/










































































































































































































































































































Text
Б.Т. Гельберг, Г.Д.Пекелис
Ремонт
промышленного
оборудования
Б.Т. Гельберг,[Г Д. Пекел ис
Ремонт
промышленного
оборудования
Издание девятое, переработанное
и дополненное
Одобрено Ученым советом
Г осударственного комитета СССР
по профессионально-техническому образованию
в качестве учебника для средних
профессионально-технических училищ
МОСКВА «ВЫСШАЯ ШКОЛА» 1988
ББК 30.83
Г39
УДК 621.797
h'bi-o
Рецензент М. А. Евстигнеев (преподаватель)
Гельберг Б. Т., Пекелис Г. Д.
Г 39 Ремонт промышленного оборудования: Учеб, для
СПТУ.— 9-е изд., перераб. и доп.— М.: Высш, шк.,
1988.— 304 с.: ил.
В книге приведены сведения о промышленном оборудовании маши-
ностроительных предприятий, описано выполнение ремонтных работ, из-
ложены основы организации ремонтной службы и ремонтного производ-
ства.
Девятое издание (8-е-в 1981 г.) дополнено сведениями о программном
управлении металлорежущими станками, об организации технического об-
служивания и ремонта станков с ЧП У, промышленных роботов и гибких
производственных систем.
Учебник может быть использован при профессиональном обучении
рабочих на производстве.
г 2704080000 (4307000000)-160 С1 оа ББК 30.83
Г----------052(01)-88---------81'88 6П5.5
© Издательство «Высшая школа», 1975
© Издательство «Высшая школа», 1988, с изменениями
ПРЕДИСЛОВИЕ
Настоящий учебник составлен в соответствии с программой под-
готовки в средних профессионально-технических училищах квали-
фицированных рабочих по ремонту промышленного оборудования.
Профессия слесарь-ремонтник является сложной и многогранной.
Высококвалифицированный слесарь-ремонтник должен иметь боль-
шой запас разносторонних знаний, чтобы, пользуясь ими, уметь
регулировать и налаживать самое разнообразное (в том числе авто-
матически действующее) технологическое оборудование, управлять
им, диагностировать его техническое состояние, своевременно и
быстро определять причины отказов, устранять выявленные неис-
правности и восстанавливать работоспособность.
По характеру своей деятельности слесарь-ремонтник должен
обладать многими профессиональными навыками, уметь выполнять
разнообразные операции, пользоваться различными видами измери-
тельной техники и технологической оснастки, хорошо знать техно-
логические операции, выполняемые рабочими смежных специально-
стей. Кроме того, учитывая высокий уровень развития современной
техники, учащийся, приобретающий профессию слесарь-ремонтник,
должен быть готовым к тому, чтобы заниматься диагностированием
технического состояния, профилактикой и ремонтом уникального
и экспериментального оборудования в составе гибких производ-
ственных систем, а также принимать участие в обеспечении за-
данных параметров его работы.
Цель настоящего учебника — вооружить учащихся знаниями,
необходимыми им в дальнейшей деятельности по полученной про-
фессии.
Авторы
ВВЕДЕНИЕ
В основных направлениях экономического и социального разви-
тия СССР на 1986—1990 годы и на период до 2000 года, принятых
XXVII съездом КПСС, перед машиностроением поставлена важней-
шая задача повышения производительности труда на основе широко-
го внедрения новой техники и прогрессивной технологии — станков
с числовым программным управлением, роторных, роторно-конвей-
ерных и других автоматических линий, автоматизированных и робо-
тизированных комплексов, гибких производственных систем.
В целях решения этой задачи необходимо совершенствовать
ремонтное производство, обеспечивая надежную работу машин и
оборудования во всех отраслях народного хозяйства. Крайне важно
развивать фирменный ремонт и обслуживание силами изготовителей
сложной и особо точной механики, обеспечить потребности в запас-
ных частях к машинам и оборудованию. Определение границ эконо-
мической целесообразности ремонта, а на этой основе — оптималь-
ных сроков службы оборудования и путей наиболее рациональной
организации ремонтных работ приобретает все большее значение.
На предприятиях нашей страны осуществляется наиболее рацио-
нальная система технического обслуживания и ремонта технологи-
ческого оборудования. Основой этой системы является профилакти-
ка, заключающаяся в проведении плановых осмотров и ремонтов,
поддерживающих постоянную работоспособность оборудования.
Весь комплекс работ по техническому обслуживанию и ремонту
составляет систему планово-предупредительного ремонта, впервые
разработанную в СССР.
Одной из главных задач, стоящих перед ремонтными службами,
является дальнейшее повышение качества и снижение себестоимости
ремонта путем более широкого внедрения индустриальных методов
и развития специализированных мощностей. Максимальное исполь-
зование действующего оборудования, имеющее важнейшее значение
в решении задачи ускоренного развития нашего народного хозяйст-
ва, требует правильной его эксплуатации, постоянного обеспечения
рабочего состояния и своевременного ремонта. В связи с этим роль
слесаря-ремонтника на предприятии постоянно усложняется и тре-
бует приобретения необходимых знаний.
Глава 1. ПОНЯТИЕ О МАШИНАХ, ДЕТАЛЯХ МАШИН
И МЕХАНИЗМАХ
§ 1.1. Основные сведения
В промышленности применяют разнообразные машины, состоя-
щие из различных механизмов и сборочных единиц (узлов), которые,
в свою очередь, представляют собой комплексы из крупных и мелких
деталей, разнообразных по форме, материалу, а часто и по свой-
ствам.
Машина представляет собой механическое устройство с согласо-
ванно работающими частями, осуществляющее определенные целе-
сообразные движения для преобразования энергии, материалов или
информации. В зависимости от характера выполняемой работы ма-
шины можно разделить на машины-двигатели, машины-генерато-
ры, машины-орудия, транспортирующие и управляющие.
К машинам-двигателям, служащим для преобра-
зования тепловой, электрической и какой-либо другой энергии в
механическую работу, относятся паровые машины, гидравлические
и газовые турбины, электродвигатели, двигатели внутреннего сго-
рания и др.
К машинам-генераторам, преобразующим механи-
ческую энергию в другой вид энергии, относятся компрессоры, ди-
намо-машины и др.
Машины- орудия* служат для использования механи-
ческой работы машин-двигателей в целях выполнения технологиче-
ских операций, т. е. операций обработки и переработки различных
материалов, изготовления всевозможных изделий, частей (деталей)
машин и т. д. К машинам этого вида относятся, например, автома-
тические линии, токарный и строгальный станки, ковочный
пресс и др.
Транспортирующими машинами, служащими
для перемещения различных грузов, являются мостовые краны,
конвейеры, автокраны и др.
Управляющие машины представляют собой автома-
тизированные комплексы, служащие для управления сложными аг-
регатами, системами или совокупностью взаимосвязанных объектов
* В сочетании с машиной-двигателем и передаточными механизмами
машина-орудие образует машинный агрегат.
5
и имеющие в своем составе одно или несколько вычислительных уст-
ройств или ЭВМ (электронно-вычислительных машин). Основное
назначение управляющих машин — обеспечение наиболее эффек-
тивного режима работы управляемого объекта, т. е. наибольшей
производительности, наивысшего качества, наименьшего расхода
сырья и др.
Все машины состоят из деталей, объединенных в механизмы и
сборочные единицы (узлы).
Деталь представляет собой изделие, изготовленное из единого
куска материала без применения сборочных операций. Деталями
являются как простые мелкие (винт, гайка, шайба и др.), так и
крупные, сложной формы (станина, корпус двигателя, вал турбины
и др.) изделия.
Механизмом называют совокупность подвижно соединенных тел
(звеньев), совершающих под действием приложенных сил опреде-
ленные целесообразные движения. Образующие механизм подвиж-
ные звенья соединены между собой кинематическими парами * и
неподвижным звеном. Работа механизма связана или с передачей
энергии с одного вала на другой
Рис. 1.1. Кривошипно-шатунный ме-
ханизм:
1 — кривошип, 2 — шатун, 3 — ползун
матические пары, соединенные в
и изменением угловых скоростей
(зубчатая, ременная, цепная и
другие передачи), или с преобра-
зованием одного вида механиче-
ского движения в другой, напри-
мер вращательного в возвратно-
поступательное, и наоборот(кри-
вошипно-шатунный, кулачковый
и другие механизмы).
Кривошипно-шатунный меха-
низм (рис. 1.1) имеет четыре кине-
точках Л, В, Си О. Кривошип /,
являясь ведущим звеном, совершает вращательное движение отно-
сительно неподвижной опоры на станине 4 в точке А. За полный
оборот кривошипа точки А, В, С и D подвижных звеньев — криво-
шипа /, шатуна 2 и ползуна 3 — описывают соответствующие, оди-
наковые при каждом последующем обороте кривошипа траектории;
вращательное движение кривошипа 1 преобразуется в возвратно-
поступательное движение ползуна 3. (Если ведущим звеном явля-
ется ползун, механизм преобразует его возвратно-поступательное
движение во вращательное движение кривошипа.)
Сборочной единицей называют комплекс совместно работающих
деталей. К сборочным единицам можно отнести насос, суппорт,
редуктор, муфты, подшипник качения и др. Подавляющее большин-
ство деталей сборочных единиц встречается почти во всех машинах
(болты, валы, подшипники качения и др.), поэтому их называют
деталями и сборочными единицами общего назначения.
Деталями и сборочными единицами специального назна-
* Кинематической парой называют два звена, соединенных поверхнос-
тями, линиями или точками.
6
ч е н и я называют такие, которые встречаются только в одном или
нескольких типах машин, например шпиндели станков, поршни,
коленчатые валы и др. Все детали и сборочные единицы общего
назначения делятся на соединительные (заклепочные, шпоночные,
резьбовые и лр.), передающие вращательное движение (зубчатые
колеса, шкивы и др.) и обслуживающие различные передачи (валы,
подшипники, муфты и др.).
§ 1.2. Механизмы передачи вращательного движения
Между валами двигателя и рабочей машины, а также между
органами самой машины устанавливают механизмы для включения
и выключения, изменения скорости и направления движения, нося-
щие общее название — передачи. Вращательное движение в маши-
нах передается гибкими (ременными, цепными) и жесткими (фрик-
ционными, зубчатыми) передачами. В ременных и фрикционных
передачах используются силы трения, а в зубчатых и цепных —
непосредственное механическое зацепление элементов передачи.
Каждая из передач имеет ведущее звено, сообщающее движение, и
ведомые звенья, через которые движение передается от одного ме-
ханизма к другому, связанному с ним.
Важнейшей характеристикой любой передачи вращательного
движения является передаточное отношение i — отношение угло-
вых скоростей ведущего и ведомого звеньев. Поскольку ведущие
звенья и их параметры принято обозначать нечетными, а ведомые —
четными числами, то передаточное отношение можно записать так:
(1)
Однако чаще для характеристики передачи пользуются другой
величиной — передаточным числом ц, являющимся отношением
более удобных для измерения параметров ведущих и ведомых звень-
ев: диаметров шкивов зубчатых колес или звездочек — D± и D2;
частот вращения валов — пг и и2; чисел зубьев зубчатых колес или
звездочек — и ?2. Для каждого вида передачи значение и опреде-
ляется зависимостью (прямой или обратной) перечисленных пара-
метров от угловой скорости.
Ременные передачи, являющиеся одним из видов гибкой пере-
дачи, широко распространены. По сравнению с другими видами
механических передач они позволяют наиболее просто и бесшумно
передать крутящий момент от двигателя или промежуточного вала
к рабочему органу станка в достаточно широком диапазоне скорос-
тей и мощностей. Ремень охватывает два шкива, насаженных на
валы. Нагрузка передается силами трения, возникающими между
шкивом и ремнем вследствие натяжения последнего.
Передаточное число ременной передачи подсчитыва-
ется как отношение диаметров ведомого и ведущего шкивов, т. е.
«1-2 = §• (2)
7
В приводах машин применяют плоские, клиновые и круглые
ремни. Плоские ремни могут быть кожаными, хлопчатобумажными
цельноткаными и сшитыми, ткаными шерстяными и прорезиненны-
ми, пленочными. Плоскоременные передачи различают открытые,
перекрестные и полу перекрестные. В открытой передаче
(рис. 1.2, а) валы параллельны друг другу и шкивы вращаются в
одном направлении. В перекрестной передаче (рис. 1.2, б)
валы также параллельны, но шкивы вращаются в разных направле-
ниях. В полуперекрестной передаче оси валов распо-
ложены в разных плоскостях под углом друг к другу (рис. 1.2, в).
Рис. 1.2. Передачи плоским ремнем:
а — открытая, б — перекрестная, в — полуперекрестная, г — с натяжным роликом
Углы, соответствующие дугам, по которым касаются ремень и
шкив, называют углами обхвата. Для уменьшения скольжения
ремня вследствие недостаточного трения из-за небольшого угла
обхвата применяют натяжной ролик (рис. 1.2, г), представляющий
собой промежуточный шкив на шарнирно укрепленном рычаге.
Под действием груза на длинном плече рычага ролик нажимает
на ремень, натягивая его и увеличивая угол обхвата ремнем боль-
шого шкива. Натяжной ролик, диаметр которого не должен быть
меньше диаметра малого шкива, следует устанавливать у ведомой
ветви не слишком близко к шкивам.
Клиноременные передачи широко распространены, так как прос-
ты и надежны в эксплуатации. Основное их преимущество перед
плоскоременными — лучшее сцепление ремней со шкивом и их
относительно малое скольжение, а также меньшие габаритные раз-
меры. На рис. 1.3, а показана клиноременная передача, прорези-
ненные ремни которой имеют трапецеидальный профиль, а шкивы —
соответствующие канавки. Поликлиновые ремни (рис. 1.3, б), имею-
щие несколько клиновых выступов на внутреннем диаметре, по
сравнению с клиновыми обеспечивают более равномерное распреде-
ление нагрузки по ширине шкива, большую стабильность переда-
точного числа и снижение вибраций, а также допускают применение
шкивов меньших размеров.
8
Для большей гибкости, особенно необходимой при работе с
большими скоростями и малыми диаметрами шкивов, применяют
клиновые ремни с зубьями (рис. 1.3, в), расположенными поперек
ремня на внутренней, а иногда — на наружной его поверхности.
В зубчатоременной передаче (рис. 1.3, г), имеющей зубчатые и
ремень, и шкив, отсутствует проскальзывание. Зубчатые ремни не
а)
Рис. 1.3. Клиноременная (а), поликлиноременная (б), клиноременная с зу*
бьями (в) и зубчатоременная (г) передачи
вытягиваются и обладают высокой прочностью за счет основного
несущего элемента — металлического или синтетического троса.
В станках эту ременную передачу часто используют для обеспече-
ния постоянства передаточного числа при меньшем натяжении
ремней.
Клиновые, поликлиновые и зубчатые ремни нельзя удлинять
или укорачивать, они должны иметь определенную длину. Для
клиноременных приводов общего назначения ГОСТ предусматрива-
ет семь сечений клиновых ремней, имеющих обозначения О, А, Б.
В, Г, Д и Е (буквой О обозначено самое малое сечение).
Передачи, позволяющие в определенных пределах бесступенчато
(плавно) изменять передаточное число, называют вариаторами. На
рис. 1.4 показан вариатор с широким клиновым ремнем, состоящий
из двух обособленных раздвижных шкивов — ведущего и ведомого.
Ведущий шкив с помощью ступицы 1 с неподвижным конусом 3
закреплен консольно на валу 2 электродвигателя. Подвижный конус
4 закреплен на стакане 5, соединенном с помощью шлицев со ступи-
цей /, и прижат пружиной 6. Ведомый шкив состоит из подвижного
стакана 5, а также подвижного 7 и неподвижного 9 конусов со сту-
пицей 10, соединенной с валом 11 привода. Управляют передачей
с помощью специального устройства (на рисунке не показано) путем
перемещения стакана подвижного ведомого конуса. При приближе-
нии конусов 7 и 9 ремень 12 удаляется от оси вращения шкива,
одновременно приближаясь к оси вала 2. Ведущий шкив, преодоле-
9
вая сопротивление пружины 6, изменяет передаточное число и
частоту вращения ведомого шкива.
Вариаторы дают возможность бесступенчато регулировать час-
тоту вращения рабочего органа на ходу под нагрузкой, что важно
Рис. 1.4. Вариатор с широким
клиновым ремнем:
/, 10 — ступицы, 2, 11 — валы элек-
тродвигателя и привода, 3, 4, 7,
9 — конусы, 5, 8 — стаканы, 6 —
пружина, 12 — ремень
для установления оптимального ре-
жима работы. Наличие такой пере-
дачи в станке позволяет механизиро-
вать и автоматизировать процесс об-
работки.
Цепные передачи. Вращательное
движение между удаленными друг от
друга валами помимо ременной пере-
дается с помощью цепной передачи
(рис. 1.5, а), представляющей собой
замкнутую металлическую шарнир-
ную цепь 3, охватывающую две си-
дящие на валах зубчатые звездочки —
ведущую 1 и ведомую 2. Цепь в отли-
чие от ремня не проскальзывает; кро-
ме того, ее можно применять в пере-
дачах и при малом расстоянии а меж-
ду осями валов, и со значительным
передаточным числом.
Передаточное число
цепной передачи подсчитывается как
отношение чисел зубьев ведущей и
ведомой звездочек, т. е.
(3)'
Цепные передачи передают различ-
ные мощности: от незначительных
(велосипедные цепи) до имеющих боль-
шие значения (многорядные цепи по-
вышенной прочности). Цепи работают
с большими скоростями, доходящими до 30 м/с, и передаточным
числом и=15. Коэффициент полезного действия (КПД) цепных
передач в отдельных случаях достигает 0,98.
Из различных видов цепей наибольшее распространение получили
роликовые (одно- и многорядные) и пластинчатые.
Роликовая цепь (рис. 1.5, б) состоит из шарнирно соединенных
пластинок 4 и 5, между которыми помещаются ролики 6, свободно
вращающиеся на втулке 7. Втулка, запрессованная в отверстия
внутренних пластинок 5, может поворачиваться на оси 8. Расстоя-
ние р между двумя соседними осями, или шаг цепи, должен
равняться шагу звездочки, за который принимают длину дуги,
описанной по верху ее зубьев и ограниченной вертикальными осями
симметрии двух смежных зубьев. Оси 8 плотно запрессовывают в
отверстия наружных пластинок 4. На одном из звеньев цепи делают
10
замок (рис. 1.5, в), состоящий из двух валиков 9 и 10, соединитель-
ной 11 и изогнутой 12 пластинок и шплинтов для крепления послед-
них. Чтобы снять или установить цепь, ее размыкают, для чего
сначала разбирают замок. Наибольшая скорость, с которой работает
роликовая цепь,— 18 м/с.
а
Рис. 1.5. Цепные передачи:
а — общий вид, б — однорядная роликовая цепь, в — замок, г — пластинчатая цепь; 1,2 —
ведущая и ведомая звездочки, 3 — шарнирная цепь, 4,5 — наружные и внутренние пластин-
ки роликовой цепи, 6 — ролики, 7 — втулка, 8 — ось, 9, 10 — валики замка, 11, 12 —
соединительная и изогнутая пластинки
Пластинчатая цепь (рис. 1.5, г), состоящая из нескольких рядов
зубчатых пластин, соединенных между собой втулками и шарнирно
укрепленных на общих осях, может работать при наибольших ско-
ростях цепных передач, т. е. 30 м/с.
Преимуществами цепных передач являются постоянное переда-
точное число и большая прочность, в связи с чем они позволяют
передавать значительные усилия и применяются, например, в таких
грузоподъемных механизмах, как тали и лебедки. Цепи большой
длины используют в эскалаторах метро, конвейерах.
Фрикционные передачи. Во фрикционных передачах вращатель-
ное движение передается от ведущего вала к ведомому плотно при-
жатыми друг к другу гладкими дисками (катками) цилиндрической
или конической формы: цилиндрические диски применяют для пере-
дачи движения между валами, расположенными параллельно (рис.
1.6, а), а конические — между пересекающимися (рис. 1.6,6).
Передаточное число фрикционной передачи подсчи-
тывается так же, как и ременной, т. е. является отношением диа-
метров ведомого и ведущего дисков:
«1-2 = §• (4)
11
Фрикционные передачи применяют в лебедках, винтовых прес-
сах, различных станках. Широко используют также фрикционные
передачи с регулируемым передаточным числом, для изменения
которого они оснащены вариаторами (рис. 1.6, в) — устройствами,
перемещающими один из дисков вдоль вала и закрепляющими его
Рис. 1.6. Фрикционные передачи с цилиндрическими (а), коническими (б)
колесами и торцовый вариатор (в)
в соответствующем месте. Уменьшение таким способом диаметра
D2 ведомого колеса до рабочего диаметра Dx обеспечивает увеличе-
ние частоты вращения ведомого колеса и уменьшение передаточного
числа. По мере удаления ведущего колеса от оси ведомого переда-
точное число, наоборот, увеличивается.
В промышленном оборудовании широко применяют одно- и мно-
годисковые фрикционные муфты, которые служат для включения
и выключения передач движения.
Зубчатые передачи используют почти во всех сборочных едини-
цах промышленного оборудования; с их помощью изменяют ско-
рость движущихся частей станков и направление их движения, пе-
редают от одного вала к другому усилия и крутящие моменты, а
также преобразуют их. В зубчатой передаче движение передается
с помощью пары зубчатых колес. (В практике зубчатое колесо с
меньшим числом зубьев принято называть шестерней, а с боль-
шим — просто колесом; термин «зубчатое колесо» относится как
к шестерне, так и к колесу; при одинаковом числе зубьев зубчатых
колес в передаче колесом называют ведомое.)
Передаточное число зубчатой передачи подсчитыва-
ется как отношение чисел зубьев колеса и шестерни, т. е.
(5)
Главными достоинствами зубчатых передач являются малые га-
баритные размеры, небольшая нагрузка на валы и опоры (подшип-
ники), постоянное передаточное число, требующееся во многих
механизмах оборудования.
Валы, между которыми передается вращение, могут быть различ-
но расположены по отношению друг к другу (рис. 1.7, а—г). В зави-
симости от взаимного расположения геометрических осей валов
зубчатые передачи бывают цилиндрическими, коническими и вин-
12
эвольвентные, с зацеплением
зубчатые передачи. В машино-
Рис. 1.7. Взаимное расположение
в зубчатых передачах валов:
а — с параллельными осями, б, в — с ося-
ми, пересекающимися под прямым или
любым иным углом 6, г — с перекре-
щивающимися осями
товыми. Зубчатые колеса для промышленного оборудования изго-
товляют с прямыми, косыми и угловыми (шевронными) зубьями.
Цилиндрические зубчатые колеса с прямыми зубьями внешнего
зацепления (рис. 1.8, а) используют в передачах с параллельно
расположенными осями валов и монтируют на последних неподвиж-
но или подвижно.
По профилю зубьев различают
М. Л. Новикова и циклоидальные
строении наиболее широко приме-
няют зубчатые передачи с эволь-
вентным зацеплением. Принципи-
ально новое зацепление М. Л. Но-
викова возможно лишь в косозу-
бых передачах; благодаря высокой
несущей способности оно являет-
ся перспективным. Циклоидальное
зацепление колес используется в
основном в приборах и часах.
Конические зубчатые передачи
в зависимости от формы зубьев
бывают прямозубыми, косозубыми
и криволинейными. Для переда-
чи вращения между валами, оси
которых пересекаются под прямым
углом или под углом б (см. рис.
1.7), служат конические прямозубые
(рис. 1.8, б) и с круговыми зубьями (рис. 1.8, в) колеса. Конические
зубчатые колеса с круговыми зубьями применяют в передачах, где
требуются особая плавность и бесшумность движения. При этом в
каждой взаимодействующей паре колес косые или криволинейные
зубья должны иметь различные наклоны (см. рис. 1.8, в), иначе
сцепления конических зубчатых колес не произойдет.
Для передачи вращения между валами со скрещивающимися
осями применяют цилиндрические колеса с винтовыми зубьями
(рис. 1.8, г). В передаче, показанной на рис. 1.8,5, вращательное
движение зубчатого колеса преобразуется в прямолинейное движе-
ние рейки.
Зубчатые колеса с косыми зубьями (рис. 1.8, ё) или внут-
реннего зацепления (рис. 1.8,-э/с) применяют для передачи движения
между валами, оси которых пересекаются в пространстве, а в ряде
случаев — и между параллельными валами, например, при необ-
ходимости сочетания в передаче повышенной окружной скорости
колес и бесшумности их работы при больших значениях передаточ-
ных чисел (до 15). Косозубые колеса монтируют на валах только
неподвижно. Их работа сопровождается осевым давлением, поэтому
они пригодны для передачи лишь сравнительно небольших мощно-
стей.
Осевое давление можно устранить, соединив два косозубых
колеса с одинаковыми, но направленными в разные стороны зубья-
13
Рис. 1.8. Зубчатые передачи:
а, б — прямозубые, в — с круговыми зубьями, г — со скрещивающимися осями, д — пре-
образования движения, е — с косыми зубьями, ж — с внутренним зацеплением, з — с шев-
ронными колесами
ми. Так получают шевронное колесо (рис. 1.8, з), которое монтируют,
обращая вершину угла зубьев в сторону вращения колеса. (На спе-
циальных станках эти колеса изготовляют цельными из одной заго-
товки.) Шевронные колеса отличаются большой прочностью; их
применяют для передачи больших мощностей в условиях, когда
зубчатое зацепление испытывает во время работы толчки и удары,
и так же, как косозубые, устанавливают на валах неподвижно.
Червячная передача (рис. 1.9) является зубчато-винтовой и
состоит из червячного косозубого колеса с зубьями специальной
формы (вогнутыми по длине) и червяка — винта с трапецеидальной
резьбой, являющегося шестерней; ее применяют для передачи вра-
щения между валами, геометрические оси которых скрещиваются.
По числу зубьев различают одно- и многозаходные червяки.
Однозаходный червяк за один оборот поворачивает колесо на один
зуб, двухзаходный — на два и т. д.
Передаточное число червячной передачи подсчиты-
вается как отношение числа зубьев червячного колеса к числу захо-
дов резьбы червяка, т. е,
= (6)
По форме поверхности, на которой нарезана резьба, червяки
различают цилиндрические (рис. 1.9, а) и глобоидные (рис. 1.9, б).
Рис. 1.9. Червячные передачи:
а — цилиндрическая, б — глобоидная; 1 —
червяк, 2 — червячное колесо
Рис. 1.10. Основные элементы и па-
раметры цилиндрической зубчатой
передачи
Последние выполнены в форме глобоида — тела вращения, образую-
щей которого является дуга окружности червячного колеса. При
работе глобоидной передачи профили зубьев колеса и червяка со-
15
прягаются по всей высоте зуба по прямым линиям, в процессе вра-
щения — по профильной окружности.
Червячные передачи имеют ряд преимуществ по сравнению с
другими передачами: позволяют получать большие передаточные
числа; обеспечивают плавность и бесшумность работы; имеют не-
большие габаритные размеры. Недостатком червячных передач яв-
ляются большие потери передаваемой мощности на трение, т. е.
низкий КПД. Для уменьшения этих потерь червяк изготовляют из
стали, шлифуя затем его поверхность после закалки, а червячное
колесо — из бронзы. При таком сочетании материалов трение
уменьшается; кроме увеличения передаваемой мощности это при-
водит к уменьшению износа детали. В целях экономии из бронзы
обычно изготовляют не все червячное колесо, а только обод, наде-
ваемый затем на стальную ступицу.
Основные элементы и параметры цилиндрической зубчатой пе-
редачи (ГОСТ 16530-83). В каждом зубчатом колесе (рис. 1.10)
различают три окружности и, следовательно, три соответствующих
им диаметра. Начальная, или делительная, окружность делит зуб
по высоте на две неравные части: верхнюю, называемую головкой
зуба, и нижнюю, называемую ножкой зуба. Высоту головки зуба
принято обозначать ha, высоту ножки — hf, а диаметр окружно-
сти — d. Окружность вершин (выступов) ограничивает сверху профи-
ли зубьев колеса; ее диаметр обозначают da. Окружность впадин
проходит по основанию впадин зубьев; ее диаметр обозначают df.
Радиальный зазор С — кратчайшее расстояние между вершиной
зуба и основанием впадины сопряженного колеса. Боковой зазор j —
кратчайшее расстояние между нерабочими профильными поверхно-
стями смежных зубьев, когда их рабочие поверхности находятся в
контакте.
Толщиной зуба S называется расстояние между точками, в кото-
рых зуб пересекается делительной окружностью, а длиной зуба —
его размер по линии, параллельной оси колес.
Окружной шаг, или шаг зубчатого зацепления, Pt (упрощенно
Р) — расстояние между серединами двух соседних зубьев, измерен-
ное по дуге начальной (делительной) окружности. Разделив ш^г,
мм, на число л=3,14, получим величину, называемую модулем и
обозначаемую буквой пг, т. е.
ш = Р/л = Р/3,14. (7)
В практике ремонта зубчатых колес и зуборезном деле модуль
является очень важным показателем. Зная модуль и число зубьев
Z колеса, можно рассчитать и другие элементы зубчатой передачи.
Таким образом, элементы зубчатого зацепления находятся в опре-
деленной взаимной зависимости (табл. 1.1).
Зубчатые колеса для тихоходных передач изготовляют из чугуна
или углеродистой стали, для быстроходных — из легированной ста-
ли. После нарезания зубьев на зуборезных станках зубчатые колеса
подвергают термической обработке, чтобы увеличить их прочность
и повысить износостойкость. У колес из углеродистой стали поверх-
16
1.1 Основные зависимости между элементами зубчатого зацепления
цилиндрических колес
Элемент Условное обозначение Расчетная формула
Модуль т m — Pjn = djZ
Шаг Р P = nm = 3,14 tn
Число зубьев Z Z = d/tn
Высота головки зуба ha ha = m
Высота ножки зуба hf hj=l ,25m
Толщина зуба s S = P/2 = 3,14m/2
Высота зуба h h = ha-}-hf = m + 1,2 5 tn = 2,25m
Диаметр делительной окруж- ности d d = Ztn
Диаметр окружности выступов da da = d + 2ha — Zm -f-2m = (Z-|- +2) m
Диаметр окружности впадин df df = d — 2hf = Zm — 2,5m = (Z — — 2,5) m 7
Расстояние между осями двух зубчатых колес a (Zi~Z2)m „ „ a = - —, где Zi и Z2 —чи- ела зубьев соответственно пер- вого и второго колес
Примечание. В таблице не приведены зависимости элементов зацепления широко
применяемых корригированных зубчатых колес, у которых относительные размеры зуба и
другие показатели иные, чем рассчитываемые по приведенным формулам, а также колес,
размеры элементов которых определяются через двойной модуль.
ность зубьев упрочняют химико-термическим способом — цемента-
цией и последующим закаливанием. Зубья колес быстроходных
передач после термической обработки шлифуют или притирают.
Применяют также поверхностную закалку токами высокой частоты.
Чтобы зацепление было плавным и бесшумным, одно из двух
колес в зубчатых парах (когда это позволяет нагрузка) выполняют
из текстолита, древесно-слоистого пластика ДСП-Г или капрона.
Для обеспечения зацепления зубчатых колес при включении переда-
чи перемещением по валу торцы зубьев со стороны включения за-
кругляют. ----------__------------
§1.3. Механизмы преобразования движения
Винтовые механизмы, основными деталями которых являются
винт и гайка, широко применяют в самых разнообразных машинах
для преобразования вращательного движения в поступательное
или наоборот. Особенно часто их используют в станках для осущест-
вления прямолинейного вспомогательного (подача) или установоч-
ного (подвод, отвод, зажим) движения таких сборочных единиц,
как столы, суппорты, каретки, шпиндельные бабки, головки и т. д.
(винты в этом случае называются ходовыми). Кроме того,
винтовой механизм служит также для подъема грузов или вообще
передачи усилий. С этой целью его используют в домкратах, винто-
вых стяжках и т. д. (винты в этом случае называются грузовы-
ми). По сравнению с ходовыми грузовые винты обычно работают с
незначительными скоростями, но с большими усилиями.
Рис. 1.11. Механизмы преобразования движения:
а — винтовой, б — эксцентриковый, в — кулачковый, г — кулисный; 1,3 — ходовой и
крепежный винты, 2 — гайка, 4 — салазки, 5 — стол, 6 — рукоятка, 7 — эксцентрик, 8 —
вал, 9, 14 — ролики, 10, 16 — стержни, 11 — пружина, 12 — кулачок, 13 — канавка, 15,
17 — ползуны, 18 — серьга, 19 — кулисная шестерня, 20 — кулиса, 21 — кулисный ка-
мень, 22 — шарнирное соединение
Обычно в винтовых механизмах (передачах винт — гайка) дви-
жение передается от винта к гайке, т. е. вращательное движение
винта преобразуется в поступательное движение гайки (например,
механизм поперечного перемещения суппорта токарного станка).
Но имеются и конструкции, в которых движение передается от
гайки к винту, а также винтовые передачи, в которых вращение
винта преобразуется в поступательное движение того же винта при
закрепленной неподвижно гайке. Примером такого механизма может
служить винтовая передача верхней части стола фрезерного станка
(рис. 1.11, а). При вращении рукояткой 6 винта 1 в гайке 2, за-
крепленной винтом 3 в салазках 4 стола 5, винт 1 начинает двигаться
поступательно. Вместе с ним движется по направляющим салазок
стол 5.
18
а
Рис. 1.12. Храповой механизм:
1,3, 7 — оси, 2 — 4, 3 — рычаги, 5 — собач-
ка, 6 — храповик
В эксцентриковом механизме (рис. 1.11, б) эксцентрик 7 пред-
ставляет собой круглый диск, ось которого смещена относительно
оси вращения вала, на котором он закреплен. Когда вал 8 вращает-
ся, эксцентрик 7 воздействует на ролик Р, перемещая его и связан-
ный с ним стержень 10
вверх. Вниз ролик воз-
вращается пружиной 11.
Таким образом, враща-
тельное движение вала
8 преобразуется экс-
центр и ковым механиз-
мом в поступательное
движение стержня 10.
Кулачковые механи-
змы широко применя-
ют в станках-автоматах
и других машинах для
осу ществ л ен и я автом а -
тического цикла рабо-
ты; они могут быть с дисковыми цилиндрическим и торцовым кулач-
ками. Показанный на рис. 1.11, в механизм представляет собой
кулачок 12, имеющий на торце канавку 13 сложной формы; в ка-
навку помещен ролик 14, соединенный с ползуном 15 стержнем 16.
В результате вращения кулачка 12 (на разных его участках) ползун
15 двигается с различными скоростями прямолинейно возвратно-
поступательно.
Кулисный механизм, показанный на рис. 1.11, г, широко при-
меняют, например, в поперечно-строгальных и долбежных станках.
С ползунОхМ 17, на котором закреплен суппорт с режущим инстру-
ментом, шарнирно связана с помощью серьги 18 качающаяся влево
и вправо кулиса 20. Внизу она закреплена в шарнирном соединении
22 и поворачивается вокруг этой оси во время качаний.
Качается кулиса в результате возвратно-поступательных пере-
мещений в ее пазу так называемого кулисного камня 21, получаю-
щего движение от соединенного с ним зубчатого колеса 19, назы-
ваемого кулисной шестерней. Последнему вращение передается
колесом, закрепленным на ведущем валу. Скорость вращательного
движения кулисного колеса регулируется коробкой скоростей,
связанной с электродвигателем.
Длина хода ползуна 17 зависит от того, в каком месте установлен
на кулисной шестерне кулисный камень: чем дальше от центра шес-
терни он расположен, тем большую окружность описывает при ее
вращении и, следовательно, тем больше угол качания кулисы и
длиннее ход ползуна, и наоборот.
Храповые механизмы позволяют в широком диапазоне изменять
величину периодических перемещений рабочих органов машин.
Типы храповых механизмов и области их применения разнообразны.
В храповом механизме имеются диск 2 (рис. 1.12) с пазом, в кото-
ром закрепляют регулируемую по расстоянию X ось 3, храповик
19
6 со скошенными в одну сторону зубьями, рычаги 4 и 8, соединенные
с диском и храповиком шарнирно, и собачка 5, свободно сидящая
на специальной оси, закрепленной на рычаге 8. Диск и храповик
неподвижно закреплены соответственно на осях 1 и 7.
При вращении диска ось 3 описывает окружность и перемещает
рычаг 4, сообщая рычагу 8 качательное движение. При этом в зави-
симости от направления качания а—б собачка скользит по закруг-
ленной части зуба храповика и попадает в его впадину под действием
силы тяжести или специальной пружины (на рисунке не показа-
на); упираясь в зуб, собачка толкает его вперед. В результате каж-
дого оборота диска храповик с ведомым валом осуществляет преры-
вистое (шаговое) движение (вращение). Величина шага может быть
малой (через каждый зуб) и большой (через два и более зубьев),
что достигается переустановкой угла качания а—б рычага 8.
Контрольные вопросы
1. Как классифицируют машины в зависимости от характера выполняе-
мой ими работы?
2. Что такое передаточное число?
3. Какие передачи вы знаете?
4. Каковы зависимости между элементами зубчатого зацепления?
5. Какие основные механизмы вы знаете?
Глава 2. ИЗНОС ДЕТАЛЕЙ
ПРОМЫШЛЕННОГО ОБОРУДОВАНИЯ
§ 2.1. Сущность явления износа
Срок службы промышленного оборудования определяется изно-
сом его деталей — изменением размеров, формы, массы или состоя-
ния их поверхностей вследствие изнашивания, т. е. остаточной де-
формации от постоянно действующих нагрузок либо из-за разруше-
ния поверхностного слоя при трении.
Скорость изнашивания * деталей оборудования зависит от мно-
гих причин: условий и режима их работы; материала, из которого
они изготовлены; характера смазки трущихся поверхностей; удель-
ного усилия и скорости скольжения; температуры в зоне сопряже-
ния; состояния окружающей среды (запыленность и др.).
Величина износа характеризуется установленными единицами
длины, объема, массы и др. Определяется износ по изменению зазо-
ров между сопрягаемыми поверхностями деталей, появлению течи
в уплотнениях, уменьшению точности обработки изделия и др. Из-
носы бывают нормальными и аварийными. Нормальным, или
естественным, называют износ, который возникает при
правильной, но длительной эксплуатации машины, т. е. врезуль-
* Скорость изнашивания — это отношение значений характеризующих
его величин к интервалу времени, в течение которого они возникли.
20
тате использования заданного ресурса ее работы. Аварий-
н ы м, или прогрессирующим, называют износ, насту-
пающий в течение короткого времени и достигающий таких разме-
ров, что дальнейшая эксплуатация машины становится невозмож-
ной. При определенных значениях изменений, возникающих в ре-
зультате изнашивания, наступает предельный износ, вызывающий
резкое ухудшение эксплуатационных качеств отдельных 'деталей,
механизмов и машины в целом, что вызывает необходимость ее ре-
монта.
§ 2.2. Сущность явления трения
Первостепенной причиной изнашивания деталей (особенно со-
прягаемых и трущихся при движении друг о друга) является тре-
ние — процесс сопротивления относительному перемещению, возни-
кающего между двумя телами в зонах соприкосновения их поверх-
ностей по касательным к ним, сопровождаемый диссипацией энер-
гии, т. е. превращением ее в теплоту. В повседневной жизни трение
приносит одновременно и пользу, и вред. Польза заключается в
том, что из-за шероховатости всех без исключения предметов в ре-
зультате трения между ними не возникает скольжения. Этим объ-
ясняется, например, то, что мы свободно можем передвигаться по
земле, не падая, предметы не выскальзывают из наших рук, гвоздь
крепко держится в стене, поезд движется по рельсам и т. п. То же
самое явление трения наблюдается в механизмах машин, работа
которых сопровождается движением взаимодействующих частей.
В этом случае трение дает отрицательный результат — изнашива-
ние сопрягаемых поверхностей деталей. Поэтому трение в механиз-
мах (за исключением трения тормозов, приводных ремней, фрикци-
онных передач) — явление нежелательное.
§ 2.3. Виды и характер износа деталей
Виды износа различают в соответствии с существующими видами
изнашивания — механическое (абразивное, усталостное), коррози-
онное и др.
Механический износ является результатом действия сил трения
при скольжении одной детали по другой. При этом виде износа
происходит истирание (срезание) поверхностного слоя металла и
искажение геометрических размеров у совместно работающих дета-
лей. Износ этого вида чаще всего возникает при работе таких рас-
пространенных сопряжений деталей, как вал — подшипник, стани-
на — стол, поршень — цилиндр и др. Он появляется и при трении
качения поверхностей, так как этому виду трения неизбежно сопут-
ствует и трение скольжения, однако в подобных случаях износ быва-
ет очень небольшим.
Степень и характер механического износа деталей зависят от
многих факторов: физико-механических свойств верхних слоев
21
металла; условий работы и характера взаимодействия сопрягаемых
поверхностей; давления; относительной скорости перемещения; ус-
ловий смазывания трущихся поверхностей; степени шероховатости
последних и др. Наиболее разрушительное действие на детали ока-
зывает абразивное изнашивание, которое наблюда-
ется в тех случаях, когда трущиеся поверхности загрязняются мел-
кими абразивными и металлическими частицами. Обычно такие час-
тицы попадают на трущиеся поверхности при обработке на станке
литых заготовок, в результате изнашивания самих поверхностей,
попадания пыли и др. Они длительное время сохраняют свои режу-
щие свойства, образуют на поверхностях деталей царапины, зади-
ры, а также, смешиваясь с грязью, выполняют роль абразивной
пасты, в результате действия которой происходит интенсивное при-
тирание и изнашивание сопрягаемых поверхностей. Взаимодействие
поверхностей деталей без относительного перемещения вызывает
смятие металла, что характерно для шпоночных, шлице-
вых, резьбовых и других соединений.
Механический износ может вызываться и плохим обслуживанием
оборудования, например нарушениями в подаче смазки, недоброка-
чественным ремонтом и несоблюдением его сроков, мощностной пере-
грузкой и т. д.
Во время работы многие детали машин (валы, зубья зубчатых
колес, шатуны, пружины, подшипники) подвергаются длительному
действию переменных динамических нагрузок, которые более отри-
цательно влияют на прочностные свойства детали, чем нагрузки
статические. Усталостный износ является результатом
действия на деталь переменных нагрузок, вызывающих усталость
материала детали и его разрушение. Валы, пружины и другие дета-
ли разрушаются вследствие усталости материала в поперечном се-
чении. При этом получается характерный вид излома с двумя зона-
ми — зоной развивающихся трещин и зоной, по которой произошел
излом. Поверхность первой зоны гладкая, а второй — с раковинами,
а иногда зернистая.
Усталостные разрушения материала детали не обязательно долж-
ны сразу привести к ее поломке. Возможно также возникновение
усталостных трещин, шелушения и других дефектов, которые, од-
нако, опасны, так как вызывают ускоренный износ детали и меха-
низма. Для предотвращения усталостного разрушения важно пра-
вильно выбрать форму поперечного сечения вновь изготовляемой
или ремонтируемой детали: она не должна иметь резких переходов
от одного размера к другому. Следует также помнить, что грубо обра-
ботанная поверхность, наличие рисок и царапин могут стать причи-
ной возникновения усталостных трещин.
Износ при заедании возникает в результате прилипания («схва-
тывания») одной поверхности к другой. Это явление наблюдается
при недостаточной смазке, а также значительном давлении, при
котором две сопрягаемые поверхности сближаются настолько плот-
но, что между ними начинают действовать молекулярные силы, при-
водящие к их схватыванию.
22
Коррозионный износ является результатом изнашивания деталей
машин и установок, находящихся под непосредственным воздейст-
вием воды, воздуха, химических веществ, колебаний температуры.
Например, если температура воздуха в производственных помеще-
ниях неустойчива, то каждый раз при ее повышении содержащиеся
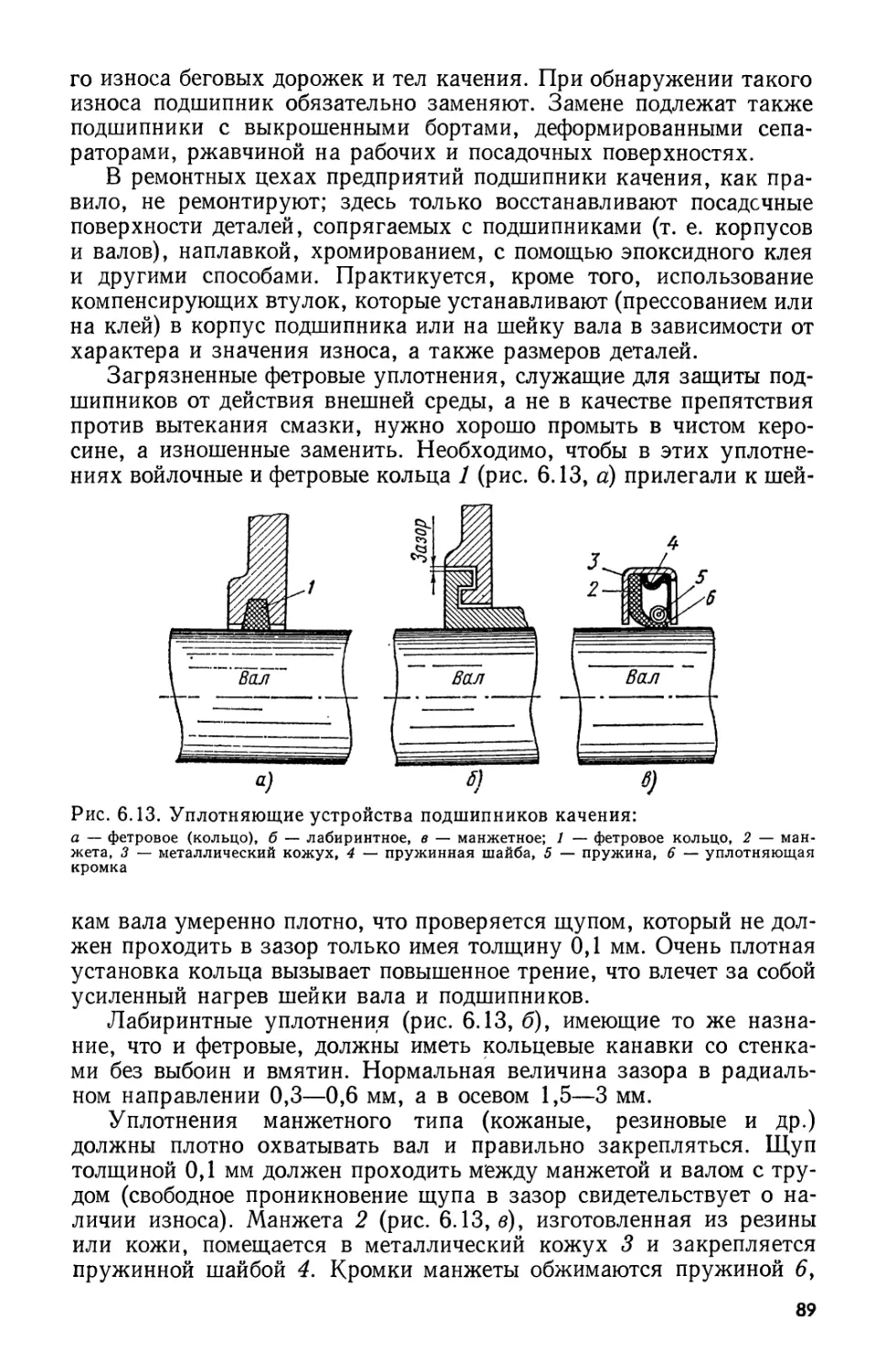
Рис. 2.1. Характер механического износа деталей:
а — направляющих станины и стола, б — внутренних поверхностей цилиндра, в — поршня,
г, д — вала, е, ж — зубьев колеса, з — резьбы винта и гайки, и — дисковой фрикционной
муфты; 1 — стол, 2 — станина, 3 — юбка, 4 — перемычка, 5 — днище, 6 — отверстие, 7 —
подшипник, 8 — шейка вала, 9 — зазор, 10 — винт, 11 — гайка; И — места износа, Р
действующие усилия
в воздухе водяные пары, соприкасаясь с более холодными металли-
ческими деталями, осаждаются на них в виде конденсата, что вызы-
вает коррозию, т. е. разрушение металла вследствие химических и
электрохимических процессов, развивающихся на его поверхности.
Под влиянием коррозии в деталях образуются глубокие разъеда-
ния, поверхность становится губчатой, теряет механическую проч-
ность. Эти явления наблюдаются, в частности, у деталей гидравли-
ческих прессов и паровых молотов, работающих в среде пара
или воды.
Обычно коррозионный износ сопровождается и механическим
износом вследствие сопряжения одной детали с другой. В этом слу-
чае происходит так называемый коррозионно-механи-
ческий, т. е. комплексный, износ.
Характер механического износа деталей. Механический износ
деталей оборудования может быть полным, если повреждена вся
23
поверхность детали, или местным, если поврежден какой-либо ее
участок (рис. 2.1, а—и).
В результате износа направляющих станков нарушаются их
плоскостность, прямолинейность и параллельность вследствие дей-
ствия на поверхности скольжения неодинаковых нагрузок. Напри-
мер, прямолинейные направляющие 2 станка (рис. 2.1, а) под влия-
нием больших местных нагрузок приобретают вогнутость в средней
части (местный износ), а сопрягаемые с ними короткие направляю-
щие 1 стола становятся выпуклыми.
Цилиндры и гильзы поршней в двигателях, компрессорах, моло-
тах и других машинах изнашиваются тоже неравномерно (рис.
2.1, б). Износ происходит на участке движения поршневых колец
и проявляется в виде выработки внутренних стенок цилиндра или
гильзы. Искажается форма отверстия цилиндра — образуются от-
клонения от цилиндричности и круглости (бочкообразность), возни-
кают царапины, задиры * и другие дефекты. У цилиндров двигателей
внутреннего сгорания наибольшему износу подвергается их верхняя
часть, испытывающая самые высокие давления и наибольшие темпе-
ратуры. В кузнечно-прессовом оборудовании, наоборот, наиболь-
ший износ появляется в нижней части цилиндра — там, где нахо-
дится поршень во время ударов. Износ поршня (рис. 2.1, в) прояв-
ляется в истирании и задирах на юбке 5, изломе перемычек 4 между
канавками, появлении трещин в днище 5 и разработке отверстия 6
под поршневой палец.
Износ валов (рис. 2.1, а, 5) проявляется возникновением различ-
ных дефектов: валы становятся изогнутыми, скрученными, а также
изломанными вследствие усталости материала; на их шейках обра-
зуются задиры; цилиндрические шейки становятся конусными или
бочкообразными. Отклонения от круглости приобретают также от-
верстия подшипников скольжения и втулок. Неравномерность из-
носа шеек валов и поверхностей отверстий во втулках при вращении
вала — результат действия различных нагрузок в разных направле-
ниях. Если на вал во время вращения действует только сила его
тяжести, то износ появляется в нижней части подшипника (см.
рис. 2.1, а, слева).
В зубчатых передачах наиболее часто изнашиваются зубья
(рис. 2.1, а, ж): образуются задиры, зубья изменяют свою форму,
размеры и выламываются. Поломка зубьев, появление трещин в
спицах, ободе и ступице зубчатых колес, износ посадочных отвер-
стий и шпонок происходит по трем основным причинам: 1) перегруз-
ка зубчатой передачи; 2) попадание в нее посторонних тел; 3) не-
правильная сборка (например, крепление зубчатых колес на валу
с перекосом осей).
Ходовые винты имеют трапецеидальную или прямоугольную
резьбу. У винта и его гайки изнашивается резьба, витки становятся
тоньше (рис. 2.1, з). Износ резьбы у винтов, как правило, неравно-
* Задир — повреждение поверхности трения в виде широких и глубоких
борозд в направлении скольжения.
24
мерный, так как подавляющая часть деталей, обрабатываемых на
станках, имеет меньшую длину, чем ходовой винт. Сильнее изнаши-
вается та часть резьбы, которая работает больше. Гайки ходовых
винтов изнашиваются быстрее, чем винты. Причины этого таковы:
резьбу гаек неудобно очищать от загрязнений; гайки в ряде случаев
неудовлетворительно смазываются; у гайки, сопряженной с вин-
том, участвуют в работе все витки резьбы, тогда как у винта одно-
временно работает только небольшая часть его витков, равная числу
витков гайки.
У дисковых муфт в результате действия сил трения наибольшему
износу подвергаются торцы дисков (рис. 2.1, и); их поверхности
истираются, на них появляются царапины, задиры, нарушается
плоскостность.
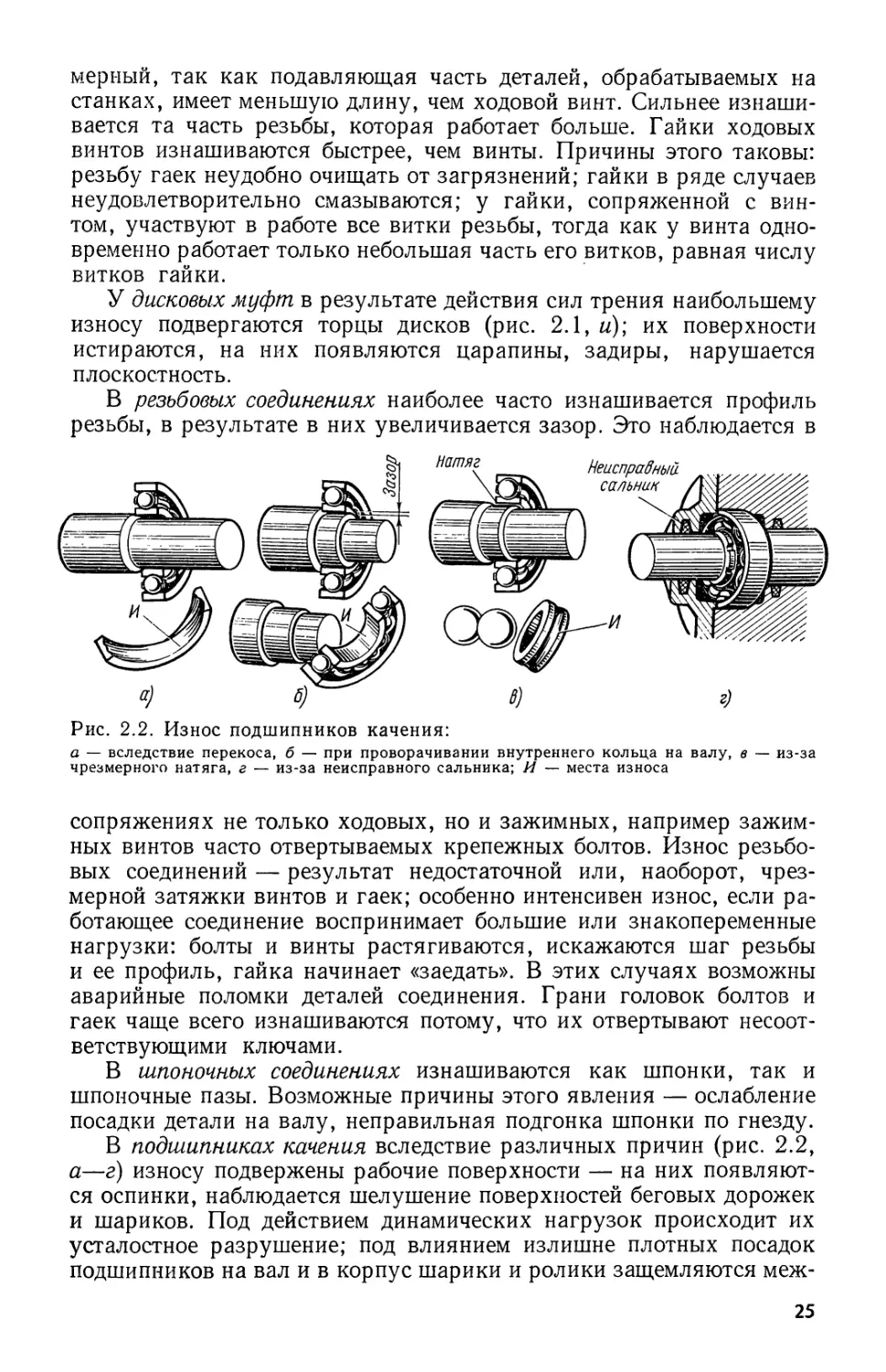
В резьбовых соединениях наиболее часто изнашивается профиль
резьбы, в результате в них увеличивается зазор. Это наблюдается в
Рис. 2.2. Износ подшипников качения:
а — вследствие перекоса, б — при проворачивании внутреннего кольца на валу, в — из-за
чрезмерного натяга, г — из-за неисправного сальника; И — места износа
сопряжениях не только ходовых, но и зажимных, например зажим-
ных винтов часто отвертываемых крепежных болтов. Износ резьбо-
вых соединений — результат недостаточной или, наоборот, чрез-
мерной затяжки винтов и гаек; особенно интенсивен износ, если ра-
ботающее соединение воспринимает большие или знакопеременные
нагрузки: болты и винты растягиваются, искажаются шаг резьбы
и ее профиль, гайка начинает «заедать». В этих случаях возможны
аварийные поломки деталей соединения. Грани головок болтов и
гаек чаще всего изнашиваются потому, что их отвертывают несоот-
ветствующими ключами.
В шпоночных соединениях изнашиваются как шпонки, так и
шпоночные пазы. Возможные причины этого явления — ослабление
посадки детали на валу, неправильная подгонка шпонки по гнезду.
В подшипниках качения вследствие различных причин (рис. 2.2,
а—г) износу подвержены рабочие поверхности — на них появляют-
ся оспинки, наблюдается шелушение поверхностей беговых дорожек
и шариков. Под действием динамических нагрузок происходит их
усталостное разрушение; под влиянием излишне плотных посадок
подшипников на вал и в корпус шарики и ролики защемляются меж-
25
ду кольцами, в результате чего возможны перекосы колец при мон-
таже и другие нежелательные последствия.
Различные поверхности скольжения также подвержены характер-
ным видам износа (рис. 2.3). В процессе эксплуатации зубчатых пе-
редач вследствие контактной усталости материала рабочих поверх-
ностей зубьев и под действием касательных напряжений возникает
выкрашивание рабочих поверхностей, т. е. отделение частиц мате-
Рис. 2.3. Характерные виды износа поверхностей скольжения:
а — выкрашивание, б — отслаивание, в — коррозия, г — эрозия, д — царапины, е — зади-
ры, ж — налипание, з — глубинный вырыв материала и перенос его с другой поверхности
трения
риала, приводящее к образованию ямок на поверхности трения
(рис. 2.3, а). Разрушение рабочих поверхностей зубьев вследствие
интенсивного выкрашивания (рис. 2.3, б) часто называют отслаива-
нием (происходит отделение от поверхности трения материала в
форме чешуек).
На рис. 2.3, в показана поверхность, разрушенная коррозией.
Поверхность чугунного порошкового кольца (рис. 2.3, г) повреж-
дена вследствие эрозионного изнашивания, которое происходит при
движении поршня в цилиндре относительно жидкости; находящиеся
в жидкости пузырьки газа лопаются вблизи поверхности поршня,
что создает местное повышение давления или температуры и вызы-
вает износ деталей. На поверхности тормозного барабана (рис. 2.3,
д) показаны риски, которые появляются при воздействии на вра-
щающийся барабан твердого тела или твердых частиц. Задиры
(рис. 2.3, е) образуются в результате схватывания поверхностей
при трении вследствие действия между ними молекулярных сил.
На рис. 2.3, ж показана рабочая поверхность детали с налипшими
на нее посторонними частицами, а на рис. 2.3, з — поверхность де-
тали с износом при заедании в результате схватывания — глубинно-
го вырыва материала и переноса его с другой поверхности трения.
26
§ 2.4. Признаки износа
Об износе деталей машины или станка можно судить по характе-
ру их работы. В машинах, имеющих коленчатые валы с шатунами
(двигатели внутреннего сгорания и паровые, компрессоры, эксцент-
риковые прессы, насосы и др.), появление износа определяют по
глухому стуку в местах сопряжений деталей (он тем сильнее, чем
больше износ).
Шум в зубчатых передачах — признак износа профиля зубьев.
Глухие и резкие толчки ощущаются каждый раз, когда меняется
направление вращения или прямолинейного движения в случаях
износа деталей шпоночных и шлицевых соединений.
Износ в сборочных единицах станка можно установить не только
на слух, но и по виду поверхностей заготовок, обработанных на
этом станке. Если, например, при обработке заготовки на токарном
станке на ее поверхности появляются через равные промежутки
кольцевые выступы или впадины, то это означает, что в фартуке
станка износились зубья реечного колеса и рейки; движение суппор-
та вместо плавного стало прерывистым. Этот дефект часто вызывает-
ся также износом направляющих станины и каретки суппорта, на-
рушающим соосность отверстий фартука и коробки подач, через
которые проходит ходовой вал.
Следы дробления на обтачиваемом валике, установленном в ко-
ническом отверстии шпинделя, свидетельствует об увеличении за-
зора между шейками шпинделя и его подшипниками вследствие их
износа. Если обрабатываемая на токарном станке заготовка получа-
ется конической, значит изношены подшипники шпинделя (главным
образом передний) и направляющие станины, а если овальной —
изношена шейка шпинделя, принявшая форму овала. Увеличение
мертвого хода * укрепленных на винтах рукояток сверх допустимо-
го — свидетельство износа резьбы винтов и гаек.
Об износе деталей машин часто судят по появившимся на них
царапинам, бороздкам и забоинам, а также по изменению их формы.
Детали машин, работающие со значительными знакопеременными
нагрузками, осматривают через увеличительное стекло (лупу),
проверяя, нет ли у них мелких трещин, которые могут послужить
в дальнейшем причиной поломки. В некоторых случаях проверку
осуществляют с помощью молотка: дребезжащий звук при обстуки-
вании детали молотком свидетельствует о наличии в ней значитель-
ных трещин.
О работе сборочных единиц с подшипниками качения можно
судить по характеру издаваемого ими шума. Лучше всего выполнять
такую проверку специальным прибором — стетоскопом. При его
отсутствии пользуются металлическим прутком, который приклады-
* Под мертвым ходом подразумевают некоторый свободный угол пово-
рота рукоятки, прежде чем она заставит двигаться соединенную с ней де-
таль. Для суппорта токарного станка допустимый мертвый ход рукоятки —
*/40 оборота винта.
27
вают закругленным концом к уху, а заостренным — к тому месту,
где находится подшипник: при нормальной работе слышен слабый
шум — равномерное тонкое жужжание; если работа подшипников
нарушена, возникают сильные шумы. Свист или резкий (звенящий)
шум указывает на отсутствие в подшипнике смазки либо на защем-
ление шариков или роликов между беговыми дорожками внутренне-
го и наружного колец. Гремящий шум (частые звонкие стуки) озна-
чает, что на шариках, роликах или кольцах появились язвины
либо в подшипник попала абразивная пыль или грязь. Глухие удары
сигнализируют об ослаблении посадки подшипника на валу и в
корпусе.
Работу подшипника можно проверять и по нагреву, определяе-
мому на ощупь наружной стороной кисти руки, которая безболез-
ненно выдерживает температуру до 60 °C. Так, например, определя-
ют повышенный нагрев подшипников, который может быть следстви-
ем защемления шариков или роликов между беговыми дорожками
в результате отклонения от соосности опор или возникать из-за
отсутствия смазки (особенно в тех случаях, когда вал вращается с
большой частотой). Перегрев подшипника может появиться при
больших частотах вращения вала также в случае избытка смазочно-
го масла или его повышенной вязкости, создающей дополнительное
сопротивление вращению вала. Значительный нагрев вызывает уско-
ренный износ подшипников.
Тугое проворачивание вала свидетельствует об отсутствии соос-
ности между ним и подшипником или о чрезмерно тугой посадке
подшипника на валу или в корпусе. Дребезжащий стук в цилиндре
компрессора сигнализирует о поломке или повышенном износе
поршневых колец, а глухой — об износе поршня и цилиндра. Стук
маховика может быть следствием нарушения его посадки на валу.
Недостаточное давление в пневмосистеме является результатом
утечки сжатого воздуха из соединений трубопроводов, пробуксовки
приводных ремней, износа цилиндра, поршня и других деталей
компрессора.
§ 2.5. Особенности выбора материалов при ремонте
Одним из критериев выбора материалов для изготовления новых
деталей при ремонте является износостойкость, которая в основном
определяется твердостью. Если твердость материала сопрягаемых
деталей выше твердости абразива, то износ мал. Износостойкость
может достигаться и таким образом: одну деталь (например, вал)
выполняют из материала высокой твердости, а другую (подшипник
скольжения) — из мягкого антифрикционного (бронзы, баббита,
металлокерамики и др.). В зависимости от условий эксплуатации и
требований, предъявляемых к деталям, выбирают материал для
изготовления последних. Например, к твердости шеек шпинделей
(легких и средних), работающих в подшипниках скольжения, предъ-
являют повышенные требования, поэтому их закаливают ТВЧ,
достигая твердости HRC 54—60; шпиндели изготовляют из стали
28
40Х. Такие же шпиндели, работающие в подшипниках качения,
изготовляют из стали 45 и улучшают термообработкой до HRC
Ходовые винты (средние и легкие) токарных станков должны
обладать высокой износостойкостью и минимально деформировать-
ся. Их изготовляют из стали 45, подвергая сначала предварительно-
му, а затем вторичному отжигу после обдирки. Червяки, работающие
на больших скоростях, изготовляют из стали 12ХНЗА, цементиру-
ют и закаливают с низким отпуском до HRC56; червяки, работаю-
щие на средних скоростях, выполняют из стали 45 и закаливают с
отпуском до HRC 23—30. Пружины изготовляют из стальной (марки
65Г) проволоки диаметром менее 6 мм, затем подвергают закалке
и отпуску до HRC 58—62.
Контрольные вопросы
1. В чем сущность явления износа?
2. Какие виды износа вы знаете?
3. Какое влияние на износ деталей оказывает качество рабочих поверх-
ностей?
4. Каков характер механического износа деталей?
5. По каким признакам можно определить износ различных деталей и
сборочных единиц?
6. В зависимости от каких факторов выбирают материал для изготовле-
ния новых деталей при ремонте?
Глава 3. ПУТИ И СРЕДСТВА ПОВЫШЕНИЯ
ДОЛГОВЕЧНОСТИ ОБОРУДОВАНИЯ
§ 3.1. Основные факторы, увеличивающие
продолжительность работы оборудования
Народное хозяйство несет большие материальные потери из-за
простоев машин и станков в связи с преждевременным износом и
непригодностью к использованию их деталей. Чтобы по возможности
уменьшить эти потери, производственный и ремонтный персонал
передовых предприятий четко разграничивает свою ответственность
за сохранность и работоспособность оборудования и ведет настой-
чивую борьбу за продление времени работы оборудования между
ремонтами.
Долговечность и бесперебойная работа оборудования обеспечи-
ваются прежде всего соблюдением правил его эксплуатации, которые
сводятся в основном к следующему:
оборудование должно использоваться в соответствии с его назна-
чением и техническими характеристиками;
уборку машин, станков, чистку механизмов и деталей следует
выполнять, строго придерживаясь соответствующих инструкций;
для смазки деталей и сборочных единиц нужно применять масла
установленных марок и производить смазывание в сроки, указан-
ные в карте смазки;
29
необходимо тщательно и своевременно проводить оперативное и
планово-профилактическое ремонтное обслуживание, технические
осмотры и ремонты.
На многих предприятиях у станков вывешены таблички (ин-
струкции), напоминающие о правилах ухода за сборочными едини-
цами станков. Для каждого станка должна быть составлена карта
смазки.
Срок службы деталей значительно увеличивается при уменьше-
нии трения в механизмах оборудования. С этой целью необходимо
строго выполнять следующее:
добиваться требуемой шероховатости обработки рабочих поверх-
ностей у восстановленных после износа, а также изготовленных
заново деталей;
наносить износостойкие покрытия на поверхности как восста-
новленных, так и новых деталей;
повышать твердость рабочих поверхностей деталей упрочнением
их различными способами;
своевременно обеспечивать надлежащую подачу смазки к тру-
щимся поверхностям;
защищать ограждениями, щитками, кожухами и другими уст-
ройствами рабочие поверхности сопрягаемых деталей от попадания
на них пыли, стружки и других загрязнений.
§ 3.2. Значение режима смазывания в увеличении
долговечности работы машин и механизмов
Одна из основных мер борьбы с износом деталей машин — это
своевременное смазывание трущихся поверхностей. Слой смазочно-
го материала разделяет трущиеся поверхности, поэтому они не со-
прикасаются между собой мельчайшими выступами, которые и
характеризуют шероховатость. Уменьшению трения благоприятст-
вует подвижность смазки. Кроме того, смазка хорошо отводит теп-
лоту, уносит частицы металла, обладающие абразивным (истираю-
щим) свойством, и предохраняет детали от коррозии.
Когда поверхности двух сопрягаемых деталей полностью разде-
лены слоем смазки и нагрузка воспринимается смазочной пленкой,
имеет место так называемое жидкостное трение. Коэффициент
жидкостного трения равен 0,001—0,008 (для сравнения укажем,
что коэффициент трения подшипников качения колеблется в зави-
симости от значения относительной скорости трущихся поверхнос-
тей, способа подачи смазки, ее вязкости).
На рис. 3.1, а, б показано расположение вала в подшипнике в
состоянии покоя и во время работы. В первом случае, когда вал в
подшипнике не вращается, его цапфа под действием силы тяжести и
нагрузки, направленной сверху вниз, прижимается к нижней части
подшипника; зазор между подшипником и цапфой имеет серповид-
ную форму (рис. 3.1, а). При вращении вала масло, заполнившее
зазор, будет увлекаться под цапфу; последняя как бы всплывает
30
(рис. 3.1, б), образуя на самом узком участке с зазор — масляный
клин. С повышением частоты вращения вала начнет увеличиваться
толщина клинового слоя за счет увеличения количества смазки,
увлекаемой цапфой в клиновой зазор. При бесконечно большой час-
тоте вращения ось цапфы совпадает с осью подшипника, а толщина
масляного клина достигает макси-
мальной величины, способствуя
жидкостному трению.
Полу жидкостное трение имеет
место в том случае, когда большая
часть сопряженных поверхностей
разделена слоем смазки, но от-
дельные их элементы соприкасают-
ся (коэффициент трения при этом
равен 0,008—0,08). При полужид-
костном трении работают тяжело
нагруженные валы с частотой вра-
щения до 400 об/мин и детали,
Рис. 3.1. Положение вала в под-
шипнике в состоянии покоя (а) и
во время работы (б)
б)
совершающие качательное и возвратно-поступательное движения.
Когда скользящие поверхности разделены очень тонким слоем
смазки толщиной всего в несколько молекул, то трение между по-
верхностями называют граничным. Оно характеризуется особым
физико-химическим взаимодействием смазки с поверхностью трения.
Характер износа при граничном трении зависит в основном от
значений нагрузки и температуры. В нормальных условиях износ
происходит так же, как при полужидкостном трении.
Сухое трение возникает при отсутствии смазки между скользя-
щими поверхностями, когда трудно или вообще невозможно про-
извести смазывание или сопряжение работает при высоких темпе-
ратурах (свыше 300 °C). Коэффициент сухого трения равен 0,1—0,8,
но его величину (так же как и величину износа) можно значи-
тельно снизить путем правильного подбора материала сопряженных
деталей, нанесения защитных пленок и термической обработки
поверхностей.
Если слой смазки между двумя трущимися поверхностями разде-
ляет их лишь частично, то имеет место полусухое трение.
§ 3.3. Смазочные материалы и их применение
Смазочные масла и мази, обычно минеральные, должны соответст-
вовать ряду показателей, в том числе показателю вязкости (внутрен-
него трения), имеющему большое практическое значение. Под вяз-
костью жидкостей понимают их свойство, характеризующее сопро-
тивление действию внешних сил, вызывающих течение жидкостей.
Различают вязкости динамическую, кинематическую и условную.
Динамическая вязкость (коэффициент вязкости внут-
реннего трения) выражает собой силу, затрачиваемую на перемеще-
ние одного слоя жидкости относительно другого. За единицу дина-
31
мической вязкости принята паскаль-секунда (Па-с), равная дина-
мической вязкости среды, касательное напряжение в которой (при
ламинарном течении и разности скоростей слоев, находящихся на
расстоянии 1 м к направлению скорости, равной 1 м/с) равно 1 Па.
Кинематическая вязкость (удельный коэффициент внут-
реннего трения) представляет собой отношение динамической вяз-
кости жидкости к ее плотности. За единицу кинематической вяз-
кости принят квадратный метр на секунду (м2/с), равный кинемати-
ческой вязкости, при которой динамическая вязкость среды плотно-
стью 1 кг/м3 равна 1 Па-с. Этот показатель является обязательным
для характеристик всех минеральных масел. Условная вяз-
кость представляет собой отвлеченное число, выражающее отноше-
ние времени истечения 200 г масла из вискозиметра типа ВУ к
времени истечения такого же количества дистиллированной воды
при температуре 20 °C. Условную (или относительную) вязкость,
ранее обозначаемую в технической литературе градусами Энглера
(°Е), выражают в градусах ВУ50 или ВУ100. Индекс обозначает тем-
пературу масла при испытании, которую принимают равной 50 или
100 °C. С понижением температуры и повышением давления вязкость
масел возрастает.
При подборе смазки для машин следует руководствоваться не-
которыми правилами.
1. Быстроходные механизмы необходимо смазывать маслами по-
ниженной вязкости, иначе будет расходоваться излишняя энергия
на преодоление сцепления частиц смазочного материала и, кроме
того, соприкасающиеся поверхности деталей будут нагреваться
сильнее обычного.
2. Тихоходные механизмы, работающие под большими нагрузка-
ми, нужно смазывать маслами высокой вязкости или же густыми
(консистентными) смазками, которые представляют собой смеси ми-
нерального масла с каким-нибудь загустителем, например кальцие-
вым, либо воском, парафином и др. Применение в механизмах, рабо-
тающих с большими знакопеременными нагрузками, масел понижен-
ной вязкости неизбежно ведет к выдавливанию смазки, т. е. к ее
недостаточному количеству между трущимися поверхностями.
3. В процессе эксплуатации станков с тяжелыми столами, карет-
ками, с направляющими скольжения и другими сборочными едини-
цами при скорости их движения менее 20 мм/мин часто наблюдается
прерывистое (скачкообразное) перемещение. Это объясняется тем,
что в начале движения, когда преодолеваются силы трения в переда-
точных элементах, происходит рывок с последующей кратковремен-
ной остановкой. Такой характер движения снижает качество обра-
ботки поверхностей. В этих случаях для уменьшения трения, обес-
печения плавности хода и точности установочных перемещений узлов
станков следует применять антискачковое масло ВНИИ НП-401.
4. Тяжелонагруженные тихоходные механизмы, работающие при
высокой температуре, рекомендуется смазывать твердыми смазоч-
ными материалами, к которым относятся, например, тальк, графит,
слюда.
32
3.1. Смазочные масла и мази
Наименование гост Область применения
Масло индустриальное И-5А 20799—75 * Быстроходные точные механизмы, работающие с частотой вращения 15000—20000 об/мин или с окруж- ной скоростью на шейке вала 4,5—6 м/с
Масло индустриальное И-8А 20799—75 * Механизмы, работающие с малой нагрузкой при частоте вращения 1000—1500 об/мин или с окружной скоростью на шейке вала 3 — 4,5 м/с
Масло индустриальное И-12А 20799—75 * Механизмы, работающие с окруж- ной скоростью вала до 3 м/с; гид- росистемы с давлением до 6 МПа (60 кгс/мм2); поршневая группа аммиачных компрессоров
Масло индустриальное И-20А 20799—75 * Механизмы, работающие при средних нагрузках и повышенных скоростях; гидросистемы металооб- рабатывающих станков и других механизмов
Масло индустриальное И-ЗОА 20799—75 * Крупные и тяжелые станки; гид- равлические системы с поршневыми регулируемыми насосами
Масло индустриальное И-40А 20799—75 * Тяжелые станки, работающие с малыми скоростями
Смазка ЦИАТИМ-202 (универсальная тугоплав- кая, влагостойкая, моро- зоустойчивая, активиро- ванная) 11110—75* Подшипники качения закрытого типа и другие сборочные единицы трения, работающие при темпера- турах от —60 до 4-120°С
Солидол синтетический УС-1 и УС-2 (универсаль- ная среднеплавкая, син- тетическая, влагостойкая) Графитная смазка УСс-А (влагостойкая) 1033—75 Сборочные единицы трения, рабо- тающие при температурах до -|-65сС
3333—80 Тяжелонагруженные сборочные единицы трения, зубчатые переда- чи, рессоры, лебедки и т. п.
Смазочные масла и мази имеют очень много видов и сортов с
различными свойствами. Области их применения также различны
(табл. 3.1).
§ 3.4. Способы и средства смазывания станков
и механизмов
Для подачи смазочного материала к трущимся поверхностям
деталей машин используют два основных способа смазывания — инди-
видуальный и централизованный. Основной характерной особенно-
стью и недостатком индивидуального способа является
то, что обслуживание использующихся при его применении смазоч-
ных устройств (масленок различных конструкций) занимает значи-
2 № 1 152 33
тельное время. Это особенно ощутимо в тех случаях, когда для обслу-
живания машины предназначено несколько масленок и находятся
они на значительном расстоянии друг от друга. Централизо-
ванное смазывание производится с помощью насоса ручным или
автоматическим способом. Через трубки-маслопроводы масло нагне-
тается непосредственно к трущимся поверхностям или в центральный
распределитель — маслосборник, откуда оно самотеком поступает
к смазываемым местам. Централизованное смазывание совершеннее
индивидуального, так как обеспечивает лучшее качество и эконо-
мию времени на обслуживание машин.
В зависимости от того, как используется смазочный материал в
процессе смазывания, различают две смазочные системы — проточ-
ную и циркуляционную. При проточной системе масло по-
ступает в зону трения, а после смазывания трущихся поверхностей
вытесняется за пределы механизма; таким образом, оно использует-
ся только однократно. Способы подачи масла при проточной системе
различны — ручной, фитильный, капельный, путем набивки и др.
Циркуляционная система характеризуется тем, что мас-
ло, поступая в зону трения из емкости (бака, резервуара, картера),
снова возвращается в емкость, циркулируя многократно между нею
и комплексами трения. При этом циркуляция может быть свободной
и принудительной. При свободной циркуляции смазывание осущест-
вляется из емкости путем разбрызгивания или с помощью колец,
при принудительной масло поступает в комплексы трения под дейст-
вием силы тяжести, а также подается насосом или сжатым возду-
хом.
Смазочные устройства в зависимости от вида смазочной систе-
мы, а также смазочного материала подразделяются на устройства
для индивидуального и централизованного смазывания, проточные
и циркуляционные для жидких (минеральных) масел и густых
(консистентных) смазок.
Устройства для смазывания консистентными (иногда высоко-
вязкими) смазочными материалами относятся к проточным систе-
мам. Это объясняется тем, что густые смазки, использованные од-
нажды, теряют свои смазочные свойства и не могут быть использо-
ваны вторично. Густая смазка подается к комплексу трения под
давлением — вручную шприцем, автоматически пружиной, насосом.
Устройства для индивидуального смазывания различают по спо-
собу — ручному и автоматическому. При ручном способе тру-
щиеся поверхности поливают периодически смазкой из масленки
или с помощью шприца через специально предусмотренные отвер-
стия, которые часто для защиты от грязи закрывают масленками,
например с шариковым клапаном (рис. 3.2, а). В дан-
ном случае смазка (густая или жидкая) подается с помощью шпри-
ца. Колпачковая масленка (рис. 3.2, б) применяется для
подачи густой смазки; завинчиванием колпачка масленки создается
давление, при котором смазка подается к смазываемой поверхности.
Недостаток рассмотренных смазочных устройств заключается в том,
что рабочему приходится часто повторять операцию смазывания.
34
Масленки автоматического действия обеспечивают лучшие усло-
вия смазывания и сокращают время обслуживания оборудования.
Непрерывно действующая фитильная масленка показана на
рис. 3.2, в. Из нее масло в нужных количествах каплями попадает
к смазываемому месту через фитиль /, очищаясь с его помощью от
грязи. Конец фитиля, помещенный у предназначенного для смазы-
Рис. 3.2. Масленки индивидуального смазы-
вания:
а — с шариковым клапаном, б — колпачковая, в — фи-
тильная, г — капельная; 1 — фитиль, 2 — резервуар,
3 — канал, 4 — петля, 5 — усики, 6 — гайка, 7 —
игла, 8 — отверстие
Рис. 3.3. Смазочный насос
плунжерного типа:
1 — шарикоподшипник, 2 — пор-
шень, 3 — маслопровод, 4, 7 —
обратные клапаны, 5 — пружи-
на, 6 — полость, 8 — трубка
вания места, всегда расположен ниже конца, находящегося в резер-
вуаре 2 масленки. Количество подаваемого масла зависит от толщи-
ны фитиля и плотности его посадки в канале масленки: чем плотнее
он посажен в канале, тем меньше подача масла. Фитиль изготовляют
из шерстяных ниток и вводят в специальную петлю 4, сделанную из
мягкой тонкой проволоки. С помощью петли, а также усиков 5
фитиль устанавливают на ту или иную глубину в канале 3 масленки.
Загрязненный фитиль заменяют новым.
В тех случаях, когда смазывание должно производиться точными
дозами масла (например, шпинделей шлифовальных станков), при-
меняют капельные масленки (рис. 3.2, г). Количество пода-
ваемого из них масла регулируют подвинчиванием гайки 6. Масло
поступает к смазываемым рабочим поверхностям через отверстие S,
сечен-ие которого увеличивается или уменьшается в зависимости от
положения иглы 7. Подвинчивая или отвинчивая гайку 6, поднима-
ют или опускают связанную с ней иглу. О количестве подаваемого
2* 35
масла судят по частоте падения капель, видимых через смотровой
глазок у основания масленки. Выход масла начинает уменьшаться
с понижением его уровня в резервуаре более чем на х/3 его высоты.
Смазочный насос плунжерного типа (рис. 3.3) установлен в ко-
робке скоростей станка. Возвратно-поступательное движение пор-
шень 2 получает от пружины 5 и шарикоподшипника /, установлен-
ного эксцентрически на одном из валов. При движении поршня
Зубчатое колесо
в масле
Рис. 3.4. Схема картерного смазы-
вания редуктора
вверх масло из резервуара че-
рез трубку 8 и обратный кла-
пан 7 засасывается в полость
6. При перемещении поршня
вниз масло через обратный кла-
пан 4 поступает в маслопровод
3 и далее — к месту смазыва-
ния, затем стекает обратно в
резервуар.
Виды смазывания. Кольцевое
смазывание является циркуляци-
онным и осуществляется с помощью свободно сидящих на валу
колец. Диаметр кольца должен быть значительно больше диаметра
вала, причем нижняя его часть погружается в масляную ванну
(емкость для масла), расположенную под подшипником. Вращаясь,
вал увлекает за собой кольцо вместе с маслом, которое растекается
по всей длине подшипника и стекает обратно в ванну. Достоинством
кольцевого смазывания является простота обслуживания, заклю-
чающаяся в возможности периодического наблюдения за уровнем
масла. Кольцевое смазывание, обеспечивающее жидкостное трение
в сборочной единице, может быть применено только при горизон-
тальном расположении вала.
Картерное смазывание (рис. 3.4), являясь, как и кольцевое, раз-
новидностью циркуляционной системы со свободной циркуляцией
масла, осуществляется путем частичного погружения трущихся
деталей в масло или разбрызгиванием последнего, находящегося в.
картере. Во втором случае одна из деталей механизма (шестерня,
крылатка), соприкасаясь с маслом, разбрызгивает его на другие
детали. Этот способ смазывания эффективен и надежен; он может
обеспечить жидкостное трение между трущимися поверхностями и
минимальный их износ.
Смазочные системы с принудительной циркуляцией масла также
обеспечивают хорошее качество смазывания трущихся поверхнос-
тей. При циркуляционном смазывании под давлением (рис. 3.5)
масло из резервуара 1 подается насосом 2 через фильтр 3 тонкой
очистки в распределитель 4, откуда смазка под давлением поступает
по маслопроводам к трущимся поверхностям подшипников, муфт
и зубчатых колес автоматической коробки скоростей современного
токарного станка. После смазывания необходимых поверхностей
масло собирается на дне коробки 5, откуда через сливной фильтр 6
возвращается в резервуар 1. Контроль за подачей масла осуществля-
ется по маслоуказателям на распределителе 4, а уровень контроли-
36
руется по маслоуказателю 8. Масло заливают в резервуар через
отверстие 7.
Циркуляционные системы смазывания под давлением с успехом
применяют для автоматического обслуживания большого количест-
ва сборочных единиц трения одного или нескольких агрегатов и
механизмов. При обслуживании нескольких агрегатов такие систе-
мы называются централизованными.
Рис. 3.5. Схема циркуляцион-
ного смазывания с принуди-
тельной циркуляцией масла
под давлением:
1 — резервуар, 2 — насос, 3 —
фильтр тонкой очистки, 4 — распре-
делитель. 5 — коробка, 6 — сливной
фильтр, 7 — заправочное отверстие,
8 — маслоуказатель
Рис. 3.6. Схема ручной централизо-
ванной смазочной станции СРГ:
1 — указатель уровня, 2 — поршень, 3 —
резервуар смазки, 4 — рычаг, 5 — насос,
6, 8, 9 — заправочный, переключающий и
обратный клапаны, 7 — сетчатый фильтр
Смазывание масляным туманом применяют для высокооборотных
сборочных единиц с подшипниками качения, комплексов трения
шпинделей шлифовальных станков, пневматических инструментов
и других механизмов. При этом виде смазывания капли масла впрыс-
киваются в поток воздуха и распыляются, образуя туман с мельчай-
шими частицами масла (диаметром не более 0,1—0,003 мм), которые
легко проникают в труднодоступные механизмы, зазоры и полости
и образуют масляную пленку на поверхностях трения. При этом
способе смазываемые детали эффективно охлаждаются. Масло и
воздух, используемые для образования масляного тумана, должны
быть тщательно очищены от пыли и посторонних примесей тонкой
фильтрацией; воздух должен быть сухим.
Смазочные станции. Ручная централизованная смазочная стан-
ция СРГ (рис. 3.6) имеет контрольно-измерительные приборы и
мазепроводы с автоматическими питательными клапанами, через
которые поступают порции смазки в комплексы трения. Такие пере-
37
движные или стационарные станции могут обслуживать более 50 то-
чек смазывания.
Станция С48-ГА (рис. 3.7), предназначенная для нагнетания
отфильтрованных минеральных масел в смазочные системы металло-
оборудования, представляет
режущих станков, прессов и другого
Рис. 3.7. Схема смазочной станции С48-ГА:
1 — насосная установка, 2 — сетчатый стакан, 3 — пат-
рон, 4 — резервуар, 5—7 — фильтры, 8 — предохрани-
тельный клапан, 9 — фланцевый двигатель, 10 — ука-
затель уровня, 11 — сливная пробка; /, II — отвер-
стия для слива масла и подачи его в систему
собой агрегат, состоя-
щий из насосной уста-
новки, сетчатого и за-
ливного фильтров, пре-
дохранительного клапа-
на, резервуара. Насос-
ная установка 1 выпол-
нена на базе шестерен
ного насоса с фланце-
вым двигателем 9. Для
тонкой очистки масла
на напорной линии на-
соса установлен сетча-
тый фильтр 7, а для его
очистки на сливе из си-
стемы или при залив-
ке в резервуар —
фильтр 5, который со-
стоит из патрона 3, сет-
чатого стакана 2 и воз-
душного фильтра 6,
очистки от пыли воздуха, попадающего в
предназначенного для
резервуар 4. При сливе
или заливке в резервуар масло очищается в силовом поле магнитно-
го патрона, а потом проходит через сетчатый стакан. В напорной
магистрали насосной установки установлен предохранительный кла-
пан 8. Из резервуара масло сливается через пробку 11. Уровень его
контролируют по указателю 10. Давление в системе регулируют
клапаном. Для этого отключают станцию и вывинчивают пробку
11, закрывающую доступ к винту клапана. Если давление не соот-
ветствует номинальному, цикл настройки повторяют.
