






































































































































































































































































Author: Трофимов Н.Н. Шульцев В.С.
Tags: техника средств транспорта приборостроение электротехника судостроение учебное пособие водный транспорт издательство судостроение
ISBN: 5-7355-0049-X
Year: 1988




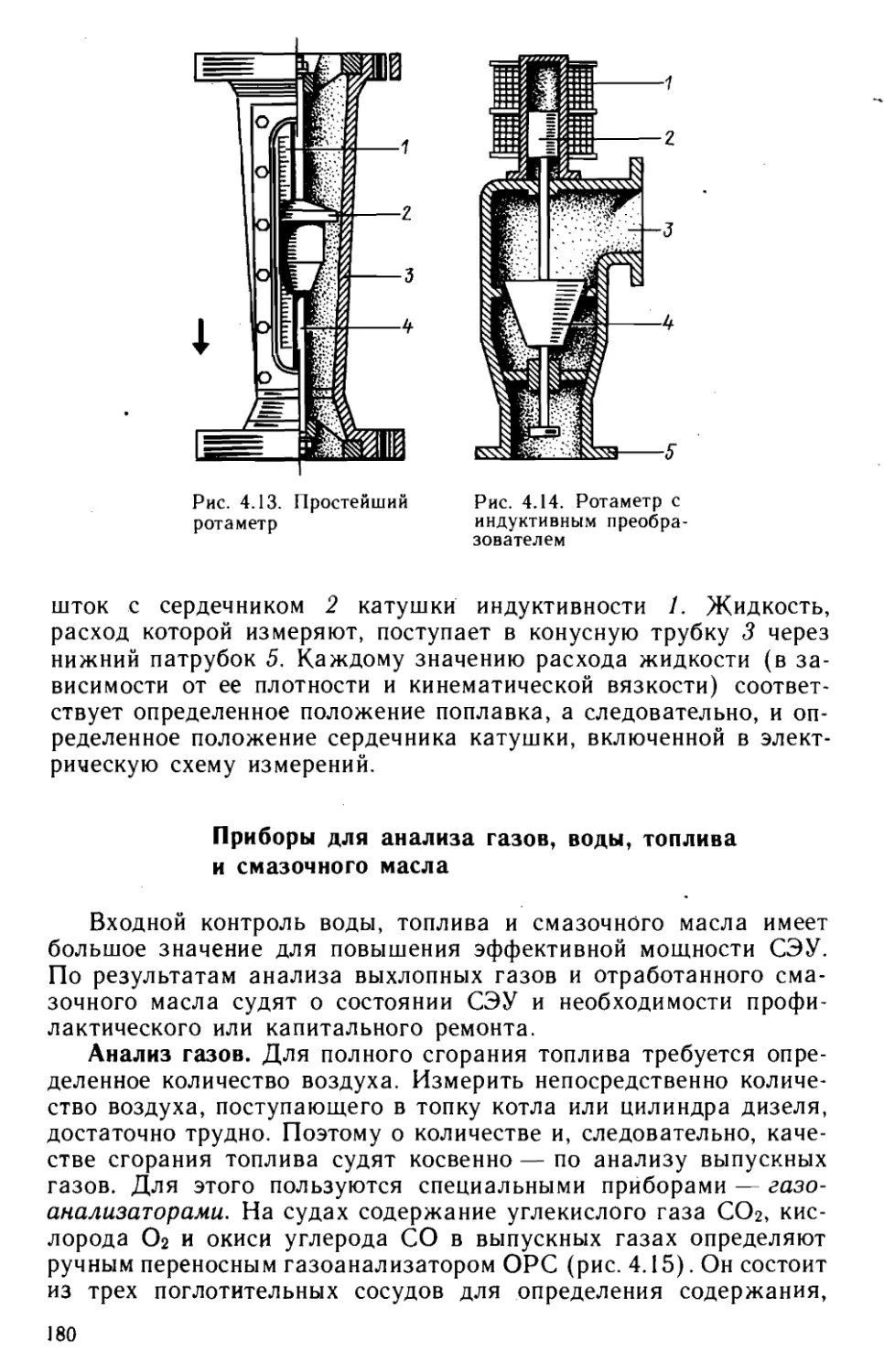
7 '
7 7 J 5
? / 7 /
/ / / /
7 / ! J
Н.Н. ТРОФИМОВ
В.С. ШУЛЬЦЕВ
садовые
ЭЛЕКТРО
МЕХАНИЧЕСКИЕ
ПРИБОРЫ
И СИСТЕМЫ
ББК 34.9
Т 70
УДК 629.12.066.002.72 075.8
Рецензенты: секция Ученого совета при Госпрофобре (В. В. Нечаев), канд.
техн, наук Н. В. Семидетнов
Трофимов Н. Н., Шульцев В. С.
Т70 Судовые электромеханические приборы и системы:
Учеб, пособие.— Л.: Судостроение, 1988.— 328 с.: ил.
ISBN 5-7355-0049-Х
Учебное пособие знакомит с основами слесарного дела, механической обра-
боткой машиностроительных материалов, с технологией сборки судовых электро-
механических приборов и систем. Приведена классификация электромеханических
приборов. Рассмотрены основы электромонтажного дела, взаимозаменяемости,
системы допусков и посадок. Особое внимание уделено вопросам охраны труда
и электробезопасностн.
Учебное пособие предназначено учащимся ПТУ. Может быть использовано
при профессиональном обучении рабочих на производстве.
3605030000-020 _ о_
Т 048(01)-88 26’87
ISBN 5-7355-0049-Х
ББК 34.9
© Издательство «Судостроение», 1988
ПРЕДИСЛОВИЕ
В соответствии с Основными направлениями эко-
номического и социального развития СССР на 1986—1990 годы
и на период до 2000 года одна из основных задач приборострое-
ния — «...значительно расширить в приборах и средствах автома-
тизации применение элементной базы повышенной надежности и
быстродействия...»
Интенсивное развитие приборостроения, дальнейшее расшире-
ние областей использования приборов и средств автоматики,
непрерывное совершенствование технологии производства — все
это определяет повышение требований к профессиональной под-
готовке рабочих, занятых в данной области народного хозяйства.
Основные направления реформы общеобразовательной и профес-
сиональной школы предусматривают «...полнее использовать
большие возможности системы профессионально-технического
образования для повышения качества подготовки рабочих кад-
ров». В целях повышения качества учебно-воспитательного про-
цесса указывается необходимость «...полностью удовлетворить
потребности в учебной, справочной и научно-популярной литера-
туре по основам наук и факультативным курсам». «
Цель настоящего учебного пособия — дать учащимся знания
основ специальной технологии современного судового приборо-
строения в объеме, необходимом для сознательного, прочного и
глубокого овладения профессией слесаря-механика судовых элек-
тромеханических приборов и систем и для обеспечения дальней-
шего повышения их производственной квалификации.
Знания, полученные в профессионально-техническом училище,
позволят молодому рабочему быстрее освоить технику, правильно
использовать оборудование и вносить предложения по улучшению
конструкций судовых приборов и технологии их производства.
Отзывы и пожелания по содержанию учебного пособия просим
направлять по адресу: 191065, Ленинград, ул. Гоголя, 8, издатель-
ство «Судостроение».
1*
ВВЕДЕНИЕ
В связи с ростом энерговооруженности отечествен-
ного флота объем средств комплексной автоматизации судов с
каждым годом возрастает. Внедрение новых технических средств
характеризуется переходом от контроля работы отдельных меха-
низмов к дистанционному автоматическому управлению комплек-
сами судовых энергетических установок и развивается в двух
направлениях: увеличения числа параметров, контролируемых
при помощи проверенных в эксплуатации средств, и создания
новой контрольно-измерительной техники на основе современных
достижений науки.
В процессе судовождения необходимо контролировать работу
судовых энергетических установок, механизмов и систем, постоян-
но наблюдая за технологическими параметрами, отклонение
которых от заданных величин может вызвать снижение мощност-
ных характеристик или других эксплуатационных качеств, а в
отдельных случаях привести к аварии. Кроме того, необходимо
решать навигационные задачи, обеспечивая безопасность море-
плавания, надежную внутрисудовую и внешнюю связь.
Технические средства, обеспечивающие контроль и управление
энергетическими установками и механизмами, а также безопас-
ность судовождения, делят на следующие группы: контрольно-
измерительные приборы; приборы сигнализации и управления;
навигационные приборы; радиотехнические средства.
К первой группе относят приборы теплотехнического контроля,
определяющие температуру и давление рабочих тел (газа, жидко-
сти), уровень и расход их, угловую скорость вала, мощность
энергетической установки, состав рабочих тел и продуктов сгор-а-
ния и другие параметры.
Ко второй группе относят приборы электрической сигнализации
и управления работой энергетических установок и механизмов
судна. Они обеспечивают надежное управление сложными судо-
выми механизмами.
К третьей группе относят электронавигационные приборы, с
помощью которых определяют местонахождение судна в море,
прокладывают курс, производят счисление пути.
4
К радиотехническим средствам относят средства радиосвязи
и радионавигации.
В последние годы промышленность разработала и серийно
изготовляет новые судовые щитовые, пультовые и переносные
приборы для измерения и контроля различных параметров.
Применять электроизмерительные приборы на судах начали
одновременно с электрификацией флота в конце прошлого сто-
летия. Из всех видов измерений в настоящее время наибольшее
распространение получили электрические методы измерения,
имеющие ряд преимуществ по сравнению с другими видами изме-
рений. Электрические измерения осуществляют электроизмери-
тельными приборами, обладающими такими достоинствами, как
высокая чувствительность, широкий диапазон измерений, высокая
их точность, практическая независимость от расстояния (теле-
измерения), возможность измерения не только электрических,
но и ряда неэлектрических величин (предварительно преобразо-
вав в электрические).
Известно, что электрические измерения на судах проводят в
особых условиях, обусловленных внешними факторами, отличными
от наземных. Поэтому к судовым приборам предъявляют по-
вышенные требования, связанные со спецификой их эксплуата-
ции. Основными направлениями развития современной технологии
судового приборостроения являются повышение технологичности
конструкций приборов, внедрение новых технологических про-
цессов, дальнейшая механизация и автоматизация производства.
ГЛАВА 1
ОСНОВЫ ТЕХНИЧЕСКОЙ МЕХАНИКИ
И ВЗАИМОЗАМЕНЯЕМОСТИ
Техническая механика изучает комплекс общетехни-
ческих дисциплин: теоретическую механику, сопротивление мате-
риалов, элементы кинематики и динамики, а также детали меха-
низмов и машин.
При разработке машин и механизмов стремятся обеспечить
не только надежность всех элементов и деталей конструкции, но
также возможность замены на идентичные в случае выхода их
из строя.
§ 1.1. ОСНОВНЫЕ ПОНЯТИЯ о МЕХАНИЗМАХ, МАШИНАХ,
ИХ ДЕТАЛЯХ И УЗЛАХ
Машина — устройство, создаваемое человеком для изучения
и использования законов природы в целях облегчения физического
и умственного труда, увеличения его производительности и частич-
ной или полной замены производственных функций человека.
В машине можно выделить следующие основные части: прием-
ник— непосредственно воспринимающий действие внешних сил,
приводящих машину в движение; исполнительные механизмы —
производящие работу, для получения которой предназначена
машина; передаточные механизмы или приводы — служащие для
преобразования передачи и движения от приемника к исполни-
тельному механизму.
Механизмы для передачи вращательного движения
Механизмы, передающие вращение с одного вала (ведущего)
на другой (ведомый), называют передачами. Механические
передачи бывают двух типов: одни передают движение непосред-
ственным касанием закрепленных на валах деталей (зубчатая,
фрикционная), другие — через гибкую связь (ременная, цепная).
Для установления зависимости между частотой вращения
ведущего и ведомого валов вводят понятие о передаточном числе.
Передаточным числом называется отношение угловой скорости
6
Рис. 1.1. Механизмы для
передачи вращательного
движения: а, б — фрикци-
онные передачи; в, г —
ременные передачи; д —
цепная передача; е и ж —
зубчатая передача с ци-
линдрическими и кони-
ческими колесами; з —
червячная передача
ведущего звена к угловой скорости ведомого или частоты враще-
ния в!едущего звена к частоте вращения ведомого:
Z = (1) 1 /(1)2 = /11 //12 = D^/D\ — £2/^1,
где (0|, 0)2 и /1|, /12 — угловые скорости (рад/с) и частоты вращения
(об/мин) ведущего и ведомого звеньев; D\ и £)2 — диаметры
ведущего и ведомого звеньев; Z| и z2 — числа зубьев ведущего и
ведомого звеньев.
Фрикционные передачи. Эти передачи (рис. 1.1, а), в которых
вращательное движение передается от ведущего вала к ведомому
при помощи трения, возникающего между прижатыми силой Q
друг к другу гладкими колесами, катками цилиндрической или
конической формы, а также дисками, применяют в лебедках,
винтовых прессах, в механизмах для математических вычислений
и др. Фрикционные передачи бывают с параллельными и пересе-
кающимися осями, с постоянным или переменным передаточным
числом.
Передачи, обеспечивающие бесступенчатое изменение угловой
скорости ведомого вала за счет изменения расстояния х, назы-
вают вариаторами (рис. 1.1,6).
Достоинства фрикционных передач — это простота конструк-
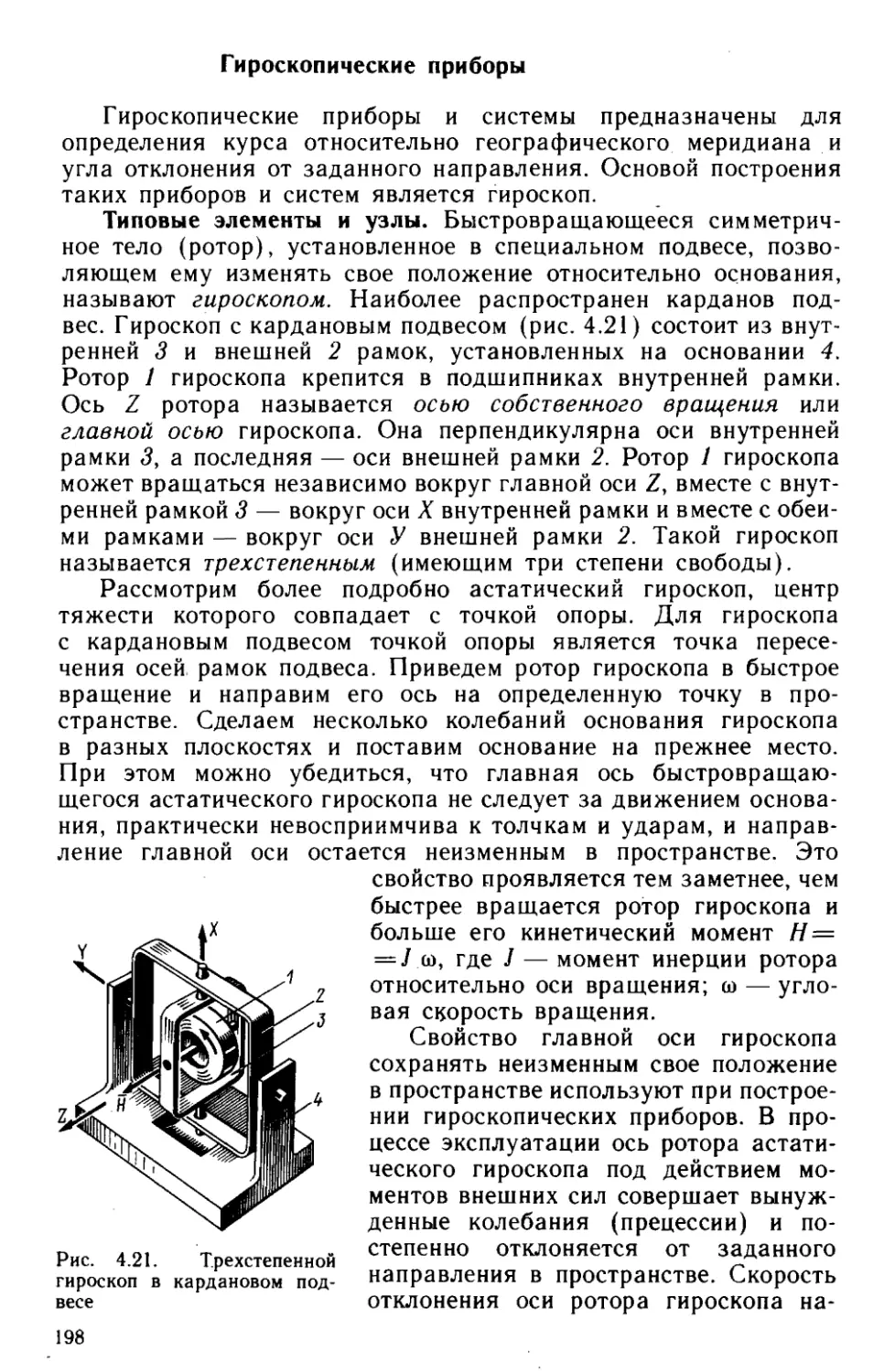
ции; плавность и бесшумность работы; возможность осуществле-
ния передач с бесступенчатым изменением передаточного числа;
проскальзывание фрикционных катков при перегрузках, что
предохраняет от поломок детали приводимого в движение меха-
низма; недостатки — ограниченная передаваемая мощность (для
7
цилиндрической передачи не более 10 кВт); большая нагрузка
на валы и их опоры; непостоянство передаточного числа вслед-
ствие взаимного проскальзывания катков; повышенный износ
катков; сравнительно низкий КПД (0,8...0,9).
Ременные передачи. В этих передачах (рис. 1.1, в, г) враща-
тельное движение с одного вала на другой передает гибкая связь,
в качестве которой служит бесконечный ремень, охватывающий
колеса ведущего и ведомого валов, называемых шкивами. В зави-
симости от формы поперечного сечения ремня передачи делят на
плоскоременные, клиноременные и круглоременные.
Плоскоременные передачи бывают открытые — с параллель-
ными валами, ведущий и ведомый шкивы вращаются в одном и
том же направлении (рис. 1.1, в); перекрестные — с параллель-
ными валами, ведущий и ведомый шкивы этой передачи вра-
щаются в противоположных направлениях (рис. 1.1, г); полу-
перекрестные, угловые и др.
Плоские ремни из кожи, хлопчатобумажные, прорезиненные,
шерстяные, шелковые и из синтетических волокон соединяют,
склеивая, сшивая или скрепляя их. Передачи плоскими ремнями
бывают с постоянным (неизменным) и с переменным (регулируе-
мым) межцентровыми расстояниями. В первом случае для под-
держания необходимого натяжения ремень по мере его вытяжки
периодически перешивают или вводят дополнительные шкивы,
натягивающие ремень. Предельная окружная скорость в ременных
передачах с кожаными ремнями не превышает 40 м/с, с прорези-
ненными — 20...40 м/с, с хлопчатобумажными — 25 м/с и с шер-
стяными — 30 м/с.
К достоинствам плоскоременной передачи относят простоту
и низкую стоимость конструкции; плавность хода, способность
смягчать удары (благодаря эластичности ремня) и предохранять
приводимые в движения механизмы от поломок при внезапных
перегрузках (за счет пробуксовывания ремня); возможность
передачи мощности на значительные расстояния между осями
ведущего и ведомого валов (до 15м); простоту ухода и обслужива-
ния.
Недостатками являются непостоянство передаточного числа
и вытягивание ремня.
Клиноременная передача обладает следующими преимуще-
ствами перед плоскоременной: возможностью осуществления
более высоких передаточных отношений (до 7 и даже до 10);
возможностью использования при малых межцентровых расстоя-
ниях; надежностью работы при любом расположении валов;
возможностью одним ремнем осуществлять вращение нескольких
ведомых валов. Такие передачи применяют при мощности при-
вода до 200 кВт и окружных скоростях до 25...30 м/с. Клиновой
ремень в поперечном сечении представляет собой трапецию с
углом профиля 40°. Изготавливают ремни кордотканевыми и
кордошнуровыми.
Некоторые достоинства клиноременной передачи обусловлены
возникновением на клиновых поверхностях ремня и шкива сил
трения, больших, чем в плоскоременной передаче при том же на-
тяжении. Недостатки клиноременной передачи — несколько
пониженная долговечность ремней и более сложная форма шки-
вов.
Цепные передачи (рис. 1.1, д) также относят к передачам с
гибкой связью — бесконечной цепью, охватывающей две (или
более) звездочки (колеса с зубьями специального профиля),
расположенные на параллельных валах. В отличие от ременных
цепные передачи работают без проскальзывания. Их широко
применяют в станках, транспортных устройствах и других меха-
низмах при передаточных числах /<10 и скоростях цепи до
v = 25 м/с для передачи мощности до 150 кВт. По конструктив-
ному оформлению цепные передачи бывают открытые — не заклю-
ченные в непроницаемый корпус и подверженные действию пыли
и грязи; закрытые — размещенные в специальном корпусе, защи-
щенные от пыли и обеспеченные постоянной смазкой. Цепи, при-
меняемые в машиностроении, делят на три основные группы:
приводные, грузовые и тяговые; приводные, в свою очередь,—
на роликовые, втулочные, зубчатые и фасоннозвенные (крючко-
вые) .
Роликовая цепь состоит из чередующихся наружных и внутрен-
них звеньев. Каждое звено выполнено из двух пластин. Пластины,
образующие наружное звено, напрессованы на ось, а образующие
внутреннее звено — на втулку. Для уменьшения износа зубьев
звездочки на втулки надеты ролики. Втулочные цепи имеют сход-
ную конструкцию, но без роликов.
Втулочные и роликовые цепи бывают однорядными и много-
рядными.
Профиль пластин зубчатых цепей соответствует профилю
зубьев звездочек. Специальные вкладыши в шарнирах цепи
повышают ее износостойкость, а для ориентации цепи на звездоч-
ках служат внутренние или боковые направляющие пластины. Зуб-
чатые цепи допускают большие скорости, чем роликовые, обла-
дают повышенной надежностью, но значительно тяжелее и слож-
нее в изготовлении.
Пластины втулочных, роликовых и зубчатых цепей изготавли-
вают из сталей 40 и 40Х и подвергают закалке. Оси, втулки
и вкладыши делают из сталей 15, 20, 20Х и др., которые можно
цементировать. Расстояние между двумя осями соседних звеньев
цепи называют тагом цепи.
Звездочки для цепных передач изготавливают так, чтобы фор-
ма их впадин соответствовала форме и размеру ролика цепи, а
шаг равнялся шагу цепи.
К достоинствам цепных передач относят возможность их
применения при значительных расстояниях между валами (до
8 м); меньшую, чем в ременных передачах, нагрузку на валы и
9
опоры, постоянство передаточного числа; высокий КПД (при
хорошей смазке — до 98%); возможность передачи движения
одной цепью нескольким валам. Недостатки цепных передач —
вытягивание цепи вследствие износа в шарнирах; необходимость
постоянного ухода (регулировка, смазка); невозможность ревер-
сирования без паузы.
Зубчатые передачи. В таких передачах (рис. 1.1, е) враща-
тельное движение передается при помощи зубчатых колес. Зубья
колеса, насаженного на ведущий вал, входят во впадины парного
ведомого колеса. Зуб вращающегося ведущего колеса заставляет
ведомое колесо повернуться на некоторый угол, после чего в
зацепление входит вторая, третья и т. д. пары зубьев. Ведомое
колесо приводится таким образом в непрерывное вращение.
В зависимости от относительного положения геометрических
осей ведущего и ведомого валов различают зубчатые передачи
с параллельными осями с цилиндрическими колесами; с пере-
секающимися осями с коническими колесами (рис. 1.1, ж); со
скрещивающимися в пространстве осями валов с винтовыми,
гипоидными и червячными колесами.
Передачи с цилиндрическими зубчатыми колесами могут быть
внешнего и внутреннего зацепления. В^первом случае зацепляю-
щиеся зубчатые колеса вращаются в противоположных направ-
лениях, во втором — в одном и том же. Зубчатые колеса изготавли-
вают из углеродистой или легированной стали, чугуна и различных
пластмасс. По расположению зубьев относительно образующей
различают прямозубые и шевронные цилиндрические зубчатые
колеса. Конические колеса изготавливают с прямыми, косыми и
криволинейными зубьями. В передачах с косозубыми колесами
работают (находятся в зацеплении) одновременно несколько
зубьев. В связи с этим косозубые колеса применяют там, где
необходимо передавать большой крутящий момент.
Зубчатые передачи, как и цепные, выполняют двух типов:
открытые и закрытые. Зубчатый механизм, заключенный в кожух
или корпус, является или редуктором, или коробкой передач (ко-
робкой скоростей). Редуктор характеризует постоянство переда-
точного числа, так как зубчатые колеса и другие детали этого
механизма находятся в неизменном положении относительно
друг друга. Назначение коробок передач заключается в том, чтобы
изменять скорость и направление вращения ведомого вала при
помощи включения различных пар зубчатых колес.
Для удобства расчета и изготовления зубчатых колес введено
понятие начальной (делительной) окружности d — окружности,
на которой расстояние между одноименными сторонами соседних
зубьев колеса, измеренное по дуге окружности, равно шагу зубо-
резного инструмента. У данного колеса существует только одна
делительная окружность, которую выбирают в качестве базы для
определения основных параметров зубчатого колеса. Расстояние
между одноименными точками боковых профилей соседних зубьев,
10
измеренное по дуге делительной окружности, называют тагом
зацепления. Отношение шага зацепления к числу л или отношение
диаметра делительной окружности к числу зубьев называют
модулем зацепления. Модуль — основную геометрическую харак-
теристику зубчатого зацепления — выражают в миллиметрах
(мм) и обозначают буквой т, его значения стандартизованы.
Если ведущий и ведомый валы находятся на значительном
расстоянии друг от друга, передача движения при помощи только
двух зубчатых колес оказывается невыполнимой, так как ее
габаритные размеры получаются большими. Передачу с требуе-
мым передаточным числом i целесообразнее осуществить с по-
мощью промежуточных колес, насаженных на параллельные валы.
Промежуточные колеса не изменяют общего передаточного числа,
но влияют на направление вращения ведомого вала: при четном
числе промежуточных колес направления вращения ведущего и
ведомого колеса противоположны, при нечетном — одинаковы.
Одной парой зубчатых колес невозможно осуществить пере-
дачу с большим передаточным числом (обычно zmax^ 10). Для по-
лучения больших передаточных чисел применяют многоступенча-
тые передачи, состоящие из последовательного соединения не-
скольких одноступенчатых. Передаточное число многоступенчатой
передачи равно произведению передаточных чисел отдельных
пар зубчатых колес, входящих в нее.
Основные достоинства зубчатых передач -следующие: высокий
КПД — 0,97...0,99; компактность; надежность работы; простота
эксплуатации; постоянство передаточного числа; большой диапа-
зон передаваемых мощностей (от тысячных долей до десятков
тысяч киловатт); небольшие нагрузки на валы и опоры передачи.
К недостаткам относят сравнительную сложность изготовления
(необходимость в специальном оборудовании и инструментах);
шум при неточном изготовлении и высоких окружных скоростях;
невозможность бесступенчатого изменения передаточного числа.
Червячная передача. Эта зубчато-винтовая передача
(рис. 1.1, з) состоит из червяка — винта с трапецеидальной
резьбой и червячного колеса — косозубого колеса с зубьями
специальной формы. Червяк, насаженный на вал или изготовлен-
ный заодно с ним, вращает червячное колесо на другом валу.
Червяк может быть выполнен однозаходным, двухзаходным и т. д.,
а резьба — правой или левой. В большинстве случаев ведущим
элементом передачи является червяк, так как передачу исполь-
зуют как замедлительную. Если возможна передача движения
как от червяка к колесу, так и наоборот, передачу называют
несамотормозящей. При необходимости ее можно использовать
как ускорительную, ведущим элементом при этом служит червяч-
ное колесо.
В грузоподъемных устройствах используют свойство самотор-
можения червячных передач, когда движение от колеса к червяку
невозможно.
11
Достоинства червячной передачи: плавность и бесшумность
работы; возможность получения больших передаточных чисел
при сравнительно небольших габаритных размерах передачи
(червячные передачи применяют с передаточным числом от / = 5
до / = 500); компактность (передачу с передаточным числом
/ = 100 можно получить при однозаходном червяке и колесе с
числом зубьев 100); возможность выполнения передачи, обладаю-
щей свойством самоторможения.
К недостаткам червячной передачи относят сравнительно не-
высокий КПД вследствие больших потерь на относительное
скольжение под нагрузкой сопряженных профилей червяка и
колеса; сильный нагрев передачи вследствие перехода потерь на
трение в тепловую энергию (для уменьшения нагрева в червячной
паре применяют масляные резервуары с ребристыми стенками,
обдув корпуса и другие способы охлаждения); значительно мень-
шие, чем в зубчатых передачах, передаваемые мощности.
Механизмы для преобразования движения
В различных машинах и приборах часто один вид движения
преобразуется в другой, например вращательное движение — в по-
ступательное или колебательное, поступательное — во вращатель-
ное и т. п. Для этого служат различные механизмы преобразова-
ния движения. Наибольшее распространение получили винтовой,
кривошипно-шатунный, кулисный, кулачковый и др.
Винтовой механизм. Этот механизм состоит из неподвижного
винта и подвижной гайки или подвижного винта и неподвижной
гайки. В зависимости от характера движения звеньев возможны
два случая.
1. Ведущее звено — винт 2 с гладкой шейкой — вращается в
подшипнике 1 (рис. 1.2, а)^а перемешаться поступательно не
может. Вращательное движение винта 2 преобразуется в поступа-
тельное движение гайки 3, При одном повороте винта ползун
перемещается поступательно на величину шага винтовой линии.
Такой винтовой механизм используют в поперечных салазках
суппорта токарного станка, в станочных тисках и других меха-
низмах.
2. Ведущее звено — винт 2 — вращается в неподвижной гайке
3 (рис. 1,2, б). Вращательно-поступательное движение винта
преобразуется в поступательное движение ползуна, соединенного
с винтом. Такой механизм применяют в винтовых прессах, слесар-
ных параллельных тисках и др.
Кривошипно-шатунный механизм. Данный механизм (рис. 1.2, в)
состоит из кривошипа /, шатуна 2 и ползуна <?, движущегося
в направляющих 4. Он служит для преобразования вращательного
движения кривошипа в возвратно-поступательное прямолинейное
движение ползуна и, наоборот, возвратно-поступательное прямо-
12
Рис. 1.2. Механизмы для
преобразования движе-
ния: а, б — винтовые; в —
кривошипно-шатунный;
г — кулисный; д — кулач-
ковый; е — реечный зуб-
чатый; ж — храповый; з—
мальтийский
линейное движение ползуна преобразовывает во вращательное
движение кривошипа и связанного с ним вала. В последнем
случае ведущим звеном является ползун. Такие механизмы широко
применяют в поршневых двигателях, компрессорах, прессах,
насосах, в механической ножовке и т. д.
Эксцентриковый механизм. Этот механизм является разновид-
ностью кривошипно-шатунного, если кривошип заменить плоским
диском, называемым эксцентриком. Эксцентриковый механизм не-
обратим, он преобразует движение только в одном направлении —
от вращающегося эксцентрика в возвратно-поступательное дви-
жение ползуна.
Кулисный механизм. Механизм (рис. 1.2, г) с качающейся
кулисой близок по своему устройству к кривошипно-шатунному:
в нем вращение кривошипа 3 преобразуется в качательное движе-
ние кулисы //Этот механизм также состоит из четырех звеньев:
стойки 4, кривошипа 3, кулисы / и камня 2. Ведущим звеном
является кривошип, равномерно вращающийся вокруг оси. Кулиса
отклоняется на наибольший угол, когда кривошип приходит в
крайние положения, т. е. когда становится перпендикулярным
к оси кулисы.
Кулачковый механизм (рис. 1.2, д) преобразует вращательное
движение кулачка, имеющего поверхность переменной кривизны,
в повторяющееся и совершающееся по определенному замкнутому
циклу движение толкателя. Ведущим звеном является кулачок /,
по которому перемещается ведомое звено — толкатель 2. Он при-
меняется для замыкания и размыкания контактов, для подъема
и опускания клапанов энергетических установок и т. д. Если в
работе механизма требуется за один оборот кулачка совершить
13
несколько движений толкателя, то применяют кулачки с несколь-
кими выступами.
Реечный зубчатый механизм. Такой механизм (рис. 1.2, е)
применяют для преобразования вращательного движения в посту-
пательное. Он состоит из цилиндрического зубчатого колеса 1
и прямозубой рейки 2. В реечном механизме при вращении зубча-
того колеса рейка движется прямолинейно-поступательно. Этот
механизм применяют, например, в сверлильном станке для подачи
сверла. В других случаях зубчатое колесо катится и перемещается
поступательно вдоль неподвижной рейки, например в токарном
станке для продольного перемещения суппорта. Прерывистое
движение в одну сторону чаще всего осуществляют с помощью
храповых и мальтийских механизмов.
Храповый механизм. Качательное движение в прерывисто-
вращательное в одном направлении преобразует храповый меха-
низм (рис. 1.2, ж). Его также применяют для подачи инстру-
мента и обрабатываемого материала в различных станках, в
качестве тормозных устройств, препятствующих обратному ходу.
Основой храпового механизма служит храповая пара, состоящая
из останавливаемого звена /, называемого храповиком, и оста-
навливающего звена 2, называемого собачкой или щеколдой.
Зубья храповика скошены в одну сторону. Храповик неподвижно
соединен с ведомым валом механизма. На этом же валу шарнирно
закреплен рычаг 3, который поворачивается (качается) под дей-
ствием приводной штанги 4.
Во время работы храпового механизма приходит в движение
рычаг 3, собачка 2 упирается в зуб храповика и толкает его вперед,
вследствие чего храповик, а с ним и ведомый вал поворачи-
ваются. Когда рычаг 3 поворачивается направо, собачка свободно
скользит по закругленной части зубьев храповика и под действием
своей массы или специальной пружины заскакивает во впадину
следующего зуба. Для того чтобы храповик с ведомым валом не
поворачивался обратно при холостом ходе рычага с собачкой,
устанавливают дополнительно стопорную собачку 5, шарнирно
закрепленную на неподвижной оси и прижатую к храповику
пружиной.
Мальтийские механизмы. Эти механизмы (рис. 1.2, з) при-
меняют для преобразования непрерывного вращения ведущего
звена 1 в прерывистое движение ведомого звена 3. Палец 2, закреп-
ленный на ведущем звене /, последовательно входит в прорези
ведомого звена (креста 3). На рисунке показан момент начала
движения креста 3, палец 2 находится в начале прорези. При
вращении звена 1 по часовой стрелке палец входит внутрь про-
рези, приближаясь к оси вращения креста, а затем начинает уда-
ляться от оси и выходит из прорези. Пока палец перемещается
по прорези, крест поворачивается, а после выхода пальца из
прорези крест останавливается. Палец, продолжая вращаться,
через некоторое время входит в следующую прорезь креста, и
14
движение креста повторяется. Мальтийские механизмы изготавли-
вают с тремя, четырьмя, пятью, шестью и восемью прорезями
креста, что соответствует 1 /3, 1 /4, */б и 1 /8 оборота ведомого звена
за \один полный оборот ведущего.
1 Детали и узлы передач и механизмов
' преобразования движения
Кетали, на которые насажены вращающиеся части (шкивы,
зубчатые колеса и т. п.), называют осями или валами. Условия
работы осей и валов различны: оси не передают вращающих
моментов и подвергаются только изгибу; валы, являясь, как и
оси, поддерживающими деталями, помимо того передают вращаю-
щий момент и испытывают при этом не только изгиб, но и кручение.
Поддерживая детали передач, оси и валы сами опираются на
неподвижные опорные части — подшипники и подпятники. Участ-
ки осей и валов, лежащие в опорах, носят название цапф. Конце-
вые цапфы именуют шипами, а промежуточные — шейками.
Торцовые части вала или оси, упирающиеся в неподвижную
опору и препятствующие осевому смещению, называют пятами.
Пяты могут иметь плоскую, шаровую или коническую форму. По
характеру трения рабочих элементов опоры разделяют на опоры
скольжения и опоры качения. Подшипник скольжения состоит из
двух основных элементов: корпуса и вкладыша. Вкладыш, яв-
ляющийся рабочим элементом опоры, представляет собой втулку
(из чугуна, бронзы или другого антифрикционного материала),
запрессованную в отверстие. Корпус подшипника обычно отливают
из чугуна. Трущиеся поверхности цапфы и вкладыша смазывают
жидкими или консистентными смазками.
Подшипники качения — стандартные изделия, которые класси-
фицируют по следующим признакам:
по направлению действия нагрузки: радиальные подшипники
воспринимают преимущественно нагрузку, действующую перпен-
дикулярно оси вращения подшипника; упорные — нагрузку, дей-
ствующую вдоль оси вращения; радиально-упорные — комбини-
рованную нагрузку;
по форме тел качения подшипника: шариковые и роликовые;
по числу тел качения: однорядные, двухрядные и многорядные.
Подшипники качения состоят из двух колец — внутреннего
и наружного (внутреннее кольцо насаживают на вал, а наружное
закрепляют в корпусе); тел качения, катящихся по беговым
дорожкам колец, и сепаратора — специальной детали, удержи-
вающей тела качения на постоянном расстоянии друг от друга.
Ось и вал с насаженными на них деталями соединяют при
помощи шпонок, шлицев и т. п. Для соединения валов между
собой служат различные муфты. Постоянные муфты — глухие,
требующие строгой соосности соединяемых валов, и компенси-
рующие, допускающие параллельное смещение, взаимный перекос
15
осей и осевое перемещение вследствие температурных изменений
длины соединяемых валов. Сцепные муфты — фрикционные, осу-
ществляющие сцепление за счет сил трения, и кулачковые, при
сцеплении которых выступы одной полумуфты входят во впадины
другой.
Контрольные вопросы I
1. Что такое передаточное число? /
2. Какие виды передач вращательного движения применяют в приборах и
механизмах? 1
3. Каковы преимущества и недостатки ременной передачи по сравнению с
цепной?
4. Как определить передаточное число многоступенчатой передачи?
5. Что такое модуль зубчатой передачи?
Какие виды механизмов для преобразования движения применяют в
приборах?
7. Для чего используют кривошипно-шатунный механизм, винтовой, кулач-
ковый и др.?
8. Назначение осей и валов, их различие.
9. Какие типы опор применяют для установки валов?
10. Какими способами соединяют валы между собой и с насаженными на
них деталями?
§ 1.2. ОСНОВЫ ТЕОРИИ СОПРОТИВЛЕНИЯ МАТЕРИАЛОВ
При проектировании любого технического сооружения незави-
симо от его назначения (будь то судовая машина или строитель-
ное сооружение) необходимо выбрать материал и определить
форму и размеры деталей конструкции. При этом учитывают
условия работы, требования к прочности, жесткости, устойчивости
и долговечности детали. Сопротивление материалов — наука,
в которой изложены основы учения о прочности, жесткости и
устойчивости деталей и элементов инженерных конструкций.
Сопротивление материалов тесно связано с материаловедением и
теоретической механикой и является одним из разделов общего
курса технической механики.
В теоретической механике все тела считают абсолютно твер-
дыми, не изменяющими своих формы и размеров. Сопротивление
материалов рассматривает реальные тела, которые под действием
нагрузки изменяют свои первоначальные форму и размеры, т. е.
деформируются. Указанные изменения называют деформацией.
Способность деформироваться — одно из основных свойств твер-
дых тел.
Приложение внешних сил изменяет межмолекулярное взаимо-
действие, и внутри тела возникают силы, которые противодей-
ствуют деформации и стремятся вернуть частицы тела в прежнее
положение. Эти внутренние силы называют силами упругости.
При малых значениях внешних сил твердое тело после прекраще-
ния действия внешних сил восстанавливает свои первоначальные
размеры. Это свойство твердых тел называют упругостью. Если
тело после снятия нагрузки полностью восстанавливает свои
16
a) ' В, ®
Д1/2
1.3. Растяжение бруса: а — деформа'
при растяжении; б — метод сечений;
разложение вектора полного напряже-
на составляющие
первн^ачальные форму и размеры, его называют абсолютно
упругим, а исчезающие после снятия нагрузки деформации —
упругими деформациями.
Опыты показывают, что упругая деформация наблюдается,
пока величина действующих на тело сил не превысит предель-
ного для каждого тела значения; при действии большей нагрузки
тело 'наряду с упругой всегда получает и остаточную пласти-
ческую деформацию. Нарушением прочности конструкции считают
не только ее разрушение в буквальном смысле слова или появление
трещин, но и возникновение остаточных деформаций. Следова-
тельно, конструкция должна быть рассчитана таким образом,
чтобы опасность разрушения была исключена, т. е. обеспечена
прочность всех элементов конструкции. Прочностью называют
способность детали сопротивляться действию нагрузок, не раз-
рушаясь и не получая остаточных деформаций.
При решении задач сопротивления материалов определяют
внутренние силы, противодействующие деформации тела под дей-
ствием внешних сил. Для определения внутренних сил применяют
метод сечений, суть которого заключается в том, что внешние
силы, приложенные к отсеченной части тела, уравновешивают-
ся внутренними силами, возникающими в плоскости сечения
и заменяющими действие отброшенной части тела на оставлен-
ную.
Представим брус, растягиваемый вдоль оси двумя равными и
противоположно направленными силами Р — Р (рис. 1.3, а).
Брус находится в состоянии равновесия. В поперечном сечении
В — В бруса возникают внутренние силы. Для их определения
мысленно рассечем брус плоскостью В —В перпендикулярно его
оси и отбросим одну из двух полученных частей, например //.
На оставшуюся часть / (рис. 1.3,6) действует внешняя сила Р.
Для того чтобы эта часть оставалась в равновесии, надо к прове-
денному сечению приложить внутренние силы, заменяющие дейст-
вие отброшенной части // бруса на оставшуюся /. Для целого бруса
эти силы были внутренними, а для оставшейся части они играют
роль внешних сил. Равнодействующую этих сил, которая на
рисунке обозначена N, определяют из условия равновесия остав-
шейся части бруса: £Z = 0; /V —Р = 0, откуда N=P.
2 Н. Н. Трофимов, В. С. Шульцев
17
Таким образом, в данном случае равнодействующая внутрен-
них сил численно равна силе Р, ее значение не зависит от того,
в каком месте сделано сечение. Разделив равнодействующую силу
N на площадь сечения Г, получим величину, называемую нор-
мальным механическим напряжением в рассматриваемом сечении
и обозначаемую о (греческая буква «сигма»), т. е. o — M/F
Механическое напряжение характеризует интенсивность
внутренних сил упругости и представляет собой значение /этих
сил, приходящееся на единицу площади сечения. В рассмотрен-
ном случае во всех точках сечения векторы напряжений
перпендикулярны к нему (нормальны), поэтому напряжение
названо нормальным. /
В общем случае вектор полного механического напряжения
может быть не перпендикулярен к площади сечения, тогАа его
можно по правилу параллелограмма разложить на две составляю-
щие (рис. 1.3, в): перпендикулярную к плоскости сечения —
нормальное напряжение о и лежащую в плоскости сечения —
касательное напряжение т (греческая буква ,,тау“). Нормальное
механическое напряжение характеризует сопротивление мате-
риала тела (бруса) действию внешних сил, которое выражается
в стремлении удалить или сблизить отдельные частицы тела в
направлении нормали к сечению, т. е. связано с деформацией
растяжения или сжатия. Касательное механическое напряжение
характеризует сопротивление материала стремлению внешних сил
сдвинуть одни частицы относительно других по плоскости рас-
сматриваемого сечения, т. е. связано с деформацией сдвига. Как
следует из определения механического напряжения, его размер-
ность
ед. напряжения = ед. силы/ед. площади сечения.
В Международной системе единиц (СИ) единица измерения
механического напряжения — ньютон на квадратный метр (Н/м2)
или меганьютон на квадратный метр (1 МН/м2=10б Н/м2 =
=0,1 МПа).
Напряжения, при которых материал разрушается или возни-
кают заметные пластические деформации, называют предель-
ными или опасными и обозначают апред, тпред, о0п, тон. Значения
этих напряжений определяют опытным путем. Во избежание
разрушения элементов конструкций возникающие в них рабочие
(расчетные) напряжения (о, т) не должны превышать допускае-
мых напряжений, которые обозначают в квадратных скобках:
[о], [т]. Допускаемые напряжения — это максимальные значения
напряжений, обеспечивающие безопасную работу материала. До-
пускаемые напряжения назначают как некоторую часть^экспе-
риментально найденных предельных напряжений:
[ст] = ОПред/ [п]; [т] =тПред/[п] ,
где [п] — требуемый или допускаемый коэффициент запаса
прочности, показывающий, во сколько раз допускаемое напряже-
18
нйе должно быть меньше предельного. Коэффициент запаса
прочности зависит от свойств материала, характеристик действую-
щих нагрузок, условий работы элемента конструкции и точности
применяемого метода расчета.
[Деформации при растяжении и сжатии. Под действием рас-
тягивающих сил брус удлинится на А/, а его поперечное сечение
уменьшится (рис. 1.3, а). Величину А/ называют абсолютным
удлинением. Абсолютное удлинение зависит от значений растяги-
вающих сил, длины стержня, площади его поперечного сечения и
свойств материала. Отношение абсолютного удлинения к перво-
начальной длине стержня А/// = е (греческая буква «эпсилон»)
называют относительным удлинением или продольной деформа-
цией. Величину е выражают в отвлеченных числах или в про-
центах. Для большинства конструкционных материалов между
величинами продольной деформации е и нормальных напряжений
о, возникающих в поперечных сечениях, в известных пределах
нагружения существует прямо пропорциональная зависимость
а = Ее; е = о/£\ (11)
Эта зависимость является математическим выражением закона
Гука — основного закона сопротивления материала. Коэффициент
пропорциональности Е, входящий в формулу, выражающую закон
Гука, называют модулем продольной упругости. Модуль Е харак-
теризует жесткость материала при растяжении и сжатии, т. е.
способность сопротивляться упругому деформированию. Величина
Е измеряется в тех же единицах, что и напряжение о, т. е. в
Н/м2 (МПа).
Подставив в формулу (1.1) значения нормального напряжения
a = N/F и относительного удлинения е = А///, получим N/F=
= ЕЫ/1, откуда определим абсолютное удлинение &l = Nl/ (EF).
Следовательно, абсолютное удлинение бруса прямо пропорцио-
нально его длине, продольной силе, возникающей в поперечном
сечении, и обратно пропорционально площади поперечного сечения
и модулю продольной упругости. Это в равной мере справедливо
и для сжатого стержня и дает величину его абсолютного укороче-
ния, которую в случае необходимости учета знака деформации
считают отрицательной. Произведение EF называют жесткостью
сечения бруса при растяжении (сжатии).
Деформация сдвига. Явления, происходящие при разрушении
сварных швов, заклепок, при резке металла ножницами, дают
представление о деформации сдвига и о характере разрушения,
называемого срезом. При деформации сдвига поперечные сечения
сдвигаются относительно друг друга. Так как внутренние силы
сцепления материала препятствуют всякой деформации, вызывае-
мой внешними силами, в том числе и деформации сдвига, то
последняя сопровождается появлением внутренних сил сопротив-
ления, т. е. механических напряжений в смещающихся относи-
тельно друг друга сечениях. Векторы этих напряжений направлены
2*
19
Рис. 1.4. Деформации сдвига
противоположно смещению материальных точек и расположены в
плоскостях, на которых они возникают, т. е. это касательные
(тангенциальные) механические напряжения т. Приняв, что каса-
тельные механические напряжения распределяются равномерно по
площади среза, получим x = P/F.
Представим элемент участка материала, испытывающего де-
формации сдвига, в виде параллелепипеда abed (рис. 1.4). Под
действием сил Р— Р он перекосится и примет положение abe'd',
т. е. грани Ьс и ad сместятся на угол у, называемый углом сдвига
(угловой деформацией), или относительным сдвигом. Угол
сдвига у представляет собой значение изменения первоначально
прямого угла между гранями параллелепипеда. Он характеризует
деформацию сдвига подобно тому, как величина 8 характеризует
деформацию растяжения или сжатия; измеряют его в радиа-
нах (рад).
При деформации сдвига в пределах пропорциональности зна-
чения касательных механических напряжений прямо пропорцио-
нально углу сдвига: т = бу. Эта формула выражает закон Гука
при сдвиге. Коэффициент пропорциональности G характеризует
жесткость материала при сдвиге, т. е. его способность сопротив-
ляться упругой деформации сдвига; его называют модулем сдвига.
Модуль сдвига измеряют в тех же единицах, что и механическое
напряжение т, т. е. в Н/м2 (МПа).
Деформация кручения. Вращение затягиваемой ключом гайки
создает сила Р, приложенная на расстоянии I от оси вращения.
Произведение силы Р на плечо I называют крутящим моментом
(МКр). Его размерность: силах расстояние (Н-м).-Под действием
приложенного крутящего момента тело болта испытывает де-
формацию кручения.
Рассмотрим напряжения и деформации, возникающие при
кручении бруса круглого сечения. Представим круглый стержень
(рис. 1.5), закрепленный одним концом неподвижно и нагружен-
ный на свободном конце парой сил Р — Р, действующей в плоско-
сти, перпендикулярной к продольной оси стержня. Момент пары
20
сил называют скручивающим моментом: Мскр = Ра, где а — плечо
пары сил. При кручении отдельные элементы стержня испытывают
деформацию сдвига. Так, точка С, лежащая в плоскости сечения
СО, переместится в положение С\. Дуга СС\ характеризует абсо-
лютный сдвиг при кручении для элементов у поверхности стержня.
Относительный сдвиг при кручении (угол сдвига у)
y = CCi/l,
где I — длина стержня.
Угол поворота сечения на свободном конце стержня Z. СОС\ =
= Ф называют полным углом закручивания; он показывает, на-
сколько повернется сечение СО относительно сечения АВ. Мерой
деформации кручения служит относительный угол закручивания
0 — угол, приходящийся на единицу длины: 0 = <р//.
Деформация кручения сопровождается сдвигом частиц в плос-
кости поперечного сечения. Следовательно, механические напря-
жения, вызываемые этой деформацией, действуют в плоскости по-
перечного сечения, т. е. это касательные механические напряже-
ния, связанные с углом сдвига законом Гука: x=Gy. Однако
частицы, лежащие на оси стержня (р = 0), относительного сдвига
не имеют и, наоборот, чем дальше от оси лежат частицы, тем
больше относительный сдвиг. Следовательно, напряжения в
точках поперечного сечения, лежащих непосредственно у по-
верхности стержня, т. е. на расстоянии р = г, будут максималь-
ными: Tmax=Gymax, а напряжения в точках, расположенных на
расстоянии р, — Tp=Gyp.
Итак, касательные механические напряжения в поперечном
сечении меняются пропорционально расстоянию р рассматривае-
мой точки от оси бруса. Выражая т через ттах, получим
Т == ^Утах-^/г = Ттахр/г.
Контрольные вопросы
1. Что изучает предмет «Сопротивление материалов»?
2. Какие виды деформаций испытывают твердые тела?
3. Что характеризуют механические напряжения и какова их размерность?
4. Что такое действительные, предельные и допускаемые напряжения?
5. Что называют относительным удлинением при растяжении (сжатии)
бруса?
6. Что характеризует модуль продольной упругости, модуль сдвига?
7. Какие механические напряжения называют нормальными, а какие —
касательными?
§ 1.3. ПОНЯТИЕ О ВЗАИМОЗАМЕНЯЕМОСТИ,
ДОПУСКАХ И ПОСАДКАХ,
ШЕРОХОВАТОСТИ ПОВЕРХНОСТЕЙ И КАЧЕСТВЕ ПРОДУКЦИИ
В современном приборостроении широко применяют специали-
зацию и кооперирование производства как в отдельных цехах,
так и на заводах. Специализация заключается в том, что детали,
21
узлы, агрегаты, входящие составными частями в тот или иной
прибор, изготавливают независимо друг от друга в разных цехах
или на разных заводах. К числу таких специализированных заво-
дов относят, например, предприятия, производящие подшипники,
электрооборудование, измерительные приборы, резиновые и пласт-
массовые детали, крепеж и другие специальные изделия, которые
поставляют в порядке кооперирования различные машино- и
приборостроительные предприятия.
Подобная специализация и кооперирование позволяют макси-
мально упростить и усовершенствовать призводственный процесс
и тем самым снизить себестоимость продукции, повысить качество
выпускаемых изделий.
Взаимозаменяемость и стандартизация. Современные судовые
приборы и устройства собирают, используя детали и узлы,
изготовленные как непосредственно на предприятии — изготови-
теле этих приборов, так и поступившие со смежных предприятий.
При этом необходимо, чтобы каждая деталь или сборочная едини-
ца при сборке точно подходила к своему месту без какой-либо
дополнительной подгонки, чтобы обеспечивалась возможность
замены одной детали (сборочной единицы) другой, одинаковой
по назначению, без ущерба для работы готового прибора или
устройства. Детали или сборочные единицы, удовлетворяющие
этим условиям, взаимозаменяемы. Например, взаимозаменяемыми
должны быть запасные части к приборам и устройствам, крепеж-
ные детали (болты, гайки, шайбы и др.), шариковые и роликовые
подшипники и т. д.
Таким образом, под взаимозаменяемостью понимают такой
принцип конструирования и производства деталей, изделий,
сборочных единиц, при котором установку их в процессе сборки или
замену осуществляют без подгонки, подбора или дополнительной
обработки. Принцип взаимозаменяемости и рациональная органи-
зация массового производства изделий требуют установления
определенных норм и правил, которым должны удовлетворять
виды, размеры и качественные характеристики изделий. Процесс
установления и применения указанных норм и правил называют
стандартизацией.
Стандарт — это нормативно-технический документ, устанав-
ливающий комплекс норм, правил, требований к объектам
стандартизации, которыми могут быть выпускаемая продукция,
методы, термины, обозначения и т. д. Одной из наиболее рас-
пространенных форм стандартизации является унификация.
Унификация — это рациональное сокращение числа объектов
одинакового назначения. Проводят ее, анализируя конструкцию
и применяемость изделий и приводя близкие по конструкции и
размерам изделия, их составные части и детали к единой типовой
конструкции.
В СССР действует Государственная система стандартов
(ГСС), которая устанавливает следующие категории нормативно-
22 Г
технической документации, определяющие требования к объектам
стандартизации: государственный стандарт (ГОСТ), отраслевой
стандарт (ОСТ), республиканский стандарт союзной республи-
ки (РСТ), технические, условия (ТУ). Кроме того, ГСС пред-
усматривает категорию стандартов предприятия (СТП), являю-
щихся нормативно-техническим документом, действующим толь-
ко внутри утвердившего его предприятия (объединения).
При разработке отечественных стандартов учитывают рекомен-
дации международных организаций по стандартизации. Это не-
обходимо для обеспечения взаимозаменяемости деталей и стан-
дартных узлов приборов, изготовленных в разных странах,
что способствует расширению научно-технических и торговых
связей между государствами.
Крупнейшая международная организация в области стандар-
тизации — Интернациональная организация по стандартиза-
ции (ИСО). Наряду с международными существуют региональ-
ные организации по стандартизации, включающие ограниченное
число стран, например Совет Экономической Взаимопомощи
(СЭВ). Стандарты СЭВ обозначают СТ СЭВ. Взаимозаме-
няемость обеспечивает Единая система допусков и посадок
(ЕСДП СЭВ). В основу ЕСДП СЭВ положена международ-
ная система допусков и посадок ИСО.
Поля допусков и посадок. Для реализации принципа взаимо-
заменяемости необходима точность изготовления изделий. Однако
абсолютно точно выдержать размеры деталей практически не-
возможно, а иногда достижение высокой точности размеров
экономически даже нецелесообразно. В процессе конструиро-
вания деталей устанавливают наибольшие предельные размеры,
обеспечивающие нормальное функционирование изделия, его без-
отказность и долговечность. Основной расчетный размер (размер,
который проставляют на чертеже детали) называют номиналь-
ным размером. Разность между наибольшим предельным и номи-
нальным размерами называют верхним отклонением, а разность
между наименьшим предельным и номинальным размерами —
нижним отклонением.
При простановке размеров на чертеже рядом с номиналь-
ным размером указывают допускаемые отклонения. Например,
ЗО±ол, где 30 мм — номинальный размер; +0,2 — верхнее откло-
нение; —0,1 — нижнее. Следовательно, размер детали может быть
в пределах от 29,9 мм (наименьший предельный размер) до 30,2 мм
(наибольший предельный размер). В этом примере верхнее от-
клонение положительное, а нижнее отрицательное. Но отклонения
могут быть оба положительные (4Офо;?), оба отрицательные
(50=8:1), одинаковые по абсолютному значению (30 + 0,1) или
одно из них равно нулю (20 + 0,1). Разность между наибольшим
и наименьшим предельными размерами называют допуском разме-
ра (IT). При графическом изображении допусков вводят понятия
нулевой линии и поля допусков (рис. 1.6).
23
Наибольший предельный размер отверстия^
Наименьший предельный размер отверстия
о
Верхнее отклонение отверстия ЕВУ
Наибольший предельный
размер Вала
Вал~
Наименьший предельный
размер Вала
Рис. 1.6. Графическое изображение полей допусков
Нижнее отклонение
_ отверстия EI
Отверстие
Допуск Вала IT
-Нижнее отклонение Вала et
Верхнее отклонение Вала es
Номинальный размер
Нулевая линия — это линия, соответствующая номинальному
размеру, от которого откладывают отклонения размеров (на
рис. 1.6 линия О — О). Поле допуска — поле, ограниченное
верхним и нижним отклонениями. Поле допуска определяется
величиной допуска и его положением относительно нулевой линии
(номинального диаметра). Верхнее или нижнее отклонение,
используемое для определения поля допуска относительно нулевой
линии, называют основным отклонением. В ЕСДП СЭВ основ-
ными отклонениями являются отклонения поля допуска, бли-
жайшие к нулевой линии.
ЕСДП СЭВ содержит 27 вариантов основных отклонений
(положений полей допусков) для отверстий и столько же для
валов. Положение поля допуска для отверстий обозначают про-
писными буквами латинского алфавита, а для валов — строчными
(рис. 1.7). Основным отклонением для отверстий от А до Н считают
нижнее отклонение Е/, для отверстий от / до ZC — верхнее
отклонение ES; для валов от а до h верхнее отклонение es, от
/ до гс — нижнее отклонение el. Отверстие, нижнее отклонение
которого равно нулю, называют основным и обозначают буквой
Н. Вал, верхнее отклонение которого равно нулю, называют основ-
ным и обозначают буквой h.
При сборке соединяемые детали соприкасаются между собой
отдельными поверхностями, которые называют сопрягаемыми, а
размеры этих поверхностей — сопрягаемыми размерами (напри-
мер, диаметр отверстия втулки и диаметр вала, на который по-
сажена втулка). Различают охватывающую и охватываемую по-
верхности и соответственно охватывающий и охватываемый раз-
24
Поля допуска валов
для различных посадок
* v
Е
Рис. 1.7. Набор основных отклонений в ЕСДП СЭВ для
различных посадок:
1 — для подвижных посадок с зазором; 2— для переходных
посадок; 3 — для неподвижных посадок с натягом
Поля допусков отверстий
для различных посадок
меры. Охватывающую поверхность принято называть отверстием,
а охватываемую — валом. Сопряжение имеет один номинальный
размер для отверстия и вала, а предельные, как правило, различ-
ные. Если действительные (измеренные) размеры изготовлен-
ного изделия не выходят за рамки наибольшего и наименьшего
предельных размеров, то изделие удовлетворяет требованиям
чертежа и выполнено правильно.
Конструкции технических устройств и других изделий требуют
различных контактов сопрягаемых деталей. Одни детали должны
25
быть подвижными относительно других, а другие образовывать
неподвижные соединения. Характер соединения деталей, опреде-
ляемый разностью между диаметрами отверстия и вала, создаю-
щий большую или меньшую свободу их относительного перемеще-
ния или степень сопротивления взаимному смещению, называют
посадкой. Различают три вида посадок: подвижные (с зазором),
неподвижные (с натягом) и переходные (возможен зазор или
натяг). Зазор образуется в результате положительной разности
между размерами диаметров отверстия и вала. Если эта раз-
ность отрицательна, то посадка будет с натягом. Различают
наибольшие и наименьшие зазрры и йатяги.
Наибольший зазор — это положительная разность между наи-
большим предельным размером отверстия и наименьшим пре-
дельным размером вала. Наименьший зазор — положительная
разность между наименьшим предельным размером отверстия и
наибольшим предельным размером вала.
Наибольший натяг — положительная разность между наи-
большим предельным размером вала и наименьшим предельным
размером отверстия. Наименьший натяг — положительная раз-
ность между наименьшим предельным размером вала и наиболь-
шим предельным размером отверстия.
Сочетание двух полей допусков (отверстия и вала) и опре-
деляют характер посадки, т. е. наличие в ней зазора или натяга.
Системой допусков и посадок установлено, что в каждом сопряже-
нии у одной из деталей (основной) какое-либо отклонение равно
нулю. В зависимости от того, какая из сопрягаемых деталей
принята за основную, различают посадки в системе отверстия и
посадки в системе вала.
Посадки в системе отверстия — посадки, в которых различные
зазоры и натяги получают соединением различных валов с основ-
ным отверстием. Посадки в системе вала — посадки, в которых
различные зазоры и натяги получают соединением различных
отверстий с основным валом. Применение системы отверстия
предпочтительнее. Систему вала следует использовать в случаях,
оправданных конструктивными или экономическими соображе-
ниями (например, установка нескольких втулок, маховиков или
колес с различными посадками на одном гладком валу).
Основу системы допусков и посадок составляют квалитеты.
Квалитетом называют совокупность допусков, соответствующих
одинаковой степени точности для всех номинальных размеров.
Всего установлено 19 квалитетов в порядке убывания точности
(01; 0; 1...17). Квалитеты от 01 до 4 применяют для особо точных
изделий, от 5 до 12 — для других сопрягаемых поверхностей,
остальные — для свободных размеров. Предельные размеры на
чертежах, кроме численного обозначения, могут быть указаны
условным обозначением поля допуска и квалитета. Например,
40Я7, где 40 — номинальный диаметр; Н — поле допуска от-
верстия; 7 — квалитет. Конкретные значения предельных
26
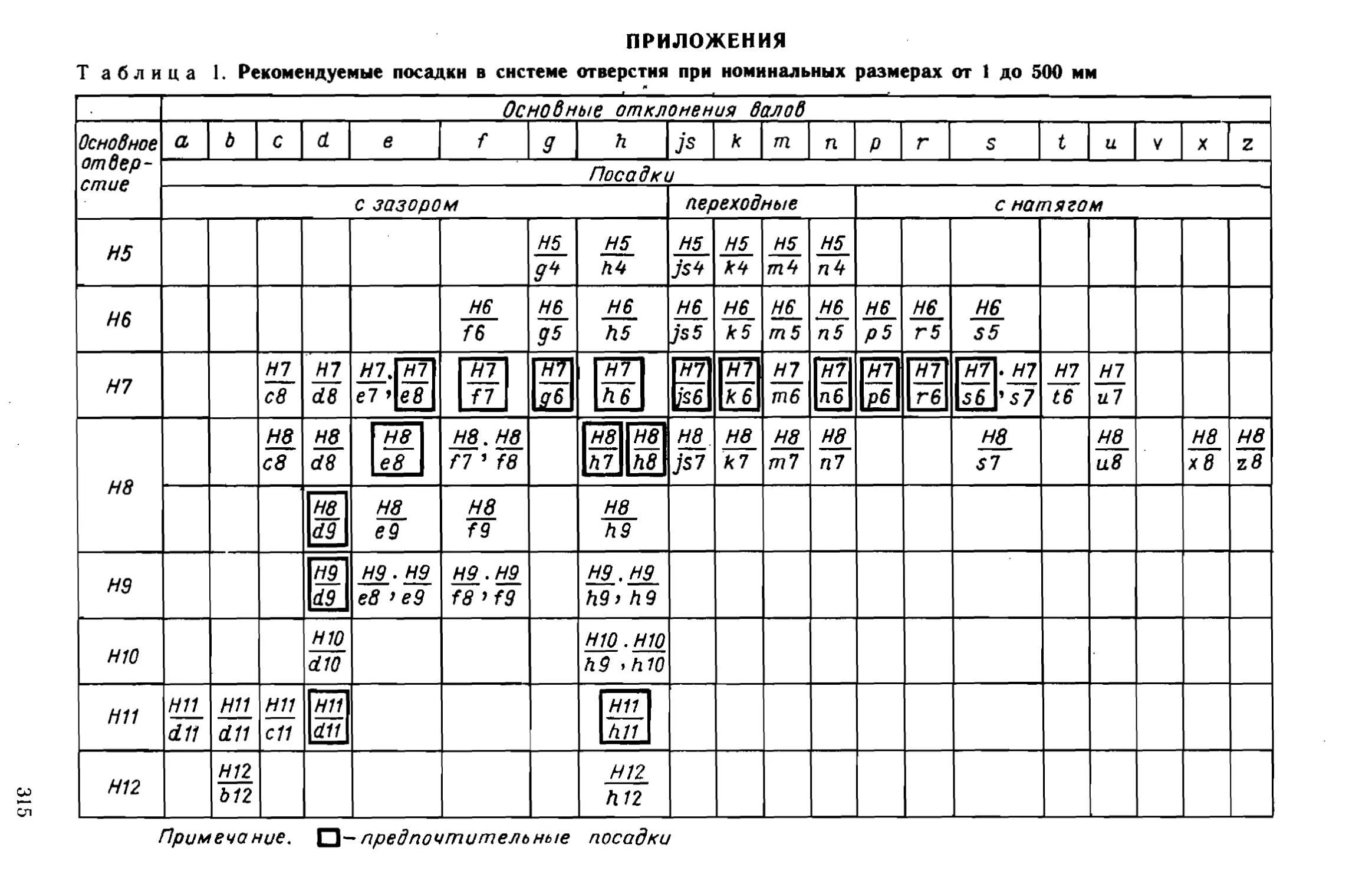
размеров определяют
по специальным табли-
цам (см. Приложение,
табл. 1—4). В ука-
занном примере верхнее
отклонение равно —
0,025, нижнее — 0. Сле-
довательно, наиболь-
ший предельный раз-
мер будет 40 + 0,025 =
= 40,025 мм, а наимень-
ший — 40 мм.
При обозначении
посадки на сборочных
Рис. 1.8. Шероховатость поверхностей: а —
высота Rz микронеровностей; б — среднее
арифметическое отклонение Ra профиля
чертежах предельные
размеры отверстий и вала могут быть указаны также условно.
Например, 40//7/g6 или 40$£, где 40 — номинальный размер,
мм, общий для отверстия и вала; Н7 — поле допуска и квалитет
отверстия; §6 — поле допуска и квалитет вала. По этим обозна-
чениям с помощью таблиц определяют предельные размеры от-
верстия и вала, значения зазоров или натягов и устанавливают
характер посадки (см. Приложение, табл. 1.2).
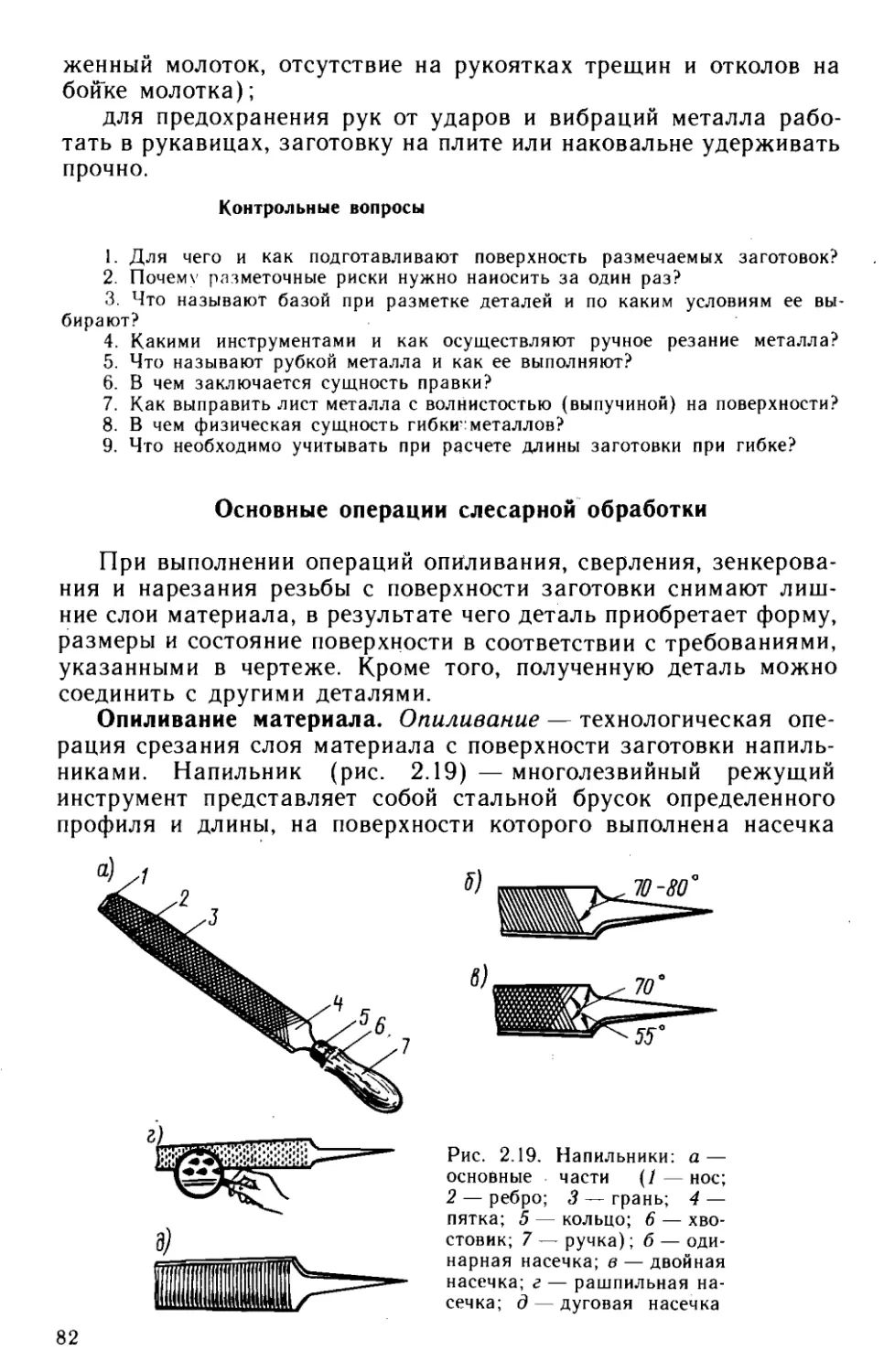
Шероховатость поверхностей. При любом методе обработки
(опиливание, сверление и т. д.) поверхность деталей не получается
идеально гладкой — всегда остаются некоторые неровности. Сово-
купность микронеровностей обработанной поверхности, образую-
щих ее рельеф, называют шероховатостью поверхности. В качестве
критериев шероховатости поверхностей установлены два основных
параметра: среднее арифметическое отклонение профиля Ra, ко-
торое характеризует среднюю высоту всех неровностей профиля
t/г..уп, и высота неровностей профиля по десяти точкам Rz, которая
характеризует среднюю высоту наибольших неровностей профиля
(рис. 1.8). Численные значения параметров Ra и Rz в мик-
рометрах (мкм) приведены в специальных таблицах стандартов.
Шероховатость поверхности обозначают на чертеже для всех
выполняемых по данному чертежу поверхностей детали независи-
мо от методов их образования, кроме поверхностей, шероховатость
которых не обусловлена требованием конструкции (рис. 1.9).
Знаки, используемые для обозначения шероховатости при различ-
ных способах ее обработки, показаны на рисунке: вид обработки
не устанавливается — рис. 1.9, б; поверхность получена удалением
слоя материала (точением, сверлением и т. д.)—рис. 1.9, в;
поверхность образована без снятия слоя материала (литьем,
ковкой и др.) —рис. 1.9, г. (Поверхности, не обрабатываемые
по данному чертежу, обозначают этим же знаком.)
Значение параметра шероховатости Ra указывают при обоз-
начении без символа, например 0,5, а параметра Rz — с символом,
например Rz 32.
а) Параметр (параметры)
шероховатости вид обработки. поверхности и (или)
\ днак ./'другие дополнительные указания
Полка знака
базовая длина
Условное обозначение направле-
ния неровностей
7777/77777777777777.
Рис. 1.9. Обозначение шероховатости поверхностей на чертеже:
а — структура обозначения шероховатости поверхностей; б, в, г —
знаки обозначения шероховатости поверхностей
Геометрическая форма любой детали представляет собой
обычно комбинацию плоских, цилиндрических, конических, сфери-
ческих и других поверхностей. Действительная (реальная) форма,
полученная при изготовлении детали, несколько отличается от
номинальной геометрической формы (заданной чертежом). Раз-
личают следующие виды отклонения от правильной геометри-
ческой формы:
от круглости; наиболее распространены овальность и огранка;
от цилиндричности; среди них выделяют седлообразность,
бочкообразность, конусность и отклонение от прямолинейности
оси, или изогнутость;
от формы плоских поверхностей; здесь наиболее часты вог-
нутость, выпуклость, седлообразность;
от расположения поверхностей; к ним относят отклонения от
параллельности осей, перекос осей, отклонения от соосности
относительно общей оси.
Шероховатость поверхности деталей контролируют специаль-
ными приборами: профилометрами и профилографами, а также
эталонами шероховатости поверхности. Профилометры характе-
ризуют шероховатость по числовым параметрам: среднему ариф-
метическому отклонению профиля /?а и высоте неровностей про-
филя Rz. Профилографы изображают профиль контролируемой
поверхности в таком масштабе, чтобы можно было измерить
элементы профиля. По эталонам шероховатость контролируют
сравнением.
Контроль качества продукции. Показатели качества продук-
ции, основные свойства, особенности и технические параметры,
а также требования к методам, процессам и средствам ее изго-
товления закреплены в соответствующих стандартах, имеющих
силу закона.
ГОСТ определяет понятие качества продукции как «совокуп-
ность свойств продукции, обусловливающих ее пригодность
удовлетворять определенные потребности в соответствии с ее
назначением». Показатели качества количественно характеризуют
одно или несколько свойств продукции, составляющих ее качество.
К ним относят не только технические, эксплуатационные и потре-
бительские свойства продукции, но и возможности ее транспорти-
рования, монтажа, демонтажа и т. д.
28
В СССР функционируют следующие системы управления ка-
чеством продукции: общегосударственная, отраслевая и пред-
приятия. К основным мероприятиям по управлению качеством
продукции на предприятии-изготовителе относят: планирование
качества; аттестацию качества и стандартизацию; внедрение
прогрессивных методов контроля качества; создание служб на-
дежности и систем бездефектного труда; повышение квалифи-
кации контролеров. Указанные мероприятия составляют комп-
лексную систему управления качеством продукции (КСУКП).
Основным элементом КСУКП является контроль качества
продукции — проверка соответствия показателей качества продук-
ции установленным требованиям. Наибольший удельный вес по
трудоемкости, стоимости и сложности проведения имеет техни-
ческий контроль. Технический контроль — неотъемлемая часть
любого производственного процесса. В зависимости от технологии
и отношения к производственному процессу различают следующие
виды контроля: входной, операционный и приемочный.
Входной контроль — это контроль потребителем сырья, ма-
териалов, комплектующих изделий и готовой продукции, по-
ступивших от других предприятий или участков производства.
Операционный контроль — контроль продукции и (или)технологи-
ческого процесса после завершения определенной технологи-
ческой операции. П риемочный контроль — контроль готовой
продукции, при котором принимают решение о ее пригодности к
поставке или использованию.
В зависимости от метода проведения различают следующие
виды контроля: летучий, инспекционный, сплошной и выбороч-
ный.
Летучий контроль — контроль продукции или технологического
процесса, срок проведения которого не регламентирован. Инспек-
ционный контроль — выборочный контроль продукции или конт-
роль технологического процесса, осуществляемый после опера-
ционного или приемочного контроля специально уполномоченным
органом. Сплошной контроль — контроль, при котором решение
о качестве продукции принимают по результатам проверки каждой
единицы продукции. Выборочный контроль — контроль, при кото-
ром решение о качестве контролируемой продукции принимают
по результатам проверки одной или нескольких выборок либо проб
из партии (потока) продукции.
Технический контроль качества продукции на предприятии
осуществляют работники отдела технического контроля (ОТК),
их основной функцией является осуществление всех видов техни-
ческого контроля на всех стадиях производства — от рабочего
места до предприятия в целом. В цехах и на участках контроль
осуществляют цеховые отделы (бюро) технического контроля,
входящие в состав ОТК предприятия. Задача контрольных масте-
ров — предупреждение брака, учет и анализ его причин, устране-
ние причин брака совместно с работниками цеха.
29
Одна из эффективных мер повышения качества продукции —
ее аттестация. Установлены три вида аттестации продукции:
внутризаводская, отраслевая и государственная. Всю выпускае-
мую предприятием продукцию подразделяют на две категории —
высшую и первую. На продукцию высшей категории устанавли-
вают Знак качества.
Контрольные вопросы
1. Что такое взаимозаменяемость деталей и для чего она необходима?
2. Что такое стандартизация и какие задачи она решает?
3. Какие категории отечественных и зарубежных стандартов используют в
нашей стране?
4. Какие размеры деталей называют номинальными, а какие — предель-
ными?
5. Что называют допуском размера, посадкой, квалитетом?
6. Каково условное обозначение посадок?
7. Что называют шероховатостью поверхности?
8. По каким критериям определяют степень шероховатости поверхности?
9. Как обозначают шероховатость поверхности?
10. Какие бывают отклонения от правильной геометрической формы при
изготовлении деталей?
§ 1.4. ОСНОВЫ ТЕХНИЧЕСКИХ ИЗМЕРЕНИЙ,
ПОНЯТИЕ О МЕТРОЛОГИИ
Метрология — наука об измерениях физических величин,
методах и средствах обеспечения их единства. Измерением на-
зывают процесс сравнения численного значения измеряемой
величины с величиной того же рода, принятой за единицу, т. е.
измерить — значит определить, во сколько раз измеряемая вели-
чина больше или меньше единицы.
Измерение — нахождение значения физической величины
опытным путем с помощью специальных технических средств.
Различают прямое и косвенное измерения. Прямое измерение —
измерение, при котором искомое значение величины находят не-
посредственно из опытных данных. Например, давление измеряют
манометрами. Косвенное измерение — измерение, при котором ис-
комое значение физической величины находят на основании из-
вестной зависимости между этой величиной и значениями, подвер-
гаемыми измерениям. Например, измеряя давление напора встреч-
ного потока воды, можно определить скорость движения судна.
Единицы физических величин регламентируют Государствен-
ные общесоюзные стандарты (ГОСТ). В СССР во всех областях
науки, техники и производства применяют Международную
систему единиц СИ (система интернациональная). Для контроля
изготовления деталей, сборки и ремонта механизмов и машин
используют различные измерительные средства — инструменты и
приборы.
Основные характеристики измерительных средств следующие:
деление и цена деления шкалы; начальное и конечное значения
30
шкалы; диапазон показаний шкалы; пределы измерения. Деление
шкалы — расстояние между соседними ее штрихами. Дена деле-
ния шкалы — значение измеряемой величины, соответствующие
двум соседним отметкам шкалы. Начальное и конечное значения
шкалы — наименьшее и наибольшее значения измеряемых вели-
чин, указанных на шкале прибора или инструмента. Диапазон по-
казаний шкалы — область значений шкалы, ограниченная ее
начальным и конечным значениями. Предел измерения — наи-
большее и наименьшее значения физических величин, которые
можно измерить данным инструментом или прибором.
Между измеренным и действительным значениями величины
всегда существует некоторая разница, которую называют погреш-
ностью измерения. Качество измерений характеризует точность
измерения, отражая близость к нулю погрешности их результатов.
Повысить точность измерения можно повторными измерениями,
чтобы определить среднее арифметическое значение как резуль-
тат нескольких измерений.
Для измерения линейных величин при обработке материалов
применяют измерительные линейки, штангенинструменты, микро-
метрические инструменты. Для грубых измерений используют из-
мерительные металлические линейки. Их изготавливают с верх-
ними пределами измерения до 150; 300; 500; 1000 мм. Цена деле-
ния составлят от 0,5 до 1 мм, погрешность измерения — 0,5 мм.
Для более точных измерений применяют штангенинструменты
(рис. 1.10, а, б, в); штангенциркули, служащие для измерения
наружных и внутренних диаметров, длин, толщин деталей и т. п.;
штангенглубиномеры, предназначенные для измерения глубины
глухих отверстий, измерения канавок, пазов, выступов; штанген-
рейсмусы, служащие для точной разметки и измерения высот
плоских поверхностей.
Во всех указанных штангенинструментах применен нониус —
вспомогательная шкала, при помощи которой отсчитывают доли
делений основной шкалы измерительного прибора. Рассмотрим
устройство нониуса и правила отсчета линейных размеров на
примере штангенциркуля ШЦ-1 (рис. 1.10, а). На скошенной грани
подвижной рамки 3 нанесена шкала 5, называемая нониусом.
Шкала нониуса длиной 19 мм разделена на 10 равных частей и,
следовательно, каждое деление нониуса равно 1,9 мм. Разность
между значениями двух делений штанги и одного деления
нониуса составляет 0,1 мм (2—1,9 = 0,1 мм).
При сомкнутых губках нулевой штрих нониуса совпадает с
нулевым штрихом шкалы штанги, первый штрих нониуса отстает
от второго штриха штанги на 0,1 мм, второй штрих нониуса отстает
от четвертого штриха штанги уже на 0,2 мм, третий от шестого —
на 0,3 мм и т. д. Если раздвинуть губки штангенциркуля
на 0,1 мм, то первый штрих нониуса совпадет со вторым штрихом
штанги. Если раздвинуть губки на 0,2 мм, то совпадут второй и
четвертый штрихи, на 0,3 мм — третий и шестой и т. д. Таким
31
Рис. 1.10. Штангенинструменты: а — штангенциркуль типа ШЦ-1 (/ —
штанга; 2,7 — губки; 3 — подвижная рамка; 4 — зажим; 5 — шкала нониуса;
6 — линейка глубиномера); б — штангенглубиномер (/ — нониус; 2, 3 —
зажимы; 4 — движок; 5 — штанга; 6 — микроподача; 7 — гайка микроподачи;
8—рамка; 9 — основание; 10 — торец штанги); в — штангенрейсмус (/ —
сменная ножка для измерения; 2, 6 — стопорные винты; 3 — державка;
4 — микроподача; 5 — нониус; 7 — рамка; 8 — штанга; 9 — основание)
образом, при измерении штангенциркулем целые миллиметры
отсчитывают непосредственно по шкале штанги до нулевого
штриха нониуса, а дробные (в данном случае десятые) доли
миллиметра — по шкале нониуса. При этом дробное значение
(десятые доли миллиметра) определяют умножением значения от-
счета (0,1 мм) на порядковый номер штриха нониуса (не считая
нулевого), совпадающего со штрихом штанги. При чтении пока-
заний штангенциркуль держат прямо перед глазами. Штанген-
инструменты более высокой точности отличает от описанного
градуировка шкалы нониуса.
32
Рис. 1.11. Микрометрические инструменты: а — микрометр (/ —
скоба; 2 — пятка; 3 — винт; 4 — стопор; 5 — стебель; 6 — барабан;
7 — трещотка; 8 — установочные меры); б — микрометр резьбовой
со вставками; в—микрометрический глубиномер; г — микрометри-
ческий нутромер (1, измерительные наконечники; 2—гайка;
3 — стебель; 4 — стопор; 5 — микрометрический винт; 6 — барабан;
7 — установочная гайка)
Необходимо помнить правила обращения со штангенинстру-
ментами: при измерении деталей не прикладывать больших усилий,
так как это приводит к перекосу движка и к ошибкам измерения;
не допускать ослабления посадки и качки движка на штанге;
категорически запрещается измерять обрабатываемые заготовки
на работающем станке; регулярно проверять точность штанген-
инструмента; по окончании работы штангенинструмент необходи-
мо тщательно протереть, смазать и уложить в футляры; во время
хранения измерительные поверхности штангенинструментов дол-
жны быть разъединены, а зажимы ослаблены.
Микрометрические инструменты (рис. 1.11) позволяют осуще-
ствлять измерения с погрешностью до 0,01 мм. К ним относят
микрометры для измерения наружных размеров, микрометры
резьбовые со вставками для измерения среднего диаметра резьбы,
микрометрические глубиномеры для измерения глубины пазов,
отверстий и высоты уступов, микрометрические нутромеры для
измерения внутренних размеров. Принципиальное устройство всех
этих микрометрических инструментов основано на использовании
одинакового измерительного механизма — микрометрического
винта.
Рассмотрим устройство наиболее распространенного микро-
метрического инструмента — микрометра для измерения наруж-
ных размеров с погрешностью до 0,01 мм (рис. 1.11, а). Он состоит
3 Н. Н. Трофимов, В. С. Шульцев
33
из скобы / с пяткой 2 и втулки (стебля) 5, внутрь которой ввернут
микрометрический винт 3; торцы пятки и микрометрического
винта являются измерительными поверхностями. Винт жестко
скреплен с барабаном 6. На стебле нанесена шкала с полумилли-
метровыми (верхняя часть шкалы) и миллиметровыми (нижняя
часть) делениями. На конической поверхности барабана также
нанесена шкала, делящая окружность на 50 равных частей. Шаг
резьбы микрометрического винта 0,5 мм, т. е. за один полный
оборот он перемещается вдоль оси на 0,5 мм, за пол-оборота —
на 0,5Х*/2 = 0,25 мм, а за одну пятидесятую часть оборота —
на 0,5Х 75о = О,О1 мм.
Излишний нажим винта на измеряемую деталь может привести
к неточному измерению, поэтому нажим контролирует трещотка 7.
Трещотка соединена с винтом так, что при увеличении измеритель-
ного усилия свыше 9 Н она не вращает винт, а проворачивается
с характерными щелчками. Стопор 4 фиксирует полученный
размер.
Техника измерения микрометром заключается в следующем.
Перед измерением проверяют нулевое положение микрометра.
Вращая микрометрический винт за трещотку, сводят измеритель-
ные поверхности до соприкосновения между собой или с установоч-
ной мерой 8 (при пределах измерения не от нуля). Вращение
прекращают после появления щелчков трещотки. Проверяют по-
казания микрометра. Если нулевые штрихи на шкалах стебля и
барабана не совпадают, то устанавливают микрометр на нуль:
при сведенных измерительных плоскостях стопорят микрометри-
ческий винт; отворачивают колпачок (гайку), прикрепляющий
барабан к микрометрическому винту; освобождают барабан от
сцепления с винтом; поворачивают его до совпадения нулевого
штриха с продольным штрихом стебля и снова закрепляют бара-
бан.
При измерении микрометр берут левой рукой за скобу, а боль-
шим и указательным пальцами правой руки вращают головку
барабана до тех пор, пока измерительные поверхности микро-
метра не будут охватывать измеряемую часть детали. Затем,
вращая винт с трещоткой, сводят измерительные поверхности
до плотного соприкосновения их с измеряемой деталью и появле-
ния щелчков трещотки. После этого читают показания микро-
метра. Целые миллиметры и полумиллиметры отсчитывают по
шкале стебля, а десятые и сотые доли миллиметра — по шкале
скоса барабана (рис. 1.12).
Правила обращения с микрометрическими инструментами сле-
дующие: в процессе измерения барабан трещотки вращают плавно
и не слишком быстро, так как резкая подача винта и сильный
зажим измеряемой детали ведут к неправильным показаниям
измерения и преждевременному изнашиванию винта; при исполь-
зовании микрометрические инструменты кладут на сухую, чистую
поверхность; нельзя измерять микрометрическими инструментами
34
Рис. 1.12. Чтение показаний микро-
метра (а) и примеры отсчета (б)
1° * Ik I
9<io,5+Oj6~9,e6
1
нагретые детали, так как показания при этом будут неточными;
не разрешается измерять микрометрами грубо обработанные и
грязные поверхности деталей; по окончании работы инструменты
тщательно протирают, смазывают, стопоры ослабляют и несколько
разводят измерительные поверхности; хранят микрометрические
инструменты в специальных футлярах, в сухих помещениях, при
определенной температуре.
Для измерения угловых величин применяют угломеры следую-
щих типов: УМ — для измерения наружных углов от 0 до 180° с
точностью отсчета по нониусу 2' (2 мин) (рис. 1.13, а); УН — для
измерения наружных углов от 0 до 180° и внутренних — от 40 до
180° с точностью отсчета по нониусу 2Z и 5' (рис. 1.13,6).
Угломер типа УМ имеет полукруглое основание (полудиск)
5 со шкалой, соединенное со съемной линейкой 4 и подвижной
линейкой 10, вращающейся на оси 2 вместе с сектором 3. Чтобы
точно установить подвижную линейку 10, вращают гайку 7 с по-
мощью микрометрической подачи 6 и фиксируют положение сто-
пором 9. На секторе закреплен нониус 8. Угол между крайними
штрихами шкалы нониуса, равный 29°, разделен на 30 равных
частей. Угол между соседними штрихами нониуса равен 60 X
X29:30 = 58', что на 2' меньше 1°. Поэтому шкала нониуса имеет
цену деления 2'.
Перед измерением проверяют нулевое положение нониуса
угломера, соединяя измерительные поверхности без просвета.
Нулевые штрихи основания и нониуса должны при этом совпа-
дать.
\ При измерении угломер накладывают на поверхности детали
так, чтобы линейки 4 и 10 были совмещены со сторонами измеряе-
мого угла. Прижимая слегка правой рукой деталь к измеритель-
ной поверхности линейки основания, постепенно перемещают
деталь до полного соприкосновения измерительных поверхностей
угломера и поверхностей детали без просвета между ними. Затем
фиксируют это положение угломера стопором и читают показание.
Так как нониус угломера построен по такому же принципу, что и
нониус штангенциркуля, то сохраняется и способ отсчета показа-
з*
35
Рис. 1.13. Угломеры: а — типа УМ (/ — угольник; 2 — ось; 3 — сектор;
4 — линейка съемная; 5 — основание — полудиск с градуированной шкалой;
6 — микрометрическая подача; 7 — гайка; 8 — нониус; 9 — стопор; 10 —
линейка подвижная); б — типа УН (/ — угольник; 2 — державка; 3 —
нониус; 4 — винт нониуса; 5 — стопор; 6 — основание; 7 — сектор; 8 —
линейка основания; 9—линейка съемная)
ний; целое число градусов отсчитывают по шкале основания
слева направо до нулевого штриха нониуса, а доли градуса в
минутах — по первому совпадающему штриху шкалы нониуса с
соответствующим штрихом шкалы основания. Например, если
нулевой штрих нониуса установился в промежутке между штри-
хами шкалы основания правее 32°, а штрих шкалы нониуса,
соответствующий 22z, совпал со штрихом основания, то измеряе-
мый угол будет равен 32° + 22/ = 3*2°22/.
Значение острых углов определяют непосредственно по шка-
лам, как было указано ранее. При измерении тупых углов к
значению, прочитанному по шкалам, необходимо добавлять
90°: если, например, показание при измерении 28°36', то действи-
тельный угол составляет 28°36z + 90° = 118°36z.
Угломер типа УН имеет полукруглое основание 6, на котором
закреплена линейка 5. Сектор 7 с нониусом 3 перемещается
по основанию 6 и после установки закрепляется стопором 5.
Микрометрическая подача нониуса осуществляется вращением
винта 4. К сектору 7 с помощью державок 2 крепится угольник /,
а к нему присоединяется съемная линейка 9.
36
Основная шкала угломера типа УН построена несколько иначе,
чем у угломера УМ. Слева направо на шкале нанесены деления от
50 до 90°, затем от 0 до 50°. Ниже расположены цифры, по которым
производят отсчеты от 140 до 230°, а еще ниже — от 230 до 320°.
Если на угломере установлены угольник и линейка, то можно
измерять углы от 0 до 50°. Если убрать угольник, и закрепить
на его месте линейку, то можно измерять углы от 50 до 140°, а если
убрать линейку и оставить только угольник, то от 140 до 230°. При
отсутствии линейки и угольника измеряют углы от 230 до 320°.
