/























































































































































































































































































































Author: Химушин Ф.Ф. Кишкин С.Т. Булыгин И.П. Строев А.С.
Tags: металлургия авиационное оборудование авиационные материалы
Year: 1965



Text
V
ВСЕСОЮЗНЫЙ ОРДЕНА ЛЕНИНА
НАУЧ Н О - И С С Л Е Д О В А Т Е Л Ъ С К И Й И Н С Т И Т У Т
АВ И А Ц ИО Н Н ЫХ М А Т Е Р И АЛОВ
6 38
Рассылается по списку
СПРАВОЧНИК
ПО АВИАЦИОННЫМ
МАТЕРИАЛАМ
(ИЗДАНИЕ 5-Е, ПЕРЕРАБОТАННОЕ И ДОПОЛНЕННОЕ)
Ответственный редактор
Заслуженный деятель пауки и техники РСФСР,
докт. техн, наук Л. 7\ 7У/ИА/7ОВ
'<•; ТОМ Ш
КОРРОЗИОННОСТОЙКИЕ
И ЖАРОПРОЧНЫЕ СТАЛИ И СПЛАВЫ
«М А Ш И 11 О С Т Р О Е Н И Е»
/Москва' 19 6 5
А
УДК 669.018.4-i-669.018,8(039)
Научные редакторы т. Ш
Член корр. АН СССР С. Т. Кишкин, докт. техн, наук Ф. Ф. Химушин.,
кандидаты техн, наук И. П. Булыгин и А. С. Строев
ПРЕДИСЛОВИЕ
В III томе справочника приводятся свойства коррозионностой-
ких и жаропрочных сталей по ГОСТам и техническим условиям
(минимальные гарантируемые свойства) и типичные характеристи-
ки каждой марки, дополненные в ряде случаев минимальными зна-
чениями.
В настоящем 5-м издании расширены и уточнены характеристи-
ки материалов, включенных в Ш-й том предыдущего издания, при-
водятся свойства новых жаропрочных и коррозионностойких ста-
лей и сплавов, и сплавов на основе тугоплавких металлов. Впервые
в справочнике описываются методы контроля полуфабрикатов
и деталей без их разрушения. Такой контроль может проводиться
как при изготовлении полуфабрикатов и деталей, так и в процессе
эксплуатации.
Работы по улучшению свойств сталей и сплавов, выпускаемых
серийно, также нашли свое отражение в справочнике. Так напри-
мер, приводятся данные, характеризующие металл, выплавленный
в вакууме. Установлено, что такой метод плавки обеспечивает
стабильность свойств, повышение пластичности и ударной вязкости
металла.
В связи с задачей повышения ресурса изделий авиационной
техники особое значение приобретают характеристики длительной
прочности и ползучести материалов. В справочнике приводятся
показатели этих свойств за 1000 и более часов. Даются также
характеристики секундной и минутной прочности.
Для облегчения выбора материала с теми или иными свойства-
ми в настоящее издание включены сводные сравнительные харак-
теристики сталей и сплавов по длительной прочности, ползучести
и выносливости, представленные графически (фиг. 1—29).
Таким образом, III том 5-го издания справочника существенно
пополнен новыми данными, необходимыми конструкторам, метал-
лургам и технологам ОКБ и заводов авиационной промышлен-
ности.
1525
Предисловие
Справочник подготовлен коллективом научных сотрудников
ВИАМ совместно с работниками авиационных заводов и завода
«Электросталь», а также ЦКТИ и ЦНИИЧЕРМЕТа.
Состав авторского коллектива: М. Ф. Алексеенко, А. Г. Андре-
ева, Т. П. Байкова, Д. С. Балковец, В. П. Батраков, С. Е. Беляев,
И, П. Булыгин, Б. И. Васильев, В. С. Виноградова, М. И. Гаври-
люк, Д. Е. Герасимов, М. Д. Глезер, А. Т. Горбодей, В. П. Гречин,
Л. Я. Гурвич, А. Л. Дорофеев, В. С. Егоров Е. М. Ермакова,
С. Л. Жуков, И. И. Захаров, Г. В. Захарова, С. Т. Кишкин, А. И. Ко-
валев, А. Т. Козлов, А. Н. Кокошвили, РЕ И. Корнеев, В. М. Коро-
лев, Б. М. Колобашкин, Л. Е. Конторович, Н. Н. Куркина, В. И. Лав-
ров, ЕЕ Ф. Лашко, Д. Е. Лившиц, М. А. Люстров, М, Я. Львовский,
Б. Ф. Масленников, А. Д. Маслов, ЕЕ И. Михеев, Л. Б. Мишина,
Г. Е. Москаленко, Г. М. Мороховец, 3. П. Некрасова, Е. С. Овсепян,
Г. Н. Орехов, С. В. Оржеховский, И. О. Панасюк, В. С, Петрова,
А. А. Платонов, Г. В. Покоовский, Л. С. Попова, Я. М, Потак,
Е. ЕЕ Рахлсева, О. К. Ревякина, С. Г. Рождественский, В. В. Сачков,
П. М. Селиверстова, М. В. Сергеев, И. Г. Скугарев, Е. В, Сивакова,
И. К. Складнов, Н. М. Скляров, А. С. Строев, К. И. Терехов,
Е. Ф. Трусова, Н. М. Тучкевич, Т. М. Федорова, Л. С. Федотова,
Л, А. Филимонова, С. П. Филиппова, Ф. Ф. Химушин, В. В, Чугу-
нов, 3. А. Шеванкова, К. Я. Шпунт,
Предисловие
СРАВНИТЕЛЬНЫЕ ХАРАКТЕРИСТИКИ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ,
ПОЛЗУЧЕСТИ И ВЫНОСЛИВОСТИ СТАЛЕЙ И СПЛАВОВ
в^кГ/мм2
140
130
120
30310
1 i \ 23X13Н8НФЛ 1
\ * 1 J
i
\\ 1
30
70
ьи
100
30 311 (отпуск 580°)
(отпуск 52
1Х12Н2ВИФ
(отпуск 500°)
13X141’8 ФР А
50
40
30
20
\\ | \ \ ЭП311 (отпуск ё8(Р)
1Х12Н28МФ '
(отпуск 680°)
__________s_
\ ДП8№Я(хшстм)
ЗИбЗВА(пруткК)
300 400 500 SOO 700 ®С
Фиг. !. Кривые длительной прочности (за 100 час) жаропроч-
ных деформируемых свариваемых сталей.
Предисловие
Фиг, 2. Кривые длительной прочности (за 1000 час)
коррозионнестойких и жаростойких деформируемых
сталей.
Предисловие
Фиг. 3. Кривые ползучести коррозионностойких и жа-
ростойких деформируемых сталей.
Предисловие
Предисловие
кГ/ммг
Фиг, 5. Кривые выносливости жаропрочных литейных сталей:
сплошные кривые — образцы гладкие, пунктир — образцы с надрезом
Предис ловив
К15Н9Ю<
—© ^нагартованное состояние, старение при 480° в тече-
ние I часа;
—©—мягкое состояние, старение при 425= в течение
1 часа*, п
— полунагартованное состояние, старение при 480
в течение I
Предисловие
11
Фиг. 7. Кривые длительной прочности (за 2000 час)
жаропрочных деформируемых сталей для дисков
компрессора.
Предисловие
Фиг. 9. Кривые вы-
носливости жаро-
прочных деформи-
руемых сталей для
дисков компрессо-
ра:
сплошные кривые —
образны гладкие,
пукктип — образцы с
надрезом.
Предисловие
Фиг. 10. Кривые длительной прочности (за 100 час)
жаропрочных деформируемых сталей и сплавов для -
рабочих лопаток:
( Q— — ф—после термической обработки
по режиму: закалка с 1100—
1130s С (3—5 час) в масле, ста-
рение при 720—750° С в течение
16 час, охлаждение с печью до
600—650° С в течение 16—
20 час;
О—-----О—после термической обработки
по режиму: закалка с 1160—
1180° С (2—8 час) на воздухе,
старение при 775° С в течение
V 16—25 час.
Предисловие
Фиг. 11. Кривые длительной прочности (за 100 час) жаропрочных
деф^мируемьгх сталей и сплавов для рабочих лопаток.
Предисловие
^5оо kF]мм2
so--------
500 800 700 800 000 °C
Фиг, 12. Кривые длительной прочности (за 500 час) жаропроч
ных деформируемых сталей и сплавов для рабочих лопаток.
Предисловие
17
2 1525
Фиг. 13. Кривые длительной прочности (за 1000 час) жаро-
прочных деформируемых сталей и сплавов для рабочих ло-
паток.
йн-
4
г
К '•
+
11 редисловие
Сгш>кГ/п"’
500 600 700
800 900 °C
Фиг, 14, Кривые длительной прочности (за 2000 час)
жаропрочных деформируемых сталей и сплавов для
рабочих лопаток.
Предисловие
19
^0,2,000 %>7М~
500 600 700 800 000 °C
Фиг. 15. Кривые ползучести жаропрочных деформируемых
сталей и сплавов для рабочих лопаток.
Фиг, 17. Кривые выносливости жаропрочных деформируемых сталей и сплавов
для рабочих лопаток:
сплошные кривые—образцы гладкие, пунктир—образцы с надрезом.
ю
П редисловие
Фиг. 18. Кривые длительной прочности (за 100 час) жаропроч-
ных деформируемых сталей и сплавов для дисков турбин:
ХГ2Н22ТЗМР
г О-------О—после термической обработки по режиму: за-
калка с IКЮ—1130е С (3—5 час) в масле, ста-
рение при 720—750° С в течение 16 час,
охлаждение с печью до 600—650° С в течение
16—20 час;
О— — О—после термической обработки по режиму: за-
калка с 1160—1180° С (2—8 час) на воздухе,
, старение при 775° С в течение 16—25 час.
ПпгдислоыЬ'
Фиг. 19. Кривые длительной прочности (за 500 час) жаропроч-
ных деформируемых сталей и сплавов для дисков турбин.
24
Предисловие
бит кГ/ми*
Фиг. 20. Кривые длительной прочности (за 1000 час)
жаропрочных деформируемых сталей и сплавов для
дисков турбин.
Предисловие
Предисловие
50Q 600 700 600 ° С
Фиг, 22. Кривые выносливости жаропрочных деформируемых
сталей и сплавов для дисков турбин.
сплоцгные кривые—образцы гладкие, гт^гктдр—образцы с надрезом.
Предисловие
Фиг, 23. Кривые ползучести жаропрочных деформи-
руемых сталей и сплавов для дисков турбин.
Х12Н22ТЗМР™ после термической обработки по режиму:
закалка с 1170—1180° С (2 часа) на воздухе, старение при
775Q С в течение 20 час.
Предисловие
кГ/мм2
Як........
Фиг* 24. Кривые длительной прочности (за 100 час) жаро-
стойких и жаропрочных деформируемых сталей и сплавов
для камер сгорания и кольцевых деталей.
ЭП99
—в состоянии поставки:
— в—после термической обработки по режиму: за*
калка с 1180°, старение при 800“850д*
Предисловие
29
г
I
I
i
фиг. 25, Кривые ползучести жаростойких и жарсг
прочных деформируемых сталей и сплавов.
ХНТЗМБТЮ—послс термической обработки по режиму: закал-
ка с 1080° С на воздухе.
i
i
i
Г
i
I
3
b
i
►
г
I
Фиг. 26. Кривые выносливости жаростойких и жаропрочных деформируемых сталей
и сплавов.
Образцы гладкие
П редисловие я] П редисловие
П редаслобие
Фиг. 28. Кривые ползучести жаропрочных литейных ста-
лей и сплавов для сопловых и рабочих лопаток.
Предисловие
б., кГ/ммг
500 550 600 700 ' 800 900 °C
с^иг. 29. Кривые выносливости жаропрочных литейных сталей и сплавов
для сопловых и рабочих лопаток.
Сплошные кривые—образцы гладкие, пунктир—образцы с надрезом.
1525
ПРИНЯТЫЕ ОБОЗНАЧЕНИЯ МЕХАНИЧЕСКИХ И ФИЗИЧЕСКИХ
СВОЙСТВ СТАЛЕЙ И СПЛАВОВ
Наименование свойства \i Модуль нормальной упруго- сти при растяжении, опреде- ленный статическим методом Модуль нормальной упруго- сти, определенный динамиче- ским методом Предел прочности при рас- тяжении Предел прочности при рас- тяжении надрезанного образ- ца Предел пропорциональности при растяжении Предел текучести условный при ... растяжении (остаточная деформация 0,2%) 1’1 редел выносливости при изгибе (Кри симметричном цик- ле) гладкого образца Предел выносливости при изгибе (при симметричном цик- ле) образца с надрезом Предел ползучести при вы- соких температурах (напря- жение, вызывающее деформа- цию О,2°/о за 100 час, 200 час И т. д.) Предел длительной прочно- сти при высоких температурах (напряжение, которое доводит образец до разрушения за оп- ределенное число часов: 50, 100 и т. д.) Обозначе- ние (Q -И % •и апц г ' 4 П 1 1 аО,’2/!СЮ °(), 2/200 aS0 а100 Единица^ измере- н ия । кГ’,мм2 кГ^мя? кГ/мм2 кГ[м.м2 нПмм1 кГ/мм2 кГ i мл-ft кГ1мм:2 I кГ]мм‘2 1 | кГ!мм2 1 L L Перевод в единицы СИ 1 кГ/мм^,3-]^ V. ч-i* 1 кГ/д/зг2^9,8‘10б н/щ? 1 кГ/щщ2^9,8 • 1 Об н/м2 1 кГ/мм2^,8-106 н/.и2 1 л:Г/з/щ2~9,8-10б 1 /тГ/л<щ2^9}8.10б ///^2 I /тГ/жщ2^9,8-106 Н!М2 1 /<Г/.и.ц2^9,8-10б н/м2 1 кПмм^ 9,8-106 н>м 1 кГ/мм^д,8-'№ н/м2 i
Принятые обозначения
Продолжение
»"^^Ы**"**»**^^"^ " Ч| W i J I I I ,1 * W
Наименование свойства Обозна- чение Единица измере- ния Перевод в единицы СИ
Относительное удлинение после разрыва: на длине Г---= = 5d; 1—lQd; на длине 1 = = 5,65 У Л /=11,3 V? О? 1 СО СТ о* 1 %
Относительное сужение пос- Л С рЯЗрЫВ<Е С/ 1 % 1 1 1
Число циклов до разруше- ния образца при испытании на статическую выносливость N цикл
Удельнал ударная вязкость при изгибе образца размере?! 10X10X55 мм с полукруглым надрезом глубиной 2 мм и ра- диусом 1 мм «н кГ-лПелР t 1 /СГ-.Ц/Т'Л2*: ль'9,8- МИдж/м?
Твердость по Бринеллю (ша- рик г/ 'ЧО мм, нагрузка Р для сталей 3000 кГ) или диаметр отпечатка НВ (1 кГ/мм1* ММ 1 ;<77л/.ц^ 9,8 10*’ «.г-'
Твердость по Роквеллу при адавливании алмазного кону- са с углом при вершине 136° под на г]) узкой 150 д Г HRC
i1лотиость а г/слП 1 г/сп;3 — Ю3 кг/м%
Термический коэффициент линейного расширения а 1/°С i 1/сС = 1/°К = 1/гр^
Коэффициент теплопровод- ности А KOJljCM- • сек' °C 1 /сал/см-еек-сС^ л4,18-103 втрм-град
Удельная теплоемкость С кал{г- °C 1 /слл/г’сС^ ^4,18 003 дж-гра&
Удельное электросопротив- пение Q ОМ- * мм%/м 1 ОМ- .МЛПрМ—- 1-10-6 ом-яП/м J
I
Глава I
СТАЛИ
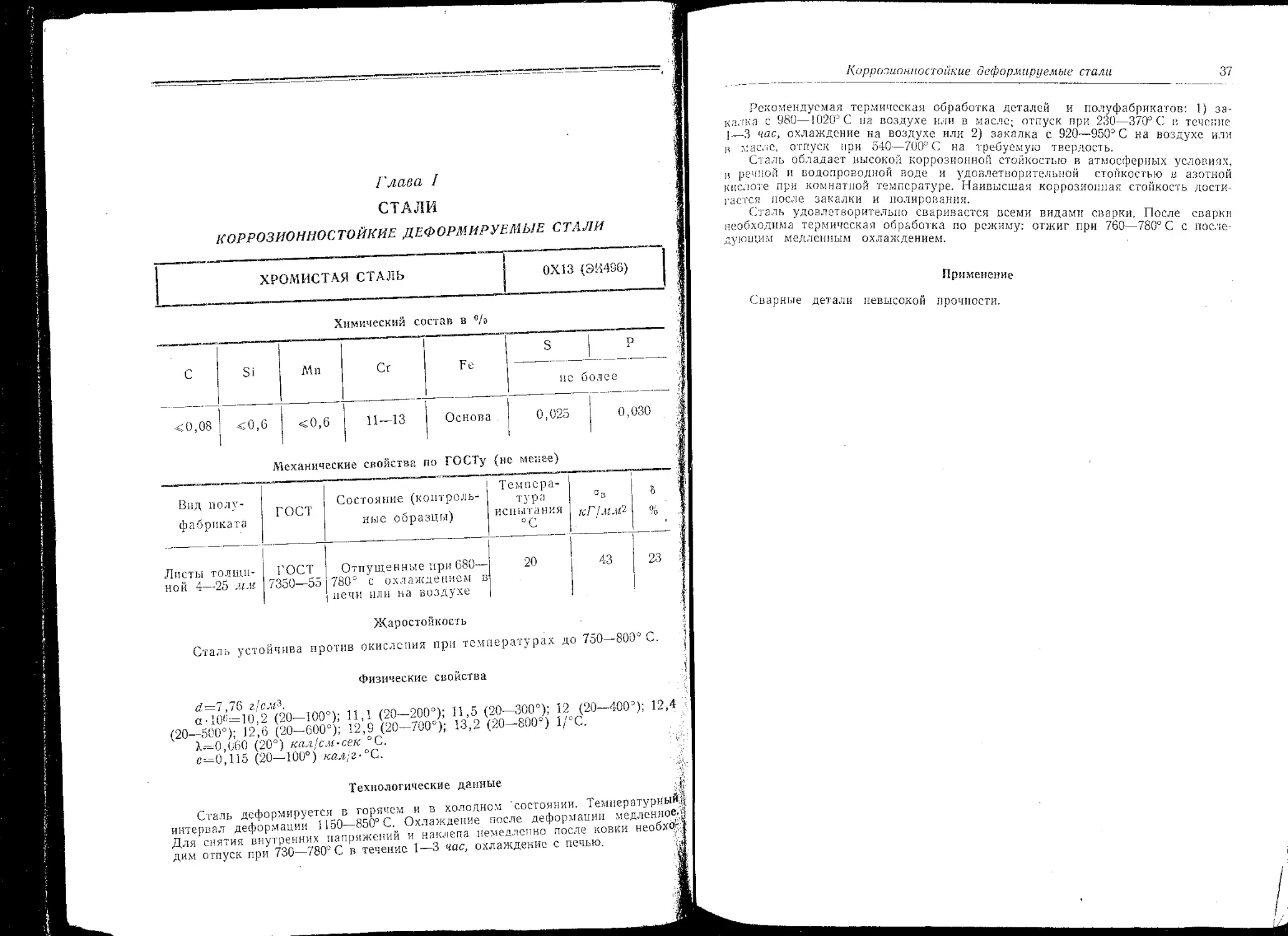
КОРРОЗИОННОСТОЙКИЕ ДЕФОРМИРУЕМЫЕ СТАЛИ
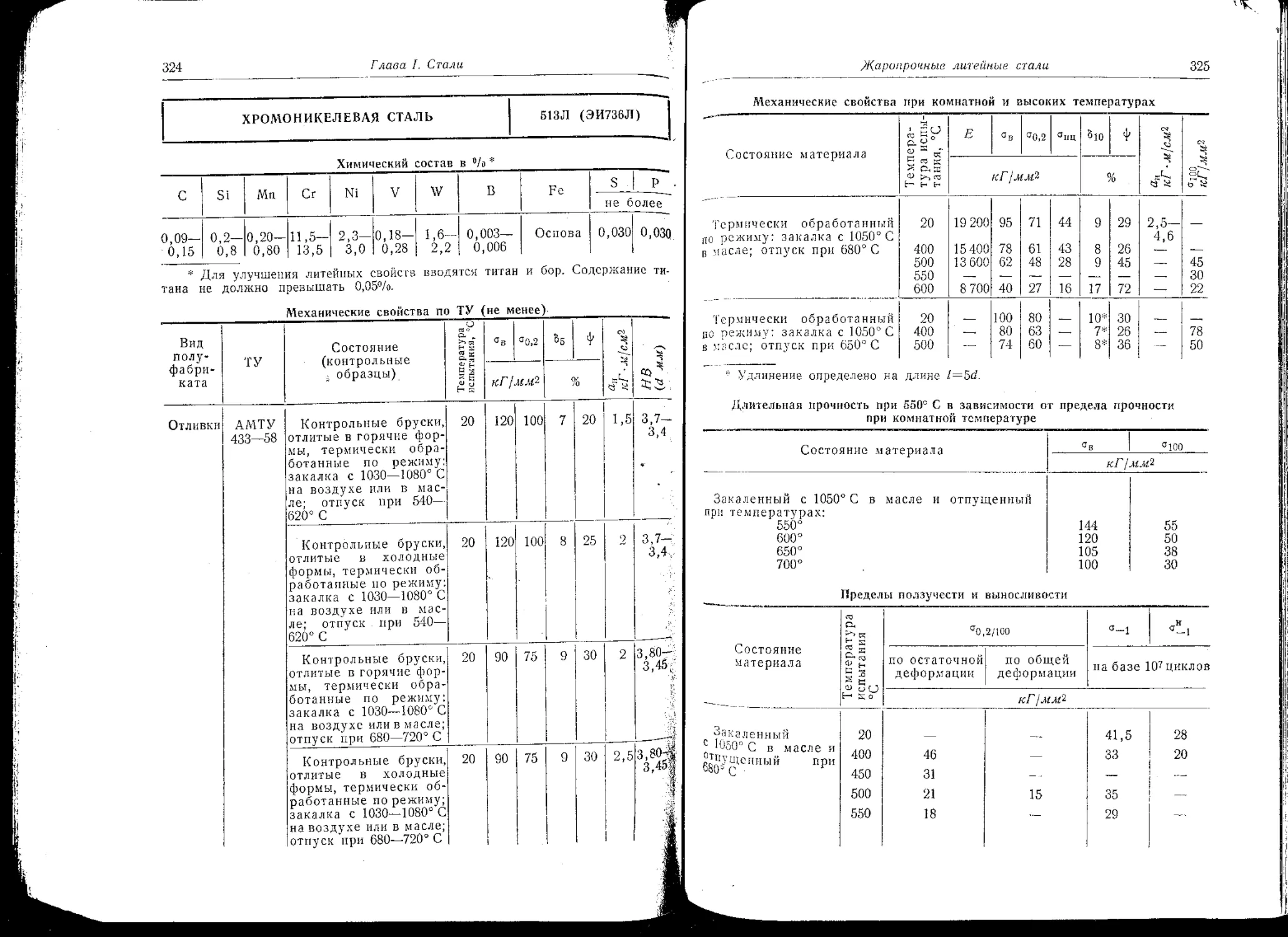
ХРОМИСТАЯ СТАЛЬ
0X13 (Э14406)
Химический состав в %
। » *! w «mi» »—ni С Si Ми Cr Fe S Р
нс более
<0,08 <0,6 <0,6 11—13 Основа 0,025 0,030
Механические свойства по ГОСТу (нс менее)
«•к* m Вид полу- фабриката гост Состояние (контроль- ные образцы) Темпера- тура испытания °C гкJTi—t Гт> кГ!мм^ i о* | 1
Листы толщи- ной 4—25 мм гост 7350—55 Отпущенные при 680— 780° с охлаждением в- печи или на воздухе 20 43 23
Жаростойкость
Сталь устойчива против окисления при температурах до 750—800° С.
Физические свойства
^=7,76 г'смА
а-10'6=10,2 (20—100°); 11,1 (20—200°); 11,5 (20—300°); 12 (20—400°); 12,4
(20—500°); 12,6 (20-600°); 12,9 (20—700°); 13,2 (20—800°) 1/°С. ;
X—0,660 (20°) кал'см -сек °C. т
с—0,115 (20—100°) кал;г^С.
,Ч< •:
Технологические данные
Сталь деформируется в горячем и в холодном состоянии. Температурный^
интервал деформации 1150—850° С. Охлаждение после деформации медленном
Для снятия внутренних напряжений и наклепа немедленно после ковки необхф|
дим отпуск при 730—780° С в течение 1—3 час, охлаждение с печью. 53
1\оррозионностойкие деформируемые стали
Рекомендуемая термическая обработка деталей и полуфабрикатов: 1) за-
калка с 980—1020°С на воздухе или в масле; отпуск при 230—370° С в течение
у—3 час, охлаждение на воздухе или 2) закалка с 920—950° С на воздухе или
л мас.чс, отпуск при 540—700° С на требуемую твердость.
Сталь обладает высокой коррозионной стойкостью в атмосферных условиях,
л речной и водопроводной воде и удовлетворительной стойкостью в азотной
кисе: о те при комнатной температуре. Наивысшая коррозионная стойкость дости-
гается после закалки и полирования.
Сталь удовлетворительно сваривается всеми видами сварки. После сварки
необходима термическая обработка по режиму: отжиг при 760—780° С с после-
дующим медленным охлаждением.
Применение
Сварные детали невысокой прочности.
38
Глава I. Стали
ХРОМИСТАЯ СТАЛЬ
1X13 (ЭЖ1)
Химический состав в %
Si Мп С г Fc S не 1 Р
более
0,09—0,15 <0,6 <0,6 12—11 Основа 0,025 | 0,030 j
Механические свойства по ТУ или ГОСТу (не менее)
Вид полу- ТУ или ГОСТ Состояние (кон- Темпе- ратура испыта- ния °C °* c€h2
фабри- ката трольные образцы) /сГ/
Прутки МИТУ 2362—49 Отожженные пли отпущенные 20
f Термически обра- ботанные по режи- му: закалка с 1050° С на воздухе или в масле; отпуск при 680—780° С, охлаж- дение в масле 20 60 i i i 1 42
Листы тонкие ЧМТУ 3126—52 Отожженные при 740—780° С 20 49
Прово- лока ГОСТ 5548—50 Нормализованная или отожженная 20 55 1 1 1 -•
р)
* Удлинение определено на расчетной длине
разцов и 1 = 5(1 для цилиндрических образцов.
/ = 5,65 р Т’ для плоских об-
Коррозионностойкие деформируемые стали
Механические свойства при комнатной температуре
Состояние материала % с(}>2 Г НВ
кГ!мм~ Vi
О т о ж же н н ы й. Про м с ж у т о ч н ы й отжиг при 760° С (2 часа) 63 42 30 72 170—195 (86—92 HRB)
Отожженный. Полный отжиг при 870° С (2 часа), охлаждение со скоростью 25° С в час 55 28 35 73 135—160 (75—83 HRB)
Закаленный с 925—1000° С на масле 380—415 (30—43 HRC)
воздухе или в
3 а к а л е н н ы й и о т п у щ е н н ы й при 230—370° С (2 часа) 130 95 i 15 60 360—380 (37—40 HRC)
Закаленный и отпущенный:
при 540° С (2 часа) 100 80 20 65 260—330 (25—34 HRC)
при 600е С (2 часа) 80 63 22. 65 210—250 (95—100 HRB)
при 650° С (2 часа) 73 60 23 68 200—230 (93—97 HRB)
при 700° С (2 часа) 70 55 25 69 195—220 (92—96 HRB)
при 760° С (2 часа) 63 42 30 i i 72 • 170—195 (86—92 HRB)
* Удлинение определено на расчетной длине / = 5,65 F для плоских об-
и Z == для цилиндрических образцов.
Пределы длительной прочности
Состояние материала
Термически обработанный
ло режиму: закалка с 1050" С
11 а воздухе; отпуск при 720° С
Темпе-
ратура
испыта-
ния
°C
480
540
600
с юо
c300 c1000 ° 10 000
H'l мм2
39 35 30
21 18 14
14 11 7
40 Глава I. Стали
Жаростойкость
Сталь устойчива против окисления в воздушной среде при температурах ,
до 800° С,
При 200-часовых испытаниях в воздушной среде потеря в весе составляет:
.0,5 при 800° С; 1,5 при 900° С; 14 при 1000° С; 24 при ПОСТ С; 50 г/м2час при ;
1200° С.
Физические свойства
d~7,74 г/слЯ
106=10,2 (20—100°); 11,1 (20—200°); И,5 (20—300°); 12 (20-400°); 12,4
(20—500°); 12,6 (20—600°); 12,9 (20—700°); 13,2 (20-800°) 1/°С;
?Л=0,060 (100°); 0,062 (200°); 0,064 (300°); 0,067 (400°); 0,069
(500°) кал^сМ'сек- °C;
q*=0,50 (20°); 0,58 (100°); 0,68 (200°); 0,77 (300°); 0,85 (400°); 0,93 (500°);
1,02 (600°); 1,10 (700°) ом> лп/Длл
с-0,113 (50—100°); 0,121 (100—200°); 0,130 (200—300°); 0,142 (300—400°);
0,156 (400—500°): 0,180 (500—600°); 0,202 (600—700°); 0,216 (700—750°); 0,165
(750—800°); 0,123 (800—850°) ^л/г-°С.
Сталь магнитна.
Технологические данные
Сталь деформируется в горячем и в холодном состоянии. Температурный
интервал деформации 1150—850° С. Охлаждение после деформации медленное.
Для снятия внутренних напряжений и наклепа немедленно после ковки необ-
ходим отпуск при 730—780° С в течение 1—3 час. охлаждение на воздухе или
отжиг при 850—900° С в течение 1—2 час, охлаждение с печью, ’
Рекомендуемая термическая обработка деталей или полуфабрикатов: 1) за-
калка с 980—1020° С па воздухе или в масле; отпуск при, температуре 230—
3703 С в течение 1—3 час, охлаждение на воздухе (на твердость НВ 360—
380 /сЛ/лиг2) или 2) закалка с 920—950° С на воздухе или в масле; отпуск при* '
540—700° С на требуемую твердость.
- Для повышения износоустойчивости может быть применено азотирование.
Сталь обладает высокой коррозионной стойкостью в атмосферных условиях, :
в речной и водопроводной воде и удовлетворительной стойкостью в азотной ;
кислоте при комнатной температуре. Наивысшая коррозионная стойкость дости-
гается после закалки и полирования, т
Сталь удовлетворительно сваривается всеми видами сварки. После сварки я
необходима термическая обработка по режиму: отжиг при .температуре 760— .)
780° С с последующим медленным охлаждением. \
1
Применение
Детали средней твердости и повышенной пластичности, работающие на удар
при воздействии коррозионной среды. Детали авиационных приборов, держатели,
винты, болты, гайки, небольшие шестерни, детали зацепления и лопатки ком-
прессоров. Лопатки компрессора рекомендуется термически обрабатывать на
твердость HRC< 35. При более высокой твердости лопатки разрушаются от кор-
розии под напряжением.
* По данным «Справочника машиностроения», том Ш, Машгиз, 1948.
Коррозионностойкие деформируемые стали
41
ХРОМИСТАЯ СТАЛЬ
2X13 (ЭЖ2)
Химический состав в fl/o
Si М л Ст Ге S нс б Р олсс
0,16—0,24 <0,6 <0,6 12—14 Основа 0,025 0,030
Механические свойства по ТУ (не менее)
Вид г ,л Состояние йгбри- ГУ (контрольные ‘кам оораоцы) Темпе- ратура испыта- ния °C св 1 а0,2 кПмм? 8* Ф 1 1 lfz? НВ (О. мм)
%
Прутки МИТУ 2362—49 Отпущенные или отож.женвыс 20 — >4,4
Термически об- работанные по режиму: закалка с 1650° С на воз- духе или в масле; отпуск при 600— 700е С, охлажде- ние в масле • 20 85 65 10 50 6 3,9—3,3
Листы ЧМТУ Отожженные 1 20
тонкие 3126—52 при 740—780° С 20 । 50 г > [
* Удлинение определено на расчетной длине Z=5,65
Разной и l=^d для цилиндрических образцов.
V F для плоских об-
-V2
Глава 1. Стали
Механические свойства при комнатной и высоких температурах
Темпе-
ратура 6 в 8Ф
Состояние материала испыта^ S..- —х., — •»
мня *
1 кПмлГ к «М к Г
Отожженный При 20 --Г 50 — 22 65 9
860" С
Термически обрабо- 20 125 7 45 5
данный по режиму: за-
кадка с 1050°С на воз-
духе; отпуск при 500^С
Термически обрабо- 20 , 75 59 23 68 20
таимый по режиму: за- 200 67 55 15 69 25
кадка с 1020° С в мае- 300 ’ 63 51 10 68 21
ле; отпуск при 720° С 400 ' 60 50 12 65 22
500 50 43 20 75 24
Терхчически обрабо- 20 22 300 72 52 21 65 7—17
тайный по режиму: за- 300 20 400 55 40 18 66 20
кадка с 1020° С па воз- 400 19 300 53 40 16 58 20
духе; othvck при 720-— 450 — 49 38 17 57 24
750 = 475 49 42 22 71
500 18 400 44 36 26 68 25
550 35 28 36 83 22
V Г для плоских об-
* Удлинение определено на расчетной длине /--5.65
разной и ( = 5У для цилиндрических образцов.
По данным ЦКТИ.
Пределы длительной прочности
Сое т с я ние ма дериа л а Темпера- тура с100 сзоо с1000 а10 ООО
испытания °C кГ!мл& S
Термически обработан- 4.50 .0 37 35 30
ный по режиму: закалка с 1000—1020° С на возду- хе; отпуск при 720— 500 29 27 25 20
К о р розионн о стоик ие двф о рмиру ем ие с тал и
Пределы ползучести
Темпера- cO,2/iG’OO с0,2/2000 °0,2/5000
Состояние материала тура
испытания
°C кГ/мл-Р
Термически обработай- 450 18 13 8
, {;;н ( по ре жи м v: з а к а л к а 475 12 8 4
с 1000—1020° С; отпуск при 700 --750° С 500 7 5 3
Пределы выносливости
Темпера- 3-1 1 с_.С-
Состояние .материала ту ра испытания
° С кГ]ммЪ
Термически обработанный но рс- 20 1 1 о/ 24
жиму: закалка с 1020—1050° С (1 час) 200 35 22
в масле; отпуск при 700—720° С (Зул- 300 32 20
са), охлаждение на воздухе 400 31 17
500 24 13
Наклепанный дробью после закалки 20 40 29
и отпуска 300 36 24
400 32 23
* По данным ЦНИИ'ПМЛШ. Пределы выносливости при изгибе определя-
лись на базе 107 циклов.
** Радиус надреза 0,5 мм.
Жаростойкость
(..'таль устойчива против окисления в воздушной среде при температурах
то 700° С,
Физические свойства
И—-7,7 z'iCMi.
i аТОМф (0—100"); 10,4 (0-200е); 10,6 (0—300°); 10,9 (0—400°);
Н,3 (0—500°) 1/°С.
о..10б=10,2 (20—100°); 11,1 (20—200°); П,5 (20—300°); 12 (20—400°); 12,4
(20-500°); 12,6 (20—600°); 12,9 (20—700°); 13,2 (20—800°) 1/°С
п 0,033 (100°); 0,056 (200°); 0,059 (300°); 0.061 (400°);’
°,033 (500°) кал! см-сек-° С.
Но данным справочника «Теплофизические свойства веществ», -ГЭИ, 1956.
-44
Глава 1. Стали
с*—0,122 (20—300°); 0,127 (20—100°); 0,131 (20—500°); 0,137
(20—600°) кал^г-°C.
о*=0,64 (20°); 0,69 (100°); 0,76 (200°); 0,83 (300°); 0,91 (400°); 0,97 (500°)-
1,04 (600°); 1,08 (700°) ом-мл^м.
Технологические данные
Сталь деформируется в горячем и в холодном состоянии. Температурный
интервал деформации 1150—900° С. Охлаждение после деформации медленное.
Мсжопсрациопную термическую обработку полуфабрикатов (отпуск для
снятия наклепа) рекомендуется проводить при 730—780° С с охлаждением на
воздухе. Рекомендуемая окончательная термическая обработка деталей: закалка
с 980—1040° С в масле или на воздухе; отпуск при 150—370° С (на требуемую
твердость).
Сталь удовлетворительно сваривается всеми видами сварки. После сварки
необходима термическая обработка ио режиму, указанному для мсжопсрацион-
ной термообработки.
Обрабатываемость резанием хорошая.
Коррозионная стойкость в атмосферных условиях, в 'речной и водопровод-
ной воде высокая. Наивысшая коррозионная стойкость достигается после терми-
ческой обработки и полирования.
Применение
Карбюраторные иглы, втулки, шестерни авиационных приборов, детали
аппаратуры для непосредственного впрыскивания топлива. Лопатки компрессора
при твердости стали HRC <35, При более высокой твердости лопатки компрес-
сора разрушаются от коррозии под напряжением.
* По данным справочника «Теплофизические свойства веществ», ГЭИ, 1956.
Коррозионностойкие деформируемые стали
45
ХРОМИСТАЯ СТАЛЬ ВЫСОКОМ ТВЕРДОСТИ
3X13 (ЭЖЗ)
Химический состав в %
С rri^MBWB’ Si Мп Сг Fe S не б р елее
0,25—0,34 <0,6 <0,6 12—14 Основа 0,025 0,030
Механические свойства по ТУ (не менее)
Вид полу- фабри- ката ТУ Состояние (контроль- ные образцы) Т е м п е - ратура испыта- ния СС Св 6* % НВ (d ММ)
Прутки МП ТУ 23G2—49 Отпущенные или отожженные 20 >4,2
Термически обрабо- тайные но режиму: за- калка с ЮиО—1050 е С на воздухе или в мас- ле; отпуск при 200— 300° С 20 - —— HRC > 48
Листы тонкие ЧМТУ 3126—52 Отожжен и ы с п р и [740—780^ С 20 50 18 —
* Удлинение определено на расчетной длине /^5,65 К/*’ для плоских об-
разцов и l=^5d для цилиндрических образцов.
Механические свойства при комнатной и высоких температурах
Состояние материала Темпе- ратура йены га- ния °C Е % с0,2 О 1 f 1 /<Г * м/с м2 ] НВ
кГ!ли,А i %
Отожженный. Полный отжиг при 870—900° С (1 — 2 часа), охлаждение до 600° С со скоростью 15— 25° С в час 20 1 68 42 25 60 155—180 (81 HRB) 1
-16 _ ___ . 1 1 1Н^ — Глава Г Стали Продолжение
ав 1
Состояние материала Темпе- ратура испыта- ния °C S НВ
кГ!.млР О'
L
0 т о ж ж е н н ы й. Промо ж у - точный отжиг при 760 е С (2—6 чае), охлаждение на воздухе 20 1 72 । 1 ю ! V"? 1 22 55 -— 205—225 (86—92 HRB)
Закаленный с 980— 10503 С Закаленный и отпущен- ный мри 150—370°С(2 ча- са) 20 20 р - __ 155* ** 8* i I ! 530—560 (53—56 HRC) 470—530 (48—53 HRC)
Нормализованный
1000° С и отпущенный
при 20 22 350 96 71 16 1 52 5,5
при 200 21 400 83 67 14 57 13,0
300 20 600 79 64 13 53 12,5
400 20 000 72 58 12 52 16,0
450 -— — — —— 17,0
500 18 500 62 54 14 54 16,5
550 54 49 16 69 16,0
600 17 400 46 42 21 80 16.0 *
* Средние показатели
** По данным ЦКТИ.
свойств.
Релаксационная стойкость при температуре
Начальное
напряжение
кПмм^
Остаточное напряжение в кГ^ил# за время в часах
25 100 500 I 1000 i 2000
3000
20
14 1 13 10 9,5 8,6 6,8
12 | II 9,4 8,6 7,5 6,4
9,1 8,2 7,2 6,3 5,4 4,6
Жаростойкость
Сталь устойчива против окисления при температурах до 750° С.
Коррозионностойкие деформируемые стали
47
Физические свойства
cl— 7,74 zjcA&.
а-10'^10,2 (20—100=); 11,1 (20—200°); 11,5 (20—300°); 12 (20—400°)- 12.4
(20—500°); 12,6 (20—600°); 12,9 (20—700°); 13,2 (20—800°) 1/°С.
^=0,060 (100°); 0,061 (200°); 0,061 (300°); 0,061 (500°) кал!см-сек °C.
Q*—0,52 (20е); 0,59 (100°); 0,68 (200°); 0,77 (300°); 0,85 (400°); 0,93 (500°);
1,01 (600°); 1,09 (700°) ом-ммКз/.
с—0,113—0,117 (50—100°); 0,120 (100—200°); 0,129 (200—300°); 0,139 (300—
400°); 0,156 (400—500°); 0,179 (500-600°); 0,210 (600—700°); 0,237 (700—750°);
0,187 (750—800°); 0,157 (850—900°) кал!г °C.
Технологические данные
Сталь деформируется в горячем и к холодном состоянии. Температурный
интервал деформации 1150—900° С. Охлаждение после деформации медленное,
Рекомендуемая термическая обработка детален: закалка с 980—1040° С
на воздухе или в масле; отпуск при температуре 150—370° С (на требуемую
твердость).
Меж операционную термообработку полуфабрикатов рекомендуется прово-
дить при температуре 730—780° С в течение 2—6 час с охлаждением .на
воздухе.
Сваривается сталь плохо; после сварки детали следует немедленно подвер-
гать термической обработке.
Применение
Пружины, предназначаемые для работы при температурах до 300—350° С-
и другие детали, работающие при высоких напряжениях.
* По данным справочника «Теплофизические свойства веществ», ГЭИ, 1956.
48
Г лава I. Стали
ХРОМИСТАЯ СТАЛЬ
4X13 (ЭЖ4)
Химический состав в %
0,35—0,44 Si Мп £ Fe S Р
нс более
<0,6 <0,6 42—14 Основа 0,025 0,030
Механические свойства по ТУ (не менее)
Вид полу- фабри- ката ТУ Состояние (конт- рольные образцы) Темпе- ратура испыта- ния ° О кГ[мм'1 85,63Т> % И В (rf мм)
Прутки МПТУ 2362—49 Отпущенные или отожженные Закаленные с 1059—1100е С в мас- ле и OTHV щепные при 200—300° С 20 20 — __ >4 > 50ЯЯС
Листы тонкие ЧМТУ 3126—52 Отожженные при 7 4н-->() С 20 60 X. 15 —
Механические свойства при комнатной и высоких температурах
Состояние материала 1 Темпе- ратура йеныта- ния °C Е <*в а0,2 ь Ф J % НВ
к1 У мм 2
Закаленный с 1050° С и отпущенный при 200а С 20 168 140 4 8 >500 (>52 Я/?С)
То же, но отпущенный при 510ц С 20 — 170 142 9 20 >480 (>50 HRC)
Коррозионностойкие деформируемые стали
49
Продолжение
Состояние материала Темпе- ратура испыта- ния °C <^в с0,2 HB
кГ[мм2 %
Отожженный. Полный отжиг при 870—900° С (1— 2 часа), охлаждение со скоростью 15—25° С в час до 600° С 20 И——жь. 68 42 25 60 155—185 (>91 HRB)
Отожженный при 760° С (2—6 час), охлаждение на воздухе 20 72 55 22 55 205—225
Закаленный с 1030— 1050° С на воздухе 20 —— — ’—— (51—52 HRC)
То же, во отпущенный при 530° С (2 часа) 20 100 200 300 400 500 600 700 800 21 900 21 400 20 600 19 800 18 800 17 600 16 300 14 800 14 000 .... i U- i N i II И 1 II 1 I 1 1 II II II 1 1 1 (39—40 HRC)
Физические свойства
«=7,72 г!см?>.
«•106=10,2 (20—100°); 11,1 (20—200°); 11,5 (20—300°); 12 (20—400°); 12,4
(20-500°); 12,6 (20—600°); 12,9 (20—700°); 13,2 (20—800°) 1/°С.
Х=0,069 (20°); 0,067 (100°); 0,070 (200°); 0.070 (300°); 0,070 (400°); 0,069
(500°); 0,068 (600°); 0,067 (700°) кал!см-сек-°C.
р-0,59 (20°); 0,65 (100°); 0,71 (200°); 0,79 (300°); 0,86 (400°); 0,94 (500°);
1,00 (600°); 1,08 (700°) ом-ммПм.
Технологические данные
Сталь деформируется в горячем состоянии. Вследствие склонности стали
к растрескиванию ври горячей обработке рекомендуется производить медленный
ступенчатый нагрев. Температурный интервал деформации 1150—900° С. Охлаж-
дение после деформации медленное.
Рекомендуемая термическая обработка*: закалка с 980—1050° С (время вы-
держки при этой температуре 15—30 мин) в подогретом масле или на воздухе
{RRC 53—56). Немедленно после закалки, во избежание самопроизвольного
растрескивания, детали в зависимости от требуемой твердости подвергают от-
пуску по следующим режимам;
" Термическая обработка по указанному режиму дала лучшие результаты,
чем закалка с 1100° С (т. е. с верхнего предела температуры закалки).
4 1525
50
Глава I. Стали
а) для снятия напряжений: нагрев в течение 1—2 час при 150--370эС
с охлаждением на воздухе или в воде (HRC 48—53);
б) для облегчения механической обработки: нагрев в течение 1—4 час при
600—700° С:
в) промежуточный (высокий) отпуск: нагрев в течение 2—6 час ври 735—
790° С с охлаждением на воздухе или в воде (НВ 205—225);
г) полный отжиг: нагрев в течение 1—2 час при 870—900° С, медленное
охлаждение с печью (со скоростью 15—25° в час) до 540—650° С и далее на воз-
духе или в воде (НВ 155—180).
Подвергать детали травлению следует после отпуска для снятия напряжений..
Применение
Детали высокой твердости, работающие на износ при больших механических
нагрузках, а также в условиях релаксации (нержавеющие пружины, бол™,,
пальцы, штуцеры, оси и подшипники приборов и т. и.).
Фиг. 1. Кривые релаксации стали 4X13 при температуре 410° С
(образцы, закаленные с 1050° С в масле и отпущенные мри 550° С
в течение 10 час).
Фиг. 2. Кривые релаксации стали 4X13 при температуре 470° С (образ-
цы, закаленные с 1050° С в масле и отпущенные при 550° С в течение
10 час).
Коррозионностойкие деформируемые стали
51
ХРОМИСТАЯ СТАЛЬ ВЫСОКОЙ ТВЕРДОСТИ
9X18 (XI8, ЭИ229)
Химический состав в %
* г niKKBB,TSWV!4aWMnCV4W14W|W<IW^^BBW^*W|V|i|MIASVj
С Si Мп ' Сг Fe S 1 р
не более
9-1,0 <0,8 <0,7 17—19 Основа 0,025 1 0,030 1
Механические свойства по ТУ (не менее)
- 1 Состояние (контроль- ные образцы) Темпе- ратура испыта- ния °C НВ
Вид полу- hi* фабриката ; ТУ •
кГ/мм^ d мм
Прутки горячека - МПТУ 2362—49 Отпущенные или ото- жженные 20 269 3,7
та иые Закаленные с 1010— 1040° С в масле и отпу- щенные на требуемую твердость 20 55 (HRC)
Механические свойства при комнатной температуре
Состояние материала % °0,2 В5 HRC
кГ)мм2 ( ’6
Закаленный с 1010—1065° С Е масле или на воздухе — — 60—62
Закаленный и отпущенный при 150—370° С —200 -190 2 10 55—60
Отожженный. Промежуточ- ный отжиг при 730—790° С (2—6 час) 88 77 12 25 22—27
Отожженный. Полный от- *’П' при 885—920° С (1—2 час) 77 42 15 30 95—99 (HRB)
Примечание. После отпуска в интервале температур 450—600° С
сталь обладает наименьшим сопротивлением удару. Нагрев под -закалку
выше 1060° С вызывает рост зерна и снижает вязкость стали. Оптимальное
сочетание вязкости и твердости достигается отпуском при температуре
ниже 425° С.
4*
52 Глава I. Стала
Физические свойства
а??0б1О1ЬМ20-100о); 12,3 (20-200°); 12,7 (20-300°); 13,1 (20-400°);
13,4 (20—500°) 1/°С.
а-10й*—12,8 (100—200°); 13,6 (200—300°); 14,4 (300-400°); 14,6 (400-500°)
1/°С.
Х=0,058 (20°) кал! см-сек- °C.
с—0,115 (20—100°) кал[г-°C.
Сталь магнитна.
Технологические данные
Сталь деформируется в горячем состоянии с небольшим обжатием. Нагрев
под деформацию необходимо производить медленно. Температурный интервал
деформации ИЗО—950° С. Охлаждение после деформации медленное.
Рекомендуемая термическая обработка деталей: закалка с 1010—1070° С
в масле или на воздухе и последующий низкий отпуск на требуемую твердость.
Сталь сваривается плохо, резанием обрабатывается удовлетворительно.
Применение
Детали высокой твердости, работающие на износ в условиях влажной атмо-
сферы (нержавеющие шарикоподшипники и обоймы подшипников, втулки, детали
насосов и т. л.).
* После термической обработки по режиму: закалка с 1050° С (выдержка
45 мин) в масле, отпуск при 425°С (выдержка 1 час), охлаждение на воздухе-
К о р розионностойк ие деф о рм и руем ые стал и
ХРОМОНИКЕЛЬВОЛЬФРЛЛЮВАЯ
АЗОТИРУЕМАЯ СТАЛЬ
25Х18Н8В2 (ЭИ946)
Химический состав в в/о
с Si Мп > Ni V/ Fe S Р
не более
0,21—0,28 0,3—0,8 <0,7 17—19 7,5—8,5 2,0—2,5 Основа 0,030 0,030
Механические свойства по ТУ (не менее)
Вид полу- 1 ТУ Состояние (кон- Темпе- ратура испыта- ния св с0,2 Sg Ф СЧ _5> Я4
фаорм- трольныс образцы) ал
ката 1 1 i °C кГ!мм2 % * *
Прутки ЧМТУ Отожженные при 20 78 35 20 35 6 3,5
диамет- ц н и и ч м 820° С (2 часа) и ох- i
ром 433—61 лажденные на воз-
120 мм * духе
Механические свойства при различных температурах
Темпе- °S .
Состояние ратура испыта - ^В с0,2 апц 1
материала ПИЯ
°C кГ/мм?' %
Отожженный при 20 95 45 40 15 40
820" (J (2 часа) и лажденпый на ОХ- ВОЗ- 200 70 45 40 15 50
духе ч_ 300 69 45 40 15 50
400 61 45 40 15 44
500 57 44 38 17 48
600 51 37 37 1 S 50
—40 — ' —
- -70 *-
—196 — » —1 —
Глава 1. Стала
Продолжение
Состояние материала Отожженный при 820° С (2 часа) и ох- лажденный на воздухе Темпе- ратура испыта- ния °C 20 200 300 400 500 600 ....40 —70 -196 G 7500 5600 , . ! i * s । । s I i । : । i ! S' % 8 I ! 8 i 1 : If “ *'4 ...1 " - _ . > I I U 1 S 1 ' £ J . еЖР/7Г.^ oo I I I ! * H?j 1 I 1 I k Cxi 1 . ..._ G100 - 50 23 — . ....... - - .. . ........ -- 1 1 1 1 i 1 1 : S £ У £ .. . 1 1 1 =7 I П 1 1 i 1 И 1 и !
Твердость и толщина азотированного слоя
в зависимости от режима азотирования
Температура азотирования °C Продолжительность азотирования час Толщина мм Твердость HV
560 24 0,12—0,14 950—1000
560 40 0,16—0,20 900—950
560 48 0,18—0,22 900—950
600 24 0,12-0,16 900—950
600 48 0,20—0,24 800—850 ।
Твердость азотированного слоя И ПС 68 (20° С); 66 (200° С); 63 (300° С); в зависимости от температуры: 60 (400’С); 58 (500=С); 46 (600= С).
Износостойкость и коэффициент трения азотированной стали
при повышенных температурах *
Температура °C Весовой износ MZ‘ Ю-з/кГ -м Коэффициент трения ———
200 0,90 0,60
300 0,60 0,60
500 0,30 0,40
600 0,90 0,20
* Испытания проводились на машине трения ИМаш АН СССР.
Коррозиоиностойкие деформируемые стали
Физические свойства
<7=7,98 г/см3.
«.106=15,1 (20—100°); 15,7 (20—200°); 16,3 (20—300°); 16,8 (20—400°);
17,1 (20-500°); 17 (20-600°); 17,1 (20-700°); 17,5 (20-800°); 18 (20-900°);
18,4 (20—1000°) 1/°С.
X—0,035 (25°); 0,038 (100°); 0,042 (200°); 0,047 (300°); 0,051 (400°); 0,055
(500°); 0,060 (600°) кал^см-сек- °C.
Технологические данные
Сталь деформируется в горячем состоянии. Температурный интервал дефор-
мации 1180—900° С. Охлаждение после деформации медленное.
Рекомендуемая термическая обработка: отжиг при температуре 820° С в те-
чение 2 час, охлаждение на воздухе.
Режим азотирования выбирается в зависимости от требуемых твердости
и толщины азотированного слоя. При работе деталей во влажной атмосфере или
в воде азотированный слой сошлифовывается па глубину 0,03 мм.
Сталь обрабатывается резанием.
Применение
Азотируемые детали, работающие на износ во влажной атмосфере при тем-
пературах до 500° С, в том числе детали топливной аппаратуры (втулки, поршни,
клапаны, гильзы), детали РД, работающие на износ, клапаны судовых дизе-
лей и др.
Фиг. 1. Кривые выносливости стали 25Х18Н8В2 при комнатной тем-
пературе (испытание при консольном изгибе).
У—-образцы гладкие, 2—образцы с надрезом.
56
Глава I. Стали
ХРОМОНИКЕЛЬАЛЮМИНИЕВАЯ СТАЛЬ
Х15Н9Ю (СН-2, ЭИ904)
Химический состав в %
С Si Мп Сг N1 AI S р
не более
0,05—0,09 <0,8 <0,8 14,0—15,7 7,0-9,4 0,7--1,3 0,020 0,03,5
Механические свойства по ТУ
Вид полу- фабри- ката ту Состояние (контрольные образцы) Температура ис- пытания в °C ав а0,2 ! 8 Ф JX flf17
кГ!мм2 %
Прутки, поковки Листы ТОЛЩИ- НОЙ 0,8— 2,0 мм, шириной 1000— 1150 мм, длиной до 5 м 1 I ЧМТУ цииичм 194—59 ЧМТУ цниичм 27—58 Термически обра- ботанные по режиму: закалка с 975° С на воздухе или в воде; обработка х о .по дом при —70s С в тече- ние 2 час- старение при 425° С (1 час) Мягкие, в состоя- нии поставки после нормализации (без дополнительной тер- мической обработки) 1Мягкие, после нор- мализации (после до- полнительной терми- ческой обработки) Полунагартован- пые (после дополни- тельной термичес- кой обработки) Нагартованные (после дополнитель- ной термической об- работки) 20 20 20 20 20 >120 ч ; <115 > 130 >120 >140 >90 ! i г 5 i i <35 > 105 >95 >115 >12 (Z - 5rf) >20 (1=11,3)/F) > 10 (Z^H,3|/F) >15 _ (Z=ll,3/E) >8 (1=11,3)/?’) >45 >4 1 - J
Коррозионностойкие деформируемые стали
Продолжение
Вид иолу- с ТУ Состояние (коп- 1 о «о rt i—i с0,2 В
фабри- кета трольные образцы) ex S и гз
S Ь кГ/мм2 %
Н К
Листы ЧМТУ Мягкие, в состоя- 20 <115 <35 1 >20
толщич цниичм нии поставки после (Z=5,65]/?')
нои 0,о— 5881—57 нормализации (осз j
3,6 мм дополнительном тер-
мической обработки) J
Мягкие после нор- мализации (после до- полнительной терми- ческой обработки) 20 >130 >110 >10 (2=5,65]/'?)
Полунагартован- 20 >125 >110 >15
ные (после дополни- тельной термической (/=5,65 Щ’)
* обработки)
Нагартованные 20 >140 >130 >8
(после дополнитель- ной термической об- работки) (Z=5,65)/?)
Лепты ЧМТУ Мягкие, в состоя- 20 <115 <45 >20
толщи- цниичм нии поставки после (/=11,3]/?’)
нои 0,1 — 1113—64 нормализации (без
1,2 мм, дополнительной тер-
шириной мической обработки)
до 40 А и х/- Мягкие, после нор- 20 >120 >95 > 9
LbU .МЛ1 1 мализации (после до- полнительной терми- ческой обработки) । (Z=1W?)
Полупагартован- ные (после дополни- тельной термической обработки) 20 j >120 >105 >12 (Z=ll,3/?)
Нагартованные 20 >130 >120 >8
(после дополнитсль- (Z=ll,3]/?)
i 4 нои термической об- работки) i
Профили СТУ Нагартованные 20 110— >90 >6
роряче- 17-24—59 растяжкой (после 140 (2=11,31/?)
прессе- дополнительной тер- 4 )
ванные мической обработки) i
кГ -м/см-
Л
58
Глава I. Стали
Механические свойства при комнатной и высоких температурах
Состояние материала Темпе- | р ратура % с0,2 й5 °100
испыта’ НИЯ °C Ki % кГ/мм2
Закаленный с 10503 С на воздухе 20 1 85- по ! —-- 1 1 t ! i i । —
300 46 ! * —
400 , 45 — —
500 43 • • | —
Термически обработанный 20 19 500 110 : 98 16 ’——
но режиму: закалка с 950° С (для листов, ленты) или с 200 100 88 10 100
975° С (для прутков, поковок) 300 95 83 10 95
на воздухе или в воде; обра- ботка холодом при —70° С в 400 — 91 78 10 —
течение 2 час; старение при 375= С (1 час) 500 16 000 72 50 12
То же, но старение при 20 125 102 12 —
425° С (1 чае) 200 109 90 8 109
300 103 85 8 ЮЗ
400 ’ 100 80 8 >80
500 • 74 50 12
Полунагартованный; ста- 20 • 110 85 24 —„
ре tine при 480° С (1 час) 200 94 78 8 94
300 '92 76 6 92
400 88 74 6 88
500 —— 1 78 1 55 1 10 1
Нагартованный; старение 20 J i 140 115 ' 8 --—
мри 480° С (1 час) 200 । 120 98 6 120
300 115 95 4 115
400 i — ПО 90 6 ИО
500 i 95 70 10 i 1 i
при симметричном законе-
Предел выносливости листового .материала
мерном изгибе составляет0,38 ав.
Коррозионностойкие деформируемые стали
59
Механические свойства при низких температурах
(Пруток диаметром 22 мм)
Состояние материала Темпе- ратура испыта- ния °C Св кГ/. а0,2 &5 кГ - М/С
UM2 '6
Термически по режимам: обработанный
1) закалка с 975° С; обра- 20 117 67 19 58 8
ботка холодом при — 70° С в —70 141 69 19 57 /
течение 2 час —196 182 104 21 55 5,5
2) закалка с 1050° С 20 —70 —196 101 128 183 38—40 96 53 26 22 26 60 60 56 1 1
3) закалка с 975° С; обра- при —70° С в 20 115 94 23 61 8
ботка холодом —70 146 103 22 58 7
течение 2 час, 300е С (1 час) старение при —196 175 113 23 55 5,5
4) закалка с 975° С; обра- 20 125 ПО 20 56 7
ботка холодом при —-70° С в —70 153 122 21 51 (5
течение 2 час; 450° С (I час) старение при —196 191 149 10 16 1,5
Пределы секундной прочности
Вид иолу- Состояние материала Темпе- ратура испыта- ния С с10’ а60’ ° 180" ° 300"
фабри- ката кГ/мм-
Листы Полунагартовапныс 350 95 — 94
и состаренные при 480° С (1 час) 400 90 — 89
(^°=120 кГ/мм?) 450 85 1 84
500 82,5 80,5 80 79,5 79
550 69 62,5 58 55 52
60
Глава 1. Стала
Прочность сварных соединений листов (толщиной 1 мм)
в зависимости от вида сварки *
Вид сварки Свойство Состояние материала
после сварки, без после сварки и термической обработки*1*
термической ботки оора-
20° 850° 20°
Аргоно- дуговая <ТВ в нее) кГ}мм2 (не ме- 85 45 ПО
Роликовая ав В нее) кГ!мм- (не ме- 95 60 I -—_
Точечная Разрушающая рузка на сварную ку диаметром 5 в кГ наг- точ- мм 1200 750
* При применении усиливающих накладок, прихваченных к основному ма-
териалу точечной сваркой, прочность выполненного аргоно-дуговой сваркой
соединения составляет как при комнатной, так и повышенных температурах 85%
предела прочности основного материала.
* * Нормализация с 975° С; обработка холодом при -50-:—70° С в течение
2—4 час, старение при 400’С (1 час).
Физические свойства
rf—7,75 г/сл/3 (мягкий материал).
с/^7,66 г/с.и3 (упрочненный материал).
«.106=10,3 (20—100°); 11,9 (20—200°); 12,2 (20—300°); 12,5 (20—450°);
12,7 (20—500°) 1/°С.
7=0,038 (25°); 0,040 (100°); 0,043 (200°); 0,046 (300°); 0,049 (400°); 0,052
(500°); 0,053 (600°); 0,053 (700°); 0,055 (800°); 0,058 (900°) калкм-сек-°C.
с*=0,11 (100°); 0,12 (200°); 0,14 (300°); 0,15 (400°); 0,175 (500°); 0,20
(600°); 0,185 (700°); 0,165 (800°) кя,?./г-°С.
Степень черноты (для травленой поверхности): 0,19 (100°); 0,2 (200°);
0,21 (300°); 0,22 (400°); 0,23‘(500°).
Магнитные свойства
Вид полу- фабриката Состояние Магнитное насыще- ние (4к /5) гс
Листы Мягкие- (после закалки с 1050° Упрочненные (после закалки с обработки холодом и старения) Полунагартованные Нагартоваиные С) 950° С, 500—2 000 9 000—13000 6 000—10 000 10000—13000
обработка
по режиму: закалка с 950° С;
старение при 500° С — 1 час.
* После термической обработки
холодом при — -7QP С в течение 2 час\
Коррозионностойкие деформируемые стали
61
Технологические данные
Сталь в процессе выплавки контролируется по фазовому составу магнитным
методом. Для уменьшения содержания газовых и неметаллических включений
и повышения пластических свойств в поперечном направлении сталь рекомен-
дуется переплавлять в вакуумных дуговых печах с расходуемым электродом.
Сталь деформируется в горячем и в холодном состоянии. Температурный
интервал деформации 1180—850° С. Охлаждение после деформации заготовок
сечением более 150 мм медленное.
Характеристики холодной обработки давлением приведены в таблице.
4»
Состояние материала
Вытяжка Г ибка
(при ЛИНИЙ
Из 1 ио а вдоль
k' I If прокатки)
-'А пр *\рао радиус гиба
Мягкий (после закалки с 1050° С) 2,04 1,80—1,85 (1,5-2,0) S*
Термически обработанный ж и м у: з а к а л к а с 950—97 5 °; ботка холодом при —70° в пие 2 час ио ре- обра- зе че- 1,86 1,62—1,72 (2,0-4,0) S*
Полунагартованный 1,95 1,75—1,80 (2,0—4,0)
Нагартованпый 1,85 1,60—1,70 (4,0-7,0) S*
* S — толщина листа. Сталь хорошо сваривается всеми видами сварки.
Термическая обработка
I. Для смягчения листового материала между операциями холодной штам-
повки: закалка с 1050° С (выдержка 2 лш«+1 мин на I мм толщины) на воз-
духе.
II. Для улучшения обрабатываемости резанием: отжиг при 760° С, выдержка
2 часа, охлаждение на воздухе до комнатной температуры; отжиг при 650° С —
2 часа, охлаждение на воздухе.
III, Для упрочнения деталей и узлов, изготовленных из мягких листов,
лент, прессованных профилей, прутков и поковок:
1. Закалка на аустенит с охлаждением на воздухе (при толщине детали
менее 8 мм) или в воде (при толщине детали более 8 мм). Температура закал-
ки для деталей, изготовляемых из прутков и поковок, должна быть 975—1000° С,
время выдержки 10 ,.w«+l мин на 1 мл: толщины; для деталей, изготовляемых
из листов, лент и прессованных профилей — 950-н975° С, время выдержки
2 мин+l мин на 1 мм толщины.
2. Обработка холодом при температуре -—70°С с выдержкой в течение
2 час или при температуре —50° С с выдержкой в течение 4 час.
Перед обработкой холодом 'не допускаются нагрев деталей до 100—550° С
и длительное воздействие пониженных температур (от 0 до —40° С), а также
малые пластические деформации. После обработки холодом размеры заготовки
по сравнению с закаленной увеличиваются на 4 мм/м для листового материала
и на 2—3 мм для пруткового материала.
3. Старение при температурах 350—500° С с выдержкой в течение 1 часа,
62 Глава I. Стали.
охлаждение на воздухе. Для получения максимальной ударной вязкости и кор-
розионной стойкости старение рекомендуется проводить при возможно более
низкой температуре. Если при первом старении твердость получается недоста-
точной, следует проводить повторное старение при более высокой температуре.
Для получения различного уровня прочности рекомендуются следующие
температуры старения;
350—-375° С для ок>110 кГ/.м.Д;
400° С для а» > 120 кГ/мм2;
425° С для > 125 кГ/мм2.
Повышать температуру старения более. 425° С можно только в тех случаях,
когда нс достигается заданный предел прочности. Если после первого старения
не получена требуемая прочность, температуру повторного старения по сравне-
нию с первым можно повысить на 30" С при разрыве в значениях 5 кГ/мм2,
на SO0 С при разрыве в 5—10 кГ/,им2; на 75—125° С (но не превышая 50СН С) при
10—15 к.Г/мм2. В процессе старения размеры деталей практически не изме-
няются.
IV. Для упрочнения деталей и узлов, изготовляемых из полунагартованных
и нагартованных листов, лент и прессованных профилей: старение при темпе-
ратуре 48СГ С с выдержкой в течение 1 часа, охлаждение, на воздухе. Проч?
постные свойства (<7В и гГо.г) деталей, изготовленных из полунагартованных ли-
стов и лент, можно повысить па 15—20 кГ/мм2 обработкой холодом перед ста-
рением.
V. Элементы сварных деталей и узлов, не подвергающиеся термической об-
работке после сварки, проходят полный цикл упрочняющей термической обработ-
ки или старение до сварки.
Терхмичсская обработка сварных деталей и узлов после сварки проводится
по режимам, применяемым для деталей, изготовляемых из прутков и поковок:
обработка этих деталей ведется на crD“ 1W-—130 кГ/мм2.
VI. После полной упрочняющей термической обработки при температуре ста-
рения 350° С сталь обладает наиболее высокой коррозионной стойкостью. После
старения при температурах выше 425° С коррозионная стойкость стали значитель-
но снижается, и сталь становится склонной к межкристаллитной коррозии.
Для защиты от коррозии сварные детали окрашивают, несварные — пасси-
вируют, Наиболее высокой коррозионной стойкостью обладают детали после
полирования и пассивирования или электрополирования.
Применение
Обшивка и детали внутреннего набора изделий, работающих кратковременно
при температурах до 500° С в контакте с топливом и в атмосферных условиях
с соответствующей защитой от коррозии.
Несвариваемые детали, а также сварные детали, подвергающиеся термиче-
ской обработке и термически не обрабатываемые после сварки, работающие крат-
ковременно при температурах до 500° С и длительно до 40СО С.
Цоррозионностойкие деформируемые стали.
(.'3
ХРОМОНИКЕЛЬМОЛИБДЕНОВАЯ СТАЛЬ
Г
Х17Н5МЗ (СН-3, ЭИ925) [
Химический состав в »/о
Si ЛА 11 сг : 1 1 1 1 Ni М о i - 1 s Р
не более
0,06—0,10 <0,7 <0,7 16,0—17,5| 1,5—5,5 3,0—3,5! 1 i 0,020 0,035
Механические свойства ло ТУ
। Состояние (кон-
Iтролиные образцы)
а0,2
иГ/мм^
Вид полу-
фабриката
ТУ
• М.;СЯ2
Листы
толщиной
8—11 мм
%
Листы
ТОЛЩИНОЙ
1—4 мм и
шириной
1000 мм
Листы
толщиной
,8—4,0 ял
ЧМТУ 5781—57 I В состоянии по- ставки 95 35 15 (/= п,з/С) "—
Термически обра- ботанные по режи- му: закалка с 950Л ±10° С на воздухе; обработка холодом при —70° С и тече- ние 2 час; старение при 450 ±10° С (1 час) 120 i 85 (/=11,3 ДА) г
ЧМТУ ННИИЧМ Нормализованные с 1050±20°С <120 <48 20 (/=5,65//°) —' —
317—60 Термически обра- ботанные по режи- му: закалка с 940± ±10°Сна воздухе или в воде; обработка холодом при — 70°С в течение 2 час; ста- рение при 450±10° С (1 час) >120 >80 8 (/=5,65//•')
ЧМТУ ЦНИИЧМ Нормализованные с 1050±20°С <120 <60 18 (7=5,65/С) ——
325—60 Термически обра- ботанные по режиму: нормализация или закалка с 940° С в >120 >80 8 (/=5,65/А) — .
64
Глава Г Стали
Вид ПОЛУ'
**
фабриката
ТУ
Продолжение
Состояние (кон-
трольные образцы)
с0,2 в
кГ'МаГ %
я
кГ м-:см^
воде; обработка хо-
ЛОДО1Н при —70° С в
течение 2 час; ста-
рение при 450° С
(1 час}
и
Прутки ЧМТУ
поковки цниичм 194—59
Нормализованные {>100
с 1050110° С j
Термически обра-
ботанные по режи-
кму: нормализация с
1950110° С; обработ-
ка холодом при
'—70° С в течение
2 час; старение при
450° (1 час}
•l
<45 20 (Z=5 d) 55 —
>85 12 (/=5 d) ц . " 50 6 1 J
Лента толщиной 0,1—1,2 мм ЧМТУ Нормализованная с 1050—10° <115 <45 15 (/=11,з/л) 1 — —
ЦНИИЧМ 1113—64
Термически обра- ботанная по режи- му: нормализация с 950?tl0“; обработка холодом при —70° в течение 2 час; ста- рение при 450110° (1 час} >120 >90 9 (/=11,3// .
Полунагартовап- ная (старение при 450110° С в течение 1 часа} >115 > 05 -Д' 10 (/=11,3/7)
Нагартовзпная (старение при 4501 110° в течение 1 ча- са} >125 >110 7 (7 = 11,3// -—
Коррозионностойкие деформируемые стали
65
Механические свойства при комнатной и высоких температурах
Вид полу- фабриката Состояние Темпе- ратура испыта- ния °C У? с0,2 Ра
кГ
Листы Термически обработан- 20 19 000 120 85 “ 1 8
ные по режиму: нормали- зация с 950° С; обработка холодом при —703 С в те- 400 —— ПО 85
450 16 000 105 80 7
500 —— 95 65 —
чепие 2 час; старение при 550 —- 70 50 10
450° С (1 час) 600 —- 50 40 —
Пределы секундной прочности
Вид полу- Состояние Темпе- ратура испита - с10" с120гг G ISO" G300"
рабри- ката НИЯ °C кГ[мм2
Листы Нагартованные и от- 500 97 96 95 94,9 94,7
пущенные при 450° С 550 75 68 66 65,8 65
(1 час) (г^°=120 кГ/мм2) 600 66 60 59 58,7 58
700 48 43,5 42,7 42 41
Пределы длительной прочности, ползучести и выносливости
Состояние материала Темпе- ратура испыта- ния °C с] 00 с0,2/100 (по остаточной деформации) с-1 и
па базе П)~7 циклов
кГ [мм2
термически обрабо- Та1:пып по режиму: 20 450 95 1 30
—“ 47
}12Рмализация с 950° С; 500 65 21—23 45 —
°°работка холодом при 550 40 —— TW-
ф'-'О -' С в течение 2 час; -'гярение при 450° С V чае) 600 25
66
Глава Г Стали
Физические свойства
/*=7,88 г'смГ.
0-106=10,4 (520—100"); 11,4 (100—200°); 12,4 (200—300°); 13,4 (300—400°)
14,5 (400-500°); 12,1 (500—600°) 1'°С.
«106=10.9 (20—200°); 11,4 (20—300°); 11,9 (20—400°); 12,4 (20-500°)-
12,4 (20—600°) 1/°С.
)/•==0,041 (25°); 0,044 (100°); 0,048 (200°); 0,052 (300°); 0,057 (400°); 0,060
(500°); 0,065 (600°); 0,070 (700°); 0,074 (800°); 0,079 (900°) кал!см• сек °C.
0,038 (25°); 0,041 (300°); 0.045 (200°); 0,049 (300°); 0,053 (400°); 0,057
(500°); 0,060 (600°); 0,064 (700°); 0,068 (800°); 0,073 (900°) кал ’см сек °C.
<?=•—0,1() (20°); 0,11 (100°); 0,12 (200°); 0,13 (300°); 0,145 (400°); 0,16
(500=) кал?г-°С.
q *=0,670 о м • ммГ>м.
(/=0,767 ом • мм^!м.
Коррозионные свойства
Сталь обладает высокой коррозионной стойкостью в атмосферных условиях,
топливе и морской воде.
Технологические данные '
Сталь в процессе выплавки контролируется по фазовому составу магнит- )
ным методом. 7
Для уменьшения содержания газовых и неметаллических включений и по- 7
вышения пластических свойств в поперечном направлении волокна сталь реко-
мсндустся переплавлять в вакуумных дуговых печах с расходуемым электродом./
Сталь деформируется в горячем и в холодном состоянии. Температурный':
интервал деформации 1050—850° С, В связи с наличием в структуре стали
6-феррита степень деформации не должна превышать 4G3/n за обжатие, Ох л аж-*
дение после деформации заготовок сечением более 150 медленное.- Листовойё
материал между операциями холодной формовки рекомендуется для смягченияу
подвергать нормализации с 1050=10° С. Детали и узлы, изготовленные из листа'.;,
и ленты, термически обрабатывают па прочность tjy > !20 кГ/мм- по режиму:;;
нормализация с 950-Д10°С; обработка холодом при —70° С в течение 2 час;
старение при 456Д!0°С в течение 1 часа (для отдельных плавок о аз решается/
температуру нормализации перед обработкой холодом снижать с 959 до 900°С;
пли повышать с 950 до 1000° С). 3
Для лучшей обрабатываемость' резанием рекомендуется проводить терми-4
ческую обработку но режиму: отжиг при 760° С (выдержка 1 час 30 мин)-,
охлаждение на воздухе и отпуск при 650° С (выдержка 1 час 30 мин), охлажде-/
ние на воздухе.
Сталь в мягком и упрочненном состоянии хорошо сваривается аргоно-дуго-’
вой (ручной и автоматической), а также контактной сваркой.
Изделия, работающие под давлением, рекомендуется изготовлять из дета-;
лей, свариваемых между собой после термической обработки мягкими кольце-
выми швами. Присадочным материалом для Кольцовы?; швов служит проволока.;
из стали Св.08Х20И10Г6, для термически обрабатываемых швов — из стал#
Х16Н6(С11-2А). Термическая обработка сварных изделий, работающих под дав-
лением: закалка с 980° С на воздухе или в воде; обработка холодом при —70° С
в течение 2 час или при —50° С в течение 4 час; отпуск при 659° С в течение;
1 часа. Механические свойства таких изделий после термической обработки при;
ведевы в таблице.
- ------- ( </
* После нормализации при 950° С, обработки холодом при —70° С в тече-.
ние 2 час и старения при 450° С в течение 1 часа. е.
* * После нормализации с 1050° С. f
Коррозионностойкие деформируемые стали
67
Температура ав А),2 з5 -^ffTrmrWW.ir. । д BT-Tl -n fl LTI**I И—Wf «я
° с %
W7-
20 95—115 >75 >8 >6
450 80 65
500 75 64
550 68 55 —
Применение прутков и поковок из стали Х17Н5МЗ, как правило, нецелесо-
образно, так как свойства этой стали в поперечном и особенно в третьем на-
правлении понижены. Исключение может быть сделано для детален, в которых
усилие при работе направлено вдоль волокна. В связи с пониженной вязкостью
сталь для литых деталей применять нецелесообразно.
Сталь хорошо паяется. В нормализованном состоянии удовлетворительно
(аналогично стали X18I19T) обрабатывается резанием; после отжига обрабаты-
ваемость хорошая; после обработки холодом без операции старения — аналогич-
на стали ЗОХГСА с ав --110—130 к.Г/мм2.
Применение
Обшивка, детали внутреннего набора, а также сварные узлы двигателей из-
делий, кратковременно работающих при температурах до 550° С и длительно —
до 5СЮ3С,
Для механически обрабатываемых деталей, изготовляемых из прутков и по-
ковок, рекомендуется вместо стали Х17Н5МЗ (СП 3) использовать сталь X16HS
(СН-2А), а для литых деталей—сталь ВНЛ-1 (СН-2АЛ).
Глава Г Стали
Фиг, 1. Кривые выносливости стали X17II5M3 при ком-
натной температуре (испытание при изгибе),
/—образцы гладкие, 2—образцы с надрезом.
Коррозионностойкие деформируемые стали 69
!
i
i
I
|
Фиг. 2. Кривые выносливости стали Х17Н5МЗ при
комнатной температуре (испытание при изгибе в од-
ной плоскости образцов толщиной 0,9 лиг; ов =
-130—138 кГ/мм2).
/—образцы в состоянии поставки (мягкие), 2—образны, терми-
чески обработанные по режиму: нормализация с 950Q С, обра-
ботка холодом при —70° С в течение 2 час, старение при
450° С (1 час).
70
Глава I. Стали
ХРОМОНИКЕЛЕВАЯ СТАЛЬ
X16HG (СН-2А, ЭП288)
Химический состав в °/о
0,05—0,09! <0,7 1 <1 15,5—17,5 н 5—8 Основа 0,020 | 0,035 I
Механические свойства ио ТУ* (не менее)
Вид полу- ТУ Состояние (контроль- атурэ не- I в °C с0,2 И т 1
фабриката ныс образцы) Темпер; иыташз /аГ/. млА % i ак кГ-л
Прутки, поковки Листы горячс- ката пые ТОЛЩИН О II 5—12 ЧМТУ цниичм 1088—64 ЧМТУ П.НИИЧМ 870—63 Термически обрабо- танные по режиму: за- калка с 975—1000° С в воде; обработка холо- дом при —70° С в тече- ние 2 час; отпуск при 350—425° С (1 час) J Нормализованные или закаленные с 1040.-г10°С 20 1 20 НО <110 90 < 40 12 i п: XD 50 7 / —"
Лис гы горяче- катаные ТОЛЩИНОЙ! 6—20 мм Ч'МТ У _ цниичм 1082-64 Т е рми ч е ск и обрабо- танные по режиму: нормализация с 975° С; обработка холодом при —70° С в течение 2 час; отпуск при 425° С (1 час) 20 110 85 10
* Показатели механических свойств факультати!зны.
Ко рроз ион н о стойкие деф о рм и руемые с тал и
71
Продолжение
,.T-fW*-*™ 1Ы1 ЦД" чи- Вид полу- фабриката ту Состояние (контроль- ные образцы) Температура ис- пытания в °C 1 > г а0,2 м> Ф 4
Ki'iMM2 %
Чисты ГОрЯ- <!екатапые толщииой 2,0—4,0 мм и холодно- катаные толщиной 0,8—3,0 мм ЧМТУ ЦПИИЧМ 822—62 Нормализованные или закаленные с 1050° 20 <110 <35 20 12
Листы горячеката- ные толщи- и о й. 3—4 мм и холодно- катаные толщиной 1—4 мм ЧМТУ ЦНИИЧМ 1184—54 Термически обрабо- танные по режихму: норхмализация с 9753 С, обработка холодом при —70° С в течение 2 час; отпуск при 350—42x5° С (1 час) 20 но ! 85
к Г -м/см2
Механические свойства при комнатной и высоких температурах
ид лолу- абриката Темпера- тура испы- тания °C е13 с0,2 1 < Вид полу- фабриката i Темпера- тура испы- тания °C 20 450 500 550 600 ких температ св с0.2
1 1 нс менее кГ не менее
Прутки Меха 20 450 500 5x50 600 няческие сво но 107 80 .55 43 йства 90 85 ! 70 50 35 три ко? Листы ] 4 лат ной и низ 110 95 75 55 43 Урах 85 70 55 50 35
Темпе- ра ту ра псп ыта- С 3 с0,2 О д 1 к Г 'M’iCM2 г
пня ССЗ кГ iMAfl
20 1x30 ПО 16 60 И,.5
—70 14.5 120 21 60 9,5
~ 196 180 15.5 27 50 8
72
Гла&а I. Стали
Механические свойства при комнатной температуре
Состояние материала Направление волокна в образце Св кГ/. §5 Ф ' кГ-м!см-
щи2 %
Термически обработан- Продольное 128,8 122,8 20,5 67,1 12,8
ный по режиму: нормали- зация с 1000° С; обработка холодом при —70° С в те- чение 2 час; отпуск при 425°С (1 час) Поперечное 124,3 119,9 16,9 56,8 8,2
Физические свойства
<7=7,80 г’см'С
а. 106=11,3 (20—100°); 12,1 (100—200°); 12,9 (200-300°); 13,6 (300—400°); 14,4
(40^—500 = ) 1/°С.
а-10в=11,7 (20—200°); 12,1 (20—300°); 12,5 <20-400°); 12,9 (20-500°) 1/сС.
7=0,040 (25°); 0,042 (100°); 0,045 (200°); 0,048 (300°); 0,052 (400°); 0,055
(500°); 0,059 (600°); 0,062 (700°) кал/см-сек-° С.
с—0,11 (100°); 0,12 (200°); 0,13 (300°); 0,14 (400°); 0,15 (500°); 0,16 (600°);
0,17 (700°) кал/г-°С.
д=0,836 (20°)
Магнитность стали в мягком состоянии небольшая (4л Л == 2500—3000 ас).
После полной упрочняющей термической обработки (нормализация с 1000° С; об-
работка холодом при —70° С в течение 2 час; отпуск при 425° С в течение.
1 часа) сталь становится магнитной (4я Is-~-10 000— 13 000 ас).
Технологические данные
Сталь в процессе выплавки контролируется по фазовому составу магнит-
ным методом. Для уменьшения содержания газовых и неметаллических включе-
ний и повышения пластических свойств в поперечном направлении сталь можно
переплавлять в вакуумных дуговых печах с расходуемым электродом.
Сталь деформируется в горячем состоянии. Температурный интервал дефор-
мации 1200—800° С. Охлаждение после деформации на воздухе.
Рекомендуемая термическая обработка: закалка с 975—1000° С в воде; об-
работка холодом при — -70'° С в точение 2 час или при —50° С в течение 4 час;
отпуск при 350—400° С в течение 1 часа.
"Сталь хорошо сваривается аргоно-дуговой (ручной и автоматической, кон-
тактной), точечной и роликовой сваркой.
Для повышения коррозионной стойкости сварные детали, работающие в ат-
мосферных условиях, окрашивают; несварные — пассивируют. Наиболее высокой
коррозионной стойкостью обладают детали после полирования и пассивирования.
Применение
Силовые детали, работающие длительно при температурах до 400° С и кратко-
временно до 500° С в контакте с топливом и в атмосферных условиях; сварные
окрашиваемые детали и несварные детали, подвергаемые пассивированию, ра-
ботающие в атмосферных условиях; баллоны для сжатых газов, а также паяные
детали, паяемые в интервале температур 930—1200° С.
Коррозионностойкие деформируемые стали
Фиг. 1. Кривые выносливости стали Х16Н6 при темпе-
ратурах 20 и 500° С (испытание при изгибе).
/—образцы гладкие, 2—образцы с надрезом.
74
Глава I. Стали
I Hwwv4JJ М-ЖММ^Д*^И^И^ИвЖ1Ш1ЖИ**™^™,*ПЖЖ*Ж J JU Ч« 1*1*11 • nil II M ЛМ «ъ в I
i ХРОЛЮНИКЕЛЬАЛЮМИНИЕВАЯ СТАЛЬ Х15Н7ЮМ2 (CH-4, ЭП35)
Химический состав в <’/o
гг Si Мп Сг Ni Al Mo Fe s Р
нс более
0,05— 0,10 <0,7 <0,7 1 ! 2 СО см - ^7Ь° 7 j 0—8 , о 1,2—1,8 1,6-2,4 Основа 0,02 0,03
Механические свойства по ТУ
Вид полу- фабриката Состояние (кон- трольные образцы) *1 J 1 । । д к g0,2 56 ,G5|'>' %
ТУ 5 2 3 5сд с—* ;с о к Г }мм‘2
Листы толщин oii 0,8—3,0 мм ЧМТУ _ ЦНИИЧМ 85—58 Нормализованные с 1050<-20г (мягкие) 20 <115 <50 . >18
Термически обра- ботанные по режи- му: нормализация с 925—950:: С; обработ- ка холодом при —70°С в течение 2 час, старение при ООО1 С (1 час) 20 > 150 >130 >8
Лента толщиной 0,1—0,8 мм ‘1МТУ_ ЦНИИЧМ 86—59 Нормализованная с 1050 —24М С (мяг- кая) 29 <115 <40 >18 (7^11,3 /Л)
1 { . Термически обра- ботанная по режи- му: нормализация с 925—950s С; обра- ботка холодом при —70° С в течение 2 час; стапепне при 500° С (1 час) 20 >150 , 1 1 1 >130 >8 J (7-И,3)/Т) 1
Коррозионностоикие деформируемые стали
75
Продолжение
Вид полу- фабриката ТУ Состояние (кон- трольные образцы) ! Оо кипстни?и I’d A iu d 0 И IV 0 д с0,2 °5,65/F L %
кГ[. и яг2
Лента ЧМТУ Полунагартоваи- 20 >130 >115 >10
олщипой И—0,8 мм Ц ИИ 11 ЧА! 86—59 нал после старения при 400—480° С и те- чение 1 часа •
Фольга f толщиной 0} 02—0,05 мм с ту Мйгартопаппзя 20 —, '
Механические свойства при комнатной и высоких температурах
Вид полу- фабри- ката Листы, лепта Состояние Термически обра- ботанные ио режи- му: нормализация с 950° С; обработка холодом при —70“С в течение 2 час- ста- рение при 500—5203 С (1 час) Темпе- ратура испыта- ния j °C 20 250 350 400 450 500 550 600 Е Ki 19 000 17 200 16 200 15 300 св ' 1 AIM 150 140 130 125 120 105 85 с0,2 2 130 120 105 100 90 75 70 хО GO QC СТ? СТ? **С] fj j । j / I 1 О От О О । Сл О О о-' 1 /й 1 °1О0 к! 135 112 99 70 35 25 -8 i С i о 1 1 a^ci[ I 1 j j ! । о | 1 1 1
Пр где л bi секундной прочности
« Я Ь» -Ш LLH—XLJ-Ч - iw.-^-»ww-,-ww !! -Ч м -д^хяжт""*1Т^Т^ТТГт~^"*^~”~Т*-ТГГ1ЖЖ£1.™’WT"**
Вид п 0 л у - фабри- ката Состояние Темиература испытания °C с 10" ^60" 3120г' ° ISO" с30(Г
кГ/м.м?
Листы В состоянии поставки (с®^90 кГ!мл&) 400 500 600 700 57 54 48 38 33 Z 30,5 Е 30 56,5 53 47 29
76
Глоса I. Стали
______ Продолжение
Вид полу- фабри- ката 15 ИI aJ0’ а60" с 120" а 180" с30(Г
Состояние : Темпер. ИСПЫТЗ! СС । . кГ)мл&
Листы Термически обработан- 450 115 113
ные по режиму: закалка с 500 106 104
1050° С в воде; обработка 550 95 91 88 87 85
холодом при —70° С в те- чение 2 час; отпуск при 500° С (1 час) (С°=150 кГ/мл&) х ъ • 600 66 56 51 49 46
Физические свойства
rf*=7,69 г'/смС *
ct*-106=10,5 (200—100°); 10,9 (20—200°); 11,3 (20—300°); 11,6 (20—400°);
11,9 (20—500°); 11,8 (20—600=) 1/°С.
а*-10^——'ll ,3 (100—200 = ); 12 (200—300°); 12,6 (300—400°); 13,4 (400—500°);
10,8 (500—600°) 1/°С.
?Л-.0,038 (25°); 0,041 (100°); 0,045 (200°); 0,049 (300°); 0,054 (400°); 0,058
(500°); 0,061 (600°) кал'см-сек °C.
с’-=0,115 (100°); 0,12 (200°); 0,13 (300°); 0,14 (100°); 0,15 (500°); 0,165
(600°) кал!г °C.
с1: :* *0,10 (100°); 0,12 (200°); 0,13 (300°); 0,145 (400°); 0,175 (500°); 0,21
(600°) кал!г °C.
д*=0, 854 ом• мл-filм.
0,852 ом-мл-fiiм..
Степень черноты **: 0,60 (200°); 0,59 (300°); 0,60 (400°); 0,62 (500°)
0,66 (600°); 0,80 (700°).
А1 агн итпыс свойства
Сталь в нормализованном состоянии слабомагкитна; в упрочненном состоя-
нии магнитна; магнитное насыщение 4лЛ = 14 800 гс.
Технологические данные
Для уменьшения содержания газовых и неметаллических включений и улуч-
шения пластических свойств в поперечном направлении сталь рекомендуется пе-
реплавлять в вакуумных дуговых печах с расходуемы,1.! электродом.
Сталь деформируется в горячем состоянии. Температурный интервал дефор-
мации 1050—800° С. Охлаждение после деформации на воздухе.
* После нормализации с 1050'= С.
** После тер.мичсской обработки по
ботка холодом при —70° С в течение 2
режиму: нормализации с 950° С;
час', старение при 500° С—I час.
обра-
Коррозионностойкие деформируемые стали
77
Термическая обработка
Максимальную пластичность сталь приобретает после закалки и поде или
з масле с 1050°С (образуется структура аустенита и 6-феррита). В этом состоя-
нии сталь легко поддается штамповке, гибке, отбортовке и другим аналогичным
технологическим операциям. Для смягчения листового материала между опера-
циями холодной деформации рекомендуется проводить нормализацию с 1030—
1050° С.
Основной метод упрочнения стали: нормализация с 930—950° С, обработка
холодом при —70° С в течение 2 час или при —50° С в течение 4 час, старение
при 450—550° С.
Нагартовка с последующим старением не обеспечивает высоких механиче-
ских свойств.
Высокие прочностные свойства (ов = 190 кГ/льи2) могут быть получены пос-
ле нагартовки стали, предварительно обработанной холодом.
Сварка
Сталь хорошо сваривается ручной сваркой электродами НИАТ-6, аргоно-
дуговой, роликовой и точечной сваркой как в мягком, так и в упрочненно.м
состоянии. При этом образуются вязкие сварные швы, термическая обработка
которых после сварки не является обязательной. В качестве присадочного ма-
териала применяется проволока из стали Х17Н5МЗ (СН-3). Прочность сварного
соединения без последующей термической обработки при комнатной темпера-
туре составляет не менее 90 кГ/мм?, а при температуре 450” С —не менее
50 кГ!мм2. Прочность сварных соединений может быть повышена путем при-
менения накладок, прихваченных к основному материалу точечной сваркой.
Для повышения пластичности сварного шва деталей, если их необходимо
подвергать полной упрочняющей обработке после сварки, старение должно про-
водиться при 600° С в течение 1 часа на ав= 125—130 кГ/мм2. 1Может быть
применен также местный отпуск сварных швов при 600° С.
Для лучшей обрабатываемости резанием сталь необходимо подвергать
двойному нагреву; при 760 и 650° С с выдержкой не менее 1,5—-2 час при ука-
занных температурах и последующим охлаждением па воздмхе.
Для повышения коррозионной стойкости сварные детали окрашивают, не-
свармые — пассивируют. Наиболее высокой коррозионной стойкостью обладают
летали после полирования и пассивирования или после электрополирования.
Применение
Обшивка и детали внутреннего набора изделий, работающие в атмосферных
условиях и в контакте с топливом кратковременно при температурах до 5о0° С
н длительно — до 500° С.
б кГ/мм2
Фиг. I. Кривая выносливости стали Х15Н7ЮМ2 при комнатной
температуре (испытание при изгибе в одной плоскости образ-
цов толщиной 1 мм; оИ = 161 кГ/мм2).
78
Глава I, Стали
ХРОМОМАРГЛНЦЕВОНИКЕЛЕВАЯ СТАЛЬ С АЗОТОМ Х17Г9АН4 (ЭИ878)
Химический состав в %
11 и?д|>.Гтд1иг"" — suniaj1:MKWTT*t^^^9Ri
С Si М п Сг Xi X Ре S 1 Р
не более
<0,12 <0,8 8,0—10,5 16—18 3,5—4,5 0,15—0,25 Основа 0,020 0,035
Механические свойства по ТУ (не менее)
Вид полу- ТУ Состояние (контроль- ЛЛВЯ RMW rii 'емпе- рату па испыта- ния ^В аа,2 а* 4 4
фабриката ные образцы) кГ/. WM- %
Прутки го- рячеката- II ы с и кованые ЧМТУ 408—59 ГОСТ 5949—61 i Закаленные с 1075— 1100° С в воде 20 70 35 45 ОО
Прутки кал воро- ванные лг 51 гкие Ч МТУ И: ИИЧМ 579—61 Закаленные с 1075— 1100° С в воде 20 70 35 45
То же, нагарто- ванные Вез дополнительной термической обработки 20 100 75 80
Прутки и поковки ЧМТУ ЦНИИЧМ 498—61 Закаленные с 1075— 1100° С в воде 20 70 35 о< | 1 55
Листы го- рячека- таные, толщиной 0,8—4,0 мм и холодно- катаные не более 3,6 мм ГОСТ 5582—61 Закаленные с 1050— 1080° С в воде или на воздухе 20 70 35
Листы горя- чекатаные толщиной 6—20 мм ЧМТУ ЦНИИЧМ 1083—64 Закаленные с 1075— 1100° в воде или па воз- духе 20 70 35 45 ——
Коррозионностойкие деформируемые стали
Продолжение
Вид полу- фабриката Листы хо- лоднока- таные, то л ши нои 03 8-“3,0 мм, мягкие ТУ Состояние (контроль- ные образцы) Темце- рату ра испыта- ния °C а0,2 8* д L
кГ/мм^ О (1
t ЧМТУ ! Закаленные с 1050— 1080° С в воде или на воздухе 20 70 35 1 45 1 • ч 1 1 t ЛИНОЙ ) ковок
ЦНИИЧМ 198—59 1
То же, нагарто- вапиые ТУ Без дополнительной термической обработки 20 100 — 1 120 75 95 20
Тоже, осо- бо нагарто- ванные 20 10 i 1 i । 40 18
Лента то л шиной 0,1—1,2 мм мягкая ЧМТУ Закаленная с 1050— 1080° С в воде или па воздухе 20 70 100 35 75
цниичм 1113—64
То же, на- га ртовап- на я То же, особо нага рто- ванная Чез дополнительной термической обработки 20
20 120 i i 1 95 8
Трубы бес- шовные хо- лоднока- таные и холоднотя- нутые, иягкие ЧМТУ Укр. НИТИ 355—62 ( Закаленные с 1050— 1С80^ С в воде или на воздухе 20 j 1 35 i 40
То же, на- гартован- ные Без дополнительной термической обработки 20 100 1 /О 1 8 55 39 ой д н ПС
Кольца сва рные из профи- лей * Удо ин ^==5,65 У F, 1 - 5rf. ЧМТУ Закаленные с 1075— 1100JC в воде: основной металл сварной шов тов определено па об из ленты /=11,3У г, для 70 63 разцах с сортово 35 28 pa й ст 45 32 счеты ал и
ЦНИИЧМ 661—62 ение для лис для образцов
80
Глава Г Стали
Механические свойства листов при комнатной и высоких температурах
Состояние материала Закаленные с 1075° С в воде или на воздухе - Темпе- ра тура испыта- ния °C Е -- со,э S5,65T7 F
кПмаА %
20 300 450 500 000 700 800 20 000 17 200 14 900 78 60 53 52 42 33 23 39 23 20 19 18 13 12,5 68 39 43 44 37 40 44
Нагартованные I 20 300 450 500 600 19 500 16 800 14 500 ИЗ 82 74 72 63 95 69 62 60 56 24 14 14 13 11
Особо нагартоваппые 20 19 500 130 112 20
300 16 800 103 82 9
450 •—— 94 74 9
500 90 72 8
600 14 500 78 66 у
Механические свойства прутков при низких температурах
Состояние материала Температура испытания Образцы гладкие Образцы* с надрезом кГ
СБ кГЬ 1 ° 0,2 ! Е Ss 05 4 . i С'З ч Л t7 ф %
I t ’6
Закаленные с 20 68 70 100 23 30 1,25
1050°С на возду- —70 114 50 55 145 15 28 1,20
хе —196 135 23 22 158 3,3 15 1,02
Закаленные с 20 75 37 46 j ! 68 Е 1 1 • 34
1075° С в воде —70 111 59 55 67 i । '— 32 —'
—196 130 1 84 23 21 । 18
* Испытания проводились на образцах диаметром в надрезе 7 ,чм, глубина
надреза 1,5 мм, угодьнадреза 60и, радиус надреза г = 0,1 мм.
