/























Tags: отопление вентиляция строительное проектирование проектирование рекомендации
Year: 1972
Similar




Text
*-» гдбт «нося
toHnfii
roJw»3JtT«a
>«tfMOtfaXoaI
иипИл мохоеыоогх шмтолХд
ararxo oxos
—ээмнхах хэагагтааэ |itinr[
lnKtftr»i
xrai&im arena хшпъ«н
хХхахэп Jtaaxaa MxHa'orj
В 60ГЭТ «Ло
ivtak щм4иэ <fMkrfopo xmivax
-Mouxva nwnxata « ншапохо «жввоЗайяоЛа ou
В BITTYISHO Я34
хомваптпоЛв
яахэМхо хииъигеой faxaadkradu игаввахэ
-roaaeoda иагпхам акаалгохо nroxoig
xxaoInxBXicg щд
хх»о4вх0хтп**яз вшпт» аопаоэаоо
XlMAflQdXdROdmrf
doo rodxsaoj
I» queen дртвяыа
!.£. Ёастояцм “Гемиоадацал" лрзджамачежж для ммш*«-
важжл /1фа вуо1ил#мии охояхаш а вмямцмг ввел* ево>“-
пнцт я р«*а<хр>мигших жшрмежмдми a еверешемваро ежах
цеха» а адншжмявостя в стролтельства, праменэджх' »«и₽а«с-
кут в гавовую свержу, иаплавку ревду черяих пмшипши
сплавов»
£.2. •Рекомендации" прямыми крв услевжа оевладеви* туе-
Саман в хехнологлв прздессев смрм а реви петел дм, а -яжк-
м X обмшо*«лак1ф9Вочшм ж кшкхрлспашамтжемя» сцамв»
ваготомтельммх ж вбврвтаосварэчЕиж цехов, «ааежеиаи* в "Се-
ддарлих жралмдх по сварка я рейха металлм”; Кяаанярсгва
•здрвдовхранелвл СССР.
£.8. •Рехсмвкдацяк" ве распростраяхется ма^прожаведстве
работ по сварке берклия к его ставов, а также № алектрежяе»
дучевув, атомио-лодородвув ж клашехдо вварку.
1.4. Ирк проегофовкжм отоиеви ж вавтвляцвв мехаиякес-
жжх мастерски, хн»«сих хабераторлк, а также всвомогатель»
них вданмк ж покецвякв слецуат руководствоваться сИдБ П-Г.7-62
к С!кП й-П.Ё-бЭ;
2. Охо|яевже и вентжхяция
2.i. Ьзделейе apexujf всдестп в жх р&сжрцсхражепе в вв»>-
; дужяоа вреде преавводствемцих мшцеаж! мготемпадмжт ж еое*
. рэчве-св^рэчжи ценев дмж^ нрадотвредаться в рарвув ечередв
деепвтетвуаце! ^ргавжеацввьтвхплогжчлекоге процесса, ксеет-
руххвмыиж^еммшД'Оборухав^пк я спецкфвхесхив для этих це-
»1 обьеше^лааарввочяшя я ^ввтрупжвжшм реяеинимж вдввкя,
.арав«сеппыж в яСадвтар«а правдах пря с варко ж ротко мемлдев’
.Ммадрева СССР, и .разделе П "Хребрважая ж прмавцкствеяяям пеке»
жакмяк* cdopygteaajum пркпвсеалаяяж".
Огввкт«лья&-в«втжляцммв»е оезтвмм |фв еовлздепа эпх
требоиле» деляям двпвляль врздуометреаяые уктронвтве цм
обеенвчвшц в рабочая веве я жа рабочих масхах. жрожеведсхвеявых
ецздаляи
-жетвсрелогмтесккх условия для м tar еры работ срелма та-
seen соотватахвевже СЯмП П-Г.7-62;
w сойтевтствухцего аседу хйобмеяа, пр* котором аедврааяие
•редзоигвЯ не будет вше устаясвленямх секмтвраамя мсрмаме
вред&емб-я<*iycтшх коице нтрацмв•
2 „г, £аод«тшв параметры иеружвого жоуду» сжадует яркга- i
жать во СНиП D-I.7-S2, TaJx.^t для хелохного першца гада -
вс яар&медру М ддя теслсга вереол* гада - во яиракетру *•
2.Г. Отойдите следует дуедусматрава»# как цражкяо, вок-
хуяко», соамедеквое о приточной вевтшшхеи. Ср* тежвако-гхоно-
tavtcxau обос.чованмв допускается прюгевевке воадужво-от^пжтелд-
юа агрегатов нт расчета аоввожиого яссольковакея о ад zeiypnoe
' отопление.
2»*г. Ер« сварке в аал давке а средваритадьеим ВйГреаоа де-
?але» гвЕ^свададенмя иржяжма^тсл ге даиящ» двхймсго».
Даджчевтво нрадяых яеяест/, эеделяясяхеж др» жсноль^сиажм
► ржимваиа евлрочйих я вашажсчаед матеркгдм, ддж оярвледедмя
' жоадухс-лЗиена в прся?Есдст»енни» псмеяеяиях, приведена ж пржло-
свжжа I.
