/





















































































































































































Author: Гагарина С.В. Бокова С.В.
Tags: швейное производство швейные машины головные уборы
ISBN: 5-2-2-03009-1
Year: 2003




Text
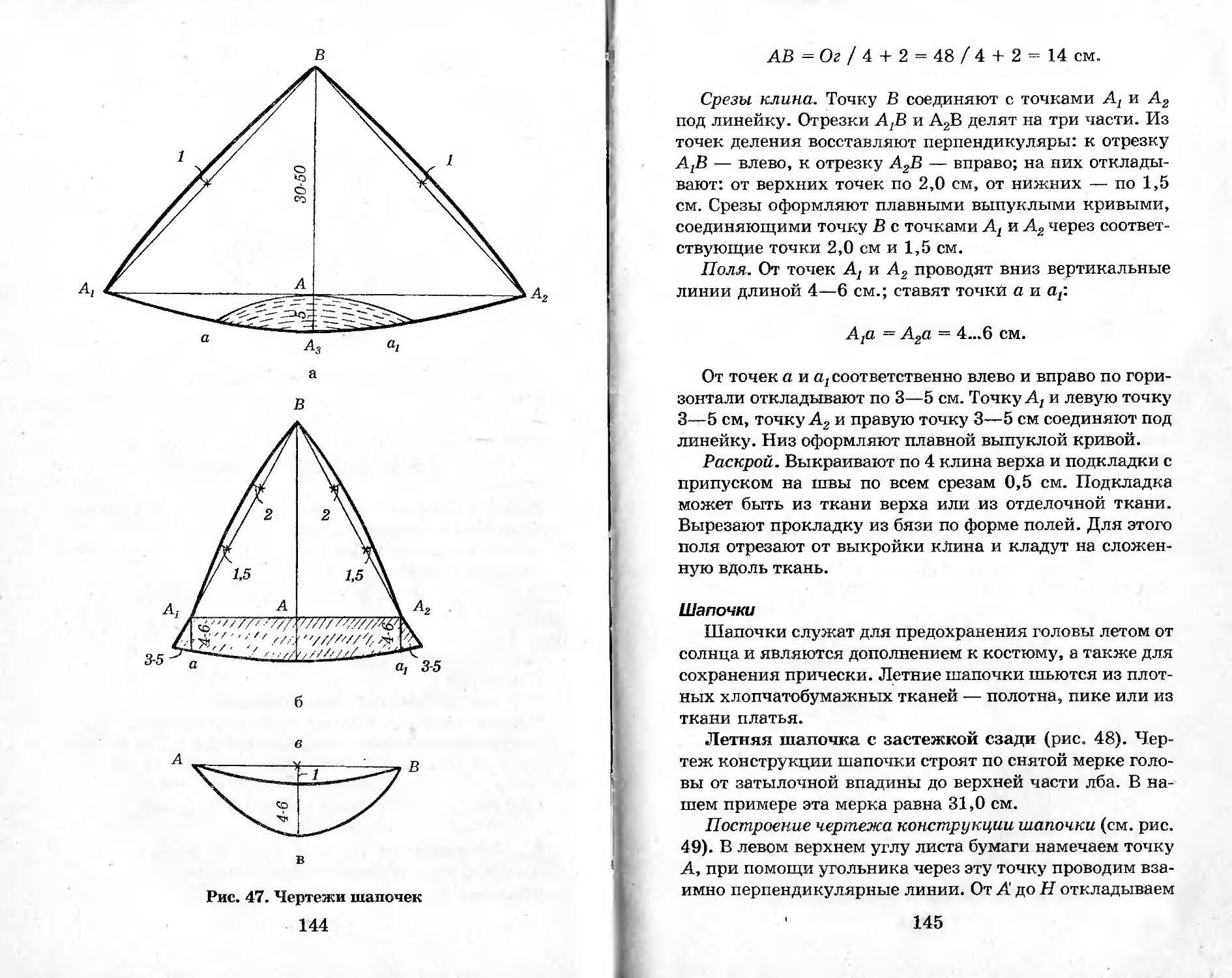
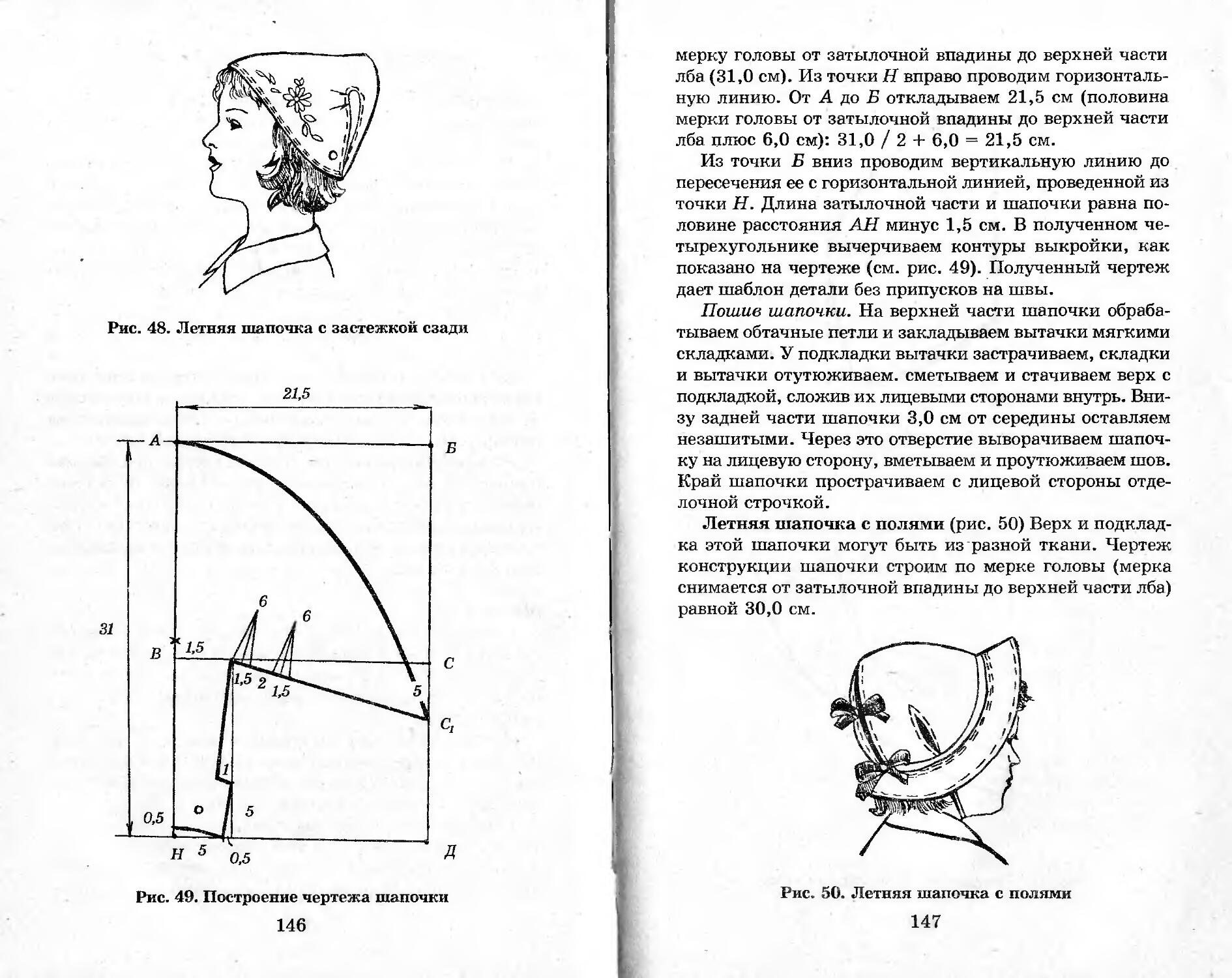
ПРОЕКТИРОВАНИЕ ШВЕЙНЫХ ГОЛОВНЫХ УБОРОВ
4»
ru
В. Гагарина, С.В. Бокова
ПРОЕКТИРОВАНИЕ
ШВЕЙНЫХ головных
УБОРОВ
ВЫСШЕЕ ОБРАЗОВАНИЕ
ф
Серия «Учебники, учебные пособия»
С. В. Гагарина, С. В. Бокова
Проектирование швейных головных уборов
Рекомендовано УМОЛегпром в качестве учебного пособия для студентов, обучающихся по направлению подготовки дипломированных специалистов 656100 «Технология и конструирование изделий легкой промышленности» (по специальности 280900)
Ростов-на-Дону «Феникс»
2003
Г.М. Магомедов — директор ООО «Ласка» (производство и переработка пушно-мехового сырья), г. Ставрополь; Е.Е. Руденко — к.т.н., доцент кафедры МК и Д Южно-Российского государственного университета экономики и сервиса.
Гагарина С.В., Бокова С.В.
Г12 Проектирование швейных головных уборов: Учебное пособие. Серия «Учебники, учебные пособия». — Ростов-на-Дону: Изд-во «Феникс», 2003. - 384 с.
Учебное пособие предназначено для студентов вузов, работников швейных предприятий по изготовлению головных уборов, а также учащихся системы профессионально-технического образования с целью углубленного изучения дисциплины «Проектирование головных уборов».
ББК 37.24-2я73
ISBN 5-2^2-03009-1
© Гагарина С.В., Бокова С.В., 2003
© Оформление: изд-во «Феникс», 2003
ВВЕДЕНИЕ
Бывает, что мода становится особенно милостива к какому-либо аксессуару или детали костюма. Бум на вещицу распространяется, а мода преподносит все новые и новые варианты ее дизайна, доходя порой до самых невероятных и абсурдных. Наверное, почти все детали дамского костюма побывали когда-нибудь в роли фаворита. Пояс, бижутерия огромных размеров, чулки необычной вязки, леггинсы, платки, пледы, жилеты. Сегодня, похоже, таким «любимцем народных масс» стал головной убор.
Весьма оригинальный способ проявитьдизайнерский порыв воплотился в сегодняшней шляпной тенденции. Европа продолжает ликовать, встречая овациями каждое проводимое шляпное мероприятие. Россия же опять хранит молчание, и лишь некоторые профи в состоянии изменить ситуацию.
Российская школа в области шляпного искусства, возможно, менее изысканна, чем европейская, однако зачастую приходится сталкиваться с другими проблемами — практической невостребованностью женской шляпы в России. Кроме того, за все постсоветское время, несмотря на обилие модельных конкурсов и почти ежедневных мероприятий, так или иначе посвященных моде, не появилось ничего в той или иной степени связанного со шляпным дизайном. Не осталось специалистов, способных передать знания, не выработалось новой технологии и культуры шляпного искусства.
По способу производства головные уборы можно разделить на вязаные, шитые (швейные) и формованные. Сегодня наиболее актуально и, пожалуй, рентабельно производство мягких швейных головных уборов — ПТЯ-почек, которые выкраиваются по лекалам и обрабатываются по срезам. Ассортимент материалов для их производства велик. Ткань или трикотаж, мягкие нетканые материалы, кожа, велюроподобные материалы или меховой полуфабрикат — кажется, сегодняшняя мода приемлет любой материал. Очень эффектно смотрятся и комбинированные шапочки. При таком способе производства
3
изделие несколько теряет в качестве, по сравнению с формованным. Зато этот метод дает огромные, практически неограниченные возможности для дизайна формы и декора, что особенно актуально.
Именно эта линия — швейные головные уборы — и вызывает сегодня интерес специалистов швейных предприятий серийного и индивидуального производства головных уборов. Причина не только в хорошем спросе на изделия. Освоить линию производства таких шапочек — это иметь возможность переработать десятки и сотни метров остатков ткани. Кстати, мода на регулировку шапочки в затылочной части (завязки, резиновая тесьма и т.д.), снимает вопрос о соответствии размеров, позволяет выпускать комплекты из верхнего плечевого изделия и головного убора, например, куртки и шапки-ушанки из одной и той же ткани, выполненные в одном стиле. Такое решение должно быть востребованным молодым покупателем.
Настоящее издание посвящено техническим вопросам, связанным с проектированием и изготовлением швейных головных уборов, и предназначено как студентам вузов, изучающим дисциплину «Проектирование головных уборов», так и инженерно-техническим работникам, работающим в области изготовления головных уборов на швейных предприятиях.
1. ОБЩАЯ ХАРАКТЕРИСТИКА МАТЕРИАЛОВ
При изготовлении швейных головных уборов применяют текстильные материалы мягких структур [1], [2].
Для изготовления швейных головных уборов используют разнообразный ассортимент материалов, различных по структуре, физико-механическим й эксплуатационным свойствам [3]. К ним относятся шерстяные, полушерстяные пальтовые и костюмные ткани, синтетические материалы различных видов и структур, льняные, плотные хлопчатобумажные, джинсовые ткани, нетканые материалы, натуральная и искусственная кожа, замша, натуральный и искусственный мех и др.
1.1. ОСНОВНЫЕ ТКАНИ И МАТЕРИАЛЫ
На развитие ассортимента головных уборов большое влияние оказывает появление новых видов материалов, применение которых дает возможность на одних и тех же формах расширить ассортимент головных уборов с учетом разных стилевых решений, приемов художественного оформления, применения новых конструктивно-декоративных линий. Ткань или трикотаж в качестве основного материала, мягкие нетканые материалы, кожа, велюр или меховой полуфабрикат — кажется, сегодняшняя мода приемлет любой материал. Очень эффектно смотрятся комбинированные шапочки, выполненные из двух-трех материалов различных структур и вида лицевой поверхности.
Применение материалов мягких структур дает огромные, практически неограниченные возможности для дизайна формы и декора.
Ежегодно текстильной и кожевенной промышленностью выпускаются материалы новых, оригинальных структур и оформления — это искусственный мех, дублированные материалы, кожеподобные и нетканые материалы. Изучение свойств этих материалов определит назна
5
чение, целесообразность использования и рациональььи способы их обработки. Освоение технологии изготовле- -НИЯ ГОЛОВНЫХ уборов ИЗ НОВЫХ Материалов — ОДИН Ис основных путей расширения ассортимента, улучшение, качества изделий.
Для изготовления швейных головных уборов рекомендуется применять пальтовые и костюмные чистошерстяные и полушерстяные ткани, а также плотные хлопчатобумажные, смесовые, льняные ткани, ткани с пропитками и покрытиями, джинсовые ткани, формоустойчивы' трикотажные полотна, в том числе текстильные мате}, • алы с различными видами современных отделок лицевс стороны (эффект блеска, чешуек, помятой и потрескавшейся кожаной поверхности, кожи рептилий, ворсоваг ной поверхности, потертой ткани и др.).
Модные тенденции оформления тканей и материалов для одежды находят непосредственное отражение и в материалах для швейных головных уборов. При их подборе необходимо учитывать свойства материалов и в первую очередь их растяжимость, драпируемость, что влиь ет на конструктивное решение головного убора (количество швов, рельефов, наличие декоративных строчек). Большое значение имеет рисунок материала, кожи, меха. При решении композиции ансамбля одежды с головными уборами из материалов с рисунками эту композицию не обходимо соизмерять с масштабом, размером и характером рисунка так, чтобы он не искажал формы.
Выбирая материал, необходимо учитывать ассортиментную группу головного убора.
Для изготовления швейных женских головных уборов применяется большое разнообразие материалов.
Для головных уборов зимних и межсезонных: шерстяные, полушерстяные, синтетические ткани, нетканы' материалы и формоустойчивые трикотажные полотна, натуральная и искусственная кожа, мех, дублированные материалы, ткани с плёночным покрытием. Для летни. головных уборов: шелковые, льняные, хлопчатобумажные, смесовые, джинсовые ткани, кружевные полотна,,
Для мужских кепи и шитых шляп используют х -1 личные пальтово-костюмные ткани модных структур
6
твид, габардины, пестроткани, а также современно оформленные шерстяные камвольные полотна. Широко применяются шерстяные ткани с рисунком в виде полоски, " клетки, зигзага; с рисунком, напоминающим переплетение «елочка», а также ткани типа драпа, ворсованные ткани, с начесом, с отделкой под замшу, кожу.
Для головных уборов летнего ассортимента применяют хлопчатобумажные, льняные, полульняные, джинсовые ткани, формоустойчивые трикотажные полотна. Ткани ' могут быть гладкокрашеными или с рисунком. Ассортимент льняных тканей, вырабатываемых промышленнос-1 тью, очень разнообразен — в основном это группа тканей, в которых подчеркивается специфическое свойство ’ льна — достаточно грубая структура с шероховатой поверхностью. Кроме того, часто используют гладкокрашеные, отбеленные, набивные, пестротканые, меланжевые льняные ткани, а также ткани типа джинсовых — плотные, диагоналевых переплетений, гладкокрашеные, отбеленные или с нанесенным рисунком, например, ткани в стиле «камуфляж»; хлопчатобумажные ткани — поплины, пике, репсы, вельветы, диагональ, плотные ткани с различными отделками. Они характеризуются небольшой массой, значительной прочностью, достаточной *- устойчивостью к многократному растяжению, гигроскопичностью и большой воздухопроницаемостью.
Для головных уборов спортивного стиля-и молодежных широко применяют джинсовые, льняные, плащевые ткани, формоустойчивые трикотажные и нетканые полот-I на, вельвет, натуральные кожевенные и искусственные кожеподобные материалы, натуральный и искусственный мех, кожевенные материалы в комбинации с трикотажем, натуральным и искусственным мехом или пальтовыми, । костюмными тканями. Используются современные ситтте-( тические материалы оригинальной внешней отделки, в огромном количестве выпускаемые промышленностью.
Детские головные уборы изготавливают из пальтовых, । костюмных тканей, нетканых материалов, формоустой-* 'вых трикотажных полотен. Шапочки для девочек й немы для мальчиков производят в основном комбинированные с искусственным мехом. Спортивные шапочки
7
для девочек и мальчиков вырабатывают из различных синтетических материалов, трикотажных полотен, кепи для мальчиков — из тех же материалов, что и для мужских головных уборов, только более легких, рыхлых.
Для всех ассортиментных групп головных уборов применяют формоустойчивые трикотажные полотна, синтетические ткани различных структур и волокнистого материала, ткани с пленочным покрытием.
Ассортимент трикотажных полотен, используемых для изготовления мужских и женских головных уборов, разнообразен по переплетениям, рисунчатым эффектам, волокнистому составу. Трикотажные полотна рекомендуются для мужских головных уборов — кепи, жокеек, шляп, спортивных шапок, а также для мягких драпированных и недрапированных головных уборов.
Наряду с материалами из натурального сырья, все в больших количествах применяются ткани, изготовленные из искусственных и синтетических волокон, нетканые и дублированные материалы (соединенные из двух, трех слоев).
Синтетические ткани отличаются эффектным внешним видом, современным оформлением лицевой поверхности, малой сминаемостью, эластичностью, устойчивостью к светопогоде, они прочнее тканей из натуральных волокон. Эти материалы используются в гамме печатных рисунков, а также гладкоокрашенными.
Из тканей с пленочным покрытием и водоотталкивающей пропиткой могут быть изготовлены молодежные и спортивные головные уборы разнообразных моделей и форм, на подкладке или без нее, или на подкладке с утепляющей прокладкой весенне-летнего ассортимента. Такие ткани характеризуются незначительной усадкой (не более 2%), устойчивостью к сминаемости и к действию светопогоды, повышенной сопротивляемостью на разрыв. Наличие полиэфирных волокон в ткани и водоотталкивающей пропитки затрудняет придание формы головному убору путем влажно-тепловой обработки (ВТО) и введения фасонных линий. Поэтому для устойчивости соединительных швов целесообразно применять отделочные строчки. Форму деталей изделия необходимо созда
8
вать конструктивным путем, давая минимальные величины припусков в деталях на усадку ткани.
Нетканые текстильные материалы получают из одного или нескольких слоев волокон, нитей, тканей, скрепленных различными способами: склеиванием, прошивкой и т.д. В зависимости от способа получения, нетканые материалы, используемые в качестве основных при изготовлении головных уборов, по внешнему виду напоминают ткани, трикотаж, другие материалы. Выбор нетканых материалов для изделий производят в соответствии с требованиями к головным уборам различного назначения, в основном на стадии выбора тканей.
К нетканым полотнам для головных уборов предъявляют следующие основные требования: эстетические, гигиенические, формостойкости.
( Кроме того, нетканые материалы очень широко применяют в качестве утепляющей прокладки.
1.2. НАТУРАЛЬНЫЙ И ИСКУССТВЕННЫЙ МЕХ
Для изготовления головных уборов применяют все виды натуральных мехов: овчину, каракуль, лисицу, песца, кролика, норку, белку, суслика, нутрию и т.д. /4/.
Пушно-меховую продукцию принято подразделять на три основные категории: пушно-меховое ишубно-овчин-ное сырье, пушно-меховой полуфабрикат, готовые меховые и овчинно-шубные изделия. Пушно-меховым сырьем называют шкурки, подвергнутые первичной обработке, но не выделанные. Пушно-меховой полуфабрикат — выделанные натуральные или крашенные шкурки, не сшитые в изделия: различные меха, пластины, полосы, сшитые в виде прямоугольных или трапециевидных полотнищ.
В зависимости от времени промысла и убоя, пушномеховое сырье подразделяют на зимние и весенние виды.
К зимним видам относят пушное сырье — шкурки белки, лисицы, норки, песца, соболя и др., а также некоторые виды меховрго сырья — шкурки кролика, кошки, собаки. К весенним видам относят шкурки молодняка овец, коз, коров, лошадей, оленей (каракуль, козлик,
9
опоек, жеребок, пыжик и др.), а также шкурки мелких грызунов (суслик, суслик-песчаник, хомяк, крот и т.д.).
Шкуры меховой овчины и морского зверя выделяют с., самостоятельные группы без подразделения на зимние и весенние виды.
К меховой овчине относят шкуры, получаемые от взрослых и полувзрослых овец и их помесей с различными грубошерстными породами. С учетом этого меховую овчину подразделяют на тонкорунную, полутонкорунную и грубошерстную.
К шкурам морского зверя относится белек, хохлачо-нок, серка, сиварь, нерпа, калан и котик.
Товарные свойства пушно-мехового полуфабриката складываются из свойств волосяного покрова, кожевой ткани и шкурки в целом. .
Качество волосяного покрова определяется высотой, густотой, мягкостью или шелковистостью, несминаемос-тью, упругостью, свойлачиваемостью, окраской и цветос-тойкостью волоса.
Одним из основных товарных свойств является высота волосяного покрова. Высоту волоса обычно определяют органолептическим методом. Для этого остевой волос измеряют на хребте шкурки от основания до кончика в естественном нерасправленном состоянии. Высота волоса на шкурке уменьшается от шеи к хребту и от хребта к череву. По высоте волоса шкурки подразделяют на три группы: низковолосые — с длиной остевых волос на хребте не меньше 2,5 см (шкурки крота, сурка, норки); средневолосые — с длиной волос 2,5-5,0 см (шкурки куницы, соболя, ондатры, белки); длинноволосые — с длиной волос свыше 5,0 см (шкурки лисицы, песца, енота, росомахи).
Густота волоса является важнейшим признакам, определяющим качество шкурок, поскольку от густого волосяного покрова зависит степень теплопроводности и носкости головных уборов, а также пышность и красота шкурки в целом. Густота волосяного покрова определяется числом волос, приходящихся на единицу площади шкурки (1 см2). Обычно у пушных шкурок на Огузке и хребте волос гуще, чем на череве. Однако у шкурок полуводных животных (ондатра, нутрия) наиболее густой волос находится на че
10
реве. Различают шкурки особогустоволосые — свыше 20 тыс. волос на 1 см2 (бобр, выдра, песец); густоволосые — 12-20 тыс. волос (соболь, ондатра); средней густоты — 6-12 тыс. волос (белка, куница, лисица); редковолосые — до 6 тыс. волос (хорь, сурок, суслик).
Под мягкостью (нежностью) волосяного покрова понимают ощущение степени сопротивления волоса при его изгибе. Шкурки с мягким (нежным) волосяным покровом оцениваются выше, чем с грубым или жестким волосом. Наиболее мягкий волос — пуховой, наиболее жесткий — направляющий и остевой. По степени мягкости шкурки делят на особошелковистые, шелковистые, грубоватые и грубые. Чем тоньше и длиннее волос, тем он мягче.
Упругость волосяного покрова — свойство волос возвращаться через некоторое время после смятия в первоначальное состояние. Чем меньше упругость волоса, тем легче он свойлачивается и сминается при хранении и упаковке. Обычно остевые и направляющие волосы обладают большей упругостью, чем пуховые. Шкурки, добытые зимой или поздней осенью, имеют более упругий волос, чем весенние. Для шкурок завиткового каракуля упругость волосяного покрова является очень важным показателем, т.к. способствует сохранению природной формы завитка.
Прочность волосяного покрова — весьма важный показатель качества шкурки, т.к. он в значительной степени определяет носкость меховых изделий. Прочность может изменяться при первичной обработке шкурок, консервировании и хранении, выделке и крашении. Чем глубже залегают корни волос в дерме и чем плотнее переплетение коллагеновых волокон, удерживающих сумки волос, тем прочнее связь волоса с кожевой тканью, тем долговечнее мех.
Волосяной покров пушно-меховых шкурок обладает красивым шелковистым или металлическим блеском, в зависимости от которого, нередко повышается ценность шкурок. Блеск зависит от строения верхнего слоя волос (кутикулы). Различают три типа блеска волосяного покрова шкурок: шелковистый, но нерезкий, мягкий, подобный блеску шелкового волокна; металлический, напоминающий блеск стали, и стекловидный — очень сильный, резкий, грубый. . Различают блеск сильный, средний, слабый.
11
Естественная окраска волосяного покрова относится к числу наиболее важных товарных свойств пушно-мехового сырья и, в значительной степени, определяет ценность шкурок. Например, стоимость шкурок соболей темных расцветок оценивается в несколько раз выше, чем равные по всем другим (кроме цвета) показателям шкурки. Спрос на меха разных окрасок часто меняется в зависимости от моды и других причин. Поэтому для пушно-мехового сырья многих видов естественная окраска остается важнейшим товарным свойством.
К показателям качества кожевой ткани относятся: прочность и относительное удлинение (пластичность), толщина, степень прорубаемости, намокаемость и температура сваривания, содержание влаги и жировых веществ, золы и свободных кислот.
Наибольшее значение для оценки качества пушно-мехового сырья имеет толщина и прочность ткани на разрыв. Чем больше толщина и прочность кожевой ткани, тем прочнее шкурка. Толщина и плотность кожевой ткани неодинакова на различных топографических участках шкурки. Наиболее прочная кожевая ткань на огузке, менее прочная — на хребте и загривке, самая непрочная на боках и череве. Это следует учитывать при раскрое шкурок. По толщине кожевой ткани шкурки подразделяются на следующие виды: с толстой кожевой тканью (выдра, нерпа, котик, бобр); с кожевой тканью средней толщины (норка, соболь, куница, хорь); с тонкой кожевой тканью (белка, суслик, тушканчик, горностай, колонок). Толщина кожевой ткани пушно-мехового сырья колеблется от 0,04—0,06 (белка) до 1,0 мм (медведь, росомаха).
Прочность кожевой ткани на разрыв считается одним из основных свойств, определяющих качество шкурок и пригодность их для обработки на меховых предприятиях. Прочность выделанных шкурок на разрыв в той или иной степени определяет сроки носки изготовленных из них меховых изделий.
Товарные свойства шкурки в целом — износостойкость, теплопроводность (теплозащитность), размер и масса, прочность связи волос с кожевой тканью.
12
Износостойкость меха шкурки является комплексным показателем, который включает прочность при растяжении волос, их упругость, устойчивость к многократному изгибу, прочность закрепления волос в кожевой ткани, свойлачиваемость и сминаемость волосяного покрова, его устойчивость к истиранию, а также прочность и удлинение кожевой ткани, стойкость к химическим составам. Износостойкость обычно оценивается по показателям основных свойств полуфабриката, полученным при лабораторных испытаниях меха.
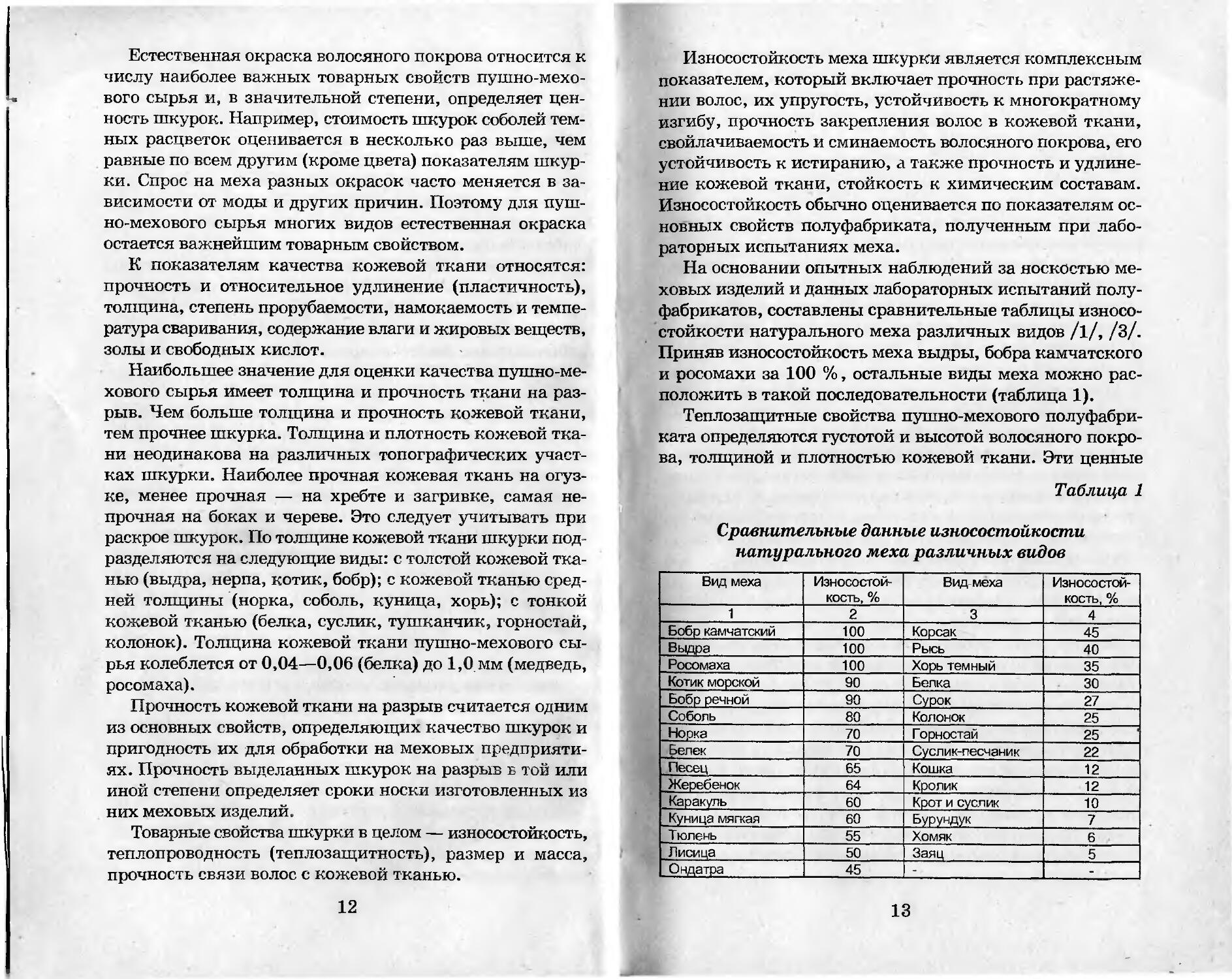
На основании опытных наблюдений за носкостью меховых изделий и данных лабораторных испытаний полуфабрикатов, составлены сравнительные таблицы износостойкости натурального меха различных видов /1/, /3/. Приняв износостойкость меха выдры, бобра камчатского и росомахи за 100 %, остальные виды меха можно расположить в такой последовательности (таблица 1).
Теплозащитные свойства пушно-мехового полуфабриката определяются густотой и высотой волосяного покрова, толщиной и плотностью кожевой ткани. Эти ценные
Таблица 1
Сравнительные данные износостойкости натурального меха различных видов
Вид меха Износостойкость, % Вид меха Износостойкость, %
1 2 3 4
Бобр камчатский 100 Корсак 45
Выдра 100 Рысь 40
Росомаха 100 Хорь темный 35
Котик морской 90 Белка 30
Бобр речной 90 Сурок 27
Соболь 80 Колонок 25
Норка 70 Горностай 25
Белек 70 Суслик-песчаник 22
Песец 65 Кошка 12
Жеребенок 64 Кролик 12
Каракуль 60 Крот и суслик 10
Куница мяп<ая 60 Бурундук 7
Тюлень 55 Хомяк 6
Лисица 50 Заяц 5
Ондатра 45 - -
13
свойства меха обусловливаются теплопроводностью кератина волос и низкой воздухопроницаемостью кожевой ткани коэффициент ее воздухопроницаемости приблизительно равен 10’3дм/(м2 с), а также тем, что в волосяном покрове шкур задерживается значительное количество воздуха, который служит хорошим теплоизолятором. Существенное влияние на теплозащитные свойства меха оказывают также упругость и сминаемость волосяного покрова. Наблюдается прямая зависимость: чем выше и гуще волосяной покров, тем выше теплозащитные свойства.
Шкуры, имеющие достаточно упругий мех, характеризуются хорошей ветростойкостью, т.е. способностью волосяного покрова противостоять ветровому потоку. Воздух, заключенный в волосяном покрове таких полуфабрикатов, оказывается «неподвижным», что и определяет их теплозащитные свойства.
Уменьшение высоты волосяного покрова во время носки (сжатие волосяного покрова и его свойлачиваемость — способность волосяного покрова уплотняться вследствие сближения, переплетения и сцепления волокон) приводит к уменьшению толщины воздушного слоя и, следовательно, к ухудшению теплозащитных свойств меха. Теплозащитные свойства пушно-меховых полуфабрикатов определяются на приборах, которые применяются для аналогичных испытаний текстильных материалов.
Значение суммарного теплового сопротивления RcyM, (м2 °С)/Вт пушно-меховых полуфабрикатов при скорости ветра 5 м/с следующие (таблица 2).
Шкурки песца голубого, северного оленя, лисицы, зайца-беляка и бобра имеют наивысшие теплозащитные свойства.
Площадь шкурки является одним из важнейших факторов, определяющих ее товарные свойства.
Для определения площади шкурки ее длину от междуглазья до корня хвоста умножают на ширину посередине (в дециметрах квадратных). При прочих равных качественных характеристиках шкурки крупного размера имеют большую ценность, чем мелкие. Крупные шкурки имеют, кроме того, более пышный волосяной покров. Обычно шкурки делят на особо крупные, крупные, средние и мелкие.
14
Таблица 2
Значения суммарного теплового сопротивления, RCVM, (м2оС)/Вт
Полуфабрикат RCTO, (г/ иСУВт Полуфабрикат Rcw. (t/ иС)/Вт
1 2 3 4
Песец голубей 0 486 Кролик щипаный 0,208
Олень северный 0,421 Мерлушка крупноза в итковая 0,178
Лисица красная 0,379 Козлик 0,157
Заяц-беляк 0,374 Лямка 0,145
Овчина стриженая 0,312 Мерлушка мелксзавитковая 0,138
Соболь 0,275 Кролик стриженым 0,123
Кролик длинноволосый 0,264 Крот 0,116
Белка якутская 0.246 Смушка искусственная 0,094
Котик морской 0.241 Каракуль искусственный 0,083
Белек 0,237 - -
Ондатра 0,208 -
Масса шкурки является важным показателем, характеризующим ее качество. Масса шкурок резко колеблется. В одном случае это зависит от размера шкурок из разных районов добычи, в другом — от степени пышности волосяного покрова, толщины кожевой ткани или от способа первичной обработки. У многих видов пушнины масса шкурок значительно изменяется в зависимости от степени спелости их волосяного покрова. В зависимости от массы шкурки подразделяются на группы. Особо тяжелые (росомаха, рысь, волк, собака), тяжелые (выдра, бобр, овчина, песец, лисица, морской котик, нерпа, каракуль), средние (сурок, норка, нутрия, кролик, белка, горностай) и легкие (хомяк, суслик, ласка, крот и др.)
Эстетические свойства меха определяются его цветом, блеском, густотой, высотой и упругостью волосяного покрова. Наилучшими эстетическими свойствами обладают шкуры норки, соболя, серебристо-черной и темно-бурой лисицы, каракуля и каракульчи.
Наряду с мехами натуральной окраски при изготовлении головных уборов широко используют меха модной колористической гаммы. Обычно шкурки пушно-мехового полуфабриката имеют красивую естественную (природ
15
ную) окраску и блеск: соболь, норка, серебристо-черная лисица, песец, серый каракуль. Шкурки, цвет которых не имеет глубокого тона, малоблестящие или с пятнами, окрашивают таким образом, чтобы углубить их естественную окраску (шкурки каракулево-мерлушковой группы). Более дешевые шкурки окрашивают в различные цвета, имитируя дорогие натуральные меха (кролика под норку и соболя, ондатру — под норку и т.д.). Шкурки дорогих мехов: соболь, куница, норка, колонок, белка часто подкрашивают в различные цвета в зависимости от направления моды, если естественная окраска имеет светлый тон или нежелательный налет.
Способы крашения шкурок /4/: окуночный, намаз-ной, комбинированный, трафаретный, резервный, аэрографный, фотофильмопечати, с предварительным отбеливанием (обесцвечиванием).
Для имитации дешевых видов меха под дорогие, волосяной покров шкурок перед крашением подвергают различным обработкам: эпилированию-подрезанию ости почти под основание на шкурках кролика, ондатры и др., имеющих густой пуховый волос (для крашения под котик); стрижке-выравниванию волосяного покрова шкурок кролика, ондатры, лисицы при крашении под котик, овчины — под выдру, бобра и котик; щипке — удалению длинной, жесткой и некрасивой ости со шкурок нутрии, выдры, бобра и морского котика, имеющих густой, нежный и красивый пуховый волос; особой обработке. Свойства, приданные шкуркам при такой обработке, должны сохраняться в течение всего периода носки изделий. У хорошо проработанных шкурок волос имеет проработку (выпрямленность) на 2/3 высоты, т.е. почти до основания.
Мужские головные уборы выпускают цельномеховыми или комбинированными (в сочетании с тканью, кожей, замшей) нескольких моделей. Каркасом таких головных уборов служит подкладка, выстеганная вместе с утепляющей прокладкой. Постоянным спросом у населения пользуются цельномеховые или комбинированные ушанки с верхом из кожи, сукна, в сочетании с различными видами меха, а также шапки с козырьками и отворотами разной величины, изготовляемые из меха в сочетании с сукном и кожей.
16
Женские головные уборы изготавливают из различных видов меха — это мягкие береты из клиньев, шапки разнообразных моделей.
Молодежные головные уборы изготавливают в основном из шкурок овчины особой обработки, часто без подкладки и прокладки, мехом внутрь. Кроме того, пользуются популярностью модели из клиньев, с козырьками, маленькими наушниками, назатыльниками, цельновыкро-енными с ушками, тоже мехом внутрь. Одна из распространенных моделей представляет собой несколько заостренный кверху колпак, составленный из клиньев. Колпак может быть плоским с прямым околышем. В качестве отделки используют различные оторочки, в первую очередь из этого же меха, а также сочетание матовых и глянцевых поверхностей хорошо выделанной кожевой ткани овчины.
Детские головные уборы вырабатывают как цельномеховые, так и комбинированные (шлемы, ушанки, колпаки и т.д.). Подкладку в цельномеховых изделиях не притачивают. В комбинированных головных уборах подкладку выстегивают на универсальной машине с прокладкой из ватина или синтепона.
Цельномеховые шапки, предназначенные для дошкольников, обычно имеют хорошо облегающую форму, закрывают лоб и затылок.
Комбинированные шапки-ушанки и различные модели на базе конструкции шапки-ушанки выпускают двух видов: с кожаной покровной тканью и с покровной тканью из сукна или синтетической ткани.
Детские головные уборы изготавливают в основном из овчины особой и обычной выделки, натуральной и крашеной лямки и крашеной мерлушки.
Товарные качества меховых шкур в основном оцени
ваются органолептически.
Меховую шкуру берут за голову и, прижав огузок к крышке стола, несколько раз встряхивают. Если волосы
отделяются друг от друга и ложатся равномерно, значит шкура хорошего уровня качества. Затем ее кладут на стол
и несколько раз медленно проводят ладонью против естественного направления волоса. Если шкура хооошего качества, рука должнд ощущать полноту и густоту волос, кото
' бГблю?^к°ва 1нж₽м2^Кра' НСЬК°1 I
енернр педагр ;чно, академ,
'ЧНО«
рые после прекращения воздействия на них возвращаются в первоначальное положение без образования ступенек.
Однако подобным образом нельзя определить качество коротко- и жестковолосых шкур, например, каракуля, жеребенка.
Остевые волосы пушнины должны быть распределены равномерно и симметрично по обе стороны хребтовой линии. .
Преимущественный цвет натуральных шкур — коричневый, и чем окраска интенсивнее, тем ценнее шкура. Все ржавые, рыжие, палевые оттенки коричневых шкур снижают их ценность и, следовательно, ценность готового изделия. Окрашенные шкуры должны иметь однородную окраску7, т.е. ровный окрас остевых волос, которые обычно темнее пуховых. Шкуры, окрашенные в черный цвет, не должны иметь фиолетового или рыжего оттенка.
Стриженые шкуры должны иметь ровную, гладкую поверхность.
Большую роль в оценке шкуры имеют густота и блеск волоса: чем гуще волос и интенсивнее блеск, тем шкура и изготовленные из нее изделия красивее, ценнее.
Широко применяется при изготовлении головных уборов искусственный мех, имитирующий натуральные меха в разнообразном ассортименте, а также мех, имитирующий современную фантазийную окраску и обработку натуральных шкур.
Искусственный мех может быть выработан на ткацких станках, на трикотажных машинах, на специальных каракулеукладочных машинах, на тканепрошивных машинах. Вырабатывают искусственный мех из шерстяной пряжи, из натурального шелка, из искусственных и синтетических волокон; в качестве грунта используют хлопчатобумажную пряжу или синтетическое волокно.
Искусственный мех выпускается с гладким приподнятым ворсом под котик, с прилегающим ворсом — под горностай, с вертикально поставленным ворсом — под цигейку, с завитым ворсом — под каракуль или смушку и т.д. Палитра цветов искусственного меха самая разнообразная.
Производство искусственного меха бурно развивается благодаря его популярности у покупателя, высокой про
18
изводительности оборудования, наличию разнообразного сырья и низкой стоимости продукции.
Искусственный мех по отношению к натуральному характеризуется высокой стойкостью к истиранию, износостойкостью, легкостью, хорошими, хотя и меньшими, теплозащитными свойствами, большей воздухопроницаемостью, устойчивостью к воздействию микроорганизмов, значительной дешевизной. Искусственный мех устойчив к действию света и влаги. Однако имеет ряд недостатков по отношению к натуральному меху. Ворсистый покров искусственного меха в большей степени подвержен смятию, закатывается в пучки, шарики.
На свойства искусственного меха оказывает влияние способ его получения. Так, мех на трикотажной основе, благодаря объемности, имеет более высокое тепловое сопротивление по сравнению с тканым. Искусственный мех, полученный клеевым способом, имеет наиболее низкие теплозащитные свойства. Ворсистый покров из полиэфирных волокон при эксплуатации пиллингуется.
Используется искусственный мех практически почти для всех видов мужских, женских, молодежных, детских головных уборов. Изделия вырабатываются как полностью из искусственного меха, так и комбинированными с различными синтетическими материалами, в том числе с неткаными и малорастяжимыми трикотажными полотнами.
1.3. НАТУРАЛЬНЫЕ И ИСКУССТВЕННЫЕ КОЖИ
Для изготовления головных уборов весенне-осеннего и зимнего сезонов большое распространение получили натуральные кожи. Эти материалы красивы и обладают повышенной износостойкостью, прочностью на разрыв, несминаемостью, воздухопроницаемостью и теплопроводностью. Поэтому спрос на головные уборы из натуральной кожи продолжает увеличиваться.
В соответствии с ГОСТ 1875-83 «Кожа для одежды и головных уборов» кожи вырабатывают из шкур овец, коз, свиней. Согласно стандарту для головных уборов рекомендуется применять кожи полные, мягкие на ощупь,
19
полностью продубленные, равномерно прожированные, без жировых налетов, ровно выстроганные, без складок и морщин. Их окраска должна быть ровной, без пятен, устойчивой к утюжильной обработке при температуре 80°С, а также сухому и мокрому трению.
Для головных уборов используется кожа толщиной от 0,6 до 1,2 мм, площадью от 20 до 80 дм2 и более.
В зависимости от дефектов, допускаемых в сортной коже, их значимости, качества, расположения на коже, а также отклонений от предъявляемых требований кожи подразделяются на пять сортов.
Основные виды натуральной кожи следующие:
— шеврет — кожа хромового дубления, получается из шкур овец, характеризуется рыхлостью и высокой растяжимостью;
— велюр — кожа хромового дубления с ворсовой поверхностью (ворс густой, ровный, хорошо окрашенный), получается путем шлифования бахтармяного (нижнего) слоя шкуры (опойка, выростка и т.п.); свиные кожи шлифуют с лицевой стороны;
— замша — кожа жирового метода дубления из шкур лося, оленя, козы и др. При выделке замши лицевой слой шкур спиливают, получается ворсовая поверхность. При получении замши из шкур овец ворсовую (лицевую) поверхность создают путем отделки бахтармы. Замша характеризуется особой мягкостью, низким, густым и блестящим ворсом, повышенной тянучестью, хорошей воздухопроницаемостью, устойчивость к воде (замшу можно стирать с мылом в воде при температуре не выше 60°С).
Для изготовления головных уборов иногда используют опоек или тонкий выросток — кожи, полученные из шкур телят методом хромового дубления.
По способу и характеру отделки кожи подразделяют на следующие виды:
— с естественной нешлифованной лицевой поверхностью (гладкие и тисненые);
— с естественной подшлифованной лицевой поверхностью (гладкие и тисненые);
— со шлифованной лицевой поверхностью (гладкие, нарезные и велюр).
20
Кроме того, кожи могут иметь различные декоративные отделки, например, в соответствии, современным направлением моды в стиле «хай тек» (трещины на коже, эффект помятости, складок, заминов и т.д.), перфорацию, другие виды отделки.
Кожи бывают цветными, черными и белыми.
Применение искусственных кож при изготовлении головных уборов позволило не только заменить дорогостоящие натуральные кожи, но и значительно расширить ассортимент вырабатываемых изделий.
При изготовлении швейных головных уборов применяют мягкие искусственные кожи, обладающие комплексом таких свойств, которые позволяют изготовить изделия существующими методами и обеспечивают их высокие эксплуатационные свойства.
Одним из основных требований, предъявляемых к искусственным кожам, является соответствие их художественно-колористическому оформлению, современному направлению моды. Цвет покрытия должен гармонично сочетаться с волокнистой основой, колорит, рисунок печати и тиснения — отвечать современным требованиям, покрытие — иметь прочную окраску и не быть липким.
Искусственные кожи должны быть пластичными, мягкими, иметь прочное соединение лицевого слоя с основой, устойчиво сохранять форму в головных уборах, хорошо драпироваться, легко раскраиваться современными средствами. При стачивании на швейных машинах кожа не должна просекаться, а при сварке должна обеспечивать прочные эластичные швы.
Искусственные кожи красивы, обладают высоким сопротивлением к многократным деформациям и истиранию, хорошей ветростойкостью, морозостойкостью и термостойкостью, водонепроницаемостью, имеют удовлетворительные санитарно-гигиенические показатели: минимальную теплопроводность, достаточную гигроскопичность и воздухопроницаемость. Паропроницаемость их должна быть не менее 1мг/(см2ч).
Основные виды искусственной кожи — это материалы, представляющие собой основу (ткань, трикотажное или нетканое полотно), покрытую (или пропитанную) полимером или композицией полимеров.
21
Искусственные кожи, из которых изготавливают головные уборы на тканой или трикотажной основе, имеют блестящую или матовую поверхность. Из них изготавливают головные уборы весенне-осеннего или зимнего сезонов (кепи, кепи-береты, фуражки различных моделей, спортивные шапочки), молодежные головные уборы.
Ассортимент искусственных кож разнообразен и отличается способом обработки их поверхности.
Винилискожа одежная вырабатывается с пористым или пористо-монолитным покрытием на тканевой или трикотажной основе. Винилискожа-ТР (трикотаж) мягкая, хорошо драпируется, предназначена для эксплуатации при температуре не ниже —10 °C. Винилискожа-Т (ткань) представляет собой хлопчатобумажную с ворсованной поверхностью ткань, на которую нанесено поливинилхлоридное покрытие. Для придания коже подобного вида на поверхность искусственной кожи нанесен тонкий слой отделочного лака. Рекомендуется для эксплуатации при температуре не ниже + 5 °C. Винилискожа-Т паро- и воздухопроницаема. Винилискожа-ТР (замшевидная одежная) имеет замшевидное пористое поливинилхлоридное покрытие. Ее свойства аналогичны свойствам винилискожи-Т.
Уретанискожа одежная представляет собой ткань, трикотажное или нетканое полотно с нанесенным полиэфируретановым покрытием. Выпускается различных цветов, с глянцевой, полуглянцевой или матовой поверхностью. Искожи с полиуретановым покрытием отличаются высокой пористостью, устойчивы к многократному изгибу и истиранию, в отличие от винилискожи имеют лучшие показатели паропроницаемости, эластичности и мягкости.
Винилуретанискожа одежная пористая представляет собой ткань или искусственный мех, на одну сторону которого нанесено пористое поливинилхлоридное или полиуретановое покрытие. Винилуретанискожа устойчива к многократному изгибу и истиранию, паропроницаема и водопроницаема. Изделия можно эксплуатировать при температуре не ниже —10 °C.
Искусственная кожа с латексным покрытием представляет собой капроновую основу, на изнаночную сторону которой нанесен слой вспененного латекса.
22
Искусственные кожи типа «вист рам» и «реквир» представляют собой ворсованную ткань с полиуретановым покрытием, нанесенным в несколько слоев. Благодаря этому искусственная кожа обладает достаточно высокими гигиеническими свойствами, водостойка и выдерживает температуру до 160 °C.
Виды отделки искусственных кож: тиснение, шлифование, окрашивание поверхности способами цветного тиснения и нанесение пленки другого цвета. При тиснении покрытие нагревают до пластичного состояния, а затем пропускают через металлические валы с гладкой или рельефной поверхностью. Шлифование заключается в придании лицевому слою искусственной кожи матовой поверхности с помощью специальных шлифовальных валов. При цветном тиснении поверхность искусственной кожи подвергают тиснению с одновременным нанесением печатного рисунка на дно образовавшихся при тиснении впадин.
При атмосферном воздействии поливинилхлоридное покрытие искусственных кож стареет, что сопровождается его затвердеванием и растрескиванием.
Изделия из искусственной кожи и замши, кроме искусственных кож с полиуретановым покрытием, не подлежат химической чистке, стирке и глажению. Загрязнения рекомендуется удалять ватным тампоном или мягкой поролоновой губкой, смоченной теплым (30 °C) мягким мыльным раствором. На изнаночную сторону иско-жи не должна попадать вода. При чистке нельзя применять сильное трение. Влажное изделие следует протереть мягкой хлопчатобумажной тканью и высушить в расправленном виде при комнатной температуре.
Одежные кожи имеют усадку после замачивания и сушки равную 2—5%.
1.4. КОМПЛЕКСНЫЕ МАТЕРИАЛЫ
Применение комплексных (дублированных) материалов позволяет значительно расширить ассортимент прежде всего межсезонных головных уборов.
Дублированные материалы — это материалы, соединенные с искусственным мехом, кожей, трикотажными
23
полотнами, тканями и неткаными материалами, поролоном. Головные уборы, изготовленные из материалов, дублированных искусственным мехом (например, искусственная овчина с глянцевой или замшевой обработкой лицевой стороны) или ворсованным синтетическим материалом, не требуют утепляющей прокладки. Изнаночная сторона дублированных материалов, представляющая собой искусственный мех, другую приятную на ощупь шерстистую поверхность, является в изделии одновременно основной тканью, утеплителем, прокладочной тканью, подкладкой и отделкой, что позволило комплексным дублированным материалам найти широкое применение при производстве головных уборов.
Головные уборы, изготовленные из дублированных материалов, отличаются от изделий из натуральных материалов легкостью, формоустойчивостью, их можно обрабатывать на подкладке или без нее, а также без прокладочных материалов. Это снижает материалоемкость при изготовлении изделий.
Разнообразие комплексных материалов достигается благодаря широкому применению в качестве лицевого слоя различных материалов: тканей, трикотажных полотен, искусственного меха, искусственной кожи, нетканых материалов. Чаще всего указанные материалы соединяют с пенополиуретаном, кроме того, в соответствии с направлением моды часто встречается дублирование искусственного меха тканью, трикотажными полотнами, искусственной кожей, замшей.
По строению комплексные материалы могут быть двух-и трехслойными. Двухслойные комплексные материалы состоят из лицевого (основного) слоя и дублирующего (например, пенополиуретана, искусственного меха и т.д.). Трехслойные комплексные материалы состоят из лицевого слоя (например, ткань, трикотажное полотно, искусственный мех и т.д.), поролона и подкладочного слоя с матовой или глянцевой отделкой.
Комплексные материалы различают по способу дублирования, методу нанесения клеевого состава и виду клея. По способу дублирования различают комплексные материалы, полученные клеевым, огневым и прошивным методами.
24
При клеевом методе дублирования на изнаночную сторону основного (лицевого) материала наносится тонкий слой полиизобутиленового или полипропиленового клея, затем он соединяется с прокладочным материалом или поролоном. Клей может наноситься сплошным слоем или в виде полос.
При огневом методе (метод термического оплавления поролона) поверхность поролона под действием высокой температуры оплавляется с одной или с обеих сторон. Материалы, полученные огневым методом, более устойчивы к химической чистке, чем материалы, полученные клеевым методом.
При прошивном методе материалы соединяются строчками, выполненными на специальных многоигольных машинах или способом точечной сварки; так получают стеганые комплексные материалы.
Комплексные материалы, полученные клеевым и огневым методами, имеют удовлетворительную прочность соединения компонентов их образующих. Эти материалы обладают удовлетворительными теплозащитными и эксплуатационными свойствами, достаточно формоустойчивы, но довольно жестки. Поскольку жесткость оказывает большое влияние на технологические режимы обработки комплексных материалов, а также на такие их свойства, как драпи-руемость, несминаемость, стойкость к истиранию и др. Так, жесткость при изгибе материалов, дублированных поролоном, не должна превышать 10 сП (150000 мкН см2).
Комплексные материалы вследствие релаксации могут значительно уменьшать свои первоначальные размеры, поэтому при их раскрое необходимо предусматривать припуски на усадку. Комплексные материалы не должны подвергаться влажно-тепловой обработке.
В качестве примера можно привести следующие комплексные материалы.
Трехслойный дублированный утепленный материал (ДОУ), полученный клеевым методом. В качестве лицевого слоя применяется трикотажное полотно из вискозных или синтетических нитей. Поверхностная плотность материала 330 г/м2, паропроницаемость 1,29 г/(м2 ч). Материал обладает невысокой жесткостью и воздухопроницаем.
25
Двухслойный материал, полученный огневым методом с несколькими вариантами лицевого слоя. Во-первых, в качестве лицевого слоя применяется трикотажное полотно, в том числе искусственный мех на трикотажной основе. Материал паропроницаем и воздухопроницаем. Далее в качестве лицевого слоя используется плащевая капроновая ткань. Поверхностная плотность материала 206 г/ м2. Материал обладает высокими водозащитными свойствами, низкой паро- и воздухопроницаемостью.
Искусственная замша, дублированная искусственным мехом (трехслойный материал). В качестве лицевого слоя используется искусственная замша, промежуточного — поролон или другой утеплитель, прокладочного — искусственный мех. Поверхностная плотность материала 450-550 г/м2, толщина 8-9 мм и более. Материал обладает невысокой паро- и воздухопроницаемостью.
Стеганые материалы. В качестве лицевого слоя могут быть использованы плащевые хлопчатобумажные, смешанные, синтетические ткани. В качестве промежуточного слоя используется обычно синтепон, например, из нитроновых волокон или другой утеплитель. В качестве подкладочного слоя — трикотажное полотно или ткани из полиамидных нитей. Соединение слоев производят прошиванием синтетическими нитками. Соединение двухслойных полотен производится точечным свариванием, термофиксацией. Поверхностная плотность стеганых материалов 200-350 г/м2, толщина 4-8 мм. Стеганые материалы в основном отвечают гигиеническим требованиям и широко используются для изготовления одежды, в том числе и головных уборов.
Сравнительные показатели теплозащитных свойств некоторых тканей и дублированных материалов представлены в таблице 3, где в графах 5 и 6 приняты следующие обозначения: D — толщина воздушного слоя между образцом и поверхностью прибора, мм; v — скорость ветра, м/с.
Анализ таблицы 3 показывает, что суммарное тепловое сопротивление дублированных материалов (ДКШ — материал из капроновых нитей, дублированный шерстяными и полушерстяными материалами) близко к показа-
26
Показатели теплозащитных свойств некоторых материалов
! г, л 1 Суммарное тепло- * Воздухопрони- / у н вое сопротивление Повеохност- ! иаемость пои г I ' материалов, наяплот- перепаде давле- D („2oPVnT ность, г/м2 ния 49 Па, ) Rcy" (M С)/Вт дм3/(м2с) I D= 0, | D = 5мм, ( v = 0 v = 5м/с Г ю со
S с го Z S а § давлении 196 Па, мм OJ
Материалы
0)
3
о
I 113'0 L 0,111 I C\J о о I 0,137 | оО СО I 0,091 L .0,124] 0,121 3 0.083 I 0,104 | со сх] 0,146 I 0,202 | 0,162 |
I 48 | 0,111 47 I 0,111 56 [ 0,129 22 I 0 142 46 | 0,1.42 , 147 . I 0,172 ' 46 _Г 0,165 L,.._ - 84 _1_0Л75_ J 312 0,222 I 124 | 0,193 J I 43 | 0,105 | 191'0 | . 0 , 1 { 0,236 2 | 0,192 |
269 I 314 I L 440 I 760 I SU | 521 ’ 760 О со 494 592 | Хлопчатобумажная ткань ( 285 I I ____ Дублированные материалы 1 0SZ 837 748 |
। 0,75 О 1,83 I 2,49 2.73 | , 3,33 3,35 1 1§1 1 5,55 , 61> 87'1 OJ 6.58 1 4,18
I Костюмная арт. 13116 I Шевиот "Московский" арт.2201 , го о г о (Сукно арт 4412 , [Драп арт.4632 (Пальтовая арт. 5726 | Сукно серо-шинельное арт.6405 | 1 Драп арт.3621 Пальтовая женская пестротканая ткань арт.35102 | Бобрик арт. 5714 1 Вельвет-корд арт.914 | | ДКШ арт Н-6-056 1 ДКМ-1 арт.Н-5-056 J | ДКМ арт. Н-16-56
27
Таблица 4
Показатели теплозащитных свойств пакетов одежды
Состав пакета Толщина при давлении 196 Па, мм Поверхностная плотность, г/м2 Воздухопроницаемость при перепаде давления 49 _Па^ дм/(mz с) Суммарное тепловое сопротивле-ние, (м °СУВт
D = 0, v = 0 D = 5мм v = 5м/с
i 1 2 3 4 5 6
Лальтс вые ткани
Ткань пальтовая женская арт.451529, ватин полушерстяной трикотажный арт.85642, саржа арт.42068 5,98 833 50,0 0,177 0,188
Ткань пальтовая мужская арт.451503, ватин полушерстяной (п/ш) хопстопрошив-ной а рт.927618 5,91 800 108,0 0,253 0,216
Ткань пальтовая женская пестротканая арт.35102, ватин п/ш трикотажный арт. 85642, саржа арт.42203 8.96 825 76,0 0.274 0,168
Драп мужской арт.46157, ватин п/ш холстопрошивной арт.927601, саржа арт.42068 8,61 1040 57,0 0,298 0,301
Искожа, дублир< ванные материалы
Искожа арт.023, ватин п/ш хопстопрошивной арт.927601, саржа арт.42068 6,46 827 0 0,283 0,354
Искожа арт.023, синтетическая клееная вата арт.9445510 7,27 779 0 0,363 0,426
Искожа с латексным покрытием, ватйн п/ш холстопрошивной арт.927601, саржа 42068 5,76 716 0 0,253 0,373
Искожа с латексным покрытием, синтетическая клееная вата арт.945510, саржа арт.42068 6,57 668 0 0,327 0.381
Ткань плащевая с покрытием, ватин п/ш хопстопрошивной арт.927601, саржа арт.42068 5,11 449 0 0,224 0,315
Ткань плащевая с покрытием, синтетическая клееная вата арт.945510, саржа арт.42068 5,91 401 0 0,312 0,381
Ткань плащевая арт.4036, ватин п/ш холстопрошивной арт.927601, саржа арт.42068 5,37 597 16,3 0,254 0,316
Ткань плащевая арт.4036, синтетическая клееная вата арт.945510, саржа арт.42068 6,18 549 18,7 0,312 0,274
Стеганое синтетическое полотно (основная ткань и подкладка нейлон), синтетическая клееная вата (полиэфир) 9,11 316 86,7 0.289 0,277
28
телям достаточно «теплых» и плотных тканей типа серо шинельное сукно арт. 6405, толщина 3,35 мм и др.
Сравнительные показатели теплозащитных свойств пакетов одежды в комплекте с утеплителем (например, ватин в один слой) из ткани, искусственной кожи и дублированных материалов представлен в таблице 4.
Теплозащитные свойства пакетов материалов из пальтовых тканей, искож и дублированных материалов близки по значениям.
1.5. ПОДКЛАДОЧНЫЕ, ПРОКЛАДОЧНЫЕ, УТЕПЛЯЮЩИЕ МАТЕРИАЛЫ
Подкладочные ткани предназначены для удобства эксплуатации головных уборов и оформления внутренней части изделия, предохранения от износа и загрязнения его внутренней стороны, а срезы деталей от осыпания.
В качестве подкладочных материалов при изготовлении головных уборов применяют различные шелковые и хлопчатобумажные ткани.
Подкладочная ткань должна выдерживать срок носки основного материала.
Подкладочные ткани должны иметь гладкую поверхность, малый коэффициент трения, достаточную стойкость к истиранию и прочность, быть легкими и гигиеничными, стойкими к поту и трению, к стирке и химчистке. Главным принципом подбора ткани для подкладки является соответствие износостойкости всех материалов головного убора друг другу, масса и внешний вид головного убора.
В зависимости от назначения и материала головного убора в качестве подкладки используют хлопчатобумажные, вискозные, шелковые синтетические подкладочные ткани. Рекомендации по выбору волокнистого состава подкладочной ткани выглядят следующим образом (таблица 5).
Рекомендуемый волокнистый состав: ВХ 100 — хлопчатобумажное волокно 100%; ВХ 50 — то же 50%; ВВис 50 — вискозное волокно 50%; НВис 50, НК 50 — нить вискозная 50%, нить капроновая 50%.