Коррозионностойкие деформируемые стали
81
Пределы длительной прочности, ползучести и выносливости листов
Состояние материала <4 * Темпера- тура испытания °C °100 а0,2/100 а0,2/300 1 (па базе 107 циклов)
кГ 1мм1
Закаленные с 1075° С 20 — 32
в воде или па воздухе 400 55 • 32
500 44 — —
600 25 11 13 —
700 15 3 4 р
800 6 1,5 1,7 8
Механические свойства сварных соединений
(Аргоно-дуговая электросварка с присадкой стали Х18Н9Т)
Температура йенытания “С Св ° 100 с-1 на базе 107 циклов
кГ 1мм1
20 77,7 —— 24,5
500 48,4 41—42 —
600 45,6 18—19
700 34,5 12—13
800 21,8 4 -1
Физические свойства
d-.l 86 J.W
«106 — 15,9 (100—200°); 17,3 (200—300°); 18,7 (300—400°); 20,2 (400—500°);
21,2 (500—600°) 1/°С.
Х=0,036 (25°); 0,038 (100°); 0,042 (200°); 0,045 (300°); 0,048 (400°); 0,050
(500°); 0,053 (600°); 0,056 (760°); 0,058 (800°) кал!см-сек °C.
с—0,11 (100°); 0,12 (200°); 0,125 (300°); 0,13 (400°); 0,135 (500°); 0,14
(600°); 0,145 (700°); 0,15 (800°) кал!г-°С.
Сталь не магнитна в закаленном состоянии.
Коррозионные свойства
Сталь (основной материал и сварные соединения толщиной до 3 лш) не
склонна к межкристаллитной коррозии при испытании по ГОСТ 6032—58 (мето-
ды А и ЛМ), но склонна к межкристаллитной коррозии после дополнительного
нагрева при 650° С.
Технологические данные
. Для уменьшения содержания газовых и неметаллических включений и по-
вышения пластических свойств в поперечном направлении сталь рекомендуется
переплавлять .в. вакуумных дуговых печах с расходуемым электродом.
6 1525
Глава Г Стали
Сталь деформируется в горячем и в холодном состоянии. Температурный
интервал деформации 1160—850’С. Охлаждение после деформации на воздухе.
Характеристики холодной обработки давлением приведены в таблице.
Вытяжка Отбортовка Выд анка Гибка
Состояние /Ср ^пр плоская сфериче- ская । г
материала Араб ^раб Япр Л*раб А'пр Лраб мин граб
Мягкий 2,10— 2,15 1,75— 1,80 1,95— 2,00 1,65— 1,70 0,25- 0,29 0,21— 0,24 0,35— 0,40 0,30— 0,35 0 ,55 0,7
Нагарто- ванный 1,96- 2,05 1,65— 1,70 —— ' — 0 ,75 1
Особо на- гартован- ный 1,85— 1,90 1,57— 1,65 1,5— 1,6 1,30- 1,35 — 2 3
При штамповке нагартованного металла во избежание растрескивания, штам-
пованную деталь следует подвергать отпуску при температуре 400°С в течение
1 часа. *
Рекомендуемая термическая обработка: закалка с 1050—1100° С в воде или
на воздухе.
Сталь хорошо сваривается всеми видами сварки. Сварные соединения
из тонколистового материала защищают от коррозии аналогично сварным соеди-
нениям из стали Х18Н9Т. Нссварные детали пассивируют; наиболее высокой
коррозионной стойкостью обладают детали после пассивирования и полирова-
ния. Обрабатывается резанием так же, как сталь XI8H9T,
Применение
Детали, в том числе сварные, работающие длительно в атмосферных усло-
виях при температурах до 400’С и кратковременно в тех же условиях при
температурах до 800° С, а также в контакте с топливом.
Детали авиационных двигателей, в том числе сварные (за исключением
трубопроводов), работающие в атмосферных условиях и в среде продуктов сго-
рания топлива при температурах до 800° С.
При применении стали Х17Г9ЛН4 взамен стали марок XI8H10T и Х18Н9Т
достигается экономия никеля до 50—60 ка на тонну стали.
Фиг. 1 Кривая выносливости
стали Х17Г9АН4 при комнаТ"
ной температуре (испытание
при изгибе в одной плоскости)-
Коррозионностойкие деформируемые стали
83
ХРОМОМАРГАНЦЕВОНИКЕЛЕВАЯ СТАЛЬ Х14Г14НЗТ (ЭИ711)
Химический состав в %
С Si М п С г Ni Ti Ес S Р
не более
<0;8 13—15 13-15 2,5—3,5 До 0,6 Основа 0,020 0,035
Механические свойства по ТУ (не менее)
Вид полу- фабри- ката ТУ Состояние (контроль- Темпера- тура ^В а0,2 &
ные образцы) испытания °C кГ1мл№ %
Листы ЧМТУ 328—60 Закаленные с 1050° С на воздухе или в воде 20 70 35 35
Лента ЧМТУ 329-60 Закаленная с 900— 1000° С на воздухе или в воде 20 70 35 35
Механические свойства при комнатной и высоких температурах
Вид полу- фабри- ката Состояние Темпе- ратура испыта - Е ° 0,2 8ю С1 СО
ПИЯ j °C кГ!мм'1 % *
Листы Закаленные с 1050° С в воде или 20 19 800 75 35 60 20
на воздухе 100 19 300 50 20 60 20
200 18 500 40 15 45 20
300 17 300 40 15 45 20
400 16 700 40 15 40 20
500 16 200 40 15 40 20
1 1 600 33 12 35
84
Глава Г Стали.
Механические свойства в зависимости от степени обжатия
Вид полу- фабри- ката Состояние Степень обжатия % ^В 30,2 8 % Число изгибов г=35*
/Д7.
Листы Закаленные с 0 75 35 62 10
1050° С в воде или 10 85 55 36 8
на воздухе 20 90 65 29 5
30 105 85 22 5
40 НО 86 14 3
50 130 125 9 1
* S — толщина листа.
Физические свойства
<7=7,8 2/с.и3.
а-100=16 (20—100°); 17,4 (100-209°); 19,3 (209—309°); 20,6 (390—400°);
21,8 (400—500°); 22,1 (500—500°); 23,5 (600—709°); 24,3 (709—800°); *24,8
(800—900°) 1/°С.
а-106-16,7 (20—200°); 17,6 (29—399°); 18,3 (20—409°); 19 (20—590°); 19,7
(20—600°); 20,1 (20-700°); 20,6 (20-800°); 21,1 (20—900°) 1/сС.
X=0,041 (25°); 0,043 (100°); 0,046 (200°); 0,051 (400°); 0,054 (500°); 0,057
(600°); 0,061 (700°) калием-сек- СС.
Коррозионные свойства
Сталь обладает удовлетворительной коррозионной стойкостью в атмосфер-
ных условиях.
Технологические данные
Для уменьшения содержания газовых и неметаллических включений и по-
вышения пластических свойств в поперечном направлении сталь рекомендуется
переплавлять в вакуумных дуговых почах с расходуемым электродом.
Сталь, деформируется в горячем и в холодном состоянии. Температурный
интервал деформации 1209—850° С. Охлаждение после деформации на воздухе.
Рекомендуемая термическая обработка: закалка с 1020—1050° С в воде или
на воздухе.
Сталь хорошо сваривается всеми видами сварки.
Хорошо обрабатывается резанием (аналогично стали 2Х13Н4Г9).
Применение
Детали, работающие при температурах до 400° С в атмосферных условиях.
Рекомендуется как заменитель стали 2Х13Н4Г9 (Х13Н4Г9); может в некоторых
случаях заменять стали Х18Н9Т и Х18Н9.
Коррозионностойкие деформируемые стали
85
ХРОМОНИКЕЛЕВАЯ СТАЛЬ
OX18HIO
(0Х18Н9, ЭЯО)
Химический состав в %
С Si М п Сг Ni Fe S Р
не более
<0,08 <0,8 1—2 17—19 9—11 Основа 0,020 0,035
Механические свойства по ГОСТу или ТУ (не менее)
Вид полу- фабриката гост или ТУ • Состояние (контроль- ные образцы) Темпе- ратура испыта- ния °C ° в кГ{мм% 8 . %
Листы тонкие ГОСТ 5582—61 Закаленные с 1050— 1080°С в воде или на воздухе 20 52 45 (/=5,65 V JF)
Листы мягкие ЧМТУ 3126—52 3 а к а ленные с 1030— 1070° С в воде 20 54 45 (/=5,65/7)
Листы полу- нага рто- ваипыс Вез термической об- работки 20 75—95 25 (/=5,65 ?/7)
Лента мягкая ГОСТ 4986—54 Закаленная с 1050— 1080° С в воде 20 54 45 (7=11,3/7)
Лента полу- нагарто- ванная Без термической об- работки 20 75—95 45 (/=11,3/7)
Трубы ЧМТУ 4871—54 В состоянии поставки 20 54 45
86
Глава Г Стала
Механические свойства при комнатной и высоких температурах
Вид полу- Состояние Темпера- тура °0,2 ° 5,65/F
фабри- испытания
ката °C кПмм2 %
Листы Закаленные с 20 58 21 60
1050° С в воде 400 42 П 46
480 39 10 45
540 37 9,8 44
600 34 8,4 39
650 30 7,7 37
700 24 7,5 35
750 19 7,4 31
800 15 7,0 30
Жаростойкость
Сталь устойчива против окисления в атмосфере
температурах до 900° С
нагретого воздуха п$и
Физические свойства
с[7 85
сс-10ь'—16,5 (20-100°); 17,2 (100—200°); 17,7 (200-300°); 18,1 (300—400°)
18,3 (400—500°); 18,6 (500—600°); 19 (600—700°); 19,5 (700—800°); 19,7 (800—
900°); 20 (900—1000°) 1/°С.
а-100=16,9 (20—200°); 17,1 (20—300°); 17,4 (20—400°); 17,6 (20—500°)
17,7 (20—600°); 17,9 (20—700°); 18,1 (20—800°); 18,3 (20—900°); 18,5 (20—
1000°) 1/°С.
Л=0,04 (20°); 0,053 (500°); 0,057 (600°); 0,06 (700°) кал/см-сек-°C.
§=0,8 (20°) ом мм^/м.
с=0,12 (20—100°) кал/г-°С.
Технологические данные
Сталь деформируется в горячем состоянии. Температурный интервал дефор-
мации 1160—850° С. Охлаждение после деформации на воздухе.
Рекомендуемая термическая обработка деталей: закалка на аустенит
с 1000—1120° С в воде.
Сталь хорошо сваривается всеми вида.ми сварки.
Детали при длительной работе в агрессивных средах, в воде или в среде
пара могут разрушаться межкристаллитной коррозией.
Применение
Сварные баллоны для кислорода и присадочная проволока для сварки
стали Х18Н9Т. При температурах выше 450° С применять не рекомендуется.
Коррозионностойкие деформируемые стали 87
ХРОМОНИКЕЛЕВАЯ СТАЛЬ Х18Н9 (1Х18Н9, ЭЯ!)
Химический состав в й/о
Si Мп С г Ni Fe S Р
не более
<0,12 <0,8 1—2 17—19 8-10 Основа 0,020 0,035
Механические свойства по ГОСТу или ТУ (не менее)
Вид полуфабри- гост Состояние (кон- тура в °C а0,2 0*
ката или ТУ трольные образцы) 5 * Qi О н ’ — —
3 * Е: /<Г/лглг2 %
м/см^
Прутки горяче- катаные МИТУ 2362—49 Закаленные с 1100—1150° С в воде 20 55 20 45 60 12,5
Листы толщи- ной от 0,5 до 3,6 мм холодно- катаные мягкие ЧМТУ 3126—52 Закаленные с 1030—1070° С в воде 20 56 35
Листы толщи- ной от 0,5 до 3,6 мм холодно- катаные нагарто- ваиные Без термической обработки 20 100— 125 На 15 —— —
Лента холодно- катаная толщиной от 0,1 до 2,0 мм мягкая ГОСТ 4986—54 Закаленная с 1080—1130° С в воде 20 54 35 ’ ’ ——;
То же, полуна- гартованная Без термической обработки 20 80 20 . ——
Нагартовапная Без термической обработки 20 — 100 II а 13 “
Особо нагарто- ваннаи Без термической обработки 20 115 —— 8
88
Глава I. Стали
Продолжение
Вид пол}гфабри- ката ГОСТ или ТУ Состояние (кон- трольные образцы) Температура испытания в °C а0,2 5* Ф I tfrajir • jy. 1 «у
кГ'МаА %
Трубы бесшов- ные горячската- пые ГОСТ 9940—62 Термически обра- ботанные 20 56 40 -— *- V
Трубы бесшов- ные холоднока- таные Термически обра- ботанные 20 56 37 —
* Удлинение_определепо для листов на расчетной длине /==5,65 /”Л ; для
ленты Г-^ 11,3 Уг ; для прутков l~5d. *
Механические свойства при комнатной и высоких температурах
Вид полу- фабри- Состояние ература тапия а Е Св с0,2 апц б* С1
ката ч Темп йены °C kFImm11 «в кГ л. у
Прутки Закаленные с • 20 60 - 24 19 64 74 >25 140
1150° С 650 760 870 1 1 1 38 21 14 10 10 / 33 17 19 40 18 '27 1 1 ! 1 1 1
Листы толщи- ной 1,5 мм Холоднокатаные 20 18 000— 19 500 70 47 f г □о 90
Листы Закаленные с 1050° С 20 65 39 69 82 — 94
Закаленные с 1200° С 20 1 59 30 63 51 77
Закаленные с 1080—1130° С 20 18 500— 20 600 ! — ' ——, — —
Коррозионностойкие деформируемые стала
89
Продолжение
Вид полу- фабри- Состояние [ература та ния Е СБ °0,2 апц ts Si 0 ' С1
ката
и S о кГ/млА % « у ^5
Лента Закаленная с 1100° С 20 -— 64 25,6 1 ‘—-- —— -—
Закаленная с 540 37 10 ~ 44 - - —
1080—1130° С 650 -—— 30 7,7 —— 37 1 —
760 19 7,4 —• 31 — ——га
870 — 12" —- -—— 31 1 11 1-1—ы ——г
930 — ь 7 47 —— -—- —
Отливки Закаленные с 20 50 22 — 61 63 12 131
1095—1100° С 540 —— 34 •*—— 38 40 ——• —
050 — 28 — 37 50 —— —
Закаленные с 20 — - 50 22 и 55 62 128
1040° С 540 — 36 10 — 39 48 -гт-^^м.
650 ' — 29 9,8 5,3 30 42 — г-^
870 11 7,6 1 , 16 39 -—
Листы ТОЛЩИ' ной L26 мм Сваренные 20 — 72 38 —— 68 — .
* Удлинение определено для листов па расчетной длине /=5,65 F \ для
ленты для прутков и отливок l = bd.
Пределы длительной прочности, ползучести и выносливости
Вид полу- фабри- ката Состояние [ература тапия в °C I Во аюо О UJ СМ О о и о /- -ч h Ч сТ р 0° а0,03/1000 | § Рч t? о LC 1О о и о о S’ и с-1 (па базе 107 циклов)
й с По общей деформации
н—; кГмлЕ
Листы Закаленные с 20 27
1080—1130° С 704 13 10 1 —— » 1 1 , II
815 6,7 4,4 — *—— -— —
1
90
Глава I. Стали
Продолжение
Вид полу- фабри- ката Состояние Температура испытания в °C 1 с10 ° 100 о Ю сч О о а0,02/1000 i a0t03/10()0 1 0001/ГОд 002/3% °1,0/1000 1 (на базе 107 циклов)
По общей деформации
кПмм2 f
Прутки диамет- ром 19 мм Закаленные с 1050° С 540 650 730 815 870 i 1 1 1 1 Н 1 н / 1 i 1 1 1 . 1 II!!! Kill 21 12 4,9 2,1 0,6 ; i i 1 1 1
Отливки Закаленные с 1095° С в воде 540 650 — " ' — ' ‘ 13,7 5,8 18,6 6,4 ’ 9 '
Жаростойкость
Сталь устойчива против окисления в воздушной среде при температурах до
850° С, а в атмосфере продуктов сгорания авиационного топлива — до 750° С.
Устойчива в концентрированной азотной кислоте.
Физические свойства
а-10С16 (20—100°); 18,1 (100—200°); 18,4 (200—300°); 19,1 (300—400°);
19,7 (400—500°); 20,3 (500—600°); 20,8 (600—700°); 20,8 (700—800°); 20,6
(800—900°); 20,7 (900—1000°) 1/°С.
а-10б--17 (20—200°); 17,5 (20—300°); 17,9 (20—400°); 18,5 (20—500°); 18,6
(20—600°); 18,9 (20—700°); 19,1 (20—800°); 19,3 (20—900°); 19,5 (20—1000°)
1/°С.
Х*=0,038 (20°); 0,039 (100°); 0,043 (200°); 0,045 (300°); 0,048 (400°); 0,051
(500°); 0,057 (600°); 0,061 (700°); 0,064 (800°); 0,064 (900°); 0,067 (1000°);
кил /см' с с к • ° С.
“ 2=0,71 (20°); 0,74 (100°); 0,82 (200°); 0,89 (300°); 0,95 (400°); 1,00 (500°);
1,05'(600°); 1,09 (700°) ом-ма^/м.
(50—100°); 0,126 (100—200°); 0,130 (200—300°); 0,135 (300—400°);
0,141 (400—500°); 0,152 (500—600°); 0,150 (600—700°); 0,153 (700—800°); 0,154
(800—900°); 0,155 (900—1000°) кал1г °C.
Технологические данные
Сталь деформируется в горячем и в холодном состоянии. Температурный
интервал деформации 1180—850° С. Охлаждение после деформации заготовок
* По данным справочника «Теплофизические свойства веществ», ГЭИ,
1956.
Коррозионностойкие деформируемые стали
91
сечением более 150 мм медленное. Пластичность в закаленном состоянии высо-
кая. Предельный коэффициент вытяжки (Кир) 2,08; рабочий (Лраб) 1,8—1,9.
Радиус закругления рабочей кромки матрицы (г5Г) составляет {6—8) S; радиус
закругления рабочей кромки пуансона (гп) — (0,5—1) гм+ Утонение материала
в готовых деталях в критическом сечении при Лраб составляет 10—15°/о- Утоне-
ние кромки 20—30э/о.
В нагартованном состоянии листы должны выдерживать нс менее двух пере-
гибов (ЧМТУ 3126—52), при этом радиус закругления губок должен быть равен
пяти толщинам (S) испытуемого листа.
Рекомендуемая термическая обработка деталей: закалка с 1000—1120° С
в воде.
Сталь хорошо сваривается всеми видами сварки. После сварки (кроме роли-
ковой и точечной) рекомендуется закалка с 1100—1150° С (время выдержки при
этой температуре 5—10 мин) на воздухе или в воде (быстрое охлаждение пре-
дохраняет сталь от межкристаллитной коррозии).
Применение
Детали самолетных конструкций и других летательных аппаратов, изготов-
ляемые из холоднокатаных листов или лент и .соединяемые сваркой.
92
Глава Г Стали
ХРОМОНИКЕЛЕВАЯ СТАЛЬ
2Х18Н9 (ЭЯ2)
АМмм
Химический состав в °/о *
а С Si Мп Сг Ni Fe S Р
не более
0,15—0,25 «0,8 <2 17—20 8—11 Основа 0,020 0,035
* Допускается содержание остаточного титана до 0,5% и остаточного молиб-
дела до 6,3%.
Механические свойства по ГОСТу или ТУ (не менее)
Вид полуфаб- риката гост или ТУ Состояние (контроль- ные образцы) Температура ис- пытания в °C %2 5* 1» *
к Г Imm2 %
Прутки го- рячекатаные МПТУ 2362—49 Закаленные с 1100— 1150° С в воде 20 60 22 40 55 12,5
Листы толщи- ной от 0,5 до 3,6 мм ГОСТ 5582—50 ЧМТУ 3126—52 То же 20 60 — 38 ,—_ -
То же, мягкие 3 а кален н ел е с 1080" 1120е С в воде или на воздухе 20 60 — 38 —
То же, нагар- тованные Вез термической об- работки 20 1 GO- 125 — 15 — —
Лента толщи- ной от 0,1 до 2,0 мм мягкая То же, полу- нагартованная То же, нагар- тованпая То же, особо нагартовапная ГОСТ 4986—54 i Закаленная с 1120— 1150° С Без термической об- работки То же я 20 20 20 ~20~ 58 80 100 115 — 35 20 13 8 Ч
* Удлинение определено на расчетной длине / = 5,65 У Г для плоских образ-
цов и l = 5d для цилиндрических образцов.
1
Коррозионностойкие деформируемые стали
93
Механические свойства при различных температурах
Вид полу- фабриката Состояние Температура испытания в °C £ °0,2 5* С4 * twwljx ЯН
кГ/мм 2 96
Прутки Закаленные 1150эС С 1100— 20 704 815 926 Mil 60 29 19 12 22 1 ( 1 ё * 55 12 —
Кованые 20 88 47 42 46 6,9 190
Отслеженные 20 —40< 21 100 86 128 30 35 51 34 42 30 — —
Холоднотянутые 20 —40 19 700 102 139 45 42 38 33 52 35 5,9 2,6 307 323
Листы хо- лодпока- та ныс толщиной Закаленные с 950° £ 20 — 71 39 52 — '——
Закаленные с 1050 0 с 20 — — 69 42 57 —
1,5 мм Закаленные с поо э с 20 — 63 28 60 59 —
Закаленные с 1200 ° с 20 62 29 59 59
Листы го- Без термической обра- 20 — 84 66 37 43 ч 100
рячека- тэ ные толщиной 1,5 мм ботки
Закаленные с 1050 ° с 20 65 36 57 —- — 80
Закаленные с 1150 1 с 20 63 31 67 63 80
Закаленные с 1200 ° с 20 -—< 55 32 — - ' 68
* Удлинение определено на расчетной длине /==5,65 У К для плоских образ-
цов и l = bd для цилиндрических образцов.
Жаростойкость
Сталь устойчива против окисления на воздухе при температурах до 850° С,
а в атмосфере продуктов сгорания авиационного топлива — до 700° С.
94 Глава I. Стали
Физические свойства
г/^-7,85 г1см’Л.
а такой же, как у стали Х18Н9.
/-*=0,042 (20°); 0,045 (100°); 0,048 (200°); 0,050 (300°); 0,053 (400=); 0,056
(500°); 0,059 (600е); 0,062 (700°); 0,064 (800°); 0,067 (900°) кал!см сек• °C.
Q*--0,72 (20е); 0,73 (100°); 0,85 (200е); 0,92 (300е); 0,97 (400°); 1,03 (500°);
1,08 (600°); 1,11 (700°); 1,15 (80'1°); 1,18 (900°) ом-мм^/м.
с=0,12 (20—100=) кал/г °C.
Технологические данные
Сталь деформируется в горячем и в холодном состоянии. Температурный
интервал деформации 1180—850'С. Охлаждение после деформации заготовок
сечением более 150 мм медленное. Пластичность в закаленном состоянии высо-
кая. Предельный коэффициент вытяжки (Кпр) 2,08; рабочий (Краб) 1,8—1,9.
Радиус закругления рабочей кромки матрицы (гм) составляет (6—8) S; радиус
закругления рабочей кромки пуансона (гд) — (0,5—1)гм. Утонение материала
в готовых деталях в критическом сечении при 7<раб составляет 10—15%. Утоне-
ние кромки 20—ЗО’/о.
В нагартованном состоянии листы должны выдерживать не менее двух пе-
регибов (ЧМТУ 3126-—52), при этом радиус закругления губок должен быть
равен пяти толщинам (S) испытуемого листа.
Рекомендуемая термическая обработка деталей на заводах-потребителях:
закалка с 1100—1150° С в воде.
Сталь хорошо сваривается всеми видами сварки. После сварки рекомендует-
ся закалка с 1100—1150° С (время выдержки при этой температуре 5—10 мин)
на воздухе или в воде (быстрое охлаждение предохраняет сталь от межкристал-
литной коррозии).
Применение
Детали самолетных конструкций, изготовляемые из холоднокатаной ленты
или листа и соединяемые точечной сваркой.
* По данным справочника «Теплофиэические свойства веществ», ГЭИ, 1956.
Коррозионностойкие деформируемые стали
97
Пределы длительной прочности
Ои с50 члоо а200 с500 °1000 с5000 ст10 000
Состояние материала к о. Z Ф f- ч к *
а к ф о U Н S о i 7 сГ/мм' 1
J
Закаленный с 1050° С 600 26 25 23 . &
в воде 700 14 13 12 ч *• . _
800 6 5 •з;. 3 ’—— ’—— — - —
Закаленный с 1050— 600 b — 18
1100° С на воздухе 650 -— ‘— г. 14 —
700 —.— —. - ~ 7 а —
i 760 — 1- 1 и — 3,8
815 —г* -— —-— 2,6
870 — —1 '— — 1,9 •—— ——
Закаленный с 1050— 550 —“ 31 28 25 20 18
1100°С на воздухе* 600 f— 24 21 18 14 13
650 1-»* to о 18 15 14 10 8
•У
* По данным ЦКТИ.
> J /
Жаростойкость
•< Сталь устойчива против окисления на воздухе и в атмосфере продуктов сго-
рания топлива при температуре до 800° С (при работе с перерывами в условиях
частых теплосмен) и до 900° С при непрерывной работе.
При 100-часовых испытаниях в воздушной среде привес составляет: при
8(ЖС — 0,03 г/м2 час; при 900° С — 0,20: г/м2 час; при 1000° С — 1,2 г/м2 час-
при'U00° С — 3j3-:-9 г/м2-час. '
\ . ! С/
Физические свойства 1
(20-100°); 17 (20-200° ; 17,4 (20-300°); 17,8 (20-400°); 18,2
(£0—W); 18,6 (20—600°); 19,1 (*20—70Л); 19,4 (20—800°) 1/°С.
/гппоч"чр’0?9'(100^: 0)042 (200°)’‘ 0,045 (00^ *0-049 (40°о): 0,052 (500°); 0,056
(600 )i Yq (7002); 0,063 (800°);' 0,06‘^Ж) кал/см-сек-°C. *
/5 (20°);- 0,80 (100°); 0,8?^ 1 °); 0,94 (300°);; 0,99 (400°); 1,05
О (600°); 1,14 (700°) ом-. азцов q
г (100°); 0,118 (200°); Ор^. 2-сб0^; 0,130 (400°); 0,136 (500°); 0,141
' (700°) кал/г °C. . сой сг 1 1
(5С
;ным справочника «7/физические свойства веществ», ГЭИ, 1956.
/
I* i
J V.
98
Глава I. Стали
Технологические данные
Сталь деформируется в горячем и в холодном состоянии. Температурный
интервал деформации 1180—850°С. Охлаждение после деформации заготовок
сечением более 150 льи медленное. Пластичность в закаленном состоянии очень
высокая. Предельный коэффициент вытяжки (Лир) 2,12.
Рекомендуемая термическая обработка прутков и деталей на заводах-потре-
бителях: закалка с 930—1070° С (выдержка при этой температуре 10—30 мин)
на воздухе.
м Рекомендуемая термическая обработка деталей из листового материала, из-
готовляемых на заводах-потребителях: закалка с 930—1070е1 С (выдержка при
этой температуре 3—15 мин) на воздухе.
Сталь хорошо сваривается всеми видами сварки.
Применение
Детали коммуникаций горячих газов, выхлопные коллекторы и патрубки
двигателей. Детали реактивного раструба и конуса. Детали и сварные изделия,
работающие в условиях влажной среды.
Коррозионностойкие деформируемые стали
б к Г/мм 2
Фиг. 1. Кривые длительной прочности стали Х18Н9Т при различных
температурах.
Фиг. 2. Кривые выносливости стали Х18Н9Т при ком-
натной температуре (испытание при изгибе в одной
плоскости образцов толщиной 1,5 льи).
/—образцы не сваренные, 2—образцы, сваренные аргоно-дуго-
вой сваркой.
100
Глава Г Стали
ХРОМОНИКЕЛЕВАЯ СТАЛЬ
0Х18Н12Б
(Х18Н11Б, ЭИ402)
Химический состав в %
С Si Мп Сг Ni Nb* Ре S Р
не более
<0,08 <0,8 1—2 17—19 11—13 (8-С)-1,2 Основа 0,020 0,035
* Нижний предел содержания ниобия с примесью тантала должен быть не
менее 8-кратного содержания углерода.
Механические свойства по ТУ (не менее)
Вид полу- фабри- ката ТУ Состояние (контроль- ные образцы) Темпера- тура испытания °C ^В с0,2 8* Ф сч V V
кГ /мм2 %
Прутки МПТУ 2362—49 Закаленные с 1100— 1150° С в воде 20 55 20 40 50 12,5
Листы ЧМТУ 3126—52 Закаленные с 1030— 1070° С в воде или на воздухе 20 54 г 40 —
* Удлинение определено на расчетной длине Z=5,65 V'"F Для плоских об-
разцов и l=5d для цилиндрических образцов.
Механические свойства при комнатной и высоких температурах
Вид полу- Состояние Темпе- ратура испыта- ния °C Е G0,2 &5 6 i С4 НВ
фабри- ката кГ/мм2 % кГ /м м2
Прутки Закаленные с 20 20 600 64, 29 46 63 > 15 135—185
1100° С в воде 540 1 41 19 45 65
650 « ' 35 18 44 67 -— “—
700 -—- 29 17 52 74
760 — 26 23 40 * 1—
815 23 22 46 "—•-
870 ’ 18 25 39 ——
Коррозионностойкие деформируемые стали
101
Механические свойства при низких температурах
Вид полу- Состояние Темпера- тура % °0,2 а Поглощен- ная работа при ударе (по Изолу) кГ лг*
фабриката испытания °C кГ}мм2 %
Листы Состояние 20 64 26 62 11—15
ч поставки —70 —196 98 137 31 35 53 42 10—17 11—14
4 —253 161 45 40 8
* Образец с острым
V-сбразным надрезом.
Пределы длительной
прочности и ползучести
Вид полу- фабри- ката Состояние Темпера- тура ИСПЬП^тт-я VC а1000 'Ио 000 а0,1/10 000 (по оста- точной де- формации)
кГ)мм2
Прутки Закаленные с 540 ~ и 15,8
1100° С в воде 600 23 16 13
650 12 7 ——
700 10 4 2,7
760 1 1 И ——- 1,8
Жаростойкость
Сталь устойчива против окисления на воздухе при температурах до 900° С.
Физические свойства
rf=7,9 г!см\
«106=16,7 (20—1QO°); 16,9 (20—200°); 17,1 (20—300°); 17,7 (20—400°);
18,3 (20—500°); 18,8 (20—600°); 19,3 (20—700°); 19,9 (20—800°) 1/°С.
X*=0,038 (100°); 0,042 (200°); 0,046 (300°); 0,049 (400°); 0,053 (500°); 0,055
(600°); 0,063 (800°) кал! см-сек °C.
р=0,8 (20°); 1,0 (400°); 1,1 (600°); 1,2 (800°) ом-мм^м.
с=0,12 (20—100°) /сал/г.°С.
Технологические данные
Сталь деформируется в горячем и в холодном состоянии. Температурный
интервал деформации 1160—900° С. Заготовки больших сечений под деформацию
до температуры 850' С нагревают медленно и медленно охлаждают после де-
формации. Пластичность в закаленном состоянии очень высокая. Предельный
* По данным справочника «Теплофизические свойства веществ», ГЭИ, 1956.
102
Г лава I. Стали
коэффициент вытяжки (АГир) 2,08; рабочий (Краб) — 1,80—1,90. Радиус закруг-
ления рабочей кромки пуансона (гп) составляет (0,5—1)гм; радиус закругления
рабочей кромки матрицы—(гм) — (6—8)5. Утонение материала в готовых де-
талях в критическом сечении при /<раб составляет 10—-15э/о. Утолщение кромки
составляет 22—28fl/a. Рекомендуемая термическая обработка деталей на заводах-
потребителях: закалка с 930—1090° С в воде или на воздухе.
Сталь не приобретает склонности к межкристаллитной коррозии при содер-
жании ниобия более 8—10-кратного содержания углерода.
Свариваемость стали всеми видами сварки хорошая, однако в наплавленном
металле возможно образование горячих трещин.
Применение
Выхлопные патрубки, коллекторы двигателей, система коммуникации горя-
чих газов турбокомпрессоров, детали соплового аппарата, а также другие де-
тали, работающие при небольших напряжениях и температурах не выше 850° С;
сварная аппаратура и детали, работающие в среде азотной кислоты.
Коррозионностойкие деформируемые стали
103
ХРОМОНИКЕЛЬМОЛИБДЕНОВАЯ СТАЛЬ
Х18Н12М2 (ЭИ401)
Химический состав в Vo
С Si 1 Мп Сг Ni ' М о Fe S Р
не более
0,1 «1 <1,5 16—19 10—14 2-3 Основа 0,020 0,035
Механические свойства по ТУ (не менее)
Вид полу- фабри- ката ТУ * Состояние (контроль- ные образцы) Темпера- тура испытания °C кГ!мм2 33,651z F %
Листы ЧМТУ 3126—52 Закаленные с 1030— 1070° С в воде 20 54 40
Механические свойства при комнатной и высоких температурах
Состояние материала ✓ Температура испытания °C ^В ’0,2 '>'П
кГ!мм2 %
НВ
кГ/мм2
Закаленный с 1100° С в во- де 20 75 25t 59 77 >15 145— 200
540 52 14 46 65 —- ——
590 49 14 43 65 —— '
650 42 14 41 51 —
700 35 13 43 50 .—
760 27 13 50 58 —
815 22 12 55 63
870 12 12 54 63 — —
Глава I. Стали
Механические свойства при низких температурах
Вид полу- фабриката Состояние Темпера- тура испытания °C <*в а0,2 §5 % Поглощен- ная работа при ударе (по Изоду) кГ-м
кГ/.
Листы тол- Закаленные с —70 82 33 66 15
щиной 1,5 мм 1050° С в воде —196 126 51 58 15
—253 147 58 54 -—'
Нагартованпые —70 94 63 48
на 25 % —196 140 76 44 ’——
—253 81 30
Пределы длительной прочности
Состояние Темпера- тура а10 с100 а300 а500 с1000
материала испытания СС кГ[ммЪ
Закаленный с 650 27 22 20 19 18
1100—1150° С в 700 21 16 15 14 13
воде 760 14 11 9,3 8,4 7,3
815 10 7,5 6,6 6,1 4,9
870 7,5 5,2 4,2 3,9 3
980 3,5 1,9 1,3 1 0,8
Жаростойкость
Сталь жаростойка при температурах до 850° С.
Физические свойства
d~1,9 г]см\
а-106-15,7 (20—100°) 1/°С.
Х=0,038 (20°) кал^м-сек- °C.
о—0,8 (20°) ом* мм^м.
с=0,12 (20—100°) кал]г °C.
Технологические данные
Сталь деформируется в горячем и в холодном состоянии. Температурный
интервал деформации 1160—850° С. Заготовки больших сечений—под деформацию
до температуры 850° С нагревают медленно и медленно охлаждают после де-
формации.
Пластичность стали в закаленном состоянии очень высокая. Предельный
коэффициент вытяжки (Дир)—2,12; рабочий (Лфаб) — 1,85—1,95. Радиус за-
Коррозионностойкие деформируемые стали.
105
кругления рабочей кромки матрицы (гм) составляет (6—8)S; радиус закругления
рабочей кромки пуансона (тп) составляет (0,5—1)гм. Утонение материала в гото-
вых деталях в критическом сечении при /<раб составляет 10—15Vo.
Термическая обработка деталей на заводах-потребителях: закалка с 1020—
1100° С в воде.
Сталь хорошо сваривается всеми видами сварки.
Необходимо учитывать склонность стали к межкристаллитной коррозии
после сварки или замедленного охлаждения. В этом состоянии детали могут
разрушаться в условиях воздействия агрессивной среды (морская вода, конден-
саты продуктов сгорания авиационного бензина и т. п.). Рекомендуется добав-
лять к стали Х18Н12М2 титан. Сталь с титаном, известная под марками
Х18Н12М2Т или Х18Н12МЗТ, более коррозионностойка.
Применение
Ресивер и часть коллектора горячих газов турбокомпрессора. Сварочная
проволока для приварки лопаток турбокомпрессора.
106
Глава I. Стали
ХРОМОНИКЕЛЬМАРГАНЦОВИСТАЯ СТАЛЬ
2Х13Н4Г9
(Х13Н4Г9, ЭИЮО)
Химический состав в %
С 0,15—0,30 Si Мп Сг NI Fe S Р
не более
<0,8 8—10 12—14 3,7-4,7 Основа 0,025 0,050
Механические свойства по ГОСТу или ТУ (не менее)
Вид полу- ГОСТ Состояние (контрольные образцы) Темпе- ратура испыта- ния °C св В5,65/7
фабриката или ТУ кГ/мм2
Прутки МИТУ 2362—49 Закаленные с 1120—1150° С в воде 20 65 • 40
Листы мягкие Закаленные с 1080—1120° С в воде 20 65 40
Листы нагар- тованные* ЧМТУ 3126—52 Без термичес- кой обработки 20 100 15 “—
Листы пагар- тованные То же 20 , 100—120 ‘ —
Лепта мягкая В состоянии по- ставки 20 60 40 —
Лепта полу- нагартованная Без тер!\1ичес- кой обработки 20 80 20 '
Лента пагар- тованная ГОСТ 4986—54 То же 20 100 15
Лента особо нагартован- ная $ 20 115 8
Проволока ГОСТ 5548—50 В состоянии по- ставки ' . —— ..
* Поставляются по требованию завода-потребителя.
Коррозионностойкие деформируемые стали
107
Механические свойства при комнатной и высоких температурах
Вид
полу-
фабри-
ката
Состояние Темпе- ратура испыта- ния °C Е «в а0,2 S5,65-/ Р НВ
кГ/мм'2 %
кГ1мм2
Листы Закаленные с 1100°С в воде % 20 20 600 71 36 64 160— 200
Закаленные с 1200° С в воде 20 69 34 62 —
Закаленные с 1150°С в воде 20 600 700 800 900 70 43 29 20 11 36 73 44 47 50 ''ill '1111 1.
Прутки Закаленные с 1150° С в воде 20 600 700 800 900 — 70 44 26 17 11 I 1 II 1 : ——
Пределы длительной прочности и ползучести
Состояние материала Темпера- тура испытания °C с100 а0,2/100
кГ/. ММ2
Закаленный с 1150° С в воде 400 51 Ь
450 50 — —
500 » 48 15
600 27 11
700 13 6
800 6 -—-
Жаростойкость
Сталь устойчива против окисления в атмосфере горячего воздуха при тем
пературах до 750—800° С.
Физические свойства
rf=8,5 г!см3.
§=0,90 (20°) ом-мм2[м.
5=0,118 (20—100°) кал[г °C,
108
Глава I. Стали
Технологические данные
Сталь деформируется в горячем и в холодном состоянии. Температурный'
интервал деформации 1180—850° С. Пластичность стали в закаленном состоя-
нии очень высокая.
Рекомендуемая термическая обработка деталей на заводах-потребителях;
закалка с 1120—11503 С в воде.
Сталь хорошо сваривается точечной и роликовой сваркой. После других'
видов сварки необходима термическая обработка. Коррозионная стойкость
стали в атмосферных условиях высокая. Склонна к межкристаллитной коррозии.
Применение
Элементы высокопрочных нержавеющих конструкций самолетов, деталей
вооружения, противопожарные перегородки, работающие при температурах
до 450° С.
Не рекомендуется к применению в агрессивных средах при температуре-
выше 450° С ввиду склонности к межкристаллитной коррозии.
Фиг. 1. Кривые ползучести стали 2Х13Н4Г9 при 500? С,
Коррозионностойкие деформируемые стали
109
Фиг. 2. Кривые ползучести стали 2Х13Н4Г9 при 600° С.
Фиг. 3. Кривые ползучести стали 2Х13Н4Г9 при 700° С.
по
Глава [. Стали.
ВЫСОКОХРОМИСТАЯ СТАЛЬ
Х28АН (ЭИ657)
Химический состав в %
С Si Мп Сг N1 N Fe S Р
не более
<0,15 <1,0 1,0—1,5 25—28 1—2 0,18—0,25 Основа 1 0,03 | 0,03 !
Механические свойства по ТУ
Вид полу- фабри- ката ТУ Состояние (кон- трольные образцы) Темпе- ратура испыта- ния °C кГ/ с0,2 Л/.«2 8 5,65/7? %
Листы ТУ МУ МОС 119—60 Холоднокатаные Горячекатаные 20 . 20 65—67 62—65 i СО ! 1 О 25 25
Механические свойства при высоких температурах
Температура испытания °C ав кГ/мм2 85,65/F %
200 300 400 500 Механичеа (Сварка плавлени 57 57 55 43 кие свойства сварных соеди ем, толщина свариваемых л 24 24 25 29 нений * истов 1,5 мм)
Вид сварки Режим сварки аВ) КГ!М1С 8 % сварного : соединения Угол изгиба град
сила тока а ; скорость сварки м/час расход аргона л!мин сварного соедине- ния сварного шва
Автоматическая аргоно-ду- говая без присадки 80 27 6 69 83 13 115
* Испытание плоских образцов по ГОСТу 6991—54.
Коррозионностойкие деформируемые стали
III
Продолжение
Вид сварки Режим сварки аГ!, кГ[мм2 8 % сварного соединения Угол изгиба град
сила тока а 1 скорость сварки мфчас расход аргона л! мин сварного соедине- ния сварного шва
Ручная аргоно-дуговая с присадкой в виде полосок из основного материала Ручная аргоно-дуговая с присадкой в виде проволоки Св. Х18Н9Т Газовая с присадкой в виде проволоки Св. Х18Н9Т 75 75 12 12 4 5 5 69,5 70 68 76,5 14 17 14 160 160 145
Точечная сварка
Толщина свариваемых листов в мм Разрывное усилие на точку в кг
при срезе гпри отрыве
1,0 1,5 936 1630 594 908
Коррозионные свойства сварных соединений
(испытание образцов после 100-часового кипячения в 65%-ном растворе HNO3)
Вид сварки Уменьше- ние веса образца г Плошадь образца м2 Скорость растворе- ния металла за 400 час г!м2 Проникно- вение коррозии * мм]год
Дуговая Односторонняя L 0,6312 0,00214 14,57 0,131
Двусторонняя 0,0336 0,00227 14,8 0,133
Аргоно- дуговая Односторонняя 0,0330 0,0226 14,6 0,131
Двусторонняя 0,0362 0,00229 15,8 0,142
Жаростойкость
Сталь не обнаруживает склонности к межкристаллитной коррозии даже после
нагрева при 650° С.
112
Глава Г Стали.
Привес за 100 час испытания при I00CPC в воздушной среде составляет
1 г/м2 - час.
Физические свойства
rf=7,6 г 1см3.
а-106-8',64 (20—100°); 9,63 (100—200°); 10,65 (200-300°); 11,91 (300—
400°); 12,6 (400—500°); 12,62 (500—600°); 13,89 (600—700°); 15,86 (700—800°);
17,19 (800—900°) 1/° С.
Л—0,062 (20°); 0,062 (300°); 0,063(400°); 0,066 (500°); 0,069 (600°); 0,075
(700°); 0,081 (800°); 0,086 (900°) кал/см-сек °C.
Технологические данные
Сталь поставляется после нормализации с 900° С. Сваривается всеми видами
сварки. В качестве присадочного материала рекомендуются полоски из этой
же стали или электродная проволока из стали типа Х18Н9Т и стали 0Х18Н12Б
(ЭИ402). Детали до сварки и после нее термической обработке не подвергаются» j
Для снятия напряжений после сварки и штамповки, а также для снятия
наклепа после холодной деформации сложные узлы рекомендуется подвергать
нормализации с 900°.
Сталь обладает высоким сопротивлением термической усталости, что свиде-
тельствует об отсутствии склонности к образованию трещин.
Применение
Детали и узлы, работающие кратковременно при температурах до 500° С
в атмосферных условиях и в некоторых агрессивных средах со специальной за-
щитой. Сталь рекомендуется в качестве заменителя сталей типа XI8149,
Х14Г14НЗТ (ЭИ711), 1Х21Н5Т (ЭИ811), Х17Г9АН4 (ЭИ878) и Х18И9Т. При при-
менении стали Х28ЛН вместо Х18Н9Т экономия никеля составляет 75 кг на тонну
стали.
Коррозионное то ин ие 0 еф ор.м ируемые с тал и
113
ХРОМОНИКЕЛЬМОЛИБДЕНОМЕДИСТАЯ СТАЛЬ
С ТИТАНОМ
Х20Н6МД2Т
(ЭП309, ВНС-4)
Химический состав в %
Si ; Мп i 1 С г М о Си Ti* Ге S р
не более
<0,8 <1 I I 19,5- 21,5 5,0— 7,5 1,3— 1,8 1,8- 2,5 <0,65 Основа 0,020 0,030
* Титан вводится но расчету. Содержание его (нижний предел) рекомен-
дуется устанавливать но формуле; Vo Ti > (% С—0,03) • 54-0,2.
Механические свойства ио ТУ (не менее)
Вид полу- фабри- ката ТУ 1 Состояние (контроль- ные образны) И Темпе- ратура испыта - пня °C -в ао,э 5* Ф CN
,£г/. илг2 %
Прутки, ооковки ЧМТУ Термически обрабо- танные по режиму: за- калка с 1050° С в во- де; старение при 550°С (8 охлаждение на воздухе 20 80 60 20 50 6
цниичм 548 -61
Листы холодно- катаные толщи- ной от 0,8 до 3,0 л/.и ЧМТУ Мягкие (после закал- ки с 1050° С в воде) 20 70 55 75 20 12
ЦНИИЧМ 549—61
.Мягкие (термически обработанные по режи- му: закалка с 1050° С в воде; старение при 500= С (8 час), охлажде- ние па воздухе) 20 85
Иагартованные (тер- мически обработанные по режиму: нагартовка; старение при 500” (2 ча- са), охлаждение на воз- духе) 20 110 105 4
* Удлинение определено па образцах с расчетной длиной / = 5,65 У Г для
листов, /= 11,3КТ для ленты, l = 5d для прутков.
8
1525
Г лава 1. Стала
Продолжение
Вид полу- ТУ Состояние (контроль- । Темпе- ратура испита - а0,2 л ; G ‘ ?/<?лг2
фабри- ката пые образцы) НИЯ °C кГ/. цл/2 % i кГ-л
Лепта холодно- катаная толщи- ной от 0,2 до 1,2 мм ЧМТУ цниичм Мягкая (после закал- ки с 1050° С в воде) 20 70 55 20
550—61 Мягкая (термически обработанная по режи- му: закалка с 1050°С в воде; старение при 500э С (8 час), охлажде- ние на воздухе) 20 85 75 12
Нагартованпая (тер- мически обработанная по режиму: нагартовка; старение при 500э С (2 часа), охлаждение на воздухе) 20 по 105 4 —
* Удлинение определено на образцах с расчетной длиной Z=5,65 У~Е
для листов, /“11,3 УF для ленты, Z=5tf для прутков.
Механические свойства при комнатной и высоких температурах
Вид полу- фабри- ката Состояние Температура ис- пытания в °C j Е Ki '/мм 2 । % W’ а100 к/'/. а-1 мм2
Прутки Термически об- работанные по режиму: закалка с 1050е С в воде; старение при 550° С (8 час), ох- лаждение на воз- духе 20 350 20 000 •fc—— 90 70 72 52 27 (Z=5 d) 22 (1=5 d) 65 54 13 65
Коррозионностойние деформируемые стали
115
Вид полу- фабри- ката Состояние Температура ис-1 пытания в °C
Листы Мягкие, терми- чески обработан- ные но режиму: закалка с 1050° С в воде; старение при 500° С (8 час), охлаждение на воздухе 20 350
84
94
74
Продолжение
64
* 1 сварного соединения составляет 29,5 кГ!мм2.
Физические свойства
У=7,81 г/слгГ
a-10fi—12,0 (20—100°); 12,5 (20—200°); 13,1 (20—300°); 13,7 (20—400°);
14,0 (20—500°); 14,4 (20—600°); 14,8 (20—700°); 15,5 (20—809°); 16,3 (20—'
900°); 16,9 (20—1000°) 1/°С.
а-106=13,1 (100—200°); 14,0 (200—300°); 14,9 (300-400°); 15,8 (400—500°);
16,7 (500—600°); 17,1 (600—700°); 20,7 (700—800°); 22,4 (800—900°); 22,1
(900—1000°) 1/°С.
7=0,043 (100°); 0,047 (200°); 0,051 (300°); 0,056 (400°); 0,059 (500°); 0,064
(600°); 0,067 (700°); 0,072 (800°) кал! см-сек °C.
с=0,11 (100°); 0,115 (200°); 0,12 (300°); 0,13 (400°); 0,145 (500°); 0,15
(600°); 0,15 (700°); 0,15 (800°) ^л/г-°С.
q=O,85O OM-MM^'jM (после закалки с 1050°).
£>=0,805 ом-мм'2!м (после закалки с 1050° и старения при 550° в тече-
ние 8 час).
Магнитное насыщение 4^7^—5000—7000 гс (после закалки с 1050° С).
Коррозионные свойства
Сталь обладает высокой коррозионной стойкостью в атмосферных условиях
и в контакте с топливом Т-1. Удовлетворительна стойкость стали в некоторых
агрессивных средах со специальной защитой. Наиболее коррозионностойка сталь
и полированном и пассивированном состоянии.
Сталь (основной материал и сварные соединения) не склонна к межкристал-
литной коррозии, в том числе и после дополнительных нагревов до 650° С (испы-
тание по ГОСТу 6032—58, методы А и AM).
Технологические данные
Сталь деформируется в горячем и в холодном состоянии. Температурный
интервал деформации 1100—800° С. Охлаждение после деформации на воздухе.
Характеристики холодной обработки давлением приведены в таблице.
8*
116
Глава Г Стали
Вытяжка Отбортовка Гибка
^лр ^раб ^пр ^ра б См ин --г ^раб
2,02 1 1,72 1 * S — толщина листа. 1,42 1,25 1S* 2S*
Рекомендуемая термическая обработка: для смягчения листового и прутко-
вого материала применяется закалка с 1050° С в воде (материал толщиной до
3 мм можно охлаждать на воздухе); время выдержки выбирается из расчета
2-н1 мин да 1 лш толщины. Для упрочнения прутки подвергают старению при
550° С в течение 2—8 час, а листы—при 500е С в течение 2----8 час; нагартован-
ные листы -- при 500° С в течение 2 час, охлаждение на воздухе.
Сталь хороню сваривается аргоно-дуговой, ручной дуговой, роликовой и то-
чечной сваркой с присадочной проволокой из основного металла или стали
Х18Н9Т (при ручной дуговой сварке применяется обмазка НЖ-2); не склонна
к образованию трещин при сварке. Сварные соединения из-за интенсивного
охрупчивания подвергать старению не рекомендуется. При необходимости терми-
ческой обработки сварных соединений в процессе изготовления деталей из листо-
вого материала рекомендуются следующие режимы термической обработки
после сварки: й) закалка с 1050° С, старение при 500—600" или б) старение при
500—600° кратковременный отпуск токами высокой частоты при 900—1050е С
Предел прочности сварного соединения, обработанного по режиму а, практиче-
ски равен пределу прочности основного материала, а по режиму б — пределу
прочности сварного соединения без термической обработки после сварки.
Сталь обрабатывается резанием аналогично стали 1X21Н5Т (ЭИ811).
Применение
Детали и узлы, в том. числе сварные, длительно работающие в атмосферных
условиях, а так же в среде продуктов сгорания топлива при температурах до
300° С и кратковременно — при температурах до 800° С; емкости и другие сварные
и несварные детали, работающие в контакте с топливом Т-1, а также с некото-
рыми агрессивными средами при условии применения специальной защиты;
тонкостенные изделия сложной формы, плохо поддающиеся правке после терми-
ческой обработки.
Коррози-онностодкие деформируемые стали
117
s
Фиг. I. Кривые выносливости стали Х20Н6МД2Т при
комнатной температуре (испытание при изгибе в од^
ной плоскости).
1- образцы не сваренные (—93^-97 я77лти2), 2—образцы, сва-
ренные аргоно-дуговой сваркой (перед сваркой образцы тер-
мически обработаны по режиму: старение при 500° С в течение
8
118
Глава I. Стали.
ХРОМОНИКЕЛЬТИТАНИСТАЯ СТАЛЬ С МЕДЬЮ
Х15Н5Д2Т
(ЭП225, ВНС-2)
Химический состав в с/о *
С С г Ni Ti Си Fe S Р '
Si М п
не б олео
<0,08 <0,7 <1,0 14,1-15,5 4,5- 5,5 0,25—0,50 1,75-2,50 Основа 0,025 0,030
* Сталь с пониженным содержанием титана (0,10—ОДОДе) обозначается
маркой ЭП410. ,
Механические свойства по ТУ (не менее)
Вид полу- ? фабриката ТУ
Состояние (кон-
явные образцы)
0
.
Н S
a S
се
<D
К
S
О
°в
с0,2
°5,65V' F
кПмм^
t
%
кГ -маем-
S
Прутки ЧМТУ Закаленные с 950° С на воздухе 20 V 90 70 12 (/=5rf) 35 5
цниичм 393—60
Листы хо- лоднока- таные , толщиной 0,8—3,0 мм и горяче- катаные, ТОЛЩИНОЙ 3,0—4,0 мм и 4,5 мм Сварочная проволока ЧМТУ Закаленные с 950° на воздухе 20 90 80 9 —- г
цниичм 391—60
Закаленные с 950° на воздухе и соста- ренные ири450±10°С (1 час), охлаждение на воздухе Нагартованные и состаренные при 150 10 С (1 час) 20 20 125 140 110 130 9 4
ЧМТУ Нагартоваппая В соответствии с требова- ниями ТУ
цниичм 392—60
Коррозионностойкие деформируемые стали
Механические свойства при комнатной и высоких температурах
***
Состояние я СП ± ^Д F ►X' д О 510 1/ J 'чД ° 100 С-1
материала Темпер; испытан к Г [мм2 С Г р 6 /Г* llv КГ1. им-
Термически обработанный по режиму****: закалка с 950° С на воз- духе; старение при 450° С (1 час) 20 300 400 20 200 18 500 17 600 1 19 000 17 000 16 000 125 — 135 105— 115 100— 110 105— 120 90— 100 85-95 6-12 5—7 5-7 50—60 50-60 50-60 г 3,5- 6,0 105 90 42— 48
* Определено на образцах с расчетной длиной 100 леи и рабочим диамет-
ром 10 мм.
* * Определено на образцах с расчетной длиной 25 мм и рабочим диамет-
ром 5 мм.
* ** Определено для листа на консольных образцах при знакопеременном
изгибе на базе 10-106 циклов.
* *** Свойства для прутков.
Физические свойства
d=l,76 г[смг.
а-105=9,9 (20—100°); 10,6 (20—200°); 10,9 (20-300°); 11 (20-400°); 10,9
(20-500°) 1/°С.
а-106=11 (100—200°); 11,4 (200-300°); 12,1 (300-400°); 10,9 (400—500°)
1 / ° С
7=0,042 (25°); 0,046 (100°); 0,050 (200°); 0,054 (300°); 0,059 (400°); 0,063
(500°); 0,066 (600°); 0,066 (700°) кал.!см-сек °C.
с=0,11 (100°); 0,12 (200°); 0,14 (300°); 0,16 (400°); 0,19 (500°); 0,21 (600°);
0,19 (700°) кал/г-°С.
Технологические данные
Для уменьшения содержания газовых и неметаллических включений и по-
вышения пластических свойств в поперечном направлении сталь рекомендуется
переплавлять в вакуумных дуговых печах с расходуемым электродом.
Сталь деформируется в горячем и в холодном состоянии. Температурный
интервал деформации 1150—850° С. Охлаждение после деформации па воздухе.
После закалки сталь обладает высокой пластичностью и в этом состоянии
из нее можно изготовлять детали холодной штамповкой, гибкой, отбортовкой.
Рекомендуемая термическая обработка:
1. При обработке на о >90 к.Г]мм2— а) закалка с 950° С на воздухе; от-
пуск при 200—300° С (для емкостей, работающих под длительным давлением);
120 Глава I. Стали
(5) отпуск при 65СР С (для деталей, изготовляемых сваркой из предварительно
закаленных элементов, и работающих в относительно более жестких коррозион-
ных условиях),
2, При обработке ла о33 >110 кГ/мм2— закалка с 950° С на воздухе; старе-
ние при 375—385° С (для различных деталей, в том числе и для емкостей, испы-
тывающих кратковременное давление).
3. При обработке на (Ъ >125 кГ/мм?— закалка с 950° С на воздухе; старе-
ние при 450° С (для тонкостенных деталей, сварка в этом случае производится
до старения).
Сталь хорошо сваривается всеми видами сварки как в закаленном, так
и состаренном состоянии; детали перед сваркой не нагревают. Сварные узлы
после сварки подвергать термической обработке не обязательно. Сталь не склон-
на к образованию холодных и горячих трещин при сварке. Сварные соединения,
выполненные автоматической аргоно-дуговой сваркой нсплавящимся электродом
и сваркой под флюсом, равнопрочны с основным металлом, а при ручной —
прочность сварного шва составляет нс менее 90% прочности основного металла,
В качестве присадки применяется проволока из основного металла.
Сталь удовлетворительно обрабатывается резанием, аналогично другим ста-
лям мартенситного класса такой же прочности, }
Детали, от которых требуется повышенная коррозионная стойкость, должны
подвергаться после закалки старению при температурах не выше 400° С пли
отпуску при 650° С, Сварные детали, работающие в этих же условиях, нужно
либо закаливать после сварки и подвергать старению при температурах не выше
400° С или отпуску при 650° С, либо только отпуску при 650е С после сварки без
промежуточной закалки.
Сварные детали, работающие в атмосферных условиях, окрашивают. Не-
сварные детали могут применяться после пассивирования без лакокрасочных
покрытий. Наиболее высокая коррозионная стойкость достигается после полиро-
вания и пассивирования или электрополирования.
Применение
Детали, работающие в атмосферных условиях при температурах до 400е С;
емкости и другие детали, работающие в контакте с топливом, а также в кон-
такте с некоторыми агрессивными средами при применении специальной защиты,.
Коррозионностойкие деформируемые стали
121
Фиг. К Кривые выносливости стали Х15Н5Д2Т (ЭП225) при комнат-
ной температуре (испытание при изгибе в одной плоскости).
1—образцы, закаленные с 950° С на воздухе, старение при 450 С (1 *шс), 2 об-
разцы, закаленные с У50° С на воздухе, старение при 400° С (1 упс).
122
Глава Г Стали
ХРОМОН ИКЕЛ ЬТИТАНИСТАЯ СТАЛЬ С МЕДЬЮ
Х15Н5Д2Т
(ЭП410, ВНС-2)
Химический состав в %
С Si Мп Сг Ni Ti Си Fe S Р
не более
<0,08 <0,7 <1 14,1—15,5 4,5—5,5 0,1—0,3 1,75—2,50 Основа 0,025 0,030
Механические свойства по ТУ (не менее)
Вид полуфаб-
риката
Состояние (кон-
трольные
образцы)
кГ-м'см2
Прутки ЧМТУ ЦНИИЧМ 808—62 Закаленные с 950° С на воздухе 20 100 80 10 (Z—-5rf) 45 8
Листы холод- нокатаные толщиной 0,8— 3,0 мм и го- рячекатаные толщиной 3,0—4,0 мм шириной 710 мм ЧМТУ ЦНИИЧМ 784—62 То не Закаленные и состаренные при 450±10°С (1 час) 20 20 100 125 80 НО 8 9 ч
Листы холод- нокатаные толщиной 0,8— ЧМТУ ЦНИИЧМ 605—61 Закаленные с 950° С на воздухе • 20 100 80 8 - .—
2,5 мм Закаленные и состаренные при 450+10° С (1 час) 20 135 J 115 9 в 1
Коррозионностойкие деформируемые стали
123
Продолжение
Вид полуфаб- риката [ ! 1 ! а ТУ f 1 1 1 i г Состояние i (контрольные : образцы) 1емпература испытания в °C Св a0,2 L 1 1 IM2 й5,65/F % "1 1 I 3
.Висты нагар- тованные 1 ЧМТУ Состаренные при 450эС (1 час) 20 I 140 1 130 4
ЦНИИЧМ 605—61
Листы горяче- катаные тол- щиной 3,0— 5,0 мм Закаленные с 950°С на воздухе 20 100 80 8 9
r
1
Закаленные и состаренные при 450 + 10°С (1 час) 20 125 110
Листы горяче- катаные тол- щиной 5,0— 20,0 мм, шири- ной 1000— 1400 мм, дли- ной 5000 мм Лепта толщи- ной 0,3—1,2мм, шириной 400 мм ЧМТУ ЦНИИЧМ 768—62 1 1 > ЧМТУ ЦНИИЧМ i 785—62 I ч 1 t 1 i Отожженные I 1 I Закаленная с- 950° па воздухе 4 , i । ! Закаленная и соста репная при' 4504:10° С (1 час) ► i Нагартованная и состаренная при 450110° С (1 час) 20 i 1 20 <105 i 1 i <95 1 I i ! < 80 10 i i i 11 1 i —
1 100 J 125 L 1 140 8 —
i 20 а 20 ) 110 i 130 i 9 i 4 1 f i f
124
Глава I. Стала
Механические свойства при различных температурах
О
Вид £д С GIS с0,2 §10 Ф
полу- Состояние
фабри-
ката £ КГ. W2 ч ь
I сАй
Прутки Термически об- 20 20 200 19 000 125— 110- 6- 50— 6— 42—48*
И листы работанные по 140 130 12 60 10 30—35**
режиму: закалка с 950° С на возду- хе; старение при 300 18 500 17 000 НО- 120 100- 110 5—7 50— 60 50- — —
450° С (1 час) 400 17 600 16 000 105— 90- 5—7
115 100 60
Листы Нагартованные 20 140- 130- 3 6 —
и лента и состаренные при 450° С (1 час) 155 145
Прутки Термически об- I (85)!
и листы работанные ио 20 — — 105- 80- - 8— '50— 10-
режиму: закалка 120 100 12 65 14
с 950° С на возду- — 196 135— 120- 15— 50— 3—5
хе; отпуск при 250° С .. 150 135 20 60
'То же, но от- 20 95— 80—90 12- 60-
пуск при 650° С 105 18 65
— 196 — — 130— 115— 15- 50— — .. —
145 125 20 60
* Определено для листа на консольных образцах при знакопеременном из-
гибе на базе 10*106 циклов.
** Для сварного соединения листа.
Физические свойства
(1=1,76 г/гш3.
а-10е=9,9 (20—100°); 10,6 (20—200°); 10,9 (20-300°); 11 (20-400°); 10,9
(20—500°) 1/°С.
а-10б=Ц (100-200°); 11,4 (200—300°); 12,1 (300-400°); 10,9 (400-500°)
1/°С.
Х=0,042 (25°); 0,046 (100°); 0,050 (200°); 0,054 (300°); 0,059 (400°); 0,063
(500°); 0,066 (600°); 0,066 (700°) кал^м-ceic С1С.
с=0,П (100°); 0,12 (200°); 0,14 (300°); 0,16 (400°); 0,19 (500°); 0,21 (600°);
0,19 (700°) кал) г °C.
Коррозионностойкие деформируемые стали
125
Технологические данные
Сталь деформируется в горячем и в холодном состоянии. Температурный
интервал деформации 1150—850° С. Охлаждение после деформации на воздухе.
После закалки сталь обладает высокой пластичностью.
Рекомендуемая термическая обработка:
1. При обработке на сгк >105 кГ/мм2—закалка с 9502 С на воздухе; отпуск
при 200—300° С (для емкостей, в том числе работающих при длительном дав-
лении) .
2. При обработке на ств >125 кГфмм2-—закалка с 950° С на воздухе; старе-
ние при 450° С. Старение может быть применено после сварки только для тонко-
листовых деталей, сваренных аргоно-дуговой сваркой без присадки (например,
обшивка), за исключением баллонов и других емкостей, работающих при зна-
чительных внутренних давлениях.
3. При обработке па а» >140 кГ/мм2 — нагартовка или растяжка на >0,5%
(после закалки) и старение при 450°С (для обшивки и деталей внутреннего
набора).
4. При обработке па (Тв> 105 дГ/м.ч2 — закалка с 950° С на воздухе; отпуск
при 200--300° С и на > 95 кГ/мм2— закалка с 950° С на воздухе, отпуск при
650° С (рекомендуется для деталей, работающих при температурах до —196°С).
Сталь хорошо сваривается всеми видами сварки как в закаленном, так
и в состаренном состояниях; нс склонна к образованию холодных и горячих
трещин при сварке. Детали перед сваркой нс. нагревают.
Сварные соединения, выполненные, автоматической аргоно-дуговой сваркой
иеплавящимся электродом и сваркой под флюсом, равнопрочны с основным
металлом, а при ручной — прочность сварного шва составляет не менее 90%
прочности основного металла. В качестве присадки применяют основной металл
или проволоку из стали ЭП225.
Сталь обрабатывается резанием, аналогично другим сталям мартенситного
класса закон же прочности.
Детали, от которых требуется повышенная коррозионная стойкость, должны
подвергаться после закалки старению при температурах не выше 400° С или от-
пуску при 650° С. Сварные детали, работающие в таких же условиях, после
сварки следует подвергать либо закалке и старению при температурах нс выше
400° С или отпуску при 650° С, либо только отпуску при 650° С без промежуточ-
ной закалки.
Для повышения коррозионной стойкости сварные детали окрашивают, не-
сварные детали могут применяться без окраски после пассивирования. Наиболее
высокая коррозионная стойкость достигается после полирования и пассивиро-
вания или электрополирования.
Применение
Обшивка и детали внутреннего набора, работающие в атмосферных усло-
виях при температурах до 400° С; баллоны высокого давления; емкости и Дру-
гие детали, работающие в контакте с топливом; детали, работающие при тем-
пературах до —196° С.
126
Глава I. Стали
Фиг. 1. Кривые выносливости стали Х15Н5Д2Т
(ЭП410) при комнатной температуре (испытание при
изгибе в одной плоскости).
1—образцы не сваренные, 2—образцы, сваренные аргоно-
дуговой сваркой со скоростью 48 м^час.
Коррозионностойкие деформируемые стали
127
ХРОМОНИКЕЛЕВАЯ СТАЛЬ
1Х21Н5Т (ЭИ811)
Химический состав в %
С ,09—0,14 Сг Мп № Fe St Ti S Р
не более
20-22 0,4—0,8 4,8—5,8 ; 1 Основа до 0,8 0,25—0,5 0,03 0,035
Механические свойства по ТУ (не менее)
I Вид полу- фабриката ТУ 1 Состояние (контроль- ные образцы) Св кг;. а0,2 4/Л/2 8п,зц> % Ф 1 ^1Г 1 | кГ-м/слА 1
Прутки ЧМТУ Закаленные с 900—
цниичм 291—60 группа 1 группа 2 1000° С в воде или на воздухе 70 60 35 35 §5 20 . 20 45 45 6 6
Листы ЧМТУ Закаленные с 1050°С 70 45 18 ' '
толщиной 0,8—4 мм ЦНИИЧМ 290—60 в воде или на воздухе
Листы ЧМТУ Закаленные с 950— 70 45 25 . . •
толщиной >4 мм ЦНИИЧМ 62—58 980° С в воде
Механические свойства при различных температурах
Вид полу- Состояние Темпе- ратура и с п ы та- Е * % а0.3 810 т 1 ся я
фабри- ката НИЯ ,°С 1сГ}млА % « У НВ (d м
Листы Холодно- катаные X. ' 201 300 400 18 000 15X500 14 800 70^-90 45—70 20—35 1 i 1 — 4,0-4,3
<>51 • *£^5^ * >36’ Йе
—50 - Т 9’0 58—75 15—20 — — 4 г —
—100 100 70-80 15—20 “— — - .
128
/’лине /. Стали
Продолжение
Вид иолу - фабри- ката Состояние Темпе- ратура испыта- ния °C Е с0.2 510 I 4, ь /?Г • J71 lift НВ (d мм)
ч!'/Щм:- 1 ‘о
Прутки Закаленные 20 18 000,70—85 35—55 20—35 55—65 18—24
с 950— 1050° С 400 — >47 >30 >25 >65
в воде —50 90 — >6
—100 -— 100 40--60 -— >6 —
Физические свойства
rf—7,8 г1см\.
а-106-13,4 (20—100°); 14,5 (100-200°); 15,4 (200-300=); 16,3 (300-400°);
17,3 (400—500°); 18 (500—600°); 19 (600—700°); 23,6 (700—800°); 22,4 (800—
900°) 1/°С.
Х=0,042 (100°); 0,043 (200°); 0,016 (300°); 0,048 (400°); 0,055 (500°); 0,065
(600°); 0,072 (700°); 0,084 (800°); 0,088 (900°) кал'.см-сек °C.
Технологические данные
Сталь деформируется в горячем и холодном состоянии. Температурный
интервал деформации 1050—800° С. Охлаждение после деформации на воздухе.
Термическая обработка: закалка с 950-—1050° С (выдержка из расчета 2 мин
на 1 мм толщины) в воде или на воздухе.
Сталь сваривается всеми видами сварки. В качестве присадочного материа-
ла применяют проволоку из основного металла. Механические свойства сварных
соединений приведены в таблице.
Вид сварки Температура в °C
20 300 400 500 600 700
св,
Арголо-дуговая 72 54 54 50 35 17
Автоматическая под слоем флюса АН-26 с усилением шва 74 54 52 48 34 - --
Коррозионностойкие деформируемые стали 129
Продолжение
Вид сварки Температура в °C
20 300 400 500 600 700
сти, kI'Imm'2
Автоматическая под слоем флюса ХН-26 без усиления шва * V 72 53 51 49 32 . 19
Применение
Сварные и паяные конструкции, термически не обрабатываемые после сварки
и пайки, работающие в атмосферных условиях и при кратковременных нагревах
до 400° С; изделия, работающие в некоторых агрессивных средах; конструкции,
работающие в среде топлива.
9 1525
130
Глава I. Стала
СТАЛЬ ЭИ654
Механические свойства по ТУ (не менее)
Вид полу- фабриката ТУ Состояние (контрольные образцы) Температура 1 испытания в °C 1. - - — 1 св 1 ^0,2 ^11 , З/ F 6 а кГ- мл:м-
кГ1мм2- %
Прутки горячека- таные и кованые МПТУ 4200—53 Закаленные с 950° С в воде 20 73 38 25 С-5У) 40 8 (в продоль- ном направле- нии), 3,5 (в по- перечном направлении)
Прутки горяче- катаные и кованые ЧМТУ 5718—57 Закаленные с 950° С в воде 20 73 40 25 (Z=5d) 40 8 (в продоль- ном направле- нии), 3,5 (в по- . перечном 5 направлении) 8 (в продоль- ном направле- нии), 3,5 (в по- перечном направлении)
Прутки ко- i вапые (из металла, полученно- го методом электро- шлакового переплава) ЧМТУ 353—60 Закаленные с 950° в воде 20 I 73 80 38 60 25 (Z—5rf) 40 1 1
Листы толщиной 2,5 мм Листы толщиной 2,5 мм* ЧМТУ 3753-53 Нагартован- пыс 20 10
То же Нагартован- ныс 20 90 70 10 30
Листы толщиной 3,0—3,8 мм я Мягкие. Зака- ленные с 1020— 1050° С на воз- духе или в воде 20 75 35 35
Листы толщиной <2,5 мм Ji 20 73 30 i — 1
Лента ЧМТУ 5380—56 ляются ПС Нагартован- ная 20 90— 100 ! 15
Лента » -ИЦ р 1 * Постав Мягкая ) 20 требованию завода- 75 иотр —1 30 ебителя. 1
Коррозионностойкие деформируемые стали
Механические свойства металла вакуумной выплавки
(Индукционная печь)
Вид полу- фабри- ката 1 | Темпе- св кГ)млА t кГ-м!см^
Состояние ратура исиыта- ПИЯ
%
Прутки кованые Закаленные с 9503 С в воде 20 80—90 48—67 68—76 9—16,2 (в по- перечном направлении)
Механические свойства при различных температурах
Вид полу- фабриката Состояние Температура испытания в °C % а0,3 0* 6 1 £11'3 !'/Г- 1 "• • — — - — чл и_>_1 I 1 ИКС
%
Листы** Нагарто- —196 150 105 35 3 ***
ва иные -70 116 88 38 - — —
20 16 000 90 75 25 — 4*** 27--34
300 15 000 75 65 II — .— —
350 14 500 74 64 11 — - S —
400 14 000 73 64 и —
/уВижис —196 150 85 40 7***
-70 ~, 105 70 45 7*** —
20 18 000 78 50 42 . —
, 450 60 • 32 —
500 — 59 32 1 —
Прутки Закален- —70 " L “ 109 47 60 14
диаметром ные с 950— —196 1 i г 125 65 25 30 4**** —
до 60 мм 1050° в воде
Прутки 1 i 20 18 000 80 51 33 60 1 к !
диаметром 300 --- 64 40 28 57 — i i
до 150 мм 400 —- _ 62 35 26 56 i
* Удлинение определено на расчетной длине /=11,3 У F для плоских об-
разцов и Z = 5d для цилиндрических образцов.
** Для лент и листов, поставляемых по ЧМТУ 4986—55 с О'в>90 кГ/мм?.
типичное значение ав при 20° С составляет 95 кПмм*.
*** Испытания проводились на уменьшенных образцах (3X6X40 дни)-
**** При содержании феррита до 2Оа/о.
132
Глава I. Стала
Физические свойства
d=7 51 г!см*.
а-10%М6,31 (20—100°); 16,51 (100—200°); 18,51 (200-300°); 19,57 (300—
400°); 20,42 (400-500°); 21,24 (500-600°); 21,04 (600—700°); 21,60 (700-800°);
21,66 (800-900°) 1/°С.
X—0,029 (20°); 0,032 (100°); 0,035 (200°); 0,038 (300°); 0,042 (400°); 0,046
(500°); 0,051 (600°); 0,054 (700°); 0,058 (800°) кал!см-сек °C,
6=1.04 (20°); 1,08 (10о«) ом'ммЩ
Технологические данные
Сталь деформируется в горячем и в холодном состоянии. Температурный
интервал деформации 1150—-9003 С. Для ответственных деталей обжатие должно
быть не менее 50%. Штампуемость листовой стали в холоднокатаном и горяче-
катаном состоянии хорошая.
Оптимальная термическая обработка стали перед штамповкой: закалка
с 1020—1150° С в воде (с повышением температуры в указанных пределах пла-
стичность увеличивается*).
Сталь хорошо сваривается автоматической сваркой под слоем флюса
AII-348A; сваркой плавящимся электродом с применением чистого аргона, аргона
с добавкой до 1% углекислого газа и гелия; ручной дуговой сваркой металли-'
ческим электродом (ЭЦ654) с покрытием флюсами марок Н>К-1, НИАТ-1,
ЦЛЗ-М, ручной аргоио- или гелиеводуговой сваркой с присадочным материалом
ЭИ654, контактной точечной и роликовой сваркой.
Сварные изделия термической обработке не подвергают. Поковки, штампов-
ки и другие полуфабрикаты, изготовляемые горячей обработкой давлением,
а также детали, изготовляемые из прутков после холодной обработки, закаливают
с температуры 950—1050° С в воде. С повышением температуры закалки пла- _
этичность стали увеличивается; для изделий, работающих при низких темпера-
турах, закалка должна производиться с температуры не ниже 1000° С. Сталь не
склонна к образованию трещин и к коррозии под напряжением.
I ерметичные детали должны изготовляться из металла вакуумной выплавки
или полученного электрошлаковым переплавом. Для деталей, предназначаемых
для работы при низких и повышенных температурах, а также крупногабаритных
изделий, изготовляемых с применением таких операций, как пайка в контейнере
или сварка толстых листов с крупногабаритными деталями из прутков, должны
применяться прутки, поставляемые по МПТУ 4200—53. Прутки, поставляемые
ио ЧМТУ 5718—57, содержат больше ферритообразующих элементов. При по-
вышенном содержании феррита снижается пластичность стали при низких тем-
пературах и проявляется чувствительность к охрупчиванию после медленного
охлаждения в интервале температур 700—800° С; оптимальное содержание
феррита в стали, предназначаемой для изделий, работающих при низких темпе-
ратурах, должно быть до 20%.
Применение
Сварные изделия, работающие в воздушной
и агрессивных средах.
* Предельный коэффициент вытяжки в закаленном состоянии Дпр =
==2,05-:-2,08. Рабочий коэффициент вытяжки /<раг^ 1,8-н1,85.
Коррозионностойкие деформируемые стали
Ш
Фиг. 1. Кривая выносливости стали
(испытание при изгибе в одной
ЭИ654 при комнатной температуре
плоскости сварного соединения).
134 Глава I. Стали
СТАЛЬ ЭИ759
Механические свойства по ТУ (не менее)
Вид полу- ТУ Состояние (контрольные ) а тур а ния в °C G0;2 ТДбйУ F ф J f к 7 tow
фабриката образцы) О ( «Ь с
Е к/7 мм’2 % 2
-
и <Hie реч-
ное
Прутки горяче- катаные и кованые ЧМТУ 5165—55 Закаленные с 950±10° С в воде 20 80 40 25 ( 7=5(7) 40 8
Листы толщиной 0,8--3,8 мм. ЧМТУ 5166—55 Закаленные с 1000—1050° С в воде 20 80 35 ' 25
Нагартованные 20 100 70 10 -
Механические свойства при различных температурах
Вид полу- фабри- ката Состояние Темпера- тура испытания °C Е св с0,2 8**-
кГ/м-м^-
Листы Мягкие —196 а 128 17
холодно- 20 17 000 80 35 30
катаные 350 15 800 , 70 — -«
500 14 800 59 27 30
600 13 700 46 22 34
700 12 300 31 17 55
Листы Нагартованные —196 — 123 . . - 16
холодно- 20 16 600 100 70 10
катаные 350 15 500 85 12
500 14 600 62 35 30
600 13 600 45 Й7 34
700 12 200 31 15 56
Прутки Закаленные с 20 80 — 25
950° С в воде* 350 16 000 — —
500 15 200 59 • — 30
600 14 000 47 31
700 12 500 31 39
4 При —1963С ан>4 кГ м/см2. _
** Удлинение определено на расчетной длине I— 5,65 У F для плоских об-
разцов и l^'Zfd для цилиндрических образцов.
Корромюнносгойкие деформируемые стали
135
Вид полу- фабриката Состояние
Листы Нагартованные
Пределы длительной прочности и ползучести
Температура испытания °C с5 кГ/ о0,2/5 мм'1
400 65 ——
30
Г
500
600
Термостойкость при 700° С — более 100 циклов.
Физические свойства
<7=7,51 г; см3.
сс-106=15,7 (20-100°); 18,0 (100-200°); 19,5 (200—300°); 19,5 (300-400°);
20,6 (400-500°); 21,7 (500-600°); 21,6 (600-700°); 22,7 (700-800°); 23,7
(800—900°) 1/°С.
7=0,027 (20°); 0,030 (100°); 0,034 (200°); 0,038 (300°); 0,044 (400°); 0,048
(500°); 0,053 (600°); 0,057 (700°); 0,063 (800°); 0,070 (900°) калкм-сек-°C.
о=1,06 (20°) ом-мм%/м.
Технологические данные
Сталь деформируется в горячем и в холодном состоянии. Температурный
интервал деформации 1150—950° С. Охлаждение после деформации на воздухе.
Штампуемость листовой стали в холодном и горячекатаном состоянии хорошая.
Оптимальная термическая обработка стали перед штамповкой: закалка с 1050—*
И 00° С в воде.
Поковки, штамповки и другие полуфабрикаты, изготовляемые горячей об-
работкой давлением, а также детали из прутков, подвергаются закалке с 950—
4)50° С в воде.
Сталь хорошо сваривается автоматической сваркой под слое.м флюса
АН-348А, автоматической аргоно-дуговой, ручной аргоно-дуговой с электродом
из стали ЭИ759 с покрытием флюсами марок НЖ-1, НИАТ-1, ЦЛЗ-М, контакт-
ной точечной и роликовой сваркой. Сварные изделия термообработке не подвер-
гают. Сталь не склонна к образованию трещин и к коррозии под напряжением;
по сравнению со сталью ЭИ654 менее склонна к образованию гт-фазы.
Для деталей особо ответственного назначения рекомендуется применять
леталл вакуумной выплавки или полученный элсктрошлаковом переплавом.
Применение
Наружные и внутренние рубашки камер сгорания ЖРД и другие детали,
длительно работающие в агрессивных средах при температурах до 600° С и крат-
ковременно выше 600° С, а также детали, работающие при температурах до
196е С.
136
Глава Г Стали,
СТАЛЬ
ВНС-3 (ЭП492)
Механические свойства по ТУ (не менее)
Вид полу- фабриката Прутки горяче- катаные и кованые ТУ- Состояние (контроль- ные образцы) ав 1 с л0,2 s 11,3/У
1 i кГ1л1м2 %
ЧМТУ Закаленные с 1000°С в воде 80 50 25 (/=10О
ЦНИИЧМ 1047-63
Листы толщиной <2,5 мм ЧМТУ Мягкие 85 48 80 35
ЦНИИЧМ 1125—64 Нагартованные ио 10
Механические свойства при различных температурах
МЖгтжжжышжжпМО** —- ———~ и и д * — 111 «ЬД i
Вид полу- С п г'Г о я и и о Темпе- ратура игп ыта- Е ^в 1 S11,3/F Ф 4
фабри- ката ния °C кГ!мм 2
Листы Мягкие —70 107 —
горяче- катаные 20 300 17 000 16 500 85 63 48 ' 32 35 30 - -
400 15 600 63 29 28 —
500 14 500 50 26 30
Листы Нагартованные 20 19г 125 100 7,5
300 100 76 7
400 98 73 7
500 97 72 7 —
Прутки диамет- ром до 150 мм Закаленные с 950—1050э С в воде —196 --70 20 18 400 80 50 34 (/=10rf) 50
МЛСМ^ | 1 ! ‘ ! ° I кГ-м1см2
Ко у раз ионностойкие дефорзшр уем ы е ста ли
137
Физические свойства
(-/=7,55 а/сл-Л
«106=14,4 (20-100°); 15,5 (100—200°); 16,5 (200-300°); 17,4 (300—400°);
18,3 (400—500°); 19,2 (600—700°); 21,3 (800—900°) 1/°С.
Х=0,033 (100°); 0,036 (200°); 0,039 (300°); 0,043 (400°); 0,046 (500°); 0,050
(600°); 0,053 (700°); 0,056 (800°) кал[см-сек-СС.
Технологические данные
Сталь деформируется в горячем и в холодном состоянии. Температурный
интервал деформации 1100—950°. Охлаждение после деформации на воздухе.
Штампуемость листовой стали в холоднокатаном и горячекатаном состоянии
хорошая. Характеристики холодной обработки давлением приведены в таблице.
Вытг А ир гжка Араб Отбо[ К пр )товка Араб Г ибка
2,02 1,7 1,73 1,47 0,55*
* S — толщина листа.
Оптимальная термическая обработка стали перед штамповкой: закалка
с 1020—1150' С в воде. Поковки, штамповки и другие полуфабрикаты, изготов-
ляемые горячей обработкой давлением, а также детали, изготовляемые из прут-
ков холодной деформацией, закаливают с 950—1050° С в воде. С повышением
температуры закалки пластичность стали увеличивается.
Сталь хорошо сваривается дуговой и аргоно-дуговой (ручной и автоматиче-
ской) сваркой. Сварные изделия термической обработке не подвергают.
Сталь не склонна к образованию трещин и к коррозии под напряжением.
Для деталей ответственного назначения рекомендуется применять металл, полу-
ченный электрошлаковым переплавом.
Применение
Сварные емкости и другие изделия, работающие в агрессивных средах
и в атмосферных условиях.
138
Глава 1. Стали
ИЗНОСОСТОЙКАЯ СТАЛЬ
В НС-7
Типичные механические свойства при температуре 20°С
Вид полу- Состояние С HRC
фабриката КГ! им2 кГ- mi см2
Прутки дна метром 15—25 мм Термически обрабо- танные по режиму: за- калка с 1000°С в мас- ле; старение при 525°С (3 часа) 20 000 110-125 0,1 — 0,3 49—51
Физические свойства
d =7,42 z/'cm^.
0-10’3=9,3 (20—100°); 9,7 (20-200°); 10,2 (20—300°); 10,7 (20—400°); 11,1
(20-500°) 1/°С.
«•106=10,0 (100—200°); 11,2 (200-300°); 12,3 (300- 400°); 12,9 (400—
500°) 1/°С.
/.=0,029 калием-сек- °C.
Технологические данные
Сталь деформируется в горячем состоянии. Температурный интервал дефор-
мации 1100—900° С. Охлаждение после деформации медленное. Рекомендуемая
термическая обработка: закалка с 1000—1050°С в масло; старение при 525±10°С
в течение 3 час. Для деталей ответственного назначения рекомендуется приме-
нять металл вакуумной выплавки.
Технологическая пластичность и обрабатываемость стали резанием анало-
гичны стали 9X18, Коррозионная стойкость выше, чем стали 9X18.
Сталь может свариваться различными видами электросварки. Устойчива
против коррозии в агрессивных средах.
Применение
Детали трения насосной аппаратуры, регуляторов давления и другие, рабо-
тающие в агрессивных средах при температурах до 50° С.
Коррозионностойкие литейные стали
КОРРОЗИОННОСТОЙКИЕ ЛИТЕЙНЫЕ СТАЛИ
СТАЛИ
ЭИ654Л и ЭИ654ЛК
Механические свойства по ТУ (не менее)
Вид полуфаб- [
।
риката
Состояние (контрольные образцы) Темпе- ратура испыта- I ПИЯ I CQ ° 0,2 610
t % £
кГ -м'см^
А
Фасонные отливки из стали ЭИ654Л А МТУ 433—58 и СТУ Закаленные с 950—1100° С в воде 20 68 35 20 4
Фасонные отливки из стали ЭИ654ЛК СТ У Закаленные с 1100° С в воде 20 65 —- 16 2,8 1 1
Минимальные механические свойства при комнатной и высоких температурах
Вид полу- фабриката Состояние Темпе- ратура испыта- ния °C в а0,2 610 I 9 0
кПа1м
Образцы Закаленные с 1150° С 1 f С т а л ь Э14654Л
из трефо- образных заготовок в воде 20 300 400 15 500 13 200 12 250 68 52 51 32 19 19 36 41 44 34 42 44
Образцы Закаленные с 1150° С Стал ь ЭИ 654Л К
из трсфо- образных заготовок в i i воде 20 : 400 1 15 700 13 500 65 48 29 16 46 51 40 43
Физические свойства
Сталь ЭИ654Л
«^=7,67 г/слЛ
ct-10S=16,3 (20—100°); 16,5 (100-200°); 18,5 (200—300°); 19,6 (300—400°);
20,4 (400—500°); 21,2 (500- 600°); 21,0 (600—700°); 21,6 (700—800°); 21,7
(800—900°) 1/°С.
1—0,024 (20°); 0,027 (100°); 0,031 (200°); 0,034 (300°); 0,038 (400°); 0,041
(500°): 0,045 (600°); 0,049 (700°); 0,053 (800°); 0,059 (900°) кал!см сек °C.
140
Глава I. Стали
Сталь ЭИ654ЛК
d~l ,67 г/см3.
а-106=16,3 (20—100°); 17,4 (100-200°); 18,5 (200—300°); 19,6 (300—400°);
19,5 (400-500°); 19,5 (500-600°); 20,6 (600-700°); 21,6 (700—800°); 22,7
(800—900°) 1/°С.
X—0,026 (20°); 0,029 (100°); 0,032 (200°); 0,036 (300°); 0,039 (400°); 0,043
(500°); 0,046 (600°); 0,050 (700°); 0,055 (800°); 0,051 (900°) кал/см-сек-°C.
Технологические данные
Сталь выплавляют в индукционных печах с основной футеровкой. В шихте
используют до 50fl/o отходов этой же стали. Плавку и заливку металла рекомен-
дуется производить в защитных средах или в вакууме. Жидкотекучесть металла
хорошая. Температура заливки форм 1570—1650°. Линейная усадка составляет
2,5—3,0%, поэтому материал форм должен обладать большой податливостью.
Минимальная толщина стенок отливок при габаритах 400X600 мм—-3—4 мм.
Прибыли и литники удаляют анодной резкой, электрической дугой или механи-
ческим путем.
Оптимальная термическая обработка отливок: закалка с 1100—1150° С
в воде.
Сталь хорошо сваривается.
Применение
Сталь ЭИ654Л—применяется для изготовления несварных деталей, работаю-
щих в агрессивных средах, и сварных деталей, работающих в атмосферных
условиях.
Сталь ЭИ654ЛК — применяется для изготовления сварных деталей, работаю-
щих в агрессивных средах.
Корро:шонностойкие литейные стали
141
ХРОМОНИКЕЛЬМОЛИБДЕНОВАЯ
J СТАЛЬ С МЕДЬЮ
j _____________________,______
Х24Н8М2ДЗЛ (ВКЛ-1)
Химический состав в %
С Si Мп Сг Ni Мо Си Fe S Р
не более
<0,07 0,4—0,8 0,3-0,8 23—25 8-9 1,75—2,25 2,75—3,25 Основа <0,04 <0,04
Механические свойства по ТУ (не менее)
Вид полу- фабриката ТУ Состояние (контроль- ные образцы) ав а0,2 Ьб НВ (d мм)
кГ/мм? %
Образцы из трефо- образных заготовок АМТУ 476—61 Закаленные сИ00±20°С в воде 65 40 20 50 12 4,1- 4,6
Термически обработан- ные по режиму: закалка с 1100±20°С в воде; старе- ние при 465±10°С (8 час), охлаждение на воздухе 80 45 15 30 5 3,6— 4,0
Механические свойства при различных температурах
Состояние материала Темпе- ратура испыта- ния °C Е с0,2 апц 510 кГ' м./см- я
кГ)мм^ % НВ {d м
Закаленный с 1100± —70 • ’ в 12 — —
i20rj С в воде —40 — ‘ п • — 12 —
20 18 000 1 m 65 40 —. 18 50 12 4,1
300 16 500 58 30 — 18 45
400 14 500 — 55 27 ——- 17 45 —— -——
Термически обрабо- —70 ....... ’ •- —» —' — 1 '—-
данный по режиму: за- —40 ’ — “— — 2 —
калка с 1100±20° С в 20 18 000 19 500 80 45 18 13 30 5 3,6
воде; старение при 300 16500 17 500 75 32 10 11 25 и» ’ '
4653-10sC (8 час), ох- лаждение на воздухе 400 15 500 16 500 70 32 9 10 15 —
142
Глава /. (лгали
Пределы длительной прочности и выносливости
Состояние материала Темпера- т у р а испытания °C с100 ^5 з_] на базе 10-10f> циклов кГ^мм-
кГ]мм2 %
а Закаленный с 1100е С в воде 20 300 45 30 22—26 24
Термически обработан- ный по режиму: закалка с 1100°С в воде; старение при 465° С (8 час), охлаж- дение па воздухе 20 300 i 50 20 25—30 24
Физические свойства
(7—7,85 г: см3.
а-106—12,9 (20 100°); 13,4 (20—200°); 13,8 (20—300°); 14,2 (20—400°);
14,6 (20—500°) 1/°С.
а-10'5=12,9 (20—100°); 13,9 (100—200°); 14,5 (200—300°); 15,7 (300—400°);
16,0 (400—500°) 1/°С.
*=0,036 (100°); 0,040 (200°); 0,043 (300°); 0,047 (400°); 0,050 (500°)
калием• сек- °C.
Технологические данные
Сталь выплавляют в индукционных печах с основной футеровкой. Жидко-
текучесть металла хорошая. Температура заливки форм 1590—1650° С. Линейная
усадка составляет 2°/o. Для уменьшения газовых и неметаллических включений
и повышения пластических свойств сталь рекомендуется выплавлять в индук-
ционных вакуумных печах.
После пассивирования сталь обладает высокой коррозионной стойкостью
в атмосферных и морских условиях, а также в ряде агрессивных сред со спе-
циальной зашитой; не склонна к межкристаллитной коррозии.
Сталь хороню сваривается; трещины в сварных швах нс образуются. При-
садочным материалом служит проволока из основного металла. Механические
свойства сварных соединений при комнатной температуре приведены в таблице.
Вид Состояние материала °В Коэффи- циент Угол изгиба сварного
сварки* кГ/ММ^ ослабления сваркой соединения град
Ручная Сваренный после закалки 75 65
дуговая Сваренный старения после закалки и 80 .. ... 55
Закаленный после сварки 65 1,0 80
Закаленный после сварки и состаренный 90 1,0 65
Коррозионностойкие литейные стали
Продолжение
Вид сварки* 1 J J Состояние материала 1 icriMM2 Коэффи- циент ослабления сваркой Угол изгиба сварного соединения град
Аргопо- Сваренный после закалки 70 — >80
дуговая ручная Сваренный после закалки и старения 70 >80
Закаленный после сварки 65 0,95 >90
Закаленный и состаренный после сварки 85 0,90 >90 ь
* Испытание проводилось на образцах толщиной 5 лыь
Применение
Детали, работающие в некоторых агрессивных средах в интервале темпера
тур эксплуатации сред; детали, работающие в атмосферных условиях при тем-
пературах до ЗОСг С длительно и до ТОСТ С кратковременно, а также в морских
условиях.
€ кГ/мм2
Фиг. 1, Кривые выносливости стали Х24Н8М2ДЗЛ при
температурах 20 и 300° С (испытание при изгибе).
1—образцы гладкие, 2—образцы с надрезом.
144
Глава Г Стали
ЖАРОСТОЙКИЕ (ОКАЛИНОСТОЙКИЕ) ДЕФОРМИРУЕМЫЕ СТАЛИ
ХРОМОНИКЕЛЬКРЕМНИСТАЯ СТАЛЬ
4Х10С2М
(Х10С2М, ЭИ107)
Химический состав в %
С Si Мп Сг Ni Мо Fe S Р
не более
0,35—0,45 1,9—2,6 <0,7 9,0—10,5 <0,5 0,7-0,9 Основа 0,025 0,030
Механические свойства по ТУ (не менее) ________________
Вид полу- фабри- ката ТУ Состояние (контрольные образцы) Темпе- ратура испыта- ния °C ав ^0,2 В5 ф НВ (d мм)
кГ[мл$ %
Прутки МПТУ 2362—49 Термически обра- ботанные по режи- му: закалка с 1010— 1050° С в масле или на воздухе; отпуск при 750±30сС, ох- лаждение в масле 20 95 75 10 35 2 3,7- 3,3
Термически обра- ботанные по режи- му: отжиг при 1020± ±20° С (1 час), ох- лаждение с печью до 750° С (3—4 часа), охлаждение па воз- духе 20 1 4,3- 3,7
Механические свойства при комнатной и высоких температурах
Вид полу- фабри- Состояние Темпера- тура испытания Е св с 0,2 спц в ф 1сГ * м i с
ката °C кГ)мм2 %
Прутки Термически об- 20 19 200 103 80 59 15 46 ——
работанные по 300 17 400 98 68 48 13 47
режиму: закалка 400 16 800 88 62 34 13 54
с 1030° С, отпуск 500 13 200 66 46 24 19 6b —
при 750° С* 600 ' 39 22 28 85 —
700 “—_ 15 5 — 46 96
800 •- ‘— 6 -— — г И . ч
900 * 3 — — Ъ . г ••
Жаростойкие (окалиностойкие) деформируемые стали
145
Продолжение
Вид ПОЛУ- Состояние Темпера- тура % сС,2 слц 8 tzH
фабри- ката испытания °C кГ [млА % кГ’М'СМ2
Прутки Термически об- 20 21 000 96 68 и 19 40 3,0
работанные ио 100 21 000 86 58 о- 13 26 '
режиму: закалка 200 21 000 83 52 17 39 7,0
с 1100° С в масле; 300 20 600 85 53 . 14 35 8,3
отпуск при 800° С 400 20 000 78 49 13 24 8,9
(3 часа), охлаж- 500 17 100 68 46 21 41 11
де мне и воде* 600 17 600 44 37 х_ 30 70 ——
700 15 400 22 20 —. 41 91
* По данным ЦКТИ.
