/





Author: Верещагина Л.Е.
Tags: машиностроение металлорежущие станки машиностроительные нормативы токарные станки
Year: 1979
Similar




Text
1 "'
3
ЦЕНТРАЛЬНОЕ
ПРИ
БЮРО
НОРМАТИВОВ
НАУЧНО-ИССЛЕДОВАТЕЛЬСКОМ
ГОСУДАРСТВЕННОГО
ПО ТРУДУ
ИНСТИТУТЕ ТРУДА
КОМИТЕТА СССР
ПО ТРУДУ И СОЦИАЛЬНЫМ ВОПРОСАМ
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ
укрупненные
нормативы
времени
на работы, выполняемые
маJ1оrабаритных
металлорежу1цих
станках
· ,i"..:Ei- ИйНОЕ И МЕЛКОСЕРИЙНОЕ ПРОИЗВОДСТВО)
1
~
М о с 1\ в а
1
1
,1
·- ! 9 7 Н
1
i
ЦЕНТРАЛЬНОЕ БЮРО НОРМАТИВОВ ПО ТРУДУ
ПРИ НАУЧНО-ИССЛЕДОВАТЕЛЬСКОМ ИНСТИТУТЕ ТРУДА
ГОСУДАРСТВЕННОГО КОМИТЕТА СССР
ПО ТРУДУ И СОЦИАЛЬНЫМ ВОПРОСАМ
,t
· ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ
ii
il
укрупненные нормативы времени
1
на работы, выполняемые
на малогабаритных металлорежущих
станках
( СЕРИЙНОЕ И МЕЛКОСЕРИЙНОЕ ПРОИЗВОДСТВО)
Москв а-197
9
Общемашиностроительные укрупненнь!е
ты ,
выполняемые на
малогабаритных
нормативы
времени на
рабо
металлорежущих станках.
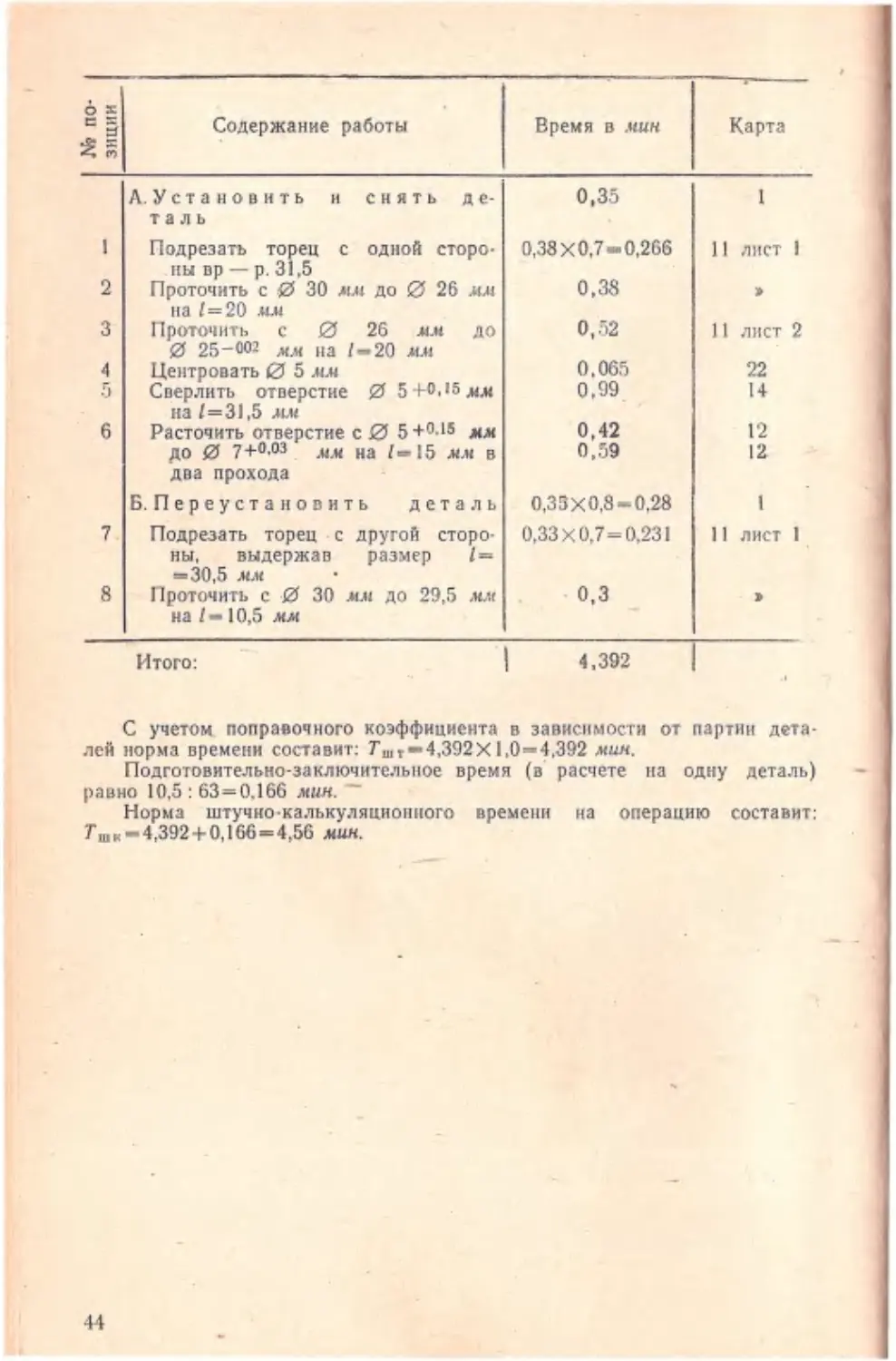
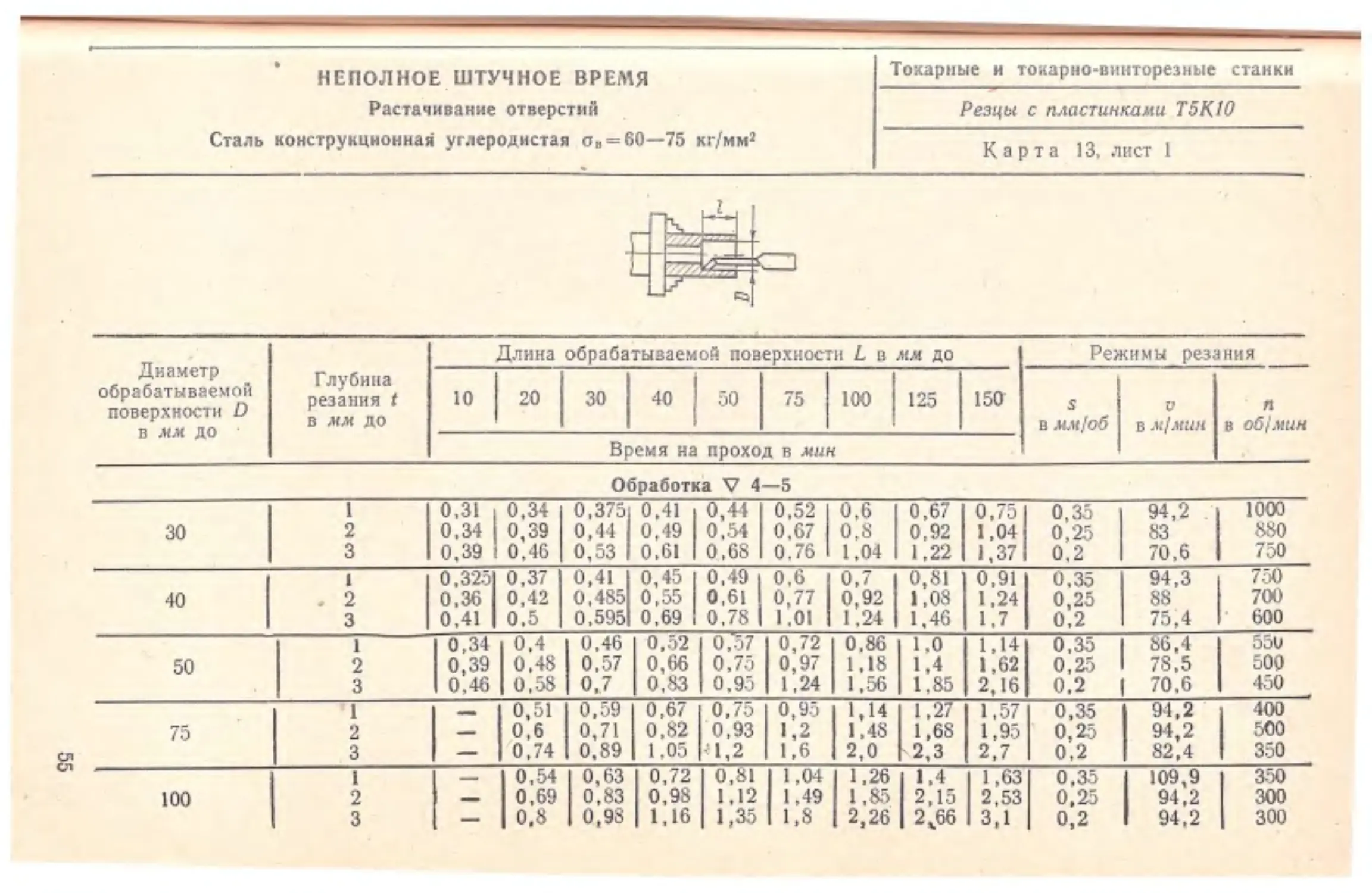
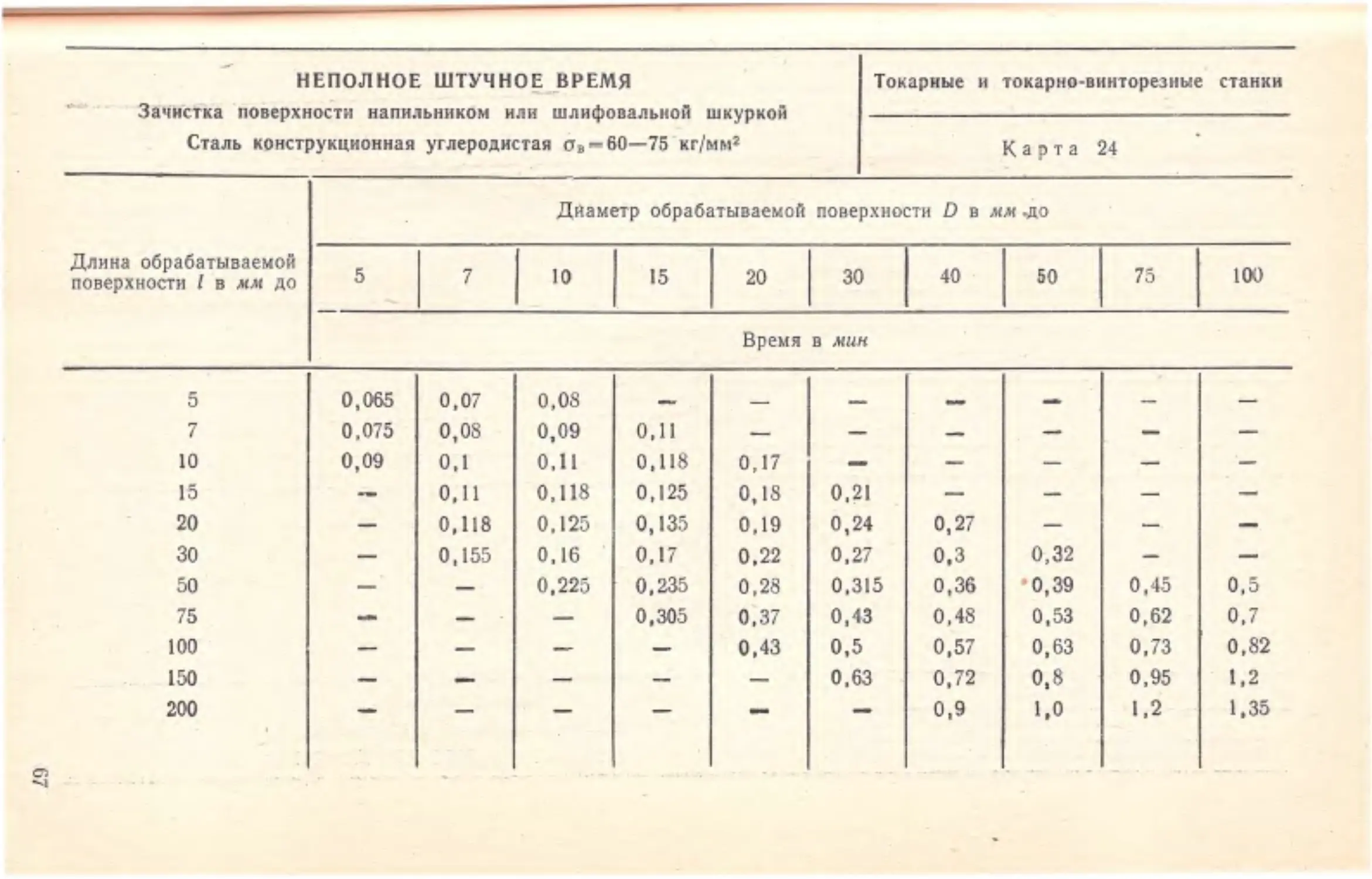
Настоящий сборник сод ержит нормативы неполного штучного време-.
ни на работы, выполняемые в условиях серийного н мелкосерийного про
из водства на малогабаритных токарных, токарно-револьверных, сверлиль- ,
ных, фрезерных, шлифовальных и зубофрезерных станках. Кроме того ,
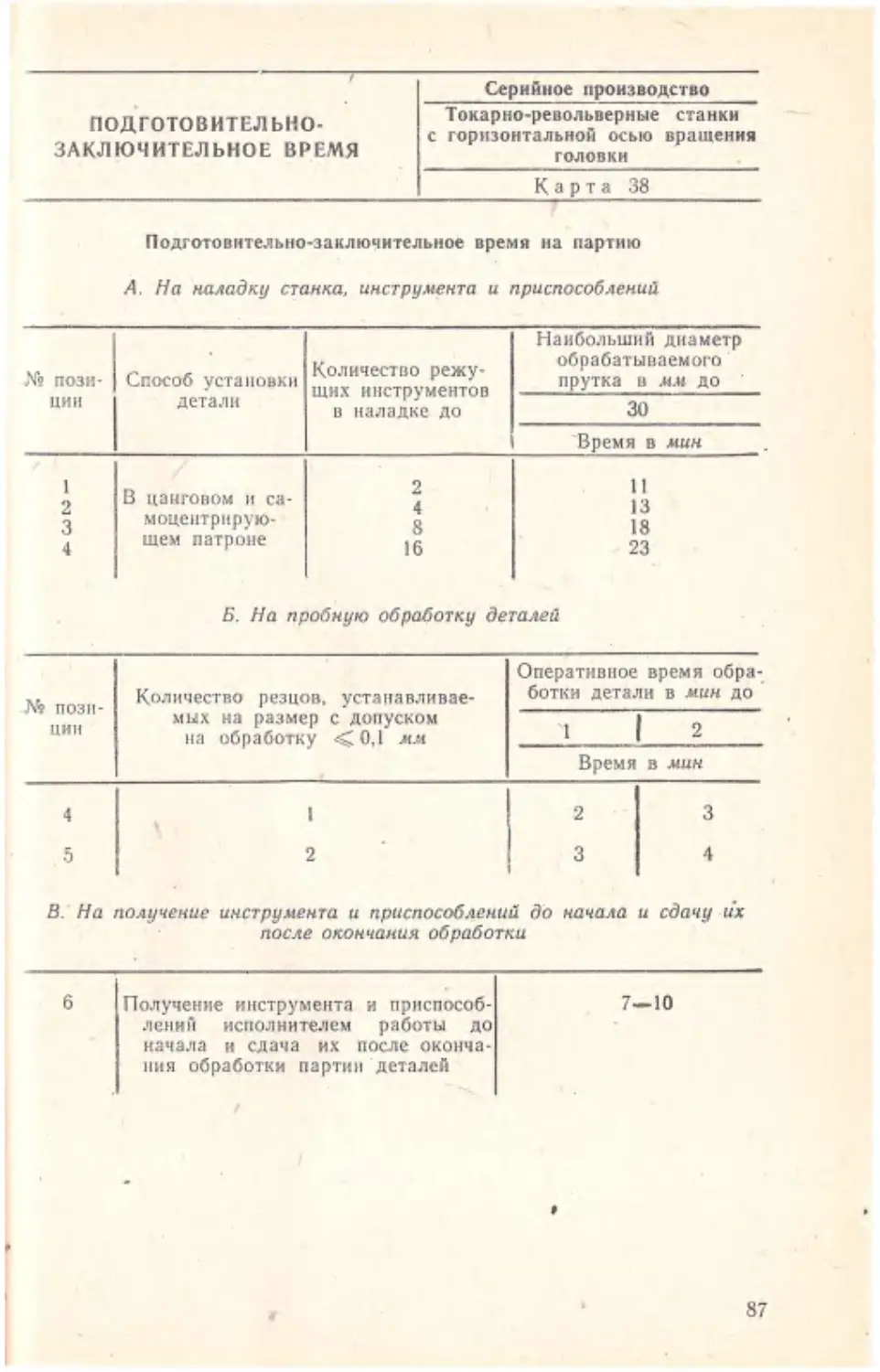
в сборнике пр иводятся нормативы на подготовительно-заключительное и
вспомогательное время на установку и снятие деталей .
'
Общемашиностроительные нормативы времени
одобрены и рекомен
дованы секцией по нормиррванию труда в машиностроении Экспертно-ме- ' •
тодического совета ЦБНТ /
Сборни к разработан Центр а льным
по
труду
при
участии
бюро про мышл.енных нормативов.
нормативно-исследо вательских
организаций
пред
приятий ма ш инос троения.
Замечани я и предлqжен ия просьба
нап равлять по адресу:
Москва, пл . Куйбышева, ! , ЦБНТ .
Настоящий выпуск соответствует изданию 1972 и 1974 гг .
1013•012 ,
1
(
1
1
•
1
\
f
\
©
Научно-исследовательский институт труда
Государственног() комитета СССР по труду и социальным вопро сам
(НИИ труда), 1979
,
1
"
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
Тш
iв у
-
-
н орма штуч ного времен и в мин
вспомогательное время на усталов ку и снятие детали в
MUN.
iвш2, " . . fн ш 11
-
_."
н еп олное штуч ное в р ем;; н а обработ1'у поверхностей
АШN
L, l - дл ин а о бр а ба т ыва е мой п о вер х н ости в мл~
в - ши ри на о бр а б ат ы в а ем ой п ов е рхно ст и в м,и
D,d - д и а метр об раб атыв а е мо й п ов ер х н ости ИJIИ диаметр ре жущег о инстр у м е нта в мм
Z
S
t
В"
- число зубьев фрез ы
- шаг рез ь бы в м41
~глубина реза н ия в мм
- ширина шлифовального круга в ..млt
Dct - ди аметр шлифуемой повер х ности в лt.м
Lct - длина шл ифуемой поверхности в мм
Bct - ширина шлифуемой поверхности в ЛtJ\t
q -
!(оличество деталей в шт.
·
S - подача в мм/об
s" ~подача в мм/мин
So - подача поперечная н;1 ход стола в мм/ход
St:x ~ подача на Проход стола в мм/ход
·
Sv - скорост.ь резания в м/мин
Uct ---, скорость вра щения детали или скорость движени я сто
ла в м/мин
Sz - подача в м.м/зуб
т
п
2П
-
нарезаемый модуль в мм
при п уск на обработку на сторону в M J\t
припуск на обработку на диаметр в мм
приведенная ширина шлифования в м м
_:_суммарная п л ощадь шлифования в лtм 2
п - число оборотов Шпинделя
в
или обрабатыв а ем о й . детал и
минуту
- мощность электродвигателя станк а в кв т
cr. - предел прочности обрабатываемого материа л а пр и р а стяжении в кг/ л1м 2
- поправочный коэффициент на поперечн ую подач у
- основное (тех ы ологическое) время в м ин •
- штучно-калькул яцио :rшое время в мин
:
•
ОБЩАЯ
ЧАСТЬ
Нормативы предназначены для технического нормирования станоч~
ных работ в механически)( цехах основного производства машинострои
rелы-ш1х предприятий с серийным и мелкосерийным характером производ
ства.
В качестве исходных данных при разработке нормативов были исполь
зованы следующие материалы :
1. Общемашиностроительные нормативы режимов · резания для тех
нического нормирования jJ'абот на металлорежущих станках, часть I и II.
М" «Машиностроение»,
1967
г.
Общемашиностроительные укрупненные нормативы времени на ра
боты, выполняемые на металлорежущих станках (мелкосерийное и единичное производство), часть I и II, изд. 1969-1971 rr.
3. Общемашинqстроительные укрупненные нормативы времени для
технического нормирования работ на шлИфовальных и доводочных стан
ках (серийное, . мелкосерийное и единичное производство), изд. 1968 F.
4. Общемашиностроительные нормативы времени вспомогательного, на
обслуживание
рабочего
места
и подготовитально-закшочительного
на
работы, выполняемые на малогабаритных металлорежущих станках (круп
носерийное, серийное и мелкосерийное производство), изд. 1970 г .5. Общемашиностроительные нормативы режимов резания для техни
ческого нормирования работ на шлифовальных и доводочных станках, изд.
1967 г.
2.
_
6. Техническое нормирование труда в приборостроении. М" Машгиз,
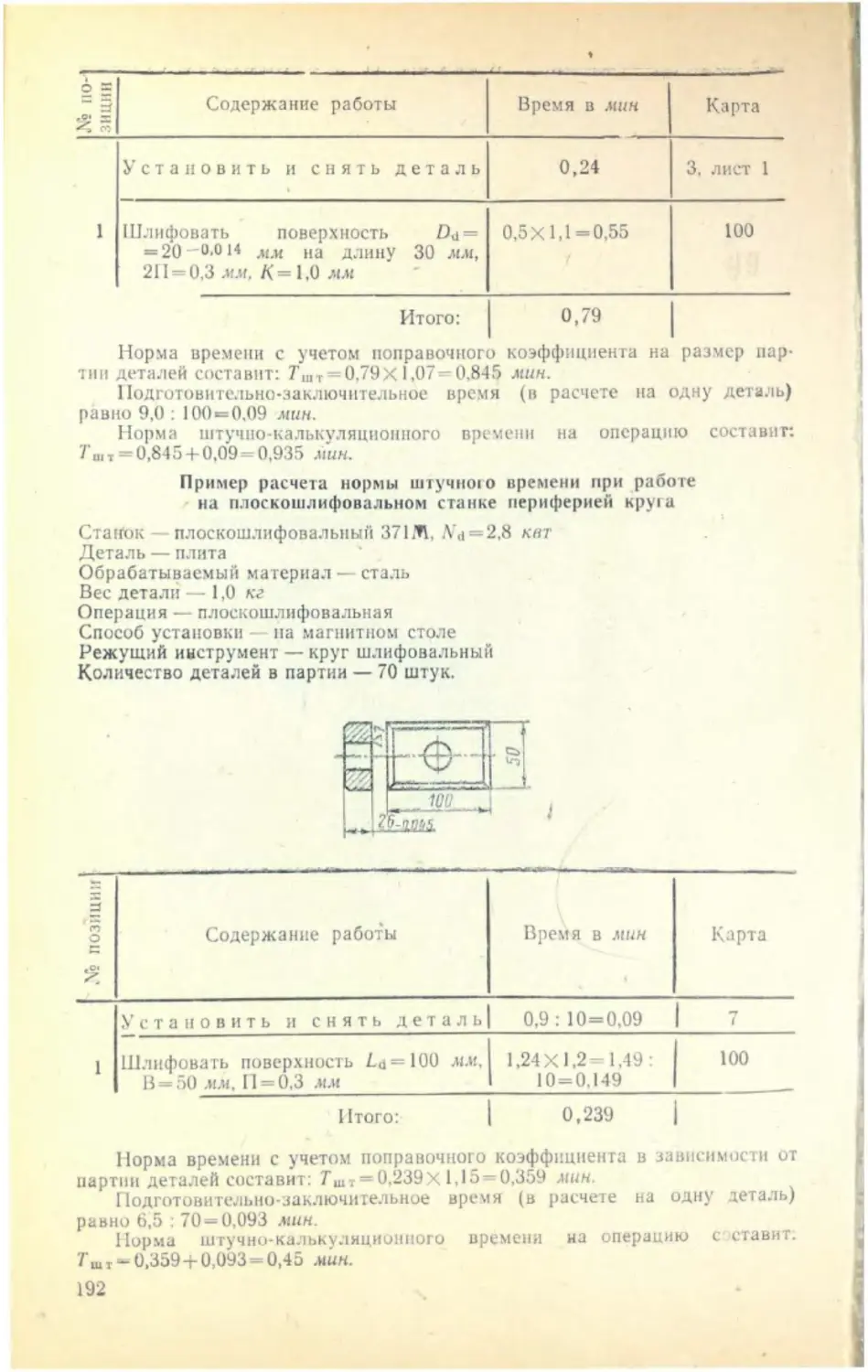
1962 г.
7. Хронометражные наблюдения, проведенные заводами - участника
ми данной работы.
8. Пас11ортные данные металлорежущих станков .
К:роме этого, в работе были также использованы различные заводские
нормативы и техническая литература .
·
Сборник нормативов времени разработан отдельно на каждый . вид
оборудования:
·!. Токарные и токарно - винторезные станки.
2. Токарно-револьверные станки с горизонтальной осью вращения головки.
1
3. Вертикально-сверлильные станки:
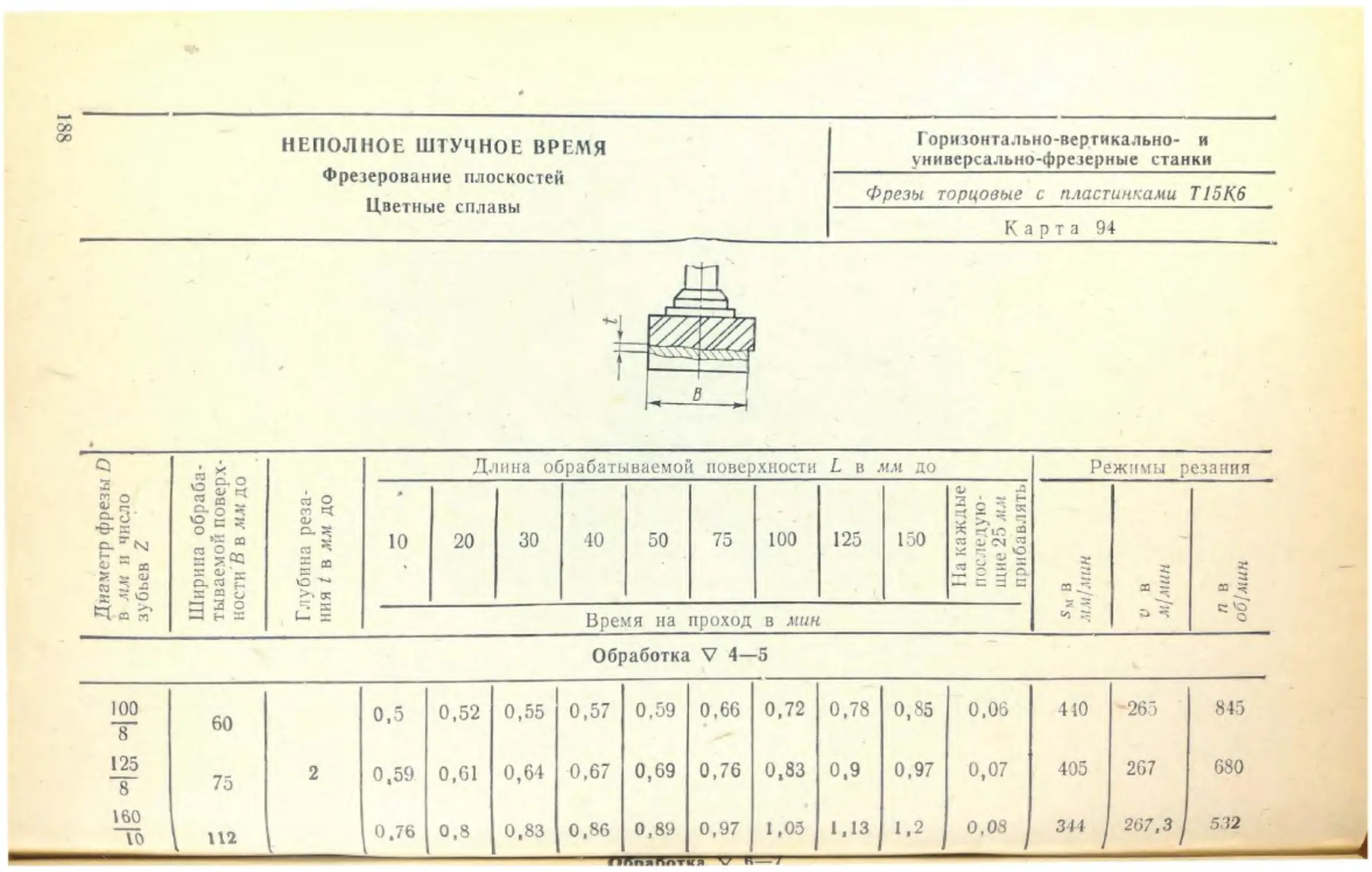
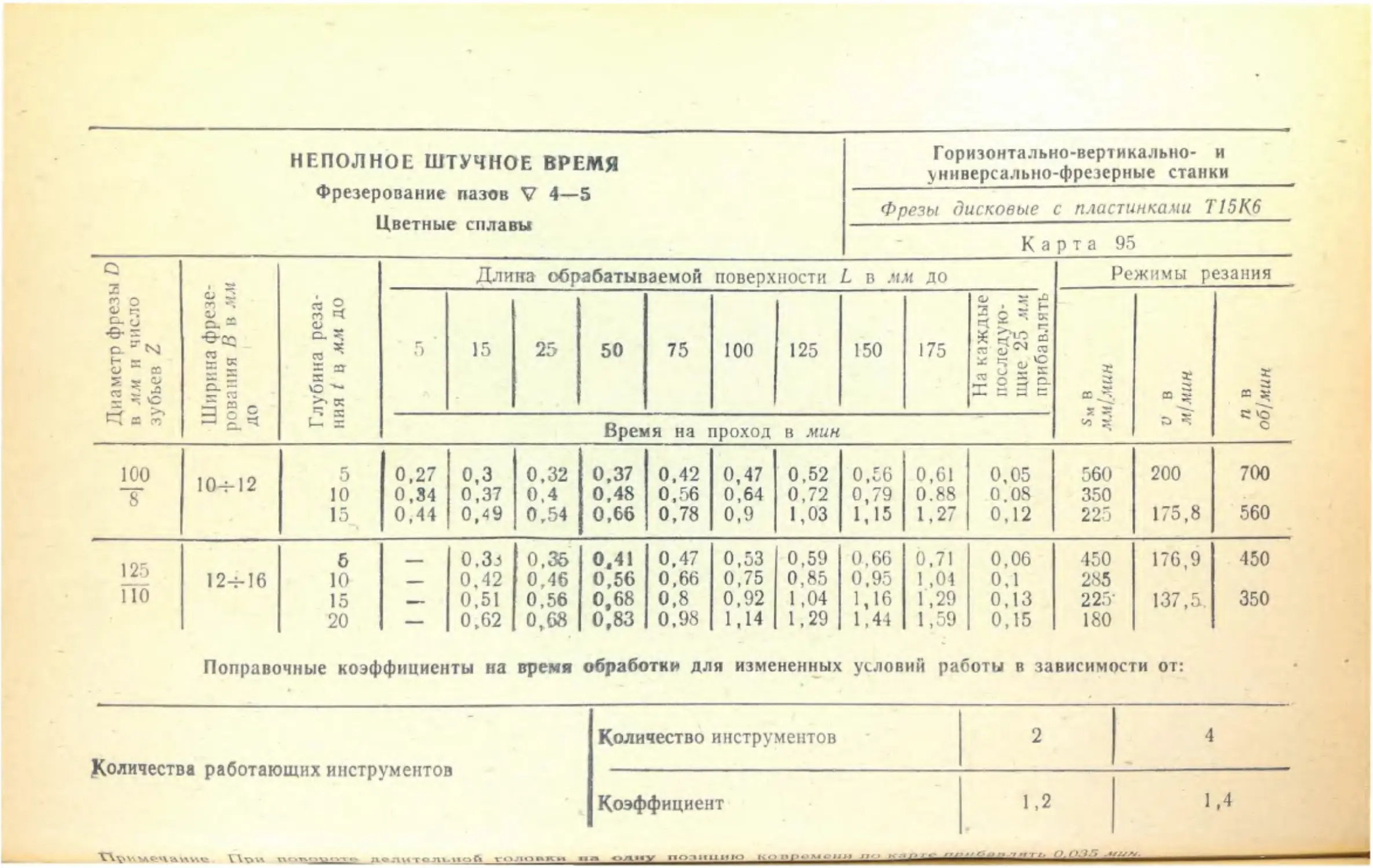
4. Горизонтально-вертикально- и универсально-фрезер!JЫе станки .
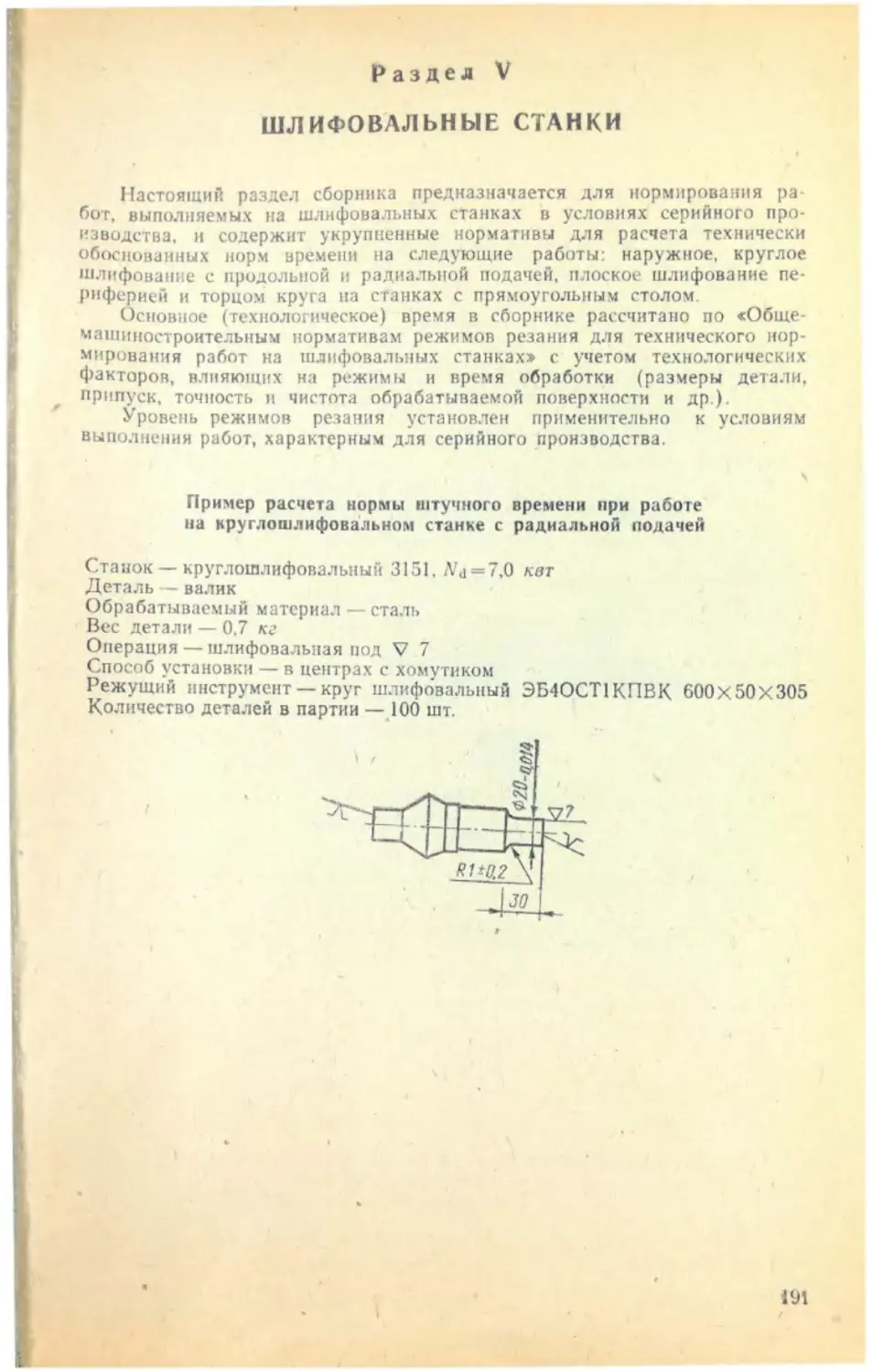
5. К:руглошзшфовальные станки.
6. Плоскошлифовальные станки с горизонтальным и вертикальным
щпинделем и прямоугольным столом.
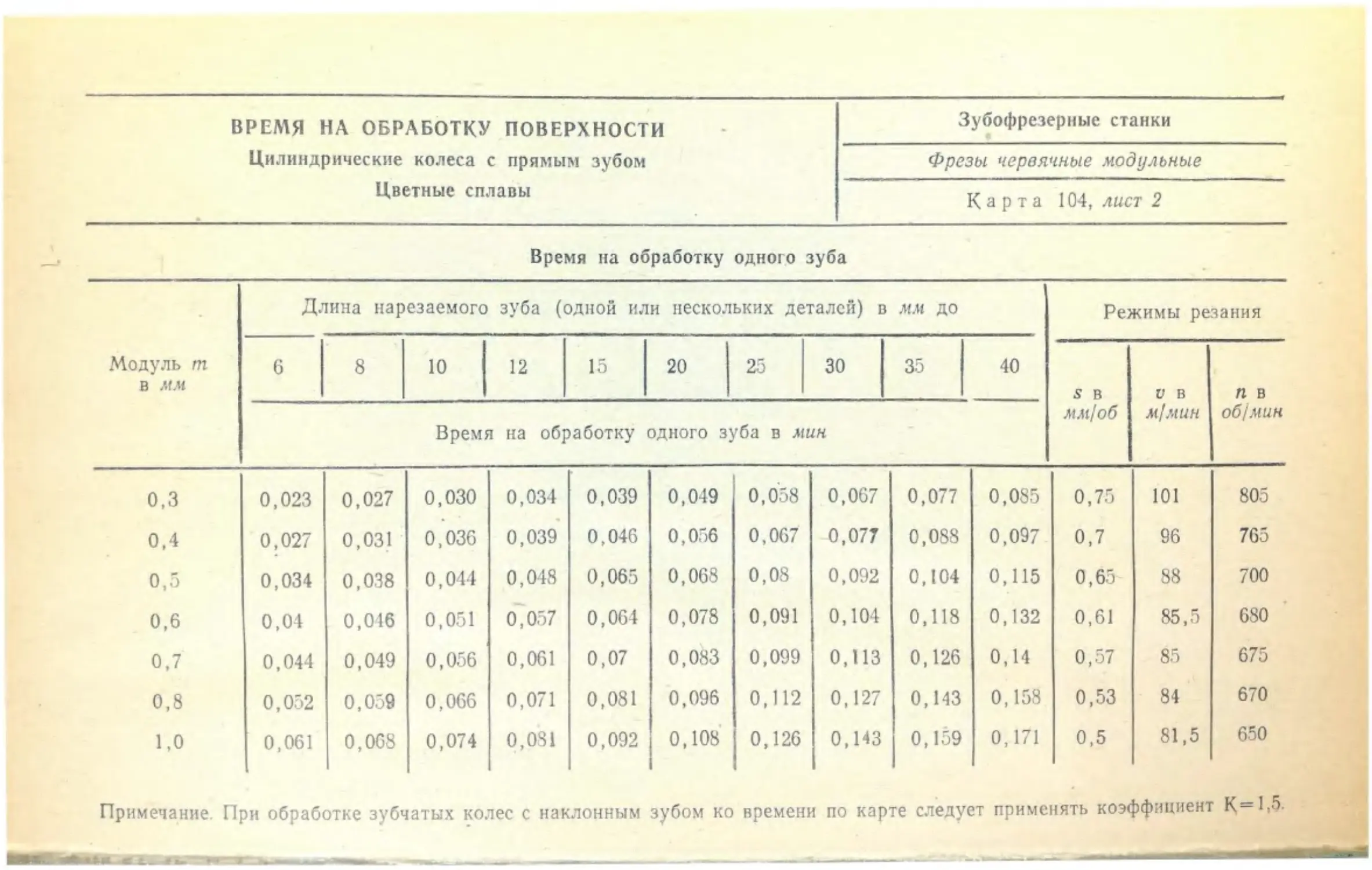
7.
Зубофрезерные
станки
для · парезаиия
цилиндрических
зубчатых
колес.
Сборник содержит н·ормативы вспомогательного времени
и снятие детали,
на установку
подготовительно-заключительного времени и укрупненные
нормативы неполного штучного времени.
Нормативное
г
время
в
сборнике рассчитано на
организационно-техни
ческие условия, соответствующие серийному характеру производства.
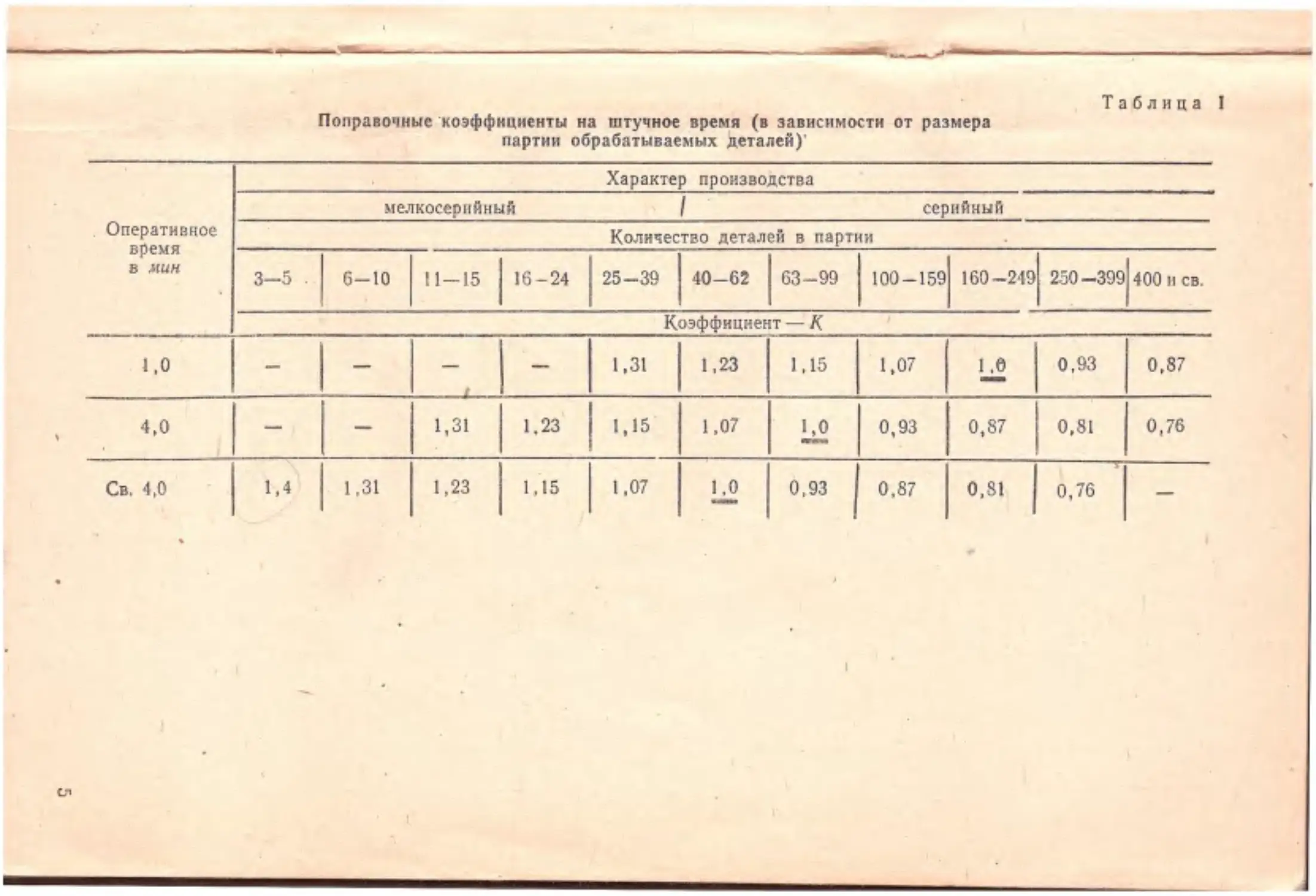
При уменьшении или увеличении партии деталей к норме времени сле
дует применять
повышающий
которого приводится в табл. 1.
4
или понижающий
'
rюэффициент,
величина
~-
~---;_:::::.
Таблица
Поправочные коэффициенты на штучное время (в зависимости от размера
партии обрабатываемых Деталей) '
Характер производства
1
мелкосерийный
Оперативное
время
в
1
мин
серийный
Количество деталей в партии
3-5
1
6-10
l 11-15
1 16-24
J
25-39 140-62 163-99
Коэффициент
1 .о
4,0
Св .
4,0
1 -
1
-
1
-
1
-
1 1,31
1
1
1,4
1 1 ,31
-
1 1,23
1
-
'
1 1,23
1 1, 15
1 1,31
1 1, 15
1 1,07
1
1,23
1,07
1
-
1, 15
-
1 ~~
1
1
0,93
0,93
1
и св.
0,87
1 0,87
1
0,76
0,81
0,87
1
1
1
0,81
1
"
(J1
0,93
1 . С>
1,07
1
1
160-249\ 2so-399/4oo
К
1
1,0
1
-
j 100-1s9\
1
0,76
>
1·
1
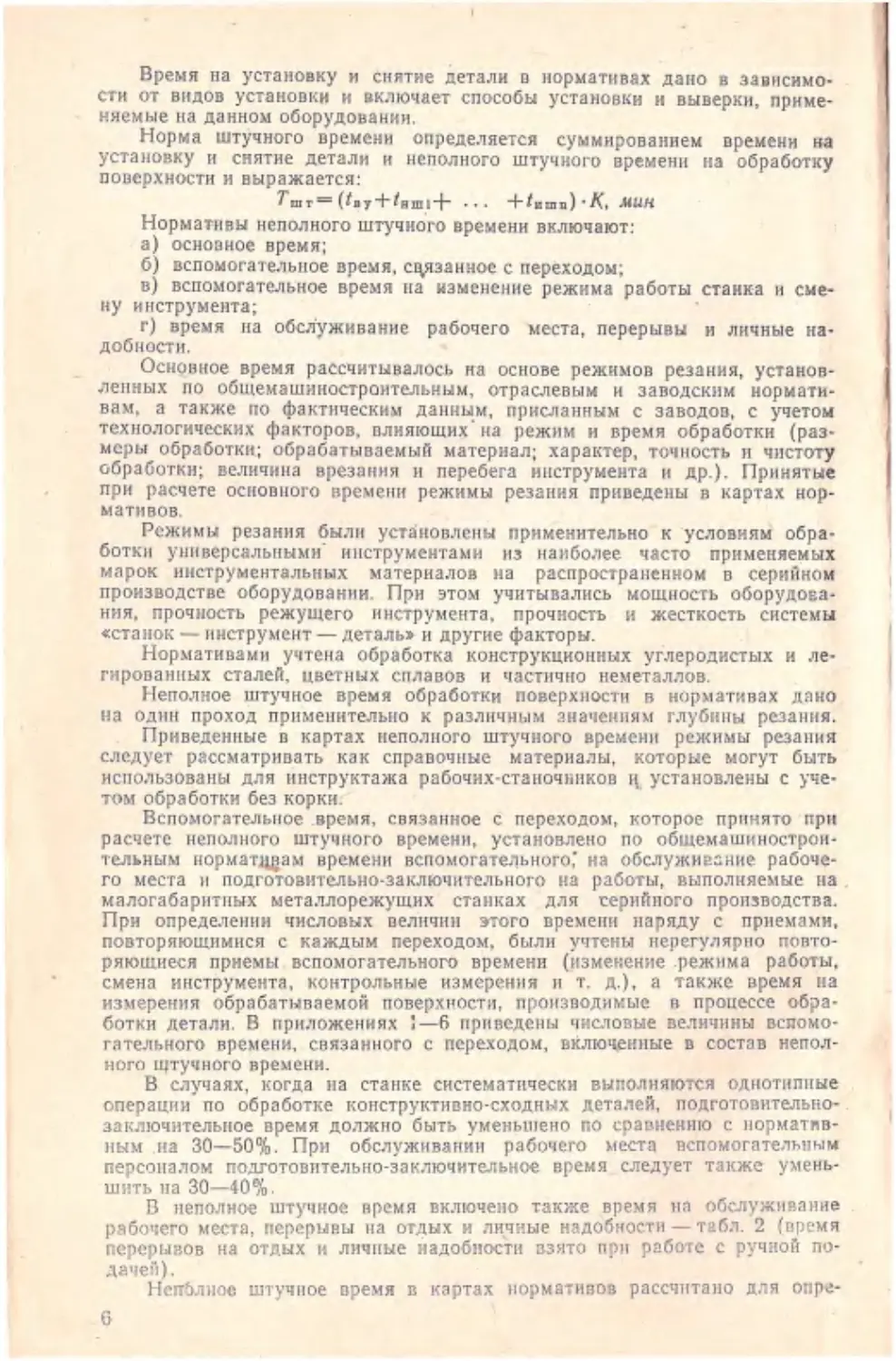
Время на установку и снятие детали в нормативах да но в заgисимо
сти от видов установки и li!КЛючает способы уста1ювки и выверки, приме
н·яемые на данном оборудовании.
Норма штучного времени
уст а новку и снятие детали
поверхности и выражается:
и
определяется
суммированием
неполного штучного
времени
времени на
на
обработку
·
Т шт= (tву+fнш1+ . . .
+fишп) ·К, MU/-1
Нормат-ивы неполного штучного времени включают:
а) основное время;
б) вспомогательное время, св,язанное с переходом;
в) вспомогательное время на wзменение режима работы станК'а и сме
ну
инструмента;
г) время
на обсл'уживание
добности.
рабочего
места, перерывы
и личные на
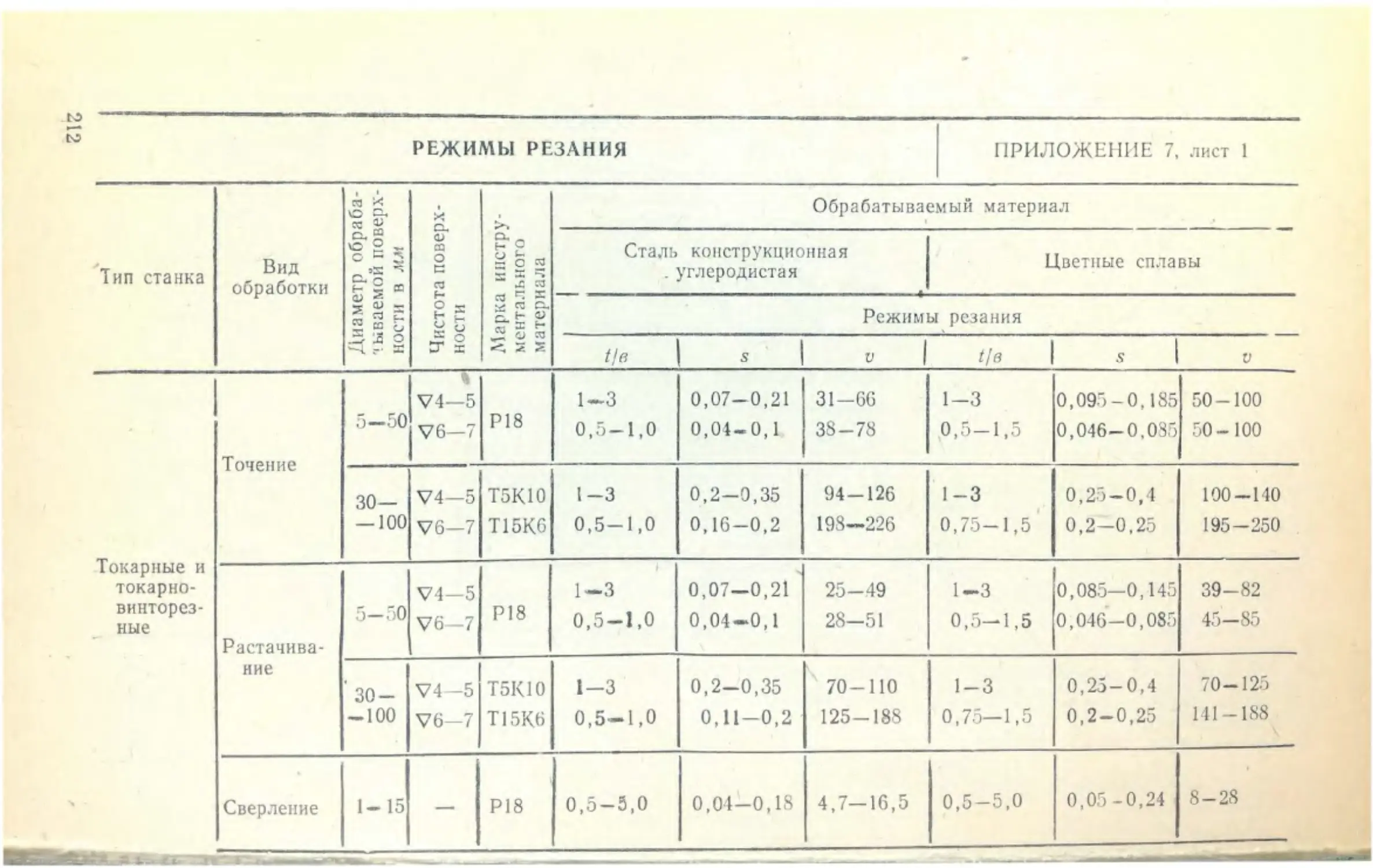
ОснQв1-юе время рассчитывалось на основе режимов резания, установ
ленных по общемашиностроительным, отраслевым и заводским нормати
вам, а также по фактическим данным, присланным с заводов, с учетом
технологических факторов, влияющих · на режим и время обработки (раз
меры обработки.; обрабатываемый материал; характер, точность и чистоту
обработки; величина врезания и перебега инструмента и др.). Принятые
при
расчете основного
времени режимы резания приведены в картах нор-
·
Режимы резання были установлены применительно к условиям обра
мативов.
ботки универсальными · инструментами
марок
инструментальных
из
материалов
на
наиболее
часто
Применяемых
распространен ном
в
серийном
производстве оборудовании. При это м учитывались
мощность оборудова
ния,
и
прочность
«станок
-
режущего
инструмент
-
инструмента,
прочность
жесткость
системы
деталь» и другие факторы.
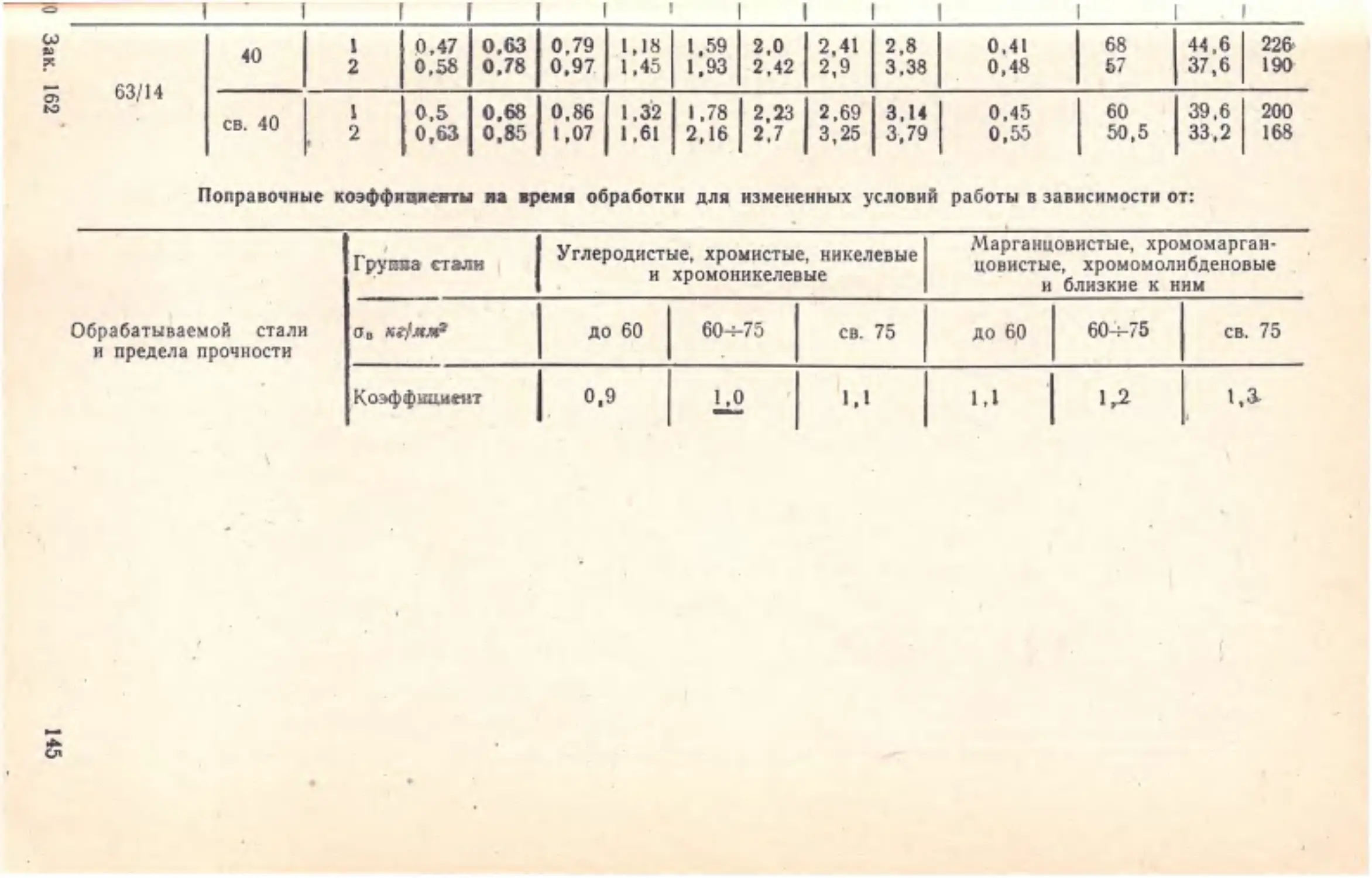
Нормативами учтена обработка конструкционных уг.л еродистых и ле
гирован н ых сталей, цветных сплавов и частично неметаллов.
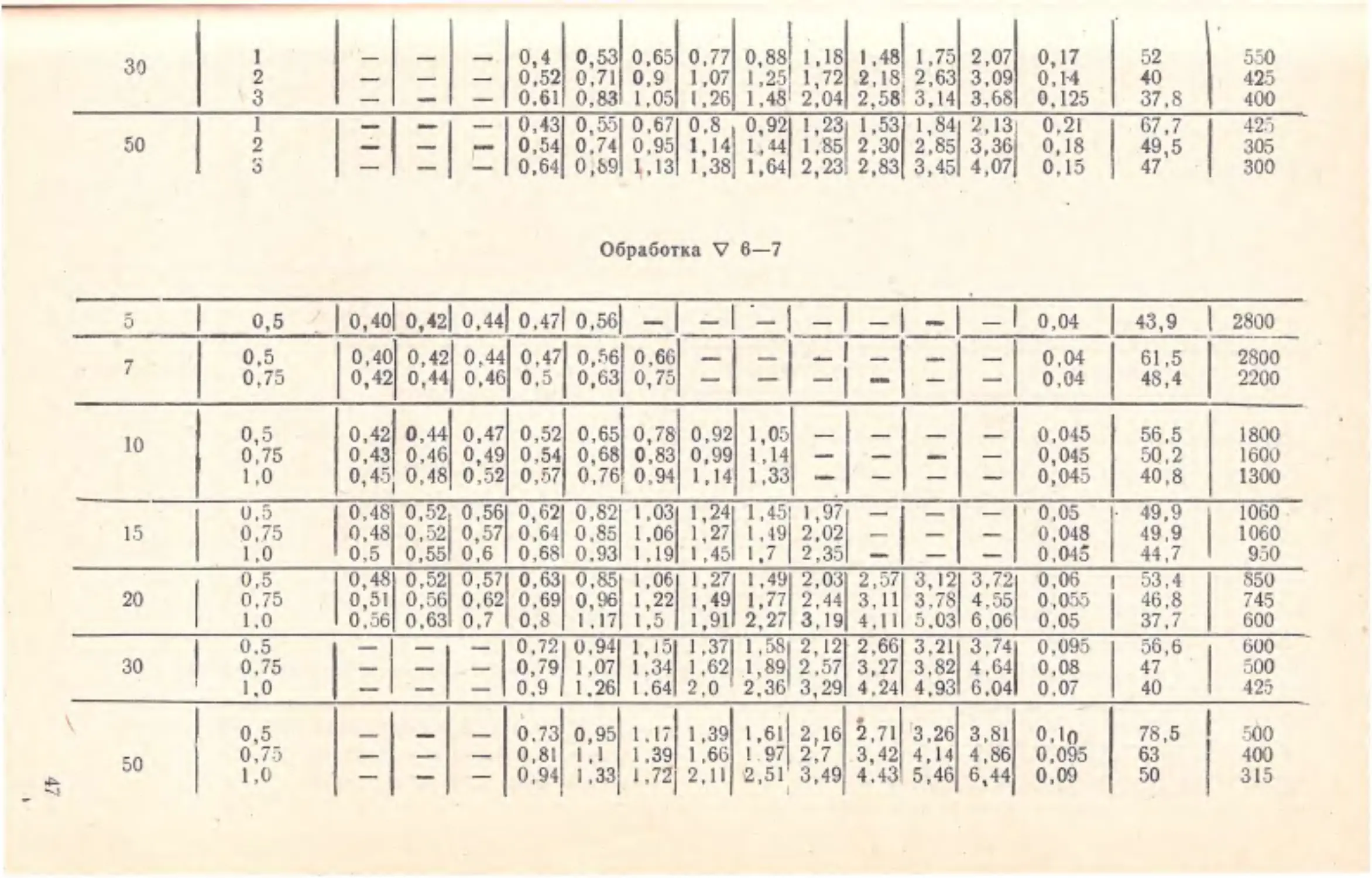
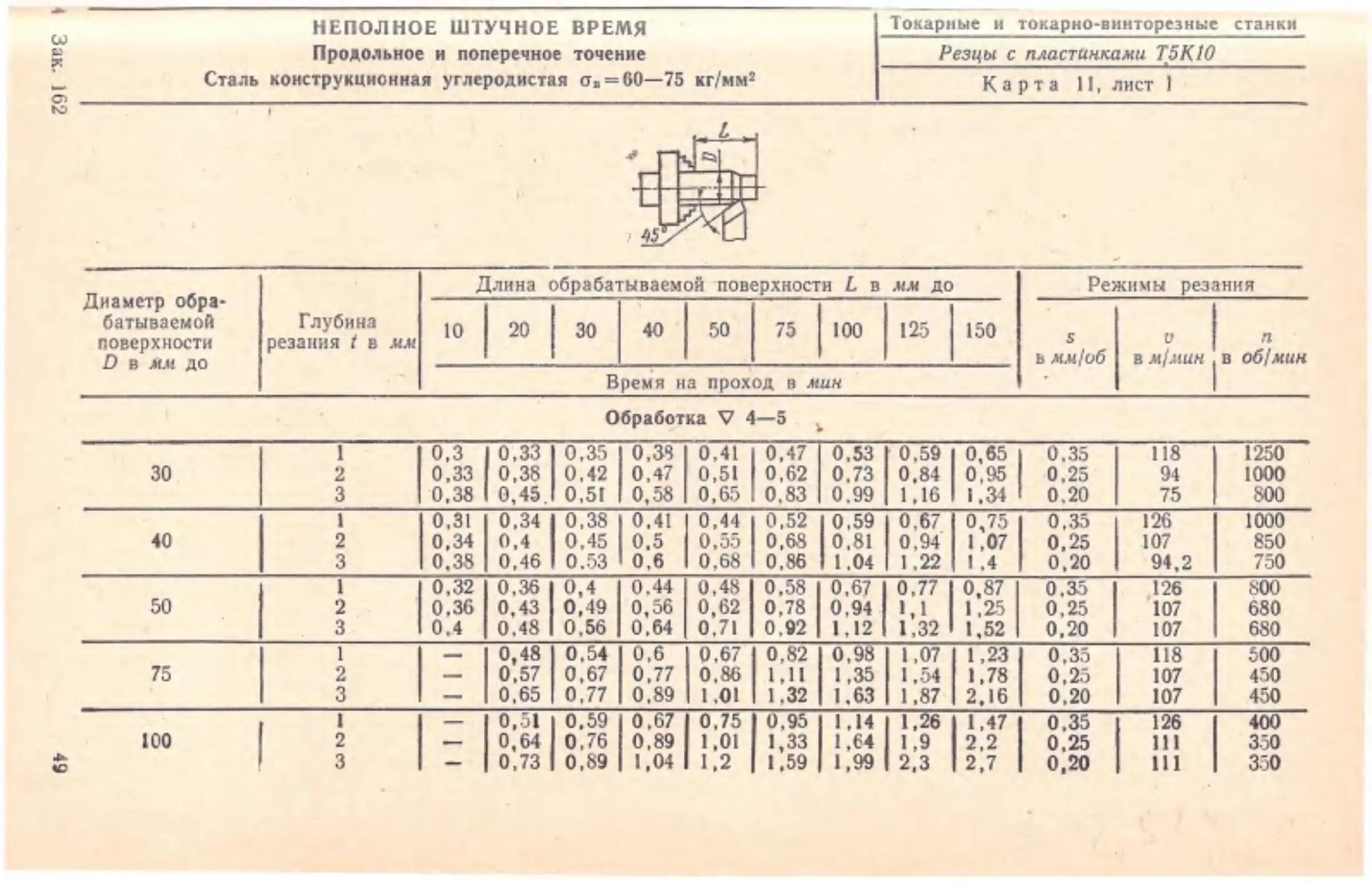
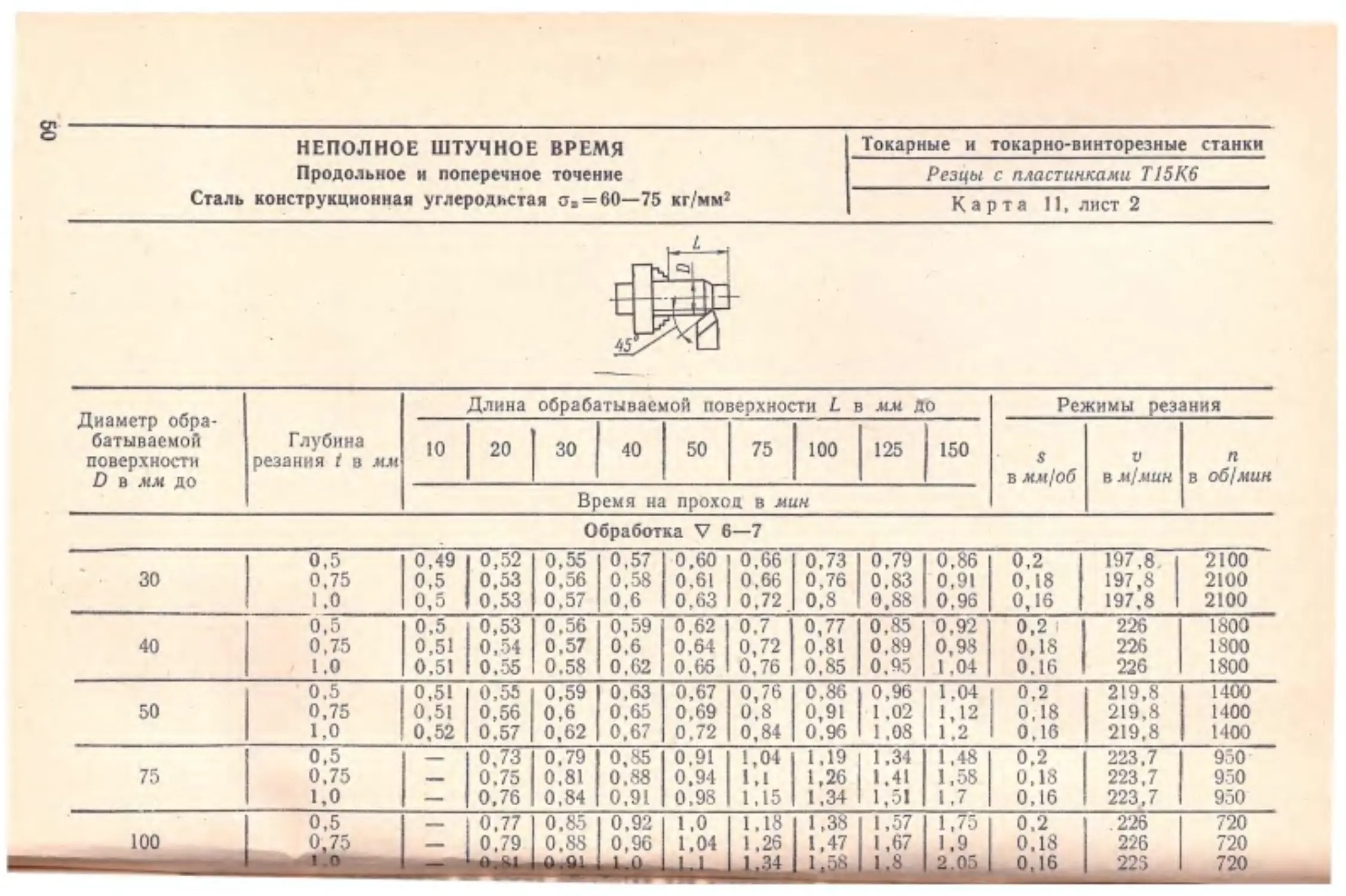
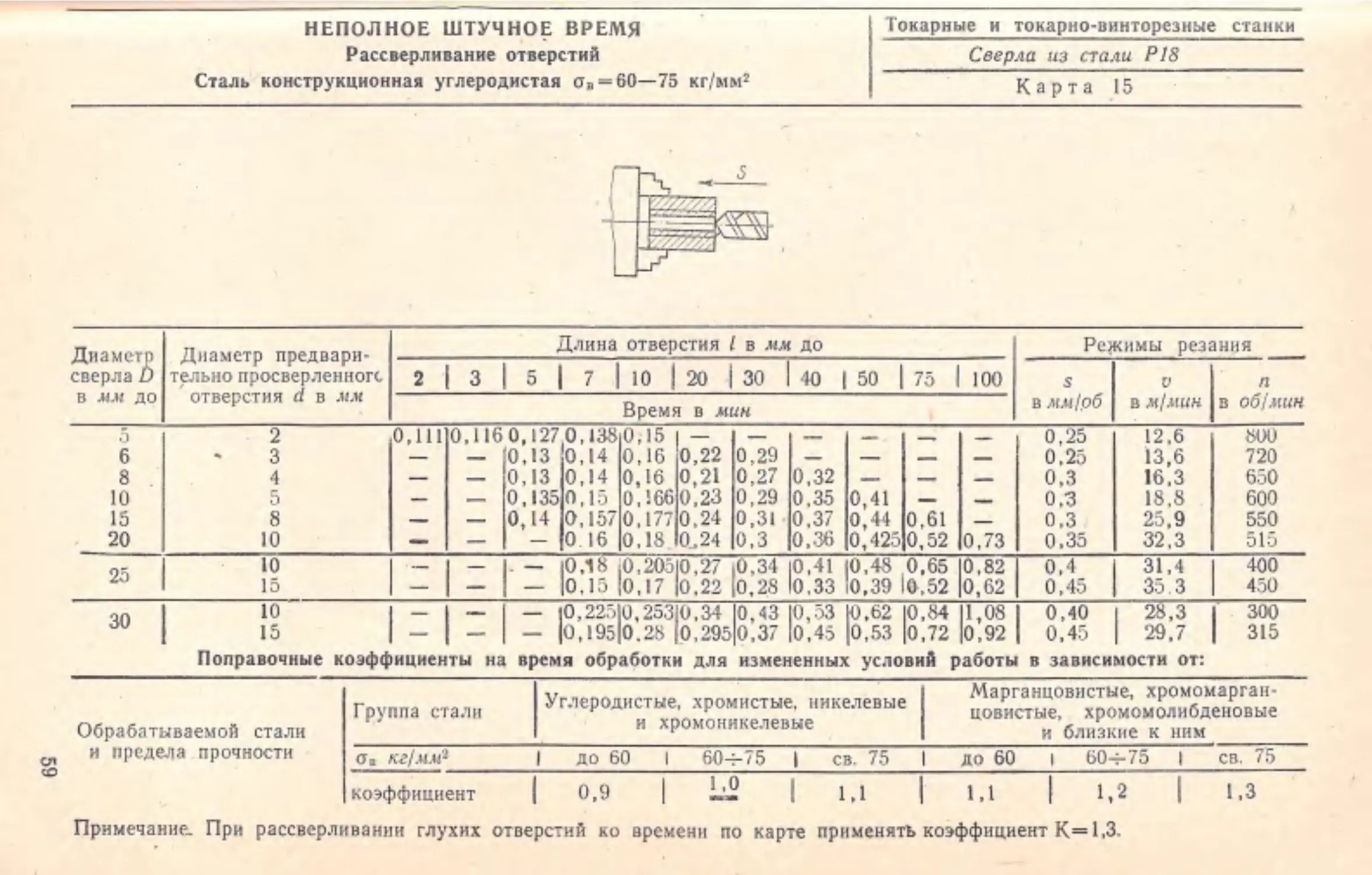
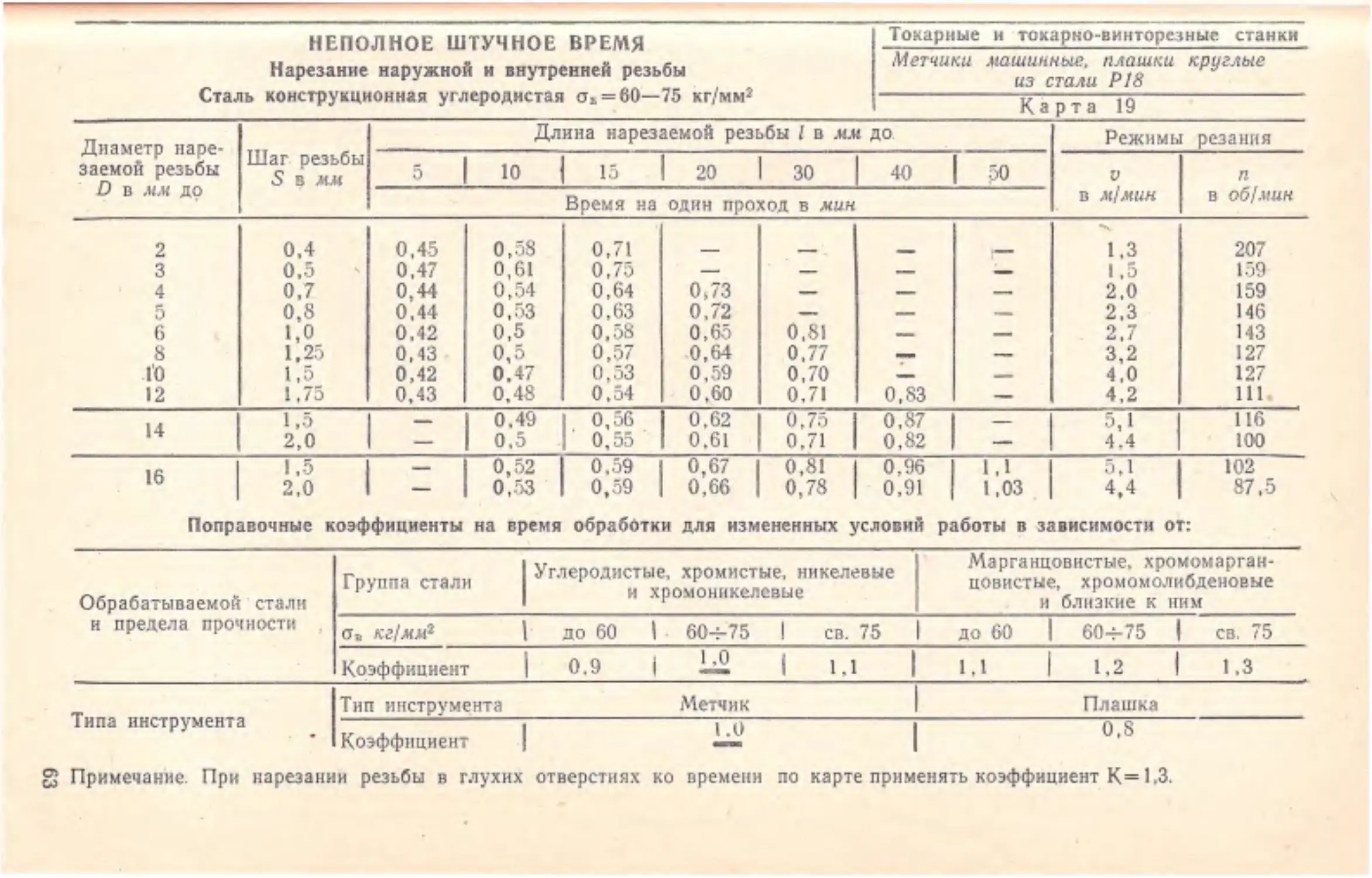
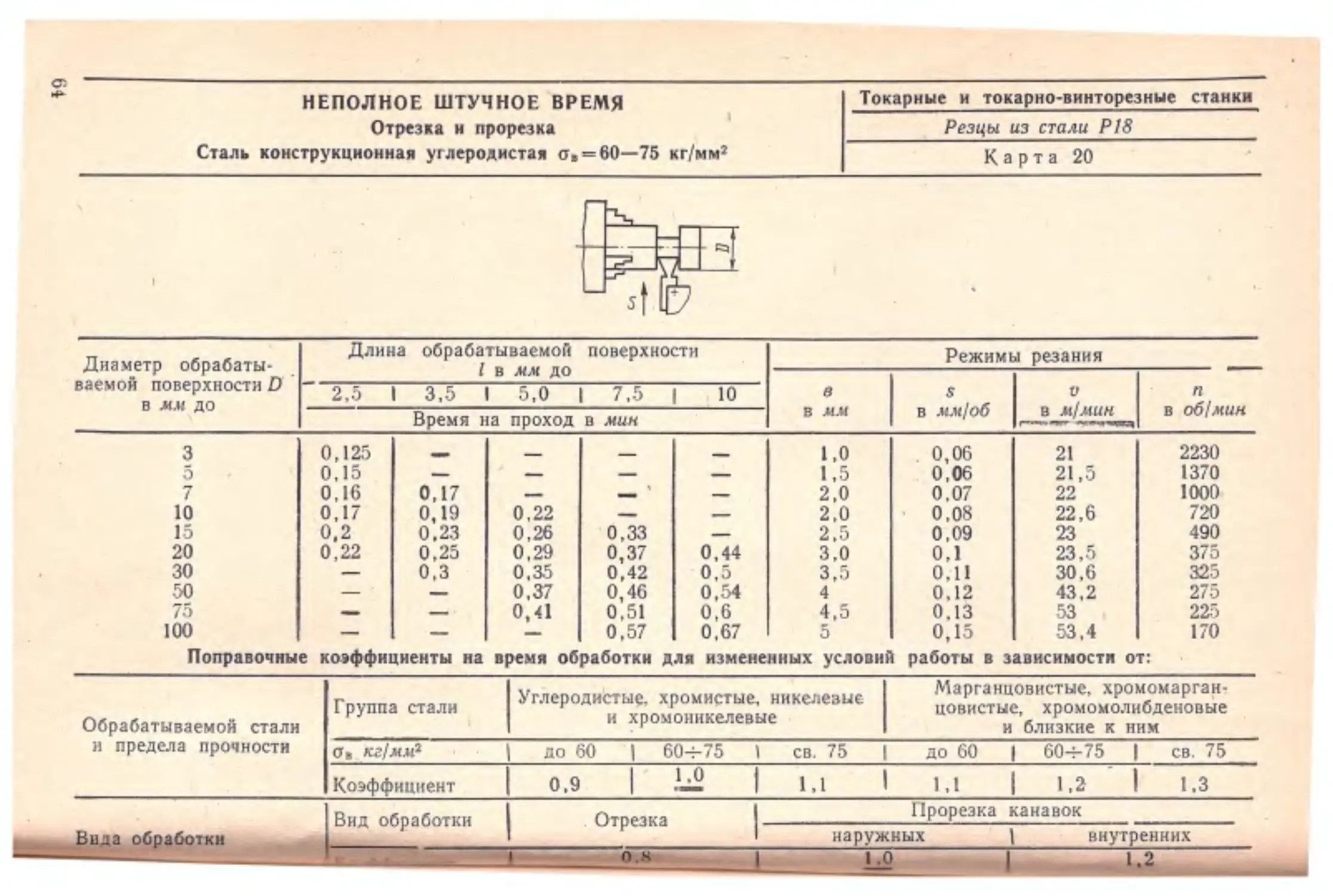
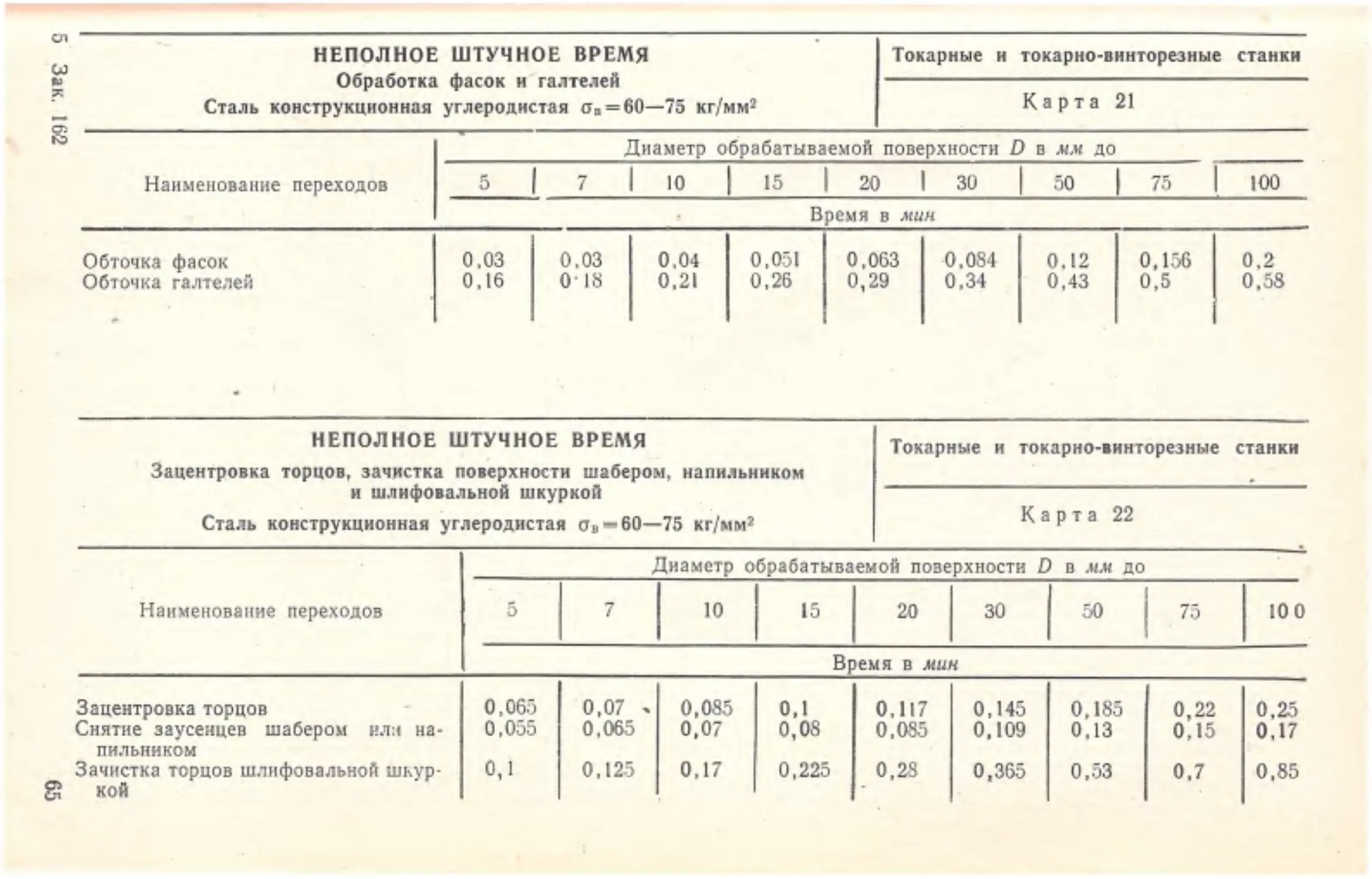
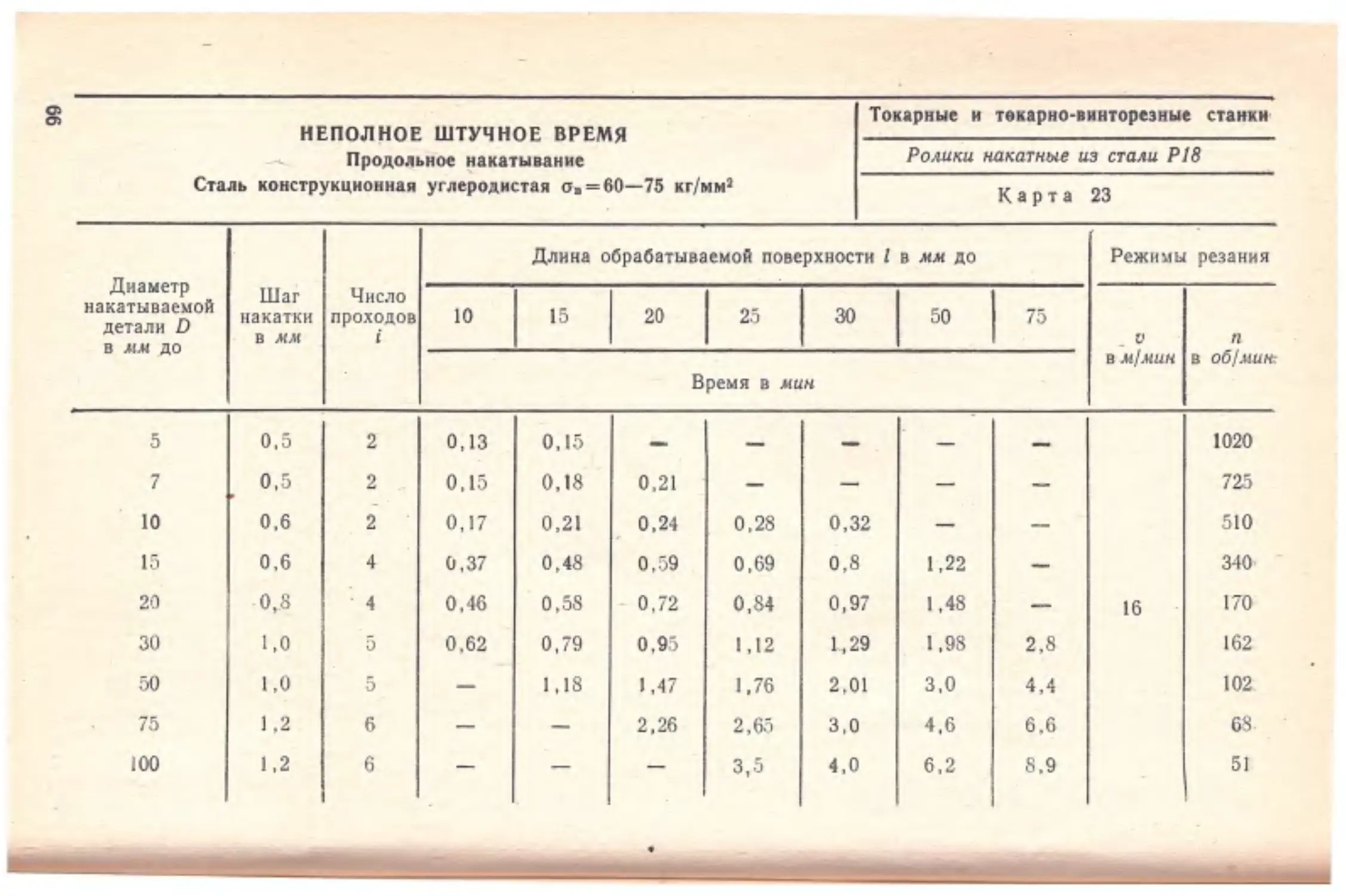
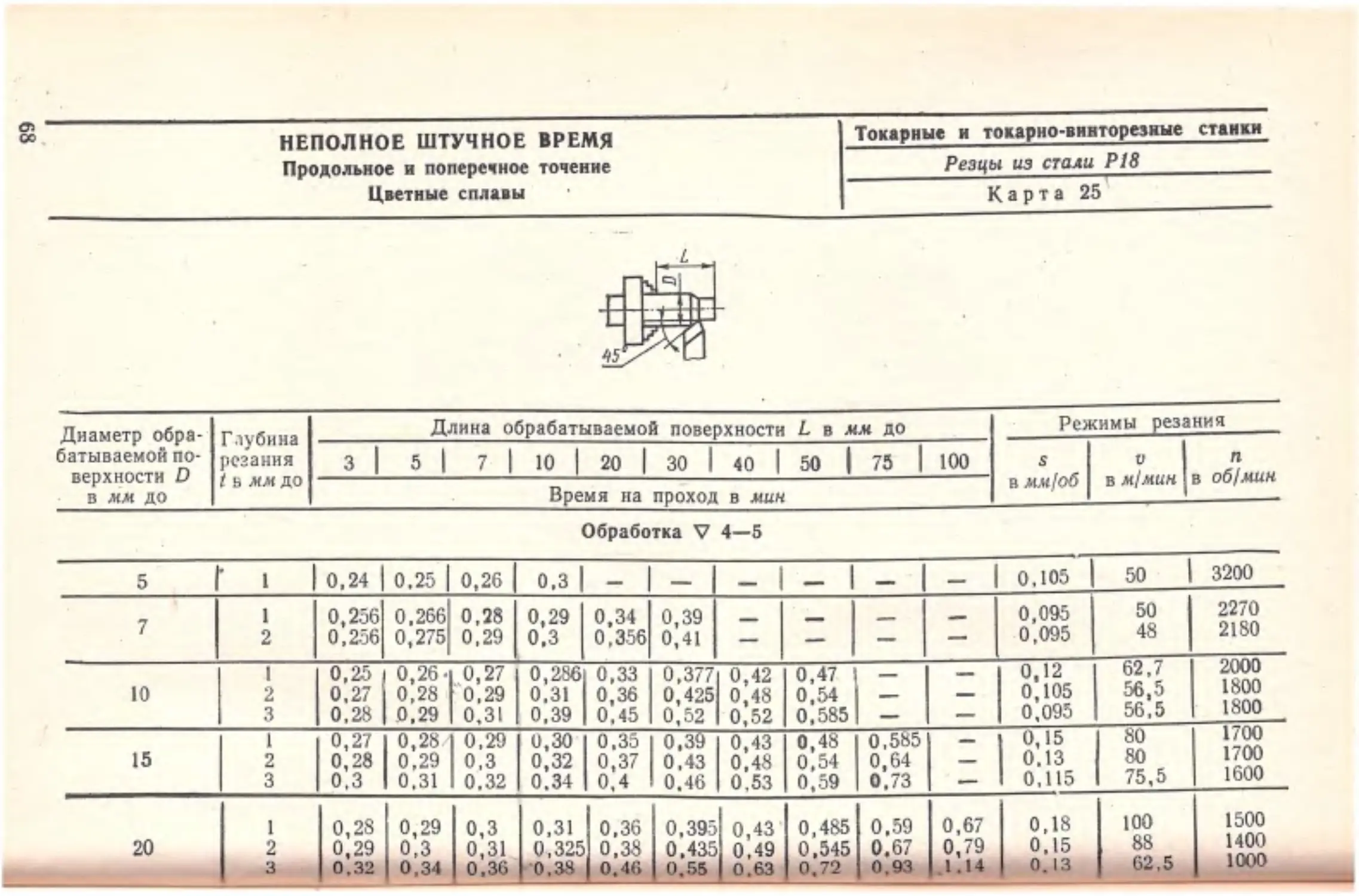
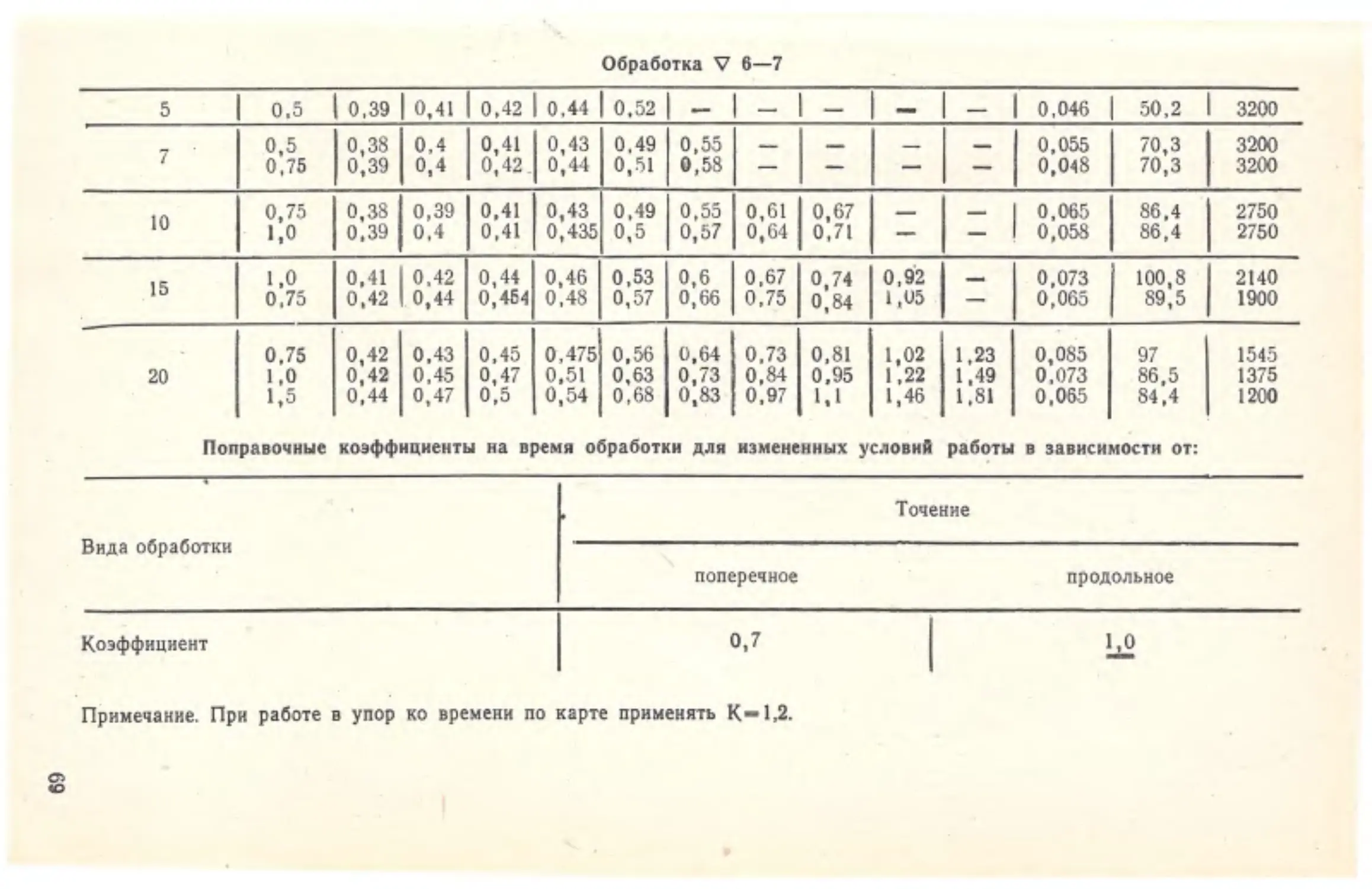
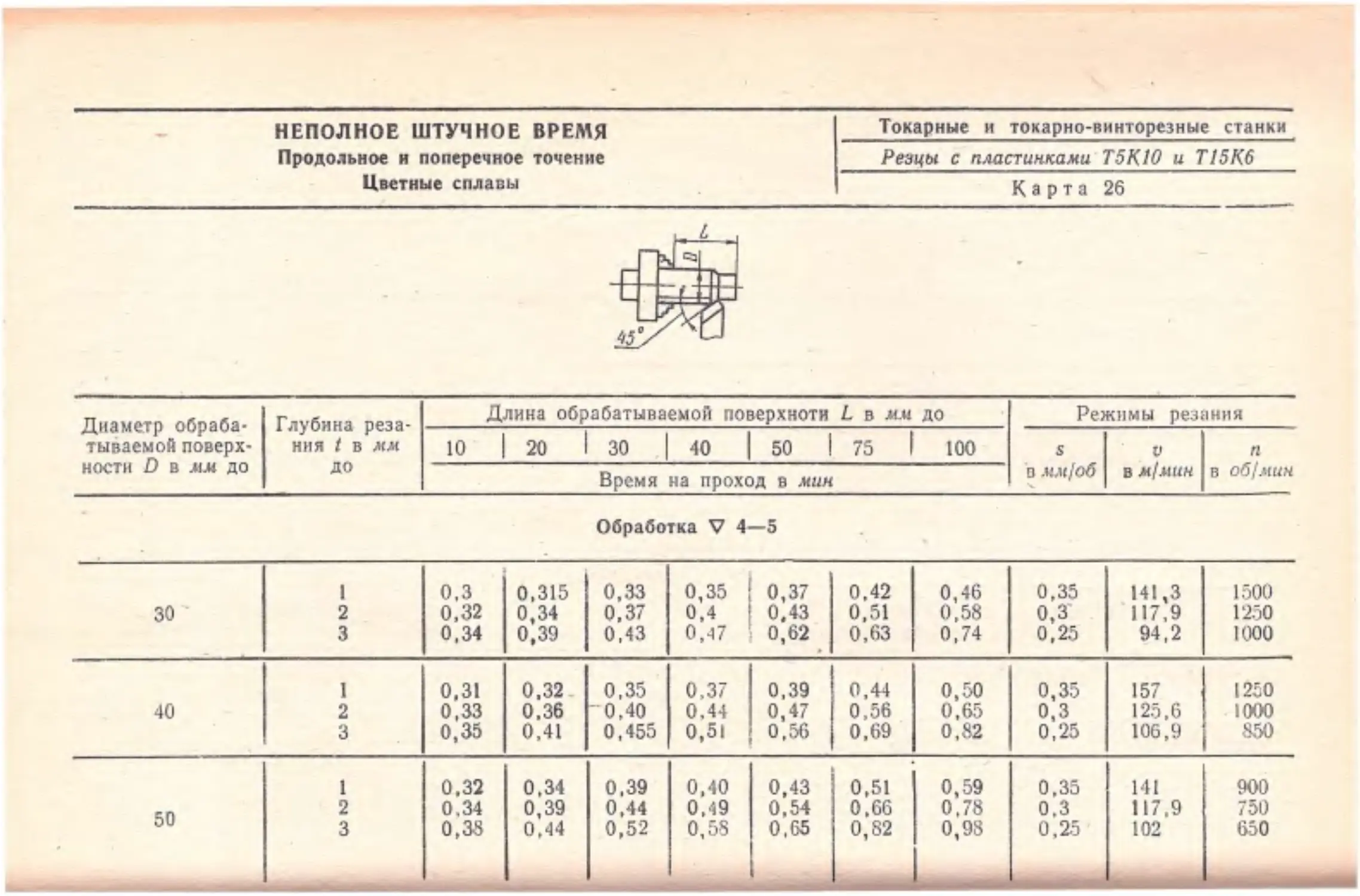
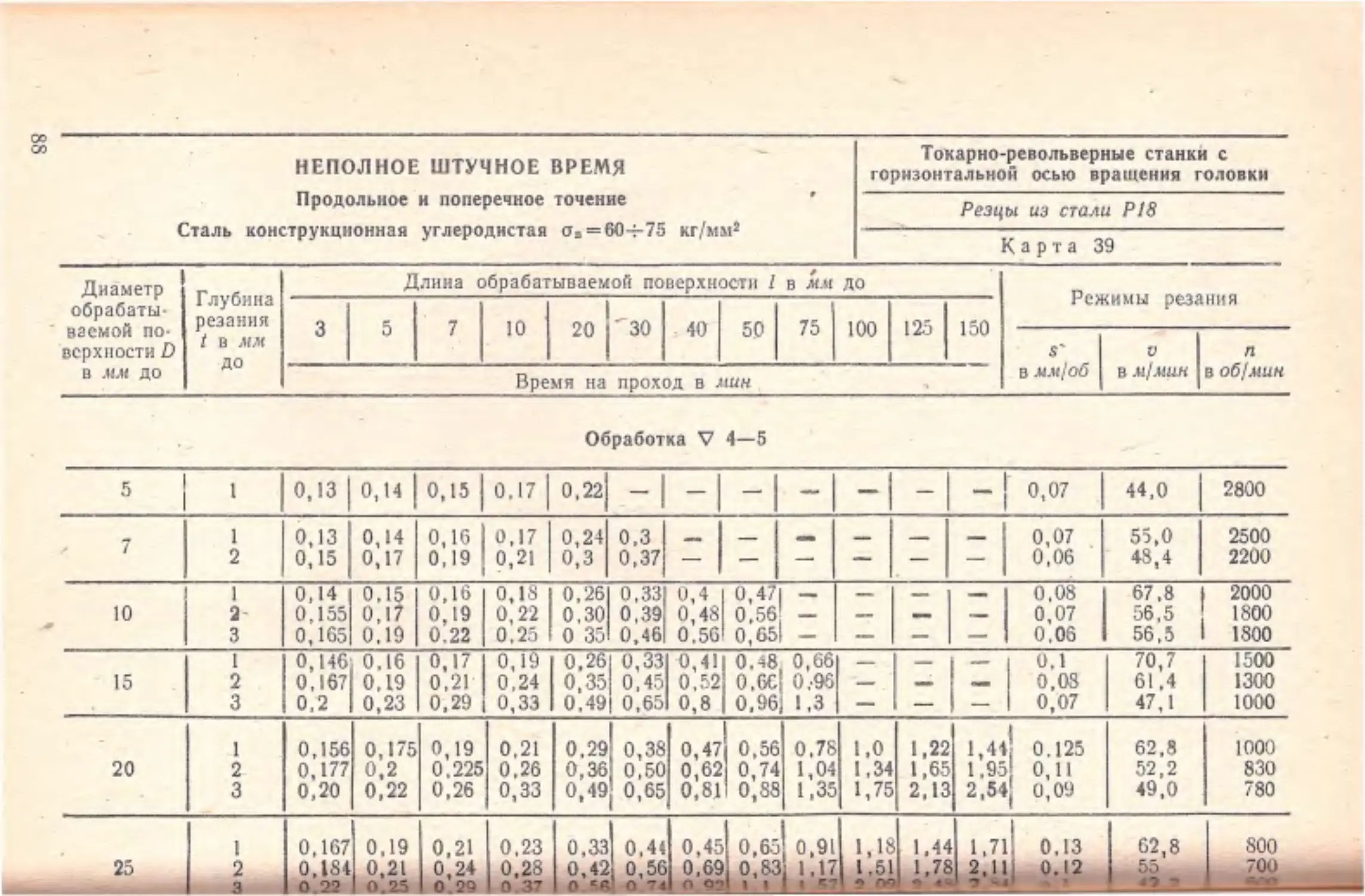
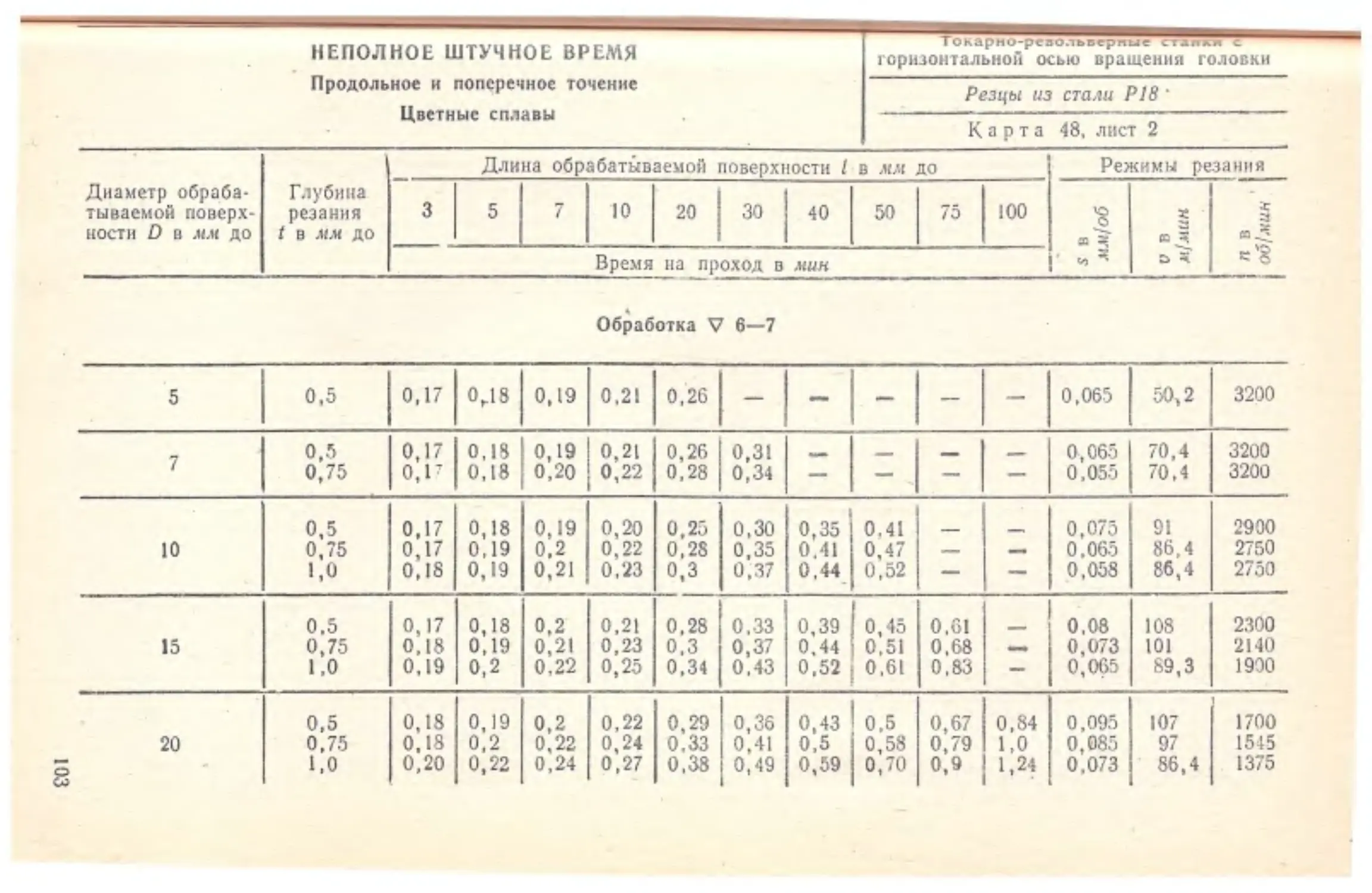
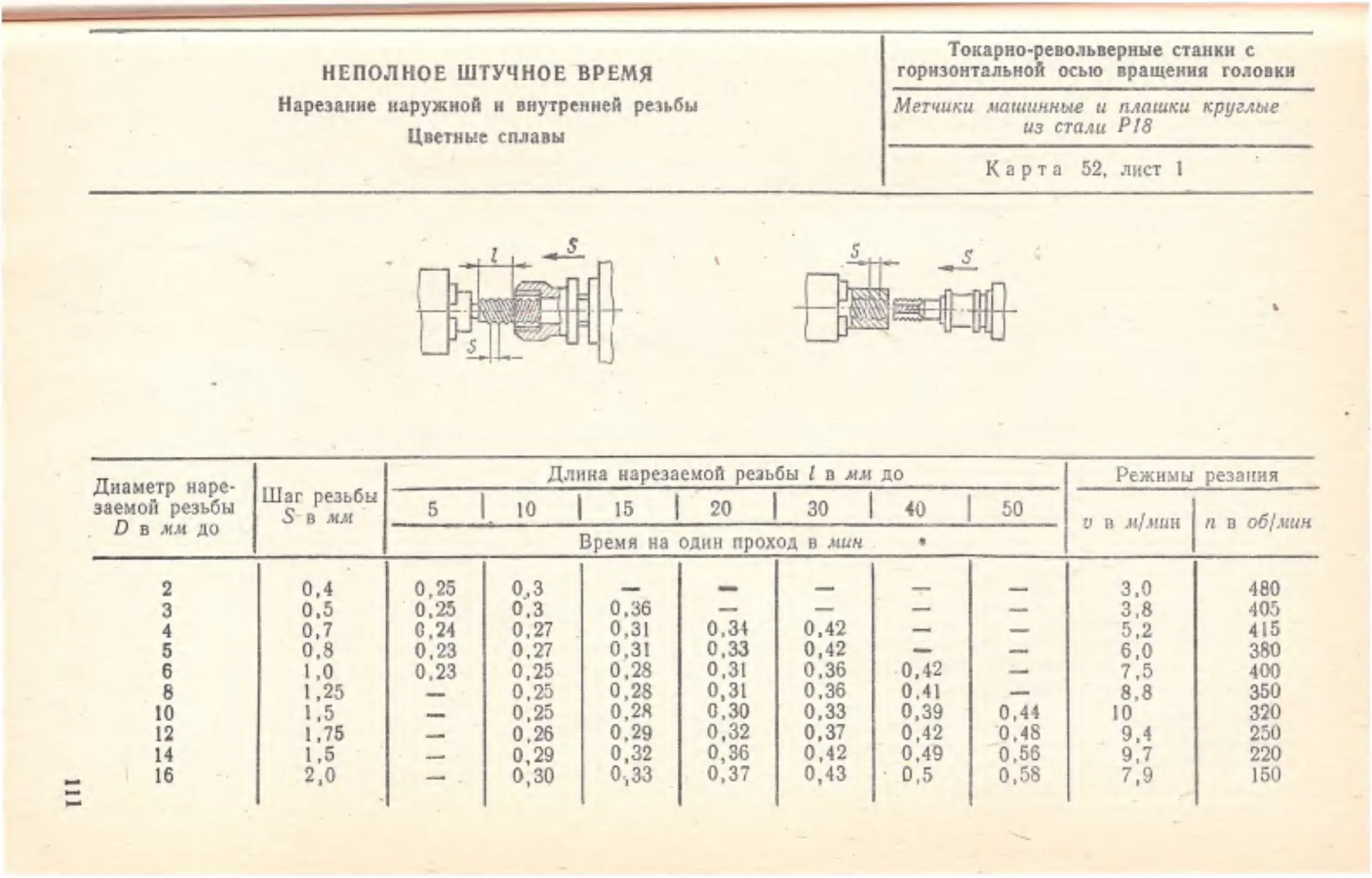
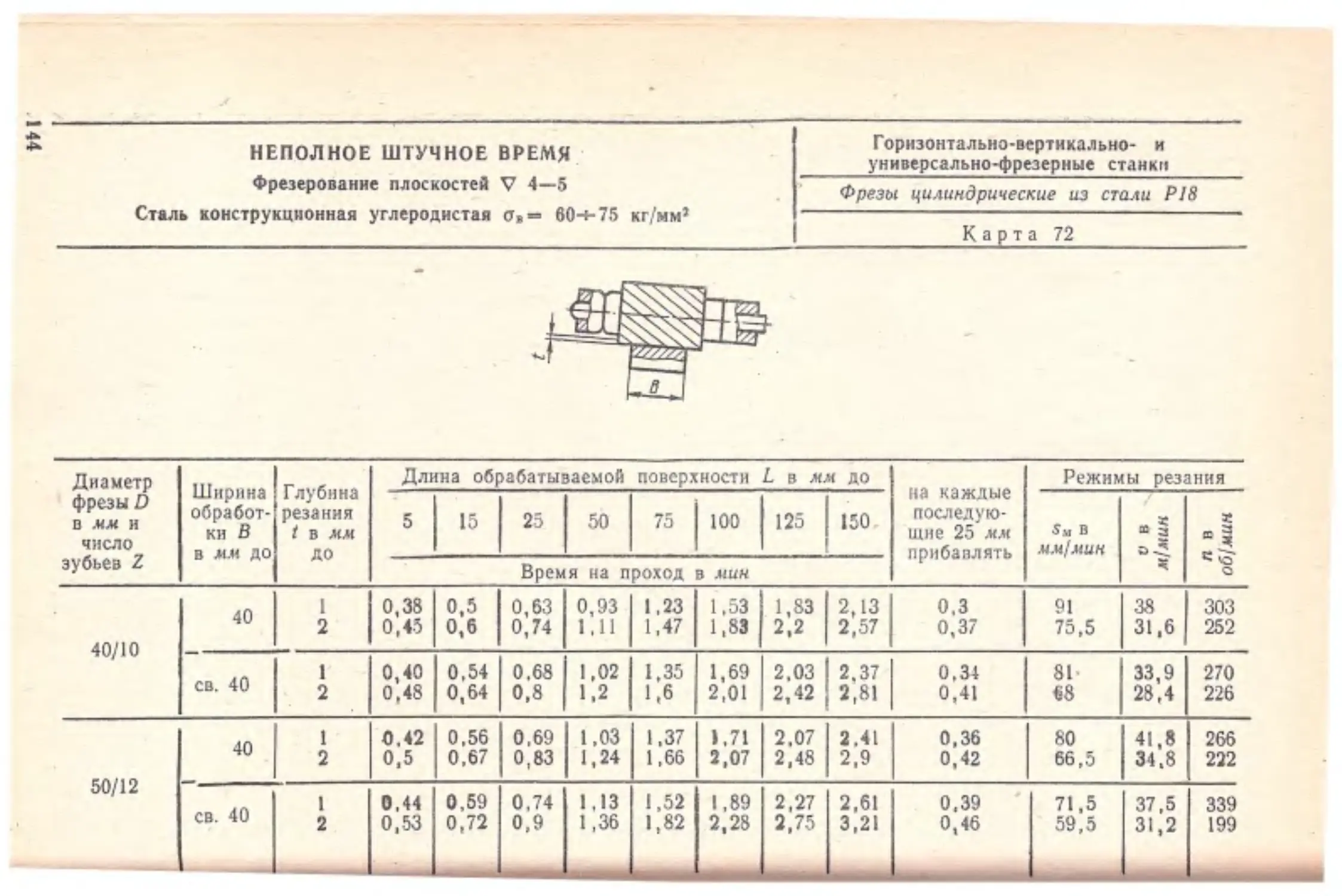
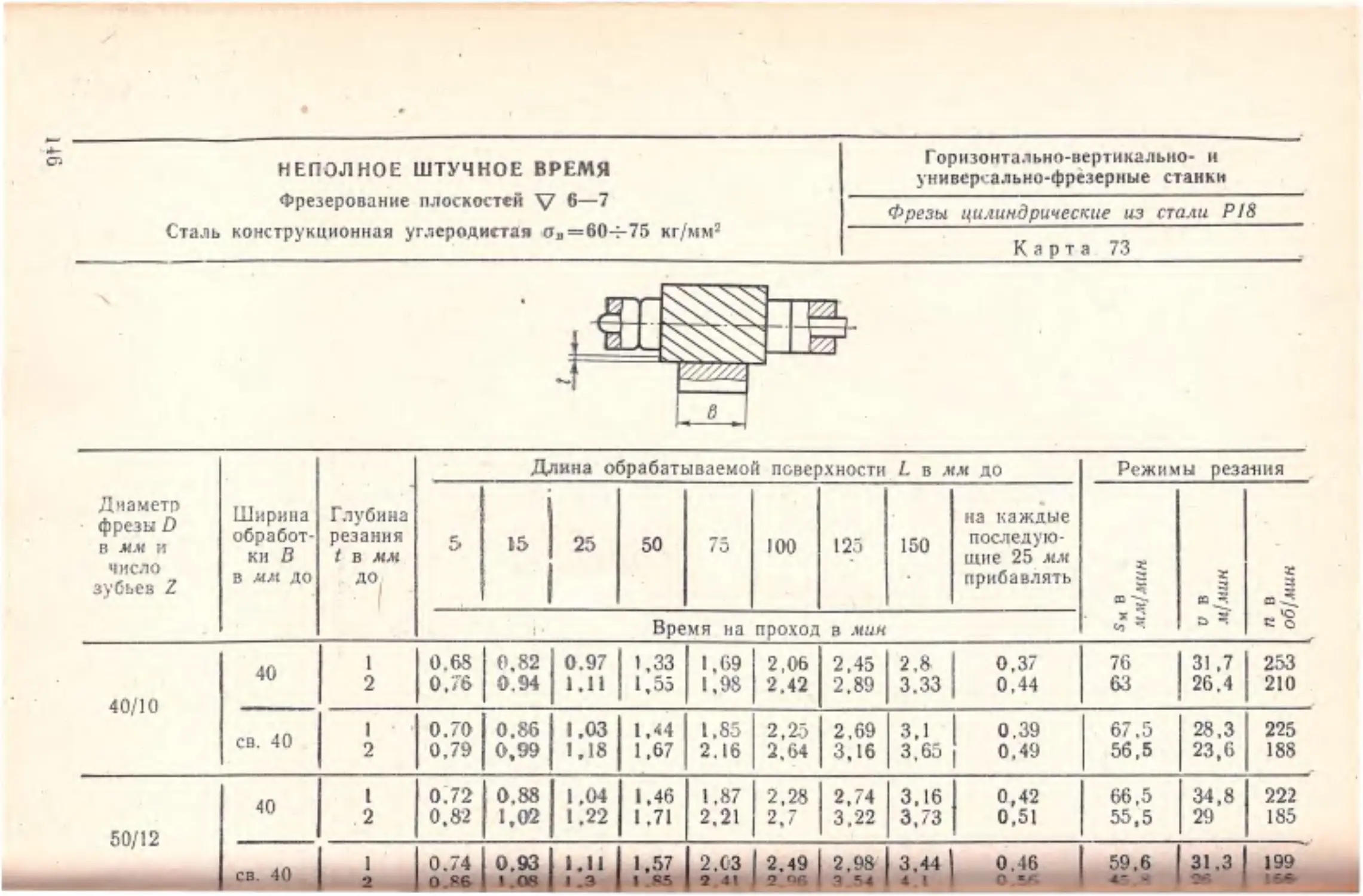
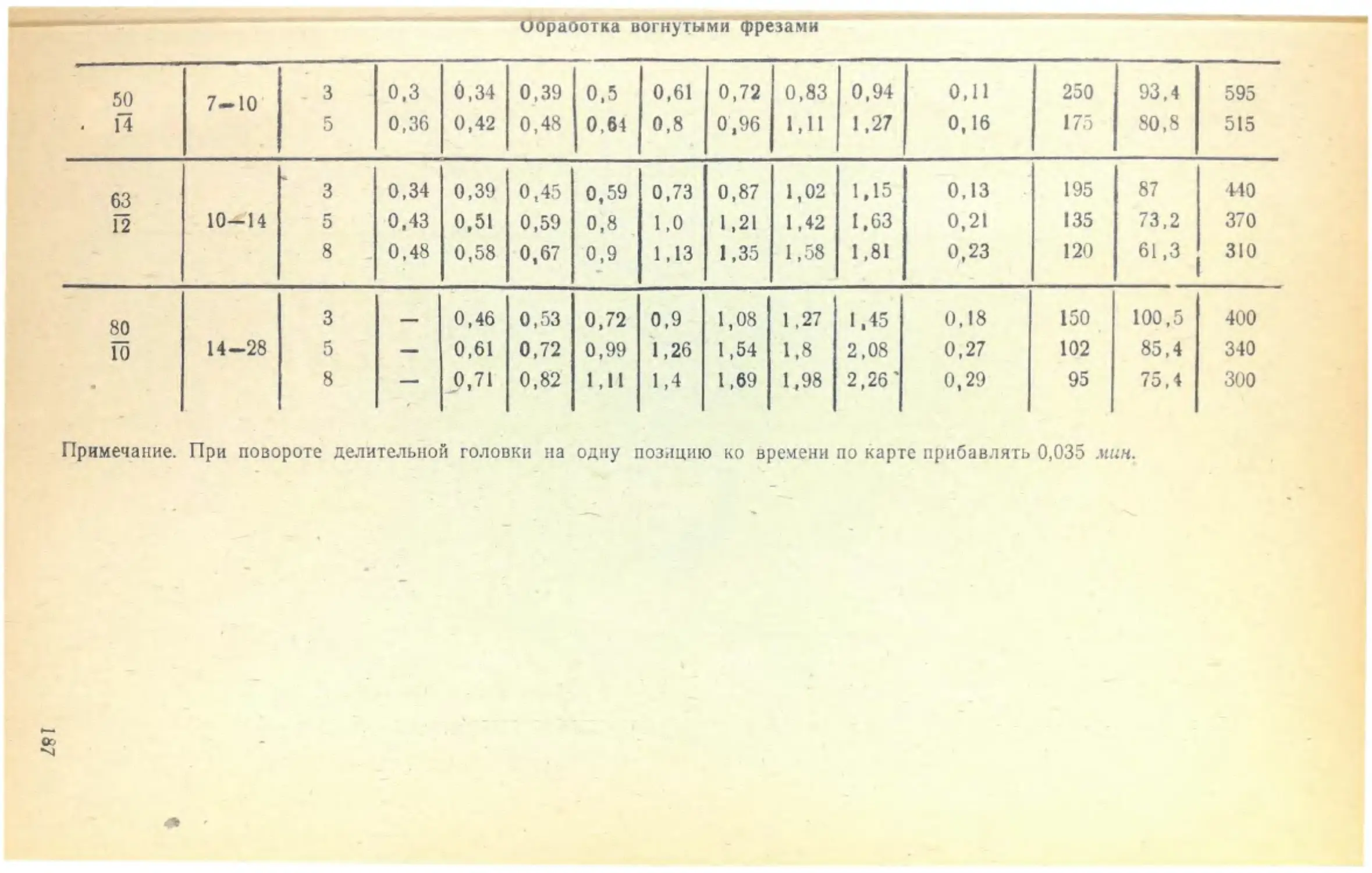
Неполное штучное время обработки поверхности в нормативах дано
на один проход применительно к различным з начениям глубины резан и я .
Приведенные в картах неполного штучного вре м ени
следует
рассматривать
как
справочные
материалы,
р ежимы резания
которые
могут
быть
использованы для 1iнструктажа рабочих-станочников и. установлены с уче
том обработки без корки :·
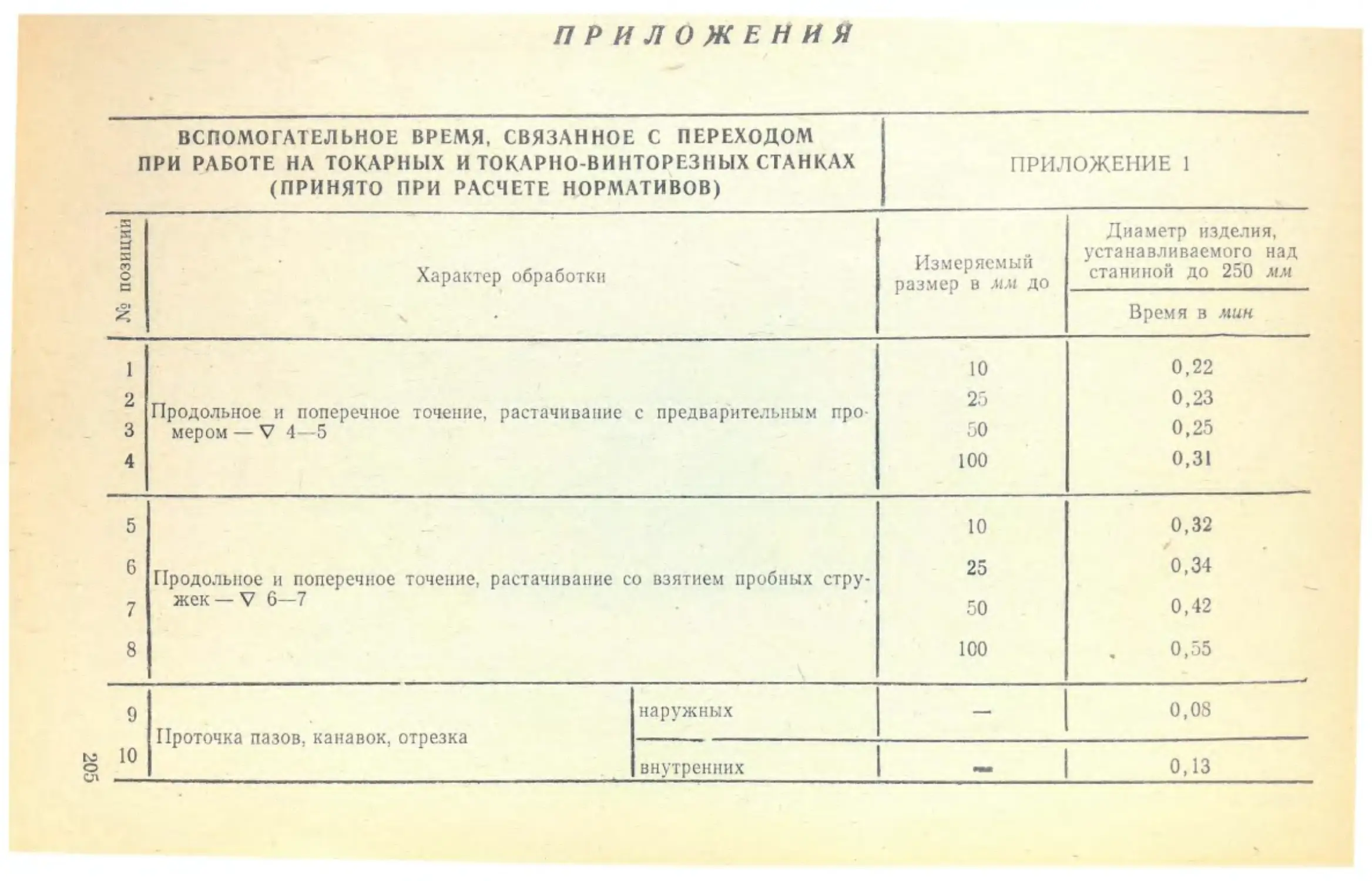
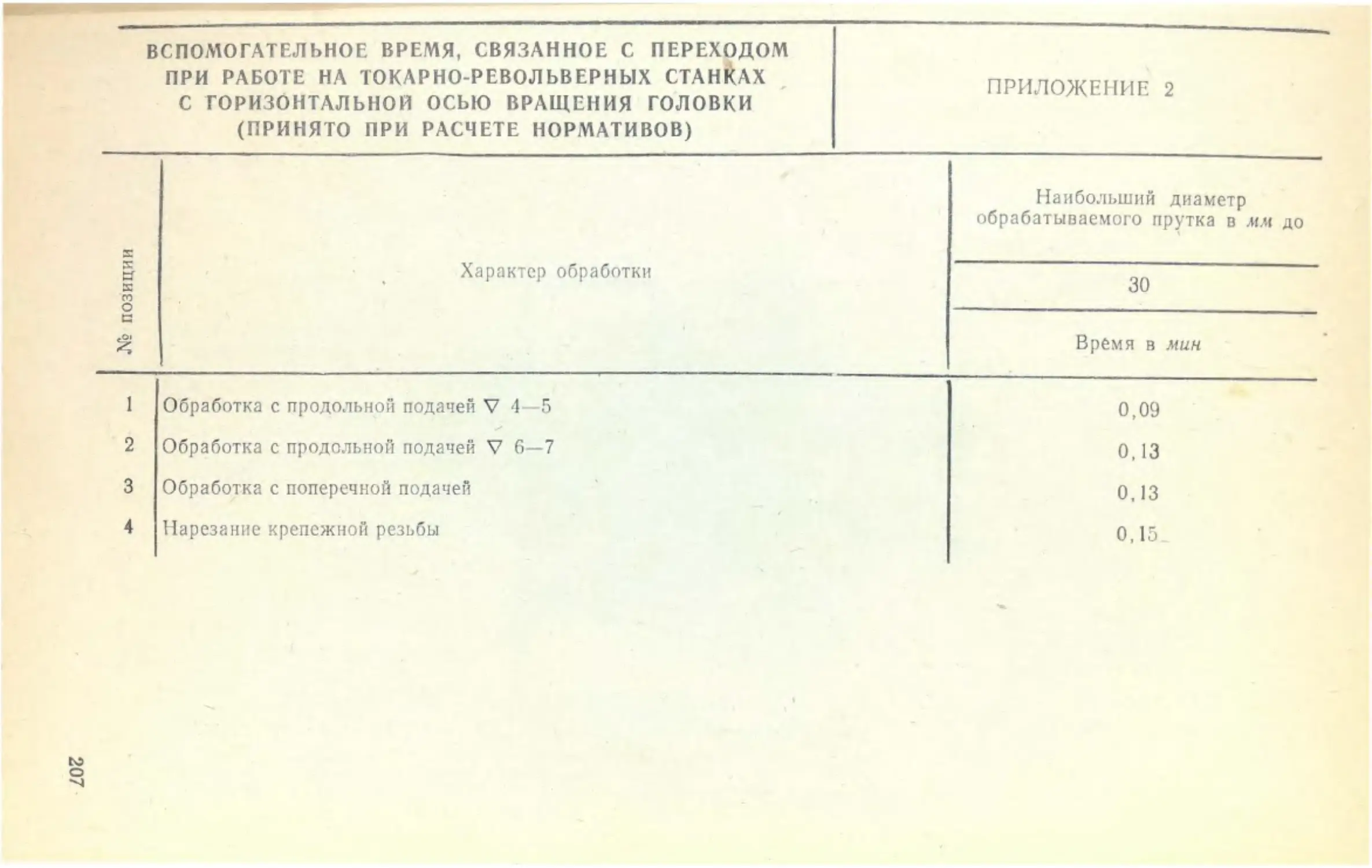
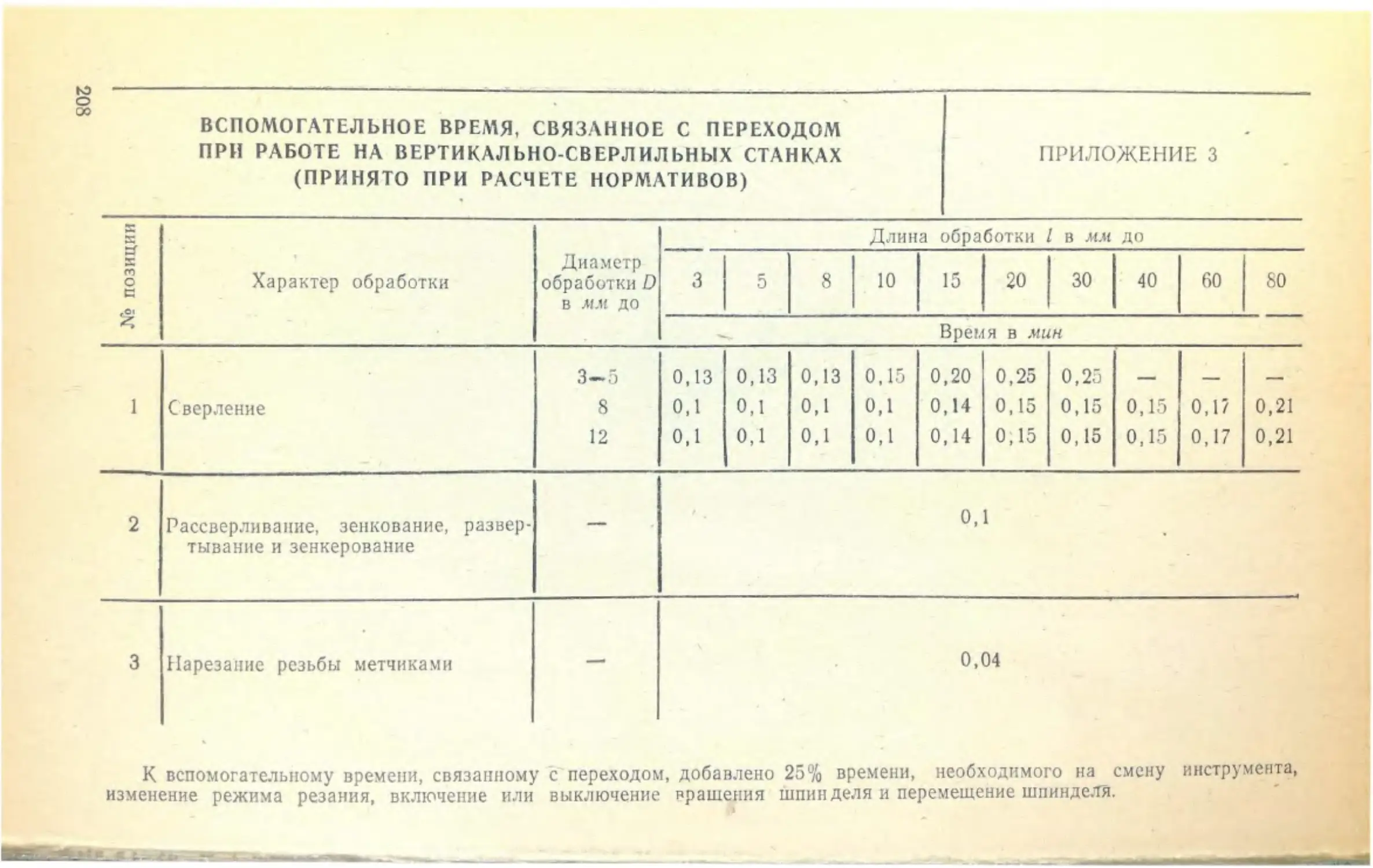
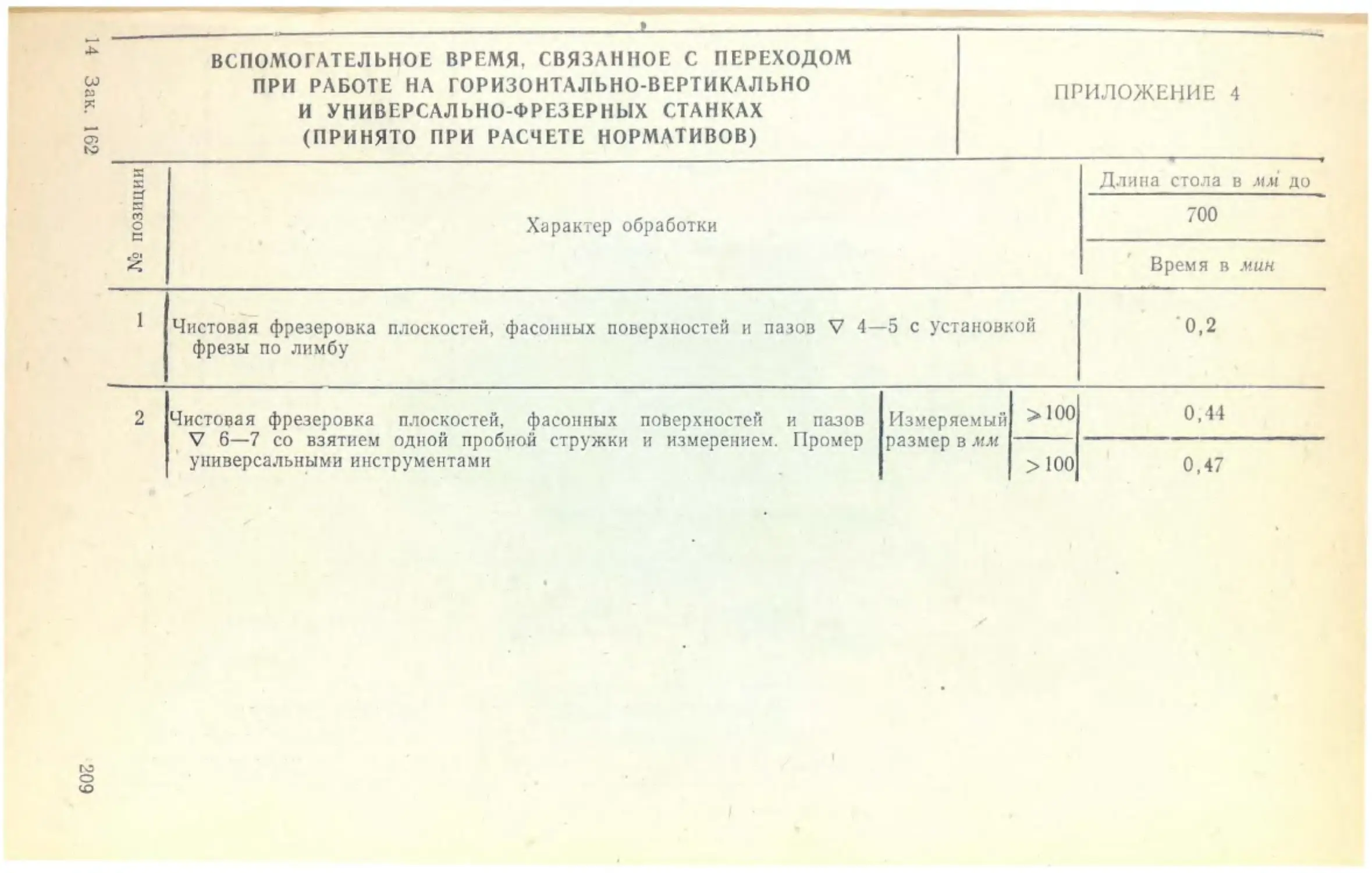
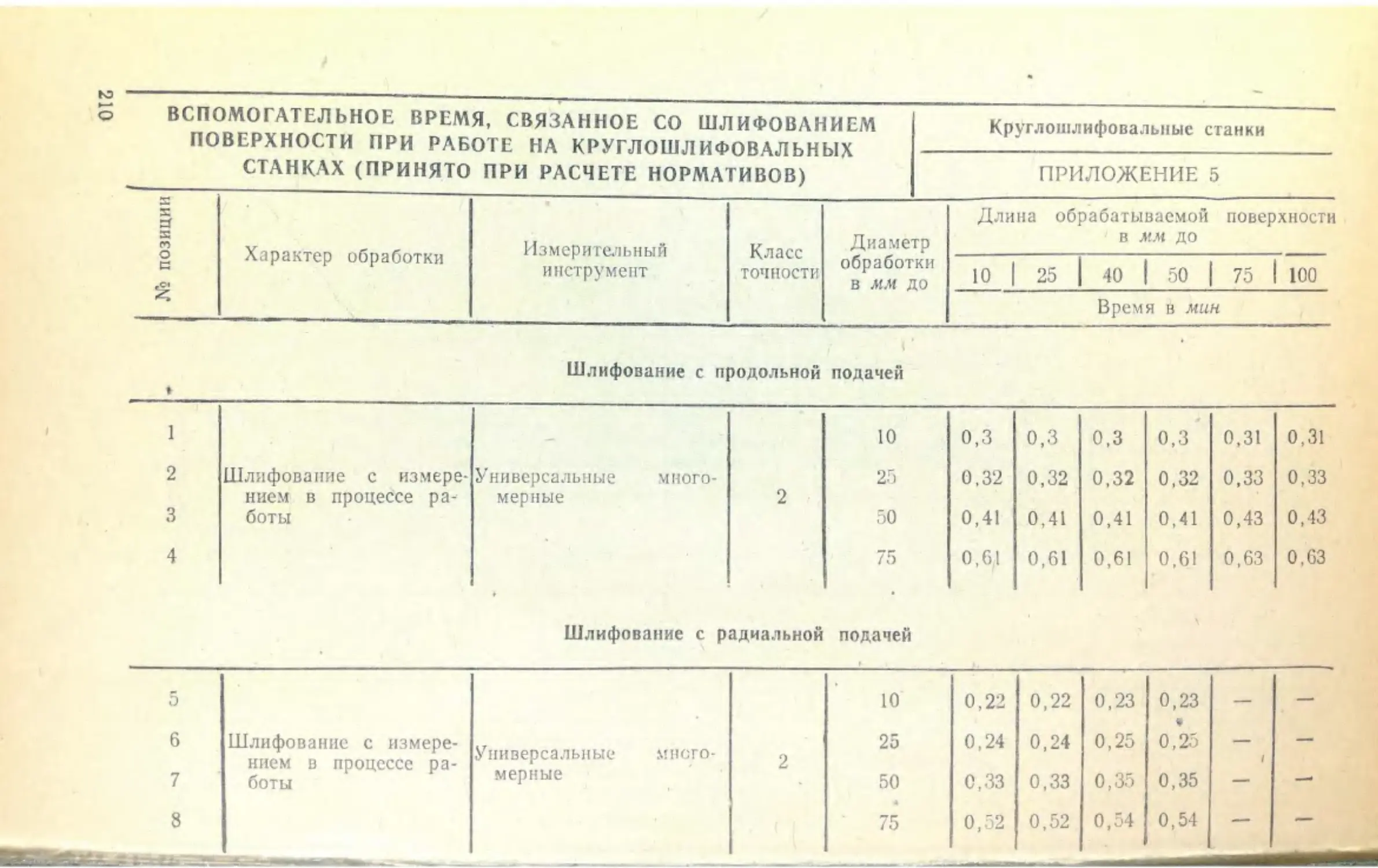
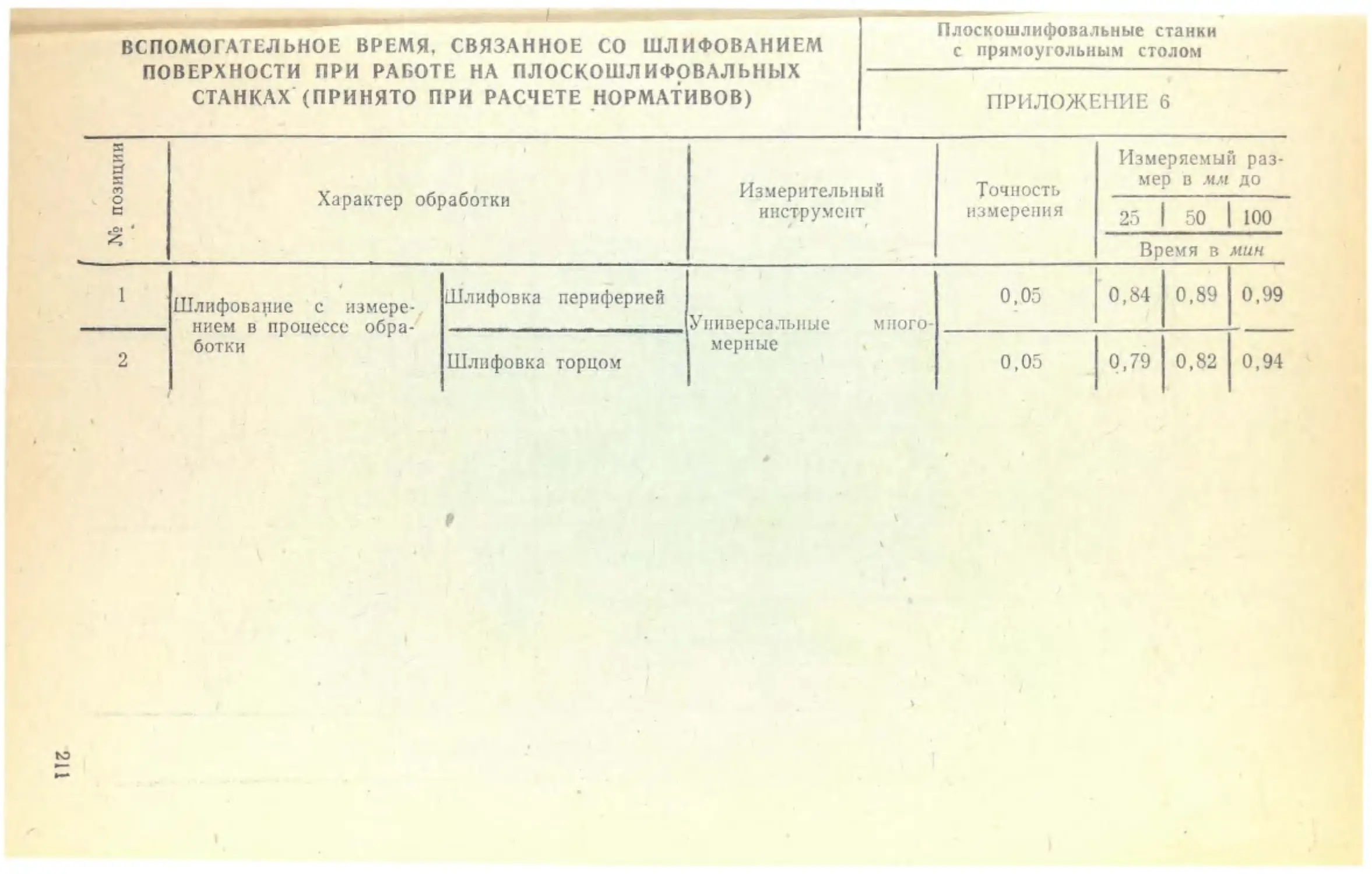
Вспомогательное .время , связанное с переходом, которое при н ято при
расчете неполного штучного времени, установлено по общемашинострои
телзным нормацшам времени вспомогательного : на о бслужю~ ::ние рабоче
го места и подготовительно -заключительного н а работы, выполняемые на