При работе смазочной станции могут быть различные неисправ-
ности, причины возникновения которых и способы устранения не-
обходимо знать (табл. 3.2).
Смазочные системы. В современном многопозиционном станоч-
ном и другом оборудовании смазывание узлов трения осуществля-
ется рядом самостоятельных систем, в том числе смазочными систе-
мами типа СП и ГП (последние предназначены для периодической
подачи смазочного материала в заданных дозах).
Смазочная система (рис. 3.8) состоит из следующих основных
устройств и приборов: смазочной станции (насосной установки);
питателей, служащих для дозированного распределения смазочного
материала по точкам; индикаторов разрыва линии; предохранитель-
ного устройства (реле давления, предохранительный клапан или
38
Рис. 3.8. Схема смазочной
системы типа СП и ГП:
1 — смазочная станция (насос-
ная установка), 2 — резервуар,
3 — реле уровня, 4 — предохра-
нительное устройство, 5—фильтр,
6 — манометр, 7 — датчик, 8,
13, 15, 16 — питатели, 9, 10,
14 — индикаторы блокирования
линии, И — индикатор разрыва
линии, 12 — предохранительный
клапан, 17 — прибор управления
и контроля; подача смазки: I — к
смазываемым точкам, II — к сма-
зываемым точкам или вторичным
питателям, III — слив, IV —
сигнал в схему управления, V —
сигнал от реле уровня
2
7
3.2. Возможные неисправности смазочной станции С48-1А
Неисправность Причина возникновения Способ устранения
Станция не заса- сывает смазку и не создает давления Станция создает давление, но сма- зочный материал к точкам смазывания не подается Воздушная подушка в зоне всасывания Неплотность соедине- ний трубопроводов Настройка предохрани- тельного клапана не соот- ветствует противодавле- нию в точке смазывания Засорился сетчатый фильтр Отжать соединение и прока- чать станцию до появления смазки Зажать соединения Настроить предохранительный клапан на номинальное давле- ние Отсоединить трубопроводы от фильтра, вынуть его из станции, разобрать и промыть; собрать в порядке, обратном разборке, установить на станцию, соеди- нить с трубопроводами, зажать соединения
индикатор блокирования линии); фильтра; манометра; датчика
циклов, установленного на контролируемом питателе; реле уровня;
бака; прибора управления и контроля. Рассматриваемые системы
выполняют с электрическим, гидравлическим или пневматическим
приводом; при этом они работают обычно в автоматическом режиме
времени, который обеспечивается, как правило, устройством ЧПУ.
Оно задает команду на включение двигателя с насосом и начинает
отсчет времени продолжительности цикла, который заканчивается
сигналом об окончании смазывания. Затем устройство ЧПУ произ-
водит отсчет времени паузы, после окончания которой процесс пе-
риодического смазывания повторяется. Расход смазочного материала
в заданных точках в определенных дозах устанавливается регуля-
торами распределителя, а контроль давления в системе осуществля-
ется с помощью манометров.
Контрольные вопросы
1. Расскажите об основных факторах, влияющих на продолжительность
работы оборудования.
2. Какие свойства смазочных материалов характеризуют их качество?
3. По каким признакам подбирают смазочные материалы для смазыва-
ния оборудования?
4. Какие способы и средства применяют для смазывания станков и
механизмов?
5. Какие смазочные системы вы знаете?
Глава 4. СПОСОБЫ ВОССТАНОВЛЕНИЯ И ПОВЫШЕНИЯ
ДОЛГОВЕЧНОСТИ ДЕТАЛЕЙ
§ 4.1. Экономическая целесообразность
восстановления деталей
Износ деталей часто приводит к нарушению посадки в сопряже-
нии — увеличиваются зазоры и уменьшаются первоначальные натя-
ги, нарушается форма поверхностей, возникают другие неисправно-
сти и дефекты. Такие детали при ремонте заменяют или восстанавли-
вают (стоимость восстановления обычно составляет от 15 до 40 %
стоимости новых деталей). Восстановление деталей способствует
значительной экономии дефицитных материалов и цветных металлов.
Чтобы выбрать способ восстановления и упрочнения детали,
необходимо знать качества и сроки службы новых и восстановлен-
ных деталей. Восстановленная деталь должна быть достаточно дол-
говечной и надежной в эксплуатации, а также обладать качествами
новой. Применяя современные методы ремонта, можно восстановить
некоторые детали так, что их эксплуатационные свойства будут
превышать соответствующие свойства новых деталей.
При выборе способа восстановления деталей и сборочных еди-
ниц за основу принимают экономическую целесообразность восста-
новления, наличие на предприятии необходимых оборудования и
материалов, технологические и конструктивные особенности дета-
лей, величину и характер их износа и др. Целесообразность способа
восстановления и упрочнения деталей в каждом случае зависит от
многих факторов: условий их работы; характера сопряжения (под-
вижная или неподвижная посадка); величины и характера дейст-
вующих нагрузок; скорости взаимного перемещения деталей с
подвижной посадкой; условий и характера смазывания деталей с
подвижной посадкой и др.
Основным показателем оценки экономической эффективности
восстановления изношенных деталей и определения целесообраз-
ности того или иного способа восстановления и упрочнения служит
относительная себестоимость, т. е. себестоимость восстановления
детали, отнесенная к сроку ее службы после ремонта. Этот показа-
тель является наиболее комплексным и обобщающим, так как отра-
жает не только все элементы затрат, но и износостойкость деталей
после их восстановления. Однако наряду с относительной себестои-
мостью немаловажное значение имеют также продолжительность и
трудоемкость технологического процесса восстановления деталей,
степень дефицитности примененных материалов и др.
Для восстановления изношенных деталей наиболее широко ис-
пользуются следующие способы: механический (способ ремонтных
размеров); сварка и наплавка с последующей механической обра-
боткой; восстановление полимерными материалами; гальваническое
покрытие; химическая обработка и др.
41
§ 4.2. Восстановление деталей
механической обработкой
Этот способ широко применяют как самостоятельный при вос-
становлении направляющих станков, изношенных отверстий или
шеек различных деталей, резьбы ходовых винтов и др. Экономичес-
кая целесообразность восстановления деталей механической обра-
боткой заключается в том, что себестоимость восстановления обычно
ниже стоимости новых деталей, так как при этом способе невелики
трудоемкость и продолжительность ремонта, а также затраты на
материалы.
Сущность этого способа заключается в том, что восстанавливают
(исправляют) геометрическую форму ремонтируемой сопрягаемой
детали снятием минимального слоя металла с ее изношенных поверх-
ностей до удаления следов износа без сохранения первоначальных
размеров детали. Сопряжение деталей затем восстанавливают введе-
нием готовой или изготовленной заново детали-компенсатора, обес-
печивая первоначальные (номинальные) посадки. Применение дан-
ного метода восстановления изношенных деталей связано с понятием
ремонтного размера.
Ремонтным размером называют размер, до которого производит-
ся обработка изношенной поверхности при восстановлении детали.
Различают свободные и регламентированные ремонтные размеры.
Свободным размером называют размер, величина которого
не устанавливается заранее, а получается непосредственно в про-
цессе обработки, т. е. наибольший для вала и наименьший для от-
верстия размер, при котором в результате обработки следы износа
оказываются устраненными, а форма детали восстановленной. К по-
лученному свободному ремонтному размеру подгоняют соответст-
вующий размер сопряженной детали методом индивидуальной при-
гонки. Недостатком системы свободных ремонтных размеров явля-
ется невозможность заранее изготовить в окончательно обработан-
ном виде запасные детали, которые можно было бы быстро поставить
в машину без пригоночных работ.
Регламентированный ремонтный размер — это за-
ранее установленный размер, до которого ведут обработку изношен-
ной поверхности при ее исправлении. Система регламентированных
ремонтных размеров создает условия для применения метода взаи-
мозаменяемости при ремонте и обеспечивает ускорение ремонта.
Запасные детали в условиях применения этой системы можно изго-
товлять заранее (см. §6.8).
Основными данными при расчете ремонтных размеров и состав-
лении шкалы для каждой пары сопрягаемых деталей служат две
величины — их износа за межремонтный период и припуска на
обработку. Конечный ремонтный размер устанавливают, исходя
из условий прочности, долговечности и конструктивных особеннос-
тей сопрягаемых деталей.
Изношенные направляющие станин станков восстанавливают
строганием, шлифованием и другими способами. При этом восста-
42
навливают их геометрическую форму, соблюдая точность снятия
слоя металла; нарушенную размерную цепь с кареткой суппорта
и другими сборочными единицами восстанавливают постановкой
компенсационных наделок.
§ 4.3. Восстановление деталей
сваркой и наплавкой
Сварку и наплавку широко применяют при ремонтных работах,
но, решая вопрос о целесообразности применения этих методов,
следует учитывать основной их недостаток: при сварке и наплавке
происходит нагрев восстанавливаемой детали, вызывающий дефор-
мации и возникновение внутренних напряжений. Для ликвидации
последних необходимо осуществлять термическую обработку, кото-
рая, в свою очередь, может быть причиной деформации деталей.
Сварка. Сваркой восстанавливают детали с изломами, трещина-
ми, сколами и другими дефектами. При ремонте пользуются несколь-
кими видами сварки.
Дуговая сварка может осуществляться металлическим и угольным
электродами. Шире применяют сварку на переменном токе, чем на
постоянном, вследствие меньшего расхода электроэнергии, неболь-
шой стоимости оборудования и простоты ухода за ним. При этом
используют электроды со стабилизирующими обмазками.
Газовой сваркой также широко пользуются в ремонтном произ-
водстве. Ее сущность заключается в плавлении металла при горении
ацетилена в избыточной среде кислорода; при этом достигается тем-
пература 3300 °C и выше.
Автоматическая сварка под флюсом имеет преимущество перед
другими видами сварки, состоящее в том, что дуга и жидкий металл
хорошо защищены от доступа воздуха, поэтому металл, наплавлен-
ный данным способом, содержит в несколько раз меньше кислорода
и азота, чем наплавленный обычным способом с помощью электродов
с высококачественными обмазками. Кроме того, применение флюсов
способствует хорошему формированию шва, улучшает условия для
выхода газов из расплавленного металла, устраняет его разбрызги-
вание и снижает угар, уменьшает потери теплоты на излучение и
нагрев окружающего воздуха.
Наплавка. Наплавкой, являющейся разновидностью сварки, ме-
таллические детали или части не соединяют в одно целое, а наращи-
вают, наплавляя на основной металл присадочный материал. На-
плавкой восстанавливают изношенные поверхности деталей, поса-
дочные размеры которых затем получают механической обработкой
на станках. Наплавка также имеет несколько видов, например
газовая, вибродуговая (об их применении см. далее). Производитель-
ность наплавки изношенных деталей под слоем флюса в 5—10 раз
выше дуговой наплавки ручным способом при резком повышении
качества восстанавливаемой детали. Ее производят малоуглеродис-
той сварочной проволокой Св-0,8 или Св-15 под флюсом марки
ОСЦ-45.
43
Сварка и наплавка стальных деталей. Свариваемость стали зави-
сит от ее химического состава, главным образом от содержания угле-
рода. Большое влияние оказывают на нее и легирующие элементы —
хром, марганец, никель и др. С увеличением количества углерода и
легирующих элементов в стали ее свариваемость ухудша-
ется.
Хорошо свариваемые стали можно сваривать или наплавлять в
обычных производственных условиях без предварительного нагрева
и последующей термической обработки. Это же относится и к удов-
летворительно свариваемым сталям. Однако детали из этих сталей,
имеющие большую толщину или диаметр, перед сваркой нужно на-
греть, чтобы предотвратить образование трещин. Стали с ограни-
ченной и тем более плохой свариваемостью могут давать трещины
(в зоне теплового влияния в наплавленном металле), поэтому детали
из них рекомендуется перед сваркой отжигать при 600—650 °C,
а по окончании сварки подвергать закалке и отпуску. В ремонтной
практике применяют главным образом дуговую сварку стальных
деталей металлическими электродами.
Наплавкой восстанавливают многие стальные детали, в том числе
и вращающиеся в подшипниках скольжения цапфы валов и осей.
Прежде чем приступить к наплавке, поверхность детали очищают
до металлического блеска. Наплавку ведут слоями параллельно
оси цапфы, причем слои наплавляют поочередно на диаметрально
противоположных участках цапф, чтобы предупредить деформацию
детали. Ширина наплавленного слоя не должна превышать двойной
толщины электрода. Наплавив слой, защищают его стальной щет-
кой. Следующий слой должен перекрывать предыдущий на х/3 ши-
рины.
Сварка и наплавка чугунных деталей. При восстановлении чу-
гунных деталей (а также деталей из углеродистых сталей толщиной
менее 3 мм) применяют главным образом газовую сварку. Сварной
шов получают, применяя присадочный материал в виде прутков или
проволоки. Чугунные отливки (детали) сваривают, используя обыч-
но присадочный материал из чугуна. Сварка чугуна ведется кисло-
родно-ацетиленовым пламенем с небольшим избытком ацетилена
(пламя получается восстановительным). Чтобы предохранить рас-
плавленный металл шва от окисления, применяют флюсы.
Детали из серого чугуна можно сваривать с предохранительным
общим подогревом, с местным подогревом или без подогрева. Сварку
деталей с предварительным подогревом до 500—700 °C условно
называют горячей, при подогреве до 250—450 °C — полугорячей,
а без подогрева — холодной. Лучшие результаты дает горячая свар-
ка. Детали нагревают в печах или горнах.
В ремонтной практике широко распространен способ восстанов-
ления корпусных деталей из чугуна методом сварка — пайка латун-
ной проволокой и прутками, отлитыми из медно-цинковых оловян-
ных сплавов. Этот способ не требует нагрева свариваемых кромок
до расплавления, а лишь до температуры плавления припоя. Ковкий
чугун плохо поддается сварке. Наиболее простым способом восста-
44
новления деталей из ковкого чугуна является сварка с применением
латунных электродов или электродов из монель-металла.
Для высококачественной сварки необходимы соответствующие
подготовка поверхности и режим охлаждения сварного соединения
деталей. Сварное соединение охлаждают медленно (при быстром
охлаждении образуется твердый и хрупкий отбеленный чугун; не-
равномерное охлаждение приводит к возникновению внутренних
напряжений и появлению трещин). Крупные детали охлаждают
вместе с печью, в которой они были нагреты; мелкие помещают в су-
хой горячий песок или золу.
Наплавка деталей из цветных металлов. Изношенные детали,
изготовленные из меди, бронзы, латуни, алюминия и его сплавов,
восстанавливают газовой наплавкой. В качестве присадочных
материалов применяют стержни, близкие по составу к основному
металлу. При восстановлении размеров деталей из бронзыв качестве
присадочного материала могут служить латуни Л62, ЛК-62-03,
ЛОК-1-03, которые дают плотный наплавленный металл, хорошо
сопротивляющийся изнашиванию. Детали больших размеров и мас-
сой более 10 кг предварительно подогревают горелкой или в специ-
альных печах до 400—460 °C. После наплавки рекомендуется быст-
рое охлаждение на воздухе, а для бронз с высоким содержанием
меди — в воде.
Детали из меди наплавляют медной проволокой. Большие детали
наплавляют с помощью двух горелок: одной осуществляют подогрев,
а другой ведут наплавку. Наплавленный слой можно дополнительно
уплотнить проковкой в горячем состоянии. Алюминиевые детали
восстанавливают газовой наплавкой с применением флюса АФ-4А.
В качестве присадки выбирают металл, близкий по составу к основ-
ному. Детали из черных металлов можно наплавлять медью, латунью,
бронзой с помощью ацетилено-кислородной горелки с применением
газообразных флюсов БМ-1 или БМ-2. При этом получается плотный
слой цветного металла, хорошо сплавленного с основным.
Поверхность детали, подлежащую наплавке, тщательно очища-
ют и обезжиривают, затем нагревают газовой горелкой до темпера-
туры, близкой к температуре плавления присадочного металла. При
больших размерах наплавляемой поверхности наплавку нужно вы-
полнять с предварительным подогревом. В ряде случаев целесооб-
разно выполнять наплавку двумя горелками; одну из них распола-
гают впереди (по ходу процесса наплавки) и подогревают ее металл,
а второй с флюсом БМ-1 ведут наплавку. (Флюс БМ-1 обеспечивает
полную защиту от окисления расплавленного слоя цветного метал-
ла, чего нельзя достигнуть при использовании порошковых флюсов.
Поверхность металла после остывания получается ровной, блестящей
и неокисленной.) Для наплавки рекомендуются латуни различных
марок (например, Л62), не содержащие кремния, свинца, олова,
бронзы, в частности Бр.КМЦЗ-0,5, дающие плотный слой при на-
плавке на чугун и сталь. Прочность соединения с чугуном и сталью
соответствует прочности литой латуни.
45
Наплавка изношенных поверхностей твердыми сплавами. Для
восстановления деталей и повышения их износостойкости применя-
ют наплавку легированными сплавами, обладающими высоким со-
противлением износу; срок службы таких деталей повышается в
2—6 раз и более. При ремонте деталей часто применяют сормайт *,
литой и порошковый твердые сплавы, а также электроды со специ-
альной обмазкой, компоненты которой в процессе плавления, сое-
диняясь с основным металлом и металлом электрода, образуют одно-
родный износостойкий слой. Этими сплавами ремонтируют кулачко-
вые муфты, фиксаторы, различные упоры и др. После охлаждения
наплавленную деталь обрабатывают шлифованием.
Вибродуговая наплавка дает возможность восстанавливать дета-
ли машин тепло- и коррозионностойкими сплавами, а также други-
ми покрытиями с высокими физико-механическими свойствами. Вос-
станавливаемую деталь устанавливают в центрах передней и задней
бабок токарно-винторезного станка. Головку для автоматической
наплавки монтируют на поперечных салазках суппорта вместо
резцедержателя. В процессе наплавки восстанавливаемая деталь
вращается с частотой 1—2 об/мин; каретке суппорта с головкой со-
общается движение продольной подачи; наплавка производится в
среде электролита (3—4 %-ный раствор кальцинированной соды),
подаваемого насосом.
Процесс наплавки осуществляется при обратной полярности
генератора; положительный полюс цепи постоянного тока подклю-
чается к электродной проволоке, а отрицательный — к детали.
Источником постоянного тока могут служить сварочные преобра-
зователи ПС-300. Вибродуговой наплавкой можно получить наплав-
ленный слой любой твердости (вплоть до HRC 50—56). Обработка
наплавленной поверхности производится шлифованием.
Меры безопасности при сварке и наплавке. Сварочные работы
необходимо вести в полном соответствии с требованиями безопас-
ности труда.
При электродуговой сварке следует:
строго соблюдать правила электробезопасности (например, поль-
зоваться сухой обувью и иметь под ногами резиновый изоляционный
коврик);
защищать глаза от опасного действия ультрафиолетового и ин-
фракрасного излучений электрической дуги;
пользоваться щитком или шлемом со специальными стеклами;
для защиты рук и тела от обжигающего действия дуги и брызг
расплавленного металла работать в рукавицах и фартуке.
При газовой сварке следует:
очень осторожно обращаться с баллонами со сжатым кислородом
и ацетиленом;
к рабочему месту баллоны доставлять на специальной тележке
или на носилках (нельзя переносить баллон на руках или перекан-
товывать его, так как при случайном падении он может взорваться);
* Сормайт № 1 применяют в виде прутка ф 3—7 мм.
46
перевозить и хранить кислородные баллоны отдельно от ацети-
леновых во избежание образования взрывчатой смеси обоих газов;
перед тем как взять баллон для работы, убедиться, что его вен-
тиль закрыт специальным колпачком;
во время работы следить за тем, чтобы баллон находился в вер-
тикальном положении;
при зажигании горелки сначала открывать кислородный вентиль,
а затем ацетиленовый (если действовать в обратном порядке, то в
случае неисправности горелки и падения давления кислорода вслед-
ствие уменьшения скорости выхода газа из сопла пламя проникнет
внутрь горелки и в ней произойдет взрыв смеси);
при тушении горелки сначала перекрыть ацетиленовый вентиль,
а затем кислородный;
немедленно перекрыть ацетиленовый вентиль, если сопло горел-
ки начинает забиваться расплавленным металлом или шлаком (эта
предупредительная мера нужна во избежание образования взрывча-
той смеси, так как кислород, поступающий под большим давлением,
чем ацетилен, проникает по шлангу в баллон с ацетиленом);
шланги крепить к горелке имеющимися для этого специальными
хомутами.
§ 4.4. Восстановление деталей металлизацией
Общие сведения. Сущность процесса металлизации состоит в
следующем: металл, расплавленный электрической дугой (при
электрометаллизации) или ацетилено-кислородным пламенем (при
газовой металлизации) и распыленный струей сжатого под давлени-
ем др 0,6 МПа воздуха, покрывает поверхность деталей мельчайши-
ми частицами величиной 15—20 мкм. Эти частицы, ударяясь с боль-
шой скоростью (100—150 м/с) о металлизируемую поверхность,
сначала сцепляются с ней, а затем и между собой, образуя сплошное
покрытие толщиной 1—10 мм.
Подготовка к металлизации и нанесение металлизационного
слоя. Установлено, что чем больше шероховатость восстанавливае-
мой поверхности, тем лучше с ней сцепляются расплавленные части-
цы металла. Поэтому поверхность, подлежащую металлизации,
подвергают определенной подготовке: сначала ее очищают от
грязи и обезжиривают (если масло проникло вглубь, детали нагре-
вают в печах или паяльной лампой до 300—350 °C), а затем для обра-
зования шероховатости обрабатывают пескоструйной обдувкой или
наносят так называемую рваную резьбу.
Пескоструйной обдувке подвергают главным образом детали
сложной конфигурации, а также плоские поверхности. Для этой
обработки пользуются острогранным сухим кварцевым песком
(речной песок дает худший результат). Применяемый для обдувки
сжатый воздух обязательно очищают от масла и влаги.
Рваную резьбу нарезают при подготовке к металлизации цилинд-
рических деталей, пользуясь резьбовым резцом; обработку ведут
на токарном станке без применения смазочно-охлаждающих жид-
47
костей (СОЖ), т. е. «всухую». Резец располагают на 3—6 мм ниже
линии центров с вылетом 100—150 мм; глубина резания за один
рабочий ход 0,25—0,8 мм; скорость резания небольшая; шаг резьбы
для стальных деталей 0,75—1,5 мм. В результате такой грубой
обработки нитки резьбы оказываются покрытыми большим количе-
ством заусенцев, что способствует лучшему сцеплению металлиза-
ционного слоя с деталью, а для получения этого слоя более равно-
мерным валы перед нанесением на них рваной резьбы обтачивают.
/ 2 3 4 5 6 7
12 3 4 9 8 5
Рис. 4.1. Схема работы электрометаллизационного аппарата:
1 — катушки, 2 — проволока, 3, 5 — направляющие и приемные трубки, 4 — тяговые роли-
ки, 6 — частицы распыленного металла, 7 — деталь, 8 — сопло, 9 — электрические провода
Металлизация, например, цилиндрических деталей произво-
дится на токарном станке с помощью металлизатора (рис. 4.1),
установленного на суппорте станка так, чтобы ось его распылитель-
ной головки была перпендикулярна восстанавливаемой поверхно-
сти. Электрометаллизационный аппарат работает следующим обра-
зом. Проволока 2 с катушек 1 аппарата подается тяговыми ролика-
ми 4 через направляющие трубки 3 в приемные трубки 5. При выхо-
де из приемных трубок концы проволоки скрещиваются, замыкая
цепь электрического тока, идущего по проводам 9. При этом обра-
зуется электрическая дуга, плавящая концы проволоки. Расплав-
ленный металл струей сжатого давлением до 0,6 МПа воздуха распы-
ляется через сопло 8 на мелкие частицы бис большой скоростью
ударяется о поверхность детали 7.
Способом металлизации можно наносить на поверхности деталей
различные металлы. Например, поверхность из углеродистой стали
можно покрывать легированной сталью и цветным металлом. Вкла-
дыши подшипников, металлизированные алюминиево-свинцовистым
сплавом в пропорции 1:1, обладают большей износостойкостью,
чем вкладыши, залитые баббитом Б-83.
§ 4.5. Восстановление и упрочнение деталей
электролитическими и химико-термическими способами
Восстановление деталей электролитическими способами. Хроми-
рование — это процесс электролитического наращивания хрома на
поверхность ремонтируемых деталей. Он осуществляется (рис. 4.2)
4В
ческого хромирования деталей:
1 — деталь, 2 — облицовка, 3 —
электролит, 4 — анодные пластинки
в обогреваемой стальной ванне с внутренней облицовкой 2 из роль-
ного свинца или винипласта. Электролит 3 представляет собой раст-
вор, состоящий из хромового ангидрида, серной кислоты и дистил-
лированной воды. Деталь перед хромированием очищают от грязи,
ржавчины и масла, затем шлифуют подлежащие наращиванию
поверхности, снимая минимальный слой металла для удаления сле-
дов износа и придания им правильной геометрической формы. От-
шлифованные поверхности измеряют
микрометром и определяют толщину
слоя хрома, который необходимо на-
нести с учетом времени хромирования
и припуска на последующую механи-
ческую обработку. Места, не подле-
жащие хромированию, изолируют ца-
понлаком (раствором целлулоида в
ацетоне) или клеями АК-20 и БФ, ко-
торые наносят в 2—6 слоев.
к Восстанавливаемую деталь 1 под-
вешивают в ванне на специальной
подвеске, присоединенной к отри-
цательному полюсу источника по-
стоянного тока (следовательно, деталь является катодом). В ван-
не вместе с деталью подвешивают определенное количество пласти-
нок 4 из сплава свинца и сурьмы, общая площадь которых должна
быть в 2—2,5 раза больше, чем покрываемая хромом поверхность
детали. Пластинки присоединяются к положительному полюсу ис-
точника тока, являясь, таким образом, анодом. При пропускании
через образовавшуюся электрическую цепь тока на детали осажда-
ются частицы хрома, выделяющиеся из электролита.
Для процесса хромирования используется постоянный ток на-
пряжением 6—12 В. На деталях осаждают слой хрома толщиной
не более 0,2 мм, иначе покрытие получается непрочным (повышен-
ная хрупкость, отслаивание). При размерном хромировании рель-
ефных поверхностей для равномерного покрытия применяют спе-
циальные экраны, обеспечивающие лучшее распределение силовых
линий.
Хромирование широко применяют в ремонтной практике для
восстановления рабочих поверхностей валов, шпинделей и других
подобных деталей с износом до 0,1 мм. Хромовые покрытия тепло-
стойки (до 800 °C), очень тверды и устойчивы на истирание на мягких
и азотированных сталях, а также чугунах. Кроме того, они отлича-
ются высокой сопротивляемостью коррозии. Срок службы деталей
после хромирования увеличивается в 4—10 раз. Цвет хромовых по-
крытий синевато-белый; они обладают характерным блеском, кото-
рого не теряют даже во влажной атмосфере. В ряде случаев произ-
водится так называемое пористое хромиров ание.
На поверхностях, покрытых пористым хромом, лучше удерживается
масляная пленка.
При значительных преимуществах хромирование имеет и недо-
49
статки: оно является дорогостоящим и в то же время продолжитель-
ным процессом, так как на осаждение слоя хрома толщиной 0,1 мм
затрачивается от 6 до 16 ч (в зависимости от режима хромирования);
нельзя хромировать (из-за отслаивания хрома) детали, работающие
с ударной нагрузкой (например, зубья зубчатых колес) или с усили-
ем выше 0,75 кН.
Осталивание (железнение) — это способ восстановления деталей
электролитическим наращиванием слоя железа. Преимуществом
его перед хромированием является то, что процесс осаждения желе-
за протекает в 10—20 раз быстрее и, кроме того, можно наносить
более толстый слой металла — до 2 мм (при большей толщине проч-
ность этого слоя уменьшается). Но основным достоинством покрытий,
получаемых осталиванием, является прочность сцепления их с ос-
новным металлом. Слой, нанесенный при осталивании, по своим
физико-механическим свойствам напоминает среднеуглеродистые
стали.
Осталивание ведут либо в ваннах из фаолита, керамики и кисло-
тоупорного бетона, либо в металлических с кислотостойким покры-
тием. Электролит в ваннах подогревается электрическим током.
Из двух групп предназначенных для осталивания электролитов —
сернокислых и хлористых — в ремонтной практике чаще применяют
последние, так как они дают покрытия повышенного качества и в
более короткие сроки.
Основные процессы термической обработки. Термической обра-
боткой металлов и сплавов называют процесс изменения их внут-
реннего строения (структуры) путем нагрева, выдержки и после-
дующего охлаждения с целью получения необходимых свойств.
Ниже приведены основные виды термообработки.
Отжигом называют операцию нагрева стали до определенной
температуры с выдержкой при этой температуре необходимое время,
а затем медленным охлаждением вместе с печью. Отжиг повышает
обрабатываемость стали резанием и давлением, уменьшает внут-
ренние напряжения, возникающие в результате механической обра-
ботки, и др.
Нормализацией называют операцию нагрева стали до определен-
ной температуры (в зависимости от ее марки) с выдержкой и после-
дующим охлаждением на воздухе. Нормализации подвергают штам-
пованные или кованые заготовки из углеродистой и легированной
сталей с целью улучшения микроструктуры, повышения механиче-
ских свойств и подготовки к последующей термической обработке.
Кроме того, нормализацией снимают напряжения в сварном шве.
Закалкой называют операцию нагрева стали до температуры не-
сколько выше критической с быстрым охлаждением в воде, масле
и др. Этот процесс используют для придания стали повышенной
прочности, износостойкости и других свойств, повышающих надеж-
ность и долговечность деталей. Закалке подвергают стали с содер-
жанием углерода более 0,3 %.
В зависимости от способа нагрева получают закалку объемную
или поверхностную. Поверхностной закалкой трущимся
50
поверхностям придают высокую твердость, оставляя вязкой и мяг-
кой сердцевину деталей. Очень хороший результат дает поверхност-
ная закалка с нагревом токами высокой частоты (ТВЧ), имеющая
следующие достоинства: можно регулировать толщину закаливае-
мого слоя в пределах 0,5—2,5 мм; благодаря быстроте нагрева короб-
ление деталей незначительно; почти нет окалины; нагревают и
закаливают только те участки поверхности деталей, которые тре-
буют термообработки; термообработка протекает не только уско-
ренно, но и обеспечивает высокое качество закалки при малой стои-
мости; обеспечивается возможность полной автоматизации процесса
закалки.
На установках для поверхностной закалки с нагревом ТВЧ с
успехом закаливают и чугунные направляющие станин металлоре-
жущих станков. Твердость закаленной поверхности HRC 48—56;
глубина закалки достигает 3,5 мм; продолжительность закалки,
например, направляющих станка 1К62 составляет всего 60—70 мин.
Высокочастотная закалка удлиняет сроки службы деталей в 3—4 ра-
за. Она особенно ценна тем, что значительно повышает износостой-
кость ответственных деталей, работающих с ударной нагрузкой или
с большим давлением (например, зубьев колес, шлицев гаек, паль-
цев, кулачков и др.).
Цементацией называют процесс химико-термической обработки,
при котором происходит насыщение поверхностного слоя стали угле-
родом с целью получения после закалки и низкотемпературного
отпуска прочного и износостойкого поверхностного слоя деталей.
Цементация заключается в нагреве стальных деталей до 900—940 °C
в науглероживающей среде (твердым карбюризатором, жидкостной
и газовой), выдержке при этой температуре в течение времени, необ-
ходимого для получения определенной глубины науглероженного
слоя, и последующем медленном или быстром охлаждении. Цемента-
ции подвергают зубчатые колеса, пальцы, оси, валы, шпиндели и
другие детали машин, изготовленные из углеродистой и легирован-
ной сталей с содержанием углерода до 0,25—0,3 %. Для предохра-
нения отдельных мест деталей от цементации их изолируют омедне-
нием или специальными пастами. В некоторых случаях такие места
выполняют с превышающим глубину цементации припуском, кото-
рый затем снимают механической обработкой перед закалкой. Це-
ментированные и затем закаленные поверхности деталей подвергают
последующей механической обработке шлифованием в соответствии
с требуемой посадкой.
Азотированием называют процесс химико-термической обра-
ботки, при котором происходит насыщение поверхностного слоя
стали азотом. Азотирование, повышающее твердость, износостой-
кость, коррозионную стойкость и усталостную прочность детали,
ведется в атмосфере аммиака при 500—600 °C с выдержкой при этой
температуре, зависящей от требуемой глубины насыщаемого слоя,
и медленным охлаждением. Азотируемые детали чаще всего изго-
товляют из сталей марок 38ХМЮА и 35Х10А, а также из хромова-
надиевой и хромоникель-вольфрамовой. Твердость азотируемого
51
слоя сталей двух первых марок достигает HRC 70—78, а послед-
них — HRC 60—65.
С целью местной защиты деталей от азотирования применяют
жидкое стекло. Детали тщательно очищают песком от масла и за-
грязнений до образования ровного матового цвета, а затем подготов-
ленные поверхности покрывают жидким стеклом, предварительно
очистив от грязи, с помощью кисточки или двух-трехкратным оку-
нанием в ванну. Слой жидкого стекла на детали должен быть про-
зрачным, без пузырьков воздуха. Далее детали просушивают в су-
шильном шкафу при 90—120 °C в течение 1—1,5 ч с последующим
охлаждением. После азотирования корку жидкого стекла удаляют
с деталей промывкой в подогретой до 70—90 °C воде в течение 30 мин.
Процесс азотирования отличается значительной продолжитель-
ностью. При требовании максимальной поверхностной твердости и
минимальной деформации (для нагруженных деталей сложной кон-
фигурации) азотирование может длиться до 80 ч. При допущении
несколько пониженной твердости и некоторой деформации деталей
его продолжительность можно сократить до 18 ч. Детали, от которых
требуется только коррозионная стойкость, азотируют при 620—
700 °C без последующей закалки.
§ 4.6. Ремонт и упрочнение деталей
пластическим деформированием
Обработка пластическим деформированием относится к числу
прогрессивных технологических процессов восстановления, отделки
и упрочнения поверхностей деталей ремонтируемого оборудования.
Сущность этого метода состоит в том, что под влиянием определен-
ного давления инструмента (шарика, ролика или дорна) на обраба-
тываемую поверхность детали (шпинделя, вала, станины и др.) при
их взаимном относительном перемещении (инструмента и детали)
поверхность детали пластически деформируется с уменьшением ше-
роховатости и упрочнением. Производительность процесса пласти-
ческого деформирования в 3—6 раз выше по сравнению с произво-
дительностью при шлифовании и полировании.
Пластическим деформированием обрабатывают все металлы, спо-
собные деформироваться в холодном состоянии (стали, чугуны и
цветные металлы), применяя различные схемы и разнообразные
конструкции инструментов и деформирующих элементов для обра-
ботки наружных и внутренних круглых поверхностей вращатель-
ного и поступательного движения (см. рис. 7.9), а также направляю-
щих станин и др.
При обработке деталей пластическим деформированием относи-
тельное упрочнение повышается на 40—70 %, а микротвердость
поверхности — на 50—100 %; при толщине поверхностного уп-
лотненного слоя 8—18 мкм усталостная прочность детали возрастает
в среднем на 15 %.
52
§ 4.7. Восстановление деталей
пластмассовыми композициями
Пластмассовые композиции. Акрилат АСТ-Т, бутакрил, эпок-
сидно-акриловая пластмасса СХЭ-2 и некоторые другие пластмас-
совые композиции — это термопластические массы холодного от-
верждения, состоящие из различных порошков и жидкостей; при
их смешении образуется сметанообразная масса, быстро затверде-
вающая без подогрева и давления. Процесс отверждения сопровож-
дается выделением теплоты.
Область применения таких пластмассовых композиций весьма
широка. Они используются при ремонте изношенных деталей и сбо-
рочных единиц промышленного оборудования в качестве компенса-
торов износа при восстановлении нарушенных размерных цепей
станков и машин. Пластмассовыми композициями восстанавливают:
круговые направляющие станин карусельных станков; направляю-
щие кареток токарных, фрезерных, расточных, зубофрезерных,
зубострогальных, радиально-сверлильных и других станков; клинья
и планки механизмов всех видов оборудования, в том числе механи-
ческих прессов. Они также используются для ремонта подшипников
шпинделей револьверных головок токарно-револьверных станков,
отверстий под пиноль задней бабки, резьбы гаек ходовых винтов,
втулок, посадочных мест зубчатых колес и шкивов, деталей гидро-
насосов, кулисных механизмов и др.
Затвердевшие пластинки из этих материалов износостойки,
хорошо работают в паре с чугуном, сталью, бронзой; при этом коэф-
фициент трения составляет 0,18, а при введении в композицию
требуемого количества антифрикционного материала он уменьша-
ется до 0,14.
В зависимости от состава пластмассовые композиции обладают
различными физико-механическими свойствами и рабочими харак-
теристиками (табл. 4.1).
4.1. Пластмассовые композиции
Характеристика Пластмасса АСТ-Т Бутакрил Акрилат СХЭ-2
Адгезия, кг/см2:
к стали 165—215 110—200 225—429
к чугуну 150—193 100—180 194—243
к латуни 68—108 55—100 127—169
Маслопоглощение за 24 ч, % 0,372 0,4 0,203
Линейная усадка, % 0,2—0,5 0,2—0,3 0,1—0,25
Минимальная толщина наносимого слоя, мм Максимальная рабочая температура, при которой может быть использована композиция, °C 0,5 1 0,2
80 80 112
Время отверждения смеси порошка и жидкости при температуре 20—25°С, мин 75 75 20—120
53
Технологический процесс восстановления деталей пластмассо-
выми композициями состоит из следующих операций и переходов:
1) восстановление геометрической точности базовой (формующей)
детали (станины, стола, планшайбы и др.); 2) подготовка наращивае-
мой (формуемой) поверхности направляющих восстанавливаемой
детали; 3) нанесение разделительного слоя на направляющие фор-
мующей детали; 4) обезжиривание и просушивание формуемых по-
верхностей деталей; 5) сборка и выверка координат ремонтируемой
сборочной единицы; 6) герметизация сопрягаемых восстанавливае-
мых поверхностей и изготовление воронок; 7) подготовка пластмас-
совой композиции; 8) заливка пластмассовой композиции между
сопрягаемыми поверхностями; 9) выбор режима отверждения пласт-
массовой композиции, т. е. температуры и длительности выдержки;
10) разборка сборочной единицы; 11) удаление затвердевших при-
ливов пластмассовой композиции; 12) контроль качества восстанов-
ленной поверхности; 13) обработка отформованных поверхностей.
Качество подготовки поверхностей и выверка точности коорди-
нат перед восстановлением оказывают большое влияние на качество
и трудоемкость ремонта агрегата в целом. Чем точнее и чище обра-
ботаны формующие поверхности, тем качественнее получается сопря-
гаемая поверхность трения из пластмассовой композиции, а чем
точнее осуществлена выверка сборочной единицы перед заливкой
пластмассы, тем выше качество восстанавливаемых размерных цепей
механизмов после отверждения последней. В результате исключа-
ются операции дополнительной пригонки направляющих, которая
сводится лишь к выполнению смазочных отверстий.
Восстановление деталей бутакрилом. Бутакрил широко исполь-
зуют при ремонте изношенных деталей и узлов промышленного обо-
рудования в качестве компенсатора износа при восстановлении
нарушенных размерных цепей станков и машин. Изготовле-
ние бутакрила осуществляют следующим образом. Порошок засы-
пают в чистую стеклянную, фарфоровую или металлическую посуду
и заливают соответствующей жидкостью. Смесь тщательно переме-
шивают круговым движением в одну сторону в течение 1—2 мин
до набухания порошка в жидкости и образования массы сметанооб-
разной консистенции. Для удлинения срока жидкотекучести массы
соотношения порошка и жидкости можно менять в сторону увеличе-
ния количества жидкости.
При заливке полостей, подлежащих заполнению, во избе-
жание образования в них пустот необходимо обеспечить выход воз-
духа. Заливку бутакрилом больших объемов можно производить
слоями с учетом того, что последующий слой хорошо соединяется
с ранее нанесенным и затвердевшим слоем (в этом случае смесь по-
рошка с жидкостью должна готовиться частями — не более 200 г
каждая). Процесс отверждения пластмассовой композиции проис-
ходит с выделением теплоты, поэтому рекомендуется при заливке
больших объемов обеспечить ее хороший отвод.
Поверхности, подлежащие соединению с бутакрилом, должны
иметь шероховатость в пределах Rz 80, но не выше Rz 25. Соединяе-
54
мые с помощью бутакрила детали или полость, куда должна быть
залита масса, очищают, обезжиривают жидкостью бутакрил, бензи-
ном, ацетоном или другими растворителями, а затем просушивают.
Те поверхности деталей, которые нужно изолировать от зали-
ваемого бутакрила, следует покрывать силиконовым маслом, пара-
фином, дисульфидом молибдена или натирать графитовым порош-
ком. Практически весьма удобно натирать изолируемые поверхно-
сти бруском хозяйственного мыла и затем растирать тампоном (при
этом образуется тончайший разделительный слой). Во избежание
утечки жидкой массы из сквозных отверстий при заливке для герме-
тизации применяют пластилин.
Рис. 4.3. Схема восстановления клина бутакрилом:
1,2 — поверхности клина, 3 — концевые меры длины, 4, 5 — бруски, 6 — плита станка
С целью правильного формирования поверхностей соединяемые
детали должны быть неподвижно закреплены. Полное отверждение
бутакрила в глубинных слоях наступает через 12—15 ч. При пони-
женных температурах процесс отверждения замедляется. Бутакрил
хорошо обрабатывается резанием, шлифуется и полируется.
Восстановление клиньев. Как показывает опыт,
трудоемкость ремонта этих деталей восстановлением акрилоплас-
том, например бутакрилом (рис. 4.3), сокращается примерно на
35—40 % по сравнению с трудоемкостью изготовления их заново.
Восстановление прижимных планок. При
эксплуатации оборудования изнашиваются трущиеся поверхности
планки и направляющих, образуется повышенный зазор, который
при ремонте устраняют шабрением, строганием, шлифованием, уста-
новкой компенсационных накладок и другими способами. Наиболее
рациональным является способ их восстановления бутакрилом, так
как при этом полностью исключаются трудоемкие пригоночные опе-
55
рации, обеспечиваются хорошие условия эксплуатации, повышается
долговечность сопряжения.
С целью создания слоя бутакрила рациональной толщины с
трущейся поверхности планки 1 (рис. 4.4, а) строганием снимают
слой металла толщиной до 15 % номинальной высоты планки, но
не менее 1,5 и не более 3 мм. Шероховатость поверхности должна
Рис. 4.4. Схемы восстановления бутакрилом прижимных планок:
а — общая, б — ползунов прессов; 1, 4, 6 — прижимные планки, 2 — обезжиренная ПО'
верхность, 3 — наращиваемый слой бутакрила, 5 — ползун пресса
соответствовать Rz 80. Наращиваемую поверхность планки тща-
тельно обезжиривают, а на сопрягаемую поверхность направляю-
щей наносят разделительный слой мыла. Раствор бутакрила при-
готовляют при соотношении компонентов 2:1.
На обезжиренную поверхность 2 наносят слой раствора толщиной
около 0,5—1 мм и выдерживают в течение 10—15 мин до образова-
ния тестообразного состояния. Эту операцию «повторяют несколько
раз, пока наращиваемый слой 3 акрилопласта не окажется больше
необходимого на 0,5—1 мм. Затем планку устанавливают на место
и закрепляют винтами. При этом излишек акрилопласта выдавли-
вается и автоматически устанавливается необходимое сопряжение.
Ремонт планок заканчивают удалением приливов пластика и выпол-
нением смазочных канавок. Таким способом восстанавливают при-
жимные планки 4 и 6 (рис. 4.4, б) ползунов 5 прессов, ползунов
поперечно-строгальных станков и др.
В ряде случаев планки удобно восстанавливать, когда узлы со-
браны (например, планки ползунов прессов), а щели между клинья-
ми и направляющими расположены вертикально. Для этого зазор
герметизируют пластилином и затем делают воронку в верхней час-
ти щели. Отверстие воронки направляют к одной из сторон план-
ки (по ширине), заполняя при этом щель раствором акрилопласта.
Масса стекает у одного края щели и заполняет ее снизу вверх, что
уменьшает возможность образования раковины.
Меры безопасности при работе с пластмассовыми композициями'.
быстротвердеющие пластмассы нетоксичны, однако в процессе их
приготовления выделяется резкий запах (в связи с этим приготовле-
ние пластмассовых композиций следует выполнять в вытяжном
шкафу); жидкий компонент следует хранить в герметично закупо-
ренной посуде, а вспомогательные материалы (бензин, ацетон) —
56
в специальной таре; при подготовке композиций и заливке деталей
необходимо соблюдать правила пожарной безопасности; для защиты
рук при приготовлении пластмассовых композиций рекомендуется
применять резиновые перчатки и защитные пасты типа мази Се-
липского; хранение и прием пищи, а также курение в рабочих
помещениях запрещается.
§ 4.8. Восстановление деталей и ремонт оборудования
клеевым методом
Общие сведения. Клеевой метод широко применяют при ремонте
оборудования для восстановления неподвижных соединений. Он
отличается простотой технологии, низкой себестоимостью и обес-
печивает прочность и достаточную надежность соединения. В боль-
шинстве случаев соединение деталей-компенсаторов небольшого
износа возможно только склеиванием. Клеевым способом выпол-
няют многие виды работ: заделывают трещины в корпусных деталях
и накладывают заплаты: ликвидируют забоины и задиры на направ-
ляющих поверхностях оборудования; устанавливают детали-ком-
пенсаторы износа цапф, валов, шеек шпинделей, а также тонкостен-
ные втулки в конусные отверстия шпинделей и пинолей задних ба-
бок; восстанавливают резьбовые соединения и изношенные отвер-
стия шкивов и маховиков; ремонтируют колодочные и конусные
фрикционные муфты и др. Клеевой шов практически непроницаем
для многих веществ и не разрушается от воздействия кислорода,
воды, минеральных масел. Склеенные детали можно обрабатывать
на металлорежущих станках с применением охлаждающей жидкости
и всухую.
При ремонте применяют много различных клеев, отличающихся
по составу и физико-механическим свойствам, например, карби-
нольный, БФ, эпоксидные и др.
Эпоксидный клей. В ремонтной практике наиболее широко при-
меняют эпоксидный клей, дающий хорошие результаты. Основными
составляющими эпоксидного клея являются эпоксидная смола
ЭД-16 или ЭД-201 (80—100 мае. ч.) и отвердитель — полиэтилен-
полиамин (7—16 мае. ч.). В состав клея вводят также 10—16 мае. ч.
пластификатора — ди бутилфтал ата, уменьшающего хрупкость, по-
вышающего ударную вязкость и эластичность клеевой пленки.
Механическая прочность клеевого слоя повышается, если ввести
в его состав 20—60 мае. ч. какого-либо наполнителя, в качестве
которого используют металлические порошки из чугуна, стали,
бронзы, алюминия, а также цемент, фарфоровую или кварцевую
муку, графит и др.
Эпоксидная смола быстро (через 25—40 мин) затвердевает при
введении в нее отвердителя, а смесь смолы с пластификатором и
наполнителем (без отвердителя) может храниться в закрытом со-
стоянии в течение года. Готовый клей затвердевает при комнатной
температуре за 24 ч, а при 60 °C — за 4 ч. Приготовленный клей
нужно сразу же наносить на тщательно подготовленные склеивае-
57
мые поверхности, иначе он может затвердеть и оказаться непри-
годным для склеивания.
Механическая прочность клеевого соединения зависит как от
качества приготовленного клея, так и от качества подготовленных
к склеиванию поверхностей, причем наиболее прочным получается
соединение поверхностей слегка шероховатых (Rz 50), а также
тщательно обезжиренных. Кроме того, прочность клеевого соеди-
нения зависит от склеиваемых материалов (см. ниже).
Склеиваемые материалы Предел прочности при сдвиге,
МПа (кгс/см2)
Сталь со сталью............................... 30 (300)
Сталь с чугуном или чугун с чугуном.......... 20 (200)
Сталь с бронзой или бронза с бронзой.......... 13 (130)
Механическая прочность металлических деталей, склеенных
эпоксидным клеем, не снижается при повышении их температуры
до 100 °C.
Технологический процесс склеивания эпоксидным клеем вклю-
чает операции, выполняемые в такой последовательности: 1) под-
готовка поверхностей под склеивание, т. е. обработка их на металло-
режущем станке, зачистка и обезжиривание; 2) подготовка клея;
3) нанесение клея на склеиваемые поверхности; 4) совмещение
склеиваемых поверхностей; 5) удаление излишков клея с деталей;
6) выдержка соединенных деталей в соответствии с выбранным ре-
жимом (температура, длительность и т. д.); 7) контроль качества
клеевого шва; 8) обработка деталей после склеивания.
Гладкие поверхности деталей перед склеиванием зачищают наж-
дачной бумагой № 80—150, а затем протирают тампоном из светлой
ткани, смоченным растворителем (авиационным бензином Б-30,
ацетоном или спиртом). Протирку заканчивают, когда на тампоне,
проведенном по обезжиренной поверхности, не остается темных
следов. Особенно тщательно необходимо обезжиривать поверхности
чугунных деталей.
Наиболее простым способом контроля качества подготовленной
к склеиванию поверхности является проба каплей воды: поверх-
ность подготовлена качественно, если вода расплывается и смачи-
вает ее. В этом случае сцепление подготовленной поверхности
с эпоксидным клеем будет хорошим. Если нужно получить менее
прочное соединение (например, в случае посадки втулок, которые
при последующем ремонте выпрессовывают, или при установке в из-
ношенное гнездо корпуса подшипников качения, которые также
в дальнейшем разбирают), посадочные поверхности в корпусных
деталях подготовляют к склеиванию менее тщательно. Подготовку
поверхностей к склеиванию заканчивают за 15 мин до склеивания
(это необходимо для того, чтобы с поверхностей обезжиренных
деталей испарился растворитель); к обезжиренным поверхностям
нельзя прикасаться руками.
После подготовки на склеиваемые поверхности наносят слой
клея толщиной около 0,1 мм. Склеиваемые плоские поверхности
58
должны по возможности находиться в горизонтальном положении,
чтобы клей не стекал с них. Те участки поверхностей, которые не
подлежат склеиванию, покрывают разделительным слоем воска
или мыла.
Совмещение поверхностей деталей при склеивании должно
быть таким, чтобы обеспечивалось не только точное наложение
их друг на друга, но также вытеснение пузырьков воздуха из
пространства между склеиваемыми поверхностями, равномерное
распределение клея по шву, исключение самопроизвольного смеще-
ния одной детали относительно другой во время затвердевания
клея. При склеивании эпоксидным клеем соединяемые тонкие де-
тали рекомендуется прижать друг к другу под давлением до 5 МПа
(50 кгс/см2).
При ремонте и восстановлении деталей клеевым методом следует
предпринимать такие же меры безопасности, как при
работе с пластмассовыми композициями.
Установка подшипников. При замене изношенного подшипника
качения новым часто не обеспечивают нужного характера соедине-
ния сопрягаемых поверхностей в корпусе машины. При износе по-
садочного места подшипника до 0,05 мм его не обязательно раста-
чивать, а можно восстанавливать с помощью эпоксидного клея.
Гнездо корпуса и наружное кольцо подшипника тщательно обез-
жиривают каким-либо растворителем, после испарения которого их
смазывают клеем и вставляют подшипник. Во избежание перекосов
одновременно ставят оба подшипника в сборе с валом.
Установка втулок. На эпоксидном клее можно устанавливать и
втулки. Обычно при запрессовке втулки деформируются и внутрен-
нюю поверхность приходится развертывать или пришабривать.
При установке втулок на клее отпадает необходимость в этой опера-
ции и обеспечиваются достаточная точность посадки и соосность
собираемых деталей.
Втулки изготовляют без припусков на последующую пригонку.
Внутренний диаметр растачивают по чертежу или месту, наружный
выполняют с зазором 0,05—0,07 мм. Перед сборкой сопрягаемые
поверхности обезжиривают, но поверхности корпуса обрабатывают
менее тщательно (это обусловлено тем, что данное соединение долж-
но быть разбираемым). Затем на склеиваемые поверхности наносят
тонкий слой клея, устанавливают втулки в сборе с валом и обеспе-
чивают положение, при котором исключается самопроизвольное
смещение в процессе затвердевания клея. Применение клея упро-
щает ремонт и процесс сборки, а также устраняет погрешности
обработки посадочных поверхностей в корпусных деталях. Примеры
ремонта клеевым способом некоторых других деталей рассмотрены
в § 6.1.
Контрольные вопросы
1. Какова экономическая целесообразность восстановления деталей?
2. Расскажите о восстановлении деталей механической обработкой.
3. В чем сущность восстановления деталей сваркой и наплавкой?
59
4. Какие меры безопасности при сварке и наплавке следует предприни-
мать?
5. В чем сущность процесса металлизации?
6. Каковы основные процессы термической обработки?
7. Расскажите о пластмассовых композициях, применяемых при ремонте
оборудования.
8. Какими эксплуатационными свойствами обладает бутакрил?
9. Назовите клеи, применяемые при ремонте деталей.
10. Расскажите о мерах безопасности при работе с пластмассовыми ком-
позициями и клеями.
Глава 5. РЕМОНТ НЕПОДВИЖНЫХ СОЕДИНЕНИЙ
И ТРУБОПРОВОДОВ
§ 5.1. Общие сведения
Применяемые в машиностроении соединения деталей и механиз-
мов делятся на две основные группы — разъемные и неразъемные.
К разъемным соединениям относятся резьбовые, штифтовые, шпо-
ночные, шлицевые и другие соединения, которые можно разбирать и
собирать вновь без их повреждения и разрушения. Неразъемные
соединения получают сваркой, прессовкой, склеиванием, пайкой,
клепкой; при этом разборка сборочной единицы возможна лишь
при разрушении крепления или самих деталей.
§ 5.2. Ремонт резьбовых соединений
Рис. 5.1. Основные виды резьбовых со-
единений:
а — болтовое, б — винтовое, в — с помощью
шпильки
Основными резьбовыми соединениями являются соединения
болтами, винтами и шпильками. В болтовом соединении для скреп-
ления соединяемых деталей используют болт и гайку (рис. 5.1, о).
Винтовое соединение отличается от болтового тем, что винт вверты-
вают в резьбовое отверстие детали (рис. 5.1, б), а гайка отсутствует.
Соединение шпильками (рис.
5.1, в) применяют в условиях
частой разборки соединяемых
деталей или при невозмож-
ности из-за конструктивных
особенностей использовать
крепление другого вида.
В резьбовых соединениях,
особенно воспринимающих во
время работы большие или
знакопеременные нагрузки,
повышенные износы и по-
вреждения возникают из-за
недостаточной затяжки вин-
тов и гаек. При совместном воздействии различных нагрузок болты и
винты растягиваются, шаг резьбы и ее профиль нарушаются, гайки
начинают («заедать»), следствием чего являются поломки деталей
соединений. Более интенсивно изнашиваются детали часто разбирае-
60
мых и регулируемых соединений (износу подвергаются резьбы,
грани головок болтов и гаек). Резьба разрушается также от чрез-
мерных затяжек гайки или винта.
Износ резьбовых соединений проявляется следующим образом:
изменяется профиль резьбы по среднему диаметру — увеличивает-
ся зазор (наблюдается у винтов и часто отвертываемых крепежных
болтов); сминаются под действием рабочих нагрузок рабочие по-
верхности профиля резьбы; удлиняется в результате действия осе-
вых рабочих нагрузок и усилий затяжки стержень болта; изменяет-
ся под действием осевых рабочих нагрузок шаг резьбы. Изношен-
ные или поврежденные крепежные болты и винты не ремонтируют,
а заменяют новыми.
Ремонт соединения, в котором произошел обрыв винта (или
шпильки) в глубине отверстия, производится по-разному в зависи-
мости от способа извлечения обломков: 1) тонкий бородок или керн
приставляют концом к верхней части обломка, а затем, постукивая
молотком по бородку, которому придают наклон в направлении,
противоположном заходу резьбы, вывинчивают обломок (это дела-
ют, стараясь не повредить края резьбы); 2) в обломке винта или
шпильки высверливают отверстие диаметром меньшим, чем диаметр
резьбы, и забивают в него ребристый закаленный стержень; про-
ворачивая стержень, удаляют обломок из гнезда; 3) в обломке
электроискровым способом выполняют квадратное отверстие; ввер-
тывая затем в это отверстие специальный ключ, удаляют с его по-
мощью обломок (этот способ является более совершенным). Кроме
того, сломанные винты извлекают с помощью приваренного элект-
рода.
Детали значительного диаметра с изношенной наружной резьбой
ремонтируют различными способами: срезают изношенную резьбу и
(если это допускается условиями прочности) нарезают новую,
обрабатывая ее до ближайшего диаметра по стандарту; на деталь
насаживают втулку либо бандаж с резьбой.
Изношенную или сорванную резьбу в отверстиях детали обычно
не восстанавливают, производя ремонт следующим образом: 1) от-
верстие просверливают на большую глубину (если это возможно)
и снова нарезают в нем резьбу; в углубленное отверстие ввертывают
новый винт с удлиненной резьбовой частью; 2) отверстие рассвер-
ливают, нарезают новую резьбу большего диаметра и ставят новые
винты с резьбой данного диаметра; отверстие для винта во второй
соединяемой детали рассверливают.
При ремонте резьбовых соединений нередко изготовляют взамен
старой шпильки новую с уступом и резьбой двух диаметров
(рис. 5.2, а)'. большего — для завинчивания шпильки в одну из
соединяемых деталей и меньшего — для соединения со второй и
стягивания их гайкой.
При ремонте резьбовых отверстий в корпусных деталях рацио-
нально восстанавливать номинальную (первоначальную) резьбу:
существующее отверстие рассверливают, нарезают новую резьбу,
затем изготовляют переходную втулку (с наружной и внутренней
61
резьбой, рассчитанной на нормальный винт), устанавливая ее за-
подлицо с плоскостью детали и стопоря штифтом (рис. 5.2, б).
Однако при этом переходная втулка должна быть толстостенной,
поэтому предпочтительнее устанавливать ее на эпоксидном клее.
Для этого резьбу в корпусе или резцедержателе (рис. 5.2, в), а так-
же на переходной втулке 1 тщательно обезжиривают, наносят
клей на сопрягаемые резьбы и затем ввинчивают втулку заподлицо
с деталью. После затвердевания клея образуется надежное соеди-
нение.
Рис. 5.2. Схемы ремонта резьбовых соединений с помощью установки:
а — новой шпильки с уступом двух диаметров, б — втулки с наружной и внутренней резь-
бами, в — втулки на клей
В некоторых случаях изношенное резьбовое отверстие в детали
«заглушают», высверливая рядом с ним другое отверстие и нарезая
в нем резьбу требуемого диаметра. Новое отверстие просверливают
и во второй соединяемой детали.
При ремонте и сборке неподвижных разъемных соединений важ-
но обеспечить жесткое соединение, скрепляя болтами сопрягаемые
поверхности деталей. К этим поверхностям, часто называемым
стыками (см. рис. 5.2, а), предъявляют различные требования по
обеспечению необходимой плотности сопряжения. Стыки пригоняют
механической обработкой, в частности, строганием, шлифованием,
а также припиливанием, шабрением и притиркой. В ряде случаев,
когда требуется полная герметичность (например, при ремонте
картеров, содержащих смазку), стыки уплотняют соответствующи-
ми прокладками, в качестве которых используют картон, клингерит,
бумагу, резину, свинец и др. (Чем точнее выполнено сопряжение
стыков, тем выше жесткость соединения.) При менее точной при-
гонке между стыками появляются неравномерные зазоры, а при
скреплении соединения болтами возникают напряжения, вызываю-
щие нежелательную упругую деформацию скрепленных деталей,
§ 5.3. Ремонт штифтовых соединений
Штифты в основном предназначены для точного взаимного фик-
сирования деталей, а также для передачи относительно неболь-
ших нагрузок. По форме их можно разделить на конические и ци-
линдрические гладкие, получившие наибольшее применение. Ко-
62
нические штифты выполняют с конусностью 1 : 50, обеспечиваю-
щей надежное самоторможение.
Применяют штифты простые, забиваемые в отверстия с целью
выбивания из них деталей или их обломков, или с резьбой для
удаления при разборке других штифтов в случае их установки
в глухие отверстия.
Ремонт штифтовых соединений может быть выполнен или раз-
верткой отверстия на следующий ремонтный размер с установкой
специальных штифтов, или выполнением этого соединения в другом
месте.
§ 5.4. Ремонт шпоночных и шлицевых соединений
Шпоночное соединение служит для передачи вращения валу от
насаженной на него детали (шкива, зубчатого колеса, втулки).
Соединительной деталью является шпонка. Шпоночные соединения
(рис. 5.3) отличаются просто-
той, удобством сборки и раз-
борки. Однако их главный
недостаток заключается в том,
что шпоночные пазы ослабля-
ют сечение деталей и умень-
шают жесткость при круче-
нии, что нередко приводит к
разрушению деталей соедине-
ния. Сечения шпонок и шпо-
ночных пазов в соединяемых
деталях подбирают в зависи-
мости от диаметра вала и ха-
рактера сопряжения.
Призматические шпонки
(рис. 5.3, а) используют в не-
подвижном и подвижном со-
единениях. Их закладывают
в шпоночные пазы так, чтобы
Рис. 5.3. Шпоночные соединения приз-
матической (а), клиновой (6) и сегмент-
ной (в) шпонками
между верхней гранью шпон-
ки и дном канавки насаживае-
мой детали был зазор. Так
как крутящий момент пере-
дается боковыми гранями шпонки, ее запрессовывают с гаранти-
рованным натягом по боковым сторонам канавки.
Направляющими шпонками называют призматические, исполь-
зуемые в подвижном соединении. В этом случае призматическую
шпонку устанавливают с менее плотной посадкой, но с дополни-
тельным креплением в пазу винтами; в пазу перемещаемых деталей
(зубчатых колесах, муфтах и др.) делают более свободную посадку.
Клиновую шпонку (рис. 5.3, б), представляющую собой клин с
уклоном 1 : 100, запрессовывают между соединяемыми деталями.
63
Рис. 5.4. Ремонт
шпоночных пазов
наваркой грани (а)
и установкой сту-
пенчатой шпонки
(^)
5)
Сложность пригонки таких шпонок состоит в том, что угол наклона
паза посаженной на вал детали должен совпадать с углом наклона
шпонки. Пригонку выполняют припиливанием и пришабриванием
по месту с проверкой на краску, для чего шпонку несколько раз
устанавливают на место и определяют по отпечаткам краски участки,
с которых снимают слой металла. При этом до-
биваются равномерного расположения пятен по
всей поверхности с обеих сторон клина.
Сегментная шпонка (рис. 5.3, в) передает
крутящий момент через боковые стороны. Ос-
новным достоинством этого соединения являют-
ся простота и дешевизна изготовления сегмент-
ных шпонок и пазов.
Способы восстановления шпоночных пазов
различны (рис. 5.4). При большем износе шпо-
ночный паз ремонтируют наваркой грани (рис.
5.4, а) с последующим фрезерованием. При этом
выдерживают размер паза, установленный стан-
дартом. Возможен и такой вид ремонта: паз рас-
ширяют и углубляют, полностью устраняя следы
износа, а затем к нему изготовляют ступенчатую
шпонку (рис. 5.4, б). Однако этот ремонт не обес-
печивает высокого качества соединения и поэто-
му его применяют в исключительных случаях
(осмотры и текущие ремонты). Когда на чертеже нет указаний о фик-
сированном положении шпоночного паза, допускают изготовление
его заново на другом месте без заделки старого паза (не более одного
на сечение). Новый паз фрезеруют параллельно бывшему пазу
в диаметральной плоскости, расположенной относительно послед-
него под углом 90, 135 и 180°.
При ремонте шпоночных соединений изношенные шпонки не
ремонтируют, а изготовляют новые, подгонкой добиваясь их плот-
ного сопряжения с боковыми поверхностями пазов соединяемых
деталей. Исключение составляют клиновые шпонки: их загоняют
в паз ударом молотка так, чтобы они заклинились по высоте. Кли-
новую шпонку следует, кроме того, забивать таким образом, чтобы
при ослаблении ее можно было осаживать. Между головкой шпонки
и торцом детали должно оставаться расстояние, равное высоте
шпонки.
Призматические шпонки при ремонте можно вынимать из пазов
без повреждения, выполняя в средней части шпонки резьбовое
отверстие и ввертывая в него винт. Когда винт своим концом упи-
рается в вал, его продолжают вращать, и шпонка при этом выходит
из паза (рис. 5.5, а). При подгонке и сборке призматических шпонок
в процессе ремонта рекомендуется выполнить специальный скос
(рис. 5.5, б), а с обратной стороны сделать соответствующую помет-
ку. Это позволит вынуть шпонку из паза с помощью молотка с вы-
колоткой: выколотку упирают в помеченный конец шпонки со сто-
роны скоса (показано стрелкой) и слегка ударяют по ней молотком;
64
с этой стороны конец шпонки прижимают к основанию паза, а с про-
тивоположной приподнимают.
Шлицевые соединения, образующиеся направленными вдоль оси
выступами и впадинами вала и ступицы по всей окружности сопря-
жения, предназначены для передачи больших крутящих моментов,
чем шпоночные. Это объясняется тем, что в шлицевом соединении
вал меньше ослабляется шлицами, чем гнездами под шпонки в шпо-
Рис. 5.5. Способы удале-
ния призматических
шпонок из пазов при ре-
монте шпоночного соеди-
нения:
а — выполнением в шпонке
резьбового отверстия, б — вы-
полнением шпонки со скосом
6)
Рис. 5.6. Шлицевые соединения,
центрируемые по внутреннему (а) и
наружному (6) диаметрам
ночном соединении, так
как впадины выполняют неглубокими.
Профили шлицев разделяют на прямобочные, эвольвентные и тре-
угольные. Самый распространенный из них прямобочный, но при-
меняют также шлицы с эвольвентным
лучшее центрирование деталей (рис.
5.6, а, б).
Шлицы небольших валиков обыч-
но не ремонтируют, детали с изно-
шенными шлицами большей частью
заменяют новыми. Однако у деталей,
трудоемких в изготовлении, шлицы
часто ремонтируют способом наварки
металла с последующей механической
обработкой в точном соответствии с
размерами и расположением шлицев
на соединяемой детали.
Шлицы вала можно ремонтиро-
вать с помощью раздачи зубьев, ког-
профилем, обеспечивающим
Рис. 5.7. Схема ремонта шли-
цев раздачей:
а — канавка, полученная раздачей,
б — зубило, в — чекан
да шлицевое соединение центрируется по внутреннему диаметру.
Если шлицы закалены, необходимо вал сначала отжечь, а после
этого раздать каждый шлиц в продольном направлении, доведя его
ширину до номинального размера с припуском 0,1—0,2 мм для
последующей механической обработки. Раздачу выполняют вруч-
ную или на прессах специальными инструментами — зубилами и че-
канами. Для этого вдоль шлицев наносят по одной продольной ри-
ске, затем вдоль рисок вырубают канавки (рис. 5.7, а) специальным
3 № 1152
65
а)
зубилом (рис. 5.7, б); выполненные канавки раздают чеканом
(рис. 5.7, в).
Раздачу шлицев можно производить, используя токарные или
строгальные станки. Для этого оправку с вращающимся коническим
роликом закрепляют в резцедержателе станка, а вал или устанав-
ливают в центрах токарного станка, или закрепляют на столе стро-
гального. Суппортом станка подводят ролик, вдавливают в тело
зуба и осуществляют несколько рабочих ходов по одной канавке.
После раздачи канавки на шлицах заваривают с помощью электро-
сварки, вал дополнительно отжигают, рихтуют, а шлицы обрабаты-
вают под номинальный размер и подвергают термообработке.
Шлицы в отверстиях (посадка по наружному диаметру) и с не-
большим износом можно также ремонтировать раздачей. Для этого
применяют специальную прошивку, ко-
торую продавливают через шлицевое от-
верстие с помощью гидравлического
пресса. После раздачи зубьев шлицевое
отверстие калибруют шлицевой протяж-
кой, удаляя при этом выдавленный ме-
талл и придавая детали требуемый раз-
мер.
§ 5.5. Ремонт сварных соединений
Ремонт сварных соединений включает
в себя операции по выявлению дефектов,
подготовку дефектных мест под заварку
и сам процесс сварки. Способы определе-
ния дефектов разнообразны и зависят от
характера работы соединения. Простей-
шим из способов является внешний ос-
мотр с помощью лупы, цель которого —
выявление дефектов сварки, видных на
поверхности (поры, трещины, непровары,
прожоги и др.). Качество шва может
быть определено керосиновой пробой.
Для этого на проверяемый участок с
наружной стороны наносят тонкий слой
разведенного в воде мела. После его про-
сушки на внутреннюю поверхность соеди-
нения накладывают кусок ткани, обильно
смоченный керосином; появление через
10—15 мин на слое мела потемнений
(влажности) указывает на неплотность
сварного шва или наличие трещины.
Эти дефекты обычно устраняют подвар-
кой. К качеству сварных соединений, несущих большие нагрузки
(например, в котлах высокого давления и т. п.), предъявляют са-
мые высокие требования; их контролируют рентгеновским излу-
чением, магнитным и ультразвуковым способами.
66
Рис. 5.8. Схема подготовки
деталей к заварке трещин:
а — сверление отверстий на кон-
цах трещины, б, в — снятие фа-
сок с одной и двух сторон, г —
установка шпилек, д — привар-
ка накладок
Подлежащие восстановлению детали подвергают определенной
подготовке. Замасленные детали «вываривают» в горячем растворе
каустической соды, затем промывают теплой водой. Поверхности
деталей обрабатывают также органическими растворителями (керо-
сином и др.), очищают пескоструйным методом, зачисткой напиль-
ником или другими способами, а затем тщательно осматривают.
При наличии трещин детали подготавливают к заварке следую-
щим образом. После очистки поверхности на концах трещины свер-
лят отверстия ф 3—3,5 мм, чтобы трещина не распространялась
дальше (рис. 5.8, а). По всей длине трещины прорубают вручную
или выполняют на станке фаску (рис. 5.8, б). Если толщина детали
превышает 12 мм, фаску снимают с обеих сторон (рис. 5.8, в). Ино-
гда для большей прочности сварного шва вдоль трещины устанав-
ливают несколько шпилек (рис. 5.8, г). Заваривают трещину с по-
мощью дуговой или газовой сварки.
Мелкие трещины на неответственных местах устраняют корот-
кими поперечными сварными швами, которые, охлаждаясь, стяги-
вают трещину. Трещины на деталях из алюминиевых сплавов разде-
лывают до получения канавки глубиной и толщиной до 3 мм (тре-
щины на деталях толщиной до 10 мм не разделывают).
При ремонте деталей приваркой накладок поверхность вокруг
трещины зачищают так, чтобы ее края отстояли от трещины на
25—30 мм (рис. 5.8, д).
§ 5.6. Ремонт трубопроводов
Трубопроводы являются каналами, по которым энергия от на-
сосов компрессоров и других устройств поступает к исполнительным
гидро- и пневмодвигателям; разрушение трубопровода неизбежно
приводит к выводу из строя пневмо- и гидросистем или их частей.
Современное промышленное оборудование оснащено трубопровода-
ми для подачи жидкости, воздуха, пара; ими соединяют агрегаты
пневмо- и гидросистем, обычно расположенные на некотором (ино-
гда значительном) расстоянии друг от друга. В зависимости от ус-
ловий эксплуатации, т. е. взаимного состояния (стационарного или
подвижного) соединяемых агрегатов, трубопроводы разделяются на
жесткие и гибкие. Жесткие трубопроводы выполняют из ме-
талла — чугуна, стали, меди или алюминия, а гибкие — из
резины, прорезиненных тканей, с металлическими оплетками.
В станочных приводах применяют стальные бесшовные и медные
трубы, а также рукава (шланги) высокого давления. Для трубо-
проводов, работающих в агрессивных средах, применяют трубы из
синтетических материалов и специальных сталей. Основной харак-
теристикой трубопровода является его условный проход (номиналь-
ный внутренний диаметр), который зависит от требуемой пропуск-
ной способности (л/мин).
При монтаже жестких трубопроводов часто приходится произво-
дить гибку труб. Для ручной гибки труб диаметром до 30 мм без
наполнителя применяют специальное приспособление (рис. 5.9),
67
3*
которое крепят в тисках бобышкой 7. Чтобы изогнуть трубу, нужно
откинуть рычаг /, установить его под углом 90° к продольной оси
основания 6, вставить трубу в канавку между роликами 2 и 5,
закрепить ее крючком 4 и прижимом 5, а затем плавным движением
рычага 1 произвести гибку. Ролики 2 и 3 являются сменными —
из набора, рассчитанного на разные диаметры труб и радиусы кри-
визны.
Рис. 5.9. Приспособление для ручной гибки труб:
1 — рычаг, 2, 3 — сменные ролики, 4 — крючок, 5 — прижим, 6 — основание, 7 — бобышка
При гибке горячим способом в качестве наполнителя
применяют песок. Изгибаемый участок трубы нагревают в горне
или другом нагревательном устройстве до вишнево-красного цвета,
а места, не подлежащие изгибу, смачивают водой. При достаточном
нагреве песка от трубы начинает отлетать окалина. Гибку произво-
дят плавно, без рывков и с одного нагрева. После остывания трубы
из нее высыпают песок, а приставшие к стенкам песчинки удаляют,
обстукивая трубу молотком и затем продувая ее сжатым воздухом.
Трубы из медных и алюминиевых сплавов подвергают рекрис-
таллизационной термической обработке. Их нагревают до опреде-
ленной температуры и быстро охлаждают в воде — это придает
трубам повышенную пластичность. Гибку и вальцовку труб выпол-
няют по шаблонам сразу после термообработки. Такие трубы лег-
ко монтируются на станке, однако, теряя пластичность с течением
времени, они могут лопаться при вибрационных нагрузках в ре-
зультате усталости металла, поэтому применение присоединений
медных труб развальцовкой ограничивается системами низкого
давления (до 2,5 МПа).
Развальцовку концов медных труб осуществляют с помощью
переносного приспособления (рис. 5.10), состоящего из планок 1 и 2,
соединенных шарнирно осью 6 и струбциной 3 с винтом 4. Трубку 7
68
помещают в соответствующее ее диаметру отверстие планок и за-
крепляют винтом 8. Затем смазывают маслом формующую кониче-
скую поверхность 5 винта 4 и осуществляют развальцовку мед-
ленным завинчиванием винта до образования на конце трубки ко-
нусности.
Рис. 5.10. Приспо-
собление для раз-
вальцовки концов
медных труб:
1, 2 — планки, 3 —
струбцина, 4, 8 —
винты, 5 — коничес-
кая поверхность, 6 —
ось, 7 — трубка
Соединения труб и шлангов в гидроприводах выполняют разны-
ми способами. Соединение, показанное на рис. 5.11, а, состоит из
штуцера /, накидной гайки 2, насадки 3 и развальцованной труб-
ки 4. Уплотнение этого соединения обеспечивается гайкой 2. До
закрепления соединения необходимо смазать поверхность контакта
насадки с гайкой 2 и только после этого завинтить гайку. В про-
тивном случае при закреплении может произойти «схватывание»
гайки с насадкой й скручивание медной трубки, которую необхо-
Рис. 5.11. Соединения трубопроводов в гидроприводах:
а, б — по наружному и внутреннему конусам, в — обжимным кольцом; 1,5 — штуцера,
2, 6, 11 — гайки, 3 — насадка, 4 — развальцованная трубка, 7 — ниппель, 8, 10 — трубы,
9 — обжимное кольцо
димо будет заменять. Герметичность соединения штуцера 1 с кор-
пусом гидроустройства обеспечивается за счет возникающей при
затяжке деформации конической резьбы Бриггса. Для повышения
герметичности резьбового соединения рекомендуется использовать
уплотнительную ленту ФУМ (фиорлоновый уплотнительный мате-
риал) шириной 10 мм и толщиной 80 мкм.
В соединении трубопровода по внутреннему конусу (рис. 5.11, б)
ниппель 7 приварен к трубе S, а уплотнение достигается подвинчи-
ванием гайки 6 на штуцере 5. Герметичность соединения между
69
корпусом и конической резьбой штуцера достигается плотным ввин-
чиванием последнего в корпус. Однако более надежная герметич-
ность достигается, когда на конусную резьбу штуцера наматывают
1—2 слоя ленты ФУМ, а затем штуцер плотно ввинчивают в кор-
пусную деталь. При давлении 20 МПа в соединениях стальных труб
ниппели 7 выполняют с шаровой поверхностью вместо конической.
Уплотнение в соединении, показанном на рис. 5. 11, в, выпол-
няют с помощью обжимного кольца 9 из мягкого металла (им об-
жимают трубу 10 по наружному диаметру гайкой 11). Этот способ
применяют при уплотнении соединений маслопроводов, служащих
для подачи смазки к трущимся поверхностям деталей, а также в не-
которых гидросистемах; он обеспечивает полную герметичность
соединений при давлении 5—6 МПа (50—60 кгс/см2).
Гибкие соединительные трубопроводы (рукава) высокого давле-
ния (ГОСТ 10362—76 *) широко используют в гидравлических
системах промышленно-
го оборудования; они
выдерживают давление
17,5 МПа и более.
Для соединения в
гидросистеме маслопро-
водов их концы заде-
лывают различными
муфтами, которые мо-
гут быть неразъемными
и разъемными. Н е-
разъемная муф-
т а представляет собой
Рис. 5.12. Концевое разъемное соединение для
шлангов высокого давления:
/ — соединительная гайка, 2 — ниппель, 3 — муфта,
4, 5 — наружный и внутренний слои резины
ниппель, накидную гайку и кожух, закрепляемые закаткой на
станках, обжимками на прессах и др. При утрате герметичности
эти муфты не подлежат ремонту; их заменяют новыми, а вместе
с ними и трубопроводы. Разъемная муфта (рис. 5.12)
наиболее рациональна, так как используется многократно при за-
мене изношенных шлангов. Разъемное соединение состоит из муфты
3 и ниппеля 2 с соединительной гайкой 1. Показанная на рис. 5.12
муфта закреплена на конце трубопровода, представляющего собой
внутренний 5 и наружный 4 слои резины с металлической оплеткой.
Для сборки соединительной муфты со шлангом необходимо вы-
полнить следующие операции: 1) подрезать торцы рукавов вулка-
нитовым камнем; 2) снять наружный слой 4 резины до металлической
оплетки (не повреждая ее) на длине муфты 3; 3) предохранить метал-
лическую оплетку от расплетания наложением ленты ФУМ на ее
край; 4) муфту 3 закрепить горизонтально в тисках; 5) заправить
в муфту до упора конец рукава, поворачивая последний против ча-
совой стрелки; 6) закрепить муфту с заправленным рукавом в тис-
ках вертикально (резьбовое отверстие должно быть сверху); 7) на-
деть на ниппель гайку; 8) установить на ниппель оправку; 9) на
конусную и резьбовую части ниппеля нанести пластичную смазку
(тавот, солидол и т. п.); 10) нажимая оправкой на торец шаровой
70
части ниппеля, ввернуть последний в муфту до упора и вынуть
оправку.
Отремонтированный маслопровод или рукав в сборе с соедине-
ниями необходимо продуть сжатым воздухом, промыть под давлени-
ем 0,5—1 МПа и затем испытать на прочность с помощью специаль-
ного передвижного устройства (рис. 5.13), позволяющего испыты-
вать трубопроводы с диаметром проходного отверстия до 50 мм
под давлением до 100 МПа. Устройство имеет несложную конструк-
цию и состоит из бака /, электродвигателя с шестеренным насосом
10, обеспечивающим объемную подачу 5 л/мин, кранов 4, 5 и 7,
нагружающего приспособления с маховиком 3, обратного клапана
9, манометра 6 и сменных кранов-заглушек 2 и 3.
Рис. 5.13. Устройство для испытания трубопроводов:
1 — бак. 2, 3 — краны-заглушки, 4, 5, 7 — краны, 6 — манометр, 8 — маховик, 9 — обрат-
ный клапан, 10 — насос с электродвигателем
Для испытания трубопровода его соединяют, например, с кра-
ном 5, а свободный конец трубы закрывают специальным кра-
ном-заглушкой 3. (Устройство предусматривает возможность одно-
временного испытания двух маслопроводов, для чего используют
и кран 4.) Масло подается насосом и заполняет трубопровод при
открытом кране (при этом находящийся в трубопроводе воздух вы-
тесняется через зазор в кране 3, который перекрывают при появле-
нии протечки). Затем закрывают кран 7 (при этом масло из насоса
через обратный клапан 9, отрегулированный на давление 0,02 МПа,
возвращается в бак) и выключают электродвигатель насоса 10,
После этого вручную с помощью маховика 8 с винтом нагружают
поршень, создавая регламентированное давление в трубопроводе,
которое контролируют по манометру 6 (делают выдержку в течение
3 мин). Рукав высокого давления в сборе с соединениями проверяют
на герметичность давлением 24 МПа (240 кгс/см2); при этом протеч-
ки не допускаются. После испытания открывают все краны масло-
провода и освобождают его от масла сжатым воздухом, подающимся
от пневмосети, к которой подсоединяют кран 3.
71
Контрольные вопросы
1. Какими способами ремонтируют резьбовые соединения?
2. Как восстанавливают неподвижные разъемные соединения?
3. Расскажите о способах ремонта трубопровода.
4. Как ремонтируют шпоночные и шлицевые соединения?
5. Каким способом проверяют качество ремонта трубопровода?
Глава 6. РЕМОНТ ДЕТАЛЕЙ И МЕХАНИЗМОВ
ПРОИЗВОДСТВЕННОГО ОБОРУДОВАНИЯ
§ 6.1. Ремонт валов и шпинделей
Общие сведения. Вал — это деталь машины, передающая кру-
тящий момент и поддерживающая вращающиеся детали. Ось —
вращающаяся или неподвижная деталь машины и механизма, слу-
жащая для поддержания вращающихся частей, но не передающая
крутящего момента.
Рис. 6.1. Прямой (а), эксцентриковый (б) валы и шпиндель (в):
1, 3, 5 — посадочные поверхности, 2, 4 — шейки, 6, 7 -- оси
Валы делятся на прямые (рис. 6.1, я), эксцентриковые
(рис. 6.1,6), коленчатые и др. Особую группу валов составляют
шпиндели (рис. 6.1, в). Шпиндель — вращающийся вал станков
с устройством для закрепления заготовок (например, у станков
токарной группы) или режущего инструмента (например, сверлиль-
ных, фрезерных и других станков). Валы могут быть гладкими
или ступенчатыми. Образование ступеней связано с раз-
личной напряженностью посадок отдельных сечений, а также с ус-
ловиями изготовления и сборки. Длинные валы могут состоять из
отдельных частей, соединенных муфтами. При работе валы испыты-
вают изгиб и кручение, а в отдельных случаях — растяжение и
72
сжатие. По типу сечения валы и оси могут быть сплошными
и полыми. Полое сечение валов и осей применяют для умень-
шения массы или в целях размещения внутри них других деталей.
Валы широко применяют в механизмах и сборочных единицах
машин. Вращающиеся части приводов машин — зубчатые колеса,
диски, муфты, шкивы и т. п.— в большинстве случаев устанавли-
вают на валах и осях, которые могут иметь различное расположе-
ние — горизонтальное, вертикальное или наклонное.
С зубчатых колес, шкивов и других вращающихся деталей крутя-
щие моменты передаются на валы с помощью шпоночных и шлицевых
соединений. Сечение шпонок и шпоночных пазов в соединяемых дета-
лях подбирают в зависимости от диаметра вала и характера сопря-
жения.
Цапфами называют участки вала или оси, лежащие в опорах
качения или скольжения. В зависимости от их расположения на валу
цапфы делят на шипы, шейки и пяты. Шип расположен на конце
вала и воспринимает радиальную нагрузку; шейка, располо-
женная в средней части вала, также воспринимает радиальную на-
грузку, но одновременно подвержена действию крутящего момента;
пята — торцовая часть вала или оси, воспринимающая только
осевые нагрузки.
Валы и оси — ответственные детали машин. Опорные части ва-
лов тщательно обрабатывают для лучшего их сопряжения с соеди-
няемыми деталями. Конструкция валов определяется способом креп-
ления на них деталей, типом и размерами подшипников, служащих
опорой для последних, технологическими условиями обработки и
сборки. Во многих станках применяют валы с неглубокими про-
дольными канавками на поверхности, чередующимися с выступа-
ми — шлицами, которые могут быть прямоугольного, треугольного
или фасонного профиля. Точно такие же шлицы делают в ступице,
сопрягающейся с деталью, которую можно перемещать по валу.
Шлицевые соединения, которые сложнее по устройству и изготов-
лению, чем шпоночные, обеспечивают точное расположение детали
на валу; кроме того, они позволяют передавать значительные вра-
щающие усилия при меньшем поперечном сечении вала и более
долговечны и износостойки.
Ремонт. В процессе эксплуатации у валов и осей изнашиваются
посадочные шейки, шпоночные канавки и шлицы, повреждаются
резьба и центровые отверстия, возникают дефекты в результате
изгиба и кручения. Способ ремонта изношенного цилиндрического
вала выбирают после соответствующей проверки и установления
характера и степени износа. Шейки вала, имеющие износ (цара-
пины и риски, отклонение от цилиндричности до 0,1 мм), ремонти-
руют шлифованием, проверяя сначала, исправны ли центровые
отверстия вала. (При наличии забоин и вмятин в первую очередь
перетачиванием на токарном станке восстанавливают центровые
отверстия, а затем правят валы.)
Шейки валов со значительным износом обтачивают и шлифуют
под ремонтный размер. При этом допускается уменьшение диаметра
73
шеек на 5—10 % в зависимости от характера воспринимаемых валом
нагрузок (в частности, от того, испытывает ли вал ударные нагруз-
ки). В тех случаях, когда необходимо восстановить первоначаль-
ные размеры шеек, на них после обточки напрессовывают или уста-
навливают на эпоксидном клее ремонт-
ные втулки, которые затем обрабаты-
вают точением или шлифованием. Из-
ношенные поверхности валов можно ре-
монтировать также наращиванием ме-
талла вибродуговой наплавкой, метал-
лизацией, осталиванием, хромированием
и другими методами.
Погнутые валы выправляют горячим
или холодным способом. (Горячей прав-
ке подвергают валы, диаметр которых
больше 50 мм.) Холодная правка валов
может выполняться вручную с помощью
винтовых скоб, рычагов, приспособлений
под прессом. Сущность ее заключается в
том, что приложенное усилие вызывает
остаточные деформации, и деталь вос-
станавливается, приобретая первоначаль-
ные свойства. При холодной правке с
помощью пресса или скобы вал распола-
Рис. 6.2. Скоба для правки
валов:
/ — винт, 2 — ось, 3, 6 — зах-
ваты, 4 — упор, 5 — вал
гают на двух опорах выгнутой стороной
к нагружающему устройству (винту, ползуну) и нагружают так,
чтобы он изогнулся в противоположную сторону на величину,
почти равную первоначальному прогибу (лишь затем восстанавли-
вают его первоначальную точность по прямолинейности.)
Когда пользуются скобой (рис. 6.2), ее накладывают на вал 5
захватами 3 и 6 так, чтобы винт 1 своим упором 4 находился против
места выгиба вала (захваты можно раздвигать на осях 2 гайки
в пределах 70—300 мм). Вращая винт, выправляют вал в этом месте
и по индикатору (на рисунке не показан) проверяют его биение;
затем скобу последовательно перемещают на другие участки и по-
вторяют операцию до тех пор, пока вал не будет выправлен.
Передвижной ручной пресс (рис. 6.3), также служащий для
правки валов, располагают основанием 1 на направляющих токар-
ного станка и по индикатору 5 находят место наибольшего прогиба
вала 4. Балочку 9 с подвижными опорами 3 и 8 настраивают гайкой
10 так, чтобы опоры соприкасались с образующей рихтуемого вала;
затем правят вал винтом 6 через прокладку 7 из мягкого металла.