Пределы длительной прочности
u UJU t тТТИМН1ИНИИЦ1'Т» I ^ми II й'1ГЬ1М~1Г'
Состояние материала Темпера- тура испытания ° С с100 Cicw кГ!мм2 ° 10 000
Термически обработанный по ре- жиму: закалка с 1100°С в масле; отпуск при 800° С (3 часа), охлаж- дение в воде 500 550 25 30 17 20
Пределы ползучести
(по общей деформации)
Состояние материала Темпе- ратура испыта- ния °C °0,2/100 ^0,2/300 ^ОДТООО ° 0,5/100 С1/100
кГ[мм2
Термически обра- ботанный по режи- му: закалка с 1030° С в масле; отпуск при 750 я С 500 600 700 800 20 5,0 0,5 0,14 1 нм им 33 8 2 42 10 3,5
Термически обра- 500 - 22 18
ботанвый по режи- му: закалка с 1100° С в масле; отпуск при 800° С (3 часа), ох- лаждение на возду- хе* 550 8 6,5 Л—-гч-
* По данным ЦКТИ.
Ю 1525
146
Глава Г Стала
Жаростойкость
Сталь жаростойка при температурах до 850° С.
Физические свойства
d=l,62 г/сд/З.
а-105—10,0 (20—100°); 11,0 (0—800°) 1/°С.
Х=0,040 (20°); 0,047 (200°); 0,054 (400°); 0,059 (600°) кал/см-сек СС.
с=0,111 (0—20°); 0,114 (200°); 0,121 (400°); 0,132 (600°) /<ал/г.оС.
Технологические данные
Сталь деформируется в горячем состоянии. Температурный интервал дефор-
мации 1100—900° С. Нагрев под деформацию и охлаждение после деформации
производится медленно.
Режим термической обработки: закалка с 1010—1040° С в масле или па воз -
духе; отпуск при температуре 750° С с последующим охлаждением на воздухе.
Сталь наплавляется стеллитом и нихромом. После наплавки необходимо прово-
дить термическую обработку., Азотируется отлично.
Применение
Клапаны выпуска поршневых двигателей.
Фиг. I. Изменение механических свойств стали
4Х10С2М в зависимости от температуры испыта-
ния (образцы, закаленные с 1030°С и отпущен-
ные при 750° С),
Жаростойкие (окаликостойкие) деформируемые стали
147
Фиг, 2, Кривые ползучести
стали 4Х10С2М при темпера-
туре 800° С.
Фиг. 3. Кривая жаростойкости стали 4Х10С2М.
10*
148
Глава I. Стали
ХРОМОНИКЕЛЬКРЕМНИСТАЯ СТАЛЬ
3X13H7C2
(Х13Н7С2, ЭИ72)
Химический состав в °/о
С 0,25—0,34 Si Мп Сг Ni Fe S Р
не более
2—3 <0,7 12—14 6,0— 7,5 Основа 0,025 0,030
Механические, свойства по ТУ (не менее)
Вид полу- фабри- ката * ТУ Состояние (кон- трольные образцы) Темпе- ратура испыта- ния °C °0,2 Ё5 <5 i т'ч с 1 j (лиг р) ЯН
кГ^млГ- 96
Прутки МП ТУ 2362—49 f Термически обра- ботанные по режи- му: закалка с 1050т ±10° С в воде; от- жиг при 860—880° С (6 час), охлаждение до 700° С в течение 2 час и далее вместе с печью; нормализа- ция с 660—680° С (30 мин} на воздухе; повторная закалка с 790—810° С в масле 20 120 S , 80 10 25 2 3,3— 3,05 .
Механические свойства при высоких температурах
Состояние материала Темпера- тура ф
испытания °C kI'ImaP 96
Термически обработан- 500 80 12 56
ный по ТУ 600 40 25 60
700 30 31 56
800 20 15 40
900 15 4,5 13
1000 6 —
Жаростойкие (окалиностойкие) деформируемые стали
149
Жаростойкость
Сталь устойчива против окисления в воздушной среде при температурах
до 1000° С.
При 24-часовых испытаниях в воздушной среде привес составляет: 1,16 при
800°С; 3,16 при 900= С; 3,32 г/м2’час при 1001ГС.
Физические свойства
<7=8,0 г/слА
а-106=14,5 (20—100=); 18,5 (700-800°) 1/°С.
Технологические данные
Сталь деформируется в горячем состоянии. Температурный интервал дефор-
мации 1100—850° С. Следует избегать образования грубозернистой структуры, так
как аустенит в данном случае обладает малой склонностью к распаду.
Применение
Клапаны выпуска поршневых двигателей.
150
Глава I. Стала
ХРОМОНИКЕЛЕВАЯ СТАЛЬ
Х23Н13 (ЭИ319)
Химический состав в %
С Si Мп Сг Ni Fe S Р
не более
<0,2 <1 <2 22—25 12—15 Основа 0,025 0,035
Механические свойства по ГОСТу (не менее)
Вид полу- фабри- ката ; гост Состояние (кон- трольные образцы) Темпе- ратура испыта- ния °C св а0,2 S 5,650
кГ^ % 50
Прутки гост 5949—61 Закаленные с 1100— 1150° С в масле, в воде или на воздухе 20 50 30 35 (Z=5d)
Листы толщи- ной 0,8—4 мм ГОСТ 5582—61 Закаленные с 1100— 1150° С в воде 20 55 35
Листы толщи- ной 4—25 мм ГОСТ 7350-55 20 56 S , — 34
Механические свойства при комнатной и высоких температурах
Состояние Темпе- ратура испита - <?В с0-2 а 4 1 03 а100 ° 1000 ° 10 000
материала НИЯ °C кГ!л1л& % № 4Г]мм~
Закаленный на 20 66 36 37 60 21
аустенит с 1050° С 550 59 28 26 60 21 35 30 25*
в воде 600 53 29 29 64 >30 30 23 17*
650 48 . 31 31 67 >30 20 17 11*
* По данным ЦКТИ.
Жаростойкие (окалиностойкие) деформируемые стали
151
Продолжение
Состояние Темпе- ратура И г п ытя • <*в а0,2 5 ф р 1 кГ 'М! см2 | о100 ° 1000 °10 000
материала НИЯ °C кГ/мм2 % кГ/мм т
Закаленный па 700 39 34 58 >30 13 8,5 6
хтепит с 1050° С 750 28 35 58 ’ 9 6 3,5
воде 800 18 30 60 — 6,5 3,5 2,5 2
850 • — — 4,5 1
900 ’ ’ — • 3 1,4
950 ’ • 2 0,9
______Влияние старения на удельную ударную вязкость
Состояние материала Температура старения °C Время старения час кГ *м/СМ% НВ кГ/мм2
Закаленный на аусте- 600 1000 10,2 207
иит с 1050° С в воде 2000 0,8 282
8800 1,6 246
750 1000 5,6 216
2000 0,8 288
8800 —
Жаростойкость
Сталь устойчива против окисления в атмосфере воздуха при температурах
до 1100° С, а в условиях частых теплосмен— до 980° С.
Физические свойства
<4=7,81 г/с .пА
«•100=15,7 (0—300°); 18,6 (0—600°) 1/°С.
?.*=0,033 (100°); 0,045 (500°) кал!см-сек-аС.
<7=0,121 (20°) кал/г-°С.
Технологические данные
Сталь деформируется в горячем состоянии. Температурный интервал дефор-
мации 1100—900° С.
При наличии двухфазной структуры (аустенит с прослойками феррита) де-
формацию следует вести с обжатием не более 25<’А).
Рекомендуемая термическая обработка: закалка с 1050° С в воде или на
воздухе.
Применение
Печное оборудование, работающее при небольших напряжениях в интервале
температур 600—906° С. 1Может применяться для изготовления корпуса и коль-
цевых деталей газовых турбин. Под влиянием длительного воздействия темпе-
ратур 600—650° С вследствие образования a-фазы удельная ударная вязкость
стали резко понижается,
* По данным справочника «Теплофизические свойства веществ», ГЭИ, 1956.
152
Глава Г Стали
ХРОМОНИКЕЛЕВАЯ СТАЛЬ
Х23Н18 (ЭИ417)
Химический состав в %
С Si Мп Ст Ni Fe S Р
не более
<0,18 <1 <2 22—25 17—20 Основа 0,020 0,035
_________Механические свойства по ТУ (не менее)______
Вид полу- фабри- ката Прутки ТУ Состояние (контроль- ные образцы) Темпе- ратура испыта- ния °C ав а0,2 3* 4*
кГ!мл& %
МПТУ 2362—49 Закаленные с 1100— 1150е С в воде или на воздухе 20 58 25 35 50 * 1 .
Листы ЧМТУ 3126—52 Закаленные с 1030— 1070° С в воде или на воздухе 20 58 — 40
Кольца (банда- жи) АМТУ 326—55 В соответствии с требованиями ТУ с
длине'- 1 = 5,65 V F для плоских
* Удлинение определено на расчетной
и l=5d для цилиндрических образцов.
Механические свойства при комнатной и высоких температурах
Вид полу- фабри- ката Состояние Темпе- ратура испыта- ния °C E.i со,э О 'Г 1
кГ!мм^ %
к Г -м!смГ
Листы Закаленные с 20 69 V 4 49 50 —
1050° С (5 мин) на 500 — 51 42 37
воздухе 600 — 45 — 41 39 —
700 • 31 — 58 58 —
800 —— 21 —-•— 56 60 -—•
900 10 75 61 , ,,
* Удлинение определено на расчетной длине /~5,65]^Г для плоских
образцов и Z=5rf для цилиндрических образцов.
Жаростойкие (окалиностойкие) деформируемые стали
153
Вид полу- фабри- ката Состояние Темпе- ратура испыта- ния °C ° в а0,2
кГ]мм2
Прутки Термически обра- 20 20 400 67 33
ботанные по режи- 300 18 600 54 24
му: закалка с 1180°С 400 18 000 56 23
в воде; старение при 500 17 300 54 21
800° С (4 часа)** 600 16 300 42 20
650 15 000 40 20
700 15 300 33 20
Продолжение
8* ф
I кГ-м^см*1
* Удлинение определено на расчетной длине /=5,65 И F для плоских об-
разцов и l~-5d для цилиндрических образцов,
** По данным ЦКТИ.
Механические свойства при низких температурах *
Вид полу- фабри- ката Состояние Темпера - тура испытания °C Or кГ/. с0,2 И.Н2 85,65УТ % Поглощенная энергия при ударе* кГ - м
Листы Отожжен- 20 56 24 1. 1 60 12—13
ные —70 70 28 55 -—
— 196 105 49 54 12
—245 126 66 1 56 j 11
* Образец с острым V-образным надрезом.
Пределы длительной прочности *
Состояние материала Темпера- тура а100 а500 а1000 32000 <40 000 а100 000
испытания °C кГ^мм2
Закаленный с 1180° С 650 20 17,5 16 15 11,5 8
в воде 700 17 12,3 10 8 6 3,5
800 7 5 4 — 2,15 1,2
* По данным ЦКТИ.
154
Г лава /. Стали
Пределы ползучести * (по общей деформации)
Состояние материала Закаленный с 1180° С в воде Темпе- ратура испыта- ния сС 650 700 800 О о Т) *, 13,5 10,5 5,2 О ю еТ о 0 О Q ч— сТ о и сГ о о О о со ат о о О о со сТ о ooooi/s’oc с 1/iOO 000
10 4,4 12,8 8,5 3,7 кГ! 12,3 7 3 11,5 6,5 10,5 6 1,7 7,3 5,2 1,4 5,4 3,5 1,2
По данным ЦКТИ.
Жаростойкость
При 100-часовых испытаниях в среде воздуха привес составляет: 0,02 при
800°С; 0,10 при 900°С; 0,20 при ЮОО’С; 0,35 при 1100°С; 1,0 api2 * * час при
1200° С.
Физические свойства
У =7,9 г/елг5.
<1-106=15,4 (20—100°); 16,4 (100-200°); 17,4 (200—300°); 18,4 (300—400°);
19,2 (400—500°); 21,2 (500-600°); 22 (600—700°); 22,4 (700—800°); 23,3 (800—
900°) 1/°С.
«-106=15,9 (20—200°); 16,4 (20-300°); 16,6 (20—400°); 17,4 (20-500°);
18 (20—600°); 18,6 (20—700°); 19,1 (20—800°); 19,5 (20—900°) 1/°С.
Х=0,033 (20°) кал ‘см-сек-°C.
о=1,0 (20°) ом-ммУм.
с=0,12 (20—100°) кал/г-°С.
Технологические данные
S ,
Сталь деформируется в горячем состоянии. Температурный интервал дефор-
мации 1150—900° С. Охлаждение после деформации на воздухе.
Пластичность стали в закаленном состоянии высокая, по после закалки на
крупное зерно (1150—1180° С) пластичность при температурах 700—-800° С сильно
понижается, а жаропрочность повышается. Предельный коэффициент вытяжки
(Кир) — 2,08; рабочий (Краб) — 1,80=1,90. Радиус закругления рабочей кромки
матрицы (гм) составляет (6—8) S, радиус закругления рабочей кромки пуансона
(гп)— (0,5—1) гк. Утонение материала в готовых деталях в критическом сечении
при Крас составляет.5—КР/о, утолщение кромки деталей--27—234'0.
Рекомендуемая термическая обработка деталей на за водах-потребителях:
закалка па аустенит с 1040—1070° С на воздухе.
Сталь удовлетворительно сваривается всеми видами сварки.
Применение
Детали камер сгорания и жаровые трубы, работающие при температурах
до 900° С; сопловые аппараты газовых турбин турбокомпрессоров, литые и де-
формируемые сопловые лопатки газовых турбин ТВД. Алитированные детали
(выступы смесителей) камер сгорания показывают лучшую стойкость при высо-
ких температурах.
Жаростойкие (окалиностойкие) деформируемые стали
155
ХРОМОНИКЕЛЕВАЯ СТАЛЬ
ХН38ВТ (ЭИ703)
Химический состав в в/о *
С Si Мп Сг Ni W Nb или Ti Се- Al Fe s Р
не более
0,06— 0,12 <0,8 <0,7)20—23 35-39 2,8— 3,5 1,2— 1,7 0,7- 1,2 0,05 <0,5 Осно- ва 0,020 0,030
вакуумной выплавки: <0,6% Si;
* Содержание примесей в металле
<0,6% Мп; <0,015% S; <0,025% Р.
** Церий вводится по расчету.
Механические свойства по ТУ (не менее)
Вид полуфабрика- та ТУ Состояние (контрольные образцы) ! Темпера- : тура испы- тания, °C g0,2 В I OSd 1
кГ)мм^ %
Листы холод- нокатаные ЧМТУ 5093—55 Закаленные с 1100—1140° С па воздухе или в воде 20 60 35 (/=5,65 ]<?') ——
ЧМТУ Закаленные с 1080—1120° С на воздухе или воде 20 800 <85 25 1 1 35 _ (Z-=5,65/F) 40 (Z-5,65 УF)
ЦНИИЧМ 830—62
Листы горя- чекатаные ЧМТУ 5619—56 Закаленные с ПОО—1140° С на воздухе или в воде 20 800 60 25 • 35 40 40 40 —
Лента хо- лоднокатаная ЧМТУ 5482—56 То же 20 60 30 (Z=11,3 Yf) — ”—-
Прутки ЧМТУ Закаленные с 1120—1160° С в воде или на воздухе 20 700 55 и 20 35 (l=bd) — 45 20
ЦНИИЧМ 534—61
156
Глава I. Стали
Механические свойства при комнатной и высоких температурах
Вид полуфаб- риката Состояние rtj К к СО Д S CL 3 О Н Н Н 20 600 700 800 ООО 1000 1100 а0,2 °5,6а/Л <*-1 (на базе 107 цик- лов) кГ1мм^
КГ1ММ2 %
Листы Закаленные с 1120°С на воздухе 20 300 16 200 15 200 14 500 65—74 52—55 40—45 25—27 15 8—10 5 20—25 12—15 12—14 11—12 5—7 4 40—50 40—45 40—45 50—60 60—65 70—75 60—65 38 38 34 42 48 49 - 1 1 13—14
Пределы длительной прочности
Вид полуфаб- риката Состояние tcpa- ИСПЫ J я, °C °1 а5 с10 ^25 ^50 3100 <*200
Теме тура тайн: кГ!мм2
.Чисты Закаленные с 1120эС на возду- хе (сталь с тита- ном) 800 900 14—15 8 12—13 5,5 11—12 5 8,5—9 4 8 3,5 7 3 6
Закаленные с 1120° С па возду- хе (сталь с ни- обием) 800 900 — S 5 9 4,5 "
Пределы минутной ползучести
Вид Состояние Темпе- ратура а 1/1 ’ ° 1/5’ Jl/15' °1д;о'
полуфабриката ПИЯ
°C кГ} 'МА$
Листы Закаленные с 1060— 700 33 30 24 <22
1080° С на воздухе (состояние поставки) 800 20 16 14 10
900 9 7 6 3
Жаростойкие (окалиностойкие) деформируемые стали
157
Пределы ползучести
Вид по л у фа бри- ката Состояние Темпе- ратура испыта- ния °C общая деформа- ция /100 остаточная деформа- ция °5/100*
кГ/мм2
Листы Закаленные с 1120° С па возду- хе 800 900 1000 ю [ I о 2,5 ж СО | •» »* 1 сч 1 1 °- СО ’—Г О
Закаленные с 1180° С на возду- хе 800 900 1000 i 1 1 1 1 1 1 ! 7,3—7,9 2,9-4,4 1,4-1,9
* Испытания проводились на конических образцах. Нижний предел относится
К стали с титаном, верхний — с ниобием.
Термическая стойкость *
Вид полуфабриката Состояние Температура исп ытания °C Число теплосмен для металла
открытой выплавки вакуумной выплавки
Листы толщи- ной 1>5 мм Закаленные с 1100—1120° С (10 мин) на воздухе 800—20 900—20 1000—20 1100—20 1200—20 но 46 22 24 22 125 60 35
* Испытания проводились до появления трещины длиной 0,5 мм на образ-
цах с радиусом надреза 0,1 мм.
Жаростойкость
При 100-часовых испытаниях в воздушной среде привес составляет: 0,0820^
0,1170 при 900°С; 0,0286—0,0324 при 1000° С и 0,4238 г/м2 - нас при 1100° С.
Физические свойства
d = 8,17 г/см3.
«106= 13J (20—100°); 14,8 (100—200°); 15,7 (200—300°); 16,6 (300—400°);
17,5 (400—500°); 18,3 (590—600°); 19,2 (600—700°); 20,0 (700—800°); 20,4 (ЗОО-
ООО0); 18,6 (900—1000°) 1/°С.
158
Глава Г Стала
«•106= 14,25 (20—200°); 14,73 (20-300=); 15,2 (20—400°); 15,66 (20—500°);
16,1 (20—600°); 16,54 (20—700°); 16,97 (20—800°); 17,35 (20—900°); 17,48 (20—
1000°) 1/°С.
Х = 0,030 (100°); 0,034 (200°); 0,039 (300°); 0,042 (400°); 0,045 (500°); 0,048
(600°); 0,053 (700°); 0,059 (800°); 0,065 (900°) кал/см-сек-°С.
Технологические данные
Сталь деформируется в горячем и в холодном состоянии. Температурный
интервал деформации 1180—850° С. Охлаждение после деформации на воздухе.
Характеристики холодной обработки давлением приведены в таблице.
Вытяжка Отбортовка Гибка
^Сраб Кпр гыин
2,03—2,15 1,70—1,75 1,65—1,70 1,50—1,55 (1—1,2)5*
* 5— толщина листа.
Для снятия наклепа производится закалка с 1060—1080°С.
Рекомендуемая термическая обработка деталей: закалка с 1120—-1150° С на
воздухе.
. Сталь хорошо сваривается аргоно-дуговой, дуговой и контактной сваркой,
удовлетворительно обрабатывается резанием.
После сварки термическую обработку можно нс проводить. Прочность свар-
ных соединений показана в таблице (усиление после сварки нс снято).
Вид полуфабриката Вид сварки Темпера- тура испытания °C Толщина листов мм ч. кГ1мм2 Проч- ность сварной точки мГ
Листы толщи- ной 0,8—2,0 мм (в состоянии по- ставки) Дуговая 20 900 1,7 1,7 68—70 18 —
Аргоно-дуговая 20 800 900 От 0,8 до 2,0 63—70 29—32 17—18 1 \1
Точечная * 20 800 900 От 0,8 до 2,0 1 ! ! 700—1895 270—790 180—600 .(
Роликовая 20 800 900 От 0,8 до 2,0 63—75 24—29 15-19 1 1 1 J
* Минимальные цифры относятся к толщине листа 0,8 мм; максимальные —
к 2,0 мм.
Жаростойкие (окалиностойкие) деформируемые стали
159
Применение
Жаровые трубы камер сгорания, форсажные камеры, оболочки летательных
аппаратов. Рекомендуется взамен сплавов ла никелевой основе ХН75МБТЮ
(ЭИ602) и ХН78Т (ЭИ435).
Фиг. 1. Кривые растяжения стали ХН38ВТ до предела те-
кучести.
160
Глава I. Стали
Фиг. 2. Кривые растяжения стали ХН38ВТ от иреде^
ла текучести до разрушения.
Жаростойкие (окалиностойкие) деформируемые стали 161
П
1525
Фиг. 3. Кривые ползучести стали ХН38ВТ при темпера-
туре 800° С.
162
/ Л 0'7 н?ш
б
кПмм2
Фиг. 4, Кривые ji/HiTCjjhnoB прочности стали XI138BT,
С .^/7уЧ.-м ‘:
Фиг. 5. Кривые выносливости стали ХН38ВТ при температуре 800е С, ?
(Испытание при симметричном изгибе плоски?: образцов):
/—закалка с. 1170° С. В--закалка с 1Г20°С.
Жиростойкие (окалиностойкие) деформируемые стали
163
ХРОЛЮНИКЕЛЬМАРГДНЦОВИСТАЯ СТАЛЬ
С АЗОТОМ
Х25Ш6Г7АР
(ЭИ835)
Химический состав в ft/o
Si Мп Сг Ni Ес N В S ИС б р_ олее
1 5—7 23 26 1-1—18 Основа 0,25—0,45 С 0,025 0,030 0,035
Механические свойства по ТУ (не менее)
Вид полуфабри- ката ТУ _ Состояние (контрольные образцы) Темпе- ратура испыта- ния сС 1 I j кГ’)Мм2 i __i ?j5,65/F %
Листы тол- ЧМТУ Закаленные с 29 70 40
щи н ой 0,8— 3,6 мм ЦНИИЧМ 31—58 1100 С (выдержка из расчета 1 мин *
на каждый мм тол- щины листа) на воз- духе 1
Механические свойства при комнатной и высоких температурах
Состо- яние мате- риала «О1 1 1 . R с0,2 &5,65/^ 510 Прут- ки ф М Г? Д НВ К.Г!ММ~
&g [3 о £2 Лис- ты Прут- ки Прут- ки Листы Прут- ки
кГ[ Л/Д/2 . X — % —
Закален- ный с 1150= С яа воздухе 20 100 200 300 500 (500 700 809 850 : 900 950 1000 1050 1100 1150 1200 19 300 19 100 18 650 17 400 J— — 80—94 ! 57—64 50—54 40—44 30—34 19—23 10—13 7--9 4—6 4—5 3- -4 79—87 с SS • ж J 57—62 52—59 39—46 29—36 24—26 19—24 16—17 10—14 7—8 4—6 4—5 3—4 39 45 — 47—57 41-51 28—42 14—18 15—20 22—32 .32—50 35—49 25-50 33—41 24—60 50- 62 48—57 40—53 22—33 19—28 20—33 24—36 26—39 52—64 51—52 50—70 51—89 59—64 - 137—38 L "" > i - 64—76’30—37 56—74Л4—37 22—34 j 32—35 24—40 29—32 24—35 24—28 25 -44124—29 30- 39122—26 43-60117—26 47—71 17—24 41-62'17—22 45—59114—19 48-691 9—42г 190—220 138—145 140 132—135 131—134 130—133 129—134 128-129 122 109 88—95 77--7 8 67
164
Глава I. Стали
Пределы длительной прочности
Состояние материала Темпе- ратура испыта- ния ° С а100 кГ[мм% ?) % 0-1 • . кГ!мм^ (на базе 10' циклов)
листы прутки листы прутки
Закаленный с 1150° С 700 19 — 10 —
на воздухе 800 10 11 30 22 19
900 4 25 14 13
1000 1Д—1,3 22' —
Чувствительность к надрезу (Прутки)
Форма образца Температура испытания °C кГ}мм2 Время до разрушения час *
Гладкий 800 10 113
Надрезанный (г=0,5 мм) 198
Гладкий 900 5 ОО
Надрезанный (г=0,5лмг) но S
Термическая стойкость
(Испытания проводились на газовой установке ЦНИИЧМ—цикл 2 мин.)
Режим термической обработки Режим испытания 850 Ц 200° Режим испытания 1100ц 200°
ЧИСЛО теплосмен балл коробления ЧИСЛО теплосмен балл коробления
Закалка с 1080—1100° С 145—180 1—2 33—56 3—4
Закалка с 1200° С (5 мин) 80-100 1—2 60 4
Жаростойкие (окалиностойкие) деформируемые стали 165
Термическая стойкость, определенная по методике ВИАЛ4 *
Состояние материала Температура испытания °C Число теплосмен
Закаленный с 1150° С 800—20 65
900—20 23
1000—20 20
* Испытания проводились до появления трещины длиной 0,5 мм на образ-
цах с радиусом надреза 0,1 мм.
Жаростойкость
При 100-часовых испытаниях в воздушной среде при температуре ПОСТ С
привес составляет 0,40—-0,72 г/м2 час.
Физические свойства
d = 7,82—7,83 г/слД.
«•106= 16,6 (20—100°); 16,2 (20—200°); 16,8 (20—300°); 17,4 (20—400°); 18,0
(20—500°); 18,3 (20—600°); 18,5 (20—700°); 18,7 (20-800°); 18,9 (20—900°) 1/°С.
Х = 0,036 (100°); 0,039 (200°); 0,042 (300°); 0,046 (400°); 0,050 (500°); 0,053
(600°); 0,057 (700°); 0,061 (800°); 0,066 (000°) кал!сМ’Сек- °C, у
Технологические данные
Сталь деформируется в горячем и в холодном состоянии. Температурный
интервал деформации 1160—900° С, Характеристики холодной обработки давле-
нием приведены в таблице.
Вытяжка Отбортовка Гибка
Л'пр ^раб ^Пр ^раб г мин граб
2,06-2,10 1,75—1,80 1,70—1,75 1,50—1,60 0,55* (1—1,5)5*
* 5 —толщина листа.
Рекомендуемая термическая обработка: закалка с 1100—1150° С на воздухе.
Сталь сваривается аргоно-дуговой, точечной и роликовой сваркой при со-
держании бора не более 0,01%. Прочность сварных соединенир! показана
в таблице.
Температура испытания °C Аргоно-дуговая сварка Роликовая сварка
оа кГ/мм2
20
800
900
Детали камер сгорания.
79—86
22—27
16—20
Применение
68—69
26—27
20-21
166
Глава Г Стала
хромоникелевая сталь
ЭП126 (ВЖ100)
Химический состав в °/с
1 С i 1 t Si । I ► i Mn Cr Ni W i Mo i
0,1 1 1 <0,6 1 1 । <1,5 19-22 25-30 4,8—6,0 2,8—3,5 i
Продолжение
\b Ее N В* s P
не более
0,7-1,3 Основа 0,15—0,30 <0.005 • 0,02 0,02
Бор вводится по расчету.
Механические свойства по ТУ
Вид полуфабри- ката Листы хо- лоднокатаные ТУ „ чмту цниичм 208—59 Состояние (контрольные образцы) Мягкие Темпера- g тура испы- тания, "С °в кГ1м.м2 <90 S , О ('-5,65/У % 1 > Зо i । । > 8 ° 100 кГ1млГ- ! 1
Нагартовап- ныс 20 20 95—115
Лента хо- лоднокатаная ЧМТУ Закаленная с 1080—1120° С на воздухе <90 <35
ЦНИИЧМ 288—60
Нагартован- ная 20 95- 420 >8 (Z=5rf)
Прутки (за- готовки для труб) ЧМТУ Закаленные с 1110±10°С на воздухе 20 900 75 20 35 (Z=5 rf) 50 /f r 5
ЦНИИЧМ 743—62
Жаростойкие (окалиностойкие) деформируемые стали 167
Механические свойства при комнатной и высоких температурах
Вид полуфаб- риката Состояние ; Темпера- тура нспы- i тання, °C & .т Л :Г!мл& -од Ид 9
Листы Закаленные 20 18 000 20 100 80—85 37—40|22—24 50—55 31
с 1080—1120° С 500 13 900 16 600 66—68 23—25 15—17 40—50 30
на воздухе
(состояние по- 600 15 900 63—66 —— 40—50
ставки) 700 12 000 15 600 50—60 22—24 14—15 35—45 28
800 11 100 15 200 35—40 22—24 12—14 30—35 19
850 14 700 — -.—
900 10 000 ь — — • 22—27 14—16 7—8 60—70 33
1000 6 200 ..... 12—14 6—7 3-4 75-85 40
non 5-7 — — 50—60 40
Пределы длительной прочности, ползучести и
выносливости
1д полуфабрИ’ ьта 1 1 i 1 Состояние ! 1 i 'i пшература щытания _2 с 25 а50 c10(J ^300 остаточ- : | пая де- 1 | : формация ! 1 . ! " Я общая ! i дсфор- : S I мация i J c0,5/100 остатс де фо Ш с1/Ю0 очная рма* 1Я I (на базе | 107 циклов)
Н S о кГ/мм2
Листы Закаленные с 1080—1120= С на воздухе (состояние по- ставки) 650 700 800 900 1000 16 7— 7,5 * - •• 14 6-7 1 : I i i ; И 1 ! 1 ! LQ i 1 . .. : 1 ! “ г 1 1 4,5 i 2,5 i । ....... ... A. .... ц 25,5 , ; 2,4 • 19 13 7 4 2,2 1 — i 8
Закаленные с 1120° С (5 мин) на воз- духе 800 900 1 - 14 i 6,5 1 i 5 i i i , L — с
Закаленные с 1180=С :(1 час) на воз- духе 950 1000 i 1 j4’5 J 9 £ 3,5 2 1 ь ! 1 .. . i
стандартных листовых образцах для опреде-
* Испытания проводились на
ления длительной прочности.
168
Глава Г Стала
Пределы секундной прочности и ползучести
ь Д ЙО 1=5 ЙмО О 14 У s S Состояние К " « U-k । ц-1 CQ Н н н ° 10" с60" с)20" а180” °300"
кГ/мм2
1 55,5 38 23,5
i !
Листы В состоянии 700 поставки 800 (=“’=82 900 57,5 40 26 52 32 18
он 35,5 21 у и 34 20
кГ]мм2) | 1 j 800 900 1 i I ! 800 900 ) ! ! 800 i 800 с0,5/10" ст0,5/60" s0,5/120" ^0,5/180” °0,5/300"
кГ>мм2
30,5 17 25 13 23 11,4 22 10,6 20,5 9,6
а1/Ю ° 1/60" °1/!20" °1/180" а 1/300"
KriMM2
33,5 18 29,4 14,6 25 12,8 23,8 11,8 22 '' 10,8
°1,5/180" ° 1,5/300” а2,Д0" a2/12Drj а2/180"
кГ]мл&
34 33,8 39 37 35,5 сЗ/ЗОО"
С2/300" аЗ/60" сЗ/120" °3/180”
кПмлА
34 42 38,5 36
Механические свойства в зависимости от степени нагартовки
Степень 20° 700°
нагартовки св °0,2 S5,65/?- % а0,5/1Бй; мин кГ^М-м?
% кГ}м.м2
0 10 15 20 25 30 80—85 90—97 100—105 101—109 107—111 110—116 35—40 60—64 66—70 70—80 75—84 79—89 40—50 22—28 16—18 11—14 8—10 6—7 ч 24 ' 39 ’ 46 47 50 54
* Нагрев до заданной
тепла за 40—60 сек.
температуры осуществлялся
внешним источником
Жаростойкие (окалиностойкие) деформируемые стали
16»
Термическая стойкость *
Состояние материала Температура испытания ‘°C Число теплосмен
Состояние поставки 800—20 900—20 1000—20 1100—20 70—80 35—40 20—28 10—15
* Испытания проводились до появления трещины длиной 0,5 .мл1 па образ-
цах с радиусом надреза 0,1 мм.
Жаростойкость
За 100 час испытания в воздушной среде при 110(F С привес составляет
0,440—0,476 г/м2 час.
Физические свойства
d = 8,33 г/слЗ.
а-106.= 15 (20—100°); 15,5 (20—200°); 15,9 (20—300°); 16,25 (20—400°); 16,64
(20—500°); 16,95 (20—600°); 17,3 (20—700°); 17,7 (20—800°); 18,02 (20-900°) 1/°С.
й.106 = 16,0 (100—200°); 16,7 (200—300°); 17,3 (300—400°); 18,2 (400—500°);
18,5 (500—600°); 19,5 (600—700°); 20,4 (700—800°); 20,6 (800—900°) 1/°С,
л = 0,026 (25°); 0,030 (100°); 0,034 (200°); 0,038 (300°); 0,042 (400°); 0,046
(500°); 0,05 (600°); 0,053 (700°); 0,057 (800°); 0,062 (900°) кал(см-сек °C.
Сталь немагнитна.
Технологические данные
Сталь деформируется в горячем и в холодном состоянии. Температурный
интервал деформации 1180—900° С. Характеристики холодной обработки давле-
нием приведены в таблице.
Вытяжка
Г ибка
Отбортовка
2—2,05
^раб АГвр А'раб | j Лмин раб
1,70—1,75 1,60 1,40—1,35 | 0.5 5* • 1—1,5 5*
* S — тол щи 15 а листа,
В качестве промежуточной термической обработки для снятия нагартовки
рекомендуется закалка с 1060—Ю8(Г С на воздухе. Детали с незначительной
степенью нагартовки термической обработке подвергать не следует, так как ма-
териал поставляется в закаленном состоянии, с оптимальными свойствами.
Рекомендуемая термическая обработка: закалка с 1100—1120°С на воздухе.
Сталь хорошо сваривается аргоно-дуговой, дуговой и контактной сваркой..
В качестве присадочного материала следует применять основной материал.
После сварки термическая обработка не производится. Прочность сварных со-
единений показана в таблице.
/\-ZcZt?£7 /. Стали
J 70
1 Вид волу-фабри- i Состояние ката i Темпера- тура испытания с Q Аргоно-дуго- вая сварка (в стык) кГ;'.им- : j Роликовая сварка (внахлестку) кГ!мл&
Листы тол-; Состояние но- 20 78- -85 ‘ 75-85
щиной 1,5 ставки 1 800 38—39 i 38- 39
900 19-25 19—25
1000 11—13 11—13
J
Испытания проводились без снятия усиления
Применение
Форсажные камеры, силовые элементы и оболочки конструкций;, обшивка,
шпангоуты, детали изделий, работающие при температурах 700—1000° С, Реко-
мендуется взамен никелевого сплава ЭИ868 (В/К98).
4
Жаростойкие (окалиностойкие) деформируемые стали
Фиг. Г. Кривые растяжения стали ЭП126 до предела
текучести.
кГ! мм
Фиг. 2
Жаростойкие (окалиностойкие) деформируемые стали
Фиг, 3. Кривые ползучести стали ЭИ 126 при 800° С.
174
Глава I. Стали
i
i
Z7 20 OQ SO 80 час
Фиг. 4. Кривые ползучести стали ЭП126 при 900° С.
I
i
»
Г
Г
£
I
i
i
i
5
j
?
i
i
I
5
h
г
(
j
i
j
i
I.
r
i
Жаростойкие (окалиностойкие) деформируемые стали 175
Фиг. 5. Кривые длительной прочности стали ЭГП26.
Фиг. 6. Кривые выносливости стали ЭП126 при высоких температурах.
176
Глава Г Стали
ЖАРОСТОЙКИЕ (ОКАЛИНОСТОЙКИЕ) ЛИТЕЙНЫЕ СТАЛИ
ХРОМОНИКЕЛЕВАЯ СТАЛЬ
Х25Н20С2 (25 20Л)
Химический состав в % *
^2 Si Мп С г Ni Fe S не 6 р • • ГВД1 . ,Г‘ ч олее
;0,18 0,8—2,0 0,7-1,5 22-26 17-21 Основа 0,030 0,035
Механические свойства по ТУ (не менее)
Вид полуфаб- риката ТУ Состояние (контрольные образцы) < Темпе- ратура испы- тания °C *s О Ф I i
Отливки АМТУ 433—58 Контрольные бруски, отлитые в холодные формы, закаленные с 1050—1100° С на воз- духе 20 50 I 23 30
Контрольные бруски, отлитые в горячие фор- 20 1 I 50 j 20 25
мы, закаленные с 1050— 1100° С на воздухе f !
Механические свойства при комнатной температуре
Вид- полуфабри- ката Состояние Темпера- тура испы- тания, °C GB а0т2 ( ф >0 «н кГ<м<см'2 НВ кГ[мм'2
кП мм'2
Трефообраз- ныс бруски Закаленные с 1100°С на возду- 20 55 ——. 30 35 >10 153 .
Жаростойкие (ика.шностойкие) литейные стали 177
Продолжение
Вид полуфабри- ката Состояние Темпера- тура испы- тания, °C = в __ кГ/ 1 с0.2 | В5 ,.__L... 5 70/2 j с ф \кГ ЙГН ' -м/см^ f НВ кГ/мЖ
Трефообраз- ные бруски Закаленные с 1150° С на возду- хе* 20 650 700 70 37 ; 32 32,3 20,8 20,8 42,6 22,9 17,2 i 1 33,3 28,21 13, oj 10,8 13,5 17,4
750 129 21,7 8,8 7,7. 12,6 •
800 ; 27 24,8 5 5,8; __ .. —
850 i 26 21,4 4,91 4,51 — — —
900 i 20 18,8 4 2,Г —
* По данным ЦКТИ
Пределы длительной прочности и ползучести
i Состояние материала i Темпе- ратура испы- тания I ° 10 ото j J < 5 I 1 с1ОТ000 1 с 1/10 000 кГ/м.Ж с1/100 000
Термически обработанный 600 I ! 16 ! 12,5
по режиму: закалка с 1150— 1180° С на воздухе; старение при 700° С (10 чае) или при 650 ' Т7 ' 6,2 • 8 3,5
700 5 6,7 1 4,6 ! — —
800° С (20 час)* 750 * 3,3 ! 17 ; 3,4 i 1,6
* По данным ЦКТИ.
Жаростойкость
При 100-часовых испытаниях в воздушной среде привес составляет 0,14 при
800° С; 0,25 при 900° С; 0,42 при I 0000 С и 0,77 г/м?-час при 1100° С. Начало
интенсивного окисления наступает при температурах более 1100° С.
Физические свойства
Ж ~ 7,81 г/слт?.
«- 10б = 15,5 (20—300°); 15,6 (20—400°); 15,9 (20—500°); 16,6 (20—700°); 17,2
(20—800°) 1/°С.
«106 =19,4 (500—850°); 21,3 (850—1000°) 1/°С.
Х--0.043 (20е) кал1см-сек °C.
* По данным ЦКТИ.
12 1525
178
Глава I. Стали
Технологические данные
Сталь выплавляют в электрических высокочастотных или дуговых ночах
с основной футеровкой.
Детали отливают методом точного литья по выплавляемым моделям, а также
в песчаные стержневые формы. Литейная свободная усадка составляет 2,5%.
Жидкотекучесть хорошая; минимальная толщина стенок в ребрах детали и ло-
патки при литье в стержневые формы 2 Л1Л!. Отрезка прибылей и литников про-
изводится механическим путем, анодной резкой, электрической дугой или газовой
резкой с помощью установки УРХС.
Рекомендуемая термическая обработка: закалка с 1050—1100° С на воздухе.'
Свариваемость стали удовлетворительная; отдельные дефекты завариваются
дуговой сваркой. Обрабатываемость резанием удовлетворительная.
Применение
Литые лопатки и венцы соплового аппарата газовой турбины и турбоком-
прессора, а также другие детали, работающие при температурах до 90ffJC.
Жаростойкие (окалиностойкие) литейные стали
179
X РОЛЮ НИКЕЛЕВАЯ СТАЛЬ
ВНЛ-1 (СН-2АЛ)
Химический состав в %
Si Мп Gr ; Ni Mo Fe S p
не более
:0,5 1 | <0,9 i L | ! 13-15 J 6—8,5 i i 0,5-1,0 Основа 0,030 0,030
Механические свойства по ТУ (не менее)
i j Вид i Состояние (контрольные образцы) Темпера- тура испы- тания, °C кГ[. °0,2 ИЖ2 8 < <p rfwlw - JOI A? HB i (rf MM.)
полуфабри- ката ТУ
Отливки, но- АМТУ .Термически об- 20 100 70 10 25 3 3,2—3,5
л}7ченпые ме- тодом точного литья и в ке- рамические формы 495—63 i работавные по режиму; нормали- зация с 1100° (2 часа); обработ- ка холодом при —70° С в течение 2 час или при —55° С в течение 4 час; отпуск при 250—350°С (2 часа) 1 i i L I i l i j i I r J i i 1 •l I j I )
Механические свойства ври комнатной и высоких температурах
Состояние материала Темпера- тура испы- тания, °C 1 ; I 1 1 ° Г-3 i 1 < i 1 ** с0,2 §5 % Ф f НВ (d лги) ац при —196° С к Г -м[см'1
Термически об- 20 100—117 70—84 10—48 30—55 3,20—3,5 3,0—6,0
работанный НО режиму; норма- лизация с 1100°С 450 500 85 70 76 2,8—3,8 /1 А О ) О Е —I
на воздухе; обра- ботка холодом при —70° С в те- 550 575 52 51 48 15 45 —
чение 2 час; от- пуск при 250° С (2 часа) 600 45 • 22 60 i
IA
180
Глава I. Стала
Механические свойства при низких температурах
Вид полуфабри- ката j Состояние Темпера- тура испы- тания, °C О В кГ/ f °0,2 мм2 tv 05 ‘о ... КГ-М-СМ^ Он в кГ!мм-
/1итые заго- товки 1 Термически об- работанные по режиму: норма- лизация с 1100° С на воздухе; обра- ботка холодом при —70° С в течение 2 час\ отпуск при 350° С (2 'часа) 20 -70 —196 но 140 177 90 97 108 15 18 14 32 22 14 5 5 3 155 180 196
Физические свойства
d = 7,8 г/см3.
й.106 = 12,2 (20—100°); 13,2 (100—200°); 14,9 (200—300°); 15,8 (300—400°);
16,3 (400—500°) 1/°С.
2^0,045 (100°); 0,049 (200°); 0,053 (ЗОСР); 0,057 (400°); 0,060 (500°); 0,066
(600°); 0,070 (700°) кал/см • сек • °C.
Технологические данные
Сталь выплавляют в индукционных печах с основной футеровкой. Фазовый
состав стали в процессе выплавки определяют по магнитной пробе, индукция
которой перед выпуском металла должна быть в пределах 8—12 ,ие. В шихте
используют до 40% отходов этой же стали. Жидкотекучесть металла хорошая.
Температура заливки форм 1530—1580° С. Линейная усадка составляет 2%.
Детали отливают методом точного литья по выплавляемым моделям и в ке-
рамические формы. Образцы для контроля механических свойств деталей изго-
товляются по инструкции ВИАМ № 780—60. Прибыли й литники удаляют анод-
ной резкой, камнем и механическим путем.
Применение
Фасонные детали турбонасосных агрегатов (крыльчатки, корпуса и т. д.)
и другие изделия, работающие при комнатных и низких (до —196° С) темпера-
турах.
Жаростойкие (окалиностойкие) литейные стали 181
Фиг 1, Кривые выносливости стали ВНЛЧ при комнатной тем-
пературе (испытание при консольном изгибе).
/—образцы гладкие, 2— образцы с надрезом.
182 Глава Г Стали
ХРОМОНИКЕЛЬВОЛЬФРАМОВАЯ СТАЛЬ 21-11-2,5
Химический состав в ^/е *
1
0,10—0,25
W V Мо Ре
2,4—3,0 <0,2 <0,25 Основа
20—23 j 10,5—12,5
i
_______Продолжение
S.J Р
не более
0,040 0,045
Разрешается вводить титан до О,2”/о для улучшения литейных свойств.
Механические свойства по ТУ (не менее)
Вид полуфабри- ката ТУ Состояние (контрольные образны) , Темпера- тура испы- тания, °C <?в кГ/мм% J ! ! о г5 ; i ' i нв (d мм) % 1
Отливки АМТУ 433—58 Контрольные бруски, отлитые в холодные фор- мы, нормализо- ванные с 1050— 1100°С (3—8 час) на воздухе 20 50 ч. 1 •; । 1 12 14 j 4,3—5,0 । ; j ! • i 1 !
Контрольные бруски, отлитые в горячие формы, нормализованные с 1050—1100 ° С (3—8 час) па воз- духе) 20 50 10 10 I 4,3—5,0 1 1
Контрольные бруски, отлитые в холодные фо|?- мы, термически обработанные по режим)7: нормали- зация; старение при 800—850е С (5—10 час), охлаж- дение на воздухе 20 48 1 12 14 j 4,3—5,0 i i ( I j
Жаростойкие (окалиностойкие) литейные стили
183
Продолжение
Вид полуфабри- ката ! ! ту i Состояние (контрольн ые образцы) пера- а йены- ня, ?С : 0 С = в i кГ:ММ- ’ ! % И />’ (rf мм)
Тем S j «с | Е- Н I
— --— _j г ’• • ...... Т"
Отливки ! АМТУ j 433-58 Контрольные бруски, отлитые в горячие формы, i 20 48 i 10 ! 10 1,3—5,0
термически обра-i
ботаыпые по ре-|
-жиму: пормали-i
1'зация, старение
(при 800—850° С
1(5—10 час}, ох-!
|Лаждение на возб
1ДуХС . '
Механические свойства при высоких температурах
С о стоявие ма тернала Нормализованный с 1050—1100^ С * 1 1 ! Темпе- i ! ; _ ратура ' •; : ио° ; нспыта-j кГ,*мм>>\ - - - НИЯ 1 ; ( । : :мм- i ' -у-' ; ••• ) 600 36 ! 20 , - : - 700 • 25 i 20 ; 12 : Л 800 17 '20 1 - -
Жаростойкость
При 100-часовых испытаниях и воздушной среде при
.лист 0,25 а/м2 час.
1000'С привес состав-
Физические свойст ва
й — 7,95 г/елг3.
а-106 = 14,49 (100—200°); 16,96 (200—300°); 18.75 (300—400°): 19,56 (400-
500°); 19,79 (500-600°), 20,69 (600—700°); 20,01 (700—800°) 1/°С.
А НО3 —52 (100°); 53,6 (200°); 55,5 (300°); 57,9 (400°); 61,0 (500°); 65,0 (600°);
70,5 (700°); 76,4 (800°); 82,0 (900°) калием -сек-°C.
р =-; 0,85 (20°); 1,13 (500°); 1.15' (600°); 1,19 (700°); 1,21 (800°); 1,21
(900°) ом
Технологические данные
Сталь выплавляют в высокочастотных электрических печах. Температура
заливки форм 1520—1550° С. Жидкотекучесть металла хорошая — минимальная
толщина лопаток при отливке в сухие песчаные формы 2 мм. Линейная усадка
184 Глава 1. Стали
составляет 2—2,5Vo. Отливка кольцевых деталей производится центробежным
способом в кокиль.
Свариваемость хорошая, Сварку и заварку дефектов дуговой сваркой про-
изводят с присадочным материалом из стали ЭИ334 или из этой же стали.
Обрабатываемость резанием удовлетворительная как до термической обра-
ботки, так и после псе.
Применение
Литые кольцевые детали корпуса турбины, соплового аппарата, соединитель-
ных труб и другие кольцевые детали диаметром до 350 им. Лопатки сопловых
аппаратов РД.
Жйропрочны е Реформируемме стали
18<
ЖАРОПРОЧНЫЕ ДЕФОРМИРУЕМЫЕ СТАЛИ
ХРОМИСТАЯ СТАЛЬ
1Х17Н2 (ЭИ268)
Химический состав в Ж
0,11 — 0,17 Si I j <0, L 1 ’ ‘ j Мп , Сг ; L Ч”’ ] i : । 8 [ <0,8 : 16-18 1 i !. i Механические свойства V Al 1 i ч 1,5—2,5 по ТУ О Fe Основа ie менее) S не б 0,025 p олее 0,030
Вид пол у фабри- ката Прутки Листы тон- кие •т Мехами ТУ I МПТУ ! 2362—49 > i 1 i t 1 ЧМТУ 3126—52 J ческие сво Состояние (контрольные образцы) Термически об- работанные по режиму: закалка с 950—1040° С в !маеле; отпуск при 275—350° С, ох- лаждение на воз- Духе Термически об- работанные по режиму: закалка с 950—975° С в масле; отпуск при 275—350° С йства при комнатн! Темпе- 5 ! ратура i . ‘ н 1 й С испыта-Ьг/7^2| 0° НИЯ 1 °C ’ i с г ! ! I 20 1 110 19 । ! 1 1 Г J 1 ; i ! 1 1 20 110 1 10 i 1. i ой и высоких температура: 1 i , ......... 1 L
Вид полу- фабри- ката Состояние Темпера- тура йены-] танин, °C Е к1 фмлр с0,2 । о* 1 1 d i к '° j «и i КГ-MiCM- 1 > 1 ( ИВ {d mm)
Прутки * У'С разное и Термически об- работанные по режиму: закалка с 1030° С в масле; отпуск при 520 ± ±10° С «мнение определено / = 5,65 рЕ дня о 20 300 450 500 550 600 на рас чоских 19 700 16700 16 200 15100 13600 четной образ 120 112 92 75 57 38 ДЛИ! НОВ. 90 84 73 67 44 ie И 12 10 13,5 18 20 31 -5d I 1 62 ; 4 !з,15—3. 52 — 53 64 — 67 ' - : 87 - : - i ; тля цилиндрических об-
t.
Продолжение
о S ‘ М г Вид ’ g : Е пол;г- j Состоите й “ w * фабри- 5? g ката jj [ Н E-q *в °0.2 [у ф ! Ss । [ : ’ ; у. ,: ни ’ ' j 3 : (4 ММ) '/мм? ’ % [ -А 1 i
! [ j i !
| [ 1 ! I ilnvTKH Тепмически об- 20 -•• ; 96 ; 77 17 ; 59 : 8 3.5—3.8
работавшие no 3(|0 ' g7 j 70 1 )4 : -3 режиму: закалка ? i !
с 1030° С в масле; 400 : — [отпуск при 680 ± ;-пп 1 |-мо°с ! [ [ 600 | - 1- -И ; i Отожженные [ 20 (при 680+ 10» С зоо | . . I & 1 - 1 1 80 65 | 13 | 57 65 55 | 18 ! 66 : 36 36 29 88 i 1 ! 80 60 22 ! 61 i 8 >3,5 68 44 17 | 56 64 43 17 52 : [ [ ;
1 Листы | Отожженные 20 19 900 р.рп 680+10» С 1 300 17 000 ! 1 450 16 900 1 ! < i । - Удлинение определено на расче 1 । [ 70 46 15 j — ' 58 36 12 > — i 50 30 9 [ •••• j f iTHon длине / для шмшглричес-
ких образцов и I —-5,65 V F для плоских образцов.
Пределы секундной прочности и ползучести
। i Вид - J10r/ сС(Г !а120’7 s a 180- 1 1 c300" । l5U.S/Uri30 S W' 1 1 i ’
нолуфаб- । Состояние риката f Прутки , Состояние 110- о и* к 5 ir-1 Ъ-1 Н 500 — 69 1 i i ( КГ! i 68 1 .. _[____ : 66,5
:ставки (0^° ’ 98 кГ-мл.Н) • i ! i Термически об- ;работаниые но - режиму: закалка [ с 1050 С в масле; : отпуск при 550° С ' -120 а7>.!/.) 600 700 800 550 600 700 50 28 15 62,5 50 28 45 42 21,5! 19 13,5| 12 1 57,5 55 44,5 41 21 i 19 i г i 1 . i 40,5 18 11 ; 51 [ 39 [ 17,5 [ 38 ; 16,5 [ io i i 52,5 37 16 i ' 41,1 : 35,8 18 ; 1 1,5 i 1 1
Жаропрочные деформируемые стали
187
Продолжение
Вид полу- \ фабри- ката i Прутки Состояние ампера* ** Эо ‘киш 1-1ЯПЭИ cd. о 04 -Н 5" О' ь - : a0J5/lS0rf о о co 10 о Ь - -1—- о o_ b 1 I о GO b 1 b 1
Состояние по- ставки (а20’ = 98 кПмя2) Термически об- работанные по режиму: закалка с 1050° С в масле; отпуск при 550° С (с20'=120 кГ/жлг2) то Е-1 500 600 700 800 550 600 700 63,8 32,4 12 ь Г i 1 ! 30,4 ! 10,4 i i I -- кГ l я. \ i 1 •' i -- [ - I 28 *42,4 8,5 i - 1 1 i E w2 67,5 38 17 1 i 66,4 35,2 14,7 1 i i — i 65 33,5 13,5 i 1 62,5 31,4 10,5 s i
Пределы длительной прочности, ползучести и выносливости *
1 1 Tn ,== -*' I
Вид Ь S i i 1 на базе диклов
полу- фабри- Состояние га Й ex, £ '_м га О Н t: О о t—t о о §_ О Of/5'0 / о О c> co О М0/ Г--
ката £ в о ь ° о ь F 4 i—< 1
Ё—< К кГ / я я2
Прутки Термически об- 1 i
работанные по режимам: 50 1
1) закалка 20 i i 3()
с 1030° С в масле; 400 67- 65— 64— *62- - .43- 51 48i45— 43— 42- * .....
отпуск при 520° С 74 71 69 1 67 45 46 44 43 i
450 60 ' . 28 « ТЧ" • • “ i •b . _r ! i
2)закалка 20 .... 1 — i ”' i 48 J 29
с 1030° С в масле; 300 ___ » — 1 63 __ I
отпуск при 680° С I 400Й-(^ Л1 17- - i 1 4 Г-’ : 15 । — I —
500 1 1 57 ' 53 I 49 i i !
1 — 1 — 1 ‘ ! 9 i- L_. 1 ( 1 ...
Листы Отожженные 300 1 1 ... . 1 1 1 i ; 35 1 L__. — I 1
при 680s С 400 • i 32 — 1 i —
500 — i ( " ! I i — . .. i ! 1
* Первая цифра - - минимальный показатель, вторая цифра — средний по-
казатель длительной прочности и ползучести стали.
** Радиус надреза 0,75 мм.
Глава 1. Стали
Жаростойкость
Сталь устойчива против окисления в атмосфере воздуха при температурах
до 800°
Физические свойства
d = 7,75 г/с.и3.
а -106 — 10,4 (20—100°); 11,1 (100—200 ); 11,5 (200—300°); 12,1 (300—400°);
12,7 (400—500°) 1/°С.
а-106 = 10,8 (20—200°); 11,0 (20—300е): Н,3 (20—400°); 11,6 (20—500°) 1/°С.
X - 0,050 (20°); 0,052 (100°); 0,054 (200°); 0,056 (300°); 0,058 (400°); 0,060
(500°); 0,062 (600°); 0,064 (700°); 0,067 (800°); 0,071 (900°) кал!см-сех-сС,
о =0,73 (20°) ом-мл&1м.
с = 0,115 (20—100°) кал!г °C.
Сталь магнитна.
Технологические данные
Сталь деформируется в горячем и в холодном состоянии. Температурный
интервал деформации 1180—850° С. Охлаждение после деформации медленное.
Заготовки сечением менее 150 мм охлаждают на воздухе. Характеристики хо-
лодной обработки давлением приведены в таблице.
Выдавка
Кпр 1,96—2,02 1 >1 rtvKcl <2 1 U Up 1 UBKd г i j ^Gip < । (0,85-0,9) Krip 1 1,46—1,74 плоская ] А пр Араб ' i 0,27 ! 0,27 сфери Кир 0,15 четкая Араб 0,32
Уплотнение материала в процессе глубокой вытяжки при /<п.п составляет
10- -12% И При Краб 8%.
Рекомендуемые режимы термической обработки деталей на заводах-потре-
бителях: 1) закалка с 1000—1040° С в масле или на воздухе; отпуск при темпе-
ратуре 230—370° С (НВ 355—400 кГ/мм?); 2) закалка с 980—1040° С в масле
или на воздухе; отпуск при температуре 540—650° С на требуемую твердость
(НВ 340—230 кГ/мм2).
Для повышения поверхностной твердости и износостойкости детали подвер-
гают цементации ио технологии, изложенной в инструкции ВИАМ № 778-60;
режимы цементации приведены в таблице.
Режим цементации Толщина слоя в мм |
темпера тура j время I расход карбюри- затора на 10 л j объема печи J капля/ мин j общая зона 1 активная ! зона j i 11рипуск на шлифо- вание мм
1000 1 ! з J г 1812 i 0,60—0,70 1 0,20 | 0,05
950 ! 8 25 ±2 ' 0,70—0,80 0,30—0,50 | 0,20
1000 2 30±2 i 0,70—0,80 0,30—0,50 | 0,05
1000 ! 3 ’ 1 1 25 4- 2 i 1 0,70— 0,80 0,30—0,50 j 0,10
/Киро!р'><>чные иеформарусмьи1 ста.-ш
189
Продолжение
Режим цементации Толщина слоя в мм Припуск на шлифО’ вапие мм
Темпе- ратура °C время расход карбюри- затора на 10 л объема печи 5 капля! мин । общая зона активная зона
1050 2 18±2 0,70—0,80 0,30-0,50 0,05
950 15 18-Р2 0,90—1,10 0,40—0,50 0,10
1000 5 18±2 0,90—1,10 0,40—0,50 0,10
1000 7 10 5.2 0,90—1,10 0,40—0,50 0,20
950 15 25±2 1,20—1,30 0,60—0,70 0,20
950 30 10 М 2 1,20—1,30 0,60-0,70 0,20
1000 ^•7 / 18 ч- 2 1,20—1,30 0,60—0,70 0,20
Приведенные в таблице режимы цементации и сошлифовка поверхности на
указанную в таблице величину обеспечивают коррозионную стойкость поверх-
ностного слоя в топливе и в воде. Твердость цементованного слоя RC>58, глу-
бина цементации от 0,60 до 1,30 мм.
Сталь обладает высокой коррозионной стойкостью в атмосферных условиях,
топливе и в агрессивных средах при условии применения специальной защиты.
Высокая коррозионная стойкость в атмосферных условиях достигается полиро-
ванием и пассивированием или электрополированием; сварные узлы подлежат
окраске.
Сталь удовлетворительно сваривается всеми видами сварки; в качестве при-
садочного металла применяют проволоку из стали ЭИ400. После сварки детали
подвергают термической обработке и при необходимости — правке.
Применение
Детали, работающие при температурах до 400” С в условиях влажной среды.
бкГ/мм?
Фиг. 1. Кривая выносливости стали 1Х17Н2 при 400° С (отпуск при
530° С; испытание при чистом изгибе).
190
Глава Г Стали
ХРОМИСТАЯ СТАЛЬ
13Х14НВФРА (ЭИ736)
Химический состав в ®/os
с ; si Мп (1г ] Xi V- i
0.10 -0,16 ‘ < 0,6 <0,6 13-15 2,8-3,4 1 0,18—0,28
1
3
i 1 J
i ! j
' ; I I i
I ! i j
Продолжение
1 W 1 Ti 1 Fe 1 В S P
i i । 2_ (расчетн.) не более
1,6 2,2 1 i i i t ► 1 i <0,05 Основа | i । i i <0.004 0,030 0 ? 030
Механические свойства по ТУ (не менее)
Вид |
иолу-
фабри-
ката
Состояние
(контрольные
образцы)
? кГ!мм2 %
1 IpVTKii | ЧМТУ
! 5067—57
।
Термически об-
работанные по
режиму: закалка
с 1050-ц10° С в
масле или на воз- j
духе; отпуск 550-580° С, при
ОХ’
лаждение на поз-
духе или отпуск при 600-680° С,
охлаждение воздухе на
1 '
> i । i ' 20 । Hoi 90 |12 ; ; j i I ! i ! 50
I ! ; ! ; : 1 i 20 95! 75 !14 55 •
//(.ароирочные деформируемые стали.
191'
Механические свойства при комнатной и высоких температурах
1 д ! » £ Q м Я 5^ ! 1 11 ) "
С0СТ05ПШС 1 Q? к i i i I : НР>
материала ! Е « s i о та (Н Н та 1 ] ? ? (d мм) кГ.млР : % : ~Ч ! i * * = ! : ; Г : ' "”1
Термически [ обработанный : по режимам: I) закалка! 20 i i ; < > • 1 i ? : ? - । ’ > 1 i j i i 1 i ] ! ! ] i ] 20000] 110- 85—j 64 10-16 7 50-65 7- 15 3 4--3,10
с 1050° С в мас- ле; отпуск при 400 1 130 105l — ’ 85- 75 10-16 -- 55—65 8-15
550—580° С. ох- лаждение на 500 100 85 j 15 300 75— 60— 29 10—16 7 50—60 8--151
воздухе i 550 90 70 i 1 14 000 65— 45—| 20 10—16 10 50—65 10--15!
S а 2) закалка 20 70 50 [ ! 95— 73— 43 14—18 9 50-65^ 9 — 161 3,3- 3,6 i 105 80 | | - 178—85 65— 42 12—18 7 53—63] - ;
с 1050° С в мас- ле; отпуск при 400
650—680° С, ох- лаждение на 500 j 75 1 =60—70 45— 28 15—201 10 60—75] - ‘
воздухе ; I 3) закалка 20 ! 55 ! 1 1 140 90 ! — 15 1 — 60 10 | -
с 1050° С в мае- 300 1-1 140 85 ] — I 14 1 — 48 1 1
ле; отпуск при 300° С " ’ Li ’ U ! ! i i • ) i • ; ; •
Ji Механические свойства при низких а температурах *
Вид полуфабри- ката ... Состояние [ера- ислы- я, °C °в с0,2 °5 4- Ч 3”
] Темп । тура та ни кГ; i MAfl % кГ'М/см? 1сГ)мм-
Прутки диа- метром 60 мм Термически об- работанные по режиму: закалка с 1050° С в масле; отпуск при 580е С3 охлаждение на воздухе —70 —196 126 156 112 130 14 7 44 10 3 0,8 169 118
1-^...
Определено на образнах диаметром 5 мм.
192
Глава I. Стали
Пределы длительной прочности, ползучести и выносливости *
1 1 Состояние материала | 1 Н 1 i _ L 1. ! -100 1 -а00 1 ПОДО ! i c2000 °0,2/100
no общей по оста точной
С-*< г“ ? ! 1 дефор- i де фор-
J 1 И f । мации мации
i 1 О rjQ Е-1 ££ о - - кГ/млГ — • « — Ь j Л * ЬЛеЧе
i Термически обрабо- танный по режимам: ! 1 i I i ! i 1 1
1) закалка с 1050°С ‘ 20 i —— —
в масле; отпуск при 1 550—580° С, охлаждение । 300 on : - [ - 32 76
400 71 --77:69- 73 68-72 67—701 28 54
па воздухе 450 70 | - I -- -- ! 38
। 500 40—44:33 -37131—33 29—31 i 18 24—27
550 30 i ! - • 1 12 18
i 2) закалка с 1050° Сj в масле; отпуск при| 650—680° С, охлаждение 1 на воздухе ; 500 33—37 27 31:25 28 i i 23—26
Продолжение
“'""i 1 1 Q 30,2/500 « L %2/1000 |а0,2/2000 0-1 а^_] **
Состояние материала п ° й ® « (по остаточной на базе циклов:
Я деформации) 106 10? 108 2-108 107
t-1 н н 1сГ1мм>2-
Термически обрабо- танный по режимам: I ! ч.
1) закалка с 1050е С 20 — — —— 1 "... 1 56 35
в масле; отпуск при 550—580° С, охлаждение 300 400 48 1 46 •! 51 — — . Л 32
на воздухе 450 500 17-19 I 15—16 i 13-14 54- “— 43— 40- - 42,5 30
1 55 49 44
550 | : > — • г 1 - — - ...
2) закалка с 1050° С 500 \ — — — “““
в масле; отпуск при 650—680° С, охлаждение
на воздухе 1 1 j г 1 1 1 : i 1 • 1 i I 1 1 1
* Первая цифра — минимальный показатель, вторая цифра — средний по
казатель длительной прочности и ползучести стали,
** Радиус надреза 0,75 мм.
Жаропрочные деформируемые стали
193
Пределы секундной прочности
Вид полуфабри- ката Состоявио Темпе- ратура испита- ° 10" ° 60'' а120" а 180" а300"
НИЯ
°C кГ /мм2
Прутки Термически об- работанные по 600 54,5 51 48 47,5 47
режиму: закалка с 1050° в масле; 650 42,5 37,5 33 30 29,5
отпуск при 570° С =120 кГ/мм^) 700 37,5 32 28,5 28 27,5
Механические свойства (при 2СР) стали, полученной электрошлаковым
переплавом, в сравнении со свойствами металла открытой выплавки*
Л!етод выплавки Вдоль направления волокна Поперек направления волокна кГ1маР
°0,2 С’З м * 1 <*в °0,2 ст
КГ/ММ% % кгм'“2 %
Электрошла- ковый пере- плав 100— 108 86— 95 14— 17 51 — 62 10-15 100— 107 81— 95 12— 16 50— 57 7—13 60—62
Открытая выплавка 95— 105 75— 95 14— 17 50— 60 9—15 90— 106 88— 95 10— 14 30— 50 6—9 55—58
* После закалки с 1050° С в масле и отпуска при 650—680° С.
Физические свойства
rf = 7,8 г/см\
= ю,0 (20—100°); 10.3 (20—200°); 10,6 (20—300°); 10,9 (20—400°);
11,1 (20—500°); 11,2 (20-600°) 1/°С.
Х=Л047 (20°); 0,050 (100°); 0,053 (200°); 0,055 (300°); 0,055 (400°); 0,062
(500s); 0,064 (600°); 0,066 (700°) кал/см-сек-°С,
Технологические данные
Сталь деформируется в горячем состоянии. Температурный интервал дефор-
мации 1180—850° С. Заготовки больших сечений под деформацию до темпера-
туры 600° С нагревают медленно и медленно охлаждают после деформации.
13 1525
194
Глава I. Стали
Режим предварительной термической обработки: нормализация с 1020+
±10° С, отпуск при 680° С (твердость НВ йОти = 3,55 лш). Режим окончательной
термической обработки: закалка с 1050°С в масле или иа воздухе; отпуск при
550—580°С (НВ (УОтп = 3,3-:-3,6 льн) или закалка с 1050° на воздухе или в масле;
отпуск при 650—680°, Прокаливасмость как при закалке в масле, так и на воз-
духе сквозная в сечении диаметром до 170 мм.
Детали, работающие на износ при температурах до 500'’ С, подвергают азо-
тированию по технологии, изложенной в инструкции ВИАМ № 712-58.
Режимы азотирования приведены в таблице.
Температура азотирования °C Продолжитель- ность выдержки час Толщина азотированного слоя мм Твердость азотиро ванного слоя по Виккерсу кГ!мм^
560 48 0,20—0,28 900—950
600 8—16 0,11—0,22 850—900
600 24 0,22—0,30 750—800
Коррозионная стойкость стали в атмосферных условиях после полирования
и пассивирования или электрополирования удовлетворительная.
Сталь удовлетворительно сваривается, после сварки необходимо проводить
отпуск.
Применение
Высоконагруженные детали, в том числе диски, валы, стяжные болты, ло-.
натки и другие детали компрессора, работающие при температурах до 500° С
в атмосферных условиях.
Жаропрочные деформируемые стали
195
Фиг. 1. Кривые растяжения стали 13Х14НВФРА до
предела текучести (отпуск при 580° С).
Фиг. 2- Кривые растяжения стали
13Х14НВФРА от предела текучести
до разрушения (отпуск при 58(F С).
13*
196
Глава Г Стали
Фиг, 3. Кривые ползучести стали 13Х14НВФРА
при температуре 300° С (отпуск при 580°С).
Фиг. 4. Кривые ползучести стали 13Х14НВФРА
при температуре 400°С (отпуск при 580° С),
Жаропрочные деформируемые стали
197
Фиг. 6. Кривые ползучести стали 13Х14НВФРА при
температуре 500° С (отпуск при 580°С).
1
198
Глава I. Стали
Фиг. 7. Кривые ползучести стали 13Х14НВФРА при
температуре 550:'С (отпуск при 58СРС).
Фиг. 8. Кривая выносливости стали 13Х14НВФРА при температуре 500° С
(отпуск при 570° С; испытание при чистом изгибе).
Жаропрочные деформируемые стали
199
ХРОМИСТАЯ СТАЛЬ
1Х12Н2ВМФ (ЭИ961)
Химический состав в %
С Si Мп Сг Ni V W Мо Fe S Р
не более
9,10—0,16 <0,6 <0,6 10,5— 12,0 1,5— 1,8 0,18— 0,30 1,6- 2,0 0,35— 0,50 Основа 0,025 0,030
Механические свойства по ТУ (не менее)
Вид полуфаб- риката ТУ Состояние (контрольные образцы) [ера- испы- я, °C с0,2 ^5 Ф СТ НВ
Темл тура тани; кГ1мм'2 ( *0 л {d мм)
Ирутки ЧМТУ цниичм 72—58 ! 1 [ i i 1 1 Термически об- работанные по режимам: 1) нормализа- ция с 1000— 1020° С; закалка с 1000—1020° С в масле или на воздухе; отпуск при 660—710° С 2) нормализа- ция с 1000— 1020° С; закалка с 1000—1020° С в масле или па воз- духе; отпуск при 540—600° С 20 20 1 90 по 75 90 1 15 12 55 50 9 7 3,10-3,45
200
Глава I, Стали
Механические свойства при комнатной и высоких температурах
Состояние Q г* о Л „ W S S Сч Е ав a0i2 алц &5 В10 ф НЕ
материала О « 3 V (d мм)
S с о о Ь s тс Г !мм2 %
Термически обработанный по режимам:
1) закалка 20 20 000 110-128 95-110 75 10-16 8—10 50—60 7—15 3,10—3,45
с 1000-1020° С в масле;отпуск 300 17 500 105-115 95-100 65 10—16 7—9 50—60 8—15 — —
при 560— 400 16 500 95—110 85—92 56 10—16 6—8 50—60 8—15
580° С 450 15 700 95-105 80—88 48 10—16 7—9 50—60 8—15 —--
500 14 500 80—90 70—77 40 12—18 8—11 55—65 10—16 —
550 12500 75—85 47—53 30 13-18 10—12 55—65 10—16
2) закалка 20 — - 90—100 80—90 - - 15—20 ,,, — 55—65 10—16 3,4—3,7
с 1000—1020° С; отпуск при 400 -——' 70-80 65—72 15—20 60—70 10—16 “—.
660—680° С 500 60—70 52—62 -—‘ 20—25 ' 70—80 12-18 —-—г.
600 50—56 47—52 • 25—32 — 75—82 12—18 "
Механические свойства при
низких температурах
Вид полуфаб- риката Состояние Темпера- тура испы- тания, °C : 1 ав ст0,2 • ч. ^5 Ф % кГ-м1см^
О< /О
Прутки Термически об- работанные по режиму: закалка с 1000° С в масле; отпуск при 580° С; охлаждение на воздухе —70 —196 122 148 108 134 17 15 57 44 3,6 0,8
Жаропрочные деформируемые стали
201
Пределы длительной прочности, ползучести и выносливости *
Состояние материала ера- испы- я, °C °юо с500 =4 000 а2000 аО,2/1СО э0,2/500
5 s
Теь тур тан кГ!мм^
Термически обработанный по режимам:
1) закалка с 1000—1020° С 20 — — “—. — —- —
в масле; отпуск при темпе- 400 77—83 76—80 75—78 74—77 55 50
ратуре 560—580° С 450 73 * '
500 47—52 43—46 42—45 40-43 27—30 22—24
550 44 ' — ' 18
2) закалка с 1000—1020° С; 500 41—46 38—41 37—40 36—39 ‘ .—
отпуск при температуре 660—680° С 550 32—35 28—31 27—29 26—28 26 18
600 22—25 18—21 17—19 16—17 15
Продолжение
1 о а -1 с-1
Состояние материала со д/юоо а0,2/2000 на базе циклов
t-i Cj Ьг- £ сх2 105 106 107 108 107
Н Н Н кГ!мл&
Термически обрабо- танный по режимам:
1) закалка с 1000— 20 г —— ‘ 52 — — 33
1020° С в масле; отпуск при температуре 560— 580° С 400 450 47 1 II х То 1 1 1 1 1 и 50 i 1 29
500 21—22 19—21 — 46 —— 29
550 — 50 46 41—43 38 28
2) закалка с 1000— 500 ь * — Г 1 1 -Г7
1020° С; отпуск при тем- пературе 680° 550 600 15 13 46 39—42 36—38 30 34—35 1 1
* Первая цифра — минимальный показатель, вторая цифра — средний по
казатель длительной прочности и ползучести стали.
** Радиус надреза 0,75 мм.
202 Глава /. Стали
Пределы секундной прочности
Вид полуфабри- ката С"1 ПСТЛ О И И Р ера- испы- fi, °C ° 10" %0г' ° 120" а180" а300"
Темп тура танш кГ[мм'2
Прутки Термически обра- 400 97 96,5 96,5 96 96
ботанные по режи- му: закалка с 1020— 500 85 83,5 82,5 82 82
1050° С в масле; от- 550 80 74,5 72 70 69,5
пуск при 570° С ('Лг = 120 кПмм'2) 650 50,5 45 41 39,5 36
Механические свойства стали, полученной электрошлаковым переплавом,
в сравнении со свойствами металла открытой выплавки *
Метод выплавки Темпера- тура испы- тания, °C Вдоль направления волокна
% 85 Ф кГ*м/СА&
кГ 1мм2 %
Эл ектрош лаковый пе- реплав 20 500 110—130 100—115 ч— 12—17 60—70 10—15
Открытая выплавка 20 110—130 100—115 12—17 50—60| 7—9
Продолжение
Метод выплавки Темпера- тура испы- тания, °C Поперек направления волокна О о т—f о 1—с о н
св а0,2 85 Ф кГ At/СМ2
кГ[мл& 96 кГ!мм2
Электрошла- новый пере- плав 20 500 115--130 100—115 10—15 55’-65 7—10 57 67 50 35 _1— “
Открытая выплавка 20 110-120 90—100 10—12 36—46 4—7
После закалки с 1020° С в масле и отпуска при 560—58СГ С.
Жаропрочные деформируемые стали
203
Физические свойства
d -7,8 г/слА
«•106=11,3 (20-200°); 11,6 (20-300°); 12,0 (20-400°); 12,3' (20—500°);
12,5 (20-600°) 1/°С.
«•106= 11,0 (20—100°); 11,7 (100—200°); 12,2 (200—300°); 13,3 (300—400°);
13,3 (400—500°); 13,3 (500—600°) 1/°С.
Х = 0,050 (20°); 0,053 (100°); 0,057 (200°); 0,061 (300°); 0,065 (400°); 0,067
(500°); 0,068 (600°); 0,069 (700°); 0,072 (800°) кал}см-сек-°С.
Технологические данные
Сталь деформируется в горячем состоянии. Температурный интервал дефор-
мации 1180—900° С. Заготовки больших сечений под деформацию до темпера-
туры 600° С нагревают медленно и медленно охлаждают после деформации.
Сталь обладает высокой пластичностью. Коэффициенты вытяжки: Кир—2,15;
Лраб = (1,85—1,90) Кпр.
Предварительная термическая обработка прутков и поковок; отжиг при
730—750° С. Крупногабаритные поковки перед отжигом рекомендуется подвергать
нормализации с 1000° С. Режим окончательной термической обработки: закалка
с 1000—1020° С на воздухе или в масле; отпуск при 540—580° С на твердость
НВ (с/отп) 3,1—3,45 лиг; при 660—680° С на твердость НВ (й?отн) 3,4—3,7 мм.
Сталь прокаливается в сечении до 180 мм.
Детали, работающие на износ при температурах до 500° С, подвергают азо-
тированию по технологии, приведенной в инструкции ВИАМ № 712-58. Режимы
азотирования приведены в таблице.
Температура азотирования °C Продолжитель- ность выдержки чае Толщина азотированного слоя мм Твердость азотированного слоя по Виккерсу к Г
560 48 0,20—0,28 900—950
600 8—16 0,11—0,22 850—900
600 24 0,22—0,30 750-800
При обработке поверхности на чистоту V 7 и последующей пассивации сталь
имеет удовлетворительную коррозионную стойкость в атмосферных условиях.
Свариваемость стали всеми видами сварки удовлетворительная. После свар-
ки необходимо проводить отпуск при температуре 550—580° С для снятия внут-
ренних напряжений.
Обработка резанием в термически обработанном состоянии затруднений
не вызывает.
Применение
Высоконагруженные детали двигателей, в том числе диски, лопатки и другие
Детали компрессора, работающие при температурах до 600° С.
204
Глава I. Стала
2ГСС
Фиг. 1. Кривые растяжения стали 1Х12Н2ВМФ до предела
текучести (отпуск при 560—580°С),
Жаропрочные деформируемые стали
205
Фиг. 2. Кривые растяжения стали 1Х12Н2ВМФ от предела
текучести до разрушения (отпуск при 560—580° С).
Nj
О
О
Фиг. 3. Кривые ползучести стали 1Х12112ВМФ при температуре 500° С (отпуск при 560—
580° С),
:,i<i<b“ г тн;1щ'мМ1№11Яг
ййммШаммММ
Фиг. 4. Кривые ползучести стали 1Х12Н2ВМФ при температуре 550° С (отпуск при 560—
580° С).
I
I
i
J
I
I
i
i
208
Глава I. Стали.
Фиг. 5. Кривые выносливости стали 1Х12Н2ВМФ при температуре 550° С
(испытание при чистом изгибе).
/—отпуск при 570° С, 2—отпуск при 680° С.
Фиг. 6. Изменение ударной вязкости стали 1Х12Н2ВМФ
в зависимости от температуры испытания (закалка
с 1000°С; отпуск при 580° С).
Жаропрочные деформируемые стали 209
ХРОМИСТАЯ СТАЛЬ
10Х12НВМФА (ЭИ962)
Химический состав в %
С Si Мн Сг NI W V Мо Ре S Р
не более
4 0,13 <0,6 <0,6 10,5— 12,0 1,5- 1,8 1,6- 2,0 0,18— 0,30 0,36— 0,50 Основа 0,025 0,030
Механические свойства по ТУ (не менее)
Вид полуфабри- ката ТУ Состояние (контрольные образцы) Темпера- тура испытания °C св S5,65/ F %
Листы тол- щиной 0,8— 3,0 мм ЧМТУ ЦНИИЧМ 618-61 Термически об- работанные по режиму: закалка с 1000—1050° С; отпуск при 560— 600° С 20 90 10
Механические свойства при комнатной и высоких температурах
Вид полуфабри- ката Состояние о к ^В ^0,2 а-1 (на базе 10*
; Темп тура тани< кГ/ММ^ % /199 ‘S циклов) кГ 1мм-
Листы тол- Термически обрабо-
пцпгой 0,8— таяпые но режимам:
4,0 ММ 1) высокий отпуск 20 60—80 40—60 16—22
при 730—750° С? охлаж- дение па воздухе 300 55—75 16—22 ——
400 50—65 • 15—20
500 40—55 -—- 15—20 ——
600 30—45 — 25—30 -
2) закалка с 1000° С 20 80-100 15 .
па воздухе; отпуск при 650—680° С, охлаждение 300 75—95 10
на воздухе 400 70—80 “— 10 —
500 60—75 10 —-
600 45—65 “—* 20 •
14
1525
210
Глава I. Стала
Продолжение
Вид полуфабри- ката Состояние 1 Темпера- 1 тура испы-1 танин, °C кГ! А ° 0,2 мм’2 \б5/Л . а-1 (на базе 107 циклов) кГ j млС
Листы тол- 3) закалка с 1000°С 20 105—125 85—100 9—14 40
щиной 0,8— на воздухе; отпуск при 300 110—120 10—15 —
4,0 мм 560—580° С, охлаждение 400 105-115 9—13 >
на воздухе 500 95-110 9—13 37
600 60-70 15—20 27
4) закалка с 1000°С 20 125—140 85—115 7—12
на воздухе; отпуск при 300 125—140 70-100 7—12 —
1 320—350° С
Пределы секундной прочности и ползучести
Вид Си с10" cG0" : °! 20" ° 1S0" а300" а0,5/10"
полуфабри- Состо янне М * ZL X
к-< СО S
ката СХ X
Ф rd J—* н ь кГ1мм2
Листы Состояние по- 500 00 52,5 51 50 49,5 51 42,5 .
ставки (4°’ = 81 кГ/мм?) 600 34 32 30 29 28 24,5 19
700 17,5 14 13 12 11,5 9,8 7
Термически обра- 550 58 55,5 55 54,5 54 —>
ботанные ио ре- 600 45 42,5 41,5 40,5 39 - - -
жиму: закалка
с 1000° С; отпуск 700 35 30 28 27 25,5 — -——
при 670° С (^= 85 кГ/мл#)
Продолжение
Вид полуфабри- ката Состояние 5*шера- 7ра испы- 1ния, °C О 13 о о о X1 о о ъ LO г. сГ О 0 о 1 °I/I20" °1/180" °J/300"
J-** к Г [мм2
Листы Состояние по- 500 39 37 34,5 52 47 42 40 37,5
ставки 600 17,7 17 15,7 21 19,4 18,5 17,2
(а^°0=81 кГ1ммТ) 700 6 5,4 4,7 — - 8,3 7 6,4 5,6
Термически обра- ботанные по ре- жиму: закалка 550 600 1 i -«1 1 i 1 ! 1 1 г ! 1 1 ! !
с 1103° С; отпуск при 670° С (а*°’= 85 кГ]мм^ 700 —
Жаропрочные деформируемые стали 211
Физические свойства
d —• 7)8 ZjCAfi.
«•106= 11,0 (20—100°); 11,7 (100-200°); 12,2 (200-300°); 13,3 (300-400°);
13,3 (400—500°); 13.3 (500—600°) 1/°С.
«•100= 11,3 (20-200°); 11,6 (20-300°); 12,0 (20-400°); 12,3 (20-500°);
12,5 (20-600°) 1/°С.
X = 0,05 (20°); 0,053 (100°); 0,057 (200°); 0,061 (300°); 0,065 {400°); 0,067 (500°);
0,068 (600°); 0,069 (700°); 0,072 (800°) кал!см-сек-°C.
Технологические данные
Сталь деформируется в горячем и в холодном состоянии. Температурный
интервал деформации 1180—900° С. Охлаждение после деформации на воздухе.
Предварительная термическая обработка: высокий отпуск при 730—750° С.
Окончательная термическая обработка: закалка с 1000—1050° С на воздухе;
отпуск на требуемую прочность. Пластичность в отпущенном состоянии хо-
рошая.
Свариваемость стали всеми видами сварки хорошая. После сварки необхо-
димо проводить отпуск для снятия внутренних напряжений.
Для повышения коррозионной стойкости сварные детали окрашивают, не-
сварные— пассивируют. Наиболее высокая коррозионная стойкость стали дости-
гается после полирования и пассивирования или электрополирования.
Обработка резанием затруднений не вызывает.
Применение
Детали двигателей при условии защиты сварных швов; топливные емкости
при условии консервации внутренней и окраски наружной поверхностей и дру-
гие изделия, работающие при температурах до 600° С.
14*
212
Глава Г Стала
б ХГ/ММ2
04
00
38
32
30
26
с
<?Л О Л —
V 20 с
• * 1, ..rfci-, --- .
,^Х —“”1 —
X 500 ° С
II М — Т — -• "1 .. —• -J у - —
£ 1
— НИН __ — — - ... —„— | 1 i' /1 ! d J L — — .... L HII • '600 ° с "™. — — L _
1 3 — — — ... i
..
U _LL
105 10s 10?
Фиг. 1. Кривые выносливости стали 10Х12НВМФА при температурах 20,
500 и 600° С (испытание листа толщиной 1,6 мм при изгибе в одной плос-
кости) .
Жаропрочные деформируемые стали
213
1 | ХРОМИСТАЯ СТАЛЬ 1Х12НВМФА (ЭИ962А)
Химический состав в %
Мп Si С г N1 W V Мо S Р
не с 5олее
0,14— 0,18 <0,6 <0,6 10,5- 12,0 1,4-1,8 1,6—2,0 0,18—0,30 0,35—0,50 0,025 0,03
Механические свойства по ТУ
Вид полуфаб- риката ТУ Состояние (контрольные образцы) Темпе- ратура испыта- ния °C кГ1мм^ 53,651'jp- %
Листы толщиной 0,8—5,0 мм ЧМТУ ЦНИИЧМ 487-61 Состояние по- ставки без допол- нительной терми- ческой обработки 20 Не более 85 Не менее 22
> Термически об- работанные по режиму: закалка с 960—980° С на воздухе; отпуск при 300—400° С 20 Не менее 135 Не менее 10
Механические свойства при комнатной и высокой температурах
1 Вид о. S ° полуфабри- Состояние g и ката s >1 Гй н н св кГ]. я0,2 ММ2 % Jyisa's Зв сварного соединения кГ/мм2
Листы ТОЛ- ЩИНОЙ 0,8—5,0 мм Термически обрабо- танные по режиму: за- калка с 960—1000° С на воздухе; отпуск при 300—400° С 20 400 > 135 >125 ю ю С?1 Г“Н 1““< А Л 10 12 120 115
Физические свойства
= 7,8 ё/см^ *
а-10е = Й,0 (20—100°); 11,7 (100—200°); 12,2 (200—300°); 13,3 (300-400°);
13,0 (400—500°); 13,3 (500-600°) 1/°С.
214 Глава Г Стали
«.Ю6=П,4 (20—200°); 11,6 (20—300°); 12,1 (20-400°); 12,2 (20-500°); 12,4 <|
(20—600°) 1/°С. 1
Л =0,05 (20°); 0,053 (100°); 0,057 (200°); 0,001 (300°); 0,065 (400°); 0,067 1
(500°); 0,068 (600°); 0,069 (700°); 0,072 (800°) калием-сек-°C. |
Технологические данные ®
Сталь деформируется в горячем и в холодном состоянии. Температурный д
интервал деформации 1150—900° С. Охлаждение после деформации на воздухе. '•»
Предварительная термическая обработка: высокий отпуск при 730—750’С; т»
окончательная термическая обработка: закалка с 960—1000° С на воздухе, от-
пуск при 300—400Р С. Пластичность в отпущенном состоянии хорошая. Свари- j
вается сталь всеми видами сварки хорошо. После сварки необходимо проводить .(
отпуск для снятия напряжений. Коррозионная стойкость в атмосферных условиях т
после пассивирования удовлетворительная. т
Применение /
Емкости, испытывающие внутренние давления, и другие изделия кратковре- ;;
мен но го действия.
Жаропрочные деформируемые стали
215
ХРОМИСТАЯ СТАЛЬ (прутки, поковки)
23Х13НВМФА (ЭП65)
Химический состав в %
С, 1, 20— 0,28 Si Мп Сг Ni Fe V W Mo S p
не более
<0,6 <0,6 12,0— 13,5 “s’*- 2,0— 2,6 Основа 0,4- 1 0,7 1,6- 2,2 0,45— 0,65 0,030 0,030
Механические свойства ио ТУ
Вид полуфабри- ката ТУ Состояние (контрольные образцы) <?в кГ>. с0,2 85 С 6 i НВ (d мм)
11 руТКИ и по- ковки ЧМТУ Термически об- работанные по режиму: нормали- зация с 1020— 1050° С; промежу- точный отпуск при 680—720° С; закалка с 1050— 1080° С в масле или на воздухе; отпуск при 300— 370° С 155 ПО 11 40 3 2,7—3,2
ЦНИИЧМ 374—60
Механические свойства при комнатной и высоких температурах
Вид иол уЛабпи- Состояние :ера- испы- я, °C Е с0,2 й5
еП <1/
ката /О
Л н н ь кГ[мм2
Прутки и по- Термически обрабо-
КОВКИ тайные по режимам:
1) закалка с 1050° С; 20 20 000 155—180 110—130 11—13
отпуск при 530—550° С 300 17 300 150—160 114-118 11-13
400 16 200 145—155 108—114 11—13
450 15 700 135—145 100—106 11—14
500 15 600 120—130 90—100 11—14
550 15200 100—110 65—75 12—15
2) закалка с 1050° С: 20 — 155 ПО 11
отпуск при 350—370° С 300 — 155 * 100 И
216
Глава I. Стали
Продолжение
Вид т г Л П V Я ПГ1 W- С О Г Т О Я Ч И Р Темпе- ратура испыта* S10 6 1 НВ
llUJiy Ш(1ирП ката НИЯ кГ ‘M/afi (</ мя)
°C %
Прутки Термически об-
работанные по
режимам:
1) закалка с 20 6-8 40—45 3-5 2,7—3,25
1050° С; отпуск при 530—550° С 300 5 40—45 —
400 5 40—45 5-7 --—>
450 5,5 40—45 5,5-7,5 ,
500 6 43—48 5,6—7,6
550 6,5 45—52 6-8
2) закалка с 20 - 40 3 2,7—3,2
1050° С; отпуск при 350—370й С 300 1 — 40 — — 1
Пределы длительной прочности,
ползучести и выносливости
Состояние материала °100 °0,2/100 3-1*
2 h ° образцы гладкие образцы с надрезом
сх У 2 к к
£ й
! >1 Г? Н н н l-crjMAt2
Термически обработанный 20 ч. 60 h 45
по режиму: закалка с 1050— 1070° С; охлаждение в масле; отпуск при 550° С 400 140 87—89 •
450 100 62 50 30
500 70 21 45
550 — 38
* Предел выносливости o_i определен на базе 1 Ю7 циклов; радиус надреза
образца 0,75 мм.
Жаропрочные деформируемые стали
Механические свойства (при 20° С) стали, полученной электрошлаковым
переплавом, в сравнении со свойствами металла открытой выплавки
Ale тод выплавки Вдоль направления волокна Поперек направления волокна
-0, ^5 Ф J j X * 3o,s Ф i & | со 1
кГ}мм2 % кГ1мм2 %
Элсктрошла- ковый перс* плав* 150— 160 110- 120 14—15 50-55 5-9 150— 160 112- 120 10—12 40-45
Открытая выплавка 150— 160 110— 120 11—14 40—55 3—9 140— 155 1 IQ- 120 7—9 20—25 2
* После термической обработки по режиму: нормализация с 1050° С, отпуск
ори 680—720°С; закалка в масле с 1020°С; отпуск при 350° С.
Физические свойства
d = 7,84 г/слП.
«•106= 10,4 (20—100°); 10,8 (20—200°); 11,2 (20—300°); 11,8 (20—400°); 12,1
(20—500°) 1/°С.
«•106 = 11,2 (100—200°); 11,9 (200—300°); 12,6 (300—400°); 13,2 (400—500°)
1/°С.
X = 0,046 (25°); 0,048 (100°); 0,051 (200°); 0,054 (300°); 0,057 (400°); 0,061
(500°); 0,064 (600°); 0,068 (700°); 0,072 (800°) кал!см-сек °C.
Технологические данные
Для уменьшения содержания газовых и неметаллических включений и повы-
шения пластических свойств в поперечном направлении сталь рекомен-
дуется подвергать элсктрошл аховому переплаву.
Сталь деформируется в горячем состоянии. Температурный интервал дефор-
мации 1150—900“ С. Заготовки под деформацию до температуры 600° С нагре-
вают медленно и медленно охлаждают после деформации.
После ковки и прокатки для смягчения сталь подвергают нормализации
с 1000—1050° С и отпуску при 700-—720° С на твердость НВ (rfOTn)>3,65 мм.
Рекомендуемые режимы окончательной термической обработки:
1) закалка с 1050° С в масле или на воздухе; отпуск при 530—550° С;
2) закалка с 1050° С в масле или на воздухе; отпуск при 350—37(^0.
Коррозионная стойкость стали во влажной атмосфере после обработки по-
верхности на чистоту V 5 и пассивирования удовлетворительная.
Обрабатываемость резанием в отожженном состоянии хорошая.
Применение
'ю .’“00°СВЫе ДСТаЛИ ^кольца) и Другие детали, работающие при температурах
218
Глава I. Стали
Фиг. 1. Кривые растяжения стали 23Х13НВМФА до пре-
дела текучести. (Отпуск при 550° С).
Жаропрочные деформируемые стали 219
Фиг. 2. Кривые растяжения стали 23Х13НВМФА от пре-
дела текучести до разрушения. (Отпуск при 550° С).
Фиг. 3. Кривые ползучести стали 23Х13НВМФА при температуре 400° С.
(Отпуск при 550°С).
220
Глава I. Стала
Фиг. 4. Кривые ползучести стали 23Х13НВМФА при температуре 450° С.
(Отпуск при 550°С).
I
Фиг. 5. Кривые ползучести стали 23Х13НВМФА при температуре
500°С. (Отпуск при 550°С),
Жаропрочные деформируемые стали
221
О 20 60 60 80 час
Фиг, 6. Кривые ползучести стали 23Х13НВМФЛ при температуре
550°С. (Отпуск при 550°С).
222
Глава I. Стала,
ХРОМИСТАЯ СТАЛЬ (листы)
23Х13НВФМА (ЭП65)
Химический состав в й1п
1 Si Мп Сг Ni W Мо Fe V S олео
не с
0,20—1 0,26 ! <0,6 <0,6 12,0— 13,5 1,4- 2,0 1,6- 2,2 0,45— 0,65 Основа 0,30— 0,50 0,02 0,02
Механические свойства по ТУ
Вид полуфабри- ката ТУ Состояние (контрольные образцы) Темпе- ратура испыта- ния °C Ов кГ!млА S5,6 /Л %
Листы тол- щиной 0,8— 5,0 мм ЧМТУ цниичм 601—61 Состояние по- ставки без допол- нительной терми- ческой обработки 20 <85 >22
Термически об- работанные по режиму; закалка с 1000—1050° С на воздухе; отпуск при 280—350° С; охлаждение на воздухе 20 >150 >10 1 4
Механические свойства при комнатной и высокой температурах
Вид Состояние Темпе- ратура и с п ы т а - ' а0,2 85,651z>
полуфабриката НИЯ °C кГ)мм^ %
Листы толщиной 0,8—5,0 мм Термически обрабо- танные по режиму; за- 20 150— 160 125— 135 10
кадка с 1000—1050° С на воздухе; отпуск при 330° С 300 150— 160 115— 125 10
Физические свойства
d = 7,84 zjcM?.
в-10б = 10,4 (20—100°); 10,8 (20—200°); 11,2 (20—300°); 11,8 (20—400°); 12,1
(20—500°) 1/°С.
Жаропрочные деформируемые стали 223
а-106 == 11,2 (100—200е); 11,9 (200—300°); 12,6 (300—400е); 13,2 (400- 500=)
юс.
X = 0,046 (25е); 0,048 (100е); 0,051 (200°); 0,054 (300°); 0,057 (400°); 0,061
(500°); 0,064 (600°) кал/см-сек-°С.
Технологические данные
Сталь деформируется в горячем и в холодном состоянии. Температурный
интервал деформации 1180—900° С. После прокатки сталь отпускают при тем-
пературах 700—720Ю для уменьшения твердости.
Штамповку можно производить и в холодном состоянии. Характеристики
холодной обработки давлением приведены в таблице.
Вытяжка Отбортовка
КФр Л^раб Кир ^раб
2,0—2,5 1,75—2,75 1,70-1,75 1,48—1,50
Рекомендуемая окончательная термическая обработка: закалка с 1000—
1050=С на воздухе; отпуск при 280—350° С,
Коррозионная стойкость стали во влажной атмосфере после пассивирования
удовлетворительная, после полирования и пассивирования или электрополиро-
вания — высокая.
