/































































































































































































































Tags: машиностроение механика нормирование металлообработка нормативы шлифовка нормировщики нормы времени
Year: 1990
Similar




Text
С,
Я
|
|
j
А и)
(4. А,
Центральное бюро нормативов по труду
Государственного комитета СССР
по труду и социальным вопросам
>
К а,
|,
ПП.
|
| N,
|
м
|
|
ү
№
А
7
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ
НОРМАТИВЫ ВРЕМЕНИ
0
\
———-
для технического нормирования
работ на шлифовальных
A
=
И
ДОВОДОЧНЫХ
станках
(укрупненные)
С= ET
о
у
_ Среднесерийное, мелкосерийное и единичное
производство
ее
<
не
Уни
^^_чеш:
|
и
|
|
ji
:
Е
и
|
у]
)
|
i
|
и
|||
/
|
у
|
|
|
|
\
|
4
Москва
1990
|
јр
и
м
Ж
ЛЕ 4в TA,
|
$
:
|
f Ч
|
|
Центральное бюро нор
мативов по труду
осударственного комите
79 ТРуду и социальным та СССР
вопросам
„ ОБЩЕМАШИНОСТРОИТ
ЕЛ
ЪНЦЕ
ПОРМАТИВЫ ВРЕМЕНИ
для технического нормир
ования
работ на шлифовальных
И доводочных станках
(укрупненные)
|
Среднесерийное, мелкосер
ийное и единичное
|
производство
али;
JO-
щих
| ха-
зания
угла
крат-
(приxX
дан-
резаМал
=ч
Ё
,
Общемашиностроительные нормативы времени для технического нормирования работ на шлифовальных и доводочных станках (укрупненные). Среднесерийное, мелкосерийное и единичное производство. .
Сборник содержит нормативы подготовительно-заключительного времени, времени на установку и снятие детали и укрупненные нормативы
неполного штучного времени на обработку поверхностей при шлифовальных и доводочных работах.
Настоящие нормативы разработаны Челябинским политехническим HHститутом имени Ленинского комсомола под методическим руководством
Центрального
бюро нормативов по труду Государственного комитета
СССР по труду и социальным вопросам при участии нормативно-иссле- |
нары
< -------
довательских
организаций
и предприятий
машиностроительных
министерств.
Издание предназначено для нормировщиков, технологов и других инженерно-технических работников, занятых разработкой технически обос- '
нованных
норм времени на работы, выполняемые
на шлифовальных и
доводочных станках в механических цехах машиностронтельных предприятий, имеющих
среднесерийный,
мелкосерийный
и единичный
характер
производства.
Для автоматизированного технического нормирования операций абразивной обработки с помощью
ЭВМ (крупносерийное и среднесерийнос
производство) разработан и издан в 1985 г. пакет прикладных программ
(ПППТАО)
и инструкция по его эксплуатации (инвентарный номер ре-
гистрации
в ГОСФАП
— 156, специализированное
отделение
ОФАП
САПР-Т и АСУТП).
|
По вопросам адаптации
и эксплуатации пакета обращаться:в Центральное бюро нормативов по труду.
Нормативы рекомендованы ЦБНТ для применения на предприятиях
машиностроения
и металлообработки.
С введением в действие данных нормативов отменяются «Общемашиностроительные нормативы времени для технического нормирования работ
на шлифовальных и доводочных станках (укрупненные). Серийное, мелкосерийное и единичное производство». М.; НИИ труда, 1968, 1974.
В
конце
сборника
помещен
бланк
отзыва, ‚который
Ава
|
|
|
||се
з
Ж
- К
H т>А &2
жуук
чия
нех
Рау:
Чӣ Ри
i$
(024.
|
й
В
з,
БИЙ
я
| Ў
ба
Мама
2. бү
Геава
ААТв
\
т
А
ЫЎ
аи
Ш
РА
ы?
NN
са
4:
сета
a
2
у
dD
р
}
ү;
yoningga
~
Сери
і
ы
| wo
мг
тъ"
А1
| |
а
~
\
© Научно-исследовательский институт труда
Государственного комитета СССР по труду и социальным
(НИИ труда), 1990
|
А
пред- '
приятием, организацией и направляется в адрес ЦБНТ: 109028, Москва,
Ж-28, ул. Солянка, 3, строение 3.
|
Обеспечение
межотраслевыми
нормативами
осуществляется
через
книготорговую сеть на местах по заявкам предприятий и организаций.
|
{
|
|
вопросам
Ап
ЧР
ИГ
1. ОБЩАЯ
7
ЧАСТЬ
1.1. Нормативы предназначены для нормирования шлифовальных и доводочных работ, выполняемых в условиях
среднесерийного, мелкосерийного и единичного типов производства.
1.2. При внедрении бригадной формы организации труда
нормативы могут быть использованы для расчета комплексных норм в соответствии с «Методическими основами бригад‚ ной формы организации и стимулирования труда в промышленности», разработанными НИИ труда в 1981 г. и одобренными Научным советом по труду и социальным вопросам
Госкомтруда СССР.
‚ 1.9. Сборник содержит нормативные карты укрупненных
нормативов времени для расчета технически обоснованных
норм времени на работы, выполняемые на шлифовальных и
доводочных станках. Классификация видов работ, охваченных. нормативами, приведена на страницах 12...25.
