОСТ 6934—62 и ГОСТ 9696—61
VII—X Сличение е рабочим ребром лекальной ли- нейки при помощи щу- пов Лекальная линейка класса 1 по ГОСТ 8026—64 Щупы по ГОСТ 882— 64
Св. 200 до II—VII Проверка 'оптической Оптическая линейка
800 линейкой ИС-43
Св. 400 до 1600 II—V Автоколлим ационный Автоколлиматор АК-0,25 и АК-1 поГОСТ 11899—66 Плоское зеркало с от- клонением от плоскост- ности не более 0,05 мкм. Шаг измерения 0,05— 0,1 м
ИГ
chipmaker.ru
П родолжение
Длина прове- ряемой по- верхности, мм Сте- пень точ- ности Л^етод поверки Измерительные средства и их технические характе- ристики
Св. 400 до 1600 IV—VIII Автоколтимационный Автоколлиматор АК-2, АК-5 по ГОСТ 11899— 66
Плоское зеркало с от- клонением от плоскост- ности не более 0,05 мкм. Шаг измерения 0,05— 0,16 м
Ш— VI Проверка уровнем Ампула уровня с це- ной деления 0,01 мм,'м по ГОСТ 2386—62 или микрометрический уро- вень с ценой деления 0,01 мм/и ио ГОСТ 11196—65, Шаг измере- ния 0,05—0,1'0 м
IV-VIII То же Уровень с ценой деле- ния 0,02 мм /м по ГОСТ 9392—60. Шаг измере- ния 0,05—0,16 м
Ш—VIII Проверка оптической линейкой Оптическая линейка ИС-36
IV-X Сличение с образцо- вой поверхностью при помощи индикатора Поверочная линейка типа ШД, ШП или ШМ по ГОСТ 8026-64
Индикатор с ценой де- ления 0,001—0,002 мм по ГОСТ 9696—61
Св. 1600 до 2500 Ill—X Автоколлимаплонный Автоколлпм атор АК-0,25 и АК-1 поГОСТ 11899—66
Плоское зеркало с от- клонением от плоско- стности не более 0,05 мм. Шаг измерения 0,16— 9,25 мм
912
Продолжение
Длина прове- ряемой по- верхности, мм Сте- пень точ- ности Метод поверки Измерительные средства и их технические характе- ристики
Св. 1600 до 2500 i IV—X Проверка уровнем Уровень с ценой деле- ния 0,02' мм/м по ГОСТ 9392—60
V—X Сличение с образцо- вой поверхностью при помощи индикатора Поверочная линейка типа ШД или ШМ по ГОСТ 8026—64
Индикатор с ценой деления 0,001—0,002 мм по ГОСТ 9696—61
Св. 2-'00 до 4000 IV— VII Проверка оптической линейкой с перестанов- кой Оптическая линейка ИС-36
IV—VI? А в! околлимациопный Автоколлиматор АК-1 по ГОСТ 11899—66
Плоское зеркало с от- клонением от плоскост- ности не более 0,05 мкм. Шаг измерения 0,25— 0,4 м
V—VII Проверка уровнем Уровень с ценой деле- ния 0,02 мм/м по ГОСТ 9392—60. Шаг измере- ния 0,25—0,4 м
VII-X Метод визирования Оптическая струна ДП-447
V-IX Сличение с образцо- вой поверхностью при помощи индикатора Повепочная линейка типа ШД или ШМ по ГОСТ 8026—64
Индикатор с ценой де- ления 0,002 мм по ГОСТ 9696-61
113
chipmaker, ru
Продолжение
Длина прове- ряемой по- верхности. мм Сте- пень точ- ности Метод поверки Измерительные средства и их технические характе- ристики
Св. 2500 до 4000 IX—X Сличение с образцо- вой поверхностью при помощи индикатора Поверочная линейка типа ШД или 1IIM клас- са 2 по ГОСТ 8026—64
Индикатор с ценой де- ления 0,01 мм по ГОСТ 5584—61
VI-X Метод визирования Зрительная труба ППС-11
Св. 4000 до 10000 VI-VIII Проверка уровнем Уровень с пеной деле- ния 0.02 мм/м по ГОСТ 9392- 60. Шаг измере- ния 0,4—0,5 м