Кроме приведенных данных, в качестве подкладочных материалов для головных уборов могут быть рекомендо-
29
Таблица 5
Рекомендации по выбору волокнистого состава подкладочной ткани
Наименование ткани Вцц ткани Волокнистый состав Назначение
1 2 3 4
Бязь Г ладкоокрашен-ная ВХ 100 Женские и детские летние головные убо-ры
Саржа подкладочная То же ВХ 50, ВВис 50 Женские, мужские и детские головные уборы
Подкладочная ткань То же НВис50. НК 50 Тоже
Подкладочная ткань То же НК 100 Женские и мужские головные уборы
ваны ткани из синтетических комплексных, текстурированных или комбинированных нитей или из этих нитей в смеси с другими волокнами. Смеси могут иметь следующий состав: из комплексных капроновых нитей с добавлением искусственных нитей, из комбинированных ацетатно-капроновых нитей.
Капроновые ткани, которые используют в качестве подкладочных в головных уборах вырабатывают полотняным, саржевым, атласным, мелкоузорчатым переплетениями из слабо скрученных и муслиновых нитей. Поверхностная плотность этих тканей 30—60 г/м2. Ткани красивы, имеют приятный матовый блеск, обладают повышенной износостойкостью, безусадочные, жестки на ощупь и упруги, а потому несминаемые, не требуют глажения, устойчивы к микроорганизмам. Однако имеют низкую термостойкость и неудовлетворительные гигиенические свойства.
Подкладочные ткани из синтетических нитей в смеси с другими волокнами вырабатываются саржевого переплетения, поверхностной плотности 79 г/м2. Ткани отличаются удовлетворительными гигиеническими свойствами, незначительной усадкой и хорошей формоустойчивостью.
У синтетических тканей имеется еще один важный недостаток — они трудны в швейной обработке. Их гладкая поверхность затрудняет раскрой. Вследствие значительной упругости тканей при образовании строчки в швах
30
возникает посадка материала, при больших скоростях швейных машин происходит оплавление ткани иглой. Ткани обладают повышенной осыпаемостью, вызывают затруднение во время влажно-тепловой обработки.
Ассортимент прокладочных и утепляющих материалов для изготовления головных уборов достаточно велик и постоянно расширяется с использованием современных технологий обработки синтетических волокон и нитей. Практически все современные утепляющие и прокладочные материалы, рекомендуемые для одежды, можно использовать при производстве головных уборов.
Прокладочные материалы предназначены для прида ния изделию необходимой формы, обеспечения ее стабильности, сохранения товарного вида изделия. Прокладка в швейный головной убор должна быть эластичной, легкой, устойчиво сохранять приданную форму, быть воздухопроницаемой и гигроскопичной. В качестве прокладочных материалов применяют бязь, фланель, бортовую ткань, флизелин, прокламелин, полиэтиленовую пленку, пластиковые планшеты, прокладочные материалы с односторонним клеевым покрытием.
Бязь и фланель применяются в качестве прокладочных материалов в швейных головных уборах мягких форм с драпируемыми деталями.
Льняная и полульняная бортовая ткань представляет собой ткань полотняного переплетения из оческовой или льняной пряжи различной линейной плотности (60—200 текс) и, следовательно, различно!! поверхностной плотности (190—360 г/м2) и толщины (0,8—1,1 мм). Усадка этих тканей по основе 2,3—4,5%, по утку 1,2—3,5%. Льнолавсановые бортовые ткани вырабатываются из пряжи, содержащей волокон льна 67%, лавсана 33%. Поверхностная плотность этих тканей 192—207 г/м2. Применяются также льнонитроновая, льновискозная, льно-вискознолавсановая бортовые ткани или облегченная бортовая ткань с утком из полушерстяной пряжи: 67% волокон льна и 33% лавсана в основе и 50% шерсти, 30% вискозы и 20% лавсана в утке.
Бортовая ткань выпускается суровой неаппретирован-ной и аппретированной (более жесткой), с малоусадоч
31
ной обработкой. Она формоустойчива и мало растягивается. Вследствие повышенной жесткости льняная бортовка не может быть рекомендована для большей части головных уборов.
Для улучшения качества головных уборов, изготовляемых из всего ассортимента тканей, применяют клеевые прокладочные материалы. Они позволяют придать готовым изделиям хороший товарный вид: изделия приобретают четкую конструктивную форму, сохраняют мягкость на ощупь, формоустойчивость и упругость. Эти свойства сохраняются в условиях длительной эксплуатации. В зависимости от вида изделия, структуры ткани, применяют различные клеевые материалы — текстильные и нетканые с нанесенным на них точечным покрытием из полиамидных смол П-54, П-12-АКР и др. Это ткань клеевая прокладочная белая и черная (бязь, мадаполам, ткань разреженной структуры с регулярным точечным покрытием, ткань клеевая бортовая, ткань клеевая бортовая с утком из полушерстяной пряжи, полотно нетканое клееное прокладочное, ворсовая прокладка с клеевым точечным покрытием и т.д.).
Нетканые прокладочные клеевые материалы типа флизелин и прокламелин широко применяются при изготовлении швейных головных уборов.
Флизелин — нетканый клееный прокладочный материал, вырабатываемый из смеси волокон: хлопок 80%, капрон 20%, вискозное волокно 70%, капрон 30% и т.д. Они однородны по структуре, их поверхностная плотность 90—110 г/м2, толщина в среднем 0,6 мм. Флизелин обладает хорошей упругостью, жесткостью, воздухопроницаемостью, гигроскопичностью, безусадочностыо, стойкостью к химчистке и ВТО.
Прокламелин — нетканое клееное прокладочное полотно, выработанное из смеси вискозных и нитроновых штапельных волокон (50% :50%). В качестве связующего вещества применяется синтетический латекс СКН — 40-1ГП. Поверхностная плотность прокламелина 50, 70 и 100 г/м2. Прокламелин устойчив к нагреванию до температуры 160 °C, а также к стирке и химчистке, обладает высокой упругостью, несминаемостью, воздухопроница
32
ем, гигроскопичен, не дает усадки, обладает малым весом, гладкой поверхностью.
Флизелин и прокламелин не осыпаются по срезам, являются равнопрочными материалами, что позволяет раскраивать их в любом направлении. Полиэтиленовая пленка применяется в шитых головных уборах из хлопчатобумажных и шелковых тканей. Она придает формоустойчи-вость отдельным деталям и легкость головному убору.
В качестве утеплителей при изготовлении зимних головных уборов используют хлопчатобумажный, полушерстяной, трикотажный и нетканый ватин, синтепон, холстопрошивное полотно, искусственный мех, пенополиуретан и т.д. Головные уборы изготавливают с утепляющей прокладкой в один слой. Утепляющая прокладка может быть выстегана с подкладочной или основной тканью.
Трикотажный ватин — это основовязаное полотно, полученное переплетением трико с уточной нитью. Вырабатывается с одно- и двухсторонним начесом, суровым или крашеным. Характеризуется большой мягкостью и упругостью, хорошо сохраняет приданную форму, существенно не изменяет толщину изделия, не свойлачивается, в швейном производстве затруднений не вызывает.
Нетканые ватины могут быть холстопрошивными, иглопробивными и клеевыми. По волокнистому составу они бывают хлопчатобумажными, полушерстяными (30—85% шерстяного волокна плюс нитрон), из химических волокон, например, из смеси нитрона и лавсана. В отличие от хлопчатобумажного ватина, холстопрошивной полушерстяной ватин характеризуется меньшей теплопроводностью и большей упругостью. Кроме того, он более равномерен по толщине. Поверхностная плотность его 200— 325 г/м2.
Иглопробивной ватин вырабатывают из смеси шерстяных и синтетических волокон (90% шерсти, 10% вискозы; 80% шерсти, 20% лавсана и т.д.), а также целиком из синтетических волокон. Поверхностная плотность ватина 200 г/м2.
Клееный ватин изготавливают из смеси волокон (60% шерстяных и 40% вискозных). Поверхностная плотность 140—180 г/м2. Кроме того клееный ватин выпускают из
2. Зак. 70
33
смеси нитрона (70%) и лавсана (30%). Поверхностная плотность ватина 75—180 г/м".
Пенополиуретан (поролон) представляет собой пористый упругий синтетический поропласт, характеризуется малой объемной массой (0,02—0,04 г/см3) и незначительной теплопроводностью. Выдерживает стирку в нейтральных растворителях и химическую чистку бензином, скипидаром и другими растворителями (кроме ацетона, этилацетата и трихлорэтилена), не поражается микроорганизмами, морозоустойчив и термопластичен, что позволяет при тепловой обработке придать ему нужную форму. В качестве теплоизоляционного слоя он используется в виде листов толщиной 1-4 мм, сложенных в несколько слоев. Поролон применяют для дублирования тканей, трикотажных и нетканых полотен, искусственного меха, искусственной кожи и замши с целью повышения их теплозащитных свойств.
В качестве утеплителя и подкладки одновременно используется искусственный мех. При изготовлении шитых головных уборов из овчины мехом внутрь подкладка не требуется.
1.6. ОТДЕЛОЧНЫЕ МАТЕРИАЛЫ И ФУРНИТУРА
При художественном оформлении головных уборов фурнитура и отделки являются элементами композиционного решения, они должны быть увязаны с силуэтом, цветом, материалом и назначением головного убора.
Для отделки швейных головных уборов используют всевозможные виды основных и отделочных материалов. К ним относятся: искусственная и натуральная кожа, замша, мех, вельвет; разнообразные шнуры, эмблемы, металлическая фурнитура, пластмассовые и деревянные украшения, блочки, хольнитены.
В зависимости от назначения изделия отделка может быть сдержанной и контрастной, яркой.
Фурнитуру подбирают в соответствии с материалом, цветом, назначением и формой головного убора.
В мужских, женских, молодежных и детских головных уборах в качестве отделки можно использовать обтянутую
34
тем же материалом, деревянную или другую декоративную пуговицу, пряжку. Широко применяются для регулирования объема головного убора шнуры, продетые в отверстия (блочки) или в воздушные петли, например, в молодежных и женских головных уборах и т.д. В шапках спортивного стиля используются пуговицы, кнопки, цветная тесьма, бахрома, кисти, помпоны и т.д. В молодежных головных уборах спортивного стиля большое применение находит металлическая фурнитура: блочки, пряжки, завязки в виде декоративных шнуров, кисточки и т.д.
Ассортимент текстильной галантереи для головных уборов представлен в таблице 6.
Для изготовления молодежных и детских головных уборов могут применяться различные кнопки, которые изготавливаются из латуни (никелированные и посеребренные) и стальной ленты холодного проката (лакированные). Характеристика кнопок представлена в таблице 7.
Условное обозначение типа кнопки КШ — кнопка швейная, КО — кнопка обувная. Кроме кнопок перечисленных в таблице 7, могут применяться кнопки никелированные, например, типа КБ-1, КГ-2, КК-5.
Таблица 6
Ассортимент текстильной галантереи для швейных головных уборов
Наименование Артикул Ширина, см Назначение
1 2 4 5
Тесьма ЛГ-070-1606 1,0 Детские головные уборы
Тесьма ЛГ-070-1461 1,0 Тоже
Тесьма 1330 1,2 Нарядные головные уборы
Тесьма 264 ... 2,5 Детские головные уборы
Тесьма МО-070-01 МО-070-01-2494 0,7 Нарядные головные уборы
Шнур МО-070-01-07 0,7 Мужские, женские, детские головные уборы
Шнур 1456 0,5 Тоже
Шнур 1458 0,5 Тоже
Шнур . 1464 0,5 Тоже \
Шнур 1476р 0,5 Тоже
2'
35
Таблица 7
Характеристика кнопок для головных уборов
Тип кнопки Условное обозначение кнопки Диаметр блочка Усилие открывания кнопки, Н Число циклов закрывания и открывания кнопки
КШ КШ-1 5,0 2-5 400-600
КШ КШ-2 6,5 2-5 400-600
КШ КШ-3 7,5 5-12 400-600
КШ КШ-4 9,0 5-12 400-600 I
КШ КШ-5 11,0 8-20 400-600
КО КО-3 11,5 2,5-20 500-600
КО КО-4 10,5 2,5-20 500-600
КО КО-5 11,0 10-35 500-600
Головные уборы могут быть отделаны пряжками из стальной проволоки, ленты или стальных и латунных листов. Они могут быть сварными и несварными. Рекомендуемые виды пряжек представлены в таблице 8.
Для отделки детских головных уборов широко применяются эмблемы, наклейки, надписи, выполненные в технике термопечати и т.д.
Кроме перечисленных в качестве примера ассортимента текстильной галантереи кнопок, пряжек и украшений отечественного производства, существует большое количество импортной продукции аналогичного назначения и, в частности, корейских фирм. Например, изделия фирмы «Gooryong CompaiJ LTD» — это шнуры хлопчатобумажные, нейлоновые, полипропиленовые, в том числе металлизированные; эластичная тесьма двойная или одинарная; готовые эмблемы различной тематики и артикулов (арт. ЕМ-001 — ЕМ-017); блочки диаметром 8, 9, 10, 11 мм (арт. SF-003 — SF-O37 — «Сильвер», «Золото», «Антик», «Античное золото», «Нью-блэк», «Бронза» и т.д.); наконечники для шнура (арт. SEP — 001-01, SBM-001); фиксатор шнура (арт. CLP — 001-017, арт.СБМ — 014-016, арт. CLL-O01, арт. CLR-001) и т.д.
36
Таблица 8
Ассортимент пряжек и украшений для головных уборов
Наименование Тип, вид, фасон Назначение
1 2 3
Пряжка металлическая П-07. П-10, П-11, П-14, П-17, П-18, П-20, П-22, П-25, П-29, П-31. П-32, П-38 Спортивные мужские головные уборы, молодежные головные уборы
Пряжка 203А, 226, 231, 234, 217,239,240 Женские головные уборы
Пряжка Ш2/372, Ш2/381.Ш2/2025, Ш2/2032, Ш2/383 Женские и спортивные мужские головные уборы, молодежные головные уборы
Пряжка металлическая ФЗ-1200/98, ФЗ-1124/97 Для нарядных головных уборов
Пряжка пластиковая Ф 348, 348 А, 276 А Для спортивных и детских головных уборов
Пряжка пластиковая Ф 320, Т 272, Ф 4300 Для нарядных головных уборов
Пряжка для бейсболок 39 (ЗАО "Покровское”) Для бейсболок
Украшения: наконечник для шнура 57,112,3976,239 (ЗАО "Покровское”) Наконечник для шнура
Фиксатор шнура 225, 218, 260 (ЗАО "Покровское”) Фиксатор шнура
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Баженов В.И. Материалы для швейных изделий: Учеб, для сред. спец. учеб, заведений. 3-е изд., перераб. и доп. М.: Легкая и пищевая пром-сть. 1982. — 312 с.
2. Бузов Б.А и др. Материаловедение швейного производства / Б.А. Бузов, Т.А. Модестова, н.д. Алыменкова. 4-е изд., перераб. и доп. М.: Легпромбытиздат, 1986. — 424 с.
3. Кутюшев Ф.С. Скорняжное производство. М.: Легпромбытиздат, 1989. —• 224 с.
4. Стелъмашенко В.И., Розаренова Т.В. Материаловедение швейного производства: Учеб, для вузов. М.: Легпромбытиздат, 1987. — 224 с.
37
2. КОНСТРУИРОВАНИЕ ГОЛОВНЫХ УБОРОВ
2.1. ФОРМИРОВАНИЕ ПОТРЕБИТЕЛЬСКИХ СВОЙСТВ ГОЛОВНЫХ УБОРОВ В ПРОЦЕССЕ КОНСТРУИРОВАНИЯ
Головные уборы являются частью ансамбля одежды. Поэтому к ним предъявляют такие же требования, как и к любым другим предметам [2]. Важнейшие потребительские требования к головным уборам — эстетические. Головные уборы должны гармонировать с внешностью человека и со всем ансамблем одежды по цвету, форме, применяемым материалам и отделке, а также соответствовать современному направлению моды. От головного убора зависит внешний вид всего ансамбля одежды. Он должен сочетаться с другими предметами одежды и обуви по цвету, форме, отделке и обязательно соответствовать типу и цвету лица, цвету волос человека, его размерным и возрастным признакам. Головной убор придает ансамблю одежды завершенность.
Кроме того, головные уборы должны создавать благоприятный микроклимат и защищать голову от охлаждения, перегрева, атмосферных осадков. Комплекс гигиенических требований к головным уборам в каждом конкретном случае зависит от назначения и условий эксплуатации изделия. Головные уборы должны быть формоустойчивыми, размеры их должны быть стабильными в течение всего срока эксплуатации.
2.2. КЛАССИФИКАЦИЯ И ХАРАКТЕРИСТИКА АССОРТИМЕНТА ГОЛОВНЫХ УБОРОВ
Ассортимент головных уборов широк и разнообразен, включает в себя: шляпы, шапки, береты, кепи, фуражки, шлемы, тюбетейки, капоры и др. Головные уборы
38
39
<М
40
весьма разнообразны: по форме, силуэту, покрою, цветовому решению, применяемым материалам, отделкам и размерам. Это разнообразие определяется половозрастным назначением головных уборов.
Ассортимент головных уборов характеризуют по ряду признаков:
— по полу и возрасту потребителей — мужские, женские и детские;
— по времени использования — зимние, летние, демисезонные;
— по виду применяемых материалов;
— по назначению — повседневные, нарядные, для летнего отдыха, спортивные;
— по форме — строгие, спортивные и фантази;
— по обработке — мягкие, полужесткие и жесткие;
— по характеру отделки поверхности — гладкие, ворсовые, со стриженым и нестриженым ворсом;
— по расцветке — гладкокрашеные, набивные, меланжевые и др.
Классификация мужских головных уборов дана на схеме 1, женских — на схеме 2.
2.2.1. РАЗМЕРНАЯ КЛАССИФИКАЦИЯ ГОЛОВНЫХ УБОРОВ
Головные уборы выпускают трех групп сложности: первой, второй и третьей.
Размеры головных уборов для взрослых — с 53-го по 62-й, для подростков и детей школьного возраста — с 50-го по 56-й; для детей дошкольного возраста — с 47-го по 54-й; для детей ясельного возраста — с 45-го по 47-й. Для определения размера головы измеряют ее окружность сантиметровой лентой по выпуклой части затылка и на 1,5—2,0 см выше ушных раковин и надбровных дуг. Размеры головных уборов определяют кольце-измерителем, который вставляют в головной убор с изнаночной стороны.
41
2.2.2. ГОЛОВНЫЕ УБОРЫ МУЖСКИЕ И ДЛЯ МАЛЬЧИКОВ
В ассортимент головных уборов мужских и для мальчиков входят: кепи, фуражки, шляпы, каскетки, шапки спортивные, панамы, береты, кепи-береты, буденновки, жокейки, капитанки, башлыки, матроски, шлемики, фески, тюбетейки, кепи молодежные, пилотки и др. (см. рисунки 1 и 2).
Рис. 1. Головные уборы для мальчиков и девочек
42
Рис. 2. Мужские головные уборы
43
Кепи — мягкий головной убор с козырьком и узким околышем. Разнообразные по фасону кепи шьют из модных твидов, тканей с рисунком в клетку. Из шерстяной фланели, пальтовых и кепочных тканей, а также из кожи и искусственного меха.
Основными деталями кепи являются головка (или колпак), козырек, налобник или полуналобник. Подкладка для придания и сохранения формы между верхом и подкладкой прокладывают бортовку, плотную ткань или проклеенную марлю. Внутрь козырька ставят жесткую упругую прокладку. Верх кепи может быть различного покроя — из клиньев, цельновыкроеный, реглан и фан-тази (разнообразные комбинации деталей). Кепи изготовляют утепленными на ватине или вате, а также с наушниками и назатыльником.
Мужчинам к демисезонной одежде предлагается кепи из шерстяной фланели с наушниками из искусственного меха.
Кепи-береты — разновидность кепи. Головка имеет форму мягкого или жесткого кроеного берета с козырьком. Кепи-береты изготовляют из фетра, тканей, трикотажа и других материалов. Фуражку изготовляют с козырьком, но в отличие от кепи с широким жестким околышем, который делает головку более высокой. Детали фуражки: донышко, стенки верха, околыш, козырек, ремешок, шлевки и пуговицы, которые пришивают на ремешок.
Шьют фуражки из тканей, кожи, в качестве прокладки используют льняную ткань. Козырек делают лаковым или из основной ткани.
Фуражки выпускают различных фасонов, наиболее распространены обыкновенные фуражки с козырьком лаковым и околышем.
Шляпа — головной убор с головками различных форм и размеров, отдельных деталей или цельная, с полями или без них (вместо полей козырек). Основные детали шляпы — головка (тулья), поля, подкладка, налобник, детали внутренней прокладки и отделка.
Мужские шляпы изготавливают из тканей, фетра, соломки, кожи, древесной стружки и т.д. Отделывают их в
44
основном гофрированной репсовой и атласной лентами, пряжками, блочками, якорями, отделочными строчками. По окраске шляпы бывают гладкокрашеные в разные цвета, меланжевые, по отделке — мягкие и жесткие.
Шляпы должны быть плотными, упругими, с проклеенными полями. Подкладку в мужских шляпах приклеивают или обрабатывают потайным швом. Иногда к велюровым, замшевым, бархатным шляпам пришивают полиэтиленовую пленку. Налобник делают из кожи, он должен быть гладким, без морщин, иметь окраску, устойчивую к действию воды и пота.
Фасоны мужских шляп очень разнообразны: «Тироль» — шляпа с высокой головкой и узкими загнутыми вверх полями, поднятыми вверх сзади; «охотничья» — фетровая шляпа с конической головкой и отогнутыми сзади и с боков полями; «дипломат» — с небольшой круглой головкой и маленькими полями. Шляпы фасонов «пируэт», «фигаро», «витязь», «нарядная» предназначены для торжественных случаев.
Эти шляпы изготавливают из гладкого фетра, с отделкой лентой фай. Шляпа фасона «пируэт» — к лицу каждому, фасона «фигаро» подойдет лишь высоким, стройным мужчинам, а фасона «витязь» — более солидным.
Каскетка — новое изделие в ассортименте мужских головных уборов. По фасону она напоминает одновременно шляпу и кепи, служит дополнением к молодежному ансамблю спортивной одежды. На ремешке каскеток прикрепляют металлические значки. Изготовляют каскетки из фетра, велюра, замши, вельвета, кожи и плащевых тканей.
Берет — мягкий головной убор круглой или овальной формы. С околышем или без него. Береты бывают формованные (из фетра) и сшитые из ткани, кожи, искусственного меха на подкладке и без нее. Головка шитого берета может укрепляться на кашпене (притачной полоске). Береты трикотажные бывают вязаные и кроеные, из шерстяной или полушерстяной пряжи.
К демисезонной одежде для мужчин и мальчиков можно рекомендовать головные уборы спортивного стиля: шапку спортивную из пальтовой ткани, с козырьком, обтяну
45
тым основной тканью, и наушниками из искусственного меха, которые завязываются шнурками или тесьмой: шапку спортивную из вельвета, где наушники и нижняя часть козырька сшиты из искусственного меха; шапку спортивную молодежную из плащевой ткани, с козырьком и отворотами из искусственного меха, с фабричной эмблемой: все швы расстрочены отделочной строчкой.
Для детей к весне и осени выпускаются шапки спортивного стиля, береты, буденовки, жокейки, пилотки и др.
Особенно модны сейчас шапки спортивного стиля в различных вариантах: шапка спортивная из искусственной кожи (нижняя часть козырька и наушники из искусственного меха); шапка спортивная из шерстяной ткани с рисунком в клетку (козырек и наушники — из основной ткани); шапка спортивная из вельвета (с наушниками из искусственного меха, на ремешке пришиты две пуговицы, козырек из вельвета); шапка спортивная из фетрового шерстяного колпака, с фабричной эмблемой (плотно облегает голову, с козырьком, но без наушников).
Буденовка — шапка плотно облегает голову, изготовлена из шерстяного фетрового колпака, с наушниками, опущенными вниз, с ремешком, на котором прикреплена звезда, на подкладке.
К летним головным уборам для мальчиков относятся следующие.
Жокейка — летняя детская шапочка с козырьком, плотно облегающая голову. Шьют ее из гладкокрашеных и набивных хлопчатобумажных тканей, например, головка из белого пике, а козырек из желтого, по краю окантован красной косой бейкой, в качестве отделки пришита фабричная эмблема. Жокейка из хлопчатобумажной набивной ткани «Кузнечик», головка — из четырех или шести клиньев, козырек полужесткий, по краю проходит отделочная строчка.
Капитанка изготавливается с козырьком лаковым или из основной ткани, с ремешком лаковым или из витого шелкового шнура, с твердой стойкой спереди или напуском, с простроченным кантом по околышу.
Башлык — головной убор из фетра или тканей, мягкой формы, с удлиненными наушниками, с отделкой тесь
46
мой. Башлык надевают на головной убор, он защищает голову и шею от низкой температуры и сильного ветра.
Шляпы-панамы модны и современны не только для взрослых, но и для детей, их изготавливают из репса, льнолавсана, из джинсовой ткани и вельвета. Шляпа-панама мягкой формы или полужесткой из четырех, шести клиньев или цельновыкроеная, с двойными полями, отстроченными по кругу, в качестве отделки используют фабричную эмблему или металлическую фурнитуру.
Матроска — фуражка без козырька, с лентой по околышу. Состоит из кружка (донышка) из четырех клиньев и околыша, к которому прикрепляют синюю или черную ленту с надписью.
Шлемик — головной убор, плотно облегающий голову и закрывающий уши, застегивается под подбородком.
Феска — детский головной убор из фетра в виде шапочки-колпачка с кисточкой (по форме турецкого национального головного убора для мужчин). Кисточка делается из цветных нитей.
Тюбетейка — головной убор в виде маленькой круглой или четырех- и шестигранной шапочки. Выполняется из шелковых тканей или фетра и орнаментируется вышивкой. Носят дети и взрослые как национальный (узбекский) головной убор. Все перечисленные выше головные уборы для мальчиков шьют из ярких, легких хлопчатобумажных, льняных тканей, гладкокрашеных и набивных. По силуэтам современные детские головные уборы просты и лаконичны, для их отделок широко используют красочные фабричные эмблемы, канты, пластмассовую и металлическую фурнитуру.
2.2.3. ГОЛОВНЫЕ УБОРЫ ЖЕНСКИЕ И ДЛЯ ДЕВОЧЕК
Фасоны женских головных уборов (рис. 3), так же как и верхняя одежда, подвержены наиболее частым изменениям в зависимости от сезона и моды. Разнообразие женских головных уборов во многом зависит от вида применяемых материалов — фетр, ткани, искусственная кожа, мех, соломка и др.
47
I
Рис. 3. Женские головные уборы
48
Фетровые шляпы поступают на прилавки магазинов в широкой цветовой гамме: классические — беж, серого, коричневого, синего, белого, черного цветов, а также цвета рябины, фиалки, малахита.
Разнообразны модные силуэты — канотье, формы мужских шляп, небольшие, облегающие голову шапочки с овальными бортиками, «ток», береты, кепи-береты, фан-тази, «чалма», «болеро», шляпа спортивного стиля. Отделкой для этих шляп служат шелковая лента, металлическая фурнитура, эгреты из перьев, цветы из фетра и др.
Летние женские и для девочек головные уборы шьют из набивных и гладкокрашеных тканей: пике, репса, джинсовой ткани, льнолавсана, вельвета. В оформлении тканей преобладают мелкий геометрический рисунок и растительные мотивы; широкое применение нашли при изготовлении летних женских шляп бамбуковая тесьма и соломка. Модели летних шляп различны по формам: шляпы-панамы, кепи-береты, шапочки-жокейки, шляпы с широкими полями, с круглой или плоской головкой; отделкой в этих шляпах служат искусственные цветы из шелка, шелковые ленты, банты из соломки или тесьмы и ДР-
Женская шляпа фасона «ток» — без полей. Эти шляпы практически никогда не выходят из моды, лишь меняются их пропорции, форма донышек и линии присада (лицевого края шляпы). Сегодня шляпы «ток» невысокие, округлые, из фетра или не слишком пушистого меха (искусственного).
Шляпа-панама летняя широкополая шляпа, пришедшая в моду из Центральной Америки. Самые первые панамы делали из волокон пальмы и других растительных материалов, но уже в начале нашего века их заменили ткани типа жесткого полотна, пике, репс, льнолавсан, джинсовая, вельвет и др.
В современной моде панама — легкая летняя шляпа с мягкими или жесткими полями средней ширины. Молодежь в настоящее время охотно носит панамы с узкими, опущенными вниз полями, выстроченными в несколько рядов. Однако по традиции панама прежде всего пред
49
назначена для пожилых женщин и детей. Отделкой для панамы является фабричная эмблема.
«Чалма» — головной убор с заложенными крестообразными рельефами. Шьют из трикотажных полотен, из шелковых тканей и формуют из фетра.
Фантази — шляпы со сложными конструктивными линиями и различной комбинацией деталей и разнообразных отделок.
Берет — имеет округлую головку, края которой загнуты внутрь; бывают береты с козырьком, из клиньев, с околышем и без него, с подкладкой и без нее.
Шляпа типа мужской напоминает мужскую шляпу под названием «фигаро» или «витязь». Изготовлена из фетра, жесткой формы, с невысокой головкой, с узкими сзади и более широкими спереди полями, опущенными вниз; отделка — ремешок из фетра спереди и эгреты из перьев сбоку.
Пилотка — женская шляпа из фетра, жесткой формы, на подкладке из шелка, отделкой служит бант из основного материала.
Кепи молодежное из хлопчатобумажной ткани двух цветов — из красного сделана головка, а из синего — козырек, который прострочен частыми отделочными строчками. В качестве отделки — вышивка.
Шляпы из бамбуковой тесьмы или соломки, разнообразных силуэтов с широкими и средними полями, в основном опущенными вниз, головка круглая или плоская, отделка — букеты из искусственных цветов или бант из соломки.
Головные уборы для девочек (см. рис. 1). Это шапки спортивного стиля, панамы, береты, капоры, шапочки «олимпийские», береты, жокейки, чепцы, башлыки. Фасоны всех перечисленных головных уборов описаны выше.
Шьют головные уборы для девочек из фетровых колпаков, искусственного меха, тканей техас, сафари, джинсовой, репса, пике, искусственной кожи, плащевой ткани. Для предохранения от солнца широко используют бамбуковую соломку.
Берет для девочки, изготовляют комбинированным — головка из черного фетрового шерстяного колпака, а
50
околыш из белого, верх берета отделан помпоном из цветных нитей. Берет на подкладке.
Шапка спортивная из фетрового шерстяного колпака, с круглой головкой и поднятым вверх козырьком, который окантован косой бейкой. Шапка отделана помпоном из нарезанного узкими полосками фетра.
Жокейка — летняя шапочка для девочки из набивной ткани «Кузнечик» (хлопчатобумажной). Головка жокейки состоит из шести клиньев и двойного козырька, наверху пришита обтянутая тканью пуговица.
2.3. ПРИНЦИПЫ КОНСТРУИРОВАНИЯ ШВЕЙНЫХ МЯГКИХ ГОЛОВНЫХ УБОРОВ
2.3.1. ИЗМЕРЕНИЯ ГОЛОВЫ, НЕОБХОДИМЫЕ ДЛЯ КОНСТРУИРОВАНИЯ ГОЛОВНЫХ УБОРОВ
При разработке конструкции деталей головных уборов используются методы приближенного конструирования: муляжный, расчетно-графический, расчетный и сеточный (геодезический) [1]. Общим недостатком этих методов является незначительное использование размерных признаков головы человека. Наиболее целесообразно для конструирования головных уборов применять инженерный метод построения разверток в чебышевских сетях. Для практической реализации этого метода необходимо создание макетов внутренней формы головного убора. В насто5 щее время промышленность располагает деревянными и металлическими формами, лишь приближенно соответствующими форме головы и внутренней форме головного убора. За основу при проектировании этих форм приняты основной размерный признак — горизонтальный обхват головы (с интервалом безразличия 1,0 см) и высота головы.
Приступая к конструированию головных уборов, необходимо иметь точно снятые мерки с головы человека и предварительно созданной формы.
При конструировании головных уборов следует раз-
51
шчать внешние и внутренние размеры [2]. Внутренние размеры определяются размером и высотой головы. Внешние размеры определяют по поверхности головного убора сантиметровой лентой (или рулеткой) при этом лента должна плотно прилегать к головному убору, но не деформировать его. Голову измеряют сантиметровой лентой. не сильно натягивая ее, а форму головного убора — металлической рулеткой.
При неправильном снятии мерок построение чертежей, раскрой, пошив и другие работы не дадут положительных результатов. Для правильного построения чертежа большую роль играет правильно разработанная схема расположения главных конструктивных точек и линий, а также их связь с формой.
В конструировании головных уборов основной исходной линией является линия ободка, которая равна окружности головы или размеру головного убора. При составлении лекал головных уборов пользуются отдельными измерениями, которые можно подразделить на три группы: обхватные (периметры), поперечные (ширины), продольные (длины).
Рис. 4. Измерительные инструменты: а — сантиметровая лента; б — толстотный циркуль
52
Обхватные, поперечные и продольные группы измеряют по поверхности головы или головного убора сантиметровой лентой (рис. 4, а). При этом лента должна прилегать к головному убору, но не деформировать его. Диаметр измеряют сантиметровой полотняной лентой или толстотным циркулем (рис. 4, б). Глубину изгибов определяют двумя взаимно перпендикулярными линейками.
Обхватные измерения включают обхват головы и головного убора.
Обхват головы (Р) измеряют сантиметровой полотняной лентой, которую располагают вокруг головы по лобной части над уровнем бровей и по самой выпуклой затылочной части.
Рис. 5. Различные измерения и их условные обозначения
53
Обхват головного убора (По) (рис. 5) измеряют по поверхности головного убора и условно называют периметром измеряемой детали головного убора. Линия измерения может проходить по самой выпуклой части головного убора. По линии пришива донышка и стенки и т.п.
Расстояние от края головного убора спереди до края сзади (А) измеряют по центральной линии головного убора через центр.
Расстояние от края головного убора с одной стороны до края с другой (Б) измеряют посередине височной части головного убора через центр.
Высоту головного убора или отдельных деталей (В) измеряют следующим образом. Высоту клина измеряют по центральной линии от центра головки до линии пришива или подгибки. Высоту стенок головных уборов измеряют спереди, сзади и с боков. Высоту козырьков, наушников, назатыльников, расположенных вертикально относительно головного убора, измеряют также посередине соответствующей детали.
Глубину головного убора (Г) измеряют вокруг головы от одной височной части до другой.
Поперечные измерения определяют ширину головного убора (Ш) и его деталей. Ширину донышка измеряют по центральной линии от края донышка с одной стороны до края с другой. Ширину козырька, расположенного горизонтально относительно головного убора, измеряют посередине. Ширину полей измеряют посередине, спереди, сзади и сбоку.
Продольные измерения определяют длину головного убора (L) и его деталей. Длину донышка определяют по центральной линии от края донышка спереди до края сзади.
При конструировании полей учитывают также линию кривизны полей. Чем ровнее внутренний край полей, тем ближе поля прилегают к головке. И наоборот, чем овальнее внутренняя линия полей, тем дальше отходят поля от головки. Внутренний край ровных горизонтальных полей повторяет линию головки по размеру.
Для наиболее полной характеристики формы и размеров головы целесообразно использовать 13 размерных
54
признаков [1]. Программа измерения размерных признаков головы разработана НИИ антропологии (табл. 9). Схема измерения головы показана на рисунке 6.
Таблица 9
Размерные признаки головы человека и метод их измерения
Размерный признак Условное обозначение Метод определения размерного признака
Обхват головы горизонтальный Огол Лента проходит через наиболее выступающую точку затылка и центр лобных бугров
Обхват головы вертикальный Ов Лента проходит по треугольной мышце подбородочной плоскости и через верхушечную точку ГОЛОВЫ
Дуга продольная Дпр Лента проходит от гпабеллы до затылочной точки по средней линии головы
Дуга продольная Дпр Является продолжением дуги продольной до выгиба шеи
Дуга поперечная Дпоп Лента проходит от правой козелковой точки до левой
Дуга лобная Длоб Лента проходит над линией бровей к границе волос на висках
Диаметр продольный dnp Проекционное расстояние между глабел-лой и затылочной точкой
Диаметр поперечный dnon Проекционное расстояние между теменными точками правой и левой сторон
Ширина лица скуловая Шл Проекционное расстояние между скуловыми точками лица
Высота головы от козел-ковой точки Вк Проекционное расстояние между козеп-ковой и верхушечной точками
Высота голо вы от гла-беллы до подбородочной точки Вгл Проекционное расстояние между глабел-пой и подбородочной плоскостью
Высота лида физиологическая Вл Расстояние от верхнелобной точки до подбородочной
Высота головы от подбородочной точки Вгол Проекционное расстояние между подбородочной плоскостью и верхушечной точкой
55
I?
Рис. 6. Схема измерений головы человека с расположением антропометрических точек:
v — верхушечная; g — глабелла; t — козелковая; tr — трихи-он; ей — теменная; ор — затылочная; gn — подбородочная; гу — скуловая; go — нижнечелюстная
56
2.3.2. УЧЕТ ОСОБЕННОСТЕЙ СТРОЕНИЯ ЛИЦА И ЧЕРЕПА ПРИ ПОСТРОЕНИИ КОНСТРУКЦИИ МЯГКИХ ГОЛОВНЫХ УБОРОВ
Для совершенствования размерного стандарта и повышения уровня соответствия проектируемой формы головного убора (ГУ) внешнему облику человека изучено многообразие форм головы и черт лица женщин [3].
Овал лица предложено характеризовать следующими размерными признаками (рис. 6): шириной верхней части лица по середине лба (Шлб), шириной лица на уровне скуловых точек (Шск), шириной лица на уровне нижнечелюстных точек (Шнч) и высотой лица физиономической (Вл).По соотношению величин этих параметров выявлено шесть типов лиц [4]:
1. Шнч>Шск>Шлб— трапециевидное;
2- ШСК>ШНЧ, ШС1>Шл6, Шск = Вл, х>1 — шестигранное,
где х = Шск— Шл6;
3- шск >шкч> шск>шл6, Шск = Вл, х<1 — овальное;
4. Шл6>Шск>Шнч, Шск = Вл — треугольное;
5- Шл6 = Шск, Шск>Шт — прямоугольное;
6- шск = вл — круглое.
У женщин с треугольным лицом верхняя часть головы значительно массивней, контуры лица угловатые. Чтобы скрыть эти недостатки, для таких лиц рекомендуется ГУ мягкой, пластичной формы: береты с низкой линией присада, шляпы с асимметричным решением полей, небольшого объема чалма и др.
Люди с трапециевидным лицом, наоборот, имеют более массивную нижнюю часть по сравнению с верхней. Для женщин с таким лицом можно рекомендовать асимметричные ГУ или асимметричные линии присада. ГУ должен быть объемным в верхней части, поля шляп — с развитием вверх.
Для женщин с круглым лицом предпочтительнее ГУ четких геометрических форм, объем которых не должен быть маленьким, чтобы лицо не казалось еще шире.
У шестигранных лиц ширина лица в плоскости скуловатых костей больше ширины по середине лба и на уровне нижней челюсти. Поэтому ширина ГУ вверху не дол-
57
жна быть меньше ширины скул. В этом случае можно считать наиболее целесообразной асимметричную линию присада.
Людям с прямоугольной или овальной формой лица подойдут ГУ практически всех форм и различных объемов.
Для характеристики индивидуальных особенностей лица необходимо измерять такие размерные признаки, как размеры глаз (Дг) и расстояние между глазами; длина, ширина бровей; угол наклона бровей; длина (Дн) и ширина носа (Шн); расстояние от носоостистой точки до кончика носа (Рк-Но), высота лба (Влб), ширина губ и длина ротовой щели (Дрщ), лицевой угол (рис. 6), а также визуально определять форму губ и глаз, форму и ширину бровей, цвет глаз, волос и кожи лица.
Разработана классификация типов лица по 4 размерным признакам, которые являются наиболее значимыми при подборе ГУ.
Примеры ГУ с учетом черт лица показаны на рисунке 7.
Выявлены типовые формы губ: тонкие, полные, с опущенными уголками, с уменьшенным объемом одной из губ, припухлые, с вертикальными морщинками. Длина ротовой щели колеблется в пределах 3,5...5,2 см.
Разновидности глаз: узкие, круглые, миндалевидные, с уголками, сильно поднятыми кверху (раскосые), с уголками, «уныло» опущенными вниз, и «идеальные» — как у Мэрилин Монро. Длина глаз — 2,5 ...3,3 см (среднее арифметическое значение х = 2,9 см).
Типовые формы бровей выявлены по двум признакам: ширине (широкие, средние, тонкие) и форме (дугообразные, прямые, с изломом). Длина бровей от 3,5 до 7,0 см (х = 5,25 см). Угол наклона бровей от 5 до 30 град, (х = 17,5 град.).
Форма носа оценивается контуром профиля. Выявляют три типа формы носа: прямой, вздернутый, с горбинкой. Длина носа от 3,7 до 5,3 см (х = 4,5 см), ширина от 2,4 до 4,0 см (х = 3,2 см). В процессе обмера обнаружены следующие закономерности: если у женщины нос маленький, то он, как правило, вздернутый, если нос длинный, то он прямой или с горбинкой.
58
Рн ф
Рис. 7. Формы головных уборов, рекомендуемые для лиц: с близкопосаженными глазами; б — с широкопосаженными глазами; в — с острым лицевым углом; с тупым лицевым углом; д) с маленьким носом; е — с длинным носом; ж — с низким лбом; с высоким лбом
59
Внутри каждого типа формы овала лица существуют еще и группы, выделяемые в зависимости от размеров черт лица: небольшое лицо с мелкими чертами, большое лицо с крупными чертами и среднее лицо со средними чертами. В связи с этим разработаны рекомендации для практического использования при проектировании ГУ. Для людей с мелкими чертами лица подойдут ГУ малых объемов с узкими полями или невысоким бортиком, с легким сужением кверху, с одним или несколькими зами-нами. Для людей с крупными чертами лица ГУ должен быть больших объемов с широкими полями, высокой головкой. Причем зрительное уменьшение объема может быть достигнуто большим количеством линий конструктивного членения.
При выборе цвета ГУ следует учитывать не только цветовую гармонию всего ансамбля, но и цвет лица, глаз, волос. Если лицо бледное, то рекомендуемый ГУ тоже должен быть светлого тона, так как темные или блеклые цвета придают лицу болезненный оттенок.
Блондинкам с нежно-розовой кожей и светлыми глазами подойдут холодные синие тона, а темноглазым и смуглым — теплые красные, оранжевые, желтые оттенки.
Рыжеватый цвет волос и зеленые или светло-карие глаза хорошо будут гармонировать с теплым зеленым, нежно — лиловым и коричневым цветом. В то же время цветом ГУ можно повлиять на оттенок кожи лица, интенсивность цвета глаз и волос.
2.3.3. ПРИПУСКИ, УЧИТЫВАЕМЫЕ ПРИ КОНСТРУИРОВАНИИ ГОЛОВНЫХ УБОРОВ
Прежде чем приступить к построению чертежей, конструктору необходимо произвести некоторые расчеты и учесть припуски:
— на ширину швов;
— на толщину материалов (верха, подкладки и прокладки);
— на усадку или растяжение при влажно-тепловой обработке или соединении;
60
— декоративно-конструктивный;
— на у работку при механической обработке.
Припуск на ширину швов учитывают в зависимости от технологической обработки головного убора и ткани, из которой шьют тот или иной головной убор. Головные уборы из легко осыпающихся тканей или более толстых должны иметь большую ширину шва. Например, стачной шов для соединения деталей стенок верха или подкладки на плотных тканях 0,5 см, на легко осыпающихся 0,7 см. Стачной шов меха с более тонкой мездрой 0,08—0,10 см, а с более толстой (овчина) 0,15—0,25 см. (в таблице 10 дана ширина основных швов, применяемых при изготовлении головных уборов). Разница между внешними и внутренними размерами головных уборов определяется величиной припуска на толщину материалов. В головных уборах припуск на толщину материалов включает толщину ткани верха, подкладки и прокладки.
При конструировании головных уборов припуск на толщину материалов условно устанавливают из расчета 0,5 см на каждый миллиметр толщины ткани. В среднем он составляет следующие величины:
Толщина ткани, см Припуск, см
Хлопчатобумажная ткань 0,05 0,25
Шерстяная, камвольная ткань 0,10 0,50
Плащевая ткань 0,15 0,70
Сукно 0,15 0,70
Драп 0,30 1,50
Ватин 0,45 2,20
Поролон 0,20 1,00
Искусственный мех
с низким ворсом 0,50 2,50
Припуск на утепляющие материалы для зимних головных уборов составляет 1,5—2,0 см.
Величина припусков на обработку слагается из суммы припусков на усадку и растяжение ткани и зависит от
61
Таблица 10
Ширина основных швов
№ Наименование швов i Ширина швов в готовом ВИ- j де, см Примечания J
1 1 Стачные швы деталей; - из не осыпающихся тканей (не | толстых) : - из легко осыпающихся и толстых j тканей - стеганых с ватой и марлей - стачивание концов канта 0,5-0,6 I 0,6-0,7 0.6-0.8 0,2-0,3 !
2 Настрочной шов с открытым или за- ' крытым срезом 0,3-0,8 | Отделочная строчка распо- \ лагается на расстоянии 0,1 -0,5 см от подогнутого края (в зависимости от модели)
'з Накладной шов с закрытым срезом -расстояние от строчки до срезов ткани; - при соединении козырька с основанием кепи - для других изделий 7 I i 1,0-1,5 4 0,5-1.5 | Ширина шва со стороны верхней детали 0,2 - 0,5 см в зависимости от модели
4 Обтачные швы в кант, рамку и раскол 0,3-0,5 Ширина канта 0,1-0,3 см, ширина рамки- 0,4 -0,7 см в зависимости от модели
75 1 Отделочные строчки: - по краю детали или шва ' ' - по детали или головному убору 0,15-0,5 0,5-02
6 Шов стачивания меха с толщиной кожевой ткани: - свыше 0,8 мм - от 0,4 до 0,8 мм - менее 0,4 мм - при пришиве подкладки к меховому верху Не более 0,25 Не более 0,15 Не более 0,08 0,25-0,30 -
7 Двойной шов 0,5-0 7 Ширина внутреннего шва 0,2-0,3 см
8 Обтачные швы в кант, рамку и рас- . кол... ; 0,3-0,5 Ширина канта 0,1-0,3 см, ширина рамки-0,4-0,7 см в зависимости от модели
9 Рельефный шов 0,2-0,5 Расстояние от строчки до сгиба ткани 0,2-0,3 см в зависимости от модели
10 Шов настрачивания канта 0,40,5 То же, до сгиба канта
11 Окантовочные швы с открытым, закрытым срезом и тесьмой 0,4-0,8 -
12 Шов вподгибку с закрытым срезом 0,5-0.8 Подгиб внутри 0,3-0,6 см
13 I I Шов вподгибку с открытым срезом: - для околыша фуражки - для других изделий 1,0-1,5 0,5-0,8 Строчку сметки располагают на расстоянии 0,8-1,0 f см от подогнутого края околыша и 0,3-0,5 см от | срезов околыша
I 14 Накладной шов с открытым срезом; - для ткани - при соединении концов картонного околыша - при соединении основания кепи с картонным околышем 0,60,8 I 0,5-2,5 I 0,8-1,0 Расстояние от строчки до среза 0,3-0,5 см
15 Расстрочной шов 0,5-0,7 Отделочная строчка рас-' полагается на расстоянии 0,1-0,5 см от шаа
62
свойств материалов, из которых изготовляют головные уборы.
Чтобы головные уборы из материалов с большой усадкой имели необходимые размеры, конструкторы должны учитывать припуск на усадку ткани. Он необходим особенно в тех случаях, когда ткани верха, подкладки и прокладки имеют неодинаковую усадку.
Усадкой материалов называется сокращение размеров при смачивании, влажно-тепловой обработке, а также под влиянием повышенной влажности воздуха.
Усадка ткани влияет на качество головных уборов. В допустимых пределах она необходима для придания формы отдельным участкам головных уборов путем сутюжи-вания и оттяжки. Формование головных уборов из тканей, не имеющих усадки, значительно сложнее. Излишняя усадка ткани также является недостатком, головные уборы из тканей с большой усадкой легко изменяют свои размеры при утюжке и прессовании, а также в процессе носки, вследствие чего они деформируются.
Хлопчатобумажные и штапельные ткани имеют усадку, как правило, по длине, шерстяные ткани — по длине и ширине. Нормы усадки различных тканей следующие, в процентах:
Ситцы, муслин, мадаполам, коленкор До 3
Бязь 4,5
Плательные ткани: летней группы 3,0
демисезонной 4,0
Пестротканые плательные и рубашечные ткани:
по основе 3,0
по утку 2,0
Одежные гладкокрашеные, меланжевые, пестротканые До 6,0
Ворсовые ткани (полубархат, вельвет-корд, вельвет-рубчик) 3,5
Шерстяные ткани: а) гребенные чистошерстяные: бостоны 2,5—3,0
трико 3,0
коверкот, габардин 2,0—3,0
63
б) гребенные полушерстяные (смешанные):
трико коверкот,габардин в) тонкосуконные чистошерстяные драпы 3,0—3,5 2,5—3,5 2,5—3,0
г) тонкосуконные полушерстяные (сметанные):
драпы пальтовые сукна д) грубосуконные чистошерстяные (бобрик) е) грубосуконные чистошерстяные и полушерстяные сукна: 3,0—3,5 3,3—4,0 3,5 3,0—3,5
по основе по утку 1,5 3,0—3,5
Усадка считается положительной, если происходит уменьшение размеров ткани, и отрицательной, если это влечет за собой увеличение размеров.
Помимо усадки ткани под действием нагрузки в различных направлениях имеют растяжения. Растяжение различных тканей неодинаковое, но почти все ткани больше растягиваются по утку, чем по основе.
Удлинение ткани в момент ее разрыва называется разрывным удлинением и выражается в процентах от первоначальной длины. Если ткань не доводить до разрыва, то полученное ею под действием груза полное удлинение является частично обратимым. Различные ткани имеют следующие полные разрывные удлинения, в процентах (см. табл. 11).
Чем больше растяжимость материала, тем меньший припуск необходим к лекалам головных уборов, чем больше упругость материала, тем больше припуск.
Зависимость величины припуска от свойств ткани не исследована. Из практики известно, что при конструировании головных уборов из материалов, обладающих повышенным сопротивлением (жесткостью) к растяжению, например, полушерстяных тканей, содержащих 50% лавсана, предусматривают дополнительное увеличение припусков на 2—5% от длины детали. Например, длина околыша головного убора, выкроенного в поперечном направлении из разных тканей, будет различна. Из элас-
64
Таблица 11
Величины разрывных удлинений для различных видов тканей
Наименование ткани По основе По утку
Хлопчатобумажные: 21,0
- ситец (арт. 3) 4,0
- сатин ( арт. 176) 3,/ 20,5
- бязь отбельная (арт. 50) 8,0 15.8
Шерстяные: 20,5 29,5
- трико “ударник” (арт. 1304).
- сукно ведомственное (арт. 6404) 22,0 32,5
- ткань костюмная (шерсть 50% , лавсан 50%) 29,0 34,0
Шелковые: 15,7 15,1
- плательная (вискозная штапельная арт. 4464)
- шотландка (из вискозных нитей арт.4464) 19,5 22,6
- плащевая капроновая 20,3 26,9
Примечание: данные взяты из книги Г.Н.Кукин, А.Н.Соловьев. Текстильное материаловедение, часть 3, «Легкая индустрия», М., 1967,табл.\/11.
тичных тканей, например, трико, тонкого сукна, длина околыша равна размеру головного убора, а в некоторых случаях и меньше на 1 см. Из менее эластичных тканей, например, полушерстяных, хлопчатобумажных, длина верха околыша больше размера головного убора на 1 см, из неэластичных — на 2,5 см.
Декоративно-конструктивный припуск зависит от вида головного убора, его формы, художественного оформления модели и бывает от 1 до 10 см. Этот припуск определяется в процессе творческой работы художника-модельера и конструктора над моделью, поэтому его нельзя рассчитать с достаточной точностью. Например, береты некоторых фасонов при соединении головки с околышем имеют посадку или же разный объем. От этого декоративно-конструктивный припуск может меняться.
В зависимости от толщины ткани, от частоты стежка и расстояния между строчками дается припуск на механическую обработку. Этот припуск определяется экспериментальным путем.
3. Зак. 70
65
2.3.4. ЗАВИСИМОСТЬ ФОРМЫ ЛЕКАЛ ОТ СВОЙСТВ МАТЕРИАЛА
Головные уборы бывают различных видов и фасонов. Конструкция головных уборов изменяется по мере совершенствования технологии их изготовления и изменения моды. Все это осложняет разработку конструкций новых головных уборов.
Для облегчения этой работы широко используют типовые конструкции. Некоторые головные уборы не имеют существенных различий в конструкции основных деталей. Они отличаются лишь второстепенными деталями, например детские капоры при одной головке могут иметь козырьки разных форм и направлений, разные отделочные детали, ремешки, пуговицы и т. д. Поэтому мы рассмотрим конструирование типовых головных уборов.
Для конструирования головных уборов необходимо знать, из каких деталей состоит изделие, методы обработки, измерения головного убора или формы. В соответствии с размерами для каждой детали головного убора необходимо сделать припуски на швы и обработку, которые будут указаны при построении чертежей этих деталей.
Необходимо учесть, что конструирование каждого фасона головного убора рассмотрено только из одного вида материала, при конструировании головного убора этого же фасона из другого материала необходимо вносить в расчетные формулы соответствующие изменения на величину припусков и обработку.
Головные уборы из пальтовых или костюмных тканей могут быть мягких или жестких форм. При конструировании головных уборов мягких форм необходимо создавать лекала с особой тщательностью, так как такие головные уборы не всегда оправляют на форме. Пальтовые и костюмные ткани по своей структуре бывают самые разнообразные, они могут иметь различное удлинение волокон и усадку при обработке. Все это необходимо учитывать при создании лекал.
Головные уборы из водоотталкивающей ткани и искусственной кожи предназначены для ненастной! погоды, поэтому они должны быть водонепроницаемы и в то же время воздухопроницаемы.
66
Из водоотталкивающих тканей или тканей с покрытием (например, резиновым) изготовляют головные убо ры для повседневной носки, а также головные уборы специального назначения.
Водонепроницаемость структуры материала зависит от ткани и от конструктивных особенностей головного убора. Для того чтобы головные уборы были воздухопроницаемы, предусматривают вентиляционные отверстия, а декоративно-конструктивный припуск дают больше, чем при конструировании головных уборов из других тканей. Это необходимо для того, чтобы испарения не задерживались в головном уборе.
Недостатком материала с покрытием и некоторых видов искусственной кожи является то, что они не впитывают водяных паров и не пропускают их через ткань, откуда следует, что они практически не пропускают ни воду, ни воздух. Испаряясь с поверхности головы, водяные пары насыщают пространство между головой и материалом. Не имея выхода в окружающий воздух, они конденсируются на внутренней стороне материала. Поэтому конструкция головных уборов должна способствовать удалению водяных паров. Для впитывания влаги головные уборы из тканей с покрытием или из искусственной кожи необходимо изготовлять на подкладке из материала, обладающего гигроскопичностью.
Водоотталкивающие ткани, ткани с покрытием и искусственная кожа обладают рядом особенностей, которые необходимо учитывать при моделировании и конструировании головных уборов. К ним относятся высокая жесткость тканей и малая драпируемость материалов. При изготовлении головных уборов из этих материалов нельзя получить шов в раскол или вразутюжку, швы соединения деталей фиксируют только настрачиванием или рас-страчиванием.
Материалы с покрытием и искусственная кожа исключают влажно-тепловую обработку, поэтому получить объемные формы головных уборов можно благодаря конструкции. Для этого применяют различные вытачки, разрезы. Конструкцию деталей головных уборов разрабатывают без большой посадки и растяжения.
3’
67
При конструировании женских шляп из бархата необходимо учитывать его особенности. Шелковый бархат (панбархат) имеет большое растяжение не только в косом направлении, но и в поперечном, он хорошо драпируется. Хлопчатобумажный бархат имеет меньшее растяжение.
Головные уборы из хлопчатобумажных или шелковых тканей для летнего сезона изготовляют чаще всего светлых цветов, поэтому они должны легко стираться, крахмалиться и длительно сохранять форму (особенно раскладные панамы).
При конструировании головных уборов из шелковых тканей необходимо учитывать то, что многие шелковые ткани имеют большое растяжение. Форма головных уборов из них чаще всего достигается не конструктивными линиями, а влажно-тепловой обработкой.
Все созданные вновь лекала необходимо проверить в лабораторных условиях, а затем передать в производство. При конструировании головных уборов применяются следующие обозначения:
Р — размер головного убора;
— припуск на ширину шва с одной стороны детали;
Кг — припуск на толщину материала;
Кз — припуск на уработку при механической или влажно- тепловой обработке;
К4 — припуск на посадку при обработке или соединении;
К5 — глубина декоративных отделок;
К6 — припуск на толщину меха;
К7 — декоративно-конструктивный припуск.
2.3.5 КОНСТРУИРОВАНИЕ БАЗОВЫХ ФОРМ МУЖСКИХ ГОЛОВНЫХ УБОРОВ
Мужское кепи реглан с одной вытачкой
Кепи состоит из овального донышка, переходящего сзади в стенку с одной вытачкой, двух деталей стенки спереди и козырька (рис. 8).
68
Рис. 8. Мужское кепи реглан с одной вытачкой
Для конструирования кепи необходимы следующие детали:
1) стенки верха;
2) донышко верха;
3) козырек верха, подкозырек и прокладка в козырек;
4) донышко подкладки и прокладки;
5) стенка подкладки спереди;
6) стенка подкладки сзади;
7) околыш подкладки и прокладки.
Основой построения чертежей служат размеры формы кепи и некоторые измерения кепи в готовом виде. Размер кепи 57. Ширина донышка Шд — 24,1 см, длина донышка L = 26,5 см. Высота стенки спереди Bt = 7,7 см, высота стенки сзади Вг = 9 см. Половина ширины стенки сзади (от вытачки) Шс = 6,8 см, ширина козырька посередине Шк = 5,2 см.
Построение чертежа стенки верха (рис. 9). Прежде чем начать расчет построения стенки, находят ширину и длину донышка с припусками на швы и обработку. Ширина донышка равна
АБ = Шд + 2Кг + К2+ К3 = = 24,1 + 1 + 0,2 + 0,1 = 25,4 см.
69
Длина донышка равна
ВГ = L + К1 + К2 + К3 = = 26,5 + 0.5 + 0,3 + 0,1 = 27,3 см.
Метод построения стенки кепи такой же, как и в матроске. Периметр донышка можно определить из формулы
ТТд = 2лКусл = 2x3,14x13,2 = 83 см
АБ + ВГ 25,4+27,3 1Э п где Дусл = - — ~ — 13,2 см
Донышко кепи условно считают круглым, его радиус
дусл = 13,2 см.
Периметр нижнего круга равен размеру кепи с припусками на обработку
Пк = Р + К3 = 57 + 1,6 = 58,6 см.
Находят радиус окружности, длина которой
58,6 см,
Высоту стенки условно считают одинаковой со всех сторон:
h = 10,0 см.
Для построения стенки определяют радиусы В, и г2 развертки боковой поверхности конуса (рис. 9).
70
Рис. 9. Построение чертежа стенки верха
RycJIh _ 13,2-10
1 ^УСЛ-Г 13,2-9,3 33,9 см
Находят радиус гх развертки усеченного конуса
гх = йх — h = 33,9 — 10 = 23,9.
Находят угол, ограничивающий развертку боковой поверхности усеченного конуса по формуле:
Лд-180 83-180
К,-л 33,9-314
71
Угол п2, ограничивающий дугу стенки, равен 1/2га
140,5 га2 = = 70,2°.
Находят длину хорды Г 2Г3, стягивающей дугу,
Г2Г3 = 2/?, -sin— = 2 х 33,9 х0,5745 = 39 см.
Длина хорды г2г3 равна
г2г3 =Ъ\81П-^ = 2 х 23,9 х0,5745 = 27,4 см.
Строят стенку следующим образом. Из произвольного центра 0; проводят две дуги, радиусы которых равны длине образующих конуса: Rx = 33,9 и г, = 23,9 см. Из точки Т2, взятой произвольно на дуге радиуса R*, делают засечку равную длине хорды Г 2Г3 = 39,0 см. Соединяют точки Г2 и Гз с центром
Находят высоту стенки спереди
г6 Г2 = Bt + 2Kj = 7,7 + 2 = 9,7 см.
Высота стенки сзади равна
Г4 г5 = В2 + 2Kt = 9 + 2 = И см.
От точки г3 откладывают на дуге отрезок равный половине длины стенки сзади от вытачки без припусков на швы:
г3г4 = Шс = 6,8 см.
Точку г4 соединяют с центром 0; и на продолжении этой прямой в точке пересечения с дугой радиуса R4 получают точку Г4.
От точки Г4 вниз на прямой Г 40t откладывают отрезок равный высоте стенки сзади: Г 4г 5 = И см.
От точки Г2 вниз на прямой откладывают отре
72
зок равный высоте стенки спереди: Г2 г 6 = 9,7 см.
Точки г5 и г6 соединяют циркульной кривой, радиус которой R2 = гг = 23,9 см. Центр радиуса 02 находят засечками.
С двух сторон полученной стенки прибавляют по 0,5 см на швы, так как они не были учтены при построении. Получают точки Г5, г8 и точки Г6, г7. Касательно к прямой Г6 г7 и дуге радиуса Rj проводят дугу радиусом R3 = 4,3 см (по модели).
Построение чертежа донышка верха (рис. 10)
Для построения донышка необходимые размеры берут из измерений деталей в готовом виде плюс припуски на швы и обработку. Длину донышка находят из следующих соотношений:
В
Рис. 10. Построение чертежа донышка верха
73
ВГ = L + 2К1+К2 +К3 + 2К5 = = 24,3 + 0,4 + 0,1 + 0,1 + 2,4 = 27,3 см,
где К5 — припуск на глубину складки, так как шов должен проходить посередине внутри рельефа.
Ширину донышка находят так же, как длину:
АБ = Ш + 2К, + К 2 + К3 + 2KS = = 22,4 + 0,4 + 0,1 + 0,1 + 2,4 = 25,4 см.
Так как донышко имеет большую разность осей, то строят его, как эллипс. Эллипс есть замкнутая кривая, у которой сумма расстояний от любой ее точки до фокусов эллипса — есть величина постоянная, равная большой оси эллипса. Эллипс — это плоскость сечения кругового конуса или цилиндра, наклоненная к его оси.
Для построения донышка (см. рис. 10) проводят две взаимно перпендикулярные оси с центром пересечения О. От точки О вверх и вниз откладывают равные отрезки, расстояние между концами которых равно длине донышка ВГ = 27,3 см. От точки О вправо и влево откладывают равные отрезки, расстояние между концами которых равно ширине донышка АБ = 25,4 см.
Отрезок ВГ называют большой осью эллипса, а АБ — малой осью. Если из точки А или Б провести дугу радиусом Rj равным ОВ, то на большой оси получат фокусы эллипса — точки Ot и 02. В точке Н закрепляют острие карандаша и, придав нити форму 0tH02 = OtAO2, обводят карандашом контуры эллипса (донышка).