Нормативная часть сборника состоит из нормативных
карт:
1) Группы обрабатываемости шлифованием
различных
марок материалов;
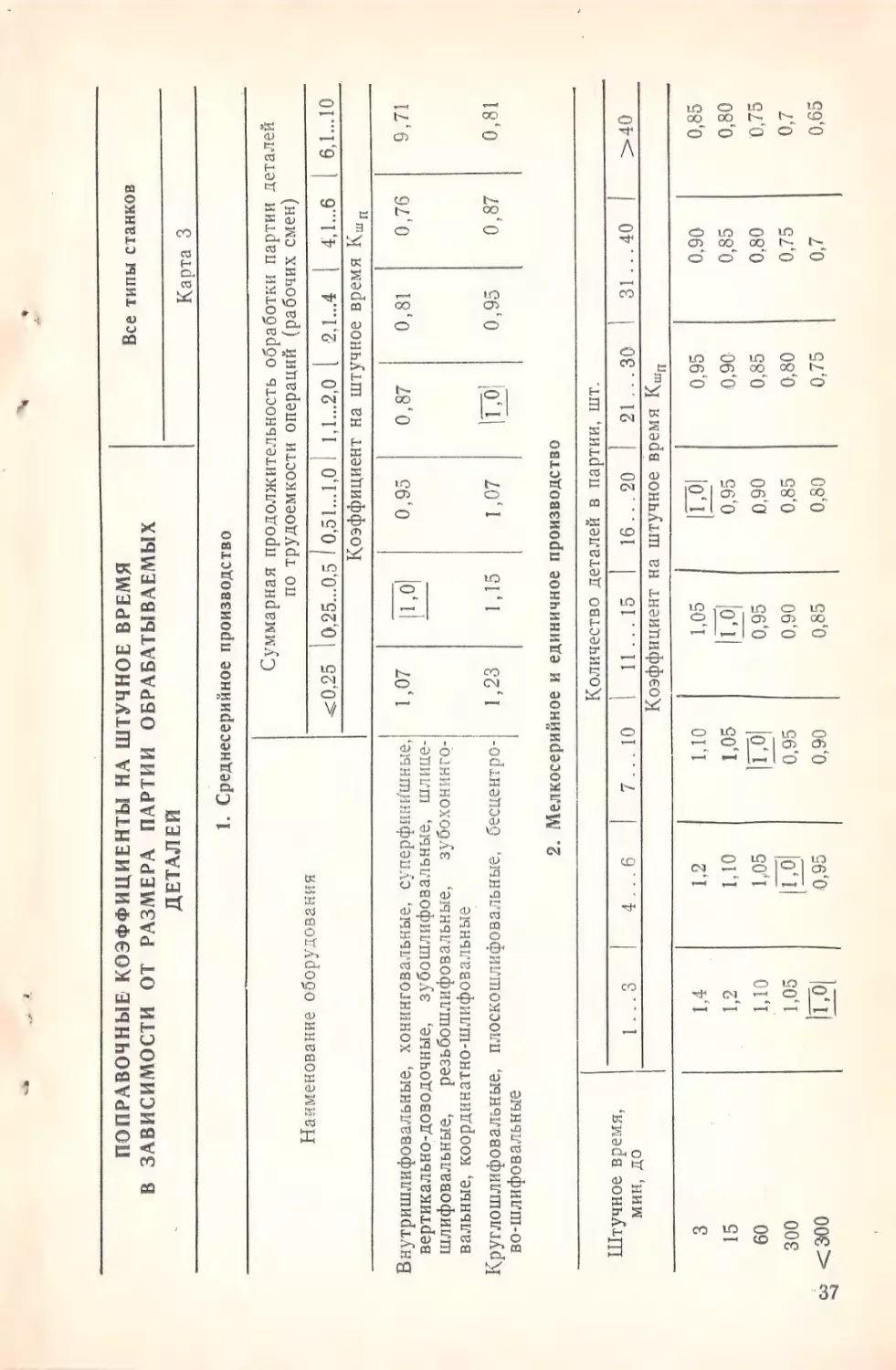