Отсчет показаний при измерении угломером типа УН произво-
дят также несколько иначе.
При измерении наружных углов: от 0 до 50° показания читают
по правой части шкалы; от 50 до 90° показания читают по левой
части шкалы; от 90 до 140° к показаниям правой части шкалы
прибавляют 90°; от 140 до 180° к показаниям левой части шкалы
прибавляют 90 °. При измерении внутренних углов: от 180 до
130° показание правой части шкалы отнимают от 180°, от 130 до
90° показание левой части шкалы отнимают от 180°; от 90 до
40° показание правой части шкалы отнимают от 90°.
При пользовании угломерами необходимо соблюдать такие же
правила, как и при измерении штангенинструментами.
К поверочным инструментам относят поверочные линейки и
плиты, угольники, шаблоны, щупы, различные калибры. В отличие
от измерительных поверочные инструменты указывают только на
отклонения в размерах и форме деталей, но не показывают значе-
ний этих отклонений. Для контроля прямолинейности, плоскост-
ности и взаимного расположения поверхностей применяют по-
верочные линейки и плиты.
Поверочные линейки выполняют двух основных типов: лекаль-
ные и линейки с широкими рабочими поверхностями.
Проверку прямолинейности поверхности деталей лекальными
линейками производят, как правило, по способу «световой щели»
(«на просвет»). При этом лекальную линейку накладывают острой
кромкой на проверяемую поверхность, а источник света помещают
за деталью. Линейку держат строго вертикально на уровне глаз.
Наблюдая за просветом между линейкой и поверхностью детали
в разных местах по длине линейки, определяют степень прямоли-
нейности поверхности: чем больше просвет, тем больше отклоне-
ние от прямолинейности.
Проверку прямолинейности и плоскостности линейками с ши-
рокими рабочими поверхностями выполняют обычно способом
пятен — на краску. При проверке на краску рабочую поверх-
ность линейки покрывают тонким слоем краски (суриком, са-
жей), затем осторожно накладывают линейку на проверяемую
поверхность и плавно, без нажима, перемещают ее. После этого
линейку так же осторожно снимают и по расположению и коли-
честву пятен и краски на проверяемой поверхности судят о ее плос-
костности. При хорошей плоскостности пятна краски располага-
37
ются равномерно по всей поверхности. Чем больше пятен на по-
верхности квадрата 25X25 мм, тем лучше плоскостность.
Поверочные плиты применяют главным образом для проверки
больших поверхностей деталей способом «на краску», а также
используют в качестве вспомогательных приспособлений при
контроле деталей. Проверку плоскостности поверхности деталей
«на краску» при помощи поверочных плит производят так же,
как и линейками с широкими рабочими поверхностями.
Контрольные вопросы
1. Что называется измерением?
2. Что характеризует точность измерения?
3. Какие инструменты используют для измерения линейных величин?
4. Объясните назначение и устройство нониуса штангенциркуля.
5. Как устанавливают микрометр на нуль?
6. Какие правила надо соблюдать при обращении со штангенннструментами
и микрометрическими инструментами?
7. Какие инструменты применяют для измерения угловых величин?
ГЛАВА 2 ОСНОВЫ ТЕХНОЛОГИИ ОБРАБОТКИ
КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
В процессе изготовления деталей судовых электро-
механических приборов заготовки для них из конструкционных
материалов проходят различные виды технологической обработки,
после которых они приобретают заданные чертежом форму, раз-
меры и требуемую чистоту поверхности. Кроме того, материалу
детали придают необходимые структуру и свойства. Основные
виды обработки машиностроительных материалов — механи-
ческая, слесарная и термическая. Из механических методов обра-
ботки наибольшее применение имеет резание материалов с исполь-
зованием металлообрабатывающего оборудования.
J 2.1. КОНСТРУКЦИОН НЫЕМАТЕРИАЛЫ,
ПРИМЕНЯЕМЫЕ В ПРИБОРОСТРОЕНИИ
Судовые электромеханические приборы состоят из большого
числа деталей и узлов, выполненных из различных материалов,
номенклатура которых обусловлена сложностью приборов и высо-
кими требованиями к надежности работы в жестких условиях
эксплуатации.
Основные критерии выбора материала: функциональное назна-
чение и условия эксплуатации детали; соответствие свойств ма-
териала общим требованиям к элементам прибора, специфическим
требованиям к проектируемой детали и требованиям надежности;
соответствие технологических свойств материала намечаемым
38
способам изготовления детали; стоимость и дефицитность мате-
риала.
Все конструкционные материалы, применяемые в приборо-
строении, можно разделить на металлы и неметаллы.
Металлы конструкционного назначения
Металлы принципиально отличаются от неметаллов кристал-
лическим строением. Механические, физико-химические и техно-
логические свойства металлов в значительной степени определяют
технологические параметры обработки. К физическим свойствам
металлов относят цвет, плотность, электропроводность, магнитные
свойства, теплопроводность, теплоемкость, коэффициент объем-
ного расширения при нагревании и фазовых превращениях.
К химическим — окисляемость, растворимость, коррозионную
стойкость. К механическим — упругость, пластичность, прочность,
твердость, вязкость, хрупкость. К технологическим — прокали-
ваемость, жидкотекучесть, обрабатываемость резанием, сваривае-
мость.
Металлы делят на черные и цветные. Черные металлы вклю-
чают стали и чугуны, т. е. сплавы железа Fe с углеродом С и
другими химическими элементами.
Чугуны и стали. Чугуном называют сплав железа с углеродом,
содержащий углерода от 2,14 до 6,67 %. В зависимости от состоя-
ния, в котором углерод находится в чугуне, чугун подразделяют
на белый (углерод в химическом соединении с железом) и серый
(свободный углерод в виде графита).
Сталь содержит углерода менее 2,1 %. Ее получают переплав-
кой металлолома или чугуна, из которого удаляют излишки
углерода и понижают количество входящих в чугун примесей.
Свойства сталей существенно зависят от примесей и легирующих
элементов. Если в стали 0,6...2 % С, то ее называют высокоуглеро-
дистой, если 0,25...0,6 % С — среднеуглеродистой, если углерода
менее 0,25 % — низкоуглеродистой. С увеличением содержания
углерода увеличиваются прочность, твердость, сопротивление
деформированию и уменьшается пластичность стали. Кроме
углерода в сталях всегда присутствуют кремний, марганец, сера
и фосфор.
Кремний и марганец в стали содержатся в десятых долях
процента и особого влияния на свойства стали не оказывают.
Сера и фосфор составляют до 0,05 % и, являясь вредными при-
месями, ухудшают свойства сталей. Однако в так называемых
автоматных сталях (с содержанием углерода до 0,3 %) до-
пускается повышенное содержание фосфора и серы (до 0,15 %),
чтобы облегчить снятие стружки и улучшить качество поверхности
обрабатываемых деталей, в частности при нарезании резьбы.
Конструкционные углеродистые стали обыкновенного качества
маркируют буквами Ст и порядковым номером от б до 7 в зависи-
39
мости от химического состава и механических свойств (номер
не указывает на содержание углерода).
Конструкционные углеродистые качественные стали имеют
меньшее содержание вредных примесей и неметаллических вклю-
чений. Маркируют эти стали так: сталь 08, сталь 45, сталь ЗОГ
и т. д. Число обозначает содержание углерода в сотых долях
процента, буква Г указывает на повышенное содержание
марганца.
Легированные стали выплавляют качественными, высоко-
качественными (в конце марки ставят букву А) и особо высоко-
качественными (ставят букву Ш). Например: ЗОХГСА, ЗОХГШ,
9ХВГ. Числа в начале марки обозначают содержание углерода в
сотых или десятых долях процента, числа после букв указывают
на содержание легирующих элементов в процентах, если число
отсутствует — содержание элемента до 1 %.
Легирующие элементы обозначают буквами: В — вольфрам;
Д — медь; Г — марганец; К — кобальт; М — молибден; Н —
никель; Р — бор; С — кремний; Т — титан; X — хром; Ф — вана-
дий; Ю — алюминий.
По назначению легированные стали (как и все стали вообще)
делят на конструкционные, инструментальные и стали с особыми
свойствами. По ГОСТу конструкционные легированные стали
подразделяют на 13 групп, названия которых определяют основ-
ными легирующими элементами.
Среди специальных сталей можно выделить нержавеющие
(коррозионностойкие), жаропрочные, износостойкие.
Инструментальные стали применяют для изготовления корпус-
ной и крепежно-присоединительной частей режущих инструментов
(державки резцов, корпуса фрез, хвостовики сверл и др.), а также
режущих частей инструмента для обработки материалов с относи-
тельно небольшой твердостью. Для повышения тех или иных
свойств инструментальных сталей в их состав вводят легирую-
щие, элементы. Особую группу составляют быстрорежущие стали,
содержащие от 6 до 18 % вольфрама.
Цветные металлы и сплавы. Современное приборостроение
использует почти все цветные металлы и сплавы на их основе.
Наибольшее распространение получили следующие металлы и их
сплавы.
Медь и сплавы на медной основе — это латуни (сплавы меди с
цинком) и бронзы (все другие медные сплавы).
Латуни по сравнению с чистой медью прочнее, пластичнее
и тверже. Кроме того, они жидкотекучи и коррозионностойки,
дешевле меди. Марки латуни обозначают буквой Л и числом,
указывающим долю меди в сплаве. Например, марка Л62 —
латунь, содержащая около 62 % меди и 38 % цинка. Латуни
могут быть легированы; легирующие элементы обозначают:
А — алюминий, Ж — железо, К — кремний, Мц — марганец, Н —
никель, О — олово, С — свинец. Например, марка ЛЖМц59-1-1
40
обозначает многокомпонентную латунь, содержащую примерно
59 % меди, 1 % железа, 1 % марганца (остальное цинк).
Бронзы — сложные многокомпонентные сплавы — бывают
оловянистыми, алюминиевыми, кремнистыми, свинцовыми, берил-
лиевыми и др. Бронзы маркируют буквами Бр, за которыми
следуют буквы условных обозначений компонентов и легирующих
элементов, затем числами указывают их процентный состав.
Так, БрАЖМц10-3-1,5 означает бронзу, содержащую 10 % алю-
миния, 3% железа, 1,5 % марганца (остальное медь). Обозна-
чения элементов такие же, как для латуней; кроме того, исполь-
зуют обозначения: В — бериллий, Ц — цинк, Ф — фосфор.
Широко используют также медно-никелевые сплавы: мель-
хиоры, нейзильберы и др.
К легким сплавам относят сплавы на основе алюминия, магния
и титана.
Алюминиевые сплавы чаще всего содержат кремний, медь или
магний. Сплавы алюминия с кремнием называют силуминами,
их обозначают АЛ и цифрой, например АЛ2, АЛ4. Алюминий,
легированный медью, марганцем, магнием называют дуралюми-
ном; такие сплавы обозначают Д1...Д16.
В качестве жаропрочных применяют ковочные алюминиевые
сплавы, которые хорошо поддаются обработке горячей штампов-
кой. Такие сплавы обозначают буквами АК и цифрой, например
АК4, АК8.
Пластичные, термически не упрочняемые сплавы, например
АМц и АМг, содержат марганец или магний.
Магниевые сплавы в качестве легирующих элементов содержат
алюминий (до 9,2 %), цинк (до 6 %), марганец (до 2,5 %), а так-
же церий и цирконий. К эксплуатационным и технологическим
преимуществам магниевых сплавов относят малую плотность
(около 1800 кг/м3), химическую стойкость к щелочам, бензину
и хорошую обрабатываемость режущим инструментом.
В титановых сплавах в качестве типовых добавок входят
алюминий, хром, молибден, ванадий, олово. Окисление и насыще-
ние водородом, кислородом и азотом снижают пластичность
титановых сплавов, а с повышением температуры возрастает их
химическая активность к газовым и металлическим примесям.
Титановые сплавы маркируют буквами ВТ и цифрой, например
ВТ1, ВТЗ, ВТ8, ВТ14, ВТ15.
К преимуществам титановых сплавов относят небольшую
плотность (45000 кг/м3), высокие прочность, коррозионную стой-
кость и жаропрочность.
Антифрикционные сплавы. В качестве материалов, обладаю-
щих высокими механическими свойствами при повышенных
температурах, низким коэффициентом трения, высокой тепло-
проводностью, микропористостью для удержания смазки, хорошей
прирабатываемостью и другими свойствами, используют серый
чугун, оловянистую и свинцовую бронзы, баббиты, порошковые
41
материалы. Баббиты представляют собой сплав сурьмы, меди,
свинца, олова с легирующими добавками кадмия, никеля,
мышьяка, кальция, натрия.
Неметаллические конструкционные материалы
К неметаллическим материалам в первую очередь относят
пластмассы природного и искусственного происхождения, слюдя-
ные материалы, минеральные диэлектрики и др.
Пластмассы. Пластическими массами называют вещества с
большой молекулярной массой, получаемые на основе синтети-
ческих или природных полимеров, способных при определенных
температурах и давлении формоваться в изделия и сохранять
полученную форму. К достоинствам пластмасс относят хорошие
теплоизоляционные и диэлектрические свойства, оптическую и
радиопрозрачность, упругость и эластичность, коррозионную стой-
кость, легкую формоизменяемость, устойчивость к атмосферным
воздействиям и др. Однако пластмассы как конструкционные
материалы обладают низкой теплостойкостью, склонностью к
старению (изменению состава и структуры макромолекул при
окислении, облучении и т. п.).
Источниками сырья для получения пластмасс служат при-
родный газ, продукты нефти, ацетилен, древесина и др. В зависи-
мости от химических свойств применяемых смол пластмассы,
получаемые на их основе, подразделяют на две группы: термо-
реактивные и термопластичные.
Термореактивные пластмассы в процессе формования дета-
лей претерпевают ряд внутренних химических изменений и ста-
новятся необратимыми к повторной переработке. Термопластич-
ные пластмассы не теряют пластичность под влиянием продолжи-
тельного нагрева и затвердевают лишь при охлаждении, причем
готовые изделия могут подвергаться неоднократному повторному
формованию.
Детали из пластмасс получают прессованием, литьем под
давлением, штамповкой и другими способами. Их легко обраба-
тывать на металлорежущих станках инструментом из быстро-
режущих сталей или твердых сплавов. Основные характеристики
пластмасс, применяемых в приборостроении, приведены в
табл. 2.1.
Древесные материалы. Эти материалы с высокой удельной
прочностью (отношение прочности к массе) легко обрабатывают
вручную и на станках (пилением, строганием, сверлением, долбле-
нием, точением, фрезерованием и шлифованием). Наиболее
широко используют древесину сосны, ели, дуба, бука, липы, березы
и др.
Кроме натуральной древесины в приборостроении применяют
фанеру и шпон, а также древесные слоистые пластмассы, получае-
мые горячим прессованием пропитанных смолой тонких слоев
42
Таблица 2.1. Пластмассы, применяемые в приборостроении
Наименование материала Плотность, кг/м3 Разрушающее напряжение при растяжении, МПа Теплостойкость (по Мартенсу), °C
Полистирол 1050 30...50 75...80
Полиэтилен:
высокого давления 920 10...15 55...60
низкого давления 960 23 70
Винипласт 1350 40...50 60...70
Органическое стекло 1180 60... 70 60'... 80
Полиамид 1230 90...НО 50...60
Фторопласт-4 2100 14...25 —
Поликарбонат 1200 60...70 120...130
Компаунд К-139 1200... 1700 45...60 80...ПО
Гетинакс 1350... 1450 80...100 150...160
Текстолит 1300...1450 56...60 135...150
Стеклотекстолит 1600...1900 70...250 185...260
древесины. Данные материалы обладают лучшими по сравнению с
обычной древесиной механическими свойствами.
Слюдяные материалы. Слюда — природный материал с харак-
терным слоистым строением, позволяющим расщеплять кристаллы
слюды на тонкие листочки толщиной до 0,006 мм. Тонкие листочки
упруги, обладают гибкостью и большим разрушающим напряже-
нием при растяжении ар = 1,5...3,5 МПа. Склеивая листочки слюды
клеящими смолами или лаками (шеллачным, масляно-битумным
и др.), получают твердую (миканиты) или гибкую (микаленты)
слюдяную изоляцию.
Из природных слюд в качестве электроизоляционных материа-
лов применяют мусковит и флогопит, так как они отличаются хоро-
шей расщепляемостью и хорошими электрическими характеристи-
ками.
Мусковит — калиевая слюда, цвет кристаллов преимуществен-
но серебристый, иногда с зеленоватым или красноватым оттенком.
Тонкие листочки (0,05...0,06 мм) этой слюды прозрачны. Мусковит
обладает химической стойкостью: на него не действует ни один из
растворителей и щелочей; серная и соляная кислота разлагают
его только при нагревании.
Флогопит — калиево-магнезиальная слюда, цвет кристаллов
изменяется от черного до янтарного. Тонкие (0,006...0,01 мм)
листочки полупрозрачны. Флогопит менее упруг по сравнению со
слюдой мусковит, обладает меньшим разрушающим напряжением
при растяжении и меньшей химической стойкостью, реагирует с
кислотами, но щелочи на него не действуют.
Минеральные диэлектрики. Из них широкое применение полу-
чили асбест и асбестоцемент.
Асбест (горный лен) представляет собой природный минерал,
характерным свойством которого является его волокнистое строе-
43
ние. Волокна легко расщепляются на тонкие отдельные волоски
диаметром в тысячные доли миллиметра и длиной до нескольких
сантиметров. Волокна асбеста, не впитывая воду, покрываются
водяной пленкой. Однако из-за наличия различных примесей
электрические свойства асбестовых материалов (асбестовые
бумаги и ткани) невысокие. Основные достоинства асбеста — его
высокая нагревостойкость и негорючесть: при температуре около
1450 °C асбест плавится. Рабочая температура асбеста 450 °C.
Почти все асбестовые материалы применяют в пропитанном
(лаками или компаундами) виде. В результате пропитки устра-
няют гигроскопичность асбестовых бумаг и тканей и улучшают
их электрические характеристики.
Асбестоцементы изготавливают из асбестового волокна и
портландцемента. Он представляет собой неорганическую пласт-
массу, в которой связующим веществом является портландцемент,
а наполнителем — асбестовые волокна.
Асбестоцемент выпускают в виде досок длиной 1200 мм, шири-
ной 700 и 800 мм, толщиной 6, 8, 10, 12, 15...40 мм. Водопоглоще-
ние непропитанных асбестоцементных досок высокое: 15...20 %.
После механической обработки (сверления, фрезерования и др.)
изделия из асбестоцемента пропитывают в расплавленном пара-
фине, битуме и т. д., а затем сушат при 110...120 °C.
Контрольные вопросы
1. По каким критериям выбирают материалы для деталей судовых приборов?
2. Как подразделяют стали в зависимости от химического состава и назначе-
ния?
3. Какие цветные металлы и сплавы получили наибольшее распространение
в приборостроении?
4. Какие материалы называют пластмассами и какую роль они играют в
современном приборостроении?
5. Как подразделяют пластмассы?
6. Что представляют собой слюдяные материалы?
7. Какие минеральные диэлектрики применяют в приборостроении?
§ 2.2 ОСНОВЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
МАТЕРИАЛОВ РЕЗАНИЕМ
Физическая сущность механической обработки материалов ре-
занием заключается в пластическом деформировании и отделении
поверхностного слоя материала под действием режущего инстру-
мента. Для осуществления процесса резания необходимо, чтобы,
во-первых, обрабатываемая заготовка и инструмент перемещались
относительно друг друга и, во-вторых, твердость режущего ин-
струмента была выше твердости обрабатываемого материала.
Поверхностный слой материала отделяется, когда усилие вдав-
ливания режущего инструмента больше силы внутреннего сцеп-
ления частиц материала. Отделяемый слой материала называют
стружкой. При отделении стружка деформируется, т. е. укора-
чивается по длине и увеличивается по толщине. Это явление
44
называют усадкой. Внешний вид стружки зависит от механических
свойств материала, режимов и условий резания.
При обработке вязких материалов (металлы — олово, медь и
др.; пластмассы — фторопласт, винипласт и др.) стружка пред-
ставляет собой непрерывную ленту и ее называют сливной. При
обработке менее вязких материалов, например твердой стали,
стружка состоит из отдельных элементов, связанных между собой.
Такую стружку называют стружкой скалывания. Если же обра-
батывают хрупкий материал, например чугун или бронзу, то
отдельные элементы стружки надламываются и отделяются от
заготовки и друг от друга. Эту стружку называют стружкой
надлома.
В процессе резания выделяется значительное количество тепла,
которое распределяется следующим образом: свыше 70 % тепла
воспринимает стружка, 15...20 % поглощает режущий инструмент,
5... 10 % — обрабатываемая заготовка и лишь 10 % излучается в
окружающее пространство. Под влиянием температуры твердость
материала режущего инструмента уменьшается, что приводит к
износу инструмента. Время непрерывной работы режущего инстру-
мента до затупления называют стойкостью инструмента и изме-
ряют в минутах (мин). Стойкость режущего инструмента зависит
от многих факторов и в первую очередь от материала, из которого
он изготовлен. Наибольшей стойкостью обладают инструменты из
твердого сплава, минералокерамики, быстрорежущей стали и
др. Эти материалы допускают высокую температуру нагрева без
существенной потери твердости.
Для уменьшения температуры нагрева режущего инструмента
применяют смазочно-охлаждающие жидкости (СОЖ). Они спо-
собствуют как охлаждению, так и снижению трения между по-
верхностями режущего инструмента, заготовки и стружки. По
назначению СОЖ делят на две группы: охлаждающие (растворы
и эмульсии) и смазочные (минеральные, растительные, животные
масла, керосин и др.). Охлаждающие СОЖ используют при
грубых работах с большим тепловыделением, а смазочные СОЖ —
при чистовой обработке.
Геометрия режущих инструментов. Рабочую (режущую)
часть всех режущих инструментов независимо от их конструкции
выполняют в форме клина. Рассмотрим основные элементы режу-
щего инструмента на примере токарного резца, который широко
применяют при обработке машиностроительных материалов
резанием.
Токарный резец состоит из головки — рабочей или режущей
части и тела — корпуса или державки, служащей для крепления
резца (рис. 2.1). Головка резца имеет переднюю поверхность, по
которой сходит стружка, и две задние, одну из которых, обращен-
ную к обрабатываемой заготовке, называют главной задней
поверхностью, а противоположную ей — вспомогательной. Линии
пересечения передней и задних поверхностей называют режущими
45
Главная режущая кромка
Вспомогательная / Передняя поверхность
режущая кромка / /
Головка
Тело
Вершина резца
Главная задняя
поверхность
Вспомогательная
задняя
поверхность
Рис. 2.1. Элементы резца
кромками. Кромка,
снимающая слой ма-
териала, является
главной режущей
кромкой, а вторая —
вспомогательной. Точ-
ка пересечения глав-
ной и вспомогатель-
ной режущих кромок
образует вершину
резца.
Для описания
геометрии резца
установлены поня-
тия: основная пло-
скость — плоскость
перемещения резца
и плоскость реза-
ния — плоскость, касательная к поверхности резания (с которой
снимается стружка) и проходящая через главную режущую
кромку. Главная секущая плоскость — плоскость, перпендикуляр-
ная плоскости резания и главной режущей кромке. Углы резца
разделяют на главные и вспомогательные (рис. 2.2). Главные
углы резца измеряют в главной секущей плоскости.
Главный задний угол а — угол между главной задней поверх-
ностью резца и плоскостью резания — обычно составляет от
6 до 12°. Угол заострения 0 — угол между передней и задней по-
верхностями. Передний угол у — угол между передней поверх-
ностью и плоскостью, перпендикулярной плоскости резания —
выбирают в зависимости от механических свойств обрабатывае-
Р&зрез по вспомогательной
секущей плоскости
Разрез по главной
секущей плоскости
46
мого материала. Угол резания 6 — угол между передней поверх-
ностью и плоскостью резания. Вспомогательный задний угол
ai — угол между вспомогательной задней поверхностью и плоско-
стью, проходящей через вспомогательную режущую кромку пер-
пендикулярно основной плоскости. Угол наклона режущей кромки
X — угол между главной режущей кромкой и ее проекцией на
основную плоскость. Главный угол в плане ср — угол, образован-
ный главной режущей кромкой и направлением перемещения
резца. Вспомогательный угол в плане <pi — угол между вспомога-
тельной кромкой и направлением перемещения резца. Угол при
вершине е — угол между главной режущей и вспомогательной
кромками.
Понятие о режимах резания. Обработку материалов резанием
осуществляют при определенных условиях. Основными показа-
телями режима резания являются: скорость резания и, подача
s и глубина резания t.
Скорость резания — путь, пройденный режущей кромкой ин-
струмента относительно обрабатываемой поверхности заготовки
в единицу времени (м/мин). При токарной обработке скорость
1 резания
у = л£)л/(1000-60),
где л = 3,14— отношение длины окружности к ее диаметру;
D — диаметр обрабатываемой поверхности заготовки, мм; п —
частота вращения заготовки, об/мин.
Подача — величина перемещения режущей кромки инстру-
мента за единицу времени. Измеряется подача в мм/мин или за
один оборот заготовки или инструмента — мм/об. По направлению
перемещения подача может быть параллельна оси заготовки —
продольная подача, перпендикулярна оси — поперечная подача и
под углом к оси — наклонная подача.
Глубина резания — толщина снимаемого слоя материала за
один проход (мм), равная половине разности диаметров заготовки
до и после обработки: (D — d) /2.
Износ режущего инструмента. Механизм износа инструмента
при резании материала состоит из абразивного, адгезионного
и диффузионного износов. Влияние каждого из них зависит от
свойств обрабатываемого материала и инструмента, а также от
условий обработки.
Абразивный износ происходит за счет истирания поверхности
инструмента твердыми частицами обрабатываемого материала.
Интенсивность его повышается при снижении скорости резания.
В результате трения и высокой температуры некоторая часть
элементов стружки периодически приваривается к режущей
кромке в виде клиновидного нароста и отрывается совместно с
мельчайшими частицами материала инструмента. Этот процесс
способствует адгезионному износу. Угол резания нароста меньше
угла резания инструмента, поэтому в процессе обработки действи-
47
Рис. 2.3. Силы действующие на
резец:
1 — резец; 2 — заготовка; Р — си-
ла резания; Рх, Ру, Рг — составляю-
щие силы резания; v — скорость ре-
зания; 5 — подача; / — глубина
резания
тельный угол резания меняется. При
черновой обработке нарост выпол-
няет некоторую положительную роль
(уменьшает угол резания, защищает
режущую кромку от истирания,
уменьшает тепловое воздействие на
нее и т. д.), а при чистовой —
отрицательную (увеличивается ше-
роховатость обработанной поверх-
ности и уменьшается точность обра-
ботки). Критические скорости реза-
ния, при которых образуется на-
рост,— от 5 до 60 м/мин. Адгезион-
ный износ уменьшается при повыше-
нии твердости инструмента.
Диффузионный износ происходит
при температуре 900... 1200 °C за
счет взаимного проникновения мате-
риалов детали и инструмента.
Наибольшее влияние на ин-
тенсивность износа инструмента
оказывает скорость резания, меньшее — подача и глубина реза-
ния.
Силы, действующие на режущий инструмент при резании.
Стружка образуется в процессе резания под действием силы
резания, преодолевающей сопротивление материала. При токар-
ной обработке (рис. 2.3) заготовки 2 сила резания Р (в Н) при-
ложена к режущей кромке резца 1 и ее можно разложить на три
составляющие: тангенциальную Рг, направленную вертикально
вниз и определяющую мощность, потребляемую приводом глав-
ного движения станка; радиальную Ру, направленную вдоль
поперечной подачи (эта сила отжимает резец и ее учитывают при
расчете прочности инструмента и механизма поперечной подачи
станка); осевую Рх, направленную вдоль продольной подачи
(эта сила стремится отжать резец от поверхности резания, ее
учитывают при определении допустимой нагрузки на резец и меха-
низмы станка при продольной подаче). В процессе резания на
величины Рг, Ру и Рх влияют следующие факторы: механические
свойства обрабатываемого материала, скорость резания, глубина
резания, подача, передний и главный углы резца, радиус скругле-
ния режущей кромки, износ резца и тип смазочно-охлаждающей
жидкости.
Классификация металлорежущих станков. Согласно единой
системе классификации и условных обозначений металлообра-
батывающего оборудования, каждому станку отечественного
производства присваивают свой шифр (номер), который характе-
ризует группу, тип и типоразмер оборудования. Группы и типы
металлорежущих станков приведены в табл. 2.2. Кроме того,
48
металлорежущие станки классифицируют по степени специализа-
ции, точности, массе. По степени специализации станки подразде-
ляют на универсальные, специализированные и специальные. По
степени точности различают станки пяти классов точности: класс
Н — станки нормальной точности; класс П — станки повышенной
точности; класс В — станки высокой точности; класс А — станки
особо высокой точности; класс С — станки особо точные или
мастер-станки. По массе различают станки легкие (до 1 т), средние
(до 10 т) и тяжелые (свыше 10 т).
Номер, присваиваемый каждой модели станка, может состоять
из трех или четырех цифр и букв. Первая цифра показывает
группу станка, вторая — тип станка в данной группе, третья или
четвертая определяют техническую характеристику станка (вы-
соту центров, максимальный диаметр сверла и т. д.). Буква между
цифрами символизирует поколение станка, его модернизацию
или завод-изготовитель. Буква, поставленная на конце цифрового
шифра, указывает модификацию (видоизменение) базовой модели
станка или класс точности станка. Так, в обозначении станка
модели 2Н118 цифра 2 означает группу сверлильных станков,
цифра 1—тип (вертикально-сверлильный); цифры 18 — макси-
мальный диаметр сверления (18 мм); буква Н—поколение.
На металлорежущих станках осуществляют основные виды
механической обработки материалов резанием:
точение — обработка при помощи резцов наружных и внутрен-
них поверхностей тел вращения (цилиндрических, конических,
фасонных), а также спиральных и винтовых поверхностей;
строгание — обработка плоскостей и фасонных поверхностей
строгальными или долбежными резцами;
сверление — образование сквозного или глухого цилиндриче-
ского отверстия в сплошном материале при помощи сверла;
1 фрезерование — обработка плоских, криволинейных и резь-
оовых поверхностей, зубьев, зубчатых и червячных колес и т. д.
при помощи фрез;
протягивание — получение шпоночных канавок, сквозных от-
верстий различного сечения, прорезей с помощью многолезвий-
ного инструмента — протяжки;
зубообразование — получение различных зубчатых деталей
методом копирования и обкатки; при этом используют червячные
фрезы, зуборезные дисковые долбянки, зубострогательные резцы,
дисковые модульные фрезы;
шлифование — чистовая обработка поверхностей деталей
абразивными инструментами: абразивными кругами, сегментами
или брусками.
Наиболее многочисленные группы металлорежущих станков
составляют токарные и фрезерные, которые используют в механи-
ческих, инструментальных и ремонтных цехах судостроительных
заводов, а также на предприятиях, выпускающих судовые электро-
механические приборы и системы.
4 Н. Н. Трофимов, В. С. Шульцев
Таблица 2.2. Группы и типы металлорежущих станков
Г руппа Станки Тип
1 2 3 4
1 2 3 4 5 6 7 8 9 Токарные Сверлильные и расточные Шлифовальные, полировальные, доводочные Для электрофи- зической и элек- трохимической об- работки, комби- нированные стан- ки Зубо- и резьбо- обрабатывающие Фрезерные Строгальные, долбежные и про- тяжные Разрезные Разные Автоматы и г специали- зированные одношпин- дельные Верти- кально- сверлиль- ные Кругло- шлифо- вальные Универ- сальные Зубодол- бёжные для ци- линдриче- ских колес Верти- кально- фрезерные консольные Про, одностоеч- ные От ре токарным резцом Муфто- и трубообра- батываю- щие юлуа втоматы многошпин- дельные Пол у а одношпин- дел ьные Виутри- шлифо- вальные Полуав- томаты Зуборез- ные для конических колес Фрезер- ные непре- рывного действия цольно-строга двухстоеч- ные ?зные, работа абразив- ным кругом Пилона- секатель- ные Револь- верные 1ВТОМЭТЫ многошпин- дельные Обдироч- но-шлифо- вальные Автома- ты 3: для ци- линдриче- ских колес и шлице- вых вали- ков Продоль- но-фрезер- ные одно- стоечные 1льные поперечно- строгаль- ные ющие фрикцион- ным диском Правиль- но- и бес- центрово- обдироч- ные Свер- лильно-от- резные Коорди- натно-рас- точные Специа- лизирован- ные шли- фовальные Электро- химические ^бофрезерные для червяч- ных колес Копиро- вальные и гравиро- вальные Долбеж- ные Правйль- но-отрез- ные
Контрольные вопросы
1. В чем заключается сущность обработки металлов резанием?
2. Условия образования стружки, усадка и виды стружки.
3. Как распределяется тепло, образующееся в процессе резания?
4. Стойкость режущего инструмента; факторы, повышающие стойкость.
5. Основные части и элементы режущего инструмента.
6. Главные углы режущего инструмента.
50
5 6 7 8 9
Карусель- ные Токарные, токарно-вин- торезные и ло- бовые Многорез- цовые Специали- зированные Разные то- карные
Радиально- сверлильные Электроиск- ровые Расточные Заточные Алмазно- расточные Плоскошли- фовальные Электроэро- зионные, ульт- развуковые Горизон- тально-свер- лильные Притироч- ные, полиро- вальные и хо- нинговальные Анодно-ме- ханические Разные сверлильные и расточные Разные станки, рабо- тающие абра- зивом
для обработки торцов зубьев колес Резьбофре- зерные Зубоотде- лочные Зубо- и резь- бошлифоваль- ные Разные зу- бо- и резьбо- обрабатываю- щие
Вертикаль- ные бескон- сольные Протяжные горизонталь- ные Ленточные пилы Для испы- тания инстру- ментов Продольно- фрезерные двухстоечные Протяжные для внутрен- него протяги- вания Дисковые пилы Делительные машины Широкоуни- версальные вертикальные для наружного протягивания Ножовоч- ные пилы Балансиро- вочные Горизон- тальные кон- сольные Разные фре- зерные Разные строгальные
7. Что такое угол наклона режущей кромки резца?
8. Основные показатели режима резания.
9. От каких факторов зависит выбор режимов обработки?
10. Износ режущего инструмента, его механизм и факторы, влияющие на
интенсивность износа.
11. Какие силы действуют на режущий инструмент при резании?
12. В чем сущность единой системы классификации и условных обозначе-
ний металлорежущих станков?
4* \
51
§ 2.3. ТОКАРНЫЕ СТАНКИ И РАБОТЫ, ВЫПОЛНЯЕМЫЕ НА НИХ
В станочном парке судостроительной промышленности станки
токарной группы занимают одно из ведущих мест. По классифика-
ционной системе токарные станки делят на девять типов (см. табл.
2.1). На станках токарной группы выполняют следующие работы:
обтачивание наружных цилиндрических и конических поверх-
ностей; обработку торцов и уступов; прорезание канавок и обреза-
ние; растачивание цилиндрических и конических отверстий;
сверление, зенкерование и развертывание отверстий; нарезание
наружной и внутренней резьб резцом, метчиком и плашкой; вих-
ревое нарезание резьбы; фасонное обтачивание; накатывание риф-
леных поверхностей. На токарных станках можно выполнять
также операции раскатки, затылования, упрочнения и выглажи-
вания поверхностей.
Наибольшее распространение получили универсальные токар-
но-винторезные станки, которые классифицируют по следующим
техническим параметрам: наибольшему диаметру обрабатываемой
заготовки или по высоте центров над станиной; наибольшей
длине обрабатываемой заготовки и массе станка. Примером
однотипной компоновки служит станок модели 16К20 (рис. 2.4).
Цифра 1 означает, что он относится к группе токарных станков;
цифра 6 указывает тип — токарно-винторезный; цифра 20 —
высоту центров — 20 см; буква К — поколение. Основные узлы
токарно-винторезного станка — станина, передняя бабка, задняя
Рис. 2.4. Токарно-винторезный станок модели 16К20:
1 — передняя бабка; 2 — суппорт; 3 — задняя бабка; 4 — электропусковая аппара-
тура; 5 — станина; 6 и 10 — тумбы; 7 — фартук; 8 — ходовой винт; 9 — ходовой
валик; 11 — коробка подач; 12— гитара сменных шестерен
52
бабка, коробка подач, суппорт с резцедержателем и фартуком.
Станина служит для монтажа всех основных узлов станка
и является его основанием. Наиболее ответственная часть ста-
нины — направляющие, по которым перемещаются подвижные
узлы станка: суппорт и задняя бабка. Передняя бабка закреплена
на левом конце станины, в ней расположена коробка скоростей,
основной частью которой является шпиндель.
Шпиндель токарных станков — пустотелый, многоступенчатый
вал, изготовленный из качественной стали и термически обрабо-
танный. Он вращается в подшипниках качения или скольжения. На
правом конце шпинделя закреплен патрон для установки обраба-
тываемой заготовки либо невращающийся центр при обработке
в центрах. На правом конце станины установлена задняя бабка,
в пиноли которой расположен задний центр для поддержания за-
готовки при обработке. В пиноли задней бабки можно также
закрепить инструмент для обработки отверстий (сверло, зенкер,
развертку) и для нарезания резьбы (метчики, плашку). Корпус
задней бабки может смещаться в поперечном направлении отно-
сительно переднего центра.
Коробка подач, предназначенная для передачи вращения от
шпинделя к ходовому валу и ходорому винту, позволяет регули-
ровать их частоту вращения. Суппорт служит для закрепления
режущего инструмента и передачи ему движения при продольной и
поперечной подачах. Фартук — передняя часть суппорта, в кото-
рой находится механизм для преобразования вращательного
движения ходового вала и ходового винта в прямолинейное посту-
пательное движение суппорта.
Подготовка к работе состоит из проверки исправности стан-
ка и настройки его к выполнению токарных операций. При из-
готовлении деталей заготовку материала закрепляют в трех-
кулачковом самоцентрирующем патроне либо в центрах. В послед-
нем случае перед закреплением заготовки необходимо проверить
соосность центров. Если вершины центров не совпадают, то доби-
ваются их соосности смещением задней бабки. Резец устанавли-
вают в резцедержателе, выверив вершину головки резца по
центру станка при помощи подкладок под державку резца.
Обработка цилиндрических и конических поверхностей.
Наружные цилиндрические и конические поверхности обрабаты-
вают проходными резцами. Проходные резцы бывают прямые,
отогнутые и упорные (рис. 2.5). Для чернового точения применяют
резцы с твердосплавными пластинками. Прямые проходные
твердосплавные резцы изготавливают с главным углом в плане
Ф = 45; 60 и 75°; отогнутые — с <р = 45° и упорные — с ф = 90°.
Отогнутые проходные резцы используют как для продольного,
так и поперечного точения, упорные — для обработки деталей
с уступами небольших размеров. г
Чистовую обработку производят проходными резцами из
быстрорежущих сталей, которые по форме передней поверхности
53
Рис. 2.5. Проходные токарные резцы: а — прямой; б, в — отогнутые; г — упорный
аналогичны твердосплавным, но имеют отличные от них углы реза-
ния и размеры элементов головки.
Обработка деталей с конической поверхностью связана с
образованием конуса, который характеризуется окружностями с
меньшим d и большим D диаметрами и расстоянием I между
плоскостями, в которых расположены указанные окружности
(рис. 2.6). Угол а называют углом наклона конуса, а угол 2а—
углом конуса. Отношение К= (D — d)/l называют конусностью и
обозначают как соотношение (например, 1 : 20 или 1 : 50). Отно-
шение (£> —d)/2/ = tga называют уклоном.
Конические поверхности с большими уклонами обрабатывают,
поворачивая верхние салазки суппорта с резцедержателем на
угол а, равный углу наклона обрабатываемого конуса (рис. 2.6, а).
Подают резец вручную (рукояткой перемещения верхних салазок).
Конические поверхности большой длины с а = 8...10° обра-
батывают при смещении задней бабки на величину ft = Lsina
(рис. 2.6,6). При малых углах sina^tga и h&L(D — d)/2l.
Если L = l, то h= (D — d) /2.
При обработке наружных цилиндрических и конических по-
верхностей глубина резания определяется в основном величиной
припуска. Однако для уменьшения усилия резания и повышения
качества обработки общий припуск снимают за несколько прохо-
Рис. 2.6. Обработка конической поверхности поворотом верхних салазок
суппорта (а) и смещением задней бабки (б)
54
дов: 60 % — при черновой обработке, 20...30 % — при получисто-
вой и 10...20 % — при чистовой. Подача ограничивается силами,
возникающими в процессе резания. Превышение последними
допустимых значений приводит к поломке режущего инструмента,
деформации и искажению формы заготовки, а также к неисправ-
ности станка. Подачу назначают по таблицам, приводимым в
справочниках, она составляет для черновой обработки 0,3...
1,5 мм/об, для чистовой — 0,1...0,4 мм/об. Скорость резания за-
висит от конкретных условий обработки: типа применяемого
инструмента; вида обрабатываемого материала и др., ее также
определяют по справочным таблицам. В табл. 2.3 приведены
ориентировочные значения скорости резания для инструмента из
быстрорежущей стали и твердосплавного инструмента при наруж-
ном точении заготовок из стали и чугуна.
Таблица 2.3. Скорость резания при токарной обработке
наружных поверхностей
Материал резца Обрабатываемый металл Скорость резания, м/мин, при обработке
черновой чистовой
Быстрорежущая сталь Р6М5 Сталь 20...30 35...45
Твердый сплав: ВК8 Чугун 60...70 80...100
Т15К6 Сталь 100...140 150...200
Торцы и уступы на изготовляемых деталях обрабатывают
подрезными, проходными отогнутыми или проходными упорными
резцами. Резцы для подрезания торцов устанавливают точно
по оси детали, иначе на торце детали остается выступ. Уступы
более 2...3 мм подрезают проходными резцами в несколько прие-
мов. При подрезании торцов и уступов поперечную и продольную
подачи определяют так же, как и при обтачивании цилиндри-
ческих поверхностей. Поперечную подачу обычно берут меньше
продольной. Для черновой обработки торцов рекомендуются по-
перечные подачи 0,3...0,7 мм/об при глубине резания 2...5 мм,
а для чистовой обработки — 0,1...0,3 мм/об при глубине резания
0,7...1 мм.
Обработка отверстий. Наиболее распространенным методом
получения отверстий в сплошном материале является сверление.
Для этого заготовку устанавливают в патрон так, чтобы ее биение
относительно оси вращения не превышало припуска, снимаемого
при наружном обтачивании. Проверяют биение торца заготовки,
в котором будут сверлить отверстия. Перпендикулярность торца
к оси вращения можно обеспечить его подрезкой. В центре торца
заготовки делают углубление для направления сверла и предотвра-
55
щения его увода и поломки. Сверла с коническими хвостовиками
устанавливают непосредственно в конусное отверстие пиноли
задней бабки, а если размеры конусов не совпадают, то исполь-
зуют переходные втулки. Для крепления сверл с цилиндрическими
хвостовиками (диаметрами до 16 мм) применяют сверлильные
кулачковые патроны, которые устанавливают в пиноли задней
бабки.
Перед сверлением заднюю бабку перемещают по станине на
такое расстояние от обрабатываемой заготовки, чтобы сверление
производилось на требуемую глубину при минимальном выдвиже-
нии пиноли из корпуса задней бабки. Затем заготовку приводят
во вращение, плавно, вручную, вращая маховик задней бабки,
к торцу заготовки подводят сверло и сверлят на небольшую глу-
бину. Отводят сверло, останавливают заготовку и проверяют
точность расположения отверстия, после чего продолжают сверле-
ние на нужную глубину.
Для уменьшения трения инструмента о стенки отверстия
применяют смазочно-охлаждающие жидкости. При сверлении
напроход в момент выхода сверла из заготовки необходимо сни-
зить подачу во избежание поломки сверла. Для. сверл из быстро-
режущих сталей скорость резания у = 25...35 м/мин, для сверл из
инструментальных сталей и = 12... 18 м/мин, для твердосплавных
v = 50...70 м/мин.
Операцию обработки цилиндрических отверстий на токарных
станках называют растачиванием. Растачивание применяют также
при обработке отверстий с неравномерным припуском или с не-
прямолинейной образующей. Токарные расточные резцы для обра-
ботки сквозных и глухих отверстий показаны на рис. 2.7. Форму
передней поверхности и все углы у расточных резцов, за исключе-
нием заднего, принимают такими же, как и у проходных. Задний
угол 12 ° при растачивании отверстий диаметром более 50 мм
и а > 12° при растачивании отверстий диаметром менее 50 мм.
При растачивании резец находится в более тяжелых условиях,
чем при наружном продольном точении. Поэтому при черновом
Рис. 2.7. Токарные расточные стрежневые резцы для обработки сквоз-
ных (а) и глухих (б) отверстий
56
растачивании стальных деталей глубину резания устанавливают
не более 3 мм; продольную подачу — от 0,08 до 0,2 мм/об; скорость
резания — 25 м/мин для резцов из быстрорежущей стали и 50...
100 м/мин для твердосплавных резцов. При чистовом растачива-
нии глубина резания не превышает 1 мм, продольная подача —
0,05...0,1 мм/об и скорость резания — 40...80 м/мин для резцов из
быстрорежущей стали и 150...200 м/мин для твердосплавных
резцов.
Зенкерование— операцию по обработке отверстий, предвари-
тельно просверленных либо полученных при штамповке или литье
заготовки, производят аналогично сверлению. Припуск под зенке-
рование после сверления оставляют 0,5...3 мм на сторону. При
зенкеровании снимают более тонкую стружку, так как зенкер
имеет три и более режущие кромки. Он прочнее сверла, поэтому
подача при зенкеровании в 2,5...3 раза превышает подачу при
сверлении. Зенкер выбирают в зависимости от обрабатываемого
материала, вида и диаметра отверстия (сквозное, ступенчатое,
глухое) и заданной точности обработки. Зенкерование может быть
как предварительной (перед развертыванием), так и оконча-
тельной операцией.
Для получения отверстий высокой точности и качества обра-
ботанной поверхности применяют развертывание. Развертка имеет
значительно больше режущих кромок, чем зенкер, что обеспечи-
вает снятие тонких слоев металла. Отверстия диаметром до
10 мм развертывают непосредственно после сверления. Перед
развертыванием отверстий большего диаметра их предварительно
обрабатывают резцами или зенкером, а торец подрезают. Припуск
под развертывание составляет 0,15...0,5 мм для черновых развер-
ток и 0,05...0,25 мм — для чистовых. Подача при развертывании
стальных деталей 0,5...2 мм/об, а при развертывании чугунных
деталей—1...4 мм/об. Скорость резания при развертывании
6...16 м/мин.
Коническое отверстие в сплошном материале получают следую-
щим образом. Заготовку предварительно сверлят либо растачи-
вают, а затем окончательно развертывают. Развертывание выпол-
няют комплектом из трех конических разверток: черновой, полу-
чистовой и чистовой. Диаметр сверла выбирают на 0,5... 1 мм
меньше заходного диаметра развертки. Для получения кони-
ческого отверстия высокой точности его перед развертыванием
обрабатывают коническим зенкером. При большой конусности
применяют ступенчатое сверление отверстия.
Для обеспечения высокого качества обработки отверстия
операции сверления, зенкерования (или растачивания) и раз-
вертывания производят за одну установку заготовки в патроне
станка.
Обработка фасонных поверхностей и нарезание резьбы. На
токарных станках фасОннЫе поверхности получают, используя
ручную поперечную и продольную подачи резца. относительно
57
Рис. 2.8. Элементы и виды резьбы
по профилю: а — треугольная; б —
прямоугольная; в — трапецеидаль-
ная; г — упорная; д — круглая
заготовки с последующей подгонкой профиля обработанной по-
верхности по шаблону; применяя обработку фасонными резцами,
профиль которых соответствует профилю готовой детали; с по-
мощью приспособлений и копирных устройств, позволяющих об-
рабатывать поверхность заданного профиля, а также комбинируя
перечисленные методы. Фасонные поверхности на деталях, задан-
ный профиль которых получают с помощью шаблона, копира, при-
способления и т. п., обрабатывают проходными резцами из быстро-
режущей стали или твердосплавными. Для обработки галтелей
и канавок радиусом /?<20 используют резцы, режущая часть
которых выполнена по профилю обрабатываемой галтели или
канавки.
Фасонную поверхность детали контролируют, как правило,
шаблоном. Причины отклонения фактического профиля от задан-
ного следующие: неточность профиля резца или погрешность
его установки, а также деформация детали при обработке, вызван-
ная чрезмерно большой подачей.
При перемещении резца с постоянной подачей вдоль вращаю-
щейся заготовки на ее поверхности образуется винтовая линия,
а при углублении резца в материал заготовки — винтовая поверх-
ность, называемая резьбой, форма которой соответствует форме
вершины резца. Резьбу применяют для соединения, уплотнения
или обеспечения заданных перемещений деталей машин и меха-
низмов. Резьбы подразделяют на цилиндрические (образованные
на цилиндрических поверхностях) и конические (образованные на
конических поверхностях). Основные элементы резьбы (рис. 2.8):
профиль резьбы — контур сечения резьбы в плоскости, проходя-
щей через ось цилиндра или конуса, на котором выполнена резьба;
угол ф профиля — угол между боковыми сторонами профиля;
шаг резьбы s — расстояние между двумя одноименными точками
соседних профилей резьбы, измеренное параллельно оси резьбы;
наружный диаметр d — наибольшее расстояние между крайними
наружными точками, измеренное в направлении, перпендикуляр-
ном оси резьбы, и внутренний диаметр Ji — наименьшее расстоя-
ние между крайними внутренними точками резьбы.
По форме профиля резьбы подразделяют на треугольные,
прямоугольные, трапецеидальные, упорные (профиль в виде не-
равнобокой трапеции) и круглые. В зависимости от системы раз-
меров резьбы делят на метрические, дюймовые, трубные и др.
В метрической резьбе угол треугольного профиля ср = 60°, наруж-
ный и внутренний диаметры и шаг резьбы измеряют в милли-
метрах. Пример обозначения: М20Х 1,5 (первое число — на-
ружный диаметр, второе — шаг). В дюймовой резьбе угол
треугольного профиля равен 55°, диаметр резьбы выражают в
дюймах, а шаг — числом ниток на один дюйм (1 дюйм =25,4 мм).
Пример обозначения: РД" (наружный диаметр резьбы в дюймах).
Трубная резьба представляет собой мелкую дюймовую резьбу и
отличается от нее тем, что ее исходным размером является диа-
метр отверстия трубы, на наружной поверхности которой на-
резана резьба. Пример обозначения труб: 3/4" (цифры — внутрен-
ний диаметр трубы в дюймах).
По направлению винтовой линии резьбы бывают левые и
правые. По числу винтовых линий различают резьбы однозаходные
и многозаходные.
На токарных станках наиболее широко применяют метод наре-
зания наружной и внутренней резьб резцами. Наружную резьбу
нарезают прямыми или отогнутыми резцами, внутреннюю —
изогнутым резцом (в отверстиях малого диаметра) и прямым
резцом, установленным в оправку (В отверстиях большого диа-
метра). Резьбы треугольного профиля нарезают резцами с углом
в плане при вершине е = 60тЫ0° для метрической резьбы и
8 = 55+10° для дюймовой.
Для нарезания резьбы станок подготавливают следующим
образом. Сначала настраивают кинематические цепи главного
движения и подач так, чтобы определенной частоте вращения
п заготовки (об/мин) соответствовало определенное значение
рр перемещения резца (мм).
При нарезании наружной резьбы деталь предварительно обта-
чивают, чтобы ее наружный диаметр был меньше наружного
диаметра нарезаемой резьбы. Для метрической резьбы диаметром
до 30 мм эта разница ориентировочно составляет 0,14...0,28 мм,
диаметром до 48 мм — 0,17...0,34 мм. Резьбу в отверстии нарезают
или сразу после сверления (если к точности резьбы не предъявляют
высоких требований), или после его растачивания (для точных
резьб). Диаметр отверстия под резьбу d0 = d — p, где d0 — диа-
метр отверстия; d — наружный диаметр резьбы; р — шаг резьбы.
Резьбу нарезают за несколько проходов. После каждого прохода
резец отводят в исходное положение. По нониусу винта попереч-
ной подачи устанавливают требуемую глубину резания и повто-
59
ряют проход. При нарезании резьбы с шагом до 2 мм подача
составляет 0,05...0,2 мм.
Методы и средства контроля деталей при токарной обработке.
Для измерения размеров деталей, полученных после черновой и
получистовой обработки, наиболее часто используют штангенцир-
куль типа ШЦ-1 (см. рис. 1.10, а). В условиях серийного производ-
ства детали измеряют предельными скобами. Для контроля шага
резьбы применяют резьбовые шаблоны. Основные виды брака и
их причины при токарной обработке следующие: несоответствие
размеров детали данным чертежа вследствие погрешности измери-
тельного инструмента и поверочных приспособлений; отклонение
формы детали от цилиндрической из-за неправильной установки
заготовки на станке и деформации системы станок — приспособ-
ление — инструмент — деталь под действием сил резания.
При токарной обработке необходимо соблюдать следующие
правила безопасности труда:
при обработке хрупких материалов обязательно использовать
защитные экраны или очки;
при точении сильно пылящих материалов применять различ-
ные пылеотсасывающие устройства в виде зонтов, расположенных
над зоной резания;
при установке деталей в кулачковые патроны не допускать,
чтобы кулачки патрона выходили из пазов за его цилиндрическую
поверхность;
при обработке длинных и тонких деталей применять дополни-
тельные опоры-люнеты;
для отвода сливной стружки использовать специальные
крючки.
Контрольные вопросы
1. Для чего предназначены станки токарной группы?
2. Из каких основных частей состоит токарный станок?
3. Какие резцы применяют для обработки наружных поверхностей?
4. Что называют конусностью и как ее обозначают?
5. Какие существуют методы обработки конических поверхностей?
6. Назовите резцы и режимы резания, применяемые при обработке торцов
и уступов.
7. Когда применяют рассверливание, зенкерование и развертывание отвер-
стий?
8. Какими способами обрабатывают фасонные поверхности?
9. Как контролируют обработку фасонных поверхностей?
10. Назовите основные элементы резьбы.
§ 2.4. ФРЕЗЕРНЫЕ СТАНКИ И РАБОТЫ,
ВЫПОЛНЯЕМЫЕ НА НИХ
Фрезерные станки предназначены для обработки плоскостей,
линейчатых фасонных поверхностей, прорезки прямых и винтовых
канавок, фрезерования резьбы (наружной и внутренней), наре-
зания зубьев прямозубых и косозубых цилиндрических зубчатых
60
колес. Кроме того, в условиях единичного производства на фре-
зерных станках выполняют сверлильные и несложные расточные
работы.
В принятой классификации фрезерные станки составляют
шестую группу, поэтому обозначение (шифр) любого фрезерного
станка начинается с цифры 6. Так, обозначение 6Р82 характери-
зует модель консольного горизонтально-фрезерного станка 2-го
номера. Номер станка указывает на ширину стола. Ниже приве-
дены значения ширины стола в зависимости от номера станка:
№ станка .... — — О 1 2 3 4
Ширина
стола, мм ... . 125 160 200 250 320 400 500
Наиболее распространены консольно-фрезерные станки, у ко-
торых стол расположен на консоли и перемещается в трех направ-
лениях: продольном, поперечном и вертикальном. В зависимости
от расположения шпинделя консольно-фрезерные станки делят на
горизонтально-фрезерные (с неповорОтным столом), универсаль-
но-фрезерные (с поворотным столом), вертикально-фрезерные и
широкоуниверсальные.
На рис. 2.9 показан общий вид консольно-фрезерного станка.
Основными узлами станка являются станина, шкаф для электро-
оборудования, коробка скоростей, хобот, стол, салазки, консоль
и коробка подач.
Станина служит для крепления всех узлов и механизмов
станка. Хобот перемещается по верхним направляющим станины
и поддерживает при помощи серьги конец фрезерной оправки с
фрезой. Он может быть установлен и закреплен с различным выле-
том. Серьгу можно перемещать по направляющим хобота и закреп-
лять гайками. Консоль представляет собой отливку коробчатой
формы с вертикальными и горизонтальными направляющими.
Вертикальными направляющими она соединена со станиной, по
горизонтальным направляющим перемещаются салазки. Кон-
соль — базовый узел, объединяющий узлы цепи подач и распреде-
ляющий движение на продольную и вертикальную подачи. Консоль
поддерживается стойкой, которую поднимают и отпускают при
помощи телескопического винта.
Салазки являются промежуточным звеном между консолью и
столом станка. По верхним направляющим салазок стол переме-
щается в продольном направлении, а нижняя часть салазок вместе
со столом перемещается в поперечном направлении по верхним
направляющим консоли. Стол, смонтированный на направляющих
салазках, перемещается по ним в продольном направлении. На
столе закрепляют заготовки, зажимные и другие приспособления.
Для этой цели на рабочей поверхности стола сделаны продольные
Т-образные пазы.
Шпиндель фрезерного станка служит для передачи вращения
режущему инструменту от коробки скоростей. От жесткости
61
4
6
Рис. 2.9. Консольно-фрезерный станок модели 6Р82:
1 — основание; 2 — электродвигатель привода шпинделя; 3 — коробка ско-
ростей; 4 — станина; 5—кнопочная пусковая панель; 6 — хобот; 7 —
шпиндель; 8 — стол; 9 — коробка подач; 10 — электродвигатель привода
подач; И — консоль
и виброустойчивости шпинделя зависит точность обработки.
Коробка скоростей обеспечивает шпинделю станка необходимую
частоту вращения. Она расположена внутри станины и управ-
ляется с помощью коробки переключения, которая позволяет
выбирать требуемую скорость без последовательного прохожде-
ния промежуточных ступеней. Коробка подач обеспечивает полу-
чение рабочих подач и быстрых перемещений стола, салазок и
консоли.
Вертикальные консольно-фрезерные станки характеризует
вертикальное расположение шпинделя. У них отсутствует хобот,
поворотная головка крепится к горловине станины и может пово-
рачиваться в вертикальной плоскости на угол от 0 до 45° в обе
стороны.
Подготовка фрезерного станка к работе состоит из проверки
исправности, настройки и наладки; настройка — в установлении
требуемой частоты вращения шпинделя станка, заданной минут-
ной подачи и глубины фрезерования. Наладка — это подготовка
62
технологического оборудования и оснастки к определенной техно-
логической операции (установка оправки на станке, фрезы и
установочных колец — на оправке; проверка биения фрезы; уста-
новка приспособлений упоров, ограничивающих ход стола, и др.).
Фрезерование осуществляют режущим инструментом, назы-
ваемым фрезой. Фреза — многолезвийный инструмент — пред-
ставляет собой корпус, в котором расположены режущие зубья.
Каждый зуб фрезы — это простейший инструмент — резец, по-
этому здесь действуют те же физические явления, что и при точении
(деформации, тепловыделение, упрочнение, износ и др.). Однако
процесс резания при фрезеровании сложнее, чем при точении.
При точении резец непрерывно находится в контакте с заготовкой
и срезает стружку постоянного сечения. При всех видах фрезеро-
вания с заготовки срезают прерывистую стружку переменной
толщины (рис. 2.10). Кроме того, каждый зуб фрезы входит в
контакт с обрабатываемой заготовкой и выходит из него по окон-
чании оборота фрезы. Вход зуба в контакт с обрабатываемой за-
готовкой сопровождается ударом. Таким образом, условия работы
фрезы значительно тяжелее условий работы резца при точении.
Стандартные фрезы основных типов по виду поверхности, на
которой расположены зубья, подразделяют на группы: цилиндри-
ческие, дисковые, концевые, торцовые, фасонные, прорезные,
шпоночные, угловые и др. Внутри каждой группы фрезы класси-
фицируют по следующим признакам: размерам зубьев — с мелким
и крупным зубом; конструкции — цельные и сборные; виду хвосто-
виков — цилиндрические и конические; материалу режущих
элементов; форме заточки зубьев. Стандарт на фрезы определяет
и основные их размеры. Фрезы с мелкими зубьями используют
для чистовых и получистовых работ, с крупными зубьями — для
грубых черновых работ.
Рис. 2.10. Способы фрезерования: а — встречное; б — попут-
ное (заштрихован примерный профиль снимаемой стружки):
и — скорость резания; t — глубина резания; S — подача; —
подача на один зуб; а — толщина среза
63
Режущую часть фрез изготавливают из инструментальных
углеродистых, быстрорежущих инструментальных и твердых
сталей, из твердых и минералокерамических сплавов.
Фрезерование плоских поверхностей. Плоскости фрезеруют
торцовыми и цилиндрическими фрезами. Диаметр торцовой фрезы
D (мм) выбирают в зависимости от ширины фрезерования В из
соотношения D= (1,3 ... 1,8)3. При фрезеровании торцовыми
фрезами для обеспечения более спокойного входа и выхода режу-
щих кромок в обрабатываемый материал применяют несимметрич-
ную схему резания, т. е. фрезу смещают на (0,03 ... 0,5)D относи-
тельно правой кромки заготовки по ходу перемещения фрезы.
Торцовые фрезы устанавливают и закрепляют на вертикально-
фрезерных станках различными способами в зависимости от
конструкции фрезы: на конусной оправке, на головке шпинделя, в
переходной втулке и т. д.
При обработке плоскостей цилиндрическими фрезами длину
фрезы выбирают такой, чтобы она перекрывала на 10... 15 мм
требуемую ширину обработки. Диаметр фрезы определяют по
табл. 2.4.
Таблица 2.4. Диаметр цилиндрической фрезы (мм) в зависимости от ширины
и глубины фрезерования
Ширина фрезерования В, мм Глубина фрезерования /, мм
2 5 8 10
70 50 63 80 100
100 80 80 80 100
150 100 100 125 150
Для установки и закрепления цилиндрических фрез на горизон-
тально-фрезерных станках применяют специальные стандартные
оправки. Фрезерную оправку устанавливают в конус шпинделя и
затягивают шомполом. На оправку надевают установочные кольца
и на требуемом расстоянии от торца шпинделя — фрезу. Затем
снова надевают ряд колец и конусную втулку под серьгу. Набор
колец с фрезой и конусной втулкой затягивают на оправке гайкой.
После этого серьгу надвигают на конусную втулку оправки до
отказа и крепят на хоботе.
Наклонные плоскости и скосы фрезеруют, устанавливая
заготовку под требуемым углом к оси фрезы, для чего применяют
универсальные тиски, поворотные столы или специальные при-
способления.
При фрезеровании цилиндрическими и дисковыми фрезами
различают встречное фрезерование (рис. 2.10, а) —противо-
положные направления движения фрезы и обрабатываемой за-
готовки в месте их контакта и попутное (рис. 2.10,6) —совпа-
дающие направления вращения фрезы и движения обрабаты-
ваемой заготовки в месте их контакта. При встречном фрезеро-
64
вании толщина среза изменяется от нуля при входе зуба в мате-
риал до максимального значения при выходе зуба из контакта с
обрабатываемой заготовкой. При попутном фрезеровании толщина
среза изменяется в обратном отношении.
Эти виды фрезерования обладают характерными особенностя-
ми, которые в ряде случаев положительно, а в других отрица-
тельно сказываются на процессе фрезерования. Так, при попутном
фрезеровании положителен прижим силами резания заготовки к
столу и отрицательны удар зуба по корке и начало резания с наи-
большей толщины (сразу максимальная нагрузка). При встречном
фрезеровании отрицателен отрыв заготовки от стола, вызываю-
щий вибрации и ухудшение качества обработанной поверхности.
Кроме того, зуб фрезы не может сразу врезаться в тонкий слой
металла и некоторый небольшой участок скользит по наклепанной
поверхности металла, а это вызывает сильный износ фрезы. При
попутном фрезеровании значение угла наклона главной режущей
кромки будет положительным, при встречном — отрицательным
(независимо от направления подъема винтовой канавки). При
прочих равных условиях стойкость фрезы при попутном фрезеро-
вании выше, чем при встречном.
Приспособления для установки и закрепления заготовок.
В единичном и мелкосерийном производстве применяют раз-
личные универсальные приспособления (прихваты, угловые при-
хваты, машинные тиски и др.).
Прихваты используют для закрепления заготовок сложной
формы или больших габаритов непосредственно на столе станка.
В качестве подкладок под прихваты применяют ступенчатые
подставки, бруски требуемой высоты или различные специальные
опоры.
Угловые плиты предназначены для установки и крепления
заготовок с двумя плоскостями, расположенными под углом 90°.
Прежде чем закреплять заготовку на угловой плите, надо тща-
тельно выверить правильность установки самой плиты на столе
станка с помощью рейсмуса или индикатора.
Машинные тиски по конструкции подразделяют на простые,
поворотные и универсальные. Их применяют при фрезеровании
плоскостей, расположенных под углом к горизонтальной плоско-
сти. Заготовки сложной формы закрепляют с помощью специаль-
ных съемных губок и подкладок к машинным тискам, которые
значительно сокращают время на установку и выверку заготовки
и обеспечивают высокую точность обработки.
При фрезеровании плоских поверхностей выполняют следую-
щие операции: отрезание и разрезание заготовок, прорезание
пазов, уступов и шлицев.
Отрезание — процесс полного отделения части материала от
целого (прутка, бруска, уголка и т. д.) с помощью режущего
инструмента на металлорежущих станках.
Разрезание — процесс полного разделения целого (прутка,
5 Н. Н. Трофимов, В. С. Шульцев
65
бруска, уголка и т. д.) на равные или неравные части с помощью
режущего инструмента на металлорежущих'станках.
Прорезание— процесс образования одного или нескольких
мерных пазов (прорезей, шлицев) в заготовке с помощью режу-
щего инструмента на металлорежущих станках.
Отрезают и разрезают заготовки на фрезерных станках отрез-
ными фрезами. Диаметр отрезной фрезы следует выбирать по
возможности минимальным, так как чем меньше диаметр фрезы,
тем выше ее жесткость и виброустойчивость. Поэтому при отреза-
нии фрезами малых диаметров можно давать большие подачи на
зуб и получать лучшее качество обработанной поверхности.
При закреплении заготовки необходимо особое внимание уделить
жесткости ее крепления. Заготовку устанавливают и закрепляют
в машинных тисках. Стол с закрепленной заготовкой надо под-
вести как можно ближе к станине. Отрезная фреза не должна
задевать за тиски. Она крепится на оправке по возможности
ближе к шпинделю станка, а серьга — ближе к фрезе для обеспе-
чения большей жесткости. Чтобы фреза не вырывала заготовку из
тисков, а прижимала к ним, применяют попутное фрезерование.
Обработка уступов и пазов — одна из распространенных опе-
раций, выполняемых на фрезерных станках. Уступом называют
выемку, ограниченную двумя взаимно перпендикулярными плоско-
стями, образующими ступень. Деталь может иметь один, два,
три и более уступов. Паз — выемка в детали, ограниченная плоско-
стями или фасонными поверхностями. В зависимости от формы
выемки пазы делят на прямоугольные, Т-образные и фасонные.
Пазы любого профиля могут быть сквозными, открытыми, или с
выходом, и закрытыми.
Уступы и пазы фрезеруют дисковыми концевыми фрезами, а
также набором дисковых фрез. Кроме того, уступы можно фрезе-
ровать торцовыми фрезами. Для фрезерования шпоночных пазов
применяют специальные фрезы: дисковые фрезы пазовые с зубья-
ми только на цилиндрической части; пазовые фрезы затылован-
ные; шпоночные фрезы и фрезы для пазов под сегментные шпонки.
Шпоночные пазы фрезеруют после окончательной обработки
цилиндрической поверхности. Заготовки валов для фрезерования в
них шпоночных пазов устанавливают в призмах. Для коротких
заготовок достаточно одной призмы, при большой длине вал
устанавливают на двух призмах. Валы закрепляют прихватами.
Во избежание прогиба вала при закреплении необходимо следить,
чтобы прихваты опирались на вал над призмами. Под прихваты
следует положить тонкую медную или латунную прокладку,
чтобы не повредить обработанной цилиндрической поверхности.
Шлицы в головках винтов или корончатых гаек фрезеруют
прорезной фрезой, толщину которой выбирают равной ширине
шлица.
Фрезерование фасонных поверхностей. Фасонные поверхности
замкнутого контура обрабатывают фрезерованием на вертикаль-
66
—~5
Рис. 2.11. Фрезерование
кулачка по накладному
копиру:
1 — заготовка; 2 — наклад-
ной копир; 3 — ролик; 4 —
фреза; 5 — поворотный стол
но-фрезерных станках с помощью: руч-
ного управления по разметке; круглого
стола по разметке; накладного копира;
копировального фрезерования.
Фасонные поверхности замкнутого
криволинейного контура фрезеруют по
разметке с помощью ручного управления
концевой фрезой при одновременном
перемещении стола в продольном и попе-
речном направлениях. Такой метод фрезе-
рования, применяемый лишь в условиях
единичного или мелкосерийного производ-
ства, требует высокой квалификации ра-
бочего. Круглые поворотные столы являют-
ся принадлежностью вертикально-фрезер-
ного станка. Они позволяют поворачивать
заготовку в горизонтальной плоскости на
360°, что необходимо при фрезеровании
круговых пазов.
Метод фрезерования по накладным копирам также применяют
в условиях единичного и мелкосерийного производства. Наклад-
ной копир 2 (рис. 2.11) представляет собой шаблон, профиль
которого повторяет профиль обрабатываемой детали. Копир
накладывают на заготовку 1 и крепят в оправке вместе с ней.
Оправку вставляют в центральное отверстие поворотного стола.
На хвостовике концевой фрезы 4 устанавливают закаленный
ролик 3 с наружным диаметром, равным диаметру фрезы. Фрезе-
рование осуществляют при одновременном вращении стола и руч-
ном управлении рукоятками продольной и поперечной подач,
которые координируют так, чтобы обеспечить постоянный контакт
ролика с копиром. Если ролик все время катится по копиру, то
фреза точно воспроизводит его профиль.
Сущность копировального фрезерования состоит в том, что об-
рабатываемой заготовке сообщают движение по определенной
программе в соответствии с формой контура обрабатываемой
детали.
Фасонные поверхности незамкнутого контура можно обрабо-
тать на обычных фрезерных станках фасонными фрезами или в
отдельных случаях цилиндрическими фрезами с применением
копировальных приспособлений, а также на копировально-фрезер-
ных станках и на станках с программным управлением.
Фасонные фрезы применяют при обработке самых разно-
образных фасонных поверхностей незамкнутого контура с криво-
линейной образующей и прямолинейной направляющей, а также
для образования стружечных винтовых канавок режущих инстру^
метов (фрез, сверл, разверток, метчиков и др.).
Средства контроля обработанных поверхностей и безопас-
ность труда. Измерительный инструмент для контроля плоскостей
5* 67
J
—4
выбирают с учетом необходимой точности измерения, шерохо-
ватости измеряемой поверхности, типа производства (единичное,
серийное, массовое).
Для измерения линейных размеров (наружных и внутренних)
применяют измерительную линейку (жесткую), кронциркуль,
нутромер, штангенциркуль, штангенглубиномер, штангенрейсмус
и др.
Отклонение обработанных плоскостей от горизонтального или
вертикального положения определяют с помощью уровня. Не-
перпендикулярность плоскостей можно установить с помощью
угольников. Контрольные плиты употребляют для контроля
плоскостности и прямолинейности плоскостей. Линейки (лекаль-
ные, прямоугольные, мостиковые и угловые) используют для про-
верки прямолинейности плоскостей на просвет или по количеству
пятен на краску.
Щупы необходимы для контроля зазоров между поверхностя-
ми в пределах от 0,03 до 1 мм.
Шероховатость обработанной поверхности контролируют либо
непосредственным измерением высоты микронеровностей, либо
сравнивая с образцами (эталонами), шероховатость поверхности
которых известна.
При фрезеровании возможны следующие виды брака:
несоблюдение размеров детали из-за погрешностей отсчета
перемещения стола станка в требуемых направлениях при уста-
новке глубины фрезерования или из-за погрешностей измерения;
погрешности формы появляются при обработке заготовок с
большой глубиной фрезерования, при неправильной установке
заготовки в приспособлениях для фрезерования;
шерховатость поверхности увеличивается вследствие непра-
вильной заточки фрезы, биения фрезы, большого износа или вы-
крашивания режущих кромок зубьев, неправильного выбора ре-
жимов резания и смазочно-охлаждающей жидкости, недостаточно
жесткого закрепления заготовки, недостаточной жесткости оправ-
ки и т. д.
При фрезеровании необходимо выполнять следующие правила
безопасности труда;
обрабатываемые заготовки должны быть надежно закреплены
на столе станка или в приспособлении;
для защиты от брызг смазочно-охлаждающей жидкости и
стружки необходимо устанавливать защитные ограждения;
для защиты глаз от ранений и ожогов стружкой надо при-
менять защитные очки, индивидуальные щитки, специальные
кожухи для фрез;
спецодежда должна быть застегнута на все пуговицы, врлосы
убраны под головной убор;
запрещается измерять обрабатываемую деталь во время ра-
боты станка и вблизи открытой фрезы;
для удаления стружки использовать специальную щетку.
68
Контрольные вопросы
1. Для чего предназначены фрезерные станки?
2. Из каких основных узлов состоит консольно-фрезерный станок?
3. Каковы особенности конструкции фрез и по каким признакам их квалифи-
цируют?
4. Когда применяют встречное и попутное фрезерование?
5. Какие приспособления используют для закрепления заготовок?
6. Как фрезеруют фасонные поверхности?
§ 2.5. ОСНОВЫ СЛЕСАРНОГО ДЕЛА
В современном судовом приборостроении роль квалифициро-
ванного слесаря чрезвычайно велика, так как изготовить деталь,
собрать, настроить и испытать судовые электромеханические
приборы и системы нельзя без участия слесаря.
Слесарные работы по изготовлению деталей относят к процес-
сам холодной обработки материалов резанием. Их осуществляют
и вручную, и с помощью механизированного инструмента. В ре-
зультате применения механизированного инструмента, приспособ-
лений и станочного оборудования слесарная обработка в последнее
время стала приближаться к механической. Теперь слесарь дол-
жен уметь работать на строгальных, шлифовальных, притироч-
ных и других станках.
Слесарные работы объединяет единая технология выполнения
операций, которые условно можно разделить на подготовитель-
ные, основные и доводочные стадии.
Подготовительные слесарные операции
К подготовительным относят технологические операции раз-
метки, резки, рубки, правки и гибки, связанные в основном с
изготовлением заготовок, из которых производят детали.
Операция разметки занимает особое положение, так как она
предопределяет последовательность выполнения всех технологи-
ческих операций слесарной обработки. В судовом приборострое-
нии применяют как плоскостную, так и пространственную раз-
метку.
Плоскостная и пространственная разметки. Разметка — тех-
нологическая операция нанесения на поверхность заготовки раз-
меточных линий (рисок) или точек (кернов), определяющих кон-
туры детали, места обработки и центры отверстий. В зависимости
от формы изготавливаемой детали разметка бывает плоскостной
или пространственной (объемной). Плоскостная разметка заклю-
чается в нанесении линий и точек на поверхность заготовок из
листового или полосового материала, а также плоских деталей.
Пространственная разметка увязывает отдельно размечаемые по-
верхности детали, расположенные в различных плоскостях и под
углами друг к другу. Для разметки применяют различные инстру-
менты и приспособления.
69
1мм 1
1,
8 9 10 11 12 13 1* 15
linilini>ini|ifiiii>iili|>iHiiiliiiliiiiiliHiiiiiiliimiliiliiiilitiiliHHllilllii)i
25
50 75
0,05 мм
Чертилка (рис. 2.12, а...в) —стальной стержень длиной 150...
200 мм и диаметром 4...5 мм, один или два конца которого закалены
на длине 20...30 мм и заострены под углом 15°. Чертилка пред-
назначена для нанесения рисок на размечаемую поверхность
с помощью линейки, угольника или шаблона. Изготавливают
чертилки из инструментальной стали марки У10 или У12.
Кернер (рис. 2.12, г) —стальной стержень длиной 100. ..160 мм
и диаметром 8... 12 мм. Рабочий конец кернера заточен под углом
45...60° и термически обработан на длине 15...30 мм до твердости
56...60 HRC3. Противоположный конец — боёк — выполнен сфери-
ческим с твердостью 40...45 HRC3. На средней части кернера для
удобства работы выполнено рифление (накатка). Кернером наме-
чают проведенные риски, чтобы они были отчетливее видны в про-
цессе обработки, а также обозначают центры отверстий, подлежа-
щих сверлению. Изготавливают кернеры из инструментальной
углеродистой стали марок У7А, У8А, 7ХФ, 8ХФ.
70
Рис. 2.12. Инструмент для нанесения рисок и кернов разметочный
мерительный инструмент (е...з) и приспособления для установки заготовок при
разметке (и...л): а, бив — чертилки круглая, с отогнутым концом и со вставными
иглами; г — кернер; д — циркуль; е — штангенциркуль; ж — центроискатель;
з — рейсмус; и — разметочная плита; к — подкладки; л — поворотное приспо-
собление
Циркуль (рис. 2.12, д) —две шарнирно соединенные ножки,
концы которых заострены либо снабжены сменными иглами.
Размер раскрытия ножек фиксируют винтом. Циркуль используют
для разметки окружностей и дуг, для геометрических построений
и переноса размеров с измерительных линеек на поверхность
заготовки.
Разметочный штангенциркуль (рис. 2.12, е) — штанга с милли-
метровыми делениями и двумя ножками: одна неподвижная,
другая подвижная с нониусом и рамкой. Штангенциркулем раз-
мечают прямые линии и центры отверстий.
Центроискатель (рис. 2.12, ж) —угольник с прикрепленной к
нему линейкой, являющейся биссектрисой прямого угла,— пред-
назначен для отыскания центров окружностей цилиндрических
заготовок.
Транспортир и угломер используют для разметки углов и укло-
нов.
Рейсмус (рис. 2.12, з), состоящий из чугунного основания и
вертикальной стойки (штатива), по которой перемещается муфта с
чертилкой,— основной инструмент при пространственной разметке
для нанесения прямых параллельных, вертикальных и горизон-
тальных линий.
Разметочная плита (рис. 2.12, и) — массивная, прямоугольной
формы металлическая плита для установки размечаемых деталей,
применяемых при этом приспособлений и инструмента.
Подкладки (рис. 2.12, к) обеспечивают правильную установку
деталей при разметке, а также предохраняют разметочные плиты
от царапин и забоин.
Поворотное приспособление (рис. 2.12, л) —стол, вращаю-
щийся вокруг горизонтальной оси относительно основания,—
служит для закрепления и установки деталей в наиболее удобном
положении.
При изготовлении деталей судовых электромеханических при-
боров разметку производят по чертежу, шаблону, образцу или
по месту. Выбор способа определяют требуемая точность и число
размечаемых деталей. При разметке по чертежу на поверхность
заготовки переносят контур детали, центры отверстий и другие
линии, необходимые для обработки детали. Разметку по шаблону
используют при изготовлении серии деталей. Шаблон из листового
материала толщиной 0,5...1,0 мм накладывают на поверхность
заготовки, обводят чертилкой контур детали, отмечают центры
отверстий, после чего все это накернивают. В случае износа или
поломки детали и при отсутствии чертежа на нее, применяют
разметку по образцу. При этом на размечаемую заготовку пере-
носят все размеры с изношенной или сломанной детали, учитывая
процент износа ее поверхности и проверив целостность всех эле-
ментов.
Разметку по месту производят в тех случаях, когда необхо-
димо соединить одну деталь с другой. Для этого размечают одну
деталь, сверлят в ней отверстия и накладывают на вторую, исполь-
зуя первую в качестве шаблона.
Перед разметкой необходимо изучить чертеж детали и наме-
тить план разметки; осмотреть заготовку, определить возмож-
ность удаления при обработке имеющихся раковин, трещин,
пузырей и подобных дефектов; выбрать базовые поверхности, от
которых будут откладываться размеры; подготовить размечаемые
поверхности к окрашиванию и окрасить их.
Окрашивают поверхности одним из следующих способов:
натирают необработанную поверхность сухим мелом;
наносят кистью или распылителем один из растворов: 8 л
воды доводят до кипения, растворяют в ней 1 кг мела и добавляют
50 г жидкого столярного клея, охлаждают и наносят на поверх-
ность размечаемой заготовки; или в одном стакане воды раство-
ряют три чайные ложки медного купороса;
покрывают быстросохнущими лаками или красками.
72
Выбор базовой поверхности зависит от вида разметки: при
плоскостной разметке базой может служить обработанная кромка
заготовки или осевая линия, которую наносят в первую очередь,
а также прилив, бобышка и другой выступ на поверхности заготов-
ки; при пространственной разметке за базу принимают одну из
обработанных поверхностей либо поверхность, не подлежащую
обработке.
Разметочные линии наносят в следующей последовательности:
сначала проводят горизонтальные, затем вертикальные и наклон-
ные риски, последними — окружности, дуги и закругления. Линию
ведут только один раз; если она нанесена неверно, ее закрашивают
и проводят вновь. Горизонтальные линии при плоскостной раз-
метке наносят чертилкой, наклоняя ее в сторону от линейки и по
направлению перемещения (рис. 2.13, а); при пространственной
разметке их прочерчивают рейсмусом (рис. 2.13, г). Перпендику-
лярные и параллельные линии в негеометрических построениях
наносят с помощью угольника (рис. 2.13, б); при пространствен-
ной разметке — тремя способами: разметочным угольником
(рис. 2.13, е), рейсмусом и поворотом заготовки на 90°
(рис. 2.13,6), рейсмусом от разметочного кубика без поворота
заготовки, а наклонные — поворачивая заготовку на определен-
ный угол по угломеру.
При накернивании рисок и центров отверстий кернер удержи-
вают тремя пальцами левой руки и, наклонив в сторону от себя,
устанавливают острием точно на риску или в точку пересечения.
Затем, не сдвигая, кернер устанавливают перпендикулярно раз-
мечаемой поверхности и наносят по бойку легкий удар молотком
массой 100...200 г (рис. 2.14).
Основной вид брака при разметке — несоответствие размеров,
нанесенных на заготовку, данным чертежа вследствие невнима-
тельности разметчика, погрешности инструмента, неправильного
выбора базовой поверхности, неточной установки заготовки
при разметке и др.
При выполнении разметочных работ необходимо соблюдать
следующие правила безопасности труда:
устанавливать заготовки (детали) на плиту и снимать их с
плиты необходимо только в рукавицах;
заготовки (детали), приспособления устанавливать не на краю
плиты, а ближе к середине;
во время работы на свободные (неиспользуемые) остроза-
точенные концы чертилок обязательно надевать предохранитель-
ные пробки или специальные колпачки;
следить за тем, чтобы проходы вокруг разметочной плиты
были всегда свободны;
молоток должен быть прочно насажен на рукоятку и рас-
клинен в отверстии клиньями;
поверхность ударной части кернера должна быть гладкой и
слегка выпуклой.
Рис. 2.13. Приемы нанесения разметочных линий при плосткостной (а...в) и
пространственной (г...ж) разметках: а — горизонтальных; б—перпендикулярных
и параллельных; в — применение чертилки с отогнутым концом; г — горизон-
тальных линий рейсмусом; д — перпендикулярных линий рейсмусом, повора-
чивая заготовки на 90°; е—вертикальных линий разметочным угольником;
ж— применение рейсмуса
Рис. 2.14. Установка кернера: а — наклонно (первое положение);
б — вертикально (второе положение); в — нанесение удара молотком
при кернении
74
Резка и рубка металла. Резка, или разрезание,— технологи-
ческая операция отделения частей заготовок от сортового и листо-
вого металла режущим инструментом при снятии стружки или
без снятия ее. Отделение части металла при помощи инструмента
ударного действия называют рубкой. Для резки и рубки металла
используют следующий инструмент.
Ручные ножницы (рис. £.15, а, б, в) применяют для разрезания
стальных листов толщиной 0,5...1,0 мм и из цветных металлов до
1,5 мм.
Стуловые ножницы (рис. 2.15, г) отличаются от ручных боль-
шими размерами, их применяют для разрезания листового мате-
риала толщиной до 3 мм. Нижнюю ручку жестко зажимают в
слесарных тисках или крепят (вбивают) на столе или на другом
жестком основании.
Рычажные ножницы (рис. 2.15, д) применяют для разрезания
листовой стали толщиной до 4 мм, цветных металлов — до 6 мм.
Верхний шарнирно закрепленный нож приводится в действие от
рычага, нижний нож неподвижен.
Ручная ножовка (рис. 2.15, е) предназначена для резания
листового полосового, круглого и профильного металла, а также
для прорезания шлицов, пазов, обрезки и вырезки заготовок по
контуру. Ножовочное полотно представляет собой тонкую и
узкую стальную пластину с зубьями на одном из ребер. Его изго-
тавливают из инструментальной или быстрорежущей стали.
Каждый зуб полотна имеет форму клина, основными геометри-
ческими параметрами которого являются задний угол а, угол
заострения р, передний угол у и угол резания 6 = а + р. В зависи-
мости от твердости разрезаемого материала углы зуба полотна
могут быть: а = 35 ... 40 °, р = 43 ... 60 ° и у = 0 ... 12 °.
Труборез (рис. 2.15, ж) предназначен для резания труб. Его
надевают на трубу, закрепленную в тисках, вращением рукоятки
4 придвигают подвижный ролик 3 до соприкосновения с поверх-
ностью трубы, затем, поворачивая труборез за рукоятку вокруг
трубы и постепенно поджимая подвижный ролик, разрезают
трубу.
Слесарное зубило (рис. 2.15, з) —стержень длиной 100...
200 мм, выполненный из инструментальной углеродистой стали
У7А, У8А — состоит из трех частей: рабочей в форме клина,
заточенного под определенным углом; средней части и ударной
(бойка), вершина которой закруглена. Рабочая часть термообра-
ботана до твердости 54...60 HRC5, а боек — 35...46 HRC5.
Крейцмейсель (рис. 2.15, и) — зубило с узкой режущей кром-
кой — служит для вырубания канавок, шпоночных пазов и т. п.
Слесарные молотки состоят из ударника и рукоятки. Характе-
ристикой молотка является его масса (50...1000 г).
Для выполнения резки и рубки в тисках необходимо встать
прямо, свободно, вполоборота по отношению к губкам тисков,
левую ногу для устойчивости выставить на полшага вперед
75
Рис. 2.15. Инструмент, применяемый для резки и рубки металла:
а...в — ручные ножницы; г—стуловые ножницы; д—рычажные ножницы (/ — иижний
нож; 2 — рычаг; 3 — верхний нож; 4 — риска; 5 — разрезаемый материал); е—ручная
ножовка (/ — рамка; 2 — барашковая гайка; 3— головка винта; 4 — ножовочное
полотно; 5 — штифт; 6 — рукоятка); ж — труборез (1 — скоба; 2 — неподвижные ролики;
3 — подвижный ролик-резец; 4 — рукоятка); з — зубило (/ — режущая часть; 2 — рабо-
чая часть; 3 — средняя часть; 4 — ударная часть — боек); и—крейцмейсель; к —
канавочник
76
a)
Рис. 2.16. Положение корпуса (а) и ног (б) ра-
ботающего при рубке, и резке в тисках
(рис. 2.16). При резке ножовкой на станок нажимают обеими рука-
ми, но наибольшее усилие делают левой рукой, а правой осущест-
вляют главным образом возвратно-поступательное движение но-
жовки. Процесс резки состоит из двух ходов: рабочего, когда
ножовка перемещается от работающего, и холостого, когда ножов-
ка движется в обратном направлении. При холостом ходе на но-
жовку не нажимают, в результате чего зубья только скользят по
поверхности разрезаемого материала. Необходимо чтобы в работе
участвовало все ножовочное полотно. Перед окончанием распила
ослабляют нажим на ножовку, так как при сильном нажиме ножо-
вочное полотно резко выскакивает из распила, ударяется о тиски
и разрушается или может нанести травму.
Для рубки листового и полосового металла, а также при
обработке широких поверхностей заготовку зажимают в тисках
так, чтобы разметочная линия совпала с уровнем губок. Зубило
берут в левую руку за среднюю часть на расстоянии 15...20 мм
от бойка (сильно сжимать его в руке не следует). Устанавли-
вают режущую кромку зубила на линии среза таким образом,
чтобы его продольная ось составляла угол 30...35° с обрабатывае-
мой поверхностью и угол 45° по отношению к оси губок тисков.
Молоток держат за рукоятку на расстоянии 15...30 мм от конца,
охватывая ее четырьмя пальцами и прижимая к ладони, при этом
большой палец накладывают на указательный. Удары молотком
наносят при кистевом, локтевом или плечевом замахе.
Кистевой замах за счет изгиба кисти руки применяют при
выполнении точных работ, легкой рубки и т. п. При локтевом
замахе руку сгибают в локте и резко разгибают. Такие удары
наносят при срубании металла средней толщины или при проруба-
нии пазов и канавок. При плечевом замахе рука движется в
плече, удар получается максимальной силы «с плеча», что не-
обходимо для снятия толстого слоя металла и рубки широких
поверхностей.
77
Рубку широких поверхностей осуществляют в следующей по-
следовательности. Предварительно крейцмейселем прорубают
узкие канавки, потом зубилом срубают оставшиеся выступы и
после выполняют окончательную обработку.
Разрубать листовой материал на части можно на плите. Для
этого зубило устанавливают вертикально к плите и наносят удар
плечевым замахом. Листовой металл толщиной до 2 мм разрубают
с одного удара. Более толстый надрубают с обеих сторон и ломают,
перегибая его поочередно в одну и другую сторону. Аналогично
вырубают фасонные заготовки из листа.
Стальные листы толщиной 0,5... 1 мм и листы из цветных и не-
металлических материалов толщиной до 1,5 мм разрезают ручными
ножницами. Ножницы держат в правой руке, охватывая рукоятки
четырьмя пальцами и прижимая их к ладони; мизинец помещают
между рукоятками ножниц. Сжатые указательный, безымянный и
средний пальцы разжимают, выпрямляют мизинец и его усилием
отводят нижнюю рукоятку ножниц. Удерживая лист левой рукой,
подают его между режущими кромками, направляя верхнее лезвие
по разметочной линии, затем сжимая рукоятки всеми пальцами
правой руки, кроме мизинца, осуществляют резание.
При использовании механизированного инструмента для резки
и рубки материала руководствуются правилами эксплуатации и
приемами работы, изложенными в соответствующих инструкциях.
Основные виды и причины брака при резке и рубке — это
отклонение размеров от заданных чертежом из-за невниматель-
ности, неправильной разметки и др.; повреждение детали вслед-
ствие неправильных приемов рубки, неправильной установки за-
готовки в тисках и т. п.
При резке и рубке металла необходимо соблюдать следующие
правила безопасности труда:
оберегать руки от ранения о режущие кромки ножовки и зау-
сенцы на металле;
при резке ножницами следить за положением пальцев левой
руки, поддерживающей лист снизу;
не сдувать опилки и не удалять их руками во избежание засоре-
ния глаз или ранения рук;
не загромождать рабочее место ненужными инструментами и
деталями;
ручка слесарного молотка должна быть надежно закреплена и
не иметь трещин;
при рубке зубилом и крейцмейселем необходимо пользоваться
защитными очками;
при рубке твердого и хрупкого металла обязательно исполь-
зовать ограждения: сетку, щиток;
для предохранения рук от повреждений (при выполнении работ
в неудобных местах, а также в период обучения) на зубило
следует надевать предохранительную резиновую шайбу, а на кисть
руки — предохранительный козырек.
78
Рис. 2.17. Инструмент, применяемый для правки, рихтовки и гибки
металла: а — правйльная плита; б— рихтовальные бабки; в — рихто-
вальные молотки
Правка, рихтовка и гибка металла. Правка и рихтовка —
технологические операции по выправке вмятин, выпучин, волни-
стости, коробления и искривления неровностей поверхности за-
готовок и деталей. Гибка — технологическая операция, обратная
правке, т. е. придание металлической заготовке или ее части
изогнутой формы.
Для правки, рихтовки и гибки металла применяют следующий
инструмент.
Правильные плиты (рис. 2.17, а) — массивные (масса плиты в
80... 150 раз больше массы молотка) монолитные или с ребрами
жесткости плиты со шлифованной рабочей поверхностью —
изготавливают из стали или из серого чугуна. Устанавливают их
на металлические или деревянные подставки, обеспечивающие
устойчивость и горизонтальность положения.
Рихтовальные бабки (рис. 2.17, б) — цилиндрические, прямо-
угольные со сферической рабочей поверхностью бруски — ис-
пользуют для правки (рихтовки) закаленных деталей. Изготавли-
вают .их из стали и подвергают термической обработке. ч
Для правки (рихтовки) закаленных деталей используют молот-
ки (рис. 2.17, в) с радиусным бойком массой 400...500 г. Молотки
со вставными бойками применяют при правке деталей с окон-
чательно обработанной поверхностью и заготовок из цветных
металлов и сплавов. Вставные бойки могут быть медные, свин-
цовые или деревянные.