VI—VIII Автоколлимационный Автоколлиматор АК-1—АК-5 по ГОСТ 11899—66. Шаг измере- ния 0,5 м
VI—X Проверка гидростати- ческим уровнем Г пдростатический уровень с ценой деле- ния 0,01 мм
VII—X Проверка по частям путем сличения с об- разцовой поверхностью при помощи индикато- ра Поверочпая линейка типа ШД по ГОСТ 8026-64 Индикатор с ценой деления 0,002 мм по ГОСТ 9696—61
VIII—х Проверка оптической струной Оптическая струна ДП-447
VIII—X Метод визирования Зрительная труба ППС-11
114
Существующие средства измерения непрямолинейности и не-
плоскостности обеспечивают необходимую точность проверки по-
верхностей размером от 400 до 800 мм со степенью точности II,
поверхностей размером от 800 до 1600 мм со степенью точности III,
поверхностей размером от 1600 до 4000 мм со степенью точно-
сти IV и поверхностей размером свыше 4000 мм со степенью точ-
ности VI по ГОСТ 10356—63. Требуемую точность измерения по-
верхностей больших размеров очевидно можно обеспечить, исполь-
зуя интерферометры, особенно с лазерными источниками, которые,
к сожалению, в настоящее время не выпускаются отечественной
промышленностью, хотя они и разрабатываются.
Учитывая, что большинство рекомендуемых методов требует
больших затрат времени и высокой квалификации поверителей,,
следует считать наиболее перспективными автоматические сред-
ства контроля (ИС-49, УАКП, АНО и др.).
115
chipmaker.ru
Chipmaker.ru
ЛИТЕРАТУРА
1. Справочник по производственному контролю в машиностроении,
М.—Л., Машгиз, 1964.
2. Справочник металлиста, т. 2. М., «Машиностроение», 1965.
3. Соловейчик Я. С. Проверка прямолинейности длинных на-
правляющих. Сб. работ № 3 Центрального бюро технической ин-
формации (ЭНИМС). М., 1949.
4. Каталог фирмы Rank Granite Sirfice Plate and К0 (США), 1966
5. Каталог фирмы German Stone (США), 1967.
6. M i n a i r e Ch. Les marbres, etalons d'anles d'atelier «La machine-
ontil francaise», ;70—1>75, 1962.
7. Каталог фирмы Tesa (Швейцария), 1968.
8. Каталог фирмы Zilier (Швейцария), 1968.
9. Каталог фирмы Kunkel (ФРГ), 1964.
10. Эй ди нов В. Я. Измерение углов в машиностроении. М., Стан-
дартгиз, 1963.
11. ChampetierL. La controle geometrique des machines-ontils de
grandes dimensions (methodes et appareils). «La Machine Moder-
ne». 556, 1958.
12. Wilson J. Slatness of Large Areas Verified Easily. «Machinery».
68, 2, 1961.
13. Горбачева В. В., M e д я н ц e в а Л. Л. Способ определения
отклонения от прямолинейности. «Измерительная техника», 4,
1968.
14. Emery J.K- Haw to Measure Slatness. «American Machinist». 29,
591, 79—86, 1966.
15. Никитин Б. Д. Гидростатические методы измерения прямоли-
нейности и плоскостности. «Станки и инструменты», 7, 1957.
16. Григорьев И. А., Дворецкий Е. Р. Контроль размеров в
машиностроении, М., Машгиз, 1959.
17. Прибор для проверки плоскостности. ГДР. «Экспресс-информация»,
серия контрольно-измерительная техника. ВИНИТИ, 42, 9, 1959.