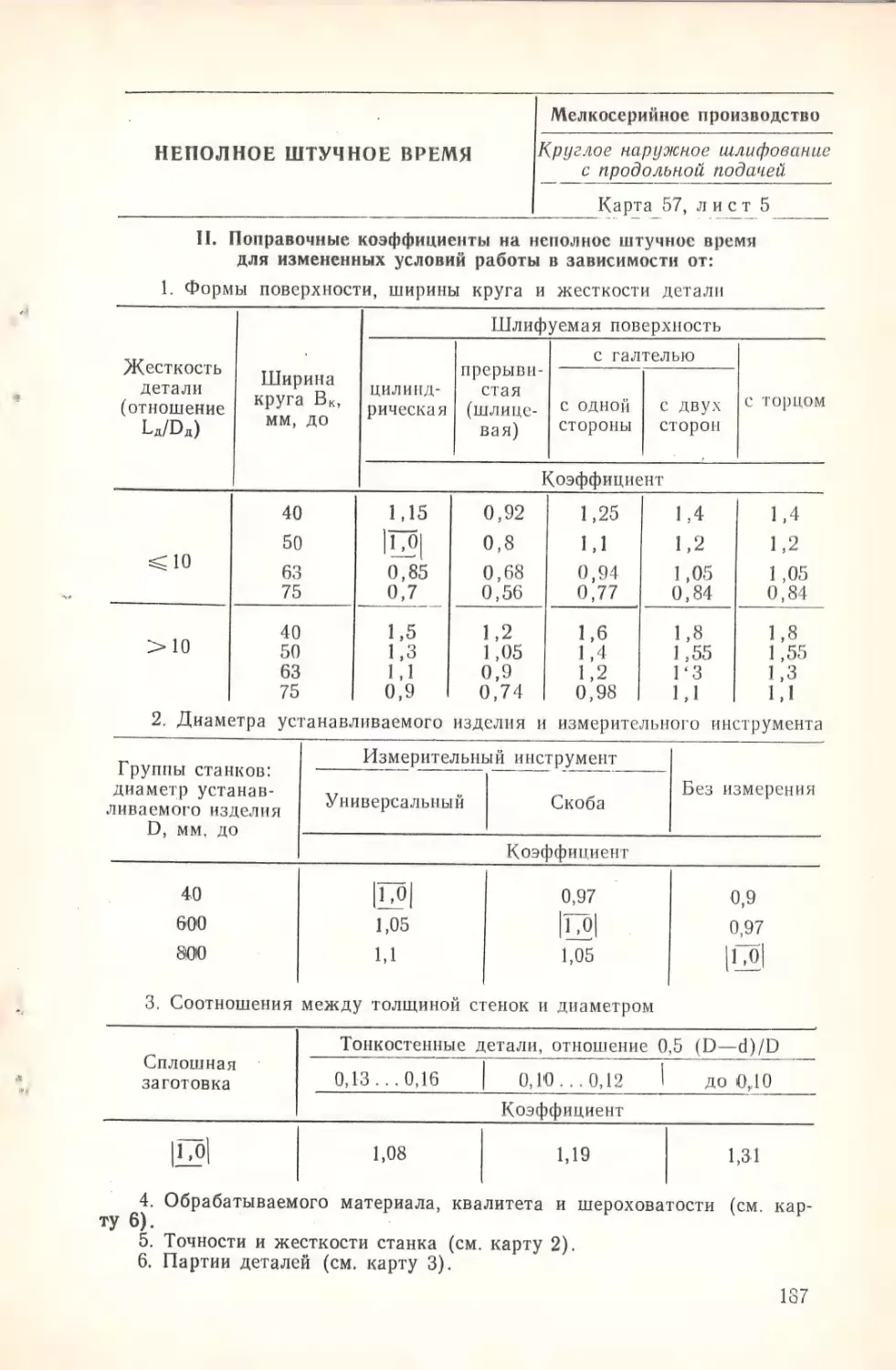
2) Поправочные коэффициенты на штучное время в зависимости от измененных условий работы;
|