Гладилки — деревянные или металлические бруски Прямо-
угольной формы — применяют для правки тонкого листового
и полосового металла.
Металл подвергают правке и гибке как в холодном состоянии,
так и в нагретом. Выбор способа зависит от прогиба, размеров
и материала изделия.
Правку прутка и полосового материала осуществляют в сле-
дующей последовательности. Заготовку располагают на правиль-
ной плите так, чтобы она плоской поверхностью лежала на плите
выпуклостью вверх, соприкасаясь с ней двумя точками. Кривизну
79
поверхности проверяют на глаз по зазору между плитой и уложен-
ной на нее заготовкой. Удары наносят по выпуклой части,
регулируя силу удара в зависимости от толщины металла и раз-
мера кривизны; чем больше искривление и толще металл, тем
сильнее удары. По мере выправления заготовки силу удара ос-
лабляют и чаще переворачивают заготовку с одной стороны на
другую до полного выправления. При нескольких выпуклостях
вначале выправляют выпуклости, ближайшие к концам, а за-
тем — расположенные в середине.
Правка листового металла сложнее, так как он может иметь
на поверхности как волнистость, так и выпучины. Участки с
волнистостью или выпучинами обводят мелом, затем заготовку
кладут на плиту выпуклыми участками вверх. При этом края за-
готовки должны полностью лежать на опорной поверхности.
Заготовку прижимают рукой и начинают правку.
При правке волнистой поверхности, чтобы растянуть середину
заготовки, удары молотком наносят от середины заготовки к
краю так, как показано на рис. 2.18 кружками. Кружки меньших
диаметров соответствуют слабым ударам, и наоборот. Более силь-
ные удары наносят в середине и уменьшают силу удара по мере
приближения к краю заготовки. Во избежание образования тре-
щин и наклепа материала нельзя наносить повторные удары по
одному и тому же месту заготовки.
Правку выпучины начинают с ближайшего к ней края, по
которому наносят один ряд ударов молотком в пределах, указан-
ных на покрытой кружочками поверхности. Затем наносят удары
по второму краю. После этого по первому краю наносят второй
ряд ударов и переходят опять ко второму краю, и так до тех пор,
пока постепенно не приблизятся к выпучине. Удары молотком на-
носят часто, но не сильно, особенно перед окончанием правки.
После каждого удара учитывают воздействие его на заготовку
в месте удара и вокруг него. Не допускают нескольких ударов по
одному и тому же месту, так как это может привести к образова-
нию нового выпуклого участка. Под ударами молотка материал
вокруг выпуклого места вытягивается и постепенно выравнива-
ется. Если на поверхности заготовки на небольшом расстоянии
Волнистость
Рис. 2.18. Схемы правки листового материала: а, б — виды дефектов
листа; в, г — распределение ударов
80
друг от друга имеется несколько выпучин, ударами молотка у
краев отдельных выпучин заставляют эти выпучины соединиться
в одну, которую потом правят ударами вокруг ее границ, как ука-
зано выше.
Тонкие листы правят деревянными молотками (киянками)
или молотками со вставными бойками, а очень тонкие листы
кладут на ровную плиту и выглаживают гладилками.
После закалки стальные детали иногда коробит. Правку ис-
кривленных после закалки деталей называют рихтовкой. Точ-
ность рихтовки может составлять 0,01...0,05 мм. Для рихтовки
деталь из полосового металла располагают не на плоской плите,
а на рихтовальной бабке. Удары наносят не по выпуклой, а по
вогнутой стороне детали.
Изготовление деталей гибкой выполняют молотками в тисках
на плите или с помощью специальных приспособлений. Тонкий
листовой металл гнут киянками, изделия из проволоки диаметром
до 3 мм — плоскогубцами или круглогубцами. Гибке подвергают
только пластичные материалы.
Сущность гибки заключается в том, что одну часть заготовки
перегибают по отношению к другой на заданный угол. При этом
необходимо добиться, чтобы после снятия нагрузки заготовка
сохранила приданную ей форму, т. е. напряжения изгиба должны
превышать предел упругости, деформация заготовки в данном
случае будет пластической, причем внутренние слои заготовки
подвергаются сжатию и укорачиваются, наружные слои подвер-
гаются растяжению и длина их увеличивается. В то же время
средний слой заготовки — нейтральная линия — не испытывает
ни сжатия, ни растяжения, и длина его до и после изгиба оста-
ется постоянной. В связи с этим определение размеров заготовок
профилей сводится к суммированию длины прямых участков
(полок) и участков укорачивания заготовки в пределах закруг-
ления или вычислению длины нейтральной линии. При гибке
деталей под прямым углом без закруглений с внутренней стороны
припуск на загиб берется от 0,5 до 0,8 толщины материала.
Трубы гнут ручным и механизированным способом; в горячем и
холодном состоянии; с наполнителем и без наполнителя. Способ
гибки зависит от диаметра трубы, значения угла загиба и мате-
риала труб.
Основными видами и причинами брака при правке и гибке ме-
таллов являются: забоины и вмятины на обработанных поверх-
ностях от бойка молотка с неправильной и негладкой поверх-
ностью; несоответствие размеров согнутых заготовок, косой загиб
и повреждение поверхности из-за неправильной разметки мест
гибки, небрежный зажим заготовки в тисках, нанесение слишком
сильных ударов и применение несоответствующих оправок.
При правке и гибке металлов необходимо соблюдать следую-
щие правила:
работать только исправным инструментом (правильно наса-
6 Н. Н. Трофимов, В. С. Шульцев 81
женный молоток, отсутствие на рукоятках трещин и отколов на
бойке молотка);
для предохранения рук от ударов и вибраций металла рабо-
тать в рукавицах, заготовку на плите или наковальне удерживать
прочно.
Контрольные вопросы
1. Для чего и как подготавливают поверхность размечаемых заготовок?
2. Почему разметочные риски нужно наносить за один раз?
3. Что называют базой при разметке деталей и по каким условиям ее вы-
бирают?
4. Какими инструментами и как осуществляют ручное резание металла?
5. Что называют рубкой металла и как ее выполняют?
6. В чем заключается сущность правки?
7. Как выправить лист металла с волнистостью (выпучиной) на поверхности?
8. В чем физическая сущность гибки': металлов?
9. Что необходимо учитывать при расчете длины заготовки при гибке?
Основные операции слесарной обработки
При выполнении операций опиливания, сверления, зенкерова-
ния и нарезания резьбы с поверхности заготовки снимают лиш-
ние слои материала, в результате чего деталь приобретает форму,
размеры и состояние поверхности в соответствии с требованиями,
указанными в чертеже. Кроме того, полученную деталь можно
соединить с другими деталями.
Опиливание материала. Опиливание — технологическая опе-
рация срезания слоя материала с поверхности заготовки напиль-
никами. Напильник (рис. 2.19) — многолезвийный режущий
инструмент представляет собой стальной брусок определенного
профиля и длины, на поверхности которого выполнена насечка
Рис. 2.19. Напильники: а —
основные части (/—нос;
2 — ребро; 3 — грань; 4 —
пятка; 5 — кольцо; 6 — хво-
стовик; 7 — ручка); б — оди-
нарная насечка; в — двойная
насечка; г — рашпильная на-
сечка; д—дуговая насечка
82
(нарезка). Насечка образует мелкие и острозаточенные зубья,
имеющие в сечении форму клина. Для напильников с насеченным
зубом угол заострения равен 70°, передний угол— 16°, задний
угол — от 32 до 40°.
Насечка может быть одинарной (простой), двойной (пере-
крестной), рашпильной (точечной) или дуговой. Напильники с
одинарной насечкой снимают широкую стружку по длине всей
насечки. Их применяют при опиливании мягких материалов.
Напильники с двойной насечкой используют при опиливании
стали, чугуна и других твердых материалов, так как перекрестная
насечка размельчает стружку, чем облегчает работу.
Рашпильную насечку получают вдавливанием металла специ-
альными трехгранными зубилами. Каждый зуб рашпильной на-
сечки смещен относительно расположенного впереди на половину
шага. Рашпилями обрабатывают мягкие металлы и неметалли-
ческие материалы. Дуговую насечку нарезают фрезерованием.
Дугообразная форма и большие впадины между зубьями обес-
печивают высокую производительность и качество обрабатыва-
емой поверхности.
По числу насечек на 1 см длины напильники делят на шесть
номеров. Напильники с насечками № 0 и 1 (драчёвые) с крупными
зубьями служат для грубого (чернового) опиливания с погреш-
ностью 0,1...0,2 мм. Напильники с насечками № 2 и 3 (личные)
используют для чистового опиливания деталей с погрешностью
0,02...0,05 мм. Напильники с насечками № 4 и 5 (бархатные) при-
меняют для окончательной, точной отделки изделий. Погрешность
при обработке 0,005...0,01 мм.
По профилю поперечного сечения напильники подразделяют
на плоские, квадратные, трехгранные, круглые, полукруглые,
ромбические и ножовочные.
Мелкие детали обрабатывают малогабаритными напильни-
ками — надфилями. Их изготавливают пяти номеров с числом
насечек на 1 см длины от 20 до 112. Закаленную сталь и твердые
сплавы обрабатывают специальными надфилями, на стальном
стержне которых закреплены зерна искусственного алмаза.
Изготавливают напильники из стали У13 или У13А, а также
из хромистой стали ШХ15 и 13Х. После насечки зубьев напиль-
ники подвергают термической обработке.
При опиливании заготовки в тисках положение корпуса такое
же, как при выполнении операций рубки и резки металла (см.
рис. 2.16). Однако в начале рабочего хода напильника масса
тела приходится на правую ногу, а при нажиме и перемещении
напильника центр тяжести переходит на левую ногу и при обрат-
ном (холостом) ходе — вновь на правую. При движении напиль-
ника усилие нажима на ручку и носок его изменяется в зависи-
мости от положения точки опоры напильника на обрабатываемой
поверхности. Регулируя нажим на напильник, добиваются полу-
чения ровной поверхности без завалов по краям.
6*
83
В практике ручной обработки материала различают следующие
виды опиливания: опиливание плоских параллельных и сопряжен-
ных под углом поверхностей деталей; опиливание криволинейных
(выпуклых или вогнутых) поверхностей; распиливание и припа-
совка поверхностей.
Опиливание плоских поверхностей. Для получения прямоли-
нейной поверхности опиливание ведут перекрестным штрихом
(с угла на угол) под углом 35...40° к боковым сторонам тисков.
Правильность плоской поверхности проверяют лекальной линей-
кой «на просвет», накладывая ее вдоль, поперек и по диагонали
обработанной поверхности.
При обработке узких плоскостей применяют как продольное,
так и поперечное опиливание. При поперечном опиливании по
поверхности заготовки проходит большее число зубьев напиль-
ника, что позволяет снять более толстый слой металла. Однако
в этом случае положение напильника неустойчиво и легко «зава-
лить» края поверхности.
Для улучшения условий опиливания узких плоских поверх-
ностей и повышения производительности труда используют
специальные приспособления: опиловочные призмы, универсаль-
ные наметки, специальные кондукторы и др.
При обработке плоскостей, расположенных под углом 90°,
сначала опиливают поверхность, принимаемую за базовую, доби-
ваясь ее плоскостности, затем — поверхность, перпендикулярную
базовой. Контроль осуществляют внутренним углом угольника.
Наружные углы обрабатывают плоским напильником, внутрен-
ние— ромбическим или трехгранным следующим образом. Раз-
мечают заготовку, используя в качестве базы наружную поверх-
ность. В вершине внутреннего угла сверлят отверстие диаметром
2...3 мм, затем ножовкой вырезают лишний материал, оставляя
на опиливание припуск около 0,5 мм. Опиливая стороны угла,
в первую очередь добиваются их плоскостности, а затем — пер-
пендикулярности.
Опиливание криволинейных поверхностей. Выпуклые криво-
линейные поверхности обрабатывают, используя прием раскачи-
вания напильника: в начале перемещения напильника его носок
касается заготовки, а ручка опущена; по мере продвижения
напильника носок опускается, а ручка приподнимается; во время
обратного хода движение напильника противоположно. Вогнутые
криволинейные поверхности обрабатывают круглыми или полу-
круглыми напильниками. Напильник совершает сложное движе-
ние — вперед и в сторону с поворотом вокруг своей оси.
Распиливание — разновидность опиливания — обработка от-
верстий различной формы и размеров, называемых проймами.
Подготовку к распиливанию начинают с разметки проймы. Затем
удаляют излишний материал из ее внутренней полости, высверли-
вая, вырезая ножовкой или вырубая зубилом. Распиливание
выполняют в тисках; в крупных деталях проймы обрабатывают
84
на месте установки этих деталей. Контроль осуществляют штан-
генциркулем и специальными шаблонами.
Припасовка — взаимная пригонка с высокой точностью двух
деталей, сопрягающихся без зазора. Припасовку выполняют как
окончательную операцию при обработке деталей шарнирных
соединений и при изготовлении шаблонов. Отверстие припасовы-
ваемой детали принято называть, как и при распиливании, прой-
мой, а деталь, входящую в пройму,— вкладышем. Первой обра-
батывают ту из сопрягаемых деталей, которую легче обработать
и проконтролировать.
Основные виды брака при опиливании и их причины — это не-
соответствие размеров опиленной заготовки вследствие неточ-
ности разметки, погрешности измерительного инструмента или
неправильного измерения; неплоскостность поверхности и „за-
валы" краев заготовки из-за неумения правильно выполнять
приемы опиливания; вмятины и другие повреждения поверхности
заготовки в результате неправильного ее зажима в тисках; за-
диры, царапины на поверхности детали, возникающие в резуль-
тате небрежной работы и неправильно выбранного напильника.
При опиливании необходимо выполнять следующие правила
безопасности труда:
работать напильниками с насаженными рукоятками;
стружку, образующуюся в процессе опиливания, сметать щет-
кой;
не поджимать пальцы левой руки под напильник при его обрат-
ном ходе.
Сверление, зенкование, зенкерование и развертывание отвер-
стий. Сверление — технологическая операция получения сквоз-
ного или глухого цилиндрического отверстия в материале сверлом.
Увеличение диаметра отверстия сверлами называют рассверлива-
нием. Зенкование — технологическая операция обработки верхней
части отверстия для получения конических или цилиндрических
углублений под головки болтов, винтов и заклепок. Зенкерова-
ние — технологическая операция обработки цилиндрических и
конических отверстий предварительно выполненных литьем, ков-
кой, штамповкой или сверлением. Развертывание — технологи-
ческая операция чистовой обработки отверстий, обеспечивающая
высокую точность и чистоту поверхности.
Для получения и обработки отверстий используют следующий
инструмент и оборудование.
Спиральное сверло (рис. 2.20) состоит из рабочей части,
хвостовика и шейки, а рабочая часть — из цилиндрической (на-
правляющей) и режущей частей. На направляющей части рас-
положены две винтовые канавки, по которым отводится стружка
в процессе резания. Направление винтовых канавок обычно
правое. Левые сверла применяют редко. Узкие полосочки вдоль
канавок на цилиндрической части сверла, называемые ленточ-
ками, служат для уменьшения трения сверла о стенки отверстия.
85
Рис. 2.20. Элементы спирального сверла:
2ф — угол при вершине; ю — угол наклона винтовой канавки; ip —
угол наклона поперечной кромки
Режущая часть сверла образована двумя режущими кромками,
расположенными под углом друг к другу. Значение угла 2 ф (угол
при вершине) зависит от свойств обрабатываемого материала:
при сверлении стали и чугуна он составляет 116...118°, латуни
и мягкой бронзы— 130...140°, пластмассы — 50...90°.
Хвостовик предназначен для закрепления сверла в сверлиль-
ном патроне или шпинделе станка и может быть цилиндрической
или конической формы. Конический хвостовик имеет на конце
Рис. 2.21. Инструменты для обработки
отверстий: а — конические зенковки;
б — цилиндрическая зенковка; в — ци-
линдрический зенкер; г — развертка:
/ — лапки; 2 — хвостовик; 3 — рабочие
части; 4 — шейки
лапку для выталкивания свер-
ла из шпинделя. Шейка свер-
ла соединяет рабочую часть с
хвостовиком. Изготавливают
сверла из быстрорежущей стали
марок Р9, Р18, Р6М5 и др. Из
металлокерамических твердых
сплавов марок ВК6, ВК8 и
Т15К6 изготавливают пластин-
ки, которыми оснащают рабо-
чую часть сверла.
Особенность конической зен-
ковки (рис. 2.21, а) —наличие
зубьев на конической части.
Применяют конические зенков-
ки с углом конуса 2 ср при вер-
шине 30, 60, 90 и 120°.
Цилиндрическая зенковка
(рис. 2.21, б) имеет зубья на
торцовой части, число их со-
ставляет от 4 до 8. Направляю-
щая цапфы входит в просверлен-
86
ное отверстие, что^обеспечивает совпадение осей отверстия и
цилиндрического углубления.
Зенкер (рис. 2.21, в) отличается от сверла устройством режу-
щей части и большим числом режущих кромок. Применяют ци-
линдрические и конические зенкеры. Развертка (рис. 2.21, г)
имеет значительно больше режущих кромок, чем зенкер. По форме
режущей части различают цилиндрические и конические раз-
вертки.
Ручная дрель позволяет сверлить отверстия диаметром до
10 мм. Для облегчения труда при обработке отверстий и повы-
шения производительности используют механизированные дрели
(ручные сверлильные машины). Они могут быть электрическими
или пневматическими.
Настольный вертикально-сверлильный станок предназначен
для обработки отверстий диаметром не более 12 мм. При работе
на сверлильных станках применяют различные приспособления
для закрепления заготовок и режущего инструмента. Машинные
тиски предназначены для закрепления заготовок различного
профиля на столе станка. Призмы служат для установки цилинд-
рических заготовок. Сверлильные патроны предназначены для
закрепления режущего инструмента с цилиндрическим хвостови-
ком. С помощью переходных втулок устанавливают режущий
инструмент, когда размер конуса хвостовика меньше размера
конуса шпинделя станка.
При настройке станка на тот или иной вид обработки отверстия
скорость резания и подачи выбирают в зависимости от свойств
обрабатываемого материала, диаметра, материала и формы за-
точки режущей части инструмента. При этом также учитывают
глубину резания. Поскольку глубина резания при обработке от-
верстий — величина относительно неизменная (задается чертежом
или припуском на обработку), то основное влияние на производи-
тельность обработки оказывают выбираемые значения скоростей
резания и подачи.
С увеличением скорости резания процесс обработки ускоря-
ется. Однако при работе со слишком большими скоростями ре-
жущие кромки инструмента быстро затупляются и его приходится
чаще затачивать. Увеличение подачи тоже повышает производи-
тельность, но при этом увеличивается шероховатость поверхности
отверстия и затупляется режущая кромка. Таким образом, по-
вышение производительности обработки зависит прежде всего от
стойкости инструмента, т. е. от времени его работы до затупления.
Сверление производят по предварительной разметке с накер-
ненными центрами или с помощью специальных приспособле-
ний — кондукторов. При сверлении сквозного отверстия, когда
сверло подходит к его выходу, сопротивление металла резанию
значительно уменьшается. В это время необходимо уменьшить
подачу, в противном случае сверло резко опустится, захватит боль-
шой слой металла, заклинится и может поломаться. При сверлении
87
так называемого «глухого» отверстия его глубину контролируют
глубиномером штангенциркуля, по специальному приспособле-
нию, имеющемуся на станке, или с помощью ограничительной
втулки, устанавливаемой на сверло.
Для получения отверстия большого диаметра (свыше 25 мм)
предварительно сверлят отверстие меньшего диаметра и затем рас-
сверливают его. Неполные (по диаметру) отверстия сверлят сле-
дующим образом. В тисках закрепляют вместе с заготовкой
прокладку из того же материала, на линии стыка размечают
центры отверстий и сверлят обычными приемами.
Зенкование, зенкерование и развертывание производят после
сверления отверстий, и по приемам работы эти технологические
операции сходны со сверлением.
Для получения правильного и чистого отверстия припуски под
зенкерование должны составлять 0,05...0,1 мм от диаметра; на
черновое развертывание — 0,25...0,50 мм и на чистовое —
0,05...0,015 мм. Подача и скорости резания при зенкеровании
допускаются в 2,5 ... 3 раза больше, чем при сверлении, а при раз-
вертывании они существенно влияют на шероховатость поверх-
ности отверстия. Чем выше требования к качеству поверхности,
тем меньше должны быть скорости резания и подачи. При ручном
развертывании развертку вращают только в одном направлении,
плавно и постепенно подавая ее вперед, смазывая режущие
кромки эмульсией или минеральным маслом.
Основные виды брака следующие:
при сверлении — несоответствие диаметра отверстия требо-
ваниям чертежа (неправильный выбор размера сверла, непра-
вильная заточка режущей кромки); ось отверстия перекошена
(неправильная установка детали на столе станка или в приспо-
соблении, неперпендикулярность стола и шпинделя станка);
грубая поверхность просверленных отверстий (тупое сверло,
слишком большая подача, недостаточное охлаждение сверла);
при зенкеровании — неправильная форма отверстия (увод
зенкера в процессе обработки отверстия из-за несовпадения его
с осью обрабатываемого отверстия); диаметр отверстия больше
заданного (неправильный выбор размера диаметра зенкера, бие-
ние шпинделя); неудовлетворительная шероховатость поверхности
отверстия (слишком большая подача, большой припуск на обра-
ботку, повышенный износ режущих кромок зенкера);
при развертывании — следы дробления на поверхности от-
верстия (вращение развертки рывками, большой припуск на
обработку, неправильное закрепление развертки); задиры на
поверхности отверстия (неправильные приемы развертывания,
тупые режущие кромки, большой припуск).
При обработке отверстий необходимо соблюдать следующие
правила безопасности труда:
запрещается сдувать стружку или удалять ее руками;
запрещается работать на станке в рукавицах;
88
нельзя браться за вращающийся режущий инструмент и
шпиндель станка;
необходимо правильно устанавливать и надежно закреплять
на столе станка заготовки и не удерживать их руками в про-
цессе обработки;
перед началом работы надо завязать тесемки на рукавах и
на головном уборе, тщательно убрать длинные волосы под голов-
ной убор.
Нарезание резьбы. Нарезание резьбы — технологическая опе-
рация получения резьб снятием стружки на наружной или внут-
ренней поверхности заготовки.
При слесарной обработке внутреннюю резьбу нарезают метчи-
ками, а наружную — плашками. Метчики по назначению делят на
ручные, машинно-ручные и машинные, а в зависимости от про-
филя нарезаемой резьбы на три типа: для метрической, дюймо-
вой и трубной резьб.
Рабочая часть метчика (рис. 2.22, а) представляет собой винт
с несколькими продольными канавками и служит для непосред-
ственного нарезания резьбы, с помощью хвостовика метчик за-
крепляют в патроне или в воротке во время работы. Заборная (ре-
жущая) часть производит основную работу при нарезании резьбы
и ее изготавливают в виде конуса. Калибрующая (направля-
ющая) часть направляет метчик в отверстие и калибрует резьбу.
Для нарезания резьбы определенного размера ручные (слесар-
ные) метчики выполняют в комплекте из трех штук. Первым и
вторым метчиком нарезают резьбу предварительно, а третьим
придают ей окончательные размер и форму. - Номер каждого
метчика комплекта отмечен числом рисок на хвостовике. Изготав-
ливают метчики из углеродистой, легированной или быстрорежу-
щей стали.
Круглая плашка (рис. 2.22, б) представляет собой цельное или
разрезное кольцо с резьбой на внутренней поверхности и канав-
а;
/аНочая часть. Хвостовик
часть н*-*-
К&адрат'х
liiiiiiiiiiiiiiiimniiiiuiil
Рис. 2.22. Инструмент для наре-
зания резьбы: а — метчик; б —
круглые плашки (1 — плашка;
2— резьба; 3 — заборная часть);
в — раздвижные призматические
полуплашки; г — клупп (/ — ко-
сая рамка; 2—рукоятка; 3—
полуплашки; 4 — сухарь; 5 —
винт
Нанайка
89
ками, которые служат для образования режущих кромок и выхода
стружки. Разрезная плашка имеет прорезь 0,5...1,5 мм, что позво-
ляет регулировать диаметр резьбы в пределах 0,1...0,25 мм.
Круглые плашки при нарезании резьбы закрепляют в специальном
воротке — плашкодержателе.
Призматические (раздвижные) плашки (рис. 2.22, в) в отли-
чие от круглых состоят из двух половинок, называемых полу-
плашками. На каждой из них указаны размеры резьбы и цифра
1 или 2 для правильного закрепления их в специальном при-
способлении— клуппе (рис. 2.22, г). Угловые канавки (пазы) на
наружных сторонах полуплашек служат для установки их в
соответствующие выступы клуппа. Изготавливают плашки из тех
же материалов, что и метчики.
Для нарезания внутренней резьбы вначале сверлят отверстие,
причем сверло берут несколько большего диаметра, чем внутрен-
ний диаметр резьбы. Размеры отверстия под резьбу выбирают по
таблицам (см. Приложение, табл. 5). При отсутствии таблиц
размер диаметра сверла под резьбу можно приближенно вычис-
лить по формуле D = d—1,5/г, где D — диаметр сверла, мм;
d — наружный диаметр резьбы, мм; h — высота профиля
резьбы, мм.
Полученное отверстие зенкуют на глубину 1... 1,5 мм конической
зенковкой с углом 90°. Берут из комплекта метчиков первый
номер (одна кольцевая риска на хвостовике метчика), смазывают
его рабочую часть маслом и вставляют заборной частью в
отверстие. Затем на хвостовик метчика надевают вороток. При
этом следят, чтобы ось метчика совпадала с осью отверстия.
Прижимая левой рукой вороток к метчику, правой вращают воро-
ток по ходу (направлению) резьбы до тех пор, пока метчик не
врежется на несколько ниток и не займет устойчивого положения.
После этого вороток берут за рукоятки обеими руками и вра-
щают, перехватывая через каждые пол-оборота. Через каждые
один-два оборота по направлению резьбы делают пол-оборота
в обратную сторону. Это облегчает работу метчика и обеспечи-
вает чистоту резьбы. Закончив нарезание, вращением воротка в
обратную сторону метчик вывертывают из отверстия. Повторяют
операцию нарезания резьбы чистовым метчиком. При нарезании
резьбы в глухих отверстиях, в мягких и вязких материалах (медь,
алюминий, пластмассы и др.) необходимо метчик периодически
вывертывать из отверстия и очищать канавки от стружки.
При нарезании наружной резьбы диаметр стержня должен
быть меньше наружного диаметра нарезаемой резьбы (см. Прило-
жение, табл. 6). Для врезания плашки на конце стержня делают
фаску, закрепляют его в тисках и смазывают маслом нарезаемую
часть стержня. Плашку закрепляют в плашкодержателе стопор-
ным винтом; накладывают ее на конец стержня и с небольшим
нажимом вращают плашкодержатель по направлению резьбы.
При этом необходимо следить, чтобы плашка была перпендику-
90
лярна оси стержня. Плашкодержатель поворачивают на один-два
оборота вперед и на пол-оборота назад, пока не нарежут на всю
длину. Закончив нарезание, обратным вращением плашкодержа-
теля снимают плашку со стержня.
Основные виды брака при нарезании как внутренней, так и
наружной резьбы — это нечистая или рваная резьбы (из-за
отсутствия или недостаточного количества смазки; перекоса мёт-
чика или плашки; несоответствия диаметров отверстия или стерж-
ня); резьба неполного профиля (диаметр отверстия больше или
диаметр стержня меньше требуемого).
При нарезании резьбы необходимо соблюдать следующие
правила безопасности труда:
ручки воротков, плашкодержателей, клуппов и гаечных ключей
должны иметь гладкую поверхность;
запрещается сдувать стружку или удалять ее пальцами; для
удаления стружки с тисков или резьбовых ниток необходимо
пользоваться щеткой или ветошью;
в процессе работы следует остерегаться ранения рук о зау-
сенцы и выступающие острые кромки заготовки.
Контрольные вопросы
1. В каких случаях применяют опиливание материала?
2. Какие виды насечек применяют для образования зубьев напильников?
3. Как опиливают выпуклые и вогнутые поверхности?
4. Что такое распиливание и припасовка поверхностей и как выполняют эти
операции?
5. В чем заключается сущность сверления, зенкования, зенкеровании и
развертывания?
6. Какой инструмент применяют для обработки отверстий?
7. Каковы приемы нарезания внутренней резьбы метчиком и наружной резьбы
плашкой?
8. Как определить диаметр отверстия под резьбу?
9. Как определить диаметр стержня под резьбу?
Доводочные слесарные операции
Чистота поверхности деталей после механической обработки
и выполнения основных слесарных операций не всегда удовлет-
воряет необходимым требованиям, связанным с условиями сборки
и работы детали. Например, шероховатость поверхности при
токарной и фрезерной обработке не превышает Rz 1,25, при опили-
вании — Rz 80, при сверлении — Rz 20, при развертывании —
Rz 0,32 и т. д. Такие детали дополнительно обрабатывают и
доводят шероховатость поверхности до требуемой чистоты.
В слесарной обработке к доводочным операциям относят шабре-
ние и притирку.
Шабрение прямолинейных и криволинейных поверхностей.
Шабрение — технологическая операция снятия с поверхности
деталей тонких слоев металла специальным режущим инструмен-
том — шабером в целях обеспечения плотного прилегания сопря-
91
Рис. 2.23. Шаберы: а — плоский односторонний; б — плоский
двусторонний; в — трех- и четырехгранные
гаемых поверхностей и герметичности (непроницаемости) соеди-
нения. За один проход шаберем снимают слой металла тол-
щиной 0,005...0,07 мм; шабрением достигают высокой точности —
до 30 несущих пятен в квадрате 25X25 мм, шероховатость
поверхности не более Ra 0,32. Широкое применение шабрения
объясняется особыми качествами получаемой поверхности.
Шаберы — металлические стержни различной формы с режу-
щими кромками — изготавливают из инструментальной углеро-
дистой стали У10 и У12. Режущий конец шабера закаливают без
отпуска до твердости 64...66 HRC3-
Плоские шаберы (рис. 2.23, а, б) принимают для шабрения
плоских поверхностей — открытых, пазов, канавок и т. д. Длина
плоских шаберов составляет 350...400 мм, ширину режущей части
для грубого шабрения принимают от 20 до 25 мм, для точного —
5... 10 мм, толщина колеблется от 2 до 4 мм. Угол заострения 0
выполняют для чернового шабрения 70...75°, для чисто-
вого — 90°.
Многогранные шаберы (рис. 2.3, в) применяют для шабрения
вогнутых и цилиндрических поверхностей. Трехгранные шаберы
иногда изготавливают из старых трехгранных напильников. Длина
многогранных шаберов от 190 до 510 мм, угол заострения ре-
жущей кромки 60...75°.
Шабрению предшествует чистовая обработка поверхности де-
тали опиливанием, строганием, фрезерованием и др. Перед шабре-
нием поверхности очищают, промывают, протирают, затем наносят
на них краску. Шабровочная краска представляет собой смесь
машинного масла с лазурью и реже с суриком и ультрамарином
(синька), которые в отличие от лазури плохо смешиваются с мас-
лом и нечетко видны на поверхности детали. Краску наносят
на поверхность поверочной плиты тампоном из чистых тряпок,
сложенных в несколько слоев. Подготовленную деталь осторожно
накладывают обрабатываемой поверхностью на поверхность
плиты и медленно передвигают круговыми движениями.
92
При определении неровностей на поверхности деталей, не
снимаемых с места, закрашенный поверочный инструмент —
плиту перемещают по обрабатываемой поверхности детали. На
хорошо обработанных поверхностях краска ложится равномерно
по всей поверхности, на плохо подготовленных — неравномерно:
наиболее углубленные места краска не покрывает — белые пятна;
на менее углубленных местах скапливаются слои краски — тем-
ные пятна; на выступающих краска ложится тонким слоем —
серые пятна.
Процесс шабрения заключается в постепенном снятии металла
с окрашенных участков (серые пятна). Шабер держат правой
рукой за ручку, а левой нажимают на конец шабера. По отно-
шению к обрабатываемой поверхности шабер устанавливают под
углом 25...30°, а режущая кромка должна находиться на окра-
шенной поверхности. Металл снимают скоблением. Рабочим хо-
дом при шабрении является движение вперед, т. е. «от себя», а при
работе плоским шабером с отогнутым вниз концом — движение
назад, т. е. «на себя». При движении назад (холостой ход)
шабер приподнимают. Направление шабера непрерывно меняют
так, чтобы последующий штрих шел под углом 90° к предыду-
щему. Качество шабрения оценивают по числу и размеру пятен
краски — чем больше пятен и меньше их размер, тем выше точ-
ность шабрения. Шабрение заканчивают при следующих числах
пятен на поверхности, ограниченной рамкой 25X25 мм: черно-
вое — 8...10, получистовое — 12, чистовое — 15, точное — 20 и
тонкое — 25. При шабрении криволинейных поверхностей шабер
удерживают за ручку правой рукой, слегка вращая, а левой
прижимают его к обрабатываемой поверхности.
Основные виды брака — блестящие полосы на поверхности
детали из-за шабрения в одном направлении; неравномерное рас-
положение пятен из-за шабрения длинными штрихами или силь-
ного нажима на шабер; глубокие впадины из-за плохой подго-
товки поверхности к шабрению.
При шабрении необходимо соблюдать следующие правила
безопасности труда:
обрабатываемая деталь должна быть надежно установлена
и прочно закреплена;
не допускать работу неисправными шаберами (без ручек или
с треснувшими ручками);
нельзя проверять остроту заточки шабера рукой;
запрещается очищать обрабатываемую поверхность рукой;
использовать для этого ветошь и сметку.
Притирка сопрягаемых поверхностей. Притирка — это техно-
логическая операция обработки сопрягаемых деталей в целях
достижения плотного, герметичного соединения между ними. При-
тирку производят абразивными порошками или пастами, наноси-
мыми на специальный инструмент — притир или на обрабаты-
ваемые поверхности. В судостроении притирке подвергают гид-
93
равлические пары, пробки и корпуса кранов, клапаны и седла
двигателей и т. п. Точность притирки — от 0,001 до 0,002 мм.
Абразивные порошкообразные материалы — мелкозернистые
кристаллические минералы природного (например, корунд, содер-
жащий окись алюминия) или искусственного происхождения
(например, карбид бора, эльбор).Их применяют для грубой и
предварительной притирки. Для окончательных доводочных работ
используют пасты ГОИ, которые выпускают трех сортов: грубая,
средняя и тонкая. Для повышения производительности процесса,
точности и класса шероховатости притираемой поверхности при-
меняют смазочно-охлаждающие жидкости: керосин, бензин,
легкие минеральные масла.
Притирку плоских поверхностей производят на неподвижных
чугунных притирочных плитах. На поверхность плиты наносят
шлифующий порошок и, передвигая круговыми движениями
деталь, осуществляют притирку до тех пор, пока притираемая
поверхность не будет матовой или зеркальной.
Притирку конических поверхностей (краны, клапана и др.)
производят за счет взаимной притирки одной детали к другой,
например клапана к седлу, пробки к крану и т. д. Качество
притираемых поверхностей проверяют на краску. На хорошо
притертых поверхностях краска равномерно ложится по всей по-
верхности.
Наиболее распространенные виды брака — негладкая и нечис-
тая поверхность вследствие неправильного выбора зернистости
абразива и смазки; неточность размеров и искажение геометри-
ческой формы детали из-за применения неточных по размерам
и форме притиров и неправильной их установки.
При притирке необходимо соблюдать следующие правила
безопасности труда:
обрабатываемую поверхность нельзя очищать рукой, необхо-
димо пользоваться для этого ветошью;
осторожно обращаться с абразивными пастами, так как они
содержат кислоты;
необходимо надежно и устойчиво устанавливать притиры.
Контрольные вопросы
1. Как подготавливают поверхность под шабрение?
2. Каким способом определяют качество шабрения?
3. Какие шаберы применяют для грубого и чистового шабрения плоских
поверхностей?
4. Какие притирочные и смазочные материалы используют при притирке?
5. Как осуществляют притирку конических поверхностей?
§ 2.6. ОСНОВЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
Процессы тепловой обработки металлов и сплавов в целях
придания им заданных структуры и свойств называются терми-
ческой обработкой. Различают термическую (закалка, нормали-
94
зация, отжиг, отпуск) и химико-термическую (цементация, азоти-
рование, цианирование и др.) обработку.
Термическая обработка стали. Термическая обработка —
технологический процесс изменения внутреннего строения мате-
риала (структуры) с помощью нагрева, выдержки и последующего
охлаждения для получения необходимых физико-механических
свойств. Технологическими параметрами процесса являются
температура нагрева, скорость нагрева и время выдержки. Тем-
пературу нагрева определяют по диаграмме состояния сплава
железо — углерод в зависимости от содержания углерода в
сплаве и вида обработки. Скорость нагрева должна обеспечить
протекание необходимых превращений в сплаве и максимальную
производительность нагревательных устройств, в то же время
в детали не должны возникать внутренние напряжения, коробле-
ния и трещины. Выдержка при той или иной постоянной темпе-
ратуре зависит от массы детали и вида обработки и определяется
необходимостью достижения примерного выравнивания темпера-
туры по сечению детали и полного протекания структурных
превращений. Скорость охлаждения играет важную роль и за-
висит от вида обработки и условий получения требуемой струк:
туры.
В железоуглеродистых сплавах при нагревании и охлаждении
происходят фазовые и структурные превращения. Структурные
составляющие железоуглеродистых сплавов в металлографии
имеют особые названия: феррит, цементит, аустенит, перлит и
ледебурит.
Феррит обладает небольшой прочностью, невысокой твер-
достью (80 ... 100 НВ), сравнительно небольшой вязкостью и до
температуры 768 °C — магнитными свойствами. Цементит (кар-
бид железа) представляет собой химическое соединение железа
с углеродом. Цементит обладает твердостью около 800 НВ. Аусте-
нит представляет собой раствор углерода в железе, образующийся
при содержании углерода в сплаве от 0,8 до 2,14 %. В стали
аустенит существует при температуре свыше 727 °C. При медлен-
ном охлаждении сплава аустенит распадается на феррит и цемен-
тит. При быстром охлаждении аустенит не успевает распасться.
Частичный распад аустенита дает структуры сплава — мартен-
сит, троостит и сорбит.
Перлит образуется при распадении аустенита, содержащего
0,8 % углерода. Структура перлита имеет вид перемешанных
очень мелких светлых и темных частичек в виде пластинок
или зерен; в соответствии с этим перлит называют пластинчатым
или зернистым. Темные частички являются ферритом, а светлые —
цементитом. Перлит обладает достаточно высокой вязкостью и
твердостью около 200 НВ. Ледебурит представляет собой механи-
ческую смесь аустенита и цементита при содержании углерода
в сплаве 4,3 %. Такую смесь называют эвтектикой. Ледебурит
(белый чугун) обладает высокой твердостью и хрупкостью.
95
При изготовлении деталей широко применяют разупрочня-
ющие виды термической обработки. К ним относят отжиг —
нагрев до критической температуры, выдержка и медленное ох-
лаждение. Существуют следующие разновидности отжига, назы-
ваемого отжигом I рода и основанного на процессах возврата,
рекристаллизации и гомогенизации: диффузионный (гомогенизи-
рующий), низкотемпературный рекристаллизационный и умень-
шающий напряжения. Диффузионный отжиг — нагрев стали выше
критической точки (1050...1150 °C), длительная выдержка
(10... 15 ч) и охлаждение в печи до температуры 200...250 °C,
а затем на воздухе. Его назначают для устранения химической
неоднородности. Рекристаллизационный отжиг — вид терми-
ческой обработки, ведущий к восстановлению первоначальных
свойств деформированного металла при холодной обработке
давлением. Таким образом устраняют наклеп, снижают твер-
дость и увеличивают пластичность холоднообрабатываемой или
штампованной стали. Отжиг, уменьшающий механические на-
пряжения, применяют для деталей, которые получили внутренние
напряжения в результате обработки давлением, литьем, свар-
кой, термической обработкой, шлифованием, резанием и др.
Отжиг, когда металлы и сплавы испытывают фазовые превра-
щения, т. е. перекристаллизацию, называют отжигом II рода. От-
жиг 11 рода имеет следующие разновидности: полный, неполный,
отжиг на зернистый цементит, изотермический и др. Полный от-
жиг назначают для создания мелкозернистой структуры, пони-
жения твердости и повышения пластичности и вязкости, улучше-
ния обрабатываемости резанием, устранения полосчатой струк-
туры, снятия внутренних напряжений. Для полного отжига
сталь нагревают до температуры 1070... 1200 °C, выдерживают
при этой температуре и медленно охлаждают до температуры
ниже интервала критических точек. Неполный отжиг производят
для улучшения обрабатываемости металла резанием или холодной
обработкой; при этом создается мелкозернистая структура и сни-
маются остаточные напряжения. При неполном отжиге сталь
нагревают, как и при полном отжиге, выдерживают при этой
температуре и медленно охлаждают вместе с печью. Отжиг на
зернистый цементит применяют для понижения твердости и улуч-
шения обрабатываемости инструментальных подшипниковых ста-
лей. Он заключается в нагревании стали до температуры несколько
выше критической точки, в длительной выдержке, медленном
охлаждении до 650 °C с последующим охлаждением на воздухе.
Изотермический отжиг улучшает обрабатываемость резанием
легированных сталей, сокращает длительность отжига и устра-
няет внутренние напряжения. Технология такого отжига состоит
в нагреве стали выше 727 °C, выдержке и быстром охлаждении
до температуры 727 °C, изотермической выдержке, достаточной
для превращения аустенита в перлит, и охлаждения на воздухе.
96
Для повышения твердости, прочности и износостойкости де-
талей используют упрочняющий метод термической обработки —
закалку. Закалка характеризуется нагревом выше 1050... 1150 °C,
изотермической выдержкой и охлаждением с критической ско-
ростью. Применяют закалку в одном охладителе, прерывистую,
в двух охладителях, ступенчатую, изотермическую, с самоот-
пуском и др. Охлаждение стальных деталей — наиболее ответ-
ственная операция закалки. Скорость охлаждения должна обес-
печить образование нужной структуры в соответствии с техни-
ческими требованиями. Вид закалки зависит от марки стали,
формы и размеров детали.
Закалку простых по форме деталей из углеродистых и средне-
углеродистых сталей осуществляют погружением нагретой детали
в воду, а из высокоуглеродистой и специальной стали — в масло
до полного охлаждения. При прерывистой закалке деталь по-
гружают в воду, что обеспечивает более высокую скорость ох-
лаждения, а затем переносят в менее интенсивный охладитель —
масло или на воздух. Недостатком данного способа закалки
является .сложность определения времени выдержки в первом*
охладителе.
Для закалки тонких деталей из углеродистых сталей применя-
ют ступенчатую закалку. Закалку осуществляют в двух охла-
дителях: сначала деталь быстро охлаждают в соляной ванне,
имеющей температуру выше точки мартенситного превращения
(240...250 °C), затем выдерживают до выравнивания темпера-
туры по всему сечению детали с дальнейшим охлаждением ее
на воздухе или в масле до комнатной температуры.
Изотермическую закалку производят охлаждением в жидкой
соли с температурой 300...400 °C, выдерживая деталь до полного
распада аустенита. Мгновенное превращение внутри кристалла
аустенита вызывает изменение кристаллической решетки, что
сопровождается увеличением объема. В связи с указанным
закалка вызывает увеличение внутренних напряжений, которые
могут превзойти предел прочности стали и привести к образова-
нию трещин. Смягчает влияние закалки и снимает внутренние
напряжения отпуск стали. Отпуском устраняют чрезмерную хруп-
кость стали и получают структуру, наиболее устойчивую при
обычной температуре, с более высокими механическими свой-
ствами. Отпуск заключается в том, что закаленные детали на-
гревают до температуры ниже границы структурных превращений
(727 °C), выдерживают и охлаждают с произвольной скоростью.
В зависимости от температуры, и образовавшейся структуры
металла различают низкий, средний и высокий отпуск. Низкий
отпуск осуществляют нагревом до 150...250 °C с последующим
охлаждением. Этот вид отпуска применяют при изготовлении
режущего и измерительного инструмента. Средний отпуск про-
водят нагревом до 300...450 °C. Его применяют при изготовлении
пружин, рессор и т. д. Высокий отпуск осуществляют нагревом
7 Н. Н. Трофимов, В. С. Шульцев
97
до 500...650 °C. При этом получают однородную структуру. При-
меняют высокий отпуск для конструкционных сталей, чтобы они
обладали хорошей прочностью, пластичностью, ударной вяз-
костью и т. д.
Дефектами термической обработки являются трещины, короб-
ление, обезуглероживание, недогрев, перегрев, мягкие пятна, пят-
нистая закалка, низкая твёрдость, крупнозернистая структура,
пережог и др. Закалочные трещины относятся к неисправимому
браку. Они появляются из-за неравномерного изменения объема
по сечению детали при неправильном режиме нагрева или охлаж-
дения, не учитывающих увеличения объема при закалке. Дефор-
мация детали, появляющаяся при короблении, наблюдается, когда
образуются значительные термические и структурные напряжения.
Для устранения этих дефектов рекомендуется охлаждать
детали в штампах, прессах и приспособлениях, которые устраняют
изменение объема и формы детали.
Обезуглероживание, т. е. частичное выгорание углерода в
поверхностных слоях, недогрев, перегрев и пережог возникают при
неправильном режиме нагрева деталей. Перегрев при отжиге
ведет к росту зерна. Такие дефекты термической обработки, как
недогрев и перегрев исправляют повторным нормальным отжигом.
Мягкие пятна — местный дефект на поверхности деталей, харак-
теризующийся пониженной твердостью. Его наблюдают на загряз-
ненных участках детали, в местах с окалиной, обезуглерожен-
ных из-за недостаточно энергичного движения детали в закалоч-
ной жидкости. Этот дефект можно предупредить применением
закалки в подсоленной воде. Пятнистая закалка появляется в
результате неравномерного охлаждения, при соприкосновении
рядом лежащих деталей.
Для предупреждения обезуглероживания и окисления при тер-
мической обработке необходимо нагрев производить в печах с
защитной атмосферой или в соляных ваннах, раскисленных рас-
творителями (бурой, фтористым магнием и др.). Низкая твердость
металла наблюдается как следствие малой скорости охлаждения
при закалке, недогрева и недостаточной выдержке в печи или
ванне. Крупнозернистая структура — дефект, образовавшийся
из-за неправильного режима закалки (высокой температуры на-
грева) .
Химико-термическая обработка стали. Химико-термическая
обработка — технологический процесс насыщения поверхности
металла элементами, повышающими твердость, износостойкость,
коррозионную стойкость. К наиболее распространенным методам
химико-термической обработки стали относят цементацию, азо-
тирование, цианирование, диффузионную металлизацию, или по-
верхностное легирование. Последний метод в зависимости от
насыщающего элемента подразделяют на хромирование, алити-
рование, силицирование (насыщение соответственно хромом, алю-
минием, кремнием) и др.
98
Цементация — процесс насыщения углеродом до 0,8 %, а
в некоторых случаях до 1,2 %, поверхностного слоя малоугле-
родистой стали. В зависимости от вида применяемого карбюри-
затора (вещества, богатого углеродом) цементацию проводят с
твердым карбюризатором, газовую или жидкостную. В первом
случае карбюризатором служит древесный уголь (75 %) и угле-
кислые соли ВаСОз, СаСОз и др. (25 %), во втором — естествен-
ные и искусственные газы и их смеси (метан, пропан, окись
углерода, этилен, светильный газ) и в третьем — расплавленные
соли, например смесь солей, содержащая Na2CO3 (80 %), NaCl
(10%), SiCl (10%). Цементация твердым карбюризатором за-
ключается в нагреве до температуры 900...950 °C деталей, упако-
ванных вместе с карбюризатором в ящики из огнеупорного мате-
риала, с выдержкой 2... 10 ч. Газовую цементацию осуществляют
нагревом деталей в среде газов-карбюризаторов в специальных
герметичных печах до температуры 900...950 °C в течение 5 ч.
Жидкую цементацию производят погружением деталей в жидкий
карбюризатор с температурой 840...860 °C на 0,3...2,5 ч.
Азотирование — процесс насыщения поверхности детали азо-
том. В качестве нитрирующей среды используют аммиак NH3,
в атмосфере которого сталь выдерживают при температуре
480...760 °C в течение 20...90 ч. Азотирование повышает твер-
дость, износостойкость, предел усталости и коррозионную стой-
кость к действию воздуха, воды, пара и т. д.
Цианирование — процесс одновременного насыщения поверх-
ностного слоя углеродом и азотом. Цианирование производят в
твердых, жидких и газовых средах при температурах 500...600
или 800...950 °C. Цианирование при температуре 500...600 °C
называют низкотемпературным, его применяют для упрочнения
закаленных и отпущенных инструментов из быстрорежущих ста-
лей на глубину 0,04...0,4 мм. Цианирование при температуре
800...950 °C — высокотемпературное, его применяют для упроч-
нения деталей из углеродистых и специальных сталей с содержа-
нием углерода до 0,4 % на глубину до 1,5 мм.
Алитирование — насыщение поверхности алюминием — про-
изводится при температуре 950...1050 °C в течение 3...12 ч в по-
рошкообразной .смеси, состоящей из ферроалюминия, хлористого
аммония и окиси алюминия, помещенных в ванну. Детали после
алитирования проходят диффузионный отжиг при температуре
900...1000 °C. Алитирование повышает жаростойкость и корро-
зионную стойкость поверхности деталей, изготовленных из стали
и чугуна.
Диффузионное хромирование — насыщение поверхности де-
тали хромом с целью повышения износостойкости, твёрдости,
кислотоупорных, коррозионных и жаростойких свойств. Хроми-
рование проводят в смесях феррохрома или.хрома, хлористого
аммония и окиси алюминия при температуре 900... 1100 °C в тече-
ние 5...20 ч. Стойкость гибочных штампов, прошедших диф-
т
99
фузионное хромирование, повышается в 10 раз, матриц холодной
высадки — в 5 раз, горячей высадки — в 3 раза.
Поверхностная закалка стали. Сущность поверхностной за-
калки заключается в нагреве верхних слоев металла до темпе-
ратуры закалки с последующим быстрым охлаждением. Вслед-
ствие такой обработки получают детали с твёрдой поверхностью
и вязкой сердцевиной. Поверхность детали под закалку нагревают
в газовом пламени, в электролите токами высокой частоты (индук-
ционный нагрев) или электроконтактным методом. При газо-
пламенном нагреве применяют горелки, с помощью которых на-
гревают поверхностные слои детали пламенем от сжигания ацети-
лена, паров керосина или другого горючего газа в кислороде.
Нагрев в электролите осуществляют в ванне пропусканием
тока напряжением 250...35*0 В. Электролитом служит 5... 10 %-ный
раствор Na2CO3, анодом — ванна, а катодом — нагреваемая
деталь. Вокруг катода образуется слой водорода с высоким
электрическим сопротивлением, происходит быстрый нагрев по-
верхностного слоя детали до температуры 1800...2000 °C. Затем
деталь охлаждают в электролите или закалочной ванне.
Нагрев токами высокой частоты (индукционная закалка)
заключается в том, что при прохождении тока высокой частоты
(500... 1 000 000 Гц) через индуктор, охватывающий деталь, на
поверхности детали индуцируются вихревые токи (токи Фуко),
вследствие чего деталь нагревается. Нагретую деталь охлаждают
жидкостью, вызывая этим закалку ее поверхности.
Контрольные вопросы
1. Для чего проводят закалку, отжиг и отпуск стальных деталей?
2. В чем сущность процессов закалки, отжига и отпуска сталей?
3. Каковы технологические особенности термической обработки стали?
4. Какие дефекты возможны при термической обработке?
5. В чём сущность химико-термической обработки стали?
6. Какие методы химико-термической обработки применяют для стальных
деталей?
7. Каковы преимущества поверхностного упрочнения при поверхностной
закалке стали?
ГЛАВА з ОСНОВЫ ТЕХНОЛОГИИ СБОРКИ ДЕТАЛЕЙ
И УЗЛОВ ЭЛЕКТРОМЕХАНИЧЕСКИХ
ПРИБОРОВ И СИСТЕМ
Сборка — заключительный этап технологического
процесса изготовления деталей и узлов электромеханических
приборов и систем, причем в зависимости от назначения и усло-
вий работы изготавливаемого прибора применяют различные
способы соединения деталей. Все возможные виды соединений
классифицируют на две группы: подвижные и неподвижные,
100
которые, в свою очередь, подразделяют на разъемные и неразъем-
ные. При подвижном соединении детали и узлы во время работы
перемещаются относительно друг друга, совершая заданное дви-
жение в соответствии с его назначением. Детали неподвижных
соединений перемещаться относительно друг друга не могут.
Слесарь-механик должен знать устройство прибора в целом
и его отдельных сборочных единиц, уметь правильно выбирать
соответствующий инструмент и приспособления для сборки.
§ 3.1. ТЕХНОЛОГИЯ СБОРОЧНЫХ РАБОТ
Единая система конструкторской документации (ЕСКД) опре-
деляет изделие как любой предмет или набор предметов, под-
лежащих изготовлению на предприятии. Сборочными элементами
называют те части изделия, которые можно изготовить или
собрать отдельно, независимо от других. ГОСТ устанавливает
следующие виды изделий: деталь, сборочная единица, комплекс
и комплект.
Деталь — изделие, изготовленное из однородного по наимено-
ванию и марке материала без применения сборочных операций,
но с нанесением при необходимости защитных или декоративных
покрытий.
Сборочная единица (узел) — изделие, составные части кото-
рого соединены между собой на предприятии-изготовителе свинчи-
ванием, склеиванием, сваркой, пайкой, клепкой и т. п., например
муфта, редуктор, суппорт и т. д.
Комплекс — два или несколько изделий, не соединенных на
предприятии-изготовителе сборочными операциями, но предназна-
ченных для выполнения взаимосвязанных эксплуатационных
функций, например автоматическая стойка управления, судно.
Комплект — два или несколько изделий, не соединенных на
предприятии-изготовителе сборочными операциями и представ-
ляющих набор общего эксплуатационного назначения вспо-
могательного характера, например комплекты инструментов и
запасных частей.
Исходя из установленных видов изделий, процесс сборки
подразделяют на сборку сборочных единиц, комплексов, комп-
лектов и изделий. При общей сборке отдельные элементы (де-
тали) предварительно соединяют в сборочные единицы (узлы),
из которых собирают изделие. Разновидностью сборки
является электромонтаж — технологический процесс соединения
электрическими проводами элементов прибора между собой.
Технологический процесс узловой и общей сборки состоит из
операций, переходов и приемов.
Операцией называют законченную часть технологического
процесса, выполняемую на одном рабочем месте; переходом —
законченную часть технологической операции, характеризуемую
постоянством применяемого инструмента и поверхностей, обра-
101
зуемых обработкой или соединяемых при сборке; приемом —
часть технологического перехода, состоящую из ряда простейших
рабочих движений, выполняемых одним рабочим.
Технологический процесс сборки проектируют с учетом следу-
ющих основных принципов: обеспечение высокого качества при-
бора; минимальные затраты времени на сборку и максимальный
съем продукции со сборочной площади; минимальная трудоем-
кость; обеспечение рациональной механизации и повышение
производительности труда слесарей-сборщиков; законченность
сборки и ее комплектность.
Для организации и ведения производственного процесса
изготовления изделий и его составных частей (узлов и деталей)
разрабатывают два вида документации: конструкторскую и
технологическую.
Конструкторская документация содержит чертежи изделия и
его составных частей, электрические схемы, чертежи оснастки и
приспособлений и др.
Основу технологической документации составляет комплект
описания технологического процесса. По степени детализации
описание технологического процесса содержит: маршрутные и
операционные карты.
Маршрутные карты содержат описание всех технологических
операций в последовательности их выполнения без указания
переходов и технологических режимов. Операционные карты —
полное описание всех технологических операций в последователь-
ности их выполнения с указанием переходов и технологических
режимов.
При выполнении электромонтажных работ основной конструк-
торской документацией являются электрические схемы, которые
в зависимости от назначения подразделяют на структурные,
функциональные, принципиальные, соединений, подключения,
общие и расположения.
Схемы состоят из элементов, которые выполняют опреде-
ленную функцию и не могут быть разделены на части, имею-
щие самостоятельное функциональное назначение (резистор,
трансформатор, конденсатор); устройств — элементов, пред-
ставляющих собой единую конструкцию (блок, плата); функ-
циональных групп — элементов, выполняющих определенную
функцию и не объединенных в единую конструкцию.
Электрическая структурная схема определяет основные функ-
циональные части прибора, их назначение и взаимосвязи. Ее
разрабатывают на стадии проектирования и используют при
эксплуатации для общего ознакомления с прибором.
Электрическую функциональную схему разрабатывают для
разъяснения процессов, протекающих в отдельных цепях при-
бора или прибора в целом. Она необходима для изучения прин-
ципа действия прибора; ее используют также при наладке, регу-
лировке, контроле и ремонте.
102
Электрическая принципиальная схема определяет полный со-
став элементов и связей между ними и дает детальное пред-
ставление о принципах действия прибора. Она служит основа-
нием для разработки других конструкторских документов (на-
пример, схем соединений и чертежей); ее используют для изу-
чения принципа действия прибора, а также при наладке, регу-
лировке, контроле и ремонте.
Электрическая (монтажная) схема соединений показывает
соединения составных частей прибора и необходимые для этого
провода, жгуты, кабели или трубопроводы, а также места их
присоединения и ввода (зажимы, разъемы, сальники, проходные
изоляторы, фланцы). Эту схему используют при разработке
других конструкторских документов, в первую очередь чертежей,
определяющих прокладку и способы крепления проводов, жгутов,
кабелей или трубопроводов в приборе, а также для осуществле-
ния присоединений, при наладке, контроле, ремонте и эксплуата
ции прибора.
Электрическая схема подключения показывает входные и вы-
ходные элементы прибора и подводимые к нему концы проводов
и кабелей внешнего монтажа и предназначена для осуществления
подключения прибора.
Электрическая общая схема определяет составные части комп-
лекса и соединения их между собой на месте эксплуатации.
Она необходима для ознакомления с комплексами, их контроля
и эксплуатации.
Электрическая схема расположения определяет относительное
расположение составных частей прибора, проводов, жгутов, ка-
белей, трубопроводов; ее используют при разработке других
конструкторских документов, а также при изготовлении и эксплу-
атации прибора.
На принципиальной и монтажной схемах элементы, входящие
в прибор, изображают в виде условных графических обозначений,
которые определены ГОСТом. Каждый элемент на схеме имеет
буквенно-цифровое позиционное обозначение. Буквенный индекс
представляет собой сокращенное наименование элемента, состав-
ленное из его начальных или характерных б£кв (например, транс-
форматор — Т). Иногда группе элементов, выполняющих в изде-
лии исходные функции, допускается присваивать одно позицион-
ное обозначение (например, реле, контактор, магнитный пуска-
тель— К). Элементам, которые на схеме имеют одинаковый бук-
венный индекс, присваивают порядковые номера, начиная с
единицы (например, /?1, 7?2, 7?3 и т. д.; Cl, С2, СЗ и т. д.). Около
условных графических обозначений элементов, назначение или
использование которых при эксплуатации требует пояснения
(например, переключатели, предохранители), помещают соответ-
ствующие надписи. В тех случаях, когда выводы элемента
замаркированы, маркировку повторяют на схеме. Обозначения
проводов жгутов и кабелей на схемах должны совпадать с
103
обозначениями соответствующих проводов, жгутов и кабелей на
схеме подключения и общей (если эти схемы разрабатывают),
а также в других конструкторских документах. Номера проводов
и жил кабеля проставляют около обоих концов изображений.
На схемах указывают марки, сечения и расцветку проводов, а
также марки кабелей, количество, сечение и занятость жил. Если
соединений немного, данные о проводах и кабелях указывают не-
посредственно около изображений соединений. При большом ко-
личестве электрических соединений данные о проводах и кабелях,
а также адреса их подключений сводят в таблицу соединений.
Контрольные вопросы
1. Что такое изделие, деталь, сборочная единица, комплекс и комплект?
2. Что такое технологический процесс, операция, переход, прием?
3. Какие основные документы необходимы для организации и ведения тех-
нологического процесса?
4. Что представляет собой электрическая принципиальная схема и что на
ней изображают?
5. Что представляет собой электрическая схема соединений и какие основные
элементы на ней изображают?
6. Какие виды схем соединений вы знаете?
7. Что указывают на схеме подключений?
§ 3.2. НЕПОДВИЖНЫЕ НЕРАЗЪЕМНЫЕ СОЕДИНЕНИЯ
К неподвижным неразъемным относят соединения, которые
нельзя разобрать без разрушения или повреждения деталей и сое-
динительных элементов, входящих в соединение. Они могут быть
выполнены запрессовкой, клепкой, пайкой, склеиванием и другими
способами.
Соединение деталей с гарантированным натягом. Неподвиж-
ное соединение деталей, образующееся за счет напряженного
состояния материалов контактирующих поверхностей, называют
соединением с гарантированным натягом. Соединение состоит из
двух элементов: охватываемой детали (вала) и охватывающей
детали (с отверстием). Перед сборкой диаметр вала больше диа-
метра отверстия; разность действительных размеров определяет
натяг. Такие соединения могут передавать крутящие моменты,
осевые усилия или то и другое одновременно.
По условиям эксплуатации соединения с натягом делят на три
группы — легкие, нормальные, тяжелые. При одном и том же
натяге прочность соединения зависит от материала и размеров
сопрягаемых поверхностей, способа соединения деталей, формы
и размеров центрирующих фасок, смазки и скорости запрессовки,
условий нагрева или охлаждения.
По способу получения нормальных напряжений на сопряга-
емых поверхностях соединения с натягом делят на поперечно-
и продольно-прессовые.
В поперечно-прессовых соединениях сближение поверхностей
происходит радиально к поверхности контакта сопрягаемых дета-
104
Рис. 3.1. Схемы соединений с гарантированным натягом: а—с нагревом
охватывающей детали; б — с охлаждением охватываемой детали; в — раз-
вальцовкой; г — приданием упругости охватываемой детали; д—запрессов-
кой:
/ — охватывающая деталь; 2 — охватываемая деталь; 3 — разжимная оправка;
4 — установочное кольцо
лей (рис. 3.1). При этом используют термовоздействие или охлаж-
дение, пластическую деформацию (развальцовку), придают упру-
гость охватываемой детали.
В продольно-прессовом соединении вал под действием прикла-
дываемых вдоль оси сил запрессовывают в отверстие с натягом,
в результате чего возникают силы трения, обеспечивающие от-
носительную неподвижность деталей. Детали запрессовывают
ручными, гидравлическими и пневматическими прессами. Запрес-
совку сначала выполняют медленно и с небольшим усилием, а в
конце резко нажимают на напрессовываемую деталь, чтобы она
плотно села на место. При этом следят за тем, чтобы не было пере-
коса.
Процесс соединения деталей с помощью нагрева охватыва-
ющей детали или охлаждения охватываемой основан на том, что
при нагревании охватывающая деталь расширяется, в то время
как охватываемая при охлаждении сжимается, в результате
облегчается посадка одной детали на другую. В соединениях,
выполненных по данному способу, создается натяг в два раза
больше, чем в обычных прессовых соединениях, а прочность
повышается примерно в три раза. Происходит это потому, что
в данном случае неровности сопрягаемых поверхностей не сглажи-
ваются, а как бы сцепляются друг с другом.
Детали нагревают в масле, в нагревательных печах, токами
высокой частоты, газовыми горелками, в горнах и другими мето-
дами. В приборостроении наибольшее распространение получил
нагрев в масле. Это объясняется простотой нагревательных уста-
новок и равномерностью нагрева. Кроме того, масло не надо
удалять с поверхности нагретых деталей, так как оно улучшает
запрессовку. Температуру нагрева деталей и значение натяга
задают технические условия на сборку соединения. Запрессовку
способом охлаждения охватываемой детали применяют для не-
больших тонкостенных деталей. Для охлаждения используют
жидкий воздух, кислород или азот, создающие разность темпера-
тур до 200 °C, а также твердую углекислоту (сухой лед), созда-
ющую разность температур до 100 °C.
105
Рис. 3.2. Соединение деталей за-
клепками: а — установка заклеп-
ки; б — формирование соедине-
ния
Находит применение способ за-
прессовки с использованием актив-
ной смазки. Этот способ заключается
в том, что на сопрягаемые поверх-
ности деталей наносят порошкооб-
разный сернистый молибден, в резуль-
тате чего запрессовка требует меньших
усилий и при разборке не возникает
задиров. Необходимое качество сое-
динений обеспечивают подготовитель-
ные операции. Сопрягаемые поверх-
ности тщательно промывают и проти-
рают, на них недопустимы забоины и
заусенцы. В процессе запрессовки при-
меняют различные смазочные мате-
риалы, предохраняющие поверхности от задиров, уменьшающие
коэффициент трения и снижающие силу запрессовки. Для устра-
нения перекосов на деталях выполняют фаски и заходные пояски.
Наименьшая сила запрессовки и наибольшая сила распрессовки
соответствуют углу фаски В=10°. Детали под запрессовку
должны иметь правильную геометрическую форму (эллипсность
по сечению, конусность по длине и т. д. недопустимы). Так,
запрессовка подшипников качения на детали с эллиптическими
посадочными местами приводит к искажению формы колец под-
шипников, увеличивает давление на шарики, приводит к более
быстрому выходу подшипников из строя, а также усиливанию
шума при высокой частоте вращения.
Соединение деталей заклепками. Процесс получения неразъем-
ных соединений с помощью заклепок называют клепкой. Этот вид
соединения применяют при сборке деталей из разнородных или
трудносвариваемых материалов; термообработанных и оконча-
тельно обработанных точных деталей, для которых недопустим
нагрев; сборки нескольких деталей в один пакет; соединений,
подверженных вибрации и ударным нагрузкам.
Заклепка (рис. 3.2, а) — это цилиндрический стержень 1 круг-
лого поперечного сечения, на конце которого имеется закладная
головка 2. В процессе клепки выступающая часть цилиндри-
ческого стержня обжимкой 3 превращается в другую, так называ-
емую замыкающую головку 4 (рис. 3.2, б).
Основные типы заклепок, различающиеся по форме головок,
показаны на рис. 3.3. Наиболее распространены заклепки с полу-
круглой головкой (рис. 3.3, а). В тех случаях, когда недопустимы
выступающие на поверхности детали головки, применяют за-
клепки с потайными головками (рис. 3.3, б). Кроме этих заклепок,
в приборостроении используют специальные пустотелые за-
клепки— пистоны (рис. 3.3, г). В зависимости от материала
склепываемых деталей и требований к прочности соединения
применяют заклепки из мягкой стали, меди или алюминия.
106
Рис. 3.3. Соединения при помощи заклепок с разными головками:
а — полукруглой; б — потайной; в — цилиндрической; г — пусто-
телой двусторонней; д — пустотелой односторонней
Ряд заклепок, соединяющих детали, называют заклепочным
швом. В зависимости от числа заклепок и их расположения разли-
чают одно-, двух- и многорядные швы. В многорядном шве за-
клепки располагают в шахматном порядке или параллельными
рядами.
По назначению заклепочные швы подразделяют на: прочные,
выдерживающие высокие механические нагрузки, например за-
клепочные швы радиомачт, ферм мостов и др.; плотные, обеспе-
чивающие главным образом плотность соединения, например швы
различных сосудов для жидкостей и газов; прочноплотные, удов-
летворяющие требованиям, предъявляемым к первому и второму
видам заклепочных швов.
По виду соединения листов заклепочные швы делят на сле-
дующие: нахлесточное соединение (рис. 3.4, а), когда один лист
накладывают на другой; стыковое соединение с одной или двумя
накладками, когда листы подводят встык и соединяют наложен-
ной на них одной накладкой (рис. 3.4, б) или двумя (рис. 3.4,в).
Швы внахлестку и встык с одной накладкой по прочности
соединения практически равноценны, однако для выполнения
Рис. 3.4. Заклепочные швы и основные параметры заклепочного
соединения: а — однорядный нахлесточный; б — однорядный стыко-
вой с одной накладкой; в — однорядный стыковой с двумя наклад-
ками
107
последних необходимо вдвое больше заклепок и дополнительная
деталь — накладка. Швы встык с двумя накладками увеличивают
прочность клепаного соединения в 2 раза. Их широко применяют
в тяжело нагруженных конструкциях при большой толщине
склепываемых листов. Для заклепочных швов с одной накладкой
толщину ее выбирают равной (l...l,l) s. Если накладок две,
толщина каждой должна быть не менее 0,6s. Для обеспечения
качественного шва общая толщина склепываемых деталей не
должна превышать 4d (d — диаметр стержня заклепки).
Необходимое количество заклепок, их диаметр и длину опре-
деляют расчетом. Диаметр заклепки рассчитывают в зависимости
от толщины склепываемых листов по формуле d = д/2$. Шаг клепки
(расстояние между центрами заклепок) для одно- и двухрядных
швов выводят из соответствующих зависимостей: t = 3d и t = 4d,
а расстояние между рядами заклепок при двухрядном шве — по
формуле m = 2d. Расстояние от центра заклепки до края листа
должно быть не менее 1,5d. Длина стержня заклепки зависит от
толщины склепываемых листов и формы замыкающей головки.
Так, длина этой части для образования потайной головки должна
быть от 0,8 до l,2d, а для полукруглой — от 1,2 до l,5d. Таким
образом, при потайной клепке полная длина стержня
/ = s+ (0,8... l,2)d, а при клепке с образованием полукруглой
замыкающей головки — / = $+ (1,2... 1,5)d. Диаметр и длину
стержня заклепки выбирают по табл. 3.1.
Таблица 3.1. Размеры заклепок в зависимости от толщины
склепываемых листов, мм
Толщина листов Диаметр заклепок Длина выступающей части стержня Общая длина заклепки
1 2,5 4 5
1,5 2,5 4 5...6
2 2,5...3 4...5 6...8
2,5 3...3,5 5...5,5 8
3 3,5 5,5 8...10
4 4 6 10
5 4...6 6...9 12...14
6 6...8 9...12 16...18
Технология получения заклепочного соединения такова.
Детали, подлежащие склепыванию, совмещают и сжимают руч-
ными тисками или струбцинами. В обеих деталях одновременно
просверливают по разметке отверстия под заклепки. Под потай-
ные головки заклепок полученные отверстия зенкуют на глубину,
равную 0,8 диаметра заклепки; под полукруглые головки в от-
верстиях снимают фаски на глубину 0,1...0,15 мм. Затем встав-
ляют заклепку стержнем в отверстие и кладут закладной головкой
108
на поддержку и с помощью натяжки плотно сжимают соединя-
емые детали. Ударяя молотком по свободному концу заклепки,
образуют замыкающую головку и, пользуясь обжимкой, окон-
чательно формируют ее. Массу молотка для формирования
головки выбирают из расчета на 1 мм диаметра заклепки 10 г.
Аналогичными приемами устанавливают все остальные заклепки.
Усилие клепки зависит от материала заклепки, размеров и
формы головки: наибольшее требуется для заклепки со сфери-
ческой головкой, несколько меньшее — с потайной, среднее —
с плоской и наименьшее — с головкой, получающейся при рас-
клепывании полупустотелых и пустотелых заклепок. Клепку
мелкими заклепками с диаметром стержня до 8... 10 мм произво-
дят в холодном состоянии, а с диаметром стержня более 10 мм —
в нагретом.
Применяют также обратный способ образования замыкающей
головки. В этом случае удары наносят со стороны закладной
головки. Плотность соединения достигается одновременно с обра-
зованием головки и, следовательно, промежуточная операция
затяжки исключается.
В единичном производстве применяют ручную клепку, в
крупносерийном и массовом — механизированную с помощью
клепальных пневматических молотков и поддержек, специальных
прессов, агрегатных автоматов. Наиболее производительна и
наименее утомительна для рабочего прессовая клепка, так как
ее осуществляют с помощью переносных или стационарных прес-
сов. По сравнению с ударной она обладает преимуществами:
повышенное качество соединения — статистическая прочность
соединения выше на 3...5 %, а выносливость— на 30 %; отсут-
ствие шума при работе; большая производительность; возмож-
ность одновременного раклепывания нескольких заклепок (груп-
повая клепка).
Качество поставленных заклепок проверяют наружным ос-
мотром, остукиванием их металлическим молотком, шаблоном по
заклепочным головкам, ультразвуком и другими методами. При
остукивании правильно посаженная головка издает звук без
дребезжания. Дребезжащий звук указывает на плохое заполне-
ние отверстия и неплотное обжатие деталей, что является браком.
Плотность сопряжения деталей в собранном стыке проверяют
щупом толщиной 0,03 мм; допустимая глубина прохождения
щупа между соприкасающимися поверхностями не более
5...10 мм. Головки заклепок как закладные, так и замыкающие
должны быть полномерными, без зарубок и вмятин, плотно при-
жаты по всей окружности и центрированы по оси. Заклепки с
дефектами выбраковывают.
К недостаткам соединения клепкой следует отнести трудо-
емкость операции и производственный шум, ослабление сечений
деталей отверстиями, концентрация напряжений и нарушение
гладкости наружных поверхностей.
109
Возможные виды брака при клепке и их причины следующие:
смещение оси головок заклепки (косо просверлено отверстие);
изгиб замыкающей головки (слишком длинный стержень или
несовпадение осей заклепки); неплотное прилегание замыкающей
головки (неплотная посадка закладной головки при клепке).
Соединение деталей с помощью пайки и лужение металлов.
Пайка — технологический процесс получения неразъемных сое-
динений при нагреве деталей ниже температуры их автономного
плавления, заполнения зазора между ними расплавленным про-
межуточным металлом (припоем) и охлаждение соединения.
Детали соединяются в результате смачивания, растекания и
диффузии припоя и основного материала и сцепления их при
кристаллизации шва.
Лужением называют процесс нанесения тонкого слоя рас-
плавленного олова или припоя на металлическую поверхность
изделия (например, на медную жилу кабеля). Лужение, как пра-
вило, применяют при подготовке деталей к пайке, а также для
предохранения изделий от коррозии и окисления.
В зависимости от температуры в контакте соединяемых мате-
риалов пайку подразделяют на низкотемпературную — темпера-
тура нагрева не превышает 450 °C и высокотемпературную —
выше 450 °C. В качестве припоев используют цветные металлы
и их сплавы, которые в зависимости от температуры плавления
подразделяют на мягкие и твердые. Мягкие припои с температурой
плавления до 450 °C обеспечивают прочность соединения на раз-
рыв до 0,7 Н/мм2. Твердые припои с температурой плавления
свыше 450 °C обеспечивают сопротивление разрыву до 5 Н/мм2.
В качестве низкотемпературных припоев применяют оловянно-
свинцовые, висмутовые и другие сплавы, температура плавления
которых 70...145 °C; в качестве высокотемпературных — медно-
цинковые сплавы и латунь, серебряные и меднофосфористые
припои, обладающие хорошей жидкотекучестью и обеспечиваю-
щие высокое качество пайки (см. Приложение, табл. 7).
Качество пайки повышают флюсы, которые растворяют окислы
на поверхности металлов и защищают нагретые детали и жидкий
припой от окисления. Флюсы также увеличивают жидкотекучесть
припоев при пайке. По химическому составу флюсы делят на две
группы: кислотные и бескислотные. К первой группе относят
флюсы, растворяющие окислы металла и хорошо очищающие
место пайки (соляная кислота, хлористый цинк, бура и др.).
Бескислотные флюсы — канифоль и раствор канифоли в этиловом
спирте — широко применяют при пайке медных, латунных и
бронзовых деталей.
Основной инструмент для выполнения пайки — паяльник.
При электромонтажных работах используют паяльники с непре-
рывным электрическим подогревом, которые обеспечивают темпе-
ратуру нагрева выше температуры плавления припоя приблизи-
тельно на 50 °C.
ио
Подготовка деталей к пайке и лужению заключается в сле-
дующем: поверхность деталей в местах соединений тщательно
зачищают напильником, шабером, металлической щеткой или
шлифовальной шкуркой с целью удалить загрязнения, ржав-
чину, окисные и жировые пленки, а иногда дополнительно обез-
жиривают бензином, спиртом или другими растворителями.
Лужение проводят двумя способами: погружением в полуду
(небольшие детали, медные жилы кабелей и проводов) и расти-
ранием (большие поверхности). Лужение погружением выпол-
няют в чистой металлической посуде, где расплавляют полуду,
насыпая на поверхность маленькие кусочки древесного угля для
предохранения ее от окисления. Медленно погрузив в расплавлен-
ную полуду, деталь держат в ней до прогрева, затем вынимают,
быстро встряхивая. Излишки полуды снимают, протирая паклей,
обсыпанной порошкообразным нашатырем. Затем деталь про-
мывают в воде и сушат в древесных опилках.
Лужение растиранием выполняют в следующем порядке.
Деталь равномерно нагревают до температуры 200...250 °C,
затем на её поверхность насыпают флюс и припой в порошко-
образном виде. Как только припой начнет плавиться, его расти-
рают по поверхности паклей. После лужения деталь промывают
в горячей воде для удаления остатков флюса, который может
вызвать коррозию металла.
Перед пайкой рабочую часть паяльника погружают в кани-
фоль, затем на жало берут две-три капли расплавленного при-
поя и растирают его по поверхности жала. Подготовленные к пай-
ке детали соединяют так, чтобы зазор в месте пайки не превышал
0,2...0,4 мм. При таком зазоре жидкий припой проникает в него
и лучше скрепляет детали. Поверхность пайки покрывают флюсом
и детали прогревают паяльником. Как только место прикосновения
прогреется и припой начнет растекаться, медленно и равномерно
перемещают паяльник, без отрыва, вдоль шва в одном направле-
нии, давая возможность припою заполнить зазор. При охлажде-
нии припой образует плотное соединение шва.
В зависимости от предъявляемых требований паяные швы
разделяют на три группы: прочные, обладающие определенной
механической прочностью, но не обязательно герметичностью;
плотные, т. е. сплошные герметичные швы, не допускающие
проникновения какого-либо вещества; плотнопрочные швы, кото-
рые обладают и прочностью и герметичностью.
Дефекты при пайке, их причины и меры предотвращения:
припой не смачивает поверхности металла (недостаточная
активность флюса, наличие окисной пленки, жира и других за-
грязнений); необходимо в состав флюса добавить фтористые
соли или увеличить его количество, улучшить обработку дета-
лей, удались следы коррозии, жира;
наплывы или натеки припоя (недостаточный прогрев деталей);
необходимо повысить температуру пайки;
111
припой (при хорошем смачивании) не затекает в зазор
(мал или велик зазор); подобрать оптимальный зазор;
шероховатая поверхность паяного шва (высокая температура
нагрева); необходимо уменьшить температуру или время пайки;
трещины в паяном шве (разница в коэффициентах теплового
расширения припоя и металла деталей); необходимо подобрать
соответствующий припой;
смещение и перекос в паяных соединениях (плохое скрепле-
ние деталей перед пайкой); исключить смещение соединяемых
деталей при затвердевании припоя.
Склеивание и герметизация деталей. Склеивание и герметиза-
ция деталей приборов осуществляют с помощью адгезивов —
полимерных композиций, заполняющих в жидком или размягчен-
ном состоянии зазоры между деталями и обеспечивающие соеди-
нение на счет сил молекулярного сцепления. Их широко применяют
для соединения металлов, неметаллических материалов в раз-
личных сочетаниях, а также для повышения герметичности кон-
струкций. В качестве адгезивов в приборостроении используют
большое число клеев, герметиков и замазок.
Склеивание — технологический процесс получения неразъем-
ных соединений из разнородных металлов и неметаллических
материалов с помощью клеев. Склеивание применяют в тех слу-
чаях, когда механические способы соединения нежелательны или
не возможны.
Герметизация — технологический процесс уплотнения непод-
вижных соединений деталей, работающих в условиях комплекс-
ного воздействия тепла или мороза, света, атмосферных осадков
и агрессивных химических сред, при помощи герметиков.
Клеи — растворы высокомолекулярных органических веществ
в летучих растворителях. В приборостроении применяют клеи с
различной рецептурой, определяющей их адгезионные свойства.
При выборе марки клея учитывают материал соединяемых дета-
лей, условия нагружения, температуру и состояние рабочей среды.
Так, для склеивания деталей из органического стекла применяют
дихлорэтан или уксусную кислоту. Для склеивания оптических
деталей употребляют бальзам, изготовленный из смолы сибирской
пихты; поливинилхлоридные детали соединяют между собой или
с металлическими деталями поливинилхлоридным клеем. Универ-
сальны и широко известны клеи типа БФ. Основные типы клеев
и область их применения приведены в табл. 3.2.
Герметики — жидкие или вязкотекучие композиции на рези-
новой основе. Заполняя зазоры между деталями, герметики обес-
печивают влаго-, паро- и газонепроницаемость соединения. Ши-
роко распространены три основные группы герметиков: вулкани-
зирующиеся при комнатной и более низких температурах (тио-
коловые, силоксановые и фторсодержащие), невысыхающие и
высыхающие без вулканизации. Тиоколовые герметики обладают
высокой стойкостью к действию масел, бензинов, разбавленных
Таблица 3.2. Типы клеев и область их применения
Наименование и марка клея Область применения
Эпоксидные клеи хо- лодного отверждения Склеивание однородных и разнородных ма- териалов (металл, дерево, стекло, пластмассы и др.); склеивающий слой дает уплотнение
Эпоксидные клеи горя- чего отверждения Соединение различных деталей, допускающих нагревание при склеивании, например для соеди- нения пакетов магнитопроводов из электротехни- ческой стали
Клеи БФ-2 и БФ-4 на основе фенолоформальде- гидной смолы Склеивание любых материалов в различном сочетании друг с другом; защита поверхности от коррозии; изоляция листового железа роторов, статоров и др.
Полиуретановый клей ПУ-2 Соединение однородных и разнородных ма- териалов
Карбонильный Соединение деталей, не подвергаемых удар- ным нагрузкам; плохо склеивает медь и ее сплавы, не склеивает резину
Бакелитовый Соединение металлов, пластмасс и текстиль- ных материалов; изоляция листового железа маг- нитопроводов, пропитка катушек, защита от кор- розии
Наиритовый № 88 Склеивание холодным способом резины с ме- таллом, стекла с резиной
Термопреновый Склеивание резины с резиной и металлами (за исключением меди и ее сплавов)
Совпреновый № 4 Склеивание резиновых изделий, ткани, кожи и различных их комбинаций
Перхлорвиниловый Склеивание термопластических материалов между собой и металлическими материалами
Нитроцеллюлозный АК-20 Соединение различных волокнистых материа- лов (ткани, кожи, картона, пластмасс, дерева)
минеральных кислот и щелочей, пресной и морской воды. Тем-
пература эксплуатации тиоколовых герметиков от —60 до
+ 130 °C. Герметики на основе силоксановых каучуков отлича-
ются высокой теплостойкостью, стабильностью физико-механи-
ческих свойств при длительной эксплуатации в условиях рез-
ких перепадов температур, повышенной вибрации, тропического
климата и ультрафиолетового облучения. Невысыхающие герме-
тики используют главным образом для уплотнения разъемных
соединений, работающих под давлением или вакуумом при тем-
8 Н. Н. Трофимов, В. С. Шульцев ИЗ
пературах от —30 до +200 °C. Высыхающие герметики при-
обретают неплавкое состояние за счет испарения растворителей.
Они предназначены для герметизации неразъемных и разъемных
соединений, работающих в диапазоне температур от — 50 до
+ 70 °C. Основные характеристики и назначение тиоколовых и
силиконовых герметиков приведены в табл. 8 и 9 Приложения.
Технологический процесс склеивания включает следующие
этапы: подгонку склеиваемых поверхностей, очистку поверхности
с помощью органических растворителей или механическим спо-
собом, обезжиривание, нанесение клея (кистью, поливом, пуль-
веризатором и др.), склеивание (сборку) соединяемых деталей,
выдерживание склеенных поверхностей, очистку шва и контроль
качества клеевого соединения.
Поверхности, подготовленные под склеивание, должны плотно
прилегать друг к другу, что позволяет получить ровный тонкий
слой клея, обладающий хорошим равномерным сцеплением с
основным материалом. При механической обработке поверхностей
не следует добиваться высокой чистоты поверхности, так как
небольшая шероховатость способствует повышению прочности
соединения. Очистка поверхности от грязи, окалины, масел и
жира улучшает смачиваемость поверхности клеем и повышает
сцепление клея с основным материалом. Способ выполнения
этой операции зависит главным образом от свойств материала
соединяемых деталей. Обезжиривают поверхности промывкой бен-
зином, ацетоном и другими растворителями. Резину подготавли-
вают к склеиванию, зачищая наждачной шкуркой, металлическими
щетками с последующей протиркой бензином.
Клей наносят обычно на обе склеиваемые поверхности, иногда
в два-три слоя с обязательным подсушиванием каждого слоя
(до ,,отлипа“), т. е. до такого состояния, когда пленка не пристает
к ватному тампону. Для обеспечения необходимой прочности
большое значение имеет толщина слоя клея, которую принимают
от 0,01 до 0,15 мм. При большой толщине в процессе затверде-
вания слой клея может растрескаться и отойти от поверхности
клеевого соединения.
Подсушивание — это выдержка слоя клея в течение определен-
ного времени для удаления из него растворителя, как правило,
при комнатной температуре либо с небольшим подогревом не-
посредственно на рабочем месте, например под лампой.
Поверхности желательно соединять не наложением, а надви-
ганием одна на другую во избежание попадания воздуха между
ними. В таком виде поверхности сжимают прессом, струбцинами
или специальными приспособлениями. Давление прижима зависит
от состава клея и склеиваемых материалов и по возможности
должно быть равномерным.
Клей затвердевает в результате улетучивания растворителя
(обратимый клей) или в результате полимеризации (необратимый
клей). Для большинства обратимых клеев температура выдержки
114
Таблица 3.3. Технологические режимы склеивания
Наименование и марка клея Выдержка после нанесения слоя клея, мин Темпера- тура при выдержке клея, °C Мини- мальное удельное давление, кПа Темпе- ратура склеива- ния, °C Время выдержки под дав- лением, ч
первого следую- щего
Эпоксидный: холодного от-
верждения горячего от- — — — 20 20...30 24
верждения — — — 20 70... 160 2...3
Фенолоформальде- гидный БФ-2, БФ-4 Полиуретановый ПУ-2: 40...60 60...70 15...90 500 70...160 0,5...4
холодного от- верждения 5...20 — 50 15...30 24
горячего от- верждения 5...20 — 50 70...НО 70...100
Карбонильный 5...10 — 15...30 200 20...30 48
Бакелитовый — 8...10 200 70...160 12
Наиритовый № 88 3...5 5...6 50 20...30 24
Термопреновый 10...15 25...30 100 20...30 24
Совпреновый № 4 30. ..60 50 18...25 3...5
Полиметакриловый — 45...25 80 15...30 4...8
Перхлорвиниловый Нитроцеллюлозный АК-20 1...2 । 0,5 ...1 15...25 15 50 50 15...30 15 1...2 4...5
должна быть нормальной, меняется лишь время выдержки. Для
необратимых клеев необходимы более жесткие режимы выдержки
по температуре, давлению и времени. Технологические режимы
и условия склеивания зависят от марки клея (табл. 3.3). Остатки
затвердевшего клея удаляют металлическими щетками, шабе-
рами, наждачной бумагой или промывают растворителями.
Все клеевые соединения подвергают внешнему осмотру, про-
веряя отсутствие наплывов клея и пустот, трещин и т. д. Соеди-
нения, работающие с механическими нагрузками, проверяют на
прочность при отрыве и при срезе.
К достоинствам склеивания можно отнести возможность сое-
динения разнородных материалов (металлов и неметаллов),
герметичность соединения, снижение трудоемкости и стоимости
изделия; к недостаткам — ограниченную прочность соединения,
особенно при работе с динамическими нагрузками, нестабиль-
ность механических и диэлектрических свойств затвердевшего
клея во времени и от изменения температуры, длительность.
Контрольные вопросы
1. Как производят сборку соединений с гарантированным натягом?
2. Почему прочность соединения с натягом выше при его сборке с примене-
нием нагрева или охлаждения одной из соединяемых деталей?
8=
115
3. Какие инструменты применяют при соединении деталей заклепками?
4. В какой последовательности осуществляют процесс соединения деталей *
заклепками?
5. Какой брак возможен при клепке и в чем его причины?
6. Как производят сборку соединений с помощью пайки?
7. Для чего производят лужение поверхности изделия?
8. Какие требования предъявляют к припоям и флюсам?
9. Какие дефекты возможны при пайке, их причины и меры предотвращения?
10. Как выполняют соединение склеиванием?
11. Для чего осуществляют герметизацию соединяемых элементов прибора?
§ 3.3. НЕПОДВИЖНЫЕ РАЗЪЕМНЫЕ СОЕДИНЕНИЯ
Неподвижными разъемными называют соединения, которые
можно разбирать и вновь собирать без повреждения сопряженных
или крепежных деталей. К ним относят резьбовые, шпоночные,
зубчатые (шлицевые), профильные, клиновые и штифтовые соеди-
нения.
Резьбовые соединения. Резьбовыми соединениями называют
разъемные соединения, выполненные с помощью резьбовых кре-
пежных деталей — винтов, болтов, шпилек, гаек, или с помощью
резьбы, непосредственно нанесенной на соединяемые детали.
Болт — цилиндрический стержень с резьбой на одном конце
и с головкой на другом. Головка болта может быть шестигран-
ной, квадратной и полукруглой.
Гайка — это деталь с резьбовым отверстием, навинчиваемая
на болт и имеющая форму, приспособленную для захвата ключом
или рукой. В зависимости от назначения гайки бывают различной
формы и конструкции: шестигранные, квадратные, корончатые,
круглые и т. д. (рис. 3.5). Корончатые гайки отличаются от шести-
гранных наличием прорезей для шплинтов.
Винт в отличие от болта ввинчивают не в гайку, а в резьбовое
отверстие одной из соединяемых деталей.
Шпилька представляет собой цилиндрический стержень с резь-
бой на обоих концах. Одним концом — посадочным — шпильку
ввинчивают в тело основной детали. На другой конец шпильки
надевают вторую деталь и закрепляют ее гайками.
При сборке резьбовых соединений под гайки подкладывают
шайбы. Их применяют не только как прокладки, но и как детали,
Рис. 3.5. Гайки: а—шестигранная чистая; б—корончатая; в — шестигранная
с прорезями; г — круглая; д— гайка-барашек
116
Рис. 3.6. Стопорение гаек: а—контргайкой; б—винтом, ввинчен-
ным в гайку; в — разводным шплинтом, вставленным в отверстие
болта; г — разводным шплинтом, вставленным в сквозное отверстие
в гранях гайки; д — шплинтом, вставленным в паз корончатой
гайки; е—проволокой; ж—пружинной шайбой; з — деформируе-
мой шайбой; и — фигурной плоской пружиной
предотвращающие самоотвинчивание гаек, болтов. Шайбы уста-
навливают также и тогда, когда нужно увеличить опорную поверх-
ность под гайкой, защитить поверхность детали от задирания гра-
нями гайки или устранить неровности наружной поверхности
детали и перекос гайки.
Шплинт — проволока полукруглого поперечного сечения, сло-
женная вдвое и пропущенная через гайку и болт или только
через болт. Концы шплинта разводят (отгибают).
Для предотвращения самоотвинчивания резьбовых соедине-
ний при движении, толчках и ударах, которым подвергаются
приборы во время работы, применяют различные способы сто-
порения гаек и болтов.
Стопорение контргайкой (рис. 3.6, а) препятствует самоот-
винчиванию силой трения, которая возникает в резьбе и на торцо-
вых поверхностях двух гаек. Этот способ стопорения утяжеляет
соединение и недостаточно надежен при значительных вибра-
циях.
Стопорение винтом, ввинченным в гайку,— способ, позволя-
ющий стопорить гайку в любом положении. Недостаток этого
способа состоит в том, что резьба болта сминается стопорным
винтом. Чтобы избежать этого, под конец стопорного винта
ставят сухарь из красной меди (рис. 3.6, б).
Стопорение разводным шплинтом — один из распространен-
ных и наиболее надежных способов — выполняют тремя мето-
дами: шплинт вставляют в отверстие болта (рис. 3.6, в); после
затяжки гайки через одно имеющееся в ней отверстие просвер-
ливают болт и-вставляют шплинт (рис. 3.6, г); отверстие в болте
под шплинт просверливают до или после монтажа, затем в это
отверстие и в пазы корончатой гайки вставляют шплинт (рис.