В кепи реглан с одной вытачкой донышко сзади переходит в стенку, посередине которой расположена вытачка.
Для построения стенки сзади проводят вспомогательную дугу параллельную (эквидистантно) дуге донышка (рис. 11).
Расстояние от дуги донышка до вспомогательной дуги равно высоте стенки сзади с припуском на подгиб.
74
Рис. 11. Построение чертежа донышка верха, переходящего в стенку
ВД = В2 + Кх = 9 + 1,5 = 10,5 см.
Для того чтобы провести дугу эквидистантно дуге донышка из центров 0, и 02, нужно поставить острие карандаша в точку Д и закрепить концы нитки в точках 0; и О2, после чего провести дугу. От точки В в обе стороны по дуге откладывают отрезки, равные Г3Г4 (см. рис. 9). Эти отрезки находят с помощью циркуля, засекая расстояние Г3Г4. Получают точку С. Дугу ВС делят на равные части и получают точку Ф. Соединяют точки 0 и Ф
75
прямой линией и на пересечении этой прямой со вспомогательной Дугой получают точку И. От точки И в обе стороны откладывают отрезки, равные половине ширины стенки сзади с припусками на швы
ШС+2К. 6,8 + 1
ИД, = ИЕ=----------1 = -у- = 3,9 см.
Отрезки ДД, и Д,В зависят от модели. Чем больше угол наклона стенки сзади, тем больше отрезок ДД,
Соединяют точки Е и О2 прямой линией. От точки Е вверх по прямой откладывают отрезок ЕЖ =1/3 БД. От точки С по дуге откладывают отрезок СМ = Г6М (из рис. 9) и получают точку сопряжения М. Соединяют точки М и Ж циркульной или лекальной кривой (R, = 11,4 см).
Линия Д,Е вогнутая, глубина вогнутости равна 0,2 см. ЛинияД,В выпуклая, глубина выпуклости 0,15 см.
Построение чертежа прокладки в козырек. Прокладку в козырек кепи строят так же, как в капитанке (рис. 12). Длина прямой, соединяющей концы козырька ДБ = 19,4 см. (Размеры построения определены по макету).
Длина перпендикуляра ВГ, восставленного к середине прямой АВ, равна 7,5 см. Точки А, Г, Б соединяют циркульной кривой, радиус которой R, = ОА = 10 см. Ширина козырька ГД = 5,2 см.
Для построения внешнего контура козырька проводят две прямые параллельные вертикальной оси на расстоянии 0,3 см от нее. Получают точки В,, В2 и Д, Д2. От точек В, и В2 откладывают вверх отрезки В, О, = В2 О2 = 3,2 см. Из точек О, и О2 радиусом В2 = 9,5 см проводят дуги, точки Д, и Д2 соединяют прямой линией. Из точек А и Б проводят касательные к внешней дуге козырька.
Построение чертежа верха козырька и подкозыръка. Чертеж верха козырька строят так же, как чертеж прокладки в козырек, с той лишь разницей, что дают припуск на швы. По внешнему краю козырька дают припуск на шов 0,5 см и на перегиб 0,3 см, а по внутреннему краю 1,0 см.
76
Для построения верха козырька (рис. 12, в) берут за основу чертеж прокладки в козырек (пунктирная линия). Затем из центра О радиусом
R3 = Rj — 1 = 9,6 — 1 = 8,6 см
Проводят дугу AjFjEp Отрезки на продолжении дуг равны:
AtA2 = Б, Б2 = 0,5 см.
Из центров О; и О2 проводят дуги радиусом равным
R4 — R2 + 0,8 — 8,2 + 0,8 — 9,0 см.
Отрезки АА3 = ББ3 = 0,8 см, а А3А4 = Б3Б4 = 0,5 см. Соединяют точки А4, А2 и точки Б2, Б4 прямой линией.
Чертеж подкозырька строят так же, как и верха козырька, с той лишь разницей, что подкозырек по внешнему краю меньше козырька на 0,5 см (рис. 12, г). Поэтому радиус R4 равен 8,5 см и расстояние между точками А5А = ББ3 = 0,3 см.
Построение чертежа донышка подкладки. Донышко подкладки строят как эллипс, длина осей которого равна ширине и длине донышка с припусками на швы (см. рис. 10).
Ширина донышка равна
АБ = Ц + 2К, = 24,1 + 1 = 25,1 см.
Длина донышка равна
ВГ =L2+ 2Kt = 26,5 + 1 = 27,5 см.
Построение чертежа стенок подкладки. Метод расчета построения стенок подкладки такой же, как и стенки верха. Но стенки подкладки делают разные по размеру. Стенки спереди короче и выше, чем стенки сзади. К задней стенке внизу пришивают околыш. Линия кривизны стенок подкладки также неодинаковая, так как спереди стенка имеет угол наклона больше.
(Размеры построения определяют по макету).
77
г
Рис. 12. Построение чертежа прокладки в козырек 78
Для построения стенки подкладки спереди (рис. 13) из произвольной точки 0; проводят две дуги, радиусы которых равны длине образующих конуса Rj = 29,7 см и г;= 18,7 см.
Rt — rj = h = 29,7 — 18,7 = 11 см,
где h — высота стенки спереди.
Из точки Г, взятой произвольно на дуге радиуса Rt, делают засечку равную длине хорды, стягивающей дугу: Г{Г = 36,4 см. Точки Г и соединяют с центром О;.
Таким образом, получают чертеж стенки подкладки спереди.
Для построения стенки подкладки сзади (рис. 13) из произвольной точки О; проводят две дуги, радиусы которых равны длине образующих конуса Rj = 33 см, rt = 24 см.
Рис. 13. Построение чертежа стенки подкладки спереди и сзади
79
в
А Б
Рис. 14. Построение чертежа околыша подкладки
R — г = Л = 33 — 24 = 9 см, где h — высота стенки сзади.
Из точки Г, взятой произвольно на дуге радиуса R„ делают засечку, равную длине хорды ГГГ = 44 см. Точки и Г соединяют с центром О, и получают чертеж стенки подкладки сзади.
Построение чертежа околыша подкладки. Длина околыша подкладки равна длине стенки сзади по дуге: АБ = 32,5 см. Ширина околыша равна АВ = 3,2 см (см. рис. 14).
Мужское кепи реглан с тремя вытачками
Кепи мужское реглан с тремя вытачками состоит из овального донышка, переходящего сзади в стенку с тремя вытачками, стенки спереди и козырька (рис. 15).
Для конструирования кепи необходимы следующие детали:
1) донышко верха (основание);
2) стенка верха;
3) козырек верха, подкозырек и прокладка в козырек;
4) донышко подкладки и прокладки;
5) стенка подкладки спереди;
6) стенка подкладки сзади;
7) околыш подкладки и прокладки.
Основой построения чертежей служат размеры формы кепи и некоторые измерения кепи в готовом виде. Раз-
80
Рис. 15. Мужское кепи реглан с тремя вытачками
мер кепи 57. Ширина донышка Ш = 24,7 см, длинаL = 27,3 см, высота стенки спереди В, = 7,6 см, высота стенки сзади В2 = 9 см, высота стенки сбоку В3 — 8,4 см. Ширина стенки сзади по краю между вытачками Шс = 7,4 см.
Построение чертежа донышка верха. Метод построения чертежа донышка с тремя вытачками такой же, как и донышка с одной вытачкой. Для построения чертежа находят ширину и длину донышка с припусками на швы и обработку. Ширина донышка равна
АВ = Шд + 2К[ + К2 К3 ~ = 24,7 + 1 + 0,2 + 0,1 = 26 см.
Длина донышка равна
ВГ = L + К, + К2 + Кз = = 27,3 + 0,5 + 0,3 + 0,1 = 28 см.
Строят донышко (рис. 16,а) как эллипс, длина осей которого равна АБ и ВГ.
В кепи реглан с тремя вытачками донышко сзади переходит в стенку, на которой расположено три вытачки: одна в центре и две симметрично по бокам. Для построения стенки сзади проводят вспомогательную дугу параллельную (эквидистантно) дуге донышка, на рас-
81
Рис. 16. Построение чертежей кепи реглан
82
стоянии 10,5 см от нее (высота стенки сзади с припуском на подгиб)
ГД =В2 А;= 9 + 1,5 = 10,5 см.
От точки Д на вспомогательной дуге в обе стороны делают засечки циркулем радиусом ДД; = ДД2 = 5,1 см (по макету). От точки Д1 на дуге откладывают отрезок Е равный 1/4 длины стенки сзади с припуском на швы
ДР =ШС+ 2Kj = 7,4 + 1 = 8,4 см.
От точки Е по дуге откладывают отрезок ЕЖ =Д1Д2 = 10,2 см. Через точки О2 и А проводят прямую до пересечения со вспомогательной дугой. На пересечении этой прямой и дуги получают точку 3. От точки 3 на этой прямой откладывают отрезок 33, = 0,6 см (высота стенки сбоку меньше, чем сзади на 0,6 см).
Соединяют точки Ж и 3t прямой линией, отрезки Д, Е и Ж 3 равны. Фактически контур между этими точками Д, Ей Ж, 3j будет вогнутый и возвышается посередине этих отрезков на 0,15 см. Дугу АГ делят пополам'(с помощью линейки, изгибаемой по дуге) и получают точку К. Точки Г, Д,; К, Е; К, Ж соединяют прямыми линиями. Фактически контур вытачек между этими точками выпуклый и будет возвышаться посередине отрезков на 0,2 см.
От точки А по дуге откладывают отрезок АС = 2,5 см (берут условно по модели). К прямой АЗ и дуге донышка касательно проводят дугу через точку сопряжения С, радиус которой jR; = 3,0 см.
Донышко симметрично относительно оси ВГ.
Построение чертежа стенки верха. Построение чертежа стенки верха кепи реглан с тремя вытачками такой же, как и в кепи реглан с одной вытачкой. При расчете данной стенки необходимо учесть то, что она находится спереди кепи и расположена почти горизонтально, поэтому кривизна линии больше, чем сзади.
Для построения стенки верха (рис. 16, б) из произвольной точки проводят дуги, радиусы которых равны
83
длине образующих конуса (размеры построения определены по макету): Rj = 24,3 см иг j = 14,7 см;
Rj — Tj = h = 9,6 см,
где h — высота стенки спереди с припусками на швы.
Из точки Г, взятой произвольно на дуге радиуса, делают засечку равную длине хорды, стягивающей дугу ГГ{ = 37,6 см. Точки Г и Tj соединяют с центром О;. От точек г и откладывают отрезки гг2 = г/3 = 0,8 см (стенка сбоку выше, чем спереди, на 0,8 см). Точки г2, б и б,г3 соединяют циркульными кривыми, радиусы которых равны rt = 14,7 см. Их проводят из центров О2 и О3, которые находят засечками.
От точки Г откладывают отрезок ГС = АС = 2,5 см (см. рис. 16, а). Касательно к прямым Гг2 и Г;г3 и дуге радиуса через точку сопряжения проводят дуги радиусом R3.
Контуры между точкой сопряжения В и точкой г2, а также Bt и г3 выпуклые и возвышаются посередине отрезков на 0,2 см.
Построение чертежей деталей подкладки и козырька производят так же, как у кепи мужского реглан с одной вытачкой (см. рис. 12 и 13).
Мужское кепи с восемью вытачками
Кепи (рис. 17) состоит из овального донышка с восемью вытачками и козырька.
Для конструирования кепи необходимы следующие детали:
1) головка кепи;
2) козырек, подкозырек и прокладка в козырек;
3) донышко подкладки и прокладки;
4) стенка подкладки спереди;
5) стенка подкладки сзади;
6) околыш подкладки и прокладки.
Основой построения чертежей служат размеры формы кепи и некоторые измерения кепи в готовом виде. Размер кепи 57. Ширина донышка Шд = 27,4 см, длина доныш-
84
Рис. 17. Кепи с восемью вытачками
Рис. 18. Построение чертежа головки кепи с восемью вытачками
85
на L = 29,2 см. Высота стенки спереди Bt = 6,7 см., высота стенки сзади В2 = 7,7 см., высота стенки сбоку В3~ 7,2 см.
Для построения головки кепи (рис. 18) вначале строят овал радиусом R, оси которого равны ширине и длине донышка: АБ = Шд = 27,4 см; ВГ = L — 29,2 см.
R = х 1/2Б = 13,7 см;
29 2-27 4
00, = ОО2 = ~ = 0,9 см
Для построения вытачек необходимо рассчитать длину стенок спереди, сзади и с боков с припуском на шов подгиба.
Ширина стенки спереди равна
ГГ2 = Bt + Kt = 6,7 + 1,5 = 8,2 см.
Ширина стенки сзади равна
ВВ1 = В2+К1 = 7,7 + 1,5 = 9,2 см.
Ширина стенок с боков равна
АА, = ББ, = В, + К, = 7,2 + 1,5 = 8,7 см.
Для построения головки проводят вспомогательный овал с учетом ширины стенки с разных сторон. Чтобы провести овал спереди головки, необходимо сместить центр О2 вниз на 0,5 см и из полученной точки О3 провести дугу радиусом
R, = R + АА1 = 13,7 + 8,7 = 22,4 см.
Центр О2 смещают на отрезок, равный разнице между шириной стенки спереди и с боков.
АА, - IT, = О2О3 = 8,7 — 8,2 = 0,5 см.
86
Центр О, смещают вниз на 0,5 см, из полученной точки О4 проводят дугу радиусом
Rf = R + AAI = O4At = 22,4 см.
Концы дуг соединяют касательной линией. Периметр овала, проведенного радиусом R1 = 22,4 см, будет равен
Пов = 2-nR, + 2 (О3О4) = = 2 х 3,14 х 2,4 + 3,6 = 144,6 см.
Периметр кепи по краю подгиба Пок находят по формуле
Пок = Р + 16Kt + Кг = 57 + 8 + 1,6 = 66,6 см.
Внешний овал делят на восемь равных участков вытачками, длину вытачек по овалу находят следующим образом:
Пов-Пок 144,6—66,6
----в---=-----в---- =9,7 см
Расстояние между вытачками по линии пришива равно
ffjE = Пок / 8 = 66,6 / 8 = 8,3 см.
Внутренний овал разделен осями внешнего овала А2Бг и PjBj на четыре сектора. Каждый сектор делят на две равные части. Получают вершины вытачек. Линии вытачек выпуклые и возвышаются над отрезком прямой, соединяющей концы вытачек, на 0,3 см. Наибольшая выпуклость вытачек — на расстоянии 3,0 см от донышка (от конца вытачек).
В некоторых кепи вытачки делают неодинаковые, посередине, сзади, иногда и спереди они несколько больше, чем боковые.
Чертежи деталей подкладки и козырька строят так же, как у кепи мужского реглан с одной вытачкой (см. рис. 12 и 13).
87
Мужская пилотка
Мужская пилотка (рис. 19) из хлопчатобумажной ткани состоит из двух деталей колпака, переходящего в подбортник, двух деталей верхнего бортика и двух деталей донышка.
Для конструирования пилотки нужны следующие детали:
1) Бортик;
2) Подбортик и колпак;
3) Донышко колпака;
4) Донышко и стенки подкладки.
Основой построения чертежа служат размеры пилотки в готовом виде, определенные техническими условиями. Размер пилотки 57. Высота бортика спереди Lj = 4,75 см, высота бортика посередине (наибольшая) L2 = 10,9 см. Высота колпака спереди и сзади L3 = 5.5 см, высота колпака посередине (наибольшая) L4= 11,6 см. Наибольшая ширина донышка посередине Ш =5,3 см.
Построение чертежа бортика (рис. 20, а). Длина бортика внизу равна размеру головы с припусками на швы и обработку
Р+2К,+Кд 57+7+4
АБ =------4---4=Э/+2+4 = 31 5
2 2
Рис. 19. Мужская пилотка
88
89
Высота бортика спереди и сзади равна
АВ = БГ = + 2К{ + К4 =
= 4,75 + 2,0 + 0,15 = 6,9 см.
Отрезок ДЛ = 6,8 см.
Высота бортика посередине (наибольшая) равна:
ДЕ =L2 + 2К4 + К4~ 10,9 + 2 + 0,5 = 13,4 см.
Для построения бортика проводят прямую, длина, которой равна длине бортика с припусками на швы и обработку: АБ = 31,5 см.
К середине прямой АБ восстанавливают перпендикуляр, длина которого равна наибольшей ширине бортика: ДЕ = 13,4 см. ОтрезокДЛ = 6,8 см. Через точку Л проводят прямую, параллельную АБ; длина этой прямой ВГ = 30,5 см. Точки А и В, а также точки Би Г соединяют прямыми линиями.
Точки В, Ей Г соединяют прямыми линиями. К серединам отрезков BE и ЕГ восставляют перпендикуляры ЖЗ = НК = 1,5 см. Точки В, 3, Е, К, Г соединяют плавной лекальной линией.
Построение чертежа колпака и подбортика. Для построения колпака и подбортика проводят прямую, длина которой на 0,5 см меньше длины бортика (рис. 20, б): АБ = 31 см. Через середину прямой АБ (точку В) проводят перпендикуляр
ДГ =L2+L4+ 2Kt = 10,9 + 11,6 + 2 = 24,5 см;
ДВ = ВБ = 12,25 см.
От точки В верх и вниз откладывают отрезки.
ВЛ = КВ = 5,8 см.
Через точки Л и К проводят прямые, параллельные АБ: МН = ПР = 30 см. Точки М, Г, Ни П, Д, Р соединяют прямыми линиями. К середине отрезков МГ, ГН, ПД и
90
ДР восставляют перпендикуляры ЕЖ = EIHiI = ИЗ = ИД^ = 1,55 см. Точки М, Е, Г, Е1г Н и точки П, И, Д, И,, Р соединяют плавными лекальными линиями. Точки П, А, М и Р, Б, Н соединяют прямыми линиями.
Построение чертежа донышка верха. Для построения донышка верха (рис. 20, в) проводят горизонтальную линию, длина которой равна расстоянию между внутренними углами АБ = 22,5 см. К середине прямой АБ в точке В восставляют перпендикуляр и откладывают на нем отрезок, длина которого равна вогнутости донышка ВГ —2,7 см. Донышко симметрично относительно ВД, поэтому обе стороны строят аналогично.
Точки А и Г соединяют прямой линией, к середине которой восстанавливают перпендикуляр ЕЖ = 0,7 см. От точки Г вверх откладывают отрезок, длина которого равна наибольшей ширине донышка с припуском на швы
ГД = Ш + 2К1 = 2,3 + 2 х 0,8 = 3,9 см.
От точки А откладывают отрезок АЗ = ГД = 3,9 см. От точки В вверх откладывают отрезок ВИ = 0,8 см. и проводят через точку И прямую, параллельную АВ. На этой прямой откладывают отрезок ИК = 15,25 см. Точки 3, К и Д соединяют прямыми линиями. К середине прямой КД восставляют перпендикуляр, длина которого ЛМ = 1,4 см. Точки К,М иД соединяют плавной лекальной линией.
Построение чертежей деталей подкладки. Донышко подкладки строят так же, как и донышко верха, но. других размеров: АВ = 10,5 см, ВГ =2,7 см, ЕЖ = 0,6 см, ГД = 3,9 см, АЗ = 3,9 см, ВИ = 1,0 см, КИ = 15,25 см, ЛМ =1,4 см.
Стенку прокладки строят так же, как борт, но расстояния между соответствующими точками другие: АБ = 14,75 см, ДЕ = 12,2 еМуДЛ — 6,5 см, ВГ = 14,25 см, ЗЖ = НК = 1,4 см.
Мужская фуражка
Мужская фуражка (рис. 21) состоит из овального донышка. четырех стенок, околыша и фибрового козырька.
91
Рис. 21. Мужская фуражка
а
Рис. 22. Построение 1/4 стенки верха
92
Для конструирования фуражки нужны следующие детали:
1) Донышко верха и подкладки,
2) Околыш,
3) Стенки верха, подкладки передняя и задняя,
4) Большая стойка из парусины,
5) Малая стойка из парусины,
6) Малая стойка из картона,
7) Большая стойка из картона.
Основой построения чертежей служат размеры фуражки в готовом виде. Размер фуражки 57. Ширина донышка III — 27,4 см, длина донышка L = 27,8 см, высота стенки спереди В = 5,7 см, высота стенки сзади — 4,7 см. Ширина околыша IIIj = 4,5 см.
Построение чертежа донышка верха. Расчет и построение чертежа донышка верха такие же, как и донышка капитанки.
Ширина донышка равна
АБ = Ш + 2Kj — К4 = 27,4 + 1 — 0,2 = 28,2 см.
Длина донышка равна
ВГ = L + 2Kj — К4 = 27,8 + 1 — 0,1 = 28,7 см.
Строят донышко как овал (см. рис. 10). Сатиновую подкладку и марлевую прокладку кроят на два размера больше.
Построение чертежа околыша. Околыш фуражки — это прямоугольник (см. рис. 14), длина которого АБ (для долевого околыша) равна
АБ = Р + 2К, + К4 = 57 + 1 + 1,5 = 59,5 см.
Околыши поперечные по длине равны размерам фуражки, тогда АБ = 57 см.
Ширина околыша равна
АВ = П11 + 2К1 — 4,5 + 1,8 = 6,3 см.
93
Построение чертежей стенок. Расчет и построение чертежей стенок такие же, как и капитанки, но в данном случае угол наклона стенки спереди и сзади неодинаковый, их высота тоже разная.
При построении стенок не делают полного расчета, так как этот расчет усложнен.
Для построения задней стенки (рис. 22, а) проводят прямую АБ, длина которой равна длине хорды, стягивающей малую дугу стенки АБ = 15,9 см.
К середине прямой АБ восставляют перпендикуляр, длина которого равна стрелке вогнутости ВГ = 2,7 см. Стенка симметрична относительно оси ВИ, поэтому построение обеих сторон аналогичное.
Точки А и Г соединяют прямой линией. К середине прямой АГ восставляют перпендикуляр, длина которого ДЕ = 0,6 см. Точки А, Е, Г соединяют плавной кривой линией.
На продолжении прямой ВГ откладывают отрезок, равный расстоянию от хорды, стягивающей малую дугу, до хорды, стягивающей большую дугу ВЖ = 5,0 см. Через точку Ж проводят хорду, параллельную АБ, длина которой ЗЖ = 11,4 см. От точки Г вверх откладывают отрезок ГИ, равный ширине стенки с припусками на швы: ГИ=6,0 см. Соединяют точки 3 и И прямой линией, и к ее середине восставляют перпендикуляр КЛ = 0,9 см.
Построение передней стенки мало отличается от построения задней. Для построения передней стенки (рис. 22,6) проводят прямую АБ, длина которой равна длине хорды, стягивающей малую дугу стенки: АБ = 15,0 см.
К середине прямой АБ восставляют перпендикуляр, длина которого равна стрелке вогнутости ВГ = 1,8 см. Точки А и Г соединяют прямой линией. К середине прямой АГ восставляют перпендикуляр ДЕ = 0,3 см. Точки Г и Б соединяют прямой линией. Из середины прямой ГЕ восставляют перпендикуляр ДЕ; = 0,2 см. Из точки А восставляют перпендикуляр АЗ = 6,3 см. Из точки Б восставляют перпендикуляр БН = 5,6 см. Через точки 3 и Н проводят прямую линию ИИ1 = 20,1 см. На пересечении ее с продолжением ВГ получают точку Ж.
94
От точки Г вверх откладывают отрезок ГК = 6,5 см. (ширина стенки). Точки И, К, И1 соединяют прямыми линиями. К серединам прямых ИК и КИ1 восставляют перпендикуляры ЛМ — Л1М1 = 0,5 см. Точки И, М, К, М,И1 соединяют плавной лекальной линией.
Построение стенки подкладки спереди такое же, как стенки верха спереди (см. рис. 22,а), только размеры другие: АБ = 14 см; ВГ = 1,3 см; ДЕ = 0,3 см; ВЖ = 8,5 см; ЗЖ = 10,3 см; ГИ = 9,1 см; ЛК = 0,5 см.
Построение чертежа стенки подкладки сзади такое же, как и построение стенки верха сзади (см. рис. 22,а), только размеры другие: АБ = 16,5 см; ВГ = 1,7 см; ДЕ — 0,5 см; ВЖ = 8,5 см; ЗЖ = 11,45 см; ГИ = 9,2 см; ЛК — 0,6 см.
Построение чертежа малой стойки из парусины и картона. Лекала малой стойки — это прямоугольник, длина которого (для парусины) АБ = 4,5 см, а высота его АВ = 8,0 см. (рис. 23). Для картона АБ = 3,8 см, АВ = 6,8 см.
Построение большой стойки. Построение большой стойки из парусины такое же, как построение стенки верха сзади, только размеры другие (см. рис. 22, а): АБ =17,2см; ВГ = 1,5 см; ДЕ = 0,3 см; ВЖ = 6,0 см; ЗЖ = 10,5 см; ГИ = 6,2 см; ЛК = 0,5 см.
Рис. 24. Построение большой стойки из картона
Рис. 23. Построение малой стойки
95
Для построения большой стойки из картона (рис. 24) вначале строят прямоугольник, длина которого АБ = ВГ = 15,2 см, а ширина АВ = БГ = 5,6 см. Затем на перпендикуляре, восстановленном к середине прямой АБ, откладывают отрезок ДЕ = 0,5 см. От точки А откладывают на прямых отрезки АЖ = АЗ = 2,0 см. Угол ЗАЖ делят пополам и на прямой откладывают отрезок АЛ = 1 см.
От точки В откладывают отрезки на прямых ВИ =ВК = 2,2 см. Угол КВИ также делят пополам и на прямой откладывают отрезок ВМ = 1,2 см.
К середине прямой ДЖ восставляют перпендикуляр НП = 0,3 см. Из точки И опускают перпендикуляр ИР = 0,4 см. Отрезок СТ равен 2,6 см. Точки Е, П, Ж, Л, 3, К, М, Р, Т, С соединяют плавными кривыми линиями.
2.3.6. КОНСТРУИРОВАНИЕ БАЗОВЫХ ФОРМ ЖЕНСКИХ ГОЛОВНЫХ УБОРОВ
Мягкий берет
Бархатный берет состоит из головки берето -образной формы и околыша из шелковой ткани (рис. 25). Головка состоит из донышка овальной формы и стенки, по нижнему краю которой заложены мягкие сборочки. Околыш из отделочной ткани выстрочен по краю.
Для конструирования берета необходимы следующие детали:
1) донышко верха, подкладки и прокладки;
2) стенка верха, подкладки и прокладки;
3) околыш верха и прокладки;
4) полоска для обтачки околыша из ткани подкладки.
Основой построения чертежа служат размеры берета в готовом виде. Размер берета 56. Длина донышка берета L = 25 см. Ширина донышка Ш = 23 см. Высота стенки берета В = 11,5 см. Ширина околыша Шо = 4 см.
Построение чертежа донышка. В данном случае донышко берета овальной формы с незначительной разницей между длиной и шириной (рис. 26).
96
Рис. 26. Построение чертежа донышка
4. Зак. 70
97
Длина и ширина донышка верха равны его размерам в готовом виде плюс припуски на швы. Ширина донышка равна
АБ = Ш + 2К = 23 + 1,4 = 24,4 см.
Длина донышка равна
ВГ = L + 2К, = 25 + 1,4 = 26,4 см.
Так как разность диаметров небольшая, то донышко чертят как две полуокружности, расстояние между центрами которых
ОО, = L — Ш = 26,4 — 24,4 = 2 см.
Для построения донышка (см. рис. 26) проводят две горизонтальные линии, расстояние между которыми 2 см и осевую линию, перпендикулярную этим прямым. Из точек 0 и О; проводят полуокружности радиусом R =1/2 АБ = 12,2 см, концы которых соединяют прямыми линиями.
Рис. 27. Построение деталей головного убора: а — стенки верха и околышка, б — подкладка и прокладка стенки
98
Построение чертежа стенки. Длина стенки берета равна периметру донышка с добавлением припусков на швы и обработку (рис. 27, а).
Стенка в данном случае пришивается без посадки. Периметр донышка равен
Пд = 2nR + 2 (00t) = 2 х 3,14 х 12,2 + 2 = 76,5 см
Длина стенки АБ будет равна
АБ = Пд + 2Kj = 76,5 + 1,4 = 77,9 см.
Высота стенки берета равна высоте берета в готовом виде с припусками на швы
АВ = В + 2Kt = 11,5 + 1,7 = 13,2 см.
Построение чертежа околыша. Длина околыша равна размеру головы с добавлением припусков на швы и обработку (см. рис. 27,а)
АБ = Р + 2К, + Кз = 56 + 1,4 4- 0,6 = 58 см.
Околыш сложен в два слоя по ширине, поэтому
АВ = 2ШО + 2К, = 8 + 2 = 10 см.
Построение чертежа полоски. Длина полоски для обтачки околыша равна длине околыша (см. рис. 27, б), а ширина ее равна 2,5 см. К точкам А и Б проводят прямые под углом 45° до пересечения с горизонтальными линиями.
Женский берет, состоящий из шести клиньев
Берет из водоотталкивающей ткани состоит из берето-образной головки и строченого околыша (рис. 28). Головка состоит из шести одинаковых клиньев. Нижний край околыша имеет дугообразную линию.
4
99
Рис. 28. Женский берет, состоящий из шести клиньев
Рис. 29. Построение чертежей берета
100
Для конструирования берета необходимы следующие детали:
1) клин верха и подкладки;
2) околыш верха, подкладки и прокладки.
Основой построения чертежа служат размеры берета в готовом виде. Размер берета 56. Высота клина В = 21,5 см. Наибольшая ширина клина Ши = 16 см. Ширина околыша спереди Ш1 = 4 см, ширина сзади Ш2 = 3,5 см, ширина сбоку Ш3 = 5,5 см. Берет конструируют из несыпучих тканей.
Построение чертежа клина. Высота клина берета зависит от радиуса донышка и высоты стенки берета. Чем шире берет, тем больше высота клина. Она состоит из радиуса окружности донышка и высоты стенки с припусками на швы.
Высотой стенки принято считать расстояние от нижней линии клина до линии максимальной его ширины, а радиусом донышка является расстояние от линии максимальной ширины до его вершины. Общая высота клина будет равна
ОА = В + 2К, = 21,5 + 1,7 = 23,2 см.
Периметр максимального обхвата берета в верхней части находят умножением наибольшей ширины клина на количество клиньев
Пе = 6ШК = 6 х16 = 96 см.
Зная периметр обхвата, находят радиус донышка с припуском на шов
Пв 96
Я = + к + 0>5 = 15 8 см_
2л \),2о
Высота стенки берета будет равна
АБ = АО — R = 23,2 — 15,8 = 7,4 см.
101
Ширина клина внизу (основание клина) равна 1/6 размера берета с припусками на швы и обработку
Р + 12У6.+^ 56 + 6 + 1
BBj =------------- -------- = 10,5 см.
6 6
Строят чертеж клина следующим образом. Из произвольного центра О радиусом R„ равным высоте клина, плюс 0,6 см проводят дугу (рис. 29,а).
й; = АО + 0,6 = 23,2 + 0,6 = 23,8 см
Длина стороны правильного шестиугольника, вписанного в круг радиуса R, равна этому радиусу. Чтобы разделить окружность на шесть равных частей, достаточно провести горизонтальную ось через центр, которая делит окружность на две равные части. Затем из точек пересечения прямой с окружностью раствором циркуля, равным радиусу, делают засечки на дуге. Полученные точки соединяют с центром. Таким образом, окружность делится на шесть частей. Затем 1/6 окружности делят на две равные части осевой линией до пересечения с окружностью. От точки О вниз по осевой линии откладывают отрезок, равный высоте клина: О А = 23,2 см. Через точку А проводят прямую, перпендикулярную оси, до пересечения с окружностью. От точки А в обе стороны откладывают отрезки, равные 1/2 ширины основания клина, и получают точки В и (ВВ1 = 10,5 см).
Из центра О проводят вспомогательную дугу радиусом, равным радиусу окружности донышка берета: R — 15,8 см. Точки пересечения этой дуги с прямыми Г и Гг соединяют прямой линией. Пересечение этой прямой с осью даст точку Г2. От точки Г2 в обе стороны откладывают отрезки, равные 1/2 наибольшей ширины клина с припусками на швы, и получают точки Д иДР
ДД,= Шк + = 16,0 + 1,4 = 17,4 см.
102
В данном случае донышко берета имеет небольшую плоскость по центру. Из центра О проводят окружность радиусом, равным радиусу этой плоскости R2 = 11 см (по модели). На пересечении дуги с прямыми получают точки Ж и Жг Точки Ж, О, Ж1 соединяют прямыми линиями. Из точек Д и Д1 на прямых ДБ кД1В1 делают засечки радиусом ДЖ и ДгЖц, и получают точки Е и Et. Точки Ж, Д, Е и Ж^Д, Ej соединяют циркульными кривыми, центр которых лежит в точке пересечения перпендикуляров, восставленных к серединам отрезков. Точки Е, В и Et, В: соединяют прямыми линиями.
Нижнюю часть берета приближенно можно представить как усеченный конус, верхним основанием которого служит круг донышка берета, а нижним — подобный круг, равный размеру околыша с припуском на швы и обработку. Поэтому нижний край берета имеет дугообразную линию, вогнутость которой зависит от угла наклона стенки берета (образующей конуса). Чем больше наклон стенки берета, тем больше вогнутость основания клина. От точки А откладывают вверх 0,2 см до точки 3, соединяют точки В, 3, Bt дугообразной линией.
Построение чертежа околыша. Длина околыша равна размеру берета с добавлением припусков на швы и обработку. В данном случае околыш выстрочен параллельными строчками. Припуск на обработку К3 будет зависеть от частоты стежка и расстояния между строчками. Чем чаще стежок и меньше расстояние между строчками, тем больше посадка ткани.
Для построения околыша (рис. 29, б) проводят горизонтальную линию АБ.
АБ = Р + 2Kt + К3 = 56 + 1,2 + 1,3 = 58,5 см.
Делят линию АБ пополам и получают точку В. Из точек А, В, Б опускают перпендикуляры. Отрезки АГ и Srt равны ширине околыша сзади с добавлением припуска на швы.
АГ = БГ, - Ш2 + = 3,5 + 1,5 = 5 см.
103
Ширина околыша спереди с припусками на швы рав
на:
BE = Ш, + 2Kt = 4 + 1,5 = 5,5 см.
Для построения наибольшей ширины околыша откладывают от точки В в обе стороны отрезки ВВ; и ВВ2, равные 14,5 см (по модели). Из точек В; и В2 опускают перпендикуляры, равные наибольшей ширине околыша с добавлением припусков на швы, и получают точкиД иД,.
В]Д — В2Д1 = Ш3 + 2Kj = 5,5 + 1,5 = 7 см.
Точки Г, Д, Е, Др Г} соединяют вспомогательными прямыми линиями. От точки Е на прямых ЕД и ЕД1 откладывают отрезки ЕМ = EMt = 10 см (по модели). От точек Д и Д1 на отрезках ДГ и Д1Г1 делают засечки циркулем радиусом jR2 = ДМ = Д1М1 и получают точки Л и Л,. Точки Л, Д, М, Мр Др Л1 и М, Е, Mt соединяют циркульными кривыми. Точки Г, Л я. Лр 1\ соединяют прямыми линиями.
Шляпа по головке
Шляпа из пальтовой ткани жесткой формы состоит из донышка и стенки (рис. 30).
Донышко и стенка немного выпуклые. Край шляпы имеет дугообразную линию. С боков шляпа имеет большую высоту, чем спереди и сзади.
Для конструирования шляпы необходимы следующие детали: •
1) донышко верха, подкладки и прокладки;
2) стенка верха, подкладки и прокладки.
Все детали верха, подкладки и прокладки раскраивают по косому направлению ткани. Основой построения чертежей служат размеры шляпы в готовом виде. Размер шляпы 56. Ширина донышка Ш = 15 см, длина донышка L = 15 см. Высота стенки спереди Bt = 11 см, сзади В2 = 9,5 см, а сбоку В3 = 14 см. Наибольший размер по периметру По — 60 см. Расстояние от середины головки спереди до самой высокой части сбоку Ж = 15,5 см.
104
Рис. 30. Шляпа по головке
Рис. 31. Чертежи шляпы по головке
105
Построение чертежа донышка. Донышко в данном случае имеет форму круга, диаметр которого равен ширине и длине донышка в готовом виде с припуском на швы и обработку:
АБ = ВГ = Ш + 2Kt + К2 + К3 = = 15 + 1 + 0,1 + 0,1 = 16,2 см.
Так как донышко круглое, то радиус построения донышка (рис. 31, а).
R = 1/2АБ = 8.1 см.
Построение чертежа стенки. Длина стенки равна периметру головного убора (по самой выпуклой части) с припусками на швы и обработку. Донышко небольшое и вверху шляпа немного заужена. Большей длины стенки внизу и меньшей вверху достигают влажно-тепловой обработкой и растяжением ткани, так как при соединении с донышком стенку не рекомендуется сильно припосажи-вать. Длина стенки АБ (рис. 31,6) равна
АБ = По + 2К1 + К 2 — Кз — = 60 + 1 + 0,2 — 4 = 57,2 см.
Для построения стенки проводят горизонтальную линию АБ = 57,2 см.
Линию АБ делят пополам и получают точку В. От точки В в ту и другую сторону откладывают отрезки, равные Ж = 15,5 см и получают точки Г и Д. Из точек А, Г, В, Д, Б опускают перпендикуляры, длина которых соответственно равна высоте стенки спереди, сзади и с боков с припусками на швы и обработку. Высота стенки спереди равна
ВВ 2 — В J + 2КI + К2 + К 2 = = 11 + 2,5 + 0,1 + 0,1 = 13,7 см,
где 2Kt = 0,5 см + 2 см на шов вверху и подгибку.
106
Высота стенки сзади равна
AAj = ДБ, = В2 + 2Kj + К2 ~
= 9,5 + 2,5 + 0,1 + 0,1 = 12,2 см.
Высота стенки сбоку равна
ГГ, =ДД, =В?+ 2К, + К2+К<,= = 14 + 2,5 + 0,1 + 0,1 = 16,7 см.
Откладывают величину данных отрезков на чертеже и получают точки Ар Гр Вр ДР Б}, которые соединяют вначале прямыми линиями, а затем контур проводят по лекалам.
Женский берет, состоящий из донышка и стенок
Берет состоит из круглого донышка, двух одинаковых стенок и околыша, выстроченного параллельными строчками (рис. 32).
Для конструирования берета необходимы следующие детали:
1) донышко верха, подкладки и прокладки;
2) околыш верха и прокладки;
3) стенка верха, подкладки и прокладки.
Основой построения чертежей служат размеры берета в готовом виде. Размер берета 56. Ширина и длина до-
Рис. 32. Женский берет, состоящий из донышка и стенок
107
нышка Шд = Ld = 25,5 cfe. Высота стенки В = 9 см. Ширина околыша Шо = 3 см.
Построение чертежа донышка. Донышко берета — это круг (рис. 31, а), диаметр которого равен ширине и длине донышка с припусками на швы и обработку.
АБ =ВГ = 2R = L + 2КГ + К2 = = 25,5 + 1 + 0,3 = 26,8 см.
Радиус построения донышка равен 13,4 см.
Построение чертежа околыша. Околыш берета — это прямоугольник (см. рис. 27, а), длина которого равна размеру головного убора с припусками на швы и обработку
АБ =Р +2К1 + К2+Кз = = 56 + 1 + 0,2 + 0,8 = 58 см.
Ширина околыша равна ширине околыша в готовом виде с припусками на швы
АВ — 2В + 2Kt = 6 + 2 — 8 см.
Построение чертежа стенки. Стенку берета представляют как боковую поверхность усеченного конуса, верхним основанием которого является донышко берета, а нижним — подобный круг, периметр которого (длина окружности) равен размеру околыша. Периметр донышка находят из формулы
Пд = 2ttR = 2x3,14x13,4 = 84,1 см
Периметр верхнего основания усеченного конуса равен периметру донышка: Пд = 84,1 см.
Периметр нижнего круга равен размеру околыша с припусками на обработку, но без припуска на шов: Пк = 57 см. Находят радиус окружности, периметр которой Пк = 57 см.
109
Высота стенки равна высоте ее в готовом виде с припусками на швы
АВ = h = В + 2КЛ = 9 + 1,5 = 10,5 см.
Для построения стенки необходимо определить радиусы Rt и Г; развертки боковой поверхности усеч ;нного конуг а (рис. 33).
Из подобия треугольников OAAt и OBBt имеют
R R, г Rt—h где h — образующая усеченного конуса, равная высоте стенки.
Откуда
п Rh 13,4x10,5
Щ — ПЛ П с = 36 СМ.
R -г 13,4-9 5
г = — h = 36 — 10,5 = 25,5 см.
Находят угол п, ограничивающий развертку боковой поверхности усеченного конуса.
773x180 _ 84,1x180
К,хя ” 36 x 3,14 = 134°
Угол пх, ограничивающий дугу одной стенки, равен 1/2 п:
ftj = п/2 = 134/2 = 67°.
Для более точного построения находят длину хорды ГГр стягивающей большую дугу
110
ГГ, = 27?sin —= 2x36sin— = 72x0,5519 = 39,7 см.
1 2 2
Длина хорды гг7, стягивающая малую дугу стенки, равна
а?. =2/; sin^- = 2x25,5sin— = 51x0,5519 = 28,1 см
1 1 2 2
Строят стенку следующим образом.
Из произвольного центра Ot (см. рис. 33) проводят две дуги, радиусы которых равны длине образующих конуса Rt = 36 см и rt — 25,5 см. Из точки Г, взятой произвольно на дуге радиуса Rt, делают засечку, равную длине хорды rrt = 39,7 см. Соединяют точки Г и Г, с центром О;. Хорда гг{ образуется в результате пересечения этих прямых дугой радиуса rl. Ее можно не строить.
К данной стенке с боков прибавляют на швы по 9,5 см, так как они не были учтены при построении.
2.3.7. КОНСТРУИРОВАНИЕ БАЗОВЫХ ФОРМ ДЕТСКИХ ГОЛОВНЫХ УБОРОВ
Детская матроска
Детская матроска (рис. 34) состоит из круглого донышка, четырех деталей стенки и околыша. Поверх око-
Рис. 34. Детская матроска
111
лыша повязана лента. На донышке настрочен сутаж в виде треугольника. Расстояние от его верха до края донышка 5 см, расстояние между нижними концами 7 см.
Для конструирования матроски необходимы следующие. детали:
1) донышко верха, подкладки и прокладки;
2) околыш;
3) стенка верха и подкладки.
Основой построения чертежей служат размеры формы.
Размер матроски 53.
Ширина и длина донышка Шд = L = 23,1 см.
Высота стенки В ~ 5 см.
Ширина околыша Шо = 3,5 см.
Конструируют матроску из несыпучих тканей, имеющих небольшое растяжение.
Построение чертежа донышка (рис. 35,а). Рассчитывают длину и ширину донышка с припусками на швы и обработку
АБ — В Г — L + 2К{ К 2 + Кз = = 23,1 + 1 + 0,2 + 0,1 = 24,4 см.
Донышко матроски строят следующим способом. Проводят оси координат под прямым углом. Из точки 0 пересечения осей радиусом R = 112АВ = 12,2 см проводят окружность.
На донышко наносят линии настрочки сутажа. Для этого от точки В вверх по прямой ВГ откладывают отрезок ВД =5,5 см. От точки В в обе стороны по дуге делают засечки циркулем на расстоянии Вг = Bzt = 3,5 см. Вторая линия должна быть расположена на расстоянии 1 см от первой вверх.
Построение чертежа околыша. Околыш матроски есть прямоугольник (рис. 35, б), длина которого равна размеру головы с припусками на швы и обработку, а высота — высоте околыша в готовом виде также с припусками на швы и обработку. Длина околыша на чертеже равна
АБ = Р + 2Kt + К2 = 53 + 1 + 1,8 = 55,8 см.
113
Высота околыша на чертеже равна
АВ = Шв + 2Kj = 3,5 + 2 = 5,5 см,
где 2К, — шов стачивания плюс шов подгиба.
Построение чертежа 1/4 стенки. Стенку представляют как боковую поверхность усеченного конуса, верхним основанием которого является донышко матроски, а нижним — подобный круг, длина окружности которого равна размеру околыша. Периметр донышка равен
Пд = 2pR = 2 х 3,14 х 12,2 = 76,6 см,
где R — 12,2 см.
Периметр верхнего основания равен периметру донышка с припусками на обработку, но без припуска на швы.
Пс = Пд — К2 + К4 = 76,6 — 1 + 1 = 76,6 см.
Периметр нижнего круга равен размеру околыша с припусками на обработку, но без припуска на шов
ПК=АБ — 2К1 + К4 = 55,8 — 1 + 1,2 = 56 см.
Находят радиус окружности, длина которой Пк = 56 см.
77* _ 56
Г-27“ГЛ4 =8’9ом
Высота стенки равна высоте ее в готовом виде с припусками на швы
A4Bt = h = В + 2Kt = 5 + 1 = 6 см.
Для построения стенки необходимо определить радиусы Rj и г7 развертки боковой поверхности конуса. Из
114
подобия треугольников OlAAI и О1ВВ1 (рис. 35,в) имеют:
R _ R, г /?, - h’
где h — образующая усеченного конуса, равная высоте стенки.
Определяют радиус развертки усеченного конуса
R(R1 — h) =Rxr;
RRy — Rh — R^r;
RRr — R1r = Rh;
R}(R — r) = Rh.
Откуда
o Rh _ 12,2x6
1 12,2-8,9 =22>3cM-
Находят радиус rr развертки усеченного конуса
Tj = h = 22,3 — 6 = 16,3 см.
Чтобы найти дугу в п°, надо сначала определить длину дуги в 1°, для чего длину окружности делят на 360°, а затем полученный результат умножают на п
_ 'lltRji _ nR^n
1Д 360 ””180’
где п — угол, ограничивающий развертку боковой поверхности усеченного конуса; Пд — длина дуги верхнего основания усеченного конуса (длина дуги сектора, ограничивающего развертку конуса).
Из предыдущей формулы находят угол п
115
Пд -180° 76,6x180° п —----------=-----------
тЯх 22,3x3,14
Угол п1гограничивающий дугу, равен 1/4п (рис. 35, г).
п 196,6°
п, = —=------- = 49,15
1 4 4
Так как угол п редко выражается целым числом градусов, то для более точного построения находят длину хорды ГГи стягивающей большую дугу
7Т] . п,
—- - sin —
2/?. 2 '
Откуда
п 4915
ГГ. = 27?! • sin — = 2 • 22,3 • sin —-— = 1 1 2 2
=44,6 • sin24,57 = 44.6 х 0,4147 = 18.5 см.
Длина хорды ггр стягивающей малую дугу, будет равна
?г = 2п sin — = 2-16,3 sin _
1 1 2 2
= 32,6х 0,4147 = 13,5 см.
Строят стенку следующим образом (см. рис. 35,г). Из произвольного центра О, проводят две дуги, радиусы которых равны длине образующих конуса: = 22,3 см, Cj = 16,3 см.
Из точки Г, взятой произвольно на дуге радиуса Rt, делают засечку, равную длине хорды ГГХ = 18,5 см.
Соединяют точки Г и Г; с центром О7. Хорда гг; получается в точках пересечения этих прямых с дугой радиуса rv Ее можно не строить.
К данной стенке с боков прибавляют на швы по 0,5 см, так как они не были учтены при построении.
116
Детский шлем, состоящий из головки и назатыльника
Детский шлем (рис. 36) состоит из головки, назатыльника, переходящего в ушки, и козырька. Головка имеет шесть одинаковых клиньев. В шлем вшита подкладка.
Для конструирования шлема необходимы следующие
детали:
1) клин верха и подкладки;
2) назатыльник верха и подкладки;
3) козырек и подкозырек.
Основой построения чертежа служат размеры шлема в готовом виде. Размер шлема 52. Высота клина Bj = 13,0 см, ширина назатыльника сзади III х = 6,5 см, сбоку (с длиной ушка) Ш2 = 18,2 см, спереди (ширина ремешка) П13 = 1,5 см, ширина козырька Шк= 2,5 см. Наименьшая ширина ушка до скругления Шу = 4,5 см.
Для каждой детали необходимо сделать припуски на швы и обработку, которые будут указаны при построении чертежей каждой детали. В данном случае шлем конструируют из несыпучих шерстяных тканей.
Построение чертежа клина. Головка шлема состоит из шести одинаковых клиньев, значит, ширина каждого клина внизу (по линии ободка) равна 1/6 размера головы с припусками на швы и обработку. Периметр обхвата головного убора равен
Рис. 36. Детский шлем
117
/ / \ / v-A \ / 1 1 \ \ / \ / \ \ Е / V // \ JW / \^ж| А |Ж^Х b'-Airв а б Рис. 37, а, б. Построение чертежей шлема 118 г Ж\ \ ~ г> °з\\г\ уК-А2" Л л1 —/т/Оз, \ \ \ R V V/ \ J Ixj п, / / 1^31 \ \ v1^ \ 7-тС r / / \\ \ И'КЪ ' ' \ \ \ \ 4 \ / > / / \\\\ \ I // \\\ \ // г* в I Ж г / X. А Б r\ г \ О 1 ' Рис. 37, в, г. Построение чертежей шлема 119
„ P+2/C,+A’2+A’3 52 + 6+1,2 + 0,2
По =------------------ =-------------= 9,9 см
6 6
Припуск на толщину прокладки К2 в данном случае включает толщину прокладки в головку и деталей назатыльника, так как он вшивается внутрь головки. Чертеж клина шлема строят следующим образом.
Из центра 0 проводят окружность радиусом R, равным высоте клина с припусками на швы, к которой добавляют еще 0,8 см (для построения).
ОА = В1+2К1 + К2= 13,0 + 1,5 + 0,1 = 14,6 см; R = ОА + 0,8 = 14,6 + 0,8 = 15,4 см.
Делят окружность на шесть равных частей. Для этого проводят горизонтальную ось через центр, которая делит окружность на две равные части. Затем из точек пересечения прямой с окружностью раствором циркуля, равным радиусу, делают засечки на дуге. Полученные точки соединяют с центром.
Через точку О проводят вертикальную ось, которая делит линии на две равные части. От точки О вниз откладывают отрезок, равный высоте клина ОА = 14,6 см, через точку А проводят линию, параллельную горизонтальной оси, до пересечения с окружностью. Длина отрезка БВ равна ширине клина внизу, т. е. 9,9 см радиусом Rt равным 9,9 см (2/3 высоты клина), из центра О проводят вспомогательную окружность, на пересечении с прямыми получают точки Г и Г;. От центра О на прямых ОГ и ОГ2 откладывают отрезки ОЕ и ОЕ,, равные 2/3 ОГ и ОГ,
ОЕ = ОЕ, = 2/3 ОГ = (2х9,9)/3 = 6,6 см.
Для построения боковых срезов от точек Г и Г7 внутрь по дуге откладывают отрезки ГД и ГД7, равные 0,6 см, отрезки БГ и ВГ, делят пополам и получают точки Ж и Ж;, отрезки БЖ, ЕО, ОЕ,, Ж,В, ВАБ соединяют прямыми линиями, а отрезки ЖДЕ иЕД/К, — циркульными или лекальными кривыми.
120
Построение чертежа верха назатыльника. Так как назатыльник шлема плотно прилегает к голове ребенка, его можно представить как развертку боковой поверхности усеченного конуса (рис. 37, б), периметр верхнего основания которого равен размеру капора с припусками на швы и обработку.
По = Р + 2К* + К2 + К3 = 52 + 1 + 0,5 + 0,3 = 53,8 см.
Для плотного прилегания шлема к голове сзади, как правило, делают две вытачки, симметрично расположенные относительно середины. Ширина вытачки внизу зависит от модели и от степени прилегания ее к голове. В этом шлеме она равна 1,75 см.
Ширину вытачек обычно определяют опытным путем. В данном случае для построения чертежа лучше воспользоваться разверткой усеченного конуса. Для построения назатыльника представим, что вытачки сделаны по две спереди и сзади. Сумма всех вытачек равна 7 см (вытачки спереди на лекалах отсутствуют, они необходимы лишь для построения). Периметр верхнего основания конуса равен L = По = 53,8 см.
L _ 53,8 й= 2л” 2x3,14 =8’57см
Периметр нижнего основания конуса равен
I = L — 7 см = 53,8 — 7 = 46,8 см.
Откуда
I _ 46,8 г= 2л ”2x3,14 = 7’45см-
Длина образующей усеченного конуса равна высоте назатыльника сзади с припусками на швы и обработку.
ДЕ = h — П1[ + 2Kj — 6,5 + 1 = 7,5 см.
121
Имея периметры и радиусы двух оснований и задавшись высотой назатыльника сзади, можно рассчитать параметры развертки.
Для построения назатыльника определяют радиусы и t\ развертки боковой поверхности усеченного конуса
D _ Rh _ 8,56-7,5
1 ~ R-г ” 8,56-7,45 = 57’9 см
г = Rj — h = 57,9 — 7,5 = 50,4 см.
Находят угол п, ограничивающий развертку боковой поверхности усеченного конуса.
£-180 53,8x180
п = R\n = 57,9x3,14 = -3’2
Для более точного построения находят длину хорды ГГг стягивающей большую дугу
_ „ п „ „ . 53,2
ГТ, = 2Д.-sin — = 2x51,9sin- =
1 1 2 2
115,8 х0,4462 = 51,6 см.
Длина хорды гг^ стягивающей малую дугу назатыльника, равна
И
гг2 = 2 Г| • sin — = 2 х 50,4 sin 26,6 =
100,8x0,4482 = 45 см.
Строят назатыльник следующим образом (рис. 37, в). Из произвольного центра 0; проводят две дуги, радиусы которых равны длине образующих конуса: Rx = 57,9 и т\ = 50,4 см. Из точки Г, взятой произвольно на дуге радиуса Rv делают засечку, равную длине хорды ITt = 51,6 см. Соединяют точки Г и Г; с центром 02. Хорда гг2 получается в точках пересечения этих прямых с дугой радиуса гъ Ее можно не строить.
122
Пересечение дуги радиуса Rj с осевой линией обозначают точкой Д, а пересечение дуги радиуса гг с осевой линией — точкой Е. ДЕ = h (середина назатыльника сзади).
От точек Г и Г} вниз по прямой Гг и Г,г; откладывают отрезки ГЖ, ГДД равные ширине назатыльника спереди с припуском на швы.
ГЖ = EJKi = Ш3 + 2Kt = 1,5 + 1 = 2,5 см.
Через точки Ж, Ж1 из центра Ог проводят вспомогательную дугу радиусом R2 = R, — 2.5 = 55,4 см. Так как деталь симметрична относительно оси, то левую и правую стороны строят одинаково.
Из точки Д радиусом R3, равным 1/4 ГГ4, делают засечки и получают точки 3 и 3j.
ДЗ =Д31 — R3 = l/irri = 1/4S 51,6 = 12,9 см.
Точки 3 и 3j соединяют с центром О}. На прямых 301 и 3tOt откладывают отрезки, равные длине назатыльника сбоку (с длиной ушка) с припусками на швы.
ЗИ = 31И1 = Ш2 + 2Kt = 18,2 + 1 = 19,2 см.
Зная, что наименьшая ширина ушка до округления равна 4,5 см, находят радиус скругления ушка
R4 = Шу / 2 = 4,5 / 2 = 2,25 см.
От точек И и Иt вверх откладывают отрезки ИО2 и И,О21, равные 2,25 см. Из полученных точек О2 и О21 проводят дуги радиусом R4. Через точки О2 и О21 проводят линии перпендикулярно к прямым ЗИ и 37Jf;. Точки пересечения дуги с прямой обозначают буквами К и К дуге радиуса R4 в точках К и Kt проводят касательные прямые. Через точки Ot и О21 проводят прямые перпендикулярно к оси ОД и получают точки Л и Л7.
Радиусом R5, равным 1/2 ЗИ, проводят дугу касательно к прямой, проходящей через точку К, и к дуге радиуса R2.
123
R5 = 1/23И = 19,2 / 2 = 9,6 см.
Для того чтобы найти центр О3, из точки О, делают засечки радиусом R6
R6= R2 — R5 = 55,4 — 9,6 = 45,8 см.
Затем проводят линию параллельно прямой, проходящей через точку К и на расстоянии 9,6 см. Точка пересечения этой прямой и вспомогательной дуги радиуса R 6 и будет центром О3. Из центра О3 и OSi радиусом Rs проводят дуги. В точке пересечения дуги радиуса R5 и Бг скругляют по лекалу, чтобы не было перегиба. Через точки Л и Л1 проводят прямые, параллельные оси ОД. Радиусом R7, равным 1/3 ЗИ, проводят дугу касательно к прямой, проходящей через точку Л, и к дуге радиуса rt.
R7 = 1/3 ЗИ = 19,2 / 3 = 6,4 см.
Центр О4 находят так же, как и центр О3.
Построение чертежа козырька. Длина внутренней дуги козырька в данном случае примерно равна лобной части. Козырек расположен горизонтально. Так как край капора имеет не прямую линию, то внутренняя дуга козырька более прямая.
Козырек строят следующим образом. (Размеры для построения козырька определяют по макету). Проводят прямую АБ (рис. 37, г), длина которой 17,8 см. Из середины прямой АБ проводят осевую линию, от точки В вверх откладывают отрезок ВГ = 2,0 см. От точки Г вверх откладывают ширину козырька
ЖГ = Шк + 2К} = 2,5 + 1,3 = 3,8 см.
Из точки О на продолжении оси радиусом R7 = 13 см проводят дугу. Через точки А и Б проводят касательные к дуге радиуса Rt. Точки А, Ж, Б соединяют циркульной кривой, радиус которой R2 = 10 см.
Деталь подкозырька строят тем же способом, что и козырек, только точки А, Ж, Б соединяют кривой, радиус которой равен 9,8 см, т.е. подкозырек уже на 0,2 см.
124
Детский капор, состоящий из донышка и стенки.
Капор из искусственного меха для мальчика (рис. 38) состоит из головки, переходящей в ушки, и козырька. Головка имеет донышко и стенку. Подкладка капора строченная на вате. Для конструирования капора необходимы следующие детали: 1) стенка верха и подкладки, 2) донышко верха и подкладки, 8) козырек и подкозырек.
Основой построения служат размеры капора по макету. Размер капора 52. Длина донышка L = 15,6 см, ширина донышка Ш = 14,4 см. Высота стенки спереди В* = 7,4 см, высота стенки сзади В2 = 10 см. Высота стенки сбоку В3 = 23,7 см. Наименьшая ширина ушка внизу Шу = 2,9 см.
Построение чертежа стенки. Для построения стенки капора находят периметр обхвата стенки, длина, которого равна размеру головы с припусками на шов и обработку
ПС=Р +2Kt +Кг +Кз = = 52 + 0,6 + 1,0 + 0,2 = 53,8 см.
Проводят горизонтальную прямую АБ, длина которой равна половине периметра стенки АБ = 26,9 см. (рис. 39, а).
Рис. 38. Капор, состоящий из донышка и стенки
125
Рис. 39. Построение чертежей капора
126
Для лучшего прилегания капора к головке сзади на капоре закладывают вытачки глубиной 1,4 см (по модели). Но эти вытачки можно перенести (чтобы было меньше швов). Сущность способа переноса вытачки заключается в том, что исходную вытачку закрывают и открывают другую, которую предварительно наносят на чертеж. В данном случае вытачку переносят в верхнюю линию стенки, располагая ее от шва стачивания.
От точки А откладывают отрезок АВ, равный 1/2 АБ (АВ = 13,45 см). От точки Б вниз откладывают отрезок БГ = 1,4 см, т. е. ширине вытачки внизу по прямой. Соединяют точки В и Г.
Из точек А, В и Г опускают перпендикуляры АЖ, ВД и ГЗ.
АЖ — Bj + 2Kj = 7,4 + 0,8 = 8,2 см;
ВД = В3 + 2Kj = 23,7 + 0,8 = 24,5 см;
ГЗ = В2 + 2Кг = 10 + 0,8 = 10,8 см.
Через точку 3 радиусом Rt = 1/3 ВД = 24,5 / 3 = 8,2 см проводят дугу, центр которой Oj находится на продолжении прямой ГЗ. Через точку Д проводят прямую, параллельную АБ, на которой откладывают отрезки ДИ = 1,2 см и ДК = 1,7 см (по модели). Через точку К проводят касательную к дуге, проведенной радиусом Я;.
Через точку Ж проводят циркулярную кривую радиусом R2 = 1/2 ВД = 24,5 / 2 — 12,25 см.
Центр дуги О2 находится на продолжении прямой АЖ.
Через точку И проводят касательную к дуге, радиус которой R?. Так как деталь симметрична относительно оси АЖ, другую половину стенки строят аналогично. Деталь подкладки строят так же, как и верх.
Построение чертежа донышка. В данном случае стенку пришивают к донышку с посадкой, припуск на которую берут условно 4 см. Периметр донышка находят из разности периметра стенки и припуска на посадку Пд = П(. — К4 = 53,8 — 4 = 49,8 см. Так как разность диаметров небольшая, то донышко строят, как две полуокружности, расстояние между центрами которых (см. рис. 26).
127
OOj = Lx — Ш = 15,6 — 14,4 = 1,2 CM
Находят длину радиуса окружности. Для этого из периметра донышка вычитают две длины расстояний между центрами и делят на 2л.
R = (Пд — 20р2) / 2л = = (49,8 — 2,4) / (2 х 3,14) = 7,55 см.
Построение донышка радиусом R — 7,55 см с разностью между центрами объяснено выше.
Построение чертежа козырька. Длина внутреннего контура козырька в данном случае равна лобной части. Козырек плотно прилегает к головке. Край капора спереди имеет дугообразную линию, поэтому концы козырька расположены ниже. Для построения козырька (рис. 39, б) проводят прямую линию АБ, длина которой равна длине козырька с припусками на швы: АБ = 16,2 см. (Размеры для построения козырька определяют по макету).
Из середины прямой АБ восставляют перпендикуляр, длина которого равна ширине козырька с припусками на швы
ВГ = Ш + 2Кг = 3,5 + 1,5 = 5 см.
Через точку Г проводят прямую, параллельную АБ. Из точек А и Б радиусом, равным ширине козырька Rx = ВГ = 5 см, делают засечки на прямой АБ и получают точки 0 и 0п которые являются центрами дуг, соединяющих внешние контуры козырька. Из точек А и Б опускают перпендикуляры, откладывают на них по 1 см и получают точки Д и Е, которые соединяют центрами дуг О и 0х плавными лекальными линиями.
Детский капор,
состоящий из дольника и двух боковых деталей
Детский капор из пальтовой ткани (рис. 40) состоит из головки и козырька. Головка имеет дольник и две боковые детали. Для конструирования капора необходимы следующие детали:
128
Рис. 40. Капор, состоящий из дольника и двух боковых деталей
1) дольник верха и подкладки;
2) боковые детали верха и подкладки;
3) прокладка в козырек;
4) козырек;
5) подкозырек.
Основой построения чертежей служат размеры капора в готовом виде. Размер капора 53. Расстояние от края капора спереди до края сзади А = 30,1 см, от края одного бока до края другого через центр Б — 53,5 см. Ширина козырька Шк = 2,5 см, ширина ушка внизу Шу = 1,1 см. Ширина дольника спереди Ш;= 7,8 см, сзади на уровне ободка Ш2 = 7,2 см, внизу Ш3 = 5,4 см, в центре (головки) П14 = 9,8 см.
Построение чертежа дольника. Проводят вертикальную линию (рис. 41, а), длина которой равна расстоянию от края головки спереди до края сзади с припусками на швы и вогнутость спереди, равную 0,8 см
АБ = A 2К, + К2 + К3 + 0,8 = 30,1 + 1,4 + 0,3 + 0,2 + 0,8 = 32,8 см.