3) Подготовительно-заключительное время:
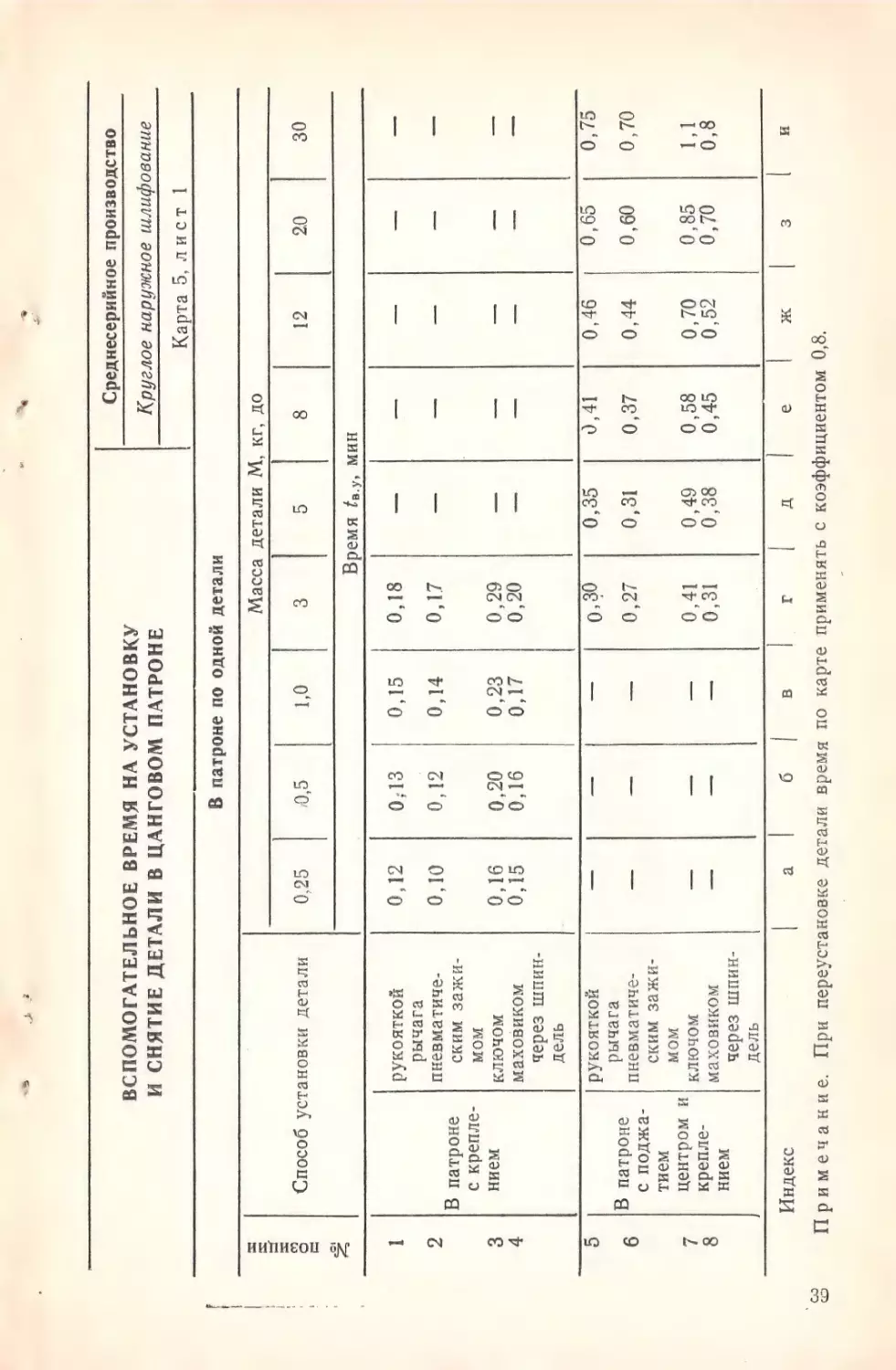
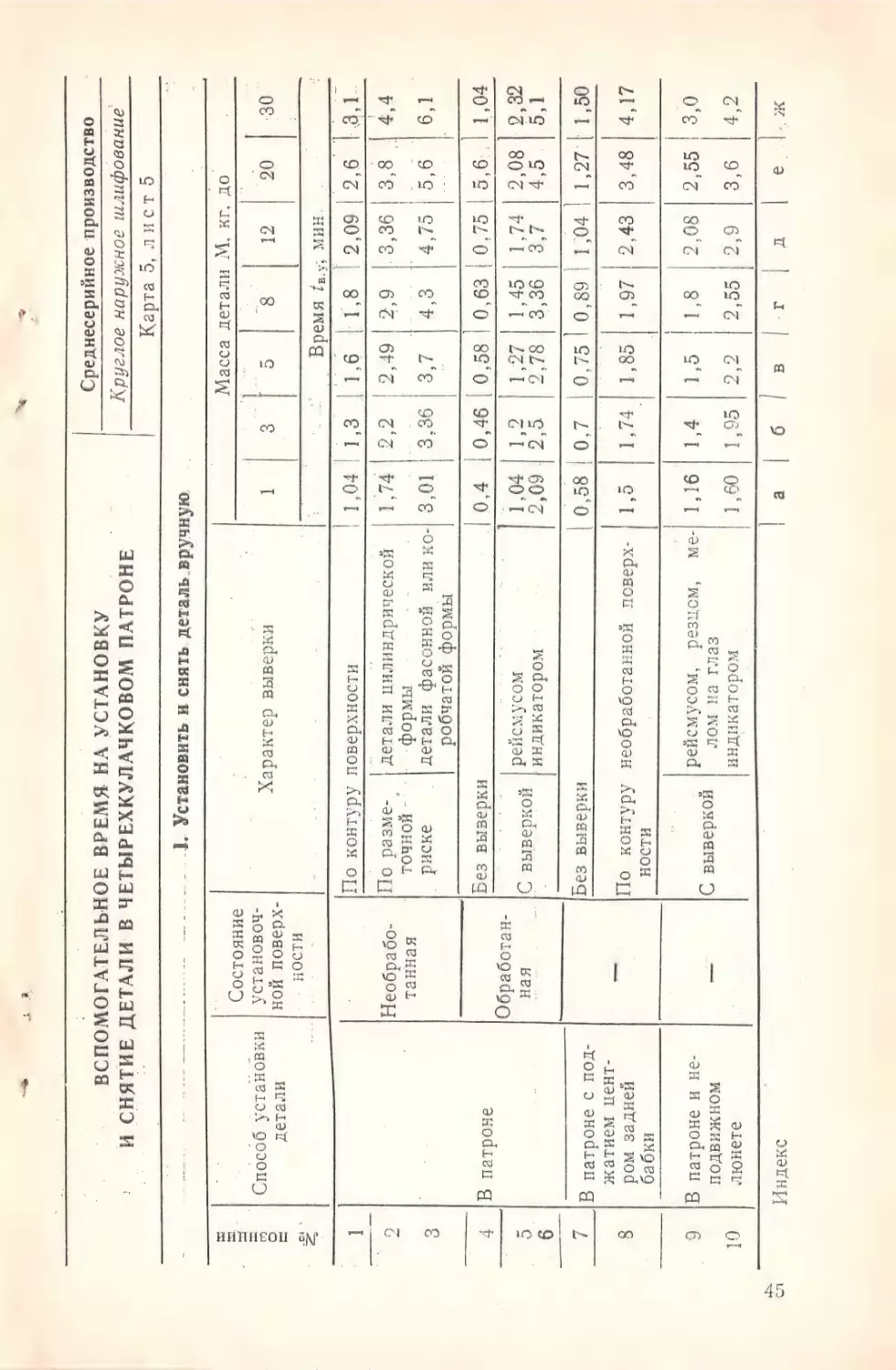
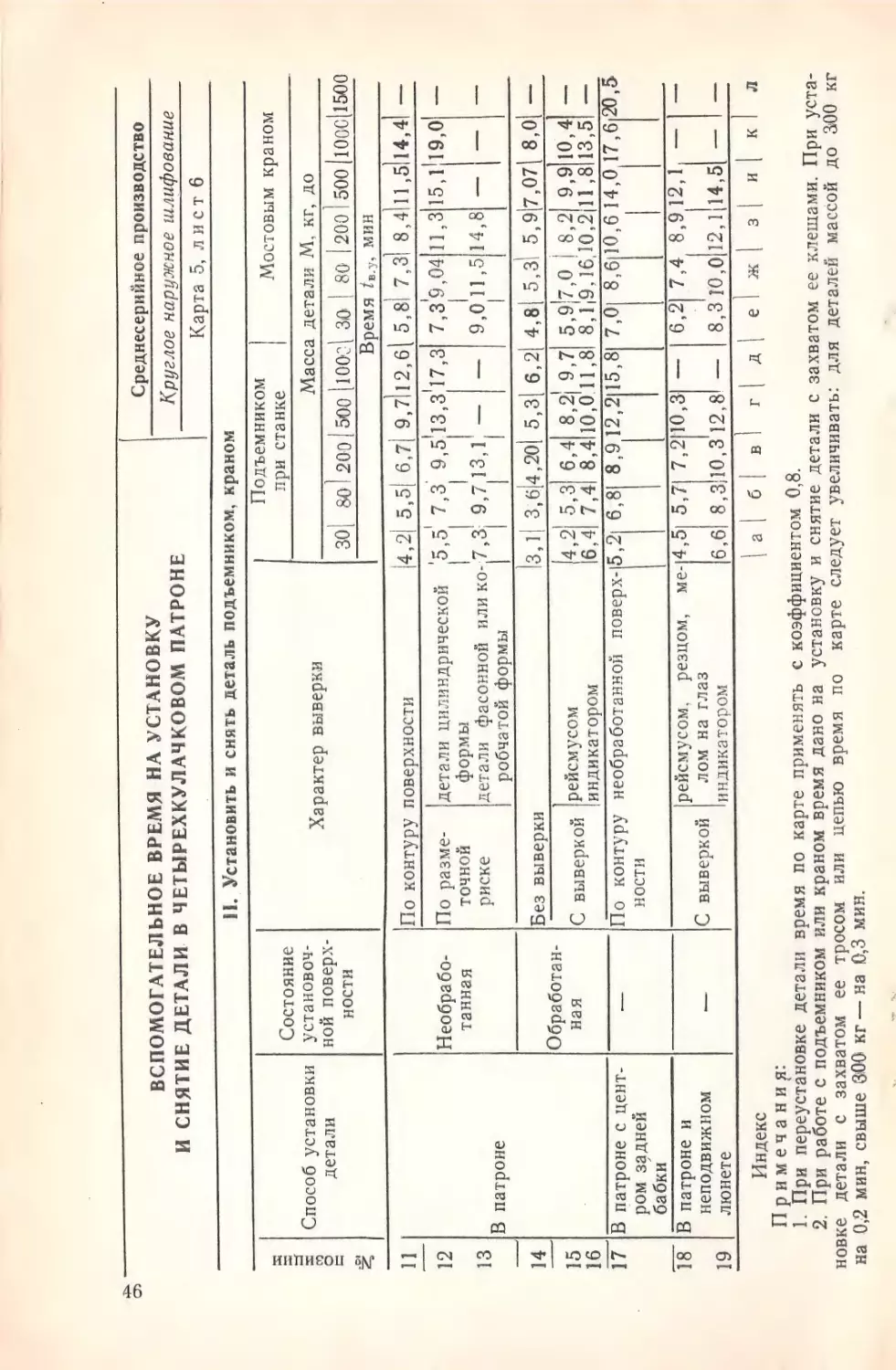