3.6, д). В первом методе шплинт не стопорит гайку, а препятствует
ее самоотвинчиванию дальше определенного предела.
117
Стопорение проволокой применяют для парных болтов и целых
групп (рис. 3.6, е). При таком стопорении необходимо следить
за тем, чтобы натяжение проволоки способствовало затяжке
винтов.
Пружинная шайба создает напряженное состояние в резьбо-
вом соединении (рис. 3.6, ж).
Стопорение деформируемыми шайбами (рис. 3.6, з) состоит
в том, что деформируемая шайба простейшей формы имеет два
выступа: один, прилегая к краю кромки базы, препятствует про-
ворачиванию шайбы; второй, отогнутый по грани гайки или
головки болта,— фиксирует ее по отношению к базе.
Кроме перечисленных способов, для винтов до 8 мм применяют
стопорение с помощью краски.
Сборку резьбовых соединений начинают с подготовки поверх-
ности соединяемых деталей. Если соединяемые детали кованые
или литые, то поверхности их соединения должны быть строга-
ными или фрезерованными. Для роздания герметичности иногда
плоскости пришабривают или притирают. Зазор между плоскос-
тями разъема должен быть указан в технических условиях.
Наиболее распространенный тип резьбового соединения —
соединение, собранное на болтах, которые входят в отверстия
соединяемых деталей с большим зазором. Болт обычно вставляют
снизу, а затем навинчивают гайку. Гайки затягивают только
тогда, когда поставлены все болты и гайки. Затягивают гайки
постепенно. Сначала все гайки завертывают до соприкосновения
с шайбами или с поверхностью детали, затем слегка затягивают
и только в третий раз затягивают окончательно.
Затягивают гайки не подряд одну за другой, так как при этом
затяжка может оказаться неравномерной и повлечь за собой пере-
грузку отдельных гаек, смятие резьбы и даже обрыв болта.
Гайки, расположенные по кругу, например на фланцах, крышках
цилиндров и т. д., затягивают крест-накрест также в три приема.
На длинных крышках гайки затягивают от середины к краю.
Затягивание гаек от края к середине приводит к искривлению
крышек. Чтобы получить равномерную затяжку всех гаек, приме-
няют специальные предельные ключи, которые отрегулированы
на определенную силу затяжки. Сборку болтового соединения
заканчивают стопорением гаек.
Разборку болтового соединения начинают с освобождения
гаек, от стопорных устройств. После этого приступают к отвин-
чиванию гаек. Если гайка не отвинчивается, то не следует удли-
нять рукоятку ключа или прикладывать большое усилие, так как
можно сорвать резьбу или скрутить болт. В этом случае смачи-
вают резьбу керосином и через некоторое время (когда керосин
проникнет в резьбу) вновь пытаются отвинтить гайку. Если гайка
после этого тоже не отвинчивается, то пробуют завинтить ее
дальше и, когда она сдвинется с места, вновь начинают отвин-
чивать. Когда все гайки отвинчены, удаляют болты.
118
Рис. 3.7. Гаечные ключи: а — простые; б — трещоточный; в — шарнирный;
г—коловоротный; д — с регулируемым крутящим моментом:
1— корпус; 2 — штифт; 3 — защелка; 4, 8—пружины; 5—вставка; 6— щеки;
7 — кулачок; 9 — тарелка; 10 — шарик; 11 — торцовый ключ
Для сборки и разборки резьбовых соединений применяют
ручной и механизированный инструмент. Основной ручной
инструмент — гаечные ключи (рис. 3.7). Открытые ключи для
шестигранных и квадратных гаек могут быть одно- и двусторон-
ними. Накладные ключи с замкнутым зевом, охватывающим все
грани гайки, в работе более надежны и долговечны. Торцовые
ключи применяют для завинчирания и отвинчивания гаек, когда
обычным ключом завернуть гайку невозможно.
Из специальных ключей широко используют трещеточные,
шарнирные, коловоротные (рис. 3.7, б...г). Шарнирный ключ
применяют для завинчивания гаек в труднодоступных местах;
коловоротные при завинчивании гаек и болтов небольших раз-
меров, расположенных в труднодоступных местах; ключи с регу-
лируемым крутящим моментом (рис. 3.7, д) — для затяжки гаек
или болтов с одинаковым усилием (это необходимо при сборке
трубопроводов, фланцев, крышек, а также машин и механизмов,
работающих с вибрациями).
Соединения штифтами. Штифт — цилиндрический или кони-
ческий стержень (рис. 3.8), который плотно подгоняется к
отверстиям в деталях. По» своим функциям штифты могут быть
крепежные и установочными. Крепежные штифты применяют
редко, обычно для слабонагруженных соединений, поэтому они
здесь не рассматриваются. Установочные контрольные штифты
119
Рис. 3.8. Штифты: а — конический; б—конический разводной; -в —
конический с резьбой; г — цилиндрический; д— с насечкой
используют для точной фиксации положения одной детали отно-
сительно другой, например для точной фиксации положения
электродвигателя на установочной плите.
Для установки штифтов делают отверстие в одной детали (или
в обеих деталях) так, чтобы их можно было совместно просвер-
лить и развернуть. В отверстия устанавливают штифт, который
должен быть утоплен в отверстии съемной детали. Выход штифта
недопустим, поскольку в этом случае он может быть поврежден
случайным ударом или расшатан в посадочном гнезде. Штифты
всегда располагают вблизи крепежных болтов и шпилек.
Конические штифты обеспечивают более надежную фиксацию,
чем цилиндрические. Точность фиксации почти не теряется с
течением времени, при износе и после многократных переборок,
так как плотность посадки штифта каждый раз восстанавливается
в результате его погружения на большую глубину. При раз-
борке конические штифты легко удалить, что является их пре-
имуществом перед цилиндрическими. Однако изготовление соеди-
нения на конических штифтах гораздо сложнее.
Плотная и тугая посадка полностью не предохраняют цилинд-
рические и конические штифты от выпадения при соединении
вращающихся деталей. Для предохранения штифтов от выпада-
ния применяют пружинящие предохранительные кольца, изготав-
ливаемые из проволоки диаметром 0,5...0,8 мм.
Необходимые условия хорошей сборки — точное соответствие
отверстий штифтам, а также совершенно одинаковое расстояние
между отверстиями в обеих соединяемых деталях. Штифты в
большинстве случаев требуют точных отверстий в соединяемых
деталях, что часто бывает неэкономично, поэтому следует по
возможности заменять их шайбами, скобами и т. д.
Шпоночные соединения. Шпонкой называют клиновидный или
призматический стальной стержень, вводимый между валом и
посаженной на него деталью — зубчатым колесом, шкивом, муф-
той — для взаимного соединения и передачи вращающего мо-
мента от вала к детали или от детали к валу.
Шпоночные соединения бывают напряженными и ненапряжен-
ными. Собираемые с помощью клиновых шпонок напряженные
соединения способны передавать крутящий момент и осевую силу.
120
Ненапряженные соединения собирают с помощью призмати-
ческих и сегментных шпонок; они передают только крутящий
момент. Шпонки изготавливают из углеродистой конструкцион-
ной стали.
Шпонки всех основных типов стандартизованы, размеры их
поперечного сечения выбирают в зависимости от диаметра вала
по таблицам, соответствующим ГОСТу. Длину шпонок опреде-
ляют из расчета на прочность с округлением до стандартной.
Если предварительный расчет на прочность не производят, шпонку
берут на 5... 10 мм короче закрепляемой детали. Для установки
шпонок в соответствии с их формой и размерами на деталях
делают углубления — шпоночные канавки.
Перед сборкой проверяют поверхности собираемых деталей и
устраняют забоины, заусенцы, задиры и другие дефекты. От-
верстия насаживаемой детали центрируют относительно вала по
его поверхности. При тугих соединениях применяют специальные
приспособления, а в случае необходимости нагревают охватываю-
щую деталь.
Клиновые шпонки (рис. 3.9, а) представляют собой клин
с уклоном 1:100. Их загоняют между валом и деталью
ударами молотка или кувалды, что и обеспечивает напряженное
соединение. Основной недостаток соединения деталей при помощи
клиновых шпонок — наличие радиального смещения оси насажи-
ваемой детали по отношению к оси вала, поэтому их применяют
сравнительно редко — в основном в тихоходных передачах низкой
точности.
Призматические шпонки (рис. 3.9, б) обеспечивают лучшее
центрирование вала с сопрягаемой деталью и позволяют осущест-
влять как неподвижные, так и подвижные соединения. Призма-
тические шпонки закладывают в шпоночные канавки так, чтобы
между верхней гранью шпонки и дном канавки верхней детали
был зазор. Крутящий момент передается боковыми гранями
шпонки, поэтому призматические шпонки должны иметь гаранти-
рованный натяг по боковым сторонам в шпоночной канавке.
Рис. 3.9. Соединения при помощи шпонки; а — клиновой; б—призматической;
в — направляющей; г — сегментной
121
При сборке соединений призматиче-
ские шпонки пригоняют сначала по
споночному пазу на валу, а за-
тем легкими ударами медного молот-
ка устанавливают на место. После
запрессовки шпонки напрессовывают
Рис. 3.10.. Шлицевое соединение, ШКИВ ИЛИ зубчатое КОЛесО. После
центрируемое по внутреннему б KnHTnnnMnvinT пялияпкный яя
(а) и наружному (б) диаметрам СООрКИ контролируют радиалЬНЫИ за
зор между шпонкой и дном шпо-
ночного паза ступицы.
Направляющие итонки (рис. 3.9, в) применяют в тех случаях,
когда детали должны свободно перемещаться вдоль вала, на-
пример кулачковая муфта, скользящие зубчатые колеса и т. д. На-
правляющие шпонки, в отличие от призматических, крепят на
валу винтами.
Сегментные итонки (рис. 3.9, г) работают так же, как и приз-
матические, но применяют их только для неподвижных соедине-
ний.
Основное преимущество соединения сегментными шпонка-
ми — простота и дешевизна изготовления шпонок и шпоночных
пазов.
Общим недостатком шпоночных соединений является ослаб-
ление вала пазом, создающим концентрацию напряжений.
Шлицевые соединения. Шлицевые (зубчатые) соединения
образуются выступами на валу и соответствующими впадинами
у насаживаемой детали (рис. 3.10). Вал и деталь с отверстием
обрабатывают так, чтобы боковые поверхности шлицев или участ-
ки цилиндрических поверхностей (по внутреннему или наружному
диаметру шлицев) плотно прилегали друг к другу. Шлицевые
соединения широко применяют в машино- и приборостроении.
Они предназначены для передачи больших крутящих моментов.
По сравнению со шпоночными такие соединения обладают сле-
дующими преимуществами: достигается более точное центриро-
вание детали по валу; вал почти не ослаблен, особенно при
большом количестве шлицев, когда впадины можно сделать не-
глубокими; при сборке шлицевых соединений не требуется
никаких слесарно-пригоночных операций, так как после механи-
ческой обработки деталей таких соединений получается полная
их взаимозаменяемость.
В зависимости от формы выступов и впадин различают:
прямобочное соединение с центрированием по наружному или
внутреннему диаметру, а также по боковым поверхностям с че-
тырьмя, шестью, восемью или десятью шлицами; эвольвентное
шлицевое соединение, при котором боковые поверхности шлицев
очерчены по эвольвенте.
Перед сборкой шлицевых соединений необходимо тщательно
осмотреть собираемые детали и удалить с поверхности шлицев
забоины, заусенцы, притупить острые края и снять фаски на
122
торцах вала и втулки. Собираемые поверхности должны быть
смазаны.
Неподвижные соединения, имеющие посадки с натягом, соби-
рают в специальных приспособлениях или с подогревом детали
перед напрессовкой. Подвижные шлицевые соединения после
сборки проверяют на качку, неподвижные—„на биение".
Контрольные вопросы
1. Назовите виды разъемных соединений.
2. В какой последовательности затягивают гайки в групповом резьбовом
соединении?
3. Какие существуют средства для предотвращения самоотвинчивания
в резьбовых соединениях?
4. Для чего применяют штифтовое соединение?
5. Что представляет собой шпоночное соединение и какие виды шпонок в
нем используют?
6. Чем отличается шлицевое соединение от шпоночного?
§ 3.4. СБОРКА ВРАЩАЮЩИХСЯ СОЕДИНЕНИЙ
И МЕХАНИЗМОВ ПЕРЕДАЧ ВРАЩЕНИЯ
Направляющие для вращательного движения. Направля-
ющими называют устройства, обеспечивающие определенное
перемещение одной детали по отношению к другой с заданными
точностью и постоянством взаимного положения. Заданное пере-
мещение обеспечивает соответствующая форма сопряженных по-
верхностей этих деталей. К направляющим, применяемым в при-
боростроении, предъявляют следующие требования: минимальный
момент или минимальная сила трения; наибольшая точность тре-
буемого перемещения и минимальные зазоры; минимальный из-
нос; простота изготовления; надежность работы при изменении
температуры в широких пределах; плавный ход.
В приборостроении применяются следующие типы направля-
ющих для вращательного движения:
опоры с трением скольжения (рис. 3.11) —цилиндрические
(с одной и двумя цапфами); конические на одной цапфе и на
двух центрах; шаровые; на кернах;
опоры с трением качения (рис. 3.12) —приборные шарико-
подшипники; опоры на ножах; опоры с трением упругости (под-
весы и растяжки); опоры с трением о жидкость или воздух; маг-
нитный подвес.
Цилиндрическая опора состоит из охватываемой детали (цап-
фы или шейки) и охватывающей детали (втулки или буксы).
Втулки обычно неподвижны; цапфы вращаются, находясь внутри
втулок. Цилиндрические опоры воспринимают радиальные, а при
наличии упоров — и осевые усилия и являются одним из наиболее
конструктивно простых и распространенных типов опор. Момент
трения в цилиндрических опорах относительно больше, чем в дру-
гих типах опор, но ввиду неизбежных зазоров точность направ-
123
Рис. 3.11. Направляющие для прямолинейного движения: а, б, в— цилиндри-
ческие; г, д, ж — призматические
ления движения и центрирования невысока. К материалам, при-
меняемым для изготовления опор, предъявляют следующие тре-
бования: высокую износостойкость, малую окисляемость и от-
сутствие шлифующей способности у порошкообразных продуктов
их коррозии.
В приборостроении используют два типа конических опор —
одинарные (или опоры на одной конической цапфе) и на цент-
рах. Такие опоры воспринимают как осевые, так и радиальные
усилия.
Одинарную коническую цапфу применяют в качестве опоры
вертикальных осей. Такая опора состоит из конической цапфы
и втулки с коническим отверстием. Опора на конической цапфе
дает возможность точно сохранять положение геометрической
Рис. 3.12. Направляющие для вращательного движения с тренией скольжения
(а...г), с трением качения (д, е) и с трением о воздух или жидкость (лс): а — цилин-
дрическая; б — коническая; в — шаровая; г — на кернах; д — ножевая; е — при-
борные шарикоподшипники
124
оси вращающейся детали, так как при равномерном износе кони-
ческая цапфа опускается строго вертикально, сохраняя неизмен-
ным положение геометрической оси вращающейся детали. Кони-
ческие опоры ввиду малых зазоров весьма чувствительны к изме-
нениям температуры, поэтому материалы для обеих сопрягаемых
деталей опоры следует выбирать с одинаковыми коэффициентами
теплового расширения. Опоры на одной конической цапфе при-
меняют преимущественно в оптико-механических и астрономи-
ческих приборах.
Конические опоры на центрах широко используют в часовых
механизмах, счетно-решающих и других приборах. Опора на
центрах состоит из заостренной конической цапфы — центра
и втулки с раззенкованным цилиндрическим отверстием. Момент
трения в такой опоре незначителен, так как радиус цилиндри-
ческого отверстия, в край которого упирается центр, мал в срав-
нении с радиусом центра. Опоры на центрах применяют только
при малых частотах вращения и при небольших нагрузках. Из-за
высоких удельных давлений такие опоры работают без смазыва-
ния. Зазор в опоре на центрах регулируют, перемещая в осевом
направлении одну или обе втулки.
Шаровая опора состоит из шаровой цапфы и конической
или сферической втулки. Изготовление сферических втулок слож-
но, поэтому обычно употребляют конические втулки. Цапфа с
втулкой соприкасается по узкому шаровому поясу. Шаровая
опора может воспринимать радиальные и осевые усилия. Шаровая
опора, как и опора на центрах, ввиду малой площади поверхности
соприкосновения подвержена значительному износу и поэтому
ее применяют только при малых частотах вращения и при не-
больших нагрузках.
Элементы шаровой опоры изготавливают из металлов, мало
подверженных коррозии, так как в противном случае продукты
коррозии, попадая на поверхность соприкосновения, будут резко
увеличивать износ. Шаровые опоры широко используют в электри-
ческих счетчиках.
Опоры на кернах применяют в приборах с малой массой под-
вижной системы, в которых необходимо получить минимальные
моменты трения. Такая опора состоит из конического керна
с полированной сферической поверхностью радиусом 0,01...0,2 мм
на конце и подпятника из технического камня с вогнутой поли-
рованной сферической поверхностью радиусом 0,1... 1 мм. Керны
изготавливают из высококачественной углеродистой инструмен-
тальной стали марок У11А, У12А, подпятники — из твердых
естественных и искусственных камней: агата, рубина, корунда
и др. Камни подпятника выполняют в виде небольшого цилиндра
диаметром 1,5...2,5 мм и высотой от 1 до 2,5 мм, который завальцо-
вывают в винт или специальную оправу. В подпятнике делают
углубление — кратер. По форме кратера подпятники разделяют
на конические и сферические.
125
Приборные шарикоподшипники с очень малым моментом тре-
ния, выдерживающие большие нагрузки, применяют при очень
больших скоростях вращения (например, в гироскопических
приборах), упрощая ремонт прибора при износе трущихся частей.
В приборостроении часто используют так называемые насыпные
шарикоподшипники. Они не имеют сепаратора, внутреннего и
внешнего колец и поэтому обладают меньшими габаритными
размерами. Число шариков в таких опорах изменяется от 3 до 13.
Ножевая опора предназначена для подвижных частей, совер-
шающих колебательное движение на небольшой угол, и состоит
из ножа и подушки. Нож — призма — в большинстве случаев вы-
полняет роль цапфы и опирается ребром на опору — подушку.
Опоры с трением упругости можно применить только при коле-
бательном движении на небольшой угол. Момент трения в такой
опоре практически отсутствует, например пружинный подвес маят-
ника, опора подвижной системы электроизмерительного прибора
на растяжках.
В тех случаях, когда момент трения в опорах необходимо
снизить до предела при значительной массе подвижной системы
прибора (например, в гироскопических приборах), применяют
опоры на жидкостных подушках или воздушные опоры, представ-
ляющие собой две полусферы, в пространство между которыми
непрерывно подают воздух под давлением.
Магнитной называют опору, в которой действуют магнитные
силы. Магнитные опоры бывают с силами притяжения и отталки-
вания между двумя магнитами; их употребляют в электрических
счетчиках.
Сборка валов и осей, постановки их в подшипники. В при-
боростроении применяют валы и оси различной геометрической
формы. Валы могут быть цилиндрическими, гладкими, пустоте-
лыми, ступенчатыми, коленчатыми, кривошипными, телескопи-
ческие, цельные и составные. Когда вал машины или механизма
расположен по отношению к валу двигателя так, что осуществить
их связь жесткими передачами невозможно, используют гибкие
проволочные валы, например привод дистанционного управле-
ния и контроля.
Оси могут быть неподвижными, когда вращающиеся детали
свободно насажены, или подвижными, когда детали запрессованы
и вращаются вместе с осью. Форма осей цилиндрическая (прямая
или ступенчатая).
Перед сборкой проверяют соответствие посадочных мест валов
и осей по чертежам и техническим требованиям, производят при-
пиловку шпонок; валы устанавливают и проверяют на парал-
лельность и биение, регулируют; пришабривают подшипники.
Требования к сопрягаемым деталям: валы должны быть прямо-
линейными (пределы отклонений указывают на чертежах); шейки
валов или оси с гладкой поверхностью, без рисок, забоин и следов
коррозии; овальность и конусность шеек валов—в пределах,
126
Г
указанных на чертеже; смазочные канавки валов и осей должны
быть чистыми, а кромки на их шейках — притуплены; шпо-
ночные канавки чистые и без смятых граней; поверхности шлицев
валов — гладкие и чистые, без малейших трещин. Риски, забоины
и следы коррозии на посадочных местах валов устраняют лич-
ными напильниками, а затем защищают шкуркой или их удаляют
с помощью пасты ГОИ. После очистки и подготовки деталей к
сборке проверяют посадочные места на соответствие техническим
требованиям.
В конструкциях различных машин и приборов часто приме-
няют составные валы, т. е. валы из двух, трех и более частей.
Части составных валов соединяют между собой с помощью муфт:
шлицевых, гладких, цилиндрических, конических и глухих сверт-
ных рис. 3.13.
Перед сборкой проверяют соосность валов. Наиболее прост
метод проверки контрольной линейкой (рис. 3.14, а). Валы уста-
навливают и закрепляют на призматических опорах с регулируе-
мой высотой, выставляют их и проверяют соосность, прикла-
дывая контрольную линейку в вертикальной и горизонтальной
плоскостях. Между линейкой и валами не должно быть никаких
зазоров.
Совпадение осей валов проверяют при помощи хомутика 4,
оснащенного индикатором часового типа 5. Хомутик закрепляют
на конце одного из валов так, чтобы измерительный стержень 6
индикатора касался наружной поверхности конца второго вала
(рис. 3.14, б). После этого начинают вращать вал с хомутиком
вокруг его оси, наблюдая за показаниями стрелки индикатора.
Рис. 3.13. Соединение составных валов при помощи: а — шлицевой муфты
(/ — стопор; 2 -- муфта; 3, 4 — шлицевой вал); б — гладкой цилиндрической
муфты (/ — муфта; 2—штифт); в — конического соединения и штифтов (/ —
штифт; 2, 3 — части составного вала); г — глухой свертной муфты (/ — шпонка;
2 — полумуфта; 3 — вал)
127
Рис. 3.14, Проверка соосности валов: а — линейкой; б — индикатор-
ным приспособлением:
/ — вал; 2 — линейка; 3 — призматическая опора; е — эксцентриситет
Для проверки соосности концов валов двух разных сборочных
единиц (агрегатов), например, А и Б (рис. 3.15), применяют
специальные поворотные приспособления, представляющие собой
съемные кронштейны 1 и 4. Кронштейны устанавливают на концах
валов; вращая винты 3 и 2, в одном из положений кронштейнов
устанавливают (по щупу) зазоры тип между измерительными
указателями. При соосности валов зазоры тип будут одинаковы
в любом положении кронштейнов при повороте валов А и Б.
Если при повороте валов на 180° зазор т увеличивается или
уменьшается, значит вал Б перекошен, а если зазор т остается
Рис. 3.15. Схема проверки соосности валов с помощью спе-
циального поворотного приспособления
128
таким же, но изменяется зазор л,— значит оси валов А и Б парал-
лельны, но не совпадают. После проверки соосности осей валов
приступают к установке и закреплению муфт. Сборку муфты на-
чинают с подготовки деталей: пригоняют шпонки, проверяют по-
садочные места деталей, производят предварительную сборку.
При соединении валов при помощи шлицевой муфты после
проверки и соблюдения соосности устанавливают шлицы вала в
отверстие муфты (для чего, поворачивая вал, добиваются совпа-
дения выступов шлицевого вала и шлицевых впадин муфты).
При окончательной посадке обеспечивают соблюдение размеров
s и k относительно шлицев (рис. 3.13, а). Стопорят таким образом,
чтобы головка стопора была заподлицо с наружной частью муфты.
Части валов соединяют также цилиндрической муфтой со
штифтом (рис. 3.13, б) или запрессовкой конического соедине-
ния с углом конуса 1,5...2° (рис. 3.13, в). Чрезмерное усилие
прессования может вызвать разрыв охватывающей части вала.
При запрессовке зазор а не должен превышать размера, ука-
занного в технических условиях.
При соединении частей валов с помощью свертных муфт
(рис. 3.13, г) особое внимание обращают на пригонку шпонки
по пазу одной из полумуфт, а потом к валу и полумуфтам с соблю-
дением соосности частей. У правильно собранных муфт зазор
е между плоскостями полумуфт не должен превышать 0,5... 1 мм.
Сборка узлов с подшипниками — одна из самых ответствен-
ных операций, от выполнения которой зависят точность и долго-
вечность работы прибора.
Все подшипники скольжения, применяемые в приборострое-
нии, можно разделить на две группы: неразъемные — в виде
цельных втулок или отверстий в корпусах и разъемные — с вкла-
дышами и без них.
Сборка неразъемногоподшипника скольжения. Сборка заклю-
чается в запрессовке втулки в корпус, стопорении ее и пригонке
отверстия по валу. При посадке втулки с натягом ее внутренний
диаметр уменьшается. Для получения заданного размера внутрен-
нюю поверхность втулки после запрессовки пришабривают по
валу, калибруют, развертывают и растачивают. После запрес-
совки втулку необходимо обработать так, чтобы обеспечивалась
строгая соосность поверхностей скольжения. Соосность втулки
проверяют эталонными скалками, калибрами или контрольными
приспособлениями индикаторного типа. Кроме того, визуально
проверяют поверхность скольжения на отсутствие царапин, за-
боин и других дефектов.
В ряде случаев во избежание проворачивания втулки крепят
стопорными винтами. Плотность посадки втулки проверяют пред-
варительно в процессе сборки. Применение охлаждения для
посадки тонкостенных втулок вместо механической запрессовки
позволяет повысить в 2...2,5 раза прочность соединения и отпа-
дает необходимость устанавливать стопорные винты.
9 Н. Н. Трофимов, В. С. Шульцев
129
Рис. 3.16. Разъемный подшипник
скольжения:
/ — вкладыш; 2 — корпус; 3 — крыш-
ка; 4 — прокладки; 5 — болт
Несущую поверхность втулки
проверяют по краске эталонной
скалкой или по окончательно об-
работанному валу.
Если по одной оси устанавли-
вают несколько втулок, то их обра-
батывают так, чтобы обеспечива-
лась строгая соосность поверхности
скольжения. Для этого применяют
совместное развертывание втулок.
Их соосность проверяют эталон-
ными скалками — калибрами или
контрольными приспособлениями.
Сборка разъемного подшипни-
ка скольжения (рис. 3.16). Сборка
состоит из следующих операций:
сопряжения вкладышей подшип-
ников с корпусом; проверки соос-
ности рабочих поверхностей под-
шипников; подгонки прилегания рабочих поверхностей вклады-
шей и вала; регулирования необходимого монтажного зазора
в подшипнике; укладки вала в подшипнике.
При сборке вал укладывают на нижний вкладыш, затем его
накрывают верхним вкладышем и закрывают крышкой. Для
обеспечения смазки на крышке устанавливают масленку, из кото-
рой к трущимся поверхностям через отверстия в крышке и верх-
нем вкладыше поступает смазка. Для регулирования зазора
между шейкой вала и внутренней поверхностью вкладышей в
разъем между корпусом и крышкой помещают тонкие метал-
лические прокладки.
Вкладыш подгоняют к корпусу подшипника по наружному
диаметру по краске и щупу. Отпечатки краски должны занимать
70...80 % поверхности подшипника, а щуп (обычно толщиной
0,25 мм) не должен проходить в месте соприкосновения вкладыша
с корпусом. Сферические поверхности самоустанавливающихся
вкладышей пригоняют к гнездам совместной притиркой. Одно-
временно с подгонкой вкладышей выверяют соосность их с кор-
пусом. Отклонение от соосности не должно превышать 0,15 мм.
Соосность выверяют эталонным валом, контрольной линейкой
и щупом. Диаметр эталонного вала рассчитывают с учетом до-
пустимых отклонений от соосности.
При соответствии техническим условиям вал должен легко
проходить во все втулки (гнезда вкладышей) подшипников и
свободно в них вращаться. При проверке соосности контрольной
линейкой, линейку ребром прикладывают к стенкам вкладышей,
а зазор контролируют щупом.
После выверки соосности осей подшипников приступают к
сборке и пригонке вкладышей к шейкам и шипам вала, которые
130
предварительно протирают и покрывают тонким слоем краски.
Вал устанавливают в закрепленные подшипники и проворачивают
на три-четыре оборота. Окрашенные места вкладышей пришабри-
вают. Сначала пришабривают поверхности нижних вкладышей,
добиваясь равномерного расположения пятен контакта (9... 12
пятен на квадрат 25X25 мм). Затем пришабривают внутренние
поверхности верхних вкладышей. Для этого подшипники необхо-
димо собрать, установив прокладки и затянув гайки динамо-
метрическим ключом. Повернув вал на три-четыре оборота, под-
шипники разбирают и окрашенные места верхних вкладышей оша-
бривают. Операцию повторяют несколько раз до тех пор, пока
не будет достигнуто удовлетворительное распределение точек
контакта.
Масляный зазор контролируют щупом, латунными пластин-
ками необходимой толщины или свинцовыми проволочками.
Пластинку или проволочки смазывают маслом и закладывают
между вкладышем и шейкой вала вдоль и поперек его оси в не-
скольких местах. После затягивания подшипника динамометри-
ческим ключом вал проворачивают от руки. При опущении со-
противления проворачиванию зазор соответствует толщине плас-
тины. Регулируют зазор набором прокладок, которые располагают
между крышкой и корпусом подшипника. Толщину набора про-
кладок устанавливают с учетом компенсации зазора при после-
дующей эксплуатации механизма. Для этого в комплект включают
прокладки толщиной 0,05; 0,1; 0,15; 0,2; 0,3; 0,5; 0,8 мм. Вкла-
дыши и крышки маркируют по корпусам подшипников.
После регулирования зазора окончательно затягивают гайки
крепления крышек подшипников. Порядок затягивания указы-
вают в технических условиях, крутящий момент, необходимый
для проворачивания вала,— в сборочных картах.
В массовом производстве на сборку подают корпусные детали,
вкладыши и валы, изготовленные в строгом соответствии с техни-
ческими требованиями чертежа и поэтому не требующие подгонки.
При этом валы и вкладыши могут иметь два или три номинала,
обеспечивающие при сопряжении заданные зазоры. Наличие и
значения радиального и осевого зазоров в подшипниках контроли-
руют щупом, а также определяют легкостью вращения вала с
помощью динамометрического ключа. Усилие затяжки крышек
подшипников должно строго соответствовать чертежу.
Для нормальной работы подшипника необходимо обеспечить
правильный подвод и распределение смазки вдоль оси подшип-
ника по маслинным каналам во вкладышах или на цапфе вала.
Смазку по рабочей поверхности распределяют цапфы. Масло-
распределительные канавки должны совпадать с направлением
вращения цапфы впереди зоны действия в масляной пленке и
плавно выходить на внутреннюю поверхность вкладыша или цап-
фы, не иметь острых кромок, так как последние снимают смазку
с поверхности вала и ухудшают условия работы подшипника.
9* 131
Масляные канавки делают по шаблону. Длина их с карманами
не должна превышать 0,8 длины вкладыша.
Сборка узлов с подшипниками качения. Подшипники качения
монтируют только после тщательной проверки посадочных мест
корпуса и вала, торцов заплечиков, галтелей и сопряженных
с подшипником деталей (фланцев, распорных и дистанционных
втулок). Обнаруженные на их поверхности забоины и заусенцы
удаляют напильником с насечкой № 0, защищают риски от на-
пильника шлифовальной шкуркой. Все смазочные каналы на валу
и в корпусе проверяют, прочищают и продувают сжатым воз-
духом.
После исправления возможных дефектов механической обра-
ботки посадочные места и сопрягаемые с ними детали очищают
от стружки, опилок, песка, промывают керосином, протирают
насухо чистыми салфетками. Проверяют прямолинейность вала,
овальность и конусность его посадочных мест (на токарном станке
или в специальных люнетах), посадочные отверстия в корпусе
(штихмассом или калибром), перпендикулярность поверхности
упорного заплечика к оси вращения и радиус галтели у заплечика
вала, который должен быть меньше радиуса подшипника.
Посадочные места и сопряженные с ними детали должны иметь
конусность и овальность, не выходящие за установленные черте-
жом пределы.
Перед монтажом посадочные места вала и корпуса, а также
сопряженные с подшипником детали покрывают тонким слоем
смазки и предохраняют от засорения.
Подшипники качения вынимают из упаковки только перед
монтажом, а перед сборкой промывают в бензине, смеси бензина
с минеральным маслом, в керосине или горячем минеральном
масле. В целях пожарной безопасности в бензин добавляют до
3 % четыреххлористого углерода. Для промывки также приме-
няют горячие антикоррозионные водные растворы, нагретые до
температуры 75...85 °C. Например, антикоррозионный водный
раствор состоит из 0,5...1 % триэтаноламина; 0,15...0,2 % нит-
рита натрия; 0,02...0,1 % смачивателя типа ОП-Ю, остальное —
вода.
Бензином подшипники промывают следующим образом: в чис-
тое ведро или бачок наливают достаточное количество бензина
и 6...8 % (к объему бензина) легкого минерального масла, на-
пример индустриального 12 или 20, затем подшипники средних
и малых размеров погружают в бензин и, придерживая внутреннее
кольцо, медленно вращают наружное кольцо до полного очище-
ния сепаратора, дорожек и тел качения подшипника от смазки.
Если подшипники были сильно загрязнены, то во избежание
повреждения твердыми частицами полированных рабочих поверх-
ностей, не вращая, тщательно промывают в бензине до удаления
большей части грязи. При одновременной промывке большого
количества подшипников применяют две ванны — для предвари-
132
тельной и окончательной промывки. Промытые подшипники выни-
мают из ванны, дают стечь бензину и укладывают для просушки
на верстак, покрытый чистой бумагой, или обдувают сжатым
воздухом. Затем подшипники сразу смазывают тонким слоем
смазки, покрывая все поверхности, особенно внутренние дорожки
качения, шарики и ролики. Промывают подшипники в горячем
масле в специальных металлических ваннах с электро- и паро-
подогревом. Если упаковка не имеет повреждений, а смазка не
затвердела, подшипники не промывают.
Посадку подшипников качения осуществляют с натягом: на
вал (по системе отверстия), в корпус (по системе вала с при-
менением специальных оправок вручную, на гидравлических или
пневматических прессах); либо на вал и в корпус. При запрес-
совке необходимо обеспечить соосность расположения подшипни-
ков и вала и создать необходимые зазоры для свободного, без
защемления шариков или роликов, вращения подшипника.
Перекосы внутреннего кольца относительно вала затрудняют
посадку, приводят к образованию задиров и искажению формы
посадочной шейки, а иногда и к разрывам внутренних колец
подшипников. Слишком плотная посадка вызывает расширение
внутреннего кольца подшипника и сжатие его наружного кольца,
в результате чего шарики или ролики защемляются и подшипник
быстро выходит из строя. Чрезмерный зазор в посадочных
местах также ухудшает работу подшипника: кольца его начинают
проскальзывать, вызывая износ посадочных поверхностей и виб-
рацию механизма.
Перед установкой подшипников качения на вал в целях облег-
чения монтажа рекомендуют нагревать их в минеральном масле,
температура которого не должна превышать 100 °C. При посадке
наружных колец подшипников в корпуса последние в некоторых
случаях также нагревают до 100 °C в масляной ванне или в му-
фельной печи, либо подшипник охлаждают твердой углекисло-
той— сухим льдом (температура 348...353 К, или —75...80 °C).
При посадке необходимо следить за тем, чтобы подшипник был
вплотную доведен до торца заплечика вала так, чтобы между
ними не оставалось зазора. С этой целью в период остывания
подшипник следует осаживать к заплечику молотком через мон-
тажную трубу.
Прилегание подшипника к валу проверяют при помощи щупа
толщиной до 0,03 мм. При правильной запрессовке щуп не должен
проходить между плоскостями подшипников и заплечиков вала
или корпуса. Если окажется, что подшипник недопрессован, то
его надо допрессовать в холодном состоянии ударами молотка
через медную надставку.
Для напрессовки подшипника на шейку вала можно исполь-
зовать ручные приспособления — монтажные стаканы и оправки
(рис. 3.17). Применение оправок обеспечивает равномерную по-
садку подшипника на шейку вала, предотвращает перекос при
133
Рис. 3.17. Напрессовка подшипника качения: а — с помощью оправки
и ручного пресса; б с помощью стакана 1 и кольца 2; в — с помощью
ручной оправки
установке и предохраняет подшипник от повреждений. При уста-
новке подшипников качения с помощью монтажных стаканов
усилие запрессовки прикладывают только к тому кольцу подшип-
ника, которое монтируют с натягом, не допуская при этом пере-
дачи усилия запрессовки через шарики или ролики. Внутренний
диаметр монтажного стакана должен быть немного больше диа-
метра посадочной шейки вала, а торец ровно подрезан.
При ручной сборке удары молотком следует наносить по
центру головки монтажного стакана, так как в противном случае
возможны перекосы колец, поломки шариков, разрушение сепара-
тора и канавок. Если подшипник монтируют с неподвижной по-
садкой в корпус (при подвижной посадке на валу), то можно
применять все способы монтажа, описанные выше. В большинстве
случаев для посадки подшипников в корпус употребляют спе-
циальные монтажные стаканы или оправки, аналогичные по
конструкции монтажным стаканам, применяемым при монтаже
подшипников на вал, с соответственно измененными размерами.
Для напрессовок подшипников на валы с резьбой на конце
используют винтовые или гаечные устройства (рис. 3.18).
При монтаже подшипников качения учитывают, что усилие
запрессовки должно передаваться непосредственно на торец со-
прягаемого кольца. В упорных шарикоподшипниках кольца
имеют разные диаметры — как наружные, так и внутренние.
Чтобы подшипники работали нормально, при сборке всегда уста-
навливают кольцо с меньшим внутренним диаметром на валу,
а кольцо с большим внутренним диаметром — в корпусе.
При установке вала в двух радиальных шарикоподшипни-
ках один из них закрепляют неподвижно на валу и в корпусе,
134
а второй — только на
валу, потому что вал во
время работы нагре-
вается и его длина
несколько возрастает.
При удлинении вала
подшипник перемеща-
ется в корпусе. Если за-
крепить оба подшип-
ника неподвижно, вал,
нагревшись, начнет ту-
го поворачиваться и
произойдет защемление
шариков или роликов и
оба подшипника могут
быстро выйти из строя.
Рис. 3.18. Гаечное приспособление для напрес-
совки подшипников:
/ — гайка; 2 — корпус; 3 — шайба; 4 — ручка
Запрессованный подшипник проверяют, проворачивая его
вручную. Вращение подшипника должно быть плавным, без
заеданий. При этом может прослушиваться незначительный рав-
номерный шум. Проверяют также прилегание наружного кольца
к бортику отверстия корпуса, а внутреннего кольца — к заплечику
вала.
Для правильной работы подшипников необходимо точное сов-
падение осей вала и корпусов, так как перекос вызывает пере-
грузку шариков или роликов из-за их защемления и приводит
к преждевременному выходу подшипников из строя. Поэтому
перед монтажом необходимо точно выверить взаимное положение
посадочных мест.
В результате неправильной обработки посадочных мест
разъемного корпуса при установке в него подшипника между
плоскостями разъема может образоваться зазор (до затяжки
крышки болтами), при затяжке болтов наружное кольцо под-
шипника деформируется, и шарики или ролики будут зажаты
между кольцами подшипника. в двух противоположных зонах.
В эксплуатации такой подшипник преждевременно разрушается,
поэтому корпуса с дефектами необходимо исправлять.
От осевого смещения на валу или в корпусе подшипники
стопорят гайкой с шайбой, запорным кольцом, втулкой, крышкой,
стопорными винтами.
Для выяснения эксплуатационных качеств шарикоподшип-
ников необходимо проверять и регулировать радиальный и осевой
зазоры. Как при малых, так и при больших зазорах подшип-
ники быстро изнашиваются. Регулирование зазоров в подшипни-
ках — ответственная сборочная операция, так как неправильно
установленный зазор часто может быть основной причиной
преждевременного износа подшипника. Простейший способ опре-
деления радиального зазора в подшипнике — проверка ко-
лец „на качку“. Между радиальными и осевыми зазорами для
135
Рис. 3.19. Регулировка осевого зазора в подшипниках: а — крышкой
1 с помощью прокладки 2; б — с помощью промежуточной крышки
3 и болта 4 с контргайкой 5\ в — с помощью втулки 6 и угольника 7
шарикоподшипников существует определенная зависимость. Для
однорядного шарикоподшипника осевое перемещение в 12...20
раз больше радиального, составляет в зависимости от серии
подшипника от 0,1 до 0,7 мм и легко ощутимо при проверке. При
сборке более точных подшипников после их напрессовки реко-
мендуется производить проверку при помощи индикаторов.
При сборке узлов с упорными и радиально-упорными под-
шипниками осевой зазор регулируют установкой сменных регули-
ровочных прокладок толщиной от 0,05 до 0,5 мм, регулиро-
вочным болтом или регулировочной втулкой (рис. 3.19). При
регулировании зазора прокладки сначала зажимают крышку 1
без прокладок до тех пор, пока вал не будет провертываться
очень туго. Затягивая гайки или винты, вал нужно повернуть
на несколько оборотов, чтобы ролики подшипника имели возмож-
ность установиться правильно. При зажатой до конца крышке
зазора в подшипнике нет. Замеряя в этом положении в двух-
трех местах зазор между крышкой и корпусом и прибавляя к
нему требуемое осевое перемещение вала, определяют толщину с
калиброванной прокладки 2, которую нужно подложить под
крышку.
При регулировании зазора в подшипнике с помощью проме-
жуточной крышки 3 и болта с гайкой сначала болт 4 затягивают
до тугого провертывания вала (это показывает, что зазор выбран
полностью). Затем по шагу резьбы определяют, на какой угол
следует повернуть винт, чтобы получить требуемый зазор. После
этого винт стопорят гайкой 5,
Демонтаж деталей подшипникового узла является не менее
ответственной операцией и ее необходимо проводить с особой
осторожностью, чтобы не повредить подшипник или вал. Снятие
136
подшипника ударами молотка не-
посредственно по наружному
кольцу не допускается, так как
это может вызвать повреждение
шариков и дорожек, а в некото-
рых случаях поломку кольца под-
шипника. Также недопустимо на-
носить удары молотком по торцу
вала — это приведет к его рас-
плющиванию.
Демонтируют подшипник с по-
мощью винтового съемника
(рис. 3.20). Для этого необходи-
мо внутреннее кольцо подшипника
прочно захватить лапками съем-
ника и, вращая винт, который
упирается в торец вала, снять
подшипник с посадочного места.
Можно использовать горячее ми-
неральное масло (температура
90. ..100 °C), которое льют с та-
ким расчетом, чтобы в первую
Рис. 3.20. Демонтаж подшип-
ника с помощью винтового съем-
ника:
1 — вороток; 2 — винт; 3 — попере-
чина; 4 — шарик; 5 — лапки
очередь нагревалось внутреннее кольцо подшипника. Места вала,
на которые не должно попадать горячее масло, закрывают асбес-
том или картоном, тем самым уменьшая нагрев вала и создавая
необходимую разность температур между внутренним кольцом
подшипника и валом.
В целях предохранения подшипников от загрязнения приме-
няют различные уплотнения: манжетные, лабиринтовые, с жиро-
выми канавками, с фетровыми и войлочными кольцами (рис. 3.21).
Фетровые уплотнения (рис. 3.21, а, б) предназначены для за-
щиты подшипников, работающих в условиях малой запыленности
при окружной скорости вала в месте касания с фетровым коль-
цом не более 4...5 м/с. Перед сборкой фетровые кольца пропиты-
вают техническим жиром и устанавливают их в кольцевые про-
точки, выполненные непосредственно в корпусе либо в съемной
крышке. При сборке проверяют размеры кольцевого зазора между
цилиндрической частью уплотнения и валом. Зазоры между
кольцевыми проточками и валом следует выдержать по чертежу.
Плотность прилегания фетрового кольца проверяют щупом тол-
щиной 0,1 мм. У фетровых уплотнений, состоящих из двух частей,
между стыками не должно быть зазора.
Кольцевые зазоры (рис. 3.21. в...д) и проточки препятствуют
проникновению в корпус подшипника посторонних веществ. Ма-
лый кольцевой зазор между валом и крышкой корпуса заполняют
консистентной смазкой.
В уплотнениях манжетного типа (рис. 3.21, е, ж) в качестве
уплотняющего элемента используют кожаные, резиновые, пласт-
137
Рис. 3.21. Типы уплотнений, применяемых для защиты подшипников
массовые и другие манжеты, которые можно заключить в кассеты.
Контакт уплотняющего элемента с валом осуществляют либо с по-
мощью упругих сил манжеты, либо с помощью кольцевой пру-
жины, которая прижимает манжету к вращающемуся валу. По-
добные манжетные уплотнения надежно работают в самых тяже-
лых условиях и при любых смазках (консистентных и жидких).
Резиновые армированные манжеты применяют для уплотнения
валов, работающих, в минеральных маслах, воде, дизельном
топливе при избыточном давлении до 0,05 МПа, скорости до
20 м/с и температуре в месте контакта манжеты с валом от —45
до 150 °C. Плотность контакта манжеты с валом проверяют щу-
пом 0,1 мм. Его пластина должна проходить с трудом, однако
большой натяг на вал недопустим во избежание нагрева и раз-
рушения материала манжеты.
Надежно работают уплотнения лабиринтного типа (рис.
3.21, з). Уплотняющее действие лабиринтного устройства осно-
вано на создании малого зазора сложной извилистой формы
между вращающимися и неподвижными деталями подшипнико-
вого узла. При установке отражательных колец и защитных шайб
зазор должен быть по всей окружности между ними и неподвиж-
ным корпусом. После сборки необходимо тщательно проверить
герметичность уплотнения.
Привильно смонтированный подшипник работает ровно, без
особого шума и толчков. Глухой, прерывистый шум свидетель-
ствует о загрязненности, свистящий звук — о недостаточной
смазке или трении между деталями подшипникового узла, скре-
жет и резкое постукивание — о разрушении сепаратора или тел
качения.
При дефектном монтаже в процессе работы подшипника в
большинстве случаев повышается его температура. Нагрев выше
90 °C обычно вызывает отпуск подшипника и, как следствие,
резкое уменьшение срока его службы. Это может быть следствием
138
применения некачественной, затвердевшей смазки; загрязнения
подшипника пылью или другими механическими частицами;
отсутствия или чрезмерного заполнения корпуса подшипника
смазочными материалами (в быстроходных подшипниках каче-
ния); трения вращающихся деталей узла о неподвижные части
(например, войлочного уплотнения о вал); неправильной сборки
подшипникового узла (отсутствие наружных зазоров, чрезмерное
искривление или перекос вала, слишком тугая посадка подшип-
ников, вызывающая защемление тел качения). Дефекты наиболее
часто встречающиеся при сборке подшипниковых узлов и при-
чины их возникновения приведены в табл. 3.4.
Сборка и регулировка зубчатых и червячных передач. В от-
личие от передач, используемых в машиностроении, зубчатые
передачи, применяемые в приборостроении, рассчитывают на
небольшие усилия. Однако к ним предъявляют повышенные тре-
бования: высокую плавность передачи, высокую степень кине-
Таблица 3.4. Дефекты монтажа подшипников качения и причины их
возникновения
Дефекты Причины возникновения
Резкий шум низкого тона Металлический шум Неравномерный шум Выкрошивание в диаметрально противоположных зонах радиального подшипника Выкрошивание поперек доро- жек неподвижных и вращающихся колец Неравномерное расположение зоны выкрошивания в упорных под- шипниках Сквозная трещина в кольце Блестящие вмятины на беговых дорожках качения Разрушение сепаратора (тре- щины или поломки его перемычек у основания) Наволакивание металла в отвер- стии наружного или внутреннего кольца > Износ дорожек качения (до ма- тового или блестящего оттенка) Ненормальное повышение тем- пературы подшипника Вмятины на дорожках качения Недостаточный внутренний зазор в подшипнике Наличие посторонних частиц на до- рожках качения (загрязнение при сбор- ке) Овальность кольца вследствие не- правильной напрессовки при сборке Перекос колец при сборке или их несоосность Перекос колец при сборке Слишком туга посадка; деформация или овальность охватывающей детали; проскальзывание кольца по валу или корпусу из-за большого зазора Удары при монтаже Кольца иесоосны или одно из них смонтировано с перекосом Проворачивание кольца на валу или корпусе вследствие неправильного зазора Наличие в подшипнике абразивных частиц (загрязнение при сборке) Недостаточный внутренний зазор в подшипнике, проворачивание колец на валу и корпусе
139
магической точности, т. е. постоянство передаточного отношения
за один оборот ведомого или ведущего звена; наименьший „мерт-
вый ход“, т. е. поворот зубчатого колеса, находящегося в зацеп-
лении, не вызывающий поворота сопряженного зубчатого колеса;
надежность работы при воздействии неблагоприятных факторов
(тряска, вибрация, качка, сложные климатические условия);
сохранение перечисленных качеств в течение длительного периода
времени.
Наибольшее применение в приборах нашли малогабаритные
зубчатые передачи с эвольвентным зацеплением. В отсчетных
механизмах обычно ставят однозаходные червячные передачи.
В кинематических цепях можно использовать самые различные
виды зубчатых передач.
Технологический процесс сборки зубчатых передач определя-
ется видом передачи и техническими требованиями к ее качеству.
Большое значение при этом имеют конструктивные особенности
деталей и механизма в целом, в том числе способы соединения
шестерен с валом или осью, конструкции опор корпуса, возмож-
ность регулирования. Важнейший фактор — серийность произ-
водства.
Типовой технологический процесс сборки зубчатой передачи
включает следующие операции: подготовительную операцию;
входной контроль; предварительную сборку; проверку зацепле-
ния; подгонку и регулировку; промывку деталей; окончательную
сборку; контроль.
1. Подготовительная операция. Полученный для сборки комп-
лект деталей и сборочных единиц сверяют с комплектовочной
картой. Обращают внимание на соответствие упаковки деталей и
узлов техническим условиям. Поступившие элементы освобож-
дают от упаковки. Смазку с них удаляют, промывая в чистом
бензине. Сушат детали сжатым воздухом. Последующее хране-
ние деталей до самого процесса сборки должно быть таким,
чтобы исключить их загрязнение и коррозию.
2. Входной контроль. Заключается в проверке путем внешнего
осмотра всех основных деталей: корпуса, зубчатых колес, валиков,
осей, подшипников на качество изготовления (отсутствие корро-
зии, загрязнений, механических повреждений и др.). Детали мо-
гут подвергать выборочному контролю по характеризующим их
параметрам. Например, корпуса и кронштейны проверяют на пра-
вильность расположения посадочных отверстий, точность обра-
ботки базовых поверхностей. Зубчатые колеса подвергают комп-
лексной проверке на специальных установках, обкатывая их с
эталонными шестернями. Валы и оси проверяют на прямолиней-
ность, биение и т. д.
3. Предварительная сборка. Как правило, необходима в усло-
виях мелкосерийного и единичного производства. Детали крепят
временно с помощью соединений, позволяющих легко, без повреж-
дений менять относительное положение деталей, производить
140
замену элементов и регулировку зацепления, разбирать конструк-
цию для промывки механизма. В процессе предварительной
сборки производят приработку передачи.
Примерный порядок выполнения операций: монтаж зубчатых
колес на осях и валах (временное закрепление производят сто-
порными винтами, окончательное закрепление осуществляют
штифтами или запрессовкой и установкой на шпонку); монтаж
направляющих вращательного движения; установка валов и осей
с зубчатыми колесами в корпусе (если предварительно собранный
узел в корпус не проходит, то монтаж производят одновременно
с установкой в корпус).
Общая схема сборки зубчатых колес включает проверку,
измерение и сортировку: их пригонку, установку и закрепление
на валах; установку валов с насаженными колесами; регулировку
зацепления зубьев.
Посадку зубчатых колес на центрирующие поверхности вала
можно производить вручную при помощи оправки и молотка или
же под прессом с применением накладок. Напрессовку вручную
применяют лишь для зубчатых колес небольшого размера и тер-
мически не обработанных. Зубчатые колеса большого диаметра
и термически обработанные устанавливают при помощи специ-
ального приспособления, которое позволяет центрировать зуб-
чатое колесо на шейке вала при напрессовке. Пользоваться
молотком или выколоткой в этих случаях нельзя ввиду возмож-
ности появления трещин или выкрошивания.
Характер сборочных работ при установке зубчатых колес
на вал зависит от способа их крепления.
Осуществляя сборку зубчатых колес на цилиндрической шейке
и врезной сегментной шпонке с дополнительным креплением
винтами (рис. 3.22, а), следует перед напрессовкой направить
шпонку в паз вала легкими ударами медного молотка или при
помощи струбцин, а колесо установить так, чтобы шпоночный паз
его совпал со шпонкой на валу.
Рис. 3.22. Установка зубчатого колеса; а — на цилиндри-
ческой шейке с использованием сегментной шпонки и фикси-
рующего винта; б — на шлицах с помощью неподвижной
посадки и фиксирующего винта; в — на фланце с креплением
болтами; г — на конической шейке
141
Перед установкой зубчатого колеса на шлицевый вал (рис.
3.22, б) следует тщательно осмотреть поверхность шлицев по впа-
динам, где не должно быть заусенцев, которые могут препятство-
вать свободному перемещению колеса по шлицевому валу. При
установке необходимо обеспечить совпадение шлицевых выступов
и впадин на валу и ступице, чтобы избежать перекосов и за-
диров на шлицах. При особо повышенной точности шлицевого
соединения сопряжение вала с зубчатым колесом обязательно
проверяют на краску. Для этого на шлицы колеса наносят тон-
кий слой лазури, колесо насаживают на вал, снимают и смотрят,
равномерно ли располагается отпечаток на наружной и боковой
поверхностях.
При установке зубчатого колеса на фланец (рис. 3.22, в)
рекомендуется использовать вначале временные болты, диаметр
которых меньше, чем постоянных. Затем вал с зубчатым коле-
сом устанавливают на призмы, временные болты завертывают до
конца и проверяют, не превышает ли радиальное биение пре-
делов допустимого. Отверстия под болты во фланце вала и колеса
при помощи кондуктора совместно развертывают, затем раззен-
керовывают и только после этого вставляют постоянные болты.
Перед установкой зубчатого колеса на конусный конец вала
(рис. 3.22, г) проверяют прилегание конических поверхностей
ступицы и вала друг к другу на краску. После затягивания гайки
в соединениях должны оставаться зазоры: между торцами сту-
пицы и корпуса вала А и между дном шпоночной канавки и верх-
ней плоскостью шпонки а. Если этих зазоров не будет, то зубчатое
колесо может упереться в шпонку, не охватывая конуса вала.
Такое соединение при работе будет непрочным.
При установке зубчатых колес на валы прослеживают их
биение относительно подшипниковых шеек вала. Для этого ис-
пользуют призмы и индикаторы. Биение зубчатого венца опреде-
ляют в направлении, нормальном к образующей делительного
конуса на любом постоянном расстоянии от его вершины. Балан-
сировку зубчатых колес в сборе с валами производят на призмах
следующим образом (рис. 3.23).
На ободе колеса наносят мелом черту. Вращая вал с колесом,
смотрят за положением меловой черты после остановки вала.
Если она останавливается в разных положениях, это будет указы-
вать на то, что колесо отбалансировано правильно. Если меловая
черта каждый раз будет останавливаться в одном положении,
значит часть колеса, находящаяся внизу, тяжелее противопо-
ложной. Чтобы устранить это, уменьшают массу тяжелой части
высверливанием отверстий или увеличивают массу противополож-
ной части обода колеса, высверлив отверстия, а затем залив их
свинцом.
4. Проверка зацепления. Включает проверку размера контакт-
ного пятна, „мертвого44 хода и статического момента. Для опре-
деления размера контактного пятна поверхность зубьев веду-
Рис. 3.23. Балансировка зубчатых колес в сборе с валами:
а, б — в подшипниках; в — иа призмах (Р — уравновеши-
вающие грузы; / — расстояние между грузами)
щего колеса покрывают тонким слоем берлинской лазури (синьки)
или другой краски. При реверсивном вращении ведущего колеса
на зубьях ведомого колеса остаются следы краски — пятно кон-
такта. Пятно контакта должно иметь длину, равную 1 /2 длины
зуба — для прямозубых колес и ’/г-.-’/ч длины зуба—для спи-
ральных конических. Пятно контакта должно иметь отрыв от
головки и ножки зуба, а для бочкообразных и спиральных
зубьев — от носка и пятки зуба.
Правильное зацепление зубьев происходит при параллель-
ности осей колес, отсутствии их скрещивания и сохранении рас-
стояния между осями валов, равным указанному в чертеже.
Параллельность валов проверяют при помощи штихмассов и уров-
ней. При этом имеется в виду, что измеряемые поверхности парал-
лельны осям зубчатых колес. Этот метод можно применить для
проверки неответственных зубчатых передач, так как такой вид
центровки не вполне гарантирует получение оптимального кон-
такта зубьев передачи.
Для зубчатых цилиндрических, конических и гипоидальных,
а также червячных цилиндрических передач cm^l мм установ-
лено шесть видов сопряжений с зазорами: с нулевым боковым Н,
весьма малым боковым К, малым боковым Д, уменьшенным
боковым С, нормальным боковым В, увеличенным боковым А.
Боковой зазор — кратчайшее расстояние между нерабочими
профильными поверхностями смежных зубьев, когда их рабочие
поверхности находятся в контакте. Его можно проверить про-
каткой свинцовой проволоки между зубьями, с помощью щупа
или специального приспособления. Если второе колесо удержать
от вращения, а поводок слегка поворачивать в том или другом
направлении, то поворот будет возможен лишь на размер за-
зора в зубьях. Угол поворота ведущего колеса измеряют индика-
тором.
Другой способ измерения — с помощью мягкой свинцовой
проволочки определенного диаметра, закладываемой скобками на
зубья .(до 3 шт. на длине зуба). После поворота передачи
измеряют оставшиеся толщины обжатых проволочек, которые со-
ответствуют значениям зазора. Эти зазоры должны быть наимень-
шими, но в то же время достаточными для компенсации темпера-
143
турных деформаций, погрешностей изготовления и отклонений
при сборке.
При проверке статического момента определяют необходимую
мощность силового привода и КПД передачи. Проверку произво-
дят с помощью приспособлений для измерения крутящего момента
на валу ведущей шестерни передачи.
5. Подгонка и регулировка плотности зацепления. В цилиндри-
ческих передачах подгонку и регулировку осуществляют измене-
нием межцентрового расстояния с помощью эксцентриковых вту-
лок, плавающих подшипниковых втулок, установкой промежут-
ков зубчатых колес и блока с плавающими осями. Для передач
с нерегулируемым расстоянием между осями требуемое качество
зацепления обеспечивают подбором пар зубчатых колес с после-
дующей их обкаткой.
Межцентровое расстояние Л консольно закрепленных колес
2 и 1 (рис. 3.24, а) регулируют следующим образом.
При ослабленной затяжке винтов 3, крепящих по окружности
прижимную шайбу 4, эксцентриковый палец 5 поворачивают и
вместе с ним поворачивают ведомое колесо 2, которое приближа-
ется к ведущему колесу /. После подобной регулировки межцент-
ровое расстояние фиксируют, зажимая буртик пальца 5 прижим-
ной шайбой 4.
Такой же способ регулировки применяют для передач,
смонтированных на двухопорных валах (рис. 3.24,6).
Регулировку межцентрового расстояния зубчатых колес, за-
крепленных на параллельных валах, опирающихся на кронш-
тейны, производят, смещая кронштейн в направлении, указанном
стрелкой (рис. 3.24, в), или за счет изменения положения пере-
движных (плавающих) втулок 6 (рис. 3.24, г) с подшипниками
скольжения или качения. Эти втулки (рис. 3.25) входят в от-
верстия кронштейнов 3 с зазорами, значения которых согласованы
с размерами зазоров между винтами 2 и крепежными отверстиями
втулок. После выборки зазоров в передаче положения втулок 1
фиксируется винтами 2.
В передаче с коническими зубчатыми колесами правильность
зубчатого зацепления зависит прежде всего от точности распо-
ложения отверстий под подшипники. Оси гнезд подшипников
обоих валов в одной плоскости должны пересекаться в определен-
ной точке под требуемым углом. Для проверки точности при-
меняют специальные приспособления.
При правильном расположении гнезд подшипников конец ка-
либра 1 должен свободно войти в отверстие калибра 2 (рис.
3.26, а). Их размеры подобраны с учетом допускаемого отклоне-
ния в расположении осей гнезд от плоскости и угла. Если концы
калибров срезаны, при их установке в гнезда подшипников кор-
пусов передачи зазор между плоскостями среза должен быть в
пределах /г = 0,01 ...0,06 мм модуля торцового зацепления. Зазор
проверяют с помощью щупа (рис. 3.26, б).
144
Рис. 3.24. Регулировка межцентрового расстояния изменением положения
передвижных эксцентриковых втулок консольно закрепленных колес (а),
колес, смонтированных на двухопорных валах (б), колес, закрепленных на
параллельных валах (г) и смещением кронштейна (а)
Н. Н. Трофимов, В. С. Шульцев
Рис. 3.25. Конструкции пере-
движных (плавающих) втулок с
подшипниками скольжения (а)
и качения (б)
145
5)
Рис. 3.26. Регулировка зазоров в .передаче с коническими зубчатыми колесами:
а, б — проверка расположения гнезд подшипников калибрами; в — проверка
зазора в зацеплении смещением колес вдоль осей / —/ и II —II
Нормальная работа зубьев конических колес возможна лишь
при наличии бокового с и радиального S зазоров между ними.
Зазоры регулируют сдвигом колес вдоль осей / —/ и // —// к точке
пересечения (рис. 3.26, в). При сборке обычно замеряют боковой
зазор, который в каждом конкретном случае должен быть указан
на чертеже или в инструктивной карте сборки. Зависит зазор от
диаметра колес, вида сопряжения передачи и ее быстроходности.
Обкатка зубчатых колес — это искусственный износ деталей,
сопровождающийся неравномерной выработкой по профилю зуба.
Поэтому в точных передачах рекомендуется предварительная ре-
гулировка зазоров, а затем уже обкатка со снятием очень малого
слоя металла. Обкатку ведут с применением пасты ГОИ после-
довательно по одной паре. Для притирки можно использовать
146
внешний реверсивный привод или вращать передачу вручную,
особенно когда уменьшение зазора или неправильное зацепление
имеет местный характер.
Плавность хода передачи проверяют, проворачивая собранный
механизм от руки или с помощью динамометрического ключа.
При неплавности хода, увеличенном зазоре или его отсутствии
передачу разбирают, подбирают новые зубчатые колеса, после
чего вновь производят сборку.
После доводки зубчатой передачи до установленных норм
кинематической точности, плавности работы и контакта зубьев
относительное положение деталей метят рисками, и предвари-
тельно собранную передачу разбирают для промывки. Можно не
разбирать те узлы, детали которых соединены штифтами или
запрессованы.
6. Промывка деталей. Производят ее в чистом бензине, после
чего детали протирают ветошью, смоченной в бензине, и сушат
на воздухе. Наиболее ответственные детали промывают в закры-
тых бачках под струями бензина. Сушат такие детали под стеклян-
ными колпаками.
7. Окончательная сборка. Ведут сборку в той же последова-
тельности, что и предварительную. Детали ориентируют относи-
тельно друг друга по рискам, нанесенным перед разборкой узла
для промывки. Сначала детали крепят временными стопорными
винтами, а затем штифтуют. Собранный узел обдувают сжатым
воздухом для удаления металлической стружки, образующейся
при сверлении и развертывании отверстий под штифты. Если тех-
нические условия не допускают присутствия стружки и пыли при
окончательной сборке, то временную штифтовку производят на
стадии предварительной сборки.
8. Контроль. Точность изготовления колес и сборка передач
должны соответствовать ГОСТу. Для цилиндрических, конических
и червячных зубчатых передач установлено 12 степеней точности,
обозначаемых в порядке убывания точности степенями 1...12. Наи-
более точные 1-я и 2-я степени являются резервными, так как
современные возможности производства и контроля не могут
обеспечить изготовление столь точных колес. 12-я степень также
резервная, так как согласно действующим ГОСТам зубчатые
колеса пока не выполняют грубее 11-й степени точности. Большое
применение имеют зубчатые передачи 6, 7, 8 и 9-й степени точ-
ности. Краткие характеристики наиболее растространенных зуб-
чатых и червячных передач (6-й и 9-й степеней точности) при-
ведены в Приложении табл. 10. Каждая степень точности
зубчатой передачи соответствует нормали кинематической точ-
ности, установленной ГОСТом, а также плавности работы ко-
леса и контакта зубьев.
Кинематическую точность проверяют однопрофильной обкат-
кой проверяемой и эталонной передачи одновременно. При этом
с помощью различных датчиков фиксируют все отклонения равно-
147
мерности работы проверяемой передачи по сравнению с эталон-
ной. Все большее распространение находит и метод измерения
кинематических погрешностей, при котором измеряют действи-
тельные повороты ведомого колеса за промежутки, соответствую-
щие равномерным угловым поворотам ведущей шестерни.
Плавность передачи проверяют измерением профиля зуба с
помощью различного рода эвольвентомеров, в том числе с само-
пишущими устройствами, фиксирующими отклонения профиля
от нормы.
Для контроля контакта зубьев при окончательной сборке при-
меняют проверку на „блеск". Блестящие пятна контакта получа-
ются в результате интенсивного стирания шероховатостей в местах
соприкосновения зубьев при реверсивном вращении передачи.
Такой способ исключает загрязнение передачи краской и повы-
шает точность проверки.
Контроль величины „мертвого" хода и статического момента
осуществляют так же, как и при проверке зацепления после пред-
варительной сборки передачи.
Особенности сборки червячных передач. Для обеспечения
точности работы червячной передачи (рис. 3.27) при сборке
необходимо выдержать с заданной точностью межосевое расстоя-
ние, обеспечить перпендикулярность осей червяка 2 и червячного
колеса /, добиться совпадения оси червяка со средней плоскостью
червячного колеса, обеспечить совмещение оси делительной
окружности червячного колеса с осью его вращения.
Входной контроль червячного колеса и червяка можно выпол-
нить комплексным методом при обкатке с эталонными червяками
и червячными колесами.
В обычных червячных передачах требуемую точность сборки
обеспечивают точным изготовлением деталей и посадочных отвер-
стий. При сборке точных отсчетных механизмов требуемое рас-
Рис. 3.27. Схема измерения бокового
зазора в червячной паре
положение червяка и зубчатого
колеса обеспечивают либо инди-
видуальной подгонкой деталей,
либо регулированием их относи-
тельного положения эксцентри-
ковыми плавающими втулками в
опорах червяка. Фактический
боковой зазор можно проверить
непосредственно индикатором 5,
фиксирующим поворот червяч-
ного колеса 1 относительно за-
стопоренного червяка 2, Измери-
тельный наконечник 4 индика-
торного приспособления 3 подво-
дят к боковой поверхности зуба
в его средней части. Индикатор
Рис. 3.28. Конструкция зубчатого колеса (а) с зазоровыбирающим устрой-
ством, цилиндрического (б), червячного (в), конического (г)
5 выставляют на нуль при некотором натяге. Покачивая от руки
зубчатое колесо, фиксируют отклонение стрелки индикатора от
нулевого положения. Размер зазора определяют как алгебраи-
ческую сумму значений отклонений.
Легкость и плавность хода часто проверяют вращением от руки
входного вала. Момент трогания контролируют с помощью руч-
ных пружинных моментомеров.
Особенности сборки зубчатых передач с зазоровыбирающим
устройством. В передачах, где при реверсивном вращении необ-
ходимо обеспечить минимальный „мертвый" ход, применяют спе-
циальные зазоровыбирающие устройства. На рис. 3.28 в качестве
примера показана конструкция такого устройства, собранного из
двух цилиндрических колес 1 и 2 с помощью винтов 4, головки
которых скрыты заподлицо в специальных пазах.
Процесс сборки устройства включает следующие операции:
притирку зубчатого колеса 2 пастой ГОИ к посадочному диаметру
и торцу колеса 1 до плавного, без заеданий, вращения; закрепле-
ние колес 1 и 2 винтами 4 и раскернивание их торцев для пре-
дохранения от самопроизвольного вывинчивания; установку
пружин 3; проверку значения момента, создаваемого при относи-
тельном повороте колес на ширину паза, и передачу на сборку.
Контрольные вопросы
1. В чем назначение направляющих для вращательного движения?
2. Какие типы направляющих применяют в электромеханических приборах?
3. Как проверяют соосность валов?
4. Какими способами соединяют валы?
5. В чем особенности сборки разъемного подшипника скольжения?
6. Какие приспособления применяют для напрессовки подшипников качения
на шейку вала?
7. Как регулируют осевой зазор в упорных и радиально-упорных подшип-
никах?
149
8. Какие применяют уплотнения подшипниковых узлов?
9. Из каких операций состоит технологический процесс сборки зубчатых
передач?
10. Что такое боковой зазор зубчатой передачи и как его определяют?
И. Как контролируют сборку зубчатой передачи?
12. Какие возможны дефекты сборки зубчатых передач?
§ 3.5. ОСНОВЫ ЭЛЕКТРОМОНТАЖНОГО ДЕЛА
Электрический монтаж прибора или его узловых (функцио-
нальных) частей — очередной этап производственного процесса
после завершения операций механической сборки изделия.
В зависимости от характера и объема производства элек-
трический монтаж выполняют одним из следующих способов:
последовательной укладкой по заданной трассе соединительных
проводов и их подпайкой к выводам элементов схемы (индиви-
дуальный монтаж); жгутовым способом при помощи специаль-
ного шаблона или комбинированным, т. е. сочетанием индиви-
дуального и жгутового монтажа
Индивидуальный монтаж, выполняемый преимущественно по
замкнутому циклу, отличается высокой трудоемкостью и применя-
ют его главным образом в мелкосерийном или опытном произ-
водстве.
Жгутовый (шаблонированный) монтаж основан на том, что
монтажный жгут проводов собирают на шаблоне независимо от
состояния сборки прибора, для которого он предназначен. В силу
этих особенностей монтажный жгут можно рассматривать как
самостоятельный узел, изготовляемый на специальном рабочем
месте. Жгутовый способ монтажных работ применяют в серий-
ном производстве, он обеспечивает высокий технико-экономи-
ческий эффект.
Рассмотренный внутренний монтаж предусматривает внутри-
узловые или внутриблочные соединения прибора. Внешний
монтаж включает в себя операции по изготовлению различных
кабельных узлов, входящих в систему аппаратуры, в том числе
соединительных (многопроводных), высоковольтных и высоко-
частотных (коаксиальных).
Таким образом, технологический процесс монтажных соеди-
нений имеет следующие конструктивные разновидности: объем-
ный монтаж (внутренний и внешний), выполняемый пайкой при
помощи гибких или жестких монтажных соединительных про-
водов; жгутовый монтаж; монтаж на печатных основаниях (пла-
тах) ; комбинированный монтаж, представляющий собой соче-
тание материала на печатных платах с внутренним объемным
монтажом.
Производительность монтажных работ во многом зависит от
качества инструмента и правильности его набора. При комплек-
товке набора инструмента учитывают вид монтажных работ
150
и место их проведения. Различают два вида монтажных работ:
монтаж серийной аппаратуры в сборочном цехе на производ-
ственной линии и монтаж макетов и образцов приборов в лабо-
ратории или опытном цехе.
В сборочном цехе монтажник обязан выполнять монтажные
и простые крепежные работы: прокладку проводов между дета-
лями и блоками прибора; заведение их концов в отверстия ле-
пестков и механическое закрепление на них; размещение и уста-
новку мелких деталей схемы; закрепление выводов этих деталей
на монтажных планках или опорных точках и пайку их. Для выпол-
нения таких работ необходимы паяльник, приспособления для
накрутки и раскрутки проводов, плоскогубцы, круглогубцы,
кусачки, пинцет и отвертка.
В лаборатории или опытном цехе, прежде чем начинать мон-
таж какого-либо прибора, часто приходится полностью собирать
его, т. е. устанавливать и крепить все входящие в него детали
и блоки, размещать монтажные планки и опорные точки, а также
сверлить отверстия, необходимость которых выявляют в процессе
монтажа. Для таких работ нужен гораздо больший набор инстру-
мента.
В комплект монтажного инструмента обычно входит пара
плоскогубцев. Одни, длиной 150...170 мм, с насечкой на губках,
служат для вытягивания или выпрямления толстых одножильных
проводов, поджатия различных крепежных скобок. Другие, дли-
ной 100...120 мм, имеют более тонкие и узкие губки длиной
40...50 мм без насечки, чтобы при сгибании неизолированного
провода не портить его поверхность, а при укладке изолирован-
ного не повредить изоляцию.
Круглогубцев в комплекте также пара. Первые — длиной
40...50 мм, тонкие (диаметр 1,5 мм у концов и 5 мм у основания
губок), без насечки на рабочих поверхностях. Вторые — длиной
150 мм, с прочными губками длиной 30 мм, имеющими насеч-
ку на сходящихся поверхностях. Диаметр губок у таких кругло-
губцев 3...3,5 мм у концов и 7...8 мм у основания. Круглогубцы
применяют при монтаже приборов неизолированными прово-
дами диаметром 1,5...2 мм; ими удобно сгибать кольца на конце
провода для крепления под гайку.
Для монтажных работ наиболее удобны боковые кусачки —
бокорезы, которыми можно откусывать лишние концы проводов
внутри прибора. Режущие губки таких кусачек должны быть
острыми и плотно сходиться. Боковыми кусачками можно резать
провода диаметром до 2 мм. Провода большего диаметра режут
менее удобными торцовыми кусачками, режущие губки которых
расположены под прямым углом к плоскости рукояток.
Боковые и торцовые кусачки выбирают обычно одной длины —
не более 150 мм.
При внутреннем монтаже используют хирургические пинцеты
длиной не более 130... 140 мм и часовые. Пинцет должен хорошо
151
пружинить. Часовой пинцет с острыми сходящимися концами
применяют при работе с проводами диаметром 0,03...0,08 мм (за-
делка концов обмотки потенциометров, контурных катушек). Для
заводки, выгибания и закрепления концов проводов на деталях,
поддержки проводов при пайке используют более прочный, имею-
щий насечки на губках, хирургический пинцет. Очень удобен
при монтаже деталей в труднодоступных частях прибора хирур-
гический пинцет с надетым на него прямоугольным хомутиком,
который при перемещении к концам губок сжимает их.
Для резания бумаги или тонкой ткани необходимы ножницы
длиной 150...200 мм, режущие кромки которых должны быть
не менее 50...70 мм, достаточно острыми и плотно сходящимися.
Для резания листового металла толщиной до 1 мм хорошо иметь
небольшие ручные ножницы длиной 250...270 мм с режущими
губками 90...110 мм.
Отвертка должна точно соответствовать длине и ширине
шлица на головке завертываемого винта. В набор монтажного
инструмента должны входить четыре-пять отверток с разными
по длине и ширине лезвиями. Длина отвертки вместе с ручкой
обычно 250...270 мм. С увеличением диаметра отвертки должен
пропорционально увеличиваться и диаметр ручки.
Для быстрого завертывания гаек при монтаже электромеха-
нических приборов применяют торцовые и боковые гаечные
ключи. Торцовый ключ по конструкции напоминает отвертку,
только вместо заточки на его стержне есть утолщение, внутри
которого выполнено шестигранное гнездо под гайку.
В набор должен входить обычный слесарный молоток, с по-
мощью которого производят кернение в местах, где нужно свер-
лить отверстие, гнут в тисках листовой материал и др. Кроме
того, необходим молоток меньшего размера — часовой — для
вбивания шпилек, расклепки мелких заклепок. В наборе также
полезен деревянный молоток из березы или дуба, незаменим он
при правке погнутых заготовок из полосового или листового
металла толщиной 0,5...2 мм. Удары деревянного молотка не
оставляют на их поверхности вмятин и забоин.
Среди напильников разных профилей и длины (от 75 до
450 мм) монтажнику чаще всего необходимы средние — длиной
150...200 мм. Круглый напильник должен быть диаметром не
более 8... 10 мм. После опиловки деталей из алюминия, крас-
ной меди, гетинакса или текстолита напильник очищают от при-
ставших частиц щеткой из кордоленты. Хранят напильники от-
дельно от остального инструмента в специальных лунках.
В наборе инструментов следует иметь пять-шесть надфилей
и кернер. Для снятия заусенцев после распиловки больших отвер-
стий используют шаберы. Особенно удобен шабер трехгранного
сечения с тремя режущими кромками.
Для прижимания проводов во время пайки или сварки, про-
тягивания одиночных проводов или их группы через отверстия
152
в стенке прибора, вытягивания провода из жгута, а также во всех
случаях укладки проводов применяют различные шпильки, упоры,
круглые и прямоугольные крючки.
Монтажные провода и изоляционные материалы. При монтаже
электромеханических приборов и систем используют кабельные
изделия (провода и проводниковые материалы); изоляционные
материалы; вспомогательные материалы (припои, флюсы, раство-
рители) .
Кабельные изделия разделяют на три подгруппы: провода
неизолированные, монтажные провода и плетенка (чулок). Про-
вода неизолированные (марки ММ — медная мягкая, МТ — мед-
ная твердая и др.) используют при монтаже высокочастотных
цепей. Для снижения потерь на провода наносят слой серебра
электролитическим способом. Провод изолируют трубкой из
пластиката.
Монтажные провода состоят (табл. 3.5) из трех конструк-
тивных частей: медной токопроводящей жилы, изоляции и за-
щитной оболочки. Жила монтажных проводов может быть одно-
проводной и многопроволочная, последние обеспечивают ее гиб-
кость и виброустойчивость. Изоляцией провода служат синте-
Таблица 3.5. Типы монтажных проводов
Марка провода Материал изоляции и оболочки Макси- мальное напряжение, В Диапазон рабочих температур, °C
мгв мгвэ мгвл мгвлэ мгвсэ мгвсл мгвслэ Полихлорвиниловый плас- тикат 500 -40...+70
мшв мгшв мгшвэ мгшвэв Пленочный и волокнистый триацетатный пластикат 380 -50...+60
мгшвл мог мгтл Волокнистая изоляция в полихлорвиниловой оболочке и защитной оплетке Шелковая лакоткань Лавсановая изоляция 1000 -60...+60
МГТФЛ МГТФЛЭ Теплостойкие с фторо- пластовой изоляцией — 60...+200
ЛПЛ-2 МОГ мцсл Хлопчатобумажная пряжа Шелк, капрон Стекловолокно, лак -60...+60
153
тические пленки — хлорвиниловая или фторопластовая. Оболочку
изготавливают из шелковых, хлопчатобумажных или стеклянных
волокон, пропитанных лаком.
Марки монтажных проводов записывают следующим обра-
зом. На первом месте обычно ставят букву М — провод мон-
тажный (исключение составляют некоторые провода в пласт-
массовой изоляции, в обозначении марки которых буква М от-
сутствует. Остальные буквы указывают на материал, из кото-
рого сделана изоляция, и некоторые другие особенности устрой-
ства провода: В — поливинилхлоридная изоляция; Г — провод
гибкий с многопроволочными жилками; Д — провод имеет двой-
ную обмотку; Л — провод лакированный; П — полиэтиленовая
изоляция; С — изоляция из стекловолокна; Ш — изоляция из
полиамидного шелка; Ц — пленочная изоляция; Э (если она сле-
дует за буквой М) — провод эмалированный; Э (если она стоит
на последнем месте) — провод экранированный.
Плетенку (чулок) широко применяют при экранировании
проводов для гибких соединений различных элементов и сбороч-
ных единиц, расстояние между которыми может меняться в про-
цессе эксплуатации. Ее изготавливают диаметром от 2X4 до
40X55 мм (двойное обозначение диаметра показывает наимень-
ший и наибольший диаметры плетенки, получающиеся при ее
вытягивании и сокращении).
К изоляционным материалам, используемым при монтаже,
относят: нитки — хлопчатобумажные, из натурального и искус-
ственного шелка; летны — батистовые, миткалевые, киперные и
тафтяные; лдкоткани — хлопчатобумажные, шелковые и стек-
лянные; трубки — линоксиновые и полихлорвиниловые; бумага —
конденсаторная, телефонная, кабельная; электроизоляционный
картон; гетинакс, текстолит, фибра и т. д.
Для заделки концов проводов, наложения бандажей исполь-
зуют нитки хлопчатобумажные. Нитки шелковые крученые № 13
употребляют для оклетневки (заделки) концов проводов. Исполь-
зование разноцветных ниток при оклетневке облегчает укладку
монтажных схем.
Из неорганических материалов применяют листовую слюду
и электроизоляционные материалы на ее основе: микалекс, мика-
лента, микафолий, микашелк и стекломикалента. Все эти мате-
риалы отличаются хорошими электроизоляционными свойствами
и нагревостойкостью.
Роль разнообразных вспомогательных материалов при мон-
таже сводится к осуществлению механически прочных креплений
и электрически надежных соединений элементов монтажных схем.
Это различные припои, пасты, флюсы, смазки, органические раст-
ворители для промывки паек, склеивающие вещества.
Электрический монтаж включает следующие операции: под-
готовку проводов к монтажу — нарезку, снятие и заделку изо-
ляции на концах проводов; прокладка, крепление и подключение
154
Рис. 3.29. Устройство для автоматического разрезания проводов
монтажных проводов к выводам электрорадиоэлементов, лепе-
сткам расшивочных панелей и обеспечение электрического соеди-
нения пайкой, обжатием или накруткой; проверку правильности
монтажных соединений и электрической прочности монтажа.
Подготовка проводов, кабелей и выводов к монтажу. Заго-
товка монтажных проводов включает в себя операции резки по
заданному размеру и контактное оконцевание.
Мерную резку монтажных проводов, в том числе экраниро-
ванных, производят на специальных автоматах, ножницами гиль-
отинного типа, монтажными ножницами или кусачками. Длина
заготовляемых проводов должна соответствовать размерам, ука-
занным в технологической карте или таблице заготовок. Сра-
щивать провода из отрезков запрещается.
При ручном способе заготовки длину проводов отмеряют в
соответствии с образцами или с помощью линейки с делениями.
Длинные монтажные провода для межблочных связей режут
специальным приспособлением, отмеряющим необходимую длину,
или вручную, вытягивая провод на отмеренную заранее длину.
Для резки монтажных проводов с поливинилхлоридной изо-
ляцией длиной от 30 до 200 мм применяют приспособление
(рис. 3.29), которое устанавливают на станину токарного станка
и приводят в движение от шпинделя. Производительность прис-
пособления определяется частотой вращения шпинделя, за один
оборот которого отрезается один кусок провода. Наиболее целе-
сообразный режим — 120 об/мин.
Приспособление работает следующим образом. Ролик 12,
укрепленный на коромысле 11, прижимается пружиной 14 к
кулачкам 7 и 13, связанным с ведущим диском 6. В положении,
показанном на рисунке, ролик находится на периферии кулачка
с малым радиусом. Поэтому при вращении ведущего диска 6
через систему тяги 9 и коромысла 4 прижимной валик 3 с рези-
новым обводом прижимает провод 2 к диску 6, осуществляя
его подачу в отверстие неподвижного ножа 5. При этом ролики
1 служат для рихтовки провода, а трубка 8 — для предотвра-
155
тения его прогиба. С переходом ролика 12 на участок кулачков
с большим радиусом ролик, а вместе с ним и левая часть коро-
мысла 11 опустится, что приведет к подъему валика 3 и прекра-
щению подачи провода. Одновременно правая часть коромысла
11 поднимет нож 10, который отрежет выступивший конец про-
вода. Длину этого конца можно регулировать перемещением
кулачка 13 относительно кулачка 7, при котором изменяется
соотношение длин частей окружностей с радиусом R и г.
Мерную резку высокочастотных кабелей РК выполняют нож-
ницами гильотинного типа. Длину отрезка кабеля отмеряют ли-
нейкой или используют образец заготовки. Изоляцию и экра-
нирующую оплетку с концов кабелей РК снимают уступообразно
на полуавтомате или монтажными ножницами и электроножом.
При этом нельзя повредить не только токопроводящую жилу,
но и внутреннюю изоляцию и экранирующую оплетку. Размеры
кабелей зависят от типа разъема и должны соответствовать
эскизу технологической карты или чертежу.
Контактное оконцевание заключается в удалении изоляции
с концов монтажного провода, снятия окисной пленки с токо-
проводящей жилы, заделки концов изоляции, лужения оголенных
концов жил проводов, крепления наконечников и маркировки
проводов.
Удаление изоляции с концов монтажных проводов при отсут-
ствии специальных указаний в технологической карте выполняют
на участке длиной 7...10 мм. При удалении изоляции ножом или
ланцетом можно подрезать или повредить токопроводящие жилы
провода, поэтому применяют специальные автоматы и приспо-
собления.
Способ удаления изоляции зависит от ее состава. С проводов,
у которых прилегающий к токопроводящей жиле слой изоляции
пластиковый или поливинилхлоридный, изоляция снимается на
автомате одновременно с мерной резкой провода, электрообжигом
с помощью приспособления закрытого типа с соленоидным при-
водом или электрощипцами для снятия изоляции с одиночных
проводов.
С проводов с комбинированной изоляцией МЦСЛ и МГШВ
сначала снимают наружные слои изоляции, а затем удаля-
ют внутренний слой электрообжигов. Нет смысла подвер-
гать электрообжигу наружные слои изоляции провода МЦСЛ,
так как он имеет оплетку и обмолотку из стекловолокна или фто-
ропласта.
Удаление и закрепление концов изоляции, а также заделку
экранирующей оплетки проводов, предназначенных для межблоч-
ных кабелей, выполняют после вязки их в жгут и заключения
его в металлическую защитную плетенку.
Эмалевую изоляцию удаляют несколькими способами: шли-
фовальной шкуркой, шабером, с помощью муравьиной кислоты
(окунают конец провода, а затем протирают тряпкой).
156
Окисную пленку с токопро-
водящих жил монтажных про-
водов без конструктивного
оловянного покрытия снимают
с помощью приспособления,
показанного на рис. 3.30. Ко-
нец провода со снятой изоля-
цией через отверстие 2 в кожу-
хе осторожно вводят в проме-
жуток между вращающимися
стальными щетками 1. После
удаления окисной пленки жи-
лы скручивают с помощью
специального приспособле-
ния или вручную.
Способ заделки концов
изоляции зависит от марки
провода. Концы текстильной
Рис. 3.30. Механическое приспособление
для зачистки проводов
оплетки проводов для предо-
хранения от разлохмачивания и сползания обычно закрепляют нитро-
клеем или на них надевают отрезки поливинилхлоридных или лино-
ксиновых трубок (рис. 3.31). Нитроклей наносят на участок про-
вода длиной 8... 10 мм, а трубки такой же длины надевают на
конец оплетки. Оплетку проводов с комбинированной изоляцией
предварительно сдвигают на 3...5 мм от места среза поливинил-
Рис. 3.31. Способы оклетневки хлопчатобумажной изоляции монтаж-
ных проводов: а — проклейкой конца изоляции; б — с помощью изо-
лирующих трубок; в — наложением ниточного бандажа (показаны
этапы наложения бандажа):
1 — хлопчатобумажная изоляция; 2 — иитроклей; 3 — токопроводящая жила;
4 — изолирующая трубка; 5 — ниточный бандаж
157
1
Рис. 3.32. Способы заделки экранирующей плетенки и экрани-
ровки монтажных проводов:
1 — жила провода; 2 — изоляция провода; 3 — экранирующая пле-
тенка; 4,6 — изолирующие трубки; 5 — вывод экрана; 7 — вывод
бандажа; 8 — провод
хлоридной изоляции и ее избыток разгоняют вдоль провода.
В исключительных случаях (из-за значительной трудоемкости
этой операции) хлопчатобумажную оплетку закрепляют ниточ-
ным бандажем на участке длиной 5...7 мм.
Заделка концов экранирующей оплетки, чтобы исключить ее
соприкосновение с монтажными лепестками, состоит в надевании
на нее поливинилхлоридной трубки (рис. 3. 32). Оплетку закреп-
ляют так, чтобы ее концы можно было подключить к корпусу.
Концы текстильной оплетки экранированных проводов срезают
ножницами на длине 3...5 мм от места среза поливинилхлоридной
изоляции. Экранирующую оплетку срезают монтажными ножни-
цами. Край оплетки сдвигают, разрезают вдоль по длине 20 мм
от края провода и обрезают вокруг так, чтобы он был ровным,
без торчащих проволок.
Концы наружной текстильной оплетки кабелей РК закрепляют
нитками № 00 и покрывают нитроклеем. Окисную пленку с ого-
ленных концов токопроводящей жилы соскабливают шабером
или шлифовальной шкуркой средней зернистости. Зачищенную
жилу облуживают электропаяльником на длине 5...7 мм от конца.
Лужение оголенных жил проводов выполняют на участке длиной
5...8 мм горячим способом, окуная их на 1—2 с в электрованну
с расплавленным припоем ПОС-40. Чтобы удалить излишки
припоя, провод встряхивают, а затем протирают мягкой тряпкой.
Перед лужением жилы скручивают по часовой стрелке. Можно
лудить одновременно концы нескольких проводов, предварительно
158
подровняв их легким постукиванием о поверхность стола. При
погружении в припой провода держат строго вертикально. При
лужении применяют бескислотные флюсы.
Жгутовый монтаж и правила обработки жгутов. Монтажные
провода, прокладываемые в одном направлении, увязывают в
общий жгут хлопчатобумажной ниткой № 00 или льняной ниткой
№ 9,5/5. Нитку предварительно покрывают воском.
Концы проводов жгута маркируют одним из следующих спо-
собов: различной расцветкой изоляции проводов; окраской или
нумерацией поливинилхлоридных трубок, применяемых для за-
крепления концов изоляции; наклейкой на концы проводов по
их окружности в 1,5—2 оборота клеевой цветной или нумеро-
ванной поливинилхлоридной ленты; нанесением меток разноцвет-
ными нитроэмалями; объемными блоками, надеваемыми на концы
проводов при вязке жгута и удаляемыми после пайки проводов
к контактам; наклейкой на концы изоляции нумерованных бирок
из тонкой бумаги, отпечатанных типографским способом. Бирки
наклеивают клеем БФ-6 и покрывают бесцветным цапонлаком.
Обработку жгута и его эскиза выполняют на стадии проек-
тирования конструкции прибора или при подготовке серийного
производства. В серийном производстве жгуты изготавливают
на шаблонах. Жгут обрабатывают следующим образом. На пол-
ностью собранном и подготовленном для монтажа шасси прибора
согласно монтажной схеме и таблице монтажных соединений
аккуратно раскладывают провода, намеченные к объединению
в жгут. Концы проводов при закреплении на концевых шпиль-
ках не зачищают от изоляции. При цветной маркировке концы
проводов, подключаемых к одним и тем же монтажным лепест-
кам, должны иметь маркировку одного цвета.
Раскладку делают так, чтобы жгут не лежал на крепежных
деталях и по возможности не затруднял доступ к ним, а изоля-
ция его проводов не касалась монтажных лепестков близко рас-
положенных деталей. Изоляцию проводов защищают с помощью
поливинилхлоридных трубок, прокладок или специальных рези-
новых втулок от повреждения в местах прохода жгута через
отверстия в шасси и экранах, а также на ребрах жесткости и
других острых выступах.
Раскладку начинают с коротких проводов и заканчивают
наиболее длинными, чтобы последние образовали лицевую сторону
жгута. Экранированные провода, не заключенные по всей длине
в поливинилхлоридную трубку, помещают в середине жгута. Если
техническими условиями предусмотрены запасные провода в
жгуте, их укладывают с самого верха на наибольшую длину
жгута. Сечение таких проводов обычно равно наибольшему сече-
нию проводов в жгуте. Провода с повторяющейся расцветкой
не следует располагать рядом. При укладке каждого провода
измеряют его длину до закрепления второго конца. При этом
оставляют 20 ... 25 мм длины провода на закрепление концов
159
Рис. 3.33. Вязка проводов в жгут: а — укладка проводов; б —
закрепление нитки; в — сращивание нитки
и такой же запас на повторное закрепление в случае обрыва.
Результат измерения записывают в таблицу монтажных соеди-
нений.
Пример вязки жгута с ответвлением показан на рис. 3.33.
Провода 1 и 3 (рис. 3.33, а) собирают в жгут 2 и увязывают
хлопчатобумажной ниткой 4. Петли вяжут с натяжением через
равные интервалы (не более 25 мм) и в местах ответвления
проводов. Начало и конец нитки закрепляют (рис. 3.33,6). При
сращивании концы нитки связывают (рис. 3.33, в). Внутренний
радиус изгиба жгута берут не меньше двукратного значения
наибольшего наружного диаметра входящего в него провода.