Сталь малых толщин хорошо сваривается аргоно-дуговой сваркой как
с присадочным металлом из стали типа 10Х1211ВМФА (ЭИ962), так и без него,
а также контактной сваркой (точечной, роликовом). Сварные детали, работаю
шие в атмосферных условиях, окрашивают, несварныс—-пассивируют.
Применение
Емкости, испытывающие внутренние давления, и другие детали изделий
кратковременного действия.
224
Глава I. Стали
ХРОМИСТАЯ СТАЛЬ
ЭП311 (В НС-6)
Химический состав в °/о
Si М и С г Ni W Мо V Fc S Р
не более
0,23— 0,28 <0,6 <0,6 11,5— 13,0 1,5— 2,0 1,5- 2,0 1,6- 2,0 0,18— 0,3 Основа 0,03 0,03
Механические свойства по ТУ (не менее)
Вид полуфабри- ката ТУ Состояние (контрольные образцы) % а0,2 05 с/см2 НВ
}сГ!мм^ ' % {d .илг)
Прутки ЧМТУ ЦНИИЧМ 554—61 Термически об- работанпые по режиму: закалка с 1050+10° С в масле; отпуск при 650+10° С 115 95 10 45 1 4,5 1 3,2—3,4
Механические свойства при комнатной и высоких температурах
Состояние ера- 1 ИСПЫ-1 + °C В с0,2 Й5 S10 см НВ (d мм)
материала D £ SS СЦ х *=; ч
>-) со Н ь н к! % н
Термически обработанный по режимам:
I) закалка 20 20 000 115-125 93-105 10—15 9—13 35—50 4—8 3,23,4
с 1050 ±10° С 400 17 000 85 — 100 65—75 10—15 6—8 30—45 6—12 —
в масле или на 450 16 000 85-95 60—70 10—15 6-8 40—50 6—12 —
воздухе; от- 500 15 000 80—90 55—65 11—16 8—12 50—60 8-14 - ..
пуск при 650— 550 14 000 60—75 40—50 12—17 8-12 60—70 8—14 —
680° С 600 12 000 55—63 38—43 17—22 17—18 65—75 8—14 —:—
2) закалка 20 20 000 140-160 107-115 9—13 6—9 45—55 4—8 3,0—3,25
с 1050° С в 400 17 000 120-130 96 8—11 6—7 42—52 6—10 —
масле или на 450 16 000 115—125 86 8—11 6—7 47—55 6—10
воздухе; от- 500 15 000 95-110 74 8—11 6—7 50—60 7—10
пуск при 580— 600° С 550 14 000 85—100 62 11—15 6—7 55—65 7—10
Жаропрочные деформируемые стали
на образцах
с. рабочим диаметром 5 мм (l=5d) по диаграм-
* Определено
е растяжения.
Пределы длительной
прочности, ползучести и выносливости
Состояние материала Темпе- ратура испыта- ния °C °юо °0,2/100 а.-! <1
на базе 107 циклов
кГ!мм~
Термически обработанный по режимам: 1) закалка с 1050° С в мас- ле или на воздухе; отпуск при 650° С 2) закалка с 1050° С в масле или на воздухе; отпуск при 580° С 20 500 550 600 20 500 550 54 44 35 68 50 21 19—20 14—15 30—32 22—23 58 41 63 50 28
Физические свойства
d = 7,85 г/'с-И3.
«• 106 = 10,4 (20-100°); 10,8 (20—200°); 11,2 (20-300°); 11,8 (20—400°);
12,1 (20—500°); 13,3 (20—600°) 1/°С.
«106= 11,2 (100—200°); 11,9 (200—300°); 12,1 (300—400°); 13,2 (400—500°);
13,2(500—600°) 1/°С.
X = 0,048 (100°); 0,051 (200°); 0,054 (300°); 0,056 (400°); 0,058 (500°); 0,061
(600°); 0,064 (700°); 0,066 (800°) кал/см-сек-°C.
с = 0,10 (100°); 0,11 (200°); 0,12 (300°); 0,14 (400°); 0,16 (500°); 0,17 (600°);
0,19 (700°) кал]г-°С.
Технологические данные
Сталь деформируется в горячем состоянии. Температурный интервал дефор-
мации 1180—900° С. Заготовки под деформацию до температуры 600° С нагре-
зают медленно и медленно охлаждают после деформации.
Предварительная термическая обработка прутков и поковок: высокий отпуск
при 720—740° С. Крупногабаритные поковки перед высоким отпуском рекомен-
15 1525
Глава Г Стала
дуется подвергать нормализации с 1000— 105СРС с последующим высоким отпу-
ском при 720—740° С. Окончательная термическая обработка: закалка с 1050- Л
1070° С на воздухе или в масле; отпуск при температурах 650—680° С
(ств > 115 кГ/мм2), при 580—6003 (ов>140 кПмм2), при 250—320+10t
(<гв > 150 «Г/лш2).
Коррозионная стойкость стали в атмосферных условиях после пассивирова-
ния удовлетворительная, после полирования и пассивирования — высокая.
Сталь удовлетворительно сваривается всеми видами сварки. После сварки
необходимо проводить отпуск для снятия внутренних напряжений.
В термически обработанном состоянии обработка стали резанием затрудне-
ний не вызывает.
Применение
Силовые детали, работающие при температурах до 600' С.
Жаропрочные деформируемые стали
227
Фиг. 1. Кривые растяжения стали ЭП311
до предела текучести (отпуск при 650°С).
15*
228 Г лава Л Стала
Жаропрочные деформируемые стали
220
Фир. 3. Кривые ползучести стали ЭП311 при температуре 500е С (отпуск при 650° С).
co
о
Фиг. 4. Кривые ползучести стали ЭП311 при температуре 550° С (отпуск при 65CFC).
Фиг. 5. Кривые ползучести стали ЭП311 при температуре 60(Г С (отпуск при 650'СК
232
Глава Г Стали
ХРОМОНИКЕЛЬМОЛИБДЕНОВАЯ СТАЛЬ ЭП310 (ВНС-5)
Химический состав в !%
f С I Si iMn Сг Ni Mo N Fe s P
не более
0,11-0,16 <0,7 1 <1,014,0—15,5 i 4-5 2,3— 2,8 0,05— 0,10 Основа 0,02 0,035
Механические свойства по ТУ (не менее)
Вид полуфабри- ката ТУ Состояние (контрольные образцы) ^0,2 810 ( J 41
кГ/ ММ? 5
Прутки и поковки i г г ! i J 1 i i ЧМТУ . цниичм 545—61 Термически об- работанные по режиму: закалка с 1050110° С на воздухе или в воде, обработка холодом при —70° С в течение 2 час, отпуск при 450° С (1 час) 145 105 15 50 7
Механические свойства при комнатной и высоких температурах
Вид полу- фабри- катя 1 1 J 1 ni О, «-1 К-1
Состояние i ё 2 К о? ~ 3 ЕЗ а0,2 810 6 i а100 ^0,2/100 (на базе 10’ циклов)
кГ1млт2 % кГ!мм^
Прутки Термически 20 к 1 г 20 200 145 f 105 10 52 7 i — 65- □7 о 1
обработанные 1 69
по режиму: 300 130 78 9 49 6,5 125 1 •
нормализация
с 1050° С; об- 400 17 800 125 76 8,5 40 7 118
работка холо- дом при —70° С 450 —- 115 73 8 45 6,5 96 53—55 51 35
1 1 в течение 2rz«c; 500 17 100 85 63 7 49 9 66 18—19 48 30
£ отпуск г i 1 550 г™. 78 1 63* 66 9,5 40 — 1 i
* Предел текучести определен по диаграмме растяжения на образцах диа-
метром 5 мм.
Жаропрочные деформируемые стали 233
Физические свойства
(/ = 7,82 г/смз.
а-106 = 9,3 (20—100°); 10,0 (100—200°); 11,2 (200- 300°); 13,2 (300-400°);
14,4 (400-500°); 15,1 (500—600°) 1/°С.
а-106 —9,7 (20—200°); 10,2 (20—300°); 10,9 (20—400°); 11,6 (20—500°); 12,2
+0-600°) 1/°С.
Х = 0,037 (25°); 0,04 (100°); 0,043 (200°); 0,046 (300°); 0,050 (400°); 0,053
(500°); 0,056 (600°); 0,059 (700°); 0,062 (800°); 0,065 (900°) кал/см-сек-°С.
с = 0,10 (100°); 0,11 (200°); 0,12 (300°); 0,135 (400°); 0,15 (500°); 0,17 (600°);
О.!8 (700°); 0,18 (800°); 0,16 (900°) кал/г-°С.
р—0,797 (25°) ом-мм^/м.
Технологические данные
Сталь в процессе выплавки контролируется по фазовому составу магнит-
ным методом. Для уменьшения содержания газовых и неметаллических включе-
ний и повышения пластических свойств в поперечном волокну направлении сталь
необходимо подвергать электрошлаковому переплаву.
Сталь деформируется в горячем и в холодном состоянии. Температурный
интервал деформации 1150—900° С.
Рекомендуемая термическая обработка: закалка с 1050+10° С в воде или
на воздухе; обработка холодом при —70° С в течение 2 час, отпуск при 450° С
в течение 1 часа. Для лучшей механической обрабатываемости сталь рекомен-
дуется подвергать термической обработке по режиму: высокий отпуск при 760° С
в течение 4-—5 час, охлаждение на воздухе; отпуск при 590° С в течение 4—
5 час, охлаждение на воздухе. В таком состоянии обрабатываемость резанием
аналогична обрабатываемости стали ЗОХГСА с ов = 110=120 к.Г]мм2-, в упроч-
ненном состоянии— высокопрочным сталям ЗОХГСНА и ЭИ961Ф с ов = 140=
160 кГ]мм2.
Сталь хорошо сваривается автоматической и ручной аргоно-дуговой, ручной
дуговой, а также контактной (точечной и роликовой) сваркой. Как правило,
детали после сварки подвергают термической обработке. При сварке таких де-
талей применяют присадочную проволоку Св, ВНС-5 (химический состав по
ЧМТУ/ЦНИИЧМ 680—62), Прочность сварных соединений, выполненных по ва-
рианту: сварка, затем термическая обработка, составляет при 20° С
о» >120 кГ/мм2, при 300° С ов> ПО кГ/мм2. В тех случаях, когда свариваются
детали, не подвергаемые термической обработке после сварки, следует применять
присадочную проволоку из стали О8Х20НЮГ6, Прочность сварных соединений,
выполненных по варианту: термическая обработка, затем сварка, составляет при
20° С ов > 70 кГ/мм2, при 45GP С сгв > 50 кГ/мм2,
Для повышения коррозионной стойкости сварные детали, работающие в ат-
мосферных условиях, следует окрашивать; несварные детали, могут применяться
после пассивирования без лакокрасочных покрытий. Наиболее высокая корро-
зионная стойкость достигается после полирования и пассивирования или элек-
трополирования.
Применение
Силовые детали, длительно работающие при температурах до 500° С, а так
Же детали, кратковременно работающие в атмосферных условиях и топливе при
температурах до 550° С,
Жаропрочные деформируемые стали
235
Фиг. 2. Кривые выносливости стали ЭП310 при температурах 20
и 500°(2 (испытание при изгибе).
Сплошные кривые—.образцы гладкие; пунктир — образцы с надрезом.
236
Глава 1. Стали
ХРОМОНИКЕЛЬВОЛЬФРАМОВАЯ СТАЛЬ 4Х14Н14В2М (ЭИ69)
Химический состав в °/о
Si Мп Сг N1 W Мо Fe S Р
не б олее
0,4-0,5 <0,8 <0,7 13—15 13—15 2,0-2,75 0,25—0,40 Основа 0,020 0,035
Механические свойства по ТУ (не менее)
Вид полуфабри- ката ТУ Состояние (контрольные образцы) Темпера- тура испы- тания, °C В с0,2 й5 i . j НВ (d м.м.)
кГ1мм1 %
Прутки Поковки Мех МПТУ 2362—49 МПТУ 2332—49 анические Отожженные при 820° С Отожженные при 820° С свойства при комн 20 20 атной 1 72 72 1 13Ы( 32 40 2ОКИХ 20 20 тем 35 35 пера 5 1 4,3—3,6 5 ! 4,5--3,7 турах
Состояние ера- 1 испы- °с £ 7 У ^0.2 спц 810 04 НВ
материала i Темп тура тани: кГ/мм'2 % л (d мм) ч
Отожженный при 820—850° С 20 18 100 72 40 24 S 20 35 5 4,5—3,7
300 14 700 72 39 23 18 30
400 14 400 71 36 21 18 40 —
500 14100 65 34 17 17 42 •ь»
600 12 700 58 33 14 18 48
700 9100 37 21 —— 33 61 —
800 4 750 23 11 38 65 — —
Механические свойства
при низких температурах
Вид полуфабри- ката (^петлям ИР Температу- ра испыта- ния, °C °о,а ft «5 Йц к Г -м/ем2
кГ 1мм2 ?б
Прутки Закаленные 20 75 33 56 62 19
диаметром с 1180°С —70 92 46 56 63 18
22 мм в воде —196 134 76 56 57 10
Жаропрочные деформируемые стали
237
Пределы длительной прочности и ползучести
Состояние материала Темпе- ратура испыта- ния °C °50 а100 ° 200 а500 °0,2/100 (по общей деформа- ции)
' кГ/ AIM?
Отожженный при 820° С 500 - - 18
(2 часа) 600 35,3 32,5 29,0 25,0 11,6
700 — — 17,7 12,7 11,6 3,4
800 8,2 6,6 4,8 3,8 1,8
Закаленный с 1080° С в во- 500 • -— - * — 20,5
600 “— . — 10,0
700 —— — 4,5
800 — — —— 1,6
Закаленный с 1180° С в во- 500 ' — — —.-..г 20,0
де 600 . • — 18,0
700 — -- ... —— 11,5
800 ..... -— 6,0
Жаростойкость
При 100-часовых испытаниях в воздушной среде привес составляет: 0,03
при 800° С; 1,01 при 900° С; 7,0 г/м2 • час при 1000° С.
Физические свойства
d* ~ 8,0 г]см\
а-106 = 16,6 (20—100°); 17,2 (20—200°); 17,7 (20—300°); 17,9 (20—400°); 18,0
(20—500°); 18,6 (20—600°); 18,9 (20—700°) 1/°С.
Х = 0,038 (100°); 0,042 (200°); 0,046 (300°); 0,049 (400°); 0,053 (500°); 0,057
(600°); 0,061 (700°); 0,066 (800°); 0,072 (900°) кал!см-сек °C.
р** = 0,81 (20°); 0,87 (100°); 0,94 (200°); 1,00 (300°); 1,05 (400°); 1,10 (500°);
1,14 (600°); 1,17 (700°) ом-мм^м.
с** =0,121 (20—300°); 0,122 (20—400°); 0,125 (20—500°); 0,126 (20—
600°) кал/г^'С,.
Технологические данные
Сталь применяют в литом и деформированном состояниях. Температура
литья 1490—1590° С. Линейная усадка составляет 2—2,5fl/o. Детали можно отли-
вать в сырых и сухих песчаных формах и в кокилях.
Сталь деформируется в горячем состоянии. Температура нагрева под дефор-
мацию 1150° С (для штамповки лопаток 1100° С); температура конца деформа-
ции 900° С. Охлаждение после деформации медленное.
Термическая обработка клапанов и лопаток, работающих при температурах
ниже 600° С: отжиг при 820—850° С в течение 2 час, охлаждение на воздухе.
Отжиг отливок не обязателен; проведенный при температуре 1100° С он несколь-
ко увеличивает пластичность металла.
Сталь хорошо наплавляется сплавами ЭИ334, ВХН1 и стеллитом. Хорошо
обрабатывается резанием; в литом состоянии сваривается удовлетворительно.
* По данным ЦКТИ.
** По данным справочника «Тепл о физические свойства веществ», ГЭИ, 1956.
Применение
Клапаны выпуска авиационных двигателей и крепежные детали. Рекомен
дуется для работы при температурах до 800° С.
Фиг. 1. Кривые ползучести стали 4Х14Н14В2М при различных темпера-
турах.
Жаропрочные деформируемые стали
239
ХРОМОНИКЕЛЕВАЯ СТАЛЬ
Х14Н14СВ2М (ЭИ240)
Химический состав в ®/о
с Si Мп Сг Xi W Мо Ре S_ не б Р
о л ее
0,4—0,5 2,75—3,25 <0,7 13—15 13—15 1,75—2,75 0,25- Основа 0,020 0,030
0,40
Механические свойства по ТУ (не менее)
Вид полуфабри- ката ТУ Состояние (контрольные образцы) Темпера- | тура испы- тания, °C а0,2 8 < НВ (d мм)
кГ/мм2 %
Прутки МП ТУ 2362—49 Состояние по- ставки (после от- жига при 820° С в течение <5 час с охлаждением на воздухе) 20 — - —— — - 4,7-3,9
Контрольные образцы Без термичес- кой обработки 20 70 40 20 35 —
Пределы длительной прочности
Состояние материала Темпера- тура испытания °C °ю ст100 а500 °1000
кГ/мм2
После термической обработки л 650 800 26 13 18 8,4 14 4,6 13 3,5
Жаростойкость
Сопротивление газовой коррозии хорошее при температурах до 1000° С.
Физические свойства
d = 8,0 г/см3.
а-106 =17 (0—100°); 20 (900—1000°) 1/°С.
X = 0,03 (25°) кал/см-сек °C. j
Сталь немагнитна.
/240 , Глава Г Стала
Технологические данные
Горячая обработка давлением проводится в интервале температур 1100—
850° С.
Термическая обработка: отжиг при 820= С, выдержка не менее 5 час, охлаж-
дение на воздухе. Удовлетворительно наплавляется стеллитом.
Применение
Седла клапанов выпуска авиационных двигателей, наплавленные стел-
литом.
Жаропрочные деформируемые стали
241
ХРОМОНИКЕЛЬМОЛИБДЕНОВАЯ СТАЛЬ
ЭИ395 (16-25-6)
/
Химический состав в %
0,12 Si Мп Сг NI Мо Fe N S Р
не более
0,5—1,0 1—2 15,0—17,5 24—27 5,5- 7,0 Основа 0,1- 0,2 0,020 0,030
Механические свойства по ТУ (не менее)
Вид полу- фабри- ката ТУ Состояние (контрольные образцы) Темпера- тура испы- тания, °C св а0,2 §5 НВ (rf мм) аюо кГ1млА
кГ/мм2 %
Прутки МПТУ 2362—49 Отожженные при 800° С в тече- ние 5 час 20 -—- ——- — >3,8 —
Термически об- работанные по режиму; закалка с ..1180° С (2 часа) в воде; старение при 700° С (5 час) 700 —» — .—. 18
Диски сту После пол у го- рячего наклепа (нагрев до 750° С, наклеп 10—15%) и отпуска при 650° С (4 часа) 20 700 815 84 32 63 12 1 1 1 3,4- 3,9 20
Механические свойства при комнатной и высоких температурах
Вид полу- Состояние [сра- испы- я, °C Е «в °0,2 спц S10 Ф НВ
фабри- ~ S CLX (d мм)
ката сз Нин кГ!мм^
Штам- После полугоряче- 20 19 600 90—95 61 43 20 26
повки го наклепа (нагрев 300 17 000 75 45 31 18 31 —
до 700—750° С, пак- 400 16 000 73 44 30 21 41 —
леп 8—15%), отпу- 500 15 000 > 71 44 29 21 43
ска при 650° С 600 14 000 65 43 24 20 41
(4 часа) и старения 700 12 500 51 38 13 13 26
при 700° С (25 час) 800 11 000 35 23 — 10 25 —
16 1525
242
Глава Г Стали.
Продолжение
Вид полу- фабри- ката Состояние । Темпера- тура испы- тания, °C Е ст0,2 апц 810 Ф НВ (d мм)
кГ/мм2 %
Диски После полугоряче- го наклепа 20 »—. >90 63— 70 — 12- 20 SO- 45 3,4-3,8
Пределы длительной прочности и ползучести
Состояние материала Темпе- ратура испыта- НИЯ °C а100 а2оа а300 с0,2/100
по остаточ- ной дефор- мации по общей деформа- ции
кГ/мм2
После полугорячего наклепа (нагрев до 700—750° С, паклей 8—15%), отпуска при 650° С (4 часа) и старения при 700°С (25 час) 600 650 700 750 800 40 32 23 15 10 39 30 20 38 34,5 16,5 8 24,0 14,5
Жаростойкость
При 100-часовых испытаниях в воздушной среде потеря в весе составляет:
0,001 г!м- • час при 650° С; 0,003 г/л*2 час при 700° С: 0,013 г/м2 час при 750° С;
0,06 г/м2 • час при 800° С.
Физические свойства *
d = 8,08 г/ся/З.
а-106== 13,97 (20—100°); 15,38 (100—200°); 16,49 (200—300°); 17,60 (300—
400°); 18,16 (400—500°) 1/°С.
X = 0,032 (100°); 0,036 (200°); 0,040 (300°); 0,044 (400°); 0,050 (500°); 0,055
(600°); 0,059 (700°) кал/см-сек-°C.
Технологические данные
Сталь деформируется в горячем состоянии. Температурный интервал дефор-
мации 1100—960° С. Штамповки дисков наклепывают на 8—15% при темпера-
туре не выше 750° С. После полугорячего наклепа сталь для снятия напряжений
подвергают отпуску при 650° С в течение 4 час.
Окончательная термическая обработка: старение при 700°С в течение
25 час, охлаждение на воздухе.
Применение
Сварные роторы газовых турбин различного назначения, работающие при
температурах до 700° С.
Жаропрочные деформируемые стали
243
б кГ/мм 2
г-----i---v.—।--------------L--J-!----J------
О 0,2 0,4 0,5 5 %
Фиг. 1. Кривые растяжения стали ЭИ395 до предела те-
кучести.
244
Глава /. Стали
& 'кГШм2
Фиг. 2. Кривые растяжения стали ЭИ395
от предела текучести до разрушения.
Жаропрочные деформируемые стали
245
Фиг. 3. Кривые ползучести стали ЭИ395 при темпе-
ратуре 600° С,
О 10 20 30 40 50 00 '/0 80 80 час
Фиг. 4. Кривые ползучести стали ЭИ395
при температуре 700° С.
Г лава I. Стали
Фиг. 5. Кривые ползучести стали ЭИ395 при температуре
800° С.
Фиг. 6. Кривые длительной прочности стали ЭИ395.
Жаропрочные деформируемые стали
2М
ХРОМОМАРГАНЦЕВОНИКЕЛЕВАЯ СТАЛЬ
4Х15Н7Г7Ф2МС
(ЭИ388)
Химический состав в °/о
С Si Мн Сг Ni V Мо Fc S Р
не более
0.38—0,47 0,9—1,4 6—8 14—16 6—8 1,5- 1,9 0,65—0,95 Основа 0,020 0,035
Механические свойства по ТУ (не менее)___
Вид полу- фабри- ката ТУ Состояние (контрольные образцы) Темпера- тура испы- тания, °C кГ )мм2 В5 Ф 1 НВ (d мм) а75 кГ!мм^
%
Прутки ЧМТУ 2897—51 Термически об- работанные но режиму: закалка с 1170—1190° С (30—45 мин) в во- де или на возду- хе; старение при 800 ±20° С (8— 10 час) 20 800 90 15 15 3,3—3,8 14
Механические свойства при комнатной и высоких температурах
Состояние ера- испы- Е ° в алц В10 OJ НВ
материала Темп . тура та ни: кГ!мм2 с ’6 4 (d мм)
Термически обра- 20 19 000 19 800 100 62 30 15 15 3,0 1 11
ботанный по режи- му; закалка с 1170— 1190° С (30—40 мин) 300 400 16 000 15 200 81 78 55 54 29 28 13 12 26 23 ! i
в воде или па возду- хе; старение при 800±Ю° С (8—10 час) 500 600 15 000 14 500 15 200 70 64 50 50 28 27 12 9,5 23 23 1 !
700 12 000 14 500 52 43 24 8 32 . —
800 11600 13 800 38 28 14 8 17— 27 --——
900 9 000 12 800 25 ' ‘ —— 7 18 1.
1000 16 — — 6 21 —
* По данным ЦИАМ.
248
Глава I. Стали
Продолжение
Состояние материала Темпера- тура испы- тания, °C Е а0.2 спц &10 «н кГ • м!слА НВ (d мм)
кГ j я м^ %
Термически обра- ботанный по режи- му: 1-я закалка с 1180° С (1 час) в во- де; 2-я закалка с 1000° С (1 час) на воздухе ** 20 650 19 000 14 500 —m 94 64 48 36 30 16 28 24 1 1 3,4
* По данным ЦИАМ.
** По данным ЦКТИ.
Пределы длительной прочности
Состояние материала Темпера- тура испы- тания, °C | °50 а100 ст200 °300 сБ00 в1000 с5000 с1(?000 ° 100000
кГ^мм?
Термически обрабо- танный по режиму: за- калкй с 1170—1190° С (30—40 мин) в воде или на воздухе; старение при 800110° С (8- 10 час) 600 700 800 900 45 27 14 9 43 25 13 7,5 40 22 И 6 38 21 5 37 20 10 32 18 8,4** 27** 12,5** 6,5** 25** 11,5** 5** V
Термически обрабо- танный по режиму: 1-я закалка с 1180° С (1 час) в воде; 2-я закалка с 1000° С (1 час) па воз- духе * ** 650 —'—ь — 31 24 24 18 15,5 1° 1 I* s, 1, « г* •
* По данным ЦКТИ.
** Данные, полученные путем экстраполяции.
Жаропрочные деформируемые стали
249
Пределы ползучести и выносливости
о О о о
О О ф « о О ГО о
Темпе- сТ С1 сч о» сТ
« о о о о р о (на базе
ратура t> b О о о о 10?
Состояние материала псиыта- НИЯ °C по остаточ- ной дефор- мации по общей деформации циклов)
к Г/mj /2
Термически обработан- 20 -—_ — — — — 51
пый по режиму: закалка с 1170—1190° С (30—40 мин) 500 — 24 ' - — ——
в воде или на воздухе; 600 — 23 ’ • 38
старение при 800110° С 700 23 15 5 — 34
(8—10 час)
800 10 8 • — — 24
Термически обработан- ный по режиму: 1-я за- 650 13,5 —— 13 12 10 8 -—
кадка с 1180° С (1 час) в воде; 2-я закалка с 1000°С (1 час) на воздухе *
* По данным ЦКТИ.
Релаксационная стойкость
Состояние материала Темпе- ратура ИСПЫТЯ- °0 а25 а100 аБ0О И ООО а2000 -3000 а10000
НИЯ °C кГ!млА
Термически обработанный по режиму: закалка с 1170— 560 15 13 13 12,7 12,2 П,7 10,6 9,3
1190° С (30—40 мин) в воде или па воздухе; старение при 560 20 17,7(17,6 17,1 16,5 15,7 14,5 12,3
800110° С (8—10 час) 560 25 22 21,7 20,9 20,2 19,6 18,2 16
580 15 13,1 12,7 12 11,8 11,2 9,4 7,2
580 20 17,5 17,1 16,2 15,6 14,7 12 9
580 25 21,3 20,8 19,2 18,5 17,2 14 10
* По данным ЦКТИ.
250
Глава I. Стали
Зависимость термической стойкости от защитных покрытий
Состояние материала Вид покрытия Изгоев в течение 3—5 сек до 900—100СР С; скорость охлаж- дения 70 м/сек при давлении воздуха 5,3—5,5 am Нагеев в течение 10—15 сек до 900—1000° С; скорость охлаж- дения 70 м/сек при давлении воздуха 5,3—5,5 ат
толщина слоя покрытия леи число цик- лов нагрев- охлаждение до появле- ния трещин примечание толщина слоя покрытия мм число цик- лов нагрев- охлаждение до появле- ния трещин примечание
Термически обработанный по режиму: закалка с 1170— 1190’ С в воде или на воздухе; старение при 800:lJ0° С (8—10 час) Без пок- рытия — 900-1200 >— — 55 —’
Никели- рование 0,015 550-800 >— 0,015 450 <—
Алитиро- вание 0,075 1550—1200 Трещины не появля- лись 0,075 1500 Трещины не появля- лись
Алитиро- вание (по- рошком) 0,030 1550—2000 То же 0,030 1500 То же
Жаростойкость
Сталь устойчива против окисления в воздушной
до 750° С, а после никелирования — до 900° С,
среде при температурах
Физические свойства
+-7,79 г/см3.
а- 106=17,08 (20—100°); 18,37 (100—200°); 19,68 (200—300°); 21,54 (300—400°); <
21.8 (400—500°); 22,19 (500—600°); 22,82 (600—700°); 22,78 (700—800°); '
23,32 (800—900°); 24,62 (900—1000°) 1/°‘С.
А — 0,030 (25°); 0,034 (100°); 0,038 (200°); 0,043 (300°); 0,048 (400°); 0,052
(500°); 0,057 (600°); 0,062 (700°); 0,066 (800°); 0,071 (900°) кал!см-сек^С:
Технологические данные
Сталь деформируется в горячем состоянии. Температурный интервал дефор-
мации ИЗО—980° С. Охлаждение после деформации на воздухе. Для получения
заданной зернистости заготовок необходимо строго соблюдать режимы горячей
деформации.
Режим термической обработки: закалка с 1180° С в воде; старение при тем-
пературе 800+20° С в течение 8—40 [шс.
Заготовки перед окончательной операцией шлифования и полирования под-
вергают контролю на разнозсрнистость путем травления. Диаметр зерна не дол-
жен быть больше 0,5—1,0 мм.
Сталь склонна к образованию волосовин, но опыт эксплуатации показал, что :
если они расположены продольно, то это не отражается на свойствах лопаток, j
Для повышения жаростойкости детали подвергают никелированию или еще /
лучше — алитированию.
После полного цикла термической обработки сталь хорошо обрабатывается
резанием.
Применение
Малонагружснньге лопатки газовых турбин; крепежные детали; диски тур-
бин ТНА, корпуса турбин, сопловой аппарат, кольца, фланцы, крышки и другие
детали ТНА.
Жаропрочные деформируемые стали
251
Фиг. I. Кривые ползучести стали 4Х15Н7Г7Ф2МС при темпера-
туре 600° С.
Фиг. 2. Кривые ползучести стали 4Х15Н7Г7Ф2МС при температуре 7003 С.
Жаропрочные деформируемые стали
253
6 кГ/мм2
58
55
52
50
48
46
44
42
40
38
36
!
i
32
s
с
I
s
I
i
1
j
i
30
28
26
24
—
—
t L -
- L 1 _L — ' Ж — —
4
—
J1L —
г 2 1 1 I 1 „ —
1 •] a
i i -t .. . Г i
J c 1
_ —-- « •
i j it
r 1 11 1— — - IB — L
« — ? t 1- -
— — i " to«_ 600°
i 1 I- 1
...r
_ — — r
I ! [ 1 .> . . .. 700° F\J
t . 1
1 —
1 -—-
1 I 1 ! [ 1 £ : 1
J i J .L 1 Г Hl
i - - — —— П”
'800°C 11
_ _ ... _
1 - il J''c>. J
J — - - - ГГ .Г!
•
10s
IO6
IQ 7
N
Фиг. 4. Кривые выносливости стали 4Х15Н7Г7Ф2МС при ком-
натной и высоких температурах (испытание при изгибе глад-
ких образцов).
254 Глава Г Стала
ХРОМОНИКЕЛЬМАРГАНЦОВИСТАЯ СТАЛЬ 4Х12Н8Г8МФБ (ЭИ481)
Химический состав в б/о *
С Si Мн Сг Ni V Мо Nb Fe S Р
не болеем
0,34— 0,40 0,3— 0,8 7,5- 9,5 11,5— 13,5 7—9 1,25— 1,55 1,1— 1,4 0,25—0,45 Основа 0,030 '* * 0,035
* Допускается содержание азота до 0,1<7о и титана до О,12я/о.
Механические свойства по ТУ (не менее)
Вид полуфаб- риката ту Состояние (контрольные образцы) Температура испытания, °C «в а0,2 05 1 НВ (d мм) Предел длитель- ной проч- ности
кГ/мм2 % D время до раз- рушения час
Поковки (заготовки для дисков) Кованые заготовки (шайбы) ЧМТУ 3111—52 ЧМТУ 4916—55 Термически обработанные по режиму: за- калка с 1150± £10° С (1 час 45 мин —2 часа.) в воде; старе- ние двухсту- пенчатое: при 670° С (16 час), затем при 790 ±10° С (16 час), охлаж- дение на воз- духе 20 650 650 85 60 15 20 3,45— 3,65 __ 38 35 >35 >100
Крупно* габаритные поковки дисков СТ У То же 1 20 650 650 1 J >90 60 13 18 w?5 1 г? 32 38 100 35
Жаропрочные деформируемые стали
255
Механические свойства при комнатной и высоких температурах
Вид полу- Состояние ратура ания, С 1 % ° 0,2 °пц 010 В5 Ф X НВ
фабри- н с ~ Е «а 1 [d мм)
ката Тел исп: кГ 1мм2 %
Штам- Термически 20 19 000 1 94 60 46 16 _ 36 3,5— 3,45-3,65
повки обработанные 5,0
и по режиму: за- 200 16 000 77 54 40 15 37 .
поковки калка с 1150 +
±10° С ( 1 час 300 15 000 74 52 38 14 -— 36 11 J ——
45 мин — 2 час 30 мин) в про- 350 15 000 73 50 36 14 —- 37 1 ——
точной воде; 400 14 300 73 50 36 15 — 36
старение двух- ступенчатое: 450 13 700 72 50 35 13 -—; 38 —
при 670° С 500 13 600 68 49 34 13 —— 37 — —
(16 час), затем при 790° С 550 13 500 66 49 34 12 -—- 37 — L
(16 час), ох- 600 12 800 60 45 29 12 — 38 5—6
лаждсние на воздухе 650 12 600 56 43 29 12 — 42 5-6 -г —
700 11 800 50 38 26 13 37 ——™ —-
750 11200 42 33 23 15 1 1 м 44 —
Диски Термически 20 19 000 112 93 63 1 • н >12 32 >2 3,3—3,45
обработанные с дифферспци- 200 16 000 98 84 61 -— >12 36 » ' —
рованным ста- 300 15 000 95 83 61 — >12 31 _—
рением: закал- ка с 1150^ С 350 15 000 94 81 60 — >12 34 - „—
в воде; старе- 400 14 700 91 80 60 >12 24
ние всего дне- ка при 670р С 450 14 600 89 77 56 —— >12 28 ——. —
(10 час), гговы- 500 14 500 85 73 48 —— >12 30 — “ ’
шенйе темпе- ратуры до 760° С (10 час); 550 14 400 82 72 48 >10 34 —-
600 13 600 73 66 39 —— >10 28 — __ «
старение обода при 800—810е С 650 12 700 73 65 37 — >8 18 । *
(10 час); пос- ледний нагрев 700 И 800 64 54 32 —— >8 — —’
производится в кольцевой
мечи * 1
то * Показатели свойств при данном режиме термической обработки относятся
•чько к центральной части диска (ступица и полотно); в пределах обода свой-
*ТЕа по ту на нв (d0Tn) =3,45-3,65 мм.
256 Г лава I. Стала
Пределы длительной прочности (не менее)
Вид полуфабри- ката Состояние Темпера- тура испы- тания, °C а100 °500 а1000 ° 2000
кГ {мм2
Поковки Термически обработанные ио режиму: закалка с 1150° С (1 час 30 мин) в воде; старе- ние двухступенчатое: при 670° С (16 час), затем при 790° С (16 час), охлаждение на воздухе 450 550 600 650 58—60 45 35 75 50-55 40 30 70 46—48 38 28 43-45 35
Длительная прочность в зависимости от твердости
Вид полуфаб- риката Состояние Температура испытания °C С кГ/млА Время до разру- шения в часах •» НВ (d мм)
образцы гладкие образцы с надре- зом
Поковки Термически обрабо- 650 32 >200 5* 3,35—3,4
и прутки таимые по режиму: закалка с 1150±10° С 650 32 >300 100* 3,45
(1 час 45 мин—2 часа 30 мин)1, старение двух- ступенчатое: при 67О± 650 32 >300 > 200* 3,5
±10° С (16 час), затем при 790° С (16 час) 650 32 >300 >200* 3,6
650 32" >300 > 200* 3,7
750 22 >100 5* 3,4
750 22 >100 40* 3,45
750 22 >100 >150* 3,5 :
750 22 >100 > 150* 3,55.
650 38 >60 >200** 3,45—3,65
650 35 >200 >300** 3,45—3,65
700 28 >200 >200** 3,45—3,65
* Радиус надреза 0,1 лея.
** Радиус надреза 0,5 лыт.
Жаропрочные деформируемые стали
257
Пределы ползучести
Темпе- с0,2/100 а0,2/!00 аС,2/200
Вид полуфабри- ката Состояние ратура испыта- ния по остаточ- ной дефор- мации по общей деформации
кГ]мм~
Штамповки Термически обра~ 500 43 25
и поковки бота иные по режи-
му: закалка с 1150 + + 10° С (1 час 45 мин 600 35 22 21
—2 часа 30 мин) в воде; старение двух- 650 30 17,5 17
ступенчатое: при 670° С (16 час), затем при 7904-10° С (16 час) (ИВ dOTU= —3,45—3,65 ,м) 700 24 15,8 15,5
При диффсрепщ-i- 1 5 450 57 —
ровапном режиме старения (см. стр.255) 500 55 — —
\НВ (rfOT1I)=-3,30- (3,4b мм 1 4 1
Выносливость
Вид полу- фабри- ката Штам- повки И ПОКОЕ' К И ь Состояние Термически обработанные по режиму: за- калка с 1150 + + 10° С (1 час 45 мин— 2 часа 30 мин) в воде; старение двух- ступенчатое; (при 670° С !(16 час), затем при 790° С (16 час) i । ! и и гэ с- о. ~ >•> 5? t 5 Он G3 - t £ -Й Г* а о 20 6(М 650 650 1 600 650 [ 700 ; 600 650 i C'-J у и 43 37 32 30 45 40 39 37 j 36 1 Число циклов 107 107 107 107 3,5.107 3,5-107 3,5-107 3,5-107 3,5-107 Вид нагру- жения Симмет- ричный изгиб Асим- метрич- ный при растяже- нии 1 Фор- ма об- разца Глад- кий Предел выносливости
знакопе- ремен^ ное на- пряже- ние кГ'<мм2 43 37 32 время до раз- рушения час X
над- резом Глад- кий г J над- резом 30 — 25 20 25+ 15 25 ± 14 25+12 25 .11 >100 >100 >100 >100 >100 1
258 Глава I. Стали
Жаростойкость
Сталь устойчива против окисления в воздушной среде при температурах до
... 700—750° С. В агрессивных средах — склонна к межкристаллитной коррозии при
температурах 700—75Д и выше.
Физические свойства
d = 7,85 г/см3.
а. 106= 15,9 (20—100°); 17,1 (100—200°); 18,2 (200—300°); 19,2 (300-400°);
20,3 (400—500°); 21,2 (500—600°); 22,2 (600-700°); 23,2 (700-800°); 24,2 (800—
900°) 1/°С.
X = 0,041 (100°); 0,044 (200°); 0,047 (300°); 0,051 (400°); 0,055 (500°); 0,059
(600°);.0,062 (700°); 0,065 (800°); 0,070 (900°) калием-сек-°C.
р = 0,75 ом-мм^/м.
Технологические данные
Сталь хорошо деформируется в горячем состоянии. Температурный интервал
деформации 1160—980° С. Охлаждение после деформации на воздухе. Оптималь-
ная степень деформации 12—557о. Для получения плотной однородной макро-
структуры без грубых скоплений первичных карбидов и сильно выраженной
дендритной структуры необходима 5—6-кратная степень уковки.
Штамповки или поковки сложной конфигурации не должны иметь резких
переходов по сечению, острых радиусов закруглений, выступов и т. п. Термиче-
скую обработку штамповок сложной конфигурации рекомендуется проводить
после предварительной обдирки.
Особо нагруженные диски для предотвращения чрезмерной ползучести
и хрупкого разрушения в замковом соединении рекомендуется подвергать диффе-
ренцированному старению по режиму, приведенному в таблице «Механические
свойства при комнатной и высоких температурах».
Сталь хорошо обрабатывается резанием.
Применение
Диски турбин, экраны, бандажи, силовые кольца и крепежные детали (бол-
ты, шпильки, гайки) газовых турбин реактивных и турбовинтовых двигателей
и других изделий.
Жаропрочные деформируемые стали 259:
б КГ/ММ 2
83
О 8,1 0,3 0,3 Z?4 Z?;5 075$%
Фиг. 1. Кривые растяжения стали 4Х12Н8Г8МФБ до предела
текучести.
Глава Г Стала
Фиг. 2. Кривые растяжения стали 4Х12Н8Г8МФБ
от предела текучести до разрушения.
Фиг. 3. Кривые ползучести стали 4Х12Н8Г8МФБ при температу
600' С.
Жиропрочные деформируемые стали
261
Фиг. 4. Кривые ползучести стали 4Х12Н8Г8МФБ при
температуре 650° С.
Фиг. 5. Кривые ползучести стали 4Х12Н8Г8МФБ при темпе-
ратуре 700° С.
Глава 1. Стали
1 2 ** в в 10 ВО 40 60 80 100 200 400 000 час
Фиг. 6. Кривые длительной прочности стали 4Х12Н8Г8МФБ.
Фиг. 7. Кривые выносливости стали 4Х12Н8Г8МФБ при комнатной
и высоких температурах (испытание при переменном изгибе).
Сплошные кривые — образцы гладкие, пунктир — образцы с надрезом.
Жаропрочные деформируемые стали
263
ХРОМОМАРГАНЦЕВОНИКЕЛЕВАЯ СТАЛЬ
ЭИ 734
Химический состав в %
С Si Мп Сг Ni V Мо Ее В
0,34— 0,40 0,3- 0,8 7—9 11,5— 13,5 4,5— 6,5 1,25— 1,55 1,1- 1,4 Основа 0,008 (по расчету)
Механические свойства при комнатной и высоких температурах
Вид полу- фа бри- Состояние ера- испы- я, °C Е а0,2 апц S10 Ф 0'1 НВ (d мм)
Cs? s So?
ката О те Н Е- Н кГ[мм2 й с?
Прутки Термически 20 18 000 100—106 58— 39 20— 25 >3,5 3,6
обработанные 60 25
но режиму: за- калка с Нё0° С 100 15400 90 54 39 19 42 г— —
(1 час 45 мин) 200 15 200 82 51 39 16 39 —~ —
в воде; старе- ние двухсту- 300 15 000 81 50 36 16 34 — —
пенчатос: при 400 14 600 76 46 30 18 36 — —
670° С (14 час), затем при 500 13 000 70 44 30 14 41 - ••
800° С (16 час), 600 12500 61 41 28 14 47
i i охлаждение на воздухе 700 10700 45 35 23 15 41 1
Пределы длительной прочности, ползучести и выносливости
Вид полу- фабри- ката ► . * с0,2/100 °-1 1
Состояние мпера'н нытвния ф О о © 0 6 по остаточ- ной дефор- мации по общей деформа- ции (на базе 107 циклов)
Тс ИС КГ/ММ?
Прутки Термически обра- ботанные но режиму: закалка с 1150°С (1 час 45 мин) в воде; старение двухсту- пенчатое; при 670° С (14 час), затем при 800° С (16 час), ох- лаждение на воздухе 20 600 650 700 48 38 27,5 45 36 27 42 35 24 41 35,5 20,8 23 16 53 36 34 32 42 20
* Радиус надреза 0,75 мм.
264
Глава Г Стали
Жаростойкость
Сталь устойчива против окисления в воздушной спеде при температурах
до 750° С.
Физические свойства
d — 7,88 г/с.иХ
а = 16,4-Ю“б (20-100°); 17,7-10—6 (100—200°); 18,8-10—6 (200—300°)-
19,9-10-6 (300-400°); 20,9-10-6 (400—500°); 21,6-10-6 (500—600°); 22,6 (600—
700°); 22,4 (700—800°); 23,3 (800—900°) 1/°С.
«*106 — 17,1 (20-200°); 17,6 (20-300°); 18,2 (20—400°); 18,7 (20—500°);
19,2 (20—600°); 19,7 (20—700°); 20,0 (20-800=); 20,4 (20—900°) 1/°С.
X = 0,036 (20°); 0,038 (100°); 0,042 (200°); 0,045 (300°); 0,049 (400°); 0,052
500°); 0,056 (600°); 0,059 (700°); 0,062 (800°); 0,066 (900°) кал/см-сек-°С.
Технологические данные
Сталь деформируется в горячем состоянии. Температурный интервал дефор-
мации 1140'—980° С.
Термическая обработка: закалка с 1150° С (выдержка 1 час 45 мин) в воде;
старение двухступенчатое: при 670° С в течение 14 час, затем при 800° С в те-
чение 16 час, охлаждение на воздухе.
Сталь хорошо обрабатывается резанием.
Применение
Диски средних габаритов, экраны, крепежные и кольцевые детали. Рекомен-
дуется как заменитель сталей 4Х14Н14В2М, ЭИ395 и ЭИ434.
Жаропрочные деформируемые стали
265
Фиг. I. Кривые растяжения стали ЭИ734 до предела текучести.
266
Глава I. Стали
Фиг. 2. Кривые растяжения стали ЭИ734
от предела текучести до разрушения.
Фиг. 3. Кривые ползучести стали
ЭИ734 при температуре 600° С.
Фиг. 4. Кривые ползучести стали
ЭИ734 при температуре 700° С.
Жаропрочные деформируемые стали
267
б кГ/мм г
Фиг. 5. Кривые длительной прочности стали
ЭИ734 при различных температурах.
бкГ/мм2
Фиг. б. Кривые выносливости стали ЭИ734 при комнатной и высо-
ких температурах (испытание при чистом изгибе).
Сплошные кривые—образцы гладкие, пунктир--образцы с надрезом.
268
Глава I, Стали
ХРОМОНИКЕЛЕВАЯ СТАЛЬ
Х12Н20ТЗР (ЭИ696)
Химический состав в % 1
Si Мп С г Ni Ti В (рас А1 Fe S Р .4 &
чети.) не более
<0,1 <1,0 <1,0 10 1 ,0- 2,5 18—21 2,6- 3,2 0,008- 0,020 £0,8 Основа 0,020 0 f >035 | <£=•
Механические свойства по ТУ (не менее) :Ж
Вид полуфаб- риката ТУ Состояние (контрольные образцы) ера- испы- я, °C О В а0,2 85 м Я' 4 • i-Й?
Теми тура тапи: к^млё % л 1 НВ | (d м J ос?
Прутки кованые и горячеката- ные, зато- товки для дисков ЧМТУ 5905—57 Термически об- работанные по режи мам: 1) закалка с 1170-1190° С (2 часа) на воз- духе или в воде; старение при 750—775° С (25— 16 час), охлажде- ние на воздухе 20 700 90 60 10 15 3 3,5 3, 8 I' а а 40 Л $ ж ж !< ж „ ж
1 2) закалка с 1100—1150° С (2 часа) на возду- хе; старение при 750° С (15 час), охлаждение на воздухе 20 700 90 60 10 15 — 3 3,5 3, 8 Ж 4— ж? ёж- ж 40 В * *" W fc JI
Прутки шестигран- н ые ЧМТУ 5360—55 Термически об- работанные по режиму: закалка с 1100—1150° С (2 часа) на возду- хе; старение при 700—750° С (16 час), охлаж- дение на воздухе 20 90 10 15 ж ':л\ й
Жаропрочные деформируемые стали
269
Продолжение
Вид полуфаб- риката Заготовки (шайбы) {ЛЯ крупно- абаритных дисков ТУ ЧМТУ 5469—56 Состояние (контрольные образцы) Темпера- тура испы- тания, °C с0,2 Ь.5 1 ч V !Е^-< НВ {d мм) с50 кГ /мм2
к Г/мм2 %
Термически об- работанные по режиму: закалка с 1130110° С (5 час) на возду- хе; старение при 70015° С (16 час). охлаждение на воздухе 20 700 90 55 15 20 5 3,4— 3,8 40
Профили прессован- ные АМТУ 361—56 Термически об- работанные ио режиму: закалка с 1100° С (2 часа) на воздухе; ста- рение при 700° С (10—16 час), ох- лаждение на воз- духе 20 700 90 15 25 — -10
Механические свойства при комнатной и высоких температурах
Вид полуфаб- Состояние ера- испы- я, °C Об с0,2 чщ Мо ф я
~ s »
риката СХ Д V
К1 IMM- С 6
Н н н
Прутки Термически об- 20 18 500 95- 60— 48— 20- 25- 8— 3,5—
работанпыс по ПО 70 55 30 40 12 3,8
р е ж и м v: з а к а л к а 400 14 300 95— 55— 48 18— 25— ——
с 1100-1130° С 97 65 28 40
(2—5 час) па воз- 500 13 500 80— 55- 48 15— 25- •
духе; старение 87 60 28 35
при 700—750° С 550 —:— 80- • -—. 18— 25— - -
(16 час), охлаж- 85 25 35
дение на возду- 600 13 200 75— 53— 45 15— 20— —
хе * 85 55 25 35
650 68— — . 12— 18-
80 20 30
700 11 500 63— 47 41 12— 16- - —
70 20 26
750 11 300 50-- 45 35 12— 20— —
65 20 40
800 9 500 34- 25 17 20 — 45—
38 30 70
270
Глава Г Стали
Продолжение
Вид полуфаб- риката Состоя н ио ера- ИСПЫ- и, *С Е ст0,2 слц Зю ф i сч о
Темп тура тани: кГ!мм2 С 6 * Х^ч НВ {d л/,
Поковки со стороной Термически об- работанные по 20 18 500 95— 105 65— 75 13— 20 15- 25 4—9 3,5— 3,8
квадрата режиму: закалка 400 14 600 98 70 56 15 20 — —
90 мм с 1170—1180° С 500 14100 97 69 54 14 24 — —
(2—4 часа) на воз- 600 13 300 90 67 52 15 20
духе; старение 650 12500 83 67 52 10 19 —
при750° С (16 час), 700 11 800 75 62 47 8 13
охлаждение на воздухе 750 11 500 58 47 36 7 15 -—
Прутки Термомсхапи- ческая обработка по режиму: на- грев до 1120 ± ±10° С (выдержка 30—60 мин), де- формация 20— 30%, охлаждение в масле или на воздухе; старе- ние при 750° С (16—25 час) 20 105— 130 so- ns 15- 25 30- 50 i 4-8 3,1- 3,5 г i с i
* Свойства при высоких температурах приведены после старения при 700° С.
Для повышения прочностных характеристик старение лучше проводить
при 75(Т С.
Механические свойства при низких температурах
Вид полуфаб- риката Состояние Темпера- тура испы- тания, °C ^В с0,2 'Р Ян кГ * м/см%
кГ [мм2 %
Прутки Термически об- работанные по режиму: закалка с 1100—1170° С (2 часа) и а воз- духе или в масле; старение при 750“ С (16 час), охлаждение на воздухе —70 —196 113 120—135 70 80—90 18 14—20 20 16—20 7 5—10
Жаропрочные деформируемые стали
Механические свойства при различных температурах в зависимости от режимов
термической обработки
Вид полуфаб- риката Шестигран- ные прутки для крепеж- ных деталей Состояние f Темпера- тура испы- тания, °C 1 с0,2 8 Ф i «н а Г • м! с Ж НВ к Г [мм2
С '6
Термически обрабо- танные по режимам: 1) закалка с £80°С (2 часа) в воде; холод- ная протяжка с обжа- тием 10—20% 20 80-95 65— 80 20— 26 55— 65 15- го 240-250
2) закалка с 980е С (2 часа) в воде; холод- ная протяжка с обжа- тием 10—20%; старение при 750° С (16 час), ох- лаждение па воздухе 20 —196 90— 115 160 85— 90 118 го- 25 43 45— 55 29 10— 12 8 310-330
3) закалка с 980° С (2 часа) в воде; холод- ная протяжка с обжа- тием 10—20%; старение при 750° С (16 час)-, ста- рение при 650°С (16 час), охлаждение на воздухе 20 —196 115— 130 159 90— 101 131 20— 25 14 45— 52 11,5 О) сч 1 со 00 350-370
4) закалка с 980° С (2 часа) в воде; холод- ная протяжка с обжа- тием 10—2096; старение при 859° С (2 часа')-, ста- рение при 700° С (16 час), охлаждение па воздухе 20 —196 115- 125 182 68 — 75 118 25— 30 32 56- 60 25 13— 15 7,2 300-320
5) закалка с 980° С (2 часа) в воде; холод- ная протяжка с обжа- тием 10—20%; старение при 750° С (16 час); ста- рение при 650° С (16 час); старение при 830е С (3 часа); старение при 700° С (16 час), охлаж- дение на воздухе 20 —196 120- 128 179 до- 95 109 22— 25 35 50— 55 25 9— 10,5 9,3 320—330
6) закалка с 980* С (2 ча- са) в воде; холодная про тяжка с обжатием 10—29%: закалка с 110CF С (2 часа) на воздухе; старение при 750° С fl6 охлаждение на воздухе 20 —196 100— 110 124 68- 75 88 23— 26 19 28— 35 19 JO- 12 9,3 260—290
272
Глава I. Стали
Механические свойства при комнатной температуре в зависимости от режимов j
термической с бработки
Вид полуфаб- риката Состояние а0,2 8 6 1 «и НВ _ •7 . .... {|?
кГ!мм2 0 / / 0 кГ 'М/см2 кГ)Мя2 d мм 1
Крепежные детали Г орячекатаные (состояние по- ставки) 76 55 31 64 18 244 3,88 I т
и Термически об- работанные но режи мам: I) старение при 750° С (16 час), охлаждение па воздухе 117 101 17 50 1 i 7,1 354 СМ ГО
2) старение при 750° С (16 час); старение при 650и С (16 час) 126 101 23 47 6 383 ' 3,12 t .1 f
3) закалка с 1100° С (2 часа) па воздухе; ста- рение при 750° С (16 час), охлаж- дение на воздухе 108 71 29 J 44 j И,4 1 i 282 1 1 3,62 J 1 d • • Л*
4) закалка с 11003 С (2 часа) на воздухе; ста- рение при 750° С (16 час); старение при 650° С (16 час) ч 119 83 24 32 10 S 1 339 4 3,3 Л l . V
Пределы длительной прочности
Вид Тсмперату- С1(Ю * а 100 ° 100
полуфаб- Состояние ра испыта- ..... о "
рмката яия, °C кГ/мм2 <иоо. .
Прутки Термически обработанные по 500 73 — •а I * /•
режиме: закалка с 1100—1150° С 550 65 ——
(2 часа) на воздухе; старение 600 59 ——•'
при 700—750° С (16 час), охлаж- 650 48 Г- •
дспие на воздухе ** 700 40 40 1
750 28—30 28—30 1 у
* Радиус надреза 0,5 мм.
** Детали рекомендуется закаливать и масле.
Жаропрочные деформируемые стали
273
Продолжение
Вид полуфаб- риката Состояние Темпера- тура испытания °C с100 с100 а100
а100
кГ {мм2
Поковки со стороной квадрата 90 мм Термически обработанные по режиму: закалка с П70±10° С (2 часа) на воздухе; старение при 750° С (16 час), охлаждение на воздухе ** 700 750 40 28—30 --— — '
* Радиус надреза 0,5 мм.
* Детали рекомендуется закаливать в масле.
Пределы ползучести
Вид полуфаб- риката Состояние Темпе- ратура испыта- ния °C с0,2/!00 ЬКГ]ММ2
по остаточной деформации по общей деформации
Прутки Термически обрабо- 650 39 20
тайные по .режиму: за- 700 33 18
калка с 1100° С (2 часа) 750 17—20 15
па воздухе; старение при 700° С (16 час), ох- лаждение на воздухе 800 8,5 8,2
Пределы выносливости
Вид полуфаб- риката Состояние Темпе- ратура испыта- ния °C с—1 в кГ]мм2 на базе 107 циклов
образцы гладкие образцы с надрезом *
Прутки Термически обрабо- танные по режиму: за- калка с 1100° С (2 часа) на воздухе; старение при 700° С (16 час), ох- лаждение на воздухе 500 600 700 37 34 28 28
Поковки Термически обрабо- танные по режиму: за- калка с 1180° С (2 часа) па воздухе; старение при 750° С (16 час), ох- лаждение на воздухе 700 750 27 28 25
* Радиус надреза 0,75 мм.
1525
274 Глава Г Стали
Физические свойства $
к
d = 7 9 z J
а-106 = 15,4 (20—100°); 16,6 (100—200°); 17,7 (200—300°); 18,4 (300-400°); ?
19 4 (400-500°); 19,6 (500-600°); 20,5 (600—700°); 23,4 (700-800°) 1/°С. ,
«•106=16,0 (20-200°); 16,6 (20-300°); 17,0 (20-400°); 17,5 (20-500°); 17,9 7
(20-600°); 18,2 (20-700°); 18,9 (20-800°) 1/°С. 2
U 0,036 (20°); 0,039 (100°); 0,042 (200°); 0,045 (300°); 0,049 (400°); 0,054 -
(500°); 0,057 (600°); 0,060 (700°); 0,064 (800°); 0,068 (900°) калием-сек-°С. *
с = 0,10 (100°); 0,11 (200°); 0,12 (300°); 0,125 (400°); 0,13 (500°); 0,14 (600°); у
0,145 (700°); 0,15 (800°) кал/г^С. ;
‘ji
Технологические данные 1
Сталь деформируется в горячем состоянии. Температура нагрева под де-
формацию 1080—1100° С. Температура конца деформации 900° С. Сталь склонна Т
к перегреву. Охлаждение после деформации на воздухе. Д
Термическая обработка определяется условиями работы деталей. Термине- |
ская обработка, указанная в ТУ для соответствующих полуфабрикатов, приме- 1
няется при металлургическом контроле. Детали, работающие при температурах $
от 700° С и выше, подвергают закалке с 1150—1170° С (выдержка 2 часа) в масле
(крупногабаритные детали) или на воздухе (детали малых сечений) и старению. |
Для деталей, работающих при температурах от 700° С и ниже, рекомендуется .^
закалка с 1100±20°С (выдержка 2 часа) в масле и старение по режимам: 1) при Ту
700—750° С в течение 16 час, охлаждение на воздухе или 2) при 700—750° С в те- .7
чение 10—16 час, медленное охлаждение с печыо до 630—650° С в течение 10—
16 час, охлаждение на воздухе.
Крепежные детали, цапфы и другие детали высокой прочности, работаю- 7
щие при температурах до 650° С, термомеханически обрабатывают по режимам:
1) нагрев при 1100—1120° С, горячее обжатие 20—25у/о; старение по первому j
или второму режиму; 2) закалка с 980° С (выдержка 2 часа) в воде; холодная 7
протяжка с обжатием 10—2077; старение по второму режиму. Л
Сталь удовлетворительно обрабатывается резанием. т
Ж
Применение
Несваривасмые детали корпуса турбины; кольцевые детали турбины; со-.
единительные кольца; крепежные детали (болты, гайки); диски; направляющие ::
и рабочие лопатки компрессора; рабочие лопатки газовой турбины, работающие
при температурах до 750° С, .. .7
Жаропрочные деформируемые стали 275
18*
Фиг. 1. Кривые растяжения стали Х12Н20ТЗР до предела те-
кучести. (Термическая обработка по режиму: закалка с 1100—
1130° С на воздухе; старение при 700—75(Р С в течение
16 час)
276
Глава I. Стали
Фиг. 2. Кривые растяжения стали Х12Н20ТЗР от
предела текучести до разрушения. (Термическая
обработка по режиму; закалка с 1100—1130° С
на воздухе; старение при 700—750° С в течение
Фиг. 3. Кривые ползучести стали
Х12Н20ГЗР при температуре 650° С.
(Термическая обработка по режиму: за-
калка с 1100—1150° С на воздухе; ста-
рение при 700—750° С в течение 16 час).
Жаропрочные деформируемые стали
277
Фиг. 4. Кривые ползучести стали
Х12Н20ТЗР при температуре 700° С,
(Термическая обработка по режиму: за-
калка с 1100—1150° С на воздухе; ста-
рение при 700—750° С в течение 16 час).
0 20 40 60 80 час
Фиг. 5. Кривые ползучести стали
XI2H20T3P при температуре 7503С.
(Термическая обработка по режиму: за-
калка с 1100—1 150° С на воздухе; ста-
рение при 700—ТбО^С в течение 16 час).
278
Глава I. Стали
Фиг. 6. Кривые выносливости стали Х12Н20ТЗР при
высоких температурах (испытание прутков при
изгибе).
/—образцы гладкие, 2—-образцы с надрезом.
Жаропрочные деформируемые стали
279
ХРОМОНИКЕЛЕВАЯ СТАЛЬ
Х12Н22ТЗМР
(ЭПЗЗ, ЭИ696М)
Химический состав в %
Si Мп Сг NI Т1 Мо AI в* Fe S 1 р
не более
<0,6 <0,6 10,0— 12,5 21—25 2,6— 3,2 1,0- 1,6 <0,8 До 0,020 Осно- ва 0,010 0,020
* Бор вводится по расчету и
химическим анализом не определяется.
Механические свойства по ТУ (не менее)
Вид полу- фабри- ката ТУ Состояние (контрольные образцы) Температура испытания, ;'С ав с0,2 §5 Ф кГ *м/ся2 НВ (rf ям) с50 аюо
кГ[мм% % кГ1мм2 р
Прутки- штанги и шайбы для дис- ков ЧМТУ ЦНИИЧМ 1275^65 Термически об- работанные по режимам: 1) закалка с 1100—1170° С (2—5 час) на воз- духе или в масле; старение при 750—800° С (16— 25 час), охлажде- ние на воздухе 20 700 750 90 60 8 10 3 3,4— 3,8 30 40
То же (металл вакуум- но-дуго- вого пе- реплава) То же 20 700 750 90 60 8 12 3 3,4- 3,8 30 40
Прутки- штанги и шайбы ДЛЯ ДИС- КОВ То же J металл иа- умно-ду- бового пе- _Р£плава) 2)закалка с 950—1050° С (2—5 час) в масле; ста- рение при 730— 780° С (16 час), за- тем при 600— 650° С (10—16 час), охлаждение на воздухе 20 600 100 70 10 12 3 3,2— 3,5 58 -—-
То же 20 600 100 70 12 14 3 3,2— 3,5 58 ’
280
Глава Г Стали
Продолжение
Вид полу- ТУ Состояние (контрольные образцы) ратура HI ня, °C ав °0р2 S5 b йн кГ • м[см2 а50 а100
фабри- ката Темпе испыт; кГ [мм2 % W р) ян
Прутки холодно- тянутые ЧМТУ Термически об- работанные по режиму: закалка с 1100° С (1—2 час) в масле; старение при 780° С (16 час), затем при 650 (16 час), охлажде- ние на воздухе 20 110 80 20 25 г* 3,3— 3,6
цниичм 1034—63 О
Прово- ЧМТУ Мягкая после 20 100 10 30 — 20—30 J - .
лока сереб“ ряика для пружин цниичм 295—60 старения при 700—750° С (3— 5 час), охлажде- ние на воздухе Нагартованная после старения при 700—750° С (3—5 час), охлаж- дение на воздухе 20 130 J 8 20 (///? С) 30—40 (Я/?С) "—.
Механические свойства при комнатной и высоких температурах
Вид полу- фабри- ката Состояние ратура аиия, °С| Е св °0,2 апц сч я
Темпе испыт: кГ!мм2 •S. % * ; нв (rf м
Прутки И КОКОВ» Термически об- работанные по 20 19 000 95— 102 6е- 70 52 10— 15* 14— 19 3 3,5— 3,7
ки со режиму: закалка 500 13 600 , 90 64 51 9* 14
стороной с 1160—1180° С 600 13100 » ф 86 63 49 10* 16 ——- '
квадрата (2—8 час) на воз- 700 12 400 —— 71 59 47 И* 17 —™ —
90 мм духе; старение 750 12 200 —— 62 52 37 8* 13 — —
при 750—780° С (16—25 час), ох- лаждение на воз- духе 800 11 100 46 39 30 17* 36
Термически об-
работанные по
режимам:
* Удлинение определено на расчетной длине t—10й\
Жаропрочные деформируемые стали
281
Продолжение
Вид полу- С* Л РТЛЙ НМ А и СЗ О л - >>« Л w Е Е % «0,2 стщ сз а? я
фабри- ката W 1 V Л £1 V Темпе испыт; кГ[ммЪ % НВ (d м.
Прутки и покои- 1) закалка с 1100—1130° С 20 — 19 600 110~ 125 65— 80 — 13— 30 15- 35 3— 10 3,25— 3,50
ки со сторо- (3—5 час) в масле; старение при 500 —— 16400 95- 105 —' ' ’ 15- 30 15— 35 Ч Ч -
пой квадра- 720—750° С (16 час), охлажде- 600 ' 15 800 85— 105 — 10— 22 10— 25 —
та 90 мм ние с псчыо до 600—650° С (16— 700 — 15 200 65— 85 1 8— 18 10— 26 ‘ —
20 час), охлажде- ние на воздухе 750 —- - 14 900 58- ТО — • 8— 14 10— 25
2) закалка с 1120±10° С 20 100— 120 73— 85 13— 20 18— 25 5—Т —
(3 часа) в масле; старение при 500 — 90— 98 1 ll- lb 17— 20 • —
775±5°С (16 час), охлаждение с печью до 620— 650° С (10—16 час), охлаждение на воздухе 700 — 74— 80 10— IT 15— 20
3) закалка с 1120°С (3 часа) в 20 1 — 100— ио 65— 75 IT— 27 20— 30 6— 10 3.4— 3,6
масле; старение при 840—850° С 600 1 — -- 85— 96 65- ТО 15— 25 20— 30
(3—5 час), охлаж- дение на воздухе; старение при 700+20° С (20— 25 час), охлажде- ние на воздухе 700 70— 80 60- ТО 12— 20 15— 25
4) закалка с 900—1000° С 20 ‘ 110— 130 85— 100 • го- 25 25— 40 5— 10 —
(3—5 час) в масле; старение при 500 — ~ 100— 115 85— 98 — 13- го 25— 35 — -
720—750° С (16 час), охлажде- 600 — ——- 100— 105 75— 91 “——- 12— 20 25— 35 —
пие с печью до 630—650° С (10— 700 — 80— 90 ТО— 80 10— 15 10— 25 —
16 час), охлажде- пне на воздухе 750 60— 75 12— 16 15- 25
282 Глава I. Стали.
Механические свойства при комнатной температуре в зависимости
от степени деформации
Вид полуфабри- ката Состояние Степень деформации % св кГ}мм^ HRC
Проволока пружинная Термически обработанная по режимам: 1) закалка с 1130± 10° С (30 мин) на воздухе или в воде; холодное волочение 20 40 75—95 110—120 25-30 30—35
2) закалка с 1130^10° С (30 мин) на воздухе или в воде; холодное волочение; старение при 700±20° С (5 час), охлаждение на воз- духе 20 40 100—120 145—160 35—40 40—45
Механические свойства при низких температурах
Вид полуфаб- риката Состояние Темпе- ратура испыта- ния °C св 1 Q о Я а0,2 §5 'Р Лн 1 кГ'М[см2 |
КГ }ММ~ %
Прутки и поковки со стороной квадрата 90 мм Термически обработан- ные по режимам: 1) закалка с 1000° С (3—5 час) в масле; старе- ние при 720—750° С (16 чае); старение при 630—650° С (10—16 час), охлаждение на воздухе «О со О сх ю Г4-» »—1 CJ I I I 1 139 159 154 168— 180 168— 180 92— 100 109 114 20— 25 15 5 35— 40 17 9 8 7
2) закалка с 1120° С (3 часа) в масле; старение при 775° С (16 час); старе- ние при 600° С (5 час), ох- лаждение па воздухе —70 —196 —253 129 140 154 155— 165 163- 171 82— 92 96— 107 114 19 14 5 21 16 9 III
* Радиус надреза 0,1 мм.
/Каропрочные деформируемые стали
283
Пределы длительной прочности
Вид ПОЛУ’ Спето ян не Темпе- ратура испита- с100 с300 ° 500 с1000 а2000 и * ° 100
фабри- НИН
ката СС кГ/мм2
Прутки Термически обработан-
и ПСКОВ- ные по режимам:
К И со 1) закалка с 1120° С 600 63 •и т — ——
стороной (3 часа) в масле; старение при 840—850° С (3—5 час), 650 50 —" 49—50
квадрата 700 40 ' ► " • 38—40
90 мм охлаждение на воздухе; старение при 700±20°С (20—25 час), охлаждение 750 30
на воздухе
2) закалка с 1100—1130° С 400 — 89— fin — — —
(3—5 час) в масле; старе- 500 75— УН 74— 70— 68—
ние при 720—750° С (16 час), 83 78 74 72
охлаждение с печью до 600 60- — —-
600—650° С (16—20 час), 650 63 49- — -, 39- 37- 35“
охлаждение на воздухе 50 41 39 36
700 40- ь 32- 50- 28— —
45 34 32 30
750 23- » 19— —' _> -
32 21
3) закалка с 1160—1180° С 500 67—68 __.
(2—8 час) на воздухе; ста- 600 56—57 ——
рение при 775+5° С (16— 650 49-50 — 45
25 час), охлаждение на 700 40—42. — -.. — . — 40
воздухе .750 30—32 — — . , -
800 17—18 ' —— — Г
4) закалка с 1120° С 600 60—63 VW4—VI -
(3 часа) в масле; старение 650 49—50 — 49—50
при 775° С (16 час), ох- лаждение до 620—650° С 700 40—42 -— 40—42
750 30—32 — _ ... -
(10—16 час), охлаждение на воздухе 1
5) закалка с 900—1000° С 500 90 — —ал 1 90** ***
(3 часа) в масле; старение 550 70 — • 1 - • - -—. уф#*
при 730—780° С (16 час)-, старение при 630—650° С (10—16 час), охлаждение 600 60 * 1 1 г 60** *
на воздухе t i I L J 1 1 1
* Радиус надреза 0,5 мм,
** Радиус надреза 0,1 мм.
*** Для данного режима термической обработки при температурах 500, 650,
ДО и 750’ первая цифра—минимальный показатель, вторая цифра — средний по-
казатель длительной прочности.
284
Глава I. Стали
Пределы ползучести и выносливости
Вид полуфаб- риката Состояние Темпе- ратура испыта- ния °C с0,2/100 °-1 „Н *
по остаточной деформации на базе Ю7 циклов
кГ/мм^
Прутки и поковки со стороной квадрата 90 мм Термически обработан- ные по режиму: закалка с 1170—1180° С (2 часа) на воздухе; старение при 775° С (20 час), охлажде- ние на воздухе 500 700 750 >60 34 23—24 26 25
* Радиус надреза 0,75 мм.
Механические свойства стали, полученной вакуумным дуговым переплавом
Вид ПОЛ V- Состояние Г 1 6} cts0 * * °0,2 &5 О1 о НВ
фабри- ката 1 Теми тура та ни кГ1мм1 % (d мм)
Поковки со сто- роной Термически об- работанные по режимам: ! 1 ] ! i ! • •S. I < 1
квадрата I) закалка 20 105—125 75-95 13—22 14—27 5—9 3,30-3,45
90 мм с 112т С (3 часа) 500 95—113 ——„ 15—20 15—30 —
в масле; старение при 780° С (16 час), 600 90—108 —— 12-26 15-35 - - - —
650 80—100 —« 12—26 17-35 —
охлаждение с 700 68—85 12-30 17-35 — —
печью до 620° С (10 час), охлажде- ние на воздухе 750 58—70 17—40 20—40 —
2) закалка с 1000° С (3 часа) 20 120—130 90- ЮЗ 18—26 20—40 4,5- 8,0 3,1-3,3
в масле; старение при 750° С (16 час), 500 105—120 - 13—20 20-40 - —.
550 100—114 - 12—20 20—44 * ~ —
охлаждение 600 95—108 - 15—30 25-48 —
с печью до 650° С 650 90—97 15—30 18—50 я—м_а_М —
(10—16 час), ох- лаждение на воз- дух^ 700 1 75-85 14—30 15—45 1 ь — —'
Жаропрочные деформируемые стали
285
Длительная прочность стали, полученной вакуумным дуговым переплавом
Вид полу- фабри- ката Состояние Температура испытания, С а, кГ[ммЪ Образцы гладкие Образцы с надрезом (г—0,1 мм)
время до разрушения часы &5 % время до разрушения часы
Поковки Термически обрабо- танные по режимам:
со сто- 1) закалка с 1120°С 650 50 128—197 4,5-7,0 272*—1762*
роя ой (3 часа) в масле; старе- 700 40 108—461 5—18 380*—1080*
К в а Д р a i а 90 мм ние при 780° С (16 час); охлаждение с печыо до 620° С (10—16 час), охлаждение па воздухе 750 30 115—221 15—30
2) закалка с 1000° С 400 100 280*—383*
(3 часа) в масле; старе- 400 98 1600*
ние при 750° С (16 час), 500 90 100—370* 3-8 100—369*
охлаждение с печью 550 70 100—530* 2,5—7,0 100—403*
до 650° С (10—16 час), 600 60 100—383 2,5—9,0 93—330*
охлаждение на воздухе 650 700 50 36 100—280 100—300 3-9 20—25 190—369*
3) закалка с 1000° С 400 100 1120* — 1 .
(3 часа) в масле; старс- 550 70 100—284 5—12 192—347*
ние при 780° С (16 час), 600 60 60—116 5—18 145—180*
охлаждение с печыо до 650° С (16 час), ох- лаждение па воздухе 600 58 — . 278*—316*
4) закалка с 1170° С 700 40 100—420* 5-11 180**—1200**
(2 часа) на воздухе; старение при 780° С (16 час), охлаждение на воздухе 750 30 100-268 10—25
* Образцы сняты без разрушения.
** Образцы с радиусом надреза 0,5 мм сняты без разрушения.
Свойства стали для дисков, полученной вакуумным дуговым переплавом
Вид полу- Состояние Место вырезки образца ратура ihus^ "С 30,2 Э5 4 i Л CN i 1Я до уше- час
фабри- ката Темпе исныт; кГ /мм12 % н О У Вред разр иия,
Поковки ДЛЯ Дисков Термически обра- ботанные по режиму: закалка с 1120°С (3 часа) в масле; Обод (танген- циаль- ные) 20 600 110 92 75 14 12 15 15 650 700 48* 48 40* 40* •—1 MJ СО СО Cl СО О) со ю ^Сл К’ -К- *- # * №
* Образцы с радиусом надреза 0,1 мм.
** Образцы сняты до разрушения.
286
Г лава 1. Стали
Продолжение
и О
Вид полу- Состояние Место вырезки образца С« . Н § as <^в а0,2 Вб Ф о. Г? W СЗ ни CI ЕЯ ДО уше- час
фабри’ ката ё К кГ]мл& % Темпе ИСПЬГ! J СХ СО tx CQ СХ Ш
г. старение при 780° С „Л (,е -‘“С), охлаждение 700 70 J а — 15 18 700 40 40 422* * 100
ДИСКОВ на воздухе; старе- ние при 620° С (10 час), охлаждение
па воздухе
Термически обра- Полотно 20 114 10 12 650 48* 375**
ботанные по режиму: (ради- 48* 280**
закалка с 1120° С альные) 48 326
(3 часа) в масле; 600 92 — 15 19 700 40* 120**
старение при 780° С 40 356
(16 час), охлаждение 700 73 • 12 13
на воздухе; старе- ние при 620° С Ступица 20 113 76,5 П 15 650 48 160**
(10 час), охлаждение (ради- 600 90 17 23 700 40* 210**
па воздухе альные) 700 68 -— 19 21
Термически обра- Обод 20 ПО- 80— 15- 17— 500 90 110—153
ботанные по режиму: (тангев- 130 105 25 32
закалка с 1000° С циаль“ 550 70 100—322
(3 часа) в масле; ные) 500 108 13 29 550 70* 235
старение при 750— 550 108 1 » " 13 30 600 60 77-
780° С (16 час); ста- рение при 650° С (10—16 час), охлаж- 600 108 --- 13 30 600 58* 200** 218
Полотно
денпе на воздухе 20 ПО— 90 21 33 500 90 120—
(ради- 130 ' 153
альные) 400 106 — 16 36 550 70 140**
500 105 — - 15 33
550 105 — 15 36
Ступица 20 120 90 17 30 400 95 338**—
(ради- 360**
альные) 400 108 14 25 400 98 1644**
500 106 _—. 14 32 600 60 94—
275
* Образцы с радиусом надреза ОД мм.
** Образцы сняты до разрушения.
Жаростойкость
Сталь обладает удовлетворительным сопротивлением газовой коррозии прй
температурах до 850° С.
Жаропрочные деформируемые стали
287
Физические свойства
d ~ 7,95 г] см2.
а-106* = 15,3 (20—100°); 16,5 (100—200°); 17,6 (200—300°); 18,1 (300—400°)-
19,0 (400—500°); 19,6 (500—600°); 21,8 (600—700°); 31,6 (700—800°) 1/°С.
а-100* = 15,3 (20—100°); 15,9 (20—200°); 16,5 (20-300°); 16,9 (20—400°)-
17,3 (20-500°); 17,7 (20-600°); 18,2 (20—700°); 19,9 (20-800°) 1/°С.
X = 0,030 (20°); 0,033 (100°); 0,036 (200°); 0,040 (300°); 0,043 (400°); 0,047
(500°); 0,050 (600°); 0,053 (700°); 0,057 (800°); 0,061 (900°) кал1сМ‘Сек-°С.
Технологические данные
Сталь деформируется в горячем состоянии. Температурный интервал дефор-
мации 1100—900° С. Охлаждение после деформации иа воздухе.
Термическая обработка выбирается в зависимости от условий работы де-
талей— чем выше рабочая температура деталей, тем выше температура закал-
ки. Для деталей, работающих при 750—800° С: закалка с 1160—1180° С в масле
или на воздухе; старение при 780° С в течение 16—25 час, охлаждение на воз-
духе. Для деталей, работающих при температурах до 750° С включительно: за-
калка с 1100—1130°С (выдержка 3—5 час) в масле; старение при 720—780° С
в течение 16 час, охлаждение с печыо до 600—650° С (выдержка 10—20 час),
охлаждение на воздухе. Для деталей, работающих при 400—700° С в условиях
концентрации напряжений: закалка с 1100—1130° С (выдержка 3—5 час) в мас-
ле, старение при 840—850° С в течение 3—5 час, охлаждение на воздухе;
старение при 700—730° С в течение 16—25 час, охлаждение па воздухе. Для де-
талей, работающих при температурах от —196 до -г600°С: закалка с 900—
1000° С (выдержка 2—5 час) в масле; старение при 720—780° С в течение 16 час;
старение при 600—650° С в течение 16 час, охлаждение на воздухе. Охлаждение
с температуры первого старения до температуры второго старения рекомендует-
ся проводить медленно (с печью).
Сталь удовлетворительно обрабатывается резанием.
Применение
Турбинные диски; диски компрессора; кольцевые детали корпуса турбины;
соединительные кольца; крепежные детали; рабочие лопатки газовой турбины
и компрессора, работающие при температурах до 750° С; цилиндрические винто-
вые пружины, работающие при температурах 400—700° С.
* После термической обработки по режиму: закалка с 1120° С в масле,
старение при 730° С в течение 16 час-, старение при 630° С в течение 16 час.
Фиг. 2* Кривые растяжения стали Х12Н22ТЗМР от предела текучести до раз-
рушения* (Термическая обработка по режиму: закалка с 1160—1180°С на воз-
духе; старение при 750—78(FС в течение 16—25 час).
to
со
to
290 Глава. I. Стали.
• ь кГ/мм 2 =
►
i
<8 =50 к Г/мм2 . ..
• 4
0 20 <f0 60 80 час
Фиг. 3, Кривые ползучести стали X12II22T3MP при тем-
пературе 500° С. (Термическая обработка по режиму:
закалка с 1170—1180° С на воздухе; старение при 775^ С
в течение 20 час).
Жаропрочные деформируемые стали
291
Фиг. 4. Кривые ползучести стали Х12Н22ТЗМР при тем-
пературе 700° С. (Термическая обработка по режиму:
закалка с 1170—ИЙО^С на воздухе; старение при 775°С
в течение 20 час).
19*
292
Глава I. Стали
Фиг. 5. Кривые ползучести стали Х12Н22ТЗМР при тем-
пературе 7503 С. (Термическая обработка по режиму:
закалка с 1170—1180° С па воздухе; старение при 775;’С
в течение 20 час).
Жаропрочные деформируемые стали
293
Фиг. 6, Кривые длительной прочности стали Х12Н22ТЗМР. (Терми-
ческая обработка по режиму: закалка с 1160—1180° С на воздухе;
старение при 750—780’С в течение 16 час).
294
Глава I. Стали.
ХРОМОНИКЕЛЕВАЯ СТАЛЬ
(прутки, поковки)
ЭИ696А
Химический состав в °/о
С Si Мп Сг N1 Т1 в» А! Fe S не б _ Р олее
<0,1 <1,0 <1,0 10,0—12,5 18—21 2,3— 2,8 0,008 <0,4 1 Основа 0,020 0,030
» Бор вводится по расчету и химическим анализом не определяется.
Механические свойства по ТУ (не менее)
Вид полуфаб- риката ТУ Состояние (контрольные образцы) £ к я *в а0,2 Ф Cl
о н В 2 К у Н s кГ/мм2 С '0 /к НВ (d м о <
Прутки кованые и горяче- катаные, заготовки для дисков ЧМТУ 5905-57 Термически об- работанные по режиму: закалка с 1170—1190° С (2 часа) па возду- хе или в воде; старение при 750- 775° С (25— 16 час), охлажде- ние па воздухе 20 700 80 45 15 15 3 3,5— 3,9 40
Термически об- работанные по режиму: закалка с 1100—1150° С (2 часа) на воз- духе; старение при 750° С (15 час), охлаждение на воздухе 20 700 80 45 15 15 3 3,5- 3,9 5 j j j 40
Жаропрочные деформируемые стали
295
Механические свойства при комнатной и высоких температурах
Вид полуфаб- риката Состояние ера» испы- и, °C ° в ^5 6
Темп тура i та ни; 1 кГ / Я ,1f2 б ь
Поковки со сто- роной квадрата 90 мм Термически обрабо- танные по режиму; за- калка с 1160—1180е С (2 часа) на воздухе; старение при 750° С (16 час), охлаждение па воздухе 20* 20** 600** 700 750 600*** 700 750 85—93 90— 105 77 66 56 86 75 60 О Си О сл 1 i 1 1 1 II 1 --1 о о со 15—26 15—26 16 17 16 9 7 17—35 17- -26 17 21 19 18 10 9 5-11 5-9 .. .. —
Прутки и поковки с:о стороной квадрата 90 мм Термически обрабо- танные по режиму: за- калка с 1100 ± 10° С (2 ча- са} в масле или на воз- духе; старение при 750е С (16 час}* охлаждение на воздухе 20 500 600 700 i 90- 100 85—90 70—80 50—65 55-70 57—65 50—60 43—50 1 21-30 21—30 15-25 15—25 1 25-40 25—40 15—25 18—25 7—15 1 1
* Содержание Ti 2,35—2,50%.
** Содержание Т1 2,56—2,70%.
*** Содержание Ti 2,70—2,75%.
Пределы длительной прочности
Вид полуфаб- риката Состояние Темпе- ратура испыта- ния °C а100 с1000
кГ!яя^
Поковки со стороной квадрата 90 мм Термически обработанные по режиму: закалка с 1160—1180° С (2 часа) на воз- духе; старение при 750° С (16 час), ох- лаждение на воздухе* 700 750 40 28 28- 30
Прутки и поковки со стороной квадрата 90 мм Термически обработанные по режиму: закалка с 1100±!0° С (2 часа) в масле или на воздухе; старение при 750° С (16 час), охлаждение н<Г воздухе 700 i 36—40 1 . J i
* По данным завода «Электросталь» и ВИАМ.
296
Г лава /. Стали
Физические свойства
Плотность стали, температурный коэффициент линейного расширения и ко-
эффициент теплопроводности такие же, как у стали ЭИ696.
Технологические данные
Сталь деформируется в горячем состояния. Температура нагрева под де-
формацию 1080— 1100°С, температура конца деформации 900°С. Охлаждение
после деформации на воздухе.
Термическая обработка: закалка с 1100Д10'3 С (выдержка 2—3 часа) в мас-
ле (детали больших габаритов, но тонкие по сечению можно закаливать на воз-
духе); старение при температуре 750° С в течение 16 час, охлаждение на воз-
духе или медленное охлаждение с печью до 400° С, затем на воздухе. Более
высокие температуры закалки (1170—1190 С — по ТУ) применяются только
при металлургическом контроле.
Сталь сваривается удовлетворительно. Сварку плавлением рекомендуется
производить с присадочной проволокой из стали ЭП260. Для снятия напряже-
ний и упрочнения сварные и паяные детали и узлы подвергают сложной терми-
ческой обработке по режиму: 1) нагрев в среде аргона при температуре 850°С
в течение 2 час (в печь загружают при 750° С), затем медленное охлаждение
с муфелем печи; 2) старение в приспособлении в среде аргона с медленным
нагревом с 400 до 750° С со скоростью 80—100°/чпс, выдержка при температуре
750° С в течение 2 час, охлаждение вместе с печью до 40Д С, затем на воздухе.
Иногда после сварки применяют старение при 7503 С с медленным нагревом
с 400 до 750° С и медленным охлаждением с 750 до 400° С.
Применение
Высоконагруженные детали, соединяемые сваркой, работающие при темпе-
ратурах 500—-750° С; кольцевые детали корпуса турбины; соединительные коль-
ца; крепежные детали; детали корпуса камеры сгорания; реактивное сопло.
Жаропрочные деформируемые стали
297
ХРОМОНИКЕЛЕВАЯ СТАЛЬ (листы) ЭИ696А
Химический состав в %*
С Мп Сг NI Ti В** А1 Fe S не б Р олее
0,1 <1,0 <1,0 10,0—12,5 18—21 2,3- 2,8 <0,008 <0,5 Основа 0,020 0,030
* Содержание примесей в металле вакуумной выплавки: < 0,6 Si; <0,6 Мп;
< 0,015 S; < 0,025 Р,
** Бор вводится по расчету и химическим анализом не определяется.
Механические свойства по ТУ (не менее)
Вид полуфабри- ката ТУ Состояние (контрольные образцы) Закаленные с 1020— 1040° С на воздухе То же Закаленные с 1020— 1060° С в воде или на воздухе Темпе- ратура испыта- ния °C 20 20 20 % кГ!мм2 60 55 <75 % 40 35 (8ю) 40
Листы холод* нокатаные Лента холод- нокатаная Листы хо- лоднокатаные (металл ваку- умной выплав- ки) ЧМТУ 5658—56 ЧМТУ 5482—56 ЧМТУ
ЦНИИЧМ 830—62
Термически обработан- ные по режиму; закалка с 1020—1060° С; старе- ние при 700+15° С (8 час), охлаждение на воздухе 20 700 100 60 20 22
Механические свойства при комнатной и высоких температурах
Состояние Темпе- ратура испыта- ния °C °в а0,2 Г го , ,
кГ!мм?
Термически обработанный по ре- жимам: 1) закалка с 1000—1040° С па воз- духе; старение при 700° С (8 час), ох- лаждение на воздухе • 20 500 600 700 750 800 110—117 90-98 85-90 65—67 • 50—55 22—25 70—75 60—68 60—66 56-60 15—17 22-24 18—22 23—25 27—30 25—32 60—70
298 Глава I. Стали
Продолжение
С ЛРТПЯИЙР Темпе- ратура псп ыта- а0,2 S.5
НИЯ °C кГ!мм2 %
2) закалка с 1000—1040° С на возду- 20 ПО-117 70—73 22-25
хе; старение при 850° С (2 часа), ох~ 500 90—96 68—70 18-22
лаждение на воздухе; старение при 600 85—88 60—65 20—23
700° С (8 час), охлаждение на воздухе 700 800 60—65 25 - 30 55—58 18—20 20-.24 50—60
3) закалка с 1000—1040° С на возду- 20 104—110 70—72 21—22
хе; старение при 750° С (8 час), ох- 500 85—89 60—66 14-18
лаждепие на воздухе 600 700 800 75—80 50-60 28—30 50—60 46—50 25-28 19—20 24—34 50—56
4) закалка с 1000—1040° С па возду- 20 104—110 64—65 21—22
хе; старение при 850° С (2 часа), ох- 500 85-88 60—64 13—15
лаждение на воздухе; старение при 600 76—82 50—57 18—21
750° С (8 час), охлаждение на воздухе 700 800 60-65 25—27 50—52 20—23 21—23 55-60
Пределы секундной и минутной прочности и ползучести
Вид полу- Со стояние ера* испы- а, °C — аЮ" °60" ° 120" ° 180" °300"
фабри- Сн rd *5 S Lq
ката О со Н н ь кГ1мм‘2
Листы Закаленные 600 51 50,5 49,5 48,7 47,5
с 1000—1040° С 700 41 38 37 36 34,5
на воздухе 800 31 23,5 22,5 21,5 20
= 65 кГ[м.м?) 900 18,5 13,5' 12,5 11,5 10,5
с0,5/60" И, 5/120" с0,5/180" а0,5/300’
кГ[ммЪ
800 18,4 14,4 13 12,2 11,4
900 8,9 6,5 5,8 5,7 5,3
П/10" ° 1;б0" ° 1/120" а 1/180" 0 1/300"
кГ!мм2
800 19,6 15,5 14,1 13,4 12,4
900 9,7 7,5 6,5 6 5,6
Жаропрочные деформируемые стали
299
_______ __________Продолжение
Вид иол у- Состояние ера- I испы- *, °C | а 1/6' °1/10г ст1/60'
фабри- ката Темп тура та ни: кГ[мм2
Листы Термически обрабо- танные по режиму: за- калка с 1000—1040° С на воздухе; старение при 700° С (8 час), ох- лаждение на воздухе 650 700 750 72 60 50 70 57 35 69 52 32 63 46 30
Пределы длительной прочности и выносливости *
Состояние материала —— Темпера- тура испы- тания, °C а10 с50 С1(Ю а200 а300 °500 o„j (на базе 107 циклов)
кГ!мм^
Термически обработанный по режимам; 1) закалка с 1000—1040° С на воздухе; старение при 700° С (8 час), охлаждение па воздухе 600 700 70 45 60 36 54 32— 33 52 28 50 27 48 25 44—46 36—38
2) закалка с 1000—1040° С на воздухе; старение при 850° С (2 часа), охлаждение па воздухе; старение при 700° С (8 час), охлаждение па воздухе 600 700 64 40 56 31 52 28— 30 48 25 46 24 44 22 | i i ; hi in । i i 1 _ i
3) закалка с 1000—1040° С на воздухе; старение при 750° С (8 час), охлаждение на воздухе 600 700 64 43 55 34 51 SO- 31 48 27 46 26 44 24
4) закалка с 1000—1040° С на воздухе;. старение при 8э0° С (2 часа), охлаждение па воздухе; старение при 'о0°С (8 час), охлаждение на воздухе 600 700 60 52 50 ’ 28 46 44 42
Содержание титана в стали на нижнем пределе.
300
Глава I. Стали
Жаростойкость
Сталь жаростойка в воздушной среде при температурах до 850° С.
За 100 час испытания привес составляет 0,4115 г/м2 час при 800° С;.
1,4185 г/м2- час при 900°С,
Физические свойства f
d = 7 9
а. 106= 15,86 (20—100°); 16,62 (20-200°); 17,36 (20—300°); 17,99 (20-400°);’?
18,45 (20-500°); 18,91 (20—600°); 19,33 (20-700°) 1/°С. Я
«•106-= 17,39 (100—200°); 18,83 (200—300°); 19,91 (300—400°); 20,26 (400— £
500°); 21,24 (500—600°); 21,82 (600—700°) 1/°С. ?
Х = 0,036 (20°); 0,039 (100°); 0,042 (200°); 0,045 (300°); 0,049 (400°); 0,054®
(500°); 0,057 (600°); 0,060 (700°); 0,064 (800°); 0,068 (900°) кал/см-сек-°C. . |
Сталь немагнитна.
Технологические данные
Сталь деформируется в горячем и в холодном состоянии. Температурный
интервал деформации 1100—900° С, Охлаждение после деформации на воздухе./|
Сталь хорошо штампуется в закаленном состоянии (К В Ъ1 Т,пр “2j 13). Для снятия^
наклепа рекомендуется проводить закалку с 950—1020° С на воздухе. а':
Сталь удовлетворительно сваривается ручной дуговой, аргоно-дуговой, кон-.ф‘
тактпой и автоматической сваркой в среде аргона и под слоем флюса. Сварку-.-^
рекомендуется производить в закаленном состоянии. /Ж
Окончательная термическая обработка проводится после сварки и состоитД
из старения при 700° С в течение 8 час, охлаждение на воздухе. Для снятия'®
сварочных напряжений следует проводить нагрев при 850° С в течение 2 часЯ
охлаждение на воздухе. Перед подваркой детали нагревают по указанному^
выше режиму, а затем после под варки вновь проводят старение. Ввиду склони®
ности стали к образованию трещин, при сварке плавлением следует избегать®
перегревов. В качестве присадочного материала при автоматической аргоно-ду^
совой сварке рекомендуется применять сварочную проволоку из стали ЭП26^.
(ЧМТУ/ЦНИИЧМ 751—62 и ЧМТУ/ЦНИИЧМ 829—62) вакуумной выплавки;®
при ручной — сварочную проволоку из стали ЭПоЗЗ (ЧМТУ/ЦНИИЧМ 1215-64).'.;
Применение присадочной проволоки из металла вакуумной выплавки обеспечив
вает однородность сварных соединений. Контактной сваркой сталь свариваете^
удовлетворительно.
Механические свойства и длительная прочности соединений листов, сварен^
ных в закаленном (с 1000—1040° С на воздухе) состоянии приведены в табН
____ • •-&V
Вид сварки Тип сварного соединения Состояние материала после сварки Темпера- тура испы- тания, °C % а0,2 <400 Э -Д
кГ/мм’ ту. ’ b I
Роликовая Внахлестку Термически обра- ботанный по режи- му: нагрев при 850° С (2 часа), охлаждение на воздухе; старе- ние при 700° С (8 час), охлаждение на воз- 20 600 700 800 68—72 66—68 60—63 24—27 ! 1 i 1 . ••Л ••• . '• " * “
Жаропрочные деформируемые стали
301
Продолжение
Вид сварки Тип сварного соединения Состояние материала после сварки Темпера- тура иены- i тания, °C 7 а0,2 с1С0
сГ/млб
Автоматичес- кая аргоно- дуговая свар- ка (присадка— основной ма- териал) Усиление шва снято ханически ме- Состаренный при 700° С (8 час), ох- лаждение на возду- хе 600 700 '— — 48—50 28—29
Усиление шва снято каткой об- 600 700 51—52 29
Усиление шва снято ханически ме- Термически обра- ботанный по режи- му': нагрев при 850° С (8 час), ох- лаждение на возду- 20 600 700 800 i Ю СП ст> со 1 1 -4 СО Ю Ю 'III! Со Сл СТ) СО ; О Си ОО 69—74 61-65 50—52 24 46-48 26
Усиление шва снято каткой об- хе; старение при 700° С (8 час), охла- ждение на воздухе 600 700 — ' 46—47 22
Автомати- ческая аргоно- дуговая свар- ка (присадка- проволока из стали ЭП260) Усиление шва не снято Состаренный при 700° С (2 час), ох- лаждение на возду- хе 20 600 700 110- 117 68—70 — 52 30—31
Термически обра- ботанный по режи- му; нагрев при 850° С (2 часа); старение при 700° С (8 час), охлаждение на воз- духе 600 700 1$ -- 52 30
Пределы выносливости сварных соединений, выполненных автоматической
^Ргоно-дуговой сваркой с присадкой основного материала, приведены в таблице.
302
Глава I. Стали
Состояние материала после сварки Темпе- ратура испыта- ния °C Усилениешва сня- то механически Усиление пгва снято обкаткой
(на базе 10? циклов) KFlMJfi >
Состаренный при 700° С (8 час), охлаждение на воз- духе 600 700 32 22 (26) 34 28
Термически обработанный по режиму: нагрев при 850° С (2 часа), охлаждение на воз- духе; старение при 700° С (8 час), охлаждение на воз- духе 600 28 29,8
Применение
Свариваемые элементы конструкций, работающие при температурах до 800°С
(камеры дожигания, корпусы и опоры турбин, сопловые аппараты).
Жаропрочные деформируемые стали
303
б
54
52
50
Чд
46
44
42
40
38
36
34
30
105 10s 107 2-107 У
Фиг. 1. Кривые выносливости стали ЭИ696А при высоких
температурах (испытание при изгибе в одной плоскости).