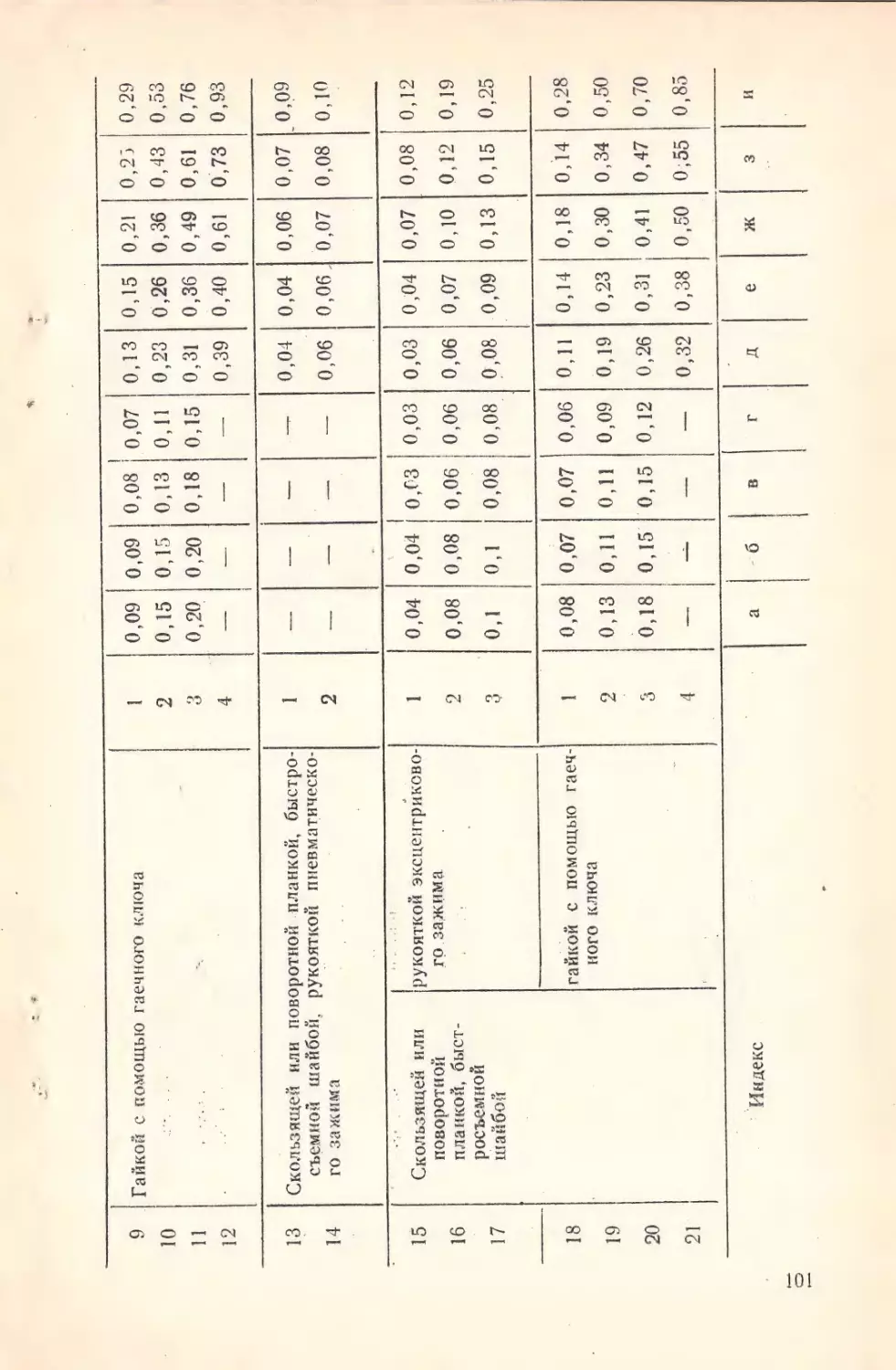
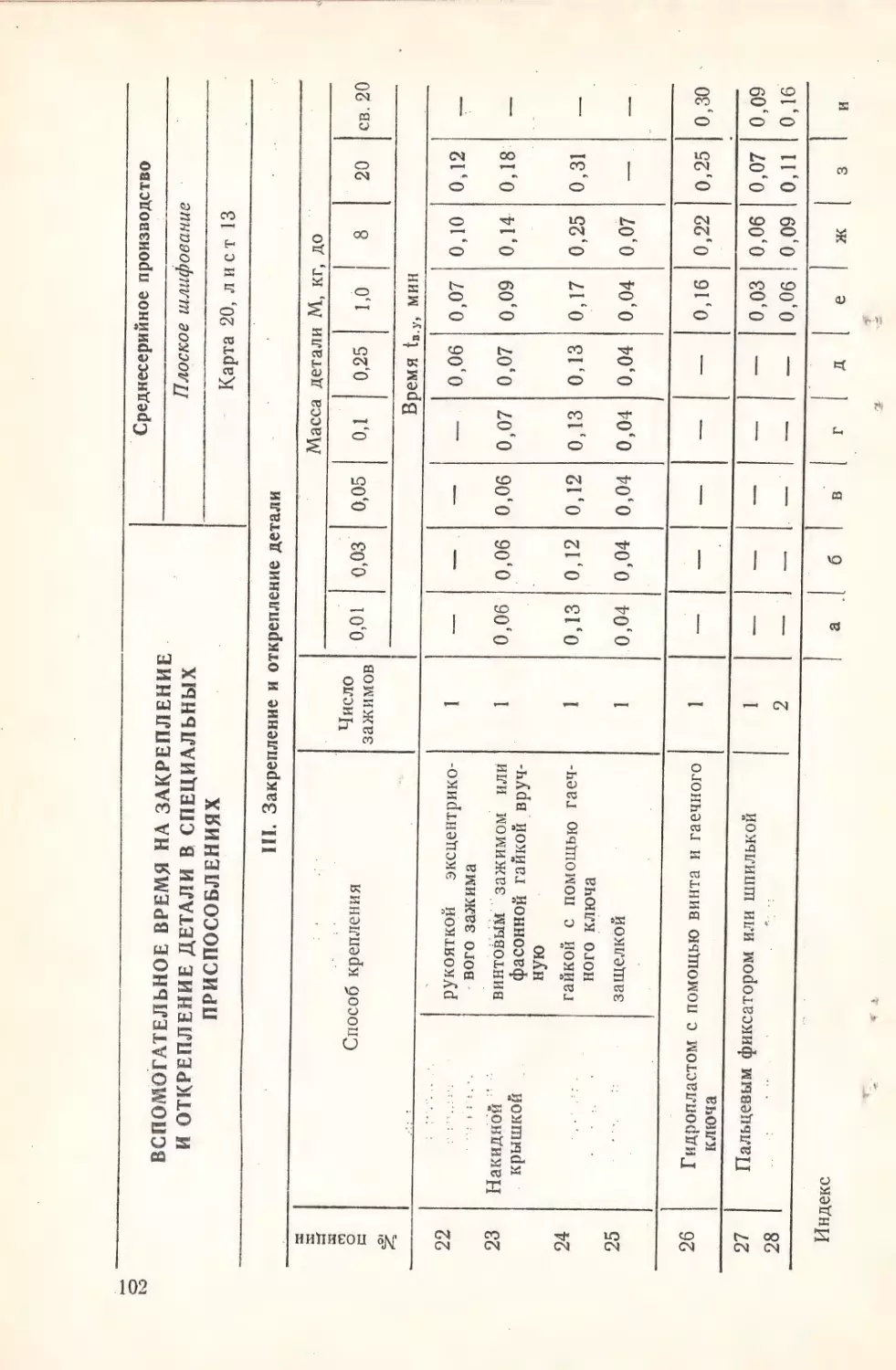
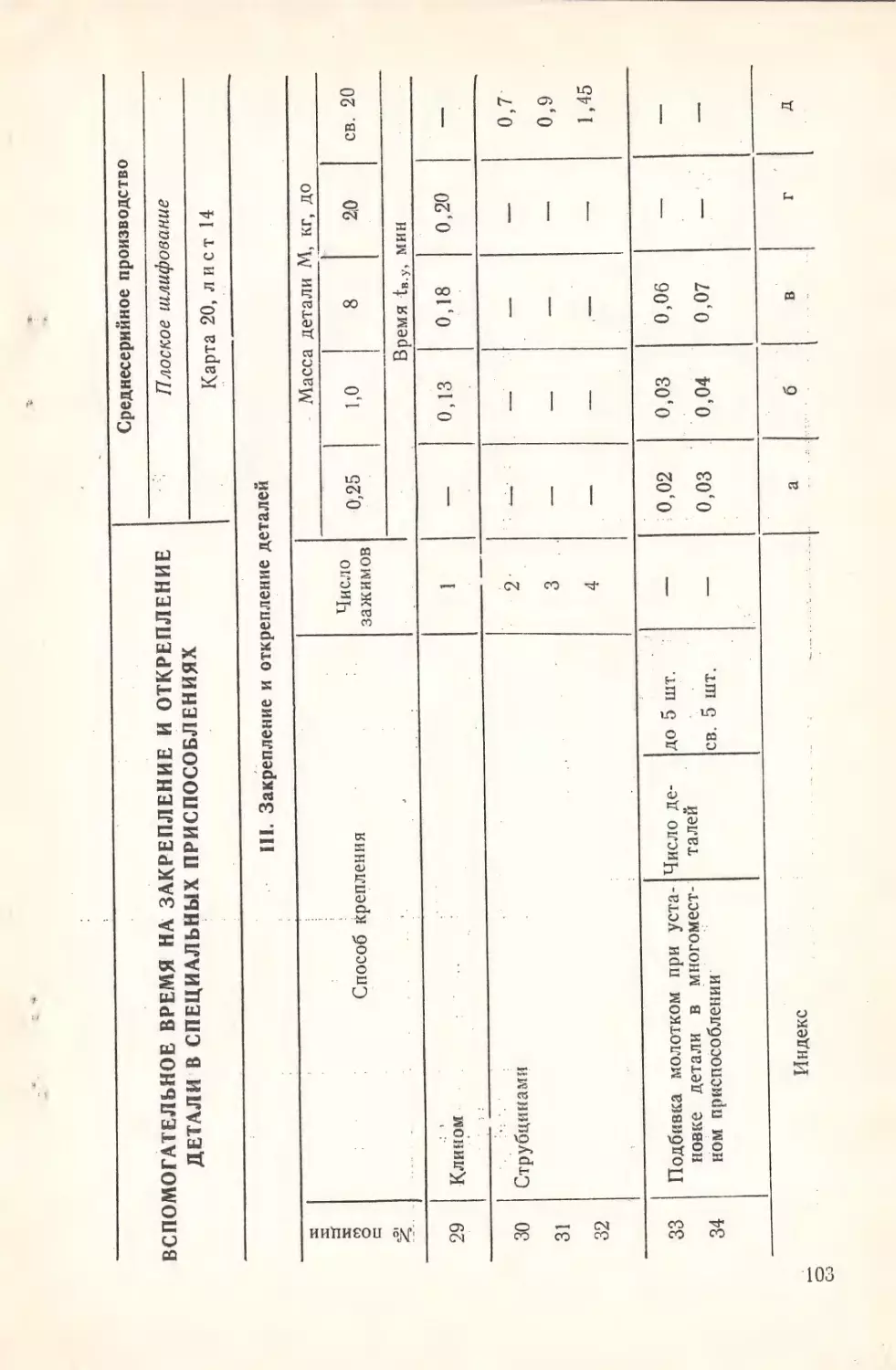