Последовательное перемещение пресса по направляющим на дру-
гие участки осуществляется рукояткой 2.
Изогнутые валы диаметром до 30 мм можно править наклепом.
Процесс состоит в том, что вал кладут выгнутой частью вниз на
плиту (рис. 6.4) и легким молотком наносят частые удары, пока он
не выпрямится. (Удары наносят также с обеих сторон выгнутой
части, ограниченной углом 120°.)
74
Ремонт эксцентрикового вала. Эксцентриковые валы (криво-
шипные, коленчатые и др.) преобразуют вращательное движение
вала в поступательное движение, например, ползуна пресса (поршня
компрессора). В процессе эксплуатации изнашиваются шейки 2 и
Рис. 6.3. Ручной пресс для правки валов:
1 — основание, 2 — рукоятка, 3, 8 — опоры, 4 — вал, 5 — индикатор, 6 — винт, 7 —
прокладка, 9 — балочка, 10 — гайка
Рис. 6.4. Схема правки ва-
ла наклепом
4 (см. рис. 6.1, в) и посадочные поверхности /, 3 и 5, утрачивая свою
первоначальную форму (цилиндричность и круглость) и уменьшаясь
в диаметре; на них образуются риски и задиры. Отклонение от ци-
линдричности и круглости определяют микрометром по двум вза-
имно перпендикулярным диаметрам в двух сечениях, находящихся
от частей вала на расстоянии 10 —
12 мм.
Дефекты шеек вала устраняют шли-
фованием под ремонтные размеры, а
сопрягаемые подшипники и другие де-
тали заменяют новыми или изготовляют
новые детали с посадками по месту. По-
верхности /, 2, 4 и 5 шлифуют на круглошлифовальном станке (при
этом вал базируют в центрах оси 6), а поверхность 3 — на центрах
оси 7 (при этом на торце планшайбы, установленной на конце шпин-
деля, закрепляют грузы, уравновешивающие вал в центрах).
Кривошипы и шатунные шейки коленчатого вала (на рис. 6.1 не
показан) при шлифовании базируют с помощью центросместителя,
установленного на станке; при этом вал располагают в центро-
сместителе так, чтобы ось его вращения совпадала с осью криво-
шипа или осью шатунных шеек коленчатого вала. Допуск отклоне-
ния от круглости и цилиндричности прошлифованных поверхно-
стей — 0,01—0,02 мм; шероховатость Ra 0,63—0,32.
Особенности ремонта шпинделей. Изготовление нового шпин-
деля является сложной и дорогостоящей операцией. Однако в тех
75
случаях, когда его ремонт влечет за собой также ремонт или изготов-
ление сопрягающихся с ним деталей, замена изношенного шпинделя
новым может оказаться более экономичной. Этот вопрос решают
сравнением стоимости ремонтных работ и изготовления нового
шпинделя. В большинстве случаев целесообразнее шпиндели ре-
монтировать; при этом выбирают наиболее рациональный метод
восстановления, например механический способ обработки (способ
ремонтных размеров), установку на клей компенсаторов износа
(см. рис. 6.5), гальваническое покрытие и др.
Сущность ремонта механической обработкой заключается в вос-
становлении геометрической точности изношенной поверхности,
например, сопрягаемой с подшипниками (опорами) скольжения;
это осуществляют, снимая с нее минимальный слой металла (при-
тиранием, шлифованием, точением) до удаления следов износа (без
сохранения номинальных размеров) и обеспечивая регламентную
точность и шероховатость поверхности нового шпинделя. Механи-
ческую обработку применяют не только как самостоятельный метод
ремонта, но и как вспомогательную операцию при наплавке, метал-
лизации, хромировании и др.
Механическую обработку со снятием стружки применяют: для
восстановления посадок сопрягаемых деталей или устранения от-
дельных дефектов; нарезания новой ремонтной резьбы (на валах
и шпинделе); растачивания или развертывания отверстий в шпин-
делях под инструмент; доводки рабочих шеек валов й др. В ряде
случаев восстановление требуемых зазоров у сопряженных деталей
связано с необходимостью перевода их на ремонтный размер. При
этом более трудоемкая и дорогостоящая деталь доводится до задан-
ного размера механической обработкой, а сопрягаемая с ней изготов-
ляется заново. Такой ремонт сопряженной пары может осуществ-
ляться несколько раз. (Критерием повторяемости ремонта является
прочность деталей. Ремонтный размер должен задаваться заранее.)
К шпинделям предъявляют особо высокие требования, поэтому
их посадочные шейки обрабатывают шлифованием, допуская от-
клонения от соосности и цилиндричности, равные 5 мкм. Таким же
требованиям должна соответствовать обработка конической по-
верхности подшипника. Конические отверстия 4 и 5 (рис. 6.5, а)
шпинделя должны быть концентричны шейкам; допускается биение
0,01—0,02 мм на 300 мм длины. Шейки шпинделей под подшипники
скольжения (в том числе с осевыми микротрещинами) восстанавли-
вают установкой на клее тонкостенных компенсационных наделок
1, 2, 6, 9, 10 или вставок 11 (рис. 6.5, б, в). Практика показывает,
что такие шпиндели служат и дольше, а в ряде случаев — и лучше
новых, если наделки («рубашки») и вставки (втулки) изготовлены
из материалов с более высокими эксплуатационными свойствами.
При этом достигается значительная экономия материалов и сокра-
щаются затраты на ремонт.
Для установки компенсационных наделок или вставок с по-
верхности шпинделя стачивают слой металла с целью посадки
соответствующей детали-компенсатора в виде втулки с номиналь-
76
ным размером или увеличенным ремонтным размером восстанав-
ливаемой поверхности (при этом снимаемый слой металла должен
быть минимальным — до 10—15% номинального диаметра сплош-
ного сечения вала или толщины стенки полого шпинделя).
Для восстановления неподвижной посадки, например поверх-
ности шпинделя под подшипник качения, компенсационная наделка
может быть тонкостенной (0,5—2 мм), а при восстановлении шейки
Рис. 6.5. Схемы ремонта шпинделей токарных (а, в) и сверлильного (б) стан-
ков:
/, 2, 3, 6, 8—10 — компенсационные наделки, 4, 5 — конические отверстия шпинделя, 7 —
штифты, 11 — вставка
шпинделя под подшипник скольжения ее толщина должна быть не
менее 2,5 мм. Компенсационные тонкостенные наделки изготовляют
из металла, соответствующего материалу ремонтируемого вала или
отвечающего повышенным требованиям. Внутренний диаметр вы-
полняют по месту с зазором 0,05 мм по диаметру (с шероховатостью
поверхности Ra 20), а наружный — с припуском 3—5 мм. Окон-
чательную обработку ведут при интенсивном охлаждении через
24 ч после установки втулки и отверждения клея.
Компенсационные втулкй толщиной 2,5—3,5 мм и более целе-
сообразно изготовлять из цементируемой стали. Восстанавливаемый
диаметр выполняют с припуском 0,3 мм, а диаметр втулки, сопря-
гаемой с валом, шпинделем или осью, обрабатывают с припуском
3—4 мм. После цементации с этой поверхности снимают науглеро-
женный слой металла и закаливают втулку до HRC 58—60. Неза-
каленную поверхность втулки обрабатывают на токарном станке
по размеру подготовленной поверхности вала с зазором по диаметру
0,05 мм (шероховатость поверхности Ra 20). Закаленную восстанав-
ливаемую поверхность втулки окончательно шлифуют после уста-
новки ее на вал и отверждения клея.
77
Схемы ремонта шпинделей станков установкой на эпоксидном
клее компенсационных наделок и вставок показаны на рис. 6.5.
У шпинделя токарного станка наделкой 1 восстановлена задняя
шейка (см. рис. 6.5, а) под подшипник качения, наделкой 2 — опор-
ная закаленная поверхность под подшипник скольжения и надел-
кой 3 — коническая поверхность патрона.
Шейки шпинделя сверлильного станка (см. рис. 6.5, б) восста-
новлены тонкостенными (толщиной менее 1 мм) наделками 6 и 8
(наделка 6 выполнена из двух полувтулок, по краям которых по-
ставлены на клее по два штифта 7). Так же (см. рис. 6.5, а) наделкой
9 восстановлена коническая поверхность роликоподшипника серии
3182100 и наделкой 10 — направляющая для патрона. Коническое
отверстие шпинделя восстановлено вставкой 11 с закаленным от-
верстием.
Шпиндели, у которых износ шеек по диаметру составляет 0,01—
0,02 мм, ремонтируют притиркой на токарном станке, выполняе-
мой специальным инструментом — жимком (рис. 6.6), состоящим из
кольца-хомутика /, винта 2, втулки-притира 3 с разрезом и рукоятки-
державки (на рисунке не показана). Втулку-притир изготовляют
из чугуна, меди или бронзы, а отверстие в ней выполняют по размеру
обрабатываемой шейки.
Приступая к притирке шейки, накладывают на нее тонким слоем
смесь из мелкого наждачного порошка и масла, после чего надевают
жимок и слегка завинчивают винт 2. Затем пускают станок, пред-
варительно настроив его на частоту вращения шпинделя, при кото-
рой скорость резания достигает 10—20 м/мин, и равномерно водят
Рис. 6.6. Жимок для при-
тирки шеек валов шпинде-
лей и осей:
1 — кольцо, 2 — зажимной винт,
3 — разрезная втулка-притир,
4 — шейка вала
жимком вдоль обрабатываемой шейки.
Время от времени обновляют слой прити-
рочной смеси и подвинчивают винт 2.
Устранив износ, промывают шейку шпин-
деля и втулку-притир керосином; затем,
нанеся на шейку тонкий слой доводочной
пасты с керосином, завершают ее обра-
ботку.
При износе шеек шпинделя, превыша-
ющем 0,02 мм, их ремонтируют шлифо-
ванием с последующей притиркой под
ремонтный размер. Однако этот способ
ремонта приемлем лишь в том случае, ко-
гда имеется возможность соответственно изменить размеры отвер-
стий в подшипниках или других деталях, сопрягаемых со шпин-
делем. При отсутствии такой возможности или нецелесообразности
изменения размеров отверстий из-за большой трудоемкости опера-
ций шейки шпинделя с износом до 0,05 мм восстанавливают наращи-
ванием хрома, а с износом более 0,05 мм — вибродуговой наплав-
кой. Шейки шпинделей с наращенным на них хромовым слоем об-
рабатывают шлифованием; если же на них наносят слои других
металлов большей толщины, чем при хромировании, шейки сначала
обтачивают, а потом шлифуют. При этом им придают по направле-
78
нию к заднему концу конусность до 0,01 мм, чтобы при шабрении
подшипников слой краски, нанесенный на шейки, полностью исполь-
зовался для закрашивания поверхности подшипников.
При окончательной механической обработке наделок и вставок
нельзя допускать перегрева, так как при этом может разрушиться
клеевая пленка (поэтому операцию выполняют с обильным охлаж-
дением). Механическую обработку конического отверстия шпинделя
можно выполнять с помощью специальных приспособлений, не
снимая шпинделя со станка, что обеспечивает хорошее центрование
оси его отверстия с осью станка. Точность конического отверстия
шпинделя проверяют стандартным конусным калибром, контроль-
ная риска на котором не должна входить в отверстие (между ней и
торцом шпинделя должно быть расстояние 1—2 мм).
Ось конического отверстия шпинделя проверяют на биение
индикатором по контрольной оправке, вставленной в отверстие.
Допускается отклонение от оси 0,01 мм у торца шпинделя и
0,02 мм — на длине 300 мм. Поверхность 4 (см. рис. 6.5, а) шпин-
деля может иметь предельно допустимое биение 0,01 мм.
Для предотвращения валов от изгиба и деформации рекомен-
дуется их помещать в специальные стеллажи-стойки вертикально.
Лучший способ хранения валов — в подвешенном вертикальном
состоянии.
Рис. 6.7. Установка шпинделя на технологические пробки:
1,3 — пробки, 2 — заготовка, 4 — люнет, 5 — шпиндель
Подготовка полого шпинделя к ремонту механической обработкой
заключается в том, что сначала выбирают неизношенные поверх-
ности, принимаемые за базу для выполнения центрования, осуще-
ствляемого установкой специальных технологических пробок. Эта
операция, весьма ответственная и требующая точного исполнения,
создает условия для качественного ремонта. При установке пробок
контролируют состояние отверстий на концах 1 и 5 шпинделя
(рис. 6.7); их зачищают от забоин, проверяют контрольными проб-
79
ками на краску (отпечатки краски должны покрывать не менее 70%
площади, контактируемой с пробкой) и при необходимости доводят
притиркой, точением или шлифованием. Пробка 3 имеет резьбовую
часть, на которую навинчивают гайку (на рисунке не показана);
с ее помощью выпрессовывают пробку, не повреждая шпинделя.
Пробку 1 выполняют с упорным буртом для упора в торец шпинделя.
Центрование шпинделя осуществляют в такой последователь-
ности: заготовку 2 разрезной цапфы, зажатой в патроне, растачи-
вают по размеру хвостовика шпинделя, который устанавливают
в цапфу (передняя шейка поддерживается люнетом 4); регулируют
положение шпинделя с помощью сухарей люнета, контролируя
его по индикатору (допуск биения 0,01 мм), окончательно зажимают
цапфу и осуществляют центрование передней пробки; снимают
шпиндель, дополнительно растачивают цапфу по его передней базо-
вой поверхности, вновь устанавливают шпиндель на станок и за-
крепляют в цапфе, а хвостовик помещают в люнет; дополнительно
выверяют шпиндель сухарями люнета и осуществляют центрование
второй пробки. Завершают подготовку шпинделя, контролируя
точность его установки индикатором. Затем выполняют операции,
указанные в технологической маршрутной карте ремонта шпинделя.
Ремонт шпинделя хромированием. Хромировани е — это
электролитическое нанесение хромового покрытия на поверхность
металлических изделий. Этот процесс основан на свойстве некото-
рых металлов осаждаться под действием электрического тока из
растворов их солей (электролитов) на поверхностях деталей в виде
плотного слоя. Хромирование является трудоемким, дорогостоящим
и длительным процессом (для осаждения хрома толщиной 0,1 мм
затрачивается от 6 до 16 ч).
Пористое хромирование состоит из двух опера-
ций — электролитического осаждения хрома и образования на по-
верхности покрытия пористости, которая достигается при опреде-
ленных условиях электролиза. Этими покрытиями восстанавливают
изношенные поверхности деталей, в том числе и шпинделей. Хро-
мовое электролитическое покрытие характеризуется высокой твер-
достью (HRC64), низким коэффициентом трения и большой сопро-
тивляемостью износу. Повышенная твердость электролитического
хрома объясняется искажением кристаллической решетки, вызы-
ваемым внутренними напряжениями и внедрением водорода. Вы-
ход из строя хромированных деталей чаще всего происходит из-за
отслаивания покрытий, что является одним из недостатков этого
способа восстановления. Следует также иметь в виду, что с увели-
чением толщины слоя хрома прочность покрытия уменьшается
(максимально допустимая толщина слоя хрома после шлифования
для поверхностей скольжения шпинделя не должна превышать:
0,12 мм — при давлении до 50 МПа; 0,05—0,1 мм — при давлении
50—200 МПа; 0,03 мм — при давлении, превышающем 200 МПа, и
динамической нагрузке с нагревом).
80
§ 6.2. Общие сведения о подшипниках
Подшипниками называют неподвижные опоры вращающихся
в них валов и осей, предназначенные для восприятия радиальных и
осевых нагрузок. (Радиальной нагрузкой называется усилие, дей-
ствующее перпендикулярно оси вала, а осевой — усилие, действую-
щее вдоль оси вала.)
В зависимости от характера относительного перемещения дета-
лей различают трение двух видов — скольжения и качения. При
трении скольжения поверхность, линия или точка касания одной
детали, перемещающейся по другой, остается все время неизменной.
Это наблюдается, например, при перемещении поршня в цилиндре,
каретки суппорта токарного станка — по направляющим станины,
при вычерчивании круга на плоскости острием циркуля и т. д.
При трении качения детали перекатываются одна по другой без
скольжения и поверхности их касаются друг друга только цо линии
или в одной точке, причем по мере перекатывания деталей линия
или точка касания все время сменяется новой, что наблюдается,
например, при качении катков по рельсам, перекатывании (без
скольжения) зубьев колес в зубчатой передаче и т. д. При одинако-
вой конструкции парно сочлененных деталей и равной нагрузке
на них сопротивление трения качения значительно меньше сопро-
тивления трения скольжения, в связи с чем износ деталей, вызы-
ваемый действием трения качения, также меньше.
В подшипниках, на которые опираются своими цапфами (шипами
и шейками) вращающиеся оси и валы, проявление работы сил тре-
ния наиболее наглядно. В зависимости от характера возникающего
в них трения подшипники делятся на два вида.
Подшипники скольжения. В подшипнике этого вида между вра-
щающейся шейкой вала и неподвижной опорной внутренней поверх-
ностью подшипника возникает трение скольжения. Первоначальный
зазор между шейкой вала и посадочной поверхностью подшипника
увеличивается по мере их износа. Скорость увеличения зазора
зависит от конструкции подшипника. В промышленном оборудова-
нии применяют подшипники скольжения разных конструкций,
изготовляющиеся главным образом из антифрикционных материа-
лов, которые обеспечивают: достаточную прочность и твердость как
при нормальных температурах, так и при температурах наиболь-
шего нагрева в процессе работы; наименьшие трение, нагревание и
износ; легкую пришабриваемость и быструю прирабатываемость;
небольшую пористость для сохранения смазки в период остановки
вала (шпинделя); легкость удаления маслом продуктов износа.
В станкостроении подшипники в основном изготовляют из антифрик-
ционных цветных сплавов двух типов: бронз (оловянных и алюми-
ниевых), а также баббитов.
Подшипники скольжения, в свою очередь, можно разделить на
две основные группы: неразъемные и разъемные. Неразъем-
ные подшипники могут быть нерегулируемыми и регули-
руемыми. К первым обычно относятся втулки и посадочные места
81
под валы в различных корпусах, а также в станинах (в них нельзя
регулировать зазор между шейкой вала и поверхностью, на кото-
рую она опирается). В регулируемых подшипниках зазор можно
поддерживать постоянным несмотря на износ подшипников и шей-
ки вала.
В прецизионных станках используют гидростатические подшип-
ники, которые обеспечивают высокую точность вращения шпинде-
ля, зависящую от зазоров, давления, конструкции опоры. В гидро-
Рис. 6.8. Гидростатический (а) и гидродинамический (б) подшипники сколь-
жения:
1 — карманы, 2, 3 — отверстия, 4 — шайбы, 5, 7 *- винты, 6 — масляные клинья, 8 —
обойма, 9 — вкладыши, 10 — уплотнительные кольца, 11 — крышка, 12 <— штырь
статическом подшипнике (рис. 6.8, а) масло поступает в карманы 1
через отверстия 2. При вращении шпинделя оно вытесняется из
этих карманов через зазор между шейкой и подшипником и отвер-
стия 3 в резервуар. При увеличении внешней силы, стремящейся
уменьшить зазор, возрастает давление масла в резервуаре и зазор
восстанавливается. Гидростатические подшипники стабилизируют
режим жидкостного трения при самых малых частотах вращения.
Самоустанавливающийся гидродинамический подшипник
(рис. 6.8, б), применяющийся в шлифовальных станках, имеет
пять самоустанавливающихся вкладышей Р, расположенных в обой-
ме 8. Во вкладышах есть сферическая опора в виде штыря 12; каж-
дый из штырей закрепляют в обойме винтами 5 и 7 с шайбами 4,
проходящими через крышку 11. Между крышкой и обоймой поме-
щены уплотнительные кольца 10. Вкладыши самоустанавливаются
сферическими опорами в направлении вращения шпинделя и в на-
правлении его оси. Это создает надежное жидкостное трение в под-
шипнике и устойчивые масляные клинья 6. Конструкция подшип-
ников обеспечивает высокую точность вращения шпинделя вслед-
ствие точного центрирования его гидродинамическими давлениями,
возникающими в нескольких зонах по окружности.
Разъемные подшипники в отличие от неразъемных
82
обычно состоят из двух половин (полувтулок) или нескольких сег-
ментов.
Для подшипников скольжения характерны следующие недостат-
ки: большие потери передаваемой мощности на трение; неизбежность
наличия начального зазора между вкладышем и посадочным местом,
специально образуемого для создания масляного слоя в пределах
этого зазора; значительная трудоемкость изготовления; расход
цветных металлов и др.
§ 6.3. Ремонт подшипников скольжения
Износ трущихся поверхностей подшипников скольжения при-
водит к нарушению их геометрической формы, появлению рисок и
задиров, овальности отверстия. Износ порой бывает настолько боль-
шим, что смазочные канавки подшипников почти утрачивают свои
очертания, регулировка натяга для компенсации износа становится
невозможной. В подшипниках с баббитом наблюдаются также рас-
слаивание и выкрашивание баббитового слоя.
При износе шейки вала и отверстия втулки сверх допустимых
значений вал шлифуют, а втулку заменяют новой — с отверстием,
соответствующим по размеру шлифованной шейке вала. У подшип-
ников с вкладышами восстанавливают правильную геометрическую
форму отверстия и масляные канавки. При ремонте этих подшипни-
ков необходимо также обес-
печивать: зазор для масляно-
го слоя; соосность отверстия
данного подшипника и отвер-
стий остальных подшипни-
ков, в которых устанавлива-
ют вал; плотное прилегание
вкладышей к их постелям.
Разъемные подшипники с
Рис. 6.9. Схема ремонта разъемных под-
шипников:
а — крепление вкладыша к постели при шаб-
рении, б — проверка масляного зазора; J —
прижим, 2 — постель, 3 — вкладыш, 4, 5 —•
пластинки
большим износом ремонтиру-
ют шабрением, обрабатывая в
первую очередь нижние вкла-
дыши. Шейки вала (или
шпинделя) равномерно покры-
вают тонким слоем краски,
а затем укладывают вал закрашенными шейками на нижние вкла-
дыши. Шабрение производят по отпечаткам краски, меняя направ-
ление шабера при каждом новом рабочем ходе. При шабрении вкла-
дыши должны плотно прилегать наружной поверхностью к своей
постели, для .чего их закрепляют прижимами (рис. 6.9, а). Если
по той или иной причине этого сделать нельзя, надо придерживаться
такого правила: места с отпечатками краски вблизи разъемов шаб-
рить только тогда, когда следы краски совершенно определенно по-
казывают, что вал не лег на середину подшипника. Нарушение этого
правила, т. е. шабрение всех без исключения мест с отпечатками
краски, неизбежно приведет к тому, что после установки и за-
83
крепления верхнего вкладыша участки обоих вкладышей вблизи
разъема плотнее прижмутся к постелям корпуса и здесь между
шейкой вала и вкладышами образуется увеличенный зазор, кото-
рый придется уменьшать дополнительным шабрением.
Закончив шабрение нижнего вкладыша, пришабривают начерно
верхний вкладыш, придерживаясь того же порядка работы, как при
шабрении нижнего. Затем окончательно шабрят оба вкладыша.
До шабрения вал с закрашенными шейками укладывают на нижние
вкладыши, накладывают верхние вкладыши, стягивая их с корпу-
сом болтами. Сила стягивания должна быть такой, чтобы вал туго
проворачивался в подшипнике. Провернув вал в подшипнике не-
сколько раз, снимают крышку и по краске, отпечатавшейся на
вкладышах, окончательно пришабривают каждый из них. После
окончания ремонта затягивают гайки подшипников в очередности
крест-на-крест, постепенно увеличивая силу затяжки.
В ряде случаев вслед за пришабриванием вкладышей проверяют
в подшипнике масляный зазор (рис. 6.9, б). Для этого между шей-
кой вала и вкладышами, а также в местах разъема вкладышей поме-
щают тонкие проволоки или свинцовые пластинки 4 и 5, скрепляют
затем верхнюю и нижнюю половины подшипника до отказа.
Сплющенные при этом пластинки вынимают и микрометром изме-
ряют толщину. Разность между толщинами верхней и нижней сплю-
щенных пластинок равна зазору между подшипниками и валом.
Если она недостаточна, нужно дополнительно прошабрить внут-
ренние поверхности вкладышей, а если велика — или уменьшить
толщину прокладки, или заменить прокладку другой. Когда износ
вкладышей подшипника настолько велик, что нельзя создать не-
обходимый натяг, изготовляют новые вкладыши.
Изношенные внутренние (рабочие) цилиндрические поверхности
неразъемных регулируемых подшипников, имеющих коническую
форму снаружи (рис. 6.10, а, справа) и снабженных разжимными
болтами, ремонтируют шабрением, в процессе которого несколько
раз устанавливают вал в подшипнике для проверки плотности со-
пряжения. При этом ослабляют гайки 3 болтов 2, освобождают гай-
ку 5, а потом несколько затягивают гайку 1 (подшипник смещается
относительно корпуса в сторону гайки 1 и сжимается). Далее затя-
гивают гайки 3 болтов с входящей в прорезь подшипника кониче-
ской головкой 6, которая имеет такой же профиль, что и головки
болтов. В заключение завинчивают гайку 5. В подшипниках, где
нет разжимных болтов, устанавливают прокладку 7 из березы, дуба,
фибры или другого пластического материала, позволяющую регули-
ровать натяг. Благодаря упругости прокладок одновременно дости-
гается плотное сопряжение подшипника с корпусом.
Чтобы при ремонте шабрением удобно было изнутри нанести
краску на подшипник, допускается небольшая конусность в цилинд-
рической шейке вала (в данном случае шпинделя) в пределах
0,01 мм на всей длине. Такой шпиндель вводят в подшипник той
частью шейки, которая имеет меньший диаметр. Благодаря этому
отпечатки краски на внутренней поверхности подшипника полу-
84
чаются неискаженными, что очень важно для качественной при-
гонки подшипника шабрением. Окончательное шабрение удобно
вести по световым бликам, наблюдаемым на поверхности подшип-
ников после проворачивания в них шпинделя с незакрашенными
шейками.
Шабрение нужно продолжать и тогда, когда краска равномерно
распределяется по всей окружности подшипников и покрывает
70—75 % его поверхности (не следует только дополнительно затяги-
вать подшипник). Пригонка считается высококачественной, если
краска не отпечатывается на внутренней поверхности подшипника
Рис. 6.10. Неразъемные регулируемые подшипники:
а — цилиндрической формы внутри и конической снаружи, б — конической формы внутри и
цилиндрической снаружи; /, 3, 5, 8, 9 — гайки, 2 — разжимные болты, 4 — вкладыши, 6 —
коническая головка разжимного болта, 7 — прокладка
в верхней части примерно на 1/ъ поверхности, когда частота вра-
щения шпинделя в данном подшипнике не превышает 800 об/мин
при диаметре шейки 80 мм и менее, и на г/3 этой поверхности, если
при том же диаметре шейки шпиндель вращается с большей ча-
стотой.
При подтягивании подшипника наступает момент, когда вкла-
дыш (см. рис. 6.10, а) своим уступом упирается в гайку 1 и гайку 5
не на что навинчивать. Это происходит в связи с тем, что резьбовая
часть подшипника, на которую гайка 5 навинчивается, переме-
щается на значительную величину влево. Такой подшипник заме-
няют новым или наращивают на его наружную поверхность слой
металла. Восстановленный подшипник обтачивают и пригоняют по
месту, расширяют фрезерованием пазы для прокладок или болтов и,
установив подшипник в корпусе, приступают к шабрению его внут-
ренней поверхности.
Подшипники с вкладышами, имеющими коническую внутрен-
нюю и цилиндрическую наружную поверхности, во многих случаях
также ремонтируют шабрением вкладышей на краску или по свето-
вым бликам. При последних рабочих ходах отпечатки краски долж-
ны более рельефно выделяться на участках вкладышей меньшего
диаметра. Регулирование радиального зазора между шейкой шпин-
85
деля и подшипником (рис. 6.10, б) производится осевым смещением
подшипника с помощью гаек 8 и 9.
При ремонте подшипников часто применяют биметаллические
втулки и вкладыши, у которых наружная часть выполнена из чугу-
на или стали, а внутренний слой толщиной 1,5—3 мм — из бронзы,
наносимой центробежным способом. Достоинство биметаллических
втулок и вкладышей заключается в том, что они, обладая антифрик-
ционными свойствами бронзовых подшипников, требуют для своего
изготовления во много раз меньше цветного металла, чем бронзовые
' подшипники, а потому обходятся значительно дешевле. Для изготов-
ления биметаллической втулки вытачивают заготовку из чугуна
или стали с припуском по длине и наружному диаметру на оконча-
тельную обработку. Отверстие заготовки растачивают на 3—6 мм
больше номинального диаметра с таким расчетом, чтобы слой брон-
зы после чистовой обработки имел толщину 1,5—3 мм (в зависимости
от диаметра втулки).
Подшипники с баббитовыми вкладышами целесообразно восста-
навливать новой заливкой. Для этого вкладыш нагревают до 240—
260 °C; затем, слив расплавленный металл, очищают вкладыш от
остатков баббита и грязи, обезжиривают и лудят припоем ПОС-ЗО
или ПОС-50. После окончания лужения сразу (не более чем через
7—10 с) выполняют заливку (больший перерыв между операциями
ухудшает прочность соединения баббита с основным металлом из-за
появления в полуде пленки оксидов, поэтому баббит расплавляют
одновременно с выполнением лужения). Плавят баббит в стальных
тиглях до температуры не выше 426 °C (перегревать баббит нельзя,
так как при этом выгорают отдельные его компоненты). Для умень-
шения шлаков баббит перед плавлением смачивают водным раство-
ром хлористого цинка, а для предохранения расплавленного ме-
талла от поверхностного окисления его посыпают слоем мелкого
древесного угля.
Перед заливкой разъемный вкладыш собирают, по линии разъема
кладут прокладки и скрепляют хомутами. Затем вкладыш устанав-
ливают на поддон и помещают в него деревянный или металличе-
ский стержень (диаметром, несколько меньшим диаметра цапфы),
окрашенный раствором мела. Расплавленный баббит заливают в за-
зор между стержнем и вкладышем. Качество заливки проверяют
внешним осмотром и легким простукиванием молотком. Поверх-
ность баббита должна быть гладкой, без раковин, тускло-серебри-
стого цвета, а звук при простукивании — звонким, металлическим
(дребезжащий звук свидетельствует о плохом сцеплении баббита
с металлом вкладыша). Для заливки большого количества вклады-
шей применяют центробежный способ, приспосабливая для этого
токарный или другой подходящий станок. Залитые вкладыши раста-
чивают на станке, получая необходимые геометрическую форму и
точность посадки, а затем осуществляют пригонку способами, опи-
санными выше.
§ 6.4. Ремонт деталей и сборочных единиц
с подшипниками качения
Подшипники качения (рис. 6.11, а—г) широко применяют во
всех отраслях машиностроения. Они представляют собой готовые
сборочные единицы, основным элементом которых являются тела
качения — шарики или ролики, установленные между кольцами и
удерживаемые друг от друга на определенном расстоянии с помощью
сепаратора 4 (см. рис. 6.11, а). В процессе работы шарики 2 (или
ролики) катятся по беговым дорожкам колец 1 и 5, одно из которых,
как правило, размещают в механизме неподвижно. В подшипни-
ках качения цапфа вала обычно опирается на поверхность внут-
Рис. 6.11. Подшипники качения:
а — радиальный шариковый однорядный, б—ради-
альный роликовый, в — роликовый конический,
г -радиально-упорный шариковый; /, 3 — коль-
ца, 2 — шарики, 4 — сепаратор
реннего кольца и вращает-
ся вместе с ним относитель-
но наружного.
Радиально - упорные
шарикоподшипники (см.
рис. 6.11, г) предназна-
Рис. 6.12. Блок зубчатых ко-
лес на игольчатых роликах
без колец:
[ — корпус, 2 — ролики, 3 — цапфа
чены для восприятия комбинированных (одновременно действу-
ющих радиальных и осевых) нагрузок. Степень восприятия осе-
вых нагрузок зависит главным образом от угла контакта 0, который
не превышает 40° (стандартные углы 13, 26 и 40°). Подшипники
качения более износостойки, чем подшипники скольжения. Кроме
того, они способны работать при разных частотах вращения вала
без дополнительной регулировки, не нуждаются в большом коли-
честве смазки и не требуют сложного ухода. Наконец, применение
подшипников качения характеризуется наименьшими потерями
в них мощности на трение.
Слесари-ремонтники должны знать, какие подшипники в каких
случаях применяют и каковы принципы их регулирования. В за-
висимости от характера нагрузок, воспринимаемых шарико- и ро-
ликоподшипниками качения, их разделяют в конструктивном от-
ношении на т р и группы: радиальные; упорные; радиально-
упорные. Ролики по форме могут быть цилиндрическими, бочко-
образными, коническими, игольчатыми или витыми. С целью умень-
шения радиальных размеров подшипника в некоторых случаях
87
кольца отсутствуют, а ролики 2 (рис. 6.12) катятся непосредственно
по цапфе 3 и корпусу 1.
Подшипники каждого из указанных видов делятся на одно-
(см. рис. 6.11), двух- и многорядные. Двухрядные шарико- и роли-
коподшипники состоят из тех же частей, что и однорядные, но внут-
реннее кольцо в них имеет две параллельные дорожки качения,
а дорожка качения наружного кольца выполнена в форме сферы.
(Последним обусловливается название этих подшипников — сфе-
рические.) Благодаря сферической форме внутренней поверхности
наружного кольца происходит свободная самоустановка подшип-
ника при повышенном отклонении от соосности (перекосе) гнезд
подшипников для вала, чем предотвращается защемление шариков
или роликов. В связи с этой особенностью сферических подшипни-
ков их называют также самоустанавливающимися. В обычных
подшипниках качения перекосы вала не допускаются. Многорядные
подшипники имеют несколько рядов шариков или роликов.
Подшипникам качения дают условные обозначения, которыми
характеризуются внутренний диаметр, серия, тип, конструктивные
особенности и класс точности подшипника. Полное условное обо-
значение подшипников состоит из семи цифр, значения которых
определяются занимаемыми ими местами (справа налево): первая
и вторая указывают диаметр вала (внутренний диаметр подшипника
или втулки); третья и седьмая — серию; четвертая — тип; пятая
и шестая — конструктивные особенности.
Согласно ГОСТ 520—71, установлены пять классов точности
подшипников качения: 0, 6, 5, 4 и 2, где 0 — класс нормальной
точности, 6 — повышенной, 5 — высокой, 4 — особо высокой,
2 — сверхвысокой. Подшипники класса 0 применяют в механизмах
различного оборудования, классов 6 и 5 — в точных механизмах
станков, в частности, для точных шпинделей, а классов 4 и 2 —
в особо точных механизмах, в частности, для шпинделей прецизион-
ных станков. Точные подшипники не следует устанавливать там,
где успешно могут работать подшипники класса 0.
Основными признаками неисправной работы сборочных единиц
вращения с подшипниками качения являются повышенные шум и
нагрев, неравномерность движения, чрезмерные зазоры и натяги.
Повышенный шум является следствием повреждения тел качения
подшипников, износа посадочных мест на валу и в корпусе, за-
щемления тел качения вследствие неправильного регулирования,
отсутствия смазки и др. Повышенный нагрев может возникнуть
из-за защемления тел качения, отклонения от соосности посадочных
мест подшипников на валу и в корпусе, избытка смазки, неисправ-
ности уплотнений и др. Неравномерность вращения появляется
из-за отклонения от соосности опор подшипников на валу и в корпу-
се, повреждения тел качения подшипников и др.
Если неисправности нельзя устранить регулированием, р е-
м о н т сборочных единиц с подшипниками качения начинают с раз-
борки, которую выполняют с помощью съемников. Промытые дета-
ли тщательно осматривают с целью проверки признаков усталостно-
88
го износа беговых дорожек и тел качения. При обнаружении такого
износа подшипник обязательно заменяют. Замене подлежат также
подшипники с выкрошенными бортами, деформированными сепа-
раторами, ржавчиной на рабочих и посадочных поверхностях.
В ремонтных цехах предприятий подшипники качения, как пра-
вило, не ремонтируют; здесь только восстанавливают посадочные
поверхности деталей, сопрягаемых с подшипниками (т. е. корпусов
и валов), наплавкой, хромированием, с помощью эпоксидного клея
и другими способами. Практикуется, кроме того, использование
компенсирующих втулок, которые устанавливают (прессованием или
на клей) в корпус подшипника или на шейку вала в зависимости от
характера и значения износа, а также размеров деталей.
Загрязненные фетровые уплотнения, служащие для защиты под-
шипников от действия внешней среды, а не в качестве препятствия
против вытекания смазки, нужно хорошо промыть в чистом керо-
сине, а изношенные заменить. Необходимо, чтобы в этих уплотне-
ниях войлочные и фетровые кольца 1 (рис. 6.13, а) прилегали к шей-
Рис. 6.13. Уплотняющие устройства подшипников качения:
а — фетровое (кольцо), б — лабиринтное, в — манжетное; 1 — фетровое кольцо, 2 — ман-
жета, 3 — металлический кожух, 4 — пружинная шайба, 5 — пружина, 6 — уплотняющая
кромка
кам вала умеренно плотно, что проверяется щупом, который не дол-
жен проходить в зазор только имея толщину 0,1 мм. Очень плотная
установка кольца вызывает повышенное трение, что влечет за собой
усиленный нагрев шейки вала и подшипников.
Лабиринтные уплотнения (рис. 6.13, б), имеющие то же назна-
ние, что и фетровые, должны иметь кольцевые канавки со стенка-
ми без выбоин и вмятин. Нормальная величина зазора в радиаль-
ном направлении 0,3—0,6 мм, а в осевом 1,5—3 мм.
Уплотнения манжетного типа (кожаные, резиновые и др.)
должны плотно охватывать вал и правильно закрепляться. Щуп
толщиной 0,1 мм должен проходить между манжетой и валом с тру-
дом (свободное проникновение щупа в зазор свидетельствует о на-
личии износа). Манжета 2 (рис. 6.13, в), изготовленная из резины
или кожи, помещается в металлический кожух 3 и закрепляется
пружинной шайбой 4. Кромки манжеты обжимаются пружиной 6,
89
циальным химическим составом.
Ь)
а/
Рис. 6.14. Схемы регулирования натяга
конических роликоподшипников:
а — болтом, б — гайкой; 1 — болт, 2 — кор-
пус, 3 — кольцо, 4 — диск, 5 — гайка
подшипников в коробках
благодаря чему поддерживается постоянное и равномерное давле-
ние уплотняющей кромки 6 манжеты на вращающийся вал. Матери-
ал манжеты для повышения износостойкости обрабатывают спе-
Манжетные уплотнения, защи-
щающие подшипники от попа-
дания в них посторонних ча-
стиц и препятствующие выте-
канию смазки, в соответствии
с этим устанавливают по-раз-
ному: 1) уплотняющая кром-
ка манжеты должна быть на-
правлена в противоположную
от подшипника сторону; 2) та
же кромка должна быть обра-
щена в сторону подшипника.
В ряде механизмов преду-
смотрено регулирование под-
шипниковых опор для устра-
нения зазоров, отрицательно
влияющих на работу обору-
дования. При регулировании
натяга конических ролико-
гй и коробках подач металло-
обрабатывающих станков (рис. 6.14, а) болтом 1 поджимают диск 4,
который, в свою очередь, смещает наружное кольцо 3 подшипника
в корпусе 2 (так устраняют зазор между роликами и кольцами).
Есть конструкции (рис. 6.14, б), в которых имеется специальная
гайка 5, предназначенная для регулирования зазора. Регулирова-
ние осуществляют аккуратно, создавая умеренный натяг подшип-
ников без заметного люфта, но исключая защемление тел качения.
Контролируют регулировку вращением вала, которое должно
быть относительно легким и плавным. Добившись необходимого
положения, регулирующие детали закрепляют фиксаторами, преду-
смотренными конструкцией сборочной единицы.
К подшипникам качения шпинделей станков предъявляют высо-
кие требования в отношении жесткости и точности вращения, по-
этому ремонт и сборку этих узлов производят с предварительным
натягом строго в соответствии с техническими требованиями. Пра-
вильный выбор радиального зазора имеет исключительное значение
для нормальной работы подшипника и сборочной единицы в целом.
Если вместо зазора в подшипнике создать чрезмерный натяг и ша-
рики или ролики после посадки подшипника на рабочее место будут
слишком зажаты между кольцами, то подшипник будет нагреваться,
работать с шумом и преждевременно выйдет из строя. И наоборот,
при слишком большом рабочем зазоре вал будет сильно вибрировать
и работа подшипников будет также сопровождаться вибрацией
с характерным шумом.
Опоры качения шпинделей. Шпиндели станков должны вращать-
ся с высокой точностью, поэтому к точности подшипников качения,
90
опоре применяют подшип-
Рис. 6.15. Схема регулирова-
ния натяга роликоподшипника
серии 3182100:
1, 3, 4 — кольца, 2 — ролики, 5 —
гайка, 6 — шпиндель
которые используются в шпиндельном узле, также предъявляют вы-
сокие требования. Выбор класса точности подшипника определяется
допуском на биение конца шпинделя, зависящим от требуемой точ-
ности обработки (обычно в передней
ники более высокого класса точности,
чем в задней). Существуют самые раз-
нообразные конструктивные исполне-
ния шпиндельных сборочных единиц,
позволяющие устранять радиальные и
осевые зазоры между телами качения
и создавать предварительный натяг.
Особенность шариковых и ролико-
вых подшипников качения состоит в
том, что их жесткость может быть зна-
чительно повышена с помощью особого,
называемого предварительным натя-
гом, регулирования, что является поло-
жительным свойством, особенно в точ-
ных механизмах металлорежущих станков. Сущность предваритель-
ного натяга заключается в том, что подшипник получает тем или
иным способом предварительную нагрузку, которая не только лик-
видирует зазоры в подшипнике, но и вызывает некоторую упругую
деформацию рабочих поверхностей. Практика применения осевого
предварительного натяга в том случае, когда в парном комплекте
радиальных или радиально-упорных подшипников создается взаим-
но расклинивающее их осевое усилие, повышает точность вращения
шпинделя и жесткость подшипников. Предварительный натяг ком-
плекта подшипников в каждой из опор шпинделя осуществляют осе-
вым смещением одного из колец (наружного или внутреннего) отно-
сительно другого с помощью регулировочной гайки или крышки,
установкой колец или втулок разной ширины между парой скомп-
лектованных подшипников или с помощью пружин (быстроходные
подшипники внутришлифовальных шпинделей).
В роликоподшипниках серии 3182100 (рис. 6.15) предваритель-
ный натяг осуществляется за счет деформации (расширения) внут-
ренних колец при напрессовке на конический участок вала, напри-
мер в специальных шпиндельных механизмах. Указанный ролико-
подшипник состоит из внутреннего 4 и наружного 3 колец, цилинд-
рических роликов 2 и сепаратора (на рисунке не показан). Отвер-
стие внутреннего кольца выполнено с конусностью 1 : 12, что поз-
воляет монтировать подшипник на конической шейке вала. Наруж-
ная поверхность кольца 4 снабжена бортиками, образующими две
дорожки для точного направления коротких цилиндрических роли-
ков. Ролики в обоих рядах укреплены в гнездах сепаратора, при
этом один ряд сдвинут относительно другого на полшага, образуя
шахматное расположение. Благодаря последнему, а также большому
количеству роликов в подшипнике достигается наилучшее распре-
деление внешней нагрузки. Наружное кольцо подшипника имеет
одну общую цилиндрическую дорожку без бортов, по краям которой
91
для облегчения сборки сделаны скосы. Сопряжение подшипника
с конусной шейкой шпинделя позволяет регулировать радиальный
зазор осевым перемещением внутреннего кольца подшипника по
конической поверхности шпинделя; при этом кольцо расширяется,
уменьшая зазор между телами качения, и повышает жесткость
сборочной единицы.
В описанных подшипниках устанавливают шпиндели точных и
быстроходных станков. По мере износа тел качения этих подшип-
ников увеличение радиального зазора компенсируют соответствую-
щей регулировкой. Посадочные места шпинделя под подшипники
этой серии обрабатывают по конусным калибрам и проверяют по
краске, а также обеспечивают прилегание не менее 85 % поверх-
ности, шероховатость не ниже 1,6—0,8 и радиальное биение
не более 5 мкм.
При монтаже этих подшипников перемещают внутреннее коль-
цо 4 до плотного соприкосновения с конической поверхностью
шпинделя 6, затем измеряют концевыми мерами расстояние £0 от
бурта шпинделя до торца кольца 4. Высоту L дистанционного коль-
ца 1 выполняют в соответствии с расчетным осевым смещением Д£
внутреннего кольца относительно вала, необходимым для устране-
ния или уменьшения радиального зазора. После этого кольцо 7,
которое при ремонте делают разъемным, 'устанавливают на место и
гайкой 5 доводят кольцо 4 подшипника до плотного соприкоснове-
ния с торцом кольца 1. Качество регулировки проверяют моменто-
мером (см. рис. 10.25). В том случае, когда роль дистанционного
кольца выполняет гайка, зазор между нею и внутренним кольцом
подшипника устанавливают с помощью щупа, а затем дожимают
кольцо до упора в гайку.
Осевое смещение AL, мм, внутреннего кольца относительно
вала определяют по формуле
ДЛ = С(Д0—Д + а), (8)
где До — начальный радиальный зазор подшипника, мм; Д — по-
садочный радиальный зазор подшипника, мм; С — коэффициент,
определяемый в зависимости от отношения диаметра отверстия
шпинделя d0 к диаметру посадочной шейки шпинделя d (см. ниже);
а — постоянная величина, равная 0,01 мм.
d0/d....... 0,2 0,5 0,55 0,6 0,65 0,7 0,75 0,8
С 14 15 15,5 16 16,5 17,3 18,5 20,2
Пример. Определить осевое смещение внутреннего кольца подшипника
серии 3182120, устанавливаемого на шпиндель станка, при условии получе-
ния посадочного радиального зазора, равного 5 мкм. Измерением установле-
но, что радиальный зазор подшипника равен 35 мкм, диаметр посадочной
шейки шпинделя — 100 мм, диаметр отверстия шпинделя — 60 мм.
Решение. Осевое смещение внутреннего кольца определяем по
формуле (8). При отношении do/d=6O/lOO=O,6 значение С=16; Д0=35 мкм=
= 0,035 мм; Д=5 мкм=0,005 мм; J=0,01 мм. Подставив эти данные в форму-
лу, получим ДЛ=16 (0,035—0,05+0,01)=0,64 мм.
92
Для шпинделей универсальных станков с максимальной часто-
той вращения до 2000 об/мин рекомендуется регулировать подшип-
ники таким образом, чтобы посадочный радиальный зазор не пре-
вышал 0,005 мм. Не допускается регулировать подшипник при зна-
чительном ослаблении гайки, ориентируясь только по радиальному
зазору, потому что при этом трудно установить расчетный зазор
или натяг, так как при дожатии появляется скачкообразное пере-
мещение кольца по конической поверхности, исключающее плавное
увеличение его диаметра.
Рис. 6.16. Способы создания предварительного натяга радиально-упорных
шарикоподшипников:
а — подшлифовыванием торцов внутренних или наружных колец, б — установкой дистан-
ционных колец, в — установкой пружины; 1 — торцы, 2, 3 — дистанционные кольца, 4 —
пружина
Дуплексация подшипников качения. Во многих типах современ-
ных металлорежущих станков шпиндели монтируют на шариковые
радиально-упорные и конические роликоподшипники, собираемые
с предварительным натягом при парной установке. Предваритель-
ный натяг осуществляют разными способами; подшлифовыванием
торцов 1 внутренних или наружных колец (рис. 6.16, а); установкой
дистанционных колец 2 и 3 разной ширины (рис. 6.16, б) или пру-
жины 4 (рис. 6.16, в), обеспечивающих постоянство предваритель-
ного натяга.
При подборе комплекта подшипников необходимо создать плот-
ный контакт между телами качения, установив оптимальную упру-
гую деформацию (после этого измеряют расстояния между торцами
колец, по результатам которых точно изготовляют дистанционное
распорное кольцо или шлифуют и доводят выступающие торцы
колец подшипников). Для точного измерения относительных осе-
вых смещений колец радиальных шарикоподшипников, радиально-
упорных шарико- и роликоподшипников, собираемых с предвари-
тельным натягом, служат специальные приборы и приспособления.
Универсальное приспособление (рис. 6.17) позволяет производить
точные измерения относительных осевых смещений торцов колец
комплекта подшипников по любой из трех схем взаимной ориента-
ции опор в шпиндельном узле при заданной нагрузке. На плите 1
закреплена стойка 2, на которой смонтирован гидродинамометр
с поршнем 13, штоком 12, крышкой 7, упором 6 и манометром 14.
Движение гидродинамометру сообщают винтом 10, соединенным со
штоком специальной муфтой 11. Направляющие 9 служат для уст-
ранения вращения динамометра. В целях создания предваритель-
93
Рис. 6.17. Приспособление для дуплек-
сации подшипников качения:
1 — плита, 2 — стойка, 3 — дистанционная
втулка, 4 — нагрузочная чашка, 5 — шарик,
6 — упор, 7 — крышка, 8 — камера, 9 — на-
правляющие^ 10 — винт, 11 — муфта, 12 — шток
13 — поршень, 14 — манометр, 15 — оправка
ного натяга устанавливают
комплект из двух подшипни-
ков на центрирующую оправ-
ку 15, находящуюся в зоне
нагружения на опорную пли-
ту. Винтом 10 через муфту,
шток, поршень, жидкость в
камере 8, крышку 7, упор 6,
шарик 5 и нагрузочную чаш-
ку 4 создают усилие нагруже-
ния на комплект подшипни-
ков, которое контролируют
манометром.
При создании в комплекте
подшипников заданного уси-
лия определяют осевое сме-
щение Л7/ для подгонки ди-
станционных распорных ко-
лец 2 и 3 (см. рис. 6.16) или
торцов 1 колец подшипни-
ков — оно является средне-
арифметическим трех измере-
ний в равнорасположенных
по окружности точках; A/f=s
=Н1—Н (где 7/1 и Н определя-
ются концевыми мерами дли-
ны или индикаторным нутро-
мером). Дистанционную втул-
ку 3 (или концевые меры длины) устанавливают между наружны-
ми или внутренними кольцами подшипников (в зависимости от
взаимной ориентации опор в шпиндельном узле и заданной схемы
осевой компенсации).
§ 6.5. Ремонт шкивов и ременных передач
К шкивам предъявляют следующие требования: поверх-
ности, сопрягаемые с ремнями, должны быть обработаны с шерохо-
ватостью Rz 6,3—3,2; наружный диаметр шкива должен точно со-
ответствовать указанному в чертеже и обеспечивать требуемое пере-
даточное отношение; не допускаются надломы и трещины; при на-
блюдении невооруженным глазом не должно замечаться биение
шкива по наружному диаметру и торцам; шкивы должны быть сба-
лансированы, т. е. уравновешены.
У шкивов для плоских ремней (рис. 6.18, а) вследствие про-
скальзывания ремня изнашивается обод, из-за чего ухудшается
сцепление между ремнем и шкивом. Наблюдается также надлом
обода, трещины на спицах, износ посадочного отверстия и шпоноч-
ного паза. При износе шкива отверстия 4 ступицы растачивают и
запрессовывают втулку, которую надежно стопорят. Затем отвер-
94
стие вновь растачивают, обеспечивая необходимую посадку на
валу. Установку втулки в ступицу можно осуществлять с помощью
клея — для этого втулку пригоняют по расточенному отверстию,
создавая зазор 0,05 мм на диаметр (этот зазор необходим для полу-
чения оптимальной клеевой пленки толщиной 0,02—0,025 мм).
Когда размеры шкива позволяют расточить отверстие под толсто-
стенную втулку, имеющую шпоночный паз, то ремонт осуществляют
следующим образом: растачивают отверстие ступицы; долбят шпо-
ночный паз; изготовляют переходную втулку со шпоночными паза-
ми на наружном и внутреннем диаметрах, а затем втулку со шпон-
кой прессуют в ступицу шкива и стопорят — после этого шкив
пригоден для эксплуатации. Если размеры ступицы шкива не поз-
воляют установить толстостенную втулку с продолбленным пазом,
отверстие в шкиве растачивают на глубину несколько большую глу-
бины шпоночного паза и устанавливают на клее тонкостенную втул-
ку с фланцем, которую закрепляют на шкиве винтами.
У шкивов под клиновидные ремни (рис. 6.18, б) прежде всего
изнашиваются поверхности канавок. Этот износ иногда бывает
настолько большим, что ремень опускается до дна канавки. Про-
исходит также излом бурти-
ков, нарушается балансиров-
ка шкива. У шкива клиноре-
менных передач поверхность
7 обода и стенок 5 канавок
обтачивают до устранения из-
носа, а дно 8 канавок углуб-
ляют (при этом все канавки
шкива должны быть одинако-
выми по профилю и размерам;
их проверяют шаблоном или
с помощью ремня 6, который
должен располагаться в ка-
навке так, как показано на
рис. 6.18, в).
Изломы и трещины устра-
няют заваркой после соответ-
ствующей слесарной подготов-
ки мест под нее. Перед завар-
кой шкив из чугуна следует
равномерно нагреть по всему
диаметру, иначе на заваривае-
Рис. 6.18. Шкивы для плоских (а),
клиновидных (б) ремней и правильное
расположение ремня в канавке (в):
/ — обод, 2 — спица, 3 — шпоночный паз, 4 —
посадочное отверстие, 5 — стенки, 6 — ремень,
7 — буртик, 8 — дно канавки
мом участке появятся в металле внутренние напряжения, что вы-
зовет образование трещин в других местах. По окончании заварки
шкив погружают в нагретый песок для медленного охлаждения.
Если у ремонтируемого шкива обтачивается поверхность, сопрягае-
мая с ремнем, допускается немного уменьшить диаметр шкива при
условии, что частота вращения изменится. (Частота вращения ве-
домого шкива увеличивается при уменьшении его диаметра и сни-
жается при уменьшении диаметра ведущего шкива.) Для сохране-
95
W $) 6)
Рис. 6.19. Схемы провер-
ки установки шкивов на
валы с помощью линей-
ки (а) и шнуров (б, в)
ния передаточного отношения между шкивами рекомендуется об-
точить до соответствующего диаметра и второй шкив, не нуждаю-
щийся в ремонте. При ремонте шкивов допускается изменение ча-
стоты вращения ременной передачи (повышение или понижение)
не более чем на 15 % от номинальной (при
больших отклонениях изготовляют новые
шкивы).
При эксплуатации передач с зубчатыми
ремнями изнашиваются зубья шкивов и
ремней. При ремонте заменяют ремни и
шкивы. В отдельных случаях, когда трудо-
емкость изготовления шкива превышает
затраты на ремонт, шкив ремонтируют на-
плавкой с последующей механической об-
работкой обода и нарезкой зубьев на зубо-
резном станке.
Валы, на которых расположены шки-
вы ременной передачи, должны быть па-
раллельны между собой. Параллельность
проверяют по торцам насаженных шки-
вов, которые должны находиться в одной
плоскости, что определяют с помощью ли-
неек при близком расположении шкивов
(рис. 6.19, а) или шнуров. Шнур закрепляют
на одном из шкивов (рис. 6.19, б), отводят в сторону (точка /) и за-
тем, натянув, медленно подводят к торцу второго шкива (точка
II). Если при этом шнур коснется всех точек, как показано на ри-
сунке, шкивы установлены правильно. При нахождении шнура на
расстоянии К (рис. 6.19, в) от торца шкива необходимо один из
шкивов смещать в осевом направлении, так как оси валов при этом
расположатся параллельно. Если расстояние К окажется неравно-
мерным, это означает, что оси валов непараллельны (при перекосе).
Правильная установка шкивов — условие нормальной работы
ременной передачи, так как от неё зависит размещение ремня по-
середине ободов. Для более устойчивого положения плоского рем-
ня посередине шкива делают выпуклость (при вращении плоский
ремень стремится занять наиболее высокое положение и центри-
руется по шкиву). При опробовании ременной передачи ремень
может оказаться на краю обода шкива или даже соскочить с него.
Возможные причины этого различны: оси шкивов непараллельны;
не совмещены торцы шкивов, несмотря на одинаковую ширину обо-
дов; велико биение шкивов; ремень слабо натянут или слабо сшит.
Недостатки в работе ременной передачи устраняют соответ-
ствующей регулировкой. Чтобы довести до нормы чрезмерное
биение плотно посаженного на вал шкива, последний снимают с вала
и подвергают токарной обработке. Шкивы клиноременной передачи
устанавливают и выверяют так же, как и шкивы плоскоременной.
Перекос более Г у шкивов под клиновидные ремни ведет к усилен-
ному одностороннему износу ремней, а также канавок шкивов.
96
Для передач с несколькими ремнями на одном шкиве необходимо
тщательно подбирать комплекты ремней по длине. Это можно вы-
полнить непосредственно на собранной передаче с помощью при-
способления (рис. 6.20), определяя длину ремней по разности стрел
прогиба. Отклонение длины ремней в одном комплекте не должно
превышать допуска, указанного в ГОСТ 1284.1—80*. При разности
Рис. 6.20. Приспособление для контроля натяжения ремней:
1 — планка, 2 — установочное кольцо, 3 — стержень, 4 — насадка, 5 — колпачок, 6 — пру-
жина, 7, 8 — шкалы, 9 — ремень, 10 — бортики
длин ремней в комплекте даже в пределах 1—2 мм не обеспечивается
равномерная нагрузка на каждый ремень, что вызывает быстрый
износ перегруженных ремней и канавок шкивов и, как следствие,
частую замену комплекта ремней и ремонт шкивов.
Натяжение клиновых ремней должно быть умеренным. Когда
ремни сильно натянуты, возрастают нагрузка на оси и упругая
деформация валов, в результате чего ускоряется износ подшипни-
ков и поломка валов в результате многократного передеформиро-
вания (усталостного износа), а также более интенсивно растягивают-
ся ремни. Слабо же натянутые ремни проскальзывают по канавкам
шкивов, сильно нагреваются, в результате быстрее изнашиваются
и поверхности канавок, и сами ремни. Натяжение ремней регули-
руют специальными устройствами, как правило, имеющимися в ре-
менных передачах (см. рис. 10.16), а контролируют приспособле-
нием, показанным на рис. 6.20. Установочное кольцо 2 отводят
в исходное положение — до упора в планку /, затем приспособле-
ние прикладывают бортиками 10 к ветви ремня 9, располагая при-
4 № 1152
97
мерно посередине длины между осями валов. Нагружают ветвь
с помощью колпачка 5 с защитной насадкой 4, пружины 6 и стерж-
ня 5, следя при этом, чтобы торец колпачка совмещался с определен-
ным значением (кгс) на шкале 7. Стержень, перемещаясь в отвер-
стии планки /, образует стрелу прогиба % ветви ремня, по которой
судят о состоянии натяжения. Высоту стрелы прогиба, мм, опреде-
ляют по показанию на шкале S, соответствующему делению шкалы,
на котором остановилось кольцо 2 при нагружении ветви. Если
стрела прогиба менее нормы, натяжение Р ослабляют, и наоборот.
Рис. 6.21. Схема стрел прогиба ветвей ремней различной длины
Этим приспособлением проверяют натяжение ремней разных ти-
поразмеров, применяемых в ременных передачах оборудования, не-
зависимо от расстояния между осями шкивов (рис. 6.21). Известно,
что стрела прогиба ветви ремня зависит от его длины: чем больше
расстояние между осями, тем длиннее ремень и, следовательно,
больше общая стрела прогиба даже при одинаковом натяжении.
Однако при измерениях рассмотренным приспособлением расстоя-
ние А между его бортиками постоянное, и стрела прогиба будет
одинаковой при условии, что и натяжения ремней также одинаковы.
На рис. 6.21 показаны три пары шкивов с различными расстояниями
между осями L± — L3, при которых стрела прогиба f на длине А
приспособления одинакова.
При контроле натяжений пользуются величинами, приведен-
ными ниже (номинальные значения Р и Q гарантируют натяжение
в соответствии с техническими условиями).
Сечение клиновидного ремня..................
Номинальное значение нагружения Q ветви, кгс
Номинальное значение стрелы прогиба f ветви, мм
Натяжение Р ветви ремня согласно техническим
условиям, кгс . f , . , . , , , . . . , 4 . . . .
О А Б В
2,5 3,5 3,5 4,5
8 8 6 6
7 12 16,5 27
При отсутствии приведенных зависимостей проверяют приспо-
соблением нормально работающую передачу и показания исполь-
зуют для сравнения с показаниями контролируемого привода.
98
§ 6.6. Ремонт соединительных муфт
Общие сведения. В механизмах промышленного оборудования
используют различные соединительные муфты: одни служат для
соединения двух соосно расположенных валов или валов, близких
к этому положению, другие (фрикционные) предназначаются для
соединения или двух валов, или вала с посаженной на него деталью.
Многодисковые фрикционные муфты применяют также для включе-
ния или выключения некоторых механизмов; Постоянные соедине-
ния валов получают с помощью жестких и упругих муфт.
Рис. 6.22. Жесткая втулочная (а), упругая пальцевая (б), крестовая (в),
кулачковая сцепления (г) и фрикционная обгонная (д) муфты:
1,4 — валы, 2 — штифты, 3 — втулка, 5, 6, 10, 12, 14, 16 — полумуфты, 7 — пальцы,
8 — кольца, 9 — гайки, 11 — промежуточная деталь, 13 — выступы, 15 — кулачки, 17 —
шпоночный паз, 18 — обойма, 19 — ролики, 20 — звездочки, 21 — полость, 22 — шпонка,
23 — пружинки, 24 — вкладыши, 25 — толкатели
Жесткими втулочными муфтами с помощью втулки 3 и штиф-
тов 9 или шпонок соединяют соосно расположенные валы 1 и 4
(рис. 6.22, а). Эти муфты компактны, дешевы, мало изнашиваются.
Их, как правило, не ремонтируют, а после износа заменяют новыми.
Упругие муфты допускают некоторое отклонение соединяемых
валов от соосности, смягчают толчки и удары. Одна из простейших
упругих муфт (рис. 6.22, б) состоит из полумуфт 5 и 6, причем
в одной полумуфте закреплены гайками 9 четыре или шесть пальцев
7 с насаженными на них кольцами 8 — резиновыми, кожаными или
из прорезиненной ткани. Кольца входят в отверстия второй полу-
муфты и так как они обладают упругостью, то при работе возможно
некоторое отклонение от соосности или перекос осей полумуфт.
Для постоянного соединения валов в современных машинах
широко применяют кулачково-дисковые, или крестовые, самоцентри-
рующие муфты, являющиеся разновидностью упругих муфт. Такая
4* 99
муфта (рис. 6.22, в) состоит из двух полумуфт 10 и 12, имеющих
по одному прямоугольному пазу на торце, и промежуточной детали
11 в виде диска или кольца, на торцах которого взаимно перпенди-
кулярно расположены два выступа 13 (этими выступами промежу-
точная деталь входит в пазы фланцев). Крестовыми муфтами можно
соединить два вала при отклонении от соосности до 0,04 диаметра
вала и угловым отклонением не более 0°30'. Детали этих муфт из-
готовляют из цементируемых сталей с последующей закалкой. Про-
межуточную деталь для малонагруженных муфт изготовляют из
текстолита или древесно-слоистых материалов.
В кулачковой муфте сцепления (рис. 6.22, г)
полумуфта 14 закрепляется на валу неподвижно, а полумуфту 16
соединяют с другим валом с помощью шпонки. Для передачи дви-
жения от одного вала к другому нужно передвинуть полумуфту 16
в осевом направлении (при этом шпоночный паз 17 будет скользить
по ее шпонке) и ввести в зацепление кулачки 15. Муфты этого типа
обеспечивают надежное соединение валов.
Кулачковые муфты имеют малые габаритные размеры, просты
по конструкции и дешевы в изготовлении, но недостатком этих муфт
является то, что их включение на быстром ходу без определенных
мер предосторожности сопровождается ударом, который может
быть причиной аварии.
Обгонные муфты широко используют в механизмах для переда-
чи движения в одном направлении — они автоматически замыка-
ются при одном направлении вращения и размыкаются при противо-
положном. Фрикционная обгонная муфта с роликами
(рис. 6.22, д) состоит из обоймы 18 с гладкой цилиндрической внут-
ренней поверхностью, роликов 19 и звездочки 20. Между обоймой и
звездочкой находятся суживающиеся в одном направлении полости
21; в их суженные части выдвигаются толкателями 25 с пружинками
23 ролики. При вращении звездочки по часовой стрелке под дей-
ствием сил трения ролики заклиниваются и увлекают за собой
обойму, закрепленную в механизме, например, с помощью шпонки
22. При вращении в обратном направлении обойма обгоняет звез-
дочку, выкатывает ролики в широкие части полостей и муфта раз-
мыкается. Детали обгонных муфт имеют высокую поверхностную
твердость — до HRC 50—60: ролики изготовляют из стали ШХ15;
звездочки, вкладыши 24 и обоймы — из стали 20Х или 40Х. Такие
муфты предназначены для валов ф 10—90 мм и передачи моментов
2,5—770 Н-м.
Ремонт упругих пальцевых муфт. У пальцевых муфт (см.
рис. 6.22, б) изнашиваются отверстия полумуфты 6, в которые
входят кольца 8, а также сами кольца, которые начинают провора-
чиваться на пальцах 7. Иногда ослабляются и начинают проворачи-
ваться пальцы, что приводит к износу посадочных мест под паль-
цы и самих пальцев в полумуфте 5. При ремонте упругих пальце-
вых муфт растачивают посадочные отверстия для пальцев в полу-
муфте 6, а затем изготовляют новые пальцы и кольца. Наружный
диаметр новых колец должен в точности соответствовать диаметру
100
Рис. 6.23. Схема ре-
монта конусной фрик-
ционной муфты:
1 — вал, 2, 3 — полу-
муфты, 4, 5 — торцы
расточенных в полумуфте 6 отверстий. Кроме того, при расточке
необходимо обеспечить совпадение центров отверстий под пальцы
в обеих полумуфтах. Нарушенную посадку муфты на валу восстанав-
ливают запрессовкой втулки в ее ступицу. Если изношены и дру-
гие поверхности муфты, ее заменяют новой.
Ремонт крестовых муфт. У крестовых муфт (см. рис. 6.22, в)
изнашиваются пазы полумуфт 10 и 12, а также выступы 13 детали
11, Пазы исправляют фрезерованием, так что
их размеры несколько увеличиваются, а про-
межуточную деталь 11, как правило, заменяют
новой, причем выступы на торцах новой де-
тали должны соответствовать увеличившимся
размерам пазов во фланцах. Детали изготов-
ляют из низкоуглеродистых сталей, которые
подвергают цементации и последующей тер-
мообработке до твердости HRC 45—55. Про-
межуточную деталь 11 в малонагруженных
муфтах изготовляют из текстолита или дре-
весно-слоистых материалов.
Ремонт конусных фрикционных муфт. У
этих муфт (рис. 6.23) износ наблюдается в
сопряжении конических поверхностей полу-
муфт 2 и 3, причем он достигает такого зна-
чения, что торцы 4 и 5 начинают соприкасать-
ся. В результате этого отсутствует достаточ-
ное сцепление обеих частей муфты. Простейший ремонт полумуфт
фрикционной муфты заключается в зачистке наждачной бумагой
их конических поверхностей и в обточке торцов 4 и 5 с целью созда-
ния зазора для осевого перемещения полумуфты 2. В более сложных
случаях растачивают коническую часть полумуфты 2, а после этого
запрессовывают в нее компенсирующее кольцо, которое во избежа-
ние проворачивания закрепляют штифтом. В некоторых случаях
стачивают коническую поверхность полумуфты 3 и насаживают
компенсирующее кольцо (на рисунке показано штриховыми ли-
ниями).
При ремонте конусных фрикционных муфт рекомендуется уста-
навливать кольца не запрессовкой, а на эпоксидном клее. При этом
сначала их сопрягают с диском ходовой посадкой, обеспечивая на-
личие в сопряжении равномерного тонкого слоя клея. С примене-
нием эпоксидного клея можно ремонтировать также полумуфты,
у которых более или менее значительная расточка отверстий, а также
обточка наружного конуса невозможны по конструктивным сообра-
жениям. В этих случаях полумуфты обтачивают или растачивают,
а затем, сняв слой металла толщиной 2—3 мм, устанавливают на
эпоксидном клее компенсирующее кольцо из чугуна, стали или
текстолита, имеющее припуск на последующую обработку. После
отверждения клея полумуфту с кольцом обрабатывают на токарном
станке, придавая ей форму и размеры, обеспечивающие нормальное
прилегание конических поверхностей.
101
Конусные фрикционные муфты небольших размеров иногда бы-
вает целесообразно изготовить вновь (обе части или только одну из
них). Конические части муфты тщательно пригоняют, добиваясь
полного взаимного прилегания сопрягаемых поверхностей.
Ремонт электромагнитных муфт. Электромагнитные муфты, ши-
роко использующиеся в приводах оборудования, служат для соеди-
нения и разъединения ведущего и ведомого валов без остановки
ведущего, а также для пуска, торможения, реверсирования и пере-
ключения скоростей и подач. Эти фрикционные муфты удобны в экс-
плуатации, имеют небольшие габаритные размеры, передают зна-
чительные мощности на валу, имеют малое время срабатывания и
обладают высоким коэффициентом управления.
Рис. 6.24. Многодисковая электромагнитная муфта:
1 — якорь, 2, 3 — диски, 4 — катушка, 5 — обойма, 6, 9, 12 — кольца, 7 — зубчатое ко-
лесо, 8 — ведомый вал, 10 — втулка, 11 — корпус
Для питания муфт используют постоянный ток напряжением
24 В. При прохождении тока по катушке 4 (рис. 6.24) возникает
магнитный поток, часть которого (полезный поток) проходит через
тело корпуса, все диски 2 и якорь 1. Другая часть потока, связан-
ная с витками (поток рассеяния), замыкается через диски, не доходя
до якоря. Специальные фигурные отверстия в дисках создаются
для того, чтобы лишь небольшая часть магнитного потока замыка-
лась через диски, а основная проходила перпендикулярно их пло-
скости к якорю. Полезный поток вызывает усилие, под действием
которого диски оказываются сжатыми между корпусом и якорем
муфты, вследствие чего осуществляется передача ведомому валу
вращающего момента.
Привод этой муфты осуществляется через зубчатое колесо 7,
насаженное на корпус 11. В последнем помещена электромагнитная
катушка 4, один конец провода которой выведен на корпус, т. е. за-
землен, а другой присоединен к контактному кольцу 6, изолирован-
ному от корпуса кольцом 12. Корпус 11 вместе с запрессованной
втулкой 10 свободно вращается на ведомом валу 8 и удерживается
от осевого перемещения кольцом 9, закрепленным стопорным вин-
том. Якорь 1 и диск 2, соединенные валом 8 с помощью шлицевого
102
Рис. 6.25. Схема контроля вращающего
момента электромагнитной муфты:
1 — приспособление, 2 — корпус, 3 — якорь, 4 —
переходник, 5 — динамометрический ключ
соединения, свободно перемещаются вдоль оси. Диски 3 имеют на-
ружные выступы, которые могут передвигаться по пазам обоймы 5,
закрепленной на корпусе 11.
Ремонт дисковых фрикционных механических и электромагнит-
ных муфт. В процессе эксплуатации периодически приходится ре-
гулировать зазор между дисками, добиваясь заданного, вращающего
момента. В электромагнитных муфтах заданный зазор создают
подбором дистанционных колец или подрезкой торцов сопрягаемых
деталей, а увеличенный суммарный зазор устраняют постановкой
дополнительных дисков. Диски с царапинами ремонтируют шлифо-
ванием, но если шлифование не дает необходимого результата, то
их заменяют новыми. Корпус и якорь изготовляют из мягких ста-
лей, обладающих мини-
мальным значением оста-
точной магнитной индук-
ции, во избежание слипа-
ния дисков при отключе-
нии катушки. Сила сжа-
тия дисков зависит от их
толщины (в электромагнит-
ных муфтах толщина дис-
ков обычно составляет
0,4—0,25 мм). С целью по-
вышения долговечности ди-
ски изготовляют из стали
65Г, которую подвергают
термической обработке.
Вмятины в пазах обой-
мы (поводка) устраняют
сваркой с последущей меха-
нической обработкой (при-
пиловкой). Неисправные
катушки или заменяют новыми, или перематывают в них обмотку.
Перед монтажом очищают от твердых частиц рабочие поверхности
фрикционных дисков, а также полости конусов узлов бесконтакт-
ных муфт (на рис. 6.24 не показаны), в которые встраивают диски.
Рабочая поверхность контактного кольца 6 (см. рис. 6.24) не долж-
на иметь биения (допуск 0,02—0,04 мм). Поводок внешних дисков
должен вращаться вместе с муфтой относительно одной оси (допус-
каемое отклонение от концентричности 0,03 мм).
Собранные после ремонта электромагнитные муфты испытывают
на крутящий момент Л4кр. Для этого закрепляют на приспособле-
нии 1 (рис. 6.25) корпус 2, во вращающейся части муфты монтиру-
ют переходник 4 со шпонкой и затем обеспечивают электропитани-
ем муфту (при этом якорь 5 зажмет комплект дисков). Соединяя
динамометрический ключ 5, имеющий квадратный хвостовик, с пере-
ходником, создают вручную 7Икр на 25% больший заданного.
Диски при этом не должны проскальзывать. Если этот дефект воз-
никает, необходимо проверить мощность катушки и качество сопря-
103
гаемых поверхностей дисков. Выявив причину дефекта, устраняют
его. Этим простым способом проверяют момент муфт при его зада-
ваемом значении 250 Н-м.
Тормозные устройства, например конусные, дисковые, колодоч-
ные, ленточные и другие, компонуют с приводами оборудования.
Они имеют много общего с фрикционными муфтами, отличаясь от
них тем, что часть их деталей лишена возможности вращения. Тор-
моза часто блокируют с пусковыми устройствами так, чтобы при
включении станка или узла тормоз включался, и наоборот.
Ремонт обгонных муфт. В процессе эксплуатации происходит
износ внутренней поверхности обоймы 18 (см. рис. 6.22, 5), роли-
ков 19 и поверхности контакта ролика со звездочкой. Даже при
незначительных износах возможны отказы в замыкании муфты
(муфта буксует). При ремонте шлифуют внутреннюю поверхность
обоймы и опорные поверхности вкладышей 24 (при большом износе
их изготовляют заново). Малогабаритные муфты (без вкладышей)
также шлифуют и заменяют в них ролики. Шлифование вкладышей
осуществляют в сборе со звездочкой 20 на, плоскошлифовальном
.станке с помощью делительного приспособления, базируясь на
внутренний диаметр.
При сборке добиваются плавного движения толкателей 25 в гнез-
дах звездочки, подбирая пружинки в соответствии со стандартом,
и четкого замыкания (заклинивания роликов) муфты. Отремонти-
рованную муфту устанавливают по назначению, однако прежде
необходимо проверить соосность соединяемых деталей (допускаемое
отклонение 0,02—0,03 мм).
§ 6.7. Ремонт деталей зубчатых и цепных передач
Поступающие в ремонт зубчатые колеса могут иметь следующие
дефекты: износ зубьев по рабочему профилю; один или не-
сколько сломанных зубьев; одну или несколько трещин в венце,
спице или ступице; смятие поверхностей отверстия или шпоночной
канавки в ступице; смятие шлицев и закруглений торцов зубьев.
Зубчатые колеса с изношенными зубьями, как правило, не вос-
станавливают, а заменяют новыми. Однако для небольших ремонт-
ных предприятий, не оснащенных необходимым оборудованием для
изготовления новых колес, рекомендуются описанные ниже спосо-
бы ремонта зубчатых колес большого диаметра и с большим модулем.
Колеса с износом зубьев по толщине, не выходящим за пределы
допустимого (см. табл. 13.2), можно оставить в механизме, так как
они не ухудшают его работу. Цилиндрическое зубчатое колесо
с односторонним износом зубьев 2 у правого торца в результате
многократного переключения шестерен (рис. 6.26, а) можно отре-
монтировать так: у колеса подрезать часть 3 (линия отреза показана
на рисунке справа вертикальной чертой), а с другой стороны при-
варить кольцо /, точно соответствующее удаленной части 3; затем
кольцо установить таким образом, чтобы в переключении участво-
вала левая (неизношенная) часть зубьев.
1,04
Зубчатые колеса со сломанным или выкрошившимся зубом нель-
зя оставлять в механизме — это может привести к поломке зубьев
сопряженных колес и аварии сборочной единицы. Такое колесо
в ответственных передачах нужно заменить годным. В менее ответ-
ственных тихоходных передачах поврежденные зубья больших колес
экономически выгодно восстанавливать. Зубчатые колеса можно
ремонтировать наплавкой изношенных зубьев, установкой зубчатых
вкладышей, которые закрепляют винтами либо сваркой (рис. 6.26,6),
или ввертышей и др.
Рис. 6.26. Схемы ремонта зубчатых колес:
а — привариванием кольца, б — сваркой, в — наплавкой зуба по медным шаблонам; 1 —
кольцо, 2 — зуб, 3 — отрезаемая часть, 4 — сварные швы, 5, 7 — планки, 6 — медные
шаблоны
Обработка наплавленных зубьев достаточно сложна. Для ее
облегчения зубья колес средних и больших модулей наплавляют
с помощью пары медных шаблонов 6 (рис. 6.26, в), которые, имея
форму впадин между зубьями зубчатого колеса, образуют боковые
поверхности зуба. Перед наплавкой медные шаблоны соединяют
между собой планками 5 и прикрепляют к венцу колеса планками
7 так, чтобы они не мешали операции наплавки. (Планки 7 можно
заменить струбцинами или каким-либо другим устройством.) Так
как наплавляемый металл не приваривается к шаблонам вследствие
высокой теплопроводности меди, шаблоны после наплавки легко
вынимаются. Наплавка производится толстообмазанными электро-
дами Э-ЗУ, Э-42, ОММ-5 и др. После наплавки колесу дают медлен-
но остыть, зарывая в горячий песок все колесо или ту его часть,
где наплавлен зуб. Восстановление зубьев наплавкой целесообразно
только в том случае, когда другие способы применить невозможно.
Изношенные зубчатые колеса, ремонт которых признан нецеле-
сообразным, нужно заменять новыми парами даже в тех случаях,
когда одно колесо в заменяемой паре существенного износа не имеет.
Это объясняется следующим: замена обоих сопрягаемых колес га-
105
рантирует лучшие условия зацепления, так как зубчатые колеса
каждой данной пары, как правило, изготовляются одним и тем же
инструментом на одном и том же станке; использование нового зуб-
чатого колеса в сопряжении с оставшимся старым колесом нежела-
тельно, так как зубья вновь изготовленного колеса не обеспечивают
нормального контакта с уже приработанными зубьями, что обнару-
живается по появлению повышенного шума при работе передачи.
Однако в тех случаях, когда в сопряжении находятся большое и ма-
лое зубчатые колеса, причем диаметр большого колеса во много раз
превышает диаметр малого, не следует придерживаться приведен-
ного выше правила. В таком зацеплении значительно быстрее из-
нашивается малое колесо, а поэтому при ремонте достаточно заме-
нить только его. Своевременная замена малого колеса предохраняет
от износа зубья большого, стоимость изготовления которого значи-
тельно выше.
Как при ремонте, так и при замене зубчатых колес обязательно
нужно установить, с каким углом зацепления нарезаны зубья дан-
ного колеса, что делают конструкторы отдела главного механика.
(Обычно угол зацепления равен 20, но иногда и 15°; два колеса,
имеющие разные углы зацепления, в паре работать не могут).
Кроме того, необходимо также убедиться в том, что на посадоч-
ных поверхностях нет задиров, вмятин и других повреждений,
препятствующих нормальной посадке колес на вал или другие дета-
ли. Если такие повреждения имеются, их обязательно устраняют
расточкой посадочного отверстия и постановкой переходной втул-
ки, а при незначительных износах — зачисткой отверстия наждач-
ной бумагой.
Ремонт деталей червячных передач. В червячных передачах
(см. рис. 1.9) наибольшему износу подвергается зубчатое зацепле-
ние, при этом витки червяка, как правило, изнашиваются значи-
тельно больше, чем зубья червячного колеса. В связи с этим при ре-
монте изготовляют новый червяк, который сцепляют с работавшим
с ним в паре колесом. Однако в точных передачах заменяют новыми
и червяк, и колесо.
Ремонт деталей цепных передач. Цепная передача работает
нормально, когда оси звездочек взаимно параллельны и обе звез-
дочки находятся в одной плоскости. Характерными признаками
износа цепных передач (см. рис. 1.5) являются смятие и поломка
зубьев звездочек, ослабление посадки звездочек на валах, износ
в сопряжении втулки 7 и оси S, ослабление посадки пластинки 5
на втулке 7, износ ролика 6 по наружному диаметру, а также в со-
пряжении с втулкой 7. Цепь в результате износа деталей передачи
растягивается, расстояние между осями возрастает, в передаче
появляются резкий шум и стук. В этих условиях цепь во время
работы нередко соскакивает со звездочек и происходит обрыв пла-
стинок, излом осей.
Ремонт цепных передач обычно заключается в замене дефект-
ных звездочек или цепей новыми. В некоторых случаях звездочки
диаметром свыше 120 мм ремонтируют наваркой зубьев с последую-
ще
щей механической обработкой, а также установкой втулок в поса-
дочном отверстии. Изношенную цепь подвергают ремонту только
при ее аварийном обрыве. В этом случае в нее устанавливают одно
или несколько новых звеньев, взятых из другой цепи такой же
конструкции и такого же шага, а при отсутствии подобной возмож-
ности изготовляют несколько новых пластин и осей. Звездочки при
ремонте обычно изготовляют из сталей 45 и 50, а также цементи-
руемых сталей 15, 20 и 20Х, подвергая последующей закалке.
§ 6.8. Ремонт деталей передач винт — гайка
Общие сведения. Передача винт — гайка в соответствии с на-
званием состоит из двух главных деталей — винта 1 (рис. 6.27)
и гайки 2. При вращении винта 1 в ту или иную сторону гайка 2
совместно с ползуном 3, установленным на направляющих 4, будут
Рис. 6.27. Передача
винт — гайка:
1 — винт, 2 — гайка, 3 —
ползун, 4 — направляющие
перемещаться прямолинейно-поступательно. Такая передача позво-
ляет обеспечить равномерность и точность перемещений, а также
плавность и бесшумность работы. Основным техническим требова-
нием, предъявляемым к винту и гайке, является высокая точность
их изготовления. Наряду с этим требуется соблюдение важных ус-
ловий при сборке: необходимо, чтобы ось винта 1 была строго па-
раллельна направляющим 4, что обеспечивается соответствующей
установкой концевого подшипника; при вращении ось винта не
должна смещаться, а при любом положении гайки 2 — совпадать
с осью последней.
Винты обычно изготовляют из среднеуглеродистых (марок 45
и 50) или инструментальных (У 10 и У12) сталей, гайки — из оло-
вянистых бронз (Бр. ОНФ 10-1-1 или Бр. ОЦС 4-4-17) или анти-
фрикционного чугуна. Резьба ходовых и грузовых винтов должна
работать с наименьшими потерями на трение. Это достигается хоро-
шим качеством обработки винта и гайки, а также применением смаз-
ки. В значительной мере потери на трение зависят также и от угла
профиля резьбы. В этом отношении наилучшей является прямо-
угольная резьба (рис. 6.28, а), применяющаяся в особо точ-
ных передачах. Но, с другой стороны, ей присущи серьезные недо-
107
статки, вследствие чего эта резьба вытесняется трапецеидальной
(рис. 6.28, б), имеющей значительные преимущества: возможность
устранения осевых зазоров (мертвый ход), образующихся при из-
носе, стягиванием разрезной гайки, что исключено при прямоуголь-
ной резьбе; более высокая прочность, так как основание витка
у нее шире, чем у прямоугольной резьбы при том же шаге; простота
изготовления. В зависимости от величины шага трапецеидальная
резьба может быть крупной, нормальной и мелкой; ее широко при-
меняют для изготовления ходовых винтов, например в домкратах.
Рис. 6.28. Винтовые резьбы различных
профилей в передачах винт — гайка
скольжения (ВГС) и винт — гайка ка-
чения (ВГК):
а — прямоугольная, б — трапецеидальная,
в — упорная, г — полукруглая
Для грузовых винтов, работающих под нагрузкой только в од-
ном направлении, например в гидравлических и винтовых прессах,
для нажимных винтов прокатных станов и т. д. применяют упор-
ную резьбу (рис. 6.28, в), которая также может быть крупной,
нормальной и мелкой.
Рассмотренные резьбы используют в передачах винт — гайка
с трением скольжения, однако КПД этих передач невысок. На
рис. 6.28, г показана резьба полукруглая, используемая
в передачах винт — гайка качения (ВГК), которые также называют
шариковинтовыми передачами (ШВП), а их механизмы — шарико-
винтовыми механизмами (ШВМ). По сравнению с обычными винто-
выми парами трения скольжения передачи ВГК обладают значи-
тельно большим КПД, меньшим износом, большей долговечностью
и повышенной жесткостью и точностью. Их применяют в приводах
современных шлифовальных, фрезерных, токарных и других стан-
ков, в том числе с программным управлением (см. гл. 10).
Ремонт ходовых винтов. В ходовых винтах, имеющих трапеце-
идальную или прямоугольную резьбу, после длительной работы
изнашиваются резьбовые опорные цилиндрические поверхности.
Изношенные ходовые винты с трапецеидальной резьбой ремонти-
руют, а винты с прямоугольной резьбой заменяют новыми. Изогну-
108
тые винты правят, рихтуют с помощью хомутиков, стяжек, рычагов
и другими способами; при правке винт устанавливают в центры и
определяют места его наибольшего биения. Неисправные центровые
гнезда винта восстанавливают на токарных станках, подрезая его
торцы.
Изношенную трапецеидальную резьбу ходовых винтов ремонти-
руют, если ее износ не превышает 10% первоначальной толщины
витка. Ремонт выполняют, выверяя и протачивая или шлифуя винт
(рис. 6.29, а, б) по наружному диаметру резьбы так, чтобы ширина
Рис. 6.29. Схема ремонта трапецеидального резьбового соединения:
а, б — соответственно нормальное и изношенное резьбовые соединения; dBr — внутренний
диаметр резьбы гайки, ^нв — наружный диаметр резьбы винта, — средний диаметр резьбы,
^ог — Диаметр отверстия гайки, ^вв — внутренний диаметр резьбы винта
Рис. 6.30. Приспособление для контроля точности шага ходового винта:
1,4 — призмы, 2 — балочка, 3 — индикатор, 5, 7 — шаровые наконечники, 6 — ходовой
винт
витка после углубления канавки (и устранения износа) была нор-
мальной (на рисунке показано штриховой линией), т. е. соответ-
ствовала по ширине первоначальному размеру.
Изношенные шейки винта ремонтируют шлифованием, а сопря-
женные с ними втулки заменяют новыми. Если возможно по услови-
ям эксплуатации, изношенные шейки винта протачивают и на них
напрессовывают или устанавливают на клей тонкостенные компен-
сирующие втулки. Некоторые винты, изношенные на небольшой
длине, можно повернуть на 180° и произвести при этом соответствую-
щую проточку шеек, а при необходимости установить переходные
втулки.
Отремонтированный ходовой винт необходимо проверить на точ-
ность шага специальным приспособлением (рис. 6.30). Для конт-
; 109
роля приспособление устанавливают на винт призмами 1 и 4 и рас-
полагают шаровые наконечники (сменные), закрепленные на ножках
так, чтобы они поместились между витками резьбы винта 6 на рас-
стоянии 8—10 ее шагов; это положение фиксируют индикатором 3.
Затем приспособление переустанавливают на различные участки
резьбы винта и читают показания индикатора (при неправильном
шаге винта качающаяся ножка с наконечником 5 наклонится на
величину, которую покажет индикатор).
Ремонт гаек ходовых винтов. Гайки винтов суппортов с изно-
шенной резьбой заменяют новыми. Металлоемкие и сложные гайки
ходовых винтов обычно восстанавливают, растачивая в них от-
верстия и устанавливая компенсатор износа, представляющий
собой втулку, наружный диаметр которой выполнен с плотной по-
садкой по расточенному отверстию гайки и внутренним резьбовым
отверстием по восстановленной резьбе ходового винта. Растачива-
ние выполняют с предварительной разметкой с целью центрирова-
ния оси резьбы гайки с осями отверстий, в которых установлен винт.