малогабаритны-х металлорежущих · станках для ·серийного прои3водства.
При определении числовых величин этого времени наряду с приемами,
повторяющимися с каждым переходом, были учтены н ер егулярно повто
ряющиеся приемы . вспомогательного времени (J1змен ен и е . режима работы,
смена инструмента, контрольные измерения и т. д.), а т акже время на
измерения обрабатываемой поверхности, производимые в процессе обр а
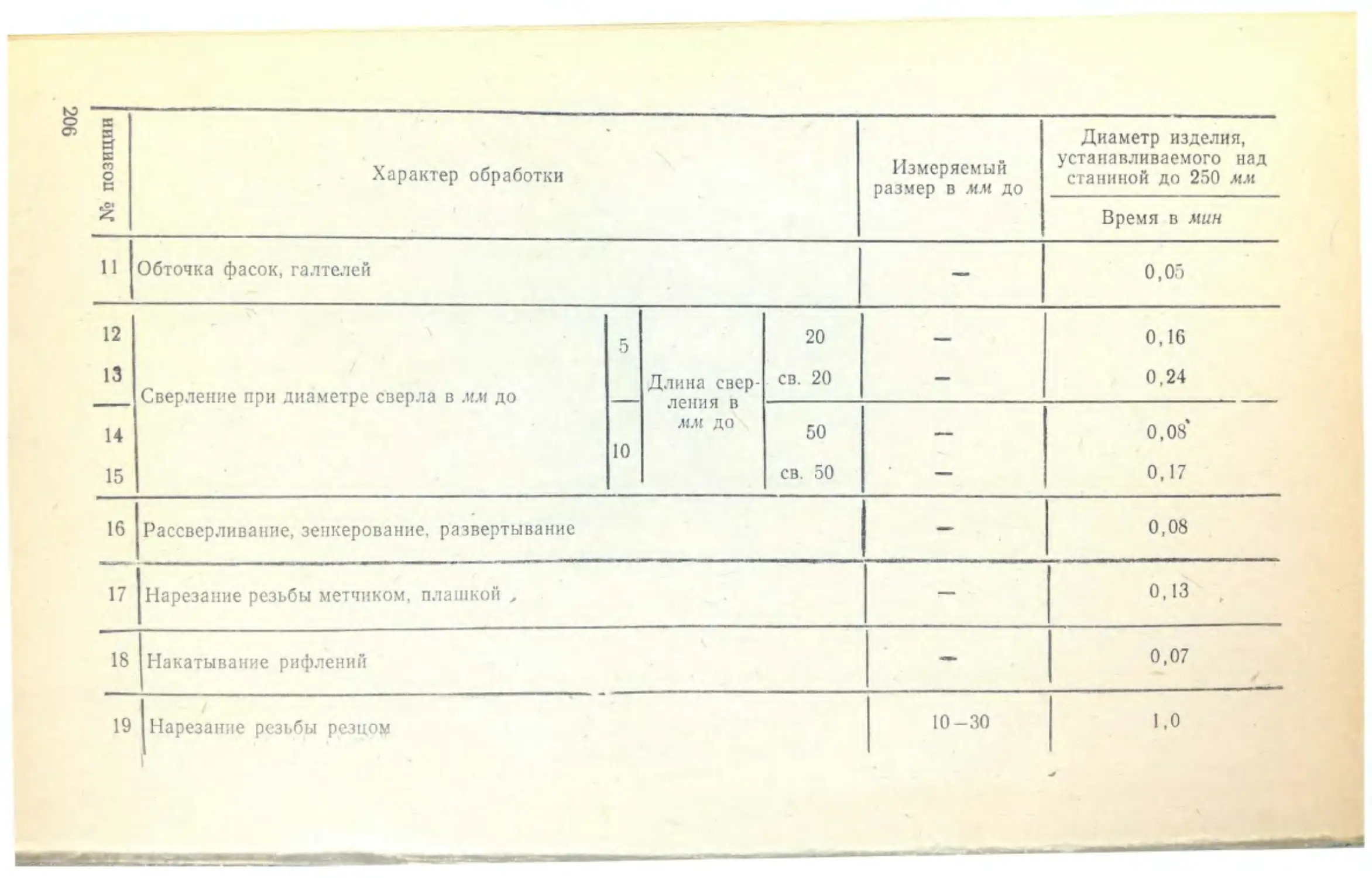
ботки детали. В приложениях :-6 приведены число вьrе в еличины вспомо
гательного времени, связанного с переходом, вr{люч_енные в соста в непол
.
но го щтучного времени .
В случаях, когда на станке систем атически выполняются однотипные
опер а ции по обработке конструктивно-сходны х деталей, подготови.тельно- .
за ключительное время должно быть ум еньшено по сравнению с норм ап1в
ным . на 30-50%. При обслужива нии рабоч его места всп омо г ательны м
п ер сона л ом
шить н а
В
п одготовительно-заключительное
30-40%.
н еп ол ное штучное
время _ с ледует
время в кл ючено такж е ,в ремя на
т акже
умень
обслуживани е
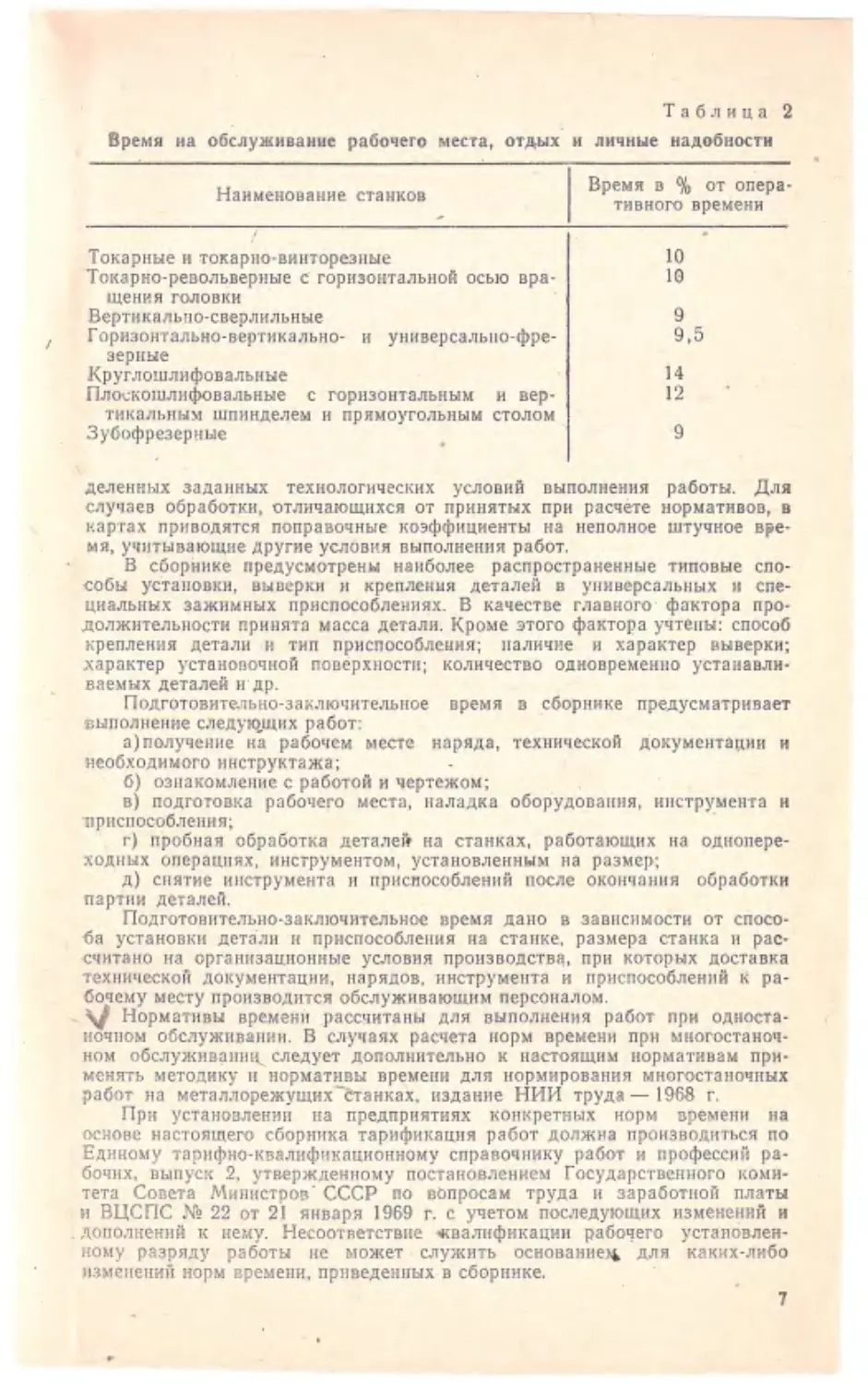
рабочего места, пер еры в ы на отдых и л и,чн ые надобности - табл . 2 (в_рем я
перерыв о в на отдых и л ичные надо б ности взято при работе с руч нои по
дачей ).
Негrолно е
6
штучн ое врем я
в
карта х
н орматив-ов
рассчи т ано для
опре-
Таблица
2
Время на обслуживание рабочего места, отдых и личные надобности
%
Время в
Наименование станков
тивного
Токарные и токарно-винторезные
Токарно -ре вольверн .ые с· горизонтальной осью вра
от опера
времени
10
10
щения ГОЛОВIШ
Вертикально-сверлильные
Горизонтально - вертикально-
и
9
9,5
универсально-фре
зерные
!\руг лошлифовальные
Пло<.:кошлифовальные
тикалы1ы~1
14
с горизонтальным
шпинделем
и
прямоугольным
и
вер
12
столом
Зубофрезерные
деленных
9
заданных
технологических
условий
выполнения
работы.
Для
случаев обработки, vтличающихся от принятых при расчете нормативов, в
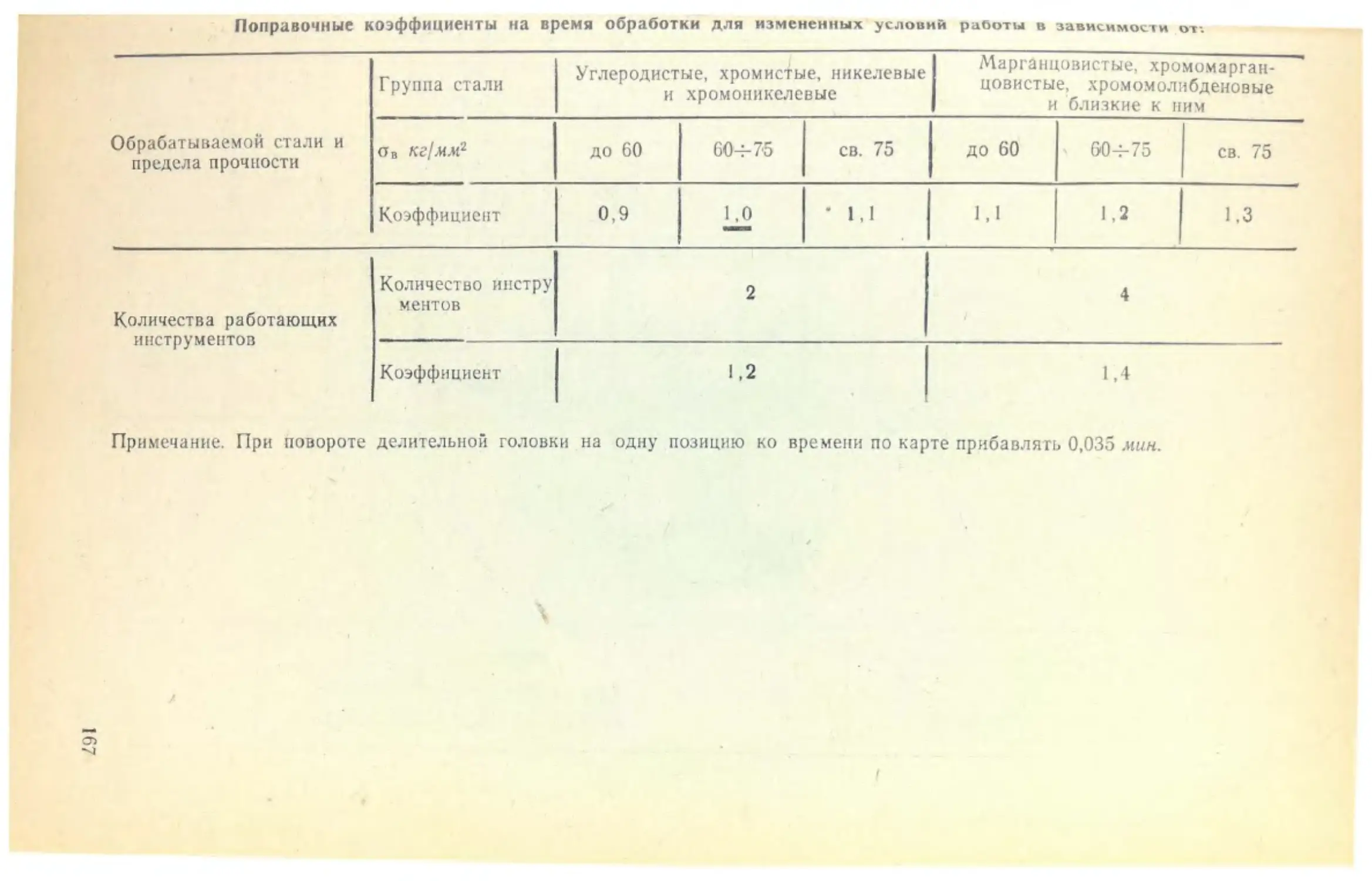
ка ртах приводятся поправочные I<оэффициенты на неполное штучное вре
мя, учитывающие другие условия выполнения работ.
В сборнике предусмотрен1о1 наиболее распространенные типовые спо
-tобы установки, выверки и крепления деталей в универсальных и спе
циальных зажимных приспособлениях. В качестве главного фактора пр.о
долж ительности принята масса детали. Кроме этого фактора учте ны: способ
к репления детали и тип приспособления;
наличие
и характер выверки;
,'(арактер усТ8НОВОЧНОЙ поверхности; !<ОЛИЧеСТВО Одновременно устанавли
ваем ых деталей и · др.
Подготовительно - заl<лю чительное
время в сборнике предусматривает
·вы полнение следуIQ.щих работ:
а )получение на рабочем месте наряда, технической документации и
не об х одимого инструкт а жа;
б) ознакомление с работой и чертежом;
в) подготовка рабочего места, наладка оборудования, инстру_мента и
·п риспособления;
·
г)
пробная обработка
ходных
операциях,
детале1't на станках,
инструментом,
работающих на
установленным
на
однопере
размер;
д) снятие инструм е нта и присrюсоблений после окончания
обработки
парт ии деталей .
Подготовительно - заключительное время дано в зависимости от спосо
·ба установ к и детали и приспособления на станке, размера станка и рас
·с читано
~
на
организационные
условия
производства"
при
которых
доставка
техни ческой доку м ентации , нарядов, инструмента и приспособлений
бочему месту производится обслуживающим персоналом.
\J
1t
ра
Нормативы времеНI1 _рассчитаны для выполнения работ при односта
ночном обслуживании. В случаях расчета норм времени при многостаноч
ном обслужива ни и.__ следует дополнительно к настоящим нормативам при
менять
методику
и
нормативы
времени
для
нормирования
многостаночных
работ на металлорежущих ст а нках, издание НИИ труда - 1968 г.
При установ лении на предприятиях кон кретных норм времени
основе настоящего
на
сбор ника тарификация работ должна производиться по
Единому тарифно-квалифтшационному справочнику работ и профессий ра
б очих, выпуск 2, утвержденному поста новле ни ем Государственного коми
тета Совета Министров · СССР по вопросам труда и зараб отной платы
и ВЦСПС № 22 о т 21 января 1969 г . с учетом последующих изменений и
д ополнений к нему.
Несоответствие "!{Валиф ика ции рабочего
ному разряду работы не может служить ос нов ание~~
изменений норм в ремени, приведенных в сборнике .
для
уста н овле н
каких-либо
7
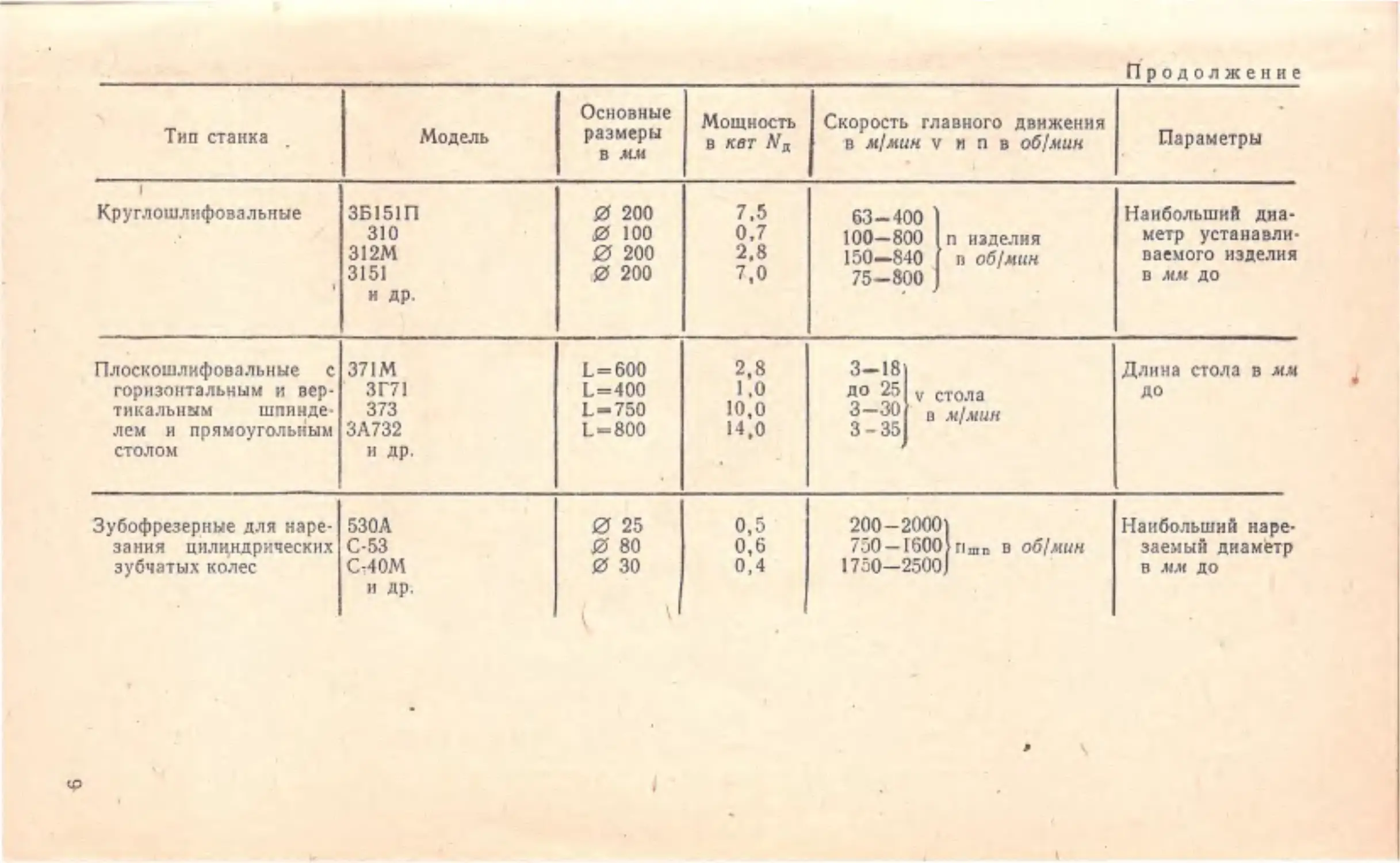
ХАРАКТЕРИСТИКА ПРИМЕНЯЕМОГО ОБОРУДОВАНИЯ
се
Станочное оборудование
Основные
Тип станка
размеры
Модель
в
Мощность
в квт Nд
мм
'
' СкоросТь главного · движения
в м/мин
v
и
Параметры
в об/мин
n
'
Токарные и токарно-винторезные
.0
250 '
е5 .125
,Q5 200
525 250
g 160
IA611
1601
1604
JП613
ТВ-16
и Др.
вращения ' ГОЛОВКИ
е5
е5
е5
1325
«Питтлер>
1
и
Вертикально-сверл иль-
,
1Г325
Токарно-револьверные
с
горизонтальной
осью
1
ные
66-3500]
Наибольший диа-
530-5300
45-3000
100-3150 Пшn В Oбf A!UH
160-1600
метр
80 - 3150} .
200-3350 Пшn в об/мин
108-1615
0,4 .
0,35
0,6
1
0 ,6
Q56
е5
е5
3
12
·0 8
1
НС-12А
др.
в
Наибольший диаметр обрабатываемог0
В
С-08
изделия
ММ ДО
,,
2,6
4,5
2,0
25
25
26
др.
2А-106
С-155
1н
2,8-4, 7
0,8
1, 1
1, 7
0,4
1598-1\000)
1900..,-12000
380 _ 4100
350 - 9000
ММ
прутка
ДО
Наибольший
1
Пшn в об/,1шн
метр
ваемого
СТИЯ
диа-
просверли -
В
отвер-
ММ
ДО
1,
~-
Горизонта ль но-вертика льно-
и
6Н82Г
6104
универсаль-
но-фрезерны е
6 Н803Г
:< Фриц-Вернер>
675
6Н82Г
6 Н11
и
др.
'
L=630
L=630
. L=500
L=700
L=630
L=l250
L= 1000
s
3,0
2,2
1,0
1,7
1,7
7,0
4, 5
1
'
50-2240)
71- 31501
315 - 4@00
102-3000} Пшn в об/л~uн
50-2000 1
30-) 500
65- 1800}
Длина стол<! в мм
ДО
'
Продолжение
Основные
Тип станка
Модель
размеры
в
Мощ"°'" 1с'°'°'" ошносо
Д>НЖ'""'
v
n
в квт Nд
мм
в м/мин
"
в об/мин
11
Параметры
.
'
1
Круглошлифовальные
200
100
g 200
1!0 200
310
312М
3151
1
тикальным
лем
и
и
вер-
шпинде -
'
прямоугольным
столом
Зубофрезер.ные для нарезания
373
ЗА732
и
цил ~ ндрических
з у бчатых 1<олес
7-,О
Jn
Наибольший
изделия
в об/лтн
ваемого
В
.
изделия
ДО
Длина стола в мм
до 25 v стола
10,О
14,О
МЛt
диа-
устанавли-
ДО
3-30 · в м/лщн
3 - 35
.z;lp.
J25 25
С-53
С , 40М
!О
!О
0,5 '
0,6
0,4
80
30
1
200-2000}
750-1600 flшn
1750-2500
в об/мин
'
Наибольший нарезаемый диаметр
В
др.
'
1
,
<Р
метр
3-18]
2,8
1 ,О
L=600
L=400
L = 750
L=800
530А
и
'3- 400
100-800
150-840
75 - 800
.
др .
с 371М
3Г71
Плоскошлифовальные
горизонтальным
и
7,5
0,7
2,8
!О
~
3Б151П
\
МЛI
ДО
•
ОРГАНИЗАЦИЯ ТРУДА В МЕЛКОСЕРИЙНОМ ПРОИЗВОДСТВЕ
В нормативах предусмотрены следующие организационно - технические
условия, хар<lfтеризующие мелкосерийное производство:
1. Значительное разнообразие 1iоменклатуры
и типоразмеров обраба
'Г ываемых деталей.
2. Наличие преимущественно у ниверсального обору давания и техно
.логической оснастки.
3. Малые размеры партий пбрабатываемых деталей при количестве 5
. и более в смену.
4. Отсутствие закрепления деталей за определенными станками.
5. Обработка на станках выполняется на основании маршрутной тех
нологии.
·· 6. Наряды на работу и заготовки доставляются к рабочему
месту
·в спомогательным персоналом :
7. Органuзация заточки и доста1ща инструмента к рабочему месту
в двух вариа11тах - для централизованной заточки и для
предусмотрена
случаев ,
когда
инструмент
получает и затачивает сам станочник.
Технологическую документацию
рабочий в инструментальной ·кладовой.
8.
ОРГАНИЗАЦИЯ
В
нормативах
ТРУДА
В
предусмотрены
и
приспособления
СЕРИЙНОМ
получает
сам
ПРОИЗВОДСТВЕ
следующие организационно - технические
усл овия, характеризующие серийное производство:
1. В производстве находятся одновременно несколько наименований
машин, изделий, освоенных предприятием и · выпускаемых в течение дли
тельного времени средними партиями.
Обработка
2.
деталей
производится
преимущественно
на
универсаль
ном оборудовании с применением универсальных норма л изованных и
циальных приспособлений и инструментов .
спе
3. Детали, сходные по конструктивным и технологичесюrм признакам,
закреплены за группой станков, имеющих одинаковые эксплуатационные
.характеристики.
·
Продолжительность цикла работы станка
4.
между двумя переналад
I<ами при обработке партии деталей составляет по времени
-0,25-6
рабочих
•
смен в среднем .
5. Обработка на станках выполняется на основании щщробно разра
ботанных технологических карт с указанием режимов работы оборудова
ния,
на
времени
выполнения
6.
каждого
перехода
и
нормы
штучного
времени
_
операцию.
Наряды
дус мотренные
на
работу, технологическая документация ,
технологией
инструменты
и
заготовки, пре
приспособ ле ния
доставляются
к рабочему месту вспомогательным персоналом .
7.
Инструмент затачивается в централизованном порядке.
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
П ри
рациональноf1
организации
ра бочее место
в условиях с ерийного
·и мелкосерийно го типов производст ва должно бы ть оснащено в соответ
ствии с требовашч1ми производственного процесса и условиями выпол не
ния
работ ы
с
соб:людением
пр ав ил
сан ит арной
гигиены
и
техники
без
опасности .
Рас положе н ие оборудования н а · рабочем месте, инвентаря , производ
ственной
мебели,
тары,
планируется с таким
стеллажей
для
заготовок
и
готовой
работы, лишних затрат време н и на хождение и поиски.
Освещение рабочего места должно быть достаточным
10
пrюдукции
расчетом, чтобы не создавалось стесненных услов и й
и
правильным_
Требуемая освещенность
определяется х ара к теро м выполняе_мой р а боты и
д ействующими с а нитарными нор м ами.
При естественно м и искусст венно м ос в еще н ии рекоменд у ется т ак раз
м ещать р а бочие мест а , чтобы свет падал слева или спереди ..
При н а личии местного осв ещения свет не должен сл епить гл а за, тень
н е дол жна падать на об р абатываем ую деталь.
Внешнее оформленне рабочих мест и производственных помещений
.должно соответствовать требованиям технической эстетики.
Колиq:ество инструмента и приспособлений на рабочем месте должно
· б ыть минимально необходимым, обеспечивающим бесперебойную работу
в
течение
·мену
смены
с
наименьшими
затратами
времени
на
получение
и
за
их.
Инструменты и
приспособления
должны
располагаться
месте в определенном, удобном для пользования порядке.
на
рабочем
Количество
обрабатываемых деталей ,
заготовок
на рабочем месте
· определяется системой организ·ации прои з водства и должно обеспечивать
непрерывную работу в течение смены .
·
Ниже приведены схемы организации рабочих мест станочников: тока
р я, револьверщика, сверловщика, фрезеровщика, шлифовальщ1:1ка, зубо
·фрезеровщш<а с учетом требований, предъявляемых к организации рабо
·ч их
мест.