От точки А вверх по прямой откладывают отрезок, равный расстоянию от края капора сзади до линии ободка : АВ = 4 см (по модели).
Через точки А, В и Б проводят линии, перпендикулярные к прямой АБ. От точки Б в обе стороны откладывают отрезки, равные 1/2 ширины дольника спереди с припусками на швы и обработку.
5. Зак. 70
129
Рис. 41. Построение чертежей дольника и боковой детали капора
130
ГТj — Шi -f- 2Kl + К2 Г Ks — 7,8 + 1 + 0,1 + 0,1 = 9 см
От точки В в обе стороны откладывают отрезки, равные 1/2 ширины дольника сзади на уровне ободка с припусками на швы и обработку
ДД1 = Ш2 + 2К, + К 2 + К3 = = 7,2 + 1 + 0,1 + 0,1 — 8,4 см
От точки А в обе стороны откладывают отрезки, равные 1/2 ширины дольника сзади с припусками на швы
EEt =Ш3+ 2Kt + К2+К3 = = 5,4 + 1 + 0,1 + 0,1 = 6,6 см.
От точки Б вниз откладывают отрезок БЗ = 0,8 см.
Точки Г, 3, Г, соединяют циркульной кривой.
Через середину отрезка ВБ проводят горизонтальную прямую ЖЖР длина которой на 2 см больше ГД (по модели), т.е. равна 11см.
Точки Г, Ж, Д, Е и Г1г Жр Др Et соединяют циркульной или лекальной линией. Для дальнейших построений необходимо рассчитать длину дуги дольника ГД (рис. 41, б). Соединяют точки Г и Д прямой линией. К серединам прямых ГЖ и ЖД в точке 3 и И восставляют перпендикуляры и продолжают их до пересечения друг с другом в точке О. Точку Ж соединяют с точкой О, на пересечении этой прямой с прямой ДГ получают точку К. Угол ЖКГ = а принимают равным 90°.
Треугольник КЖГ прямоугольный, его стороны ЖК = 2 см, КГ = 14,4 см.
Находят длину стороны ЖГ
ЖГ2 = ЖК2 + КГ2
ЖГ = л1жК2+КГ2 = ^+14,42 =
= -74 + 207,4 = 7211,4 = 14,54 см
ДК = ГК. Находят, чему равны углы треугольника
5* 131
КГ 14,4
tg <КЖГ=^ = — = 7,2
КЖГ = 82°.
ЖГК = 90° — <КЖГ - 90 — 82 - 8°.
Треугольники ЖГК, ЖИО подобные. Отрезок ЖИ равен
ЖИ = ЖГ / 2 = 14,54 / 2 = 7,27 см.
Зная одну из сторон треугольника и углы, находят сторону ЖО треугольника ЖИО, равную радиусу дуги ДЖГ
ЖИ 7,27
R =ДЖГ = - 01392 = 52,2 см
Угол п, ограничивающий дугу ДЖГ, в четыре раза больше угла г
п = 4г = 4х8 = 32°’
Угол г равен углу ЖГК.
Находят длину дуги ДГ, которая равна L,
_ 2nRn itRn 3,14x52,2x32
L =---------=----------- = 29 14 см
360 180 180 ’
Построение чертежа боковой детали. Для построения чертежа боковой детали (рис. 41, в) необходимо сделать некоторые расчеты. Высота боковой детали равна 1/2 расстояния от края капора с одной стороны до края капора с другой стороны с припусками на швы минус ширина дольника по линии ЖЖг
ЛГ, Б+6К,-ЖЖ, 53,5 + 3,4- 11Д
АБ =------------- = —= 23 см
2 2
132
Ширина боковой детали по линии ободка равна 1/2 периметра капора минус ширина дольника по линии ободка спереди и сзади плюс припуски на швы
Р-Шх - Ш2 + 2К{ + Къ + К2
Бг - -
53-7,8-7,2+1 + 0,2 + 0,6 = ---------------------= 19,9 см
2
На вертикальной прямой откладывают отрезок, равный высоте боковой детали с припусками на швы АБ = 23 см.
Боковую деталь строят как полуокружность. Находят радиус построения. Известно, что длина дуги (до линии ободка сзади) равна L = 29,1 см. Находят радиус
2£_ 2x29,1 “ 2л “2x3,14 =?’3см’
От точки Б вниз откладывают отрезок БД = R = 9,3 см. Через точку Д проводят прямую, перпендикулярную к оси АБ. Из точки Д радиусом R = 9,3 см проводят полуокружность. От точки Д к передней стороне детали откладывают отрезок ВД = 10,3 см (по модели).
ДГ = ВГ — ВД = 19,9 — 70.3 = 9,6 см.
На прямой АД от точки Д вниз откладывают отрезок ДЕ = 4,0 см (расстояние от края капора сзади до линии ободка).
От точки Е вправо проводят прямую, параллельную ВГ, и откладывают на ней отрезок ЕЖ — ВД = 10,3 см.
Из точек В и Ж проводят прямые, касательные к дуге радиуса Я. Через точку А проводят прямую параллельно ВГ. От точки А вправо откладывают отрезок, равный ширине ушка с припуском на швы.
133
АЗ = Шу + 2Kt = 1,1 + 1,4 = 2,5 см.
Соединяют точки 3, Ж и точки А, В прямыми линиями. Так как край капора имеет не прямые стороны, а вогнутые, то для оформления внешнего края восставляют из середины каждой прямой перпендикуляры, равные величине вогнутости : к задней стороне — ИК = 0,6 см и к передней стороне — JIM = 1 см, соединяют точки 3, К, Ж и точки А, М, В лекальными линиями.
Построение чертежа прокладки в козырек. Построение прокладки в козырек показано на рис. 37, г
АБ = 15 см, ВГ = 2,5 см, ГЖ = 2 см, Rt = 11,7 см, R2 = 8,6 см.
Деталь верха козырька строят так же, как прокладку в козырек: прибавляют по внешнему краю 0,7 см, а по внутреннему — 0,5 см.
Деталь подкозырька по внешнему краю меньше детали верха козырька на 0,5 см.
Детский капор, состоящий из четырех клиньев
Детский капор из меха овчины (рис. 42) состоит из четырех клиньев: переднего, заднего и двух боковых, которые внизу переходят в ушки. Головка имеет конусообразную форму.
Рис. 42. Капор, состоящий из четырех клиньев
134
Для конструирования капора необходимы следующие детали:
1) передний клин верха и подкладки;
2) задний клин верха и подкладки;
3) боковые клинья верха и подкладки.
Основой построения чертежей служат размеры капора по макету (без учета высоты волосяного покрова). Размер капора 53. Расстояние от края капора спереди до края сзади А = 35,8 см. Расстояние от края ушка капора с одной стороны до края с другой через центр головки Б — 64 см. Высота клина спереди Вх = 15,8 см, сзади В2 = 20 см. Ширина клина спереди IIIt = 13 см, сзади по линии ободка Ш2 = 10,5 см. Ширина ушка внизу Шу = 1,5 см.
Верхнюю часть капора можно рассматривать условно как конус, длина образующей которого равна 5 см (по модели).
Периметр обхвата капора по линии ободка можно подсчитать по формуле
По = Р + 8К1 + К2 + К4 + К6 = = 53 + 1,6 + 1 + 0,4 + 1 = 57 см.
Построение чертежа переднего клина. Ширину чертежа переднего клина АБ находят из соотношения размера головы Р, ширины переднего клина по макету Ш* и периметра обхвата капора
АБ =int
57x13
53
= 14 см,
Р
где III, — ширина переднего клина по линии ободка.
Для построения переднего клина капора проводят горизонтальный отрезок прямой, равный ширине переднего клина: АБ = 14 см (рис. 43, а).
Высота переднего клина равна
ВГ = Bt + 2К4+К2 + К4 = = 15,8 + 0,7 + 0,3 + 0,2 = 17 см,
где В; — высота переднего клина без припусков.
135
Рис. 43. Построение чертежей клиньев
136
Ширина верхнего шва и ширина подгиба равны 0,2 см и 0,5 см. Таким образом, 2Kt = 0,7 см.
Высота клина примерно в три раза меньше периметра, поэтому К2 и К4 берут условно в три раза меньше.
Из середины отрезка восставляют перпендикуляр ВГ — 17 см. Так как край головки капора имеет дугообразную линию и переходит в ушки, то длина клина с боков будет на 2 см больше.
От точки В откладывают вниз по оси 2 см и проводят через точку Е прямую, параллельную АБ.
От точки Г вниз откладывают отрезок, равный длине образующей конуса головки ГЖ — 5 см.
Через точку Ж проводят прямую, параллельную АБ, отрезки которой ЗЖ = Ж31 — 3,9 см.
Этот размер находят сеточным (геодезическим) методом по макету. Для этого на расстоянии 5 см от верхнего края измеряют ширину клина. Соединяют точки А, 3, Г, 3t, Б прямыми линиями.
К серединам прямых АИ и ИЗ; 31И1 и HtB проводят перпендикуляры, точки пересечения которых (О и 0;) являются центром дуги окружности, соединяющей точки. Дугу проводят до пересечения с прямой, проходящей через точку Е, и получают точки М и Mt.
Тем же способом через точки MBMt проводят дугу.
Построение чертежа заднего клина. Для построения заднего клина используют те же расчеты, что и для переднего. Проводят прямую АБ, равную ширине заднего клина по линии ободка (рис. 43, б).
АБ
57x10,5
53
= 11,3 см,
где Ш2 — ширина заднего клина на чертеже по линии ободка.
Из середины прямой АБ восставляют перпендикуляр ВГ, длина которого равна длине переднего клина, так как прямая АБ проходит по линии ободка.
137
Вниз от точки В откладывают оставшуюся часть от высоты клина. Высота заднего клина равна
ТГ = В2 + 2Kt + К2+К4 = = 19,8 + 0,7 + 0,3 + 0,2 = 21 см, откуда
ВТ = ТГ - ВГ = 21 — 17 = 4 см.
От точки Г вниз откладывают отрезок ГЖ, равный 5 см (длине образующей кощ са).
Дальнейшие построения производят в том же порядке, что и переднего клина: ЗЖ = Ж34 = 3 см; СИ = Ct И4 = 0,7 см. Точки А, И, 3 и SjHj, Б соединяют циркульной или лекальной кривой.
От точки Т откладывают вниз отрезок ТЕ = 0,3 см — глубина вогнутости. Через точку Е проводят линию, параллельную АБ, длина которой на 0,6 см меньше АБ. Длина отрезка ММ2— 10,6 см. Точки М, А и Б, Мл соединяют прямыми линиями. Точки М, Т, Mt соединяют циркульной кривой.
Построение чертежа бокового клина. Прово дят прямую АБ, длина которой равна ширине бокового клина по линии ободка
_ По-Шх-Шг 57,5-14-11,3 1СО
АБ =-------------- = -------------= 15,о см
2 2
Боковой клин несимметричен, расстояние от точки А до точки Б на 1 см больше расстояния от точки В до точки Б (по макету).
АБ-\ 15,8-1
ВБ ='—~—" — —“— = 7,4 см
АВ — ВБ + 1 см = 7,4 + 1 = 8,4 см.
Через точку В проводят прямую линию, перпендикулярную к прямой АБ, и откладывают вверх по оси отрезок ВГ = 17 см (высота переднего клина).
138
От точки Г вниз откладывают отрезок ГЕ = 5 см (длина образующей конуса). Через точку Е проводят прямую ЖЖ1 = 7 см, где ЖЕ = ЕЖ1 = 3,5 см.
Соединяют точки А, Ж, Г, Жр Б прямыми линиями. На прямых АЖ и ЖД к середине отрезков восставляют перпендикуляры. Отрезок, проведенный к передней стороне клина, ЗИ = 0,5 см. Отрезок, проведенный к задней стороне клина, ИМ = 0,8 см.
Через точки А, И, Ж проводят циркульную кривую до пересечения с прямой, которая проходит на расстоянии 2 см от прямой АВ через точку Р.
Через точки Жр М, Б также проводят циркульную кривую. Ст точки Г вниз откладывают длину клина, которую находят из формулы
ГТ = Б/2 + 2Kt + К2+К4 = = 64 / 2 + 0,7 + 0,5 + 0,3 = 33,5 см.
Высота клина условно в два раза меньше периметра обхвата По, поэтому К2 и К4 берут в два раза меньше.
От точки Б вниз откладывают отрезок БУ, длина которого равна 4 см. Через точку У проводят прямую, параллельную оси БВ, и откладывают от точки У внутрь 0,2 см, получают точку Ф. Соединяют точки Б и Ф прямой линией.
От точки В вниз по оси откладывают отрезок ВС, равный 9 см. Через точку С проводят прямую, параллельную АБ. От точки С к задней стороне клина откладывают отрезок СХ = 2,7 см, а к передней стороне клина — СЦ = 2,5 см (по макету).
Соединяют точки Р, Ц и точки У, X прямыми линиями. К середине этих прямых ьосставляют перпендикуляры, длина отрезков которых равна ЧШ — 1,6 см, а ДК — 1,2 см.
Через точку Т проводят прямую ЯЮ, параллельную АБ,
ЯЮ =Шу + 2К4 = 1,5 + 1 = 2,5 см.
Точка Т делит прямую на разные отрезки (по макету): ЯТ = 2 см; ТЮ = 0,5 см.
139
Соединяют точки Р, Ш, Ц и точки Ф, Д, X циркульными линиями, а точки Ц, Я, Т, Ю, X — прямыми линиями.
Детали подкладки и верха в данном капоре одинаковые, так как подкладка строченная на вате и швы стачивания деталей подкладки больше (0,5 см), чем швы стачивания мехового верха.
Панамы
Панама — летняя широкополая шляпа; делается из соломки, белого войлока, полотна, пике и т.п. Поля у панамы могут быть самых различных размеров, а головки — разной формы: круглые, плоские, остроконечные, высокие и низкие.
К плащу панаму можно сделать из той же ткани, из которой сшит плащ. В этом случае панаму лучше сделать из клиньев с полями, выкроенными вместе с головкой. Клинья для такой панамы должны быть длинные, расширяющиеся к низу (рис. 44).
При раскрое панамы ткань надо сложить вдвое, лицом к лицу и по выкройке вырезать клинья так, чтобы получилось 3 клина на одну сторону и 3 — на другую. Так же раскроить подкладку. Сшить отдельно верх панамы и подкладку, разгладить, вложить получившиеся шапочки одну в другую и сострочить по краю (4—5 см оставить незастроченными, чтобы вывернуть панаму на лицо). Поля отгладить, прометать 4—5 рядов с интервалом между рядами в 6—7 мм и прострочить на машине (начиная с того места, где выворачивалась панама).
Детская панамка (рис. 45) делается из пике, полотна. Выкройку (сделанную по данному чертежу) положить на сложенный вдвое материал так, чтобы середина выкройки лежала по косой нити и выкроить по контурам, прибавляя на швы 0,5—1,0 см. Материал с изнанки стачать по контурам, оставив незашитой небольшую часть панамки, чтобы можно было вывернуть ее на лицевую сторону. Вывернутую панамку прометать по контурам и прострочить по краю на машине. Поля прострочить в несколько рядов. На среднем уголке пришить пуговку, а на двух других обметать петли.
140
16,5
Рис. 44. Панамы
141
20,5
38
-г-6—4-5~
Рис. 45. Детская панамка
142
Панама для девочки
Панама (рис. 46) может быть с цельнокроеными и притачными полями. Головку панамы делают из 4 или 6 клиньев.
Рис. 46. Панама для девочки
Построение чертежа (рис. 47, б ). Для построения чертежа нужны следующие данные:
Ог (обхват головы) = 48,0 см,
Количество клиньев — 4.
Проводят две взаимно перпендикулярные (горизонтальную и вертикальную) линии, пересекающиеся в точке А (рис. 47, б).
А — шапочки-косынки;
Б — панамы;
В — козырек шапочки для мальчика.
Ширина клина. От точки А в обе стороны откладывают по 1/8 мерки обхвата головы плюс 0,5 см. и ставят точки Аг и А2:
AAt = AAZ = Ог / 8 + 0,5 = 48 / 8 + 0,5 = 6,5 см.
Высота клина. От точки А вверх по вертикальной линии откладывают отрезок, равный 1/4 мерки обхвата головы плюс 2,0 см, ставят точку В:
143
Рис. 47. Чертежи шапочек
144
AB = Ог / 4 + 2 = 48 / 4 + 2 = 14 см.
Срезы клина. Точку В соединяют с точками At и Аг под линейку. Отрезки A:B и А2В делят на три части. Из точек деления восставляют перпендикуляры: к отрезку AtB — влево, к отрезку А2В — вправо; на них откладывают: от верхних точек по 2,0 см, от нижних — по 1,5 см. Срезы оформляют плавными выпуклыми кривыми, соединяющими точку В с точками At и А2 через соответствующие точки 2,0 см и 1,5 см.
Поля. От точек А, и А2 проводят вниз вертикальные линии длиной 4—6 см.; ставят точки а и ар
Ata = Aza = 4...6 см.
От точек а и at соответственно влево и вправо по горизонтали откладывают по 3—5 см. Точку At и левую точку 3—5 см, точку А2 и правую точку 3—5 см соединяют под линейку. Низ оформляют плавной выпуклой кривой.
Раскрой. Выкраивают по 4 клина верха и подкладки с припуском на швы по всем срезам 0,5 см. Подкладка может быть из ткани верха или из отделочной ткани. Вырезают прокладку из бязи по форме полей. Для этого поля отрезают от выкройки клина и кладут на сложенную вдоль ткань.
Шапочки
Шапочки служат для предохранения головы летом от солнца и являются дополнением к костюму, а также для сохранения прически. Летние шапочки шьются из плотных хлопчатобумажных тканей — полотна, пике или из ткани платья.
Летняя шапочка с застежкой сзади (рис. 48). Чертеж конструкции шапочки строят по снятой мерке головы от затылочной впадины до верхней части лба. В нашем примере эта мерка равна 31,0 см.
Построение чертежа конструкции шапочки (см. рис. 49). В левом верхнем углу листа бумаги намечаем точку А, при помощи угольника через эту точку проводим взаимно перпендикулярные линии. От А до Н откладываем
145
Рис. 48. Летняя шапочка с застежкой сзади
мерку головы от затылочной впадины до верхней части лба (31,0 см). Из точки Н вправо проводим горизонтальную линию. От А до Б откладываем 21,5 см (половина мерки головы от затылочной впадины до верхней части лба плюс 6,0 см): 31,0 / 2 + 6,0 = 21,5 см.
Из точки Б вниз проводим вертикальную линию до пересечения ее с горизонтальной линией, проведенной из точки Н. Длина затылочной части и шапочки равна половине расстояния АН минус 1,5 см. В полученном четырехугольнике вычерчиваем контуры выкройки, как показано на чертеже (см. рис. 49). Полученный чертеж дает шаблон детали без припусков на швы.
Пошив шапочки. На верхней части шапочки обрабатываем обтачные петли и закладываем вытачки мягкими складками. У подкладки вытачки застрачиваем, складки и вытачки отутюживаем, сметываем и стачиваем верх с подкладкой, сложив их лицевыми сторонами внутрь. Внизу задней части шапочки 3,0 см от середины оставляем незашитыми. Через это отверстие выворачиваем шапочку на лицевую сторону, вметываем и проутюживаем шов. Край шапочки прострачиваем с лицевой стороны отделочной строчкой.
Летняя шапочка с полями (рис. 50) Верх и подкладка этой шапочки могут быть из разной ткани. Чертеж конструкции шапочки строим по мерке головы (мерка снимается от затылочной впадины до верхней части лба) равной 30,0 см.
Рис. 50. Летняя шапочка с полями
147
15
Рис. 51. Построение шапочки с полями
148
Расчеты к построению чертежа шапочки с полями. Ог А до Н откладываем 25,0 см (по мерке головы от затылочной впадины до верхней части лба минус 5,0 см.). От А до Б — 1/2 мерки головы. От А до О — 1/2 расстояния АН.
Построение чертежа шапочки с полями (рис. 51). В левом верхнем углу листа бумаги намечаем точку А. При помощи угольника через эту точку проводим две взаимно перпендикулярные линии. От А до Н откладываем 25,0 см (мерка головы минус 5,0 см на поля). Из точки Н вправо проводим горизонтальную линию. От А до Б откладываем половину мерки головы (15,0 см). Из точки Б вниз проводим вертикальную линию до пересечения ее с горизонтальной, проведенной из точки Н. В полученном четырехугольнике вычерчиваем контуры чертежа головки шапочки и поля, как показано на рисунке 51. При увеличении или уменьшении головки шапочки соответственно увеличивается или уменьшается притачиваемая часть полей, длину которой измеряем по шапочке. Полученный чертеж конструкции без припусков на швы.
Раскрой шапочки с полями. При раскрое головки шапочки и полей по всем срезам дают припуск на шов 1,0 см. Поля и головка состоят из верха и подкладки.
Шапочка-косынка
Шапочка — косынка относится к летнему головному убору, который шьют из х / б тканей и отделывают строчкой или тесьмой (рис. 52).
Построение чертежа конструкции, (рис. 47, а). Для построения чертежа нужны следующие данные, см:
— Ог (обхват головы) = 40,0 см;
— Вк (высота козырька) — 5,0 см;
— Длина завязок = 15,0....20,0 см.
Проводят две взаимно перпендикулярные (горизонтальную и вертикальную) линии, пересекающиеся в точке А.
Высота косынки. От точки А вверх по вертикальной линии откладывают 30,0 — 50,0 см и ставят точку В:
АВ = 30—50 см.
Ширина косынки. От точки А в обе стороны по горизонтальной линии откладывают отрезок, равный 1/2 мер-
149
Рис. 52. Шапочка-косынка
ки обхвата головы плюс длина завязок, и ставят точки
А и А:
АА1 = АА2 = Ог / 2 + (15-20) = = 40/2 + (15-20) = 35,0 см.
Боковые срезы. Точки At и А2 соединяют с точкой В вспомогательными прямыми линиями, а затем плавными выпуклыми кривыми с изгибом у середины вспомогательных линий высотой 1,0 см.
Нижний срез. От точки А вниз по вертикальной линии откладывают отрезок, равный высоте козырька, и ставят точку А3:
АА3 — Вк = 5,0 см.
Точки Ар А3 и Az соединяют плавной кривой.
Козырек. От точек At и А2 откладывают по нижнему срезу отрезки, равные длине завязок, и ставят соответственно точки а и ар
Aja = А2а1 = 15—20 см.
150
Точки а, А и а2 соединяют плавной кривой.
Раскрой и пошив. При раскрое шапочки-косынки дают по всем срезам припуски на швы 0,5 см. Для упругости на козырек настрачивают с изнанки несколькими параллельными строчками прокладку из бязи, выкроенную по форме козырька (интервал между строчками 0,5 см). Подкладку для козырька вырезают из ткани косынки также по форме козырька с припуском по срезам на шов 0,5 см. Срезы подкладки подгибают на 0,5 см и настрачивают на козырек швом шириной 0,1 см. Срезы косынки подшивают швом в подгибку с закрытым срезом.
Шапочка с козырьком для мальчика
Летние головные уборы должны быть изготовлены из материала, хорошо пропускающего воздух. Они должны защищать от солнца не только голову, но и глаза. Таковы, например, панамы, панамки и жокейки (рис. 53).
Чертеж шапочки строят по снятой мерке — обхват головы (Ог) = 48,0 см. Количество клиньев — 4.
Построение чертежа головки шапочки, (рис. 47, б). На листе бумаги намечаем точку А, при помощи угольника через эту точку проводим две взаимно перпендикулярные линии. От А вправо и влего откладываем точки
Рис. 53. Шапочка с козырьком для мальчика
151
Aj и A2 на расстоянии AAt = AA2 = Ог/8 + 0,5 = 48 / 8 + 0,5 = 6,5 см.
Из точки А по вертикали откладываем отрезок АВ равный Ог /4 + 2 = 48/4 + 2 = 14,0 см. Точку В соединяют с точкой Аг и At прямыми, делят каждую на три части и восстанавливают перпендикуляры в точках деления. Вверху перпендикуляры откладывают по 2,0 см, а внизу по 1,5 см, срезы оформляют плавными выпуклыми кривыми.
Построение чертежа конструкции козырька, (рис. 47, в). На листе бумаги намечаем точку А, от которой вправо откладываем отрезок АВ = Ог/4 + 1,0 = 48/ 4 + 1,0 = 13,0 см. Из его середины в точке «в» восставляют вниз перпендикуляр равный 1,0 см, получаем точку в;. Линия притачивания плавно проходит через точки: А, в1г В. От точки в2 вниз по вертикали откладываем 4,0-6,0 см — высоту козырька. Нижний срез оформляют плавной кривой.
Головные уборы для самых маленьких
Первой одеждой для ребенка являются пеленки, распашонка, чепчик. Рассмотрим построение нескольких вариантов чепчиков (рис. 54).
Для построения чертежа (рис. 55) необходимо снять следующие мерки: от затылочной впадины до лба — 25,0 см; от одной мочки уха до другой — 35,0 см; от одной височной впадины до другой — 39,0 см.
Вариант 1 (рис. 54, а).
Построить прямоугольник (рис. 55, а) по длине равный снятой мерке от затылочной впадины до лба (25,0 см.), а по ширине равный 1/2 мерки от одной височной впадины до другой (39,0 / 2 — 19,5 см).
Для оформления затылочной части длину прямоугольника разделить пополам. Из точки деления провести вправо горизонтальную линию и разделить ее пополам. От точки деления отложить влево 1,0 см, из точки 1 провести вниз вертикальную линию и разделить ее пополам. Оформить затылочную часть и перед плавными линиями, как показано на рисунке.
152
a
в
Рис. 54. Головные уборы для самых маленьких
г
Варианты 2,3 (рис. 54, б, в).
Построить прямоугольник (рис. 55, б) по длине равный 1/2 снятой мерки от одной мочки уха до другой (35,0 / 2 = 17,5 см), а по ширине равный 1/2 мерке от одной височной впадины до другой (39,0 / 2 = 19,5 см).
Для оформления затылочной части ширину прямоугольника разделить на три равные части, из левой точки деления провести вниз вертикальную линию и разделить ее на три равные части. Оформить затылочную часть и перед плавными линиями, как показано на чертеже.
Шапочку можно выполнить с козырьком (рис. 54, в),
153
Рис. 55. Построение чертежей чепчиков для маленьких
его ширина может быть от 4,0 до 7,0 см. Длина козырька определяется по чертежу — от точки деления переда отложить вниз 3,0 — 5,0 см (см. рис. 55, в). Шаблон детали козырька разрезать на несколько частей и раздвинуть их коническим способом на величину равную 1,0 — 2,0 см.
Вариант 4 (рис. 54, г).
Построить прямоугольник (см. рис. 55, г) аналогично варианту 1. Для оформления затылочной части ширину прямоугольника разделить на три равные части. Из ле
'54
вой точки деления провести вниз вертикальную линию и разделить ее пополам.
Оформить затылочную часта и перед, как показано на рисунке. К затылочной части можно прибавить 4,0—6,0 см на козырек.
Осенние шапочки
Лучшим головным убором для девочки дошкольного возраста является вязаная шапочка, украшенная помпонами, кисточками. Шапочки из фетра И сукна могут быть самых различных фасонов — в виде конусообразной шапочки «гнома» и «голландки» с острыми концами, загнутыми над ушами ребенка, а еще лучше в виде капора.
Очень удобны шерстяные вязаные капоры: они плотно прилегают к голове ребенка, а концы, связанные в виде шарфика, согревают шею. Для очень холодной погоды к такому капору можно сделать пристегивающуюся нижнюю шапочку — подкладку из байки.
Шерстяной берет или вязаная шапочка-ушанка с козырьком подойдет не только девочке, но и мальчику дошкольнику, но на ней не должно быть яркой отделки. Можно украсить ее тонкой полоской, прикрепленной над козырьком с двух сторон небольшими пряжками. Такие шапочки можно сделать также из сукна, шерсти, но лучше всего из той же ткани, из которой сшито пальто.
2.3.8. ПРИЕМЫ КОНСТРУКТИВНОГО МОДЕЛИРОВАНИЯ ГОЛОВНЫХ УБОРОВ
Моделирование головных уборов осуществляют коллективы Домов моделей, фабрик и ателье. Создание этой детали ансамбля — очень трудная задача, которая требует специальных знаний в области моделирования, конструирования и технологии изготовления.
Моделирование включает в себя создание эскиза, макета и художественное оформление модели. Конструирование — это разработка и построение лекал для данной модели, технология — изготовление модели головного убора в материале.
155
Модельер должен обладать комплексом знаний: быть художником, конструктором и исполнителем. Он должен учитывать основные принципы моделирования: для кого, для чего и из чего, т.е. соответствие головного убора внешнему и внутреннему облику человека, его назначению.
Существует два способа моделирования головных уборов: муляжный (наколка) и графический.
При наколке макетную ткань (спартри, бязь, коленкор) закладывают соответствующим образом, чтобы получить форму головного убора.
При графическом способе форма головного убора достигается с помощью рисунка и чертежа. Этим способом моделируют в основном мужские головные уборы ввиду однообразия их основных конструктивных линий, а также часть женских и детских более простых форм.
Выбор метода зависит от сложности формы. Если форма новая, сложная, необходимо пользоваться наколкой. Наколка из макетной ткани или спартри приводит к более точному представлению о форме. Наколка применяется в двух случаях:
1) когда необходима совершенно новая форма, тогда из целого листа спартри или куска макетной ткани (предварительно разрезав их на необходимые детали) создают задуманную модель. В этом случае требуется большое мастерство, опыт;
2) комбинированный, когда уже есть некоторые формы и на их основе создают новые модели, постепенно видоизменяя головки, поля, бортики и т.д.
Основной исходной линией в моделировании, так же как и в конструировании, является линия ободка, которая проходит вокруг головы по лобной и затылочной части. По этому же объему измеряют объем (размер головы). Направление линии ободка и характер этой линии диктуют пропорции частей головного убора, а также характеризуют общий стиль его. Линия ободка является основной при создании головных уборов всех видов и определяет расположение головного убора и манеру носить его. Головные уборы носят симметрично, наклоненными на тот или другой бок, сдвинутыми на затылок или слегка сдвинутыми на лоб.
156
Учитывая все факторы художественного, бытового и производственно-технического характера, мысленно представив себе модель, переносят задуманное на эскиз (зарисовку) или же приступают к изготовлению макета из ткани или спартри (вид стружки). Сделанная форма головного убора из спартри может служить макетом для вытачивания форм из дерева (липы). Спартри, макетную ткань и ткани, предназначенные для головных уборов, раскраивают только по косой нити, кроме некоторых мужских головных уборов. Спартри слегка увлажняют и легкими движениями руки за счет оттягивания посадки спартри воспроизводят задуманную форму. Посредством примерки на голове макета из спартри уточняют линии и их расположение, проверяют их соответствие первоначальному замыслу.
В макете уточняют все линии, при этом способе внимание уделяют композиции, т.е. единству всех входящих в модель элементов и их взаимной увязке. По изменениям элементов композиции можно судить о наиболее существенных изменениях в моделях головных уборов и в одежде на протяжении определенного периода времени. Однако какую бы форму ни придавали головному убору, она должна быть оправдана общей композицией головного убора и разработана в соответствии с естественными пропорциями головы и фигуры, особенностями черт лица и его овала, линии подбородка, шеи, а также прически.
Придание материалу объемных форм достигают при помощи кроя, различных швов, вытачек в зависимости от свойств материала и вида головного убора. Уточняют все детали до тех пор, пока не достигнут задуманной формы. Наколка наглядно, образно выявляет наиболее важные стороны модели: ее форму, объем, пропорции, а также дает точное представление о крое. Полученный макет раскладывают на плоскости и изготовляют лекала, по которым производят раскрой материала. Если модель предназначена для массового серийного производства, раскладка имеет большое значение в экономичности расхода ткани на модель.
После раскроя все детали сметывают и примеряют на человека того типа, какой предусматривался с начала разработки модели.
157
Затем определяют последовательность и особенности технологической обработки. Неправильная и плохая обработка сведет на нет все достоинства модели, из каких бы красивых материалов она не выполнялась. После изготовления модели находят решение отделки, место ее расположения. Только после соединения всех основных и мелких деталей можно дать оценку творческой работа
Новая модель, надетая на манекенщицу (манекенщика), подобранная к определенному ансамблю одежды со всеми пополнениями, демонстрируется перед членами художественного совета. После утверждения она выходит в жизнь.
При разработке новых моделей головного убора решают вопрос о том, за счет каких конструктивных средств создается объемная форма головного убора. Для создания четких, строгих форм головного убора обычно прибегают к введению жестких конструктивно-декоративных швов (вытачек, линий членений, и т.д.), для создания мягких форм — используют мягкие складочки, сборки, драпировки и т.п.
Одним из этапов моделирования является также — уточнение или изменение базовой основы и перенос на нее модельных особенностей (при отсутствии конструкций-аналогов производится разработка новой силуэтной основы). На рисунке 56 показано построение чертежей головных уборов на основе одной базовой формы.
Одним из примеров моделирования можно привести изменение формы полей шляпы (поля бывают: прямые, клеш и по ня опущенные вниз). Формы данных полей можно получить двумя способами — конструктивным и способом получения развертки детали.
Построение чертежа прямых полей. Если поля шляпы прямые, то внугрен ний край полей должен повторять форму овала головки. Разность осей полуовала, головки равна а. Строят поля (рис. 57, а), как два полукруга, разность между центрами дуг которых равна а.
Длина внутренней дуги полей (периметр) равна размеру головы с припусками на обработку
Пп =Р +К3+К4.
158
Рис. 56. Построение чертежей головных уборов на основе одной формы
Длина радиуса окружности по линии пришива полей к головке R = (Пп — 2а) / 2..
Проводят две горизонтальные линии, расстояние между которыми равно ОО1, через середину этих линий — перпендикулярную осевую линию.
Из точек О и Ot проводят контур пришива полей к головке радиусом/?. Концы дуг соединяют прямыми линиями. Из этих же центров намечают контур ширины полей радиусом R1 = R + Ш.
159
Рис. 57. Построение полей головных уборов:
А — прямых полей; Б — полей клеш; В — полей, опущенных вниз
160
Контур полей наносят с учетом ширины подгиба и припуска на обработку:
R2 = R — 1,5 см; R3 = Rj + 2 см.
Поле отутюживают на формах или прессах, поэтому для удобства обработки к краю полей дается припуск 2 см, который потом обрезают. К внутреннему краю полей дают припуск 1,5 см для подгиба. Край подгиба оттягивают в процессе обработки, в некоторых случаях надсекают, если ткань не дает нужного растяжения.
Построение чертежа полей клеш (рис. 57, б). Размеры полей определяют по макету. Для построения полей проводят осевую линию О А — Rtn дугу радиусом Rt.
R; — радиус окружности по линии пришива полей к головке, равный размеру головы с припусками на обработку Ни.
Пп =Р + 2Kj+K3+ К4, R, = Пп / 2л.
Поля симметричны относительно оси О А, поэтому строят только половину лекала. От точки О вниз по оси откладывают отрезок ОО; = 1 см и проводят через точку О, прямую, перпендикулярную оси О А. На этой прямой откладывают отрезок О1А1 = О А + 1 см.
Дуга AAt = 1/12 внутреннего периметра полей.
AAj = Пп / 2 = (Р + 2К, + К3 + К4) / 2.
От точки А вверх откладывают отрезок, равный ширине полей с припусками на швы
АБ = Шп + 2Kt.
Из центра О радиусом, равным R2, проводят дугу R2 — Rj + АБ.
От точки At на продолжении прямой OtAt откладывают отрезок AjJBj = АБ — 0,2 см.
6. Зак. 70
161
Из точки Ej восставляют перпендикуляр = 1,5 см. Точки AjEj соединяют прямой. Из точки Б,’ к дуге радиуса R2 проводят касательную. Концы данных полей более прямые, поэтому край полей сзади может быть отогнут кверху и ближе прилегать к головке, чем спереди.
Построение чертежа полей, опущенных вниз (рис. 57, в). У полей, опущенных вниз, разница между внешней и внутренней дугой (по сравнению с прямыми полями) незначительна. И чем меньше край полей отстоит от головки, тем меньше эта разница и соответственно крутизна полей.
Построить чертеж полей с применением муляжного способа можно следующим образом.
Строят прямоугольник со сторонами AtA = EEj= 1/2 внешней дуги полей (по макету полей).
АБ = А1Б1 = ширине полей. Деталь симметрична относительно оси АБ. Внутренняя дуга полей равна R 0. Разница между дугами равна сумме вытачек: Ев = R — EEt.
Количество вытачек п — произвольное.
Величина раствора вытачки равна Ев/п.
Неразвернутые поля по линии ББ] делят на п частей, соответственно ставят точки 1,2,3,4,5 и т.д.
В обе стороны от этих точек откладывают по 0,5 раствора вытачки, а вниз опускают перпендикуляры, не доводя их до линии АА; на 0,5 см. Вытачки соединяют и новые контуры внутреннего и внешнего краев полей при помощи лекал оформляют плавной кривой.
Если ширина полей спереди и сзади разная, то от точки А} по линии AtEj откладывают отрезок AtA2, равный разнице по ширине полей спереди и сзади. А2А2 = АБ — А2Бг
Точки А и А2 соединяют плавной кривой линией.
Припуски на обработку можно дать после построения детали полей.
Лекала клеевых прокладок в шляпах с полями выполняют по чертежам верха и меньше лекал верха на ширину шва.
162
2.3.9. ИЗГОТОВЛЕНИЕ И РАЗМНОЖЕНИЕ ЛЕКАЛ
2.3.9.1. Изготовление основных и вспомогательных лекал
Для каждого фасона головных уборов должны быть сконструированы и изготовлены основные и вспомогательные лекала эталоны:
— для изготовления верха головного убора из ткани или меха;
— для раскроя подкладки и прокладок;
— вспомогательные лекала для нанесения контрольных точек и линий на деталях в процессе пошива головных уборов (отделочных клапанов, ремешков, петель, подгиба краев и т.д.).
На все лекала должны быть нанесены контрольные надсечки для соединения деталей изделия. Кроме того, согласно техническим условиям на раскрой отдельных деталей головных уборов, на основные лекала наносят следующие линии:
а) направление нити основы на ткани и все допускаемые отклонения от нее при обмеловке лекал или при изготовлении трафарета;
б) допускаемую максимальную и минимальную величину приставок на деталях из меха согласно ГОСТу или техническим описаниям.
Все линии наносят на лекала тушью. Толщина линий 0,5 мм.
На каждой детали основных и вспомогательных лекал-эталонов указывают наименование детали, номер модели и размер изделия (рис. 58). На основных лекалах указывают также площадь детали в м2. На одной из крупных деталей лекал отдельно для основных тканей, подкладочных тканей и приклада делают опись лекал изделия. Эту опись подписывает конструктор. На всех обрезных краях лекал ставят клеймо ОТК и дату. Это делается при проверке готовых лекал перед запуском их в производство.
6’
163
Лекала-эталоны находятся в экспериментальном цехе фабрики и используются только при изготовлении и проверке рабочих лекал.
Основные и вспомогательные лекала изготовляют из плотного картона толщиной 1—1,5 мм.
Лекала, предназначенные для выкраивания деталей, изготовляют из жести или фанеры, края которых обиты металлическими полосками.
Рабочие лекала, находящиеся в производстве, проверяют не реже двух раз в месяц. Проверка лекал производится по лекалам-эталонам, а также по табелю мер. В рабочих лекалах, находящихся в производстве, допускаются отклонения от лекал-эталонов не более чем на 0,5
мм по краю.
Для устранения неточностей лекал-эталонов (вследствие усадки картона) следует производить проверку лекал по табелю мер не реже одного раза в два месяца. После проверки лекал-эталонов ставят клеймо ОТК, подпись контролера и дату проверки.
Рис. 58. Пример оформления лекала головного убора
164
Для каждой модели головного убора, принятой к изготовлению, должны быть составлены технические условия, куда входят:
— описание модели и зарисовка;
— наименование материалов;
— таблица измерений головных уборов в готовом виде и лекал;
— методы обработки и технические требования к изготовлению;
— упаковка;
— соответствие модели показателям лучших отечественных и зарубежных изделий.
Изготовление лекал верха. Лекала верха получают путем копирования с чертежей верха на плотную бумагу или картон. Перед изготовлением лекал в чертежи должны быть внесены все изменения, которые обнаружены во время изготовления проверочных образцов.
На лекала верха наносят линии отделочных строчек (например, линии настрочки сутажа или расположение отделочных клапанов, ремешков и т.д.).
Лекала бортиков или козырьков, плотно прилегающих к головке, строят, скопировав линию головного убора спереди.
При создании лекал козырьков или полей, горизонтально расположенных, учитывают форму головки (овал).
Изготовление лекал подкладки. Лекала подкладки изготавливают по лекалам верха с учетом припусков при соединении верха с подкладкой.
В головных уборах лекала подкладки чаще всего делают по лекалам верха, если шов стачивания шелковых подкладок больше шва стачивания верха. А если швы стачивания одинаковы, то деталь подкладки раскраивают меньше. Если ткани верха, подкладки и прокладки недекатированные, то дают припуск с учетом усадки тканей.
Если на лекалах верха имеются вытачки, то их делают и на лекалах подкладки. Направление вытачек на лекалах верха и подкладки должно быть одинаковым.
В зависимости от обработки высота подкладки может быть больше или меньше. Если есть околыш, то детали
165
подкладки длиннее (например, у матроски, берета и т.д.). А если край верха подогнут внутрь, то подкладка короче (например, в женских шляпах из ткани и меха, в мужских шляпах и кепи). Край подкладки располагают на одинаковом расстоянии от края верха. Это расстояние зависит от модели головного убора. Если детали подкладки той же формы, что и детали верха, то направление нитей основы и утка совпадают.
Изготовление лекал прокладок. Если прокладки имеют тот же край, что и верх, их изготавливают по лекалам верха с соответствующими припусками или уменьшениями. Лекала прокладок с клеевым покрытием изготавливают без припусков на швы стачивания.
Для придания мужской фуражке более устойчивой формы прокладку спереди делают многослойной. Кроме основной прокладки большой стойки, ставят еще и прокладку малой стойки. Прокладки в фуражку изготавливают с учетом высоты стенки и ее формы (рис. 59).
Прокладку в козырек из картона или резины обычно делают на 1,5—1,8 см уже верха козырька из ткани (рис. 60). Размеры различных прокладок в головные уборы зависят от формы и методов обработки данного изделия.
Изготовление вспомогательных лекал. Вспомогательные лекала для нанесения линий отделочных строчек или схемы расположения клапанов изготавливают по лекалам верха. Для более точного нанесения линий необходимо, чтобы контуры лекал верха и вспомогательных лекал совпадали хотя бы с двух сторон. Например, срезы
Рис. 59. Расположение большой и малой стойки фуражки
166
Рис. 60. Расположение лекал верха и прокладки козырька
вспомогательных лекал для разметки отделочных клапанов на шлемах должны совпадать со срезами края верха спереди и внизу.
Лекала для определения мест пришива пуговиц и пробивки петель строят в зависимости от установленного расположения их по модели. Срезы их с двух сторон должны совпадать с лекалами верха.
Вспомогательные лекала для обрезки строченых прокладок изготовляют точно по лекалам подкладки. Вспомогательные лекала обычно изготовляют отдельно на все размеры. Но если межразмерные изменения можно отметить на одном, то изготовляют одно лекало.
2.3.9.2. Основы технического размножения лекал
При конструировании головных уборов разрабатывают лекала одного размера. Лекала деталей отдельных размеров получают путем пропорционального увеличения или уменьшения линейных размеров лекал. Получение лекал разных размеров по среднему производят по определенным техническим правилам, называемым техническим размножением лекал. Переход от размера к размеру осуществляют посредством межразмерных приращений, которые дают к срезам лекал деталей оригина
167
ла среднего размера. При размножении головных уборов происходит изменение контуров лекал не только поперечных, но и продольных (по высоте). В результате этого некоторые конструктивные точки деталей перемещаются на чертеже по диагонали прямоугольника. При правильно найденных величинах приращений контуры лекал всех размеров не должны искажаться по сравнению с оригиналом.
Размножают лекала тремя способами (рис. 61): лучевым, способом группировки и пропорционально-расчетным.
Лучевой способ. Сущность лучевого способа размножения лекал деталей головных уборов состоит в том, что из определенной точки (фокуса) проводят через все конструктивные точки вспомогательные линии (лучи). Приращения для всех вспомогательных линий предусматриваются различные. Поэтому для размножения лекал этим способом устанавливают определенные приращения или уменьшения. От контура детали вдоль этих лучей откла-
Рис. 61. Приращения конструктивных точек при техническом размножении лекал различными способами: а — лучевым; б — группировкой; в — пропорциональнорасчетным
168
дывают величины приращений (рис. 61,а). По найденным точкам вычерчивают контуры деталей смежных размеров. Этот способ наиболее простой, но не очень точный. На точность его влияет выбор положения фокуса.
При разных положениях фокуса направление лучей получается разным, конструктивные точки лекал смещаются, а контуры их искажаются.
Лучевой способ чаще всего применяют при размножении лекал головных уборов, контуры деталей которых приведены циркульными кривыми, поэтому приращения размеров идут в радиальном направлении.
Способ группировки. Способ сводится к получению лекал деталей головных уборов различных размеров в результате смещения двух комплектов лекал (среднего и смежного или среднего и крайнего).
По способу группировки берут лекала двух размеров. Контуры этих лекал переносят на лист бумаги, совмещая осевые линии. После этого соединяют прямыми линиями все одноименные точки. Отрезки между этими точками делят на столько равных частей, сколько размеров взято за исходные. Через точки деления проводят линии контуров лекал деталей изделий промежуточных размеров (рис. 61, б). Основной недостаток способа группировки заключается в том, что в данном случае необходимо строить чертежи не на один размер, а на два. Способ группировки используют в основном для определения величин приращений при размножении лекал другими способами.
Пропорционально-расчетный способ. Этот способ размножения лекал наиболее правильный, так как он основан на технических расчетах. При этом способе разработанные лекала среднего размера берут за основу, после чего проводят вспомогательные координаты, по которым идет увеличение или уменьшение размера. Координаты располагают так, чтобы они проходили через основные точки, углы, надсечки и т.д. (рис. 61, в). После такого построения на горизонтальных и вертикальных линиях откладывают величину приращения или уменьшения.
Изменение двух смежных деталей зависит от края го
169
ловного убора. Сумма приращений всех деталей по объему головного убора составляет 1,0 см для каждого размера. Сумма приращений всех деталей от края головки спереди до края сзади 0,5 см (0,3 см по диаметру донышка и по 0,1 см по высоте головки спереди и сзади). Перемещение точек на линиях, приняты за исходные, возможно либо по горизонтали, либо по вертикали. Все остальные точки, находящиеся на контурных линиях лекал, перемещаются и по горизонтали, и по вертикали.
Горизонтальные приращения распределяются на всех деталях головного убора пропорционально длине этих деталей. Общая сумма приращений равна 1 см горизонтальные приращения для больших размеров направлены от условной осевой линии, а для меньших, наоборот, к условной осевой линии.
Вертикальные приращения для больших размеров направлены от условной горизонтальной оси, а для меньших, — к условной горизонтальной оси. Лекала размножают следующим образом. Контуры оригиналов наносят на бумагу, причем все линии й надсечки переносят на чертеж. Одну горизонтальную линию и одну вертикальную принимают за постоянные осевые линии. Из основных конструктивных точек проводят вспомогательные линии и на них откладывают межразмерные приращения. Полученные точки соединяют и вычерчивают контуры лекал.
2.3.9.3. Расчет межразмерных приращений лекал разных деталей
Размножение лекала головки, состоящей из донышка и ровной стенки. Длина стенки увеличивается или уменьшается на 1,0 см для каждого размера. Разница между смежными размерами по высоте равна 1,0 см (рис. 62, а, б).
Нетрудно рассчитать разницу между радиусами окружностей донышка двух смежных размеров. Длина окружности на каждый большой размер головного убора увеличивается на 1 см. Для удобства берут круглое до-
170
г
нышко. Если для 58-го размера радиус окружности донышка равен 9,4 см (9,37 см), то длина окружности — 58,8 см. Для 59-го размера длина окружности донышка будет на 1 см больше (59,8 см). Находят радиус окружности для этого размера. При расчете донышко условно считают круглым, разницу вычитают из длины окружности 59,8/2л = 9,54 см. Разница между радиусами окружности донышка двух смежных размеров составит 9,54 — 9,37 = 0,17 см. При размножении эту разницу считают равной 0,15 см. Прибавляя или отнимая межразмерные приращения, получают лекала смежных размеров. Донышко размножают лучевым способом, принимая за фокус центр окружности.
Размножение лекала головки, состоящей из шести одинаковых клиньев. Чтобы получить клин на один размер больше по объему, все клинья вместе увеличивают на 1 см. Всего в данном случае шесть клиньев, имеющих 12 швов. Поэтому с каждой стороны клина межразмерные приращения равны 1/12 = 0,08 см. Разницу между двумя смежными размерами по высоте клина находят из следующих соотношений. Длина радиуса любого донышка увеличивается на 0,15 см, а высота стенки с каждой стороны — на 0,1 см. Следовательно, вся высота клина увеличивается на 0,25 см. Приращения распределяются так: нижняя часть клина остается постоянной, горизонтальная осевая линия АБ (рис. 62, в), соединяющая наибольшую ширину клина, будет иметь приращения по вертикали 0,15 см, а по горизонтали — 0,08 см. Проводят осевую горизонтальную линию АБ, равную наибольшей ширине клина. К середине прямой АБ восставляют перпендикуляр ВГ (вертикальная ось), длина которого соответствует длине клина среднего размера. Через точку В проводят прямую ДЕ, параллельную АБ и равную основанию клина. Прямую ВГ принимают за постоянную. Межразмерные приращения на вертикальной оси откладывают только вверх (межразмерное приращение по вертикали в детских головных уборах — 0,2 см).
172
Размножение лекала головки, состоящей из одной детали с вытачками. Высота головки с вытачками увеличивается или уменьшается от размера к размеру на 0,25 см, а по длине — на 1 см, т.е. по 0,5 см с каждой стороны (рис. 63).
Разберем приращения конструктивных точек, если основание детали АБ и середину ВГ принять за постоянные. Приращения или уменьшения в точках Д, Др Д2, Д3 будут по 0,25 см, а в точках Е, Et, Е2 — по 0,1 см, так как высота вытачек (или радиус донышка) увеличивается на 0,15 см от размера к размеру. Для того чтобы деталь стенки пропорционально увеличилась или уменьшилась по длине, необходимо, чтобы точки Д, Д{, Д2, Д3и Е, Е2 имели тоже горизонтальное смещение от края детали к центру, и наоборот. Точка Et находится на постоянной прямой и горизонтального смещения не имеет. Точки Д, Д3 имеют смещение по горизонтали по 0,37 см. Точки Д1 и Д2 имеют смещение по 0,12 см, точки Е и Е2 — по 0,25 см.
Размножение лекала донышка кепи (рис. 64, а).
Межразмерные приращения рассчитывают аналогично предыдущим. Горизонтальная АБ и вертикальная ВГ
Рис. 63. Размножение лекала головки, состоящей из одной детали с вытачками
173
г
Рис. 64. Размножение лекал кепи: а — донышка; б — стенки
174
оси, проведенные через центр донышка, принимают за постоянные. Приращения для смежных размеров по горизонтали от точек А и Б и по вертикали от точек ВиГ равны 0,15 см. Приращения вЕ, Etno вертикали и горизонтали составляют 0,15 см; а точках Д иД] по горизонтали — 0,1 см, а по вертикали — 0,15 см. Углы Д и Д1 прямые.
Размножение лекала стенки кепи (рис. 64, б).
Прямая АБ, соединяющая концы стенки, остается постоянной. Приращения в точках А и Б по горизонтали для смежных размеров равны 0,35 см (так как выступы в донышке увеличиваются по 0,15 см с каждой стороны), а в точках В и Г по вертикали составляют 0,1 см.
Точки Б тлД остаются постоянными.
2.3.9.4. Уточнение лекал при изготовлении проверочных образцов
Для проверки и уточнения основных лекал верха, подкладки, прокладки и вспомогательных лекал шьют проверочные образцы головных уборов. Еще раз уточняют лекала, учитывая усадку и растяжение ткани при влажно-тепловой обработке и другие факторы. В процессе изготовления проверочных образцов уточняют не только лекала, но и неточности обработки, допущенные в процессе изготовления этих образцов. Поэтому очень важно отличать неточности конструкции от неточностей обработки.
Проверочные образцы шьют из тканей, рекомендованных на данную модель, со строгим соблюдением технических условий и особенностей обработки данной модели. Перед раскроем образцов ткань проглаживают, а в случае необходимости декатируют.
При раскрое образцов строго соблюдают технические условия на раскрой. Однако хорошие лекала могут быть неудовлетворительными, если они неудобны в раскрое и технологичны (неудобны в разработке и вызывают увеличение затрат).
175
Схема 3
Для более экономного использования ткани делают предварительную раскладку лекал и при необходимости согласовывают с контуром возможность их изменения без ущерба для модели.
Разработку конструкций, технических условий и раскладку лекал осуществляют в последовательности, которая приведена на схеме 3.
2.3.10. АВТОМАТИЗИРОВАННОЕ ПРОЕКТИРОВАНИЕ ГОЛОВНЫХ УБОРОВ (САПР «ГРАЦИЯ»)
САПР «Грация» — авторская программа, базирующаяся на использовании математических методов геометрического проектирования и обобщении многолетнего опыта работы со специалистами легкой промышленности [2]. Успешно работает с 1992 года на десятках крупных и
176
малых предприятий, в Домах моделей при проектировании швейных, трикотажных, меховых изделий, головных уборов и галантереи. Используется в учебном процессе и научных исследованиях в высших и средних специальных учебных заведениях. Основные достоинства системы — универсальность, комплексность и надежность.
Аналитическое конструирование позволяет разработчику описать последовательность построения изделия в одном (базовом) размере по любой методике в виде программы на простом и понятном любому конструктору языке. При задании диапазона размеров и ростов система повторяет выполнение программы с другими значениями размерных признаков, обеспечивая автоматическую градацию лекал. Так же лекала перестраиваются на фигуру конкретного человека. Система позволяет получать лекала изделий, например, оригинальных головных уборов, как развертки поверхностей при задании их проекциями и сечениями.
Программа «Конструктор» системы «Грация» как инструмент для записи и воспроизведения процессов построения различных чертежей была применена для получения деталей головных уборов. В настоящее время головные уборы нестандартной формы разрабатываются различными макетными способами. Помимо сложности выполнения этих работ значительные проблемы возникают с градацией лекал. Зачастую изделия разных размеров существенно отличаются по форме. Поэтому при проектировании были применены геометрические методы.
Объемная форма создаваемого изделия задавалась проекциями, на которые наносились линии членения (швы). Детали изделия представляют собой развертки участков поверхности, ограниченные линиями членения. Необходимые размеры деталей определялись с помощью сечений. На рисунках 65, 66, 67, 68 приведены распечатки с экрана процессов проектирования головных уборов с помощью САПР «Грация».
На основе значений измерений головы человека строятся три ее проекции, на которых вычерчивается вид спереди и сбоку будущего изделия, строится вид сверху,
177
Рис. 65. Процесс проектирования кепки из 12 клиньев с линиями членения на ЭВМ с использованием САПР «Грация»
178
Рис. 66. Процесс проектирования кепки из 12 клиньев на ЭВМ с использованием САПР «Грация»
179
Рис. 67. Процесс проектирования шлема на ЭВМ с использованием САПР «Грация»
180
Рис. 68. Процесс проектирования летней панамки с декоративно-конструктивными линиями членения тульи на ЭВМ с использованием САПР «Грация»
на проекции наносятся линии швов и горизонтальных и вертикальных сечений, по которым определяются размеры разверток деталей.
Геометрические методы задания объемных поверхностей и получения их разверток обеспечивают высокую точность построения деталей и сохранение заданной формы при изменении размера изделия (при градации лекал). Ниже представлен фрагмент алгоритма построения летней панамки с декоративно-конструктивными линиями членения тульи.
181
АЛГОРИТМ ПОСТРОЕНИЯ ЛЕТНЕЙ ПАНАМКИ
Значения обмеров:
Обхват головы горизонтальный Огг 5700
Обхват головы вертикальный Огв 6800
Выс. гол. до верхнеушной т. Вгвут 980
Высота лица морфологическая Влм 1200
Ширина уха Шух 360
Длина уха Длух 600
Диаметр головы продольный Дпрг 1910
Диаметр головы поперечный Дпопг 1550
Продольная дуга Дугпр 3040
Поперечная дуга Дугп 2850
Наиб.диаметр вертик.
обхвата головы Дверт 2490
Ширина лица скуловая Шск 1420
Рост Р 1
Значения формул:
Толщ.м. с уч.сминаемости Вмс 0 0
Птм Птм 628/100*Вмс 0
Текст алгоритма: Рисунок Основа 6000 8000 ТочкаК тО 1700 5000
Присвоить Рад1 (Огг + Птм)/б.28 Окружность о1 тО Рад1 ЛинияВ лВО тО
ТочкаК тн 0 Рад1 + 1500 тО ЛинияГ лн тн
ЛинияГ лс тО
ТочкаК тп Рад1 0 тн
ТочкаК тз -Рад1 0 тн Дуга дпр тз тп 90 -ТочкаПер тпг л с о1 2 ТочкаПер тгз лс ol 1 ТочкаПер тгл лВО ol 1 ТочкаПер тгпр лВО ol 2 ТочкаК тв О Рад1 + Рад1/10 тн СПЛАЙН лмпр тв(0,4) тп(-90) Деление2 т1 лмпр тв
182
* тп 6
Деление2 тг ol тгпр тпг 8 ЛИНИЯ2Т лек тО тг1 ЛинияГ л1 т11 ЛинияГ л2 т12 ЛинияГ лЗ т13 ЛинияГ л4 т14 ЛинияГ л5 т15 ТочкаПер тО1 лВО л1 ТочкаПер т02 лВО л2 ТочкаПер тОЗ лВО лЗ ТочкаПер т04 лВО л4 ТочкаПер т05 лВО л5 Окружность ог1 тО |т01,т!1| Окружность ог2 тО |т02,т12| Окружность огЗ тО |т03,т13| Окружность ог4 тО |т04,т14| Окружность ог5 тО |тО5,т15| ТочкаПер тб1 лВО ог1 2 ТочкаПер тб2 лВО ог2 2 ТочкаПер тбЗ лВО огЗ 2 ТочкаПер тб4 лВО ог4 2 ТочкаПер тбб лВО огб 2 ТочкаПер тск1 лек ог1 2 ТочкаПер тск2 лек ог2 2 ТочкаПер тскЗ лек огЗ 2 ТочкаПер тск4 лек ог4 2 ТочкаПер тскб лек огб 2 ТочкаК тор 2500 -2000 тО ТочкаК тр5 0 |тп,т15| тор ТочкаК тр4 0 |т15,т14 ТочкаК трЗ 0 |т14,т13 ТочкаК тр2 0 |т13,т12 ТочкаК тр1 0 |т12,т11 ТочкаК трО 0 |т11,тв| тр1 ЛИНИЯ2Т лер тор трО
ТПерОкр тбр1 трО |тв,т11,лмпр| тр1 * |тб1,тск1,ог1| 2
ТПерОкр тбр2 тбр! |т11,т12,лмпр| тр + 2 |тб2,тск2,ог2| 2
тр5 тр4 трЗ тр2
183
ТПерОкр тбрЗ тбр2 |т12,т13,лмпр| тр
+ 3 |тбЗ,тскЗ,огЗ| 2
ТПерОкр тбр4 тбрЗ |т13,т14,лмпр| тр + 4 |тб4,тск4,ог4| 2
ТПерОкр тбрб тбр4 |т14,т15,лмпр| тр + 5 |тб5,тск5,ог5| 2
ТочкаК тбн -|тгпр,тг1,о1| 0 тор Сплайн лбрк тбн тбрб тбр4 тбрЗ * тбр2 тбр! трО
Отражение2 лер + ; лбрк лбрко тбн тбно * тбрб тбр4 тбрЗ тбр2 тбр1
ЛИНИЯ2Т лнкл тбн тбн;
Деталь Клин
* тбн лбрк тбрб лбрк тбр4
* лбрк тбрЗ лбрк тбр2 лбрк
* тбр1 лбрк трО лбрк; тбр1;
* лбрк; тбр2; лбрк; тбрЗ;
* лбрк; тбр4; лбрк; тбрб;
* лбрк; тбн; лнкл тор лнкл
$ Разность длин ребер и сере-
$ дины клиньев
ТочкаЛ тбнн лбрк трО -|трО,тор| Присвоить Рз (|тбн,трО,лбрк|-
+ |тор,трО|)
КонтурМ Клин 1 тор лер трб лер тр4 * лер трЗ лер тр2 лер тр1 $ Поля
Присвоить Шпол 700
$ Поля под разным наклоном Окружность ошп тп Шпол Присвоить Унп -50 ЛИНИЯТУ лп тп Унп ТочкаПер тпп лп опт 2 Присвоить Шпол1 350 Окружность ошпз тз Шпол1 Присвоить Унп1 -60
Присвоить Унп2 (Унп1-Унп)/2 + Унп ЛИНИЯТУ лпз тз -Унп1 ТочкаПер тпз лпз ошпз 1 и т.д.
184
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Базаралдина Г., Красноярова А. Модели детской одежды. Киев: Главная специал. редакция литературы Украины, 1993. — 256с.
2. Булатова Е.Б., Гладкова Л.Г., Журавлева О.В. Новые возможности совершенствования процессов конструирования, предоставляемые САПР «Грация» («Швейная промышленность», 2000г., №4).
3. Гринберг В.И., Заморская Н.Я., Расс-Серебряная Е.М., Егорова Н.А. Моделирование, конструирование, изготовление головных уборов. М.: «Легкая индустрия», 1971. — 288 с.
4. Гусейнова Т.С. Товароведение швейных и трикотажных товаров: Учебник для вузов. М.: Экономика, 1991. —287с.
5. Коблякова Е.Б., Ивлева Г.С., Романов В.Е. и др. Конструирование одежды с элементами САПР: Учеб, для вузов. 4-е изд.,перераб. и доп. / Под ред. Е.Б. Кобляковой. М.: Легпромбытиздат. 1988. — 464с.
6. Лопасова Л.В., Кулиш Ю.В., Доржинова И.Ю. Информация для проектирования головных уборов с учетом овала и черт лица. // Швейная промышленность. 2000.№4. С. 31—33.
7. Лопасова Л.В., Кулиш Ю.В., Севастьянов Я.В. Исследование размеров, форм головы и лица женщин для проектирования головных уборов.// Кожев.-обувн. Пром-ть. 1997. №6. С. 29—32.
8. Раева Л.И. Швейные и меховые изделия (товароведение): Учебник для сред, проф.-тех. уч-щ. — 2-е изд., перераб. — М.: Экономика, 1985. — 200 с.
9. Рытвинская Л.Б., Плужникова Л.И., Меркулова Л.А., Орлова-Смородина И.Г. Моделирование, конструирование и технология обработки головных уборов: Учебное пособие для кадров массовых профессий / М.: Легпромбытиздат, 1985. — 320 с.
185
3. ОБОРУДОВАНИЕ И СРЕДСТВА МАЛОЙ МЕХАНИЗАЦИИ
3.1. ОБОРУДОВАНИЕ ДЛЯ РАСКРОЯ ГОЛОВНЫХ УБОРОВ
Швейная промышленность в настоящее время располагает большим разнообразием швейного оборудования [1], [2].