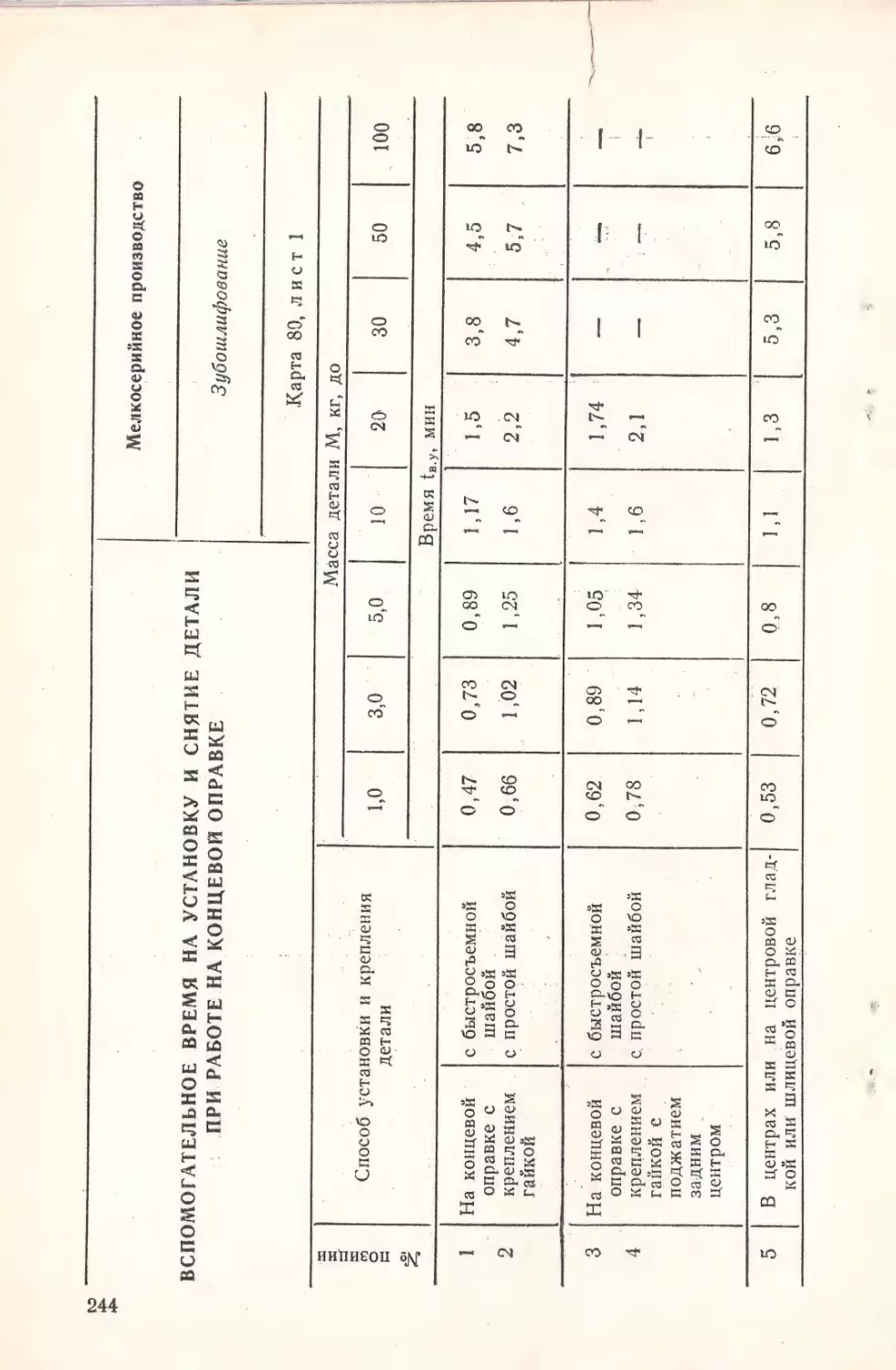
4) Вспомогательное время на установку и снятие детали:
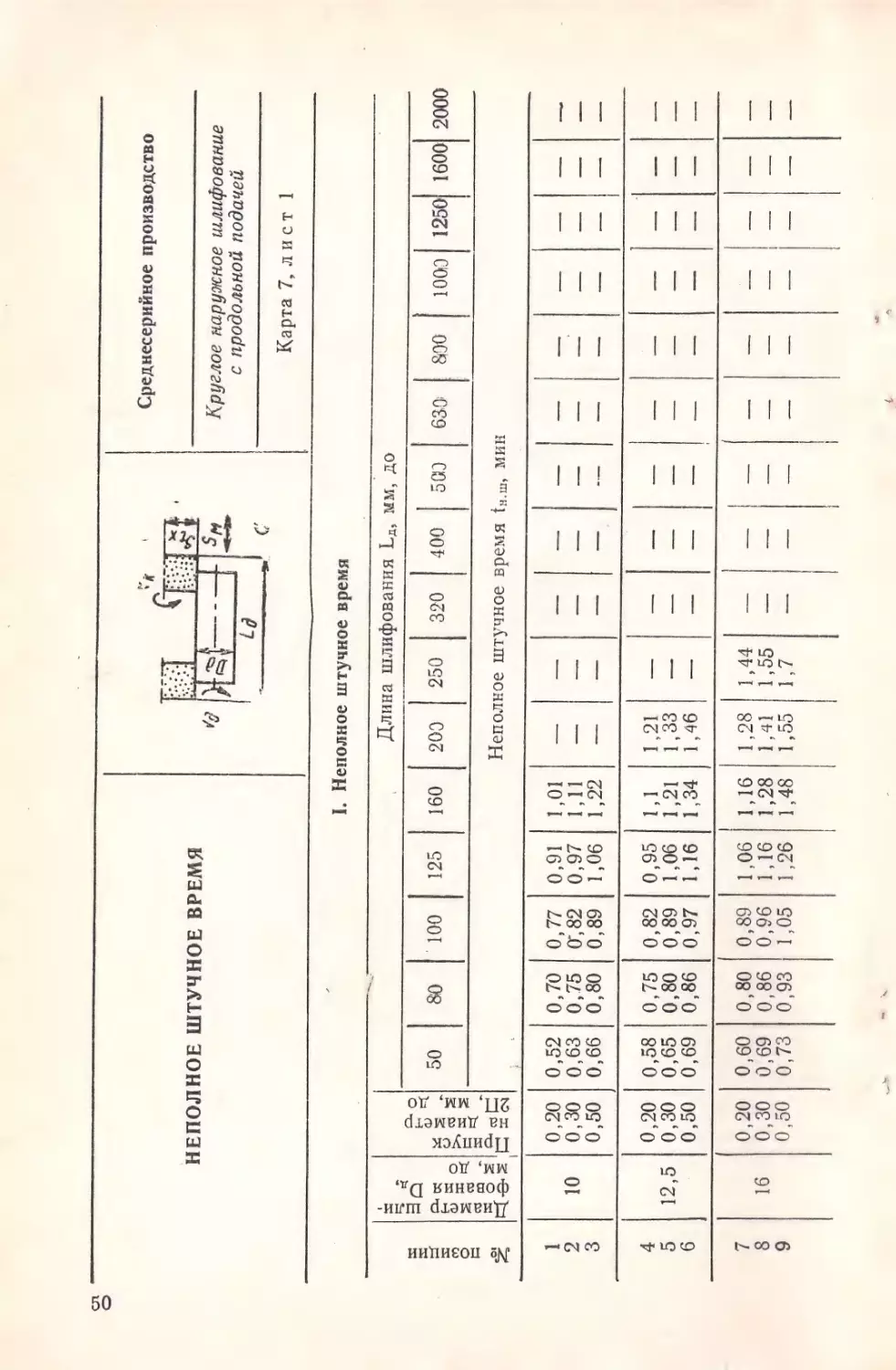
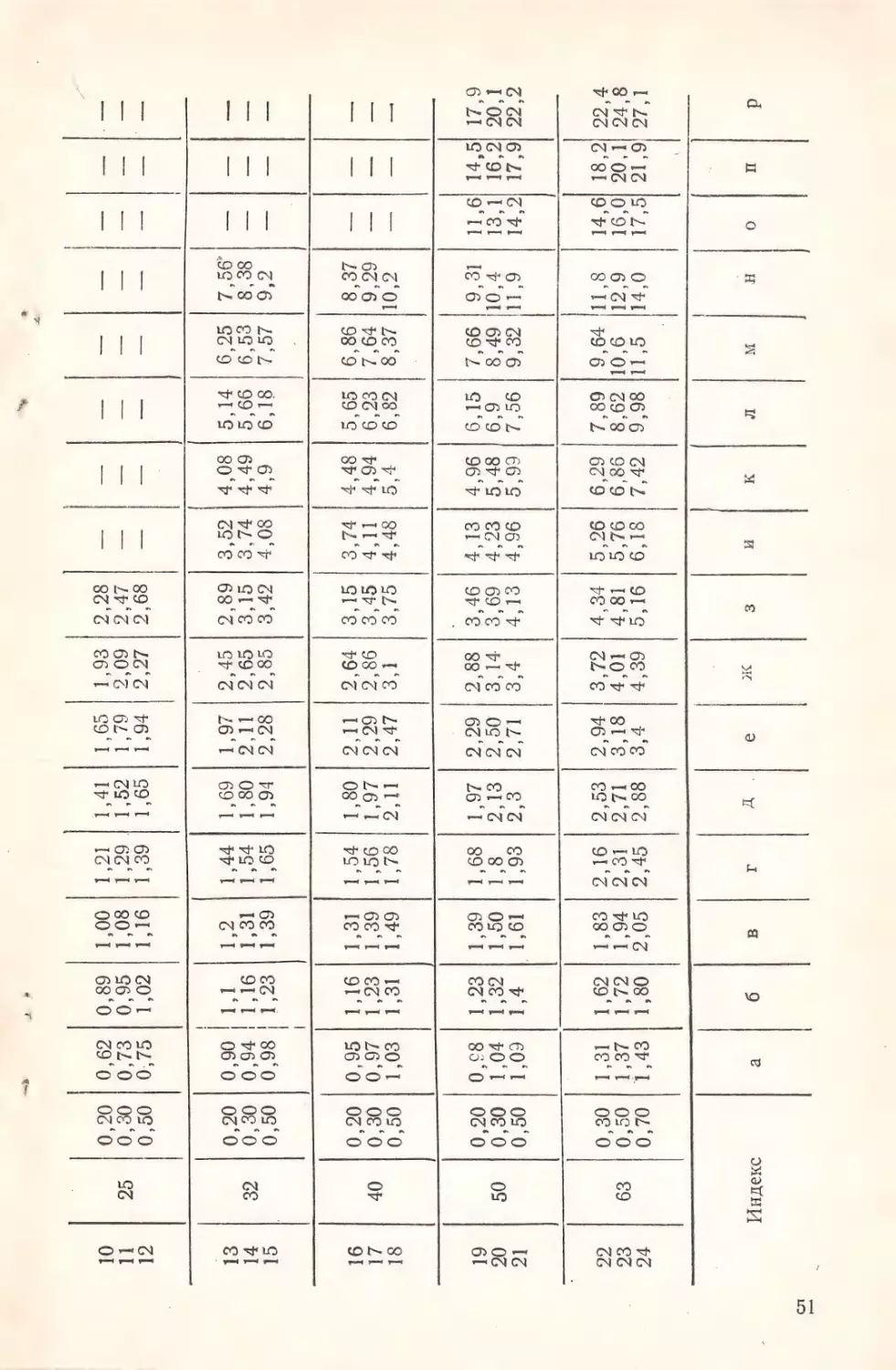