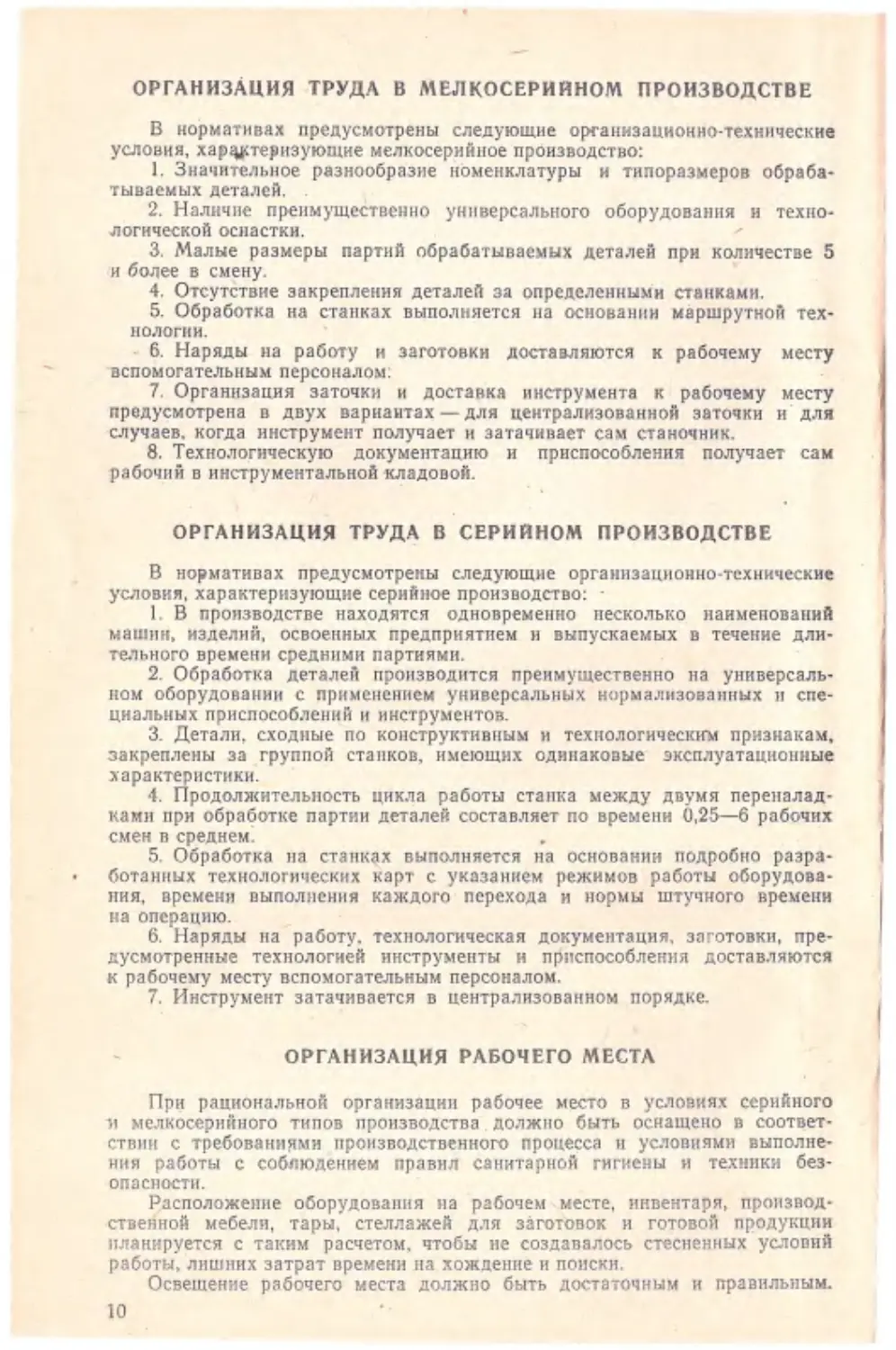
Схема ор ганизац.ии ра бо ч е го м ес т а т окаря
~ ~
>-о-
1
1П б 1J
~
...о.:
"
1
J
5_/
-
!1}
f
"
Рис.
1-
тумб очка
инструментальная;
2-
пл анш ет для подвешивания чертежей
обрабатываем ых деталей ; 3 столик
прие м ный ; 4 - решетка дл я ног; 5 рабочий
Р а б о чее
м ест о
то к а р я
о с н ащ а ет ся
и нст рументальн о й
тумбочко й дл я д в ухсменной раб о т ы (см. ри с. 7), в каждом о тделе нии ко
торой хранится по ст оянный набор и н ст рументария и средства по уход у з а
оборудованием , а также приемн ы м ст оликом (см. рис. 8).
На верхней полке п р иемного столика устан а вливается тара дл я за
готовок и ·,-отовых деталей, а н а ниж н ей полке могут храниться принад
лежности и приепо собления . Черте~ш обрабаты в аемых деталей размеща
ются на кронштейне, закрепленном с задней стороны тумбочки.
11
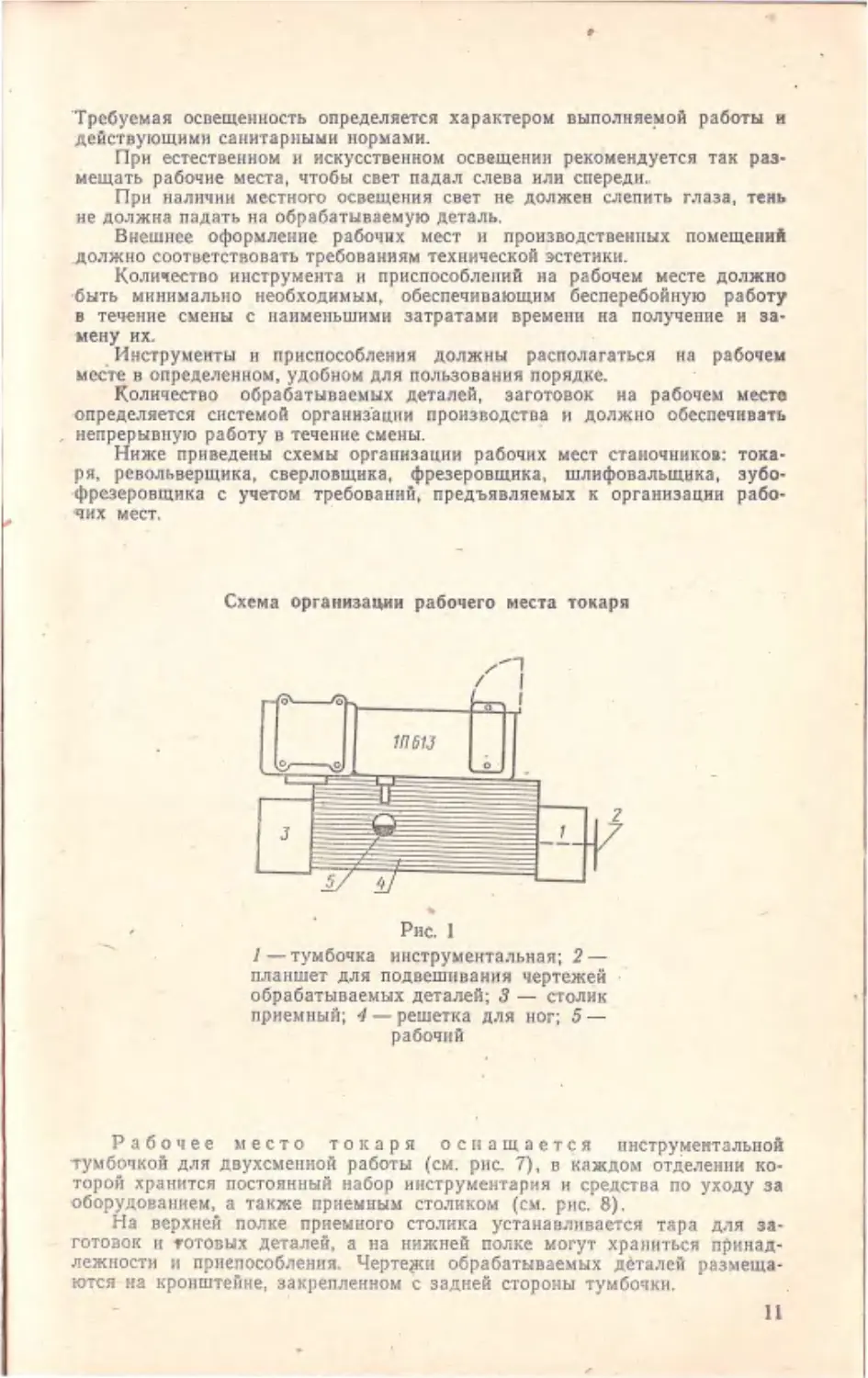
Схема организации рабочего места револьверщика
Рис.
2
1-
тумбочка · инструмен
тальная;
2 - нланшет
,.++.----Г-h
для
Ч=J-----t::J-J
подвешивания
чер
тежей
обрабатываемых
деталей; 3 - решетка для
ног;
4 - столик приемный; 5 - рабочий
5
Р а б о ч ее м ест о
р е в о ль в е р щ и к а
о с н а щ а е т с я установ
ленной еправа от него инструментальной тумбочкой для двухсменной ра
боты (см. рис.
7),
приемным столиком
(см. рис.
8),
установленным слева.
На верхней , полке приемного столика устанавливается тара для гото
вых деталей, на нижней полке могут храниться прина,цлежности к станку.
Если револьверный. станок предназначен для прутковой и па:rронной об
работки,
то
стеллажируемая
тара
с
заготовками
размещается
на
сво
бодном месте за инструментальной тумбочкой . У револьверных станков,
предназначенных только для патронп:ой обработки, на приемном столике
tустанавливаются две тары (для заготовок и для готовых деталей), а за
пас в стеллажируемой таре размещается справа от рабочего за инструментальной тумбочкой .
.,,
Подача прутков и стеллажируемой тары с заготовками на рабочее
место осуществляется _ внутрицеховым транспортом.
Схема организации рабочего места сверловщика
2А. -1DБ
Рис.
\
3
тумбочка i!НСтрументальная; 2 планшет для подвешивания чертежей
обрабатываемых деталей; З - столик
приемный; 4 - решетка для ног; 5 стул; б - рабочий
1-
Б
5
Р а б о ч ее
-
1
м ест о
с в е р л о в щ и к а
о с н а щ а е т с я
установлен
ной справа от него инструментальной тумбоч1юй для двухсменной работы
(см . рис. 7), в · каждом отделении коте.рой находится. постоянный набор
инструментария, с приемным столиком (см. рис. 8), размещаемым с.лева .
На нижней полке приемного столика хранятся нооольшие приспособления .
Необходимый для непосредственной работы набор инструмента рабо
чий раскладывает на верхней полке тумбочки.
12
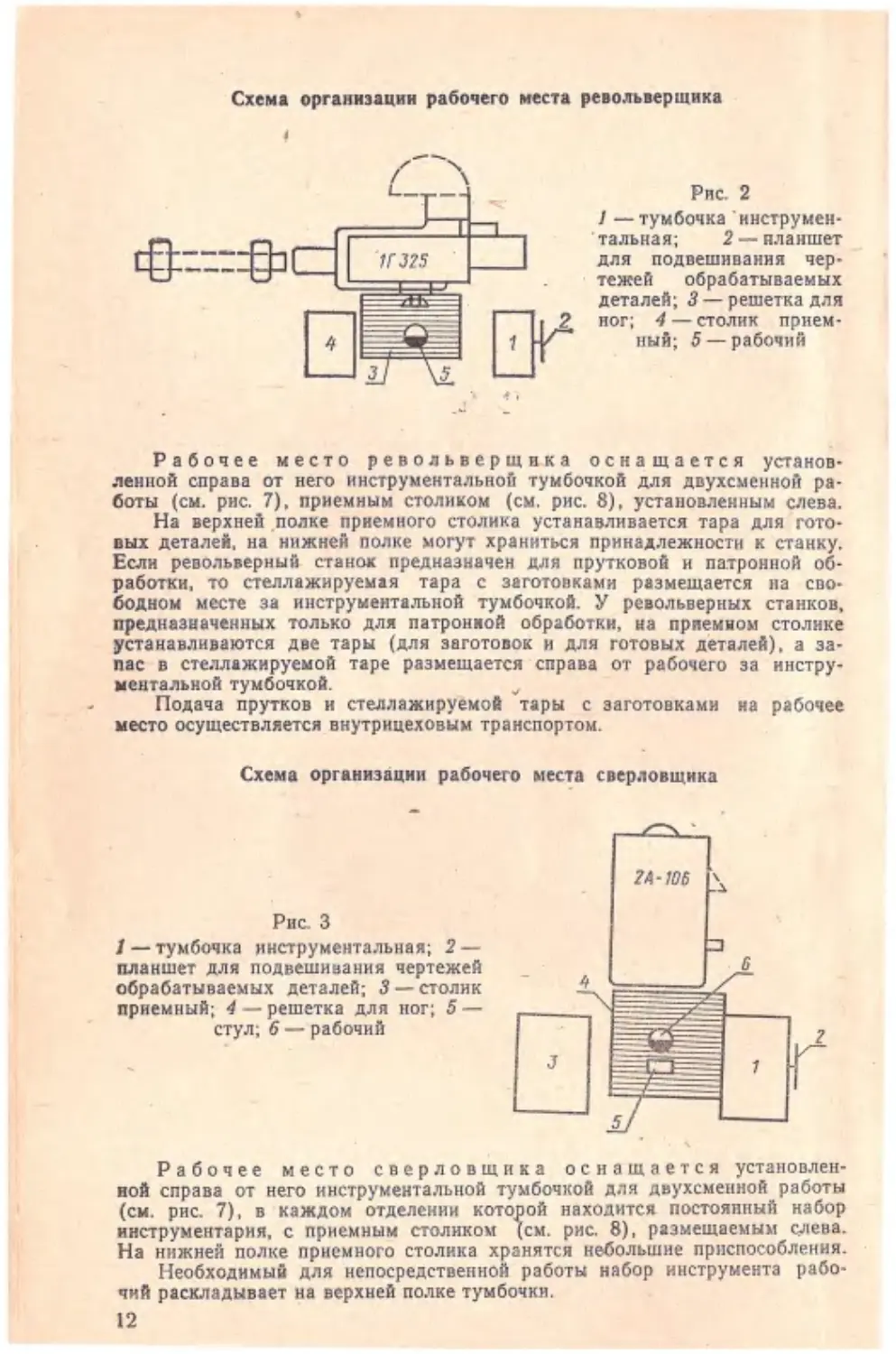
Схема организации рабочего места фрезеровщика
Рис.
4
тумбочка инструментальная; 2nланшет для подвешивания чертежей
1-
обрабатываемых деталей; 3 ~ столи~
приемный; 4 =-- решетка для ног; 5стеллаж для приспособлений и принадлежностей; 6 - рабочий
Р а б о ч е е
м е с т о
ф р е з е р о в µi: и к ·а
о с н а щ а е т с я
инстру·
ментальной тумбочкой для двухсменной работы (см. рис. 7), в каждом
отделении которой хранится постоянный набор инструментария. · тумбочка
устанавливается справа от рабочего, а слева размещается приемный ст.о
JIИК (см. рис.
8)
для двух тар.
Приспособления и принадлежности к станку размещаются на стеллаже
с выдвижной платформой
(см.
рис .
9),
установленном сзади .станка .
При увеличении эаiтаса деталей, предназначенных для обработки, их
размещают в стеллажируемой таре или на поддQJiах с задней стороны
станка.
Подача
деталей
на
рабочее
место
осуществш1ется
внутрицеховым
1'рансп0ртом.
Схема организации рабочего места шлифовщика
Рис .
1-
столик
5
приемный
инструментальными
.с
ящи
ками; 2 - столик Прием
ный
передвижной;
3~
балансирщючное приспо
собление
(на
группу
станков);
4 - планщет .
для
подвеш11ва11ия
тежей
. чер
обрабатываемых
деталей; 5 -
рабочий
При работе с абразивным инструментом правилами техники безопас
ности и производственной санитарии не допускается длительное хранение
€ГО на рабочем месте, поэтому в постоянный набор инструментария шли
·фовщика входит только станкопринадлежности и универсальный измери
т.ельный инструмент. Исходя из этого рабочее место шлифовщика осна
щается не инструментальной тумбочкой, а приемным столиком с инстру
ментальными ящиками
(см. рис.
10), в которых хранится набор инстру
·ментария.
13
·для удобства рабочее
11риемным стол11ком
(см.
для работы инструмент.'
место
рис.
11),
шлифовщика
оснащено
передвижным
н а котором r:азмещается
необходимый
Схема организации рабочего места зубофрезеровщика
~\7\ZI/\\
Рис.
1ганг
J
J(атучая
для
6
балка;
2-
роль
межопер ацион ной
тр анспортиро вки деталей ; 3 станок;
4 - шн ековый транс
портер; 5 - планшет для тех
нической
документации;
6приемн ый
столик;
7-
подно ж
на я решетка; 8- стеллаж;
рабочий
9- -
ОРГОСНАСТКА РАБОЧИХ МЕСТ В МЕХАНИЧЕСКИХ ЦЕХАХ
Тумбочка' инсJументальная для двухсменной работы
1.
Рис.
7
Тумбочка предназначена для хранения необходимого инструментари я:.'
на рабочих местах станочников, документации , и средств ио уходу за обо
рудованием.
Каждое отделение тумбочки закрывается дверцей и закрепля.ется за ·
одним рабочим. В каждом отделении имеются ящики для инструмента и
полки Для хранения документации, небольших принадлежностей и при
способлений, масленки обтирочных материалов и др. Верхняя прлка тум
бочки может быть покрыта пластиком. Съемный планшет для крепления ·
чертf\Жа технологического процесса, изготовленный н_з декоративного дре-
весно-слоистого пластика, закрепляется в кронштейнах.
14
2.
Столик приемный
Рис.
8
На верхней п олк е столика размещается тара с обрабатываемыми де
талями . или сами обрабатываемые детали. При необходимости н а нижней
полке могут х ранитьс я приспособления и принадлежности .
На отдельных р абоч и х местах стол ик может использоваться для рас -.
кладкi1 на нем непосредственно используемого в работе инструмента .
3.
Стеллаж
для приспособлений и принадлежностей
с выдвижной платформой
Рис.
9
П./Iатформа перемещает ся на роликах и имеет ограничитель хода. Де".
тали стеллажа выполнены из гнутого профиля и стального листа. Верхняя
полка и платформа выполнены из древесины, пропитанной фенолформал~.· .
дегидной смолой.
·
4.
Столик приемный с инструментальными ящиками
Рис.
10
".
Ящики столика используются
полка
-
для хранения
инструмента,
а верхняя
для размщения тары с деталями или для раскладки инструмента,
15,
непосредственно необходимого в работе. Конструкция предусматривает
возможность установки двух или четырех инструментальных ящиков. При
установке четырех ящиков два из
них размещаются
на
подвеске с направ
л·яющими,
прикрепляемыми
болтами
и стойками.
Ящики
легко пере
мещаются по роликам и имеют ограничитель. хода. В ящиках могут уста
навливаться переставные перегородки, образующие ячейки нужного раз
мера. Между верхней полкой и ящиками предусмотрено место для техни
ческой документации .. С задней стороны столика установлены кронштейны
для крепления на планшете документации. Детали столика выполнены из
гнутого профиля· и стального Листа .
5.
Рис.
Столик приемный передвижной
11
Столик используется на тех рабочих местах , где по условиям р а боты
стационарная оргоснастка (инструментальные тумбочки или столы прием
ные)
r
не
может
быть
ус.тановлена
достаточно
близко
и
удобно
около
станка.
На верхней и нижней полках столика рабочий раскладывает непо
средственно необходимый ему !:! работе инструмент и устанавливает сто
лик в . наиболее удобном для себя месте. Детал!!_ столИI\а выполнены из
гнутого профиля и стального листа .
НОРМАiИВНАЯ
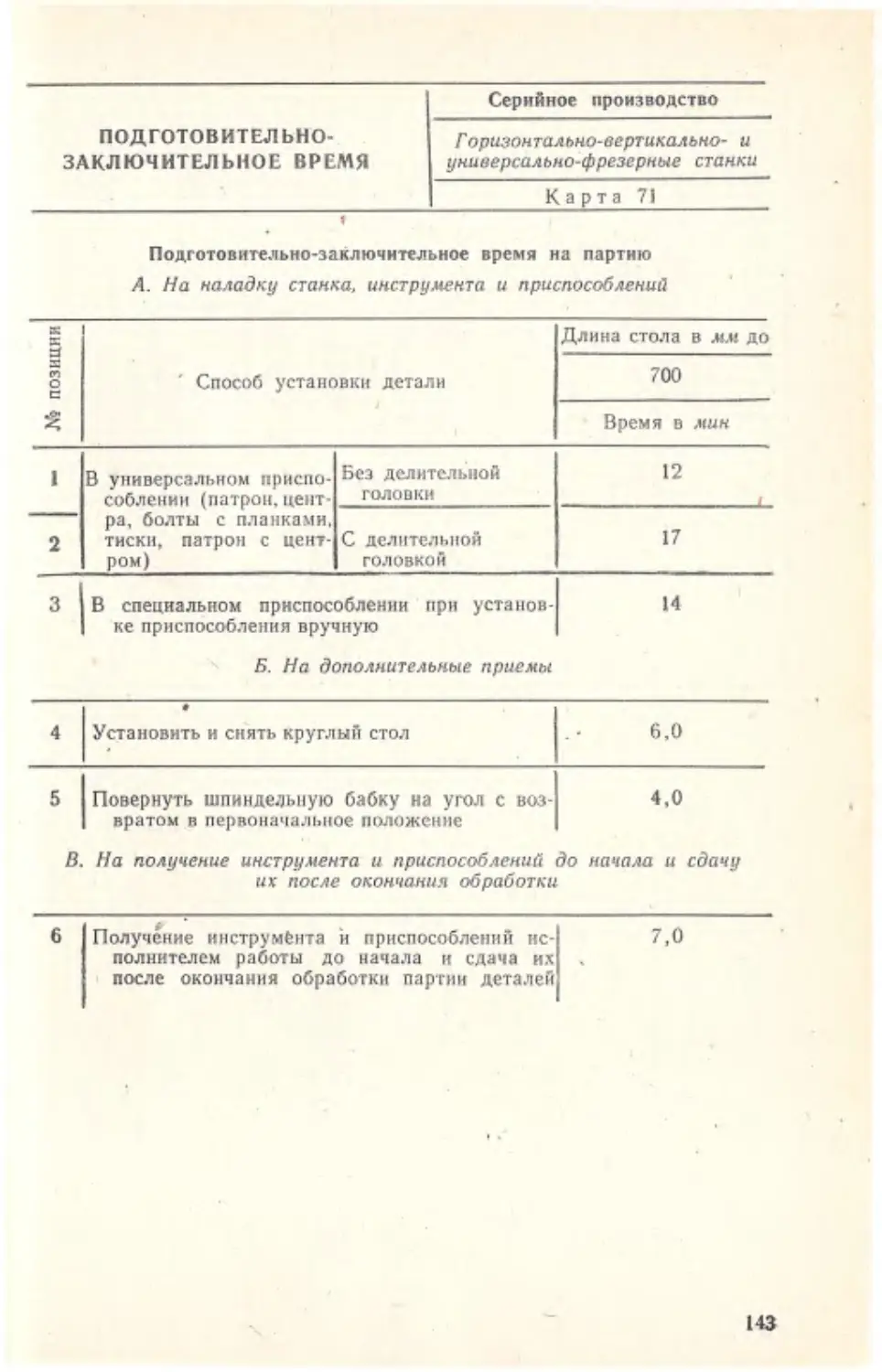
ЧАСТЬ
Серийное производство
Серийное
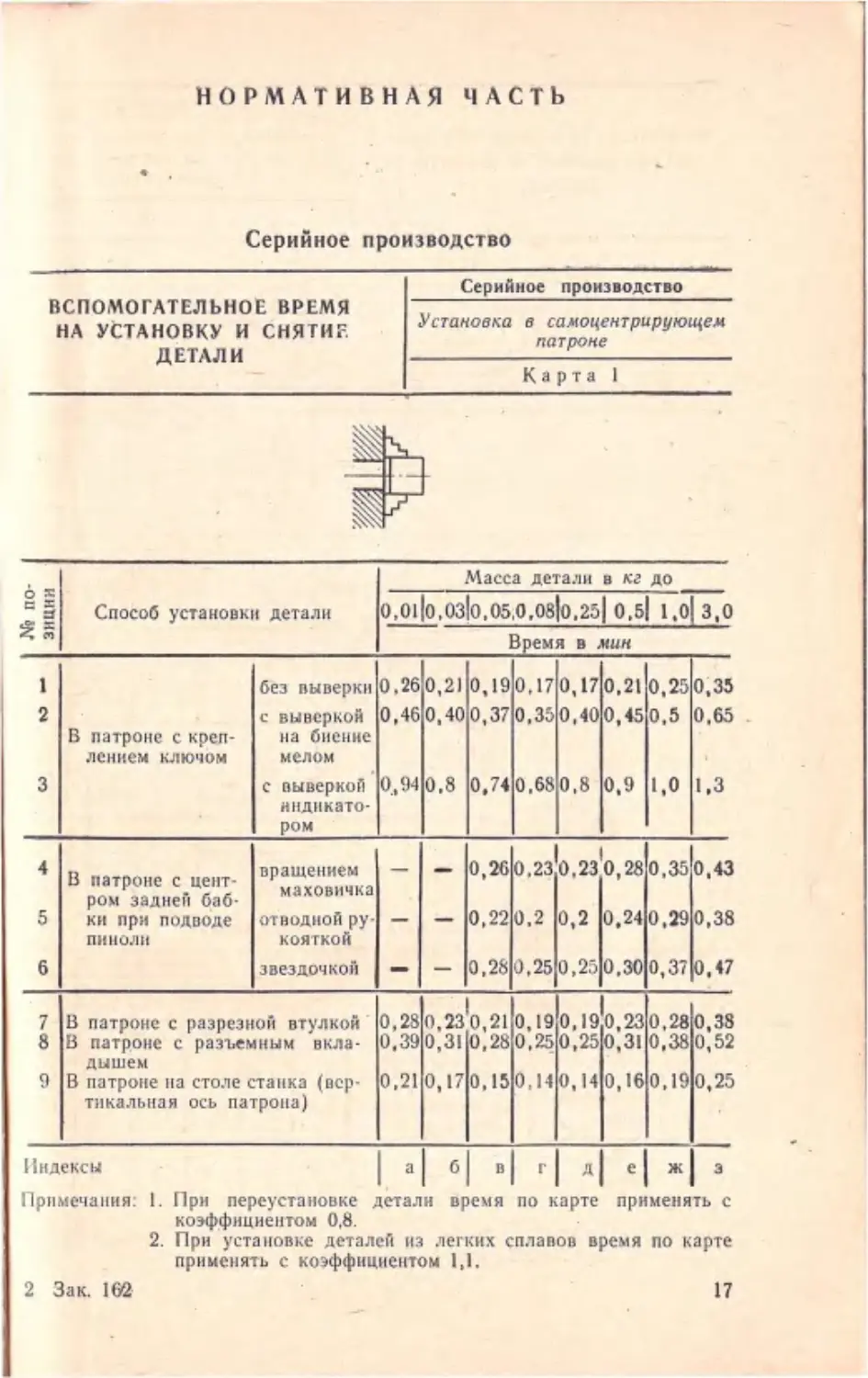
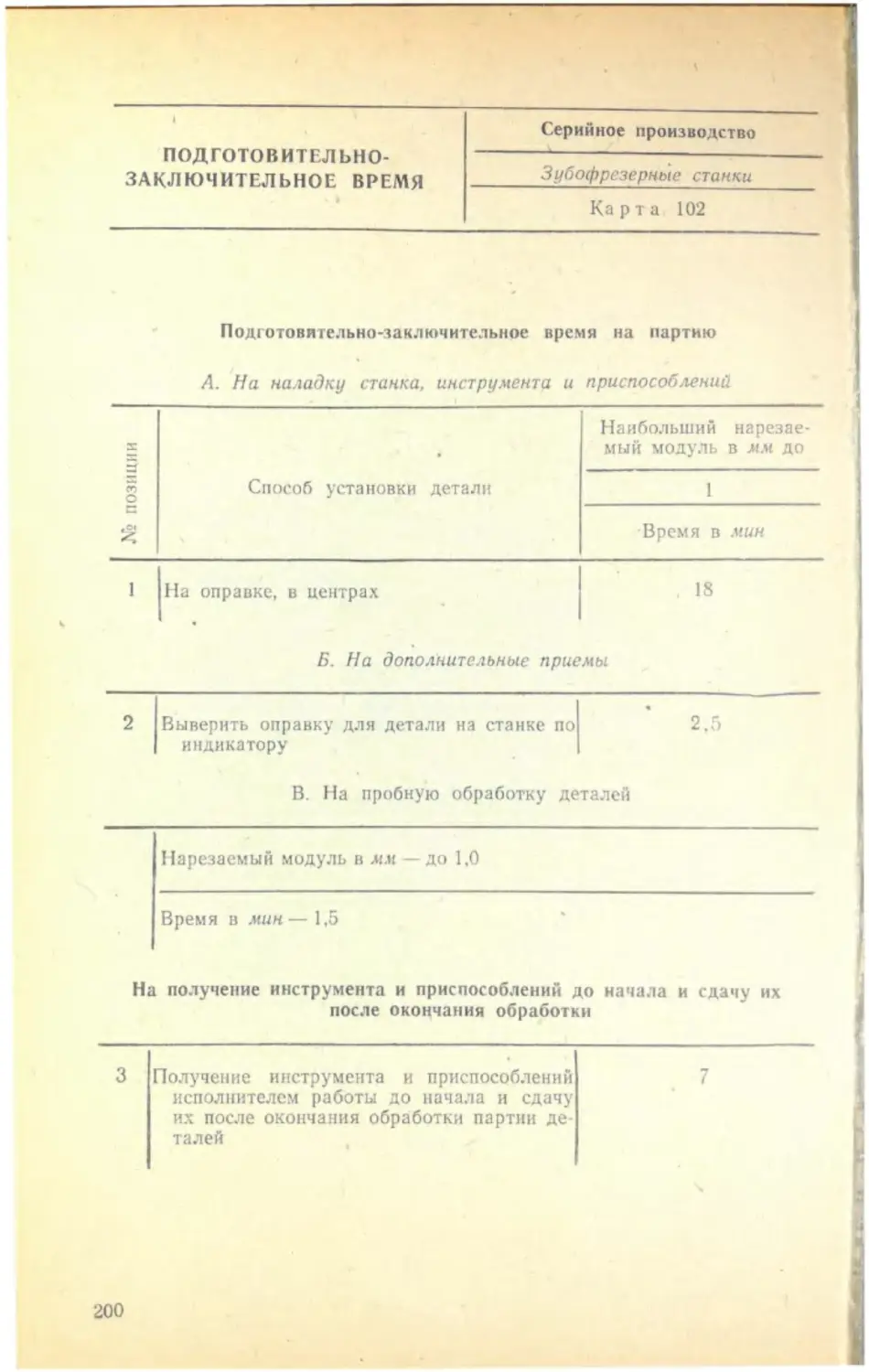
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ
НА YCTAHOBl(Y И СНЯТИЕ
У станов ка в
производство
са;,tоцентрирующем
патроне
ДЕТАЛИ
Карта
1
.М.асса детали в кг до
Способ установки детали
0.01/0 . 0310.05;0,овlо.251 о,511.0! з,о
Время в ;,1ин
без вывер1~и 0,260,21 0,190,1:0,170,2+,250;35
1
2
с выверкои
В патроне с креп
лением
ключом
0,460,400,370,3~0,400,450,5
0,65
на биение
мелом
с выверкой
3
о_,940,8
0,740,680,8 0,9 1,0 1,3
индикато ром
4
В патроне с центром задней баб-
5
ки при подводе
ПllНОЛИ
6
вращением
-
1
1
1
о' 26 о 2~ о t. 23 о' 28 о 35 о. 43
,
.
маховичка
от водной рукояткой
-
-
0,22 0,2 0,2 0.24 0.29 о,зв
з вездочкой
-
-
0,28 0,25 0,25 0 ,30 0,37 0,47
7
8
В патрон е с ра з резной втулкой ·
В па троне с разъемным вкл а
9
В патроне на столе станка (вер
0 , 28 О, 23 1О, 21О,19О,19' 0,23 0,28 0,38
0,39 О, 31 О, 28 0,2Q О ,25 0,31 0,38 О, 52
дышем
0,21О,1 7 О,15О,14О,14О,16О,19
0,25
тикальная ось патрона)
Индек сы
i
Пр имеч а ния : 1. При
2.
2
Зак.
16'2·
переуста но вке детали врем я по ка рте
применять с
коэффи ци ентом 0,8.
При установке деталей из легк их сплавов время по карте
применять с ко ;эффициентом 1, l _
17
.-- t-
Серийное
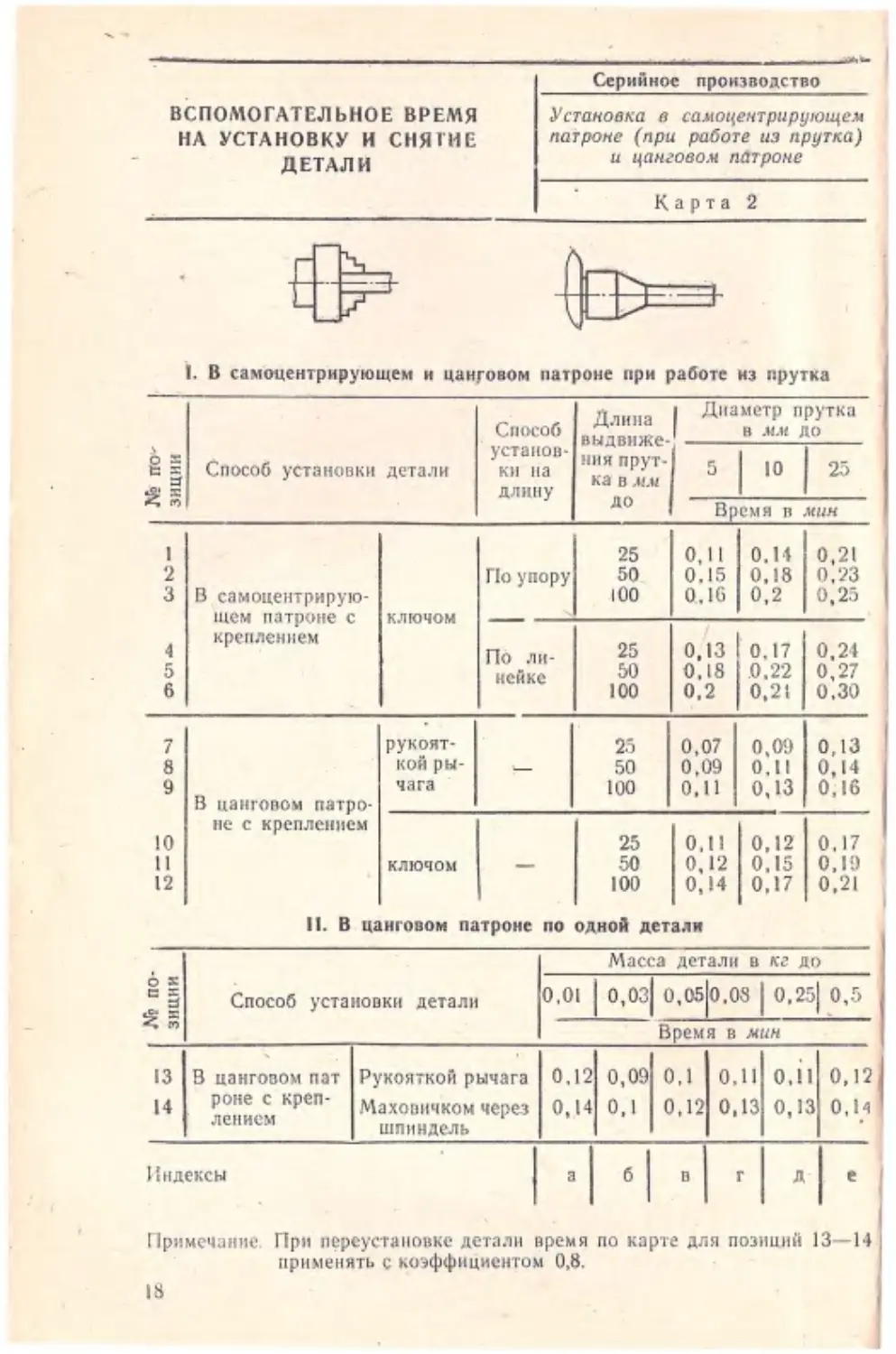
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ
производство
Установка в са ,иоцентрирующеА~
патроне (при работе из прутка)
НА УСТАНОВКУ И СНЯП1Е
ll цанговом патроне
ДЕТАЛИ
Карта
~
2
~
~
·~
·1. В ·сам·о·Центрирующем и цанrовом патроне при работе из прут ка
=
=
~·
о
у с та нов-
Способ уtтано в ки
i:: ::f
детали
~;;;
1
2
3
на
'"'""""/
ния прут-
патроне
с
ключом
креплением
4
-По
5
6
кой рычага
не
с
до
10
Время в
25
1
лшн
О,
О,
14
18
0,2
0,21
0,73
0 ,25
25
50
100
13 1 О , 17
О, 181 0,22
0,2
0,2±
0,24
0,27
0,30
25
50
100
0,07
0,09
О, 11
0,09
0, 11
О, 13
О, 13
О,
О,
О,
0.17
0,1 9
0,21
11
15
О" 16
О,
'
ли-
\ рукоятВ цанговом
мм
1
О,
25
50_
100
нейке
7
8
5
ДО
По упору
В , самоцентрирую-
в
ка iЗ л1л1
дли. ну
щем
9
ки
Диаметр прутка
Длина /
Способ
О,
/
1
о,
О,
14
16
патро-
креплением
10
11
12
ключом
11.
О,
о,
о,
25
50
100
-
11
12
14
12
15
17
В цанговом патроне по одной детали
Масса детали в кг до
6::
с::=
::f
00
Способ
=
""
установки
детали
0,01 \ 0,031 o,o5jo.os 1 0,25)
_о,5
Время в мин
-
'
13
14
в
цанговом пат
ране
с
лени ем
креп-
Рукояткой рычага
О,
Маховичком через
0,,14
12 0,09
О,\
О,
11 0,11
О,
12
О, 12 О , 13 о, 13
О,
14
1
О,
шпиндель
И ндексы
П рим е ч а н!l е . При переустановr< е детали время по карт е для позиций
применять с коэффициентом 0,8.
18
13- 14
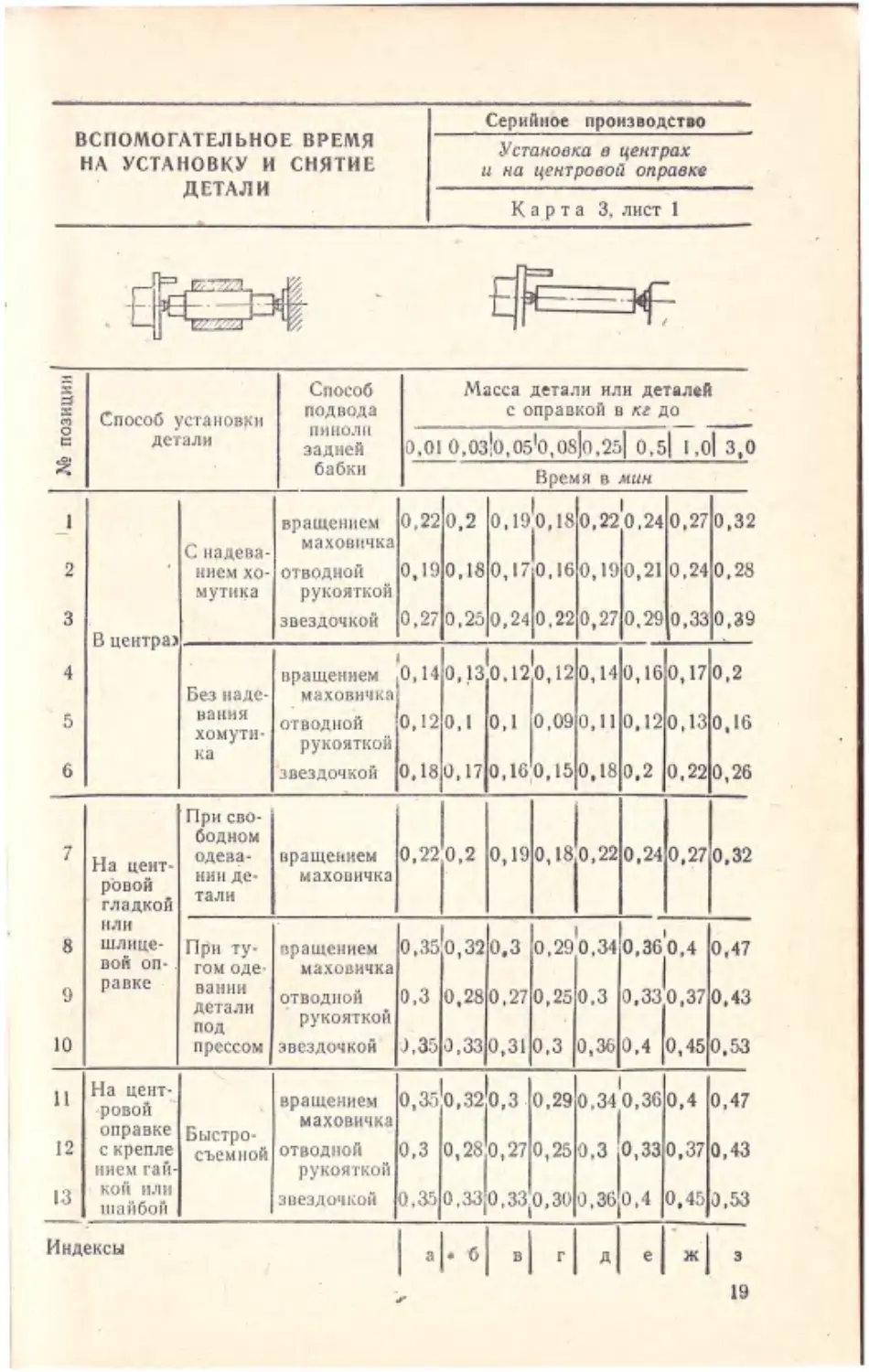
Серийное
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ
НА
УСТАНОВКУ
И
производство
Устаliовка в цеiiтрах
СНЯТИЕ
и
lia
цеiiтровой оправке
ДЕТАЛИ
I( а р т а 3, л ист 1
;,;;
;,;;
Способ
:::>
;,;;
Способ установ1<и
"'1:::
о
детали
1
ПИНОЛll
0,01
С н адевани ем хо-
Время в миli
МаХОВИЧ!(а
отводной
1
0,22 0,2 о ' 191°' 18 о' 22 о '24 0,27 0,32
0,19
рукоЯТ!(ОЙ
мути ка
О.18 о. lт lт 190,21 0,24 0,28
О, 27 О
звездОЧ!(ОЙ
3
о,03!0,0510,08]0.25\ o,5\~.ol 3,о
1
вращением
2
детали или детал~й
с оправкой в кг до
задней
бабки
;;1';
-
f\l\zcca
подвода
,25 0,24
О
О,
,22 0,27
29 0,33 0,39
В центрю
4
1 1
1 о, 14 о,ро,120,12
вращением
Без надеванин
5
хо мути-
ка
6
На центрЬвой
гладкой
одева-
шлице-
BOVr
ОП-
равке
9
О,
18
О,
17 0,16,0,15 0,18 0,2 0,22 0,26
враще1шем
О, 221°, 2 о, 19 о, ly,22 0,24 0,27 0,32
оправке
12
13 '
с крепле
иием гайкой нли
ш айбой
Индексы
О,
1 0,09
1
1
·
гом одеван и и
1 .
1
1
1
.
0,35 0,32 0,3 0,29 о,34 о,з6(,4 о,47
пращением
пр ессом
На цент~_
·РОБОЙ
12 О, 13 0,16
звездочкой
1
При ту-
под
11
О,
1
тали
детали
10
11
О,
или
8
О,
12
маховичка
нии де-
14 о, 16 О, 17 0,2
О,
отводной
рукояткой
При свободном
7
О,
маховичка
махопичка
С!ТВОДНОЙ
рукояткой
0,3 0,28 о ,27 о. 25 о ,3 0,3'!° ,37 0,43
звездочкой
J,35 Q,33 0,31 0,3 0,36 0,4 0,45 0,53
вращением
"'
1
.
1
О,3о0,321°,3
. О,290,340,360,4
0,47
',
'
Быстросъемной
махов~чка
""од""·
PYKOЯTI(Ofl
зве з дочкой
j
" о.3
О,2Т27 0,25 о.3 0.330,37 о.43
1
о ,35 о
,33 о ,33io, 30 о, з6 1 о ,4 0,45 0,53
-
3
19
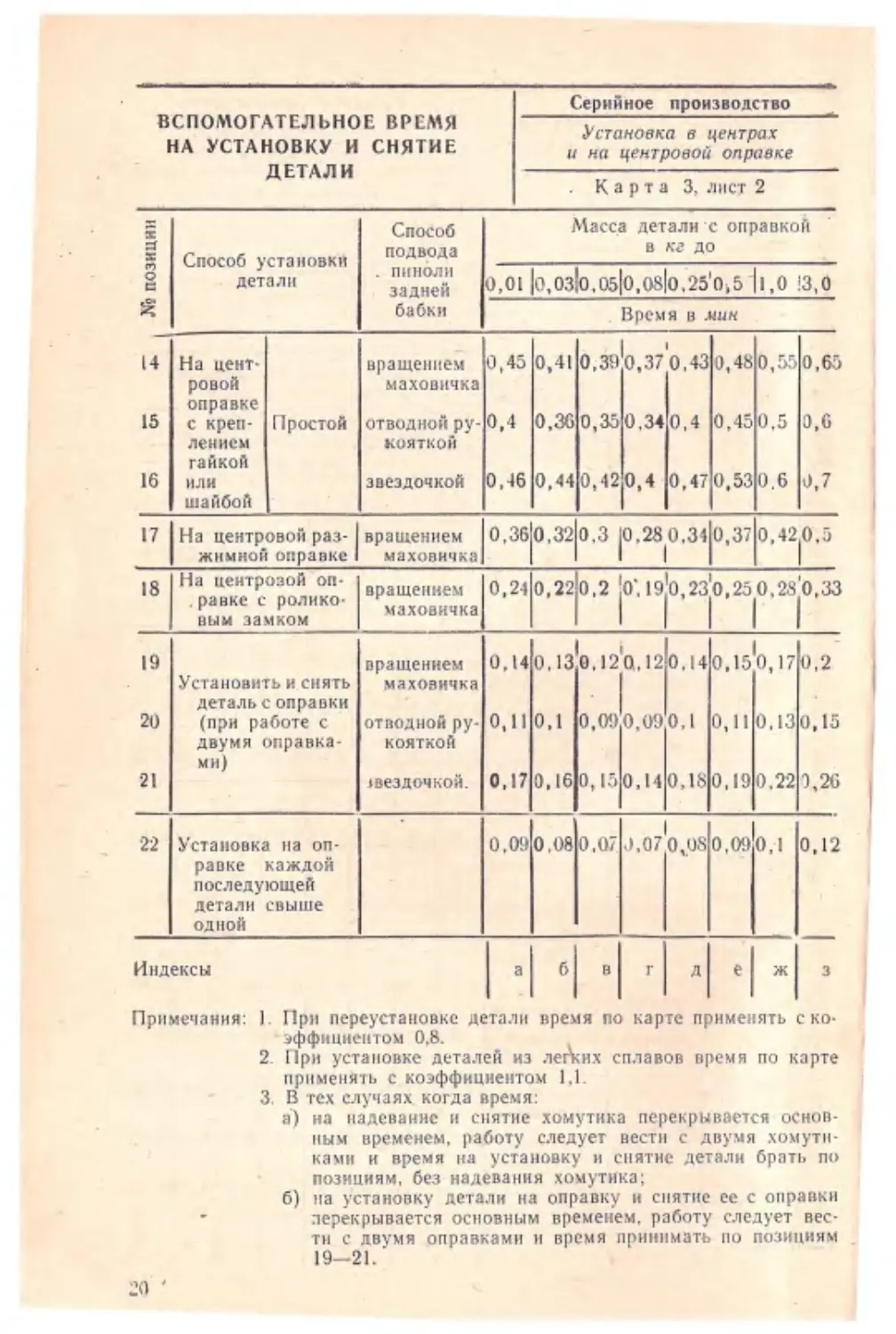
Серийное
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ
НА УСТАНОВКУ
Установка в центрах
И СНЯТИЕ
и на центровой оправке
ДЕТ АЛИ
=
"'=
вращением
ровой
с
-
• 1
в мин
1
0 , 45
О ,4 1
0,4
0,36 {)' 35 о ' 341о '4 0,45 0,5 0,6
0 ;39 0,37 0,43 0,48 0 ,55 0,63
маховичка
оправке
15
ДО
_ Время
-
Н а цен т"
кг
o,01 lo .03!0.05!0.08lo . 25'0,5 -l1 , o !3,Q
задней
бабки
;г;
l4
В
ЮJ Н ОЛИ
детали
2
лис:r
Ма сс.а де тали · с оправкой
С по соб
п одв,оДа
СпЬсоб уста п овкR
Q
i::
3,
К а р т а
:>:
::r
производство
креп-
Простой
отводно й ру4СОЯТКО Й
лен нем
гайкой
16
звездочкой
или
шайбо И
0 ,-!6 0,44 0,4210,4 . 0,47 0,53 0 ,6 u,7
171 На центр_овой раз -/ вращением / О,36!1 0,3210,3
жимнои опраВiсе
181
маховичка
-
Н а центровой оп- , вращени ем 10,2410,2210,2
. равк е
вым
с ролика-
маховичка
замком
19
О,
вра щ ен и ем
Установить и . снять
1 , 141О, 15 1О, 17 О, 2 14 О, 131О, 12 iОн 121°
махов ич ка
-
деталь с оправки
20
(при р аботе с
двумя
оправка-
1
.
отводной рукояткой
о ' 11 о. 1 о. 09 о, 09 о' 1 о' 11 о' 13 о. 15
JВеЗдО Ч J\ОЙ.
0,17 О, 16
ми)
21
22
15 О, 14 О, 18 О, 19 0,22 0 ,2G
1
0,09 0 ,08 0,07 J,07 0,,08
Установка н а оправке
каждой
пос ледующей
детали
о,
о ' 09!0 ' 1
О,
12
'
свы ш е
одной
Ин дексы
Пр имечания:
1.
При п ереустановке детали время по 1сарте при меня ть с 1со
- :э фф11ци ен том 0,.8.
2. При уста н овке деталей из легсих сплавов время по карте
при менять с ко эф фициенто м
3.
1, 1.
В тех случаях__ когда время:
а') н а надевание и снятие хомутика
ным
кам и
временем,
и
работу
время · на
следует
установку и
пере1с рывается · ос н ов
вести
с
двум я
хому ти
с няти е детал и брать
по
по зиц иям, без надевания хомутика;
б)
на уста новку детали на о пр авку и с н ятие ее с оправки
:~ерекрывается основным време н ем, работ у следует вес
ти
с двумя
19-2 1.
20 '
оправками
и
время
пр ини матъ
по
по з ициям
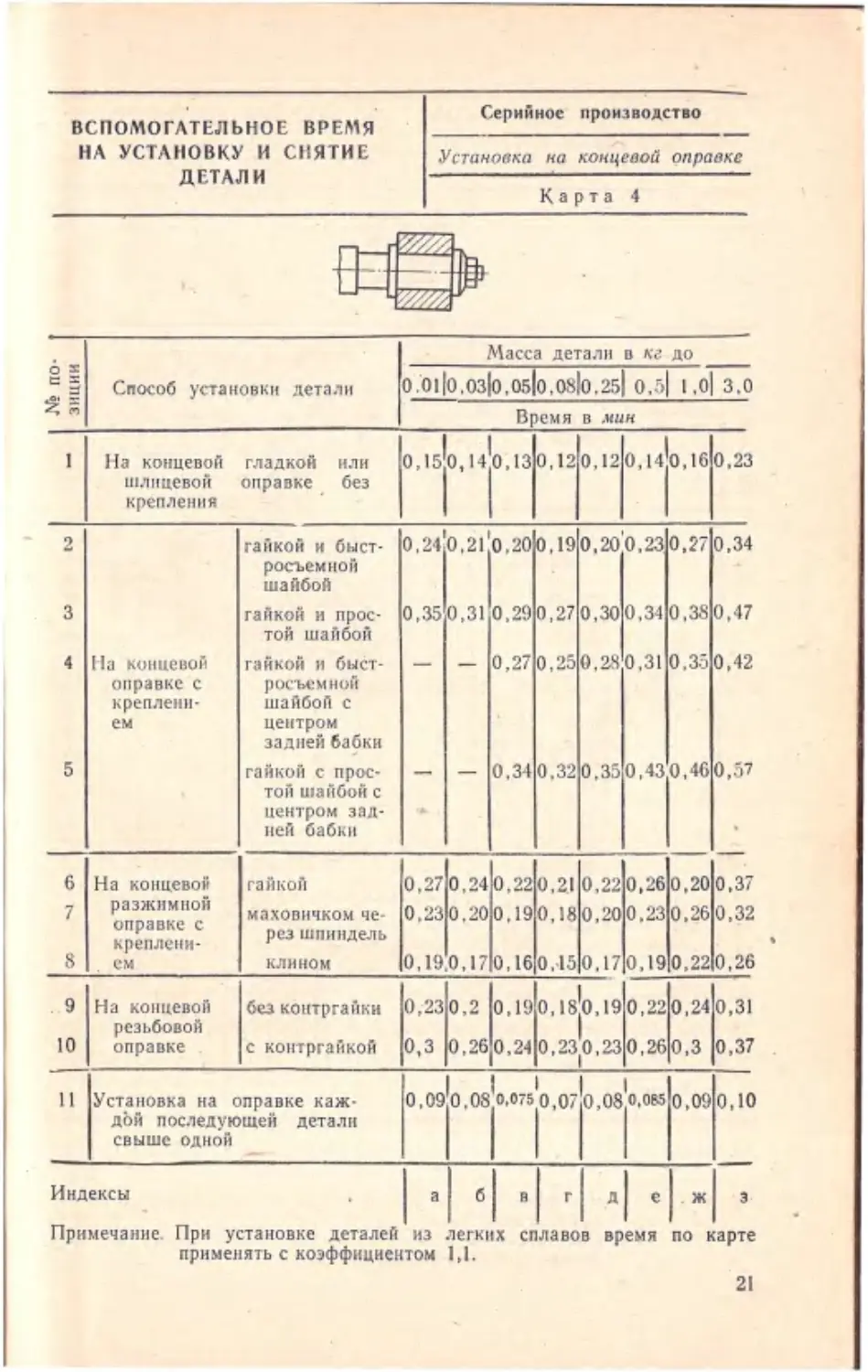
ВСПОМОГАТЕЛЬНОЕ
НА
УСТАНОВКУ
И
Серийное
ВРЕМЯ
СНЯТИЕ
У станов ка
на
производство
концевой Qnравке
ДЕТАЛИ
4
Карта
1.
1 -
6
:>::
t:: :>::
::f
:2; ;;;
1
Способ
установl{и
детали
Масса детали в кг до _ _
lo.01lo,03!0,oslo,08lo,2s! o.511.ol
3,о
Время в мин
На l{ОНцевой
шлицевой
гладкой
или
без
оправке
О, 1510, 14i0, 13О,12О,12О,1410, 16 0,23
крепления
2
гайкой и быст-
1
. 1
о ' 24 о '21 о '20 о ' 19 0,20'0 ,23 0,27 0,34
росъемной
шайбой
3
4
гайкой и простой шайбой
На ко нцевой
о правк е
гайкой и быстросъемной
шайбой с
с
креплен и-
0,35 0,31 0,29 0,27 0,30 0,34 0,38 0,47
-
-
0,27 0,25 G,28
О
,31 0 ,35 0,42
центром
ем
задней ба?ю1
5
гайкой с пр ос той шайбой с
центром
зад -
- ..
0,34 0,32 0 ,35 0,430,46 0, 57
ней бабки
·6
7
На концевой
разжимной
оправке
гайкой
маховнчком че-
с
..9
10
11
0,27 0,24 0,22 0,2.1 0,22 0,26 0,20 0,37
0,23 0,20 О, 19 О, 18 0,20 0,23 0,26 О,?2
рез шпиндель
креплен и-
8
..
КЛННОМ
ем
О,
19,0, 17 О, 16 о ,·15
О,
17
--
О,
.
19 0,22 0,2 6
1
На ко нцевой
резьбовой
без контргайки
о ,23 о' 2 о' 19о'1810'19 о ,22 о ,24 о ,31
оправке
с контргайкой
0,3 0,260,240,2310,230,260,3 0,3 7
Установl{а на
оправl{е !{аж-
дЬй последующей
свыше одной
детали
-·
о' 0910 08i"·""i0,07i0 ,08i"·"" о ,09
0,1 о
Индексы
Приы еча ние . При
установке
деталей
из
применять с коэффициентом
легких
сплавов
вре1,1я
по
карте
1,1.
21
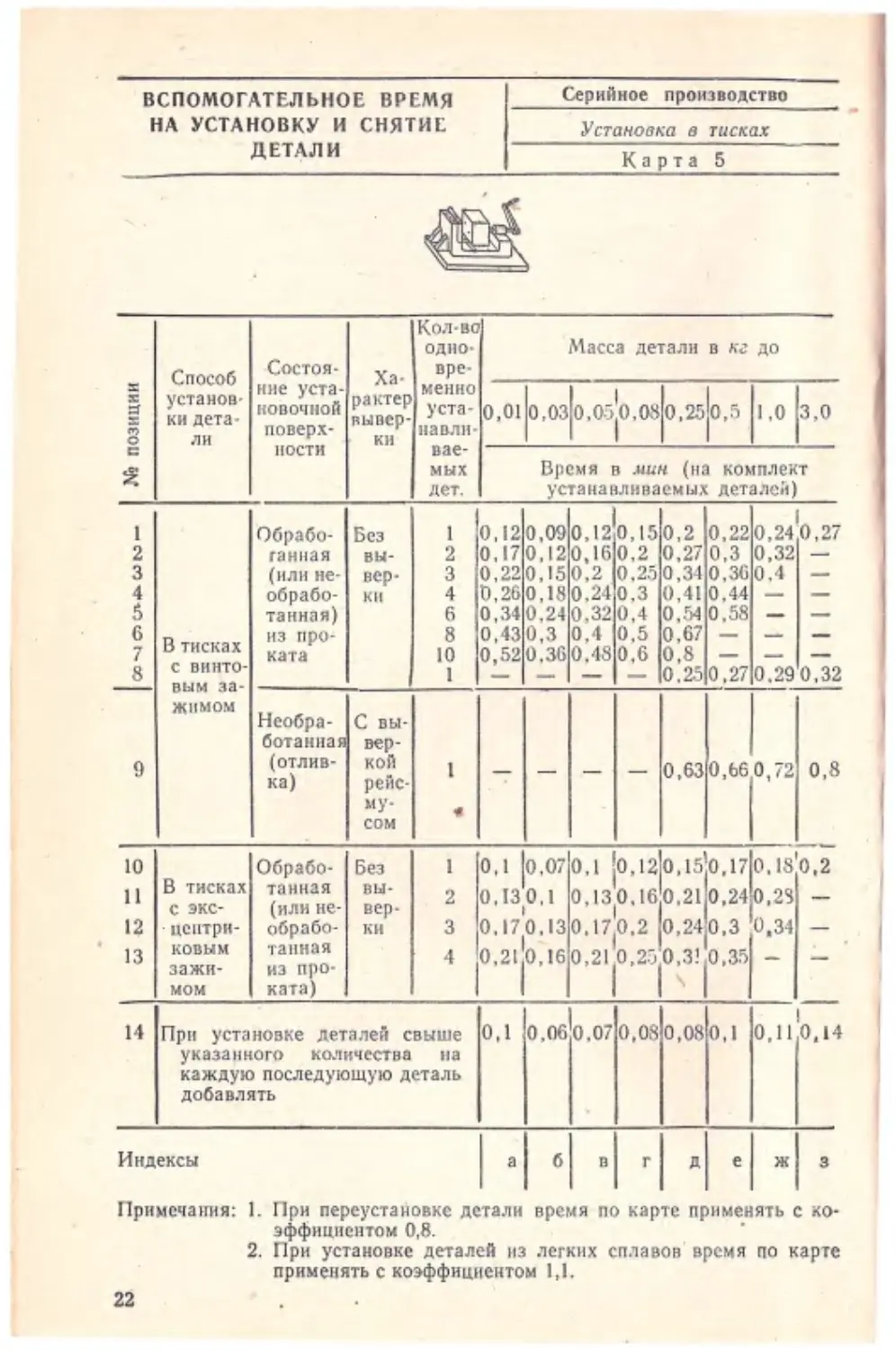
ВСПОМОГАТЕЛЬНОЕ
НА УСТАНОВКУ И
Серийное производство
1
ВРЕМЯ
Установка в тисках
5
СНЯТИЕ
1
ДЕТАЛИ
К:арта
Кол-во
Масса детали в кг до
одно-
=
=
"'=
~
Способ
уста нов1ш дета-
-Состояние
пове_рх-
ли
о
1:::
уста-
новочной
ности
вре-
Ха-
мен но
рактер
f!ЫВер-
.·
ки ·
устанавлн-
--
вер Ю!
ПРО '
ката
С ВИ!~ТОБЫМ
вы-
(или необработанная)
из
В тисках
Без
rанная
1
за-
жимом
Необработанная
(отливка)
9
ОбрабоВ тисках
с
экс-
12 · ц ен три 13 I<ОВЫМ
кой
рейс-
14
вы-
(или необрабо-
кн
из
ката)
При
вер -
танная
мом
про-
установке
указанног_р
1
1
-
- --
-
-
-
1
О,6ЗО,6т72 0,8
'\!.
Без
танная
зажи -
О,
вер -
му-
10
1
1
12 0,09О,12 0. 15 0,2 0,22 0,24 о ,27
о ' 17 о ' 12 о, 16 о '2 о '27 0;3 0,32 о ,22 о' 15 0,2 0,25 о ,34 0,36 0,4
о' 26 о ' 18 о '24 о '3 о . 41 0,44
0,34 0,24 0 , 32 0,4 0,54 0,58
---'0,43 0,3 0,4 0,5 0,67 0,52 0,36 0,48 0,6 0,8 - - 0,25 0,27 0,29 0,32
1
2
3
4
6
8
10
1
с вы-
сом
11
13,о
Время в мин ( на комплект
устанавливаемых дета.hей)
дет .
Обрабо-
j1.o
ваемых
~
1
2
3
4
.')
6
7
8
o.0110.oз!o.05;0.0810.25jo.5
1
0,110,070,110,120,150,170,180,2
1
1
1
'
1
1
2
3
4
0,130,1 О,130,16/°,210,2410,23 1
1
1 0.170,1ЗО.17IО,2
0,240,З
1
-
0,34
1°.21/o.1бjo.211°.25i°~3!lo,351 -
1
деталей
свыше
количества
О,
1 0,06 10,07 0,08 0,08
О,
1
1 0,11 0,1 4
на
каждую последующ ую деталь
добавлять
'
Индексы
Примеч ания:
1.
При переустановке детали время по карте применять с коэффициентом 0,8.
·
2. При установке деталей из легких сплавов ' время по карте
применять с коэффициентом 1,1.
22
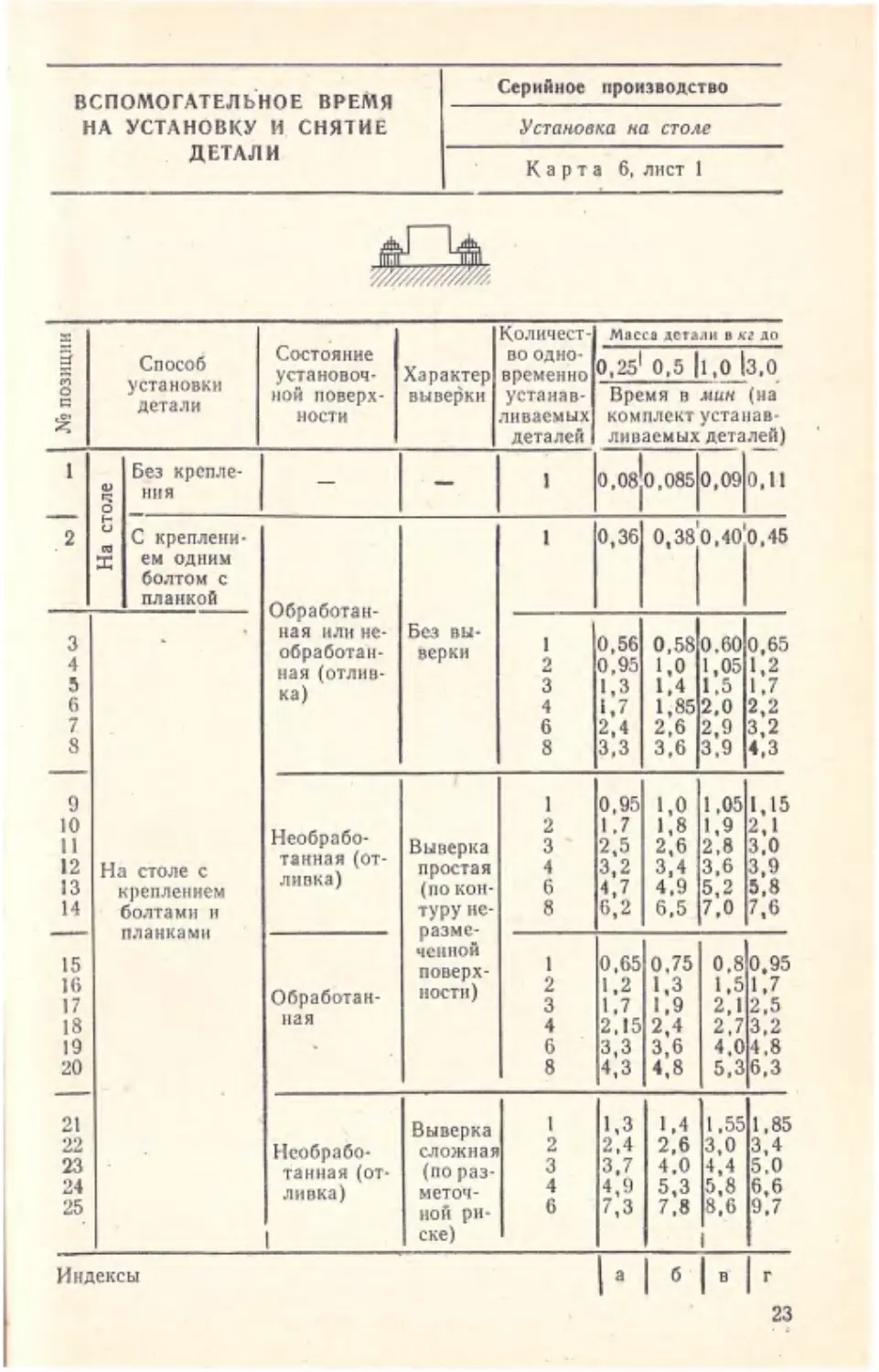
Серийное
ВСПОМОГАТЕль'ноЕ ВРЕМЯ
НА УСТАНОВКУ И. СНЯТИЕ
Установка на столе
ДЕТАЛИ
:s:
:s:
:::!
:s:
"'t::
установки
о
детали
~
К:оличест-
установоч -
ной поверх-
во одно-
Характер
выверки
ноет и
временно
устанавл и ваемых
деталей
1
Без креплеQ)
-2
К: а р т а
Состоя ние
Способ
ния
.;:
...
::r:"'
(.)
-
1
о
1
·-
ная
или не-
обработа·н-
Без выверки
ная (отливка)
5
6
8
-9
На столе с
-
креплени е м
Необработанная (отл ивка)
Выверка
прост ая
(п о кон туру не -
болтами и
ченной
поверх-
Об р аботан-
ности)
ная
-- 21
22
23
24
25
Время в мин
(на
комп л ект уста н а в-
л иваемых деталей)
1
0,36
о, 381° ".,. '45
1
2
3
6
8
0,56
0,95
1,3
1,7
2,4
3,3
0,58 0,60 0,65
1,0 1,05 1,2
1,4 1,5 1,7
1;85 2,0 2,2
2,6 2,9 3,2
3,6 3,9 4,3
1
2
3 '
4
6
8
0,95
1'7
2,5
3,2
4,7
6,2
1,0
1,8
2,6
3,4
4 ,9
6,5
1,05 l, 15
1,9 2, 1
2,8 3,0
3,6 3,9
5,2 5,8
7,0 7,6
1
2
3
4
6
8
0,65
1,2
1,7
2, 15
3,3
4, 3
0,75
1,3
1,9
2,4
3,6
4,8
0,8 0,95
1,5 1,7
2, 1 2,5
2,7 3,2
4,0 4,8
5,3 6,3
1
2
3
4
6
1,3
2,4
3,7
4,9
7,3
1,4
2,6
4,0
5,3
7,8
1
1
разме-
пла1шами
15
]6
17
18
19
20
Масса детал и в 1'2 до
10.08Jo.oa510.091~1
4
7
10
11
12
13
14
1
Обработан-
-
4
лист
0,25 1 o,s !1,0 lз.о_
одним
болтом с
планкой
3
6,
1
1
С креплением
производство
Выверка
Необработанная (отливка)
сложная
(по разметоч-
ной ри-
1
ске)
1,55 1,85
3,0
4,4
5,8
8,6
3,4
5,0
6,6
9,7
1
Индексы
23
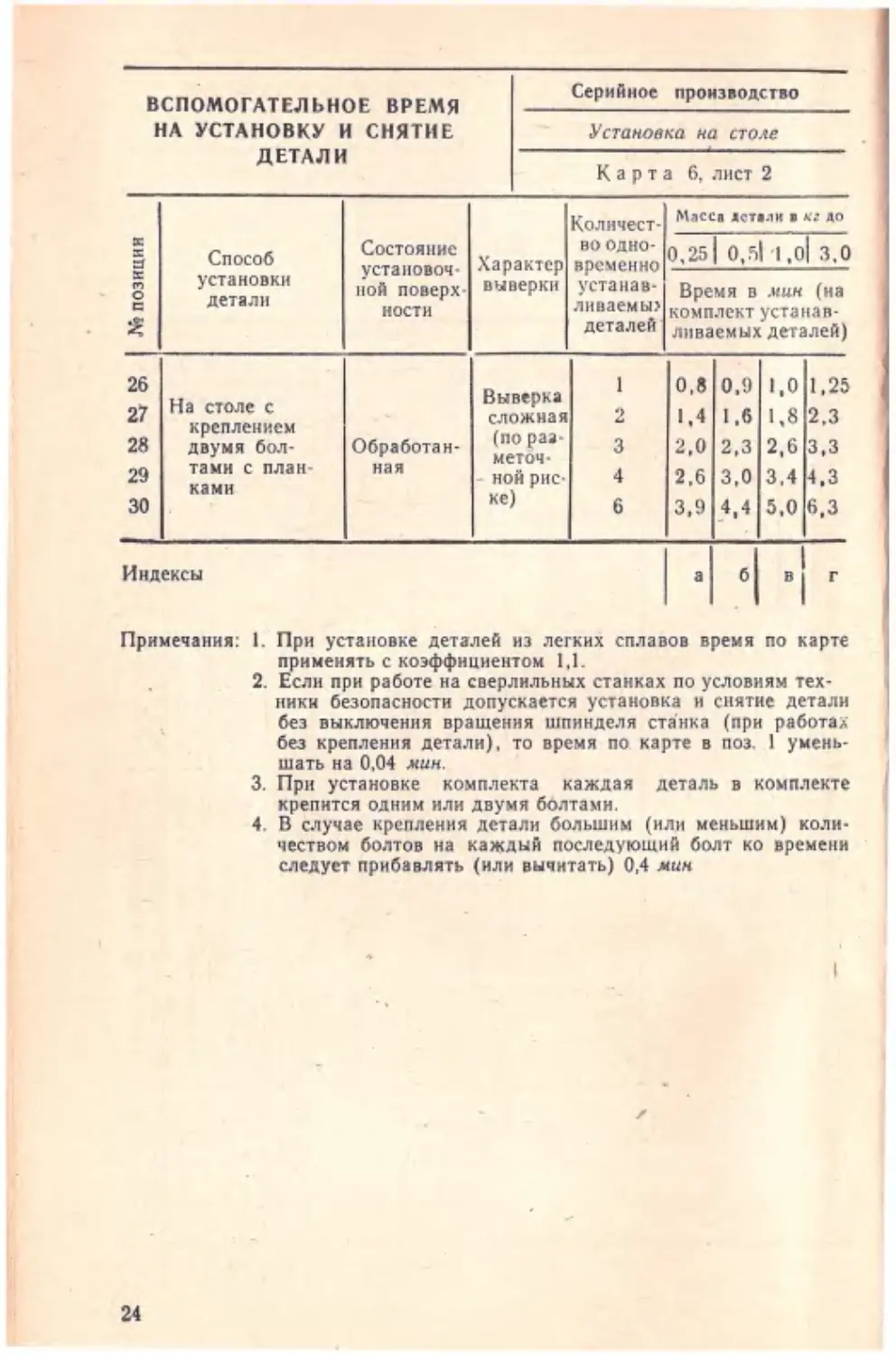
ВСПОМОГАТЕЛЬНОЕ
Серийное
ВРЕМЯ
-
НА УСТАНОВКУ И СНЯТИЕ
Установка на столе
ДЕТАЛИ
:s:
:s:
::f
:s:
"'1::::
Колич ест -
Способ
о
детали
На столе с
креплением
двумя бал тами
с
установоч-
во од но-
Характер
в1-,1верк и
ной поверх -
план-
сложная
(по ра:з-
Обработан-
ка ми
лист
2
Масса .А е тали в 1а до
0,251 O,fil '1,0I 3,0
устанав-1 Время в м ин (на
Выверка
ная
временно
6,
ливаемь:}. ко мплект уст а в а вдетален JI11Ваемых дет ал ей)
ности
~
26
27
28
29
30
К арт а
Состояние
установки
производство
меточ-
-
ной риске)
1
2
3
4
6
Индексы
0,8
1,4
2,0
2,6
3,9
0,9
1,6
2,3
3,0
~.4
1, 0 1,25
1,8 2,3
2,6 3,3
3,4 4,3
5,0 6,3
г
Примечания : 1.' При установке Дета·лей из легких сплавов время по карте
1,1.
2.
применять с коэффициентом
Если при работе на сверлильных станках по условиям тех
ники безопасности допускается установ к а и снятие детали
без выключения вращения шпинделя станка (при работа х
без крепления детали), то время по. карте в поз. 1 уменьшать на
мин.
·
При установке
комплекта
каждая
деталь в комплекте
крепится одним или двумя болтами.
В случае крепления детали большим (иди меньшим) коли
чеством болтов на каждый последующий болт ко времени
следует прибавлять (или вычитать)
мин
0,04
3.
4.
0,4
24
.·
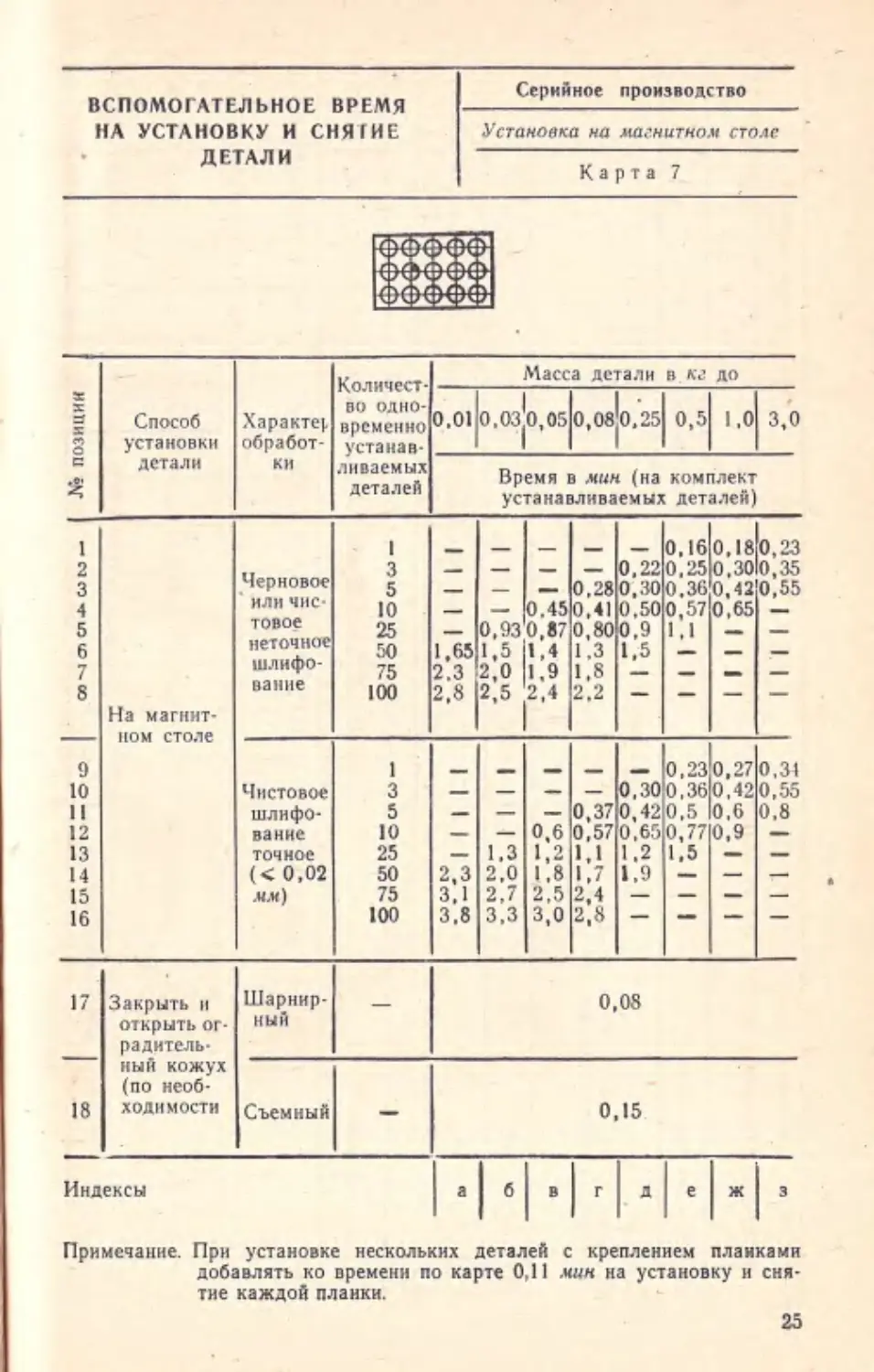
ВСПОМОГАТЕЛЬНОЕ
Серийное
ВРЕМЯ
Установка на .магнитном столе
НА УСТАНОВКУ И СНЯТИЕ
ДЕТАЛИ
:>:
:>:
"'=
t::
2;
о
обработ-
детали
ки
,Черновое
·или чистовоg
5
6
7
8
неточнсrе
шлифавание
На
ном
0-.01/0.03:0.05/0,08\0:251
~·511.0\ 3:0
устан а вливаемых
Время в мин (на комriлект
устанавливаемых деталей)
- -- -
-
1
3
5
10
25
50
75
100
- 0.16\0.18!0, 23
0,22 0,25 0,30 0,35
0,28 о;зо 0,360,42 10,55
- 0,45 0,41 0,50 0,57 0,65
0,930,87 0,80 0,9 1 ~ 1
1,65,1,5 lt .~ 1,3 1,5
2,3 ('о 1,9 1,8 - 2,8 2,5 12,4 2,2
1
3
5
10
25
50
75
100
0,27 0,34
- -- - -- 0,30
- 0,23
0,36 0,42 0,55
- - - 0,37 0,42 0,5
0,6 0,8
- - 0,6 0,57 0,65 0,77 0,9 - 1,3 1,2 1, 1 1,2 1,5 - 2,3 2,0 1,8 1,7 1,9 3, 1 2,7 2,5 2,4 - 3,8 3,3 3,0 2,8
-
-- --
- -
столе
Чистовое
шлиф ование
точное
( < 0,02
ЛIМ)
За.крыть и
открыть ог- .
Шарнирный
-
-
-
-
-
0,08
радит.ель-
ный кожух
(по необ-
18
временно
7
М.асса дета ли в кг до
одно-
магнит-
9
10
11
12
13
14
15
16
--
во
деталей
4
17
Характе1-
установки
1
2
3
--
Карта
Количест-
Способ
:::!
прои3водство
ходимости
Съемный
-
О, 15.
Индексы
Примечание. При установке нескольких деталей с креплением планками .
добавлять . ко времени по карте 0,11 мин на установку . и сня
тие каждой планю1.
25
'""
°'
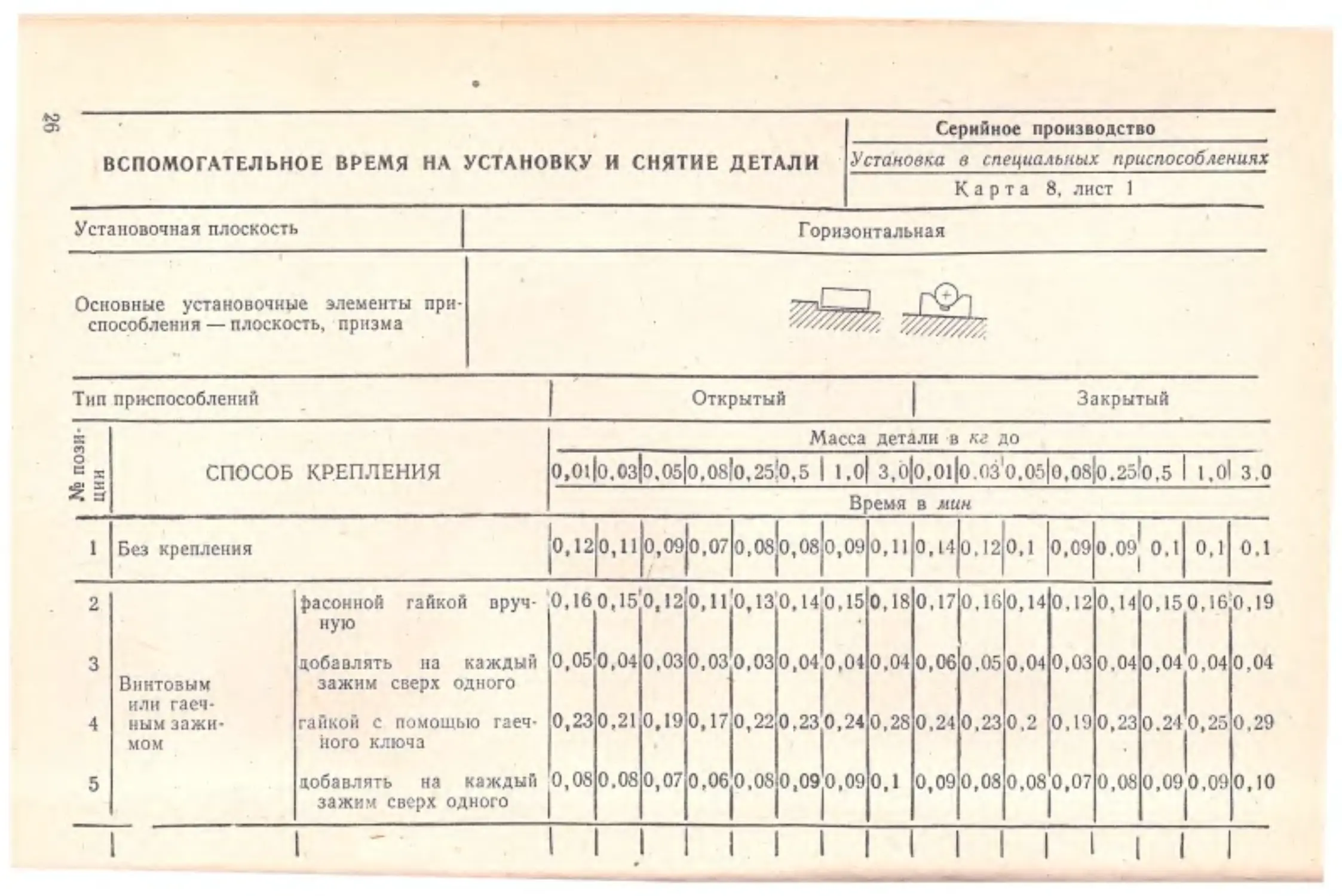
Серийное производство
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ
У станов ка в специальных прuспособ'ленuях
НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
к а р т а
У ста новочная плоскость
Основные
-
элементы
1 ,
Открытый
Закрытый
.М.асса детали · в кг до
=
"'i::: =1
о
СПОСОБ КРЕПЛЕНИЯ
~а
o,01/o.03\o,05lo.08lo.25!o,5
1
1.01
3,oio.01/o . oЗ 1 0.05l0.08lo.251o ,5
1
1,0! 3 . о
Врем.я в 1'tUH
Без крепления
1 1
10. 1210.
' :расонной
2.
ную
цобавлять
з
Винтовым
или
5
1
-~
при
плоскость, · призма
Тип приспособлений
41
ЛИСТ
Горизонтальная
установочн1>1е
спос.обления
8,
гаеч-
ным зажи-
мом
гайкой
вруч- :o,!60,15 10,120,11110,13 10,140,150,l80,l710,160,140,120,140,150,16;o,19
1
на
гаикои с помощью гаеч-
наго кл ю'Iа
на
'
1
каждый 0,05 О ,04 О ,03 0,03 0,03 О ,04 0 ,04 О .04 О, 06 О ,05 О ,04 О, 03 О, 04 О ,04 О ,0410 ,04
~аж.,им сверх одного
цобщзлять
11/~.•09jo.O?/o.o8/o,o8/o,og/o. 11 /o. t,+. 12/о"1 10.09/о .о9: 0.1 \ о. 1\ о .1
·
1
0,23 0,21. 0,19О , 17 0,22 0,23 0,24 0,28 0,24 0,23 0,2 О, 19 0,23 0,240,2510,29
.
.
.