Все основное технологическое оборудование подразделяют на четыре группы:
— оборудование подготовительно-раскройного производства;
— швейное технологическое оборудование;
— оборудование для ВТО полуфабрикатов и изделий;
— транспортные устройства и механизмы.
Оборудование, рекомендуемое для раскроя головньщ уборов, представлено в таблице 12 [1].
Таблица 12
Оборудование для раскроя головных уборов
Наименование оборудования Назначение
1 2
Передвижная электрозакройная машина с дисковым ножом ЭЗМ-З; ручная заточка ножа Для разрезания настила ткани высотой до 100 мм на секции
Передвижная электрозакройная машина с дисковым ножом и нижним ножом 33ДМ-3 для раскроя тонких материалов; автоматическая заточка ножа Для вырезания деталей настила высотой до 20 мм
То же ЭЗДМ -4 для раскроя синтетических материалов; специальная форма заточки ножа; система охлаждения ножа То же до 40 мм
Электрозакройные ножницы Cs 529, Cs 530, Cs 50, Cs 52 фирмы "Паннония" Венгрия Для вырезания деталей настила высотой 130-160 мм
Стационарная ленточная раскройная машина РЛ-6 (четырехшкивная) Для окончательного вырезания деталей, высота настила до 250 мм
Малогабаритная стационарная ленточная машина для подрезки швейных изделий РЛ-5 То же, высота настила до 120 мм
Вырубочный пресс (резаки) ПВГ-8, ПВГ-15 Для вырубания деталей (козырьков, отделок)
Передвижная электрозакройная машина для уточнения срезов деталей ОМ-3, масса 3,8 кг Для уточнения срезов деталей, высота настила до 12 мм
186
Детали из натурального и искусственного меха вырезают скорняжным ножом.
3.2. ШВЕЙНОЕ ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ
Швейное технологическое оборудование подразделяют на следующие типы:
— стачивающие швейные машины, выполняющие большое количество операций;
— специализированные швейные машины, предназначенные для выполнения одной или нескольких операций;
— машины полуавтоматического действия (для пришивания пуговиц, изготовления закрепок, обметывания петель);
— машины для поузловой обработки полуавтоматического действия.
Швейные машины различают по типу стежков. Машины бывают одноигольные и многоигольные стачивающие, однониточные и двухниточные стачивающие с челночным и цепным стежком, для стачивания и обметывания деталей, вышивальные машины с однониточной и двухниточной цепной строчкой и многие другие.
Швейное технологическое оборудование для производства головных уборов представлено в таблице 13 [1], [2].
3.3. ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
Кроме швейных машин, в процессе изготовления мягких головных уборов применяется следующее вспомогательное оборудование:
— полуавтоматическая машина для определения размера головного убора МИГ-1М на скорняжно-пошивочных предприятиях; состоит из станины, на которой имеются измерительная головка с подвижными секторами для автоматического измерения головного убора и механизм печатающего устройства для автоматической маркировки головного убора и нанесения штампа контролера отдела технического контроля;
187
Таблица 13
Универсальные и специальные швейные машины для производства швейных головных уборов
188 । 189
Наименование оборудования, класс, Тип сте-жка Характеристика стежка и строчки Обрабатываемые материалы Техническая характеристика оборудования Назначение оборудования
1 2 3 4 5 6
Одноигольная стачивающая для изготовления головных уборов 28 кл. ЗАО"Промшвеймаш" (далее ’АО "ПШМ") 101 Однониточный цепной стежок, однолинейная строчка Толстые ткани, фетр Частота вращения главного вала 2600-3000 мин.’1 (далее: п=2600-3000 мин.’1); длина стежка 2-8 мм (далее 1=2-8 мм); суммарная толщина сшиваемых материалов (в сжатом состоянии) до 4 мм (далее: 8=4 мм); иглы 0025-02-(120,130) ГОСТ22249-82; нитки х/б швейные №30-60 Для соединения полей с головкой головных уборов, подкладки с головным убором, пришивания размерной полоски
То же 245 кл. ЗАО "ПШМ" 101 Тоже Вискозная тесьма, бамбуковая, рисовая соломка п=3500 мин.’1; 1=3-5 мм; 6 =2 мм (в сжатом состоянии); иглы 0025-02-(90,100,110,120) ГОСТ 22249-82; нитки х/б швейнь * №30-60 Для стачивания тесьмы (по спирали) *—
Одноигольная для временных работ 2222 кл. ЗАО "ПШМ" 101 Тоже Пальтовые, костюмные ткани п=3000 мин.’'; I до 12 м м; 8 =8 мм (в сжатом состоянии); иглы 0518-02-(130, 150) ГОСТ 22249-82; нитки х/б швейные №30-60 Для выполнения временной строчки при изготовлении головных уборов
Вышивальная машина МВ-50 кл. Полтавского завода "Легмаш" 202 Тоже Хлопчатобумажные ткани п=1200 мин.’1; 1=2,5 мм; 8 до 1,5мм (в сжатом состоянии); иглы 0895-01-(75,85,95,110) ГОСТ 22249-82; нитки швейные из натурального шелка №65 и х/б швейные №40-80 Вышивание отделки на головных уборах
Одноигольная стачивающая машина 97А кл. ЗАО "ПШМ" 301 Двух ниточный челночный стежок, однолинейная строчка Костюмные ткани из натуральных, синтетических волокон и из их смеси, х/б ткани п=5500 мин.’1; 1=1-4 мм; 8 до 4 мм (в сжатом состоянии); иглы 0052-02-(75, 90,100,110,120) ГОСТ 22249-82; нитки х/б швейные правой крутки №40-80 и швейные из натурального шелка №65 Для операций постоянного соединения деталей
Продолжение табл. 13
1 2 3 4 5 6
То же с механизмом ножа 397-М КП. ЗАО “ПШМ" 301 Тоже Костюмные и пальтовые ткани из натуральных волокон и смешанных с синтетическими, шинельные и портяночные ткани п=4000 мин.I до 4,5 мм; 8 до 5 мм (в сжатом состоянии); иглы 02203-(100, 110, 120, 130) ГОСТ 22249-82; нитки швейные х/б №30-60 Для настрачивания головного убора на прокладку и подкладку, для стачивания деталей из различных материалов с обрезкой кромки до 2,5; 5, 6,5 мм до линии строчки
Одноигольная стачивающая машина с комбинированным двигателем ткани 597 кл. ЗАО "ПШМ" 301 Двухниточный челночный стежок, однолинейная строчка Костюмные, платьевые, сорочечные ткани из натуральных волокон и смешанных с синтетическими п =4500 мин.’1-, 1=1,7-4,0 мм; 8 до 4 мм в (сжатом состоянии); иглы 0052-02-(75, 90, 100, 110, 120) ГОСТ 22249-82; нитки х/б швейные правой крутки №30-80 в 6 сложений и шелковые №65. Нижняя зубчатая рейка и отклоняющаяся игла. Для стачивания деталей беспосадочной строчкой
То же с отклоняющейся иглой 1597 кп. ЗАО "ПШМ" 301 Тоже Синтетические трикотажные полотна, полушерстяные ткани с лавсаном, тик карманный п=4500 мин. I до 4 мм; 8 до 4 мм (в сжатом состоянии); иглы0277-(110) ГОСТ 22249-82; нитки х/б швейные правой крутки в 6 сложений №40-80; шелковые №65. Нижняя зубчатая рейка и отклоняющаяся игла. Аатоматическая обрезка ниток. Для стачивания деталей. Дает наибольший эффект на операциях, требующих выполнения частых перехватов, поворотов и т.д.
Одноигольная стачивающая машина с дифференциальным механизмом перемещения ткани 697 кл. ЗАО "ПШМ” 301 Тоже Костюмные ткани, содержащие синтетические волокна п=4500 мин.’1-, 1 до 4 мм; 8 до 4 мм (в сжатом состоянии); иглы 0052-02-(75, 90, 100,110,120) ГОСТ 22249-82; нитки швейные х/б правой крутки №30-80 и шелковые №65. Нижние зубчатые рейки. Для стачивания деталей. Машину целесообразно использовать для выполнения строчек, подвергающихся растяжению в процессе обработки детали
Продолжение табл. 13
1 2 3 4 5 6
Одноигольная стачивающая машина с регулируемой верхней и нижней зубчатой рейкой 897 кл. ЗАО "ПШМ" 301 Тоже Плащевые легкие и средниетрудно-транспортируемые ткани, искусственный мех, утепляющие прокладки п=4200 мин.'1-, 11,7-4,0 мм; 8 до 4 мм (в сжатом состоянии); иглы 0277-(90,100, 110,120): ГОСТ 22249-82; нитки швейные х/б №40-80 в 6 сложений и шелковые №33,65. Раздельная регулировка величины перемещения реек. Для стачивания трудно транспортируемых тканей, содержащих искусственные и синтетические волокна, ь том числе и прорезиненных
Одноигольная стачивающая машина 997 МСК кл. ЗАО "ПШМ" 301 Двухниточный челночный стежок, однолинейная строчка ТканкГсредней толщины п=4500 МИН.’-, 1=1,7-4,5 мм, 8 до 5 мм (в сжатом состоянии), иглы 0092-02-(100, 110) ГОСТ 22249-82; нитки х/б швейные правой крутки №40-50, шелковые №33 и лавсановые №ЗЗЛ. Автоматическая обрезка ниток, подъем и опуска ние лапки, позиционирование иглы, закрепка строчки. Стачивание де, алей из тканей средней толщины. Дает наибольший эффект при использовании на операциях, требующих выполнения частых перехватов, поворотов и т.д.
То же 997 МЛ кл ЗАО 'ПШМ" 301 Тоже Тонкие ткани из натуральных и искусственных волокон п=5000 мин.”-, 1=1,7-3,5 мм; 6 до 3 мм (в сжатом состоянии с учетом утолщений); нитки х/б швейные правой крутки №30-80 и шелковые Ne33,65. Автоматическая обрезка ниток, подъем и опускание лапки, позиционирование иглы, закрепка строчки. Стачивание деталей из тонких тканей
То же 1022-М кл. ЗАО "ПШМ" (1022Н кп.) 301 Тоже Пальтовые и костюмные ткани из натуральных волокон и смешанных с синтетическими, шинельные ткани п=4500 мин.", 1=1,7-4,5 мм; 6 до 5 мм (в сжатом состоянии); ИГЛЫ 0219-02-(90,100, 110, 120,130,150) ГОСТ 22249-82; нитки х/б швейные в 6 сложений №10-60 и шелковые №65 Постоянное скрепление деталей из средних и тяжелых тканей, содержащих натуральные и искусственные волокна
Тоже 011022 МЛКкл ЗАО "ПШМ" 301 Тоже Тонкие ткани из натуральных и искусственных волокон п=5200 мин.", 1=1,7-4,0 мм; 8 до 3 мм (вожатом состоянии); иглы 0052 -02-(75, 90,100) ГОСТ 22249-82, нитки х/б швейные №50-80 и шелковые №65 Постоянное скрепле-ниедеталей из тонких тканей
Продолжение табл. 13
191
1 2 3 4 5 6
То же для окантовывания срезов деталей 1022-3 кп. ЗАО "ПШМ" 301 То же Платьевые х/б, полушерстяные и шелковые ткани п=4000 мин."; 1=1,5-2,5 мм; 8 до 5 мм (в сжатом состоянии); ширина окантовки в готовом виде 6±1 мм; иглы 0319-02-(90,100,110) ГОСТ 22249-82; нитки х/б швейные №50, 60 и шелковые №65 Окантовка срезов деталей из тонких тканей, содержащих натуральные и искусственные волокна
Одноигольная стачивающая машина 1322 кл ЗАО "ПШМ" 301 Тоже Бязи х/б, ткани костюмные и пальтовые чистошерстяные и полушерстяные, ткани шинельные и портяночные п=4000 мин."; I до 4,5 мм; 8 до 6 мм (в сжатом состоянии); иглы 0203-02-(90, 100,110, 120,130); нитки швейные х/б матовые в 6 сложений №30-50 и шелковые №65. Механизм останова иглы в заданном положении, подъем лапки и обрезки ниток Постоянное скрепление деталей из плотных тканей
То же 862 кп. ЗАО "ПШМ" 301 Тоже Костюмные, пальтовые, плащевые ткани из натуральных волокон и смешанных с синтетическими п=4500 мин."; 1=1,3-4,5 мм; 8до 6 мм (в сжатом состоянии); иглы 0202-(100, 110,120) ГОСТ 22249-82; нитки швейные х/б №30-40 и шелковые №33. Нижняя зубчатая рейка и отключающаяся игла. Централизованная смазка под давлением от насоса. Постоянное скрепление деталей из плотных тканей
То же 1862 кл. ЗАО "ПШМ" 301 Тоже Натуральная и искусственная кожа п=4000мин"; 1=1,3-4,5 мм; 8 до 5 мм (в сжатом состоянии': иглы 0203-02-(90, 100,110, 120); нитки швейные х/б №40-50; лавсановые №ЗЗЛ; шелковые №65; капроновые №50к Для стачивания трудно транспортируемых материалов, например, кожи
Тоже 2862 кл. ЗАО "ПШМ" 301 Тоже Трудно транспортируемые материалы (дублированные, в том числе с пенополиуретаном) п=4000 мин.-, 1=1,3-4,5 мм; 8 до 5 мм (в сжатом состоянии); иглы 0203-02-(90, 100,110,120) ГОСТ 22249-82; нитки швейные №40-60, лавсановые №ЗЗЛ, шелковые №65, капроновые №50к. Верхняя и нижняя зубчатая рейка и отклоняющаяся игла Для стачивания трудно транспортируемых материалов, в том числе дублированных, плащевых
Одноигольная стачивающая для выполнения отделочных строчек 1822 кл ЗАО "ПШМ" 301 Двухниточный челночный стежок, однолинейная строчка Платьевые, костюмные, пальтовые ткани, содержащие натуральные и шелковые волокна п=2000мин."-, 1=5-10 мм; 8 до 5 мм (в сжато состоянии); иглы 0319-02-(110, 120,130,150) ГОСТ 22249-82; нитки х/б швейные №10-30, шелковые №33, 68, лавсановые №ЗЗЛ Выполнение отделочных строчек
Продолжение табл. 13
I92 7. Зак. 70 193
1 2 3 4 5 8
Одноигольная стачивающая машина 8332/2705 кл. "Тексти-ма"Германия 301 Тоже Платьевые и костюмные ткани из натуральных волокон и смешанных с синтетическими п=4500 мин.'1; I до 4,5 мм: 3 до 5 мм (в сжатом состоянии); иглы 135х5-(90, 100, 110 (0319); нитки х/б швейные №40-80. Раздельная регулировка перемещения верхней и нижней зубчатых реек Постоянное скрепление деталей из тонких и средних тканей
То же 23-АМ кл. ОАО "Зингер" 301 Тоже Натуральная кожа, льняная и полульняная парусина п=900 мин.'1; 1=2-8 мм; 8 до 8 мм (в сжатом состоянии); иглы 0756-33-(120, 150, 170, 190, 210, 230) ГОСТ 22249-82; нитки х/б швейные №00, 0,10 и льняные швейные Nd 05 Постоянное скрепление деталей
То же 250-1 кл. ОАО "Зингер" 301 Тоже Натуральные и искусственные кожи, подкладочные ткани, полихлорвиниловая пленка в сочетании с картоном и другими материалами п=1400 мин.'’;1=2-5 мм; 8 до 8 мм (в сжатом состоянии с учетом местного утолщения); иглы 0518-01-(110, 120, 130, 150, 170), 0636 -33-(110, 120, 130,150, 170) ГОСТ 22249-82; нитки швейные №10-40 и лавсановые №60Л (34/2) Постоянное скрепление деталей
То же 330-В кл. ОАО "Зингер" 301 То же Натуральная и искусственная кожа п=3000 мин.'1; 1=1,2-3,3 мм; 8 до 4 мм (в сжатом состоянии); иглы 0335-33-(75, 85, 90,100,110) ГОСТ 22249-82; нитки х/б швейные правой крутки №30-50 и капроновые №64/3, 64/4 Постоянное скрепление деталей
То же 57 кл. ОАО "Зингер" 301 Двухниточный челночный стежок, однолинейная строчка Натуральная и искусственная кожа. п=1200 мин.'1; 1=3-6 мм; 8 до 3 мм (в сжатом состоянии); иглы 0319-02-(100, 110,120,150) ГОСТ 22249-82; нитки х/б швейные №30-40 Пришивание кожаных налобников и козырьков к мужским головным уборам
Одноигольная машина для окантовывания срезов деталей головных уборов 431 кл. ОАО "Зингер" 301 Тоже Натуральная и искусственная кожа п=3000 мин.'1; 1=1,0-2,5 мм; 8 до 5,5 мм (в окатом состоянии); иглы 0335-33-(75, 85, 90,100) ГОСТ 22249-82; нитки х/б швейные №30-40 и капроновые №64/3 Окантовка тесьмой срезов кожаных деталей
Продолжение табл. 13
1 2 3 4 5 6
То же 450 кл, ОАО "Зингер" 301 То же Шелковые ткани, гипюр, трико, колпаки фетровые, велюровые п=2500 мин.'1; 1 до 6 мм; 8 до 6 мм (в сжатом состоянии); иглы 0203-(90, 100,110, 120); нитки х/б швейные №30-50, шелковые №33. Окантовочная тесьма репсовая, кромочная. Платформа рукавного типа, диаметром 50 мм. Верхняя и нижняя зубчатые рейки, отклоняющаяся игла. Окантовывание тесьмой срезов деталей головных уборов
Одноигольная машина для притачивания козырьков и налобников к головным уборам 9823 кл., 350 кл. ОАО "Зингер" 301 То же Различные материалы, в том числе бархат, сукно, картон, искусственная кожа, фибра п-1500 мин.'1:1=2-7 мм; 8 до 6 мм (в сжатом состоянии); иглы 0518-02-(150, 170) ГОСТ 22249-82; нитки х/б швейные №23-30 Притачивание козырьков и налобников к мужским головным уборам; козырьков - к женским
Стачивающая двух-игольная машина 224 кл. ОАО "Зингер" 2х 301 Двухниточный челночный стежок, двухлинейная строчка Натуральная и искусственная кожа п=2200 мин.'1; 1=2 мм; расстояние между иглами 1,4-1,8 мм; 8 до 4 мм (в сжатом состоянии); иглы 0335-33-(75, 85, 90,100), 0345-25-(75, 85, 90, 100) ГОСТ 22249-82; нитки х/б швейные №30-40 Постоянное скрепление деталей
То же 430 кл. ОАО "Зингер" 2х 301 Тоже Тоже п=3000 мин.'1; 1=1,5-3,5 мм; расстояние между играми 1,2-4,0 мм; 8 до 4 мм (в сжатом состоянии); иглы 0335-33-(90, 100, 110, 120, 130) ГОСТ 22249-82; нитки х/б швейные №30-50 и шелковые №33 Тоже
То же 852(х5) кл. ОАО "Зингер" 2х 301 То же Костюмные, плащевые ткани из натуральных волокон и смешанных с синтетическими п=4500 мин.'1; 1 до 4,5 мм; расстояние между иглами 3,6 и 5 ,0 мм; иглы 0319-02-(90,100, 110, 120) ГОСТ 22249-82; нитки х/б швейные №30-50. Нижняя зубчатая рейка и отклоняющиеся иглы Постоянное скрепление деталей
То же 852-1 (х10) кл. ОАО "Зингер” 2х 301 То же Костюмные, пальтовые ткани из натуральных волокон и смешанных с синтетическими п=4500 мин.'1; 1=1,3-4,5 мм; расстояние между иглами 8 и 10 мм; 8 до 5 мм (в сжатом состоянии); иглы 0319-02-(90, 100, 110, 120) ГОСТ 22249-82; нитки х/б швейные №40-80 и шелковые №33,65. Нижняя зубчатая рейка и отклоняющиеся иглы Постоянное скрепление деталей, для изготовления ремешков
Продолжение табл. 13
194 ' 195
1 2 3 4 5 8
То же 852-3 кл. ОАО "Зингер” 2х 301 То же Подкладочные ткани п=3700 мин.'1; 1=1,5-4,5 мм; расстояние между иглами 8,12, 22, 30 мм; 3 до 6 мм (в сжатом состоянии); иглы 0319-02-010, 120, 130, 150, 170) ГОСТ 22249-82; нитки х/б швейные №30-50 Для выстрачивания подкладки в мужских головных уборах с утепляющей прокладкой
Тоже 1852-1 кл.ОАО "Зингер" 2х 302 То же Шелковые, хлопчатобумажные ткани Отклоняющиеся иглы, расстояние между иглами 7 мм. Ширина окантовочного шва 9,0-9,5 мм. Ширина бейки или тесьмы в крое 20 мм Для обработки срезов деталей тесьмой или бейкой
То же 1852-4 кл. ОАО "Зингер” 2х 301 То же Натуральная и искусственная кожа п=2200 мин."; 1=1-5 мм; расстояние между иглами 3,5,6,8,10,12,15,17,19,22,26 мм; 8 до 5 мм (в сжатом состоянии); иглы0319-02-(120,130, 150),0335-33-020,130,150) ГОСТ 22249-82; нитки х/б швейные №10-40 и лавсановые 360Л, Механизм отключения игл при поворотах строчки под углом Постоянное скрепление деталей
То же 1324 кл. ОАО "Зингер" 2х 301 То же Тоже п=2800 мин.'1; 1=1,2-4,5 мм; расстояние между иглами: -при работе с нажимным роликом 1,2; 1,8 мм; -при работе с нажимной лапкой 4; 10 мм; 3 до 5,5 мм (в сжатом состоянии): иглы 0335-33-(85, 90, 100), 0342-25-(85, 90, 100) ГОСТ 22249-82; нитки х/б швейные №30-40 Постоянное скрепление деталей и заготовок пространственной формы из натуральной и искусственной кожи в кожевеннообувной промышленности
Одноигольная стачивающая машина зигзагообразной строчки 26 кл. ОАО "Зингер" 304 Двухниточный челночный стежок, однолинейная зигзагообразная строчка Плотные х/б, шелковые из натуральных волокон и смешанных с синтетическими, шерстяные ткани п=2500 мин."; 1=1,7-4,5 мм; ширина зигзага до 9 мм; 8 до 3 мм (в сжатом сотоянии); иглы 0319-02-(100, 110, 120, 130) ГОСТ 22249-82; нитки х/б швейные №10-50 и шелковые №75, 65, 33,18 Обработка срезов и соединение отделок (аппликаций) с детскими головными уборами
Тоже 826 кл. ОАО "Зингер" 304 Тоже Тоже п=4000 мин."; перемещение материала за один оборот главного вала 1,7-4,5 мм; ширина зигзага 3-7 мм; 8 др 5 мм (в сжатом состоянии); иглы 0319-02-( 120,150,170) ГОСТ 22249-82; нитки х/б швейные №10-30 и шелковые №75, 65. 33, 18. То же
Продолжение табл. 13
1 2 3 4 I „, 5 6
Одноигольная краеоб' меточная машина 51-А кл. ОАО "Зингер" 502 Двухниточный или трехниточный крае обметочный стежок Костюмные, платьевые ткани из натуральных волокон и смешанных с синтетическими л=3500 мин.", 1=1,5-4,0; ширина обметывания 3-6 м.. 8 до 4 мм (в сжатом состоянии), иглы 0020-02-(75,90,100,110) ГОСТ 22249-82; нитки х/б швейные №40-80 и шелковые №33, 65 Сшивание деталей из текстильных материалов (кроме трикотажа) с одновременной обрезкой и обметывани-.емкоая
Двухигольная стачи-вающе-обметочная машина 1097 кл. ЗАО "ПШМ'- 803 Пятиниточный стежок, состоящий из двух ниточного челночного и трех-нитоиного краеобметочного Костюмные, х/б ткани п=4200 мин."; 1=1,7-4,0 мм, расстояние между иглами 3 мм; ширина обметки 4 мм; ширина шва 7 мм; 8 до 3 мм (в сжатом состоянии); иглы 0052-02-(75,90,100) ГОСТ 22249-82; нитки х/б швейные №40-80 Для стачивания деталей с одновременной обрезкой и обметыванием среза материала
То же 408-АМ кл. ЗАО "Агат” Ростов-на-Дону 401,504 Пяти ниточный стежок, состоящий из двух ниточного цепного и трехниточного краеобметочного Сорочечные и костюмные ткани из натуральных и смешанных с синтетическими волокон, в том числе трикотажа п=5000 мин."; 1=1,5-3,0 мм; расстояние между иглами 3 мм; ширина обметки 4-5 мм; 8 до 5 мм (в сжатом состоянии); иглы 0029-(65, 75, 90, 100, 110) ГОСТ 22249-82; нитки х/б швейные №40-80, шелковые №65, лавсановые №22Л, ЗЗЛ 44Л Для стачивания дета лей с одновременной обрезкой и обметыванием среза
Одноигольная машина для сшивания шкурок 10-Б кл. Полтавский завод легмаш 501 Однониточный цепной стежок Шкурки С ТОНКОЙ и средней толщины кожевой тканью: цигейка, шкурки кролика, сурка, хорька и т.д.; искусственный мех_ п=2500 мин." 1=1-3 мм; высота шва 2,5 мм; 6 до 8 мм (в сжатом состоянии); иглы 0277 02-(75, 90, 100,110) ГОСТ 22249-82 нитки х/б швейные №30-80. Два рифленых диска с прерывистыми принудительными движениями Сшивание деталей из натурального и искусственного средней толщины и тонкого меха
Одноигольная машина полуавтомат 570-1 кп ОАО "Зингер" 301 Двухниточный челночный стежок, однолинейная строчка Пальтовые, подкладочные и прокладочные ткани из натуральных волокон и смешанных с синтетическими Края деталей обрезаются одновременно со стачиванием на расстоянии 5,5-7,0 мм от строчки. п=2700 мин. ’-, 8=5 мм (в сжатом состоянии); иглы 0277-02-010, 120, 130) ГОСТ 22249-82, нитки х/б швейные №30-50 Для обтачивания козырьков, наушников |
Окончание табл. 13
со для пришивания пуговиц к головным убо- рам Для пришивания пуговиц к головным уборам Для сборки подкладки головного убора рюшем
ю п=2800 мин. для петель бисерного переплетения, п=3200 мин."' для петель гладьевого переплетения; п=1200 мин. ; 1 до 5 мм; о до Ь мм (в сжатом состоянии); иглы 0141-90-(90,100, 110, 120), 0724-(110, 130) ГОСТ 22249-82; нитки х/б швейные №30-80. Число проколов иглы - по 10 в каждую пару отверстий, последний из них закрепочный. Диа- метр пуговиц 11-36 мм п=1500 мин. ; I до 5 мм; 8 до 5 мм (в сжатом состоянии); иглы 0724 (90, 100,110, 120) ГОСТ 22249-82; нитки х/б швейные №50-60, шелковые №33 Г п=3500 мин."', 1=1-3 мм (в сжатом состоянии); иглы 0277-02-(75, 90,100,110)
Костюмные и сорочечные ткани i (альтовые и костюмные ткани из нату-I ральных волокон и ! смешанных с синте-: тическими Ткани средней толщины Подкладочные ткани
СО То же иднониточныи цепной стежок Однониточный цепной стежок То же
OJ 301 5 о 501
- Одноигольная машина-полуавтомат для изготовления прямых петель 525 кл. ОАО "Зингер:: Одноигольная машина-полуавтомат для пришивания плоских пуговиц с двумя и четырьмя отверстиями 1095 кл. ОАО "Зингер" Одноигольная машина-полуавтомат для пришивания сферических пуговиц с ушком ОАО "Зингер" Модернизированная машина 10-Б кл. ОАО "Зингер”
196
— жесткие и ленточные кольцемеры для определения размеров головных уборов. Жесткий кольцемер (рис. 69) представляет собой конструкцию, состоящую из двух раздвижных сегментов, соединенных между собой посредством винтовой пары. Ленточный кольцемер (рис. 70) изготовлен из стальной пружинной ленты с цифровыми делениями; один конец ленты, свернутый кольцом, закреплен жестко на рукоятке, второй свободно скользит по направляющему пазу;
— машины для обкатки борта шапки; выполняют операцию «обжим борта» при изготовлении зимних головных уборов; обкатка производится подвижным и неподвижным роликом;
— механическая щетка МЩА-2А Эртильского механического завода или АВ фирмы «Гоффман» Германия
Рис. 69. Жесткий кольцемер
Рис. 70. Ленточный кольцемер
197
Рис. 71. Рычажное приспособление для перфорации деталей головных уборов
Рис. 72. Приспособление ВБК с ручным приводом для вставки металлической фурнитуры в детали из текстильных и кожевенных материалов
198
для чистки готовых головных уборов от пыли, ниток, имеется аспирационное устройство для удаления сора;
— дисковая машина для обрезки излишков утепляющей прокладки на стеганой подкладке (ЭЗМ-2, ЭЗДМ-1, ОМ-3);
— приспособления с ручным и электромеханическим приводом для вставки блочков и кнопок в детали головных уборов.
Универсальное настольное приспособление ВБК-Р с ручным приводом для вставки металлической фурнитуры в детали из текстильных и кожевенных материалов (рис. 72) состоит из корпуса 4, винтового прижимного механизма 3 и двух револьверных головок — нижней 1 и верхней 2. Головки снабженны сменными матрицами и пуансонами, для изготовления перфорации или отдельных отверстий различной конфигурации применяют кулачковое приспособление (рис. 71), оснащенное сменными пробойниками.
3.4. ПРИСПОСОБЛЕНИЯ ДЛЯ МАШИННЫХ РАБОТ
Для повышения производительности труда и улучшения качества изделия в производстве головных уборов используют различные приспособления. Оснащение швейного оборудования средствами малой механизации (оснасткой) позволяет без особых капитальных затрат расширить технологические возможности имеющегося парка машин, повысить производительность труда и улучшить условия работы обслуживающего персонала. Различают оснастку организационно-техническую (оргтехоснастку) и технологическую.
К оргтехоснастке относятся устройства, обеспечивающие оператору рациональное построение трудового процесса, размещение и хранение деталей и инструмента, удобство выполнения работы, физиологически обоснован
199
ную рабочую позу, а также устройства, повышающие комфорт и культуру рабочего места. Оргтехоснастка включает дополнительные плоскости и крышки промышленных столов, бункерные устройства, лотки, полки, кронштейны для хранения полуфабрикатов, зажимы, а также элементы станин столов и рабочих стульев (подлокотники, упоры, подножки, спинки и т.п.).
К технологической оснастке относятся различные машинные приспособления, позволяющие с высокой производительностью выполнять отдельные технологические операции или получать заданные строчки и швы на машинах, специально для этого вида работ непредназначенных. Технологическая оснастка включает приспособления для направления полуфабриката к иглам швейных машин; кассеты и шаблоны к швейным полуавтоматам; устройства для охлаждения игл; устройства, обеспечивающие безопасные условия труда при выполнении отдельных операций и т.д.
Основные виды рекомендуемых приспособлений представлены в таблице 14. Предприятия-изготовители указанных приспособлений — опытно-экспериментальный завод ЦНИИШП и ПО «Зарница», г. Москва.
Приспособления для направления полуфабриката к иглам швейных машин, в зависимости от типа выполняемого шва, по классификации, предложенной ЦНИИШПом, разбиты на шесть групп:
— приспособления для соединения деталей и выполнения отделочных строчек (без подгибания материала);
— приспособления для подгибания среза полуфабриката (без соединения деталей);
— приспособления для соединения нескольких деталей с одновременным подгибанием срезов (кроме оканто-вывателей);
— приспособления для окантовывания срезов;
— приспособления для обметывания петель;
— прочие приспособления.
200
Приспособления для машинных работ
Примечание ч
Назначение со
Марка OJ
Наименование приспособления, характеристика конструкции -
Применяется в комплекте с ограничительной линейкой. Расстояние от бор- тика до иглы 1 мм • Расстояние от игпы до бортика 3 мм • Расстояние от строчки до края детали 1 0,1-0,5 см
Соединительные швы Для настрачивания шва соединения деталей на одну сторону на одноигольной машине Настрачивание подкладки с утепляющей прокладкой; настрачивание налобника (из искусственной кожи) на подкладку Для затяжки козырька Для расстрачивания шва соединения детелей на двухигольной машине Настрачивание отделочного или укрепляющего шнура, вьюнчика или сутажа Для выполнения отделочных строчек, на- I строчных швов, швов стачивания и др. Тоже
1-38, 1-46 ЦНИИШП 03-001 по "Зарница'' 03-011 ПО "Зарница” 03-006 ПО “Зарница" 03-012 ПО "Зарница" 03-014 ПО "Зарница" 1-1 сборка №305192 4703200; 1-44; 1-49 ЦНИ- ИШП 1-21 сборка №305192 4703000; 1-36; 1-43 ЦНИ- ИШП
Двухрожковая нешарнирная лапка с ограничительным бортиком на подошве правого рожка Шарнирная двухрожковая лапка с плоской подошвой, в передней части правого рожка имеется направительное лезвие (рисунок 73 а), б) Шарнирная однорожковая с плоской подошвой лвпка, ограничительный бортик с правой стороны (рисунок 73 г) Шарнирная елевым рожком, подошва плоская Нешарнирная с плоской подошвой, в передней части посредине имеется направляющее лезвие (рисунок 73 в) Нешарнирная лапка, в подошве продольный сферический желобок (рисунок 73 д) Однорожковая шарнирная лапка с пру- I а а X X о а £ О о m я Е S S X н CL О о S 2 X X X * Однорожковая шарнирная лапка с пружинным бортиком левосторонняя
201
Продолжение табл. 14
202 203
1 2 3 4
Нешарнирная лапка с направителем тесьмы (продольный сферический желобок) 1-58 ЦНИИШП Для настрачивания отделочной тесьмы по ломаной линии Натяжение тесьмы регулируется винтом
Специальные комбинированные лапки
Шарнирная лапка, подошва укорочена: с правой стороны ограничительный бортик (расстояние строчки от края полуфабриката); щелевой направитель с ограничителем ширины тесьмы (рисунок If а) 1 8 ЦНИИШП Для втачивания тесьмы с одновременным стачиванием двух деталей Ширина тесьмы регулируется в пределах 0,4-1,4 см
Приспособление для притачивания круглых эмблем: прижимной диск и две реики специальной конструкции 1-56 ЦНИИШП Для притачивания круглых эмблем по окружности диаметром 72 мм Детали подкладывают под диск, который при выполнении строчки совершает один оборот вокруг своей оси
Ограничительные линейки
Откидная двухрожковая линейка крепится на платформе швейной машины 1 -7 сборка №3051470 1800 Для прокладывания различных строчек, в том числе отделочных Расстояние от строчки до края детали или другого ориентира 6-30 мм
То же (рисунок 75 г) 03-015 ПО "Зарница" То же -
Две направляющие пластинки с бортиками, расположенными параллельно (рисунок 75 а) 03-018ПО "Зарница" Для настрачивания шва канта на околыше
Однорожковая линейка, рабочий торец выпуклой формы. Крепится на платформе (рисунок 75 б) 03-017 ПО "Зарница" Для настрачивания кепи на козырек и подогнутого коая подкладки и налобника на нижний край головки кепи -
Однорожковая линейка с бортиком по рабочему торцу; торец перпендикулярен пазу для крепления и регулировки линейки. Крепится на платформе (рисунок 75 в) 03-013 ПО "Зарница" Для стачивания деталей и настрачивания припусков швов
Продолжение табл. 14
1 2 3 4
Откидная линейка с плавной регулировкой для подгибания низа околыша (рисунок 75 д). Расстояние между бортиками регулируется. Крепится на платформе 03-016 ПО "Зарница" Для подгибания низа околыша
Однорожковая линейка сограничитель ным бортиком по рабочему торцу; бортик установлен на ползуне, имеющем несколько фиксированных положений. Крепится на платформе (рисунок 75 е) 03-007 ПО "Зарница" Настрачивание, козырька, полей и назатыльника отделочными строчками
Ограничительная линейка(рисунок 75 ж) 03-019 ПО "Зарница" Для одновременного настрачивания околыша на налобник из искусственной кожи и фибровый козырек -
Тоже (рисунок 75з) 03-020 ПО "Зарница" Для соблюдения параллельности строчки -
Направляющие линейки
Откидная навесная линейка, крепится на лапке и поднимается вместе с ней 1-9 сборка 305192 4703000 ЦНИИШП Прокладывание параллельных строчек Расстояние от строчки до края или другого ориентира 2-20 мм
Выдвижной стержень с ограничительным бортиком. Выдвижная линейка. Крепится к лапке 1-44 ЦНИИШП То же То же 2-20 мм
Откидная линейка. Закрепляется с помощью державки, которая надевается на стержень прижимной лапки 1-54 ЦНИИШП То же То же 7-20 мм
Приспособления для под|Ибания срезов полуфабрикатов
Формирователь щелевого типа со сложным профилем в передней части и лотковым ограничителем в задней. Закрепляется на платформе (рисунок 76 а) L_ 2-28 ЦНИИШП Для застрачивания срезов ремешков кепи, беек одинарного подгиба края изделия Ширина полоски в крое 2 7 см. Ширина ремешка в готовом виде 1,3-1,4 см. Расстояние между иглами 1 см. Расстояние от строчки до края детали 0,15-0,2 см
Продолжение табл. 14
1 2 3 4
Формирователь щелевого типа для двухигольной машины челночного стежка Г 2-41 цниишп Обработка ремешков из малоосыпающих-ся тканей
Формирователь двойной рубильник-улитка 2-17 ЦНИИШП Для стачивания поясов и ремешков без вывертывания Позволяет изготавливать ремешки и пояса различной ширины
Формирователь двойной рубильник-улитка. Правая спираль для одинарного подгибания правого среза, левая - для двойного подгибания среза. Крепится на платформе перед лапкой (рисунок 76 б) 2-8, 2-37 ЦНИИШП Для застрачивания полосок для бантов, завязок к детским головным уборам; изготовление рулика
Устройство для заутюживания долевых полосок ткани 2-15 ЦНИИШП Для заутюживания долевых полосок ткани Ширина полоски ткани в готовом виде 1 см. Ширина полоски ткани в крое 2 см. Ширина подгибки среза 0,4-0,5 см
Приспособление для настрачивания деталей (рисунок 76 в) 3-5, 3-62 ЦНИИШП Для настрачивания деталей без предварительного стачивания Ширина подгибки срезов 0,7 см. Расстояние от строчки до края детали 0,1-0,2 см
Приспособление для настрачивания канта, крепится на платформе швейной машины 3-67 ЦНИИШП Для настрачивания канта на донышко и стенки фуражки Ширина канта в крое 1,3 см. Ширина канта в готовом виде 0,6-0,65 см
Приспособление для втачивания канта; шарнирно закреплено на платформе машины. Направитель - разрезная трубка. Имеется регулятор натяжения канта (рисунок 76 г) 3-63 ЦНИИШП Для втачивания канта, например, в донышко фуражки Расстояние от строчки до края канта 0,4 см. Расстояние от строчки до подогнутого края канта 0,2-0,25 см
Направитель для втачивания канта 3-33 цниишп Для втачивания каита Предназначен для машины 597 кл.. Расстояние отстрочки до срезов 10 мм
Окончание табл. 14
1 I ? 3 ' 4
Окантователи
Направитель для окантовывания деталей; устанавливается на основании, которое крепится на платформе машины. Направитель можно вывести из рабочей зоны для заправки полосы 4-3 1 ЦНИИШП Для окантовывания деталей полоской ткани (козырьков, полей) Ширина полоски в крое 2,5-2,9 см (под углом 45° к нитям основы). Ширина подгибки срезов полоски 0,3-0,4 см. Расстояние от строчки до края детали 0,1 см. Ширина в готовом виде 6 мм
Направитель для окантовывания срезов деталей 4-8 ЦНИИШП Для окантовывания срезов деталей Ширина полоски ткани в крое 4 см Ширина окантовки в готовом виде 0,9 см. Расстояние от строчки до края детали 0,1 см
Направитель для окантовывания срезов деталей лентой, тесьмой (рисунок 76 д) 4-11 ЦНИИШП Для окантовки срезов деталей основовязанной галантерейной лентой, тесьмой Ширина ленты 1,7-1,8 см. Ширина окантовки в готовом виде 0,6 см. Расстояние от строчки до края ленты 0,1 см
Направитель для окантовывания срезов деталей (рисунок 76 е) 03-005 Для окантовывания срезов деталей косой бейкой -
Прочие приспособления к швейным машинам
Приспособление для изготовления руликов: трубка, установленная на кронштейне, прикрепленном к игольной пластине)(рисунок 77 а) 6-11 ЦНИИШП Для стачивания руликов с одновременным вывертыванием Диаметр рулика 4 мм
Нажимной ролик с рифленой рабочей поверхностью. Крепится на стержне лапкодержателя - Стачивание деталей из кожи, замши Используется вместо лапки
Зубчатая цилиндрическая пара Для сбора рюша подкладки на скорняжной машине 10-Б кл. ОАО "Зингер” Используется вместо дисков передвижения
Указатель расстояния между петлями, расположенными поперек края детали. Закрепляется на платформе (рисунок 77 б) 5-2 ЦНИИШП Для обметывания петель на полуавтомате 525 кл. ОАО "Зингер" •
Рольпресс 03-012 ПО "Зарница" Для стачивания деталей детских головных уборов -
Рис. 73. Специальные лапки
Рис. <4. Специальные комбинированные лапки
206
Pttc- 7r>- Or.
BlIe
207
a
Рис. 77. Прочие приспособления к швейным машинам
3.5. ВЛАЖНО-ТЕПЛОВАЯ ОБРАБОТКА (ВТО) ДЕТАЛЕЙ. ОБОРУДОВАНИЕ ДЛЯ ВТО
В процессе изготовления головных уборов заметное место занимает влажно-тепловая обработка, которая оказывает значительное влияние на уровень качества изделий. С помощью ВТО головным уборам придается нужная форма, распрямляются смятые участки ткани и разутюживаются швы. Такая обработка применяется также на операциях соединения деталей термопластичными клеями.
Клеевой метод соединения деталей широко применяется при производстве головных уборов. Детали из прокладочных материалов с односторонним клеевым покры
209
тием соединяют с основными деталями методом горячего прессования на специальных прессах или утюгами.
В производстве швейных головных уборов применяют три вида ВТО: отпаривание, глажение и прессование.
Режимы влажно-тепловой обработки должны обеспечить соблюдение технологических требований, предъявляемых к отдельным операциям, сохранение физико-механических свойств материалов. Одновременное воздействие влаги, температуры и усилия прессования требуют тщательного подбора параметров ВТО и постоянного контроля за их соблюдением.
На утюжильных операциях при производстве головных уборов применяют в основном утюги массой 2,5 кг.
В зависимости от материала, использованного для изготовления головного убора, температура гладильной поверхности утюга может быть равна 120—200°С, пресса — 120—180°С. Время воздействия утюга на рабочую поверхность детали составляет 10—40 с, пресса — 5—45 с.
При прессовании необходимо учитывать, что чрезмерное давление может привести к образованию плохо удаляемых и трудно устранимых дефектов, деформирующих материал.
Повышение температуры нагрева гладильных поверхностей утюгов и прессов приводит к ухудшению физикомеханических свойств материалов, к их усадке и оплавлению синтетических волокон, к исчезновению ворса и появлению пятен. Белые и светлых тонов ткани при высоких температурах желтеют. При обработке тканей со специальными видами отделки, в первую очередь с тиснением, температура гладильной поверхности не должна превышать 140 °C при длительности воздействия не более 30 с. Увлажнение, при необходимости, производят только по участкам швов. Обильное увлажнение, высокие температуры и сдавливающая нагрузка приводят к ухудшению специальных эффектов текстильных материалов, а также самой ткани.
ВТО головных уборов из ворсовых материалов (бархата, вельвета и т.д.) выполняется передвижением ткани по нагретой поверхности подошвы утюга.
Для выполнения операций ВТО применяется различ-
210
Таблица 15
Технологическая характеристика оборудования для ВТО
Техническая характеристика Назначение
1 2
Пресс гладильный универсальный
Пресс с электромеханическим приводом без парогенератора, с программным управлением Cs311 кл.. «Паннония»; усилие прессования 20 кН i Для дублирования и утюжки деталей, обработки эмблем, аппликаций с применением клеевых материалов
Пресс с электромеханическим приводом, программным управлением, индивидуальным парогенератором и вакуум-отсосом Cs 313 кл. с подушкой Cs-12-20 кл. "Паннония" Венгрия Усилие прессования до 20 кН. То же
Пресс с пневматическим приводом, программным управлением, работающий от централизованных установок по производству пара и сжатого воздуха Cs-371 КМ кл. с подушкой Cs-12-20 кл. "Паннония 'Венгрия. Усилие прессования до 36 кН. То же
Пресс с гидравлическим и пневматическим приводом, с программным управлением, работающий от централизованных установок по производству пара и сжатого воздуха ППУ-1 ПГУ 1, ПГУ-2 кл. с подушкой УП-ЗГ кл., ПГУ-3 с подушкой УП-37 кл. Нижегородского завода легмаш. Усилие прессовании до 20 кН. То же
Утюжильный стол с индивидуальным парогенератором ПГ-8У и утюгом УТП-1,5 ЭП массой 1,5-2,0 кг или утюгом СУ-В-01 Нижегородского завода легмаш. Размеры подушки 750x450 мм Для ВТО головных уборов
Утюг промышленный электрический У-3 с терморегулятором, массой 2,5 и 3,5 кг Орловского машзавода. Для разутюживания швов, приутюживания деталей ।
Пульверизатор ПЗ ручного действия от водопроводной сети. Рабочее давление в водопроводной сети 0,2 МПа; расход воды 0,028 кг/с; масса 0,18 кг Для увлажнения деталей
Роликовый утюг РКО-1 МЭМЗ г.Москва с Электрсмеха ническим приводом Для разутюживания кривых и коротких швов
Агрегат электроформ АЭФ-12 Московского завода трикотажного машиностроения. Для правки шапок-ушанок
Агрегат эпектроформ с пневматическим их раздвижением АЭПШ Московского завода трикотажного ма шиностроения Для правки головных уборов
Раздвижная электроформа ПОК-1 МЭМЗ Для правки детских шлемов, спортивных шапок
Механическая раздвижная электроформа Для отстаивания и увеличения размера головного убора
Паровоздушная установка ПВУ-1 ПО ’'Зарница'' г. Москва Для окончательной ВТО головных уборов
Отпарочный аппарат АОБ-3 производительность 6.04 г/ч; рабочее давление пара 0.3 МПа; мощность нагревательных элементов 4,8 кВт; масса 50 кг. Для пропаривания деталей
Сушильная камеоа радиационно-вакуумная Для сушки головных уборов
21]
ное оборудование и приспособления. Это гладильные прессы, утюги и утюжильные столы, гладильные и гофрировальные машины, аппараты для обработки изделий паром и т.д., представленные, например, в таблице 15.
Окончательную ВТО головных уборов производят на следующем оборудовании:
— кепи — на машине 51 кл. фирмы «Микельаньели» Италия; паровоздушной установке ПВУ-1 или деревянных формах;
— шлемы, капоры, жокейки — на полуавтомате ПОК-1 или на деревянных формах;
— капитанки, матроски, спортивные шапочки — на электроформе или утюгом на деревянных формах с последующим просушиванием в сушильных камерах или при комнатной температуре;
— фуражки — на электроформе.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Долгополова Л.П., Сапронов Ю.Г., Шайкевич Е.И. Изготовление головных уборов на предприятиях бытового обслуживания. М.: Легпромбытиздат, 1990. — 149 с.
2. Зак И.С., Горохов И.К., Воронин Е.И. и др. Справочник по швейному оборудованию. М.: Легкая индустрия, 1981. — 272 с.
4. ОБЩИЕ ТЕХНИЧЕСКИЕ
ТРЕБОВАНИЯ К ИЗГОТОВЛЕНИЮ ЛЕКАЛ, РАСКРОЮ, ИЗГОТОВЛЕНИЮ
И ВТО ГОЛОВНЫХ УБОРОВ
4.1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ИЗГОТОВЛЕНИЮ ЛЕКАЛ
Основной чертеж конструкции головного убора является исходным при построении чертежей лекал [1].
Лекала подразделяются на рабочие и эталоны. Лекала-эталоны являются контрольными, по ним изготавливают и проверяют рабочие лекала. По рабочим лекалам очерчивают контуры деталей, проверяют качество кроя и раскраивают детали изделий из основных, подкладочных и прокладочных материалов.
Лекала-эталоны и рабочие лекала изготавливают из картона с гладкой поверхностью толщиной 0,7—1,2 мм. В рабочих лекалах допускаются отклонения от лекал-эталонов не более, чем на 0,5 мм по срезам. Проверяют рабочие лекала по лекалам-эталонам и табелю мер не реже одного раза в месяц. Для устранения неточностей лекал-эталонов вследствие усадки картона, проверку лекал проводят не реже одного раза в квартал. После проверки лекал-эталонов ставят штамп отдела технического контроля (ОТК), подпись контролера и дату проверки.
На все лекала головного убора, согласно техническим требованиям на раскрой, наносят линии долевого направления нитей основы в ткани (линии 1 в соответствии с рисунком 78); допускаемые отклонения от долевого направления в деталях при раскладке лекал (линии 2); контрольные надсечки для обозначения мест соединения деталей и их частей (3), площадь лекала детали, общая площадь лекал и фамилия разработчика.
213
Толщина и вид линий должны соответствовать указаниям в стандарте.
На каждом лекале, входящем в комплект лекал-эталонов и рабочих лекал, должны быть указаны номер модели и технического описания, размер или размерная группа, наименование и количество деталей. На одной из деталей лекал должен быть указан перечень всех лекал изделия, входящих в комплект.
На всех срезах лекал ставят клеймо, например, штамп «Проверено» с указанием даты. Лекала хранятся на кронштейнах в подвешенном состоянии, в условиях, обеспечивающих их сохранность.
В случае применения автоматизированного способа изготовления лекал и их раскладки (например, в системе САПР «Грация» — головные уборы) информация хранится в памяти компьютера, и нет необходимости создавать специальные условия для хранения лекал.
4.2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РАСКЛАДКУ ЛЕКАЛ И РАСКРОЙ
Одной из важнейших составных частей технологического процесса изготовления головных уборов является раскрой материалов. Правильно организованные и профессионально выполненные раскройные операции позволяют не только добиться высокого качества готовых изделий, но и снизить их стоимость, а также свести к минимуму потери материалов [5].
Операции по раскрою текстильных материалов начинаются с выполнения раскладки лекал. Раскладка — это рациональное расположение лекал на ткани определенной длины и ширины в соответствии с техническими условиями их размещения. Это один из самых ответственных этапов раскроя. Детали головных уборов, как правило, имеют сложную конфигурацию, что неизбежно приводит к потерям материала. Поэтому важнейшей задачей при выполнении раскладки является нахождение наиболее рационального расположения лекал, при которых отходы минимальны. Выполнение раскладок лекал влияет и на качество раскраиваемых изделий.
214
Экономичность раскладок зависит от ширины и вида ткани, ее рисунка (клетка, полоска и т.д.), формы, размеров и количества деталей, способов расположения лекал в раскладке, длины раскладки
Экономичность раскладок лекал, или количество межлекальных выпадов В, % определяют по формуле:
5=5р-5лх100^ (4J)
Sp
где Sp — площадь раскладки лекал, м2; вл — площадь о
лекал, м .
Раскладку деталей на ткани и раскрой выполняют с учетом рисунка материала, направления ворса, нитей основы в деталях и допустимых отклонений от нормального направления нитей основы, представленных в таблице 16. Наименования деталей даны в соответствии с рисунками 79—95.
На ворсовых тканях, а также на материалах, имеющих разные оттенки в зависимости от направления нитей основы и утка, лекала деталей изделия располагают в одном направлении следующим образом:
— на ворсовых тканях — драпах, сукнах с ярко выраженным начесом, ворс должен быть направлен сверху вниз;
— на ворсовых тканях типа плюш, бархат, вельвет, замша ворс должен быть направлен снизу вверх;
— на искусственном мехе, имитирующем горностай, теленка, норку, детали раскладывают в одном направлении с учетом подгонки рисунка; из искусственного каракуля допускают раскладку деталей в противоположных направлениях.
В стандартных головных уборах направление ворса вполне определенное. У основания кепи-реглан ворс направлен к переду; у клина кепи фасона восьмиклинка — от центра к переду (передний клин) и от центра назад (задний клин) или на всех деталях в одну сторону. У донышка фуражки ворс расположен спереди назад; у козырьков, подкозырьков к выпуклому краю. У боковых
215
Таблица 16
Технические условия на выкроенные детали
216 217
Наименование деталей Направление нитей основы Допускаемые отклонения от нитей основы, %
деталь из основной ткани деталь из подкладки деталь прокладки
1 2 3 4 5
Основание кепи, берета, шапки (рисунок 79) Параллельно линии, проведенной посредине вдопь детали 2 5 10
Основание жокейки, капора, шлема (рисунок 79) То же поперек детали 2 5 10
Стенка (рисунок 80) То же 2,5 5 5
Головка (рисунок 81) То же вдоль детали 3 7 7
Средняя деталь (рисунок 82) То же вдоль детали и под углом 45" 2 5 5
Боковая деталь (рисунок 83) То же 2 5 5
Клин (рисунок 84) То же 2 3 3
Поля (рисунок 85) То же поперек детали 3 - 3
Назатыльник, подназатыльник (рисунок 86) То же 2 3 5
Наушник, поднаушник (рисунок 87) То же вдоль детали 2 3 5
Бортик, подбортик (рисунок 88) То же поперек детали 2 3 5
Околыш (рисунок 89) Тоже 5 10
Козырек, подкозырёк (рисунок 90) То же 2,5 Л 5
Пояс (рисунок 91) То же 5 10 -
Ремешок (рисунок 92) * Тоже 5
Хлястики, паты (рисунок 93) То же вдоль детали 5 10
Налобник, полоска для окантовывания срезов (рисунок 94) Под углом 45" к нижнему срезу 10
Кант (рисунок 95) Поперек детали или под углом 45и к нижнему срезу 10 -
Примечания: 1) Направление нитей основы в деталях может изменяться в соответствии с конструктивными особенностями конкретной модели. 2) При раскрое тканей с рисунком в клетку или полоску отклонения от направления нитей основы не допускаются.
б
Рис. 79. Основания:
а — кепи, берета, шляпы; б — жокейки, капора, шлема
218
Рис. 80. Стенки:
а — мужских головных уборов; б — женских головных уборов
219
б
Рис. 81. Головки:
а — мужских головных уборов; б — женских головных уборов; в — спортивных шапок, жокеек (передняя и боковая деталь головки)
220
Рис. 82. Средняя деталь:
а — шлема, капора, панамы, шляпы с полями; б — головки спортиных шапок, жокеек
221
Рис. 83. Боковые детали:
а — мужских головных уборов; б — женских головных уборов
222
Рис. 84. Клинья:
а — мужских головных уборов; б — женских головных уборов; в — головки спортивных шапок, жокеек (основной и передний клин головки)
223
a
б
Рис. 85. Поля:
а — мужских головных уборов; б — женских головных уборов
224
Рис. 86. Детали затылочной части:
а — мужских головных уборов; б — женских головных уборов
8. Зак. 70
225
б
Рис. 87. Наушники и поднаушники:
а — мужских головных уборов; б — женских головных уборов
Рис. 88. Бортики и подбортики: а — мужских головных уборов; б — женских головных уборов
226
Рис. 90. Козырьки и подкозырьки:
а — мужских головных уборов; б — женских головных уборов
228
a — мужских головных уборов; б — женских головных уборов
Рис. 92. Ремешки:
а — мужских головных уборов; б — женских головных уборов
229
Рис. 93. Хлястики и паты:
а — мужских головных уборов; б — женских головных уборов
б
Рис. 94. Налобник, полуналобник:
а — мужских головных уборов; б — женских головных уборов
230
Рис. 95. Кант
стенок кепи, фуражек ворс направлен снизу вверх, у околыша, выкроенного вдоль нитей утка, — снизу вверх; у околыша, выкроенного вдоль нитей основы, — слева направо.
На гладкоокрашенных тканях, не имеющих начеса или оттенка, лекала можно располагать в противоположных направлениях.
На материалах в полоску, клетку, а также в тканях с направленным рисунком — в одном направлении с учетом последующей подгонки полоски или клетки и с учетом совпадения и симметричности рисунка в местах изделия, предусмотренных техническим описанием модели.
На замше, велюре лекала раскладывают в любом одном направлении, размещая их так, чтобы участки последующего соединения были приблизительно одинаковыми по толщине.
Детали из натуральной кожи — клинья, наушники, назатыльник и козырек — выкраивают каждую отдельно. Клинья кроят из лучших частей. Наушник и назатыльник можно выкраивать отдельными деталями и вместе.
На капроновых тканях с пленочным покрытием и пленочных материалах лекала деталей одного изделия располагают по долевому направлению нитей и перпендикулярно ему (в зависимости от модели и ширины материала).
На прокладочных нетканых материалах (флизелине, прокламелине и т.д.), являющихся равнопрочными материалами, лекала располагают в любом направлении.
Обводку лекал выполняют тонко отточенным мелом или карандашом. Толщина обводки должна быть не более 2 мм для мела и не более 1 мм для карандаша, внутренняя сторона обводки должна совпадать с контуром лекал. Расстояние между лекалами в раскладке должно быть не менее 2 мм.
231
Длина надсечек должна быть равна 2—4 мм (3+1 мм).
При раскрое деталей головных уборов необходимо учитывать следующие требования:
— в стенке из длинноволосого искусственного меха проектируются надставки не менее 4—6 см с соблюдением рисунка и оттеночности;
— подлицевая часть козырька шапки-ушанки из кожи, ткани состоит из двух-трех частей незначительной разнооттеночности;
— подлицевая часть назатыльника выкраивается из двух равных частей;
— околыш выкраивается из двух равных частей с расположением швов по центру козырька и посередине затылочной части;
— подбортик из кожзаменителя, искусственного меха выкраивают из двух равных частей;
— налобник выкраивают из двух равных частей;
— в стенке типовой подкладки, в том числе с утепляющей прокладкой, предусматривается одна надставка по нижнему срезу длиной не менее 5 см;
— в передней стенке подкладки кепи, берета предусматривается одна надставка по верхнему срезу от 3 до 8 см; по боковому срезу от 3 до 5 см или из двух равных частей;
— цельновыкроеная головка из клиньев может быть из двух равных частей с расположением швов по бокам.
Детали из искусственного меха с длинным ворсом кроят дисковым или скорняжным ножом в один слой со стороны изнанки; из меха с коротким ворсом — на ленточной машине. Детали изделий из материалов, затрудняющих обработку, кроят ножницами настилом в одно или в два полотна. Схемы раскладок лекал деталей для некоторых головных уборов представлены в соответствии с рисунками 96—100. Длина раскладки при укладывании количества полных комплектов лекал взята не менее 3 м. Условные обозначения на рисунках следующие: С — стенка; Осн — основание; К — козырек; Пк — подкозырек; Ок — околыш; Кл — клин; П — пояс; БД — боковая деталь; ПС — передняя стенка: ЗС — задняя стенка; Рк — ремешок.
232
Рис. 96. Схема раскладки лекал деталей на кепи мужское типа картуз. Ширина ткани 80 см, количество изделий 12
233
234 285
Рис. 97. Схема раскладки лекал деталей на мужское кепи. Ширина ткани 150 см, количество изделий 20 шт.
Рис. 98. Схема раскладки лекал деталей на женский берет из искусственного меха. Ширина ткани 160 см, количество изделий 18 шт.
236
a
б
Рис. 99. Схема раскладки лекал деталей на женскую шляпу с полями:
а — ширина ткани 80 см, количество изделий 8 шт.; б — ширина ткани 85 см, количество изделий б шт.
Рис. 100. Схема раскладки лекал деталей на жокейку. Ширина ткани 90 см, количество изделий 15 шт.
4.3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ИЗГОТОВЛЕНИЮ ГОЛОВНЫХ УБОРОВ
Головные уборы по внешнему виду и измерениям должны соответствовать утвержденному образцу-эталону и параметрам, приведенным в техническом описании модели. Существуют отраслевые стандарты (ОСТы), где указаны технические требования, предъявляемые к изготовлению головных уборов /1/.
Перечислим основные требования к изготовлению головных уборов.
Детали и отделки к головным уборам могут быть выполнены из отделочных материалов — ткани, фетра, трикотажного полотна, кожи, замши, спилка, меха близких к цвету изделия или гармонирующих с ним. При комбинировании деталей головных уборов с перечисленными материалами необходимо учитывать их свойства: плотность, эластичность, особенности обработки швейных изделий из этих материалов, чтобы будущее изделие не деформировалось и не искажалась его конструктивная форма от присутствия материала другой структуры.
В зависимости от назначения, модели и применяемых материалов, шитые головные уборы или их детали (козырек, поля, клинья) могут быть изготовлены с прокладками и без них. В качестве прокладок могут быть использованы различные прокладочные материалы, в том числе с точечным нерегулярным клеевым покрытием, например, чешуйками термопластичного клея.
Головные уборы могут быть изготовлены на подкладке или без подкладки. Подкладочная ткань по цвету должна сочетаться с основными материалами. В женских головных уборах подкладка должна иметь отделку: гофре, рюш, расстройку и т.д. В головных уборах без подкладки открытые срезы должны быть окантованы, обметаны, обработаны двойным швом или закрыты тесьмой при расстрачивании.
Головные уборы могут быть с подкладкой, мужские головные уборы — с налобником, с подкладкой и налобником или полуналобником согласно образцу и техническому описанию модели. Для подкладки, налобника и по
238
луналобника используют шелковые, а также в смеси с синтетическими, вискозными волокнами и нитями полушелковые, хлопчатобумажные материалы. Кроме того, для налобника и полуналобника используют репсовую ленту, искусственную кожу, другие материалы.
Подкладка и налобник должны быть соединены с головным убором без складок и искривлений; соединительный шов стенки подкладки или концы налобника должны быть закреплены и расположены в затылочной части головного убора (соединительный шов посредине).
Налобник закрепляют в трех местах (кроме налобников, соединенных с головным убором накладным швом).
Цвет подкладки или налобника должен соответствовать цвету основного материала или гармонировать с ним, например, в рекомендуемой цветовой гамме, представленной в таблице 17.
В швейных головных уборах подкладка должна соответствовать конструкции деталей из основной ткани. Верхний срез подкладки в женских головных уборах и для девочек может быть собран рюшем; в мужских головных уборах и для мальчиков — собран рюшем, загофрирован или заложен мелкими складками. Основание подкладки должно быть приклеено или прикреплено к верху головного убора в трех—четырех местах ручными потайными стежками, на универсальной машине (если имеются припуски швов стачивания) или на спецмашине потайного стежка.
Налобник из кожи должен быть гладким, без складок, срез должен быть настрочен или оформлен фигурным вырезом. Отлетной край налобника прикрепляется потайными стежками.
Подкладка с утепляющей прокладкой в мужских головных уборах должна быть выстегана (в женских головных уборах может быть выстегана) в соответствии с техническим описанием параллельными или ромбовидными строчками, кроме головных уборов для мальчиков, таких как шлем, капор.
Ширина основных швов при изготовлении головных уборов должна соответствовать данным, приведенным в таблице 18 [1].