Пря адиС'Времейнсм расходе зткх ылтерлалвв а рарчичнии ел-
putxnvntt вредностей» 2О»духсп5ме» яеобхо»»*? раесчвтнелть во
ярвоелад«жвй врадкост» в смеси espsrcrf*.
1 2.5. Ер* ЕрсектжроБавик обжеобдеявое вентмяцим следует,
, *« иреМАО, пуадусмахривагь jwrtjiffiyn «вяхмецме - есхеспеяяух 1
' жя вержжев воин, пржгсчяув - ыехаямчесжуя, кегависжмс от крат-
Хдсч» ваадухлобмет.
Еря дршекеякя мек^ичесжой ватахпод вентялядо »в мяого
пувдетвбго еварочяого цехе в тепли* первая года хосусваетсв
‘ встяетяевеик врмгол вовдуха * драйва» прояетк.
t х Еаготозмтелкйые ж сбйрачно-йяарачяыв -дет, сообчаюежесл
£ «решая» го смежвигж «ехзмж, где яа ярожэдяпск сверни, ms* рак-
кв мст&ялсв, должны ямстъ аивдавжческу» выгяигузэ жезгклящго ежеь*-
' Wewo от яадяшя феаере». ( ,
8р» rasoiua>№Fi№« обрпадке ыетег:с<» сжкхввежл таким «
‘ етсуктям нестяш отсосов 2А яядуха следу” ул**«» •»
' рхяп веха Смвхаяечесмм вутв») х ’Л «в вврхя-в» х-остаеиеквмм
к»» мвхавяческш путам).
В- соадввтетвутцвж тапмхо-ахокомячееяан обосновании доауе-
Г >а”с«! аряязденяе нахаяичайко» мд ат ит верхи” еоян- KpaMRiaai
2.6. Додау. новдуха раммаздуется жрадусматрмваты
- при сварка я раака на наатащоварнкх «аетах « сосрздо-
(точвжжо я веряяя в»яу с прлывинжвм вясадлож, иммхМП р&-
гулвронать вапршаляа жоздуяно» струм в варуяздлжпвй ивовое»)
ебасжчявая шившее» воздуха ж рж?оч«1 вана в нрииах от б»В
до 0»9 м/сек вря едездрздуговав я га вошамжев «варке в рама
же боям 0,5 м/с«к арм свари М среда /падилвго гаму
- вря «Варге в среда яжертжмх гамм налган амадвнеЖ вы*
ТяхП от мест свари ла EoswBqps, а гярсхе в цехах, где штян*
жи мятияздя ронаатся падакпвм стацвеыарвых ммтпгх вте«~
сов роясрадототеамо в рябела твау, обесвочмваж мси«здно«тв
вовдуха яа рвббчвх мнтах па бнлеа О,В ж/сел.
2.7. Ёаачеам всаффмцжемта " № я цр» раяхжовх схимх
оргажлвадвн воздухечбмвеа сладувява:
- прн всдачв воздуха в рабочую мну в .вмтжзде яя верхнее
вовн - е,7|
- прв сосрадотачамнсЖ водеч* воздуха в вцржчв мяр а
вытяжка, в -еявдввом ма рабвчо! мп,_- 1ы
2.8. Лрв рвярмаяш» учмтяов евдркя кровжа металлов
« жадачи. мвзду гав мя с макьяжм мгряваомом яездуп раж».
ж«Муетам устррВствр мвтжляцма по учаоххаж со ехекеж «рям
имеадмм воздухообиазд цредствраж&здав яаретекапо ape^saeiejt^
2^. Налвчестм врадяостал, удаляшзс моеммм отоааамж,
ситует «вродияп в аавасаиств ох расхода сваречяаго ждя л t
вешалочного матаржвлав не примаввв I я пуияжть в реямараЛШ
90 для ватзднжх мифов я 75> для другях местных отсосов.
^Оиашмв кслммастяо врцноотс! (Ю им 25») должно раг -1Ш
. Вввдяпся дю ЩК обдаобмсаяов вентядщаЯ. -Л/
2.10. 2ялы моетжмх отсосав в обжами стоасываамога воздуха
от них ярямдап в пралсасавжв 2.
2,II. °бмж “оадува, удалеяшыа местным! отсос ш, по жото-
рш 'отсутствуй далям в ириохвннм. 2, радоиездуется мрвдадятв,
всходя ив елздушх воМражяшит
а) Мявхма ьвва скораатв воздуха ва мшившем фамда г
асто<яша маелахял мродявх вздптв деляям прявямпся!
вря ручн?“ ыактрмварке на атацнояаропа пцетах -
о,5 м/с«ж|
пр№ сварке в сиде ущмехме гам - о»? м/декf
фк сварке а еры* ввертных гама - Ofi «of вам
| жув маыжы! резда м раежроачвих ст одах твтаиеввх
спхамв й нвявздапревважвх стаде» - 292 я/век<
I , те же, .дламвнеы-емгм«и* омаве^ж ввамсмег«ре»«ка|пг
| вЛх«1 - В»0 и/век.