По окончании вязки жгута концы проводов освобождают
от закрепления на контактных лепестках деталей. Жгут извле-
кают из изделия и выправляют на ровной поверхности, придавая
ему необходимую конфигурацию. Если ветви жгута, располо-
жены в разных плоскостях, их отгибают в сторону опорной стенки
или панели так, чтобы провода при этом не изгибались, а скру-
чивались.
Выправленный жгут накладывают на лист чертежной бумаги
лицевой стороной вниз (т. е. обратно его положению на мотнаж-
ной стороне шасси прибора) и тщательно обводят карандашом
контуры его ветвей. Полученный эскиз жгута подправляют ли-,
нейкой. Концы проводов жгута группируют так, чтобы на шаблоне
было наименьшее количество шпилек. Для этого разрешается
незначительно изменять места выхода некоторых проводов (соот-
ветственно следует изменять их длину). Эскиз жгута используют
при изготовлении шаблона, а также при составлении операцион-
ной технологической карты заготовки жгута.
В полном соответствии с эскизом жгута изготавливают опыт-
ный шаблон, который может иметь простейшую конструкцию
(лист фанеры с начерченным на нем жгутом и вбитыми в нужных
местах шпильками). На шаблоне раскладывают и вяжут опытный
жгут. Концы проводов отрезают по концевым поперечным меткам,
маркируют, и закрепляют одним оборотом вокруг шпилек
(рис. 3.34).
Провода раскладывают на шаблоне в порядке, обратном
упомянутому вышё, т. е. начинают с запасных и длинных рабо-
160
Рис. 3.34. Жгут, разложенный на шаблоне
чих проводов и заканчивают самыми короткими. Обратное изо-
бражение жгута на шаблоне и порядок раскладки проводов
придают жгуту аккуратный вид: все узлы, сделанные на жгуте
при вязке ниткой, будут незаметны после его укладки в изделие.
Опытный жгут укладывают на шасси прибора и проверяют
правильность его конфигурации, расположения мест выхода про-
водов и их длину. Исправляют все допущенные неточности и вносят
необходимые изменения в эскиз жгута и таблицу монтажных
соединений. По исправленному эскизу жгута изготавливают
рабочий шаблон.
Для изготовления жгутов рекомендуется использовать шаб-
лоны с зажимами вместо шпилек и световой сигнализацией,
указывающей места подключения вторых концов всех проводов.
Применение таких шаблонов исключает ошибки в раскладке
проводов и не требует вспомогательной документации.
Закрепление концов проводов и выводов. При монтаже концы
проводов и выводов электрорадиокомпонентов перед пайкой
закрепляют, продевая в паечные отверстия монтажного лепестка
и отгибая (рис. 3.35, а, б), либо загибают вокруг лепестка на
пол-оборота или на полный оборот пинцетом и монтажными
плоскогубцами; излишек удаляют кусачками. На бесконтакт-
ных расшивочных панелях концы проводов и выводов про-
пускают в отверстие панели, скручивают, опаивают и обкусы-
вают излишек кусачками (рис. 3.35, в). Паять незакрепленные
концы (встык и внахлест) нельзя.
Кабельные наконечники соединяют с проводом пайкой и об-
жатием. Способ соединения обжатием заключается в том, что
зачищенные от изоляции токопроводящие жилы вводят в труб-
чатую часть наконечника на всю ее длину и обжимают специ-
альным инструментом. Корпус наконечника, деформируясь при
этом, плотно облегает зачищенный и обезжиренный конец про-
вода, образуя между жилой и трубкой наконечника надежный
электрический и механический контакт.
11 Н. Н. Трофимов, В. С. Шульцев 161
а>
Рис. 3.35. Закрепление проводов; а — одиночных; б — спарен-
ных в контактных лепестках; в—на безконтактных расши-
вочных панелях
В контакты соединителя провода заделывают следующим об-
разом. Их зачищают от изоляции на глубину отверстия кон-
такта соединителя с некоторым припуском, жилы скручивают
и облуживают, после чего удаляют лишнюю длину зачищенных
жил. Пайку проводов к соединителю начинают с нижнего ряда
контактов. Для удобства монтажа срезанную часть контакта
направляют в сторону, на которой производят пайку. Провод
вставляют в отверстие контакта и пропаивают.
Прогрессивными способами выполнения соединений при мон-
таже являются накрутка и бандажирование (рис. 3.36). Накрут-
ка — это выполнение электрического соединения, при котором
провод наматывают с определенным усилием на вывод с острыми
краями. Благодаря этому несколько витков провода, врезаясь,
запираются на углах вывода. В аппаратуре общего назначения
принято навивать четыре витка провода, а специального — шесть.
Для увеличения газонепроницаемости поверхности и усилия сжа-
тия навитого соединения на выводе делают насечки. Конец послед-
него витка надо как можно плотнее прижать к выводу, чтобы
Сосредоточенные
контактные
Рис. 3.36. Соединение провода с вы-
водом: а — накруткой (/ — вывод; 2 —
провод); б — бандажированием (/ —
вывод; 2 — бандажная проволока; 3 —
провод)
усилия
скручивания
162
исключить вероятность случайной развивки витков соединения.
Для повышения надежности монтажа накруткой к виткам из
неизолированного участка провода, которые создают контакти-
рующую поверхность, добавляют один-два витка провода в изоля-
ции. Это уменьшает напряжение в точке касания провода и вывода
и поэтому при вибрациях поломка у первого витка мен*ее вероятна.
Многожильные провода при монтаже обычно сначала облу-
живают, а потом соединяют бандажированием. Бандажиро-
вание — это выполнение электрического соединения, при котором
провод располагают параллельно широкой поверхности вывода
и прикрепляют несколькими витками бандажной проволоки, кото-
рую наматывают с определенным усилием.
Контроль качества и надежности монтажа. Электрический
монтаж изделия, законченный полностью или частично (в зави-
симости от конструктивных и технологических особенностей),
подвергают техническому контролю по показателям, определяю-
щим эксплуатационную надежность и внешний вид изделия.
Качество монтажа проверяют на основании технологических
карт контроля или описания контрольных операций в технологи-
ческих картах монтажа, а также технических условий на монтаж
прибора, электрокалибровочных карт сопротивлений и образцов.
Контролируют монтаж после таких операций, как подготовка
проводов, кабелей и выводов, заготовка жгутов, монтаж блоков
и прибора в целом. При внешнем осмотре заготовленных про-
водов и кабелей проверяют марку, сечение, длину, способ и каче-
ство заделки концов, маркировку, отсутствие надрезов жил и ка-
чество их лужения, отсутствие повреждений и загрязнений
изоляции.
Размеры проверяют, сравнивая их с размерами образцов,
или с помощью специальных калибров (мерок), линейки, рулетки
с делениями. Внешним осмотром и сравнением с образцами про-
веряют тип, номинальное значение, маркировку, длину, форму
изгиба и качество лужения выводов, отсутствие царапин, сколов,
трещин корпуса и повреждения надписей, резких изгибов и над-
ломов выводов навесных элементов, подготовленных к монтажу.
Внешним осмотром проверяют также раскладку проводов,
аккуратность, плотность и правильность вязки ниткой заготов-
ленных жгутов. Механическую прочность соединений проверяют,
осторожно и легко потягивая пинцетом, на губки которого надеты
поливинилхлоридные трубки, провод или вывод элемента в на-
правлении его продольной оси.
При проверке монтажных соединений обращают внимание
на соблюдение следующих условий:
все соединения должны быть выполнены с предварительным
(перед пайкой) механическим закреплением подключаемых
концов на контактных лепестках;
пайка должна быть «скелетной» (под припоем должен быть
виден контур подключенного конца), сквозной и двусторонней;
11* 163
щели и промежутки между подключенными концами и лепестком
должны быть заполнены припоем, место спая — быть без пор,
трещин, вздутий, наплывов и остатков флюса, иметь блестящую
поверхность.
изоляция проводов и заделка ее концов не должны иметь
повреждений; не допускается оплавление поливинилхлоридных
трубок на перемычках из неизолированного провода;
не должно быть трещин на стеклянных выводных изоляторах
герметизированных деталей, нарушений соединений контактных
лепестков с выводными стержнями таких деталей;
выводы резисторов и других элементов в схеме должны быть
закреплены на контактных лепестках без натяжения, т. е. с не-
большим изгибом;
расшивочные панели должны быть очищены от брызг припоя,
остатков флюса, отходов монтажных материалов;
монтажные провода должны быть аккуратно выправлены и
уложены на шасси.
Правильность монтажа перемычек, одиночных проводов, на-
весных элементов и маркированных проводов жгутов проверяют
внешним осмотром. Если нарушена или отсутствует маркировка
проводов либо возникают сомнения в правильности подключения
обоих концов провода, производят контроль. Смонтированные
навесные элементы проверяют внешним осмотром, сравнивая с об-
разцами, а в особо оговоренных случаях — омметром или изме-
рителем емкости.
Соединения накруткой и бандажированием подвергают элек-
трическим, механическим и климатическим испытаниям; их про-
водят на нескольких образцах.
К электрическим относят испытания на переходное сопротив-
ление и токовые перегрузки; их проводят на постоянном токе.
Переходное сопротивление соединения не должно превышать
0,002 Ом, а после испытаний на вибрацию — значения, получен-
ного при нормальных условиях, более чем на 10 %. При испы-
тании на токовые перегрузки через соединение в течение 2 ч про-
пускают ток, равный 125 % номинального, и в течение 10 мин —
ток, равный 150 % номинального. После этого переходное сопро-
тивление соединения не должно отличаться от значения, полу-
ченного перед нагрузкой, более чем на 10 %.
Механические испытания навитых соединений включают про-
верку на вибрацию, определение усилия стягивания и развивку;
их проводят на специальных установках.
Климатические испытания включают проверку на нагрев, уско-
ренное старение в атмосфере с повышенной влажностью. После
этих испытаний переходное сопротивление не должно превышать
более чем в 1,5 раза первоначального значения.
Неисправности жгутов можно разбить на следующие группы:
механические повреждения (перетирание изоляции, трещины в
паяном соединении, изломы клемм и т. д.); изменение электри-
164
ческих параметров и свойств электропроводов жгутов. Общие
причины возникновения неисправностей в процессе изготовления
и монтажа жгутов — изменения свойств и скрытые дефекты
материалов, невыявленные при входном контроле, накапливаю-
щиеся ошибки технологического процесса изготовления, труд-
ности механизации и автоматизации контроля изготовления жгу-
тов.
Контрольные вопросы
1. Назначение и виды электрического монтажа при сборке прибора.
2. Какие материалы применяют при проведении электромонтажных работ?
3. Из каких этапов состоит технологический процесс электрического монтажа?
4. Как подготавливают провода к монтажу?
5. Что такое жгутовый монтаж и как изготавливают жгут?
6. Какими способами закрепляют концы проводов и выводов при монтаже?
7. Какие требования предъявляют к качеству и надежности монтажа?
ГЛАВА 4 КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ
И ЭЛЕКТРОНАВИГАЦИОННЫЕ ПРИБОРЫ
Современный флот характеризуется увеличением
численности судов, интенсивности их движения, водоизмещения,
осадки и скорости. Все это приводит к значительному услож-
нению условий эксплуатации и, следовательно, к повышению
вероятности аварий. При этом важное значение приобретает во-
прос оснащения судов наиболее совершенными техническими сред-
ствами, которые позволяют решить навигационные задачи, обеспе-
чить безопасность мореплавания, надежную внутрисудовую и
внешнюю связь, контроль за состоянием судовых механизмов
и систем. Эти технические средства делят на следующие группы:
1. Приборы электрической сигнализации и контроля работы
механизмов и систем, что повышает надежность управления
сложными судовыми механизмами;
2) электронавигационные приборы, с помощью которых
определяют местонахождение судна в море, прокладывают курс,
производят счисление пути;
' 3) средства радиосвязи и радионавигации, которые обеспе-
чивают надежную связь судна с береговыми радиостанциями,
другими судами и безопасность движения в условиях ограни-
ченной видимости.
Контрольно-измерительные приборы делят на две основные
группы: электромеханические и электронные. Электромехани-
ческие приборы преобразуют электрическую величину (силу тока,
напряжение) в соответствующее механическое перемещение под-
вижной части прибора. Электронными называют приборы, у кото-
рых электромагнитная энергия преобразуется в отклонение элект-
ронного луча электронно-лучевой трубки.
165
В соответствии с методами измерения все электромехани-
ческие измерительные приборы делят на приборы непосредствен-
ной оценки, показывающие численное значение измеряемой вели-
чины, и приборы сравнения, сравнивающие эту величину с при-
нимаемой в качестве образцовой.
Приборы контроля подразделяют на оперативные, аварийные
и учетные. В зависимости от способа осуществления контроля
и выдачи результатов измерения рабочих параметров установки
приборы бывают постоянного и периодического контроля, по спо-
собу показаний — показывающие, регистрирующие, суммирую-
щие и сигнализирующие.
Показывающие приборы определяют значения измеряемой
величины в каждый данный момент времени с помощью под-
вижного указателя (стрелки) и градуированного отсчетного при-
способления. Регистрирующие приборы автоматически ведут не-
прерывную запись результатов измерений в виде графика (само-
пишущие) или ряда цифр (цифровые). Стимулирующие приборы
позволяют определить расход пара или воды, количество оборо-
тов и прочее за какой-либо промежуток времени (час, вахту,
сутки и т. д.). Сигнализирующие приборы обеспечивают подачу
светового или звукового сигнала либо того или другого одно-
временно при достижении измеряемой величиной заданных или
предельных значений.
В зависимости от расстояния, с которого можно наблюдать
за показаниями приборов, их подразделяют на местные и дистан-
ционные. Последние обеспечивают передачу показаний на рас-
стояния до 500 м.
Приборы контроля параметров работы судовых энергети-
ческих установок служат для следующих операций: измерения
температуры, давления, уровня воды, масла, топлива, расхода
рабочих тел; анализа газов, воды, топлива, масел; определения
частоты вращения, мощности (вращающего момента).
По степени точности приборы делят на классы: 0,05; 0,1; 0,2;
0,5; 1,0; 1,5; 2,5; 4,0, а вспомогательные части к ним — 0,02;
0,05; 0,1; 0,2; 0,5; 1,0. Класс прибора — величина наибольшей
допустимой основной погрешности, выраженная в процентах.
По характеру применения приборы делят на три группы:
1) стационарные, приспособленные для жесткого крепления;
2) переносные, устанавливаемые в любом месте;
3) приборы для подвижных установок, выдерживающие ме-
ханические сотрясения.
При эксплуатации и испытаниях судовых электроэнергети-
ческих и радиотехнических объектов в основном используют
приборы непосредственной оценки электромеханической группы.
Эти приборы разделяют по роду тока цепей, в которых они
применяются, на приборы постоянного и переменного тока, по
измеряемой ими величине, точности измерения, условиям эксплуа-
тации, способу применения и по конструктивным признакам.
166
Приборы контроля должны удовлетворять следующим тре-
бованиям: быть надежно защищенными от возможных повреж-
дений; иметь четко отградуированные шкалы, хорошо видимые
на расстоянии; надежно работать в течение длительного времени;
иметь достаточную для практических целей точность и быстро
реагировать на изменения регулируемых величин, т. е. быть пре-
дельно чувствительными.
Число штатных контрольно-измерительных приборов и места
их установки определяются Правилами Регистра СССР и Пра-
вилами технической эксплуатации объекта, на котором смонтиро-
ван тот или иной прибор.
§ 4.1. ПРИБОРЫ ТЕПЛОТЕХНИЧЕСКОГО КОНТРОЛЯ СЭУ
Для обеспечения безотказной работы судовых систем,
устройств и оборудования, непрерывно работающих в течение
длительного времени, необходим контроль целого ряда парамет-
ров рабочих сред. Контроль осуществляется приборами, которые
обеспечивают измерение параметров рабочих сред и дистанцион-
ную передачу сигналов в местные и центральные посты управ-
ления.
Приборы для измерения температуры и давления
При работе СЭУ необходимо постоянно контролировать тем-
пературу и давление охлаждающей воды, выхлопных газов, тем-
пературу воздуха, поступающего в дизель, и давление наддува,
а также, при проведении испытаний,— давление сжатия и сго-
рания топлива. Показания приборов позволяют судить о пра-
вильности протекающих в СЭУ процессов и в случае отклонения
от заданных параметров своевременно устранять неисправности,
нарушающие ее нормальную работу.
Измерение температуры. Температуру (степень нагретости)
воды, топлива,, масла, пара и газа измеряют термометрами, прин-
цип действия которых основан на изменении свойств тел при
изменении их температуры. В зависимости от физических свойств
тел, используемых в термометрах последние подразделяют на
термометры расширения, манометрические, термометры сопро-
тивления и термоэлектрические.
Термометры расширения. Принцип их действия основан на
различии температурных коэффициентов теплового расширения
разных тел. Термометры расширения бывают жидкостные, биме-
таллические и дилатометрические. Последние не нашли приме-
нения в судовых энергетических установках.
Принцип работы жидкостных термометров основан на свой-
стве теплового расширения ртути, этилового спирта и других
жидкостей, заключенных в стеклянную трубку. Для измерения
167
Рис. 4.1. Ртутные жидкост-
ные термометры: а и б —
с прямой и угловой оправами;
в — электроконтактный
результатов измерений
температуры в судовых условиях в
качестве жидкостных используют в
основном ртутные термометры
(рис. 4.1).
Температура кипения жидкости
повышается с ростом давления, по-
этому для увеличения верхнего пре-
дела измерения температур про-
странство над ртутью в стеклянной
трубке (капилляре) заполняют азо-
том под давлением до 2 МПа. Верх-
ний конец трубки запаян, а нижний
имеет форму расширяющегося резер-
вуара.
Ртутные жидкостные термометры
выпускают прямыми и угловыми. В за-
висимости от предела измерения тем-
пературы они имеют номера от перво-
го до одиннадцатого. Наибольший
номер соответствует наибольшему
пределу измерения. Для измерения
температуры и сигнализации о до-
стижении ею предельных значений
применяют электроконтактные ртут-
ные термометры.
В пределах измеряемых температур
до 100 °C относительная погрешность
ртутных термометров не превышает
±(2...4) %. Ртутные термометры сравнительно дешевы, просты
по устройству, их легко монтировать на объектах измерения. К не-
достаткам таких термометров относятся: небольшая механическая
прочность, неудобство отсчетов по шкале и низкая чувствитель-
ность при быстрых изменениях температуры.
Биметаллические термометры (рис. 4.2) представляют собой
пружину, составленную из двух спаянных между собой металлов,
например, инвара (сплава железа с никелем) и латуни, с разными
температурными коэффициентами теплового расширения. Пру-
жина 2 может быть плоской (рис. 4.2, а) или спиральной
(рис. 4.2,6). При нагревании разнородные металлы удлиняются
неодинаково, что вызывает изгиб плоской или скручивание спи-
ральной пружины и перемещение стрелки по шкале 1. Биметал-
лические термометры просты по конструкции и надежны в эксплу-
атации. Их недостаток заключается в том, что при перегреве
измерительный механизм быстро выходит из строя. В судовых
условиях биметаллические термометры используют в основном как
дистанционные с электрической или механической передачей сиг-
налов.
168
Рис. 4.2. Функциональные
схемы биметаллических тер-
мометров с плоской (а) и
спиральной (б) пружинами
Рис. 4.3. Манометрический
термометр
Манометрические термометры. Принцип их действия основан
на зависимости давления термометрического вещества от его тем-
пературы. Термометр (рис. 4.3) состоит из термобаллона 3, мано-
метра 1 и соединяющей их капиллярной трубки 2. Термобаллон
заполняют жидкостью (ртутью, ксилолом, метиловым спиртом)
или инертным газом (обычно азотом) и помещают в среду, тем-
пературу которой измеряют. При нагревании баллона давление
в его внутренней полости повышается и стрелка манометра 1 пово-
рачивается на соответствующий этому давлению угол. Изме-
нение давления жидкости или газа в термобаллоне прямо пропор-
ционально изменению температуры среды, в связи с чем шкалу
манометра градуируют в градусах Цельсия.
В зависимости от типа заполнителя манометрическими тер-
мометрами измеряют температуру от 130 до 550 °C. Относитель-
ная погрешность результатов измерений таких приборов не пре-
вышает ±2 %, а точность показаний зависит от температуры
среды, в которой находятся капиллярная трубка и манометр.
Эти термометры широко применяют на судах в системах контроля
параметров работы СЭУ для регистрации и дистанционной, пере-
дачи показаний на расстояния до 60 м.
Термометры сопротивления. Принцип работы этих прибо-
ров основан на изменении сопротивления проводника при его
нагревании или охлаждении. Термометр сопротивления 5
(рис. 4.4) представляет собой каркас с изоляцией, на который
намотана медная или платиновая проволока. Каркас с прово-
локой, обладающей сопротивлением /?/, помещенный в защит-
ный чехол, находится в среде, температуру которой необходимо
измерить. С изменением температуры среды будет меняться зна-
чение Rt.
Устройство, измеряющее Rt, представляет собой уравнове-
шенный электрический мост (зажимы 1—4), одним из плеч кото-
рого является термометр сопротивления. Изменение Rt приводит
169
Рис. 4.4. Термометр сопротивления: а — электрическая схема;
б — общий вид
к нарушению равновесия моста. На зажимах 1—3 возникает
разность потенциалов, которая пропорциональна изменению
сопротивления Rt. Эта разность потенциалов измеряется вольт-
метром V, шкала которого проградуирована в градусах темпе-
ратуры.
Наряду с электрическими термометрами сопротивления из
металлических проводников применяют полупроводниковые тер-
мометры сопротивления — терморезисторы.
Термометрами сопротивления измеряют температуру среды от
200 до 500 °C. По устройству они сложнее манометрических
термометров, требуют дополнительного источника питания, од-
нако обладают высокой чувствительностью и обеспечивают дис-
танционную передачу показаний от объекта измерений практи-
чески в любую точку судна.
Термоэлектрические термометры (термопары) представляют
собой спай двух разнородных металлических проводников (тер-
моэлектродов) 4 (рис. 4.5), помещенных в защитный кожух 1.
Проводники термопары (за исключением места спая) изолиро-
ваны друг от друга и от защитного кожуха. Конец термопары,
помещаемый в объект измерения температуры, называется рабо-
чим или «горячим» спаем. Свободные или «холодные» концы
термопары при помощи переключателя 2 соединены с измеритель-
ным прибором 3, шкала которого градуирована в градусах тем-
пературы.
Принцип работы термопары заключается в том, что при из-
менении температуры «горячего» спая на свободных («холодных»)
концах термопары изменяется термоэлектродвижущая сила (тер-
мо-ЭДС) постоянного тока. Значение термо-ЭДС пропорциональ-
но разности температур спаев, зависит только от темпера-
туры «горячего» и «холодного» спаев и материалов, образую-
щих термопару. Образование термо-ЭДС в термопаре объясня-
ло
Рис. 4.5. Термоэлектрический измеритель температур
ется тем, что при нагревании электроды на «горячем» спае приоб-
ретают более высокие скорости, чем на «холодном», в результате
возникает поток электронов от «горячего» конца к «холодному».
На «холодном» конце накапливается отрицательный заряд, на
«горячем» — положительный. Разность этих потенциалов опре-
деляет термо-ЭДС термопары.
В зависимости от предела измеряемых температур в качестве
термоэлектродов применяют различные сплавы и металлы:
медь — константан (до 400 °C), железо — константан (до
600 °C), хромель — алюмель (до 1250 °C), хромель — копель (до
800 °C) и платинородий (10 % родия) —платина (до 1600 °C).
Термопары применяют на судах главным образом для изме-
рения температуры выхлопных газов дизелей, их размещают
в выпускных патрубках каждого цилиндра.
Измерение давления. Приборы для измерения атмосферного
давления называют барометрами, для измерения избыточного
давления — манометрами и для измерения разрежения (ва-
куума) — вакуумметрами.
По принципу действия различают следующие приборы для
измерения давления: жидкостные, измеряющие давление посред-
ством уравновешивающего столба жидкости, заливаемой в при-
бор; деформационные (механические), в которых используется
зависимость деформации трубчатой пружины, мембраны или
сильфона от действующего на них давления; электрические,
основанные на изменении характеристик в цепи контроля (сопро-
тивления, индуктивности, емкости) в зависимости от положения
мембраны или сильфона, находящихся под давлением
контролируемой среды.
Жидкостные манометры. В системах индикации (измерения)
и контроля параметров работы СЭУ используют U-образные
и чашечные жидкостные манометры. Первые представляют собой
U-образную стеклянную трубку 2 (рис. 4.6, а), укрепленную
171
Рис. 4.6. Жидкостные манометры: а —
U-образный; б — чашечный
вертикально на доске со шкалой 1. Трубку заполняют ртутью
или подкрашенной водой. При давлении в трубке, равном атмос-
ферному, жидкость в обоих ее коленах по закону сообщающихся
сосудов находится на одном уровне. Если одно из колен трубки,
например левое, соединить с измеряемой средой, имеющей дав-
ление выше атмосферного, то уровень жидкости в нем понизится,
а в другом соответственно повысится. Расстояние Н по вертикали
между этими уровнями и определит значение давления измеря-
емой среды.
У манометров второго типа (рис. 4.6, б) вертикальная стек-
лянная трубка в нижней части соединена с широким метал-
лическим сосудом (чашей) 3. Вследствие разности диаметров
трубки и чаши незначительному снижению уровня жидкости в
чаше соответствует значительный подъем уровня в трубке 2, что
облегчает отсчет показаний по шкале /.
Для измерения сравнительно небольших избыточных дав-
лений и разряжений, например для измерения давления воз-
душного дутья в котлах или силы тяги в газоходах при тепло-
технических испытаниях, используют чашечные жидкостные
манометры с наклонной трубкой. При замерах нулевое деление
подвижной шкалы прибора устанавливают на уровне жидкости
в чаше, соединенной с измеряемой средой. Такие микроманометры
позволяют измерять давление 150... 1000 Па.
Преимуществами жидкостных манометров являются сравни-
тельно высокая точность измерения и постоянство показаний
независимо от срока службы, так как они не имеют передаточных
механизмов, изнашивание которых могло бы привести к погреш-
ностям измерения.
172
Пределы измерений жидкостных манометров — от нескольких
паскалей до 0,3 МПа.
Деформационные манометры. В практике эксплуатации СЭУ
широко применяют деформационные манометры с трубчатой
пружиной (рис. 4.7). Они представляют собой трубку 4 эллип-
тического сечения, соединенную через штуцер 7 с измеряемой
средой. При повышении давления трубку «распирает» изнутри
и она стремится выпрямиться, а при уменьшении давления —
наоборот, сжаться. Под давлением среды свободный конец трубки,
перемещаясь через тягу 5, зубчатый сектор 6 и шестерню 2,
поворачивает стрелку 3 в ту или другую сторону.
Передаточное число сектора и шестерни подбирают так, чтобы
при максимальной деформации трубки стрелка поворачивалась
на 270 °C. Спиральная пружина /, жестко соединенная одним
концом с осью стрелки, а другим — с корпусом манометра, обе-
спечивает непрерывный контакт в сочленениях передаточного
механизма, исключая влияние зазоров на показания прибора.
У манометров с трубчатой пружиной возможны засорения
и изнашивание последней, особенно при усиленной вибрации
и резких изменениях давления. Однако такие манометры отли-
чаются сравнительно высокой точностью и их применяют для
измерения давления 0,02...100 МПа.
Трубчатые пружины для измерения давления до 15 МПа из-
готовляют из латуни, а для измерения более высокого давления —
из стали.
Мембранные манометры имеют мембрану (диафрагму), за-
крепленную между соединительными фланцами камеры. Под
давлением среды диафрагма, прогибаясь, перемещает стержень,
который через тягу, зубчатый сектор и шестерню поворачивает
стрелку прибора. Мембранные манометры измеряют давление
не более 3 МПа.
Сильфонные манометры имеют такой же передаточный меха-
низм, как и мембранные. Изменение давления среды в них вос-
принимает цилиндр с гофрированными стенками, называемой
сильфоном.
Электрические манометры. В этих манометрах деформация
мембраны, возникающая под давлением среды, преобразуется
в электрические сигналы. Изменение характеристики электриче-
ского тока в цепи манометра фиксируется вольтметром или оммет-
ром, шкала которого градуирована в единицах давления.
В качестве электрических дистанционных манометров на судах
наибольшее распространение получили манометры типа ЭДМУ
(рис. 4.8). Их используют в основном как дистанционные при-
боры и сигнализаторы, извещающие о недопустимом повышении
или понижении давления масла, воды и других жидкостей и газов.
Изменение давления среды воспринимает мембрана 4. Линей-
ное перемещение мембраны через преобразователь 3 рычажного
типа передается движку реостата 2. Последний включен в схему
173
1
Рис. 4.8. Дистанционный электрический манометр
равновесного моста магнитоэлектрического логометра. При изме-
нении положения движка реостата нарушается равновесие
мостовой схемы. Токи /| и /2, проходя по двум неподвижным индук-
тивным катушкам, создают два противоположно направленных
момента. Каждый из этих моментов стремится установить сер-
повидный сердечник, изготовленный из ферромагнитного матери-
ала, чтобы середина его совпадала с центром соответствующей
катушки. Но по мере приближения к такому положению вра-
щающий момент, способствующий перемещению сердечника
уменьшается, а момент, противодействующий перемещению, уве-
личивается. При определенном положении сердечника вращаю-
щие моменты сравниваются и стрелка 1 амперметра, шкала кото-
рого градуирована в единицах давления, отклоняется на соответ-
ствующий угол.
Вакуумметры и мановакуумметры. По конструкции и прин-
ципу действия вакуумметры аналогичны манометрам с трубчатой
пружиной, но обладают большей чувствительностью. Трубчатая
пружина вакуумметра под действием атмосферного давления
сжимается и при работе не раскручивается, как у манометра,
а, наоборот, закручивается/ Вакуумметры применяют на судах
для измерения разрежений за воздушным фильтром, в конден-
саторах паровых турбин и на всасывающих линиях насосов.
Мановакуумметрами измеряют избыточные давления до
0,5 МПа и вакуум до 0,1 МПа. Мановакуумметр с трубчатой
пружиной отличается от аналогичного манометра только шкалой,
которая у него разделена на две части. На шкале мановакуумметра
нуль расположен в верхней средней части так, что стрелка при
возрастании давления перемещается в одну сторону от него, а при
разрежении — в другую. Мановакуумметры устанавливают для
контроля давления газов в картере двигателя, на центробежных
насосах, компрессорах холодильных установок и цилиндрах низ-
кого давления паровых турбин.
Дифманометры. Иногда требуется измерять разность дав-
лений рабочей среды, например разность между давлениями
174
2
Рис. 4.10. Самопишущий электрический мано-
метр: а — общий вид; б — кинематическая
схема
Рис. 4.9. Дифференциальный
пружинный манометр
масла до фильтра и после него. В подобных случаях на маги-
стралях устанавливают дифманометры. Они бывают жидкост-
ными и деформационными (мембранные и пружинные). Устрой-
ство и принцип работы жидкостных дифманометров те же, что
и жидкостных V — образных манометров. У жидкостного дифма-
нометра одно колено соединено со средой высокого давления,
другое — со средой низкого давления. Разность столбов жид-
кости (обычно ртути) и является разностью измеряемых давле-
ний.
Мембранные дифманометры представляют собой одну мем-
брану, к которой давление подводится с двух сторон, либо две
мембраны, каждая из которых измеряет разные давления.
Пружинный дифманометр (рис. 4.9) имеет подвижную шка-
лу 3 и неподвижную шкалу 1. Стрелка 2 неподвижной шкалы
через зубчатый сектор и соответствующие тяги соединена с труб-
чатой пружиной 4, а подвижная шкала 3 — с пружиной 5.
Открытые концы трубчатых пружин через левый штуцер соеди-
нены с магистралью до фильтра, а штуцером 6 — с магистралью
после него. На рис. 4.9 стрелка манометра занимает положение,
при котором давление до фильтра составляет 0,4 МПа, после
фильтра—0,26 МПа и разность давлений масла до и после
фильтра 0,14 МПа.
Самопишущие манометры. Для учетного контроля давления
среды применяют самопишущие манометры. По выполняемым
функциям они могут быть регистрирующими, а также одновре-
менно регистрирующими и показывающими (стрелочными).
Самопишущий электрический манометр (рис. 4.10) состоит
из электромеханического измерительного механизма, ленто-
175
протяжного устройства, перемещающего бумажную ленту, и за-
писывающего устройства. Запись давлений на бумажной ленте
осуществляется пером, закрепленным на конце стрелки измерив
тельного механизма. Чернила к перу подаются из бачка 1
(рис. 4.10, а) через трубку 2. Бумажная лента крепится в обой-
мах катушек 5, 10 (рис. 4.10, б), проходит по столику <?, направ-
ляющему валику 4 и охватывает барабан 7. Спиральными пружи-
нами 6, 8 и роликом 9 лента плотно прижимается к барабану,
который вращается с постоянной угловой скоростью при помощи
миниатюрного синхронного двигателя. Необходимая скорость
перемещения бумажной ленты определяется условиями эксплуа-
тации манометра.
Прибор воспроизводит на бумажной ленте характер изме-
нения давления среды за час, вахту, сутки. Одновременно по
шкале манометра можно определить и давление среды в данный
момент.
Приборы для измерения давления и разрежения среды про-
ходят регулярно поверку. На шкале приборов указывают предель-
но допустимое давление контролируемой среды и крышки корпу-
сов пломбируют. Манометры, находящиеся в эксплуатации, пове-
ряют с помощью контрольных манометров каждые три месяца,
а контрольные — ежемесячно. Контрольные манометры и вакуум-
метры имеют такую же конструкцию, как и обычные, но точность
их выше. Все приборы с трубчатой пружиной один раз в год
(остальные — один раз в два года) обязательно должны подвер-
гаться специальной поверке органами метрологической службы
Государственного комитета СССР по стандартам.
Приборы для измерения уровня
и расхода жидкости
Контроль уровня и расхода топлива, воды и смазочного масла
необходим не только для поддержания заданного уровня рабочей
среды и оценки запаса, но и для определения технического состоя-
ния СЭУ.
Измерение уровня жидкости. Уровень жидкости (воды, топ-
лива, масла) в резервуарах определяют по высоте от некоторой
точки, принятой за начало отсчета, и измеряют в единицах длины.
Приборы для измерения уровня жидкости называют уровнеме-
рами. Простейшими из них являются метроштоки (металлические
линейки), с помощью которых измеряют положение уровня
жидкости в отсеках корпуса судна, и мерные стекла, применяемые
на судах для измерения уровня воды в котлах, топлива и масла
в расходных цистернах, баках и т. п. Мерные стекла (рис. 4.11, а)
представляют собой цилиндрическую трубку <?, смонтированную
в специальном защищающем ее от повреждений корпусе. Трубка
сообщается с объектом контроля 1 через краны 2 и 5. Количество
жидкости в объекте определяют по шкале 4.
176
Рис. 4.11. Приборы для измерения уровней жидкости: а —
мерные стекла; б — поплавковые уровнемеры; в — пневмати-
ческие уровнемеры
Для более четкого изображения границы уровня в мерном
стекле внутрь его вставляют капроновый ярко окрашенный стер-
жень.
Широко применяют на судах поплавковые уровнемеры. По-
плавки выполняют в виде пустотелого шара, либо пустотелого
цилиндра 2 (рис. 4.11,6), нагруженного пружиной. Их разме-
щают как внутри цистерны, так и в выносной камере /, соеди-
ненной с объектом контроля соответствующими трубками. На
шкале уровнемеров наносят контрольные отметки, соответствую-
щие рабочему и предельно допустимому уровням жидкости в конт-
ролируемом объекте.
Рассмотренные уровнемеры просты по конструкции и прин-
ципу работы. Однако из-за трения в соединениях они обладают
малой чувствительностью, при качке судна могут давать ложные
показания и не всегда обеспечивают дистанционный контроль
измерений.
Из дистанционных указателей уровня наибольшее распро-
странение на судах получили пневматические уровнемеры. Упро-
щенная схема такого измерителя представлена на рис. 4.11, в.
В контролируемой цистерне 7 вертикально установлена труба 6.
Для измерения уровня жидкости в цистерне через редукционный
клапан 5 и распределительный коллектор 4 в трубу 6 подается
воздух под давлением около 0,3 МПа. Преодолевая гидро-
статическое давление Н измеряемого столба жидкости, воздух
12 Н. Н. Трофимов, В. С. Шульцев 177
стравливается в цистерне и отводится через трубопровод 1 в
атмосферу. В зависимости от уровня груза в цистерне будет
изменяться при этом и давление в измерительной трубке 2. Уро-
вень жидкости определяют по показаниям манометра 5, шкал^
которого градуирована в сантиметрах или метрах водяного
столба.
При наличии на судне центрального поста управления грузо-
выми операциями манометры от всех грузовых танков устанав-
ливают в помещении этого поста на специальной панели так,
чтобы они были хорошо видны обслуживающему персоналу, осу-
ществляющему дистанционное управление грузовыми опера-
циями.
Измерение расхода жидкости. Для оценки работы СЭУ необ-
ходимо знать, какое количество топлива, масла, воды, пара и дру-
гих веществ расходуется в единицу времени. Расход вещества
определяют в кубических метрах в секунду или килограммах
в секунду. Различают мгновенный, суммарный и средний расход
вещества.
Под мгновенным расходом понимают количество вещества,
протекающего через поперечное сечение трубопровода в единицу
времени в момент измерения. Суммарный расход за некоторый
промежуток времени (час, вахту, сутки) определяют как общее
количество вещества, израсходованного за данный период вре-
мени. Если замеренный расход вещества за какое-то время раз-
делить на это время, то получится средний расход вещества.
Количество жидкости можно определить по объему непосред-
ственным измерением или по скорости протекания ее через трубу
заданного диаметра, а объем газов — по скорости их протекания
через трубопровод или отверстие известного диаметра. Средний
расход топлива, воды и масла в цистернах можно установить
уровнемером, например, по разности замеров в начале и конце
вахты.
При испытаниях установок расход топлива определяют мер-
ным баком, состоящим из трех частей, соединенных трубками
(рис. 4.12). Объем среднего бака заранее известен, он должен
обеспечить двигатель топливом при работе на полной мощности
в течение 3...5 мин.
Мерный бак заполняют топливом перед началом испытаний
через открытый кран 3. В момент испытаний кран перекрывают
и, как только уровень топлива в измерительной трубке 1 дости-
гает верхней ее стрелки, включают секундомер. Последний выклю-
чают при снижении уровня топлива до нижней стрелки на изме-
рительной трубке /. Зная объем мерного бака 2 и плотность
топлива, можно определить его средний расход, кг/ч, по формуле
G= Ур//- 3600,
где V — объем среднего бака между стрелками, дм3; р — плот-
ность топлива, кг/Дм3; t — время истечения топлива, с.
Дроссельные расходомеры и ротамет-
ры. Дроссельные расходомеры позволяют
установить мгновенные значения расхода
в зависимости от перепада давлений на
участке трубопровода. Перепад давлений
на известной длине трубопровода зависит
от средней скорости потока и расхода
жидкости.
В целях повышения точности опреде-
ления перепада давлений в трубопроводе
устанавливают дроссельное устройство в
виде диафрагмы или сопла. При протека-
нии жидкости через узкое отверстие в
дроссельном устройстве скорость потока
возрастает, а статическое давление па-
дает. За счет подпора жидкости давление
перед дроссельным устройством несколько
повышается.
Перепад давлений в дроссельных рас-
ходомерах замеряют, как правило, ртут-
ными манометрами (см. рис. 4.6, а).
Расход жидкости или газа, м3/ч, в этом
формуле
Рис. 4.12. Бак для опреде-
ления расхода топлива
случае определяют по
G = kF^kh/p ,
где k — коэффициент, зависящий от диаметра трубопровода,
формы и сечения дросселя; F — площадь проходного сечения
дросселя, м2; h — перепад давлений по манометру, Па; р — плот-
ность замеряемой жидкости (газа), кг/м3.
Действие ротаметров основано на изменении проходного се-
чения прибора пропорционально расходу жидкости. Ротаметр
(рис. 4.13) состоит из конической трубки (втулки) 5, внутри кото-
рой на направляющем стрежне 4 установлен ротор 2. Жидкость,
расход которой измеряют, протекая через прибор снизу вверх,
поднимает ротор, увеличивая кольцевой зазор между ним и кони-
ческой трубкой 3. Ротор поднимается до тех пор, пока его массу
не уравновесят силы взаимодействия потока. Расход жидко-
сти определяют визуально по положению верхней кромки ротора
относительно стеклянной шкалы 1.
Ротаметры имеют ряд преимуществ по сравнению с дроссель-
ными расходомерами: схемы включения их не требуют внешних
соединительных линий; они имеют простую шкалу отсчета местных
показаний; дистанционная передача сигналов в таких приборах
осуществляется простейшей телеметрической системой с индук-
тивным преобразователем.
Чувствительным элементом ротаметра с индуктивным преобра-
зователем (рис. 4.14) является поплавок 4, соединенный через
179
Рис. 4.13. Простейший
ротаметр
Рис. 4.14. Ротаметр с
индуктивным преобра-
зователем
шток с сердечником 2 катушки индуктивности 1. Жидкость,
расход которой измеряют, поступает в конусную трубку 3 через
нижний патрубок 5. Каждому значению расхода жидкости (в за-
висимости от ее плотности и кинематической вязкости) соответ-
ствует определенное положение поплавка, а следовательно, и оп-
ределенное положение сердечника катушки, включенной в элект-
рическую схему измерений.
Приборы для анализа газов, воды, топлива
и смазочного масла
Входной контроль воды, топлива и смазочного масла имеет
большое значение для повышения эффективной мощности СЭУ.
По результатам анализа выхлопных газов и отработанного сма-
зочного масла судят о состоянии СЭУ и необходимости профи-
лактического или капитального ремонта.
Анализ газов. Для полного сгорания топлива требуется опре-
деленное количество воздуха. Измерить непосредственно количе-
ство воздуха, поступающего в топку котла или цилиндра дизеля,
достаточно трудно. Поэтому о количестве и, следовательно, каче-
стве сгорания топлива судят косвенно — по анализу выпускных
газов. Для этого пользуются специальными приборами — газо-
анализаторами, На судах содержание углекислого газа СОг, кис-
лорода О2 и окиси углерода СО в выпускных газах определяют
ручным переносным газоанализатором ОРС (рис. 4.15). Он состоит
из трех поглотительных сосудов для определения содержания,
180
Рис. 4.15. Газоанализатор ОРС
%:8 — СО2; 9 — О2; 11 — СО. Каждый сосуд имеет два стеклян-
ных цилиндра, соединенных с общей трубкой 4 кранами 3. Чтобы
избежать попадания воздуха в сосуды 9 и //, на их патрубки
надеты резиновые чехлы 10 и 12.
Сосуды заполняют соответствующими реактивами: раствором
едкого кали для поглощения углекислого газа, щелочным раство-
ром пирагалловой кислоты для поглощения кислорода и аммиач-
ным раствором хлористой меди для поглощения окиси углерода.
Проба газа очищается от механических примесей в фильтре 1.
При взятии пробы газа пользуются колбой 5. Последняя заполнена
подкрашенной водой и резиновой трубкой соединена с измери-
тельной бюреткой 7. В цехах охлаждения бюретку помещают
в стеклянный цилиндр 6, заполненный водой. Перед взятием
пробы газа колбу 5 устанавливают так, чтобы уровень воды в бю-
ретке 7 был на отметке «100». Затем при открытом трехходовом
кране 2 перемещают колбу 5 вниз, заполняя бюретку 7 газом до
отметки «0». После этого кран 2 перекрывают и открывают кран
3 первого поглотительного сосуда. Поднимая и опуская несколько
раз колбу 5, перегоняют газы в поглотительный сосуд.
Для определения количества поглощенного СО2 колбу с водой
устанавливают так, чтобы уровень воды в ней и в бюретке сов-
пал. Высота этого уровня, измеренная по шкале бюретки, пока-
зывает в процентах по объему количество поглощенного газа.
Точно так же определяют содержание О2 и СО в оставшемся
объеме газа. После взятия пробы газ с помощью резиновой груши
13 при поднятой колбе удаляют из прибора.
Состав выпускных газов является одним из диагностических
параметров, характеризующих техническое состояние дизеля.
С увеличением износа содержание СО в газах возрастает, что
181
свидетельствует о нарушении нормального технического состоя-
ния дизеля и необходимости проведения соответствующих про-
филактических мероприятий.
Для оценки безопасности «атмосферы» в танках, трюмах и
других помещениях танкеров и нефтерудовозов применяют спе-
циальные газоанализаторы ГЭУК21, ТП2220 и переносные при-
боры ГХПЗМ.
Анализ воды. При анализе воды устанавливают ее жесткость
в зависимости от количества солей кальция и магния; щелочное
число, зависящее от количества едкого натра NaOH в воде, и со-
держание хлоридов (в основном NaCL, MgCl). Общую жесткость,
щелочное число котловой воды и содержание хлоридов в ней опре-
деляют на судах с помощью специальных лабораторий водокон-
троля типов ЛВК2, ЛВК2М, ЛВКЗ, СКЛАВ1. Лаборатории пред-
ставляют собой набор соответствующих емкостей для реактивов,
различных измерительных колб и других приспособлений. Для
определения общей жесткости в мерный стакан наливают 100 см3
(100 мл) исследуемой воды, добавляют в нее 5 см3 (5 мл) буфер-
ного раствора и четыре капли темно-синего хрома. Вода при
этом приобретает розово-красный оттенок. Затем в воду добав-
ляют по капле раствор трилона Б до тех пор, пока она не будет
синевато-сиреневого цвета. По числу капель трилона Б, затрачен-
ных на исследование, устанавливают жесткость воды.
Для определения щелочного числа 10 см3 (10 мл) исследуемой
воды тщательно перемешивают после добавления двух-трех
капель фенолфталеина до тех пор, пока она не приобретает розо-
вый цвет. После этого в мерный стакан до отметки 50 см3 (50 мл)
добавляют конденсат и по одной капле — серную кислоту до исчез-
новения розовой окраски. По числу капель серной кислоты, затра-
ченной на обесцвечивание пробы воды, находят ее щелочное
число.
Аналогично с помощью реактивов определяют содержание
в воде хлоридов.
К качеству воды, используемой на судах для технических це-
лей, предъявляют требования, которые зависят от особенностей
объекта ее потребления.
Во внутреннем контуре системы охлаждения дизелей рекомен-
дуется применять воду, у которой общая жесткость не более
1,3 мг-экв/л для высокооборотных и не более 2,8 мг*экв/л для
среднеоборотных дизелей, щелочность не менее 2,5 мг*экв/л,
содержание взвешенных веществ не более 10 мг/л, содержание
хлоридов не более 50 мг-экв/л.
Соответствующие требования предъявляют к качеству котло-
вой и питательной воды.
Для предупреждения коррозии охлаждаемых поверхностей ди-
зелей и образования накипи в воду, циркулирующую по внут-
реннему контуру, добавляют специальные присадки: хромпик (би-
хромат калия К2С2О7 или натрия Na2Cr2-2H2O), эмульсол и дру-
182
гие, образующие на охлаждаемых поверхностях защитные
пленки. При расчете дозировки химических реагентов и эксплуа-
тации дозировочных устройств, обеспечивающих необходимые
показатели качества воды, следует руководствоваться в каждом
конкретном случае специальными инструкциями и указаниями
службы судового хозяйства.
Анализ топлива и смазочного масла. Контроль качества неф-
тепродуктов в судовых условиях осуществляют с помощью судо-
вых лабораторий эксплуатационного контроля. При этом опре-
деляют плотность, содержание воды и механических примесей,
вязкость нефтепродуктов, температуру вспышки и содержание
топлива в масле.
Анализ свежих нефтепродуктов можно производить в любой
последовательности, однако при анализе рабочего масла прежде
всего устанавливают содержание механических примесей, затем
содержание топлива и воды в нем. Температура нефтепродуктов
при анализе должна отличаться от температуры помещения,
в котором производится анализ, не более чем на ±5 °C. Плот-
ность нефтепродуктов определяют с помощью нефтеденсиметра.
При отсутствии воды проба топлива и масла должна быть проз-
рачной и не менять цвета при добавлении в нее марганцово-кис-
лого калия.
Количество воды в нефтепродуктах определяют при нагревании
пробы топлива или масла до температуры испарения воды. Водя-
ные пары при этом конденсируются в специальном конденсаторе.
Пробу нагревают до тех пор, пока уровень конденсата в измери-
тельной колбе не перестанет повышаться. Содержание воды в
масле устанавливают по изменению температуры пробы при до-
бавлении в нее гидрида кальция. Предварительно исследуемую
дозу масла разбавляют дизельным топливом (проверенным на
отсутствие воды) в соотношении 20 см3 масла и 80 см3 топлива.
Процентное содержание механических примесей в нефтепро-
дуктах определяют по количеству отстоя в измерительной колбе.
Перед испытанием нефтепродуктов их разбавляют растворителем
(чистым бензином) и тщательно перемешивают.
Приближенно содержание механических примесей в работаю-
щем масле можно установить визуально, сравнением цвета масля-
ного пятна на фильтре с интенсивностью окраски эталонных
пятен.
Содержание топлива в работающем масле определяют по
длине растекания на наклонной плоскости одинаковых по объему
количеств рабочего и свежего (эталонного) масла. Вязкость
нефтепродуктов устанавливают сравнением скоростей погружения
стального шарика в исследуемой и эталонной жидкостях.
Анализ свежих нефтепродуктов производят при заправке суд-
на, проверке состояния топливной и масляной систем и при ава-
рийных ситуациях. Качество рабочего масла контролируют перед
его сливом и 3—4 раза за установленный период работы.
183
Смазочные свойства масел с течением времени ухудшаются
и могут вызывать коррозию деталей дизеля. Содержание общих
механических примесей в масле с учетом полезных присадок
не должно превышать 1,5 %; кислотное число (содержание КОН,
мг в 1 г масла) должно быть не более 2,5; вязкость может быть
изменена только на ±20 %, а понижение температуры вспышки
не должно превышать более 20 %. Общее количество механи-
ческих примесей в смазочном масле с присадками моющего и дис-
пергирующего типа допускается до 3 % при условии, что все
механические примеси находятся в мелкодисперсном состоянии
с размером частиц до 3 мкм.
Предельным значением кислотного числа масел для подшип-
ников с вкладышами из свинцовистой бронзы следует считать
0,5 мг КОН на 1 г масла.
Значения браковочных показателей для каждого конкретного
дизеля устанавливаются заводом-изготовителем.
Основанием для смены смазочного масла в системе дизеля
является такое изменение его качества, при котором хотя бы
один из регламентируемых браковочных показателей превысил
допустимую норму и не может быть восстановлен в условиях
судна.
Приборы для измерения угловой скорости
и мощности СЭУ
Для полного использования номинальной мощности СЭУ при
высоких эксплуатационных показателях необходим систематиче-
ский контроль угловой скорости коленчатого вала и мощности
дизеля. Приборы угловой скорости (частоты вращения) и мощ-
ности применяют в главных и вспомогательных двигателях внут-
реннего сгорания, паровых турбин, турбогенераторах и насосах.
Измерение угловой скорости. Для измерения угловой ско-
рости вала применяют тахометры и работомеры (счетчики обо-
ротов) .
Тахометрами определяют угловую скорость вала в данный
момент, работомерами — суммарное число оборотов за пе-
риод, прошедший с начала эксплуатации до начала отсчета. В за-
висимости от конструктивного исполнения тахометры могут быть
стационарными (постоянно смонтированными на СЭУ) и пере-
носными. Стационарные тахометры по принципу работы подраз-
деляют на механические и электрические.
Механический тахометр центробежного типа (рис. 4.16) со-
стоит из валика <?, груза 5 в виде кольца, спиральной пружины 7
и передаточного механизма к стрелке прибора. При вращении
валика 8 вместе с ним вращается свободно закрепленное на
оси 6 поворотное кольцо — груз 5. Груз спиральной пружиной
удерживается в наклонном по отношению к оси валика 8 положе-
нии.
Центробежная сила, возникаю-
щая при вращении груза, стремится
развернуть его в положение пер-
пендикулярное оси валика 8. Пово-
рот груза на угол, пропорциональ-
ный угловой скорости валика, через
тягу 4, муфту 3 и зубчатый сектор 2
приводит к изменению положения
стрелки 1 относительно шкалы при-
бора. На практике используют тахо-
метры с грузом и иной формы. Их
принцип действия аналогичен опи-
санному.
Магнитно-индукционные тахомет-
ры ТЭ204 и МЭТ8/30 измеряют угло-
вую скорость валов от 8 до 360 рад/с.
Комплект прибора ТЭ204
(рис. 4.17) состоит из генератора 9,
2
Рис. 4.16. Механический пере-
носной тахометр
трехфазного синхронного двигателя 6 и измерительного преобра-
зователя 3. Электрическая дистанционная передача угловой ско-
рости в тахометре основана на преобразовании генератором угло-
вой скорости вала СЭУ в электродвижущую силу и на свойстве
систем трехфазных токов создавать вращающееся магнитное поле.
Ротор 8 трехфазного синхронного генератора приводится во вра-
щение через зубчатую передачу 10 и соединительную муфту от кон-
тролируемого объекта (на рисунке не показана). В целях умень-
шения износа подвижных деталей тахометра диски муфты вво-
дят в зацепление с поста управления только в момент вклю-
чения прибора. Стационарные тахометры присоединяют обычно
к распределительным валам СЭУ.
При вращении якоря в обмотках статора генератора возбуж-
дается ток с частотой, пропорциональной угловой скорости рас-
пределительного вала. От генератора ток по кабелю 7 поступает
к трехфазному двигателю 6, в обмотках статора которого созда-
ется магнитное поле, вращающее ротор 5. Вместе с ним вра-
щается магнитный узел 4 с шестью парами постоянных магнитов,
Рис. 4.17. Электрический тахометр ТЭ204
185
между полюсами которых находится измерительный преобразо-
ватель 3. При вращении магнитного узла в измерительном пре-
образователе индуцируются вихревые токи. В результате их
взаимодействия с магнитным полем узла 4 возникает вращаю-
щий момент, пропорциональный угловой скорости магнитного
потока. Вращающему моменту измерительного преобразователя
противодействует момент скручивания спиральной пружины 2,
и стрелка 1 измерительного прибора поворачивается на угол,
пропорциональный угловой скорости вала СЭУ. Показания тахо-
метра регулируют изменением длины спиральной пружины 2.
Тахометр МЭТ8/30 состоит из генератора постоянного то-
ка, развивающего напряжение 30 В, восьми измерителей и сое-
динительного кабеля. Генератор соединен цепной передачей с при-
водным валом топливных насосов СЭУ. Магнитная система гене-
ратора представляет собой четыре магнита, расположенных в ста-
торе. Якорь набран из отдельных пластин с пазами, в которых
уложена обмотка. Ток, вырабатываемый генератором, пропор-
циональный угловой скорости якоря, со щеток коллектора по-
ступает к магнитоэлектрическим вольтметрам, шкала которых
градуирована.в радианах в секунду.
Работомеры, как и тахометры, бывают стационарными или
переносными. Стационарный работомер (счетчик оборотов) вклю-
чают с начала эксплуатации двигателя: по нему определяют
ресурс установки. В счетчики оборотов входят несколько шестерен
с числом зубьев, кратным десяти. Шестерни приводятся во вра-
щение от вала двигателя. Одна шестерня показывает единицы
оборотов, вторая — десятки, третья — сотни и т. д.
Кинематическая схема счетчика построена так, что при пово-
роте первой шестерни на десять оборотов вторая поворачивается
на один оборот, при повороте второй шестерни на десять обо-
ротов поворачивается соответственно на один оборот третья и т. д.
Измерение мощности. Одним из основных показателей пра-
вильности использования судовых дизелей является мощность
СЭУ. Мощностные характеристики двигателей устанавливают
на заводских стендах и в процессе ходовых испытаний судна.
Эффективную мощность дизелей в заводских условиях (после
постройки или капитального ремонта) определяют с помощью
гидравлических тормозов различной конструкции. Гидравличе-
ский тормоз состоит из одного или нескольких закрепленных
на роторе дисков, которые вращаются вместе с ротором от вала
дизеля. При вращении ротора вода, заполняющая рабочую по-
лость тормоза, вращается вместе с ним и стремится увлечь за собой
подвешенный статор. Соединенное со статором балансирное
устройство удерживает его от вращения и одновременно обеспе-
чивает возможность измерения тормозного момента Мт.
Эффективная мощность, Вт, МЭ = Л1Л4Т со, где Ai — постоянная
гидротормоза для испытуемого дизеля; со — угловая скорость
коленчатого вала.
186
Рис. 4.18. Функциональная схема фазочувствительного торсио-
метра
В судовых условиях наиболее точным методом определения
эффективной мощности является торсиометрирование дизелей.
Применяемые для этой цели приборы (торсиометры) позволяют
измерять фактическую мощность независимо от технического со-
стояния дизеля, метеорологических условий и других факторов.
Торсиометры делят на индуктивные, акустические, тензометри-
ческие и оптические.
Эффективную мощность дизеля в этом случае определяют
по формуле JV, —Лзфсо, где Л3 — постоянная торсиометра для
испытуемого дизеля: ф — угол скручивания вала (в единицах
шкалы торсиометра); со — угловая скорость вала.
Торсиометр с фазочувствительным измерителем мощности
имеет две индуктивные катушки 2, 8 (рис. 4.18) с сердечниками,
в пазах которых расположены зубчатые диски 1, 9 из ферро-
магнитного сплава, закрепленные на валу 10. Магнитный поток
сердечников индуктивных катушек замыкается через зубцы ди-
сков. Если вал неподвижен, фазы токов на выходе из индуктивных
катушек совпадают. При вращении под нагрузкой происходит
деформация кручения и зубцы дисков смещаются относительно
друг друга на расстояние б. При этом синхронность замыкания
магнитных потоков индуктивных катушек нарушается. На вход
фазочувствительного блока 3 от индуктивных катушек в этом слу-
чае поступает ток с различными фазами. Разность фаз сигналов
фиксируют измерительным прибором 4, шкала которого градуи-
рована в единицах угла закручивания (вращающего момента)
вала. Нулевое значение угла закручивания (момента) устанав-
ливают при неподвижном вале взаимным смещением индуктивных
катушек относительно зубцов диска 1, 9.
В системах автоматического контроля при непрерывном изме-
рении мощностй выходные сигналы по углу закручивания (вра-
щающему моменту) от блока 3 и угловой скорости вала от тахо-
187
Увх
Рис. 4.19. Функциональная схема магнитно-
индуктивного торсиометра
метра 7 поступают на
вход счетного блока 5.
По полученным данным
счетный блок выдает на
прибор 6, градуирован-
ный в единицах мощно-
сти, сигнал, пропорци-
ональный углу закручи-
вания и угловой скоро-
сти вала.
Магнитно-индуктив-
ный торсиометр
(рис. 4.19) измеряет маг-
нитную проницаемость
материала вала при его
деформировании. Он состоит из нескольких (на схеме показаны две)
катушек индуктивности с П-образными сердечниками /, 2, установлен-
ными в нескольких местах вокруг вала 3 на некотором расстоянии от
его поверхности. Магнитный поток сердечника замыкается через воз-
душные зазоры под его полюсами и через металл вала. При неподвиж-
ном вале магнитная проницаемость его металла (в случае точной
установки прибора и полной однородности материала вала) одинако-
ва во всех направлениях, и ток в катушках не протекает.
Если вал 3 нагружен (передает вращающий момент), то в
нем возникают силы растяжения и сжатия. При скручивании
вала симметрия магнитного поля нарушается, магнитная про-
ницаемость в направлении растяжения увеличивается, а в направ-
лении сжатия уменьшается. Вследствие этого напряженность
магнитного поля под одним из полюсов сердечника становится
больше, чем под другим, и в его катушках индуцируется ЭДС. £/Вых,
пропорциональная вращающему моменту.
Акустические торсиометры регистрируют частоту собственных
колебаний струны при ее деформации. Такой прибор-состоит из
двух дисков, установленных на валу. Между дисками натянуто
несколько струн. При закручивании вала струны растягиваются,
в результате чего изменяется частота их колебаний, которую
фиксирует специальный приемник. Механические напряжения
струн передаются на стрелку прибора, шкала которого градуи-
рована в градусах поворота одного диска относительно другого.
Тензометрические торсиометры измеряют деформации наруж-
ных слоев вала от вращающего момента посредством тензорези-
сторов, наклеенных на поверхность вала под углом 45° к его оси.
Тензорезисторы образуют плечи измерительного моста, питание к
которому подается через специальный щеточный токосъемник, за-
крепленный на валу. Изменение сопротивления плеч, вызываемое
деформированием тензорезисторов, приводит к дисбалансу изме-
рительного моста, который характеризует вращающий момент.
Оптический торсиометр представляет собой разъемные дис-
ки, закрепленные на промежуточном валу. В дисках выполнены
отверстия, в которых с наружной стороны закреплены фоторе-
зисторы. Между дисками установлен источник света (лампа).
При ненагруженном вале отверстия в дисках совпадают, поэтому
на оба фоторезистора свет через отверстия падает в один и тот
же момент. При закручивании вала и относительном сдвиге дисков
один из фоторезисторов будет освещаться раньше другого. При
этом один фототок будет сдвинут относительно другого по фазе.
Фазометрическое устройство измеряет время между импульсами
фототоков как функцию вращающего момента дизеля.
Контрольные вопросы
1. Какие требования предъявляют к контрольно-измерительным приборам
судовых энергетических установок?
2. Как измеряют температуру твердых н жидких тел, каково устройство
термометра сопротивления?
3. По каким признакам классифицируют приборы для измерения давления?
4. Как устроены приборы для измерения разности давлений?
5. Периодичность поверки приборов давления. Кто осуществляет поверку?
6. Какими средствами измеряют уровень жидкости в емкостях?
7. Принцип действия ротаметров.
8. Какие неисправности СЭУ приводят к повышенному расходу горюче-
смазочных материалов? '
9. Как определить жесткость воды, какие требования предъявляют к качеству
воды, применяемой для охлаждения дизеля?
10. По каким показателям устанавливают необходимость смены масла?
И. Какие приборы служат для измерения угловой скорости вала СЭУ?
12. Из каких основных узлов состоит магнитно-индуктивный тахометр ТЭ204?
4.2. ОСНОВЫ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ
ПАРАМЕТРОВ СЭУ
Автоматические системы предназначены для выполнения опре-
деленных функций по контролю и регулированию технологи-
ческих параметров без участия человека. Оснащение автомати-
ческими системами современных СЭУ приобретает большое зна-
чение, так как энерговооруженность судов непрерывно возрастает
за счет поступления более мощных и производительных уста-
новок.
Понятие об автоматических системах
Работу СЭУ характеризуют: температура и давление рабочей
среды, угловая скорость коленчатого вала, мощность, производи-
тельность и другие параметры. Целенаправленное изменение ука-
занных параметров при работе СЭУ и составляет сущность управ-
ления. Заданный режим работы может быть обеспечен вручную
или с помощью взаимосвязанных и взаимодействующих между
собой устройств автоматизации.
Управление технологическими параметрами без непосред-
ственного участия человека, называют автоматическим управле-
189
наем. Автоматическое управление реализуется в различных
автоматических .системах управления (АСУ):
1. Системы автоматического регулирования, состоящие из
объектов регулирования и автоматических регуляторов, взаимо-
связанных и взаимодействующих.
Объектом регулирования называют агрегат или механизм,
в котором протекает процесс, подлежащий регулированию. Авто-
матический регулятор — устройство, автоматически поддержи-
вающее заданное значение регулируемой величины при изменяю-
щихся внешних воздействиях (или изменяющие эту величину
по какому-либо закону). Регулируемая величина — это физи-
ческая величина объекта, которую необходимо регулировать или
изменять по какому-либо закону. В установках с высокой степенью
автоматизации регулируется до 300 показателей.
2. Системы автоматического управления, выполняющие опе-
рации, связанные с автоматическим включением и выключением
различных механизмов или систем. Примером может служить
автоматическое включение противопожарной системы при возник-
новении пожара в трюмах, танках, служебных помещениях и т. д.
3. Системы автоматического контроля и сигнализации —
автоматически контролируют определенные параметры и изве-
щают обслуживающий персонал с помощью световых и зву-
ковых сигналов о том, что эти параметры достигли опасных зна-
чений.
4. Системы автоматической защиты предназначены для оста-
новки механизма или выключения его в том случае, если какие-
либо параметры достигли предельно допустимых значений. Так,
например, при достижении главным двигателем предельно до-
пустимой частоты вращения автомат остановки двигателя выклю-
чит подачу топлива независимо от режима, заданного с поста
управления, что предотвращает аварию двигателя.
5. Система дистанционного автоматизированного управления,
которая предназначена для управления на расстоянии каким-
либо управляющим органом объекта регулирования. Например,
система управления главными двигателями с мостика или из
центрального поста управления.
Основные элементы автоматических систем. Автоматические
системы состоят из отдельных элементов, функционально свя-
занных между собой. Количество функциональных элементов,
их устройство и принцип действия могут быть самыми различ-
ными в зависимости от назначения и сложности автоматической
системы. Несмотря на многообразие перечисленных систем со-
ставляющие их элементы обладают общими свойствами и по кон-
структивным и функциональным признакам делятся на следую-
щие группы:
измерительные элементы — осуществляют измерение конт-
ролируемой величины и преобразование ее в сигнал, удобный
для дальнейшей обработки и дистанционной передачи;
190
преобразователи — преобразуют сигналы одного рода энер-
гии в сигналы другого рода;
усилители — преобразуют сигналы по значению;
модуляторы и демодуляторы — преобразуют непрерывный
сигнал в прерывистый и наоборот, сигналы постоянного тока
в сигналы переменного тока или наоборот;
счетно-решающие — производят функциональное преобразо-
вание сигналов;
распределители, коммутаторы — распределяют сигналы по
различным направлениям;
элементы сравнения — осуществляют сравнение полученного
значения контролируемой величины с ее опорным значением;
элементы памяти — запоминают и хранят полученные зна-
чения;
исполнительные элементы — воздействуют на управляемый
объект.
Часто в автоматических системах элементы выполняют сразу
несколько функций, например измеряют контролируемую вели-
чину и преобразуют ее в сигналы другой физической природы,
выполняют логические операции и сравнивают сигналы. Первые
измерители параметров регулируемой величины называют пер-
вичными преобразователями (чувствительными элементами), а
в комплекте с одним или несколькими преобразователями сиг-
налов— измерительными преобразователями (датчиками).
Различают активные и пассивные элементы. В пассивных
элементах выходной сигнал образуется за счет энергии вход-
ного сигнала и вследствие потерь мощность выходного сигнала
всегда меньше мощности входного сигнала. Автоматические
системы с пассивными элементами называют системами пря-
мого действия.
Автоматические системы с активными элементами снабжают
дополнительными источниками энергии. В этом случае входной
сигнал активного элемента управляет подачей энергии от дополни-
тельного источника, поэтому мощность сигнала на выходе актив-
ного элемента может быть больше мощности входного сигнала.
По виду энергии входных и выходных сигналов элементы
подразделяют на механические, пневматические, гидравлические,
электрические, электронные и комбинированные.
Измерительные элементы. В общем виде измерительный
элемент состоит из одного или нескольких преобразователей.
Первичный преобразователь воспринимает сигнал от объекта
автоматизации, а последующие преобразователи преобразуют его
в сигналы, удобные для дальнейшего использования в автома-
тическом регуляторе. Первичные преобразователи давления
(мембраны, сильфоны, трубчатые пружины), температуры (мано-
метрические, термопары и термометры сопротивления), уровня
(поплавковые и пневматические уровнемеры), угловой скорости
вала (механические и электрические тахометры), применяемые
191
в средствах судовой автоматизации, по принципу действия ана-
логичны подобным устройствам в контрольно-измерительных при-
борах, но отличны по конструкции. Существенная разница между
теми и другими определяется прежде всего их назначением.
Измерительные преобразователи КИП преобразуют сигналы
первичных преобразователей в линейные или угловые переме-
щения стрелки указательного прибора, фиксируя на данный
момент значения контролируемых величин в паскалях, градусах
и т. д. Преобразователи же измерительных элементов автома-
тических систем, как правило, не связаны с указательными при-
борами. Получив сигнал от первичного преобразователя, они
сравнивают сигнал с заданным значением (настройкой) и при
рассогласовании воздействуют на последующие звенья автома-
тической системы с тем, чтобы восстановить установленные пре-
делы регулируемого параметра (давления, температуры и т. п.).
По принципу работы различают измерительные элементы
непрерывного и прерывистого действий. Последние называют
реле. Они включают или выключают регулятор при определен-
ных заданных условиях или через установленные промежутки
времени.
Измерительные элементы непрерывного действия преобразуют
выходной сигнал в виде угловых или линейных перемещений
сердечника катушки индуктивности, движка реостата или пла-
стин конденсатора в соответствующие изменения индуктивности,
сопротивления или емкости электрической цепи регулятора.
Усилители, Мощность управляющего сигнала, получаемого
от измерительного элемента, недостаточна для перемещения
регулирующего органа. Поэтому в автоматическую систему вклю-
чают усилители.
В системах непрямого действия сигнал на выходе измери-
тельного элемента поступает к усилителю, где на счет допол-
нительной энергии он усиливается до значения, при котором
срабатывает исполнительный элемент, и перемещает регулирую-
щий орган (устройство, управляющее подводом либо отводом
энергии к управляемому объекту в целях изменения регулируе-
мого параметра). Причем сигнал на выходе усилителя может
быть по абсолютному значению больше сигнала на входе (по-
ложительное усиление) или меньше поступившего в него сигнала
(отрицательное усиление). Отношение абсолютных значений этих
сигналов называют коэффициентом усиления k. Усилители судо-
вых автоматических систем в зависимости от вида подводимой
к ним энергии делят на гидравлические, пневматические, элек-
трические и комбинированные.
Основными элементами гидравлических и пневматических
усилителей являются краны, золотники, дроссельные заслонки
и струйные трубки. Их принцип работы основан на преобразо-
вании кинетической энергии струи жидкости, вытекающей из
усилителя, в давление на исполнительный элемент системы.
192
Золотниковый'усилитель представляет собой цилиндр с отвер-
стиями для входа и выхода рабочей жидкости. Внутри цилиндра
установлен золотник (два или три поршня, соединенных общим
штоком). Шток жестко связан с измерительным элементом регу-
лятора. При отклонении золотника от среднего положения одна
из его полостей сообщается со сливной магистралью, из другой —
рабочая жидкость попадает к исполнительному элементу. В состоя-
нии равновесия золотник находится в среднем положении, и его
поршни перекрывают отверстия, через которые поток жидкости
может поступать к последующим элементам системы. Ограни-
чение области применения золотниковых усилителей объясняется
наличием трения, а также склонностью золотников к заеданию
из-за попадания механических примесей в зазор между золотником
и цилиндром. Поэтому в качестве рабочей жидкости для золотни-
ковых усилителей используют смазочное масло.
Усилители с дроссельной заслонкой устроены таким образом,
что часть подведенной к ним рабочей жидкости может перетекать
в сливной трубопровод, вследствие чего изменяется давление в
магистрали, соединенной с исполнительным элементом автома-
тической системы.
Струйная трубка, жестко связанная с измерительным эле-
ментом, в состоянии равновесия находится в среднем положении
по отношению к приемным сопловым отверстиям. В этом случае
рабочая жидкость поступает с одинаковым давлением в оба
приемных отверстия и поддерживает исполнительный элемент в
равновесном состоянии. При отклонении струйной трубки от сред-
него положения в одном из приемных отверстий создается
большее давление, что приводит к срабатыванию автоматической
системы.
Для усиления электрических сигналов в автоматических систе-
мах применяют магнитные, электронные, полупроводниковые
и электромашинные усилители.
Магнитные усилители имеют несколько замкнутых сердеч-
ников {магнитопроводов) из ферромагнитного материала. Основ-
ной особенностью ферромагнитных материалов является зави-
симость их магнитной проницаемости от напряженности магнит-
ного поля. При создании измерительным элементом различной
напряженности магнитного поля такие усилители изменяют индук-
тивную составляющую полного сопротивления катушки и обеспе-
чивают управление проходящим через них током.
Магнитные усилители соответствуют специфическим условиям
эксплуатации регуляторов СЭУ. Они надежны и просты в эк-
сплуатации, не имеют подвижных частей, могут работать при
значительных перегрузках и вибрациях.
Электронные усилители позволяют получить значительные
изменения напряжения в анодной цепи электронной лампы при
малом изменении переменного напряжения от измерительного
элемента, подаваемого на сетку лампы. Небольшой гарантий-
13 Н. Н. Трофимов, В. С. Шульцев
193
ный срок службы ламп (5- 103...104 с), чувствительность к вибра-
циям, повышенной температуре и влажности ограничивает об-
ласть их применения в судовых условиях.
В средствах автоматизации, в том числе и судовой, получили
распространение полупроводниковые усилители. Действие их осно-
вано на использовании полупроводниковых триодов. Физическая
сущность полупроводниковых триодов всех типов заключается
в том, что под действием вводимых из внешней цепи носителей
тока (электронов) изменяется проводимость выходного участка
цепи, в которую включен местный источник ЭДС. Полупровод-
никовые усилители отличает большой гарантийный срок службы,
возможность работы при относительно высокой влажности и вы-
держивание вибрационных нагрузок с частотой до 2000 Гц.
Электромашинный усилитель в простейшем виде представляет
собой генератор постоянного тока с независимым возбуждением.
Входное напряжение подается к обмотке возбуждения, а со щеток
генератора снимают/усиленное выходное напряжение. Электро-
машинные усилители имеют большую массу и значительные габа-
риты, поэтому их применяют в основном в тех случаях, когда
необходимо увеличить мощность выходного сигнала.
Исполнительные элементы и регуляторы АСУ. Наиболее ши-
рокое распространение в СЭУ получили поршневые, сильфонные,
мембранные и лопастные исполнительные элементы, а также
различные двигатели постоянного и переменного тока. Поршне-
вые, мембранные и лопастные исполнительные элементы могут
быть одно- и двустороннего действия. Поршневые исполнитель-
ные элементы одностороннего действия (с односторонним подво-
дом рабочей жидкости) используют обычно с усилительными
устройствами дроссельного типа (вентилями, дроссельными за-
слонками). В некоторых исполнительных элементах поступатель-
ное движение поршня преобразуется во вращательное движение
регулирующих органов.
Работа исполнительных элементов двустороннего действия
(с двусторонним подводом рабочей жидкости) обеспечивается
усилительными устройствами типа золотников и струйных трубок.
В таких исполнительных элементах создаваемая усилителем
разность давлений рабочей жидкости, действующих с двух
сторон на поршень, мембрану или лопасть, вызывает их переме-
щение в ту или другую сторону, что приводит к перемещению и
регулирующих органов. В зависимости от расхода регулирующей
среды и ее свойств (давления, температуры, вязкости) приме-
няют самые разнообразные регуляторы.
Для регулирования расхода воды, топлива, воздуха и смазоч-
ного масла обычно используют клапаны, краны, задвижки,
заслонки, рейки топливных насосов.
Регуляторы классифицируют по следующим показателям:
виду регулируемой величины (регуляторы температуры, дав-
ления, уровня, частоты вращения и др.);
194
характеру воздействия на регулирующий орган (прямого
и непрямого действия);
виду вспомогательной энергии (гидравлические, пневмати-
ческие, электрические, комбинированные);
количеству воспринимаемых импульсов (одноимпульсные и
двухимпульсные);
закону регулирования (пропорциональные, интегральные и
пропорционально-интегральные).
Контрольные вопросы
1. Какие системы называют автоматическими системами управления?
2. Что называют объектом регулирования, регулируемой величиной?
3. Из каких элементов состоят автоматические системы?
4. Для чего предназначены усилители, какие усилители применяют в авто-
матических системах?
5. По каким показателям классифицируют регуляторы автоматических
систем?
§ 4.3. ЭЛЕКТРОМАГНИТНЫЕ, ГИРОСКОПИЧЕСКИЕ
И ПРИБОРЫ ВРЕМЕНИ
Для определения направления движения судна относитель-
но географического меридиана предназначены приборы, назы-
ваемые компасами. По принципу действия различают магнитные
компасы, в которых используют свойство намагниченной стрелки
устанавливаться в плоскости магнитного меридиана, и гироско-
пические (гирокомпасы), в которых используют свойство гиро-
скопа—устойчивость главной оси и способность к прецессии.
Магнитные компасы
Их применяют на судах с глубокой древности. Они дешевы
и отличаются автономностью, простотой и надежностью. В то же
время направление магнитного меридиана, вдоль которого уста-
навливается стрелка компаса, не всегда совпадает с направлением
географического'меридиана, поэтому в показания магнитного ком-
паса необходимо вводить поправку на магнитное отклонение.
Кроме того, на показания магнитного компаса существенно влия-
ют нестабильные магнитные поля самого судна и его электро-
оборудования. К этому следует добавить погрешности за счет
ускорений, сообщаемых магнитной системе на качке и при манев-
рировании. Все эти причины обусловливают относительно невы-
сокую точность показаний магнитных компасов, Однако благо-
даря высокой надежности и немедленной готовности к работе
эти приборы до сих пор устанавливают на всех морских судах
в качестве аварийных и дублирующих средств.
Морской магнитный 127-миллиметровый (5-дюймовый) ком-
пас наиболее точен в работе. Этот компас надежен, прост в исполь-
зовании и обслуживании. Основными частями компаса являются:
13:
195
Рис. 4.20. Устройство котелка 127-миллиметрового магнитного компаса
/ — стекло; 2 — верхняя камера; 3 — азимутальное кольцо; 4 — цапфы;
5 — чашка; 6—пробка; 7—конический стакан; 8 — диафрагма; 9 - отвер-
стие; 10—курсовые черты; 11, 18 — кронштейны; 12 — перегородка; 13 -
воронка; 14 — нижняя камера; 15 — втулка; 16 — колонка; 17 — магнитные
стрелки; 19 — топка картушки; 20 — поплавок; 21 — конус топки; 22 — шпиль-
ка; 23 — картушка
котелок с картушкой и пеленгатором, нактоуз с амортизирующим
подвесом для установки котелка и устройством для уничтожения
девиации.
Котелок компаса (рис. 4.20) представляет собой латунный
цилиндрический резервуар, разделенный перегородкой на две
камеры. Обе камеры сообщаются между собой через четыре
отверстия, прикрытые снизу воронкой. Верхняя — основная каме-
ра — окрашивается в белый цвет и служит для размещения
в ней главной части компаса — картушки. Сверху камера герме-
тически закрыта стеклом на резиновой прокладке. Стекло посред-
ством шурупов прижато к верхнему срезу котелка кольцом, имею-
щим деления от 0 до 360° через 1° (азимутальный круг). С двух
противоположных сторон камеры вертикально внутри укреп-
лены проволочки, называемые курсовыми чертами. Компас уста-
навливают так, чтобы его курсовые черты совпадали с диаметраль-
ной плоскостью корабля или были строго параллельны ей.
Камера котелка 127-миллиметрового компаса заполнена жид-
костью — смесью этилового спирта (43 % по объему) с дистил-
лированной водой. Температура замерзания такой смеси 26 °C.
Компасная жидкость обеспечивает картушке легкость и плав-
ность вращения на шпильке, уменьшает трение при вращении,
увеличивает устойчивость ее в меридиане во время качки.
196
В центральной части перегородки выполнена втулка. Во втулку
ввинчена латунная шпилька с иридиевым или стальным острием,
на которую накладывается картушка.
Нижняя (дополнительная) камера с помощью кольца на ре-
зиновой прокладке закрыта снизу диафрагмой. В центре диа-
фрагмы имеется конический стакан с ввинченной в него пробкой,
через которую можно заменить шпильку или долить компасную
жидкость (до уровня выходного отверстия воронки). Жидкость
в нижней камере компенсирует изменение объема жидкости в
камере котелка при колебаниях температуры окружающего воз-
духа.
Для увеличения устойчивости котелка во время качки к нижней
части его корпуса прикреплена латунная чашка, залитая свинцом,
с отверстием в центре для доступа к пробке.
С внешней стороны, в верхней части котелка прямо противо-
положно друг другу выполнены два прилива — цапфы, которыми
котелок укладывают в специальные гнезда кольца карданового
подвеса. • Кольцо своими цапфами устанавливают в гнезда пру-
жинного подвеса, укрепленного в верхней части нактоуза. Такое
устройство смягчает динамические воздействия на компас и при
качке сохраняет горизонтальное положение котелка.
Картушка состоит из поплавка и шести симметрично при-
паянных к нему магнитных стрелок, заключенных в латунные
пенальчики. К поплавку на шести кронштейнах прикреплены
ободок и слюдяной диск, на который наклеен бумажный диск
картушки, разделенный по круговой системе на 360° со счетом
по часовой стрелке.
Диск имеет также деление на главные и четвертные румбы
с буквенным обозначением. Нуль разбивки картушки W располо-
жен против северного конца магнитных стрелок. В центр поплавка
впаян конус топки.
Топка представляет собой сапфировую или агатовую чашечку,
которой картушка накладывается на острие шпильки.
Нактоуз 127-миллиметрового компаса представляет собой
шкафчик из дерева или фигурную отливку из силумина. Он имеет
дверцы для доступа к девиационному прибору, пружинный подвес
для амортизации котелка и сам девиационный прибор, а также
защитный колпак или шаровой осветительный прибор. В верхнем
основании нактоуза или на специальные кроншейны прикрепляют
антимагнитный металл для защиты стрелки компаса от магнитных
полей, создаваемых металлическими частями судна.
Шаровой осветительный прибор служит для освещения кар-
тушки в ночное время и предохраняет компас от ударов и за-
грязнений. Он представляет собой латунный сферический колпак
с тремя специальными окнами. По бокам в колпак вмонтированы
гнезда для установки масляных фонарей. В верхней части внут-
ри колпака вмонтирована электрическая пальцеобразная лам-
почка.
197
Гироскопические приборы
Гироскопические приборы и системы предназначены для
определения курса относительно географического меридиана и
угла отклонения от заданного направления. Основой построения
таких приборов и систем является гироскоп.
Типовые элементы и узлы. Быстровращающееся симметрич-
ное тело (ротор), установленное в специальном подвесе, позво-
ляющем ему изменять свое положение относительно основания,
называют гироскопом. Наиболее распространен карданов под-
вес. Гироскоп с кардановым подвесом (рис. 4.21) состоит из внут-
ренней 3 и внешней 2 рамок, установленных на основании 4.
Ротор 1 гироскопа крепится в подшипниках внутренней рамки.
Ось Z ротора называется осью собственного вращения или
главной осью гироскопа. Она перпендикулярна оси внутренней
рамки 3, а последняя — оси внешней рамки 2. Ротор / гироскопа
может вращаться независимо вокруг главной оси Z, вместе с внут-
ренней рамкой 3 — вокруг оси X внутренней рамки и вместе с обеи-
ми рамками — вокруг оси У внешней рамки 2. Такой гироскоп
называется трехстепенным (имеющим три степени свободы).
Рассмотрим более подробно астатический гироскоп, центр
тяжести которого совпадает с точкой опоры. Для гироскопа
с кардановым подвесом точкой опоры является точка пересе-
чения осей рамок подвеса. Приведем ротор гироскопа в быстрое
вращение и направим его ось на определенную точку в про-
странстве. Сделаем несколько колебаний основания гироскопа
в разных плоскостях и поставим основание на прежнее место.
При этом можно убедиться, что главная ось быстровращаю-
щегося астатического гироскопа не следует за движением основа-
ния, практически невосприимчива к толчкам и ударам, и направ-
ление главной оси остается неизменным в пространстве. Это
Рис. 4.21. Трехстепенной
гироскоп в кардановом под-
весе
свойство проявляется тем заметнее, чем
быстрее вращается ротор гироскопа и
больше его кинетический момент Н =
= 1 со, где J — момент инерции ротора
относительно оси вращения; со — угло-
вая скорость вращения.
Свойство главной оси гироскопа
сохранять неизменным свое положение
в пространстве используют при построе-
нии гироскопических приборов. В про-
цессе эксплуатации ось ротора астати-
ческого гироскопа под действием мо-
ментов внешних сил совершает вынуж-
денные колебания (прецессии) и по-
степенно отклоняется от заданного
направления в пространстве. Скорость
отклонения оси ротора гироскопа на-
198
зывается собственной скоростью прецессии или просто «ухо-
дом». Она является наиболее важной характеристикой точности
прибора.
Чтобы превратить свободный гироскоп в курсоуказывающий
прибор, необходимо компенсировать отход его главной оси от
плоскости меридиана и создать условия, при которых главная
ось Z стремилась бы к плоскости меридиана, если по каким-
либо причинам она из нее вышла. Искусственную прецессию гиро-
скопа вокруг оси X создают действием внешнего момента относи-
тельно экваториальной оси У. Гироскоп, имеющий устройство
для создания направляющего момента к меридиану, называется
чувствительным элементом (ЧЭ) гирокомпаса.
В курсоуказывающих приборах-гирокомпасах вынужденная
прецессия обеспечивается несколькими способами: понижением
центра тяжести гироскопа; присоединением к гироскопу системы
сообщающихся сосудов, заполненных маловязкой жидкостью;
включением гироскопа в контур управления, содержащий инди-
катор горизонта (маятник) и датчики моментов.
Перемещение центра тяжести гироскопа ниже точки подвеса
ограничивает одну из степеней свободы, придавая гироскопу
маятниковый эффект. По этой причине такие гирокомпасы назы-
вают маятниковыми.
Гироскоп должен иметь по возможности больший кинети-
ческий момент. В связи с этим массу ротора размещают как можно
дальше от оси вращения. Ротор гироскопа совмещают с вра-
щающим его двигателем. Этот узел называют гиромотором. В ги-
роскопических приборах широко распространены двигатели пе-
ременного тока. Ротор гиромотора является якорем асинхронного
двигателя, а кожух двигателя, снабженный полуосями (цап-
фами),— внутренней рамкой подвеса.
В полость ротора запрессовывают кольцеобразный пакет
из листовой стали со сквозными отверстиями — пазами. В пазы
и торцевую часть пакета заливают под давлением алюминиевый
сплав, в результате чего образуется короткозамкнутая обмотка
типа «беличьего колеса».
Гирорама и смонтированный в ней гиромотор образуют основ-
ной элемент прибора — гироузел. Гирорама должна быть жесткой
и не иметь деформаций как во время хранения, так и в период
эксплуатации. Ее изготовляют литьем из сплава алюминия, а за-
тем механически обрабатывают. Ось гирорамы образуется двумя
цапфами, привинченными в. посадочных гнездах. На гирораме
расположены посадочные места для крепления потенциометри-
ческих датчиков и токоподводящих устройств.
Для статической балансировки гироузла относительно осей
гиромотора и гирорамы на них имеются балансировочные грузы.
Главную ось судового гирокомпаса обычно устанавливают
не строго в плоскости географического (истинного) меридиана,
а с некоторой погрешностью, называемой девиацией компаса.
199
Различают следующие виды погрешностей: конструктивные,
обусловленные несовершенством конструкции компаса; скорост-
ные, вызванные движением судна по сферической поверхности
Земли; инерционные, связанные с ускорениями при изменении
курса и скорости судна; качки.
Для уменьшения конструктивных погрешностей необходимо
обеспечить высокую точность сборки узлов, балансировку вра-
щающихся частей и уменьшить трение в подшипниках.
Скоростная погрешность состоит в следующем. Движение
судна по сферической поверхности Земли можно рассматривать
как вращение вокруг ее центра. Поэтому на судовой гирокомпас
действуют две направляющие силы, одна из которых вызвана
суточным вращением самой Земли, а вторая — движением судна
по сферической поверхности Земли. В результате действия
этих двух сил главная ось гирокомпаса устанавливается в на-
правлении равнодействующей силы, т. е. отклоняется от плос-
кости географического меридиана на некоторый угол. Для учета
скоростной погрешности гирокомпасы снабжают специальными
таблицами или графиками, а в некоторых из них погрешность
автоматически исключена с помощью корректоров.
Инерционные погрешности образуются в результате ускоре-
ний, связанных с изменением курса или скорости судна. Уско-
рения вызывают появление сил инерции, под действием которых
происходят колебания главной оси ЧЭ около положения равно-
весия.
Для предупреждения инерционных погрешностей при измене-
нии широты места необходимо регулировать период незатухаю-
щих колебаний гирокомпаса таким образом, чтобы он всегда
был равен периоду колебаний маятника, длина которого равна
радиусу Земли. Гирокомпас, в котором приведенное условие вы-
полняется во всем диапазоне широт, называется апериодическим.
Во избежание инерционных погрешностей во время маневра
судна перекрывают трубку, соединяющую сосуды успокоителя,
и таким образом отключают его. Сразу по завершении маневра
успокоитель вновь включают.
Погрешности качки связаны с силами инерции, возникающими
при качке судна. Чтобы предупредить эти погрешности, следует
не допускать раскачивания ЧЭ вокруг главной оси, т. е. стабили-
зировать ось У так, чтобы она все время оставалась горизон-
тальной. С этой целью в чувствительном элементе гирокомпаса
устанавливают не один, а два одинаковых гироскопа, причем
между их главными осями (угол разведения) составляет 90 °.
Двухгироскопный компас типа «Курс». Это компасы с жидко-
стным подвесом ЧЭ и водяным охлаждением. Точность указания
истинного курса составляет ± 1°. Гирокомпасы могут быть исполь-
зованы при плавании судна в различных широтах со скоростью
до 30 уз. Время прихода в меридиан после пуска составляет
2,5—6 ч. Дистанционная передача показаний основного прибора
200
Рис. 4.22. Функциональная схема гироскопа «Курс-5»
обеспечивается с точностью ±0,1°. Срок службы ЧЭ — 5000 ч.
Расчетная широта гирокомпаса ср = 60 °, а расчетный период неза-
тухающих колебаний Го = 84,4 мин.
Наиболее распространены на судах гирокомпасы типов
«Курс-3», «Курс-4» и «Курс-5». Они имеют устройство для регули-
рования угла разведения гироскопов, с помощью которого выпол-
няется условие апериодичности.
Функциональная схема гирокомпаса «Курс-5» приведена на
рис. 4.22. Основным прибором гирокомпаса «Курс-5», в котором
непрерывно вырабатывается курс судна, является прибор 1П. Он
установлен в специальном помещении (гиропосту) так, чтобы
направление нос— корма, отмеченное на основании прибора,
было параллельно диаметральной плоскости судна.
При рысканиях или поворотах судна сигнал рассогласования
следящей сферы относительно ЧЭ поступает из мостовой схемы
прибора 1П в усилитель 8К2 и далее в прибор 26. В приборе 26
размещены следящий электродвигатель и сельсин-датчик, свя-
занный синхронной передачей с сельсином-приемником (азимут-
мотором) основного прибора 1П. Азимут-мотор вращает следя-
щую сферу в сторону уменьшения рассогласования с ЧЭ.
От датчика прибора 26 показания курса передаются через
защитное устройство ЗУ на репитеры 19П, ЗЗП, курсограф 23А,
штурманский пульт 34, трансляционный прибор 9Б и в корректор
инерционных девиаций (прибор 40Б с приставкой П-40).
Прибор 41Л автоматически вырабатывает скоростную по-
правку. Для этого в него поступают данные о скорости судна
ис от лага и широте tp от автопрокладчика. Сигнал коррек-
ции поступает в корректор скоростной девиации прибора 1П.
201
Корректор непосредственно решает формулу поправки и вводит ее
в показания гирокомпаса.
Прибор 40В с приставкой П~40 обеспечивает дистанционное
разведение гироскопов в ЧЭ в зависимости от широты места и ско-
рости судна для придания гирокомпасу апериодических свойств.
В него, как и в прибор 41Л, поступают данные о скорости судна
ис в широте ср.
Приборы 19П и ЗЗП являются репитерами. Они предназначены
для дистанционного воспроизведения показаний основного при-
бора. При необходимости их устанавливают в разных постах
судна: на колонках ЗОК, или на специальных стойках — пелору-
сах 20К, обеспечивающих возможность снятия пеленгов.
Курсограф 23А служит для непрерывной автоматической за-
писи курса судна. Прибор представляет собой самописец с за-
писью на бумажной ленте и состоит из двух основных узлов,
один из которых воспроизводит все изменения курса судна путем
соответствующего горизонтального перемещения пера, а второй
(лентопротяжный механизм) обеспечивает перемещение курсо-
графной бумаги. Полная длина ленты рассчитана на непрерывную
запись курса в течение 30 сут, после чего ее заменяют.
Штурманский пульт 34 служит для указания и автомати-
ческой записи курса, дистанционного управления корректором
в приборе' 1П, а также подачи визуальных сигналов контроля
за работой гирокомпаса. Для указания курса внутри прибора
установлен репитер, а для записи курса — курсограф. Кроме
того, на лицевой панели штурманского пульта размещены при-
боры контроля за питанием гиросферы, температурой поддер-
живающей жидкости и индикатор указания положения ЧЭ по
высоте.