304
Глава L Стала
ХРОМОНИКЕЛЕВАЯ СТАЛЬ
ХН35ВТЮ (ЭИ787)
Химический состав в %
С Si Мп Сг Ni Fe W А1 Ti В* S Р
не б >олее
<0,08 <0,6 <0,6 14—16 33—37 Осно- ва 2,8— 3,5 0,7- 1,4 2,4- 3,2 До 0,02 0,010 0,020
* Бор вводится по расчету и химическим анализом не определяется.
Механические свойства по ТУ (не менее)
Вид полуфабри- ката п TV Состояние (контроль- ные образцы) ратура I тин, DC| ав *0,2 »5 « 3 Ql
Темпе ИСПЫТ1 к Г 1мм- % а н к Г -м/с НВ (d мм О* 2^ О ¥
Прутки го- рячеката- ные и кова- ные сече- нием до £50 jlw ЧМТУ ЦНИИЧМ 63-58 Термически обрабо- танные по режимам: 1} 1-я закалка с 1159— II80J С (4—8 на воздухе; 2-я закалка с 10507 С (4 часа) на воздухе; старение при 750—84О°С (16-25 час). охлаждение на воздухе 20 750 750 95 65 - 6 — 8 2,5 — h 3,25 3,6 ' ’ V. 30 : 35 (за 50 час)
2) закалка е 1080— 1121ГС (10 час) на воздухе; старение при ТбЗ-ЗООХ (16—25час), охлаждение на возду- хе 20 550 100 65 8 10 3 3,25— 3,6 73 . (за 80 час)
Кованые заготовки (шайбы) ЧМТУ ЦПИИЧМ 710—62 Термически обрабо- танные по режимам: 1) 1-я закалка с 1150—1№ С (4—8 час) на воздухе; 2-я закалка / 1050" С (4 часа) на воздухе; старение при 750-8Ю7С (16—25 час), охлаждение на возду- хе 20 750 95 60 —- 6 8 2,5 3,25- 3t 65 30
21 закалка с 1080— 1120* С (10 час) на воздухе; старение при } 50—800 "С (16—25чаг)# охлаждение на возду- хе 20 550 100 65 8 10 3 3,25— 3,6 73 (за 80 час}
Жаропрочные деформируемые стали
305
Механические свойства при комнатной и высоких температурах
Вид полу- Состояние О сз о н JS &5 6 1 О1 Я
фабри- ката i о сД £ дЗ Й Н в । кГ/мм2 1 % Л НВ (d м 1
Прутки i Термически об- работанные по 20 ] 21 850 105— 127 1 70—88 Е 7-22 10—25 ! 2,5— 5,8 3,3— 3,6
режиму: 1-я за- калка с 1180— 400 — 105— 118 70—85 — i — ——
1200° С (2,5—8 час) на воздухе; 2-я 500 -— 100— 115 70—83 5—18 6—23 ——-
закалка с 1050° С (4 часа) на возду- 550 1 - 100— 112 69—82 5-16 7—25 5-6 —
хе; старение при 750—800°С (16ъы), 600 17 300 100— но 68—81 -— 12-16 ' - . _
охлаждение на 700 16 600 92—97 68—80 5—8 9—11 — —
воздухе 750 800 850 15 600 15150 СОСЪ QO СЮЪСп I 1 1 СО >4 СО ОО СП CD WOOj СО О Си 1 I 1 Со Си О ОО [ 1 1 н* СП О 6—10 22—28 46-48 3—4 5-6 5,5- 6,5
• 000 20—25 20—24 20—23 50-60 —
Кованые прутки Термически об- работанные по 20 106— 124 60—80 11—22 15—29 3,8— 7,0 3,35- 3,60
(сторона квадрата режиму: 1-я за- калка с 1150— 600 100— 107 60—79 12-16 17 -26 5—6 '
90 мм) 1160° С (6—10 чес) на воздухе; 2-я закалка с 1050° С (4 часа) на возду- хе; старение при 830° С (16 час), охлаждение на воздухе 1 700 74—92 • 60—79 6-15 10—23 5-6
Диски 11 Другие Термически об- работанные по 20 —— 110— 120 60—78 16—20 19—33 4,5- 7,3 3-4
крупные изделия режиму: 1-я за- калка с 1150— 500 — 100— но —— 14—16 23—27 —...
1160° С (б—10 час) на воздухе; 2-я 600 —— 100— 105 60—78 12—16 22-26 5-6
закалка с 1050° С (4 часа) на воз- 650 —- 100— 104 — 12—14 21—24 —
духе; старение при 830° С (16 аде), охлаждение на воздухе i г С 700. 1 1 । i 75—90 60—78 i 8—14 10—23 4,5- 6,0
20
1525
306
Глава I. Стали
Продолжение
Вид полу- Состояние ратура шия, °C °н а0,2 $5 Ф i см Я
фабри- ката Темпе испьш i — чГ'/Мм 2 с / Z О НВ (d м.
Лопатки компрес- .Термомеханиче- ская обработка по j 20 135 95— 100 20—24 36—45 7,0- 8,4 3,0— 3,2
сора режиму: нагрей до 1120° С? выдержка 60 мин\ штам- повка, охлажде- ние на воздухе; старение при 750° С (16 час), охлаждение на воздухе 550 ИЗ- 121 86—92 15—17 20—36
Пределы длительной прочности
Вид * °100 а200 ° 500 ° 1000 аКЮ*
полуфаб- Состояние О S нГ С х —
риката о со Н н ь кГ}мм2
Прутки Термически обработан- 550 80—85 — 70—78 65—70 80 Л
ные по режиму: 1-я за- 600 65—68 55—58 52—55 65
'калка с 1180—1200° С (2,5— 650 — ——- • ——-—• — --
8 час) на воздухе; 2-я 700 38—40 . Г, 32—34 28—32 38—40
закалка с 1050° С (4 часа) 750 30—34 24—30 22—27 30 т
на воздухе; старение при 800 21—24 15—18 12—16 24 9.
750—800° С (16 час), ох- 850 12 ГТ •—-
лаждение на воздухе 900 R I» ‘ — '• • •.
Кованые Термически обработан- 550 75 - — 1- — 75
прутки ные по режиму: 1-я за- 600 60 “— 60
(сторона калка с 1150—1160° С (6— 700 36—40 — 36—40?
квадрата 10 час) на воздухе; 2-я 750 30 — 30 '9
90 мм) закалка с 1050° С (4 часа)
на воздухе; старение при
830° С (16 час), охлажде-
< ние на воздухе i i 1 1 % • 1 V*’ s /
* Радиус надреза 0,5 ,ил:.
Жаропрочные деформируемые стали
307
Продолжение
Вид полуфаб- рик ат а Состояние Эс ‘и -1ЧН0И -вёз; ° 100 °200 ° 500 а1000 _Н а100
Темп тура та ни; кГ[мм2
Диски Термически обработан- 500 70 — — —— 70
И Другие ные по режиму: 1-я за- 600 60 —— — — 60
круиные калка с 1150—1160° С (6— 650 50 ™ -—- 50
изделия 10 час) на воздухе; 2-я закалка с 1050°С (4 часа) на воздухе; старение при 830° С (16 час), охлажде- ние на воздухе 700 750 36—38 28—30 — - 36—38 30
Лопатки Термомеханическая об- 550 90 86 — - -- 90
ком прес- работка по режиму: на- 650 56 52 ™ 1 — 1 56
сора * Радиу грев до 1120° С, выдержка 60 мин', штамповка, ох- лаждение на воздухе; старение при 750° С (16 час), охлаждение на воздухе с надреза 0,5 мм. 750 27,5 22 27,5
Пределы ползучести и выносливости
Темпе- °0,2/!00 °-1
Состояние материала ратура испыта- ния по общей деформа- ции по остаточной на базе циклов
деформации 10? 108
°C кГ
Термически обрабо- 550 76* 30*
тайный по режиму: 1-я 600 70* 25—30* 24
закалка с 1180—1200° С 650 — ; 30*
(2,5—8 час) на воздухе; 700 40* 28—30*
2-я закалка с 1050° С 750 25 30—31 —_
(4 часа) на воздухе; 800 13—14 25—27
старение при 750—800°С (16 час), охлаждение на 900 16*
воздухе
Термически обрабо- 550 65 28
Танный по режиму: 1-я 600 1 "" 60 — - — .
закалка с 1150—1160° С Ю час) на воздухе; Ж1 закалка с 1050° С 14 часа) на воздухе; ста- ре»ие при 830° С (16 час), 700 30 35 30
рождение на воздухе
1-я закалка с 1170° С (8 час) на воздухе; 2-я закалка и старение те же.
20*
308
Глава Г Стали
Жаростойкость
При испытаниях в воздушной среде в течение 100 час при 800° С привес со-
ставляет 0,059 г/м?-час, в течение 1000 час — 0,018 г 1м? < час.
Сталь удовлетворительно сопротивляется газовой коррозии при темпера-
турах до 850° С.
Физические свойства
d = 8,04 г/сл(3.
в.10б* = 14,1 (20—100°); 15,2 (100—200°); 16,2 (200—300°); 16,9 (300—400°);
177 (400-500°); 17,8 (500-600°); 19,0 (600-700°) 1/°С.
а. 106* = 14,6 (20—200°); 15,2 (20—300°); 15,6 (20—400°); 16,0 (20—500°);
16,3 (20—600°); 16,7 (20—700°) 1/°С.
л = 0,037 (100°); 0,042 (200°); 0,046 (300°); 0,050 (400°); 0,054 (500°); 0,059
(600°); 0,062 (700°); 0,066 (800°); 0,071 (900°) кал!см-сек-°C.
Технологические данные
Сталь деформируется в горячем состоянии. Температура нагрева под де-
формацию 1080—1100° С, температура конца деформации 900° С. Охлаждение
после деформации на воздухе. )
Рекомендуемые режимы окончательной термической обработки: "
1) для рабочих лопаток.—1-я закалка с 1180—1200°С (выдержка 2,5—;
8 час) на воздухе; 2-я закалка с 1050° С (выдержка 4 часа) на воздухе; ста- ;
рение при температуре 750—800° С в течение 16 час, охлаждение на воздухе;';
2) для турбинных дисков—I-я закалка с 1150—1160° С (выдержка 6—3
10 час) на воздухе; 2-я закалка с 1050° С (выдержка 4 часа) на воздухе; стаС
рение при 830° С в течение 16 час, охлаждение на воздухе; 5;
3) для лопаток компрессора — термомеханическая обработка, состоящая из
нагрева заготовок при 1120° С в течение 60 мин, последующей штамповки с ох-д
лаждением на воздухе и старения при 750° С в течение 16 час с охлаждением*
на воздухе. ;?
Сталь хорошо прокатывается на сортовых станах. Удовлетворительно обра-i
батывается резанием. ‘3
Применение
ч
0;
Рабочие лопатки газотурбинных и других двигателей, работающие при теме
пературах 700—800° С; компрессорные лопатки, работающие при температурах
500—700° С; диски турбин, дефлекторы, кольца, работающие при температурах^-
до 750° С. ’ fe
V?
* После термической обработки по режиму: 1-я закалка с 1180° С (выдеру
ка 4 часа) на воздухе; 2-я закалка с 1050° С (выдержка 4 часа) на воздух^
старение при 800р С в течение 16 час. j
Жаропрочные деформируемые стали
309
Фиг. 1. Кривая выносливости стали ХН35ВТЮ при темпера-
туре 60СГС (испытание при чистом изгибе гладких образцов).
310
Глава I, Стала
ХРОМОНИКЕЛЕВАЯ СТАЛЬ
ЭП105 (ЭП203)
Химический состав в в/о
Si Мп Сг N1 TI Мо AI В (рас- четн*) Се Zr (рас- чети.) Ес S ПС б р олее
Осно- 0,010 0,015’
ва
Механические свойства по ТУ (не менее)
Вид полуфабриката ТУ Состояние (контрольные образцы) Темпера- тура ис- пытания °C % СТ0,2 65 кГ -М1СМ^ (О' р) ЯИ : ,1.
К Г/ 3<ЛГа %
Заготовки ЧМТУ Т ернически обработан- ные по режиму: закалка с USOiHO’C (3 часа) в мас- ле; старение при 820—845 С (16—5 час)у охлаждение на воздухе; старение при 650-730J С (16 час), ох- лаждение на воздухе 20 95 70 8 13 2,5 3,4- 3,7 • 1 . 7 Т
(штанги и шай- бы) для дисков ЦНИИЧМ 1269—64 750 — — — — — 35| /> 1 •J
То же (металл ваку- ум но ’Дуговой выплавки) То же 20 750 95 R 70 10 15 2 (5 3,4- 3,7 р » 1
Механические свойства при комнатной и высоких температурах
Вид полу* Состояние ратура аният °C Е ав ст0,2 ^ПЦ В5 &10 'к —1 1 ед
фабри- ката Темпе ИСПЫТ; кГ }мм2 - % 33 S3 эд
Прутки Термически об- работанные ио 20 19 000 20 000 95— 120 70— 80 55— 65 10— 15 10— 14 15- 20 3-4 Is 1 'л
режиму: закалка с 1120—1150° С 500 15 900 17 000 95— ПО 65— 75 55— 61 6— 10 5- 10 10— 15
(2—3 часа) в мас- ле; старение при 775—820° С (16 час); дополни- 600 14200 16 500 95— 106 65— 75 55- 58 5-9 5-9 7— 14
700 13 500 15 800 80— 90 65— 70 48— 58 6— 13 3—9 5— 12 0<| *•. JI
тельное старение при 630—650° С 750 12900 — 65— 75 50- 60 38— 48 5— 13 6-9 9— 13 ' я
(10—16 час), ох- лаждение на воз- 800 12 000 15000 55— 63 47— 50 30— 35 8— 15 8— 10 10— 15 iVf®’ Тяь
духе 850 — -- —— 35— 40 33— 37 1 1 15— 25 20— 30 тй»
Жаропрочные деформируемые стали
311
Пределы длительной прочности
Вид полу- фабри- Состояние Темпера- тура испы- тания, °C ст500 с1000 ст2000 Gioo*
ката кГ ;мЖ
Прутки Термически обработанные по 500 87—90 — 80—85
режиму: закалка с 1120—1150° С 600 70 70
(2—3 часа) в масле; старение при 775—820й С (16 ^ас); дополнитесь- 700 45 33—35 32—33 45
ное старение при 630—650& С (10~ 750 35 25—27 23—25 •Н— 35
16 час}, охлаждение на воздухе 800 24—25 — —. — 24—25
* Радиус надреза 0,5 мм.
Пределы ползучести и выносливости
Вид полу- фабриката Состояние Темпера- тура испытания СС °0,2/Ю0 °-1 Q 1 к
на базе 10т циклов
кГ/мм*
Прутки Термически обработанные по режи- му: закалка с 1120— 11503 С (2—3 часа) в масле; старение при 775—820° С° (16 *шс)^дополнительное старение при 630—650° С (10—16 4ac)t охлаждение на воздухе 650 759 300 51 29 32 23-29 25 25 26 20
* Радиус надреза 0,7 мм.
Жаростойкость
Сталь жаростойка при температурах до 850° С.
Физические свойства
d — 7,85 г/см3.
а*.106 = 14,5 (20—100°); 15,4 (100—200°); 16,6 (200—300°); 17,3 (300—400°);
18,4 (400—500°); 19,2 (500—600°); 19,9 (600—700°); 23,0 (700—800°) 1/°С.
а*.106= 14,9 (20—200°); 15,5 (20-300°); 16,0 (20—400°); 16,5 (20—500°);
16,8 (20—600°); 17,3 (20—700°); 18,0 (20—800°) 1/°С.
Х = 0,027 (20°); 0,030 (100°); 0,033 (200°); 0,037 (300°) 0,040 (400°); 0,044
(500°); 0,048 (600°); 0,051 (700°); 0,055 (800°): 0,059 (900°) кал/см-сек-°С.
Технологические данные
Сталь деформируется в горячем состоянии. Температурный интервал дефор-
мации 1100—900° С. Охлаждение после деформации на воздухе.
Термическая обработка: закалка с 1120—1150°С (выдержка 2—3 часа)
в масле; старение при 845—820° С в течение 5—16 час', дополнительное старение
при 700—650° С в течение 16 час, охлаждение на воздухе.
Сталь удовлетворительно обрабатывается резанием и сваривается.
Применение
Рабочие лопатки и диски газовых турбин.средних и малых размеров.
* После термической обработки по режиму: закалка с 1120—1150? С (вы-
держка 2—3 часа) в масле; старение при 775—82В3 С в течение 16 час-, допол-
нительное старение при 630—650° С в течение 10—16 час, охлаждение на воз-
духе.
312
Глава Г Стали
Фиг, 1. Кривые растяжения стали ЭП105
до предела текучести.
Жаропрочные деформируемые стали
313
Фиг. 2. Кривые растяжения стали ЭП105 от
предела текучести до разрушения.
Фиг. 3. Кривые ползучести стали ЭП105 при температуре 650° С.
314
Г лава /. Стали
Фиг. 4. Кривые ползучести стали ЭП105 при температуре 750° С.
Жаропрочные деформируемые стали
315
ХРОМОНИКЕЛЬВОЛЬФРАМОВАЯ СТАЛЬ
Х15Н30ВМТ
(ЭП437, ВЖ102)
Химический состав в ®/о
С Si Мп Сг Ni W
<0,1 <0,6 <0,6 l 14—16 27-30 4,5-6,0
Продолжение
Мо Т1 Fe А1 Zr* Р S
не более
3-4 1,8—2,3 Основа <0,5 0,02 0,025 0,015
* Цирконий вводится по расчету и химическим анализом не определяется.
Механические свойства по ТУ (не менее)
Вид полу- фабри- ката ТУ Состояние (контрольные образцы) Температура испытания, 3С <^в а0,2 §5 С-1 ч НВ (d мм) с50 кГ)мм^ 1
кГ)мм2 %
Прутки (заго- товки со стороной квадрата 80— 100 мм) =11 исты ЧМТУ Термически обработанные по режиму: закалка с 1170—1190° С (2 часа) на воздухе; ста- рение при 750° С (16 час), охлаждение на воздухе 20 700 95 65 12 16 4 3,45— 3,85 40
цниичм 843-63
ЧМТУ Закаленные с 1080—1120° С на воздухе или в воде 20 70 40 35 (7=5,6бК F) --— —
ЦНИИЧМ 899—63
316
Глава I. Стала
Механические свойства при комнатной и высоких температурах
Вид иолу- Состояние о сз о ь S «Ч ей Сц Й £ а» а0,2 апц [ о? СП Ф
фабри- ката Q g к С Й л й м Ь я кГ/мм2 % НВ (d м.
Прутки Термически об- 20 20 500 95— 65— - 14— 16— 4-6 3,45-
диамет- работанные по 107 75 23 25 3,85
ром режиму: закалка 600 - -- - 16 600 77— 55— 42— 8— 15— 3—
20 мм с 1180±10°С 85 58 45 13 21 3,5
(2 часа) на воз- 700 — 16 000 74— 53— 40— 7—9 10— 2— —
духе; старение 80 58 44 15 2,5
при 750±10° С 800 — 15 200 48— 36- 18— 11— 16— 4—6
(16 час), ох л аж- 54 40 23 20 33
дение на воздухе 850 — 25— —"— 32— 49— —
29 44 55
Листы В состоянии по- 20 19 000 U. ... Ч 97— 67— 40— 9— — -
ТОЛЩИ- ставки и состарен- 104 72 48 12
ной ные при 750° С 400 15600 — 88— 57- 37— 9— —
1,5—2 мм (16 час), охлаж- 91 60 40 10
дение на воздухе 500 14 800 88— 57— 32— 11— — — —
91 60 37 13
600 13 900 85— 54- 29— 11—
90 56 35 13 ♦
700 12 200 67- 46— 24- 13- — — '
j 1 70 50 28 20
на образцах
с расчет-
* Удлинение для листового материала определено
ной длиной Z=5,65 V F.
Пределы длительной прочности, ползучести' и выносливости
Вид полуфаб- риката Состояние Температура испытания, °C °100 Л # с 100 н а100 а0>2/100 O„i Н <3__ | * **
на базе 107 циклов
с100
кГ!мм2 кГ!мм2
Прутки диаметром 20 .о Термически обрабо- танные по режиму: за- калка с 1180±Ю° С (2 часа) на воздухе; старение при 750±10° С (16 час), охлаждение на воздухе 1 500 600 700 800 850 >75 65 38 18 И 38 18 1 1 36 10 31 25 21. ь
* Радиус надреза 0,5 мм.
** Радиус надреза 0,75 мм.
Жаропрочные деформируемые стали
317
Продолжение
Вид полуфаб- риката Состояние Температура испытания, °C °100 UI * ** °100 Н ° 100 %,2/100 а
на базе 107 циклов
МОО
кГ/мм2 кГ/шлг2
Листы толщиной 1,5—2 мм В состоянии поставки и состаренные при 750° С (16 час), охлаждение на воздухе 20 500 600 700 i >75 57 29 , . — 32 31 25 —
* Радиус надреза 0,5 мм.
** Радиус надреза 0,75 лш.
Жаростойкость
При 100-часовых испытаниях в воздушной среде при температуре 80СВС при-
вес составляет 0,04 г/м2 • час.
Физические свойства
d — 8,29 г/с.и3.
106 = 14,1 (20—100°); 14,6 (20—200°); 15,2 (20—300°); 15,7 (20—400°);
16,2 (20—500°); 16,7 (20—600°); 17,2 (20—700°); 18,1 (20—800°) 1/°С.
«•106= 15,2 (100—200°); 16,3 (200—300°); 17,3 (300-400°); 18,2 (400—500°);
19,0 (500—600°); 20,7 (600—700°); 24,2 (700—800°) 1/°С.
X = 0,028 (25°); 0,031 (100°); 0,035 (200°); 0,038 (300°); 0,043 (400°); 0,047
(500°); 0,050 (600°); 0,054 (700°); 0,057 (800°)
с =0,090 (100°); 0,095 (200°); 0,100 (300°); 0,110 (400°); 0,110 (500°); 0,120
(600°); 0,125 (700°); 0,130 (800°); 0,140 (900°) кал/г-°С.
Технологические данные
Сталь деформируется в горячем состоянии. Температурный интервал дефор-
мации 1120—900° С.
Рекомендуемый режим термической обработки: закалка с 1180+40° С (вы-
держка 2 часа) на воздухе; старение при 750±10°С в течение 16 час, охлажде-
ние на воздухе.
Сталь толщиной 15 мм хорошо сваривается ручной дуговой сваркой с элек-
тродом из основного металла с покрытием НЖ-4, а так же контактно-стыковой
оваркой. Листовая сталь хорошо сваривается ручной дуговой, аргоно-дуговой
и роликовой сваркой. Механические свойства сварных соединений пластин, кова-
ны?; заготовок, термически обработанных по режиму: закалка с 1180° С (выдерж-
2 часа) на воздухе; старение при 750° С в течение 16 час, охлаждение на
воздухе, а также листов, состаренных после сварки при 750° С в течение 16 час,
охлаждение на воздухе приведены в таблице.
318
Глава I. Стали
Свариваемый материал Вид^ сварки Температура испытания, °C кГ/мм^ §5 ь кГ-М/СМ2 с100 °~1 (на базе 10? циклов)
% 1СГ;ММ~
Пластины тол- щиной 15 мм Дуговая (электрод— основной металл с покрытием НЖ-4) 20 800 78— 83 37— 41 11— 14 11— 14 15- 18 34— 56 2,5—4,3 13 • f . i — • * ' f • «г. • : -.1
Кованые заго- товки сечением 15X40 мм Контактная стыковая 20 700 800 85- 92 69— 73 47— 51 10- 12 5— 11 il- ls 12— 16 10— 14 15— 44 2,5—3,5 15 'i'ijl** 25 •• 1 : • 25 J <'•
Листы толщи- ной 1,5—2 мм Аргоно- дуговая 20 400 500 600 700 800 96— 104 88- 91 88— 91 68— 82 64— 71 43— 53 - р >74 48 26 1.Т. 22 < jV- 24 M - .'I .a 19 I
Роликовая 20 400 500 600 700 800 60— 70 60— 66 60- 62 58- 60 52— 55 39— 41 1 1 1 1 i 1 г 23 >10 W 18 W — •••'w 18 4 -'Ж 21 1
Сталь удовлетворительно обрабатывается резанием.
•: --Эд
Применение
Сварные кольцевые детали, работающие при температурах до 800° С. Листо^
вая сталь рекомендуется для сложных сварных деталей, работающих при тем-S
пературах до 75(7 С.
Жаропрочные деформируемые стали
319
«О
Фиг. 1. Кривые ползучести стали Х15Н30ВМТ при температуре 700° С (пруток).
320
Глава I. Стали
Я
Фиг. 2. Кривые ползучести стали Х15Н30ВМТ при температуре 800°С (пруток).
Жаропрочные литейные стали
321
ЖАРОПРОЧНЫЕ ЛИТЕЙНЫЕ СТАЛИ
ХРОМОНИКЕЛЕВАЯ СТАЛЬ
268Л (ЭИ268Л)
Химический состав в п/о
С Si Мп Сг Ni Fe S р
не более
05—0,12 0,8—1,5 0,3—0,8 15—18 2,8—3,8 Основа 0,030 0,035
Механические свойства по ТУ (не менее)
Вид полу* фабри- ката ТУ Состояние (контрольные образцы) 1 1 Температура : испытания, °C °в а0,2 «5 ф 04 * (fa НВ (d мм) 1
кГ1мл& %
Отливки АМТУ 433—58 Контрольные бруски, отлитые в холодные формы, термически об- работанные по режи- му: закалка с 1040— 1060е С в масле; отпуск при 540—560° С (3 часа), охлаждение на воздухе 20 95 75 8 20 2,5 3,2— 3,8
Контрольные бруски, отлитые в горячие фор- мы, термически обра- ботанные по режиму: закалка с 1040—1060° С в масле; отпуск при 540—560° С (3 часа), ох- лаждение на воздухе 20 1 95 1 75 7 18 2 3,2— 3,8
Контрольные бруски, отлитые в горячие фор- мы, термически обра- ботанные по режиму: высокий отпуск при 670—6S0° С (3 часа), ох- л аждение на воздухе 20 85 65 5 i •l 8 1 • 3,4- 4,0
Контрольные бруски, отлитые в холодные формы, термически об- работанные по режиму: высокий отпуск при 670—690° С (3 часа), ох- лаждение на воздухе 20 i i 85 65 6 10 — 3,4- 4,0
21
1525
322
Глава Г Стала
Механические свойства при комнатной и высоких температурах
Состояние материала и cd п о, *- X £ й а0,2 85 9 04 ° 100 « 1 к 1 ° 1
Темпе испит; кГ!мм2 С ъ Q bi НВ (d м кГ [мм2
Термически обработанный 20 НО 90— 8- 33- 2 3,40 41 26
по режиму; закалка с 1050° С в масле; отпуск при темпе- ратуре 550° С 400 83 97 72 13 9 51 31 — 75 —
500 70 63 11 33 —— 27 27 —
550 —— —’—• —— 20 --
Отпущенный при темпера- 20 88— 85- 9— 30— 3,5— — 1 ——,
туре 680° С 300 104 76 73 61 12 8 41 23 Р Ч " 3,8 1— 1 I I I .
450 64 55 8 27 - —
Влияние длительности нагрева на ударную вязкость
Температура нагрева °C Продолжительность выдержки час кГ^м/см^
550° С (охлаждение на воздухе) 2 3,1
20 4,4
100 7,25
Физические свойства
d = 7,8 г]см\ •' ... ж
а-106= 10,3 (20—100°); 11,2 (100-200°); 11,7 (200—300°); 12,2 (300—400°);Ж
12,9 (400—500°) 1/°С.
Х = 0,047 (100°); 0,051 (200°); 0,054 (300°); 0,059 (400°); 0,063 (500°); -0,0661
(600°); 0,068 (700°); 0,071 (800°) налГм-сек^С. Д
р—0,81 ом’мм^/м.
Технологические данные
Сталь выплавляют в индукционных печах с основной футеровкой. В шихт^.
используют до 40% отходов этой же стали. Жидкотекучесть металла хорошая^
Температура заливки форм 1520—1580° С. Линейная усадка составляет 2,5°/в<-!
Прибыли и литники удаляют газовой и анодной резкой, камнем и мех ан и-.;
ческим путем. , й
Сталь удовлетворительно сваривается сваркой плавлением. '1
Применение
Детали самолетов, двигателей (компрессорные лопатки) и другие детали,-
подвергающиеся в процессе работы нагреву до 50ДС. а также детали, сварИ^
ваемые с другими деталями. j
Жаропрочные литейные стали 323
Длина спирали в мм
Фиг. 1. Жидкотекучесть стали 268Л.
324
Глава I. Стала
ХРОМОНИКЕЛЕВАЯ СТАЛЬ
513Л (ЭИ736Л)
Химический состав в °/о *
С Si Мп Сг Ni V W В Fe S Р
не более
0,09— 0,15 0,2— 0,8 0,20- 0,80 11,5— 13,5 2,3— 3,0 0,18— 0,28 1,6- 2,2 0,003— 0,006 Основа 0,030 0,030
вводятся титан и бор. Содержание ти-
* Для улучшения литейных свойств
тана не должно превышать 0,05%.
Механические свойства по ТУ (не менее)
Вид полу- фабри- ката ТУ Состояние (контрольные > образцы) Температура [ испытания, с0,2 1 I -м/с м2 Я СГ}
к Г 1мм2 %
Отливки АМТУ 433—58 Контрольные бруски, отлитые в горячие фор- мы, термически обра- ботанные по режиму: закалка с 1030—4080° С на воздухе или в мас- ле; отпуск при 540— 620° С 20 120 100 7 20 1,5 3,7— 3,4 г
Контрольные бруски, отлитые в холодные формы, термически об- работанные по режиму: закалка с 1030—1080° С на воздухе или в мас- ле; отпуск при 540— 620° С 20 120 100 8 25 9 3,7- 3,4 < ;
Контрольные бруски, отлитые в горячие фор- мы, термически обра- ботанные по режиму: закалка с 1030—1080° С на воздухе или в масле; отпуск при 680—720° С 20 90 75 9 30 2 3,8(1-- з.Я у X • * 3,80-1 3,451 • ’Г
Контрольные бруски, отлитые в холодные формы, термически об- работанные по режиму; закалка с 1030—1080“ С на воздухе или в масле; отпуск при 680—720° С 20 90 75 9 30 { J 2,5 1
Жаропрочные литейные стали
325
Механические свойства при комнатной и высоких температурах
Состояние материала ера- исп ы- а, °C а0,2 ^ПЦ 510 Ф С9 04
5 к
сд £
'У гз Н н н кГ /мм2 ( % *3^2 Ду
Термически обработанный 20 19 200 95 71 44 9 29 2,5—
fio оежиму: закалка с 1050° С 4,6
в масле; отпуск при 680°С 400 15400 78 61 43 8 26 ——'
500 13 600 62 48 28 9 45 — 45
550 — -» 30
600 8 700 40 27 16 17 72 ' ' 22
Термически обработанный 20 100 80 М 10* 30 1 >
по режиму: закалка с 1050° С 400 -—- 80 63 ► 7* 26 78
в масле; отпуск при 650°С 500 —— 74 60 “— 8* 36 50
* Удлинение определено на длине
Длительная прочность при 550е С а завис имости от предела прочности
при комнатной температуре
Состояние материала св °100
кГ/мм2
Закаленный с 1050° С в масле и отпущенный
при температурах:
550° 144 55
600° • 120 50
650° • 105 38
700° 100 30
Пределы ползучести и выносливости
Состояние материала CsJ Ct c0,2/i00 а-1
5 о Н X о 20 400 450 500 550 по остаточной деформации по общей деформации па базе 107 циклов
Закаленн ый с 1050° С в масле и ^УЩенный при 46 31 21 18 к Г 1мм2 15 4 ю со 1 ю о со 1 со СМ 28 20 • —
326
Глава 1. Стали
Физические свойства
d = 7,8 г/см'Г
«106- 10 (20—100°); 10,3 (20-200°); 10,6 (20—300°); 10,9 (20-400°); 1Ц
(20—500°); 11,2 (20—600°) 1/°С.
X- 0,047 (20°); 0,050 (100°); 0,053 (200°); 0,055 (300°); 0,059 (400°); 0,062
(500°)- 0,064 (600°); 0,066 (700°); 0,067 (800°) кал^м-сек-°C.
Технологические данные
Сталь выплавляют в индукционных печах с основной или кислой футеров-
кой; металл заливают в сухие формы из стержневой смеси. После отрезки при*;4
былей отливки подвергают отжигу при 930—980° С или нормализации с 950—;
980° С с последующим отпуском при 650—680° С.
Окончательная термическая обработка: закалка с ЮбСРС в масле или на?
воздухе, отпуск в интервале температур 540—580° С и 680—720° С (на заданную^
твердость). • ф.
После полирования и пассивирования или элсктрополирования сталь имей;
удовлетворительную коррозионную стойкость в атмосферных условиях. ф
Применение
Лопатки компрессора и другие детали, работающие при температурах до.;;
550° С в атмосферных условиях.
Фиг. 1. Кривые растяжения стали 513Л до предела текучести
(отпуск при 680°С).
Жаропрочные литейные стали
327
Фиг. 2. Кривые растяжения стали 513Л от
предела текучести до разрушения (отпуск при
680° С).
328
J'лава I. Стали
Фиг. 4. Кривые ползучести стали 513Л при темпе-
ратуре 450э (отпуск при 680° С).
Фиг. 5. Кривые ползучести стали 513Л при темпера
туре 500° (отпуск при 680°С).
Жаропрочные литейные стали
329
ХРОМОНИКЕЛЕВАЯ СТАЛЬ
ЭИ961Л
Химический состав в %
(2^ Si Мп ь С г Ni W V Мо Fe
0,12~- 0,16 0,20— 0,65 0,30— 0,80 10,5— 12,0 1,4— 1,8 1,5— 2,0 0,18- 0,30 0,35—0,50 Основа
S Р
не более
0,030 0,030
Механические свойства по ТУ
Вид П О/l у- ТУ 1 AKMMftSUU/all* Состояние (контрольные образцы) ратура ! алия, "С| °G,2 з5 Ф 'J НВ (d мм)
фабри-* ката Темпе 11СПЫТ. кГ/ лги/2 96 у
Отливки АМТУ 472—61 Образцы из тре- фообразных загото- вок, термически об- работанные по ре- жимам: 1) закалка с 1070120° С на воз- духе; отпуск при 560—580° С “ Л 20 110 85 10 i 30 3,5 i । 3,2—3,5
2) закалка с 10701^ 120° С на воздухе; отпуск при 660— 680° С 20 90 75 11 35 3,0 3,55—3,85
Механические свойства при комнатной и высоких температурах
Состояние материала Температура ! испытания, °С[
Термически обработанный по режиму; закалка с 1070110° С па воздухе, отпуск при 570+10° С 20 500
550
<*в а0,2 CS °5 Ф сч *=?
кГ!мм^ ?6 «у НВ (а м
ПО— 95— 12—15 8—15 47—60 5,5- 3,15-
125 80— 100 46—59 8,0 3,45
100 75-85 9—18 56—67 —
330
Глава I. Стали
Состояние материала Температура испытания, СС
Термически обработанный по 20
режиму: закалка с 1070±10°С на воздухе, отпуск при 660— 500
680° С 550
600
625
650
Продолжение
।
а0,2 8s Ф 04 я
кГ}мм2 ( Vi НВ (d.
95— 80—85 12-18 40—55 5,5~ 3,50-
100 7,0 3,70 :
73—80 “—. 12—13 50—56 —--
65—70 11—16 60—67 -— '
55-60 -г-ы-га 14—21 63-75 -
50-55 16—22 74—80
44-47 1 - 20—25 80—82 --
Пределы длительной прочности, ползучести и выносливости
Темпе- а-1
ратура ° 100 а0,2/100 на базе :
Состояние материала испыта- 107 циклов
НИЯ
°C кГ/мм2
Закаленный с 1070±10°С на воз* 20 _! 42 ;
духе и отпущенный при 570±10°С 500 50 27 37 *
550 35 — +
Закаленный с 1070-1-10° С на воз- 20 —- • 40 4
духе и отпущенный при 670±10°С 500 41 — 28
550 30 .... . .. —
600 R95 26 10 12 — i 20 | -4
У
•45
650
£
Физические
свойства
d — 7,84 г/сдЛ
а-10б= 10,1 (20—100°); 10,9 (100—200°); 11,6 (200—300°);
12,8 (400—500°); 12,7 (500—600°); 12,6 (600-700°) 1/°С.
а-106-10,5 (20-200°); 10,8 (20-300°); 11,2 (20-400°);
11,7 (20—600°); 11,8 (20—700°) 1/°С.
Х = 0,045 (25°); 0,047 (100°); 0,051 (200°); 0,055 (300°); 0,057 (400°); 0,06?
(500°); 0,062 (600°); 0,063 (700°); 0,065 (800°) ка^см-сек^С.
12,2 (300-400°);
11,5 (20—500°)
Технологические данные
Сталь выплавляют в индукционных печах с основной футеровкой. Темпера?
гура заливки форм 1550—1560° С. Жидкотекучесть металла удовлетворительна^
Объемная усадка составляет 10—123/&. J
Рекомендуемые режимы термической обработки: I) закалка с 1070+10е*»-
на воздухе, отпуск при 570+10° С на НВ (й?Отп) = 3,20-ь3.5 мм; 2) закалК,Ж
с 1070+10° С на воздухе, отпуск при 67Q+10°C на НВ (^отп) =3,55-^3,85
Жаропрочные литейные стали
331
Сталь удовлетворительно сваривается точечной, дуговой и аргоно-дуговой
сваркой. Прочность сварного соединения не меньше прочности основного мате-
риала (разрушение происходит по основному материалу).
Коррозионная стойкость стали при чистоте поверхности V? и после пасси-
вирования удовлетворительная.
Применение
Детали двигателей (спрямляющие лопатки компрессора и т. п,), работающие
при температурах до 600э С.
332 Глава I. Стали
ХРОМОНИКЕЛЕВАЯ СТАЛЬ ВЖЛ10
Химический состав в %
с Si Мп Сг Ni Ti Al
0,13—0,18 <0,6 <0,6 10—12 22—25 3,2—3,8 0,5—1,0
Продолжение
W Mo B* Ce* Fe S не 6 p олёе
3—4 1 2—3 i 0,01—0,02 0,02—0,03 Основа 0,01 0,02
* Вводится по расчету и химическим анализом не определяются.
Механические свойства по ТУ (не менее) *
Вид 1 1 I Состояние тура чя
волу- TV ав ^5 с100
фабри- ката (Контрольные образцы) Темпе; ИСПЫТ£ °C кГ ]мл& % кГ) мл$'
Отливки АМТУ Термически обрабо- 700 65 7 38
490—62 тайные по режиму: за- калка с 1120° С (3 часа) в масле или на возду- хе; 1-е старение при 740° С (16 час), охлаж- дение на воздухе; 2-е старение при 630° С (16 час), охлаждение на воздухе 800 18
* В зависимости от назначения и условий работы отливок производят илн
кратковременные испытания или испытания на длительную прочность по одному
из указанных режимов.
/Каройричные литейные стали
333
Механические свойства при различных температурах
Вид полуфаб- риката Состояние о »Г| Л 2 s <5 hW с0,2 ° иц 010 ь 5?
й J кПмм2 % НВ (d м.
Трефооб- Термически об- —196 — - - . . 2-5
разные за- готовки, работанные по режиму: закалка 20 19 000 85— 95 60- 67 46- 52 10- 14 6— 11 12— 18 2—5 3,2— 3,7
отлитые в с 1120“С (3 часа) 300 17 500 -—► — -— — —
холодиые в масле; 1-е ста- 400 16 500 . -— —"— ——.
песчаные рение при 740° С 500 15 800 ——. —, "— • — -X,
формы (16 час), охлажде- ние на воздухе; 600 15 000 80— 85 60— 63 42— 46 4.5— 8 10— 18 —• —
2-е старение при 630° С (16 час), 700 14 300 67— 75 57— 63 42— 46 7— 10 3-8 б— 12 1,8 •
охлаждение на воздухе 800 13 600 SO- 57 43— 45 26— 30 9— 12 5— 10 10- 14 2,6
Пределы длительной прочности, ползучести и выносливости
Вид полуфаб- риката Трсфооб- разные заготовки, отлитые в холодные песчаные формы Состояние Температура испытании, СС аюо <тн * ** а100 „11 с 100 а0,2/100 а—1
кГ[млА на базе 107 циклов
а 100
кГ/мм^
Термически обрабо- танные по режиму: за- калка с 1120°С(3 часа) в масле; 1-е старение при 740° С (16 час), ох- лаждение на воздухе; 2-е старение при 630° С (16 час), охлаждение на воздухе 700 800 38—40 18—20 >40 >20 >1 >1 33 14 20 18—20
* Радиус надреза 0,5 мм; предел прочности гладкого образца за 500 час при
800е С составляет 14—15 кГ/мм2.
** Радиус надреза 0,75 мм.
Жаростойкость
Сталь удовлетворительно сопротивляется газовой коррозии при температу-
рах до 850—900° С. Привес за 100 час испытания в воздушной среде составляет
>053 при 800° С; 0,389 при 900° С и 0,561 г/м2 час при 1000°С.
Физические свойства
d = 8,08 г/смК
«10^ 13,8 (20-100°); 14,4 (20-200°); 15 (20—300°); 15,7 (20—400°); 16,2
-500°); 16,8 (20—600°); 17,3 (20—700°); 18,2 (20—800°) 1/°С.
334
Глава Г Стали
«•106= 15,1 (100—200°); 16,3 (200—300°); 17,6 (300—400°); 18,5 (400—500°);
19,4 (500-600°); 20,7 (600-700°); 24,2 (700-800°) 1/°С.
X =0,031 (25°); 0,033 (100°); 0,036 (200°); 0,039 (300°); 0,042 (400°); 0,046
(500°); 0,050 (600°); 0,053 (700°); 0,054 (800°); 0,056 (900°) кал/см-сек °C.
с = 0,105 (100°); 0,11 (200°); 0,115 (300°); 0,12 (400°); 0,125 (500°); 0,13 (600°);
0,14 (700°); 0,145 (800°); 0,15 (900°) кал/г °C.
Технологические данные
Сталь выплавляют в вакуумных индукционных печах при остаточном давле-
нии (1—5) • ИС3 мм рт. ст. Жидкотекучесть металла удовлетворительная. За-
ливка металла производится в вакууме. Температура заливки форм 1510—
1530° С. Линейная усадка составляет 2%, объемная 4,5%.
Термическая обработка: закалка с 1120° С (выдержка 3 часа) в масле
или на воздухе; 1-е старение при 740° С в течение 16 час, охлаждение на воздухе;
2-е старение при 630° С —16 час, охлаждение на воздухе.
Сталь удовлетворительно обрабатывается резанием.
Применение
Цельнолитые роторы, рабочие лопатки газовых турбин и другие детали, ра-
ботающие при температурах до 800° С.
Жаропрочные литейные стали
335
ёкГ/мм2
Фиг, 1. Кривые растяжения стали ВЖЛ10 до предела
текучести.
Глава Л Стали
б агГ/мм2
Фиг. 2. Кривые растяжения стали ВЖЛ10 от предела текучести
до разрушения.
Жаропрочные литейные стали
337
к
температуре 800° С
338
Глава Г Стали
ХРОМОНИКЕЛЕВАЯ СТАЛЬ
ЭИ696МЛ
Химический состав в e/o d
с* Si Мп Сг Ni Ti Al J
0,08—0,12 <0,6 <0,6 10,5-12,0 22—24 2,5-3,2 Пр 0,6-1,0 | (* одолжение ;'J
Мо Fe В Се S р л
не более '1
1,3—1,6 Основа 0,01—0,02 0,02—0,03 0,01 0.02 Л
* В отдельных случаях допускается содержание углерода до 0,16%.
Механические свойства по ТУ
Вид полу- фабри- ката ТУ Состояние (контрольные образцы) 1 Температура испытания, °C а0,2 Ё5 ф : кГ-м}см^ НВ (d мм) » 4
к Г {мм* %
Отливки СТУ Термически обра- ботанные по режи- му: закалка с 1120° С (3 часа) в масле; 1-е старение при 740° С (16 час), охлаждение на воздухе; 2-е ста- рение при 630° С (16 час), охлаждение на воздухе 20 800 ! 85 5b р_ 7 1 i ! 1 12 I 2 1 ! i 1 1 1 1 1 1 1 i i 3,3— 3,7
Жаропрочные литейные стали
339
Механические свойства при комнатной и высоких температурах
— о
в Sg Од «0,2 7 °‘Ю °50 а100
т< /У fh Я fl _ С1 PT П G Ul4 Р Ся —: ._ **Г
Jj (JJJ X u V CVL1 UjiiJlJV- о >4
риката „ nz ы cq ' 5 кГ мм2 % кГ мм2
Трефооб- । Термически об- 20 85—55— 7—12—2—4 3,3— — — —
разные работанные по 95 65 19 26 3,7 | ;
заготовки, режиму: закалка 700 50—40— 6— 10— — — I — i —
отлитые в с 1120° С (3 часа) 60 50 15 25
холодные в масле; 1-е ста- 750 — — — — — — — 30 25
песчаные рение при 740° С 800 30—25— 9—23— — — 18 — 15
формы (16 час), охлаж- 40 30 26 50
дсние на возду-
хе; 2-е старение ;
при 630° С (16 час), i |
охлаждение на ;
воздухе ! i 1 1 i \ : ! I I ? \ , \ \ ; > ! j ; i 1 ! i 1 j I | j i ! i 1 i ! I ' ! ; J 1 1 ! !
Жаростойкость
Слалв обладает удовлетворительным сопротивлением газовой коррозии при
температурах до 85ff'C.
Физические свойства
d - 7,95 г/с,и3.
«106 15,3 (20-100°); 16,5 (100-200°); 17,6 (200-300°);"18,1 (300-400°);
19,0 (400—500°); 19,6 (500—600°); 21,8 (600—700°); 31,6 (700—800°) 1/°С.
, «106= 15,9 (20—200°); 16,5 (20—300°); 16,9 (20-400°); 17,3 (20—500°);
17,7 (20—600°); 18,2 (20—700°); 19,9 (20-800°) 1/°С. г
. X = 0,030 (20°); 0,033 (100°); 0,036 (200°); 0,040 (300°); 0,043 (400°); 0,047
(500°); 0,050 (600°); 0,053 (700°); 0,057 (800°); 0,061 (900°) кал!см-сек • °C.
Технологические данные
Сталь выплавляют в вакуумных индукционных печах при остаточном дан-
•1ений (1—5) . jo-8 рт ст залИВка металла производится в вакууме. Темпе-
Ратура заливки форм 1510—1550° С. Линейная усадка 2°/о, объемная усадка при
ajBiBKo в холодные и горячие песчаные формы составляет 4,6 и 5,5®/о соответ-
ственно,
22*
340
Глава I. Стали
Термическая обработка: закалка с 1120° С (выдержка 3 часа) в масле
1-е старение при 740° С в течение 16 час, охлаждение на воздухе; 2-е старение
при 630° С— 16 час, охлаждение на. воздухе.
Сталь удовлетворительно обрабатывается резанием.
Применение
Цельнолитые роторы, крыльчатки и другие детали, работающие при темне
ратурах до 800° С.
Глава //
СПЛАВЫ
ЖАРОСТОЙКИЕ (ОКАЛИНОСТОЙКИЕ) ДЕФОРМИРУЕМЫЕ СПЛАВЫ
СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ
ХН78Т
(Х20Н80Т, ЭИ435)
Химический состав в %
U 1 ! 1 Si | Мп Сг Ni Ti
0,12 L г <0,8 j <0,7 19—22 >75 0,15—0,35
Продолжение
Al Си Fe S | P не более
<0,15 <0,2 <1,0 0t01 ' 0,015 i
Механические свойства по ТУ (не менее)
Вид полуфаб- риката ТУ Состояние (контрольные образцы) Темпе- ратура испыта- ния °C «в кГ/жлЦ leu ю со 1Q vp
Листы холод- нокатаные ЧМТУ 3126—52 Закаленные с 980— 1020 °C в воде или на 20 | 70 1 30
Листы горя- чекатаные ЧМТУ 5363—55 воздухе 20 70 30
МПТУ 2362—49 Без термической об- работки Механические испытания не про- водятся
Прутки ь ЧМТУ ЦНИИЧМ 304—60 Закаленные с 1000± ±10° С (1—2 часа) на воздухе 800 22 34
Кольца Сварные ЧМТУ ЦНИИЧМ 661—62 Закаленные с 980— 1020°С в воде или на воздухе 20 I 62 30
Листы Вид полуфа- бриката
В состоянии поставки (о*— =79 кГ/мл<2) Состояние
Ю СО м ООО ООО 1 1 Темпе- ратура испыта- ния °C
СЛ О н- N2 с0,5/120"
20 8,5 4,7 а0,5/180"
>—* Ч* 1 со сл а0,5/300"
17,5 9,5 01/10’
25,5 14 ' 8 а1/60"
22,5 I 12,5 6 i i ° 1/120"
22 11,5 5,4 с 1/180" 1
о
о
о
я
ф
я
S
о
fe
№
к
г
я
о
Я
Я
X
я
W ЬЭ
rt
О
X
Я
я
о
К) ч о о ю
Nj ос' co СФ о f
И"* VO to H-L
35 19,5 11 1
16,5 9,5 1
од
о о . . ..
я * СО
Н аз
Р
Я
5к
я
о
J=i
со
оо
(SS
ю ь
О П)
о®
S
са
ч
о
*о
X
ь
р
sc
я
я
о
я
я
я
Q
х
о
я
я
ч
Р рэ
o>
а>
я
Q
ст10”
с60"
° 120"
Я
я
©
ь>
W
х
Ф
п
н
X
Sc
о
Ф
X
Я
Я
©
о
ф
!ч
£
t—* >—1 го О сО QO "• о о о о о с о о о о о с О Со С О О ьс z> о о о. 'Г I Гемпс- ! ратура испыта- ния °C
1 . ' , О ЬФ £ * 5 I 1 СП О О 1 СЛ ООО о ООО о tn
Ю й 1 СС с 18—22 10—12 6—7 л п С: СП <1 2 О ю со 1 1 1 1 Q Q Ч С (С 61 со Q ОТ
1 1 II—01 27—30 25 21—22 10 on ’fe U t-* Q О
j i 20 : 16 15 6 ! I 1 a Й Я
№ О СО Q OJ СС СО W ОО О О О сл СО QO СО 1 i 1 J II II 1 •—ll—L k О Ч СО Ч Ч СС ь-‘ОООСОООО c* Ci Ъ Ci *4
ф
X
Р
X
X
ф
ф
X
X
п>
о
со
о
Хе
я
Р
я
о
я
я
о
S
я
р
ч
X
о
ж
я
W
Е
о
о
р
S
X
Сэ
Р
Й
со
с*
0,5/10
Р
X
fe
fe
° 180"
°300
ф
П
X
Пределы длительной прочности, ползучести и выносливости
а300
а50
с200
а 100
а10
325
Состояние материала
Закаленный с 980—
1020° С на воздухе
Закаленный с 1150° С
на воздухе
leune-
ратура ।
испита-;
НИЯ I
к Г / мм2
20
700
800
900
1000
800
900
1000
16
* Определено при изгибе листа
** Определено при круговом изгибе.
12
10,5
8,8
6—7
5,5
В ОДНОЙ ПЛОСКОСТИ,
4,5
3-4 i
8
°0.2/100 a5/100 * a-i i a-l w
по об- щей де- форма- ции по остаточ- ной дефор- мации (на базе 107 циклов)
кГ/мд'2
•l 22 35 23
3,8 4 15,5 -—-
i i 1 1 1 1.8 14 —
i 1 0,7 1 10 ! 1
i — 1 0,6 i 1 i
1 ( 3,8 i — I i 1 — 1 i i
1 i 2,1 •l 1 — ! 4
1 1 | и-гл—4W, 1,1 i 1 1
Ci
хз
о
о
Йг
о
а
k
к
о
Й
Cj
та
с?
та
та
о
О
Pt
?5
Я
та
к
(X.
344 Глава II. Сплавы
Термическая стойкость *
! Температура
Состояние материала испытания Число теилосмен 1
°C
Закаленный с 980—1020° С 800—20 130 |
на воздухе 900—20 67 1
1000—20 35 I Л:
1100—20 25 j
1200—20 2° J
* Испытания проводились на образцах с надрезом радиусом 0,1 мм до noC’f
явления трещины длиной 0,5 лги. С
. '.V
.7-
Жаростойкость ’
% 1С
За 100 час испытания в воздушной среде привес составляет 0,048—0,0591
при 900°С; 0,156 при 100(РС; 0,315—0,466 при 1100° С; 0,507—0,655 г/м^час при Г
1200°С. За 1000 час испытания при 900°С привес составляет 0,0149—®;
0,0153 г/.’г2 • час.
Физические свойства й
г/—8,35 zjcMr Г,
а-106=12,8 (20—100°); 13,5(20—200°); 14,3(20—300°); 14,96 (20—400°); С
15,54(20—500°); 16,06(20—600°); 16,98(20—700°); 17,48(20—800°); 17,97(20-;’
900°) 1/°С. -Г
а-106=14,22 (100—200°); 15,88 (200—300°); 16,95 (300—400°); 17,84 (400—
500°); 18,7 (500—600°); 20,5 (600—700°); 21 (700—800°); 21,87 (800—900°) 1/°С.
л=0,035 (100°); 0,040 (200°); 0,044 (300°); 0,049 (400°); 0,054 (500°); 0,059<;-
(600°); 0,064 (700°); 0,069 (800°); 0,076 (900°) кал1см*сек-°С.. /В
Сплав немагнитен, '
Степень черноты полного • Л’. нормального излучения (исследование на воздухе) ДД
Состояние Температура испытания в °C
материала 100 200 300 400 500 600 700 800 900 '
Состояние по- ставки i 0,17 1 0,17 1 0,18 степей 0,18 ь чер] 0,19 ^оты 0,27 0,51 к • w 0,52 I 0,53 J 1 ж
Жаростойкие (окалиностойкие.) деформируемые сплавы 345
Технологические данные
Сплав деформируется в горячем и в холодном состоянии. Температурный
интервал деформации 1180—900° С. Охлаждение после деформации на воздухе.
Листы сплава хорошо обрабатываются давлением в холодном состоянии. Харак-
есристики обработки приведены в таблице.
Вытяжка Отбортовка Вы давка плоская Выдавка сферичес- кая Гибка
К Tip АС пр А?пр А^раб А'пр | Араб f мин г раб
2,04— 2,10 1,70— 1,75 1,68— 1,75 1,40- 1,52 0,3 0,26 1 1 0,45 ( 1 ! j 0,40 !Х::: 1,55*
S — толщина листа.
Термическая обработка деталей; закалка с 980—1020° С на воздухе. Эта же
обработка рекомендуется для снятия наклепа. Для повышения длительной проч-
ности материала температура закалки повышается до 115СТС.
Сплав вполне удовлетворительно сваривается аргоно-дуговой, дуговой и ро-
ликовой сваркой. Механические свойства сварных соединений приведены в таб-
лице.
Свариваемый материал Температура испытания °C Аргоно-дуговая сварка а в кГ/мм? Роликовая сварка кГ]м.мж
Листы толщиной L5 ММ в состоянии поставки 20 70—75 65—75
800 , 1—1 12—15
900 10—12 10
Применение
Аар о вы е трубы камер
д0 иоо’С.
сгорания и другие детали, работающие при темпера-
Глава II. Сплавы
Фиг. 1. Кривые растяжения сплава ХН78Т
до предела текучести.
Жаростойкие (окалиностойкие) деформируемые сплавы 347
Фиг. 2. Кривые растяжения сплава ХН78Т от
предела текучести до разрушения.
Фиг. 3. Кривые ползучести сплава ХН78Т при
температуре 700° С.
348
Глава II. Сплавы
сплава ХН78Т при темпера-
Фиг. 4. Кривые ползучести
туре
Фиг. 5. Кривые длительной прочности сплава ХН78Т.
Жаростойкие (окалиностойкие) деформируемые сплавы 349
i
Ю5 10s ф7 Л'
Фиг. 6, Кривые выносливости сплава ХН78Т при ком-
натной температуре (испытание при консольном изгибе).
Z—образцы гладкие, 2—образцы с надрезом.
Г лава И. Сплавы
Фиг. 7, Кривые выносливости сплава ХН78Т при комнатной и высоких
температурах (испытание при изгибе в одной плоскости).
Жаростойкие (окалиностойкие) деформируемые сплавы
351
СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ
ХН75МБТЮ (ЭЙ602)
Химический состав в й/о
С Si Мп Сг । Ni Мо Nb
<0,08 <0,8 <0,4 19—22 Основа 1,8—2,3 | 0,9—1,3 i Продолжение
Ti А! * Си Ее S Р
не более
0,35—0,75 0,35—0,75 <0,2 <3,0 0,012 • 0,02
Механические свойства по ТУ (не менее)
Вид полуфаб- риката ТУ Состояние (контрольные образцы) Темпе- ратура испыта- ния °C у?
%
Листы холод- нокатаные ЧМТУ 3589—53 20 75 40 —-
800 25 40 —
Закаленные с 1050—1080° С на
Листы горя- чекатаные ЧМТУ 4830—54 воздухе 20 75 40 (7=5<7) 45
800 25 40 (l=5d) 50
Проволока ^арочная ЧМТУ цниичм 514—61 Диаметром до 2 мм—нагарто- ванная; более 2 мм—закален- ная Механические свойства не определяются
352
Гл ава //. С пл а&ы
Механические свойства при комнатной и высоких температурах
Вид полуфа- бриката Состояние Темпе* ратура испыта- ния °C Е £ .1 °0,2 ^пц Ь5,б5/Л 5 Н.з^
кГ!мл&
Листы Закален- ные с 1050— 1080° С па воздухе 20 500 ' 20 000 16 300 21 500 17 900 83—86 75 40 32 33 23 45 44 38—45 37—44
600 15 000 17 200 66 30 23 42 35—42
700 13700 16 500 55 27 20 42 35—42
800 10 000 15 800 29 15. _7,5 40 30—35
900 15 000 17—18 — 78 ' 70
10004 : 9- -16 ь s Л -г Г”..-- / v Г- 75 —
Листы Закаленные 20 1 1 ! 77 ' 1 ' — j — : . 62
с 1170° С 1 ! i
па воздухе 800 ! 29 - i - i 63 !
900 .. 1 18 — — . 74
1000 ! — — 10 — ! . . J 75 ! I ;
4 i
Механические свойства при низких температурах
Вид полуфабри- ката Состояние Темпера- тура испы- тания °C ।
Листы толщиной 1,5 мм. В состоя- нии постав- ки i 1 —196 ; i 1
30,2 ^5 j 65j/ р
к Г jMA& % J
— 1 1
112 55 38 ) } S
i
а
Жаростойкие (окалиностойкие) деформируемые сплавы
353
Пределы секундной прочности и ползучести
Вид полуфа- бриката Состояние Температура испытания °C О о О О fc сч о 5: о 00 о О о 10 //(Л/З'Од .09/2* 0D . i
к Г/мм2
Листы В состоянии поставки =84 кГ/мм2) 600 700 800 900 74 61 40,5 26 56,5 36 21,5 53,5 32,5 19 51 30 17,5 74 48 15,5 Г 45 25 14,8 1родол 38,8 18 10,7 жение
Вид полуфа- бриката Состояние Температура ^испытания °C i 1 ^0,5/120* 1 а0,5/180" ft- о о со по о СЭ Д)0/1о 1 t о сч Т—1 о S: О со и О о __ о
кГ/мм2
Листы В состоянии поставки (а^°= =84 кПмм2) ,1 \\ । ' V. \ Sr .р ПР 600 700 800 900 еделы 35 16 9,5 длител 33 15 8,6 ЬНОЙ П] 31 13,5 7,8 JO4HOCTJ 41,4 20 12,4 и 38,2 17,5 10,6 36,4 16,5 9,8 34,2 15,3 8,9
Ч/'- Состояние материала i Температу- ра испыта- ли я °C «50 ° юо °200
кГ/мм2
Закаленный с 1080° С на воздухе 700 800 900 18 8 16—17 6—7 2,9 15 6 2,2
Закаленный с 1170° С на воздухе 800 900 — 9 4,1 8,8 3,5
23
1525
Глава II. Сплавы
Пределы ползучести и выносливости
Состояние материала Темпе- ратура испыта- ния °C °0, остаточная деформация 2/100 общая деформация а5/100 а-1 на базе 107 циклов ,
кГ[мм2
Закаленный с 1080° С на воздухе 800 900 1000 1100 1111 1 1 [ 1 1 4,3 1,4 0,6 0,5 Illi!
Закаленный с 1170° С на воздухе 800 900 1000 1100 1111 — .... 6,5 3 1,1 0,55 ; । : !
Закаленный с 1050—1080° С на воз- духе (состояние по- ставки) 20 — 700 1 6,8 800 j 2,1 Термическая степ 6 2 [КОСТЬ * 1 1 28 1 24 j 19 1 ' Д'!
Состояние материала Температура испытания -°C .. • !;3-; Число теплосмен Л:
Закаленный с 1050—1080° С на воз- духе 800—20 900—20 1000—20 1100—20 1 1 ио .< 52 :|| 38 Ж 20 ж
Закаленный с 1170° С на воздухе * Испытания проводились на образцах явления трещины длиной 0,5 мм. 800—20 900—20 1000—20 1100—20 с надрезом радиус •f ьЛЙ*У!ь 80 ’.Ж 33 Ж 20 Ж •’чар 12 и ***У|^Вд ом 0,1 мм до по?ж
Жаростойкие (окалиностойкие) деформируемые сплавы 355
Физические свойства
<7=8,3 г/см'з.
«106=12,4 (20—100°); 12,93 (20—200°); 13,35 (20—300°); 13,77 (20—400°);
1.1,17 (20—500°); 14,56 (20—600°); 15,07 (20—700°); 15,56 (20—800°); 16,0
(20—900°) 1 /°C.
а-106=13,47 (100—200°); 14,2 (200—300°); 15,0 (300—400°); 15,8 (400—500°);
16,5 (500—600°); 18,1 (600—700°); 19,0 (700—800°); 19,6 (800—900°); 20,8
/600—1000°) 1/°С.
' Х--0,032 (100°); 0,036 (200°); 0,040 (300°); 0,044 (400°); 0,048 (500°); 0,053
(600°); 0,058 (700°); 0,064 (800°); 0,070 (900°) кал/см-сек °C.
Степень черноты полного нормального излучения
Состояние материала Температура испытания в "С
100 200 300 400 500 600 700 800 900
степень черноты
Состояние ПО’ СТРОКИ 0,25 0,25 0,25 0,25 0,255 0,28 0,485 0,625 0,68
Технологические данные
Сплав деформируется в горячем и jj холодном состоянии. Температурный
интервал деформации 1150—950° С. Охлаждение после деформации на воздухе.
Характеристики холодной обработки давлением приведены в таблице.
Вытяжка Отбортовка Выдави а плоская Выдавка сферическая Гибка
АГгаб л /<пр А\);-гб К пр раб
2,1-- 1,8— 2,14 1 1,82 1,85- 1,65— 0,30— 0,25— 0,45— 0,38— 1S 1,55
2,0 1,70 0,33 0,28 0,53 0,45
Рекомендуемые режимы термической обработки: закалка с 1060—1080° С на
воздухе; для снятия наклепа — закалка с 1040—1060°С на воздухе. Для увели-
чения длительной прочности температуру закалки повышают до 1150—1170° С.
Сплав вполне удовлетворительно сваривается аргоно-дуговой, дуговой и ро-
ликовой сваркой. Механические свойства сварных соединений приведены в таб-
Свариваемый
материал
Температура
испытания
Аргоно-дуговая
сварка
ав к Г/лнА
Роликовая
сварка
кГ/мм?
. Листы
‘>5 Мм в
вставки
толщиной
состоянии
20
700 ,
800
900
Применение
повЛарОУЬ,е ТРУ^Ы’ форсажные камеры и другие детали, изготовляемые штам-
011 и сваркой, работающие при температурах до 900° С.
Глава II. Сплавы
Фиг. 1. Кривые растяжения сплава ХН75МБТЮ до предела
текучести.
Жаростойкие (окалиностойкие) деформируемые сплавы
357
О W 20 30 40 5 7о
Фиг. 2. Кривые растяжения сплава ХН75МБТЮ от
предела текучести до разрушения.
Фиг. 3. Кривые ползучести сплава ХН75МБТ1О при
температуре 700° С.
Глава II. Сплавы
Фиг. 4. Кривые ползучести сплава ХН/5МБТЮ при
Фиг. 5. Кривые длительной прочности сплава ХН75МБТЮ.
Жаростойкие (окалиностойкие) деформируемые сплавы
Фиг. 6. Кривые выносливости сплава ХН75МБТЮ при
комнатной и высоких температурах (испытание при из-
гибе в одной плоскости листа толщиной 1,7 леи).
360
Глава II. Сплавы.
СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ
ХН70Ю (ЭИ652)
Химический состав в %
С <0,10 Si Мп Сг Ni Ее AI Се Ва S Р
не более
<0,80 <0,30 26,5—28,5 Основа <1,0 2,8—3,5 <0,03 <0,08 0,020 0,020
Механические свойства по ТУ (не менее)
Вид полуфабри- ката ТУ Состояние Темпе- ратура испыта- ния °О аЕ кГ1мм~ % । ' 7 1 , ° 100 >;Г;ММ’- Г
Листы холодно- катаные Ч МТУ 4712—54 Закаленные с 1100° С на воз- 20 75 11 30 25 *•: .... \ а*( • У ’ — : < Т :Т:
духе । 1
900
Листы горячека- таные ЧМТУ 5481—56 Закаленные с 1200°С на воз- духе 20 900 75 - 15 30 20 ’.V- , /У; .й 3 Л 'В -Ж
Проволока сварочная ЧМТУ Диаметром до 2 мм, пагарто- ванная, более 2 мм-—закален- ная /[ВТ-- Механические свойства не о преж- де л яются W ТЖ нН
цниичм 514-61
Жаростойкие (окалиностойкие) деформируемые сплавы
361
Механические свойства при комнатной и высоких температурах
Состояние Темпе- ратура испыта- ния °C 5 5,65 у}? % °50 a100 а300 С0,5/100
материала кПмМ2 кГ(мм^
Закаленный с 1200° С на воздухе 20 75 75 Ч. — —
700 42 10 — — —
800 36 14 8
900 15 65 4 3 — 2,5
1000 8,6 55 1,2
1100 3,8 79 — . 0,7
1200 2,4 136 - • - -' • —
Закаленный с 1100° С па воздухе 900 — ., ! — i 0,8
1000 — — — 0,6
1100 — i i — I 0,45
i
Испытания проводились на конических образцах.
Термическая стойкость
Состояние материала Температура испытания °C Число теплосмей
Закаленный с 1200° С на воздухе 800—20 87
1200—20 26
* Испытания проводились на образцах с надрезом радиусом 0,1 мм до по-
явления трещины длиной 0,5 леи.
Жаростойкость
Сплав обладает жаростойкостью до 1200° С. За 100 час испытания
(1 Д°здУШной среде привес составляет: 0,0675 г//а2 • час при 1100°; 0,16—
г:'м?-час при 120СГС,
362
Глава II. Сплавы
Физические свойства
(7=7,9 г/слЛ
а.10б=1'3,14 (20—100°); 13,86 (20—200°); 14,75 (20—300°); 15,68 (20-400°\
16,39 (20—500°); 17,81 (20—600°); 22,42 (20—700°); 25,47 <20-800°)- ?] £
(20—900°); 21,21 (20—1000°) 1/°С.
Х=0,028 (25°); 0,030 (100°); 0,033 (200°); 0,037 (300°); 0,041 (400°); 004ч
(500°); 0,050 (600°); 0,055 (700°); 0,059 (800°); 0,064 (900°) кал1см-сгк-°C. ’ °
Сплав немагнитен.
Технологические данные
Сплав деформируется в горячем и в холодном состоянии. Температурный
интервал деформации 1200—1000° С. Охлаждение после деформации на воздухе.
Характеристики холодной обработки давлением приведены в таблице.
Вытяжка Отбортовка Гибка
Хпр Араб А пр А^раб граб
2,05—2,15 1,70—1,75 ! Л, 70—1,75 1,60—1,65 0,5S* 15*
* S —толщина листа. 7.;
Термическая обработка: для снятия нагартовки рекомендуется закалка/
с 1100—1150° С на воздухе; окончательная термическая обработка: закалка,
с 1200° С (выдержка 10 мин) на воздухе. Сплав в виде тонких листов удовлет^;
ворительно сваривается всеми видами сварки. Механические свойства сварныг,
соединений приведены в таблице. .
Свариваемый Температура испытания Аргоно-дуговая сварка Роликовая сварка
материал °C ав кГ'ММ1 с кГ jaiai^
Листы толщиной 1,5 мм 20 80 70—80 W
в состоянии поставки 800 36 20—24 . Ш
900 12—14 12—14 /Ж
Сплав склонен к образованию трещин в условиях теплосмен при темперу
турах выше 800° С.
Применение
Детали (карманы камер сгорания, экраны и др.), работающие при темперу
турах до 110(7° С. -gj
Жаростойкие (окалиностойкие) деформируемые сплавы 363
~~~ - — ——..
СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ
ХН60В
(ЭИ868, ВЖ98)
Химический состав в fl/o
1 Si Мп С г Ni W
<0.10 <0,80 <0,50 i 23,5—26,5 Основа 13—16
Продолжение
Ti Л1 Fc С а или Mg (расчстн.) S не б Р олее
0,3-0,7 <0,50 <4,0 <0,07 0,013 0,013
Механические свойства по ТУ (не менее)
Вид полуфабри- ката ТУ Состояние (контрольные образны) Температура испытания °C кПмлА % ф % СЧ О «О О
Листы МЛОДНОКа- таныс ЧА! ТУ 5359—57 Закаленные с 1140 ±20° С (5 мин) на 20 75 40 —
воздухе 900 20 30
Листы горячска- ЧМТУ 5855—57 Закаленные с 1140-;-20° С 20 75 40 ' -——
таные тол- щиной °—16 мм на воздухе 900 20 30 —
11сита 1 ЧМТУ 5482—56 Закаленная с 1160—1200° С в воде или на воздухе 1 20 70 30 (/= -н,ЗУ?) i i 1 j !
364
Глава Л. Сплавы
Вид полуфабри- ката ТУ Состояние (контрольные образцы) ' Температура испытания °C кГ!мм2 % % абО 11 кГ/мм2 Л
Прутки диаметром от 8 до 60 мм ЧМТУ цниичм 293—60 Закаленные с 1160±10° С (30 мин—1 час) на воздухе 900 20 30 (l=5d) 40
Прутки— трубные заготовки дна метро.и от 60 до 165 мм ЧМТУ ЦНИИЧМ 304—60 Закаленные с 1200° С (1— 2 часа) на воз- духе 900 20 30 (l—5d) . 40 1 [ 7
Трубы тонкостен- ные элект- ропориро- ванные ТУТ 155—57 Термически обработанные i । В соответствии с требованиями ТУ S 1
Механические свойства при комнатной и высоких температурах лц
Вид полуфа- бриката Состояние ература та ния £ ав а0,2 1-0 С£> Ю to
Темп испы °C* кГ[мм2 %
Листы Закаленные с 1200° С (5— 10 мин) па воздухе 20 500 600 700 800 900 1000 1100 1200 21 800 19 800 19 200 18 400 17 600 16600 15 300 14 200 20 000 13 900 11250 8100 5000 75—90 65—72 60—65 51—56 38-43 21—25 13—16 8—9 4—4,5 1—1 н-1 N2 СО СП О СО О 1 1 ) 1 ! 1 1 ; Ы , '”-1 >—1 So СО1 со СО Си Сл 20—25 18—20 13—18 6—9 3,5—4,5 45—65 50—65 55—68 45—55 40—55 50—60 50-62 55—68 55—70
Жаростойкие (окалиностойкие) деформируемые сплавы
365
Пределы секундной прочности и ползучести /
«3 о. t; О t: О с о OJ
Вид полуфа- бриката Состояние £ s 2 о о О to о О 1» t-Ч О ь О СО т—1 0 S’ о 0 <Ю S’ а 0 1—г ю о и
Темг испы °C кГ1мм2
, Листы В состоянии 700 65 63,5 62 60,5 — 1
поставки (^3°= =90 кГ[мм'?) 800 51 40 35 34 30 22 19,4
900 31 22 19,5 19 17 11,5 9,4
1000 20 12 10 9,5 9 5,8 5
П1 эодолж ение
СЗ Р- t О СО * о о t * t
Вид полуфа- бриката Состояние Еерат) тания 1—с S' о о СО ю й: О О и О tT* а С4 1—< Т—Ч о со «-Ч 1-1 0 о о со Т“Ч О
£ л
иО Н Н о сГ}ма£
Листы В состоянии 700 .
поставки (а^°= =90 кГ[мм2) 800 18,4 17,2 24,4 21,8 20,6 19,2
900 8,5 7,3 10 13,7 11,5 10,4 9
1000 4,5 3,8 — 6,8 5,6 5,2 4,2
Пределы длительной прочности,
ползучести и выносливости
Состояние Темпе- ратура испыта- ния °C ° 100 °2М) ° 300 с0,2/100 <т_1 на базе 107 циклов
-материала кГ!мм 2
Закаленный Jo 1200° с (5— на воз- духе 20 800 900 11 5,2 9,5 4,3 8,7 4 3,3 1,2 30 16,5 12,5
366
Глава И. Сплавы
Термическая стойкость *
Состояние материала Температура испытания °C Число теплосмен
Закаленный с 1200° С (5 мин} на воз- 800—20 140
духе 900—20 56
1000—20 33
1100—20 21
1 1 1200—20 14
Испытания проводились па образцах с надрезом радиусом 0,1 мм до появ-
ления трещины длиной 0,5
Жаростойкость
При 100-часовых испытаниях в воздушной среде привес составляет: при
НОСГС 0,365 г/м2-час (без покрытия) и 0,145 г/.и2 шс (с покрытием эмалью.;
ЭВ-55); при 1200° С 0,607 г/м2 час (без покрытия). $
Физические свойства
‘77=8,88 г/см?м
а •пут-13,2 (20—200°);
(20—600°); 15,6 (20—700°);
1/°С.
«•106=12,7 (20—100°);
13,6 (20—300°); 14,1 (20—400°); 14,5 (20—500°); 15,1
16,0 (20—800°); 16,2 (20—900°); 16,8 (20—1000*)
13,66 (100—200°); 14,54 (200—300°); 15,36(300—400°)^
16,16 (400—500°); 17,98 (500—600°); 18,80 (600—700°); 18,88 (700—800°); " “
(800—900°); 20,40 (900—1000°) 1/°С.
Х=0,023 (20°); 0,025 (100°); 0,028 (200°); 0,033 (300°); 0,039 (400°);
(500°); 0,051 (600°); 0,056 (700°); 0,061 (800°); 0,067"(900°) кал/см-сек^С.
£=0,1(15 (100°); 0,11 (200°); 0,115 (300°); 0,12 (400°); 0,125 (500°);
(600°); 0,13 (700°); 0,135 (800°); 0,14 (900°) кал/г^С.
Сплав немагнитен.
’ 7Ж
0,0451
-.cvy.-
:W
0,13f
Технологические данные
Сплав деформируется в горячем и в холодном состоянии. Температурный
деформации 1180—1050° С. Охлаждение после деформации на воздух#]
можно деформировать глубокой вытяжкой. Предельный коэффициент
ИР=^,О6.
промежуточная — загрузка в печь,;
—• ’“’•I-,
окончательная-—загрузка в печь, нагретую до 1170—1200°
интервал
Сплав
вытяжки /(
Рекомендуемая термическая обработка:
нагретую до 1130—1150°, время выдержки с момента загрузки 3—5 мин, охлаж
дение на воздухе;
время выдержки с момента загрузки 3—5 мин, охлаждение на воздухе. , J
Сплав хорошо сваривается всеми видами сварки. Обрабатывается резанием)
удовлетворительно. ... )
Применение
Детали камер сгорания, форсажные камеры, экраны, трубы и другие детали,
работающие при температурах 950—1100° С.
Жаростойкие (окалиностойкие) деформируемые сплавы 367
Фиг. 1. Кривые растяжения сплава ХН60В до пре-
дела текучести
68 Глава II. Сплавы
Фиг. 2. Кривые растяжения сплава ХН60В от пре-
дела текучести до разрушения.
/Жаростойкие (окалиностойкие) деформируемые сплавы
Фиг. 3. Кривые ползучести сплава ХН60В при
температуре 90СРС.
370 Глава II. Сплавы
Фиг. 4, Кривые выносливости сплава ХН60В при комнатной и высоких
температурах (испытание при изгибе в одной плоскости листа толщи-
ной 1,5 мм).
Жаропрочные деформируемые сплавы
371
ЖАРОПРОЧНЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ
ХН77ТЮР (ЭИ437Б)
Химический состав в Ж)
Si Мп Ст N1 А1* Т1*
^0,06 <0,65 <0,35 19—22 Основа 0,55—0,95 2,3—2,7
Продолжение
. В <0,01 Се Fe % Си РЪ S Р
не более
<0,01 <1 <0,07 <0,001 0,007 0,015
’ Допускается отклонение по содержанию титана до Н-0,Г°/о и алюминия
до +0,05%.
Механические свойства по ТУ (не менее)
Вид полуфа- бриката ТУ Состояние (контрольные образцы) Температура испытания °C °в кГ/мм^ &5 % НВ / d \ / °6Q °80
кГ!мм2
^РУткн горяче- Кат<тные ЧМТУ 5211—55 Термически об- работанные по режиму: закалка с 1080±10°С 20 — — 3,45— 3,8 —
24* (8 час) на воздухе; старение при 700± 10° С (16 час\ охлаждение на воздухе 700 70 15 20 44 42
Механические свойства при комнатной и высоких температурах
Состояние материала
Термически обработанный по
режиму: закалка с 1080±10°С
(8 час) на воздухе; старение при
700±10°С (16 час), охлаждение
на воздухе
Темпе- ратура испыта- ния °C Е GB с0,2 сиц 510 &Н кГ'М1см2 НВ (d мм)
кГ!м.м2 < %
20 21 500 21 000 95—110 62—70 52—57 15—30 15—30 4—10 3,45—3,8
600 18 100 16 250 85—95 58—65 48-52 20—30 25—40 — —*
700 17 200 15 300 80—90 55—62 47—52 15—30 20—30 6—12 3,7—4,0
750 16700 65—75 > 1 1 —« 10—20 15—30
800 16100 13 000 50—60 42-48 35-40 12—20 20—45 " II* 4,0—4,5
850 15 700 11500 37—45 30—35 22—28 12—25 30—60 • —
900 15 000 — — —— — —
й
©
й
Пределы секундной прочности
и ползучести
Вид
полуфа-
бриката
Состояние
Темпера-
тура испы-
тания
t о t о ь о fc- о ю с О 16’ ь О с<> to t о со к? *ooe/s ь о 1-^. 3 t а см »—< О CjO fc о о го
о о to CJ □и о о О о о О 1-^ Т—1 ч—с т—1
о о о 0 е> О о 1Э о ь ь О О о
кГ1мм2
Прутки В состоянии постав- - -J - 700 103 97 96 95 94 — — PH—г* '- — 1
ки (Стд°=118 кГ/мм?) 800 79 74 70,5 67,5 64 51,5 48,5 46,5 — 54 52 50 48
900 45,5 41,5 38 35,5 32,5 29 23 19,5 18,5 18 30 25 21 20,5 19,5
1000 21 14 12 11 9,5 9,7 7 5,8 5,2 4,4 10,2 8 6,8 6,2 5,4
Листы
СО j—1
Я
ND
5^ CCD
О
Си
о
о
ГО
о ND
ND
GO
CO
о
ND
co
OO
В состоянии постав-
ки (a'^—68 кГ/мм?)
Я
W
Я
Л
CD
Ф
Я
CD
г>
S3
ф
s«
СО
Я
•X’
X-
Ф
й
Я
Я
Я=
Я
О
Я
w
Я
Ч
CD
t=l
tr
Я
я
Я
СТ
Я
С*
я
я
txr
о
со
<т> <?
CD
<Т>
О
о
я
я
CD
Я
СП
Й
я
с
W
J=l
Ф
Й
a
сь
с*
Я
Ф
CD
Ф
^1
Я
>3
CD
СТ
я
о
800 51,5 48,5 47 46 44 44
900 30 26 24 22,5 21,5 19,5
лооо.:_ 15 Н.5 ,.9,5 .9 8 -—
37,8 35,5 34,3 32,5 45,4 40,3 37,8 36,4 34,6
14,6 13,6
13,7 12,8
19,9
17
15,5
О
о
со
я
X
Я
Ь
Я
Я
3
я
я
•-Ч
Sc
К
j3
Я
Я
н
CD
я
Я
Ь
I»
О
о
я
я
О
Я
О
о
я «.,
Ф
Я
о
Ф
2
О
Я
CD
&
О
тв
Й
о
Я
И
О Ф
Ч‘
Я
Я
я
Е
Яс
я
о
я
к
о
с\
Оз
ч
Ф
НЗ
Оз
О
CD
Ja
CD
я
о
я
я
я
Я
ч
CD
tr
CD
СО
&
СП
GO
Й>ГБ Д
о ОО <1 -Q OD О
о О Си о сл О ND
о о о о о о о
Температура
испытания
GO
я
я
я
О
0D
Я
2 Ф
Я - -
С£> 00 -л о OD
О О сл О Си о ю
о о о о о о о
СО |
СО J
Температура
испытания
ю го
сл со аз о
CD
CD
я
Я
Ч
Яс CD
Я
Ф
Ф
Я
Я
О
О
Ч
Я
О
к=
Я
о
О
Я
О
Я
j 25 17 4^- О Оз । 58
1 Ю ! f 1
t—1 J о I 1 1
1 >Я 1
О 1 о 1 1 1
сс со
СО о о
00 1 ! Со
h£>. 4^ GO
кэ СО Со
о | г -Л
сл 1 1 КЗ СО 1 СО
о СО О.
ю СО ND 1
NG 4^ __q i
1—L I 1 3
1—4 КЗ СО ( 1 1 1 СО j
сл о ]
N3 СО
N3 ND
1 j 1 У' [
ю СО Сл
члЭ со
N3 ND
СО СО
N3 | I f 1 to
4^ 1 1 1 1 ND
ND to
Си GO
общая дефор- мация а0,2/100
। остаточная деформа- ция ст0,2/100
°0,2/500
О!
сл
<1
О
ел
Q
ю
Ot
is
S
ч
CD
£з
&*
И
©
Яс
Я
Ю
О
Я
Я
©
5
о
Л
О
Ci
Я
Я
я
со
ф
to ю
-й
X
*1
* * GO
CTJ
О
Q
Q
co
nd
00
* !
» !
о сл
сл
К’ -й
* I
Q
СП
О
CD
С
о
J=!
мН со w CD сл
to О , Ю О . О CD
й >:• 4; ’<’ ’Й -К-
* -й 1 •» « * •»
Q
Q
w
я
CD
S
CD
О GO .
Н -X-
« *
* 1
СО 1?С? ел сл
о 0О . си го
* » -й *
* -й -й -й
Q
я
ф
bi
W
<
л
CD
я
эд
И
Е
и
Ьз
ЧМ
1-Н
Я
©
я
Ф
&
Ф
й
СО
со
374
Глава II, Сплавы
а-106=12,9 (20—200°); 13,3 (20—300°); 13,8 (20—400°); 14,2 (20—500°); 14,6
(20-600°); 15,1 (20—700°); 15,5 (20—800°); 16,2 (20—900°); 16,8 (20—1000°)
1/°С. ' .-4
Х=0,030 (20°); 0,033 (100°); 0,037 (200°); 0,041 (300?); 0,045 (400е); ' 0,050
(500°); 0,056 (600°); 0,060 (700°); 0,067 (800°); 0,074 (900°) кал!см-сек-°C.
<7=0,105 (100°); 0,11 (200°); 0,12 (300°); 0,13 (400°); 0,135 (500°); 0,14 (600°)-
0,15 (700°); 0,16 (800°); 0,16 (900°) кал/г-°С.
6=1,24 (20° С) ом-мм21м.
У:'.?
Технологические данные
Сплав деформируется в горячем состоянии. Температурный интервал дефор-
мации 1150—980° С. Охлаждение после деформации па воздухе. Допустимая
степень деформации при штамповке лопаток 60’/». При нагреве заготовок лопаток
под штамповку и термическую обработку в печах с воздушной средой припуск
на механическую обработку должен быть не менее 1,2 мм на сторону. При штам-
повке лопаток с меньшими припусками (минимально допустимый припуск 0,5 мм
на сторону) нагрев под деформацию и термическую обработку должен произ-
водиться в вакуумных печах, в печах с защитной средой или в печах со специ-
альной жидкой средой.
Термическая обработка: закалка с 1080+10°С (выдержка 8 час) на воздухе;
старение при 700° С в течение 16 час, охлаждение на воздухе (см. инструкцию
№ 542—54).
Готовые детали для снятия остаточных напряжений в поверхностном слое
подвергают электрополированию или отпуску по режиму: нагрев в среде аргона
при 850° С в течение 2 час, охлаждение до 600° С в среде аргона, далее на воз-
духе, затем нагрев при 700° С в течение 8 час в воздушной среде, охлаждение
на воздухе.
Применение
Рабочие лопатки газовых турбин, работающие при температурах до 750° С.
Жаропрочные деформируемые сплавы
<э кГ/ мм1
Фил 1. Кривые растяжения сплава ХН77ТЮР до предела
текучести.
376
Г лава И. Сплавы.
Фиг. 2. Кривые растяжения сплава ХН77ТЮР от
предела текучести до разрушения.
Жаропрочные деформируемые сплавы
Фиг. 3. Кривые ползучести сплава
XH77TIOP при температуре 600° С.
378 Глава IL Сплавы
Фиг. 4. Кривые ползучести сплава ХН77ТЮР при
температуре 650^ С.
Жаропрочные деформируемые сплавы
379
Фиг. 5. Кривые ползучести сплава ХН77ТЮР
при температуре 700° С.
380
Глава 11. Сплавы
Фиг. 6. Кривые ползучести сплава ХН77ТЮР при
температуре 750° С.
Жаропрочные деформируемые сплавы
381
Фиг. 7. Кривые
ползучести сплава
ХН77ТЮР при
температуре
800° С.
Фиг. 8. Кривые длительной прочности сплава ХН77ТЮР.
382
Глава П. Сплавы
& кГ/ мм г
Фиг. 9. Кривые выносливости сплава ХН77ТЮР при высоких темпера-
турах (испытание при круговом чистом изгибе с частотой 50
Жаропрочные деформируемые сплавы
383
СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ
ЭИ437БУ
Химический состав в % *
Si Мп Сг Ti Al Ni Fe Си
<0,07 <0,6 <0,4 19-22 .2,5—2,9 0,6-1,0 Основа <1 <0,07
Продолжение
В S . Р Sb Sn Bi As
<0,01 <0,01 <0,007 <0,05 Не б.олсе 1-го балла шкалы спект рального анализа
* /Металл открытой и вакуумной выплавки; бор, церий и другие технологи-
ческие присадки, вводимые по расчету, химическим анализом не определяются.
Механические свойства по ТУ (не менее)
Вид полуфа- бриката ТУ Состояние (контроль- ные образцы) Температура 1 испытания | °C ss ак кГ-м/см^ I НВ { (i \мм/ О го t> о ю о О о о
X Г! М Ml % Ю Г/м м2
Заготовки ЧМТУ Термически 20 100 68 13 16 3 3,4- 3,7
ДЛЯ ДИСКОВ Металл ваку- умной выплав- ки) цниичм 936-63 обработан- ные по ре- жиму: за- калка с 1080±10° С (8 час) на воздухе; старение при 750± ±ю°с или при 775±10°С (16 час), ох- лаждение на воздухе1 750 —— —-* 35 30
384
Глава И. Сплавы
Продолжение
Вид полуфа-
бриката
Состояние (контроль- ные образцы) Температура испытания °C %2 В5 aR кГ • м/см2 НВ [мм
кГ/мм^ %
OOIjd
Штамповки ЧМТУ Термически^ 20 100 68 13 16 3 3,4—
дисков (металл цниичм обработан- 3,7
вакуумной вы- 937-63 ные по ре-
плавки) жиму: за-
калка с 650 „ — — «—— 65 11 Ik
1080±10° С
(8 час) на
воздухе;
старение 750 — — —— — 35 30
при 750 ± 1
±10° С или
при 775±
±10° С
(16 час), ох- 1 i
лаждение 1 1
Л па воздухе i
Заготовки и ЧМТУ Термически 20 100 65 12 14 3 3,4- —
шайбы для ЦНИИЧМ обработан- 3,75
дисков(металл 375—63 ные по ре-
открытой вы- жиму: за-
плавки) калка с
1080 ±10= С
(8 час) на
воздухе; 750 • '— — — —— 35 30
старениепри
750±10°С ч
или при . " ’j:
775±10° С
(16 час), ох- • ;
лаждение i i ’.Ч"
на воздухе 1 .• >
Штамповки ЧМТУ То же ,4’ ' 9 *:
дисков (металл ЦНИИЧМ
открытой вы- 874—63 1
плавки): f г.
1
1-я группа— 20 100 65 12 14 3 3,4— —— * .1^ —
штамповки ве- 3,75
сом до 150 иг .&•
и диаметром
до 500 мм (кон- 1'
трольные об- 750 — . 35 эд ж
разцы из тех-
нологических
припусков) 1 i 1 )
Жаропрочные деформируемые сплавы
Продолжение
Вид полуфа- бриката ТУ Состояние (контроль- ные гература тания :709 °5 ф i Ci --т. ч НВ / d 'i О С о LO JI00 1
образцы) Темг испы °C я П % кГ jM М?
2-я группа— штамповки ве- сом от 151 до 250 кг и диа- метром до 700 мм (конт- рольные об- ЧМТУ цниичм 874-63 Термически обработан- ные по ре- жиму: за- калка с 1080 + 10° (8 час) на 20 05 65 12 14 3 3,4- 3,75 ч„
разцы из тех- нологических припусков) Образны из тела дисков, включая сту- пицу: воздухе; старение при 750± 110° С или при 775-ь ±10сС’ (16 час), ох« л аж дение 750 А OU 30
1-я группа на воздухе 20 95 62 11 13 2,5 3,4- 3,75 — — —•
2-я группа 20 90 60 10 12 2,2 3,4— 3,75 ——
Механические свойства при комнатной и
высоких температурах
Вид яолтфа- Состояние ратура ши я Е ^В с0,2 апц &10 > я
бриката ипе ытт
£ Ь SO к! /мм2 %
Поковки, Термически 20 21 000 100— 66—75 53 14—20 15—22 3—7 3,40—
штам- обработанные 115 3,75
ЛОВКИ и Диски по режиму: за- калка с 1080°С 300 19 400 100 64—70 52 14—20 15—22 ч—
(металл (8 час) на воз- 400 18 300 100 64—70 52 14—20 15—22 1 1 — -—
откры- той вьь духе;старение при 750 500 17 900 90—96 62—65 51 22 23 ——- —
плавки) ± 10° С или при 550 17 200 88—93 58—61 50 22 26 — - -
775 + 10° С (16 час), охла- 600 16 500 85—90 55—60 50 22 23 —г— —
ждение на воз- 650 15 500 84—89 55—59 50 22 22 —-
духе 700 15 000 82—84 54—58 50 16 21 —— —
750 14500 66—68 52 45 14 29 - - 1
800 13 000 54—56 44 37 16 36
850 11700 35—37 27 21 17 55 —
25
1525
386
Глава 11. Сплавы
Пределы длительной прочности, ползучести 4 выносливости
ct 1 а-1 <г
Вид Состояние >гш IVt G100 ^500 а2000 ^3000 30,2/100' * — —
полуфа- О на базе
ориката емп спы С 107 циклов
е- - о кГ1мм2
Поковки Термически 20 — 37 22
и штам- обработан- 400 90 .. . ъ *
повки ные по ре-
дисков жиму: за- 450 89 88 г . __ ——
(металл калка с 550 80 72 71 69 58-59 — —-
откры- 1080 °C
ТОЙ ВЫ“ (8 час) на 600 70 59—61 |55- 58 52—54 -— 55—58 31—38 22
плавки) воздухе; старение при 750± 650 60 51 ' 46 42 28—30 46 40 34—38 39 23
700 44 32—34 30—32 23
±10° С или при 775± 750 32 — .— 25 —<
±10° С (16 час), ох- 800 22 12-15 10—12 8—10 7—8 17 26 1 1 24
лаждение на воздухе . i 4
* Радиус надреза 0,75 льч.
Механические свойства при комнатной и высоких температурах металла,
полученного методом вакуумного дугового переплава
Вид полуфа- бриката Состояние 1 Температура | испытания I °C 7ПЦ fcrs <— в 1 г.и.«2 $10 4s % Ф । 1 ’ 1 кГ ‘MjCM? ьз--
Штам- Термически 20 56,5 67 105—115 22 14—30 18—30 3—7 с 3,4-?.
ПОВКИ дисков обработан- ные по ре- 400 51,5 58 100—108 24 — 28—37
жиму; за- 500 50 58 95—105 26 24—33 28—37
калка с 1080*С 550 47 57,5 93—103 24 24—31 28—34
(8 час) на 600 47 56 92—102 24 24-30 28—34 - |
воздухе; старение 650 44,5 55,5 90—100 23 23—28 27—30 V j
при 750 ± 700 43,5 55 80—85 20 16—24 21—28 — '—
£10° С или при 7754- 750 42,5 54,5 68—74 17 15—20 23—30
±10° С (16 час), ох- лаждение на воздухе 800 52—62 15—20 28—32 • -Л я
/Каропрочные деформируемые сплавы
387
Пределы длительной прочности металла, полученного методом
вакуумного дугового переплава
Вид полуфа- Q pH К <1 т cl Штам- ПОВКИ ДИСКОВ Состояние j 1 i i Термически обработан- ные по ре- жиму; за- калка с 1080°С ; (8 '/ас) па воздухе; старение при 750 £ £10° С или при 775£ ± 10° С (16 час), ох- лаждение на воздухе t ; I емпература 1 £ Я? £} i испытания 1 Сл СЛ -СП ~ | О о О I JC 1 aJOO кГ/м 80—82 60 34—35 1 i 1 v оо v Ф- КЗ СО | о = о сл . SL, 1 „В ° 100 ° 10СО ! i t, >1 КЗ >1 ^soo кГ/. 76 51 27 1 а500 tafl 60 „Н ст500 ° 5 00 1,2 • • г с1000 кГ/л 72 46 1 23 i ^1000 50 Н-- — i 1 ! „И g10Q0 ст1000 i t f в 1 i ! f I t, i 1. j i j <1 1 i о о о 03 t> кГ/. 70! 1 I 1 | 42 i * ! 20 1 4 i i i 1 J4 ! __
Радиус надреза 0,5 лен.
Пределы ползучести и выносливости металла, полученного методом
вакуумного дугового переплава
Вид атура шя с0,2/100 а0,2/500 °-1
полу фа- ; бриката t i Состояние О С-4 § 2 £ к „ по остаточной деформации на базе 10? циклов
о у CJ с“* S о кГ/млА
Штам- Термически обрабо- 20 И 1 » 36 30
ПОВКИ тайные по режиму:
ДИСКОВ закалка с 1080° С (8 час) на воздухе; 550 57 56 '—— ! — 1 1
старение при 750£ ±10° С или лри775±1б°С (16 час), охлаждение на воздухе 650 46 42-43 33—39 1 J
Жаростойкость
ПпИ1? апюсфере воздуха при температурах испытания 800° С в течение 100 час
С0Ставляет 0,0387 г/м2 час, в течение 200 час — 0,0173 г/м2 час; при
» течение 100 час — 0,068 г/м? час, в течение 200 час — 0,051 г/м2 час.
388
Глава II. Сплавы
Физические свойства
<7=8,2 г/слг3.
а-106=12,67 (20—100°); 13,62 (100—200°); 15,88 (200—300°); 16,78 (300—
400°); 17,66 (400—500°); 18,17 (500—600°); 19,92 (600—700°); 21,20 (700—800°);
24,55 (800—900°) 1/°С.
Х=0,030 (20°);' 0,033 (100°); 0,037 (200°); 0,041 (300°); 0,045 (400°); 0,050
(500°); 0,056 (600°); 0,060 (700°); 0,067 (800°); 0,074 (900°) кал!см-сек-°C.
Технологические данные
Сплав выплавляют методом вакуумного переплава или в открытых дуговых
печах. Слитки рекомендуется отливать с большой конусностью, весом 700 кг и 1 т.
Сплав деформируется в горячем состоянии. Температурный интервал дефор-
мации 1150—980° С. Охлаждение после деформации на воздухе.