5) 6 5
Рис. 6.31. Схема разметки гайки винта:
а — накернивание центра на торце гайки, б — нанесение контрольных рисок на поверхность
гайки, в — контроль точности расположения оси резьбы гайки; 1 — кернер, 2 — торец гайки,
3 — каретка суппорта, 4 — подставка, 5, 6 — базовые поверхности, 7, 8 — верхняя и
боковая риски, 9, 14 — рейсмас, 10 — винт, 11 — гайка, 12 — контрольная плита, 13 —
призмы
В простейшем случае разметку выполняют кернером 1
(рис. 6.31, а), пропущенным через отверстие каретки 3 суппорта:
накернивают центр на торце 2 гайки и из него проводят циркулем
окружность диаметром, несколько большим, чем наружный диаметр
резьбы винта. Затем по всей длине гайки выполняют разметку двух
продольных рисок — боковой 8 и верхней 7 (рис. 6.31, б), которые
будут служить базой при установке гайки на станке для растачива-
ния и нарезания резьбы. Для разметки в качестве базы используют
направляющие салазок: при нанесении риски 8 базой служит по-
верхность 5, а риски 7 — поверхности 5 и 6. Разметку выполняют
обычным рейсмасом 9 со специальной подставкой 4,
После проведения этих работ можно с должной точностью уста-
новить гайку на станке для растачивания в ней отверстия и наре-
110
зания резьбы. По круговой риске на торце гайки производят точ-
ную установку по высоте, а по двум продольным — такую же уста-
новку в горизонтальном и вертикальном положениях; после этого
отверстие растачивают и нарезают в нем резьбу. Положение нарезан-
ного в гайке отверстия по высоте и параллельность его оси базовым
поверхностям будет в точности соответствовать положению сопря-
гаемого с гайкой винта, обеспечивая их соосность.
Точность расположения в гайке резьбового отверстия проверяют
перед монтажом сборочной единицы по двумя нанесенным на гайку
продольным рискам. Для этого гайку 11 навинчивают на винт 10
и устанавливают вместе с ним на две одинаковые по высоте приз-
мы 13, расположенные на контрольной плите 12 (рис. 6.31, в); при
этом гайку поворачивают на винте так, чтобы боковая и верхняя
риски расположились одна за другой в горизонтальной плоскости.
Проводя острием рейсмаса 14 по рискам, контролируют параллель-
ность им оси отверстия. После этого устанавливают острие рейсмаса
в верхней точке круговой риски А и проворачивают гайку вместе
с винтом вручную: если острие рейсмаса не очерчивает окруж-
ность, точно совпадающую с окружностью, размеченной на торце
гайки, это означает, что гайка нарезана неправильно. Примене-
ние разметки сокращает трудоемкость сборки винтовой пары, так
как отпадает надобность в пригонке гайки по месту, и повышает
ее качество.
§ 6.9. Ремонт деталей поршневых
и кривошипно-шатунных механизмов
Общие сведения. Детали поршневой группы входят в состав
механизмов преобразования вращательного движения в поступа-
тельное. К основным деталям этой группы (рис. 6.32) относится
цилиндр двигателя, состоящий из так называемой рубашки 1 и
внутренней втулки или гильзы 2, а также поршень 3 с поршневыми
кольцами 4, соединенный с шатуном 5 поршневым пальцем 8. Второй
конец шатуна имеет вкладыш 7, соединяющий шатун с коленчатым
валом 6.
В процессе эксплуатации вследствие износа увеличивается зазор
между стенками цилиндра и поршня; цилиндр приобретает откло-
нения от цилиндричности и круглости, на его поверхности обра-
зуются задиры; поршневые кольца становятся менее упругими;
увеличиваются зазоры в замках, т. е. в местах стыков. В результате
возникших дефектов в полости цилиндра уменьшается компрессия
(степень сжатия газов), так как газы просачиваются между
стенками поршня и цилиндра; нарушаются также посадки порш-
невого пальца в бобышках поршня и головке шатуна и головки
шатуна на шейке вала, что влечет за собой возникновение стука
в сопряжениях.
Ремонт деталей поршневых и кривошипно-шатунных механизмов
обходится часто дороже, чем изготовление новых, поэтому в каж-
дом конкретном случае судят о целесообразности и методе ремонта.
111
Наибольший эффект, однако, достигается заменой изношенных дета-
лей этих механизмов новыми запасными. При этом уменьшается
время простоя машин из-за ремонта, снижается трудоемкость и
повышается качество последнего. Между тем в ряде случаев, напри-
мер при ремонте крупных компрессоров, пневматических молотов
Рис. 6.32. Детали поршневой группы:
1,2 — рубашка и внутренняя втулка цилиндра,
3 — поршень, 4 — поршневые кольца, 5 — ша-
тун, 6 — коленчатый вал, 7 — вкладыш, 8 —
поршневой палец
и отсутствии запасных час-
тей, детали поршневых и
кривошипно-шатунных меха-
низмов приходится ремонти-
ровать. В таком случае ре-
комендуется пользоваться ме-
тодами, рассмотренными ни-
же.
Ремонт цилиндров. При
выполнении ремонта деталей
поршневой группы необходи-
мо строго выдерживать техни-
ческие требования на него.
Изношенные цилиндры приня-
то ремонтировать по системе
Рис. 6.33. Схема ремонта
поршня:
1 — отверстие для пальца, 2 —
канавки, 3 — днище, 4 — ци-
линдрическая поверхность (юбка)
ремонтных размеров. При восстановлении цилиндра в сопряжении
цилиндр — поршень производится механическая обработка отвер-
стия цилиндра под больший ремонтный размер и соответственно
подбирается новый поршень, диаметр которого больше диаметра
прежнего. Ремонтные размеры цилиндров двигателей, устанавли-
ваемые, как правило, заводами-изготовителями, имеют градацию
0,5—1 мм в зависимости от диаметра цилиндра. Если, например,
первоначальный (номинальный) диаметр цилиндра равен
101,57+0’0в мм, то его первый ремонтный размер будет равен
102,07+0’06 мм, второй — 102,57+0’06 мм и т. д. до последнего
пятого размера, равного 104,07+0’06 мм. Последний ремонтный
размер должен быть таким, чтобы цилиндр был достаточно прочным.
Преимуществом восстановления рабочей поверхности цилиндра по
системе ремонтных размеров является то, что многократно исполь-
112
зуется корпус цилиндра или блок цилиндров (изготовление же но-
вого цилиндра требует больших трудовых затрат).
Цилиндры, износ которых вышел за пределы последнего ремонт-
ного размера, в отдельных случаях можно восстановить растачи-
ванием и последующей запрессовкой гильзы (гильзу запрессовы-
вают в расточенный корпус с натягом, затем обрабатывают ее от-
верстие до номинального размера отверстия цилиндра). Если в ци-
линдре уже имеется гильза, но изношенная, то ее растачивают до
ближайшего ремонтного размера на расточном или токарном стан-
ке. После растачивания производят хонингование цилиндров с при-
пусками 0,06—0,09 мм. При отсутствии на предприятии хонинго-
вального станка отделочную операцию отверстия цилиндра можно
выполнить на токарном или сверлильном станке, применяя шлифо-
вальную головку. После окончательной обработки внутренняя по-
верхность цилиндра должна иметь шероховатость Ra 0,4.
Ремонт поршней. У поршней (рис. 6.33) в результате эксплуата-
ции изнашиваются канавки 2 и отверстия 1 под поршневой палец,
а также образуются трещины на днище 3 и риски на поверхности 4
(значительному износу подвержены поршневые канавки 2, которые
восстанавливают протачиванием на токарном станке до ремонтного
размера).
В небольших поршнях отверстия под поршневой палец разверты-
вают вручную специальной разверткой, а в поршнях больших
размеров растачивают на расточном станке. (Растачивание можно
выполнять и на токарном станке, если применить специальное
приспособление.) Выбор посадки поршневого пальца в отверстии
поршня (с натягом или зазором) зависит от конструкции поршня
и условий, в которых он работает.
Те места на цилиндрической поверхности 4 или на днище 3 порш-
ня, где имеются задиры или наплывы, запиливают напильником,
а затем зачищают и полируют мелкозернистой наждачной бумагой.
Поршни с трещинами обычно выбраковывают.
Ремонт поршневых пальцев и колец. У поршневых пальцев изна-
шивается наружная поверхность, сопрягаемая с втулкой шатуна и
бобышкой поршня. Предельно допустимый зазор между пальцем и
втулкой в зависимости от типа машин составляет 0,1—0,15 мм, а пос-
ле ремонта он должен составлять 0,002—0,025 мм. При ремонте
изношенные пальцы часто заменяют новыми, поскольку трудоем-
кость их изготовления невелика, и пригоняют по восстановленным
отверстиям в поршне и втулке шатуна. Иногда пальцы хромируют
по наружному диаметру, с тем чтобы они соответствовали увеличен-
ному размеру. (Если поршень заменен новым, нужно исходить из
того, что его отверстие под поршневой палец имеет номинальный
размер.)
Из всех деталей шатунно-поршневой группы наибольшему изно-
су подвергаются поршневые кольца и особенно — верхнее компрес-
сионное. Об износе кольца судят по зазору между ним и канавкой,
а также в Стыке (если зазор между кольцом и канавкой больше
0,3—0,4 мм, а в стыке 3—4 мм, поршневое кольцо обычно заменя-
ла
ют). Кольцо, потерявшее упругость, также заменяют. (Для опреде-
ления упругости поршневого кольца пользуются специальным при-
бором и таблицами, указывающими соотношение между силой сжа-
тия и зазором, который должен получиться при этом сжатии.)
В ремонтной практике поршневые кольца обычно изготовляют
так: обтачивают чугунный пустотелый цилиндр; разрезают его на
Рис. 6.34. Схема ремонта поршневого кольца:
а — замок, б — схема закрепления заготовки кольца для обработки по внутреннему диа-
метру, в — схема закрепления кольца для обработки по наружному диаметру, г — измерение
зазора в замке щупом; J, 4 — оправки, 2 — кольцо, 3, 5 — фланцы, 6 — винт
кольца с припуском для их последующей обработки по наружному
и внутреннему диаметрам, а также по высоте; из каждого кольца
вырезают небольшой участок, образуя сквозную щель, позволяю-
щую кольцу сжиматься и создавать стык. В стыке выполняют так
называемый замок, препятствующий просачиванию газов. Его дела-
ют либо с косым вырезом под углом 45°, либо с прямым вырезом
внакладку (рис. 6.34, а). Второй способ более надежен, но следует
иметь в виду, что у колец малого диаметра нельзя делать такой за-
мок, так как его тонкие части легче обламываются. Кольца ф 300 мм
и более сжимают почти до соприкосновения поверхностей выреза
(торцов), спаивают, окончательно протачивают по наружному и
внутреннему диаметру, а затем распаивают.
После того как у поршневого кольца сделаны вырез и замок,
а также окончательно обработаны торцы, его растачивают и обтачи-
вают на размер на специальных оправках. На оправке 1 (рис. 6.34, б)
кольцо 2 растачивают на размер, на оправке 4 (рис. 6.34, в) это же
кольцо окончательно обрабатывают снаружи. Закрепляют поршне-
вое кольцо в оправках через фланцы 3 и 5 винтом 6.
Зазор по высоте между кольцом и канавкой, проверяемый щу-
пом, в отремонтированных сопряжениях колеблется от 0,06 до
0,12 мм и зависит от типа оборудования. Поршневые кольца боль-
ших размеров пригоняют к канавкам шабрением с последующей
притиркой торцов по плите. Если имеется возможность, то лучше
шлифовать кольца на плоскошлифовальном станке. Небольшие
кольца пригоняют шлифованием. Поместив кольцо в восстановлен-
ном цилиндре, определяют зазор в замке щупом (рис. 6.34, г).
114
Заключительными операциями являются пригонка замка и его
зачистка — либо личным напильником, либо оселком. При уста-
новке колец на поршень необходимо добиться равномерного рас-
положения замков по периметру цилиндра, что более надежно
предотвращает прорыв находящихся в цилиндре газов или пара.
Рис. 6.35. Комплект деталей шатуна (а) и приспособление для проверки ша-
туна на изгиб и скручивание (б):
1 — стержень, 2 — болты, 3 — поверхности разъема большой головки, 4 — гайки, 5 — шпли-
нты, 6, 9 — половины большой головки, 7—вкладыши, 8 — прокладки, 10 — втулка, 11 —
малая головка, 12 — призма, 13 — опорные площадки, 14 — контрольная плита, 15 — щуп,
16, 17 — оправки
Ремонт шатунов. В двигателях, компрессорах и паровых маши-
нах применяют разные виды шатунов, однако условия, в которых
они работают, и предъявляемые к ним требования в основном оди-
наковы. Шатун (рис. 6.35, а) состоит из ряда деталей, которые в про-
цессе работы претерпевают изменения: стержень 1 изгибается или
скручивается; повреждаются поверхности разъема 3 большой го-
ловки 9 шатуна и крышки; могут изнашиваться вкладыши 7 или
втулки 10, поверхности посадочного отверстия в малой головке 11,
внутренняя поверхность большой головки под вкладыши 7. Для
проверки шатуна на изгиб и скручивание применяют специальное
приспособление (рис. 6.35, б), основными частями которого яв-
ляются контрольная плита 14 с оправками 16 и 17 и призма 12.
115
В верхнюю головку устанавливают оправку 17 и надевают шатун
нижней головкой на оправку 16. На цилиндрические выступы оправ-
ки 17 устанавливают призму 12, имеющую три опорные площадки
13. Если стержень шатуна не изогнут и не скручен, оси отверстий
головок должны быть параллельными (при этом все три опорные
площадки 13 будут соприкасаться с плитой). Возможный зазор
между какой-либо из опорных площадок и плитой 14 контролируют
щупом 15. Допустимая величина зазоров в каждом конкретном
случае указывается в инструкционной карте.
Если стержень шатуна изогнут или скручен несильно, его вы-
правляют на прессе. Не разрешается править шатуны в сборе.
Шатуны с небольшим износом поверхностей отверстий большой
головки и крышки ремонтируют следующим образом: опиливают,
фрезеруют или пришабривают по плите поверхности 3 разъема с уче-
том того, что в результате последующего растачивания внутренних
цилиндрических поверхностей диаметр этих отверстий несколько
увеличится; поверхности разъема со значительными повреждениями
восстанавливают наплавкой с последующим фрезерованием; при
износе баббита вкладышей 7 производят перезаливку, а вкладыши
затем растачивают; изношенное отверстие головки 11 растачивают
до следующего ремонтного размера и изготовляют новую втулку 10.
§ 6.10. Ремонт деталей кулисного механизма
Общие сведения. Кулисные механизмы широко применяют в
промышленном оборудовании, например в поперечно-строгальных
и долбежных станках. С ползуном 2 (рис. 6.36, а), на котором за-
креплен суппорт с режущим инструментом, шарнирно связана с по-
мощью серьги 1 качающаяся деталь 5, называемая кулисой. Внизу
кулиса также шарнирно закреплена серьгой 7. Качается кулиса
в результате возвратно-поступательных перемещений в ее пазу
кулисного камня 4, получающего движение от зубчатого колеса 3,
называемого кулисной шестерней. Последней вращение передается
от электродвигателя через коробку скоростей с шестерней 6, за-
крепленной на валу 8 (рис. 6.36, б).
Длина хода кулисы зависит от расположения оси кулисного
камня в пазу кулисной шестерни: чем дальше от центра шестерни
находится кулисный камень, тем больше окружность, которую он
описывает при вращении шестерни, и, следовательно, тем больше
угол качания кулисы и длиннее ход L ползуна. Механизм регули-
рования установки и закрепления кулисного камня (рис. 6.36, б)
расположен на торце кулисной шестерни и состоит из направляю-
щего устройства 10, ползунка 12 с осью 13, которую можно пере-
мещать в направляющих, конической зубчатой пары 15, 16 и винта
14. В левой части устройство 10 сопряжено с клином 11, являющимся
левой направляющей для ползунка. Кулисный камень устанавли-
вают на оси 13 и закрепляют на ней. Когда рукояткой, надетой на
вал 9, вращают его в ту или другую сторону, ползунок 12 вместе
1 Тб
с кулисным камнем перемещается винтом 14 либо к центру колеса,
либо от него. В необходимом месте ползунок с камнем останавли-
вают и фиксируют, закрепляя вал 9.
Ремонт. В кулисном механизме изнашиваются кулиса, кулис-
ный камень, ползушка с пальцем, винт и гайка перемещения пол-
зушки, кулисное зубчатое колесо. В кулисе изнашиваются поверх-
Рис. 6.36. Схемы кулисного механизма (а), механизма регулирования и уста-
новки кулисного камня (б) и общий вид кулисы (в) и кулисного камня (г):
1,7 — серьги, 2 — ползун, 3 — зубчатое колесо, 4 — кулисный камень, 5 — кулиса, 6 —
шестерня, 8, 9 — валы, 10 — направляющее устройство, 11 — клин, 12 — ползунок, 13 —
ось, 14 — винт, 15, 16 — зубчатая пара
ности паза, в котором перемещается кулисный камень, и отверстия,
которыми кулиса соединяется с серьгами. У кулисного камня износу
подвергаются поверхности, скользящие в пазу кулисы, и отверстие
под ось ползушки, а у ползушки — поверхность основания, боко-
117
вые наклонные поверхности, а также ось. У кулисного зубчатого
колеса изнашиваются направляющие на его торце.
Поверхности паза кулисы при их износе более 0,3 мм и наличии
на них глубоких задиров ремонтируют фрезерованием с последую-
щим шабрением; при меньшем износе ограничиваются одним шабре-
нием. При шабрении закрашивают одну из стенок паза, используя
при этом контрольную линейку, и
5)
Рис. 6.37. Приспособления для контроля
ремонта кулисного зубчатого колеса (а) и
ползушки (б):
1,5 — направляющие поверхности, 2 — повероч-
ная плита, 3 — зубчатое колесо, 4 — стойка, 6 —
ползушка, 7 — ось, 8 — угольник, 9 — плитка
снимают металл по отпечаткам
краски, производя конт-
роль индикатором. Для это-
го в неизношенные отвер-
стия кулисы вставляют кон-
трольные оправки, концы
которых должны выступать
из отверстий на 150—200 мм.
Кулису с оправками уста-
навливают боком на пове-
рочную плиту так, чтобы
концы каждой оправки опи-
рались на две концевые
меры длины. Затем на пли-
ту ставят стойку с инди-
катором, подводя измери-
тельный стержень послед-
него к одной из стенок па-
за, и начинают передвигать
по плите стойку так, что-
бы наконечник измеритель-
ного стержня перемещался
по ширине паза, одновре-
менно наблюдая за пока-
заниями индикатора. Затем
шабрят противоположную
стенку паза, добиваясь ее
параллельности первой с
допустимым отклонением
не более 0,03 мм; проверку
параллельности выполняют
концевыми мерами длины.
При износе у кулисы от-
верстий под серьги сначала
ремонтируют стенки паза,
ориентируясь по наименее
изношенным участкам на
их концах, а затем растачивают отверстия для установки в них
втулок. Если это связано со снятием значительного слоя металла,
грозящим ослабить кулису, то снимают в отверстиях минимальный
слой металла, а кулису соединяют с серьгами с помощью осей увели-
ченного диаметра.
При обработке отверстий кулисы необходимо добиться парал-
118
лельности их осей между собой, а также их параллельности стен-
кам паза (допустимое отклонение 0,04 мм на длине 300 мм, измерен-
лой по вставленной в отверстие оправке).
Изношенный кулисный камень (см. рис. 6.36, г) обычно заме-
няют новым, который пригоняют шлифованием или шабрением по
пазу кулисы (камень должен перемещаться по всей длине паза без
заеданий). Отверстие камня, не имеющего втулки, выполняют по
отремонтированной оси ползушки, а имеющего ее — под новую
втулку. В камне протачивают также смазочные канавки.
Направляющие на торце кулисного зубчатого колеса (поверх-
ности 1 и 5 на рис. 6, 37, а) ремонтируют шабрением по угловой
линейке и ползушке (отремонтированной или вновь изготовленной).
Поверхность 1 обязательно проверяют индикатором на параллель-
ность торцу кулисного зубчатого колеса 5, перемещая стойку 4
с индикатором 5 по поверочной плите 2. У ползушки обтачивают
на токарном станке ось до устранения износа, затем шабрят по по-
верочной плите поверхность основания ползушки, периодически
проверяя контрольным угольником перпендикулярность оси 7
основанию ползуна 6 в двух взаимно перпендикулярных направле-
ниях — продольном и поперечном. Угольник устанавливают на
точной плоскопараллельной плитке 9. Между угольником и осью
должен быть равномерный просвет. При дальнейшем шабрении бо-
ковых наклонных поверхностей ползушки добиваются взаимо-
параллельности их образующих с допуском 0,02 мм на всей длине
поверхностей. Отремонтированную ползушку сопрягают с постоян-
ной направляющей кулисы и клином, который в большинстве слу-
чаев изготовляют заново. Ползушка должна перемещаться по на-
правляющим кулисного зубчатого колеса без качания.
Контрольные вопросы
1. Перечислите способы ремонта подшипников скольжения.
2. Каковы основные технологические операции при ремонте валов?
3. Назовите основные виды ремонта муфт. •
4. Как устраняют неисправности подшипников качения?
5. Каковы особенности ремонта фрикционных муфт?
6. Какие дефекты могут возникать в зубчатой передаче и как их устра-
няют?
7. Каковы способы ремонта зубчатых колес и в чем заключаются преиму-
щества и недостатки каждого способа?
8. Какие детали кривошипно-шатунного механизма подвержены наи-
большему износу?
9. Как изготовляют поршневые кольца?
10. Какие неисправности могут быть у цилиндров и какими способами
производят ремонт?
11. Какие виды износа наблюдаются в кулисном механизме и как их
устраняют?
Глава 7. РЕМОНТ ДЕТАЛЕЙ И СБОРОЧНЫХ ЕДИНИЦ
ГИДРАВЛИЧЕСКИХ И ПНЕВМАТИЧЕСКИХ СИСТЕМ
ОБОРУДОВАНИЯ
§ 7.1. Понятие о гидроприводе
Приводом называют совокупность устройств, предназначенных
для приведения в движение механизмов и машин. В промышленном
оборудовании используют различные приводы, из которых наи-
большее распространение получили электрические, механические,
пневматические и гидравлические. В электрическом при-
воде движение передается и преобразуется с помощью электриче-
ства, вмеханическом — с помощью твердых тел, в п н е в-
матическом — сжатым воздухом, а в гидравличе-
ском — жидкостью под давлением.
Гидравлические приводы, в свою очередь, подразделяют на
объемные и гидродинамические. В гидродинамических
приводах используют кинематическую энергию жидкости. В при-
водах станков обычно применяют объемный гидропривод,
в котором потенциальная энергия жидкости с помощью объемных
гидродвигателей преобразуется в механическую работу. Принцип
действия объемного гидропривода основан на законе Паскаля (пе-
редачи давления в закрытой системе). Объемный гидропривод
представляет собой совокупность одной или нескольких объемных
гидропередач. В станках гидропривод рассматривают как часть
привода между электродвигателем и рабочим (исполнительным)
органом станка. Основные достоинства объемных гидроприводов
следующие: бесступенчатое регулирование в широких пределах
скоростей и подач рабочих механизмов станков; простота и лег-
кость управления; способность передавать большие усилия при
небольших размерах механизмов; долговечность работы деталей,
находящихся в масляной среде; возможность работы в динамиче-
ских режимах при частых включениях, реверсах движения и др.
Гидравлический привод состоит из насоса, гидродвигателя
возвратно-поступательного или вращательного и поворотного дви-
жения, системы управления, распределительных, регулирующих
и предохранительных устройств и трубопроводов. Все эти уст-
ройства и механизмы соединены между собой в единую гидравли-
ческую систему. Насос нагнетает в нее жидкость за счет затраты
механической энергии (например, энергии электродвигателя). Гид-
родвигатель (силовой орган) предназначен для преобразования
энергии движущейся жидкости в механическую. Давление, Па
(кгс/см2), создаваемое насосом, обеспечивает необходимую энер-
гию гидродвигателя, а движение жидкости — необходимую ско-
рость.
Изменение скорости силового органа достигается изменением
количества жидкости, поступающей в него в единицу времени, а
изменение ускорения — изменением давления в насосе. Направ-
ив
ление движения потока жидкости изменяют реверсированием.
В качестве рабочей жидкости гидродвигателя используют масла,
которые должны удовлетворять соответствующим техническим
условиям и ГОСТам.
Гидроприводы современного оборудования обеспечивают бе-
зотказную работу машины в течение длительного времени при
соблюдении соответствующих правил эксплуатации. Правильные
эксплуатация, техническое обслуживание и ремонт гидрофициро-
ванного оборудования, состоящего обычно из большого количе-
ства узлов, невозможны без знания их функционального назна-
чения и принципа действия, а также без знания законов гидравлики
и эксплуатационных особенностей гидропривода. Изучение работы
гидропривода необходимо начинать с распределения всех его узлов,
их функционального назначения. Это позволяет представить гид-
равлическую систему в общем виде и становится понятным взаи-
модействие сборочных единиц и работа всей системы, что облег-
чает выявление причин отказов и устранение неисправностей.
Ниже приведены простейшие схемы гидросистем, в которых управ-
1^7 Рис. 7.1. Гидроприводы прямолинейного (а)
и вращательного (б) движений:
/ — насос, 2 — дроссель, 3 — кран, 4 — двигатель,
5 — поршень, 6 предохранительный клапан, 7 —
бак, 8 — вал
ление потоком жидкости сводится лишь к изменению его направ-
ления к той или иной полости гидродвигателя.
Гидроприводы прямолинейного возвратно-поступательного
(рис. 7.1, а) и вращательного (рис. 7.1,6) движений состоят из
насоса с резервуаром (баком) 7 и соединенного с ним трубами
(или канатами) гидравлического двигателя 4, предохранительного
клапана 6, ограничивающего повышение давления жидкости выше
установленного, распределительного устройства (крана) 5, с по-
мощью которого изменяется направление потока жидкости от
насоса 1 к двигателю, и регулятора (дросселя) 2 потока.
121
При работе насос засасывает жидкость из резервуара, подает
ее по трубам через дроссель 2 и кран 3 в левую полость двигателя 4
и перемещает поршень 5 (рис. 7.1, а) в правую сторону. При этом
жидкость, находящаяся в правой (нерабочей) полости, вытесняется
поршнем через трубу и кран 3 в бак 7. При повороте крана 3 в
противоположную сторону жидкость от насоса будет поступать
в правую полость цилиндра, а жидкость из левой полости будет
вытесняться перемещаемым в левую сторону поршнем. При повы-
шении давления жидкости сверх установленного значения откры-
вается предохранительный клапан 6 и жидкость от насоса через
него поступает в бак. Изменение направления вращения (реверс)
вала 8 (рис. 7.1, б) гидродвигателя вращательного движения осу-
ществляют поворотом распределительного устройства.
§ 7.2. Причины возникновения неисправностей
в работе гидросистем и способы их устранения
Долговечность гидропривода и надежность его работы за-
висят от качества технического обслуживания и своевременного
ремонта. Важно систематически контролировать уровень и каче-
ство масла в резервуарах-баках, устранять протечки в подвижных
и неподвижных соединениях, выявлять причины перегрева масла
и устранять их.
Соответствие рабочей жидкости необходимым требованиям ус-
танавливают анализом проб, взятых из бака. Масло подлежит
замене при уменьшении вязкости на 25—30%, увеличении кислот-
ного числа в 2 раза и загрязнении. Если производственные усло-
вия не позволяют производить анализа жидкости, ее заменяют
новой не реже 1 раза в 6 мес. В процессе замены масла гидробак
тщательно очищают и промывают керосином. Не реже чем через
3 мес работы гидропривода необходимо снимать и очищать магнит-
ные патроны фильтров и воздушный фильтр. Последний следует
промывать в бензине. Выполнение этих мероприятий обеспечивает
нормальную эксплуатацию гидросистемы в течение длительного
времени, например резиновые уплотнители подвижных соединений
служат 4000—4500 ч, поршневые, пластинчатые, шестеренные
насосы и гидромоторы — 5000—6000 ч, аппаратура управления —
12 000—15 000 ч, силовые цилиндры гидродвигателей — 32 000—
36 000 ч.
Ниже приведены наиболее часто встречающиеся неисправности,
возникающие при эксплуатации гидроприводов, причины их воз-
никновения и способы устранения.
Прерывистое (скачкообразное) перемещение исполнительных
органов станка (столов, суппортов и др.) может возникнуть из-за
наличия в системе воздуха, который попадает в нее при сборке
и разборке станка и смене масла, в процессе эксплуатации из-за
ослабления соединений трубопроводов на линии всасывания,
через изношенные или поврежденные сальники насоса, вслед-
122
ствие слива масла в резервуар через трубопровод, конец которого
расположен выше уровня масла, и др. В последнем случае масло,
сливаясь через воздушное пространство, увлекает с собой частицы
воздуха, которые, смешиваясь с маслом, всасываются насосом
вместе с ним. При этом масло приобретает мутный цвет, а на по-
верхности образуется пена.
В тех случаях, когда гидросистема исправна, а воздух проник
в нее во время разборки или сборки станка, нужно произвести
несколько полных холостых ходов станка на максимальной ско-
рости — воздух попадает вместе с маслом в резервуар, а из него
уходит в атмосферу. После этого включают малую подачу и про-
веряют плавность движения сборочных единиц станка. Если не-
которая неравномерность хода осталась, операцию повторяют.
Работа насоса с резким шумом свидетельствует о засорении
фильтра, установленного на линии всасывания. Причина может
заключаться в том, что ослаблено соединение и конец всасывающей
трубы оказался на небольшом расстоянии от дна резервуара (мень-
шем полутора диаметров трубы). При этих условиях резко за-
трудняется всасывание масла насосом и происходит засасывание
воздуха. Работа насоса нарушается также в результате износа
его деталей. Перечисленные неисправности устраняются соответ-
ственно чисткой фильтра, закреплением соединений трубопро-
водов (особенно тщательным на линии всасывания), заменой уплот-
нения вала насоса, разборкой и ремонтом последнего. Засоренный
фильтр очищают, промывая его в керосине или щелочной ванне,
обдувая сжатым воздухом, используя ультразвуковой способ и др.
В станках, где гидросистема имеет дроссельное регулирование,
плавность подачи рабочих органов, например стола шлифовального
станка, может нарушаться из-за неустойчивой работы сливного
(предохранительного) клапана вследствие его засорения или по-
вреждения седла, что вызывает кратковременные сбросы давления.
Данную неисправность устраняют промывкой клапана, фильтра-
цией или заменой масла, а в необходимых случаях — притиркой
седла; иногда клапан заменяют.
Утечка масла в шариковых клапанах может происходить из-за
деформации шарика вследствие длительной работы или поврежде-
ния его седла. Эту неисправность устраняют заменой шарика. Но-
вый шарик, помещенный в незакаленноё седло, обстукивают мо-
лотком через выколотку из меди или латуни. В результате этой
операции шарик плотно контактирует с седлом.
Работа гидросистемы может ухудшаться и по таким причинам,
как сильная затяжка направляющих исполнительного органа (стола
суппорта и др.), клиньев и планок, сальника штока; некачест-
венное центрование штока в его соединении со столом или другим
механизмом; неравномерный износ штока, поршня и рабочего
цилиндра; схватывание трущихся поверхностей сборочных единиц
из-за недостаточной смазки или неправильно подобранного сма-
зочного материала. Предварительно убедившись, что в системе
отсутствует воздух, все эти дефекты устраняют соответствующими
123
регулировками, выверкой мест сопряжения поверхностей, ремон-
том, а также заменой смазочного материала.
В качестве примера можно привести такой: уменьшилась плав-
ность движения какой-либо сборочной единицы, например стола
станка, и необходимо выявить причину этой неисправности. В этом
случае проверяют, есть ли в гидросистеме воздух. Об отсутствии
воздуха судят по тому, что на поверхности масла в резервуаре нет
воздушных пузырьков (пены), или по тому, что при открывании
спускных кранов из них вместе с маслом не вырывается с шумом
воздух. Убедившись в отсутствии воздуха, останавливают гидро-
привод, ослабляют крепление планок и клиньев, а затем снова
пускают его, проверяя результат первого регулирования. Если
движение стола станка не стало более плавным, ослабляют затяжку
уплотнения штока и крепление штока с кронштейном. При улуч-
шении хода можно считать причину неисправности найденной;
ее устраняют соответствующим регулированием.
Причиной постепенного падения скорости подачи перемещаю-
щихся частей механизма может быть возрастание утечки масла
вследствие его разжижения под влиянием нагрева при непрерывной
работе системы в течение нескольких часов. Скорость подачи су-
щественно уменьшается и при износе уплотнений поршней и ци-
линдров. В станках, где гидропривод имеет дроссельное регулиро-
вание, скорость подачи постепенно снижается главным образом
вследствие засорения или фильтра перед дросселем, или самого
дросселя (это часто наблюдается в расточных, токарных, продольно-
фрезерных и других станках, работающих с малыми подачами,
где дроссель настроен на очень малое проходное сечение). В ре-
зультате уменьшения скорости подачи значительно снижается
производительность станка.
Неисправности устраняют ремонтом, заменой уплотнений порш-
ня с цилиндром или промывкой всей гидросистемы чистым маслом
с керосином. В последнем случае открывают дроссель на макси-
мальную подачу и включают на 3—5 мин привод, а затем снова
настраивают дроссель на рабочую подачу. Если этот способ не
дает нужных результатов, разбирают всю гидросистему и промы-
вают все детали в керосине или щелочных ваннах.
Повышение давления в цилиндре, причиной которого могут
быть засорение фильтра, установленного на выходе нагнетающей
магистрали, и возрастание сил трения на направляющих, умень-
шают промывкой фильтра, а также зачисткой и смазыванием на-
правляющих.
Нарушение последовательности перемещения рабочих органов
гидропривода является следствием неправильной работы золотни-
ков. Для нормального перехода золотника из одного положения
в другое требуется усилие, зависящее от диаметра золотника,
давления, под действием которого происходит его переключение,
и времени, в течение которого золотник находится под давлением
в неподвижном состоянии. Если переключения золотника, осу-
ществляемые от упоров с помощью рычагов, а также электромаг-
124
нитов, происходят с задержками или какое-либо переключение
отсутствует совсем, то нарушается весь цикл работы станка. Не-
поладки с переключением золотника могут быть результатом умень-
шения необходимого для его перемещения усилия или возрастания
сопротивления золотника перемещению, вследствие чего нормаль-
ное усилие оказывается недостаточным для переключения золот-
ника. Это усилие возрастает в тех случаях, когда золотник рабо-
тает в загрязненном масле, сильно нагревается и увеличивается
в объеме, вызывая уменьшение зазоров, перемещается в корпусе
при высоком давлении масла или находится под давлением в не-
подвижном состоянии в течение нескольких часов. Последнее
сопровождается попаданием продуктов разложения масла в зазоры
между золотником и корпусом цилиндра, где они могут образовать
значительные скопления. Эту «накипь» удаляют легкими ударами
молотка через выколотку по корпусу цилиндра и золотнику, в
результате чего усилие, необходимое для перемещения золотника,
уменьшается и он начинает работать нормально. Защемление
золотника при высоком давлении масла легко устранить, установив
меньшее давление.
§ 7.3. Ремонт насосов
Общие сведения. Насосы, нагнетающие масло в рабочие гидро-
двигатели, являются основными механизмами гидроприводов, пре-
образуя энергию движения ведущего вала в энергию потока масла.
1 — корпус, 2, 4 — шестерни, 3, 5 — ка-
меры; И — местный износ
Рис. 7.3. Устройство шестеренного
насоса:
1,5 — фланцы, 2, 6 — пружинные кольца,
3 — корпус, 4 — шестерни, 7 — иголки, 8,
11 — валы, 9 — манжета, 10 подшипники
В промышленном оборудовании применяют насосы многих типо-
размеров, в том числе шестеренные, пластинчатые, поршневые и
другие, отличающиеся конструкцией, объемной подачей (л/мин),
развйваемым ими давлением (МПа).
(25
Ремонт шестеренных насосов. Конструктивно шестеренные на-
сосы весьма разнообразны; они различаются объемной подачей,
давлением, опорами качения и скольжения, способом монтажа
и др. Основными деталями этих насосов являются зубчатые колеса
(шестерни) 2 и 4 (рис. 7.2), расположенные в расточках корпуса 1.
При вращении шестерен в направлениях, указанных стрелками,
масло из бака засасывается в камеру 5, где зубья, выходя из за-
цепления, создают вакуум, при котором масло заполняет впадины
между ними. Затем зубья переносят масло в камеру 5, откуда оно
выдавливается входящими в зацепление зубьями и вытесняется
в напорную линию. Для устранения излишнего давления, возни-
кающего между зубьями, в месте заклинивания масла (на торце
корпуса или вкладышей) выполнена специальная канавка (на
рисунке не показана), по которой масло с этого участка непрерывно
отводится в зону нагнетания.
Шестеренный насос (рис. 7.3) состоит из корпуса 5, к торцам
которого прикреплены фланцы 1 и 5. На приводном валу 8 поме-
щена ведущая шестерня 4, соединяемая с ведомой. Обе шестерни
соединены с валами 8 и И шпонками по скользящей посадке. От
осевого смещения валы удерживаются пружинными кольцами 2
и 6, а их цапфы вращаются на игольчатых подшипниках 10 с ком-
плектом иголок 7. На стыках корпуса и крышек поставлены про-
кладки из тонкой бумаги, обеспечивающие герметичность соеди-
нения. Для предотвращения утечки масла по приводному валу
через отверстие во фланце 5 предусмотрено уплотнение (манжета) 9.
Работа насоса характеризуется его подачей при определенном
давлении, которая зависит от величины утечек из полостей нагне-
тания в полости всасывания, т. е. внутренних утечек. По мере
износа деталей рабочих камер увеличиваются внутренние утечки,
уменьшаются подача и давление. Особенно большое влияние на
величину утечек оказывают значения торцовых зазоров между
шестернями 4 и обоймами подшипников 10 (утечки через торцовые
зазоры почти в 3 раза больше, чем через радиальные, при равных
их значениях).
При разборке насоса для ремонта обнаруживают износ корпуса
3, шестерен 4, валов 8 и 11, подшипников 10 и манжеты 9. Корпус
насоса изнашивается неравномерно — наибольший износ наблю-
дается на поверхности расточки в зоне всасывания, являясь след-
ствием действия масла со стороны напорной полости шестерен,
которые вершинами зубьев прижимаются к корпусу с противопо-
ложной стороны в зоне всасывания, образуя местный износ И,
показанный штриховыми линиями на рис. 7.2, с надирами. При
ремонте не следует восстанавливать изношенную внутреннюю
поверхность корпуса, так как радиальный зазор со стороны на-
гнетания после замены изношенных зубчатых колес и подшип-
ников почти равен зазору у нового насоса, а образовавшийся
зазор со стороны всасывающей камеры не будет оказывать сущест-
венного влияния на работу насоса.
В случае износа расточек корпуса в зоне нагнетания, явля-
126
ющегося, как правило, следствием работы насоса на загрязненном
масле, ремонт осуществляют растачиванием. При этом износ
устраняют увеличением диаметров расточек при сохранении
существующего межосевого расстояния зубчатых колес, которые
заменяют новыми — корригированными. Корригирование — это
изменение профиля зубьев в зубчатых колесах, необходимое для
восстановления межосевого расстояния, которое в шестеренных
Рис. 7.4. Схема восстановления корпуса шестеренного насоса пластмассо-
выми композициями:
1,4— фланцы, 2 — корпус, 3 — вставки, 5 — воронки, 6 — пластмассовая композиция,
7 — винты, 8 — пластилин, 9 — отверстие, 10 — втулка
насосах может нарушаться из-за увеличения радиального зазора
между зубьями колес и износившейся внутренней поверхностью
корпуса насоса. При корригировании колес увеличивают радиусы
окружностей выступов и впадин, причем ровно настолько, на-
сколько возрос радиальный зазор. Корригированные колеса из-
готовляют по соответствующим чертежам.
Корпус шестеренного насоса можно восстанавливать пласт-
массовыми композициями. Для этого растачивают отверстие 9
(рис. 7.4) так, чтобы образовался зазор 2—3 мм, и изготовляют
специальные вставки 3, диаметры которых равны наружным диа-
метрам зубчатых колес. Вставки устанавливают в отверстия для
подшипников валов насоса и вместе с фланцами 4 и 1 скрепляют
с корпусом 2. Из пластилина делают воронки 5, закрывают пла-
стилином 8 отверстия всасывания и нагнетания и заполняют про-
странство между вставками и корпусом насоса пластмассовой
композицией 6, образуя втулку 10. После затвердевания пластика
вывертывают центрирующие винты 7, очищают от пластилина,
снимают фланцы 1 и 5 и удаляют приливы пластика. Этим способом
восстанавливают насосы, работающие с давлением до 2,5 МПа
(25 кгс/см2).
Ремонт шестерен зависит от характера их износа: износ торцов
зубьев устраняют шлифованием, обеспечивая при этом взаимную
параллельность торцов и перпендикулярность их оси вращения
с допуском на отклонение 0,015 мм; шестерни с изношенным про-
филем зубьев заменяют новыми. Изготовляют их из стали 50 или
40Х с закалкой при нагреве ТВЧ. В заново изготовленных или
отремонтированных шестернях допуски торцового биения, откло-
127
нения от параллельности торцов, наружного биения относительно
оси, отклонений от цилиндричности и круглости должны нахо-
диться в пределах 15—20 мкм.
Изношенные валы заменяют новыми, изготовленными из стали
20Х; их цементируют на глубину 1 мм, закаливают до твердости
HRC 60—62, а затем шлифуют на круглошлифовальном, станке до
шероховатости поверхностей Ra 0,63; поверхности валов под тела
качения шлифуют особенно тщательно (допуск отклонений от
круглости и цилиндричности 5—6 мкм, шероховатость — Ra 0,16).
Изношенные торцы опорных подшипников и втулок восстанавли-
вают шлифованием. Опорные втулки с изношенными отверстиями
заменяют новыми.
После ремонта или замены шестерен и подшипников их соби-
рают в комплекты и измеряют длину каждого комплекта, которая
должна быть на 0,05 мм меньше ширины корпуса насоса в целях
образования необходимого торцового зазора для нормальной ра-
боты зубчатых колес в собранном насосе. Перед сборкой все де-
тали насоса промывают в керосине и после просушки на воздухе
(в течение 5—10 мин) смазывают консистентной смазкой. На по-
верхностях корпуса и фланцев устраняют забоины и царапины.
Изношенные уплотнения заменяют новыми.
Отремонтированные насосы работают качественно, если со-
блюдены установленные зазоры между колесами, корпусом и
прокладками. Суммарные зазоры между торцами колес й вклады-
шами, а также между головками зубьев колес и сопряженной с
ними внутренней поверхностью корпуса устанавливаются в пре-
делах 0,03—0,05 мм. После ремонта линейкой и щупом проверяют
эти зазоры, определяют разность высот торцов зубчатых колес и
торцов корпуса насоса, щупом проверяют также зазоры между
рабочими профилями зубьев и между сопряженными поверхностями
зубчатых колес и корпуса насоса.
При сборке насосов для уплотнения применяют бумажные
прокладки, которые рекомендуется пропитать нитролаком. При
сборке насоса без уплотняющих прокладок нужно тщательно
пригнать (шабрением или другими способами) сопрягаемые по-
верхности деталей, обеспечивая надежную герметичность соеди-
нений между корпусом и крышками.
Отремонтированные насосы испытывают на специальном стенде
с целью определения объемного КПД*, характеризующего каче-
ство монтажа насоса (чем точнее выполнены сопрягаемые детали
и меньше зазоры между ними, тем меньше внутренние утечки в
насосе и больше значение объемного КПД).
Ремонт пластинчатых насосов. Пластинчатые насосы могут
быть различных типоразмеров, регулируемыми и нерегулируемыми,
одно- и двухпоточными. Отличаются они также объемной подачей
(от 5 до 200 л/мин) и давлением (от 5 до 12,5 МПа). Пластинчатый
* Объемный КПД — это отношение подачи насоса при заданном (опре-
деленном) давлении к его подаче без давления.
128
насос представляет собой корпус, в котором имеются приводной
вал с подшипниками, распределительные диски 1 и 7 (рис. 7.5),
статор 9 и ротор 10 с пластинами 11. Диски и статор зафиксированы
в угловом положении относительно корпуса штифтом 3 и плотно
прижимаются друг к другу пружинами (на рисунке не показаны),
а также давлением масла в напорной линии. При вращении с ча-
стотой п ротора, связанного с приводным валом шлицевым соеди-
нением, в направлении, указанном стрелкой, пластины 11 центро-
Рис. 7.5. Основные
детали пластинчатого
насоса:
1,7— распределительные
диски, 2, 12 — окна дис-
ка 1, 3 — штифт, 4 —
внутренняя поверхность
статора, 5 — отверстия,
6, 8 — окна диска 7,9 —
статор, 10 — ротор, 11 —
пластины
бежной силой и давлением масла, подведенного в отверстия 5,
прижимаются к внутренней, имеющей овальную форму, поверх-
ности 4 статора и, следовательно, совершают возвратно-поступа-
тельное движение в пазах ротора.
Во время движения пластин от точки А до точки В и от точки С
до точки D объем камер, образованных двумя соседними пласти-
нами, внутренней поверхностью статора, наружной поверхностью
ротора и торцовыми поверхностями дисков 1 и 7, увеличивается
и масло заполняет образовавшийся вакуум рабочих камер через
окна 6 и 8 диска 7, связанные со всасывающей линией. При дви-
жении пластин на участках ВС и DA объем камер уменьшается и
масло вытесняется в напорную линию гидросистемы через окна 2
и 12 диска 1, Поскольку участки нагнетания (ВС и DA) и всасы-
вания (АВ и CD) расположены диаметрально относительно ротора,
они уравновешивают радиальные нагрузки, освобождая ротор от
действия последних, что положительно влияет на долговечность
насоса.
Насос типа БГ12-2 (рис.' 7.6), предназначенный для подачи
чистых минеральных масел в гидросистемы оборудования под
давлением 12,5 МПа (125 кгс/см2), представляет собой объемную
ротационную машину пластинчатого типа двойного действия;
значение его подачи (л/мин) постоянно. В чугунном корпусе 12
и крышке 3 установлен статор 2, имеющий внутри криволинейную
профилированную поверхность, по которой скользят десять сдво-
енных пластинок /, свободно перемещающихся в радиальных
пазах ротора 17. Ротор посажен на шлицы вала 15, свободно враща-
ющегося на шарикоподшипниках.
5 № 1152
129
Для распределения потоков масла и уплотнения торцов ротора
и статора служат диски — плоский 18 и 8 с шейкой. Плоский диск
имеет два основных окна 5 для всасывания рабочей жидкости в
камеры между пластинками и два вспомогательных окна 4 — для
ее всасывания в камеры под пластинками. Для увеличения площади
всасывающие окна соединяют отверстиями 6, выполненными в
статоре с глухими основными 7 и вспомогательными 9 всасываю-
щими окнами диска с шейкой, вследствие чего обеспечивается
всасывание рабочей жидкости с двух сторон ротора.
Рис. 7.6. Устройство пластинчатого насоса типа БГ12-2:
1 — пластинки, 2 — статор, 3 — крышка, 4, 5 — основные и вспомогательные окна плоского
диска, 6 — отверстия, 7,9 — основные и впомогательные окна диска с шейкой, 8, 18 —
диски с шейкой и плоский, 10 — пружины, 11, 16 — кольца, 12 — корпус, 13 — фланец.
14 — манжета, 15 — вал, 17 — ротор
Диск с шейкой плавающего типа кроме всасывающих имеет
еще основные окна для нагнетания рабочей жидкости из камер
между пластинками и вспомогательные — для ее нагнетания из-под
пластинок. Плоский диск помимо всасывающих окон имеет еще
глухие основные и вспомогательные нагнетательные окна, так что
нагнетание производится с двух сторон ротора. Ввиду того что
в полости всасывания пространство под пластинками соединяется
с линией всасывания, обеспечивается разгрузка пластинок от
гидравлического усилия, прижимающего их к статору (прижим
пластинок к статору в полости всасывания осуществляется цент-
робежной силой). В начале работы прижим диска с шейкой осу-
ществляется пружинами 10, а в процессе работы — и давлением
масла. Для предотвращения утечек в насосе устанавливают ман-
жету 14 во фланце 13 и круглые кольца И и 16.
При правильной эксплуатации пластинчатые насосы работают
без значительного ухудшения значения подачи в пределах
130
5000—6000 ч, однако при более длительной работе наблюдается
износ статорных колец, пластин и дисков (роторы изнашиваются
незначительно). Статорные кольца особенно сильно изнашиваются
в местах перехода от одного радиуса к другому, где образуются
рифления и задиры. Ремонт статорных колец сводится к шлифо-
ванию их внутреннего профиля. Так как после установки отремон-
тированных этим способом колец уменьшается подача насосов,
стремятся заменить изношенные статорные кольца новыми, ко-
торые изготовляют из стали ШХ15 или ХВГ. Термообработкой им
придают твердость до HRC 60—64.
Пластины не ремонтируют, а изготовляют из быстрорежущей
стали Р18 или заменяющих ее сталей Р6М5 и Р6М5К5 с соблюде-
нием технических требований. Толщина пластин должна быть на
0,01—0,02 мм меньше ширины паза ротора, длина — на 0,01 мм
меньше ширины ротора, отклонение от перпендикулярности тор-
цов относительно рабочей поверхности — 0,01 мм. Распредели-
тельные диски заменяют новыми, а в некоторых конструкциях
поверхности протачивают или шлифуют до устранения дефектного
слоя.
Собранный, промытый керосином и заполненный маслом пла-
стинчатый насос испытывают на стенде или непосредственно на
станке, обкатывая его на холостом ходу в течение 15—20 мин.
При отсутствии явных неисправностей насос испытывают под
нагрузкой, постепенно повышая давление до номинального и
затем превышая его на 20—30% (при этом максимальном давлении
проверяемый насос должен работать не более 3—5 мин). При ис-
пытании насоса измеряют подачу при различных давлениях и тем
самым определяют ее значение, используя для этого специальное
приспособление. Необходимо отметить, что ремонт пластинчатых
насосов является достаточно трудоемким и поэтому во многих
случаях более выгодно заменять изношенные насосы новыми.
Ремонт целесообразно производить только при необходимости
устранения незначительных дефектов, например при ослаблении
сальникового уплотнения или смене шарикоподшипников.
Ремонт поршневых насосов. В гидроприводах промышленного
оборудования применяют различные поршневые насосы, отличаю-
щиеся друг от друга подачей и развиваемым давлением, количест-
вом и расположением поршней, а также некоторыми другими пока-
зателями. Поршневые насосы выпускают с постоянной и регули-
руемой подачей. В любых вариантах они развивают давления,
которые не могут обеспечить ни шестеренные, ни пластинчатые на-
сосы, а именно до 70 МПа (нижний предел давлений — 6 МПа).
Насос Н-400 (рис. 7.7) с тремя вертикально расположенными
поршнями 23 имеет клапанное распределение жидкости, постоян-
ную объемную подачу 5 л/мин и рабочее давление до 22 МПа.
В отличие от рассмотренных выше насосов на всасывании он ра-
ботает не с разрежением, а с напором, что вообще характерно для
поршневых насосов. Для этого их обычно располагают под мас-
ляным баком, вследствие чего масло поступает в насос самотеком;
5*
131
в некоторых случаях оно подается к нему вспомогательным на-
сосом низкого давления. В поршневой насос масло поступает через
канал 5, заполняя картер, образуемый корпусом 1 и крышками 12
и 24. Вал 5, вращающийся в шарикоподшипниках 2 и 11 с помощью
расположенных друг относительно друга под углом 120° эксцент-
риков 4, 6 и 7 колец 8 на игольчатых роликах 9, сообщает всем
Рис. 7.7. Поршневой насос Н-400:
1 — корпус, 2, 11 — шарикоподшипники, 3 — вал, 4, 6, 7 — эксцентрики, 5, 17, 18 —
каналы, 8 — кольца, 9 — игольчатые ролики, 10 — шпонка, 12, 24 — крышки, 13, 19 —
пробки, 14, 20 — пружины, 15 — шарик, 16 — седло, 21 — кольцевой упор, 22 — клапан,
23 — поршни, 25 — манжета; а, б — зазоры
поршням поступательное движение в цилиндрах, где они поме-
щаются. Жидкость нагнетается в механизмы гидропривода движу-
щимися в цилиндрах пустотелыми поршнями.
Цикл всасывания и нагнетания рабочей жидкости каждым
поршнем насоса за один оборот двигателя осуществляется следу-
ющим образом. С перемещением эксцентрика из нижнего положе-
ния в верхнее пружина 20 через кольцевой упор 21 приподнимает
клапан 22 на величину зазора а и затем выдвигает поршень. В ре-
зультате между клапаном и седлом образуется кольцевой зазор
б (условно показан на смежной конструкции из-за невозможности
изобразить его на своем месте), через который жидкость засасы-
вается внутрь полости поршня. Затем эксцентрик начинает опус-
каться из верхнего положения в нижнее, прижимая при этом кла-
пан к седлу, перекрывая выход масла из камеры поршня в картер
и вызывая нагнетание масла, которое подается в канал /7, где
давление резко возрастает. Масло сдвигает шариковый клапан,
132
сжимая пружину 14, и выходит в канал 18; далее оно движется к
механизмам гидропривода. Как только эксцентрик снова начинает
подниматься, поступление масла в канал 18 прекращается, а дав-
ление падает. Пружина 14 прижимает шарик 15 к своему седлу
16, чем предотвращает возврат жидкости из гидросистемы в картер
насоса. Благодаря тому что эксцентрик 7 насадной и укреплен на
валу шпонкой 10, облегчаются разборка и сборка насоса. Отвер-
стия под поршни и клапаны, имеющиеся в корпусе, заглушены
пробками 13 и 19. Вытекание масла из картера предотвращается
манжетой 25.
Ремонт поршневых эксцентриковых насосов
заключается в восстановлении в корпусе 1 отверстий под поршни
и замене изношенных подшипников вала 3, поршней 23 и кониче-
ских клапанов 22. Отверстия корпуса под поршни восстанавли-
вают притиркой, поршни заменяют новыми, материал поршней —
сталь 40Х. После термической обработки до твердости HRC 50—55
поршни шлифуют: вначале по внутренней цилиндрической поверх-
ности с точностью по Ш0 и по конической поверхности, являю-
щейся гнездом клапана, до шероховатости 7?я0,16, а затем по
наружной цилиндрической поверхности, подгоняя ее по притертым
отверстиям корпуса с зазором 0,01—0,02 мм. Биение конической
поверхности относительно внутренней цилиндрической не допу-
скается.
Клапаны изготовляют из стали 18ХНВН, цементируют и зака-
ливают до твердости HRC 62—64. Цилиндрическую поверхность
клапана шлифуют под посадку в поршне по НЮ; коническую
поверхность, взаимодействующую с гнездом в поршне, доводят при-
тиранием до шероховатости Ra 0,16, после чего ее притирают в
паре с гнездом поршня.
Ремонт обратных клапанов насоса производят заменой изно-
шенных шариков 15 и в случае большого наклепа — седел 16
Седла изготовляют из стали 45 (или 40Х) с закалкой в масле до
твердости HRC 35—40. При небольших наклепах седло обстуки-
вают исправным шариком, т. е. последний помещают в седло и с
помощью выколотки (из стали 20) и молотка формируют сопряга-
емую с шариком поверхность.
Изношенный эксцентриковый вал заменяют новым, изготов-
ленным из цементованной стали 18Х4ВА, закаленным термообра-
боткой до твердости HRC 50—64 и отшлифованным до шерохова-
тости Ra 0,16.
§ 7.4. Ремонт гидродвигателей
Общие сведения. Гидродвигатель в гидросистеме — это устрой-
ство для преобразования энергии потока жидкости (масла) в энер-
гию движения выходного звена (штока, вала и др.), представ-
ляющее собой гидромашину, рабочий процесс которой основан на
попеременном заполнении маслом рабочей камеры и вытеснении
его из нерабочей. Гидродвигатели делятся на гидроцилиндры с
133
поступательным (линейным) движением выходного звена, поворот-
ные гидродвигатели с ограниченным углом поворота и гидромоторы
с неограниченным вращательным движением выходного вала.
Гидроцилиндры в зависимости от направления действия жид-
кости подразделяют на гидроцилиндры одностороннего действия
(рис. 7.8, а), у которых движение выходного звена (плунжера 2)
1 2 3
/ / I
Рис. 7.8. Гидро-
цилиндры односто-
роннего (а) и дву-
стороннего (б, в)
действия:
/, 4, 9 — Цилиндры,
2 — плунжер, 3 — на-
правляющая плунже-
ра, 5 — поршень с од-
ним штоком 6,7,8 —
штоковая и бесштоко-
вая камеры, 10 — пор-
шень с двумя штока-
ми
Л д)
возможно только в одном направлении, и двустороннего действия
(рис. 7.8, б, в), у которых движение осуществляется в двух проти-
воположных направлениях. В зависимости от конструкции ра-
бочих камер, образованных по рабочим поверхностям корпуса
и поршня, гидроцилиндр может быть одно- (см. рис. 7.8, б) или
двухштоковым (см. рис. 7.8, в). При постоянном количестве пода-
ваемого в цилиндр масла (см. рис. 7.8, б) скорости прямого и об-
ратного ходов будут несколько различаться из-за разности
объемов бесштоковой и штоковой камер. Например, при движении
поршня 5 влево (штоковая камера соединена с напорной линией,
бесштоковая — со сливной) скорость его перемещения несколько
больше, чем при движении вправо. Гидроцилиндры, используемые
в гидроприводах, могут быть разных типоразмеров. Основными
параметрами гидроцилиндров являются: диаметр цилиндра; пло-
щадь поршня; диаметр штока; длина хода; давление и тяговое
усилие, развиваемые цилиндром; скорость движения поршня.
Ремонт гидроцилиндра. При ремонте осматривают полость ци-
линдра и шток, проверяют их диаметры. Отклонение от цилинд-
ричности гидроцилиндра не должно превышать 0,03 мм на длине
1000 мм, отклонения от круглости и цилиндричности штока допу-
скаются в пределах 0,01—0,02 мм. Если указанные отклонения
превышают допустимые, а на внутренней поверхности цилиндра
имеются продольные риски и задиры, цилиндр растачивают и
притирают круглым притиром, используя абразивную пасту.
Рационально исправлять полость цилиндра на внутришлифоваль-
ном или токарном станке, применяя шлифовальные головки. Чи-
134
стовую отделку обычно выполняют разверткой, укрепленной на
борштанге. Практикуется также доводка цилиндров наждачной
бумагой, навернутой на деревянную оправку, диаметр которой
регулируют клином, вколачиваемым в ее торец.
Прогрессивным процессом доводки полости цилиндра является
ее обработка методом пластического деформирования в холодном
состоянии при твердости не выше HRC 40, что достигается с по-
Рис. 7.9. Раскатка:
1 — оправка, 2 —
контргайка, 3 — регу-
лировочная гайка,
4 — упорный подшип-
ник, 5 — сепаратор,
6 — ролики, 7 — проб-
ка, 8 — цилиндр
мощью раскатывания на токарных станках. Этим методом полу-
чают очень чистую поверхность, причем увеличивается произво-
дительность труда и достигается упрочнение поверхности, повы-
шающее поверхностную твердость, усталостную прочность и из-
носостойкость детали.
Раскатка (рис. 7.9) состоит из оправки 1 с конусом, по которому
катятся пять конических роликов 6, равномерно расположенных
по окружности. Их выпадание предотвращает сепаратор 5, сво-
бодно вращающийся на оправке. Во время раскатывания ролики
прижимаются к упорному подшипнику 4. На наружный размер
раскатку настраивают вращением регулировочной гайки 3, ко-
торая стопорится контргайкой 2. При вращении регулировочной
гайки ролики перемещаются вдоль рабочего конуса оправки,
изменяя диаметр раскатки. Смещение сепаратора вправо ограни-
чивается пробкой 7. Цилиндр 3, раскатываемый на токарном станке,
закрепляют в шпинделе и базируют в люнете, а раскатку закреп-
ляют в резцедержателе на суппорте станка и затем вводят в ци-
линдр, регулируя натяг.
Раскатка работает без принудительной подачи благодаря тому,
что ролики расположены под углом к ее оси. Смазочно-охлаждаю-
щая жидкость подается через центральное отверстие оправки
раскатки. Режим обработки отверстий в деталях, изготовленных
из стали 45, следующий: скорость — 40 м/мин; подача — 0,3—
0,5 мм/об за один рабочий, ход; припуск на раскатку — 0,03—
0,05 мм.
При раскатывании достигается шероховатость поверхности
Ra 0,16 и, кроме того, ликвидируются отклонения от цилиндрич-
ности и круглости отверстия. После обработки цилиндра несколько
увеличивается его внутренний диаметр, в связи с чем приходится
менять поршень и манжеты.
Внутренние поверхности цилиндра, показанного на рис. 7.8, а,
не изнашиваются. При ремонте таких цилиндров приходится
только заменять втулку 3, внутренний диаметр которой выполняют
135
в соответствии с диаметром
отремонтированного плунже-
ра по скользящей посадке.
Штоки ремонтируют шли-
фованием с последующей до-
водкой. Тонкие штоки заме-
няют новыми. Штоки диамет-
ром до 20 мм и длиной более
500 мм рационально изготов-
лять из мерного калиброван-
ного прутка. Изношенные
поршни, как правило, заме-
няют новыми.
Неисправности гидросис-
тем в большинстве случаев
устраняют их регулированием
и чисткой, а также фильтра-
цией масла. При правильной
эксплуатации гидросистемы
ремонтировать ее приходится
редко. Обычно незначитель-
ного ремонта требуют детали
механизмов подачи и распре-
деления масла (клапаны, зо-
лотники, краны, дроссели, ци-
линдры, поршни) и большего
по времени и объему — дета-
ли насоса.
Ремонт гидромотора. Гид-
ромотор — это гидродвига-
тель, преобразующий энергию
потока масла в энергию вра-
щения вала. Гидромоторы раз-
ных конструкций и типораз-
меров, в том числе шестерен-
ные, пластинчатые, аксиаль-
но-поршневые и другие, при-
меняются в промышленности
значительно реже, чем элек-
тродвигатели (электромоторы).
Однако в ряде случаев при-
менение их более целесооб-
разно, так как они имеют
существенные преимущества
перед последними при оди-
наковой мощности: гидромо-
торы (в среднем) в 3 раза
меньше по габаритным раз-
мерам ив 15 раз — по мас-
136
се; диапазон регулирования их частоты вращения шире (20—
—2500 об/мин).
Аксиально-п оршневой гидромотор Г15-2 (рис.
7.10) состоит из корпуса 7 с наклонной расточкой для упорного
шарикоподшипника S, промежуточного корпуса 4 с заглушкой 17
и уплотнительными кольцами 13 и 19, вала 9 с хвостовиком 21
(цля присоединения гидроусилителя), смонтированного на шарико-
подшипниках 11 и 18, фланца 10 с манжетой, опорно-распредели-
тельного диска 1 с заглушкой 22, бронзового ротора 2 с порш-
нями 3 и барабана 5 с толкателями 6. Барабан с пружинками 14,
закрепленный на валу 9 шпонкой 12, соединен с ротором торцовой
шпонкой 15. Масло под давлением подводится к гидромотору
через одно из отверстий 23 и отводится через второе отверстие 23,
причем каждое из отверстий связано с соответствующим полуколь-
цевым пазом 24. На торце ротора, взаимодействующего с опорно-
распределительным диском, выполнены отверстия, входящие в
каждую из рабочих камер. При вращении ротора указанные от-
верстия соединяются с одним из пазов 24. Утечки масла из корпуса
отводятся через дренажные отверстия 16 и 20.
При работе гидромотора масло из напорной линии через одно
из отверстий 23 поступает в кольцевой паз 24 опорного диска 1
и рабочие камеры, расположенные по одну сторону оси бб. Воз-
действуя на поршни 3, давление масла создает осевую силу,
которая через толкатель 6 в барабане 5 передается на упорный
шарикоподшипник 8, а возникающие при действии толкателя танген-
циальные силы заставляют поворачиваться барабан 5 с валом 9.
Одновременно поршни 3, расположенные по другую сторону оси бб,
вдавливаются в ротор 2, вытесняя масло из соответствующих
рабочих камер через полу кольцевой паз в другое отверстие 23.
Взаимодействующие торцы ротора и диска 1 прижимаются тремя
пружинками 14 и давлением масла, действующим на дно рабочих
камер, а при повышении рабочего давления сила прижима растет.
Таким образом, создаются условия для самоустановки ротора
относительно диска 1, частично компенсируя износ трущихся по-
верхностей и снижая требования к точности изготовления сопря-
гаемых деталей.
Частота вращения вала зависит от количества проходящего
через гидромотор масла, а направление вращения определяется
тем из отверстий 23, в которое поступает масло из напорной линии
гидросистемы (при реверсировании). Значение крутящего момента
примерно пропорционально разности давлений в напорном (под-
водном) и сливном отверстиях.
Ремонт аксиально-поршневых гидромоторов
почти не отличается от ремонта таких же гидронасосов. Наиболь-
шему изнашиванию подвергаются взаимодействующие поверх-
ности опорного диска 1 и ротора 2 (см. рис. 7.10) — на них появ-
ляются зазоры и царапины. На торцах поршней 3 наблюдается
шелушение, на сферических торцах толкателей 6 образуется на-
клеп и происходит отслаивание металла, в отверстиях барабана 5
137
7.1. Возможные неисправности в насосах и гидромоторах
Неисправность | Причина возникновения | Способ устранения
Насос не нагне- Низкий уровень масла в Долить масло до отметки
тает масло в гидро- баке маслоуказателя
систему Засорение всасывающей трубы или приемного фильтра Подсос воздуха во всасы- вающей трубе Прочистить засорившиеся элементы Тщательно герметизиро- вать линию; при наличии ме- ханических повреждений (трещин, пробоин) заменить трубу Заменить насос
Отсутствует тре- Поломка насоса
буемое давление в системе нагнетания Чрезмерно большая вяз- кость масла Насос не подает масло вследствие одной из выше- рассмотренных причин Износ насоса (большие внутренние утечки; в корпу- се насоса —раковины, поры; внешние утечки по валу) и, как следствие, снижение КПД против номинального зна- чения Большие утечки в трубо- проводе или в узлах гидро- системы Заменить масло Заменить насос или масло Проверить подачу насоса при холостом ходе и под на- грузкой; по возможности уст- ранить дефекты; в случае необходимости заменить насос Устранить утечки
Повышенное дав- Повышенные потери дав- Заменить трубы или шлан-
ление в нагнета- тельной системе при холостом ходе ления в гидроприводе в ре- зультате сплющивания труб или шлангов Чрезмерная затяжка клиньев или планок направ- ляющих на станке; недоста- точная смазка направляю- щих; задиры ги Отрегулировать затяжку направляющих и их смазку; устранить задиры
Повышенный на- Повышенные потери давле- Проверить качество монта-
грев масла в гид- росистеме ния в гидросистеме Неисправности в системе охлаждения Насос не разгружается в период пауз жа гидроустройств; заменить поврежденные устройства, трубы, шланги Проверить систему охлаж- дения, отрегулировать тер- морегулятор Проверить работу разгру- зочных устройств и устра- нить их неисправности
Г идромотор сту- Недостаточный подпор в Отрегулировать подпорный
чит при вращении в одном направлении сливной магистрали клапан
Г идромотор не Ротор гидромотора отжи- Заменить или отремонти-
вращается при по- даче к нему масла мается вследствие износа или задиров распределительных поверхностей, заедания порш- ней, тугой посадки ротора или подшипников Недостаточное давление в гидросистеме ровать ротор См. способ устранения не- исправностей системы нагне- тания
138
наблюдается отклонение от круглости, изнашивается манжета
и др.
Взаимодействующие поверхности диска и ротора ремонтируют
точением на токарном станке, шлифованием на плоскошлифоваль-
ном станке, шабрением и притиранием. При износе на величину
до 0,03 мм поверхности ротора восстанавливают шабрением, а
поверхности диска — притиранием на притирочной плите. В ка-
честве притира для ротора выбирают материал мягче бронзы (на-
пример, оловянную бронзу, красную медь). Окончательную при-
тирку выполняют при совмещении взаимодействующих торцовых
поверхностей ротора и диска в сборе с валом 9, добиваясь их пер-
пендикулярности оси вращения ротора и шероховатости Rz 0,08—
0,16.
Поршни при зазорах посадки в роторе, превышающих 0,03 мм,
заменяют новыми, изготовленными из цементированной стали,
закаленными до HRC 62—64 и с шероховатостью поверхности Rz
0,16—0,32. Допуск зазора посадки поршня в роторе 10—15 мкм.
Новыми заменяют также изношенные толкатели, барабан, под-
шипники качения, манжету, вал.
Возможные неисправности в насосах и гидромоторах, причины
их возникновения и способы устранения даны в табл. 7.1.
Отремонтированный насос испытывают на специальном стенде
для определения его объемной подачи и КПД, характеризующего
качество ремонта: чем точнее и с меньшими зазорами выполнены
сопрягаемые детали, тем меньше внутренние утечки в насосе и
тем большее значение имеет КПД, который для шестеренных на-
сосов должен быть в пределах 0,76—0,9. Смонтировав насос на
стенде, проверяют легкость и направление вращения вала, а затем
испытывают насос на холостом ходу при минимальном давлении
в течение 30 мин. Когда масло прогреется до 40—50 °C, переклю-
чением дросселя его из основного бака направляют в мерный бак.
По истечении контрольного времени перекрывают золотник и
фиксируют объем. Затем распределитель возвращают в исходное
положение, а масло через кран из мерного бака сливают в основ-
ной. Аналогичным методом определяют подачу масла при заданном
давлении. На стенде насос проверяют также на отсутствие наруж-
ных протечек масла в соединениях при максимальном давлении.
Масло при испытании не должно быстро нагреваться и эмульси-
ровать (образовывать пену). Работа насоса должна быть спокойной,
без резкого шума.
§ 7.5. Ремонт электрогидравлического
шагового привода (ЭГШП)
Общие сведения. Электрогидравлические шаговые приводы раз-
ных типоразмеров используют для перемещения рабочих (испол-
нительных) органов (столов, суппортов и других механизмов)
станков с ЧПУ. В этих приводах электрический шаговый двигатель
(ШД) малой мощности поворачивает входной вал гидравлического
139
усилителя (ГУ) крутящего момента; при этом выходной вал ГУ,
соединенный с валом аксиально-поршневого гидромотора, повто-
ряет все движения входного вала ГУ, развивая за счет энергии
гидромотора 7ИКр, достаточный
для перемещения рабочих орга-
нов станков через винтовую,
реечную и другие передачи.
Основными частями ЭГШП
(рис. 7.11) являются шаговый
электродвигатель 7 ГУ (следя-
щее устройство) и аксиально-
поршневой гидромотор 1. ГУ
состоит из корпуса 4, втулки
(плунжера) 9, кранового золот-
ника 10, фланцев 3 и 5 и уплот-
нения 8. Втулка и золотник со-
единены каналами с напорной
и сливной линиями гидросисте-
мы, а также с рабочими каме-
рами I и II гидромотора. Вход-
ной вал ГУ соединен с ШД муф-
той 6, а его выходной вал со-
единен с валом гидромотора спе-
циальным поводком 2. В ШД по-
дается импульсный ток, причем
каждый импульс обеспечивает
поворот его вала, а следователь-
но, и выходного вала ГУ на
определенный угол — шаг (угло-
вую дискрету), который для оте-
чественных приводов чаще всего
равен 1°30'. Таким образом, угол
поворота определяется числом
импульсов, поступивших в ШД
от системы ЧПУ, а частота вра-
щения — частотой их следова-
ния.
Когда крановый золотник за-,
нимает нейтральное положение
(сечение А—Л) относительно от-
верстий во втулке 3, вал гидромо-
тора неподвижен. При повороте
кранового золотника на некото-
рый угол, например по часовой
стрелке, камера II гидромотора
соединяется с напорной линией, а
камера I — со сливной. В резуль-
тате вал гидромотора поворачива-
ется в ту же сторону до тех пор,
140
пока связанная с ним втулка 9 вновь не займет нейтрального по-
ложения относительно кранового золотника, после чего вращение
вала прекращается. При повороте кранового золотника против
часовой стрелки вал гидромотора поворачивается в том же направ-
лении на тот же угол. Если крановый золотник вращается с по-
стоянной частотой, вал гидромотора вращается с такой же ча-
стотой. Однако в процессе вращения он отстает от кранового зо-
лотника на некоторый угол, необходимый для прохождения масла
через крановый золотник. После остановки ШД угол отставания
уменьшается практически до нуля, и вал гидромотора также ос-
танавливается.
Ремонт следящего устройства (ГУ) электрогидравлического
привода. Износ ГУ выражается в увеличении зазоров в сопряже-
нии корпус — гильза и гильза — крановый золотник, а при ра-
боте на грязном масле появляются задиры и риски. После тща-
тельного обмера (микрометром и индикаторным нутромером) и
при износе на величину до 0,02 мм отверстия корпуса и гильзы
восстанавливают притиркой до полного устранения износа и вос-
становления геометрической точности. Притирку производят чу-
гунными притирами, используя в качестве абразива микропорошки
и пасту ГОИ. Допускаемые отклонения от цилиндричности и круг-
лости равны 2 мкм, шероховатость — Ra 0,63. По исправленным
отверстиям пригоняют втулку-плунжер и кран методом наращи-
вания хромом их наружных диаметров, последующей подгонкой
по месту тонким шлифованием с зазором 3—5 мкм и приработкой
«всухую», допуская зазор 5—10 мкм.
Сборку ГУ осуществляют после тщательной промывки его
деталей в керосине и смазывания тонким слоем минерального
масла. После сборки ГУ испытывают на стенде или станке, где
при температуре масла 40—50 °C и заданном давлении определяют
количество утечек масла через дренажный канал.
§ 7.6. Ремонт направляющей и регулирующей
гидроаппаратуры
Общие сведения. Направляющая гидроаппаратура служит для
изменения направления потока масла путем полного открытия
или закрытия рабочего проходного сечения с помощью распреде-
лителей кранового и золотникового типа, обратных клапанов
и др. Гидрораспределители двух-, трех- и многопозиционные, а
также стыкового исполнения с ручным, электрическим, гидравли-
ческим и пневматическим управлением позволяют реверсировать
движение исполнительных механизмов станка и выполнять другие
операции.
В распределителе потока, представляющем собой двухпози-
ционный кран 3 (см. рис. 7.1), имеется совершающий вращатель-
ное движение трехпозиционный золотник 2 (рис. 7.12), выполня-
ющий осевое перемещение и занимающий одно из трех фиксиру-
емых положений — левое, среднее и правое. Стрелками показано
141
направление потока жидкости от насоса 1 к цилиндру 3 и движение
поршня 4. Движение распределителей должно происходить с ми-
нимальным усилием и быть плавным при минимальных (10—>
15 мкм) зазорах, обеспечивающих минимальные утечки.
Рис. 7.12. Положения трехпозиционного золотника:
1 — насос, 2 — золотник, 3 — цилиндр, 4 — поршень
Скорость двигателя (скорость движения поршня или частота
вращения вала гидродвигателя) зависит от количества масла,
подаваемого в рабочую камеру за единицу времени. Изменяют ее
объемным регулированием в гидроприводе с регулируемым на-
сосом и дроссельным — с нерегулируемым.
а) 5) в)
Рис. 7.13. Дроссели:
а — игольчатый, б — поворотный, в — диафрагменный; 1 — пглъ, 2 — стержень, 3 — ка*
навка, 4 — диафрагма-шайба
Дроссельное регулирование достигается изменением попереч-
ного сечения отверстия, через которое проходит масло. При этом
излишки масла, постоянно подаваемого насосом, сливаются в
резервуар через переливной или предохранительный клапан.
142
Рис. 7.14. Манометр:
1 — трубка Бурдона, 2 — зубча-
тое колесо, 3 — шкала, 4 — стрел-
ка, 5 — сектор, 6 — тяга, 7 —
штуцер
По конструкции различают дроссели игольчатые, щелевые и диа-
фрагменные. В игольчатом дросселе поток жидкости регулируют
перемещением иглы 1 в осевом направлении (рис. 7.13, а) при вра-
щении в резьбе корпуса, в поворотном — осевым вращением стерж-
ня 2 (рис. 7.13,6), имеющего канавку 3 переменного сечения, в
диафрагменном — изменением размеров круглого отверстия с ост-
рыми кромками в тонкой диафрагме-шайбе 4 (рис. 7.13, в).
Указанные дроссели не обеспечивают постоянства расхода жид-
кости при изменении рабочей нагрузки, так как при этом в дрос-
селе изменяется перепад давлений, т. е. разность давлений на
входе жидкости в дроссель и на выходе из него. Этого можно из-
бежать, если соединить дроссель с редукционным клапаном, ко-
торый обеспечит постоянство перепада
давлений жидкости при изменении на-
грузки. Редукционный клапан подклю-
чают к дросселю параллельно, когда
дроссель расположен на входе (см. рис.
7.1), и последовательно при его распо-
ложении на выходе гидроцепи.
Предохранительные клапаны давле-
ния разного исполнения предназначе-
ны для предохранения гидропривода
от перегрузок, при которых давление
возрастает и превышает установленное.
Колебания давления и шум при рабо-
те клапанов вызываются эмульсирова-
нием масла при смешении его с возду-
хом, поэтому особое внимание обращают
на герметичность системы управления.
При наличии повышенных утечек воз-
можны сбросы давления.
Ремонт таких деталей, как клапаны,
золотники или краны, равно как и их
изготовление, не составляет особых
трудностей. Главной задачей является
тщательное выполнение резьбовых сое-
динений, аккуратная притирка игл и тарелок клапанов, подбор
пружин в соответствии с заданной характеристикой. При осмотре
золотников выявляют наличие на них, а также на поверхностях
отверстий для золотников продольных рисок и задиров. Отверстия
исправляют ручным развертыванием, растачиванием и притиркой.
Золотник, исправленный или вновь изготовленный, шлифуют по
диаметру отверстия, выдерживая допуски плотной посадки 1-го
класса точности. Обработанный шлифованием золотник притирают
к его корпусу тонкой пастой с керосином.
Манометры. Давление в гидросистеме контролируют манометра-
ми разных типоразмеров и классов точности с разными пределами
измерений. Манометр (рис. 7.14) состоит из корпуса, в котором
помещено измерительное устройство, состоящее из трубки 1 Бур-
143
дона, вмонтированной в штуцер 7, тяги 6 с зубчатым колесом 2,
сектора 5 и зубчатого колеса 2 со стрелкой 4. При эксплуатации
масло поступает в тонкостенную трубку через штуцер, и в зави-
симости от давления трубка распрямляется на соответствующую
Рис. 7.15. Напорный гидрокла-
пан Г54-2:
1 — корпус, 2 — крышка, 3 — пружи-
на, 4 — гайка, 5 — винт, 6 — золотник;
а, б — камеры, в, г - отверстия
Рис. 7.16. Щелевой пластин-
чатый фильтр:
1 — стакан, 2, 5 — отверстия, 3 —
крышка, 4 — рукоятка, 6 — филь-
трующий пакет, 7 — пробка
величину. При этом сектор 5 поворачивает зубчатое колесо, стрел-
ка 4 которого перемещается относительно шкалы 3 с делениями,
соответствующими давлению в контролируемой линии гидроси-
стемы.
Гидроклапаны. В гидроприводах станков применяют предохра-
нительные, напорные, переливные, блокировочные и редукционные
гидроклапаны. Напорный гидроклапан Г54-2 (рис. 7.15) пред-
назначен для предохранения гидросистем от перегрузки, поддер-
жания в них постоянного давления и пропуска масла по достиже-
нии заданного давления.
Масло подводится в камеру а корпуса 1 и отводится через ка-
меру б. Пружина 3 прижимает золотник 6 в нижнее крайнее
положение, разъединяя камеру а, находящуюся под давлением,
с камерой б. Одновременно через отверстия виг, которые соеди-
няются с камерой а, давление подается под нижний торец золот-
ника 6. Когда давление в системе возрастает настолько, что пре-
одолевает усилие пружины 3, золотник 6 перемещается вверх,
камеры а и б соединяются и масло под давлением проходит через
144
напорный клапан. Настройку давления выполняют поворотом
винта 5 и фиксируют гайкой 4, находящейся в крышке 2.
Фильтры, предназначенные для поддержания в процессе эксплуа-
тации необходимой чистоты масла, могут эффективно защищать
только тот элемент гидросистемы, который установлен непосред-
ственно после них. Приемные всасывающие фильтры обеспечивают
прежде всего защиту насоса от проникающих в него сравнительно
крупных частиц, попадающих в бак извне или появляющихся
в системе в процессе ее работы (продукты износа, разруше-
ния уплотнений, окисления масла и т. п.). Эти фильтры косвенно
защищают также и другие элементы гидросистемы от засорения
более мелкими частицами. В приводах используют фильтры разных
типоразмеров и видов, в том числе сменные бумажные, сетчатые,
магнитосетчатые (сепараторы) и др., отличающиеся тонкостью
фильтрации, пропускной способностью, рабочим давлением, ус-
ловным проходом и другими параметрами.
Основными частями щелевого фильтра (рис. 7.16) являются
стакан 1 и крышка 3 с закрепленным на ней фильтрующим пакетом
6, в котором имеются основные и промежуточные пластины. При
работе фильтра масло поступает в отверстие 2 крышки, проходит
через щели между основными пластинами и отводится в гидро-
систему через отверстие 5. Для очистки фильтрующего пакета не-
обходимо повернуть рукоятку 4 на несколько оборотов. При этом
вместе с осью поворачивается фильтрующий пакет, а скребки, ус-
тановленные на неподвижной оси (на рисунке не показаны), прочи-
щают щели между основными пластинами. (Очистку фильтрующих
пакетов щелевых фильтров выполняют при выключенном гидро-
приводе.) Пробка 7 служит для слива загрязнений.
Уплотнения в пневмо- и гидроприводах предназначены для гер-
метизации неподвижных и подвижных соединений и деталей, совер-
шающих возвратно-поступательное и вращательное движения.
В подвижных соединениях уплотнения должны обеспечивать мини-
мальные утечки масла. Утечки могут быть наружными (по штокам
гидроцилиндров и валам насосов, в соединениях трубопроводов)
и внутренними (через зазоры распределительных золотников, уп-
лотнения поршня гидроцилиндра и др.). При правильной эксплуа-
тации и грамотном техническом обслуживании и ремонте этих
узлов можно свести утечки к допустимым минимальным значе-
ниям, используя различные уплотнения. В гидроприводах станков
применяют уплотнения в виде поршневых колец — чугунных,
резиновых круглого сечения, а также манжет из маслостойкой
резины. Чугунные поршневые кольца, применяющиеся в гидро-
цилиндрах с длинными ходами, относительно долговечны в работе.
Резиновые кольца круглого сечения (рис. 7.17, а) используют
в гидравлических и пневматических устройствах для уплотнения
неподвижных и малоподвижных соединений. При соединении
уплотняемых поверхностей, например поршня 1 цилиндра 4 (рис.
7.17,6), кольцо 5 деформируется на величину его выступающей
части, обеспечивая герметичность соединения. Наружные кромки
145
проточек 2 и 3 должны быть притуплены. Снимать фаски и радиусы
более 0,1 мм не допускается, так как это может привести к затяги-
ванию резины в зазор между сопрягаемыми поверхностями и по-
следующему разрушению кольца при изменении направления
движения поршня 1. Такие кольца применяют при давлении до
25 МПа (при давлении свыше 10 МПа под кольца ставят защитные
шайбы из фторопласта). Кольца круглого сечения компактны,
надежны в работе и имеют небольшие потери на трение.
Рис. 7.17. Уплотнения в виде колец круглого сечения (а, б), воротничковой
манжеты (в) и сборка манжеты (а):
/ — поршень, 2, 3 — проточки, 4 — цилиндр, 5 — кольцо, 6, 7 — лепестки манжеты, 8 —
манжета, 9 — втулка, 10 — шток
Для уплотнения штоков и поршней гидроцилиндров применяют
резиновые воротничковые манжеты с прижимом лепестков 6 и 7
(рис. 7.17, в) к уплотняемым поверхностям под действием сил уп-
ругости резины и давления масла. Эти уплотнения, работающие
с незначительной силой трения и долговечные, используют в уст-
ройствах, эксплуатирующихся при давлении до 32 МПа, а при
скорости перемещения рабочих органов менее 1,5 м/с — до 10 МПа.
Рис. 7.18. Уплотнения шевронные (а) и армированные (б, в):
1,4 — манжеты, 2 — опорные кольца, 3 — пружина, 5, 6 — внутренний и наружный арми-
ровочные слои
Перед монтажом манжету тщательно осматривают, проверяя
исправность кромок и качество сопрягаемых поверхностей, ко-
торые должны иметь шероховатость Ra 0,08—0,32 и высокую
точность. При запрессовке в гнездо манжеты следует смазать
маслом, а устанавливать так, чтобы рабочее давление разжимало
146
их лепестки. При сборке манжеты (рис. 7.17, г) применяют специ-
альные переходные оправки.
Шевронные (резинотканевые и многорядные) уплотнения (рис.
7.18, а) предназначены для обеспечения герметичности гидравли-
ческих устройств при возвратно-поступательном движении плун-
жеров, штоков и поршней, работающих при давлениях до 50 МПа,
и состоят из нескольких манжет 1 и опорных колец 2. Достоин-
ством шевронных уплотнений является их надежность в работе,
а недостатком — большие потери на трение.
Армированные манжеты, имеющие пружину 3 (рис. 7.18,6),
применяют для уплотнения вращающихся валов при окружной
скорости до 10 м/с, рабочем давлении до 0,05 МПа и температурах
в месте контакта манжеты с валом до 120 °C. Манжеты 4 изготов-
ляют из резиновой смеси с внутренним 5 (см. рис. 7.18, б) или
наружным 6 (рис. 7.18, в) армировочным слоем. Внутреннее дав-
ление Р прижимает манжету сферой е к поверхности вала.
§ 7.7. Сборка гидроприводов
Детали сборочных единиц гидропривода не должны иметь вмя-
тин и забоин. Если на сопрягающихся поверхностях крышек,
корпусов и чугунных прокладок имеются забоины, их удаляют
шабрением по краске, притиркой на плите или по месту. Все де-
тали должны быть чисто промыты.
Насосы устанавливают не выше 0,5 м над уровнем масла или
погружают в масло, улучшая этим условия их работы. Вал на-
соса необходимо очень точно сцентрировать с валом привода, так
как его неточная установка влечет за собой прогиб, а иногда и
поломку вала насоса, вызывает преждевременный износ ряда де-
талей, приводя к утечкам масла и засасыванию воздуха в систему.
В месте присоединения всасывающего трубопровода к насосу нужно
сделать надежное уплотнение во избежание проникновения в
систему воздуха.
Заливочные фильтры, маслоуказатели и сапуны должны со-
держаться в чистоте, а маслопровод — тщательно очищен внутри
и снаружи (его продувают сжатым воздухом, а трубы, из которых
он состоит, до сборки протравливают в щелочных ваннах и прожи-
гают в печах). Все соединения трубопровода должны быть хорошо
уплотнены. В результате принятия указанных мер намного умень-
шится опасность засорения маслопровода, образования в нем
вакуума, засасывания воздуха. Маслобак следует тщательно вы-
чистить и окрасить маслостойкой краской. Концы сливных трубо-
проводов следует погрузить в масло. Слив масла с его прохожде-
нием частично по воздуху не допускается, так как оно увлекает
за собой воздух внутрь резервуара.
Проходное сечение трубопроводов в местах изгибов не должно
уменьшаться более чем на 10%, иначе на данных участках может
увеличиться сопротивление прохождению рабочей жидкости, что
приведет к повышению давления в системе и, как следствие, уско-
147
ренному нагреву масла и снижению напора жидкости в трубо-
проводе.