I й) Cxcpocrbi воздуха работах жраеыах »каш вздфаж-здв
L сварка маАквк г.Яуелвк раконевдувтся ирааамап:
I дра npiwiUBip'электродов - 0,6 ц/сах|
| При сверка свакзз - -0,7 ’
L 2.12. Ли. ваятшыфм мыквутых жыувеилвуиа Hinti
Е реыдё&дуетсд прадуематркветы
а) при срЁрке - витвхлу веду ум- весеемыыл уетвыммшж а ме-
joratapniuaa вржемямимм,
вввоекохвоатн и нркшяежм - о<«ео4мамюе веятвмроь
ваяй аа счет удал вняв вагрлгвейжог» лоадухя ал» куэем всда«
свежего воздуха веитвдогорим высокого дагмевкл с газ нами
“Жавама облегченное зсгструкцяв (см. »..* пушохеявя 2} j
в) дрв реем - обаеобмепйу» ыржтоткую вввтвламт.
Имбхздпсай расход зоздуха для установок обаеебкажво! важ-
; мцж» евредыхатсв по колкчеству вздахлщвхск вредвоста», пра-
< водевиа в првложенмв I.
> дараветум повдуха ва рабочее каст» прж обвиобввяввВ вяжзд-
ляпвм вамхиуумх в подуммхжутых обымв даххвм бвпе
таыИву.гура воздуха (в хояздав! иерлзд года) - 2D- 22°Cj
’ вздвздвооп вавдуха -0.5U.5 м/сек.
К<4 Ирв невздшохноств пржмаивввя в шигутмх л полу-
ЕВмаутзд сЗмаилх kmjmi внтяхи **» обнеобшякож вентиярш
> доив прадусматриватд^л ярвжудвтаивая гмда<и варуногв воздуз
под вёсхт влж пздумадсу спвцма'ьннг млетрукцжв в ко.'хвастве
•> в м®/ч с темввратуфов ае ввжа 159С.
: 2.14 w Ирв paccpMoieaaaioT'яехача воздуха > ров о дую мвуГ
врздуемирхмвтсв нипияцдм жабввв дравовцвка о подазд* J
карушул: воздуха.
. I 2Д5. Цра гаавпдамвижвЯ обработке маталлсв в врммяаызд
И вврывабапоыавом асвываемв.
, Гй ' . «рмяжанма
А- Сварка а маидника ыдектродала порошашш
я pt)золотом»
Свар«иы0 иШ нва^ Вредим вецвства* выдел пладеся а воздух Sc*»- ЛВ'мчанП материал в г са t кг расходуемого сварочного гчи чвотво
ваялавсчаого ширкала ^вовдухе.
Та а Ларка •Сваре»- Ларгм- 'ХромовяН -Фто- ’ Проч® р/КГ
м а&- SpOBBH» мц п зднгадрвд.рмс- : мго хроматы тмй лайме-* коло- 1 J
Чм ДО= Л Crspo- чидо-йота-s част-
лы наш .род Ъже ; м
'i"J г ‘ з : * ' 5 : 6 ; 7 - 8 н 1 1
I. Сварта угтаоадмстых и дгавчиегаровднныд 1
re наавгдекм
<h’-o ИА-2 е.г 0.83 - i - 2800
КПЗ-52 и.* 1*К ,, 4500
АНО-1 7,1п 0.45 — - 1800
АНО-5 I*.* Т.87 - — - — 6200
АВО-6 16.3 1.95** — - — — 6600
UO7 12,4 1.45 — • — — — 4000
10ШГ2. 45 15.6” 0,51 - - - 3400
9ч(-г АНО-3 5.95 0.85 — — — — 2800
_- АНО4 5,95 0.59 — 2000
ОЗС-З 15.3х. 0,42 - 2560
-1*- 030-4 9.3 I.C7 — 3600
ОЗС-6 15.8° 0.86 — — — — 3400
Ю>-3 9,8 1.32 — 0,38 4400
Р-4 [0.0 1.08 1.53 3700
РИМ 6.9 0.74 — 2500
г»с-з 5.95 _ - 3400
«•:- уониИ- [0.0 1.09 — V * - 4600
К-5А5 16,5 1.53 - - 5100
6 У0Н&2. 7.5 1,41 — 1,17 4700
6> ИМ li п,г° П.78 - 1,14 2800
05
СК-2-50 Jig* 0,5 - . - - 3000
Предод^-ию прчвявмг) I
':' f г з 4 ’ з s Л 6 » ? • “в I ?'
CwK*_wwoTOTolo»l яш
щ-2бп: 9,05 - , 0,005
Щ-1? 9,6 0,65 0,166 1,13
См.ирвж-
чии 3
То же
10. Сцрва юррозжонностоДкзщ хароот^Л/р <
38-ponpowny отилв* ж сплавов
к в) КфижажолирсеоВкю отлип>|
?М {(ВЫ* - 8,4 1,41 (С-.46 |0,91
Э*-П |ОЗЯ-7 7,56 0,21 10,47 | 0,69
1П-15 7,87 0,546 0,352 1,61 Нжкам 0JE86’
а его
। f опись
8Я-1К 34^ 5,7 0,43 0,25 I 0,54
Г 1С7 I .