Термическая обработка: закалка с 1080° С (выдержка 8 час) на воздухе; ста-
рение при 750+10° С в течение 16 час, если содержание титана и алюминия
в сумме <(3,6% или при 775+10° С в течение 16 час при содержании титана
и алюминия > 3,6%.
Сплав удовлетворительно обрабатывается резанием.
Применение
Диски турбин и дефлекторы; силовые кольца; детали крепления и другие де
тали, работающие при температурах до 750° С.
Жаропрочные деформируемые сплавы
389
СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ
ХН77ТЮ (ЭИ437А)
Химический состав в %
С S1 М п Сг Ni А1*
<0,06 <0,65 <0,35 19—22 Основа 0,55—0,95
Продолжение
Ti* Се Fe к Си Pb s Р
не б< злее
2; 3—2,7 <0,01 <1 ; <0,07 1 i i 1 <0,001 ( 0,007 0,015
* Допускается отклонение по содержанию титана до + 0,1% и алюминия
то + 0,05%.
Механические свойства по ТУ (не менее)
Вид полуфа- бриката ТУ Состояние (контрольные образцы) Температура j испытания j °C 1 ft 05 НВ (d мм) °S0 °100
кГДклг2 % кГ[мм2
Прутки ЧМТУ Термически об- 20 > 1 ч - 3,45-3,8
горяче- 5211—обработанные по
катаные режиму: закалка
с 1080 + 10° С
(8 час) на возду- 700 62 5 12 40 36
хе; старение при
со о О ЧН о о
охлаждение на
воздухе
390
Глава 11. Сплавы
Механические свойства при комнатной и высоких температурах
1
Состояние । Сц со г: 1 р Св ст0,2 ?иц “10 Cl — НВ
материала К я ?Krf
о кГ/ мм- <
Е-1 Ь 0 i
Термически обра- 20 21 000 19 000 100 60 54 25 28 8 3,55
ботапный по режи- му: закалка с 1080± 300 19 800 — .... — — — ' — — — -
±10° С (8 !/йс) на 400 19 300 — - — .—. .. . - —.
воздухе: старение при " ' 700±10° С 500 18 500 17 000 93 55 46 35 40 — - •
(16 час), охлаждение 600 17 600 16 000 88 53 42 20 25 —
на воздухе 700 16 900 14500 68 50 40 8 15 12 . —
800 16 000 13 000 55 42 33 12 18 —
900 14500 -— - - — —
* По данным ЦИАМ.
Пределы длительной
прочности, ползучести и выносливости
БИ а0,2/ 100 ан * а-1
Состояние материала °100 по остаточ- по общей па
мпс пыт нои дефор- мации деформа- ции 10? циклов
uU
Н *3 о кГ/м м%
Термически обработанный 20 - -- 36 23
по режиму; закалка с 10801 ±10° С (8 час) на воздухе; 500 73 — V*» еа -—“
старение при 7001-10° С 600 58 38 ’
(16 час), охлаждение на воз- духе 700 36 30 24 38 ——
800 14—15 “— 30 22
900 - - 14 . 1
* Радиус надреза 0,75 мм.
w
Жаростойкость в атмосфере воздуха
де
•:Ж
900°
Температура испытания в сС
800°
Продолжительность испытания в часах 100 200 100
Привес в г!м2'час 0,0374 0,0175 0,0564
200
0,0442
Жаропрочные деформируемые сплавы
Физические свойства
d =8,2 г; с мд.
а- 10й—12,4 (20 100 ); 13,4 (100--200°); 14,2 (200- .4)0 ); 15,0 (300-400°);
15 8 (400—500°); 16,9 (500—600°); 17,7 (600-700°); 18,7 (700-800°); 21,3 (800-
О°); 22,6 (900—1000°) 1/°С.
а-106—12,9 (20—200°); 13,3 (20—300°); 13,8 (20 -400°); 14,2 (20—500°); 14,6
(90-600°): 15,1 (20—700°); 15,5 (20—800°); 16,2 (20-900°): 16,8 (20—1000°)
1, °C.
X—0,027 (25°); 0,030 (100°); 0,034 (200°); 0,038 (300°); 0,043 (400°); 0,048
(500°); 0,053 (600°): 0,058 (700°): 0,064 (800°); 0,070 (900°) калкм-сек-°C.
Технологические данные
Сплав деформируется в горячем состоянии. Температурный интервал дефор--
мании 1150—980° С. Охлаждение после деформации на воздухе. Допустимая
степень деформации при штамповке лопаток 60%. При нагреве заготовок лопа-
ток под штамповку и термическую обработку в печах с воздушной средой при-
пуск на механическую обработку должен быть не менее 1,2 мм на сторону. При
штамповке лопаток с меньшими припусками (минимально допустимый припуск
0,5 мм) нагрев под деформацию и термическую обработку должен производиться
в вакуумных печах, в печах с защитной средой или в печах со специальной
жидкой средой.
Термическая обработка: закалка с 1080+10° С (выдержка 8 час) на воздухе;
старение при 700° С в течение 16 час, охлаждение на воздухе.
Готовые детали для снятия остаточных напряжений в поверхностном слое
подвергают электронолированию или отпуску по режиму: нагрев в среде аргона
при 850° С в течение. 2 час, охлаждение до 600° С в среде аргона, далее на воз-
духе. затем нагрев при 700° С в течение 8 час в воздушной среде, охлаждение
на воздухе.
Применение
Рабочие лопатки газовых турбин, работающие при температурах до 700° С.
Фиг. 1. Кривые ползучести сплава XH77TIO
при температуре 700° С.
Глава II, Сплавы
Фил 2. Кривые длительной
при различных
прочности сплава ХН77ТЮ
температурах.
Жаропрочные деформируемые сплавы
393
/ ММ2
105' 10s ю7 10* N
Фиг. 3. Кривые выносливости сплава XH77TIO при различных температу-
рах (испытание при изгибе).
Сплошные кривые — образцы гладкие, пунктир — образцы с надрезом.
i
I
i
I
394
Глава Л. Сплавы
!1!
СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ
ХК70МВТЮБ (ЭИ598)
Химический состав в 3/а
Мп
Сг Ni W Мо А1 : -
) 15—19 Основа 2,03,5 4 -6 1,0-1 7
Продолжение
Ti
Nb
1 1 S
Си | 1 . ..
1 не
более
Г? В
<0,07 j 0,010
0,015
Р
свойства по ТУ (не менее)
Механические
Вид полуфа- 'ГУ бриката j 1 Состояние (контрольные образцы) Температура испытания i °C «о - । 0 —' О НВ (d. мм) М00
Прутки ЧМТУ горяч е- 5211—55 катаные 1 1 1. 1 J 1 I Термически об- работанные но режиму: 1-я за- калка с 1200± ф-10° С (5 час) на воздухе; 2-я за- калка с 1070± А10° С (8 час) на воздухе; старение при " 800+10° С (16 час), охлажде- ние на воздухе 20 800 70 4 8 ft® 3 3. .. — ° 0 $к- 3,7 ’ft к - 1 11 ч.<
днф о рм w ру ем ы е сил a s ы
395
/Ко поп о о
/ i
Механические свойства при комнатной и высоких температура
1 । | I НВ \ кГ-М:Сл& (d мм) 1 । ; _ ! 01 -у 1 : 8-4' 1 ' 61 -9 - .. ... z‘e—е‘е ; |
1 —’Э- 1 i | 1.0 0 C l а; с? Q см со см ~ см -т i ; 1 ! II 1 ; LQ О СМ СО О О т—< СМ т— О'
лэ 1 1 Ю О О СМ 1-0 О £ сч со СМ CM 'U Н Ш 1 ! g О1 ю о ч* о О X г—' 1—। т—1 1—1 Г*
-Ч.ц 1_ СМ О Ю О О 1-0 £ СО Ю in LO см ж 1 1 1 1 1 1 1 § LQ СМ О LO ю о 1О Ю i-О Tf СО СЧ д
С()/2 1 i СМ ЬО СМ СО СО О Я t"- Ю Ю ю СО Н I II 1 1 1 g io о г- о то р* СО (О io ио СМ
?i > 1 f 1 ! 1 1 21000 20 000 1 100—110 .17 700 | 16500 95—100 17 000 115 000 90—95 16 400 — — ; 15 800 13 500 1 70—78 .15 200 12 300 j 55-62 ! — 11 500 ! 35—40 1 i 1 длительной прочности, нсъ
1 J Темпера- тура испы-. ! тания °C 3 t; 0J ооооооо < см о о ю о ю о N N Об СС J3« Е
Состояние материала i Термически обрабо- танный по режиму: 1-я закалка с 1200У 4:10° С (5 час) на воз- | духе; 2-я закалка с 1070^10° С (8 час) на воздухе; старение при 800110° С (16 час), ох- лаждение на воздухе
396
Глава II. Сплавы.
Физические свойства
rf=8,5 г/см3.
а-106=12,4 (20-100°); 12,9 (20—200°); 13,5 (20-300°); 14,1 (20-400°)-
14,6 (20-500°); 15,1 (20—600°); 15,7 (20—700s); 16,4 (20-800°); 17,5 (20-900°)-
18,0 (20—1000°) 1/°С.
а-106=12,4 (20—100°); 13,4 (100—200°); 14,8 (200—300°); 15,7 (300—400°)-
16,5 (400—500°); 18,0 (500—600°); 18,8 (600—700°); 21,8 (700—800°); 26,3 (800—
900°); 22,7 (900—1000°) 1/°С.
7=0,027 (100°); 0,031 (200°); 0,035 (300°); 0,038 (400°); 0,045 (500°); 0,049
(600°); 0,052 (700°); 0,058 (800°); 0,063 (900°) кал!см-сек-°C,
Технологические данные
Сплав деформируется в горячем состоянии. Температурный интервал дефор-
мации 1180—1050° С. Охлаждение после деформации на воздухе. Допустимая
степень деформации при штамповке лопаток 50%. При нагреве заготовок лопа-
ток под штамповку и термическую обработку в печах с воздушной средой при-
пуск на механическую обработку должен быть не менее 1,2 мм на сторону. При
штамповке лопаток с меньшими припусками (минимально допустимый припуск
0,5 леи на сторону) нагрев под деформацию и термическую обработку должен
производиться в вакуумных печах, в печах с защитной средой или в печах со
специальной жидкой средой.
Термическая обработка: 1-я закалка с 12СЮ+10°С (выдержка 5 час) на воз-
духе; 2-я закалка с 1070+10° С (выдержка 8 час) на воздухе; старение при
800+10° С в течение 16 час, охлаждение на воздухе.
Готовые детали для снятия остаточных напряжений в поверхностном слое
подвергают электронолированию или отпуску по режиму: нагрев в среде аргона
при 950° С в течение 2 час, охлаждение до 600° С в среде аргона, далее на воз-
духе, затем нагрев при 800° С в течение 8 час в воздушной среде, охлаждение
на воздухе.
Применение
Рабочие лопатки газовых турбин, работающие при температурах до 800— .
850° С.
Жаропрочные деформируемые сплавы
вкПмм2-
80 \---
О 0,1 0,1 0,3 0Л 0,5 0,6 $01 о
Фиг. 1. Кривые растяжения сплава ХН70МВТЮБ до пре-
дела текучести.
398 Глава Л. Сплавы
Фиг. 2. Кривые растяжения сплава ХН70МВТЮБ от
предела текучести до разрушения.
Жаропрочные деформируемые сплавы
399
Фиг. 4. Кривые ползучести сплава ХН70МВТЮБ при темпе-
ратуре 80СБС.
I
i
и
i
L
I
I
к
«.
i
Фиг. 5. Кривые ползучести сплава ХН70МВТЮБ при
температуре 850" С.
I
i
I
(
с
1
I
I
ч
i
400
Глава II. Сплавы
I
i
<5 кГ/мм!
Фиг. 6. Кривые длительно!! прочности cnnaEia Х.Н70МВТЮБ.
<5 кГ/ммг
Фиг. 7. Кривые выносливости сплава ХН70МВТЮБ при высоких температурах
(испытание при круговом изгибе).
Сплошные кривые — образцы гладкие, пунктир — образцы с надрезом.
Жаропрочные, деформируемые сплавы
-101
СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ ХН70ВМТЮ (ЭИ617)
Химический состав в %
С Si Мп Сг Ni W Ti Мо
<0,12 <0,6 <0,5 13—16 Основа 5-7 1,8—2,3 2-4
должсние
V • А! Се Си В Ее S не б Р олее
0,1—0,5 ’ S' " ' * 1,7-2,3 <0,02 <0,07 <0,02 <5 0,010 0,015
Л4еханические свойства по ТУ (не менее)
Вид полуфа- бриката ТУ 1 1 1 Состояние (контрольные образцы) Температура испытания °C S-5 Е ИВ (d мм) а40 кГ[. с100 ММ-
<
Прутки ЧМТУ Термически об- 20 3,3-
горяче- катаные Дна мет- ром 22, И 32, 45 и 55 мм 5211 —55 работаиные по режиму: 1-я за- калка с 1190 + +10° С (2 часа) на 800 68 3 8 3,7 - 25
воздухе; 2-я за- калка с 1050± +10° С (4 часа) на воздухе; старе- ние при 800 + ±10° С (16 час), охлаждение на воздухе 850 1 1 “ - - —• 20 ! 1 i
26
1525
402
Глава II. Сплавы.
Механические свойства при комнатной и высоких температурах
Состояние материала Температура . испытания °C _ £в •» 1 Е кГ) °0,2 : - - 5ю 4 J «И кГ’м1сл& _ НВ ' кГ{мм- j
%
Термически обра- 20 21 200 20 000 114 75 65 14 15 1,5-3 310
ботанпый по режи- му; 1-я закалка с 600 18 500 16500 99 68 59 16 19 — -—.
1190±10 °C (2 часа) 700 17 700 15 000 90 65 56 6—10 12 280
на воздухе; 2-я за- калка с 1050±10° С 750 17 200 . .. .. -—- —— « —
(4 часа) на воздухе; 800 16 600 14 500 75 58 46 5,5-8 12 9,6 260
старение при 800 ± 110° С (16 час), ох- 850 -—. 14 000 59 47 37 5-8 14 — 240 '
лаждеиие на воз- духе 900 13 000 49 1 38 28 9—14 19 13,4 170
* По данным ЦИАМ.
Пределы секундной прочности и ползучести
Вид полуфабри- ката Состояние Темпе- ратура испыта- ния % s О to ь о 04 О О со Г-Н о о о со е> В; О r—t О 0 * •' О • <о и? О е> . i.
°C id'i.'lM- у
Прутки В состоянии постав- 700 101 96 95,5 95 93,5 * . , х •
ки (Оц0—119 кГ/мм^) 800 83- 77,5 73,5 70 67,5
900 67,5 60 55 51 48
1000 45 36 31,5 30,5 30 19,4 15.1
Продолжение
Вид Темпе- ратура О о» т—< СО О Ьг О сч t о QO ...iV fc'
полуфабри- Состояние испита- о" $о 1—г т—| ^4
ката НИЯ о О b е» и о >
°C кГ!мм^ *|УЙ«.
Прутки В состоянии постав- 700 — — — — —
ки (0g°=H9 кГ/мм2) 800 “— “ и •
900 — — •
1000 13,7 20,3 17,4 15,7 14,6 13,|
Жаропрочные деформируемые сплавы.
403
Пределы длительной прочности, ползучести и выносливости
Состояние материала Температура испытания °C а1 °5 a10 a25 CT100 °200 a300 °500 ! a1000 a2000 H* c100
кГ[мм2
Термически обработанный по режиму: i-я закалка с 1190110 °C (2 часа} на воз- духе; 2-я за- калка с 10501 + 10° С (4 часа) на воздухе; старение при 10- С (16 час), охлажде- ние на воздухе 20 600 700 800 830 850 900 70 48 39 61 40 28 57 34 25 53 31 21 IS 1 II* * * 1 # * oo co «• co « X- rr 1Л 11 00 «• ** СП — 45 23—27 16-17 10 42 19— 21 34*** 16***- 19**** ю***_ 12**** 32*** 17**** 3>5***_ 10**** Пиоа 29*** 12***_ 14**** 7***—. юлжен 40— 45 30 ч 1 Д ие
Состояние материала Температура испытания | °C ,j gWQ °100 О о СЧ о t> о Q cT i ? 1 a0',2/500
по об- щей дефор- мации по остаточной деформации на базе циклов:
105 10б 107 108 2-108 IO?
кГ[мл&
Термически обработанный По режиму; 1-я закалка с 1190110° С (2 часа) на воз- дУхе; 2-я за- валка с 10501 il0cC (4 чйсй) Iia воздухе; орренке при 800110° С (’16 ^ac)i охлажде- воздухе 20 600 700 800 830 850 900 0,83- 0,86 1,2- 1,0 30 17 15 14 >40 >23 18 16 J 29*** 13*** 10*** 54 44 38 42 43 36 31 34—37 33—35 36—39 32-37 26—30 25-28 30 31 24— —26,5 22 29 30 25 25 24 28— —30 29— -32 M > 19
* Радиус надреза 0,5 мм.
** Радиус надреза 0,75 мм.
*** Минимальный показатель предела длительной прочности и ползучести.
**”’ Средний показатель предела, длительной прочности.
404
Глава II, Сплавы
Физические свойства
£1=8,4 г':см?>,
а-106=12,0 (20-100°); 12,5 (20-200°) 13,5 (20-300°); 13,9 (20-400°); 14,3
(20—500°); 14,8 (20-600°); 15,8 (20—700°); 16,3 (20—800°); 16,7 (20—900°)
1 °C 7
' Х=0,023 (100°); 0.027 (200°); 0,031 (300°); 0,036 (400°); 0,041 (500°); 0,046
(600°); 0,052 (700°), 0,058 (800°); 0,065 (900°) кал'см-сек-°C.
Технологические данные
Сплав деформируется в горячем состоянии. Температурный интервал де-
формации 1190—1060° С. Охлаждение после деформации на воздухе. Допустимая
степень деформации при штамповке лопаток 60%. При нагреве заготовок лопаток
под штамповку и термическую обработку в печах с воздушной средой припуск
на механическую обработку должен быть не менее 1,2 мм на сторону. При штам-
повке лопаток с меньшими припусками (минимально допустимый припуск 0,8 мм
на сторону) нагрев под деформацию и термическую обработку должен произво-
диться в вакуумных печах, печах с защитной средой или в печах со специаль-
ной жидкой средой.
Термическая обработка: I-я закалка с 1200°С (выдержка 2 часа} на воздухе;
2-я закалка с 1050° (выдержка 4 часа} на воздухе; старение при 800° С в течение
16 час, охлаждение па воздухе.
Готовые детали для снятия остаточных напряжений в поверхностном слое
подвергают отпуску по режиму: нагрев в среде аргона при 950° в течение 2 час, (
охлаждение до 700° С в среде аргона, далее на воздухе, затем нагрев при 800° С
в течение 8 час в воздушной среде, охлаждение на воздухе.
Сплав удовлетворительно обрабатывается резанием (коэффициент реза-
ния 0,9).
Применение
Рабочие лопатки газовых турбин, работающие при температурах до 800—
850° С.
Жаропрочные деформируемые сплавы
405
Фиг. 1. Кривые растяжения сплава ХН70ВМТЮ до предела теку-
чести.
406
Глава II. Сплавы
Фиг. 2. Кривые растяжения сплава ХН70ВМТЮ от предела те-
кучести до разрушения.
Фиг. 3. Кривые ползучести сплава ХН70ВМТЮ при 700° С.
Жаропрочные деформируемые сплавы
и Т/и
407
408
Глава Л. Сплавы
J
! б Г/ ММ
Фиг. 6. Кривые
ползучести сплава
ХН70ВМТЮ при
850° С.
40
20
10
8
£
! .130
' 80
i £0
4
3
10
700 С
850 0
20
Фиг. 7. Кривые длительной прочности сплава ХН70ВМТЮ.
£0 100 200 ЧОО ООО WOO 1000 ЧООдчМ
800 С
Жаропрочные деформируемые сплавы
409
б кГ/ мм1
Фиг. 8. Кривые выносливости сплава ХН70ВМТЮ при высоких темпе-
ратурах (испытание при чистом изгибе).
410
Глава II. Сплавы.
СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ
ЭИ766
Химический состав в в/о
С Si Мп W Сг Мо Ni
<0,08 <0,5 <0,5 4,5—6,0 9—11 5,0—6,5 Основа
Продолжение
Fe Al В Се S р
по расчету не более
<3,0 3,8—4,6 0,01—0,02 <0,01 1 0,01 0,015
Механические свойства по ТУ (не менее)
Вид полуфа- бриката ТУ Состояние (контрольные образцы) Температура испытания °C <*в а0,2 «и кГ’м]слР НВ (d мм) а75 а100 - - ~г
лгГ/лш* %
Поковки ТУ МУ Термически об- 20 97 60 10 10 2,0 3,3—
МОС работанные по 3,8
7026—58 режиму: закалка с 1150° С (5—8 час) 600 —1 —— » Я 1 • II • ' 1 76
на воздухе; ста-
рение при 925° С (10 час), охлаж- 800 — • III --- 32
дение на воздухе J • и ь
Жаропрочные деформируемые сплавы
411
Механические свойства при комнатной и высоких температурах
Вид полуфа- бриката Состояние | Температура испытания "С °0,2 Зю НВ (<7 мм)
кГ/. Л/Л^2 %
Крупные Термически об- 20 97—115 64—80 13—28 15—31 3—7 3,3-
поковки работанные по 3,5
(металл режиму: закалка
вакуум- с 1150° С (5 час) 550 94—111 64—72 14—21 17—25 6—7,5 —
пой вы- на воздухе; ста-
плавки) рение при 925° С 650 90-92 64—66 8—12 13-19 5-6,5 —
(10 час), охлажде-
ние на воздухе 700 78-82 64—66 4—10 8—14 5—6,5 —
750 78-82 64—66 4-6 8-10 —
800 76—80 62—65 4—6 4—8 3,2- .
4,7
Пределы длительной прочности
Вид пол viba- Состояние Темпе- ратура мспыта- °10 °50 а100 а200 ° 300
бриката НИЯ
сс кГ !мм2
Крупные Термически обрабо- 550 >95 90 85—90 Ь ,
поковки тайные по режиму:за-
(металл кадка с 1150° С (5 час) 600 .— >80 76 73 - -
вакуу.м- па воздухе; старение
ной вы- при 925° С (10 час), ох- 750 -— 44 • —
плавки) лаждение на воздухе
800 >35 32 •— 27
Крупные Термически обрабо- 600 . 76 -
иггам- тайные по режиму: за-
повкн калка с 1150° С (5 час) 700 65 60 57 55 —
{металл на воздухе; старение
вакуум- при 925° С (10 час), ох- 750 —— 44 42 —1 - —
Вой вы- лаждение на воздухе
Главки) 800 35 32 —— —
412
Глава II. Сплавы
Пределы ползучести и выносливости
Вид полуфа- бриката Состояние Темпера- тура испы- тания °C а0,2/100
по остаточ- ной дефор- мации на базе 107 циклов
Поковки Термически обработанные по режиму: закалка с 1150° С (5 час) на воздухе; старение при 925° С (10 час), охлажде- ние на воздухе* 500 700 800 48 28 37 30 35
* По данным завода Электросталь и ЦНИИЧМ.
Жаростойкость
Привес за 1000 час испытания при температуре 800е С составляет 0,007, при
900° С — 0,013 г/м2 час.
Физические свойства
//—8,43 г/см?’.
«•106=12,25 (20—100°); 12,62 (20—200е); 12,69 (20—300°); 13,75 (20—400°);
13,85 (20—500°); 13,87 (20-600°); 14,26 (20—700°); 14,6 (20—800°); 15,45 (20—
900°) 1/°С.
к=0,022 (20°); 0,025 (100°); 0,029 (200°); 0,034 (300°); 0,039 (400°); 0,046
(500°); 0,051 (600 ); 0,055 (700°); 0,060 (800°); 0,067 (900°) калием-сех- °C.
Технологические данные
Сплав деформируется в горячем состоянии. Температурный интервал дефор-
мации 1180—1050° С. Охлаждение после деформации на воздухе. Сплав обладает
пониженной технологической пластичностью. Металл открытой вы [главки дефор-
мируют в обоймах с торцовыми накладками, а вакуумной выплавки —без обо-
лочек (в осевом направлении).
Термическая обработка; закалка с 1150° С (выдержка 5 час) на воздухе; ста-
рение при 925° С в течение 10 час, охлаждение на воздухе. Д
Применение
Диски газовых турбин, работающие при температурах 800° С.
Жаропрочные деформируемые сплавы
413
б-
но \-------
О 0,7 0,2 0,3 Оф 0,5 0,6 0,7 S 0/о
i
i
i
i
i
I
i
i
I
i
I
Кривые растяжения ciiaafsa ЭИ766 до предела текучести.
414
Глава II. Сплавы
СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ ХН73 МБТЮ (ЭЙ698)
Химический состав в %
Si Мп Сг Ni Ti AI Al о Nb
<0,08 <0,6 <0,4 13—16 Основа 2,35—2,75 1,3-1,7 2,8—3,2 1,8—2,2
Продолжение
Fe В Се РЬ S Р Bi, As, Sn, Sb
не более
<2,0 <0,005 <0,005 <0,001 0,007 0,015 He более I балла ro шкале спектраль- ного анализа
Механические свойства по ТУ (не менее)
Вид полуфа- бриката ТУ Состояние (контрольные СХ Ь* 5 С1« гу Ф ° в i g0,2 6.5 Ф Я С» ч
образцы) 5 з 5 Зи Н К о ( % V НВ (d м 1 а100 1 кГ]м
Штам- повки дисков всех раз- меров (металл вакуум- ной вы- ЧМТУ ЦНИИЧМ 1247—64 Термически обра- ботанные по режи- му: 1-я закалка с 1120±10°С (8 час) на воздухе; 2-я за- калка с 1000±10°С (4 часа) на воздухе; старение при 775° С 20 115 72 17 19 5 3,3— 3,6
плавки) (16 час), охлаждение на воздухе 750 37
Жаропрочные деформируемые сплавы
415
Механические свойства при комнатной и высоких температурах *
Вид полуфа- бриката Состояние Темпе- ратура испита- Е с в 30,2
НИЯ °C кГ[мм2
Штам- Термически обработан- 20 20 000 115—125 75-85 59—63
повки ные по режиму: 1-я закал- ка с 1120° С (8 час) на воз- духе; 2-я закалка с 1000° С 450 18 000 110—115 70-75 57—60
(4 часа) на воздухе: старе- ние при 775°С (16 час), охла- 550 17 890 105—110 68-72 50—53
ждение па воздухе (стан- 600 •1 105—110 65-68 ' •
дартный режим) или диф- ференцированный режим 650 16 000 105—108 63-68 49—52
старения: при 750° С (16 час); при 650° С 700 15 500 100-105 63—65 —
(16 час)—для всего диска; затем при 800° С (16 уде)— 750 15 000 84—00 63—65 49—52
только для обода диска 800 14 000 70 60
Продолжение
Вид полуфа- Состояние Темпе- ратура испыта- S10 З5 i/cm2 Я4
бриката ПИЯ * ср
°C % S У
Штам- Термически обработан- 20 22—24 25—30 25—30 6—10 3,4-
повки ные по режиму:, 1-я закал- ка с 1120° С (8 час) на 3,6
воздухе; 2-я закалка с 1000° С (4 часа) на воз- 450 20—21 23—28 30—37 > —
550 18—22 23—27 28-35 —
духе; старение при
775° С (16 час), охлажде- 600 18-22 20—26 30—35 — •
ние на воздухе (стан- дартный режим) или диф- 650 20—24 20—26 25—30
ференцированный режим старения: при ,750° С 700 19—23 20—25 25—30 — -
(16 час); при 650° С (16 час)—для всего диска; 750 21—24 21—25 25—30 —
затем при 800° С (16чдс)— только для обода диска 800 19—22 16 25—30 —
* Показатели нижних пределов твердости, прочности и текучести и пока-
затели верхних пределов удлинения, сужения и ударной вязкости получены на
образцах после стандартной термической обработки, а показатели верхних пре-
Делов твердости, прочности, текучести и нижних пределов удлинения, сужения
4 Ударной вязкости получены на образцах после дифференцированного или
Дойного старения (при 775° С—16 час и при 700'С —16 час) дисков турбин,
Работающих в особо тяжелых условиях.
416
Глава If. Сплавы
Пределы длительной прочности, ползучести и выносливости
Вид полуфа- бриката Состояние Температура испытания °C С5Ш) с1000 1 гсГ/мм2 J 100 1 м ~500
Штам- Термически обра- 450 105 105 — .
повки ботанные по режи- му: 1-я закалка с 550 100 95 —
11205С (8 час) на воздухе; 2-я закалка 600 85 82 -- -—
с 1000° С (4 часа) па воздухе; 1-е старо- 650 74 68 64 90 85
ние при 775° С (16 час), охлаждение 700 55 50 —
па воздухе; 2-е ста- рение при 700° С 750 43 35 33 63 58
i (16 час), охлаждение на воздухе 800 32 — —
Продолжение
Вид полу фа- Состояние ература 1 гания 1 н а500 н ° 100 ,2/100 О о С t 1
Гн а базе
бриката а ф испьг сс с500 а100 О и о о кГ! 107 циклов) - —' ——- • - > млА
Штам- повки Термически обра- ботанные по режи- му: 1-я закалка с 1120° С (8 час) на воздухе; 2-я закал- ка с 1000° С (4 часа) па воздухе; 1-е ста- рение при 775° С (16 час), охлаждение на воздухе; 2-е ста- рение при 700° С (16 час), охлаждение 450 550 600 650 700 750 1,2 1,6 - - 1,- !,5 • 72 66 42 39 68 - - г — 34 ! 37 - - 29 - 34 •
на воздухе % 800 _ 1 д •f
* Радиус надреза 0,5 мм.
** Радиус надреза 0,75 мм.
Жаропрочние деформируемые сплавы
417
Физические свойства
<7-=8,32 г[см\
д. 10^=12,3 (20—100°); 13,2 (100-200°); 14.2 (200-300°): 15,0 (300-400°У
1и,3 (400—500°); 17,3 (500-600°); 18,8 (600-700°); 21,6 (700-800°); 20,8 (800-
900=) 1/°С.
л—0,023 (50°) кал/см-сек' °C,
Сплав немагнитен.
Технологические данные
Сплав дефор;мируется в горячем состоянии. Температурный интервал дефор-
мании 1160+а)— 1000°С. Охлаждение после деформации на воздухе.
Термическая обработка: 1-я закалка с 1120° С (выдержка 8 час) на воздухе,
2-я закалка с 1000° С (выдержка 4 часа) на воздухе; старение при 775° С в те-
чение 16 час, охлаждение на воздухе или дифференцированный режим старения:
при 750° С в течение 16 час, охлаждение на воздухе, затем при 650° С в течение
16 час, охлаждение на воздухе (для всего диска) и при 800° С в течение 16 час
(только для обода диска в кольцевой печи).
Сплав удовлетворительно обрабатывается резанием.
Применение
Диски турбин, дефлекторы, силовые кольца и другие детали для тяжело
нагруженных двигателей с длительным ресурсом, работающие при температурах
до 750—800° С.
Фиг. 1. кривые растяжения сплава ЭИ698 от предела текучести до раз-
рушения.
27
1525
418 Глава II, Сплавы
Жаропрочные деформируемые сплавы.
419
i
СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ
ЭИ826
Химический состав в ®/о
С Si Сг Ni W Т1 Мо V
<0,12 <0,60 13—16 Основа 5—7 1,7—2,2 2,5—4,0 0,2—1,0
Продолжение
А1 Се* В* Fe Мп S Р
не б олее
2,4—2,9 <0,02 <0,015 <5 <0,5 0,009 0,015
<
* Церий и бор вводятся по расчету и химическим анализом не определяются
Механические свойства по ТУ (не менее)
Вид пол у фа- бр в ката . ТУ Состояние (контрольные образцы) ература тания СТ 85 Ф Я1 аС5 а100
i Темп испы °C 1 о % НВ (d м. кГ, мм-
Прутки ГОрячс- кпта.н ые ЧМТУ 5564—56 Термически обрабо- танные по режиму: 1-я закалка с 1210± 110° С (2 часа) на воз- духе; 2-я закалка с 1050410° С (4 часа) на воздухе; старение при 800110° С (16 час), ох- лаждение на воздухе 20 850 900 60 50 6 9 9 15 3,3- 3,7 ч—I—V 25 15
420
Глава П. Сплавы
Механические свойства при комнатной и высоких температурах
Состояние материала Темпера- тура испы- тания °C ^1 * i aa а0,2 апц 1
кГ/мм2
Термически обработанный 20 21 350 20 000 110—115 70—75 60—65
по режиму: 1-я закалка с 1210=1-10° С (2 часа) на воз- 500 *— 17 000 95—100i 6x5—7055-^60-
духе; 2-я закалка с 10501 600 18 650 16 500 90—100 65—70 55—60
±10JC (4 часа) на воздухе; 700 17 850 15 500 90—100 60—70 50—58
старение при 800 ± 10 С
(16 час), охлаждение на воз- 800 17 050 14 500 75—90 55—62 40—48
духе 850 • 14 000 60—70 50—55 35-40
900 16 000 13 000 50—60 40—45 28—35
950 — 11 700 42—45 30—35 20—25
1000 —- 9 300 15—20 10—12 8-Ю
1100 —* - — - '
1150 — гг
Состояние материала
Термически обработанный
по режиму: 1-я закалка с
1210±10°С (2 часа) на воз-
духе; 2-я закалка с 1050±
=Ь 10° С (4 часа) на воздухе;
старение при 800±10° С
(16 час), охлаждение на воз-
духе
Продолжение
Темпера- тура испы- тания °C 810 ап кГ' JijCJ.fi ИВ id мм)
9 >
20 8—18 8—20 2-4 3,3-3,7
500 25—30 25—30 -—.
600 25—30 25—30 2,5—5,0 —
700 10-17 12—20 3,0—5,0 -1
800 6—15 10-20 3,0—5,0 —" t
850 6—15 10-25 —
900 9—20 15—30 4,0—6,0 " ~
950 15-20 25-35 5,5-8,5 |
1000 45—55,50—70 6,5-9,0
1100 — 10-15 .——
1150 — 15—20 " 7 4 •Л
* По данным ЦИАМ.
''Ji'
Жаропрочные деформируемые сплавы 421
Пределы длительной прочности, ползучести и выносливости
т, Л—М»
Состояние материала ci Си й ГО н- О fH Й т- К л} f ] Г 'I +0 3100 а200 ^500 Я* ° 100 °0,2/100
по оо таточ- ной де- форма- ции по об- щей де- форма- ции на 10' i базе диклов
[—С S о кГ)ммЪ
Термически обработанный 20 Л— 1 и Ч --—— hi 4 ч— — 38 24
по режиму: 1-я закалка с 121011; 10° С 700 68 58—67 55—63 50 57—62 50—52 — 1 36 28
(2 часа} на воз- духе; 2-я за- калка с 1050± 800 42 35—40 31—37 26 34-37 25-26 21 35 27
±10° С ^часа) на воздухе; старение при 800±10°С (16 850 — 24—26 “— 17 г™ — II — 1
час), охлажде- ние на воздухе । 1 900 17—19 15—18 13—15 d<-ii 17—19 11,5 10—11 31 19
* Радиус надреза 0,5 мм.
Радиус надреза 0,75 мм.
Физические свойства
г/=8,47 г/см'А.
а-106=12,0 (20—100°); 12,9 (100—200°); 13,8 (200—300°); 14,6 (300—400°);
15,3 (400—500°); 15,7 (500—600°); 16,6 (600—700°); 17,3 (700—800)°; 22,0 (800—
900°); 23,4 (900—1000°) 1/°С.
,ОЛ «’106=12,5 (20—200°): 12,9 (20-300°); 13,3 (20—400°); 13,7 (20—500°); 14,0
(200-600°); 14,4 (20—700°); 14,8 (20—800°); 15,6 (20—900°); 16,4 (20—1000°)
*=0,021 (20°); 0,025 (100°); 0,030 (200°); 0,034 (300°); 0,039 (400°); 0,044
0,049 (600°); 0,054 (700°); 0,060 (800°); 0,067 (900°) каЖсм-сы-Ж.
Технологические данные
Сплав деформируется в горячем состоянии. Температурный интервал де-
Р^рмации 1170+20—1060° С. Охлаждение после деформации на воздухе. Допу-
имая степень деформации при штамповке лопаток 40%.
При нагреве заготовок лопаток под штамповку и термическую обработку
печах с воздушной средой припуск на механическую обработку должен быть
Менее 1,5 лш на сторону. При штамповке лопаток с меньшими припусками
422
Глава 11. Сплавы
(минимально допустимый припуск 1,0 мм на сторону) нагрев под деформацию
и термическую обработку должен производиться в вакуумных печах, в печах
с защитной средой или в печах со специальной жидкой средой.
Термическая обработка: 1-я закалка с 1210+10° С (выдержка 2 часа) на
воздухе; 2-я закалка с 1050+10° С (выдержка 4 часа) на воздухе; старение при
800+10° С в течение 16 час, охлаждение на воздухе.
Готовые детали для снятия остаточных напряжений в поверхностном слое
подвергают отпуску по режиму: нагрев в среде аргона при 950° С в течение
2 час, охлаждение до 600° С в среде аргона, далее на воздухе, затем нагрев при
800° С в течение 8 час в воздушной среде, охлаждение на воздухе.
Применение
Рабочие лопатки газовых .турбин, работающие при температурах до 8509 С.
Фиг, 1. Кривые растяжения сплава ЭИ826 до предела теку-
чести.
Жаропрочные деформируемые сплавы
423
I
%
i
I
I
I
I
Фип 2, Кривые растяжения сплава ЭИ826 от пре-
дела текучести до разрушения.
424
Г лава II. Сплавы
Фиг. 3. Кривые ползучести сплава ЭИ826 при
температуре 700^ С.
Фиг. 4. Кривые ползучести сплава ЭИ826
при температуре 800° С.
'1
Жаропрочные деформируемые сплавы
Фиг. 5. Кривые ползучести сплава ЭИ826
при температуре 900° С.
Фиг. 6Г Кривые длительной прочности спла-
ва ЭИ826.
426
Лшаа IL С пласы
Жаропрочные деформируемые сплавы
427
i
| СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ
1 ______.
ЭИ867
_
Химический состав в &/о
С Si Мп Сг W Мо NI
<0,10 <0,60 <0,30 8,5—10,5 4,3-6,0 . 9,0—11,5 Основа
Продолжение
В* Се* Со А1 Fe S р
не более
<0,02 <0,02 4—6 4,2—4,9 <4,0 0,010 0,015
* Бор и церий вводятся по расчету и химическим анализом не определяются.
Механические свойства по ТУ (не менее)
Вид полуфа- бриката ТУ Состояние (контроль- ные образцы) ература тания от 8б Ф Я СЧ
ч Темп йены °C л % ст50 кГ;М
Прутки ЧМТУ Термически обрабо- танные по режиму; закалка с 1220±10°С (4—6 час) на воздухе; старение при 950±15° С (8 час), охлаждение на воздухе 20 3,25— 3,6
горяче- катаные ЦНИИЧМ 244—60 900 55 . 1 4 8 22
Механические свойства при комнатной и высоких температурах
Состояние материала Темпе- ратура испыта- ния °C Е Ел <*в с0,2 °ПЦ S10 ! ф кГ-м]см2 НВ (rf мм)
кГ/ММ2 %
i
I
I
Термически 20 21 000 23 300 110—125 75—85
обработанный по режиму: закалка с 1220±10° С (4— 600 1 • 16 800 20 200 100-110 70—80
6 час) на возду- хе; старение при 950 ±15° С (8 час), охлаждение на 700 16500 : 19 500 95—100 65-75
воздухе 800 15 800 18 300 90—95 65—75
850 15 100 75—85 55—65
900 14300 и 55—70 40—50
950 13 000 1 ~ 1 40—50 28—35
60—70
55—60
55-60
55—60
40—50
25—35
15—20
8—13
и
о
со
ПЭ
'X*
#
Си
S3
ГР
ГР
Гэ
со
г
£13
I
X
CD
я
12-25 15-25 3—5
15—20 15—25 6—8
8—12 12—18 6-8
3-10 7—15 5—7
3—10 7—12 5-7
7—18 8-22 5—7
10—20 18—25 6—8
12—20 20—30 7—9
rd
я
о
ст
5
я
£5Р
CD
tl
о
05
С£>
л
Й
О
04
ОО ГН
U1 СЗ
£0
CD
ГР
л
о
X
X
гр
О)
л
й
о
го
гр
л:
W
о
W
ГС
я
о
си
a
Я X
го
СП
X 'S
го
X
X
го
о
к*
я
Л)
S
я
о
со
го
00
о
СП
ГО
о
со
го
го
X
X
го
со
я
го
о
я=
о
СИ
С\
о
Я
К
я
о
ет>
к
W
си
я
СП
£3
О
ГР
го
со
□
О
д
о
0м
д
о
я
я
оз
СП
S
н
о
X
го
S
X
о
430
Глава 11. Сплавы,
Пределы ползучести и выносливости
Температура испытания °C а0,2/10 J0,2/100 — с-1 па базе циклов и-’ Ь * | rv«__
Состояние материала по оста- точной де- формации по общей де форма- ции по оста- точной де-1 , формации 105 106 107 108 2-108 107
кГ'млГ^
Термически обра- ботанный по режи- му: закалка с 1220± ±10° С (4—6 час) на воздухе; старение при 950± 15° С (8 час), охлаждение на воз- духе * Радиус надреза' 700 800 900 950 1000 1050 0,75 л 12 5 0,5 ш. 25—26 11 61—63 35—36 13—16 35 32 23 31 24 17 31—32 33,5 32—34 29 29 27 26 ; 26 ' 26 Г . t и ’ 4 • J. .
Механические свойства при комнатной и высоких температурах металла,
полученного электр о шлаковым переплавом
Состояние материала Темпера- тура испы- тания °C сн кГ!м.м2 S5 6 i кГ-мГл^ Л •’ С Р . S- ; С • . '.S
’6
ч •
Термически обработанный по режиму: закалка с 1220° С 20 110—120 14—20 16-22 —
(4 часа) на воздухе; старение при 950° С (8 час), охлажде- ние на воздухе 800 85—100 4—10 8—18 -— if’- .t
900 63-75 8—20 10—30 —
1100 -—1 13—18 ’ s,
1150 - ’ >20
1200 — ~— 8—16
Жаропрочные деформируемые сплавы
431
Пределы длительной прочности, ползучести и выносливости металла,
полученного электрошлаковым переплавом
Состояние материала Темпера- тура испы- тания °C °50 а100 °0,2/100 с-1 на базе 107 циклов
кГ!млА
Термически обрабо- танный по режиму: за- 800 — 42 ' — —
каяка с 1220 ±10° С (4 часа) па воздухе; 900 22—23 19-21 12,5 32
старение при 950±15° С (8 час), охлаждение на воздухе 950 12—13 -
Механические свойства металла, полученного
переплава (по ТУ, не
методом вакуумного дугового
менее)
Вид полуфабри- ката ТУ Состояние Температура ! испытания 1 °C аВ кГ!ммд S5 Ф
НВ (d мм) а50 кПмм‘1
Прутки го- рячеката- ные диа- метром ЧМТУ ЦНИИЧМ 831—62 Термически обрабо- танные по режиму: за- калка с 1220^-10° С (4—6 час) на воздухе; 20 “ — — 3,25— 3,6 —
38—45 мм старение при 950-±I5° С (8 час), охлаждение на воздухе 900 55 5 10 22
Механические свойства при комнатной и высокой температурах металла,
полученного методом вакуумного дугового переплава
Состояние материала Темпера- тура испы- тания °C кГ1мм2 Ф кГ-м/см2
%
Термически обрабо- танный по режиму; за- «алка с 1220 ±10° С L ° Час) на воздухе; 20 100—120 12—20 14—22 3—4
дарение при 950+15° С охлаждение на в°3Духе 900 60—75 5—20 10—25 4—7
Глава 11. Сплавы
Ударная вязкость металла при температурах горячей деформации, полученного
методом вакуумного дугового переплава
Состояние материала 1000° Температура испытания в °C
1180° 1200°
1150°
Термически тайный не обрабо- 6—9 20—30 15—30 25—30
Пределы длительной прочности металла, полученного методом вакуумного
дугового переплава
Состояние материала Темпера- тура испы- тания °C с50 +00
кГ 1мм2
Термически обработанный по режи- му; закалка с 1220±10°С (4—6 час) на воздухе; старение при 950±15°С (8 час), охлаждение на воздухе 900 22—23 20—22
Физические свойства
т/-—8,57 г/сжТ
«106=11,5 (20—100е); 13,7 (100—200°); 13,9 (200—300°); 14,4 (300—400°); + .
15,0 (400—500°); 15,5 (500—600°); 16,4 (600-700°); 17,7 (700—800°); 22,1 (800-/
900°); 28,9 (900—1000°) 1/°С. 7
«106=12,6 (20-200°); 13,0 (20—300°); 13,4 (20—400°); 13,7 (20—500°); 14,07
(20—600°); 14,3 (20—700°); 14,8 (20—800°); 15,6 (20^900я); 16,9 (20—1000°)
1/°С.
Х=0,021 (20°); 0,025 (100°); 0,031 (200°); 0,036 (300°); 0,041 (400°); 0,045 <
(500°); 0,048 (600°); 0,052 (700°); 0,055 (800°); 0,059 (900°) кал!см-сек-°C. о'+
Степень черноты (поверхность после травления): 0,18 (100°); 0,19 (200°);;6
0,20 (300°); 0,21 (400°); 0,22 (500°). '+
Технологические данные 1
Сплав деформируется в горячем состоянии. Температурный интервал дефор-%
мации 1190—1060° С. Охлаждение после деформации на воздухе. Допустимая?;
степень деформации при штамповке лопаток 40%. При нагреве заготовок логга*
ток под штамповку и термическую обработку в печах с воздушной средой прй»' :;
пуск на механическую обработку должен быть не менее 1,8 лш на сторону. При
штамповке лопаток с меньшими припусками (минимально допустимый припуск
1,0 мм на сторону) нагрев под деформацию и термическую обработку должеНД
производиться в вакуумных печах, в печах с защитной средой или в печах с0’;‘й
специальной жидкой средой. .1^1
Термическая обработка: закалка с 1220 (выдержка 4—6 час) па воз-7^
духе; старение при 950+15° С в течение 8 час, охлаждение на воздухе. Готовы^®
Жаропрочные деформируемые сплавы
детали для снятия остаточных напряжений в поверхностном слое подвергают
отпуску по режиму: нагрев в воздушной среде или среде аргона при 950° С в те-
чение 2 час, охлаждение на воздухе.
Применение
Рабочие лопатки газовых турбин, работающие при температурах до 850° С,
!
i
i
' 1
434
Глава II. Сплавы
Фиг, 2. Кривые растяжения сплава ЭИ867 от предела текуче-
сти до разрушения.
Жаропрочные деформируемые сплавы
435
Фиг. 3. Кривые ползучести сплава ЭИ867 при температуре 700РС.
X fl _
Фиг. 4. Кривые ползучести сплава ЭИ867 при температуре 800° С.
1
i
।
।
i
।
i
г
I
।
l
I
1
j
I
i
436
Глава II. Сплавы
Фиг. 6. Кривые длительной прочности сплава ЭИ867.
Жаропрочные деформируемые сплавы
437
€ кГ/ммл
j I
( I I i
1 j L
1— П-1 L
1 000°C
h I
F ст— Г
“I
!
г ksi- J
1" •
—
1*4^ .- !
i ₽ Ч
1
1 • “I .J
210s 106 Ж7 Ж8 If
Фиг. 7. Кривые выносливости сплава ЭИ867 при высоких температурах
(испытание при чистом круговом изгибе).
438
Глава 1Г Сплавы
—------------.—------------------—--------_Т
СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ
ЭП109 (ЭИ867А)
Химический состав в е/о *
с Si Мп Сг Со А1 W
<0,1 <0,6 <0,3 8,5—10,5 11- -13 5,4-6,2 S . 6,07,5 « 1. g г; *’
Мо Ni Fe В* Се* S не
6,5—8,0 Основа <1,5 <0,02 0,01—0,02 0,011
£
0,015 J
оолее
_________$
Г-Т £
П р о дол ж ение
р Й
* Бор и церий вводятся по расчету и химическим анализом не определяются!
Механические свойства по ТУ (не менее)
Вид полуфа- ТУ Состояние (контрольные образцы) гз СЬ J К О н С’] &5 я <50
бриката
ОЙО г4 S о % кГ/.
Прутки ЧМТУ Термически обрабо- 20 — — 3,2- 1 1
горячо- цниичм тайные по режиму: за- 3,5
катаные 462—61 калка с 1220±10°С
(4—6 час) и а воздухе; старение при 9504-25° С 900 65 3 7 27
(8 час), охлаждение на воздухе 900 1 1 1 1 i 1 1 i 1
°®
У
.1
Жаропрочные деформируемые сплавы
139
Механические свойства при комнатной и высоких, температурах
Д со со S ’ »-г ч> *
СО VQ Д со
ГГ *"*W Еч о брабси зака _А rj/TZ»\ > 5 4 rs Ф о :' 5 - ф
о >>
л t< >:
<*4 S Й» ?т< л Н «
О S* м к. } <->О> Q
S о СО
1— « о-с S .и «
о "Т* -ТОО X
t*"4 О “1 п х ю
ф Рн S > CL>
т—ч <х ч + S
Г • и СО О ~
42 ою
~ с. ГЮ Оз РХ
Глава IL Сплавы
440
Пределы длительной прочности, ползучести и выносливости
Состояние материала । гг Температура ; испытания °C । °10 / °25 cLjAt^ +о с100 °50О
Термически обрабо- танный по режиму: за- калка с 1220±10°С (4—6 час) на воздухе; старение при 950+25° С (8 час), охлаждение на 750 83 78—80 70-73 — < • •
800 70 60 58 50 48 44—45 34*— ’ 38** J
воздухе 900 1 48 37 34 29 27—28 24—26 15*— : I 8** г >
950 । 30—32 1 24—25 i 1 22—23 X J 1 19—20 1 г 17—19 14*— 16** + -/ 10* *|
Продолжение £
Состояние материала
СО — s 5о г-1 S с
° 1000
а2000
а0,2/10 СО,2/100
на базе|
циклов: f
'Л
ЧУ
108
10^
W.
Термически обрабо-
танный по режиму: за-
калка с 1220±10°С
(4—6 час) на воздухе;
старение при 950+25° С
(8 час), охлаждение
воздухе
750
800
29*—31
на
900
10*—12
32—36
950
5,5*
6,5
11-12
предела длительной прочности.
Средний показатель предела длительной прочности.
* Мин им
альныи
показатель
i
Жаропрочные деформируемые сплавы.
441
Механические свойства металла, полученного методом вакуумного дугового
переплава, по ТУ (не менее)
Вид полуфа- бриката ТУ Состояние :ература тания §5 Я'
Темп испы °C д % НВ (d м. CL
11рутки ЧМТУ Термически обра- ботанные по режи- му: закалка с 1220 ±10° С (4—6 час) на воздухе; старение при 950+25° С (8 час), охлаждение на воздухе 20 3,2—
горяче- катаные диамет- ром 40— 45 мм цниичм 831—62 900 65 4 8 3,5 27
Механические свойства при комнатной и высоких температурах металла,
полученного методом вакуумного дугового переплава
Состояние Темпе- ратура испыта- с0,2 ^5 'Р
материала НИЯ кГ-М'С.
° С м2 %
Термически обра- 20 110—130 85—95 10—20 15-20 5—10
ботанпый по режи- му: закалка с 1220± 700 105—115 12-20 15—22
. 41 С (4—6 час) па 800 95—110 — 7—12 8—20 - —
воздухе; старение при “ 950+25° С 900 65-85 4—13 8—18
(8 час), охлаждение 950 55-65 — — 11 — 19 15—23
пл воздухе 1000 40- 45 12—20 15—25 -—
Ударная вязкость металла при температурах горячей деформации, полученного
методом вакуумного дугового переплава
Температура испытания в °C
Состояние материала 1100° 1150° 1180° 1200°
кГ • м1смд
Термически не обрабо- танны й 7—15 15-25 7—20 4—15
442
Глава IL Сплавы,
Пределы длительной прочности, ползучести и выносливости металла,
полученного методом вакуумного дугового переплава
Состояние материала Термически обработан- ный по режиму: закалка с 1220±10° С (4—6 час) на воздухе; старение при 950+25° С (8 час), охлаж- дение на воздухе Ct л г? 05 *-< со <и f-и 5 з к о Йи г SO 700 800 900 950 980 1000 с50 °100 с500 ,2/100 a_i на базе циклов
107 108
36—38 24—26 20 15 27—29 20 15 10 76-77 45—46 25—27 16—18 12—13 8—9 । : ! s м | ife С 37—38 15—16 1 1 1 R il N ! ! 31
Физические свойства
rf—8,45 г/сл43.
а-106=11,8 (20—100°); 12,2 (20—200°); 12,7 (20-300°); 13,1 (20-400°); 13,4.
(20-500°); 13,6 (20—600°); 14,2 (20—700°); 14,8 (20—800°); 15,7 (20—900°); 17,0.
(20—1000°) 1/°С.
а-106=12,7 (100—200°); 13,5 (200—300°); 14,3 (300—400°); 14,8 (400—500°);
15,4 (500—600°); 17,1 (600—700°); 19,7 (700—800°); к23,4 (800-900°); 28,3 (900—
1000°) 1/°С.
7=0,019 (25°); 0,021 (100°); 0,025 (200°); '0,028 (300°); 0,033 (400°); 0,038
(500°); 0,044 (600°); 0,050 (700°); 0,056 (800°); 0,062 (900°) нал[см-сек-оС.
Технологические данные
Сплав деформируется в горячем состоянии. Температурный интервал дефор-;
мадии 1190—1070° С. Охлаждение после деформации на воздухе. Допустимая;!
степень деформации при штамповке лопаток 30%. При нагреве заготовок лрпа-,^
ток под штамповку и термическую обработку в печах с воздушной средой при-д
пуск на механическую обработку должен быть не менее 1,8 мм на сторону. При г?
штамповке лопаток с меньшими припусками (минимально допустимый припуск’!
1,0 .«.и на сторону) нагрев под деформацию и термическую обработку должен!)
производиться в вакуумных печах, в печах с защитной средой или в печах со’;(
специальной жидкой средой.
Термическая обработка: закалка с 1220^15 (выдержка 4—6 час) на воздухе;;
старение при 950+25° С в течение 8 час, охлаждение на воздухе. .4
Готовые детали для снятия остаточных напряжений в поверхностном слое)
подвергают отпуску по режиму: нагрев в воздушной среде или в среде аргона ;
при 950° С в течение 2 час, охлаждение на воздухе. -
Применение
Рабочие лопатки газовых турбин, работающие при температурах до 950° С. (
Жаропрочные деформируемые сплавы 443
б
444
Глава II. Сплавы
Фиг. 2. Кривые растяжения сплава ЭП109 от предела текучести
до разрушения.
Жаропрочные деформируемые сплавы 445
Фиг. 3. Кривые ползучести сплава ЭП109 при температуре
75CFC.
Фиг, 4. Кривые ползучести сплава ЭП109 при температуре
80CF С.
Фиг. 5. Кривые ползучести сплава ЭП109 при температуре 900° С.
Глава II. Сплавы
Фиг. 6. Кривые ползучести сплава ЭП109 при температуре
950? С.
79 CQ ggtfg ZQQ ifQD gOQ 1000 WOQ WOOv
Фиг, 7. Кривые длительной прочности сплава ЭП109.
Жаропрочные деформируемые сплавы
447
СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ
ЭП238
Химический состав в %
^2 Si Мп W Сг Ni ЛА о
<0,08 <0,4 <0,3 ао 1 ! Ю 7,5—9,0 Основа Со О СЛ
Продолжение
Со А! Fe в* Се* S | Р не более
13,5—16,0 6,1-6,7 1 <0,02 <0,02 0,011 0,015
* Бор и церий вводятся по расчету и химическим анализом не опреде-
ляются.
Механические свойства по ТУ (не менее)
Вид полуфа- бриката ТУ Состояние (контрольные образцы) i Тсмперат}гра испытания i °C zww/j>i ас б % % НВ 1 1 ( d мм) j 0So
Прутки горяче- катаные _ЧМТУ 'ЦНИИЧМ 690-62 Термически обра- ботанные по режи- му: закалка с 1220± ± 10° С (4 часа) на воздухе; старение при ’ 950+25° С (8 час), охлаждение на воздухе 20 940 950 50 3 6 3,25- 3,5 22
448
Глава II. Сплавы
Механические свойства при-комнатной и высоких температурах
Вид полуфа- бриката Состояние 1 Температура 1 испытания °C , Ед ° в < Ф 4 «н кГ-м/см2 НВ (d мм) 1
>6
Прутки Термически 20 22 300 100—130 10—20 12—20 3-5 3,25-
обработанные 3,50
по режиму: за*
калка с 1220± 400 20 500 — — — -—
±10° С (4 часа)
на воздухе; 500 19 800 - - —
старение при
950+25° С (8 600 19100 . — — • —
час), охлажде-
ние на возду- 700 18 700 97—ПО 12—2013—20 3—5 —
хе
800 17 700 90—105 5—10 7—15 3—4 -- .
900 70—75 3—8 5-15 3—5 —
950 ' 55—70 3—10 6—15 3—5 —
1000 — 40—50 5—15 7—20 3-5
Пределы длительной прочности, ползучести и выносливости д
_
«5 & +”;.у а 1 на +
Вид t-r 21 ° 10 с50 -100 с200 Н:’ '?КЮ ‘ п11 а0,2/100 базе 10®
пол у фа- Состояние 05 -ri ° 100 циклов +
бриката 1UU
Tes йен °C кГ)мм^ КГ:ММ-
Прутки Термически 800 49 47— 45 45—47 0,9— 39 32 +
обработанные 48 1,0 •«.
по режиму: за-
калка с 1220-t 900 33 30- 28— 26 28—30 >1 17 31 +
± 10° С (4 часа) 31 30
на воздухе; ** !
старение при 950 26 22 20 17— 1—- — 10—12 25
950+25° С (8 18
час), охлажде- .. •
ние на воздухе 1000 16 10 — -— i +
* Радиус надреза 0,5 льи.
Жаропрочные деформируемые сплавы
449
Механические свойства металла, полученного вакуумным дуговым переплавом
(по ТУ)
Вид поду фа- ТУ Состояние (контрольные образцы) ература тания кГ /мм2 §5 ф ° 50 к ГjMM2
%
бриката 5 5 5и Г4 Я о не менее
Горяче- катаные прутки диамет- ром 45 мм ЧМТУ ТерхМически обра- 950 50 4 8
ЦНИИЧМ 831—62 боданные по режи- му: закалка с 1220± ±10° С (4 часа) на воздухе; старение при 950+25° С (8 час), охлаждение на воз- духе 940 — ~— 22
Механические свойства при комнатной и высоких температурах металла,
полученного вакуумным дуговым переплавом
Состояние материала Тем пе- ратура испыта- ния СС кГ!мм% ^5 ф J а1; кГ
%
Термически обработанный 20 100—125 12—20 15—25
по режиму: закалка с 1220 + + 10° С (4 часа) на воздухе; 700 95-110 10—20 15—20 .
старение при 950+25° С (8 час), охлаждение па воз- 800 90—100 7—14 10—20 —
духе 850 80-85 7—10 10—15
900 68—80 4—10 8—15 -
950 50—60 7—10 10—15
1000 43—50 7—10 10—15
1050 — — 7
1100 " — 9
1150 — <— 13
1175 ‘ —— 3
1200 ‘ ——- 2
450
Глава IL Сплавы
Пределы длительной прочности, ползучести и выносливости металла,
полученного вакуумным дуговым переплавом
Состояние материала Темпе- ратура испыта- ° 109 ° 200 *1£ а 100 н 3 100 - ^О,2/100 °_1 на базе 107 циклов
НИЯ •' — ° 100 —- ——
°C кГ!мм~ кГ1мм2
Термически обработан- 700 78—80 75—76 80 >1
ный по режиму: закалка с 12201-10° С (4 часа) па 800 47—48 47 1 40 32—37* **
воздухе; старение при 900 28—30 >30 >1 18 32 <
959-Т250 С (8 час), охлаж- 950 19—20 4 >20 >1 12—13 31—32**
дение на воздухе
1090 10-11 ' ,— -г — —— i
* Радиус надреза 0,5 мм.
** По данным завода «Электросталь».
Физические свойства ;
£?=8,26 г/едх3.
а-105=12,3 (20—100°); 12,7 (20-200°); 13,3 (20—300°); 13,7 (20—400°); 14,0
(20—500°); 14,3 (20—600°); 14,8 (20—700°); 15,4 (20-800°); 16,3 (20—900°); 17,4
(20—1000°) 1/°С. И
а-10^=13,2 (100—200°); 14,4 (200—300°); 14,9 (300—400°); 15,1 (400-500°);
15,9 (500—600°); 17,7 (600—700°); 19,8 (700—800°); 23,2 (800—900°); 28,0 (900+
1000 ) П С. +
Х=б,023 (25°); 0,025 (100°), 0,027 (200°); 0,031 (300°); 0,035 (400°); 0,038
(500°); 0,042 (600°); 0,049 (700°); 0,056 (800°) кал/см-сек-°C. f
Технологические данные -Н
Сплав деформируется в горячем состоянии. Температурный интервал дефор-
мации 1200—1070° С. Охлаждение после деформации на воздухе. Допустима?
степень деформации при штамповке лопаток 20”/о. >+.
Для повышения технологической пластичности сплав рекомендуется пере-
плавлять в дуговых вакуумных печах с расходуемым- электродом. Д
При нагреве заготовок лопаток под деформацию и термическую обработку
в печах с воздушной средой припуск на механическую обработку должен быЙ’
не менее 1,8 мм на сторону. При штамповке лопаток с меньшими припуска##
(минимально допустимый припуск 1,0 мм на сторону) нагрев под деформад®
и термическую обработку должен производиться в вакуумных печах, в печах
с защитной средой или в печах со специальной жидкой средой. W
Термическая обработка: закалка с 1220+10° С (выдержка 4 часа) на возду'
хе; старение при 950ч’25°С в течение 8 час, охлаждение на воздухе. '+
Готовые детали для снятия остаточных напряжений в поверхностном
подвергают отпуску по режиму: нагрев при 950° С в воздушной среде в течеЩ^
2 час, охлаждение на воздухе.
Ж
Применение
Рабочие лопатки газовых турбин, работающие при температурах до 950Ш
Жаропрочные деформируемые сплавы
вакуумного дугового переплава).
I
I
Фиг. 2. Кривые ползучести сплава ЭП238 при температуре 900° С. (Металл вакуумно-
го дугового переплава).
Фиг. 3. Кривые ползучести сплава ЭП238 при температуре 950° С. (Металл ва-
куумного дугового переплава).
ся
СО
Фиг. 4. Кривые длительной прочности сплава ЭП238 (металл вакуумного
дугового переплава).
Жаропрочные деформируемые сплавы
СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ
ЭИ929
Химический состав в %
<0,12 | <0,5 I <0,5 | 9—12 1 1 1 j 12—16 Са 1 1 ! j о ! i * 1 Основа
Продолжение
0,01 0,015
Еор и барий вводятся по расчету и химическим
не более
анализом не определяются.
Механические свойства по ТУ (не менее)
Вид полуфа- бриката ТУ Состояние (контрольные образцы) Температура испытания “С _ св 1 кГ {ММ2 Ё5 Ф 1 НВ 1 (d мм) zwir/j» ! OSd j . 1
%
Прутки Диамет- ром 35 и 45 мм ЧМТУ цниичм 159—59 Термически об- работанные по режиму: 1-я за- калка с 1220± ±10° С (2 часа) на воздухе; 2-я за- калка с 1050± ± 10° С (4 часа) на воздухе; старе- ние при 850±10° С (8 час), охлажде- ние на воздухе 20 900 55 8 3.3— 3,6 22
456
Глава И. Сплавы
Механические свойства при комнатной и высоких температурах
Состояние материала КЗ сх О f-t Яд Е а0,2 апц 310 " f С-1 ч
j Темп йены °C Л '
к Г/мм2 %
Термически об- 20 22 200 21 000 100-120 75—80 67—70 6—12 8—12 341-
работанный по режиму: I-я за- 342
калка с 1220± 500 19 600 18 000 100 70—75 60—65 8—12 10—12
±10° С (2 часа) на
воздухе; 2-я за- калка с 1050± ±10° С (4 часа) на воздухе; старе- ние при 850± 10° С 600 700 19100 18 500 17 000 16 500 90—100 70—75 60—65 8—12 10—12 II *
(8 час), охлажде- 90—100 70—75 60—65 8—12 10—15 ——-
ние на воздухе 800 17 600 15 800 80—90 60—70 55—60 9—12 10—15
900 16 700 14 400 60—70 40—50 35-40 11—20 12—25 200-
220.
1000 12 000 25—32 19-25 13—18 17—20 20—30 ч
Пределы секундной прочности
1 1 1 ггтткчгим Вид полуфа- бриката Состояние Темпе- ратура испыта- ния °C а10" а60" а120" a180'f аЗО(Г
kI'Imm 0
Прутки В состоянии поставки (4°^125 кГ/мм?) 800 105 98 92 88 84
900 70 57 53 52 51
1000 46 35 31 30 29,5
Жаропрочные деформируемые сплавы
457
Пределы длительной прочности
Состояние материала гература тания С1 °5 ° 10 а25 с50 сюо а2оа °300
Темп испы °C кГ}мм2
Термически об- 700 83—85 80—82 78—79 76—79 75-76 73—74 68—70
работанный по режиму: 1-я за- 800 69 58—59 54—55 50—52 47—48 44—45 40—42 37* **
калка с 12204
Т10° С (2 часа) на воздухе; 2-я за- 850 —ы—. —” — — 30—32 _—, 24,5**
калка с 1050 гЕ 900 38—40 30—31 28 26 23—24 21—22 20—21 “—.
7.410° С (4^лга)на воздухе; старе- 950 24—25 21—22 19-20 16—18 14—15 12-13 ь
ние при 850° С (8 час), охлажде- 1000 18-19 15 12 10 8 7 —
ние на воздухе 1
Продолжение
Состояние материала [ература тания с500 с1000 °2000 G3000 а5000 *10000 _Н* 7 100 н J 1О0
r S S л и J r-f S о кГ!мм2 17100
Термически об- работанный по 700 60** 54** 53** 50**** 1 73—74 1
режиму: 1-я за- калка с 1220± 800 34*** 31*** 29*** 31** 29**** 27**** 44—45 1 1
< 10° С (2 часа) на воздухе; 2-я за- 850 — 22** —— 17** 14**** ’ —— -—‘
калка с 1050± ж 10" С (4 часа) на 900 1 4* ** 12*** 10*** —... — 22—24 >1
воздухе; старе- ние при 850° С 950 8, Ж** 6,5*** —- •’— -
(8 час), охлажде- ние на воздухе 1000 ч~- 1 ,
* Радиус надреза 0,5 мм.
** По данным ЦКТИ (с измененным
*** Средний показатель длительной
***« По данным ЦКТИ, полученным
режимом термической обработки),
прочности.
путем экстраполяции.
458 Глава II. Сплавы.
Пределы ползучести и выносливости
Температура 1 испытания °C а-1 И* с-1
Состояние материала 3 0,2/100 30, /500 105 106 к/7- ia базе ц 107 ц.и2 иклов; 108 2-108 107
Термически об- работанный по режиму: 1-я за- калка с 1220± ±10° С (2 часа} на воздухе; 2-я за- калка с 1050± ± 10° С (4 часа) на воздухе; старе- ние при 850±10° С (8 час), охлажде- ние на воздухе 700 800 850 900 950 35 14 8 24 10,5 6,5 44 42—43 38 38 36—41 1 X- X- О -х- х- 1ГЗ 1 * со X* * -к- :<’ со СО -X- I 'X- X- т—। I 1 со т—' 1 CN « со Cl 1 | со Г- Х'Ш & со со 1 i со Ю оо 29 28 26-30 28 27 25 26 26
* Радиус надреза 0,75 .чх
* * При содержании углерода ла верхнем пределе.
* ** Испытание при переменном изгибе со статическим растяжением (данные
ЦИАМ).
Механические свойства при комнатной и высоких температурах металла, •
полученного электрошлаковым и вакуумным дуговым переплавом и в вакуумной
индукционной печи
Метод Состояние материала Темпе- ратура испыта- ния "С 1 Св §5
выплавки кГ[мм2 -—а—ч
Электро- шлаковый переплав Термически обработанный по режиму: 1-я закалка с 1220± ±10° С (2 часа) на воздухе; 2-я закалка с 1050=^ 10° С (4 часа} на воздухе; старение при 850°С (8 час), охлаждение на воздухе 800 900 89—96 60—72 8—12 16—22 to' О \ i-< CQ \ ! 1 О о ]
Вакуумный дуговой переплав 900 60—70 12—22 13—25
Вакуумная индукциоп- н а я 20 900 104—124 60—70 8—14 12—16 Ос Й I 1 VO о ’ z И
Жаропрочные деформируемые сплавы
459
Длительная прочность металла, полученного электрошлаковым и вакуумным
дуговым переплавом и в вакуумной индукционной печи
Метод выплавки Состояние материала Темпера- тура испы- тания °C а кГ/мм2 Время до разрушения час
Вакуумная индукцион- ная Термически обработанный по режиму: 1-я закалка с 1220710° С (2 часа.) па возду- хе; 2-я закалка с 1050+ 10° С (4 часа) на воздухе; старение при 850° С (8 час), охлажде- ние на воздухе . 900 22 190
Электро- шлаковый переплав 900 22 150—160
Вакуумный дуговой переплав 900 22 180
Физические свойства
<7=8,4 г/'см\
а-103 = 10,79 (20—100°); 11,67 (20—200°); 12,44 (20—300°); 12,82 (20—400°);
13,41 (20—500°); 13,77 (20-600°); 14,14 (20-700°); 14,47 (20-800°); 15,52 (20—
900°) 1/°С.
1=0,021 (20°); 0,025 (100°); 0,029 (200°); 0,034 (300°); 0,039 (400°); 0,044
(500°); 0,049 (600°); 0,054 (700°); 0,058 (800°); 0,064 (900°) ;сал/см-сех-°С.
Технологические данные
Сплав деформируется в горячем состоянии. Температурный интервал дефор-
мации 1180—1080° С. Охлаждение после деформации на воздухе. Допустимая
степень деформации при штамповке лопаток 45%. Исследования показали, что
металл, полученный методом элексрошлакового и вакуумного дугового перепла-
та, обладает лучшей технологической пластичностью, ударная вязкость при
высоких температурах (1000—1170° С) повышается в 2—4 раза.
При нагреве заготовок лопаток иод штамповку и термическую обработку
з печах с воздушной средой припуск на механическую обработку должен быть
не менее 1,5 лья на сторону. При штамповке лопаток с меньшими припусками
(минимально допустимый припуск 1,0 лги па сторону) нагрев под деформацию
и термическую обработку должен производиться в вакуумных печах, в печах
с защитной средой или в печах со специальной жидкой средой.
Термическая обработка: I-я закалка с 1220+10° С (выдержка 2 часа) ла
воздухе; 2-я закалка с 1050+10°С (выдержка 4 часа) на воздухе; старение при
850+10° С в течение 8 час, охлаждение на воздухе.
Применение
Рабочие лопатки газовых турбин, работающие при температурах 850—950° +
460 Глава IL Сплавы
б кГ1ммг1
§ £7,2 0# 0,8 5 °1о
Фиг. 1. Кривые растяжения сплава ЭИ929 до предела теку
чести.
Жаропрочные деформируемые сплавы
461
Фиг 2, Кривые растяжения сплава ЭИ929 от предела теку-
чести до разрушения*
J
462
Глава 11, Сплавы
£
V9
Фиг. 3. Кривые ползучести сплава ЭИ929 при температуре 800° С.
L__
Жаропрочные деформируемые сплавы
463
!
)
!
р
J
i
i
i
Фиг. 4. Кривые ползучести сплава ЭИ929 при темпера-
туре 900° С.
Фиг. 5. Кривые ползучести сплава ЭИ929 при температуре 950° С.
Жаропрочные деформируемые сплавы 465
Фиг. 6. Кривые длительной прочности сплава ЭИ929,
€ кГ/ мм2-
i Фиг. 7. Кривые выносливости сплава ЭИ929 при высоких температурах
| (испытание при чистом круговом изгибе).
i
3
30
1525
466 Глава II. Сплавы
СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ ЭП57
Химический состав в % *
С Si Мп Сг Со Мо Л Я 1 Ь. Ь - • — Ъ W4 I— 1 4—6 По AI
0,10,2 <0,5 <0,5 9—12 14—16 3,7-4,7 одолжение
Ti W Ni V Ее В S Р
не более
2,0—2,8 5-7 Основа 0,2- -0,8 <0,02 0,010 1 0,015
* По углероду допускается отклонение от указанного химического состава
до —0,02%; бор вводится по расчету и химическим анализом не определяется.
Механические свойства по ТУ (не менее)
л Вид полуфа- бриката ТУ Состояние (контрольные образцы) Температура испытания ° 0 С9 о НВ i (d мм) s’™/J* \ 03 В 1
Ss •Q ф
Прутки ЧМТУ Термически обработан- 20 3,25— 1
диамет- ром 35 и 45 мм цниичм 286—60 ные по режиму: 1-я за- калка с 1220±10° С (4 ча- са) на воздухе; 2-я за- калка с 1050< 10° С (Ьчаса) на воздухе; старение при 950±10° С (2 часа), охлаж- дение на воздухе 900 60 ь 6 8 3,6 26
Жаропрочные деформируемые сплавы
467
Механические свойства при комнатной и высоких температурах
Вид полуфа' Состояние Темпе- ратура испыта- СВ М Ф
бриката НИЯ °C кГ}мм? t К
Прутки Термически обработанные по режиму; I-я закалка с 1220±10°С (4 часа) на воз- 20 22 600 100—120 10—15 12—16
духе; 2-я закалка с 1050 + ±10° С (4 часа) на воздухе; старение при 950± 10° С 700 18 700 90—100 6—10 8—12
(2 часа), охлаждение на воз- духе 800 900 17 800 * 85—90 60—70 6—10 12—17 8—12 17—25
1000 а* 32—37 18—25 20—28
Пределы длительной прочности, ползучести и выносливости
Вид полуфа- бриката Состояние Температура испытания °C а5 □ °10 °25 а50 С100 CTS00
кГ!мм^
Прутки Термически об- работанные по режиму: 1-я за- калка с 1220± 800 70 60 58 50 46—47 44—45 34*—38**
±10° С (4 часа) на воздухе; 2-я за- калка с 1050^ ± 10° С (4 часа) на 900 48 37 34 29 26—28 24—26 15*- 18**
воздухе; старе- ние при 950±10° С (2 часа), охлажде- ние на воздухе 950 30— 32 24— 25 22- 23 19— 20 17—18 14—16 9*10**
Минимальный показатель предела длительной прочности,
Средний показатель предела длительной прочности.
30*
468
Глава II. Сплавы
Продолжений
га а -1
Вид полуфа- бриката Состояние Г? ° 1000 а2000 °0,2/100 на базе циклов
*мпе :пыт; 1 105 103 10? 108 2-108
Ь So Л 'Г! мм2
Прутки Термически об- работанные по режиму: 1-я за- калка с 1220± ± 10° С (4 часа) на воздухе; 2-я за- калка с 1050± ± 10° С (4 часа) на воздухе; старе- ние при 950т 10° С (2 часа), охлажде- ние на воздухе 800 900 950 Н"* ** СО СО оо СП со * | * -к- * * * 1 * 1 * 1 f * 1 * ' t X- * * -X' » f X’ О т—г О СО * i>. СЧ со —i ю 36—37 14-15 52 45 39 33—34 32- 33 —
* Минимальный показатель предела длительной прочности.
** Средний показатель предела длительной прочности.
При испытании на длительную прочность в интервале температур 800—
950° С чувствительность к надрезу (г=0,5 льи) у сплава не обнаруживается.
Физические свойства
t/^8,38 г/слП.
а-106=11,5 (20—100°); 11,9 (20—200°); 12,4 (20-300°); 12,8 (20-400°); 13,1
(20-500°); 13,3 (20—600°); 13,8 (20—700°); 14,4 (20—800°); 15,2 (20—900°); 16,2
(20—1000°) 1/°С.
Х=0,022 (20°); 0,026 (100°); 0,029 (200°); 0,033. (300°); 0,036 (400°); 0,040
(500°); 0,044 (600°); 0,048 (700°); 0,051 (800°); 0,056 (900°) кал/см-сек>°С.
Технологические данные
Сплав деформируется в горячем состоянии. Температурный интервал дефор-
мации 1180—1080° С. Охлаждение после деформации на воздухе. Допустимая
степень деформации при штамповке лопаток 4(Т’/о.
При нагреве заготовок лопаток под штамповку и термическую обработку
в печах с воздушной средой припуск на механическую обработку должен быть
не менее 1,5 мм на сторону. При штамповке лопаток с меньшими припускам
(минимально допустимый припуск 1,0 ж,и на сторону) нагрев под деформаДИ
и термическую обработку должен производиться в вакуумных печах, в веч
с защитной средой или в печах со специальной жидкой средой.
Термическая обработка: I-я закалка с 1220+10° С (выдержка 4 часа)
воздухе; 2-я закалка с 1050+10= С (выдержка 4 часа) на воздухе; старение пр
950+Ю°С в течение 2 час, охлаждение на воздухе.
Сплав удовлетворительно обрабатывается резанием.
Применение
Рабочие лопатки газовых турбин, работающие при температурах 900—950°
Жаропрочные деформируемые сплавы
469
Жаропрочные деформируемые сплавы
471
с" кПмм7-
100
80
60
I
i
40
ЪО
4
3
10
3
о
10 20 60 80 100 200 400 600 1000 2000 4000час
Фиг. 3. Кривые длительной прочности сплава ЭП57 при различных
Фиг. 4. Кривая выносливости сплава ЭП57 при температуре 800°
(испытание при чистом круговом изгибе).
472
Глава II, Сплавы
СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ ЭП22О
Химический состав в %
С Si Мп Сг Со Мо W
<0,08 <0,5 <0,5 9-12 14—16 5-8 5—7
Продолжение
Ti Al Nl V Fe В* S Р
не более
2,2—2,9 3,9-4,8 Основа 0,2—0,8 <3 <0,02 0,009 0,015
* Бор вводится по расчету и химическим анализом не определяется.
Механические свойства по ТУ (не менее)
Вид полуфа- ТУ Состояние (контрольные образцы) :ература та ния % S5 ф Я ч
бриката кГ/м % НВ (d м 1 -3. Е?
Прутки ЧМТУ Термически обрабо- 20 — 3,3— 3,6 1 *
диамет- ром 45 мм цниичм 571-61 тайные по режиму: 1-я закалка с 1220±10°>С (4 часа) на воздухе; 2-я закалка с 1050± ±10° С (4 часа) на воздухе; старение при 950±Ю°С (2 часа), ох- лаждение на воздухе 940 950 50 6 8 22 ,s
Жаропрочные деформируемые сплавы
473
Механические свойства при комнатной и высоких температурах
Вид голу фа- бриката Состояние rd Й 5 £ ь % а0,2 810 85
О So г* S о
кГ]м.м2 % НВ А-Г/
Прутки Термически об- 20 22 600 102—106 73—76 10 10—12 11—15 340
работанные по режиму: 1-я за- калка с 1220± 500 20 000
± 10° С (4 часа) на воздухе; 2-я за- калка с 1050Нт ± 10° С (4 часа) на воздухе; старе- 600 19 500 19100 — - • — —
ние при 950± 10° С (2 часа), охлажде- ние на воздухе 700 93—95 — “"—• 10—12 15-16
800 18 300 91—95 — — 7—9 8—12 283
900 16 500 68—72 39—43 8 8—12 11—14 225-
950 - 52—59 32—34 10 10—12 13-15 — —
1000 15100 39—40 А и —— 9—10 14—15 —
Пределы секундной прочности
Вид полуфа- бриката Состояние Темпе- ратура испыта- ния °C а10" а60’ С12(Г а180’ °300’
кГ!мм2
Прутки В состоянии поставки (а“°=140 кГ[мм2) 800 114 108 104 100 95
900 91 82 76 72 68
1000 60 50 44 40 36
474
Глава II. Сплавы
Пределы длительной прочности, ползучести и выносливости
Вид полуфа- Состояние К £ S dj '
бриката 2 - ~ из К оО 5-* Й о
Прутки Термически обрабо- 700
танные по режиму: 1-я закалка с 1220±10° 750
(4 часа) на воздухе; 2-я закалка с 1050±10° 800
(4 часа) на воздухе; ста- рение при 950±10° 900
(2 часа), охлаждение на воздухе 950
1000
О F—4 ь « i :> Й о о о X- W—1 ь о о о я: 2 ь ooi/s‘oc о LO ся Ъ. на базе Ю7 циклов
кГ!мм2
77 — -—— — — — 36
— 57*** 50*** 49*** 45* ** — Ихь
• 48 41 37 •— 48 36 31 35
33 27 19— 20 17 27 17 15 30
26 20 — — •— 10— 12 — 26'
16 9 — —• —- —
* Средние показатели предела длительной прочности.
* * Радиус надреза 0,5 мм.
* ** По данным ЦНИИТМАШ.
Механические свойства при комнатной и высоких температурах металла,
полученного вакуумным дуговым переплавом и в вакуумной индукционной печи
Метод Состояние материала Темпе- ратура испыта- ния °C ав
выплавки кГ!мм% d % %
Вакуумный дуговой переплав Термически обрабо- танный по режиму: 1-я закалка с 1220° С (4 часа) на воздухе; 2-я закалка с 1050° С (4 часа) на воздухе; старение при 950° С (2 часа), охлаждение на воздухе 20 950 100—104 55-62 7—10 6—10 8—12 7—12 —-
Вакуумная индукцион- ная 20 105—115 10—12 11-12
950 56—58 11-18 15-22
Жаропрочные деформируемые сплавы
475
Длительная прочность металла, полученного методом вакуумного дугового
переплава и в вакуумной индукционной печи
Метод выплавки Состояние материала Темпера- тура испы- тания °C G кГ/мм2 Время до разрушения часы
Вакуумный Термически обработан- 940 22 60—80
дуговой ный по режиму; I-я за-
переплав калка с 1220° С (4 часа)
на воздухе; 2-я закалка с 1050° С (4 часа) на воз-
Вакуумная 900 28 95—120
ИНДУКЦИОН- духе; старение при 950° С
пая (2 часа), охлаждение на воздухе 940 22 70—110
Физические свойства
rf;=8,38 2]cm\
а-106=12,0 (20—100°); 12,5 (20—200°); 12,9 (20—300°); 13,3 (20—400°); 13,6
(20—500°); 13,9 (20—600°); 14,3 (20—700°); 14,9 (20—800°); 15,6 (20—900°);
16,6 (20-1000°) 1/°С.
Х=0,023 (100°); 0,027 (200°); 0,030 (300°); 0,035 (400°); 0,038 (500°); 0,043
'600°); 0,047 (700°); 0,051 (800°); 0,056 (900°) кал!см-сек-°С.
Технологические данные
Сплав деформируется в горячем состоянии. Температурный интервал де-
формации 1180—1080° С. Охлаждение после деформации на воздухе. Допусти-
мая степень деформации при штамповке лопаток 4О“/о. Исследования показали, что
металл, полученный методом электрошлакового и вакуумного переплава, а также
вакуумной выплавки обладает лучшей технологической пластичностью — ударная
вязкость при высоких температурах (1000—1170° С) повышается в 1,5—3 раза.
При нагреве заготовок лопаток под штамповку и термическую обработку
в печах с воздушной средой припуск на механическую обработку
должен быть не менее 1,5 мм на сторону. При штамповке лопаток с меньшими
припусками (минимально допустимый припуск 1,0 мм на сторону) нагрев под
Деформацию и термическую обработку должен производиться в вакуумных
печах, в печах с защитной средой или в печах со специальной жидкой средой.
Термическая обработка: 1-я закалка с 1220440° С (выдержка 4 часа) на
воздухе; 2-я закалка с 1050° С (выдержка 4 часа) на воздухе; старение при
9504ц 10° С в течение 2 час, охлаждение на воздухе. Сплав удовлетворительно
обрабатывается резанием.
Применение
Рабочие лопатки газовых турбин, работающие при температурах 900—950° С.
t.----------t-----------1------------1 О I 9 6 S 5 %
О 02 0^ ? '7,7
Фиг. 2. Кривые растяжения сплава ЭП220 от пре-
Фиг. 1. Кривые растяжения сплава ЭП220 дела текучести до разрушения.
до предела текучести.
Жаропрочные деформируемые сплавы
477
Фиг. 3. Кривые ползучести сплава ЭП220 при температуре 800° С.
Фиг. 4. Кривые ползучести сплава ЭП220 при температуре 900° С.
I
I
Фиг. 6. Кривые длительной прочности сплава ЭП220.
Фиг. 7. Кривые выносливости сплава ЭП220 при высоких тем-
пературах (испытание при чистом изгибе).
I
I
i
480
Глава II. Сплавы
СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ
ЖС6-КП
Химический состав в % *
С Si 'Мп Сг Со А! Мо
0,10—0,15 <0,4 <0,4 10—12 5-9 4,3—5,0 5,0—6,5
Продолжение
W Ti Ni Fe В Се S Р
не более
3—5 2,6-3,5 Основа <1,5 <0,02 <0,015 0,015 0,015
* При соблюдении требований ТУ по свойствам допускаются отклонения
в химическом составе: по углероду до 4-0,01%, кобальту до —0,5%, молибдену
до —0,5%; бор и церий вводятся по расчету и химическим анализом не опре-
деляются.
Механические свойства по ТУ (не менее)
Вид полу- фабриката ТУ Состояние (контрольные образцы) Темпера- тура испы- тания °C «100 кГ(ммА - 1 -*
Прутки диаметром 40—50 мм АМТУ 486—62 Термически обработанные по режиму: закалка с 1220% ± 10° С (4 часа) на воздухе; старение при 950±10°С (2 часа), охлаждение на воз- духе 900 27
Жаропрочные деформируемые сплавы
481
Механические свойства при комнатной и высоких температурах
482
Глава //. Сплавы
Пределы длительной прочности, ползучести и выносливости
Состояние материала к ci О н сЮ0 * с500 ° 1000 £ с2000 ~Н** ° 100 И ° 100 с0,2/100 а_1 на базе 1Q7 ЦИКЛОВ
° 100
t: , о Q Е—' 52 0 кГ[мл&
Термически об- 20 , — 1 43
работанный по режиму* закалка 700 76—78 32 78 40—42 42
с 1220° С (4 часа.) 800 46—48 37 35 48 1 38—39
на воздухе; от- жиг при 1050° С 900 27—29 17 14 11 27 1 15—16 32—36
(2 часа), охлажде- 950 18—20 11 9 7 20 1 7-9 1 28—32
ние на воздухе 1000 10-11 — — — 11 1 24—26
* Минимальные показатели предела длительной прочности.
* * Радиус надреза 0,5 мм.
* ** После термической обработки по режиму: закалка с 1220°С (4 часа} на
воздухе; старение при 950° С (8 час), охлаждение на воздухе.
Физические свойства
d =^8,25 г/слГ.
а.106=11,5 (20—100°); 11,9 (20—200°); 12,4 (20—300°); 12,8 (20-400=); 13,1.
(20—500°); 13,5 (20-600°); 13,8 (20-700°); 14,3 (20-800°); 15,1 (20-900°); 15,9
(20—1000°) 1/°С.
X—0,022 (25°); 0,025 (100°); 0,028 (200°); 0,032 ; (300°); 0,036 (400°); 0,040
(500°); 0,043 (600°); 0,048 (700°); 0,054 (800°); 0,060 (900°) кал'.см-сек-°C.
Технологические данные
Сплав выплавляют в высокочастотных индукционных печах (вакууыяы^
и открытых) с применением 30э/о отходов этого Же сплава; разливка произвол
дится в кокиль (электроды). Полученные электроды переплавляют в вакуумных):
дуговых электропечах с расходуемым электродом. .
Сплав деформируется в горячем состоянии. Температурный интервал
формации 1100—1050° С. Охлаждение после деформации на воздухе. Допусти-;
мая степень деформации при штамповке лопаток 2СР/о. Д
При нагреве заготовок лопаток под штамповку и термическую обработку^
в печах с воздушной средой припуск на механическую обработку должен быть)
нс менее 1,5 мм на сторону. При штамповке лопаток с меньшими припусками)
(минимально допустимый припуск 0,5 мм на сторону) нагрев под деформацию^
и термическую обработку должен производиться в вакуумных печах, в печаХ|
с защитной средой или в печах со специальной жидкой средой. ф
Термическая обработка: закалка с 1210=10° С (выдержка 4 часа) на воздухе^
старение при 950° С в течение 2 час, охлаждение на воздухе. Отжиг деталЦ|
после окончательном механической обработки проводится при 950° С в течений
2 час в печах с защитной атмосферой (аргон). ж
Особенность сплава заключается в том, что он может применяться ка®
в литом, так и в деформированном состоянии. Ж
п I
Применение ж
Рабочие лопатки газовых турбин, работающие при температурах 900—1000° <Ц
Жаропрочные деформируемые сплавы 483
б к Г/мм -
100 г—
I
।
i
!
0,2 /?// 0,6 3
Фиг, 1. Кривые растяжения сплава ЖС6-КП до предела
текучести.
31*
484
Глава II. Сплавы
Фиг. 2, Кривые растяжения сплава ЖС6-КП
от предела текучести до разрушения.
Жаропрочные деформируемые сплавы
485
б к Г/ мм 2
40 60 100 200 400 600 1000 2000 час
i
i
I
j
f
i
Фиг, 3. Кривые длительной прочности сплава ЖС6-КГ1.
186
Глава II. Сплавы
I
I
i
Фиг. 4. Кривые выносливости сплава ЖС6-КП при комнатной
и высоких температурах (испытание при изгибе).
Сплошные кривые—образцы гладкие, гвшктир — образцы с надрезом*.
Жаропрочные деформируемые сплавы
487
б кГ/мм%
488
Г лава II. Сплавы
СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ
ЭИ894
Химический состав в °/о
С Si Мп Сг Ni AI Ti
<0,10 <1,0 <0,8 21-24 Основа 2,3—3,0 0,8—1,2
Продолжение
W Fe Mo В* Ba* S р
не более
4,5—6,5 <10 0,6—1,2 <0,03 <0,10 0,030 0,030
* Бор и барий вводятся по расчету.
Механические свойства по ТУ (не менее)
Вид полу- фабриката ТУ Состояние (контрольные образцы) Темпе- ратура испыта- ния °C С В кГ }мм^ 8 %
Листы холодно- катаные ЧМТУ 5706—56 Закаленные с 1150—1200° С в во- де или на воздухе 20 80 40 (/=5,65/л)
Лента холодно- катаная ЧМТУ . а Закаленная с 1120—1150° С в воде или на воз- духе 20 80 35 (/-11,3/П
ЦНИИЧМ 515—61
Проволока сварочная ЧМТУ ЦНИИЧМ 305—60 Нагартованная В соответствии с требования- ми ТУ
Жаропрочные деформируемые сплавы
489
Механические свойства при комнатной и высоких температурах
490 Глава II. Сплавы
Пределы секундной прочности и ползучести
Вид полуфа- бриката Состояние Темпе- ратура испыта- ния °C t С? 4; е> о 04 и о о Ъ о ь id’ Рч s 1 Г? О 3 V? О о to г—< г ёг О О
кГ/мм2
Листы холодно- катаные В состоянии по- ставки 800 900 1000 Il' 1 III 21 6 19 5,2 18 4,8 17 4 16,8
Листы В состоянии по- ставки (Сц°=93 кГ/жлг2) 700 800 900 1000 63 54 34,5 18 61 49,5 28,5 12,5 60 48 25,5 11 59 47 24,5 10,5 21,8 7,2 [11! С 17 5 подо 15,6 4,2 I лжен p— 15 3,9 ие
Вид полуфа- бриката Состояние Темпе- ратура испыта- ния СС О со id' •F- t? t *—1 о t со О t о 04 сГ t; О GO Ь 1 al/3G0" о eo of ?. C4 Ь
кГ/мм2
Листы холодно- катаные В СОСТОЯНИИ по- ставки 800 900 1000 16 25— 26 22 44,5 20 5,5 43 18 5 41,5 17,5 4,8 39 17 4,5 23 21 6,5
Листы В состоянии по- ставки (а|°=93 /С Г / Л! М 2) 700 800 900 1000 14,3 3,5 24,2 8,2 1 1 1 1 20 , 5,8 1 18,5 а 18 4,5 Г 16,5 4,2 [роде 2 — хлже! fill a00E/Sa I
Вид полуфа- бриката Состояние Темпе- ратура испыта- ния °C сч 7'1' О Г 1 ,.0W5d S со сТ j С3/Ж 1 S: оО О О Q4 О3 h О co CO О
кГ!мм2 _ •
Листы ХОЛОДНО" катаные В состоянии по- ставки 800 900 1000 45 20 5,5 44 19 5,2 42,5 18 5 26 22 7 45,5 20,5 6 45 20 5,8 44 19 5,2
Листы В состояни по- ставки (а20=^93 к Г/мм2) 700 800 900 1000 * — — i । । ; t i 1 1 1 1
Жаропрочные деформируемые сплавы
491
Пределы длительной прочности
Н га _ с10 а25 а50 с100
Состояние материала Темпер, испытаг ' °C
кГ /мм 2
Термически обработан- 800 22 —23 20—21 18—19 15—17
::ый по режиму: закал- ка с 1175° С на возду- хе; старение при 800° С 850 - 15 —16 13—14 12—13 9—10
(8 час}, охлаждение на зоздухе 900 21— -22 16—17 14—15 11 —12 9-10 8 6-7
i । 950 10—11 7 6 4, 5—5 4—4,5 3,5—4 3-3,5
Пределы ползучести и выносливости
^0,2/100 ° 1/100 а-1
Вид полуфа- бриката Состояние G3 СХг Й 5 Си по об- щей дефор- мации по оста- точной Дефор- мации по об- щей дефор- мации на базе 10? цик лов
2 Sq So кГ/ мм'1
Листы холодно- катаные Термически обработан- ные по режиму: закал- ка с 1175° С на возду- хе; старение при 800е С (8 час}, охлаждение на воздухе 800 850 900 8 4,5 9,5 5 12 7,5 28—30 17
950 3 12,5
1000 —— " 1,3 — ь
1100 — 0,5 6
1
492
Глава 11. Сплавы
Термическая стойкость *
Вид полуфа- бриката Состояние Темпера- тура испы- тания о Число теплосмен
Листы холод- нокатаные ТОЛЩИНОЙ 1,5 мм Термически обработанные по ре- жиму: закалка с 1175°С на воздухе; старение при 800°С (8 час), охлаж- дение на воздухе 800 850 210—260 150—180
900 50—65
950 24-35
1000 20
1100 17—20 : it
радиусом
ММ ДО ПО-;
* Испытания проводились
явления трещины длиной
0,5
на образцах с надрезом
мм.
л
Жаростойкость
За 100 час испытания
при
Физические свойства
Технологические данные
1100°С привес составляет 0,38—0,40 а/л/2 час.
rf—8 2^
a-10S~13,3 (20-100°); 13,9 (20-200°); 14,2 (20—300°); 14,42 (20-400°)^
14,8 (20—500°); 15,1 (20—600°); 16,9 (20—700°); 17,26(20-800°); 18,4 (20—900°)f
18,7 (20—1000°) 1/°С.
Х=0,023 (25°); 0,026 (100°); 0,029 (200°); 0,034 (300°); 0,038 (400°); 0,0
(500°); 0,047 (600°); 0,051 (700°); 0,054 (800°); 0,059 (900°) кал/см-сек-°C.
Сплав немагнитен.
Сплав деформируется в горячем и в холодном состоянии. Температурный
интервал деформации 1180—900° С. Охлаждение после деформации на воздухеЦ
В закаленном (с 1080—1120° С) состоянии листовой сплав обладает высоко^
штампуем остью, позволяющей изготовлять из него холодной обработкой давлеж
нием детали сложной конфигурации. Характеристики холодной обработки давд[
лением приведены в таблице.
Жаропрочные деформируемые сплавы
493
Состояние материала Вытяжка Отбортовка Гибка
Кпр ^Сраб ^пр А^раб мнним ^раб
Состояние постав- ки (закаленный с 1100—1120 °C) 2,1—2,15 1,85—1,9 1,60 1,40 1 S* 1,2—1,5 S*
Закаленный с 1175° С на воздухе 2,1-2,15 1,85-1,9 1,60 1,40 2 S* 2—2,5 S*
Закаленный с 1175° С на воздухе и состаренный при 750° С (8 час) 1,75—1,8 1,5-1,55 1,28 1,15 2,5 S* 2,5—3 S*
Закаленный с 11752 С на воздухе и состаренный при 850° С (8 час) 1,75—1,85 1,5—1,6 1,28 1,15 2 S* 2—2,5 S*
* S — толщина листа.