Помпа 12М служит для подачи воды в систему охлаждения
ЧЭ прибора 1П.
При отклонении температуры поддерживающей жидкости на
+ 2 °C от номинальной (+39 °C) в приборе 1П срабатывает
термореле — замыкатель ревуна. Ревун расположен в сигнальном
приборе 9М. Кроме ревуна в сигнальном приборе предусмотрено
устройство контроля за напряжением питания гироскопов и рас-
согласованием следящей системы.
Питание гирокомпаса осуществляется через пусковой прибор
4Д, в котором смонтированы выключатели и измерительные при-
боры, контролирующие линии питания. Питание гироскопов на-
пряжением 120 В, частотой 330 Гц обеспечивают от специального
агрегата типа АМГ-201 (прибор 18), а напряжением НО В, часто-
той 50 Гц — от судовой сети.
В основном приборе 1П находится чувствительный элемент —
гиросфера, а также ряд дополнительных устройств, предназ-
наченных для подвеса ЧЭ, обеспечения нормальных условий его
работы и передачи показаний гирокомпаса в репитерные устрой-
ства.
202
Рис. 4.23. Чувствительный элемент: а — электрическая схема;
б — схема жидкостного подвеса
Чувствительный элемент выполнен в виде герметически закры-
того латунного шара диаметром 252 мм, по экватору которого
нанесены деления от 0 до 360° через Г (рис. 4.23, а). Внутри
ЧЭ размещены два гиромотора Ml, М2 с механизмом разведения
М3, успокоитель затухания, реле выключения затухания L2 и ка-
тушка электромагнитного дутья L\. Гиросфера заполнена водо-
родом, что улучшает теплоотвод, уменьшает износ подшипников
гиромоторов, а также предохраняет металл и смазку от окисления.
Центр тяжести гиросферы смещен вниз по оси X от ее геометри-
ческого центра на величину а = 7,79 мм (метацентрическая вы-
сота). Поэтому при наклоне гиросферы вследствие суточного вра-
щения Земли создается маятниковый момент, который заставляет
ось 2VS приходить в плоскость истинного меридиана.
Снаружи латунная оболочка шара покрыта изоляционным
слоем (эбонитом). Кроме того, на внешней поверхности ЧЭ распо-
ложены токопроводящие электроды из графито-эбонита в виде
шапок 3 на полюсах и в виде широкой 2 и двух узких 1 полос
в области экватора, с помощью которых осуществляют питание
статорных обмоток гиромоторов. Между узкими электродами рас-
положен круглый электрод 5, а на срезах широкой полосы —
два следящих электрода 4. Следящие электроды обеспечивают
работу следящей системы, а круглый электрод 5 — подвод питания
к другим элементам, расположенным внутри ЧЭ.
В качестве гиромоторов применены высокооборотные асин-
хронные трехфазные электродвигатели с короткозамкнутой
роторной обмоткой. Частота вращения ротора составляет
20 000 об/мин.
Гиросфера находится внутри следящей сферы. Пространство
между ними заполнено токопроводящей жидкостью, состоящей
из раствора глицерина в воде, подкисленного для улучшения
203
дения осуществляет прибор
токопроводящих свойств салициловой кислотой. Глицерин по-
вышает удельный вес жидкости и придает ей антифризные свой-
ства. Такой способ подвеса обеспечивает гиросфере три степени
свободы и сводит к минимуму трение, возникающее при ее вра-
щении.
Гиросфера имеет отрицательную плавучесть, которая при тем-
пературе поддерживающей жидкости +30 °C составляет 30 г.
Для того чтобы при работе компаса гиросфера не опускалась
на следящую сферу и центрировалась в ней, применяют катушку
электромагнитного дутья. Она намотана на алюминиевом кар-
касе внутри нижней полусферы ЧЭ. Питание катушки подают
с полярных электродов. При прохождении тока вокруг катушки
образуется переменное магнитное поле, которое индуцирует в
алюминиевом теле следящей сферы вихревые токи. Магнитное
поле этих токов, взаимодействуя с магнитным полем катушки,
препятствует опусканию ЧЭ на дно следящей сферы (на
рис. 4.23, б) — составляющие FB) и центрирует гиросферу внутри
следящей сферы (составляющие />). При нормальной работе
расстояние между сферами в районе экватора составляет
3—4 мм, а в районах полюсов 6—8 мм.
Механизм разведения гироскопов состоит из электродвига-
теля М3 и механических элементов, связывающих электродви-
гатель со спарником гироскопов. Двигатель М3 питается напря-
жением ПО В, частотой 50 Гц через экваториальный и круглый
электроды. Конденсатор С препятствует прохождению тока часто-
той 50 Гц на обмотку реле Управление механизмов разве-
яв.
Следящая сфера (рис. 4.24) об-
разована двумя алюминиевыми по-
лусферами — верхней 2 и нижней /.
Между полусферами вставлены эбо-
нитовые распорные колодки 5 и стек-
ла 4, позволяющие наблюдать за ЧЭ.
На внутренней стороне каждой полу-
сферы выполнены полярные, а по эк-
ватору — экваториальные электро-
ды. При работе гирокомпаса поляр-
ные и экваториальные электроды
следящей сферы располагаются про-
тив соответствующих электродов
ЧЭ. Следящая сфера имеет отвер-
стия 6, через которые при погруже-
нии ее в резервуар поддерживаю-
щая жидкость заполняет простран-
ство между следящей сферой и ЧЭ,
обеспечивая теплообмен. Питание
для электродов следящей сферы
подается на коллектор 3, состоя-
1
Рис. 4.24. Следящая сфера
204
щий из шести изолированных друг от друга контактных колец.
С электродов следящей сферы питание через токопроводящую поддер-
живающую жидкость попадает на соответствующие электроды ЧЭ.
Следящая сфера, входящая в следящую систему гирокомпаса,
предназначена для устранения рассогласования положения ЧЭ
относительно поддерживающих его частей. Следящая система
обеспечивает дистанционную передачу показаний гирокомпаса
в другие приборы и устройства.
Нактоуз является корпусом, в котором смонтированы все узлы
основного прибора (рис. 4.25). Он состоит из трех частей: ниж-
ней — основания /, средней — цилиндрического корпуса 2 и верх-
ней — съемной крышки 5.
В корпусе нактоуза на подшипниках, в направлении нос —
корма судна, установлено наружное кольцо карданова подвеса 6.
В нем помещено среднее кольцо 7, ось которого расположена под
углом 90 °к оси подвеса наружного кольца. В среднем кольце на
спиральных пружинах подвешено внутреннее кольцо S, на которое
опирается резервуар с поддерживающей жидкостью 9.
Резервуар представляет собой бак, изготовленный из красной
меди. Внутри он покрыт эбонитом, предохраняющим поддержи-
вающую жидкость от контакта с металлом. Резервуар имеет
смотровое окно для наблюдения за ЧЭ. Снизу, в центре резер-
вуара, размещен балансировочный груз 11 массой 16 кг, повора-
чивая который можно установить крышку бака (стол прибора) 4
строго горизонтально. Снаружи резервуара размещено электро-
магнитное устройство 10 для ускоренного приведения ЧЭ в мери-
диан. Оно представляет собой кольцеобразный статор с много-
полюсной двухфазной обмоткой. При подключении обмотки к
источнику питания вокруг статора образуется вращающееся маг-
нитное поле, которое индуцирует вихревые токи в металлической
оболочке ЧЭ. Взаимодействие магнитных полей ЧЭ и статора
создает вращающий момент относительно вертикальной оси
гиросферы. Этот момент вызывает прецессию гиросферы вокруг
горизонтальной оси У, что приводит к появлению маятникового
момента относительно этой оси (так как центр тяжести ЧЭ ниже
точки подвеса). Под действием момента относительно оси У гиро-
сфера начнет прецессировать вокруг вертикальной оси X.
Изменение направления вращения магнитного поля статора,
а следовательно, и направления прецессии гиросферы производят
изменением фазы в одной из статорных обмоток.
Стол прибора, закрывающий резервуар, представляет собой
круглую бронзовую отливку, покрытую снизу эбонитом, на которой
размещены элементы системы охлаждения. К столу на подшип-
никах подвешена следящая сфера 3 и на трех стойках укреплен
корректор (на рис. 4.25 корректор не показан).
Система охлаждения состоит из змеевика терморегулятора,
термометра и замыкателя ревуна. Вода, нагнетаемая помпой, про-
ходя по спирали змеевика, охлаждает поддерживающую жид-
205
7
Рис. 4.25. Основной прибор 1П
206
Рис. 4.26. Корректор ско-
ростных девиаций
кость в резервуаре. Визуальный контроль
за температурой поддерживающей жид-
кость осуществляют с помощью термо-
' метра. Замыкатель ревуна служит для по-
дачи сигнала при отклонении температуры
поддерживающей жидкость от заданного
значения.
Корректор (рис. 4.26) скоростной де-
виации гирокомпаса представляет собой
самостоятельное электромеханическое
устройство, обеспечивающее вычисление и
исключение из показаний гирокомпаса
скоростной девиации 6D.
Главной частью корректора является
каретка 14, которая может передвигаться
по направляющим 12, расположенным параллельно диаметральной
плоскости судна. Перемещение каретки 14 вызывает передвижение
большого зубчатого колеса 16 с пальцем. Палец входит в направляю-
щий паз 17 промежуточного диска 3, который с помощью штифта 2
входит в зацепление с поводком 1 следящей сферы. С диском 3 скреп-
лена катушка грубого отсчета 7 с ценой деления 5°. Через механиче-
скую передачу с диском сцеплены картушка точного отсчета 13
(с ценой деления 0,1°) и принимающей сельсин /5. При перемеще-
нии каретки 14 по направляющим 12 следящая сфера поворачи-
вается на углы, равные скоростной погрешности 6D.
При ручной установке корректора по входным данным (ис,
ф) с помощью номограммы, нанесенной на самом корректоре,
определяют установочное число. Далее, отдав стопор 6, повора-
чивают маховичок 5, перемещая тем самым каретку 14 по направ-
ляющим. При этом зубчатая рейка 11 поворачивает зубчатый
сектор 10, с которым связан сельсин-датчик 8. По шкале 9 уста-
навливают индекс зубчатого сектора 10 на определенное ранее
установочное число.
При дистанционной установке корректора перемещение
каретки 14 осуществляет электродвигатель 4, работой которого
управляет прибор 41 (автомат введения скоростной поправки).
Кроме того, дистанционное управление корректором можно осу-
ществлять со штурманского пульта — прибора 34.
При развороте следящей сферы на угол сигнал рассогласо-
вания с гиросферой поступает через усилитель на обмотку управ-
ления следящего двигателя (в приборе 26). Следящий двигатель
начинает отрабатывать и разворачивает механически связанный
с ним сельсин-датчик, который заставляет синхронно разворачи-
ваться и принимающий сельсин 15 (азимут-мотор). Азимут-мо-
тор 15 через механическую передачу развернет поводок 1 следящей
сферы в сторону согласования с гиросферой.
Штурманский пульт (прибор 34), кинематическая схема кото-
рого дана на рис. 4.27, содержит два основных механизма: меха-
Рис. 4.27. Кинематическая схема штурманского
пульта
низм указания и ав-
томатической записи
курса и механизм
дистанционной уста-
новки корректора.
Первый механизм
состоит из репитера и
курсографа. Сельсин-
приемник репитера 2
связан синхронной
передачей с сельси-
ном-датчиком прибо-
ра 9Б. Текущее зна-
чение курса отмеча-
ется на механически
связанных с сельси-
ном-приемником 2
шкалах грубого и
точного отсчета 1.
Вращение сельсина 2
по кинематической
цепи передается ба-
рабану 4. При враще-
нии барабана каретка 5 катится роликами по направляющим план-
кам 6 и перемещает перо 7, которое оставляет след на ленте курсо-
графа 10. Кроме того, с помощью фигурного кулачка 3 и пера 8 на
ленте отмечаются все переходы курса через четверти 0...900,
90... 180°, 180...270° и 270...360. Протяжку ленты обеспечивают
электродвигатель 11 и ведущий валик 9.
Второй механизм состоит из барабана 12, на котором нанесены
шкалы скоростей, стрелки указателя 13 и сельсина-приемника 14,
электрически связанного с сельсином-датчиком корректора 8
(см. рис. 4.26).
Гирокомпас «Амур-2». Малогабаритный гирокомпас «Амур-2»
предназначен для установки на небольших морских судах и судах
рыбопромыслового флота. Точность его показаний на прямом
курсе составляет ±1°, а при маневрировании погрешность
достигает ±2,5°. Скоростные погрешности учитывают с помощью
таблиц или линейки скоростной девиации. Время прихода в мери-
диан 4—6 ч.
Основные элементы гирокомпаса аналогичны элементам гиро-
компаса «Курс». Гиродвигателями являются трехфазные асин-
хронные электродвигатели, питаемые током повышенной частоты
(500 Гц) и вращающиеся с частотой 29 800 об/мин. Гиродви-
гатели крепят к корпусу гиросферы с помощью кронштейнов
так, что они могут вращаться вокруг своих вертикальных осей.
Оси вращения роторов гиродвигателей расположены горизон-
тально под углом 90° друг к другу. В верхней части гиросферы,
208
на кронштейне гиромоторов, по*
метен жидкостный успокоитель
незатухающих колебаний.
У гирокомпаса «Амур» плот-
ность поддерживающей жид-
кости подобрана так, что при
I нижнем пределе ее температуры
ЧЭ находится в жидкости во
взвешенном состоянии, а при
верхнем пределе, когда плотность
жидкости минимальна, смещение
ЧЭ внутри следящей сферы
предъявляют довольно жесткие
Рис. 4.28. Курсограф гирокомпаса
«Амур-2>
требования.
Так для нормальной работы
гирокомпаса рассматриваемой
конструкции необходимо, чтобы
положение ЧЭ по высоте колебалось в пределах ±1,5 мм.
Курсограф служит для автоматической регистрации курса
судна. В корпусе этого прибора смонтирована шкала и указа-
тель курса — символический кораблик 1 (рис. 4.28), который полу-
чает вращение от двигателя 4. Синхронно с указателем курса
через редуктор 3 получает вращение барабан 5 со спиральным па-
зом 6. Вращение барабана 5 вызывает линейное перемещение што-
ка 7, входящего в паз, и связанных с ним каретки 8 и пера 10. Перо
вычерчивает на диаграммной бумаге 5, которая равномерно протя-
гивается под ним, сплошную линию, называемую курсограммой.
Поле на бумаге, отведенное под курсограмму, имеет сетку линий
с ценой деления, равной 1°, и рассчитано на запись углов одной
четверти картушки компаса (0—90°, 90—180°, 180—270°,
270—360°).
Указание четверти, в которой идет измерение и запись,
производится пером //, получающим перемещение от эксцент-
рика 2. Эксцентрик имеет четыре одинаковых сектора с раз-
личными радиусами.
Если шток 7 доходит до края барабана, а курс непрерывно
изменяется, то дальнейшее его перемещение будет происходить
в обратную сторону. При этом эксцентрик передвинет перо 11
на соответствующую дорожку курсограммы.
Гироазимуткомпас (ГАК) «Вега». Гироазимуткомпас «Вега»,
называемый также курсоуказателем, устанавливают на судах
морского и речного флотов. Он может использоваться в режиме
корректируемого гирокомпаса (ГК) и в режиме гироазимута
(ГА). Точность показаний прибора при движении неизменным
курсом и с постоянной скоростью при работе в режиме ГК со-
ставляет ±0,8°, в режиме гироазимута ±1° за час. При манев-
рировании на скоростях до 30 уз точность в режиме ГК снижается
до ±2°. Время прихода чувствительного элемента в меридиан
14 Н. Н. Трофимов, В. С. Шульцев
209
1
2 J
Рис. 4.29. Чувствительный элемент гироазимуткомпаса «Вега»
в ускоренном режиме составляет 60 мин. Прибор «Вега» отли-
чают высокие эксплуатационные качества и малые габаритные
размеры.
Чувствительный элемент одногироскопный (рис. 4.29), выпол-
нен в виде сферы 1 диаметром 92 мм, состоящей из двух половин,
в которых размещены маховики 3 гироскопа. Гиродвигатель 2
расположен в соединительной шейке. Гиросфера находится внутри
следящего блока прямоугольной формы. Центрирование гиро-
сферы внутри следящей сферы осуществляют с помощью торси-
онного подвеса. Пара горизонтальных торсионов соединяет шейку
гиросферы с кольцом 6, которое в свою очередь подвешено на
паре вертикальных торсионов 7 к следящей сфере 8. Внутренняя
полость гироблока заполнена специальной жидкостью, затверде-
вающей при нормальной температуре. В рабочем режиме жид-
кость подогревается, чем обеспечивается нейтральная плавучесть
гиросферы.
Для реализации гироблоком функций свободного гироскопа
следящая сфера с помощью электроприводов постоянно «следит»
за гиросферой, обеспечивая ненапряженное состояние торсионов
или, наоборот, создавая необычайные моменты. Сигналы рас-
согласования двух сфер снимаются с двухкомпонентных транс-
форматорных датчиков. На первичную обмотку датчика 4 подают
переменный ток частотой 400 Гц. Две пары взаимно перпенди-
кулярных обмоток 5 включены встречно, поэтому в согласованном
положении наводимая в них ЭДС равна нулю. При рассогла-
совании гиросферы первичная обмотка 4 смещается в сторону,
нарушая равенство ЭДС в обмотках каждой пары. В резуль-
тате их разность имеет определенное значение, пропорциональ-
ное рассогласованию. Таким образом формируются сигналы
отклонения гиросферы по азимуту и высоте. Гироблок содер-
жит два таких датчика, что позволяет исключить ошибки при
линейных перемещениях гиросферы. Центр тяжести следящей
сферы смещен вниз относительно ее геометрического центра, чем
достигается маятниковый эффект.
210
Пеленгаторные репитеры Информационные репитеры Курсограф
Рис. 4.30. Типовой комплект гироазимуткомпаса «Вега»
В состав типового комплекта ГАК «Вега» (рис. 4.30) входят:
центральный прибор ВГ-1А, содержащий гиросекцию с гиро-
блоком, элементы следящих систем, схем управления и термо-
регулирования;
прибор питания ВГ-2А, в котором размещены трансформаторы,
выпрямители, реле, предохранители и другие элементы схемы
питания;
электромашинный преобразователь с магнитным пускателем;
корректор-транслятор ВГ-ЗА, содержащий схемы широтной
и скоростной коррекций и схему трансляции курса;
комплект приборов курсоуказания, в который входят раз-
ветвительная коробка 15М, курсограф 23Т, информационные
и пеленгаторные репитеры, пелорусы 20А или 20М, оптические
пеленгаторы ПГК-2.
Приборы с часовыми механизмами
Приборы с часовыми механизмами отличаются большим раз-
нообразием как принципиальных схем, так и их конструктив-
ных решений, что объясняется различным назначением и усло-
виями их эксплуатации. Приборы с часовыми механизмами клас-
сифицируют по следующим основным признакам: функциональ-
ному, конструктивному и эксплуатационному.
По функциональному признаку их делят на пять групп:
1) показывающие текущее время: бытовые и служебные часы
всех видов. В зависимости от условий применения они имеют
14* 211
различные схемы и конструкции. По шкалам циферблатов время
определяют в часах, минутах и секундах;
2) измеряющие интервалы времени: секундомеры, реле вре-
мени и др. Обычно измеряют интервалы времени менее 1 ч;
3) измеряющие численные значения физических величин
(частоту вращения, угловую скорость и др.): часовые тахометры,
счетчики оборотов и др. На шкалах циферблата стрелки пока-
зывают среднюю угловую скорость и среднюю линейную скорость;
4) датчики интервалов времени и временных программ: быто-
вые и служебные таймеры, будильники, процедурные часы, часо-
вые механизмы для программного управления различными про-
цессами в производстве. Шкалы циферблатов этих приборов
специальные;
5) датчики равномерной скорости: приставные спусковые ре-
гуляторы, часовые механизмы самопишущих приборов, стаби-
лизаторы скорости электродвигателей и др.
По виду колебательной системы приборы с часовыми меха-
низмами делят на две группы: маятниковые и балансовые.
По продолжительности хода эти приборы бывают одноднев-
ные, продолжительностью хода 24 ч, многодневные — 2 ...180
суток и кратковременные — 0,15...6 ч.
По точности хода приборы времени делят на хранители точ-
ного времени со среднесуточным ходом 2-10~5 с для астрономи-
ческих часов, прецизионные часы — 5... 10 с и часы широкого по-
требления различных классов — от 20 с до 3 мин.
По эксплуатационному признаку различают приборы бытовые
и служебного назначения.
Приборы времени эксплуатируют в сложных условиях: при
значительных вибрациях, в вакууме, невесомости, влажности,
при большом температурном перепаде и т. п.
Функциональная схема часового механизма состоит из осцил-
лятора (системы, совершающей колебания), спуска (хода), зуб-
чатой передачи (колесной системы), двигателя (источника энер-
гии), стрелочного механизма (исполнительного устройства) и ме-
ханизма завода пружины и перевода стрелок.
В маятниковых приборах в качестве осциллятора исполь-
зуют маятник, в балансовых — систему баланс — спираль.
Спуск выполняет две функции: системы освобождения, рабо-
той которой управляет осциллятор (спуск, получив импульсы
энергии от осциллятора, освобождает колесную систему для по-
ворота на определенный угол), и системы привода, осущест-
вляющей передачу энергии непосредственно от двигателя на
осциллятор. Кинематически спуск преобразует колебательное
движение осциллятора во вращательное движение колесной си-
стемы.
Зубчатая передача (основная колесная система) состоит из
зубчатых колес, связывает двигатель со спусковым регул’ятором
и передает движение стрелочному механизму.
212
Двигатель (источник энергии) необходим для приведения
в действие и поддержания действия часового механизма.
Стрелочный механизм является исполнительным устройством,
•он состоит из системы зубчатых колес и передает движение от
основной колесной системы стрелкам.
Механизм завода пружины и перевода стрелок позволяет вруч-
ную завести пружинный двигатель и установить стрелки и нуж-
ное положение. Этот механизм состоит из заводной головки,
заводного вала, системы рычагов и зубчатых колес.
В часовых механизмах наибольшее распространение получи-
ли цилиндрические прямозубые передачи. Конические передачи
вследствие малого модуля зацепления сложны в изготовлении. Их
применяют редко.
Зубчатые передачи, используемые в часовых механизмах, раз-
мещены на малой площади, поэтому передаточное отношение
пары зубчатых колес должно быть большим при малом модуле
зацепления. Они должны обеспечивать плавность передачи (недо-
статочная плавность изменяет амплитуду колебаний и ухудшает
точность хода часового механизма), иметь малые потери на тре-
ние, сохранять постоянство вращающегося момента и за корот-
кий интервал времени передавать энергию заводной пружины
спусковому регулятору. От работы зубчатой передачи зависят
качественные характеристики приборов: точность и стабильность
показаний.
Зубчатая передача часового механизма состоит из зубчатых
колес и трибов — зубчатых колес, имеющих меньше 20 зубьев.
Трибы изготавливают обычно как одно целое с осью (рис. 4.31).
В зависимости от требований, предъявляемых к конструкции
механизмов, применяют различные профили зубьев, которые
должны обеспечивать постоянство передаточных отношений. По
профилю зубьев колес и трибов часового механизма различают
следующие зацепления: эвольвентное, циклоидальное, часовое
бархатное (остроугольный профиль зуба), цевочное.
В эвольвентном зацеплении профиль зуба очерчен кривой
называемой эвольвентой. В циклоидальном — головка зуба очер
чивается кривой, называемой эпициклоидой, а ножка зуба —
кривой, называемой гипо-
циклоидной. Каждое из этих
зацеплений имеет свои пре-
имущества и недостатки.
При изменении межцентро-
вого расстояния зубчатой па-
ры с эвольвентным профилем
зацепление заметно не ухуд-
шается, при циклоидальном
зацеплении такое изменение
увеличивает трение. Колеса с
эвольвентным профилем зуба
Рис. 4.31. Зубчатое колесо с трибом:
1,4 — цапфы; 2 — триб; <3 — колесо
213
Рис. 4.32. Форма зубьев
часового зацепления: а —
скругленная; б — полуост-
рая; в — острая
имеют более прочную ножку, чем колеса с
циклоидальным профилем при одном и том
же шаге. При работе зубчатых колес тре-
ние в месте зацепления зубьев с цикло-
идальным профилем меньше, чем с эволь-
вентным, а следовательно, и износ их в пер-
вом случае меньше. При небольшом коли-
честве зубьев трибов с эвольвентным про-
филем впадину делают более широкой,
что ослабляет зуб триба.
Циклоидальное зацепление позволяет нарезать трибы с неболь-
шим числом зубьев и получать большие передаточные отношения
(/ = 1:10, i = 1:12). Однако в зависимости от размеров колес и ко-
личества зубьев циклоидальный профиль получается различным.
В каждом отдельном случае необходимо новое построение. Поэ-
тому в часовых механизмах применяют корригированное цикло-
идальное зацепление, которое называется часовым зацеплением.
Применение в часовых механизмах особого зацепления обу-
словлено большими передаточными отношениями и малыми га-
баритами механизмов. В часовом зацеплении головки зубьев
колес и трибов очерчиваются не дугами эпициклоида, а дугами
окружностей, близкими к эпициклоидам. Ножки зубьев образу-
ются прямой линией, направленной к центру окружности, являю-
щейся частным случаем гипоциклоиды. Профиль зуба в часовом
зацеплении при одной и той же толщине h может иметь раз-
личные очертания. При R={/Ж — скругленным зубом (рис. 4.32, а);
при /? = 5/6/г — с полуострым зубом (рис. 4.32,6) и при R = h —
с острым зубом (рис. 4.32, в). Последний очень близок к эпи-
циклоиде. Колеса со скругленным профилем применяют редко.
Наиболее распространен профиль зуба полуо£трой формы.
Часовое зацепление лучше всего удовлетворяет требованиям
работы основной колесной системы часового механизма. Такое
зацепление позволяет не только значительно снизить число обо-
ротов при небольшом количестве пар колес и трибов, но и обеспе-
чивает малое трение в зубьях, а следовательно, и большой срок
службы без существенного износа. Плавная работа передачи поз-
воляет получать трибы с малым и колеса с большим числом зубьев.
Морской хронометр 6МХ. Хронометрами называются приборы
с высокой степенью точности и стабильности хода, предназна-
ченные для хранения времени и индикации точного времени в
часах, минутах и секундах.
Морской хронометр 6МХ, применяемый на морских судах,
является наиболее точным механическим прибором времени и
регулируется по среднесолнечному или звездному времени. Кине-
матическая схема морского хронометра показана на рис. 4.33.
Хронометр изготовляют с контактным устройством или без
него. Контактное устройство предназначено для выдачи секундных
или минутных интервалов времени.
214
Рис. 4.33. Кинематическая схема морского хронометра
6МХ
Калибр механизма 85 мм, высота 39,8 мм, период колебаний
баланса 0,5 с. Продолжительность хода хронометра от одного
завода пружины 56 ч. Средний суточный ход ±3,5 с. Габаритные
размеры 190X190X190 мм во внутреннем футляре, 320X260X
Х234 мм — в наружном.
В основу конструкции морского хронометра положены основ-
ные узлы бытовых приборов времени: пружинный двигатель,
колесная система, спусковой регулятор, механизм завода двига-
теля и перевода стрелок, добавлен механизм указателя счетчика,
который позволяет судить о продолжительности работы хроно-
метра от начала завода до полного его останова. Механизм счет-
чика способствует проведению регулярного и своевременного
завода.
Циферблат имеет основную шкалу для замеров текущего вре-
мени, шкалу для секундной стрелки и шкалу счетчика завода.
Среднее отклонение суточного хода ±0,17 с.
Источником энергии хронометра, работа которого рассчитана
на 56 ч, служит пружинный двигатель в виде барабана, который
работает с механизмом «улитки» для выравнивания вращаю-
щего момента пружины.
Кинематическая связь барабана с пружиной и механизмом
«улитки» осуществляется цепью Галя. При вращении вала бара-
бана 1 создается предварительный натяг. Зайод пружины осу-
ществляют через вал «улитки». В момент полного завода цепь
Галя 2 наматывается на ступенчатую поверхность «улитки».
Начало раскручивания пружины соответствует положению цепи
Галя на минимальном диаметре «улитки» при максимальном вра-
щающем моменте пружины. Храповые механизмы предохраняют
пружину от произвольного раскручивания и создают резерв хода,
который дает возможность не останавливать часы в момент
завода.
На валу «улитки» по плотной посадке насажено колесо 3,
передающее вращающий момент на осциллятор 4 через колесную
систему, состоящую из трибов и колес.
215
В качестве осциллятора применен интегральный биметалли-
ческий баланс. Из-за влияния температуры окружающей среды
используют усложненную конструкцию баланса. Такая конструк-
ция компенсирует влияние температуры и работает в паре с вин-
товым волоском, который легче уравновесить, чем спиральный.
Цапфы оси баланса упираются в накладные камни, изготовленные
из алмаза.
В морском хронометре 6МХ имеется хронометровый спуск,
дающий большую точность, чем анкерный спусковой регулятор,
но очень чувствительный к ударам и работающий в горизонталь-
ном положении.
Морской хронометр устанавливают в деревянный корпус на
карданный подвес, который обеспечивает две степени свободы.
При качке циферблат располагают в горизонтальном поло-
жении. Так как хронометр работает во влажной среде, его детали
подвергают золочению, для уменьшения трения используют камни
из рубина или алмаза.
Хронометры выпускают 1-го и 2-го классов. Срок работы рас-
считан на 10 лет.
Палубные часы. Переносные механические палубные часы
служат для измерения точного времени, их применяют на судах
морского и речного флотов.
Палубные часы состоят из пружинного двигателя с маль-
тийским механизмом. Мальтийский механизм дает наиболее
высокую точность, так как имеет постоянный вращающий момент,
но сокращает продолжительность хода от одного полного завода.
Хронометровый ход, применяемый в морском хронометре 6МХ,
точнее анкерного, но работа в горизонтальном положении и чув-
ствительность к толчкам ограничивает его применение, поэтому
в палубных часах применяют анкерный спусковой регулятор.
Палубные часы отличаются от часов классической схемы тем,
что в них секундная стрелка расположена в центре и кинема-
тическая связь происходит от промежуточной оси через пару
колес. Центральная секундная стрелка дает более точный отсчет
времени.
Основные параметры палубных часов: период колебаний Т=
= 0,4 с; калибр 53 мм. Продолжительность действия механизма
часов от одного полного завода пружины составляет 40 ч. Средний
суточный ход для различных положений и температур ±9,0 с.
Контрольные вопросы
1. Принцип действия и назначение магнитного компаса.
2. Устройство морского магнитного 127-миллиметрового компаса.
3. Гироскоп, его принцип работы, устройство и назначение.
4. Каковы типовые элементы гироскопических приборов?
5. Какие виды погрешностей бывают у гирокомпаса, каковы меры их
предотвращения?
6. Назначение гирокомпасов типов «Курс» и «Амур».
7. Основное отличие гироазимуткомпаса «Вега» от гирокомпасов типа «Курс».
216
8. Как превратить свободный гироскоп в курсоуказывающнй прибор?
9. Для чего предназначен курсограф?
10. На какие группы по функциональному назначению делят приборы с
часовыми механизмами?
11. Назовите основные узлы часового механизма.
12. Требования к зубчатым передачам часовых механизмов, особенности
часового зацепления.
13. Назначение и конструкция морского хронометра 6МХ.
14. Назначение и особенности конструкции палубных часов.
$ 4.4 ПРИБОРЫ ИЗМЕРЕНИЯ СКОРОСТИ СУДНА,
ПРОЙДЕННОГО РАССТОЯНИЯ И ГЛУБИНЫ ВОДОЕМА
При плавании для решения ряда навигационных и эксплуа-
тационных задач необходимо иметь информацию о скорости суд-
на, пройденном пути и глубине водоема под килем судна. С этой
целью устанавливают специальные приборы: лаги и эхолоты.
Лаги
Лагом называют прибор для определения скорости судна
и пройденного расстояния. По принципу действия лаги подраз-
деляют на следующие виды:
1) гидродинамические (гидравлические), действие которых
основано на измерении динамического (скоростного) напора воды,
возникающего при движении судна;
2) гидромеханические (или вертушечные), действие которых
основано на законах вращения винта (вертушки) в потоке дви-
жущейся жидкости. Число оборотов вертушки, установленной
под днищем судна — функция пройденного судном расстояния;
3) индукционные (электродинамические), действие которых
основано на использовании явления электромагнитной индукции;
4) гидроакустические, принцип действия которых основан на
эффекте Доплера.
Перечисленные лаги позволяют измерять скорость судна и
пройденное им расстояние относительно воды, а не грунта, поэто-
му являются относительными. Течение, т. е. переносное движение
воды относительно дна, эти лаги не учитывают.
Гидроакустические лаги позволяют измерять скорость и прой-
денное судном расстояние относительно грунта, т. е. относительно
Земли. Эти лаги являются абсолютными. Гидромеханические лаги
недостаточно точны, надежны и удобны в эксплуатации, поэтому
на современных судах практически не используются.
Принцип действия гидродинамических лагов. В текущей
жидкости различают статическое и динамическое давления. При-
чиной статического давления, как и в случае неподвижной жидкос-
ти, является ее сжатие. Динамическое давление обусловлено ско-
ростью течения жидкости. Если жидкость затормозить, то дина-
мическое давление проявляется в виде напора.
217
Рис. 4.34. Определение скорости судна с
помощью измерительных трубок
Представим, что через от-
верстие в днище судна в воду
опущены две трубки с откры-
тыми концами (рис. 4.34),
причем они опущены ниже
границы турбулентного слоя,
увлекаемого днищем судна.
Приемное отверстие трубки /
направлено навстречу направ-
лению движения судна, т. е.
перпендикулярно линии тока
воды, а приемное отверстие
трубки 2 — вниз, т. е. парал-
лельно току воды. Первая
трубка получила название на-
порной трубки или трубки Пито — по имени французского ученого-
гидравлика XVIII в. Вторая трубка называется пьезометрической.
Если судно не имеет хода, то под действием статического
давления Рс, вызванного его осадкой, вода в обеих трубках под-
нимается до уровня ватерлинии. При движении судна под дей-
ствием скоростного напора воды возникает гидродинамическое
давление Рд, которое вызывает подъем уровня воды в трубке /
на некоторую высоту h над ватерлинией. Зависимость между
высотой подъема уровня жидкости и скоростью судна опреде-
ляют по формуле Эйлера
h = vc/2g,
откуда
vc=^2gh,
где ус — скорость судна; g — 9,81 м/с2; h — высота воды в трубке
Пито.
Подставляя во второе выражение значение /г, можно рас-
считать шкалу скорости судна ус*
Однако пользоваться таким лагом неудобно, так как высота
трубки Пито должна составлять несколько метров, а шкала квад-
ратична. Кроме того, при изменении осадки смещается нуль
шкалы <3. Высоту трубки можно уменьшить, заполнив ее ртутью,
имеющей большой удельный вес (ртутный манометр), а остальные
недостатки исключить нельзя. Поэтому на практике гидродина-
мическое давление в лагах замеряют с помощью дифференциаль-
ного манометра — устройства, в котором компенсируется стати-
ческое давление (тем самым исключают влияние изменения осадки
судна).
Дифференциальный манометр представляет собой камеру,
разделенную мембраной (диафрагмой) на две полости. В верхнюю
полость камеры подается статическое давление Рс, в нижнюю —
218
суммарное давление Рс + Рд. Под действием гидродинамического
давления Рд мембрана поднимает шток, который связан с пре-
образователем отсчетного устройства.
Гидродинамические лаги МГЛ-25 и МГЛ-50. Эти наиболее
распространенные на судах лаги по своему устройству одинаковы
и отличаются только тем, что первый рассчитан на измерение
скоростей судна до 25 уз, а второй — до 50 уз. Ими можно опреде-
лять скорость судна как на переднем, так и на заднем ходу, для
чего достаточно развернуть приемную трубку на 180°. При под-
ключении штевневого устройства скорость судна измеряют только
на переднем ходу. Устойчивые показания и гарантированная точ-
ность обеспечиваются, начиная со скорости хода 3 уз. Эксплуата-
ционная погрешность измерения скорости и пройденного расстоя-
ния составляет ±3 % при скорости 6...9 уз, ± 1,6 % при скорости
9... 12 уз, а при больших скоростях не превышает ±1 %.
Счетчик пройденного расстояния рассчитан на 10 000 миль
(после чего сбрасывается на нуль); точность отсчета 0,005 миль.
Общая масса приборов лага не превышает 400 кг, а потребляе-
мая мощность 600 Вт.
Гидродинамические лаги выполнены в виде отдельных при-
боров и устройств, среди которых основное значение имеют устрой-
ства, образующие гидравлическую систему, а также механизм
скорости и механизм пройденного расстояния. Последние два
вместе с корректором и приемным устройством конструктивно
объединены в центральный прибор. В центральном приборе нахо-
дятся также сельсины-датчики скорости и пройденного расстоя-
ния для дистанционной передачи этих величин в другие судовые
системы.
В гидравлическую систему лагов (рис. 4.35) входят устрой-
ства для приема полного и статического давлений воды, а также
приемное устройство центрального прибора. Гидравлическая
система лага заполняется водой автоматически, так как цен-
тральный прибор установлен ниже ватерлинии. Забортная вода
через приемную трубку 16, помещенную в клинкете 13, гибкие
дюритовые шланги 10, переходные штуцеры 9, трубопроводы 8,
крановый распределитель с воздухособирателями 3 и трубопро-
воды 4 поступает в суммарную и статическую полости приемного
устройства 5 центрального прибора 2. Схемой предусмотрена ра-
бота лага от штевневого устройства. В этом случае полное и гидро-
статическое давления подаются соответственно с помощью трой-
ников 6 и запорных кранов 7, отключающих приемное устройство
с трубкой и подключающих приемные штевневые устройства 1, 15.
Приемная трубка 16 представляет собой латунный стержень
овального сечения. Внутри трубки имеются два канала для при-
ема статического и суммарного давлений. В верхней части
укреплен хомутик с ручками 11 для подъема и опускания трубки
в клинкете 13. Герметичность установки трубки в клинкет обеспе-
чивается специальной гайкой с сальником 12. Длина выстрели-
219
Ватерлиния наименьшей осадки
|Р(?
Рнс. 4.35. Типовая гидравлическая схема лага с двухканаль-
ной трубкой и штевневым устройством
ваемой части в зависимости от типа приемной трубки составляет
450, 950, 1200 и 1420 мм.
Клйнкет 13 с запорным вентилем 14 приваривают к днищу
судна. Он обеспечивает установку приемной трубки в рабочее
положение и закрытие отверстия в днище судна при убранной
трубке.
Воздухособиратель 3 служит для сбора и. удаления воздуха
из гидропривода статического и полного давлений.
Приемное устройство 5 (дифференциальный манометр) слу-
жит для преобразования гидродинамического давления (которое
получается при вычитании из полного давления статического)
в механическое усилие. В качестве приемного устройства обычно
используют сильфонный аппарат.
Конструктивно сильфонный аппарат выполнен в виде фигур-
ного цилиндрического корпуса, герметично закрытого сверху
220
Рис. 4.36. Принципиальная электромеханическая схема лага
МГЛ-25
крышкой. В корпусе 1 расположены три сильфона (рис. 4.36):
большой 4, верхний малый 3 и нижний малый 2. Они делят ап-
парат на две полости. Полость статического давления образуется
внутренней поверхностью большого сильфона, внешней поверх-
ностью верхнего малого сильфона и крышкой. Полость полного
давления образуется корпусом аппарата и внешней поверхностью
большого и нижнего малого сильфонов. Статические давления
в обеих полостях взаимокомпенсируются, поэтому большой силь-
фон сжимается, поднимая шток 5 только при появлении гидро-
динамического давления, т. е. при движении судна.
Механизм скорости лага расположен в центральном приборе
и предназначен для преобразования механического усилия, воз-
никающего на штоке чувствительного элемента лага, в соот-
ветствующий отсчет скорости судна.
Работа механизма скорости происходит следующим образом
(см. рис. 4.36). В исходном состоянии (судно неподвижно)
основание большого сильфона 4 и связанные с ним шток 5 и глав-
ный рычаг 7 находятся в нулевом положении. Скользящий кон-
такт 10 замыкает одновременно оба неподвижных контакта 8 и 9.
При таком положении контактов питание от сети переменного
тока подается на обе вспомогательные обмотки электродвигателя
скорости 14. Эти обмотки включены так, что их магнитные потоки
взаимно компенсируются, поэтому при одновременном замыкании
контактов 8 и 9 электродвигатель скорости 14 не вращается.
При движении судна возникает гидродинамическое давление,
под действием которого сильфон упруго деформируется (сжи-
мается) и приподнимает шток 5. Шток 5 давит на пятку главного
221
рычага 7 и разворачивает его вокруг оси по часовой стрелке
(см. рис. 4.36). При этом размыкается левая пара контактного
устройства и отключается одна из вспомогательных обмоток уп-
равления электродвигателя 14. Вторая вспомогательная обмотка
остается включенной. Электродвигатель 14 начинает вращаться
и через кинематическую передачу разворачивает коноид 13. Ко-
ноид через щуп 12 воздействует на компенсационную пружину
11, вызывая ее натяг. Пружина 11 создает момент, при котором
рычаг 7 стремится вернуться в исходное положение. Когда мо-
мент, создаваемый пружиной 11, скомпенсирует момент, созда-
ваемый штоком 5, рычаг 7 и соединенный с ним подвижный кон-
такт 10 вернутся в первоначальное положение, и электродвигатель
скорости остановится. Пружина 11 останется в натянутом состоя-
нии. Усилия, действующие на шток 5 со стороны сильфонного
аппарата и главного рычага 7, будут уравновешены.
Так будет происходить, если скорость судна увеличивается.
При уменьшении скорости судна момент на рычаге 7, созда-
ваемый натянутой пружиной 11, будет больше, чем момент, соз-
даваемый штоком 5. Рычаг 7 развернется и разомкнет другую
пару контактов, а ранее разомкнутую пару контактов замкнет.
При этом электродвигатель скорости 14 начнет вращаться в сто-
рону, противоположную той, в которую он вращался, когда ско-
рость судна увеличивалась.
Коноид 13 поворачивается в другую сторону и уменьшает на-
тяг пружины 11 до тех пор, пока моменты, действующие на рычаг
со стороны штока 5 и пружины, снова не будут уравновешены.
При этом контактное устройство вернется в первоначальное поло-
жение, замкнет обе контактные пары, и электродвигатель ско-
рости 14 остановится.
Помимо коноида 13 электродвигатель 14 кинематически свя-
зан со шкалами 15 и 16 грубого и точного отсчета скорости и
сельсином-датчиком 23, обеспечивающим передачу значения ско-
рости в различные системы судовой автоматики и репитера ско-
рости, устанавливаемые на мостике.
При вращении электродвигателя разворачивается также и
зубчатый корректор 6, обеспечивающий ввод поправок, соот-
ветствующих изменению гидродинамического коэффициента К-
Профиль поперечного сечения коноида рассчитан таким
образом, чтобы угол поворота коноида был пропорционален
скорости судна, поэтому шкалы скорости 15 и 16 будут равно-
мерны.
Механизм пройденного расстояния также расположен в цен-
тральном приборе и предназначен для непрерывного интегри-
рования скорости судна по времени, т. е. должен непрерывно
умножать значение скорости на время и суммировать полученные
произведения.
Работа механизма пройденного расстояния происходит сле-
дующим образом (см. рис. 4.36).
222
Рис. 4.37. Принцип работы индукционного
лага
Асинхронный электро-
двигатель времени 24 не-
прерывно вращает диск
фрикционного механизма
17, к поверхности которого
прижат ролик 19. Ролик
укреплен на ходовом винте
18, приводимом* во враще-
ние электродвигателем
скорости 14.
В исходном состоянии
(судно неподвижно) ролик
19 находится в центре фрик-
ционного диска 17 и не
вращается. При увеличе-
нии скорости судна двига-
тель скорости 14 смещает
ролик с центра диска по его
радиусу на расстояние, про-
порциональное скорости
судна.
Вращение ролика через
кинематическую передачу
передается на счетчик пройденного расстояния 20 и сельсин-датчик 21,
который транслирует данные о расстоянии в репитерные приборы.
Частота вращения электродвигателя времени 24 поддержи-
вается постоянной с помощью специального часового меха-
низма 22, принцип работы которого основан на сравнении точ-
ного времени часового хода с частотой вращения электродви-
гателя времени.
Индукционные лаги. Для реализации индукционного метода
измерения скорости судна относительно воды в днище судна 6
(рис. 4.37) устанавливают приемное устройство, состоящее из
П-образного электромагнита 4 и трех серебряных электродов 2,
смонтированных в диэлектрическом основании /. По обмотке 5
электромагнита пропускают переменный ток.
При движении судна со скоростью vc магнитные силовые
линии 3 пересекают морскую соленую воду, являющуюся про-
водником электрического тока, и на основании явления элек-
тромагнитной индукции создают в ней разность потенциалов
пропорционально скорости судна относительно воды.
Индукционный лаг измеряет относительную скорость судна
в пределах от 0 до 25 уз и пройденное расстояние до 9999,9 мили.
Предельные инструментальные погрешности не превышают сле-
дующих значений: по скорости— ±0,15 уз; по пройденному
расстоянию при vc = 2 уз — 3 %, при vc = 6 уз — 2 %, при vc =
= 12 уз — 1,5 %, при vc = 25 уз — 1 %.
223
Гидроакустические приборы
Гидроакустика (или подводная акустика) —это раздел науки,
изучающий законы распространения, методы получения и приема
акустических волн в водной среде.
Прикладными вопросами гидроакустики являются проектиро-
вание навигационных приборов, приборов подводного наблюде-
ния и связи.
В подводной акустике используют следующий способ обра-
зования акустических волн. В воду помещают вибратор, пред-
ставляющий собой колеблющееся тело. Колеблющейся поверх-
ностью вибратор соприкасается с водной средой, что вызывает
в ней смещение частиц, а следовательно и изменяет давление.
Изменение состояния среды (сжатие или разрежение) передается
в силу ее упругих свойств последовательно от частицы к частице.
Таким образом осуществляется процесс распространения акусти-
ческих волн.
Скорость распространения акустической волны (скорость
звука) в воде зависит от упругости и плотности воды и не зави-
сит от частоты колебаний, т. е.
С = ^Е/р,
где С — скорость звука, м/с; Е — модуль упругости среды, МПа;
р — плотность среды, кг/м3.
Плотность морской воды р и модуль упругости Е зависят от
температуры, солености и давления, которые непрерывно изме-
няются в зависимости от глубины и района плавания. Поэтому
на практике при расчете гидроакустических приборов пользуются
некоторыми усредненными значениями С. Например, для пресной
воды принимают С=1440 м/с, а для соленой морской воды
С—1500 м/с.
Для излучения акустических волн используют излучающие'
антенны, основной частью которых являются электроакусти-
ческие преобразователи. Такая антенна обладает свойством кон-
центрировать излучаемую энергию в направлении, перпендику-
лярном к плоскости излучателя, т. е. обладает свойством направ-
ленности. Чтобы обеспечить хорошую направленность излучения
и необходимую дальность действия, в современных навигацион-
ных гидроакустических приборах используются ультразвуковые
колебания частот от 20 до 100 кГц.
Одним из важных свойств акустических волн является спо-
собность отражаться от среды с большим акустическим сопро-
тивлением (например, в воде — от дна, рыбных косяков, айсбер-
гов, скал). Кроме того, акустические волны обладают и другими
свойствами волновых процессов — дифракцией и интерференцией.
Электроакустические преобразователи (вибраторы). В ка-
честве электроакустических преобразователей излучающих
антенн, преобразующих электрические колебания в механические
224
Рис. 4.38. Электроакустические преобразователи: а —
магнитострикционный; б — пьезоэлектрический
и наоборот, наибольшее распространение находят магнито-
стрикционные и пьезоэлектрические вибраторы.
Магнитострикционные вибраторы. Некоторые ферромагнит-
ные материалы (никель, кобальт, железо, пермаллой и др.)
обладают свойством под воздействием магнитного поля изменять
свои линейные размеры в направлении его магнитных силовых
линий. Это свойство называют прямым магнитострикционным
эффектом. Если ферромагнитный стержень предварительно поля-
ризовать (намагнитить) и затем поместить в переменное маг-
нитное поле, то частота механических колебаний поляризованного
стержня будет равна частоте переменного тока.
Если к поляризованному ферромагнитному стержню прило-
жены внешние силы, вызывающие его деформацию, то происхо-
дит изменение напряженности магнитного поля стержня, т. е.
обратный магнитострикционный эффект. В обмотке, намотанной
на стержень, будет индуцироваться ЭДС.
Прямой магнитострикционный эффект используют в излучаю-
щих антеннах для преобразования электромагнитных колебаний
в механические, а обратный — в принимающих антеннах для
преобразования механических колебаний в электрические.
Конструкции излучающей и принимающей антенн одина-
ковы. Основным элементом магнитострикционной антенны явля-
ется пакет (рис. 4.38, а), набранный для уменьшения потерь
на вихревые токи из тонких никелевых пластин /, предварительно
подвергнутых отжигу. В пакете имеются окна, в которые укла-
дывают витки обмотки 2. Размеры х и у пакета выбирают
в зависимости от необходимой диаграммы направленности, а раз-
мер z — таким, чтобы резонансная частота собственных механи-
ческих колебаний пакета соответствовала частоте излучаемых
антенной акустических колебаний (до нескольких десятков кило-
герц). Никелевый пакет с резиновыми прокладками помещают
в корпус вибратора, имеющего сальник для вывода концов об-
мотки. Корпус вибратора крепят в специальном отверстии в дни-
ще судна.
15 Н. Н. Трофимов, В. С. Шульцев
225
Пьезоэлектрические вибраторы. Кристаллы некоторых ве-
ществ (кварца, турмалина, сегнетовой соли, титаната бария)
обладают тем свойством, что под влиянием приложенных меха-
нических сил на их поверхности появляются электрические за-
ряды. Это явление получило название прямого пьезоэлектриче-
ского эффекта.
Если те же кристаллы поместить в электрическое поле, про-
изойдет изменение их линейных размеров. Это явление называют
обратным пьезоэлектрическим эффектом.
Отметим, что в отличие от магнитострикционных преобразо-
вателей знак деформации пьезоэлектрических преобразователей
зависит от направления действующего на них электрического
поля.
Прямой пьезоэффект используют в принимающих антеннах,
а обратный — в излучающих. Так как природные кристаллы
дороги и обладают малой механической прочностью, наибольшее
применение в акустических антеннах нашел титанат бария, полу-
чаемый обжигом смеси карбоната бария и двуокиси титана при
/=1400 °C. Титанат бария имеет высокую механическую проч-
ность, не боится влаги, на его поверхность легко наносятся сереб-
ряные электроды, а пьезоэффект выражен сильнее, чем у кварца.
Конструкция пьезоэлектрического вибратора показана на
рис. 4.38, б.
Основным элементом вибратора является круглая пла-
стина 6 из титаната бария, приклеенная к металлической наклад-
ке 3. Пластина 6 и накладка 3 изолированы от.корпуса вибра-
тора 5 резиновой прокладкой 4. Соединительные провода 7 при-
креплены к посеребренным поверхностям пластины 6 и выведены
через сальник 8. Диаметр пластины и накладки выбирают в зави-
симости от желаемой ширины диаграммы направленности, а их
толщину — из условия получения резонанса собственных меха-
нических колебаний на частоте акустических колебаний, излу-
чаемых антенной.
Пьезоэлектрические антенны могут работать на более вы-
соких частотах, чем магнитострикционные (до сотен килогерц).
Эхолотом называется устройство, предназначенное для изме-
рения глубин с помощью энергии акустических колебаний. При-
меняют также рыбопоисковые эхолоты для поиска и измерения
глубин нахождения рыбных косяков. На гидрографических судах
для определения рельефа дна пользуются промерными эхоло-
тами. Во всех этих устройствах используется акустический ме-
тод измерения глубин, сущность которого заключается в следую-
щем.
В днище судна (рис. 4.39, а) установлен источник акусти-
ческой энергии — излучающая антенна А и приемник отражен-
ного эхо-сигнала — принимающая антенна В. Кроме того, на
судне размещен так называемый центральный прибор эхолота
ЦП, имеющий визуальный указатель глубин.
226
Рис. 4.39. Принцип акустического измерения глубины:
а — схема; б — вид зондирующего импульса
В определенные моменты времени, задаваемые центральным
прибором, излучающая антенна А посылает в направлении дна
зондирующий импульс акустической энергии длительностью т
и частотой заполняющих импульс колебаний /о (рис. 4.39,6).
Этот импульс, достигнув грунта, отражается от него и в виде эха
возвращается к днищу судна, где попадает на принимающую
антенну В и далее в центральный прибор ЦП.
Зная скорость распространения колебаний в воде и проме-
жуток времени t между моментами посылки и приемом сигнала,
можно определить расстояние, пройденное сигналом, по фор-
муле 2AO=Ct или АО = Ct/2.
Обозначим кратчайшее расстояние между центрами вибра-
торов (базу) через L. В этом случае катет прямоугольного тре-
угольника АКО равен
КО=Л/(ЛО)2-(£/2)2 или Я=Л/(С//2)г-(£/2)г.
Таким образом, измерение глубин акустическим методом сво-
дится к определению промежутка времени / между посылкой
сигнала и приемом его эха при условии, что скорость распростра-
нения акустической энергии в воде принимается постоянной
(обычно С=1500 м/с).
Если база £ = 0 (например, при использовании одной и той же
антенны для излучения и приема или при работе на больших
глубинах), формула для расчета глубины под килем упрощается:
H = Ct/2, т. е. значение И линейно зависит от /, что позволяет
делать шкалу глубин линейной. Обычно все расчеты в эхолотах
ведут по полученной формуле, а при небольших глубинах вводят
поправку на базу.
Промежуток времени / очень мал и зафиксировать его с по-
мощью секундомера практически невозможно. Например, при
измерении глубины 75 м нужно зафиксировать t=2H/С =
= 150/1500 = 0,1 с. Поэтому для автоматической фиксации корот-
ких промежутков времени в ЦП эхолотов применяют различ-
ные специальные измерительные устройства: указатели глубин,
самописцы и электронные отметчики.
15* 227
бин
Указатель глубин (УГ).
Предназначен для регистрации
мгновенного значения глубины
под днищем судна и состоит
(рис. 4.40) из диска Д, вращаю-
щегося с постоянной скоростью,
и неподвижной шкалы Ш. На
вращающемся диске закреплена
неоновая лампа Л. Вращение
диска с постоянной скоростью
обеспечивает электродвигатель
М, на оси которого установлен ку-
лачок К. Работа эхолота с УГ
происходит следующим образом.
В момент прохода лампочкой
нуля шкалы глубины кулачок К
замыкает контакты КН, запус-
кающие импульсный генератор
ГИ, мощный импульс которого
возбуждает в излучающей ан-
тенне ИА механические коле-
бания ультразвуковой часто-
ты. Механические колебания
вибратора вызывают упругие колебания воды. Направленные
ультразвуковые акустические колебания достигают дна. Часть
из них, отразившись от дна, возвращается к принимающей
антенне ПА, возбуждая в обмотке вибратора-приемника ЭДС.
Усиленный в усилителе У сигнал подается на неоновую лам-
почку, которая к этому времени отклонится на угол ф = <о/ =
= 2<$Н/С, где со — частота вращения диска; Н — измеренная
глубина; С — скорость звука в воде. Так как угол поворота лам-
почки ф пропорционален измеренной глубине Н, то отсчет сни-
мается прямо по равномерной шкале глубин вокруг диска. С каж-
дым следующим оборотом неоновой лампочки процесс повторяет-
ся. Необходимый диапазон глубин, отсчитываемых по круговой
шкале Ш, устанавливается изменением частоты вращения диска
с неоновой лампочкой. Такие указатели глубин используют в
основном в навигационных эхолотах.
Электронный отметчик (ЭО). В нем для измерения малых
промежутков времени между зондирующим импульсом и при-
нятым эхо-сигналом используют электронно-лучевую трубку
(ЭЛТ). Во время посылки зондирующего импульса на экране
ЭЛТ происходит движение электронного луча (светящейся точки)
сверху вниз с постоянной скоростью, в результате чего образу-
ется вертикальная линия развертки. Длительность хода развертки
соответствует выбранному диапазону глубин, т. е. масштабу
шкалы глубины. При поступлении эхо-сигналов последние усили-
ваются, подаются на горизонтально-отклоняющие пластины ЭЛТ
228
и вызывают горизонтальное отклоне-
ние (всплеск) развертки. По расстоя-
нию от начала развертки до горизон-
тального всплеска судят о глубине.
Электронные отметчики обычно
используют в рыбопоисковых эхо-
лотах, поэтому они имеют два диа-
пазона работы: обзорный — в не-
сколько сот метров и просмотро-
вый— от 5 до 50 м. Просмотровый
диапазон может плавно переме-
щаться в пределах обзорного диа-
пазона.
Самописцы (СМП). В самопис-
Рис. 4.41. Самописец с пишу-
щей линейкой
или электрохимической
цах фиксация малых промежут-
ков времени, соответствующих из-
меренной глубине, производится
на специальной электротермической
бумаге.
Электротермическая бумага состоит из двух слоев: серого и
черного. Ток, проходящий через электротермическую бумагу, в
месте прикосновения пера прожигает серый слой и открывает
черный.
Влажная электрохимическая бумага пропитана крахмальным
раствором йодистого калия. Ток в месте прикосновения пера
вызывает электролиз, в результате которого выделяется йод.
Йод, соединяясь с крахмалом, приобретает ярко-фиолетовую
окраску.
Существуют разнообразные конструкции самописцев. В ка-
честве примера на рис. 4.41 показан самописец, применяемый
в навигационных эхолотах. Двигатель 1 обеспечивает равномер-
ную протяжку бумаги 2 и одновременно вращает барабан 3, на
котором укреплен виток проволочной спирали 4. Пишущая ли-
нейка 6 прижимает к барабану электротермическую бумагу 2.
Бумага касается спирали 4 только в одной точке 5, которая при
каждом обороте барабана перемещается прямолинейно с по-
стоянной скоростью сверху вниз вдоль шкалы линейки 6. В момент
прихода точки 5 в нуль шкалы кулачок 7 замыкает контакты S,
управляющие посылкой зондирующего импульса. К моменту при-
хода эхо-сигнала точка касания пишущей линейки и спирали
опустится вниз на расстояние, пропорциональное глубине под
днищем судна, и усиленный сигнал прожигает бумагу, регистри-
руя отметку глубины.
Гидроакустические измерители скорости судна. Работа этих
устройств основана на использовании эффекта Доплера, физи-
ческий смысл которого состоит в том, что при движении прием-
ника электромагнитных или звуковых колебаний относительно
излучателя приемник воспринимает колебания, частота которых
229
Рис. 4.42. Принцип работы гидроакустического лага: а — однолуче-
вого; б — двухлучевого
отличается от частоты излучателя. Если приемник приближается
к излучателю со скоростью у, относительная скорость распро-
странения колебаний составляет С+у, а если удаляется, то C — v.
В первом случае частота воспринимаемых приемником коле-
баний fn увеличивается:
во втором — уменьшается:
Разность Af = /0 — fn называется доплеровским сдвигом час-
тоты или доплеровской частотой.
Зависимость между A f и v может быть использована для
измерения скорости судна относительно грунта. С этой целью в
днище судна в непосредственной близости друг от друга устанав-
ливают излучатель ультразвуковых волн и приемник. Излуча-
тель А (рис. 4.42, а) посылает в сторону морского дна узкий
пучок ультракоротких колебаний под углом а к направлению
движения судна. Эти колебания, отразившись от грунта, прини-
маются приемником в точке Ль В точке В происходит отражение
акустической волны. Эту точку можно рассматривать как вторич-
ный излучатель, к которому приближается приемник.
Поскольку скорость судна vc значительно меньше скорости
распространения звука С, расстояние AAi, на которое переме-
стится судно за время распространения энергии, будет крайне
малым, а разность частот в точке приема F=fM — fo.
Таким образом, если известны величины f0, С и а, скорость
судна vc однозначно определяется разностью частот F.
Если, например, принять 5=1500 м/с, а = 60°, /о = 5ОО кГц,
ус = 20 уз, то суммарная разность частот / = 3080 Гц, т. е. изме-
нение разности частот будет 154 Гц/уз. В этом случае говорят,
что лаг имеет крутизну характеристики 154 Гц/уз.
230
Рассмотренная выше однолучевая гидроакустическая система
не обеспечивает высокой точности работы, так как измеряемый
сигнал F зависит не только от горизонтальной, но и от верти-
кальной составляющей скорости судна относительно грунта,
возникающей при качке и изменении глубины моря, и от угла
наклона луча а, который на качке не сохраняет постоянного
значения. Для исключения этих недостатков обычно применяют
двухлучевые гидроакустические системы, в которых используют
две пары излучателей и приемников с направлением лучей вперед
по ходу судна под углом а и под тем же углом назад (см.
рис., 4.42, б). Оба излучателя работают на одной строго фик-
сированной частоте В этом случае частота отраженного сиг-
нала, принимаемого спереди, и частота отраженного сигнала,
принимаемого сзади, имеют противоположные знаки, что поз-
воляет компенсировать отрицательное влияние вертикальной со-
ставляющей скорости судна, а также изменение наклона луча
при дифференте и на качке.
Достоинством гидроакустических лагов является их высокая
точность (до 0,05 уз), а также возможность определения ско-
рости судна относительно дна. Однако эффективно использовать
их можно только на глубинах 200...300 м.
Контрольные вопросы
1. Назначение, классификация и принцип работы лагов.
2. Как измеряется скорость судна на мелководье?
3. Принцип работы дифференциального манометра.
4. Почему гидродинамические и индукционные лаги являются относи-
тельными?
5. Назначение и принцип работы гидроакустических приборов.
6. Какие типы преобразователей применяют в качестве излучающих антенн?
7. Устройство магнитострикционных вибраторов.
8. Как измерять глубину с помощью эхолота?
9. Принцип регистрации отметок глубины.
10. Почему гидроакустический лаг является абсолютным измерителем ско-
рости?
глава 5 АППАРАТУРА РАДИОСВЯЗИ
И РАДИОНАВИГАЦИОННЫЕ ПРИБОРЫ
§ 5.1. ПРИНЦИП РАДИОСВЯЗИ
И РАСПРОСТРАНЕНИЯ РАДИОВОЛН
Основной функцией радиосвязи является передача
информации на расстояние через свободное пространство (воз-
душную среду, космическое пространство и т. д.). Для передачи
информации используют свойство электромагнитных колебаний
распространяться в пространстве. При этом они обладают также
свойством изменять какой-либо из своих параметров в соответ-
231
ствии с передаваемым сообщением. Электромагнитные колебания,
используемые в качестве переносчика информации, в радиосвязи
называют радиоволнами.
Рассмотрим основные процессы при передаче информации по
каналу связи. Информацию, предназначенную для передачи, пре-
образовывают в электрические сигналы и подают в радио-
передатчик. Радиопередатчик состоит из генератора несущей
частоты, модулятора и передающей антенны. Генератор несущей
частоты генерирует высокочастотные колебания, передаваемые
передающей антенной в виде электромагнитных волн.
Процесс занесения информации в колебания несущей частоты
осуществляется с помощью модулятора и называется модуля-
цией.
Пройдя через окружающую среду, радиоволны возбуждают
в антенне радиоприемника токи высокой частоты, содержащие
переданную информацию. Для того чтобы выделить сигналы
принимаемой станции из прочих сигналов и помех, приемник
содержит частотно-избирательное устройство.
Процесс .выделения переданной информации из высокочастот-
ного колебания производится в приемнике при помощи детектора
и называется детектированием. Электрические сигналы с выхода
детектора, изменяющиеся в соответствии с передаваемым сооб-
щением, подают на воспроизводящее устройство.
Для обеспечения надежной и устойчивой связи при выборе
длины волны высокочастотных колебаний необходимо учитывать
следующие факторы:
особенности распространения радиоволн в данное время года
и суток вследствие влияния состояния атмосферы, солнечной
радиации и т. д.;
технические возможности: размеры антенной системы, возмож-
ность генерирования мощных колебаний и управления ими в
данном диапазоне и т. д.;
характер помех в выбранном диапазоне длин волн;
ширину спектра модулирующего сообщения и выбранный спо-
соб модуляции.
Ниже показано принятое на практике распределение радиоволн
на диапазоны в зависимости от длины волны и частоты:
Диапазон
Длина
Сверхдлинные ............
Длинные .................
Средние .................
Промежуточные............
Короткие ................
Метровые.................
Дециметровые Ультра короткие
Сантиметровые
Миллиметровые............
Субмиллиметровые ....
Инфракрасные и световые . .
10 000 м и более
10 000...3000 м
3000...200 м
200...50 м
50...10 м
10...1 м
1...0.1 м
10... 1 см
1 см... 1 мм
1... 0J мм
Менее 0,1 мм
Частота
Ниже 30 кГц
30... 100 кГц
100... 1500 кГц
1500...6000 кГц
6...30 МГц
30...300 МГц
300...3000 МГц
3000...30 000 МГц
30 000...300 000 МГц
300 000...3000 000 МГц
Выше 3000 000 МГц
232
[2
3
^Земт
Рис. 5.1. Распространение радиоволн в
атмосфере
В однородной среде ра-
диоволны распространяются
прямолинейно. В этом случае
дальность радиосвязи была
бы ограничена линией пря-
мой видимости. Атмосфера, в
которой распространяются
радиоволны, не является
однородной, поэтому при рас-
пространении происходит от-
ражение и преломление ра-
диоволн, что позволяет зна-
чительно увеличить даль-
ность радиосвязи. Однако
состояние различных слоев атмосферы и, следовательно, степень
преломления радиоволн не стабильна во времени, что усложняет
радиосвязь.
Атмосферу обычно разделяют на три основных слоя: тропосфе-
ру, высотой до 12 км, стратосферу — до 60 км и ионосферу, начи-
нающуюся выше 60 км.
Ионосфера содержит большое количество заряженных частиц,
которые образуются за счет ионизации солнечной радиацией мо-
лекул воздуха. Коэффициент преломления радиоволн в ионосфере
зависит от степени ее ионизации и длины волны. Преломление ра-
диоволн в ионосфере растет с увеличением степени ионизации
и длины волны.
Преломление также зависит от угла падения распространяю-
щихся радиоволн на ионосферу. Наибольшая частота, при которой
радиоволна, падающая вертикально на ионизированный слой,
может отразиться от него, называется критической.
Степень ионизации ионосферы и коэффициент преломления
радиоволн в значительной мере зависят от времени года, суток и
солнечной активности.
По степени ионизации ионосферу разделяют на несколько слоев
(рис. 5.1).
1. Слой Д: 60—90 км. Степень ионизации сильно зависит от
времени суток. С наступлением темноты слой D исчезает вообще.
Характеризуется критической частотой /кр = 0,14-0,7 МГц.
2. Слой Е: 110—130 км. Ионизация слоя, а следовательно,
и критическая частота меняются в течение суток. Отражает сред-
ние волны в ночные часы, днем отражает и короткие волны.
3. Слой Fi: 200—250 км. Степень ионизации сильно зависит
от времени суток. Образуется в средних широтах в дневные часы
летних месяцев. При определенных условиях отражает короткие
волны.
4. Слой F2: 300—400 км. Степень ионизации молекул воздуха
характеризуется значительным непостоянством. Она изменя-
ется день ото дня, различна в зимнее и летнее время, зависит
233
от геомагнитной широты. Является основным отражающим слоем
для радиоволн коротковолнового диапазона.
Кроме описанных регулярных слоев в ионосфере на высоте
95—125 км иногда образуется так называемый спорадический
слой Es, концентрация заряженных частиц в котором может в
несколько раз превышать концентрацию слоя Е.
По характеру распространения в атмосфере радиоволны можно
разделить на прямые, поверхностные и пространственные. Волны,
не испытывающие преломления, распространяются прямолинейно
и называются прямыми (кривая 1; см. рис. 5.1). Поверхностные
волны 4 распространяются вдоль земной поверхности, частично
огибая ее. Пространственные волны 2, 3 испытывают преломление
в ионосфере, в результате которого они могут либо вернуться
на Землю (волна 3), либо пройти через ионосферу в космическое
пространство (волна 2), Для того чтобы пространственная волна
вернулась на Землю, необходимо чтобы она заняла горизонтальное
положение ниже слоя с максимальной концентрацией заряженных
частиц Nmax в ионосфере.
Пространственная волна, возвратившаяся на Землю, может
вновь отразиться от нее и снова попасть в ионосферу. Это явле-
ние называется многократным отражением или атмосферным вол-
новодом. Благодаря многократному отражению коротких ра-
диоволн может быть обеспечена дальность связи до 15 000 км, од-
нако из-за нестационарности состояния атмосферы связь, как пра-
вило, неустойчива.
При приеме пространственных радиоволн возникает замира-
ние сигналов. В том случае, когда в точке приема встречаются вол-
ны, прошедшие различные пути, например, претерпевшие од-
нократное и двукратное отражения от ионосферы, может возник-
нуть явление интерференции волн, что способно вызвать замирание
сигнала на время до десятков секунд.
Состояние атмосферы зависит также от характера земной
поверхности. Так, например, коэффициенты преломления атмо-
сферы над сушей и морем различны. Это приводит к искривлению
траектории распространения радиоволн над береговой линией
(береговая рефракция). Явление береговой рефракции особенно
важно учитывать при радиопеленговании, так как отклонения
траектории над береговой линией могут достигать 10°. Неодно-
родность атмосферы при переходе границы море — суша сглажи-
вается, поэтому уменьшить ошибку за счет береговой рефракции
можно путем подъема приемной и передающей антенн.
При распространении радиоволн часть энергии электромагнит-
ного поля расходуется на взаимодействие с водяными парами,
заряженными частицами и т. д. Этим объясняется поглощение
радиоволн атмосферой. Степень поглощения зависит от состава
атмосферы и длины волны излучения.
Рассмотрим особенности распространения радиоволн раз-
личных диапазонов.
234
Сверхдлинные волны (СДВ). Особенностью их распростране-
ния является большой коэффициент преломления в ионосфере. При
любом состоянии ионосферы они практически полностью отра-
жаются от ее нижней границы, процесс распространения их харак-
теризуется высокой стабильностью независимо от времени суток и
солнечной активности. Однако информационная емкость этого
диапазона невелика вследствие низкой несущей частоты. Одной
из особенностей СДВ является их способность распространяться
в морской воде, что позволяет их использовать для связи в воде.
Длинные волны (ДВ). Волны этого, диапазона также доста-
точно хорошо отражаются от нижней границы ионосферы, поэтому
распространение ДВ мало зависит от сезона и времени суток. При
распространении длинных волн можно четко выделить простран-
ственную и поверхностную волны. На расстояниях более 1000 км
связь осуществляется практически за счет пространственных
волн.
Средние волны (СВ). Эти волны достаточно глубоко проникают
в ионосферу, поэтому условия их распространения в значитель-
ной мере определяют время года, суток и солнечная активность.
Днем, при высокой степени ионизации ионосферы, пространствен-
ные волны сильно поглощаются, поэтому связь в это время осу-
ществляется в основном за счет поверхностных волн. Дальность
связи при этом невелика. Ночью за счет использования простран-
ственных волн связь на СВ можно осуществлять на расстояниях
до 3000 км и более.
Короткие волны (КВ). Осуществляют связь главным образом
за счет пространственных волн, которые отражаются от слоев F
ионосферы. Потери энергии коротких волн сводятся к минимуму
при правильном выборе длины волны. Связь на КВ можно осу-
ществлять практически на любые земные расстояния, используя
способность пространственной волны претерпевать многократные
отражения от ионосферы. Однако устойчивость связи на КВ низка,
так как довольно часто возникает эффект замирания радиоволн.
Ультракороткие волны (УКВ). Радиоволны этого диапазона,
особенно коротковолновой его части, проходят через ионосферу без
отражения. В результате связь осуществляется в основном за
счет поверхностных волн.
В длинноволновой части диапазона (Х> 4—5 м) для радиосвя-
зи можно использовать и пространственные волны. При этом,
как и на коротких волнах, возможны замирания сигнала в точке
приема.
Колебательные контуры
Для выделения из широкого спектра частот одной частоты или
относительно узкой полосы частот используют резонансные систе-
мы, реакция которых на колебания с различными частотами
неодинакова. Независимо от конструктивного оформления,
235
Рис. 5.2. Колебательный контур: а — последовательный; б — парал-
лельный
области применения и частотного диапазона все резонансные си-
стемы можно свести к колебательному контуру, состоящему из трех
основных элементов: индуктивности L, емкости С и активного
сопротивления /?.
В зависимости от способа подключения контура к источнику
внешней ЭДС различают последовательный колебательный контур
(рис. 5.2, а) и параллельный (рис. 5.2, б).
Рассмотрим возникновение свободных колебаний в контуре,
изображенном на рис. 5.2, а, В исходном состоянии ключ нахо-
дится в положении 1 и на контур подается постоянное внешнее
напряжение U, В этом случае конденсатор С заряжен до на-
пряжения U. (Полярность заряженного конденсатора показана
на рисунке без скобок). Переключим теперь ключ в положение 2.
Конденсатор начнет разряжаться и через контур потечет ток
направление которого показано сплошной стрелкой. Казалось бы,
что ток должен прекратиться, когда напряжение на емкости станет
равным нулю, однако в контуре имеется индуктивность, которая по
мере разряда конденсатора накапливала энергию магнитного
поля.
Теперь индуктивность начинает препятствовать уменьшению
тока, как бы поддерживая его током самоиндукции того же
направления. Этот ток перезаряжает конденсатор, изменяя поляр-
ность его обкладок. (Полярность заряда конденсатора в этом слу-
чае показана на рисунке в скобках). Когда энергия магнитного
поля катушки полностью перейдет в энергию электрического поля
конденсатора, последний вновь зарядится. В соответствии с
изменившейся полярностью заряда конденсатора ток в контуре из-
менит свое направление. Направление тока в этом случае показано
пунктирной стрелкой.
Таким образом, в контуре возникнут колебания тока. Частота
собственных колебаний контура wQ (резонансная частота) опре-
деляется реактивными параметрами контура L и С и вычисляется
по формуле w0=]/^[LC,
Колебательный процесс в контуре носит затухающий характер,
так как часть энергии рассеивается на активном сопротивле-
нии /? в виде тепла. Активными сопротивлениями колебательного
236
контура являются сопротивления проводов и активные потери в
катушке индуктивности и конденсаторе. В результате потерь в кон-
туре процесс будет затухающим и с течением времени колебания
исчезнут совсем.
Если компенсировать активные потери в контуре за счет энер-
гии, подводимой от внешнего источника, можно получить неза-
тухающие колебания, называемые вынужденными.
Амплитуда вынужденных колебаний контура будет макси-
мальной при совпадении частоты внешней ЭДС с собственной, ре-
зонансной, частотой контура.
Рассмотрим вынужденные колебания в параллельном колеба-
тельном контуре (см. рис. 5.2, б). Полное сопротивление парал-
лельного контура носит комплексный характер. Реактивные со-
противления индуктивности и емкости носят противоположный
характер и при равенстве частоты внешней ЭДС собственной ча-
стоте контура &Уо компенсируют друг друга. Сопротивление конту-
ра при этом становится чисто активным.
Взаимная компенсация реактивных составляющих полного
сопротивления контура называется резонансом.
Резонанс в параллельном контуре называется резонансом
токов. При резонансе токов контур потребляет от источника
внешней ЭДС минимальный ток; сопротивление контура чисто
активно. Ток, протекающий через реактивные элементы контура,
в Q раз превосходит ток источника внешней ЭДС.
Резонанс в последовательном контуре называется резонансом
напряжений. Он наступает при равенстве частоты внешней ЭДС
частоте собственных колебаний контура. При резонансе напряже-
ний через контур протекает максимальный ток; полное сопро-
тивление контура чисто активно, минимально и равно /?, а падение
напряжения на реактивных элементах контура в Q раз превышает
внешнюю ЭДС. Если к источнику внешней ЭДС подключить коле-
бательный контур, то в контуре возникнут колебания с частотой,
равной частоте внешней ЭДС. Отношение амплитуды колебаний
напряжения на контуре к амплитуде внешней ЭДС называется
коэффициентом передачи К.
Вследствие явления резонанса коэффициент передачи контура
зависит от частоты внешней ЭДС. График этой зависимости
называется резонансной кривой контура. Резонансный контур
по разному реагирует на различные частоты. Относительный
коэффициент передачи имеет максимальное значение при совпаде-
нии частоты внешней ЭДС с собственной частотой контура, т. е.
при резонансе. Это свойство контура позволяет использовать его
как избирательную систему.
Избирательные свойства колебательного контура характери-
зуются полосой пропускания контура и коэффициентом прямо-
угольности резонансной кривой. Полосой пропускания контура
2А&у называется полоса частот, в пределах которой коэффициент
передачи контура уменьшается до уровня 0,707 от Атах.
237
Коэффициент прямоугольности равен отношению полосы про-
пускания на уровне 0,1 или 0,01 от Атах к полосе пропускания на
уровне 0,707 от Ктах. Он позволяет судить о крутизне спадов резо-
нансной кривой контура.
Для получения резонансных кривых с определенными свой-
ствами (высокий коэффициент прямоугольности, плоская вершина
резонансной кривой и т. д.) используют связанные колебательные
контуры.
По типу связи связанные колебательные контуры делят
на контуры с индуктивной (или трансформаторной), кондуктивной
(или автотрансформаторной) и емкостной связью.
Меняя степень связи между контурами, можно получить ре-
зонансные кривые различной формы. При слабой связи резонанс-
ная кривая связанных контуров близка к резонансной кривой
одиночного контура. Повышая степень связи, можно добиться по-
лучения резонансной кривой с плоской вершиной. Связь в этом
случае называется критической. Если связь больше критической,
получается двугорбая резонансная кривая.
Антенны. Они являются одной из важнейших частей как при-
емного, так и передающего устройства. Передающая антенна при
помощи линии связи (фидера) соединяется с радиопередатчиком,
а приемная антенна — с радиоприемником. Антенна радиопере-
датчика должна преобразовывать энергию токов высокой частоты
в энергию радиоволн. Приемная антенна выполняет обратные
функции, т. е. преобразует энергию радиоволн в энергию токов вы-
сокой частоты.
Процессы, происходящие в приемной и передающей антеннах,
свидетельствуют об их обратимости, т. е. любую антенну можно
применять как для приема, так и для излучения радиоволн.
Рассмотрим процесс излучения электромагнитных волн, пред-
ставив антенну как открытый колебательный контур.
Электрическое поле в замкнутом контуре сосредоточено в
небольшом зазоре между пластинами конденсатора. Оно охваты-
вает малую часть пространства и излучения электромагнитных
волн практически не происходит. При раздвижении пластин кон-
денсатора, т. е. при переходе к открытому колебательному контуру,
электрическое поле начинает охватывать все большие части про-
странства. При изменении электрического поля индуцируется
переменное магнитное поле и излучается электромагнитная волна.
Процесс перехода от замкнутого колебательного контура к от-
крытому— антенне показан на рис. 5.3, а...г. Антенна, получен-
ная в результате этого перехода, называется симметричным
вибратором.
На судах для целей радиосвязи используют проволочные ан-
тенны различных типов. Наибольшее распространение получили
Г- и Т-образные антенны (рис. 5.4, а, б), антенны типа «наклонный
луч» (рис. 5.4, в), цилиндрические (рис. 5.4, г), штыревые, а
также симметричные вибраторы.
238
Рис. 5.3. Антенна как открытый колебательный контур
Г- и Т-образные антенны представляют собой провод из ан-
тенного канатика, подвешенный горизонтально на реях между
мачтами судна. Антенны прикрепляют к реям специальными изоля-
торами. От горизонтального луча антенны опускается вертикаль-
ное снижение. Антенна называется Г-образной, если снижение
отходит от конца, и Т-образной — от середины горизонтального
луча. Кроме описанных антенн, называемых однолучевыми, при-
меняют многолучевые антенны. В многолучевых антеннах имеется
несколько горизонтальных лучей. От каждого горизонтального
луча отходит снижение.
Рис. 5.4. Конструкции судовых антенн: а — Г-образной; б —
Т-образной; в — типа «наклонного луча»; г — цилиндрической:
1 — луч антенны; 2 — снижение; 3 — цепочка; 4 — гак нлн обушок; 5 —
перемычка на отвес; 6 — оконечная муфта; 7 — подъемный фал; 8 —
утка
239
Антенна типа «наклонный луч» представляет собой наклон-
ный провод из антенного канатика, закрепленный с помощью изо-
ляторов.
Цилиндрическая антенна состоит из нескольких лучей, распо-
ложенных по образующим цилиндрам и закрепленных в таком
положении при помощи специальных колец. Концы лучей с обоих
концов цилиндра собираются вместе.
Штыревая антенна представляет собой вертикально стоящую
металлическую трубку, закрепленную нижним концом в изоляторе,
который установлен в металлическом фланце. Фланец прикреплен
к металлическому стакану, через который проходит высокочастот-
ный кабель.
Симметричный вибратор представляет собой две симметрично
расположенные относительно кронштейна металлические трубки.
Трубки крепят к кронштейну посредством изолятора.
Контрольные вопросы
1. Особенности распространения радиоволн в атмосфере.
2. Какие основные элементы составляют колебательный контур и каковы
условия резонанса свободных колебаний в контуре?
3. В чем состоит обратимость приемной и передающей антенн?
4. Какие конструкции антенн применяют на судах для радиосвязи и радио-
навигации?
§ 5.2. ПРИЕМОПЕРЕДАЮЩАЯ АППАРАТУРА
Судовождение невозможно без надежной и оперативной связи
между судами и диспетчерскими наземными службами. С этой
целью все суда обеспечивают радио-приемопередающей аппара-
турой.
Радиопередающая аппаратура
Радиопередатчики предназначены для передачи сообщений
при помощи радиоволн. В зависимости от назначения их делят на
главные (навигационные), эксплуатационные, аварийные (резерв-
ные) й общие.
Главные радиопередатчики работают в телеграфном режиме
в диапазоне средних волн 405...525 кГц и предназначены для пе-
редачи навигационных и метеорологических сообщений, сигналов
бедствия и аварийной корреспонденции.
Эксплуатационные радиопередатчики работают в коротковол-
новом диапазоне 1,6...25,6 МГц, главным образом для передачи
служебной корреспонденции. Их также используют для передачи
сообщений, относящихся к безопасности плавания, аварийных
сигналов и частной корреспонденции.
Аварийные передатчики предназначены для передачи сигналов
бедствия. Их применяют также в качестве главного передатчика,
когда последний по каким-либо причинам не работает.
240
Радиопередатчики характеризуют определенными техни-
ческими показателями: мощностью, КПД, стабильностью и
точностью установки частоты и мощностью побочных излу-
чений.
Мощность радиопередатчика — это мощность электрических
колебаний, подводимая к антенне. Чем она больше, тем больше
при прочих равных условиях дальность радиосвязи.
Главные радиопередатчики имеют мощность 100...200 Вт, что
обеспечивает дальность Связи не менее 150 миль, аварийные —
20...60 Вт при дальности действия не менее 100 миль.
Правила Регистра СССР ограничивают мощность лишь для
радиопередатчиков, работающих в диапазоне 1,6...2,85 МГц, где
она не должна превышать 400 Вт. Эксплуатационные радиопере-
датчики, работающие в этом диапазоне, имеют мощность
200...300 Вт.
Радиопередатчики общего назначения работают в диапазоне
метровых волн и имеют мощность, измеряемую единицами и десят-
ками ватт.
Коэффициент полезного действия (КПД) радиопередатчика
определяют как отношение мощности, отдаваемой в антенну, к
мощности, потребляемой радиопередатчиком от источника пита-
ния. У маломощных радиопередатчиков КПД составляет единицы
процентов, у мощных 40...60 %.
Стабильность частоты колебаний — важная характеристика
радиопередатчика. Нестабильность частоты приводит к перебоям
в связи, а также создает помехи соседним по частоте радиостан-
циям. Стабильность частоты характеризует коэффициент относи-
тельной нестабильности Кн, который равен отношению макси-
мального отклонения несущей частоты к е_е номинальному зна-
чению. Типичные значение Кп = 10-6...10-8. Для судовых одно-
полосных радиопередатчиков Правилами Регистра СССР регла-
ментирован максимальный абсолютный уход частоты, который не
должен превышать 50 Гц. Помимо стабильности частоты система
настройки передатчика должна обеспечивать высокую точность
установки заданной частоты.
Мощность побочных излучений, к которым прежде всего от-
носятся излучения на частотах, расположенных за пределами от-
веденной для передачи полосы, должна быть минимальной, чтобы
не создавать помех при работе других радиопередатчиков. Со-
гласно нормам, на частотах, отстоящих от несущей на 8 кГц и бо-
лее, при однополосной модуляции мощность побочного излучения
должна быть в 20 000 раз (на 43 дБ) ниже уровня основного
излучения и не превышать 50 мВт.
Основные узлы радиопередатчиков. Схема радиопередающего
устройства определяется его назначением. На рис. 5.5 приведена
типовая структурная схема радиопередатчика. Она состоит
из двух основных трактов прохождения сигналов: высокочастот-
ного— от задающего генератора (автогенератора) до антенны
16 Н. Н. Трофимов, В. С. Шульцев 241
Рис. 5.5. Структурная схема радиопередатчика
и низкочастотного — от источника передаваемой информации
(телеграфный ключ, буквопечатающий аппарат, микрофон) до мо-
дулятора. Сигналы низкочастотного тракта, преобразованные
в модуляторе, воздействуют на колебания радиочастоты (моду-
лируют их).
Задающий генератор вырабатывает электрические высоко-
частотные колебания в требуемом диапазоне частот. Стабильность
частоты определяет стабильность задающего генератора, поэтому
принимают специальные меры для ее повышения. Например:
стабилизируют напряжение питания, уменьшают влияние после-
дующих каскадов за счет включения развязывающих каскадов
(буферный каскад), а также используют кварцевые резонаторы.
Кварцевый резонатор эквивалентен колебательному контуру с
очень высокой добротностью, генерирует одну фиксированную
частоту. Поэтому для того чтобы радиопередатчик мог работать
на нескольких фиксированных частотах, при переходе на другую
частоту применяют кварцевый резонатор с другими характери-
стиками. Такой способ применяют в главных радиопередатчиках,
которые должны работать всего на семи частотах. Эксплуатацион-
ные радиопередатчики, работающие в диапазоне 1,6...25,6 МГц,
используют гораздо большее число частотных каналов, поэтому
задающий генератор такого радиопередатчика выполнен по схеме
синтезатора частот. Он содержит опорный кварцевый генератор
(обычно его частота равна 5 МГц), из колебаний которого путем
деления, умножения, сложения и вычитания получают все ос-
тальные частоты. Таким способом можно получить сетку частот
с интервалом между соседними частотами в 100 Гц, причем ста-
бильность всех частот определяется только стабильностью опор-
ного генератора.
Усилители мощности современных судовых радиопередатчиков
выполняют на транзисторах, однако в мощных выходных каскадах
применяют лампы. Чем мощнее радиопередатчик, тем больше
усилительных каскадов он содержит. Усилители могут быть резо-
нансными, содержащими колебательный контур, настроенный на
частоту усиливаемого сигнала, или резисторными, которые имеют
широкую полосу пропускания и не требуют перестройки по диа-
пазону.
242
Наряду с усилением мощности колебаний усилительные каска-
ды уменьшают электрическую связь между задающим генератором
и антенной, что способствует повышению стабильности частоты.
Выходной каскад усилителя связан с блоком настройки ан-
тенны (на схеме не показан), служащим для настройки антенной
цепи в резонанс. Момент резонанса отмечается по показаниям
специального индикатора.
С выхода данного блока высокочастотные колебания по коак-
сиальному кабелю поступают в антенну.
Модуляторы радиопередатчиков собирают по различным схе-
мам в зависимости от вида модуляции. Например, амплитудную
модуляцию осуществляют непосредственно в каскадах усилителя
мощности: при отжатом ключе каскады заперты, при нажатии
ключа на усилительные приборы — подают рабочие напряжения и
сигнал задающего генератора проходит через усилитель мощно-
сти в антенну.
Амплитудную однополосную модуляцию осуществляют посте-
пенным переносом спектра звуковых частот в область радиочастот,
причем на каждом этапе выделяют верхнюю боковую полосу.
При частотной модуляции в такт с токовыми посылками (им-
пульсами) буквопечатающего аппарата шунтируют часть витков
контурной катушки задающего генератора, в результате чего
генерируемая им частота повышается. Во время бестоковой
посылки (паузы) индуктивность контура задающего генератора
выше и излучается частота «отжатия», меньшая, чем частота «на-
жатия».
Для частотной модуляции несущих колебаний используют два
способа: прямой и косвенный. При прямом способе частотную мо-
дуляцию осуществляют непосредственно в задающем генераторе
путем изменения частоты его колебаний в соответствии с напря-
жением звуковой частоты. Для этого в колебательный контур
задающего генератора вводят варикап, емкость которого изменяют
в зависимости от амплитуды приложенного к нему напряжения
звуковой частоты. Следовательно, изменяют частоту колебаний,
генерируемых задающим генератором.
Недостатком прямого способа частотной модуляции является
малая стабильность несущей частоты. Этот недостаток устраняет-
ся при косвенной частотной модуляции, когда в одном из проме-
жуточных каскадов усилителя мощности осуществляют фазовую
модуляцию колебаний задающего генератора, причем модули-
рующие низкочастотные колебания предварительно преобразуют
так, что результирующая модуляция оказывается частотной.
Данный способ позволяет применить кварцевый резонатор для
стабилизации частоты задающего генератора и поэтому обеспечи-
вает большую стабилизацию несущей частоты.
Судовые радиопередатчики. На судах морского и промысло-
вого флотов в качестве главного (навигационного) применяют
радиопередатчик «Муссон».
16* 243
Радиопередатчик «Муссон» работает в телеграфном режиме
незатухающих или тональных колебаний. При телеграфировании
тональными колебаниями излучает одну боковую полосу.
Передатчик работает на семи жестко фиксированных частотах
в диапазоне 410...512 кГц и обеспечивает мощность в антенне
270 Вт. Конструктивно радиопередатчик «Муссон» выполнен в
виде трех автономных элементов: стойки радиопередатчика,
согласующего устройства и пульта дистанционного управления.
Согласующее устройство служит для согласования выхода радио-
передатчика с антенной, а также для коммутации при переключе-
нии с главной антенны на резервную. Согласующее устройство и
стойку радиопередатчика размещают на расстоянии 50 м друг
от друга. Пульт дистанционного управления может быть удален на
расстояние до 150 м от стойки передатчика, что позволяет устанав-
ливать последнюю в необслуживаемом помещении.
Радиопередатчик «Муссон» выполнен полностью на транзи-
сторах. Потребляемая мощность не более 1 кВт.
В качестве эксплуатационного передатчика используют радио-
передатчик коротких и промежуточных волн «Корвет».
Радиопередатчик «Корвет» работает в диапазоне частот от
1,6 до 3,8 МГц. Рабочий диапазон передатчика разбит на 8 частот-
ных поддиапазонов.
Радиопередатчик работает в телеграфном режиме незату-
хающими и тональными колебаниями. При передаче телефонных
сообщений используется однополосная модуляция. В этом случае
передатчик может работать в трех режимах несущей частоты: пол-
ностью подавлена; ослаблена; излучается полностью.
Радиопередатчик «Корвет» обеспечивает также частотную
модуляцию.
Стабильность частоты радиопередатчика с учетом дестабили-
зирующих факторов не хуже 3-10-7. Он обеспечивает мощность в
эквиваленте антенны с сопротивлением 75 Ом, 300 Вт во всем
частотном диапазоне.
Конструктивно радиопередатчик выполнен в виде стойки,
пульта дистанционного управления и микротелефонной трубки с
усилителем. Потребляемая мощность не более 3,5 кВт.
Питание радиопередатчиков «Муссон» и «Корвет» осуществ-
ляют от сети трехфазного переменного тока напряжением
220/380 В ±10 %, частотой 50 Гц ±5 % или через преобразо-
ватель от сети постоянного тока.