Маслопроводы всасывания и сливные необходимо расположить
возможно дальше друг от друга; кроме того, расстояние между
их концами и дном бака должно быть
не менее двух диаметров
труб. (Близкое взаимное
расположение труб вса-
сывания и сливных спо-
собствует прямой цир-
куляции масла, ухуд-
шающей условия всасы-
вания; вследствие близ-
кого расположения слив-
ных маслопроводов к
дну бака масло, посту-
пающее через эти трубы
в резервуар, встречает
повышенное сопротивле-
ние, в результате кото-
рого увеличивается дав-
ление во всей гидроси-
стеме и ухудшается ее
работа.)
При монтаже гибких
маслопроводов (рука-
вов) избегают образо-
вания углов, создающих
повышенное сопротивле-
Рис. 7.19. Способы монтажа гибких масло- ние движению жидкос-
проводов ти. Поэтому, монтируя
рукава в механизмах гид-
ропривода, следует придерживаться определенных правил (рис. 7.19).
В маслобаки нужно заливать только фильтрованное масло
(простейший фильтр — воронка с мелкой металлической сеткой).
Необходимую плотность соединений в маслопроводах создают
уплотнениями разных видов.
§ 7.8. Ремонт пневматических приводов
Пневматические системы и приводы широко используют во
всех отраслях промышленности. Пневмопривод состоит из насоса
(компрессора), распределительных и регулирующих устройств
(фильтра, влагоочистителя, мембранного регулятора давления,
регулятора скорости и др.), пневмодвигателя и трубопроводов.
В пневмоприводе (аналогично гидроприводу) происходит двойное
преобразование энергии: механической — в энергию сжатия воз-
духа, а последней — в механическую энергию пневмодвигателя.
Атмосферный воздух нагнетается в пневмодвигатель компрессо-
ром, а отработанный удаляется в атмосферу.
148
Сжатый воздух, поступающий в пневматическое устройство,
необходимо очистить от влаги и механических примесей; кроме
того, должен быть обеспечен контроль за его давлением и возмож-
ностью регулирования. С этой целью воздухопроводящая магист-
раль включает в себя соответствующую аппаратуру (рис. 7.20):
распределительным краном 2 поток воздуха направляют в полости
/ или // пневмодвигателя /, сообщая поршню движение в соот-
Рис. 7.20. Типовая
схема включения пне-
вматического двига-
теля:
1 — пневмодвигатель, 2 —
распределительный кран,
3 — манометр, 4 — масло-
распределитель, 5 — ре-
гулятор давления, 6 —
фильтр, 7 — кран; /, II —
полости пневмодвигателя
ветствующем направлении. Указанная схема подведения воздуха
в пневмодвигатель может изменяться в зависимости от конст-
рукции последнего. Например, в случае применения диафрагмен-
ных камер маслораспылитель не устанавливают, так как масло,
попадая в полость такого двигателя, ускоряет разрушение проре-
зиненной диафрагмы.
Компрессоры — это машины, которые служат для сжатия и пе-
ремещения газов, в частности воздуха, и широко используются
во всех отраслях народного хозяйства как энергоносители в раз-
личных пневматических устройствах. Компрессорные машины в
основном делят на две группы: поршневые и лопастные, или тур-
бокомпрессоры. Поршневые компрессоры применяют при давлениях
сжатого воздуха 5—100 МПа, а турбокомпрессоры — до 10 МПа;
подача их достигает 100 м3/мин. Одним из наиболее простых ком-
прессоров является поршневой двухцилиндровый одноступенчатый
компрессор простого действия с воздушным охлаждением (рис.
7.21, а).
Компрессоры эксплуатируются в составе компрессорной уста-
новки, которая состоит из следующих сборочных единиц: ком-
прессора; пневматического аккумулятора; ресивера; масловлаго-
отделителя; воздушного фильтра; регулятора давления; предохра-
нительного клапана; электродвигателя. Подача сжатого воздуха
потребителю производится по схеме, показанной на рис. 7.21, б.
При эксплуатации воздух из атмосферы поступает в компрессор 21
через воздушный фильтр 22. При движении поршня 7 (см. рис.
7.21, а) вниз от головки блока в цилиндре создается разрежение,
вследствие чего силой атмосферного давления всасывающий клапан
открывается и воздух заполняет полость цилиндра. При обратном
ходе поршня воздух в цилиндре сжимается, его давление стано-
вится выше атмосферного, в результате чего всасывающий клапан
прижимается к седлу, прекращая сообщение наружного воздуха
149
Рис. 7.21. Компрессор (сборочная единица) СО-7А (а) и схема движения
воздуха от компрессора к потребителю (б):
1 — головка блока цилиндра, 2 — клапанная плита, 3 ~ блок цилиндра, 4, 5 - компресси-
онное и маслосъемное кольца, 6 — поршневой палец, 7 — поршень, 8, 12 — крышки, 9 —
коленчатый вал, 10 — картер, 11 — шатун, 13[— подшипник, 14 — шкив-маховик, 15 — огра-
ждение, 16 — клиновидный ремень, 17, 18 — шкив и вал вентилятора, 19 — вентилятор,
20, 22 — фильтры, 21 — компрессор, 23 — трубопровод, 24 ресивер, 25 — клапан, 26 —
регулятор, 27 == масловлагоотделитель, 28 манометр
150
с цилиндром. При дальнейшем движении поршня сжатый воздух
преодолевает сопротивление закрытого (нагнетательного) клапана,
последний открывается и сжатый воздух выталкивается поршнем
в трубопровод 23, ресивер 24, масловлагоотделитель 27 и далее —
к потребителю (пневмодвигателям).
Ресивер предназначен для выравнивания пульсации давления
воздуха, являющейся результатом возвратно-поступательного дви-
жения поршня компрессора, устранения колебаний давления в
трубопроводе при неравномерном потреблении сжатого воздуха
и частичного очищения последнего от воды и масла, попадающих
в ресивер вместе с воздухом. Регулируют давление сжатого воз-
духа регулятором 26, а контролируют по манометру 28. Клапан 25
служит для предохранения компрессора от чрезмерного давления.
В поршневых компрессорах воздухораспределение осуществ-
ляется с помощью клапанов и золотников. По конструкции кла-
паны могут быть различными — пластинчатыми, тарельчатыми и
шпиндельными (последние имеют длинный направляющий шпин-
дель, обеспечивающий точную посадку тарелки на седло). Во
избежание снижения компрессором подачи и потребления чрез-
мерно большой мощности на сжатие воздуха клапаны не должны
пропускать воздуха в закрытом состоянии. Причинами неплотно-
сти клапанов могут быть плохая их подгонка к седлу и попадание
посторонних частиц между опорными поверхностями клапанов.
Клапаны должны легко закрываться и открываться, что не-
обходимо периодически проверять. Закрываться они должны
быстро, бесшумно и без запаздывания. При несвоевременном за-
крытии всасывающих клапанов часть сжимаемого воздуха может
уйти обратно во всасывающий трубопровод, а при запаздывании
закрытия нагнетательного клапана часть сжатого воздуха попа-
дает обратно в цилиндр и там расширяется, уменьшая количество
всасываемого воздуха. Запаздывание закрытия нагнетательного
клапана часто вызывает стуки, так как он «садится» на седло,
когда поршень начинает обратное движение от «мертвой» точки
и в цилиндре под нагнетательным клапаном создается пониженное
давление. Большая разность давлений способствует чрезмерно
быстрой посадке, которая сопровождается стуком. Причиной позд-
него закрытия клапана может быть также защемление его верх-
ней части в направляющей и, как следствие,— толчки в шатун.
Этот дефект устраняют очисткой направляющих клапана или их
пришлифовыванием, а также подбором пружин с целью обеспе-
чения быстрого закрытия клапана (при слишком слабой пружине
клапан будет запаздывать при закрытии, а при слишком сильной —
при открытии).
Заедание клапана может быть следствием несовпадения осей
седла и направляющих, что устраняют притиркой. Бесшумность
работы клапанов в значительной степени является показателем
их хорошей работы, которую контролируют по манометрам на
всасывающем и нагнетательном трубопроводах (стрелки их должны
равномерно и спокойно колебаться).
151
Пневматические двигатели подразделяют на поршневые (рис.
7.22, а, б) и диафрагменные (рис. 7.22, в). По принципу работы
они могут быть одно- (рис. 7.22, а) и двустороннего (рис. 7.22, б)
действия. Пневматические поршневые двигатели одностороннего
действия имеют только одно рабочее движение, которое осуществ-
Рис. 7.22. Схемы пневматических двига-
телей:
а, б — поршневые одно- и двустороннего действия,
в — диафрагменная камера, г — устройство порш-
невого пневмодвигателя двустороннего действия; /,
5 — поршни, 2, 4 - штоки, 3 — пружина, 6 —
кольца, 7 — цилиндр
ляется подачей сжатого воз-
духа в полость I (при этом
поршень 1 со штоком 2
перемещаются вправо).
Возврат поршня и штока в
исходное положение про-
исходит под действием пру-
жины 3. Полость II посто-
янно сообщается с атмос-
ферой. В пневматических
поршневых двигателях дву-
стороннего действия (рис.
7.22, б) движение поршня
в обе стороны совершает-
ся под давлением сжатого
воздуха, поочередно пода-
ваемого в обе полости с по-
мощью распределительно-
го крана 2 (см. рис. 7.20).
При подаче воздуха в од-
ну из полостей двигателя противоположная полость сообщается
с атмосферой. На рис. 7.22, г показано устройство поршневого
пневмодвигателя двустороннего действия.
Диафрагменный пневматический двигатель представляет собой
полую камеру, разделенную эластичной диафрагмой на две изо-
лированные друг от друга полости (рис. 7.22, в). Перемещение
штока происходит при прогибе диафрагмы под действием сжатого
воздуха. Вследствие ограниченной возможности этого прогиба
ход штока также ограничен (30—35 мм).
Долговечность работы пневматических двигателей в большой
степени зависит от состояния уплотнений, которые должны обес-
печить полную герметичность неподвижных и подвижных соеди-
нений и минимальные потери мощности на трение.
В качестве уплотнений для поршней чаще всего применяют
угловые и V-образные резиновые манжеты. При эксплуатации их
приходится периодически подтягивать, для чего необходимо раз-
бирать и собирать двигатель. А кожаные манжеты, являясь ис-
точником значительных потерь мощности из-за большой поверх-
ности контакта с цилиндром, ссыхаются при длительных переры-
вах в работе, нарушая герметичность соединения.
Указанные недостатки отсутствуют у колец круглого сечения,
изготовленных из маслостойкой резины (ГОСТ 9833—73 * и 18829—
73*). Эти кольца 6, устанавливаемые в канавки поршня или про-
точки под шток 4 (см. рис. 7.22, г), соприкасаясь своим сечением
152
одновременно, например, с дном канавки поршня 5 и поверхностью
цилиндра 7, принимают вид овала. В осевом направлении кольцу
обеспечивается определенный зазор, гарантирующий попадание
сжатого воздуха в канавку, где оно расположено. Такими коль-
цами осуществляют надежную герметизацию сборочной единицы
и минимальные потери на трение. Для повышения долговечности
механизма необходимо, чтобы шероховатость сопрягаемых поверх-
ностей скольжения была не ниже Ra 0,25; острые углы канавок
под уплотнительные кольца должны быть затуплены.
При ремонте пневмоприводов восстанавливают поршни и ци-
линдры пневмодвигателей. Восстановление последних осуществ-
ляют и акрилопластами, для чего изношенное отверстие раста-
чивают на токарном станке. Шероховатость поверхности должна
быть Rz 200, отклонения от цилиндричности и круглости допу-
скаются в пределах 0,5 мм. После обезжиривания внутренней
поверхности цилиндра в него устанавливают оправку, диаметр
которой соответствует диаметру поршня; затем герметизируют
пространство между оправкой и цилиндром и заливают раствор
акрилопласта. Выдерживая его при 18—20 °C в течение 2—4 ч,
вынимают оправку и зачищают цилиндр от приливов пластика.
Уплотнения и трубопроводы ремонтируют способами, описанными
в § 7.6 и 7.7. Необходимо внимательно проверять фильтры влаго-
отделения, своевременно их очищать и сливать накопленную
воду, так как проникающая в систему влага вызывает коррозию
и быстрый выход привода из строя.
Контрольные вопросы
1. Как определяют и устраняют неполадки в работе гидросистем?
2. В чем заключается ремонт шестеренных насосов?
3. В чем сущность ремонта пластинчатых насосов?
4. По каким признакам определяют наличие воздуха в гидросистеме?
5. В чем разница между гидронасосом и гидромотором?
6. Как определить качество ремонта гидронасоса?
7. Что представляет собой шаговый электрогидропривод?
8. Как определить усилие, передаваемое исполнительным органам (суп-
порт, стол, шпиндельный узел и др.) станка?
9. В чем разница между гидроприводом и пневмоприводом?
Глава 8. ПРИСПОСОБЛЕНИЯ, ПРИМЕНЯЕМЫЕ
ПРИ РЕМОНТЕ ОБОРУДОВАНИЯ
§ 8.1. Стационарные приспособления
для восстановления направляющих
Ремонтные службы предприятий и производственных объеди-
нений восстанавливают изношенные направляющие промышлен-
ного оборудования (в том числе станков) разными способами,
зависящими от оснащенности предприятия специальными станками
для финишной обработки таких поверхностей. Многие предприя-
153
тия, не имея специального дорогостоящего оборудования для ме-
ханической обработки направляющих станин, применяют отно-
сительно недорогие специальные стационарные и переносные
приспособления, позволяющие механизировать эту трудоемкую
операцию и производить ее фрезерованием или шлифованием.
Стационарное приспособление устанавливают на продольно-
строгальных, продольно-фрезерных и других станках, закрепляя
их на соответствующем узле станка. Эти приспособления имеют
различные конструкции, в основном отличающиеся тем, что в
одних движение от электродвигателя шпинделю передается через
ременную или зубчатую передачу, а в других шпиндель является
валом электродвигателя. Первые относительно громоздки, однако
обладают достаточной жесткостью, вторые более компактны, но
менее жесткие в эксплуатации. На предприятиях применяют и
те, и другие приспособления.
В одном из наиболее совершенных шлифовальных приспособ-
лений (рис. 8.1) шпиндель 18 установлен на четырех радиально-
упорных шарикоподшипниках 19 и вмонтирован в гильзу 17,
установленную в корпусе 11. Нижняя опора шпинделя прикреп-
лена к корпусу и шпинделю гайками 20, на которых имеются
лабиринтовые канавки. Электродвигатель 2, размещенный на
крышке 10 и передающий вращение шпинделю через сменные спи-
ральные зубчатые колеса 5 и 8, а также валики 4 и 7, смонтирован-
ные на подшипниках качения в стаканах 6 и 9, соединяется
с валиком 4 кулачковой муфтой 3; валик 7 связан со шпинделем
шлицевым соединением.
Приспособление закрепляют на суппорте станка тремя винтами
14. Корпус 11 соединен шарнирно с плитой 13 осью 12. Поворотом
эксцентрикового валика 16 через сухарь 15 осуществляют наклон
оси шпинделя на 1—3° по отношению к направлению движения
обрабатываемой поверхности (для предварительного шлифования),
а затем шпиндель устанавливают в исходное положение (без на-
клона) для окончательного шлифования. Поворотом суппорта
станка (на рисунке не показан) устанавливают приспособление
под различными углами в зависимости от формы и расположения
обрабатываемых направляющих.
Для переустановки сменных колес и изменения частоты вра-
щения шпинделя (в пределах 1000—6000 об/мин) отвинчивают
гайку 1 шарнирного болта и поднимают крышку 10 с помощью
реечной передачи 25. Абразивный чашечный круг 23 защищен
выдвижным кожухом 21 и установлен на переходном фланце 22,
закрепленном шайбой 24.
Тонкую подачу шпинделя на глубину резания осуществляют
суппортом станка через червяк и червячное колесо, которые спе-
циально устанавливают в механизме подач (на рисунке не показан).
Приспособление выполняют и в другом варианте, когда тонкую
подачу шпинделя производят перемещением гильзы со шпинде-
лем. Для этого на выступающей части гильзы нарезают резьбу,
навинчивая на нее червячное колесо. Подачу осуществляют через
154
Рис. 8.1. Стационарное приспособление для восстановления направляющих
шлифованием или фрезерованием:
1 — гайка, 2 — электродвигатель, 3 — муфта, 4, 7 — валики передачи, 5, 8 - зубчатые
колеса, 6, 9 — стаканы, 10 — крышка, И — корпус, 12 — ось, 13 — плита, 14 — винты,
15 — сухарь, 16 — эксцентриковый валик, 17 — гильза, 18 — шпиндель, 19 — шарикопод-
шипники, 20 — гайки, 21 — выдвижной кожух, 22 — переходной фланец, 23 — абразивный
чашечный круг, 24 — шайба, 25 — реечное устройство для подъема крышки с двигателем
червяк, вмонтированный в кожух, который удерживает червячное
колесо от осевого смещения.
Рассмотренное приспособление применяют для фрезерования
или шлифования направляющих станков, в том числе и станин,
с одной установки. Наклонять ось шпинделя можно на ходу станка,
что обеспечивает высокую производительность.
CL)
б)
Рис. 8.2. Схема шлифования торцом круга:
а — с уклоном, б — без уклона
При шлифовании поверхности торцом чашечного шлифоваль-
ного круга при наклоне последнего на 1—3° (рис. 8.2, а) вдоль
направляющих возрастает производительность обработки. В этом
случае улучшается отвод стружки, обеспечивается меньший нагрев
поверхности и достигается необходимая прямолинейность. Однако
при этом шероховатость поверхности немного превышает норму,
а поверхность в поперечном сечении оказывается несколько вог-
нутой, поэтому данным производительным способом пользуются
при черновой стадии обработки, т. е. при предварительном шлифо-
вании. На обработанной поверхности образуются неперекрещи-
вающиеся штрихи.
Чистовое шлифование осуществляют, когда ось шпинделя
строго перпендикулярна обрабатываемой направляющей. Однако
в этих условиях ухудшается отвод стружки и повышается нагрев
обрабатываемой поверхности. В связи с этим снижают глубину
резания до 0,01 мм и осуществляют охлаждение подводом СОЖ
или подачей сжатого воздуха. Точность установки шпинделя опре-
деляют по узору на обрабатываемой поверхности, образующемуся
в результате перекрещивания штрихов (рис. 8.2, б).
Рассмотренным приспособлением обрабатывают направляющие
разных типоразмеров (см. рис. 8.3, б — ж). Для их обработки
пользуются сменными переходными фланцами 22 (см. рис. 8.1),
а разворот головки на заданный угол в соответствии с формой
направляющей осуществляют суппортом станка с закрепленным
приспособлением (как видно на рисунке, в ряде случаев прихо-
дится переустанавливать или заменять шлифовальный круг).
Шлифование производят с подачей стола 8—10 м/мин и скоростью
156
резания 35—40 м/с. Черновую обработку осуществляют при глу-
бине резания 0,03 мм, а чистовую — до 0,01 мм.
На обработку шлифованием станины токарного станка с на-
правляющей длиной 3 м при износе 0,5 мм затрачивается 2—3 ч
и обеспечиваются заданные точность и шероховатость поверхно-
сти. Направляющие с износом более 0,5 мм восстанавливают фре-
зерованием этим же приспособлением. Для этого вместо шлифо-
вального круга устанавливают торцовую фрезу с резцами из твер-
дых сплавов. Обработку ведут со скоростью резания 5—6 м/с,
подачей стола 2—3 мм на один оборот шпинделя и глубиной ре-
зания 0,1—0,2 мм.
§ 8.2. Переносные приспособления
для восстановления направляющих
Общие сведения. Переносными приспособлениями рационально
пользоваться при ремонте направляющих станин длиной более
3 м, шаботов большой массы и других нетранспортабельных узлов
и деталей. Их применяют на месте нахождения ремонтируемых
сборочных единиц, часто без снятия последних с фундамента.
Особенностью переносных приспособлений является то, что точ-
ность обработки ими направляющих прежде всего зависит от точ-
ности установочной базы приспособлений. В связи с этим сначала
добиваются требуемой точности базовых поверхностей, в качестве
которых на токарном станке обычно выбирают малоизнашиваю-
щиеся направляющие для задней бабки, относительно легко вос-
станавливаемые шабрением. Продольная подача в переносных
приспособлениях осуществляется с помощью винтов, втулочных
или роликовых цепей.
Приспособление для шлифования направляющих станин. Плиту
4 переносного приспособления для шлифования направляющих
станин (рис. 8.3, а) с двумя ее сменными направляющими 2 и 3,
которые крепятся к ней винтами, устанавливают на токарном
станке — на пришабренных направляющих для задней бабки.
Последние могут иметь любую форму, допускаемую набором смен-
ных направляющих приспособления. В нижней части плиты 4
смонтированы подпружиненные упоры с шарикоподшипниками
1 и 5, выполняющими роль катков. Приспособление перемещают
вдоль станины вручную. При* шлифовании крупных станин можно
применять цепную передачу.
На верхней части плиты смонтировано все приспособление,
основными частями которого являются вертикальная стойка с
механизмами вертикального и горизонтального перемещения шпин-
дельной головки, суппорт с устройством для установки шпинделя
под различными углами и шпиндельная головка (рис. 8.4), которую
используют стационарно на продольно-строгальных станках и
переносных устройствах при ремонте станин на месте эксплуата-
ции. Головка состоит из шпинделя 28, вмонтированного в гильзу 5
на четырех радиально-упорных шарикоподшипниках 4 серии 36209,
157
электродвигателя АОЛ2-31-2 (2800 об/мин; 3 кВт), кронштейна 27,
основания 26, сменных головок 17 и 19, гайки 18 и заправочного
устройства с корпусом 12. Передние подшипники закреплены на
шпинделе и в гильзе лабиринтовыми гайками 21 и 22, а задние —
гайкой 2 через кольцо 31 (гайка 2 служит также для демонтажа
ротора электродвигателя). Предварительный натяг подшипников
осуществляется за счет разности высот колец 29, 30 и 23, 24.
а)
е) ж)
Рис. 8.3. Переносное приспособление (а) для ремонта станин токарного (б)
и продольно-строгального (в) станков, а также шлифования направляющих
типа «ласточкин хвост» (г—е) и комбинированной формы (ж):
1,5 — шарикоподшипники, 2, 3 — сменные направляющие, 4 — плита
Корпус электродвигателя закреплен на гильзе 5 специальным
фланцем 3. При изготовлении приспособления используют имею-
щиеся на двигателе корпус со статором 32 и крышку 34\ ротор
33 растачивают соответственно конусному хвостовику шпинделя 28
158
Рис. 8.4. Головка переносного приспособления:
1, 2, 18, 21, 22 — гайки, 3 — фланец, 4 — шарикоподшипники, 5, 10 — гильзы, 6 — рычаг, 7, 34 — крышки, 8, 27 — кронштейны, 9 — стер-
жень, 11, 25 — винты, 12 — корпус заправочного устройства. 13 — алмазный карандаш, 14, 20 — абразивные круги, 15 — кожухи, 16 — гру-
зики для балансировки, 17, 19 — сменные головки, 23, 24, 29, 30 — дистанционные кольца, 26 — основание, 28 — шпиндель, 31 — кольцо,
32 — статор, 33 — ротор
и закрепляют на нем гайкой 1. Гильза со шпинделем установлена
в кронштейне 27 и закреплена крышкой 7, к которой приварены
ушко для рычага 6 и кронштейн 8 для стержня 9 с закрепленным
на его конце заправочным устройством. В корпусе 12 устройства
находятся гильза 10 с алмазным карандашом 13, перемещаемые
винтом 11. На передний конический хвостовик шпинделя насажена
головка 17 с грузиками 16 для балансировки абразивного круга 14.
Закреплена головка гайкой 18 с наружной правой и внутренней
левой резьбами. Вместо головки 17 можно насаживать головку 19
с абразивным кругом 20 чашечной формы.
При использовании приспособления на продольно-строгальном
станке основание 26 крепят четырьмя винтами к вертикальной
плоскости поворотного суппорта станка (вместо откидного резце-
держателя). Суппорт устанавливают в нулевое положение и выве-
ряют положение шпинделя по круговой шкале, имеющей 360 де-
лений, нанесенных на поверхность б основания 26, и кожуху на
поверхности а кронштейна 27. Шпиндель устанавливают на нижний
угол поворотом кронштейна 27 по шкале на основании 26; закреп-
ляют кронштейн 27 винтами 25.
Приспособление оснащено сменными защитными кожухами 15,
которые можно поворачивать вокруг оси шпинделя и фиксировать
винтами в проточке гильзы. Для пользования заправочным уст-
ройством кожух устанавливают прорезью против алмазного каран-
даша 13. При шлифовании заправочное устройство отводят в край-
нее левое положение. Габаритные размеры приспособления 700 X
X 400x350 мм; масса 70 кг; наибольший диаметр абразивного
круга 300 мм.
Рис. 8.5. Приспособление для ремонта направляющих кареток суппортов с
установленной кареткой:
1—4 — направляющие каретки, 5, 8 — отверстия, 6, 12, 13 — поверхности каретки, 7 —»
основание, 9 — пазы, 10 — гайки, 11 — винты, 14 — зажимное устройство, 15 — фреза
При шлифовании направляющих с применением приспособле-
ния пользуются следующими режимами резания: 1) при шлифо-
вании периферией абразивного круга скорость резания 30—35 м/с;
подача 12—15 м/мин; глубина резания 0,01—0,02 мм; 2) при шли-
фовании торцом чашечного круга скорость резания 18—20 м/с;
160
подача 6—7 м/мин; глубина резания до 15 мкм. Указанные режимы
обеспечивают шероховатость поверхности Ra 1,25-0‘32. Необхо-
димость в последующей слесарной обработке шабрением, как пра-
вило, исключается.
Приспособление для ремонта направляющих кареток суппортов
предназначено для установки кареток токарно-винторезных стан-
ков разных типов и размеров при обработке их поперечных на-
правляющих чистовым строганием, шлифованием или скоростным
чистовым финишным фрезерованием. Двухступенчатое основание 7
приспособления (рис. 8.5) — облегченной конструкции с пазами
и ребрами жесткости. В трех пазах нижней его ступени, изготов-
ленной из серого чугуна, установлены три домкрата, состоящие
из подвижных опор с винтами 11 и регулировочными гайками 10.
В среднем пазу также подвижно установлено зажимное устрой-
Рис. 8.6. Приспособление для ремонта рабочих поверхностей шаботов мо-
лотов:
1 — направляющие, 2, 12 — планки, 3 — опоры, 4 — салазки, 5 — коробка подач, 6 —
электродвигатель, 7, 14 — винты, 8 — траверса, 9 — маховик, 10 — фрезерная головка,
11 — реечное зацепление, 13 — кронштейны
ство, которое состоит из болта, ввинченного в подвижную гайку,
и упорного винта с подпятником и клеммой. На нижней ступени
основания неподвижно закреплена верхняя ступень, представ-
ляющая собой каленую опорную площадку с тремя Т-образными
пазами 9, в каждом из которых подвижно размещены гайки
с винтами.
6 № 1152
161
При использовании приспособление устанавливают на столе
станка и размещают на нем подлежащую обработке каретку, по-
верхность 6 которой (для крепления фартука) базируется на верх-
нюю опорную площадку и закрепляется на ней винтами и гайками
через отверстия 8 каретки, предназначенные для крепления фар-
тука и совпадающие с одним или двумя пазами опорной площадки.
Под поверхность 12 подводят подвижные домкраты и регулируют
их гайками 10 так, чтобы обеспечить легкий подпор для исклю-
чения деформации каретки при закреплении ее зажимным уст-
ройством 14. С помощью индикатора (на рисунке не показан) вы-
веряют поверхность 13 закрепленной каретки — она должна быть
расположена параллельно движению стола в поперечном направ-
лении (допускается отклонение до 0,03 мм на всей длине). Эту
выверку можно осуществить по контрольной оправке, которую
устанавливают в отверстие 5 каретки. После этого приспособление
закрепляют на столе станка с помощью зажимного устройства и
винтов с гайками.
Поперечные направляющие типа «ласточкин хвост» предпочти-
тельно обрабатывать скоростным фрезерованием специальной уг-
ловой фрезой 15 с режущими пластинками из твердого сплава
(скорость резания 4—5 м/с; подача 300 мм/мин). Сначала за один
или два рабочих хода обрабатывают одновременно поверхности 1
и 2, затем 3 и 4 (или наоборот). Достигаемая точность обработки
находится в пределах 0,01—0,03 мм, а шероховатость поверхно-
стей Ra 1,25. Поперечные направляющие после обработки оказы-
ваются взаимно параллельными, а также параллельными оси
отверстия 8 и поверхности с пазами 9.
Применение рассмотренного приспособления позволяет зна-
чительно сократить трудоемкость восстановления изношенных
направляющих кареток, а также исключает необходимость изго-
товления и применения контрольных оправок, обычно устанавли-
ваемых в отверстие 5 для восстановления параллельности направ-
ляющих оси винта. На установку приспособления и каретки за-
трачивают 10—15 мин и примерно столько же — на обработку
поверхностей.
Приспособление для ремонта рабочих поверхностей шаботов
молотов. При ремонте крупных шаботов на месте их эксплуатации
применяют специальные механизированные приспособления, одно
из которых показано на рис. 8.6. Фрезерная головка 10 приспо-
собления перемещается по траверсе 8 электродвигателем 6 через
коробку передач 5 и винт 7 с гайкой. Головку вместе с траверсой
можно устанавливать под углом к вертикальной плоскости (вдоль
направляющих — рельсов /) с помощью салазок 4, скользящих
по сферической поверхности опор 3. Кроме того, траверса может
быть повернута под углом и в горизонтальной плоскости, так как
соединена с салазками 4 круглыми цапфами. Траверсу с опорами 3
перемещают по направляющим 1 вручную с помощью реечного
зацепления 11.
.. Монтаж и наладку приспособления начинают с крепления к
162
шаботу планок 12. Для этого в шаботе выполняют резьбовые от-
верстия и крепят болтами планки, к которым прикрепляют крон-
штейны 13 с находящимися в них винтами 14, выполненными
заодно с опорами. На опоры укладывают направляющие /, поло-
жение которых выверяют винтами 14 по уровню, и закрепляют
планками 2. Приспособление устанавливают на направляющие
и выверяют на параллельность его перемещения поверхностям,
подлежащим обработке, и по уровню.
Приспособление, работающее торцовой фрезой, дает возмож-
ность обрабатывать горизонтальные, вертикальные и наклонные
поверхности шабота; для подачи фрезы служит маховик 9. Обра-
ботку поверхностей выполняют частями (полосами), соответствую-
щими диаметру или ширине фрезы. После завершения первого
рабочего хода приспособление перемещают с помощью реечного
зацепления 11 и затем обрабатывают следующую полосу поверх-
ности. Вертикальные и наклонные поверхности обрабатывают ради-
альными фрезами.
§ 8.3. Контроль точности ремонтных операций
Большое значение для повышения качества технического об-
служивания и ремонта имеет контроль отклонений деталей и сбо-
рочных единиц оборудования от геометрических форм, так как от
точности показателей прямолинейности, плоскостности, перпендику-
лярности, параллельности поверхностей, перекосов направляющих,
круглости и соосности отверстий цапф, осей и других зависят как
точность движения рабочих органов станка совместно с заготовкой
и инструментом, так и точность формы, постоянство размеров и
соответствие шероховатости поверхности обработанного изделия
заданной. В результате измерения направляющих определяют дей-
ствительную их форму на любых стадиях ремонта или монтажа;
эта операция является неотъемлемой частью технологического
процесса.
Методы и средства измерения прямолинейности, используемые
при ремонте, разделяют на две основные группы: 1) предназначен-
ные для измерения линейных величин, определяющих положения
конкретных площадок поверхности направляющей относительно
исходной прямой линии; 2) предназначенные для измерения уг-
ловых величин (в том числе перпендикулярности), определяющих
углы наклона отдельных участков направляющей, ограниченных
элементарными площадками, относительно исходной прямой ли-
нии. Практически исходной прямой может служить контрольная
линейка, струна, линия визирования. Точность отремонтирован-
ного станка зависит в основном от восстановления геометрической
точности базовых деталей и их взаимного расположения. Про-
верка точности обеспечивается гидростатическими, оптическими,
механическими и другими измерительными инструментами, объ-
единенными с различными приспособлениями, расширяющими
возможности их использования; применение измерительных ин-
6*
163
етрументов позволяет ремонтникам вести работы так, чтобы при
сборке станка достигалась точность, соответствующая техническим
условиям без дополнительных доводочных работ.
Уровень при ремонте станков является одним из самых
необходимых и важных инструментов. Наличие точного уровня
значительно упрощает ремонт и проверку станков. Применяют
в основном брусковые и рамные уровни. Основной частью уровня
являются заключенные в жесткий корпус в продольном и попереч-
ном направлениях ампулы, заполненные эфиром или этиловым
спиртом. При заполнении ампул внутри них оставляют маленький
пузырек воздуха. Внутренняя полость ампулы отшлифована по
радиусу большего размера, поэтому пузырек воздуха находится
в верхней части. Если корпус уровня вместе с ампулой перевер-
нуть, то жидкость как бы перельется в ампуле, а пузырек воздуха
опять займет верхнее положение, являясь подвижным указателем
шкалы. Ценой деления шкалы ампулы, мм на 1 м длины, является
наклон уровня, соответствующий перемещению пузырька на одно
деление шкалы. Величина наклона 0,01 мм на 1 м длины соответ-
ствует углу, равному 0°2".
Уровни бывают разной чувствительности, поэтому при работе
выбирают такой, которым можно обеспечить заданную точность.
Нецелесообразно использовать уровень большей точности, чем
необходимо, так как он требует более бережного обращения и
большего времени на измерения. При ремонте промышленного
оборудования, в частности, металлорежущих станков, применяют
уровни с ценой деления 0,02—0,05 мм на 1 м длины. При изме-
рении уровнем возможны неточности, и задача заключается в том,
чтобы уменьшить их до минимума. Поэтому, производя точные
измерения, учитывают и по возможности устраняют влияние на
уровень и проверяемую деталь возможного неравномерного на-
грева: не разрешается между измерениями долго держать уровень
в руках, дышать на ампулу, допускать прямое попадание солнеч-
ных лучей, измерять нагретую деталь и т. д.
Чтение показаний уровня должно быть единообразным — или
обоими глазами, или одним по вертикали над ампулой, либо под
одним и тем же небольшим углом. Уровень показывает отклонение
от горизонтальности на длине 1000 мм, т. е. практически на по-
верхности, равной его длине. Чем короче уровень, тем менее точны
измерения. Для получения более точных результатов уровень
устанавливают на специальные приспособления или линейки с
опорами (платинами) на концах, расстояние между которыми равно
250, 500 или 1000 мм. Определение фактического показания уровня
при расстоянии между опорами менее 1000 мм производится путем
пересчета. Не допускается перемещать уровень непосредственно
по проверяемой поверхности без специальных подставок, так как
при этом изнашиваются точные поверхности уровня и, как след-
ствие, искажаются результаты измерений. Проверку поверхности
в различных точках следует производить только переустановкой
уровня. Чтобы убедиться в исправности уровня, следует пере-
164
установить его на одном месте, повернув на 180° (изменение по-
казания при этом не должно превышать ±V4 деления шкалы).
Универсальный мостик, являющийся приспособ-
лением для проверки прямолинейности, параллельности и пере-
Рис. 8.7. Универсальный мостик:
1, 2, 3 — подпятники, 4, 9 — корытообразные площадки, 5, 10 — колонки, 6 — стойка,
7 — барашки, 8 — зеркало
коса направляющих станин (рис. 8.7), имеет основание Т-образной
формы с корытообразными площадками 4 и 9, базирующимися на
шарах (на рисунке не показаны), а также стойку 6 с барашками 7
для регулирования положения и специальным зеркалом S, исполь-
зуемую при применении автоколлиматора. Приспособление бази-
руется на пяти опорах с шарнирно соединенными подпятниками
7, 2 и 3, из которых два подпятника 3 регулируют по вертикали
двумя резьбовыми колонками 5, а два подпятника 2 можно пере-
двигать в горизонтальном направлении по продольным пазам
основания и закреплять в требуемом положении гайками (в за-
висимости от ширины направляющих). Подпятник 1 с колонкой 10
допускает горизонтальное и вертикальное перемещения. Приспо-
собление устанавливают на различные по форме и размерам на-
правляющие станков. На шарнирных площадках устанавливают
два уровня с ценой деления продольных ампул 0,02 мм на длине
1000 мм и регулируют каждую площадку четырьмя винтами, ус-
танавливая уровни горизонтально; контролируют эти положения
по показаниям уровней в продольном и поперечном направлениях.
Использование приспособления дает возможность одновре-
менно проверять прямолинейность и перекос направляющих с
помощью уровней и параллельность — с помощью индикатора,
165
закрепленного на основании приспособления (на рисунке не по-
казан).
Порядок контроля прямолинейности направляющих
мостиком и уровнями следующий:
1) устанавливают мостик на контролируемые направляющие
станины и регулируют положение подпятников по размеру Li
так, чтобы четыре из них располагались на призматической части
направляющих; с помощью колонки 10 и подпятника /, установ-
ленного на противоположной направляющей, регулируют поло-
жение мостика по размеру L2 в горизонтальной плоскости по уровню
с допуском 0,5 мм;
2) устанавливают уровни на корытообразных площадках 4 и Р,
закрепляют каждый четырьмя винтами и регулируют положение
площадок так, чтобы пузырьки ампул уровней располагались
посередине между шкалами; сдвигают приспособление вдоль на-
правляющих, возвратив его в первоначальное положение (при
этом пузырьки ампул должны также вернуться в исходное поло-
жение; если этого не произойдет, необходимо проверить крепление
колонок и подпятников);
3) размечают направляющую на равные участки, соответству-
ющие длине Li, которая должна быть равной расстоянию между
осями подпятников (в настоящем примере Lx=250 мм); разметку
производят от начала направляющих с любого конца, пометив
штрихом и обозначив нулем место против оси первого (по направ-
лению перемещения) подпятника мостика; далее на каждом по-
следующем участке останавливают мостик так, чтобы задний
опорный подпятник располагался на том месте, где находился
передний подпятник предыдущего участка, а следующий штрих
наносят против первого подпятника, нумеруя его цифрой 1, и т. д.
до конца направляющих;
4) измеряют значения отклонений направляющих (по уровню,
установленному вдоль направляющих, определяют отклонение от
прямолинейности, а по уровню, установленному перпендикулярно
им,— перекос поверхностей); отклонения определяют при оста-
новке мостика последовательно на размеченных участках и запи-
сывают показания в протокол измерений, соответствующих поло-
жениям пузырьков основных ампул уровней относительно делений
шкал (следует отметить, что показания уровня, зафиксированные
в иной последовательности, не могут полностью охарактеризовать
форму направляющих);
5) строят график отклонения направляющих от прямоли-
нейности.
При проверке направляющих станин разных профилей и раз-
меров опоры универсального мостика располагают по-разному
(рис. 8.8). Для контроля направляющих треугольного профиля
(рис. 8.8, а), часто встречающихся у станин токарно-револьверных
станков, четыре опоры 1 мостика (из них на рисунке видны только
две) помещают на левой призматической направляющей, а опору 3
устанавливают на одной стороне правой направляющей. Переме-
166
щая приспособление вдоль направляющих, определяют по инди-
катору 5 параллельность нижней левой направляющей и направ-
ляющей, на которой базируется мостик; по уровню 2, расположен-
ному поперек направляющих, устанавливают их перекос, т. е.
отклонение от параллельности в горизонтальной плоскости. Вто-
рую сторону правой направляющей можно проверить по уровню,
установив на этой стороне опору 5, или же, не перенося опоры,
по индикатору 4. Чтобы проверить прямолинейность поверхностей,
а.)
6) V
Рис. 8.8. Схемы установки универсального мостика для проверки направляю-
щих:
а — треугольных, б — средних, в, г — в сочетании различных профилей, д =- призматиче-
ских, е — плоских; 1,3 — опоры, 2 — уровень, 4, 5 — индикаторы
располагают уровень на мостике вдоль направляющих. Перемещая
мостик с уровнем по направляющим, останавливают его на про-
веряемых участках и снимают показания уровня.
Для проверки параллельности средних направляющих базо-
вой поверхности (плоскости под зубчатую рейку, изображенной
слева короткой жирной линией) и перекоса мостик устанавливают
на станине токарного станка так, как показано на рис. 8.8, б (па-
раллельность проверяют индикатором 4, а перекос — уровнем 2).
Наружные направляющие проверяют или по уровню и индикатору
после переналадки приспособления и его установки на этих на-
правляющих, или только по индикатору, используя в качестве
базы выверенные средние направляющие.
У станин шлифовальных и некоторых других станков часто
встречается сочетание направляющих различных профилей (рис.
8.8, в, а). Чтобы проверить отклонения от прямолинейности и
167
перекос, располагают четыре опоры 3 между образующими направ-
ляющей V-образного профиля, а одну опору 1 — на противопо-
ложной плоской направляющей (рис. 8.8, в). Проверку ведут по
уровню 2. Если размеры направляющих не позволяют поместить
между их образующими все опоры приспособления (рис. 8.8, г),
то устанавливают только две опоры /, а остальные не используют.
На рис. 8.8, д показан случай такого применения мостика, при
котором опоры 3 раздвинуты на значительное расстояние между
поверхностями призматической направляющей станины.
При проверке плоских направляющих станины (рис. 8.8, е)
особенность установки мостика заключается в том, что две из
опор 1 упираются в боковую поверхность, а две другие и опора 3
располагаются на горизонтальных плоскостях. Таким образом,
обеспечиваются устойчивые показания уровня 2.
Применяя различные держатели для крепления индикатора,
универсальным мостиком можно контролировать параллельность
оси ходового винта направляющим станины токарного станка, а
базовой плоскости для крепления коробки подач — кронштейну
ходового винта.
Точность проверок универсальным мостиком зависит от точ-
ности уровня и индикатора. Настройка приспособления занимает
не более 5 мин, причем она доступна даже слесарю средней квали-
фикации, так как конструкция универсального мостика проста.
Контрольные вопросы
1. Какие приспособления для ремонта направляющих вы знаете?
2. Какие приспособления применяют при ремонте шаботов молотов?
3. Каково устройство универсального мостика?
4. Какие уровни применяют при ремонте оборудования?
Глава 9. ОСНОВНЫЕ ВИДЫ МЕТАЛЛОРЕЖУЩЕГО
ОБОРУДОВАНИЯ, ЕГО УСТРОЙСТВО,
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И РЕМОНТ
§ 9.1. Классификация оборудования
Общая классификация. По технологическому назначению оборудо-
вание делят на ряд видов — металлорежущее, кузнечно-прессовое,
деревообрабатывающее, литейное, подъемно-транспортное и т. д.
Каждый из видов оборудования по тому же признаку делится на
группы, например металлорежущее — на токарные, сверлильные,
фрезерные станки и т. д., кузнечно-прессовое — на молоты, прессы,
ножницы и т. д. Группы в соответствии с конструктивным исполне-
нием делятся по типам и типоразмерам, например токарные станки
подразделяются на токарно-винторезные, токарно-револьверные,
токарно-карусельные и т. д. По виду управления различают станки
с ручным, механизированным, автоматическим (нечисловым)
и числовым программным управлением (ЧПУ).
168
Масса оборудования является одним из существенных парамет-
ров, влияющих на трудоемкость ремонта; при ее изменении су-
щественно изменяется соотношение трудовых и материальных
затрат на ремонт. Поэтому в зависимости от массы, т,
вание делят на категории: легкие — до 1; средние — до 10; круп-
ные — до 30; тяжелые — до 60; особо тяжелые — до 100; уни-
кальные — свыше 100. Кроме того, оборудование массой до 5 т
относят к транспортабельному, а свыше 5 т — к нетранспорта-
бельному.
В зависимости от степени точности выполняемых операций
оборудование подразделяют на пять классов точности: нормаль-
ной — Н; повышенной — П; высокой — В; особо высокой — А;
особой — С. Станки класса П обеспечивают точность обработки
в среднем в пределах 0,6, класса В — в пределах 0,4, а класса А —
в пределах 0,25 допускаемых отклонений, получаемых на станках
нормальной точности. Станки класса С предназначены для дости-
жения наивысшей точности; их применяют при окончательной
обработке деталей типа делительных колес и дисков, эталонных
колес, измерительных винтов и т. д. Допускаемые отклонения на
этих станках не превышают 0,16 от отклонений, допускаемых при
обработке на станках нормальной точности. Станки классов В, А
и С, как правило, устанавливают в специальных помещениях, где.
постоянно регулируют температуру и влажность воздуха.
По степени технической оснащенности все виды оборудования
делят на разновидности:
агрегат — это унифицированный узел машины (например,
электродвигатель, насос), выполняющий определенные функции
и обладающий полной взаимозаменяемостью;
полуавтомат — это агрегат, выполняющий весь цикл
обработки заготовки автоматически и требующий вмешательства
рабочего лишь для первоначальной наладки, установки и закреп-
ления заготовок, снятия обработанных изделий, а также подачи
команд на повторение цикла обработки;
автомат — это агрегат, выполняющий все рабочие и хо-
лостые движения цикла. обработки партии заготовок (включая
снятие обработанных изделий, установку и закрепление новых
заготовок) и нуждающийся лишь в наладке; автоматы могут быть
соединены в автоматические линии;
автоматическая линия — это комплекс агрегатов,
соединенных транспортной сйстемой и связанных электро-, гидро-
и пневмоавтоматическими системами;
участок автоматической линии — это один
или несколько агрегатов, входящих в состав автоматической ли-
нии и соединенных с другими участками с помощью накопителей.
Чем выше степень автоматизации оборудования, тем более
высокие требования предъявляют к выполнению правил техниче-
ской эксплуатации, своевременности и качеству выполнения тех-
нического обслуживания и ремонта. Поэтому повышение степени
автоматизации приводит к увеличению затрат труда на техниче-
169
ское обслуживание и ремонт оборудования, а также к увеличению
их квалификационной сложности.
Общие сведения о металлорежущем оборудовании. Назначение
металлорежущих станков — снимать с заготовок слой металла
специальными режущими инструментами для получения изделий
требуемых размеров и формы. Механизмы станков, предназначен-
ных для обработки металлов резанием, имеют два основных дви-
л. авитехие жения ~ главное (резания) и по-
г) д)
Рис. 9.1. Основные виды обработки
металлов резанием:
а — точение, б — фрезерование, в — стро-
гание, г — сверление, д — шлифование
дачи, при которых происходит
перемещение режущего инстру-
мента и заготовки.
В зависимости от вида ин-
струмента и характера его дви-
жений, а также движений обра-
батываемой заготовки различают
следующие основные виды обра-
ботки металлов резанием:
точение (рис. 9.1, а) —
обрабатываемая заготовка вра-
щается (движение резания), а
резец движется поступательно
(движение подачи); этот вид
обработки выполняют на токар-
ных станках;
фрезерование (рис.
9.1, б) — режущий инструмент
(фреза) вращается (движение ре-
зания), а заготовка движется
поступательно (движение пода-
чи); этот вид обработки выпол-
няют на фрезерных станках;
строгание (рис. 9.1, в) —
резец или заготовка движутся
поступательно в двух перпендикулярных направлениях (движения
резания и подачи); этот вид обработки выполняют на строгальных
станках;
сверление (рис. 9.1, г) — заготовка неподвижна, а дви-
жения резания и подачи осуществляются вращением и поступа-
тельным движением сверла; этот вид обработки выполняют на
сверлильных станках;
шлифование (рис. 9.1, б) — режущий инструмент (шли-
фовальный круг) вращается (движение резания), а заготовка дви-
жется поступательно (плоское шлифование) или тоже вращается
и одновременно движется поступательно (круглое шлифование),
осуществляя движение подачи; этот вид обработки выполняют на
плоско- и круглошлифовальных, а также других станках.
Классификация металлорежущих станков. По степени специа-
лизации металлорежущие станки делятся на универсальные (об-
щего назначения), специализированные и специальные, а по уровню
170
автоматизации — на универсальные, полуавтоматические и ав-
томатические.
По классификации, разработанной экспериментальным научно-
исследовательским институтом металлорежущих станков (ЭНИМС),
металлорежущие станки в зависимости от вида обработки делятся
на 10 групп, каждая из которых в зависимости от технологического
назначения станков делится на 10 типов:
1-я группа — токарные станки, предназначенные для
обработки поверхностей вращения; общим признаком станков
этой группы является использование в качестве движения резания
вращательного движения заготовок (см. рис. 9.1, а);
2-я группа — сверлильные и расточные стан-
ки, .служащие для обработки круглых отверстий сверлом (см.
рис. 9.1, г) или другими режущими инструментами;
3-я группа — шлифовальные и доводочные
станки, в которых в качестве режущего инструмента исполь-
зуют абразивные круги (см. рис. 9.1, д); зубошлифовальные станки
к этой группе не относят;
4-я группа — комбинированные станки, в ко-
торых в качестве режущего инструмента используют бруски, аб-
разивные ленты, порошки и пасты;
5-я группа — зуб о- и резьбообрабатывающие
станки (в том числе и зубошлифовальные), служащие для об-
работки зубьев колес;
6-я группа — фрезерные станки, в которых в ка-
честве режущего инструмента используются, как правило, фрезы
(см. рис. 9.1, б);
7-я группа — строгальные и протяжные стан-
к и, общим признаком которых является использование в каче-
стве движения резания прямолинейного возвратно-поступатель-
ного движения резца, специальных многолезвийных протяжек или
обрабатываемой заготовки (см. рис. 9.1, в);
8-я группа — разрезные станки, предназначенные для
разрезки и распиловки катаных материалов (прутков, уголков,
швеллеров и т. п.);
9-я группа — разные и вспомогательные стан-
к и, которые не относятся ни к одной из перечисленных групп,
например опиловочные, балансировочные, делительные машины.
10-я группа — станки д Л я электроэрозионной
и электрохимической обработки.
Приняты цифровые и цифро-буквенные обозначения моделей
станков. Первая цифра означает номер группы, вторая — тип,
последние характеризуют один из важнейших технологических
параметров станка (например, высоту центров — для токарно-
винторезного, диаметр сверления отверстий — для сверлильного).
Буква после первой или второй цифры указывает на то, что станок
модернизирован. Например, основная модель токарно-винторез-
ного одношпиндельного автомата с максимальным диаметром обра-
батываемого прутка 24 мм имеет обозначение 1124, а его модерни-
171
зированная модель — 1Б24. Базовую модель токарно-винторез-
ного станка с высотой центров 200 мм обозначают 16К20, а его
модификацию — токарный станок с высотой центров 200 мм с
ЧПУ — 16К20ФЗ.
Каждый исправный станок должен соответствовать требова-
ниям точности и жесткости, которые определены стандартами на
станки: металлорежущие — ГОСТ 8—82 Е (СТ СЭВ 3111—81,
СТ СЭВ 3112—81, СТ СЭВ 3115—81); вертикально-сверлильные —
ГОСТ 370—81 Е; радиально-сверлильные — ГОСТ 98—83 Е; то-
карные и токарно-винторезные — ГОСТ 18097—72*; горизонталь-
но-расточные — ГОСТ 2110—85 Е; алмазно-расточные горизонталь-
ные— ГОСТ 11576—83 Е; алмазно-расточные вертикальные —
ГОСТ 594—82; координатно-расточные — ГОСТ 18098—79* Е.
§ 9.2. Токарно-винторезные станки
Общие сведения и устройство. На станках токарной группы об-
рабатывают главным образом заготовки, имеющие форму тел вра-
щения. Заготовка вращается, а обрабатывающий ее резец переме-
щается вдоль или поперек нее, совершая движение подачи. Соче-
тание движений заготовки и резца, управляемых станочником,
дает возможность получать разнообразные по форме поверхно-
сти — цилиндрические, конические, фасонные и сферические (на-
ружные и внутренние), торцовые плоскости и др. Токарные станки
в подавляющем большинстве являются токарно-винторезными,
т. е. на них кроме перечисленных видов поверхностей можно по-
лучать также винтовые поверхности — резьбы.
Устройство токарных станков рассмотрим на примере токарно-
винторезного станка 16К20. Движения в станке подразделяют на
главное (вращение шпинделя с заготовкой), подачи (перемещение
суппорта в продольном и салазок — в поперечном направлениях)
и вспомогательные (ускоренные перемещения суппорта и салазок
от отдельного привода). Основными сборочными единицами станка
16К20 (рис. 9.2) являются станина, передняя бабка с механиз-
мами коробки скоростей, задняя бабка, коробка подач, суппорт
и фартук. На станине смонтированы все главные сборочные еди-
ницы станка, например передняя бабка 4 со шпинделем 7 и меха-
низмами коробки скоростей, с помощью которых шпинделю сооб-
щают вращение и изменяют его частоту.
На кинематической схеме станка 16К20 (рис. 9.3) с помощью
условных обозначений изображается совокупность кинематических
элементов, их связей и соединений для понимания связей и взаи-
модействия основных элементов станка. На концах выносных ли-
ний в схеме проставлены числа зубьев Z шестерен; звездочкой
обозначено число заходов червяка, а цифрой / — суппорт с меха-
ническим перемещением. Вращение шпинделю может передаваться
по двум кинематическим цепям — короткой и длинной. В первом
172
случае движение передается через зубчатые зацепления
в результате чего можно получить 12 высших ступеней частот
вращения, в том числе максимальную частоту 1600 об/мин. Во
втором случае получают 12 низших ступеней вращения, мини-
мальную из которых (12,5 об/мин) получают при зацеплении зуб-
51 21 15 18 30 z х ~
чатых колес 55 • • чй • zn (как показано на схеме). Так как
оУ bo oU / Z oU '
частоты вращения /2=500 и /г=630 об/мин повторяются дважды,
шпиндель имеет только 22 частоты вращения.
5 6 7 8
17 16 16 74-
Рис. 9.2. Токарно-винторезный станок 16К20:
1 — коробка подач, 2, 11, 12 — кожухи, 3, 13 — рукоятки, 4, 9 — передняя и задняя баб-
ки, 5 — указатель, 6 — диск маслоуказателя, 7 — шпиндель, 8 — суппорт, 10 — рейка-
24 — фартук, 15, 16 — ходовые вал и винт, 17 — левая тумба
Вращение шпинделю передается от главного электродвигателя,
расположенного в левой тумбе 17 станка, через клиноременную
передачу и коробку скоростей. Пуск и остановка электродвига-
теля производятся с кнопочной станции, смонтированной на ка-
ретке суппорта, а пуск и остановка шпинделя, а также изменение
направления его движения (реверсирование) — с помощью фрик-
ционной дисковой муфты (см. рис. 9.2), помещающейся в коробке
скоростей (рукоятками 3 или' 13). Движение подачи осуществляется
от шпинделя через пару зубчатых колес gg (см. рис. 9.3) или
через звено увеличения шага, которое расположено в коробке
скоростей и имеет три передаточных отношения:
г _60 —9. е _ 60 72 45 45 о. ? _ 60 72 60 45 __ q9
30“2, '2“30* 18 * 45* 45“°’ '3 “ 30 * 18 * 15 ’ 45
Правое движение ходового винта передается через зубчатое
30 30 25 TZ
зацепление ^g, левое— через передачу К коробке подач
173
36 34 51 392921 24 5036 38 45
вращение передается сменными шестернями KMLN гитары.
Коробка подач имеет две основные кинематические цепи
(каждая — с 16 вариантами настройки). Одна из них исполь-
зуется для нарезания дюймовых и питчевых резьб:
28 28 25 [ 30 35 28 \ 30 18 / 28\ 15/ 35\
28 ’ 34 ’ 30 \ИЛИ 42’ ИЛИ 28’ ИЛИ 28]' 33 ’ 45 ^ИЛИ 35)' 48 \ИЛИ 28)*
Другая цепь предназначена для нарезания метрических и модуль-
- 28 30 / 42 28 28\ 18/ 28 \ 15/ 35\
ных резьб: - .-^или или зЦили ^или
Вторую кинематическую цепь используют также для получения
продольной и поперечной подач.
Движение фартуку передается от ходового вала через зацеп-
30 32 32
ления колес а также с помощью предохранительной
муфты, червячной пары^- и колеса Z=36, от которого движение
передается реечной шестерне Z=10, сцепленной с рейкой для осу-
ществления продольной подачи (правой или левой) через передачи
36 17 36 41 17 ,
• gg или 4j • 47 • 66 с включением соответствующих муфт сцеп-
ления. Поперечная подача (правый и левый ход) выключается
, 36 34 55 29
муфтами, а движение передается через зубчатые пары • рн • оо •
<5о 55 1о
36 36 34 55 29
или g6 ’ зб ’ 55 ’ 29 ’ Тб* *скоРенное перемещение суппорта обес-
печивается отдельным асинхронным двигателем (Л/=1 кВт;
71=1360 об/мин), расположенным в правой части станины. Вклю-
чение ускоренного перемещения выполняют без выключения ра-
бочей подачи благодаря наличию в коробке подач муфты обгона.
Для облегчения передвижения и предотвращения износа на-
правляющих в корпус установленной на станине задней бабки 9
(см. рис. 9.2) вмонтирован клапан, присоединяемый к цеховой сети
сжатого воздуха. При перемещении на себя рукоятки крепления
бабки клапан открывает доступ воздуха к сопрягаемым поверх-
ностям направляющих задней бабки и станины, создавая между
ними воздушную подушку. Обрабатываемую заготовку закрепляют
между центрами — передним, установленным в шпинделе 7, и
задним, расположенным в пиноли задней бабки; закрепляют ее
также в патроне либо другом специальном приспособлении, уста-
навливаемом на шпинделе или в его отверстии. В токарных станках
шпиндель пустотелый, что позволяет пропускать через него об-
рабатываемый прутковый материал.
Токарные резцы закрепляют в резцедержателях, установленных
на суппорте S, другие режущие инструменты — сверла, зенкеры,
развертки и т. д., а также центр устанавливают в пиноли задней
бабки. Нижняя часть суппорта (каретка) с прикрепленным к ней
фартуком 14 перемещается по направляющим станины вручную
или механически в продольном направлении. Расположенные на
каретке поперечные салазки с поворотной частью суппорта и по-
175
мещенными на этой части верхними салазками и резцедержате-
лями перемещают вручную или механически в поперечном направ-
лении. В фартуке находятся механизмы продольного и поперечного
перемещения суппорта и устройство (разъемная гайка) для наре-
зания резьбы резцом.
Автоматическое перемещение суппорта осуществляется меха-
низмами коробки подач 1. От шпинделя 7 станка через сменные
зубчатые колеса, помещенные под кожухом 2, и коробку подач
приводится во вращение ходовой винт 16 или ходовой вал 15,
закрытые щитками. Суппорт, получающий движение от ходового
винта только при нарезании резьбы резцом, в остальных случаях
перемещается от ходового вала или вручную. Он движется вдоль
станины станка благодаря перемещению по неподвижной рейке 10
зубчатого колеса, связанного с фартуком и получающего вращение
от ходового вала. Механическое поперечное движение сообщается
средней части суппорта от того же ходового вала через зубчатые
колеса. Ускоренное движение суппорт получает при поворачи-
вании соответствующей рукоятки. Быстрые перемещения суппорта
в продольном и поперечном направлениях осуществляются от
отдельного электродвигателя, соединенного с ходовым валом кли-
ноременной передачей. Этот двигатель установлен в нише станины
и закрыт кожухами 11 и 12.
Указатель 5 служит для определения нагрузки на электродви-
гатель главного привода станка. Закрашенная часть указателя
является зоной максимальной нагрузки, а правая ее граница —
предельной, переход стрелки за которую не допускается. По вра-
щающемуся диску 6 маслоуказателя судят о функционировании
смазочной системы. Если диск не вращается, необходимо остано-
вить станок и проверить наличие масла в системе или устранить
неисправность в фильтрах.
Техническое диагностирование и устранение неисправностей
токарно-винторезных станков. Неисправности в станках возникают
из-за естественных и аварийных износов, а также вследствие на-
рушения инструкций по уходу и обслуживанию. В любом случае,
прежде чем приступить к ремонту станка, важно безошибочно
установить неисправность, т. е. сделать правильное заключение
о характере и причине возникновения дефекта. На срок эксплуа-
тации станка оказывает влияние и качество межремонтного об-
служивания, при котором слесарь устраняет мелкие неисправности.
После обработки заготовок на токарно-винторезных станках в
готовых изделиях могут наблюдаться различного вида отклонения
от заданных геометрической формы и расположения поверхностей,
причинами возникновения которых могут быть различные неис-
правности станка.
Отклонение от цилиндричности, возникаю-
щее при обтачивании заготовки, закрепленной в шпинделе станка,
может быть следствием перекоса направляющих станины или от-
клонения их от параллельности. Следовательно, нужно выверить
станину и ось шпинделя станка (см. гл. 13).
176
Отклонение от круглости возникает вследствие
неисправности патрона или его ненадежного закрепления на шпин-
деле, дефектов шпинделя и его подшипников. С целью точного
установления причины закрепляют заготовку в шпинделе (без
патрона), протачивают и измеряют микрометром диаметр в одном
сечении во взаимно перпендикулярных направлениях. Если откло-
нение от круглости не устранено, необходимо проверить правиль-
ность регулирования подшипников.
Бочкообразность образуется из-за износа направ-
ляющих станины, а в отдельных случаях — вследствие перекоса
ее направляющих.
Седлообразность (вогнутость) возникает при обта-
чивании заготовки на станке, ось шпинделя которого непараллель-
на направляющим в вертикальной плоскости.
Кольцеобразность (образование на обрабатываемой
поверхности заготовки кольцевых гребешков, расположенных с
определенным шагом) возникает вследствие нарушения соосности:
оси ходового вала в коробке подач, фартуке и кронштейне не сов-
падают (при этом чем больше отклонение, тем выше гребешки на
заготовке). Шаг между кольцами равен величине перемещения
суппорта за один оборот вала. Кольцевые гребешки могут образо-
вываться и по причине некачественного зацепления реечной шес-
терни фартука с рейкой на станине (при этом расстояние между
кольцами будет соответствовать шагу зубьев рейки). В первом
случае эту неисправность устраняют установкой компенсаторов
на направляющие каретки, а во втором — переустановкой рейки.
Волнистость (образование на обрабатываемой поверх-
ности мелких граней, расположенных прямолинейно или спирально
вдоль оси) сопровождается вибрацией и неприятным дребезжащим
звуком. Это явление вызывается неисправностью режущего ин-
струмента и неправильным его креплением, дефектами патрона и
такими неисправностями станка, как повышенные зазоры в опо-
рах шпинделя и в суппорте (ослабление планок и клиньев), а также
дефекты в самых подшипниках.
Отклонение от плоскостности возникает в
результате износа продольных и поперечных направляющих ка-
ретки суппорта. Способы устранения неисправностей подробно
рассмотрены в гл. 13, а в табл. 9.1 даны дополнительные харак-
терные способы ремонта токарно-винторезного станка 16К20.
Произвольное уменьшение частоты вра-
щения шпинделя при работе может быть след-
ствием ослабления натяжения приводных ремней или пробуксо-
вывания фрикционной муфты. В первую очередь проверяют и
регулируют натяжение ремней; если оно нормальное, регулируют
фрикционную муфту. В станке 16К20 это осуществляют так: от-
крывают крышку шпиндельной бабки 4 (см. рис. 9.2) и снимают
маслораспределительный лоток; затем утепляют защелку, пово-
рачивают гайку фрикционной муфты прямого хода шпинделя на
один зуб и проверяют степень затяжки рукояткой включения 3
177
9.1. Неисправности токарно-винторезного станка 16К20 и способы
их уст ранения
Неисправность Причина возникновения Способ устранения
Радиальный Ослабление гай- Подтянуть гайку и закрепить сто-
люфт переднего под- шипника 3 шпин- деля (см. рис. 13.2) ки 6 переднего под- шипника шпинделя, расположенной внутри коробки скоростей Износ подшипни- ка 3 шпинделя пором 25 Отпустить стопор 25, гайкой 6 под- тянуть внутреннее кольцо роликопод- шипника до устранения люфта и за- крепить гайку стопором (люфт на оп- равке длиной 300 мм, установленной в шпинделе, не должен превышать 0,01 мм; шпиндель должен легко про- ворачиваться)
Осевой люфт Ослабление гай- Устранить осевой люфт радиально-
шпинделя ки 13 заднего под- шипника, износ ра- диально-упорных подшипников 9 и 16 упорных подшипников 9 и 16 подтя- гиванием гайки 13, после чего зафик- сировать положение гайки 13 стопор- ным винтом 14
Пробуксовыва- Износ дисков Вдавить защелку в кольцо, поворо- том гайки отрегулировать фрикцион-
ние фрикционной фрикционной муф-
муфты ты ные диски прямого и обратного хода
Пробуксовыва- Растягивание Отвернуть винты и снять кожух;
ние ремней от элек- клиновидных рем- отвернуть гайку, отпустить подмотор-
тродвигателя к ко- робке скоростей ней ную плиту с электродвигателем на не- обходимую величину и зафиксировать положение гайки
Люфт винта по- Износ резьбы Ослабить задний винт разрезной
перечного переме- щения суппорта винтовой пары гайки; ввертывая средний винт, под- тянуть клин до устранения люфта, затем закрепить задний винт
Люфты каретки Износ направля- Подтянуть клин; при необходимости
суппорта, попереч- ных салазок и верх- него суппорта (см. рис. 9.2) ющих и клина пришабрить его по месту
Пиноль задней Не перемещаются Разобрать заднюю бабку, промыть
бабки 9 (см. рис 9.2) сухари зажима пи- все детали, проверить резьбу винта и
не закрепляется в нужном положении ноли сухаря, зачистить забоину, изношен- ные детали заменить; собрать заднюю бабку
Задняя бабка не Не отрегулиро- Сдвинуть заднюю бабку вправо так,
закрепляется в нужном положении вана длина тяги чтобы она свисала; отрегулировать длину тяги, закрепить ее в этом по- ложении
Туго перемеща- Нарушена точ- Произвести шабрение сопрягаемых
ются верхние са- лазки после закреп- ления резцедержа- теля ность сопряжения поверхностей резце- держателя и верх- них салазок поверхностей
178
Продолжение табл. 9.1
Неисправность Причина возникновения Способ устранения
Нет постоянства размеров при пода- че поперечных са- лазок При нагрузке от- сутствует вращение (расцепляются шес- терни) Люфт лимба на винте, повышенный мертвый ход Износ зубьев (ча- сто незаметный на глаз) Закрепить лимб и отрегулировать осевой люфт винта Заменить изношенную пару шесте- рен
или 13. Для облегчения регулирования муфты прямого вращения
шпинделя рукоятку 3 поворачивают влево; при регулировании
муфты обратного вращения шпинделя эту рукоятку поворачивают
вправо. По окончании регулирования следует убедиться в том,
что защелка надежно вошла в паз гайки.
Если при максимальной частоте вращения шпинделя без заго-
товки и патрона время его торможения превышает 1,5 с, нужно с
помощью гаек подтянуть тормоза. При правильно отрегулирован-
ной муфте включение будет легким; при этом ощущается фикса-
ция в трех положениях: в среднем положении муфта выключена,
тормоз включен; при перемещении рукоятки на себя и повороте
вправо происходит включение прямого вращения шпинделя, а
при перемещении ее на себя и повороте влево — включение об-
ратного вращения шпинделя.
§ 9.3. Токарно-револьверные станки
Револьверные станки — это видоизмененные токарные станки,
служащие для обработки тел вращения сложной формы. На них
главным образом изготовляют детали из пруткового материала.
Вместо задней бабки у этих станков имеется поворотная револь-
верная головка, в которой закрепляются режущие инструменты
для последовательного выполнения операций — сверления, об-
тачивания, растачивания и др.
Токарно-револьверный станок 1П326 (рис. 9.4, а) имеет ста-
нину, на которой смонтированы основные сборочные единицы стан-
ка. Для обработки прутковый материал заводят в отверстие шпин-
деля и закрепляют в цанговом патроне (цанге) 7 с таким расчетом,
чтобы из него выступал отрезок прутка, достаточный для изго-
товления заданного изделия. По окончании обработки очередной
заготовки специальный механизм освобождает цанговый патрон
и подает пруток вперед на требуемую длину (до упора), после чего
вновь закрепляет пруток в шпинделе. Необходимый инструмент
для данной обработки закрепляется в шестипозиционной револь-
верной головке (рис. 9.4, б) и в двух резцедержателях поперечного
суппорта.
179
В поз. / револьверной головки пруток подается до упора; в
поз. // с помощью резцовой державки и центровки осуществляется
обтачивание по диаметру D± и центрование отверстия; в поз. III
обтачивается поверхность по диаметру D2 и сверлится отверстие
диаметром в поз. IV сверлится отверстие диаметром D3 и об-
Рис. 9.4. Токарно-револьверный станок 1П326 (а) и схема последовательности
обработки на нем заготовки (6):
1,2 — коробки скоростей и подач, 3 — механизм подачи и зажима материала с цангой, 4 —
стойка направляющей трубы 7, 5 — шпиндельная бабка, 6, 10 — поперечный и револьвер-
ный суппорты, 8, 9 — фартуки поперечного и револьверного суппортов, 11 — командоаппа-
рат, 12 — система охлаждения и смазки
тачивается поясок диаметром d2. Далее с помощью расточных
резцов VII и VIIIу установленных в резцедержателе, последова-
тельно растачивается отверстие диаметром d3 и вытачивается внут-
ренняя канавка. С помощью развертки, установленной в поз. V
револьверной головки, окончательно обрабатывается отверстие
диаметром d3. Канавки под резьбу и по диаметру D± прорезаются
резцом IX. Резьба нарезается в поз. VI револьверной головки
плашкой, закрепленной в специальном патроне. Резец IX служит
для отрезки деталей, а X — для подрезки торца перед подачей
прутка до упора. По окончании каждого рабочего хода револьвер-
180
ный суппорт быстро отводят назад, а револьверная головка авто-
матически устанавливается в новую позицию.
Одной из важных особенностей станка 1П326 является авто-
матическое переключение частот вращения шпинделя и подач
револьверного и поперечного суппортов. Для каждой позиции
револьверной головки могут быть выбраны определенная частота
вращения шпинделя и соответствующая подача суппорта. Уста-
новленный на станке командоаппарат
позволяет быстро переналаживать ста-
нок при переходе с обработки одной за-
готовки на другую.
§ 9.4. Сверлильные станки
На сверлильных станках выполняют
сверление (см. рис. 9.1, г), зенкерование
и развертывание отверстий в заготов-
ках, а также нарезают резьбу метчи-
ками. Из различных типов сверлиль-
ных станков наибольшее применение
имеют вертикально-сверлильные.
У вертикально-сверлильного станка
2170 (рис. 9.5) по направляющим стани-
ны 11 перемещается с помощью винта 2
консоль 3 со столом 4, на котором за-
крепляют обрабатываемую заготовку.
Инструмент устанавливают в шпинделе
5, получающем вращение от электро-
двигателя 9 через коробку скоростей 8.
Величину вертикального перемещения
шпинделя (подачу) регулируют с по-
мощью коробки подач 7 или штурвала 6.
Быстрые перемещения шпиндельной баб-
ки вместе с коробкой подач 7 вниз и
Рис. 9.5. Вертикально-
сверлильный станок 2170:
/ — плита, 2 — винт, 3 — кон-
соль, 4 — стол, 5 — шпиндель,
6 — штурвал, 7, 8 — коробки
подач и скоростей, 9, 10- —
электродвигатели, 11 — станина
вверх осуществляются от отдельного
электродвигателя 10. Станок смонтирован на плите 1.
В крупногабаритных корпусных и других заготовках отверстия
обрабатывают на радиально-сверлильных станках.
§ 9.5. Шлифовальные станки
Обработку металлов шлифованием все шире применяют при вы-
полнении чистовых и отделочных операций. В современных услови-
ях шлифовальные станки, одновременно обеспечивающие высокую
точность размеров и необходимую шероховатость поверхности, эф-
фективно используют и для обдирочного шлифования. На шлифо-
вальных станках обрабатывают главным образом закаленные за-
готовки.
181
Процесс шлифования заключается в срезании абразивным инст-
рументом, в качестве которого используют круги, сегменты, бру-
ски и головки, мельчайших частиц материала (см. рис. 9.1, д).
Шлифовальными кругами на шлифовальных станках обрабатывают
плоские, цилиндрические и конические поверхности (наружные
и внутренние), а также фасонные, например зубья зубчатых колес,
резьбу и др.
Круглошлифовальный станок 3151 (рис. 9.6, а) предназначен
для шлифования наружных цилиндрических, конических и фасон-
ных поверхностей. Обрабатываемый вал 1 (рис. 9.6, б), установлен-
ный в центрах передней 2 и задней 3 бабок, вращается от передней
Рис. 9.6. Круглошли-
фовальный станок
3151 (а) и схема его
работы (б):
1 — обрабатываемый вал,
2, 3, 6 — передняя, зад-
няя и шлифовальная баб-
ки, 4 — круг, 5 — стани-
на, 7 8 — нижняя и верх-
няя плиты, 9 — упоры,
/0 — рукоятка, 11 - шток
5)
бабки с угловой скоростью 0,3—0,5 м/с. Кругу 4 сообщается вра-
щение от отдельного электродвигателя, установленного в корпусе
шлифовальной бабки 6. Круг, вращающийся с угловой скоростью
35 м/с в том же направлении, что и вал, вместе со шлифовальной
бабкой осуществляет поперечную подачу, которая определяет глу-
бину резания.
Столу станка, состоящему из верхней 8 и нижней 7 плит, сооб-
щается возвратно-поступательное движение по направляющим
182
станины 5. На верхней плите установлены бабки 2 и 5, которые
во время шлифования передвигаются с закрепленной между цент-
рами заготовкой. Верхнюю плиту можно установить под углом от-
носительно нижней, что и делают при шлифовании конусов. Длину
хода стола регулируют упорами 9. Стол перемещается с помощью
гидропривода со штоком 11, смонтированного в станине 5 станка.
Скорость перемещения стола регулируется бесступенчато с помощью
рукоятки 10 и дросселя, расположенного на передней стенке станка.
Поперечная подача круга совершается после каждого двойного хода
стола.
Рассмотренные металлорежущие станки относятся к группе
универсальных с ручным управлением. Их используют главным
образом в мелкосерийном и индивидуальном производстве, в том
числе для ремонта оборудования.
§ 9.6. Фрезерные станки
Фрезерные станки получили свое название от многолезвийного
режущего инструмента — фрезы, с помощью которой обрабатывают
металлы. На фрезерных станках главным движением является вра-
щение фрезы, укрепленной на шпинделе, а вспомогательным — пе-
ремещение относительно фрезы стола станка с закрепленной на нем
заготовкой. Процесс фрезерования происходит в результате соче-
тания вращения фрезы, совершающегося с определенной частотой,
с подачей на нее заготовки (см. рис. 9.1, б) с заранее рассчитанной
скоростью. Каждый из зубьев фрезы последовательно срезает с за-
готовки отдельные стружки, в результате чего снимается весь остав-
ленный для обработки слой металла — припуск. Заготовка при-
обретает заданные форму и размеры.
На фрезерных станках обрабатывают главным образом плоские
и фасонные поверхности; на них также фрезеруют резьбы, зубья
зубчатых колес, винтовые канавки и выполняют другие операции.
Из многих типов фрезерных станков в металлообрабатывающей про-
мышленности наиболее широко применяют консольно-фрезерные,
из которых большое распространение получили горизонтально-
фрезерные. Название консольных фрезерные станки получили
вследствие того, что стол 12 станка (рис. 9.7) установлен на кон-
соли 15, перемещающейся вверх и вниз по направляющим стани-
ны 2. У горизонтально-фрезерных станков шпиндель 8, вращающий
оправку с фрезой, расположен горизонтально, а для поддержания
оправки имеется так называемый хобот 9 с подвесками 10. (Верти-
кально-фрезерные станки отличаются от горизонтально-фрезерных
вертикальным расположением шпинделя и отсутствием хобота с под-
веской.) Основным размером фрезерных станков общего назначения
являются размеры рабочей поверхности стола. Широко применяют
консольно-фрезерные станки, у которых стол может поворачиваться
вместе с поворотной частью 13 относительно вертикальной оси (на
рисунке не показана). На них выполняют разнообразные фрезерные
работы без применения специальных приспособлений, поэтому дан-
183
ные станки называют универсальными. Среди универсальных есть
станки, у которых шпиндель можно устанавливать под любым уг-
лом к обрабатываемой заготовке (они получили название широко-
универсальных).
Основанием станины 2 является плита 1. Главное движение —
вращение шпинделя 8 — осуществляется электродвигателем 5 через
коробку скоростей, расположенную в корпусе станины на участке 7.
Управление частотами вращения осуществляют коробкой 4 пере-
Рис. 9.7. Горизонталь-
но-фрезерный станок
6Р18Г:
1 — плита, 2 — станина, 3 —
кнопочная станция, 4, 18 —
коробки переключения ско-
ростей и подач, 5 — электро-
двигатель, 6, 17 — лимбы,
7 — участок станины, 8 —
шпиндель, 9 — хобот, 10 —
подвески, 11 — рукоятка,
12 — стол, 13 — поворотная
часть, 14 — каретка, 15 —
консоль, 16 — маховичок,
19 — коробка подач
ключения скоростей по лимбу 6 со значениями чисел оборотов
и кнопочной станцией 3. Движение подачи производится от отдель-
ного двигателя через коробку подач 19 с коробкой переключения 18,
имеющей лимб 17 со значениями подач. Переключают подачу вруч-
ную маховичком 16. Коробка подач станка позволяет осуществлять
механическое перемещение стола в трех направлениях: продольном
(перпендикулярно оси шпинделя), поперечном (движением карет-
ки 14 параллельно оси шпинделя) и вертикальном. Рукояткой 11
пользуются для включения продольной подачи стола. Быстрое пере-
мещение стола во всех трех положениях осуществляется от того же
электродвигателя без коробки подач через короткую кинематиче-
скую цепь (фрикционную муфту).
Наряду с консольными в промышленности для обработки срав-
нительно больших и тяжелых заготовок используют также бескон-
сольно-фрезерные станки, у которых стол на салазках может пере-
мещаться в продольном и поперечном направлениях по массивной
горизонтальной станине. Шпиндель вместе с закрепленной на нем
фрезерной головкой получает вращательное движение и вертикаль-
ное перемещение.
184
§ 9.7. Строгальные станки
Строгальные станки предназначены для обработки плоских по-
верхностей резцами. Крупные и средние заготовки обрабатывают
на продольно-строгальных, а мелкие — на поперечно-строгальных
станках. Продольно-строгальные станки характеризуются тем, что
заготовка, закрепленная на столе станка, совершает вместе с ним
прямолинейное (продольное) возвратно-поступательное движение.
Поступательное движение является рабочим, возвратное — холо-
стым. Резец (правый на рис. 9.1, а) укрепляют в резцовой головке
суппорта станка, осуществляющей движение поперечной подачи.
Рис. 9.8. Продольно-строгальный станок 7231 А:
1 — направляющие, 2 — стол, 3, 11 — боковые суппорты, 4 — траверса, 5, 8 — вертикаль-
ные суппорты, 6, 7 — стойки, 9, 13 — коробки подач, 10 — кнопочная станция, 12 — элект-
родвигатель
На поперечно-строгальных станках прямолинейное возвратно-по-
ступательное движение совершает закрепленный в суппорте ползун-
резец, а движение поперечной подачи — стол с заготовкой (см.
рис. 9.1, в, слева). Продольно-строгальные станки делятся на одно-
и двухстоечные; последние могут иметь от одного до четырех рез-
цовых суппортов.
Основными частями двухстоечшого продольно-строгального стан-
ка 7231А (рис. 9.8) являются: станина с направляющими /, по кото-
рым во время работы перемещается стол 2 с обрабатываемыми заго-
товками; стойки 6 и 7 с боковыми суппортами 3 и 11 и траверсой 4;
вертикальные суппорты 5 и S, укрепленные на траверсе. Боковые
суппорты могут перемещаться по стойкам, т. е. совершать движение
подачи в вертикальном направлении, а вертикальные суппорты —<
по траверсе, т. е. обеспечивать подачу в горизонтальном направ-
лении. Салазки суппорта с резцедержателями можно перемещать
вверх и вниз у вертикальных суппортов, вправо и влево — у бо-
ковых.
185
Перемещением траверсы и салазок суппортов устанавливают за-
крепленные в резцедержателях резцы в требуемом положении отно-
сительно обрабатываемых поверхностей заготовки (на станке можно
одновременно обрабатывать горизонтальную и две боковые верти-
кальные поверхности заготовки).
Возвратно-поступательное движение стола станка осуществляет-
ся с помощью червячно-реечной передачи и редуктора от отдельного
электродвигателя 12. В новейших конструкциях станков применяют
не механический, а более совершенный — гидравлический привод.
Движение суппортов 8 и 5 по траверсе и суппортов 3 и 11 по стой-
кам передается от отдельных коробок подач 13 и 9. Управление
станком осуществляется подвесной кнопочной станцией 10.
Контрольные вопросы
1. По каким признакам классифицируют металлорежущие станки?
2. Назовите основные сборочные единицы токарно-винторезного станка.
3. Какие бывают неисправности у токарно-винторезных станков и каковы
способы их устранения?
4. Какие фрезерные станки вы знаете?
Глава 10. СТАНКИ И РОБОТЫ
С ПРОГРАММНЫМ УПРАВЛЕНИЕМ (ПУ)
§ 10.1. Общие сведения о станках с ЧПУ
На этом современном прогрессивном металлорежущем оборудо-
вании автоматически, с высокой производительностью и точностью,
обрабатывают (точением, сверлением, фрезерованием, шлифовани-
ем) различные заготовки, в том числе для сложных корпусных дета-
лей. На станках с ПУ автоматически и бесступенчато меняются
частоты вращения шпинделей и скорости подач суппортов, столов
и других механизмов, которые автоматически устанавливаются в за-
данных положениях и закрепляются. Смена режущего инструмента,
предварительно настроенного, также происходит автоматически.
Станки с ПУ подразделяют на станки обычных групп (токарные,
фрезерные и т. д.) и многооперационные. В последних, как правило,
скомпонованы различные станки, например фрезерный с расточным
и т. п. В магазине такого станка размещается большой набор ин-
струментов, которые с помощью робота-манипулятора заменяются
в шпинделе в соответствии с программой. Это позволяет при одной
установке заготовки осуществлять обработку большого числа по-
верхностей различными способами — фрезерованием, сверлением,
обтачиванием, растачиванием и т. д. В отдельных случаях вместо
магазина инструментов на многооперационных станках используют
револьверные головки. Многооперационные станки создают и на
базе токарных (в этом случае они называются токарными центрами).
На таком станке можно, например, выполнить за одну установку
заготовки следующие переходы: точение фланца несколькими рез-
186
цами; обработку отверстий, расположенных по окружности; фрезе-
рование лысок. Для этого на суппорте станка размещаются пово-
ротный резцедержатель и револьверная головка с вращающимися
шпинделями для установки сверл, зенкеров, разверток, фрез.
При автоматическом управлении станком команды в необходи-
мой последовательности задаются программоносителем, в качестве
которого могут служить кулачки, копиры, упоры и т. д.; по их
командам работают автоматы, полуавтоматы, копировальные станки
и др. При смене объекта производства (изделия) заменяют кулачки,
копиры и другие элементы новыми. Станки ПУ по конструкции
системы управления делятся на станки с цикловым программным
управлением (ЦПУ) и станки с числовым программным управлени-
ем (ЧПУ).
Система циклового программного управления позволяет пол-
ностью или частично программировать цикл работы станка, режимы
обработки и смену инструмента (установка режима обработки и ав-
томатическая смена инструмента на некоторых станках отсутству-
ют), а пути перемещений рабочих органов (суппортов, столов и т. д.)
станков задаются настройкой упоров, конечных выключателей и др.
Переналадка станков с ЦПУ связана с проведением специальных
мероприятий и большими материальными затратами (замена упо-
ров, блоков, кулачков и др.), поэтому эти станки используют в ос-
новном для обработки больших партий заготовок сравнительно
простых геометрических форм в массовом производстве.
В станках с числовым программным управлением применяют
программоносители в виде перфокарт, перфолент, магнитных лент,
содержащие информацию и позволяющие автоматизировать процесс
подготовки программ с меньшими затратами. На таком программо-
носителе могут быть представлены геометрическая и технологиче-
ская информации: первая содержит данные о последовательности
ввода в работу различных инструментов, изменении режимов реза-
ния, включений и переключении частот вращения шпинделя и др.;
вторая характеризует форму, размеры элементов изделия и инстру-
мента и их взаимное положение в пространстве. Особенностью стан-
ка с ЧПУ является то, что программа его работы, включая и вели-
чины перемещения рабочих (исполнительных) органов, записы-
вается на программоносителе определенным кодом. Переналадка
станков с ЧПУ осуществляется намного быстрее, чем станков с
ЦПУ; в ряде случаев она заключается в замене одной программы
другой. Это позволяет создавать экономически выгодные системы
автоматизации мелкосерийного и единичного производства.
На базе станков с ЧПУ создают роботизированные и гибкие ав-
томатические производственные системы, повышающие производи-
тельность в несколько раз. Станки с ЧПУ имеют различную степень
автоматизации и в зависимости от этого относятся к разным поколе-
ниям. Станки с ЧПУ, имеющие относительно низкий уровень авто-
матизации (первого поколения), получают команды только на
перемещения рабочих органов станка, например стола, суппорта,
шпинделя и т. д. Станки с более высоким уровнем автоматизации
187
(второго поколения) используют большее количество технологиче-
ских команд, которые задаются, как правило, в шкафу электроавто-
матики с помощью релейных и электронных схем. Кроме того,
электроавтоматическое устройство управляет, например, циклами
автоматической смены инструмента, сверления и т. д. К этой группе
станков относится токарный станок 16К20ФЗ (см. рис. 10.14).
В станках с очень высоким уровнем автоматизации (третьего поко-
ления) переработка команд в устройстве электроавтоматики требует
большого количества оборудования, что удорожает его устройство
и снижает надежность. В связи с этим осуществляется перенесение
функции переработки технологических команд в устройство ЧПУ.
Станки с ЧПУ характеризуются следующими показате-
лями: классом точности (по принятой в СССР классификации);
видом ЧПУ; технологическими операциями, которые можно вы-
полнить на данном станке; основными параметрами станка (ГОСТ
21608—76*—21613—82Е); величинами перемещений рабочих ор-
ганов станка; значением дискретности; точностью и повторяемостью
позиционирования; параметрами главного привода и приводов по-
дач; количеством инструментов и видом их смены; общим числом
управляемых осей координат; устройством ЧПУ (моделью); видом
интерполяции (линейная, линейно-круговая и т. д.); видом програм-
моносителя; кодом; габаритными размерами и массой.
§ 10.2. Понятие о числовом программном управлении
Станок с ЧПУ представляет собой систему числового программ-
ного управления (СЧПУ), которую условно можно разделить на
две части: металлорежущий станок в программном исполнении
и устройство числового программного управления. К металлорежу-
щим станкам в программном исполнении предъявляют дополнитель-
ные требования по жесткости/надежности и точности. В связи
с этим совершенствуются конструкции отдельных сборочных еди-
ниц, изменяется компоновка станка, увеличивается число управляе-
мых координат. В выпускаемых станках широкое распространение
получили гидравлический и тиристорный электромеханический
приводы, автоматическая смена инструментов, цифровая индикация
исполнительных органов, беззазорные винтовые и зубчатые пере-
дачи и др.
Устройство числового программного управления (УЧПУ) — это
часть СЧПУ станком, предназначенная для выдачи управляющих
воздействий (команд) рабочим органам станка в соответствии с про-
граммой управления станком (ГОСТ 20523—80). Обычно УЧПУ
монтируется рядом со станком в одном или двух шкафах; УЧПУ
новейших конструкций размещается непосредственно на станке
в подвесных пультах управления. Двигатели приводов подач, ис-
пользуемые в станках с ЧПУ, имеют специальную конструкцию
и предназначены для работы с конкретными УЧПУ, поэтому они
являются составной частью СЧПУ.
188
Применяемые датчики обратной связи — это устройства, с по-
мощью которых собирается информация обратной связи, т. е. ин-
формация, источником которой является сам технологический про-
цесс. К этой информации относятся данные о фактическом положе-
нии и скорости движения рабочего органа, размере обрабатываемой
поверхности, температурных и силовых деформациях в технологи-
ческой системе, температуре в зоне резания и т. д.