1
1
каждый 0,080,080,070,06 0,080,09j0,090,l
зажи м сверх одного
1
1
1
0,090,08 0.080,070,080,090,09j0,10
1
1
j
1
·
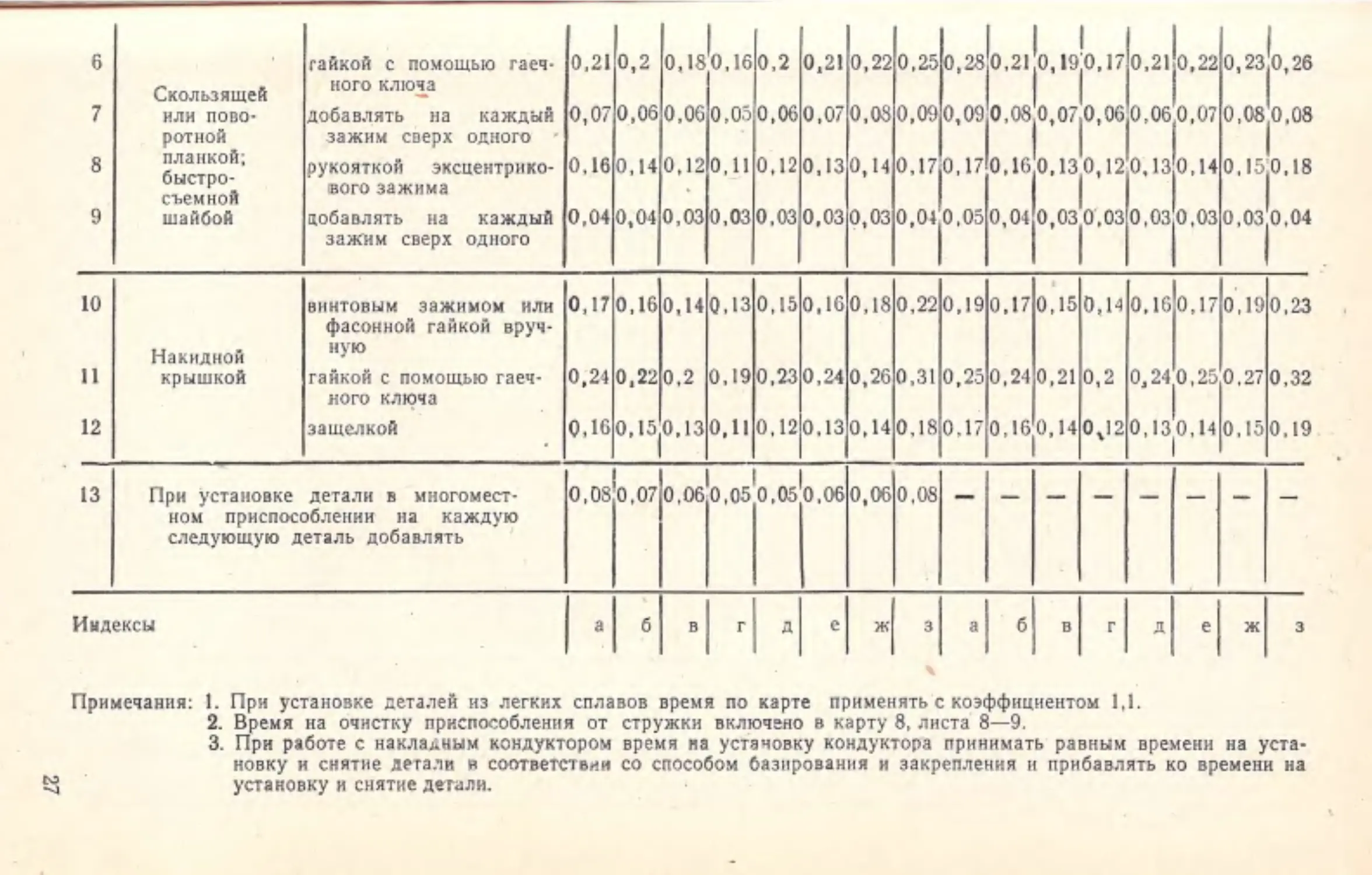
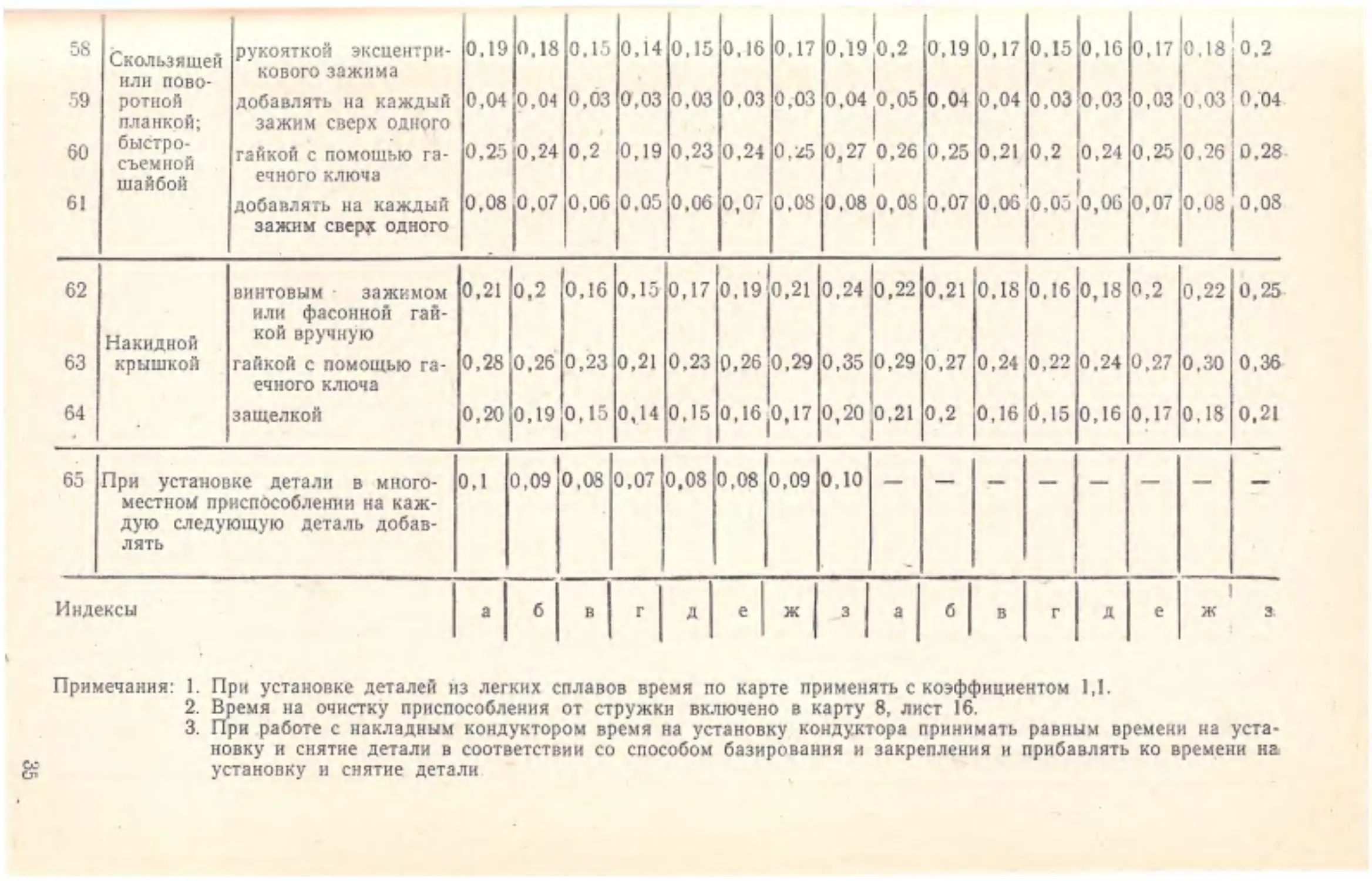
61
rайкой
Скользящей
7 1
или
пово-
ротной
планкой ;
быстросъемной
шайбой
81
91
с
rаеч-
1 1~ о' 2 о ,21 о, 22 о ,25 о, 2810
1 ,211°,
1 ·у·
' 17 о ,211°,
1 22 о, 231°,
1 26
о' 2110, 2 10' 1810'
каждый
о, 07!0,06IO ,обJо ,оо о ,06 о ,о7 o,os о,0910, 09 0,os 0,07lo, Об о ,06/°' 01 о ,о~( ,ов
помощью
ного клю1а
добавлять
зажим
на
1
1
эксцентрико- О, 1610' 14/0' 12/0' !_! IO' 1210, 13/0, 14/0' 1710' 17,0' що, 13 о, 12·0, 131°' 14 о'
сверх
! рукояткой
одного
1вого зажима
цобавлять
зажим
на
сверх
каждый
одного
винтовым зажимом или
10
фасонной гайкой вруч-
11
Накидной
крышкой
о ,04I0,04!0,оз10 ,оз1 0 ,оз1 0,оз10, оз10.о•jо ,oslo, °'jo, о+.оз о.оз1о .оз о ,o'j° ,04
iO, 1110, 16\О, 1410, 1310, 1.'ф, 1610, 1slo ,2210, 19\0.1?io ~1510, 14 /О, 1610, 1710, 1910 ,23
ную
гайкой с помо щью гаеч
1
0;2410,22/0,2 /О, 19/0,23 0,24 0,26 0,310,230,24,0,21 0,2 О,24/°,25 '0,27/0,32
ного кл19ча
12
13
ном
детали в
приспособлении·
1
о, 1610, 15\о, 13Jo, 11Jo. 12о,13 о, 14о,1s о. 17 о, 16 0. 14 о ~12о,13 0,14 о , 1 5/о, 1g
защелкой
При установке
l;y' 18
1
многомест
на
1
1
1,О,05,О
1 , 06/О,06/ О,08 1 o,os:o.07 1О,О610.О5
1-
1
-
1
-
1
-
1
-
'
-
1
-
каждую
следующую деталь добавлять
'
1
Индексы
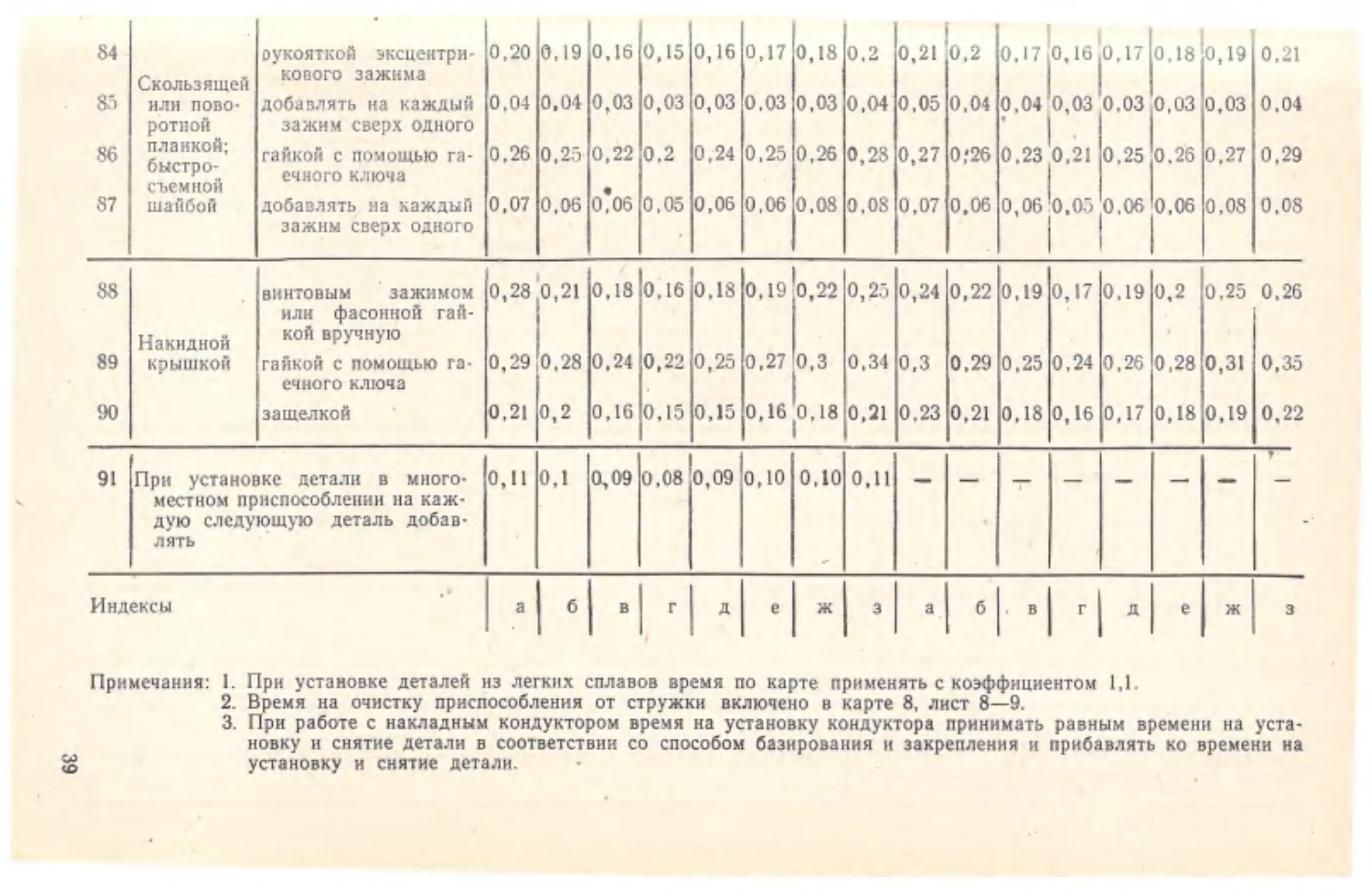
Примечания:
1
1.
2.
3.
а г~1 в г д 1 е 1 жl з 1 а! . б 1 в 1 г д 1 е 1 ж\
1
1
1
'
При установке деталей из легких сплавов время по карте применять ·с коэффициентом
Время на очистку приспособле1:1ия от стружки включено в карту 8, листа· 8-9.
3
1,1.
При работе с накладным кондуктором время на уста!!овку кондукто~J'а принимать · равным времени на уста
новку и снятие детали я соотвеtствни со способом базирования и закрепления и прибавлять ко времени на
N
-.:i
установку и снятие детали.
N
00
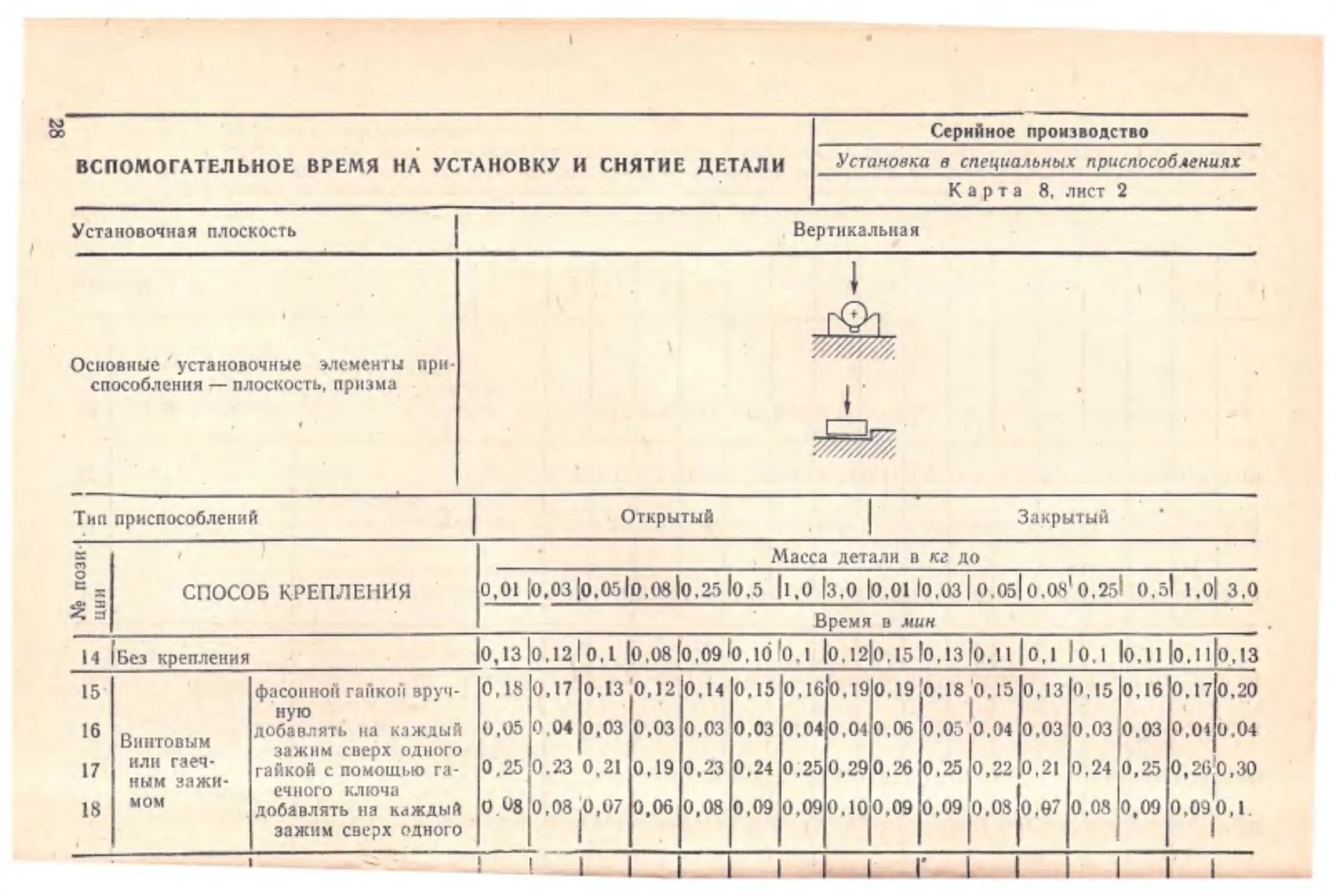
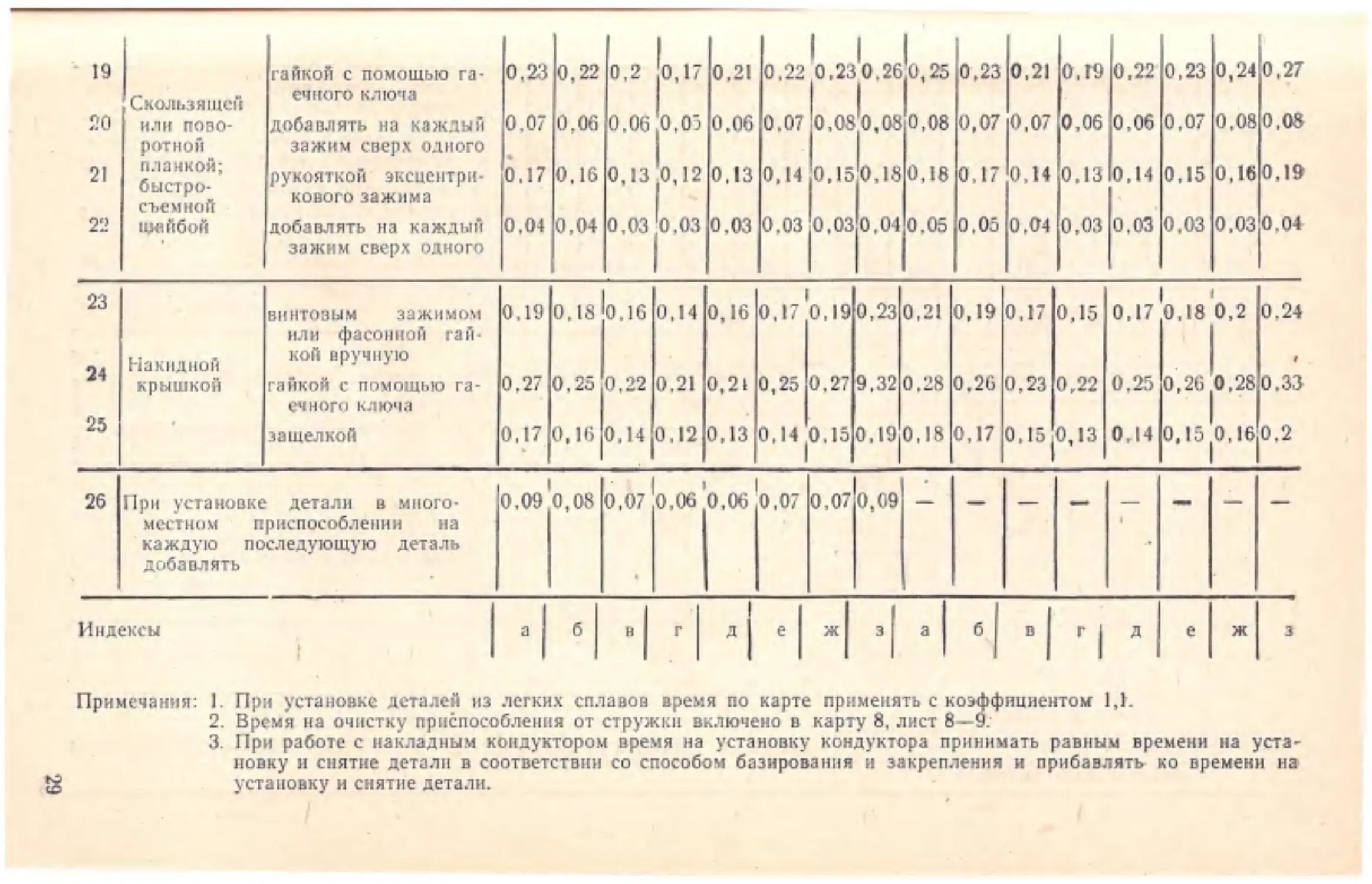
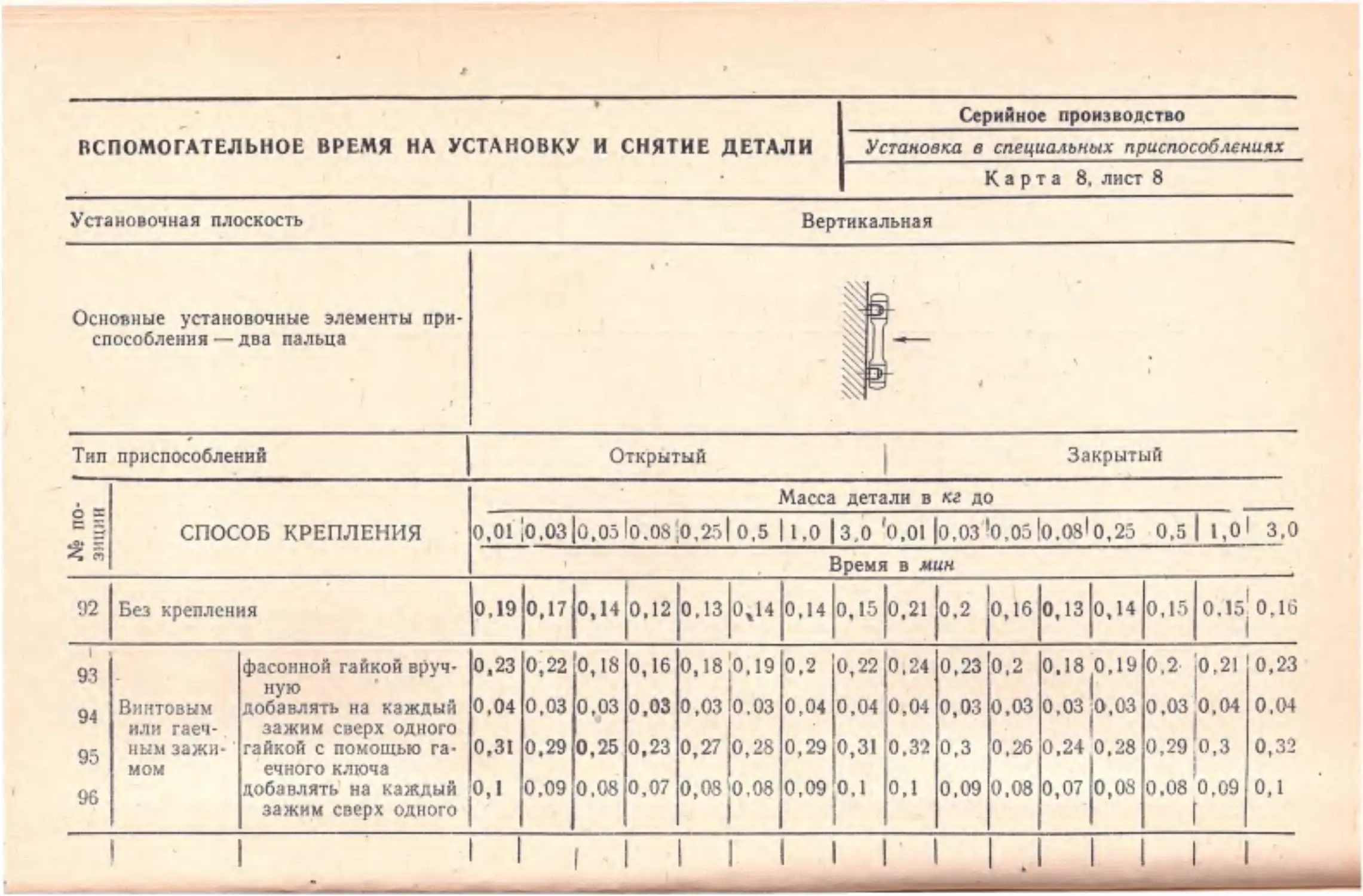
Серийное производство
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ
У станов ка в специальных приспособденuях
НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
К а ,р т а
.
Установочная плоскость
Основные ' установочные
способления
,-
8,
лист
2
Вертикальная
+
г0т
~
элементы при
плоскость, призма
~
.
c::=J
~
Открытый
Тип приспособлений
=
"'
о
t::
Масса детали в кг до
=1
14
o,011o.o3lo.o5lo,08\o.25lo,5l1.o13.о
СПОСОБ КРЕПЛЕНИЯ
~~
/вез крепления
lo,13/o.12lo .1 !0.oslo.09lo,16 /o.1 lo.12 /o.1slo.13/o.11/o.1 / o.1
О,
фасонной гай1<0(1 вруч ную
16
17
18
/o.01lo .03/o .05 /o .os 1 0.25/ o.sl
1.01 3,О
Время в мин
15 •
Винтовым
или
ным
МОМ
rаечз а жи·
'!ажим
сверх
одного
1<люча
добавлять на КdЖДЫЙ
.
О,
17 0,13
.
,
lо:11 /о.11!0.1з
0,14 О, 15 0, 16 О, 19 0,19 10,18 '0,15 0, 13 0, 15 0, 16 О, 17 0,20
J
'
0,25 0,23 0,21 о. 19 о. 23 о. 24 о; 25 о. 29 о. 26 о. 25 о. 22 о. 21 о. 24 о. 25 0,26;0.30
.
0 , 08 0,08 j0,07 0,06
08 ,09 ,09 1010 ,09 ,0910, 0810 ,97
08
09 0,09,0, 1.
гайкой с помоШ:ыо гаечного
18
10,12
0,05 0 ,04 0,03 0,03 0,03 0,03 0,04 0,04 0,06 0,0:J 0,04 0,03 0,03 0,03 0,04 0,04
добав л ять на i<аждый
зажим сверх одного
1
Закрытый
.
О,
О
О
·. -.1_ 1
1
О,
1
О
1, 1·
О,
1
1
1
О,
1
1
·l=" -~. :J
191
ечного ключа
~!О
или
21
ротной
ПЛ3ИI<ОЙ ;
быстро
съемной
ру](ОЯТ](ОЙ
ЦУайбой
добавлять на ](аждый
2:?
~,0110.06 0.06 j°.o) 0.06 0.01 о.о~/0,08 0 ,08 о,о7,О,о7 0,06 о.об о , о7 о.о~ о. ов.
дрбавлять на ](аждый
по во
зажим
сверх
одного
0.17 0.16 0,13/°,12 0.13 0,14 о,1,т.180.18 0 . 1 7 о.н 10.1з 1~.14 . 10.1510.1б10.19'
эксцентри-
1<ового зажима
зажим
23
24
0,2~ /О, 22 /0,210,17 0,21 0,22 :О,23;0,26,0, 25 0,2310,21 О, t9 lfJ ,2210,23 10,2410 .~7
гайкой с помощью га
.
Скользящей
сверх
винтовым
од н ого
О, /О, !о /О, /О, [О,25 /О,
гай
27
гайкой с помощью га
крышкой
ечного ключа
251
26
местном
детали
пос,1едующую
Примечания:
21
27/9 ,32/0 ,28
/О /О, /О
.26
1
.
'
1
1
t
23 ,22 0 ,2510,26 0, 280,331 .
.1sjo, l 9jo, 18 lo, I 7 jo, 15\О,1 з
O,.l4I0,1 5 I0,1610 ,2
1
на
" 1
деталь
доба влять
Индексы
21
1
о • 1710 ' 18 о . 2 10 . 24
1
1
1
!0.0 ~1 10,07J0,09·
1
0,09,0,08
0,07 1,О,060,06
1
в много-
приспособлении
1<аждую
25 ,22
о. _I7 jO, 1610. 14 \О .1210. 13 jo , 14 io
за щел](ОЙ
IПри установ](е
/о,04 0,03 1 0.оз о.о3 о,о3 1О.о31о.О4 о,05 1o.os lo.04 о.оз lо.оз !о.оз !о.03/0 .0•
о . 19 IO. 18 lo. 1б lо. 14 /о, 16 lo. 17 ~о, 19/о. 23/о. 21 10. 19 IO .17 10, 15
зажимом
или фасо н ной
кой вр учную
1 На!\идной
0,04
1
а/ б1 в/
r .,
.
i
д е 1 ж/ з / а 1 б 1 в / г
j
д 1 е 1 ж1 з
1. При установке деталей из легких сплавов время по ](а рте применя ть с коэффициентом 1).
2.
3.
Время на очистку приспособлен ия от стружки В](.fJючено в 1<арту 8, лист 8-9':
При работе с накладным кондуктором время на установ](у кондуктора прин имать равным времен и на уста~
новку и снятие детали в соответствии со способом базирования и закрепления и прибавлять· ко времен и на•
~
• ц;>
установку и снятие детали.
<,.)
о
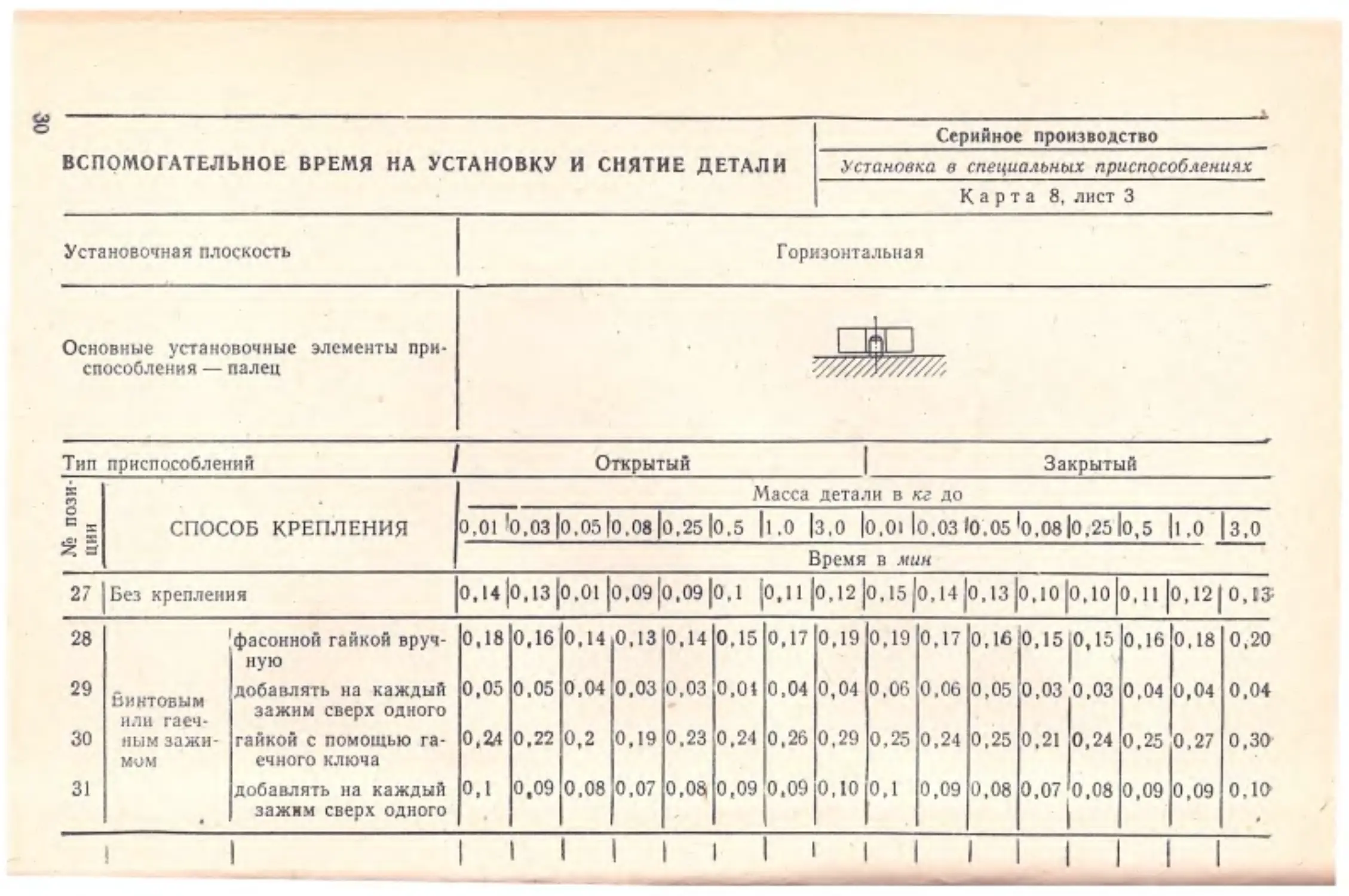
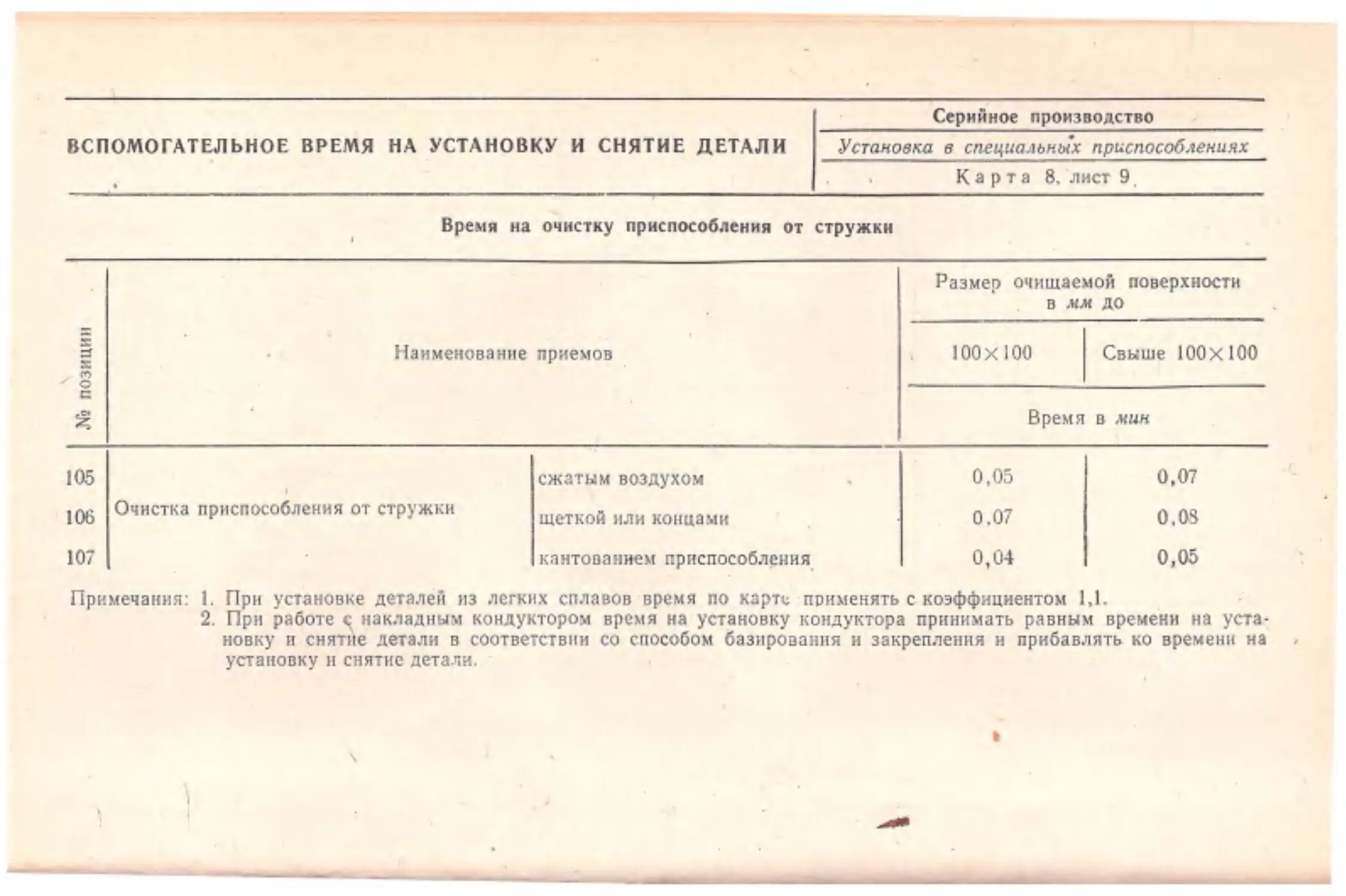
Серийное производство
ВСПQМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
Установка в специальных приспособлениях
К а р т а
уста но вочные
способления
-
~,;
3
1м1
J
. :w"'~№,
Открытый
/
Закрытый
Ма сса детали в кг до
о
t:: :;:
1
элементы при
палец
Тип приспо с облений
=
"'
лист
Горизонтальная
Установ оч ная плоскость
Основны е
8,
С ПОСОБ КРЕПЛЕНИЯ
1
10,01 lо.оз lo.05 !o.oв lo.25 \o.5
11.0
lз.о !0.01 l o.oз lo.05 lo,08 lo 125·lo,5 11.0 ·~
Время в лщн
!о. 14 \о. 13 jo. о 1 !о. 09 jo. 09 /о. 1 \о, 11
27 \Без крепл ения
1 фасонной
28
гайкой вруч-
jo. 12
\о. 1s /o. 14 Jo. 1з jо. 1о jo, 1о ! о. 11 /о, 121 о, !'З:
0,18 0,16 0,14 0,13 0,14 0,15 0,17 0,19 0,19 0,17 0,16 0, 1510, 15 , 0,16
О,
18 0;20
ную
29
~
ьинтовым
и ли
30
г аеч,
н ым зажи мuм
добавлять на каждый
0,05 0, 05 0,04 0,03
г а йкой с помощью га-
0;2.4 0,22 0,2
зажим сверх одного
ечного ключа
д о бавлять на каждый
31
•
зажим сверх
одного
О,!
•
О,
.
о.оз
о.04 о,О4 о.ов
o,oi
0.06 0,05 0,03 ,0,03 0,04 0,04 0,04
19 0,23 0,24 0,26 0,29 0,25 0,24 0,25 0,211°,24 0,25 0,27 0,30
0 1 09 0,08 0,07
0: 08/
0,0910 ,09 0.101,0,1 . 0,09 0,08 0,0710,08 0,09 0,09
'
О,
.
10
/
32
·
рукояткой эксцеюри·
j
Скользящей
33
35
зажим сверх одного
·
~~r~~~~~;
съемн@й
гайкой с помощью га - 0,23 0,21 0,19 0,17 0,21 0,22 Q,24 0,26 0,24 0,22 0,21 0,2 0,22 0,23 0,25 0,2
,ечного кл~?ча
j
.
шайб ой·
добавлять на каждый
зажим
сверх
!винтовым
36
Вак11дной
крышкой
38
0,08 0,07 0,06 0,05 0;06 0,07 0,08 0,08 0,08 0,07 0,06 0,05 0,06 0,07 0,08 0,0 !У
1
одного
0,19
о.~8 1 0,15
гайкьй с п ом ощью га-
О,25
0,24 0,21 0 ,2 0,23 0,25 (),28 0,32 0,26 0,25 0,24 0,23 0,24 0,26 0,29 0,33
защелкой
0,17 0,16
или
· 37
!.
или rioвo- · добавлять на каждый 0,04i 0,04 0,03 0,03 0,03' 0,03 0,03 0,04 0,05 0,03 0,03 0,03 О',03 0,03 0,03 0,0
ротной
34
0,17 0,16 0-,13 0,12 0,13t0,14 0,15 0,17 '0,18 0,17 0,16 0,14 0,14 0,1.'? 0,16 0,1
кового зажима
за~шмо_м
фасоннои
га11-
0,14 0,16 0,, 18 0 ,2 0,22 0,2
0,19 0,17 0,16 0,1710,19 0,21 0,23
кой вручную
ечног·о ключа
0,14 0,15 0,16j0,19 0,18 0,17 0,16 0,15 0,15 0,16 0,17 0,2'
0,08 i0,08 1'0,07 10,06 10,06 0,07 0,08 0,09
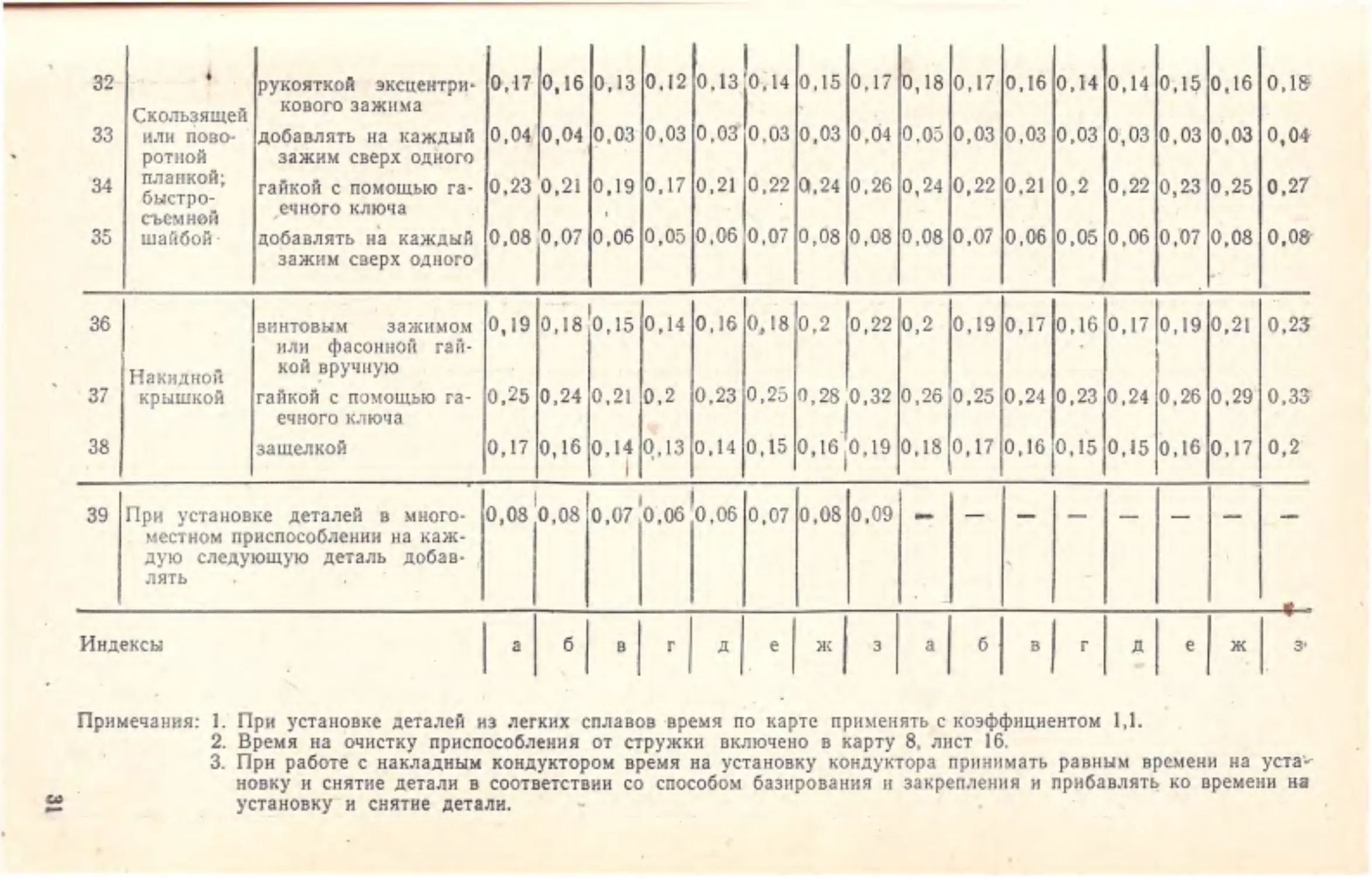
39 При установке деталей в многоместном приспособлении на каждую следующую деталь добав-
./
O,lf ~.13
1
~
-
-
,
-
-
-
,
Индексы
С1)
-
-
,
1
1.
2.
3.
а 1 'б в г д 1 е ж з а б в г .! ~ е ж
/
J
/
...
-
··--
,....
-
1
лять
Примечания:
1·
/
/
/
1
/
/
1
/
1
3'
При установке деталей из легких сплавов ·время по карте применять с r<оэффициентом 1,1.
Время на очистку приспособления от стружки включено в карту 8, лист 16.
При работе с накладным кондуктором время на установку кондуктора принимать равным времени на уста:.
но вку и снятие детаJ]и в соответствии со способом базирования и закрепления и прибавлят~ ко времени на
установку · и
снятие
детали.
\
~
-
С'ерийное производство
1
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
Установка в специальных приспособлениях
к а р т а
Установочная плоскость
-
палец
,
-~
i::
§1
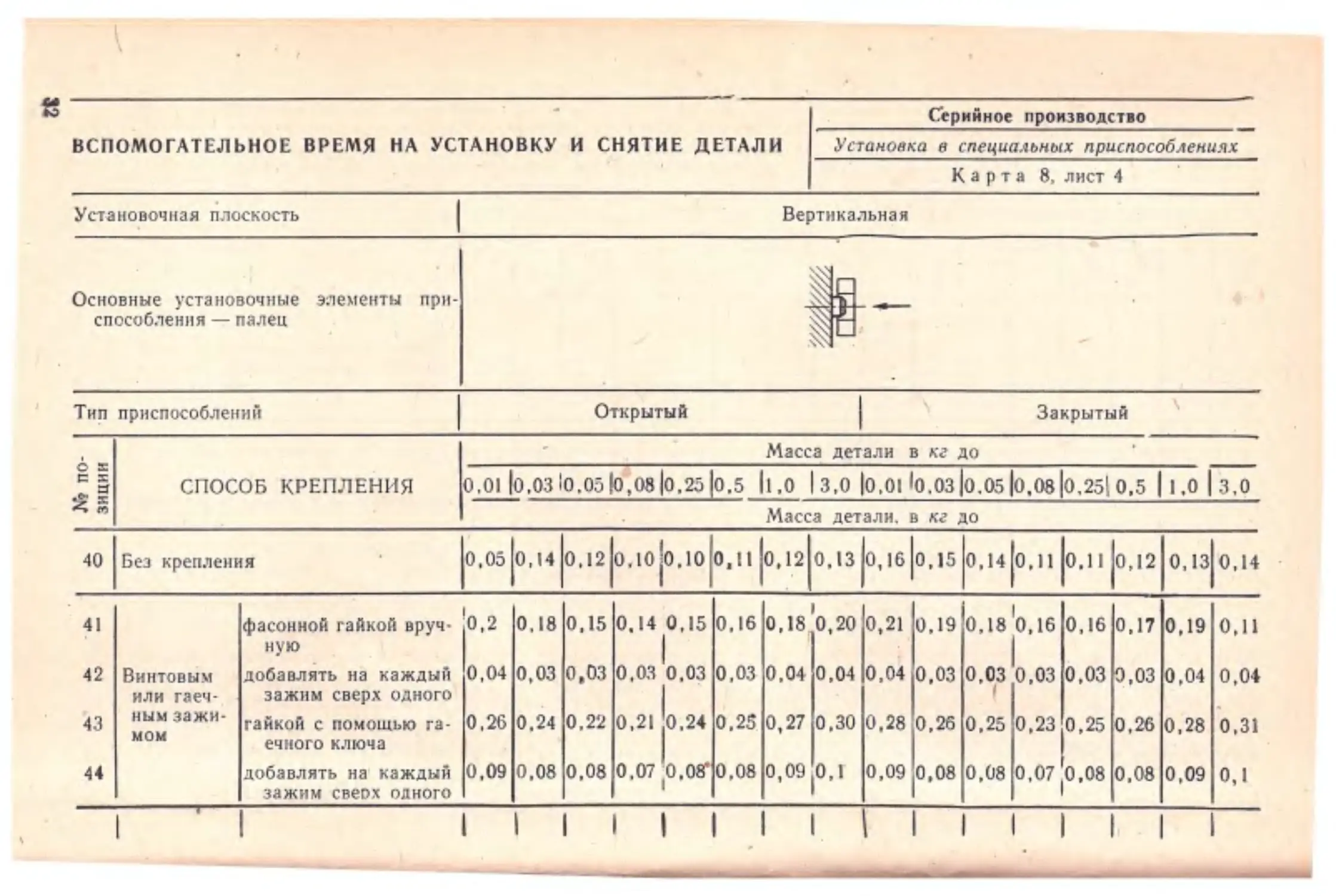
40
СПОСОБ КРЕПJ1ЕНИЯ
1
фасонной гайкой вруч- · о, 2
Винтовым
или
44
0.01
/о.оз lо.05 lo,os io.25 lo.5
11.0
1
з.о
Закрытый
\
в кг до
lo.01
lо.оз lo.05 lo,03 lo.25\ о,5
l 1.0
13.0
1~. 05 \о. 14 \о. 12/о11o_jo.10 /о .11 ,о, 121о.1з/о.16 \о. 15jo,14 lo. 11 !о .11 \о, 12 \о, 1зj;о, 14
\Без крепления
ную
43
'.
Масса детали , в кг до
41
42
.
Масса детали
~;;;
4
-
Открытый
Тип приспособлений
6:::
ЛИСТ
Вертикальная
1
Основные установочные
элементы при-1
способления
8,
гаеч-
ным зажи-
мом
0, 18
о,
15
О,
1
14 0,15 0, 16 0,18 , 0,20 0,21
О,
1
19 0,18 0,16 0,16 0,17 0,19 0,11
1
.
1
1
1
добавлнть на каждый 0,04 0,03 о.оз 0,03 0,03 0,03 0,04 0,04 0,04 0,03 О,~3 0,03 0,03 0,03 0,04 0,04
зажим
сверх
.
одного
гайкой с помощью га-
1
.
0,26 0,24 0,22 0,21 ,О,24 0,25 0,27 0,30 0,28 0,26 0,25 0,2310,25 0,26 0,28 0,31
ечного ключа
добавлять на ' 1<аждый
зажим
сверх
одного
О
,09 0,08 0,08 0,0710,08* 0,08
о, 09,о,1·
0,09 0,08 0,08 0,07 1,о,08 0,08 0,09
,,
о,
1
;:,v
w
О>
"
CJ)
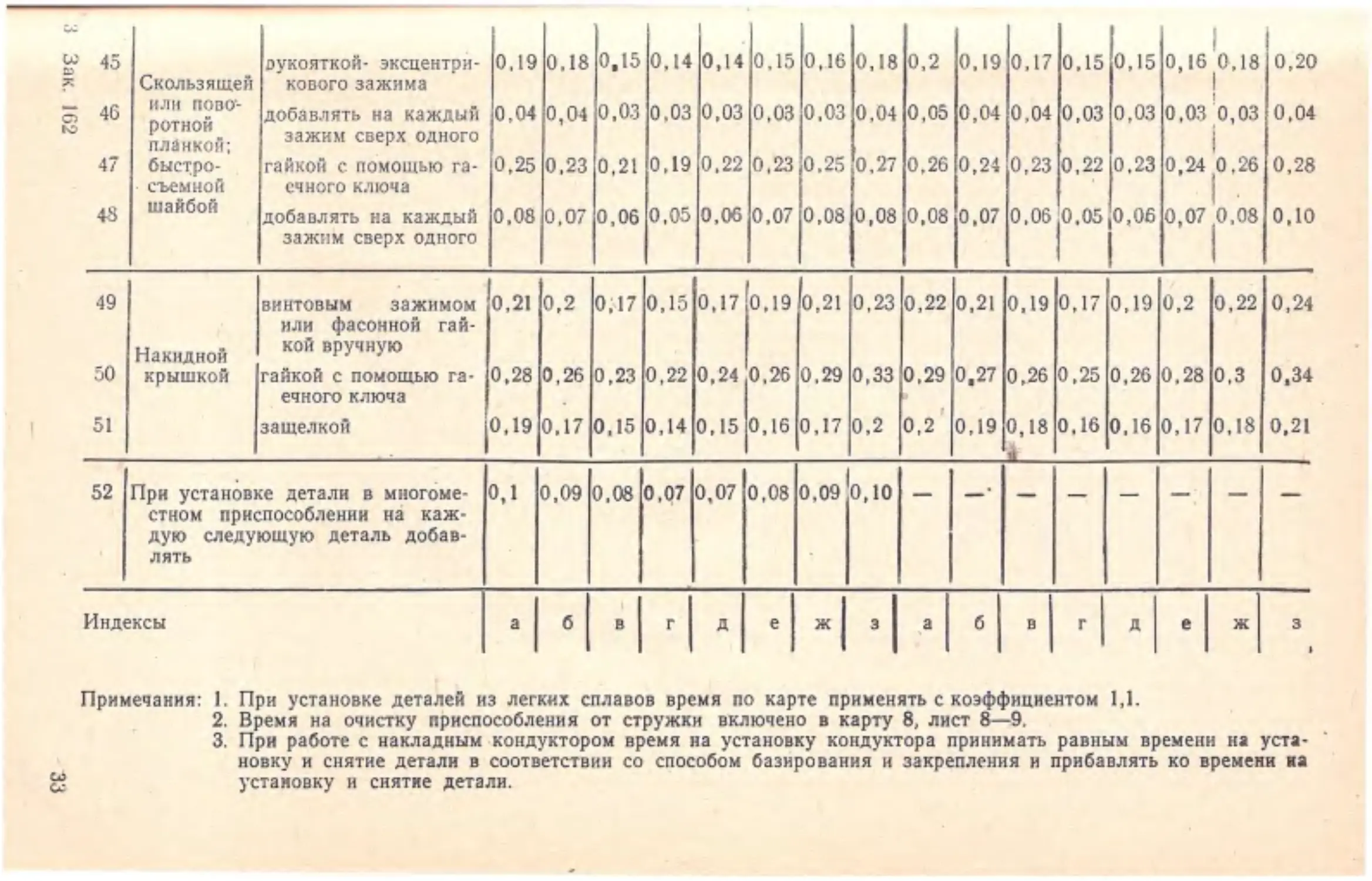
45
Скользящей
кового зажима
или п9во·- добавлять на каждый
ротнои
46
""
планкой·
бЫСJ:рО~·
47
съемнои
шайбой
48
!
ечного ключа
Накидной
крышкой
зажимом
фасонной
о ;,17
.
гайкой с помощью га-
1
приспособлении
0,28 0,26 0,23 0,22 0,24 0,26 0,29 0,33 0,29 0 1 27 0,.26 0,25 0,26 0,28 0,3
,
10 , 19 0,17 .0 , 15 0,14 0,15 0,16 0,17 0,2 0 ,2 1 0 ,1 9
При установке детали в многомена
\
0 , 15 0 , 17 10,19 0 ,21 0,23 0,22 0,21 0,19 0 ,1 7 0,19 0, 2 0,22 0 ,24
кой вручную
защелкой
51 1
0,21 0,2
гай-
ечного ключа
дую
'
j
винтовым
стном
.
0,03 0,03 0,03 0.03 0,04 0,05 0,04 0 ,04 0,03 0,03 0,03 10,03 0, 04
•
1
зажим сверх одного
.
1
гайкой с ПОМОЩЬЮ га- 0,25 0,23 0,21 0,19 0,22 0,23 0,25 0 ,27 0,26 0,24 ·0,23 0,2210,23 0,24 ,· О, 26 0 ,2
или
52
1
0,0.З
0 ,04 0, 04
. добавлять на каждый 0,08 0,07 0,06 0,05 0, 06 0,07 0,08 0,08 0,0810,07 0,06 10,0510,06 0,07 0,08 0,1
1
зажим сверх одного
·
49
50
1
1
0,19 0,17 0,15 0,15 0,1 6 '0" 18 0;2 о
рукояткой- эксцентрИ - 0,19 0,18 0 1 15 0,14 0 , 14 0,15 0,16 0,18 0,2
0,1
0 ,09 0,08
каж -
o,q7
0,07 0,08 0,09 0,10
~1,18
0, 34
0,16 0 ,1 6 0,17 0,18 0,21
-1-· - - - - - -
следующую деталь добав-
1
лять
Индексы
Примечания:
w
с.о
1
1.
2.
3.
а1
1
6
~ 1 г 1 д 1 е 1 ж 1 з 1 ,а 1
1
6
1
.
в 1 г 1 д 1 е 1 ж1 з
При установке деталей из легких сплавов время по карте применять с коэффициентом
Время на очистку приспособления от стружки в·ключено в карту
8,
лист
1,1.
8- 9.
При работе с накладным . кондуктором время на установку кондуктора принимать равным времени на уста
новку и снятие детали в соответствии со способом базнрования и закрепления и прибавлять ко времени иа
установку
и
снятие
детали.
w
*'"
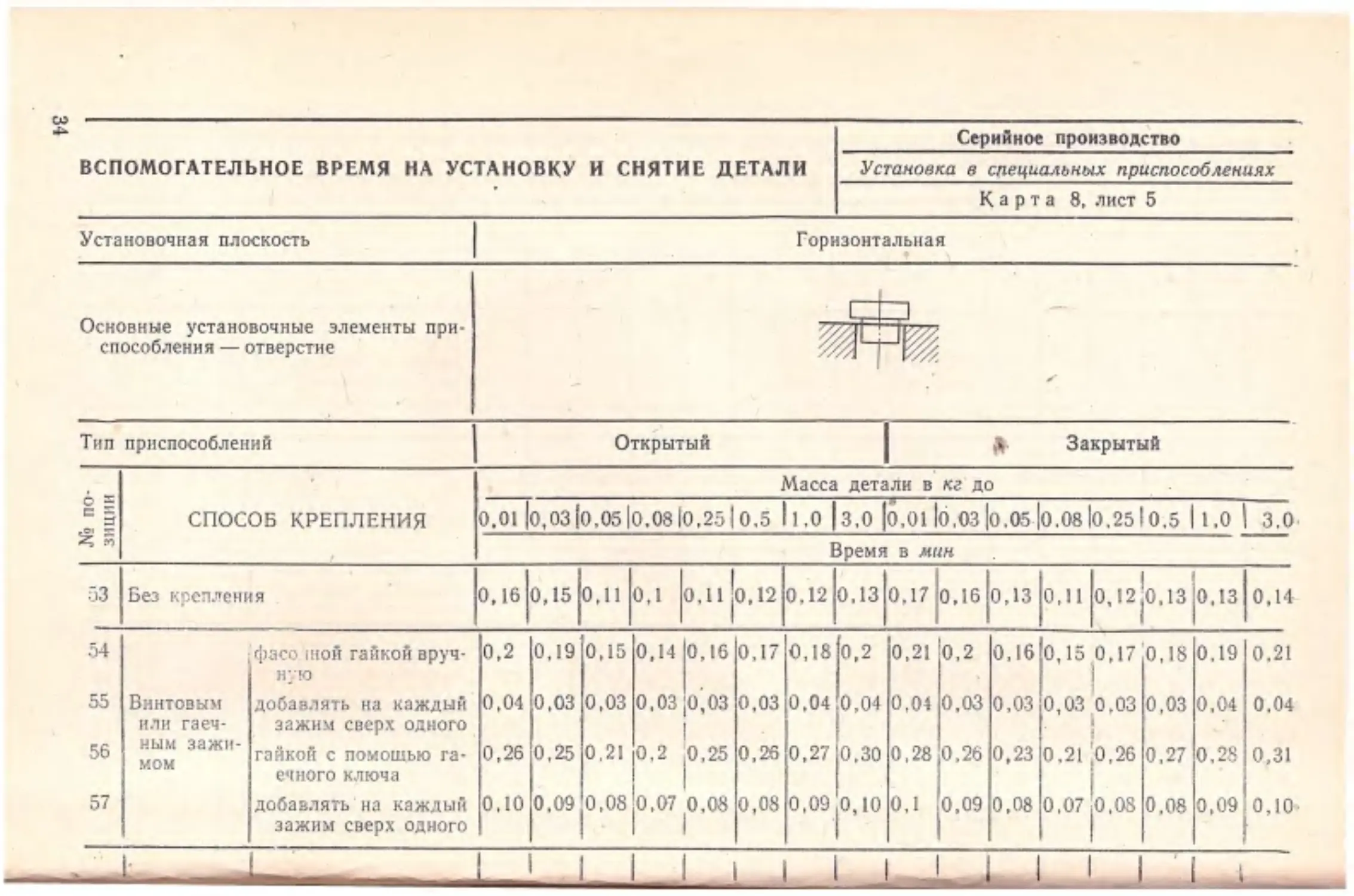
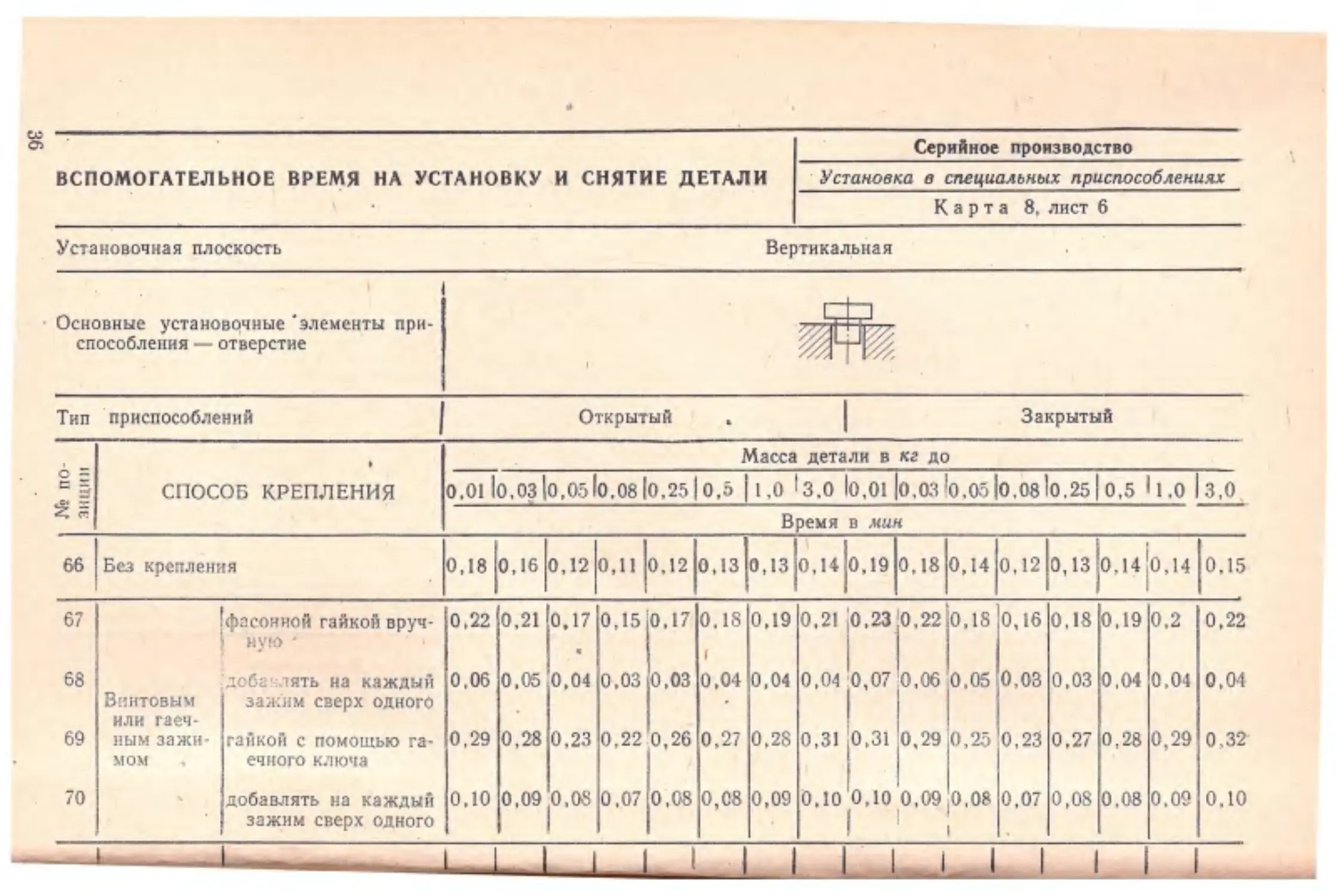
Серийное производство
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ
НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
.
Установочная плоскость
Основные установочные
способления
-
Установка в с(lециальных приспособлениях
..!\ а р т а
8,
лист
5
Горизонтальная
~1/1~
элементы при
отверстие
\
·
/
Открытый
Тип пр испособлений
i"'
Закрытый
Масса дета.Ли в кг · до
о=
СПОСОБ КРЕПЛЕНИЯ
r::: 51
z; ;;
331
o.01
lo,oзlo.05\o.08/o.25lo.511.013.о lo .01lo.oз!o.05\o.08lo.2s l o.5l1.o
1З~о.
Время в лшн
10.16\о.1s /o.11 jo.1
Без 1<репления
/0 .11
/о.1210.12 /о.1з10.11 lо,16/о.13jo. 11jo.12 jo.1310 .13 \ 0,14
54
I
[фасо 1нойгайкойвруч-
0,2 0,19 0,15 0,1 410,16 10,17{),1810,2 0,21 10.2 0,1610,15 o,17 :0.1s/o.19 0,2
55
(Винтовым
добавлять на каждый -
0,04 0,03 0,03
или гаеч-
н :, ю
зажим сверх одного _
~~: зажи- гайкой с помощью га-
56
ечного ключа
571
1·
добавлять . на каждый
зажим сверх одного
0,03\0~03
1
'
0,03 0,04 0,04 0,04 0,03 0,03
-
1
1
1
О,ОЗ 1 О ,03
!
0,21 :о.26
0,03 0,04 0,04
.
0,26 0,25 0,21 j0.2 'i0,25 0,26 0,27 0.30 0,28 0,26 0,23
0,27 0,28 О_,3
1
1
·
/
0,10 0,0910,081\о,07:0.08 0,08 0,09 0,10 0,1 0,09 0,08 0,07 0.0SI0.0810,09/0,10,
1
1
·
1
f
-
1
58 1Скользящей
или
ру кояткой
·
61 1
1
зажим сверх ~дн9~0
быстро:.
г айко й с помощью га-
съемнои
ечного ключа
шайбой
с
1
-
1
1
1
lвинтовым
621
крышкой
64
0,2110 ,2 10.1б !o.1s 10.17 lo.1g ,o.21 lo.24 lo,22 lo.21 lo.1s lo.1б lo.1s 10,2 10.:21 о,25
зажимом
или фасонной
кой вручную
Накидной
65
.'
1
зажим свеJЭ$ одного
63 '
1
О,~81°,о? 0,06 O,Ool0,06 0,07 0,08 10,08 0, 08 0,07 0,06 0.0o l°,06 0,07 0, 08, 0,08
добавлять на каждый
1
1
О,0410 , 04 о.0~10,оз о.оз о , оз О,03 0,04 0,05 О,04 О,04 о.оз о . О3 о.оз О ,Ои j 0,04
1
0,25,0,24 0,2 0,19 0,23 0,24 О.~5 0,27 10,26 0,25 0,21 0,2 \О.24 0,25 0, 26,0 ,28
добавлять на каждый
планю} Й;
60 /
1
o,I9/n,18lo.1_5 10" 14/0,15IO.I6I0 . 17I0.'!91°,2 0,19 0,17 0,15 0, 16 0,1710,t: io ,2
кового зажима
пово-
1 ротной
59
эксцен три -
гай-
0,2810.25\0,23\0,21 !о.23!0,25 0.29!0,35lo.29!0.2110.2410.22/0 .24 / О,27 1 0,иО 1о,35
1
гайкой с помощью гаечного ключа
о. 2010 ~ 19 io, 1510, 1410. 1s10. 16 1 о, 11\о,20 Jo .21 Jo ,2 lo. 15 lo. 1s 10. 15 lo. 17 lo , 18 I 0,2 1
защелкой
IПри
уста11овке
детали
в много
местном: приспособлении на каж
дую следующую деталь добав
о' 1
1
o,o910.08lo.0110.0810.os10.09/o.10.
~
лять
Индексы
1
а ,--;,~: ,--;гд 1 е 1 ж 1 _з / а
1
б
1
в 1 -г
1
д 1 е 1ж
3.
Примечания: 1. При установке деталей из легких сплавов время по карте применять с коэффициентом 1,1.
2.
3.
Время на очистку приспособления от стружки включено в карту 8, лист 16.
При . работе с накладным кондуктором время на установку. конду.ктора принимать равным времени на уста
новку и снятие детали в соответствии со
~
установку и снятие детали .
способом базирования и закрепления и прибавлять ко врем,ени на,
е,,.,
°'
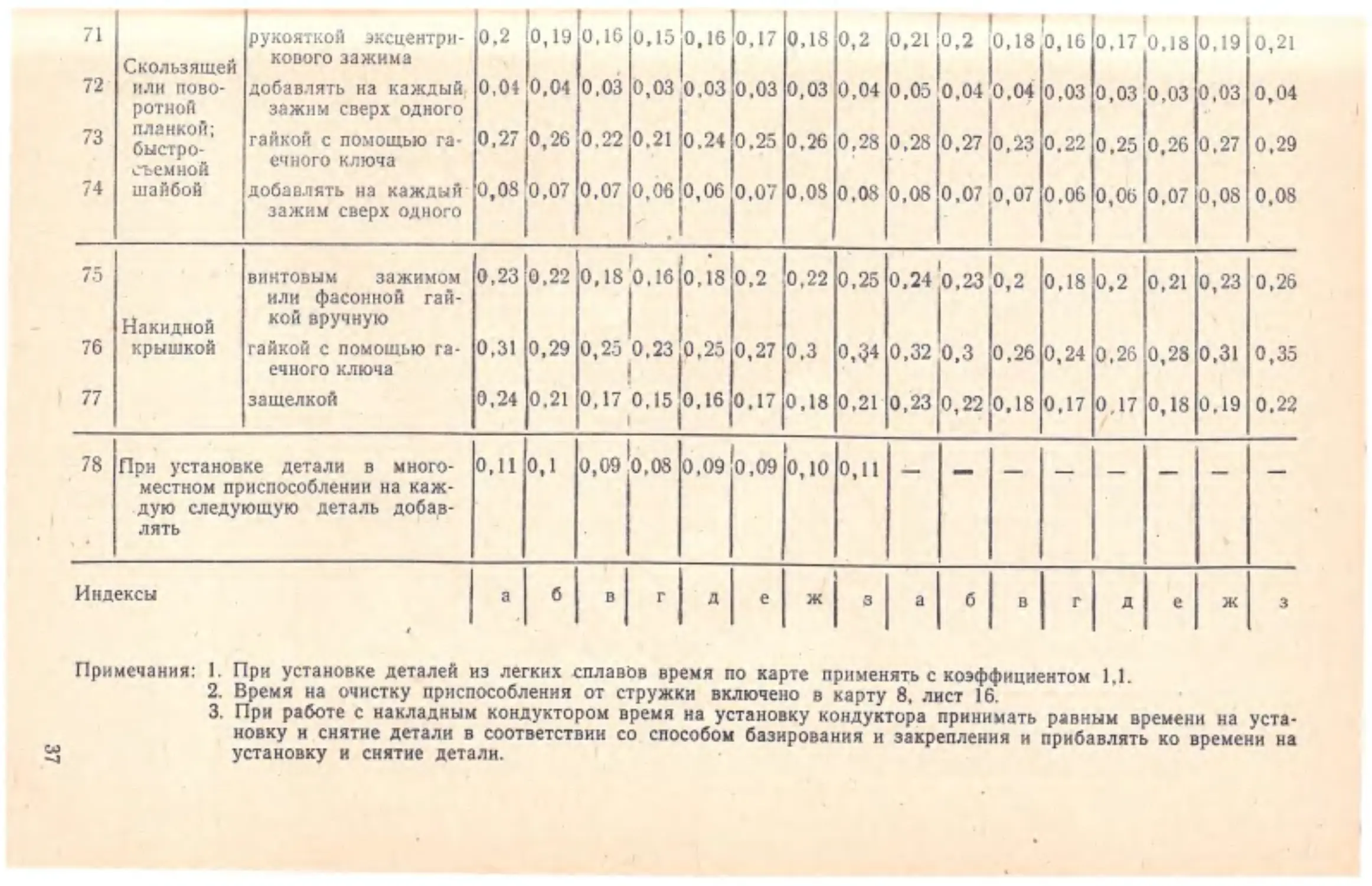
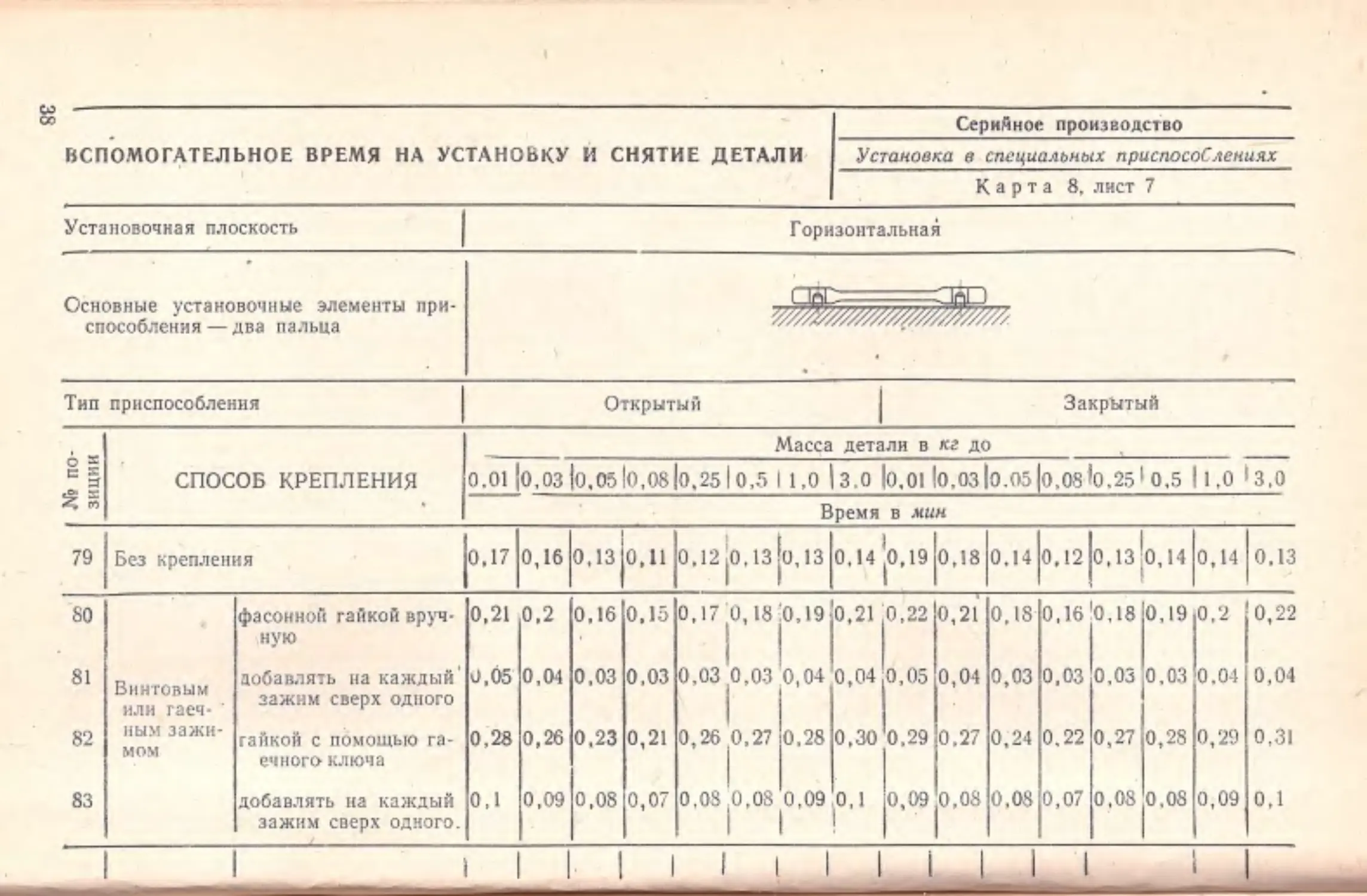
Серийное производство
1
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ
НА УСТАНОВКУ И
СНЯТИЕ ДЕТАЛИ
· Установка в специальных приспособлениях
К: а р т а
Установочная плоскость
Основные
Тип
6
6
6
отверстие
-
лист
Вертикал.ьная
установqчные ·элементы при
способления
8,
Закрытый
Открытый
приспособлений
Масса детали в кг до
=
; ШI
СПОСОБ К:РЕПЛЕНИЯ
0,01 lo . o~ \o,os lo ,08lo.251 о, 5 11.0 1з.о lo,01 /0,03 lo,os lo.08 lo .2s Iо,5 l 1.0 1~
Время в мин
66
\о, 18 !о, 16jo,12jo,11 \о .12jo,13 \;~13 \~ , 14 \о,19 \о, 18 \о. 14 /о. 12 \о, 13 jo .14 \о,141 о .15
!Без крепления
!.фасо нной гайкой вруч-'
67
ную
68
69
: ,:r о б а~;.1 ять на каждый
В и нтовым
или
за ж·им сверх одного
гайкой с помощью га
ным зажи-
70
0,29 IO .28 IO ,23 IO' 22
ечного ключа
'
до бавлять на каждый
'
,
. 1,~.Сс
0;2210 .21 10.1.7 0.15 10.11· ~· 18 0,19 0.21 io.2з lo"2 lo.18 io, 1610.1810.1910.2 0,22
1
0.0610.05 10,04 0~03 о,03 о,04 о,о4 о,04 ! О,О7 : 0,ов 1 0.0510.оз10,03 ~.0410.04 0,04
г аеч-
мом
1.
,
-
зажим
сверх . одного
о, 1о
:о, 2~ о .27 о ,28 ~ ,31 :о ,31 10.29 10
10, 09 :о. os 10, o7 IO, os
1
1
1
.25 IO. 23 IO .2110 .28 IO. 29
о, 08 о, 09 о, 1о о, 1о о, og iO, о в \о, 07 10, 08
'
1
!
;
1
1-,:.L
1
10, 08 IO . о9
0,32
О,
10
n
рукояткой
71
кового зажима
Скользящей
72
или
74
75
'
зажимом
или фасонной
кой вручную
гай
гайкой с помощью га
ечного ключа
77
78
,04
-·
0,27 10,26 0 , 22 0,21 0.24 0,25 0,26 0,28 0,2810.2710.23 0,22 0,2510,26 0,2710,29
·
·
'
··
·доба влять на каждый· 0,08 .0,07 0,07,0 ,06 0,06 0,07 0 ,08 0,08 0,081 0,07 ·.' О,0710,06 !0,0610,0710,0810,08
1
1. ·
1
зажим сверх одно г о
/ •1
1 :
винтовым
крышкой
одного
ечн ого ключа
Накидной
76
сверх
r
•
0,21 т'0,2 !I0,18 '0,16
0,17 ' 0,18 10,!9J0,21
1
1
1
О, 03 о ,03 о ,03 О, 03 о ,04 о ,05 о ,04 о о ,03 о' 0310 ,0310. 03 I о.о4
1
1
гайкой с помощью га:
зажим
планкой;
быстро
.:ъемной
шай бой
i0 , 19 10,16 0,15,i0,16 10 , 17 0,18 0,2
добавл ять на каждый~ .о. о~ ,0,04 о ,оЗ
пово
ротной
73
эксцентри- 0,2
защелкой
!Пр и установке
детали
в
много
местном приспособлении на каж
. дую следующую деталь доба,в
1
1
!
•
.
1
1
О,2310,22 О, 181°, !6 0.18 0.2 0,22 о,25 о,24 io,23 0,2 o,1s 0,2
о,з110,2910,25 1 0.23 1 р , 25 0,21 о.3
О,24Jo,2110,11; о.1s
/o. 16
о,
.
.
о,2110,2з 1о,26
0,94 0,32 :0.3 0,26 0,24 о .2в 0,28\0,3110,35
1110, 18 0,21 o,23 j0,22 I0,18IO.1110.1110,1s Jo,19 J0.22
, . '1 0,09/0,10/0,11•
1
0 ,1110 ,1/О,09 1
, 0,080,09
-
, -
, -
, -
, -
•-
• -
• -
лять
Индексы
Примечания:
""'
-.]
1
а .1 б 1 в 1 г 1 д 1 е 1 ж i
6
1
а 1 б 1 в 1 г 1 д1 е 1 ж1 з
1. При установке деталей из легких .сплавов время по карте применять с коэффициентом 1, 1.
2. Время на очистку приспособления от стружки включено в карту 8, лист 16.
3. При работе с накладным кондуктором время на установку кондуктора принимать равным времени на уста· новку и . снятие детали в соответствии со способом базирования и закрепления и прибавлять ко времени на
установку
и
снятие
детали .
С'-'
Серийное производство
00
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ,
Установка в специальных приспосоСлениях
к а р т а
установочные
способления
-
элементы при -
~
,,
два пальца
Тип приспособления
6
СПОСОБ КРЕПЛЕНИЯ
~~
о .01 lo. 0310.05 lo,08 /o. 25 I о ,5 11 ,о \ 3 .о !0.01 lo.03 Jo.0510.08·!0 ,25 ! о.5 l 1 .о l 3 .о
Время в мин
791
Без крепления
'Винтовым
или
гаеч
ны м зажи-
82
мом
1
jo,
11\о.16\о,13 jo, 11 \о, 12 jo, 13 !u. 13 \о, 1.4 ;о, 19 lo, 18 lo .14 \о, 12 !о, 13 \о, 14 io, 141 о, I~
Ф:~~~"°' "''°' '"":,0,21
80 1
83
Закрытый
Открытый
Мас<;а детали в кг до
=
=
~ ::f
81
7
ГоризонтальнаЯ
Установочная плоскость
Основные
ЛИСТ
8,
цобавлять накаждыи
гайкой
с помощью гаечного ключа
зажим сверх одного
~·" 0,15o,17 10.1s 10,1910,21 (''10,21 o.1s о.16 'о.18 o.!9 0.2
U,05 0,04 0,03 0,03 0,03 0,03 .0,04 0,04 0,0510,04 0,03
1
1
0,28 0,26 0,23 0,21 0,26 ,0,2710,28 0,30 0,29
.
1
1
1
добавлять на каждый 10, 1
зажим сверх одного .
0,2
!О,27
.
1
0,03,0.Оо
j 0,22
1
0,03 0,0410,04
.
0,2410.22 0,27 0,28 j0,29 J 0,31
0,0910,08 0,07 0,08 .0,08 0,09 10.1 (O,O;J 10.os 10,os 10,0? 10,os 110,os 10,og]
1
1
1
,
1
J
•
1
О, 1
84
оукояткой
1
кового
Скользящей
85
86
87
1
или
пово-
ротной
планкой;
1
быстросъемной
1 шаiiбой
эксцентриз .ажима
добавлять на каждый
зажим
сверх одного
гайкой с помощью гаечного к л юча
Jo,21 io,2
o.11 10,1610.11!0.1s \o, 19 I0. 21
0,04I0,04IO,OЗjO,OЗj0,03!0.0З!o.oз10.04jo,05lo.04 О,04 10,ОЗ .0,ОЗ!о.оз 10.оз 1 0.04
0.26\0,2510.~2 0.2
0;24 0.25 0,26 o,2s 0,21 0 : 26
•
~,23 ! 0 .~1 о,25 ~.2510.2110·2?
1
!
0,07 \0,06 \О,06 0, 05 0,06 0,06 0,08 0 ,08 0,07 0,06 0,06 0.Оо 1°,06 0,06 0 ,08 0,08
1
зажимом
0,28 0.2. 1 0,18 0,16 0,18 0,19110,22 0,25 0,24 0,22 0,19 0,17 0,19 0,2 0 ,25 0,26
сверх
1
1
1
!винтовым
88 1
1
фасонной
кой вручную
или
На~щдной
~
одн о го
добавлять на кажды й
зажим
'о .20 lo.19 Jo.1Б lo.1s lo, 1б lo.11 Jo,1s lo.2
(
'
1
-
.
гай-
1
891 крышкой
гайкой с помощью га -
90
защелкой
.
0,29 10,28 0,24 10,22 0,25 0.211°,3
·.
о,34 о,3 о,29
0 ,25
о.24
'
0,26 0 ,28
'
1
о,31 ! 0.з5
ечного ключа
0,2110,2 10.16/o.1s 0,15 o,16 1 0.1s / o,2110.2з10.2110.18!0,16/o,1110.18lo,1910.22
91 IПри установке детали в многоместном приспособлении на каждую следуlС)щую деталь добав-
IO, 11 IO, 1
\О, 09 IO ,08 jO, 09
IO, 101О,101О,11 •
-
'
лять
Индексы
Примечания:
С;>
<D
l .a\
1.
2.
3.
б\ в\. г \ дl
el
ж\ зl а\ бl · вl г\ дl е/ ж \
:
При установке деталей из легких сплавов время по карте применять с коэффициентом 1,1.
Время на очистку приспособления от стружки включено в карте 8, лист 8-9.
При работе с накладным кондуктором время на установку кондуктора прин имать равным времени на уста
новку и снятие детали в соответстви и со сп особом базирова ния и закрепления и прибавлять ко времени на
установку
и
снятие
детали.
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ СНЯТИЕ ДЕТАЛИ ~
:
Серийное производство
Установка в специальных приспособлениях
К а р т а
Тип приспособлений
Закрытый
ОткрЫтый
Масса детали в кг до
6 :s:
СПОСОБ КРЕПЛЕНИЯ
S/
~~
9~
8
Вертикальная
Основные установочные элементы при
способления - два пальца
92
лист
1-
Установочная плоскость
t::
8,
о,01 i~. 03 [0 .05 lo.os to .25 \ о,5 l 1.0 j 3,~To~o3'!0.05 lo.os' 0,25 . о,5 f\,"оТЗ.О
Время в мин
\о, 19\0.1110,14 jo .12 !о .13 jo,14 \o,14 jo. 15 !о ,21 /о ,2 } . 1610. 1310. 14 /о .15 /о .'t5j о, 16
!Без крепления
_
фасонной гайкойвруч-
0,23 0,22 0,18 0,16 0,18i0,19 0,2
1
0,22 0,24 0,23 0,2 0,18 0,19 0,210,21 1 0,23
1
.
94 Винтовым добавля ть на каждый 0,04 0,03 О,~03 0,03 0,03 0,03 0,04 -0,04 0,04 0,03 0,03 0,03 j°•·03 0,03,0,04 0,04
или гаеч - .
зажим сверх одного
·
95 ным зажи - · г~йкой с помощью га- 0,31 0,29 0,25 . 0,23 0,27 0,28 0,29 0,31 0,32 0,3 0,26 0,24 ! 0,280,29 1 о.3 0,32
мом
ечного кщоча
.
1
1
_
добавлять' на каждый 10,1 0,09 0,08 0,07 0,08 0 ,08 0,09 0.1
0,1 0,09 0,08 0,07 0,08 0,08 0,09 0,1
96
1
·
зажим сверх одного 1 ·
[
ную
•
' 1
1'
1 .
1
1
рукояткой эксцентри - 0,21 0,2 0,17 0,16 0,17 0,18
0,19 О 21 0,2410,21
0, '18 :0,17 10,18 10,19 1 0,2 1lo,22
97 1
Ско~ьзя-
кового зажима
j
-
1
98 1 щеи или
добавлять на каждый 0,04 0,04 0,03 0,03 0,03 0,03 0,03 0,04 0,05 0.04 0,04 0,03 I0,03 I0.03 I О ,03j 0,04
~~~о:лоат~- , , зажим сверх одного
·
j
1
99 1
кой;
бьIСТ- гайкой с помощью гаросъем>ю~ ш•й""~'мю"'
100 1 бои
зажимом
1'0.2s 10,23 0,2 0,18 0,2
1
0,23 I0.26 I0,27 I 0,2810,3
·
1
1
1
j
/
0,210,230,26 0,26 0,24 0,21 0,19
о,21 !0.2210.24
0,27
1
1
.
ечного ключа
·
1
'
деталь
'
1
0,18 0,18!'0,19!0,2
1
добав-
1
1
0,23
.
1 местном приспособлении на каждую следующую
.
0,23 10,22 0,18 0,16 0,16 0,17 0,19 0,22 0,25 0,23 0,2
!При установке Детали в много- !о, 12 .~o.11 lo.1
лять
о, 25
гайкой с помощью га- 10.32 •,0,31 0,27 0,24 0,27 0,29 0,31 0,35 0,33 0,32 0,28 0,26 0,28 0.3 J0,32 0,36
i
104
0,28
1
защелкой
103
'
1
фасонной гай- ,
кой вручную
102
1
зажим сверх одного
или
Н а 1шдвой
к рыш к ой
·
добавлять на каждый· 0,08' 0,07 0,07 0,06 0,06 0,07 0,08 0,081°,0S :0,07 0,07 0,0610,0610,0710,0SI0,08
винтовым
101
0,29 0,27 0,24 0,22- 0,25 0,26 0,27 0,29 0,3
1
lo.09lo.10!0,11.lo.11 ,;o.12I -
1-1- 1- , _ 1, _
1
1
1
1
1
1
1
1
1
1
1
- ·-
1 1
1
~
1
Индексы
1
.;..