Радиоприемная аппаратура
Радиоприемники предназначены для приема сообщений, пере-
даваемых при помощи радиоволн. Они состоят из следующих ос-
новных элементов:
1) приемной антенны, которая улавливает из окружающего
пространства электромагнитные волны, излучаемые различными
244
радиопередатчиками, и преобразует их в высокочастотные коле-
бания;
2) радиоприемника, который выделяет высокочастотные коле-
бания требуемой частоты, усиливает их и преобразует для извле-
чения передаваемого сообщения;
3) оконечного прибора для воспроизведения или регистрации
принятого сообщения. В качестве оконечного прибора может быть
применен телефон, громкоговоритель, буквопечатающий аппарат,
электронно-лучевая трубка.
Радиоприемники характеризуются следующими показателями:
чувствительность — показывает способность радиоприемника
принимать слабые сигналы. Она определяется усилительными
свойствами всех каскадов радиоприемника, а также уровнем
собственных шумов;
избирательность — это способность радиоприемника выде-
лять принимаемый полезный сигнал из совокупности других сиг-
налов с различными несущими частотами;
диапазон рабочих частот (длина волн) — интервал частот,
в пределах которого радиоприемник можно перестраивать на лю-
бую частоту без существенного изменения качества воспроизве-
дения сигнала;
динамический диапазон радиоприемника — это отношение
максимального входного сигнала, воспроизводимого без искаже-
ний, к чувствительности радиоприемника;
выходная мощность радиоприемника определяет мощность, ко-
торую подводят к оконечному прибору без заметных искажений
принимаемого сообщения.
В зависимости от схемного исполнения радиоприемники разде-
ляют на приемники прямого усиления и супергетеродинного типа.
Структурная схема приемника прямого усиления приведена на
рис. 5.6, а.
Сигнал с антенны поступает во входную цепь. Входная цепь
представляет собой резонансную систему, в которой происходит
предварительное выделение полезного сигнала из сигналов других
частот. Усилитель высокой частоты (УВЧ) усиливает сигналы,
поступающие из входной цепи, до значений, необходимых для нор-
мальной работы детектора. Детектор служит для выделения из
модулированных колебаний принимаемой информации. Детекти-
рование — процесс, обратный модуляции. Однако мощность
сигнала получаемого с выхода детектора недостаточна для работы
воспроизводящего устройства (оконечного прибора), поэтому
после детектора включают усилитель низкой частоты (УНЧ).
Основным недостатком приемника прямого усиления является
то, что он не может обеспечить высокую чувствительность и хо-
рошую избирательность, особенно на коротких и ультракоротких
волнах. Это объясняется тем, что ширина полосы пропускания
колебательного контура прямо пропорциональна резонансной ча
стоте. Для обеспечения хорошей избирательности ширина полосы
245
б)
Рис. 5.6. Структурная схема радиоприемника: а — прямого усиления; б —
супергетеродинного
пропускания должна быть равна ширине полосы полезного
сигнала.
Для получения высокой избирательности применяют суперге-
теродинные приемники, в которых осуществляется преобразование
(понижение) несущей частоты до так называемой промежуточной.
Структурная схема супергетеродинного приемника приведена на
рис. 5.6, б.
Понижение несущей частоты осуществляется в преобразова-
теле, который состоит из смесителя и гетеродина. На смеситель
поступают два сигнала: сигнал несущей частоты fc и сигнал гете-
родина /г. В качестве гетеродинов используют генераторы сину-
соидальных колебаний высокой частоты. На выходе смесителя
возникает ряд комбинационных частот, среди которых имеется
разностная частота /г — /с=/пр, используемая как промежуточная.
Разностная частота выделяется и усиливается усилителем
промежуточной частоты УПЧ, представляющим собой избира-
тельный резонансный усилитель, настроенный на промежуточную
частоту. Поскольку промежуточная частота значительно ниже
несущей, то становится возможным создание УПЧ с хорошими
избирательными свойствами, что и обеспечивает высокую избира-
тельность всего приемника.
Перестройку супергетеродинного приемника с одной станции
на другую осуществляют перестройкой входной цепи, усилителя
высокой частоты и изменением частоты гетеродина. Промежу-
точная частота при этом остается постоянной. Остальные элементы
супергетеродинного приемника те же, что и у приемника прямого
усиления.
Судовые радиоприемники. Аналогично передатчикам их под-
разделяют на главные, эксплуатационные и аварийные.
246
Главный приемник обеспечивает прием радиосигналов в диа-
пазоне частот от 14 до 600 кГц и имеет чувствительность во всем
диапазоне не ниже 30 мкВ. Помимо плавной настройки прием-
ника на международную частоту вызова и бедствия 500 кГц он
обладает возможностью жестко фиксировать установку этой
частоты кнопкой или выключателем. Главный приемник обеспе-
чивает ослабление сигнала по соседнему каналу при расстройке от
резонансной частоты на ±10 кГц не менее 50 дБ.
Эксплуатационный приемник имеет частотный диапазон при-
нимаемых сигналов от 400 до 23 000 кГц. Рекомендуемое расши-
рение частотного диапазона до 14...27 500 кГц. Приемник обла-
дает чувствительностью в диапазоне 1605...27 500 кГц не ниже
20 мкВ, в диапазоне 14... 1605 кГц — не ниже 30 мкВ. Эксплуата-
ционный приемник имеет коэффициент прямоугольности частотной
характеристики при широкой полосе не более 3, при средней
полосе — не более 5. Приемник рассчитан на подключение двух
пар головных телефонов и громкоговорителя мощностью не
менее 0,5 Вт.
Аварийный приемник обеспечивает прием сигналов в диапа-
зоне от 405 до 535 кГц и имеет чувствительность не ниже 100 мкВ.
Ослабление приема сигнала по соседнему каналу при расстройке
от резонансной частоты на 10 % не менее 40 дБ. Схема, конструк-
ция и органы управления приемника максимально просты. Ава-
рийный приемник рассчитан на подключение головных телефонов и
громкоговорителя мощностью не менее 0,05 Вт.
Часто функции главного и эксплуатационного приемников
совмещают в одном всеволновом радиоприемнике. Примером все-
волнового радиоприемника служит радиоприемник «Шторм»,
используемый на судах морского, промыслового и речного флотов
в качестве главного и эксплуатационного.
Радиоприемник выпускают в трех вариантах: «Шторм-1»,
«Шторм-2» и «Шторм-3». Приемник «Шторм-1» работает в диапа-
зоне от 12 до 30 000 кГц, «Шторм-2» и «Шторм-3» — в диапазоне
от 1,5 до 30 МГц.
Чувствительность приемника в зависимости от частотного
диапазона и типа модуляции принимаемых сигналов колеблется
в пределах от 2 до 30 мкВ. Радиоприемник «Шторм» позволяет
установить требуемую частоту с точностью не менее 50 Гц.
Радиоприемник «Шторм» выполнен на транзисторах. Он обла-
дает устойчивостью к помехам, которые создают в приемной ан-
тенне при работе судовые радиопередатчики. Системы встроенного
контроля позволяют в процессе работы вести постоянное наблю-
дение за состоянием приемника, а в случае неисправности быстро
ее обнаружить.
Конструкция радиоприемника блочная, что обеспечивает
удобный доступ ко всем элементам, узлам и блокам, требующим
регулировки, ремонта или смены в процессе эксплуатации. Блок
питания выполнен в виде отдельного, конструктивно законченного
247
прибора в футляре с амортизаторами. Питание приемника осу-
ществляется от сети однофазного переменного тока напряжением
127/220 В± 10 %, частотой 50 Гц±5 %.
На крупнотоннажных судах морского и промыслового флотов
в качестве эксплуатационного используют коротковолновый ра-
диоприемник «Штиль». Приемник работает в диапазоне частот от
1,5 до 29,999 МГц, весь диапазон разбит на пять поддиапазонов.
Настройка и переключение диапазонов приемника автоматические.
Имеется как местное, так и полное дистанционное управление,
что позволяет устанавливать приемник в помещениях, которые
не обслуживаются. Время перестройки на любую частоту —
не более 15 с. Чувствительность приемника в зависимости от
полосы пропускания колеблется в пределах от 1,2 до 20 мкВ.
Приемник «Штиль» выполнен в виде трех конструктивных эле-
ментов: стойки радиоприемника, распределительной коробки
и пульта дистанционного управления. Конструкция элементов
блочная. Во всех приборах предусмотрены ограничители, исклю-
чающие возможность выпадения из футляра при освобожденных
запорах.
Питание радиоприемника осуществляется от сети однофазного
переменного тока напряжением 127/220 В±10 % и частотой
50 Гц±5 %. Потребляемая мощность не превышает 350 Вт.
Контрольные вопросы
1. На какие группы делят передающие и радиоприемные устройства?
2. Какими техническими показателями характеризуют радиопередатчики?
3. Какие основные узлы входят в структурную схему радиопередатчика?
4. Какими способами осуществляют модуляцию передаваемой информации?
5. Что характеризует чувствительность и избирательность радиоприемного
устройства?
6. Расскажите о работе схемы приемника прямого усиления.
7. Какие основные элементы супергетеродинного радиоприемника входят
в структурную схему?
8. На какие группы подразделяют судовые радиоприемники?
§ 5.3. СУДОВЫЕ РАДИОПЕЛЕНГАТОРЫ
Радиопеленгование — одно из средств определения место-
положения судна при отсутствии видимости. Радиопеленгатор —
радиоприемное устройство, предназначенное для определения на-
правления на передающую радиостанцию. В основу действия
радиопеленгатора положено свойство направленности приемных
антенн. Диаграмма направленности антенны радиопеленгатора
имеет выраженные минимумы или максимумы. Ориентируя
антенное устройство так, чтобы иметь, например, минималь-
ную интенсивность принимаемых сигналов, можно определить
направление, по которому эти сигналы приходят, т. е. пеленг
на передающую радиостанцию. Определение местонахожде-
248
ния по радиопеленгам при небольших расстояниях сводится к
решению треугольника по двум направлениям и расстоянию между
пеленгуемыми радиостанциями, выбранными в качестве ориен-
тиров. Ориентиром при радиопеленговании может служить пере-
дающая радиостанция любого назначения, если известно ее
местоположение. Использовать случайные ориентиры, например
радиовещательные станции, сложно, так как в их работе имеются
перерывы, позывные передаются редко и расположены они неудач-
но. Вследствие этого в районах оживленного движения судов
устанавливают специальные радиостанции — радиомаяки, слу-
жащие опорными пунктами при определении судами своего место-
положения.
Радиомаяк представляет собой радиопередающее устройство,
излучающее незатухающие колебания или, чаще, тонально-моду-
лированные колебания.
Отечественные радиомаяки КРМ-50 и КРМ-250 работают в
средневолновом диапазоне, имеют мощность в антенне 50 и 250 Вт
соответственно и обеспечивают дальность действия 70 и 150 миль
в Дневное время.
Радиомаяк устанавливают как можно ближе к ^береговой
черте. Для повышения точности радиопеленгования количество
радиомаяков в одной цепи должно быть не менее двух. Все радио-
маяки в группе работают в определенной последовательности
на одной и той же частоте. Работой радиопередатчика управляет
автоматический манипулятор. Каждый радиомаяк в группе имеет
свой опознавательный сигнал и свою частоту модуляции (то-
нальность) .
В радиопеленгаторе можно выделить три устройства: антенну,
радиоприемник и индикатор. В качестве направленных антенных
устройств в радиопеленгаторах используют поворотную рамочную
антенну или систему неподвижных рамочных антенн. Радиоприем-
ник пеленгатора не имеет принципиальных отличий от обычного
радиоприемного устройства. Индикатор регистрирует уровень
сигнала на выходе приемника и дает возможность отсчета на-
правления на радиомаяк.
В зависимости от типа индикатора радиопеленгаторы бывают
слуховые и визуальные. В слуховом радиопеленгаторе уровень
сигнала на выходе регистрируют с помощью телефонов или гром-
коговорителя.
В визуальном радиопеленгаторе роль индикатора обычно вы-
полняет ЭЛТ. Если поиск направления на радиомаяк (поворот
антенного устройства) осуществляет вручную оператор, то такой
радиопеленгатор называется неавтоматическим. В автоматических
радиопеленгаторах вручную только настраивают приемник на
частоту выбранного радиомаяка, а пеленгование осуществляют
автоматически. На судах в настоящее время применяют такие
неавтоматические радиопеленгаторы, как слуховой радиопелен-
гатор «Рыбка» и визуальный «Румб».
249
Рис. 5.7. Рамочная антенна радиопеленга-
тора: а — схема; б — диаграмма направлен-
ности
Антенны радиопелен-
гаторов . Простейшим
типом антенны радио-
пеленгатора является
рамочная антенна
(рис. 5.7, а), представля-
ющая собой один виток
провода, выполненный
в виде плоской рамки.
Рамка может вращать-
ся вокруг вертикальной
оси ОО'. К рамке под-
ключают радиоприемное
устройство. Если рамка
оказывается в электро-
магнитном поле излуча-
теля Л, то в ее вертикальных проводниках индуцируется ЭД С в] и е2.
Возникающая на зажимах рамочной антенны ЭДС сдвинута на 90°
по отношению к электромагнитному полю излучателя А (рис. 5.7, б),
а ее амплитуда является функцией угла 0, т. е. зависит от направ-
ления на передающую радиостанцию. Если этот угол равен 90 0
(плоскость рамки перпендикулярна направлению на радиостан-
цию), то результирующее напряжение на зажимах рамки равно
нулю. При 0 = 0 (плоскость рамки совпадает с направлением
на радиостанцию) напряжение, наводимое в рамке, будет иметь
максимальные амплитуду и, следовательно, уровень сигнала.
Подключив рамку к входным зажимам приемника и настроив
его на частоту пеленгуемой радиостанции, вращением рамки
добиваются максимального или минимального уровня сигнала и
по положению рамки определяют направление на радиостанцию.
Пеленгование на радиомаяк обычно осуществляют одним из
двух способов: по минимуму слышимости сигналов радиомаяка
(основанное на использовании рамочной антенны) и по методу
сравнения (основанное на сопоставлении амплитуд сигналов,
образующихся на выходе двух взаимно перпендикулярных ра-
мочных антенн).
Дальность действия пеленгаторов и точность определения
направления зависят от мощности передатчика радиомаяка, вида
излучаемых им колебаний и условий распространения радиоволн.
Необходимость вращения рамочной антенны при радиопелен-
говании приводит к некоторым конструктивным усложнениям.
Поэтому в судовых условиях в качестве антенного устройства
применяют систему неподвижных рамок с гониометром.
Гониометр состоит из трех катушек (рис. 5.8, а). Две непод-
вижные (статорные) катушки перпендикулярны друг другу, их
называют полевыми катушками. Внутри статорных катушек на-
ходится ротор гониометра Р — катушка, называемая искательной,
которую можно поворачивать на оси на 360 °. Статорные катушки
250
Рнс. 5.8. Гониометрический радиопеленга-
тор: а — схема; б — диаграмма направлен-
ности
подключают к двумя взаим-
ноперпендикулярным непо-
движным рамочным антен-
нам. Концы искательной ка-
тушки присоединяют к входу
радиоприемника. Ротор гонио-
метра соединяют со стрелкой,
указывающей радиокурсовой
угол на пеленгуемую радио-
станцию.
Предположим, что радио-
волны приходят к рамкам по
направлению, образующему
угол 0 с плоскостью рамки А
и угол 90 °— 0 с плоскостью
рамки В. В рамках под дей-
ствием приходящих радиоволн
возникнут ЭДС Нта и Нть, под
действием которых в цепях
рамок и присоединенных к ним статорных катушках гониометра
протекают высокочастотные токи. Искательная катушка находится
в переменном магнитном поле, создаваемом токами статорных
катушек, и на ее зажимах возникает ЭДС ///амплитуда которой
зависит от угла а (между плоскостью искательной катушки и
плоскостью статорной катушки) и курсового угла на радиомаяк 0.
При вращении искательной катушки амплитуда ЭДС будет
изменяться по косинусоидальному закону. При а = 0 и а —0 =
= 180° амплитуда будет максимальной, а при а = 0 = 9О° и
а —0 = 270° — минимальной (нуль).
Таким образом, характеристика гониометрического радио-
пеленгатора аналогична характеристике радиопеленгатора с по-
воротной рамкой. Зависимость напряжения на выходе искательной
катушки от угла 0 будет иметь такой же характер, как и у
рамочной антенны. Нормаль к плоскости искательной катушки
будет указывать направление на источник радиоволн.
Характеристика направленности рамочной антенны, так же
как и гониометрической, имеет два минимума и два максимума.
Поэтому при пеленговании найравление определяется двузначно:
кроме истинного направления на радиостанцию, будет найдено
направление, отличающееся от истинного на угол 180 °. Для
однозначного определения направления необходимо иметь антен-
ную систему, характеристика направленности которой имеет один
минимум или один максимум. Простейшим антенным устройством,
удовлетворяющим этому требованию, является комбинация обыч-
ной вертикальной ненаправленной антенны с рамочной.
Вертикальная антенна одинаково принимает сигналы во всех
направлениях, поэтому ее характеристика направленности имеет
вид окружности, а характеристика направленности рамки пред-
251
ставляет собой форму двух соприкасающихся окружностей —
восьмерку. Суммарная диаграмма направленности приема имеет
вид кардиоиды, вершина которой направлена на радиомаяк, т. е.
двузначность приема устраняется.
Радиопеленгатор «Рыбка». Слуховой неавтоматический ра-
диопеленгатор «Рыбка» устанавливают на транспортных судах. Он
предназначен для определения места судна по навигационным
радиомаякам всех типов, а также направлений на береговые
радиостанции ненаправленного излучения, морские радиобуи
и суда, ведущие радиопередачи.
Основные характеристики радиопеленгатора следующие:
диапазон частот разбит на два поддиапазона: 1) 255...535 кГц;
2) 1605...3350 кГц;
тип принимаемых сигналов: А1 — немодулированные сигналы;
А2 — сигналы с амплитудной модуляцией током низкой частоты;
АЗ — сигналы с амплитудной модуляцией звуковыми колеба-
ниями;
чувствительность при выходной мощности 6 МВт: в режиме
приема сигналов А1 при отношении сигнал/шум 15: 1 не ниже
0,5 мкВ в поддиапазоне 1 и не ниже 1 мкВ в поддиапазоне 2; в ре-
жиме приема сигналов А2, АЗ при отношении сигнал/шум 3:1 не
ниже 2 мкВ в поддиапазоне 1 и 5 мкВ в поддиапазоне 2;
полоса пропускания: широкая 5500 Гц, узкая 300 Гц;
избирательность: по соседнему каналу при расстройке на
±10 кГц не менее 50 дБ; по зеркальному каналу не менее 60 дБ;
мощность, потребляемая от сети переменного тока, 35 Вт;
предусмотрено аварийное питание от аккумуляторов;
средняя арифметическая инструментальная ошибка радиопе-
ленгования в дневное время: не более 1° в поддиапазоне 1, не
более 3...7° в поддиапазоне 2.
В комплект радиопеленгатора входят: антенная система,
приемно-гониометрическое устройство, сигнальный щиток, пере-
ходная коробка и аккумуляторная батарея.
Антенная система состоит из двух неподвижных рамок диа-
метром 1,2 или 0,6 м и вспомогательной ненаправленной антенны
типа «наклонный луч» длиной 3...7 м. Роль ненаправленной ан-
тенны может выполнять штырь длиной 4...6 м. На выходе радио-
пеленгатора могут быть включены головные телефоны, громко-
говоритель и стрелочный измерительный прибор для визуальной
индикации минимума сигнала.
Радиопеленгатор имеет устройство для компенсации коэффи-
циента D радиодевиации в пределах ± (2—20) °. Приемник
радиопеленгатора выполнен на транзисторах по супергетеродин-
ной схеме с двойным преобразователем частоты.
Радиопеленгатор «Румб». Этот радиопеленгатор относится к
визуальным судовым радиопеленгаторам и предназначен для
определения места судна по навигационным радиомаякам всех
типов, а также для определения направлений на береговые
252
радиостанции ненаправленного излучения, морские радиобуи и
суда, ведущие радиопередачи.
В комплект радиопеленгатора входят: приемоиндикаторный
блок, устройство рамочных антенн, ненаправленная антенна,
антенный усилитель, сигнальный щиток и блок питания.
В качестве индикаторного устройства служит ЭЛТ, что обе-
спечивает точность отсчета радиокурсовых углов не менее 0,5°.
Приемоиндикаторный блок включает два одинаковых приемных
канала, выполненных по супергетеродинным схемам. Специальный
коммутатор осуществляет синхронное переключение антенного
устройства, усилительных каналов и отклоняющих пластин ЭЛТ.
Радиопеленгатор имеет следующие технические характери-
стики:
диапазон частот: 1) 250...545 кГц; 2) 1600...3250 кГц;
относительная погрешность установки частоты настройки не
ниже 0,2 %;
типы принимаемых сигналов: Al; А2; АЗ;
минимальная напряженность поля в месте приема: в поддиа-
пазоне 1 не ниже 25 мкВ/м; в поддиапазоне 2 не нцже 40 мкВ/м;
средняя квадратичная инструментальная ошибка радиопелен-
гования: в дневное время при отношении сигнал/шум 10:1 не
более 1 ° в диапазоне 1, не более 3 0 в диапазоне 2;
мощность, потребляемая от сети переменного тока, не более
150 Вт.
Контрольные вопросы
1. Расскажите о, назначении радиопеленгаторов.
2. Каковы особенности конструкции антенн радиопеленгаторов н их харак-
теристики?
3. Что входит в комплект радиопеленгатора?
4. Что обеспечивает однозначность радиопеленга?
5. Чем отличается радиопеленгатор «Рыбка» от радиопеленгатора «Румб»?
§ 5.4. СУДОВЫЕ РАДИОЛОКАЦИОННЫЕ СТАНЦИИ
Радиолокация — область техники, которая с помощью радио-
технических средств позволяет обнаруживать и распознавать
различные объекты и определять их координаты. Приборы, выпол-
няющие указанные задачи, объединены в установку, называемую
радиолокационной станцией (РЛС) или радиолокатором. Осо-
бенно важны эти средства при плавании в узкостях, местах
оживленного судоходства, входах и выходах в порты, для забла-
говременного обнаружения встречных судов ночью, в тумане и т. п.
Принцип действия РЛС основан на свойствах радиоволн
распространяться в пространстве с конечной скоростью и отра-
жаться от препятствий — объектов. Для обнаружения объектов
достаточно осуществить излучение радиоволн и их прием, после
отражения от этих объектов. Для того чтобы определить коорди-
наты обнаруженных объектов необходимо знать интервал времени
253
Рис. 5.9. Состав радиолокационного комплекса (а) и принцип
действия РЛС (б)
прохождения радиоволн до объекта и обратно и обеспечить на-
правленное излучение и прием.
Слабые отраженные сигналы невозможно обнаружить на фоне
мощного излучения собственного передатчика РЛС. Поэтому в
радиолокации используют импульсный режим работы. Передатчик
вырабатывает колебания в виде кратковременной посылки (ра-
диоимпульса) с определенной частотой повторения. В паузах
между посылками происходит прием отраженных сигналов.
Импульсный режим работы передатчика РЛС позволяет сов-
местить функции передающей и приемной антенн в одной антенне.
РЛС включает передатчик, приемник, антенно-волноводный
тракт, индикатор и источник питания (рис. 5.9, а).
Управление режимом работы передатчика и других устройств
станции осуществляется запускающим генератором — синхрони-
затором. Приемопередающее устройство с направленной антенной
обеспечивает направленное излучение и прием, а индикаторное
устройство регистрирует зондирующий импульс и принятые отра-
женные сигналы.
РЛС являются времяизмерительными (или хронометрически-
ми) установками, в которых измеряется промежуток времени,
необходимый для распространения радиоволн до некоторого от-
ражающего объекта. Работа радиолокационной станции происхо-
дит следующим образом (рис. 5.9, б).
Антенна РЛС 1 периодически излучает в нужном направлении
мощные зондирующие радиоимпульсы сверхвысокой частоты, ко-
торые распространяются со скоростью С = 3-108 м/с. Если на
пути распространения излученного импульса встречается какой-
либо объект 2 (судно, берег, буй и т. п.), электромагнитный им-
пульс возбуждает в нем сверхвысокочастотные токи, которые в
свою очередь вызывают излучение энергии. Этот процесс называ-
ется вторичным излучением.
Электромагнитная энергия вторичного излучения распростра-
няется по всем направлениям, поэтому некоторая часть ее улав-
254
ливается и антенной радиолокатора. Измерив промежуток време-
ни t между моментом излучения зондирующего импульса и момен-
том приема отраженного импульса, можно рассчитать расстояние
D до отражающего объекта по формуле D = Ct/2.
Так как скорость распространения радиоимпульса С очень
велика, то промежутки времени t очень малы (микросекунды)
и должны измеряться с большой точностью. Такие измерения про-
изводят на специальных индикаторах, основной частью которых
является ЭЛТ. На экране ЭЛТ фиксируется изображение зонди-
рующего и отраженного импульсов, расстояние между которыми
позволяет определить расстояние D до обнаруженного объекта.
Для этого индикатор заранее калибруют, т. е. на его шкале на-
носят линейные единицы — мили, кабельтовы или километры.
Для определения положения отражающего объекта недоста-
точно знать только расстояние D. Необходимо, кроме того, оп-
ределить на него курсовой угол аг. Для обеспечения возможности
определения направления на отражающий объект антенна РЛС
имеет узкую диаграмму направленности излучения в горизон-
тальной плоскости аг = 0,7...2° и может вращаться вокруг вер-
тикальной оси. Отраженные импульсы будут приходить только в
том случае, если отражающий объект 2 находится в пределах
диаграммы направленности антенны /. По азимутальному кругу
на оси антенны определяют курсовой угол на объект.
Применение в радиолокаторах сверхвысоких частот (СВЧ)
обусловлено следующим:
чем короче волна, тем меньшего размера объект может быть
обнаружен;
чем больше частота излучаемых волн, тем меньше размеры
антенных устройств;
радиоволны СВЧ позволяют излучать очень короткие импуль-
сы, состоящие из сотен колебаний.
Современные судовые радиолокаторы работают с длиной
волны Х = 3,2 см (/ = 9430 ЭДГц) или Х= 10 см (/=3030 МГц),
а некоторые из них имеют оба диапазона. На волну 10 см обычно
переходят во время осадков (снег, дождь) или сильном волнении
моря.
В этом диапазоне помеха от осадков и волнений моря ска-
зывается значительно меньше, чем при длине волны 3,2 см, хотя
дальность обнаружения небольших объектов несколько снижается.
Для обеспечения необходимой дальности действия радиоло-
катора мощность колебаний во время посылки зондирующих им-
пульсов (импульсная мощность передатчика) должна составлять
несколько десятков киловатт. Это обеспечивается применением
специальных мощных импульсных генераторов СВЧ.
Антейно-волновое устройство. Состоит из антенны с механиз-
мом вращения, волновода и антенного переключателя.
Антенное устройство должно обеспечивать возможность кру-
гового обзора горизонта, иметь достаточную механическую проч-
255
ность, минимальную мас-
су и парусность, необхо-
димую диаграмму на-
правленности и излучать
заданную мощность.
Подвод энергии от
передатчика к антенне,
отвод принятых отра-
Рис. 5.10. Антенны РЛС: а — параболическая; женнЫХ Сигналов ОТ ЭН-
б — щелевая тенны к измерительным
приборам и соединения
между отдельными блоками РЛС производят с помощью метал-
лических проводников — волноводов, имеющих чаще всего прямо-
угольное сечение. Волноводы обеспечивают малые потери пере-
даваемых СВЧ сигналов и позволяют пропускать большую мощность.
В судовых навигационных РЛС обычно применяют антенны
двух типов: параболические (рис. 5.10, а) и щелевые (рис. 5.10, б).
Принцип действия параболических антенн тот же, что и у свето-
вых прожекторов. Излучатель радиосигнала помещают в фокусе
отражателя, выполненного в форме параболоида. Электромаг-
нитная энергия отражается от зеркала параболоида, собирается
в узкий пучок и распространяется в нужном направлении. Диа-
грамма направленности такой антенны определяется формой и
размерами отражателя.
Щелевая антенна по сравнению с параболической обладает
меньшими габаритами, массой и парусностью. Она представляет
собой отрезок волновода /, пересеченный несколькими узкими
щелями длиной, приблизительно равной половине длины излучае-
мой волны, т. е. Х/2. Щели прорезают в узкой стенке волновода
под углом 70 ° к его оси и наклоненными в разные стороны. Рас-
смотренный волновод обладает направленностью излучения в
плоскости, перпендикулярной его излучающей стенке, причем
направленность волновода тем больше, чем большее количество
щелей прорезано в нем.
Волновод со щелями помещают в дюралюминиевый рупор 2,
передняя стенка которого герметически закрыта радиопризрачной
вставкой из пенопласта. Рупор создает диаграмму направленно-
сти в вертикальной плоскости и защищает волновод от атмосфер-
ных влияний.
Антенное устройство радиолокатора при поиске объекта не-
прерывно вращается вокруг своей оси в горизонтальной плоскости
и излучает зондирующие импульсы. Для надежного обнаружения
объектов за время его облучения необходимо принять не менее
5—6 отраженных импульсов (так называемую «пачку»). Коли-
чество импульсов в «пачке» пропорционально частоте следования
импульсов F и обратно пропорционально частоте вращения ан-
тенны п. В судовых РЛС обычно F = 400...3200 импульсов/с,
а п= 10...30 об/мин.
256
Рис. 5.11. Устройство маг-
нетрона
Вращение антенны осуществляют элек-
трические двигатели, дистанционно вклю-
чаемые и выключаемые с панели управле-
ния РЛС. Для просушки антенного устрой-
ства в нем предусмотрен электроподогрев.
В антенном устройстве размещен также
сельсин связи с индикатором кругового обзо-
ра и контактные группы отметки курса.
В судовых РЛС для приема и излучения
обычно применяют одну и ту же антенну.
Такое использование антенны обеспечива-
ет специальный антенный переключатель,
блокирующий вход приемника в момент
излучения зондирующего импульса.
Передатчики, приемники и индикаторы РЛС. Передатчик РЛС
состоит из двух основных частей: модулятора и мощного импульс-
ного генератора СВЧ. Модулятор вырабатывает прямоугольные
импульсы напряжения длительностью несколько десятых долей
микросекунды и амплитудой несколько киловольт. Эти прямо-
угольные импульсы управляют работой генератора СВЧ, в ка-
честве которого в РЛС используют магнетрон. Магнетрон
(рис. 5.11) представляет собой сочетание двухэлектродной лампы,
объемных резонаторов и постоянного магнита. Анод лампы вы-
полнен в виде массивного медного цилиндра 2 с круговым отвер-
стием в центре. Вокруг центрального отверстия расположено не-
сколько цилиндрических полостей (резонаторов) 3, соединенных с
центральным отверстием посредством узких щелей /. В один из
резонаторов через изолятор введена петля связи б, с помощью
которой генерируемая в магнетроне высокочастотная энергия
выводится на коаксиальный кабель 5. В центральном отверстии
анода находится цилиндрический подогревный катод 4,
Магнетрон помещен между полюсами постоянного магнита,
поле которого направлено вдоль оси катода. Для улучшения ох-
лаждения корпус магнетрона принудительно обдувается возду-
хом. Поток электронов, вылетающий с разогретого катода маг-
нетрона, направлен не прямо к аноду, а отклоняется под действием
постоянного магнитного поля и движется по сложной траектории.
Напряженность постоянных электрических и магнитных полей
подбирают в таком соотношении, чтобы электроны, не достигая
анода, полностью теряли свою радиальную скорость,образовывая
тем самым пространственный заряд большой мощности и воз-
буждая колебания в полых резонаторах.
Магнетроны позволяют генерировать электромагнитные коле-
бания сантиметрового диапазона с мощностью излучения в им-
пульсе до нескольких мегаватт. В качестве анодного напряжения
магнетрона используют высокочастотные импульсы модулятора,
поэтому генерация магнетрона происходит только во время дей-
ствия импульса модулятора.
1/ 17 Н. Н. Трофимов, В. С. Шульцев 257
Для обеспечения высокой чувствительности и избирательности
приемники РЛС строят по супергетеродинной схеме. Сигналы,
отраженные препятствием, принимаются антенной и по волноводу
через антенный переключатель поступают на смеситель, куда одно-
временно подаются колебания от гетеродина. Сигналы промежу-
точной частоты также проходят через усилитель промежуточной
частоты и кристаллический детектор. После детектирования
сигналы, имеющие вид импульсов, близких к прямоугольным
(видеоимпульсы), проходят через видеоусилитель и поступают на
индикаторное устройство.
Основным элементом индикаторного устройства РЛС является
электронно-лучевая трубка с линейной или радиальной раз-
верткой.
В индикаторе с линейной разверткой одновременно с посылкой
зондирующего импульса на горизонтально отклоняющие электро-
ды ЭЛТ подают напряжение развертки, которое заставляет
электронный луч описывать на экране слева направо горизонталь-
ную линию. Начало развертки (момент посылки зондирующего
импульса) отмечается вертикальным выбросом.
Отраженные импульсы после усиления и ’преобразования в
приемнике поступают на вертикально отклоняющие электроды
ЭЛТ, в результате чего в момент приема этих импульсов горизон-
тально движущийся электронный луч отклоняется вверх, указывая
на наличие отражающих объектов. Расстояние на экране ЭЛТ
между импульсами пропорционально времени прохождения
радиоимпульсом пути от судна до отражающего объекта.
Радиальную развертку используют в индикаторах кругового
обзора (ИКО), позволяющих получать наглядное изображение
всей окружающей обстановки. Работает ИКО следующим обра-
зом. В момент посылки зондирующего импульса электронный луч
развертки начинает движение от центра экрана (места своего
судна) к периферии по радиусу. Одновременно электронный луч
вращается вокруг центра синхронно с антенной. Отраженный
импульс вызывает усиление тока в электронном луче, и на экране
ЭЛТ появляется светящаяся точка. За полный оборот антенны
электронный луч, двигаясь по радиусам, обходит всю поверхность
экрана. На экране ЭЛТ из отдельных светящихся точек склады-
вается яркостное изображение всех отражающих объектов, в том
числе береговой линии, буев и т. д.
Применение ЭЛТ с большим послесвечением позволяет на-
блюдать на экране все отражающие объекты одновременно.
Расстояние до обнаруженного объекта определяют по концентри-
ческим окружностям, расположенным на некотором расстоянии
одна от другой (так называемых неподвижных кругов дальности
НКД).
Для обеспечения ориентации радиолокационного изображе-
ния на ИКО в судовых РЛС предусмотрена связь с гирокомпасом:
начало цикла обхода антенной горизонта и начало развертки на
258
ИКО всегда совпадают с моментом, когда антенна направлена на
север, а линия развертки — от центра вверх. В этом случае ИКО
позволяет определять курс цели.
Начало развертки и начало цикла обхода антенной горизон-
та могут быть также привязаны к тому моменту, когда антенна
направлена строго вдоль диаметральной плоскости судна. В этом
случае ИКО позволяет определить курсовой угол цели.
Радиолокационные станции типа Р722-2 и «Миус». К основным
тактико-техническим характеристикам судовых навигационных
радиолокационных станций относят максимальную и минималь-
ную дальности обнаружения объекта, разрешающую способность
по дальности и углу, ошибки в определении дальности и направ-
лений.
Максимальная дальность действия РЛС, работающей в санти-
метровом диапазоне, ограничивается районом прямой видимости,
зависит от мощности передатчика, отражательной способности
антенны, чувствительности приемника и других факторов. На
дальность действия судовых РЛС существенно влияют атмосфер-
ные осадки — дождь, туман, снег; облака рассеивают и погло-
щают излучаемые радиолокатором радиоволны и тем самым сни-
жают дальность обнаружения целей. В технической документации
максимальную дальность обнаружения обычно приводят по
наиболее характерным отражающим объектам, например по
судну водоизмещением 3000 т или среднему морскому бую.
Минимальная дальность обнаружения объекта («мертвая
зона») зависит от длительности излучения и промежутка времени,
необходимого для перехода с передачи на прием. Минимальная
дальность РЛС зависит также от высоты антенны и ширины диа-
граммы направленности в вертикальной плоскости.
Разрешающая способность по дальности характеризуется ми-
нимальным расстоянием между двумя объектами, находящимися
на одном направлении, при котором они видны раздельно на экра-
не ЭЛТ. Для улучшения разрешающей способности РЛС по
дальности необходимо увеличивать диаметр ЭЛТ, добиваться хо-
рошей фокусировки минимальной величины отметки цели и при-
менять зондирующие импульсы малой длительности.
Разрешающая способность РЛС по углу характеризуется ми-
нимальным углом между объектами, находящимися на одинако-
вом расстоянии от РЛС, при котором отметки от этих объектов
на экране ЭЛТ видны раздельно. Для улучшения разрешающей
способности РЛС по углу необходимо добиваться уменьшения
диаметра электронной отметки цели и применять антенны с узкой
диаграммой направленности в горизонтальной плоскости.
Ошибка в определении расстояний зависит от длительности
зондирующего импульса и способа измерения расстояния. Обычно
эта ошибка составляет 0,5...3 % от измеряемого расстояния.
Ошибка определения направлений зависит от типа примененного
в РЛС визира и обычно составляет 1...3°.
х/217* 259
Таблица 5.1. Тактико-технические данные судовых навигационных РЛС
Характеристика Количественная оценка
Р722-2 „Миус**
Шкала дальности: максимальная минимальная Максимальная даль- ность обнаружения („мерт- вая зона“) Разрешающая способ- ность: по дальности по направлению Точность измерения: дальности направления Потребляемая мощ- ность Масса станции Варианты питания 24 мили 0,5 мили Не более 15 м Не более 10 м Не более 1° 1,7% Не хуже 1° Не более 500 Вт 107 кг — 24 В; -НО В; -220 В 24 мили 0,4 мили Не более 30 м Не более 25 м Не более 1,2° Не хуже 1 % Не хуже Г Не более 700 Вт Не более 300 кг -110 В; -220 В; -380 В.
Основные тактико-технические данные судовых навигационных
РЛС приведены в табл. 5.1.
Станция Р722-2 является судовым навигационным радиолока-
тором кругового обзора с индикатором относительного движения и
предназначена для оснащения речных судов. В РЛС Р722-2 пре-
дусмотрена возможность сопряжения ее с указателем скорости
поворота судна. В состав РЛС входят следующие приборы: рупор-
но-щелевая антенна, редуктор, приемопередатчик, индикатор,
статический преобразователь напряжения бортсети, выпрямитель,
указатель скорости поворота.
Станция «Миус» является судовым навигационным радиоло-
катором кругового обзора. В РЛС возможна ориентировка изо-
бражения по диаметральной плоскости судна и меридиану. РЛС
«Миус» является наиболее распространенной станцией на судах
смешанного (река—море) плавания. Станция имеет подвижной
визир дальности, механический визир направления. В состав РЛС
входят следующие приборы: приемопередатчик, индикатор, ан-
тенна, ретранслятор, сетевой выпрямитель, статический преобразо-
ватель. Визир дальности обеспечивает более высокую точность
отсчета дальности. Особенностью РЛС «Миус» является также
применение шкалы с раздвижкой центра, позволяющей повысить
точность определения направления на близкорасположенные
объекты.
Контрольные вопросы
1. Каковы назначение и принцип действия РЛС?
2. Как определить расстояние и положение обнаруженного объекта?
260
3. Какие типы антенн применяют в судовых РЛС?
4. Каковы устройство и принцип действия магнетрона?
5. Что можно наблюдать на экране ЭЛТ?
ГЛАВА 6 ТЕХНОЛОГИЯ СБОРКИ, РЕГУЛИРОВАНИЯ
И ИСПЫТАНИЯ СУДОВОЙ АППАРАТУРЫ,
ПРИБОРОВ И СИСТЕМ АВТОМАТИКИ
При сборке электромеханических приборов исполь-
зуют большое количество сборочных единиц и деталей с различ-
ными параметрами. Помимо деталей, предназначенных для
крепления и соединения отдельных блоков и для защиты прибора
от внешних влияний (например, шасси, кожухи и т. д.), имеется
множество деталей и элементов, являющихся составными частями
электрических цепей. К ним относятся трансформаторы, катушки
индуктивности, резисторы, конденсаторы, волноводы, коммута-
ционные элементы и др. При общей сборке прибора отдельные
элементы предварительно соединяют в группы или блоки. Сборка
может быть осуществлена различными методами.
1. Сборка методом полной взаимозаменяемости производится
без дополнительной обработки собираемых элементов и деталей.
Ее можно осуществлять лишь при наличии жестких допусков на
изготовление деталей. При этом необходимы точные приспособ-
ления и контрольно-измерительная аппаратура, что экономически
оправдывает себя при большом объеме производства. Этот вид
сборки используют в крупносерийном и массовом производстве.
2. Селекционный метод сборки заключается в индивидуальном
подборе деталей и сборочных единиц так, чтобы обеспечить тре-
буемый размер замыкающего звена размерной цепи. Подбор
может быть попарным или групповым. При попарном подборе
к основной детали подбирают стыкуемую, которая обеспечивает
требуемый размер замыкающего звена. Групповой подбор про-
изводится с предварительной разбивкой сочленяемых деталей на
несколько групп, так чтобы любая пара из соответствующих групп
могла быть собрана без пригонки или попарного подбора.
Достоинством селекционного метода является возможность
расширения допусков на изготовление деталей, недостатком —
необходимость большого количества деталей для подбора и вы-
полнение дополнительной работы по подбору деталей. Метод ис-
пользуется в серийном производстве.
3. Метод пригонки заключается в дополнительной обработке
деталей и сборочных единиц при сборке (чаще всего это слесарные
работы). Большая доля ручного труда позволяет использовать
этот метод только в единичном производстве.
4. Сборку с применением компенсаторов выполняют при боль-
шом числе звеньев размерной цепи и малом допуске замыкающего
Н. Н, Трофимов, В. С. Шульцев 261
звена. Взаимозаменяемость при этом обеспечивается введением
в конструкцию изделия специальной детали — компенсатора, поз-
воляющего изменять один из размеров. Это может быть прокладка,
шайба, промежуточное кольцо (неподвижная компенсация).
Выбор зазора может осуществляться изменением положения
компенсирующей детали, например, муфты, пружины, эксцентрика
(подвижная компенсация).
В приборостроении (серийное производство) сборка коротко-
звенных механических узлов ведется по методу полной взаимо-
заменяемости. Общую сборку приборов осуществляют методом
неподвижной компенсации, при наличии вращающихся элемен-
тов — методом подвижной компенсации.
После сборки и электрического монтажа прибор поступает на
участок регулировки. Для соответствия электромеханического
прибора требованиям технических условий или стандарта необ-
ходимо, чтобы параметры всех блоков, сборочных единиц, вхо-
дящих в прибор, также соответствовали техническим условиям
и чертежам. Для этого каждая сборочная единица должна пройти
регулировку (настройку).
Только после этой технологической операции может быть на-
чата регулировка всего комплекса прибора, в состав которого
может входить большее количество сборочных единиц, блоков,
кассет, настраиваемых раздельно.
Регулировку электромеханических приборов осуществляют
подстройкой регулировочных элементов (переменных резисторов,
сердечников индуктивностей, полупеременных конденсаторов),
либо подбором номиналов конденсаторов, резисторов, если он
предусмотрен (в схеме, в инструкции по регулировке). Кроме
технологических (производственных) регулировок, предусмотре-
ны регулировочные устройства, которые используют при экс-
плуатации или в процессе ремонта. Такие регулировочные устрой-
ства размещают на боковой и задней сторонах прибора, а при
эксплуатации — на передней панели; для удобства эксплуатации
их количество должно быть ограничено.
При изготовлении опытных образцов оптимальные параметры
можно получить не только с помощью предусмотренных регу-
лировочных устройств, но и частичным изменением схемы или
конструкции образца. В серийном и массовом производстве каж-
дую ступень устройства обрабатывают до получения требуемых
показателей и только после этого приступают к комплексной
регулировке.
Испытания — неотъемлемая часть технологического про-
цесса изготовления электромеханических приборов и систем
автоматики. Целью проведения испытаний является: проверка
качества материалов, деталей и сборочных единиц изделия;
контроль точности и устойчивости технологического процесса;
проверка работоспособности с учетом влияния воздействующих
факторов и т. д.
262
Рис. 6.1. Схема зависимости видов испытаний от типа производства
Виды испытаний, их объем и содержание в первую очередь
зависят от типа производства (рис. 6.1).
П редварительные, или заводские, испытания проводятся раз-
работчиком или изготовителем с целью определения работоспо-
собности прибора и оценки количественных значений его выходных
параметров и характеристик.
Государственные, или объектовые, испытания проводятся за-
казчиком или потребителем в целях проверки количественных зна-
чений выходных характеристик прибора на соответствие техни-
ческим условиям.
Приемосдаточные испытания проводят систематически при
сдаче изделия заказчику для проверки соответствия изделия-
прибора требованиям технических условий, установленному об-
разцу и конструкторской документации.
Периодические (типовые, контрольные) испытания необходимы
для периодического контроля качества выпускаемых приборов.
Это головные экземпляры опытной или установочной серии и
образцы серийного выпуска. Периодичность типовых испытаний
и их объем устанавливаются техническими условиями.
Проверочные испытания проводят после существенных изме-
нений принципиальной схемы, конструкции или технологического
процесса, замены применяемых материалов и покупных деталей,
а также при увеличении рекламаций на приборы.
По своему назначению испытания подразделяют на параметри-
ческие, электротехнические, механические, климатические и спе-
циальные.
17* 263
Параметрические испытания проводят для проверки соответ-
ствия выходных параметров прибора требованиям технических
условий, установленному образцу и конструкторской докумен-
тации.
Электротехнические испытания проводят для проверки пара-
метров электрической изоляции, времени выхода прибора на
рабочий режим и др.
Механические испытания проводят в целях проверки устойчи-
вости параметров прибора к воздействию механических факторов:
вибрации, ударов, центробежных перегрузок и транспортировоч-
ной тряски.
Климатические^ испытания необходимы для проверки устой-
чивости параметров изделия к воздействию метеорологических
факторов: температуры, влажности, давления, росы, инея и т. д.
Специальные испытания проводят для проверки устойчивости
параметров прибора в специальных условиях эксплуатации.
При обнаружении в процессе испытаний несоответствия тре-
бованиям технических условий выпуск приборов прекращают до
полного устранения этих несоответствий и проведения повторных
испытаний по программе, установленной техническими условиями.
§ 6.1. ЭЛЕМЕНТЫ И УЗЛЫ
ЭЛЕКТРОМЕХАНИЧЕСКИХ ПРИБОРОВ
Принцип действия и устройство судовых электромеханических
приборов непосредственной оценки состоит в преобразовании
сигнала измерительной информации в перемещение указателя
прибора. Они включают две основные части: измерительную цепь
и измерительный механизм. Измерительная цепь обеспечивает
регистрацию сигнала измерительной информации, измерительный
механизм преобразует электромагнитную энергию, подводимую
к нему, в механическую энергию перемещения подвижной части
прибора. В зависимости от способа преобразования электро-
магнитной энергии электромеханические приборы разделяют на
следующие группы: магнитоэлектрические, электромагнитные,
электродинамические, индукционные и электростатические.
Различные по устройству и принципу действия судовые элект-
ромеханические приборы имеют много деталей и узлов общего при-
менения, используемых в разнообразных измерительных меха-
низмах и конструкциях, а именно: корпус, указательную стрелку,
шкалу, оси, подпятники, успокоитель, устройство для создания
противодействующего момента и др.
Корпус предназначен главным образом для защиты измери-
тельного механизма от механических повреждений и влияния
окружающей среды. В приборах, используемых на судах, при-
меняют брызгозащищенные, водозащищенные и герметические
корпуса. Щитовые приборы изготавливают для утопленного или
264
Рис. 6.2. Установка подвиж-
ной части измерительного ме-
ханизма на кернах (а), на
растяжках (б), подвесе (в)
и устройство опоры (г :
/ — ось или керн; 2 — подпят-
ник; 3 — стопорный винт; 4 —
оправка; 5 — неподвижный эле-
мент прибора, корпус)
выступающего монтажа, а также в виде узкопрофильных прибо-
ров, применение которых позволяет существенно уменьшить пло-
щадь лицевых панелей пультов и распределительных щитов.
Отсчетное устройство служит для визуального определения
перемещения подвижной части, выражаемого в единицах изме-
ряемой величины. Устройство состоит из подвижной и неподвиж-
ной частей. Подвижной частью является указатель в виде стрелки
или светового луча, а неподвижной — шкала с нанесенными на
нее отметками.
Подвижную часть прибора устанавливают на кернах
(рис. 6.2, а), растяжках (рис. 6.2, б) или подвесах (рис. 6.2, в).
Установка подвижной части бывает вертикальной или горизон-
тальной. В переносных лабораторных приборах подвижная часть,
как правило, расположена вертикально, а в щитовых приборах —
горизонтально. Несмотря на малую массу подвижной части при-
бора (от долей до единиц грамма), давление керна на подпятник
из-за очень малого радиуса закругления керна (0,01...0,15 мм)
265
достигает исключительно больших значений. Поэтому подпятники
электроизмерительных приборов изготавливают, как в часовых
механизмах, из полудрагоценных камней (агата, рубина, сап-
фира), с выточенным в них под углом примерно 80 ° коническим
углублением, заканчивающимся закруглением радиусом
0,05...0,5 мм. Керны представляют собой отрезки стальной про-
волоки (серебрянки, кобальт-вольфрамовой) длиной 5...7 мм,
диаметром 0,5...0,75 мм, заточенные с одной стороны на конус
с углом 45...60 ° и радиусом закругления 0,01...0,15 мм.
Оправки для подпятников выполняют в виде винтов диаметром
3...3,5 мм с мелкой резьбой или круглыми без нарезки. В некоторых
приборах применяют круглые оправки с пружинами для аморти-
зации при ударах.
В паре керн—подпятник неизбежно трение, что приводит к
увеличению погрешности прибора. Значительно снижают погреш-
ности от трения при установке подвижной части на растяжках
(см. рис. 6.2, б), т. е. через буквы 5 двумя упругими ленточками 6,
натянутыми плоскими пружинами 7.
В приборах высокой чувствительности подвижную часть
(см.рис. 6.2, в) свободно подвешивают на упругой металлической
нити 8, на которой наклеено зеркальце 9 для светового отсчета.
В этом случае прибор надо устанавливать по уровню, которым
он обязательно снабжен. Растяжки и подвесы одновременно кре-
пят подвижную часть и создают противодействующий момент.
Стрелки приборов изготавливают из легкого и прочного мате-
риала, обеспечивающего необходимую жесткость стрелки при
малой ее массе, например из твердого алюминия, бронзы. Мно-
жество исполнений электроизмерительных приборов обусловли-
вает и разнообразие указательных стрелок, которые по форме
указывающей части делят на клиновые, копьевидные, ножевые
и стержневые. С подвижной частью прибора стрелка соединена
либо непосредственно, либо стрелкодержателем.
Противодействующий момент в большинстве приборов, под-
вижная часть которых установлена на кернах, создается закру-
чиванием спиральной пружины 4 (см. рис. 6.2, а). В ряде случаев
эти пружины одновременно служат токоподводом к подвижной
части. Изготавливают спиральные пружины из фосфористой или
оловянно-цинковой бронзы. Противодействующий момент, раз-
виваемый спиральной пружиной, зависит от длины, ширины и тол-
щины ленты, материала пружины и от угла ее закручивания
(или раскручивания).
Рамка предназначена для размещения на ней обмотки при-
бора. Рамки бывают различных типов, отличаясь по форме и на-
личию каркаса. Рамки приборов переменного тока и ряда пере-
носных магнитоэлектрических приборов наматывают без каркасов.
Постоянные магниты в магнитоэлектрических приборах служат
для образования рабочего магнитного потока, участвующего в
создании вращающего момента. Кроме того, постоянные магниты
266
Рис. 6.3. Типы успокоителей электроизмерительных приборов: а —
воздушный поршневой; б — воздушный крыльчатый; в — магнито-
индукционный
применяют в магнитоиндукционных успокоителях при создании
момента успокоения.
Успокоители способствуют удобству отсчета показаний, вы-
зывая быстрое успокоение указателя (стрелки) при отклонении
подвижной части прибора. Успокоители сконструированы таким
образом, что создают момент лишь при движении подвижной ча-
сти. Момент, создаваемый успокоителем, пропорционален ско-
рости его перемещения и препятствует движению подвижной
части, обеспечивая быстрейшее затухание ее колебаний. Успо-
коители бывают воздушными, жидкостными и магнитоиндукцион-
ными (рис. 6.3). Воздушные успокоители в свою очередь делят
на крыльчатые и поршневые.
Воздушные крыльчатые успокоители и жидкостные в судовых
приборах не применяют, так как они не выдерживают необхо-
димых механических нагрузок.
Корректором называют устройство, с помощью которого пере-
мещается подвижная часть прибора и устраняют небольшие
смещения стрелки с нулевого деления, возникающие по разным
причинам. Принцип действия корректора понятен из схемы на
рис. 6.2, а. К поводку корректора 2 через пружинодержатель 1
прикреплен свободный конец спиральной пружины 4, второй конец
которой присоединен к подвижной части прибора. Поворотом экс-
центрика 3 можно изменить положение поводка корректора и
соответственно положение подвижной части вместе со стрелкой.
В зависимости от назначения судовых приборов крепление экс-
центрика корректора может быть водозащищенным или герме-
тичным.
Арретиром называют устройство, с помощью которого возмож-
но закрепление подвижной части при транспортировке прибора.
Направление арретирования обозначают стрелкой.
В зависимости от назначения, принципа действия и конструк-
ции измерительного прибора применяют разные шкалы. Шкалы
изготавливают именованными, т. е. градуируют в единицах изме-
ряемых величин, или условными — неименованными. Чтобы
узнать численное значение измеряемой величины X по прибору
с условной шкалой, нужно умножить число делений а, отсчитан-
267
ных по этой шкале, на цену деления
Ц, т. е. Х = аС.
Под ценой деления понимают
отношение верхнего предела 7Vmax
измерения прибора к общему чи-
слу п делений его шкалы, т. е. С =
Nmax/U-
Например, цена деления ампер-
метра на 5 А с условной шкалой, раз-
деленной на 100 делений, будет: С\ =
= /max/n = 5/100 = 0,05 A/дел. Сле-
довательно, если указатель такого
амперметра отклонился на 87 деле-
ний, то сила тока в цепи 1 = аСк =
= 87-0,05 = 4,35 А.
Условные шкалы, как правило,
применяют в многопредельных при-
борах и они обычно имеют 100 или 150 делений.
ГОСТ регламентирует технические требования к шкалам
измерительных приборов и подразделяет их следующим образом:
по начертанию (прямолинейные — горизонтальные или вер-
тикальные; дуговые при угле дуги до 180° включительно — гори-
зонтальные, вертикальные или наклонные; круговые — при угле
дуги более 180°);
по характеру расположения отметок (равномерные — отноше-
ние длины наибольшего деления к наименьшему не превышает
1,3 при постоянной цене деления; неравномерные — отношение
длины наибольшего деления к наименьшему той же цены превы-
шает 1,3);
по освещенности (несветящиеся; подсвеченные падающим или
проходящим светом искусственного источника; светящиеся — со
светящейся массой постоянного или временного действия);
по месту расположения нуля (односторонние — нуль размещен
в начале; двусторонние — нуль размещен между начальной и
конечной отметками; безнулевые);
по количеству строк в одной шкале (однострочные, двухстроч-
ные, многострочные).
Для уменьшения погрешностей отсчета, вызываемых непра-
вильным положением глаза наблюдателя относительно отсчетного
устройства, в точных переносных измерительных приборах шкалы
делают зеркальными. При отсчете значения измеряемой величины
по зеркальной шкале необходимо так смотреть на стрелку и шкалу,
чтобы стрелка перекрывала свое отражение в зеркале.
Шкалы приборов изготавливают из листовой латуни, цинка,
алюминия и покрывают светлой эмалью, на которой наносят
черные отметки и цифры.
На шкалу каждого измерительного прибора (рис. 6.4) наносят
следующие обозначения: единицу измеряемой величины; класс
268
точности прибора; условное обозначение принципа действия
прибора; рабочее напряжение прибора; степень защищенности
от магнитных и электрических влияний; испытательное напря-
жение изоляции измерительной цепи по отношению к корпусу;
номер стандарта на данную группу приборов; год выпуска и за-
водской номер; род тока и число фаз; номинальную частоту, если
она отличается от 50 Гц; товарный знак завода-поставщика;
заводское обозначение прибора.
Контрольные вопросы
1. Какие методы сборки применяются при изготовлении электромеханических
приборов?
2. Как производят регулировку электромеханических приборов после сборки
и при эксплуатации?
3. Для чего необходимо проводить испытания электромеханических при-
боров на предприятии-изготовителе?
4. Какие виды испытаний проходят электромеханические приборы после
изготовления, каков объем испытаний?
5. Из каких основных частей состоят электромеханические приборы?
6. Какие детали и узлы применяют в конструкциях электромеханических
приборов?
7. Назовите способы установки подвижной части прибора и недостатки опор
на кернах.
8. Какие обозначения наносят на шкалу прибора?
$ 6.2. СБОРКА ИЗМЕРИТЕЛЬНЫХ МЕХАНИЗМОВ
Измерительный механизм является основным узлом указы-
вающих электроизмерительных приборов и предназначен для про-
порционального преобразования значений измеряемой величины в
отклонение подвижной части прибора. Существует много различ-
ных конструкций измерительных механизмов, однако в сборке
отдельных узлов и механизмов в целом имеется много общего.
Чтобы собранный прибор работал точно и надежно, необходимо
выполнить следующие требования:
1) обеспечить взаимное расположение деталей и сборочных
единиц, гарантирующее нужные свойства измерительного меха-
низма (соосное расположение подвижной части относительно
неподвижной, изменение рабочего зазора по определенному
закону или сохранение постоянства его величины, свободное
перемещение подвижной части относительно неподвижной в пре-
делах угла отклонения подвижной части и т. д.);
2) обеспечить стабильность во времени достигнутого при сбор-
ке взаимного расположения отдельных элементов механизма, их
геометрической формы, а также физических параметров, получен-
ных в процессе изготовления отдельных деталей, узлов и сборки
механизма (сопротивление рамки, момент пружин или растяжек,
величины магнитного потока и др.);
3) обеспечить необходимую степень взаимозаменяемости узлов
269
Рис. 6.5. Подвижная система: а —
магнитоэлектрического прибора;
б — электромагнитного прибора;
в — ферродинамического прибора:
1 — керн; 2 — кернодержатель (букса);
3—рамка; 4 — стрелка; 5 — момент-
ная пружина; 6 — пружинодержатель
(токоподвод); 7 — держатель противо-
веса; 8 — противовес; 9 — сердечник
или достижение желаемого результата регулировкой взаимного
расположения деталей и узлов и их физических параметров (сле-
дует исключить из процесса сборки подгонку деталей и узлов по
месту с применением механической обработки);
4) разрабатывать технологический процесс сборки со степенью
расчлененности, соответствующей типу производства.
Из-за разнообразия конструкций измерительных механизмов и
специфических операций их сборки рассмотрим только основные
технологические операции процессов сборки.
Сборка подвижной части прибора. По конструктивным призна-
кам различают подвижные части с осями или полуосями; одной или
двумя рамками, симметрично- и несимметрично расположенными
относительно оси; одним или двумя сердечниками; стрелкой или
зеркалом и др. Основные типы подвижных частей электромехани-
ческих приборов показаны на рис. 6.5. Несмотря на разнообразие
конструкций подвижных частей в технологическом отношении они
сходны по таким признакам, как конструкции опорных устройств
270
Рис. 6.6. Приспособление для запрессовки
керна в буксу:
1 — букса; 2 — керн; 3 — пуансон; 4 — рычаг;
5 — направляющая планка; 6 — упор
Рис. 6.7. Приспособление для
закрепления пружинодержателя
(опоры типа керн—камень, цапфа—камень, опора на растяжках,
опора на подвесах) и конструкции самого подвижного элемента
(рамка, магнит, электрод). Подвижные части собирают из отдель-
ных деталей и сборочных единиц.
Высокое качество прибора, постоянство его физических пара-
метров зависят не только от конструкции отдельных деталей и
сборочных единиц подвижной части, но и от технологии сборки.
Подвижные части собирают из отдельных деталей и сборочных
единиц, комплектуемых в заготовительных и обрабатывающих
цехах.
Выбор метода сборки подвижных частей измерительных меха-
низмов определяется физическими свойствами деталей и конструк-
тивными требованиями. Например, магниты к осям приклеивают,
так как их трудно спаять. Алюминиевые электроды малой толщины
соединяют с осью развальцовкой, пайкой, запрессовкой (посред-
ством промежуточной буксы). Сердечники электромагнитных при-
боров можно крепить непосредственно на оси.
Перед началом сборки поступившие детали и узлы тщательно
проверяют. Особое внимание в измерительных механизмах с под-
вижной частью на кернах уделяют чистоте кернов и подпятников.
При этом используют бинокулярный микроскоп с 60-кратным
увеличением.
Детали подвижных частей перед сборкой очищают от частиц
железа травлением в растворах щелочей или кислот с после-
дующей многократной промывкой (для металлических деталей),
или обработкой в растворе лимонной кислоты, растворяю-
щей мельчайшие частицы железа (для неметаллических дета-
лей).
Наиболее характерными операциями сборки подвижных частей
являются запрессовка керна, крепление пружинодержателей,. пру-
жин, растяжек и букс (втулок), пайка выводов рамок и уравно-
вешивание.
271
Рис. 6.8. Виды цапф и подшипников: а, б, в —
цапфа и ось за одно целое; г, д — цапфа за-
прессована в ось; е, ж, з — крепление втулок
в тонких пластинках
Запрессовка керна 2 в буксу 1 с помощью специального при-
способления — пуансона 3 показана на рис. 6.6. Приспособление
обеспечивает перпендикулярность оси керна к плоскости основа-
ния буксы. На буксе с керном часто закреплен пружинодержатель
или стрелкодержатель (рис. 6.7). Пружинодержатель 4 с токо-
подводом 2 надевают на буксу / и закрепляют на ее фланце в трех
точках обжатием металлических кромок 3 специальным пуан-
соном 5.
Крепление пружин к держателю осуществляют пайкой до или
после установки последнего на рамке.
Растяжки к полуосям припаивают в специальных приспособ-
лениях, обеспечивающих необходимое центрирование. При пайке
недопустим отжиг растяжек, поэтому используют припои с тем-
пературой плавления не более 200 °C. Пайку ведут малогаба-
ритными электропаяльниками с регулируемым подогревом.
Крепление букс с наконечниками для припайки растяжек или
с кернами в большинстве случаев осуществляют приклеиванием.
Соосность букс (полуосей) и рамок обеспечивают специальными
приспособлениями.
При пайке выводов рамки к пружинодержателям или токо-
подводам используют обычно такой же провод, которым намотана
рамка. Вывод обвивают трижды вокруг токоподвода, зачищают и
припаивают без натягов.
Сборка цилиндрических опор. На рис. 6.8 и 6.9 приведены
наиболее типичные конструкции цилиндрических опор с трением
скольжения. Требуемый радиальный и осевой зазор в них дости-
гается высокой точностью обработки цилиндрических поверхно-
стей подшипников 2 и цапфы /, т. е. назначением соответствующей
посадки и класса точности (см. рис. 6.8, а, б, в). Для получения
малых радиальных зазоров (порядка 0,02...0,01 мм) соответ-
ствующая точность сопряжения достигается чаще всего методом
272
селективной сборки осей и подшипников, предварительно
рассортированных на группы. Часто цапфу изготовляют отдельно
и запрессовывают в ось из более мягкого материала (см. рис. 6.8, г,
(3). В тонкие пластинки запрессовывают специальные втулки
(см. рис. 6.8, е, ж, з).
В качестве подшипников широко применяют камни-подшип-
ники (см. рис. 6.9, а...г). Сортируют подшипники на группы по
диаметру отверстия с помощью специального калибра /, имеющего
отсчетное устройство 3 (рис. 6.10). Подшипник 4 надевают на
конусную иглу 5, перемещают его вместе с иглой до упора и по
шкале 2 определяют диаметр подшипника.
Осевой (продольный) зазор оси в опорах устанавливают
обычно регулировкой неподвижных или подвижных компенсаторов
осевого зазора, которые предусмотрены в конструкции опор
(рис. 6.11). С помощью неподвижных компенсаторов-прокладок
регулировка может быть произведена для каждой оси отдельно
или для целой группы осей (например, в редукторах установкой
одного пакета под плату или крышку редуктора).. В отдельных
случаях требуемый осевой зазор можно получить методами селек-
тивной сборки.
Сборка опор на центрах. Опоры на центрах (рис. 6.12) явля-
ются разновидностью конических опор. При их сборке необходимо
обеспечить заданную точность центрирования оси, требуемую ве-
личину осевого и радиального зазоров, малый момент трения и
прочность фиксирования подвижных центров. Требуемые зазоры,
точность центрирования в зависимости от конструкции опор
достигают различными способами. На рис. 6.12, а зазор между
центрами 2 и коническими отверстиями вала 3 выбирают осевым
перемещением одного из этих центров (при этом нельзя допускать
Рис. 6.10. Калибр для сортировки подшипников иа группы
18 Н. Н. Трофимов, В. С. Шульцев
273
Рис. 6.11. Способы регулировки осевого зазора: а — переме-
щением подшипника; б, в — регулировочными винтами; г —
расточкой поверхности
перетяжку центров, так как увеличивается момент трения).
После регулировки центр фиксируют контрящими гайками 1.
Для регулировки положения оси вала 3 часто используют центр 2
с эксцентриситетом е (см. рис. 6.12, б). После регулировки центр 2
закрепляют винтом 4.
Перед сборкой опоры тщательно прочищают и протирают,
а поверхности осматривают через лупу. Они должны быть чистыми:
Рис. 6.12. Способы установки и регули-
ровки опор на центрах
274
Рис. 6.13. Конструкции опор на кернах
без рисок, забоин, следов коррозии и т. п. Подвижные центры
контрят с помощью винтов,-контргаек или нитроклея.
Сборка опор на кернах. Опоры на кернах, примеры конструкций
которых даны на рис. 6.13, применяют в приборах часто. При
сборке опор обеспечивают соосность кернов и заданную величину
осевого зазора. Зазор регулируют перемещением центровых
винтов, которые затем контрят контргайками или стопорными
винтами.
Отсутствие зазора и чрезмерный натяг вызывают защемление
оси, смятие кернов и трещины подушки в процессе сборки и при
эксплуатации вследствие неоднородного температурного рас-
ширения деталей. Слишком большой зазор приводит к тому, что
ось отклоняется от заданного (вертикального или горизонтально-
го) направления.
Величина осевого зазора, кроме того, существенно влияет на
долговечность работы опоры, на кернах и на величину момента
трения.
Для каждого прибора (или группы однотипных приборов)
устанавливают вполне определенную величину осевого зазора.
Это делается потому, что по расчетам допустимая величина осе-
вого зазора существенно зависит от радиусов керна и подпятника,
от материала, массы подвижной части и параметров вибраций,
которым подвержен корпус прибора.
Для измерения и регулировки осевого зазора применяют спе-
циальные установки. Принцип действия их основан на том, что
подвижную часть измерительного механизма вынуждают коле-
баться с заданной частотой и амплитудой, равной величине зазора.
Колебания можно наблюдать с помощью микроскопа, проециро-
вать на экран или определять другим способом, преобразуя их,
например, в электрический сигнал.
18*
275
Рис. 6.14. Прессик для посадки
оправ с подшипниками и подпятни-
ками
Посадка оправ с подшипни-
ками или подпятниками. Опра-
вы должны быть посажены в от-
верстия оснований, пластинок и
эксцентрических втулок доста-
точно прочно (в большинстве
случаев по прессовой посадке),
без перекосов и повреждений.
Посадку производят на специ-
альном прессике малых разме-
ров (рис. 6.14). Подшипник 7
размещен над отверстием пла-
стинки 8 и вращением маховика
12 с помощью штока 3 и пуансо-
на 4 вдавливается в него с опре-
деленным усилием, развиваемым
пружиной 1. Отсчетное устрой-
ство, содержащее цилиндр 11 с
нанесенными на него контроль-
ными рисками 10, делениями 9,
и указатель 2, позволяет контро-
лировать глубину запрессовки и
величину усилия. Точное цент-
рирование отверстия под оправ-
ку относительно пуансона 4
обеспечивается ловителем 5, за-
крепленным во втулке 6. На прес-
се можно производить посадку как оправ, так и металлических
подшипников-втулок и подпятников. При запрессовке метал-
лических подшипников их внутренний диаметр уменьшается.
Для уменьшения этого нежелательного эффекта используют
специальный пуансон с цилиндрической направляющей, диаметр
которой равен внутреннему диаметру подшипника. После посадки
отверстие подшипников калибруют (прошивают) набором игл,
диаметр которых находится в пределах поля допуска отверстия.
Закрепленные (запрессованные или завальцованные) подшипники
промывают (используют четыреххлористый углерод, бензин,
ацетон, или спирт-ректификат) и просушивают на воздухе. Затем
качество посадки контролируют с помощью микроскопа с
30...50-кратным увеличением для выявления трещин, сколов и
других дефектов.
Сборка обоймы. Сборку механизма начинают с комплектовки
обоймы подпятниками, токоподводами, рычагом корректора и
другими деталями. Далее устанавливают подвижную часть в
обойму. При вращении между подвижной и неподвижной ча-
стями должен сохраняться предусмотренный конструкцией зазор,
величина которого может быть проверена специальным шаблоном.
Дефекты устраняют правкой подвижной части или допустимым
276
данной конструкцией переме-
щением (регулировкой положе-
ния) деталей.
Правильное положение сер-
дечника и подвижного элемен-
та успокоителя в электромаг-
нитных приборах с плоской ка-
тушкой достигается перемен-
ным перемещением верхнего и
нижнего подпятников (рис. 6.15).
Пр^ выполнении данной опера-
ции рамку может заклинивать
между подпятниками. Такая
опасность отсутствует в при-
борах с пружинными подпятни-
ками.
Рис. 6.15. Измерительный механизм
малогабаритного прибора:
/ — магнит; 2 — рамка; 3 — подпятник;
4 — сердечник; 5 — пружина
Пайка и рихтовка пружин.
Наружные концы пружин при-
паивают к корректору и токоподводу. При пайке пружина должна
находиться в свободном состоянии. Запрещается загибать или
обрезать конец пружины, так как это ведет к нестабильности
ее характеристики во времени. Сразу же после пайки пружины
рихтуют для обеспечения равномерного шага спирали и перпен-
дикулярности пружины к оси подвижной части.
Установка обоймы, с подвижной частью в магнитную систему.
Для обеспечения точного направления обоймы применяют спе-
циальные приспособления, простейшие из которых представляют
собой латунную (немагнитную) гильзу с прорезями, которую
вместе с обоймой вставляют в магнитную систему. Толщина
стенки гильзы должна быть равна нормальному зазору между
сердечником и полюсами. После закрепления обоймы в магнитной
системе гильзу удаляют.
Намагничивание магнитной системы. Эту операцию в магнито-
электрических приборах можно производить до сборки и после
сборки с подвижной частью. Магнитные системы с внутрира-
йонными магнитами обычно намагничивают в собранном виде.
Уравновешивание подвижной части. Операцию выполняют
после окончательной сборки измерительного механизма и правки
деталей подвижной части. Она производится при установке ме-
ханизма в технологический корпус (приспособление) одним из
следующих трех основных способов: перемещением по резьбе усов
противовесов; перемещением по усу витой спирали из медной
проволоки; нанесением на плоский ус легкоплавкого припоя.
Термическое старение. Сборка большинства измерительных
механизмов завершается термическим старением, в результате
которого снимаются внутренние напряжения в деталях и происхо-
дит стабилизация магнитов и других элементов. Эту операцию
выполняют однократным нагревом механизмов до температуры
277
60,..80 °C в течение 2—3 ч с последующим охлаждением на воз-
духе в течение такого же времени. Механизмы точных приборов
классов 0,5 и 0,2 подвергают циклическому старению (три цикла,
включающие нагрев и охлаждение с указанными выше режи-
мами). ,
После циклического старения проверяют уравновешенность
подвижной части. .
Уравновешивание вращающихся частей приборов. Уравно-
вешивание вращающихся частей является характерной техноло-
гической операцией для многих приборов. При этом различают
статическое и динамическое уравновешивания (балансировку).
Статическое уравновешивание. Эту операцию проводят в
статическом режиме, причем центр тяжести узла приводят на
его ось вращения. Типовыми узлами, подлежащими статическому
уравновешиванию, являются стрелки и подвижные системы ука-
зывающих приборов, гироузлы гироскопических приборов и т. д.
В конструкциях этих узлов имеются специальные элементы для
уравновешивания: легко подрезаемые свинцовые грузы, места для
нанесения припоя и т. д. Для статического уравновешивания
наиболее часто применяют приспособления с ножевыми или круг-
лыми вращающимися опорами. Уравновешивание производится
перемещением противовесных грузиков или напайкой припоя на
штампованные держатели противовесов.
Динамическое уравновешивание. У быстроходных электро-
машин от несбалансированности массы ротора машины возникает
вибрация, возрастающая с увеличением числа оборотов, создается
динамическая нагрузка на опоры, появляется искрение щеток и
т. д. Все это нарушает точность работы и приводит к быстрому
износу подшипников машины. Динамическое уравновешивание
заключается в удалении массы узла в «тяжелом» месте или до-
бавлении дополнительной массы в «легком» месте. При динами-
ческой балансировке уравновешивающий момент определяют
на специальных электронных' балансировочных машинах. Ди-
намическую балансировку проводят как отдельно для ротора
электромашины, так и в сборе с остальными узлами машины.
В первом случае ротор вращается от постороннего привода, во
втором — от собственного электрического привода машины.
Процесс динамической балансировки включает: определение
местоположения неуравновешенных масс; определение величины
дисбаланса; уравновешивание ротора уменьшением или увели-
чением его массы в определенных местах механическими (свер-
ление, шлифовка, опиливание и др.) или электрофизическими
(наплавка, напайка, электроискровая обработка лазерным лучом
и др,) методами обработки.
В настоящее время созданы автоматические балансировочные
машины, позволяющие определять положение и величину дис-
баланса, например, А-21, А-21М, У-773, ДБ-4М, МДБН-1 и др.
В некоторых таких машинах место и величина несбалансирован-
278
ности отмечаются светящейся точкой на экране ЭЛТ, вращающей-
ся по определенному радиусу, величина которого характеризует
величину дисбаланса.
Контроль качества сборки подвижных частей сводится к про-
верке взаимного расположения элементов, надежности соеди-
нений, качества кернов, рамок, пайки, размеров внешним осмот-
ром, с применением бинокулярного микроскопа и измерительных
приборов.
Контрольные вопросы
1. Какие требования предъявляют к сборочным операциям узлов и механиз-
мов для повышения точности и надежности прибора?
2. Назовите основные операции сборки измерительных механизмов.
3. Какие особенности сборки подвижных частей на цилиндрических опорах,
на центрах и кернах?
4. Как производят посадку оправ с подшипниками и подпятниками?
5. Для чего необходимо уравновешивание вращающихся частей прибора?
§ 6.3. СБОРКА ПЕРЕДАТОЧНО-МНОЖИТЕЛЬНЫХ МЕХАНИЗМОВ
Рабочие деформации и перемещение упругих чувствительных
элементов в электромеханических приборах очень малы, поэтому
для удобства наблюдения их необходимо увеличивать. Эту задачу
и выполняют передаточно-множительные механизмы. Кроме того,
передаточно-множительные механизмы обеспечивают требуемый
характер шкалы (чаще всего круговой и равномерный) независимо
от характера перемещения чувствительного элемента. Наи-
большее распространение в приборах получили передаточно-
множительные механизмы, представляющие собой различные
комбинации рычажно-шарнирной, зубчатой, поводковой и ку-
лисной передач.
Важнейшей характеристикой передаточного механизма яв-
ляется его передаточное число. Передаточным числом механизма
прибора называют отношение скорости движения конца стрелки
к скорости перемещения ведущей точки чувствительного элемента
(центра мембраны, конца трубчатой пружины и т. п.). Переда-
точное число механизма может быть постоянным или переменным,
т. е. иметь разные значения при различных положениях деталей
механизма. Механизм может состоять из одной или нескольких
элементарных передач. Элементарная передача (пара) представ-
ляет собой такое соединение двух звеньев, что при передвижении
одного из звеньев другое звено имеет вполне определенное движе-
ние. Передаточным числом передачи называют отношение линей-
ных скоростей двух выбранных точек ее звеньев. В качестве таких
точек берут ведомые и ведущие точки звеньев. Передаточное число
механизма, состоящего из нескольких передач, равно произведе-
нию передаточных чисел составляющих его передач:
где i — передаточное число механизма; и, i2, — переда-
точные числа отдельных передач.
279
Рис. 6.16. Схема дезаксиального
кривошипно-шатунного механизма:
/ — ползун; 2 — шатун; 3 — кривошип;
4 — направляющие; d — величина дез-
аксиала
Кривошипно-шатунные меха-
низмы. Наиболее широко криво-
шипно-шатунные механизмы при-
меняют в манометрических при-
борах. Они имеют переменное
передаточное число и поэтому
могут использоваться для регу-
лировки точности приборов и обе-
спечения равномерности шкалы.
Кривошипно-шатунный механизм
называется аксиальным (рис. 1.2,в),
если ползун движется в плос-
кости, совпадающей с осью
вращения кривошипа, и дез-
аксиальным (рис. 6.16), если линия, вдоль которой движется
ползун, смещена относительно оси вращения кривошипа. Вели-
чину смещения d называют дезаксиалом. В манометрических
приборах ползун 1 обычно является ведущим звеном, т. е. зве-
ном, непосредственно связанным с жестким центром упругого
чувствительного элемента, перемещение которого передается
ведомому звену — кривошипу 3 при помощи шатуна 2.
Передаточным числом кривошипно-шатунного механизма
называют отношение линейной скорости ведомой точки В кри-
вошипа ив к линейной скорости ведущей точки А ползуна иа:
i = v3/va. '
Изменение передаточного числа в процессе работы кривошип-
но-шатунного механизма показано на схеме рис. 6.17. Из рисунка
видно, что по мере увеличения угла а от острого к прямому, углы
поворота кривошипа уменьшаются, следовательно, передаточное
число на этом участке также уменьшается. После того, как угол а
примет значение, равное 90 °, и начнет возрастать до 180 °, пере-
даточное число также будет увеличиваться. Плавность изменения
передаточного числа от угла а будет зависеть от соотношения
величин а, Ь, которые задают размеры кривошипно-шатунного
Рис. 6.17. Изменение угла поворота а кривошипа при последовательном пере-
мещении ползуна на одну и ту же величину
280
механизма. Введение дезак-
сиала d вызывает более рез-
кое уменьшение передаточно-
го числа на малых углах а и,
наоборот, более плавное его
возрастание на больших углах
а. Таким образом, изменением
величин а, b и d можно регу-
лировать механизм.
Практически при регули-
ровке невозможно точно из-
мерить угол а, так как для
этого потребовалось бы мыс-
Рис. 6.18. График изменения передаточ
ного числа i кривошипно-шатунного меха
низма
ленно проводить линию, па-
раллельную оси перемещения
ползуна. Поэтому в процессе
сборки механизма регулируют
угол р между кривошипом и
тягой. На том участке, где угол а острый, угол 0 будет тупым. При
возрастании угла а угол 0 будет уменьшаться. Связь между пере-
даточным числом z и углом р показана на рис. 6.18. Из графика
видно, что характер изменения передаточного числа зависит от
направления движения тяги. Когда чувствительный элемент пере-
мещает тягу вверх и угол р уменьшается, то передаточное число
i сначала будет уменьшаться, а после того, как угол р перейдет
значение 90 °, начнет увеличиваться. Наоборот, когда чувстви-
тельный элемент перемещает тягу вниз и угол р становится из
острого тупым, число i сначала уменьшается, а после перехода
углом р значения примерно 90° — увеличивается. В реаль-
ных механизмах приборов угол р изменяется до 30° при из-
менении измеряемой величины от нуля до максимального зна-
чения.
От установленного начального значения угла Ро (при котором
стрелка находится на нуле) будет зависеть характер изменения
передаточного отношения. Так, если значение Ро сделать равным
160 °, то характер изменения передаточного числа будет опре-
деляться участком 5—6 (см. рис. 6.18) (так как изменение
угла р не превышает 30 °). Поэтому при работе передачи в направ-
лении уменьшения угла р передаточное число будет уменьшаться,
а при работе в противоположном направлении — увеличиваться.
Если же начальное значение угла Ро сделать равным 105 °, то при
изменении р примерно до 90 0 величина / будет уменьшаться,
а следовательно затем станет увеличиваться (участок крйвой
3—4). Наконец, если установить р = 50 °, то по мере уменьшения
угла р передаточное число будет все время возрастать (участок
кривой /—2).
Регулировка кривошипно-шатунного механизма. Рассмотрим
передаточный механизм, состоящий из дезаксиального кривошип-
281
J
Рис. 6.19. Конструкция передаточного механизма электромеха-
нического прибора:
1 — мембранная коробка; 2 — тяга; 3 — кривошип; 4 — валик; 5 —
зубчатый сектор; 6 — триб; 7 — стрелка; 8 — шкала
но-шатунного механизма и зубчатой передачи (рис. 6.19). Пол-
зуном кривошипно-шатунного-механизма является верхний жест-
кий центр мембранной коробки. Стрелка, перемещающаяся от-
носительно шкалы, посажена на конец трибки.
Такой механизм регулируют по предельным точкам шкалы и
по ее рабочему участку, т. е. при различных значениях измеряемой
величины.
Регулировку по предельным точкам шкалы (регулировка на
размах шкалы) производят так, чтобы при изменении давления
в мембране, соответствующем минимальному и максимальному
значениям измеряемой величины, стрелка повернулась на угол,
определяемый допусками технических условий (например, в одно-
стрелочных приборах этот угол не должен превышать одного
оборота). Регулировку осуществляют изменением радиуса кри-
вошипа а. При уменьшении радиуса а угол поворота стрелки
увеличивается, при увеличении — уменьшается. Это наглядно
поясняется графиком на рис. 6.20, из которого видно, что при
одном и том же перемещении ползуна угол поворота кривошипа
будет тем больше, чем меньше его радиус.
282
Регулировку по точкам шкалы
производят для того чтобы показа-
ния стрелки регулируемого прибора
на контрольных точках шкалы соот-
ветствовали показаниям образцового
прибора, принимаемым за истинное
значение измеряемой величины. Эта
регулировка осуществляется подбо-
ром соответствующих величин на-
чального угла р между тягой и криво-
шипом и радиуса кривошипа d. При
регулировке возможны следующие
пять типовых ситуаций.
I. Стрелка прибора смеща-
ется относительно всех прове-
ряемых точек на одну и ту же
величину. В этом случае следует
Рис. 6.20. График изменения
угла поворота стрелки прибора
при изменении радиуса криво-
шипа
переставить стрелку в соответствующую сторону на величину,
равную поправке. Однако после этого стрелка уже не будет уста-
навливаться на нулевой отметке при нулевом значении измеряемой
величины. Если в механизме прибора есть упор, то изменением его
положения нужным образом корректируют' начальное положение
стрелки при нулевом значении измеряемой величины. У приборов,
не имеющих такого упора, нельзя добиться результата простой
перестановкой стрелки, так как это приведет к погрешностям в
нулевой точке.
В этом случае регулировку производят, изменяя радиус криво-
шипа, а при необходимости и начальный угол 0о-
2. Поправки на всех проверяемых точках шкалы плюсовые и
увеличиваются с возрастанием показаний прибора. Если поправки
увеличиваются равномерно, то их можно устранить уменьшением
радиуса кривошипа. Если же на последних точках шкалы поправки
резко возрастают (или это стало проявляться после регулировки
радиуса кривошипа), то нужно установить соответствующий ост-
рый начальный угол р0-
3. Поправки на всех точках шкалы минусовые и увеличиваются
с возрастанием показаний прибора. В этом случае для устранения
поправок, которые увеличиваются равномерно, достаточно увели-
чить радиус кривошипа. Поправки же, которые резко увеличи-
ваются в конце шкалы, следует устранять установкой соответ-
ствующего тупого начального угла р0-
4. Поправки в начале шкалы плюсовые и увеличиваются,
затем уменьшаются до нуля и становятся минусовыми возрас-
тающими. В данном случае сначала все поправки делают плюсо-
выми. Для этого устанавливают тупой начальный угол 0о и затем
уменьшают радиус кривошипа до тех пор, пока величины поправок
не будут в пределах допуска. Если такой регулировкой не удается
сразу уменьшить поправки до требуемой величины, то устанав-
283
ливают новое значение тупого угла 0о и вновь подбирают радиус
кривошипа. В конечном счете поправки следует уменьшить до
допустимых значений, равномерно распределив их на всех точках
шкалы (придавая им на одних точках шкалы плюсовые, а на
других минусовые значения).
5. Поправки в начале шкалы минусовые и увеличиваются, затем
уменьшаются до нуля и становятся плюсовыми возрастающими.
Данный случай противоположен предыдущему. Поэтому при
регулировке нужно последовательно комбинировать установку
острого начального угла Ро с соответствующим радиусом кривоши-
па и добиться таким образом равномерного распределения попра-
вок на всех точках шкалы и уменьшения их величин до допу-
стимых.
Следует иметь в виду, что регулировка изменением началь-
ного угла Ро обычно должна сопровождаться и изменением ра-
диуса кривошипа, так как в противном случае возникает наруше-
ние регулировки на размах шкалы. Изложенные правила регу-
лировки кривошипно-шатунных механизмов относятся как к
аксиальным, так и к дезаксиальным механизмам.
Установку начального угла Ро в механизме, изображенном на
рис. 6.19, производят преимущественно перештифтовкой тяги,
т. е. изменением длины Ь. При этом начальные углы регулируют
предварительно грубо, используя верхние отверстия тяги, а для
точной регулировки используют нижние отверстия в секторе тяги.
В ряде приборов угол Ро изменяют перемещением чувстви-
тельного элемента, поворотом оснований и плат или другими спо-
собами.
Контрольные вопросы
1. Для чего предназначены передаточно-множительные механизмы?
2. Какие характеристики определяют параметры передаточно-множительного
механизма?
3. Какие конструкции кривошипно-шатунных механизмов применяют в измери-
тельных приборах?
4. Как регулируют кривошипно-шатунный механизм по предельным точкам,
по точкам шкалы?
5. Какие изменения характеристик кривошипно-шатуниого механизма вы-
зывает дезаксиал?
§ 6.4. СБОРКА И РЕГУЛИРОВКА
ГИРОСКОПИЧЕСКИХ ПРИБОРОВ
Сборку и испытание прецизионных изделий (например, гиро-
скопических приборов), как правило, выполняют в так называемых
особо чистых («белых») помещениях. К атмосфере таких помеще-
ний предъявляют специфические требования относительно тем-
пературы, влажности, давления и содержания корпускулярных
примесей (пыли, аэрозольных частиц и т. д.). Необходимые усло-
вия в особо чистых помещениях поддерживают фильтрацией вхо-
дящего воздуха, циркуляцией и очисткой его внутри помещений,
284
связанных с присутствием персонала и внесением посторонних
предметов.
Рабочая зона с особо чистыми условиями может быть обеспе-
чена в помещениях при помощи дополнительных боксов, воздух
в которые поступает непосредственно после фильтров и удаляется
затем через отверстия, оставленные для рук оператора.
Для контроля степени очистки помещения регулярно проводят
отбор проб воздуха с последующим анализом концентрации
аэрозолей.
Как правило, сборке гироскопических приборов предшествует
подготовка комплектующих элементов. Подготовка включает сле-
дующие операции: получение и проверку комплектующих элемен-
тов, расконсервацию, входной контроль, размагничивание сталь-
ных деталей, комплектование, промывку и сушку, обезгаживание.
Получение и проверка комплектовки. Комплектующие элемен-
ты принимаются по перечню комплектовочной карты, форма кото-
рой определена ГОСТ 3.1407—74. При приемке обращают вни-
мание на состояние упаковки элементов, на наличие необходимой
конструкторской документации к ним и на сроки хранения комп-
лектующих элементов. Способ упаковки определяется технологи-
ческими условиями.
Упаковка комплектующих элементов может быть индивидуаль-
ной, групповой, комбинированной и, кроме того, герметичной и
негерметичной.
Расконсервация. Процесс расконсервации зависит от характе-
ра элементов, способа консервации, упаковочной тары. При рас-
паковке комплектующие элементы проверяют на отсутствие влаги
внутри тары. После извлечения из тары металлические детали ос-
вобождают от консервирующей смазки промывкой в горячем
щелочном растворе или в бензине. После промывки в щелочных
ваннах детали нейтрализуют горячей и холодной водой. Сушку
деталей производят обтиркой мягкой ветошью, а после промывки
бензином — обдувкой сжатым воздухом.
Входной контроль. Входному контролю подвергают все комп-
лектующие элементы. Внешний осмотр необходим для выявления
механических повреждений. Незащищенные антикоррозийными
покрытиями поверхности металлических деталей проверяют на от-
сутствие коррозии и механических повреждений с помощью микро-
скопа МБС-Г или МБС-2. Для рабочих поверхностей высокой
точности увеличение при контроле должно быть не менее, чем
в 16—30 раз. Посадочные поверхности деталей под шарикопод-
шипники и другие точные поверхности проверяют на соответствие
паспортным данным с точностью, предусмотренной ТУ. Как пра-
вило, точность измерения должна быть не менее 1 • 1 10-4мм.
Металлические детали проверяют на соответствие шероховатости
поверхности, отсутствие торцевого и радиального биений, соос-
ность или перпендикулярность осей отверстий и опорных шеек и
по другим геометрическим параметрам.
285
Электрические элементы, кроме внешнего осмотра, проверя-
ют на контрольно-испытательных стендах или пультах на соот-
ветствие ТУ по электрическим параметрам.
Выходной контроль шарикоподшипников проводят в соответ-
ствии с рекомендациями ГОСТ 520—71. Наиболее характерными
являются следующие проверки:
посадочных и рабочих поверхностей на соответствие шерохо-
ватости;
отсутствия пятен и рисок (внешним осмотром с помощью
микроскопа при 30-кратном увеличении);
размеров посадочных поверхностей (диаметра наружного и
внутреннего колец);
осевого смещения колец;
величины радиального зазора;
следа качения шариков по беговым дорожкам колец (визуаль-
ным исследованием беговых дорожек под микроскопом). При этом
выявляется возможность появления таких дефектов, как резкое
расширение следа, биение следа относительно базового торца,
обрывы или выступы следа качения, выработка рабочих поверх-
ностей:
момента трения (одна из главных проверок подшипников
гироприборов). Выполняется на специальных приборах, опре-
деляющих время выбега подшипника, или непосредственным изме-
рением момента.
Размагничивание. Стальные детали приборов перед сборкой
подвергают размагничиванию. Намагниченность деталей возни-
кает в процессе механической обработки, особенно когда установ-
ка деталей осуществлялась в магнитных приспособлениях (на-
пример, плиты на плоскошлифовальных станках). Намагничен-
ность создает дополнительные вредные моменты в подвижных
системах приборов и, кроме того, возникает опасность попадания
в прибор мельчайшей металлической пыли, удалить которую
становится практически невозможно.
Для размагничивания используют специальные индукционные
катушки, внутрь которых помещаются на диэлектрической под-
ставке детали, подлежащие размагничиванию. Катушки подклю-
чают обычно в сеть переменного тока промышленной частоты.
Результаты размагничивания проверяют феррозондом — пере-
носным прибором с выносным щупом, измеряющим магнитные
поля.
Комплектование. Для повышения точности приборов и увели-
чения производительности в процессе сборки приборов предвари-
тельно комплектуют детали и сборочные единицы, входящие
в состав прибора, по размерам сопрягаемых поверхностей. Раз-
меры сопрягаемых поверхностей указывают в паспортах или
устанавливают при входном контроле. Возможно определение
действительных размеров сопрягаемых поверхностей и в про-
цессе комплектования.
286
Особенно тщательно следует комплектовать основные и наи-
более сложные в сборке узлы гироприборов — гиромоторы, гиро-
узлы и рамки карданова подвеса.
Прибор шарикоподшипников главных осей производят не
только по размерам посадочных поверхностей, но и по равножест-
кости, т. е. оба подшипника должны иметь одинаковые упругие
деформации в осевом и в радиальном направлениях. В противном
случае может произойти разбалансировка вследствие смещения
центра масс. Требованиям равножесткости должны удовлетворять
и крышки гиромоторов.
Промывка и сушка деталей. Эта операция является наиболее
ответственной, так как любые загрязнения гироприборов, осо-
бенно подшипниковых узлов, являются опасными.
Моющие средства, применяемые для промывки приборов,
должны быть эффективными и одновременно не вызывать кор-
розии материала; они не должны быть токсичными, горючими и
взрывоопасными.