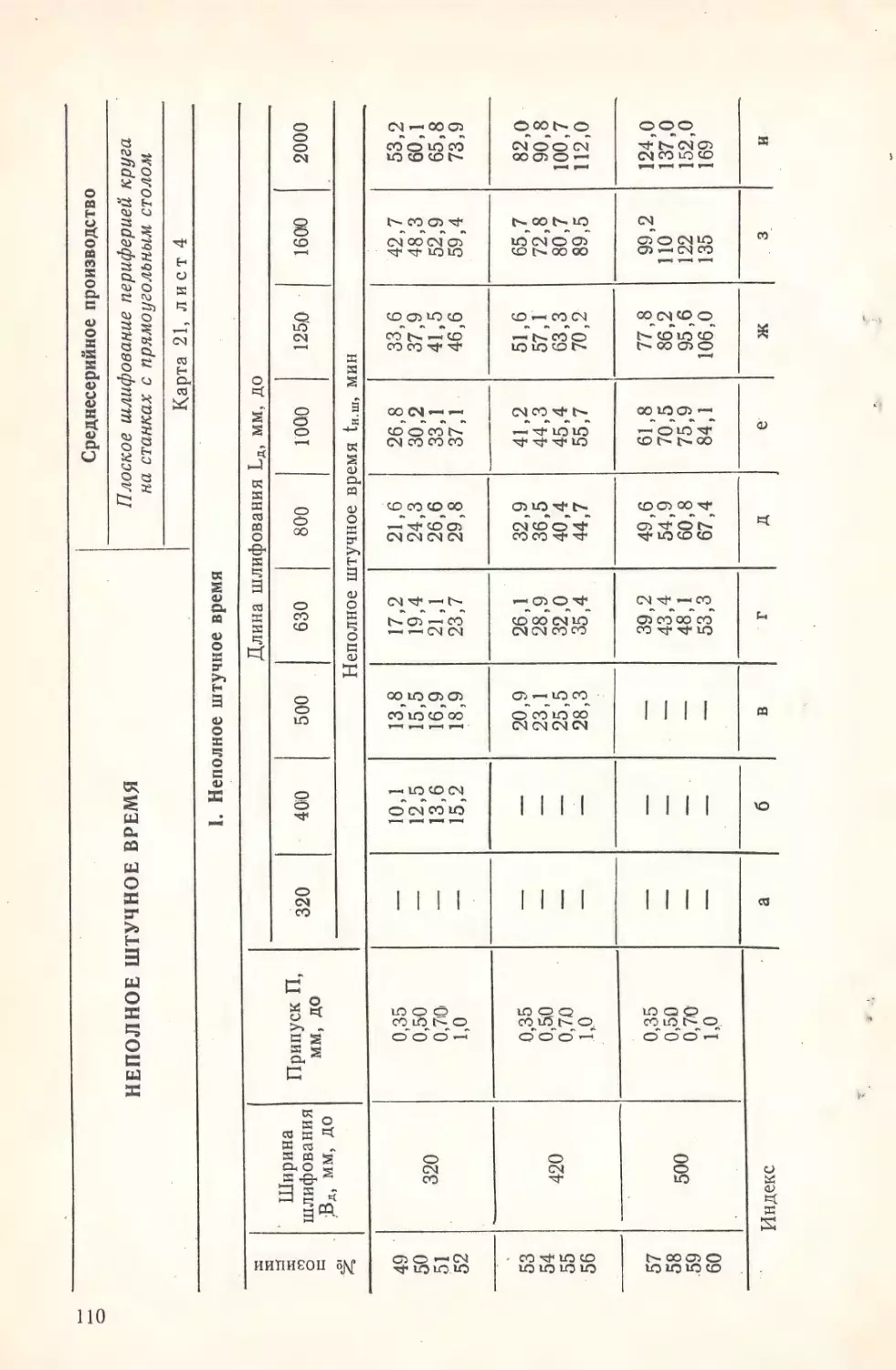
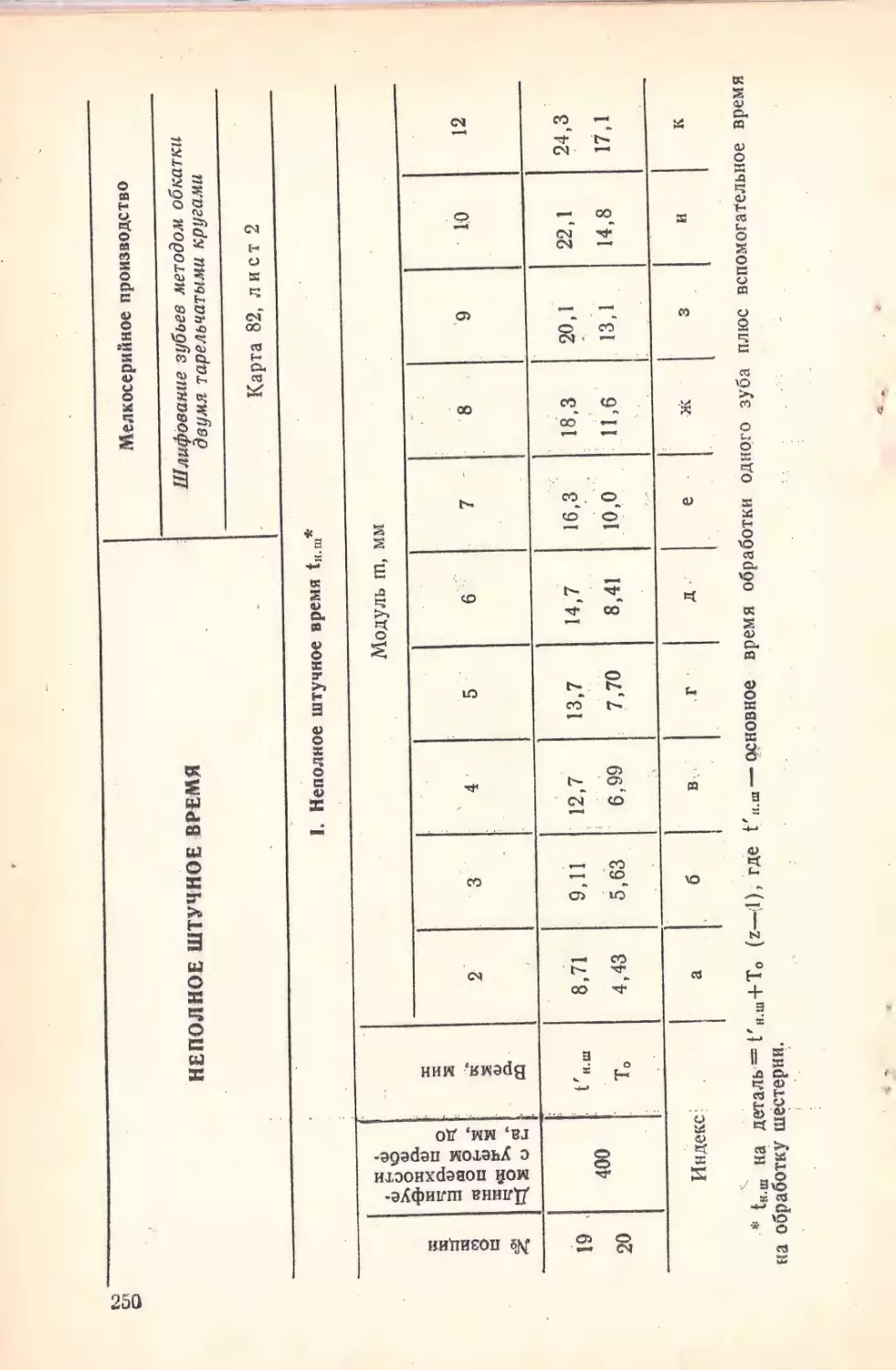
о) Неполное штучное время по видам шлифования и доводки.