а
1
б
в
г
дJ
1
е
1
1
жl
1-
з
а
1
1
i
!
б
1
в
1
г
1
дl
е
1
ЖI
з
'
Серийное производство
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ
НА УСТАНОВКУ И
СНЯТИЕ ДЕТАЛИ
JI станов ка в специальных приспособлениях
к а р т а
.•
8.
ЛИСТ
9
Время на очистку присп особления от стружки
Размер очищаемой поверхности
В
=
::r
/ 8=
Наименование приемов
lOO X 100
Л·!М
ДО
Свыше
lOOX 100
t::
Время в мин
~
105
106
Очистка приспособления от стружки
107
Примечания :
1.
2.
сжатым воздухом
0,05
0,07
щеткой или концами
0 ,07
0,08
кан товани ем приспособл~ния.
0,04
0,05
При установке деталей из легких сплавов в ремя по картt.: применять с коэффициентом 1,1 .
При работе <;; накладным кондуктором время на уст.ановку кондуктора принимать равным времени на у ста.
новку и снятие детали в соответствии со способом базирования и закрепления и прибавлять ко времени ·на
у становку и снятие детали .
'\
.....
·"
Р а з д ел ы
1и
11 ~
.
~
ТОКАРНЫЕ, ТОКАРНО-ВИНТОРЕЗНЫЕ
И ТОКАРНО-РЕВОЛЬВЕРНЫЕ СТАНКИ
С ГОРИЗОНТАЛЬНОЙ
ОСЬЮ ВРАЩЕН_ИЯ
ГОЛОВКИ
Нормативы этого раздела сборника предназ н ачены для нормирования
работ, выполняемых на токарно-винторезных и токарно-револьверных стан
ках в условиях серийного производства-. в сборнике содержатся нормати
вы
времени
мени,
для
подготовительно-закJ1ючительного
расчета
тех нически
обоснованных
виды токарных и револьверных работ:
и
неп олного
норм
штучного
времени
на
вре
основные
наружное продольное и· поперечное
точение, растачивание, отрезание; обтачивание фасок и радиусов, сверле
ние, зенкерование и развертывание отверстий, нарезание резьбы .
Максимальный .размер обрабатываемых деталей на
токарных . станках
по диаметру принят до 100' млt, а на револьверных~ до 25 мм при чисто
те обработки V 4-7 по
Обработка деталей
классам точности .
на токарнь~х стаrшах требует обычно нескольких
установок, что вызывает погреш н ость в расположе н ии обрабатываемых по
3- 5
верхностей и приводит к дополнительным затратам времени .
Сокращение вспомогательнЬго времени представляет собой резерв по
вышения производительности труда, которое может быть достигн уто путем
применения многоместных
обработки детаJ1ей .
!{реплений
инструме нта
для
последовательной
В связи с этим преимущества револьверного станка перед токарным
состоят в том, что револьверный станок дает возможность применять мно
гор езцовую обработку деталей и совмещать переходы, а также позволяет
резко сокращать время на смену инструмента .
Для пояснения поряд1{а пользования нормативами при
J(арных
и
револьверных
станках
ниже
приведе н ы
примеры
работе на то
расчета
нормы
времени.
Пример расчета нормы штучного времени nри работе
на
Станок
Деталь
-
токарно-винторезном
токарно-винторезный
квт
корпус
Обрабатываемый материал
Масса детали - 0,07 кг
Операция - токарная
Способ установ1ш дет.али ние
IA611, N д=4,5
станке
-
сталь
45,
заготовка
0 30
м.м,
L=33
л1м.
самоцентрирующий патрон с выверкой на би е
мелом
Режущий инструмент - резцы: п0дрезной , проходной, с пластинками Т 15Кб;
T5KIO; сверло из стали Р18; резец расточной из стали Р18
Количество деталей в партии - 63 шт.
.
43
о
:s:
:s:
t::
Содержание работы
::!
Время в .мин
Карта
~~
А. У с т а н о в и т ь
и
снять
0,35
де-
таль
2
3
4
5
1=31,5
8
ли с т
0,065
0,99
22
14
0,42
0,59
12
12
2
прохода
Подрезать
торец
.с
ны,
выдержав
=30,5
мм
ei 30
Проточить с
на 1= 10,5 мм
О,33ХО,8=0,28
деталь
другой
размер
МЛ! ДО
О,33ХО,7 =
сторо·
29,5
Итого:
0,231
" 0,3
.м1.1
ЛИСТ
\
"
4,392
Пощотовительно-заключительное время (в ' расчете
равно 10,5: 63=0,166 мин. Норма
штучно-калькуляционного
Т шн=4,392+0,166=4,56 мин.
11
1=
С учетом_ попра-вочного коэффициента в зависимости
лей норма времени составит: Тшт=4,392Х1,0=4,392 мин.
44
11
,w..11
Б. Пер е у ст а н о в и т ь
7
лист
"
0,52
Расточить отверстие с е5 5 +0.15 мм
µ.о Q5 7+0.оз . лtм на 1= 15 мм в
два
11
0,38
ei
на
6
0,38 ХО; 7 = 0,266
Подрезать торец с одной стороны вр - р. 31,5
Проточить с JZ5 30 Л!Лt ДО g 26 Лt •.Н
на 1=20 мл·~
g
Проточить
26 .мм до
с
25-002 ,им на 1=20 МЛ!
Центровать 0 5 лt.м
Сверлить отверстие Qi 5 +О,15 ММ
времени
на
от партии дета
на
одну
операцию
деталь}
составит:
Серийное производство
ПОДГОТОВИТЕЛЬНО
Токарные и
токарно-винторезные
станки
ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
Карта
9
Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
Гр упца станков
Количе-
1-
ст во
режущих
:s:
:s:
::!
Способ
установки
инстру-
детали
ментов
:s:
в наладке
"'t::
о
Наибольший диаметр изнад станиной в м..i·i до
ДО
250
160
Время в
1
В универ-
цанговый
1
приспо-
соблении
патрон,
центра,
4
7,5
9,0
2
4
9,0
1(),5
2
патрон
сальном
3
4
устанавливаемого
цели я,
~
2
оп-
равка, цанговый
11
.мин
1
8,5
10
10
11,5
патрон
!}римечание. Время по поз.
1, 2
дано для станков с ременной п ередачей.
Б. На дополнительные приемы
5
Установить
упор
в
цанговом
патроне
и
0,25
0,3
2,0
2,5
1 ,О
1,5
3,5
4,0
снять
6
Установить
конусов,
ное
7
заднюю
бабку
переместить
ее
для
в
обработки
первоначаль-
положение
Повернуть верхнюю часть суппорта для обточки конусов с возвратом в первон;:~чальное
8
положение
Расточить кулачки
самоцентрирующего пат·
рана
В. На получение инструмента и приспособлений до начала и сдачу их
после окончания обработки
9
Получение
инструмента
и
приспособлений
7-. 10
исполнителем работы до начала и сдача
их после ОJ{ончания обработки партии де
талей
45 -
~
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
ф
Токарные и
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
Продольное и поперечное точение
Сталь конструкционная
yr леродистая
сrв
=
токарно-винторезные
60- 75
кr/мм 2
Карта
10,
'~
Диаметр
обрабатываемой
сти
В
ММ
3
резания
поверх но-
t
D.
в мм
1
5
7
1
! 10
120
1
!
30 140 150
l,
75
L
! 100 j 125 1 150
So
v
в Аtм/об
В 1Иf htUH
1
7
1
10
1
15
1
1
'1
2
1
1
1
-
1 -
1 -
1 -
1 -
-
-
-
-
- .
-
-
-
1
10,291 0,3110 ,321 0 ,3510,421 0,491 0,571 0,651 0,831
0,33 0,35 0,37 0 ,42 0,54 0,66 0,78 0,9 1,2
0,36 0,39 0,46 0,5 1 0,68 0,86 1,03 1,2 1,651 -
3
1 -
-1 -1 -'/-1 -1 - 1
-1 -, -1 -,
0,281 0,291 0 ,3010 ,3310,4 , 0,461
0 ,30 0,321 0,33 0,36 ' 0,44 0,5.2 0,61
1 0,31
0 ,2810,3 , 0,311 0,3410,4110,4810,5610 ,631
0,33 0,34 0,37 0,46 0,57 0,66 О,76 -
2
3
1 0,07
1 -
1
2
3
l
2
2U
1 0,27\ 0,231 0,29\ 0 ,3 11 0,36[
0,33 0,35 0,37 0,41 0,52 0 .63 0,74 0,85
-
-1 -- , -- ,
-
1
1
1.
1
-
1 о.3, о ,з21 о,35 о . з71 о,481 о,58! о,691o , 79,1,05 1.3o 1.5sl 1,851
0,35 0,38 0,41 0,45 0,59 0,73 0,89 J ,03 1,38 1,71 2 ; 1 2,49
0,4 0,44 0,47 0,53 О , 7 0,89 1 1,07 1,24 1 ,71 2, 17 2,64\ 3 , 1
1
1
1
.1
1
1
1
1
1
1
1
1
1
п
В об/-tLиН
'
1
Обр~ботка 'V 4- 5
5
1
РежИмы резания
в мм до
Время на проход в мин
ДО
лист
"
Длина обрабатьшаемой п оверхности
Глубина
станки
Резцы из стали Р 18
1 43,9
0,07 1 . 48,4
0,07
39,,6
0,09
0,08
0,07
О, 12
О, 1
0,09
О , 15
о. 13
О, 12
1
1
1
1
50,2
43,9
43,9
56,5
42,7
32,9
43,9
36,1
31,4
1
2800
1
2200
1800
1600
. 1400
1
1400
1200
9QO
700
700
575
1 500
1
1
30
1
2
3
-
-
2
1 ...;_
-
3
-
о,в8!
--
0,4 0,53 0,65 0,77
1,18 1,48\ 1.15 2,01 о, 17
0,52 0,71 0,9 1,07 1,251 1, 72 2, 181 2,63 3,09 0, 1·4
0,61 0,83 1,05 1,26 1,48 2,04 2,58; 3,-1_±_1_, 68_ О, 125
,-
0,54 0,.74 0,95 1, 14 1"44 1/85 2,30 2,85 .3,361
0,64 0,89 1, ,13 1,38 1,64 2,23 2,83 3,45 4,07
-1 -,--1
1
50
-
о,431 о,551 о.ы, о.8
Обработка
5
o,s
·
1 o,4ol
1
1
o,92,1,2s 1.53I С84, 2,131 0.21
о,421 О,441 О,471 о,561 - 1 ~ 1 ·_ 1 - 1 - 1 - 1 -
15
-1-
1 43,9
0,04 1 61,5
2800
0,04
48,4
2800
2200
-
0,045
0,045
0,045
56,5
50,2
40,8
1800
1600
1300
-0,05 1- 49,9
1,06 _1,27 1,49,. 2,0f 0,048 1 49,9
44,7
1 , 19 1 , 45 1.7 2 , 3о О , 045
53,4
1,Об/ 1,2711,4912,0312, 5713,1213,721 0,06
46,8
1,22 1,49 1,77 2,44 3 , 11 3.78 4 ,55 0 .. 055
1,5 1,91 2,27 3,19 4,11 5,03 6,06 0 ,05
37,7
56,6
1,1 5, 1,3711, 5812, 12,· 2,66, 3,211 3,741 0,095
47
1,34 1,62 1,89 2, 57 3,27 3,82 4,64 0,08
1.64 2,0 2,36 3,29 4,24 4,93 6,04 0,07
40
--1060
1060
950
856
745
600
600
500
42S
20
30
\
.,._
"
50
-1 - --1- - -
0,4210,44 0,47 0 ,52 0,6510,78· 0,92 1,05
0,43 0,46 0,49 0,54 0,68 0,83 0,99 1, 14
0,451 0,48 0,52 0, 57 0,761 0 ,94 1, 14· 1,33
U,b
0,4810,5210,5610,621О ,82,1,0311,2411,451 1,971 -
0,75
1,0
0,5
0,75
1.0
0,5
0,75
1,0
0,5
0 ,75
1,0
1 0,48
О ,5
0,52 0,57 0,64 0,85
О, 55 О , 6
О ,68 О , 93
0,4810,5210,5710,6310,85,
О,56 0.62 о,69 о,96
0, 56 0,63 0 ,7 0,8 1,17
1 o,s1
1 -1
-
- -
-1 - , - , 0,72/U,94,
0,79 1,07
О,9) 1,26
-
-
-
--
-
-
1
о.о4
0,5
0,75
1,0
~
\
550
425
400
425
305
300
'V 6-7
--7--,--о""'".5-----,
0,401 0,.4210,4410,471· О,5610.бв1--=-1--=-1---=r-=-1-=-1
0,75
0,42 0,44 0,46 0,5 0,63 0,75 -1 - ' 10
0,18
0,15
52
40
37,8
67,7
49,5
47
'
, -
-
-
,
-1·
-
1,ыj
0.73 0 ,95 1, 17, 1,39
2 1 16 2.71 J'3,26 3,81
0,81 1,1 1,39 1,66 1. 97 2,7 . 3,42 4,14 4,86
0,94 1,33 1 .72'1 2. 11 12,51 3,49 4.43: 5,46 6,44
1
1
'
O, ln
0,095
0,09
78,5
63
50
1
1
500
400
315
о!'-
9"
Токарные
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
и
токарно-винторезные
станки
Резцы из ' стали Р 18
Продольное и поперечное точение
Сталь конструкциqнная углеродистая сrв=бО-75 кг/мм2
К арт а
1О,
лист
2
Поправочные коэффициентw на время . обработки для измененных условий работы в зависимости от:
Группа стали
Обрабатываемой стали
11
предела
прочности
. сrв 1кг/мм 2
коэффициент
'
Углерод~сы е, хромистые, никелев ые
и
ДО
60
хромоникелевые
1
0,9
1
607-75
1
.
~
Марганцовистые, , хромомарганцовис ·
1 тыс, хромомолибденовые и близкие
....
СВ.
1
75
1,0
1
1
ДО
60
1,1
.
к
ним
60-;-75
1,2
Точение
Вид обработки
Вида обработки
поперечное
0,7
Коэффициент
Примечание . При работе в упор ко времени по карте применять К=
/
1,2.
продольное
-
1,0
св.
75
1,3
НЕПО Л Н ОЕ
w
?'
Токарные
ШТУЧНОЕ ВР Е МЯ:
Продольное и поперечное точение
1>'
Сталь конструкционная yr леродиС1:ая а в= 60- 75 кr/мм 2
RS
и
тока р но -в инторезные
станки
Резцы с пластанками Т.5К10
,
К а р т а
11,
лист
1·
~~
· '""
'
i
Глубина
резания
поверхности
в МЛt до
1
1
2
3
40
1
50
1
75
1
2
3
т
2
3
1
2
3
т
,р.
""
.
t
в мм
о
1
1
20
1
30
1
'40
1
50
'1 75
L
\ 100
в мм до
/ 125 1150
Время на прох'од в Аtин
т
100
'
45
Обраб~тка
30 .
l
Длина обрабатываемой ·поверхности
Диаметр обра·
батываемой
D
.
r
2
3
V' 4-5 .
.
s
Режимы
в лtм/об
1
резания
v
в м/,~шн
I1 п
в об/мин
·~
0,35 . 1 118
0,25
94
0,20
75
'
0,31 1 0,3410,3810,4 1 10,4410,5210,5910,6710,751 0,35 1 126
' 107
0,25
о '45
о. 5
о' 55
о. 68
о '81
о '94
1 '07
1 о. 34 о .4
0,38 0,46 0.53 0,6
0,68 0,86 1,04 1,22 1 ,4
0,20
94,2
1126
., 0,3210,3610,4 1 0,44 1 0,481 0,581 0,6710,7710,8~ 1 0,35
0,36 0,43 0,49 0,56 0,62 0,78 0,94 1,1
l,2D
0,25
107
0,.4 ' 0,48 0,56 0,64 0,71 0,92 1,12 1,32 1,52
0,20 1 107
0,35
118
- 10,4810,5410,6
10.6710,821О,98,1,0711,231 0,25
0,57 0,67 0,77 0,86 \,11 1,35 1,54 1,78
107
1 0,65 0,77 0,89 1,01 1,32 1,63 1,87 2,16
0,20 1 107
126
0,35
- 10,5110,5910,6710,75,
О,95, !,1·4' 1,2611,471
0,64 0,76 0,89 1,01 1,33 1,64 1,9
2,2
1.11
0,25
10,73 О,89 1,04 1,2
1,59 1,99 2,3
2,7
0,20 1 111
0,3 10,3310,3510,381 0,41 1 0,471 0,531' 0,591 0,651
0,33 _ О,38 0,42 0,47 0,51 0,62 0,73 0,84 0,95
0,38 0,4~. 0,51 О, 58 0,65 О , 83 О, 99 1, 16 1,34
1250
!ООО
800
1000
850
750
1
800
680
1 680
500
450
1 450
400
350
1 350
1
1
С/1 -
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~-
С>
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
1 Токарные
Продольное и поперечное точение
и токарно-винторезные станки
РезЦы с пластинками Т 15К6
Сталь конструкционная углеродистая cr.=60-75 кr/м111 2
Карта 11, лист 2
~
Диаметр обра
батываемой
поверхности
D
в MJll ДО
Длина обрабатываемой поверхности
Глубина
резания -
t
в ммl
L
в мм До
10 j 20 J 30 / 40 / 50 / 75 / 100 1125
/ 150
Режимы
s
в мм/об
резания
1 в м/мин
v
1в
п
об/мин
Время на проход в мин
Обработка
30
0,5
0,75
1,0
6,5
40
50
75
0,15
1,0
0,5
0,75
1,0
о, 49 ,_о, 521 о, 551 о, 57 1 о. 60
0,53 0,56 0 ,58 1 0,61
0,5
0,53 0,57 0,6
0,63
1 0,5
0,5
1 0,5 1
о.51
0,51
1 0,51
0,52
1 -
100
'V 6- 7
о, 661 о, 731 о. 791 о , 861
0,66 0 ,76 0,83 - 0,91
0,72 _ 0,8
0 ,88 0,96
0,2
197 ,8 ,
18 1 197, 8
197,8
16
0,2
i
1 0,5310,5610,5910,6210,7 10,7710,8510,921
226
0,54 0,57 0,6
0,64 0,72 0,81 0,89 0,98
о, 18
1 226
- 226
о,55
о.58
0,62 о.66 О,76 о.85 о.~5 1 ,04
0, 16
219,8
10,5510,59' 0,6310,6710,7610,8510,961 1,041 0,2
0,56 0,6
0,65 0,69 0,8
0,91 1,02 1,12
О, 18
1 219,8
0,57 0,62 0,67 0,72 0,84 0,96 1,08 1,2
0,16
219,8
0,2
223,7
10,7~
10,7910, 8510,91 11,04 1 1,19 1 1,3411,~8,
О,7о
0,81 0, 88 0,94 1,1
1,26 1,41 1,08
О, 18
1 223 ,7
223,7
О, l6
0 , 76 0,84 0,91 0,98 1, 15 1,34 1,51 1,7
_226
1,0 11,18, 1,38 1 1,5711,75 1 0 ,2
226
1,04 1,26 1,47 1,67 1,9
О, 18
1
О, 16
223
1.1-L...L....I-.. 1_34 1,58 1,8
2 .05
="111" ..................
1
О,
о,
1
1
1
•
1
1
2100
2100
2100
1800
1800
1800
1400
1400
1400
950
950
950
720
720
720
Группа стали·
Углеродистые, хромистые,
никелевые
и хромоникелевые
Марганцовистые, хромомарганцовис
тые , хромомолибденовые и близкие
к
ним
Обрабатываемой стали
и
предела
прочности
сrв кг/мм2
Коэффициент
ДО
60
o,'g
св.
60-;- 75
1,0
75
60
1, 1
1 '1
~
ДО
60-;- 75
Точение
поперечное
продо л ьное
1
1
К:оэффициент
Примечание. При работе в упор ко времени по карте применять К:=
0,7
1,0
1,2.
~
.,,
75
1,3
1,2
Вид обработки
Вида обработки
св.
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
НЕПОЛНОЕ ШТУЧНОЕ . ВРЕМЯ
~
Токарные и токарно-винторезные
Растачивание .отверстий
Сталь конструкционная
yrлеродистая
станки ·
Резцы из стали Р 18
о в= 60-75 J{r/мм 2
К: арт а
12,
лист
1
~
~
Длина обрабатываемой поверхности
Диаметр
обрабаты·
ваемой по·
верхности
В
ММ
Глубина ·
резания
D
t
' 3
В М.М ДО
ДО
7
5
1
1
!
10
f 20
·130 140 \ 50 175
1
1
lo.2nlo.29lo.з lo.з25lo.4o 1 -: 1 -
1-
7
i
1
2
10,28210,З
,0,31 ,О"34 /О,42
0,3
0,32 0,34 0,37 j0,46
1-
20
Режимы
j 100 J 1251150
резания
s
v
n
в .мм/об
в м/мин
в об/мин
V 4-5
5
15
в мм до
Время на проход в мин
Обработка
10
L
1
1
1
2
1 -
-
-
10,36
о,з2 ,о,34
,о.з710,41 lo,54 /0, 671°.8 ,о.аз
'0,4 0,43 0,49 0,68 0 ,82 0,99 1,15
3
1 42
2
3
-
1 0,07
0,07
1 '16 1 '37
1о,3210 ,35 ,0,3810 ,42 ,0,5610 ,7 ,о, 8410 '98
0,38 0,41 0,45 0,52 0,69 0,88 1,07 1,26
0,44 0,48 0,53 0,59 0,83 1,06 1,28 1,52
-
0,09
0,08
0,07
1 0 , 12
11,261 - 1 - \ - 1 0,1
1,58 0 ,09
1, 98
, l ,33 , l , 68 12 ,02 ,2,36 1 0,15
1,73 2,18 2,7 3,171 О, 13
О, 12
2,08 2,66 3,22 3,81
1
2
о' 45 о' 49 о' 56 о, 76 о' 97
1 0,07
-1-1- -1
з
о'
-1 -
1
-1 - 1- 1-1 -
10,2910,31 10,33 ,0,3610,46 j0,5510,6·5 10,751
о,з3 о,358 О,39 о.~3 o,565io,7
о. ~4 о, 98
0,39 Э,43 0,46 О,::>2 0,7 0,89 1,07 1,26 -
1
1
,0,491 0,55
-
1 -
-
-
1-
•
1 35,4 1 2250
43,9
37 ,4 .
t - 2000
1
39,2
31 ,4
26,7
1
33,О
, . 1250
1000
850
700
650
.\ 600
525
450
1 400
1
30,7
' 28,З
!
33,0
28,3
25;0
1700
l
2
3
30
1- \-
l
55
2
3
1
1 -
J
-
-
=
1
1
0 ,46 0,61 0,7610 ,92 1,07 1,45 1,83 2,48 2,6
О, 17
О, 14
0,54 о '7 4 о. 95 1• 14 l '34 2 '05 2 •36 2 •85 3 '24
0,.63 0,87 ц l__ l_d5_ 1&_ 2, l9 2,82 3,39 3,98
о' 13
.,0.47 0,6310,79 ,0,96 ,l ,13 ,1,521 1,9212,32 /2 ,74 1 0,21
0,5510,75 0,96 , 1,17 1,36 1,87 2,57 2,8913,4
0,18
0,68 0,95 l,2 1 1,48 1, 75 2,42 3,1 3,76 4,43
0,15
40
1
36, 5
32,5
49
45
40,5
-! 23
1
390
350
320
300
270
Обработка У' 6-7 '
_I
5
7
,.
·о,5 jo .41 I0,43 jo"45 \o, 48 \o,591- \ - \ - 1 - \ 5 10:-. 41 -10,431·
5[~\О,59l~;-1·
--=-1---::-1-::--1-0,42
0,45 0М,46
0,52 0,65 0,8
0О ,, 75
---------
10
1
15
t.
20
1
30
·1
50
ел
(/.)
-- - - - - - -
- - --- -- -
- - - - - - - - - - - - - -- -- - ------- --
10,4510,48 ,О ,52 -,О,58 10,77 •0 ,9611,15 11, 351 - 1 0,46 0 ,5 1 0,55 0,62 0,8411,06 1,18 1,51
. 0,49· 0,54 0 ,6 0,68 0,95 1,22 1,5_ 1,76 -
0,5
0,75
1' о
0,5_
о' 7о
1,0
10,51
,5
0,5 10,56
0,58 ,О,61
0,64 10,6910,9611,2311
0,73 l,02 1,32 1,62
о .56 о •63 о' 7 о' 81 l ' 16 1 '53 1"89
,О •.5210,5810,6310,7311,0211,31 11,6
о ' 54 о' 62 о' 68 о' 79 1 ' 14 1 •48 1 '84
0,58 0,67 I0,76 0,87 1,29 1,76 2,13
0,5
0,75
1,0
J 39,3
1 2500'
0,04
0 , 04
1 43, .9
54,9
1 2500
2000
- 1 - 1 0,045 1 40,2
0,045
. 34,6
О,{)45
28 ,3
1 1280
/-
j
1- f1 -- 1
-
......
--- -
0,5
0,75
1,0
0,5
0,75
1 ,0
0,04
\-
1
1 -
1-1-
1 --
1-
-
-
-
,l,7612,43
1,9 2,65 j -- 1 0,05
0 ;048
0,045
2' 24 3' 17 0 ;06
,1 ,9 [2,6313,3514. ;0514,77
2' 17 3 '06 3. 9 4. 77 5' 6 1 0,055
2,55 3,6 4,7 5,74 6,81
0,05
0 ,080 .
10,81
1 ,1,3911,6711,9712,
7 13,4313,9514-,861
0,89 11,
1,24
1,6 1,95 2,3 3,21
4,11 4,97 5,85
0,075
0,99 1,43 1,87 2,31 2,75 3,85 5,0 6,05 7,2
0,065
-
-
0,83 1,13 1,44 ,1,75 2,05 2,82 3,6
0,9 1,27 1"64 2,0 2,36 3,29 4,2
l,0.l 1,47 1,93 \2.39 2 ,84 3,98 5,1
--
-1-
1
1
.
•.
,
4,34 5,08
5, 13 6,04
6,29 7,44
"
о' 11
о,
10
0,09
38,8
36,6
31,8
1 39,2
36 , 1
. 32,9
, 44,5
. 38,5
35,5
1
51
47
42
1100
900
825
1
775
675
, . 625
575
525
475
1
41'0.
380
1
1
325
300
270
C,J1
""
Токарные и
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ ·
Растачивание отверстий
токарно-винторезные
стакк11
Резцы из стали Р18
Ста.яь конструкционная углеродистая ав=60-75 кг/мм2
Карта
12,
лист
2
flоnравочные коэффициенты на время обработки для· измененных условий работы в зависимости от:
~"
Обрабатываемой стали и
предела
прочности
Марганцовистые, · хромомарган
цовистые,
хромомолибденовые
Углеродистые, хромистые, никелевые
Группа стали
и
...
хромоникелевые
и близкirе к ним
"
I
ав кг/мм 2
1
коэффициент
.I
до
60
0,9
1
1
60-:--75
1,0
Примечание. При работе в упор ко времени по 1<арте применять К =
"
1
1
1,2.
св.
75
1,1
1
1
ДО
60
1,1
1
1
60-:--75
1,2
1
1
св.
75
1, 3
НЕПОЛНОЕ ШТУЧНОЕ
Токарные
ВРЕМЯ
Раста.чиван ие отверстий
и
то 1шрно -в инторезные
станки
Резцы с пластипка111и Т5К10
Сталь конструкционная углеродистая .а в= 60-
75
кг/м м 2
К а р т а
. 13,
лист
1
~
Длина обр аб атыв аемой повер хности
Диаметр
Глубина
резания t
обрабатываемой
поверхности
В
M11I
D
В
ДО
M11I
10
ДО
1
20
30
40
1
1
1
50
1
L
Режимы
в мм до
75 / 100 / 125
\ 150·
рез а н и я
s
v
в мм/об
в м/мип
п
в об/мин
Время на проход в мин
Обработка '\1
1
2
3
30
1
1
~
40
1
2
3
1
50
1
75
1
CJt
(}1
100
1
2
3
·1
2
3
1
2
3
4- 5
1000
880
750
1 70,6
750
94 ,3
10,32510,371
0,41 10,45
0,491 0,6
10,7
700
0,36 0,42 0,485
0, 55 1 0,61
о, 77
0,92 1 0,81
1,08 10,911
1,24
88
600
0,41 0,5
0,595 0,69 0,78 1,01 1,24 1,46 1,7
1 75;4
55U
86,4
10,3410,4 10,4610, 5210, 5710 ,72 10,86, l,O 11,141
1 78,5
500
0,39 0,48 0,57 О '.66 О,7? 0,97 l,18 1,4
1,62
о,46
о, 58
о"7
о, 83
о,9о
1,24 1,56 1,85 2,16
1 70,6 1 450
400
, ,o,51,o, 59\o,67\ .o ,75,o,9511,14k1,2111,57\ о,35 1 94,2
5()0
0,6
0,71 0 ,82 0,93 1,2
1,48 1,68 1,95 ' 0,25
. 94,2
1
0,74 0,89 1,05 -' 1,2
1,6
2, 0
2,3
2,7
0,2
82,4 1 350
10,5410,6310,7210, 81, l,04 11,2611,4 , 1,631 0,35
109,9 1 350
300
0,25
94,2
о. 69
о' 83 о' 98
1 ' 12 l '49 1 , 85 2, 15 2 '53
300
0,8
0,98 1,16 1, 35 1,8 . 2,26 2..,66 3 , 1
1 94,2
0,2
1 1 0,31 1 0,341 0,3751 0, 41 1 0,441 0,521 0,6
0,34
0,39
0,39
0,46
0,44
0, 53
0,49
0,61
0,54
0"68
0,67
0,76
0,8
1,04
1 0,67, 0,751
0,92 1,04
1,22 1,37
0,35
0,25
0,2
0 ,35
0,25
0,2
0,35
0,25
0,2
~~,2
1
1.
-
-- -
-- -- -
---- -----
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~-
ф
Токарные и
НЕПОЛНОЕ ' ШТУЧНОЕ ВРЕМЯ
обрабатываемой
поверхности
В
-
10
резания
D
t
J!Л! ДО
в .мм до
1
20
30
1
1
40. 1 50
Обработка
1
40
1
50
1
Т5
,1
0,5
0,75
1,0
0,5
0,75
1,0
0,5
0,75
1.0
1
в .мм до
j 125 \ 150
10,5210,5610.,6110,65 10,7.,
0 ,53 0,5~ 0,64 0,7
0,75
о' 54 о' 6
о' 66 о' 72 о' 79
0,53 I 0,59 o.65-:ГQJGl°'iб I
1 0,54 0,62 1 0,69 0,76 0,83
0,57 0,65 0,73 0, 82 0,91
-
-
1 -.-
1 оо',78
861 о'
'о 1
81 1 о'
о' 91
1 'о93111 '09
о '?4
2
Режимы
s
в млt/об
j
j
резания
v
'
п
в л·~/мин в об/;1щн
\1 6-7
1 0,54 10,58 1 0,621 0,6510,741 0,841 О,9311 '021
' о ' 56 о' 6
о' 65 о' 69 о' 8
о' 91
1 'о 1 1 ' 12
.. 0,52 0,57 0,62 'Q,67 0,72' 0,84 0,97 1,08 1,2
0.75
0,75
75 / 100
1 о'
U,51
52
1
100
L
лист
Время на пр·оход в мин
'
30
1
13,
Ка рта
Длина обрабатываемой поверхности
Глубина
станки
Резцы с пластинками Т15К16 ,
Растачивание отверстий
Сталь конструкционная углеродистая {)в=60-75 кr/мм 2
Диаметр
токарно-винторезные
о '94
1 ;05
1' 15
0,81
0,89
о' 94
О.91
1,01
1,12
111''33
2
1 '41
10,8110,9
10,9911
,0811,3
о;85
о,96
1,07 1,17
1,46
о,_88_1,1
. 1,13 1,25 1,56
0,2
О, 18
О, 16
0,2·
10,9411,0411,151
1,03 1,16 1,3
(j' 18
Q, 16
1' 1
1 '~5 1 '4
0,2
1.06 1. 19 1.34
1 1,19 1 1,37 1 1,55 1 о; 18
1,34 1,55 1,77 . 0,16
0,2
111,'4
о, 18
56 111'5911
' 80 2 '791
'о
О, 16
1 '7
1 '~4 . 2 '20
0,2
11,5411,7511,981
1,74 1,80 2,03
0,18
1,88 2,13 2,5 _ 0,16
141,3 1- 15()0
131,9
1400
1400
1 131, 9
1200
150,7
138
1100
1 138
1 1100
§50
149
133,5
850
1 125,8 1 800
164,9
700
153
650
1 650
1 153
600
1. 172,7
188,5 1 650
550
172, 7
П оправочцые коэфф и циенты н а в_ре м я об ра ботки для измененных у с ло в ий р а бо ты в за~и с им о сти от :
rруппа стали
Углеродистые, хро м истые, никелевые
и
хромоникелевые
Марганцовистые , х ромомарган
цовистые, хромомолибденовые
и близкие к ним
Обрабатываемой' стали
и преде~а прочно с ти
О'в кг/мм 2
коэффициент
1
1·
ДО
60-:-- 75 '
60
1
0 ,9 '
1.
-
1, 0
Примечание. При р а боте, в упор ко времени по карте при м енять К=
01
--.\
св.
75
ДО
60
60-:-- 75
св.
75
1
1
1,2.
1,1
1' 1
1,2
1,3
~ ~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
00
Токарные
НЕПОЛНОЕ ШТУЧНО Е ВРЕМЯ
токарно -винторезные
Cвep.fta из стали
Сверление отверстий
Сталь констр укционная углеродистая
и
(J в=
кг/мм 2
60- 75
Ка рт а
станки
PJB
14
р
/
Длин.а сверления
Диаметр сверла
D в . н1л1 до
2.
1
3
1
5
1
7
1
1о
1 20
Режимы
в мм до
l
30
1
1
40
1
50
1
75
1
100
Время в лtи1•
1
о,25
2
3
4
5
6
0,25
0 ,26
0,3
0 ,27 1 0,31
0,27
0,31
0,27
0 ,3
0,27
0,3
0,23
0,2
0,24
0 ,21
0.215 0,25
0,23
0,26
8
10
15
0,34 0,4
0,34 0,39
0,34 0,39
0 ,26 _ 0 ,31
о 27
0,32.
0:23 0,33
0 , 35
0,3
о .')6
0, 56
0, 45
0,47
0 ,49
0, 52
о
82 1 82 о 99
0,621 о, 75
0,63 0,78
о ,65 1 о ,81
0,7
0, 87
о
1,16
0 ,9
0,93
0 ,98
1,05
1
о ' 1о
1 4
1 :47
1,58
11,~88
2,0
0 , 13
0, 16
О, 18
п
v
1в об/мин
в Лi/MU/i
4,7
0,04
0,05
о ,06 ·
0., 07
0 ,08
1-
0,34
sl /Об
в ЛtЛ·
рез а н ия
,
7 ,5
9, 4
11,5
12,6
14' 1
15,1
15 ,7
16 , 5
1500
1200
1ООО
920
800
750
550
425
350
Поправочные коэффи'циенты на время обработк и для измененных ус.~овий р аботы в зависимости ,от:
1
Обрабатываемой
Группа стали
стали
и предела прочности
1Сfв кг/мJ.t2
·'
коэффици е нт
1Углеродистые, хромистые, никелевые
1
и хромо\шкелевые
.
ДО 60
0,9
\
1
60-7- 75
.
!,;2
М ар г анцови стые,
1'
хром омарган·
цови стые,
хромомол ибденовые
и бл изкие к ним
1
СВ . 75
\
ДО 60
\
60--:.-75
j
i
1, 1
1
1,1
1
1,2
1
Примечание. Пр и сверлени и глухих отверстий ко времени по карте применять · коэффициент К= 1,1 .
СВ. 75
1, 3
Токарные и
НЕПОЛНОЕ ШТУЧН,О~ ВРЕМЯ
токарно-винторезные
станки
. сверла из стали Р18
Рассверливание отверстий
Сталь' конструкционная углеродистая Gв =
60-75
кг/мм 2
15
ка ·рта
~
-
.
Диаметр
сверла D
В
МЛt
ДО
Диаметр
Длина отверстия
предвари -
2 1 3
тельно просверленног~
' отверстия d в мм
5
6
8
10
15
20
'
25
30
2
3
4
5
8
10
10
15
10
15
1 5 1 7
l 10
\
l
в мм до
1 20 ·1 30
1
40
Ре{КИМЫ
1
Время в мин
О,
111
-
-
-
--
-
-
1
100
s
в млtf.об
1 в ,11/мин
v
1в
-
0,25
13 0,14 О, 16 0,22 0,29 - 1 0,25
13 0,1 4 о, 16 0,21 0,27 0,32 0,3
135 ()' 15 О, 166 0,23 0,29 0,35 0,41
О,З
14 0, 157 О, 177 0,24 0,31 , 0,37 0,44 0,61
0,3
0.16 О, 18 _ О_,24 0,3 0,36 0,425 0,52 0,73
0,35
~ - 1 0.1~ !'o ,2q.Jlo,27 lo,34 lo,4Гl<Г4s 1 0,6s~1·0-;s2~I
о,т-1·
O,lo О,11 0,22 0,28 0 ,33 0,39 0,52 0,62
0 ,45
10,225,0,25310,34
,О,4
3
10,
53
fa,62
,0,8411,081
0,40 1
1 0, 1950.28 _9,2950,37 0,45 /О,53 0,72 0,92
0,45
0,116О,127О,138 0 ~ 15
-
50 1 75
О,
О,
О,
о,
резания
'
12,6
13,6
16,3
18,8
25,9
32,3
3!,4
З::J . 3
_
п
об/мин
oUO
720
650
600
550
51 5
400
450
300
315
1
28,3 1·
29,7 .
Поправочные коэффициенты на время обработки для измененных условий работ·ы в зависимости от:
Группа стали
Обраб а тываемой
Q1
ф
и
пр едела
стали
прочности
Gn кг/млt 2
коэффициент
1
Углеродис;ы~.-;~~истые, ~икеле~ые
·
1
до
1
0,9
и
60
Марганцовистые, хромомарган
цовистые,
хромомолибденовые
и близкие к ним
хромоникелевые
1
1
60-;-75
~
1
1
св.
1,1
75
1
1
до
60
l,l
1
60-;-75
1
1,2
Прим ечание. При рассверливании глухих отверстий ко времени по карте применять коЭффициент К= 1,3.
~R
7°5
1,3
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
о
Токарные и
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ ,
Зенкерование отверстий по
Сталь конструкционная
3
классу точности
yr леродистая cr;. = 60- 75
токарно-винторезные
станки
Зенкеры из стали Р1 8
'V 5-6
кr/мм2 ·
Карта
16
~
---L
г-:
ci:it
"t:j
_L:
}.
Длина обр абатываемой поверхности
Диаметр
обработки
D в ;\IA1 ДО
о,
104
о,
11 0,12
- 0,123 о, 133
- 0,123 о, 134
- . о, 125 о, 136
О, 132 1'1'44
- о, 156
0,157
-
8
10
15
20
25
30
- -
о,
о,
1
-
0,2
0,2
0,21
0,225
0,222
0,25
0,28
15
153
0,16
О, 164
0,18
0,2
Группа стали
Обрабатываемой
-
0,13
0,15
Поправочные коэффициенты
предела
30
40
Режимы
в лмt до
50
1
1
75
1
loo
Время на проход в мин
5
6
и
!
-3--..,--l_5_1-7_,1-10. · i 20
l
0,25
0,25
0,26
0,288
0,28
0,32
0 ,37
-
-
-
0,31
о.:~16
0,35
0,34
0,39
0,45
-
-
0,37
0,41
0,4
0,45
0,53
-
-
-
-
0,57
0,54
' 0,63
0,74
0,69
0,8
0,95
1
О-в к'г/м;.1 2
ко~ффициент
\
31 ,4
21,7
22,6
21, 9
21,2
25 , 1
23,6
20,7
0,16
О, 19
0,24
0,29
0,39
0,47
0,53
0,6
п
1
v
в м/лшн
в об/мин
2000
1150
900
700
450
400
300
220
на время обработки для измененных условий работы в зависим?сти от:
Углеродистые, хромистые, никелевые 1
и
хромоникелевые
Марганцовистые,
цовистые,
и
стали
прочности
s
в мм/об
резания
ДО
1
60
О, 9
св. 75
50-:- 75
1
1;,,;.О
1
1, 1
' 1
1
ДО
бли зкие к ним
60-;-75
60
1,2
1,1
Примечание. При зенкеровании глухих отверстий_ ко времени по карте при м енять коэффициент К=
хромомарrан
хром омолибденовые
1,3.
св.
75
1,3
,
НЕ П О.ЛНОЕ ШТУЧНОЕ ВРЕМЯ
· Зенкерование
отверсти й по
3
классу точности
Токар ные и токарн о-винторез н ые
Сталь конструкцион ная углеродистая а в = 60-'- 75 кr/м м 2
д и а метр
Длина отверстия
развертки
З
1
D в мм до
5
1
1
l
7 1 10 1 20 1 30 \
Карт а
в мм до
40
В
~----------------------'р_ем_я в мин
1
станки
Развертки из стали Р 18
V 5- 6
17
Режи мы
.
50
1
75
1
100
s
в млt/об
1
резан и я
v
1
п
в м/лuт в . об/мин
•~j)~
'
О, 133 О, 14
О, 153
5
6
8
10
15
20
25
30
-
-
-
о,
17
О, 174
0,225
--
О, 15
О, 16
-
О,
162
0,18
о, 18
0,2
0,186 0,204
О,;!4
0,26
0,3
0,33
0,4
0,44
- 0,49
0,22
0,255
0,265
0,33
0,41
0,56
0,62
-
-
-
0 ,37
0 ,387
0,4t5
0,586
0,81
0,9
0, 44
0,53
0,67
0,93
1,03
-
0,27
0 , 31
0,315
0,4
0,5
0,68
0, 76
-·
-
-
-
-
--
0, 71
-
0, 885
1, 23
1,38
1. 1
1,54
1, 73
0 ,4
0, 45
0 ,5
0,6
0, 8
0,8
0,9
1,0
10 ,5
670
530
380
300
200
160
100
80
10 '
9 ,7
9, 5
9,4
10
7,9
7,5
flоправочные коэффициенты на время обработки для измененных условий работы в зависимости от:
Обрабатываемой стали
и
предела
Примечания.
°'
прочности
1.
2.
Группа стал и
хромисты е, никелень1е 1
1Углеродистые,
и хромо н икел евые
<Jв кг/лtм2
1
коэффициент
1
до 60
О, 6
1
1
60--;- 75
1, О
/
1
св . 75
1, 1
1
Марганцовистые , хромомар ган-
цо вистые,
хромомолибден овые
и близкие к ни м
до 60
60--;-75
1
1, 1
\
1 ,2
пр именять крэффнциент K= l,3.
1
- - -св .
75
1, 3
При разверты в ании глухих отверстий ко врем ени· по карте
При ра з в ертывании отверстий по 2-му кла ссу точности ко вр е мени п о карте пр и мен ять коэффици ент К = 1,3
ф-~~~~--'-~~~~~~~~.,--~~~~~~~~~~~~~~-
~
Токарные
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
Нарезание резьбы резЦом
.
Сталь конструкционная углеродистая сrв =
и
токарно-винторезные
станки
Резцы из стали Р18
60--'-75
кг/мм 2
Карта
18
вt4~1
Диаметр
нарезаемой
резьбы D
В
Шаг
резьбы
S
ч,~,
проходов i
~
1-
~
Длина нарезаемой резь бы l в ,им до
1
. 10
1
20
1,0
1,5
1 ,5
1,5
1,5
2,0
~б
2,0
24
30
6
7
8
8
8.
9
9
10
1
1,51
1,46
l ,5
1,5
1,5
1,53
1,38
1,36
1,38
1,38
1,38
1,41,
Г4
1,43
Г:-63
1,57
1 ,64
1 ,56
1,62
1,62
1
1
1
1,62
1,66
\ ,67
1,7
1
1,77
1,67
1, 73
1,73
1,73
1,78
1,8
1,84
Поправочные коэффициенты . на время обработки для измененных условий
Группа стали
Обрабатываемой
и
предела
стали
прочности
<Jв кг/,И!,~ 2
Коэффициент
Вида резьбы
\В ид резьбы
Коэффициент
\
Режимы резания
1
40
50
Время в мин
MAt
10
12
16
20
30
Углеродистые, хромистые, никелевые
J
.
и хромоникелевые
д
0,9
!д
1
1
1, 91
1,77
1,85
1 r85
1,85
1,9
1,93
1,93
v
В At/ ;ИUН
1В
' 15,7
18,8
25,2
31,4
1 37,7
30,2
1 47, 1
37,7
п
об/ АtиН
1
1
500
500
500
500
500
400
500
400
работы в зависимости от:
Марганцовистые, хромомарган
цовистые ,
хромомолибденовые
и близкие . к ним
св.
. 60-:- 75
1
1
--
75
1,1
Внутренняя
1,25
до
60
l • )!
~
1
'
1
60-:- 75
1,2
1
1
Наружная
1,0
св ..
75 '
1,3
Токарные
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
и
Мет<tики
Нарезание наружной и внутренней резьбы
Сталь конструкционная углеродистая Gь=60-- 75 кг/мм 2
Диаметр наре заемой резьбы
. D в мм д9
s
5
1
10
15
J
, 1
20
l
30
1
1
Режимы
40
'
l, о
1,25
1,5
1,75
0,45
0,47
0,44
0,44
0,42
0,43 .
0,42
0,43
1,Ь
14
2,0
16
2,0
1 ,5
0,71
0,75
0,64
0173
0,63
0,72
0,58
0,65
0,57
. О,64
0,53
0,59
0,54
0,60
- 0,62
0,56
.
•
,
1·
0,55 .
О,ь
.
0,61
0,52 1 0,59 1 0,67
0,53 .
0,66
0,59
0,58
0,61
0,54
0,53
0,5
0,5
0,47
0,48
О,~9
Группа стали
Обрабатываемой · стали
предела
прочности
Типа инструмента
v
в .м/лщн
··-
-
-
--
0,81
0,77
0,70
0,71
0,75
0,71
0,81
0, 78
-
-
1Gв
1 Углеродистые,
и
кг/.мм2
1
Коэффициент
1
1Тип инструм~нта
Коэффициент
хромистые, никелевые
хромоникелевые
1
ДО
60
0,9
\.
1
60--о-'75
-
1,0
Метчик
1
-
1.0
~ П р имечание. При нарезании резьбы в глухих отверстиях ко времени
1
1
-
-
0,83
0,87
1 0,82
0,96
1 . 0,91
св.
1 '1
75
1,1
5, 1
1 ,03
4,4
1
в об/мин
207
159159
146
143
127
127
111 .
. 116
100
102
87,5
работы в -зависимости от:
Марганцовистые, хромомарганцовистые,
хромомолибденовые
и близкие к ним
1
ДО
1
1,1
1
1
резания
п
1,3
1,5
2,0
2,3
2,7
3,2
4,0
4, 2
5, 1
4,4
\-
-
Поправочные коэффициенты на время обработки для изм ененных условий
и
рО
1
станки
круглые
19
в мм до .
Время на один проход в мин
0,4
0, 5
0,7
0,8
2
3
4
5
6
8
1'0
12
Карта
Длина нарезаемой резьбы
Шаг . резьбы
lj мм
токарно-винторезные
лшшинные~ плашки
из стали Р18
60
1
1
60--о- 75
1,2
Плашка
1
по карте применять коэффициент
0,8
K= l,3.
1
1
св.
75
1,3
"
....
°'
Токарные
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
Сталь конструкционная углеродистая
Диаметр
обрабаты-
ваемой поверхности
.
В ММ ДО
Длина
.
D' -
2,5
cr.=60-75
обрабатываемой
[ В ММ ДО
3, 5
1
5,0
1
кr/мм 2
0,125
О, 15
0,16
о' 17
0,2
0,22
-
--
О,
о,
17
19
0,23
0,25
0,3
-
--
-
- ·
-
станки
20
~
поверхности
1
7 ,5
-
,
токарно-винторезные
К: а р т а
, 10
1
в
-
-
-
-
-
0,22
0,26
0,29
0,35
0,37
0,41
'
-
s
мм
1
1,0
1, 5
2,0
2,0
2, 5
3,0
3 ,5
4
4, 5
5
-
-
0,33
0,37
0,42
0,46
0, 51
0, 57
-
Режимы резания
в
Время на проход в мин
3
5
7
10
15
20
30
50
75
100
и
Резцы из стали Р18
Отрезка и прорезка
0,44
0,5
0,54
0,6
0,67
в мц/об
. 0,06
0,06
0 ,07
0,08
0,09
О, 1
о ; 11
О, 12
О, 13
О , 15
lr<".~J:.~1!.-.1
п
в об/мин
2230
1370
1000
720
490
375
3:.25
275
225
170
21
21, 5
22
22,6
23
23, 5
30,6
43,2
53
53,4
Поправочные ко~ффициенты на время обработки для измененных условий работы в зависимости от :
Группа стали
Обрабатываемой стали
и
предела
прочности
cr • . кг/л1.м2
К:оэффици ент
Вида обработки
J Вид обработки
1..
1
Уг.Лероди1сты~. х_ромщ::тые, никелевые
и
до
60
0,9
хром оникелевые
1. 60-;.- 75
1
1
1
1
,
о
.~
Ма р га нцо ви стые, хромомарrа11,
цов и сты е, хромомоли бдено в ые
и близкие к ним
.
св.
ДО
75
1,1
1 '1
св.
60-;.-75
1,2
75
1,3
Прор езка кан авок
. Отрезк а
·o:s
60
н аружных
вн утренних
1 .0
1:2
ел
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
..,w
Токарные и
токарно-винторезные
станки
Обработка фасок и ' rалтелей
?"'
Сталь конструкционная
yr леродистая
аn =
°'
R:>
60-75
Карта
кr/мм 2
21
Диаметр об.рабатываемой поверхности D в млt до
5
Наименование переходов
7
1
1о
1 15
1
20
1
30
1
50
75
100
О, 12
0,43
О, 156
0,5
0,2
0,58
Время в 1'tUH
0,03
16
Обточка фасок
0,03
О,
Обточка галтелей
о·
0,051
0,26
0,04
1s
0,21
0,063
0,29
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
1
Зацентровка торцов, зачистка поверхности шабером, напильником
0,084
0,34
Токарные и токарно-винторезные станки
К арт а
и шлифовальной шкуркой
Сталь конструкционная
yrлеродистая
1
а в= 60-75 кr/мм 2
Диаметр обрабатываемой поверхности
5
Наименование переходов
7
•
.
D в мм до
1
10
15
1
1
1
22
20
1
30
1
1
50
75
10 о
1
1
Время в .мин
Зацентровка торцов
Снятие заусенцев шаберо м
нла
на -
0,065 1 ' 0,07 '
0,055
0,065
0,085
0,07
0,08
О, 117
0,085
О, 145
О, 109
О,
О,
17
0,225
0,28
0,365
0,53
о,
1
185
13
О, 15
0,22
0,25
0,17
0,7
·0,85
пильником
Зачистка торцов шлифовальной ШiiypО)
ед
кой
о,
1
О,
125
О,
g
Токарные и твкарно-винторезные
станки '
НЕПОЛflОЕ ШТУЧНОЕ ВРЕМЯ
Диаметр
накатываемой
детали
в
D
.мм . до
yr леродистая
Шаг
а·в =
60-75
кr/мм 2
Карта
Длина обрабатываемой поверхности
1
l
в мм до
PJB
23
Режимы резания
Число
накатки
В
Ролики накатные из стали
Продольное ~акатывание
----
Сталь конструкционная
проходов
10
i
MAt
20
15
1
1
1
25
30
50
1
1
1
75
v
вм/лшн
п
в 06/,1tuН:
Время в .иин
5
0,5
2
7
0,5
2
-
.-
-
О,
13
О,
15
-
-
-
О,
15
О,
18
0,21
-
-
-
0,24
0,28
0,32
-
-
1020
-
725
10
0,6
2
О,
17
0,21
15
0,6
4
0,37
0,48
0,59
0,69
0,8
1,22
-
20
. 0,8
. 4
0,46
0,58
- 0,72
0,84
0,97
1,48
-
30
1,0
5
0,62
0,79
0,95
1, 12
1.,29
1,98
2,8
162.
50
1,0
5
1, 18
1,47
1,76
2,01
3,0
4,4
102.
75
1 ,2
6
-
-
2,26
2,65
3,0
4,6
6,6
68 .
100
1,2
6
-
-
-
3,5
4,0
6,2
8,9
sr
1
,
510
340·
16
170
НЕПОЛНОЕ ШТУЧНО~ . ..ВРЕМЯ
Токарные
и
токарнр-винторезные
стан1ш
Зачистка · поверхности напилышком или шлифовальной шкуркой
Сталь конструкционная углеродистая а в= 60- 75 - кr/мм 2
К арт а
Диаметр обрабатываемой поверхности
Длина обрабатываемой
поверхности 1 · в м,11 до
5
7
10
15
20
30
D
24
в мм .до
40
50
75
100
--
-
-
-
Время в мин
5
7
10
15
20
30
50
75
100 .
150
200
сµ
""1
0,065
0,075
0,09
-
-
--
-
0,07
0,08
0,1
0,11
о, 118
О, 155
-
-
--
0,08
0,09
О, 11
0, 118
О, 125
0, 16
0,225
-
-
-
0,11
0,118
О, 125
о, 135
О, 17
. 0,235
0,305
-
-
17
о, 18
О, 19
0;22
0,28
О,
0;31
0,43
-
-
-
-
0,21
0,24
0,27
0,315
0,43
0,5
0,63
-
-
0,27
0,3
0,36
0,48
0,57
0,72
0,9
-
О·,32
• О,39
0,53
0,63
0,8
1,0
-
-
0,45
0,62
0,73
0,95
1,2
1
-
0,5
0,7
0,82
1,2
1,35
С> ~~~~~~~~~~...-~~~~~~~~~~~~~...-~~~~.,.......-~~~~~~~~~~~~~~.,....~~.,.....,....станки
ОС> ·
1Токарные
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
Продольное и поперечное точение
и токарно-винторезные
Резцы из стали PJB
Цветные спла11ы
К а р т а
25
·
м§Ьl_
~. ·
Диаметр обрабатываемой поверхности D
В
ММ
Длина обрабатываемой поверхности
[;1убина
р!?зания
f
Б ММ ДО
3 1
5 1
7 1 10
1
20 1 30
Обработка
7
10
r
1 0,24 1 0,25 1 0,26
1
20
1 0,3 1 -
1 -
-1
2
0.25 0,26 ·r"0,27 ,. 0,286 0,33
1 0,27 1 0,28 ' 0,29 1 0,31 0,36
2
3
1
2
3
1
75
1 п
1 100
1
0,2561 0,2661 0,281 0,291 0,341 0,391
1 0,256 0,275 0,29 0,3
0,356 0,41
l
15
40 1 50
0,28
0,29
0,3l
1
. 0,211о,_ 28 1]0,291·
0,28 0,29 0,3
о, 3
о •31
о •32
'
0,28 0,29 0,3
0,29 0,3
0,31 ,
0 ,32 0 ,34 0,36
s
1 в м/мин
v
в мм/об
в об/мин
1
-
О.377 0,42
0,47.
\ _
-
1
1
0,31 1 о,·35
o.,325j о,38
' О,38
0, 46
о' 46
о '53
о' 59
о. 73
0,3951 0,43 . 0,485 0,59
0,435 0,49 0,545 0,67
0, 55 0,63 0,72 0, 93
1·
0,095
-·
0,67
0,79
. 1.14
50 .
о' 18
О,
15
О , 13
1 3200
50
48
2270
2180
62,7
56,5
80
80
75.5
2000
1800
1800
1700
1700
1600
100
88
62,5
1500
1400
1000
О,
12 1 56,5
о, 105
15 1
13
1 0,О,
0.115
о,3о 1 о,351
о,391 о,431 о,48 \ о_ .585\
0,37 0,43 0,48 0,54 0,64
о' 4
О, 105 1
0,095
1 0,095
1
1 0,425 1 0,48 1 0,54
1
0,39 0,45 0,52 0,52 0,585
0,32
о' 34
резания
V 4-5
2
3
Режимы
в мм до
Время на проход в .мин
ДО
5
1
L
1
Обработка
1 0,5
5
-
1 0,5
0,75
7
1
V 6-7
0,39 1 0,41 1 0,42 1 0,44 1 0,52 1 -
1 -
0,381 0,4 1 0,41 1 0,431 0,491 0,551 0,4
0,42 _ 0,44 0,51 6,58
-
1 0,39
1 1 -
-
1
0,046
1
0,055
70,3
0,048 1 70,3
1
50,2
~
10
1 0,75
1,0
10,4310,4910,5510,61 10,67 1
1··0,3810,3910,41
0,39 0,4
0,41 0,435 0,5
0,57 0,64 0,71
15
1,0
1 0,75
0,41 1 0,421 0,441 0,461 0,5310,6
1 о,42 . о,44 о,454 о,48 о,57 о,66
20
0,75
1,0
1,5
-
0,42
0,42
0,44
0,43
0,45
0,47
0,45
0,47
0,5
0,475 0,56
0,51 0,63
0,54 0,68
0,64
0,73
0,83
1
0,065
0,058
0,671 о 74 о,921
о,7_5 0:84 1 1,05 .
0,73
0,84
0,97
0,81
0,95
1,1
1,02
1,22
1,46
1
86,4
86,4
Вида обработки
1
1,23
1,49
1 ,81
0,085
0, 073
0,065
97
86,5
84,4
~
Точение
поперечное
Коэффициент
0,7
Примечание. При работе в упор ко времени по карте применять
K=l,2.
J
1
3200
3200
3200
2750
2750
0,073
100,8 1 21 40
1900
0,065 1 89,5
Поправочные коэффициенты на время обработки для измененных условнii работы в завн.симости от:
~
1
продольное
hO
1545
1375
1200
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
Токарные
и
Продольное и поперечное точение
Резцы с пластинками Т5К!О и Т15Кб
Цветные сплавы
токарно -винторезные
К арт а
станки
26
f,
~
.
о
Диаме.rр обраба
г лу б ина
ния f В МА-! 1 10 .
тываемой поверх
ности
D
Длина обрабатываемой поверхнотн
реза-
в AtM до
1
20
до
1
30
. 1 40
1 50
L
!
в м.м до
75
1
Режимы
100
s
·~ МАt (Об
Время на проход в мин
Обработка
1 .
резания
v
1
п
В М(МиН В об(,нин
V 4-5
1
3
0,3
0,32
0,34
0,315
0,34
0,39
1
2
3
0,31
0,33
0,35
0,32 .
0,36
0,41
1
2
30 "
0,33
0,37
0,43
0,35 1 0,37
0,4
0,43
о ,47 i 0,62
0,35
0,37
0,44
0,51
0,42
0,51
0,63
0,46
0,58
0,74
0,35
0,30,25
141,3
· 117 ,9
0,50
0,65
0,82
0,35
0,3
0,25
157
125,6
106,9
1
850
0,59
0,78
0,98
1
0,35 1 141
0,3
117 '9
0,25 '
102
900
750
650
1500
1250
1000
~4.2
-
40
0,32
0,34
0,38
1
2
3
50
-·
-
-
1
0,34
0,39
0,44
- о,4о
0,455
0,39 .
0,44
0,52
1
1
0,40
0,49
0,58
-
!
0,39
0,44
0,47 1 0,56
0,56
0,69 .
0,43
0,54
0,65
1
.
0,51
0,66
0,82
1
--
-
1 ' 1250
1000
Обработка
30
1 .
0,75
1, о
0,48
0,49
0,51
0,52
40
1
1
0,75
1,0
1,5
0,49
0,5
0,51
0,52
0,525
0,54
1
1,0
1,5
50
\1 6-7
О,6ь
0,6~ ~ 1 0,67
0,71
0,25
0,22
197,8
197,8
0,64
0,66
0,71
0,68
0,73
0,79
0,25
0,22
0,2
251,2
251,2
. 213,5
0,63 1 0,7 1 0,78
0,67
0,77 . 0,86
0,22
0,2
1 219, 8
0,53 1 0,55 1 0,57
0,54
0,56
0,58
·о,535
0,55
0,55
0,56
0,57
0,6
0,5 1 0,53 1 0,56 1 0,59 0,55
0,59
0,63
1 0,52
0,59
0,6
0,63
1
П~правочные коэффициенты на время обработки для измененных условий
работы в зависимости от:
BиJ_i:a обработки
поперечное
продольное
0,7
1 ,О
Примечание . При работ~ в упор ко времени по карте применять К=
'1
1,2.
2000
2000
1700
251 ,2 1 1600
. 1400
Точение
Коэффициент
2100 .
2100
~~--~~~~~~-'-~~~~~~~~~~~~~--~~~---------
~
1То"Р""' " '""Р••-•""'•Р"""'
18
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
Растачивание отверстий
станки
Резцы из стали Р
Цветные сплавы
К арт а
27
~
t-... '"·"'
Диаметр обраба
тываемой поверх
ности
D
в мм ДО
~ ';;; ;:J:
i~~
\. . .:_.'--·····-·
Длина обрабатываемой поверхности L в мм до
3
1
5
1
7
1
i:... "'· "'
о..
10
в
20 . 1 30
1
ремя
на
Обработка
5
7
io
15
1,О
10,26
I
0.28
I
0,29 \
о.3
\
о,34
1 40
проход
1
в
1 50
1 75
1 100\
мин
s
в лм~fоб
\
v
в м/мин
-
1
1
1
0,27 0,29 0,3
0,31 0,37
" 1 0,42
2 1 0,29 1 0,31 10,3210,34 1 0,41 0,481
-
1 39,3
1 0,09.5
1
1=1
0,095
1 0,085
'
1 10,27 ., 0,2910,3 10,31 10,371U,4310,4910,551
2
0,29 0,31 0,32 0,34 0,42 0,48 0,56 0,63
3
0,31 0,33 0,35 0,37 0,46 0,54 0,63 0,72
0,105
1 0,095
0,085
1
1 1 0,2810,2910,30310,3210,381 0,4331 0-,49-,0;551 0,681
U,3
0,32 0,33 0,35 0,42 О,4С! 0,57 0,65 0,82
0,32 0,34 0,36 0,39 0,48 0,57 0,66 0,75 0,98
1
2
1
2
3
0,28
0,3
0,34
0,3
· о.32
0,36
0,31
0,34
0,39
0,33
0,36
0,41
0,39
0,44
0,52
1
8
п
об/мин
'V 4-5
3
20
Режимы резания
\
0,45
0,52
0,63
0,51
0,59
0,73
0,57
0,67
0,84
0,72
0,87
1,1
0,87
1,07
1,36
О,
13
О, 115
0,1 •
О,
15
о' 14
О,
13
44
39,6
56,5
50,2
47' 1
70,6
1 61 ,3
55,5
75,5
63
50,2
1
1
1
1
2500
2000
1800
1800
1600
1500
1500
1300
1200
1200
1000 .
800
Обработка
0,5 1 0,4 1 0,41 1 0,43 1 0,45 1 0,54
5
1
7
10,5
0,75
1
0,3910:41
0,4
0,42
- - -1-0 ----:-,-o-.i.51 _o,39
1,0
0,4
15
20
Iо,41
0,42
1
1
'V 6.-7
0,421 0,441 0,521 0,591
0,43 0,46 0,55 0,64
-1
о,52 \ 0,59 ··1 о.661 о,731
1 о,42 1 о, 441
0,43 1 0,46 0,55 1 0,64
"'-1
0,73
0,42
0,44
0,46
0,44
0 ,47
0,49
0,46
0,5
0;53
0,49
0,54
0,58
0,59
0,68
0,75
0,69
0,81
0,92
0,046
1
1
0,055
0,048
1
59,3
57' 1
1
0,065
0,058
1
72,2
65,9
1 2100
84,8
70,7
1800
1500
0,79
0,95
1,08
K=l,2.
f
0,82
о.75-10,41
10,431 0,4510,4710,561 О ,Ы 1 0,731 0,81
0,44 0,45 0,48 0,51 0,63 0,73 0,85 0,96
0,75
1,0
1,5
·1
1 :
1 1,0
Примечание. При работе в упор ко времени по карте применять
с.о
,-
1
-
0,89
1,09
1,25
, 1,02 ,.
- 1,24
f-0731
0,065
1
1, 14
1,4
1,68
1 39
1 77
2 ,1
0,085
0,073
0,065
·45,5' 1 .2900
81,6
69, 1
62,8
2700
2600
2300
1
1300
1100
1000
~
'"'-)
""'
Токарные . и
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
Растачивание отверстий
Цветные сплавы
К арт а
~
Диаметр обраба
тываемой поверх
ния
ности D в МЛ! ДО
t
реза
10
В l~Лt ДО
20
1
30
1
1
50
L
в м-11 до
1
0,30
0,33
0,36
1
30
2
3
1
1
0,32
0,36
0,42
0,351
9.4
0,47
станки
Т15К6
28
1
75
1
Режимы
100
s
в лнtfоб
Время на проход в лшн
Обработка
'
40
1
TSKJO,
'
Длина обраба_тываемой поверхности
· Глубина
токарно-винторезные
Резцы с пластинками
1
рез(lни;r
v
в м/.мин
1в
п
об/лшн
\l 4-5
1
0,37
0,44
0,53
0,38
0,47
0,58
0,44
0.56
0,72
0,49
0,65
0,85
0,4
0,3
0,25
122,5
94,2
75,4
1300
1000
800
0,39
0,51
0,64
0,42
0,55
0,72
0,49
0,69
0,92
0,56
0,81
1. 11
0,4
0,3
0,25
125,6
87,9
69, 1
1000
700
550
0,43
0,54
0,67
0,47
0,6
0,76
0,56
0,75
0,98
0,65
-Q,91
1,2
0,4
0,3
0,25
! 17,9
750
600
500
-
1
2
40
3
.so
l
)'
-
-
-
1
--ж;
J._~
1
2
' 3
~
•
0,31
0,35
0,4
0,34
0,4
0,48.
О,36
о' 32
0,36
о .41
1 о' 36
1 0,42о ,5
. о' 39
-
-~
.
___..,.-
0,45 .
0,55
0,48
.
о ь8
.• -
• · '>.:· - ~-
-
..
·-.
- -
94,2
78,.3
---
~"-
-
i
Обработка У'
30
40
50
1
1
1
0,75
1,0
1
0,49
0,51
1 0,52 1 0,55
0,54
0,75
1,0
1,5
U, 5
0 ,52
1 0, 53
1 0,53
1,0
1,5
0,52
0,54
1 0,56
1
0,55
0,56
0,6
0,57
1
0, 56
0,6
0,61
О,6Г
0,66
1
1
6-7 ,
0,57 1 0,6
0,6 1 0,64
0,66
0,71
0 ,59 1 U,62 1 U,69
0,64
О,'68
о 78
0,66
0,7
o:s1
о,65
U,72
Примечание. При работе в упор ко времени по карте применять К=
d1 - -
1
0,69
0,78
1,2.
1 0,73
0,8
0,76
0,88
0,93
1
0,25
0 ,22
0,25
. 0,22
0;2
0,22
0,81 1 0,92
1, 1 1 0,2
0,93
1
1
1
160 ' 1 1700
141,3
1500
1500
1200
1200
1
188,4
150,7
l.'50,7
1
1
172,7
141,3
1 900
1100
~
Токарные н токарно-вннторезнwе
НЕПОЛНОЕ. ШТУЧНОЕ- ВРЕМЯ
станки·
Сверла из стали PJB ·
Сверление и рассверливание отверстий
Цветнwе спщ~вы
К 'арт а
-~~
29
~
~
~
,-Сверление
Длина сверления
Диаметр сверла
В
D
2
ММ ДО
1
3 1
5 1
7
1
1в
10 1 20
1
мм до
Режимы
30 1 40
1
50 1 75
1
100
1
2
3
4
5
6
8
10
15
-
.
0,2
0,2
--
·-
:
0,21
0,21
0,21
0,21
0,21
о, 14
0,15
О, 15
0, 1'6
0,22
0,22
0,21
0,21
0,22
О, 16
О, 16
О, 17
о, 171
--
0,23
0,22
0:22
0,23
о, 17
0,18
о, 184
о, 19
s
в ,им/об
Время в мин
1
резания
v
1
п
в м/лtuн ~ об/мин
1
-
-
0,23
0,23
0,24
О, 19
-
-
-
-
-
0,27
0,29
0,26
· О,2
0,28
0,21 0,29
0,213 0,3
0,4
0,43
0,33
0,35
0,37
0,38
-
--
0,48
0,4
0,43
0,45
0,46
-
-
-
-
-
-
-
-
0,54 0,47 0,51 0 ;53 0,83 0,99
0,545 0,85 1,06
0,05
0,07
0,09
о, 12
о, 14
О, 16
о, 18
0,22
0,24
8,6
17,3
25,9
27,6
23,6
18,8
20,1
22
26
2750
2750
2750
2200
1500
1000
800
625
550
Рассверливание
:i7'оq
~:;;
о..:;;
f;j"'
~Q
:s:: o:s
t::(
t=;
~
q'
"'
0'1:;!
Q)
..а
~~:i7i5..:;;
t::( :s::"' (!) •
о.. С)
2
3
4
5
8
10
10
15
10
15
30
oq
1.
2.
"'
3
5
1
1
Q)
::;; t=; t=; f-' :;;
25
~
2
f:'~~t>:~
::s::
5
6
8
10
15
20
Примечания:
Длина отверстий
'
f-'
"'о о
Режимы
l в мм ,до
о..о..о
~ ~ '-'
7
1
20
10
1
30 140 150
1
f
75
1
i 100
резания
s
v
п
в мм/об
в м/мин
в Qб/мин:
,0,3
0,3
0,35
0,35
0,22
0,26 0,33
'\О,35
0,47 0,38
0,29 о,3~ ,,--
43,2
47, 1
50,2
40,8
47' 1
50,2
2750
2500
2000
1300
1000
800
0,26 0,3 0 :3910,49 . 0,42
0,48
0,23 0,26 0,331 0,41
54,9
58,9
700
750
56,5
51,8
600
550
Время в мин
"'
'
0,093 0,095 0,099 О, 1
0,1
о, 1
- О, 1 0,102
0,11 О, 112
О, 114 О, 12
'
о, 13
--
-
-
-- .
- -
-
-
-
-
-
О, 14
-
-
--
О, 105
о, 11
О, 12
О, 135
О,П
О, 123 О, 14
О, 15
о, 12
0,14 О, 17 О, 191
о, 13
0,\6 0,19 0,22
О, 14
0,18 0,22 0,251
-
-
-
О,
О, 125
15
о, 13
0,19
о, 16
О,
О,
0,25 0,3 · о,34 0,45 0,56
0,2
О, 196 0,235 0,28 0,32 0,42 0,52
0,23
О, 19
1
15
О, 14
17
О, 16
0,42
0,5
При -сверлении глухих отверстий 1'0 времени по карте применять коэффициент К= 1, 1.
При рассверливании глухих отверстий ко времени по карте применять коэффициент К= 1,3.
:~
·1]'окарные и токарно-винторезные станки
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
Зенкерование и развертывание отверстий
по 3-му классу точности
Зенкеры и развертки иэ стали Р 18
V 5-6 ·
Цветные сплавы
К арт а
Длина обрабаты.ваемой поверхности l в мм до
Диаметр обра
ботки D в мм
5' 1
3 1
7
ДО
1 1о 1 20 1 30 ~ 1 40
Q, 1 О, 104
-
6
..,....
8
10
15
20
Режимы
1 /5
100
~.
-
-
25
-
30
-
О,
104
0,103
О, 104
0,106
-
-
s
в мм/об
Время в мин
1
реза ния
rv
в .м/мин
1в
п
об/мин
Зенкерование
5
1 50
30
0, 11
0, 12
-
-
14 О, 16
108 о,, 114 О, 136 о, 158
0,109 о, 115 о, 14 о, 16
0,111 0.12 О, 144 О, 17 .
0, 15 О, 173
О, 113 0 , 12
0,12 0, 13 о, 16 О, 18
0,21
о, 14
О, 18
-
-
О, 109 О, 115 О,
О,
-
О, 18
-
-
-
-
-
0,225
31,4
2000
-
0,265
33,8
1800
-
0,335
0,405
0,545
37,7
37,7
1500
1200
31,7
800
650
50()
-
0,21
-
О, 184
0,2
0,22
0,223
-0,28
0,29
0,35
0,66
40,8
0,22 -
0,24
0,39
0,75
0,25
0,29
0,32
0,38
0,48
0,85
39,3
33
О,
182
350
Развертывание
17
о.2
0,23
-
@,22
0,26
0,3
0 , 35
-
0,25
0,29
0,34
0,39
0,5
8
-
0,13
0,135 0,144
о,
О,
15
о,
О,
18
0,19
20
-
25
-
30
-
Примечания:
ф
-
о,
1.
2.
-
--
0,2
-
0,18
134
-
.-
16
О, 126 о,
17
-
-
о, l21
о,
-
-
-
16
14
-
6
15
13
о,
0,12
10
...s
о, 123 о,
5
-
-
-
-
~
-
1
0,8
7,9
500
0,9
9,4
500
1,2
т;в
310
5,7
180
7,1
150
1,4
-
1,6
~
0,23 . 0,24 . 0,3
0,25
-
0,35
0,41
0,46
0,6
0,74
2 ;0
6,3
100
0,32
0,38
0,44
0,51
0,66
0,81
2,6
5,5
70
0,3 - . 0,37
0,44
0 ,51
0,58
0,76
0,94
2,8
5 ,2
55 /
0,26
-
При . зенкеровании и развертывании гл ухих отверстий ко времени по карте применять коэффициент К=
При развертывании отверстий по 2 классу точности ко времени по карте применять К= 1,3.
·
1,3..
'
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
Q
Токарные
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
и
токарно-винторезные
станки
Резцы из стали Р18
Нарезание резьбы -резцом
Цветные сплавы
К арт а
31
Вf '-i~i
~
Шаг
нарезаемой
реsьбы D.
l\ мм до
резьбы
s
Число
пгоходов
Длина нарезаемой резьбы
-
"и а метр
10
i
e:i
20
в мм до
Режимы резания
. !
50
40
30
1
1
l
v
1
1
Время в 1rшн
10
12
16
20
1,0
1,5
1,5
1,5
4
5
6
6
24
1,5
2.0
6
8
1,5
2,@
30
8
8
-
1,09
1, 08
1, 10
1,10
1, 16
1,14
~1, 17
. 1, 17
1,23
1,20
1,23
1,23
1 • 11
1,14
1,2
1,23
1,28
1,32
1,19
1, 17
1·;33
1,28
1,47
1,4
'
п
в м/,иин в об/мин
1,31
1,26
1,32
1,32
1,38
1;32
1,39
1,39
1,37
1, 41
1,45
1,61
1,51
1,75
1,62
1,Ь!
600
600
600
600
18,8
22,6
30, 1
37,6
_I
.\
520 .
475
39,2
35,8
39,6
36,8
-1 420
390
Поправочные коэффициенты на время обработки для измененных ус.11овий работы в зависимости от:
Вид резьбы
1
Вида резьбы
Коэффициент
. 1
Внутренняя
1,25
___ __
Наружн ая
--
1,0
НЕПОЛНОЕ
w
""
ШТУЧНОЕ
ВРЕМЯ
?'
Нарезание наружной _и внутренней резьбы
°'
""'
Цветные сплавы
Диаметр нарезаемой
резьбы
D в мм ДО
Шаг резьбы
s
в
5
л-~м
1
10
1
-1
15
20
в мм
l
.1!9
1
1 40
1 30
1
50
1
Время на . один проход в лшн
0,4
0,5
0,7
0,8
1,0
1,25
1 ,5
1, 75
1
~:8
0,33
0,34
0,32
0,33
0,32
0,33
0,32
0,33
=
1
1
1,5
2,0
1
-
1 0,37
-
8:~~
0,36
-0,44
-
0,39
0,4
0,36
0,37
0,35
0,36
Q,34
0,35
1
~~~~~...;._~~~~
16
К: арт а
Длина нарезаемой резьбы
2
3
4
5
6
8
10
12
14
Метчики лющинные и плашки круглые
из стали Р-18
0,46
0 ;4
0,41 .
0,38
0,39
0,36
1
g:~~
1 0,4
0,39
--
1.
j
8·.~~
0,43
0 , 41
0,47
0,47
О,4З
-
8::~
1 0,49
. 0,45
1
g:~~
1 0, 55
.
0,51
1
=
1 0,62
0,56
в лtfлшн
1
в о~/мин
510
392
414
463
372
300
318
265
1,0
-
0,49
Режимы резания
3,3
3,7
5,2
5,7
. --
--
0,44
1
-
---
-
0,44
0,41
0,42
0,39
. 0,4
О,З7
--
-
32
7,5
10
. 10
1
1
~i
12
11
1
.
1
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от:
.
-1Тип инструмента
Типа инструмента
Коэффициент
-"'
/
метчик
-
1,0
Примечание. При нарезании резьбы в глухих отверстиях ко времени по карте применять К:=l,3.
\
плашка
0,8
273
250
238
220
00
НЕПОЛНОЕ ШТУЧНОЕ ' ВРЕМЯ
t'V
Токарные и токарно-винторезные станки
. Отрезка и прорезка
~
•
Цветные сплавы
Резцы из стали Р 18
К а р т а 33
~
Диаметр обрабатываемой поверхности
D · в мм до
3
5
7
10
15
20
30
50
75
100
-
-
Длина обрабатываемо~~ поверхности .1 в лiм до
2,5
1
3,5
1
5.0
1
7~5
1
Режимы резания
10
Время на проход в мин.
0, 106
О, 115
О, 12
О, 128
0,.137
о, 147
--
-- .
О, 128
О, 137
о, 149
О,
О,
О,
15g
О, 18
О,
-
-
-
-
-
1
-
-
О, 193
151
166
179
0,2
0,21
0,22
-
1
0,212
0,24
0,25
0,26
0,27
-
--
в
в
-
ым
1,0
1,5
2,0
2,0
2,5
3,0
3,5
--
0,245
0,26
0,277
0,297
0,304
4
4,5
'5
1 в м.м/об
s
1 в л1/11шн
v
1в об/.мин
.п
0,09
0,09
О,
О,
1
11
0,11
О, 12
О; 15
о, 175
О, 19
0,21
30,О
31,4
33
34,6
42,4
44
51, 7
70,7
88
118
1
3200
2000
1500
1100
900
700
550
450
375
325
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от:
Вид обработки
\
В11да обработки
Коэффициент
Прорезка канавок
Отрезка
1·
0,8
- Нар ужных
~
Вн ут ренних
1,2
НЕПОЛНОЕ
ШТУЧНОЕ ВРЕМЯ
Токарные
Обработка фасок и галтелей
Цветные сплавы
.
,
токарно-винторезные
К арт а
'
Диаметр обрабатываемой поверхности
Наименование переходов
5
.
7
1
1
10
1
15
1
20
станки
34
D
1
в мм до
30
1
50
Время в мин
,,,
Обточка фасок
и
Обточка галтелей
0,02
0,02
0,027
0,036
0,043
0,057
0,083
О,
о,
о,
0,21
0,22
0,26
0,.33
125
135
165
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
Токарные и токарно-винторезные
станки
Зацентровка тор.цов, зачис:rка поверхности шабером, наnИЛfi>НИком,
шлифовальной шкуркой
К арт а
Цветные сп.~авы
Диаметр
5 '
Наименование переходов
\
°"
с:..>
1
1
-7
обрабатываемой поверхности
1
10
/ - )5
1
20
35
D
в м,11
1
30
до
1
50
Время в ,иин
Зацентровка торцов
0,055
0,065
0,07
0,084
Снятие заусенцев шабер9м или напильником
0,036
0,054
0,063
0,072
Зачистка торцов шлифовальной шкуркой
0,08
О,
О,
О,
1
1
125
18
0,096
1
- 0,08
0 ,215
О,
115
о,
145
0,092
О,
11
0,28
0,4
00
""'
Токарные и токарно - винторезные станки
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
-
Продольное накатывание
Ролики накатные из стали Р 18
Цветные сплавы
К арт а
-
Длина обрабатываемой по.верхности l в
Диаметр накатываемой детаJll1' D в k!M ДО
Шаг
до
Число
накатки
В
Jr,11
пр ох о-
ДОБ
..\IM
10
i
15
1
1
20
25
1
1
30
50
1
36
Режимы резания
l
75
и
в л1/мин
п
В 06/АШН
Время в л1ин
5
0,5
2
0,09
-
0,1
1
1
0,5
2
о,
104
о' 115
10
0,6
2
о,
117
О,
13
О,
-
--
-
125
-
-
О, 145
О,
16 -
0,18
-
- -
--
1040
-
-
730
'
4
0,200
0,244
0,29.
.о.зз
0,38
0,56
-
0,8 .
4
0,275
0,314
0,376
30
1,0
5
0,434
50
1,0
5
-
15
0,6
"
- 20
1470
23
490
0,43
·0,5
0,737
-
365
0,55
--0,715
0,77
0,88
1,33'
1 ,9
245
0,87
1,05
1,24 .
1,48
2, 16
3, 1
146
-
.
1
НЕПОЛНОЕ ШТУЧНО-Е ВРЕМЯ
Зачистка поверхностей Iiапильником или
Токарные и токарно-винторезны·е станки
шлифовальной
шкуркой
,
К: арт а
Цветные сплавы
.
обрабатываемой поверхности
D
в мм до
-
Длина обрабаты-
ваемой пов ерхноСТИ [ В AtM ДО
___Диаметр
37
1
5
.
1
10 '
7
1
.'1
15
з-о -
20
1
1
40
1·
1
50
-
Время в мин
-
1
0,085
-
1
-
1
0,09
О !...125
1
О,
1
OJ..135
l!O
О,
115
О,
155
125
О, IЗ;i
О,
0,2
0,25
0,063
0,07
-
7
0,063·
0,072
0,08
0,07
0,085
0,090
0,095
20
--
О ,IJS
о,
О,
30
-
-
О,
50
-
-
75
-
-
100
-
15
150
200
ел
1
0,054
10
00
-
5
-
1
-
-
-
-
·
-
-
-
. 1
-
1
--
-
11
1
1·
-
-
0,2
0,25 .
17
0,21
0,27
0,225·
0,26
0,325
0,415
О,3
0,34-
0,425
0,515
0,34
0,405
0,52
0,6
0,505
0,575
0,64
0,71
0,83
-
-
--
0 ,325
Пример расчета
нормы штучного времени при работе на · токарно-револь·
верном станке С! горизонтальной осью вращения головки
Ст а нок револьверный 1325, N д = 4,5 квт
Деталь - цанга
Обрабатываемый материал - ЛС-59-1
Заготовка - пруток ·
Способ установки детали - цанговый патрон с креплением рукояткой рычага
Вес детали - 0,02 кг
Операция - револьверная
Режущий инструмент - резцы: проходной, отрезной из стали Р18; сверло
из стали Р18; плашка из· стали Р18
Количество деталей в партии - 100 шт.
~
~..1,..,....-f.-~~"'-==-==-~-4--=:-~
21
25"
/
1
=
6=1
Содержание работы
r:::
~· §"
;z; "'
• l
Подать пруток до упора
0,09
2
Центровать
з
Обточить с )25
·1 =21 мм
0,055
0,25
4
Сверлить
i=21 мм
отверстие
5
Подрезать
20 мм
торец,
6
Нарез11ть
резьбу
=20
'
7
-
мм
ДО
)25
g
3,8
выдержав
MSXl,O
8
мм
мм
на
на
размер
на .
l=
О,206Х
48
ЛИСТ
1
50
1,1 =0,226
О., 122ХО,7 =0,085
0,31
2
56
48
ХО,8=0,248
лист
1
52
MAI .
Отрезать
25,0
10
Карта
Время в мин
деталь,
выдержав
разм .ер
О, 13 Х 0,8=О,104
53
'-
мм
1,058
Итого:
С учетом поправочного коэффициента в зависимости от партии дета
лей норма времени . составит Т шт= 1,058Х 1,07= 1,13 мин.
Подготовительно-заключительное
равно 18: 100 мин=О,18 мин.
Норма
штучно - калькуляционного
Т шт= 1,13+0,18= 1,31 мин.
86
время
(в
времени
расчете на одну деталь)
на
оhерацию
составит:
Серийное производство
Токарно -револьверные
ПОДГОТОВИТЕЛЬНО
станки
с горизонтальной осью вращения
ЗАК:ЛЮЧИТЕЛЬНОЕ ВР. ЕМЯ
головки
К арт а
38
Подготовительно-заклю<Jительное время на партию
А. На наладку станка, инструмента и приспособлений
.№ пази-
Наибольший диаметр
lСпособ ;становки
Количество режу щих
детали
ЦНИ
ин струментов
в
обрабатываемого
прутка
-время в
1
/
/
1
в
2
цанговом
и
щем
4
патроне
м,и
до
мин
11
13
18
2
4
8
16
са-
моцентрир ую -
3
в
30
налад~<е до
23
Б. На пробную обработку деталей
Оперативное время обра-_
№ пози
ц ин
.
Количество
мых
на
на
резцов,
размер
обработку
устанавливае
с
допуском
.:(:О, 1 лtлt
ботки детали в мигt до
2
'1
Время в мин
4
2
5
.2
3
з
4
В. · На получение иnструмента и приспособлений до начала и сдачу . их
после окончания обработки
6
Получение инструмента
лений
исполнителем
начала
и
сдача
ния обработки
,
их
и
приспособ
р абот ы
до
после
7-1 0
оконча
партии деталей
87
ао
ао
Токарно -револьверные станкИ с
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
горизонтальной
Продольное · и поперечное точение
Сталь конструкционная
Диаметр
обрабаты
вгемой по
·всрхности D
В
резания
3
в Аl.М
1
5 1· 7 110 1 20 1- 30 , , 40 /
Время на п.роход в
Обработка
1о,1з10,1410,151o.~7J0,221 - ~
5
1
2
7
/
10
1
i
23
1
2
1
3
15
-
_}
20
2-
3
25
К арт а
1
1
2
3
1
5о 1
75 \ 100 11251150
1
- 1-1 -1
-
1- 0,07
- 1- 1 1: 1.=1
0,07
-1 -1
1
-
О . 22
О , 19
0,21
О.25
0,21
0,24
10,23
0,28
0 . 29
0 . 37
п
0,06
1
55,0
48,4
2500
2200
.67 ,8
56,5
56,5
70,7
61,4
47.1
2000
1800
-1800
1500
1300
1000
62,8
52,2
49,0
!ООО
\-
О,
1
0,08
0.07
l,1s\ 1·•й l.nJ · о,!З
0 . 56 0 . 74 0 _92
2 . 09 2 4'
~.