Для снятия нагартовки в качестве промежуточной термической обработки
рекомендуется проводить закалку с 1080—1120° С па воздухе или в воде.
Термическая обработка. Детали, предназначаемые для длительной
работы, перед сваркой подвергают закалке с 1175+Ю3 С на воздухе (выдержка
5—10 мин), а после сварки — старению при 700—800° С в течение 8 час с охлаж-
дением на воздухе. Старение при 800° С рекомендуется для деталей, работающих
при температурах до 900° С и выше, старение при 70(Г С — для деталей, рабо-
тающих при температурах до 850° С. Для повышения пластических свойств ре-
комендуется двойная закалка по режиму: 1-я закалка с 1175+10° С на воздухе;
2-я закалка с 1050+10° С (выдержка 20—25 мин). Пластические свойства
повышаются также после старения по режиму: 1-с старение при 80(F С в течение
8 час; 2-е старение при 9003 С в течение 1 часа. После такого старения несколько
снижается длительная прочность при 900° С.
Кратковременно работающие детали старению не подвергают. Детали, из-
готовленные с небольшими степенями деформации, термически не обрабатывают
'Чибо обрабатывают по режимам, рекомендуемым для снятия нагартовки.
Сплав в закаленном состоянии хорошо сваривается аргоно-дуговой сваркой
51 Удовлетворительно роликовой, точечной и дуговой. Сплав можно сваривать
й в состаренном состоянии, но при этом в зоне влияния температур сварки про-
исходит разупрочнение материала. Механические свойства сварных соединений
Приведены в таблицах.
494
Глава II. Сплавы
Механические свойства сварных соединений
(автоматическая аргоно-дуговая сварка без присадки)
Состояние материала 1ту ра ИЯ °0,2 Длительная Р прочность
до сварки после сварки Темпера испытан , °C кГ!млА а к Г/мм- время до раз^ рушения час
В состоянии поставки Без термиче- ской обработ- ки 20 800 900 74—76 53—59 28—30 36—49 50—56 23 6 >20
В состоянии поставки Состаренный при 800у С в течении 8 час 20 800 900 110-115 56—58 27—28 69—74 39—52 21—23 6 >10
Закаленный с 1175°С на воздухе Состаренный при 800° С в течение 8 час 20 800 900 900 97—105 50—58 32—34 56—61 35—45 25—30 Z 6 7 >100 >50
Термически обработан- ный по режиму: закал- ка с 1175е С на возду- хе; старение при 800е С в течение 8 час Без термиче- ской обработ- ки 20 i 800 900 08—73 49—53 32-35 33—40 44—51 20—30 6 >30
.Механические свойства сварных соединений
(роликовая сварка)
Состояние материала Темпера-
до сварки после сварки тура испы- тания °C => „ кГ/ям*
В СОСТОЯНИИ Термически обработанный но режи- 20 90—92
поставки му: закалка с 1175°С на воздухе; старение при 800° С в течение 8 час 800 900 30—35 28-32
Применение
Конструкции из листового материала (форсажные камеры, кожухи камер;
сгорания, направляющие лопатки, обшивка, шпангоуты и другие детали, изгО'
товляемые путем холодной деформации давлением и сварки), работающие прф
температурах до 950° С. J
Жаропрочные деформируемые сплавы
495
б кГ/мм i
о 0,2 0,4 8 %?
Фиг. 1* Кривые растяжения сплава ЭИ894 до предела
текучести.
496
Глава IL Сплавы
Фиг. 2. Кризис растяжения сплава ЭИ894
от предела текучести до разрушения.
Жаропрочные деформируемые силавы
497
Фиг. 4. Кривые ползучести сплава ЭИ894 при температуре 90(РС.
1525
498
Глава Л. Сплавы
Фиг. 6, Кривые выносливости сплава ЭИ894 при высоких температурах.
Жаропрочные деформируемые сплавы
499
СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ
ЭП99
Химический состав s %
Si Мп С< W Мо Со
<0,10 <0,50 <0,40 21—24 6—8 3,5—5,0 5—8
Продолжение
А1 Ti N1 Fe В* Се* S не б Р олее
2,5-3,5 1,0—1,5 Основа <5,0 0,005 0,02 0,015 0,015
* Бор и церий вводятся по расчету и химическим анализом не определяются.
Механические свойства по ТУ (не менее)
Вид полуфабриката ТУ Состояние (контрольные образцы) Темпера- j тура испы- тания в °C кГ/ММ2 55,65УГ %
-'1исты холодно- катаные ЧМТУ ЦНИИЧМ Закаленные с 1080—1120° С на воздухе 20 <120 13
208—59 900 45 9
Проволока сва- рочная ЧМТУ ЦНИИЧМ 751—62 В соответствии с а -ребованиями ТУ
Механические свойства при различных температурах Сл О О
Вид полуфабри- Состояние гера- испы- я в °C Е °в а0,2 апц * *« S5 X** b10 'p 44
ката 1 емг тура тани
кГ!мм2 %
Листы холодно- В состоянии постав- 20 21 000 93—110 65—70 52—54 35—45 34—40 —— .
катаные ки (закаленные с 1080— 1120° С на воздухе или под водяным душем) 700 800 ! 1 17 600 16700 -•4 со Сл Си ОО О О ОО 64—70 60—65 45—50 45—48 10—18 7—10 10—18 5-6 ’—— -—
850 Hi 1 65—70 50—55 38—40 12—15 8—11 —
900 — -— 50—60 40—45 22—26 12—15 9—13 1
950 — 29—32 20—25 12-16 20—30 16—19 . ~— £
Листы горяче- В состоянии поставки —196 ——» *4— -— ——- — 14—15 *
катаные толщи- ной Змм 20 800 1 1 110—130 95—110 l» 1 35—40 6—10 — 14—16 Sr CO g
850 ' ' — 60—65 -—- I—w 10—15 — * -
и 950 1111 ’— 40—50 г И1" “—. 20—35 —
Листы горяче- В состоянии поставки 20 -т. 120—125 82—85 —— 30—33 1 и
катаные*** **** тол- щиной 6 мм 600 700 — -г » 110—112 107—108 77—79 75—78 27—29 12—14 * ——
800 80—83 75—78 I > 1 h 5—6 —
900 - 64—68 60—66 — 6-8 — - s
f 950 50—53' 45—50 — 15—18 — 1
/_______________________________________________________________________________________ I I i 1 L ' ' 'i \ \
' । ..........................i" ' ( i
Листы катапые* ГОрЯЧС- "т*" 1 В состоянии поставки [ (охлаждение под водя- ным душем) 20 800 900 1 83—88 67—74 46—48 39—44 54—59 43—44 » 1 |R 45—48 9—12 8—12 1 i 1 60—661 18-20 19—20 —
Листы горяче- Закаленные с 1050 °C 20 1 — 100—104 65—70 34—38 —-ЧЧЧЧ
катаные (1 час) на воздухе 800 • 71—75 55—58 ^—ччи 12—14 —
900 1 — 49—50 47—48 12—14 ——
Листы горяче- Закаленные с 11203С 20 106—114 60—64 — - 36—38
катаные (1 час) на воздухе 1 800 .— i 74—76 60—64 - 8—10 • ....
900 — — 49—50 47—48 Ч 10—12 —— —
Прутки горяче- Закаленные с 1120° С 20 20 000 -Ч'Ч’-ЧЧ 415—130 77—80 -U. 26—35 44—50 --
катаные (1 час) на воздухе 700 15 200 —— 105—115 76—79 10—18 12—20 ——
Г 800 13 200 —L~. 80—90 64—66 —— 4—6 — ' 7—9 “—
850 11500 68—75 52—58 1 6—12 —— 9—13 -—
900 10 500 ’—— 48—54 36—37 ——- 12—15 — 21—32 —
950 | ! Н< 25—32 13—14 —— 16—30 Ч и И 42-60 —
1000 — —- 14—20 6—7 —'" 30—50 — 64—87
Без термической об- 20 —• —. 143 109 —гт« 24 — - 37
работки —196 — 178 129 ' 20 — - 20 - .
—253 —— 185 133 М пи 25 —— 25 — ——
?
S
с?
* Для пруткового материала. __
** Удлинение для плоских образцов определялось на расчетной длине Z=5,6o УР или 1=11,ЗУР.
*** По данным заводов.
**** По данным завода; испытание проводилось на цилиндрических образцах
Сл
О
502
Г лава 11. Сплавы
Пределы секундной прочности
Вид полу- фабри- ката Состояние Темпера- тура испы- тания в °C а1СГ а:да" С6(Г ° 120” ° 180’ а300’
— > 1 >
*
Листы В состоя- 800 61 58—58,5 56 53—57,5 52—56 50—54
холодно- катаные нии постав- ки 900 47 42—44 40 37—39,5 34—38 32—36,5
1000 17—20 14,5—16 13 11-13,5 10—12,5 8—10
Пределы секундной ползучести
Вид полу- фабри- ката Состояние Темпера- тура испы- тания в °C 4; О 1 ч о о t с СО ио о ь о ю о о °0,5/120" о со Ю О О & о о со о о * о ь Е а с? О % о о о * о b
кГ/мм?
Листы холодно- катаные В состоя- нии постав- ки 900 1000 42— 42,5 9,5 36 33— 33,2 6,1 31— 31,3 5,2 29— 30,5 22 10,1 39 36 7,4 33— 33,6 6,3
Продолжение
Вид полу- фабри- ката Состояние i Темпера* тура испы- тания в °C _ - О со 1—с о О о со ь Е О о сТ с» Е О сч оГ е> О 00 сТ Е О о со о) о О <С> со” и Е СД т—1 со о Е О со со” о 8 со~ со о
' кГ1'м.м2
Листы холодно- катаные В состоя- нии постав- ки 900 1000 31,5— 32,6 5,7 29,8— 31,2 4,9 39 35,5 34 32 38,5 37 35,5 34
Пределы длительной
прочности, ползучести и выносливости листов
Вид полуфаб- риката Состояние Темпе- ратура испыта- ния °C =400 адд за 15 мин (по остаточной деформации) 1 (на базе Ю7 циклов)
кГ!ммъ
Листы хо- В состоянии по- 700 1 75
лодноката- ставки 750 —— 68—70
ные 800 26 50
Жаропрочные деформируемые сплавы
503
Продолжение
Вид Темпе- ратура с100 oq j за 15 мин (по остаточной (на базе 107
полуфаб- риката Состояние испыта- ния деформации) циклов)
°C кГ]мм2
Листы хо- В состоянии 850 16
юдноката- поставки 900 10 32—34 '17
ные 930 -—‘ 25 ’
950 5
Термически об- 800 30 —
работанные по режиму: закалка с 1180° С; старе- ние при 800— 850° С 900 12 —
* По данным заводов.
Пределы длительной
прочности и ползучести прутков
Вид полуфаб- риката Состояние Темпе- ратура ИСПЫТЙ' НИЯ °C а кГ1мл& Время до раз- рушения час а % а0,2/100 (поостаточ- ной дефор- мации) кГ}мм2
Прутки Закаленные с 800 31 150—180 3
горячеката- ные диамет- 1100—1120° С (1 час) на воздухе 850 20 160—180 8—14 •
ром 26—35 900 13 130—150 8—11 3
мм 950 7 120—130 12—27 —
Прутки Термически об- 800 32 100 S
горячека- таные диа- метром 35 мм работанные по режиму: закалка с 1180°С (1 час) на воздухе; ста- рение при 900— 950° С (8 час) 900 14,5 100 1 7,5
504
Глава II. Сплавы
Термическая стойкость *
(испытание по методике ВИАМ)
Вид полуфабриката Состояние Температура испытания ° С Число тсплосмен
Листы холодноката- В состоянии по- 800 — '— >200**
ные толщиной 1,5 мм ставки 900 60
1000 35
1100 25
* Испытания
явления трещины
** После 200
проводились на образцах с надрезом радиусом 0,1 лш до по-
длиней 0,5 мм.
циклов нагрев — охлаждение трещин в надрезе нет.
Физические свойства
аДо8»=118'48(2((2100°)' 11,9 (20-200”); 12,4 (20-300”); 12,8 (20-400”);
13,3 (20—500°); 13,7 (20—600°); 14,1 (20—700°); 14,6 (20—800°) 15,8 (20—900°);
17*2 (20—1000°) 1/°С.
а-106*=12,4 (100—200°); 13,4 (200—300°); 14,2 (300—400°); 15,0 (400—500°);
15,5 (500-600°); 16,9 (600-700°); 18,6 (700-800°); 24,5 (800-900°); 30,1 (900-
1000°) 1/°С,
„ 1П6 *—11 0 (20—100°У 11 5 (20—200°); 12,0 (20—300°); 12,6 (20—400°);
13,2 (20—500°);’13> (20-600°); 14,2 (20—700°); 14,8 (20—800°); 15,7 (20—900°)
•« Г г,
а.10б**=12,1 (100-200°); 13,1 (200-300°); 14,4 (300-400°); 15 5’ (400-
500°)- 16 2 (500—600°); 17,3 (600—700°); 18,7 (700—800°); 23,3 (800—900 ) 1/ С!.
7=0 024 (100°); 0,028 (200°); 0,032 (300°); 0,036 (400°); 0,040 (500 ); 0,044
(600°); О’,048 (700°); 0,052 (800°); 0,057 (900°) кал1см-сек-°C.
* Закалка с 1120°С (выдержка 30 мин) на воздухе.
** Закалка с 1180° С (выдержка 30 мин) на воздухе; старение при 850^ С
в течение 10 час, охлаждение на воздухе.
Степень черноты
(испытание на воздухе)
Температура испытания °C 100 200 300 400 500 550 600 650 700 750 800
Степень черноты 0,33 0,34 0,34 0,37 0,43 0,50 0,60 0,64 0,70 0,71 0,72
Технологические данные
Сплав деформируется в горячем и в холодном состоянии. Температурный
интервал деформации 1180—950° С. Охлаждение после деформации на возду^е-
Характеристики холодной обработки давлением приведены в таблице.
Жаропрочные деформируемые сплавы
505
Вытяжка Отбортовка Гибка Выдавка плоская Выдавка сферичес- кая
Кпр 7\пр Лраб г раб Кир Храб Afnp ^<раб
2,10— 2,14 1,78— 1,82 1,68— 1,70 1,40— 1,45 1,55* 0,33 0,28 0,45 0,38
* S — толщина листа.
Термическая обработка
Для снятия нагартовки в качестве промежуточной термической обработки
рекомендуется закалка с 1080—112СР С, охлаждение —в зависимости от толщины
сечения (на воздухе для толщины до 2 мм или под водяным душем или в воде
для толщины более 2 мм).
Сплав хорошо сваривается аргоно-дуговой и удовлетворительно контактной
(точечной и роликовой) и дуговой сваркой. В качестве присадочного материала
рекомендуется применять проволоку из основного материала; для массивных
сечений конструктивно напряженных узлов рекомендуется присадка материала
из сплава типа ЭП99. 1Механические свойства сварных соединений приведены
в таблицах:
Механические свойства сварных соединений холоднокатаных листов
Свариваемый материал Вид сварки Темпера- тура испы- тания в °C кГ!мл^ % от ав основно- го мате- риала с100 кГ 1мл& кГ с
Листы хо- Аргоно-дуговая 20 92—96 93 —’
-юдпокатапые ручная с присад- 800 65—73 84—100 ‘
ТОЛЩИНОЙ кои основного ма-
1,5 мм териала без сня- 900 50-59 100 10 —
тия усиления
Аргоно-дуговая 20 83—84 83 —
автоматическая 800 68—70 90—91 г ...
без присадки
900 47—54 86—99 10 —
950 26—31 85—100
Роликовая элек- 20 89—94 91 — —
тросварка с на- 800 69—80 90—100 — -1-
кладкой типа
шпангоутов 900 55-57 100 —
506
Г лава II. Сплавы
Продолжение
Свариваемый материал Вид сварки Темпера- тура испы- тания в °C <7в кГ/мм% % ОТ ctB основно- го мате- риала ° 100 кГ!мм2 ан кГ
Листы горя- Аргоно-дуговая —196 *—‘ — 7—9
чекатаные автоматическая с 20 98—101 80—85 9-12
толщиной 6 мм присадком прово-
локи типа основ- 700 79—84 100
пого материала 800 79—83 100 - - - —Г—
без снятия усиле-
НИЙ 900 60—68 100 —— '
930 53—59 100 -—‘
Механические свойства сварных соединений горячекатаных листов
Сваривае- мый материал Вид сварки и термической обработки после сварки Температура испытания °C кГ!ммЪ 3 Ф 1 Длительная прочность а
% О? О 8 ( ф 1 Уо
Листы го- Аргоно-дуговая 20 102—113 17—20 18—25 1 —1 —
рячеката- ные толщи- ручная с присад- кой проволоки ти- 800 73—78 4—6 10—16 -— ———
ной 10—12 мм па основного ма- териала (усиле- ние снято); закал- ка с 1100—1120° С (1 час) на возду- хе 900 45—50 10—13 4S 20—28 12 5—10 12—18
Дуговая с элек- 20 76—86 5-8 7—14 . -1 »
тродами НИАТ-9 без последующей 800 68—71 4—5 5—10 -—► — 1 —
термической об- 900 —— . 6 . 1 -
работки (усиле- ние снято) 950 27—28 6—8 25—34 — —
Сплав удовлетворительно обрабатывается резанием.
Применение
Обшивка; шпангоуты; детали крепления летательных аппаратов; направляю'
щие лопатки и другие детали, изготовляемые холодной штамповкой и сваркой,
работающие при температурах до 1000° С.
Жаропрочные деформируемые сплавы
507
б К Г/ММ2
Фиг. 1. Кривые выносливости сплава ЭП99 при вы-
соких температурах (испытание при изгибе в одной
плоскости листа толщиной 1,5 мм).
508
Глава П. Сплавы
СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ
ЭШ99 (ВЖ101)
Химический состав в %
С Si Мп Сг W Мо А1
<0,1 <0,6 <0,5 19—22 9—11 4—6 2,1—2,6
Продолжение
Т1 Ni В Fe S р
не более
1,1-1,6 Основа <0,008 <4,0 0,015 0,015
Механические свойства по ТУ (не менее)
Вид полуфаб- риката ТУ Состояние (контрольные образцы) Темпера- тура испы- тания в °С| ав S5,65H Г % ° 60 кГ /ммЧ
Листы хо- лодноката- ные ЧМТУ Закаленные с 1180—1200° С на воздухе или в воде 20 900 <110 52 Ч|. 25 2
ЦНИИЧМ 435—61
Прутки ЧМТУ Закаленные с 1200±10°С па воздухе 20 900 90 50 25 7 (Z=5t2) 12
ЦНИИЧМ 743—62
Прутки (трубная заготовка) ЧМТУ Закаленные с 1200±10°С на воздухе 20 900 90 52 25 (Z=5tf) 7 (Z=5d) 12 .
ЦНИИЧМ 484—61
Лента хо- лодноката- ная ЧМТУ Закаленная с 1180—1200° С на воздухе или в воде 20 <110 25 (1^11,3/А) — '
ЦНИИЧМ 525—61
Проволо- ка свароч- ная Изм. № 1 к ЧМТУ В соответствии с требованиями ТУ
ЦНИИЧМ 305—60
Жаропрочные деформируемые сплавы
509
Механические свойства при различных температурах
Вид полу- Состояние iepa- испы- я в °C а0,2 <*в Е5,65/Л йн
фабриката Темп тура тани: кГ!мм2 % кГ'М[см?
Листы Закаленные с 20 21 900 65—72 100—115 25-40 8
толщиной 1,5 мм 1200° С на воз- духе 700 800 900 950 18 300 17 500 60—70 60—70 40—45 24—28 75—100 70—85 52—65 32—40 5—20 5—10 5—20 12—25 5,3 6
1000 ' 12—16 30—40 5,9
Прутки дниметром Закаленные с 1200° С на воз- —196 —~ 90 140 30 (Z—57) 7
40 мм духе —253 1 100 140 20 (l-M) 5
Пределы длительной прочности
Вид полу- Состояние Темпера- тура испы- а100 а300
фабриката тания
°C кГ!мм2
Листы Закаленные с 1200° С 800 28 1 24
на воздухе 900 11 8
950 6 4
1000 3 1
Пределы минутной ползучести
Вид полуфабриката Состояние Температура испытания °C а1(15' кГ!мл&
Прутки Закаленные с 1200° С на 700 70
Листы воздухе 800 55
Прутки 850 50
Прутки 900 32
Листы 930 22
510
Глава II. Сплавы
Пределы ползучести и выносливости
Вид полу- фабриката Состояние Темпера- тура испы- тания °C °0,5/200 а„1 на базе 107 циклов
кГ1мм2
Листы Закаленные с 1200° С на воздухе 920 980 5 1,5 17
Жаростойкость
Сплав жаростоек до температуры 1100°С. За 100 час испытания привес со-
ставляет 0,482 г/.и2 • час.
Физические свойства
rf=8,64 г/с.иЗ.
сс*10б=11,7 (20—100°); 12,0 (20—200°); 12,4 (20—300°); 12,7 (20-400°);
13,0 (20—500°); 13,5 (20—600°); 13,8 (20—700°); 14,5 (20—800°); 15,2 (20—900°)
а-106=12,6 (100—200°); 13,4 (200—300°); 14,1 (300—400°); 14,8(400—500°);
14,8 (500—600°); 15,43 (600—700°); 16,9 (700—800°); 22,45 (800—900°) 1/°С.
7=0,024 (100°); 0,027 (200°); 0,032 (300°); 0,036 (400°); 0,040 (500°); 0,044
(600°); 0,048 (700°); 0,053 (800°); 0,058 (900°) кал!см-сек-°C.
Технологические данные
Сплав деформируется в горячем и в холодном состоянии. Температурный ин-
тервал деформации 1180—1000° С. Охлаждение после деформации на воздухе.
Характеристики холодной обработки давлением ..приведены в таблице.
Вытяжка Отбортовка Гибка
Араб А пр Араб ^ыйним /"раб
2,10—2,14 1,75—1,80 1,47 1,25 1,5S* 1 S*
* 5 — толщина листа.
Термическая обработка: промежуточная — закалка с 1120—1150°С
(выдержка 1,5—2 мин на I мм сечения) в воде или на воздухе; окончатель-
ная— закалка с 1180—1200°С (выдержка 1,5—2 мин на 1 мм сечения) на
воздухе. При большой толщине стенок и сложной конфигурации перед сваркой
рекомендуется смягчающая термическая обработка: закалка с 1150° С в воде
или на воздухе с последующим нагревом при 900—950° С в течение 4—6 час-
Жаропрочные деформируемые сплавы
511
Сплав удовлетворительно сваривается a proнодуговой сваркой с присадкой
из основного материала. После сварки термическая обработка не требуется. Ме-
ханические свойства сварных соединений приведены в таблице.
Вид сварки Аргоно-дуговая Температура испыта- ния в °C 20 800 900 кГ !мм2 90—100 70—75 50—60
Длительная прочность сварного соединения: при У20°С и напряжении
10 кГ/мм2 время до разрушения составляет более 100 час.
Применение
Силовые детали, изготовляемые методами деформации и сварки, работающие
при температурах до 950° С.
512
Глава II. Сплавы
ЖАРОПРОЧНЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
СПЛАВ НА ЖЕЛЕЗНОЙ ОСНОВЕ
ВЛ 7-20
Химический состав в й!п
С Si Мп Сг NI
0,12—0,20 <0,6 <0,6 16—20 20—24
Продолжение
Fe W Мо В* S не б Р злее
Остальное 5—7 2—3 До 0,01 0,030 0,035
* Бор вводится по расчету и химическим анализом не определяется.
Механические свойства по ТУ (не менее)
Вид полу- ТУ Состояние ера- испы- FI в °C «в ао,а 810 1 а25 ст100
фабри- ката (контрольные образцы) Темп тура та пи: J кГ!мм2 % кГ)мм1
Чушки литые АМТУ 450—59 Образцы из трефо- образных заготовок, состаренные при 800° С (12—16 час), охлажде- ние на воздухе 20 800 50 30 20 18 5 8 8 15 15 12 - —
Чушки литые СТУ Образцы из трефо- образных заготовок, состаренные при 800° С (12 час), охлаждение па воздухе 800 30 8 12
Жаропрочные литейные сплавы
513
Механические свойства при комнатной и высоких температурах
Вид ПОЛУ' Состояние epa- ii сп ы- я в °C Е С], с0,2 сгщ S10 сч ся JS •>
фабри- ката Темп тура та ни: кГ1мм2 % * й в НВ кГ)м
Образ- цы из трефооб- Состаренные при 800° С (12 час) с охлаж- 20 500 18 000 50 42 20 19 10-12 3-5 7—10 8—10 12 1,5-2,5 170
разных дением на воз*- 600 . 40 19 —' 10 12 —— ’ —
загото- вок духе 700 13 000 35 18,5 - — — 8 10 — -• •-
800 8 500 30 16 1 8 15 —
900 20 — ’ 11 20 -— —••
* Ударная вязкость, определявшаяся на образцах, отлитых в горячие кера-
мические формы, составляет 1,0—2,0 кГ Mjcxi2.
Пределы длительной прочности, ползучести и выносливости
Состояние материала Температура испыта-/ НИЯ В ;С 1 азо а100 аюо а2О0 н °100 а0,2/100 а-1 <1
образцы гладкие по остаточ- ной деформа- ции по общей деформации на базе 107 цик- лов
образцы с надрезом* ° 100
кГ!мм^ кГ1мм2
Состаренный при 800° С (12 час) с охлаждением л на воздухе 600 700 800 900 15 25 20 12 5 7 25 20 12 7 м । 10 7,5 ь ч -• t. 8 5,5 20 16 10-12 ; со । [
* Радиус надреза 0,1 мм.
Физические свойства
^=8,0 г/см\
«-106=12,52 (20—100°); 12,98 (20—200°); 13,73 (20—300°); 14,47 (20—400°);
1 (20-500°); 15,73 (20—600°); 16,30 (20—700°); 16,77 (20-800°); 17,10(20—
УОО0') 1
Х=0,027(20°) кал/см-сек‘°С.
6-0,90(20°) ом-млР/м.
1525
514
Глава II. Сплавы.
Технологические данные
Сплав выплавляют в электрических дуговых и индукционных печах с основ-
ной футеровкой.
Детали изготовляют методом точного литья ио выплавляемым моделям
с использованием литейных отходов сплава в количестве 50—70%.
Переплав металла при точном литье производится в вакуумных индукцион-
ных печах. Температура металла при заливке форм в вакууме 1550—1600° С в за-
висимости от веса и конфигурации деталей. Жидкотекучесть сплава хорошая,,
минимальная толщина отливаемых деталей ~0,7 мм. Линейная усадка состав-
ляет 2,0—2,5%.
Термическая обработка: старение при 800’С в. течение 12 час, охлаждение
на воздухе.
Сплав удовлетворительно сваривается. Обрабатывается резанием при малых
скоростях победитовыми резцами.
Применение
Рабочие и сопловые лопатки изделий, работающие кратковременно и дли-
тельно при температурах до 850’С.
Фиг. 1. Кривые выносливости сплава ВЛ7-20 при комнатной и высоких
температурах (испытание при круговом изгибе).
Жаропрочные литейные сплавы
515
ХРОМОНИКЕЛЕВЫЙ СПЛАВ
ХНВЛ (ВЛ7-45У)
Химический состав в %
С S1* Мн* Сг Ni
0,1—0,2 <0,55 <0,7 19,5—20,5 45—47
Продолжение
W В Fe S Р
нс более
,5—8,5 0,01-0,03 Остальное 0,04 0,04
* Содержание кремния в рабочем сплаве не более 0,4%; содержание мар-
ганца не более 0,5Уо.
Механические свойства по ТУ (не менее)
Вид полу- фабри- ката —__ __ ТУ Состояние (контрольные образцы) : Темпера- ' тура испы- : тания в °C кГ/ММ% S5 Вид литья
%
Отбив- ки АМТУ 433—58 Образцы из тре- фообразных за- готовок, соста- ренные при 900° С (5 час), охлаждение на воздухе 20 20 45 45 6 5 8 6 В холодные формы В горячие формы
516
Глава II. Сплавы
Механические свойства при комнатной и высоких температурах
Вид полу- фабри- ката Состояние Темпера- тура испы- тания в °C Е ав °0,2 010 ф л:С- м!слА НВ кГ/мм^
кГ[мм?‘ 04 /0
Отлив- Состаренные 20 18 000 50 30 14 7 10 1,5—3,0 160—200
ки при 900° С (5 час} с охлаж- 700 13 000 40 18 11 5,5 9 ’ • 120
дениемна воз- духе 800 9 000 30 14,5 10 10 12 100
Пределы длительной прочности, ползучести и выносливости
Вид полу- фабри- ката а100 ° 200 ° 100 а150 °200 a=i
Состояние к Н X «5 К о н К образ- цы гладкие образцы* ** с надрезом g100 а100 g0,2/100 на базе 107 циклов
S к Г [мм 2 кГ!мм2
Отлив- ки Состаренные при 900° С (5 час} с охлаждением на воздухе 20 600 700 800 850 900 25 14 10 5 30 15 25 30 1,07 1 1 Г. N о 1 J 1 1 с? со •" 1 ГД 2 11
* Радиус надреза 0,15 мм.
** Радиус надреза 0,75 мм.
Жаростойкость
При 100-часовых испытаниях в воздушной среде привес составляет: 0,05
при 900° С; 0,075 при 100(F С; 0,21 г/м2 - час при 1100° С.
Физические свойства
8,3 г! см3.
0-106=13,85 (20-200°); 14,56 (20-300°); 14,89 (20-400°); 15,34(20-500°);.
15,68 (20—600°); 16,07 (20—700°); 16,38 (20—800°); 16,68 (20—900°) 1/°С. <
а-106=13,19 (20—100°); 14,50(100—200°); 15,43(200—300°); 16,47 (300—400 )?;
16,82(400—500°); 17,64(500—600°); 18,44(600—700°); 18,56 (700—800°); 19,08(800^
900°) 1/°С.
Х=0,026 (20°); 0,029(100°); 0,033(200°); 0,038(300°); 0,043(400°); 0,048(500 )/,
0,054 (600°); 0,057 (700°); 0,062 (800°); 0,068 (900°) кал^м-сек-°C.
Жаропрочные литейные сплавы
517
Технологические данные
Сплав выплавляют в электрических дуговых и индукционных печах с основ-
вой футеровкой.
Детали изготовляют методом точного литья по выплавляемым моделям
с использованием литейных отходов сплава.
Переплав металла при точном литье производится в вакуумных индукцион-
ных печах. Температура металла при заливке форм в вакууме 1550—1650° С
в завися,мости от веса и конфигурации деталей.
По литейным свойствам равноценен сплаву ЛК4.
Термическая обработка: старение при 900° С в течение 5 час, охлаждение
па воздухе.
Применение
Сопловые лопатки газовых турбин, работающие при температурах до 900° С,
Фиг. 1. Кривые выносливости сплава ХНВЛ при комнатной и вы-
соких температурах (испытание при изгибе).
518
Глава IL Сплавы
СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ
ЖС6
Химический состав в % *
С Si Мп Сг W Мо Ni
0,13—0,20 <0,4 <0,4 10,5-13,5 5—3 4,0-5,5 Основа
Продолжение
Ti Al Fe В Се S Р
не более
2,0—2,7 4,5—5,3 <2 0,015 0,015 0,015 0,015
* Бор и церий вводятся по расчету и химическим анализом не определяются.
В деталях содержание Мп и Si не более 0,6%. Рабочий сплав для переплава
поставляется на заводы-потребители с содержанием AI 4,8—5,3% и Ti 2,2—2,7%.
Механические свойства по ТУ (не менее)
Вид полу- фабриката ТУ Состояние (контрольные образцы) Температу- ра испы- тания °C ° 25 с80
кГ!мм2
Чушки ли- тые АМТУ 448—59 Образцы из трефообраз- ных заготовок, закаленные с 1200° С (3—4 час) па воз- Духе 975 20 15
Механические свойства при комнатной и высоких температурах
Вид полу- Состоя- пера- 1 испы- 1 * °C Е £д <3В °0,2 °пц 510
фабриката яие 5? К Ф cj icEjM. %
Образцы из трефообраз- Зака- ленные с 20 20 000 21 800 100— 104 90— 100 72—75 1—2 2—4
пых заготовок, отлитых в хо- лодные песча- 1200° С (4 часа) на воз- 500 17 500 19 400 95— 100 88—94 69—72 1—2,5 1,5— 5,5
ные формы духе 600 16 300 18 900 93—95 85—90 67—70 1—2 2-4
Жаропрочные литейные сплавы
519
Продолжение
Вид полу- Состоя- Эо 9 * -Ш1ЭИ Е °0,2 алц 510 Ф
фабриката ние С S S Сь >-г
Н н ь кГ/мм2 1 й
Образцы из Зака- 700 16 000 18 400 91—93 82-88 66—68 1—2 1,5-
1 рсфообраз- ленпые с 4,0
пых заготовок, 1200° С 800 15 000 17 700 85—89 75—80 55—58 0,5— 1,5—
отлитых в хо- (4 часа) 1,0 2Д)
лодные песча- на воз-
ные формы духе 900 13 000 16700 74—78 44—47 31-34 2,5— 3,0—
3,0 3,5
950 12100 64—66 33-35 21—24 3-4 5-7
1000 10 700 — 45—48 25—27 15-18 6—8 11-12
1050 10 400 38 18—20 12—14 6,5—9 15—17
Длительная прочность и ползучесть
Состояние материала Темпера- тура испы- тания °C Длительная прочность а0,2/100
s5 Ф I с100 н* с100
% к Г/мм2
Закаленный с 1200° С (4 часа) на воздухе 1 500 ' — 90 '
600 —- 85 — —
700 — — 75 —
800 1,5 3 50 50 34
850 .—~ ' 35 35 “
900 5-7 7—10 28 >28 17
950 — • 18 >23
975 2-4 3—8 15 >18 '—-
1000 3—5 3—9 14 >14 2,5-3,0
1030 — ? — >12 г !
* Радиус надреза 0,15 мм.
520 Глава II. Сплавы.
Предел выносливости
Состояние материала Темпера- тура испы- тания °C ^—1 на базе циклов на базе циклов
107 2-107 107 2-107
кГ!мм^ --
Закаленный с 1200° С 20 27
(4 часа} на воздухе 550 25 25
650 33 — 29 -—
800 27 — 27
950 26 25
1000 — 22 — 20
* Радиус надреза 0,75 мм.
Жаростойкость
Сплав жаростоек при температурах до 1150° С.
Физические свойства
rf=8,2 г/слС.
а-106=12,1 (20—100°); 12,6 (20—200°);'13 (20—300°); 13,4 (20—400°); 13,8(20—.
500°); 14,2 (20-600°); 14,7 (20-700°); 15,2 (20—800°); 16 (20—900°);Д7,1 (20-
1000°) 1/°С.
X =0,025 (20°); 0,027(100°); 0,030(200°); 0,033(300°); 0,037 (400°); 0,042(500°);
0,047(600°); 0,052(700°); 0,057 (800°); 0,064(900°); 0,068(1000°) кал!сМ'Сек-°C.
Технологические данные
Сплав выплавляют в высокочастотных индукционных (открытых или ваку-,
умных) печах. Температура заливки 1560—1580° С.
Детали изготовляют методом точного литья по выплавляемым моделям'
с использованием литейных отходов сплава в количестве 50%.
Переплав металла при точном литье производится в вакуумных индукцион-
ных печах. Температура металла при заливке форм в вакууме 1500—1600°С
в зависимости от веса и конфигурации деталей.
Линейная усадка составляет 2—2,5%. '
Термическая обработка: закалка с 1200 + 20°С (выдержка 4 часа} на воздухе.
Применение
Сопловые и рабочие лопатки газовых турбин, работающие в интервале тем-
ператур 800—1000° С; охлаждаемые лопатки, работающие при температуре газа
у поверхности до 1200° С.
I
Жаропрочные литейные сплавы
Фиг. 1. Кривые растяжения сплава ЖС6 до предела текучести.
I
j
I
522
Глава II. Сплавы
80
60
ЦО
6
Ч
О
'Г
Фиг, 2* Кривые растяжения сплава ЖС6 от предела те-
кучести до разрушения.
г7
i
б «Г/мм7
100
>204 ’—500° • ООО ° '700° 1 ..
F —300°
1
7000^^
Жаропрочные литейные сплавы 523
i
I
I
।
I
! 5%
I
j
! 0.3
5 7
Фиг. 4. Кривые ползучести сплава ЖС6 при температуре 900° С.
1
. J_ _ __i i i i ш_| i j H j_______________[ U. J ________________L____
( WS Ю7 :‘J3 " ft
< Фиг, 6. Кривые выносливости сплава ЖС6 при комнатной и высоких
температурах (испытание при круговом изгибе).
| Сплошные кривые—образцы гладкие, пунктир—образцы с надрезом.
3'
И _______________________________________________________________________________„
Жаропрочные литейные сплавы
525
СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ
ЖС6-К
Химический состав в °/е*
С Si Мп С г W Со Мо Ni
0,13-0,20 <0,4 <0,4 9,5—12,0 4,5-5,5 4-5 3,5—4,8 Основа
Продолжение
Ti Al Fe В Се S Р
не более
2,5—3,2 5-6 <2 0,02 0,015 0,015 0,015
* Бор и церий вводятся по расчету и химическим анализом не определяются.
В деталях содержание Мп и Si должно быть не более 0,6fl/o.
Механические свойства по ТУ (не менее)
Вид полу- фабри- ката ТУ Состояние (контрольные образцы) Темпера- тура испы- тания °C Пределы длительной прочности
а кГ}мл& время до разрушения час
Чушки АМТУ Образцы из тре- 975 20 >40
чптые 448-59 фообразных заготО' вок> закаленные с 1210—1220° С (4 часа) на воздухе <1 1000 15 >100
Механические свойства при комнатной и высоких температурах
Состояние материала Темпера- тура испы- тания в °C Е % а0,2 апц В10 ф С4 а «
кГ!мм2 %
Закаленный 20 20 000 21 700 90—100 83—85 69—72 1,5 6,5 1—3
с 1210—1220° С (4 часа) па воз- 500 16500—18100 19 400 90-94 83—85 69—72 2 8 —.
Духе 600 16 300—17 000 18 800 90—94 83-85 69—72 2,5 7,5
526
Глава II. Сплавы
Продолжение
Состояние материала Темпера- М н—ч ч н 00 00 00 00 30 00 ИИ —3« дл Е <зв с0,2 атщ 510 ф 1 1 1 1 1 1 1 » 1 А» 1 ф
кГ!мм2 <
Закаленный с 1210—1220° С (4 часа) на воз- духе * При испы (65) больше ш Пред 7 8 9 1 0 1 0 1 1 тан 1 1 елы 16 000—16 500 15 100 12 500—13 000 11900—12 200 11 400 10 000—10 400 укороченных /о. ительной проч 18 200 17 500 16500 — образц НОСТИ, I 90—94 90—94 75-80 50-57 40—47 20—26 ов (/=5d) юлзучести 83—85 83—85 51—52 30—32 25—26 15—20 отно и вын 69—72 60 37 18—19 17 10—12 ситсльи осливос 1,7 1 2 ’ 4,5 9 10 ое 1 ти 9 5 3 6,5 12 20 ЛЦЛИЬ
Состояние материала Температура испытания °C °1 °5 Тео °25 ^50 а100 а200
кГ[м.мГ
Закаленный с 1210— 1220° С (4 час) на воз- духе 20 700 800 900 1 000 1 030 50—51 29—31 21—24 44- 25- 17- 46 26 18 40—42 22—23 16—17 80—82 54—56 36—38 18—19 16 80 53—55 33—34 17—18 15 П 77—79 >51—53 32 15—16 12 родолж 49—50 30—31 11 ение
Состояние материала Температура испытания °C О «’ ю о О о X. 2 о о о * сч о £ ° о н с100 °100 ст0,2.100
ПО общей дефор- мации по оста- точной дефор- мации и-1 на базе 107
кГ^мы2 ,11 W 7 Ise
С )3- ьнь зад кГ {MJ.fi
Закаленный 1210-1220° С (4 часа) на вс духе * Мииимал ** Радиус 20 700 800 900 1000 1 030 е пока реза 0, 42 19 8,5 зате; 15 л 38 16 6,5 1И П[ 1М. 34 14 5 зедел 78 53 37 17 ia д 1,0 1,0 1,15 1,41 лителы 5 4,5 {ОЙ ПрОЧЕ 38 19—20 5,5—6,0 5 ЕОСТИ. 2 23-
Жаропрочные литейные сплавы
527
Жаростойкость
Сплав жаростоек при
температурах до 1150° С.
Физические свойства
rf—8,1 zjcM^.
а-106=11,0 (20—100°); 11,4 (20—200 ); 12,2(20-300°); 12,9 (20—100°); 13,4
(20—500°); 13,8(20-600°); 14,2 (20—700°); 14,7(20—800°); 15,2(20—900°)-
15,9(20—1000°) I/°C.
Х = 0,020(20°); 0,023(100°); 0,028(200°); 0,032(300°); 0,037(400°)- 0,043(500°);
0,047(600°); 0,051(700°); 0,055(800°); 0,060(900°) кал!см • сек °C
Технологические данные
Сплав выплавляют в высокочастотных индукционных (открытых или ваку-
умных печах). Детали изготовляют методом точного литья по выплавляемым
моделям с использованием литейных отходов сплава в количестве 50—80%.
Переплав металла при точном литье производится в вакуумных индукцион-
ных печах. Температура металла при заливке форм в вакууме 1500—1600° С
в зависимости от веса и конфигурации деталей.
Жидкотекучесть сплава хорошая. Линейная усадка составляет 2—2,5%.
Термическая обработка: закалка с 1210—1220° С (выдержка ,3—4 часа) на
воздухе. Для снятия остаточных напряжений после механической обработки при-
меняется отжиг в среде осушенного аргона при 950° С в течение 2 час.
Применение
Рабочие и сопловые лопатки газовых турбин, работающие в интервале тем-
ператур 800—1000° С; охлаждаемые лопатки, работающие при температуре газа
у поверхности до 1200^ С.
528
Глава II. Сплавы
1
f
Г'
Фиг. 1. Кривые растяжения сплава ЖСб-К до предела теку-
чести.
i
Л
&
Жаропрочные литейные сплавы
529
34
Фиг. 2. Кривые растяжения сплава ЖС6-К от предела
текучести до разрушения.
Фиг. 3. Кривые ползучести сплава ЖС6-К при температуре 800° С.
1525
Си
Со
*
0;7Н-
0,5
0,6
/?,2
0,2
г) 20 00 60 SO oac
Фиг. 5. Кривые ползучести сплава ЖС6-К
при температуре 1000° С.
со
е
а
а
с>
0 20 00 50 . SO . W
Фиг. 4. Кривые ползучести сплава ЖС6-К
при температуре 9Utr с,
Жаропрочные литейные сплавы
532 Глава II. Сплавы
Фиг. 8. Кривая выносливости сплава ЖС6-К .при темпера-
туре 900°С (испытание при круговом чистом изгибе).
Жаропрочные литейные сплавы
533
СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ
ЖС6-КП
Химический состав в % *
с Si Мп Сг Со А1 Мо W
0,10—0,16 <0,4 <0,4 9,0—11,5 5-8 4,2—5,0 4—6 3-5
Продолжение
Ti Ni Fe В Се S р
не б одев
2,4—3,3 Основа <2 <0,03 <0,015 0,015 0,015
* В готовых деталях допускается содержание кремния и марганца до 0,6*/®
каждого. При использовании в шихте отходов деформированного сплава этой
же марки в готовых деталях допускается содержание кобальта до 10%.
Механические свойства по ТУ (не менее)
।ш*.» pw । р I мц ей гуем—
Вид полу- фабриката ТУ Состояние (контрольные образцы) Темпера- тура испы- тания °C О35 а100
к Г }ммЪ
•Чушки ли- тые 1 1 АМТУ 463—60 Образцы из трефооб- разных заготовок, от- литых в холодные пес- чаные формы, закален- ные с 1220° С (3—4 часа) на воздухе । 975 1000 20 14
534
Г лава II. Сплавы
Механические свойства при комнатной и высоких температурах
Вид полу* Состоя- гера- испы- я в °C Е °в а0,2 бцц ^5 S10 ф €4
фабри- ние s
ката Н Ь Н кГ [мм~ %
Образ- Зака- 20 20 000 95- 1 80—85 60-65 4-8 2—5 8—13 2,5-
цы из ленные с ПО 6*
трефооб- разных 1220° С (4 часа) 500 16 900 85— 100 70—80 55—62 6-9 4—6 10—14 5,5
загото- на воз-
вок, от- духе 600 16300 80— 70—75 55—62 6—8 3—4 9-12 6,8
литых в 100
холод* ные пес- 700 15 900 80— 100 70—75 55-61 6—8 3-4 9—12 5,5
чаные
формы 800 15100 80— 70—75 55-61 5-8 2,5 9-11 5,1
100
850 14700 80 70 53 “— 2 6 — —.
900 13 900 70—75 45—50 34—38 4-8 1,0- 3-8 3,6
2,5
950 12 900 64 40 25 — 2,5 5 3,9
1000 12 500 47—50 30-35 20—25 5,5— 2,5— 5—8 3,9
7,5 4,0
1030 11600 35—45 25—30 18—20 5,5- 2,5— 5—8 3,5
7,5 4,0
1050 ' — —— — ' -- 3,5
* Ударная вязкость сплава при 20° С, залитого в горячие керамические фор-
мы, равна 1,0—2,5 кГ ж/слг2.
Пределы длительной прочности
Вид полу* Состоя- гера- 1 испы-1 я в °C Образцы гладкие Образ- цы с надре- зом* я а10в
фабри- ката ние 5 s °5 °10 ° 25 G50 стюо ст200 °100 °104
го н Ь" кГ!мм^
Образцы Зака- 800 . 48 48 1
из трефо- образных ленные с 850 — — — — 35 — — .—•-*
заготовок, 1220° С 900 — 36—37 32—33 30 28—29 24-25 28 1
отлитых в (4 часа) 950 —— — ~ “— 24—25 23 ' —
холодные песчаные формы на воз- 975 28—30 26—27 22—23 18-20 16—17 14—15 ь
духе 1000 23—24 19-20 16—17 14—15 14 12—13 16
1030 — 15 12-13 10—11 15 1,37
* Радиус надреза 0,15 леи.
Жаропрочные литейные сплавы
535
Пределы ползучести и выносливости
Влд полуфабриката Состояние Температура испытания °C а0,2/100 с-1
по оста- точной дефор- мации по об- щей де- форма- ции образцы гладкие образцы с надре- зом**
кГ!л1м2
Образцы из Закаленные 20 26 —
трефообразпых заготовок, отли- с 1220° С (4 ча- са) на воздухе 800 ‘— 29 23
тых в холодные 900 24 • 28 28
песчаные фордгы 1000 8 6—7 '
* Предел выносливости определялся при переменном изгибе на базе
5 О7 циклов.
* * Радиус надреза 0,75 мм.
Физические свойства
rf=8f25 г/см‘3.
7 а-106=11 (20—100°); 11,6(20—200°); 12,2(20 -300=); 12,6(20—400°); 13,1 (20—
500°); 13,4(20-600°); 14(20—700°); 14,7 (20—800°); 15,4 (20—900°) 1/°С.
Х=0,023 (25°); 0,026(100°); 0,029(200°); 0,033(300°); 0,036(400°); 0,040(500°);
0,044 (600°); 0,047 (700°); 0,051 (800°); 0,056 (900°) каЖсм-сек-°C.
Технологические данные
Сплав выплавляют в высокочастотных индукционных открытых или вакуум-
ных печах. Температура заливки 1560—1580° С.
Детали изготовляют методом точного литья по выплавляемым моделям
о использованием литейных отходов сплава в количестве 50—80э/о.
Переплав металла при точном литье производится в вакуумных индукцион-
ных печах. Температура металла при заливке форм в вакууме 1500—1600° С
в зависимости от веса и конфигурации деталей.
Термическая обработка: закалка с 1200—1220° С (выдержка 4 часа) на воз-
духе. Для снятия напряжений после механической обработки применяется отжиг
в среде осушенного аргона при 950° С в течение 2 час.
Применение
Рабочие и сопловые лопатки газовых турбин, работающие в интервале тем-
ператур 800—1000° С; лопатки турбостартера, работающие при 900—950° С и пу-
стотелые (охлаждаемые) лопатки, работающие при температуре газа у поверх-
ности до 1200° С.
. Кривые растяжения сплава ЖС6-КП до предела теку-
Фиг. 2. Кривые растяжения сплава ЖС6-КП
от предела текучести до разрушения.
Фиг. 3. Кривые ползучести сплава ЖС6-КП при
_________температуре 900° С.
Глава И. Сплавы
Фиг. 4 Кривые ползучести сплава ЖС6-КП при температуре
100(Г с.
Фиг. 5. Кривые длительной прочности сплава ЖС6-КП.
Жаропрочные литейные сплавы
539
СПЛАВ НА НИКЕЛЕВОМ ОСНОВЕ
ЖСЗ (ЭИ618)
Химический состав в %
Si Мп Сг Ni W Мо
0,11-0,16 <0,6 <0,6 14—18 Основа 4,5-6,5. 3,0-4,5
Продолжение
Ti А1 В у/ Fe S | Р не более
1,6—2,3 1,6 -2,2 До 0,02 <0,3 <8,0 0,009 0,015
i
Механические свойства по ТУ (не менее)
Вид полу- фабри- ката ТУ Состояние (контрольные образцы) 1 Температура испытания о Предел длительной прочности
G кГ 1мм^ время до разруше- ния часы
Прутки (заготовки для пере- плава) ЧМТУ 3276-55 Закаленные с 1150° С (7 час) на воздухе 800 । 25 > 40
Механические свойства при комнатной и высоких температурах
Вид полуфаб- риката Состояние Темпера- ! тура нслыЛ тания в °С| : а Е св с0,2 спц 6 Е к Г -м!см1
кГ!мм~ 4
Отливки Закаленные с 1150°С (7 час) на воздухе 20 600 700 800 850 000 19 500 14700 14 000 13 000 12 500 11 000 75 62 57 56 52 40 57 51 51 50 43 31 48 43 43 42 35 24 8,5 7,5 4,0 3,0 3,0 4,0 14,0 16,5 13,5 17,0 9,5 7,0 1,5-2,5 1,5—2,5
540
Глава П. Сплавы
Пределы длительной прочности, ползучести и выносливости
а0,2/100
Состояние материала императу] :пытания -'i а100 ° 200 по оста- точной дефор- мации по об- щей де- форма- ции на базе 2-10? циклов
—- Г So кГ!мм1
Закаленный с 1150° С (7 час) на воздухе 700 750 40 ..... -— 32 —....
800 29 28 22 17 30
850 20 —
900 10 -—
Жаростойкость
Сплав жаростоек при температурах до 1000= С.
Физические свойства
rf=8,2 г1см\
а.10б=П,3 (20—100°); 12,2 (100—200°); 13,1 (200—300°); 13,7(300—400°);
14,4 (400—500°); 15,1 (500-600°); 17,4 (600—700°); 19,5 (700—800°); 22,1 (ЗОО-
ООО0); 25,4 (900—1000°) 1/°С.
Х=0,023 (20°); 0,025(100°); 0,028 (200°); 0,032(300°); 0,036(400°); 0,041 (500°);
0,045 (600°); 0,050 (700°); 0,057 (800°); 0,064 (900°) кал/см-сек-°С.
Технологические данные
Сплав выплавляют в высокочастотных индукционных (открытых или вакуум-
ных) печах. При использовании в качестве исходного , сплава ХН70ВМТ1О
(ЭИ617) производится дошихтовка углерода.
Детали изготовляют методом точного литья по выплавляемым моделям с ис-
пользованием литейных отходов этого сплава в количестве 50% или отходов
сплава ХН70ВМТЮ (ЭИ617).
Переплав металла при точном литье производится в вакуумных индукцион-
ных печах. Температура металла при заливке форм в вакууме 1550—1650° С
в зависимости от веса и конфигурации деталей. Линейная усадка при заливке
в стержневые формы составляет 2,1—2,3%, в нагретые керамические формы
0,4—0,8%.
Термическая обработка: закалка с 1150° С (выдержка 7 час) на воздухе.
Применение
Сопловые лопатки газовых турбин и турбостартера, работающие при тем-
пературах до 900° С.
Жаропрочные литейные сплавы 541
<3 кГ/ммг
О 0,1 0,2 0,3 0,0- 0,5 0,6 8 %
Фиг. 1. Кривые растяжения сплава ЖСЗ
до предела текучести.
Фиг. 2. Кривые растяжения сплава ЖСЗ
от предела тс^чести до разрушения.
542
Глава II. Сплавы
F
t
Фиг. 3. Кривые ползучести сплава >КСЗ
при температуре 70(Г С.
20 40 60 30- час
Фиг. 4. Кривые ползучести сплава ЖСЭ
при температуре 800° С.
Жаропрочные литеиные сплавы
543
Фиг, 5, Кривые длительной прочности сплава ЖСЗ,
Образцы из заго- товок, отлитых в спе- циальные горячие формы или из тре- фообразных загото- вок, отлитых в хо- лодные керамичес- кие или в горячие песчаные формы Образцы, вырезан- ные из дисков по ра- диусу и трефообраз- ных заготовок, от- литых в холодные песчаные формы Вид полуфабриката Механические свойства по ТУ (не менее)
АМТУ 491-63 I СТ У ТУ
Закаленные с 12004-25° С (3—4 часа) па воздухе Закаленные с 12004-25° С (3—4 часа) на воздухе Состояние (контроль- ные образцы)
20 850 i 1 850 Темпера- тура испы- тания в °C
С и л а в ЖСЗ-ДК 90 5 — - - 35 с i 1 Сплав ЖСЗ-Д — — 35 ' к ; г: ^2 q U t «М to c'"’ O1 s>* СП to
ЖСЗ-ДК ЖСЗ-Д Сплав ЖСЗ-ДК 1 ЖСЗ-Д Сплав Химический состав в % СПЛАВЫ НА НИКЕЛЕВОЙ ОСНОВЕ ЖСЗ-Д и ЖСЗ-ДК 544 Глава И. Сплавы
1 2,5—3,2 4,0—4,8 <2 0,01— 0,02 to СП СО to со 1 X Л О о to . 1 TI Al 1 Fe В* ! I I 0,07—0,12 <0,4 <0,4 11-14 3,5—5,0 3,5—5,0 О ч# о оо о ОЗ Л о 4^ /Л О I со Ч* Сп _ Си Сп | Си С Мп Si Cr W Мо 5
о о V 4# о о J о ч* о ! 0,015 0,01 ; не более т> СО
5—10 То же Продолжение Основа J Со Ni
0,015 О м о Си
Л1еханичес«ие свойства при комнатной и высоких темпера гурах
Вид полуфабриката Состояние Темпера- тура. испы- тания в °C Е % j > F 1 кГ ]мм- °Ш1 В10 <ч 05 % ф ; __ _ кГ -лаем.- НВ 1 d I
С п л а в ЖСЗ-Д
Образцы, вырезан- Закален- 20 21 700 20 000 85—100 75—85 60—65 5-8 8-15 8—15 1,5-2,0 3,4-3,2
ные из дисков и трс- ные с 550 ' 85—95 75—85 60—65 -- 6-10 8—12
фообразных за сото- 1200° С па 600 —— 85—95 — "" - 6—10 8-12 ‘в™ Ш-
вок, отлитых в хо- воздухе 700 18 200 15 200 85—95 70—75 60—65 4—7 6—10 7—10 ‘. С;
лодные песчаные 800 17 700 14 500 85—95 70—75 58—62 3,5—7 6—9 5—8 — -ь-
формы 850 17 300 13 800 80—85 50—55 40 3-6 6—8 4—10 ——. 1 1 С
900 " 70—80 r»w —— 8—12 8—16 —— £ о-
С п л а в жез-дк в лите
Образцы, вырезан- Закален- 20 21 200 20 000 95—110 80—90 65—70 5 6 8 3,0—6,0*
ные из дисков и тре- ные с 550 18 400 16 500 95—105 75-80 65—68 Г» 6 8 3,5—5,0 ,
фообразных загото- 1200° С на 700 17 600 15 000 90—105 75—80 60—65 6 6 10 3,8—4,8 —
вок, отлитых в хо- воздухе 800 17 600 15 000 90—105 75—80 60—65 6 6 8 3,2—4,0
лодные песчаные 850 16 100 14 000 85—95 65—70 45-50 3,5 6 6 3,0—4,0
формы 900 13 500 70—75 45—50 30—35 5 6 6 2,8-3,4 £
950 - < 58—63 ——— 8 2,4—2,9 '-Ы с? г».
• 1000 — — 12 500 44-50 25—30 17—19 8 10 10 1,8—2,6 —
Образцы, вырезан- ные из цельнолитых роторов и трефооб- разных заготовок, отлитых в горячие формы Закален- ные с 1200° С на воздухе 20 850 —— 85 75 75 6 5 8 6 2 1 _
* Ударная вязкость сплава, отлитого в горячие формы, при 20'С составляет 3,0—3,5 кГ - м/см2.
Сл
546 Глава II. Сплавы
й!
Механические свойства прессованного сплава ЖСЗ-ДК
Состояние материала Темпера- тура испы- тания °C °0,2 й5 «н 1сГ -м/сл#
кГ]мм2 %
Закаленный с 1200° С на воздухе Термически обрабо- танный по режиму: за- калка с 1200° С иа воз- духе; старение при 900° С (10 час), охлаж- дение на воздухе 20 20 110—125 120—140 80-85 90 15—20 10—15 20—25 12—18 5—7 2,4—3,0
Пределы длительной прочности
Вид ПОЛУ’ Состоя- д и 1 о G3 С to а1 °5 а10 а25 °50 а100 а500 н* °100 Лн .Л а10О
фабри- ката ние Темп тура тани; кГ 1мм2 аюо
С п л а в ЖСЗ-Д
Образ- Зака- 550 — ~— — - 83—85 —— 85 1 V
цы, вы- резан- ные из ленные с 1200° С на воз- 600 700 78—80 71—73 69—71 68—69 66- 68 76 64—65 65 1 7
дисков по ра- диусу духе 800 850 i 58—60 49—50 44-46 39—41 35—36 45 33-34 1 ! 35 ’• Г’ И- 1 1
900 - ...... — -- --- 24—25 ' 30 1,21.
с и л а в ж.сз- дк 1Д-
Образ- Зака- 550 -——- ..— -— — — -- 90—95 —.—~ 95 1 J
цы? вы- резан- ные из ленные с 1200° С на воз- 600 700 _ i 1 - - 80 70 60-63 80 70 Uy:. I ш 'Ъ- 1 1
дисков по ра- диусу духе 800 850 62 58—60 1 1 1 1 39-40 48-50 35—38 39—40 25—27 50 40 1 4
850* * — — — 35—36 —- 36 11
900 36—38 -—- —-- — 29—30 18—19 30 1,0®
1000 20—22 —“ — 13-14 —- — —— Sr)
* Радиус надреза 0,15 мм.
* * Образцы, вырезанные из полотна маленьких прессованных дисков п(
радиусу. Термическая обработка по режиглу: закалка с 1200°С на воздухе; бта
рение при 850—875°, время выдержки 10 час.
Жаропрочные литейные сплавы
547
Пределы ползучести и выносливости
«5 Он а0,2/100 а0,2/500 а-1 _Н* а-1
Вид полуфабри- ката Состояние императу :пытапия по об- щей де- форма- ции по остаточ- ной дефор- мации на базе Ю7 циклов Q Q
Икс кГ (мм?
2 плав ЖСЗ-Д
Образцы, вы- Закален- 20 -—. -—- 25 19 0,76
резанные из дисков и тре- пые с 1200° С на 700 —— 59 —— 34 33 0,97
фообразных заготовок, от- литых в холод- воздухе 850 17—18 21 - -24 —— 34 28 0,82
ные песчаные С п л а в ЖСЗ-ДК
формы 550 '—- —— 27 27 1
700 — 70 ' — ' » —— ——
800 — 29—30 — -—‘
850 “—L 30 20—21 36 28 0,86
900 16 32 27 ——
* Радиус надреза 0,75 мм.
Жаростойкость
Сплавы жаростойки при температурах до 1150° С,
Физические свойства
Сплав ЖСЗ-Д
4=8,1 г/см5.
«•106=11,8 (20—100°); 12,2 (20—200°); 12,7 (20—300°); 13,1 (20—400°);
13,5 (20—500°); 13,6 (20—600°); 14 (20—700°); 14,4 (20—800°); 15,1 (20—900°);
16(20—1000°) 1/°С,
7=0,022 (20°); 0,025 (100°); 0,029 (200°); 0,032 (300°); 0,036(400°); 0,039(500°);
0,043(600°); 0,048 (700°); 0,052 (800°); 0,058 (900°) кал/см-сек^С.
Сплав ЖСЗ-ДК
d=8,2 г/см5.
а-10б=11,8 (20—100°); 12,2 (20—200°); 12,7 (20—300°); 13,1 (20—400°);
3,4 (20-500°); 13,6 (20-600°); 13,9 (20-700°); 14,2 (20-800°); 14,7 (20-900°);
15,5 (20—1000°) 1/°С,
7=0,025 (100°); 0,028 (200°); 0,031 (300°); 0,035 (400°); 0,039 (500°);
0,043 (600°); 0,046 (700°); 0,050 (800°); 0,054 (900°) кал/см-сек-°C.
£=0,090 (100°); 0,095 (200°); 0,10 (300°); 0,105 (400°); 0,11 (500°);
0,12 (600°); 0,14 (700°); 0,15 (800°); 0,16 (900°) кал/г-°С.
35*
548
Глава IL Сплавы
Технологические данные
Сплавы выплавляют в высокочастотных индукционных (открытых или ваку-
умных) печах. Температура заливки 1450—1500° С.
Детали изготовляют методом точного литья по выплавляемым моделям
с использованием литейных отходов сплава в количестве 50%.
Переплав металла при точном литье производится в вакуумных индукцион-
ных печах. Температура металла при заливке форм в вакууме 1450—1510° С
в зависимости от веса и конфигурации деталей.
Термическая обработка: закалка с 1200+25° С на воздухе.
Применение
Сплав ЖСЗ-ДК применяется для отливки фасонных деталей двигателя, ра-
ботающих при температурах до 900° С.
Жаропрочные литейные сплавы
549
б КГ/ММ %
Фиг. 1. Кривые растяжения сплава ЖСЗ-Д до предела те-
кучести.
550
Глава И. Сплавы
О 0,2 0,4 0,6 0,8 §°/о
Фиг. 2. Кривые растяжения сплава ЖСЗ-ДК
до предела текучести*
Жаропрочные литейные сплавы
551
Фиг. 3. Кривые растяжения сплава ЖСЗ-Д от предела
текучести до разрушения.
Фиг. 4. Кривые ползучести сплава ЖСЗ-Д при температуре 700’ С.
552
Глава II. Сплавы
Фиг. 5. Кривые ползучести сплава ЖСЗ-ДК при температу-
ре 700° С.
Фиг. 6. Кривые ползучести сплава ЖСЗ-Д при температуре 850° С.
Жаропрочные литейные сплавы 553
8% ОД ОД
г __и. 6 = 30кГ/мм1 6=26 кГ/мм2 $ = 22
0 20 W 60 80 час
Фиг. 7. Кривые ползучести сплава ЖСЗ-ДК при температуре
850° С.
Фиг. 8. Кривые ползучести сплава ЖСЗ-ДК при температуре
900° С.
554
Глава П. Сплавы
Фиг. 10. Кривые длительной прочности сплава ЖСЗ-ДК.
Жаропрочные литейные сплавы
555
б Ж/ММ2
Фиг. И. Кривые выносливости сплава ЖСЗ-Д при ком-
натной и высокой температурах (испытание при круго-
вом изгибе).
Сплошные кривые—образцы гладкие, пунктир—образцы с надрезом.
Г лава II. Сплавы
Фиг. 12. Кривые выносливости сплава ЖСЗ-ДК при высоких
температурах (испытание при круговом изгибе).
Жаропрочные литейные сплавы
557
СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ
АНВ-300
Химический состав в %
С Si Мп Сг W Ni Ti AI В S Р
пе более
<0,1 <0,5 <0,5 14—17 7—10 Ос- нова 1,4—2,0 4,5-5,5 <0,1 0,010 0,015
Механические свойства по ТУ (не менее)
Вид полу- фабри- ката ТУ Состояние (контрольные образцы) Темпера- тура испы- тания °C Предел длительной прочности
кГ 1мм2 время до разрушения час
Чушки литые АМТУ 372—56 Образцы из трефооб- разиых заготовок, за- каленные с 1120° С (10 час) на воздухе 850 25 >60
Механические свойства при комнатной и высоких температурах
Вид полуфаб- риката Состояние бра- нен ы- я в °C В Св а0,2 СГ1Ц 05 Мо Ф НВ
Темп тура : тани кГ!мм2 % (d мм)
Образцы Закален- 20 19 000 95 - 2,0 1,4 1,5—4,5 3,15-3,5
из трефо- образных заготовок н ые с 1120е С (10 час) па воз- духе 750 850 13 800 13 650 80 70 — ™— 1,4 2,5 0,5 0,5 0,6—2,5 0,5—2,5 3,1—3,05 3,3—3,5
950 И 500^50 33 24 3,5 1,7 2,0—5,5 3,5-3,7
Пределы длительной прочности и ползучести
Состояние материала Температура испытания °C °1(Ю ГН с100 н J40D G100 °0,2/100
по остаточ- ной дефор- мации по обшей деформа- ции
кГ^мм2
кГ)мм2
Закаленный с 1120° С 750 40 >40 >1 21,5
(Ю час) на воздухе 850 24 >24 >1 18 13,5
950 14 >14 >1 -—‘ 7,0
558
Г лава //. Сплавы
Пределы выносливости
Температура
Состояние материала испытания
! °C
I
________________i
на базе 107 циклов
кГ/мм^
Закаленный с 1120° С (10 час) на 20 25
воздухе 750 28—29 28
850 30 24
950 25—26 21
1000 2! -
Жаростойкость
При 100-часовых испытаниях в воздушной среде привес составляет: при;
950° С—0,061 г/м2 час, при 1000-часовых испытаниях при 950- С—0,0095 г/м2 - час.
Физические свойства
<7=8,05 г/см?.
а-106=10,9 (20—100°); 12,9 (100—200°); 13,7 (200—300°); 16,3 (300-400°);'
17,7 (400—500°); 19,4 (500—600°); 21,4 (600—700°); 22,4 (700-800°); 24,39
(800—900°) 1/°С. ‘
Х=0,022 (25°); 0,024 (100°); 0,027 (200°); 0,031 (300°); 0,035 (400°);
0,039 (500°); 0,043 (600°); 0,047 (700°); 0,052 (800°); 0,058 (900°) кал/см-сек^С
Технологические данные
Сплав выплавляют в высокочастотных индукционных (открытых или ва-
куумных) печах. Температура заливки 1620° С.
Детали изготовляют методом точного литья по выплавляемым моделям.
Переплав металла при точном литье производится в вакуумных индукцион- .
вых печах. Температура металла при заливке фо’рм в- вакууме 1520—1560° С
в зависимости от веса и конфигурации деталей. По литейным свойствам равно-
ценен сплаву ЖС6. ’
Термическая обработка: закалка с 1120° С (выдержка 10 час) па воздухе.
Термическую обработку рекомендуется проводить в печах с защитной атмосферой.
Применение
Сопловые лопатки газовых турбин, работающие при температурах до 900° С.
Жаропрочные литейные сплавы
559
Фиг, 1. Кривые ползучести сплава
Фиг. 2. Кривые выносливости сплава АНВ-300 при высоких тем-
пературах (испытание при чистом изгибе).
560
Глава П. Сплавы.
СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ
ЭИ857 (Л 114)
Механические свойства по ТУ (не менее)
Вид полуфаб- риката ту Состояние (контрольные образцы) Темпера- тура испы- тания сС -40 а10С1
кГ, !мм^
Литые за- готовки ТУС 6363—57 Термически обработанные по режиму: 1-я закалка с 1190^10° С 975 20
(10 час) на воздухе 2-я закалка с 1050^10° С 1000 — 15
(5 час) на воздухе
Механические свойства при комнатной и высоких температурах
Состояние материала Темпера- тура испы- тания в "С Е ав- J кПмм2 ( - - - 11J 1 а0,2 ^5 % НВ (rf мм)
Термически обра- ботанный по режи- 20 20 000— 23 000 75—95 70—85 1,5- 4,0 2,0— 8,0 1,0— 2,0 3,4— 3,1
mv: закалка с 1200° С (10 час) на воздухе; старение 600 16 500— 20 000 75—95 70—8'5 1;5- 4,0 3,0— 8,0 1,0— 2,0 3,4- 3,1
при 1050° С (5 час), охлаждение на воз- 700 16 000- 19 300 72—95 70—83 1,3- 4,0 2,0— 8,0 U j 8— 2,0 3,4— 3,1
духе 800 15 200— 18 500 70—90 68—83 0,5— 2,0 2,5- 7,0 0,5— 2,0 3,4- 3,1
900 17 300 65- 82 58—75 0,7- 4,0 2,5- 8,0 0,7- 2,0 3,4- 3,1
1000 40—55 30—45 4,0— 15,0 6,0— 18,0 1,2- 2,0 3,7- 3,4
1030 — 30—45 25—38 4,0- 15,0 10,0— 30,0 1,2- 2,0 3,8- 3,45
1100 15-30 — 10,0— 20,0 15,0— 30,0 1,2— 2,5 4,2- 3,7
Жаропрочные литейные сплавы
561
Пределы длительной прочности, ползучести и выносливости
Состояние материала Темпе- ратура испыта- ния °C а50 доо °0,2/100 а-1 на базе 107 Циклов
1СГ t ’мм? по оста- точной дефор- мации
кГ/ млА
Термически обработанный по 800 53 37—38 26
режиму: закалка с 1200° С (10 час) на воздухе; старение при 1050°С 900 35 32 18 25
(5 час), охлаждение на воздухе 975 20 18 —— -—-
1000 17 15 8—9 22
1030 15 12 ' —
Термическая стойкость *
Состояние материала
Температура
испытания
Число
теплосмен
Термически обработанный по режиму: за-
калка с 1200" С (10 час) па воздухе; старение
при 1050° С (5 час), охлаждение на воздухе
900 Z 20
1000д20
1100 2 20
2530
2245
356
Испытания на термическую стойкость проводились на трубчатых образцах
диаметром 12 /жн и толщиной 1,5 мм на расстоянии 10 мм от конца, отверстие
диаметром 6 мм; цикл: 2 мин нагрев, 2 мин охлаждение в воде.
Физические свойства
d=7,95 г/сш3.
«•106=10,8 (20—100°); 12,0 (20—200°); 12,5 (20—300°); 12,6 (20—400°);
13,0 (20—500°); 13,1 (20—600°); 13,7 (20—700°); 13,9 (20-800°); 14,6(20—
900°); 15,3 (20-1000°) 1/°С.
Х=0,021 (20°) кал.[см'сек' °C.
Технологические данные
Сплав выплавляют в высокочастотных индукционных (открытых или вакуум-
ных) печах.
Детали изготовляют методом точного литья по выплавляемым моделям.
Переплав металла при точном литье производится в вакуумных индукцион-
ных печах. Температура металла при заливке форм в вакууме 1630—1670° С
в зависимости от веса и конфигурации деталей.
Термическая обработка: закалка с 1200° С (выдержка 10 час) на воздухе;
старение при 1050° С в течение 5 час, охлаждение па воздухе.
Сплав трудно обрабатывается резанием.
Применение
Сопловые и рабочие лопатки газовых турбин (может быть заменен сплавом
АСб-К, содержащем меньшее количество кобальта).
36 1525
562
Глава II. Сплавы
СПЛАВ НА НИКЕЛЕВОМ ОСНОВЕ
ВЖ36-Л1
Химический состав в °/«
С Si Мп С г Ni W Мо Ti
<0,08 <0,5 <0,5 10—12 Основа 7—9 3,7—4,5 Продс 0,4-0,6 лжение
А! V Ее В Се S р
(расчетн.) не более
4,8—5,2 0,7-1,1 Механ <1,5 ические свой 0,1 ства по ТУ ( 0,01 не менее) 0,01 0,01
Вид полуфаб- риката ТУ Состояние (контрольные образцы) Темпе- ратура испыта- ния °C ст100 КГ /ММ2
Чушки ли- тые АМТУ 456—59 Образцы из трефообразных за- готовок, отлитых в холодные пес- чаные форумы, отожженные при 950° С в течение 10 час с охлаж- дением на воздухе 950 16
Механические свойства при комнатной и высоких температурах
Вид полу- Состоя- :ера- испы- я в с'С Е % а0,2 810 65 ив (d
фабри- ката ние Темп тура та ни: кГ/ям2 % * « £ v мм)
Образ- цы из Отож- женные 20 20 000 22 000 81 — 85 69— 72 57- 59 2,0— 3,0 4—6 5—7 1,0 3,3- 3,6
трефооб- разных при 950° С в 750 15 500 17 200 76— 80 68 54 1,3 3,5 2,0 — 1 *
загото- вок, от- течение 10 час с 850 14 000 16 100 76— 57 39 1,5 3,5 2,0
литых в ох л аж- 80
холод- ные пес- чаные формы дением на воз- духе 950 1000 12 200 11 700 — 51 40 30 22 21 12 9,0 10,0 I 1 11,5 15,0 1 1
Жаропрочные литейные сплавы
563
Пределы длительной прочности, ползучести и выносливости
Вид полуфаб- риката Состояние ^мпература :пытания в °C а1 с10 ° 50 а100 ° 200 0 0,2/100 ст-1
на базе 107 циклов
Н х кГ/ммЯ
Образцы из трефооб- разпых за- готовок, от- литых в хо- лодные пес- чаные фор- мы Отожжен- ные при S50° С в те- чение 10 час с охлажде- нием па воздухе 750 850 950 1000 32 21 59—60 43—44 22—24 14-15 b- h- CQ Сл 1 <1 О М Mil >—1 СО Си СО СС <1 оо 55 35—36 16—17 10 52—54 8—9 23 9 23—26 26 26
Жаростойкость
Сплав жаростоек до температуры 1000° С; привес за 100 час испытания при
1000° С составляет 0,2 а/л2 час.
Физические свойства
<7=8,44 г/слА
а-10б=12,1 (20—100°); 13,6 (100-200°); 14,5 (200—300°); 14,8 (300—400°);
15,2 (400—500°); 15,8 (500—600°); 16,1 (600—700°); 17,2 (700—800°); 20,8
(800—900°) 1/°С.
а-10й=12,8 (20—200°); 13,4 (20—390°); 13,7 (20-490°); 14 (20—500°);
14,3 (20—600°); 14,6 (20—700°); 14,9 (20—809°); 15,6 (20-900°) 1,/°С.
л=0,018 (25°); 0,021 (100°); 0,025 (200°); 0,030 (300°); 0,033 (400°);
0,035 (500°); 0,038 (600°); 0,044 (700°); 0,050 (800°); 0,057 (900°) кал! см-сек-° С.
Технологические данные
Сплав выплавляют в высокочастотных индукционных (открытых или ваку-
умных) печах,
Детали изготовляют методом точного литья по выплавляемым моделям
с использованием литейных отходов сплава в количестве 50—60%.
Переплав металла при точном литье производится в вакуумных индукцион-
ных печах. Температура металла при заливке форм в вакууме 1460—1480°С в за-
висимости от веса и конфигурации деталей. Жидкотекучесть сплава удовлетво-
рительная. Линейная усадка составляет 1,5%; объемная 6%.
Термическая обработка: отжиг при 950° С в течение 10 час с охлаждением
ва воздухе или закалка с 1200° С (выдержка 4 часа) на воздухе; старение при
959° С в течение 10 час, охлаждение на воздухе. Термическую обработку деталей
рекомендуется проводить в среде нейтрального газа (чистый сухой аргон) или
Давать припуск на механическую обработку для снятия поверхностного окислен-
ного слоя.
Сплав удовлетворительно обрабатывается резанием (лучше, чем сплав
ЖС6).
Применение
Рабочие и сопловые лопатки газовых турбин, цельнолитые роторы и другие
-Шали, работающие при температурах до 950° С.
36*
Глава II. Сплавы
Фиг. 1. Кривые растяжения сплава В/К36-Л1 до предела те-
кучести.
Жаропрочные литейные сплавы
565
Фиг. 2. Кривые растяжения сплава ВЖ36-Л1 от предела
текучести до разрушения.
Глава И. Сплавы
Фиг. 3. Кривые ползучести сплава ВЖ36-Л1 при температуре
850° С.
Фиг. 4. Кривые ползучести сплава ВЖ36-Л1 при температуре
95(Г С.
Жаропрочные литейные сплавы
567
Фиг. 6. Кривые выносливости сплава ВЖ36-Л1 при вы-
соких температурах (испытание при чистом изгибе).
568
Глава fl. Сплавы
СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ ВЖ36-Л2
Химический состав в °/о
С Si Мп Сг Ni Ti
<0,06 <0,50 <0,50 19,0—22,0 Основа Пр 2,3-2,7 одолжение
А1 Ее В Се . S р
(расчетн.) не более
3,5—4,0 <1,5 0,3 0,01 0,007 0,015
Механические свойства по ТУ (не менее)
Вид полуфаб- риката ТУ Состояние (контрольные образцы) Темпе- ратура испыта- ния °C с100 кГ[мм~
Чушки ли- тые АМТУ 456^59 Образцы из трсфообразных за- готовок, отлитых в холодные пес- чаные формы, термически обрабо- танные но режиму: 1-я закалка с 1150° С (4 часа) па воздухе; 2-я за- калка с 1080° С (4 часа) на воздухе 900 13
Механические свойства при комнатной и высоких температурах
Вид молуфаб" риката Состояние Температура 1 испытания, 'Cl 1 £ 1 с0,2 | ^10 Cl I »
кГ /лиА О' "о (d .it.x} V-
Образцы из трефо- образных заготовок, отлитых в холодные песчаные формы Термически обработанные по режиму: 1-я saMiJsa с 1150 4'1 (4 часа} на ноздухе; 2-я закалка с 1080'С (4 на воздухе । । 20 600 700 800 900 1000 20 000 16 0vO 15 300 14 000 12 ЛОО 11 260 21 800 18 700 17 809 17 100 16 800 :85 — 87 78— 82 78 — 82 78™ 82 50— 53 24 — 25 70— 72 65 — 70 65 — 70 57 — 58 27™ 30 12 — 13 ОС —1 СП Cl 1 to -о со от to сл to q । Jo ° 1 i 01 1 | СЧ > 3,0™3,5' 1,5—2,5 3>0^3,2 1,5 — 2,5 2,5 —3,5 Д ,5 —2,0 i 3,5—5,012,5—3,0 Ю—11 8-9 25-27 18—20 । i 1 5™6 1 3,3-3,6 5,5 — 1 — 6,5 4,5— 1 — 5,0 4-5 I - 10—12 1 - 30—35 —
Жаропрочные литейные сплавы
569
Пределы длительной прочности, ползучести и выносливости
гура ЕЯ, С О г-М °—1 Q 1 h । И
Вид полуфабриката Состояние 4 н [? 1 к L LtfdCiIIIA! о" io и о г? IQ о о о 1—« и о О О О на базе 1(У циклов
т7 ИС1 j КГ/ММ*
Образны из трефообразвых заготовок, от- литых в холод- ные песчаные формы Термически обработанные но режиму: 1-я загадка с 1150’ С (4 часа} на Еюзлухе; 2-я закалка с 108(Г С (4 часа) на воздухе 700 800 900 1000 1 го 1 g 1 i Со 42 19 9 -43 -20 — 11 СО со сл ! ф “ ф со ! 1 1 Ч н- СП ст ОС' О СП ГД1, -4 сс О со Till 47-48 28-29 13-14 5 М to i 1 о СП Co I kill 1 ~ от I—> С6 сл 37 18 8-8,5 Ю СО ОО СЛ 1^11 Ю СО СО ст? 25—2о
* Радиус надреза 0,75 мм.
Жаростойкость
Сплав жаростоек при
температурах до 1050—1100°.
Физические свойства
d = 7.93 г/см\
а-Ю6—12,8 (20—100°); 13,9 (100—200°); 14,3 (200—300°); 15 (300—400°);
16,1 (400—500°); 16,7 (500—600°); 18,4 (600—700°); 19,6 (700—800°); 22,2
(800—900°); 25,9 (900—1000°) 1/°С.
а-10%-13,3 (20—200°); 13,6 (20-300°); 14 (20—400°); 14,4 (20—500°);
14,8 (20-600°); 15,3 (20 -700°); 15,8 (20—800°); 16,5 (20—900°); 17,5 (20—
1000°) 1/°С.
?-0,027 (25°); 0,030 (100°1; 0,033 (200°); 0,037 (300°); 0,041 (400°);
0,045 (500°); 0,049 (600°); 0,053 (700°); 0,057 (800е); 0,061 (900°) кал/см-сек-°С.
Технологические данные
Сплав выплавляют в высокочастотных индукционных (открытых или ваку-
умных) печах.
Дета, Jiii изготовляют молодом тот но; о литья по выплавляемым моделям
с использованием литейных отходов с ял а в а в количестве 50—60%.
Переплав металла при точном литье производится в вакуумных индукци-
онных печах. Температура металла при заливке форм в вакууме 1460—1480°С
в зависимости от веса и конфигурации’ деталей. Жидкотекучесть сплава хорошая.
Линейная усадка составляет 1,2-4,5%, объемная -'-бЖ.
Термическая обработка: 1-я закалка с 1150° С (выдержка 4 часа) на возду-
хе; 2-я закалка с 1080° С (выдержка 4 часа) на воздухе. Термическую обработку
деталей рекомендуется проводить г-: среде нейтрального газа (чистый сухой ар-
гон) или давать припуск ла механическую обработку для снятия поверхностного
окисленного слоя.
Сплав вакуумной выплавки в сочетании со сплава.ми ХН77ТЮР (ЭИ437Б)
и ХН77ТЮ (ЭЙ437А) в узлах несложной конфигурации удовлетворительно сва-
ривается ручной дуговой сваркой с электродами марки Й.МЕТ-4П, стержень из
сплава Х20П80Т. Сварку целесообразнее проводить после закалки с последую-
щим кратковременным нагревом (не более часа) при 1050—1080° С для снятия
напряжений.
Сплав удовлетворительно обрабатывается резанием.
570 Глава II. Сплавы
Применение
Сопловые и рабочие лопатки газовых турбин, цельнолитые роторы и другие
детали, работающие при температурах до 900° С.
Фиг. 1. Кривые растяжения сплава В/К36-Л2 до предела теку-
чести.
Жаропрочные литейные сплавы
571
Фиг. 2. Кривые растяжения сплава
ВЖ36-Л2 от предела текучести до разру-
шения.
572
Глава II. Сплавы
Фиг. 3. Кривые ползучести сплава ВЖ36-Л2 при температуре 700° С.
Фиг. 4. Кривые ползучести сплава ВЖ36-Л2 при температуре 800° С.
Жаропрочные литейные сплавы.
573
Фиг. 6. Кривые длительной прочности сплава В/К36-Л2.
574
Глава II. Сплавы
СПЛАВ НА ЖЕЛЕЗОХРОМОНИКЕЛЕВОЙ ОСНОВЕ
ВЖ36-ЛЗ
Химический состав в 8/о
Si Мп Сг Ni Ti
<0,08 <0,5 <0,5 15-18 32—35 2,6—3,2
Продолжение
Al W Ее В Се S Р
(расчета.) £ не более
1,7-2,1 4,5-5,0 Остальное 0,05 0,01 0,01 0,01
Механические свойства по ТУ (не менее)
Вид полуфаб- риката ТУ Состояние (контрольные образцы) Темпе- ратура испыта- ния °C а100 к Г [мм2
Чушки ли- тые АМТУ 456—59 Образцы из трефообразпых за- готовок, отлитых в холодные пес- чаные формы, термически обрабо- танные по режиму: закалка с 1150° С (3 часа) на воздухе; старе- ние при 7503 С (32 часа), охлажде- ние па воздухе 800 23
Механические
свойства при комнатной и высоких температурах
Вид полуфаб- риката Состояние 1 □ ( * К И ИI I исТХыЫ 1 а0,2 апц 35 310 СТ и?* я
Темпе испыт; кГ]ммЪ % ч НВ (d м
Образцы Термически 20 19 000 79— 73— 57— 3-4 1,0- 3,0- 1,5 3,3-
из трефооб- обработанные 82 75 59 1,5 3,5 3,5
разных за- по режиму: за- калка с 1150°С 500 14 800 75 56— 0,8 1,7 — • -
готовок, от- КО
литых в хо- (3 часа) на воз- □о
лодные пес- духе; старение при 750° С (32 часа), охлаж- 600 13 600 73 72 50 —1—» 0,5 1,7 — 1
чаные фор- мы 700 12500 72 71 49 3-4 0,5 1,7 —- Г —
депие на воз- 800 11500 57 54 40 2,0— 0,8 2 • —-
духе 2,5
Жаропрочные литейные сплавы
575
Пределы длительной прочности, ползучести и выносливости
Вид полуфаб- риката Состояние Температура испытания °C а25 а50 °100 а200 %, 2/ЮО а-1 на базе 10? 1 циклов
по об- щей де- форма- ции по оста- точной дефор- мации
кГ/MJ.fi
Образцы из трефооб- разных за- готовок, от- литых в хо- лодные пес- чаные фор- мы Термически обработанные по режиму: за- калка с 1150°С (3 часа) на воз- духе; старение при 750° С (32 часа), охлаж- дение иа воз- духе 700 800 48— 49 27— 28 46— 47 25- 26 44— 45 23- 24 40— 41 21— 22 18 >33 20
Жаростойкость
Сплав жаростоек при температурах до 1000° С; привес за 100 час испыта-
ния составляет при 800° С 0,012 г/м2 час.
Физические свойства
d=8,04 г/см3.
«106=14,8 (20—100°); 15,3 (20—200°); 15,8 (20—300°); 16,2 (20—400°);
16,6 (20—500°); 16,9 (20-600°); 17,5 (20—700°); 18,7 (20—800°); 20,9 (20—
900°) 1/°С.
«•106=15,8 (100—200°); 16,7(200—300°); 17,5 (300-400°); 18,4(400—500°);
18,4 (500—600°); 20,6 (600-700°); 28,4 (700—800°); 38,4 (800—900°) 1/°С.
*=0,022 (25°); 0,026 (100°); .0,031 (200°); 0,036 (300°); 0,040 (400°);
0,045 (500°); 0,049(600°); 0,053(700°); 0,057(800°); 0,062 (900°) кал/см • сек-°C.
Технологические данные
Сплав выплавляют в высокочастотных индукционных (открытых или вакуум-
ных) печах.
Детали изготовляют методом точного литья по выплавляемым моделям
с использованием литейных отходов сплава в количестве 50—60%.
Переплав металла при точном литье производится в вакуумных индукци-
онных печах. Температура металла при заливке форм в вакууме 1460—1480° С
в зависимости от веса и конфигурации деталей. Жидкотекучесть сплава хорошая.
Линейная усадка составляет 1,5%; объемная 5,5%.
Термическая обработка: закалка с 1150° С (выдержка 3 часа) на воздухе;
старение при 750° С в течение 32 час, охлаждение на воздухе. Термическую об-
работку деталей рекомендуется проводить в среде нейтрального газа (чистый
сУхой аргон) или давать припуск на механическую обработку для снятия поверх-
ностного окисленного слоя.
Сплав удовлетворительно обрабатывается резанием.
576
Глава //. Сплавы
Применение
Сопловые и рабочие лопатки газовых турбин, цельнолитые роторы и другие
детали, работающие при температурах до 800° С.
Фиг. I. Кривые растяжения сплава ВЖ36-ЛЗ до предела теку-
чести.
Фиг. 2. Кривые ползучести сплава ВЖ36-ЛЗ
при температуре 800° С.
Фиг. 3. Кривые длительной
прочности сплава ВЖ36-ЛЗ.
Жаропрочные литейные сплавы
577
СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ ВЖЛ8
Химический состав в °/о
С Мп Si Сг Ni Мо Ti
0,1—0,2 <0,6 <0,7 14—17 Основа 4,5-6,0 1,8—2,5
Продолжение
Al Fe В* Се* S Р
не более
2,5-3,5 8-12 0,06 0,01 0,015 0,02
* Бор и церий вводятся по расчету.
Механические свойства по ТУ (не менее)
Вид ПОЛу- фабри- ката ТУ Состояние (контрольные образцы) Темпера- тура испы- тания в °C с50 ст100
кГ
Чушки литые АМТУ 454—59 Образцы из трефообразных заготовок, отлитых в холодные песчаные формы, термически обработанные по режиму; 1-я закалка с 1150° С (4 часа) на воз- духе; 2-я закалка с 1080° С (4 часа) на воз- духе 800 34 32
Механические свойства* при комнатной и высоких температурах
Вид Состояние ратура 1НИЯ, °C Е X- X- « Г) с0,2 510 | ф** 04 ц Si
иолу фабриката о£
^7* Н S кЕ^мм1 % Я- г * а* Q £
Образцы из Термически обоабо- 20 19 000 29 300 70- 70-72 62- 1,0- 4-5 5- 1,0-
трефообразных данные но режиму: 72 64 1,5 10 1,5
заготовок, от- 1-я закалка с 1150э С 600 14 700 Ь2- — 60- 1,0- -—- 1,5
литых в холод- (4 часа) на воздухе; 2-я закалка с 1080эС (4 часа) на воздухе 64 62 1,5
ные песчаные формы 700 14 600 16 700 62 — 64 75-77 60— 62 0,5- 1,0 5—6 5— 10 1,5
800 14 500 15 700 62- 67-69 60- 1,5- 6-7 10— 1,5
64 62 2,0 15
850 — 15 200 —- —- — — —
9.J0 13 900 11 43 — 44-46 40— 2,0— 10- 15 — 1,5
45 42 4,0 12 20
950, — — — 25-27 — —- —™ —
* Твердость при 20° С
** Образцы из горячих
со ст а в л я ст 3,5—3,7 мм.
блоков вакуумной выплавки.
37
1525
578
Глава II. Сплавы
Пределы длительной прочности, ползучести и выносливости
Вид полу- фабри- ката Состояние ^мпература пытания Ч| ОС 85 % ОД СГ 65 % 0001с 1 о о о о о ХГ О л* о0Д'100 по оста- точной дефор- мации °-1 на ба- зе 1Q7 ЦИК- ЛОВ
Н S о о кГ1мм'^
Образ- Термически 700 60 5—9 ‘' —— — >40 47 —
цы из го- рячих обработанные по режиму: 800 34 5-9 27 5—7 22 19 17** 25 25
блоков 1-я закалка 900 15 10-12 10—11 8— 9 8 7** 11 20
вакуум- ной вы- с 1150° С (4 ча- са) на воздухе, 950 9 15—20 ’—- 10 —— —— . 1
плавки 2-я закалка
с 1080° С (4 ча- са) на воздухе
холодные песчаные
* Образцы из трефообразных заготовок, отлитых в
формы.
** Данные получены путем экстраполяции.
Жаростойкость
Сплав жаростоек при температурах до 1000° С. Привес за 100 час испыта-
ния при 900° С составляет 0,035 г/м2 • час.
Физические свойства
d=8,04 г]см3.
«•106=13,1 (20—100°); 14,1 (100—200°); 15 (200—300°); 15,7 (300—400°);
16,5 (400-500°); 16,8 (500—600°); 16,9 (600—700°); 20,3 (700—800°); 24,1
(800—900°); 27,4 (900—1000°) 1/°С.
а-106=13,6 (20—200°); 14 (20—300°); 14,5 (20-400°); 14,9 (20—500°);
15,2 (20—600°); 15,4 (20—700°); 16,0 (20—800°); 16,9 (20-900°); 18(20-
1000°) 1/°С.
Л=0,024 (25°); 0,027 (100°); 0,031 (200°); 0,034 (300°); 0,038 (400°); 0,042
(500°); 0,046 (600°); 0,049 (700°); 0,053 (800°); 0,058 (900°) кал^м-сек-°C.
Технологические данные
Сплав выплавляют в высокочастотных индукционных (открытых или ваку-
умных) печах.
Детали изготовляют методом точного литья по выплавляемым моделям с ис-
пользованием литейных отходов сплава в количестве 50—70%.
Переплав металла при точном литье производится в вакуумных индукциою
пых печах. Температура металла при заливке форм в вакууме 1500—1540°С
в зависимости от веса и конфигурации деталей. Жидкотекучесть сплава хорошая.
Линейная усадка составляет 0,55%, объемная 1,9%.
Термическая обработка: 1-я закалка с 1150° С (выдержка 4 часа) на возДУ*
хе; 2-я закалка с 1080° С (выдержка 4 часа) на воздухе.
Жаропрочные литейные сплавы
579
Термическую обработку деталей рекомендуется проводить в среде нейтраль-
ного газа (чистый сухой аргон) или давать припуск на механическую обработку
для снятия поверхностного окисленного слоя.
Сплав удовлетворительно сваривается при применении электродов ЙМЕТ-4П,
в качестве присадочной проволоки применяется сплав Х20Н80 (ЭИ435).
Сплав удовлетворительно обрабатывается резанием.
Применение
Сопловые и рабочие лопатки газовых турбин, цельнолитые роторы и другие
детали, работающие при температурах до 900° С,
37*
580
Г лава II. Сплавы
СПЛАВ НА КОБАЛЬТОВОЙ ОСНОВЕ
ЛК4
Химический состав в %
С Si Мп Сг Ni
0,15—0,25 <0,5 <0,6 25—28 3,0—3,75
Продолжение
W Со Мо Fe S не б Р олео
<0,5 >58 4,5-5,5 <1,5 ‘ 0,030 0,040
Механические свойства по ТУ (не менее)
Вид полуфабри- ката ТУ Состояние (контроль- ные образцы) Темпера- тура испы- тания О Q кГ/мм? *5 ф НВ (d мм)
%
Прутки ли- тые для пере- плава АМТУ 282—49 Без тер- мической обработки В соответствии с требованиями ТУ
Механические свойства при комнатной и высоких температурах
Состоя- ние ера- испы- а в °C <Л5 ф НВ (d мм) И00 О-1 на базе 10?
материа- ла Темп тура таньи кГ/мм2 % кГ м/см2 кГ/. циклов мм2
Без тер- 20 70 8 10 2—3 3,5—3,8 ‘ 24-28
мической обработки 600 52 12 15 — —•-• 30
650 ' ' -—- > 30
700 47 10 14 -—- - 25 1
800 40 6,5 9 —- — 15 -—-
815 ——г ' — “—. 20—25
900 27 9 15 — ' 7
950 . — — 5 —
Жаропрочные литейные сплавы
581
Физические свойства
rf=8,3
а*106=13,1 (20—100°); 13,6 (20—200°); 14,1 (20—300°); 14,5 (20—400°);
15 (20—500°); 15,3 (20—600°); 15,7 (20—700°); 16,2 (20—800°); 16,7 (20—900°);
17,2 (20-1000°) 1/°С.
Технологические данные
Сплав выплавляют в электрических дуговых и индукционных печах с основ-
ной футеровкой.
Детали изготовляют методом точного литья по выплавляемым моделям с ис-
пользованием литейпых отходов сплава.
Переплав металла при точном литье производится в вакуумных индукцион-
ных печах. Температура металла при заливке форм в вакууме 1580—1640° С
в зависимости от веса и конфигурации деталей. Жидкотекучесть сплава хорошая,
минимальная толщина отливаемых деталей ~0,7 мм. Линейная усадка составляет
1,8—^/о.
Сплав хорошо сваривается. Удовлетворительно обрабатывается резанием
при малых скоростях победитовыми резцами.
Применение
Сопловые и рабочие лопатки газовых турбин; может быть заменен для не-
сваривасмых деталей сплавами ВЖ36-Л2 и ВЖ36-ЛЗ, для свариваемых дета-
лей — сплавом ВЖЛ8.
582
Глава II. Сплавы
СПЛАВЫ ДЛЯ НАПЛАВКИ КЛАПАНОВ
СТЕЛЛИТ
ВХН1
Химический состав в %
С Si Мп Сг Ni Fe Р не б S олсе
1,0—1,25 2,0—2,75 <0,5 35—40 50—60 5 0,03 0,07
Механические свойства по ТУ
Вид полуфабриката ТУ Состояние КС
пруток наплавлен- ный металл
Прутки диаметром 6—8 мм АМТУ 291—63 Литые в кокиль 20—30 20—30
Жаростойкость
Сплав обладает очень хорошей жаростойкостью в среде выхлопных газов
и воздуха при температуре 1100° С.
Физические свойства
«=20,4-10-6 (900°) 1/°С.
X =0,025 (20°) кал[см-сек-°C
Сплав немагнитен.