18. Уточкин Б. А. Электронный уровень. Авт. свид. № 189162,
«Бюлл. изобр.», 23, 1966.
19. Miller J. Alignment and measurement with electronic levels.
«Tool and manufacturing engineer», 51, 1, 75—78, 1963.
20. Когут А. Ф. Проверка больших плоскостей. Труды Новосибир-
ского государственного института мер и измерительных приборов,
вып. I, Новосибирск, 1949.
21. Морин В. А., Данилевич Ф. М.. Никитин В. А. Прибор
ППС-11 для контроля прямолинейности, плоскостности и соосно-
сти изделий. «Измерительная техника», 5, 1969.
22. Левин Б. М. Объектив. Авт. свид Ns 173977. «Бюлл. изобр.»,
16, 1965.
23. Левин Б. М. Прибор для контроля прямолинейности направля-
ющих поверхностей. Авт. свид № 172058. «Бюлл. изобр’.», 12,
1964.
116
24. Левин Б. М., Мартынов В. Т. «Методика измерения откло-
нений от прямолинейности оптической струной ДП-477». «Измери-
тельная техника», 5, 1968.
25. Lunette d'alignment. «Mach.—ontil fran-». 34, 259 161—163, I960.
26. Meier Bernhard, Dornheim Gerhart FF1 und AKF0.5.
Neue optische Messgerate fur die Bestimmung der Lage—und For-
mabweichung bei Fluchtungs—und Richtungspriifaufgaben. «Jenaer—
Rundschau», 13, 5, 251—257, 1968.
27. Розенберг Э. И., Эфрос И. E„ ЯсицкийО. А. Измерение
непрямолинейности линии визирования зрительной трубы с фоку-
сировкой. «Оптико-механическая промышленность», 9, 1961.
28. Р о з е н б е р г Э. И., Э ф р о с И. Е., Я сицкий О. А Авт. свид.
№ 139853, «Бюлл. изобр.», 14, 1961.
29. Шарова Е. Е. Обработка результатов измерения прямолиней-
ности направляющих станины различными методами. В сб.: «Ис-
следования в области линейных измерений». М.—Л., Издательство
стандартов, 1965.
30. Л е в и н Б. М. Оптический прибор для контрол: отступлений по-
верхности от прямолинейности. Авт. свид. № 148912, «Бюлл.
изобр.», 14, 1965.
31. Алексеев а Е.П., Б о гу с л а в с к и й М. Г., КалининаТ.И.
Исследование оптической линейки ИС-36. В сб.: «Исследования в
области линейных измерений», Труды ВНИИМ, вып. 101 (151).
М.—Л., Издательство стандартов, 1968.
32. Л е в и н Б. М., Шевцов И. В., Зайцев Н. В., Братов В. П
Прибор для автоматической регистрации непрямолинейности по-
верхности. «Измерительная техника», 1, 1970.
33. Сипу В. Controle des glissieres et des plans a laide de la regie
optique «Microtecnique», 4; 4, 194, 1950.
34. M i n a i r e Ch. Precis de metrologie mecanique. «Mesures et Contro-
le industriel», 21, 224, 225, 1956.
35. Paul M. Les appareils d'optomecanique. «Revue generale mecani-
que», 39, 82, 343—350, 1955.
36. Марков H. H. Измерительные приборы иностранных фирм.
«Станки и инструмент», 3, 1956.
37. Микровыверочный телескоп и принадлежности. Каталог фирмы
«Ранк Тейлор Гобсон». (Англия).
38. Левин Б. М., Серегин А. Г. Оптический плоскомер. Авт.
свид. № 224816. «Бюлл. изобр.», 26, 1968.
39. Левин Б. М. Интерферометр для контроля плоскостности и пло-
скопараллельности. «Оптико-механичрская промышленность», 6,
1958.
40. Changchun A. Liguid surface interferograph. «Acta IMEKO, 2,
199—206. Budapest, 1968.