1
О,
0,09
о.зз\ о.«! о,45 о,65 о,91
0,42 0,56 0,69 0,83 1,17 1,51 1,78 2,11
1 . 57
2800
0,08
1,4', 0.125
11
0,291 0,38 0,471 0,56 0,78 1,0 1,22
0,36 0,50 0,621 о, 74 1,04 1 ,34 1,65 1,95
0,491 0,65 0,8J ; 0,88 1,35 1,75 2, 13 2,54
1 1
·
1 44,0
0,07
0.06
-1 =1
О,
v
s-
'\! 4-5
6,141 O,iQI 0,1610,1 8 10 , 2610,3310,410,471
1 0,15510,17 0,19 0,2~ 0,30 0,39 0,48 0,561'
1=1:
о' 165 о' 19 о ' 22 о' 2::J о 35 о. 46 о' 56 о, 65
-, 0~14(:Г1
· ~,6,ТГI О, 191-6~ ~2()-,0,3310,4Tlo, 48i 0, 661
0,167 o.i9 0.21 0 .24 о,з5 о,4 5 о. 52 о.6е 1 0 "95
0,2
0,23 0,29 1 0,33 0,491 0,65 0,8 . 0,961 1,3 .
1О, 184
167
резания
,
1
в Аtм/об \ в .м/мин
в об/.мин
-
.
Atutt
0,1310,1410,1610,17 j 0,241 o,3 j
о, 15
о, 17
о, 19
0,21 0,3 0,371 -
0,156 0,175 0,1910,21
о, 177 о. 2
о ' 2251 о '26
0,20 0,22 0,26 0,33
головки
39
Режимы
ДО
.МА1 ДО
вращения
Резцы из стали Р18
углеродистая а.= 60-:- 75 кг/мм 2
Длина обрабатываемой поверхности l в мм до
1
· Глубина
t
осью
0.12
n
1
1
1
62,8
55
·~
7
830
780
!800
700
,
Обработка 'У ~- 7
10;21 j o.2i
1
-1 -1 -1 :-1 -1=- -1 -1
5
1
0,9
1
o,1sJo,2
1
1
8:~5
1
8: i~ 18:~1 18:~~ 18:~i 18:~~1 g:~~I
--- -,...--,:,-:о---,,
0,2 1 0,21 1 0,23
0,21 0 ,22 0,23
0,22 0,23 0,25
o,31j
= = = = 8:8~
,1 _: 1
0,25 ~ 0,341 0,441 0,5310,621 0,26 - 0,37 0,47 О,:Л 0,07 0,29 _ .0,41 0,53\ 0,65 О,18 -
-1 :
1
1
1 -
1 -
1 0,06
0,06
0,06
10
15
0,5 ·10,2210,2410,2510,29 1 0,4110,5310,6510,7811,071-1-1-1
0,75
0,23 0,25 0,26 О,}О 10,4'1 0,5? 0,70 0,84 1,17 - _ 1,0
0,24 о,~7 0.28 о.зз о,49 . 0,60 0,81 о,97 t,37 -
о,5
20
0,75
1,0
0,5
0,75
1,0
25
1
1
1 -
-
-
..
0,275 о' 305 о '331 о. 48 0 , 6410,7910,95 1,3411,73! 1,97 2,5
0,32 0,36 0,4
0,61 0,82 1,03 1,24 1,77 2,29j 2,83 3,36
0,4
0,46 1 0,51 1 0,81 1,12, 1,4311,72 2,49j 3,23i 4,03 4,76
Гру~:па стали
и
предела
стали
прочности
\Углеродистые, хромистые, никелевые .
·
а в кг/ ли,1 2
.
ДО
,и
Коэффициент
~ Примечание. При работе в упор
I<O
t
60~75
0,9
1
св.
1
75
1
1
1_,0
1
времени по карт'е применять К= 1,2.
~~:~
62,8
56,5
47,1
0,095
0,080
0,06
\· 66
66
59,4
8
в
,
работы в за11исимости от:
хромоникелевые
60
1
1
0,07 1 61,4
0,065
59,4
0,06
54,2
1
0,24
0,28
0,34
40,5
1-
., 0.22310.2_5 j o,27 J 0.291 о,411o,54 . -o . 66-,-ь,1~/---cc9_j1;3911.12J2,02\ 0.085
0,24 0,27 0,305 0,3.З 0,48 0,64 0,79 0,9.J 1,34 1,73 2,11 2;5
0,075
0,,27 0,31 '0,35 0,38 ' 0,57 0,77 0,97 1,16l 1,65 2,14 2,64 3,14 0,07
Поnравочные коэффициенты на время обработки для измененных условий
Обрабатываемой
5
1
0,5
0,75
1,0
1
0,055 /
Марганцовистые, хромомарганхромомолибденовые
и близкие к ним
цовистые,
ДО
60
1
60-7- 75
1
св.
75
1
1, 1
-1 '
1,1
-1
1,2
1
1,3
<С
о
Токарно-револьверные станки с
горизонтальной осью ;вращения головки
НЕПОЛНОЕ ШТУЧ .НОЕ ВРЕМЯ
РастЗчиванне · отверст·ий
Сталь кон_струкционная углеродистая
Резцы из стали
cr" = 60-;- 75
кг/мм 2
К:арта
\,
Длина обрабать1ваемой поверхности
Диаметр.
обрабаты-
Глубина
ваемой поверхности D
В
ММ
.
3
резания
(В M,\t ДО
1
5'
ДО
l
10
7
1
1
20 / 30
J
40
в л1м. до
Режимы
50 1 751100 11251150
s
в лш/об
Время на проход в мин
Обработка
5
j
1
2
7/
1
2
3
l
2
10
15
3
20
1
25
1
1
l
·1
2
3
О, 141 О, 161 О, 171
0,2
10,271 -1 - \ ,-1 - 1- 1 -1 -1
0,1410,1610,18 ·10,21 10.29/ 0,371-----1
0,16 0,18 0,20 0,23 0,32 0,43 .-
-1-
-
1 0,29 0,4 , 0,49; 0,571· -
39,3
1- 2500
0,055
1 -1-1-1
0,055
1 -
49,5
44
2250
2000
53,4
47, 1
37,7
1 0,09
1 47, 1
0,075
40
37,7
0,07 -
1700
1500
1200
1000
850
800
1 -
О, 161О,18-, :0-:ZТ--10,2510,3710 , 49 0,611 О, 74, l ,04i--=---1
0,21 0,24 0,28 0,33 0,50 0,68 1 0,85 1,02 1,45 10,255
0,29 о,335 0,39 0,59 0,79 1,02 1,22 1,66\ -
-
0,26
о,35
0,213 0,25
О, 162 О, 19
0,22 0,225 U,29 о,:н
0,26 0,3
о_,34
0~41
0,361 0,5·1 0,631
о,52
о,68
в мfмин /в обfмин
0.,055
-
-10,21
/
рез ания
'V 4-5
1
О,145 , О, 161 О, 19
о, 1781 0,20 0,23
1 0,23
_0,27 0 ,32
PJB_
40
о, 85
о. 75 1,01 _ -
1 -
-
,, -
.=-,- --
1 0,07
0,06
0,055
0,38 0,50 0,64 . 0,76 1 '1 1,4 1, 73 2,05 _ О, 115
0,53 0,715 0,9 1, 08 1 ,54 2,0 2,45 2,92 ' о' 1
0,61 0,8
1,02 1,22 1, 73 2,24 2,74 3,26 0,09 '
47, 1
37,7
37,6
1
1
0,41 0, 5510,6910,831 1 ,2 1, 54 1,89 2,24
0,56 О, 75 0,95 1, 14/ 1,Ь3 2,07 2 5! 3,01
0,71 0,97 1,2 l,43i 2,06 2,67 з:28 3,89
47,1
39 ,2
35 ,3
1
-
750
650
600
"
1
2
3
0, 17 0,2
0,223 0,26
. 0,29 0,34
0,225 0,25
0 ,3
0,36
0,39 0,47
1
0,31
о, 115
о, 1
"
600
500
·450
Обработка
5
1
015
1 0,21 1 0,241 0,271
7
-1
0,5
0,75
1 0,24)
0,22 0;25
10,21
10
15
20
25
0,2710,31
0,28 о,з2
I
О,75
0,22 / 0,25
0,27
0,28
1 0,23
0,24
1 -
1 -
1 -- · 1. -- 1 --1
-
\,
-1
-
0,03
0,03
0,03
1
1
42,4
59,4
55
1 -
-
1 -
1 0,035
0,035
0,035
/ ·-
1
0,5
0,75
1,0
. о, 272i о ,324 о ,38 о, 45
0,32
0,37
Обрабатываемой стали · и
-
-
1 -
1 -
0.28 . о,33 \ 0;491 о,65 · 0.80 o.96J 0,3 1 0,35 0,53 0,70110,871 1,05 0,32 0,38 0,58 0 ,77 0,97 1 1,18 -
прочности
'
0,71 0,97 1,23 1 ;48 2, 13! 2,78 3,46 1_, 13
0,91 1,26 1,61 1, 96 2,83 3,7 4,51 5,37
1, 16 1,61 2,07 2.53 3 '66 4' 81 5 ' 97 7,25
0,39 0,46 0,56
0,46 _ 0,555 0,69
0,05
U,045
0,04
2700
1
2700
2500
1
1- 2000
1880
1600
1200
!ООО
880
950
850
700
1
1
8f'i0
700
600
66,7
55
47 "1
коэффициенты на время обработки для измененных условий::.- работы в зависимости от:
Группа стали
<О
10,4410,571
о,47 0,.61
·1 -
1 -
62,8
56,5
50,2
J,O
1
55, 6
.-0,5
,
0,038
1
l 0,3! 10,3610,4310.67-10:-91!i~611,411,951-1 -- 1 -- 1 0,038
0 ,75 1 0,26
0.29 о.345 о_.4о о.49 · 0.18 1,07 1 1.30 1,65 2,36 47, 1
1,0
0,035
. О.32 0,39 0,47 0,57
0,93\ 1,29 l ,60 2,0 2,89 41,5
0,211 о,з21 о,371 о,4451 о,691о,95 1.1911,45\2,07\ 2.1 ·1 3,32 · 3,951 0,046 1 60 ,0
-0,5
,
0,75 . 1 0,3
0,36 0,42 0,51 0,82 1,13 1,44 1,75 2,52 3,28 4,03 1 4,76 0,0:!2
5i,4
0,35 0,43 0,51 0,64 1,04 1,46 1,88 2,29 3,33, 4,35 5,31 6,34 0,038
1,0
43
-10,5
Поправочные
предела
о,з1 ] о.нJ -Т--
V 6-7
О' кг/м~12
1
Уrлер·одистьtе, хромистые, никеле·вые.
.
и
до
n
.
\
1
хромоникелевые
60
1
Коэффициент
1
1
60+75
1
0,9
1
~~
св .
1
'
1
75
1
1, 1
1
Марганцовистые, хромомарганцовистые,
хромомолибденовые
и близкие к ним
60
1
1, 1
1
до
60+75
1,2
1
1
св.
75
1,3
с.о~~~~~~~~~---'~~~~~~~~~~~~~..,-~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
tv
Токарно-револьверные станки с
НЕПОЛНОЕ ШТ.УЧНОЕ ВРЕМЯ
горизонтальной
Сверление и рассверливание отверстий
осью
вращения
Сверла из стали
Сталь конструкционная углеродистая а в =60-;- 75 кг/мм2
К:арта
головки
PJB
41
~ .~
Сверление
Длина сверления
Диаметр
сверла · D
2
-1 , з
,-
5 .
В МА/ ДО
I -~---
8
-
!О
.is
20
в мм до
-~ 1 зо.
·
·
]
40
_ / 50
.,....
75
_1
Режимы
s
В .lt1И/06
.
резания
и
1
п
в м/ ,1шн, в об/ мин
Время в мин
1
2
3
4 5
6
1 1~- 1
l
0,16
О, 16
-
0 ,18
0,18
0,18
0,2
0,21
0,21
0,2i
-
9,2
-
0,21
0,22
-~
0,03
14, 1
-:..!, 14
0,04
0,05
0,07
19,2
20,0.
22,0
22,6
1, 15
0,09
0,11
0,12 ·
23,8
23,0
2s,2·
1. 0,18 1 0,21
0,26
0,27
0.2~
0,22
0,23
0,23
0,25
0,29
0,41
0,41
0,42 '
0 ,23
_ О,236
0,25
0,256
0,26
о 28
0,29
0,305
0,426 0,555
0,44 , 0,58
о.32
о,48
о',27
0,53
0,55
о,63
0,65
0,68
~
0,78
0,81 . .
0,685 . 0,815
0,7
0,86 ..
_
о,78
о,94
1,2
1,32
О,С6.
2250
2040
1600
ноо
1200
950
730
600
Рассверливание
-
.
Диаметр
свер.т~а
в
D
мм до
Длина отверсtИя l в мм до
· Диаметр предва рительно
ленного
d
просвер-
2 _1
отверстия
5
3
В ММ ДО
7
1
1
10 1 ·' 20
1
30
1
1
Режимы
40 1 50
1
Время в мин
5
6
8
10
15
20 .
""'
0,11 L),11
- о' 11
2
3
4
5
8
10
-
-
'
-
-·
12
12
12
13
13
О, 15
13
15 ,... О, 19
()' 15 О, 19
О, 15
0,21
о, 16
0,22
О, 18
0,23
13
14
13
14
15
о, 16
О,
О,
о,
О,
О,
о,
О,
О,
о,
о,
о,
О,
75
s
в мм/об
резания
1
v
I в м/мин
п
в об/лrин
,
0~5
0,24 0,29
--
1
0,26
0,27
0,29
0,31
0,33
0,35
-
~
0,36
0,38
0,41
0,5
0,53
0,56
1280
1100
930
850
800
630
20,1
17' 1
23,4
26,7
37,7
39,6
0,2
0,2
0,25
0,25
0,25
0,3
Поправочные коэффициенты на в'ремя обработки для измененных условий работы в зависимости от:
Группа ста л и
Обрабатываемой стали и
предела прочности
~
\
\ Углеродист~rе, хромистые, никелевые
и
а в кг/мм2
1
Коэффициент
1
ДО
60
0,9
хромоникелевые
1
1
60+75
1
св.
75
1
j : )
_\
Марганцовистые, хромомарганхро м омолибденовые
цовистые,
и близкие к ним
ДО
60
1
1,1
1'
~
60+75
св.
1,3
1,2
1 ,1
- 1
Примечания : 1. При сверлении глухих отверстий ко времени по ка-рте при менять коэффициент К= (! .
75
1
2. При рассверливании глухих отверстий ко времени по карте применять коэфф1щиент К-= ~;з .
1
•
....
1О
Токарно -револьверные станки с
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
Зенкерование развертывание отверстий по
Сталь конструкционная
3
горизонтальной ос~ю
классу
'IОчностИ
yr леродистая cr • = 60-;- 75
'У
5-6
кr/мм 2
К арт а
---L
В
.ММ
D
3
ДО
5
7
42
-
.
1
головки
из стали PJB
~
Длина обрабатываемой поверхности
обработки
вращения
_;_,_
-v- ~
•
Диаметр
Зенкеры и развертки
1 10
1 20
-.1 30
l
в мм до
-1 40
1 50
Режимы
1
75
s
в м ,11/06
резания
v
1
1
п
в м/лщн в об/мин
Время в мин
Зенкерование
~
t·
•3 - .
4
5
б
8
-
10
15
1
О,
о,
О,
о,
о,
о,
11
11
О, 11
-
--
11
12
О, 12
О, 12
О, 12
О, 12
О,
136
12
12
О, 13
о, 13
О, 13
О, 13
0,145
0;13
О, 14
о, 14
О, 14
0,15
17
0,18
0,18
О, 19
О,
19
О,Ц5
о,
о,
0,21
16
0,23
0,24
0 ;24
0,258
-
-
-
0,28
0,29
0,31
-
-
-
--'-
0,33
0,357
-
-
-
0,45
0,48
О,
13
13 ,
О, 13
о , 155
0,2
0,25
0,23
О,
23,6
28,3
31,4
30,2
30, 1
30,0
37
2500
2250
2000
1600
1200
950
800
· Развертывание
~
3
4
О,
о,
о' 13
13
13
о. 13
0,13
О, 14
О, 15
0, 16
0,22
-
5
6
-
8
--
10
15
14
о.
14
14
0, 14_
О, 15
о, 15
0,17
0,23
О,
О,
-
-
15
15
15
16
17
18
0,25
О,
о
О,
О,
О,
о,
-
-
19
19
0,20
О,
О,
-
о.~1
0,23 /
0,32
0,24
0,25
0,28
0,38
-
-
-
-
-
-
~о.4
0;5
-
0,29
0,33
0,44
0,37
0,45
0 ,5
0,5
0,66
9,5
9,41
11,3
13,3
13,2
15
14' 1
16,5
0,3
0,34
0,37
-
1000
900
850
700
600
450
350
1
Поправочные
коэффициенты на время оЬработки для измененных условий
Обрабатьiваемой стали и · 1
предела прочности
1
а.
1
кг/мм2
Коэффициент
Примечания:
'
1.
2.
Углеродистые, хромистые, никелевые 1
Группа стали
1
-
ДО
и
хромоникелевые
60+75
60
1-
1
66 .
,.
60+75
1
1,1
11.01
Марганцовистые, хромомарганцовистые ,
хромомолибдеиовые
и близкие к ним
до
75
1
1
0,9
св.
работы в завис и мости от:
1
1
1,1
.1 ;2
1
11
св.
\
75
1 ,3
При зенкеровании и развертывании глухих отверстий ко времени по карте применять коэффициент К=
При развертывании отверстий по~ 2-11у классу точности ко времени по карте применять коэффициент К=
'·
-·
1,3.
1,3.
..."
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
Метчики
Нарезание наружной и внутренней резьбы
Сталь конструкционная углеродистая
cr.= 60+75
машинные, плашки
из стали Р 18
кг/мм 2
К арт а
s
•1' .1
Диаметр наре-·
заем ой · резьбы
D в мм ДО
Шаг рез.ьбы
s в-
мм
Длина нарезаемой резьбы
5
10
1
43
~~,,
-
-·
-
круглые
1.
15
20
l
в мм до
40
30
1
1
1
Режимьr резания
50
·и
1
.в
м/лщн
п
в об/мин
Время на один проход в мин
2
3
4
5
0,4
0,5
0,7
0,8
0,36
0,36
0,49
0,48.
0,44 .
0,43
0 ~35
0,34
]·
-
0,61
0,54
0,52
-
-
0,64
0,61
0,79
O,S:l
-
-
-
' -1
1,3
1, 5
2,0
2,4
210
180
160
153
•
w
"'?1
8
6
1,0
0,33
0, 41
0, 49
0 , 57
0,72
8
0,41
0,52
0,65
0,40
0,47
0,52
12
1' ,75
-
0,39
10
1,25
1,5
0,42
0,485
0,55
0,44
14
2,0
0,515
0,522·
1,5
-
0,45
-1-
0,65
0,91
0,67
0,8
0,925
0,59
0,73
0,88
1,0
4,4
0 ,6
0,74
0,89
1,02
3,6
Поправочные коэффициенты на время обработки для измененных условий
Группа стали
Углеродистые, хромистые, никелевые
и
- 2 ,7
3,4
0,78
0,78
хромоникелевые
3,8
3;8
r
143
135
117
100
100
83,3
работы в зависимости от:
Марганцовистые, хромомарган
цовистые, хромомолибденовые
и близкие к ним
Обрабаты .ваемой стали Й
предела
прочности
<Ju кг/мм 2
Коэффициент
Тип инструмента
типа инструмента
КqэффиЦиент
Примечания:
~
1.
2.
до
60
1
0,9
1
60-;- 75 · 1
-
1,0 .
св.
75
1,1
ДО
60+7,5
60
1, 1
1,2
1
Плашка
Метчик
-
!.:.О
При нарезании резьбы в глухих отверстиях ко времени по карте применять К=
При накатывании резьбы роликами ко времени по карте применять К=О,5.
0,8
1,3.
св .
75 •
. 1,3
~
Токарно-револьверные станки с
-
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
горизонта.~ьной осью вращения rолонки -
Отрезка и прорезка
[Jезцы из стали Р 18
К: арт а 44
Сталь конструкционная углеродистая 0-в= 60+75 кr/мм 2
~
Длина обрабатываемой поверхности
Диаметр обрабаты ваемой поверхности D
в мм до
--
2,5
Режимы резания
l
-
В ММ ДО
1
3,5
1
5,0
1 - 7,5
1
10
Время на проход в мин
~
--
........
~
-
-
s
.v
п
в мл~/об
в л~/мин
в об/лщн
-
1,0
0,06
24,2
-
-
1 ,5
0,06
26,7
1700
-
-
2,0
0,065
33
1500
0,227.
0,26
2,0
0,075
34
1080
0,22
0,26
0,31
2,5
0,085
35,3
750
0,246
0,299
0,35
3,0
34,5
550
о,
125
5
о.
147
7
о,
15
О,
1'6
10
О,
16
о,
17
о,
15
О,
176
о,
19
О,
19
0,21
:;.=~-~=
\
,Н,\!
-
3
20
в
в
19 -
·-
0,095
-
1
2580
1
Попра_вочные
коэффициенты на время обработки для измененных vслnпий
Группа стали
Марганцовистые, хромомарган
_ цовистые, хромомолибденовые
и близкие к ним
Углеродистые, хромистые, НИ!{елевые
и
работы в зависимости от:
хромони!{елевые
Обра б атыв аем ой ст али и
пред ела
п рочности
cr n
кг/ лtм 2
Коэффициент
до
60
1
0,9
1
60+75
1
св.
75
1,1
1,0
1
1
до
60
1,1
1
Прорезка
Вид обрабопш
отрезка
В ид о б р аботки
Коэффициент
.
<D
ф
1
0 ,8
60+75
1
1
св.
1
канавок
наружных
внутренних
1
1,2
. 1,0
1
1,2
1
1
75
1,3
.....
g
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
,
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
. Токарно-~евольверные станки с
/
г оризо и т а л ь н о и
Обработка фасок и галтелей
Сталь конструкционная углеродистая О"в ~ 60+75 кг/мм2
ось ю
К арт а
Диа м етр . обрабатыва ем о·й п о вер х ности
Наименование переходов
\ _5
1
7
r
10
1
15
вр а ще н ия
голо в ки
45
D в мм до
1
20
[
25
0,063
0,29
1
0,074
0,32
Время в лшн
Обточка фасок
Обточка галтелей
1
0,03
О, 16
1
0,03
О, 18
1
0,04
0,21
НЕПОЛ~ОЕ ШТУЧНОЕ ВРЕМЯ
1
0,051
0,26
1
Токарно-револьверные станки с
горизонтальной осью вращения головки
Зацентровка торцов, зачистка поверхности шабером, напильником
и шлифовальной . шкурко/\
Сталь конструкционная углеродистая а в = 60 -+-7 5 кг /мм 2
К арт а
Диаметр обр а батываемой повер х ности
Наименование
переходов
5
-1
7
10
15
1
1
D
46
в м л~ до
I_
20
25
1
Время в .м ин
Зацентровка торца.в
Снятие заусенцев шабером или напи л ьни к о м
Зачистка торцов шлифова л ьной Ш !(ур 1< ой
0,065
0,055
0,1 .
0,07
0,065
о, 125
0,088
. 0,07
О, 17
О, 106
0,083
0,225
.
О, 12
0,092
0,28
о~
135
1
0,32
О,
1
Токарно-револьверные станки с
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
rоризон·1альной ~ осью вращения головки
Продольное накатывание
Сталь конструкционная
Ролики накаткые из стали Р 18
yr леродистая а n = 60+ 75 кr/мм 2
Кар т а
47
rif. -'-~
Диаметр накатываемой детали D в ЛНt до
3
5
7
10
15
25
Шаг
накатки
в
лt,11
0,5
0,5 \
0,5
0,6
0,6
0,8
Длина обрабатываемой поверхн ости
Число
пр ох о-
ДОБ
i
2
2
2
2
4
5
IU
15
1
20
1
25
1
1 30
l
в .мм до
1
50
1
Время в мин
-
0,06
0 ,07
0,09
о, 11
0,25
0,32
0,09
о, 11
О, 14
0,3::\
0,4
-
--
--
-
0,24
0,51
0,63
---
о·,зs5
0,21
0,446
0, 555
-
0,75
0,94
1,3
-
о, 14
0,18
0,48
•
-
Гр уппа стали
предела
о
прочности
1О-в. кг/мл1.2
1К:оэфф!!ци е11т
1Углеродистые,
и
1
1
ДО
хромистые, никелевые
60
60775
1
св.
75
LJ-0
1
в м/ ЛtИ!i
в об/M UI!
16
20
. 20
24
29
35
1700
1280
930
780
630
450
n
за висимости от:
Ма р ганцо в и ст ые, хром омарган ц ови с тые ,
хромо молибденовые
и бл изкие к н и м
60
1
1, 1
1
ДО
60+75
1
св.
75
1
1
1
0,9
1
хромоникелевые
...'С';··1 "~~"''
-
-
Поправочные коэффициенты на время рбработки для измененных условий работы
Обрабатываемой стали и
75
1,1
1
1 ,2
1
1 ,з.
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
о
!..:>
Токар:О-револьверные станки с
\
\
r сризоитал.ьной
осью
вращения
головки
Резцы из стали Р18
К арт а
1
Длина обра батыяаемой поверхности
f
В htM ДО
5
3
резания
-
7
1
1
20
10
30
1
1
1
· Время на проход
Обработка
5
1,0
1
7
10
15
1
1
2
О , 1221О,13
1 0,13 0,15
25
1
2
3
1
2
3
75
50
1
l 100
0, 15
0,16
о,
О,
О,
12
14
15
О,
О,
о,
О,
о,
12
14
16
0,13
15
16
о,
О,
о,
13
15
17·
о, 12 IО,1 3
О,
14
o, 18
i
I
О,
15
0,2
,
1
-
О, 141 О, 151 0 ,2 1 0,25
0,16 0,17 0,23 0,29
0, 17
19 0,25 0,31
о,
о,
О,
14
16
О, 17
0,1510,19
18 0,23
О,
о,
19
О, 14 ·1 О, 15
о, 1610, 18
0,19 0,21
о,
О,
14
17
0,22
о,
О,
16
18
0,25
1О
~
"1~
"'"'
в мин
~
::;
о
1
1
о,
0,1210,1310,1410,1510,2 1 0 ,241
13 О, 14 · О, 15 О, 17 0,22 0,27
1 О,
1
2
3
1
1
Режимы резания
"1 ;,;;
........
;::,
"'
::;
p:i · ~ .
........
~ 1О
о
\7 4-5
10.12!0,12! .0,1310,14/о,181
2
3
40
1
лист
48,
в мм до
Глубина
Диаметр обрабатываемой поверхности D в м.м ДО
20
l
!
0,291 0,34 1
0,34 0,4
0,37 0,441
1
50,2 1 3200
11
49,9 1 2270
48
2180
О,
о,
l
о,
12
0, 11
О, 1
62,8 1 2000
56,fi
1800
56,5
1800
0,24
0,29
0,26 . 0,32
0,26
0,35
0,39
0,3210 ,42 1 0 ,52
0,41 0,55 0,69
0,44 0,6
0,76
О,
О,
О,
145
12
11
84,8
75,5
75,5
1800
1600
1600
0,2
0,24
0 ,29
0,25
0,3
0,36
0,29
0,36
0,44
0,34
0,43
0 , 52
0,45
0,58
0,7
0,57
0,73
0,89
О,
о,
о,
16
15
145
9!,3
75,4
62,8
1500
1200
0,25
0,31
0,44
0,3
0,37
0,54
0,34
0,46
0,66
0,88
0,58
0,75
1t13
о,
О,
102
78,5
55
1300
0,2
0,25
0,34
!
о.44 .
0,64
18
175
0, 16 -
!ООО
!ООО
700
~=~
тоК арно -рево~-тьв:ерные ста""'"" с
горизонтальной осью вращения головки
НЕПОЛНОЕ ШТ УЧНОЕ ВРЕМЯ
Продольное и ПОПl(речное точение
Резцы из стали Р 18
Цветные сплавы
К а р т а
48,
Длина обр абать1ваемой поверхности l -в л-~лt до
Диаметр обра_ба
тываемой поверх
ности D в J\tM ДО
о
Глубина
3
резания
t
7 1 1
5 1
В Л-tЛI ДО
1 20
1 30
1 40
1 50
--------~------:...;...__________:В::!р':'.:е::::м~я на п~:оход в мин
'
Обработка
0,5
5
7
·1
о,0,75
5
10
15
0,5
0,75
1
1
о
о,
1, о
171
18
0,17 0,19
о. 18 о' 19
0,5
0,75
1,0
о, 17
0,18
О, 19
1
о ' 20 1 о, 22
о,
1 о' 28
о,
0,18 1 0,2'
0,1910, 21
0,2
0,22
О , 2о
20
о
"-'
о, 181 О, 19
0, 18 0,2
0,20 0,22
0, 2 10 ,22
0,22 0,24
0,24 0,2!
резания
"' §;,;;
»~
~
1 "'--:
i:
1
8
о
-
1
-
о'
о' ! -
1
1
1
0,065 \ 70 , 4
1 0,055 70,4
1
3200
0 ,39 0,45
0,44 1 0,5 1
0,52 1 0,61
-·
3200
3200
-
0,0751 91
0,005
86,4
_о ,о;;8
85, 4
2900
2750
2750
1
0, 6 1
0, 68
0,83 / -
1
\ 0,08 11 08
0,073 101
0,065
89 ,3
2300
2140
1900
35 \\
41 1 0 ,41 0,47
о '44_ о ' 52 1 -
.,.
1 0 ,065 1 50-,2
1
-1
1·
0,2~
1
\' "'"<
31 1
0,2810,33
0,3 10,37
0,34 0,43
-
0,5
0,75
1,0
1
.30
0, 35
о ;37
25
0,28
о13
0,21
"' ~;,;;
100
1 75
_
о. 34
о.
191
20
0,2
0,22
о' 21
о '23
1
-
о, 1~ ·1 о ' 18 1 о, 19 1 о , 21 1 о , 26 ,. о
о' 18
2
Реж имы
"V 6- 7
10,1710~18 1 0,1910,2 1 10 ,261
1 о, 1 '
лист
·
\
-
-
1·
- ,----,--г--,-
0 ,29 1 0,36 0,43 1 0, 5
0,6710, 84
0, 33 / 0,41 0, 5 . 0,58 0,79 1,0
0,3810,4910 , 59 1 0,7010,9
11.2~
0,095 1 107
97
1 0,073 86 , 4
о,~85
1·
1700
15<[5
1375
о
""
То1шрно-револьверные станки с
горизонтальной осью вращения головки
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
Продольное и поперечное точение
Резцы из стали Р 18
Цветные сплавы
К а р .т а
•
Длина обрабатываемой поверхности
Диаметр обрабатываемой поверхности D в мм до
резания
t
3
7
5
В ЛlМ ДО
1
1
10
20
1
1
0,5
0,75
1 ,о
О, 181 О, 19
о, 1910,21
0,21
0,23
0,21
0,22
0,26
0,24
0,26
0,3
30
1
1
0,31
0,36
0,43
48,
в мм до
Глубина
Вреыя на
25
l
40 ·1 50
лист
3
Режиыы
75 ,, 100
\Q
Q
"'~
~
1
(/)
проход в мин
0,39 .0,47 \ 0,54 0,74
0,45 0,55 0,65 0,87
о ,, 56
о' 68 i о' 81 • l ' 14
0,92
1, 12
1, 46
О, 11
0,095
0,085
резания
:r
:r
"'~
;:, ~
"'~
:::!
102
94,2
78,5
Поправочные коэффициенты на время обработки для измененных условий работы в зависимоdти от:
1
Вид обработки
/_
Вида обработки
поперечное
0,7
Коэффициент
Примечание. При работе в упор ко времени по карте при меня ть К=
Тqчение
1,2.
продольное
1,0
:::!
<:
'g
1300
1200
!ООО
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
'
Токарно-револьверные станки с
горизонтальной осью вращения головки
Растачивание отверстий
Резцы из стали Р18
Цветные спЛавы
.
Диаметр обрабат ываемой поверхности D в мм ДО
Длина обрабатываемой поверхности
Глубина
резания
t
в мм до
К арт а
3
--
5
1
1
7
1 10
1 20
1,0
1
2
10,13
0,15
10
1
2
3
1
15
1
2
з
о_, 13
О,
О,
15
17
О, 12
О, 14
О, 15
25
в
j о,4о
0,49
1
1.
О,
о,
О,
13
15
16
о,
о,
о,
0,20
0,23
0,27
0,25
0 , 29
0,34
0,301 0,35
0,34 0,4
0,41 1 0,46
0,46
0,54
0,65
О;
19
(),26
0,21
0,26
0,36
0,26
0,33
0,47
0,31
0,4
0 ,57
0,36
0,47
0,68
0,48
0,64
0,95
о, 18
0,24
0,31
0,38
0,441 0,61
0,78
о,
0,22
0,32
0,41
0,50
0,591 0,83
О, 94 , 1,31
1,06
О,
1,69
О, 145
0,23
1
О,
13
о,
О,
2
О,
16
о, 17
15
О, 15
О, 17
16
0,2
0,2~ 0,28
0,57
1
О,
16
0,48
0,33
1
0,62
0 , 78
1
-
-
1800
о. 1051 56,5 11800
0,095
50,2
1600
0,085
47' 1
1500
0,41
0,49
14
16
0,2
1
1 2000
0,34
0,4
о,
о,
п· в
об/мин
1 2500
0,27
0,31
16
18
0,20
в
0,0951 44
1 0,085
39,6
18 1 0,2
0,20 0,23
О,
О,
1v
реза~
1 39,3
1 0,095
1
О,
О, 12
О, 14
о, 18
0,22
s
J.tм/об .11/AIUH
16
19
1
2
3
3
~
1 -
о, 14 / о, 16-о~Т7~,о,23-,. 0,29 ,-o.34
1
20
l 100
О,
О,
14
16
18
1
Режимы
в л1м до
-10~1410,1510,17,.0~5
.1 0,28-,
0,16 0,18 0,2
0,27 0,34
J
лист.
V 4-5
10,12 I 0,13 10,1.4 I 0,16' 0,2
7
l
1 40 1 50 1 75
Время на проход в мин,
Обработка
5
'
30
49,
О, 145
О, 13
0, 115
0,17
0,61
0,81 . О, 145
О , 13
1. 21
75,4 1 1600
70,6
1500
70,6 1 1500
81,6
69, 1
50,2
1300
1100
80()
185
70,7
900
17
55
700
39,2
500
о
"'
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
-
Растачивание отверстий
Токарно-револьвер.ные станки с
горизонтальной осью вращения головки
Резцы из стали Р 18
Цветные сплавы
Диаметр обрабатываемой поверхности D в ЛtЛt до
- Глубина
Длина обрабатываемой - по верхности
-
резання
f
_ к а рт а
3
В ЛtЛt ДО
1
5
1
7
1
10
1
20
0,5
7
0,5
0 ,75
10
0,5
0,75
1,0
в МЛ·! до
l
1 40
1
о , 16 1 о' 17 1 о . 18 1 о . 19 1 о ' 23
1 о, 181 0,2 10,21 1о,2з1 0,31
1
0,2
1
0,21
0,22
0,25
0,34
19
О, 19
0"2
0,21
0,2
0,21
0 , 22
0,22
0,23
- о ,25
0,28
0,30
0,34
о,о, 1817
О,
1
1
-
100
0,341 0,4
0 ,38 0,45
0,43 0,52
0,461
0 ,53
0,62
О, 19
0,2
0,22
0,21
0,22
0,25
1
0,23 1
о ,29
0,24 о ,32
0,28 1 0,39
0,41
0,50
0,361 0,43
0,49
0,62
0,50
0,58
0,73
0,67
0,79
1,01
0,5
0,75
1,0
о. 18
20
19
0 ,2i
0 ,2
0,21
0,22
0,23
0,27
0,25
0,26
0,31
0,33
0 ,36
0,45
0,42
0,46
0,59
0,50
0,56
0,72
0,59
0,66
0, 86
0,80
0,91
1, 18
0,5
0,75
1,-0
0,2
0,23
0,25
0,231 0,25
0,26 о ;29
0,29 1 0,34
0,28
0,34
0,40
0 ,4
0,51
0,5 -0,67
0,62 0,84
реза~
sв,vв,пв
лн~/об
лt/мин
об/мин
ПримеЧание. При работе в упор ко времени по карте п~именять K=l,2.
-
-
-
1 0,046 1 45,5
2900
0,0551
1. 0,048
59,4
57, 2
2700
2600
0,073
0,065
0,058
78,5
72,2
66
2500
2300
2100
-1 94,2
1 2000
94,2
81,6
69, 1
1500
. _1300
1100
-0,08
0,073 . 8 1,8 1 )800
0,065
70,б
1500
О,СО5
1,02
1, 16
! ,54
0,085
0,073
1.0311,32
о,095
'
1
1
0,6310,75
0,85 0,91
1,05 l ,26
--
-
18
18
0,2 ·
о,·24
-
0,381
0,43
О,
О,
25
1
1
0,5
о ,i75
1,0
О,
2
\1 6- 7
15
-
лист
Режимы
50 1 75
Время на проход в ,иин
Обработка
5.
1 30
49,
1,43
1,8
1 , 84
2,34
0,095
0 ,085
78,51
55
47, 1
!ООО
700
600
Токарн о - р евольверные
НЕПОЛНОЕ Ш ТУЧНОЕ ВРЕМЯ
горизо н тальной осью
Сверление и рассверливание отверстий
К:арта
~
3
---
5
1
1
1
лист
1
-~
r
l
в мм до
20
10
7
50,
~
Длина сверления
2
с
го лов ки
Сверла из стали Р18
Цветные сплавы
Диаметр сверла D в мл~ до
станки
враще ния
1
1
Режимы
30
1
1
40
1
50
75
1
-
Время в 1.шн.
s
'В
ЛlМ/06
v
реза~~
в
}.if А1UН.
п
в
06/1.tuн.
Сверление
о,
2
4
5
6
,_
с
~
8
10 .
15
12
-
3
-
-
-
О,
127
О,
138
-
0,127
о, 138
О,
О,
127
0,138
О,
127
О,
О,
154
о, 167
0,18
о,
16
о,
О,
0,161
01165
138
175
. о' 18
0,182
-
-
- -- ·
--
-
0,206
G, 165
0,27
0,32
0,37
0,2
0,216
0,27
0,34
0,407
0,21
0,29
0,36
0,44
0,47
0,517
0,2i6
0,295
0,374
0,45
0,53
0,224
0,3
0,39
0,47
0,55
О,
143
О,
о,
148
о' 199
0,2
-
157
О,
19
-
157
143
-
-
-
0,07
17,2
2750
0,09
25,9
2750
-'-
о,
12
27,7
2200
-
О, ,
14
1500
0,65
о,
16
23,6
18,8
0,61
0,18
20,О
800
0,73
0,20
22,0
700
0177
0,22
28
600
!ООО
о
()О
Токарно-револьверные станки с
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМ.Я
горизонтальной осью
Сверление и ·рассверливание отверстий
Сверла из стали Р18
Цветные сплавы .
!
Диаметр
сверла
В
D
ЛtМ
Диаметр предв а-
рительио просвер ленного
d
отверстия
К:арта
l
Длина отверстия
2
3
1
в мм
!
5
1
7
вращения головки
·1 10
50,
в мм до
30
20
1
2
резания
Режимы
40
1
1
лист
1
75
50
S
В.
v
в
п
в
лtм/об
м/мин
об/мин
0,3
0,3
0,35
0,35
0,341 0,35
0,39
0,38
43,3
46
50, 1
40,8
47'1
50L2
2750
2500
2000
1300
1000
800
1
Время в мин
Рассверливание
2
3
4
5
6
8
10
15
20
Примчеания:
5
8
10
!.
2.
0,09410,095 0,098 О, 1
О, 104
О, 1
О, 101 О, 106
- о' 1 0,102 О, 107 ·
О, 107 0,11
о, 12
.
О" 11 о, 12 о, 13
о, 13
0,14
-_
- 1--
-
-
-
О, 12
о, 12
О, 14
О, 14
О,
о,
14
о, 16
о, 18
17
о, 19
о.~1
--
О, 15
0,19
0,22
0,25
-
-
- - 0,22 0,28
0,26
0,29
При сверлении глухих отверстий ко времени по карте применять коэффициент К:= 1,1.
При рассверливании ·глухих отверстий ко времени по карте прим енять коэффициент, К= 1,3.
1
\
'-
Токарно-револьверные станки с
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
горизонтальной
Зенкерование и развертывание отверстий
по
3
Цветные сплавы
К а р т а
~;
D
3
51,
лист
1
А
Длина обрабатываемой поверхности l
В ЛtМ ДО
головки
__L
•
Диамет;:> обработки
вращения
Зенкеры и развертки из стали Р 18
'i1 5-6
классу точности
осью
5 ·
1 7
1
J 10
1 20
зо
[
]
Режнмы
в мм до
40
1
~о j
75
.s в
м.м/ об
1
v в
р~~~
.+t/ мин
1
п в
об/ .+tин
Время в мин
Зенкерование
3
4
5
6
....
~
8
10
15
0,098
0,098
0,099
--
-
О, 101
0,102
о, 102
О, 104
О, 104
о, 107
О, 12
0 ~ 104
0,106
О, 107
О, 1109
О , 109
о, 11
О, 125
о, 11
0,11
о, 12
О, 11
0,12
О, 12
0,1 34
-
0,13
0,13
О, 14
О, 14
О, 14
о, 16
-
-
О,
о,
15
16
0, 17
О, 19
-
-
-18
О,
о, 1~
0,22
-
-
0,22
0,247
-
-
0,28
0,32
0,25
0,25
- 0,265
0,265
0,3
0,3
0,3
23,5
29
33 ·
35,7
42,7
47
61
2500
2300
2100 1900
1700
1500
1300
-
Токарно-револьверные станки с
горизонтальной осью . вращения головки
НЕПОЛНОЕ ШТУЧНО'Е ВРЕМЯ
с
Зенкерование и развертывание отверстий
по 3 классу точности 'V 5-6
Зенкеры и развертки из стали Р 18
Цветные сплавы
Карта
Длина обрабатываемой . поверхности l в
Диаметр обработки
D
в мм до
3
1
5
7
1
1
до
лист
2
Режимы
резан11я
'
20
10
1
M.4t
51,
40
30
1
1
1
50
75
1
s
в
v
в
мл~/ об
м/лшн
0,6
0,7
8,4
11,3
14,2
15 .
12,6
11,3
11,8
п
в
об/мин
Время в мин
"
Разверть1вание
3
4
5
6
/
3
10.
15
Примечания:
.1.
2.
0,11
О, 107
О, 107
--
О,
11
O, l l
0,11
0,104
о, 11
о, 12
0,154
0,12
О, 11
о, 11
0,11
О, 12
О , 12
О, 16
О, 12
0·12
о. 12
о' 12
О, 12
О, 13
0, 168
--
0,14
О, 14
О, 13
О, 14
0, 15
О, 19
-
О,
о,
о,
15
16
17
0,22
--
О,
18
0,2
0,25
--
--
0,22.
. 0,25
----
0,28
0,345
0,8
0,9
1,2
1,4
1,6
900
900
- 800
800
500
360
250
При зенкеровании и развертывании глухих отверстий ко времени по карте применять коэффициент К=
При развертывании отверстий. по 2-му !{Лассу точности ко времени по I<арте применять K= l,3.
1,3.
Токарно-револьверные станки с
горизонтальной осью вращения головки
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
Нарезание наружной и внутренней резьбы
Метчики А,~ашинные и плашки круглые ·
из стали Р18
Цветные сплавы
К а р т а
52,
лист
1
г~ -L .
~~
Ди аметр наре э а емой резьбы
D в мм ДО
2
3
4
5
6
8
--
i
10
12
14
16
.,
ДJiина нарезаемой резьбы
Шаг резьбы
S- в мм
-
5
1
!О
1
15
1 ' 20
1
в м,м до
l
30
Время на один проход в
0,4
0,5
0,7
0,8
1,0
1,25
1,5
1, 75
1,5
2,0
0,25
0,25
G,24
0,23
0,23
-
-- -
о_,3
0,3
0,27
0,27
0,25
0,25
0,25
0,26
0,29
0,30
-
0,36
0,31
0,31
0,28
0,28
0,2R
0,29
0,32
0-,33
--
0,34
0,33
0,31
0,31
G,30
0,32
0,36
0,37
1
1
лшн ,
--
0,42
0,42
0,36
0,36
0,33
0,37
о ,42
0,43
Р ежимы рез аJiия
40
1
50
•
-
--
0,42
0,41
0,39
0,42
0,4-9
- 0,5
--
---
0,44
0,48
-~О,56
0,58
'--.
и в м/мин 1 п в об/жин
3,0
3,8
5,2
6,0
7,5
8,8
10
9,4
9,7
7,9
480
405
415
380
400
350
320
250
220
150
"
......-
Токарно-рев.ольверные станки с
!..;)
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
Нарезание наружной и внутренней резьбы
Цветные сплавы
горизонтальной осью
вращения
головки
Метчики люшинные и плашки круглые
из стали Р18
Ка р т а
52,
лист
2_
Поправочные коэффициенты на время обработки для измененных условий работы в -зависимости от:
Тип инструмента
Метчик
Типа инструмента
Коэффициент
1,0
~
Пр11мечание.
При нарезании резьбы в глухих отверстиях ко времени по
карте применять К=1,3 .
1--
Плашка
0,8
w
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
r:
Отрезка и прорезка
Со>
Токарно-револьверные станки
горизонтальной
вращения
с
головки
Резцы из стали Р18
Цветные сплавы
~
осью
К арт а
53
.~
Длина
Диаметр о бр абаты-
обрабатываемой поверхности
Режимы резания
l
в мм до
Баемой поверхности
D в .мм ДО
2.~
3,5
1
1
5,0
'
1
7,5
1
10
s
Ь В МЛI
в м,н/об
v
в л1/лщн.
п в об/мин.
Время на проход в лщн.
3
5.
7
10
15
20
о' 102
107
1
108
12
12
O,i4
О,
О,
О,
о,
-
O,-l l
12
0.14
0,14
О,
-
·-
13
0, 15
о, 15 .
О,
-о, 143
О,
О,
l ,0
1,5
2,0
2,0
2,5
3,0
~
О,
О,
О,
16
17
--
155
173
18
0,08
0,08
0,085
0,085
О, 1
о, 12
Поправочные коэффициенты на время обработки для измененных условий
Отрезка
Вид обработки
Вида обработки
(.;;)
1
1
1Коэффициент
1
1
0,8
1
1
1
3500
3200
3000
2500
1700
1500
32,9
50,3
66
78 ,5
80
94,2
работы в · зависимости от:
Прорезка канавок
1
1
наружных
1,0
~.c&s
1
1
внутренних
1,2
>!"-
Токарно-револьверные станки с
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
горизонтальной
Продольное накатыв~ние
осью
вращения головки
Ролики накатные из стали Р 18
Цветные сплавы
К арт а
54
"'1
-s
Диаметр
накатываемой
детали
В
D
ММ ДО
Длина 06рабат1srnаемой повЕ:рхн ости
Шаг на -
Число
катки
прохо-
в
м.м
15
10
1
ДОБ
2'0
25
1
1
l
l
в мл-~ до
30
50
1
75
-1
Режимы резания
v
в
Аt(лtин
1
п
в
об/мин
Время в мин
3
5
7
10
15
25
0,5
0,5
0,5
0 ,6
0,6
0,8
2
2·
2
2
4
5
0,05
0,06
0,06
0,07
0,20
0,25
-
-
0,07
0,08
0,25
0,3
-0,08
о, 11
0,29
0,35
-
--
О, 12
0,32
0,'10 .
-О, 14
0,36
о ,·15
-
-
0,52
0,65
-
25
34
37
37
44
43
-
-
0,9
-
2660
2150
1660
1180
940
550
Токарно-револьверные станки с
гориз.онтальи()Й осью вращения головки
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
Обработка фасок и галтелей
Цв_етиые сплавы
<
К арт а
,
Диаметр обрабатч~ваемой поверхности
Наименование переходов
5
7
10
1
D
в мм до
20
. 15
1
1
55
1
1
25
Время в 1.~ин.
Обточка фасок
0,02
0,02
0,027
0,036
0,043
0,055
Обточка галтелей
о,
о,
0\.165
0,21
0,22
0,25
125
135
,
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
Токарно-револьверные станки с.
горизонтальной осью вращения головки
Зацентровка торцов, , зачистка поверхности шабером, t:апильником
и шлифовальной .шкуркой
Цветные сплавы
К арт~
56
Диаметр обрабатываемой поверхности D в А!М ДО
Наименование переходов
5
7
1
1
10
1
15
1
20
1
.1
25
Время в мин.
Зацентровка торцов
Снятие заусенце.в шабером или напильнико м
Зачистка торцов шлифовальноii
шкуркой
0,055
0,046
0,08
0,065
0,054
о,
1
0~07
0,063
i), 125
0,084
0,072
о, 18
0,096
0,08
0,215
О, 105
0,086
0,25
Раздел
111
ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЕ СТАНКИ
Этот раздеJ1 сборника предназначается для нормирования
полня_емых на вертикально-сверлильных
станках в условиях
производства
и
ключительного
сверление,
бы
содержит
и
неполного
рассверливание,
метчиком при
укрупненные
штучного
зенкерование,
обработке стали
и
нормативы
времени
на
подготовительно-за
основные
развертывание,
цветных сплавов
работ, вы
серийного
виды работ:
нарезание
режущими
резь
инстру
ментами из быстрорежущей стали Р18.
Обработка отверстий в деталях осуществляется различными спосо
бами. Сверление и рассверливание отверстий производится тогда, когда к
ним предъявляются невысокие требования в отношении чистоты и точно
сти обработки 3-4-го· классов чистоты поверхности и 4-5-го классов точ
ности.
Развертывание отверстий производится для повышения
точности и
ч·истоты ранее прос1,3ерленных отверстий и достигается 5-6-го классов чис
тоты поверхности и 3-2-го классов точности .
Зенкерование, цекование применяется после сверления для снятия
фаски и дJ!Я обработки отверстия под головку винта и болта.
Неполное штучное время в картах определяется в зависимости от диа
метра инструмента, длины обрабатываемой поверхности и материала де-
·
тали.
При расчете· основного времени обработки у{rтены врезание и перебег
инструмента.
Нормативы
рассчитаны
на
оборудование,
отвечающее - техническим
требованиям.
Пример расчета нормы штучного времени при работе
на вертикалыю-сверлильном станке
Станок вертикально-сверлильнь1й С-08,
N d = 0,6
квт.
g~;~~~ты~<~:~~аматериал - стал~ 45
Вес детали - 0,15 кг
Операция - обработr<а по размеченной поверхности
Способ установки детали - на столе без крепления
Режущий инструмент - сверла и зенковка из стали Р 18
Количество деталей в партии - 120 _шт.
~1
••
"-
116
К<1рт а
Время в мин
Содержание работы
д е
0,08
1
Сверлить 1 отверстие eJ 4,5, вы. держав размеры 18 ±о, 2 и 5,8 ± 0 , 2
на l=9 мм
0,22
58
2
Сверлить 1 отверстие е5 4,0
на
1=9 мм, выдержав размеры 20±0 • 1
и 13 ±0•2
Рассверлить
отверстие
g 4,5 до
eJ 4,8 на l=9 мм
Рассверлить отверстие е5 4,0 до
eJ 4,5 на 1=9 AIAt
Зенковать
отверстие
е5 . 4,8
на
О, 7 <:: 45°
Зенковать отверстие е5
4,5 на
0,24
58
о,
15
. 59
О,
15
59
о,
10
63
О,
10
63
А. У с т а н о в и т ь
и
с н я ть
6
лист
1
т аль
3
4
5
6
О,2Х45°
Б. П е р е у ст а н ов и т ь
7
дет аль
О,08Х0 ,8= 0,064
Сверлить отверстие е5 3,3 ±О,ОВ на 0,33Х1,1 =0,363
[=14
мм
Итого:
6
лист
1
58
1,467
С учетом поправочного коэффициента в зависимости от партии дета
лей норма времени состав ит: Т ш т= 1,467 Х 0,93 = 1,36 · лtин
Подготовительно - заключительное время · (в расчете на одну деталь)
равно 10 мин: 120=0,082 лtин
Норма штучн о - калькуляционного времени
на операцию составит:
Т шт= 1,36 мин+ 0,082 = 1,442 мин.
117
Серийное · производство
ПОДГОТОВИТЕЛЬНО
Вертикально-сверлильные станки
ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
К арт а
57
Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и tiриспособлений
3"'
"'"'
t::
о
.Наибольший диаметр
Количество
Способ у~тановки
режущих
детали
инструментов
в
~
1
наладке
до
просверливаемого
отверс~:ия
6
Время
1
В универсальном приспособлении (патрон. тчс -
9,0
3
в
'
В
м~t до
12
Mиfi
10
rш , кондуктор)
2
".
св .
3
10
11
Б. На получение шtструмента и приспособлений до началр и сдачу
их после окончания обработки
З
Получение инструмента и- приспособлений исполнителем
работы до начала и сдача их после окончания обработки партии деталей'
118
5-7
Вертикально~верлильные
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
Сверление
отверстий
- Сверла из стали Р1 8
Сталь конструкционная углеродистая а.=
Диаметр сверла D в. л1м до
-3- 1 5,8
.,
1
1 10
-
,
Ф
1 ,О
1,4
1,8
2,0
2,5
3,0
4,0
5,0
6,0
7,0
8,0
10
12
60+ 75
Длина отверстия
8,0
1
15
l
кr/мм 2
К а р т а
о 26 \
0:218 Q,247
0,21
О, 19
0,23
о 21
0,22
о. 19
о, 19
о' 18
0,21
о, 19
О, 19
О, 18
о, 16
0,2
о, 17
О, 18
о, 16
О, 18
о, 15 1 о, 17
О, 18
. 0,2
0,217
о, 18
-
0,29
0,243
0,268
0,25
0,22
0,24
0,22
0,237
0,23
0,23
О, 19
0,233
-
0,33,
0 ,369
0,34
~ 0,30
0,33
0,30
0,26
0,28
0,265
0,28
0,32
-
0,42
0,47
0,44
0,39
0,42
0,39
0,29
0,31
0,30
0"30
0,36
58,
лист
1-
Ре>f<имы резания
в м;11 до
1 20
1 30
1
40
1
60
Вре мя в мин
0,22
О, 198
О, 18
о, 19
О, 18
О, 17
О, 18
о' 17
О, 15
О, 16
О, 17
станки
--
---
0,48
0, 48
0, 48
0,336
0,36
0 ,34
0,33
0,45
--
-
.-0,39
0,42
0,40
0,41
0,53
-
-
-
-
-
--
0,51
0,56
0,526
о-,54
0,72
1 80
--
---
-0,67
0,69
0,92
s
в
l'ltM/ об
0,016
О,025
0,04
0,05
0,06
0,09
о, 12
о, 16
о' 16
0; 13
0,20
0,25
0,28
1 v
в
J-tj ЛШ/i
13
18
23-14
15-10·
19-12
23-14
18- 12
22-14
26-16
23,3-14
26,5-16
25,1-12
18-10
1об/л~ин
пв
4100
4100
4100
2450
2450
2450
1400
1400
1400
1060
1060
800
480
~
ф
Вертикально-сверлильные станки
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
Сверление
Сверла из стали Р 18
отверстий
60 + 75
Сталь конструкционная углеродистая а.=
кг/мм 2
К а р т а
58,
л и ст
2
~
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от:
'
Марганцовистые, · хромомарганцовистые, хромомолибденовые
и близкие к ним
Углеродистые, хромистые, никелевые
1
Гр уп па стали .
и
хромоникелевые
---
о
Обрабатываемой стали и
предела
прочности
а·. · кг/мм 2
ДО
1
1
до
1
1
60 ' 1 - 60+75
-
1
1
----1,3
1
1
25
1
0.,8
0,85
0,9
1,0
1
75
1
11-25
4-10
1
св.
1,2
1, 1
3
тали
Коэффициент
Примечания:
ДО
1
1
Количество одинако'вых отверстий в де-1
Количества одинаковых отверетий в одной . детали
75
· 1,1
1,0
0,9
Коэqiфициент
св.
1
1
1
-
60+75
60
1
1. При сверлении глу хих отверстий ко времени по карте при менять коэффи циент К= 1,1.
2. Меньшие значения скоростей приведены для обрабстш большей длины (1 св. ЗД), большие - для обра
ботки меньшей длины (l до ЗD).
Вертикалъно-сверлi~лъные станки
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
Сверла из стали
Рассверливание отверстий
Сталь конструкционная
'~
Диаметр
сверла D
В JLM ДО
d
Длина отверстия
--
прос вер-
ленного
СТИЯ
кr/мм 2
· I<:'a рт а 59, лист
'
Диаметр предварительио
yrлеродистая cr в= 60 +75
3
отвер-
В МА! ДО
1
1
в MJt до
Режимы
15
1
30
20
1
1
40
1
80
60
1
1
Время в мин
""'
о,199: o.223)0.2s6 \
--
s
v
в
.мм/об
--
п
в
в
об/мин
,и/мин
1 2500
1· -
1 0,074 . , 23,5
0,12510,13110,14710,157\ 0,18 0 ,204 10,241
0,12 0,13 0,1381 0,1481 0,168 0,18810,227
1 --
1
0,12910,13510,14710,154\ 0,17910,2010,231
1
1 О,
144 1 29 .~'1 1 1860
о~,151
3
2
4
3
1
5
2
4
1 0,126 0,134 0,143 0,1501 0,163 0,193 0,231
6
3
5
1
-, 0,231
,--0,12910,13310,14710,15410,17910,20
0,126, 0,1.34 0,143 0,150 0 , 173 0,193 0,231
\ 0;122! 0,137! 0,153/ 0 ,1691
2
резания
'
8 , . 10
5
l
PJB
!
--
1 -
-
1
О,О, 130
1081
О, 158
0,166
1
27
1
2145
31 1 8 1 1695
•
/.
Вертикально-свёрлильные станки
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
Рассверливание отверстий
Сверла из стали
Сталь ко_нструкционная углеродистая а.=
--
-Диаметр
- -1рительно
Диаметр пред.напросверСТИЯ
кr/мм2
Длина отверстия
-
5
3
сверла D 1 ленного отверВ ,\IM ДО
607 75
1
d В ММ ДО
10
8
1
15 _,
1
'1
1
l
К а р т а
в мм до
20
лист
Режимы
40
30
1
1
59,
PJB
60
,_ 80
1
s
в
Atht/06
v
2
резания
в
п
в
м/мин
об/мин
27,8
1115
33,2
1060
31 ,4
835
Время в м ин
1
4
0,126 0,134
О,
143 0;149 0,165 0 ,-1 87: 0,22
6
о,
О,
138
8
12
0, 13
о,
'
144 0 , 158 0,176 0,209
1
5
1
10
7
9
6
8:
12
10
8 "_,10
15
12
~.-
---
,,..
-
-
-
-
-
--
128 О, 135 О, 140 о, 148 О, 165 О, 176 0,2181
124 О, 13 0,139 0,14 0,155 0,165 0,19810,23 0,286 0,35
0,12 0,126 0,133 О, 138 О, 14 О, 159 о, ln 0,209 0,26 о, ,308
0,277
0,306
О,
0,31
О,
0,35
0 , 41
-
!
165 о, 193j 0,223 0,26 0,319 / 0,418 0,5391 0,264
·0,129 0,13710,148 О, 156 0,16510,187 0 ;2з 0,26 о,3 4 0,418 0,35 '
О, 1210, 1251О,133 О, 137 О, 14 О, 15 о' 1761 о, 209 о J 23 0,297 0,55
0,13810,148\ 0,16
1
137 о~,146 : 0.159
о, 14 , о, 15
о, 13
о,
0,126 0,13
0,14
О,
О,
О,
О,
165
16
15
о,
О,
о,
187 0,209 0,25
176 - О, 198 0,23
167
-
о , . 18
0,297 0,385 0,47
0,31
0,275 0,35 0,429 0,35
0,216 0 ,24 0,308 0,37 0,41
37,6
--
800
-
--
--
Вертикально-сверлильные стан к и
НЕПОЛНОЕ ШТУЧ Н ОЕ В ~ ЕМЯ
Рассверливание отверстий
Сверла из стали Р18
Сталь конструкционная углеродистая а. =
60--т-75 кг/мм2
К-а рт а
59,
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от:
Группа стали
О брабатываемой стали и
п р едела прочности
1а.
\Углеродистые, хромистые, никелевые
и
кг/мм2 -
до
60
1
1Коэффициент
Количества
от в ерстий
тали
одинаковых
в
одной де-
1
0,9
60--т-75
1
1
-
! ,О
('""""'. од""""ых ошр"ий
и де·
.
- тали
Коэффициент
1
хромоникелевые
-1
1
Марганцовистые ; х ромомарганцо вистые,
хромомолибденовые
св.
75
ДО
1
1,1
ДО
1
3
~
,. -
1,Ь
1 '1
4-10
1
св.
'/5
1
1
-
50_,_ 75
60
0,9
1,2
1
1
1
Примечание.:... При рассверливании глухих отверстий ко времени по карте применять коэффициент К =
-
·
и близкие к ним
1
-\ ·
3
лист
1,3
1
11-25
св.
1
0,85
0,8
1
1,3..
25
..,.
~
Вертикально-сверлильные станки
НЕПОЛНОЕ · ШТУЧНОЕ ВРЕМЯ
Развертки из· стали Р 18
Развертывание отверстий
Сталь конструкционная углеродистая О'в":"
60 + 75 кr/мм2
К арт а 60
лJ
Класс точности
и
чистоты
отверстия
3-й 'il 5 (обработка одной
разверткой)
Диаметр
,_
1
развертки
D
в д1М
· 1,0
3,0
5,0
8,0
10
15
20
\.
зJ
о, 112
О, 113
О, 13
О, 15
. о. 155
о, 19
0,26
Длина отверстия l в мм "до
.
8
5
1
10
1
' 15 1 20
1
Режимы
30
40
1
Время в мин
о' 114 о' 116 О, 117 О, 121
0,115 О, 118 О, 120
о, 136 О, 14
О, 143
о, 17
О , 176
О, 16
о, 163 О, 173 О, 18
0,22
о, 199 0,21
0,276 0,298 0,31
0,125
0,154
о, 193
0,2
0,24
0,33
-
-
О, 13
О, 14
О, 154 О, 165 О,
0,21
0,21
0 , 26
0,38
0,24
0,253
0,308
0,45
-
-
187
0,275
0,286
0,35
0,53
80
60
1
1
1
-·
-
0,35
0,36
0,44
0,67
-
.
s
в
v
резан2:!,_
в
п
в
мм/об
м/мин об/мин
О ', 3
14, 1
23,5
16,6
13, 1
13,2
14,5
11,9
0,42
0,4
0,5
0,6
0,44
0,53
0,81
0,8
0,8
0,7
4500
2500
1060
520
420
310
~190
11
1
2-й "V 5-6
(обработка двумя
развертками)
1,0
3,0
5,0
8,0
10
15
20
0,224 0,227 0,232
0,226 0,23 0,236
о· ,25
0,27 0,28
0,3
0,32 0,34
0,31 0,326 0,346
0,38 0,398 0,42
0,52 0,55 0,596
0,234
0,24
0,286
0,352
О,36
0,44
О,62
0,242
0,25.
0,308
0,386
0,4
0,48
0,66
-
--- ---
-
0,26
0,33
0,42
0,436
0,52
0,76
0,28
0,374
0,55
0,506 0,572
6,616 0,7
0,9 . l ,06
0,48
Поправочные коэффициенты на время обработки для измененных условий
Группа стали
Обрабатываемой стали и
предела прочности
1
t Углеродистые,
1Gв кг/мм2
- ,ДО 60
и
1
Коэффициент
Количества
отверстий
тали
Примечание.
ы
одинаковых
в одной де-
(°'"""' одишо.ы,
Коэффициент
0,9
св .
1,0
1
""'"""
75
1
=
!
1,1
1
и Д"'"' 1
1
-
0,84
. О.88
3
ДО
60 ·
~
1
1,1
j
4-10
'
1
1,2
1
св.
75
1,3
1
11-25
св.
25
1
0,85
0,8
1
1
При развертывании глухих отверстий ко времени по карте применять коэффициент К=
\,
60+75
1
0,9
1
,7
0,8
0,8
'
4500
2500
1060
520
\ 420
310
190
Марганцовистые, хромомарганцови .стые,
хромомолибденовые
И бЛИЗ!(Ие К НИМ
1
ДО
о
1,06
1,62
14' 1
23.5
16,6
13, 1
13,2
14,5
11,9
рабо-~:ы в зависимости от:
хромистые, никелевые. ,
60+75
0. 3
0,4
0,5
0,6
-
0,7
0,72
0,88
1,34
хромоникелевые
--- 1
-
1,3.
,
-~~~~~~~~~~~~~~~~~~~---.,-~~~~~~~~~--,---
~
ф
Вертикально-сверлильные
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
Сталь конструкционная. углеродистая O'n =
.
60+75
Длина отверстия
Диаметр зенкера D _в мм
5
3
1
ДО
8
1
15
1 10
1'
.
станки
Зенкеры из стали Р18
Зенкерование отверстий
кг/мм 2
l
в AtM до
20
1
К арт а
Режимы
30
1
1
61
40
1
l
60 ·
1~
s
в
:.ш/об
резания
v в
- м/мин
п
'
в
·об/мин
Время в лщн
О, 12
(), 123
О, 124
О, 125
О, 128
О, 13_
О, 14
1
3
5
8
10
15
20
-
_,_
- .......
__ -
~
."
......- -- ·- ~-
..__ ~-"·
- - w.-
~ - -----.,
0 , 125
О, 127
О, 129
о, 13
о, 136
О, 14
о, 15
о,
13
О, 135
О,
137
О, 14
Q, 146
О, 152
о, 167
о' 136
О, 146
о,
О,
152
О, 156
14
О, 143
О, 146
О, 154
О, 16
о , 177
--
-...- _
О,'16
О,
171
18
0,20
о,
"
~
-
~.-
О,
-
-
162
О, 169
О, 175
О , 188
0,20
0,23 .
.
~--
-
О, 19
о,
195
0,21
0,22
0,24
0,28
~
. - -.
-
-
-
-
-
-
-
0,23
0,26
0;28
0,33
0,29
0,33
0,36
0,43
0 .35
0,39
0,44
0,53
0,25
0,3
0,35
0,4
0,45
0,5
0,63
6,6
14' l
18,8
23,8
22,0
25,4
22 ,0
-·
2100
1500
'
1200
950
700
520
.ЗбО
·-j
Поправочные коэффициенты на время обработки для изм.ененны~ условий работы в зав.исимости от:
1
Обрабатываемо~ стали и
Группа стали
<Jв кг/мм 2
Углеродистые, хромистые, никелевые
1
и
ДО
60
хромони к елевые
60+75
св.
75
предела прочности
тали
одинаковых
в одной Де
Марганцовистые, хромомарганцо
вистые,
хромомолибденовые
и близкие к ним
ДО
60
60+75
0,9
1,0
Количест.во одинаковых отверстий в детали
1" 1
1 - до 3
1,0
Коэффициент
Примечание. При зенкеровании
l 'V
ч
75
1,1
1,2
глухих отверстий
1<0
1,3
1
4-10
11-25
0,9
0,85
1.
'-=
(;В.
1
Коэффициент
Количе ства
от верстий
1
времени по карте применять коэффициент К.=
1,3.
св.
25
0,8
-
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~-::--~~~~~~~~~~~~~~~~~~
~
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ ·
Вертикально-сверлильные станки
Нарезание резьбы
Мет·чики J.tашинные из стали Р18
Сталь конструкционная углеродистая O'n =
д•••", 1Шаг
нарезаемой
резьбы D
В
S
резьбы
в лtм
-3
1
5 1
8 1 10
1 15
1
.
0,097
Время на
0,5
0,8
1,25
1,5
2,0
2,5
0,057 0,065 0,075 0,081
0,068 0,077 0.085
- 0,077
0,087 0,09'1,
-
-
кг/мм 2
К арт а
Длина нарезаемой резьбы
МА! ДО
3
5
8
10
16
20
60+ 75
-
-
-
О,09Э
-
0,108
0.12
-
\
101
0,11
о, 116
0, 12
о, 13
О,
20
в лtм до
l
1 30
Режимы резания
1 40
1
60
1
80
v
О,
О,
О,
о,
-
-
О, 16
0,17
О, 18
о ,19
13
14
15
--
-
-
0,21
0,213
0,23
в
об/;,lин
один проход в мин
-12
62
-
--
-
0,29
1
п
12,6 13, l
13·,3
13,2
15,6
15,0
-
--
0,37
в
м/мин
1345
835
530
420
310
240
Попрдвочные коэффициенты на время обработки для _ измененных условий работы в зависимости от:
Группа стали
Обрабатываемой стали и
предела прочности
Количества
одинаковых
отверстий ' в одной де
тали
1
Углеродистые, хромистые, никелевые
и
1
до 60
\
Коэффициент
1
о ,9
/
60+ 75
L2
1
1
.
св.
1
Марганцовистые, хромомарганцо
вистые, хромомолибденовые
и близкие к ним
до 60
1
1
1, 1
1
1,2
т~
3
1
4-10
1
11-25
'~ св. 25
1 ,О
j
о,9
j
o,s5
75
1, 1
Количество одинаковых отверстий в дета.ли . 1 до
Коэффициент
-
хромоникелевые
кг/мм2
O'n
1
1
.
.Примечание. При нарезании резьбы в rliyxиx отверстиях iш времени по кар_те приыенять К= 1,3.
.60+75
1 .
/
св.
75
о,8
=
..
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
w -
Верти1<ально-сверлильные ста.нки
Цекование и зенкование о·тверстий
"'~
Сталь конструкционная углеродистая а в=
Цековки и зенковки из стали Р/8
60-+- 75
кг/мм 2
Карта 63
-
"'
!'-:>
Снимаемый припуск в млt
Диаметр обработки D в мм до
Вид обработки
0,5
1
J .о
1
2,0
4,0
1
Время в мин
Зенкование
ПОД
2
6
10
15
20
ГОЛОВКУ
-
винта
0,08
О,
О,
-
О,
о,
о,
1
1
-
-
-
Обрабатываемой ста ли и
предела прочности
Гру ппа стали
1а в
кг/ л1м 2
о' 1().
1Углеродистые, хромистые, никелевые
и
ДО
-
!'-.:>
<J;>
тали
одинаковых
60+75
1,0
1
св .
75
1
1
0, 9
1
.
хр-омоникелевые
60
1
Коэффициент
Количества
отверстий
1
-1
работы в зависимости от:
Марганцовистые, хромомарганцо висть1е, хромомолибдеиовые
и близкие к ним
до
60
ДО
3
1
-
1
4-10
1
1,3
1
11- 24
св.
25
1
1
1
75
св.
1
1
0,9
1,0
60+75
1,2
1,1
1
в одной де-
1
1
·
1, 1
1
Количество оди_наковых отверстий в дета:71и ·1
Коэффициент
0,33
0,34
0; 12
Поправочные коэффиЦиенты на время обработки _для измененных условий
1
8,0
--
0,26
0,27
(J ,2 !
св.
в отверстии
1
-
О,
13
6,0
0,22
17
о, 1·1
0,21
14
10
10
Снятие фасок и заусенец
-
12
-
-
1
·
0,8
0,85
1
~
Вертикально-сверлильные станки
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
Сверла из стали Р18
Сверление отверстий
Цветные сплавы
К арт а
Длина отверстия
Диаметр
сверла D
В AIM ДО
3
5
1
8
1
l
о
1 15
l
в дм до
1 20
1
30
64
Режимы
1
40
1
6;
80
SB
мм/об
1
резани_я__
VB
м/мин
1 nв
об/ лtuн
Время в л~ш~
1,0
1,, 4
1,8
2,0
. 2,5
3,0
4,0
5,0
6,0
7,0
о,
о,
о,
О,
О,
О,
о,
О,
о,
17
О,
182
167
159
155
15
15
15
15
123
о,
о,
О,
177
167
0,12
0,20
О, 19
о, 177
о,
О,
159
0, 158
О, 157
167
165
0,162
О,
154
о,
о,
· О,
157
126
124
О, 159
о, 162
О, 126
о, 128
6,23
0,32
0,22
0.206
О, 193
0, 19
О, 189
О, 184
о, 188
0,30
0,279
0,189
О,
186
0,26
0,257
0,254
0,245
0,25
О, 198
О, 193
1
-
=1
0,328
0,324
0,32
0,31
0,317
0,205
0,201
1
-
0,34
0,327
0,336
0,22
0,215
0,237
0,23
:
01 ,293
1
1
j
0,2_8 1 1
о
' 043
0,05
0,07
О, 1
0,11
0,12
о, 16
О, 17
0,23
0,28
l
14 ' l
1
19,R
125,4-15
28,2-20
35,3 - 25
42.4-32
4500
4500
4500
4500
4500
4500
54,2-44
4320
53,4 --43
54,6-44
59_, 1-49
3400
2900
2690
j
8,0
10
12
О,
о,
о,
12
125
127
о,
· О,
о,
124
128
13
0, 128
0,134
О, 135
о,
О,
О,
187
192
14
О, 19
0,202
0,21
о, 20
0 ,211
0,219
0,216
0,23
0,239
0,231
0,248
0,26l
0,283
0.308
0,319
Поправочные коэффициенты на время обработки для измененных условий
Колнчество
Количест~а одинаковых отверстий
в
однои
1
одинаковых
отверстии
·' ~ 1
детали
до
2145
1400
1060
работы в зависимости от:
1 ' 4-10
3
0,35 53,9-43
0,42 44,0-34
0,48 39,9 -30
0,35
0,385
0,407
11-25
1
св .
25
детали
Коэффициент
При мечан и я.
1.
2.
При
сверлении
глухих
отверстий
11
ко
в р емени
по
-
для обработки отверстий меньшей длины
(l
1
0,9
карте применять коэффициент
Ме ньшие значения скоростей реза~шя приведены для
шие
!..О
до
'
1, 1.
обработки отверстий большей длины
3D).
с;;
...
0,8
0,85
(1
св . ЗD), боль
-
~
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
ВертикаJJьно-сверлиль ные станки
Рассверливанне отверстий
Сверла из стали Р/8 ·
Цветные сплавы
Диаметр
сверла D
В
ММ ДО
3
Длина отверстия
Диаметр предва
рительно
ленного
просвер
отверстия
К: а р т а
3
1
5
1
l
в м..+t до
8 1 1о 1 15 1 20 1 30 1 40
Время в лшн
d в мм до
о,11вl
р,1351о,14410,166/
\ 0,115/
2
3
0,1141о. _11610,121/ а,123\ о, .1з ! о,1371 о.1ы1
1 0,114
0,116 0,12 0,124 · 0,129 0,136 0,1491
5
2
4
0,115 1 0,117
. 1 0,12 1 0,122 1 0,1?7 j 0,133 • 0,143.I
1 0,11410,116 0,119 0,121 0,126 0,13lj 0,141,
6
3
5
1 О, !13 0,114 0,116j 0,117 0,121 0,124 0,132
4
0,11410,11610,11810,1210,124\ 0,12810,137
6
0 . 113
0,12310,121\
1 - м-I
о,_ 117\ О,1_1810,12210,1261.
1
1
0,1:131
п
0 , 1191 О . 1231 О . 1271 0 , 135
13
оО,. 16
17
1 --
в
42,4 1 4500
1
56 5 1 4500
.
.4500 .
t --
1 о 21
70,6
1
1 О,.З2
3
о
84
--
- -6/ЛШ/i
О,
_-
1
0,11910,115)
Режимы резания
1
2
4
60
65
0:225
! ~: 1--1
4500
4500
.s \ А5оо
4500
0,47
0 ,5
.
1
62,8
2500
25GO
.1
-
10
~
0,115 0,117 0,12 0,12210,127 0,131 0,1411 1
- \ 0,55
0,114 0,116 0,119 0,121о125 0,13 О, 1391 О, 151 О, 172 О, 193 . 0,58 . 58,4
о ' 114 о ' 115 о. 118 о . 12 о ' 124 о' 128 O,l37j 0,145 1 0,168 0,187 1 0,62
5
7
9
Iо.12з!
0,1111 u,12
0,125 О, 131
0,116 0.11810,12210,124 о, 13
о' 1151 о' 117' о' 12 о' 124 0,128
6
8
10
12
0,12
10
12
15
I
0,124 о' 128
O,llSi 0,122 О, 127
0,11710,12 0,125
8
1
О, 13
О,
О,
о, 138 о, 15
0,16710,194
О, 136 О, 148 0,165 0 ,19 1
· о, 1з3 о, 144 О, 1591 0 .183
о,
149
О, 136 O,IH
14
О,
167
О,
184 0,219
0,22
0,217
0,208
0,58
0,60
0,65
О,2Е
0,60
0,62
164 О, 18 0,214 0,24
О,
136
О,
144
о, 128
0,158 о' 173 0,205 0,23
13
о,
1860
1860
1860
1400
1400
1400
52,7
.
1060
50,0
1060
·1oso
0,67
'-
Поправочные коэффициенты на время обработки для измененных услщшй работы в зависимости от:
,
Количество
одинаковых
дет.али
Количества
одинаковых
в одной детали
в
ДО
3
4-10
11-25
0,9
0,85
Коэффициент
'
hO
Примечание. · При рассверливании глухих отверстий ко времени по кар;е применять коэффициент
С'-'
С'-'
св.
25
от~ерстий
·
-
отверстий
1,3.
0,8
w
.j>.
Верти1<ально-сверлильные станки
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
Зенкеры из стали Р18
Зенкерование отверстий
Цветные сплавы
К арт а
66
's J
Длина оu;~рстия
Диаметр зенке-
ра
D
в ..млt до
1
3
5
8
10
15
20
·
5
3
-
8
10
1
1
1
']
15
l
в
MAt
до
Режимы рее> ания
40 . . , . 60
30
1 20
1
1
80
1
v
8 в
А!М/Об
м/мин
0,2
0,3
0,4
0,5
0,55
0,60
0,65
8,8
26,3
44,0
70,4
78,5
94,0
9!,2
в
п
в
об/мин
Время в Attlн
о, 119
0, 116
О, 115
О, 114
О, 114
о, 115
О, 117
0,124
0, 1J9
О, 117
О, 116
О, 116
О, 117
О, 119
о,
О,
О,
О,
о,
О,
131
124
12
118
118
119
0,123
О,
О,
О,
О,
о,
О,
о,
134
126
122
119
12
121
125
о,
144
-14
О, 133
О, 127
О,
124
0,,124
О, 126
0, 131
О, 13
О, 13
о, 13
о, 14
о,
О,
-15
-
14
14
14
14
15
о,
О,
О,
о,
о,
13
о,
О,
о,
о,
О,
-
-14
15
15.
16
--
0,-16
о, 16
О, 17
о, 18
--
-,
О, 18
О, 18
О, 19
0,2
\
П11имечание: При зенкеровании
глухих
отверстий ко
времени
по
карте применять коэффициент К= 1,3.
2800
2800
2800
2800
2500
2000
)500
Вертикал ь но -свер лильные станки
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
"
Развертывание отверстий
Цветные сплавы
Развертка из стали Р 18
К а рт а
67,
ли ст
1
sJ
Класс точности
.
и
чистоты
отверстия
3-й
V 5
I<a
(обработ-
одной раз-
верткой)
с..>
"'
Диа метр
развертI<и D
В
kt.M
1,0
3,0
5,0
8,0
10
15
20
Длина отверстий
3 1
--
5 1
8
1
в
мл1 до
10 1 15 1 20 11 30 1 40
1
60 1 80
Время в мин
-- --
-
,:т:Ы,Р'Г~',
мм/об
0,4
112 0, 114 О, 115 О , 11 8
0, 74
11 О, 111 О, 112 О, 113 О , 11 4 о, 116 о, 119
О, 122 о, 127
1,02
О, 115 О, 116 О, 117 О , 118 О, 12
О, 122 о, 125 о, 128 о' 134 О, 141 О, 154 О, 171
1,40
О, 117 О, 119 О, 12
0,1191°'12 о ' 123 о, 124 о' 127 о ' 131 о' 14 о' 15 о ' 165 О, 18 1 1,70
1, 90
о' 128 о' 129 0 , 13 10, 134 0,142 10,144 0,154 0,169 0,191 0,214
. 2,0
0,135,0 , l37 О, 14 О, 146 О, 153IО,1 59 О, 173 О, 185 0,21 0,23
О, 112 О,
О,
.
l
1
~
л1/,11ик
14, 1
40,7
33,6
28,0
25, 1
24,9
26,4
Ь/;/мин
4500
4320
2145
1115
800
530
420
------------------------------~Вертикально-сверлильные станки
с..>
ф
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
Развертка из стали t' / 8
· Развертывание отверстий
Цветные сплавы
Класс точности
и
чистоты
отверстия
2-й 'i7 5-6 (обра
ботка двумя
. развертка.ми)
Длина отверстий
Диаметр
развертки D
В
3 1
5 1
ДМ
1
3
5
8
10
15
20
К арт а
l
в мм до
0,236
0,229
о,24
О, 2~
о,2з2
о,244
О, 256
0,254 0,21)2
0,284 0,288
0,306 0,318
0,238
0,254
0,268
0,2'8.
0,308
0,346
0,281
0,30
0,338
0,37
0,308
0,33
0,382
0,42
Количество одинаковых отверстии
Количест~а одинаковых отверстий
однои
детали
1-
в
детали
Коэффициент
до
\.
0,342
0,362
0,428
0,46
2
1
--
в
1
пв
м/лшн об/лщн
14, 1
40.7
33,6
4500
4320
2145
1115
800
530
420
28,О
25, 1
24,9
26,4
11-25
св .
25
1
0,85
0,9
1,0
1 v
работы в зависимости от:
4-10
3·
1
в
0,4
0,74
1,02
1.40
1,70
1,90
2;0
-
Поправочные коэффициенты на время . обработки для измененных условий
в
i
млt/об
Время в .мин
о.22 /о,22з ; о,225
лист
Режимы резания
8 1 1о 1 15 1 20 1 30 1 40 1 60 1 80
0,223 0,224 10 . 228 0,23
1
10,226
0,23 о.~з210,234lо,236
О ,234 О ,.:38 i О, .24
О, 244
0,238 0,24 10,24610,246
0,256 0,258 0,26 0,268
0,27 0,274 10,28 0, 28
67,
1
Примеча~ие. ~ При развертывании глухих отверстий ко времени по карте применять коэффициент
1
1,3.
О,!!
Верти кально -сверлильн ые ста нки
НЕПОЛНОЕ ШТУЧ Н ОЕ ВРЕМЯ
-
-
Нарезание резьбы
,
Метчики машинные из стали Р 18
· Цветные сплавы
о..'~ С) о
cr;
~ ::;; - 'i
Q) " '
~ ~~ ~
=: Q) " ' ::.;
'-- :;\
:;;
""\О :;;
а;;~
r:::t~~~
3
5
1
1
l
в мм до
0,5
0,8
1- 25
1:5
2,0
2,5
0,055
--
-
0,059
0,061
0, 064
-
0,068
О , 07
0,07
-
-
-
-
0,072
0,075
0,075
0,077
0,083
0,086
0,086
0,088
0,086
0,087
о.о~А
0,095
. Режимы
30
1
Время на один проход в
с
3
5
8
10
16
20
r 20
15
10
8
1
1
Q)
о..
:х:
Дли н а нареааеыой резьбы
- --
68
К а р т а
-
-0,094
40
1
мuн
о,
о,
60
80
1
-- --136 --
-
0,097
о, 107
О, 106
1
-116
117
128
о, 128
О,
О,
О,
О,
15
145
-
о ' 19
v
п
в
-
м/мин
-
22, ;з
--
15,9
16,6
20 ,9
-
24 , 1
26,3
0,23
резания
в
об/мин
1695
1060
835
710
480
4-20
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от:
Кол ичество один а ~овых
Количест~а один~юв ых отверстий 1
в
однои дета ли
-
отверстий вl
дета ли
ДО
3
4-10
1
-
Коэ фф ициен т
1....0
1
1
11-25
0,9
1
1
ы
......
1 -
-,
св.
0,8
0 ,85
Приыечани е. Пр и на р ез ании резь б ы в глух и х о т вер сти ях ко в р еме н и по т<арте _п р и ые н ять К= 1,3.
...
1-
1
25
-~~~~~~~~~~~~~~~~_с__~~~~~~~--~-
~
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
Вертикально-сверлильн~1е станки
1
Цекование и зенкование отверстий
Ц?ковки и зенковки из стали Р18
Цветные сплавы
К арт а
69
Снимаемый припуск в л1м
·
Вид
Диаметр обработки
D в ,ил~ до ·
обработ1<и
0, 8
.,
\,О
-
/
3 енкование
под
2,0
2
6
10
15
20
головку
винта
1.
1
0,07
0, 11
12
0, 12
О,
-
-
1
1
-
Время в мин
0,08
О, 11
-
8,0
6,0
4,0
-14
"
о,
О,
о,
О,
_,
-
-
--
-
-
о,
14
17
18
18
0,21
0,22
о.·27
0,28
1
с нятие фасок и заусенец
в
отверстии
.
1 Поправочные
10
10
св .
коэффициенты на время обработки для измененных условий
Количество
Количест~а одина1<овых отверстий 1
в
0 , 08
о, 10
,
одинаковых
отверстий вl
детали
до
3
однои детали
Коэффициент
1
1,0
!
1
1
работы в зависимости от:
11-25
4-10
1
0,9
1
O,Sfi
св.
1
l
,
0,8
25
Вер тикально-свер лил ьн ые ста нк и
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
Сверла из стали Р1 8
Сверление. отверстий в неметаллах
к а р т а
70,
ЛИ СТ
1
Обр а батыв а ем ый материал
Текстолит и гетинакс
'
Диаметр
в
сверла
Длина
D
1,5
2,0
1
1
3,0
0 , 11; 1 0,12
0,105
о,
112
1,8
0,103
2,0
о,
2,5
Ь,099
3,0
5 ,0
1
1
О, 11
l
в мм до
'
1
о, 137
О._11 7
о,
125
о, 133
о,
0,108
0,11 4
о, 12
О,
О,
109
О,
0,1
о,
105
О,
0,098
о,
о,
104
4,0
0,094
0,098
5,0
0,098
6,0
0,08&
-
1
1
2, 0
1
1
5,0
8, 0
1
1 3,0 . 1
В р ем я в мин .
13 1
1,4
1,5
1,0
8,0
О,
1
1,0
-
отвер стия
мм до
1,0
~
Стекл отекстол ит
1
о, 12
0 , 126 1 0 ,132
о, 143 /
0 ,15
о,
142
о,
11 5
о,
123
О,
129
о,
137
О,
146
О , 156
О, 125
0, 133
О,
113
О , 119
О,
125
О,
132
О,
138
О, 146
11.6
о,
О,
0, 11
0,11 3
О,
12
о,
128
о,
131
0 , 138
112
0,118
о, 124
О,
109
о,
11
О,
115
О , 123
о,
13
О,
136
о' 112
О, 118
о, 121
0 ,108
О,
11'
0, 114
О , 123
о,
13
О,
183
о, 104
О,
112
о , 115
0, 119
0, 103
о,
108
О,
О,
О,
124
о,
131
0,1
о,
о,
11 2
0, 11 8
О,
121
0,108
о1
\;\
0 , 114
0 ,088
0 ,089
0,092
0,094
О,
14
0,095
0,097
103
1
104
1
119
1
о, 1~
125
1
1
114
0,098
123
0,1 23
-0 ,1
1
165
· о, 13
0,133
о,
о, 154
103
1
~'
--
Вертикально-сверлильные станки
Н Е ПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
-..