"UM -».66 0,119 *0,4 0,35
ЭЛ-1М2Б 1ЮМЗ 4,25 0,53 lo,24 I 1,6 - -
ЭЫФ2 йк-^ П,0 *0,68 0.34 1,61
II
б> 1дростоа!Щ1 сталей стар-во»
081-6 6,9 | 0,246 10.595 1,23
.’3I-9A 4,97 0,975 | 0,273 ‘ 1,15 Никель 0,39
ж его
.ИО
ЭА-2С2 »й-5 3.9 0,366 0,475 0,425 -
Тжропрепуяцл стаде* ж сплавов
6,9 ' С.54 10,127 ’,29 Яожжб- 0,314
лея
Нжгадь I,С2
1 и его
окмеь
Г3.9 0,935 P.2I2 Г.05 То хе О,СВ
Мщиб-
Ж88 ’.0
1,1? - -.66 Ижжегь .,119
и его .
скхоь '
5.R р,425 I .119 ; С.65 То га 0,6 |
5,8 0,35 Q.I 0,99 -
4000 F
Тол»
Продали :: n npKiouu!R I
22.5
0,151
15,1
0,495
!гин^5_ 10,2
0,393
0,535
4 2 : 3 : *
Г) Aijiasoiwi ота&уя
5H-25I-
12-40
Нлкель
его
OESOI
Т-591
i-62(
88-7С
11-2$
0.195
I». СМИ* —сокопромил самтлетиремдмж
сталей |
1а) Аусгааттарро клв?сд
А-395/9| Т7.0 II.J р,125
U-981/ i' 9,46 J0.68 р,72
ta) Rycra»rrHQFO crept
A“395/9| T7.0 !I,I fa,
feA-98X/ I 9,46 J 0.68 |э,
6) Ж?»ОТ*
Bi-io-6 |
а) Слон внзиолегяроаезяоя стаи
содерлауй мриев 0,4?; С
— - -^Х
5600
14700
SB-I5T3- 088-250
2^ bss-joo
BH-I4FZX-
Г-ЗП D3«~I
0.1*5
6) Cjtow ижзколвгкроаааасб ствлд.
’ содорюдвй болм 0,4% С
1 В-601
Г,26
) Cjwii rpoMWfttl стали
«Г-Н | 5?,6 %925| 1,54
г) Слот xiflogoxpt—втого сввцжалмог*_
д) Слоя хроясввльфрамсБОЙ теплостойкой
См.прдм-
чанки 3
г/
‘031-3 14.0 0.49 0,18 |l,97
,•) Рроо- : типов слоев
дк- 0,625 0,255 1,21
ВС 8-6 Т7,9 0,535 1,54 .0,8
: У1. Сва эка наплавка чугуне
-ад-4 [З.В 0.155 1,87
ози 14.7 0,47 1,65
В2г2 20,4 0,92 1,5*
Никель 0,0433
его
окись
Вана- 0.54 I
'дкй I
Ведь 4,42
Никель-2,73
И ого
окись
Ведь 6,05
Дедуавтоыаткческая (
нпзколвгчрвканних _—— _______________....
кираммчесимя стержнями с присадочной про-
волокой Св.СВГ 2С
сварка малоуглеродистых
с конструкционных сталей
' 13,9 Т.П 1 - |0,53 , - !
УШ. Сварка иеди .я медйях сплавов электродам
я проволокам
а) йлевтродеии
То же
5400
4400
6100
5700
Вокси- К0Д1_ 19,8 3.9 1,п !^едь 9,8 I300C
гое б) Проволоками
л 17,1 0,44 - - |То же Сварка стали порошковым поовмег а 15,4 I540C
ЭК 15 8,4 0,89 I 6,77 1- 2900
ПЛ ДСЙ-1 0,77 1 - - 2900
im-^%-2 п.г* 0,42 .0,1 — 2800
DCS-’ 7 7 0,41 0,72 - — 1900
dimj-з 13,7 1,36 - 2.7 - - 5400
ПП-АВ-т 7,5 0,76 1.95 - - 3900
nn-Li-e 14,4 ?*i£ - 0,95 - - 7300
Продолжение приложения I
В. Сварка в аажилшх газах
Слое •СмрсчпьИ Вредим аечветва, вышлкхцаесн в воа-:
»Uc. лите. дух в г ни I иг расходуоного свароч- Ходи-
ногс_в11£й<ала чесгво
Сва— Жар- ГХрсмо-' Сто-" Прочие ВОЗДУ~
роч- -it- -иый .рис-: 1 xa’z
имй нец вигвд- тыВ Наименее Коли-: м5
аэро-ш фвд, ; водо-: ваше : чество.
зс» ere jcpoita-i род .