239
Таблица 17
Рекомендуемая цветовая гамма подкладки в соответствии с цветом покровной ткани головного убора
240 241
Цвет подкладки Цвет покровной ткани головного убора
белый желтый красный зеленый синий коричневый серый голубой
желтый темный желтый холодный золотисто-желтый розовый красный 1 вишневый темно-зеленый зеленый холодный голубой синий жад зеленоватокоричневый золотистокоричневый коричневый
Бйпый ч* + ч- ч- ч- + ч- + + ч* ч- + ч- ч- ч- ч- ч-
Желтый (соломенный) + + + - - - - - - - - - • - - -
Светло-зеленый - - - - - + ч- - - - - - - -
Серо-голубой - - - - - - - ч- + - - - - -
Беж - - - ч- ч- - ч- ч- - - + - ч- ч- -
Коричневый - - - - - ч- ч- - - + ч* + ч-
Серый - ч* + ч- - ч- + ч* - - - - ч- ч-
Черный - - - - - - - - - - ч- - - - - - ч-
Примечания: 1) Знаком ( + ) отмечены допустимые сочетания цветов покровного материала и подкладки; знаком (-) недопустимые. 2) Оттенки насыщенности и светлоту указанных цветов необходимо корректировать с учетом направления моды в цвете. 3) При наличии на предприятии тканей подкладки, покровных материалов иных цветов, не вошедших в таблицу, рекомендуются сочетания «тон в тон».
'-'l и,*+ ди и,О ММ менее 0,4 мм при притачивании подкладки к мехо- / во му изделию 1 14 Шов стачивания меха с толщиной \ кожевой ткани: / свыше 0,8 мм [ не более 0,25 Л Л Г\ О ... . 1 | по детали или головному убору } I по краю детали или шва ; 1 13 Отделочные строчки: I I 12 Рельефный шов ) 11 шов настрачивания канта 10 Окантовочные швы с открытым, I закрытым срезом и тесьмой | для других изделий i 9 Шов в подгибку о закпытым гпачпм I для околыша фуражки 8 Шов в подгибку с открытым срезом: ; 7 Обтачные швы в кант, рамку 6 Двойной шов 1 для других изделий | нием кепи □ о s о о S S I т г S я о Т □ у 5 э г э п 5 Накладной шов с закрытым срезом - расстояние от строчки до срезов ткани: для соединения основания кепи с ; . картонным околышем околыша | для соединения концов картонного для ткани 4 Накладной шов с открытым срезом: т CJ л о I о s< § 0J 2 Настрочной шов с открытым или закрытым срезом I стачивания концов канта 1 выстеганных с утеплителем; из легко осыпающихся и толстых тканей: из не осыпающихся тканей (не толстых): 1 1 Стачные швы деталей: Наименование швов
не солее и,1р не более 0,08 0,25—0,30 о т го о 0,15—0,5 I 0,2—0,5 I о I V о t: V> 0,5—0,8 I О Я л я о I V о А СП о gt—д‘о п | 1,0—1,5 о со I о о СП А СП о V ,А то о 0,3—0,8 о Z о Ь А со /‘0—9'0 9‘0—S'O Ширина швов в готовом виде, см
1 1 1 1 1 I То же от сгиба ткани Расстояние от строчки до сгиба канта 0,2-0,3 см (по модели) ! t « I с G г с с S J i > I pauiiMJiot anji nd раь-СТОЯНИИ 0,8-1,0 см от подогну- ! того края околыша и 0,3-0,5 см от срезов околыша э I Ширина канта 0,1-0,3 см; ши- | рина рамки 0,4-0,7 см (по мо-1 дели) [0.3 см Е □ S г м я 1 ? г г § J 1 ипа шоа ии viwpunt» ьсрл-ней детали 0,2-0,5 см в зависимости от модели i Расстояние от строчки до сре- I за 0.3-0.5 см I I У То же от шва Отделочная строчка располагается на расстоянии 0,1-0,5 см от подогнутого края (по модели) I 1 1 1 Примечания
"О S S Р о ©
© а Я
© © © g © © Ре р
X м © JS ©
S
£
к
к
©
СО
Допустимые отклонения в ширине швов, искривлении строчек и смещении тканей в особо ответственных швах (стачивании деталей стенок, головки, околыша и т.д.) равна 0,1 см; в менее ответственных швах (обтачивание отделочных деталей, стачивание завязок и т.д.) составляет 0,15 см.
Отклонения в ширине швов и смещении тканей по длине шва в симметричных деталях, а также искривления в швах разрешаются в пределах одного допустимого отклонения.
Допустимые искривления в отделочных строчках (рас-строчных и настрочных швах, складках и других отделочных швах) независимо от места их расположения в изделиях зависят от ширины отделочного шва. При выполнении строчки с расстоянием 0,3—1,0 см допустимое отклонение составляет 0,05 см, с расстоянием свыше 1,0 см — не должно превышать 0,1 см. При выполнении строчки с расстоянием 0,1—0,2 см искривление не допускается.
Концы непрерывных строчек, выполняемых по замкнутому контуру (окантовывание и обтачивание полей, обтачивание околыша, втачивание головки в поля, притачивание околыша, пояса к головке) должны находить один на другой не менее чем на 1,5—2,0 см. Строчка должна быть ровной, без искривлений и пропусков, с равномерным натяжением нити. Ширина шва должна быть одинаковой на всем его протяжении. Концы всех строчек и швов должны быть закреплены двойной обратной строчкой на длине шва 0,7—1,0 см; выполняемых на спецмашинах — одной строчкой длиной 1,5—2,0 см.
Цвет ниток должен соответствовать цвету основного материала, если в модели не предусмотрено другого цвета ниток, как отделочного. Например, все соединительные швы могут быть выполнены на лицевую сторону на универсальной или стачивающе-обметочной машине.
Отделочные строчки выполняются строго в цвет ткани, если не предусмотрена отделка нитками другого цвета.
Все соединительные швы, обметывание срезов выполняют хлопчатобумажными нитками или соответствующими
242
назначению нитками из синтетических волокон, армиро ванными нитками.
Номер ниток зависит от толщины и плотности тканей.
Отделочные строчки со стороны основной ткани и подкладки, обметывание петель в головных уборах из шерстяных, полушерстяных, шелковых и синтетических тканей выполняют шелковыми нитками или соответствующими назначению нитками из синтетических волокон.
Отделочные строчки выполняют в соответствии с техническим описанием модели — по краям деталей, вдоль линий швов (настрачивания или расстрачивания) или по всей поверхности детали.
В головных уборах из материалов светлых тонов наружные строчки допускается выполнять хлопчатобумажными нитками № 60—80.
Частота машинных строчек, вид, номер ниток и игл должны соответствовать требованиям, указанным в таблице 19 [2].
Выстегивание подкладки, пришивание пуговиц, подшивочные строчки потайного стежка выполняют х/б или синтетическими нитками в цвет подкладки.
При соединении деталей, имеющих разное направление нитей основы — долевое и под острым углом, строчку прокладывают со стороны детали, имеющей долевое направление, при соединении тканей разной толщины, строку прокладывают со стороны тонкой ткани.
При обработке отдельных деталей изделия в серийном производстве и на индивидуального потребителя применяют ручные методы, в частности сметывание деталей в процессе пошива. В серийном производстве детали сметывают только в случаях, когда соединение их без предварительного сметывания затруднено при соединении срезов в тканях, затрудняющих обработку — с гладкой поверхностью, высокорастяжимых; при соединении деталей с посадкой одного слоя ткани или с фигурными линиями соединения. Стачивают сметанные детали так, чтобы нитки сметывания не попадали под строчку. После выполнения машинных работ нитки сметывания удаляют.
243
Все швы, отделочные строчки, настрачивание тесьмы, окантовывание срезов и т.д. рекомендуется выполнять с помощью направляющих линеек или лапок с ограничительным бортиком (смотри таблицу 14).
Для обеспечения необходимого качества швов и строчек в изделиях из синтетических материалов, срезы при стачивании деталей следует соединять без стягивания их строчкой. Для этого должно быть минимальным натяжение верхней и нижней нитки. Рекомендуются машины с верхним и нижним двигателем ткани (смотри таблицу 13). Стачивание деталей выполняют синтетическими нитками.
Швы соединения клиньев из основного материала и подкладки должны сходиться в центре, являясь как бы продолжением один другого. Допускается смещение швов клиньев подкладки на 0,2—0,3 см.
Эмблемы, аппликации настрачивают на деталь на стачивающей машине с зигзагообразной строчкой или соединяют клеевым способом.
Ремешок должен быть обработан с подгибом обрезных срезов внутрь.
Отделку выполняют согласно модели в художественном сочетании с головным убором.
Отделочные полоски из искусственной кожи, замши, фетра и других неосыпающихся материалов должны быть настрочены без подгибки срезов.
Съемные отделки должны быть прикреплены к головному убору потайными стежками. Пуговицы пришивают х/б нитками.
Обметывание петель должно быть плотным, без просветов между стежками. Длина петель в готовом виде должна быть больше диаметра пуговицы на 0,2—0,5 см. Расстояние петли от края детали зависит от модели, но не менее 3/4 диаметра пуговицы.
Допуски:
— в передней стенке подкладки кепи, берета, фуражки — одна надставка по верхнему срезу от 3 до 8 см, по боковому от 3 до 5 см или из двух равных частей;
— цельновыкроенная головка из клиньев — из двух равных частей с расположением швов по бокам;
— налобник из двух равных частей;
244
— неприкрепленная подкладка к головному убору из клиньев в изделиях их хлопчатобумажных тканей;
— при изготовлении изделий на индивидуального потребителя, по согласованию с заказчиком, допускается отклонение по цветовому сочетанию подкладки с основной тканью.
4.4. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ВТО
Влажно-тепловая обработка имеет большое значение в технологическом процессе изготовления головных уборов.
На внешний вид изделия большое влияние оказывает формоустойчивость готовых изделий — способность сохранять форму, приданную в процессе ВТО. Под действием тепла и влаги волокна материала становятся эластичными, что способствует созданию объемно-пространственной формы головного убора, которую фиксируют последующим высушиванием. Конечно, в большей степени это характерно для формованных головных уборов, но не исключается и у швейных мягких головных уборов.
К ВТО относится приутюживание деталей и выметанных краев деталей; разутюживание и заутюживание швов, вытачек, рельефов, складок, склеивание деталей при клеевом их дублировании.
Операции ВТО выполняют утюгами на специальной колодке или электромеханическим роликовым утюгом, а также на универсальном прессовом оборудовании.
Соединение аппликаций с пленочным покрытием с основными деталями головных уборов производят на универсальном прессе.
При выполнении ВТО должны соблюдаться следующие требования:
головные уборы не должны иметь подпалин, изменения цвета, огрубления и расплавления волокон, лас; искривления линий швов, рисунка ткани (полоска, клетка) или краев деталей, заминов, морщин и т д.
Детали головных уборов перед обработкой увлажняют (кроме подкладки) и утюжат до полного высыхания ткани. Разутюживание и заутюживание швов, складок, су-
245
тюживание выпуклостей в затылочной части, приутюжи-вание краев деталей выполняют после их предварительного увлажнения. Для получения устойчивой формы изделия в процессе ВТО влага из него должна быть полностью удалена.
Чрезмерное увлажнение увеличивает время обработки, снижает производительность труда.
ВТО деталей и изделий с изнаночной стороны выполняют без проутюжильника, с лицевой — через проутюжиль-ник из бязи или бортовой ткани. ВТО деталей и изделий из синтетических материалов выполняют через проутю-жильник из мягкой ткани с начесом — фланели, байки.
При обработке изделий из синтетических материалов сначала сутюживают образовавшуюся незначительную посадку от строчки, а затем увлажняют и разутюживают (заутюживают) швы.
Швы различных вытачек разутюживают, неразрезных — отгибают в сторону и заутюживают или разутюживают, раскладывая вытачку так, чтобы средняя линия располагалась по шву стачивания.
Швы разутюживают до полного прилегания сторон шва.
Рельефы должны быть отпарены, следы от их закрепления и ласы — удалены.
Детали, обрабатываемые с клеевыми прокладочными материалами, увлажняют или пропаривают больше, чем детали, обрабатываемые без клеевых материалов (увлажнение 40-50% к массе сухой ткани). Качество клеевого соединения деталей зависит от правильного определения температуры, усилия прессования и времени выдержки.
В зависимости от вида клеевого покрытия рекомендуются следующие условия обработки клеевых соединений прокладочных материалов.
Таблица 19
Температура прессующей поверхности, °C Время ) прессования, с |
Прокладочные материалы, покрытые порошком П 54 150-160 15-30
Прокладочные материалы, покрытые порошком П 54 20-40
То же, с покрытием порошка 130-140 П 12-АКР
Льнолавсановая ткань 140-160 10-15 |
246
Таблица 20
Режимы ВТО некоторых материалов для головных уборов
Температура нагрева, °C Время обработки, с
Материал утюга, пресса сушильного ' шкафа утюгом в сушильном шкафу
Пальтовые чистошерстяные и полушерстяные ткани 130-180 70-80 30-40 0,3-0,5
Костюмные чистошерстяные и полушерстяные ткани 120-170 70-80 30-40 0,3-0,5
Хлопчатобумажные ткани 145-165 80-90 40 0,3-0,5
Синтетические ткани 120 60-70 10 0,2
Натуральный шелк 100 - 10 -
Вискозный шелк 150-160 2-3 -
Плащевые материалы 140-175 - 12-20 -
Бархат 160-170 - 14-17 -
Вельвет 170-175 - 18-20 -
Фланель 145-165 80-90 40 0,3-0,5
Прокламелин 150-160 80-90 20-40 -
Бортовая ткань 160-210 80-90 40 0,2-0,4
Подкладочные материалы 130-140 - 10-30
Нетканое полотно 150-160 - 20-30 -
Полиэтиленовая пленка 115-120 - 20-30
) Трикотажные формоустойчивые полотна 120-150 60-70 15-25 0,2
Натуральный мех - 35-40 - 0,1-0,2
Натуральная кожа, замша 80 20-40 -
При выполнении окончательной ВТО изделие отпаривают утюгом, после чего просушивают или отстаивают на форме соответствующего размера до полного закрепления приданной формы.
Приутюживание полей, козырьков, ремешков и т.д. производят через увлажненный проутюжильник, приутюживая ткань до полного удаления влаги.
Бархат и подобные ему ворсовые материалы утюжат на весу, на жесткой щетке, или на специальном приспособлении, перемещая бархат по нагретой поверхности. Можно использовать специальную подушку (колодку), покрытую кардолентой. Головные уборы из ворсовых материалов обрабатывают под струей сухого пара.
Обработку головных уборов из современных синтетических материалов следует производить только на оборудовании, имеющем регулировку температуры гладильных поверхностей, усилия прессования и увлажнения.
247
Таблица 21
Технические условия на выполнение машинных строчек при изготовлении головных уборов
248 249
Наименование материалов Вид строчки Количество стежков -в 1 см строчки Торговый номер (результирующая линейная плотность, текс) швейных ниток Номера игл
х/б армированных лавсановых капроновых полиамидных
2 3 4 5 6 7 8 9
Пальтовые шерстяные и полушерстяные ткани с со-держанием химических и искусственных волокон, гру-босукрнные ткани стачивающая 3-5 30; 40; 50 ( 63,6; 50; 39,4) 44 лх (45) 33 л; 55 л (37,5; 62) 50 к 90-110
обметочная 3-5 30; 40; 50 (63,6; 50; 39,4) 44 лх (45) 33 л;55 л (37,5; 62) 85-100
подшивочная 2-3 30; 40;50 (63,6; 53; 39.4) 44 лх (45) 33 л; 55 л; (37,5; 62) 85-100
петельная 10-12 40; 50 (39,4; 53) 44 лх (45) 33 л; 55 л (37,5; 62) 50 к (50) 100-110
зигзагообразная 4-10 30; 40-50 (39,4; 50: 30,3) - 22 л; 33 л; (24,5; 37,5) 7 км 13 кмп 100-130
Костюмные камвольные и тонкосуконные шерстяные и полушерстяные тквни с содержанием химических и искусственных волокон стачивающая 4-5 40; 50; 60 (50; 39,4; 30,3) 44 лх (45) 22 л; 33 л (24,5; 37.5) 50 к (50) 13 кмп 85-100
обметочная 4-5 40; 50: 60; 80 (50; 39,4; 30,3; 22,7) 44 лх (45) 22 л; 33 л; 55л (24,5; 37,5; 62) 85-100
подшивочная 2-3 50; 60; 80 (46,8; 30,3; 22,7) - 22 л;33 л (24,5; 37,5) • 7 кмп; 13 кмп 85-100
петельная 10-12 40; 50 (53; 39,4) 44 лх (45) 33 л (37,5) - 90-110
зигзагообразная 4-10 30; 40, 50 (39,5; 50; 30,3) 22 л; 33 л (24.5, 37,5) 7 кмп 13 кмп 100-130
Примечание. При выполнении отделочных работ на универсальной машине, машине зигзагообразной строчки (или плоскошовной машине) количество стежков, вид и номера ниток определяют согласно образцу (эталону).
Продолжение табл. 21
1 2 3 4 5 6 7 8 9
Костюмные хлопчатобумажные и смешанные ткани, вельвет, формоустойчивые трикотажные полотна стачивающая 3-5 40; 50 (53; 39,5) 44 лх (45) 33 л, 55 л (37,5 62) 50 к(50) 13 кмп 90-100
обметочная, стачивающе-обметочная 3-5 40; 50; 60; 80 (53; 39,5; 30,3; 22,7) 44 лх (45) 22 л; 33 л; 55 л (24,5; 37,5; 62) 50 к (50) - 90-100
подшивочная 2-3 30; 40; 50; 60; 80 (46,8; 30,3; 22,70) - 22 л; 33 л (37,5; 62) - 90-100
петельная 10-12 40; 50 (53; 39,4) 44 лх (45) 33 л; 55 л (37,5; 62) - - 90-1.00
Плащевые материалы из натуральных и однородных химических и смешанных волокон, нитей стачивающая 3-4 40; 50; 60 (50; 39,4; 30,3) 44 лх (45) 22 л; 33 л; 55 л (24,5; 37,4; 62) 50 (50) 90-100
обметочная 3-4 40; 50; 60; 80 (50; 39,4; 30,3; 22,7) 44 лх (45) 22л; 33 л; 55 л (24,5; 37,5; 62) 50 к(50) - 85-100
петельная 1S-25 50; 60; 80 (46,8; 41.8; 22,7) 44 лх (45) 22 л; 33 л (24,5; 37,5) - - 75-90
Капроновые ткани с пленочным покрытием стачивающая 3-4 50; 60 (39,4; 30,3) - 22 л; 33 л ; 55 л (24,5; 37,5; 62) - 13 кмп 90-100
петельная 16-22 50; 60; 80 (46,8; 41,8;22,7) - 22 л: 33 л (24,5; 37,5) - - 75-90
Материалы с латексным покрытием, прорезиненные; дублированные материалы искусственным мехом, поролоном и т.д. стачивающая 3-4 30; 40; 50 44 лх 33 л; 55 л (37,5; 62) 50 к (50) 90-120
петельная 18-23 9 22 л; 33 л; 55 л (24,5; 37,5; 62) 50 к(50) 90-110
Продолжение табл. 21
250 251
1 2 3 4 5 6 7 8 9
Многослойные стеганые полотна, в том числе и про-кладочные стачивающая 2-3 40; 50 (50; 39,4) 44 лх (45) 22 л; 33 л; 55 Л (24,5; 37.5; 62) 50 к (50) 13 кмп 90-120
стегальная 2-3 30; 40; 50; 60 (63,6; 50; 39,4 30,3) 44 лх (45) 22 л; 33 л; 55 л (24,5; 37,5; 62) 50 к (50) 13 кмп 90-120
Искусственный мех, в том числе подкладочный зигзагообразная 4-10 40; 50 (53; 39,4) 44 лх (45) 33 л; 55 л (37,5; 62) 50 к(50) - 100-130
скорняжная 4-5 40; 50 (50; 39,4) - - 90-120
Искусственная кожа, замша стачивающая 3-4 30; 40 (63,6; 50) 44 лх (45) 33 л; 55 л (37,5; 62) 50 к(50) 90-120
зигзагообразная 3-4 30; 40 (63,6; 50) 44 пх(45) 33 л; 55 л (37,5; 62) 50 к(50) 90-120
Натуральная кожа и замша стачивающая 3-4 30; 40; 50 (63,6; 50. 39.4) 44 лх(45) - - 100-130
скорняжная 4-5 . 40; 50 (50; 39.4) - - - • 100-130
То же, для отделочных деталей зигзагообразная 3-10 40; 50; 60 (50; 39,4; 30,3) 44 лх (45) - - 100-120
Подкладочные материалы; ватин из натуральных и синтетических волокон стачивающая 3-4 30; 40;50 (63,6; 50; 39,4) 44 пх(45) - - • 85-100
обметочная, стачиеающе-обметочная 3-5 50; 60; 80 (46,8; 30,3; 22,7) - 22 л; 33 л (24,5; 37,5) 7 кмп 13 кмп 85-100
зигзагообразная 3-6 30;40; 50 (63,6; 50; 39,4) 44 лх (45) - • - 100-110
Шелковые и смешанные с химическими волокнами или нитями ткани стачивающая 4-6 60; 80 (30,3; 28,7) - 22 л (24,5) - 7 кмп 85-100
обметочная, стачивающе-обмёточная 4-5 60; 80 (30,3; 28,7) - 22 л (24,5) 7 кмп 85-100
петельная 20-25 60; 80 (30,3; 22,7) 22 л (24,5) - 90-100
зигзагообразная 16-20 50; 60; 80 (39,4; 30,3№ 22,4) - - 1-110
Окончание табл. 21
1 2 3 4 5 6 7 8 9
Х/б однородные и смешанные ткани стачивающая 4-5 50; 60; 80 (39,4; 30,3; 22,7) - 90-100
обметочная, стачивающе-обметочная 4-5 60; 80 (30,3; 22,7) 44 лх (45) - 100-110
петельная 14-16 60; 80 (30,3; 22,7) - - 90-100
зигзагообразная 14-16 50; 60; 80 (39,4; 30,3№ 22,4) - * 100-120
Х/б однородные и смешанные ворсовые ткани (вельвет, бархат, фланель и т.д.); льняные ткани стачивающая 3-5 50; 60; 80 (39,4; 30,3; 22,7) 44 лх (45) - - 90-100
обметочная, стачивающе-обметочная 4-5 50; 604 80 (39,4; 30,3; 22,4) - - - 85-100
зигзагообразная 14-16 60; 80 (30,3; 22,7) 22 л (24,5) - 100-120
петельная 18-25 50; 60 (46,8; 30,3) - 22 л; 33 л (24,5; 37,5) - 90-100
Лавсановые ткани стачивающая 3-5 50; 60 (39,4; 30,3) - Г 22 л; 33 л (24,5; 37.5) 7 кмп 90-100
обметочная, стачивающе-обметочная 5-5 50; 60 (39,4; 30,3) - 22 л; 33 л (24,5; 37,5) 85-100
петельная 18-25 60; 80 (41,8; 22,7) • 22 л (24.5) - 90-100
зигзагообразная 14-16 50; 60 (39,4; 30,3) 22 л (24,5) 7 кмп 13 кмп 100-110
Прокладочные материалы стачивающая 2-3 30; 40; 50 (63,6; 50; 39,4) - - - 90-100
Тесьма из натуральных, синтетических и смешанных материалов стачивающая 2-3 2-3 30; 40; 50 (63,6; 50; 39,4) 22л; 33 л (24,5; 37,5) 50 к (50) 100-130
После ВТО затруднено удаление меловых линий с лицевой поверхности тканей, содержащих синтетические волокна. Поэтому все меловые линии удаляют до выполнения ВТО.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Долгополова Л.П., Сапронов Ю.Г., Шайкевич Е.И. Изготовление головных уборов на предприятиях бытового обслуживания. М.: Легпромбытиздат, 1990. — 149 с.
2. Кокеткин П.П., Кочегура Т.Н., Барышникова В.И. и др. Промышленная технология одежды: Справочник. М.: Легпромбытиздат, 1988. — 640 с.
3. Матузова Е.М., Назарова А.И., Реут Т.Н., Куликова И.А. Швейное производство предприятий бытового обслуживания: Справочник. М.: Легпромбытиздат, 1988. — 416 с.
4. Савостицкий А.В., Меликов Е.Х. Технология швейных изделий: Учебник для высших учеб, заведений /Под редакцией А.В. Савостицкого. 2-е изд., перераб. и доп. М.: Легкая и пищевая пром-сть, 1982. — 440 с.
5. ОСТ 17-635-76.Уборы головные. Общие технические условия. Минлегпром СССР. М.: ЦНИИТЭИлегпром, 1977. — 24 с.
5. ПОДГОТОВИТЕЛЬНОРАСКРОЙНОЕ ПРОИЗВОДСТВО
Материалы, поступающие на швейные предприятия для изготовления головных уборов, проходят несколько этапов подготовки. Это — определение соответствия поступивших материалов заказанным в оптовой торговой сети по образцам; прием тканей; контроль качества (разбраковка) тканей; промер длины и ширины кусков; хранение тканей; расчет использования кусков; подсортировка тканей в настилы; изготовление обмеловок; глажение тканей [1].
В процесс раскроя тканей входят настилание тканей; рассекание настила на части; вырезание (или вырубание) деталей из частей настила; комплектование кроя; пришивание талонов; хранение кроя.
Полученные предприятием материалы проверяют в соответствии с сопроводительными документами, по результатам проверки составляют промеренную ведомость.
При приеме материала проверяют качество, количество, длину и ширину куска. При большом объеме производства контроль качества ткани производят на меха-низарованных станках, разбраковочной машине, проме-рочно-разбраковочных станках. Где определяют сортность, выделяют и классифицируют дефекты, в первую очередь, разнооттеночность. Одновременно может быть проверена длина куска ткани.
После разбраковки определяют длину и ширину материала на трехметровом промерочном столе с механическим перемещением ткани. При небольших объемах производства промеренный стол может быть использован и для контроля качества материалов. Эти столы обслуживают трое рабочих. Один рабочий просматривает ткань и отмечает на ней пороки, другие проверяют длину и ширину ткани, и заносят данные в паспорт куска. Длину ткани измеряют при помощи специального приспособления — отметчика со счетчиком, которое ставит отметки на ткани через каждые 3 м и отсчитывает количество
253
этих отметок. Оставшиеся концы кусков измеряют деревянными линейками с сантиметровыми делениями. Ширину ткани измеряют через каждые 3 м при помощи поперечной линейки, вмонтированной в стол. Кроме фактической (часто встречающейся ширины), определяют минимальную и максимальную ширину куска используемого материала.
Промерочно-разбраковочные станки оборудованы механизмами для протягивания ткани по столу и намотки ее в рулон. Поверхность стола должна быть тщательно отполирована.
Браковочно-измерительную машину обслуживает один рабочий. На смотровой доске этой машины рабочий просматривает пороки, отмечает их мелом, а подсчет длины и ширины ткани в куске приборы машины выполняют автоматически. За ширину ткани в куске принимают средне арифметическое всех измерений.
После приемки и измерения линейных размеров, куски материалов сортируют по видам волокон, артикулам, расцветке, по ширине и, по возможности, по длине куска. Комплектуют в группу, соблюдая правила подбора кусков. Затем куски укладывают на стеллажи или тележки на складе. Скомплектованную партию сдают на участок раскроя деталей.
Материал определенного артикула имеет свое постоянное место на стеллаже.
Для подготовительных и раскройных процессов, при которых происходит переработка материалов в детали кроя, большое значение имеет их рациональное использование.
Для раскроя материалов в промышленном производстве сначала выполняют раскладку, представляющую собой рамку, в которой нанесены контуры деталей с учетом технических требований. Количество межлекальных отходов (часть материала, между деталями в раскладке, имеющая сложную форму) составляет 18—27 % площади раскладки.
При раскрое материала по раскладкам лекал возникают различные потери и отходы по длине настила, например, из-за припусков на слабину полотна материала, при укладывании его в настил и другие потери по длине.
254
При использовании в одном настиле материалов разной ширины, а также при отклонениях по ширине в одном куске от стандартной величины, получают отходы по ширине, которые вместе с межлекальными отходами, кромками с боковых сторон полотен материала образуют лоскут.
Кроме лоскута при настилании возникают небольшие концевые остатки от кусков материала. Концевые остатки длиной до 1,0 м раскраивают обычно ручным способом.
Изготовление рациональной раскладки лекал, в соответствии с техническими условиями на их раскладку, заключается в определении наиболее экономичного расположения комплекта лекал. При изготовлении головных уборов применяют, в основном, однокомплектную раскладку.
Расположение лекал в раскладке оказывает большое влияние на количество межлекальных отходов.
Фактическое количество межлекальных отходов рассчитывается по формуле (5.1).
В настоящее время действуют типовые схемы наиболее рационального расположения лекал деталей головных уборов при определенной ширине материала.
Раскладка лекал может быть выполнена с помощью средств вычислительной техники, например, в системе «Грация», тогда она сохраняется в памяти компьютера. Кроме того, раскладку лекал можно зафиксировать на бумаге или клеенке. Бумагу или клеенку с изображением раскладки лекал, с указанием длины и ширины раскладки, называют зарисовкой.
Для сокращения времени изготовления зарисовок раскладок лекал, используют зарисовки раскладок в масштабе 1:15. Уменьшенные копии раскладок получают на электрофотографической установке ПКУ-3.
Изготовление трафаретов и обмеловок для верхнего полотна настила.
Трафареты и обмеловки изготавливают в экспериментальной лаборатории предприятия из трафаретной клеенки, крафт-бумаги и т.д. Для повышения прочности трафарета из бумаги и уменьшения скольжения верхнего слоя настила во время припудривания трафарета на вер
255
хнем полотне настила приклеивают по краям рамки полоски ткани шириной 3—-4 см. Контуры лекал на трафарете пробивают диаметром 1,0—1,5 мм. Частота отверстий 3—5 мм. На трафарете, на каждую деталь раскладки наносят номер модели и размер головного убора. Трафарет проверяет и подписывает контролер отдела технического контроля (ОТК).
Обмеловку выполняют, в основном, двумя способами: с применением средств ЭВМ и вручную. Вручную обмеловку делают так же, как и трафарет, только контуры деталей изделия наносят на верхнее полотно настила. Каждую обмеловку перед сдачей проверяет контролер ОТК или другой инженерно-технический работник. При использовании ЭВМ обмеловку по заданию оператора выполняет печатающее устройство графопостроителя непосредственно на листе бумаги от рулона. После окончания воспроизведения контуров лекал в раскладке бумага, с выполненной на ней обмеловкой, переносится непосредственно на участок раскроя и укладывается на верхнее полотно настила. -С использованием ЭВМ производительность труда по выполнению операций обмеловки деталей изделий возрастает во много раз.
В целях рационального использования ткани при подготовке к раскрою деталей головных уборов производят расчет кусков с учетом шкалы размеров и ростов и норм расхода ткани на единицу изделия при различных способах раскладки лекал (комбинированные, одиночные) и настилания тканей (лицо с лицом, лицом вниз).
Сущность расчета кусков материала заключается в условном расчленении его на настилы заданных длин таким образом, чтобы сумма длин настилов равнялась длине куска материала.
Расчет куска материалов производят ручным или механизированным способом. При ручном способе — с помощью микрокалькулятора; при механизированном — с помощью ЭВМ.
При серийном и массовом производстве головных уборов расход материала устанавливают на каждую модель. Он складывается из площади лекал, площади межлекальных отходов и площади припусков по длине настила.
256
Для каждой модели головного убора рекомендуется делать несколько экспериментальных раскладок лекал на нескольких ширинах материалов одного вида.
Раскладки лекал выполняют квалифицированные раскладчики на экране монитора, например, по программе «Грация» или на столах размером 4,0x1,5 м, размеченных поперечными и долевыми линиями.
Длину зарисовки раскладки лекал (норма на раскладку) Нр, м определяют по формуле:
Нр = 100 S„ /[(100 — Во)Шр], (5.1)
где Бл — площадь лекал, м2, определенная одним из нескольких известных способов (геометрическим, взвешивания, с помощью планиметра, фотоэлектронной машины ИЛ -2 и т.д.); Во — количество межлекальных отходов, %; Шр — ширина раскладки лекал, м.
Норму расхода материала на настил Нн,м определяют по формуле:
Нн = БНр1Б(1 +Пй/100) (5.2)
где Hpi — норма расхода материала на i-ю раскладку лекал, м; Б — количество полотен материала в настиле; Пд — норматив отходов по длине для данной группы материала, %.
В соответствии с заданием при подготовке к раскрою тканей производится конфекционирование — подбор основной ткани для головных уборов, подкладки, прокладки, утеплителя, отделки и фурнитуры для каждой модели головного убора. На каждую модель составляют конфекционную карту, в которой представляют зарисовку внешнего вида изделия, прикладывают образцы тканей и фурнитуры.
Подбор основных тканей, подкладки и приклада для каждого настила осуществляет подборщик в соответствии с рациональным расчетом кусков материалов.
9. Зак. 70
257
Прием ткани на участке раскроя с подготовительного участка производят согласно карте раскроя. Одновременно с тканью принимаются обмеловки.
Настилание выполняют на столах, размеры которых зависят от ширины ткани, нормы расхода ткани на единицу изделия, количества комплектов лекал в обмеловке и способа настилания.
Для хранения кусков тканей, подобранных в настилы, стол может быть снабжен цепным транспортером, размещенным под плоскостью стола.
Для предохранения нижнего полотна настила от скольжения рекомендуется применять полоски грубого сукна или кардоленты, укрепленные на поверхности стола.
Ткань подается на уровень стола, а также перемещается от одного стола к другому при помощи специальных кронштейнов.
Для обрезки полотен ткани при настилании, столы снабжаются концевыми отрезными линейками с электроприводом, а также передвижными ограничительными линейками.
При настилании тканей должны быть соблюдены следующие требования:
— натяжение полотен в настиле должно быть равномерным и очень небольшим;
— кромки полотен строго совмещают с одной стороны настила;
— стыки полотен в настиле располагают строго в местах условных разрезов. При этом ткани в месте стыка должны находить одна на другую не менее, чем на 1—2 см;
— количество полотен в настиле должно соответствовать карте раскроя;
— количество полотен в настиле может быть от двух (бархат) до 200 (марля суровая); максимальная высота настила не превышает обычно 12—15 см;
— полотна настилают в зависимости от способа обмеловки (обычно лицом вниз);
— при настилании тканей разных цветов соблюдают их очередность;
— в один настил укладывают полотна одной ширины с отклонением от ширины обмеловки в сторону увеличе
258
ния не более чем на 1 см в хлопчатобумажных, шелковых, льняных и синтетических тканях; 2 см — в тонкосуконных и камвольных тканях и 3 см — в грубосуконных;
— полотна с текстильными пороками или неравномерной толщины в настиле не допускаются.
На предприятиях массового производства головных уборов в раскройном цехе могут применяться настилочные машины, специальные каретки тележечного типа для настилания тканей, а также специальные многоплоскостные столы, являющиеся одновременно накопителями настилов, и другое современное оборудование.
На верхнее цолотно настила укладывают обмеловку.
После настилания производят проверку настила в соответствии с картой раскроя по количеству полотен в настиле. Одновременно проверяют обмеловку, неясные контуры деталей (если обмеловка выполняется на верхнем полотне настила) уточняют подмелкой. Результаты проверки по фактическому расходу ткани на настил заносят в карту раскроя и производят клеймение настила.
Клеймение настила предусматривает маркировку всех деталей (номер настила, размер, модель) и производится в виде надписей мелом, карандашом, приклеиванием талонов или штамповкой смываемой краской.
Рассекание настилов на части, производят передвижными электрозакройными машинами с вертикальным ножом ЭЗМ-З и ЭЗДМ-З (синтетические ткани типа шелка), высотой настила до 100 мм, Самарского механического завода. Для раскроя настила высотой до 40 мм применяются машины Cs 529, Cs 530, Cs 50. Этими же машинами окончательно вырезают крупные детали, имеющие простую конфигурацию. Детали, имеющие сложную конфигурацию, вырезают окончательно на стационарных электрораскройных ленточных машинах: трехшкивных и четырехшкивных РЛ (РЛ-6), двухшкивных ЗЛ-Шв-1. Мелкие детали вырезают также на ленточных машинах или вырубают (козырьки, отделки) на прессах ПВГ-8 или ПВГ-15. Более подробно смотри таблицу 9.
Полотна с текстильными пороками подбирают в небольшие настилы (3—5 полотен) и раскраивают детали изделий с обходом дефектных участков.
9
259
Контроль качества деталей кроя выполняет контролер раскройного участка. Он проверяет наличие и точность раскроя всех деталей по контрольным лекалам.
При комплектовании деталей кроя подбирают в одну пачку комплект деталей из основной, подкладочной и прокладочной ткани на одно изделие. Скомплектованные пачки связывают и с сопроводительной документацией направляют на хранение в специальные кладовые, где крой размещают на различных стеллажах, тележках-накопителях, ручных тележках, в люльках-накопителях пространственного транспортера и т.д.
Чтобы не перепутать детали при сборке, всем деталям одного изделия присваивают один порядковый номер.
Крой на склад поступает с маршрутными листами, прейскурантами и калькуляционными ярлыками.
С участка хранения крой головных уборов поступает в швейный цех по указанию диспетчера предприятия или заявке начальника цеха.
Вместе с кроем со склада фурнитуры, в швейный цех поступают отделочные материалы, металлическая или пластмассовая фурнитура, швейные нитки, т.е. все необходимые для головного убора материалы.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
L. Рытвинская Л.Б., смородина И.Г, Меркулова Л.А. и др. Проектирование и производство головных уборов. М.: Легпромбытиздат, 1987. — 288 с.
6. ИЗГОТОВЛЕНИЕ ШВЕЙНЫХ
МЯГКИХ ГОЛОВНЫХ УБОРОВ
6.1. ОСНОВНЫЕ МЕТОДЫ СОЕДИНЕНИЯ ДЕТАЛЕЙ
В промышленном производстве головных уборов существуют различные способы соединения деталей: ниточный, клеевой, заклепочный [1].
Ниточные способы соединения самые распространенные, соединение материалов может производиться машинным или ручным способом. Клеевой способ соединения осуществляется с помощью термопластичных клеев и используется, в основном, для фронтального дублирования деталей, прикрепления декоративных элементов головных уборов (эмблем, тесьмы). Фронтальное дублирование позволяет создать устойчивую форму деталей головного убора в целом.
В настоящее время дублируют детали головных уборов их пальтовых, костюмных (в том числе синтетических), плащевых тканей, вельвета и т.д.
Металлическую и пластмассовую фурнитуру (пуговицы, кнопки, блочки) закрепляют с помощью заклепочных соединений на специальных прессах для установки фурнитуры.
6.1.1. РУЧНЫЕ РАБОТЫ
В швейной промышленности при производстве головных уборов соединение деталей производится в основном машинным способом. Ручные операции с иглой применяются в ограниченном размере, как правило, при соединении двух деталей с посадкой одной из них. При необходимости детали головных уборов скалываются булавками с последующей обработкой машинным способом.
Современные виды отделки головных уборов предполагают выполнение по лицевой стороне головных уборов вдоль строчек машинного соединения деталей различных ручных строчек, выполненных отделочными контраст-
261
ними нитками, или отделочных машинных строчек, имитирующих на лицевой стороне головного убора ручные строчки. Такие отделочные строчки могут быть выполнены прямыми, косыми, обметочными, крестообразными и ручными петельными стежками хлопчатобумажными, шелковыми, синтетическими нитками в одно или несколько сложений. Отделочные нитки должны быть подобраны с учетом свойств и цветовой гаммы материалов головных уборов.
При изготовлении головных уборов на индивидуального потребителя выполняется гораздо больше ручных операций.
Коротко остановимся на технических условиях выполнения некоторых ручных работ.
При изготовлении головных уборов применяют следующие виды ручных работ: сметывание (например, нескольких деталей перед стачиванием); наметывание (например, прокладки на основную деталь или деталь подкладки); заметывание (например, края головного убора, отделки); приметывание (козырька к головке). А также, вметывание (например, донышка в стенку кепи); разметывание; обметывание; подшивание (например, края подкладки). И, кроме того, пришивание (полей к головке, лент, ремешков, фурнитуры).
Ручные стежки бывают следующих видов: сметочные, обметочные, стегальные, стачные, подшивочные, копировальные, вспушные, штуковочные, петельные, косые стежки через край, пришивание пуговиц, фурнитуры, кнопок.
Технические требования к ручным стежкам и строчкам следующие [3].
Все ручные стежки должны быть ровные и однородные. Расстояние между ними как с лицевой, так и с изнаночной стороны должно быть одинаковым, а нитки затянуты равномерно с правильным направлением каждого стежка.
При выполнении ручных работ и строчек постоянного назначения применяют нитки в цвет ткани, при выполнении временных строчек — белые хлопчатобумажные нитки.
262
Сметочные строчки располагают на расстоянии 0,1— 0,15 см от предполагаемой линии стачивания в сторону среза.
Перед удалением ниток их разрезают ножницами через каждые 10—15 см
Иглы подбирают соответственно толщине ткани.
Концы ниток при прокладывании постоянных строчек закрепляют тремя-четырьмя проколами с изнанки. Длина ручных стежков и ширина швов зависят от вида операции и толщины обрабатываемой детали.
Характеристика некоторых ручных стежков.
Сметочные стежки (рис. 101, а—в) относятся к выполняемым временно, т.к. служат для временного соединения деталей головных уборов из основных, подкладочных, прокладочных материалов, отделки перед обработкой на машине. В настоящее время получили широкое применение для отделки деталей одежды и головных уборов с лицевой стороны изделия. Ручные строчки, выполняемые различными видами сметочных стежков, прокладываются как отделочные вдоль швов (после стачивания их на универсальной машине) с лицевой стороны (рис. 101, г, д, л—о), например, деталей головки, шва соединения донышка и головки, декоративного выстегивания полей и т.д. в женских, молодежных и детских головных уборах. При этом припуски швов соединения деталей головных уборов могут быть стачаны как на лицевую, так и на изнаночную сторону. Отделочная строчка выполняется контрастными нитками. Длина стежков 4—15 мм. Стежки могут иметь прямое или наклонное положение вдоль оси шва. Косые сметочные стежки более прочно скрепляют детали, т.к. не позволяют ткани смещаться ни вдоль, ни поперек строчки. Их применяют при сметывании деталей с посадкой одной из них, а также для отделки.
Стегальные стежки (рис.101, е) применяют для придания устойчивости некоторым деталям мягких меховых шляп, которые изготавливают без правки. А также как отделочные стежки при обработке полей женских шляп, отделочных деталей головных уборов, козырьков женских, молодежных и детских головных уборов. Стегаль-
263
р
Рис. 101. Различные ручные стежки и строчки
264
ные стежки выполняют со стороны прокладки так, чтобы их не было видно с лицевой стороны. Отделочные стегальные стежки выполняются с лицевой стороны деталей контрастными нитками. Длина стежков 5-10 мм.
Стачные стежки (рис. 101, ж) применяют там, где нельзя выполнить машинную строчку. Стежки выполняются способом «назад иголку»; расстояние между проколами 4мм.
Подшивочные стежки (рис. 101, з—к) подразделяют на потайные для открытых срезов (рис. 101, з) и на потайные для закрытых срезов (рис. 101, и); подшивочные крестообразные стежки (рис. 101, к). Подшивочные потайные стежки используются в основном для фетровых шляп, т.е. жестких головных уборов. В основном это косые стежки, длина которых в наружных срезах 4—6 мм, во внутренних 6—10 мм. В мягких головных уборах их используют как отделочные или для соединения подкладки с головным убором. Потайные стежки для закрытых срезов (рис. 101, и) служат для подшивания подкладки, пришивания подогнутых краев головок к полям из тканей и т.д. Расстояние между стежками 5—10 мм. С лицевой стороны изделия стежки должны быть незаметны.
Крестообразные стежки (рис. 101, к) применяют для подшивания открытых срезов в деталях головных уборов из легко осыпающихся тканей или для получения отделочного шва при соединении деталей аналогично применению сметочных стежков. Стежки выполняют слева направо.
Косые стежки через край (рис. 101, п—р) применяют для обработки верхнего края подкладки рюшем. Такие стежки выполняют двумя способами: без прокола (рис. 101, п) и с проколом посредине (рис. 101, р). При изготовлении стежков иглу не вытягивают из ткани, ткань постепенно продвигают по нитке. Длина стежков 6—8 мм.
Инструменты и приспособления для ручных работ.
Инструменты и приспособления подбирают соответственно обрабатываемой ткани и выполняемой операции [1], [2], [3].
265
Ручные иглы бывают с 1-го по 12-й номер. Игла должна быть острой, упругой, хорошо отполированной.
Наперсток также необходим для выполнения ручных работ при изготовлении головных уборов. Наперстки бывают с донышком и используются при изготовлении женских, детских и некоторых меховых головных уборов. И без донышка — при изготовлении меховых мужских шапок. Чаще всего это специальные наперстки, которые надеваются на указательный палец.
Ножницы применяют для раскроя тканей и вспомогательных операций обрезки. В зависимости от операции применяют ножницы следующих номеров, представленных в таблице 22 [1].
Таблица 22
Выбор номера ножниц в зависимости от вида работ
Вцд работ Номер ножниц
1 2
Раскрой и подрезка головных уборов из пальтовых тканей 1
Вырезание лекал из картона и подрезка деталей головных уборов из толстых тканей 2
Вырезание картона и подрезка материалов средней толщины 3
Раскрой головных уборов из костюмных и плательных шерстяных тканей и других материалов той же толщины 4 1
Подрезка деталей головных уборов из костюмных и плательных тканей, фетра и т.д 5
Подрезка швов, неровностей деталей и т.д. 6,7
Обрезка концов ниток в готовом изделии 8
Резцы предназначены для переноса линий с одной детали на другую, с лекала на ткань.
Колышек, металлический или пластмассовый стержень предназначены для прокола отверстий, вывертывания и выправления углов деталей, для удаления ниток и т.д.
Линейками металлическими и деревянными измеряют различные длины при обработке деталей головных уборов.
266
Тумбы деревянные применяют для проверки правильности соединения основных деталей, выполнения некоторых операций при обработке головных уборов, закрепления их размеров.
Формы деревянные и подставки — для ВТО головных уборов.
Отводки металлические, деревянные или пластмассовые применяют для снятия головных уборов с форм.
Молоток деревянный и металлический небольших размеров применяют для забивки гвоздей или толстых металлических булавок, длиной 2,5—3 см, текс при закреплении головных уборов на форме, при разбивке швов.
Щетки волосяные жесткие или пластиковые для зачесывания ворса на меховых головных уборах, мягкие для увлажнения кожевой ткани.
Расчески металлические применяют для расчесывания меха.
Ножи скорняжные применяются для раскроя меховых головных уборов как натуральных, так и искусственных.
6.1.2. МАШИННЫЕ РАБОТЫ
При изготовлении головных уборов применяют следующие виды машинных работ: притачивание, обтачивание, втачивание (например, донышка), настрачивание, отстрачивание (края полей, ремешков и т.д.), расстра-чивание (например, соединительных швов), застрачивание (например, закрепление низа головного убора), наметывание на спецмашине, выстегивание или выстрачивание (например, выстегивание подкладки, выстрачивание полей) [1], [3].
В зависимости от назначения головного убора и его модели применяются различные машинные строчки челночного или цепного переплетения.
Челночная двухниточная строчка плотно скрепляет ткани, малорастяжимая, не распускается. Ее применяют для постоянного скрепления деталей, а также для выстегивания частых строчек по всей площади детали. Чел
267
ночная двухниточная зигзагообразная строчка может применяться для соединения, выстегивания деталей и как отделочная, в зависимости от модели. Рекомендуемое оборудование для выполнения машинных строчек представлено в таблице 13.
Цепная однониточная строчка легко распускается, эластична. Строчка применяется для соединения прокладки из парусины и картона с головкой кепи, для притачивания околышей, размерной полоски для втачивания подкладки в фетровые головные уборы и т.д. Цепная потайная однониточная строчка дает достаточно плотное скрепление тканей, эластична, легко распускаема, применяется для выстегивания прокладок в поля женских головных уборов. А также для подшивки краев деталей (бортиков, головок и т.д.). Характеристика оборудования для выполнения различных цепных однониточных строчек представлена в таблице 13.
Цепные краеобметочные двухниточные и трехниточные строчки обеспечивают предохранение тканей от осыпания, не распускаются, эластичны. Применяются для обметывания срезов деталей. Характеристика оборудования представлена в таблице 13. *
Открытые срезы в изделиях без подкладки стачивают с одновременным обметыванием; обметывают или окантовывают на спецмашинах или универсальных машинах со спецприспособлением.
Машинными строчками пришивают фурнитуру и различную отделку (тесьму, эмблемы и т.д.), пуговицы, обметывают петли в зависимости от модели.
Все машинные швы подразделяются на соединительные, краевые и декоративно-отделочные.
Соединительные швы применяют в следующих случаях. Для стачивания деталей с последующим разутюживанием или заутюживанием на одну сторону припусков швов (рис. 102, а, б) — стачной шов. Для соединения основных деталей головки (клиньев, донышка, стенки и т.п.), обтачивания козырьков, полей, бортиков, соединения деталей подкладки между собой и с изделием.
Настрочкой шов как разновидность стачного шва бывает с открытым и закрытым срезом (рис. 102, в, г). У
268
настрочного шва с закрытым срезом (рис. 102, г) нижняя деталь выступает на 0,3 см, с лицевой стороны прокладывают отделочную строчку (2 М). Настрочкой шов используется для соединения основных деталей головных уборов (шляп и шапочек, пришивания клапанов и других отделочных деталей к головным уборам, например, шлемам и т.д.).
Расстрочной шов (рис. 102, д) также является разновидностью стачного шва, но, помимо этого, он является и отделочным. Применяется для стачивания головок деталей головных уборов.
Накладным швом (рис. 102, е—з) соединяют основною детали, не осыпающиеся в срезах (материалы, дублированные поролоном, искусственным мехом, искусственная и натуральная кожа. Накладные швы могут быть с открытыми (рис. 102, е—ж) и закрытыми (рис. 102, з) срезами.
Рис. 102. Соединительные швы
269
в
б
Д
е
з эк
Рис. 103.
а, б, в — швы обтачные; г, д — швы в подгибку; е, эк,з — окантовочные швы
270
Двойной шов (рис. 102, и) применяют при изготовлении головных уборов там, где исключена дополнительная обработка срезов. Применяют для соединения основных деталей головки при изготовлении некоторых видов головных уборов из тонких водоотталкивающих и других тканей.
Краевые швы применяются для предохранения срезов ткани от осыпания. Краевые швы подразделяются на обтачные, швы в подгибку и окантовочные.
Обтачной шов (рис. 103, а) — в) выполняют так же, как и стачной, с последующим вывертыванием обтачного края (обтачные края полей, козырьков, наушников и т.д.) При вывертывании шов обрабатывают в кант шириной 0,1—0,3 см (рис. 103, а), в рамку шириной 0,4—0,7 см (рис. 103, б) или в раскол (рис. 103, в).
Шов в подгибку (рис. 103, г—д) бывает с открытым и закрытым срезом. Шов с открытым срезом (рис. 103, г) применяют при подгибке краев головных уборов или отдельных его деталей. Срез ткани подгибают в сторону изнанки на 0,3—0,5 см. Предварительно припуск шва может быть обметан. Шов в подгибку с закрытым срезом (рис. 103, д) применяют при обработке края головных уборов из легких тканей и при изготовлении отделок. Срез ткани подгибают в сторону изнанки на 0,3—0,6 см, затем подгибают еще раз на ширину 0,5—0,8 см (по модели) и прострачивают на расстоянии 0,1—0,2 см от первого сгиба.
Окантовочный шов (рис. 103, е—з) бывает с открытым, закрытым срезом и окантованный тесьмой. Окантовочные швы предназначены для обработки деталей (козырьков, полей, бортиков) и срезов швов с целью предохранения их от осыпания в изделиях без подкладки. Окантовочные швы выполняют с помощью полоски ткани или тесьмы.
Окантовочный шов с открытым срезом (рис. 103, е) применяют при окантовке деталей кожей или окантовке внешнего края головного убора, который при дальнейшей обработке будет соединен с подкладкой. Вторую строчку прокладывают по полоске, в шов притачивания полоски, или со спецприспособлением (на спецмашине) одной строчкой.
271
Окантовочный шов с закрытым срезом выполняют так же (рис. 103, ж), как и предыдущий, только при прокладывании второй строчки срез полоски подгибают внутрь. При выполнении операции могут использоваться спецприспособления марки 4-3, 4-9, 03-005, 3-67. Второй срез полоски можно пришить и потайными стежками (например, при окантовке полей и различных отделочных деталей).
Окантовку тесьмой выполняют с помощью специальной лапки-окантовывателя, например, тип 4-11. Строчку прокладывают на расстоянии 0,1—0,15 см от краев тесьмы (рис. 103, з). Окантовку тесьмой можно выполнить на спецмашине 431, 450, 1852-1 кл. ОАО «Зингер» или на стачивающей машине 1022-3 кл. ЗАО «ПШМ».
Швы стачивания меха (рис. 104, а, б) применяют для соединения частей шкурок или деталей головных уборов из натурального или искусственного меха на скорняжных машинах скорняжным швом. Различают швы через край и внакладку. Части шкурок или детали с одинаковой высотой волосяного покрова соединяют швом через край (рис. 104, а). Если соединяемые части шкурок не одинаковы по высоте, то их можно сшить швом внакладку (рис. 104, б), для этого край меха с более низким волосом накладывают на край меха с более длинным волосом. Со стороны кожевой ткани пришивают край меха на некотором расстоянии от другого края.
Декоративно-отделочные швы в основном служат для отделки деталей. К ним относятся различные виды отде-
Рис. 104. Краевые швы для стачивания меха: а — через край, б — внакидку
272
Рис. 105. Декоративно-отделочные строчки: а — шов с кантом, со шнуром, б — шов с кантос, в — отделочные строчки
лочных швов (смотри ручные работы). Отделочные швы подразделяются на шов с кантом (рис. 105, а) со шнуром, б) без шнура. Полоску ткани для канта выкраивают в косом или поперечном направлении, заутюживают пополам, придают нужную форму. Шов с кантом может быть обработан одной строчкой на спецмашине. Для притачивания канта со шнуром применяют специальные лапки типа 3-33, 3-63, 3-67 ЦНИИШП.
Отделочные строчки (рис. 105, в) применяют для отделки деталей головных уборов по краям или отделки всей детали, например, полей, козырьков, клапанов и т.д. Строчки, выполненные в несколько рядов, должны быть параллельны одна другой, поэтому рекомендуется
273
применять специальные лапки. Отделочная строчка украшает изделие и может одновременно соединять детали, например, выстегивать поля, козырьки, соединяя верхнюю и нижнюю детали.
6.1.3. КЛЕЕВОЙ МЕТОД СОЕДИНЕНИЯ ДЕТАЛЕЙ
Клеевой метод можно применять при соединении деталей прокладок из материала с односторонним регулярным и нерегулярным клеевым точечным покрытием с основными деталями головного убора при обработке головки, полей, козырьков, отделок и т.д. Детали соединяют методом горячего прессования на специальных прессах или утюгом (смотри пункты 3.5 и 4.4).
Для получения высококачественных клеевых соединений необходимо строго соблюдать режимы обработки, установленные для каждого вида клеевого материала.
При склеивании деталей головных уборов необходимо, чтобы соединяемые детали и термопластичное клеевое вещество были нагреты до оптимальной температуры, при которой клеевое вещество переходит в пластическое вязкотекучее состояние.
Режимы обработки деталей головных уборов с использованием клеевых материалов указаны в таблице 20.
6.2. ЭТАПЫ ОБРАБОТКИ ШВЕЙНЫХ ГОЛОВНЫХ УБОРОВ
Технологическая последовательность обработки деталей и монтажа головных уборов зависит от вида и конструкции изделия, вида и свойств ткани. В общем виде технологическую последовательность обработки швейных головных уборов можно представить следующим образом [1Ъ [2], [3].
1) Соединение с прокладкой, клеевое дублирование деталей.
2) Обработка вытачек, рельефов.
3) Обработка складок, кантов.
274
4) Обработка головки головного убора (соединение деталей головки, соединение деталей с утепляющей прокладкой).
5) Обработка срезов.
6) Обработка полей, бортиков, козырьков, наушников.
7) Обработка околыша.
8) Обработка налобника, полуналобника и подкладки, соединение ее с утепляющей прокладкой.
9) Обработка и соединение с основными деталями ремешка, шлевок, пояса, пат, хлястиков и декоративных клапанов.
10) Соединение околыша, козырька, полей, бортика и других деталей с головным убором.
11) Соединение подкладки с головным убором.
12) Окончательная отделка головных уборов.
6.3. СОЕДИНЕНИЕ С ПРОКЛАДКОЙ, КЛЕЕВОЕ ДУБЛИРОВАНИЕ ДЕТАЛЕЙ
Для придания головным уборам необходимой формы в соответствии с моделью и обеспечения формоустойчивос-ти применяют клеевые и не клеевые прокладочные материалы (смотри пункт 1.5).
Прокладку с односторонним клеевым покрытием в детали головных уборов выкраивают по форме основных деталей без припусков на швы (рис. 106, а). Клеевую прокладку в козырек, паты, хлястики и другие мелкие детали выкраивают на 0,8—1,0 см меньше детали из основной ткани. Направление нитей основы в деталях клеевой прокладки и основного материала должно совпадать.
Обрезные края клеевой или неклеевой прокладки должны входить в швы обтачивания на 0,1—0,2 см или закрепляться при прокладывании отделочных строчек по краю детали.
Основные детали головного убора (стенку, донышко, поля, стойку и т.д.) соединяют с клеевой прокладкой с помощью утюга или пресса. При этом основные детали проутюживают и укладывают на подушку пресса, с верху
275
Рис. 106. Соединение деталей из основного материала с прокладками: а — клеевой, б — неклеевой
укладывают прокладочные детали, совмещая основные и прокладочные детали по контурам, пропаривают детали для увлажнения и соединяют с прокладкой методом горячего прессования.
Рис. 107. Применение пленки (1) при клеевом соединении деталей
276
Использование клеевых материалов для поверхностного дублирования позволяет, даже изделиям из облегченных материалов рыхлых структур, придать жесткость, сохранить форму и несминаемость.
В зависимости от конструкции и структуры материала, дублируют все изделие или только отдельные части (околыш, козырек, клинья, поля и т.д.), устойчивая форма которых создает хороший внешний вид на протяжении длительной эксплуатации изделия. В козырьках дублируют верхнюю и нижнюю детали, в полях — верхнюю деталь, чтобы швы стачивания не отпечатались на лицевой стороне.
Для придания жесткости таким деталям как козырек, поля, верхние и нцжние детали соединяют друг с другом через полиэтиленовую пленку (2) (рис. 107, а). При этом уменьшается толщина деталей головного убора. Открытый срез обрабатывается кантом (3).
Методом клеевого соединения через полиэтиленовую пленку можно декоративно оформить головной убор. На деталь из основной ткани (1) (рис. 107, б), наносят полиэтиленовую пленку (2), затем эмблему (3), сверху укладывают проутюжильник и склеивают на прессе. Остатки пленки легко удаляются.
Не клеевую прокладку соединяют на стачивающей машине на расстоянии 0,3—0,4 см от среза детали (рис. 106, б).
Основные детали соединяют с клеевыми прокладками до стачивания вытачек, рельефов и соединения с другими деталями (основания со стенкой, клиньев между собой и т.д.).
После дублирования намечают вытачки. Для лучшего сутюживания слабины материала в концах вытачек, например, в затылочной части головных уборов типа кепи, прокладку вырубают на 1,5—2,0 см больше длины разреза вытачки из основной ткани (рис. 106, а).
6.4. ОБРАБОТКА ВЫТАЧЕК, РЕЛЬЕФОВ, СКЛАДОК
Начальная обработка основных деталей головных уборов состоит из соединения их частей, выполнения отделочных строчек, стачивания вытачек.
277
В зависимости от конструкции модели головного убора вытачки обрабатываются на клиньях, основании, стенке, боковых деталях для создания объемной формы (или выпуклости). Вытачки могут быть разрезные, неразрезные и переходящие в складки.
е
Рис. 108. Обработка вытачек:
а, б, г — неразрезных; в — разрезных; г — переходящих в складки; д — застрачивание и пострачивание вытачек
278
В головных уборах без прокладки вытачки размечают при выкраивании деталей. В изделиях с прокладкой — после соединения с ней. Для неразрезных вытачек (рис. 108, а, б) намечают среднюю линию и одну из ее сторон. В вытачках, переходящих в складки (рис. 108, г), дополнительно намечают поперечную линию (2), перпендикулярную средней линии (1).
Неразрезные вытачки стачивают по боковой линии, перегибая вдоль по середине разметки (рис. 108, а), б). Шов стачивания в конце вытачки сводят на нет. В зависимости от модели, швы разутюживают или заутюживают, в изделиях из синтетических материалов припуски вытачек настрачивают (рис. 108, д) на расстоянии 0,1—0,2 см от шва стачивания или по модели с лицевой стороны детали.
Разрезные вытачки стачивают, начиная от обрезных краев, швом шириной 0,6—0,7 см, сводя его в конце вытачки на нет и заканчивая строчку ниже концов разреза на 1,0—1,5 см. Конец вытачки надсекают, не доходя до строчки 0,2 см (рис. 108, а—в). Вытачки можно подгибать на одну сторону и застрачивать или раскладывать на две стороны и расстрачивать (рис. 108, д) на расстоянии 0,1—0,2 см от швов стачивания или по модели.
В изделиях из натуральной кожи, материалов дублированных поролоном, искусственным мехом, вытачки могут быть стачаны накладным швом с открытыми срезами.
Вытачки, переходящие в складки перегибают по средней линии разметки, стачивают поперек припуска по намеченной линии.
В головных уборах типа шлем без подкладки, на боковых деталях верхние вытачки стачивают двойным швом. Для этого вначале стачивают вытачку с лицевой стороны на расстоянии 0,2 см от края. Затем перегибают вытачку на сторону изнанки и застрачивают вновь на расстоянии 0,3—0,5 см от края.
ВТО вытачек выполняют с изнаночной стороны детали. Стачанные вытачки увлажняют, швы разрезных вытачек разутюживают, неразрезных — отгибают в нужную сторону и заутюживают. Швы вытачек, переходящих в мягкие складки, заутюживают только в местах стачивания.
279
Рельефные швы в головных уборах, кроме конструктивных, имеют декоративное назначение. По конструкции их делают обычно неразрезными — это рельефы, имитирующие швы (их обрабатывают как рельефы-защипы, но с изнаночной стороны), а также рельефы-защипы.
Рельефы-защипы обычно обрабатывают в мужских, молодежных, детских головных уборах на околыше, боковых деталях и т.д.
Для отделки, например, кепи, применяют различные виды складок, обработанных на цельновыкроенных деталях или выполненных при стачивании двух деталей. Складки могут быть стачными и настрочными. Применяют следующие стачные складки: односторонние, бантовые, встречные (рис. 109, а—в). Настрочные складки: односторонние, бантовые, встречные (рис. 109, г—д).
Складки намечают по лекалу с изнаночной или лицевой стороны детали (по модели) одной или двумя линиями (наружного и внутреннего сгибов).
При выполнении стачных складок деталь перегибают по линии внутреннего сгиба и стачивают складку по линии наружного сгиба.
Односторонние складки расправляют, отгибая припуск в сторону (по модели) и заутюживают. Бантовые и встреч-
Рис. 109. Обработка складок
280
ные складки разутюживают, раскладывая швы стачивания и располагая их посередине припуска складки.
Складки настрачивают или застрачивают их сгибы, расстояние от строчки до сгиба складки определяется моделью.