·
Сверла из стали Р18
Сверление отверстий в неметаллах
к а р т а
сверла
Текстолит и гетинакс
2
D
1,0
1,5
1
3,0
2,0
1
1
1··
Стеклотекстолит
1
· Длина
В ,\!М ДО
-
ЛИСТ
Обрабатываемый · материал
Диаметр
70,
~.о
отверстия
8,0
1
1
l
в мм до
1,0
1
1,5
2,0
1
1
3,0
5,0
1
1
8,0
Время в мин
7,0
8,0
10
12
0,082
О,079
0,079 0,082
0,084 0,087
0,083 1 0,086
0,085
0,086
0,09
0,09
0,.09
0,09
0,094
0,095
о,о9З
0,093
0,96
0,097
0,096
0,096
о, 1
о, 101
0,087
О,09
0 . 0~1
0,09
0,092
0,091
0,095
О , 096
Поправочные коэффициенты на время обработки для измененных условий
•
Количества одинаковых отверстии
в одной детали
1КоличестiЗо одинаковых отверстий BI
детали
ДО
-
1
Коэфф~циент
Примечание. При сверлении глухнх отверстий ко вр ем ен и по карте
1
!.~я
3
0,096
0,096
0,099
0,099
0,099
0,099
О, 103
О , 104
,.,~
0,102
О, 102
0,105
0, 107
0 , 105
0,105
0, 11
о, 111
работы в зависимости от:
4-10
11-25
0,9
применять к оэффициент
0,85
1,1.
11
св .
0,8
25
Раздел
IV
ГОРИЗОНТАЛЬНО-ВЕРТИКАЛЬНО
М УНИВЕРСАЛЬНО-ФРЕЗЕРН'ьlЕ
СТАНКИ
ных
Нормативы этого раздела служат для расчета технически обоснован
норм времени на работы , выполняемые на горизонтально-вертикаль
н о- и универ'сально-фрезер_ных станках · в условиях серийного производст
ва, при изготовлении деталей из стали и цветных сплавов режущими ин
струментами из быстрорежущей стали Р 18 и твердого сплавt3 Т 151(6 с чис
тотой обработки V 4-7 по ·3-5 классам точности.
Применение фрез с пластинками из твердого сплава по сравнению с
. фрезами из быстрорежущей ст ал и позволяет увеличить режим фрезерова
ния в 2-3 раза. Препятствием к их применению и рациональному исполь
зова нию может быть недостаточная мощно.сть оборудования .
Диаметр фрезы при работе выбирается в зависимости от размеров
об рабатыв а емой поверхности, глубины резания , конструктивных размеров
и формы детали, а также жесткости системы. При выборе диаметра фрезы
необходимо учитывать, что фрезы меньшего диаметра
являются более
производительными, поэтому в щелях · сокращения основного (технологиче
ского) времени следует стремиться работать фрезами м.еньшего диаметра.
допускаемого конструктивными размерами детали и размерами обработки,
при обеспечении одновременно большей жесткости установки фрезы .
Режимы резания, указанные в картах, даны как справочные и устац_ов
лены с учетом нормативных припусков для обработки без корки.
Нормативы рассчитаны
на оборудование,
отвечающее
техническим
требованиям.
Пример расчета нормы штучного времени
при раб'оте на фрезерном станке
Станок - горизонтально-фрезерный 6Н803Г, N д·= 1 квт
Деталь
-
основание прибора
Обрабатываемый материал
Вес детали - 3 кг
-
сталь
45
Заготовка - поковка
Операция - фрезерная V 4
Способ установки - в тисках с винтовым зажимом без
ность обработанная
Режущий инструмент
-
выверки, поверх
фреза цилиндрическая из стали Р18 !О
К:оличество деталей в партии
- 30
100
150
63
мм .
шт .
чJЭ_,
w
141
:s::
:s::
1
~
:s:
"'t::
о
/Время
Содержание работы
2;
в
1
1
Установить и снять деталь
1
Фрезеровать поверхность
глубина t=2 мм
L= 100
Итого:
мм,
8=60
МЛ1,
Карта
мин
1
0,27
5
2,7
70
2,97
Норма времени с учетом поправочного коэффициента на размер партl1 и
деталей составит: Т mт=2,97Xl,15 = 3,42 мин
Подготовительно - заключите;1ьное время
(в расчете на одну деталь)
равно 17: 30 = 0,57 мин.
Норма
штучно - калькуляционного
времени
на
операцию
составит:
Т mт = З,42+0,57=3,99 мин.
"
142
Серийное
ПОДГОТОВИТЕЛЬНО
ЗАКЛЮЧИТЕЛЬНОЕ
производство
Горизонтально-вертикально-
и
универсально~фрезерные станки
ВРЕМЯ
Карта
Подготовительно-заключительное время
71
на партию
А. На налад1су станка, Шtструмента и приспособлений
"'"'
1
Длина стола
В
ММ ДО
::f
"'"'
Способ
о
t::
установки
'
~
1
700
детали
Время в
12
В универсальном приспо- Без делительной
головки
соблении (патрон, центра, болты
тиски,
2
с
1·
планками,
патрон
с
цен·F-
ром)
3 \В.
АШН
17
С делительной
головкой
специальном приспособлении · при установ-/
14
ке приспособления вручную
Б. На дополнительные приемы
4
1
У~танови;ь и снЯть круглый стол
5 1Повернуть
1· .
шпиндедьную бабку на угол с воз-]
6,0
4,0
вратам _ в первоначальное положени е
В. На полу<1ение инструмента и приспособлений до начала и сдачу
ю: после окончания обработки
fj
б
•
Получение инструм~нта
полнителем
'
после
работы
окончания
~I
до
приспособлений
начала
обработки
и
сдача
ис
7,0
их
партии деталей
143;
~
о1>о
Горизонтально -вертикально- и
универсально-фрезерные станкr1
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ .
Фрезерование Плоскостей
v
4-5
Сталь конструкционная углеродистая а.=
Фрезы цилиндрические из стали Р 18
60+75
кг/мм2
К арт а
72
j=~?}~~»
Диаметр
фрезы D
в
мм
и
число
зубьев
·z
40/10
Ширина 1Глубина
обработ-1 резания
ки в
t в мм
В ,\!М ДО'
св.
1
2
1
2
40 1
2
40
2
1'
1.
50/12
св.
5
1
25
15
1
ДО
40 1
40
ДлИ11а обрабатываемой поверхности
50
1
1
1
в л1м до
L
Режимы
на
l 1so ,
75 \ 100 / 125
каждые
последую-
щие 25 мм
прибавлять
1
о. 5
0,6
10,74
о' 631
о,1,11
9з
231
j
270
226
0,4010,541 0,6811,0211,3511,69 , 2,0312,371
0,64 0,8
1,2
1,6
2,01 2,42 2,81
0,34
0,41
81 ·
·68
1 28,4
.0,4210,561 О,69 , _1,0311,3711,71, 2,07,. 2,41 1
о' 67
о, 83
1'24 1 . 66 2 107 2 '48 2 '9
~
-
1, 13
1,36
.:-; -
~
....
'
1,52
1,82
1,89
2,28
-
2,27
2,75
.
.·
~
1 34,8
2,61
3,21
-
~-,,__"
0,39
0,46
.
33,_9
41,81
1 о, 5
0,74
0,9
а
303
252
1
0,59
0,72
t:\Q
~~. 5 1
91
75,5
0,44
0,53
-~
:::<
0,3
0,37
1 О,48
~ ::J
;:,~
i .531· 1'8312.
131
1,83 2,2
2,57 .
11 .
1,47
~
~ ~
s" в
мм/лщн
Время на проход в .мин
о' 381
10,45
резания
/
·-а:..
,
71,5
59,5
37,5
31 ,2
339
199
- 1
т
w
~
40
r
1
63/14
~
t.:>
св.
40
1.
1
1
1
1
1
1
1
1
1
1
1
2
, .0 ,47 1 0,6310 ,79, 1,1~ 11,5912,0 , 2,41 12,8 1
0,58 0,78 0,97. 1,45 1,93 2,42 2,9
3 ,38
0,41
0,48
1
t 0,5
10,6810,8611,321 1 ,78, 2,23, 2,69, 3,141
0 ,63 0,85 1,07 1,61 2, 16 2,7
3,25 3,79
0,45
0,55
2
1
1
1
1
68
67
144 ,61 226>
37,6
190·
60
50,5
139,61 200
33,2
168
Поправочные коэффицвентw на время обработки для. измененных условий работы в зависимости от:
Обрабатываемой
и
~
стали
1Гр>у1;пrа еталн
1Углеродистые·,
1cr.•
м гlммР
1
ДО 60
1
60--т-75
Коэфф ъщиент
1.
0,9
1
~
предела прочност и
и
хромистые, никелевые 1
хромоникелевые
1
·/
СВ.
·1.1
75
Марганцовистые, хромомарган
цовистые, хромомолибденовые
·
и близкие к ним
ДО
1, 1
610
1
60-i-75
1
св.
·1
1,.2
1.
1, :1
75
.•
......
О>
Н ЕПОЛНОЕ ШТУЧ НОЕ В РЕМЯ
V 6-7
Ф резерование пл оскостей
С т ал ь конструкционная
yr л ер одиt:тая
1Un
Горизонтально-вертиrшльно- и
.1
=60-:- 75
1
кг/ мм 2
универсально-фрезерные станк11
Фрезы цилиндрические из стали Р 18
К арт а
73
'
.J
----,~
Длина обрабатыв а емой п с;ве рхности .
Диам етр
фрезы
в
мм
Ширина
об работ-
D
и·
ки в
чи сл о
зубьев
Гл у бина
резания
В
Z
А! д!
t
ДО
1
1
2
l
40
1
1
2
-
40
140
св.
1
1 .2
в лш до
на
25
'
50
75
100 1125
на
щие
пр
1 .ss
:::!
"
"'"'~..,
1
0,44
l,85 , 2,2512,69,
3,l 1
2,64 3, 16 3,65 1
0.39
67.5
0.74 1 0,9311.11 J 1.57 J 2.03
2 .4i
j 2,49
/
2 . 00
1
"'
76
63
з . 13
а .з
дiМ
0,37
J~1r 0,88
f l,04 , l,4611,8712,2812,!4 / З , !61
1 oo.s2
1.02 1.22 1.11 2.21 2, 7
3,22
1 .08
25
!D "';:
,, 0, 701 0,8611,03, l,44,
0, 79 0,99 . 1,18 1,67 2 . 16
о . 86
2.981 /
з . 54
З.441
4.i
резаiiия
J<аждые
1
ремя
Р е жи м ы
послед у ю-
150
0 ,681 (1,8210.97 , 1,3311,69, 2 ,0612,45, 2,8.
1. 11 1,55 1,98 2,42 2,89 3,33
1 0 ,76 0:.94
.
прибав.Лять
--
1
св.
50/12
l5
ДО(
40
40/ J о
в .мм
5'
L
i:a
::t
~
--;;,-
\Q
~ 1 i:o~
"'
"'
<:о
"'"'
,71
31
1 26,4
28,3
23, 6
1
253
210
225
188
56,5
1
0 , 42
66,5
0,51
55,5
. 34,81 222
29
185
'
131 .з 1 )99
0,49
0.46
о
59,6
4""
26
....
т
40
10,77
0,92
1
2
10,81
t1.оз 1·1,25 / 1,8
IJ ,98 1. 2~ 1.51 2,16
63/14
св.
40
f 0,9711,16
j 1,65, 2,13, 2,6213,1313,621
J,15 1,38 1,97. 2,55 3,12 3,75 4,32
1
2
12,3512,9
2,81 3,47
0 ,49
0,58
j '4,3,4914,04
I
15 4,81 -
0,55
0,66
1
1
56, 6
47,4
1 37 ,5 , . 189
31 ,3 158·
50
42
133,1, 167
27,6 140
~.
Поправочные коэффициеятl'il' wa вре111я обработки для измен~нных условиi\ работы в зависимости от:
(руппа сталw
Обрабатываемой стали и
предела
прочности
~а. кг/'ммz'
Коэфф•иои;и ент
•
-_,
, i:..
1 Углеродистые, хромистые, никелевые 1
и
'
1
ДО 60
0,9
хромоникелевые
1
1
Марганцовистые, хромомарган
·цовистые, хромомолибденовые
и · близкие· к .ним
60+75
1
СВ. 75
ДО
1,0
1
.1 '1
1,1
60
60-;-75
1,2·
св.
1,3
75
·:i:
00
Горизонтально-вертикально-
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
универсально-фрезерные
Фрезерование ппоскостей
Сталь конструкционная уrлеродистая О'в =
11
станкн
Фрезы торцовые , из стали Р18
60-:- 75
кr/мм 2
К <!. Рт _а
/
74
\
.....
~
c)t---J
"'
- О)
D.Q "'
~
~
-
:s:
.!)
-
'3>,
ro м """' m
:: ~;;;; о
У:-6-са<о:
Длина обрабqтываемой поверхности
"' ~ о
\g.~6
о
ro
..... u q:
~
а;
о
..,.. ..,,.
~ ~ ~~
~·~ ~ ~
3
~
§: Q:I.
~"' ~
~~~
<о;
ш
1. 20 1 30 1 40
1
50
1
75
30
40
5()
60
70
100 [
1~
в л·tлt до
на
.
1
0,4')
0,56
0,77
0,93
1,26
О. 59
0.55 \
0.61
0,6710,73
0,85
1.06
1.36
0,92
1, 15
1,46
0,64
0.7.8
1,07
1,3
1,6.5
резания
прибавлять
~
~~
:о-.::_
~ 1 ~~::!~_,
:::;
~
1
С!)~
\:)
~
~~
V 4-:-5
0 ,76 . 0,87 0,99
0.92 l ,06 1 ,21
0.99
1,26 1,45 . 1 ,64
1,23
l ,53 1 ,74 1·,96
1 ,56
1, 89 2' 14 2,37
Обработка V 6- 7
0 ,5
Режнм~,r
каждые
Время на проход в мин
"--- Cl. "'
2
···"'
"~сдую· 1
щие 25 Аtм
150
О)
Обработк;~.
40/10
50/f2
63/ l ;l
80/16
100/ 18
l
L
1,11
1,35
1,82
2, 17
2,6
О,
О,
О,
12
14
16
0,20
0,2J
r
105 . 30.1
29,8
1 . 236
1
146
130
11 5
30,4
30, 1
30, 1
240
1190
1-54
120
96
63/14
80/16
100/18
µо
60 .
70
1
1, 27 i . ~s
1,65 1 :п
2,18 · 2,34
1, 5
1, 9
2,5
1,7 1
2' 17
2,8
1,6
2,03
2,65
1,99
2,48
3,2
2,2.5
2,81
3,58
2, 50
3, 16
4,:0
2,83
3,49
0 ,26
4,39
0,4
Поправочные коэффициенты на время обработки для измененных условий
/
1Группа
Обрабатываемой стали и
предела
прочности
стали
ф
Углеродист~rе, хро,мистые, никелевые
и
хромоникелевые
101
85
71
30 , 4
30, 1
30, 1
154
120
96
работы в зависимости от:
Марганцовистые, хр0момарц1н
цовистые, хромомолибденовые
и близкие к ни_м
_ _ _ __
/
О'в кг/м.м 2
Коэффициент
-...
1
О,33
до
60
0,9
60775
1 'о
св .
75
1, 1
ДО
60 .
1 '1
60-;-75
1,2
св .
75
1, 3
....
И•
о
Горизонтально-вертикально- и
станки
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
Фрезерование
универсально-фрезерные
плоскостей и уступок
Сталь конструкционная углеродистая а.=
60-7- 75
.
Концевые фрезы из стали Р 18
кг/мм 2
К арт а
75
t
о:)
Длина
Диаметр
фрезы D
в
мм
и
число
зубьев
,z
Ширина об
работки В
в
мм
до
Глубина
ре зан ия t
в
ht.М
обрабатываемой
поверхности
L
в
мм до
\
15
на
25
75
50
100
125
щие 25 мм
добавлять
до
8/5
16/4
16/3
..
20/5
20/3
0,36
0,38
0,4
20-7-30
20-7-40
2
..
0,42
0,45
0,49
0,6
0,63
0,7
Sм В 1
V В
мм/Ашн м/лшн
п
в
об/,иин
"
Время на проход в ;иш1
Обработка
резани51
каждые
пос ледую
150
Режимы
\1 4-5
0,77
0,82
0,91
0,94
1,0
1, 12
1,1
l, 18
1,33
1,28
1,36
1,54
о,з•
[ о,391 o,sз j о,67, о.во
0,35 0,41 0,55 0,69 0,84
0,94
0,98
1,08
1,13
О,
j
17
1.18
0,21
160
150
100
О,
О,
200 1 74
190
60
1
15
30
59,3
52,6
1180
1180
1050
j 1180
9-:.о
Обработка
8/5
16/4
16/3
20...;.-30
-
\l 6-7
0,65
0,67
0,7
0,74
0,77
0,8
0,95
1,0
1,05
1, 15
1,23
1 29
1,3711,58
1,46
1,'55
1, 71
1,82
1,8
1,95
2,08
0,62
0,63
0,69
0,7
0,85
0,88
1,01
1,04
1, 17
1,22
1,34
1,43
1,51
1,59
2
20/5
20/3
20...;.-40
lГруппа стали
пред ~ла прочности
l .crв
130
120
110
25
50
45 ; '
1000
1000
90Q
О,
О,
170
160
63
53, 5
1000
850
j
Поправочные коэффициенты на время обработки для измененных условий
Обрабатываемой стали и
0,22
0,24
0,26
кг/л1 м2
Коэффициент
1
Углеродистые, хромистые, никелевые 1
и
хромоникелевые
ДО 60
1
61()776
/·
0,9
1
~
1
СВ.
75°
1,1
1
1
12
17
работы в зависимости от:
Марганцовистые, хромомарг а н
цовистые, хромо1.1олибденовые
и бл из ки е к н и м
ДО
60
1 '1
61()...;.- 75
1, 2
1
1
св.
75
1'3.
•
"'
CJ1
. .__
и:----·
""
Горизонтально-вертикаJ1ы1а-
НЕПОЛНОЕ ШТУЧНО·Е ВРЕМ.Я
Фрезерование пазов
Сталь конструкционная
V 4-5
.Yr леродистая
О'в =
и
:универсально-фрезерные: с1·знки
Конце~ые фрезы из стали Р18
----....:
кr/мм 2
60-;- 75
К: арт i:I
76
•
в
Диаметр
.
D
фрезы
в
мм
и
Ширина об. работки В
в
число
зубьев
8/5
-·
5
10
1
ДО
15
25
1
1
75
50
L
в .мм
;i:o
j 100 j 125
1
1
-- Р е жи мы
J
1.50
'!
Sм В
л·tм/м ин
рез ания
в
нt/мцн
' п в
об/ншн
о.
о.
о.
5
3
5
5 1 641
7811, 061
1 0,53
. 0,69 0,85 1, 16
1
39
35
23 ,61
23,6
1500
1500
6
3
5
о. 52
481 о ' 6 1 о .7 1 о '9311 ' 5 1 / 2' 081 1
1 0,
0,66 0,8
1,08 1,76 2,62
- '
48
40
28 ,31
' 28,3
1500
1500
8
3 .
5
10, 51 10,61 10,71
0 ,53 0,6~ 0,74
51
47
32,31
30,8
1285
1225
1
с
ЛМ\
обрабатываемой поверхности
Время на проход в мин
'1
10/5
В
нlнt до
-- Длина
Z
5/4
f)/5
Гл у бина
! · Е З аНИЯ t
1
10
5
8
-
-
~
-
-
-
.. -·
1/ -
1О,93
,1 , 4712,01
0,99 1,52 2,08
-
~"
-
.~u
1 ~11
1,42
-
1,48
1. 91
1 -
1
-
-
1,86
2,42,
=1=1
2 ..22
2 ,92
1
2,59
1 741
3,42 .
5~
29
29,2
925
930
1
12/5
1
12
:/ -- --1 --
1
5
8
1
1-
1=
16/5
1
16
1
5
8
2'0/6
1
20
1
5
8
1
1
1
-
1 = 1 =1
1
=,/
-
1
1
1
10,,99, 1.~1, 1.63 ·11,93
1,34 ,1,i9 2,25 2,7
Обрабатываемой стали и
предела прочности
1О'в
стали
кг/млt2
I\оэффициент
и
1
ДО
0,9
60
/
хромоникеJJевые
1
1
с в.
60•-:-7Б
1,0
60
99 1 27,61
68 . . 28 , 4 .
550
565
110
75
1
60-:- 75
1
1, 1
1
725
750
1, 2
1
Примечание. При повороте делительной головки на одну позицию ко времени по карте прибавл ять~ 0,035 ,11uн .
....
CJ1
VJ
500
525
31,41
33·
Марганцовистые, хромо марганцовистые ,
хромомолибденовые
и близкие к" ни.м
1
1,1
1
27,41
28,З
работы· в зависимости от:
ДО
75
1
1
1
2,251 87,61
з, 16
·60.6
-1-10,9211,1711,4211,6711, 921
1 • 25 1 , 62 1, 98 2. 34 2 ,7
1Углеродистые, хромистые, никелевые
1
!
10,9311,23, 1,51, 1,78, 2,071
1,29 1,69 2, 1
2,5
2,9
Поправочные коэффициенты на время обработки для изме11енных ус.ловиit
1Группа
1
1
1
1
св .
1
. 1, 3
75
-...
ел
Гор из о нт альн о - в ертикально - и
ун ив ерсал ь но-фрез ер ны е ст ан к и
Н ЕПОЛНО~ ШТУЧНОЕ ВРЕМЯ
Фрезерование плоскост ей и уступов
Фрезы
Ст аль ко нструкционная уг л еродистая . <Jв = 60 -:- 75 кr/мм 2
дисковые из стали Р 18
Карта
7·7
#
~
Длина обра ба тываемой поверхности
Q
::д
С1')
'
С1)
о
Q)
i:::·
.в-
::s::
С1)
~~
o...::r'~
t
::s::
ro
~ ~
ro
::s:: ~ :>-.
t::::( CQ Ct')
::s
о..
'°
::s::
о::: о
ro
CQ ~
s&
CQ
:д
<l>
t::i
ro
~
::s::
....
::z::
\О
:>-.
~
-
6
.16
80
-
18
8
8-
t
-10
1
-
~ ~
5
15
25
50
75
125
100
150
~ ~L() CQ
ro Ф С'\1 ro
::::: i::: Ф \О \
S :-.r В \
V В
ro ~ :s::
мм/ iИUh м/ мин
175
CQ
::r:
о:::
t::
::f
о,
о,
12
15
о,
о,
15
&\
\
n В
об/ мин
t::
i::: ::s::
::z::
Время на проход в мин
0,41
0,45
0,53
0,59
о. 65 1 о' 77 j о'1'02
88
о '7 4 о '88
i 0,4144
0, 37
0,46
0,62
0,69
0,77
0,33
2
V 4-5
О,36
0,31 [
-
-
резания
J::iQ~~
Обрабо тка
63
Режимы
.д
<!)
о..~
::i:: ::s:: t::i
::s:: ::i:: ~
CQ
в мм до
~о
C't')
о... и
L
1
'0,34
о, 39
о,
0,51
о.вв
0,92
1,06
1 'о 11 '121
1 ' 16
1, 31
j
' 23 1 •38
1,25 J l1"43
1,62
l ' 07
j
- *
230
190
180
150
19
J
45,5 1 230
190
37,б
J
47,7)
47~7
190
190
'1
100
20
1
1
10
12
2
1
'1
1
'
10,47
0,42
0,61
0,67
0,52
0,59
о ,841
1,0
1,08
1,28
6
16
8
8
80
0,571
0, 58
10
100
1()
20
1
о
,66
r- - - 0,68
О, 7
0,68
0,72
0,82
0 ,9
0,96
1,06
0,75
0,79
0,93
1, о
1 ' 1 11 , 29 1 1 • 51
1,2
1 '43 1 '67
1' 1
1, 24
12
l
о' 73
о' 87
1 'о 1
1 '35
1 '7
2,0
2,44
Обрабатываемой с.та ли и
предела прочности
стали
и
1
1 2' 03
2' 03 . 2 ' 4
i
ДО
0,9
1
Количество инст
ел
ел
О,
О,
195
160
1 . 6911 •88
1 '88 2' 1
О, 19
0,22
150
130
40,2
40,2
160
160
2,3
0,28
0,3 4
100
1 40 ,8
130
100
1 2 , 58 /
3,1
2~76
хромоникелевые
1
80
1 31,4
работы в зависимости от:
.
Марганцовистые, хромомарган
цовистые, хромомолибденовые
1
60
6'0,-;- 76
1
св.
75
рументов
до
60
60-;- 75
-l,
о
1' 1
1' 1
2
1,2
4
инструментов
Коэффициент
св.
1
1
Коэффициент
-
150
118
/
(Jв кг/мм 2
.
работающих
1
38,6
31,6
'
Количества
47
37
195
160
Углеродистые, хромистые, никелевые
1
'
1
14
19
Поправочные коэффициенты на время обработки для измененных условий
1Группа
118
95
0,22
о 29
1 ,56 1
1, 79
1,2711,42
1, 44 1, 6
о' 68 о' 791 о' 9 11 ' 1711 '4511 '72
-
' '
6-7
1
0 ,60
0,62
1
18
о' 62
1
1
1 •3 11 • 5 11 •78
1' 57 1' 86 2 ' 15
Обработка '\1
63
f
1
1
1
1
1, 2
1·
1,4
1,3
75
.......
ел
О)
и
универсально-фрезерные станки
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
Фрезерование. пазов
'1 4-5
Фрезы дисковые из стали Р 18
Сталь конструкционная углеродистая cr в= 60-;- 75 кr/мм 2
.К
::о
СУ)
Q)
Длина обрабатываемой поверхности
о;:
Q
::s::
1
<!)
о
С1) а3
о..
O..u
-&::s::
о.. :т~
t
::s:: а3
ro
::s::
~ ..о
~ ~
~ а3
(!)
\О
:>-.
('1)
63/16
75/18
ro
о::
::i::
::s::
о..
ro
::s:: ::i::
::s::
(\")
t::t9~
::о
о..о
ro
о
t::(
а3 ~
s &~
5-~
8-12 \·
t::(
5
15
50
25
75
100
125
::i:: ~
'5
'
~
3
6
10
15
6
10
15
~
t::(~
(!)
....... r:;:
<l) \
l~g~
~
:>-. i:Q
t;:;
i:.-.-....
1
Sм в \
V в
р,,,1 AtMf J\ШН /vtf мин
Время на проход ' в мин
0,36
0,41
0,48
0,53
0,42
0,49
0, 57
0 ,63
0,65
0,76
0,87
1,03
0,49
0, 57
0 165
0,78
0 ,8 1 0,98
0 ,94
1,07
1,27
1, 14
1,3
1,3
1 ,5
1,5
1,53
1,78
2,02
1,47
1,69
1, 92
2,27
1,6
1,83
2,24
1,8
2,05
2,52
1
0,45
0, 52
0,59
0. 53
0,61
0,7
\
:n в
Об f .МИН
.
1, 13
1 ,28
1,7
резания
~ >--ю
ro
v
175
150
78
Режимы
-1.1
(!)
-&CQ
арт а
в м.м до
L
::i::
ro
(1)
r:;:
...
.
r оризонтально-вер тикальн о -
0,22
0,25
168
146
130
11 о
39,6
34,5
30,6
28,3
0,2
0,23
138
122
35
О,
17
о' 19
210
183
162
150
1
0,61 1 0,81
0,7
0,93
0,87
1,14
1,01
1'15
1,42
1,2
1,38
1,69
1,4
1,6
1,97
1
0,26
100
32
27,4
/
153 '
1Яб
116
.1
10,5
6
90/20 1 12- 16
1
10
0,59
о, 68
15
0 ,58
0 ,69
0 .8
0,76
0, 87
1, о 1
1, 08
1, 25
0,95
1,26
1,56
0 ,65
1
1,74
1,98
2,48
1,52
1, 74
1, 3
1,5
1,87
2, 18
1
1
1
,.
1r
-
"
·-
127
113
90
1, 95 . 0,21
0,24
2,22
2,79 . 0,30
1'
..
- --
127
36
32
28,3
113
100
П оправ очные коэффициенты на время обработки для измененных условий работы в зависим ости от:
;
Гру п па стали
п редела
и
'
Обрабаты в аемой стали и
ру м ентов
работа ющих
\.
хромомарган
хромомолибденовые
и близкие к ним
1
ДО
1
К:олич есrво инст-
инстр у ментов
хр омоникелевые
св.
ЕЮ-;- 715
60
/
75
до
610
60
0,9
-
1
-;-
;
1, о
'
t
-
- · .-
ф
.2
· 1
1
1"
1,2
\
-
1 ,4
Примечани е. Пр и повороте дели'J'ель.иоi головки на одну поэицию ко времени по карте прибав,л Я'ГБ 0,035 мин .
-
.·
е;;
'1
"
1,3
1 ,2
1 1
1' 1
'
Коэф ф ициент
св.
75
1
1
К: оэфф иц и ент
Кол ичест ва
цовистые,
,
О"в кг/мw
про ч ности
Марганцовистые,
Углер оди стые, хромистые, никелевые
75
с;
оо
Горизонтально-вертикально- и
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
универсально-фрезерные станки
Фрезерование mлицев V 4-5
Фрезы шлицевые из стали Р 18
Сталь конструкционная углер&диt:Уая 6в=60+75 кг/мм2
К арт а
79
fj
С; ~
Диаметр
ф резы D
в
мм
и
число
зубьев
Z
~ ~
о..~
-&cq
ro tJ:::
::r: ::s::
::s:: ::r:
о..
ro
Длина обраб атываемой повеr-хности
tJ:::
::s::
::r:
ro
v
Q)
'
(t')
о.О
ro
::r:
'3
1::::(
32
90-56
10 ,2-1,2
2
3
40
100-56
0,25-2,0/
2
3
о.. 1::::(
50
112- 56
0,25-3,О
15
10
~
900
се
5
20
30
40
Р ежим ы
в мм до
50
75
100
1
О,З l
/ 0.3
о. 2в r 0,32
о.з 10,35
о.з2 / 0,38
о.з4
1'
0,3
3
5
0,33
U,4
(}~32' 0,39
0,35
0,36
0747
0,42
~,.,,--
......
0,38
0,43
0,52
0,59
0 ,56
0:67
0,71
0, 85
о ,361 0.41
0, 46
0,5
0,41
0,47
О,53
0,59
0,41
0,47
0,56
0,46
0,54
0 1 66
0.52
0,61
0.15
0~58
0,39
0,45
0,45
0,52
0, 5
v
п
в
м/мин
в
об/миw
•
Время на проход в J.lt uн
2
Sм В
мм/мин
0,281 0,34
0, 3 10,33 ' 0 ,36
0,37 0,41
-резания
1
/
~
:>-.
се
i:;:
H"i--..>
::s::
2
L
0,85
190
1 ,03
150
0,6210,74
235
0,73
0,87
190
0,69
0,72
0,87
0,87
] ,05
190
150
0,85
1,07
1 ,31
118
750
750
1 75
,4
75 4
,
75,4 1 600
75,4 . 600
74, 6
74,б
58, 9
1
475
475
375
.
63
100+64
'
0,6-3,0
,.
r
-
2
-
3
5
-
-
0,33
0,36
0,37
0,41
'
0,5
0,45
,.
,
0,42
0,48
0 ,59
0,39
0,45
0,55
'
0,53
0,63
0,78
0,47
о,_56
0,69
' 0,59
0,74
0,89
0,7
0,87
0,88
1,07
1,34
1' 1
190
150
118
74,2
375
74,2
375
59,4
300
'
\
Попра~очные коэффициенты яа врем.и обработки для измененных условий работы в зависимости от:
Группа cr2tл:w
Обрабатываем9й стали и
предела
прочности
1<J'в
кг/мw ,
Коэффициеwr
Марганцовисты~, хромомарган-
Углеродистые, хромистые, никелевые
1
1
1
и
ДО
60
0,9
цовистые,
хромомолибденовые
и близкие к ним
хромоникелев.ые
1
бО·-7- 75
-
1,0
1
св.
75
1
/
ДО
бiQ. -;- 75
60
'
1, 1
1' 1
1
1
1
1
1'2
Примечание . При повороте делитель.иоi· rоn,о.вки на одну поз и цию ко времени по карте прибавлять 0,035 мию.
•
-°'
ф
св.
75
1·,3·
1
.._
О')
С>
r оризонтально-вертикально-
НЕПОЛНОЕ JllTYЧHOE ВРЕМЯ
Отрез.на
и
универсально-фрезерные станки
V 4-5
Фр ез ы отрезные из стали Р 18
Стал ь конструкционная. углеродистая crD =60-;-75 кr/мм 2
К арт~ _
80 .
1
{j
'
о::
ф~
~ ~
Д и а мет р
фр езы D
р,
мм
з у б ьев
со
м
о.. р:)
Q)
-&~
и
со
::r:
число
::s::
Z
о.. о.
со 11::!
о::
::r: ~
~~
~~
::s::
::r:
о.. со
::s:: 11:)
soo
~
о...1:::(
63
100- 64
0, 6 - З ,О'
80
5
8
5
8
,. 1,0-4,0
1
100-72
r
100
25
50
100
75
в _µм д о
•
Режимы
1
125
пщие
о следую25 мм
150
1
1
Sм в
1
мм/мин
V в
-
резания
на н:ажд ые
прибавлять
1
м/мuн
r
п в
1
235
235
об/миН1
Время на проход в мин
1 о ,4
() ,49
о. 73 1 о . 92
1 0,
о. 58
481 оо,.55
68 0,91 1 , 14
\'
r:ar~ ~dЗiП; j
=- -
s
-!;
; !'?
-
8
12
1
•sц
0 ,75
0 ,93
0 , 421 0,49 1 0 ,56
0,52 0,61 0,7
5
1, 0-4 , 0
112- 80
'
........
!
15
5
-
'
L
1' 1
1,37
1, 28 11,46
1, 6
1, 84
1
О,
150
1 118
18
0,24
1
46,5
46,5
- - ·-
1
1
1
1
Длина обрабатываемой поверхности
1
::s:
::r:
0" 45
0"51
""~
о-
.... $
0"57
;с
~-",
0,51
0,58
0,66
О,Ю6
0 , 74
0 ,84
-
0 , 94
l , 16
0 ,8
0 ,9
j
1,39
1,63
0 ,94
1, 09
1,22
1,4
1, 06
1, оз _ - ~- ~
47,7
47,7
150
118
О,
19
0 ,25
1 ,47
1,87
1, 1111 ,29
190
190
1
--
О,
О,
О,
1,23
1,38
1,57
_.....-"
,_
--,,-_,,,,;'
--..__
14
16
18
190
170
·-
J
78, 5 J 2.'Ю
150
47,1
L--~o __ 4~:_1
_1 ~~
-~
(JJ
125
p:J
r
112-40
~
-
5
8
1,6-4,0
О ,М
0"67
0,83
12
О'>
~
1 0,61
0,77
0,97
0,98
0,79
1,0
1,24
1,55
1,26
1,34
1' 16
1,47
1,7
1,84
2, 13
о' 19
J ,53
1, 93
2,42
0,23
0,29
150
58,9
118
37,3
37 ,3
95
150
95
95·
Поправочные коэффициенты иа вре:мs обработки для измененных усЛовиИ работы в зависимости от:.
Обрабатываемой стали и
1С1в
Марганцовистые, хромомарган
цовистые, хромомолибденовые
и близкие к ним
Углеродистые, хромистые, никелевые
Груп па ета:ЛИ
1
к~/мм·
и
до
1
предела прочности
, К оэ:ффициепw
60
1
610-;-75
,
0,9
1
хромоникелевые
1
-
1,0'
1
1
св.
75
1' 1
1
,.
до
60-;- 7'5
60
1
1' 1
1
1
св .
1, 2.
1,.3.
1.
/
."
\.
".\.\
"
-О')
-' , •4
~·
•
1
4
r,
•
i
'
~
1
75
1
с:
\
tv
Гор изонтально-вертикально-
НЕП О ЛН О Е ШТУЧНОЕ ВР ЕМЯ
и
уни вер сально-фрезерные станки
Фрезеров ание па3ов: полукруг лоrо профиля
Фрезы полукругльи/ выпуюлые, вогнутые
Сталь конструкционн ая углеродистая <1в= 60 -;- 75 кг/м м 2
и угловые из стали Р 18
:К:арта
.
81
\
tл:
:s::
Диаметр
фрезы D
в
м.м
-& о::: о
ro :s:: i:::t:
~: <;
~
::r:: ~
:;:: ro
о...
:s::
ro
о
Е3 о...
50
ro ~
::r;
Z
\
в .м.м до
\О
~~
~
~-......
ro
З~5
~
3
5-
Режимы резания
1
На ' каждые
(У)
<1)
о..о
о...~
и
L
ro
C'lj
(])
число
зубьев
::r::
О;
Длина об работки
.
1
f.5 f
25
15
1
50
75\
100
125 '
150
посл еду ю-
щи е 2 5 м.м
прибавлять
1
s м в 1 .v в f п в
1Уt.м/ мин .м/ .мин об/ мин
Время на проход в мин
'
Обработка выпуклыми угловыми
t Q"31, t0~355t 0.4
(}_34-7
0_4
0.46
f 0,521
0,64
0.61
0.7 5
J
0,75 J 01 ,87
1 0,99
J
пл
1
1 .Q
0 .8 9
О,
п
12
1А
J
23 5
1оп
J
47
4 7
} j fJ
63
12
80
10
5~
,8
8~16
1
,
r
1
3
5
8
0 ,34
0 ,4
0 ,49
3
5
8
--
1
f
0,4
ОА75
0,58
0 , 49
0 ,56
О,7
190
).
1' 18
1, 46
О,
О,
14
18
150
1,37
1,03
1 ,28
1,6
1, 84
0, 23
118
23 ,6
1' 18
1 ,35
1 ,69
1,38
1, 59
1, 98
1 ,58
1 , 82
2 , 26
0, 2
О,2З
135
118
0 , 27
/ о ' 14
0,46
0 ,55
0 ,67
0,6
0,75
0,73
0,91
0,92
0,89
1, 1
1, 14
0,57
0,66
0 , 82
0 ,77
0, 89
1 ' 11
0,98
1, 12
1, 4
'
'
'
'
'
46,5
1
235
46,5
1
235
119
1 190
95
47 ' 7
47 ,7
37 ' 7
190
150
36 ,3
235
о' 18
36, 9
235
Ь,
1
190
150
Обработка вогнуты м и фрезами
50
#
14
63
12
80
10
7+10 1
3
5
3
10+14
5
8
3
1 4 ~ 28
5
8
о ' 3316 ,39 j о' 45 о' 39· о' 74 о ' 88
0"38
0,45 J 0,53
~' 371 о' 451 о ' 52 о' 7
о ' 51
(1) '64
1-
J
о' ~2
о' 19
0,6
. 0,73
0,88
lt
о '75
о' 94
1 '03
1 '3
О , 72
1, 01
1, 21
0 , 86
1,04
1,43
0,89
1,08
0, 88
1, 07
1, 32
1,67
1, 6
2, 03
1,3
1, 58
1,55
1, 82
1, 89
2 ,21
1,25
1,9
2 ,4
18
0, 28
150
37, б
2 , 19
95
2,77
190
190
0,37
75
37,8
37 , 6
190
1 , 87
2 , 24
2 ,61
2, 17
2,58
3,0
0 ,3
.95
0 , 34
80
37,7
37 ,7
37 , 7
150
150
150
1, 43
0,39
70
П опр ав очные кQЭф ф ициентн иа .время обработки для из м ененн ых услов ий раб оты в .зависим ости от:
,
.
1Груипа етали
Обра б атыв аемой стали и
предела
.....
О, 71
1 '0211 ' 17
1, 26 1, 44
прочности
Сfв кг/мм
Коэффициеwr
1 Угл\родистые,
хр о'мистые, ни келевые
и хром оникелевые
до
60~75
60
0,9
1
-
1,0
Мар га нцови стые, хром ом арганцов истые,
хр омом оли бдено в ые
и б ли з ки е к ним
св .
75
1, 1
ДО
60
1' 1
6J0+ 715
1,2
~ Примечание. При повороте дел:ителыюй головки на одну позицию ко времени по карте прибавлять О ,ОЗS мин.
св .
75
1,З,
'
~
•
....
С))
- ... ---
--
._. .
•·
--
. . --
~-
--
-
_J.
r
оризонтально-вертикально- и
универсально-фрезерные станки
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
Фрезерование плоскостей
·
Сталь конструкционная углеродиста.я {f:в =60-;.-75 кг/мм 2
Фрезы торцовые
с п..ласти·нками Т 15К6
К арт а
8·2'
,.
'-
Q
::q
С1)
·~
со
о.. о
\О
о
\О
-& ::s::
C'Q
~ ~ С!)
~ ~
t:::
:r:
s
ч р:) ~
~
~
;g c::::i
ro
t::[
:r:
::s::
~
10
2.0
30
50
40
100
60
'
!_~? 1
160 .
'\~
75
112
75
100
125
150
:>-.
i::;
:r:
~
Режимы
v
s'м в
::::::: i::; (!) 1.О
u
::s::
ro9::S::o... M/vl/мu н
:r:t:::S'i:::
...
\О~
резания
п
в
в
об/ми1i
м/мин
р:)
......
Время на проход в мшt
Обработка
-8
\~ (;
...
~ :>-.ю ~
ro ~ С\1 ro
-
.до~о::
щ:
i::;
'.
о.. о
о
Е-<
в мм· до ·
('/)
::s:: Q) ::s::
о.. ro Е-::s:: с:::1 С)
::q о
Cl)
.д
\О
L
ro
Cl)
о ~::s:: ~
о...::тN
Длина обрабатываемой повер_хности
:r:
t::[
~~~
(]) i::;
а.. С)
ro _.
::s:: .<!;
Q)
о::
::s::
1
1
2
'
'1 4-5
~,6 10,64 ~ 0,67 10,71 10,74 '10,8310,9211,01ll,091
0 ,7310,77 ~1 0,81
о ' 98
1 "оз
10,85
1 1 07 1 l . 12
7
1 0 ,88 1 0,98
1
1 ' 16 1 1 ' 27
О·,ОЗ
11,07 11, 16
1 1,26 1
о
1 1 ' 38
1 1' 6
О,
1 1' 5
'
'
09
1·
1
315
1 190 1
'
290
1
245
1 J90 , 11
1
1
190
1
60' s-~
485
380'
100
8
125
о ' 95 1 о ' 99 1 1 ' 03 1 1 ' 08 1 1 ' 12 1 1 ' 22 1 1 ' 33 1 1 ' 47 1 1 ' 5 7
60
75
1
1,09
l
О,
1
260
190
605
1,64 f l,75
о,,
12
245
190
485
1 ' 41 1 1 '53 1 1 '58 1 1 ' 64 1 1 ' 77 1 1 ' 91 1 2' 08 1 2 ' 22
О,
14
200
190 , 1/
380
l,13
l
l,18
l
l,22
l
l,27 f 1,З8 / 1,49
l
8
160
112
J 1,4
10
~
Поправочные · коэффициенты на время обработки для измененных условий работы в зависимости от:
и
1
Обрабатывае мой стали и
1<rв
кг/мм2
предела. прочности
Коэффициент
1
ДО 60
0,9
цовистые,
хромоникелевые
1
60-о-715
СВ. 75
1,0
1, 1
-
::::
хромомолибдено вы е
и близкие к ним
........
ф
ел
Марганцовистые, хромомар га н
Углеродистые, хромистые, НИI\елевые
Группа стали
{
1
ДО
60
1' 1
60+ /\5
1, 2
1 св.
75
1,3
C j)
О>
'
Фрезерование пазов
Горизонтально-вертикально- и
уnиверсально-фрезерные станки
'·1
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
\1 4-5
Фрезы дисковые
Сталь конструкционная углеродистая <Ув=60775 кr/мм 2
с пластинками
К арт а
-------
Q
Длина обрабатыва.емой поверхности
t:i:::
:s:
:!1
о
Q)
о.,
С\1 ~
i:::
~~
u
-6< :s:
о..,Р" ~
С\1
~::;:~
:::s ~
:s: ~
"'
СУ)
::r::
о., о
-
i:::
~
~
125
-
u о .,,,.
v
Sм В
~r::;Cl)\O
С1:1
рез а н и;:~
:s:
о.,
::r t::
п
в
в
мм/мин
M//vt иH
об/мин
375
149,2
475
235 . 117,8
375
Время на проход в мин
0,255 - 0,355 0,37
0,49
0,39 0,44
0,48 0,55 . 0,62
0,44
0,61
О, 79
0,51
0,73
0,96
o;s4 0,96
0,73
·1,07
1,13
1,47 . 1,65
0,59
0,66
1,3
0,81
0,08
О, 11
1'19
О,
ню
17
./
1
1
1.
-
1 о,зs
1о . 1
-
1
о' 5
1
15
1
-
1
0,62
1
20
1 -
5
2
Режимы
~ Е-<
~ о::
~ >-.U") @
С\1 ~ ~ С\1
175
150.
,.Q
1
;r:: t::
.......
10
15
10-;-12
8
100
~
>-.~
5
100
75
1
~ ~
soo
\О
50
::q
~
:::r:: ~
о.,~
i:::::t:~ ~
25
15
5
С\1 ~
CQ
:s: :s:
:s: Е-<
<1)
,.Q
\О
J
С!)
о~
-----
С!)
С\1
83
..
L в мм до
:::r::
1
СУ)
~
~ -
Т 151}.6
-
о
1· 0,41
'
5.
0,6
о' 69
0 ,81
о' 94
1
о' 78
1
о' 87
1
о' 96
1
0,09
1
300
1
1, 07
1
1, 19
1
1, 33
1
О,
14
1
210
--
------
·---
1
117 '91
300
1
92,41
235
\
125
-
10
l
12+16
о' 55 о' 65
1
0 ,69
1
0186
1,04
1,21
1,38
1,55
1, 7
о,
18
160
1 о, 77 \ о . 85
1
1 ' 06
1,27
1, 48
1, 7
1, 9
2, 12
0,24
130
П о правочные коэффцциенты на время обработки для измененных усло вии работы. в завис.им.ос.ти от:.
Углеродистые, хромисtые, никелевые 1
Группа стали
и
Марганцовистые, хромомарган
цовистые,
хромоникелев ы е
хромомолибденовые
и ' близкие к ним
-- -
Обраб атыв аем ой стали и
предела прочности
a"IJ кг/мм2
до
1
\
\Количество инстру
м .ентов
-
1, 0
1
75
1
1
0 ,9
Коэ ф фициент
св .
60+7<5
60
" 1' 1
1
до
60
1' 1
1
"
60+75
1, 2
4
/
инструментов
1, 2
Коэффициент
Примечан ие. При повороте делительно~ гол овки на
'\:
О">
"-1
одну позици ю ко вр е ме ни п о ка р те прибавлять
1, 4
0,035
мин.
75
1,3
1
2
отающих
св.
1
о;
•
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
Фрезерование · плоскост~й V 4-5
00
Горизонтально-вертикальне- и
1
универсально-фрезерные станки
1
Ф рез6t
Цветные сплавы
цuлuнд рuческuе из вт али Р 18
К ар т· а
84
/
"*'->
Длина обрабатываемой поверхности
Диаметр
фрезы D
в
мм
и
\О
о
t::Q
С\1
CQ
~
::r:
:s:
\О
. 900
16 1::{
..
,_
5
40
25
75
50
100
1.25
резания
последую-
150
щие 25- мм
прибавлять
......
:>-, ь:::
1=.: ::s::
~::r:
1
Sм в \ V в \
п в
htм/мuн .м/мuн об/лщн
Время на проход в мин
0,57
0,73
0,88
1,03
1, 17
О,
14
182
76,5
610
0,48
0 ,66
о,,84
1,02
1,19
1,37
О,
17
153
63,4
505
0,38
0,45
0,62
0,79
0,96
1,13
1,3
о,
17
162
67,6
540
0,43
0,51
0,71
1, 12
1,32
1, 52
0,2
136
56,4
450
0,31
0,36
0,42
0,33
0,41
1
0,32
2
0,35
1
2
40/10
15
t::Q
40
св.
Режимы
На каждые
С\1 ~
о..~
::s:: Е-<
)
мм до
1::{
~~
::s:: ::s::
Z
в
'О
~~
-::r:
число
зубьев
·~
L
-
!
,
0,91
~
·-
.. :·,
.
.
1
а
40
50/12
........
О'>
ф
о
2
1
2
св: 1
40
l
'
1
2
0,385 0 , 45
0,44 0, 53
36
0,63
0,8
0,9711,14
1, 31
0,73
0,94
1,14
1,56
1,35
О,
17
0,2
о. 33 о. 4 1о .48 о .67 о .87 1.0511 .25 / 1' 44
0,376 0,46710,56
1
1
40
'
2/
1
40
1
...
0,32
св .
63/14
1
0 ,34
0,4
0,79
1
1
0,42
0,5
0,5
"
0, 6
0 ,357 0, 45 0 ,54
0,425 0,535 0,65
1,02
1• 25 . 1 ' 47
1
'
0,7
0,91
0, 84
1, 08
0,77
1, о
0 , 91
1 ' 18
1
О,
19
'
160
83,5
532
133
69,6
444
143
1
) 75,4
480
62. 8
400
'
.
1
1.7
0,23
120
0 ,2
89
450
0,24
136
114
75
380
. О,23
' 120
79
400
0,26
101
69 ,5
336
1
1 ' 11
1, 32
1 ,31
1, 56
1,52
1,8
1,23
1, 46
1,45
1, 68
1, 74
2 ,0
/
,
~ -----------~-------------.-.-------------Горизонтально-вертикально- и
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
универсально-фрезерные станки
Фрезерование плоскостей
V 6-7
Фрезы
Цветные сплавы
цилиндрические
Карта
из
стали Р 18
85
......
/}
Длина о брабатываемой поверхности
о:::
::s::
в
мм
о
и
зубьев
ro
::r::
<l)
р... о
CQ
о..::::::
::s:: Е-с о
s '8
ro
t::{
::r::
~
:>-..
i:Q
'3
::s:: ::s::
Z
i:::
25
1
40
1
1
1
1
1
2
1
2
50
75
100
125
150
"
~-
t::{
св.40
15
5
~
j
40/10
Режимы
резания-
На кажды е
('/')
а)
t\I
чис ло
в лtм до
::r::
·~
~~
\О
Диаметр
фрезы D
L
последую-
щие 25 м.11прибав лят1
Sм В 1 V В 1 n В
мм/ лшн мf ~иин, об/ мин
Время на проход в мин
10,58
0,62
0,65
0,70
о. ~9
1о. 671
о' 64
о' 74
0,72
0,9
1,09
1 •2У
0,8
1'01
1,23
1 '45
о'
11 .4311 .661
1 '7
761 о. 961 \'' 16 1 ,361 1,6
о' 83
1 '08
1'32
1,56
1J84
1 '92
0,22
156
1 126
1,8
0,21
135
0,24
113
2,08
0,2 '
1
63,5
1 506
52,6
420
15
6.5 1 376
450
47,1
40
1
о, 60 1 о '681 о' 77
о, 97
2
о ' 65
о' 85
1' 1
0,8
. l, 03
50/12
l
св.40
1
.
40
о ' 75
10,61 . 0, 70
св.
1,5
99 1
1,76 1 l• '~~
21 ·
o.2s
о
{'\')
V,.t.O
0,67
0,78
0,89
1,16
1, 44
1, 71
2,02
2,29
0,27
1
0,63
0,82
1'8
2' 13
2,08
2,42
0 ,25
0,93
1 ,31
1, 52
1,82
0,70
1,06
1, 22
1,55
2
0,72
0,82
40
1
0,65
0,73
0,76
0,87
0,87
1,14
1,42
1,65
1,69
2,0
2,33
2,27
2,66
2
0,99
.
1,32
...
-...._}
1 ,26
О,
2
'
.....
1
'
1, 63 , .1,84
1,87 2,13
/
,
О, 29
1
133
69,7
111
58 1
119 '
100
6(\
;;: ~ 1 з;;
113
95
75
380
62,5
316
100
84
66
334
55,4
280
444
370
...
63/14
1-'
'
1 '17 , 1, 38
1 , 34 1 ,59
(
1, 98
0,2 7
0,33
~
-
-
-..J
~
.
НЕПОЛНОЕ ШТУЧНОЕ ВР]::МЯ
Гори3онтально-вертикально- и
универсально-фрезерные станки
Фрез.ерование плоскостей
Фрезы
Цветные сплавы
Длина обра батываемой поверхности
~
:д
:;::
:s: ~
~ ~
о..
ro
::s:: :s:
::s::
:s:
:х:
<1)
900
t:::( ~ ~
\О
о
10
30
20
40
50
75
100
125
~ ~l() @
ro
1
u
:s:
roo :S:: o.,
а; С'! со
::.:: t::; О) \О
::i:: i::
\i,
~ ~
1::(
150
1::(
\О~
>.
~
t::;
о..::.::
Е--<
86
~.~~
~о~ tз::
а;
ro~
PJB
Режимы резания
Ct)
:х:
ro
~ д
:;::
\О
в :мм до
ro
\О
о~
о.. =i< ~
L
:х:
·~
o.u
.а-.
:s:
~~
то
Фt::;
t
К арт а
-
Q
торцовые из стали
S'
v
Sм В
п
в
м/ мин
мм/ми1
i::
,
Время на проход в мин
-
Обработка
40
10
50
12
63
14
80
16
100
18
V 4-5
0,38 1 0 , 41 1 0,43 f О.49 1 01 55 1 0,6
1 30
1
1 0,34 1 0 ,36
1
40
1
1 0,39 1 0,42 ' 0,45 1 0 ,48 1 0,5 1 0,57 1 0,64 1 0,71 1 0~78
1
50
1
2
J
J о,49/о,Бз1 о ,57 t 0,61
60
0,60
о ,64
70
0,75
0.19
1
1 0,66 1 0,06
47 2
1
60 , з 1
4so
1 390
1 59 ,6
1
о,о9
1 292
1 61
1 308
1 60, 3 1 240
1 0,07
1o ,65 I o,74 l 6, 84 I o,9з t 1to21
1
380
0,68 . 0,72
0,77
0,88
0,98
1i09
1,19
0"1
1 260
0,89
0,94
1 ,05
ltl7
1,3
1.42
о~ 12
1 230 t 60,3 1 192
0,84
в
об/ J;LUН,
Обработка
V 6-7
'•·
,"
40
0,63
30
то
50
О, 70
40
12
0:11
0,66 ' 0,68
0,74
0~74
0,82
0,89
0,99
1, 06
0,07
О, 78 1 О ,81
-14
80
16
60
1
.
480
''
300
59 ,6
380
0,94
1,03
1, 16
1 25
'
0,09
1,55
1,69
О,
14
200
61
308
1,84
2,0 1
01, 16:
110
60,3
240
2,28
2,48
0,2
14{)
60 ,-3
0,88
0,94
1,0
1,05
1• 1
1,24
1,38
l ,06
1, ~3
1· 19
t ,26
1,33
1, 48
1, 65
i
60 ,3
0,85
;
50
380
-
1
63
--
"
1
1
'
100
18
70
1,43
1 , 35
4
1 51
'
1
' 1 ,58
1,66
1,86
2,06
"
~
~' 1
....
~
VJ
,,.
1°
.
·~ ' 1
'
1
j
<
:
,•
"'
19Z\
,_...
~
Горизонтально-вертикально- и
универсально-фрезерные станки·
fl'EПO\nHOE ШТУЧНОЕ ВРЕМЯ
~
Фрезе.ро.ваиие плоскостей и уступов
Фрезы концевые из стали Р 18
Цветиые сплавы
К арт а
87
-се
Длина обрабатываемой поверхности
L
в мм до
Диаметр
· ф резы
в
мм
D
и
число
зубьев
_
Z
на
Глубина
Ширина
обработки
В В AtM ДО
резания
в
t
25
1i5
ммдо
50
75
·
100
180
· ·
Обработка У'
8/5
каждые
последую-
щие 25 мм \ Sм в 1 v в 1 п в
прибавлять "МАt/_ми м/мин об/мин:
20-;-ЗО
.
\
4-5
0 ,6
0, 59
0,61
0,72
0,68
0,7
0,84
0,77
0,79
0,96
0,08
0,09
о' 11
310
260
235
3R,O
75,4
59
0,41
0,46
0,47
0,54
0,53
0,61
Oi.58
0,68
0,06
0,07
475
375
14
0"29
0,30
0"32
0,32
0,34
0,37
0,41
0,43
0,5
0,48
0,27
0,29
0,32
0,35
0, 52
2
20/5
20/3
20-;-40
1
резания
Время на проход в мин
.
16/4
16/3
125
Режимы
0,28
0,39
74
1500
1500
1180:
1
Jl8(}
1180t
Обработка
8/5
" '-!
с.;1
-о
\
16/4
16/3
20-7- 30
20/5
20/ 3
20-;.-40
z
1
[
56
'
0"57
'
l
0 ,60
0,6
0 ,62
0,66
0 ,7
0 ,73
0,79
V 6-7
0 ,8 1
0 , 84
0 , 93
0 ,91
1' 0 1
0 , 9.5 1 , 08
1, 06 1 1 , 24
0 , 09
о' 11
О , 14
1' 1
1 '1 9
1,38
о. 54 1 о. 57 1 о0 ,.6468 1 Оо., 7771 1 0о ,77
1 о .88 1 о .94
О "Sб 0 ,59
,85 О , 97 1,0.S
1
1
63, 5
405
0,07
0 ,09
32
270
255
200
1
320
1
1270
1270
1000
50
1
63
1 1000
63
IOO<P
~
O'J
Горизонтально-вертикально- и
универсально-фрезерные станки
НЕПОЛflО-Е ШТУЧНОЕ ВРЕМЯ
Фрезер·&ванwе пазов
V 4-5
Фрезы концевые из стали Р 18
Цв-етпые t:п.павы
К арт а
..,...
"
1
1
зубьев
5/4
1
'
1
1
1
6/5
,._ __,_
реза ния
в
мм
t
а
5 '
до,
~ 10
L
в м1и до
Режимы
резания
1
25
1. 15
Z
50
75
100
J
120
150
Sм В
мм/мин
v
п
в
в
об/мин
м/мин
Время на проход в мин
5
'
'
-~"
7
_
-
0,43
0 ,·52
0, 5
0,62
з
0"35
0,41
0,42
01'49
0,48
0,58
0,6
0,75
0,9
1, 16
1, 21
1,59
-
0~35
0,41
0,44
0,45
0,50
0, 56
0,62
0,83
0,93
1,09
-
8
·
-
0,36
0,42
5
8
--~ --
-
-
3
5
5
-
-
......
0,64
o·,s2
6
1
8/5
ttr · e-a~-s.r.,
Глубина
Ширина
обработки
В В ЛtМ ДО
число
1
Длина обрабатываемой поверхности
t
Диаметр
фрезыD
В Mlrt И
1
88
0,38
-
l
1,23
-
-
\
-
. 80
55
-
-
-
90
65
-
-
105
90
-
-
-
-
28,3
28,3
1800
34
34
1800
~
-
1 1500
37, 7
37,7
.• _..,.,
_;,ы
~
. ---
1
~-
w
5
~
r
-
10/5
10
12/5
12
8
-1
5
-
fЗ
16/5 . ~
5
16
:-1- -1-
-
8
~
-
8
20/6
20
ir
-
8
--
'
-
-
-
'
1
1
5
-
-
!
'
1!
~
-
-
О, 75
О, 97
1,18
1, 4
1, 62
о ' 85
1, 11
1, 37
f ,62
1, 9
--
0,67
0,77
0,86
0,99
1,05
1, 2
1,22
1,42
1,41
0,61
0,7
о
77
0,92
1,07
1, 08
1,25
125
105
38,5 1!
1225
. 38,5
1,64
150
125
"
1,23
1,43
180
15'0
47,5
47,5
945
47' 1
47,' 1
150)
35,6
35,6
'
'1
"1
94-5,
-
-
-
-
'
0,89
\
/
0, 56 0,68 O,Sl
0,61 0,74 0,8S
0,94
1,02
1,06
1,15
225
200
Примечание. При повороте делительной :rоосо,В'.км~ на одну позицию ко времени по карте прибавлять, Ф,03.5; мию. .
..........
1
1
'
--1
-ел,
Горизонтально-вертикально- и
уииверса "1ьн о-фрезерные станки
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
Фрезерование плоско-стей и уступов
Фрезы дисковые из стали Р 18
Цветные сплавы
К арт а
Дли.на обрабатываемой поверхности
1
о
::д
Режимы
Q) ~
~ ~
r::;
-е- ~
о.. ::r
r- .....
о..
~
-
::Е ~
(!)
Q)
~~~
- (:() :>.
h[
('/)
-&
C'j
::с
Q)
~
ti::
а.
~о
С)
в мм до
резания
.....
~
о..
L
89
CQ
CQ
::s:: ti::
:s::
::s:: ::r:
о..
а ro
о
CQ t::{
=
::r:
ro
ro
15
5
СУ)
Q)
о..
50
25
75
100
125
150
175
[:--<
~r::;Q)\O
s
t::{
::s::
\О ~
. :>.
r::;
"-
..Q
u
"""
C'jo::S::O..
~ t::
t::
о
::r:
~
1
~о~ ti::
~ »ю @
ro ~~ ro
~
,
Время на проход в мин.
CQ
;t
:;j
~
;t
:;j
~
---;:,;
~
---
(!)
t:Q
)J
(-:J
~
;::)
;t
:;j
~
--\Q
а
:n
.........
-
Обработка
63
f6
6
8
2
V 4-5
0,26
0,29
()"31 ' 0,37
i
0,43
0,49
О , 55
0,27
0,30
0 " 33 : О.41
0,48
0 ,55
0,62 1 0,69
1 О, 61
0,67
0,06
460
91
460
0,07
380
75 ,_ 2
зва
1
8
80
18
1 10
100
20
10
12
-
1
1
2
1
' '
t
f
,
0,28
0,29
0,31
0 ,33
fl t 34
0 ,32
0,35
0 ~37
0 ,42
0,4()
{), 46
0,4{)
0, 5
0,55
0,57
0,64
0,65
0,73
0,53
0,6
0 , 65
0,76
0,77
0,9
0,88
1,04
0, 42
Ot37
t
Обработка
63
16
6
8
8
8
г
10
'
10
2
1
.
10
12
1
Q"58
54
0, 55
-. . 1
0 ~ 58
'
0,59 .
1. 0,58 i 0,64
0,61 1 0,68
-
1
0,32 0 ,55
0,54 0 ,51
о
-<.
V 6-7
0,65 . 0,72
0 ,69 0,78
~ .6
1
о. 71 1о' 8
O,i79
0 ,9
0,86
О, 98
О , 73
1
360
300
95,5
95,5
380
380
11
о ' 14
236
190
94
74
300
236
1,04
1, 15
0,07
0, 08
390
320
. 77
390
1, 2
1'31
0,09
О , 11
300
260
- 80, 5
80, 5
1, 55
О,
13
О , 17
200
160
81,9
62 ,8
V,08
0,83
0,8
0,91
1, о
1, 11
о'
1, 19
1) 33
l
0,09
,
0 ,97
1,06
63 ,4
320
-
о ,62
о' 64 . о' 74 . о, 85
0,89
0,96
0, 69
0,83
0,97
1' 11
0 "75
0 792
1,09
1,27
1'01
1,-09
1' 11
1, 2
1'28 -1,42
1,46 1,64
1,82
2
t
-
'1
с.с>
Коэффициент
1, 2
1
320
200
4
Коцичества работающих и нстр ументов
320
260
Поправочные коэффициенты на времs обработки для измененных услов ий р а б оты в зав исимости от ;
Количество инструментов
•
1,4
.......
ею
о
Горизонтально-вертикально- и
универсально-фрезерные станки
НЕПОЛНОЕ ШТУЧ' НОЕ ВРЕМЯ
Фрезерование пазев
V 4-5
Фрезы дисковые из стали Р18
Цветные сплавы
К арт а
90
ff
С!
о
м .....
Ф--;
С....;=:
~ ~
со......_.
::s::
t-(
o--..t
::s::::r:
'°
~
;::::::i
м
63/16
1
"'
'°
о
i:::i
5-8
15
50
25
75
100
125
150
· Время
'°
3
1 0,281 0,32
().~
6
1 0,32
0,395 0,49
0,36
§...... t:;:(l)
~~ \O~
~U::s:::S::
...
t:;:"'
~
175
'
. \О ~
~..;::
::::::
, \О
~
5
::;;::
о::
о..-:=:
(l)
ro'i,...Q
~~~t:;:
(j)
~0
::r:i:::{
:I:
Режимы резания
~
..D
,..q, ~с....
i:::iO"<" o:::
сУ)
о..
СО
Длина обрабатываемой поверхности L в .м.м до
ro
-&:
u
:~N
Q)
::r:
Q)~
а; о
o.. t:;:
·
~
о..
~
о.44
1
1
;i:
~ о !':'!' о..
i-i-.~~t::
.,.
~
'°~
;-.;
на~роход в мин
~
со~
~
-;;;.r.:;
-:;.-
~ ~
о. 52
0,6
0,68
0,76
0,84
0,08
0,58
0,68
0,77
0,87
0,96
о' 1
1
337
290
>=> "'
1
;:z:
~
~
со-.._
'С
~ ~
79
420
69
365
10
1 0,35 1 О,·39 1 0,44
0,54
0,64
0,75
0,86
0,96
1,07
о. 11 1 260
60,4
320
1.s
1 о ' 40 1 о ' 45 1 о, 5
0,63
0,75
0,87
1,0
1'12
1, 2.5
О,
220
56,4
300
1
12
'
6
0,34
0,38
0,41
0, 52
0,61
0,71
0,81
0,92 . 1'02
0,42
0,47
0, 58
0,7
0,81
0,92
1,04
о' 11
27 5
70,6
300
О,
12
240
63,6
270
)
8-12
75/18
10
12-16
1,17
~
15
9.0/20
0,38
0,44 1 0,49 . 0, 54
0,68
о,_ 82
0,96
1,09
1,23
1,37
о' 14
200
54
230 '
6
0,35
0,99
1' 1
1,35
0,11
О, 13
О, 15
2.SO
226
о ,ьз
0,88
0,98
1,2
70,8
0,46
0,66 0,77
0, 74 0, 86
0, 89 1,04
2.50
О,З9
0, 55
0,61
0,74
1' 1 .
10
15.
0,39
0,44
64
56 ,6
226
200
\
0, 44
0,49
0, 59
1,22
1'5
I/
180
• r
-
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от:
Количество инструментов
2
4
Коэффициент
1,2
1, 4
Количества работающих инструментов
Примеtrанне. При' повороте делительной головки на однr поз!щию ко времени по карте прибавлять О,035 мин.
-00
\
....
00
~
НЕПОЛНОЕ ШТУЧljОЕ ВРЕМЯ
Фрезерование шлицев
Горизонта льно-вертикально- и
универсально -ф резерные станки
~
V 4-5
Фрезы шлuцевые из стали Р 18
Цветные сплавы
Карта
в
.
d;
(!')
Диаметр
фрезы D
в
мм
о..
зубь.ев
Z
32
90- 56
40
100-56
1
L
в мл.t до
Режимы
резания
~
Q)
о..~
C\S t:t: о
:::i:: :s: ~
:s: :::r:
~
:s: ro
~
Длина обрабатываемой поверхности
1
"8-i:Q
число
"i-1
С\З
(!')о
Q)
и
11
91
~~
s 8. р:)
:s:
\О
~
20
J
30
40
50
75
100
1
~
;:::$
-
;::...... t:t:
i=;
15
1
1
......
10
5
2
С\З ~
:::r: ~
:s:
:::r:
Время на проход в мин
~
~~
~ '8
~~
р:)
с,,
;::> ~
:<1 ~
~
~
;:::$
;:::$
~
0,2-1,2
2
3
0,24
0,25
0,25
0,26
0,26
0,27
0,27
0,28
0,28
0,29
0,3
0,32
0,32
0,34
0,34
0,36
0,39
0,42
0,44
0,48
,
550
47.S
150,7
150,7
1500
1500
0,25-2,0
2
3
0,23
0,24
0,24
0,25
0,25
0,25
0,26
0,26
0,26
0,27
0,27
0,28
0,29
0,3
0,3
0,31
0,34
0,37
0,39
800
1119,3
750
119,3
950
950
-
1
.
·О,35
"""'...ro;..•• ,,.,,
~
~··-
-
__"___
с
l
50
0,25-3 ,0
112-56
0,6-3,0
--
Примечание.
......
():)
С;.;!
.. -·---
-
-
..
'.
-
2
0,25
' 0,26
3
0,26
5
0,29
3
~' 2f>
0,27
5
0,3
2
63
100-64
1
·-
1
1
1
о , 28
0,29
0,3
0,33
0,35
о ' 38 1 v' 44 ) о ' 51
42.5
149,2
95о
0,28
0,29
0,31
0,32
0,35
0,38
0,41
0,481 0, 55
375
149,2
95 ()'
0,3
0,32
0,34
0,36
0,39
0,43
О-А7
0, 56
300
149,2
951
425
375
148,4
148 ;4
118, 8
750
750
0,27
0,29
0,31
0,29
0,30
0,33
-
"
о .зо 1 О.з1
- 0,34
0,32 0,33 0,36
0,35 0,37 0,40
1
0,65
0,36
0,39
0,44
0)39
0,45
0,48
0,45
0,49
0, 57
0,52
0,56
0,67
300
/
1
При повороте делительной головки на одну позицию ко
времени по карте прибавлять
0,035
мин .
600
-
00
~
Горизонтально-вертикально· и
универсально-фрезерные станки
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
V 4-5
Отрезка
· Фрезы отрезные из стали Р 18
Цветные сплавы
К арт а
92
-+->
в
Длина обра батываемой поверхности
L
в мм до
Р~жимы
резани я
1
Диамеl'р
фрезы D
1
м
"'
Q)
о..
Z
"'
::i::
~
p:i
:;:: ::i:: ~
о.."'
\О
........
p:i
~
63
НЮ - 64
80
100-72
100
112-80
125
-\\'2.-<d()
:;::
p:i
s 8..
:;::
:;:.-..
~
15
50
25
75
100
125
150
п ослед~ю-
"
щие 25 .мм
прибав л ять
~
5
8
5
\1,О-4 ,0 1
\
8
12
5
8
12.
p:i
~-:;;
::i::
\ 1.0-4,0
~
Время на проход в мин
1
о,32 о,35 1 0,47
о,421 оо,491
о, 56 1 о,6з \ 0 ,1
,56 о ,64 о' 72 0,81
--
0,32
0 ,35
0,33
0,36
0,4
380
1 320
0,681
0,77
0,7
0,79
0,89
0,07
0,08
0,07
0,08
0,09
412
1 357
397
344
305
о' 54 1 о' 61 J о' 69 J о' 76 J
0,08
0,09
)
о,35
/ о,41
0,38 0,46
0,36
0,4
0,44
t -:: tо~·-1~
,35 [ о, 38
о~~
4
0 ,48 1 Q, 55
0 ,54 о ,61
0, 57
0,43 0,5
0,48 . 0, 56 0,64
0, 53 0,62 0,71
0,46
0,54
O.G
~
0,07
0,08
0,29 /
/
о ,32
0,35 0,39
0,29
0,32
С/)
.
о, 63
О
. 7 1
о' 72
О
.
В 1
0,61
0 ,69
0,64
0,71
0,8
о, 81
О. 0 2
о, 91
~ . DЯ
~- - 1-
>::>
- ~
~
~~
~ \Q
"~
а
120 1 605
104 ,5
527
483
1 121
lОБ,4
'
420
99 7
8.5,
76
1
315
273
242
360 ) 117'
294
-~;изо
~
~
~
p:i
i::; :;::
5
8
1,6-4,0
5
о::
1 0,6-3,01
t
На каждые
t::(
о..~
"'
о:: t::(
о
::i:: :;::
число
,
мО
Q)
-&CQ
в мм и
зубьев
Q)
8)
85, 6
?":'> ... яg
3011
218
J93
fоризонтально-вертикально-
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
Фрезерование пазов полукруглого профиля
Цветные сплавы
-..
1
о
о..о
1
Диаметр
фрезы D
в
мм
1
и
t::(
<1)
~
.g.
CQ
C'Q
CQ
::;::
::r:
C'Q
о..
C'Q о
t::(
::r:
К а р т а
5
. 1
1
15 -
25
50
)
75
100
::;::
::;:: t:J::
Z
и угловые из стали Р 18
·
1
m
о..~
:r:1
число
зубьев
~
Фрезы полукруглые выпуклые} вогнутые
V 4-5
Длина обрабатываемой поверхности
1
t:J::
\О~
:>-. ~·
о..;:;;::
;:; : ::r:
'
125
L
в мм до
~~
ел
50
14
• З-5
1
1
3
5
150 ·
0,3
0,33
0,33
Q,36
0,41 0,48
0,45 0,54
0, 56
0 ,62
щие 25 мм
прибавлять
;х:
~
~~
~~
С1) ~
О ,631
О, 7179 1
71
О,
1
последую-
Врем я на проход в мин
1О, 28 ,. О , 3 I
лист
На каждые
1
Обработка выпуклыми и угловыми фрез ам и
00
93,
1 ~.. Режимы резания
~
s~
и
универсально-фрезерные станки
О,
~1
;J
~
;х:
;:::!
1
CQ
~
--'2
~
"
0,07
0,08
374
\
83,8
320 \ 71,8
f
534
457
-
,
'
00
О'>
Горизонтально-вертикально- и
универсально-фрезерные станки
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
Фрезеровапие па3ов полукруглого профиля
..-
V 4-5
Фрезы полукруглые выпуклые, вогнутые
и угловые из стали Р 18
Цветные сплавы
К а р т а
......
1
о
о.О
Q)
Диаметр
фрезы D
в
мм
~~
число
Z
::s::
::s::
::s:: ::r:::
s:
о..
о
5
15
25
75
50
5-8
125
150
резания
последую
щие
25
мл-~
прИбавлять
::s::
\О ~
>. ~
i:.....
~
~ ~
~
~
. Время
3
5
8
0,3
0,33
0,36
0,34
0,37
0,42
0,37
0,42
0,4(?
0,47
0, 52
0, 59
;;:
;;:
с:;:
на проход в мин
-
63
12
100
::r::: t::(
Обработка выпуклы'Ми и
-
Режимы
На каждые
Cr)
С'С1
о..
в мм до
С'С1
~c:Q
~
L
2
=:
(!)
::s::
Длина обрабатываемой поверхности
~
о..~
.а. р:\
и
зубьев
t::(
лист.
93,
...._
~
со ~
;;:
-~
~
\О
~
~о
83,5
491
422
366
С1) ~
;:>
97
yr ловыми фрезами
0,56
0,63
0,71
0,75
0,85
0,65
0,74
0,84
0,97
0,84
0,96
1,09
0,09
О,
12
294
253
220
о,
13
210
15
о, 19
179
156
о,
11
/
72,4
~
.
~
3
80
то
8-16
5
в
--
-
0,39
0,45
0,52
0,44
0,57
0,71
0, 51
0,66
0, 59
0,76
0,81
0,94
0,84
0,97
1, 12
0,97
1 '1
1, 12 1,27
1,29 , 1,5
-
1
--
f
-
---- ------
~
о,
-
f .
105,5 . 420
90
78.4
358
312
50
.
- 3
1-10 ·
14
'
"""
63
10..... 14
12
-
0,3
0,34
0,39
5
0 ,36
0 ,42
0 ,48
3
0,34
0,39
5
о.4з
8
0,48
0,51
0,58
Ot45
0,59
0,67
-
80
14-28
10
"
.
3
5
8
-
-
'
0,46
0,61
j),71
0,53
0,72
0,8·2
0,5
0 ,64
0,61
0,72
0,83
0,8
о · J 96
1' 11
0,87
1, 02
1,42
1, 58
О,59
0,73
0"8 ' 1,0
· о,9
1'13
-
0,72
1 '11
о' 11
о,
16
О,
13
1t15
I.63
0, 2 1
1'81
0/,23
0,9
1,26
1 ,4
О,
18
1, 08
1,54
1,27
1,8
1. 45
2,08
0,27
1,69
l-i98
2 26 "
0,29
'
Примечание. При повороте делительной головки на одну позпцию ко времени по карте п рибав л ять
.......
~
......
250
175
193,4
595
80,8
515
87
73 ,2
440
195
135
120
61, 3
370
i
310
~
0,99
1 '21
1,35
0,94
1 ,27
150
102
95
0,035
109, 5
400
85,4
75,4
340
300
лшн .
"
-
00
00
Го ризонтал ь но -ве р;rикально - и
у ниверсал ь нri-фрез ер ные станки
НЕПОЛНО Е ШТУЧНОЕ ВРЕМЯ
Фрезерование плоскостей
Фрезы тор ц ов ые с
Цветные сплавы
пластинкам и Т 15Кб
К арт а
Q
С\')
\О
о
~~ -
..в-~
::r ~
~ ~ i:CI
;2; ~
C\j
:s::
.,,..
о
r::{
<1)
(У)
<1)
о
о..~
r::
~
)::s::
i:CI
ro о~
t:i:: ~
::s:: Q) '
о... ro ::s::
Q)
..о
s~
""\О
t:1-i:ci ~
~ о
~~~
\О
о..
Длина обра б аты в аем о й п о в ерх н ости
1
ro·х
о..
;а
i:CI
Е-<
в мм до
:д
20
10
С\::1 ~
30
40
75
50
100
125
150
t:i::
~ ::i::
:>-.
~
Е-<
~:>-.""~
;;<.; r::{ t.C i:CI
С\::1
Q) С"\1
c:<j
u
о:::
С\::1
~~(1)\0
~
.......
t
' -
резания
..о
r::{2~tti
t:i:: i:CI
::s::
Режимы
а>
1*
r::{
\О
;:Q о
L
94
;:i:
::s:: ::s::
g5
§-
~
i:CI~
i:CI ~
~~
::s::
В рем я
1:1')
на проход в мин
Обработка
;:i:
;:i:
~
\:)
;;;:;
--~
::s
i:CI ~
t:::
\О
а
V 4-5
100
60
8
125
1
\()
.
0,52
0,55
0,57
0,59
0 ,66
0,72
0,78
0,85
0, 06
440
265
845
0,59
0,61
0,64
0,67
0,69
0,76
01 83
0, 9
0, 97
0,07
405
267
680
0 189
0,97
1105
1.1з
1 .2
0"08
344.
267 , 3
532
~
ню
1
-
2
75
8
0,5
\
о.в
О.76
1\2
О_.86
о.sз
~
--
.
..; __ __
~--
--
-- -
---
..
-
•
••:a-18 rllr.l'lt."V~
"'l/tJ
tii
-l
·""--.
J
~.
)
-
-·-~
j
- -----100
8
1
60
125
1·
75-
8
1
1
160
10
-
00
ф
1
112
1
l l I
;,2 /
l
1.з2 l
l 1, 31 ! l '4 l
1 '5
l '64 1 1 '7 4 1
10,82 \ 0,85 I 0,88I0,9110,94, 1,01l1,09 I J,2
1
1
о,921 о.941 o.9s l 1.01
\ 1 • 15 ' l , 18 1 1 '23 1 1127
1.04
1.12
1
1
1,21 I 0,07 1 364 1 265
1.4 /
1 845
о,ов /:.. 344
1 267
о '1
1 267 ,3 1
1
280
1
680
532:-
Горизонтально-вертикально-
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
Фрезерование· пазов
уни вер сально-фрез ерные
V 4-5
Фрез ы дисковые с пластинка~ии Т 15Кб
Цветные сплавы
К арт а
Q
:д
1
о
('1)
Q) i:;:
o..u
-&:s::
о..Р'~
t
~ со
~ ~ Q)
ro
:s::
~ ...о
\О
h:[ со ~
Длина обрабатыва.ем ой поверхности
~
~ ~
~со
~
r::{
С'13 ti:::
Clj
~
~
i::Q"
-&~
;; :s::
о.. :r:
:s:: Clj
а о
со t:::f.
о
а...
1
:s:
L
>-.
Режимы
~
1
резани я
~ ~
...о о~ ti:::
5
25
15
50
75
100
125
175
150
t::!~i:;:
~ /::!
со
Clj
(!)
С'\1
Clj
~ i:;: а;"'°
:s:: :s::
::r:2~§Clj
\О......,
i:;:
~
95
в мм до
о
~~
и
станки
о::
:s::
:r:
~
(.)
со~
....
"°
(-:J
Время на проход в мин
~
- ~
::3
со ~
со ~
~
~ \Q
а
~
"'<;
~
~
::3
t:)
1
100
8
125
по
10+12
5
10
15
б
12+16
10
15
20
0,27
0,84
0,44
-
-
0 ,37
О.42
0, 3
0,31
0,32
0,4
0,48
О.49
Or54
0,66
0, 56
0,78
100,30
, 46
О_.41
0.47
0,56
О,об
0 ,56
0,68
0,8
0,98
0, 3 J
0,42
0,51
0 .62
о " 68
О,83
200
700
225
175,8
560
450
176 ,9
450
137 ,5..
350
0,47
0,52
· о,56
0,6 1
0,05
0,64
0,9
0,72
1, 03
0,79
0.88
1 , 27
0,08
350
О,
12
0,53
0,59
0,75
0,92
0 ,85
1 ,04
0 , 66
0,95
1, 16
1 t 14
1, 29
1,44
0,71
1 ,04
I',29
1, 59
0,06
о, 1
О, 13
О, 15
1, 15
560
'
285
225·
180
Поправочные коэффициенты на время обработк и для измененных условий работы в зависимости от :
-
Количество инструментов
.
2
4
~оличества работающих инструментов
Коэффициент
_ __ _ _ _ _ _:t:\.:
..,,,_,,;:'QY\.'bl\.e..~ э..R'V't.~ -
П"Q "\..J\.
"D.C>~C>~c::.~~
д...e.Л...!!_Te..J"'('{::.1-C<>-i!i.
rолов~
JВ:а..
<>дВ.У
позиuиI<>
1 ,2
к ов р е l\4. е ТIТ~ rт о :r-ca q тeo- r:rр.r~бв~JТ.я-тЬ О ОЗБ _,!ИU/-L-
1,4
Разде.11
V
ШЛИФОВАЛЬНЫЕ СТАНКИ
Настоящий
раздел
сборника
предназначается
бот, выполняемых на шлифовальных станках
изводства,
и
содержит
укрупненные
для
нормирования
ра
в условиях серийноrо пр.о
нормативы
для
расчета
технически
обоснованных норм времени на следующие работы: наружное, круглое
шлифование с продольной и радиальной 11одачей, ,плоское шлифование пе
риферией и торцом круга на станках с прямоугольным столом.
Основное (технологическое) время в сборни1<е рассчитано по «Обще
машиностроительным нормативам режимов резания для технического нор
мирования
работ
на
шлифовальных
факторов, влияющих на режимы
~
станках»
с
учетом
и врем я о бр а ботки
технологических
(размеры детали,
припуск, точность и чистота обрабатываемой поверхности и др.). ·
Уровень режимов
резания
установлен
применительно
к условиям
выполнения работ, характерным для серийного Jiроизводства.
Пример расчета нормы штучно го времени пр и р аботе
на J{руглошлифовальном станке с ради аль но й п одачей
Станок- круглошлифовальный 3151, Nd=7,0 квт
·
Деталь - валик
·
Обрабатываемый материал - сталь
Вес детали - О, 7 К?
Операция - шлифовальная под \7 7
Способ установки - в центрах с хомутико м
Р ежущий инструмент- круг шлифо в аль ны й Э Б40СТ I КПВ К 600 Х50 Х 305
Количество де'Г-алей в партии -.100 ш т.
/
.
\
'
"
"
t
)
о
i:::
::s::
::s::
Содер жание раб от ы
:::f
В р ем я в мин
~~
К арта
1
Установить
и
СНЯТЬ
0 ,24
деталь
3,
лист
1
•
,
1
Шлифовать
=20- 0,0 14
по в ерхность
на
мм
2П=О,3 мм, К =
1,0
длину
мм
О ,5Х
Dd=
30
100
1,1 = 0,55
мм,
1
~
Итог о :
0 ,79
Норма времени с учетом по пр авочного коэффициента на размер пар·
тии деталей составит: Т шт= О ,79Х 1 , 0 7=0, 845 мин.
Подготовительно - заключительное время (в расчете на одну деталь)
равно 9,0 :
Норма
мин.
штучно-калькуляцпопного
100 = 0,09
времени
на
операцию
составит:
Т шт=О,845+0, 09 = 0 ,935 iiuн.
Пример расч ета н ор мы штучного вр емени при р аб о те
, на пл оскош ли фовал ь ном станке периферией кр уга
СтаН'ок- плоскошли фов ал ь н ы й 3711'1, Nd= 2,8 квт
Деталь - плита
О бра б атыв аем ы й мат ериа л - сталь
В ес дета ли - 1,0 кг
Опер а ция - плоско шл ифова ль на я
Сп осо б уст а но в ки - н а м а гни тн ом столе
Режущий и~струме нт - круг шли ф овальны й
Количест в о деталей в партии - 70 штук.
ВреМя в .лшн
Содержание работы
Устано в ить
1
и
снять деталь \
Шлифовать поверхность
В=50 мм, П=О,3 мм
Lct = 100
Итого:
0,9: 10=0,09
1,2= 1,49:
мм, 1 1,24Х
10=0,149
1
Карта
1
7
100
1
0,239
Норма времени с учетом поправочного коэффициента в зависимости от
партии деталей составит: Т шт= 0,239Х1,15= 0,359 лtuн.
Подготовительно-заключительное
равно
6,5 : 70= 0,093
Норма
мин.
штучно-калькуляционного
Т шт=О,359+0,093=0,45 MUH.
192
время (в расчете
времени
.на
на одну деталь)
операцию
с о ставит:
,
Серийное производство
ПОДГОТОВЦТЕЛЬНО
Круглошлифовальные станки
ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
Карт а
96
Подготовительно-заключ ительное время на партию
А. На наладку станка, инструмента и приспособлений
1
'
Наибольший диаметр
устан авливаемого
Способ установки
изделия
детали
в
мм до
200
Время в мин
1\В
универсальном приспособлении (центра,
оправка, патрон)
\
Б. На дополнительные приемы
2
IПовернуть стол на угол с возвратом в пер
. 2,5
вонача льное пg_ложение
3
У стано вить и снять шлифовальный .круг
5,0
\По цилиндричес-
4
.
Править
круг
5
0,8
кой поверхности
шлифовальный
после
его
1,3
смень1 один торец
(предварительно)
один
радиус
,,. '
в. На получение
--;
инструмента и праспособлений до начала и сдачу
их после окончания обработки
\получение инструмента и приспособлений'
\
I
исполнителем работы до начала и сдачу
и х по~:ле окончания , обработки партии
7 ,о
..
детален
13' Зак. 162
193
Серийное производство
Плоскошлифовальные станки с
поДготовитЕльно
злключитЕльноЕ ВРЕМЯ
го ризонтальным
и
вертикальным
шпин~елем и прямоугольным столом
К арт а
97
·.