к)ьзо-^и ж - ‘ :
ли j6hxdq-> :
1 _ - - -i - а,8П* * - i- ’ j
и л 2 з .S4 :5 : б : 7 -8.0
-! г "Г
В угледислед гаше
Во Пмволе-
BS3 Й9П9»2СЗ 7,0 0,42
-- С1-08Г2С 8,0 0,5
М- JS-245 12.4х 0.61
—С1.-08Х-
I -19ЫФ2С2 8,0 =0,4
(^-ГЯ16И-15,0 12,0
CB.-I0F2- J
В2-СЖТ 12,04 0.1»
Л. * °- РТ<
феволо- j
1 SuS- I
L *1-0,2- |
*0,2 14,0 |0,2
l B iprqjg, ГДДР
0,05
0,02
Никель
его
екиеь 0,04
Углкро- 14,0
да cfcac»
То же 5,2
и его 0,06
окись
Го га 1 2,0
I
0,2
I
Сж.при-
1МЧ1КИИ
5
2000 I
; 5100
Си.пром»-
чааже 3
То же
2000
Длижжния его ставов
|£i. |Ss
. Алйин-
i ння
' окись 2,0
j Алиин-
няя _
1 оисиь 15,0
7000
1000
I га®
9
|с«.вртг
I.OI
То же
С, 025
S00
0ЯХ01
0,0152
Кобали
=Наимев&-** Колм-
---- ' чество
Продолжение приложение 1
BpEimw литыми твердыми сплавами
— 1
Ежкф» {
скясъ | 0,05
? Кобехьт j 0,605
Нмаедь
о.осъ
0,475 ! -
2,32
г) Напдевочннми смесями
Ом.пржмэ-
См.нржмэ-
чиаме
Вредные ммесгва, выделявшиеся в повдух •
в г не I кг расходуемого нжплавочиого : Колж-
матврМода________ _______ча стео
- - - - ~ . ВОЗДУ-
; ’1
Сва- Жар- "Хроме- * Фто- Фромма
роч- .га- ;выв ан-s рис-
ка 8 ТШЦ гидрид^ ТИ1 -----------
слрс-н дрома- - подо- ;ваямв
йлд.вго ;М ж ; род
;окке-^3жхро-
;мегн ; *
Г 5 “ 5 “6“ *Г 7 “
а) 1жунмж твердыми склават
С-27
В-21
б) Омржаввымм электродами с жгегжрумиВ
помазка!____________________________
|2,12 - | -
„ . | 2,56 - | -
Р-19 HI.4 j - ^,55 | - -
в) Дмтамм K8PQHWM (алекгродн урубчапл!
ду^са! КБХ
Той i БХ
1 Стив
I 0,053
I Т),008
9000
92.5
9,<£| 0,011
51600
Рхюдолжениг зрллихени
2
Л) Боронками дли напылении
5 : «
'Г
СНГЙ
вснгн
25,4
11,55? ’ - Бор 0,285
0,0624 - _П_ 0,288
Никель и его 0,095
{мечение
То *0
ОКНОМ
вредсливние прялокевия 1
Г. Сиерка ми наплавка под плавая в дыми и ц. 2.. & *
керамическими фл псами
Парка
флюса
Вредные веоества, выделяющиеся в воздух '. Коли-
в г на 1 кг расходуемой проволоки * чест-
--------------------,-------— до йог
Свв- - мар- :\ромо- ’ Фго- Прочие-------------духа,
роч- га- :вы»1 ан- рис- •------------------—-г с
ныП ; нец р-идрид,* тый пвимаво^коли- —
аэро- м "хроматы • водо- ;ваяиа .чест- кг
зо». его .и бихро-; род : : во •
• ОКЖС-ЧЖТЫ - ;
. ди . . ’ :
I ' 2 ; 3 : 4 : 5 • 6
I. Цод плавленными флюсами
т
а) при сварка ми наплавке стали
1иоыа»в-
чесиий
и юлу
М2
»Ц-2Л
ец-б
•Ц-7
♦IMI
•U-I2
АН-22
АЛ-26
АВ-50
А2-42
АН-60
А*-64
- Р,И | - jO.03
’одгЬ.оо? - 1G.CB3
Ь,001 - .0,05
0,03 р.005 - ,0,02
10,03d - - 0,018
j 0,12 b,009 - !0.02
[ 0,056 0,00* - ;0,027
’ 0,06 Ь,053 - 0,054
0,04 Ь.008 - 0,024
' 0,053’ 0,012 -
0,03 0,02
А1-34ВД 0,04 0,024 - ,0,032
48-0»-(
4&-04-
' DCU-4S
о,ог
о,ооб
10.07
Го п
0,03
0,003
б) При сварке или наплаьве алюмивия
U-AI 52,8
Алюми-
ния
• 8 • 9
Т’Т—
60
60
100
4а
- . 40
40
60
но
50
. 40
70
80
140
50
- 40
-• 1 250
400
3J.2 15600
Продолжено прмжэжещя I
" SssLaaaJMakMai | --p- Углврл- i22,4 Д* «u To же ’ 0,5 !I?.B 1 O.« -». 120,0
1HK-I8 ABK-30 ЖС-4Я! <-I з-а I-II IC-JS'AZ в) Ди. 0,455 0,265“ 5,6 0,06 4,9 1.5 0,013 0,012 0,142 0,023 0,089 0,135 0,042
0,018 0,18 0,15 0,13 0,14 0,43
U £4 0,5 — L076 Sm..- ,0>i2 ОКИСЬ
150
g § g § 8
х}&охжчвство лювдухв для укапагяи ьплжмагв сварочных
sBpeeaaail рассчитано, ш для жалена с крвжсьв
окжехм йаргаяпа да 3%о
И^Т» ж», хак дли жамжа охжеж с прлквпью фгердспа алл
от 3 до W маргежцжвих совжпавжМ.