Технологические данные
Сплав выплавляют в высокочастотных печах с основной футеровкой (жела-
тельно в вакууме). Прутки отливают в чугунных кокилях.
Сплав наплавляется на сталь ацетилено-кислородным восстановительным
пламенем.
Применение
Для наплавки клапанов выпуска авиационных двигателей и для наплавки
на другие детали с целью защиты от окисления.
Сплавы для наплавки клапанов
583
СТЕЛЛИТ
В2Ж
Химический состав в %
Si Мп с Сг Ni Мо V Ее р не б S олее
1,8—2,2 0,4—0,7 0,2—0,5 16—18 <1 14-16 1,2—1,6 Осталь- ное 0,025 0,025
Механические свойства по ТУ (не менее)
Вид полуфабриката ТУ Состояние материала RC пруток и пластина
1 i Прутки диаметром 3—30 мм и литые пластины АМТУ 494—63 Литые 1 >58
Жаростойкость
Сплав обладает хорошей жаростойкостью и износостойкостью при 1000° С.
Технологические данные
Сплав выплавляют в высокочастотных печах с основной футеровкой. Прут-
ки отливают в чугунных кокилях и по выплавляемым моделям,
Сплав хорошо наплавляется на сталь ацетилеио-кислородным восстанови-
тельным пламенем.
Применение
Для напайки или наплавки на трущиеся детали приборов.
584
Глава И. Сплавы
СТЕЛЛИТ
взк
Химический состав в %
С Si Сг Ni W Ее Со S
1,0—1,3 2,0—2,75 28—32 <2 4—5 <2 58—63 <0,07
Механические свойства по ТУ
Вид полуфабриката ТУ Состояние материала пруток RC наплавленный металл
Прутки диаметром 6—8 мм АМТУ 291—63 Литые в кокиль 40—50 40—50
Жаростойкость
Сплав обладает очень хорошей износостойкостью и жаростойкостью в среде
отходящих газов и на воздухе при 1000° С. Кислотостойкость хорошая.
Физические свойства
а-10б=14 (0—600°); 18,9 (600—900°); 16 (100—1100°) 1/°С.
Теплопроводность низкая. Сплав слабомагнитен.
Технологические данные'
Сплав выплавляют в высокочастотных печах с кислой футеровкой. Темпера
тура плавления ^1275°С. Прутки отливают в чугунных кокилях.
Сплав хорошо наплавляется на сталь ацетилено-кислородным восстанови
тельным пламенем.
Применение
Для наплавки трущихся поверхностей форсунок и деталей приборов.
Сплавы на основе тугоплавких металлов
585
СПЛАВЫ НА ОСНОВЕ ТУГОПЛАВКИХ МЕТАЛЛОВ
Сплавы на основе тугоплавких металлов пригодны для работы при значи-
тельных нагрузках и температурах выше 1100° С, при которых сплавы на основе
железа, никеля и кобальта разупрочняются. Поэтому новые высокожаропрочные
хромовые, ниобиевые, молибденовые и вольфрамовые сплавы находят все более
широкое применение для изготовления деталей летательных аппаратов, в радио-
электронике и других областях промышленности. Сплавы на основе ниобия
и молибдена, обладая малым поперечным сечением захвата тепловых нейтронов
и хорошей стойкостью в жидких металлических теплоносителях (Na, К, Li),
могут быть рекомендованы для изготовления деталей ядериых силовых уста-
новок.
Сплавы на основе тугоплавких металлов имеют особые физико-механические
свойства, что необходимо учитывать при их применении.
При температурах ниже 1000° С сплавы на основе тугоплавких металлов
обладают более низкими характеристиками прочности, чем сплавы типа ЖСб-ДП.
следовательно, применять их в этих условиях нецелесообразно. Одпако при на-
греве выше 1000° С преимущества сплавов на основе тугоплавких металлов
очевидны (фиг. 1а, б). При этих температурах никелевые сплавы сильно «пол-
зут» даже при самых незначительных нагрузках, тогда как пластичность
тугоплавких металлов и их сплавов мало изменяется (см. фиг, 16), а высокое
сопротивление ползучести сохраняется вплоть до температуры 1500° С.
Сплавы на основе тугоплавких металлов довольно сильно различаются по
физическим свойствам. Однако но сравнению со сплавами на основе никеля
и железа они имеют низкий коэффициент линейного расширения и высокую
теплопроводность, мало изменяющиеся с повышением температуры. Коэффици-
енты линейного расширения этих сплавов при высоких температурах прибли-
жаются к значениям коэффициентов для стекла и многих керамических материа-
лов, что дает возможность получать надежные соединения при сочетании сплавов
с указанными материалами.
Величина упругости пара тугоплавких металлов довольно низкая даже при
очень высоких температурах. Так, упругость паров вольфрама при 2864° С со-
ставляет 3,5 10-4 мм рт. ст., молибдена-—2,2 10-4 мм рт. ст. при 2189° С
и ниобия—1,66 10-4 рт. ст. при 2323° С. Хром имеет сравнительно высокую
упругость пара 1,26-10-3 мм рт. ст. при 1254° С, температура кипения его равна
2469° С. Указанные свойства дают возможность применять тугоплавкие металлы
и их сплавы для продолжительной работы в вакууме при очень высоких темпе-
ратурах, а также использовать их в качестве термоэмиссионных материалов.
Общим недостатком тугоплавких металлов и их сплавов является значи-
тельная окисляемость (или поглощение азота) при нагревании на воздухе. Для
длительной работы при высокой температуре на воздухе или в окислительных
средах необходимо применять специальные защитные покрытия. Рекомендуемые
защитные покрытия приводятся в таблицах.
Си
GO
СП
75
25
О
&3кГ/ММ&
125
100
50
ВМ-1
ВХ-1
500
ЮОО
1500
2000
^-зи-з
узехрис1па&пизо8аи1ши)
SB -2
'{peKpiLcmajuiuttfaHHbity
ЖС6-КП
вм~3
ВМ~1
SH-2,
1
Фиг. 1. Кривые механических свойств сплавов
прочным сплавом на
о
на основе тугоплавких металлов в сравнении с жаро-
никелевой основе ЖС6-КП.
а—прочность, б—удлинение.
Глава IL Сплавы 11 Сплавы на основе тугоплавких металлов
СП
оо
588
Глава II. Сплавы
ВОЛЬФРАМОВЫЙ СПЛАВ
ВВ-2
Механические свойства при различных температурах
Вид полуфабри- ката Состояние Темпера- тура испы- тания °C ^в 8 НВ кГ[мм2
кГ[мм2 %
Прутки прес- Рекристал- 20 40 000 *1“—I—** * - . 320
сованные дна- метром 18— лизовапные 1000 36 000 20—24 45—48 80—90 *. ъ
20 мм 1500 34000 14-15 48-58 90—95
1700 32000 12—14 48-52 90—95
2000 28 000 8-8,5 60—70 95—96
2250 6 70—72 95—96 ——
2500 -2 -— 95
2700 —— -1 — । а ——
Пределы длительной прочности
Вид полуфабриката Состояние Темпера- тура испы- тания °C с50 с100 а500
кГ!мм2
Прутки прессо- ванные диамет- ром 18—20 мм Рекристаллизо- ванные 1500 7 6-6,5 5
Жаростойкость
В окислительных средах при температуре выше 400° С сплав не жаростоек.
Скорость окисления на воздухе при 800° С составляет 118 г/ж2 час. При нагреве
в водороде изменений в свойствах сплава не наблюдается.
При работе сплава в окислительных средах применяются защитные по-
крытия. -
Физические свойства
rf=19,3 г)см?.
«106=4,5 (20—100°); 5 (20—1000°); 5,51 (20—2000°); 5,9 (20—2500°) 1/°С,
Х=0,267 (1000°); 0,252 (1500°); 0,242 (2000°); 0,223 (2700°) кал/см-сек^С.
с=0,031 (0°); 0,032 (100°); 0,037 (1000°); 0,040 (1500°); 0,043 (2000°);
0,046 (2500°); 0,050 (3000°) кал/г^С.
Сплавы на основе тугоплавких металлов
589
9=5,5 (20°); 25,5 (750°); 40 (1200°); 85 (2400°) мком-см.
Степень черноты: 0,157 (1000°); 0,238 (1500"); 0,285 (2000°); 0,309 (2500°);
0,314 (2700°).
Энтальпия: 3,183 (100°); 34,52 (1000=); 54,002 (1500°); 75,04 (2000°);
97,70 (2500°); 122,04 (3000°) кал/г.
Технологические данные
Сплав выплавляется в вакуумных дуговых печах; деформируется прессо-
ванием и прокаткой. Нагрев под деформацию производится в атмосфере водо-
рода или инертного газа. Из сплава изготовляют прутки диаметром 45 и 20 мм,
листы толщиной 2—0,5 мм и фольгу толщиной до 30 -их; рекристаллизационный
отжиг проводят в вакууме 10“4 мм рт. ст.
В рекристаллизованном состоянии сплав удовлетворительно сваривается
аргоно-дуговой сваркой, а также обрабатывается всеми видами резания инстру-
ментом из твердых сплавов.
Применение
Детали, работающие без защитных покрытий в вакууме или в среде ней-
тральных газов длительно при температурах 1600—2000° С и кратковременно при
2500—3000= С и работающие с защитным покрытием в окислительной среде крат-
повременно при температурах 2500—2700° С.
590
Глава II. Сплавы
МОЛИБДЕНОВЫЙ СПЛАВ
ВМ-1
Химический состав в %
W с Сг TI О Zr Мо Другие примеси
До 0,6 До 0,01 <0,003 До 0,4 0,002— 0,003 0,08—0,25 Основа Не выше норм ТУВМ 7453-54
Механические свойства при различных температурах
Вид полуфабри- ката Состояние cd СД й i £ s Ел <*в << <*0,2 НВ
£ * % кГ1мм2 (d мм)
<= Й о О кГ !мм2
h 5с
Прутки диа- Без тер- —140 120—128 1,5-1,8 112,9— ——-
метром 20 мм* мической 113,1
(деформация 80—85 %) обработки —ПО — 102—105 3,3—4 96—101 ’
—85 — 102—105 8,2—9,6 91—99 —
Листы тол- Без тер- —70 ч I W 110—120 7—10 —. ——
гциной 1 мм (деформация мической обработки -50 — 94—102 7-11
-95%) —30 — 90—95 9—15 —— —
20 33 000 80—90 10—15 68—80 260—290
200 32 800 63—73 11—12 " — —
400 32 000 65-67 5—6 ——-
600 30 000 55-57 7—8 —
800 29 800 50—52 — —
1000 28 000 42—45 14—16 —
1200 27 000 34—38 14—18 •—
1500 24 000 14—18 25-40 <—
1800 18 500 10—12 45—50 -——
* Данные микромеханических испытаний.
Сплавы на основе тугоплавких металлов
591
Пределы длительной прочности и ползучести *
Вид полу- фабриката Состо- яние омпера- гра испы- шия, °C о о О р о о С- ю о о g о S О о о ю о о С4 О о ю" X с о о о К о о о о ю с и 17 р о сд иц" о noos/s‘oD
г г*-)
Н ь н кГ !мм2
Прутки дна мет- Без тер- 1009 32— 30- 29- 28— 26- 22 20 19 18' 17
ром 18 мм (дгфор- миноекой 33 31 30 29* 27
мания 80—85%} и листы толщиной обработки 1100 23- 21- 19- -8- 17- 16,5 . . 15 14,5 13,5 12,5
1 мм (деформация ~ 95%) 24 22 20 19 18
1200 8,5- 8 7 6,5 6 4- 6,5 ч ч 5 _
9 5
1400 2,5 2.3 1,8 — — — —— — teW tev^ ! | 1
1600 1,5 1,3 0.8
По общей деформации.
Пределы минутной прочности и ползучести *
Вид полу- фабриката Темпера- тура испы- тания, °C азо' °0,5/30' а1/30' а2,5/30'
кГ!мм2
Листы толщиной 1 мм (деформация — 95%) с 1500 8 7 7,5 9
* По остаточной деформации.
Предел выносливости листов при 20°С на базе испытания 107 циклов
составляет 40—47 кГ/мм2; при 1000°С 20—21 кГ{мм2 (при данной темпера-
туре испытывались образцы с защитным покрытием, нагрев производился
в печи с графитовыми нагревателями).
592
Глава 11. Сплавы
Стойкость сплава к воздействию кислот
Кислота
Концентрация & Холодная Нагретая
TINO / концентрированная 3(разбавленная ттр. f концентрированная (разбавленная Г концентрированная (разбавленная Сплав не раство- ряется Сплав не раство- ряется Сплав не раство- ряется Сплав интенсивно растворяется Сплав не растворяет- ся Сплав не растворяет- ся
Коррозионные свойства
Условия испытания
Продолжительность испыта- ния в месяцах
1 2 | 5 6 18 30 36
Потеря веса в г/щ2
Ско-
рость
корро-
зии
мм! год
Переменное погружение в
3%-ный раствор NaCi
Тропическая камера
Атмосферные условия
Жаростойкость
В окислительных средах при температурах выше 600° С сплав не жаро-
стоек.
В зависимости от условий работы, габаритов и конфигурации деталей при-
меняются следующие специальные защитные покрытия:
а) термодиффузионные, толщиной 0,12—0,15 мм и комплексные, состоящие
из термодиффузионных покрытий и слоев эмали толщиной 0,2—0.4 мм, обеспе-
чивающие защиту деталей от окисления в атмосфере воздуха при температурах
1200—1700° С в течение 500 и 20 час соответственно или кратковременно в по-
токе продуктов сгорания с температурой до 3200° С;
б) покрытия из легированного дисилицида молибдена, наносимые методом
плазменного напыления для защиты при температурах 1200—1700° С в течение
100 и 10 час соответственно;
в) покрытия из окислов AI2O3 и ZrO2 для защиты изделий, работающих
кратковременно при температурах > 2000° С;
г) покрытия из хромоникелевых сплавов толщиной ^0,4 мм, получаемы6
методом плакирования или методом гальванического осаждения хромоникелевых
сплавов (толщиной 0,2-—0,4 лш), предохраняющие сплавы от окисления на воз-
духе при температурах до 1100° С в течение 100 час.
Сплавы на основе тугоплавких металлов
593
Физические свойства
rf=10,2 г! см?.
а. 106=5,74 (20—100°); 6 (20—1000°); 6,08 (20—1200°); 6,16 (20—1500°);
6,7 (20—2000°) 1/°С,
а-106=8,3 (20-800°); (14,3—15,7) (800-1000°);. (8,3—9,6) (1000—1200°) 1/°С
(для материала с термодиффузионным покрытием AAoSig).
a’lQ6=9,l (20—800°); 9,5 (800—1200°) 1/°С (для материала с термодиф-
фузионным покрытием Сг—Al—S1).
7=0,32 (20°); 0,31 (100°); 0,28 (500°); 0,23 (1100°); 0,22 (1300°); 0,21
(1500°); 0,21 (1700°); 0,20 (1900°) кал/см-еек-°C.
с=0,067 (100°); 0,073 (800°); 0,077 (1000°); 0,081 (1200°); 0,085 (1400°);
0,089 (1600°); 0,092 (1800°); 0,096 (2000°); 0,100 (2200°); 0,104 (2400°);
0,106 (2500°) кал1г-°С.
0=5,48 (20°); 31,60 (960°); 33,60 (1040°); 33,83 (1075°); 35,90 (1100°);
38,6 (1200°); 43,82 (1325°); 47,7 (1455°); 49,5 (1520°); 50,5 (1600°);
55,4 (1670°) мком• см.
Степень черноты полного излучения е (испытание в вакууме
ЫО—4—Ы0~3 мм pm ст) и полного нормального излучения ен
(испытание па воздухе)
* о Температура испытания в СС
Й
Состояние поверхности 100 400 600 900 900 1100 1200 1400 1500 1600 180С 2000
t; fH
° 3 Н Л g Ц £
Без покрытия, полированная не окисленная | -»— а-»« 0,12 0J4 0J5 0,17 0,20 0,22 0,24
Без покрытия, окисленная при наг- реве при l-50: С в течение 1 часа 0,93 0,90 0,86 — —- — ||~
С термодиффузионным покрытием MoSi2, без нагрева 75 0,60 0,62 0,69 0,73 0,83 0,94 0,88 0,80 0,67 0,62
С напыленным покрытием MoSl-ji без нагрева 85 0,67 0,61 0,75 0,77 0,75 0,65 0,62 0,60 0,60 0,60 -
G термодиффузиенным покрытием MoSI2, после нагрева при 12№С в те- чение 1 часа 80 0,76 0,78 0,82 0,86 0,86 0,89 0,88 0,80 0,67 0,62 — —
С напыленным покрытием MoSI£l после нагрева при 120(У С в течение 1 часа 95 —- — — —” 0,79 0,80 0,77 0,66 0,73 0,79
С термодиффузионным покрытием Сг — Al — Si, без нагрева 80 0,91 0,81 0,76 0,77 0,60 0,92 0,91 0,91 0,87 р 1—1
С термо диффузионным покрытием Cr~ Al — S1, после нагрева при 120(Г С в течение 1 часа 80 0,89 0,86 0,84 0,82 0,83 0,87 0,88 0,70 0,67 г- ——
С термодиффузионным покрытием MoS(a и напыленным покрытием S1C, без нагрева 65* — 0,89 0,88 0,87 0,81 0,77 0,74 — —
С термодиффузиопным покрытием MoSia и покрытием эмалью ИХС 50* — 1 0,91 0,91 0,90 0,93 Ьи ~ : —-
С напыленным покрытием Л1аО3т без нагрева 130 Jl» — — 0,68 0,58 0,54 0,49 0,48 0,48 0,49 0,64
* Толщина верхнего слоя покрытия SiC или эмали ИХС,
38 1525
594 Глава II. Сплавы
.. j? —•
Технологические данные
Сплав выплавляют в вакуумных дуговых электропечах. Литые заготовки
прессуют при температуре 1600°С. Нагрев под прессование производится в атмо-
сфере водорода. Полуфабрикаты (прутки, листы, трубки, штамповки) получают
при температурах 1450—500° С любыми методами деформации.
Листы прокатывают при 1250° С с последующим снижением температуры
до 1050—1100°С при уменьшении толщины листа с 4 до 1 .it.it. После прокатки
листов па воздухе поверхностный слой металла, насыщенный газами, удаляют
травлением. Для предохранения металла от окисления прокатку листов следует
производить в металлической оболочке.
В процессе изготовления деформированных полуфабрикатов сплав упроч-
няется нагартовкой. При степени деформации 75—95% температура рекристал-
лизации сплава 1275—1325° С.
Термическая обработка: отжиг при 1400±50° С для рекристаллизации или
при 1100° С для снятия внутренних напряжений.
Штампуемость сплава в нагретом состоянии (450° С) подобна штампуемо-
сти алюминиевого сплава Д16-М. Характеристики штампусмости приведены
в таблице.
Толщина 1 листа (5) в Вытяжка Отбортовка Выдавка плоская Гибка
К пр ^пр Кнр Г раб
20° 450е 20° 450° 20° 450° 20° 450°
I Д5 1,38—1,5 1,31—1,43 1,87—2,0 1,11— 1,87 1,05-1,1 1,05-1,1 1,25— 1,40 1,20— 1,35 од 0,1 0,2 0,2 3-45 3,5— 4,55 2—35 2,5- 2,55
Сплав сваривается электроннолучевой и аргоно-дуговой сваркой. При свар-
ке сплава из-за хрупкости сварных соединений необходимо применять специаль-
ные методы и аппаратуру. Сплав удовлетворительно обрабатывается резанием
за исключением операции шлифования. Предназначается преимущественно для
изготовления листов и труб.
Применение
Детали, длительно работающие при температурах 1100—1900° С и кратковре-
менно в продуктах сгорания топлива с температурой до 3200° С,
Сплавы на основе тугоплавких металлов
595
Фиг. 1, Кривая жаростойкости сплавов ВМ-1 и ВМ-2 при раз-
личных температурах.
Фиг. 2. Изменение веса покрытия Сг—Л1—Si после испытания в раз-
реженной атмосфере при различных температурах (нагрев вольфра-
мовым нагревателем).
а—остаточное давление мм рт. ст., б—остаточное давление J0 ~~^мм рт. ст.
38*
596
Глава И. Сплавы
МОЛИБДЕНОВЫЙ СПЛАВ
ВМ-2
Химический состав в %
Т1 W О Zr Мо Другие примеси
<0,02 До 0,2 До 0,2 <0,0035 0,25—0,40 Основа Не выше норм ТУВМ 7-153-54
Механические свойства при комнатной и высоких температурах *
Вид полу- фабри- ката Состоя- ние мпература 1 1ЫТДНИЯ в °C | Дд св ^5 кГ>м/смЪ и в ея базе 107 циклов
<ъ> а Н S кГ[мм^ % кГ[мм1
Прутки диамет- ром 18— 20 мм (дефор- мация 80—85 %) Без тер- мичес- кой об- работки —по —85 20 100 200 33 300 33170 32 900 103—105 100—105 75—85 — 4-4,5 9,5-10 10—25 2 СО Ю н- О Сл Си ; L-! 1 1 1 СЛ СО N3 О СО Or о СЛ U о £ £ +> I 1 о о ; 250—285 53
300 32180 -—- — >12 • —
400 32000 ~. — — >12 •—" -г
800 29 000 57—71 13—15 60—70 —— —
1000 28 000 52—66 10—13 60—70 —
1200 27 000 45—51 13—18 >70 — —-
1500 24 000 16—21 15-25 >70 -г—
1800 18 500 9—12 18—25 >70 — —•— -—'
2000 3—4 20—21 >70 — * “
* Испытания при высоких температурах проводились в среде аргона, при
низких температурах — на образцах с диаметром рабочей части 0,8+0,02
Сплавы на основе тугоплавких металлов
597
Пределы длительной прочности и ползучести *
Вид полуфаб- риката Состоя- ние Температура испытания, 'С «3 а 100 а 1000 а5000 о о и? О Ь 000! /3‘0с а0,5/5000
кГ!млА
Прутки диаметром 18—20 мм (деформа- ция 80— 85%) Без тер- миче- ской об- работки 1000 1100 1200 1300 1400 1500 1800 сл ! । ( ) ) ! * « • 37—38 25—27 15—16 7,5 5 2,5—2,7 34—35 21—22 9 4,5 । й 1 1 1 1 1 1 - GO 26 19 23 17 21 15
Прутки диаметром 18—20 мм (деформа- ция 80— 85%) с по- крытием:** Cr—Al—Si W—Si W—Si или Zr—Si Без тер- миче- ской об- работки 1150 1150 1300 • 25 28 10 — м' ' .
воздухе.
* По общей
** Испытания
*** Испытания
деформации,
проводились на
проводились в аргоне в печи с
графитовым нагревателем^
Жаростойкость
Сплав обладает такой же жаростойкостью как ВМ-1; защита от окисления
аналогична защите сплава ВМ4.
Физические свойства
Физические свойства и степень черноты такие же, как и у сплава ВМ-1.
Технологические данные
Сплав выплавляют в вакуумных дуговых печах. Полуфабрикаты (прутки,
Штамповки и др.) получают прессованием, В процессе изготовления деформи-
рованные полуфабрикаты упрочняются нагартовкой. При степени деформации
75—85% температура рекристаллизации сплава составляет 1400° С. Деформация
проводится в интервале температур 1450—1200е С.
Термическая обработка, сварка, обрабатываемость резанием аналогичны
сплаву ВМ-1.
Применение
Детали, работающие при температурах 1000—4900° С.
598 Г лава /Л Сплавы
Механические свойства при комнатной и высоких температурах
Вид полуфаб- Состоя- ние млера- I >а испьь] 1ия» "С 1 °0,3 '“ 5 5 % кГ • Mi см2 ив кГ/мм2
]) н к а 1 а Тс i ту) 1 Tai кГ/мм2
Прутки Без тер- 20 32 500 80—86 80 0,3 300—350
диаметром мической 200 32 000
22 мм (де- обработки -
формация 400 31 300 W-1- .. 0,25 - —
-75%) 600 30500 — 0,4—0,6 - .
700 • — — 0,6—1,8
800 28 850 - ....
900 28 400 - — —
1000 27 850 — — ..
1100 27 300 — ..... —
1150 — 60—68* 6
1300 — 50-57* 6 —
Прутки Ре кри- 20 — 40- 60 35—41 2—8
диаметром сталлизо- 1400 30—33* _ 15-33
22 мм ванные
1600 — 26—29* — 30—40
1800 12—13,5* ' 48—50 . -
* Испытания проводились в среде аргона
Пределы длительной прочности, ползучести и выносливости *
Вид полуфаб- риката Состоя- ние мпсратура пытания, 5С а50 с100 ° 500 ° 1000 ° 2000 а5000 •F- С i с-i на 1 базе 107 \ циклов
4) о Н s кГ/мм.2
Прутки (деформа- ция — 75?о) * Ист лись в ваку; Ото- жженные (для сня- тия на- пряже- ний) ятания пр г^ме 10_ 4— 20 1150 1200 1250 1300 1400 1500 и вы ю-5 45—46 35 29—30 20 7 соких ЛОИ рт 43—44 33 26—27 18 5-5,5 гем пер: ст. в 37—38 22 3-3,1 1турах аргоне 35—36 2,4-2,5 образцов , а образг 32-33 20 1,8—2 без по гов с 18—19 — крытия покрьг 30 20 — • пр ГИСА 55 оводИ' - на
воздухе.
Сплавы на основе тугоплавких металлов
599
Продолжение
1 и Г— CO T—1, 1-1
Вид Состоя- ату; ЗИЯ, =50 = 100 с500 = 1000 = 2000 =5000 ° 3
лолуфао- пне ат?3 ] CsJ S
риката мп* Ш'1 и П 10 kJ
Те: 1 ИС) кПмлА
П ру тки Рекри- 1259 33—35 » ....
(дес юрма- -75 %) стаяли- 1300 25—28 23 - —
ция зован- ныс (3400)
1400 ’• - 16 . .. 1
п руткн Без тер- 1150 и- _ 28** • 1 / 28 ..
(дес юрма- миле- (=2Оо) i i I
ция -75%) ской об- 1250 20** 1 j
с покрытн- работки 1
ем W—Si 1350 1 . 6 ! । 1 s i
или Zr—Si i । I i 1
** Без разрушения.
Жаростойкость
В окислительных средах при температурах выше 600е С сплав не жаростоек.
На поверхность деталей, предназначенных для работы при температурах
выше 600° С в окислительных средах, наносят защитные покрытия W-—Si или
Zr—Si.
Физические свойства
rf=10,l г[см3.
а-106=5,1 (20-100°); 5,3 (20-200°); 5,5 (20-300°); 5,6 (20-400°); 5,7
(20—500°); 5,8 (20—600=) 1/°С.
а-106=5,5 (100-200°); 5,8 (200-300°); 5,9 (300-400°); 6,0 (400—500°);
6,3 (500—600°) 1/°С.
к=0,29 (25°); 0,29 (100°); 0,29 (200°); 0,28 (390°); 0,27 (400°); 0,25 (500°);
0,23 (600°) кал}см-сек- °C.
с=0,08000 (1000°); 0,08412 (1200°); 0,09236 (1600°); 0,09648 (1800°);
0,10060 (2000°) кал> г-°C.
Сплав немагнитен.
Технологические данные
Сплав выплавляют в вакуумной дуговой электропечи по методу расходуе-
мого электрода с двойным переплавом. Литые заготовки прессуют при высокой
температуре. Нагрев под прессование производится в атмосфере водорода или
в вакууме. Вторичное прессование проводят также при высокой температуре.
Термическая обработка: литые заготовки перед прессованием подвергают
высокотемпературному отжигу в вакууме. Полуфабрикаты отжигают для снятия
600
Г лава II. Сплавы
напряжений или подвергают рекристаллизации в вакууме. При степени дефор
мации 70—75fl/o температура рекристаллизации сплава составляет около 1700°С
Резка литых заготовок и прутков производится анодно-механическим мето
дом. Токарную обработку и сверление выполняют режущим инструментом, с пла
стинками из сплава ВК8 без охлаждения или с охлаждением.
Применение
*
Детали, работающие при температурах 1150—1800° С.
Сплавы на основе тугоплавких металлов
601
НИОБИЕВЫИ СПЛАВ
ВН-2
Химический состав в l'/i?
С Ст Мо Nb
До ОД До ОД 3,8—5,2 Основа
Механические свойства при различных температурах
Вид полуфаб- риката Состоя- ратура дшя, °C Дд аа °0,2 кГ ’ mIcaA яд кГ!мл&
ние Темпе: 1слыта кГ]мм 2 %
Прутки кованые (деформа- ция 80— 90%) Без тер- миче- ской об- работки -196 —70 20 1 [ 1 1 1 105- 67- 64- -118 -75 -71 103—115 62—72 61—66 8-10 26—30 27—31 0,8 23 27 180—200
Прутки горячепрес- сованные (деформа- ция 70%) Без тер- ми че- ской об- работки 20 1000 1100 1200 11 600 12 400 12400 12300 t 40- 30- 18- 75 -45 -35 -20 70 СО ю ю 1D С4 СО Ю 14 со о о ю < со ! 1 i 1 180—200
1500 — 8- -10 — —-—. — —
Листы хо- лодноката- ные толщи- ной 1 мм (деформа- ция 85— 90%) Без тер- миче- ской об- работки 20 700 1000 1100 1500 ““ • ч 80—90 70 50 40—45 8—10 5 15 25 35 ..... —
1800 2- -3 •- - 40
2000 1,5-2 — — —
Листы го- рячеката- ные толщи- ной 1 мм, плакиро- ванные сплавом ХН78Т (ЭИ435) Без тер- миче- ской об- работки 20 1100 71- 8 —73 -9 17—18 18 1 i
602
Глаза Ц. Сплавы
Пределы минутной прочности :!:
Вид полуфабриката Состояние Температу- ра испыта- ния в °C ° 10г кПммЧ
Листы холоднокатаные Лез термической об- 1200 15
толщиной 1 мм работки 1300 11 —12
1400 7—8
» 1500 4,5—6,0
* Данные МАИ.
Пределы длительной прочности, ползучести и выносливости
Вид полуфаб- риката Состояние Температура испытания, СС । 1 1 а50 о О ИО О ОООГо О о CM о о о ю ь °0,5/200 о о ю LO О О ° 1/200 ООЙ.% 1 <1
на базе 15 Ю6 циклов
/СГ/ММ-
Прутки горяче- прессован- ные (де- формация ~70% ) Без тер- мической обработки 700 1000 1100 1200 28 16 13 — 14 1 ю 1—Ч 1 Ю ю 1 1 ; О? СЧ 1 ( 20 10 i 1 00 1 1 ' Cj 1 1 i -Ч ______ 1 г » 1 II ; I ; 1 ~ I I ел 1 । . .. .»_ ’ J - - ! j 1 —
Прутки Рекри- сталлизо- ванные 20 1 [ С Tf £ Г.1 1 f cv 1 L s со ео 1 /1^)1 ] Г- ' сч 26—33 18-22
Листы хо- лодноката- ные (де- форхМапия 85-90 ?6) Без тер- мической обработки 700 1000 1100 1200 23 14 30 20 9 5 1 1 ! 1 ! 1 ! 1 1 1 [ 1 СС I-* - <» о : ? м 1 СС .л ——• 1 1 i 1 i 1 1 i i i
Жаростойкость
Сплав насыщается газами и окисляется на воздухе при температурах выше
200° С. Окислы имеют низкую упругость паров вплоть до температуры плавле-
ния (151№С).
При 100-часовом пагреве в среде воздуха скорость окисления сплава в за-
висимости от температуры следующая:
l Температура в °C 700 800 900 1000 1100
Привес в г} м2-час 0,5 1,0 5,5 33 80 (за 50 час)
Сплавы па основе тугоплавких металлов G03
При длительной работе деталей на воздухе или в окислительных средах
в зависимости от условий работы, конфигурации и размеров деталей применяют-
ся специальные защитные покрытия:
а) термодиффузиоиное покрытие (Ст—А1- Si) толщиной! 60—70 мк обеспе-
чивает защиту от окисления и насыщения газами при температурах 700—1450° С
в течение 200 и 10 час соответственно или в потоке продуктов сгорания жидкого
топлива при нагреве детали до 1000—1450° С в течение 50 и 30 час соответ-
ственно (без разрушения покрытия). Покрытие выдерживает без разрушения
более 500 тснлосмен при цикле 200°—1100°—200° С. Привес образцов за 100 час
испытания при температуре 1100s С не более 0,5 г/м2 • час.
б) комплексное покрытие толщиной до 200 Л!К, состоящее из термодиффу-
зионного покрытия (Сг—Л1—Si) и слоя эмали, обеспечивает защиту от окисле-
ния и насыщения газами при температурах до 1500° С в течение 2 час,
в) эмалевое покрытие толщиной 50 мк обеспечивает защиту сплава от
окисления при температуре 1200° С в течение 200 час. Покрытие выдерживает
без разрушения более 250 теплосмен при цикле 20°—1200s—20° С;
г) покрытие, нанесенное из газовой фазы, толщиной 20—40 мк, защищав!
сплав от окисления при температурах 1050—1100° С в течение 200 и 75 час со-
ответственно;
д) покрытие, нанесенное методом плазменного напыления различных мате-
риалов, толщиной 80—100 мк, защищает сплав от окисления при температурах
1100—1400° С в течение 200 и 25 час соответственно. Привес образцов за 200 час
испытания при 1100s С не более 0,012 г/м2- час;
е) покрытие толщиной до 300 мк, полученное методом плакирования хромо-
никелевым сплавов ХН78Т (ЭИ345) с подслоем молибдена, защищает сплав
от окисления при температуре 1200° С в течение более 100 час. Привес образцов
за 100 час испытания при 1200s С не более 0,5 г/м2 - час;
ж) хромоникелевое покрытие с подслоем толщиной 200-—250 мк, полученное
из водных растворов (гальваническим методом), предохраняет сплав от окис-
ления при температурах 1050—1100° С более 300 час. Привес образцов за
100 час испытания при 1050°С не более 0,6—0,8 г/м2 час.
Физические свойства
rf —8,1* г/см\
а -106^6,25 (20—100е); 7,15 (20-300°); 7,94 (20-600°); 8,25 (20—900°);
8,42 (20—1100°); 8)55 (20—1300°); 8,7'5(20—1700°) 1/°С.
Х=0,10 (25е); 0,11 (100°); 0,12 (200°); 0,12 (300°); 0,13 (400°); 0,13 (500°);
0,135 (600°); 0,14 (700°); 0,14 (900°); 0,165 (1400°); 0,17 (1500°); 0,17 (1700°);
0,17 (1900°) кал/см-сек^С.
(.>=0,058 (100°); 0,074 (800°); 0,077 (1000°); 0,078 (1100°); 0,081 (1300°);
0,084 (1500°); 0,086 (1700°); 0,089 (1900°); 0,092 (2100°); 0,095 (2400°) кал/г^С.
Поперечное сечение захвата тепловых нейтронов 1,16 барн.
Сплав немагнитен.
Степень черноты полного излучения
Состояние поверхности Температура в ° С
100 200 400 600 800 1000 1200 1400 1600 1800 2000 2200 2300
Степень черноты
Полированная неокислснная (ис- пытание в ваку- уме 1-Ю'4 мм 0,05 1 0,06 0,08 0,10 $ 0,12 0,14 1 0,17 1 0,2 0,22 0,24 0,26 0,28 0,29
604
Глава Н. Сплавы
Степень черноты полного нормального излучения
Состояние поверхности Покрытие Сг—Al—Si (после нагревания на воз- духе при 1050° С в тече- ние 50 час) 100 200 300 Tomi 400 дерат 500 ура в 600 °C 700 800 900
0,95 0,94 0,93 Степ 0,91 снь ч 0,89 ерно! 0,87 0,84 0,82 0,79
Спектральная степень черноты при Z = 0,65 мк. (л -длина волны)
Состояние поверхности Температура в °C
700 800 1000 1200 1400 1600 1800 2000
Степень черноты
Полированная пеокисленная (испытание в вакууме 1-10~1щщ рт. ст.) 0,46 0,44 0,41 0,39 0,38 0,37 0,36 0,36
Скорость испарения в вакууме *
Температура испытания °C Скорость испа- рения г/см^-час Условия испытания
1700 1,5-10-6 В вакууме 1-10“7 мм prn. ст.
1800 5-10-6 То же
1900 2-10-5 В вакууме 1 • 10“6 мм рт. ст.
2000 7-10-5 То же
2200 8-10-1 >
* По данным завода.
Технологические данные
Сплав выплавляют в вакуумных (1 • 10-4 мм рт. ст.) дуговых электропечах
с расходуемым электродом и электроннолучевым методом. Температура плавле-
ния 2400° С; температура рекристаллизации 125(Т С при степени деформации
70% и 1225° С при 90%.
Деформация слитков и полуфабрикатов проводится на воздухе, в нейтраль-
ной среде или вакууме. Нагрев под деформацию осуществляется в вакуумной
Сплавы на основе тугоплавких, металлов
605
камере в печи с нейтральной атмосферой или в обычной печи с применением
оболочек, защищающих металл от окисления.
Термическая обработка: отжиг с целью гомогенизации и дегазации слитков
проводится в вакууме 1 •I0”4 мм рт. ст. при температуре 1800—2000° С в тече-
ние 5—10 час; отжиг деформированных заготовок для снятия напряжений про-
водится в вакууме 1 • 10-4 мм рт. ст. при температуре 1000° С в течение 30—
60 мин и для рекристаллизации при температуре 1300—1350° С в течение 2 час.
Характеристики штампуемости отожженных листов толщиной 1 льи приве-
дены в таблице.
Состояние материала Вытяжка Отбортовка Г ибка
^Спр Араб ЛГпр Краб Лмин раб
Плакирован- ный сплавом ХН78Т (ЭИ435) 1,80—1,85 1,60—1,65 1,35—1,40 1,15—1,20 13* 23-
Без покры- тия 1,85—1,90 1,57—1,62 1,70-1,72 1,45-1,47 25* 33*
* 3 — толщина листа.
Сплав удовлетворительно обрабатывается резанием, сваривается аргоно-
дуговой и контактной сваркой, хорошо сваривается электроннолучевой сваркой.
Прочность сварного шва составляет 90 Д'о прочности основного материала в ре-
кристаллизованном состоянии. Сплав ВН-2 может свариваться с медными, тита-
новыми, циркониевыми сплавами, а также с ванадием; паяется с другими метал-
лами с применением специальных припоев.
Применение
Детали, длительно работающие при температурах до 1100° С в вакууме или
нейтральной среде и в окислительной среде при условии нанесения защитных
покрытий.
Детали без защитных покрытий могут кратковременно работать в воздуш-
ной среде при температурах до 1500° С.
606
Глава 11. Сплавы
НИОБИЕВЫЙ СПЛАВ
ВН-2А
Механические свойства при различных температурах *
Вид полуфабриката Состояние i i U6 £ . CD & - СЬ ~ О [Н н н Кб ^0,2 > 1 г ( и % к- №
'М-М?
Листы холодноката- Без термической --253 156 148 7 — ,
ные толщиной 1 мм (деформация 90%) обработки — 196 —50 105 81 95 69 7 6 —
20 80—90 62 4—5
1100 45 10 -
1200 30 12 —
1500 10 17 - .
1800 4,0—4,5 22 —
2000 2,5—3,5 25 - —
Листы холодпоката- Отожженные (для 137 135 3,7 1,7
ные толщиной 1 мм снятия напряжений) —196 101 96 15,4 6,2
-50 80 73 14 7,5
20 73 64 13,5 7,7
1сГ-м1слР
Листы холодноката- Рекристаллизован- -253**® 119 ЛЮ 8,9 1,74
ные толщиной 1 мм ные — 196 86 77 27 7
—50 54 45 23,7 9,1
20 45—50 37 26 9,5
1100 31—33 • 20—25 1 —
* Испытания при высоких температурах проводились в среде аргона,
* * Ударная вязкость определялась на нестандартных образцах размером
2X4,5X40 мм; глубина надреза 1,5 льи, радиус надреза 0,75 мм.
* ** По данным завода.
<
Сплав в пагартованном и отожженном состоянии не чувствителен к надрезу
а»
при 20°,—50° и—196° С, отношение ----->1.
Сплавы на основа тугоплавких металлов
607
Пределы минутной прочности
Вид полуфабриката Состояние Темпера- тура испы- тания в °C а10' ° 15- кГ[мм 2
Листы холодновата- Без термической 1200 — 19
ные толщиной 1 мм. (деформация 85—90 %) обработки 1250 19 — 16
1500 —' 6* 5*
* Испытания проводились на образцах с защитным покрытием на воздухе
и в инертной среде в печи с графитовым нагревателем.
Пределы длительной прочности и выносливости
Вид Состояние ратура ния в °C °5 °50 с100 J 500 -1000 1 i 32()00 а5000 с-1 на базе 107
полуфабриката •е/ ст; В £ ЦИКЛОВ
Н S S кГ{млА
Листы холодно- Без тер- 20 — — — -- —— 1 20
катаные толщи- мической 900 — 43—46 40 39 35— 33—
нои 1 мм (дефор- мация 85—90%) обработки 37 34
1000 >—. - 22-25 18 — 16— 15— 14— 16*
21 19 17 15
1100 ’—— 15—16 13 10 9 7—8 5—6 —
1200 15* 11 ‘ —
* Испытания проводились на образцах с защитным покрытием на воздухе
и в инертной среде.
Физические свойства
d=8,65 г/сл/З.
а- 10Ь*=6,25 (20—100°); 7,15 (20—300°); 7,94 (20—600°); 8,25 (20—900°);
8,42 (20—1100°); 8,55 (20—1300°); 8,62 (20—1500°); 8,75 (20—1700°);
8,84 (20—2000°) 1/°С,
а-10б**^9,5 (20—800°); 10,2 (800-1300°) 1/°С.
X—0,115 (20°); 0,12(100°); 0,125 (200°); 0,14 (700°); 0,14 (1000°);
0,15 (1300°); 0,15 (1500°); 0,15 (1800°); 0,16 (2000°) кал/см-сек-°С.
с—0,068 (100°); 0,071 (300°); 0,074 (500°); 0,077 (1000°); 0,081 (1200°);
0,084 (1400°); 0,087 (1600°); 0,091 (1800°); 0,0940 (2000°) кал/г-°С.
q=19,9 мком-см.
Поперечное сечение захвата тепловых нейтронов 1,12 барн.
Сплав немагнитен.
* Для металла без защитного покрытия.
** Для металла с защитным покрытием (Сг—Al—Si).
508
Глава II. Сплавы
Степень черноты полного излучения
(испытание в вакууме 1 • 10~4 лич рт. ст.)
Состояние материала
Температура испытания в °C
800 900 1000 1100 1200 1300 1400 1500 1600 1700 1800
1900
Степень черноты
Без защитного по-
крытия
С термодиффузионным
покрытием Сг—Al—Si
С покрытием из хрома
и эмали ЭВ-50
Степень черноты нормального излучения
(испытание на воздухе)
Температура испытания в °C
Состояние материала 100 200 300 400 500 600 700 800 900
Степень черноты ______________
С термодиффузионным покрытием Сг—Al—Si То же, после нагрева 0,94 0,93 0,93 0,91 0,91 0,89 0,90 0,88 0,89 0,86 0,88 0,84 0,82 0,80 0,77
при 1050° в течение
25 час
Технологические данные
Сплав выплавляют в вакуумных (1 • Ю~4 мм рт. ст.) дуговых электропечах
с расходуемым электродом и электроннолучевым методом.
Температура плавления 2400° С; температура рекристаллизации 1260э при
степени деформации 7О°/о и 1230°С при 90;)/о.
Деформация слитков и полуфабрикатов проводится па воздухе, в нейтраль-
ной среде или вакууме. Нагрев под деформацию осуществляется в вакуумной
камере в печи с нейтральной атмосферой или в обычной печи с применением
оболочек или специальных покрытий, защищающих металл от окисления.
Листы, фольгу и трубки получают прокаткой' при комнатной температуре
из полуфабрикатов после рекристаллизационного отжига.
Характеристики штампуем ости рекристаллизованных листов толщиной 1 мм
приведены в таблице. ______- ____________________________
Состояние Вытяжка Отбортовка Гибка
материала Кпр Храб ^гр Афаб ^мии раб
Плакированный сплавом ХН78Т(ЭИ435) 1,80—1,85 1,60-1,65 1,35—1,40 1,15—1,20 15* 25*
Без покрытия 1,85—1,90 1,58—1,60 1,65—1,67 1,35—1,40 15*
25*
* 5 — толщина листа.
Сплавы на основе тугоплавких металлов 609
Термическая обработка: отжиг с целью гомогенизации и дегазации слитков
проводится в вакууме 1 10-4 мм рт. ст. при температуре 1800—2000° С в тече-
ние 5—10 час. Отжиг деформированных заготовок для снятия напряжений про-
водится в вакууме 1 • 10-4 мм рт. ст. при температуре 1000°С в течение 30—
60 мин и для рекристаллизации при температуре 1300—1350° С в течение 2 час.
Сплав удовлетворительно обрабатывается резанием, сваривается аргоно-
дуговой, контактной и электроннолучевой сваркой. Прочность сварного шва со-
ставляет 9О°/о прочности основного материала в рекристаллизованном состоянии.
Пластичность сварных соединений можно улучшить вакуумным отжигом после
сварки. Сплав сваривается с медными, титановыми и циркониевыми сплавами
и паяется с другими металлами с применением специальных припоев.
Сплав предназначается для изготовления листов, фольги и тонкостенных
трубок.
Применение
Детали, длительно работающие при температурах до 1100° С в вакуумещли
нейтральной среде и в окислительной среде при условии нанесения защитных
покрытий1. Детали без защитных покрытий могут кратковременно работать
в -воздушной среде при температурах до 1500° <Д
39 1525
610
Глава II. Сплавы
НИОБИЕВЫМ СПЛАВ
вн-з
Механические свойства при комнатной и высоких температурах *
Вид по л vrha б пи- Состояние Темпе- ратура псп ы та- i а-1
ката НИЯ к Г / мм2 кГ • MjCM2 кПмлА J
°C %
Прутки го- Без терми- 20 75—80 16—20 40—70 30 33
рячепрессо- ческой об- 700 54 17—20 40—70 -
ванные работки
(деформация 1050 48 17—21 65—75 — 25
75—80 %) 1100 45 21—24 70—75 — —
1200 25-29 26 79—83 —
1500 12,5 40—43 —
Прутки го- Рекристал- 20 60—65 20-25 75—80 >30
рячепрессо- лизовапные 700 45—51 20—26 75—80
ванные
(дефор.мация 1050 34—36 20—26 78—82 — —
75—80 %) 1100 26—30 22-26 80—85 _ ...
1200 24—26 26 85—88 —
Испытания при высоких температурах проводились в'-среде аргона.
Механические свойства при низких температурах
Вид иолуфабри- Состояние Темпе- ратура испыта- ния °в ^5 -Т ц.н
ката кГ % кГ 'MIC.M1
Прутки кова- ные (деформация 90%) Без термиче- ской обработки —70 -496 81 116 27 26 65 40 20 6
Сплавы на основе тугоплавких металлов
G11
Пределы длительной прочности *, ползучести * и выносливости **
Вид полуфаб- риката Состояние Темпера- I тура испы- тания , °C О t-Ы О о о О 5 С?1 0 О о 1? 1 00l/s'0c О Г? ip
кГ!мм2-
Прутки го- рячепрессо- ванные (де- формация 75— 80%) Без тер- мической обработки 900 1000 1050 1100 31 25 17—18 45— 47 18— 30 24 16 42— 44 24— 25 21 12— 13 39—42 22—23 19—20 10—11 38— 40 20- 21 18 9— 10 37 18-19 8—8,5 32 20 29 16,5 26
Листы хо- лодноката- ные (деформа- ция 85—90%) Без тер- мической обработки 1100 13—14 12 • —
* Испытание в аргоне; предел ползучести определен по общей деформации.
** Испытание на воздухе; образцы с защитным покрытием.
Жаростойкость
Сплав насыщается газами и окисляется на воздухе при температурах выше
200° С. Скорость окисления сплава при температуре 1050°С за 25 час испытания
составляет 44 а/.и2 • час.
При длительной работе деталей на воздухе или в окислительных средах
в зависимости от условий работы, конфигурации и размеров деталей применяют-
ся специальные защитные покрытия:
а) термодиффузионное покрытие (Ст—Al—Si) обеспечивает защиту от окис-
ления и насыщения газами в атмосфере воздуха при температурах 1050—1450° С
в течение 200 и 30 час соответственно;
б) комплексное покрытие, состоящее из термодиффузионпого покрытия и слоя
эмали, защищает сплав от окисления при температурах 1050—1100° С в течение
более 300 час. Другие виды покрытий те же, что и для сплава ВН-2.
Физические свойства
rf—8,64 г! см2.
«•106=8,0 (20—100°); 8,2 (20—400°); 8,2 (20—700°); 8,2 (20-1000°) 1/°С
(испытания проводились па воздухе; образцы с защитным Cr—Al—Si по-
крытием).
«106=8,78 (20—1800°) 1/°С (испытания проводились в вакууме).
Х=0,115 (20°); 0,12(100°); 0,13 (300°); 0,14 (700°); 0,15 (1200°);
0,16 (1900°) калием-сек
<7=0,068 (100°); 0,071 (300°); 0,074 (500°); 0,077 (1000°); 0,081 (1200°);
0,084 (1400°); 0,087 (1600°); 0,091 (1800°); 0,094 (2000°) яшг/г.°С.
р=0,185 (20°) ом-м^/м.
Поперечное сечение захвата тепловых нейтронов 1,12 барн.
612
Глава II. Сплавы.
Степень черноты полного нормального излучения
(испытание па воздухе)
Состояние материала Температура испытания в °C
200 300 400 500 600
Степень черноты
С термодиффузионным покрытием Сг—А1—S1 0,93 0,91 0,9 0,89 0,88
Технологические данные
Сплав выплавляют в вакуумных (1 10-4 лш рт. ст.} дуговых печах с расхо-
дуемым электродом или электроннолучевым методом.
Температура плавления 2400° С; температура рекристаллизации 1260°С при
степени деформации 70fl/o и 1230° С — при 90%.
Деформация проводится па воздухе, в вакууме или в нейтральной среде.
Нагрев под деформацию осуществляется в нейтральной среде, вакууме или
в окислительной среде при условии применения жаростойких оболочек или по-
крытий, защищающих от окисления.
Термическая обработка: отжиг с целью гомогенизации и дегазации слитков
проводится при температурах 1800—2000° С в течение 5—10 час; отжиг для
снятия внутренних напряжений полуфабрикатов проводится при температуре
1000° С в течение 1—2 час, для рекристаллизации — при 1350° в течение 1—2 час.
Сплав удовлетворительно обрабатывается резанием, сваривается аргоно-
дуговой и контактной сваркой, хорошо — электроннолучевой сваркой; удовлетво-
рительно паяется с другими металлами с применением специальных припоев.
Благодаря хорошей обрабатываемости сплава давлением из него можно
изготовлять фольгу и тонкостенные трубки.
Применение
Детали, длительно работающие в вакууме и нейтральной среде при темпе-
ратурах до II00° С и в окислительных средах при условии нанесения защитных
покрытий. Допускается кратковременная работа деталей в окислительных сре-
дах без применения защитных покрытий при температурах до 1500° С.
Сплавы на основе тугоплавких металлов
613
ХРОМОВЫЕ СПЛАВЫ
ВХ-1 и ВХ-1Н*
Химический состав в °/п
Марка сплава Сг О N Н Сумма металличе- ских примесей
ВХ-1 99,7 0,02—0,04 0,02—0,04 0,001—0,003 <0,25
ВХ-1 II 99,2 <0,5 0,02—0,04 0,001—0,003 <0,3
Механические свойства при различных температурах сплава ВХ-1
Вид полуфаб- риката Состояние Темпера- тура испы- тания в °C Е <?в с0,2 8 Ф к Г *м/см2 НВ кГ!млА
кГ1мм2 %
Прутки деформиро- ванные Термиче- ски обрабо- танные 20 700 28 000 26 500 25—29 20— 20,5 18—20 13-14 2—4 60—70 2-6 70-80 0,1 15 100-120
800 — 17—19 10— 10,5 60—85 70—90 4—5 -—-
1000 7—9 4—4,3 60—80 80—90 2—3 '
1100 19 000 6—7 — 80—90 90—95 2—3 —- —
1150 “— 5—7 3-3,5 60—90 90—95 2—3 —
1200 13 000 4 “—- 30 95 ' —
1500 ' 2—3 —• 20—30 65—70 ‘— —
Пределы секундной прочности сплава ВХ-1
Вид полуфабри- ката Состояние Темпе- ратура испыта- ния °C ° 10" а30’ а60" ° 120" с 180" а300"
кГ!мм^
Прутки де- формирован- ные Термически обработанные 1000 9,5 8,5 8,2 8 7,2 6,5
* Сплав ВХ-1Н отличается от ВХ-1 более низкой пластичностью при темпе-
ратурах до 200° С. При более высоких температурах свойства сплавов практически
одинаковы.
614
Глава II. Сплавы
Пределы длительной прочности, ползучести и выносливости сплава ВХ-1
Вид полуфаб- риката Состоя- ние шература испы- 1ИЯ В X tT LO 0 0 О сд 0 ooi/s‘oD с-! на базе циклов на ба- зе 107 циклов
10-5; 106 10? 108
S g кГ/мм?-
Прутки Терм и- 20 - — — — —. —1 28] 24 24 1— .
деформиро- чески об- 750 13 11,5 10,7
ванные работай-
ные 950 8 7,2 6,5 5,7 5 4,7 -— — —
1000 4 3,1 2,5 2 1,5 —— ’ 6,5 4 4** — ' • —
1150 3 — 2 1,6 1,3 1 0,3- — » » 2 -г 1 ,8
0,5
। 1200 2,5 — 1,5 — — _—
* Радиус надреза 0,75 мм.
* Показатель для листового
материала.
Жаростойкость
Сплавы обладают высокой жаростойкостью в атмосфере воздуха: привес
при ЮЗО’С составляет 0,5 г/м2 • час, при 1200°С— 1,16 г/м2 час. В процессе
длительной работы при температурах 700—140СС С в среде, содержащей газо-
образный азот, происходит охрупчивание сплавов, вызываемое азотированием.
Электролитическое нанесение на поверхность деталей слоя никеля толщиной
30—50 мк предохраняет сплав от охрупчивания.в течение 100 час при темпера-
турах до 1150° С. При 1500° С и более высоких температурах нитриды хрома
диссоциируют и сплав не нуждается в защитных покрытиях.
Физические свойства
d=7,2 г/см?.
а-106=7,5 (20—100°); 8,8 (20—600°); 10,0 (20—1000°) 1/°С.
а-10б=8,1 (100—200°); 10 (500-600°); 13 (900—1000°) 1/°С.
Х=0,22 (100°); 0,20(300°); 0,18(500°); 0,17 (700°); 0,16 (900°) кал/см-сек- °C.
с=0,11 (20°); 0,15 (500°); 0,19 (900°) кал/г-°С.
р=0,13 (20°); 0,42 (600°); 0,86 (1200°); 1,46 (1600°) ом-мм^/м.
Давление пара*: 1 • 10“15(750°); 1 • 10“5(1044°); 1,21-10-4(1149°); 8,84-Ю'4
(1236°); 2,52-Ю—з (1285°) мм рт. ст.
Скорость испарения в вакуу.ме* 10~с мм рт. ст.\ 9,86-10—7 (1355°К);
2,03-10-6 (1400° К); 7,3-10-6 (1450° К); 1,92-10-5 (1560° К) г/смГ-сек; в ваку-
уме lO-iS мм рт. ст. толщина испарившегося поверхностного слоя состав-
ляет: 10-5 (750°); 10—3 (870°); 10“ 1 (1000°) см/год.
Магнитные свойства
Парамагнитная восприимчивость*: 158- 10’6 (70° К); 161-10 8 (200^ К);
163- 10-6 (320°К); 172- 10-6 (600° К); 176- 10“6 (800° К) аи3/люль.
* По литературным данным.
* Сплавы на основе тугоплавких металлов
615
Антиферромагнитное упорядочение в сплаве наступает в интервале темпе-
ратур от —155 до +4G° С. Температура исчезновения антиферромагнитного упо-
рядочения (точка Нееля) изменяется в интервале температур от 44 до 197° С
в зависимости от степени чистоты сплава. Выше точки, Нееля сплавы переходят
в парамагнитное состояние. При понижении температуры до 4,2° К сплавы не
переходят в сверхпроводящее состояние.
Степень черноты полного нормального излучения
(испытание на воздухе)
Состояние поверхности Температура испытания в °C
100 150 400 700 900
Степень черноты
Неокисленная Окисленная, толщина окисной пленки 50 мк (нагрев на воздухе при 1200° С в те- чение 4 час) 0,055 0,78 0,09 0,32 0,78 0,85
Технологические данные
Сплавы выплавляют в индукционных и дуговых вакуумных печах. Темпера-
тура плавления 190CFC.
Сплавы подвергаются штамповке, прессованию и прокатке.
Термическая обработка состоит из высокотемпературного и низкотемпера-
турного отжигов.
Сплавы удовлетворительно обрабатываются всеми видами резания.
Механическую обработку рекомендуется производить на больших скоро-
стях при малой скорости подачи инструмента с охлаждением эмульсией.
Обработку абразивами применять не следует ввиду образования поверхностных
трещин.
После окончательной механической обработки детали не нуждаются в по-
вторной термической обработке, если она была произведена на полуфабрикатах.
Из сплава ВХ-1 изготовляются прутки, листы (в том числе плакированные
нержавеющими сталями и сплавами), заготовки для труб, проволока, фасонные
заготовки.
Применение
Детали, длительно работающие в газовых и жидких агрессивных средах
при температурах 1100—1150°С, кратковременно — в интеовале температур от
200—600 до 1500—1600° С.
616
Глава II. Сплавы
Фиг. 1. Механические свойства сплава ВХ-1 при различных
температурах.
I
Сплавы на основе тугоплавких металлов
617
40 1525
618
Глава II. Сплавы
б кГ/miE
со
1=п
а
О
О
сч
<У
X
со
о
CG
К
го
Я
ед
<и
ед
Й2
а
С\2
ед
01
03
сЗ
Pl
> <
-
i] !
г с г j *
i
и
I ! G
•1 \2Q°Z 1 t —
7' ' о »а «*** — i • S4 j “• • 2
h-— ^£_ г d 1 J
/ п i— ~ тч ч, • I _и
— —
1
L— t f-'—““ г —
i i tzzz г - ;
— — J ._ .
о
1 о
/'<•.
4 7
У.
/ .
2У
£Г
3J
<п
«Я
1 LU—j- 1. • ' ! >1 1 ‘Г? < 1 •—!—• _] xi с:»
$ [ _ _ д
1 _ ± f у
! [ 1.
i f
i 1 о iy Г\
^чь-
1 / ! _i / L
И Е :zd
о
с
S
о
о
г;
S
и
о
Глава III
НЕРАЗРУШАЮЩИЕ МЕТОДЫ КОНТРОЛЯ
(ДЕФЕКТОСКОПИЯ) МЕТАЛЛОВ
*
Основными методами дефектоскопии сталей и сплавов являют-
ся рентгено- и гамма-просвечивание, ультразвуковые, капилляр-
ные, индукционные, магнитные методы и методы электросопро-
тивления и ТЭДС. В таблице приведены наиболее характерные
дефекты, возникающие в процессе литья, при изготовлении
деформируемых полуфабрикатов (листов, плит, прутков, проволо-
ки, поковок, штамповок ил. д.), при сварке, термической и механи-
ческой обработке, в покрытиях, а также дефекты, возникающие
в условиях эксплуатации, и методы их контроля. Каждому методу
свойственны ограничения, связанные с расположением дефектов,
видом и состоянием материала, формой и размерами детали,
ее обработкой и т. д. Основные ограничения при применении каж-
дого метода даны под таблицей, каждому методу присвоен поряд-
ковый номер.
В одной таблице трудно охватить многообразие применяемых
материалов и деталей, форм и расположения дефектов, особенно-
сти контроля каждым методом, поэтому выбор метода в конкретном
случае должен осуществляться с учетом поставленной задачи на
основе опыта лиц, осуществляющих контроль.
Рентгено- и гамма-дефектоскопия
Рентгеновское и гамма-просвечивание наиболее эффективны
при контроле литых деталей и сварных соединений. Этими метода-
ми выявляются рыхлоты и раковины, пористость, шлаковые и флю-
совые включения, трещины, зоны ликвации в отливках; непровары,
подрезы, проплавы в сварных соединениях.
Чувствительность рентгено- и гамма методов зависит от прони-
кающей способности излучения, размеров контролируемой детали
и материала, из которого она изготовлена. Так. с помощью рентге-
новских аппаратов РУП-120-5-1 (120 кв; о лгег) можно контро-
лировать стальные детали толщиной до 30 мм, минимальный
40*
620 Глава III. Неразрушающие методы контроля (дефектоскопия) металлов
размер обнаруживаемых дефектов составляет около 2% от толщи-
ны детали.
С увеличением мощности и напряжения установки (жесткости
излучения) представляется возможным контролировать детали
больших размеров, однако с увеличением размеров детали чувстви-
тельность метода понижается.
В дефектоскопии применяются рентгеновские аппараты малого
напряжения (60—120 де) для просвечивания стальных деталей
и полуфабрикатов небольшой толщины, аппараты среднего напря-
жения (200—400 кв) для просвечивания деталей из стали и жаро-
прочных сплавов, аппараты с энергией излучения 1 и 2 Мэв и бета-
троны 15—30 ТИэн для просвечивания сверхжесткими рентгенов-
скими лучами стальных деталей больших толщин и деталей из
жаропрочных сплавов. В качестве источника гамма-излучения
используют изотопы, которые по энергии излучения и удельной
активности дают максимальную чувствительность. Наибольшее
применение находят следующие изотопы: кобальт 60, цезий 137,
иридий 192. Реже применяются тулий 170, европий 152—154 и се-
лен 75. Каждый из источников излучения обладает наибольшей
эффективностью при контроле деталей определенной толщины. На-
пример, при контроле стальных деталей Со-60 применяется для
толщин 60—200 мм; 1г-192 — для толщины 10—-40 мм и т. и.
В рентгеновской и гамма-дефектоскопии применяется несколько
способов регистрации изображения просвечиваемого объекта. Наи-
более распространены фотографический и флуорографический
способы. Для автоматизации контроля вместо фотопленки исполь-
зуются сцинтилляционные счетчики-регистраторы, ксерографиче-
ские способы проявления изображения, электроннооптические пре-
образователи с осмотром просвечиваемого объекта через оптиче-
ские линзы или на экране телевизора. Применение элсктронноопти-
ческих преобразователей позволяет перемещать контролируемое
изделие со скоростью до 5 м/мин. Для проявления и фиксирования
пленки применяются аппараты, сокращающие время обработки до
13 мин,. Увеличению производительности контроля способствует
усиление яркости получаемого изображения путем применения
электролюминесцентных преобразователей, состоящих из фотопро-
водящего слоя и люминесцентного экрана. Разрабатываются кино-
методы, а также телевизионно-рентгеновские системы, в которых
фотопроводник передающей трубки непосредственно воспринимает
рентгеновское излучение. Для контроля с помощью изотопов соз-
даются автоматические камеры. Приборы с применением изотопов
применяются также для контроля толщины и разностенности
труб. Толщиномеры позволяют контролировать изделия из стали
толщиной до 5 мм с погрешностью до ±5%. Приборы подобного
типа со следящими системами для автоматического регулирования
применяют например при обточке труб на токарно-обточных стан-
Неразрушающие методы контроля (дефектоскопия) металлом 621
ках. В качестве приемников излучения в этих приборах исполь-
зуются сцинтилляционные счетчики.
Капиллярная дефектоскопия
Цветной (метод красок) и люминесцентный методы дефекто-
скопии основаны на явлении капиллярного проникновения жидко-
сти, обладающей хорошей смачивающей способностью, в трещины,
поры и другие поверхностные несплошности в материале. При лю-
минесцентном методе полости дефектов заполняются жидкостью
(люминофором), светящейся в ультрафиолетовом свете. В цветной
дефектоскопии места дефектов заполняются краской, отличающей-
ся по цвету от цвета поверхности детали. Для этого на поверхность
детали погружением или распылением наносится подкрашенный
специальным красителем раствор, обладающий высокой капилляр-
ностью и низким поверхностным натяжением. Затем раствор с по-
верхности удаляется. Для проявления дефектов применяется
быстросохнущая суспензия белого порошка. Она образует белый
фон и в то же время, обладая высокими абсорбционными свойства-
ми, вытягивает краситель на поверхность контролируемой детали.
Применяются растворы красителей, состоящие из керосина, бен-
зола и Судана 4, или бензола, трансформаторного масла и Суда-
на 4. В качестве составляющих используется также скипидар
и метакенлол. Проявляющими веществами служат окись магния,
силикагель, тальк марки А, маршалит, свинцовые белила, мел,
каолин, пемза, инфузорная земля. Крупные детали при контроле
вместо погружения поливают или обильно смазывают раствором
красителя. Для увеличения чувствительности и сокращения вре-
мени пропитки детали помещают в вакуумную камеру, а смачи-
вающую жидкость подвергают воздействию ультразвука. Люмине-
сцентный метод применяется в двух вариантах: сорбционном
(порошковом) и беспорошковом. При сорбционном варианте обез-
жиренную деталь выдерживают в индикаторном растворе. Затем
раствор с поверхности удаляют, поверхность сушат и посыпают
порошком сорбента. Пропитанный раствором в местах дефектов
порошок слипается и закрепляется на поверхности. Излишки сор-
бента затем удаляют и поверхность облучают ультрафиолетовым
светом. Беспорошковый вариант отличается тем, что контролируе-
мую деталь погружают в ванну с раствором органического люмино-
фора в летучем растворителе, При извлечении детали из ванны
растворитель легко испаряется, а люминофор остается в местах
дефектов. В качестве растворителя используется четыреххлористый
углерод или дихлорэтан. Люминесцирующим компонентом служит
технический антрацен. Для удаления лишнего люмипесцирующего
раствора применяют ингибитор — динитротолуол. Основными лю-
минофорами являются нориол, шубекол, дефектоль, отбеленная
622 Глава III. Неразрушающие методы контроля (дефектоскопия) металлов
нефть со средним удельным весом и преобладанием масляных
фракций, авиационное масло. В качестве источника ультрафиолето-
вого света применяют ртутные лампы с кварцевыми колбами
низкого, высокого и сверхвысокого давления. Для распыления кра-
сок и водной суспензии из порошка сорбента применяют писто-
леты — пульверизаторы. Указанными методами можно выявлять
только дефекты, открытые с поверхности. Цветным методом выяв-
ляются дефекты с раскрытием от 0,1 мк при глубине дефекта
не менее 10 мк. Люминесцентный метод позволяет обнаруживать
дефекты с раскрытием не менее 10 м/с при глубине более 20--
40' мк.
Ультразвуковая дефектоскопия
В основе ультразвуковой дефектоскопии лежит способность
ультразвуковых колебаний (УЗК) распространяться в металле на
большие расстояния в виде направленных пучков и отражаться на
границе раздела двух сред. При контроле применяются: метод зву-
ковой тени или теневой метод, импульсный эхо-метод, резонанс-
ный метод, акустические методы: импендапсный и метод свободных
колебаний. В этих методах используются четыре вида упругих ко-
лебаний: продольные, сдвиговые, поверхностные и свободные. Ко-
лебания вводятся тремя способами — при сухом контакте, контакте
со смазкой и иммерсионным. В иммерсионном варианте колебания
вводятся через жидкую среду (обычно воду).
Теневой метод основан на уменьшении интенсивности
УЗК, прошедших через деталь в зоне дефекта (появление области
«звуковой тени» за дефектом). Этим методом контролируют дета-
ли несложной формы и небольшой толщины при двустороннем
доступе к ним. При этом обнаруживают раковины, трещины, рас-
слоения и зоны крупнозернистости, нарушения сцепления в много-
слойных конструкциях. Чувствительность метода зависит от рас-
стояния дефекта до задней грани контролируемого объекта и ко-
эффициента затухания, чем меньше это расстояние, тем выше
чувствительность, т. с. возможность обнаружения более мелких
дефектов.
Акустический контакт в теневом методе осуществляется через
топкий слой смазки или иммерсионным методом. Большинство
приборов работает с использованием продольных ультразвуковых
колебаний. Для контроля листов и труб применяют свободные ко-
лебания.
Импульсный эхо-м етод основан на отражении УЗК
от поверхности дефекта. Контроль производится при доступе к де-
тали с одной стороны. Принцип работы дефектоскопа, использую-
щего эхо-метод, аналогичен работе радиолокатора. Чувствитель-
ность этого метода намного выше, чем теневого. Она зависит от
Неразрушающие методы контроля (дефектоскопия) металлов 623
частоты колебаний, мощности посылаемого импульса, характери-
стики направленности излучателя, акустических свойств материа-
ла. Используются продольные и сдвиговые колебания.
Сдвиговые колебания применяют для обнаружения дефектов,
залегающих неглубоко под поверхностью и ориентированных пер-
пендикулярно. Применяют также поверхностные и свободные коле-
бания для выявления поверхностных и подповерхностных дефектов
в деталях сравнительно простой формы. При контроле с помощью
поверхностных колебаний чувствительность метода определяется
состоянием и чистотой обработки поверхности. Метод продольных
колебаний (при работе па частотах 2—5 мгц) характерен наличием
мертвой зоны (6—8 мм). Возможность сокращения мертвой зоны
зависит от длительности импульса и длительности переходных
процессов. Применение поверхностных колебаний позволяет конт-
ролировать и мертвую зону. Импульсным эхо-методом обнару-
живают и оценивают расположение дефектов и а глубине от не-
скольких миллиметров до нескольких метров в крупных деталях
и полуфабрикатах несложной формы с достаточно чисто обрабо- ‘
данной поверхностью, при этом определяют зоны крупной зерни-
стости и качество стыковых сварных соединений.
Резонансный метод основан на возникновении в конт-
ролируемом металле продольных «стоячих» волн. Стоячие волны
возникают при совпадении частоты внешней возбуждающей силы
с частотой собственных колебаний системы. Это явление называет-
ся резонансом. Оно сопровождается уменьшением входного сопро-
тивления нагрузки, в результате чего в контур генератора вносится
большое затухание, амплитуда колебаний уменьшается. Резонанс-
ным методом можно выявлять зоны коррозионного поражения,
зоны непропая в листовых соединениях, расслоения в тонких ли-
стах, измерять толщину листов и стенок труб. Измерения толщины
производят путем поиска «стоячей» волны. Для этой цели
изменяют частоту возбуждающего генератора, например, измене-
нием емкости в цепи колебательного контура. Усовершенствован-
ные образцы толщиномеров позволяют контролировать толщину
от 0,36 до 50 мм. Погрешность измерения составляет около 2%.
Импедансный метод основан на определении механиче-
ского импеданса детали в точке его соприкосновения с датчиком
дефектоскопа. Дефект вызывает уменьшение импеданса. Измере-
ния производят при одностороннем доступе к поверхности контро-
лируемой детали. Величина импеданса оценивается по силе реак-
ции контролируемой детали на датчик, возбуждающий в детали
упругие, обычно изгибные колебания.
Метод свободных колебаний основан на том, что
если в детали с дефектами возбудить свободные колебания, то ча-
стота этих колебаний и коэффициент затухания будут отличаться
от тех же характеристик в детали без дефектов.
624 Глава Ш. Не разрушающие методы контроля (дефектоскопия) металлов
Повышение 'производительности контроля теневым методом до-
стигается применением мпогоэлсментных искательных головок,
переключающихся с помощью коммутаторов. Сканирование конт-
ролируемой детали осуществляется строчками при поступательно-
возвратном движении или по винтовой линии и по спирали — при
вращательном движении. Для увеличения объективности контроля
применяют различные методы сигнализации, а также запись пока-
заний на фото- или электротермической бумаге. Разработано
несколько систем, позволяющих структуру волнового поля видеть
на специальном экране. Получение видимого изображения конту-
ров обнаруживаемого дефекта при контроле эхо-мстодом, а так-
же запись показаний является сложной задачей. Для контроля
листов на прокатном стане разработана специальная система
с бегущим звуковым лучом. Для этой цели применяют большое
число пар щупов, объединенных в группы с таким расчетом, чтобы
осуществить одновременное сканирование контролируемого листа.
Запись изображения дефектов производится па электротермиче-
ской бумаге. Подобные установки позволяют производить контроль
со скоростью 10 пог. м в минуту.
Разработаны импульсные эхо-дефектоскопы иммерсионного
типа для автоматического контроля дисков с программным скани-
рованием. В таких дефектоскопах при контроле крупногабаритных
прессованных и катаных полуфабрикатов (профилей, плит) ско-
рость сканирования доведена до 0,6 м/сек. Сканирование произво-
дится строчками с заданным шагом. В резонансных толщиномерах
отсчет толщин производится или по шкалам, нанесенным на экран
электроннолучевой трубки, или путем применения специальных
измерительных устройств. В приборах с отсчетом по шкале осу-
ществляется автоматическая частотная модуляция. Определение
дефектов этим методом производится по изменению частоты или
по изменению остроты резонанса. При автоматизации импедансно-
го метода датчик приводят в возвратно-поступательное движение,
одновременно перемещая его по строчкам. Запись дефектов произ-
водится на электротермической бумаге.
Магнитная дефектоскопия
Магнитные методы дефектоскопии основаны на обнаружении
участков рассеяния магнитного потока, образующегося в местах
нахождения дефектов в намагниченных деталях и полуфабрикатах
из ферромагнитных материалов. По способу обнаружения участ-
ков рассеяния магнитного потока магнитные методы дефектоско-
пии разделяются на магнитнопорошковый, феррозондовый и маг-
нитографический.
М а г и и т и о и о р о ш к о в ы й метод обнаружения дефект-
ных мест детали основан на скоплении в этих местах частиц маг-
Неразрушающие методы контроля (дефектоскопия) металлов 625
нитного порошка. В намагниченной детали линии магнитного
потока, встречая трещины, флокены, волосовины и другие несплош-
ности, обладающие большим по сравнению с материалом детали
магнитным сопротивлением, огибают их и над этими участками
образуется магнитное поле рассеяния. Ферромагнитные частицы
порошка затягиваются полем рассеяния и оседают на контроли-
руемой поверхности в местах нарушения сплошности. В магнит-
ной дефектоскопии в основном используются порошки ферромаг-
нитных окислов железа, реже чистого железа, получаемые
химическим путем, а также порошки магнетита. Для увеличения
контрастности изображения применяют окрашенные порошки свет-
лых тонов. Разрабатываются магнитнолюминесцентные порошки,
использование которых улучшит возможности автоматизации конт-
роля этим методом. Для облегчения перемещения частиц порошка
по детали применяют магнитную суспензию, представляющую со-
бой взвесь ферромагнитных частиц в воде, минеральных маслах,
керосине. Детали намагничивают в поле постоянного или перемен-
ного тока для создания на их поверхности напряженности магнит-
ного поля порядка 30—150 эрст. Полые детали чаще всего
намагничивают циркулярным магнитным полем в плоскости, пер-
пендикулярной направлению тока путем пропускания тока через
деталь или отверстие в ней. Для получения продольного или попе-
речного намагничивания детали намагничивают с помощью
соленоида и электромагнита. Для ускорения процесса контроля
применяют комбинированное намагничивание одновременно про-
дольным постоянным и циркулярным переменным полями. Приме-
няют и более сложное намагничивание, например, тремя перемен-
ными магнитными полями, сдвинутыми друг относительно друга
по Фазе. Контроль магнитнопорошковым методом осуществляют на
магнитных дефектоскопах. Дефектоскопы обеспечивают намагни-
чивание и размагничивание контролируемой детали, регулирование
и выключение тока, поливку детали магнитной суспензией. Суще-
ствуют магнитные дефектоскопы полуавтоматы, в которых весь
процесс, начиная с загрузки деталей и до разделения их па годные
и бракованные, автоматизирован, кроме осмотра деталей. При ис-
пользовании магнитнолюминесцентного порошка принципиально
возможна автоматизация и процесса осмотра. При контроле с по-
мощью магнитнолюминесцентного порошка деталь освещается
лампой ультрафиолетового излучения с длиной волны 3200—
4000 А. М а гиити ©порошковый метод позволяет обнаруживать по-
верхностные дефекты, в том числе очень тонкие (типа закалочных
трещин) и некоторые подповерхностные дефекты, залегающие на
глубине примерно до 2 мм.
Феррозондовый метод отличается от магнитнопорош-
кового метода способом обнаружения магнитных полей рассеяния,
возникающих над дефектами. Метод феррозондов применяют также
626 Глава III. Неразрушающие методы контроля (дефектоскопия) металлов
для магнитометрических измерений (измерения магнитных по-
лей и их градиентов), для обнаружения ферромагнитной фазы
в немагнитных сплавах, ферромагнитных включений, степени раз-
магничивания и т. и.
Феррозонды представляют собой катушку с ферромагнитным
сердечником, на который одновременно воздействуют два магнит-
ных поля разных частот (чаще всего переменное магнитное поле,
создаваемое катушкой феррозонда, и постоянное измеряемое маг-
нитное поле). Обычно феррозонды имеют две катушки: катушку
возбуждения и измерительную, ЭДС которой пропорциональна
измеряемому полю. Для сердечников феррозондов применяют маг-
нитно-мягкие материалы, например, пермаллой. Большинство
феррозондовых приборов имеет два небольших зонда (часто их
называют полузондами). В зависимости от схемы соединений ка-
тушек феррозондов с их помощью можно измерять или напря-
женность магнитного поля, или его градиент.
Чувствительность некоторых феррозондовых приборов дости-
гает 10-6 эрст на одно деление шкалы. Размеры зондов могут ко-
лебаться в широких пределах. Для дефектоскопии применяются
феррозонды диаметром 0,5—1 мм и длиной от 6 до 1 мм. У нас
и за рубежом разработано несколько конструкций феррозондовых
дефектоскопов. В них предварительно намагниченные детали или
располагают на лепте транспортера и перемещают мимо зондов,
или зонды вращают вокруг детали. Релейные исполнительные ме-
ханизмы срабатывают при превышении величины сигнала опреде-
ленного значения, определяемого величиной магнитного потока
рассеяния. Сигналы попадают на автоматически срабатывающие
клапаны или другие подобные устройства. Если контролируют де-
тали значительных размеров, феррозонды вместе с намагничиваю-
щим устройством перемещают по контролируемой поверхности.
Так, например, работают феррозондовые дефектоскопы для конт-
роля железнодорожных рельс. О наличии дефектов судят по появ-
лению звука в выходном громкоговорителе или по отклонению
стрелки индикатора. При контроле феррозондовым методом в ряде
случаев возможна перебраковка, так как вместе с трещинами
и другими дефектами выявляются обезуглероженные зоны, «мяг-
кие пятна» и другие изменения в структуре, которые не являются
браковочным признаком. Феррозондовый метод может успешно
применяться для контроля толщины стенок различных иеферро-
магпитных деталей при двухстороннем доступе.
Магнитографический метод отличается от других
магнитных методов дефектоскопии тем, что обнаружение магнит-
ных потоков рассеяния, возникающих над дефектами, производит-
ся путем их «записи» на ферромагнитной ленте. Этот метод нашел
применение для контроля сварных соединений в трубопроводах.
Процесс контроля включает намагничивание контролируемого
Неразрушающие методы контроля (дефектоскопия) металлов 627
сварного шва с наложенной на него магнитной лентой, при кото-
ром происходит «запись» магнитных потоков рассеяния и воспро-
изведение (считывание) записанных па ленте сигналов от дефектов.
Используется два варианта намагничивания: поперек линии свар-
ного соединения и в направлении, нормальном к поверхности сва-
риваемых листов. Для поперечного намагничивания используются
специальные электромагниты, обеспечивающие индукцию в кон-
тролируемом изделии порядка 10—12 тысяч гаусс. Перпендикуляр-
ное намагничивание осуществляется с помощью многовиткового
соленоида. Большинство опасных дефектов расположено вдоль
сварного шва. Поэтому при «считывании» сигналов используется
схема поперечного воспроизведения. Этим методом выявляются
трещины и непровары глубиной 10% от толщины стенки и более,
цепочки газовых нор и крупные шлаковые включения.
Индукционная дефектоскопия
Этот метод дефектоскопии, называемый также методом вихре-
вых токов, основан на возбуждении в испытуемом участке контро-
лируемой детали вихревых токов и определении обратного дейст-
вия этих токов на возбуждающую или специальную измеритель-
ную катушку. Применительно к магнитным’ металлам его иногда
называют магнитоиндуктивным. На величину вихревых токов
влияют электропроводность, магнитная проницаемость, расстояние
между датчиком и металлом, наличие несплошдостей в поверх-
ностных слоях, толщина контролируемого объекта, форма и разме-
ры датчика, частота тока в датчике. Каждый из этих параметров
может быть проконтролирован при условии, что другие в процес-
се контроля остаются неизменными или мало влияют на показания
дефектоскопов. Разработаны приемы отстройки от влияния одного
из мешающих измерениям параметров. Этим параметром в боль-
шинстве случаев являются пли изменения расстояния между ка-
тушкой и металлом (при выявлении несплошностей, контроле по
электропроводности и т. д.), или изменения электропроводности
и магнитной проницаемости при измерениях диаметра проволоки,
прутков, труб и пр. Дефектоскопы, основанные на применении
метода вихревых токов, различаются по конструкции испытатель-
ных катушек, схемам их соединений и схемам электронной части
прибора. Проволока, прутки, трубы, мелкие детали контролируют-
ся в проходных катушках, через отверстие которых проходит
объект контроля. Иногда катушки размещают внутри трубы или
другого контролируемого объекта. Для контроля деталей сложной
формы (профилей, крупногабаритных деталей) используют на-
кладные катушки, прикладываемые к контролируемому объекту
торцом. Для контроля тонкостенных деталей применяют катушки,
628 Глава HI. Неразрушающие методы контроля (дефектоскопия) металлов
включенные экранным способом; контролируемую деталь поме-
щают между передающей и приемной катушками. Важным факто-
ром, определяющим чувствительность метода вихревых токов,
является рабочая частота прибора (частота тока в испытательной
катушке). От частоты тока также зависит возможность подавления
влияния мешающих измерениям параметров. Приемы, лежащие
в основе независимого измерения двух влияющих параметров, свя-
заны с раздельным измерением амплитуды и фазы напряжения.
Например, при выявлении дефектов в прутках с помощью проход-
ной катушки или в деталях сложной формы с помощью накладной-
катушки влияние изменений зазора исключают путем измерения
лишь фазы напряжения. Для этого вторичные обмотки двух изме-
рительной и компенсационной катушек электрически включают
встречно. Результирующая электродвижущая сила компенсируется
с помощью опорного напряжения. Взаимодействие катушки с ме-
таллом вызывает появление напряжения на выходе системы кату-
шек датчика. В случае немагнитных металлов при наличии трещин
и изменении электропроводности меняются амплитуда и фаза сиг-
нала разбаланса, а при изменении зазора только амплитуда, фаза
же остается неизменной. Фазочувствительные схемы можно наст-
роить таким образом, что изменения амплитуды не будут сказы-
ваться на показаниях прибора. Способы компенсации используются
также в схемах, работающих по методу «эллипса», «синусоиды»,
«световой точки» и др. В приемах, связанных с частичным подав-
лением влияния зазора, используется возможность выбора рабо-
чей точки па резонансной кривой колебательного контура, элемен-
том которого является испытательная катушка, таким образом,
чтобы небольшое изменение зазора (в пределах 250 мк) не вызы-
вало изменения напряжения на контуре или катушке контура.
Это дает возможность контролировать качество'-термической обра-
ботки, химический состав, структурное состояние поверхностных
слоев металла, а также измерять диаметр проволоки и прутков.
Метод накладной катушки применяют для выявления наличия
несплошностей, измерения электропроводности (удельного сопро-
тивления) и контроля свойств, связанных с электропроводностью,
для измерения толщины листов и стенок труб, толщины и качества
защитных термохимических, лакокрасочных и гальванических по-
крытий. Этим методом также обнаруживают трещины, включения,
скопления плен и других несплошностей, ориентированных в плос-
кости, перпендикулярной поверхности контролируемой детали.
Протяженность обнаруживаемых электроиндуктивным методом
трещин приблизительно равна половине диаметра испытательной
катушки. Диаметр испытательных катушек зависит от частоты
рабочего тока (для некоторых приборов он равен 3—4 лж). Метод
вихревых токов позволяет обнаруживать подповерхностные тре-
щины под слоем металла толщиной до 0,8—1 мм, а также под
//еразрушающие методы контроля (дефектоскопия) металлов 629
слоем лаков, красок и других неэлсктропроводных покрытий.
Электроиндуктивные толщиномеры позволяют определять толщину
покрытии на металлическом основании.
Этим методом успешно контролируют толщину тонкостенных
деталей.
Метод электросопротивления
Метод электросопротивления основан па прохождении тока че-
рез контролируемую деталь и измерении сопротивления или напря-
жения на контролируемом участке. Наиболее эффективен этот
метод при измерении толщины стенок пустотелых деталей с элек-
тропроводностью ниже 3,5 м(ом • мм2, а также для контроля нару-
шений сплошности лакокрасочных и других покрытий, нанесенных
на металлическую основу.
*
Метод ТЭД С
Метод ТЭДС основан на измерении термоэлектродвижущей
силы, возникающей в результате нагрева контролируемого участка
детали в сравнении с ТЭДС эталонного образца. Этот метод при-
меняется для разбраковки деталей по маркам сплава, для контро-
ля качества термической обработки и для контроля химического
состава некоторых сплавов.
ОГЛАВЛЕНИЕ
Стр.
Предисловие..........................................................
Принятые обозначения механических и физических свойств сталей
и сплавов............................................................ J
Глава I. Стали
Коррозионностойкие деформируемые стали...........................
Хромистая сталь 0X13 (ЭИ496)..................................
Хромистая сталь 1X13 (ЭЖ1)....................................
Хромистая сталь 2X13 (ЭЖ2) . .................................
Хромистая сталь высокой твердости 3X13 (ЭЖЗ) . . .........
Хромистая сталь 4X13 (ЭЖ4) . . . .............................
Хромистая сталь высокой твердости 9X18 (Х18, ЭИ229)...........
Хромониксльвольфрамовая азотируемая сталь 25Х18Н8В2 (ЭИ946)
Хромоникельалюминиевая сталь Х15Н9Ю (СН-2, ЭИ904).............
Хромоникельмолибденовая сталь Д17Н5£АЗ (С.Н-3, ЭИ925).........
^Хромоникелевая сталь Х16Н6 (СН-2А, ЭП288) . . .........
^Хромоникельалюмяниевая "сталь X15H7IOM2 (СН-4, ЭП35)...........
Хромомарганцевоникелева.ч сталь с азотом Х17Г9АМ4 (ЭИ878) . , .
Х.ромомарганцевояикелсвая сталь Х14П4НЗТ (ЭИ711) .............
Хромоникелевая сталь 0X181110 (0XI8H9, ЭЯО)...................
Хромоникелевая сталь Х18Н9 (1XI8H9, Э5П)......................
/ Хромоникелевая сталь 2X18149 (ЭЯ2)..............................
^/хромоникелевые стали ЧХ18.ШЯЦ и Х18Н9Т1 (IX18H9T, ЭЯП) . . .
Хромоникелевая сталь OXTSHUB (Х18Н11КТ*ЭИ402) ................
Хромоникельмолибденовая сталь Х18Н12Л12 (ЭИ 101)...............
Хромоникельмарганцовисгая сталь 2Х13Н4Г9 (Х13114Г9, ЭИ100) . .
Высоксхромистая сталь X28AI1 (ЭИ657) .....................
Хоемониксльмолибденомедистая сталь с титаном Х29Н6МД2Т (ЭП309,
ВНС-4) ................... ........... 4 .. .. .
Хромоникелътитанистая сталь с медью Х15Н5Д2Т (ЭП225, ВНС-2) .
Хро.мониксльтитанистая сталь -с медью Х15Ы5Д2Т (ЭП.410, ВНС-2)
.Хромоникелевая сталь 1Х21Н5Т, (ЭИ811J.................. . . .
Сталь ЭИ554 . . . ............................. . .
*7 Сталь ЭИ759 .................................................
Сталь Bi'C-З (ЭП492) . . . . . . .......................... .
Износостойкая сталь ВНС-7 . . . ..........................
36
36
38
41
45
48
51
53
56
*70“““
74
78
83
- ь'
87
92
Ж
Juu
103
АосГ
110
ИЗ
118
122
12Z
Ш
134
136
138
Коррозионностойкие литейныр стали . < . , ............................ 139
Стали ЭИ654Л и ЭИ654ЛК . . , ...... ... ^.......................... 139
Хромоникглыкюлибдсповая сталь с медью Х24Н8М2ДЗЛ (ВКЛ-1) . . 1-41-
Жэростойкис. (окаливостойкие) деформируемые стали....................Д 144
Хромовиксльхремиистая сталь 4X1GC2M (Х1ЭС2М, ЗИ107) ..... 144
Хее кн-;и1’.е.'!ььрсмнистая сталь 3X13H7C2 (X13II7C2, ЭИ72)........ 148
Хромоникелевая сталь Х23Н13 (ЭИ319)............................... 150
1
13НВФМА (ЭЕ65) .
стали
(ЭИ736Л)
ii л а e
зав
t '
ан
OCHGJ
.i-
сталь
сталь
В^\Л10 . .
ЭЦ690Х1Л .
на
на
на
на
на
на
осшц
OCHOIj
осип!
'(ЭШЗ, ЭИ696М)
/ппйки, пФковки! ЭИ696А ,
(лиц «) ЭИ698А '............
КНбА 440 (ЭИ787) .....
прочные
на
на
Х12Н2ВМФ (ЭИ 961) . .
стал>}10Х42НЪМФ?х (ЭИ962) .
стал’!!З'ГЙНВАЗФА (ЗИ962А) .
стал^нрутх ‘ '
Хромоникелевая
Хромоникелевая
Хромс/ат тиоловая
Х;5о 1-1 о пи ко лев а я
Хрсмокиксленая
ь Х151130ВМТ (ЭП43
•ie ХН70ВМТЮ ,
с ЭИ766 .......
е ХН73Х.6ТЮ (ЭИ698)
ье ЭИ826........
inc ЭИ867 . . . . .
Оглавление
.. f
Хромоникелевая сталь Azonio (ЭИ417/ - • • *
Хромоникелевая сталь ХН38ВГ (ЭИ703) . 'т/1Ср7\т;
Хрсмо1Л1келъмарганцовистая сталь с азотом л~51 Лш /АР
Хромоникелевая сталь ЭП126 (ВЖЮО)....................
^стойкие (скалинсстойкис) литейные стали , . .
ромоннкелевая паль Х25Н20С2 (25-20Л)..............
’’омоннкелевая сталь ВНЛ-1 (СН-2АЛ)..............
XpbMui-'ельзольфрзмовая сталь 21-11/2,5...........
Жаропрочные дешифруемые стали....................
стал^Х]7Н2 (ЭИ268) . ..................
сталйЗХ14НВФРА (ЭИ736).................
сталь}
ста.
tj
оная сталь ЭП310 (RHC-5) . . .
ювая сталь 4XI4H14B2M (ЭИ691 .
> Х14Н14СВ2М (ЭИ240) . . . .
ЭИ395/( 16-25-6) . . .
4Х151-0Т7.Ф2МС (ЭИ388)
сталь 4Х12118Г8МФБ (ЭИ481)
сталь ЭИ734 , .
Хромиста*!
Хромистая
Хромистая
Хромистая
Хромистая
Хромистая
Х.ромистая
Хромоникельмол|5дс
Хромопиксльвол^ра
X р о м о н и к еле в л я т. а /,
ХромсникельмолиСтновая сталь
X р о м о м а р га н н е е о в j ;к ф е в а я
Хромой нк ел ь м а р г а к i i о с т а я
ХромомаргандовоникелАтм!
сталь Х.Й
Хромоникелевая
Хромоникелевая
Хромоникелевая
Хромоникелевая
Хромоникелевая
X ро м о i/ икел ев а я
X р о,м о и л к с v г ьв о л ь ф р а м о з а я <- т а.
Жаропрочные литейные стали . •_
(ЭИ835)
Стр.
152
163
166
176
176
179
182
185
185
190
199
209
213
215
224
236
239
241
247
263
297
301
310
9',4
329
338
Харостс
сталь
сталь
сталь
сталь
ст аль
Г.^аеа И. Сплавы
А дсфсфчируемые сплавы . . .
осиовГ АН78Т (Х20Н80Т, ЭИ435) • .
основ) - Л1-175МБТЮ (ЭИ6АЦ . .
основе/ ХН70Ю (ЭИ652)..............
основ/.1 ХН69В (ЭИ868. ВЖ98Х- . .
сплавы ....................
(. \к ал иност оикис
ник елеьох
никелевой
никелевой
никелевой
деформируемые
никелевой
никелевой
Шмелевой
нике,тезой
никелевой
никелевой оснои
никелевой основ
на никелевой сек/
на никелевой осн!
360
401
410
419
427
/
I
!
632
Оглавление
ПрСДИСЛОВ
Принятые
и спя;
Коррозиог
Хром
Хром
Хром
Хром.
Хрог.
Хрол
Хрол
Хрол
-Хрол
Хрот
Хрог
Хрол.
Хром,
/ Хром
V V Хром
-Хро.м
Хрол
Хрол
Выс
Сплав па никелевой основе ЭП109 (ЭИ867А)...................
Сплав .на никелевой основе ЭИ238 . ....................
Сплав на никелевой основе ЭИ929 ...........................
Сплав па никелевой основе ЭП57.............................
Сплав па никелевой основе ЭГ1220 . Л ...............
Сплав на никелевой основе ЖС6-ДП . . .................... ,
Сплав на никелевой основе 3H894,j . ,......................
Сплав на никелевой основе ЭН99 ..........................
' Сплав па никелевой основе ЭП199 (ВЖ101)................
Жаропрочные литейные сплавы.............................
Сплав па железной основе ВЛ7-20.................... /р.
Хромоникелевый сплав ХИВЛ.-'(ВЛ7-45У).............'
Сплав на никелевой основе ЖС6..................... \
Сплав на никелевой основе ЖС6-К.......................... '
Сплав на никелевой основе. ЖС6-КП................
Сплав на никелевой основе ЖСЗ (ЭИ618)................... '
Сплавы на никелевой основе. ЖСЗ-Д и ЖСЗ-ДК ... ‘
Сплав на никелевой основе АНВ-300 ...................... '
Сплав на никелевой основе ЭИ857 (Л-114).............
Сплав на никелевой основе ЕЖ36-Л1 ................/}•
Сплав на никелевой основе ВЖ.36-Л2...............,1 *
Сплав на железохромоникслевой основе ВЖ36-ЛЗ . ‘ '
Сплав на никелевой основе ВЖЛ8 .............
Сплав на кобальтовой основе ЛК.4......... '* • , ‘
Сплавы для наплавки клапанов ................
Стеллит ВХШ . . . .....................
Стеллит В2Ж ... ................../7 '
Стеллит ВЗК............................С1 '
Сплавы на основе тугоплавких металлов . .- . t ' '
Вольфрамовый сплав ВВ-2 ...... .... ',. '
Молибденовый сплав ВМ-1................
Молибденовый сплав ВЛ1-2...............; ' ’ ' ‘ • . . ‘
Молибденовый сплав ВМ-3..................................’
Ниобиевый сплав ВИ-2...............
Ниобиевый сплав ВН-2А , . . .............
Ниобиевый сплав ВН-3 ......... .ОСкопия) ыеЖ’, '
Хромовые сплавы ВХ-1 и ВХ-1Н . .. . . Ов
Глава III. И ср нарушающие методы контроля '
Стр.
438
V
л
I
г* я Ж
: . 508
. . . 512
. . 512
. . 515 i
. . 518 {
. 525 В
. . 533
. . 539
. . 544
. . 557
. 560
. 562
568
. 574
. 577
. 580
. 582
. 582
583
584
585
588
590
596
598
601
606
610
613
619, Н
------- МАТВРВДзд
Точные
СПРАВОЧНИК ПО АВИАЦИОН7
Коррозионностойкие и Техн
стали и сплавы. 1
Г Ста
Ста
Из;
Редакторы Т. А4. Кунявская и 3. И. Бражнике печ
Корре?}' }
Ст г
Хр;
; /К--'.:-'-
и«д 11H-Q
Учетно-изд. л. 30,96
в т. ч. 1 вкл.
Заказ 1525/5607
злиграфпрома
(OR <’ГГГ'
л.
Т-05502 Подписано в печать 6/IV Г-—
Формат бумаги 60X90416=20,06 бум. л.о,--
Цена 1 р. 75 к. ' юв СССР Пп
----—------—--------—-----------------— * по печати
Московская типография № 26
Государственного комитета Совета
Ул. Чернышеве