Устройства ЧПУ и индексация станков. В зависимости от типа
управления движениями рабочих органов станка последние осна-
щают различными УЧПУ, которые делятся на три основные груп-
пы: позиционные, контурные и комбинированные (смешанные).
Позиционное ЧПУ станком необходимо для обеспечения автома-
тической установки рабочего органа станка в позицию, заданную
программой управления станком без обработки в процессе переме-
щения рабочего органа станка (ГОСТ 20523—80). Такие системы
применяют, например, на расточных, сверлильных, фрезерных
и других станках, для которых характерна работа по схеме позици-
онирования (выхода на координату) с последующим рабочим цик-
лом (сверлением, фрезерованием, растачиванием, развертыванием).
Контурное ЧПУ станком необходимо для обеспечения автомати-
ческого перемещения его рабочего органа по определенной траекто-
рии с определенной контурной скоростью, которые заданы ПУ
станком (ГОСТ 20523—80). Контурные УЧПУ используют для од-
новременного согласованного управления движениями двух или
нескольких рабочих органов (столов, суппортов), например по двум
взаимно перпендикулярным направляющим. При этом инструмент
перемещается по криволинейной траектории относительно обраба-
тываемой заготовки, что необходимо для выполнения цилиндриче-
ских и сложных фасонных поверхностей. Таким способом можно по-
лучить круглые и фасонные наружные и внутренние поверхности
изделия, например на фрезерном станке.
Комбинированное УЧПУ сочетает функции позиционного и кон-
турного УЧПУ станком.
Интерполяция и дискретность. Одним из основных узлов кон-
турного УЧПУ является интерполятор — специальное вы-
числительное устройство, преобразующее записанную на перфо-
ленте или заданную от ЭВМ информацию в управляющие воздей-
ствия на двигатели приводов подач с целью обеспечения требуемой
траектории и скорости движения инструмента вдоль заданного
контура. На перфоленте траектория перемещения инструмента от-
носительно заготовки задается значениями координат отдельных
точек Л, В, С и т. д., которые называются опорными точ-
ками. Характер движения инструмента между опорными точками
определяется видом интерполяции, выполняемой интерполятором.
Дискретность * обработки перемещений выражается в милли-
метрах на один управляющий импульс, выдаваемый интерполято-
* Дискретность системы ЧПУ — минимально возможное задание пере-
мещения (линейного или углового) по осям координат рабочего органа станка.
189
ром. Большинство современных систем ЧПУ имеют дискретность
обработки перемещений, равную 0,01 мм/имп. Новые СЧПУ, осваи-
ваемые в настоящее время, рассчитаны на дискретность 0,001 мм/имп.
Выполнение станком требуемых значений дискретности обеспечи-
вается конструкциями УЧПУ, двигателей подач и датчиков обрат-
ной связи, а также передаточными отношениями механизмов подач
станков.
Системы с цифровой индикацией и ручным вводом данных. Сис-
темы с цифровой индикацией положения рабочих органов, а также
системы с цифровой индикацией и ручным вводом данных на один
кадр программы работают без перфолент или магнитных лент и ус-
ловно относятся к программным.
Систему с цифровой индикацией применяют с обычными универ-
сальными станками, которые оснащают датчиками положений ра-
бочих органов. Сигналы с датчиков после соответствующих преоб-
разований поступают в специальное устройство, называемое в и-
зуализатором; на световом табло визуализатора непрерыв-
но высвечиваются численные значения координат рабочих органов,
что позволяет оператору сократить время на выверку положений
этих органов измерения в процессе обработки.
Часто кроме визуализатора такая система имеет пульт с панелью
ручного набора программы. Набор осуществляется с помощью
переключателей только на один кадр программы. После включения
системы управления рабочий орган станка выходит на заданную
координату, что контролируется по экрану визуализатора. Следует
отметить, что все современные системы ЧПУ, работающие от перфо-
ленты, имеют устройства цифровой индикации и кадрового ручного
ввода данных.
Индексация станков с ПУ. В соответствии с классификацией
систем управления принята определенная система обозначения мо-
делей станков с ПУ. К основному обозначению модели станка до-
бавляется один из следующих индексов: Ц — станки с цикловым
управлением; Ф1 — станки с цифровой индикацией положения,
а также станки с цифровой индикацией и ручным вводом данных;
Ф2 — станки с позиционными СЧПУ; ФЗ — станки с контурными
СЧПУ; Ф4 — станки со смешанными системами ЧПУ. Кроме того,
введены индексы, отражающие конструктивные особенности стан-
ков, связанные с автоматической сменой инструмента: Р — смена
инструмента поворотом револьверной головки; М — смена инстру-
мента из магазина. Индексы Р и М записываются перед индексами
Ф2 и ФЗ; например, РФ2 — станки с позиционной СЧПУ с револь-
верной инструментальной головкой; МФЗ — станки с контурной
СЧПУ со сменой инструмента из магазина; МФ4 — станки со
смешанными системами управления с магазином инструментов.
Программы управления (ПУ) станком. Все данные, необходимые
для обработки заготовки на станке, УЧПУ получает от программы
управления станком, под которой понимают последовательность
команд, обеспечивающих заданное функционирование рабочих ор-
ганов станка (ГОСТ 20523—80). Эти команды записаны на програм-
ме
моносителях, в качестве которых используют перфоленты, магнит-
ные ленты, магнитные диски и др. Для записи программы обработки
заготовки применяют бумажную перфоленту шириной 25,4 мм
(1 дюйм) или перфоленты, изготовленные из других материалов.
Технические характеристики этих лент должны соответствовать
ГОСТ 1391—70*.
Наибольшее распространение в системах ЧПУ получили про-
граммоносители в виде восьмидорожечных перфолент
(рис. 10.1), на которых программа записывается комбинациями от-
верстий. Информация на перфоленту наносится кадрами путем
пробивки отверстий с помощью специального устройства, называе-
мого перфоратором. (Кадром называется составная часть управляю-
щей программы, вводимая и обрабатываемая как единое целое и со-
держащая не менее одной команды.) В кадре возможна запись
только такого набора команд, при ко-
тором каждому рабочему органу станка
направляется только одна команда. Не-
льзя, например, в одном кадре задать
движение механизму в двух противопо-
ложных направлениях.
Транспортная дорожка, состоящая
из небольших отверстий, предназначена
для транспортирования ленты с помо-
щью барабана в считывающем устройстве
УЧПУ. Она размещена на ленте несим-
метрично во избежание неправильной
установки в считывающем устройстве.
В УЧПУ команды программы считыва-
ются и преобразуются в управляющие
воздействия на рабочие органы станка.
В УЧПУ устаревших конструкций ис-
пользуют в качестве программоносителей
пятидорожечные бумажные перфоленты
шириной 17,5 мм и магнитные ленты.
УЧПУ, работающие от пятидорожечной
перфоленты, аналогичны работающим от
восьмидорожечной перфоленты, но не-
сколько уступают им по уровню техни-
ческих возможностей.
УЧПУ, работающие от магнитной
Конец программы
8 7 Ь 54 3 2 1
О
Оо
ОО о
ОО о
ООО
00^9
ОО"*Ф
ОО ф
OOA<flO
-е—
оо
о
оо
2,542,54
ОО
ОО
о оо
о оо
о
о оо
оо
оо
о
оОО
ОООО
о о
оООО
о О
-е---
-о---
о^е-ее
25,4
начало программы
Рис. 10.1. Стандартная во-
сьмидорожечная перфолен-
та
О
ленты, самые простые по конструкции,
но имеют более ограниченные возмож-
ности. Магнитная лента пред-
ставляет собой двухслойную композицию
из тонкой пластмассовой основы и рабочего слоя, являющегося
порошковым ферромагнитным материалом. Информация на маг-
нитную ленту записывается в виде магнитных штрихов, наносимых
вдоль ленты. Магнитные штрихи, задающие величину перемещения
рабочего органа, располагаются в кадре управляющей программы
191
с определенным шагом в соответствии с заданной скоростью переме-
щения рабочего органа. При считывании программы они преобра-
зуются в управляющие импульсы. Каждому штриху соответствует
один импульс. Система управления направляет импульсы на двига-
тель привода подачи рабочего органа, который их отрабатывает.
Каждому импульсу соответствует вполне определённое (дискретное)
перемещение рабочего органа. Суммарное же его перемещение опре-
деляется количеством импульсов, поданных на двигатель и равных
количеству магнитных штрихов, содержащихся в кадре магнитной
ленты.
Такая запись команд на перемещения рабочих органов, назы-
ваемая декодированной, является жесткой — количество
магнитных штрихов в кадре магнитной ленты после записи про-
граммы изменить невозможно. Это не позволяет при работе станка
вносить с пульта УЧПУ поправки в величины перемещений рабочих
органов, что снижает технологические возможности магнитных
устройств по сравнению с УЧПУ, работающими на перфолентах
и позволяющими осуществлять коррекцию положений рабочих
органов в широких пределах. Магнитные УЧПУ имеют и другие
недостатки, такие как пропадание импульсов при колебании на-
пряжения в сети, неустойчивая работа вблизи магнитного поля,
большая длина магнитной ленты по сравнению с перфолентой для
записи одной и той же программы. В связи с этим подавляющее
большинство современных станков оборудуют устройствами ЧПУ,
работающими от перфоленты.
Оси программируемых движений для станков с ЧПУ. По числу
программируемых движений (координат) станки с ЧПУ могут быть
двух- (токарные, сверлильные), трех- (фрезерные, расточные, свер-
лильные), четырех- (токарные двухсуппортные или фрезерные
с дополнительным движением инструмента или заготовки), пяти-
(в основном, фрезерные) и многокоор-
динатными (специализированные). Оси
координат и направления перемещений
в станках с ЧПУ регламентируются
ГОСТ 23597—79* (СТ СЭВ 3135—81);
по нему устанавливают направления
движения исполнительных органов
станка, связанных с обрабатываемой
заготовкой, и обозначение осей коор-
динат X, У, Z.
В качестве единой системы координат
для всех станков с ЧПУ принята правая
система, при которой оси X, У, Z, обоз-
наченные на рис. 10.2 сплошными лини-
ями, указывают положительные направ-
ления перемещений инструмента относительно неподвижных частей
станка; положительные направления движения заготовки относи-
тельно неподвижных частей станка указывают оси X', У', Z', обозна-
ченные на рис. 10.2 пунктирными линиями. Таким образом, положи-
192
Рис. 10.2. Стандартная си-
стема координат для стан-
ков с ЧПУ
тельными всегда являются движения, при которых инструмент и
заготовка удаляются друг от друга. Круговые перемещения инстру-
мента, например поворот оси шпинделя фрезерного станка, обозна-
чают буквами (Л — вокруг оси X; В — вокруг оси У; С — вокруг
оси Z); круговые перемещения заготовки, например управляемый
по программе поворот стола на расточном станке, обозначают соот-
ветственно буквами А', В', С'. В понятие «круговые перемещения»
не входит вращение шпинделя, несущего инструмент.
Кроме рассмотренных используют дополнительные правила
распределения осей координат между рабочими органами станков,
например ось X всегда располагается горизонтально, ось Z совме-
щается с осью инструмента (на токарных станках — с осью шпин-
деля). На различных станках с ЧПУ оси координат расположены
по-разному (рис. 10.3).
Для программирования обработки важно, чтобы направление
движения каждого рабочего органа станка обозначалось определен-
ной буквой, поскольку она указывает в программе на тот рабочий
орган, который надо включить. Однако на клавиатуре перфоратора
для нанесения информации на перфоленту нет букв со штрихами.
Поэтому при обозначении направления перемещения двух рабочих
органов вдоль одной прямой используют так называемые вторич-
ные оси: U (вместо X), V (вместо У), W (вместо Z).
Разомкнутые и замкнутые системы ЧПУ. Современные системы
ЧПУ различаются по отсутствию или наличию обратных связей в
7 № 1152
193
механизмах перемещений рабочих органов станков. Системы ЧПУ
без обратных связей называют разомкнутыми (рис. 10.4, а). Ра-
зомкнутые системы ЧПУ, в механизмах подач которых использо-
ваны так называемые шаговые двигатели, называют шагово-
импульсными. Шаговый двигатель системы ШД имеет зуб-
чатый ротор и статор с полюсами, на обмотки которых поочередно
подаются управляющие импульсы. Поскольку правильность выпол-
нения заданных программой перемещений при этом не контроли-
руется, возможны ошибки из-за потерь в момент разгона или из-за
отработки лишних импульсов в момент торможения двигателя,
особенно при малой протяженности ускоренных перемещений (чем
больше частота подачи импульсов, тем больше вероятность появле-
ния ошибки).
Системы ЧПУ с обратными связями называют замкнутыми
(рис. 10.4, б). Замкнутые системы по конструкции сложнее разомк-
нутых, но в целом работают точнее последних, поскольку здесь фак-
тическая отработка перемещений не только сравнивается с заданной,
но и корректируется системой ЧПУ по сигналам датчика обратной
связи. В замкнутых системах ЧПУ рассогласование между действи-
тельными и заданными величинами перемещений устраняется при
___ ____ ___ ____ _____ _____ использовании узла обратной свя-
зи. Существуют разновидности зам-
t J________________________кнутых систем, наиболее распро-
а) $ Ч-±_г страненными из которых являются
Рис. 10.4. Блок-схемы станков с счетно-импульсная и кодовая для
разомкнутой (а) и замкнутой (6) позиционного управления, а так-
системами управления: же импульсная следящая — для
1—4— узлы программы, управления, КОНТУРНОГО уПраВЛСНИЯ.
исполнительных механизмов и обратной / Н J г
связи Узел обратной связи предназна-
чен для информации узла управ-
ления о фактическом перемещении исполнительного органа станка
в каждый данный момент времени. По принципу действия узел
обратной связи может быть потенциометрическим, индуктивным,
оптическим и магнитным. На рис. 10.5 дана схема управления стан-
ком с использованием в узле обратной связи оптического датчика.
В процессе работы магнитная головка 2 считывает программу с маг-
нитной ленты 1 и передает сигналы в узел управления 3, где они
преобразуются и после усиления в узле 5 поступают к электродви-
гателю 4, перемещающему стол 7 станка. На столе и станине 6 смон-
тирован оптический датчик, который посылает в узел управления
сигналы о фактическом перемещении исполнительного органа
(стола). Эти сигналы сравниваются с сигналами от магнитной ленты
и результаты сравнения используются для управления частотой
вращения двигателя.
Оптический датчик имеет линейку 3, установленную на станине,
связанный со столом движок 10, источник света 9 и фотоэлемент И.
На линейке и движке нанесены риски, толщина которых равна рас-
стоянию между ними. По разные стороны линейки и движка уста-
новлены источник света и фотоэлемент. При перемещении движка
194
освещенность фотоэлемента изменяется от нуля, когда риски движ-
ка закрывают промежутки между штрихами на линейке, до макси-
мального значения, когда штрихи на линейке и движке совпадают.
Рис. 10.5. Схема управления станком с использованием узла обратной связи:
1 — магнитная лента, 2 — магнитная головка, 3, 5 — узлы управления и усиления, 4 —
электродвигатель, 6 — станина, 7 — стол станка, 8 — линейка, 9 — источник света, 10 —
движок, 11 — фотоэлемент
В результате фотоэлемент посылает в узел управления электриче-
ские сигналы, в соответствии с которыми осуществляется управле-
ние станком.
§ 10.3. Конструктивные особенности станков с ЧПУ
Практика показывает, что квалифицированный рабочий, хорошо
знающий станок, на котором он работает, может изготовлять на нем
высококачественные изделия даже в том случае, если станок не пол-
ностью соответствует техническим условиям, а малоквалифициро-
ванный станочник не всегда умеет обеспечить обработку заготовок
с необходимой точностью и на станке, отвечающем всем необходимым
требованиям. При работе на универсальном оборудовании рабочий,
являясь одним из звеньев системы управления, обеспечивает необ-
ходимую точность обработки, учитывая и корректируя возникаю-
щие отклонения.
Станки с ЧПУ предназначены для универсального использова-
ния без участия рабочего, поэтому к ним предъявляется ряд повы-
шенных требований. С целью увеличения жесткости и точности ста-
нины стойки, столы и другие базовые сборочные единицы изготов-
ляют с дополнительными ребрами жесткости, а приводы главного
движения и подач выполняют с кинематической цепью минимальной
длины с беззазорными зубчатыми и шарико-винтовыми передачами.
Последние в сочетании с направляющими качения исполнительных
механизмов (столов, суппортов и др.) обеспечивают высокую дина-
7*
195
мическую жесткость, плавность перемещения и стабильность пара-
метров при самых низких скоростях. Шпиндельные механизмы вы-
полняют более жесткими за счет увеличения диаметров и усиления
опор (главным образом подшипниками качения с предварительным
натягом). Эти конструкции усложняют еще и тем, что в них встраи-
вают устройства для механического зажима и отжима инструментов.
Рис. 10.6. Схема уменьшения за-
зора в зубчатой передаче измене-
нием межцентрового расстоя-
ния А:
1,4 — зубчатые колеса, 2 — эксцент-
риковая втулка, 3 — вал
Рис. 10.7. Беззазорная
прямозубая передача:
1,2, 3 — прямозубые коле-
са, 4 — эксцентрик, 5 —*
винты, 6 — шпонка
В приводах главного движения и механизмах подач для смены
инструментов широко используют электромагнитные муфты, позво-
ляющие автоматически переключать скорости, четко переключать
передачи, осуществлять реверсирование и торможение.
Беззазорные зубчатые передачи и шариковинтовые пары. Для
точности позиционирования широко используют шаговые электро-
двигатели и следящерегулируемые электроприводы подач в сочета-
нии с гидроусилителями моментов, высокомоментные электродви-
гатели, исключающие необходимость использования гидроусили-
телей, а также беззазорные зубчатые передачи и шариковинтовые
пары. Беззазорность в зубчатых передачах достигается различными
способами. В зубчатой передаче, показанной на рис. 10.6, это обес-
печивается радиальным сближением прямозубых зубчатых колес 1
и 4 и изменением межосевого расстояния А между валами с помощью
разворота эксцентриковой втулки 2 с валом 3. При этом обеспечи-
вают умеренно плотное сцепление, при котором люфт между зубья-
ми почти не ощутим.
В зубчатой передаче, показанной на рис. 10.7, уменьшение люф-
та между цилиндрическими прямозубыми колесами /, 2 и 3 осуществ-
ляется разворотом колес 2 и 3. Колесо 3 посажено на ступице коле-
196
са 2, соединенного с валом шпонкой 6, и скреплено с ним винтами 5
(при этом каждое из колес 2 и 3 работает одним противоположным
профилем). Уменьшение зазора в зацеплении производится с по-
мощью эксцентрика 4.
В беззазорной косозубой передаче, показанной на рис. 10.8,
сдвоенные косозубые колеса 5 и 7 с промежуточными полукольцами
и о соединены винтами ч и
штифтами 3, Колесо 7 уста-
новлено на ступице колеса 5
по скользящей посадке и удер-
живается от разворота штиф-
тами. Устранение зазора в
этом зубчатом зацеплении осу-
ществляют осевым сдвигом ко-
леса 7 относительно колеса 5
на величину Д&, обеспечивая
оптимальное расстояние Ь, при
котором каждый из зубчатых
венцов будет смещен в направ-
лениях а и а± и плотно контак-
тировать противоположными
(8 и 9) профилями с широким
зубчатым колесом /. Чтобы
устранить зазор, ослабляют
винты 4, вынимают полу-
кольца 2 и 6, а затем винта-
{Б Вид А
5 Ь 7 -------
Рис. 10.8. Беззазорная косозубая пере-
дача:
1, 5, 7 — зубчатые колеса, 2, 6 — полукольца,
3 — штифты, 4 — винты, 8, 9 — профили зубь-
ев; Дд — величина осевого перемещения колеса
7, b — размер, получаемый для полуколец 6,
а и at — расположение профилей 8 и 9 зубьев
в зацеплении с шестерней 1
ми 4 регулируют сцепление
так, чтобы не было ощущения люфта в зацеплении. Далее щу-
пом измеряют расстояние между внутренними торцами колес 5
и 7 с точностью 0,01 мм и по среднему значению трех замеров на
разных участках шлифуют полукольца, которые затем устанавли-
вают на место и закрепляют винтами 4. Зазор в зубчатом зацеплении
определяют моментомером, обеспечивающим определенный 7Икр,
указанный в руководстве по эксплуатации. При этом повороте
входного вала (относительно выходного) от приложенного к нему
крутящего момента, например, равного 1 Н-м, мертвый ход не
должен превышать 1 мин.
Шариковинтовые пары (ШВП) также называют парами винт —
гайка качения (ВГК) или 'шариковинтовым механизмом (ШВМ).
К ШВП предъявляют высокие требования по точности и жесткости;
они обладают высокими КПД (0,9—0,95), нагрузочной способ-
ностью и износостойкостью.
Шариковинтовая пара состоит из винта / (рис. 10.9) со спираль-
ной канавкой определённого профиля (преимущественно полу-
круглого) вдоль его длины, гайки 2 с внутренней спиральной
канавкой и комплектов шариков. Когда гайку насаживают на винт,
канавки винта и гайки образуют канал, в который помещают шари-
ки (при относительном вращении винта и гайки шарики перекаты-
ваются по каналу). Так как скорость перемещения шариков отли-
197
чается от скорости ведущего и ведомого звеньев (винта и гайки),
в гайке выполняют каналы возврата в виде канавок, вкладышей
или трубок, соединяющих от двух и более ее витков, обеспечиваю-
щие постоянную циркуляцию шариков по замкнутому контуру
канала.
Рис. 10.9. Шарико-
винтовая пара с ра-
диальным регулиро-
ванием и основные
параметры винта и
гайки:
1 —• винт, 2, 4 — гайки,
3 — вкладыши, 5 — кор-
пус; ^вг — внутренний
диаметр резьбы гайки,
d0 — условный диаметр
резьбы, dBB — внутрен-
ний диаметр резьбы вин-
та, ^нв— наружный диа-
метр винта, dQr — диа-
метр отверстия гайки
В промышленном оборудовании применяют ШВП с одной гай-
кой, не обладающие возможностью регулирования зазоров в резь-
бе, и беззазорные. В станках с ЧПУ применяют только безза-
зорные ШВП. Регу-
лирование зазоров или
натягов резьбы в них
выполняют или относи-
тельным осевым смеще-
нием двух гаек, рас-
положенных в специ-
альном корпусе, или
радиальным разворотом
этих гаек в корпусе
относительно оси резьбы
Рис. 10.10. Шариковинтовая пара с осевым
регулированием:
1,3 — гайки, 2 — канал возврата шариков, 4 —
корпус, 5 — шарики, 6 — отсекатель, 7 — шпонка,
8 — компенсационная прокладка, 9 — винт, 10 —.
отражатель,// —фланец
винта. В беззазорных
ШВП применяют гай-
ки, конструкции кото-
рых отличаются спосо-
бом регулирования.
Наиболее распрост-
раненная ШВП (см.
рис. 10.9) имеет корпус 5 с внутренним распорным буртом, на кото-
ром сосредоточивается нагрузка передачи. В корпусе помещены
гайки 2 и 4 с зубчатыми венцами, в которых количества зубьев раз-
личаются на один (подробно см. описание рис. 10.22). Каждая из
гаек оснащена тремя вкладышами 3 для перекатывания шариков.
Регулируя предварительный натяг гаек на винте /, изменяют
плотность сопряжения внутренних торцов гаек 2 и 4 с буртом. По-
следний воспринимает все осевые нагрузки как при регулировании
натяга, так и при эксплуатации. Такая конструкция гайки обеспе-
чивает весьма тонкую регулировку предварительного натяга.
198
Показанная на рис. 10.10 ШВП
отличается тем, что гайки 1 и 3 за-
креплены в корпусе 4 шпонкой 7 и
винтами (на рисунке не показаны) че-
рез фланец 11. Канал 2 возврата ша-
риков 5, выполненный по наружному
диаметру гайки, соединяет несколько
витков резьбы. При движении шари-
ки направляются в канал возврата
отражателем 10 и отсекателем 6. Пред-
варительный натяг в таких ШВП соз-
дается за счет осевого смещения гай-
ки 1 при заданной толщине компен-
сационной прокладки 5, закрепленной
винтами через фланец 11 (этими же
винтами стягивают гайки в корпусе 4,
сжимая витки резьбы винта 9 с за-
данным усилием).
Механизмы автоматического зажи-
ма и отжима инструмента в шпинде-
ле станка широко используют в сов-
ременном оборудовании; они весьма
разнообразны и отличаются типо-
размерами. Зажим, показанный на
рис. 10.11, имеет штревель (шомпол)
5, пакет тарельчатых пружин * 4 с
опорной шайбой 6 и гайку 3. Шомпол
оснащен головкой захвата, в кото-
рой помещены жесткий упор 8 и
подпружиненный поджим 9 с комп-
лектом шариков 12. Головка захвата
взаимодействует с направляющей
втулкой 7 и кольцом 11 с внутрен-
ним конусом. При эксплуатации шток
/, воздействуя на подпятник 2 с упор-
ным шарикоподшипником в гайке 39
перемещает шомпол вдоль оси, пре-
одолевая сопротивление пакета та-
рельчатых пружин, упирающихся
в заплечик шпинделя 13 через упор-
ную шайбу 6 и втулку 7. При дви-
жении штока относительно втулки 7
(на рисунке вправо) открывается
выход для шариков за пределы
* Тарельчатая пружина представляет
собой конусный диск в виде тарелки без
дна, изготовленный из листовой стали ма-
рок 60С2А или 50ХФА ГО (ГОСТ 14959—
79 *) толщиной 0,5—20 мм.
Рис. 10.11. Механизм зажима и отжима инструмента в шпинделе станка с ЧПУ:
/ — шток, 2 — подпятник, 3 — гайка, 4 — пакект тарельчатых пружин, 5 — шомпол, 6 — опорная шайба, 7 — направляющая втулка,
3 — упор, 9 поджим, 10 грибок, 11 кольцо, 12 ==- комплект шариков, 13 — шпиндель, 14 — хвостовик, 15 конус, 16 инструмент
199
Рис. 10.12. Направляющие качения
станков с ЧПУ:
а, в — шариковые, б, г — роликовые
кольца 11. Упор S, контактируя со сферой грибка 10 хвостовика 14
инструмента 16, «выжимает» последний из конуса 15 шпинделя (при
этом грибок своей сферой раздвигает шарики, которые подпираются
поджимом 9, предохраняющим их от выпадания из своих гнезд).
Во время закрепления инструмента шток 1 освобождает пружины,
которые, разжимаясь, возвращают шомпол в исходное положение
(при этом шарики, охватывая грибок, закрепляют инструмент
в конусе шпинделя).
В процессе эксплуатации возможна поломка тарельчатых пру-
жин, которые необходимо заменить новыми. При этом нужно вос-
становить их комплект и отрегу-
лировать натяжения в соответст-
вии с заданными усилием зажима
и длиной хода шомпола. Для осу-
ществления этой операции меха-
низм демонтируют из шпинделя.
Направляющие станков с ЧПУ
должны иметь высокую износо-
стойкость и низкий коэффициент
трения, обеспечивающие сниже-
ние мощности привода подач и
повышение точности установоч-
ных перемещений (позиционирования). Этим требованиям отвечают
гидростатические направляющие скольжения и направляющие каче-
ния, которые могут быть выполнены с предварительным натягом и без
него. Направляющие с предварительным натягом, как правило,
выполняют замкнутыми, т. е. их оснащают прижимными устройст-
вами в виде планок, клиньев, прижимов, предохраняющих сбороч-
ные единицы станка от опрокидывающих моментов и др. Направляю-
щие без предварительного натяга выполняют незамкнутыми,, а плот-
ность сопряжения поверхностей обеспечивается массой перемещае-
мой сборочной единицы.
Направляющие качения в зависимости от формы тел качения де-
лят на шариковые (рис. 10.12, а, в), роликовые (рис. 10.12,6, г)
и игольчатые (на рис. 10.12 не показаны). Как правило, направляю-
щие качения выполняют накладными калеными; между ними поме-
щены сепараторы с комплектами тел качения. При движении на-
правляющих с такими опорами качения скорость перемещения
роликов отличается от скорости движения сепараторов. Поэтому
длина прямолинейных сепараторов должна быть больше (в зависи-
мости от длины хода) короткой сопрягаемой направляющей, напри-
мер каретки, и меньше длинной поверхности (станины). В связи
с этим такие тела используют на коротких направляющих с длиной
перемещения сопрягаемой сборочной единицы до 1000 мм.
Большими эксплуатационными преимуществами обладают опо-
ры качения типа танкеток с циркуляционными роликами.
Циркуляция роликов в этих опорах дает возможность применять их
при любой длине перемещения. Они имеют повышенную жесткость,
точность, долговечность и низкий коэффициент трения. Танкетки
200
изготовляют разных типов и размеров. Показанная на рис. 10.13
танкетка состоит из двух обойм 6, комплекта роликов 2, двух сепа-
раторов 5, крепежных винтов 5, штифтов 7 и направляющей 4.
Роликовые опоры, набитые смазкой ЦИАТИМ-201, монтируют на
специальных платформах (монтажных подушках) в количестве од-
ной-трех штук в зависимости от нагрузки и длины хода. Обоймы
танкеток скрепляют с платформой 1 винтами 5, добиваясь при этом,
чтобы рабочие поверхности роликовых опор были строго парал-
лельны плоскости направляющей 8 станка. На торцах платформы
закрепляют войлочные, прорезиненные или металлические устрой-
ства для удаления стружки и пыли.
По конструкции роликовые опоры подразделяют также на основ-
ные, закрепленные на неподвижной платформе, и поджимные,
смонтированные на подвижной подушке (в виде клиньев и прижим-
ных планок). В поджимных танкетках регулируют предваритель-
ный натяг с помощью тарельчатых пружин и регулирующих эле-
ментов (гаек, винтов). Роликовые опоры, установленные на плат-
формах, регулируют на заданную нагрузку. Процесс регулирова-
ния осуществляется с помощью поджимной опоры и заключается
в воздействии на нее соответствующего усилия. Зазор между плос-
костью обоймы роликовой опоры и направляющей измеряют щупом
толщиной 0,02 мм, оставляя- гарантированный зазор до 0,02 мм.
При эксплуатации роликовые опоры перемещаются по направ-
ляющим, которые состоят из накладных стальных, закаленных до
HRC 58—60 планок, выверенных и зафиксированных на станине.
Защитные устройства, предохраняющие направляющие от стружки
и грязи, должны быть исправны.
§ 10.4. Токарный станок 16К20ФЗ с ЧПУ
Этот станок выполнен на базе токарно-винторезного станка
16К20 и предназначен для обработки в полуавтоматическом режиме
наружных и внутренних поверхностей и заготовок типа тел враще-
201
ния со ступенчатым или криволинейным профилем самой различной
сложности, а также для нарезания резьбы. Основание 19 (рис. 10.14)
станка — монолитная отливка, на которой установлена станина 17.
В левой нише основания размещена моторная установка, на задней
Рис. 10.14. Токарный станок 16К20ФЗ:
1 — подвижное ограждение с прозрачным экраном, 2, 6 — передняя и задняя бабки, 3 —
пульт управления, 4 — шестипозиционная резцедержавка, 5 — каретка суппорта, 7 —
рукоятка зажима задней бабки, 8 — шкаф с электросиловой аппаратурой, 9 — устройство
исходного нулевого положения, 10 — конечный выключатель, 11 — гидроусилитель привода
продольной подачи, 12 — шаговый электродвигатель (ШД), 13 — гидростанция, 14 — попе-
речные салазки, 15 — люнет, 16 — станина, 17 — патрон, 18 — электродвигатель, 19 —
основание, 20 — шкаф устройства ЧПУ
его части крепится автоматическая коробка скоростей. Средняя
часть основания служит сборником для стружки и охлаждающей
жидкости. Станина 16 — коробчатой формы, с поперечными реб-
рами П-образного профиля. Для перемещения каретки суппорта
(под передвижным щитком) служат неравнобокая призматическая
передняя и плоская задняя калёные направляющие. На правой час-
ти станины крепится привод продольной подачи.
Привод главного движения (рис. 10.15) включает в себя элек-
тродвигатель, автоматическую девятискоростную . коробку скоро-
стей 15 и переднюю бабку 2, соединенные клиноременными переда-
чами. В шпиндельной бабке предусмотрено переключение вручную
рукояткой (на рис. 10.1 не показана) двух диапазонов скоростей,
что совместно с коробкой скоростей привода обеспечивает получе-
ние частот вращения шпинделя от 35 до 1600 об/мин. Привод по-
перечной подачи смонтирован на задней стороне каретки суппорта
и состоит из шагового двигателя с гидроусилителем, одноступенча-
того редуктора и передачи винт — гайка качения. Суппорт и ка-
ретка — традиционного типа, но каретка отличается увеличенной
высотой для повышения жесткости и возможности установки шари-
кового винта поперечной подачи ф 40 мм.
Поворотная резцедержавка 4 (см. рис. 10.14) — шестипозицион-
ная, с горизонтальной осью вращения; в ней устанавливают шесть
резцов-вставок (инструментальных блоков), предварительно на-
2?2
строенных на заданные размеры вне станка. Гидрооборудование
станка включает в себя: гидростанцию 13 с резервуаром для масла
вместимостью 100 л, регулируемым насосом, приводным электро-
двигателем и элементами фильтрации и охлаждения; гидроусилитель
моментов продольного и поперечного ходов суппорта; магистраль-
ные трубопроводы, соединяющие сборочные единицы станка и аппа-
ратуры. Система ЧПУ обеспечивает перемещение суппорта по двум
Рис. 10.15. Схема
регулирования на-
тяжения ремней
привода станка
16К20ФЗ:
1, 5, 9 — ремни, 2 —
передняя бабка, 3 —
кронштейн, 4, 6, 8 —
болты, 7 — подмотор-
ная плита, 10, 12,
13 — гайки, //—сма-
зочная станция, 14,
16 — винты натяже-
ния ремней, 15 — ав-
томатическая коробка
скоростей
осям координат, автоматическое переключение девяти скоростей
шпинделя, индексацию шестипозиционного резцедержателя с ав-
томатическим поиском требуемой позиции, а также выполнение ряда
вспомогательных команд.
На кинематической схеме станка 16К20ФЗ (рис. 10.16) видно,
что главное движение — вращение шпинделя — осуществляется
от электродвигателя (Л/=10 кВт; п= 1460 об/мин) через клиноре-
менную передачу со шкивами диаметрами 126 и 182 мм, автомати-
ческую коробку скоростей (АКС 30-16-51), клиноременную передачу
со шкивами диаметрами 200 и 280 мм, механизм скоростей шпин-
делей бабки и далее на шпиндель. Автоматическая коробка скоро-
стей имеет шесть электромагнитных муфт ЭМА — ЭМ6, включением
которых в разных комбинациях можно получить девять различных
частот вращения шпинделя.
2D3
H-WkBt z=M z~38 z=30 z=4Z
n=14bO o67muh
Рис. 10.16. Кинематическая схема станка 16К20ФЗ
Находящийся в шпиндельной бабке блок зубчатых колес
65 30
30 и эд, переключаемый вручную, позволяет получить двенад-
цать различных частот вращения шпинделя в диапазоне 35—
560 и 100—1600 об/мин. В каждом диапазоне, в свою очередь,
получают по девять автоматически переключаемых частот враще-
ния шпинделя.
Продольная подача суппорта осуществляется от шагового элек-
трогидравлического привода с помощью зубчатого зацепления
30
125 и ШВП с шагом винта Р = 10 мм. Поперечная подача салазок с
шестипозиционной резцедержавкой производится аналогичным ша-
говым электрогидравлическим приводом через зубчатую передачу
24
и ШВП, имеющую Р=5мм. Поворот разцедержавки осу-
ществляется от отдельного электродвигателя через зубчатую пару
и червячную передачу Для нарезания резьбы служит
фотоэлектрический резьбонарезной датчик ВЕ-51, закрепленный на
валике, вращение которого осуществляется от шпинделя через без-
зазорную зубчатую передачу Разрешающая способность дат-
чика — 1000 импульсов на один оборот шпинделя.
Конструкцией станка предусмотрена возможность установки
тиристорных (высокомоментных) электродвигателей постоянного
тока с одновременной установкой на винтах ШВП датчиков обрат-
ных связей, для которых станки оснащают системой ЧПУ замкнуто-
го типа. В результате этого повышается точность подач и отпадает
необходимость в специальной гидростанции и гидроусилителях.
Сравнивая кинематические схемы станков 16К20 и 16К20ФЗ, можно
увидеть, что в первой, например, для подачи движения поперечным
салазкам работает длинная кинематическая цепь от шпинделя через
гитару и коробку подач, фартук и винт поперечной подачи. Эта же
передача на станке 16К20ФЗ осуществляется от электрогидравличе-
ского шагового двигателя к редуктору, состоящему из одной пары
шестерен, и ШВП. Следует отметить, что кинематическая схема
станка 16К20ФЗ оснащена многими приводами с короткими кинема-
тическими цепями, обладающими повышенной жесткостью и точ-
ностью.
Работа гидроусилителя происходит в соответствии с подачей
электрических команд от системы управления (ЧПУ) к шаговым
двигателям (ШД). При отработке ШД 1 (рис. 10.17) некоторого
числа электрических импульсов происходит поворот входного вала
через муфту 7 и смещение следящего золотника 2 гидроусилителя
с помощью резьбового соединения 3 на соответствующую величину.
Масло под давлением через щели следящего золотника и распреде-
205
лительного диска 4 воздействует на поршни 5 ротора гидроусили-
теля, который поворачивает выходной вал 6 пропорционально ве-
личине открытия щелей. За счет энергии подводимого к гидроуси-
лителю масла электрические сигналы малой мощности, поступаю-
щие на вход ШД, многократно усиливаются и преобразуются в син-
хронные по отношению к его валу; вращение выходного вала гидро-
усилителя происходит с крутящим моментом, необходимым для
Рис. 10.17. Схема работы электрогидравлического шагового двигателя (гид-
роусилителя):
1 — шаговый двигатель, 2 — следящий золотник, 3 — резьбовое соединение, 4 — распреде-
лительный диск, 5 — поршни, 6 — выходной вал, 7 — муфта
перемещения рабочих органов станка (при этом угол поворота вы-
ходного вала гидроусилителя определяется числом поданных им-
пульсов, а скорость движения — частотой их следования). На
данном станке каждый импульс осуществляет линейное перемеще-
ние суппорта на 0,01 мм, а число импульсов, обеспечивающих раз-
личные скорости подач, составляет до 1000 в минуту.
§ 10.5. Вертикально-фрезерный полуавтомат
ЛФ260МФЗ с ЧПУ
Этот полуавтомат (рис. 10.18), предназначенный для многоопе-
рационной обработки заготовок из различных материалов в мелко-
серийном производстве, оснащен магазином на 14 инструментов
и устройством автоматической смены инструмента, что позволяет
последовательно выполнять разнообразные операции, не снимая
заготовки с полуавтомата. Станок обеспечивает трехкоординатную
криволинейную обработку фрезерованием. На нем можно произво-
дить и другие фрезерные, а также сверлильные и расточные опе-
рации.
В качестве системы ПУ использована шагово-импульсная систе-
ма с шаговыми серводвигателями. Следящий привод полуавтомата
представляет собой гидравлическую следящую систему с цилинд-
рами и золотниковыми копировальными устройствами. Программа
206
считывается с перфорированной ленты и поступает на шаговые дви-
гатели в виде импульсов, каждый из которых перемещает испол-
нительный орган станка на 0,01 мм. Шаговые двигатели с помощью
задающих винтов выполняют функцию преобразования импульсного
сигнала программы в линейное перемещение золотника следящей
системы, осуществляя управление перемещениями рабочих органов
полуавтомата.
Рис. 10.18. Вертикально-фрезерный полуавтомат ЛФ260МФЗ с ЧПУ:
1 — станина, 2 — УЧПУ, 3 — электрошкаф, 4 — гидропривод, 5 — шпиндельная бабка,
6 — привод главного движения, 7 — следящий электрогидравлический привод вертикального
перемещения бабки, 8 — манипулятор, 9 — инструментальный магазин, 10 — сменяемые
инструменты, 11 — захваты, 12 — стол, 13, 14 — задающие винты, 15 — салазки
Гидропривод 4 обеспечивает подачи и ускоренные перемещения
стола, салазок и шпиндельной бабки, производит разжим инстру-
мента в шпинделе станка и устройств зажима бабки на стойке, вы-
полняет переключение частот вращения шпинделя, осуществляет
вертикальное движение и поворот манипулятора автоматической
смены инструментов. Станина 1 станка, имеющая коробчатую фор-
му, оснащена ребрами жесткости и направляющими. В верхней ее
части находится гидроцилиндр поперечного хода (координата Z),
на боковой поверхности расположен следящий золотник с задаю-
щим винтом 14 поперечного перемещения. На станине крепится
также стойка жёсткой конструкции с вертикальными прямоуголь-
ными направляющими, между которыми установлен гидроцилиндр
вертикального перемещения (координата У). На боковой поверх-
ности стойки имеются кронштейн и следящий золотник с электро-
207
приводом 7 вертикального перемещения бабки. На кронштейне
коробчатой формы крепится механизм смены инструментов с ма-
нипулятором 8 и захватами //и инструментальный магазин 9 с ре-
дуктором и пультом управления. Стол 12 монтируется на салаз-
ках 75, которые перемещаются по направляющим станины. Это
перемещение стола контролируется задающим винтом 13 и соот-
ветствует координате X. С правой стороны салазок имеется задаю-
щий винт 14 поперечного перемещения стола. Шпиндельная бабка 5
перемещается с помощью гидроцилиндра с односторонним штоком,
обеспечивающим уравновешивание бабки.
Рис. 10.19. Принципиальная схема электрогидравлического следящего при-
вода:
1 — гидроцилиндр, 2 — следящий золотник, 3 — щупы, 4 — задающий винт, 5 — шаговый
двигатель, 6 — редуктор, 7 — исполнительный орган (стол)
Изменение скоростей привода 6 главного движения производится
автоматически по программе за счет переключения блока зубчатых
колес и .изменения частот вращения двигателя с помощью тиристор-
ного преобразователя в пределах 31,5 — 1600 об/мин. Управление
полуавтоматом осуществляется УЧПУ 2 и электроаппаратурой
в электрошкафу 3. Гидросистема полуавтомата состоит из комплекс-
ного гидропривода, следящих гидроприводов по трём координатам,
вспомогательных приводов и средств коммуникации.
Следящий гидропривод (рис. 10.19) каждой из трех координат
полуавтомата состоит из следящего золотника 2, шагового двига-
теля 5, редуктора 6, задающего винта 4, гидроцилиндра 1 и испол-
нительного органа 7. Работа следящего гидропривода осуществля-
ется следующим образом: при вращении задающего винта шаговым
двигателем рычаг следящего золотника, прижатый к кромке резьбы
208
винта щупами 5, разворачивается и смещает золотник из среднего
положения, что вызывает движение рабочего органа станка.
Вспомогательный привод включает в себя десять гидроцилиндров
(цилиндр разжима инструмента в шпинделе, цилиндр переключения
диапазона скоростей шпинделя, четыре цилиндра разжима шпин-
дельной бабки на стойке, цилиндр вертикальных перемещений
манипулятора, два цилиндра перемещения захватов и цилиндр по-
ворота манипулятора), а также плунжер ограничения перемещения
манипулятора. Управляют движениями цилиндров распределители.
В качестве гидрокоммуникаций в полуавтомате используют медные
трубки, резиновые рукава высокого давления с металлической оп-
леткой и напорные резинотканевые рукава. При монтаже трубопрово-
дов не должно быть сплющивания труб и протечек масла в местах
соединений. Допускается вынос масла штоками цилиндров верти-
кального, продольного и поперечного перемещения не более
0,3 см3/ч. Утечки устраняют затяжкой накидных гаек или заменой
изношенных уплотнений. Уплотнения штоков должны быть затя-
нуты умеренно, так как чрезмерная затяжка приводит к зажиму
штока и нарушению плавности хода исполнительных органов
станка.
Переключение механической ступени скоростей в шпиндельной
бабке осуществляется с помощью гидравлических устройств по
программе. Для облегчения переключения ступеней блок шестерен
вводится в зацепление с другими зубчатыми колесами при ползучем
(медленном) вращении шпинделя. В шпинделе размещено устройство
для механического зажима инструмента. Зажим инструмента осу-
ществляется с помощью тарельчатых пружин, разжим — гидрав-
лическими устройствами.
Механизм смены инструмента подает запрограммированный
инструмент из магазина в шпиндель станка и возвращает отработан-
ный из шпинделя в магазин. Последний имеет отдельный электро-
привод и обеспечивает поиск и фиксацию в позиции «Смена инстру-
ментов». Механизм смены инструмента состоит из механизмов подъ-
ема и поворота, а также манипулятора. Все движения механизма
смены инструмента обеспечиваются гидроцилиндрами, а управле-
ние ими осуществляется УЧПУ по команде в соответствии с про-
граммой «Смена инструмента». Смена инструмента, возможная толь-
ко в верхнем крайнем положении шпиндельной бабки, состоит из
восьми переходов: 1) выдвижение захватов; 2) перемещение вниз;
3) возврат захватов; 4) поворот на 180°; 5) выдвижение захватов;
6) перемещение вверх; 7) возврат захватов; 8) поворот на 180°
(в исходное положение). Контроль окончания переходов произво-
дится конечными выключателями.
Для повышения жесткости при фрезеровании предусмотрены че-
тыре зажима шпиндельной бабки на стойке. Прижим (рис. 10.20)
состоит из пакета тарельчатых пружин, винта, прихвата, при-
жимной планки, гайки, штока и гидроцилиндра. Масло через фла-
нец 1 поступает в нештоковую полость гидроцилиндра 2; при этом
поршень со штоком 3, перемещаясь, сжимает тарельчатые пружи-
209
ны 10, а винт 9, смещаясь, освобождает прихват S, которым осуще-
ствляется прижим шпиндельной бабки 4 к стойке 5. Гайки 6 служат
для передачи усилия зажима на прихват и регулирования зазора
между направляющей стойки и прихватом. Зазоры регулируют при
Рис. 10.20. Механизм автоматического зажима шпиндельной бабки:
1 — фланец, 2 — гидроцилиндр, 3 — шток, 4 — шпиндельная бабка, 5 — стойка, 6 — гайка*
7 « прижимная планка, 8 прихват, 9 — винт, 10 — тарельчатые пружины
сжатых тарельчатых пружинах и зазоре между прихватом и направ-
ляющей стойки, равном 0,5—1 мм. Управление механизмами зажи-
ма осуществляется УЧПУ. При отключении подачи масла в цилинд-
ры пружины разжимаются, осуществляя автоматический зажим.
§ 10.6. Промышленные роботы
Общие сведения и классификация. Согласно ГОСТ 25686—85,
промышленный робот (ПР) определяется как автоматическая маши-
на, представляющая собой совокупность манипулятора и перепро-
граммируемого устройства управления, для выполнения в произ-
водственном процессе двигательных и управляющих функций,
заменяющих аналогичные функции человека при перемещении пред-
метов производства и оснастки. Под программируемостью робота
понимают его свойства менять управляющую программу автомати-
чески или при помощи оператора. Смена управляющей программы
осуществляется переключением заранее занесенных в память уст-
ройства управления программ, заменой программоносителя или
введением в память новой управляющей программы с какого-либо
программоносителя. Манипулятор является техническим устрой-
ством, представляющим собой разомкнутую кинематическую цепь,
оснащенную рабочим органом и приводами для выполнения двига-
тельных функций, подобных функциям руки человека, при переме-
щении объектов (заготовок, изделий, инструментов и др.).
210
Промышленные роботы в основном классифицируют по призна-
кам специализации, грузоподъемности, числу степеней подвижно-
сти, возможности передвижения, видам системы координат, при-
вода и управления, а также способу программирования. По грузо-
подъемности (главному параметру) ПР подразделяют следующим
образом: сверхлегкие — до 1 кг; легкие — 1—10 кг; средние —
10—200 кг; тяжелые — 200—1000 кг; сверхтяжелые — свыше
1000 кг. возможности передвижения ПР бывают стационарными
и подвижными, по способу установки — напольными, подвесными
и встроенными. По виду привода ПР делятся на электромеханиче-
ские, пневматические, гидравлические и комбинированные.
В электромеханическом приводе применяют элек-
тродвигатели постоянного и переменного тока, а также шаговые.
Электроприводы применяют в роботах различной степени универ-
сальности, с позиционным и контурным управлением, реже — с цик-
ловым. Роботы с электроприводами обладают большой технологи-
ческой гибкостью, просты в обслуживании и надежны в работе,
хорошо комплектуются с обслуживаемым оборудованием.
Пневматические приводы на базе пневмодвигателей
прямолинейного и вращательного движения с грузоподъемностью
до 10 кг отличаются простотой конструкции и надежностью эксплу-
атации, однако технологические возможности таких роботов огра-
ничены. Объясняется это тем, что такой привод обеспечивает пере-
мещение исполнительного механизма только от упора до упора,
т. е. работает в режиме циклового управления. Промежуточное
позиционирование исполнительных механизмов может быть обес-
печено только за счет значительного усложнения их конструкции.
Кроме того, в пневмоприводах не обеспечивается управление ско-
ростью в процессе перемещения и требуются достаточно сложные
демпфирующие устройства для плавного подхода к жестким упорам.
Г идравлические приводы на базе гидроцилиндров
и гидродвигателей применяются преимущественно в роботах грузо-
подъемностью свыше 5 кг и чаще всего — с позиционным или кон-
турным управлением. Гидроприводы компактны в исполнении, мо-
гут развивать большие усилия, хорошо обеспечивают необходимую
регулировку усилий в исполнительных механизмах, а также ско-
ростей их перемещения. Технические возможности роботов с гидро-
приводами шире, чем с пневмоприводами. Однако гидропривод
имеет определенные недостатки, к которым относятся: относитель-
но небольшая скорость; изменение вязкости масла при изменении
температуры и колебаниях его давления вследствие утечек в трубо-
проводах (что вызывает нестабильность в работе робота); необходи-
мость отдельного источника питания —гидростанции; повышенные
требования к условиям эксплуатации. Несмотря на эти недостатки,
применение гидропривода перспективно в роботах с грузоподъем-
ностью 10—20 кг.
Комбинированные приводы (электромеханические,
электрогидравлические, пневмогидравлические, пневмоэлектриче-
ские и т. д.) расширяют технологические возможности роботов.
211
Рис. 10.21. Манипулятор:
1, 7 — скобы захватных устройств,
2 — заглушка цилиндра, 3 — пор-
шень, 4 — шток, 5 — направляю-
щий фланец, 6 — подпружиненный
упор, 8 — опорный сектор, 9 — ро-
лик, 10 — рычаг, 11 — 13 — уплот-
нения, 14 — крепление скобы
Промышленные роботы с программным управлением, так назы-
ваемые жесткопрограммируемые роботы, выполняют простые повто-
ряющиеся операции в соответствии с заданной программой. На-
пример, на рис. 10.18 показан манипулятор 8 с двумя пружинными
захватными устройствами 11 (встроенный робот), действующий от
гидропривода станка и выполняющий автоматическую смену ин-
струмента. В роботе имеется гидроцилиндр для вертикального пере-
мещения манипулятора, гидродвига-
тель для поворота манипулятора на
180° и два гидроцилиндра для пере-
мещения устройств. Процесс смены
инструментов происходит, когда баб-
ка шпинделя находится в верхнем
исходном положении. По команде от
УЧПУ захваты 11 раздвигаются и
одновременно захватывают инстру-
менты, находящиеся как в шпинделе,
так и в магазине. Затем происходит
автоматический отжим инструмента
в шпинделе и выдается команда на
смену инструментов. При этом ма-
нипулятор перемещается вниз вмес-
те со сменяемыми инструментами, а
по достижении заданного положения
разворачивается на 180° и возвра-
щается в исходное верхнее положе-
ние, устанавливая новый инструмент
в конус шпинделя, а отработавший —
в гнездо магазина. Далее выдается
команда на зажим инструмента и
возвращение захватов в исходное по-
ложение.
Ремонт робота. В процессе
эксплуатации ПР с гидравлическим
приводом возникают колебания давления масла вследствие утечек,
что вызывает нестабильность в работе. Причиной этого может быть
износ гидроцилиндров, гидроаппаратуры, маслопроводов, уплотне-
ний и др. (способы ремонта пневмогидроприводов были рассмотрены
в гл. 7, а маслопроводов — в § 5.6). Ремонт производственных ро-
ботов заключается, в основном, в восстановлении захватывающих
устройств, предназначенных для захвата, удержйвания, переноса
и установки инструментов, заготовок, изделий и др. По принципу
действия различают механические, магнитные, вакуумные и другие
захватные устройства.
На рис. 10.21 показан имеющий два пружинных захватных уст-
ройства манипулятор вертикально-фрезерного полуавтомата ЛФ260
МФЗ с ЧПУ (см. рис. 10.18). Пружинные захваты состоят из за-
крепленных на штоках скоб 1 и 7, каждая из которых оснащена
рычагом 10 с роликом 9 и опорным сектором 8. Другим концом ры-
212
чаг опирается на подпружиненный упор 6. В процессе работы масло
под давлением перемещает шток с захватом и подает его на инстру-
мент с усилием, при котором ролик 9 давит на рычаг и наклоняет
его, преодолевая сопротивление подпружиненного упора. При
упоре в сектор 8 подпружиненный упор 6 возвращает ролик в исход-
ное положение и захватывает инструмент для переустановки. Ре-
монт этого захватного устройства может заключаться в замене ро-
лика, рычага, опорного сектора или пружины.
§ 10.7. Гибкие производственные системы
Общие сведения. Комплексная механизация механической обра-
ботки (установка заготовок, процесс обработки, снятие деталей,
транспортирование заготовок, деталей и инструмента, удаление
стружки и др.) обеспечивает значительное повышение производи-
тельности труда и снижение себестоимости продукции при одновре-
менном повышении ее качества, высвобождение большого числа
рабочих, улучшение условий труда. До недавнего времени проблема
комплексной автоматизации в массовом производстве достаточно
полно решалась путем создания автоматических линий с широким
применением многошпиндельной и многоинструментальной обра-
ботки на высокопроизводительных автоматах и полуавтоматах.
Однако массовое производство составляет всего около 20% общего
объема машиностроения, а остальные 80% — серийное и единичное,
где требуется частая переналадка оборудования и в связи с этим
обычные автоматические линии малоэффективны. В современных
условиях основу комплексной автоматизации могут составить лишь
принципиально новые методы и средства, такие как групповая тех-
нология, станки с ЧПУ, промышленные роботы, автоматические
транспортно-складирующие системы. На их основе создают быстро-
переналаживаемые автоматизированные комплексы, называемые
гибкими производственными системами ГПС (ГОСТ 26228—85).
Гибкая производственная система — это совокупность в разных
сочетаниях оборудования с ЧПУ, роботизированных технологиче-
ских комплексов (РТК), гибких производственных модулей (ГПМ),
отдельных единиц технологического оборудования и систем обеспе-
чения их функционирования в автоматическом режиме в течение
заданного интервала времени, обладающая свойством автоматизи-
рованной переналадки при производстве изделий произвольной
номенклатуры в установленных пределах значений и характеристик.
Роботизированный технологический ком-
плекс — это совокупность единицы технологического оборудо-
вания, промышленного робота и средств оснащения, автономно
функционирующая и осуществляющая многократные циклы.
Гибкий производственный модуль — это еди-
ница технологического оборудования (например, многоцелевой ста-
нок) для производства изделий произвольной номенклатуры в ус-
ловленных пределах значений и характеристик с программным уп-
равлением, автономно функционирующая, автоматически осуществ-
213
ляющая все функции, связанные с их изготовлением, имеющая воз-
можность встраивания в гибкую производственную систему.
Система обеспечения функционирования
ГПС включает в себя: автоматизированную транспортно-складскую
систему; автоматическую систему инструментального обеспечения;
систему автоматического контроля; автоматизированную систему
технологической подготовки производства; автоматизированную сис-
тему управления (АСУ); службу технического обслуживания и ре-
монта оборудования и т. д.
Классификация. Действующие в настоящее время гибкие произ-
водственные системы значительно различаются по уровню техниче-
ских возможностей. По организационной структуре ГПС разделя-
ются на следующие уровни: гибкий производственный модуль
(ГПМ); гибкая автоматизированная линия (ГАЛ); гибкий автома-
тизированный участок (ГАУ); гибкий автоматизированный цех
(ГАЦ); гибкий автоматизированный завод (ГАЗ).
В гибкой автоматизированной линии (ГОСТ 26228—85), являю-
щейся разновидностью ГПС, технологическое оборудование распо-
ложено в соответствии с последовательностью выполнения техноло-
гических опер аций.
Гибкий автоматизированный участок — это ГПС, функциони-
рующая по технологическому маршруту, в котором предусмотрена
возможность изменения последовательности использования техно-
логического оборудования.
Гибкий автоматизированный цех — это ГПС, представляющая
собой в различных сочетаниях совокупность ГАЛ, робототехниче-
ских комплексов, ГАУ, роботизированных технологических участ-
ков для изготовления изделий заданной номенклатуры.
Управление ГПС осуществляют автоматизированные системы
, управления технологическими процессами (АСУТП). Возможность
создания таких систем связана с появлением современных ЭВМ чет-
вертого и пятого поколений, которые позволяют осуществлять
управление работой сложных объектов. В наиболее совершенных
. ГПС происходит не только непосредственное прямое управление
работой всех машин системы сигналами от ЭВМ, но и использование
обратных связей. Все виды оборудования с помощью датчиков об-
ратных связей подают на ЭВМ сигналы о фактическом протекании
технологического процесса и работе системы в целом. В соответствии
с этими сигналами обратных связей ЭВМ непрерывно воздействуют
. на работу оборудования с целью поддержания оптимального режима
работы системы как в техническом, так и в организационном плане.
Исключительно важной является функция ЭВМ по управлению
работой ремонтной службы, направленная на снижение потерь
времени из-за простоев оборудования по причине неисправностей.
, Основными задачами ЭВМ в данном случае являются обеспечение
строгого соблюдения графика плановых осмотров и ремонтов, а
также оперативное обнаружение неисправностей оборудования
и непрерывная сигнализация о его состоянии с целью предупреж-
: дения возможных поломок. Рассматриваемая функция ЭВМ реали-
214
зуется по следующей схеме: 1) в память ЭВМ вводится график тех-
нического обслуживания оборудования; 2) на основании этого гра-
фика по соответствующим программам ЭВМ в конце каждой недели
выдаёт график проведения плановых осмотров на неделю вперед
и ежедневно составляет перечень нарядов цеховой ремонтной
службе и ремонтным службам завода на выполнение плановых
ремонтных работ на каждый следующий день. При составлении
нарядов на конкретный день ЭВМ включает в эти наряды, кроме
плановых, также аварийные ремонты по устранению как уже воз-
никших неисправностей, так и тех, которые вскоре могут произойти.
Данные о необходимости проведения аварийных ремонтов ЭВМ
формирует на основании сигналов, поступающих от датчиков, имею-
щихся на всех видах оборудования; по этим сигналам ЭВМ уста-
навливает место и характер потенциальной или уже возникшей не-
исправности.
Технологические возможности ГПС зависят не только от орга-
низации системы управления. Они в значительной степени опреде-
ляются теми технологическими, конструктивными и компоновоч-
ными особенностями, которые положены в основу создания того
или иного гибкого производства.
§ 10.8. Техническое обслуживание
и ремонт станков с ЧПУ
Общие сведения. Поддержание станков с ЧПУ в работоспособном
состоянии обеспечивается своевременно проводимыми профилакти-
ческими мероприятиями и высококачественным ежедневным обслу-
живанием. Смазывать станок необходимо только теми смазочными
материалами, которые указаны в руководстве по его эксплуатации;
ремонт должны производить специально подготовленные специа-
листы.
Основными причинами возникновения неисправностей (отказов)'
станков являются конструктивные ошибки и недоработки, наруше-
ние правил эксплуатации и технического обслуживания (ТО), не-
качественный ремонт или повреждение деталей станка во время ра-
боты, а также их естественный износ, снижение усталостной проч-
ности и поломка. Оценивают техническое состояние станков после
их индивидуальной проверки — диагностирования, в процессе кото-
рого получают объективную информацию. Кроме того, станки
следует периодически проверять на соответствие нормам точности.
Техническое обслуживание ШВП. Долговременная (более 10 лет)
эксплуатация ШВП обеспечивается высококачественной смазкой
и своевременным качественным регулированием предварительного
натяга. Обязательным требованием к смазке является чистота (от-
сутствие посторонних частиц) и высокие антикоррозионные свой-
ства. Для смазывания ШВП используют пластичные (смазка
ЦИАТИМ-201) и жидкие (масло Индустриальное И-ЗОА) смазоч-
ные материалы. Кроме того, ШВП должна быть защищена от по-
падания абразивной пыли, стружки и охлаждающей жидкости. Ре-
215
гулированием натяга создают оптимальную жесткость и соответст-
вующий ей расчетный крутящий момент холостого хода. При недо-
статочном натяге появляются недопустимые люфты, нарушается
плавность перемещения сборочных единиц станка и снижается точ-
ность обработки заготовок. Чрезмерный натяг приводит к защем-
лению тел качения, в результате чего в ШВП появляются излишние
напряжения, увеличиваются необходимые усилия на перемещение
механизмов, повышаются нагрев и изнашивание сопрягаемых по-
верхностей, не обеспечивается заданная скорость подачи (возможна
остановка).
Для рационального проведения ТО и планового ремонта станка
необходимо каждый раз безошибочно анализировать работу шари-
ко-винтового механизма. Для этого выявляют и измеряют мертвый
ход привода всех механизмов (стола, каретки, суппорта, шпиндель-
ной бабки и др.). Суммарный мертвый ход (нечувствительность),
являющийся следствием «накопления» зазоров в механизмах при-
вода (зубчатых и винтовых передачах, шпоночных и шлицевых
соединениях), определяют по индикатору, установленному так,
чтобы его ось, проходящая вдоль измерительной иглы, совпадала
с направлением предполагаемого перемещения конечного звена
привода (стола, каретки, суппорта и др.). Установив индикатор,
посылают определенное число импульсов (10—15) с пульта управ-
ления станка, затем переключают направление подачи на противо-
положное и после посылки аналогичного числа импульсов фикси-
, руют величину отклонения стрелки индикатора от нулевой отметки.
Нечувствительность регламентирована и должна соответствовать
величине, указанной в руководстве по эксплуатации или в акте тех-
нической приемки станка. При ее увеличенном значении необходимо
устранить зазор в опорах винта (или гайки), отрегулировать натяг,
.а затем повторить проверку.
В процессе разборки ШВП визуально определяют качество сма-
зочного материала. При выборе смазки принимают во внимание то,
что пластичный смазочный материал наряду с положительными
свойствами обладает существенным недостатком: при работе меха-
низма продукты износа и абразивные частицы перемешиваются со
смазочным материалом, способствуя интенсивному износу деталей.
> При смазывании жидкой смазкой продукты износа и другие частицы
удаляются с рабочих поверхностей, что предохраняет механизм от
усиленного износа.
Для удобства регулирования, разборки и сборки ШВП пользу-
ются специальной оправкой 2 (рис. 10.22), наружный диаметр кото-
рой равен внутреннему диаметру резьбы винта. Внутренний диа-
метр оправки выполняют в соответствии с диаметром хвостовика
винта по подвижной посадке, а длина Li оправки должна быть боль-
ше длины L корпуса гайки 3 винта на 30—40 мм.
Регулирование натяга выполняют в следующем порядке:
предварительным (грубым) регулированием (поворотом одной
гайки относительно другой) достигают момента, когда поворот на
один зуб образует повышенный натяг;
216
на торцах зубьев гаек и корпуса делают отметки, от которых
ведут отсчет зубьев гаек при последующем тонком регулировании,
добиваясь регламентированного усилия натяга;
выполняют тонкое регулирование натяга, поворачивая обе
гайки на одинаковое количество зубьев в одну сторону.
Число зубьев, на которое необходимо повернуть обе гайки в одну
сторону, определяют по формуле
Z=10-3^ + Zi(Z1+l),
Рис. 10.22. Схема применения оп-
равки при регулировании и сборке
ШВП:
1 — винт, 2 — оправка,. 3 — корпус, 4,
6 — гайки, 5 — бурт
где Ао — осевой зазор, мм; Р — шаг резьбы, мм; Zx — число зубьев
венцов. Осевой зазор измеряют специальным устройством (см.
рис. 10.23).
При регулировании сначала корпус 3 с гайками 4 и 6 переме-
щают с резьбы винта на оправку 2 так, чтобы гайка 6 осталась на
резьбе винта /, а затем стяжкой,
вставленной в первые витки
резьбы гайки 4, находящейся на
оправке, выдвигают последнюю
из корпуса. Далее выколоткой
из мягкого сплава корпус 3 по-
дают в сторону оправки, выводя
его из зацепления с гайкой 6, на-
ходящейся на винте; каждую
гайку поворачивают на задан-
ное одинаковое число зубьев,
вводят в зацепление с зубьями
в корпусе, создавая оптималь-
ный упор в бурт 5, и навинчи-
вают гайки в сборе на винт.
Контроль осевой жесткости
(усилия натяга) ШВП осуществ-
ляют с помощью устройства (рис. 10.23), используемого для диагно-
стирования ШВП разных типоразмеров в процессе технического об-
служивания и ремонта. Основными частями устройства являются
динамометр, опорное кольцо 2, хомут 3, подпружиненный ци-
линдр 3, насадка 9 и индикатородержатели 12 с тремя индикато-
рами 10. В гидродинамометре имеются полый корпус 5 с выпуклым
(коническим) торцом, полый поршень 13 с резиновым уплотнением
и манометр 4. Заправляют динамометр минеральным маслом И-ЗОА
при снятом манометре. Опорное кольцо изготовлено с выпуклым
торцом, надрезами, прорезью и крепежным винтом, обеспечиваю-
щим надежный обхват наружного диаметра резьбы винта 1 ШВП.
Разъемный хомут 3 состоит из двух полуколец с вогнутыми (кониче-
скими) торцами и двух стягивающих винтов 14. Подпружиненный
цилиндр — тонкостенный с наружным фланцем и двумя вкладыша-
ми с комплектами спиральных пружин (на рисунке не видны).
Индикатородержатель представляет собой два шарнирно соединен-
ных полукольца и оснащен винтом крепления. На полукольцах
217
установлены три индикатородержателя 12 и стержень (упор), в ко-
торый упирается планка 7, закрепленная на гайке 6, предохраняя
последнюю от поворота. Универсальность устройства обеспечивает-
ся изготовленными из мягких сплавов или пластмасс сменными раз-
резными втулками, внутренний диаметр которых выполнен по раз-
мерам диаметров винтов разных ШВП. Наружные диаметры втулок
одинаковы и выполнены по размерам отверстий устройства.
Рис. 10.23. Уст-
ройство для конт-
роля осевой жест-
кости ШПВ:
1 — винт швп, 2 —»
опорное кольцо, 3 —
хомут, 4 — манометр,
5 — корпус, 6 — гай-
ка, 7 — планка, 8 —
цилиндр, 9 — насад-
ка, 10 — индикаторы,
11 — стойки, 12 —
индикатородер ж а т е-
л ч. 13 •— поршень,
14 стягивающие
винты
Монтаж устройства осуществляют в следующем по-
рядке: устанавливают подпружиненный цилиндр 8 и закрепляют ин-
дикатородержатель на винте через сменную разрезную втулку;
поворотом гайки 6 нагружают цилиндр (для этого сжимают пружи-
ны, которые через вкладыши упираются в индикатородержатель,
создавая усилие, в 3—5 раз превышающее силу тяжести гайкй ШВП
и обеспечивающее выборку зазора между телами качения); на гай-
ке 6 закрепляют планку 7 и доворачивают гайку по направлению
резьбы (правой или левой) до упора планки в стержень (эту опера-
цию выполняют во избежание радиального смещения гайки ШВП
относительно винта 1 при нагружении ее динамометром); с противо-
положной стороны гайки 6 устанавливают динамометр до упора
плоским торцом поршня 13 в гайку; располагают кольцо 3 выпуклым
торцом напротив такого же торца на динамометре; между динамо-
метром и кольцом помещают в раздвинутом состоянии хомут 3,
прижимают к нему кольцо со сменной втулкой и жестко закрепляют
на винте; устанавливают индикаторы с ценой деления 1 мкм; регу-
лируют натяг измерительных стержней индикатора в пределах
0,2 мм и устанавливают их шкалы на нулевые отметки.
После завершения монтажа осуществляют регламентируемое
осевое нагружение гайки ШВП с помощью винтов 14, равномерно
заклинивая полукольца хомута 3 между опорным кольцом и дина-
мометром. Последний через заполненную маслом емкость давит на
поршень 13 и сдвигает в осевом направлении гайку 6 относительно
винта 1. Нагружение контролируют по манометру; значения отно-
сительного смещения и упругого сжатия определяют по среднему
значению показаний трех индикаторов.
Контроль крутящего момента Мкр, значение которого должно
соответствовать данным табл. 10.1, проводят в отрегулированной
218
10.1. Техническая характеристика ШВП
Условный диаметр резьбы d0, мм Шаг резьбы Р, мм Диаметр шарика </ш, ММ Допускаемая статическая нагрузка Q, кН Осевая жесткость /, кН/мкм Момент холостого хода М , к у Н-М Число рабочих витков в гайке
25 3 3 5,3 0,45 0,26 3
4 4,65 0,34 0,25 2,5
32 5 7,7 0,58 0,5 3
5,9 0,46 0,42 2,5
40 1 0,75 0,8 3
10,05 0,54 0,61 2,5
10 6 16,2 0,68 0,6 3
14,5 0,54 0,6 2,5
50 23 0,9 1,1 3
18,55 0,68 0,97 2,5
63 31 1,05 1,6 3
23,75 0,85 1,5 2,5
80 40 1.5 3,1 3
30,56 1,06 2,31 2,5
Примечание. Предварительный натяг ШВП с тремя рабочими витками в гайке
составит 0,3 Q, а с двумя—0,2 Q.
ШВП после демонтажа контрольного устройства. Для этого ШВП
располагают на стойках //. Хвостовик винта через переходник сое-
диняют с моментомером (см. рис. 10.25), которым вращают винт.
Одновременно, удерживая гайку 6 (см. рис. 10.23) ШВП от враще-
ния, следят за показаниями манометра 1 (см. рис. 10.25), которые
должны соответствовать данным табл. 10.1. Проверку осуществля-
ют по всей длине резьбы винта.
Значение износа резьбы винта определяют разностью относитель-
ных смещений гайки и винта, полученных при измерениях на раз-
личных участках резьбы винта. Износ резьбы в ШВП, показанный
на рис. 10.24 штриховыми линиями и возникающий в зонах контак-
та шариков 4 с резьбами винта 1 и гаек 2 и 3, приводит к изменению
формы профиля (полукруглый профиль становится полуовальным).
При этом износ в гайках проявляется на одной стороне профиля
219
Рис. 10.24. Схема износа резьб
винта и гаек ШВП:
1 — винт, 2, 3 — гайки, 4 — ша-
рики
резьбы, а на винте — с двух сторон. Вновь образованный профиль
резьбы служит как номинальный.
Износ резьбы в гайках считается нормальным, если он прояв-
ляется в виде легкого смятия (без рифлений) профиля резьбы рав-
номерно по всей длине при сохране-
нии точности шага. Гайки с таким
износом ремонта не требуют, потому
что неограниченная возможность ре-
гулирования натяга обеспечивает дол-
говременную эксплуатацию ШВП.
Резьба винта, как правило, изнаши-
вается неравномерно по всей длине,
поэтому винты с изношенной резьбой
подлежат ремонту. Если износ превы-
шает 0,04 мм, профиль резьбы вырав-
нивают по всей длине шлифованием.
Для восстановления точности шага изношен-
ной резьбы ШВП выполняют нижеследующие операции:
1) восстанавливают точность шага по всей длине независимо от
способа ремонта (шлифованием или притиранием), расширяя при
этом канавку резьбы и придавая резьбе форму профиля, образован-
ного на наиболее изношенном участке (глубину канавки, т. е. вну-
тренний диаметр существующей резьбы, не изменяют);
2) гайки ШВП не ремонтируют, но переустанавливают в их
корпусе, разворачивая каждую на 180°, с тем чтобы использовать
неизношенную сторону профиля резьбы; у гаек с зубчатыми венцами
последние стачивают, а на противоположном конце каждой гайки
устанавливают на клей изготовленное из стали 50 (без закалки)
кольцо, которое обрабатывают после отверждения клея в размер
удаленного венца, после чего нарезают зубья;
3) заменяют комплекты шариков новыми, сохраняя их количе-
ство и номинальные диаметры.
Динамометрические ключи. При техническом обслуживании и
ремонте промышленного оборудования, и особенно станков с ЧПУ,
важно контролировать и регулировать усилия затяжки резьбовых
соединений, моменты вращения и перемещения исполнительных
механизмов и узлов станков, предельные моменты муфт приводов,
предохранительных устройств и др.
Динамометрический ключ, называемый моментомером (рис.
10.25), состоит из корпуса 4, в котором помещены точно притертый
плунжер 3 и рычаг 6. Его емкость заполняют минеральным маслом
и герметично закрывают заглушкой 2. Моментомер оснащен также
манометром /, щитком 8 и рукояткой 5. При использовании момен-
томер соединяют с контролируемым механизмом с помощью пере-
ходника (на рисунке не показан), который насаживают на поверх-
ность 7 рычага. При нагружении рукоятки (на рисунке — вправо)
корпус поворачивается на оси рычага и плунжер упирается в рычаг;
создавая давление на жидкость, он воздействует на манометр /,
по показаниям которого определяют крутящий момент, Н-м (Л1кр=
220
t=PSL-10~\ где P — давление масла по манометру, Па; S —
площадь золотника, м2; L — длина рычага, м; 10-1 — переводной
коэффициент). Диапазон измерений зависит от мощности устанав-
ливаемого манометра и может находиться в пределах 0,1—100 Н-м.
Для изменения направления нагружения моментомер соединяют
с контролируемым механизмом противоположным концом рычага.
ЛЛ,
Рис. 10.25. Моментомер:
1 — манометр, 2 — заглушка, 3
плунжер, 4 — корпус, 5 — рукоят-
ка, 6 — рычаг, 7, 9— поверхности
рычага, на которые насаживают
переходник, 8 — щиток
Динамометрический ключ ДК-25 (рис. 10.26) предназначен для
регламентируемой затяжки правых и левых резьбовых соединений
и используется также при проверке крутящих моментов в пределах
Рис. 10.26. Динамометрический ключ ДК-25:
1 — хвостовик, 2 торсионная часть, 3 — корпус, 4 — индикатор, 5 — поворотная шкала
2,5 кН-м (габаритные размеры 430x51 Х59 мм; масса 0,9 кг). Ключ
ДК-25 состоит из силовой торсионной части 2 и индикатора 4,
смонтированных в корпусе <3. Перед началом работы необходимо
на хвостовике 1 торсионной части установить сменную головку
или другую насадку и поворотом диска 5 индикатора совместить
нулевое деление шкалы со стрелкой (в дальнейшем работают как
обычным гаечным ключом). Момент затяжки или вращения контро-
лируют по показаниям стрелки индикатора.
221
Рис. 10.27. Бесшпоночное соединение:
1 — шестерня, 2 — нажимный фланец, 3, 5 —
винты, 4, 6 — кольца, 7 — вал, 8 — дистанци-
онное кольцо
Регулирование бесшпоночного соединения. В приводах станков
с ЧПУ все большее применение получают изготовляемые из рессор-
но-пружинной стали бесшпоночные соединения (распорно-зажим-
ные кольца), имеющие ряд преимуществ перед шпоночными соеди-
нениями — они более удобны
для сборки и разборки, обла-
дают значительными возмож-
ностями регулирования и пе-
редачи различных по значе-
нию крутящих моментов (до
весьма больших), менее тру-
доемки в изготовлении, при
переменном направлении кру-
тящего момента их усталост-
ная прочность в 2,5 раза вы-
ше, не происходит их повреж-
дения от перегрузок при по-
вороте соединенных деталей.
Все перечисленные преиму-
щества позволяют использо-
вать бесшпоночные соедине-
ния многократно.
Показанная на рис. 10.27 шестерня 1 скреплена с валом 7 бес-
шпоночным соединением, состоящим из четырех пружинных ко-
лец — два кольца 4 охватывают вал, а кольца 6 контактируют
своими наружными диаметрами с отверстием шестерни. Задаваемый
момент регулируют постепенной затяжкой шести винтов (на p i-
сунке видны 3 и 5) в последовательности 1—4, 2—5, 3—6 так, чтобы
исключить перекос нажимного фланца 2. При этом добиваются раз-
номерного сжатия колец 4 и разжатия колец 6. Дистанционное
кольцо 8 служит упором и для кольца 6. В результате обеспечивает-
ся надежное соединение с гарантированным натягом и заданным
крутящим моментом, в 1,5 раза превышающим расчетный (напри-
мер, если в руководстве по эксплуатации задан максимальный
7Икр=9,5 кН-м, то регулирование прекращают по достижении
7Икр= 14 кН-м). Контроль осуществляют вручную динамометриче-
ским ключом (см. рис. 10.26), который соединяют через переходник
с выходным валом привода, а исполнительному органу обеспечива-
ют жесткий упор. По достижении заданного Л4кр соединение про-
ворачивают. Отрегулированное таким образом соединение предох-
раняет механизм от перегрузок и аварий.
Контрольные вопросы
1. Какие показатели характеризуют станки с ЧПУ?
2. Каковы отличительные конструктивные особенности станков с ЧПУ?
3. Расскажите об особенностях технического обслуживания и ремонта
станков с ЧПУ.
4. В чем сущность регулировки ШВП?
5. Расскажите о приспособлении для контроля жесткости ШВП.
222
Глава 11. ЭКСПЛУАТАЦИЯ И РЕМОНТ
КУЗНЕЧНО-ПРЕССОВОГО ОБОРУДОВАНИЯ
§ 11.1. Молоты
Общие сведения. Кузнечно-прессовое оборудование подразделя-
ют на ковочно-штамповочные молоты, ковочно-штамповочные меха-
нические и гидравлические прессы, кузнечно-прессовые ротацион-
ные машины и кузнечно-прессовые автоматы.
Молот — это машина, с помощью которой придают обрабатывае-
мой поковке требуемую форму ударными частями, используя сво-
бодную ковку и ковку в специальных приспособлениях — штампах.
Современные молоты имеют разнообразные конструкции, которые
в основном отличаются габаритными размерами, массой ударных
частей, колеблющейся от 0,15 до 160 кН, типом привода (паровоз-
душные и пневматические) и характером производимых операций
(ковочные и штамповочные). В основе работы молотов лежит прин-
цип превращения кинетической энергии падающего тела в механи-
ческую энергию удара (Дж) или под действием силы тяжести (в мо-
лотах простого действия), или под воздействием давления пара
и воздуха до 60—70 МПа (в молотах двойного действия).
Пневматические молоты двойного действия (рис. 11.1), предназ-
наченные для высадки, прошивания отверстий, а также рубки и дру-
гих работ, выполняемых свободной ковкой, изготовляют с массой
ударных частей 75—1000 кг. Молот представляет собой стальную
станину 16 с компрессорным 14 и рабочим 9 цилиндрами, имеющими
крышки 10 и 12. При включении электродвигателя 21 через шкив 22,
ремень 20 и маховик 19 приходит в действие редуктор, состоящий
из ведущего 18 и ведомого 23 (с валом и кривошипом 24) зубчатых
колес. Кривошип связан с шатуном 17 и поршнем 13, который полу-
чает возвратно-поступательное движение и попеременно сжимает
воздух в верхней и нижней полостях компрессорного цилиндра 14.
В рабочем цилиндре 9 помещена баба 7, выполненная заодно с порш-
нем, снабженным канавками для поршневых колец. В нижней части
бабы имеется паз типа «ласточкин хвост», в котором закреплен верх-
ний боек 6. Кроме того, на бабе выполнены две лыски, а в нижней
крышке (грундбуксе) 8 — пазы, в которые помещены две планки,
служащие направляющими и предохраняющие бабу от вращения.
Цилиндры 9 и 14 соединены каналами 11, перекрываемыми
двумя распределительными кранами 15, которые в совокупности со
средним краном (на рисунке не показан) осуществляют управление
молотом, образуя с обратным клапаном воздухораспределительное
устройство, обеспечивающее держание бабы на весу, автоматиче-
ские удары по поковке, прижим поковки, единичные удары по по-
ковке и холостой ход. Когда оба цилиндра сообщают с наружной
атмосферой, воздух йри движении компрессорного поршня вытес-
няется в нее и молот работает вхолостую (в этом случае верхний
боек 6 свободно лежит на нижнем бойке 5, укрепленном в шаботе 3).
При соединении между собой верхних полостей цилиндров 9 и 14
223
и соответственно между собой — нижних их полостей поступатель-
ное движение компрессорного поршня 13 вызывает нагнетание воз-
духа под рабочий поршень бабы 7. Поднимаясь, рабочий поршень
двигает вверх связанную с ним бабу, несущую верхний боек 6. При
возвратном движении компрессорного поршня баба падает и боек
ударяет по заготовке.
Рис. 11.1. Пневматический молот двойного действия:
1 — фундамент, 2 — деревянные брусья, 3 — шабот, 4 — промежуточная подушка, 5 —
нижний и верхний бойки, 7 — баба, 8, 10, 12 — крышки, 9, 14 — цилиндры, 11 — каналы,
13 — поршень, 15 — распределительные краны, 16 — станина, 17 — шатун, 18, 23 — зуб-
чатые колеса, 19 — маховик, 20 — ремень, 21 — электродвигатель, 22 — шкив, 24 — кри-
вошип, 25 — клинья
Чтобы удержать боек в крайнем верхнем положении, сжатый воз-
дух подают только под поршень 13 цилиндра 14, а верхнюю полость
этого цилиндра соединяют с атмосферой. Для удара бойка по по-
ковке воздух подают в верхнюю полость цилиндра 9, а с атмосферой
соединяют нижнюю его полость. Чтобы баба во время работы
молота не ударила в крышку 10, в верхней полости рабочего цилин-
дра предусмотрено буферное пространство. Когда баба перекрывает
канал, соединяющий верхние полости цилиндров, воздух в буфер-
ном пространстве сжимается. Для подачи воздуха в верхнюю по-
лость рабочего цилиндра имеется обратный шариковый клапан:
224
когда в верхней полости компрессорного цилиндра сжатие воздуха
станет большим, чем в буферном пространстве, клапан откроется
и воздух войдет в верхнюю полость рабочего цилиндра.
Молоты такого типа устанавливают на специально подготовлен-
ный фундамент 1 с колодцем, на дне которого укладывают деревян-
ные брусья 2 и устанавливают шабот 3 с промежуточной подушкой 4
и нижним бойком 5. Шабот закрепляют в специальном отверстии
станины деревянными клиньями 25. Все части молота постоянно
работают в условиях воздействия ударных нагрузок, что приводит
к возникновению относительных смещений его частей по сопрягае-
мым поверхностям (между шаботом и цилиндром и т. д.), а следова-
тельно, к износу сопрягаемых поверхностей. При работе оборудо-
вания ударного действия любая плохо пригнанная, недостаточно
хорошо закрепленная деталь или деталь, изготовленная из матери-
ала, не предусмотренного конструктором, может оказаться причи-
ной аварии и несчастного случая. В связи с этим все работы по
креплению деталей должны выполняться особенно тщательно, а
шпильки, болты, гайки — изготовляться из металла, предусмотрен-
ного чертежом, с соответствующей термообработкой.
Ремонт. Работники ремонтной службы цеха осматривают куз-
нечно-прессовое оборудование в течение рабочей смены. В обеден-
ный перерыв проверяют агрегаты, подтяжки креплений, регули-
ровки зазоров направляющих, подтяжки сальниковых сборочных
единиц, регулировки систем управления молотами, воздушные
клапаны, средства обеспечения безопасности труда. На молотовом
оборудовании имеется ряд деталей, выход из строя которых возмо-
жен в период между ремонтами даже при нормальной эксплуата-
ции. К таким деталям относятся штоки, поршни, поршневые кольца,
штамподержатели, бабы, направляющие, клинья, крепежные детали.
При капитальном ремонте восстанавливают все износившиеся
поверхности основных деталей молота. На крупных машинострои-
тельных заводах изношенные плоскости и основные детали молота
обрабатывают на станках и с помощью специально изготовленных
приспособлений. На предприятиях, не имеющих соответствующего
оборудования, эту работу приходится выполнять вручную, поль-
зуясь пневматическим инструментом, подвесными обдирочными
шлифовальными устройствами, ручными шлифовальными маши-
нами и т. д.
Механик кузнечного цеха должен вести записи в журнале о состо-
янии (наклоне) шабота каждого молота. (Наклон шабота может быть
вызван разрушением деревянных подшаботных брусьев, износом
или разрушением плоскости фундамента, оседанием грунта.) Перед
ремонтом последние данные о наклоне шабота сверяют с предыду-
щими и принимают решение — выполнять ремонт с выравниванием
шабота или без него. Если наклон шабота увеличивается, его устра-
няют. Допустимый наклон в продольном направлении — не более
3 мм, в поперечном — не более 4 мм на 1000 мм длины. Наклон
можно, однако, не устранять, если его значения в обоих направле-
ниях даже в 2 раза превышают приведенные выше, но при дальней-
8 № 1152
225
шей эксплуатации молота они не возрастают. При увеличивающем-
ся наклоне шабота допускается наплавка его плоскостей с целью
обеспечения их горизонтальности (при этом наплавленный слой
должен иметь толщину не более 20 мм).
У шабота изнашиваются главным образом поверхности, сопря-
гающиеся с нижним бойком. Шаботы небольших молотов восстанав-
ливают строганием или шлифованием на станках; в средних и тяже-
лых молотах шаботы настолько громоздки и тяжелы, что их прихо-
диться ремонтировать на месте. В таких случаях часто применяют
ручную пневматическую роторную машину ТШ-1 вертикального
типа. В ее корпусе, отлитом из алюминиевого сплава, смонтирован
ротор с лопатками. Ротор вместе с шлифовальным кругом приво-
дятся во вращение струей сжатого воздуха, бьющей в лопатки.
Пуск и остановка машины производятся поворотом одной из двух
рукояток, которыми она снабжена. Плоскостность и прямолиней-
ность обрабатываемых машиной поверхностей проверяют контроль-
ной линейкой «на краску» или щупом. При ремонте крупных шабо-
тов на месте применяют также специальные механизированные при-
способления (см. рис. 8.6).
При ремонте молота периодически приходится ремонтировать
также фундамент — заменять подшаботные деревянные подушки, а
в некоторых случаях выравнивать его лицевую часть. При капи-
тальном ремонте фундамента после разборки молота приступают
к подъему шабота. Для этого его освобождают от земли и извлекают
брусья, фиксирующие положение шабота относительно котлована.
Составной шабот поднимают по отдельным частям винтовыми или
реечными домкратами, к которым крепится траверса. По мере подъ-
ема под шабот подкладывают деревянные брусья (шпалы), из кото-
рых постепенно складывают клеть, выполняющую роль опоры ша-
бота по окончании подъема и обеспечивающую безопасность при
обрыве троса. Деревянную подушку извлекают из котлована и ос-
матривают лицевую часть фундамента, которая должна быть ровной
и горизонтальной. Горизонтальность проверяют линейкой с уровнем,
прямолинейность — линейкой с щупом. Допускается отклонение
от горизонтальности на 1000 мм длины в продольном направлении
молота 1—1,5 мм, а в поперечном— 1,5—2 мм. Могут быть допу-
щены отдельные впадины площадью не более 10 см2 и глубиной до
2 мм, но не более двух таких впадин на 1 м2.
§ 11.2. Прессы
Общие сведения. На прессах в отличие от молотов обрабатывают
заготовку безударным давлением. Их применяют для прессования
(формования) ряда материалов (в частности, пластмасс), гибки,
правки, резки, выдавливания и вытягивания листового металла,
а также соединения деталей под большим давлением. По виду
привода и способу действия прессы разделяют на гидравлические
и механические.
Для свободной ковки, обжимки и осадки заготовок из слитков
или из проката применяют гидравлические ковочные прессы с рабо-
226
чим усилием от 500 до 150 000 кН в зависимости от величины заго-
товок. Крупные заготовки обрабатывают на четырех-, а более мел-
кие — на одноколонных прессах.