ПодчвРЕвутмевначввжи вадвлявджхея враджжх ваувств
сармелявг речвтим колдчадтво вождуха (графа У)»
Продолжение приложения I
I Д. Кснтжхтярл ялвктрооварка, сварка тречявн, z> » л
ргуврнн», рамка гйощамеивая сварка
owiroicn LLi ^«««Мвся^редвостм^ _ " ' ~ Косеет-
п |*®с : Наименование : Ивиарнтвль : Коли-. в2я’*в15г''
: : . честив а» м’
’“Г : 2~^~ - 3 УТ:
Koitpat • аижтро- СТ- 1 Vt стнкоиа и лчнеИноЕ яв мавма-л до 50 гва е> Сварочный авроволь Угигрода ОЕЖЬ , г/ч на I ’ накину То и- ! 2S ?,6 г- 1 *000 - 500
| СМИЕ^,-ПЮМ То U кг на I «ж2 пкваадй стыка । 8 0,*
IlkaneHF.v наменяв asraVi Аллмжвкн окежъ Г ЕВ 1 КГ расходуе- мого пе- . ройка 77,5 58700
1ветарч*17« стали Цинк* 1 г ва 1кг
дажи окись равхадуе- ио» про- мелош
мшДиЯ СТ*1Я jEr*-?*™- Марганец д его окне ан г иа I м Едины рв- ац 0,7 2300
То жа. вебе кад- ди 10 мм Те ма То кв I.I* 3700-
Ь юз, 20 мм F Гаиоваи доэ~ титане- Тжтав 2.5 8500
I TOlWt-l г Ь его дву- окксь *00
j То т01- То ио 20 2000
1 -•- 20 мм 30 5000
- - М«ж -- 55 5500
Продолмниа прялохаиия I
I : 2
Элвияодуг»тл ре ахи. 1 Алшини
UNtax вб-ЩгПЙ НТЪ । овзш
сплава, лист толдаве!
es?
О, ЛИСТ ТОЛЖНОА
жж То жа
ха, лист тслихиой
Гааовм сжр в стал
едатжлвви-кислорвд-
ши влипнем
Авота
окисли
' Тлилов*
дааанжя
То Ьа. е иопольаовв-
кмам сжижениях гавот
Ааота
оиохн
Геплсви-
делвиай
; 5 т * : 5
| г на I и | длины veaa М 1200
i 3,5 1?50
i -“т j 6 W00
’Г в* I кг ацетилена 22 4400
iккал На I иг адетв- izeia 12000 -
jг на ш> мох 15 5000
ккал ва I кг смеси 1 10000 -
Примечания; [. В I кг расходуемых*мектродов включены огарки.
2. При определении расчетного количества м-а^ха
иг условия раегвореаиязуглеродов окиси ЙДГ
принята разаой 20 мг/м^.
5. Расчетное количество вэадуха дли хроыосодер-
каких сварочных яхн иаиввочннх авт в рвал о в
следует определять в соответствии с требова-
ниями "Санитарных правил при сварка и резке
металлов".
л кожа отсоса № 1 Иаимнопие твхжоло- : Twn мемвего o«mi п/п: гиче смоге оборудова- . ний ui жесте распмо- • ; пт укрпп < 1 Г 2 1 3 ~ q I. Ручная элвктрсиговал сварка Прилежание 2 » Смрооп вождута," Обыи отсасывав- Чжьбом чвртепП : мого повдухв, .типожх отсосов ж/m . ж улцда ( I S : 6
0,5 « 0,7 в рабочем проеме бооеяоо *
£ Стом для ручном сыр- li мелки жадвлиД Еытякнсм идаф с рже- же рож сэтп лаго про- СМС 700 1^00 ММ
2 Стел с вадвжжнмм укрм- таеж н поворотным яма- ком для ручной сварки с гиимжным укрытии бес кадввкдогс укрытия 0,5 ж рабочм проем * .1200 J «МЙ820. где Н-реоотоя- име от еиерсч- ВОЛ дуги ДО пл ос квот ж столп оКг-1И, BMB.I Д П
3 Столы ап этаджоиерид дли риввмерного Зе4 в живав се- Ле расчету I.
пости ж на пл<жад1, - ► - огреяжчеьнсМ раджуми ДО 4,5 к кжснважжя, односто- ронний ж двухотврв»- жп, о верхмм или жижипа отсооож ржажврои 600x645, ’750x645. 900x645 чвжжв пажелж с промржо! свормтж у во- точжжка вммлв> нжж жредноота (м.в.2.11) •» е
I 3 Продмики пркхоинп 2.