41. Schulz G, S ch wider J. Precise measurment of planeness. «App-
le Optics», 6, 6, 107”—1084, 1967.
42. Коломийцев Ю. В., Духоне л H. И., Ин о шив А. И.,
Артемьев И. В. Оптические приборы для измерения линейных
и угловых величин в машиностроении. М., «Машиностроение»,
1964.
43. Линник В. П. Интерферометр для контроля больших машин-
ных деталей. «Оптико-механическая промышленность», 2, 1946.
44. Линник В. П. Интерферометр для контроля больших машинных
деталей. Труды Ленинградского отделения научного инженерно-
технического общества машиностроения, 7—16, 1948.
45. Линник В. П. Интерферометр для контроля больших машинных
деталей, ДАН СССР, 35, 1, 17—20, 1942.
46. Kinder W. Der Ebenheftspriifer und die Interferenzgerate zur
Oberflachenprtifung. «Maschine und Werkzeng— Europa Technic»,
66, 27, 18—20, 1965.
117
chipmaker.ru
47. Интерферометр для контроля больших поиерхностей. Патент США,
№ 3043182, 35( '109
48. Scherf G. EbenheitsmcBgerat 12-ein optisches Interferenzgerat
zur Priifung ebener Flachen grower Lange «Feingeratetechnik»,
1986, 15, 4, 162 -<165.
49. Johnston Spencer G. Measuring to millionths with optical
flats «Mach, and Product Engng». 113, 2926, 1180—1186, 1968.
50. Saunders J. B.. Gross 1-. L. Interferometr for Large surfaces.
J. Res NBS. 1959.
51. Saunders J. B. An alignment interferometr, «J. Res NBS, 67fc
4. 307—309, 1963.
52. Интерферометр для контроля неплоскостности фирмы Hilger and
Watts. «Machinery». 2712, 105, 1964.
53. Патент ФРГ. Leitz E. Interferenzlineal, кл. 42 в, 12/05 (G 01b),
№ 1099185.
54. Harrison P. W. An Interferometrie Alignment set. «Machinery»,
84, 2164. 1954.
55. Minkow i tz Sheldon, Haley Alan. Laser alignment sisteni.
«Lasers», 7, 52, 1967.
56. L о w e J. M. Lasers solve alignment problem. «Design Engng»,
53—54, 1969.
57. Naess R. C' Ameasuring interferometer for high accuracy align-
ment. «Appl. Optics.», 11, 2315—2317, 1963.
58. Голубкова В. П., Коронкевич В. П. Лазерный интерфе-
рометр для определения положения объектов. «'Измерительная
техника», 4, 1968.
59. Diehl V. Е. 12-th Annual Tech. Cont. «Tool and ManufaeJ..
Engr.», 5. 70—71, 1966.
60. Ми я дз аки Кою. Электронный способ измерения непрямоли-
нейностп. «Кикай гаккай ромбунсю», 23, 126, 93, 1957 (Япония).
61. Миядзаки Кою. Методы измерения прямолинейности поверх-
ности посредством цифрового индикатора. «Кикай гаккай ромбу-
нсю», 20, 90с, 78, 1954 (Япония).
62. Миядзаки Кою. Электрический способ измерения прямоли-
нейности, основанный на наклоне. «Кикай гаккай ромбунсю», 134,
1957 (Япония).
63. К о р н д о р ф С. Ф., Веденов В. М. Фотоэлектрический метод
контроля прямолинейности. «Измерительная техника», 1, 1970.
64. Каталог фирмы «Ранк Тэйлор Гобсон» (США).
65. А в д у л о в А. Н._ Т а б а н к и н А. Н. Современные приборы для
контроля прямолинейности н плоскостности в станкостроении. М.,
Изд. НИИМаш, 1968. . ,
66. Каталог фирмы «Кюгельфчшер» (Германия).