При отделке деталей кантом, предварительно соединяют кант с краем детали (рис. 105, а, б). Полоску для канта выкраивают из основной или отделочной ткани, соответствующей по своим свойствам основной в долевом или поперечном направлении нити основы. Канты для деталей сложной конфигурации выкраивают под углом 45° к нити основы. Полоску для канта перегибают посередине, заутюживают, совмещают с лицевой стороной детали по намеченной линии и притачивают — строчка 1М.
Ширина канта изменяется в зависимости от расстояния строчки до сгиба полоски. Детали совмещают лицевыми сторонами внутрь и стачивают в шов притачивания канта (рис. 105, а, б) строчка 2М.
Швы стачивания деталей располагают в нужную сторону (по модели), кант выправляют и приутюживают. Чтобы кант не смещался, его закрепляют, настрачивая с лицевой стороны детали на расстоянии 0,1—0,2 см от сгиба (рис. 105, б) строчка ЗМ.
6.5. ОБРАБОТКА ГОЛОВКИ ГОЛОВНОГО УБОРА
В зависимости от модели, головка головного убора может состоять из клиньев, из донышка или основания и стенки, из донышка и боковых деталей, из донышка и стенок, из цельновыкроеной головки.
Шитые головные уборы моделируют с резными линиями на основных деталях и в первую очередь на головке. Резные части деталей по своей конфигурации могут быть прямыми, овальными, фигурными.
На основании головного убора линии разреза чаще всего проектируют вдоль детали, располагая в швах соединения хлястики. Сначала обрабатывают хлястики, другие отделочные детали, затем стачивают части основания.
281
Рис. 110. Изготовление детали стенки
На других деталях (клиньях, боковых деталях) линии разреза могут быть поперек детали или под углом к нитям основы.
На деталях головки головного убора намечают надсечками осевые линии. Части деталей складывают лицом к лицу, уравнивая срезы, и стачивают швом шириной 0,6—0,7 см. Криволинейные срезы стачивают со стороны частей, имеющих вогнутые срезы. Швы стачивания отгибают в сторону по модели, разутюживают и расстра-чивают или заутюживают и настрачивают с лицевой стороны отделочными строчками (рис. 102, а—д).
При изготовлении головных уборов из натуральной кожи части деталей стачивают накладным швом шириной 1,0 см, располагая строчку на равном расстоянии от срезов (рис. 102, е). Для отделки изделия края деталей высекают зубцами на специальном приспособлении или специальными ножницами.
Если требуется по модели, детали головки соединяют с прокладкой ниточным или клеевым способом.
Обработка головок, состоящих из донышка и стенок.
Стенки совмещают по боковым срезам лицевыми сторонами внутрь и стачивают, начиная от верхнего среза стенок швом шириной 0,5—0,6 см для головных уборов их хлопчатобумажных, джинсовых тканей и шириной 0,7—1,2 см в изделиях из шерстяных и полушерстяных тканей, если ткани сыпучие. Шов разутюживают или заутюживают, расстрачивают или настрачивают (рис. 110, а, б).
В изделиях без подкладки стенки соединяют на стачи-вающе-обметочной машине или на стачивающей машине с последующим обметыванием срезов. А также обрабаты-
282
Рис. 111. Обработка швов при соединении стенок в изделиях без прокладки
вают двойным швом или на стачивающей машине с последующей обработкой кантом (рис. 111, а—г).
После обработки швов стенок головки их размечают вручную или на передвижной раскройной машине с дисковым или прямым ножом. При обработке головки, состоящей из стенки с одним швом, первую надсечку делают против шва стачивания, две другие — посередине, на равном расстоянии от шва и первой надсечки (рис. 112, а).
При обработке стенки, состоящей из двух деталей, стенки перед разметкой складывают вдвое лицевыми сторо-
а б в
Рис. 112. Разметка стенки
283
I
Рис. 113. Разметка деталей донышка нами внутрь, совмещая швы стачивания (рис. 112, б). Если передняя и задняя стенки неравны по длине, то дополнительно размечают середину боковых сторон (рис. 112, в), совмещая надсечки передней и задней стенок.
Донышко или основание размечают по вспомогательному лекалу (рис. 113, а—в). Если донышко состоит из нескольких частей, то его детали стачивают и расстрачи-вают или настрачивают (рис. 113, б, в). Ширина шва зависит от модели.
Затем стенку совмещают с основанием, донышком и стачивают швом шириной 0,5—0,6 см для хлопчатобумажных и джинсовых тканей и 0,7—1,2 см для сыпучих полушерстяных и шерстяных тканей, прокладывая строчку со стороны стенки, равномерно посаживая ткань и совмещая надсечки. Шов разутюживают и расстрачива-ют или заутюживают и настрачивают.
В изделиях без подкладки швы соединения донышка и стенок обрабатывают на стачивающе-обметочной машине или на стачивающей машине с последующим обметыванием срезов.
Обработка головок, состоящих из средних и боковых деталей (спортивные шапочки, панамы, велошапочки, жокейки). Средние и боковые детали головки складывают лицевыми сторонами внутрь и стачивают, уравнивая срезы. Затем стачивают средний шов (если он предусмотрен по модели), складывая стачанные половинки лицевыми сторонами внутрь. Ширина шва 0,5—0,7 см. Швы разутюживают или заутюживают, затем расстрачивают 284
А-А
Рис. 114. Обработки головки велошапочки
или настрачивают (рис. 114, а, б). В изделиях без подкладки, швы соединения деталей головки выполняют на спецмашине с одновременным обметыванием срезов или стачивают с последующим обметыванием срезов (рис. 112, а, б).
285
В некоторых моделях, например, велошапочках швы соединения головки обрабатывают полоской ткани (1), выкроенной под углом 45° к нитям основы. Для этого детали головки складывают изнанкой внутрь и соединяют стачным швом, уравнивая срезы, ширина шва 0,5— 0,6 см. Швы разутюживают и настрачивают полоску ткани с помощью спецприспособления, которое позволяет одновременно подгибать два среза полоски внутрь на 0,5-0,6 см и настрачивать на расстоянии 0,15—0,2 см от подогнутых срезов (рис. 114, в). Можно использовать, например, формирователь 2-28 ЦНИИШП или спецприс-пособление к двухигольной машине челночного стежка 2-41 ЦНИИШП.
Обработка головок, состоящих из клиньев (кепи, берет, жокейка, панама). Клинья соединяют стачным, на-строчным или накладным швом, расстрачивают или на
Рис. 115. Обработки головки, состоящей из шести клиньев
286
страчивают. Клинья стачивают попарно (рис. 115, а) швом шириной 0,6—1,2 см, швы разутюживают или заутюживают, если необходимо, настрачивают или расстрачива-ют на 0,1—0,2 см от первой строчки или по модели (рис. 115, б). К каждой паре стачанных клиньев притачивают третий клин (рис. 115, в). Затем стачивают центральный шов в соответствии с рисунком 115 г). Стачанные швы клиньев должны быть равными и сходиться в центре, один шов должен быть продолжением другого.
Если на клине предусмотрена отделка (эмблема, на-строчная тесьма и т.д.), то ее соединяют с клиньями клеевым методом или настрачивают до соединения клиньев. Ремешки, паты, тесьму втачивают при соединении клиньев. Например, при обработке жокеек, одновременно в швы двух передних клиньев втачивают ремешок с одной или двумя шлевками. Ремешок располагают на расстоянии 1,2—1,4 см от нижнего среза.
Головку, состоящую из симметричных клиньев (рис. 116, а), размечают двумя надсечками посередине боковых клиньев на равном расстоянии от швов.
Головку, состоящую из несимметричных клиньев, размечают четырьмя надсечками (рис. 116, б): спереди, сзади и по бокам, на равном расстоянии друг от друга.
Обработка основных деталей с утепляющей прокладкой. В некоторых изделиях основные детали могут быть
Рис. 116. Разметка головки из клиньев: а — симметричных, б — несимметричных
287
Рис. 117. Обработка основных деталей с утепляющей прокладкой
288
выстеганы с утепляющей прокладкой (ватином, синтетическим утеплителем, фланелью и т.д.).
Основные детали могут быть выстеганы по всей площади или только на отдельных участках параллельными или ромбовидными строчками. Выстегиваться могут как выкроенные детали, так и полотно, из которого в дальнейшем будут выкроены основные детали. В зависимости от выбранного способа выстегивания детали головных уборов из основных материалов выкраиваются или подрезаются по лекалам. Затем стачиваются и настрачиваются или расстрачиваются (рис. 117, а, б).
Утепляющая прокладка, выстеганная с основной тканью, является каркасным материалом, обеспечивающим устойчивую форму изделия.
В изделиях из плащевых материалов основные детали могут не выстегиваться с утепляющей прокладкой. Ее лишь располагают по модели (например, по верхней детали полей или на верхней и нижней деталях полей, в деталях наушников) для получения эффекта объемности, выпуклости детали (рис. 117, в, г). Для получения эффекта объемности деталей головных уборов детали из основной и подкладочной ткани совмещают с утепляющей прокладкой, уравнивая срезы и стачивают швом шириной 0,8—1,0 см. Для увеличения эффекта объемности детали не отстрачивают.
6.6. ОБРАБОТКА СРЕЗОВ
В изделиях без подкладки, швы стачивания обрабатывают на спецмашине с одновременным обметыванием срезов или стачивают и обметывают срезы (рис. 118, а, б). Кроме того, срезы окантовывают, обрабатывают тесьмой, например, закрывают тесьмой при расстрачивании шва, а также обрабатывают двойным швом (рис. 118, г—е).
При обработке швов с последующим разутюживанием, срезы обметывают до стачивания деталей (рис. 118, в).
При окантовывании срезов по замкнутому контуру, швы соединения полей не дострачивают до конца на 2— 3 см, отводят спецприспособление (окантователь) в сто-
10. Зак. 70
289
Рис. 118. Обработка срезов головных уборов без подкладки
рону и отрезают полоску для окончания окантовывания необходимой длины. Конец полоски подгибают вручную на 0,6—0,7 см, огибают им неокантованный участок детали, закрывая начало окантовки, и заканчивают обработку без приспособления.
Ширина полоски для окантовывания срезов зависит от степени жесткости и растяжимости ткани.
Для устранения частых повторных заправок коротких полосок ткани в приспособление, детали окантовочной полоски стачивают в длинные полосы швом шириной 0,2-0,3 см и наматывают на кассету. Намотка позволяет избежать перекосов и скручивания длинной полосы при подаче ее к приспособлению.
Внутренние срезы швов, стороны которых не видны с открытой стороны швов или при применении для окантовывания неосыпающихся материалов, отделочную полосу подгибают только с видимой стороны шва (рис. 118, ж).
Окантовывание срезов специальной тесьмой выполняют с помощью направителя 4-11 ЦНИИШП (рис. 118,
290
з). Тесьму перегибают пополам и пропускают через направители окантователя, обрезной срез заправляют и окантовывают без подгиба обрезных срезов внутрь. Эту же операцию могут выполнять специальные машины, например, для окантовывания деталей из кожи, такие как 431 кл., 450 кл. ОАО «Зингер».
Обработку срезов тесьмой (рис. 118, д) или обтачкой из хлопчатобумажной ткани выполняют с одновременным расстрачиванием стачных швов на двухигольной машине с помощью спецприспособления, например, 3-5, 3-62 ЦНИИШП. Обтачку со стороны изнанки располагают так, чтобы шов стачивания деталей находился посередине обтачки.
Обработку срезов деталей двойным швом выполняют на стачивающих машинах. Детали складывают изнаночными сторонами внутрь и стачивают швом шириной 0,3— 0,5 см, шов расправляют. Затем детали складывают лицевыми сторонами внутрь, располагая шов на сгибе, и стачивают. Расстояние от края детали до второй строчки 0,5—0,7 см (рис. 50, е).
6.7. ОБРАБОТКА ПОЛЕЙ, БОРТИКОВ, КОЗЫРЬКА, НАУШНИКОВ
Поля, бортики, козырьки и наушники изготавливают разнообразной ширины и конфигурации, отрезные и неотрезные; поля, козырьки и наушники цельновыкроеные с околышем; поля и козырьки цельновыкроенные с наушниками; поля симметрично загнутые и приподнятые с боков и сзади, асимметричные, плавноприподнятые спереди и с боков, равномерно опущенные вниз; выполненные из одного вида материала или с применением разно образных комбинаций материалов, с использованием приемов художественного оформления деталей.
В мужских, женских и детских головных уборах козырьки, как правило, отрезные, разнообразные по форме и ширине. Разнообразие фасонов козырьков достигается различным оформлением внешнего края, декоративной его отделкой, отстрачиванием. На одной и той же конст-
10
291
руктивнои основе можно создать целый ряд разновидностей козырьков.
Козырьки, поля, бортики, наушники могут быть раскроены в комбинации из двух материалов, например, для одной из сторон козырька выбрана ткань различного волокнистого состава, в том числе и с пленочным покрытием, для другой — кожа, трикотаж, замша, искусственный мех, другие материалы.
Готовые козырьки часто отделывают строчкой.
В зависимости от степени прилегания полей и козырька к изделию линия настрачивания может быть вогнутая или более спрямленная.
В зависимости от вида изделия и материала рассматриваемые детали головного убора, для придания им устойчивости, обрабатывают прокладками из ткани (бязи, полиграфической марли, бортовой, воротничковой ткани) из нетканого (флизелина, прокламелина) или клеевого материала. Кроме того, для прокладок применяют картон, резину, искусственную кожу, пластиковые козырьки.
По ширине клеевая прокладка должна соответствовать ширине козырька, полей, бортиков, наушников в готовом виде; неклеевая должна попадать под строчку шва обтачивания деталей не менее чем на 0,1—0,2 мм.
На козырек и подкозырек с изнаночной стороны накладывают прокладку, уравнивая один край с внутренним срезом, если прокладка неклеевая (рис. 119, а), или размещая на 1,0 см от среза, если прокладка клеевая (рис. 119, б). Клеевую прокладку увлажняют, соединяют с деталями козырька прессом, утюгом. Неклеевую прокладку настрачивают на верхнюю деталь козырька по контуру на 0,1—0,2 см, не доходя до проектируемой линии строчки, или прикалывают булавками. Поля шляп обрабатываются аналогичным образом: неклеевую прокладку соединяют с изнаночной стороной верхней детали полей.
При обработке полей, козырька с двумя слоями клеевой прокладки (в зависимости от плотности основной ткани), детали прокладки предварительно склеивают.
Стачивают концы верхней и нижней деталей полей швом шириной 0,6—0,7 см, швы разутюживают.
292
Козырек соединяют с подкозырьком обтачным швом. Подкозырек по краям обтачивания выкраивают уже козырька на 0,3—0,5 см в зависимости от толщины материала (припуск на огибание поверхности, ширину канта). Козырек и подкозырек складывают лицом к лицу, уравнивая обрезные края, и обтачивают со стороны подкозырька швом шириной 0,6—0,7 см. На косых срезах верхнюю деталь козырька посаживают. Обтачные детали вывертывают на лицевую сторону. Край козырька выправляют, выпуская кант из верхней или нижней детали шириной 0,1—0,2 см или обрабатывая шов без канта.
Козырек приутюживают со стороны подкозырька. В моделях, где по козырьку предусмотрена отделочная строчка, ее прокладывают с лицевой стороны с помощью откидной линейки-направителя (рис. 119, в), кроме того, шов обтачивания козырька может быть расстрочен (рис. 119, г).
При обработке козырька с картонной или пластико-Boii прокладкой для предохранения основной ткани от разрыва на углы козырька с изнаночной стороны приклеивают кусочки клеевой ткани (рис. 119, д).
Обтачанный козырек вывертывают на лицевую сторону, одновременно вкладывают прокладку, образуя со стороны верхней детали кант шириной 0,3 см. Козырек настрачивают со стороны подкозырька, создавая плотное облегание прокладки тканью (рис. 119, е).
Излишки шва по внутреннему срезу козырька подрезают, оставляя припуск шириной 1,0-1,5 см. В головных уборах из толстых тканей дополнительно подрезают один срез шва со стороны козырька, оставляя припуск равный 0,5—0,7 см. Козырек приутюживают со стороны подкозырька, выправляя кант (рис. 119, е). По внутреннему срезу обтяжного козырька делают надсечки, глубиной 0,5—0,7 см, которые не должны доходить до строчки на 0,1—0,2 см.
При обработке козырька с окантовыванием срезов верхнюю и нижнюю детали козырька с прокладкой совмещают изнаночными сторонами и стачивают по внешнему срезу на расстоянии 0,2—0,3 см от него (1М). затем козырек обрабатывают окантовочным швом (рис. 119, ж, з) с открытым или закрытым срезом.
294
Чтобы козырек или бортик обработать отделочным кантом, надо настрочить кант на деталь на стачивающей машине с помощью приспособления, например, 1-8 ЦНИИШП, которое втачивает тесьму с одновременным стачиванием двух деталей, или 03-018 ПО «Зарница» для настрачивания шва канта, или 3-97 ЦНИИШП для настрачивания канта, или 3-63 ЦНИИШП и 3-33 ЦНИИШП для втачивания канта (рис. 119, и). Номер приспособления указан под рисунком.
Если такого приспособления нет, то полоску ткани для канта перегибают вдоль посередине изнанкой внутрь, накладывают на лицевую сторону козырька, бортика, другой детали, уравнивая срезы, и притачивают со стороны канта с помощью специальной лапки. Затем верхнюю и нижнюю деталь головного убора складывают лицевыми сторонами внутрь, уравнивая срезы, и обтачивают на стачивающей машине. Вторую строчку прокладывают со стороны нижних деталей, располагая ее по строчке притачивания канта или как можно ближе к ней. Детали вывертывают на лицевую сторону, выправляют кант и закрепляют его отделочной строчкой на расстоянии 0,1—0,2 см от подогнутого края детали (рис. 105, б).
После стачивания и разутюживания припусков швов стачивания полей, верхнюю и нижнюю детали полей совмещают лицевыми сторонами внутрь, намечают контрольные знаки по внешнему срезу полей и обтачивают со стороны прокладки швом шириной 0,6—0,7 см. При необходимости детали полей предварительно могут быть сметаны, а затем обтачаны.
В изделиях из тяжелых и средних тканей шов обтачивания со стороны нижней детали подрезают, оставляя припуск шириной 0,2 см. Поля вывертывают на лицевую сторону, расправляют, располагая шов на сгибе или образуя кант шириной 0,1—0,2 см из верхней детали (рис. 120, а).
Обработанные поля выметывают на машине однониточного цепного стежка 2222 кл. ЗАО «ПШМ», приутюживают, выстрачивают отделочными строчками со стороны верхней детали, располагая строчки параллельно внешнему краю, с расстоянием между ними 0,5—1,0 см
295
Рис. 120. Обработка полей
(рис. 120, б) с помощью направляющей линейки или лапки-направителя.
В изделиях из хлопчатобумажных тканей строчку выполняют без предварительного приутюживания и выметывания края.
При обработке полей с окантовыванием срезов верхнюю и нижние детали полей совмещают изнаночными сторонами и стачивают по внешнему срезу швом шириной 0.2—0,3 см. Затем края окантовывают (рис. 120, в, г).
296
При невозможности применения спецприспособления (направителя или окантователя) полоску ткани для окантовки укладывают лицевой стороной на детали и притачивают со стороны полоски. Затем полоску отвертывают на лицевую сторону, огибая срез козырька, полей, подгибают на 0,4—0,5 см и прокладывают строчку на расстоянии 0,15—0,2 см от подогнутого края или в «бороздку» (рис. 119, з).
Края наушников и бортиков обрабатывают обтачным швом с отделочной строчкой или без нее с расстрачива-нием припусков швов (по модели). Детали бортика могут быть обработаны окантовочным швом, аналогично обработке козырька и полей (рис. 119, ж, з; 120, г).
Приутюживание козырька, полей, бортика и наушников выполняют на прессе или утюгом. Затем внутренний срез деталей подрезают, как уже было сказано, детали складывают пополам, уравнивая концы и намечая середину (или по вспомогательному лекалу). Срез полей надсекают в одном-четырех местах в зависимости от модели.
6.8. ОБРАБОТКА ОКОЛЫША
Мужские головные уборы из тканей костюмно-пальтового ассортимента типа кепи, фуражки обрабатываются с околышем.
В околыш вкладывают жесткие и мягкие прокладки, картон, искусственную кожу, ткани и нетканые материалы (клеевые и неклеевые). Соединяют прокладку с полоской ткани или нетканого материала (в кепи, фуражке) клеевым или машинным способом.
Соединение жесткой прокладки клеевым способом производят с помощью пресса или утюга, накладывая прокладку (1) клеевой стороной на полоску ткани (2) (рис. 121, а).
При машинном способе жесткую прокладку соединяют с полоской из неклеевого материала на машине, накладывая нижние срезы прокладки один на другой (рис. 121,6).
Концы жесткой прокладки (клеевой и неклеевой) соединяют накладным швом шириной 1,5—3,5 см одной
297
1
Рис. 121. Обработка жесткой прокладки околыша
строчкой по середине (рис. 121, в) или двумя параллельными строчками на расстоянии 0,8—1,2 см от краев прокладки (рис. 121, г). Длина строчки 5—7 см.
Если стойка головного убора не соединена предварительно со стенкой в затылочной части головного убора, то ее соединяют при обработке околыша.
Околыш из основного материала соединяют с мягкой прокладкой клеевым или машинным методом до соединения концов околыша. При клеевом методе околыш соединяют с прокладкой с помощью пресса или утюга, накладывая прокладку (1) клеевой стороной на изнаночную сторону околыша (2). Срезы клеевой прокладки должны входить в швы соединения околыша (рис. 122, а).
Неклеевую прокладку соединяют с околышем на стачивающей машине на расстоянии 0,3—0,4 см от среза детали (рис. 122, б).
Мягкую прокладку для кепи делают из полоски ткани, равной размеру головного убора с прибавкой 1—2 см на толщину материала и припуском 1,5—2,0 см на ши-
298
Рис. 122. Обработка околыша из основного материала
рину шва. Концы полоски соединяют накладным швом аналогично рисунку 121, в).
Разметку околыша и мягкой прокладки делают после стачивания их концов.
При обработке околыша, состоящего из одной детали, первую надсечку делают против шва стачивания, две другие — на равном расстоянии от шва и первой надсечки (рис. 122, в). При обработке околыша, состоящего из двух деталей, разметку делают, сложив околыш вдвое лицевой стороной внутрь и совместив швы стачивания. Разметку мягкой прокладки выполняют аналогично разметке околыша.
Клеевая прокладка может прокладываться только наполовину детали околыша из основного материала. После этого деталь околыша перегибают вдоль посередине
299
Рис. 123. Обработка околыша:
а, б, в — этапы обработки околыша с клеевой прокладкой; г, д, е — этапы обработки околыша с картонной прокладкой
изнаночной стороной внутрь и заутюживают. Клеевую прокладочную ткань совмещают с околышем с изнаночной стороны по верхнему срезу и по линии перегиба и приклеивают (рис. 123, а).
Концы околыша стачивают, уравнивая срезы швом шириной 0,6—0,7 см. Шов разутюживают (рис. 123, б). Околыш перегибают вдоль посередине, заутюживают и настрачивают с лицевой стороны одной или двумя отделочными строчками (рис. 123, в).
В кепи с картонным околышем, концы околыша из основной ткани стачивают швом шириной 0,6—0,7 см. Шов разутюживают. По верхнему срезу околыша с изнаночной стороны ставят три контрольных знака: один против шва стачивания, два — на равном расстоянии от шва стачивания и контрольного знака (рис. 123, г).
На картонном околыше отмечают длину, соответствующую размеру головного убора с припусками 1,5—2,0 см на толщину ткани и 3 см на соединение концов околыша. Концы околыша стачивают на участке длиной 5— 7 см (рис. 123, д) накладным швом шириной 3 см.
300
Прокладку из бортовой ткани перегибают вдоль посередине, вкладывают внутрь картонный околыш, совмещая обрезные края, и настрачивают посередине.
Для придания головному убору более устойчивой формы на картонный околыш настрачивают стойку (1), располагая ее на равном расстоянии от шва стачивания концов околыша. Строчку прокладывают со стороны стойки посередине околыша (рис. 123, е).
6.9. ОБРАБОТКА И СОЕДИНЕНИЕ
С ОСНОВНЫМИ ДЕТАЛЯМИ РЕМЕШКА, ШЛЕВОК, ПОЯСА, ПАТ, ХЛЯСТИКОВ, ДЕКОРАТИВНЫХ КЛАПАНОВ
Ремешки, шлевки, хлястики предназначены для отделки кепи, жокеек; пояса — шляп, фуражек; паты — детских и молодежных головных уборов. Форма их зависит от модели.
Паты, хлястики могут быть расположены на основании, боковых и других деталях. Обрабатывают их на подкладке из основной или подкладочной ткани.
По конструкции декоративные детали могут быть цельновыкроенными и обтачными. При обработке обтачных отделочных элементов нижние соединяемые детали (из основной или подкладочной ткани) выкраивают уже верхних на 0,3—0,5 см (в зависимости от толщины ткани) для образования канта. Детали совмещают лицевыми сторонами внутрь и обтачивают без предварительного сметывания по подкладке с посадкой верхней ткани в углах. Ширина шва 0,6—0,7 см. Припуски швов подрезают, оставляя 0,2—0,3 см. Детали вывертывают на лицевую сторону, выправляя шов обтачивания и углы деталей и приутюживают со стороны подкладки, образуя кант из основной ткани 0,1—0,2 см (рис. 124, а, б). Шов стачивания может быть разутюжен и расположен посередине детали. Конец отделочной детали обмеляют по вспомогательному лекалу и обтачивают. Далее операции повторяются (рис. 124, в).
В изделиях из тяжелых и средних тканей, из неосыпа-ющихся материалов (пленочных, прорезиненных) реме-
301
Рис. 124. Обработка поясов, хлястиков, ремешков, шлевок
шок, пояс и шлевки обрабатывают, подгибая долевые срезы на изнаночную сторону на 0,7—0,8 см и застрачивают на расстоянии 0,2—0,5 см (рис. 124, г).
Ремешки из тонких тканей обрабатывают с подгибом обрезных краев внутрь. Ширина ремешка в готовом виде 1,0—1,2 см, строчка проходит посередине детали (рис. 124, д).
В изделиях из плащевых тканей пояс может быть обтачан с подгибом срезов внутрь при прокладывании отделочной строчки по поясу.
В зависимости от модели пояс изготавливают с прокладкой из клеевого и неклеевого материала. Клеевую прокладку соединяют с поясом так, чтобы она попала не менее чем на 0,1—0,2 см в шов обтачивания и закреплялась отделочной строчкой. Неклеевую прокладку прикалывают к детали, ее срезы также должны попадать под строчку обтачивания.
Обработка завязок и рулика. Долевые края полосок для завязок подгибают и застрачивают с помощью спец-приспособления на одноигольной стачивающей машине швом шириной 0,1—0,2 см. Если такого приспособления
302
нет, то края полоски подгибают встык в сторону изнанки, затем полоску перегибают еще раз посередине и застрачивают на расстоянии 0,1—0,2 см от подогнутых краев.
Рулик изготавливают из полоски ткани, выкроенной под углом 45° к нитям основы или утка, стачивают на машине швом шириной 0,2—0,3 см и вывертывают на лицевую сторону.
В зависимости от модели паты, хлястики, другие детали выстрачивают отделочными строчками (рис. 124, в). Для выполнения отделочных строчек по модели могут быть использованы лапки с направителем или направляющие линейки.
Для застрачивания срезов ремешков рекомендуется использовать спецприспособление для подгибания срезов 2-28 ЦНИИШП. Для застрачивания полосок для завязок к головным уборам, изготовления рулика — формирователь 2-8, 2-37 ЦНИИШП. Для обработки ремешков из мало-осыпающихся тканей — формирователь 2-41 ЦНИИШП. Для стачивания поясков и ремешков без вывертывания — формирователь 1-17 ЦНИИШП.
В головных уборах спортивного типа обрабатывают декоративные клапаны, имитирующие накладные карманы. В изделиях из тонких тканей клапаны могут быть обработаны с прокладкой из бязи, флизелина с клеевым покрытием или без покрытия. Прокладку выкраивают так, чтобы ее края доходили до линии подгибки краев клапана.
При обработке клапана с обтачиванием верхнего края,
Рис. 125. Соединение пат с основными деталями
303
неклеевая прокладка должна попадать в шов обтачивания детали. Прокладку прикалывают (приметывают) или приклеивают на изнаночную сторону клапана.
Клапаны втачивают в швы соединения основных деталей головки (рис. 125, а; 126, а). Такой клапан может быть изготовлен из одной или двух деталей (рис. 125, б). После обработки верхнего среза, боковые срезы клапана
0,6-0,7
Рис. 126. Обработка декоративных клапанов
304
совмещают со срезами клиньев и закрепляют одновременно со стачиванием срезов клиньев (рис. 125, а; 126, А-А).
Клапаны могут быть настрочены на детали головки — клин, боковую деталь, стенку (рис. 125, б; 126, д). Обрабатывают их с прямым или фигурным верхним краем. При обработке клапана с прямым верхним краем, верхний срез клапана перегибают на изнаночную сторону, заутюживают и настрачивают с лицевой стороны отделочной строчкой. Нижние углы клапана стачивают, швы разутюживают. В изделиях из толстых тканей швы стачивания углов подрезают до 0,2—0,3 см. Углы вывертывают на лицевую сторону, выправляют. Клапан приутюживают (рис. 126, в).
При обработке клапана с фигурным верхним краем, его обрабатывают обтачкой, выкроенной из основной ткани по форме края клапана, швом шириной 0,6—0,7 см. Швы подрезают, обтачку отгибают на изнаночную сторону, край заутюживают, образуя в сторону обтачки кант шириной 0,2—0,3 см (рис. 126, г).
Соединение клапанов с основной деталью выполняют накладным швом (рис. 126, д). Строчка накладного шва (ЗМ), (4М) и (5М) является отделочной.
В головных уборах из замши, спилка, тонкого фетра и т.д., т.е. в изделиях из неосыпающихся тканей клапан обрабатывают без подгибки обрезных краев. Изнаночной стороной клапан накладывают на лицевую сторону основной детали и притачивают одной или двумя отделочными строчками. Ширина между строчками — по модели. По центру клапана обрабатывают прорез, имитирующий вход в карман (рис. 126, е).
Дополнительные клапаны отделываются блочками (рис. 126, б), пуговицами, эмблемами, вышивкой, шнуром и т.д.
Обработка шлевок для надевания на ремешок, пояс производится следующим образом. Концы шлевок сшивают, складывая срезы встык или накладным швом, или соединяют стачным швом (рис. 127, а—в). Причем при соединении концов шлевок стачным швом их складывают лицевой стороной внутрь и стачивают швом шириной 0,7— 0,8 см, припуски шва подрезают до ширины 0,2 см. Затем
305
Рис. 127. Соединение концов шлевок: а — накладным швом; б — встык; в — стачным швом в разу-тюжку
шлевки внутренней стороной, т.е. со стороны шва стачивания ее концов надевают на внешнюю сторону обоих концов ремешка, располагая шлевки по модели.
Соединение ремешков, шлевок, пояса, пат, хлястиков с основными деталями. В головных уборах из тонких тканей ремешок со шлевками соединяют с головкой следующим образом. Обработанные концы ремешка настрачивают на головку на расстоянии 0,1—0,2 см от края ремешка. Ремешок может быть закреплен на головном уборе без предварительной обработки концов. В этом случае конец ремешка подгибают на 0,5—0,7 см и настрачивают на основную деталь. Концы ремешка могут быть втачаны в швы соединения основных деталей.
Для соединения с головным убором разметку пат выполняют на основной детали по лекалу тремя линиями:
Рис. 128. Прикрепление отделки
306
одной вдоль и двумя поперек в концах паты. На подкладке паты намечают линию притачивания к основной детали, затем накладывают обрезным срезом на 0,3—0,4 см за линию разметки, лицевой стороной к основной детали и притачивают. Пат отгибают, закрывая шов притачивания, и настрачивают на расстоянии 0,5—0,6 см от сгиба (рис. 125, б).
Хлястики при соединении с изделием притачивают в швы стачивания деталей по надсечкам. Концы хлястиков закрепляют в соответствии с моделью металлической фурнитурой типа блочек, хальнитенов, пряжек (рис. 128 а, б).
6.10. ОБРАБОТКА НАЛОБНИКА, ПОЛУНАЛОБНИКА И ПОДКЛАДКИ, СОЕДИНЕНИЕ ЕЕ С УТЕПЛЯЮЩЕЙ
ПРОКЛАДКОЙ
В зависимости от модели, мужские и женские головные уборы изготавливают: с подкладкой или налобником; с подкладкой и налобником или полуналобником.
Налобники или полуналобники выполняют из искусственной кожи, материалов типа дерматина, гранитоля; полуналобники — из подкладочной ткани.
Концы налобника стачивают швом шириной 0,5—0,7 см, притачивая в шов тканевую ленту с товарным знаком, шов разутюживают (если налобник из подкладочной ткани). Концы, согласно техническому описанию на модель, могут быть соединены и накладным швом.
Долевые срезы налобника из искусственной кожи подгибают на изнаночную сторону на 0,6—0,7 см и заутюживают (рис. 129, а).
Полуналобник из искусственной кожи подгибают по выпуклому срезу на 0,6—0,7 см и застрачивают на расстоянии 0,1—0,2 см от подогнутого края (рис. 129, б).
Полуналобник из подкладочной ткани накладывают на прокладку, уравнивая срез, и настрачивают с одной стороны по всей длине, прокладывая строчку на расстоянии 0,2—0,3 см от среза полуналобника (рис. 129, в).
307
де ж
Рис.129. Обработка налобника:
а, г — полуналобника; б, в — соединение налобника; д — соединение полуналобника, е, ж, — соединение налобника полуналобника с подкладкой
308
При обработке налобника из репсовой ленты, концы ленты стачивают швом шириной 0,6—0,8 см. Шов стачивания разутюживают, стороны шва на универсальной машине прикрепляют к стенке налобника (расстрачивают).
Верхний срез налобника, например, кепи, размечают в трех местах. Одну разметку ставят против шва стачивания, две другие — посередине, на равном расстоянии от шва и первой разметки (рис. 129, г).
Соединение налобника и полуналобника с подкладкой осуществляется следующим образом.
Налобник из искусственной кожи накладывают на 0,7— 0,8 см на нижний срез стенок подкладки с лицевой стороны и настрачивают по налобнику на 0,1—0,2 см от подогнутого края (рис. 129, д) с помощью спецприспо-собления, например, 3-5, 3-62,03-017 и т.д. Спецприс-пособления позволяют осуществить эту операцию без предварительного стачивания.
Полуналобник из подкладочной ткани, соединенный с прокладкой, накладывают на 0,6—0,7 см на нижний срез передней стенки подкладки и настрачивают, подгибая срезы полуналобника на 0,6—0,7 см. Строчку прокладывают на расстоянии 0,1—0,2 см от подогнутого края, равномерно посаживая стенку подкладки (рис. 129, е).
Полуналобник из искусственной кожи, с застроченным верхним срезом, накладывают и настрачивают на подкладку (рис. 129, ж).
Подкладка для головных уборов из хлопчатобумажных тканей может быть различных конструкций: из клиньев; из основания и стенки или из деталей, соответствующих основным деталям.
Существует группа головных уборов, состоящих из цельновыкроенной детали (раскладные панамы, пилотки), у которых в качестве подкладки может применяться и основная ткань (рис. 130, а).
В таком случае детали основной и подкладочной ткани (или основной и основной ткани) соединяют стачным, обтачным или окантовочным швом.
При соединении деталей стачным швом (пилотки) одновременно втачивают отделку, ширина шва стачивания 0,5—0,6 см.
309
a
г
Рис. 130. Соединение с подкладкой цельновыкроенных паиам
310
Если предусмотрена отделка в виде эмблемы, вышивки, настрочной тесьмы, отделочных петель и т.д., то ее обрабатывают (настрачивают или соединяют клеевым способом) или вышивают до соединения деталей.
При обработке деталей обтачным швом детали панамы складывают лицевыми сторонами внутрь и обтачивают швом шириной 0,5—0,6 см, оставляя отверстие для вывертывания величиной 10—12 см (рис. 130, б). Швы во внешних, выступающих углах обрезают, не доходя до строчки на 0,1 см, а во внутренних углах — надсекают, не доходя до строчки на 0,1 см. Панаму вывертывают на лицевую сторону, приутюживают, выправляя углы и швы или образуя кант из верхней детали шириной 0,1—0,2 см. Затем застрачивают срезы отверстия. В зависимости от модели по краю панамы прокладывают одну или несколько строчек (рис. 130, б).
Одновременно с обтачиванием панамы в швы вкладывают по надсечкам и втачивают навесные петли, которые обрабатываются следующим образом. Полоску ткани для петли складывают в продольном направлении, подгибая обрезные края внутрь, и застрачивают на расстоянии 0,1—0,2 см от подогнутых краев. Затем полоску перегибают, чтобы образовалась петля.
При обработке срезов окантовочным швом на спецмашине или с помощью спецприспособления, детали панамы складывают изнанкой внутрь и соединяют вкруговую по срезам, прокладывая строчку на расстоянии 0,2—0,3 см от обрезных срезов. Затем панаму окантовывают вкруговую, заканчивая наложением концов окантовочной тесьмы, друг на друга с подгибом срезов внутрь и их настрачиванием с лицевой стороны (рис. 130, в).
Если такого приспособления нет, то полоску окантовки, с предварительно заутюженным на 0,4—0,5 см краем, накладывают на нижнюю или верхнюю стороны детали и притачивают со стороны полоски. Затем полоской огибают срез детали панамы, подгибают ее на 0,4—0,5 см и прокладывают строчку рядом со швом притачивания полоски или на расстоянии 0,15—0,2 см от подогнутого края.
Детали подкладки головных уборов из хлопчатобумажных тканей соединяют так же, как и детали из основной
311
ткани. Ширина шва стачивания 0,5—0,6 см. Швы заутюживают. В одном из швов соединения деталей подкладки может быть оставлено отверстие длиной 10—12 см для вывертывания. На одной из деталей подкладки перед их обработкой прикрепляют товарный знак.
Швы деталей подкладки головки, имеющей форму клиньев, должны сходиться в центре, один шов должен быть продолжением другого.
Стенки подкладки соединяют с донышком или основанием стачным швом, совмещая швы и надсечки, равномерно посиживая стенки. Шов заутюживают и настрачивают.
Детали подкладки головных уборов из тканей пальтово-костюмного ассортимента могут быть обработаны с прокладкой или без нее. Для прокладок применяют клеевые и неклеевые материалы: прокламелин, флизелин, воротничковую ткань, марлю.
На одной из деталей подкладки перед их обработкой настрачивают ленту с изображением товарного знака предприятия.
Основание подкладки (в кепи, фуражке, капитанке, матроске) соединяют с клеевой прокладкой с помощью пресса или утюга, накладывая прокладку клеевой стороной на изнаночную сторону детали подкладки. Неклеевую прокладку соединяют с деталями подкладки на стачивающей машине на расстоянии 0,1—0,2 см от срезов прокладки.
Стойку в мужских головных уборах соединяют со стенкой подкладки в затылочной части клеевым или машинным методом.
При клеевом методе стойку клеевой стороной накладывают на стенку подкладки со стороны изнанки, уравнивая нижние срезы, и соединяют на прессе (рис. 131, а). При машинном методе стойку складывают со стенкой, как и при клеевом методе и соединяют накладным швом на расстоянии 0,1—0,2 см от срезов (рис. 131, б), или выстегивают строчками на универсальной машине (рис. 131, в). Способ соединения деталей производится согласно техническому описанию модели.
Стенки подкладки совмещают лицевыми сторонами
312
Рис. 131. Обработка стойки затылочной части головных уборов
внутрь, уравнивая срезы, и стачивают швом шириной 0,6—0,7 см, при необходимости притачивая в шов тканевую ленту с товарным знаком. Строчку начинают от нижнего среза стенок. Затем ставят контрольные знаки по внешнему срезу стенок, складывая их вдвое и совмещая швы стачивания стенок
При разных длине передней и задней стенок дополнительно размечают середину боковых сторон, совмещая контрольные знаки передней и задней стенок.
Швы соединения частей подкладки разутюживают или заутюживают по модели.
Основание подкладки вместе с прокладкой совмещают со стенками подкладки лицевыми сторонами внутрь и стачивают швом шириной 0,7—0,8 см. Основание втачивают со стороны стенок, совмещая швы и контрольные знаки.
В головных уборах различают подкладку типовую и подкройную.
Обработка типовой подкладки заключается в следующем.
Типовая подкладка состоит из основания и стенки. Стенку стачивают швом шириной 0,7 см, притачивая в шов тканевую ленту с товарным знаком. Верхний срез стенки в мужских и женских головных уборах можно подогнуть на 0,1-0,2 см и загофрировать, заложить складками или обработать рюшем (рис. 101, п) — р) равномерно по всей стенке швом высотой 0,3—0,4 см.
На основании намечают линию настрачивания стенки.
Стенку накладывают на основание так, чтобы подогнутый край стенки (рюш) касался меловой линии, и
313
настрачивают на расстоянии 0,3—0,4 см от подогнутого края.
Подкройная подкладка соответствует основным деталям головного убора и изготавливается описанным выше способом.
В зимних и демисезонных головных уборах различного ассортимента из плащевых материалов, натуральной и искусственной кожи, замши, натурального и искусственного меха применяют подкладку, соединенную с утепляющей прокладкой. В качестве утепляющей прокладки используются различные материалы, см. п. 1.5.
Обработка подкладки, соединенной с утепляющей прокладкой, заключается в следующем.
По вспомогательному лекалу намечают на лицевой стороне каждой детали подкладки головного убора линии выстегивания, так же, как и для деталей из основного материала.
Выстегивание выполняют на каждой детали по намеченным линиям или при помощи направляющей линейки.
Утепляющую прокладку накладывают на изнаночную сторону подкладки и выстегивают параллельными строчками по лицевой стороне подкладки. Срез утепляющей прокладки по контуру детали должен быть меньше среза подкладки на 0,3—0,4 см.
Для предохранения подкладки от перемещения предварительно прокладывают дополнительные строчки — по линии стачивания стенки с основанием; по стенке — по верхнему или нижнему срезу в долевом направлении детали или настрачивают по контуру деталей, например, клиньев на расстоянии 0,2—0,3 см от срезов.
Основание выстегивают тремя-четырьмя взаимно пересекающимися строчками так, чтобы в центре образовался ромб (рис. 132, а).
Стенку выстегивают по ширине. Рисунок выстегивания стенки может быть в виде прямых, наклонных строчек, ромбов, квадратов.
Расстояние между строчками 1,2—1,3 см.
Выстеганные детали подрезают по лекалам.
Детали подкладки (стенки, клинья), выстеганные с
314
a
б
Рис. 132. Рисунки выстегивания: а — основания; б — стенок
утепляюще!! прокладкой, соединяют стачным швом шириной 0,5—0,7 см, притачивая в шов тканевую ленту с товарным знаком. Затем настрачивают с лицевой стороны на расстоянии 0,2 см от шва стачивания.
Основание втачивают в стенку со стороны основания швом шириной 0,6—0,7 см, досаживая стенку. Шов отгибают в сторону стенки и настрачивают с лицевой стороны на расстоянии 0,2 см от шва стачивания.
Детали подкладки с настроченной по контуру, но не выстеганной (по модели) утепляющей прокладкой, стачивают швом шириной 0,8—1,0 см.
Детали подкладки могут быть выкроены также из заранее заготовленного (выстеганного) полотна подкладки с утеплителем. А также из полотна подкладки с утеплителем, изготовленного промышленным способом.
Готовую подкладку натягивают на форму соответствующего размера, увлажняют и утюжат.
Во избежание пролегания шва стачивания деталей подкладки, основание подкладки покрывают дополнительным слоем ватина. Ватин прикрепляют к шву стачивания на расстоянии 0,4—0,5 см от края шва косыми ручными стежками или на спецмашине 761 кл. «Паннония» Венгрия.
315
Размечают детали подкладки так же, как и детали из основной ткани (рисунки 112 а) — в), 113 а) — в), 116 а) - б).
6.11. СОЕДИНЕНИЕ ОКОЛЫША, КОЗЫРЬКА, ПОЛЕЙ, НАУШНИКОВ, БОРТИКА И ДРУГИХ ДЕТАЛЕЙ С ГОЛОВНЫМ УБОРОМ
В головных уборах из хлопчатобумажных тканей, таких как жокейки, спортивные шапочки, бейсболки, со стороны изнанки по нижнему краю головки притачивают размерную полоску из прокладочной ткани или кром-
Рис. 133. Соединение козырька, полей, бортиков в головных уборах из х/б тканей
316
ку длиной, равной размеру головки, с припуском 1-2 см на толщину материала и 1,5—2,0 см на ширину шва. ширина шва притачивания 0,3—0,4 см. Головку изделия равномерно посиживают. До притачивания размерную полоску размечают, делая надсечки против швов стачивания (рис. 133, а).
Козырек, бортик, поля в изделиях из хлопчатобумажных тканей соединяют с головкой стачным швом шириной 0,5—0,7 см, складывая детали лицевыми сторонами внутрь, уравнивая срезы (рис. 133, б). В головных уборах без подкладки козырек, бортик и поля соединяют с головкой при помощи обтачки или бейки. Срезы головки и притачиваемых деталей складывают лицевыми сторонами внутрь, совмещая швы и разметки, и стачивают швом шириной 0,5—0,7 см. Обтачку подгибают на 0,5— 0,6 см в сторону изнанки, огибая срезы, и прокладывают строчку на расстоянии 0,1—0,2 см от края обтачки и строчки стачивания (рис. 133, в).
Соединение головки с полями накладным швом можно рекомендовать в головных уборах из неосыпающихся тканей без подкладки. Срезы головки подгибают на 0,5 см в сторону изнанки, закрывая на 1,0—1,2 см обтачанный и обметанный край полей, и прокладывают строчку по головке, совмещая надсечки. В зависимости от модели головку настрачивают одной или двумя строчками.
В головных уборах из тканей костюмно-пальтового ассортимента соединение околыша производится следующим образом.
Картонный околыш (1) вкладывают в берет, кепи с изнаночной стороны. Нижний край кепи настрачивают на 0,8—1,0 см на край картонного околыша, равномерно распределяя посадку в затылочной части кепи (рис. 134, а). Шов соединения концов картонного околыша совмещают со швом стачивания стенок или со швом стачивания передних клиньев. Со стороны основной ткани строчку прокладывают на расстоянии 0,3—0,5 см от края.
Картонный околыш отгибают внутрь кепи. Край околыша огибают основной тканью и настрачивают с лицевой стороны на расстоянии 1,0—1,5 см от края (рис. 134, б).
317
1
Рис. 134. Соединение околыша (а, б, в, г, д); размерной полоски (е, ж, з) с головным убором
318
В моделях с околышем, расположенным по внешней поверхности нижнего края, соединения околыша из основной ткани (1) с нижним краем кепи, берета выполняют швом шириной 0,6—0,7 см, совмещая детали лицевыми сторонами внутрь (рис. 134, в) строчка 1М.
Шов соединения концов околыша совмещают со швом стачивания стенок. Строчку прокладывают со стороны околыша, уравнивая срезы. В моделях кепи из клиньев разметки околыша совмещают со швами стачивания клиньев.
Затем картонный околыш (2) притачивают к шву соединения околыша из основной ткани с нижним краем кепи строчка 2М (рис. 134, г).
Шов соединения концов картонного околыша совмещают со швом стачивания концов околыша из основной ткани. Картонный околыш располагают так, чтобы край заходил на 0,7—0,8 см за срезы шва и на 0,2—0,3 см за строчку соединения околыша из основной ткани с нижним краем кепи. Соединение картонного околыша выполняют накладным швом со стороны основной ткани. Строчку прокладывают на расстоянии 0,1—0,2 см от шва соединения околыша из основной ткани с кепи.
Верхний край картонного околыша огибают околышем из основной ткани и с лицевой стороны прокладывают отделочную строчку (рис. 134, д). Расстояние строчки от края зависит от модели. Нижний край картонного околыша также огибают околышем из основной ткани и заметывают на спецмашине на расстоянии 0,8—1,0 см от нижнего края. Строчку прокладывают с лицевой стороны околыша.
В моделях кепи, берета без картонного околыша низ головного убора обрабатывают размерной полоской из тесьмы или хлопчатобумажной ткани. Полоску складывают, пополам в долевом направлении, уравнивают срезы и застрачивают. Низ изделия настрачивают на размерную полоску накладным швом шириной 0,7—0,8 см. Строчку прокладывают на расстоянии 0,3—0,4 см от края кепи (рис. 134, е).
При обработке размерной части кепи резиновой тесьмой, концы тесьмы втачивают одновременно при стачи-
319
вании основных деталей головки, закрепляя ее тремя обратными строчками. После втачивания подкладки в низ _ головного убора, для закрепления резиновой тесьмы, прокладывают вторую строчку на расстоянии, равном ширине тесьмы плюс припуск 0,2—0,3 см на свободное расположение тесьмы в шве (рис. 134, ж).
Соединение козырька, полей с головным убором из тканей пальтово-костюмного ассортимента может быть выполнено накладным или стачным швом (рис. 133, б, г).
При соединении деталей накладным швом, срез головки подгибают внутрь на 0,7—1,0 см, накладывают на козырек или поля, совмещая центры, и настрачивают на расстоянии 0,1—0,2 см от подогнутого края головки.
При соединении козырька с кепи накладным швом нижний край кепи накладывают на козырек, совмещая его середину с передним швом стенок или с разметкой середины кепи. Строчку прокладывают по кепи на расстоянии 0,3—0,5 см от нижнего подогнутого края и по краю картонной прокладки, закрывая строчку обтачивания козырька на 0,3—0,5 см.
При соединении полей, козырька с головкой стачным швом детали складывают лицевыми сторонами внутрь, совмещая надсечки, и стачивают швом шириной 0,7—0,8 см.
В кепи и беретах с кашпеном соединение кашпена с изделием выполняют швом шириной 0,6—0,7 см, совмещая детали лицевыми сторонами внутрь. Шов соединения кашпена совмещают со швом стачивания стенок в затылочной части. Строчку прокладывают со стороны кашпена. В изделиях из клиньев шов стачивания кашпена совмещают со швом стачивания клиньев.
В кепи и беретах без кашпена низ головного убора обрабатывают размерной полоской из подкладочной ткани длиной, равной размеру изделия с припуском 1—2 см на толщину материала и 1,5—2 см на ширину шва.
Полоску складывают пополам в долевом направлении, уравнивая срезы, и настрачивают. Низ изделия настрачивают на размерную полоску накладным швом шириной 0,2 см (рис. 134, з).
Козырек и бортик соединяют с головкой в головных уборах из материалов костюмно-пальтового ассортимен-
320
та так же, как и в изделиях из хлопчатобумажных материалов накладным (рис. 135, б) и стачным (рис.135, в) швами.
Детали козырька и бортика предварительно соединяют по необтачанному срезу на расстоянии 0,2—0,3 см от него (рис. 135, а).
При соединении козырька, бортика с головным убором накладным швом срез головки подгибают внутрь на 0,7—1,0 см, накладывают на козырек, поля или бортик, совмещая центры, и настрачивают на расстоянии 0,1— 0,2 см от подогнутого края головки (рис. 135, а).
При соединении и козырька с кепи накладным швом, нижний край кепи накладывают на козырек, совмещая середину козырька с передним швом стенок или с разметкой середины переда кепи. Строчку прокладывают по кепи на расстоянии 0,3—0,5 см от нижнего подогнутого края кепи и по краю картонной прокладки козырька, закрепляя строчку обтачивания козырька на 0,3—0,5 см (рис. 135, б).
При соединении полей, козырька с головкой стачным швом, детали складывают лицевыми сторонами внутрь, совмещая надсечки, и стачивают швом шириной 0,7— 0,8 см (рис. 135, в).
В фуражках, капитанках козырек с околышем соединяют одновременно с притачивание налобника.
Рис. 135. Соединение козырька, полей с головных уборов
11. Зак. 70 321
6.12. СОЕДИНЕНИЕ ПОДКЛАДКИ С ГОЛОВНЫМ УБОРОМ
При соединении подкладки с головным убором из хлопчатобумажной ткани подкладку вкладывают в головку лицевыми сторонами внутрь, уравнивают срезы, совмещая швы и надсечки, и обтачивают швом шириной 0,5— 0,7 см. Строчку прокладывают со стороны подкладки, одновременно вкладывая завязки, если это предусмотрено моделью, оставляя отверстие для вывертывания в задней части головного убора длиной 10—12 см.
В отдельных моделях завязки и петли прикрепляют к деталям из основной ткани по надсечкам двумя-тремя обратными строчками, до соединения подкладки с головным убором.
Головной убор вывертывают на лицевую сторону, выправляют шов. На не стачанном участке подгибают внутрь срезы основного материала и подкладки и застрачивают отверстие, прокладывая строчку на расстоянии 0,1—0,2 см от края подкладки.
Головной убор можно вывернуть и через отверстие, оставленное при стачивании деталей подкладки. Отверстие, оставленное в подкладке, застрачивают накладным швом с закрытым срезом шириной 0,15—0,2 см.
В основном подкладку закрепляют настрочным швом, начиная от козырька головного убора и захватывая отверстие, оставленное в подкладке (рис. 136, а).
Подкладку соединяют с основными деталями и накладным швом (жокейка, панама, пилотка) с закрытыми срезами. Для этого подкладку вкладывают в головку изнанкой внутрь, совмещают швы и разметки, выправляя уголки в пилотках. Нижний край головного убора подгибают в сторону изнанки на 0,7—1,2 см и заутюживают. Подкладку подгибают на 0,5—0,6 см и тоже заутюживают. Затем прокладывают строчку по подкладке на расстоянии 0,3—0,5 см от края головки и на 0,1—0,2 см от края подкладки (рис. 136, б).
Соединение подкладки с головным убором в изделиях из тканей костюмно-пальтового ассортимента может быть выполнено накладным или обтачным швом.
322
Рис. 136. Соединение подкладки с головным убором
При соединении подкладки с головным убором обтачным швом ширина шва 0,5—0,7 см. Срезы изделия и подкладки складывают лицо с лицом, совмещая швы и надсечки, уравнивают и стачивают. В затылочной части изделия оставляют отверстие для вывертывания длиной 10—12 см. Затем головной убор вывертывают на лицевую сторону. На нестачанном участке срезы основного материала и подкладки подгибают внутрь и прокладывают строчку на расстоянии 0,15—0,2 см от края подкладки по всему изделию (рис. 136, г), строчка 4М).
Отверстие для вывертывания может быть оставлено в любом шве соединения частей подкладки, лучше в затылочной части.
11
323
2М
Рис. 137. Соединение околышка (а), налобника (б), козырька (в) и подкладки (г)
324
При соединении подкладки с соединенным налобником (фуражка, капитанка, матроска, кепи, жокейка) накладным швом, подкладку в фуражку вкладывают изнанкой внутрь и вывертывают.
Подгибают край околыша кепи (1) и заутюживают. Второй подогнутый край налобника (2) настрачивают на подогнутый край околыша кепи (1), располагая строчку на 0,15—0,2 см от края налобника и на 0,4—0,5 см от края кепи (рис. 137, а).
Полуналобник соединяют с кепи так же, как налобник. При настрачивании полуналобник слегка натягивают, располагая его концы на одинаковом расстоянии от концов козырька.
Козырек (3) вкладывают между налобником и околышем, совмещая надсечки козырька и околыша фуражки. Строчку прокладывают со стороны околыша на расстоянии 0,4—0,5 см от подогнутого края околыша и 0,5— 0,6 см от обрезного края налобника и козырька (рис. 137, б).
Особенности соединения типовой подкладки и налобника при изготовлении головных уборов на индивидуального потребителя.
На изнаночную сторону основания подкладки в 3—4 местах наносят клей. Подкладку вкладывают в головной убор так, чтобы стачной шов находился посередине затылочной части. Срез подкладки или налобника подгибают на 1,0—1,2 см и подшивают ручными потайными стежками.
Налобник соединяют с подкладкой стачным или накладным швом.
Отлетной край налобника прикрепляют к- верху головного убора ручными стежками в 3—4 местах.
При обработке налобника из репсовой ленты соединение деталей выполняют на машине 28 кл. ОАО «Зингер» или клеевым способом. На изнаночную сторону налобника наносят клей и прикрепляют в размерной части, совмещая центры.
Нижний край околыша из основной ткани в фуражке и капитанке заметывают на спецмашине однониточного цепного стежка после соединения подкладки. Край око
325
лыша подгибают в сторону подкладки, плотно огибая прокладку, и заметывают на расстоянии 0,8—1,0 см от подогнутого среза. Отделочные строчки прокладывают с лицевой стороны околыша. Количество строчек зависит от модели (рис. 137, в).
6.13. ОКОНЧАТЕЛЬНАЯ ОТДЕЛКА ГОЛОВНЫХ УБОРОВ
При окончательной отделке головных уборов из хлопчатобумажных тканей изготавливают петли и прикрепляют фурнитуру по разметкам согласно модели. Пуговицы пришивают на спецмашине или вручную, пробивают блочки с помощью механического приспособления, если они не были обработаны в процессе пошива головного убора.
После удаления временных строчек и концов ниток, головные уборы из всех видов текстильных материалов очищают ручной или механической щеткой. Выполняют окончательную ВТО головного убора. Прикрепляют отделку (отделочную ленту, пластиковую фурнитуру и т.д.).
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Рытвинская Л.Б., смородина И.Г., Меркулова Л.А. и др. Проектирование и производство головных уборов. М.: Легпромбытиздат, 1987, — 288 с.
2. Савостицкий А.В., Меликов Е.Х. Технология швейных изделий: Учебник для высш. Учеб. Заведений /Под редакцией А.В. Савостицкого. 2-е изд., перераб. и доп. М.: Легкая и йищевая пром-сть, 1982. — 440.
3. Технология изготовления мужских и для мальчиков головных уборов. Ростов-на-Дону: МБОН РСФСР, Ростовская опытно-техническая лаборатория головных уборов и корсетных изделий, 1978. — 137 с.
4. Технология изготовления женских и для девочек головных уборов по индивидуальным заказам населения. Ростов-на-Дону: МБОН, РСФСР, Ростовская опытно-техническая лаборатория головных уборов и корсетных изделий, 1978. — 105 с.
326
7. ОБРАБОТКА МЯГКИХ ГОЛОВНЫХ УБОРОВ ИЗ НАТУРАЛЬНОГО И ИСКУССТВЕННОГО МЕХА
Детские и меховые женские, мужские головные уборы изготавливают мягкими или на жесткой основе.
Мягкие головные уборы могут быть обработаны с неклеевой прокладкой.
Головные уборы на жесткой основе — это формованные изделия с прокладкой из клеевой фланели, полиграфической марли, парусины и им подобных материалов. В настоящем издании формованные головные уборы не рассматриваются.
Головные уборы изготавливают из меха разнообразных видов, чаще всего с нетолстой кожевой тканью. Большое распространение в настоящее время получили мужские и женские головные уборы из натуральной овчины стриженой и облагороженной, зачастую оригинальной расцветки как кожевой ткани, так и волосяного покрова.
В связи с тем что современные головные уборы изготавливаются мехом внутрь, особые требования предъявляются к выделке и окраске кожевой ткани меховой шкуры.
При изготовлении головных уборов широко используются и различные комбинации материалов. Используют сочетания двух мехов; меха с тканью, кожей, замшей, трикотажем и т.д.
Технология обработки мягких головных уборов из меха разделяется на два вида работ: 1) скорняжные — подборка меха, сшивание меховых шкур, иногда правка согласно модели и зачес волоса; 2) пошив головных уборов.
327
7.1. РАСКРОЙ И СОЕДИНЕНИЕ МЕХА
Различают два способа раскроя и сшивания меха для головных уборов: для головных уборов мехом наружу и головных уборов мехом внутрь, например, для стриженой и облагороженной овчины. Кроме того, раскрой меха может осуществляться и для деталей головного убора частично видимых с лицевой стороны (поднаушников, подназатыльников) и для подкладки головных уборов.
Кратко рассмотрим раскрой и сшивание меха для головных уборов мехом наружу.
Одной из основных операций подготовки шкурок к раскрою является правильная расстановка и подбор шкурок. Подбирают шкурки таким образом, чтобы по качеству волосяного покрова, кожевой ткани, а также по характеру ее можно было самым выгодным образом использовать в изделии.
Сортировку меховых полуфабрикатов производят в соответствии с требованиями стандартов и технических условий.
Перед раскроем шкурки проводят подготовительные процессы: мочку, пролежку, расправку и разборку по размерам.
Подготовленные для раскроя шкурки увлажняют со стороны кожевой ткани водой или специальным раствором, например, содержащим глицерин, алюминиевые квасцы и поваренную соль. Температура раствора 20—30°С. Увлажнение выполняют пульверизатором или волосяными щетками. Увлажненные шкурки складывают кожевой тканью внутрь в пачки и оставляют лежать 0,5—1,0 часов в зависимости от вида меха и толщины кожевой ткани.
Во избежание подмочки шкурки можно складывать на сетки.
После пролежки увлажненные шкурки расправляют. Цель этого процесса — увеличить площадь шкурки. Расправленная шкурка должна быть ровной, без морщин и складок. Шкурки растягивают по всем направлениям. Непременным условием является максимальная растяжка шкурки в ширину, в особенности ее шейки, которая
328
должна равняться ширине огузка.
Технические условия на раскрой и соединение меховых шкурок следующие.
При растяжке шкурке должна быть придана определенная форма в зависимости от конфигурации лекал. После этого производится обкрой шкурки, т.е. обрезка краев шкурки с более низким волосяным покровом, которые нельзя использовать при изготовлении головных уборов. Чтобы обкрой был правильным, можно предварительно наметить линию среза. Для этого тупым концом ножа проводят линию по волосяному покрову. Со стороны кожевой ткани остается след, по которому и разрезают шкурку.
Мех расправляют на доске или деревянной форме. Мелкие шкурки или их части подбирают по лекалам, при этом волосяной покров должен быть направлен в одну сторону. На переднюю, лицевую часть головного убора ставят лучшие, более крупные части шкурок, чтобы спереди было меньше швов. Обозначают края соединяемых частей: для этого можно провести линию с лицевой стороны увлажненного меха тупым концом ножа, не сильно нажимая. Со стороны кожевой ткани остается след, по которому и разрезают мех. Осторожно, чтобы не порезать волосяной покров, вырезают каждую часть кроя специальным скорняжным ножом. Для этого один конец меха держат левой рукой на весу, а правой разрезают ножевую ткань. Не допускается пилообразование от тупого ножа, неровности кожевой ткани.
Со стороны волосяного покрова просматривают все части шкурок. Мелкие дефекты (плешина, потертость волоса) вырезают по длине или ширине шкурки и сшивают мех. Если дефекты более крупные, то вставляют небольшие кусочки меха. Вставки и приставки допускаются во всех деталях мехового кроя, причем они должны быть подобраны в полном соответствии с цветом, блеском, оттенком и высотой волосяного покрова и не выделяться на общем фоне меховых деталей кроя.
Со стороны кожевой ткани на соединяемых тканях ставят метки, которые при сшивании должны совпадать. Шкурки сшиваются на скорняжной машине или частыми обметочными стежками через край, не захватывая волоса.
329
Если соединяемые части шкурок неодинаковы по высоте волосяного покрова, то их можно сшить накладным швом. При этом край меха с более низким волосом накладывают на край меха с более длинным волосом.
Способы соединения и ремонта меховых шкурок изложены во многих литературных источниках [1], [2], [3], (4], [5].
При соединении шкурок следят за тем, чтобы швы были ровными, сохранялась целостность волосяного покрова, чтобы не было плешин и пятен, перекоса середины. Швы не должны быть посажены или растянуты (если это не предусмотрено моделью), не должны иметь пропусков в строчке и т.д. Детали из меха должны быть симметричными.