X * I 5 : 6
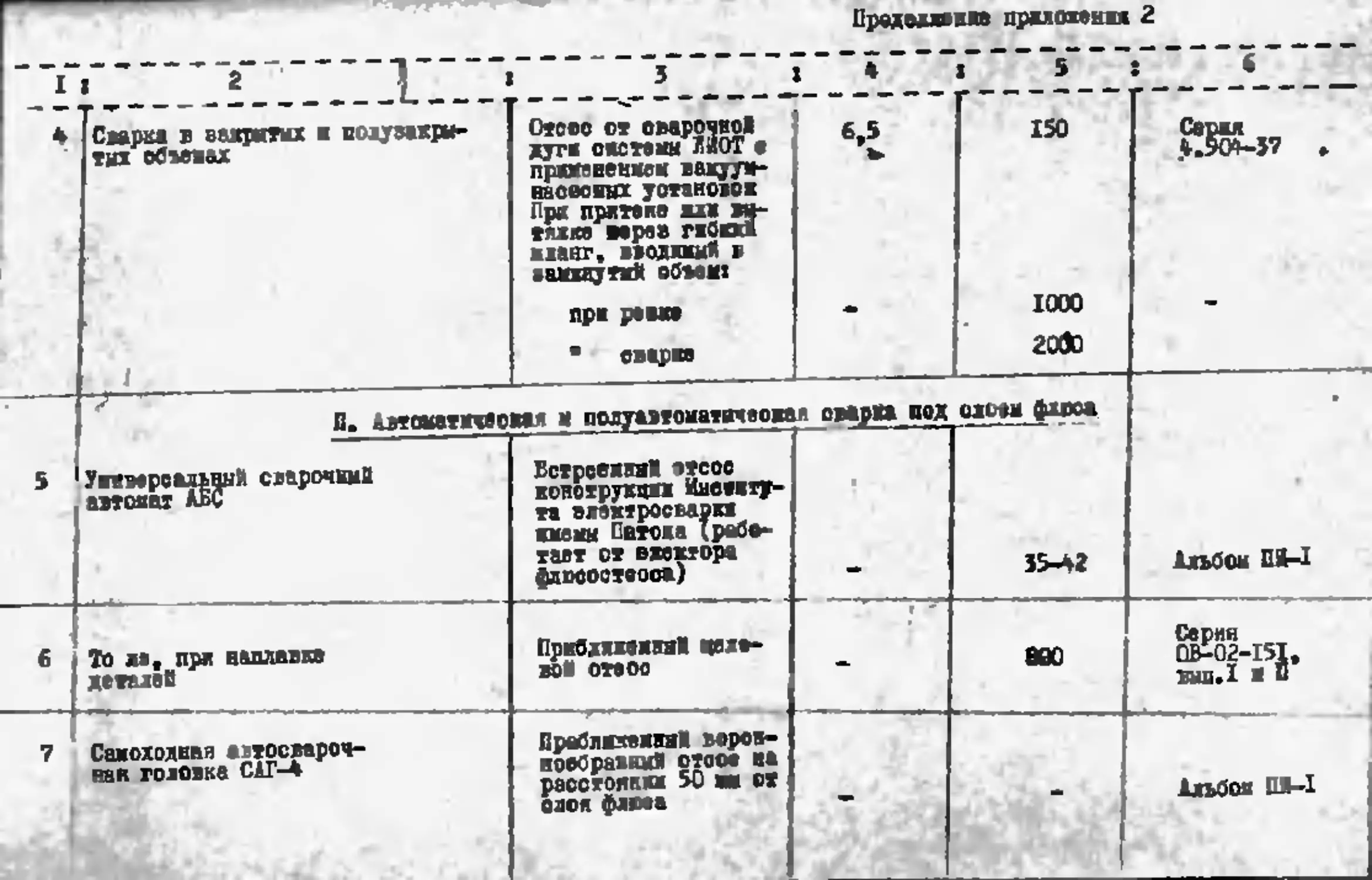
4 Сварка Б BRXJMYHX ПОВ/МКРЫ- тях обьвках Отсос от омрочно! дуге светски Л ЙОТ • прим веник ввжуук- насмяях установок Пря прятана иж м- ТЯЛК8 кора 8 гвбии планг, вводами* г я&мшуткЯ обьсм: 6,5 V 150 |Йо?-57 .
прв рсвхс » 1000 -
i свари гол
В. Амопатмчаоия к полуавтоматичвоюя. омрм» под слоем флпоа
5 Упэ«рождьныЙ смрочкма анма: АБС БстрсвмвяН этсос конотрукцим Инвиту- та алвктросвари ши Пвтожа 1 рабо- тает ст Виктора ©лосостооож) 35-42 Альби па-i
ГГ — ТО JES, ПРИ HW1BHK8 деталей ПрЕбйГЮТЖтаИ 18-О- ВО отсос ООО Серин №•02-151» ьмв.1 я U
7 Самоходная автосвароч- ная головка САГ-* Првблкзсмш! воров- нообравЕмЯ ртаса ва расскоиЕгш 50 ж и слоя флша - - Альбой Ш1-1
г
8. ?ает?