Выбор моющих средств зависит от материала деталей, кон-
струкции и размеров, степени загрязнения деталей, требуемой сте-
пени очистки, условий производства. В приборостроении широко
применяют бензин, который обладает хорошими моющими свой-
ствами, не токсичен, но крайне огнеопасен и поэтому требует
специальных условий пожарной безопасности. Для промывки
деталей поплавковых приборов применяют трихлорэтилен, кото-
рый обеспечивает высокое качество очистки, но очень летуч и
токсичен. С трихлорэтиленом работают в герметичных камерах.
Для высококачественной очистки деталей особо точных приборов
применяют фреон.
Промывку осуществляют несколькими способами: окунанием;
струйным методом, когда моющая жидкость подается на деталь
струей под достаточно высоким давлением; электрохимической
мойкой в гальванических ваннах (в качестве электролита исполь-
зуется моющая жидкость); ультразвуковой мойкой, которая при-
меняется для повышения производительности и получения высо-
кого качества очистки деталей приборов. Моечные ванны осна-
щают ультразвуковыми вибрационными устройствами с рабочей
частотой около 20 кГц.
Для нейтрализации химически активных моющих средств де-
тали после промывки в основных ваннах промывают в проточной
горячей воде. Сушку деталей производят отфильтрованным сжа-
тым воздухом.
После промывки и сушки детали обертывают в конденсаторную
бумагу или укладывают в технологическую тару и помещают в
эксикатор. Во избежание образования коррозии детали после
промывки нельзя брать незащищенными руками.
Обезгаживание. В целях обеспечения стабильности внутрен-
ней среды при длительной эксплуатации вакуумных и газонапол-
ненных гироскопических приборов их подвергают обезгаживанию,
287
т. е. удалению газов с поверхности детали и с прилегающих к
поверхности внутренних структурных промежутков материала.
Обезгаживание производят непосредственно перед сборкой, но
не ранее, чем за сутки до начала сборки. Работа выполняется в
вакуумных установках, оборудованных нагревательными уст-
ройствами.
Выбор режимов обезгаживания зависит главным образом от
материала детали.
Для предохранения деталей от коррозии рекомендуется ох-
лаждать детали вместе с печью в вакуумной среде. Если по каким-
нибудь причинам период хранения деталей после обезгаживания
затянулся, их подвергают повторному обезгаживанию.
Сборка и контроль гиромоторов. По своему назначению гиро-
мотор является основным элементом всех гироскопических при-
боров и определяет точность всего прибора. В связи с этим к
сборке гиромоторов предъявляют очень жесткие требования.
Рассмотрим сборку и контроль трехфазного асинхронного ги-
ромотора (рис. 6.21). Ротор гиромотора состоит из обода (махо-
вика) /, «беличьего колеса» 2, крышек 8 и 20, пружинящей шай-
бы 14, гайки 21, прокладок 3, винтов 13 и внутренних колец под-
шипников 11 и 17.
Наружные кольца подшипников расположены во втулках 5 и
19, напрессованных на неподвижную ось 18 гиромотора. В этих
втулках установлены отражательные шайбы 10, шайбы 7, регу-
лирующие осевой люфт ротора, и пружинящая шайба 12, компен-
сирующая разность величин температурных расширений деталей
гиромотора. Между втулками 5 и 19 неподвижно закреплен пакет
статора 15, набранный из пластин электротехнической стали.
В пазах пакета 15 уложена трехфазная обмотка 4, соединенная
в звезду. Выводные провода 9 обмотки статора выведены наружу
через отверстие в оси 18. Посадка наружных колец подшипников
во втулке 19 неподвижная, а во втулке 5 — подвижная. Крышки
8 и 20 установлены в обод ротора с зазором, не превышающим
0,005 мм. Обмотка 4 изолирована от втулок 5 и 19 прокладками
6 и 16.
В состав комплектовки, поступающей на общую сборку, вхо-
дят ротор, статор, крышки, шарикоподшипники, шайбы (регули-
ровочные, пружинящие, для смазки), комплект винтов для креп-
ления крышек. Общая сборка гиромотора выполняется в сле-
дующем порядке.
Подготовительные операции. Перечень и содержание подгото-
вительных операций рассмотрен выше. Учитывая назначение и
специфику работы гиромотора, они должны выполняться очень
тщательно, со строгим соблюдением предписанных условий и ре-
жимов.
Предварительная сборка. Независимо от подготовительных
операций каждая металлическая деталь гиромотора непосред-
ственно перед ее установкой в узел тщательно промывается
288
1
2
Рис. 6.21. Асинхронный гиромотор
в бензине и высушивается под стеклянным колпаком или обдува-
ется сжатым воздухом.
Сборка гиромотора начинается с посадки внутренних колец
подшипников 11 и 17 на ступицы крышек 8 и 20 (см. рис. 6.21).
Внутренние кольца устанавливают на ступицы по неподвижной
посадке (с натягом 0,002 мм). Данная посадка обеспечивается
предварительным подбором крышки и подшипника с соответствую-
щими диаметрами ступиц и отверстия внутреннего кольца (селек-
тивная сборка). Запрессовка осуществляется на прессе, оснащен-
ном динамометром для определения усилия запрессовки, соот-
ветствующего заданной посадке.
После установки внутренних колец подшипников их наружные
кольца устанавливают в соответствующие втулки узла статора.
Во втулку 19 наружное кольцо сажают по неподвижной посадке
(с натягом в 0,002 мм), а во втулку 5 — по подвижной посадке
(с зазором от 0,006 до 0,01 мм). При монтаже колец подшипников
необходимо тщательно оберегать от повреждения посадочные
поверхности ступиц и втулок.
Следующая операция сборки ги-
ромотора — установка пружиня-
щей шайбы 14 и крышки 20 с внут-
ренним кольцом подшипника 17 в
узел обода ротора 1 и закрепление их
гайкой 21 с помощью приспособления.
На внутреннее кольцо подшипни-
ка устанавливают сепаратор с шари-
ками, смазанными подшипниковой
смазкой (ЦИАТИМ-202, ЦИАТИМ-
201, ОКБ-122-16 и др.). Смазку се-
паратора производят следующим об-
разом: лунки сепаратора полностью
заполняют смазкой, после чего встав-
ляют шарики, при этом выдав-
ленная смазка удаляется с наруж-
ной и внутренней поверхности се-
Рис. 6.22. Схема установки для паратора. На подготовленный
™овки °СеВОГ°НаТЯГЗ ГИР°’ таким обРазом сепаратор уста-
навливают статор с запрессован-
ным во втулку 19 наружным
кольцом подшипника. Во втулку 5 вставляют бумажную шайбу 10,
одну или несколько мерных регулировочных шайб 7, пружинящую
шайбу 12 и наружное кольцо подшипника 11.
Крышку 8 собирают аналогично крышке 20 и затем проверяют
биение беговой дорожки внутреннего кольца подшипника 11
индикатором с ценой деления шкалы в 1 мкм. Проверенную крыш-
ку 8 винтами 13 прикрепляют к ободу ротора 1. Далее с помощью
приспособления регулируют осевой люфт ротора гиромотора,
подбирая регулировочные шайбы соответствующей толщины.
Для асинхронных и синхронных гиромоторов, от которых тре-
буется сохранение центра тяжести при любых изменениях темпе-
ратуры, необходимо обеспечить одинаковый прогиб фланцев
гиромотора и жесткость шарикоподшипников. В данных гиромото-
рах не допускается осевой люфт и для обеспечения работоспособ-
ности требуется определенная нагрузка на шарикоподшипники.
Для обеспечения одинакового прогиба крышек гиромотора
применяют установку, схема которой показана на рис. 6.22. На
жесткой стойке приспособления крепят жесткий кронштейн для
установки гиромотора, поворотный кронштейн для груза Q и
жесткий кронштейн для крепления измерительного прибора.
Перед установкой гиромотора в приспособление на оси ста-
тора 3 навертывают предохранительные втулки 1 и 7. Гиромотор
устанавливают в зажиме 6 с креплением по ободу ротора 5 так,
чтобы крышка 2, привернутая к ободу тремя технологическими
винтами, находилась сверху.
Под ось гиромотора снизу подводят измерительный стержень
оптикатора 9, установленного в зажим 8. Затем на оси статора
290
создают предусмотренную ТУ нагрузку Q. В результате нижняя
крышка прогибается на определенную величину. В этом положении
крышки стрелку оптикатора устанавливают на нуль. После этого
нагрузку снимают и затягивают технологические винты. Если
регулировочные шайбы 4 подобраны по толщине правильно,
стрелка оптикатора вновь возвращается в нулевое положение.
Это значит, что осевой натяг, создаваемый упругими деформа-
циями крышек, соответствует заданной величине: Если при затяж-
ке винтов стрелка оптикатора не дойдет до нуля, необходимо
уменьшить число шайб, а если стрелка зашла за нуль, нужно
увеличить суммарную толщину прокладок. После этого гиромотор
снимают с приспособления и с его осей свинчивают предохрани-
тельные втулки. Гиромотор устанавливают на подставку правой
крышкой вверх, вывертывают технологические винты и вверты-
вают и затягивают в определенной последовательности основные
винты.
Динамическая балансировка. Балансировку собранного гиро-
мотора осуществляют на специальных машинах в два этапа. Пред-
варительную балансировку проводят на пониженных оборотах,
так как при наличии значительной неуравновешенности балан-
сировка сразу на рабочих оборотах может привести к поврежде-
нию подшипников. При уравновешивании с уменьшением массы
ротора в местах положения дисбаланса (на периферии или торце
ротора) сверлят отверстия определенной глубины. Точную балан-
сировку гиромотора проводят на его рабочих оборотах.
П редварительные технологические испытания. После уравно-
вешивания гиромоторы подвергают предварительным испытаниям,
заключающимся в прогоне (включении гиромотора). При этом
происходит приработка подшипников, исследуется состояние
отдельных узлов и гиромотора в целом, проверяются номинальные
данные.
Предварительные испытания включают следующие проверки:
силы тока, омического сопротивления обмоток, потребляемой
мощности; направления и скорости вращения ротора, времени
разгона и выбега, значения осевого натяга, неуравновешенности
и вибрации.
Предварительные испытания и приработку гиромотора прово-
дят в нормальных условиях (температура 20±5 °C, относитель-
ная влажность 60±5 %, давление 1-105±4-103 Па). Для при-
работки гиромоторы устанавливают на многоместных приспособ-
лениях с применением технологических центровых опор. Питание
должно соответствовать рабочим режимам.
Наибольшее внимание уделяют проверке подшипниковых уз-
лов. При этом контролируют значение потребляемого тока, нагрев
подшипниковых втулок, уровень и характер шума, состояние смаз-
ки, состояние рабочих поверхностей деталей подшипников. Первые
три показателя выявляют непосредственно при приработке, а
остальные при разборке гиромотора после предварительных
291
испытаний. Увеличение значений потребляемого тока может быть
следствием перекоса подшипников при их монтаже, результатом
повышения трения из-за загрязнения смазки металлической
пылью, завышения осевого натяга. Нагрев подшипниковых втулок
может быть вызван теми же причинами. Увеличенный шум, не-
равномерный шум и шум высоких тонов свидетельствуют о по-
вреждении рабочих поверхностей колец сепаратора, загряз-
нений смазки.
Результаты предварительных испытаний регистрируют в жур-
нале или карте испытаний.
Разборка гиромотора. Цель операции — промывка деталей
гиромотора, замена загрязненной смазки и выяснение причин
тех или иных нарушений в работе гиромотора. После приработки и
предварительных испытаний гиромотор разбирают. Перед разбор-
кой целесообразно метить относительное положение деталей рис-
ками или краской. Разборку ведут в порядке, обратном предва-
рительной сборке.
Крышки гиромотора с внутренними кольцами подшипников, се-
параторы с шариками помещают в ванночку с чистым бензином
для промывки. Проверку состояния рабочих поверхностей выпол-
няют сначала при 6-, затем при 16-кратном увеличении.
Остальные детали гиромотора также промывают в бензине,
высушивают и подвергают осмотру на отсутствие дефектов. По
результатам проверки состояния деталей после прогона делают
заключение о годности их к последующей работе или о необходи-
мости замены отдельных деталей и узлов.
Окончательная сборка. Окончательную сборку ведут в той
же последовательности, что и предварительную, с соблюдением
положения деталей, занимаемого ими при предварительной
сборке.
Выполнение этой операции требует особой тщательности и
аккуратности. Это прежде всего относится к монтажу шарикопод-
шипников и их смазке. При окончательной сборке необходимо еще
раз проверить величину осевого натяга и после затяжки винтов
крепления крышек гиромотора их головки покрывают лаком
АК-20.
Введение повторной окончательной сборки усложняет процесс
сборки и значительно увеличивает его трудоемкость. Два этапа
сборки необходимы для приработки подшипникового узла. В неко-
торых случаях для исключения повторной сборки используют
предварительную приработку подшипников на стенде.
Для повышения качества и производительности сборки при-
меняют специальные конструкции подшипниковых узлов, прира-
ботку и регулировку которых производят в специализированных
условиях предприятий шарикоподшипниковой промышленности.
Повторные технологические испытания. Для дополнительной
окончательной приработки подшипников и выявления возможных
дефектов гиромоторы после окончательной сборки подвергают
292
3... 10-часовому прогону при нормальных условиях и климати-
ческих камерах. При повторных технологических испытаниях
проверяют: направление вращения ротора, частоту вращения
ротора, время разгона и выбега, силу потребляемого тока, темпе-
ратуру обмотки ротора.
Температурное старение. Для стабилизации технических пара-
метров гиромоторы два часа выдерживают в рабочем состоянии
сначала в холодной камере при температуре —60 ±5 °C, а затем
два часа в термостате при температуре 50 ±5 °C.
Окончательную динамическую балансировку производят на
электронных балансировочных машинах, точность которых долж-
на обеспечивать технологические требования на допустимую не-
уравновешенность.
Балансировка ведется на рабочих частотах вращения, для
чего гиромотор подключают к пульту, который обеспечивает пи-
тание.
Контроль. Программа контрольных испытаний включает:
внешний осмотр, проверку габаритных и установочных размеров,
массы, омического сопротивления и прочности изоляции, направ-
ления и частоты вращения ротора, омического сопротивления
обмоток статора, значения потребляемого тока, времени разгона
и выбега, остаточной неуравновешенности.
Результаты контрольных испытаний записывают в карту
испытаний и заносят в технический паспорт прибора. В техниче-
ский паспорт записывают также результаты предварительных и
повторных испытаний.
Сборка кардановых узлов. Карданов узел является основной
частью всякого гироскопического прибора с трехстепенным гиро-
скопом. От качества сборки этого узла, а также входящих в него
узлов зависит безотказная работа всего прибора. Качество сборки
карданова узла в основном определяется правильностью монтажа
шарикоподшипников, соблюдением допустимых осевых люфтов,
точностью статической балансировки и величиной моментов трения
вокруг осей карданова подвеса.
Основными узлами, входящими в карданов узел, являются
узел рамы с осями, гироузел, узлы токовводов и другие, назначе-
ние и конструкция которых зависят от вида и конструкции при-
бора, в который входит данный карданов узел.
Технологический процесс сборки карданова узла состоит из
следующих основных операций;
сборка узла наружной рамки (установка осей, монтажных про-
водов, грузов для статического уравновешивания и других деталей
и элементов);
установка гироузла в наружную рамку с деталями (монтаж
шарикоподшипников, регулирование осевого зазора гироузла в
наружной рамке);
монтаж электросхемы карданова узла, регулирование узла
токоподводящих устройств от наружной рамы к гироузлу.
293
Наиболее ответственными при сборке карданова узла являются
операции регулирования осевого зазора гироузла в наружной
рамке кардана и статическое уравновешивание карданова узла
относительно его оси подвески.
Регулирование осевого зазора гироузла. Для того чтобы кар-
данов узел сохранял в определенных пределах статическую урав-
новешенность относительно оси подвеса, гироузел должен иметь
наименьший осевой зазор в опорах. Однако этот зазор должен
быть достаточно большим, чтоб исключить заклинивание или
защемление опор гироузла за счет разницы температурных де-
формаций его деталей или наружной рамки. Исходя из этого наи-
меньший осевой зазор гироузла относительно наружной рамки
составляет в зависимости от конкретной конструкции карданова
узла 0,01 ...0,05 мм.
Статическое уравновешивание кардановых узлов. При стати-
ческом уравновешивании кардановых узлов учитывают их особен-
ности — наличие перемещающихся элементов (гироузлов в карда-
новом подвесе, жидкость в жидкостном переключателе гироузла
и т. д.). При уравновешивании такого узла невозможно добиться
равновесия его в любом угловом положении и приходится вводить
и обеспечивать некоторые дополнительные требования. Например,
при уравновешивании гироузла с прикрепленным внизу жидкост-
ным переключателем необходимо добиваться того, чтобы он при
навешивании контрольного груза на одинаковом плече справа
и слева относительно оси его опор поворачивался на одинаковый
угол. Уравновешенность кардановых углов проверяют при двух
основных положениях оси гироузла — вертикальном и горизон-
тальном. Если ось гироузла вертикальна, то карданов узел должен
сохранять равновесие при двух положениях оси гироузла, отли-
чающихся поворотом этой оси на 180 °. Если ось гироузла гори-
зонтальна и осевой люфт в его опорах выбран вправо, то конт-
рольный груз навешивают на наружную раму слева, если осевой
люфт выбран влево — контрольный груз навешивают на таком же
плече справа.
Массу контрольного груза подбирают такой, чтобы под его
действием карданов узел совершал небольшие колебательные
движения. При двух положениях контрольного груза статический
уравновешенный карданов узел должен разворачиваться на
заданный угол за одно и то же время. Вместо контрольного груза
можно применять граммометры, с помощью которых определяют
момент, прикладываемый к наружной раме, для удержания ее от
проявления маятниковости при выбранном осевом зазоре (вправо
или влево) в опорах гироузла. Разница двух значений этого
момента не должна превышать заданной.
Контроль. У всякого карданова узла при его контроле прове-
ряют: осевой люфт гироузла в раме; момент трения вокруг оси
вращения гироузла; качество статической балансировки; значение
контактного давления и надежность контактирования контактных
294
групп токоподводов; электрический монтаж и значение сопро-
тивления изоляции. Кроме того, могут быть проведены и другие
проверки, характер которых зависит от назначения и конструкции
того или иного карданова узла.
Контрольные вопросы
1. Какие требования предъявляют к помещениям, где производят сборку
гироскопических приборов?
2. По каким показателям проводят входной контроль шарикоподшипников
для гироскопических приборов?
3. Какая последовательность сборки гиромотора?
4. Для чего необходимо проводить статическую и динамическую баланси-
ровки гиромотора и кардановых узлов гироскопического прибора?
5. Как исключить заклинивание гироузла при разнице его температуры
с деталями карданова узла?
§ 6.5. ОСНОВЫ ТЕХНОЛОГИИ НАЛАДКИ И РЕГУЛИРОВАНИЯ ПРИБОРОВ
СИСТЕМ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ
Наладка — это совокупность технологических операций, про-
водимых в целях ввода приборов, аппаратуры и других средств
автоматического управления в работу в заданных условиях.
Прибор или систему автоматического управления можно рас-
сматривать как составное изделие, включающее элементы раз-
нообразного вида и назначения, наладку которых проводят
отдельно и совместно с изделием. При этом любой элемент харак-
теризуют номинальными параметрами, которые определяют его
работу. Номинальные параметры -элементов устанавливают в
процессе регулировки. Под регулировкой понимают изменение
параметров изделия в пределах, заданных техническими усло-
виями, в целях уменьшения разброса выходных параметров, обе-
спечивающих их работоспособность.
Технологический процесс наладки и регулирования приборов и
систем автоматического управления включает три основных этапа.
1. Подготовительные операции. К ним относятся:
комплектация и технологическая маркировка приборов и си-
стем автоматического управления;
расконсервация составных частей и отдельных элементов;
проверка правильности выполнения внешнего и внутреннего
электромонтажа и приведение его в соответствие с принципиаль-
ными и электрическими схемами соединений;
измерение сопротивления изоляции электрических цепей и при-
ведение их к нормам, установленным техническими требованиями;
приведение приборов и систем автоматического управления в
исходное состояние для приема рабочей среды и начала наладки;
проверка правильности монтажа отдельных элементов системы
на судне (датчиков, исполнительных устройств и др.).
Со склада судостроительного завода приборы и аппаратура
судовых систем автоматического управления поступают на уча-
295
сток предмонтажной подготовки, где производят их комплектацию,
технологическую маркировку и расконсервацию.
Комплектующие элементы выбирают в соответствии с требо-
ваниями технической документации на данную систему. На ском-
плектованные элементы (приборы, датчики, аппараты и т. п.) на-
носят технологическую маркировку. Каждому элементу присваи-
вают индекс в соответствии с монтажной схемой. По индексу
можно определить помещение, в котором будет установлено
изделие, условное наименование системы и порядковый номер
элемента в системе.
Расконсервацию внутренних полостей датчиков, гидравличе-
ских и пневматических элементов арматуры и других составных
частей изделия проводят, прокачивая через их полость моющую
жидкость до полного удаления консервирующего покрытия. Если
конструкция не допускает прокачку, то полость заполняют моющей
жидкостью под вакуумом с последующим ее удалением. Состав
моющей жидкости зависит от типа консервирующего покрытия.
Проверку внешних и внутренних электрических цепей, наличия
электрического соединения между двумя точками схемы произво-
дят после окончания электромонтажа. Для этого используют
следующие приборы: пробник, авометр (тестер), устройство
двусторонней связи.
Пробник представляет собой последовательно соединенные
источник тока, миллиамперметр и нагрузочное сопротивление.
В качестве устройства двусторонней связи применяют переговор-
ное устройство, в котором жилы проверяемых кабелей являются
соединительными проводами.
Измерение сопротивления изоляции производят при обесточен-
ных цепях. Для этого необходимо разъединить кабельные соеди-
нители, отключить питание низковольтных цепей и др. Для изме-
рения сопротивления изоляции один зажим мегомметра присое-
диняют к корпусу судна, другой — к токоведущей жиле кабеля,
сопротивление изоляции которого проверяют, либо оба зажима
мегомметра присоединяют к двум токоведущим жилам кабеля.
Подавая напряжение на схему мегомметра, измеряют сопротив-
ление изоляции соответственно относительно корпуса или между
жилами кабеля.
2. Наладка составных частей и всего изделия (системы) в це-
лом. На этом этапе осуществляют:
наладку отдельных узлов и элементов и приведение их парамет-
ров к значениям, установленным технической документацией;
наладку отдельных составных частей системы;
совместную наладку составных частей, узлов и элементов;
функциональную проверку всей системы и отдельных ее эле-
ментов в режимах, предусмотренных технической документацией;
проверку работоспособности и соответствия параметров систе-
мы автоматического управления значениям, установленным техни-
ческой документацией.
296
Технологические операции и приемы наладки отдельных эле-
ментов и составных частей судовых систем автоматического
управления, как и систем в целом, индивидуальны и зависят от
их конструкций, принципа действия, функциональной схемы и ряда
других факторов. Однако можно выделить типовые приемы и
операции наладки, обеспечивающие работоспособность системы.
Под работоспособностью понимают такое состояние объекта, при
котором он способен выполнять технологические функции, со-
храняя значения заданных параметров в пределах, установленных
нормативно-технической документацией.
Регулировку производят изменяя параметры регулировочных
элементов либо подбором значений этих элементов. Подбор необ-
ходимых значений регулировочных элементов выполняют сле-
дующим образом. Регулировочный элемент отключают из схемы
и взамен его подключают магазин сопротивлений, емкостей,
индуктивности и т. п. Изменяя значения последних, добиваются
необходимых соотношений между входными и выходными пара-
метрами изделия. Определив значение регулировочного элемента
и подобрав по номиналу, его устанавливают в схему.
Функциональную проверку производят для определения пра-
вильности функционирования настраиваемого объекта или его
составных частей. Она заключается в следующем: на вход на-
страиваемого объекта подают входные сигналы и по реакциям на
эти сигналы определяют правильность функционирования объекта
и его составных частей.
Правильность функционирования объекта определяют ви-
зуально по приборам, индикаторам, указателям, световой и зву-
ковой сигнализации.
3. Испытание и сдача заказчику налаженного изделия. Этот
процесс включает:
проверку работы системы управления совместно с регулируе-
мыми и управляемыми объектами по программе швартовных
испытаний;
устранение замечаний отдела технического контроля и заказ-
чика, возникших в процессе швартовных испытаний;
сдача ОТК и заказчику испытанной на швартовных испытаниях
системы;
ходовые испытания системы управления, устранение заме-
чаний и сдача системы заказчику;
ревизия элементов системы управления по окончании ходовых
испытаний;
проверка работы системы управления на контрольном выходе
судна.
Кроме выполнения указанных технологических операций на
всех этапах технологического процесса наладки и регулирования
возникает необходимость в выполнении операции «Поиск дефек-
та». Поиск дефекта осуществляют визуальным контролем, заменой
отдельных элементов или блоков заведомо исправными путем
19 Н. Н. Трофимов. В. С. Шульцев
исключения элемента из схемы, сравнением, промежуточными
измерениями и введением дополнительного дефекта.
Визуальный контроль позволяет внешним осмотром внутренних
частей изделия по искрению, перегреву элементов, протечкам
рабочей среды найти неисправный элемент. Замена отдельных
элементов заведомо исправными позволяет одновременно об-
наружить и устранить дефект. Такой прием неэффективен при
наличии большого количества элементов в сложных разветвленных
схемах. Исключение элемента из схемы применяют при коротких
замыканиях в схеме. Промежуточные измерения — технологи-
ческий прием, который заключается в измерении входных и выход-
ных сигналов от элемента к элементу. Введение дополнительного
дефекта применяют в релейных схемах.
Рассмотренные технологические приемы обладают существен-
ным недостатком — отсутствием плана поиска дефекта. В основу
разработки алгоритмов поиска дефекта положены теория надеж-
ности и технической диагностики.
Простейший алгоритм может быть составлен по оценке надеж-
ности элементов проверяемой системы. При этом безотказность
работы системы характеризуют вероятностью появления неисправ-
ности Р и временем Г, необходимым для ее обнаружения. Для
построения алгоритма контролируемую систему разбивают на
отдельные элементы и проводят их упорядочение по номерам,
т. е. z-й элемент проверяют тем раньше, чем больше значение Л;
меньше Т и отношение Pi/T.
При построении информационных алгоритмов поиска дефектов
исходные данные задают в виде матрицы состояний, составленной
по функциональной модели проверяемой системы. На основании
функциональной модели задают все множество состояний рас-
сматриваемой системы. При этом предполагают, что одновременно
может выйти из строя только один элемент.
Одним из вариантов информационного алгоритма оценки со-
стояния системы является метод половинного разбиения. Он
используется при отыскании дефектов в системах, имеющих
последовательное соединение блоков (элементов). Система, со-
стоящая из последовательно соединенных элементов, при первой
проверке делится пополам, а затем в зависимости от полученного
результата при следующей проверке одна из половин цепи делится
еще пополам и т. д.
Контрольные вопросы
1. Назовите этапы технологического процесса наладки и регулирования
системы автоматического управления.
2. Комплекс каких операций необходимо выполнить при подготовке системы
автоматического управления к наладке?
г 3, Как проверить правильность выполнения электромонтажа приборов систем
автоматического управления?
4. Для чего производят проверку сопротивления изоляции?
298
5. Что такое работоспособность системы управления и какими средствами
она обеспечивается?
6. Какими параметрами характеризуют безотказность работы системы
управления?
ГЛАВА 7 ОХРАНА ТРУДА
И ПОЖАРНАЯ БЕЗОПАСНОСТЬ,
ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
$ 7.1. ОСНОВНЫЕ ПОЛОЖЕНИЯ ОБ ОХРАНЕ ТРУДА
Охрана труда — это система законодательных актов,
социально-экономических, технических, санитарно-гигиенических
и организационных мероприятий, обеспечивающих безопасность,
сохранение здоровья и работоспособности человека в процессе
труда.
За последние годы в СССР введена в действие система стан-
дартов безопасности труда (ССБТ), охватывающая практически
все организационные и технические вопросы, решение которых
предопределяет безопасность труда. Этой же системой определены
пожарная безопасность, взрывобезопасность, общие требования
безопасности относительно шума, погрузочно-разгрузочных работ
и т. д.
Серьезное внимание безопасности труда уделено в утверж-
денных Верховным Советом СССР 15 июля 1970 года Основах
законодательства Союза ССР и союзных республик о труде, а
также в издаваемых актах трудового законодательства Союза
ССР и Кодексе законов о труде (КЗоТ), которые базируются
на основном законе нашей страны — Конституции СССР.
Наиболее важные требования безопасности нашли свое отра-
жение в Правилах и Нормах, которые могут быть как едиными
для всех отраслей и ведомств народного хозяйства (межотрасле-
вые) , так и специального внутриотраслевого использования
(внутриотраслевые). На их основе составляют различные
инструкции по технике безопасности труда (заводские, цеховые,
технологические и т. п.).
Под безопасностью труда понимают состояние условий труда,
при котором исключено воздействие на работающих опасных
и вредных производственных факторов.
Чтобы исключить возможность пожара и его опасных послед-
ствий, на каждом предприятии предусмотрена система пожарной
защиты.
Состояние объекта, при котором исключается возможность
пожара, а в случае его возникновения предотвращается воз-
действие на людей и оборудование его опасных факторов, на-
зывается пожарной безопасностью.
Вся организация работы по охране труда и пожарной безопас-
ности возлагается на администрацию предприятия. Директор и
19* 299
главный инженер несут личную ответственность за постановку
всей работы, опираясь при этом на повседневное руководство со
стороны отделов техники безопасности, а на малых предприя-
тиях — инженера по технике безопасности.
Каждый работник обязан периодически проходить инструктаж
по вопросам охраны труда и безопасным приемам работы. Сущест-
вуют три вида инструктажа — вводный, на рабочем месте и пов-
торный.
Вводный инструктаж проводят при оформлении работ-
ника на предприятие. Инструктаж проводит инженер по технике
безопасности. Задача инструктажа — ознакомление со специфи-
кой предприятия, с правилами внутреннего распорядка, с пра-
вилами пользования защитными средствами, с противопожарными
мероприятиями, электробезопасностью и приемами оказания
первой медицинской помощи.
Инструктаж на рабочем м е с т е проводит мастер,
начальник участка или лаборатории. Работника знакомят с рабо-
чим местом, оборудованием, с технологией производства и без-
опасными приемами труда, а также с заводскими инструкциями,
относящимися к данной профессии.
После обучения на рабочем месте и получения навыков
безопасной работы квалификационная комиссия проверяет знание
правил техники безопасности у работника и присваивает ему
квалификационную группу.
Повторный инструктаж проводится администрацией в
целях повышения знаний по технике безопасности и совершен-
ствования безопасных приемов работы. Инструктаж включает
противоаварийные тренировки, разбор и обобщения причин проис-
шедших несчастных случаев, проверку знаний действующих на
предприятии инструкций по технике безопасности для данной
профессии.
За надлежащей организацией всей работы по охране труда на
любом предприятии осуществляется государственный и общест-
венный контроль, органами которого являются:
1. Технические и правовые инспекции областных, краевых и
республиканских советов профессиональных союзов, представ-
ляющих ВЦСПС.
2. Советы депутатов трудящихся и их исполнительные и распо-
рядительные органы.
3. Государственный комитет по надзору за безопасным веде-
нием работ в промышленности и горному надзору при Совете
Министров СССР (Госгортехнадзор).
4. Государственный энергетический надзор Министерства энер-
гетики и электрификации СССР (Госэнергонадзор).
5. Санитарно-эпидемиологическая служба Министерства
здравоохранения СССР и союзных республик.
: 6. Государственная инспекция по ядерной безопасности СССР
(Госатомнадзор).
300
7. Государственный пожарный надзор в системе МВД СССР
(Госпожнадзор).
Судостроительные предприятия, кроме того, по всем линиям
контролируются инспекцией Морского Регистра СССР.
Высший надзор за точным исполнением законов о труде воз-
ложен на Генерального Прокурора СССР.
Виновные в нарушении требований безопасности труда могут
привлекаться к административной, материальной и уголовной
ответственности.
Контрольные вопросы
I. Какими законодательными актами обеспечивается охрана труда в СССР?
2. Что такое безопасность труда, каковы задачи и организация этой службы
на предприятии?
3. Какие виды инструктажа проходит работник, их назначение и кто проводит
инструктаж?
4. Кто осуществляет контроль за работой по охране труда на предприятии?
5. Какие меры ответственности предъявляют к нарушителям требований
труда?
§ 7.2. ПРОИЗВОДСТВЕННЫЙ ТРАВМАТИЗМ
И ПРОФЕССИОНАЛЬНЫЕ ЗАБОЛЕВАНИЯ
Нарушение требований безопасности нередко приводит к по-
вреждению человеческого организма — травмам, которые, в зави-
симости от места и условия несчастного случая, могут быть произ-
водственными и бытовыми.
К несчастным случаям, связанным с работой, которые приводят
к производственным травмам, относят случаи, происшедшие при
исполнении служебных обязанностей, на территории предприятия
и при следовании пострадавшего на работу или с работы домой.
К этой категории несчастных случаев также относят случаи, про-
исшедшие при исполнении государственных, общественных обя-
занностей и долга гражданина СССР. Такие несчастные случаи
с временной или длительной потерей трудоспособности дают
право на получение пособий по социальному страхованию и
пенсий по инвалидности в максимальных размерах.
Несчастные случаи на производстве могут происходить в ре-
зультате организационных, технических причин, нарушения
санитарно-гигиенических норм. Но чаще всего они бывают выз-
ваны недисциплинированностью самого пострадавшего, невыпол-
нением им требований безопасности труда. Там, где трудовая
дисциплина на должном уровне, нет и не может быть производ-
ственного травматизма.
Если рабочий получил производственную травму и утратил
трудоспособность хотя бы на один рабочий день, его непосред-
ственный руководитель обязан немедленно сообщить о случивщем-
ся в профсоюзный комитет предприятия, совместно со старшим
инспектором по охране труда цеха и инженером по технике без-
301
опасности провести всестороннее расследование несчастного
случая и составить акт по форме Н-1 (в четырех экземплярах).
В этом акте указывают все производственные данные о пострадав-
шем, даты ранее проводимых с ним инструктажей и обстоятель-
ства, сопутствующие несчастному случаю. Указывают также при-
чину несчастного случая. В объективности всех этих данных в не
меньшей степени должен быть заинтересован и сам пострадавший,
так как от указанных в акте сведений будет зависеть источник
возмещения материальных последствий несчастного случая.
Длительное и достаточно интенсивное воздействие на человека
отрицательных производственных факторов может вызвать про-
фессиональное заболевание. К профессиональным заболеваниям,
например, относят бронхит, развивающийся у рабочих электролиз-
ных участков, аккумуляторщиков и у лиц, работающих в сильно
запыленных помещениях. Главное направление борьбы с профес-
сиональными заболеваниями — их повседневная профилактика.
Прежде всего, во всех производственных помещениях должны
поддерживаться нормальные метеорологические условия, опти-
мальные значения которых оговорены в ГОСТ 12.1.005—76 ССБТ.
Наибольшая работоспособность при легкой физической работе
проявляется человеком при температуре окружающей среды
22 °C; а при тяжелых работах — не выше 20 °C. Поэтому допусти-
мый диапазон температур в холодные и переходные периоды года
установлен!6...23 °C, а в теплое время года— 18...25 °C. Отно-
сительная влажность воздуха в производственных помещениях
должна быть в пределах 40...60 %, а скорость движения воздуха
не должна быть более 0,2...0,5 м/с. Эти показатели играют важную
роль в терморегуляции организма и снижают вероятность простуд-
ных заболеваний.
Подавляющее большинство производственных процессов со-
провождается шумом и вибрацией, которые, воздействуя на
центральную нервную систему, могут привести к нарушению
артериального давления, аритмии сердца, нервным заболеваниям,
потере слуха и т. п. Вибрация, помимо указанных воздействий,
может вызвать у человека вибрационную болезнь, очень опасную
и трудно излечимую.
Уровень интенсивности шума измеряется и нормируется в деци-
белах (Бел — это логарифмическая величина, характеризующая
отношение среднеквадратичной величины звукового давления к
пороговому значению этого давления, равному 2-Ю-6 Па).
ГОСТ 12.1.003—76 ССБТ устанавливает нормы допустимого
шума для различных производственных помещений. Так, для
лабораторий допустимый предел равен 50 дБ, для кабин наблюде-
ния и дистанционного управления без речевой связи — 80 дБ, для
постоянных рабочих мест и рабочих зон в цехах и на территории
предприятия, а также судовых машинных отделений — 85 дБ.
Последние помещения отнесены к особо шумным и требуют обо-
значения знаком безопасности. Использование индивидуальных
302
средств защиты (противошумных наушников, специальных там-
понов и т. п.) здесь обязательно.
Вибрация также нормируется в децибелах, но в отличие от
вышесказанного эта логарифмическая величина получается по от-
ношению виброскорости. Важным показателем вибрации является
ее частота. Наиболее опасна для человека вибрация частотой
5... 10 Гц. Но и при больших частотах возможны патологические
изменения. Так, например, при частоте около 40 Гц наблюдается
снижение остроты зрения, при частоте 50...80 Гц — нарушение
механики мышц, а при частоте 600 Гц — заболевание суставов.
Снижению уровня шума и вибрации служат такие технические
мероприятия, как повсеместное внедрение статических преобразо-
вателей, замена, где это возможно, подвижных стальных деталей
на пластмассовые, широкое использование шумопоглощающих
материалов и амортизаторов, экранирование источников шума и
другие.
Контрольные вопросы
1. Что такое профессиональное заболевание?
2. При каких условиях несчастный случай можно считать связанным с
работой?
3. Назовите меры предупреждения производственного травматизма.
4. Каков порядок регистрации несчастных случаев на производстве?
§ 7.3. ЭЛЕКТРОБЕЗОПАСНОСТЬ
Действие электрического тока на живой организм многообраз-
но. Возможны местные ожоги, электролиз крови и лимфатических
жидкостей, нарушение функций нервной системы. К побочным
действиям электрического тока можно отнести телесные повреж-
дения, вызванные падением с высоты или непроизвольным дви-
жением в результате судорожного сокращения мышц. Кроме того,
в результате пренебрежения защитными средствами (очками)
электрическая дуга может привести к опасному профессиональ-
ному заболеванию глаз — электроофтальмии, которая прояв-
ляется слезоточением, светобоязнью, спазмами век и ведет к потере
зрения.
Резкое возбуждение живых тканей организма, возникающее в
результате протекания по нему электрического тока, получило
название электрического удара. Электрический удар может при-
вести к судорожному сокращению мышц как с потерей, так и без
потери сознания, может вызвать остановку дыхания и даже
остановку сердца в результате его частых судорожных сокращений
(фибрилляция сердца). В последнем случае наступает клиниче-
ская смерть, которая через 4—8 мин заканчивается гибелью
человека — биологической смертью. Из состояния клинической
смерти человека можно вывести, применяя методы искусственного
дыхания и наружного массажа сердца, подробно описанные В
303
Правилах первой медицинской помощи пострадавшим. Каждый,
допущенный к работам в электроустановках, обязан владеть
приемами оказания такой помощи.
На исход поражения электрическим током влияют многие
факторы, из которых наиболее важен ток проводимости. Уста-
новлено, что пороговым (ощутимым) значением является ток
около 1 мА. Именно такой ток, вне зависимости от времени его
протекания через тело человека, можно считать абсолютно без-
опасным. При большем токе человек начинает ощущать неприят-
ные болезненные сокращения мышц, а уже при токе 12... 15 мА не
в состоянии управлять своей мышечной системой. Такой ток полу-
чил название неотпускающего.
Воздействие тока свыше 25 мА на мышечные ткани становится
глобальным и ведет к параличу дыхательных мышц и остановке
дыхания, что грозит удушьем. Дальнейшее увеличение тока грозит
фибрилляцией сердца, которая наступает при токе 80... 100 мА.
Вот почему ток 100 мА считается безусловно смертельным.
Полагая крайне опасным неотпускающий ток 12 мА и принимая
минимально возможное значение сопротивления тела человека
равным 1000 Ом, нетрудно вычислить предельно допустимое
напряжение прикосновения при постоянном токе: U = //? = 0,012X
X 1000= 12 В.
Переменный ток более опасен, чем постоянный. Однако с уве-
личением его частоты возрастает биологическая защитная реакция
организма. Поэтому ток частотой 400 Гц менее опасен, чем часто-
той 50 Гц. Имеет значение и то, какими участками тела человек
касается токопроводящей части. Особенно опасны участки, рас-
положенные на висках, спине, тыльных сторонах рук, голенях,
затылке и шее. Эти места необходимо особо оберегать от возмож-
ного контакта с токопроводящими частями даже при напряжениях
до 12 В.
На практике чаще всего человек, стоя на земле (палубе, полу),
попадает под напряжение в результате соприкосновения с одним
полюсом или фазой. Такое прикосновение называется однополюс-
ным, а напряжение, действующее при этом на человека,— на-
пряжением прикосновения.
Исход поражения, зависящий от тока, протекающего через
тело человека, при однополюсном прикосновении определяется
характером электрической системы, режимом работы нейтрали,
сопротивлением изоляции и емкостью сети относительно земли.
Большое значение в любом случае имеет характер производствен-
ного помещения, в котором расположена электроустановка.
Помещения делятся на три категории: с повышенной опасностью;
особо опасные; без повышенной опасности.
К помещениям с повышенной опасностью относятся
такие, в которых имеет место один из следующих факторов опасно-
сти: токопроводящие полы, токопроводящая пыль, возможность
одновременного касания электрооборудования и связанных
304
с «землей» металлических конструкций, относительная влажность
воздуха выше 75 % или при температуре воздуха выше 30 °.
Последние два фактора учитываются лишь в том случае, если
действуют длительное время.
К особо опасным помещениям относятся помещения, в
которых одновременно действует по крайней мере два фактора
повышенной опасности, а также особо сырые помещения и помеще-
ния с активной химической средой.
Помещения, в которых нет ни одного из вышеуказанных фак-
торов опасности, называются помещениями без повышенной
опасности.
Большинство судовых помещений относятся к категории особо
опасных или с повышенной опасностью. В них все электрообо-
рудование должно иметь защитное заземление. Это значит, что
все металлические части электрооборудования, нормально не
находящиеся под напряжением, но которые в результате неисправ-
ности могут оказаться под напряжением, должны иметь пред-
намеренную связь с «землей». Сопротивление защитного зазем-
ления не должно превышать 4 Ом. Это обеспечит весьма незна-
чительное напряжение прикосновения при замыкании фазы или
полюса на заземленную конструкцию.
Так как судовые трехфазные сети имеют изолированную ней-
траль, защитное заземление в то же время создает опасность
попадания человека под напряжение междуфазное при однополюс-
ном прикосновении с незаземленной фазой. Поэтому для своевре-
менного обнаружения факта замыкания фазы на корпус необходим
непрерывный контроль за сопротивлением изоляции, выполняемый
специальной автоматической аппаратурой.
В береговых электроустановках с глухозаземленной нейтралью
защитное заземление выполняется через нулевой провод и назы-
вается занулением. В таких системах благодаря занулению любое
замыкание на корпус вызывает ток короткого замыкания, в ре-
зультате которого срабатывает защита и поврежденный участок
отключается. Важно помнить, что в системах с глухозаземленной
нейтралью защитное заземление без зануления категорически
запрещается, так как это может привести к массовому травма-
тизму.
Наиболее надежной защитой от поражения человека электри-
ческим током при однополюсном прикосновении является искус-
ственное увеличение сопротивления его тела с помощью защитных
изолирующих средств, выполняемых из диэлектрических мате-
риалов. Эти средства делят на основные и дополнительные.
Основные защитные изолирующие средства надежно выдержи-
вают рабочее напряжение электроустановки и допускают непо-
средственное касание токоведущих частей, находящихся под
напряжением. В электроустановках напряжением до 1000 В к ним
относятся диэлектрические перчатки, инструмент с изолирован-
ными ручками, изолирующие и токоизмерительные клещи.
305
Дополнительные изолирующие средства призваны повысить
надежность основных, поэтому их применение также обязательно.
К ним относятся диэлектрические резиновые калоши, боты, ков-
рики, дорожки, изолирующие подставки.
Перед использованием защитных изолирующих средств необ-
ходимо по имеющемуся штампу убедиться, что срок последних
периодических испытаний не истек, а на самих средствах отсут-
ствуют видимые повреждения. Запрещается пользоваться этими
средствами во время дождя, снега и при непосредственном попа-
дании на них влаги.
Важное значение имеют также средства, предназначенные для
ограждения опасных зон, токоведущих частей или исключения
случайной подачи напряжения на отключенный для работы
участок. К этим защитным средствам относятся переносные
заземления, предохранительные пояса, страхующие канаты, за-
щитные очки, предупредительные плакаты и т. д. Предупредитель-
ные плакаты бывают предостерегающие, запрещающие, разре-
шающие и напоминающие.
Порядок использования, испытаний и хранения всех защитных
средств подробно описан в Правилах техники безопасности. В этих
же Правилах даны четкая классификация работ, выполняемых на
любой электроустановке, и подробное описание организационных
и технических мероприятий, обеспечивающих безопасное про-
ведение этих работ.
При работе с ручным электрифицированным инструментом
и переносным освещением существует постоянный контакт между
руками человека и оболочкой светильника или инструмента.
Поэтому в случае неисправности изоляции возможно попадание
человека под напряжение. Такая опасность потребовала ограни-
чить напряжение, применяемое для переносного освещения на
судах, которое не должно быть более 12 В периодического и 24 В
постоянного тока. Электрифицированный инструмент, как прави-
ло, выполняется на напряжение 36 В периодического тока часто-
той 200 Гц. Категорически запрещается для понижения напряже-
ния пользоваться автотрансформаторами или добавочными рези-
сторами.
Оказание первой помощи при поражении электрическим током.
Статистика показала, что подавляющее большинство электриче-
ских ударов заканчивается благополучно. Тем не менее те немногие
несчастные случаи, которые могут привести к травме или даже к
смертельному исходу, требуют особой предварительной подготовки
к оказанию первой медицинской помощи пострадавшему. Если
человек попал под действие неотпускающего электрического тока
или по какой иной причине не может освободиться от контакта
с токоведущей частью, то первая задача пришедшего к нему на
помощь — принять все необходимые меры к немедленному пре-
кращению такого воздействия. С этой целью необходимо бли-
жайшим коммутационным аппаратом отключить подачу питания
306
на токоведущую часть, с которой произошел случайный контакт.
В крайнем случае, чтобы спасти человека, нужно идти на разру-
шение питающей линии либо вызвать в ней короткое замыкание.
В электроустановках напряжением до 1000 В рекомендуется,
например, топором с деревянным топорищем или другим инстру-
ментом с изолирующей рукояткой перерубить кабель или провод.
Можно прибегнуть к защитным изолирующим средствам, т. е.
разжать судорожно сведенные пальцы у пострадавшего и осво-
бодить его таким образом от контакта с токопроводящей частью.
В крайнем случае, не касаясь тела пострадавшего, осторожно
ухватив его за одежду, освободить от контакта с токопроводящей
частью.
Очень важно действовать продуманно, оценивая реальную об-
становку. Например, если пострадавший находится на высоте,
прежде чем прекратить подачу электроэнергии, необходимо
принять срочные меры, исключающие его падение с высоты.
После освобождения человека от контакта с токоведущей
частью следует вызвать врача и немедленно приступить к оказанию
первой медицинской помощи. Если пострадавший находится в
бессознательном состоянии, то нужно выяснить, дышит ли он и
прослушивается ли его пульс. Если пульс слабый или дыхание
не соответствует норме, нужно попытаться привести человека в
чувство, используя нашатырный спирт. Если это не дает резуль-
татов, то, не медля ни секунды, нужно приступать к искусственному
дыханию и непрямому массажу сердца. При этом пострадавшего
следует удобно уложить на спину, ослабить ремень, расстегнуть
воротник, обеспечить ему свежий приток воздуха. Искусственное
дыхание выполняют по методу «изо рта в рот». Голова пострадав-
шего должна быть запрокинута назад, чтобы гортань полностью
была раскрыта, а вдуваемый воздух беспрепятственно проходил
в легкие.
Визуально легко установить, правильно ли вы выполняете ис-
кусственное дыхание. Если поднимается живот человека, которому
вы вдыхаете воздух, то нужно еще больше запрокинуть его голову
и добиться подъема грудной клетки. Второй человек при этом
может выполнять непрямой массаж сердца.
В тот момент, когда производится вдох, грудную клетку постра-
давшего следует освобождать от нажатия, а при паузе (выдохе),
когда производится нажатие на грудную клетку, необходимо ос-
вободить рот. Выдохи в рот нужно делать сильные, продолжитель-
ностью 5—6 с каждый при частоте 10—12 выдохов в минуту.
Непрямой массаж сердца производится путем ритмичного и доста-
точно сильного нажатия ладонью на нижнюю часть грудины,
которая расположена чуть выше живота, между ребрами. Гру-
дина должна смещаться при каждом нажатии на 3—4 см при
48—50 нажатиях в минуту. В результате периодических сжатий и
расслаблений сердечной мышцы происходит медленное кровооб-
ращение и поддерживается жизнь в организме человека. Тем
307
самым состояние клинической смерти можно значительно продлить
вплоть до прибытия врача или даже самостоятельного возврата
пострадавшего к нормальной жизнедеятельности. Когда сердце
начнет самостоятельно работать, массаж можно прекратить.
Прекращение искусственного дыхания и массажа сердца допуска-
ется только при явных признаках биологической смерти, которую
констатирует врач.
С электротравматизмом часто бывают связаны ранения,
ушибы, переломы и другие достаточно серьезные телесные по-
вреждения. Нужно помнить, что главная опасность при открытых
ранениях заключается в возможном проникновении в рану микро-
бов, из которых смертельную опасность представляют микробы
столбняка. Обращение к врачу после ранения и последовательное
введение противостолбнячной сыворотки являются абсолютно
необходимым.
Оказывающий помощь при перевязке прежде всего должен
чисто, с мылом, вымыть свои руки, а если такой возможности
нет, то протереть кончики пальцев йодом. Нужно всячески избегать
прикосновения к ране и ни в коем случае не промывать ее водой,
посыпать порошками, смазывать мазями или каким иным способом
заниматься ее обработкой. Нужно лишь имеющийся в аптечке
стерильный материал наложить на рану и плотно ее перебинтовать.
Если под рукой не окажется стерильного материала, то можно
перевязку выполнить чистой, предварительно обработанной
йодом, тряпкой. Особая оперативность необходима при сильно
кровоточащих ранах, так как при значительной потере крови чело-
век может погибнуть.
Самым опасным является артериальное кровотечение, имеющее
характерный алый цвет крови, которая вытекает из раны пульси-
рующей струей. В отличие от него венозное кровотечение темного
цвета, а кровь из раны вытекает спокойно, без толчков.
Для прекращения кровотечения необходимо поднять раненую
конечность, плотно придавить рану перевязочным материалом
и в таком положении выждать минут пять, пока кровь не свернется.
После этого перебинтовать рану чистым бинтом, не удаляя на-
ложенный тампон. Если же артериальное кровотечение не прекра-
тится, необходимо любым доступным образом зажать кровенос-
ные сосуды, питающие раненую область. Для этого жгут накла-
дывают выше раны. Если кровоточит конечность, рекомендуется
вложить в подколенную ямку или под локтевой сгиб комок материи
и сильно, до отказа, согнуть руку или ногу. В таком положении
конечность хорошо подвязать, чтобы сжатие не ослабло.
При ушибе характерны припухлость, кровоподтек или долго не
стихающая боль. Своевременная помощь призвана предупредить
патологические скрытые процессы, как, например, образование
опухоли, гангрены и т. п. Место ушиба необходимо охладить
льдом или холодными примочками, а в тяжелых случаях наложить
сдавливающую повязку. Если в результате несчастного случая
308
имеют место повреждения мягких тканей, так называемые растя-
жения сухожилий, нервов, мышц или связок, то нужно восполь-
зоваться холодным компрессом наложив его на больное место
и обеспечив полный покой для всей поврежденной части тела.
Если вывих сопровождается резкой болью, припухлостью,
кровоизлиянием или изменением формы сустава, пострадавшего
необходимо срочно доставить в больницу, но ни в коем случае
не стараться самостоятельно вправлять сустав. Главное при вы-
вихе — это придание поврежденной части тела строго фиксирован-
ного положения путем наложения шин, фиксирующих повязок,
косынок и т. п. На больное место при вывихе рекомендуется на-
ложить охлаждающий компресс.
При ожогах прежде всего обожженное место нужно полностью
освободить от одежды. Раздевать пострадавшего нужно очень
осторожно, пользуясь режущими инструментами и не жалея
одежды. Касаться обожженных мест ни в коем случае нельзя,
чтобы не занести инфекцию. Смазывать ожог вазелином или иными
маслами также недопустимо. Пострадавшего необходимо доста-
вить в больницу. Если обожжены глаза, то до отправки в глазную
лечебницу хорошо сделать на глаза примочки из раствора борной
кислоты. Если же ожог вызван сильнодействующей кислотой или
щелочью, то пораженное место необходимо в течение 10—15 мин
промывать быстротекущей струей воды (лучше из-под крана),
а затем для обеспечения реакции нейтрализации и удаления
остатков кислоты или щелочи пораженное место промыть соот-
ветственно 5 %-ным раствором питьевой соды или 3—6 %-ным
раствором уксусной кислоты.
Контрольные вопросы
1. По каким причинам может произойти поражение человека электрическим
током?
2. Какое действие оказывает электрический ток на организм человека?
3. Какой ток проводимости можно считать безопасным, а какой — смер-
тельным?
4. Как освободить пострадавшего от действия электрического тока?
5. Назовите защитные средства, применяемые для предупреждения электро-
травматизма. Как ими пользоваться?
6. Для какой целй служит защитное заземление?
7. Что такое зануление и почему оио обязательно в системах с глухозаземлеи-
ной нейтралью?
8. Как нужно действовать, оказывая первую помощь пострадавшему?
9. Какими способами делают пострадавшему искусственное дыхание и массаж
сердца?
10. Расскажите о классификации помещений по степени опасности поражения
электрическим током.
§ 7.4. ПОЖАРНАЯ БЕЗОПАСНОСТЬ
Пожаром называется неконтролируемый процесс горения вне
специального очага, наносящий материальный ущерб и чреватый
человеческими жертвами.
309
Как известно, горение — это бурно протекающий процесс окис-
ления, сопровождаемый значительным выделением тепла, а на
более высокой стадии — и пламени. Различают три начальные
стадии горения:
1) воспламенение — начальный процесс горения, возникающий
в результате повышения температуры горючего вещества под дей-
ствием открытого источника огня или каких-либо физических
причин (адиабатического сжатия, трения, воздействия лучистой
энергии и т. п.). Например, воспламенение деревянного настила
под действием сварочной дуги, воспламенение горючей смеси в
цилиндре работающего дизеля на этапе сжатия и т. п.;
2) самовоспламенение — начальный процесс горения, возни-
кающий под действием сильно нагретого тела, при условии, что
теплоемкость горючего вещества больше его теплоотдачи. Напри-
мер, самовоспламенение изоляции электропроводки вследствие
длительной перегрузки силовой сети и неисправности электри-
ческой защиты;
3) самовозгорание — начальный процесс горения, возника-
ющий в результате внутренних окислительных химических реакций
в самом веществе при условии превышения теплоемкости этого
вещества над его теплоотдачей. Например, самовозгоранию под-
вержена сваленная в кучу промасленная ветошь. Поэтому про-
масленный обтирочный материал необходимо собирать в специаль-
ном металлическом ящике, установленном в безопасном в пожар-
ном отношении месте.
Серьезную пожарную опасность представляют различные
взрывоопасные смеси, образуемые горючими газами, парами и
пылью с кислородом воздуха. В помещениях и замкнутых про-
странствах, где такие смеси могут образовываться, использование
открытого источника огня недопустимо, а все электрооборудование
должно иметь взрывобезопасное исполнение. К таким помещениям
относятся, например, аккумуляторные, малярные кладовые,
а также такие, в которых расконсервация и монтаж электро-
оборудования сопровождаются промывкой отдельных деталей бен-
зином и др.
В случае обнаружения очага пожара необходимо всеми доступ-
ными средствами оповестить работающих о пожаре и немед-
ленно сообщить о пожаре в пожарную часть. Не дожидаясь
прибытия пожарных, следует приступить к ликвидации очага
пожара, используя имеющиеся огнегасительные средства.
Простейшим огнегасительным средством является вода,
используемая для охлаждения в зоне пожара поверхностей, го-
рящих тел, а также для создания временных противопожарных
преград в виде водяных завес. Воду на охлаждаемый материал
следует подавать тонко распыленной струей. При этом интенсивно
осаждается дым, и пожаротушение облегчается.
Пользоваться водой для тушения пожара в электроустановках
нельзя из-за ее электропроводности. Это может привести к пора-
310
жению пожарного электрическим током или вызвать короткое
замыкание в системе, в результате чего появятся новые очаги
пожара.
Нельзя применять воду для тушения легковоспламеняющихся
жидкостей, а также при наличии в зоне пожара карбида кальция
и щелочноземельных металлов, которые, реагируя с водой, за счет
бурного выделения тепла приведут к расширению зоны пожара.
Для тушения пожара используют также пар, который, запол-
няя зону горения, снижает относительное содержание кислорода.
Для ликвидации пожара достаточно довести содержание пара
в общем объеме зоны до 35 %. Паротушение весьма эффективно
в замкнутых объемах, какими и являются многие судовые поме-
щения.
Широкое распространение получили химические огнегаситель-
ные средства. Это прежде всего огнетушитель типа ОХП-Ю,
являющийся портативным пенообразующим генератором. Он
действует около минуты и дает струю пены до 8 м. Однако из-за
электропроводности пены применять такие огнетушители на
действующих электроустановках запрещено. Для этой цели слу-
жат углекислотные огнетушители типов ОУ-2, ОУ-5 и ОУ-8,
емкостью баллонов соответственно 2,5; 5 и 8 л. Струя снегооб-
разной углекислоты действует 30—40 с на расстоянии до 2 м.
Еще лучше углекислотно-бромэтиловый огнетушитель типа ОУБ-7,
выбрасывающий из своего отверстия огнегасящее неэлектропро-
водное вещество в виде туманообразного облака на расстояние
до 4—5 м. Время действия 40 с.
Электрические генераторы должны иметь систему водяного
пожаротушения. Это ускорит их выход из строя и будет способ-
ствовать общей борьбе с огнем.
В случае пожара механическая вентиляция должна быть не-
медленно отключена.
Контрольные вопросы
1. По каким признакам классифицируют начальные процессы горения?
2. Кого необходимо немедленно оповестить в случае обнаружения очага по-
жара и по какому номеру телефона?
3. Какие огнегасительные средства применяют для тушения пожара?
4. Какие правила необходимо соблюдать при тушении пожара в электро-
установках?
§ 7.5. ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
Охрана и научно обоснованное, рациональное использование
земли, ее недр и водных ресурсов, а также животного и расти-
тельного мира, равно как и содержание в чистоте воздуха и воды
составляет неотъемлемую часть коммунистического строительства
в СССР. Эта важная задача социалистического государства
нашла свое отражение в ст. 18 Конституции СССР.
311
Наиболее полно и конкретно система государственных меро-
приятий по охране окружающей среды изложена в постановлении
ЦК КПСС и Совета Министров СССР «Об усилении охраны при-
роды и улучшении использования природных ресурсов», принятом
29 декабря 1972 г.
В этом постановлении подчеркивается, что ответственность за
разумное отношение к природным богатствам и их охрану воз-
лагается непосредственно на тех, кто занят эксплуатацией при-
родных ресурсов.
Вся история Советского государства изобилует яркими приме-
рами неустанной заботы партии и государства о природе.
Еще 27 мая 1918 г. В. И. Ленин подписал «Основной закон
о лесах Российской Советской Федеративной Социалистической
Республики», согласно которому все леса объявляются всенарод-
ным достоянием. Были четко оговорены права и обязанности
отдельных граждан и государственных органов при пользовании
лесами.
Впоследствии был принят еще ряд декретов о влиянии леса
на окружающую среду. Так, например, в 1921 г. было принято
постановление Совета Труда и Обороны «О борьбе с засухой»,
в котором особо подчеркивалось значение лесных массивов и лесо-
защитных полос.
На заседании коммунистической фракции ВЦСПС 11 апреля
1921 г. В. И. Ленин говорил: «Для того, чтобы охранить источники
нашего сырья, мы должны добиться выполнения и соблюдения
научно-технических правил» (Поли. собр. соч., т. 43, с. 174).
Ленинский подход к делу охраны природы, положенный в
основу всей дальнейшей деятельности партии и государства,
сводится к следующим основным принципам:
соблюдение необходимых научно обоснованных правил при
эксплуатации природных ресурсов, строжайший режим экономии;
комплексное и разностороннее использование природных
богатств;
соблюдение социалистической законности в природной дея-
тельности;
правильное сочетание национальных и интернациональных
задач охраны природы;
непримиримое отношение к расхищению природных богатств,
наносящих ущерб природе.
Из последующих важнейших постановлений правительства
следует особо отметить постановление Совета Министров СССР от
29 мая 1949 г. «О мерах борьбы с загрязнением атмосферного
воздуха и об обеспечении санитарно-гигиенических условий насе-
ленных мест». В развитие этого документа Государственная
санитарная инспекция утвердила «Предельно допустимые концен-
трации вредных газов, паров и аэрозолей в воздухе рабочей
зоны», а также «Предельно допустимые концентрации вредных
веществ в атмосферном воздухе населенных мест».
Следует отметить, что действующие в СССР предельно допу-
стимые концентрации вредных веществ — самые жесткие в мире.
Так, нормативы почти половины веществ в 10—100 раз ниже,
чем в США. Содержание, например, окиси углерода в воздухе
городов в США допускается 100 см3/м3, в Англии — 50 см3/м3,
а в СССР — всего 17 см3/м3.
Контролем за чистотой атмосферного воздуха занимается сеть
санитарно-эпидемиологических станций.
Вокруг промышленных предприятий создаются защитные зоны
от 50 до 1000 м, в которых не разрешается строить жилых домов.
Запрещается ввод в строй любого производства без специальных
очистных сооружений и устройств. Комплексом мероприятий
предусматривается борьба с выхлопными газами автотранспорта.
Не меньшее значение имеет защита гидросферы. Главный враг
водоемов — нефтяные масла, которые отличаются особой стой-
костью и могут распространяться на огромные расстояния от
источника загрязнения (300 км и более). Легкие фракции нефти,
образуя пленку на поверхности водоема, сильно затрудняют газо-
обмен, столь необходимый для живых организмов. Достаточно
сказать, что одна капля нефтяного масла образует пятно пло-
щадью 30... 150 см2, а 1 т масла покроет пространство площадью
до 12 км2. При этом толщина пленки колеблется от долей мкм до
2 см. Важно отметить, что мазут, оседая на дно водоема, вызывает
токсическое повреждение фауны.
К значительному загрязнению водоемов приводят сточные воды
химических заводов, предприятий черной металлургии, а также
целлюлозно-бумажной промышленности. Серьезный вред во-
доемам причиняют отходы лесозаводов, сплав леса, сточные воды
городов, сбросы ТЭЦ. Последние ведут к заметному повышению
температуры воды и бурному развитию микропланктона. Для
снижения уровня вышеуказанных загрязнений применяют сле-
дующие методы очистки:
механический — удаление нерастворимых примесей с помощью
решеток, сит, песчаных фильтров, жироловок, масло- и нефтело-
вушек, смолоуловителей;
химический — очистка с помощью реагентов;
электролитический — воздействие на примесь внешним элект-
рическим полем;
биологический — создание биологических прудов, биофиль-
тров.
В Советском Союзе действуют специальные правила охраны
поверхностных вод от загрязнения, стандартизированы состав и
свойства водоемов питьевых и культурно-бытовых назначений.
10 декабря 1970 г. Верховный Совет СССР принял Закон об
учреждении Основ водного законодательства СССР. В развитие
этого законодательства 10 марта 1975 Г. Совет Министров СССР
принял «Положение о государственном учете вод и их пользо-
вании».
313
Дальнейшее совершенствование мероприятий по охране приро-
ды теснейшим образом связано с развитием геохимии и экологии.
Геохимия — это наука о движении химических элементов и
протекающих при этом биологических процессах.
Экология — наука о взаимосвязи живых организмов, их
адаптации, динамике численности и всего комплекса процессов
на всем пространстве их жизнедеятельности.
Развитие этих наук, а также медицины, разрабатывающей
предельно допустимые нормы инородных включений в природные
тела и оценивающей влияние отдельных природных ландшафтов
на здоровье людей, является предметом первейшей заботы Ком-
мунистической партии и Советского правительства.
Основными направлениями экономического и социального раз-
вития СССР на 1986—1990 годы и на период до 2000 года наме-
чено повысить эффективность мер по охране природы за счет
широкого внедрения малоотходных и безотходных технологиче-
ских процессов. «Развивать комбинированные производства, обес-
печивающие полное и комплексное использование природных ре-
сурсов, сырья и материалов, исключающие или существенно
снижающие вредное воздействие на окружающую среду».
Из всего сказанного вытекают вполне определенные правила
поведения как в сфере судостроительного производства, так и
в быту, а именно:
а) содержать в чистоте рабочее место; не следует разбрасывать
производственные отходы, тем более бросать в воду промасленную
ветошь, металлические предметы или каким иным способом за-
сорять акваторию судостроительного завода;
б) не сжигать сгораемые и трудносгораемые материалы, за-
грязняя атмосферный воздух, а собирать их в установленных
местах для последующей сдачи на переработку специализирован-
ными предприятиями;
в) улучшать технологические процессы в целях устранения
вредных газовыделений; например, стараться избегать горячей
разделки кабеля с хлорвиниловой изоляцией.
Контрольные вопросы
1. Что такое охрана природы? Какие мероприятия по ее защите предусмотрены
в СССР?
2. Какие методы очистки применяют для снижения уровня загрязнения
водоемов и атмосферного воздуха?
3. Какие неукоснительные правила необходимо выполнять на производстве
и в быту, способствующие сохранению природной среды?
4. Что такое предельно допустимая концентрация вредных веществ, как она
определяется и каковы нормы в СССР и за рубежом?
5. Какие службы осуществляют контроль за состоянием водоемов и атмосфер-
ного воздуха?
315
ПРИЛОЖЕНИЯ
Таблица 1. Рекомендуемые посадки в системе отверстия при номинальных размерах от 1 до 500 мм
Основные отклонения валов
Основное от вер- стие а ь С d е г 9 h J5 m n p r s t u V X z
Посадки
с зазором переходные с натягом
Н5 Н5 9* Н5 Л4 H5 Js4 H5 H5 mb H5 л 4
не Н6 f6 Н6 95 Н6 П5 H6 js5 H6 k5 H6 m5 HS n5 не P5 H6 Г5 H6 35
Н7 Н1 Н7 d.8 Н1. Н1 Hl fl 7771 Н7 777 Hl m6 H7 Hl H7 H7 .H7_ Hl H7
с8 el ’ eg П6 js6 K6 n6 kd Г6 s6 's7 t6 u7
Н8 Н8 С8 Н8 88 Н8 е8 Н8. Н8_ fl 5 f8 Н8 Й7 wel Лб I H8_. JS7 H8 kl H8 ml H8 n7 H8 37 H8 u8 H8 x8 H8 z8
не 89 Н8 е9 Н8 f9 Н8 К9
нэ Н9 89 Н9 • Н9 ев ’ е9 Н9 . Н9 f8’f9 Н9 ,Н9 h9> h9
ню ню 810 ню. ню h9 >h10
Н11 Н11 Л11 H11 (L11 Н11 с11 Н11 811 Н11 \h11
Н12 Н12 Ъ12 H12 h12
Примеча ние, □-предпочтительные посадки
w
ст>
Таблица 2. Поля допусков валов при номинальных размерах от 1 до 500 мм
Кдали- Основные отклонения
тет а ь С а e f 9 h Js k m n P r s t и V X У z
01
0 hOx hox
1 hl*
2 h2*
3 h3x fa?
4 gh A4 is* kk n4
5 S5 A5 js5 k5 m5 n5 p5 r5 s5
6 f6 g6 hS k6 m6 n.6 p6 r6 sff t6
7 e7 f7 Л7 k7 m7 nl P7 s7 U7
8 с8 d8 e8 f8 Л8 u.8 x8 z8
9 d9 e9 f9 тка
10 d10 hi01 ftSRii
11 а11 Ы1 С11 dll ЕШЕ8Д1
7? Ъ12 М2 1^1
13 hi? w
74 hi? js1?
15 is16*
16 hi?
п hn* &z!
Примечание. □ - предпочтительные поля допусков;
х - поля, не предназначенные для посадок.
Таблица 3. Предельные отклонения отверстий и валов для номинальных размеров от 1 до 120 (предпочтительные поля допусков)
Интервалы номинальных размеров, мм Квалитет 6 Квалитет 7 Квалитет 8 Квалитет 9 Квалитет 11
Л6 | /,6 kb лб рб г6 S6 Н7 f7 Л7 | Н8 | е8 Л8 | Я9 | d9 Л9 |Я11 |dll ’ ЛИ
Предельные отклонения, мкм
1...3 1 1 QO to 0 -6 + 3,0 -3,0 +6 0 + ю + 4 + 12 + 6 + 16 + 10 + 20 + 14 + 10 0 -6 -16 0 -10 + 14 0 -14 -28 0 -14 + 25 0 -20 -45 0 -25 + 60 0 -20 -80 0 -60
3...6 — 4 -12 0 -8 + 4,0 -4,0 + 9 + 1 + 16 + 8 + 20 + 12 + 23 + 15 + 27 + 19 + 12 0 -10 -22 0 -12 + 18 0 -20 -38 0 -18 + 30 0 -30 -60 0 -30 + 75 0 -30 - 105 0 -75 ,
6...10 -5 -14 0 -9 + 4,5 -4,5 + 10 + 1 + 19 + 10 + 24 + 15 + 28 + 19 + 32 + 23 + 15 0 -13 -28 . 0 -15 + 22 0 -25 -47 0 -22 + 36 0 -40 -76 0 -36 + 90 0 -40 -130 0 -90
10... 18 -6 -17 0 -11 + 5,5 -5,5 + 12 + 1 + 23 + 12 + 29 + 18 + 34 + 23 + 39 + 28 + 18 0 -16 -34 0 -18 + 27 0 -32 -59 0 -27 + 43 0 -50 -93 0 -43 + 110 0 -50 -160 0 -110
18...30 — 7 -20 0 -13 + 6,5 -6,5 + 15 + 2 + 28 + 15 + 35 + 22 + 41 + 28 + 48 + 35 + 21 0 -20 — 41 0 -21 + 33 0 -40 — 73 0 -33 + 52 0 — 65 -117 0 -52 + 130 0 -65 -195 0 -130
30... 50 -9 -25 0 -16 + 8,0 -8,0 + 18 + 2 + 33 + 17 + 42 + 26 + 50 + 34 + 59 + 43 + 25 0 -25 -50 0 -25 + 39 0 -50 -89 0 -39 + 62 0 -80 -142 0 -62 + 160 0 -80 — 240 0 - 160
50...80 -10 -29 0 -19 + 9,5 — 9,5 + 21 + 2 + 39 + 20 + 51 + 32 + 60 + 41 + 62 + 43 + 72 + 53 + 78 + 59 + 30 0 -30 -60 0 -30 + 46 0 i 1 -60 -106 0 -46 + 74 0 -100 -174 0 — 74 + 190 0 -100 -290 0 -190
80...120 -12 -34 0 -22 + 11 -11 + 25 + 3 + 45 + 23 + 59 + 37 + 73 + 51 + 76 + 54 + 93 + 71 + 101 + 79 + 35 0 -36 -71 0 -35 + 54 0 -72 -126 0 -54 + 87 0 -120 — 207 0 -87 + 22 0 -120 -340 0 -220
£ Таблица 4. Шероховатость поверхности при различных видах обработки
OD ____________________________________________________________________
Вид обработки Параметр шероховатости Вид обработки Параметр шероховатости Вид обработки Параметр шероховатости
Отрезание: приводной пнлой Rz 80 Обтачивание продоль- ной подачей: Шабрение: грубое 1,25
резцом Rz 80 обдирочное Rz 80 тонкое 0,080
фрезой Rz 80 получистовое Rz 20 Шлифование круглое:
шлифовальным кру- 2,5 чистовое 1,25 получистовое 2,5
ГОМ Подрезание торцев 2,5 тонкое 0,32 чистовое 0,63
Строгание: черновое чистовое Rz 40 2,5 Обтачивание попереч- ной подачей: обдирочное Rz 80 тонкое Полирование: обычное 0,160 0,160
тонкое 0,63 получистовое Rz 20 тонкое 0,040
Долбление: черновое Rz 80 чистовое тонкое 2,5 0,32 Нарезание резьбы: плашкой, метчи- 2,5 -
чистовое 2,5 Сверление отверстий, ком резцом,гребенкой 2,5
Фрезерование цилиндри- ческой фрезой: черновое Rz 40 мм: 0<15 0> 15 Rz 20 Rz 40 Обработка зубчатых колес: строганием 2,5
чистовое 2,5 Рассверливание Rz 40 фрезерованием 1,25
тонкое Фрезерование торцовой 1,25 Растачивание: черновое Rz 160 Шлифование плоское: получистовое 2,5
фрезой: получистовое Rz 40 чистовое 0,63
черновое Rz 20 чистовое 1,25 тонкое 0,160
чистовое тонкое Слесарное опиливание 2,5 1,25 Rz 80 тонкое Развертывание: получистовое чистовое тонкое 0,32 Rz 20 0,63 0,32
Таблица 5. Диаметры отверстий при нарезании метрических резьб метчиком
Диаметр резьбы, мм Диаметр сверла при нарезании резьбы, мм
основной с мелким шагом
5 = 2 5=1,5 | 5=1,25 5=1 5 = 0,75 5 = 0,5
3 2,4 Чугун, бронза
4 3,1 — — — — — —
5 4,1 — — — — — —
6 4,9 — — — — 5,2 5,5
7 5,9 — — — — 6,2 6,1
8 6,6 — — — 6,8 7,1 7,4
9 7,6 — — — 7,8 8,1 8,4
10 8,3 — — 8,8 9,1 9,4 9,6
11 9,3 — — 9,8 10,1 10,4 10,6
12 10,0 — 10,5 10,8 11,2 11,5 11,5
14 11,7 — 12,3 12,8 13,2 13,5 13,5
16 13,7 — 14,3 — 14,8 15,2 15,5
18 15,1 16,3 16,3 — 17,2 17,5 —
20 17,1 18,3 18,3 — 19,2 19,5 —
3 2,5 Стам >, латунь — —
4 3,2 — — — — — —
5 4,2 — — — — — —
6 5,0 — — — — 5,2 5,5
7 6,0 — — — — 6,2 6,2
8 6,7 — — — 6,9 7,2 7,5
9 7,7 — — — 7,9 8,2 8,5
10 8,4 — — 8,9 9,2 9,5 9,6
И 9,4 — — 9,9 10,2 10,5 10,6
12 10,1 — 10,6 10,9 11,2 11,5 11,5
14 11,8 — 12,4 12,9 13,2 13,5 13,5
16 13,8 — 14,4 — 14,9 15,2 15,5
18 15,3 16,4 16,4 — 17,2 17,5 —
20 17,3 18,4 18,4 — 19,2 19,5 —
Таблица 6. Диаметры стержней под резьбу при нарезании плашками
Резьба метрическая Резьба дюймовая Резьба трубная
Диа- метр резьбы, мм Шаг, мм Диаметр стержня, мм Диа- метр резьбы, дюймы Диаметр стержня, мм Диа- метр резьбы, дюймы Диаметр стержня, мм
мини- маль- ный макси- маль- ный мини- маль- ный макси- маль- ный мини- маль- ный макси- маль- ный
6 1,00 5,80 5,92 1/4 5,9 6,0 1/8 9,4 9,5
8 1,25 7,80 7,90 5/16 7,5 7,6 1/4 12,7 13,0
10 1,50 9,75 9,85 3/8 9,1 9,2 3/8 16,2 16,5
12 1,75 11,76 11,88 1/2 12,1 12,2 1/2 20,7 20,7
14 2,00 13,70 13,82 5/8 15,3 15,4 5/8 22,4 22,7
319
Продолжение табл. 6
Резьба метрическая Резьба дюймовая Резьба трубная
Диа- метр резьбы, мм Шаг, мм Диаметр стержня, мм Диа- метр резьбы, дюймы Диаметр стержня, мм Диа- метр резьбы, дюймы Диаметр стержня, мм
мини- маль- ный макси- маль- ный мини- маль- ный макси- маль- ный мини- маль- ный макси- маль- ный
16 2,00 15,70 15,82 3/4 18,4 18,5 3/4 25,9 26,2
18 2,25 17,70 16,82 7/8 21,5 21,6 7/8 29,9 30,0
20 2,25 19,72 19,86 1 24,6 24,8 1 32,7 33,0
Таблица 7. Основные характеристики припоев, применяемых в маш ин 0-
н приборостроении
Марка Составляющие элементы (%) Температура плавления, °C Соединяемые металлы
И изкотемпературт ие припои
пос-ю Олово (10) Свинец (90) 299 Медь, латунь, бронза
ПОС-40 Олово (40) Свинец (58) Сурьма (2) 238 То же
ПОССу35-05 Олово (34...36) Сурьма (0,2...0,5) Свинец (63,5...65,8) 245 Медные жилы ка- белей
ПОССу40-0,5 Олово (39...41) Сурьма (0,2...0,5) Свинец (58,5...60,8) 235 Медные обмотки электрических машин
ПОСК-50-18 Олово (49...51) Кадмий (17...19) Свинец (30...34) 145 Токоведущие де- тали приборов, кон- денсаторов, чувстви- тельные к перегреву
П300 Цинк (60) Кадмий (40) 300 Токоведущие части из алюминия и его сплавов
Л107А Олово (80) Серебро (1) Кадмий (19) Высокотемпературш 175 не припои Алюминий с медью
А Олово (40) Цинк (58,5) Медь (1,5) 400...425 Алюминий
ЦА-15 Цинк (85) Алюминий (15) 500...550 То же
ЦО-12 Олово (12) Цинк (88) 500...550 То же
320
Продолжение табл. 7
Марка Составляющие элементы (%) Температура плавления, °C Соединяемые металлы
ПМЦ-54 ЛОК-62-06-04 Медь (54) Цинк (46) Медь (63) Олово (0,4) Кремний (0,4) Цинк (36,2) 880 905 Детали из меди, латуни, бронзы, ста- ли (швы получаются хрупкие) То же, но швы об- ладают большой ме- ханической прочно- стью
Таблица 8. Основные характеристики тноколовых герметиков
Марка ГОСТ или ТУ о, МПа е, % Назначение
У-ЗОМ ГОСТ 13489—79 2,6 150...300 Для соединений, ра- ботающих в среде раз- бавленных кислот и ще- лочей, жидкого топлива и на воздухе во всех климатических условиях
УТ-31 2,2 200...500 Для соединений, ра- ботающих на воздухе и в среде жидких топ- лив
УТ-32 У-ЗОМЭС-5 УЗОМЭС-Ю ТУ 38-105462-72 2,0 2,2 1,6 200...500 200...400 200...500 Для болтовых, закле- почных и других соеди- нений, работающих на воздухе и в среде жид- кого топлива
51-УТ-36А 51-УТ-36Б ТУ 38-405-114-73 4,2 3,2 150...300 150...350 Общего назначения для приборостроения
Примечание, о — условная прочность при разрыве; е — относительное удлинение
при растяжении.
321
Таблица 9. Основные характеристики и назначение силоксановых герметиков
Марка Температура эксплуатации, °C а*, МПа . 8". % Назначение
Виксинт:
К-18 -60...+ 250 1,7 — Электро- и радиопри- боры, работающие при повышенной влажности
У-1-18 — 60...+ 300 2 160 Радиотехнические из- делия, соединения из не- ржавеющей стали, алю- миниевых и титановых сплавов
У-2-28 -60...+ 250 1,8 200 Резьбовые, заклепоч- ные и сварные соедине- ния
У-4-21 -60...+ 300 1,5 Соединения из алю- миниевых и магниевых сплавов, нержавеющей стали
У-5-21 -60...+ 350 1 — Электро- и радиопри- боры, заклепочные и сварные соединения
УФ-7-21 -110... + 300 2 — Металлические соеди- нения, крепление полу- проводников
К-68 -70...+ 250 1,7 — Радиотехническая ап- паратура
ПК-68 -60...+ 200 0,2 — Изделия из ферритов и пермаллоя
Типа КЛ -55...+ 300 0,1...1 100 Электро- и радиоап- паратура, склеивание силикатного и органиче- ского стекла, керамики, металлов
Эластосил П-1 -60...+ 200 1,6 140 Соединения из стали, алюминия, меди, сили- катного и органическогц стекла, керамики
Таблица 10. Характеристика и назначение зубчатых передач
Степень точности Характеристика передач
цилиндрических конических червячных
6-я (особо точные) 7-я (точные) 1 8-я (средней точ- ности) 9-я (пониженной точности) Предназначены для передачи больших мощностей и работы с высокими окружными скоростями: более 8 м/с для прямозубых и 15 м/с для непрямозубых колес. Высокий КПД; бесшумность в ра- боте; обработка зубьев точная Работают при меньших мощ- ностях с окружными скоростями до 10 м/с для прямозубых н 20 м/с для непрямозубых колес. Повы- шенный КПД, при работе издают слабый шум; обработка зубьев 1 точная Среднеиагружениые, работают с окружными скоростями до 5 м/с для прямозубых и 9 м/с для не- прямозубых колес. Нормальный КПД, шум при работе гудящий, возможны неточности Используются в неответствен- ных передачах, где не предъявля- ются требования в отношении точ- ности. Окружные скорости до 3 м/с для прямозубых и 6 м/с для непрямозубых колес Используются в мощных пере- дачах с окружными скоростями более 5 м/с для прямозубых и 10 м/с для косозубых колес. Точ- ность обработки высокая, при особо трудных условиях прити- раются в паре; КПД высокий, шум слабый Предназначаются для передачи сравнительно больших мощностей , при скоростях до 6 м/с для прямо- зубых и 13 м/с для косозубых ко- лес. Повышенный КПД; зубья шлифуются, шум слабый Передаваемые мощности сред- ние. Окружные скорости до 3 м/с для прямозубых и 7 м/с для косо- зубых колес. Точность обработки средняя; КПД пониженный; при работе издается шум, удары сла- бые Тихоходные передачи для не- больших мощностей при окруж- ных скоростях до 2,5 м/с для прямозубых и 5 м/с для косо- зубых колес. Точность изготов- ления и КПД низкие Предназначаются для передач, требующих точного отсчета, при 1 окружных скоростях по колесу более 5 м/с. Витки червяка шли- фуются, малая шероховатость зубьев колеса; высокий КПД; пе- редача обкатывается под на- грузкой Силовые передачи со скоростью по колесу до 7,5 м/с. Червяки шлифуются, колеса нарезают шлифованными червячными фре- зами; малая шероховатость обра- ботки зубьев; КПД повышенный Неответственные, кратковре- менно работающие передачи с окружными скоростями по колесу до 3 м/с. Шероховатость обра- ботки червяка и зубьев колеса средняя, допускается шабрение; КПД средний Передачи с ручными приводами и окружными скоростями по коле- су менее 1,95 м/с. Червяк точеный, колеса с фрезерованным зубом; КПД низкий
to
Таблица 11. Условные обозначения, наносимые на шкалы
электроизмерительных приборов
Условное обозначение Расшифровка
Q Магнитоэлектрический прибор с подвижной рамкой
Магнитоэлектрический прибор с подвижным магнитом
и Электромагнитный прибор
Электромагнитный поляризованный прибор
+ Электродинамический прибор
© Ферродинамический прибор
<3> Индукционный прибор
Магнитоиндукционный прибор
т Электростатический прибор
А Вибрационный прибор (язычковый)
Биметаллический прибор
—w— Выпрямитель полупроводниковый
и Выпрямитель электромеханический
— Электронный преобразователь
W Преобразователь вибрационно-импульсный
IS Класс точности, например 1,5
1—1 Горизонтальное положение шкалы
1 Вертикальное положение шкалы
[60° Наклонное положение шкалы при измерении, например 60°
N . Й5 Направление ориентировки прибора в земном магнитном поле
’ЙГ Измерительная цепь изолирована от корпуса и испытана на- пряжением, например 2 кВ
СПИСОК ЛИТЕРАТУРЫ
Агеев В. И. Контрольно-измерительные приборы судовых энергетических
установок. Л.: Судостроение, 1985.
Барбашов Ф. А. Фрезерное дело. М.: Высшая школа, 1975.
Белевцев А. Монтаж радиоаппаратуры и приборов. М.: Высшая школа, 1982.
Беляев Н. М. Сопротивление-материалов. М.: Высшая школа, 1976.
Буловский П. И. Лукечев А. Н. Технология и оборудование производства
электроизмерительных приборов. М.: Высшая школа, 1983.
Власов В. Г., Березенцев Ю. С., Осипов В. И. Электрорадионавигационные
приборы и судовая радиосвязь. М.: Транспорт, 1984.
Заплетохнн В. А. Конструирование соединений деталей в приборостроении.
Л.: Машиностроение, 1985.
Зыков А. А. Технология производства и надежность морских приборов. Л.:
Судостроение, 1981.
Крыснн А. М., Наумов И. 3. Слесарь механосборочных работ. М.: Высшая
школа, 1983.
Макненко Н. И. Общий курс слесарного дела. М.: Высшая школа, 1984.
Самойлов Ю. С., Эй де ль А. С. Электромонтажник судовой. Л/. Судостроение,
1985.
Сизых В. А. Судовая автоматика и аппаратура контроля. М.: Транспорт,
1986.
Широких И. П. Ремонт судовых радионавигационных приборов. М.: Транс-
порт, 1985.
ОГЛАВЛЕНИЕ
ПРЕДИСЛОВИЕ .......................................................... 3
ВВЕДЕНИЕ ............................................................. 4
Глава 1 ОСНОВЫ ТЕХНИЧЕСКОЙ МЕХАНИКИ И ВЗАИМОЗАМЕ-
НЯЕМОСТИ 6
§ 1.1. Основные понятия о механизмах, машинах, их деталях
н узлах..................................................... 6
Механизмы для передачи вращательного движения ... 6
Механизмы для преобразования движения................ 12
Детали и узлы передач и механизмов преобразования
движения ............................................... 15
§ 1.2. Основы теории сопротивления материалов............. 16
§ 1.3. Понятие о взаимозаменяемости, допусках и посадках, шеро-
ховатости поверхностей и качестве продукции......... 21
§ 1.4. Основы технических измерений, понятие о метрологии . . 30
Глава 2. ОСНОВЫ ТЕХНОЛОГИИ ОБРАБОТКИ КОНСТРУКЦИОННЫХ
МАТЕРИАЛОВ..................................................... 38
§ 2.1. Конструкционные материалы, применяемые в приборострое-
нии 38
Металлы конструкционного назначения................. 39
Неметаллические конструкционные материалы............... 42
§ 2.2. Основы механической обработки материалов резанием . 44
§ 2.3. Токарные станки и работы, выполняемые на них.......... 52
§ 2.4. Фрезерные станки и работы, выполняемые на них .... gg
§ 2.5. Основы слесарного дела................................ 59
Подготовительные слесарные операции..................... 59
Основные операции слесарной обработки................... 82
Доводочные слесарные^ операции.......................... 91
§ 2.6. Основы термической обработки металлов................. 94
Глава 3 ОСНОВЫ ТЕХНОЛОГИИ СБОРКИ ДЕТАЛЕЙ И УЗЛОВ
ЭЛЕКТРОМЕХАНИЧЕСКИХ ПРИБОРОВ И СИСТЕМ ... 100
§ 3.1. Технология сборочных работ........................... 101
§ 3.2. Неподвижные неразъемные соединения................... 104
§ 3.3. Неподвижные разъемные соединения..................... 116
§ 3.4. Сборка вращающихся соединений и механизмов передач
вращения ............................................. 123
§ 3.5. Основы электромонтажного дела........................ 150
Глава 4 КОНТРОЛЬНО ИЗМЕРИТЕЛЬНЫЕ И ЭЛ ЕКТРОНАВИГА-
ЦИОННЫЕ ПРИБОРЫ............................................... 165
§ 4.1. Приборы теплотехнического контроля СЭУ............... 167
Приборы для измерения температуры и давления .... 167
Приборы для измерения уровня и расхода жидкости . . . 176
326
Приборы для анализа газов, воды, топлива и смазочного
масла ............................................... 180
Приборы для измерения угловой скорости и мощности СЭУ 184
§ 4.2. Основы автоматического регулирования параметров СЭУ 189
Понятие об автоматических системах ..................... 189
§ 4.3. Электромагнитные, гироскопические и приборы времени . . 195
Магнитные компасы....................................195
Гироскопические приборы..............................198
Приборы с часовыми механизмами.......................211
§ 4.4. Приборы измерения скорости судна, пройденного расстояния
и глубины водоема....................................... 217
Лаги.....................................................217
Гидроакустические приборы............................... 224
Глава 5 АППАРАТУРА РАДИОСВЯЗИ И РАДИОНАВИГАЦИОННЫЕ
ПРИБОРЫ .................................................. 231
§ 5.1. Принцип радиосвязи и распространения радиоволн . ... 231
Колебательные контуры................................... 235
§ 5.2. Приемопередающая аппаратура............................ 240
Радиопередающая аппаратура.............................. 240
Радиоприемная аппаратура ................... .... 244
§ 5.3. Судовые радиопеленгаторы............................... 248
§ 5.4. Судовые радиолокационные станции....................... 253
Глава 6. ТЕХНОЛОГИЯ СБОРКИ, РЕГУЛИРОВАНИЯ И ИСПЫТАНИЯ
СУДОВОЙ АППАРАТУРЫ, ПРИБОРОВ И СИСТЕМ АВТО-
МАТИКИ .......................................................... 261
§ 6.1. Элементы и узлы электромеханических приборов .... 264
§ 6.2. Сборка измерительных механизмов........................ 269
§ 6.3. Сборка передаточно-множительных механизмов .... 279
§ 6.4. Сборка и регулировка гироскопических приборов .... 284
§ 6.5. Основы технологии наладки и регулирования приборов
систем автоматического управления....................... 295
Глава 7. ОХРАНА ТРУДА И ПОЖАРНАЯ БЕЗОПАСНОСТЬ, ОХРАНА
ОКРУЖАЮЩЕЙ СРЕДЫ................................................. 299
§ 7.1. Основные положения об охране труда..................... 299
§ 7.2. Производственный травматизм и профессиональные забо-
левания ................................................ 301
§ 7.3. Электробезопасиость.................................... 303
§ 7.4. Пожарная безопасность.................................. 309
§ 7.5. Охрана окружающей среды................................ 311
ПРИЛОЖЕНИЯ ........................................................... 315
СПИСОК ЛИТЕРАТУРЫ..................................................... 325
Учебное пособие
Трофимов Николай Николаевич
Шульцев Виктор Сергеевич
СУДОВЫЕ ЭЛЕКТРОМЕХАНИЧЕСКИЕ
ПРИБОРЫ И СИСТЕМЫ
Заведующий редакцией П. К. Зубарев
Редакторы: А. И. Голикова, С. Ю. Курашева
Художник переплета Б. Н. Осенчаков
Художественный редактор О. П. Андреев
Технические редакторы Т. Н. Павлюк, Р. К. Чистякова
Корректор Т. С. Александрова
ИБ № 1264
*
Сдано в набор 21.04.87. Подписано в печать 31.12.87. М-32502. Формат 60X90i/i6. Бу-
мага офсетная № 2. Гарнитура литературная. Печать офсетная. Усл. печ. л. 20,5- Усл.
кр.-отт. 20,5. Уч.-изд. л. 22,3. Тираж 9900 экз. Заказ 376, Изд. № 4138—86. Цена 80 к.
Издательство «Судостроение», 191065, Ленинград, ул. Гоголя, 8.
Набрано в ленинградской типографии № 2 головного предприятия ордена Трудового
Красного Знамени Ленинградского объединения «Техническая книга» им. Евгении Соко-
ловой Союзполнграфпрома при Государственном комитете СССР по делам издательств,
полиграфии и книжной торговли. 198052, г. Ленинград, Л-52, Измайловский проспект, 29.
Отпечатано с диапозитивов в ленинградской типографии № 6 ордена Трудового Красного
Знамени Ленинградского объединения «Техническая книга» нм. Евгении Соколовой
Союзполнграфпрома при Государственном комитете СССР по делам издательств, поли-
графии и книжной торговли. 193144, г. Ленинград, ул. Моисеенко, 10.