Действие гидравлического пресса основано на ряде физических
законов, в частности, на законе Паскаля, устанавливающем, что
давление на поверхность жидко-
сти, производимое внешними си-
лами, передается жидкостью оди-
наково во всех направлениях. Если
поместить в каждый из сообщаю-
щихся сосудов разного диаметра
(рис. 11.2) по плунжеру, то на ос-
новании этого закона, а также из
условий равновесия можно опре-
Рис. 11.2, Схема действия гидро-
привода:
1,2 — плунжеры
делить, что давление жидкости
в системе сообщающихся сосудов, Н/м2 (кг/см2), P^PJF^PJF^
откуда P^P^FJF^, где и Р2 — усилия, приложенные соответ-
ственно к малому и большому плунжерам, Н (кг); /4 и F2— пло-
Рис. 11.3. Гидравлический пресс П472:
1 — рабочий цилиндр, 2 — плунжер, 3 — ко-
лонны, 4, 5 — насосы, 6 — электродвигатель,
7 станина, 8 — стол, 9 — траверса
щади соответственно малого и
большого плунжеров, м2 (см2).
Таким образом, в рассматри-
ваемой системе получают вы-
игрыш в силе во столько раз,
во сколько площадь больше-
го плунжера превышает пло-
щадь меньшего. Элементы этой
принципиальной схемы зало-
жены в устройство любого
гидравлического пресса: роль
малого плунжера выполняет
поршень насоса, подающего
жидкость, а роль большого —
рабочий плунжер пресса. Уси-
лие, развиваемое прессом, оп-
ределяют произведением дав-
ления жидкости на сумму
площадей рабочих плунжеров.
Согласно другим законам
в замкнутой гидравлической
системе перемещение одного
плунжера вызывает такое
перемещение другого плунже-
ра, что объем жидкости в си-
стеме остается постоянным, по-
скольку жидкости практически несжимаемы. Если малый плун-
жер 1 пройдет большое расстояние (см. рис. 11.2), то большой
плунжер 2 переместится на меньшее расстояние Н2, т. е.
=F2!Fi, откуда H^H^FJF^. Следовательно, в гидравлическом
прессе, выигрывая в силе, во столько же раз проигрывают в пути.
8*
227
Преимуществом гидравлических прессов является то, что скорости
-движения плунжера могут быть различными; при этом можно обес-
печить плавное или ступенчатое изменение усилия, выдержку под
действием постоянной или переменной силы и др.
В гидравлическом прессе (рис. 11.3) рабочая жидкость (масло)
подается в рабочий цилиндр 1. Под давлением масла перемещается
плунжер 2, соединенный с подвижной траверсой Р, которая передви-
гается в направляющих колонн 3, опирающихся на станину 7. Воз-
вратно-поступательное движение плунжер получает от двух насосов:
поршневого 4 высокого давления и шестеренного 5 низкого дав-
ления. Оба насоса работают от одного электродвигателя 6. Вовремя
Рис. 11.4. Пресс КД2122Е:
1 — станина, 2 — стол, 3 — маховик, 4 — электродвигатель, 5 — насос смазки, 6 коман-
доаппарат, 7 — ползун, 8 — воздухопровод, 9 — пульт с кнопками включения, 10 — элект-
рошкаф, 11 — педаль управления
работы пресса плунжер с траверсой нажимает на заготовку, установ-
ленную на столе 8. В столе и в траверсе имеются пазы для крепле-
ния штампов, а в столе, кроме того, есть отверстие для выталкива-
ния заготовок. Цилиндр устройства, выталкивающего обработан-
ные заготовки, расположен в нижней части станины. Наиболее
слабым звеном в гидравлических прессах является гидропривод.
Способы ремонта сборочных единиц гидроаппаратуры гидропри-
водов были рассмотрены в гл. 7.
В промышленности широко используют также механические
прессы. В эксцентриковом (кривошипном) прессе с номинальным
усилием 160 кН (рис. 11.4) станина выполнена из чугуна и имеет
жесткую коробчатую форму. В верхней части станины выполнены
отверстия, в которых помещены буксы 5 (рис. 11.5) с запрессован-
ными в них бронзовыми втулками 6, служащими опорами (подшип-
228
никами) эксцентрикового вала. Для удобства демонтажа и монтажа
вала левая букса выполнена с увеличенным диаметром. Спереди на
специально обработанных поверхностях станины крепятся призма-
тические направляющие 24\ по ним перемещается ползун 18, яв-
Рис. 11.5. Механизм ползуна пресса КД2122Е:
1 — выталкиватель заготовок, 2 — упоры, 3 — линейка, 4 — указатель, 5 — буксы, 6 —
втулки-подшипники, 7 — шпильки, 8, 14 — вкладыши, 9 — крышка, 10 — корпус, 11 —
фиксатор, 12, 15, 21, 22 — винты, 13, 20 — гайки, 16 — подпятник, 17 — шайба, 18 —
ползун, 19 — прижим, 23 — втулки, 24 — направляющие
ляющийся рабочим органом, к которому крепится верхняя часть
штампа.
Эксцентриковый вал 3 (рис. 11.6) вращается в под-
шипниках 6 (см. рис. 11.5). На эксцентрике вала смонтирована экс-
центриковая втулка 4, которая соединяется с валом с помощью зуб-
чатого эвольвентного зацепления. Эксцентриковую втулку охваты-
вают вкладыши шатуна. Меняя радиальное положение эксцентри-
ковой втулки на валу, можно менять длину хода соединенного с
229
ks///////7777
Рис. 11.6. Механизм эксцентриково-
го вала пресса КД2122Е:
1,4 — втулки, 2 — подшипники, 3 — вал,
5, 7 — гайки, 6 — болт, 8 = планка, 9 =-
средства механизации
Рис. 11.7. Муфта-тормоз:
/, 2, 11, 12, 13 — диски, 3 — фрикционные на-
кладки, 4 — планка, 5 — пружина, 6 — ступица,
7 — поршень, 8 — цилиндр, 9 — болты, 10 —•
пневмокамера, 14, 15 — пальцы
шатуном ползуна в пределах 5—55 мм. При регулировании эксцент-
риковая втулка выводится из зубчатого зацепления вращением гай-
ки 5 (при этом во избежание смещения шатуна между ним и буксой
станины вкладывается деревянная проставка). Вращая эксцентри-
ковую втулку, устанавливают необходимую длину хода ползуна,
совместив деление на планке 8 с риской М на эксцентриковом валу
(на рис. 11.6 показана установка эксцентриковой втулки для мак-
симальной длины хода ползуна). Затем, вращая гайку 5, вводят
в зацепление втулку 4, за-
тягивают гайкой 7 стопор-
ный болт 6 и удаляют про-
ставку. На хвостовике ва-
ла закреплена переходная
втулка 1 для установки
на прессе средств 9 меха-
низации; на правом конце
смонтирован маховик с
муфтой включения. При-
вод эксцентрикового вала
пресса осуществляется от
электродвигателя через
клиноременную передачу,
маховик и вмонтированную
в него муфту-тормоз.
Муфта-тормоз
(рис. 11.7) — это жестко
сблокированная многодис-
ковая фрикционная муфта
с пневматическим включе-
нием. Она состоит из веду-
щих дисков 1 с фрикцион-
ными накладками 3, сту-
пицы 6 с неподвижно при-
соединенным. поршнем 7,
цилиндра 3, опорных ди-
сков 12, нажимного диска 11
и промежуточного диска 2.
Цилиндр связан со ступицей неподвижно в радиальном и подвиж-
но — в осевом направлениях. Опорные диски установлены на резьбе
ступицы и поршня. Нажимный диск жестко связан с цилиндром.
Тормозной частью муфты является тормозной диск 13 с фрикцион-
ными накладками, установленный на пальцах 14. Работает муфта-
тормоз следующим образом. Сжатый воздух поступает через отвер-
стие вала в пневмокамеру 10, перемещая цилиндр вправо. Цилиндр
зажимает ведущие диски муфты, связанные с маховиком через паль-
цы 15, чем обеспечивается крутящий момент и вращение через
ступицу передается валу. При выпуске сжатого воздуха из пневмо-
камеры цилиндр под действием пружины 5 возвращается в исходное
положение, зажимая тормозной диск, связанный с неподвижной
231
частью машины подвижно в осевом и неподвижно — в радиальном
направлениях; вследствие этого происходит торможение.
В процессе эксплуатации пресса возникает необходимость регу-
лирования зазоров между поверхностями трения в муфте-тормозе.
Для этого через боковое отверстие цилиндра измеряют щупом раз-
мер А между нажимным диском тормоза и поршнем; в отрегулиро-
ванной муфте-тормозе этот размер должен быть равен 4_0,75 мм.
При несоответствии размера А требуемому необходимо: 1) опреде-
лить величину перемещения цилиндра в сторону муфты, равную
А—4-0,75 мм; 2) отогнуть концы стопорной планки на опорном
диске тормоза, отпустить болты 9 на 5—6 мм и сменить планку 4;
3) включить муфту; 4) сместить опорный диск тормоза в сторону
муфты на величину, равную А—4_0,75 мм; 5) совместить паз на опор-
ном диске с пазом на поршне; 6) вставить планку, завернуть и за-
стопорить болты; 7) отключить муфту; 8) отогнуть концы стопорной
планки, отпустить болты 9 на 5—6 мм и снять планку на опорном
диске муфты; 9) сместить опорный диск муфты в сторону цилиндра
до получения между цилиндром и поверхностью накладки ведомого
диска зазора 5, равного 1—1,75 мм; 10) совместить паз на опорном
диске муфты с пазом на ступице 6.
Ползун 18 (см. рис. 11.5) соединен с эксцентриковым валом с по-
мощью разъемного шатуна; между корпусом 10 и крышкой 9 уста-
новлены бронзовые вкладыши 8 подшипника, охватывающие экс-
центриковую втулку. Крышка шатуна крепится шпильками 7.
В шатун снизу ввернут регулировочный винт 12, шаровая головка
которого находится между опорой (подпятником) 16 и вкладышем 14,
поджимаемыми гайкой 13. Опорой подпятника служит предохрани-
тельная шайба 17, рассчитанная на разрушение при перегрузке
пресса. Ходовая посадка шаровой головки регулировочного вин-
та 12 обеспечивается затяжной гайкой 13, после чего гайка стопо-
рится винтом 15. Размер штампового пространства регулируют
винтом 12, определяют по линейке 3 и фиксируют стопорными втул-
ками 23, которые стягивают винтом 22. Нижний предел регулиро-
вания штампового пространства ограничивается фиксатором 11.
Штамп крепится за хвостовик прижимом 19 с помощью двух
шпилек с гайками 20. Стопорный винт 21 предназначен для оттал-
кивания прижима 19 при снятии штампа. В пазу ползуна имеется
планка выталкивателя 1, а в станине — два регулируемых упора 2
для планки. После регулирования длины хода ползуна и штампо-
вого пространства указателем 4 отмечают верхнее положение пол-
зуна, для чего указатель сдвигают и фиксируют по линейке 3 в таком
положении, чтобы его коническая часть показывала на верхнюю
мертвую точку ползуна. Для регулирования зазоров между направ-
ляющими станины и ползуна необходимо ослабить крепление левой
направляющей 24 и специальной втулкой и гайкой (на рис. 11.5
не показаны) отрегулировать зазоры, сумма которых должна быть
равна 0,04—0,08 мм.
Регулирование зазоров в шаровой опоре ползуна выполняют
в такой последовательности: 1) подпирают снизу ползун 18; 2) вы-
232
вертывают винт 15 на 1—2 оборота; 3) заворачивают гайку 13 ж
упора вкладыша 14; 4) отворачивают гайку 13 на 15—20°, обеспечи-
вая зазор в шаровом соединении 0,1—0,15 мм; 5) фиксируют поло-
жение гайки 13 винтом 15, допуская зазор при этом до 0,2 мм.
Ремонт ползуна кривошипного пресса. Направляющие ползунов
в прессах подвергаются значительному износу. При ремонте восста-
навливают прямолинейность поверхностей 3, 4, 5 и 6 (рис. 11.8)
и их взаимопараллельность с точностью 0,03 мм. Кроме того, они
должны быть перпендикулярны поверхности 1 по линиям а—а
и б—б с допускаемым отклонением до 0,03 мм.
Ремонт направляющих часто начинают с их шабрения по конт-
рольной линейке. При таком способе трудно достичь взаимной па-
раллельности направляющих и их перпендикулярности плоскости 1.
правляющих ползуна криво-
шипного пресса:
/, 3—6 — восстанавливаемые поверх-
ности, 2 — контрольная плита
Рис. 11.9. Схема ремонта направляю-
щих станины кривошипного пресса ме-
ханическим способом (а) и акрилопла-
стами (б):
1 — плита, 2, 3 — направляющие, 4 — уголь-
ник, 5 — воронки, 6 — ползун, 7 — бруски,
на которые установлен ползун поверхностью
8, 9 — стол пресса
Кроме того, для контроля указанных координат необходимо специ-
альное приспособление. Наиболее рациональным следует считать
порядок ремонта, при котором сначала проверяют и шабрят незна-
чительно изношенную плоскость /, которую затем принимают за
базу. После её восстановления ползун устанавливают этой поверх-
ностью на контрольную плиту 2 и с помощью контрольного уголь-
ника 4 (см. рис. 11.9, а) проверяют отклонение от перпендикуляр-
ности каждой из поверхностей 3, 4, 5 и 6 относительно поверхности
контрольной плиты 2.
Ремонт направляющих осуществляют шабрением или, что более
рационально,— скоростным фрезерованием. Для этого ползун уста-
навливают плоскостью 1 на параллельные бруски, предварительно
уложенные на стол фрезерного или расточного станка, и после за-
крепления обрабатывают торцовой фрезой каждую из поверхностей
поочередно. Направляющие считают отремонтированными, когда
233
точность координат ползуна соответствует данным, указанным
выше.
Ремонт станины кривошипного пресса. У станин прессов наи-
большему износу подвергаются поверхности направляющих 3
(рис. 11.9, а); на них часто наблюдаются и задиры. При ремонте вос-
станавливают прямолинейность и перпендикулярность поверхно-
стей направляющих 3 поверхности 1 стола, а также их перпендику-
лярность неизношенной поверхности 2 станины. Направляющие
станины ремонтируют различными способами — шабрением, фре-
зерованием, а также установкой компенсационных наделок из ста-
ли, текстолита, латуни и акрилопластов. Способ ремонта выбирают
в зависимости от габаритных размеров пресса и значения износов.
Станины крупных прессов целесообразно ремонтировать на месте.
За базу для ремонта рационально принимать поверхности 1
стола и 2 станины, потому что они почти не изнашиваются. Ремонт
станины начинают с контроля по поверочной плите плоскостности
поверхности /; при необходимости ее шабрят, добиваясь наличия
6—8 пятен краски на площади 25x25 мм. Затем шабрят направляю-
щие станины по отремонтированным направляющим ползуна или
по плите, что зависит от формы поверхностей. У крупных прессов
для закрашивания направляющих ползуном или поверочной плитой
пользуются переносным подъемным устройством, которое прикреп-
ляют к станине, используя отверстие для кривошипного вала.
В процессе ремонта периодически проверяют перпендикуляр-
ность восстанавливаемых поверхностей базовой поверхности 1.
Проверку осуществляют контрольным угольником 4, Отклонение от
плоскостности поверхности 1 допускается только по вогнутости —
0,1 мм на длине 1000 мм. Отклонение направляющих 2 и 3 от пер-
пендикулярности поверхности 1 допускается до 0,08 мм на длине
500 мм.
Наиболее рационально восстанавливать поверхности направляю-
щих станин акрилопластами. Для этого выполняют следующие
работы:
восстанавливают направляющие ползунов способами, указан-
ными выше (предпочтительно механической обработкой); с поверх-
ностей 3 и 6 ползуна (см. рис. 11.8) снимают минимальный слой ме-
талла до устранения износа, а с поверхностей 4 и 5 — несколько
больший слой (2—3 мм), который будет компенсирован слоем акри-
лопласта при восстановлении направляющих станины (шерохова-
тость поверхности должна быть не ниже Ra 3,2);
на изношенных (не восстановленных) направляющих 3 (см.
рис. 11.9, а) станины сверлят отверстия 0 5—6 мм и глубиной
4—5 мм, располагая их равномерно по всей поверхности (по одному
на каждые 2500—3000 мм2);
обезжиривают поверхности направляющей 3 станины и наносят
разделительный слой мыла на сопрягаемые поверхности ползуна;
осуществляют сборку сборочной единицы; устанавливают пол-
зун 6 (рис. 11.9, б) в сборе с кривошипным валом и прижимными
планками; поверхность 8 помещают на два точных параллельных
234
бруска 7 (щуп толщиной 0,03 мм не должен проходить между сопря-
гаемыми поверхностями брусков, ползуна и стола За-
герметизируют пластилином зазор в нижней части щели между
сопрягаемыми поверхностями станины и ползуна; в верхней части
щелей выполняют воронки 5, располагая их по краям каждой щели
по ширине;
приготовляют раствор акрилопласта, заполняют им щели через
воронки и выдерживают для отверждения 3—4 ч;
разбирают ползун, очищают от пластилина, срезают приливы
акрилопласта и выполняют канавки для смазки; после этого ползун
отправляют на сборку.
Контрольные вопросы
1. Расскажите об устройстве и принципе работы пневматического молота.
2. Какие требования предъявляют к техническому обслуживанию куз-
нечно-прессового оборудования?
3. Как устроена муфта-тормоз?
4, Расскажите о способах ремонта направляющих станины и ползуна.
Глава 12. ПОДЪЕМНО-ТРАНСПОРТНЫЕ УСТРОЙСТВА
§ 12.1. Подъемно-транспортные средства,
применяемые при ремонте
При ремонте оборудования выполнение многих работ связано
с подъемом и перемещением тяжелых деталей, сборочных единиц
(узлов) и даже машин в сборе, поэтому применение подъемно-
транспортных средств необходимо. К подъемно-транспортному обо-
рудованию относятся специальные устройства, с помощью которых
производят подъем и перемещение тяжелых деталей, узлов обору-
дования и других грузов. Слесарям-ремонтникам во время работы
часто приходится поднимать такие детали и узлы и транспортиро-
вать их в разных направлениях и на разные расстояния. Использо-
вание указанных устройств намного ускоряет и облегчает выполне-
ние ремонта. Грузоподъемные устройства могут быть с ручным, ме-
ханическим или каким-либо другим приводом.
Номенклатура грузоподъемных механизмов и машин весьма об-
ширна. Их можно разделить на три основные группы *:
устройства для перемещения грузов в горизонтальном направ-
лении — лебедки, транспортеры и конвейеры, тельферные тележки
и др.;
устройства для перемещения грузов в вертикальном направле-
нии — домкраты, подъемники, блоки, лебедки;
устройства для вертикального и горизонтального перемещений
грузов — тали, краны, тельферы.
* Помимо нижеперечисленных существует много видов грузоподъем-
ных машин, в конструкциях которых сочетаются различные подъемные меха-
низмы.
235
Блок (рис. 12.1, а, слева) —это вращающийся на оси диск, по
ободу которого сделан желоб для каната или цепи. Ось блока укреп-
лена в отверстиях вилкообразной скобы, называемой обоймой.
Обойма может быть подвижной, т. е. опускающейся и поднимающей-
ся вместе с блоком, и неподвижной (соответственно этому и сам блок
называют подвижным или неподвижным).
Груз поднимают с помощью перекинутого через блок каната.
Если скорость вертикального перемещения груза менее важна, чем
Рис. 12.1. Подъемные устройства:
а — блоки, б — полиспаст, в, г — подве-
шенная на крюке и смонтированная на мо-
норельсе тали, д — электротельфер; 1,4 —
электродвигатели, 2 — кнопочное устройст-
во, 3 — крюк, 5 кран-балка
экономия в силе для его подъема, пользуются двумя блоками —
подвижным и неподвижным (рис. 12.1, а, справа). Поднимаемый
груз подвешивают к обойме подвижного блока, охватываемого сни-
зу канатом, одним концом закрепленным на обойме неподвижного
блока; второй (свободный) конец каната при подъеме груза тянут
236
вниз. Так как масса груза в данном случае распределяется на две
ветви каната, требуемая подъемная сила должна быть равна лишь
половине значения массы поднимаемого груза.
Чтобы получить выигрыш в силе более чем в 2 раза, пользуются
системами блоков — полиспастами. На рис. 12.1, б показана сис-
тема блоков, из которых два подвижных расположены в нижней
общей обойме, служащей для подвешивания груза, а три неподвиж-
ных установлены в верхней общей обойме. При применении поли-
спаста с такой системой блоков требуемая подъемная сила умень-
шается в 5 раз, так как масса груза распределяется между пятью
канатами.
Тали часто применяют в ремонтных работах, подвешивая их над
рабочим местом с помощью треноги. Грузоподъемность талей раз-
лична (ее значение указывают в заводском клейме, имеющемся на
механизме). Ручная таль может быть или подвешена с помощью
верхнего крюка (рис. 12.1, е), или смонтирована на монорельсе
с помощью кошки (рис. 12.1, г). В последнем случае груз будет
перемещаться не только вверх, но и в горизонтальном направлении.
Электротельферы получили в ремонтной практике большое рас-
пространение. У этих механизмов электродвигатель 1 (рис. 12.1, д)
с фланцевым креплением установлен на тележке, перемещающейся
по кран-балке 5 электродвигателем 4. На барабане электротельфера
намотан трос, к которому подвешен блок с крюком 3. Электротель-
фером управляют с пола с помощью подвесного кнопочного устрой-
ства 2. Грузоподъемность электротельфера от 0,25 кг до 50 кН.
Весьма распространенным видом подъемно-транспортного обо-
рудования являются краны, перемещающие грузы в вертикальном
и горизонтальном направлениях. По своему устройству и характеру
передач краны бывают поворотными и мостовыми, а по типу при-
вода — ручными и электрическими.
Мостовой кран (рис. 12.2) представляет собой мост из
металлических ферм S, опирающихся концами на балки, в которых
закреплены ходовые колеса 3. Этими колесами, приводимыми во
вращение специальным механизмом 7, мост перемещается по под-
крановым путям 5 к 11 вдоль цеха. Механизм 7 состоит из электро-
двигателя 6, редуктора и длинного трансмиссионного вала 9, воз-
действующего на ходовые колеса крана. По мосту передвигается те-
лежка 4, на которой смонтированы механизм 2 подъема груза и ме-
ханизм 1 передвижения самой тележки. Мостовой кран совершает
три движения — подъем и опускание груза, передвижение тележки,
передвижение моста. Управление всеми движениями сосредоточено
в кабине 10. Имеются также мостовые краны, которыми управляют
с подвесного пульта (на рисунке не показан). Основными парамет-
рами характеристики мостового крана являются его грузоподъем-
ность * (Н или кН) и пролет /**(м).
* Грузоподъемность кранов может достигать 100 т и более.
** Пролет крана — это расстояние между осями подкрановых балок,
уложенных по столбам вдоль цеха для перемещения тележек крана.
237
Домкраты часто используют при ремонте в качестве грузоподъ-
емного оборудования. На рис. 12.3, а показан винтовой
домкрат грузоподъемностью до 150 кН (есть домкраты, поднимаю-
щие и большие грузы). Домкрат с зубчатой рейкой
(рис. 12.3, б) имеет грузоподъемность от 5 до 200 кН.
1,2 — механизмы подъема груза и передвижения тележки, 3 — ходовые колеса, 4 — тележ-
ка, 5, 11 — подкрановые пути, 6 — электродвигатель, 7 — механизм, приводящий во вра-
щение ходовые колеса, 8 — фермы, 9 — трансмиссионный вал, 10 — кабина управления
Домкратами пользуются для подъема грузов на небольшую вы-
соту или их горизонтального перемещения на небольшое расстояние.
Во втором случае их располагают горизонтально и упирают в стенку
или колонну.
При установке оборудования применяют клиновые дом-
краты (рис. 12.3, в), с помощью которых станкам легко придают
строго горизонтальное или вертикальное положение. Опору 1 кли-
нового домкрата, соприкасающуюся своей нижней скошенной пло-
скостью с клином 2, подводят под лапы станины и поворотом винта 3
перемещают в горизонтальном направлении клин 2, в результате
чего станок поднимается или опускается на требуемую величину.
Тяжелые грузы поднимают гидравлическим домкратом
(рис. 12.3, г).
При работе с домкратами необходимо придерживаться следую-
щих правил: 1) перед началом работы следует проверять состояние
домкрата, а особенно внимательно — храповик и его работу (сле-
дует помнить, что соскакивание собачки при подъеме груза может
привести к серьезной аварии); при работе необходимо устанавливать
238
домкрат без перекосов, подкладывая под его основание доски или
брусья; 2) чтобы не повредить поднимаемый груз, нужно между ним
и головкой домкрата поместить прокладку, лучше всего деревян-
ную; 3) домкрат нельзя нагружать сверх указанной на нем грузо-
подъемности; 4) механизм домкрата необходимо периодически чис-
тить и смазывать.
С) Л
Рис. 12.4. Общий вид (а) и устройство (б) гидравлического подъемника:
У — рама, 2 — звездочка, 3 — шток, 4 ~ цепь, 5 цилиндр, 6 платформа, 7 — педаль
Гидравлический подъемник (рис. 12.4, а, б) применяют для подъ-
ема и опускания сборочных единиц и деталей ремонтируемого обо-
рудования (главным образом для снятия тяжеловесных и неудобных
239
'©1
Рис. 12.5. Передвижной по-
воротный кран:
1 — задние колеса, 2 — тележка,
3 — фиксатор, 4 — противовес,
5 — лебедка, 6 — тяги, 7 — бло-
ки, 8 — стрела, 9 — трос, 10 —
крюк, 11 — поворотная рама,
12 — опора, 13 — дышло
для захвата деталей), а также для снятия и транспортирования
оснастки, тисков и приспособлений. Подъемник имеет небольшие
размеры, дающие возможность использовать его при работе в узких
проходах между станками. Двойной привод грузовой платформы
позволяет за 35—40 с поднять груз на высоту до 1500 мм. Платфор-
му можно также опустить до уровня пола. Ролики на конце плат-
формы позволяют быстро и легко на-
гружать и освобождать ее от груза.
Конструктивно гидравлический подъ-
емник устроен следующим образом. В
корпусе, сваренном из швеллеров и ли-
стового железа, смонтирован силовой
цилиндр 5, состоящий из штока 5,
поршня с резиновыми манжетами и шту-
церов гидроразводки. Длина хода порш-
ня 750 мм. Верхний конец штока соеди-
нен с подвижной рамой 7, которая мо-
жет свободно перемещаться в вертикаль-
ной плоскости. Один конец цепи 4 при-
креплен к грузовой платформе 6, а дру-
гой надет на звездочку 2 подвижной ра-
мы и с помощью кронштейна закреплен
на поперечном угольнике каркаса.
При нажатии на педаль 7 приходит в
движение поршень насоса. Масло по
трубопроводу из гидробака перекачива-
ется. в нижнюю полость силового ци^
линдра, а поршень перемещается со
штоком, поднимая подвижную раму.
Цепь, перекатываясь по звездочке, под-
нимает, в свою очередь, грузовую плат-
форму. Таким образом, при ходе поршня
силового цилиндра, равном 750 мм, гру-
зовая платформа поднимается на 1500 мм.
Передвижной поворотный кран (рис. 12.5) установлен на четырех-
колесной тележке 2. Ось его поворотной рамы 11 с закрепленной на
ней стрелой 8 смонтирована на опоре 12. Положение механизма ре-
гулируется тягами 6. При подъеме груза тележка удерживается от
опрокидывания противовесом 4. На нем закреплена ручная лебедка
5, которой поднимают груз с помощью троса 9, перекинутого через
два блока 7, и крюка 10. Стрелу в требуемом положении закрепляют
фиксатором 3. Для перевозки крана используют дышло 13, а его не-
подвижность на месте работы обеспечивают стопорением задних
колес 1 винтами.
§ 12.2. Грузозахватные приспособления
Канаты. Во многих подъемно-транспортных механизмах в ка-
честве грузозахватных приспособлений применяют канаты. Для
перемещения оборудования небольшой массы употребляют простые
240
Рис. 12.6. Стальной ка-
нат:
1 — сердечник, 2 — прово-
лочные пряди
пеньковые канаты, а для монтажных работ — смоленые и бельные
пеньковые канаты машинной крутки, состоящие из трех, реже —
из четырех прядей. Бельный канат более мягок, гибок и прочен, чем
смоленый, но впитывает влагу и быстро загнивает, поэтому в экс-
плуатации смоленый канат более надежен. Нагрузку на пеньковые
канаты, бывшие в употреблении, снижают на 20—40 % в зависимо-
сти от их состояния. Сращивать грузовые канаты запрещено.
Стальные проволочные канаты для монтажных работ (рис. 12.6)
состоят из шести круглых проволочных прядей 2, расположенных
вокруг пенькового сердечника 1. Сердечник придает стальному
канату гибкость, а кроме того поглощает смазку и предохраняет
проволоки каната от ржавчины. Диаметр каната должен быть в 8—
16 раз, а диаметр его проволоки — в 250—450 раз меньше блока
или барабана лебедки подъемного механизма. Чем меньше диаметр
Рис. 12.7. Открытые (а), закрытые
(б) и двухветвевые (в) стропы
каната по сравнению с диамет-
ром барабана, тем лучше рабо-
тает канат.
Стальные канаты, бывшие в
употреблении, необходимо тща-
тельно осматривать, чтобы убе-
диться в отсутствии порванных
проволок. Если в канате порва-
но более 10% проволок, то его
нельзя использовать для ответ-
ственных подъемов. Чтобы оп-
ределить пригодность каната
для дальнейшей работы, под-
считывают количество оборван-
ных проволок на шаге свивки
каната. (Шагом свивки сталь-
ного каната называют расстояние между числом прядей, из которых
свит канат. Для определения шага свивки на одной пряди делают
метку, от неё вдоль каната отсчитывают имеющееся в канате коли-
чество прядей и на следующей после отсчета пряди ставят вторую
метку. Расстояние между метками и является шагом свивки.) Канат
считают непригодным, если на шаге свивки число обрывов больше
допустимого. В зависимости от количества проволок в канате и за-
паса прочности количество оборванных проволок, при котором ка-
нат бракуют, составляет: у канатов из 114 проволок — от 12 до 16;
из 222 проволок — от 22 до 30; из 366 проволок — от 36 до 40. Ка-
наты с обрывами прядей к работе не допускаются. При износе или
9 №1152
241
коррозии 40 % и более первоначального диаметра каждой из прово-
лок канат также бракуют.
Стальные канаты смазывают канатной мазью, солидолом или дру-
гими смазочными материалами и хранят в сухом закрытом поме-
щении, подвешивая на деревянных штырях или укладывая на дере-
вянный настил. Длинные канаты и тросы должны быть смотаны
в бухты. Канаты (тросы) и цепи, служащие для захвата и подвеши-
вания грузов, являются вспомогательными средствами и называют-
ся такелажными. На них должны быть навешены бирки с указанием
номера, максимальной грузоподъемности и даты последнего испы-
тания.
Стропы. Из канатов, тросов и цепей изготовляют грузовые
стропы. Канатные и цепные стропы (рис. 12.7, а — в)
предназначены для навешивания грузов, имеющих специальные
приспособления в виде рым-болтов, крюков, скоб. Универ-
сальные стропы служат для строповки грузов обвязкой.
Стропы изготовляют с различным количеством ветвей — от одной
до четырех. Конец троса закладывают петлей в стальной, медный
или латунный коуш, предохраняющий проволоки от истирания.
Стропы хранят так же, как и стальные канаты.
§ 12.3. Ремонт подъемных кранов
При эксплуатации подъемных кранов в наиболее тяжелых
условиях работают детали редукторов и тележек (зубчатые и ходо-
вые колеса, валы), а также отдельные элементы металлических кон-
струкций. Особенностью режима работы этих деталей является
большое количество динамических нагрузок, возникающих в период
пуска и торможения соответствующих механизмов.
Ремонт кранов должен производиться в соответствии с установ-
ленными правилами. На все виды ремонтов трещин, разрывов ме-
таллоконструкций в отделе главного механика разрабатывают соот-
ветствующие чертежи, а на ремонт должно быть получено разреше-
ние местного управления Госгортехнадзора.
При производстве ремонтных работ применяют материал, ис-
пользуемый в основной конструкции. Допускается правка прогну-
тых элементов (полок, уголков нижних и верхних поясов ферм,
их стоек и раскосов), если прогиб не превышает 3 % их свободной
длины в холодном состоянии. При большем прогибе разрешается
производить правку с нагревом до 90—1100 °C (от вишневого до
оранжевого цвета каления). Правка должна прекращаться при тем-
пературе не ниже 700 °C (красный цвет каления). Перила, лестни-
цы, ограждения и другие элементы металлоконструкций ремонти-
руют с помощью сварки.
Контроль ремонта подъемного крана осуществляет мастер ОТК,
проверяя при этом: 1) соответствие заменяемых деталей требованиям
чертежей; 2) наличие сертификатов на детали в соответствии с тре-
бованиями ТУ; 3) качество сборки редукторов (особое внимание
обращается на правильность зацепления зубчатых колес и монтажа
242
подшипников качения, а также отсутствие течи масла); 4) правиль-
ность взаимного расположения редукторов, двигателей и барабана,
а также установки колес перемещения мостов, тележек и т. п.;
5) надежность работы тормозных механизмов и подвесной системы;
6) наличие необходимых документов в соответствии с ТУ на ремонт
металлоконструкций; 7) качество окраски.
Контрольные вопросы
1. Какие подъемно-транспортные средства применяют при ремонте про-
мышленного оборудования?
2. Перечислите типы домкратов.
3. Как определяется пригодность каната для дальнейшей эксплуатации?
4. Расскажите о правилах ремонта подъемных кранов.
Глава 13. ТЕХНОЛОГИЯ РЕМОНТА, ИСПЫТАНИЯ
И ПРИЕМКА ПРОМЫШЛЕННОГО ОБОРУДОВАНИЯ
§ 13.1. Подготовка оборудования к ремонту
Проверка оборудования. При ремонте машины, станка, пресса,
т. е. любого механизма (и тем более системы механизмов), необходи-
мо придерживаться определенного порядка действий для наиболее
четкой организации и наилучшего проведения ремонтных работ.
Последовательность этих действий такова: определение неисправ-
ностей механизма; установление последовательности его разборки;
разборка механизма на сборочные единицы и детали, промывка их;
определение характера и величины износа деталей, их дефектов;
ремонт деталей; сборка механизмов с подгонкой деталей; проверка
и регулирование собранного механизма. За подготовку оборудо-
вания для передачи в ремонт несет ответственность начальник про-
изводственного цеха или начальники участков (старшие мастера).
Перед ремонтом оборудование должно быть очищено от стружки,
грязи, пыли и смазочно-охлаждающей жидкости.
Передача оборудования в капитальный ремонт оформляется спе-
циальным актом, составленным инспектором отдела главного меха-
ника совместно с механиком производственного цеха. В акт заносят
результаты внешнего осмотра и испытаний на ходу, а также замеча-
ния работающего на машине специалиста (станочника, оператора,
наладчика). Внешним осмотром устанавливают комплектность всех
механизмов агрегата^ определяют наличие неисправностей, а также
задиров, забоин, вмятин, трещин, изломов, изгибов и других дефек-
тов деталей, видимых без разборки механизмов; кроме того, оцени-
вают состояние смазочных и защитных устройств.
Путем опроса работающего на машине рабочего устанавливают,
какие недостатки свойственны ей при разных режимах работы,
каково состояние механизмов и даже отдельных деталей. Например,
если токарь сообщает, что в работающем станке на определенной
ступени скоростей происходит самовыключение зубчатой передачи,
9*
243
то можно сделать вывод, что в соответствующей паре колес изно-
шены зубья, а при составлении ведомости дефектов особое внимание
следует обратить на эти детали. Прослушивая действующую ма-
шину, определяют, нет ли недопустимых шумов, стуков, вибраций.
Все неисправности, зафиксированные в акте, учитывают при со-
ставлении окончательной ведомости дефектов на ремонт.
Составление графика ремонта. Во время ремонта к моменту
сборки отдельные детали могут быть изготовлены или отремон-
тированы не полностью (в отличие от сборки нового станка). Это
усложняет процесс ремонта, поэтому он должен быть правильно
организован и проводиться по графику, составленному заранее.
Основой для составления графика является типовая технология
ремонта, укрупненные нормы на выполнение работ, а также про-
должительность ремонта, которая должна соответствовать сроку,
назначенному по плану. Кроме того, необходимо учитывать состав
и квалификацию членов бригады. Длительность каждой операции
на графике отмечается горизонтальной, а начало и конец — верти-
кальной линиями. График дает возможность наглядно видеть ход
выполнения ремонтных операций на каждый день.
§ 13.2. Правила и технология разборки машины
Подготовка к разборке. Успешное выполнение ремонта станка
в значительной степени зависит от того, как была осуществлена
его разборка. Операции разборки — это ответственные ремонтные
операции, производимые по определенной технологии для каждого
агрегата. Перед разборкой станка нужно ознакомиться с его уст-
ройством, назначением и взаимодействием сборочных единиц и де-
талей. Если это трудно осуществить во время его обследования,
необходимо ознакомиться с прилагаемыми к данному станку инст-
рукциями и чертежами и только после этого приступить к его раз-
борке. Точно так же перед подетальной разборкой той или иной
сборочной единицы следует хорошо изучить ее внутреннее устрой-
ство и способы крепления отдельных деталей, установить порядок
и способы разборки. До начала разборки необходимо: подготовить
около станка площадь, достаточную для нормальной работы слеса-
рей-ремонтников и правильной укладки снятых со станка деталей,
а также для их кантовки; проверить наличие всех необходимых для
работы исправных и испытанных стропов и других грузозахватных
приспособлений; заготовить требуемое количество подкладок, рас-
порок и козел для укладки снятых деталей; приготовить инстру-
менты и приспособления, применение которых исключает возмож-
ность порчи годных деталей.
Разборку машины и сборочных единиц выполняют в определен-
ной последовательности. В первую очередь снимают узлы, препят-
ствующие снятию других узлов, строго соблюдая при этом правила
безопасности труда и обеспечивая сохранность оборудования. Не-
обходимость разборки того или иного узла определяется видом
и задачами ремонта. Разборку начинают со снятия кожухов, кры-
244
тек, защитных щитков, скребков и других деталей, ограничиваю-
щих доступ к разбираемым узлам и механизмам. Затем освобождают
стопорные винты, выпрессовывают штифты точного фиксирования
взаимного расположения деталей и узлов, после чего продолжают
разборку.
Распрессовку штифтовых соединений выполняют с предосторож-
ностью, не повреждая их. Выпрессовку штифта из сквозного отвер-
стия выполняют бородком и молотком; из глухих отверстий штифты
удобно выпрессовывать специальным приспособлением для выдер-
гивания шпилек (рис. 13.1), основными частями которого являются
Рис. 13.1. Приспособление для выдергивания шпилек:
1 — наконечник, 2 — боек, 3 — уступ стержня, 4 — упорное кольцо
стержень 3 с уступом, боек 2 с упорным кольцом 4 и сменный на-
конечник 1. Для пользования подбирают нужный наконечник,
который скрепляют со стержнем и соединяют с резьбой штифта.
Выпрессовку выполняют за счет ударной энергии, возникающей
при резком перемещении бойка и удара в уступ 3. В зависимости от
формы (крючок, скобка) и размера внутренней или наружной резь-
бы наконечника можно выпрессовать штифты разных размеров,
а также выдернуть оснащенные резьбой и отверстием валы руко-
яткой, маховиком и др.
При разборке резьбового соединения (например, коробки подач
со станиной токарно-винторезного станка или крепления фартука
с кареткой суппорта этого станка) необходимо знать, что выверка
положения этих узлов на станке является трудоемкой и сложной
операцией, требующей высокой квалификации слесаря-ремонтника.
Это связано с тем, что стержни болтов или винтов находятся в от-
верстиях с зазорами 0,3—0,5 мм, а точность ориентации узлов на
станине обеспечивается за счет установки цилиндрических или ко-
нических штифтов (обычно двух), максимально удаленных друг от
друга. Из этого следует, что штифты являются ответственными
деталями, фиксирующими точность положения узлов, вследствие
чего к этому соединению следует относиться аккуратно и не повре-
дить его при разборке, что в дальнейшем обеспечит качественную
сборку станка. Разборку резьбового соединения начинают с выпрес-
совки штифтов, а затем ослабляют болты и винты крепления.
245
Разбирая станок следует учитывать, что некоторые узлы и де-
тали после снятия части креплений могут оказаться в неустойчивом
положении и упасть, а это является опасным для окружающих
и может привести к аварии. Во избежание последнего нужно пред-
принимать соответствующие меры предосторожности. Например,
снимая тяжелый кронштейн следует обеспечить его надежную под-
держку, для чего вначале удаляют контрольные шпильки и вывер-
тывают винты в менее доступных местах. Вообще при откреплении
детали всегда необходимо учитывать, где находится ее центр тяже-
сти и в каком направлении она переместится после полного осво-
бождения креплений.
Перед разборкой сборочных единиц, а также в процессе разбор-
ки сложных и ответственных механизмов станка рекомендуется
составлять их схемы и делать зарисовки, особенно в тех случаях,
когда ремонтник впервые имеет дело с подобным устройством.
При разборке сложных механизмов следует наносить на нерабочие
Рис. 13.2. Шпиндельный узел токарно-винторезного станка:
1 — фланец, 2 — шпиндель, <3, 5, 10—12 — кольца, 4 — роликоподшипник, 6, 13, 19 —
гайки, 7, 25 — стопорные винты, 8, 14, 17 — винты, 9, 16 — подшипники, 15 — уплот-
нение, 18 — стакан, 20 — шпонка,? 21, 22 — зубчатые колеса, 23 — стопорное пружин-
ное кольцо, 24 — поводок блока шестерен, 26 — корпус
торцовые поверхности деталей цифровые метки, облегчающие в по-
следующем подбор деталей при сборке и непосредственно сборку.
При разборке детали надо снимать аккуратно, без перекосов
и повреждений; к трудно снимающимся деталям нельзя прилагать
большие усилия — следует выяснить причину «заедания» и устра-
нить ее. При необходимости приложения определенных усилий по
деталям наносят удары молотком, пользуясь подставками или вы-
колотками из древесины либо мягкого металла. В качестве примера
приведем процесс разборки узла шпинделя токарно-винторезного
станка.
Разборка узла шпинделя. Несколько отвинтив стопорный винт
14 (рис. 13.2), ключом свинчивают гайку с конца шпинделя 2, сни-
мают кольца 12, 11 и уплотнение 15. Далее вывертывают стопорный
винт 7, легкими ударами молотка через выколотку из мягкого ме-
талла смещают зубчатое колесо в левую сторону и удаляют шпонку
20. Затем, вручную перемещая зубчатый венец 22 с деталями 23
246
Рис. 13.3. Приспособления, применяемые
при разборке подшипников:
а — для снятия шарикоподшипников с вала, б —•
для демонтажа наружных колец конических ролико-
подшипников, в — для выпрессовки подшипников
качения; 1,8— захваты, 2, 5, 14 — гайки, 3, 4,
11 — винты, 6 — плита, 7, 13 — штыри, 9, 10 —
рукоятки, 12 — р&ск, 15 — шайба
кольца подшипников ф 62—120 мм.
внутренним диаметром 25 мм и более
корпуса приспособлением, показанным
и. 24 влево, несколько вывертывают стопорный винт 25, свинчивают
ключом гайку, открепляют и снимают фланец 1 и извлекают шпин-
дель 2 из корпуса 26.
Разборка подшипников. Подшипники, расположенные недалеко
от торца вала, снимают с помощью специальной скобы (рис. 13.3, а),
состоящей из трех клещевидных захватов 1 (на рисунке видны два
из них), винта 3 и гайки 2
с крестовиной. Вращая гай-
ку, сдвигают захваты так,
чтобы охватить ими деталь;
при этом винт 3 упирает-
ся концом в центровое уг-
лубление на торце вала, с
которого снимается деталь.
При вращении рукоятки
гайка с захватами стяги-
вает деталь с вала.
Приспособление для де-
монтажа наружных колец
конических роликоподшип-
ников (рис. 13.3, б) состоит
из винта 4, гайки 5 и за-
хватов 8. Для выпрессовки
подшипников из корпуса
вводят в обойму подшипни-
ка винт 4 и рукояткой 9 на-
чинают вращать его до упо-
ра в плиту 6. Плита, в свою
очередь, упирается в кор-
пус своими тремя регули-
руемыми штырями 7 и вы-
тягивает подшипник. Опи-
санным приспособлением
выпрессовывают наружные
Подшипники качения с
можно выпрессовывать из
на рис. 13.3, в. Винт 11 приспособления свободно проходит в от-
верстие диска 12 со штырями 13. На одном конце винта находятся
гайка 14 и сменная упорная шайба 15, на другом — гайка с рукоят-
кой 10. Чтобы вынуть подшипник из корпуса, необходимо сначала
снять гайку 14 и шайбу 15, пропустить винт 11 через подшипник,
затем подвести к корпусу демонтируемой сборочной единицы штыри
13, надеть на конец винта сменную шайбу 15 и навинтить гайку 14
так, чтобы шайба упиралась в подшипник. После этого гайку руко-
ятками 10 навинчивают до упора в диск 12 и выпрессовывают под-
шипник,
При демонтаже описанные приспособления предохраняют под-
шипники и их посадочные места от повреждений. Этими же приспо-
соблениями пользуются при разборке и сборке других деталей и
247
сборочных единиц, например шкивов, маховиков, зубчатых колес.
Разборка точных подшипниковых узлов должна выполняться так,
чтобы усилия выпрессовки не передавались через тела качения.
Для демонтажа внутреннего кольца роликоподшипника 3 (см.
рис. 13.2) серии 3182100 в современных шпиндельных узлах преду-
сматривается специальная система гидроразжима (рис. 13.4, а, б).
Это связано с тем, что при запрессовке и выпрессовке внутренних
Рис. 13.4. Система гидроразжима внутренних колец подшипников:
а — шпиндельный узел с приспособлением для разжима, б — плунжерный ручной насос;
/ — подшипник, 2 — шпиндель, 3 — цилиндр, 4 — гильза, 5 — рычаг, 6 — плунжер
колец осевое усилие достигает значений 20—40 кН даже при неболь-
ших диаметрах шпинделя (до 100 мм), а гидроразжим уменьшает
необходимое для демонтажа усилие в десятки раз. Работает система
следующим образом: заполненный жидким маслом насос, состоящий
из цилиндра 3 (с наружной резьбой, контактирующей с внутренней
резьбой гильзы 4), плунжера 6 и рычага 5, соединяют со шпинделем
2 через специальное резьбовое отверстие. При вращении гильзы
плунжер нажимает на масло, которое через канал под большим дав-
лением поступает в кольцевую канавку под конической поверхностью
подшипника 1 и разжимает внутреннее кольцо подшипника, облег-
чая его демонтаж.
Разборку длинных валов производят с применением нескольких
опор. Детали каждого разбираемого механизма необходимо уклады-
вать в отдельные ящики, а крупные — на подставки возле ремон-
тируемого станка. Не рекомендуется класть детали одна на другую;
особенно осторожно следует обращаться с деталями, имеющими
хорошо отделанные поверхности. Болты, шайбы и другие крепеж-
ные детали при полной разборке сборочной единицы укладывают в
248
специальный ящик; при частичной разборке их целесообразно встав-
лять обратно в предназначенные для них отверстия. Ящики с дета-
лями обязательно следует закрывать крышками.
§ 13.3. Очистка и промывка деталей
После разборки станка детали и сборочные единицы должны быть
тщательно очищены и промыты, так как это облегчает выявление в
них дефектов и улучшает санитарные условия ремонта. Очистку и
промывку необходимо проводить также при подготовке деталей к
восстановлению или окраске.
Очистка ремонтируемого оборудования производится
термическим (огневым), механическим, абразивным, химическим и
ультразвуковым способами. Термический способ заключа-
ется в очистке деталей (удалении ржавчины и старой краски) пламе-
нем (паяльной лампой или газовой горелкой). При механиче-
ском способе очистки старая краска, ржавчина и отвердевшие
наслоения масла снимаются с деталей щетками, механизированными
шарошками, различными ручными машинками и другими перенос-
ными приспособлениями. При абразивном способе очистка
осуществляется в основном гидропескоструйными установками.
При химическом способе старую краску, смазку, наслоения
масел и другие загрязнения удаляют специальной пастой или раст-
ворами, состоящими из негашеной извести, мела, каустической соды,
мазута и других компонентов.
Хорошо зарекомендовал себя ультразвуковой способ
очистки деталей в жидком растворе. Сущность способа заключается
в том, что раствор в зоне ультразвуковых колебаний начинает виб-
рировать с частотой источника этих колебаний. Создается интен-
сивное вихревое бурление жидкого раствора, в результате чего все
частицы, находящиеся на поверхности детали, мгновенно смывают-
ся. Форма поверхности очищаемой детали может быть любой. Ка-
чество и скорость очистки в значительной степени зависят от соста-
ва рабочей жидкости. Растворы, химически действующие на час-
тицы поверхности детали, ускоряют и улучшают процесс очистки.
Например, растворы трихлорэтилена и других хлорсодержащих уг-
леводородов отлично очищают детали от жира и масла. При ультра-
звуковом обезжиривании стальных деталей наилучший результат
дает применение раствора, содержащего 30 г тринатрийфосфата и
3 г моющего средства ОП-7 или ОП-10 на 1 л воды. Оптимальная тем-
пература раствора для очистки 50—70 °C. Очистку проводят в спе-
циальных ваннах или агрегатах, в конструкциях которых учтены
условия наиболее эффективного воздействия ультразвуковых коле-
баний в моющей жидкости.
Промывку деталей производят щелочными растворами и органи-
ческими растворителями. Сначала детали промывают в горячем
растворе, затем — в чистой горячей воде; после этого их тщательно
высушивают сжатым воздухом и салфетками. В щелочных раство-
рах не следует промывать детали с элементами из цветных металлов,
249
пластмасс, резины, тканей; детали с полированными и шлифованны-
ми поверхностями рекомендуется промывать отдельно. Пользуются
двумя способами промывки — ручным и механизированным.
Ручную промывку осуществляют в двух ваннах, заполнен-
ных керосином, бензином, дизельным топливом и другими раствори-
телями. Первая ванна предназначена для замачивания и предвари-
тельной промывки, во второй детали промывают окончательно. Мой-
ку ведут с применением щеток, крючков, скребков, обтирочного
материала и др.
Механизированная промывка деталей производится
в стационарных и передвижных моечных установках под действием
Рис. 13.5. Стационарная моечная машина:
1 — бак, 2 — змеевик, 3 — тележка, 4 — камера, 5 — гидранты, 6 — зоны, подключенные к
системе вентиляции, 7 — устройство, сообщающее колебательное движение гидрантам и
соплам
сильных струй, образующихся в результате подачи жидкости насо-
сом под определенным давлением. Стационарная моечная машина
(рис. 13.5) имеет бак 1 вместимостью 2,5 м3, в котором находится
моющая жидкость — 3—5 %-ный раствор кальцинированной соды
или 0,5%-ный водный раствор мыла. Уровень жидкости контроли-
руют с помощью поплавкового указателя (на рисунке не показан).
Благодаря наличию парового змеевика 2 жидкость подогревается
до 80° С. Температуру жидкости контролируют манометрическим тер-
мометром. Массовый расход пара для нагрева жидкости составляет
ориентировочно 150 кг/с. Для загрузки деталей, укладываемых в
специальный ящик, служит тележка 3, которую по направляющим
250
вкатывают в камеру промывки 4, расположенную в верхней части
моечной машины. После этого камеру закрывают и включают элект-
родвигатель насосной установки.
Жидкость, засасываемая из бака, через фильтр подается центро-
бежным насосом к гидрантам 5 моечной камеры, охватывая со всех
сторон внутреннее пространство. Гидранты расположены по кольцу
относительно тележки и имеют сопла, через которые жидкость обмы-
вает детали сверху, снизу и с боков. Каждое сопло может быть отре-
гулировано для подачи жидкости в желаемом направлении. Кроме
Рис. 13.6. Передвижная моечная машина:
1 — тележка, 2 — патрубок, 3 — сетка, 4 — ванна, 5 — полка, 6 — крышка, 7 — шланг,
8 — труба, 9 — электронасос, 10 — бачок, 11 — перегородки
того, гидранты с соплами могут получать колебательное движение
от привода устройства 7, состоящего из электродвигателя, редукто-
ра и кривошипного механизма. Моющая жидкость имеет замкнутый
цикл движения, поэтому по мере загрязнения бака следует очищать
его от отстоя, для чего предусмотрены два люка (на рисунке не по-
казаны). Слив жидкости производится с помощью специального
вентиля. Для улавливания паров при работе машины и выгрузке
деталей служат зоны 6, подключенные к системе естественной вен-
тиляции.
Передвижная моечная машина (рис. 13.6) состоит из тележки 1
с закрепленной на ней ванной 4, в нижней части которой установле-
на сетка 3, Для промывки мелких деталей к боковой стенке ванны
прикреплена полка 5. Ванна закрывается крышкой 6. К наклонным
плоскостям днища ванны приварен патрубок 2, по которому загряз-
ненная жидкость сливается в бачок 10, имеющий перегородки 11,
образующие в бачке отстойники. В бачок вмонтирован электрона-
сос 9, который нагнетает по трубе 8 и бензостойкому шлангу 7 жид-
кость для промывки деталей.
251
При очистке и мойке деталей следует соблюдать меры безопас-
ности. Помещение, где производится промывка, должно иметь
приточную вытяжную вентиляцию. С целью предохранения от
токсичности моющих средств необходимо использовать защитные
пасты для рук, очки, резиновые перчатки, фартуки и сапоги. При
использовании горючих моющих средств не допускается применение
в помещении электроинструмента и открытого пламени.
§ 13.4. Дефектовка деталей
Во время этой операции, выполняемой с целью оценки техниче-
ского состояния детали, узла и машины в целом, выявляют дефекты
и определяют возможности дальнейшего использования деталей,
необходимость их ремонта или замены. При дефектовке устанавлива-
ют: износы рабочих поверхностей, т. е. изменение размеров и гео-
метрической формы деталей; наличие выкрашиваний, трещин, ско-
лов, пробоин, царапин, задиров и т. п.; остаточные деформации в
виде изгиба, перекоса; изменение физико-механических свойств в
результате воздействия температуры, влаги и др. Дефектовку про-
мытых и просушенных деталей производят после их комплектации
по сборочным единицам, которую нужно выполнять аккуратно и
внимательно. Каждую деталь сначала осматривают, затем соот-
ветствующим поверочным и измерительным инструментом контро-
лируют ее форму и размеры. В отдельных случаях проверяют взаи-
модействие данной детали с другими, сопряженными с ней, чтобы
установить, что целесообразнее — ее ремонт или замена новой.
В процессе дефектовки пользуются различными способами Для
всестороннего обследования деталей и обнаружения различных
дефектов.
1. Внешний осмотр позволяет определить значительную часть
дефектов: пробоины, вмятины, явные трещины, сколы, значительные
изгибы и перекосы, сорванные резьбы, нарушение сварных, паяных
и клеевых соединений, выкрашивания в подшипниках и зубчатых
колесах, коррозию и др.
2. При проверке на ощупь определяют износ и смятие резьбы,
легкость проворачивания подшипников качения и цапф вала в под-
шипниках скольжения, легкость перемещения шестерен по шлицам,
наличие и относительную величину зазоров сопряженных деталей,
плотность неподвижных соединений и др.
3. Легкое простукивание детали молотком из мягкого металла
или рукояткой молотка производится с целью обнаружения тре-
щин, о наличии которых свидетельствует дребезжащий звук.
4. Керосиновая проба проводится с целью обнаружения трещины
и ее концов. Деталь либо погружают на 15—20 мин в керосин,
либо керосином смазывают предполагаемое дефектное место, тща-
тельно затем протирая и покрывая мелом. Выступающий из трещи-
ны керосин увлажняет мел и четко проявляет границы трещины.
5. Измерения с помощью измерительных инструментов и средств
позволяют определить величины износа и зазоров в сопряженных
252
деталях, отклонения от заданных размеров, погрешности формы и
расположения поверхностей.
6. При проверке твердости поверхности детали обнаруживают
изменения, возникшие в материале детали в процессе ее эксплуата-
ции.
7. Гидравлическое (пневматическое) испытание служит для об-
наружения трещин и раковин в корпусных деталях. С этой целью
в корпусе заглушают все отверстия, кроме одного, через которое
нагнетают жидкость под давлением 0,2—0,3 МПа (течь или запоте-
вание стенок укажет на наличие трещины). Возможно также нагне-
тание воздуха в корпус, погруженный в воду (появление пузырьков
воздуха свидетельствует о наличии неплотности).
8. Магнитный способ основан на изменении значения и направле-
ния магнитного потока, проходящего через деталь, в местах с дефек-
тами. Это изменение определяется нанесением на испытуемую де-
таль сухого или взвешенного в керосине (трансформаторном мас-
ле) ферромагнитного порошка: порошок оседает по кромке трещины.
Способ используется для обнаружения скрытых трещин и раковин
в стальных и чугунных деталях с помощью стационарных и перенос-
ных (для крупных деталей) магнитных дефектоскопов.
При дефектовке важно знать и уметь назначать предельные взно-
сы для различных деталей оборудования (см. табл. 13.1 и 13.2), а
также допускаемые предельные ремонтные размеры (например,
допускаемое уменьшение диаметра резьбы ходовых винтов — 8 %
номинального диаметра, диаметров шеек валов, шпинделей и осей —
5—10 % номинального диаметра, толщины стенок полых шпинделей
и осей — 3—5 % номинальной толщины).
Проверенные детали сортируют на три группы: 1) годные для
дальнейшей эксплуатации; 2) требующие ремонта или восстановле-
ния; 3) негодные, подлежащие замене. Ремонту и восста-
новлению подлежат обычно трудоемкие и дорогостоящие в
изготовлении детали. Ремонтируемая деталь должна обладать зна-
чительным запасом прочности, позволяющим восстанавливать или
изменять размеры сопрягаемых поверхностей (по системе ремонтных
размеров), не снижая (а в ряде случаев и повышая) их долговечнос-
ти, сохраняя или улучшая эксплуатационные качества сборочной
единицы и агрегата. Детали подлежат замене, если уменьшение
их размеров в результате износа нарушает нормальную работу ме-
ханизма или вызывает дальнейший интенсивный износ, который
приводит к выходу механизма из строя. При ремонте оборудования
заменяют детали с предельным износом, а также с износом меньше
допустимого, если они по расчетам не выдержат срока эксплуатации
до очередного ремонта. Срок службы деталей рассчитывают с уче-
том предельного износа и интенсивности их изнашивания в факти-
ческих условиях эксплуатации.
Сведения о деталях, подлежащих ремонту и замене, заносят в
ведомость дефектов на ремонт оборудования. Правильно составлен-
ная и достаточно подробная ведомость дефектов имеет большое зна-
чение в подготовке к ремонту. Этот ответственный документ обычно
253
составляет технолог по ремонту оборудования с участием бригадира
ремонтной бригады, мастера ремонтного цеха и представителей
отк.
При дефектовке детали необходимо маркировать порядковым
номером ведомости дефектов, а также инвентарным номером машины
или станка, что облегчает контроль выполнения дальнейших ре-
монтных операций. Маркировку выполняют клеймами, краской,
бирками, электрографом или кислотой. Клеймением наносят обозна-
чения на нерабочих поверхностях незакаленных деталей (осталь-
ными способами маркируют как закаленные, так и незакален-
ные детали). Незакаленные детали маркируют, смачивая резиновый
штамп раствором из 40 % азотной кислоты, 20 % уксусной кис-
лоты и 40 % воды, а закаленные — раствором из 10 % азотной кис-
лоты, 30 % уксусной кислоты, 5 % спирта и 55 % воды. Подготов-
ленный к маркировке штамп накладывают на нерабочую поверх-
ность маркируемой детали, выдерживая в течение 1—2 мин; затем
эту поверхность нейтрализуют, протирая тампоном, смоченным
раствором кальцинированной соды.
Детали, которые подлежат замене, хранят до окончания ре-
монта механизма, так как они могут понадобиться для составления
чертежей или изготовления образцов новых деталей.
§ 13.5. Понятие о размерных цепях
При выполнении ремонта станков наиболее сложной и ответст-
венной задачей является восстановление их точности. Решению
этой задачи может помочь размерный анализ, основанный на теории
размерных цепей. Размерной цепью называют совокупность распо-
ложенных в определенной последовательности и образующих замк-
нутый контур размеров, связывающих детали, взаимное положение
Рис. 13.7. Схемы размерных цепей при сборке вала (а) и токарного станка (6)
которых влияет на точность одного из размеров контура (зазор или
натяг) или размера, определяющего положение какой-либо поверх-
ности или оси от определенной базы. Все размеры деталей, состав-
ляющие данную размерную цепь, называют звеньями размерной
цепи. Звено размерной цепи, получающееся при ее построении по-
следним, называется замыкающим ив отличие от остальных
обозначается индексом Д. На рис. 13.7, а показана наиболее простая
254
размерная цепь, включающая два составляющих (диаметр вала
dB и диаметр отверстия d0) и замыкающее Д3 (зазор между валом и
втулкой) звенья.
Решая размерную цепь, можно, например, установить необходи-
мую величину зазора. Если допуск на обработку вала AdB, а на
обработку отверстия Ad0, то максимальный зазор в данном соедине-
нии Д3 max — do тах dB т-т, а минимальный Дд mjn d0 m^n dB max. До-
пуск зазора будет равен разности Д3 тах—Д3 min=0o max—4 min)—
0о min dB щах) 0o max min) “I" 0b max min) Д^оЧ“Д^в’
На рис. 13.7, б показана размерная цепь, определяющая расстоя-
ние (разность высот) между передним и задним центрами токарного
станка, где звеньями являются: расстояние от заднего центра до
мостика — Лх; расстояние от мостика до направляющей станины —
А2; расстояние от направляющих станины до переднего центра —
А3; расстояние (зазор) между передним и задним центрами станка,
замыкающее контур размерной цепи,— Лд. Точность сборки станка
определяется величиной зазора Лд из уравнения Аа=А1+А2+А3.
Теорию размерных цепей при ремонте металлорежущих станков
применяют для построения размерных цепей, определяющих точ-
ность отдельных сборочных единиц и оборудования в целом, а также
для выбора метода сборки, обеспечивающего необходимую точность.
В рассматриваемом выше примере для обеспечения в токарном стан-
ке допуска Лд замыкающего звена приходится применять метод
пригонки шабрением или шлифованием накладок, обеспечивая необ-
ходимый размер Л 2» Допуск замыкающего звена Лд нельзя обеспе-
.чить методом регулирования, поэтому выбирают метод пригонки,
т. е. устанавливают компенсационные накладки на направляющие
мостика (звено Л2), которые или пришлифовывают до тех пор, пока
не совпадут центры передней и задней бабок, или выдерживают
размер Лх при расточке отверстия под пиноль задней бабки (цепь
Лх); иногда используют и установку накладок, и растачивание.
При ремонте оборудования многие размерные цепи восстанавли-
вать в первоначальном виде экономически нецелесообразно, так
как для этого требуется изготовление многих входящих в размер-
ную цепь деталей, размеры которых должны быть у новых.
§ 13.6. Предельные износы
Для повышения долговечности оборудования очень важно
знать и уметь назначать величины предельных износов для различ-
ных деталей машин. Точно установить предельные износы для всех
многочисленных видов деталей в станках и машинах самых разно-
образных типов и назначений, исходя из предъявляемых к ним спе-
цифических требований,— задача сложная. Можно воспользоваться
некоторыми данными, полученными практически передовыми ре-
монтными службами заводов (табл. 13.1, 13.2).
Износ направляющих считают предельным: для станков повы-
шенной точности (прецизионное оборудование) 0,02—0,03 мм на
длине 1000 мм, нормальной точности — 0,1—0,2 мм на той же длине.
255
Износ шеек валов, установленных в подшипниках скольжения
(втулках) без компенсирующих устройств, в коробках передач,
фартуках и других подобных механизмах, допускается в пределах
0,001—0,01 диаметра вала в зависимости от его точности (см. табл.
13.1. Допускаемые зазоры, мм, в сборочных единицах вал — подшипник
Диаметр вала, мм Механизмы
неответст- венные ответственные, работающие при частоте вращения вала, об/мин
менее 1000 | более 1000
। при удельной н агрузке, кгс/см3
до 30 свыше 30 до 30 свыше 30
50—80 0,5 0,20 0,10 0,30 0,15
80—120 0,8 0,25 0,15 0,35 0,20
120—180 1,2 0,30 0,20 0,40 0,25
180—260 1,6 0,40 0,25 0,60 0,35
260—360 2,0 0,50 0,30 0,70 0,45
13.1). Допустимый износ шеек шпинделей (0,01—0,05 мм) зависит
от точности требований, предъявляемых к станку. Износ шеек
валов под подшипники качения не должен превышать 0,03—0,04 мм,
13.2. Износ стальных зубьев колес*
Режим работы Предельный износ, % от но- минальной толщины зуба на начальной окружности, при ремонте
Передача мощности Окружная скорость, м/с
текущем капитальном
В одном направлении без ударной До 2 20 10
нагрузки 2—5 15 6
Свыше 5 10 5
Реверсивная при ударной нагрузке До 2 15 5
2—5 10 5
♦ Для чугунных зубчатых колес данные уменьшаются на 30%.
а износ шлицев по ширине — 0,1—0,15 мм. В зубчатых передачах
допускается износ стальных зубьев по толщине, указанный в табл.
13.2.
§ 13.7. Балансировка деталей
Маховики, шкивы и различные детали и узлы, вращающиеся
с большими окружными скоростями (например, шпиндельные)',
должны быть уравновешенными (отбалансированными)', иначе они
256
могут вызвать вибрацию — явление, отрицательно влияющее на
работу механизмов оборудования и машины в целом. Неуравнове-
шенность (дисбаланс) деталей возникает вследствие разных причин:
из-за неоднородности материала, из которого детали изготовляют;
отклонений в размерах, допущенных при их изготовлении и ремон-
те: различных деформаций, полученных в результате термообработ-
ки; различной массы крепежных деталей и т. д. Устраняют дисба-
ланс балансировкой, которая является ответственной технологиче-
ской операцией и осуществляется двумя способами.
Статическая балансировка — это уравновешивание деталей в
неподвижном состоянии на специальных приспособлениях (ножевых
направляющих, роликах и др.).
Статической балансировкой уст-
раняют дисбаланс таких дета-
лей, как шкивы, кольца, греб-
ные винты и др.
При вращении диска 2 (рис.
13.8, а), центр тяжести которо-
го находится на расстоянии С
от геометрического центра О, об-
разуется неуравновешенная цент-
робежная сила Q. Балансировку
выполняют следующим образом.
Опорные заостренные, чисто об-
работанные и закаленные по-
верхности 1 ножей выверяют
линейкой и уровнем на гори-
зонтальность с точностью 0,05—
0,1 мм на длине 1000 мм. Урав-
новешиваемую деталь 2 надева-
ют на оправку 5, концы которой
Рис. 13.8. Схемы статической (а) и
динамической (б) балансировки де-
талей:
1 — закаленные поверхности, 2 — диск,
3 — оправка
должны быть одинакового, притом возможно меньшего диаметра
(это существенное условие повышения чувствительности баланси-
ровки без ущерба для жесткости установки оправки с деталью на
ножах), затем деталь с оправкой слегка подталкивают и дают ей
возможность свободно остановиться — ее более тяжелая часть
после остановки всегда займет нижнее положение. Балансируют
деталь одним из двух способов: или облегчают ее тяжелую часть
высверливанием или вырубанием из нее лишнего металла, или утя-
желяют диаметрально противоположную часть.
Динамическая балансировка производится при быстром враще-
нии детали, предельно уменьшая вибрации. При динамической не-
уравновешенности детали (рис. 13.8, б) центр тяжести может нахо-
диться далеко от ее середины — в точке А. Тогда во время вращения
с повышенной окружной скоростью неуравновешенная масса будет
создавать момент, опрокидывающий деталь, вызывать вибрации и
повышение нагрузки на подшипнике. Для уравновешивания детали
нужно или установить добавочный груз в точке Л', или высверлить
часть металла в точке Л. В первом случае неуравновешенная масса
257
и масса добавочного груза образуют пару параллельных, но проти-
воположно направленных центробежных сил (Q и —Q), приложен-
ных к плечу L; возникающие при этом моменты уравновешивают
друг друга, устраняя дисбаланс детали.
Динамическую балансировку выполняют на специальных стан-
ках. Деталь устанавливают на упругие опоры и присоединяют к
приводу. Частоту вращения детали доводят до такого значения,
чтобы система начала испытывать вибрации, что позволяет заметить
область колебаний. Для создания уравновешенной силы закрепляют
на детали грузы, подбираемые так, чтобы образовался противопо-
ложно направленный момент, устраняющий вибрацию.
Контрольные вопросы
1. В какой последовательности выполняют работы при разборке обору*
дования перед ремонтом?
2. Какие способы применяют для очистки деталей?
3. В каких машинах промывают детали?
4. В чем заключается дефектовка деталей?
5. Что такое размерные цепи?
6. Как осуществляют балансировку деталей?
Глава 14. ТЕХНОЛОГИЯ РЕМОНТА БАЗОВЫХ
И КОРПУСНЫХ ДЕТАЛЕЙ И УЗЛОВ ОБОРУДОВАНИЯ
§ 14.1. Понятие о базовых и корпусных деталях
Базовая деталь — это основная часть машины, на которой мон-
тируют механизмы и сборочные единицы. К базовым деталям отно-
сятся станины и стойки станков, прессов, молотов, рамы различных
машин и др. К корпусным деталям относят коробки, имеющие
какое-либо одно целевое назначение. Например, корпус коробки
скоростей токарного станка объединяет группу валов, зубчатых
колес, шпиндель, рычаги, опоры и другие детали, предназначенные
для фиксации положения обрабатываемой заготовки относительно
направляющих станины, вращения ее с разными частотами и пере-
дачи крутящих моментов различного значения. Другим примером
является корпус коробки подачи, который объединяет группу валов,
их опоры, зубчатые колеса и другие детали, совместно сообщающие
суппортам станка различные подачи.
Станина является основной базовой частью станка, на которой
смонтированы все его механизмы и сборочные единицы. Относи-
тельно станины ориентируются и перемещаются подвижные меха-
низмы станка и обрабатываемые на нем заготовки. Неточное относи-
тельное положение поверхностей станины, определяющее положе-
ние присоединяемых к ней деталей, является результатом нека-
чественной обработки, износа, деформации, неправильного монтажа
или установки; вследствие этого дефекта уменьшается производи-
тельность станка и точность обработки.
В металлорежущих станках суппорты, столы, ползуны и другие
258
узлы, выполняющие определенные функции (в зависимости от кон-
струкции и назначения станков) перемещаются по направляющим
скольжения и качения. Направляющие скольжения
могут быть выполненными заодно с базовой деталью или наклад-
ными, изготовленными из стали (каленые), специальных.пластико-
вых синтетических материалов, антифрикционных металлов. На-
правляющие скольжения могут иметь различные формы, но чаще
всего их изготовляют: плоскими, имеющими прямоугольный про-
филь (рис. 14.1, а); призматическими или треугольного профиля
(рис. 14.1, б); V-образными (рис. 14.1, в); типа «ласточкин хвост»
(рис. 14.1, г). Станины металлорежущих станков, молотов и паро-
вых машин обычно имеют плоские, призматические или V-образные
направляющие. Направляющие с двумя призматическими /, 3 и
двумя плоскими 2, 4 поверхностями показаны на рис. 14.1, б. По
внутренним направляющим 2 и 3 станины токарного станка пере-
мещается задняя бабка, а по внешним 1 и 4 — каретка суппорта.
Направляющие могут быть охватывающими 6 и охватываемыми 5
(рис. 14.1, в, г.)
Все большее распространение получают гидростатические и аэро-
статические направляющие, а также направляющие качения.
Гидростатические направляющие используют
Рис. 14.1. Направляющие скольже-
ния станин:
а — плоские, б — призматические и тре-
угольного профиля, в — V-образные, г —.
типа «ласточкин хвост»; 1—6 — поверхно-
сти направляющих
Рис. 14.2. Схема работы замк-
нутых гидростатических на-
правляющих:
1 — насос, 2 — переливной клапан,
3, 6 »— дроссели, 4, 5 камеры
для станков с повышенной точностью и станков с ЧПУ. Они отли-
чаются от рассмотренных направляющих скольжения тем, что на
сопрягаемых поверхностях (стола и др.) сделаны несущие карманы,
в которые нагнетается масло под точно установленным давлением.
В результате часть нагрузки (стола) уравновешивается гидрораз-
грузкой при сохранении непосредственного контакта поверхностей
направляющих. Применение таких направляющих позволяет уве-
личить точность обработки, грузоподъемность и быстроходность
станка, а также снизить потери на мощность холостого хода. Гид-
ростатические направляющие выполняют замкнутыми и незамкну-
тыми. Принцип действия замкнутых направляющих показан на
рис. 14.2. Насосом 1 масло нагнетается через дроссели 3 и 6 в каме-
259
ры 4 и 5 с постоянным давлением, определяемым настройкой пере-
ливного клапана 2. Точность движения (например, стола) достига-
ется поддержанием постоянства толщины масляного слоя каждым
дросселем и выполнением направляющих с высокой геометрической
точностью.
Аэростатические направляющие аналогичны
гидростатическим, но отличаются тем, что в несущие карманы нагне-
тается сжатый воздух под точно установленным давлением.
Направляющие качения — это помещенные на
роликовые или шариковые опоры планки, изготовленные из терми-
чески обработанной, закаленной до твердости HRC 58—60 цементо-
ванной стали. Опоры качения представляют собой сепараторы с
роликами или шариками и роликовые опоры в виде танкеток.
Они обеспечивают равномерное перемещение при низких и высоких
коэффициенте трения покоя, снижают
скоростях и весьма малом
2 3 4 5 6 7
8 s
мощность двигателей приво-
дов подач, обеспечивают по-
вышенную жесткость, точ-
ность и долговечность станка.
§ 14.2. Износ
направляющих станин и
технические требования
на их ремонт
Направляющие являются
очень ответственными и вме-
сте с тем наиболее изнашива-
Рис. 14.3. Схемы станины (а) токарного
станка и ее установки с помощью баш-
маков (б), клиньями (в) и болтами-дом-
кратами (г):
1 — 12 — поверхности станины, 13 — подошва
станины, 14 — башмак, 15 — клин, 16 — болт
домкрата, 17 — подкладка
ющимися деталями станины.
Однако поверхности направ-
ляющих изнашиваются по-
разному. Поверхности 3, 4
и 6 (рис. 14.3, а) — направ-
ляющие, по которым переме-
щается задняя бабка токар-
ного станка,— значительно
меньше изнашиваются, чем
поверхности 7 и 8 передней
направляющей суппорта. Еще
меньше изнашиваются поверх-
ности /, 2 и 10, а 5, 9, 11 и
12 практически не изнашива-
ются. Разный износ поверх-
ностей направляющих объ-
ясняется тем, что при движении по ним сборочных единиц (задней
бабки и суппорта) на эти поверхности действует разная по значению
нагрузка.
В соответствии с ГОСТ 18097—72 * при ремонте станин токарных
станков следует выполнять следующие требования:
260
направляющие должны быть прямолинейны (допускаемая вы-
пуклость — 0,02 мм на длине 1000 мм);
поверхности 2, 3, 4, 6, 7 и 8 должны быть параллельны в гори-
зонтальной плоскости, не иметь перекоса (допустимое отклонение —
0,02 мм на длине 1000 мм);
поверхности 7 и 8 должны быть параллельны поверхностям 11 и
12 под рейку (допустимое отклонение — 0,1 мм на всей длине ста-
нины);
поверхности 3 и 4 должны быть параллельны поверхностям 7 и
8 (допустимое отклонение — 0,03 мм на всей длине станины);
поверхности 1 и 10 должны быть параллельны поверхностям 2, 7
и 8 (допустимое отклонение — 0,03 мм на всей длине станины).
Долговечность направляющих станины в основном зависит от
режима работы станка и качества технического обслуживания.
В связи с тем, что направляющие выдерживают значительные на-
грузки и большие скорости перемещения по ним тех или иных меха-
низмов, они должны быть хорошо защищены от стружки и тщатель-
но смазаны.
§ 14.3. Определение величины износа
направляющих станин
Для определения величины износа направляющих при проверке
их прямолинейности пользуются контрольной линейкой и щупами
(рис. 14.4, а); длина линейки должна быть не меньше 2/3 длины
Рис. 14.4. Схемы определения величины износа направляющих с помощью
линейки и щупов (а, б), мостика и уровня (в):
/, 5 — линейки, 2 — направляющая, 3 — щуп, 4, 6 — концевые меры, 7 — деталь
проверяемой поверхности. Приступая к проверке, прежде всего
зачищают поверхность направляющих, чтобы удалить забоины и
грубые задиры. После этого накладывают линейку 1 и щупами 3
измеряют зазор между ней и направляющей 2 через каждые 300—
261
500 мм по длине. Там, где зазор оказывается наибольшим, износ
направляющей, т. е. ее отклонение от прямолинейности, является
максимальным.
Широкие направляющие поверхности проверяют на плоскост-
ность (рис. 14.4, б). Для этого линейку 5 укладывают на две конце-
вые меры 4 и 6 одинакового размера и измеряют щупами расстояние
между поверхностью детали 7 и линейкой в нескольких направлени-
ях — а, &, г, d и е, каждый раз производя измерения в нескольких
точках по длине линейки.
Вместо щупов иногда пользуются кусочками (лепестками) папи-
росной бумаги толщиной 0,02 мм. Лепестки укладывают в несколь-
ких местах на направляющие, на них накладывают линейку, а после
этого начинают вытаскивать лепестки из-под линейки; если поверх-
ность прямолинейна, лепестки оказываются прижатыми (при этом
их не вытаскивают целиком, а только обрывают концы).
В тех случаях, когда направляющие значительно длиннее имею-
щейся контрольной линейки, величину износа определяют чувст-
вительным слесарным уровнем с помощью специального приспособ-
ления — мостика или же используют вместо него основание задней
бабки. На рис. 14.4, в показана схема измерения износа направляю-
щих станины в вертикальной плоскости. Мостик с уровнем, распо-
ложенным продольно, перемещают по направляющим. Участок,
где пузырек уровня имеет наибольшее отклонение, является самым
изношенным. Найдя этот участок и идя от него, делят станину на
равные по длине части, соответствующие расстоянию между опора-
ми мостика. На исходном участке уровень регулируют так, чтобы
пузырек его основной ампулы занял среднее положение, т. е. ока-
зался на нуле.
При определении величины износа этим способом необходимо
учитывать, что уровень показывает отклонение на длине 1000 мм,
тогда как измерения ведут на участках меньшей длины. Следова-
тельно, показания уровня нужно пересчитывать применительно к
фактически измеряемым расстояниям. Если, например, цена деле-
ния шкалы уровня 0,04 мм на 1000 мм, а каждое измеряемое рас-
стояние равно 500 мм, то цена деления на этих участках будет
равна 0,02 мм.
Износ горизонтальных направляющих определяют мостиком и
уровнем следующим образом. Расположив мостик на наиболее изно-
шенной части станины, которую находят по тому признаку, что на
границах этой части пузырек уровня отклоняется как в одну, так
и в другую сторону (пусть это будет участок IV—V), перемещают
мостик с уровнем на следующий участок V—VI. Здесь определяют
показание уровня (пузырек отклоняется в сторону подъема) и за-
носят это показание в специально составляемую таблицу-график.
Если пузырек отклонился, например, на три деления, то при цене
деления 0,04 мм на 1000 мм и расстояниях между измеряемыми
участками 500 мм отклонение прямолинейности будет выражено
величиной 0,02x3=0,06 мм. Далее располагают мостик с уровнем
на участке VI—VII и также записывают показания уровня. Если
262
и здесь получен результат 0,06 мм, значит действительное отклоне-
ние от прямолинейности на участках V—VI равно 0,12 мм.
Метод определения прямолинейности направляющих.с помощью
уровней широко используют при ремонте оборудования. Однако
уровнем проверяют прямолинейность только в вертикальной плос-
кости, поэтому все большее распространение получают оптические
методы контроля, из которых наиболее совершенным является авто-
коллимационный метод, позволяющий измерять отклонения от
прямолинейности как в вертикальной, так и в горизонтальной плос-
костях. Измерение осуществляют с помощью жестко закрепленного
автоколлиматора 2 (рис. 14.5) и плоского зеркала 4, которое пере-
мещают по проверяемой поверхности. Зеркало устанавливают на
/ 2 j д
Рис. 14.5. Схема определения отклонения от прямолинейности направляю-
щих станины с помощью автоколлиматора:
1 — микроскоп, 2 — автоколлиматор, 3 — визирная ось, 4 — зеркало
универсальный или специальный мостик и выверяют так, чтобы
оно находилось перпендикулярно оптической визирной оси 3 авто-
коллиматора и изображение совпало с перекрестием окулярного
микроскопа 1. При перемещении мостика с зеркалом по направляю-
щим на шаги L положение зеркала будет меняться из-за отклонения
от прямолинейности отдельных участков. Углы наклона по отно-
шению к первоначально установленному положению определяют
эти отклонения, которые отсчитывают по шкале микроскопа и
строят график так же, как было показано на рис. 14.4, в.
§ 14,4. Ремонт направляющих станин
механической обработкой
Общие сведения. Направляющие ремонтируют разными спосо-
бами, зависящими от характера и величины износа их поверхностей,
а также от того, насколько предприятие оснащено специальным ре-
монтным оборудованием и приспособлениями. Широко применяемы-
ми способами ремонта направляющих станины являются шабрение,
шлифование и строгание. Ремонт направляющих шабрением даже
при незначительном износе (до 0,05 мм) отличается большими трудо-
емкостью и стоимостью, поэтому этот процесс следует механизи-
ровать. Ремонт шлифованием обеспечивает высокую точность и
малую шероховатость (высокую чистоту) поверхностей направляю-
щих; этот способ незаменим при ремонте закаленных направляющих
253
станин. Производительность труда при шлифовании в несколько
раз выше по сравнению с шабрением. Однако при ремонте незака-
ленных направляющих предпочтительно финишное строгание, при
котором достигаются высокие производительность и точность,
а также шероховатость поверхностей 7?а 0,32.
В ремонтно-механических целях механическую обработку на-
правляющих в основном производят на продольно-строгальных
станках, оснащенных специальными шлифовальными и фрезерными
приспособлениями. Применяют также специализированные фре-
зерные и шлифовальные станки, специально приспособленные для
обработки направляющих станин (см. рис. 8.4 и 8.5).
Восстановление направляющих станины токарного станка шаб-
рением. Для восстановления точности направляющих станину уста-
навливают на стенде или жестком полу и проверяют ее положение
Рис. 14.6. Схема выверки направляющих станины на стенде:
6 — основание мостика, 2, 5, 7 — резьбовые колонки, 3, 10, И — уровни, 4, 8 -— опоры,
1 — площадка для уровня, 9 — подпятники, 12 — балочка, 13 — поверхность станины,
предназначенная для крепления коробки подач
в продольном направлении по уровню 10 (рис. 14.6). Последний
устанавливают на менее изношенных частях горизонтальной на-
правляющей по всей ее длине. Положение станины токарного станка
в поперечном направлении проверяют рамным уровнем, который
прикладывают к плоскости, где крепится коробка подач. Одновре-
менно проверяют перекос, используя мостик или каретку (применяе-
мую как мостик и уровень). Мостик устанавливают на различных
участках вдоль направляющих. В зависимости от показаний уровней
положение станины регулируют башмаками 14 (см. рис. 14.3, б)
или клиньями 15 (см. рис. 14.3, в), подкладываемыми под ее основа-
264
а) о)
ние или под ножки. Очень удобно устанавливать станину на болты
домкрата 16 (см. рис. 14.3, г). Вывертывая или ввертывая болты
домкрата, станину поднимают или опускают. Регулирование осу-
ществляют до тех пор, пока пузырек основной ампулы уровня не
займет нулевого положения, что свидетельствует о правильном по-
ложении станины.
После выверки станины выбирают базовую поверхность, по ко-
торой контролируют параллельность всех ремонтируемых направ-
ляющих *. У станины токарного станка Дем. рис. 14.3, а) за базу
обычно принимают направляющие 3, 4 и 6 под заднюю бабку, так
как они изнашиваются значительно меньше, чем другие направ-
ляющие. Эти поверхности сначала пришабривают для устранения
износа, периодически проверяя
прямолинейность и плоскост-
ность контрольной линейкой.
Подготовив базу по контрольной
линейке, шабрят поверхности 2,
7 и 8 направляющих (см. рис.
14.3, а) с проверкой параллель-
ности.
Для измерения перекоса на-
правляющих следует пользовать-
ся уровнем (рис. 14.7, а), но не-
которые ремонтники проверяют
перекос индикатором (рис. 14.7,
б). Этот способ ненадежен, так
как направляющая, на которой устанавливают призму 6 индика-
тора 4, часто имеет отклонение в горизонтальной плоскости до
0,01 мм, поэтому показание стрелки индикатора будет неверным.
Ошибка будет тем большей, чем длиннее державка 5 индикатора.
Следует, однако, отметить, что несмотря на малый износ направ-
ляющих под заднюю бабку, их параллельность относительно плос-
костей для крепления коробки подач и крепления кронштейна
ходовых винта и вала часто оказывается нарушенной. Отклонения
нарастают с увеличением числа ремонтов станка, из-за чего при
сборке ремонтируемых станков приходится затрачивать много вре-
мени на пригонку по месту коробки подач, а также кронштейна
ходовых винта и вала, выполняемую вручную шабрением. Этого
можно избежать, применяя более рациональную технологию ремон-
та, существенным элементом которой является то, что за базу при-
нимают участки длиной 200—300 мм на концах поверхностей 11 и
12 (см. рис. 14.3, а). Эти поверхности не имеют износа, а потому
не нуждаются в предварительной подготовке, как направляющие
задней бабки.
Рис. 14.7. Способы измерения пере-
коса направляющих станины:
а — уровнем, б — индикатором; 1 — карет-
ка, 2 — уровень, 3 — станина, 4 — инди-
катор, 5 — державка, 6 — призма
* Под параллельностью поверхностей здесь и дальше в настоящей главе
следует понимать как параллельность собственно поверхностей, так и парал-
лельность образующих их линий в тех случаях, когда сами поверхности рас-
положены под углом друг к другу.
265
По окончании подготовки базовых поверхностей приступают к
шабрению направляющих. Сначала шабрят по краске поверхности
3, 4 и 6 (см. рис. 14.3, а), периодически проверяя универсальным
мостиком 1 (см. рис. 14.6) их параллельность и перекос. Для удобст-
ва измерений на приспособлении устанавливают два индикатора,
по которым определяют параллельность между поверхностями на-
правляющих и маяками; уровнем контролируют перекос. Далее
шабрят поверхности 2, 7 и 3, проверяют уровнем их перекос, а
индикатором — параллельность поверхностей 7 и 8 базовым. В по-
следнюю очередь шабрят поверхности 1 и 10.
Восстановление направляющих станины строганием. Строганием
можно восстановить направляющие при условии, что габаритные
размеры станины не превышают размеров стола продольно-строгаль-
ного станка. Станина должна быть точно установлена и слегка за-
креплена приблизительно в средней части стола хорошо выверен-
ного строгального станка. После этого движением стола проверяют
станину на параллельность базовых поверхностей 11 (см. рис.
14.3, а). Затем станину окончательно закрепляют на столе. Откло-
нение от параллельности не должно превышать 0,04 мм на длине
10Q0 мм. Проверку осуществляют индикатором, закрепленным в
суппорте станка. Далее выполняют пробное строгание любой из
горизонтальных поверхностей (например, направляющей 2) до уст-
ранения износа; затем контрольной линейкой и щупом определяют
ее отклонение от прямолинейности, вызванное неточностью хода
стола и другими причинами.
Получив необходимые данные, прикрепляют станину к столу
болтами с гайками и прихватами. Под основание станины подкла-
Рис. 14.8. Схемы деформирования станины (при ее установке для строгания)
в сторону вогнутости (а) и. выпуклости (б).