9 То жвДс-30
101йгЖг’йгг5.г«
, сяпш в утаоки
1___|ив»
II -Сварочный трактор
АДС-10Ф-5 пря сварка
круговых ВВО1
I 12 То ж*. JUK сварка
^вжупаиего им
15 ‘то и, UC-50C
UCJI-500
15 , ут-15сюдёгоДс
16 Влакговмй впоаат
АДПМ-500 дои автсима-
(чесжой в падуавтоывт»-
часиой бмрка
ПрадохжеЛв хрыохани Ч
5 : 4 S 5 I €
Ив двух погнутых пат- рубков я врапленшм ж Суввру для флвс* I) - Лл аВом ЛИ'1
Mi могпутой трубы ДЖ- амвтром W и I) Па дгух вороюж, рас- ПОЛМвВИИХ » высот» 40 ям о* слоя флвоа!) Флво-отсос Оржбджюаям! опое — 8 & । I. • 1 . 1 Алхбож BB-I Саркя 0B-O2-I5I, ВЫП.1 Ж И
то п - 45
а_ двух юровож ж жвогнутых патрубков, 8&крвпля»1па к бунке- ру для фждая То же 1а двух воровок ж якогкутык патрубков!) Отоос ОТ Г01СВП п кгяутоге мтрубка I :Н.Г <1 — . __ Альбом Ш-1 V
I : 2
17 Автомат АЛОБ-ЗОО
18 автомат АДОБ-500 со
оладявдм устройством
I» Головка тапа НДС-1000 для оваргся продольно- го варухаого мм круг- ах ватрубкеа
го Голо»» гии Пи U-500, уотевомавпя u еоа*- BMHO-nOBOfrvriO* мисо- лг
21 аолутитоматжчсожп го- лова M-5-J, ДВ-1*, АДИ-500 друг»
22 Автомата полуавтома- ты для алактромдако- ао< одарка
23 ! Автомат Ш-50С-6 для оаарп в оряда утп- иолого гам
Cj.41ШВЯ врмохвил I
3 1 ♦ 1 S t 6
правлпвнш! гон о«мн ш отсев - 150 Wi-r"1-
Приближений горияовмль- ul отооо 200
Целевой Стоос от аэто- мвп - И50 SHSV*™’
Перфорировали^ cwoo от автомат» - 55 *
Патрубок с воронит, креилджМал к ворон- ко для флюса I) - 1л*б« Ш-I
Подвигай всасывание аа- садок, сседжвевный гиб- ка илаигим, с вовтклктр- ром, ни додмжнап певиъ р «номерного всасывания ревмером 200x300 мм Зо4 в мнем се че- ши По рас- чету _ -
1. Сводка » «мдв зивпкх ГМ 0J
ipaudi «новом отеов | 500 30Liu,bu.i.i
I 24 2 Алтмат тмпа А^СП-I ди свара в ерем apron 3 Горазонталмшй «амвон отом
25 П. Дцожатдчасцц М WBW Адпарау с угольным Ирлблкшнш боковой адаиродом для свара , отооо круговых торцевых ивов ]
У. Гмопдавмапи обработка МГШ01
26 Стол для кроАОрсмо- “чвтыеяогой сварка Вытяхп жа жмфа
2?) 1 Хамяаая равп на раакроечаоа бтола Hoaii сакджздаый отеой рашорои 1,5x1,5
2E laiaaa для клслорол-
I кой раададитальноМ
реви ластовой ста-
Отсос от ревэтжи у
стола
QpoiMMW пршопия 2
♦ 5 1 в
* 200
- 275 0^2-151, ш.1 и П
1000
2.5-3.5 в «вок сечеки •ООО /доашинвдв- ио добавлю- вд;.. подсосы че- рев каждую выключианyd секцжю/ Чертей ВМИОТ ВЦСПС, г.Дешгв- грм
♦800 Сермя 0B-02-I5I, шл.1 и П
I : 2 29 ; To *я, дли ps«i цветного 3 Отсоо из камеры Продолжение ерхлалевии 2 4 |5 : < 25000 Серии 08^02-151, Внп.1 * П 1 580
50 сталей
Л. В Маккна дли точечной вварки В1П-75 «ЮШ марка Верхний отсос от месте сварки
31 То же. АИ-IO л гт-г^-м беленой отоао от влеирода 380
32 33 Лапка для стшйвей сверил КЙУ-150 То же. СМ-50-2 Укрытие ~ отсос То же 7С0 500
34 УП. Манжяв для см ржи тре- ние и типе МО-327 УШ. давЁЗ-падв! Пржйлжженный отсек !лаадняая сверка ж pom wti 200 Ш£1
35 Стол для плазменного напыления алпянквво- я^ййлг- -,м Каомва ! 5000
Названия сярчА чертежей:
OB-02-I5I "Местные отооеы и уирытмя к техноиопчеагому оборудогажию
сварочных цехов", распространяются ЦИЙ1;
альбом ПИ-1 "Шеетные отсосы при автоматической ж полуавтоматической
электросварке", распространяются ЙИ-1;
4-9С4-3? "Местные отсосы при ручной элентросварже. Рабочие чер-
тежи" распространяются ЦМИ1.