67. Л а з е н а с Л. Т. Б. Устройство для измерения прямолинейности.
Авт. свид. № 191829. «Бюлл. изобр.», 4, 1967.
68. М е д я н ц е в а Л. Л,, Г о р б а ч е в а В. В., Л ю б и м ц е в М. Я-
Автоматический метод контроля прямолинейности m ерхностгл
большой протяженности. «Измерительная техника», 4, 1967.
69. Цукерман С. Г. Система дистанционного управления рабочим
органом землеройных машин. Авт. свид. № 201936, «Бюлл. изобр.»,
'18. 19137-
70. Цукерман С. Г. Устройства для дистанционного управления
рабочим органом металлорежущего станка типа ПУЛ. Авт. свид.
№ 216415. «Бюлл. изобр.», 14, 1968.
71. Панков Э. Д. Система ПУЛ повышенной точности. Известия
ВУЗов, серия «Приборостроение», 10, 7, 1967.
72. К у т а й А. К., Г у р е в и ч Б. Ю. Метод определения прилегаю-
щей прямой и плоскости по данным измерений. «Измерительная
техника», 9, 1968.
118
CMpmaker.ru
ОГЛАВЛЕНИЕ
Введение . ...................................... 3
Глава I. Общие сведения ................................ 5
Глава II. Механические методы ...... 11
Проверка прямолинейности и плоскостности при
помощи поверочных линеек и плит ... Ц
Измерение непрямолинейности методом натяну-
той струны.....................................29
Контроль плоскостности методом «пятен на
краску» ....................... . 31
Проверка .плоскостности приборами типа сферо-
метра и карусельным плоскомером ... 32
Глава III. Гидростатические методы контроля ... 35
Глава IV. Оптико-механические методы.....................49
Автоколлимационный и коллимационный
методы.........................................49
Метод визирования.................... 55
Оптические линейки.............................g3
Оптико-механические плоскомеры ....
Глава V. Оптические методы контроля прямолинейности
и плоскостности.............................................7^
Глава VI. Автоматические методы, контроля прямолиней-
ности . . . . ’................g5
Глава VII. Построение прилегающей прямой и прилегающей
плоскости.............................................98
Построение прилегающей прямой .... 98
Построение прилегающей плоскости . . . 103
Глава VIII. Рекомендации по выбору средств для контроля
прямолинейности и плоскостности поверхностей 108
Литература .........................115
chipmaker.ru
Chipmaker.ru
Лидия Леонидовна Медянцева,
Валентина Вениаминовна Горбачева
Евдокия Евдокимовна Шарова
Редактор Н. А. Еськова
Обложка художника Н. А. Савенко
Технический редактор Г- А. Гаврилкина
Корректор Г. А. Камнева
Т—08661 Сдано в наб .29/111 1972 г. Подп. в печ. 24 VII 1972 г. Формат 60X90'/16Бумага тип-
7.5 п. л. 6,97 уч.-изд. л. Тираж 5000 Изд. А» 2244/07 Цена 37 коп.
Издательство стандартов. Москва, Д-22, Новопресненский пер.. 3
Калужская типография стандартов, ул. Московская, 256. Зак. 2’3
ОПЕЧАТКИ
Стр. В каком мегтз Напечатано Должно быть
53 Таблица 9, 2-я гра- фа справа, 3-я строка снизу — 12,5 — 12,0
61 9-я строка снизу Проверка зритель- ных труб Поверка зритель- ных труб
81 1-я строка сверху включения в схему простой оптической системы приблизить изо-
84 1-я строка сверху Сражение источника стета к интерферо- метру и тем самым новы- включения в схему простой оптической системы приблизить изображение источ- ника света к интерфе- рометру и тем самым новы-
Л. Л. М е д я н ц е в а, В. В. Г о р б а ч е в а, Е Е Шарова «Конт-
роль прямолинейности и плоскостности поверхностей». М., Издательство
стандартов, 1972.