Если головные уборы изготавливают без правки, то сшитые части шкурок расправляют. Контуры лекал обводят мелом на доске. Смачивают мех со стороны кожевой ткани. Особенно должны быть увлажнены швы. Расправляют мех, придавая ему форму лекал, и прикрепляют к доске гвоздями на расстоянии 1—2 см от края. Мех натягивают лицевой стороной вверх, хорошо расчесывают его по направлению волосяного покрова. Мех кролика, белки и т.п. проглаживают по направлению волоса волосяной щеткой. Расправленная шкурки должна иметь ровную ко-жевую ткань без морщин и складок. Сушат мех в сушильных камерах при температуре 50 °C. При более высокой температуре мех становится жестким и ломким.
Раскрой меха производят по лекалам головного убора. Лекала предварительно накладывают на лицевую сторону с учетом топографии шкурки, направления волоса, плотности рисунка, раскладки лекал, симметричности деталей и последующей их подборки.
Подкрой меха производится так. Подобранный мех раскраивают на столе волосом вниз. Середину головки головного убора или других деталей намечают меловой линией, обводят лекало, одновременно намечая контрольные точки.
Вытачки в изделиях из тонкого меха (каракульчи, кляма, муаре, жеребка, опойка) в цельных шкурках не вырезают, а обрабатывают затяжкой. Вытачки в голов
330
ных уборах из белки, крота вырезают по швам соединения шкурок. В исключительных случаях вытачки вырезают в целой шкурке.
В головных уборах из каракульчи и другого подобного меха, в котором особенно заметны поперечные швы, части шкурок соединяют не по прямой, а в виде волнистой линии — «пилки». Основной задачей изменения поперечного шва является устранение оскала волоса по линии сшивания шкурок. Волнистая линия — «пилка» улучшает внешний вид поперечного шва. В зависимости от меха, конфигурация «пилки» может быть различной (рис. 138).
В некоторых головных уборах допускается изготовление их из шкурок в роспуск. Процесс роспуска шкурки заключатся в искусственном ее удлинении и расширении. Роспуск применяется только в тех видах меха, шкурки которых имеют значительную толщину (густоту) волосяного покрова и нестриженую поверхность. Это требование основывается на скрытии швов под волосяным покровом. Если шкурка по строению волосяного покрова дает видимость швов со стороны волоса, то ее нельзя подвергать роспуску. В производстве головных уборов роспуск шкурок применяется редко.
Раскрой шкурок для головных уборов мехом внутрь проходит те же этапы, что и для головных уборов мехом наружу, при этом особое внимание уделяется отделке и качеству кожевой ткани шкурок.
Раскрой производится со стороны кожевой ткани. Мелкие дефекты не вырезаются, не ремонтируются. Их об краивают, используя различные конструктивные членения или декоративные швы.
Для головных уборов мехом внутрь шкурки соединя
а б в
Рис.138. Линии соединения меховых деталей («пилки»): а — зубчатая; б — сложная, для соединения деталей из кляма; в — волнистая
331
ются на универсальной машине со спецлапкой или верхней и нижней зубчатой рейкой со стороны волосяного покрова. Волосяной покров из припусков швов должен быть срезан ножницами. Припуски швов расстрачивают-ся или проклеиваются.
7.2. ИЗГОТОВЛЕНИЕ МЯГКИХ ГОЛОВНЫХ УБОРОВ ИЗ НАТУРАЛЬНОГО И ИСКУССТВЕННОГО МЕХА
Изготовление мягких шляп, кепи, беретов из натурального меха.
Все детали изделия, изготовленного из тонкого и слабого меха (каракульчи, горностая, крота, кролика, хомяка и т.п.) соединяют с прокладками. В качестве прокладок используются, например, хлопчатобумажная бязь, коленкор. Делают это вручную или на спецмашине однониточного потайного стежка, например, 761 кл. «Паннония» Венгрия.
Подготовленные детали стачивают на скорняжной машине. Швы разбивают молоточком или обкатывают на специальной машине.
К верхней детали полей или к подкозырьку приметывают прокладку, выкроенную по косой нити из фланели в один слой или марли в два слоя. Край прокладки обшивают полоской марли. Прокладку приметавают редкими ручными стежками, чтобы не были заметны проколы с лицевой стороны. Располагают ее на расстоянии 0,2—0,3 см от края полей (рис. 139, а).
Детали верха и низа полей складывают лицевыми сторонами внутрь, скрепляют в нескольких местах по краям и в центре и стачивают на скорняжной машине. Шов разбивают молоточком или обрабатывают на специальной машине. Поля вывертывают на лицевую сторону, тщательно выправляя шов, и кладут под груз, чтобы они стали плоскими.
Затем поля, козырек прострачивают по внутреннему краю на универсальной машине цепным стежком, чтобы при дальнейшей обработке край не растягивался. После этого детали козырька и головки или полей и головки
332
Рис. 139. Соединение подкозырька (полей) из натурального меха с прокладкой (а), и козырька, полей с головкой (б^
б
складывают лицевыми сторонами внутрь, совмещая середины сторон, и стачивают швом шириной 0,7—1,0 см. Строчку прокладывают со стороны головки. Затем обрабатывают и прикрепляют подкладку, как и в других видах головных уборов.
Обработка мужской шапки-ушанки из шкурок кролика или овчины.
Стенку подкладки размечают напротив соединительного шва, подлицевые козырек и назатыльник — по центру, головку — в середине передней и задней половинок (рис. 140).
Детали из меха сшивают на скорняжной машине 10-Б кл. ЗАО «Зингер» швом шириной 0,3—0,4 см.
Изготовление подлицевого окола (2) состоит в соединении с наушниками подлицевого козырька швом длиной 1,5—1,7 см (рис. 141, а).
При скреплении подлицевого окола с головкой для вывертывания головного убора под козырьком оставляют незашитым отверстие (а — б) длиной 16 см (рис. 141, б). По шву стачивания головки с подлицевым околом со стороны подлицевой части по всему периметру головного убора пришивают полоску из хлопчатобумажной ткани шириной 1,8—2,0 см (рис. 141, в).
В шапках с вывертыванием через отверстие нижнего борта назатыльника свободным от полоски ткани остается отверстие длиной 16—17 см в центре назатыльника.
333
Рис. 140. Разметки деталей меховой шапки:
а — козырек; б — надзатыльник; в — головка, состоящая из одной детали; г — головка, состоящая из двух деталей; д — головка, состоящая из средней и боковых деталей; е — головка, состоящая из клиньев; яс — стенка подкладки; з — донышко подкладки
334
Рис. 141. Обработка меховой шапки-ушанки:
а — изготовление подлицевого окола; б — обработка шапки-ушанки с козырьком (а — б = 16 см); в — обработка шапки-ушанки с вывертыванием через отверстие нижнего борта надзатыльника; г — изготовление лицевого окола; д — соеднение головки с подлицевым околом (2); е — соединение шапки-ушанки с подкладкой (5)
a
335
К нижнему борту в центре назатыльника также пришивают полоску ткани шириной 1,8—2,0 см и длиной 16— 17 см (в — г) (рис. 140, в).
Для придания шапке формоустойчивости со стороны головки к борту пришивают долевую полоску из парусины шириной 2 см. Ее длина должна быть на 4 см больше заданного размера шапки.
Обработка лицевого окола (1) состоит в соединении лицевого козырька с наушником швом длиной 2,0—2,2 см (рис. 141, г). Лицевую и подлицевую детали стачивают по верхнему борту (краю), начиная с места скрепления козырька с наушниками. При этом на боковых закреплениях козырька и наушников делают небольшую посадку меха. Одновременно в центре наушников пришивают тесьму (3) длиной 16—17 см для завязок (рис. 141, е).
К верхнему борту со стороны подлицевого окола по шву соединения лицевого окола с подлицевым, не превышая высоты этого шва, пришивают упругую прокладку (4) (заготовку из флизелина, прокламелина и т.д.) на швейной машине 10-Б кл. ОАО «Зингер». Частота строчки должна быть 2—3 стежка на 1 см длины шва.
Вывертывание козырька, наушников и назатыльника выполняют с помощью металлической лопатки. Швы по верхнему борту расправляют таким образом, чтобы лицевой окол обогнул подлицевую часть на 0,3—0,5 см и подлицевые детали не были видны снаружи (рис. 141,. д).
Головку с отогнутым вверх меховым околом надевают на электроформу кожевой тканью вниз, наушники завязывают. Электроформу раздвигают до полного расправления головки. Температура нагревания электроформы должна быть 55—60°С, выдержка изделия — 12—15 мин.
После правки и охлаждения шапку-ушанку складывают следующим образом: головку вывертывают кожевой тканью наружу, а окол закрепляют внутри колпака. Туда же вкладывают подкладку лицевой поверхностью к меху головки, совмещая соединительные швы.
Чтобы не было перекосов, подкладку скрепляют с козырьком и назатыльником лицевого окола в местах их разметки. Затем сшивают подкладку с лицевым околом
336
по всему периметру, оставляя незашитым отверстие в 16-17 см под козырьком (рис. 141 е). К этому же шву пришивают полоску ткани, настрачивая ее на лицевой окол.
Шапку-ушанку вывертывают через отверстие под козырьком или назатыльником (сначала — наушники, затем — назатыльник и козырек). Отверстие под козырьком обрабатывают на скорняжной машине 10-Б кл. ОАО «Зингер». Сначала край головки прикрепляют по шву соединения подкладки с лицевой частью козырька, затем подлицевую часть козырька пришивают к головке.
Окончательная отделка меховой шапки состоит из нескольких операций. Сначала шапку-ушанку чистят механической щеткой. Затем на специальном устройстве обжимают борта.
Правят изделие на электроформе (АФ-12, ЛЭПШ-210). Перед правкой подкладку слегка увлажняют водой из пульверизатора. Шапку надевают на электроформу, которую раздвигают регулятором до полного расправления изделия. Температура нагревания электроформы 100-110 °C, время выдержки изделия — 8—10 мин.
После правки и охлаждения козырек шапки прикрепляют на швейной машине 27 кл. ОАО «Зингер» к головке. Натяжение нитки при этом не должно быть сильным.
Волосяной покров шапки расчесывают металлической расческой по швам. Щеткой очищают подкладку и шапку от пыли и посеченного волоса.
При изготовлении комбинированной шапки-ушанки, некоторые детали из натурального меха заменяются деталями из другого, менее дорогостоящего меха. А также могут быть использованы натуральная и искусственная кожа, замша. В молодежных головных уборах применяют любые другие ткани с учетом направления моды. Обычно заменяют детали головки и подлицевого окола — козырька и наушников.
Изготовление спортивных головных уборов из овчины и каракуля. Изготовление спортивной шапки отличается от изготовления шапки-ушанки способами обработки козырьков и скрепления козырьков с околом.
В спортивной шапке длина скрепки (если окол отворачивают) должна быть 2,0—2,2 см при соединении лицевого козырька с околом и 1,5—1,7 см при стачивании
337
подлицевбго козырька с сколом. Если окол не отворачивают, то длина скрепки может быть до 6 см.
Размечают лицевой козырек в трех местах (посередине и на расстоянии высоты скрепки от концов). Подлицевой козырек размечают посередине (рис. 142). Соединяют затылочные швы лицевого и подлицевого околов. По верхнему борту лицевой окол соединяют с подлицевым. Подлицевой окол по нижнему борту стачивают с головкой. Сшивают лицевой и подлицевой козырьки и упругую прокладку. Нижний борт лицевого козырька притачивают к головке. При этом центральная надсечка должна совпадать с серединой передней части головки, а боковые надсечки — с концами подлицевого окола.
Козырек и окол вывертывают. Нижний борт подлицевого козырька скрепляют с нижним бортом лицевого окола. Нижний борт лицевого окола пришивают к головке.
Дальнейшая обработка спортивной шапки аналогична обработке цельномеховой шапки-ушанки.
Особенности обработки головных уборов из искусственного меха состоят в следующем.
Искусственный мех раскраивают так же, как и натуральный, с той лишь разницей, что его не оправляют после раскроя. Если мех имеет замины, то его увлажняют и разглаживают с изнанки на весу.
Детали головных уборов из искусственного меха с длинным ворсом кроят ножом в один слой со стороны изнанки, из меха с коротким ворсом — на ленточной машине.
В тех случаях, когда детали из искусственного меха имеют отделочные строчки, ворс на деталях зачесывают с лицевой стороны металлической расческой или волосяной
Рис. 142. Разметка деталей козырька в спортивных головных уборах из натурального меха: а — лицевой козырек; б — подлицевой козырек
338
a
hl'ih uni,inn'll Jli III II il/n | |||lIP) (,rnn<lnnnU(lllU||||[||[|1W1>< l|i.
<111| |( К IIII
L......... t (I.tim u.11. Hl
6
В
Рис. 143. Расположение отделочных строчек на искусственном мехе:
а — вдоль детали; б — поперек детали; в — вокруг детали
щеткой. Если отделочные строчки прокладывают вдоль детали, ворс зачесывают поперек детали (рис. 142, а), и наоборот, если отделочные строчки прокладывают поперек детали, то ворс зачесывают вдоль детали (рис. 143, б). При прострачивании донышка ворс зачесывают к центру (рис. 75, в). Детали из искусственного меха увлажняют из пульверизатора. Затем прессуют их на прессе через влажный проутюжильник до полного высыхания. В тех случаях, когда необходимо сдублировать деталь с прокладкой, прокладку с односторонним клеевым покрытием накладывают со стороны изнанки детали и прессуют.
Из искусственного меха шьют детские (рис. 144— 145), женские (рис. 146—147) и мужские головные уборы (рис. 148).
Основные детали головок изделий из искусственного
339
меха соединяют на скорняжной машине швом шириной 0,2—0,3 см. Ворс по линии стачивания заправляют внутрь. Швы обрабатывают на обкаточной машине или обколачивают.
Рассмотрим обработку некоторых деталей головных уборов из искусственного меха.
Рис. 144. Детские головные уборы из искусственного меха: а — типа «гномик»; б — спортивные шапочки; в — берет, г — кепи
340
Рис. 145. Детские шлемы и шапочки из искусственного меха: а — шлемы для мальчиков; &— шапки для девочек;
в — шапочки типа «полуэскимоска», г — шапочки типа «эскимоска»
341
a
л м
Рис. 146. Женские мягкие головные уборы из искусственного меха:
а — шапочки с бортиком; б—з — спортивные шапочки; к — берет, и — шапка типа «кубанка»; м — шапка-ушанка
342
кимоска», в — шапочки типа «эскимос-
ка»;
г — шляпа с полями,
г — «гоголь»; д — «московская»; е — «финка», ж — кепи; з — «кубанка», и — «боярка»
343
Концы околыша стачивают на скорняжной машине швом шириной 0,2-0,3 см на стачивающей машине швом шириной 0,5 см. Шов обкатывают или разбивают молоточком. Затем околыш перегибают по длине пополам лицевой стороной вверх и, если это необходимо по модели, прокладывают по внутреннему краю околыша отделочную строчку. Если искусственный мех тонкий, то околыш делают на прокладке.
Козырек, бортик и поля обрабатывают на скорняжной машине.
Околыш складывают с головкой лицевыми сторонами внутрь, отмечают и скрепляют середины сторон головки и околыша и притачивают на универсальной машине швом шириной 0,5—0,7 см (рис. 149, а). Если головку пришивают с посадкой, то посадка должна быть равномерной по всей длине притачивания.
Если головной убор из искусственного меха состоит только из головки, то по линии посадки пришивают размерную полоску (рис. 149, б). Козырек соединяют с головкой на универсальной машине швом шириной 0,5— 0,7 см (рис. 149, а).
Головку мягкой шляпы соединяют с полями на машине швом шириной 0,5—0,7 см (рис. 149, а, в, д).
Если головной убор не очень деформируется, то подготовленные поля пришивают к головке, состоящей из верха и подкладки. Поля пришивают к головке с лицевой стороны, и шов скрывается отогнутыми полями (рис. 149, в). Шов соединения головки с полями может быть выполнен на скорняжной машине, если основа искусственного меха сыпучая (рис. 149, г).
Изготовление подкладки для головных уборов из натурального и искусственного меха.
В зависимости от назначения подкладки могут быть трех видов:
— с утепляющей прокладкой, стеганной параллельными, под углом, ромбовидными и другими строчками, для мужских головных уборов и шапок для мальчиков (рис. 83);
— с утепляющей прокладкой, но не стеганой, для подростковых и детских головных уборов:
344
a
б
в
г
е
Рис. 149. Соединение головного убора из искусственного меха: а — с околышем; б — с размерной полоской; в , г — с козырьком и полями; д, е — с подкладкой
345
— без какой-либо утепляющей прокладки для женских головных уборов.
Утепляющая прокладка состоит из утеплителя (хлопчатобумажный, полушерстяной, холстопрошивной ватин, синтепон и др.). Кроме того, для устойчивости стенок применяют прокладки из флизелина, прокламелина, аппретированной марли и др.
При изготовлении подкладок используют утепляющие и прокладочные материалы в различных сочетаниях, которые предусматриваются стандартами, техническими условиями и технологией изготовления головных уборов.
Подкладка может быть продублирована утепляющей прокладкой и выстегана по трафарету; может быть с утепляющей прокладкой, но не выстеганной; без утепляющей прокладки.
Детали прокладки предварительно стачивают швом шириной 0,5—0,7 см, шов стачивания разутюживают.
Утепляющую прокладку головного убора изготавливают следующим образом. На детали прокладки (3) накладывают утеплитель (2) и сверху утеплителя настилают детали подкладки (1), выкроенные из шелковой ткани или хлопчатобумажной саржи. Детали подкладки и прокладок прострачивают двумя взаимно пересекающимися строчками, чтобы в центре образовался квадрат (рис. 150, а). Среднюю деталь расстрачивают двумя параллельными строчками вдоль детали (рис. 150, б). Подкладку, состоящую из четырех клиньев, расстрачивают двумя параллельными строчками с расстоянием между ними 3,0-3,5 см (рис. 150 в; 151, а—в).
Если подкладка состоит из четырех клиньев, то сначала скрепляются два клина, потом еще два, а затем обе половины подкладки, с тем, чтобы швы сходились в одной точке. В головные уборы высшей категории качества втачивают подкладку с гофрированной деталью стенки. Стенку подкладки гофрируют на специальной машине.
В изделиях с подкладкой без утепляющей прокладки (кепи, береты, капоры, спортивные шапочки, шапки-ушанки) детали подкладки стачивают швом шириной 0,5—0,7 см, шов стачивания заутюживают.
Изготовление подкладки для мужской шапки и шап-
346
Рис. 150. Стежка подкладки (1), утепляющей прокладки (2) и прокладки (3)
а — донышка; б — клиньев; в — стенки
347
ки для мальчиков из натурального меха имеет свои особенности.
Детали подкладки выстегивают на машине 1022-А кл. ЗАО «ПШМ» или 252 кл. ОАО «Зингер». Донышко прострачивают четырьмя взаимно пересекающимися строчками таким образом, чтобы в центре образовался ромб (рис. 152, а). Стенку выстегивают по всей ширине прямыми строчками на расстоянии 1,0—1,2 см одна от другой или на расстоянии 2 см — для стенки с прокладкой из синтепона (рис. 152, б). Подкладку, состоящую из клиньев или иных деталей, выстрачивают ромбом (рис. 152, в).
Излишки утеплителя по периметру деталей обрезают на передвижной раскройной машине с дисковым ножом (ткань при этом обрезать нельзя). Выстеганные детали могут быть подрезаны по лекалам.
Стачивают концы стенок швом шириной 0,5—0,6 см.
Рис. 152. Виды стежек при изготовлении подкладки: а — параллельные строчки; в — ломаные строчки; в — ромбовидные строчки
348
Донышко со стенкой начинают соединять от шва стачивания стенки швом шириной 0,5—0,6 см. Шов стачивания стенки и шов стачивания донышка со стенкой настрачивают друг на друга. Ширина шва 0.2—0,3 см.
Клинья подкладки, соединенной с утеплителем, стачивают швом шириной 0,5—0,6 см. Концы клиньев подкладки закрепляют обратной строчкой на расстоянии 1,0—1,5 см. Швы разутюживают.
Изготовление нестеганой подкладки в детских и подростковых головных уборах из натурального меха состоит из следующих операций.
Детали подкладки настрачивают на утеплитель по периметру на расстоянии 0,3 см от края ткани с одновременной обрезкой излишков утеплителя. Обрезанные детали подкладки стачивают на универсальной машине. В подкладке для шапки-ушанки сначала сшивают концы стенки. Ширина шва стачивания 0,5—0,6 см. Затем застрачивают его на одну сторону на расстоянии 0,2 см от края.
Донышко соединяют со стенкой швом шириной 0,5-0,6 см. Шов соединения настрачивают. Расстояние от первой строчки 0,2 см.
Изготовление подкладки для головных уборов из натурального меха мягкой формы с прокладкой, без рюша имеет следующие особенности.
На прокладочный материал (флизелин, прокламелин, аппретированную марлю) накладывают детали подкладки из шелковой ткани. К стенке прокладочный материал пристрачивают с трех сторон на расстоянии 0,2 см от края. Концы стенки стачивают швом шириной 0,5—0,7 см. Стенку накладывают на донышко и притачивают с изнаночной стороны швом шириной 0,5—0,7 см. Головка может быть и из клиньев.
В головные уборы высшей категории качества втачивают подкладку с гофрированной деталью стенки. Гофрирование производится на специальной машине.
Головной убор из искусственного меха соединяют с подкладкой следующим образом. Головной убор и подкладку складывают лицевыми сторонами внутрь, совмещая швы стачивания головки и подкладки, и притачивают так, чтобы ширина шва притачивания подкладки
349
была не больше шва притачивания околыша, полей, козырька и т. д. (рис. 149, д—е). Сзади оставляют неста-чанный участок длиной 10—12 см для вывертывания. Шов притачивания подкладки прикрепляют к головке различными способами, например, подшивочными косыми стежками (рис. 149, е). Головной убор вывертывают на лицевую сторону, подшивают отверстие в затылочной части и прикрепляют подкладку в центре.
Подкладку для женских головных уборов полужест-кой формы из искусственного меха без прокладки изготовляют следующим образом. Концы стенки соединяют стачным швом шириной 0,5—0,7 см и изготавливают рюш на модернизированной швейной машине 10-Б кл. ЗАО «Зингер». Рюш может быть изготовлен и вручную. Затем — стенку накладывают на донышко и притачивают к нему со стороны рюша, не заминая ее, на расстоянии 0,3—0,4 см от края.
В изделиях с подкладкой без утепляющей прокладки детали подкладки стачивают швом шириной 0,5—0,7 см. Швы стачивания заутюживают.
БИБЛИОГАФИЧЕСКИЙ СПИСОК
1. Голичков С.В. Технология одежды из меха. М.: Легкая индустрия, 1974. — 360 с.
2. Казас В.М. Меховые головные уборы: Учеб, для сред. спец. учеб, заведения. М.: Легпромбытиздат, 1989. — 352 с.
3. Кокеткин П. П., Кочегура Т.Н., Барышникова В. И. и др. Промышленная технология одежды: Справочник. М.: Легпромбытиздат, 1988. — 640 с.
4. Марсакова З.П. Производство меховых и овчинношубных изделий / З.П. Марсакова, Е.М. Расс-Серебря-ная, А.Ш. Аппаков. М.: Легкая индустрия, 1974. —320 с.
5. Рытвинская Л.Б., смородина И.Г., Меркулова Л.А. и др. Проектирование и производство головных уборов. М.: Легпромбытиздат 1987. — 288 с.
350
8. ОБРАБОТКА ГОЛОВНЫХ УБОРОВ ИЗ НАТУРАЛЬНОЙ И
ИСКУССТВЕННОЙ КОЖИ
Натуральные кожи: спилок, велюр, замша, опоек рекомендуются для изготовления головных уборов весеннеосеннего и зимнего сезонов.
Натуральные кожи обладают повышенной износоустойчивостью, прочностью на разрыв, несминаемостью, воздухопроницаемостью и теплопроводностью. Недостатком всех видов натуральных кож является высокая воздухопроницаемость, малая растяжимость.
Специфические свойства кожи исключают ВТО, поэтому необходимая форма головных уборов достигается конструктивным путем.
Из натуральной кожи изготавливают швейные головные уборы: береты; кепи-береты различной конструкции с козырьком, на околыше; различные виды боярок, в том числе комбинированных из кожи и меха.
Из искусственной кожи изготавливают детские головные уборы типа жокеек, спортивных шапок, кепи; мужские — типа кепи, фуражек, спортивных шапок и женские — типа кепи, берета, спортивных шапок, пилотки (рис.153, 154) [1].
В зависимости от модели кожаные головные уборы могут быть на подкладке или на подкладке с утепляющей прокладкой. Процесс изготовления кожаных головных уборов аналогичен процессу изготовления головных уборов из текстильных материалов.
Для соединения деталей применяют стачные расстроч-ные, накладные швы с двумя открытыми срезами, направленными в разные стороны.
Соединение деталей головки, козырька, бортиков, обработку отделочных деталей выполняют накладным швом с открытым срезом, срезы могут быть оформлены в виде зубчиков, бахромы и т.д. Срезы деталей головных уборов из натуральной кожи не обметывают (рис. 155).
351
Рис. 153. Мужские головные уборы из натуральной и искусственной кожи: а — спортивные шапочки; б — кепи
352
Рис. 154. Женские и молодежные головные уборы из натуральной и искусственной кожи
12. Зак 70
353
1
Кроме того, при соединении деталей может применяться шов встык на машине зигзагообразной строчки (рис. 155, г) или двумя параллельными строчками, подкладывая с изнаночной стороны шва тесьму (рис. 155, д).
Детали или части деталей стачивают без предварительного сметывания швом шириной 0,5—0,7 см и рас-страчивают на расстоянии 0,1—0,2 см от шва, частота строчки 2,5—3,5 стежка на 1 см (рис. 155, е).
и
Рис.155. Обработка швов и вытачек в изделиях из кожи
354
Если по модели предусмотрена навалка шва, то ширина его при навалке 0,4—0,5 см должна быть 0,8—0,9 см, а при навалке 0,2—0,3 см — 0,5—0,6 см.
В деталях, где перенести вытачки и резные линии в шов невозможно, намечают и обрабатывают вытачки. Разрезные и неразрезные вытачки на деталях стачивают, затем настрачивают, расстрачивают или обрабатывают накладным швом с открытым срезом (рис. 155, з).
Притачивание подкладки к головным уборам производят на машине.
Все строчки выполняют на беспосадочной машине. Для улучшения качества строчки и уменьшения трения рейки машины материалом, кожу смазывают машинным, силиконовым маслом или мыльным раствором. Давление лапки машины должно быть минимальным для того, чтобы исключить возможность повреждения поверхности материала. Стачивать детали следует с особой аккуратностью, т.к. переделки не допустимы (на коже остаются следы от проколов иглой).
При обработке изделий из натуральной кожи рекомендуется использовать машины 1022-М кл. ЗАО «ПШМ», 262-М кл. и 23-АМ кл. ОАО «Зингер» и т.д. Машины должны быть тщательно отрегулированы, металлические детали и поверхность стола отполированы для лучшего продвижения материала при обработке.
В зависимости от толщины материала, применяют машинные иглы №90-130 с круглой заточкой или лопаточкой.
Прошив головных уборов производится нитками х/б № 50/6-40/6, лавсановыми — 11,1 текс х 2 — 11,1 текс х 3 (№90/2-90/3), капроновыми -15,6 текс х 3 (№64/3). Для соединительных швов используются х/б или армированные нитки, для отделочных швов — лавсановые и капроновые.
Искусственная кожа типа фловерлак, винилискожа и др. (на трикотажной, тканой или нетканой основе) используются для изготовления головных уборов весеннеосеннего сезона.
Искусственная кожа на трикотажной основе имеет повышенную растяжимость в долевом и поперечном направ
12
355
лениях. Общим дефектом всех видов искусственной кожи является ее прорубаемость, при проколе материала иглой, невозможность выполнения операций ВТО. Поэтому требуемой формы изделия следует добиваться конструктивным решением деталей — применением клиньев, защипок и резных линий вместо вытачек.
Чтобы обеспечить воздухообмен в изделии, в затылочной части и с боков головного убора делают сквозные отверстия — блочки диаметром 0,6—0,8 см. Блочки могут играть роль декоративного оформления моделей (рис. 156).
Пошив изделий из искусственной кожи осуществляют как с прокладками, так и без них, в зависимости от толщины материала. Может использоваться утепляющая прокладка (ватин, синтепон). В козырьки и околыши обязательно предусматривается прокладка. В качестве прикладных материалов используют те же, что и для головных уборов из натуральной кожи.
Для соединения деталей применяют стачные, расстроч-ные, настрочные и накладные швы с открытым срезом.
Рис.156. Применение блохков:
а — для воздухообмена; б — для декоративного оформления; в — для воздухообмена; и декоративного оформления
356
Детали и части деталей стачивают швом шириной 0,6— 0,7 см и расстрачивают на расстоянии 0,1—0,5 см от шва, частота строчки 2,5—3,5 стежка на 1 см строчки. Срезы деталей не обметывают.
Подкладку притачивают на машине.
Готовые головные уборы отстаивают на форме.
Оборудование для изготовления головных уборов из искусственной кожи рекомендуется то же, что и для изделий из натуральной кожи. Для устранения трения между материалом и лапкой, при прокладывании отделочных строчек, необходимо смазывать поверхность кожи по линии строчки машинным или силиконовым маслом, силиконовой эмульсией или мыльным раствором. Силиконовой эмульсией или маслом целесообразно периодически покрывать (1-2 раза в смену) поверхность металлических деталей (рейку, пластину). Давление лапки должно быть минимальным.
Стачивание деталей следует производить не допуская дефектов, требующих переделок, нитками х/б №50/6-40/ 6, лавсановыми — 11,1 текс х 2 — 11,1 текс х 3 (№90/ 2-90/3), капроновыми 15,6 тексхЗ (№64/3), иглами №90-110. Для соединительных швов применяются х/б и армированные нитки, для отделочных швов — лавсановые и капроновые.
БИБЛИОГРАФИЧЕСКИЙ список
1. Кокеткин П. IL, Кочегура Т.Н., Барышникова В. И. и др. Промышленная технология одежды: Справочник. М.: Легпромбытиздат, 1988. — 640 с.
2. Рекомендации по технологии изготовления швейных изделий из натуральной кожи (спилка, велюра, замши) по индивидуальным заказам. — М.: ЦОТШЛ МБОН РСФСР, ЦБНТИ, 1980. — 50 с.
357
9. ОБРАБОТКА КОМБИНИРОВАННЫХ ГОЛОВНЫХ УБОРОВ
Большую группу составляют комбинированные головные уборы. По назначению их подразделяют на мужские, женские и детские. Это: спортивные шапочки; женские
а
б
! Рис.157. Мужские (а) и женские (б) головные уборы
358
шапочки с бортиком, с наушниками, с полями; шапочки молодежные и для девочек; шлемы и спортивные шапочки для мальчиков и молодежи (рисунки 157, 158). Отдельную группу составляют головные уборы, комбинированные с трикотажными полотнами (рис. 159).
Рис. 158. Детские комбинированные головные уборы: а — шапочки для девочек; б — шлем для девочек; в — шлемы для мальчиков; г — спортивные шапочки для мальчиков
Рис.159. Комбнированные головные уборы из трикотажа
359
Для изготовления комбинированных головных уборов используют, например, следующие сочетания материалов: пальтовые ткани в сочетании с искусственным мехом, вельветом, дублированными материалами; ткани с пленочным покрытием в сочетании с искусственным мехом, вельветом, современными синтетическими материалами; пальтовые ткани, искусственный мех, плащевые материалы в сочетании с трикотажным полотном.
Комбинированные головные уборы бывают с подкладкой и без нее. Способы обработки таких материалов следует применять в зависимости от вида используемых ма териалов.
10. ОБРАБОТКА ГОЛОВНЫХ УБОРОВ ИЗ СИНТЕТИЧЕСКИХ МАТЕРИАЛОВ ТИПА ПЛАЩЕВЫХ, ПЛЕНОЧНЫХ МАТЕРИАЛОВ, ВЕЛЮРА, БАРХАТА
Для изготовления шитых головных уборов весенне-осеннего сезона применяют капроновые ткани с пленочным покрытием. Они водонепроницаемы, имеют эластичную пленку на поверхности или между слоями ткани. К недостаткам этих тканей следует отнести их недостаточную паропроницаемость.
Из этих тканей изготавливают различные по конструкции мужские, женские, молодежные и детские головные уборы типа панамы, кепи с козырьком, берета, шлема (рис. 160).
Пленочным покрытием обрабатывают обычно капроновые ткани. Они трудны в обработке, это объясняется природой волокна, плотностью структуры и очень малым удлинением капроновой ткани при небольших нагрузках. Наличие в этих тканях преобладающих полиэфирных волокон затрудняет придание формы головному убору путем ВТО. При моделировании головных уборов следует избегать большого количества рельефов, резных линий и деталей. Линии рельефов рекомендуется наносить в поперечном или косом направлении [2].
Воздухообмен в конструкции изделия обеспечивается заменой отдельных деталей вентиляционными сетками, выполненными из сетчатых полотен или блочками в затылочной части и с боков головного убора [2].
При изготовлении утепленных головных уборов, полотно ткани соединяют с утепляющей прокладкой (ватином, синтепоном, полиграфической марлей), выстрачи
361
вают детали с последующим их стачиванием и настрачиванием или расстрачиванием швов.
При необходимости применяют ВТО при температуре 120 °C через влажный проутюжильник.
Стачивание срезов деталей из капроновых тканей с пленочным покрытием производят стачным, настрочным швом с открытым и закрытым срезами, с частотой строчки 3—4 стежка в 1 см строчки. Стачивать детали следует на
Рис.160. Головные уборы из плащевых материалов
362
машинах типа 597 кл. ЗАО «ПШМ», хлопчатобумажными нитками №40/3-80/3 или нитками из натурального шелка №65, лавсановыми 11,1 текс х 2 (90/2), капроновыми 15,6 текс (№64/3). Лавсановые и капроновые нитки меньше стягивают строчки и более устойчивы в цветовом отношении к атмосферным влияниям.
Особенности обработки головных уборов из пленочных материалов следующие.
К синтетическим пленкам относятся поливинилхлоридные, полиэтиленовые пленки. Поливинилхлоридная пленка — материал непроницаемый для влаги и пыли. Размягчается поливинилхлоридная пленка при температуре 75—80 °C, плавится при температуре 180°.
Раскрой деталей изделий из синтетических пленок производится в любом направлении, в изделиях из пленки с рисунком, тиснением — с учетом направления рисунка.
Головные уборы типа берета изготавливают в комплекте к плащ-накидкам.
Изделия из поливинилхлоридных пленок следует хранить при температуре не ниже —3 °C. Не рекомендуется хранить изделия из синтетических пленок вблизи нагревательных приборов.
При проектировании головных уборов из дублированных материалов, например, искусственным мехом, поролоном и т.д. необходимо предусматривать конструкции с наименьшим количеством резных линий. Рекомендуются цельновыкроенные детали основания, стенки, боковых деталей головки. В дублированных головных уборах исключена возможность придания формы головному убору путем ВТО, поэтому вариантам конструктивных членений придается большое значение.
Соединение срезов деталей из двухслойных дублированных материалов производят на стачивающих машинах челночного стежка, срезы не обметывают. Швы настрачивают и расстрачивают. При стачивании срезов, направленных под углом к нитям основы или утка, про-рубаемость ткани больше, чем по основе и утку. Поэтому при соединении срезов, направленных под углом (швы клиньев, шов соединения основания со стенкой), необхо
363
димо применять иглы №65, 75, 90; частота стежков в 1 см строчки 3,0—3,5.
Для изготовления головных уборов из этих материалов применяют нитки х/б №40/6,50/6, лавсановые №90/ 4, 74/2, капроновые №64/3, 64/2, шелковые №33,18.
При пошиве изделий из дублированных материалов возникают затруднения в продвижении и подаче материала под лапку машины при стачивании деталей со стороны материала подложки, например, из поролона. Возможность стачивания деталей из таких материалов обеспечивается предварительным увлажнением поверхности поролона по линии строчки слабым мыльным раствором. Нанесение на подложку масла не допускается. Стачивающие машины должны быть тщательно отрегулированы в соответствии с толщиной материала. Стачивающие операции выполняются с применением специальных лапок с фторопластовой подошвой. Применение таких лапок исключает посадку материала и улучшает качество строчки.
Для качественного изготовления головных уборов из синтетических материалов типа бархата и велюра, т.е. с ворсованной поверхностью следует учитывать следующие требования.
Соединение деталей из шелкового, хлопчатобумажного, синтетического бархата, велюра и им подобных материалов следует выполнять на машине 1022-А кл. ЗАО «ПШМ». Двигатель ткани должен быть установлен на мелкие зубья, с расстоянием между их центрами, не превышающим 1,2 мм, длина стежка 2,5—3,0 мм.
Стачивание деталей выполняют х/б нитками №60, 70, 80, шелковыми №65 при минимальном натяжении нитей. Детали перед стачиванием должны быть сметаны или сколоты.
В детали головных уборов рекомендуется прокладывать флизелин или бязь, выкроенную под углом 45°.
Детали головного убора стачивают швом шириной 0,5—0,6 см. Швы стачивания расстрачивают. При необходимости шов стачивания расправляют и припуски его приклеивают, следя за тем, чтобы клей не попал на лицевую сторону головного убора.
364
Края деталей, дублированных прокладкой, рекомендуется закреплять отделочной строчкой, строчку закрепляют в направлении ворса.
ВТО деталей из бархата необходимо выполнять на доске, покрытой кардолентой, используя сухой проутюжильник из хлопчатобумажной ворсовой ткани. При отсутствии кардоленты, ВТО можно производить на весу: один конец шва прикрепляют булавками к гладильной доске, другой держат на весу левой рукой и утюгом слегка проводят поперек шва. Вес утюга не должен превышать 1,5—2,0 кг.
Вмятины, которые остаются во время обработки, блестящие пятна, ласы удаляют отпариванием. На перевернутый утюг укладывают увлажненную ткань и над паром держат изделие изнаночной стороной вверх. Под воздействием пара ворсинки ткани выравниваются.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Кокеткин П. П., Кочегура Т.Н., Барышникова В. И. и др. Промышленная технология одежды: Справочник. М.: Легпромбытиздат, 1988. — 640 с.
2. Методические рекомендации по технологии обработки мужской и женской верхней одежды из плащевых материалов (с пленочным покрытием по заказам населения). М.: МБОН РСФСР, ЦБНТИ, 1983. — 110 с.
11. ОТДЕЛКА ГОЛОВНЫХ УБОРОВ
РОЛЬ ОТДЕЛКИ В ГОЛОВНЫХ УБОРАХ
Отделка является одним из элементов композиционного решения головного убора. Она должна быть увязана с формой, конструкцией модели, согласована со структурой переплетения, колористическим оформлением ткани и с другими видами отделки. Отделка должна дополнять, а иногда и быть акцентом в головном уборе. Отделки необходимо подбирать в зависимости от назначения головного убора.
Например, повседневные шляпы рекомендуется отделывать ремешками, кантами, лентами, использовать металлическую и пластмассовую фурнитуру.
Головные уборы спортивного типа отделывают эмблемами, металлической фурнитурой, тесьмой, большим количеством строчек, выполненных нитками в тон основной ткани или контрастного цвета.
В нарядных шляпах отделка (вуалетка, перья, асимметричный бант) может быть акцентом композиционного решения головного убора. В этом случае форма шляпы только подчеркивает отделку, выявляя ее первостепенность. Отделка может быть композиционным акцентом благодаря своей структуре и цветовому звучанию. Например, применение широкой ленты в шляпе с маленькой головкой и небольшими полями создает интересный ритмический строй головного убора.
В детских шапочках отделка должна быть простой, лаконичной, создавая определенный образ головного убора.
В основном отделка является дополнением к головному убору или завершает его композицию.
Классификация отделок по материалам.
. Для оформления головных уборов применяют всевозможные отделки. Отделка может быть выполнена из основного материала, из которого изготовлен головной убор, отделочных материалов и тканей, а также из пластмас
366
совых, деревянных украшений и металлической фурнитуры.
Отделка из основного материала.
В меховых изделиях, особенно в детских, применяют отделку в виде помпона. Помпоны могут быть одноцветные, многоцветные, плотно соединенные с головным убором или соединенные с помощью ленты, тесьмы, шнура.
В комбинированных головных уборах очень часто отделкой служит одна из применяемых тканей, из которых выполняют канты, ремешки. Отделкой являются тесьма, ленты, шнуры, выполненные из хлопчатобумажных, шелковых ниток и синтетических волокон. Отделочные ткани применяются для изготовления отделочных цветов.
Эмблемы. Летние головные уборы часто украшают эмблемами со спортивной и детской тематикой. Эмблемы выполняют на хлопчатобумажной или шелковой основе, с применением цветной печати, а также в виде жаккардовой тесьмы с раппортом одной эмблемы.
К металлической фурнитуре относятся пряжки, кнопки, хольнитены, блочки, украшения на клямере.
Пластиковые украшения. Форма пластиковых пряжек и пуговиц может быть выполнена с детской тематикой, изображающей морские мотивы, стилизованные звездочки, зверей, птиц, цветы или быть геометрической.
Деревянные украшения. При изготовлении детских головных уборов могут быть использованы украшения в виде шаров, матрешек, бабочек, плодов деревьев и т.п.
Инструменты и приспособления для изготовления различных отделок.
Для изготовления отделок в основном применяют те же инструменты, что и для ручных работ.
Для выполнения кистей и отделки «шу» (декоративный помпон из разнообразного материала) используют специальные приспособления из картона (рис. 161).
Для оформления головных уборов, выполненных промышленным способом, используют уже готовые декоративные украшения в форме букетов, веточек.
Отделку в виде канта выполняют с помощью спец-приспособления.
Изготовление отделок.
367
Рис. 161. Приспособление из картона для изготовления отделок:
а — для «шу»; б — для кисти; в — для помпона из ниток
Ремешки. На ремешках, обтачанных, застроченных или с открытыми срезами (по модели) могут быть выполнены различные виды отделки. Отверстия геометрической формы в ремешках делают на трафаретной машине или вручную при помощи приспособления. На ремешках головных уборов из натуральной и искусственной кожи выполняются различные виды отделок для получения эффекта смятой кожи, нанесения тиснения, различной перфорации и т.д.
Отделка из ниток, шнура, тесьмы.
Кисти из ниток (рис. 162). Для изготовления кисти можно взять любые нитки, по цвету сочетающиеся с цветом головного убора, расправить их и намотать на картон, длина которого равна длине готовой кисти.
Верхнюю часть кисти закрепляют подходящими по цвету нитками, а нижнюю разрезают ножницами. Картон вынимают, верхнюю часть кисти стягивают и зак-
Рис. 162. Изготовление кисти из ниток
368
Рис. 163. Изготовление шнура из ниток
репляют, затем расчесывают и подравнивают внизу. Готовую кисть пришивают к головному убору.
Шнур из ниток (рис. 163). Пучок длинных ниток складывают вдвое и в середине прикрепляют к доске иголкой или булавкой, каждую нитку скручивают слева направо. Скрутив нитки на отрезке 1,5—2,0 см, перекладывают их в другую руку и сплетают шнуром теперь уже справа налево, т.е. в сторону, противоположную скручиванию ниток. До конца изготовления шнура нить, нельзя выпускать из рук, чтобы шнур не расплетался.
Кисточку на конце шнура делают следующим образом. Конец шнура закрепляют и обматывают сверху несколькими рядами ниток, не обрывая нитки, на небольшом расстоянии от первого скрепления обматывают нитки второй раз. Оставшийся конец шнура расчесывают и равномерно подрезают.
Рис. 164. Изготовление помпона из ниток
369
Шнур можно использовать в качестве петельки для застежки, например, в затылочной части головного убора, а также для прикрепления помпона или кисточки к головному убору.
Помпон из ниток (рис. 164). Нитками обвевают два картонных кружка так, чтобы внутреннее отверстие было
Рис. 165. Изпользование тесьмы для отделки:
1 — тесьма настрочена на деталь; 2 — тесьма соединяет детали между собой; 3 — тесьма в качестве завязок; 4 — тесьма в качестве канта: а — тесьма между клиньями и деталями козырька; б — тесьма между деталями головки; 5 — тесьма в виде ремешка
370
полностью заполнено нитками. Затем нитки разрезают по наружному краю. Пучок ниток между двумя картонными кружками туго скрепляют нитками. Концы ниток оставляют свободными, чтобы потом пришить помпон к головному убору. Затем вынимают картонные кружки, нитки расправляют, расчесывают, подрезают так, чтобы помпон получался круглым.
Тесьма для отделки. Тесьма может быть настрочена на деталь головного убора (рис. 165), соединять детали головного убора или служить завязками, тесьму с утолщенным краем можно использовать в качестве отделочного канта. Для этого тесьму вшивают между деталями, оставляя ширину наполненного края.
Тесьму используют и как отделку в виде ремешка, на который прикрепляют фурнитуру (рис. 165).
Отделка из лент и шелковых тканей. Из лент разной ширины можно сделать отделку «шу» (рис. 166 а).
а
Рис. 166. Изготовление отделки «шу» из лент: а — соединение нескольких петель; б — наматывание ленты на спецприспособление
371
Полоски складывают пополам (петелькой), скрепляют внизу и каждую петельку нанизывают ни нить, а затем все петли скрепляют вместе у основания косыми стежками через край. Отделку пришивают в центре головки или по бокам потайными стежками.
Отделку «шу» можно изготовить и на специальном приспособлении (рис. 166, б). Закрепив первый виток ленты, ее наматывают на приспособление, а затем снизу сшивают все витки косыми стежками через край. Затем снимают витки с приспособления и, начиная с широкого конца, закручивают вокруг оси, после чего сшивают их у основания косыми стежками.
Отделка из шелковых тканей. Шелковая ткань обладает хорошим скольжением, поэтому ее широко используют для изготовления рулика. Полоску ткани, выкроенную по косой нити, складывают вдвое и стачивают (рис. 167). Ширина шва зависит от ширины изготавливаемого рулика. Затем закрепляют ниткой один конец рулика и продевают нить через весь рулик, нанизывая, таким образом, ткань на нитку. Постепенно ткань вывертывают на лицевую сторону.
Из рулика можно сделать отделку в виде разнообразных бантов (см. изготовление банта).
Изготовление отделок из искусственного и натурального меха. Помпон из меха (рис. 168). По лекалу вырезают из меха круг, величина которого зависит от длины ворса, а также от модели. Край круга собирают на нитку в цвет меха, внутрь для выпуклости вкладывают небольшой кусочек ваты или обрезки меха, затягивают нитку и скрепляют в середине края несколькими стежками. Помпон из меха плотно пришивают к изделию, или делают
Рис. 167. Изготовление рулика из шелковой ленты
372
б
Рис. 168. Изготовление помпона из меха:
а — помпон из одной детали; б — помпон из двух деталей; в — помпон их трех деталей
его на шнуре, сутаже или репсовой ленте. Помпон может быть многоцветным.
Из меха выполняют аппликации в детских головных уборах, инкрустации — в женских головных уборах.
Металлические, деревянные и пластиковые украшения и фурнитура.
Пряжки. Головные уборы спортивного характера (шапочки из кожи, смесовой ткани, вельвета, шерстяной ткани, шлемы из меха) часто украшают пряжками. Пряж-
Рис. 169. Применение металлических и пластмассовых пряжек
373
ки крепят на ремешках, тесьме, репсовой ленте (рис. 169).
Кнопки. В спортивных шапочках, шлемах, кепи козырек, околыш, ремешки и шлевки прикрепляют кнопками на специальном оборудовании (рис. 170).
Холънитены. В головных уборах специального назначения, где необходимо прочное крепление деталей, используют хольнитены.
Блочки. В головных уборах, выполненных из тканей с пропитками или дублированных, для воздухообмена применяют блочки, их располагают в местах, закрытых козырьком или околом. Однако, блочки могут быть использованы и для декоративного оформления головного убора. Располагают их на деталях в передней части головного убора или на мелких деталях, где блочки играют также роль отверстий для застегивания ремешка, а также в затылочной части головного убора — для регулирования его размера.
Рис. 170. Применение кнопок:
а — для крепления козырька; б — для крепления окола; в — на ремешках для застежки; г — на шлевках
374
Рис. 171. Металлические украшения на клямере и их крепление
Металлическая фурнитура на клямере играет роль значка. Крепят его в основном в передней части головного убора. Для этого вырезают небольшое отверстие в ткани или любом другом материале, затем украшение вставляют клямером в это отверстие и укрепляют (рис. 171)
Пластмассовая фурнитура бывает в виде пряжек и пуговиц. Пряжки крепят так же, как и металлическую фурнитуру. Пуговицы пришивают вручную или на машине со специальной лапкой.
Деревянные украшения пришивают вручную или прикрепляют к головному убору через шнур, сутаж или полоски фетра.
1
12. КОНТРОЛЬ КАЧЕСТВА ШВЕЙНЫХ ГОЛОВНЫХ УБОРОВ
Готовые швейные изделия должны быть рассортированы и замаркированы предприятием-изготовителем.
Качество готовых швейных изделий проверяют путем осмотра сверху и со стороны подкладки или изнанки, а также измерения изделий в местах, предусмотренных технической документацией на данное изделие (стандарт, технические условия, техническое описание) [1].
При контрольной проверке изделия должны находиться на столах или на формах соответствующих размеров.
При определении качества головных уборов необходимо проверить следующее.
1) Соответствие изделия утвержденному образцу-эталону и требованиям, предусмотренным технической документацией на данное изделие. Правильность подбора основных материалов, подкладки, отделки, фурнитуры и соответствие их материалам в конфекционной карте проверяют внешним осмотром, сопоставляя с образцом-эталоном.
2) Правильность посадки головного убора и качество его изготовления проверяют методом надевания головного убора на манекенщика или деревянную форму. Головной убор типа пилотки или раскладной панамы проверяют на столе. Правильность посадки головного убора должна характеризоваться следующим:
а) гладкостью поверхности деталей головного убора;
б) отсутствием заломов и перекосов.
3) Качество головных уборов должно характеризоваться следующим:
а) правильностью расположения козырька с околышем (середина козырька должна совпадать с серединой переда);
б) правильностью соединения головного убора с клиньями и боковыми стенками;
в) правильностью соединения подкладки с головным
376
убором (при правильном соединении не должно быть морщин и перекосов);
г) правильностью выправки швов стачивания деталей.
4) Симметричность формы и расположения парных деталей проверяют совмещением парных деталей. Например, симметричность деталей окола проверяют путем наложения деталей, совмещая при этом их концы и втачанные ремешки или завязки.
к
Рис. 172. Измерение изделий при определении уровня качества головных уборов
377
5) Правильность расположения деталей:
а) симметричность деталей, расположенных в швах стачивания, проверяют путем измерения сантиметровой лентой или путем сложения парных деталей (при этом головной убор складывают, перегибая его посередине);
б) правильность расположения деталей от швов и краев изделия проверяют в соответствии с методами измерения, изложенными в п. 1).
6) Ровнота краев деталей. Форму и ровноту краев деталей проверяют внешним осмотром и (в случае необходимости) сопоставлением с образцом-эталоном. Ровноту прямых краев деталей проверяют укладыванием края линейки на край детали и измерением отклонений на отдельных участках от прямой линии.
7) Качество обработки отделочного канта, канта обтачных деталей, ремешков и т.д. проверяют внешним осмотром и измерением ширины канта и ремешка на отдельных участках.
8) Правильность направления рисунка в деталях изделия, совпадение рисунка при соединении деталей в местах, предусмотренных технической документацией, проверяют внешним осмотром и (в случае необходимости) измерением.
9) Качество стежков, строчек и швов проверяют внешним осмотром. Строчки и швы должны быть ровными, без искривлений. Правильность натяжения ниток в строчках универсальных машин проверяют растяжением строчки руками в поперечном и продольном направлениях, при неправильном натяжении нитей при растяжении шва поперек строчки будут видны нити стежков, при растяжении шва вдоль строчки нити разорвутся.
Частоту стачных, обметочных, стегальных, подшивочных машинных и ручных стежков проверяют подсчетом количества стежков на 10 мм строчки. Результаты проверки сравнивают с требованиями действующей технической документации на стежки, строчки и швы.
10) Прочность внутреннего крепления деталей проверяют оттягиванием скрепленных деталей.
11) Качество клеевого соединения деталей проверяют следующим образом:
378
Таблица 23
Методы измерения деталей при определении качества головных уборов
Номер измерения по рисунку 172 Место измерения Метод измерения
1 . 2 3
1 Длина внутренней окружности Специальное измерительное кольцо (в сжатом виде) вводят внутрь головного убора или околыша. Кольцо раздвигают до полного прилегания, чтобы изделие удерживалось на нем.
2 Ширина налобника и полуна-лобника Между верхним и нижним краями налобника или полуналобника.
3 Высота околыша От нижнего края до шва притачивания околыша.
4 Длина козырька По нижнему краю околыша от одного края козырька до другого.
5 Ширина козырька Посередине козырька от нижнего края околыша или головки до края козырька.
6 Длина ремешка Вдоль ремешка между центрами пуговиц или от одного шва втачивания до другого.
7 Ширина ремешка В концах и посередине ремешка.
8 Высота пвреда кепи, фуражки Над серединой козырька от шва притачивания козырька до шва притачивания донышка.
9 Длина клиньев кепи, спортивной шапки, жоквйки, панамы Посередине клина от низа до угла клина вверху или до центра пуговицы.
10 Ширина клиньев По нижнему краю между швами стачивания клиньев.
11 Высота берета От нижнего края до шва притачивания донышка
12 Размер донышка (основания) По двум взаимно перпендикулярным пиниям (диаметрам).
13 Высота головки панамы По швам стачивания клиньев от центра головки до шва притачивания полей.
14 Ширина попей панамы Спереди, сзади и по бокам от края полей до шва притачивания к головке.
15 Длина назатыльника шапки По шву притачивания назатыльника к головке от одного конца до другого.
16 Высота назатыльника Посередине от шва притачивания назатыльника к головке до края (без волосяного покрова или ворса)
17 Длина наушников шапки-ушанки, спортивной шапки Посередине наушников от шва притачивания к головке до края (без вопосйнога покрова или ворса)
18 Ширина наушников На уровне края назатыльника от одного края до другого (без волосяного покрова или ворса)
19 Высота головки шапки-ушанки От нижнего края головки до шва притачивания к назатыльнику.
20 Длина завязок шапки От мвста пришивания до конца завязки в расправленном "виде.
21 Высота пилотки Спереди, сзади и по боковым сторонам от нижнего края до верхнего.
22 Размер пилотки По нижней части пилотки (измеряется сантиметровой лентой)
379
а) прочность клеевого соединения деталей проверяют умеренным оттягиванием скрепленных слоев ткани;
б) степень жесткости проклейки формованных головных уборов определяют органолептически.
12) Правильность обработки застежек, пришивки фурнитуры проверяют застегиванием деталей ушек. При правильной обработке застежек не должно быть слабины, перекоса ткани. Прочность пришивания фурнитуры проверяют оттягиванием.
13) Качество стежки утепляющей прокладки проверяют внешним осмотром.
14) Наличие внутренних прокладок определяют органолептически.
15) Правильность применения допусков при раскрое проверяют, руководствуясь действующей технической документацией на швейные изделия.
16) Качество обработки срезов (обметывания, окантовки) проверяют внешним осмотром по всей длине среза.
17) Наличие внешних дефектов тканей проверяют внешним осмотром изделия со стороны основной ткани головного убора и подкладки.
18) Качество ВТО определяют внешним осмотром.
19) Качество меха определяют в соответствии с действующей технической документацией на меховые изделия.
Методы измерения деталей при определении качества головных уборов приведены в таблице 23.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Рытвинская Л.Б., сыиродина И.Г., Меркулова Л.А. и др. Проектирование и производство головных уборов. М.: Легпромбытиздат, 1987. — 288 с.
380
ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ...................................................3
1. ОБЩАЯ ХАРАКТЕРИСТИКА МАТЕРИАЛОВ........................5
1.1. Основные ткани и материалы........................5
1.2. Натуральный и искусственный мех...................9
1.3. Натуральные и искусственные кожи................. 19
1.4. Комплексные материалы.............................23
1.5. Подкладочные, прокладочные, утепляющие материалы.... 29
1.6. Отделочные материалы и фурнитура..................34
Библиографический список...............................37
2. КОНСТРУИРОВАНИЕ ГОЛОВНЫХУБОРОВ.........................38
2.1. Формирование потребительских свойств головных уборов в процессе конструирования.............................38
2.2. Классификация и характеристика ассортимента головных уборов...........................38
2.2.1. Размерная классификация головных уборов.....41
2.2.2. Головные уборы мужские и для мальчиков.......42
2.2.3. Головные уборы женские и для девочек.........47
2.3. Принципы конструирования швейных мягких головных уборов.................................51
2.3.1. Измерения головы, необходимые для конструирования головных уборов................51
2.3.2. Учет особенностей строения лица и черепа при построении конструкции мягких головных уборов..57
2.3.3. Припуски, учитываемые при конструировании головных уборов................60
2.3.4. Зависимость формы лекал от свойств материала.66
2.3.5 Конструирование базовых форм мужских головных уборов.............................68
Мужское кепи реглан с одной вытачкой...........68
Мужское кепи реглан с тремя вытачками..........80
Мужское кепи с восемью вытачками...............84
Мужская пилотка................................88
Мужская фуражка................................91
2.3.6. Конструирование базовых форм женских головных уборов......................96
Мягкий берет...................................96
Женский берет, состоящий из шести клиньев......99
Шляпа по головке..............................104
Женский берет, состоящий из донышка и стенок....107
2.3.7. Конструирование базовых форм детских головных уборов..........................111
Детская матроска..............................111
381
Детский шлем, состоящий из головки
и назатыльника .................................................................. 117
Детский капор, состоящий из донышка и стенки........... 125
Детский капор, состоящий из дольника и двух боковых деталей..............................128
Детский капор, состоящий из четырех клиньев.........134
Панамы................................................... 140
Панама для девочки..................................143
Шапочки.......................... .................. 145
Шапочка-косынка................................... 149
Шапочка с козырьком для мальчика.................. 151
Гслоеные уборы для самых маленьких..................152
Осенние шапочки.....................................155
2.3.8. Приемы конструктивного моделирования головных уборов........................................155
2.3.9. Изготовление и размножение лекал................163
2.3.9.1. Изготовление основных
и вспомогательных лекал......................... 163
2.3.9.2. Основы технического размножения лекал......167
2.3.9.3. Расчет межразмерных приращений лекал разных деталей ............................. 170
2.3.9.4. Уточнение лекал при изготовлении проверочных образцов..................-.............175
2.3.10. Автоматизированное проектирование головных уборов
(сапр «Грация») —..................................... 176
Библиографический список................................ 185
3. ОБОРУДОВАНИЕ И СРЕДСТВА МАЛОЙ МЕХАНИЗАЦИИ..................186
3.1. Оборудование для раскроя головных уборов..............186
3.2. Швейное технологическое оборудование.................187
3.3. Вспомогательное оборудование.......—................ 187
3.4. Приспособления для машинных работ.............. „....199
3.5. Влажно-тепловая обработка (ВТО) деталей. Оборудование для ЕГО ...........-...........-.............209
Библиографический список................. ................212
4. ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ИЗГОТОВЛЕНИЮ ЛЕКАЛ, РАСКРОЮ, ИЗГОТОВЛЕНИЮ И ВТО
ГОЛОВНЫХ УБОРОВ............................... -............ 213
4.1. Технические требования к изготовлению лекал...........213
4.2. Технические требования на раскладку лекал и раскрой...214
4.3. Технические требования к изготовлению головных уборов ..238
4.4. Технические требования к ВТО....................... 245
Библиографический список —............................... 252
5. ПОДГОТОВИТЕЛЬНО-РАСКРОЙНОЕ ПРОИЗВОДСТВО...................253
Библиографический список................................ 260
382
6. ИЗГОТОВЛЕНИЕ ШВЕЙНЫХ МЯГКИХ ГОЛОВНЫХ УБОРОВ.........................................261
6.1. Основные методы соединения деталей..............261
6.1.1- Ручные работы..............................261
6.1.2. Машинные работы............................267
6.1.3. Клеевой метод соединения деталей ..........274
6.2. Этапы обработки швейных головных уборов.........274
6.3. Соединение с прокладкой, клеевое дублирование деталей.........................275
6.4. Обработка вытачек, рельефов, складок...........277
1 6.5. Обработка головки головного убора................. 281
6.6. Обработка срезов ...................•......... . 289
6.7 Обработка полей, бортиков,козырька, наушников....291
6.8. Обработка околыша................................ 297
6.9. Обработка и соединение с основными деталями ремешка, шлевок, пояса, пат, хлястиков, декоративных клапанов.301
6.10. Обработка налобника, полуналобника и подкладки, соединение ее с утепляющей прокладкой ..........................307
6.11. Соединение околыша, козырька, полей, наушников, бортика и других деталей с головным убором...........316
6.12. Соединение подкладки с головным убором....... 322
6.13. Окончательная отделка головных уборов .......... 326
Библиографический список............................326
7. ОБРАБОТКА МЯГКИХ ГОЛОВНЫХ УБОРОВ
ИЗ НАТУРАЛЬНОГО
И ИСКУССТВЕННОГО МЕХА...................................327
7.1. Раскрой и соединение меха......................:.328
7.2. Изготовление мягких головных уборов из натурального и искусственного меха...............332
Библиографический список............................350
8. ОБРАБОТКА ГОЛОВНЫХ УБОРОВ ИЗ НАТУРАЛЬНОЙ
И ИСКУССТВЕННОЙ КОЖИ ...................................351
Библиографический список.............................357
9. ОБРАБОТКА КОМБИНИРОВАННЫХ ГОЛОВНЫХ УБОРОВ...........358
10. ОБРАБОТКА ГОЛОВНЫХ УБОРОВ ИЗ СИНТЕТИЧЕСКИХ МАТЕРИАЛОВ ТИПА ПЛАЩЕВЫХ, ПЛЕНОЧНЫХ МАТЕРИАЛОВ, ВЕЛЮРА, БАРХАТА...................... ................361
Библиографический список ...........................365
11. ОТДЕЛКА ГОЛОВНЫХ УБОРОВ........................,...366
Роль отделки в головных уборах......................366
12. КОНТРОЛЬ КАЧЕСТВА ШВЕЙНЫХ ГОЛОВНЫХ УБОРОВ..........376
Библиографический список ..........................380
383
Серия «Учебники, учебные пособия»
Гагарина Светлана Валентиновна, Бокова Светлана Владимировна
ПРОЕКТИРОВАНИЕ ШВЕЙНЫХ
ГОЛОВНЫХ УБОРОВ
Ответственные редакторы: Технический редактор Корректор Верстка
Лицензия ЛР
Жанна Фролова, Оксана Морозова
Галина Логвинова Геннадий Чмырев Маринэ Курузъян
Г° 065194 от 2 июня 1997 г.
Сдано в набор 08.10.2002. Подписано в печать 10.01.2003. Формат 84x108 1/32. Бумага тип № 2. Гарнитура School.
Усл. печ. л. 20,16 Тираж 5000. Заказ № 70.
Издательство «Феникс»
344002, г. Ростов-на-Дону, пер. Соборный, 17
Отпечатано с готовых диапозитивов в ЗАО «Книга».
344019, г. Ростов-на-Дону, ул. Советская, 57.
Качество печати соответствует предоставленным диапозитивам.