Подготовительно-заключительно е время на партию
А . На наладку станка, инструмента и приспособлений
:::>:
:::>:
::f
:::>:
'
Длина
('/)
Спосо б устан овки
о
t::
в
мм
ДО
800
детали
~
1
стола
Время в
/На магнитной плите стола
мин
6,5
Б. На дополнительные · прие.мы
2
4
з
y становить
l
и снять тиски ил~ специаль'f:Iое\
приспособление на магнитнои плите
дисковый
у становить и снять шли - сегментный
фовальный круг
чашечный
·5
6
7
Править
круг
после
7,0
6,0
2,3
шлифовальный дисковый
его смены сегментны u
(предварительно)
5,0
И.. или
1,8
чашечныи
В. На получение инструмента и приспособлений д о начала и сда ч у
их после окончания обработки
8
Получе1ще
инструмента
и
приспособлений
исполнителем работы до начала и сдачу
их после окончания обработки партий
деталей
194
"
7,0
Круглое наружное ш л ифо ван и е
с продольной подачей
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
К арт а
Длина шли ф ов а ния
Диаметр
шли ф ов а ния
Dd в мм ДО
Приг.уск на
ди аметр 2П
I:s
№JИ
ДО
25
50
Ld
98
в мм :Д о
75
10
18
0 ,31 1 0,42
о ' 46
О , 4 1 О , 55
о' 44
о .6
о' 52 1 о ' 72
'
о '2
о '3
25
о '59
о' 55
о '7
О , 66 '
t'V
о' 12
о, 73 '
50
о'2
75
о '3
О , 76
о ' 86
'
о 92
t
Х
j
1' 1
о '98 ' 1 ' 14 1
1 '08
] ' 08 ,
1 ,2
о
t'V
о. 84 1 о ' 98 1
о '93
40
о , 66
' о' 72
о' 62 ' о '84
о '68 1 о '95
0,74
1,03
1
С"!
:::.::~
0 ,51 1 0, 58 1
о '8
о' 2
0 ,3
32
t'V Q)
..а
а;\О
() :s: :s:
Q' 34
о 3
~
::;;;;
~ ~l{) ~
100
-
0 ,2
о '3
О ,2
о' 3
о'2
:; ;
Q)
Врем я на п оверхн ость в мин
5
:а о
h:{
1 '32
1 ' 26 1
1,38
i:::
::r о..
i:::
0,08
о
' 09
О,I
о ' 12 .
о' 12
'
о ' 17
о '2
о 17
о ' 19
0, 21
1 '03 1 1' 17 1 1 ~ 38 1 о ' 22
1 ' 16 .1 1 '32
1' 5
о ' 23
о '84 1 1 ' 14 1 1 ' 32 1· 1 ' 5 1 о ' 23
о,3
о ' 88
о '3
о '92
1 ' 27
i
1' 2
о '5
1 ' 55
1 1 '7
1' 4
1 ' 44
1
1 '7 4
1 '86
1 ' 68
о ' 25
1 1 ' 92 1 о ' 24
2 ' 04
о , 26
П о правочные коэффициенты н а время обработки дл я изм ен енных условий
р або ты в ~ав ш;.и мости о т:
1.
Обрабат ываемо г о материала,
класса точнос ти
и чистоты поверхн qсти
Класс точ н ости
2
Обрабатываемый
1
2а
3
4-5
Чистота повер хн ости
материал
"
Коэффициент
l
Сталь·
I
. 1 1, 5 1,25j 1, 2 ~ 10,96.1 0 ,8 \ 0, 771 0,641 0 ,53f0 ,43
Цветные сплавы / 1,051 0,871 0 ,841 0 , 7 1 0,671 0, 561 0 ,541 0, 451 0 ,37/ О ,3
2.
Ши рина круга в
мм
Ширины круга и формы поверхно ст и
Шлифуемая поверхность
ц!"!ли ндр ическ а я
1
с галтелью
t
с
торцом
Коэффициент
<20
20
1,1 5
1,0
-
1
1,25
1, l
1 ,4
1,2
195
· Круглое н аружное шлифование
с
"
НЕП О ЛН О Е ШТ У ЧНО Е ВРЕМЯ
р адиальной
подачей
:К арт а
99
..
LiJ
Диаметр
шлифования
в
мм
Dct
до
В
ММ
1
8:~
10
1 25
Lct
1 32
в мм до
1 40
\~
Время на поверхность в мин
0,3
1
18
10 1
ДО
о'2
,
5
Длина шлифования
Припуск на
диаметр 2П
о' 27 t о, 28
0,29
0,31
1
о' 3 1 о' 3 l 4i о' 32310 '332
0,324 0,347 0,36 0,376
8:~i4t 2:~~31 8J~~I 2j~H g:~~ 18:~~5
t
1
- - -- - - , - -0-,2_ _ о , зз
13
\ o,354J
...:;._,J
о,3721 о,4081 о,423 о,43
0 ,403 0 .432 0,47 0,49 \0,5~
~~~~~~~,~~О~
, 2~~
, 0~~10,373/ О,~~, 0,43 1 0,44810,465
25
о'3
о' 387 о' 433 о' 465 о' 5
о' 536 о' 565
-32- - ,
o-:-452f о ,4 з1 о, 5t З/ о,5561 о,58 \О,6
0 ,3
0 ,498 0,55 ( 0,58 0,642 0,6780,71
0 ,2
1 0 ,47 j 0 ,49710,53210,5821 0,6 ,0,63
40
О, 3
О , 53 J О , 563 О, 607 О r 68
О 71 О , 7 55
1
---63--,--~-.2--,-о-:-6710,721 0,7610,82 \ 0,8510~9о' 3
о' 73 о' 81 о' 7 о' 94 1 'о 1 '06
----,--0
,з--I
0~2-10-:-9151
о,9 1i-;-ов11,1211,18 ·
75
0,5
0, 987 1,14 1,25 1,37 J 1,47 1, 57
0, 3
0 ,36
- -o-.2----I
1
П о правочные коэ ффициенты на вр емя об раб отки для измененных условИй
ра б оты в з ав иси мости от:
-
1.
Обрабатываемого материала, класса точности и чистоты пове_рхности
:Класс точности
.1
--·
Обрабатываемый
материал
2а
2
4-5
3
Чистота поверхности
v вt v
11 v
~1 v
11 v вl v 11 v вl v 1\ v в 1 -
Коэффициент
Сталь
1, 2 f
1 о, 961 о, в 1 о, 11t о, 641 о, 5з\о, 4з
'l,05f 0,871 0 ,8410,71 0,67\ 0,561 0,541 0,451 0,371 0,3
1
Цветные сплавы
1,s 1 1,2sl
2.
12
Формы поверхности
Шлифуемая поверхность
свободная
с
с галтелью
Коэффициент
1,0
196
1, 1
1
торцом
Плоское шлифование периферш~й
круга
.НЕ1IОЛНОЕ ШТУЧНОЕ ВРЕМЯ
с
на
станках
прямоугольным
К арт а
столом
100
ft~x
r
Ei
в
32
40
'
О,
t
(
1 0,97
0,97
~
1 1 ' 06
0,3 .
1 0,97
1,02
1 1,06
1,05
о,
1
0,3
О,
'
1'14
1
0,97
1 1'01
1
1·
1,48
1, 73
1
1, оiГ
1,06
1' 1
1,2:8
1'4.З
1,36
1 1, 58
1,46
1 1, 73
1, 3
1, 31
мин
1 1,22
1, 13
1, 18
1,3
1
1 1,49
1
1
1,04
1 1,24
1,43
в
•
до
300
1
1"23
1 1, 39
1' 1
1 1, 21
1 1, 12
1, 2
1 1,27
15
1,08
1'1 5
1
1 1,09
1,07
15
0 ,3
63
0,94
0,94
0,95
1
200
100
0,93
15
0,3
1
1
в мм
Ld
Время на поверхность
15
0,3
о' 15
1
50
до
О,
~
50
мм
О, 15
о.з
10
20
Длина шлифования
Припуск на
обработку П
Ширина шлифоваНИЯ Bct В ММ ДО
1, 70
1 2,04
Попра воч ные коэффициенты на время обработки для измененных
условий работы в зависимости от обрабатываемого материала,
точнос ти
и
чистоты
поверхносп1
Точность в мм
0,08
0,05
0,03
Чистота поверхности
Обрабатываемый
риал
мате
v
Б lv
7- 8
v
Б v
7- 8
v
б
v
7- 8
Коэффициент
1,25
Сталь
Цветньtе сплавы
*
0,87
1 •5
1,05
____ _ о, в_
1.0
1 __1__,_2__
0,7
1
\>
0,84
_
о, 96
0, 561~
Одной или нескольких одновременно обрабатываемых деталей.
197
Плоское шлифование торцом
круг а на станках с прямоугольным
НЕП ОЛ Н О Е
ШТУЧНОЕ ВРЕМЯ
столом
:Карта
Приведенная ши-
Длина шли ф ования
П р и пуск на
о бр а б отку П
рина шлифования
Впр* в мм
в
10
1
15
мм
50
до
1
-
до
300
0 ,99
1,08
1,03
1,15
о' 15
0,99
1 1' 1
1, 02
1, 14
1,07
1,22
1,12
1,3
1 ~ 01
1 , 13
1, 05
1 '1
1'11
1,27
1, 16
1,36
15
0,3
1 ' 11
1,24
1, 15
1,3
1,22
1, 41
1,3
1,53
О,
1 , 17
1,33
1, 21
1 , 41
1,3
1,56
1,39
1, 71
•
о,
15
0 ,3
50
200
1
мм
0,97
1, 05
15
0 ,3
32
100
в
О, 15
0 ,3
О,
20
1
Ld
Время на поверхность** в мин
0,3
1
101
1
1
1,07
1
1 ,23
Поправочные коэффициенты на время обработки дл я из м ененных
у словий работы в зависимости от обрабатываемого материала,
точности
и
чистоты
поверхности
Точность в
G, 03
0 ,05
Ч истота
материал
v
7-81
;
6
'\/
*
**
1, 25
Впр
Lct
Vб
поверхности
\1
7-81
'16
7-8
1\1
Коэ ф фициент
'
Цветные сплавы
0,08
1
Обрабатываемый
Сталь
-
мм
0,87
где ~F d -
1,5
1,05
-]
'о
0,7
1,2
0,8
0,96
0, 56
0,67
1
0,84
суммарная площадь шлифования в мм2 •
Одной или нескольких одновременно обрабатываемых деталей.
/
Раздел
VI
ЗУБОФРЕЗЕРНЫЕ СТАНКИ
•
Этот раздел сборника предназначен для нормирования работ, выполняемых на зубофрезерных станках в условиях серийного производства .
Время на обработку поверхности в нормативах дано на один зуб об
рабатываемого колеса в зависимости от размеров нарезаемого зуба (мо
дуль , длина зуба) , обрабатываемого материала и характера обработки.
Нормативы предусматривают обработку колес малых размеров с обиль
ны м
охлаждением
за ми
из
маслом
однозаходными
быстрорежущей стали
f!-8 степени точности.
червячными
модульными
Р 18 с чистотой поверхности
Режимы резания установлены с учетом глубины,
фре
V 5- 6 по
подачи и скорости
р езания, обеспечивающих наименьшую трудоемкость Id себестоимость вы
п олняемой операции при наиболее полном использовании режущих свойств
и нструмента, эксплуатационных возможностей станка при соблюдении тех-
н ических условий на обработку детали.
·
Вспомогательное время на операцию пр и в о~ится укрупненно с учетом
приемов,
связанных с установкой и сн я тием детали, с включением
в ремени на
н адобности.
обслуживание
рабочего
мест а ,
времени
на
отдых
и
затрат
личны е
П р имер р асчета н ормы штучн о го времени при работе
на з убофрезерном станке
Станок
- зубофрезерный 530 а, N д = 0,5 к вт
Деталь - трубка
Обрабатываемый материал - сталь 45
Вес детали - 0,006 кг
·
Операция - чистовое зубо фр ез еро в ание rioд V 6
Режущий инструмент - чер в яч н ая фр ез а (25 = 30 мм
Количество деталей в па р тии - 400 шт.
В ремя в мин
Содержание работы
Вспомогательное
врем я
н а
Фрезерование зубьев
= 11 мм, Z= 10
m=0,5
мм,
104
(;)' 16
операцию
1
Карта
l= 1
104
0 ,1 0 1х1 0 = 1,01
1,17
Итого:
Норма времени с учетом поправочного коэффициента на размер от
1
партии деталей составит: Тшт=l,17
минх О ,7 6 ~0,9 мин.
Подготовительно-заключительное время
равно
18,0
~ 400~0,045 мин.
Норма штучно-калькуляционного
1'шт~О,9 .мuн+О,04·~=0,945 мин.
·
(в
времени
расчете на
на
одну деталь)
операцию
составит:
199
Серийное производство
ПОДГОТОВИТЕЛЬНО
Зубо фрезерн ьiе станки
ЗАКЛЮЧМТЕЛЬНОЕ ВРЕМЯ
К арт а
Подrо товительно-з а ключите"1 ьно е
А. На наладку
время
на
102
партию
станка, инструмента и приспособлений
Наибольший
нарез ае
мый модуль в мм д о
Способ установки детали
1
· Время в мин
1
\на. оправке, в центрах
1
18
'
Б. На дополнительные приемы
2
Выверить оправку для детали на станке по
'
2, 5
индикатору
В.
На пробную обработку деталей
Нарезаемый модуль в .мм
Время в мин
-
до
1,0
- 1,5
На получение инстр ум ента и приспособлений до начала и сдачу их
после о ко нчан ия обработки
3
Получение
инструмента
и приспособлений
исполнителем работы до начала и сдачу
их после окончания обработки партии де
талей
200
7
Зубофрезерные станки
ВРЕМЯ НА ОБРАБОТКУ ПОВЕРХНОСТИ
Фрезы червя чные модульные
Цилиндрические колеса с прямым зубом
Сталь конструкционная углеродистая <Jв =607 75 кr/мм
2
$-с/
К арт а
103
,1 /I
Вспомогательно е время на операцию
:s::
:s::
:s::
Вес детали в кг до
;:t"
сУ)
Тип станков
о
t::
0,01 0,03 0,05 0,08 0,25 0,5
Способ установки детали
;2;
Время в мин
1
0,35
полуавтоматическим
циклом
2
-
.
3
С ручным управлением
-
В центрах
.
На оправке с к·репЛением гайкой
При установке на оправке нескольких деталей доба влять на каждую последующую
t-:)
8
10,371
На оправке с креплением гайкой
С
4
1,0
Rримечание. Обработка принята за один rrpoxoд.
о ._321 о. 29[ о. 21/ о. 29: о ,зв
10,1610,15 ·0,14 0,13 о' 12
1 · О,55 . 0,53
0,5
О, 131 О, 16
0,57, 0,45 6, 47 0, 55
о ' 1о! о ' 09 о ' 1о о ' 081 о ' 09
О,
12
-
~
Продолжение
С>
~
Время на обработку одного зуба
Модуль т
в
.мм .
Длина нарезаемого зуба (одной или нескольких деталей)
6
1
8
1
10
} 15
1 12
1
20
1 25
1
30
в мм до
1 35
Режимы
40
1
s
Время на обработку одного зуба в мин
0,3
0,4
0,5
0,6
0,7
0,8
1,0
0,048
0,057
0,07
0,08
О, 113
О, 128
О, 169
0,056
0,063
0,08
0,091
О, 127
О, 143
О, 188
0,063
0,073
0,091
О, 101
о' 141
О, 158
0,206
0,071
0,08
о' 101
о' 111
О, 156
О, 173
0,2,25
0,082
0,093
о' 115
О, 126
О, 177
О, 195
0,254
103
113
О, 14
о, 152
0,213
0,233
0,3
О,
о'
119
134
166
179
0,248
0,27
0,346
о'
О,
О,
О,
138
155
о' 191
0,204
0,283
0,308
0,392
О,
О,
176
195
0,242
0,256
0,365
0,382
0,487
157
176
0,216
0,231
0,319
0,345
0,44
0, 57
0, 57
0,5
0, 5
0,38
0,38
0,33
О,
О,
О,
О,
в
мм/об
v
резания
в 1об/п мин
в
м/ мин
65
59
55
53
516
467
435
425
408
387
356
51
48
45
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от:
Группа стали
Марганцовистые, хромомарганцо
У~леродистые, хромистые, никелевые
и
вистые, хромомолибденовые
и близкие к ним
хромоникелевые
Обрабатываемой стали и
предела прочности
1а в кг/ мм2
Коэффициент
до
60
0,9
1
1
60-7-75 · 1
-
св.
75
1 , I'
1,0
1
1
i
ДО
60
1' 1
1
1
6'0+715
1
1, 2
1
св.
75
1,3
Примечание. При обработке зубчатых колес с наклонным зубом ко времени по карте следует применять коэффициент К= 1,5.
'
~....1 - - -,..,.-
--·
-
.,..,..
... - ~ : -о,1.•
•L
_,
....._
ВРЕМЯ
Зубофрезерные станки
·.
НА ОБРАБОТКУ ПОВЕРХНОСТИ
Цилиндрические колеса с прямым зубом
Фрезы
Цветные сплавы
=
•
-
-2
31
4
0,01
Способ установки детали
Тип станков
-
'
о,оз\ o,os 0,081 o,2sj о,5
1,0
Время мин
С полуавтоматическим
циклом
.
С ручным управление~
Н а оправке с крепление~ гайкой
1 о, з1
В центрах
1 О, 16 1 О, 151
На оправке с креплением гайкой
1 0, 55 1 0, 531 0, 51 0,47\ 0,45t 0,4710,55
При установке на оправке J:Iескольких деталей доба!Элять на каждую последующую
t,::)
g
1
Вес ,детали в кг до
~
1
лист
о перацию
:;::j'
о
1·ОФ,
\
Всп о м о гател ьн ое вр ем я н а
('!')
червячные модульные
К а р т а
'1
=
=
=
··--
'""':-
Примечание. Обработка принята на один проход.
• G"·
·::--~
..
"_.;!".
"!' -·
*.J:'_....
\ о, 351о, з2! о, 29\ о, 21\ о, 291 о, зв
О, 141 О, 131 О, 121 О, 131 О, 16
10,1010,0910, 1010,0810:0910,121 •
ВРЕМ~ НА ОБРАБОТКУ ПОВЕРХНОСТИ
Зубофрезерные станки
Цилиндрические колеса с прямым зубом
Фрезы червячные модульные
ц·ветные сплавы
К арт а
104,
лист
2
Время на обработку одног.о зуба
~
Длина нарезаемого зуба
Модуль т
в
6
8
10
мм
1
(одной или нес:({ольких деталей)
15
12
20
25
в мм до
30
Режимы резания
40
35
1
Время на
s
-
обработку одного зуба в мин
в
м.лt!/об
v
в
м/мин
п
в
об/мин
0,3
0,023
0,027
0,030
0,034
0,039
0,049
0,058
0,067
0,077
0,085
0,75
101
805
0,4
0,027
0,03J
0,036
0,039
0,046
0,056
0,067
0,071
0,088
0,097
0,7
96
765
0,5
0,034
0,038
0,044
0,048
0,065
0,068
0,08
0,092
О,
104
о'
115
0,65-
88
700
0,6
0,04
0,046
0,051
0,057
0,064
0,078
0,091
О,
104
0,118
О,
132
0,6 1
85,5
680
0,7
0,044
0,049
0,056
0,061
0,07
0,083
0,099
О,
t 13
О,
126
О,
14
0, 57
85
675
0,8
0,052
0,059
0,066
0,071
0,081
0,096
о']
12
О,
127
о'
143
О,
158
0,53
. 84
670
1,0
0,061
0,068
0,074
q,081
0,092
о •1os· 1 о •12в
О,
143
О, 159
О,
171
0,5
-
\
81,5
'
650
Примечание. При обработке зубчатых 15олес с наклонным зубом ко времени по карте следует применять коэффициент К= 115.
ПРИЛОЖЕНИЯ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С
ПЕРЕХОДОМ
ПРИ РАБОТЕ НА ТОКАРНЫХ И ТОКАРНО-ВИНТОРЕЗНЫХ
СТАНКАХ
\
(ПРИНЯТО
ПРИЛОЖЕНИЕ
1
ПРИ РАСЧЕТЕ НОРМАТИВОВ)
- - --
. ::s::
::s::
:::f
::s::
Диаметр изделия,
,
('r)
--.
Х а р актер о браб отки
о
t::
~
"'
-
размер
\
Продольное и поперечное точ.ен и е , растачивание с предварительн ым
мером - 'l 4- 5
-
про -
51
6 1Продольное
жек-V
и поперечное точение, растачивание со взятием пр о бных стру-
6- 7
1
1
10
1
0,32
1
25
1
0,34
.
.
0,22
0,23
0,25
0,3 1
10
25
50
100
4
7
1им до
0,42
50
100
в ·
"
\
0,55
\
91\Проточка пазо в , .кан авок, отрезка
~
с
\,,)1
10
250
В ремя в мин
'
3
в
станиной до
.
1
2
устанавливаемого
Измеряемый
\наружных
1
-
1
0,08
lвнутренних
1
-
i
Q
1n
' l .j
над
мм
~
О')
=: '
=:
~
=:
..
СУ)
Диаметр издели я,
Измер я емый
Характер обработки
о
t::
устанавливаемого
размер
в
мм
станиной до
до
~
11
250
В ремя в мин
\Обточка фасок, галтелей
0 ,05
'
12
5
1
1
1~
Длина свер-
Сверление при диаметре сверла в мм до
ления
.мм
14
10
св.
15
0,08'
50
1
16
0 , 24
в
да
1
1
О,
20
св . 20
50
О,
17
-
161 Рассверливание, зенкерование, развертывание
0,08
1
~1 Нарезание резьбы метчиком, плашкой
18
\Накатывание рифлений
191 Нарезание резьбы peзцojjl
О,
13
1
l
\
0,07
1, о
10-30
1
"
над
мм
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С
ПЕРЕХОДОМ
ПРИ РАБОТЕ НА ТОКАРНО-РЕВОЛЬВЕРНЫХ СТАНКАХ
С ТОРИЗОНТАЛЬНОй ОСЬЮ ВРАЩЕНИЯ
ГОЛОВКИ
ПРИЛОЖЕНИЕ
2
(ПРИНЯТО ПРИ РАСЧЕТЕ НОРМАТИВОВ)
Наибольший диаметр
обрабатываемого прутка в мм до
1
:s::
::>::
Характер обработки
t:f
30
::>::
(У)
о
t::
~
Вр~мя в мин
1
Обработка с продольной подачей \l
4-5
0,09
2
Обработка с продольной подачей \l
6-7
О,
3
Обработка с поперечной подачей
о' 13
4
Нарезание крепежной резьбы
О,
....
-~
о
~
13
15
~
о
00
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ
ПРИ РАБОТЕ НА ВЕРТИКАЛЬНО-СВЕРЛИЛЬ11ЫХ СТАНКАХ
(ПРИНЯТО ПРИ РАСЧЕТЕ НОРМАТИВОВ)
:s::
:s::
::f
:s::
('/')
о
1:::
Диам етр
'
Характер о б ра б отки
~
м.м
3-5
1
Дл и н а обр а б отки
3
· обраб от ки D
в
Сверление
8
12
ПРИЛОЖЕ Н ИЕ
1
8
5
10
О,
13
о' 1
о 1
1
15
1
1
до
в мм до
l
30
20
1
3
1
1:
40
60
--
Вре м я в мин
О,
13
О,
о11
о1
1
о' 1
О,
о,
1
о'1
О,
13
1
15
0,20
О, 14
О, 14
0,25
О,
15
О;
15
0 , 25
О, 15
О, 15
80
-
-
-
0,1 5
о ' li
О , 17
0,21
0,21
о,
15
-
2
Рассверливание,
зенко в ание,
разве р -
-
о1
1
1
тывание и зенкеровани е
3 1Нарезание
0 ,04
резьбы метчиками
%
К вспомогательному времени, связанному с пер еходом, до бав лено 25
времени, необходимого на смену
изменение режима резания, включение или выкл ючение '8ра щелия шпинделя и перемещение шпиндеJIЯ.
инстр ум е нта,
........
~
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ , СВЯЗАННОЕ С
w
ПЕРЕХОДОМ
.
ПРИ РАБОТЕ НА ГОРИЗОНТАЛЬНО-ВЕРТИКАЛЬНО
~
r
И УНИВЕРСАЛЬНО-ФРЕЗЕРНЫХ
.......
ПРИЛОЖЕНИЕ
СТАНКАХ
4
(ПРИНЯТО ПРИ РАСЧЕТЕ НОРМ~ТИВОВ)
ф
t-...?
::s::
::s::
::i'
::s::
Длина стола в м.л-i до
(1)
700
Характер обработки
о
t:::
;2;
В рем я в мин
.
1 1Чистов;я фрезеровка плоскостей, фасонных поверхностей и пазов V 4- 5 с установкой
фрезы по лимбу
2
Чисто~ая фрезеровка
плоскостей,
фасонных
поверхностей
и пазов
V .6-7 со взятием одной пробной стружки и измерением . Промер
универсальн~1ми инструментами
м
о
ф
J
Из меряемый'
о
'
2
> 100
0 ;44
> 100
0,47
1----·- - - - - - -
размер в мм
J
t'-'
......
о
D Г' п Г\ 111 Г\ г л 'Т' ~ "
'l W г..
'1
..... ......... "'. ~
.....
.L"'.J.l.HJlПVI .n.1 LtHUПVJ:,
.DJ:"C1V1)1,
~
-
-
- - - - -
t.;IS}:l;jAti.li.OE
со
•
ШЛИФОВАНИЕМ
Круглошлифовальные станки
ПОВЕРХНОСТИ ПРИ РАБОТЕ НА КРУГЛОШЛИФОВАЛЬНЫХ
СТАНКАХ (ПРИНЯ.ТО ПРИ РАСЧЕТ1Е НОРМАТИВОВ)
:s;:
:s;:
:::f
:s;:
ПРИЛОЖЕНИЕ
,
(i')
Характер
о
i:::
обработки
Длина
Измерительный
Класс
инструмент
точности
;2!
в
обрабатываемой
в
Диаметр
обработки
10
мм до
1
5
25
1 40
мм
поверхност и
до
1 50 1 75
1
100
Время в мин
Шлифование с продольной подачей
-
1
2
Шлифование
нием
3
в
с
из мере-
процес·се
ра-·
Универ сальные
много-
2
мерные
\
боты
4
Шлифование с радиальной
10
0,3
0,3
0,3
0,3
25
0,32
0,32
0,32
50
0,41
0 ,4 1
75
0,6/l
"
0,31
0,31
0,32
0,33
0,33
0,41
0,41
0,43
0,43
0,61
0,61
0,61
0,63
0,63
0,22
0,23
0,23
-
подачей
\
..
5
10
0,22
i
6
7
Шлифование
.
нием
в
с
измере-
процессе
ра-
боты
Универсальные
~= ;;;5 ::::&м
2
мерные
8
"
0,24
0,25
0,25
1
50
"
75
(
r -А&;мt"" ·-z
0,24
25
.\ШОГО-
0,33
0,33
0,35
0 ,35
0, 52
0,52
0,54
0,54
....
1
......
---
-
~-------~
--~-··-
•
..........:--
.... __ __ .,.
.-
•• -~---~~---"'L.. - .• -~......._ .... _ _
----------.r-----"""-'""" '"
--
~
· ~~··;;,_ ~
~
.
-
-
-
-
-
.
·-
ВСПОМОГА ТЕЛЬНОЕ
ВРЕМЯ,
СВЯЗАННОЕ
СО
Плоскошлифовальные станки
ШЛИФОВАНИЕМ
с
прямоугольным
столом
ПОВЕРХНОС ТИ ПРИ РАБОТЕ НА ПЛОСКОШЛИФОВАЛЬНЫХ
•
СТАНКАХ. (ПРИНЯТО ПРИ РАСЧЕТЕ .НОРМАТИВОВ)
:s::
:s::
:s::
(1)
ПРИЛОЖЕНИЕ
6
Измеряемый раз
::f
Характер обработки
о
i:::
Измерительны й
Точность
ИНСТ1ру~1снт.
измерения
мер
25
~ ~
в
мм
до
1 50 1 100
Время в мин
1
----1
Шлифовщше с измере
нием в процессе обра
2
J
-t-.:>
ботки
Шлифовка
периферией
------------\Универса льные
много-
мерные
_ Illлифовка торцом
1
.
о. 841 о. 891 о. 99
0,05
0,05
1 q.79 1
1
1.
о .82 1 о .94
1
-
-N
N
РЕЖИМЫ РЕЗАНИЯ
1
1
C\j
:..<:
\О
о..
C\j
о.. CQ
Тип ст а нка
~
о..
Q)
о
r::: ~
o...~::s:: ~
о
~ ::g CQ
::g Q) ::s::
о
r:::
::s::
C\j
Е-<
о
Е-<
~ Е-<
::s:: · ~ u
C\j
::s::
[:-<
u u
::s:: о
;::-i ..Q о
::r
--... ;:-• :r::
:r::
о
:r::
,.Q
~
C\j
~ C\j
о.. Е-<
C\S
л ист
1
1
~
:r:: 2
CQ
7,
Обрабатываем ый м а т ериа л
1
><:
(j)
\О о
В ид
о бработки
П РИ Л О ЖЕНИЕ
:з:
C\j
Ста,,1Iь конструкционная
~
Режимы р езани я
Е-<
(j)
,.,::.
~ ~
Ц ветные спла вы
~,....~----~~~~--~---~~--~~----~~~~~~~~~~~~~~~~~~~
о..
(j)
..,.....
1
. уг л еродистая
С\!
::s::
-
'
C\j
t/в
s
v
t/в
s
v
~·
\74- 5
5- 501V'б-'i l Р18
1
Точение
1- 3
1 0,07-0,21 1 31 - 66
о ,5 -1,0
0,04-0, 1
38 - 78
30- IV4- 51T5KlOI 1-з
1 о,2-о,з5
-100 \76- 7 Т15К6 0,5 - 1,О
О, 16 - 0,2
94-126
198-226
1-3
5 -1 ' 5
'° '
10 ,095- 0 , 1851 50 - 100
о ' 046- о ' 085 50 - 100
1- 3
1 о ' 25 -
о ,75 -1 ,5
1 о,2 _:_ 0,25
о, 4
100-140
195-250
Токарные и
токарно
\74- 5
5- 501 V б- 7 1 Р1 8
винторез
ные
1- 3
0 ,5-1, 5
о' 085-0 ' 145
39-82
45- 85
1-3
0, 5- 1,0
0,0 7-0,21125-49
0,0 4- 0 ~ 1
28- 51
1-3
0 ,5-1 ,0
0,2- 0 ,35
70- 110
0,11-0 ,2 . 125-188
1-3
О, 75-1,5
0 ,25- 0 ,4
0 , 2-0,25
о' 04 ~ о ' 18 1 4 '7 -16' 5
0 ,5- 5,0
0,05 - 0,24 1 8-28
.
о ' 046-
0 ' 085
Растачива
·
ние
зо-1 \7 4-51. тsк10
-100 \76- 7 Т15К6
...
'
zm~~k;д Ц--#~сd
С верление
·•:""· ·--с·
'"=="'*
f"i!rNll -
1- 15
·---
Р18
0, 5 -5,0
:.-._".,,...,
··--б
--
70- 125
141- 188
\
.?
~.....
РЕЖИМЫ РЕЗАНИЯ
1
e<j
\О
e<j
в ИД
Тип станка
обработки
1
<1)
><
о.
l'g g >i
1
o::S:: ~
~~
7,
лист
2
>.
r:Q
~ i:...
t::
о
'Зе:::рова- , 1б-ЗО/
и о С\!
::q ::q ~
::s:: ..о С\:!
e<j ~ ::s::
о
С\:!
5-30
о. о
<1)
r:i:i
~
::s::
~
Сталь ~онструкционная
о..
Uu
::s: о
[-..
-
Режимы резания
Q)
"' :::;:: !-<
....... Q) С\:!
::q
~
-
:2:
t/в
~
Р18
1,5-7 ,5
1 Р18 1 О,
,_
-
Цветные сплавы
углеродистая
:::s:: С\:! о.
[-..
::r
Обрабатываемый материал
.
1
о.
::Е <1) ::s::
С\:! С\:! F-<
::s:: ~ u
t.::( t""'
..о (")
::q
вание
ПРИЛОЖЕНИЕ
1
><
о. ф
Рассверли-
.
s
'
v
1
1
t/в
1
s
,
v
"
0,25 - 0 , 45
12,5-35,5
.
1,5-7,5
0,3-0,5
43-59
,
1-0,3 1 0,16-0,6 1 21-31
,
1 О, 1-0,3 · \0,225-0,84 1 31-41
Токарные и
токарно-
винторез- 1Разв\ертыные
вание
j
5-ЗОJ
-
1
Р18
\ 0,05-0,15 1 0,4-1,0
Р18
0,4-2,0
1
7,5-10,5
I 0,05-0,15
/ 0,8-2,8
1 5,2-9,5
Нарезание
резьбы
1 2-16
метчиком
1
Прорезание, отре-
r...:>
CJ.)
1
!
зание
1,3-5,1
\
_
_3 100
-
0,4-2,0
3,2-12
о ,09-0,21
30-118
.
...
.
Р18
1,0-5,0
-
0,06-0, 15
21-53
1,0-5,О
t--:>
.......
...
~
РЕЖИМЫ РЕЗАНИЯ
~
о..
С\! ~
о..
\О о~
Вид
обработки
':s:: ~
~ ~
::g С1)
::;;::
..... :q
о
t-•
::i::
Нарезание
резьбы рез-
1
Токарные и
0..0
t;
:I:
t:::
:s::
С\!
t-<
:s::
:::r
1
()
о
::i::
ные
-
Q)
::g
С\1
::g
1
1...
Режимы резания
t/в
s
1
-
1,0-2,0 .
зонта ль-
.
ной осью
15-47
'
\
s
-
v
\
1
1
-
1,0-2,О
18 - 40
1
1
,,
1
Продольное
накаты-
-
5-100
Точение
Р18
-
0,5...:...1,2
16,О
-
1
.
·' 14-5
5-25
Vб-7
Р18
1-3
0,5-1,0
0,06-0, 13
0,05-0,95
44-71
40,5-66
1-3
0, 5-1,0
2з ·,о
.0,5-1,0
О,
-
1
1-0, 175
50-102
о' 046-0 ,,11 50-108
~
1
J
Раст ачиванис
'14- 5
5-25 '16 - 7
Р18
1-3
0,5-1,0
0,055-0, 13 35-53,5
О,ОЗ-0,05
42,5-66,5
1-3
0,5-1,0
0,095-0, 185 39-81,5
0,046- 0,095 45,5-94
вращения
головки
\
Сверv~ение
1
•
1
1
револьверные с гори-
t/в
v
1
!
Р18
Цветные сплавы
'1
углеродистая
токарно-
.
--
1 ~
1
Токарные и
~
1
вание
1
r:::
ro
r::: :s::
~
ro ::i:= t-<
~
-
10-30'
цом
Стал~ ко нструкционна я
J:...
о С\!
~ С\! о..
Р.. t-< С1)
t-< t-<
()
токарно-
винторез-
С\!
о::;;::
\
t
1
Q:)
о.
о.. о i:i:i
=i
3
>.
С1) .
о t:::
С\! С\! t-<
i:i:i ()
1
лист
Обрабатываемый ма'Fериал
1
\О о..
Тиn станка
7,
-----
~ :.<
.
ПРИЛОЖЕНИЕ
2-15 '
-
1 Р18
1,0-5,0
0,03-0, 12
14-28
1,0-5,О
0,07 - 0,22
и ~-
17-28
--
\
ПРИ ЛОЖЕНИЕ
РЕЖИМЫ РЕЗАНИЯ
1
1
ro ><
\О о..
ro Ф
о..~
\О о.....
у
Вид
оGработки
Тип станка
о!::""
~:s:: ~
о.. о ~
Е-< ::Е
~<l>:s::
ro~t)
:s:: :д о
t:::f Е-< :r.
Рассверли
Зенкерование
>..
~о
u i:...
::r: о ro
~
о
!::
ro
Сталь
конструкционная
о.,Е-<<1>
Е-<
O;s::
t>t)
""'
о
::r:
Режимы резания
1
(
t/в
s
1,5-5,0
0,2-0,3
v
20-391 5
13-15
"
Р18
0,08-0, 15 1 0, 1
3-15
Р18
0,05-0,071 0,3 - 0,5
Р18
0,4-2,0
1,3-3,8
о ' 06-0 '0951
24-35
Разверты
ван и е
токарно
\
Р18
1
t/в
1,5-5,О
1
s
,() ,3-0 ,38
З.-0 ,28123,5-37 ,О 1 О, 08-0, 15 1 0,25 -0,3
.
Токарные и
Цветные сплавы
углеродистая
:s:: :::: r=;:
.д ro
ro t=:: :s::I~ ro о..
ro ;:i:: Е-<
'<:::" ;;;;
<l> ro
;;;;
5-20
ван ие '
4
1
<l>
:s::
лист
Обрабатываемый материал
,
><
о..
::r
7,
1 ~.~=16~~--
~.05-0,07
0,6 -1, 6
.
\
v
40-50
1 23,5-61
18,5-15
револьвер
ные
с
го
ризонталь
Нарезание
резьбы
ной осью
1 2-14
метчиком
вращения
-
0, 4-2,0
3,0-10 .
головки
Прорезание,
отрезание
.
Продольное
t-..:>
с.п
накатыва-
i
ние
1
Р18
3-20
8-25
-
1
Р18
1,0-3 ,0
1
0,5-0,8
16-35
1-3
-
0,08-0, 12 1 33 -94
10, 5-0, 8
25-43
!\:)
.......
О)
РЕЖИМЫ РЕЗАНИЯ
1
х
·•
о..
л ист
5
.........
о
\О t:: ~
о
•::S::
е- о
~ ::Е
..,,
~
i:o
::E~::s::
C\j i:o Е-<
::s:: ::о ~
t:::( Е-< ;;:
Обрабатываемый материал
о..
>..
Q)
о..
i:o
<..)
t::
::s:: ::r:
х
Q)
,-., i:o
Тип станка
7,
1
C\j
\О
C\j
Вид
обра б от ки
ПРИ Л ОЖ Е НИ Е
Е-<
о
::r:
,.Q
C\j
Е-<
Сталь конструкционн а я
C\j
t::::;
:::s:: C\j
C\j
~
::r:
Цветные спла в ы
углеродист а я
t::::;
C\j
::s:: 1
о..,Е-<Ф
C\j
~~
<..) t-<
::S::· ~
::r
о
i:...
о
о..
::::
Е-<
Q)
C\j
~ ::Е ::Е '
•
Р еж имы
резани я
t/в .
v
s
1,
t/ в
v
s
1
С в ерл ение
. '
Р ассв ер-
.
ливание
В ер тикаль-
Р азверты-
но - свер -
1-:-12
-
3-20
-
1- 30
в а ние
ли л ън ы е
Зе нк ерова-
1- 30
ние
~
-
vs
V 5--6
Р18
0 , 5 -6, О
0 ,01 6- 0 ,28 13-26,5
0, 5-6 ,0
0 ,043-0 ,48 14 -59
Р18
0, 5-4, 0
0, 074-0 ,55 23 ,5-45
0 ,5-4, 0
О,
Р18
- .
Р1 8
0 ,08- 0 , 15
0, 3 -1, 0
0,3-1,0
9, 5- 23,5
-
3-30
-
Р18
6 - ·25
0 ,08-0, 15
~j
Oi
§
я nё
f"jdlir:t
· ~ &+-~--·
с:11
------т.
i!:!:!:ll
:??зь "-:EfY
14 - 41
0,2-0 ,85
8,8-94 ,2
-
'
'
0 ,5-3 ,5
12, 5 - 15,5
__.
.
\
[
0,4-2,4
\
0 ;25-0, 72
1
'
42-85
.
\
Н арезание
резьбы
13-0,67
-- ·
~~-
1 0 ,5-3 ,5
·1
16 - 26
ПРИЛОЖЕНИЕ
РЕЖИМЫ РЕЗАНИЯ
1
1
ro
aJ
ro
~
\О о..
о.. c:Q
\О О
о t:: ~
Вид
обработки
Тип станка
o...•::S::
~
о
t ::s
CQ
CQ
Е-<
::s
ro
;:s:: .....
'-l t""
•
'
Зубофре-
~
Зубонаре-
зерные
0,3~
Фрезерование
плос-
костей и
;:s::
(..) u
;:s:: о
ro
..о
ro
~
~
о.. Е-<
1
Е-< Е-<
ro
~
~
~ ::t:
::t:
а;
.с:. ~
1
-1,О
зание
о
ro
Е-<
о
u
о
::t:
;:s:: ::t:
ro
о
:;:;
Е-<
(..)~
t::
~ ;:s::
1""-( ..о
>.
о..
Сталь конструкционная
;:s::
о..
<l)
Режимы резания
Е-<
ro
::s
t/в
1
-
Р18
'
63- · \74-5
100 \76-7
уступ о~
диск овые
Р18
2,0
1 ,О
1 0,33-0,57
95-230
80-195
s
t/в
v
s
37-48
31-41
2,0
1,0
таль но-
'
и
Ф резерование пазов
уни-
3-15
вые
63-90
,
Р18
100- \74- 5
диск о -125
5-20
.
вые
190-460
160-390 \
фрезерные
Фрезерова-
1
90-168
26-40
3-1 5
180-337
54-79
130-375
92,5-149,5 5-20
180 -560
137, 5-220
40- \74-5
. -1 00 \76- 7
торцавые
Р18
2,0
1, о
115-236
71-191
30
,30
230-472
140-380
60
60
костей
100- \7 4- 5
- lf1()
""'4
1
2,0
1,0
,
<
ние плос-
-
74-92
63-81,5
Т15К6
версально-
~
81,5-101
диск о-
.
вертикально
v
10,5 - О, 75
-
45-65
-<
Горизон-
6
Цветные сплавы
углеродистая
~
1
-
лист
Обрабатываемый материал
1
~
о..
<l)
CQ
о
7,
v?;.
7
торцовые
2, О
. ,.,_
1 v .v--, / T15K6 I 1,U
245-315
--- -- 1 ::::uu-~ьu
\ 190
11~u
l
2.0
11,0
1344-440
1 280-364
\ 265
/ 265
~
Q :)
РЕЖИМЫ РЕЗАНИЯ
~ ~
\О
сО
о.. t:Q
Тип станка
В ид
оGра ботки
><
Q)
...
о i::: ~
~::s:: ~
~о
Q)
~
C\j
~
Q)
t:Q
::s::
сО t-<
;s:: ro <..>
t::[ ::Q о
t-1
::r:
о..о
t-< ~
с.> о
ro
::s::
С\1
::r: ::r:
i:::
ro
t-<
о
-
1
;:::....
о..
Q)
t:Q
о
::s::
t-< t-<
Ии
::s:: о
::г ::r:
,..Q
о..
углеродистая
i::;:
::r:
t-<
~ ::g ~
s
\
t /в
л ые
угло -
ние па з ов
вые
п ол укр уг-
Р18
л ого
50-80 \14-5
-
ro
пук-
Ф р ез ер ова -
\
Цветные сплавы
Режимы резания
вы-
.
7
\
Г< Q)
С\! G>
.
Сталь конструкционная
ro i::;: ::s::
..,.. ro о..
-
лист
7,
Обрабатываемый ма т ериал
1
о..
\О о
ПР ИЛ ОЖЕ НИЕ
v
'
t/в
1
1
s
'
'
v
1
72 ~ 105,5
3-8
95-235
23, 5-47
3-8
3- 8
70-190
37,5
3-8
95-250
61-100, 5
5-12
95- 190
37 ,5-78 ,5
5- 12
260 - 397
76-121
101-182
56,5-89
156-374
про -
филя
вогну тые
Р18
Г оризонталь но-
illертикаль-
Н<?
\
И уни-
версально-
фрезерные
63-125
Отрезание
\14-5
Фрезеров ание плос-
40 - 63 V6-7
костей
s:~~;$:"1;;-.#fL-.-;:jf;I;:-
вые
Р18
\
<
цилинд-
1- 2
р и че-
ские
50,5-91
31-44 ,5
42-76
fз ,5--37 ,5
1-2
84-152
47-75
,.
'
Р18
1
"".-.
о трез-
>i
ё
,...
у
g · -
~
• ·
........__,4
"
&......:iн
е.. .-·-
-
~"~-~- ~•. _-: _:;;;
.
- - ~----- -
'
;
•
~ ><
\О
><
<l)
о.. t:Q
\О о~
Вид
обработки
Тнп станк~
о 1:::::
o..~:s:: ~
Е--< о CQ
<l) ::g
::g <l) :s:
ro ro
Е--<
!:? (.)
::s::
~ ..Q о
Е--<
;;:::
1
о..
:;::.....
CQ
0..0
<l)
Е--< ~
(.) о
о
1:::::
t'lj
Е--<
:s::
о
~ Е--<
(.)
(.)
~g
..Q t'lj
t'lj t:;:
~ t'lj
о.. Е--<
(\j ::i::
~
Сталь конструкционная
t'lj
::i:: ::i:: t:;:
:s::
ПРИЛОЖЕНИЕ
7,
лист
8
Qбрабатываемый материал
1
о..
С\!
:
РЕЖИМЫ РЕЗАНИЯ
<l)
~
:s::
о..
1
'
Режимы резания
<l)
t-ro
::g
Цветные сплавы
углеродистая
t/в
s
1.
-
t
v
t/в
1
1
.s
'-
t1
1
-
•
Фреgерование плос-
костей и
8-20
\14-5
уступов
2,0
130-300
39-74
2,0
110-170
25-63
Р18
Фрезерова-
но
и
ние пазов
уни·
59-75
1
2,0
200-405
50 -63
.
1
Горизон·
вертикаль
235-475
-
'
тально
2,0
вые
\16-7·
~
конце-
,
конце-
5-20 V4-5
вые
З-8
Р18
версально
35-110
1
• 23,5-33
3-8
80-225
28,5-47,5
300~800
119-151
фрезерные
.
Фрезеров а ние
цев
('.:$
......
(.О
шли-
32 - 63 V4-5
шлицевые
2-;-5
118-·235
59-75,5
2-5
Р18
'
1
'
~
~
Круглое наружное шлифование
с продольной подачей
РЕЖИМЫ РЕЗАНИЯ
ПРИЛОЖЕНИЕ
Диаметр шлифования
Ширина круг а В к
в
мм
10
до
Dd
лист
в мм до
1'
25
7,
75
50
Продольная минутная подача Sм в мм/мин
7900
6900
6000
10800
9200
8000
10
25
40
Продольная подача Sм 1 Класс точности
1- 2
3
4-5
6000
1-2
3
4-5
.1
1
0,005
0,006
0,007
....,
0,004
0,005
0,006
0,003
0,004
0,005
0,004
0,005
0 ,006
0,003
0 ,004
0,005
0,002
0,003
0,004
'
7900
1-2
3
4-5
5500
4800
4200
Поперечная подача на ход стол а St в мм/ход
в м1~-tf мин дq
4200
6300
5500
4800
1
'
0,004
0, 005
0,006
'
0,003
0, 004 ·
0,005
'
0,002
0,003
0,004
.
'
1
0,002
0,003
0,004
0,001
0,002
0,003
0,001
0,002
0,003
9
Круглое наружное шлифоваuие
с продольной подачей
РЕЖИМЫ РЕЗАНИЯ
1
ПI?ИЛОЖЕНИЕ
7,
лист
1О
~
\
Продольная подача
Sм
в мм/мин до
\
Поперечная подача на ход стола Stx в мм/ход
Кл асс точности
.
9200
1-2
3
4-5
10800
1-2
3
4-5
0,003
0,004
0,005
0,002
о' 003 •
0,004
0,001
0,002
0,003
0,002
0,003
0,004
0,001
0,002
0,003
0,0008
0,001
0,002
0,0008
0,001
о, '002
0,0005
0,0008
0,001
Поправочные коэфф~щиенты на поперечную подачу на ход· стола для измененных условий работы ,в зависимости от
обрабатываемого материала и класса точности
1
Обрабатываемый
1
материал
f а.
2
Класс точности
J
2а
.
3
,
" 4-5
Коэффициент
Сталь
1
0,8
1
~
1
1,25
1,6
1,85
Цветные сплавы
t ~
1,2
J
1,6
1
2,0
3,0
2,9
Основное время рассчитывается
м.
t-.:i
~
no формуле: То=
Ld·Л
S
.м•
S
t
х
•
К
St х
мин
-
~
~
Круглое наружное шлифование
с продольной подачей
РЕ)f(ИМЫ РЕЗАНИЯ
ПРИЛОЖЕНИЕ
Диаметр
шлифов а -, 1 ·
ния Dd в .мм до
Длина шлифования
Класс точности
10
. 1
18
t\
25
7,
лист
11
Lct в · мм до
32
1
50
40
Минутная поперечная подача в мм/мин
1- 2
5
3,3
3
4-5
'
3,7
4, 1
.,,
1-2
10
2,25
2,5
2,75
-
2,35
1,65
2,95
1
.
'
2,~6
1,45
1,64
1,82
1, о
1,14
1,35
0,88
1,0
1, 14
0,65
0,74
0, 84
1,65
1,86
1, 9
2, 15
2,39
1,27
1,45
1,64
1'6
1,81
2,02
1, 5
1, 72
1,14
1,35
l '5
1, 18
. 1 35
'
1,49
0,98
1' 11
1,25
0, 84
0,98
~' 1
0,74
0, 84
0 ,98
1,34
1,4
1, 79
0, 97
1,0
1,29
0, 81
0, 83
1,07
0,71
0, 82
0,94
0,63
0,71
0, 83
о,88
1,0
1, 13
0 ,73
0, 83
0,94
ll
0,64
0,72
0,82
О~, 56
3
4-5
1,22
1,4
1,6
0,64
0,72
0,49
0,56
0,64
1-2
3
4-5
1,0
1, 4
1,55
0,82
0,98
1,07
0,66
0,8
0,86
0,55
0,64
0,74
0,49
0,58
0,64
'
0,49
0,58
3
1
4-5
1
l ,q2
~
1-2
18
25
1
.
3
4-5
1-2
3
4-5
1
1,67
1, 9
2,0
,
1-2
32
1
w
40
1
..
-
о 55
'
0,63
0,71
'
.
о
43
-
,
Круглое
-'
РЕЖИМЫ РЕЗАНИЯ
"'
ПРИЛОЖЕНИЕ
'
'
с продольной подачей
\
.
Дли на шлифования
\
Диаметр шлифова ния Dd в мм до
Класс точно сти
.
наружное шлифование
.1
10
1~
25
Ld
40
1
50
·минутн ая поперечная подача в мм/ мин
1
63
75
1-2
4- 5
0, 92
1' 1
1,29
0,64
0 ,76
0-,87
1- 2
3
.4_.5
0 ,66
0, 8
0,96
0,48 .
0, 56
0,66
3
'
1
'
J
0, 52
0,6 1
0, 7
0 ,45
0 ,52
0,6
0, 4
0, 46
0, 54
0 ,35
0 ,4
0 ,46
12
в мм до
32
1
лист
7,
0,39
0,45
.
'
0,34
0 ,39
0 ,.52
0,45
0 ,3 1
0 , 35
0, 27
0 ,31
0,35
0,4
Поправочные коэффициенты на по перечную подачу дл я измененных условий раб.о ты в за в исимости от обрабаты ваемого
матер иала,
точности
и
чистоты
поверхности
Класс точности- и чистоты повер хн о сти
1
Обра батываем ы й
материал
Сталь
Цветные спл ав ы
~
1.'-'
~
1 v 8
1 0 , 66
f
-
1,0
v
'l
1
2
1
7 ·1
V8
1
2а
1
v1I
v
8
1
'
\/, 7 1
Коэ ффициент
0 ,8
1 0, 83
1,2
1,3
1
1
1
-
1,0
1, 6
1
1
1, 1
1, 7
Основное время рассчитывается по формуле: Т ~ =
1
t
1, 25
2,0
з
v
1, 3
'
1
2,6
8 '
1
1
п
Тtм · Ks tм
мин
v
1,6
3,0
4-5
7
1
V6
'
1,8
1, 97
3, 1
3' 1
1
.
!.'-'
!.'-'
~
1
Плос1<0е
круга
РЕЖИМЫ РЕЗАНИЯ
на
шлифование
станках
с
периферией
прямоугольным
столом
ПРИЛОЖЕНИ:С 7, лист 13
1.
Поперечная ;;{)дача
.
Класс чистоты поверхности
--
-
s0
--~--------~----- · -- · ---- ----
Ширина шлифовального круга
10
1
15
20
J
32
1
3
1,5
\! 7-8
2.
Припуск на
обработку
п в мм до
Скорость дета ли Vd в м/мин
i
15
0,3
О,
5
1
15
0,3
О,
12
15
0,3
1
6
vd,
12
1
3
1
Скорость детали
1-
о,
8
1
5
1
19
1
5
1
-~
1
24
1
1
10
63
50
1
30
1 ~ 38
12,5
1
f
f
16
подача на глубину на проход St:x
Поперечная подача на ход стола
3
--- - -
s о в мм/ход
8
1
-- -
40
1
Поперечная подача на ход стола
\! 6
- --
Вн в мм ·
8
1
\
12
s0
1
в мм/ход до
19
27
1
1·
38
-
Подача на глубину на проход Stx в .мм/ход
\
0,38
0,45
0,225
0,3
О,
О,
145
185
.1
1
0,23
0,275
О,
О,
0,093
137
0,062
0,074
0,041
0,05
0,057
0,072
0,038
0,048 -
0,025
0,031
0,036
0,046
0,024
0,03
0,017
0,02
168
о' 115
137
175
0,085
О, 108
0,087
0,055
0,069
О,
О,
о,
11
\
1
1
..,,
'.( · = -
-
1
1
0,034
0,041
0,018
0,022
0,011
0,014
-
........
•
ел
w
п
/
круга
/
РЕЖИМЫ
~
r
РЕЗАНИЯ
1
~
а,
ПРИЛОЖЕНИЕ
!:-..:;>
ли Vd в м/мин
~
15
0,3
3
О,
16
.
О,
25
о,
1
15
0,3
7,
.14
лист
Поперечная подача на ход стола So в мм/ход до
Припуск на
обработку
fl В JvtM ДО
Скорость дета-
J
11
О, 135
5
'f
о,
0, 067
0,083
19
1
12
1
0,028
0 ,036
0,045
0 ,053
t .
0 ,055 ' 1
0,067
11
Поправ очные коэффициенты на
8
1
27
38
f
Подача »а глу бину на проход Stx в мм/ход
0 ,09
1.
t
0 ,034
0,042
вертикальную подачу
. для
1
0,022
0,028 v
1
из менен н ых
\ от обрабатываемого материала и точности :
1
0 ,018
0,024
0 ,013
0,01 5
0,008
о ' 011
0,015
0,02
0,009
0 ,007
0,008
1
0,03
усJюв ий р аботы в зависимости
•
Точность о браб отки в мм
о ' 05
0,03
Обрабатываемь!й материал
•
1
0 ,08
1' 25
Коэ ффицие нт
.....
Сталь
Цветные сплавы
!.'-'
t...:>
~'f'\
1
'
l" "
о '8
1•3
(
1.0
1 .'
1
1 •6
1
Ld · Bd · П
Основное время р.ассчитывается по формуле : Т о = 1ООО. vd .
. q. S t
80
х
мин
·Ks
tx
2•
о
'
~
~
Q)
Плоское шлифование периферией
РЕЖИМЫ
круга
РЕЗАНИЯ
на
станках
с
прямоугольным
ПРИЛОЖЕНИЕ
лист
7,
столом
15
-
Скорость детали Vct
в м/.мин до
1
1
8
1
1
f
16
25
в
мм
1
Щ>
17
0,25
О, 17
0,25
О, 17
0,25
О, 17
0,25
~
О,
5
12
Припуск на обработку П
'
f
f
7'
О,
1
1
.,
1
17
0,25
Приведенная ширина шлифования Впр в мм до
1
10
'
20
1
'
t
32
50
Подача на глубину на ход стола Stx в Jлм/ход
0,088
о, 103
1
0,05
0,062
0,035
0,041 1
0,0275
0,032 1
0,0165
0,0205 1
[
Поправочные коэфd>ициенты на подачу для измененных условий работы
точности
15
и чистоты
0,058
0,074 1
0,036
0,045 1
0,024
0,029 1
0,019
0,023
0,0015
0,0145 1
0,078
0,085 . 1
0,0408
0,052 1
0,028
0,033 1
0,022
0,026 1
O,Ul35
0,017 1
'
0,047
0,058
0,029
0,036
0,018
0,023
0,0145
0,018
0,009
0,0116
1
1
t
1
1
0,037
0,047
0,023
0,029
0,0145
0,018
0,0116
0,0145
0,0072
0,009
в зависимости от обрабатываемого материала,
поверхности:
Точность обработки в мм
Обрабатываемый материал
"
Класс
чистоты
поверхности
0,03
0,05
1
0,08
Коэффициент
Сталь
Цветные сплавы
v
v
v
6
7-8
Vб
7-8
Основное время рассчитывается по формуле: То=
1,25
_1,0
0,8
0,66
О,8з
1
1 ,6
1,4
1, 3
-
1,0
Ld ·Л
1
-1-00_0_·_V_d_'_q. S-t-·K-s~
tx
1
MUГf
1,04
2,0
1,6
МЕХАНИЧЕСКИЕ СВОЙСТВА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ
НА СКОРОСТЬ РЕЗАНИЯ В ЗАВИСИМОСТИ ОТ ОБРАБАТЫВАЕМОГО
ПРИЛОЖЕНИЕ
8,
лист
1
МАТЕРИАЛА И МАТЕРИАЛА ИНСТРУМЕНТА
1.
Коэффициент Км v при работе инструментами из быстрорежущей стали
Механические
Группа
\
число
t::
Марка стали
Наименование
t3'
твердости
по Бринел
лю нв
~
. 1
Углеродистая
(С ~ 0,6%)
122,5
СтО;
МСтО;
КСтО;
СТ2сп; ,
МСт2сп;
КСт2сп;
Ст 2кп;
МСт 2кп; ВМСт2кп;
ВКСт
2кп; Ст Зсп; МСтЗсп; ВМСт
Зсп; КСт Зсп; ВКСт 3 сп;
СТЗпс; МСт 'Зпс; ВМст Зпс;
КСтЗпс; Ст. 3 кп; МС:г Зкп;
ВСт Зкп; КСт Зкп; ВКСт
Зкп; СТ 4 сп; МСт 4 сп; ВМСт
4сп; КСт 4сп; ВКСт4сп; Ст5
сп; ВКСт 5сп; МСт 5сп; КСт
5сп; ВКСт 5сп; Ст 6сп; МСт
6сп; К Ст 6сп; 0,8; О,8кп; 1О;
1О кп; 15; 15кп; 20; 20 кп;
138
1.53 '5
169
свойства
1
предел
·про чности
при
растя
жении
а
при
при
точении
сверлении
2,40
2,03
1,69
1,47
0,63
45
50
55
0,6'8
/Автоматная
J
1
l
А12; АЗО
1,35
0,63
0,68
1,35
184,5
1,27
200
70
1 ,09
1,08
75
1,00
0, 88
0, 80
1,00
1,ро
0,94
0,89
0,94
0,89
230
80
246
85
90
262
275
288
302, 5
317
1
зеровании
1,26
1,17
215
f'
тор
60
65
95
100
105
110
0,72
0,66
0,60
о.55
0,51
0,84
0,81
0,77
0,74
0,71
55кп; 20л; 25л; 30л; 35л; 45л;
55л
2
при
цевом фре
в кг/м.и 2
25; 30; 35; 40; 45; 50; 55; 60;
~
~
~
'
Коэффициент Км v
122, 5
45
2,88
2,09
1,26
1, 17
1,08
0,84
0,62
0,56
0,51
0,46
~
1"'
00
МЕХАНИЧЕСКИЕ СВОЙСТВА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ
НА СКОРОСТЬ РЕЗАНИЯ В ЗАВИСИМОСТИ ОТ ОБРАБАТЫВАЕМОГО
ПРИЛОЖЕНИЕ
8,
ли ст
2
МАТЕРИАЛА И МАТЕРИАЛА ИНСТРУМЕНТА
1.
Коэффициент Кмv . при работе инструментами из быстрорежущей стали
1\/lеханические
Группа
ч и сло
Марка стали
Наименование
..е..
t::•
по Бринел
лю нв
•
z;
твердости
138
153,5
169
184,5
2
()
(продолжение)
.
\
свойств а
Коэффиц~ент Км.v
__
'
предел
прочности
при
растя
жении
а
2
при
пр и
точении
сверлении
2,44
1,84
1,60
1,50
при
тор
цевом фре
Зерован ti и
в кг/мм
50
55
200
60
65
'f O
215
75
230
246
80
85
262
90
2,03
1, 77
1,53
1,31
1,20
1,06 ,.
0,96
0,86
I ,38
1 ,32
1,20
1,12
1,0•·
0,98
1
\
1
3 ! Хромоникелевая
20ХНР; 40ХНР; 40ХН; 12ХН2;
12ХНЗА;
20ХЗА; 20Х2Н44
131
146
45
50
2, 12
160
155
60
65
1,62
i;39
1,23
70
1t15
О,~5
1,00
0,90
0,85
0,80
174
\
188,5
203
216,5
230
245
75
85
80
1,84
0,91
0,83
I ,49
1,30
1, 17
1,09
1,02
1,84
~
1t46
1,41
1,28
l '14
1· ,02
0,90
Ot83
0,76
"'
4
Хромистая
20Х; 4 0Х; 45Х ; 50Х; 35ХРА;
45ХЦ; 40ХЛ; 70ХЛ; ШХ15
.
1
1
>
1
'•
'
1
·1
'
5
Марганцовист ая
20Г; ЗОГ; 40Г; БОГ; 65Г; А40Г;
35ГЛ;
45Г2;
40Г2;
35Г2;
40Г2Л
1
w
1
,
.
'.
'
tv
N
ф
.
:
90
260
274
288
302,5
317
95
100
105
160
174
55
60
188 ,5
65
203
216,5
230
245
260
274
288
302,5
317
70
75
80 .
85
90
95
100·
105
180
200
216,5
233 .
246,5
260
'·267 ,5
275
280,5
286
289
292
304, 5
331
0,76
0,70
0,65
0,60
0,56
110
0,76
0,,69
0,73
0,69
0,66
0,64
0,56
0,51
0,46
0,42
1'15
1,07
0,99
0,92
0,85
0,80
1,25.
1,08
0,88
0,85
0,75
0,68
0,61
0,56
0,51
0,47
0,43
0,68
0,66
. 0 ,63
0,66
1,38
1,24
1 ' 11
0,97
0 ,85
0 ,77
0 ,71
0,64
0 ,53
0,48
0,43
0,39
45
50
. 1,69
1,47
1,07
1,01
1,25
1, 12
i;i;
vv
1 l)Q
0,94
1,02
60
1 , 11
0,98
0,92
0, 80
0,73
0,66
0,61
0, 56
0,52
0,48
0,45
0,88
0,82
0 ,76
0,70
0,66
0,62
0,59
0,56
0,94
0,86
0,80
0,75
0,70
0,66
0,62
0,47
0,42
0,38
0,34
1,44
'
110
65
70
75
80
85
90
95
100
105
119
.1.
\
0,76
0,72
'IJV
'/
Щ54
0, 52
0, 50
--
•
1
•
N
UJ
МЕХАНИЧЕСКИЕ С ВОйСТВА И
о
НА СКОРОСТЬ РЕЗАНИ Я В ЗАВИСИМОСТИ ОТ ОБРАБАТЫJ3АЕМОГО
МАТЕРИАЛА И МАТЕРИАЛА ИНСТРУМЕНТА
1. Коэффициент Км v пр и работе инструментами из
"
Группа
-z;
t::
t::
•
ПОПРАВОЧНЫЕ. КОЭФФИЦИЕНТЫ
6
\
/\1. а р ка стали
Наимено в ани е
стая
70; 75; 85;
твер д о ст и
75Л
конструк-
ционная
(С>О,6% )
~
1
7
Хромоникелеволь-
18Х2НЧВА; 38ХНЗ ВА
фрамовая, хро-
,
моникелеванадиевая
•
\
-
.
свойства
(прод олже ни е)
Коэффициен т К мv
\
предел
ч и сл о
по Бринеллю нв
1
Высокоуг лероди-
быстрорежущей стали
J Мех а н ически е
1
ПРИЛОЖ Е Н ИЕ 8, лист 3
1
прочности
при
растя-
жении
а
при
точении
сверлен и и
в кг/мм 2
65
70
185
200
215
230
246
262
275
288
302
317
80
85
90
95
100
105
110 .
108
203
216 ,5
230
245
260
274
288
302
317
65
70
75
80
85
90
95
100
105
110
.75
1
при
п ри
тор-
цево м фре зеровании
1
1,02
0,87
0, 80
0,71
0,64
0, 57
0, 53
0,4&
0,44
0,41
-----
--
0, 96
0, 86
0, 80
0,75
0,71
0,68
0,65
0,62
0, 59
0, 56
0, 82
0,76
0, 70
0,66
0,62
0159
0,56
0,54
0,52
0,50
0,90
0, 86
0, 80
0,75
0,71
0,67
0, 50
0,45
0,41
0,37
---
--
--
-
20ХФ; 40ХФА; 20ХЗФ; ЗОХМ;
8 1Хромомолибденовая,
ЗОХМА;
хромонике-
.nемолибденовая,
хромоалюминиевая, хромомо-
либденоалюми-
f
ни ев а я
1Хромомарганцовистая,
хромо-
кремнистая,
кремнемарганцовистая,
хро-
момарганцо-
во никелевая
1
~
с,..)
1
1'()
0,82
0,86
203
70
0,90
0,76
0,80
217
75
0,80
0,70
0,75
230
80
0,74
0,66
0,70
30ХМП; БОХФА
245
85
0,68
0,62
0,66
260
90
0,63
0,59
0,62
274
9Э
0,59
0,56
0,46
288
100
0, 55
0, 54
0,42
302
105
0,52
0, 52
0,38
317
110
0,49
0,50
0,34
160
55
0,95
0,95
174
60
1'13
0,97
0,88
0,88
188
65
0,86
0, 82
0,80
203
70
0,81
0,76
0,75
217
75
0,70
0,70
0,70
230
80
0,64
0,66
0,65
245
85
0,58
0,62
0,62
260
90
0, 53
0,59
. 0,58
274
95
0,49
0,56
0,48
288
100
0,46
0,54
0,39
302
105
0, 52
0,52
0,36
317
110
0,39
0,50
0,32
1
35ХГ2;
ЗЗХС;
38ХС; 18ХГТ;
25ХГТ;
ЗОХГТ;
40ХГТР;
ЗОХГВТ;
27ХГР;
20ХГНР;
20ХГСА;
ЗОХГС;
ЗОХГСА;
38ХГСА;
35ХГСА;
38ХГС;
38ХГН; ЗОХ2НГ2; 14ХГ2НР;
14ХГ2СР;
ООХГНТР;
25ХГСНТ;
25Х2ГНТА;
15ХНГ2ВА;
15Х2Г2СВА;
35Х2ГСВ (М) А·
ЗОХ2ГМТ;
'
50С2; 55С2;
60С2А;
60С2;
60С2ХА; 70С2ХА; 60С2Н2А;
50ХГ; .50ХГА; 20ГСЛ; ЗОГСЛ;
25ХГСЛ; 35ХГСЛ
'
кремнистая,
65
35ХМ;
34ХМ2А;
20ХНМ; 20Х2Н2М; 22ХЗМ;
34ХНЗ!v1;
34ХН1М;
35ХНIМ2Ф; 45ХМФ; 38ХЮ;
38ХМЮА;
38ХВФЮА;
"
9
188
1
1
!.-,:)
сы
tV
МЕХАНИЧЕСКИЕ СВОЙСТВА И
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ
НА СКОРОСТЬ РЕЗАНИЯ В ЗАВИСИМОСТИ ОТ ОБРАБАТЫВАЕМОГО
ПРИЛОЖЕНИЕ
МАТЕРИАЛА Н МАТЕРИАЛА ИНСТРУМЕНТА
11.
Коэффициенты Км v
при
обработке
инструментом,
оснащенным
Все груnпы
Предел прочности ~ри растяжении
сrв в кг/м.м 2
-
45.
50
55
60
65
70
75
80
85
90
95
100
105
120
4
твердым сплавом
1 При
При точении
2, 16
1',84
(
{
(
1,58
1,40
1,25
1
1'11
1,00
0,91
0,83
0,76
0,70
'
..
1
0,60
0,56
0,52
0,48
торцевом
фрезеровании
1,67
1,50
1,36
1,25
1, 16
1,07
1,00
0,94
0 ,8~
0,83 .
0,79
0,75
0,71
0,65
110
115
лист
Коэффициент Кмv
l'vlеханические свойства
Группа стали
8,
'
0,68
0,65
О,бе
,,
МЕХАНИЧ Е.СКИ Е СВОЯСТВА ЦВЕТНЫХ СП ЛАВОВ
Марки
\ Твердость по Бринеллю ~В
ПР ИЛО)КЕНИЕ
Марки
J
11- 6-:-6
Бр . АЖН 10-4-4Л
Б Р- АЖМц
Бр . АЖ
10- 3.:_ 1,5
9- 4
'
Бр. АМц 9 -2Л
ЛМцЖ
Бр.
52-4-1
ОЦСН 3- 7-5- 1
'
ЛА- 67-2 , 5
ЛС-59- lЛ
ЛК 80-ЗЛ
Бр . ОФ
6,5-0,15
Б р. ОЦС 3-1 2-5
Бр. О ЦС 3,5-7,5
лкс 80:-3-3
ЛМуС 58-2-2
ЛМуОС 58- 2-2
Бр . КМц
~
c.v
ер
3-1
'
1
1
.
250
170
120
110- 180
80
100
60
90
40
100- 110
80- 90
60
60
90-1 00
70-80
90-100
70-90
170-190
АЛ!
.
АЛ2
АЛЗ
\'1
АЛЗВ
1
АЛ4
АЛ4В
АЛ5
АЛб
АЛ7
Е
1
't
АЛ7В
АЛ9
АЛ9В
AЛll
АЛ1 2
АЛ13
АЛ14В
95
50
65-75
65-75
50-70
70- 90
65-70
45
60-70
55- 76
\
АЛ8
АЛIОВ
лист
5
Твердость по Бринеллю НВ
Бр. АЖН
8,
1
60
50- 60
60-75
80-100
80-90
100
55
70-85
МЕХАНИЧЕСКИЕ СВОйСТВА ЦВЕТНЫХ СПЛАВОВ·
Марки
/
Твердость по Брииеллю НВ
Бр. А7
Бр . ОФ
Б р. ОЦ
Бр . КН
4- 0,25
4- 3
1- 3
Бр . ОЦС
5- 5- 5
Бр. ОЦС
4- 4- 2,5
М3, М4
Бр . ОЦС ,
Бр. СН
4- 4- 17
60- 2?5
Бр . СЗО
....
65- 75 .
200- 220
70- 90
160- 200
50-70
150-1 70
80- 100
150- 200
60
50-70
i50-170
35
60
20
25
ПРИЛОЖЕНИЕ
Мар ки
1 Твердость
АЛ 1 5В
АЛ17В
\
по Бринеллю НВ
70- 85
65- 70
65-75
80
87
76
АЛ16В
АЛ18В
Д16АТ
.дlАТ
•
8, лист 6
"
СОДЕРЖАНИЕ
Принятые условные обозначения
·Общая
3
•
часть
•
4
17
Нормативная часть
Серийное
производство
Вспомогательное
l(арта 1. Время на установку
и снятие
время
детали
в самоцентрирую-
.
11
l(арта 2. Время на установку и снятие детали в самоцентрирующем
патроне (при работе из прутка) и цанговом патроне
. .
.
J(арта 3. Время на установку и снятие детали в центрах и на цент-
18
щем
.
патроне
.
.
,.
.
ровой оправке
.
.
.
.
.
.
.
.
Карта 4. Время на ~становку
Карта 5. Время на установку
Карта 6. Время на установку
Карта 7. Время на установку
Карта
.
и
и
и
и
снятие детали на концевой ·оправке
снятие детали в тисках
снятие детали на столе
снятие детали на магнитном столе
23
25
Время на установку и снятие детали в специальных при-
8.
26
способлениях
Р аз дел
1
и
11.
Токарные, токарно-винторезные и токарно-револь-
верные станки с горизонтальной осью вращения головки
Методические указания
Пример
19
21
22
расчета
винторезном
нормы
43
43
штучного времени при работе на то.карно-
станке
Неполное
43
штучное
время
Сталь конструкционная углеродистая
Карта
9.
Подготовительно-заключительное время при работе на то-
карно-винторезных станках
.
l(арта 10. .11ист 1. Наружное точение
Карта 10, лист 2. Наружное точение
Карта 11, лист 1. Наружное точение
.
.
. . . . .
.
.
'\/ 4-5. Резцы из стали Р18
'\/ 6-7. Резцы из стали Р18
'\/ 4-5. Резцы с пластинками
Т5К10
.
.
.
. . . .
. .
. . .
.
.
. "
Карта 11, лист 2. Наружное точение '\/ 6-7. Резцы с пластинв ами
Т15К6
.
.
.
.
.
.
.
.
. . .
К.арта 12, лист 1. Растачивание отверстий '\/ 4-5. Резцы из стали
Р18
. . /. .
.
.
.
. .
.
Карта 12, лист 2 Растачивание отверстий V 6-7. Резцы из стали
Р18
. .
~
.
. . .
. .
.
.
. .
. . •
Карта 13, лист 1. Растачивание отверстий V 4-5. Резцы с пластин~
ками Т15К6
.
.
.
. .
.
.
• •
Карта 13, лист 2. Растачивание отверстий V 6-7. Резцы с пшtстинками Т5К10
.
.
.
. . . .
.
К.арта 14. Сверление отверстий. Сверла из стали Р18
44
46
48
·i9
50
52
54
56
56
58
235
Р а ссверливание отверстий . Сверла из стали Р18
Зе нкерование отверстий . Зенкеры из стали Р18
.
Ра з вертывание отверстий . Развертки из стали Р18
Нарезание резьбы резцом . Резцы из стали Р18
.
Нарезан и е резьбы. Метчики и плашки из стали Р18
Отрезка и прорезка .
Резцы из стали Р 18
Обработка фасок и галтелей
.
. . . . . . .
Зацентровка торцов. зачистка поверхности шабером , на -
59
пильник ом и шлифова льной шкуркой
.
.. . . . . .
Карта 23. П род ольное накатывание Роли ки накатные из ст али Р 1 8 ·
/(арта 24. Зач и стка поверхности
напильником
или шлифов ально й
шкурк о й
65
Карта
Карта
Карта
Карта
Ка.Dта
Карта
Карта
Карта
15.
16.
17.
18.
19.
20.
21.
22.
60
61
62
63
64
65
66
67
Цветные сплавы
Карта 25. Наружное точение V 4-5. Резцы из ст али Р18
. . .
Карта 26. Наружное точение V 4- 5 и V 6-7. Резuы с пластинками
Т 1 5 К6, Т5К10
.
.
. . . . . . . . .
· · ·
Карта 27. Растачивание отверстий V 4-5 и V 6-7. Резцы· и з стали
68
PI8 . . . , . . . . . . . . . . · -. ·
28. Растачивание отверстий V 4-5 и V . 6-7. Резцы с пласти нка м и Т15К6, Т5К10
.
.
. . . . . .
.
. .
72
· Р18 . . . ~ . . . . . . . . . . .
Карта 30. Зенкерование и развертывание отверстий. Зенкер ы и р азв ер тк и из ст али Р18
. .
. . .
Кар та 31 . Нареза н ие резьбы резцом . Резцы из ст а л и Р18
.
Карта 32. Нарезание резьбы . Метчики и плашки из стали Р 18
Кар та 33. Отрез к а и прор ез ка. Резцы из стали Р 18
Карта 34. О б работка фасок и га лтел ей
. . . . . . . .
Карта 35. Зацентр овка торцов, зачистка поверхности шабер о м, на-
76
Карта
Карта 29. Сверление и рассверливание отверстий . Сверла из ст~ли
пиль ник о м и шлифовальной шкуркой
.
.
К арта 36. Пр одоль ное на к атывание. Ролики на кат н ые и з стали Р18
Карта 37. Зач ист'к а по в ерхности
ш кур к о й
напильнико м
или
шл и фо валышй
ь
74
/'8
80
81
82
83
83
84
85
Пр и мер р асч ета н ор мы штучного времени при ра боте на т окарно-рев о льв ер ном ста нке с гор изонтальной осью вр ащения головки
Неполное
70
ш т учное
Карта 38. П одготов и тельно- з аключ ит ель но е
токарно-револьв ерн ых
ст анках ,
.
86
вре мя
время
при
работе
87
88
Р18
. . . . .
. . . .
. . .
.
Карта 41. Сверление и р а ссв ерли ва ние отверстий. Сверла из ста:ш
90
PI8
- . . . .
. . . . . . . . . . . .- .
42. Зенкерование и развертыв а ние отверстий. Зенкеры и рнэвертки из стали Р 18
. .
. . . . . . . .
Карта 43. Нарезание резьбы. Метчюш и плашки из стали Р18 .
Карта 44. Отрезка и прорезка. Резцы из стали Р18
. . .
Карта 45. Обработка фасок и галтелей
Карта 46. Зацентровка торцов, зачистка поверхности шабером, нап ильником и шлифовальной шкуркой
.
. . .
92
Карта
.
на
.
Р 18
Карта
.
39. Наружно е точение V 4-5 и V 6-7. Резцы из стали
40.
Р~стачивание отверстий
V 4- 5
и
V 6-7.
.
Резцы из ста ли
Карта
J(арта 47. Продольное накатывание. Ролики накатные из стали Р18
236
94
96
98
100
100
101
Цветные сплавы
Карта 48, лист 1. Наружное точение V 4-5. Р езцы из стали Р18
Карта 48, лист 2. Наружное точение
6-7. Резцы из стали Р18
Карта 49. Растачивание отверстий V 4-5 п V 6-7. Резцы из стали
.v
Р18
.
.
.
р 18
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
105
.
.
.
.
.
.
•
107
Карта 50. Сверление и рассверливание отв ерсти й. Св ерла из стали
.
.
.
.
Карта 51. Зенкерование и разв ерты в ание отверсти й. Зенкеры и развертки из стали Р 18
. . . . . . . .
Карта 52. Нарезание наружной и внутренней рез ь бы . Метчики и
плашки из стали Р 18
.
.
.
. .
. .
Карта 53. Отрезка и прорезка. Резnы из ст а ли Р 18
.
.
.
.
Карта 54. Продольное накатывание. Р ол ики накатн ые из стали Р18
Карта 55. Обработка фасок и галтелей
.
. .
.
Карта
56.
109
111
113
114
115
Зацентровка торцов, з ачи стк а п овер х ности ша бер о м, на
пильником и шлифовальной
Раздел
102
103
111.
J.1.етодические
Вертикально·свер л ил ьные
указани я
.
115
шкурко й
ст а нки
116
.
116
Пример расчета нормы штуч ного времен и п р и р·аботе на верти кально-сверлильном
станке
116
Неполно е
штучное
время
Стал ь констру кционная углеродистая
Карта 57. Подготовитель н о-заключительное время: при работе
вертикально-сверлильных ст ан к а х
.
.
. .
Карта 58. Сверление отвер стий. Сверла из стали Р 18
.
Карта 59. Рассверлив а ни е отв ер стий .
Сверла из стали Р18
на
Карта
Карта
Разв.ерты в ани е отверстий. Развертки из стали Р18
Зенкер о вани е отв ерсти й. Зенкеры из ста.ли Р18
. .
Нарез а ни е р езь бы . Метч и ки машинные из ста ли Р18
Цековани е и з енкован ие отверстий . Цековки и зенков ки
из стали Р1 8
60.
61.
Карта 62.
Карта 63.
118
119
121
124
126
128
129
Цветные сплавы
Карта 64. Сверл ени е
Карта
J(арта
Карта
Карта
Карта
из
Карта
отверст·и_й Сверла из стали Р 1 8
.
Рассверливание отверстий. Сверла из ста.л и Р18
.
Зенкер о вание отверстий. Зенкеры из ста.ли Р18
.
Раз ве ртывание отв ерстий. Развертки и з ст али Р18
Нарезани е р езь б ы. Метчи ки машинные из ст али Р18
69, Цекование и зенков ание отверст ий. Цеко вки и зенко вки
стали Р 18
.
..,
. .
. .
70. Сверление от в ерсти й в нем ет а лл ах . Свер ла из стали Р18
65.
66.
67.
68.
Раздел
IV.
Гориз он тально-вертикально -
..
ные станки
и
130
132
134
135
137
138
139
универсально -фрезер·
141
Методические указания
. . .
. . .
. .
Пример· расчета нормы штучного времени при р а б оте на фрезерном
станке
141
141
Неполное
штучное
время
Сталь конструкционная углеродистая
Карта 71. Подготовительно-заключительное
фрезеных
станках
время
при
работе на
"
143.
237
Карта
72.
Фрезерование плоскостей
из стали Р18
'
.
.
.
.
V 4-5.
.
.
...
Фрезы цилин~рические
.
144
l(арта 73. Фрезерование плоскостей V 6-7. Фрезы цилиндри_ческие
из стали Р18
.
.
. .
.
.
.
.
.
. . . . .
Карта 74. Фрезерование плоскостей V 4-5 и V 6-7. Фрезы торцовые из стали Р18
.
.
.
.
. .
.
.
. ,. . . .
Карта 75. Фрезерование плоскостей и уступов V 4-5 V 6-7. Фр~зы концевые,
.
.
.
.
.
.
.
.
.
.
150}
152'
из стали Р18
.
.
.
.
.
.
.
.
.
.
J54
156
/(арта 78. Фрезерование пазов V
Карта 79. Фрезерование шлицев
Р18
.
.
.
148
из стали Р 18
К.арта 76. Фрезерование пазов V 4-5. Фрезы концевые из стал.и Р 18
Карта 77. · Фрезерование плоскостей и ус'I:упов V 4-5 и V 6-7. Фрезы дисковые
14&
:
.
.
4-5. Фрезы дисковые из стали Р18
V 4-5. Фрезы шлицевые из стали
.
.
.
.
.
.
.
.
.
Карта 80. О11резка V 4-5. Фрезы отрезные из стали Р18
.
Карта 81. Фрезерование пазов полукруглого профиля. Фрезы полукруглые выпуклые, вогнутые и угловые из стали Р18
Карта 82. Фрезерование плоскостей V 4-5 и V 6~7. Фрезы торцовые с пл.астинками
Т15К6
.
.
·
Карта 83. Фрезерован1iе пазов V 4-5. Фрезы дисковые с пластинками
Tl 5К6
158
160
162'
164
166
Цветные сплавы
1
~1
Карта
84. Фрезерование плоскостей V 4-5. Фрезы цилиндрические
из стали
Р18
.
168
Карта 85. Фрезерование плоскостей V
из стали Р18
.
.
. .
.
Карта 86. Фрезерование плоскостей V
вые из стали Р18
.
.
.
6-7.
Фрезы цилиндрические
.
4-5
.
.
.
.
.
и V 6-7. Фрезы торцо.
.
.
.
.
.
.
уступов V 4-5 и V 6-7.
.
.
.
.
.
.
.
Карта 87. Фрезерование
плоскостей
и
Фрезы концевые из стали Р18
Карта 88. Фрезерование пазов V 4-5. Фрезы концевые из стали
р 18
. , .
.
.
J(арта 89. Фрезерование плоскостей и уступов V 4-5 и V 6-7. Фре-
зы дисковьfе из стали Р 18
.
.
.
.
Карта 90. Фрезерование пазов V 4-5. Фрезы дисковые из стали
Р18
.
. . .
. .
.
.
.
.
.
К.арта 91. Фрезерование шлицев V 4-5. Фрезы шли певые из стали
Карта 92. Отрезка V 4-5. Фрезы отрезные из ста л и Р18
.
.
.
J(арта 93. Фрезерование пазов полукруглого профиля '\! 4-5. Фрезы
полукруглые, выпуклые, вогнутые и угловые из ст али Р18
. .
К,арта 94 .. Фрезерование плоскостей V 4--5 и V 6--7. Фрезьr торцо-
вые
Карта
95.
с пластинками
Tl 5К6
.
Фрезерование пазов t;/
ками Tl 5К6
Раздел
V.
Методические
.
4-5.
.
.
.
.
.
.
.
.
172
174
176..
178
180
182
184
185
188
Фрезы дисковые с пластин -
190
191
Шлифовальные станки
указания
170·
.
191
.
Примео расчета нормы штучного времени при работе на круглошли
фС:вальн:ом станке с радиальной подачей и плосшколифовальном
станке периферией круга
Карта 96. Подготовительно-заключительное
круглошлифовальных
станках
плоскошлифовальных
станках
Карта 97. Подготовительно-заключительное
238
время
время
с прямоугольным
при работе на
.
·
·
при работе на
столом
· ·
191
193
191
Круглое наружное шлифование
Карта 98. Неполное
штучное
время
при
шлифовании с продольной
штучное
время
при
шлифовании с радиальной
196
подачей
Карта
99.
Неполное
197
подачей
Плоское шлифование
Карта
100.
Неполное штучное
время при шлифовании
круга на станках с прямоугольным столом
периферией
198
Карта 1О1. Неполное штучное время при шлифовании торцом круга
на станках с прямоугольным столом
Р а з д е л
Зубофрезерные
V 1.
Методические
указания
.
199
..
станки
•?
•
~
•
Пример расчета нормы штучного врем:ени
зерном станке
•
200
•
а
,
•
•
200
при работе на зубофре-
200
Карта 102. Подготовительно-заключительное
зубофрезерных станках
время при работе на
201
~таль конструкционная углеродистая
Карта 103. Время на обработку поверхности. Фрезы червячные моду ЛЬНЬ,Iе
,202
цветные сплавы
Карта 104. Время на обработку поверхности.
дульные
Фрезы червячные мо-
. __,, .
204
ПРИЛОЖЕНИЕ
1.
2.
3.
Вспомогательное время ~ связанное с переходом при работе на
токарных и токарно-винторезных станках (принято при расчете
нормативов)
Вспомогательное время, связанное с переходом при работе на
токарно-револьверных станках (принято при расчете нормативов)
Вспомогательное время, связанное с переходом при работе на
вертикально-сверлильных
станках
(прин.ято .nри расчете нор-
мативов)
.
.
.
Вспомогательное
5.
горизонтально-вертикально- и универсально-фрезерных
станках
(принято при расчете нормативов)
.
.
.
.
.
.
.
7
Вспомогательное время, свя:занное со шлифованием: поверхности
связанное
с
переходом
при работе на круглошлифовальных станках
6.
7.
208
209
4.
время,
206
при работе на
(принято
при
210
рас-
чете нормативов)
.
.
: . . . . . . . . . .
Вспомогательное время, связанное со шлифованием поверхности
при работе на плоскошлифовальных станках (принято при расчете
нормативов)
. . . . . . . . . . ·. . . . .
Режимы резания при работе на токарно-винторезных, токарно-ре
211
212
вольверных, вертикально-сверлильных, горизонталЬно-вертикально
и
универсально-фрезерных,
круглошлифовальных,
вальных и зубофрезерных станках
.
.
.
.
плоскошлифо-
.
.
8. Механические свойства и поправочные коэффициенты на скорость
резаная в зависимости от обрабатываемого материала и материала инструмента
213
228 .•
1
1
1
• •
Редактор Л. е. Верещагина. Технический редактор А . А . Па влщ1екиu
I(орректор~1 Ю. А. Грязнова и Т. В . Фальк
Сдано в наб ор 21/VI 19718 г.
Формат
'6i0X'90 1/ 16 •
Бумага тип. № 3.
П еч.
. Отдел
л.
Подп. в печ. '6'/IV 197'9 /
15,0'.
Тираж
Уч.-изд.
1О ООО экз.
л.
12,0.
Цена
Заказ
бО' ко]
No 116 '
j
на уч н ой ин фо рм а ции НИИ труда
Типография при НИИ тр уда Государственного комитета СССР
по труду .и соци аль ным вопросам. 103064, Москва, I(-64, ул. Чкалова,
r .,
Цена
60 коп,
·"
'.'
'