дывают клинья 1 (рис. 14.8, а, б), с уклоном 0°30'—0°40' и толщи-
ной у острого конца около 0,1 мм. С помощью прихватов на четырех
участках А и Б деформируют станину станка в вертикальной плос-
кости на величину К отклонения от прямолинейности, найденную
пробным строганием *. Если отклонение направлено в сторону вог-
* Пробное строгание направляющих проводят один раз; полученную
величину К отклонения от прямолинейности принимают за постоянную при
последующих ремонтах станин разных моделей аналогичной длины,
256
нутости (рис. 14.8, а) и равно К (мм), то прогибают станину в том же
направлении на величину /<+0,02 мм и устраняют износ направ-
ляющих строганием. Когда по окончании строгания будут отпущены
болты и удалены прихваты и клинья, станина спружинит и ее на-
правляющие станут прямолинейными. Это произойдет вследствие
того, что при строгании на концах станины был снят больший слой
металла, чем в середине. Отклонение направляющих в сторону
выпуклости будет находиться в пределах, допустимых техническими
требованиями. Если отклонение от прямолинейности направлено
в сторону вогнутости (рис. 14.8, б), станину выгибают на величину
К —0,02 мм. После снятия ее со стола направляющие, как и в пре-
дыдущем случае, окажутся с допустимой техническими требования-
ми выпуклостью до 0,02 мм на длине 1000 мм.
Приемы деформирования станины таковы: чтобы прогнуть ее в
средней части (см. рис. 14.8, а), клинья располагают ближе к кон-
цам, а прихваты — ближе к середине, как показано стрелками Л;
чтобы выгнуть станину в средней части (см. рис. 14.8, б), клинья
располагают ближе к середине, а прихваты — ближе к краям, как
показано стрелками Б. Требуемый прогиб или выгиб получают под-
тягиванием болтов прихватов и перемещением клиньев легкими
ударами молотка. При затяжке болтов и регулировании клиньев
наблюдают за показаниями стрелки индикатора. Измерительный
стержень индикатора должен быть подведен к месту максимального
прогиба станины — точке О. Точность положения станины оконча-
тельно проверяют при закреплении болтов.
Описанный способ установки ремонтируемой станины на столе
строгального станка гарантирует получение должной прямолиней-
ности ее направляющих даже в тех случаях, когда ход стола станка
значительно отклоняется от прямолинейности. Эту операцию, как
правило, выполняет строгальщик, но слесарь-ремонтник обязан
ее знать и уметь проконтролировать.
Направляющие станин следует строгать резцами с широким
доведенным лезвием. Применение резцов с широким лезвием облег-
чает настройку суппорта строгального станка по профилю направ-
ляющей и позволяет уменьшить число рабочих ходов при строгании.
Строганием обрабатывают поверхности 1,2,3, 4, 6,7,8 м 10 (см.
(рис. 14.3, а) до границы их максимального износа; поверхности
11 и 12, как правило, не строгают, поскольку у них, как указыва-
лось, износа не бывает. Точность направляющих, отремонтирован-
ных описанным способом, полностью отвечает техническим услови-
ям на приемку станков. После строгания ее проверяют универсаль-
ным мостиком по уровню.
§ 14.5. Ремонт направляющих суппорта
Общие сведения. При ремонте направляющих суппорта необхо-
димо восстановить направляющие каретки, а также поперечных,
поворотных и верхних салазок. Восстановление направляющих ка-
ретки суппорта является наиболее сложным процессом и требует
267
намного больших затрат времени по сравнению с теми же затратами
на ремонт других деталей суппорта.
У направляющих каретки суппорта (рис. 14.9, а} износ возни-
кает на поверхностях 1—4 и 7—9. Поверхности 1—4 изнашиваются
больше в средней части; они становятся вогнутыми, в результате
чего нарушается и их взаимная параллельность, и их параллель-
ность оси отверстия 5 под винт поперечной подачи. Повышенный
Рис. 14.9. Схемы расположения направляющих каретки суппорта токарного
станка (а) и наклона каретки и фартука вследствие износа направляющих
(б):
1—4, 6—9 — поверхности направляющих каретки суппорта, 5 — отверстие под ходовой
винт, 10 — поверхность станины, 11 — фартук, 12 — каретка
износ поверхностей 7 и 8 влечет за собой наклон каретки 12 в сторо-
ну фартука 11 (показано пунктирными линиями в верхней части
рис. 14.9). Кроме того, из-за неравномерного распределения усилий
резания на поверхностях 4 и 8 (направления действия этих усилий
показаны двумя стрелками на рис. 14.9, а) постепенно происходит
разворот каретки, что, в свою очередь, вызывает неравномерный
износ направляющих по длине. Нарушается перпендикулярность
поперечных направляющих (поверхности 2 и 4) относительно про-
дольных (поверхности 7 и 8).
Нижняя поверхность 6, на которой крепится фартук, утрачи-
вает параллельность направляющим 1 и 3 (h и /ij и продольным
направляющим, а также перекашивается в поперечном направле-
нии, в результате чего фартук наклоняется к станине в сторону
уменьшения утла, образуемого поверхностями 6 каретки и 10 ста-
нины для крепления коробки подач (поз. 10 дана условно — имеется
в виду поверхность 13, см. рис. 14.6).
При ремонте каретки необходимо восстановить:
1) параллельность поверхностей 1—4 ее направляющих (см.
рис. 14.9, а) оси отверстия 5 под винт поперечной подачи;
268
10 9 8 7
а)
10 9 12 8 7
2) параллельность поверхностей 1 и 3 поверхности 6 для креп-
ления фартука (по линиям а—а, аг—ах и б—бу бг—бх);
3) перпендикулярность поверхностей 2 и 4 поперечных направ-
ляющих (по линии в—в) поверхностям 7 и 8 продольных направляю-
щих (по линии вг—вх), сопрягаемым со станиной;
4) перпендикулярность поверхности 6 каретки поверхности для
крепления коробки подач на станине;
5) параллельность поверхностей 7—9 поверхности 6\
6) соосность отверстий в фартуке для ходового винта, ходового
вала и вала переключения с их осями в коробке подач.
При ремонте каретки необходимо восстановить размерную цепь,
т. е. нормальное зацепление зубчатого колеса фартука с рейкой
и механизмом поперечной подачи, а также соосность осей ходовых
вала и винта в фартуке с их осями в коробке подач на станине. Су-
ществующие на практике методы пересчета и коррегирования этих
передач являются недопустимыми, так как при этом нарушаются
соответствующие размерные цепи станков. Не следует начинать
ремонт с поверхностей направляющих каретки, сопрягаемых со
станиной, так как в этом случае
как бы фиксируют положение
каретки, полученное вследствие
неравномерного износа этих на-
правляющих. В этом случае вос-
становление всех других поверх-
ностей сопряжено также с не-
оправданно высокой трудоемко-
стью ремонтных работ.
Направляющие каретки мо-
гут быть отремонтированы раз-
личными способами: шабрением,
строганием, фрезерованием, шли-
фованием, а также комбиниро-
ванными (например, изношен-
ные поверхности 1—4 восстанав-
ливают шабрением, а 7—9 —
механической обработкой с при-
менением компенсационных на-
делок из металла, текстолита,
полимерных композиций). Из
перечисленных способов ремон-
та наиболее трудоемким являет-
ся шабрение, а наиболее рацио-
нальным — восстановление всех
поверхностей механической об-
работкой с применением в качестве компенсаторов износа поли-
мерных композиций.
Ремонт направляющих каретки шабрением. Обработку шабрени-
ем начинают с поверхностей 7—10 (рис. 14.10, а), пригоняемых по
поперечным салазкам, направляющие которых заранее восстанов-
5)
Рис. 14.10. Схема ремонта направля-
ющих каретки суппорта токарного
станка:
а — установка каретки на строгальном стан-
ке, б — сопряжение поперечных направля-
ющих каретки; 1 — стол строгального стан-
ка, 2 — оправка, 3 — индикатор, 4 — 10 —
поверхности направляющих каретки, 11 —
концевая мера, 12 — салазки
269
лены шлифованием или шабрением. Если длина направляющих ка-
ретки больше длины направляющих поперечных салазок, то во
время шабрения несколько раз проверяют прямолинейность на-
правляющих каретки с помощью угловой линейки «на краску».
Периодически, пользуясь контрольной оправкой 2 (рис. 14.10, а),
проверяют также параллельность между поверхностями 7 и 10 и
осью винта поперечной подачи. Отклонения устраняют шабрением
этих поверхностей.
Затем шабрят поверхность 8 по поперечным салазкам (рис.
14.10, б) и угловой линейке «на краску», время от времени проверяя
параллельность этой поверхности оси винта поперечной подачи в
горизонтальной плоскости. Проверку делают по вставленной в
отверстие каретки цилиндрической оправке или заранее отремонти-
рованному либо заново изготовленному винту поперечной подачи.
Последнее более желательно, поскольку отпадает надобность в из-
готовлении специальных контрольных оправок. После обработки
поверхности 8 шабрят поверхность 9 по угловой линейке «на крас-
ку», проверяя параллельность обеих поверхностей универсальным
мостиком. Затем проверяют сопряжение направляющих каретки с
поперечными салазками, для чего салазки вместе с предварительно
подогнанным клином прогоняют несколько раз по направляющим
каретки. Участки направляющих, нуждающиеся в шабрении, обна-
руживают по светлым бликам; ориентируясь по ним, производят
окончательное шабрение. Далее шабрят продольные направляю-
щие каретки. Для этого каретку устанавливают на направляющие
станины, предварительно нанеся на них тонкий слой краски.
Перпендикулярность продольных направляющих каретки суп-
порта поперечным проверяют угольником, устанавливаемым на ос-
новании задней бабки, угольником, базируемым на станине станка,
и другими инструментами и приспособлениямми. Одно из контроль-
ных приспособлений (рис. 14.11)’ состоит из основания /, четырех
опор 2 и 3 с подпятниками, рычага 11 и дополнительной опоры 4
со струбциной 10. В основании имеются четыре паза, позволяющих
располагать опоры 2 так, как это необходимо в зависимости от раз-
мера и формы направляющих, а также углубление для установки
контрольного угольника S, который закрепляется прихватами 9
и регулируется четырьмя винтами 12. Приспособление устанавли-
вают на призматическую направляющую станины так, чтобы его
опоры 2 и 3 охватывали ее выступ; дополнительную опору 4 со
струбциной 10 закрепляют на рычаге 11 и располагают на противо-
положной направляющей. После этого устанавливают контрольный
угольник 8, закрепляя его прихватами 9, а на каретку 5 -г- салазки
6 и стойку 7 с индикатором. Длинное плечо угольника выравнивают
так, чтобы при перемещении салазок 6 измерительный стержень
индикатора соприкасался с гранью угольника.
Чтобы получить базу для выверки направляющих каретки,
нужно перемещать приспособление вдоль направляющих станины
и с помощью регулировочных винтов 12 добиться по показаниям
индикатора параллельности грани короткого плеча угольника ука-
270
занным направляющим. Грань длинного плеча угольника в этом
случае расположится перпендикулярно направляющим станины и
будет искомой базой. Перемещая салазки по направляющим карет-
ки, определяют по показаниям индикатора перпендикулярность
Рис. 14.11. Приспособление для проверки взаимной перпендикулярности
продольных и поперечных направляющих каретки:
1 — основание, 2—4 — опоры, 5 — каретка, 6 — салазки, 7 — стойка, 8 — угольник, 9 —»
прихваты, 10 — струбцина, 11 — рычаг, 12 — винты
поперечных направляющих каретки суппорта направляющим ста-
нины станка.
При ремонте каретки суппорта нужно также восстановить пер-
пендикулярность поверхности каретки для крепления фартука
поверхности станины для крепления коробки подач, а также парал-
лельность этой поверхности направлению перемещения каретки
по станине. В процессе ремонта проверяют взаимное расположение
обеих поверхностей, что удобно делать с помощью рамного уровня,
который прислоняют к поверхности 6 крепления фартука на ка-
ретке (см. рис. 14.9, а) поочередно в продольном и поперечном направ-
лениях (допускаемое отклонение от перпендикулярности — 0,1 мм
на длине 1000 мм). В результате этого ремонта каретка оседает,
271
параллельности осей винтов и валов направляющим (последнее
скреплено с универсальным мостиком 7);
8) устанавливают уровни 3 и 4. располагая их так, как показано
на рисунке;
9) регулируют положение каретки с помощью четырех винтов 5
и 6 (при этом по показаниям индикатора 2 устанавливают перпен-
дикулярность поперечных направляющих каретки направляющим
Рис. 14.13. Схема регулирования положения каретки винтами:
1,8 — приспособления для проверки перпендикулярности направляющих каретки и парал-
лельности осей винтов и валов направляющим, 2 — индикатор, 3, 4 — уровни, 5, 6 — уста-
новочные винты, 7 — универсальный мостик, 9 — фартук, 10 — каретка, 11 — ходовой
вал, 12 — ходовой винт, 13 — коробка подач
станины); по уровню 3 определяют перпендикулярность поверхно-
сти каретки для крепления фартука поверхности станины для креп-
ления коробки подач; уровнем 4 устанавливают параллельность
поверхности каретки для крепления фартука направляющим ста-
нины; приспособлением 8 проверяют соосность отверстий для ходо-
вых винта и вала в коробке подач и фартуке;
10) после того как все положения выверены и регулировочные
винты 2 и 4 (см. рис. 14.12) затянуты контргайками, снимают ходо-
вые винт и вал, а также фартук; затем герметизируют пластилином
поверхности каретки и станины со стороны фартука и задней при-
жимной планки; по краям каретки делают из пластилина воронки
1 и 5, а вокруг просверленных отверстий в средней части направ-
ляющих — воронки 3;
11) приготовляют раствор акрилопласта и заливают в среднюю
воронку 3 одной из направляющих до тех пор, пока его уровни в
крайних и средней воронках не сравняются; так же заливают акри-
лопласт в воронку второй направляющей;
12) выдерживают каретку на станине 2—3 ч при 18—20 °C;
274
13) снимают каретку с направляющих станины, очищают от
пластилина, удаляют приливы акрилопласта, делают канавки для
смазки, заделывают стопорами или акрилопластом отверстия уста-
новочных винтов.
§ 14.6. Восстановление прижимных планок и клиньев
Рис. 14.14. Прижимные планки:
а — нерегулируемые, б—г — с регулирующими
устройствами; 1 — планки, 2, 3 — изнашивающие-
ся поверхности, 4, 5 — крепежные и установоч-
ные (регулировочные) винты
Пригонка направляющих с сопрягаемыми деталями — трудоем-
кая операция, требующая высокой точности. Для облегчения регу-
лирования трущихся поверхностей применяют специальные устрой-
ства — компенсаторы в ви-
де прижимных планок и
клиньев. Вследствие изна-
шивания сопряженных по-
верхностей необходимо пе-
риодически регулировать
зазоры в направляющих;
при повышенных износах
деталей компенсаторы за-
меняют новыми или ремон-
тируют.
Восстановление при-
жимных планок. При экс-
плуатации станка место со-
пряжения станины с при-
жимной планкой изнаши-
вается и образуется зазор,
который устраняют, ремон-
тируя планку, так как она
дешевле станины. Перед ре-
монтом необходимо опреде-
лить величину зазора с по-
мощью щупа. При ремон-
те с поверхности планки
снимают слой металла (на рис. 14.14, а показан штриховой линией)',
равный величине зазора. Планки ремонтируют шабрением, шлифо-
ванием, строганием или наклейкой наделок, периодически «на крас-
ку» проверяя плотность прилегания планки; одновременно щупом
толщиной 0,03—0,04 мм измеряет зазор. При установке отремонти-
рованной планки на место необходимо, чтобы она плотно прилегала
к направляющей и в то же время допускала свободное движение
стола. Винты 4 должны быть закреплены надежно. Регулировать
сопряжение планки со станиной ослаблением затяжки винтов не
допускается. Прижимные планки можно отремонтировать установ-
кой на их трущуюся поверхность наделки из текстолита, прикреп-
ляемой винтами или клеем.
У планок с регулирующим устройством (рис. 14.14, б, в) износ
в течение некоторого времени компенсируют ввертыванием винтов,
прижимающих планку к направляющей; когда же зазор превы-
10*
275
а) 5 4
шает 2 мм, устанавливают новую планку. Прижимные планки в
форме параллелограмма, которыми компенсируется износ направ-
ляющих типа «ласточкин хвост», обычно ремонтируют шлифованием
или шабрением той их поверхности, которая сопрягается с направ-
ляющими другой детали. Эти планки также заменяют новыми, когда
размер К превышает 2 мм.
После нескольких ремонтов сопрягаемых деталей величина за-
зора значительно возрастает, поэтому приходится увеличивать
размер планки по ширине. Однако такие планки невозможно хорошо
пригнать, так как из-за большой ширины не обеспечивается нор-
мальное сопряжение трущихся поверхностей планки и суппорта.
Вследствие этого для большей надежности дополнительно устанав-
ливают винты 4 (рис. 14.14, г). Если нельзя ввести дополнительное
крепление, на противоположную
поверхность суппорта наклеи-
вают наделку из текстолита или
наращивают поверхность акри-
лопластами, а прижимную план-
ку делают нормальной ширины.
Восстановление клиньев. Из-
ношенные клинья рационально
восстанавливать наделками из
текстолита, толщину которых
подбирают в зависимости от ве-
личины зазора. Их ставят на
карбинольном или эпоксидном
клее. Клинья весьма удобно так-
же восстанавливать акрилопла-
стами. Для этого выполняют
следующие операции: с трущей-
ся поверхности клина удаляют
строганием слой металла не менее
1,5 мм; устанавливают клин на
место так, чтобы по длине был
запас на регулировку, и щупом измеряют зазор между ним и суп-
портом; подложив под края клина пластинки, соответствующие
величине полученного зазора, прижимают его к специальному брус-
ку, герметизируют пластилином и заливают пластмассой; после
отверждения опиливают приливы пластмассы и шабрят клин по
месту. Клин можно восстанавливать наращиванием чугунной или
стальной наделки (в зависимости от материала клина), которую
приваривают к его утолщенной части, затем строгают или фрезеру?
ют и пригоняют по месту шабрением.
После ремонта клина 6 его поверхности, соприкасающиеся с
поверхностями 1 и 2 детали (рис. 14.15, а, б), должны плотно
прилегать к ним. Пригонка клина производится с обеих сторон по
отпечаткам краски. Для этого закрашивают направляющие поверх-
ности детали и ставят клин на место, слегка постукивая по его тор-
цу. Затем легкими ударами по тонкому концу клина через выколот-
6 S>
Рис. 14.15. Схемы регулирования за-
зора между сопрягаемыми поверхно-
стями детали и клина:
а — двумя винтами, б — одним винтом и
промежуточным кольцом; 1,2 — сопрягае-
мые поверхности, 3, 5 — регулировочные
винты, 4 — промежуточное кольцо, 6 — клин
276
ку из мягкого материала клин выбивают и подвергают шабрению.
Отремонтированный клин должен иметь такую длину, чтобы при
дальнейшей эксплуатации узла можно было компенсировать как
износ клина, так и из-
нос детали, с которой
он соприкасается соот-
ветствующей поверхно-
стью.
Подгонка клиньев по
Рис. 14.16. Устройство для крепления клинь-
ев при шабрении:
1 — угольник, 2, 8 — упоры, 3 — болт, 4, 7 — гай-
ки, 5 — клин, 6 — пружина
отремонтированным на-
пр ав л я ющим з атру д н и -
тельна из-за неудобства
крепления клиньев при
шабрении. Крепление в
тисках зачастую приводит к смятию рабочих поверхностей
клиньев, поэтому для крепления клиньев при шабрении рекоменду-
ется специальное приспособление (рис. 14.16), состоящее из уголь-
ника /, упоров 2 и 8 и пружины 6 рессорного типа. Упор 2 можно
перемещать по угольнику и закреплять на нем в том или ином месте
болтом 3 и гайкой 4. Уложив клин 5 на угольник вплотную к пру-
жине 6, подводят к его второму концу подвижный упор 2, который
здесь и закрепляют. После этого затягивают гайку 7 пружины, и
клин оказывается прочно зажатым на угольнике. Все эти операции
выполняют после установки угольника в тисках. Описанное приспо-
собление позволяет шабрить клинья трехгранным шабером, сни-
мающим за один рабочий ход больший слой металла, чем плоский,
что ускоряет ремонт клиньев.
§ 14.7. Сборка механизмов и машин при ремонте
Сборку новой машины или сборочной единицы выполняют из
соответствующих деталей в определенной последовательности, кото-
рая должна быть такой, чтобы каждая из подлежащих сборке дета-
лей на любом этапе процесса могла быть установлена, закреплена
и проконтролирована (если это требуется) на месте без демонтажа
других, ранее смонтированных деталей. Сборка механизма при ре-
монте осуществляется из деталей, уже находившихся в эксплуата-
ции, но годных для дальнейшего использования, а также новых
деталей, выполненных по ремонтным размерам, и новых деталей-
компенсаторов. Сборку ведут в порядке, обратном разборке.
Сборка сборочной единицы станка. Рассмотрим в качестве при-
мера порядок сборки сборочной единицы шпинделя токарно-винто-
резного станка. К сборке шпинделя приступают, убедившись после
соответствующих проверок, что все его детали исправны или отре-
монтированы. Необходимо также проверить правильность посадки
зубчатых колес на шпинделе и состояние его шеек. Затем, установив
в пазу шпинделя шпонку 20 (см. рис. 13.2), собирают его заднюю
опору: в корпус передней бабки устанавливают стакан 18, закреп-
ляют винтами 17 и монтируют радиально-упорный шарикоподшип-
277
ник 16, который располагают так, чтобы наиболее тонкий торец его
наружного кольца был направлен в сторону уплотнения 15; уста-
навливают промежуточное кольцо 10 и роликоподшипник 9, у кото-
рого тонкий торец наружного кольца должен быть обращен в проти-
воположную от уплотнения сторону; подшипники закрепляют гай-
кой 19 и стопорят винтом 8.
Для удобства сборки придают шпинделю. 2 вертикальное положе-
ние, устанавливают на нем роликоподшипник 9 и кольцо 5, затем
навинчивают гайку 6 до легкого ее соприкосновения с кольцом 5.
Далее вводят шпиндель в корпус 26 через отверстие в его передней
стенке, надевают на шпиндель зубчатые колеса — 21 и двухвенцовое
22 с поводком 24, закрепленным пружинным кольцом 23. После
этого в заднюю опору заводят конец шпинделя, а переднюю вводят
в отверстие корпуса (при этом несколько сдвигают наружное кольцо
4 подшипника в сторону корпуса). При установке шпинделя кольцо
4 с помощью специальной втулки сдвигают так, чтобы ее торец
располагался на уровне торца внутреннего кольца подшипника.
Закончив установку сборочной единицы, на шпинделе монтируют
зубчатое-колесо 21 и завинчивают стопор 7. Чтобы предотвратить
возможность самоотвинчивания, вводят в канавку зубчатого колеса
и шлицевой паз стопора специальное пружинное кольцо. Заверша-
ют сборку креплением фланца 1.
Установив на конце шпинделя уплотнение 15, а также кольца 11
и 12, навинчивают ключом гайку 13 rq тех пор, пока шпиндель не
встанет на свое место, что определяют по усилию затяжки и характе-
ру вращения шпинделя (сначала при равномерном вращении шпин-
деля наблюдается его осевое перемещение, которое в дальнейшем
прекращается, а вращение становится тугим). После этого присту-
пают к регулированию опор шпинделя, которое начинают с задней:
несколько отвинтив гайку 13, проворачивают шпиндель для того,
чтобы внутренние кольца шарикоподшипников заняли нормальное
положение (шпиндель при этом начинает вращаться легко), потом
ввертывают стопорный винт 14. Переднюю опору регулируют завин-
чиванием гайки 6. При этом внутреннее кольцо 3 подшипника на-
чинает надеваться на коническую шейку шпинделя и все больше
расширяется, увеличиваясь в диаметре, благодаря чему уменьшает-
ся радиальный зазор. Гайку 6 нельзя затягивать слишком сильно,
так как внутреннее кольцо может расшириться настолько, что
произойдет защемление роликов. Регулирование выполняют осто-
рожно, проверяя плавность вращения шпинделя и жесткость узла
моментомером (см. рис. 10.25).
Общая сборка машины (станка). Процесс общей сборки машины
из сборочных единиц и механизмов является завершающим этапом
ремонта и заключается, как правило, в монтаже узлов на станке.
Общую сборку токарного станка целесообразно начать с установки
каретки суппорта на восстановленные направляющие станины, вы-
веренные по уровню. Установив каретку и прикрепив к ней прижим-
ные планки, добиваются плавного ее перемещения по направляю-
щим. По достижении этого параллельно монтируют и выверяют
278
сти оси шпинделя направляющим стани-
ны:
1 — индикатор, 2 — оправка, 3 — суппорт, 4 —
направляющие, 5 — шпиндель, 6 — передняя
бабка
переднюю бабку, коробку подач, фартук, ходовые винт и вал.
Параллельные ремонт и сборка нескольких узлов станка группой
слесарей—метод наиболее рациональный и прогрессивный, обеспечи-
вающий значительное сокращение времени простоя станка в ремонте.
Переднюю бабку нужно установить на станине так, чтобы ось
шпинделя была параллельна направляющим станины. Для этого
в шпиндель 5 (рис. 14.17) вставляют цилиндрическую оправку 2 и в
суппорте 3 закрепляют индикатор 1 так, чтобы его измерительный
наконечник касался поверхности оправки (с натягом 0,1—0,3 мм)
в перпендикулярном направлении к ее образующей. Далее, найдя
с помощью поперечного перемещения суппорта наивысшую точку
образующей оправки, перемещают суппорт вдоль направляющих
4 станины и наблюдают за от-
клонениями стрелки индика-
тора. Проверку производят
по двум диаметрально про-
тивоположным образующим
(при повороте шпинделя на
180°) цилиндрической оправ-
ки — верхней и боковой. По-
грешность определяется сред-
ним арифметическим резуль-
татов обоих измерений в дан-
ной плоскости.
Если в вертикальной плоскости отклонение превышает 0,03 мм
на длине 300 мм (допускается только отклонение свободного конца
оправки вверх), а в горизонтальной — 0,015 мм, то это указывает
на необходимость дополнительного шабрения сопрягающихся со
станиной поверхностей передней бабки 6. Нанеся на направляющие
станины тонкий слой краски, перемещают по ним переднюю бабку,
чтобы получить на ее опорной поверхности отпечатки краски, по
которым и ведут шабрение в соответствии с величиной отклонений,
показанных индикатором. Если, например, при проверке индикато-
ром конец оправки 2 отклоняется вниз, а отпечатки краски на опор-
ной поверхности передней бабки распределены равномерно, то ме-
талл снимают по отпечаткам, расположенным ближе к задней части
бабки. Шабрением необходимо обеспечить качественную пригонку
направляющих передней бабки к станине, иначе после закрепления
бабки на станине винтами могут возникнуть напряжения, которые
нарушат параллельность оси шпинделя направляющим.
При сборке токарного станка (по мере выхода из ремонта от-
дельных его сборочных единиц) необходимо выверять положения
коробки подач, фартука и кронштейна, поддерживающего ходовые
винт и вал, добиваясь, чтобы оси отверстий, через которые проходит
ходовой винт, строго совпадали; совпадать также должны оси от-
верстий, через которые проходит ходовой вал (допустимое отклоне-
ние 0,07—0,1 мм). Выверку выполняют после того, как все перечис-
ленные сборочные единицы, в том числе и каретка, установлены в
необходимой последовательности и закреплены.
279
Параллельность проверяют индикатором 2 (рис. 14.18) в трех
точках: у замкнутой разъемной гайки 1 в фартуке и у обоих под-
шипников ходового винта 4. Если отклонение от параллельности
между осями подшипников 3 и 5 и направляющими 6 станины пре-
вышает 0,1 мм, а несовпадение оси гайки 1 с осями подшипников —
Рис. 14.18. Схема проверки совпадения осей
винта и разъемной гайки, а также парал-
лельности винта направляющим станины:
1 — разъемная гайка, 2 — индикатор, 3, 5 — под-
шипники, 4 — хъдрьъй винт, 6 — направляющие
станины
0,15 мм, необходимо вы-
править положение осей.
Погрешности устраняют
одним из следующих спо-
собов: 1) установкой на из-
ношенных направляющих
каретки накладок-компен-
саторов исправляют поло-
жение оси гайки; 2) при-
гонкой шабрением сопря-
гающихся со станиной по-
верхностей коробки подач
и кронштейна исправляют положение осей подшипников.
После установки и выверки рассмотренных сборочных единиц
продолжают сборку станка: в его левой тумбе устанавливают глав-
ный электродвигатель и регулируют ременную передачу; монтируют
электродвигатель быстрых перемещений суппорта; наливают в ре-
зервуары коробок скоростей и подач, а также фартука машинное
масло; устанавливают арматуру охлаждения, предохранительные
кожухи и щитки; электромонтеры восстанавливают электропровод-
ку. Выполнив все перечисленные работы, включают станок и произ-
водят его предварительную обкатку.
§. 14.8. Обкатка и испытание машин после ремонта
Обкатка. Целью обкатки является выявление возможных дефек-
тов сборки и приработка сопрягаемых поверхностей. К обкатке
приступают, убедившись, что все сборочные единицы и механизмы
закреплены и обеспечена их доброкачественная смазка, а ограж-
дающие устройства находятся на своих местах. Перед пуском станка
проверяют работу механизмов, проворачивая соответствующие
сборочные единицы вручную и переключая рукоятки скоростей и
подач. Одновременно следят, как поступает масло к трущимся
поверхностям. Сначала обкатку ведут на холостом ходу и на самых
малых скоростях, затем последовательно включают все рабочие
скорости до максимальной, на которой станок должен работать не
менее 1 ч без перерыва. Точно так же, как механизмы вращения,
проверяют работу механизмов привода подач.
В процессе обкатки определяют температуру нагрева подшипни-
ков, которая в станках должна быть не выше 50—60 °C, выявляют
стук и шумы. Все механизмы должны работать плавно, без толчков
и вибраций, а их пуск и реверсирование — осуществляться легко
и не сопровождаться рывками или ударами. Все органы управле-
ния должны быть сблокированы таким образом, чтобы при включе-
280
нии исполнительных органов перемещения и подачи происходили
строго согласованно во времени и полностью исключалась возмож-
ность самопроизвольного движения даже на самые малые расстоя-
ния каких-либо деталей механизмов или частей агрегата. Упоры,
кулачки и другие детали автоматически действующих устройств
должны обеспечивать надежное выключение подач, а механизмы
зажима деталей и инструментов — их многократные и безотказные
зажимы и разжимы. Необходимо, чтобы системы смазки и охлажде-
ния подавали к соответствующим местам достаточное количество
масла и охлаждающей жидкости.
Безотказной должна быть и работа электрооборудования. В ру-
бильниках, переключателях, реостатах и других аналогичных
устройствах и аппаратах не допускаются даже малейшие неисправ-
ности. Недостаточно быстрое включение или выключение электро-
аппаратуры, чрезмерный нагрев пускового реостата, гудение реле
и другие неполадки в электрооборудовании, обнаруженные при об-
катке станка, свидетельствуют о дефектах сборки или ремонта.
Их устраняют соответствующими регулировками, а в случае необ-
ходимости полностью разбирают те или иные механизмы.
Испытание. Отремонтированный и собранный станок испытыва-
ют под нагрузкой путем обработки деталей-образцов на различных
скоростях в соответствии с техническими данными паспорта стан-
ка. Испытание ведут с нагружением станка до номинальной мощно-
сти привода, постепенно увеличивая сечение снимаемой стружки.
Допускается кратковременная перегрузка станка не более чем на
25 % его номинальной мощности. Все механизмы станка при его
испытании под нагрузкой должны работать исправно (допустимо
лишь незначительное повышение шума в зубчатых передачах),
устройства, предохраняющие станок от перегрузок,— действовать
надежно, пластинчатая фрикционная муфта — включаться легко
и плавно (при максимальной перегрузке станка, т. е. более 25%,
она не должна самовключаться или буксовать).
На чистоту и точность обработки станок проверяют после его
испытания под нагрузкой. Перед новым испытанием нужно про-
греть шпиндель, подшипники, гидросистему и другие основные эле-
менты станка обкаткой его на холостом ходу. Испытание на чисто-
ту (получение требуемой шероховатости) обработанной поверхности
производится точением образца при определенных режимах ре-
зания (на обработанных поверхностях не должно быть следов дроб-
ления). Для испытания на точность обработки станок необходимо
установить на фундаменте или стенде и тщательно выверить с по-
мощью клиньев, башмаков или других средств. Его также надо при-
вести в то же положение, при котором он был выверен на стадии
сборки после окончания ремонта. Приемка станка после капиталь-
ного ремонта производится в соответствии с нормами, установлен-
ными ГОСТ 18097—72*.
Проверка станка на жесткость производится по ГОСТ 7035—75*
с целью определения качества сборки передней и задней бабок,
а также суппорта. Жесткость станка уменьшается из-за неровно-
281
стей соприкасающихся поверхностей, а также из-за деформации
подшипников, клиньев, планок, болтов и других вспомогательных
деталей вследствие их плохой пригонки. Показателем жесткости
является степень деформации испытываемых сборочных единиц
относительно станины под действием определенной внешней силы.
Проверяют жесткость динамометром и индикатором, применяя при
необходимости оправки и упоры. Воздействуя с определенной силой
через динамометр на шпиндель или суппорт, выявляют отклонение
вследствие деформации по индикатору, установленному с противо-
положной стороны шпинделя или суппорта.
В процессе испытания станка на мощность, которое произво-
дится после испытаний под нагрузкой, на холостом ходу и на жест-
кость, определяют КПД станка при максимально допустимой для
него нагрузке. Во время испытания обрабатывают болванку или
производственную деталь, предварительно выбрав сечение стружки
и режимы резания в соответствии с паспортными данными станка.
Продолжительность пробной обработки с использованием полной
мощности станка — не более 30 мин. Допускается перегрузка элект-
родвигателя на 10—15 % против его номинальной мощности.
Геометрическую точность станка контролируют после его испы-
тания на холостом ходу и под нагрузкой в соответствии с ГОСТ
18097—72*. В процессе этого испытания проверяют: 1) прямолиней-
ность, взаимопараллельность и перекос направляющих станины
(см. рис. 8.8, 14.4, 14.5); 2) взаимоперпендикулярность верхних и
нижних направляющих каретки суппорта (см. § 14.5); 3) парал-
лельность осей шпинделя (см. рис. 14.17), пиноли задней бабки, хо-
довых винта и вала направляющим станины; 4) совпадение центров
шпинделя и пиноли; 5) совпадение осей ходовых винта и вала в ко-
робке подач, фартуке и кронштейне (см. рис. 14.18).
Контрольные вопросы
1. Что такое базовые и корпусные детали?
2. Как определяют величину износа направляющих станины?
3. Как проверяют прямолинейность и перекос направляющих?
4. В чем сущность ремонта направляющих станины?
5. Как восстанавливают направляющие каретки суппорта?
6. Какова последовательность сборки механизмов и машин при ремонте?
7. Как обкатывают и испытывают машины после ремонта?
Глава 15. БЕЗОПАСНОСТЬ ТРУДА НА ПРЕДПРИЯТИИ
§ 15.1. Общие сведения
Слесари-ремонтники, выполняя самые различные слесарные й
сборочные операции, работают на сверлильных и заточных станках,
имеют дело с электрооборудованием, пользуются грузоподъемны-
ми механизмами. Слесарь-ремонтник должен четко знать правила
безопасности труда и уметь организовать выполнение ремонтных
работ в соответствии с ними.
282
Перед началом работы необходимо:
привести в порядок спецодежду и правильно надеть ее; обшлага
рукавов и полы куртки застегнуть; волосы убрать под плотно обле-
гающий головной убор;
лишние предметы убрать с рабочего места;
проверить исправность инструмента, приспособлений, ограж-
дений и специальных устройств;
отрегулировать местное освещение таким образом, чтобы рабо-
чее место было хорошо освещено и свет не падал в глаза;
при ремонте оборудования (на постояном месте его выполнения)
потребовать отключения и изоляции проводов, питающих электро-
двигатели станка; при этом на месте, где произведено отключение,
должен быть вывешен предупредительный плакат «Не включать —
ремонт»;
ознакомиться с технологическими процессом ремонта и картой.
§ 15.2. Правила безопасности при выполнении ремонтных
работ специальным инструментом и на станках
При выполнении ремонтных работ ручным инструмен-
том следует убедиться в его исправности: слесарные молотки и
кувалды должны иметь ровную, слегка выпуклую поверхность,
а также должны быть надежно насажены на ручки и закреплены
стальными заершенными клиньями; зубила, крейцмейсели, просеч-
ки не должны иметь косых и сбитых затылков, трещин и заусенцев,
а их боковые грани — острых ребер; гаечные ключи должны соот-
ветствовать размерам гаек и головок болтов и не иметь трещин и
забоин.
Запрещается применять прокладки между зевом ключа и граня-
ми гаек, наращивать их трубами или другими рычагами. В раз-
движных ключах не должно быть слабины в подвижных частях. При
выполнении работ с применением тисков следует надежно зажимать
обрабатываемую деталь. При работах, требующих разъединения
или соединения деталей с помощью кувалды и выколотки, послед-
нюю нужно держать клещами; выколотка должна быть выполнена
из меди или другого мягкого металла. При рубке металла зубилом
необходимо пользоваться защитными очками с небьющимися стек-
лами или сетками, а для защиты окружающих — обязательно ста-
вить предохранительные щитки.
При выполнении ремонтных работ с применением пневмати-
ческого инструмента также требуется соблюдение опре-
деленных правил безопасности: запрещается работать на пристав-
ных лестницах; при смене инструмента вентиль воздухопровода
должен быть закрыт; запрещается перекручивать или зажимать
шланг для прекращения доступа воздуха.
При выполнении ремонтных работ на сверлильных стан-
ках правила безопасности следующие: необходимо пользоваться
имеющимися на станке ограждениями (работа без них запрещается);
на многошпиндельных станках должно быть предусмотрено устрой-
283
ство для пуска и выключения каждого шпинделя; механизмы креп-
ления патронов должны обеспечивать надежный зажим и точное
центрование инструмента в патроне; патрон сверлильного станка
не должен иметь выступающих частей, выбоин и заусенцев; обраба-
тываемые детали следует устанавливать и закреплять в тисках, кон-
дукторах и других приспособлениях, надежно укрепленных на сто-
ле или плите сверлильного станка (применять на станке приспособ-
ления, не обеспечивающие надежности крепления, запрещается).
При выполнении ремонтных работ на заточном станке
(наждачное точило) возможны травмы от отлетающих мелких ча-
стиц металла и абразивов, а также засорение глаз металлической и
абразивной пылью. Для безопасного ведения этих работ очень важ-
ны правильные организация рабочего места и эксплуатация заточ-
ного станка, а также контроль за состоянием станка, абразивного
круга и оградительных (защитных) устройств, которые должны от-
вечать ряду требований: шлифовальный круг не должен иметь бие-
ния, а на поверхности — выбоин и трещин; защитные кожухи над-
лежит надежно прикреплять к станку; подручник необходимо уста-
навливать правильно, т. е. зазор между его краем и рабочей по-
верхностью круга должен быть меньше V2 толщины шлифуемого
(затачиваемого) изделия и не более 3 мм; кроме того, подручник
должен быть установлен так, чтобы прикосновение изделия к кругу
происходило по горизонтальной плоскости, проходящей через
центр круга или выше ее, но не более чем на 10 мм (подручник раз-
решается переставлять только после полной остановки станка);
пылеотсасывающую установку нужно содержать в исправном со-
стоянии, чтобы во время работы обеспечивалось удаление образую-
щейся пыли; станок должен иметь исправный защитный экран.
§ 15.3. Правила безопасности при пользовании
подъемно-транспортными устройствами
Ремонт и монтаж промышленного оборудования связаны с под-
нятием и перемещением деталей и сборочных единиц зачастую очень
большой массы. Правила безопасности труда запрещают допускать
к переноске грузов значительной тяжести подростков до 16:лет.
Юношам 16—18 лет разрешается переносить грузы массой не более
16 кг, а девушкам того же возраста — не более 10 кг. Взрослые муж-
чины могут поднимать груз массой до 50 кг.
Управлять кранами и другими подъемными и транспортными
механизмами с машинным приводом (в том числе самоходными те-
лежками), а также зацеплять и подвязывать грузы могут только
специально обученные лица, успешно сдавшие экзамен по технике
безопасности и имеющие соответствующее удостоверение.
Грузоподъемные механизмы делятся на две группы: подлежа-
щие регистрации в органах Госгортехнадзора и не подлежащие ей.
К первой группе относят краны всех типов (за исключением от-
несенных ко второй группе), а также грузовые электрические тележ-
ки с кабиной управления, передвигающиеся по наземным рельсовым
284
путям. Во в т о р у ю группу входят: краны всех типов с ручным
приводом; поворотные или передвижные консольные краны, управ-
ляемые с пола, земли или неподвижной площадки; электрические и
ручные тали и лебедки; все вспомогательные грузозахватные при-
способления, подвешиваемые к грузозахватному органу грузо-
подъемных машин, и др.
Разрешение на эксплуатацию грузоподъемных устройств выда-
ется органами Госгортехнадзора или технической администрацией
предприятия (в зависимости от того, кто осуществляет надзор за
этими устройствами) на основании результатов технического осви-
детельствования. Освидетельствование грузоподъемных устройств
и их вспомогательных приспособлений, не подлежащих регистрации
в органах Госгортехнадзора, производит администрация предприя-
тия в присутствии лица, ответственного за их обслуживание, с уча-
стием инженера по технике безопасности. Освидетельствованию под-
лежат все вновь установленные грузоподъемные устройства до пус-
ка в работу и любые другие не реже чем через год.
При строповке и обвязке грузов нельзя допускать порчи де-
талей и окраски. Зацеплять стропы надо за специально предусмот-
ренные скобы, проушины, ушковые болты или за обвязку из стро-
пов (зацеплять стропы за валики, шпиндели, ходовые винты, ма-
ховички и другие «слабые» детали не допускается). При обвязке
грузов необходимо следить, чтобы строп не перекручивался и не
имел перегибов. При обвязке на острые кромки (выступы) груза
необходимо накладывать предохранительные доски. С целью предот-
вращения соскальзывания с крюка подъемного механизма канаты
закрепляют петлей. Для определения положения центра тяжести
сложной детали, машины или станка используют правила сложения
моментов этих сил относительно какой-либо точки или линии.
Обвязав и зацепив груз, его поднимают, отрывая полностью от
основания (пола, грунта). Если при этом груз наклонится, его опу-
скают и укорачивают строп с наклоняющейся стороны или удли-
няют с противоположной. Груз поднимают без рывков и раскачи-
вания. Опускают груз медленно, осторожно; как только он коснется
предназначенного места, слегка ослабляют стропы и, убедившись
в том, что груз точно занял это место и положение его устойчиво,
груз отцепляют и снимают стропы.
§ 15.4. Электробезопасность при ремонтных работах
При работе с электрооборудованием необходимо прежде всего
остерегаться непосредственного соприкосновения со всякого рода
токоведущими частями, с частями оборудования и металлоконст-
рукциями, которые оказались под напряжением вследствие нару-
шения изоляции в тех или иных электроустановках. В сухих про-
изводственных помещениях относительно безопасным считается
напряжение тока до 40 В. В помещениях жарких, сырых, с земля-
ным или бетонным полом безопасно напряжение только до 12 В.
Провода высокого напряжения должны быть размещены в местах,
285
не доступных для соприкосновения с ними. Переносные электри-
ческие светильники допускается применять напряжением не выше
36 В. В особо опасных помещениях их напряжение не должно пре-
вышать 12 В.
Чем больше сила тока, тем больше опасность поражения им.
Ток силой 0,1 А и выше, как правило, является для человека смер-
тельным. Степень опасности поражения электрическим током зави-
сит от ряда условий, в частности, от характера прикосновения к то-
коведущим частям. Особенно опасно двухполюсное при-
косновение, т. е. одновременное прикосновение к двум фазам
находящейся под напряжением электрической сети. В этом случае
тело человека оказывается под действием полного рабочего напря-
жения сети, и сила тока, проходящего через него, достигает 0,1 А.
При однополюсном прикосновении, которое не-
редко наблюдается в моменты случайного прикосновения к одному
из проводов сети, сила тока, действующего на человека, почти в 2 ра-
за меньше.
К работе с переносным электроинструментом допускаются лица
обученные, аттестованные согласно списку, утвержденному началь-
ником цеха (отдела), имеющие I квалификационную группу и про-
ходящие периодический инструктаж не реже 1 раза в квартал на
общих основаниях. Список лиц, имеющих право пользоваться пе-
реносным электроинструментом, хранится у работника, выдающего
инструмент.
Контрольные вопросы
1. Расскажите о правилах безопасности при выполнении ремонтных ра-
бот специальным инструментом и на станках.
2. Каковы правила перемещения и подъема груза?
3. Расскажите о правилах электробезопасности при ремонтных работах,
Глава 16. ОРГАНИЗАЦИЯ РЕМОНТНОЙ СЛУЖБЫ
НА ПРЕДПРИЯТИИ
§ 16.1. Цели и задачи ремонта
промышленного оборудования
Высокая производительность труда и необходимая точность вы-
пускаемой продукции в значительной степени зависят от состояния
машин и механизмов, эксплуатируемых на предприятии. Постоянное
работоспособное состояние оборудования можно обеспечить, если
вести систематическое наблюдение за ним и своевременно его ремон-
тировать. Ремонт машин должен не только восстанавливать их про-
изводительность и первоначальную точность, но и обеспечивать
длительную бесперебойную работу.
Под службой ремонта технологического оборудования завода
подразумевается комплекс подразделений, занимающихся на заво-
де надзором за эксплуатацией и ремонтом технологического обору-
28 $
дования, а именно: отдел главного механика завода с входящими в
его состав цехами — ремонтно-механическим (РМЦ), ремонтно-ли-
тейным и котельно-сварочным (главным образом на крупных заво-
дах), а также цеховыми ремонтными базами. Главными задачами
этой службы являются: 1) обеспечение нормального технического
состояния технологического оборудования и его бесперебойной ра-
боты; 2) сокращение простоев оборудования в ремонте и потерь в
производстве, связанных с выполнением ремонтных работ; 3) сни-
жение расходов на ремонт. Успешное решение этих задач в большой
степени зависит от правильной организации службы ремонта тех-
нологического оборудования или соответствующих подразделений
объединенной службы ремонта.
Существует три основных вида организации выполнения ремонт-
ных работ на промышленных предприятиях: централизованная, де-
централизованная и смешанная. Централизованная ор-
ганизация выполнения ремонтных работ, предусматривающая вы-
полнение всех ремонтных работ на заводе силами и средствами отде-
ла главного механика и его ремонтно-механического цеха (РМЦ),
типична для предприятий с небольшим количеством оборудования.
Ее недостатком является полное освобождение цехов от выполнения
ремонта эксплуатируемого оборудования, что снижает ответствен-
ность производственного персонала за его техническое состояние.
Децентрализованная организаия выполнения ремонт-
ных работ состоит в том, что все виды ремонтных работ (межре-
монтное обслуживание, периодические ремонты, в том числе и
капитальный) производятся под руководством механиков цехов так
называемыми цеховыми ремонтными базами, в состав которых входят
ремонтные бригады. В ремонтно-механическом цехе, подчиняющемся
главному механику, осуществляется только капитальный ремонт
сложных агрегатов. Кроме того, в нем изготовляют и восстанавли-
вают для цеховых ремонтных баз те детали и сборочные единицы,
изготовление и восстановление которых требует применения обо-
рудования, отсутствующего на ремонтной базе. Смешанная
организация выполнения ремонтных работ характерна тем, что все
виды ремонта, кроме капитального, выполняют цеховые ремонтные
базы, а капитальный ремонт — ремонтно-механический цех.
§ 16.2. Понятие о рациональной системе
технического обслуживания и ремонта оборудования
Планово-предупредительный ремонт (ППР) производится не в
том случае, когда машина износилась настолько, что уже вышла из
строя (ремонт по потребности), а тогда, когда ее износ не перешел
в прогрессирующий. Такой ремонт в отличие от ремонта по потреб-
ности может планироваться (отсюда и его название — планово-пре-
дупредительный). Возможность планирования ремонтов достигает-
ся применением системы планово-предупредительного ремонта,
которая представляет собой комплекс организационно-технических
мероприятий.
287
Существует три основные системы ППР — системы послеосмот-
ровых, стандартных и периодических ремонтов. Наибольшее рас-
пространение в машиностроительной промышленности получила
система периодических ремонтов; она положена в основу типового
положения «Единая система ППР». Однако наибольший экономиче-
ский эффект ее применение дает при ремонте оборудования, рабо-
тающего в условиях массового и крупносерийного производства
при достаточно высокой загрузке и наличии учета отработанного
им времени (наработки). Но поскольку даже на заводах крупносе-
рийного и массового производства наряду с таким оборудованием
имеется значительное количество станков и машин, загруженных
неполностью и используемых лишь эпизодически, в настоящее
время признано экономически целесообразным применять на боль-
шинстве заводов все три системы ППР: для оборудования, работаю-
щего в условиях массового и важного для предприятия крупносе-
рийного производства—систему периодических ремонтов; для обо-
рудования, применяющегося в менее ответственном производстве,
а также для прецизионных станков — систему послеосмотровых
ремонтов; для специального оборудования, работающего на посто-
янном режиме,— систему стандартных ремонтов.
Системой технического обслуживания и ремонта (ТО и Р) в
соответствии с ГОСТ 18322—85 называется комплекс взаимосвязан-
ных положений и норм, определяющих организацию и выполнение
работ по техническому обслуживанию и ремонту оборудования с
целью сохранения в течение обусловленного времени при заданных
условиях эксплуатации производительности, точности и чистоты-
обработки, гарантированных в сопроводительной технической до-
кументации заводов-изготовителей. Комплекс работ, регламенти-
руемых рациональной системой технического обслуживания и ре-
монта *, разделяется на следующие: техническое обслуживание, к
которому относят работы по поддержанию работоспособности обо-
рудования; ремонт, к которому относят работы по поддержанию
(планово-предупредительный ремонт) и восстановлению (устране-
ние отказов) работоспособности и исправности оборудования. Тех-
ническое обслуживание оборудования начинается задолго до сдачи
его после монтажа и даже до поступления на завод и продолжается
вплоть до списания и сдачи его в лом.
Для получения на вновь смонтированном оборудовании паспорт-
ной производительности, а также заданных точности и шероховатости
обработанной поверхности необходимо:
создание условий, предотвращающих возможность повреждений
его при хранении после поступления на завод, распаковке и тран-
спортировании к месту монтажа;
выполнение монтажа в строгом соответствии с требованиями
заводов-изготовителей;
* Рациональная система технического обслуживания и ремонта (ТО
и Р) оборудования разработана сотрудниками ЭНИМСа.
288
соответствие помещений, в которых эксплуатируется оборудо-
вание, требованиям защиты от атмосферных осадков и внешних
источников запыления; поддержание температуры и влажности воз-
духа в пределах установленного интервала, а освещенности — не
ниже установленных норм;
использование оборудования в соответствии с его прямым тех-
нологическим назначением и с нагрузками, не превышающими до-
пускаемых технической характеристикой; npi менение в работе
исправного инструмента; строгое соблюдение правила допуска к обо-
рудованию только обученных и аттестованных рабочих.
Длительное сохранение оборудованием работоспособности и све-
дение к минимуму затрат на ее поддержание (восстановление) и
потерь основного производства, связанных с простоями оборудова-
ния из-за неисправности, требуют рациональной организации его
эксплуатации и обязательного выполнения комплекса работ по его
техническому обслуживанию. В деятельности служб главных ме-
хаников предприятий основное внимание должно быть уделено ра-
циональному техническому обслуживанию оборудования; ремонт же,
на который нельзя смотреть как на самоцель, по своей значимости
должен находиться на втором месте.
§ 16.3. Виды ремонта
Современное оборудование может состоять из трех основных
частей — механической (включающей и гидравлические устройст-
ва), электрической и электронной. Рациональное техническое об-
служивание оборудования замедляет процесс его износа, а также со-
кращает количество отказов и связанные с ними потери основного
производства. Однако необходимость в ремонте оборудования для
поддержания или восстановления его работоспособности и исправ-
ности тем не менее возникает.
По способу организации различают два вида ремонтов — плано-
вый и неплановый. Плановый ремонт предусматривается ра-
циональной системой технического обслуживания и ремонта обору-
дования и выполняется или через установленное нормами количест-
во часов, отработанных оборудованием, или по достижении установ-
ленного нормами его технического состояния. Неплановый
ремонт также предусматривается рациональной системой техниче-
ского обслуживания и ремонта оборудования, но осуществляется
в неплановом порядке, по потребности. К этому виду относится
аварийный ремонт, вызванный дефектами конструкции или изготов-
ления оборудования, а также дефектами ремонта и нарушением пра-
вил технической эксплуатации.
Повреждения и износы деталей механической части оборудова-
ния, вызывающие необходимость в ремонтах, могут быть разделе-
ны на две основные группы:
износ и повреждение деталей внутри сборочных единиц, не вы-
зывающие нарушения правильности взаимодействия последних, но
в ряде случаев приводящие к потере точности оборудования из-за
289
возникновения вибраций при взаимодействии износившихся
деталей;
износ рабочих поверхностей базовых деталей сборочных еди-
ниц, приводящий к нарушениям первоначальных траекторий их
взаимного перемещения и непосредственно вызывающий потерю точ-
ности или снижение производительности оборудования.
Для устранения повреждений и износов, относящихся к раз-
личным группам, требуются принципиально различающиеся по ха-
рактеру ремонтные работы. Поэтому по составу и объему работ
рациональная система технического обслуживания и ремонта обо-
рудования предусматривает два вида ремонтов — текущий и капи-
тальный. Текущий ремонт — это плановый ремонт, выполняе-
мый с целью гарантированного обеспечения работоспособности обо-
рудования в течение установленного нормативами количества часов
работы до следующего ремонта и состоящий в замене или восстанов-
лении отдельных деталей или отдельных сборочных единиц и выпол-
нении связанных с этим разборочных, сборочных и регулировочных
работ. Капитальный ремонт — это плановый ремонт, вы-
полняемый с целью восстановления исправности и гарантированного
обеспечения работоспособности оборудования в течение установлен-
ного нормативами количества часов работы до следующего капиталь-
ного ремонта, состоящий в восстановлении координации сборочных
единиц и первоначальных траекторий их взаимного перемещения,
сопровождающийся заменой или восстановлением деталей всех сбо-
рочных единиц с необходимой для этого полной разборкой машины,
ее сборкой и регулированием. При капитальном ремонте во время
разборки машины обязательно составляется ведомость дефектов
ремонтируемого агрегата. Каждую деталь ремомендуется маркиро-
вать, обозначая номер станка в числителе, а порядковый номер де-
тали по ведомости дефектов — в знаменателе. Номера можно на-
носить клеймением на нерабочих поверхностях деталей или указы-
вать на бирках, привязывая последние к деталям. Маркирование
облегчает подбор деталей при сборке и контроль за прохождением
ремонта.
§ 16.4. Структура и периодичность работ
по плановому техническому обслуживанию и ремонту
Все виды работ по плановому техническому обслуживанию и
ремонту выполняются в определенной последовательности, обра-
зуя повторяющиеся циклы. Ремонтный цикл — это повторяющаяся
совокупность различных видов планового ремонта, выполняемых в
предусмотренной последовательности через установленные, равные
между собой, количества часов работы оборудования, называемые
межремонтными периодами — периодами времени работы оборудо-
вания между двумя последовательно выполняемыми плановыми ре-
монтами. Ремонтный цикл завершается капитальным ремонтом и
определяется структурой и продолжительностью. Структура
ремонтного цикла — это перечень ремонтов, входящих в
290
его состав и расположенных в последовательности их выполнения.
Например,, структуру ремонтного цикла, состоящего из четырех
текущих и одного капитального ремонта, изображают так:
КР—ТР—ТР—ТР—ТР—КР
20.000
Продолжительность ремонтного цикла —
это количество часов работы оборудования, на протяжении которого
выполняются все ремонты, входящие в состав цикла. (Простои обо-
рудования, связанные с выполнением плановых и неплановых ремон-
тов и технического обслуживания, в продолжительность ремонтного
цикла не входят.) Графически продолжительность ремонтного цик-
ла изображают размерной линией под обозначениями капитальных
ремонтов, которыми начинается и завершается цикл; под размерной
линией указывают продолжительность цикла в часах.
Цикл технического обслуживания — это повторяющаяся сово-
купность операций различных видов планового технического обслу-
живания, выполняемых через установленные для каждого из видов
количества часов работы оборудования, называемые меж операцион-
ными периодами. Цикл технического обслуживания определяется
структурой и продолжительностью. Структура цикла
технического обслуживания — это перечень видов
планового технического обслуживания, входящих в состав цикла,
с соответствующими коэффициентами, показывающими количество
операций каждого вида в цикле. Структура цикла технического об-
служивания обозначается суммой входящих в него видов. (Виды тех-
нического обслуживания, выполняемые неремонтным персоналом —
станочниками или уборщиками, в структуру цикла технического
обслуживания не включаются.) Например, структуру цикла техни-
ческого обслуживания, включающего ежесменный осмотр (Ое), че-
тырехразовое наполнение смазки (4СП), одну замену смазки (С3),
один частичный осмотр (Оч), две профилактические регулировки
(2РМ) и ежесменную смазку, изображают так: ЕОе+4Сп+С3+Оч+
+2РМ, где Е — количество операций тех видов технического об-
служивания, которые выполняются ежедневно (ежесменную смазку,
выполняемую станочником, в структуру не включают). Рекомендуе-
мые структуры ремонтных циклов для металлорежущего и некоторых
видов кузнечно-прессового оборудования даны в табл. 16.1.
Предварительное планирование сроков ремонта и технического
обслуживания парка оборудования предприятия для расчета необ-
ходимой численности ремонтников, составления заявок на материа-
лы и определения суммы затрат на поддержание и восстановление
работоспособности оборудования допустимо производить по данным
о фактически отработанном времени. Вывод же отдельных станков
в капитальный ремонт независимо от запланированной (средней для
данной группы оборудования) продолжительности ремонтного цик-
ла следует производить только по их действительному
техническому состоянию.
Для сравнения объемов ремонтных работ (либо выполняемых
при ремонте различных станков и машин, либо выполняемых от-
291
ч! 16.1. Структуры ремонтных циклов
Оборудование Категория оборудования
Вид Класс Группа
Метал- лорежу- щее н Все группы До 10 т
10—100 т
Свыше 100 т
п, в, А, С До 10 т
10—100 т
Свыше 100 т
Куз- нечно- прессо- вое Молоты: штамповочные с массой ударных частей до 5 т высокоскоростные с энергией удара до 12 500 кгс-м(кДж) До 50кН-м До 125 кН-м
Термопласт-автоматы; машины литьевые; машины правильные и гибочные; прессы гидравличе- ские ковочные; горизонтальные ковочные машины До 5 МН
Структура ремонтного цикла Вид техническо- го обслуживания Количество теку- щих ремонтов в цикле Количество операций технического обслу- живания в межре- монтном периоде
Всего В том чис- ле плано- вых осмот- ров
КР —ТР —ТР —ТР —ТР —КР См. табл. 16.3 4 В соответствии с картой технического обслуживания 5
КР —ТР —ТР —ТР —ТР — — ТР—КР 5 12
КР —ТР —ТР —ТР —ТР — — ТР-ТР —КР 6 21
КР —ТР —ТР —ТР —ТР — — ТР —ТР —ТР —ТР —КР 8 9
18
КР —ТР —ТР —ТР —ТР — —ТР — ТР — ТР — ТР—ТР—КР 9 30
КР —ТР —ТР-ТР —ТР — — ТР-КР См. табл. 16.3 5 В соответствии с картой технического обслуживания 12
КР —ТР-ТР —ТР —ТР — _ТР —ТР —ТР —КР 7 16
16.2. Трудоемкости ремонта и полного планового осмотра
Виды работ Наименование работ Капитальный ремонт Текущий ремонт Осмотр Осмотр перед капитальным ремонтом
Норма времени на единицу ремонтосложности, ч
При ремонте механической части Станоч- ные На изготовление заменяемых деталей На восстановление деталей На пригонку при сборе 10,7 3,0 0,3 2,0 0,1 о,1
Итого . t 9 14,0 2,0 0,1 0,1
Слесар- ные и ДР- На изготовление заменяемых деталей На восстановление деталей На разборку, сборку, пригонку и др. 1,1 0,8 34,1 0,2 3,8 0,75 о 1 1
Итого . . . 36,0 4,0 0,75 1,0
Итого На изготовление заменяемых деталей На восстановление деталей На разборку, сборку, пригонку и др. 11,8 3,8 34,4 2,2 3,8 0,1 0,75 0,1 1,0
Всего . . . 50,0 6,0 0,85 1,0
При ремонте электрической части Станоч- ные На изготовление заменяемых деталей На восстановление деталей На пригонку при сборе ND 1 1 -СП 0,3 — —
Итого . . . 2,5 0,3 — —
Слесар- ные и ДР- На изготовление заменяемых деталей На восстановление деталей На разборку, сборку, пригонку и др. 0,2 9,8 1,2 0,2 0,25
Итого . . . 10,0 1,2 0,2 0,25
Итого На изготовление заменяемых деталей На восстановление деталей На разборку, сборку, пригон- ку и др. 2,7 9,8 0,3 1,2 о Ъ1 1 0,25
Всего . . . | 12,5 1,5 0,2 0,25
293
дельными цехами или преприятиями), а также для сопоставления
объемов ремонтных работ цеха или предприятия в течение ряда лет
или других отрезков времени необходима физическая единица, с
помощью которой можно было бы измерить физический объем работ,
выполняемых при ремонте; она должна быть стабильной, не изме-
няющейся во времени при изменении организационно-технических
условий выполнения ремонта. Именно таким качеством обладает
единица ремонтосложности.
Единица ремонтосложности мех а н и ч е с к о й части обо-
рудования гм — это физический объем работ, необходимый для ка-
питального ремонта механической части некоторой условной маши-
ны, качество которого отвечает требованиям технических условий
на ремонт, а трудоемкость эквивалентна 50 ч работы в организаци-
онно-технических условиях среднего ремонтно-механического цеха
машиностроительного предприятия в 1975 г. В годовой план-гра-
фик вносят не достигнутые трудоемкости ремонта, а достигнутые
ремонтосложности соответствующих моделей оборудования, что зна-
чительно упрощает все плановые расчеты.
Единица ремонтосложности электрической части
оборудования гэ — это физический объем работ, необходимый для
капитального ремонта электрической части некоторой условной ма-
шины, качество которого отвечает требованиям технических усло-
вий на ремонт, а трудоемкость эквивалентна 12,5 ч работы в та-
ких же условиях, при которых определяется гм.
Трудоемкости ремонта и полного планового осмотра приведе-
ны в табл. 16.2. Этими нормами предусмотрено: 1) изготовление всех
заменяемых деталей заводом, эксплуатирующим оборудование (при
получении части деталей со специализированных заводов нормы
станочных и слесарных работ на изготовление деталей должны быть
уменьшены пропорционально проценту по массе запасных частей,
поступающих со стороны); 2) упрочнение направляющих поверх-
ностей базовых деталей газопламенной закалкой или наклеивани-
ем стальных закаленных накладок (при невыполнении упрочнения
норма слесарных работ должна быть уменьшена на 2 ч); 3) восста-
новление рабочих поверхностей базовых деталей шлифованием
(при вынужденной замене шлифования шабрением норма станочных
работ должна быть уменьшена на 1 ч, а слесарных — увеличена
на 4 ч).
§ 16.5. Планирование простоев при ремонте оборудования
Продолжительность простоя оборудования в ремонте зависит
от вида ремонта, ремонтосложности оборудования, численности ре-
монтной бригады, технологии ремонта и организационно-техни-
ческих условий выполнения ремонтных работ. Ремонт промышлен-
ного оборудования в неавтоматизированном производстве органи-
зуют в одну, две или три смены в зависимости от того, насколько
лимитирует производство простой данной единицы оборудования.
Ремонт автоматических линий должен производиться । в две или три
294
смены. Простои оборудования учитываются с момента остановки
агрегата на ремонт до момента приемки его из ремонта контролером
ОТК по акту. Эксплуатационные испытания агрегата после ремон-
та в простои не засчитываются, даже если агрегат в процессе испы-
тания работал нормально.
16.3. Нормы продолжительности простоя оборудования в ремонте
и при техническом обслуживании
Виды работ
Нормы простоя, Ч/Гм, при
работе ремонтной бригады
в одну в две в три
смену смены смены
Для оборудования в неавтоматизированном производстве
Капитальный ремонт 16 18 20
Текущий ремонт 2,0 2,2 2,4
Осмотр перед капитальным ремонтом 0,5 0,5 0,5
Осмотр плановый (полный) 0,4 0,4 0,4
Проверка точности как самостоятельная опе- рация 0,2 — —
Промывка как самостоятельная операция 0,2 — —
Испытания электрической части как самосто- ятельная операция 0,1
Для оборудования в автоматизированном производстве при выводе
в ремонт всей линии или отдельных участков
Продолжение табл. 16,3
Виды работ Ремонтосложность участка гм
60—100 100—140 140-180 180—220
Нормы простоя, ч/гм, при работе ремонтной бригады в две смены
Капитальный ремонт Текущий ремонт 112—176 32—40 176—208 40—48 208—240 48—56 240—272 56-64
Примечания: 1. Время простоя агрегата в сутках получают, умножив таблич-
ные нормы на ремонтосложность механической части, а затем разделив результат на 8 ч
при односменной, 16— двухсменной и 24— трехсменной работе ремонтной бригады.
2. Нормы не предусматривают затраты времени на снятие оборудования с фундамента,
транспортирование его в ремонтных цех и установку на фундамент. 3. Для оборудования,
проработавшего свыше 20 лет, нормы могут быть увеличены на 10%. 4. Осмотры, провер-
ки точности и испытания электрической части автоматических линий должны произво-
диться в нерабочие смены и по выходным дням (простои на эти операции не планируются).
5. При организации ремонта автоматических линий в три смены нормы простоя могут
быть сокращены на 25—30%. 6. При проведении модернизации оборудования во время
его капитального ремонта нормы простоя могут быть увеличены в зависимости от объема
работ по модернизации.
Простои электротехнической части оборудования при текущих
и капитальных ремонтах не планируются, так как эти ремонты долж-
ны проводиться одновременно с. механической частью. Нормы про-
295
должительности простоя из-за ремонта и технического обслуживания
в неавтоматизированном и автоматизированном производстве при
различной сменности работы бригад РМЦ и ЦРБ приведены в табл.
16.3.
§ 16.6. Узловой метод ремонта
На предприятиях с большим количеством одномодельных стан-
ков, а также в условиях поточно-массового производства целесооб-
разно применять метод узлового ремонта, сокращающий простой
оборудования в ремонте и не нарушающий режима производствен-
ного цикла. При этом методе сборочные единицы агрегата, требую-
щие ремонта, снимают и заменяют запасными (новыми или отре-
монтированными). В металлорежущих станках такими взаимозаме-
няемыми сборочными единицами являются передняя бабка, фартук,
суппорт, механизмы привода, шпиндельные, шлифовальные и ре-
вольверные головки и т. п. Номенклатуру взаимозаменяемых дета-
лей следует все больше расширять и изготовлять (ремонтировать)
их в централизованном порядке. Наиболее целесообразно применять
этот метод для ремонта агрегатов: одинаковых распространенных мо-
делей, имеющихся на заводе в большом количестве; лимитирующих
производство; кранового оборудования (вне зависимости от коли-
чества).
Основным преимуществом узлового метода является сокраще-
ние продолжительности ремонта в несколько раз по сравнению с
обычной благодаря тому, что собственно ремонтные работы отделе-
ны от разборочных и сборочных. Например, смена задней бабки 3
(см. рис. 9.4) длится 15—30 мин, а ремонт этой сборочной единицы
(в зависимости от ее состояния) может продолжаться несколько
дней.
Контрольные вопросы
1. Каковы цели и задачи ремонта оборудования?
2. Назовите виды организации выполнения ремонтных работ.
3. В чем сущность рациональной системы технического обслуживания и
ремонта?
4. Какие существуют виды ремонта?
5. Что такое узловой метод ремонта?
Глава 17. КАЧЕСТВО РЕМОНТА, НАДЕЖНОСТЬ
И РЕМОНТОПРИГОДНОСТЬ ОБОРУДОВАНИЯ
§ 17.1. Основные понятия о надежности машин
Технический прогресс предъявляет все более высокие требо-
вания к качеству современных машин. Под качеством машины пони-
мают совокупность свойств, определяющих степень ее пригодности
для использования по назначению. Критерии оценки качества ма-
шины могут быть разделены на две основные группы — производ-
ственно-технологические и эксплуатационные. К производственно-
296
технологическим показателям относятся себестоимость машины,
масса и др. Из эксплуатационных показателей наиболее важным
является надежность, так как она характеризует стабильность ка-
чества. Остальные эксплуатационные показатели качества машины
(производительность, экономичность, степень механизации и авто-
матизации и др.) без обеспечения необходимой надежности теряют
свое значение. Каждой детали, сборочной единице, машине, систе-
ме машин в целом (их можно обозначить одним термином — изде-
лие) предъявляются определенные требования по надежности.
Надежность (ГОСТ 13377—80) — свойство изделия выполнять
заданные функции, сохраняя эксплуатационные показатели в за-
данных размерах в течение требуемого промежутка времени или
требуемой наработки. Надежность изделия обусловливается его
работоспособностью, долговечностью и ремонтопригодностью.
Работоспособность — состояние изделия, при котором оно спо-
собно выполнять заданные функции с параметрами, установлен-
ными требованиями технической документации.
Безотказность — свойство изделия сохранять работоспособ-
ность в течение некоторой наработки без вынужденных перерывов.
Наработка — продолжительность или объем работы изделия,
измеряемые в часах, циклах, деталях и т. д. Для металлорежущих
станков наработка, как правило, измеряется в часах или обработан-
ных деталях. Различают наработки за какой-либо период, до пер-
вого отказа, между отказами и др. О т к а з — это явление, заклю-
чающееся в нарушении работоспособности изделия. Для металло-
обрабатывающего оборудования отказами являются поломка дета-
лей, разрегулировки, выход каких-либо параметров за пределы,
установленные ГОСТами или ТУ, вследствие чего оборудование не
может выполнять поставленную перед ним задачу, и др. Металлоре-
жущие станки относятся к восстанавливаемым изделиям.
Неисправность — состояние изделия, при котором оно не соот-
ветствует хотя бы одному из требований технической документации.
Например, больший, чем предусмотрено ТУ, расход масла при сма-
зывании свидетельствует о неисправности.
Долговечность — свойство изделия сохранять работоспособ-
ность до предельного состояния с необходимыми перерывами для
технического обслуживания и ремонтов. (Предельное со-
стояние изделия определяется невозможностью его дальней-
шей эксплуатации либо снижением эффективности использования
ниже допустимого уровня.)
Ремонтопригодность — свойство изделия, заключающееся в его
приспособленности к предупреждению, обнаружению и устранению
отказов и неисправностей путем проведения технического обслу-
живания и ремонтов. Количественно ремонтопригодность определя-
ется затратами времени и средств на устранение отказов. Затраты
времени на устранение отказа включают в себя время, небходимое
для обнаружения отказа, отыскания неисправностей, подготовки
запасных деталей для ремонта, замены или восстановления неис-
правного сопряжения, послеремонтной настройки, проверки ка-
297
чества ремонта, а также организационные потери времени. Следо-
вательно, ремонтопригодность характеризуется приспособленностью
машины к требованиям по ликвидации повреждений, ремонтодо-
ступностью и ремонтоспособностью.
Приспособленность к отысканию повреждений, диагностирова-
нию, определению технического состояния оборудования без раз-
борки сборочных единиц зависит от конструктивных особенностей
машины и наличия в ней устройств для защиты от перегрузок и
ошибок обслуживающего персонала, а также устройств, сигнали-
зирующих о повреждениях.
Ремонтодоступность оценивается удобствами монтажа и доступа
к деталям и сборочным единицам в целях их осмотра или заме-
ны, а также для обслуживания системы; ремонтодоступность зави-
сит от типа и вида креплений деталей и сборочных единиц, наличия
свободных (удобных) разъемов, количества и массы снимаемых для
ремонта деталей, степени сложности движений при осмотрах и ре-
монтах. В качестве примеров недостаточного внимания к обеспече-
нию ремонтодоступности, выявленных при эксплуатационных наб-
людениях, можно привести следующие: сборка и разборка коробки
скоростей неудобны и трудоемки; неудобно заливать масло в кар-
теры станков; затруднительна уборка стружки из-за неудачной
конструкции корыта и т. д.
Ремонтоспособность определяется наличием технологических
баз для восстановления исходных координат (например, плоскость
крепления рейки для восстановления направляющих станин под
каретку суппорта), наличием компенсаторов износа фрикционных
муфт, подшипников скольжения, червячных передач и других
сопряжений; конструктивными особенностями изнашивающихся
деталей, обеспечивающими их пригодность к восстановлению;
наличием устройств, защищающих от коррозии и проникновения
в механизмы эмульсии, а также служащих для отвода стружки
и защиты трущихся поверхностей от повреждений; возможностью
замены некоторых деталей и сборочных единиц при модернизации
оборудования.
Ремонтопригодность оказывает большое влияние на уровень
затрат, связанных с эксплуатацией промышленного оборудования,
и является одним из важнейших средств обеспечения надежности
и долговечности работы машин.
§ 17.2. Диагностирование оборудования
Общие сведения. Уточнение сроков выполнения всех работ по
техническому обслуживанию и ремонту оборудования является
важнейшей предпосылкой сокращения народно-хозяйственных зат-
рат на его функционирование. Это в значительной степени связано
с внедрением в практику работы ремонтных служб современных
методов и средств технического диагностирования В процессе
эксплуатации любого станка в результате износа его частей и сбо-
рочных единиц возникают погрешности их взаимного расположе-
ния, нарушается предусмотренная конструкцией станка законо-
298
мерность относительного движения заготовки и инструмента (в ме-
таллорежущих станках), что, в свою очередь, приводит к возник-
новению погрешностей измеряемых параметров (размера, формы и
взаимного расположения обрабатываемых поверхностей) изделий.
Ряд деталей и сопряжений станков, от технического состояния
которых зависит качество получаемых изделий, обычно доступны
для непосредственного наблюдения и проведения измерений без
разборки станка (например, рабочие поверхности станин, столов,
консолей, ходовых винтов и др.). В этом случае имеется возможность
непосредственной оценки технического состояния изнашиваемых
поверхностей деталей и сопряжений и определения сроков их вос-
становления на основе значений предельно-допустимых износов.
Однако многие детали и сопряжения невозможно проконтроли-
ровать и измерить без разборки станка. В таких случаях прихо-
дится измерять не их параметры, а параметры процессов, происхо-
дящих в результате работы деталей станка и их взаимодействия меж-
ду собой. Иногда для оценки технического состояния отдельных де-
талей и сопряжений может возникнуть необходимость в искусствен-
ном создании процессов, сопутствующих их работе.
Последовательность разработки диагностических схем. Для уста-
новления взаимосвязи между техническим состоянием деталей и
погрешностью измеряемых параметров обрабатываемых изделий,
а также выбора на этой основе метода диагностирования целесооб-
разно разрабатывать диагностические схемы применительно к стан-
кам различных технологических групп. Кроме того, рекомендуется
определенная последовательность разработки таких схем.
На первом этапе для каждой рассматриваемой группы станков
устанавливают подлежащие измерению параметры обрабатываемых
изделий, определяющие их качество и являющиеся наиболее спе-
цифичными при обработке изделий на станках данной технологи-
ческой группы. Например, для станков токарной группы такими
параметрами являются диаметральный размер обрабатываемого
изделия, формы его продольного и поперечного сечений, шерохо-
ватость и волнистость поверхности (а при нарезании резьбы — ее
шаг).
На втором этапе разработки диагностической схемы устанав-
ливают основные, наиболее существенные причины отклонения из-
меряемых параметров изделий от заданных.
Третий этап — установление сборочных единиц станка, тех-
ническое состояние которых вызывает отклонение измеряемого па-
раметра.
Четвертый этап заключается в определении процессов, сопут-
ствующих работе станка в результате взаимодействия его деталей
и сопряжений. Одни из этих процессов возникают во время работы
машины без вмешательства извне (например, акустические, являю-
щиеся результатом соударения взаимодействующих деталей и сопря-
жений,— шум, вибрации и т. д.), другие вызываются искусствен-
ным путем.
299
17.1. Диагностические методы и средства измерений
Диагностируемый параметр или причина диагностиро- вания Диагностические и вспомогательные методы Диагностические и вспо- могательные средства измерений
Концентрация продук- тов износа в масле Анализ масла емкости Спектрограф, микрофо- тометр, прибор для опре- деления металлов в масле
Чрезмерный нагрев ра- Измерение параметров Термометр, термопара,
бочей жидкости гидроси- стемы, поверхности кор- пусов агрегатов сопутствующих процессов (потерь на трение) терморезисторы
Люфты каретки суппор- та, поперечных и верхних поворотных салазок Измерение параметров сопряжений Щуп, индикатор
Снижение частоты вра- щения шпинделя под на- грузкой Измерение параметров сопутствующих процессов (проскальзывания ремен- ной передачи) Тахометр
Несоответствие геомет- Установление измеряе- Микрометр, индикатор
рических размеров изго- товляемого изделия ТУ мых параметров и др.
На пятом этапе, основываясь на уже имеющиеся данные, оп-
ределяют возможность применения либо уже известных методов
технического диагностирования определенных деталей или сбороч-
ных единиц, либо устанавливают необходимость разработки новых.
Выбор метода диагностирования производится
с учетом следующих основных требований: 1) требуемая точность
диагностирования; 2) простота метода; 3) возможность проведения
диагностирования непосредственно на предприятии независимо от
других организаций; 4) безопасность метода для окружающих;
5) возможность приобретения необходимой аппаратуры и оборудо-
вания.
В табл. 17.1 приведены некоторые примеры диагностических ме-
тодов и средств измерений, применяемых в различных случаях.
Вопросы диагностирования достаточно широко были рассмотре-
ны в настоящем учебнике; в каждом отдельном примере была при-
менена определенная диагностическая схема выявления дефектов
и давались рекомендации по восстановлению работоспособности ме-
ханизмов.
Контрольные вопросы
1. Что такое надежность?
2. Как определяется ремонтопригодность?
3. В чем сущность технического диагностирования? Как оно влияет на
улучшение качества выпускаемой продукции?
4. Расскажите о схеме диагностирования для оценки технического со-
стояния станка.
5. Какие методы технического диагностирования оборудования вы зна-
ете?
300
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
1. Арбузов М. О. Справочник молодого слесаря-ремонтника.—
М.: Высш, шк., 1985.
2. 3 е в и н М. Б., П а р и н и Е. П. Справочник молодого электро-
монтера.— М.: Высш, шк., 1984.
3. Кузнецов В. Г. Приводы станков с программным управлени-
ем.— М.: Машиностроение, 1983.
4. К р ы с и н А. М., Н а у м о в И. 3. Слесарь механосборочных
работ.— М.: Высш, шк., 1983.
5. М а к и е н к о Н. И. Общий курс слесарного дела.— М.: Высш,
шк., 1984.
6. Панов Ф. С., Травин А. И. Работа на станках с числовым
программным управлением.— Л.: Лениздат, 1984.
7., П е к е л и с Г. Д., Гельберг Б. Т. Технология ремонта ме-
таллорежущих станков.— М.: Машиностроение, 1984.
8. Свешников В. К., Усов А. А. Станочные гидроприводы.—
М.: Машиностроение, 1982.
ОГЛАВЛЕНИЕ
Предисловие 3
Введение 4
Глава 1. Понятие о машинах, деталях машин и механизмах 5
§ 1.1. Основные сведения.................. 5
§ 1.2. Механизмы передачи вращательного движения 7
§ 1.3. Механизмы преобразования движения 18
Глава 2. Износ деталей промышленного оборудования 20
§2.1. Сущность явления износа 20
§ 2.2. Сущность явления трения . 21
§ 2.3. Виды и характер износа деталей 21
§ 2.4. Признаки износа ... 27
§ 2.5. Особенности выбора материалов при ремонте 28
Глава 3. Пути и средства повышения долговечности оборудования 29
§3.1. Основные факторы, увеличивающие продолжительность ра-
боты оборудования . ................... . . 29
§ 3.2. Значение режима смазывания в увеличении долговечности
работы машин и механизмов..................................... 30
§ 3.3. Смазочные материалы и их применение.................... 31
§ 3.4. Способы и средства смазывания станков и механизмов '33
Глава 4. Способы восстановления и повышения долговечности дета-
лей . 41
§4.1. Экономическая целесообразность восстановления деталей 41
§ 4.2. Восстановление деталей механической обработкой 42
§ 4.3. Восстановление деталей сваркой и наплавкой е 43
§ 4.4. Восстановление деталей металлизацией................... 47
§ 4.5. Восстановление и упрочнение деталей электролитическими
и химико:термическими способами............................... 48
§ 4.6. Ремонт и упрочнение деталей пластическим деформирова-
нием ....................................................... 52
§ 4.7. Восстановление деталей пластмассовыми композициями 53
§ 4.8. Восстановление деталей и ремонт оборудования клеевым ме-
тодом 57
Глава 5. Ремонт неподвижных соединений и трубопроводов 60
§5.1. Общие сведения.......... 60
§ 5.2. Ремонт резьбовых соединений 60
§ 5.3. Ремонт штифтовых соединений . . 62
§ 5.4. Ремонт шпоночных и шлицевых соединений 63
§ 5.5. Ремонт сварных соединений 66
§ 5.6. Ремонт трубопроводов 67
Глава 6. Ремонт деталей и механизмов производственного оборудо-
вания . 72
§6.1. Ремонт валов и шпинделей ... 72
§ 6.2. Общие сведения о подшипниках 81
§ 6.3. Ремонт подшипников скольжения г 83
§ 6.4. Ремонт деталей и сборочных единиц с подшипниками ка-
чения ........................................................ 87
§ 6.5. Ремонт шкивов и ременных передач 94
§ 6.6. Ремонт соединительных муфт 99
§ 6.7, Ремонт деталей зубчатых и цепных передач ♦ . * . • 104
302
§ 6.8. Ремонт деталей передач винт — гайка 107
§ 6.9. Ремонт деталей поршневых и кривошипно-шатунных меха-
низмов .... . ............................... 111
§ 6.10. Ремонт .деталей кулисного механизма 116
Г лава 7. Ремонт деталей и сборочных единиц гидравлических и пнев-
матических систем оборудования 120
§7.1. Понятие о гидроприводе.......................... 120
§ 7.2. Причины возникновения неисправностей в работе гидроси-
стем и способы их устранения 122
§ 7.3. Ремонт насосов . . . . , 125
§ 7.4. Ремонт гидродвигателей.......................... 133
§ 7.5. Ремонт электрогидравлического шагового привода (ЭГШП) 139
§ 7.6. Ремонт направляющей и регулирующей гидроаппаратуры 141
§ 7.7. Сборка гидроприводов . 147
§ 7.8. Ремонт пневматических приводов 148
Глава 8. Приспособления, применяемые при ремонте оборудования 153
§8.1. Стационарные приспособления для восстановления направ-
ляющих ..................................................... 153
§ 8.2. Переносные приспособления для восстановления направля-
ющих ............................................. 158
§ 8.3. Контроль точности ремонтных операций 163
Глава 9. Основные виды металлорежущего оборудования, его уст-
ройство, техническое обслуживание и ремонт « 168
§9.1. Классификация оборудования 168
§ 9.2. Токарно-винторезные станки 172
§ 9.3. Токарно-револьверные станки 179
§ 9.4. Сверлильные станки . 181
§ 9.5. Шлифовальные станки 181
§ 9.6. Фрезерные станки . 183
§ 9.7. Строгальные станки 185
Глава 10. Станки и роботы с программным управлением (ПУ) 186
§ 10.1. Общие сведения о станках с ЧПУ ...... 186
§ 10.2. Понятие о числовом программном управлении 188
§ 10.3. Конструктивные особенности станков с ЧПУ 195
§ 10.4. Токарный станок 16К20ФЗ с ЧПУ ...................... 201
§ 10.5. Вертикально-фрезерный полуавтомат ЛФ260МФЗ с ЧПУ 206
§ 10.6. Промышленные роботы . . . . 210
§ 10.7. Гибкие производственные системы . .................. 213
§ 10.8. Техническое обслуживание и ремонт станков с ЧПУ 215
Глава 11. Эксплуатация и ремонт кузнечно-прессового оборудования 223
§ 11.1. Молоты 223
§ 11.2. Прессы 226
Глава 12. Подъемно-транспортные устройства 235
§ 12.1. Подъемно-транспортные средства, применяемые при ре-
монте . . . ,...................................... 235
§ 12.2. Грузозахватные приспособления 240
§ 12.3. Ремонт подъемных кранов , 242
Глава 13. Технология ремонта, испытания и приемка промышлен-
ного оборудования 243
§13.1. Подготовка оборудования к ремонту . . 243
§ 13.2. Правила и технология разборки машины 244
§ 13.3. Очистка и промывка деталей 249
303
§ 13.4. Дефектовка деталей . . . 252
§ 13.5. Понятие о размерных цепях 254
§ 13.6. Предельные износы . 255
§ 13.7. Балансировка деталей 256
Глава 14. Технология ремонта базовых и корпусных деталей и узлов
оборудования 258
§ 14.1. Понятие о базовых и корпусных деталях . . 258
§ 14.2. Износ направляющих станин и технические требования на
их ремонт . ... . 260
§ 14.3. Определение величины износа направляющих станин . . 261
§ 14.4. Ремонт направляющих станин механической обработкой 263
§ 14.5. Ремонт направляющих суппорта . . 267
§ 14.6. Восстановление прижимных планок и клиньев 275
§ 14.7. Сборка механизмов и машин при ремонте 277
§ 14.8. Обкатка и испытание машин после ремонта 280
Глава 15. Безопасность труда на предприятии 282
§ 15.1. Общие сведения . . 282
§ 15.2. Правила безопасности при выполнении ремонтных работ
специальным инструментом и на станках....................... 283
§ 15.3. Правила безопасности при пользовании подъемно-транс-
портными устройствами . ... 284
§ 15.4. Электробезопасность при ремонтных' работах 285
Глава 16. Организация ремонтной службы на предприятии 286
§ 16.1. Цели и задачи ремонта промышленного оборудования . . 286
§ 16.2. Понятие о рациональной системе технического обслужи-
вания и ремонта оборудования ‘ 287
§ 16.3. Виды ремонта................................. ... 289
§ 16.4. Структура и периодичность работ по плановому техничес-
кому обслуживанию и ремонту .... . 290
§ 16.5. Планирование простоев при ремонте оборудования 294
§ 16.6. Узловой метод ремонта 296
Глава 17. Качество ремонта, надежность и ремонтопригодность обо-
рудования 296
§ 17.1. Основные понятия о надежности машин 296
§ 17.2. Диагностирование оборудования 298
Рекомендуемая литература 301
Учебное издание
Боаз Тевелевич Гельберг
Говшия Давидович Пекелис
Ремонт промышленного оборудования
Редактор Р. К. Сапожникова. Художник Ю. Д. Федичкин. Художественный редактор
Т. В. Панина. Технический редактор 3. А. Муслимова. Корректор В. В. Кожуткина
ИВ № 6315
Изд. № М-318. Сдано в набор 16.06.87. Подл, в печать 08.01.88. Формат бОХЭО1/^- Бум.
кн.-журн. Гарнитура литературная. Печать высокая. Объем 19,0 усл. печ. л. 19,0 усл.
кр.-отт. 20.96 уч.-изд. л. Тираж 75 000 экз. Зак. 1152. Цена 65 коп.
Издательство «Высшая школа». 101430, Москва, ГСП-4, Неглинная ул., д. 29/14.
Ордена Октябрьской Революции и ордена Трудового Красного Знамени МПО «Первая
Образцовая типография» имени А. А. Жданова Союзполиграфпрома при Государственном
комитете СССР по делам издательств, полиграфии и книжной торговли. 1 13054, Москва,
Валовая, 28