|
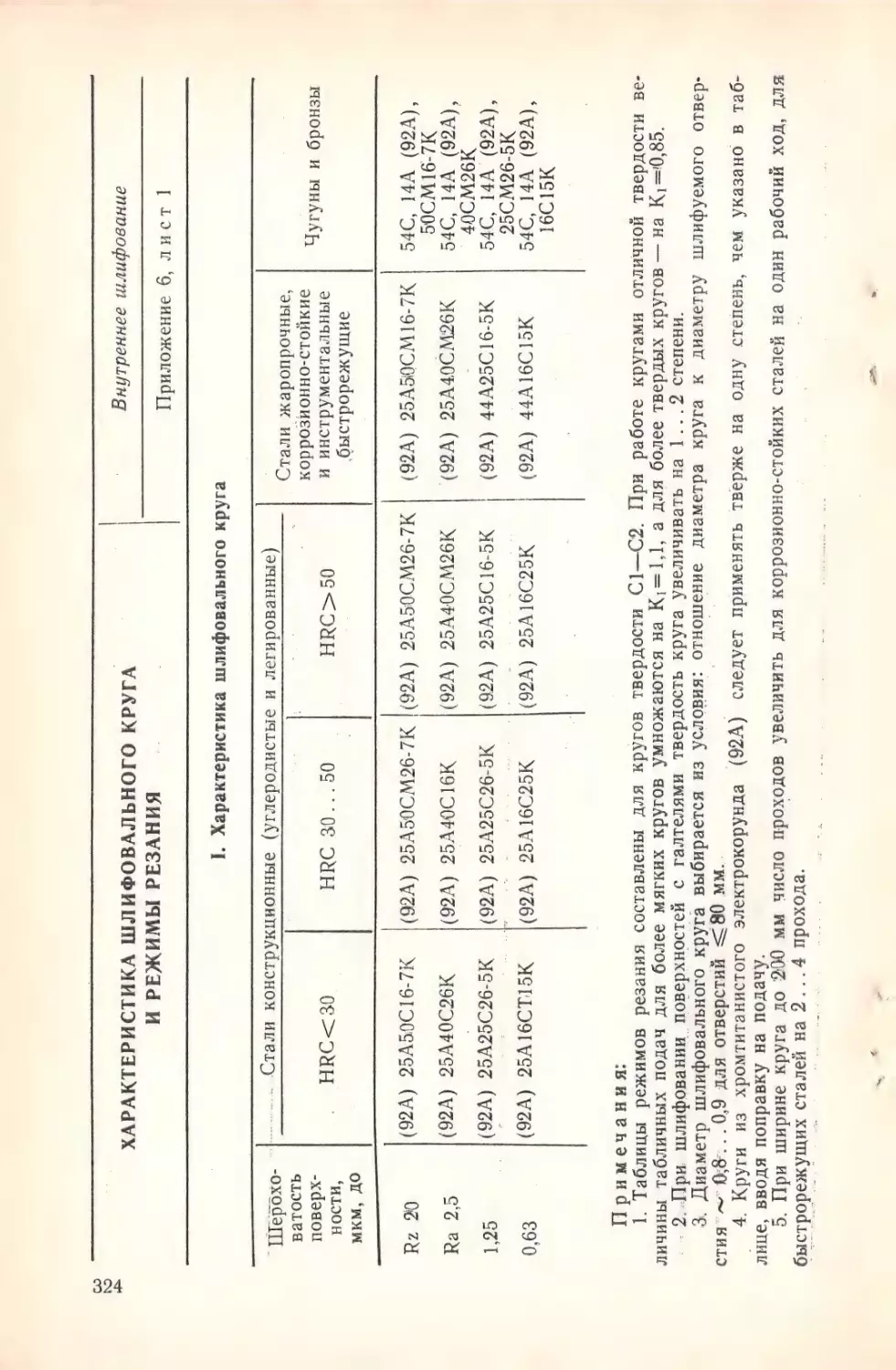
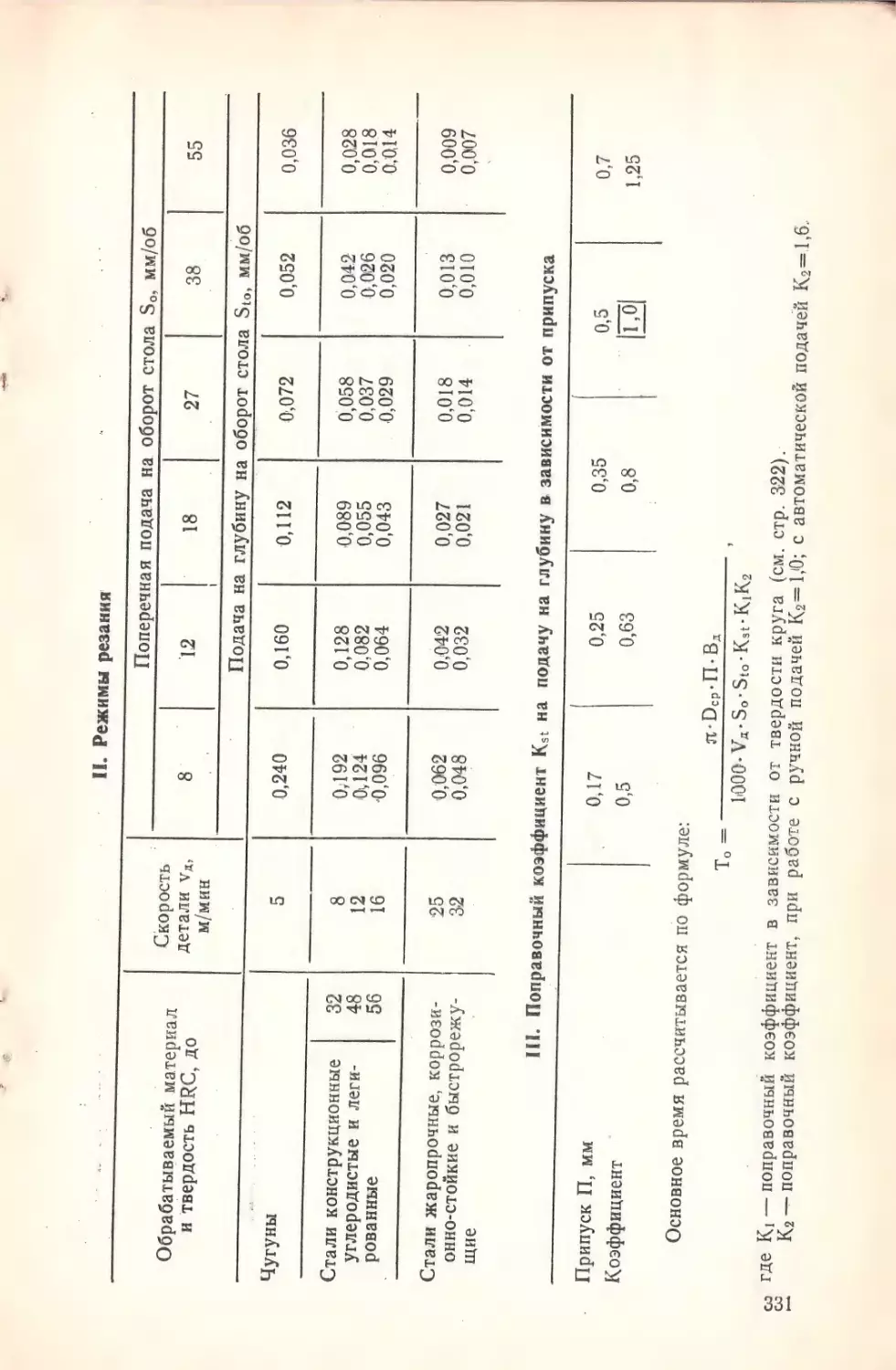
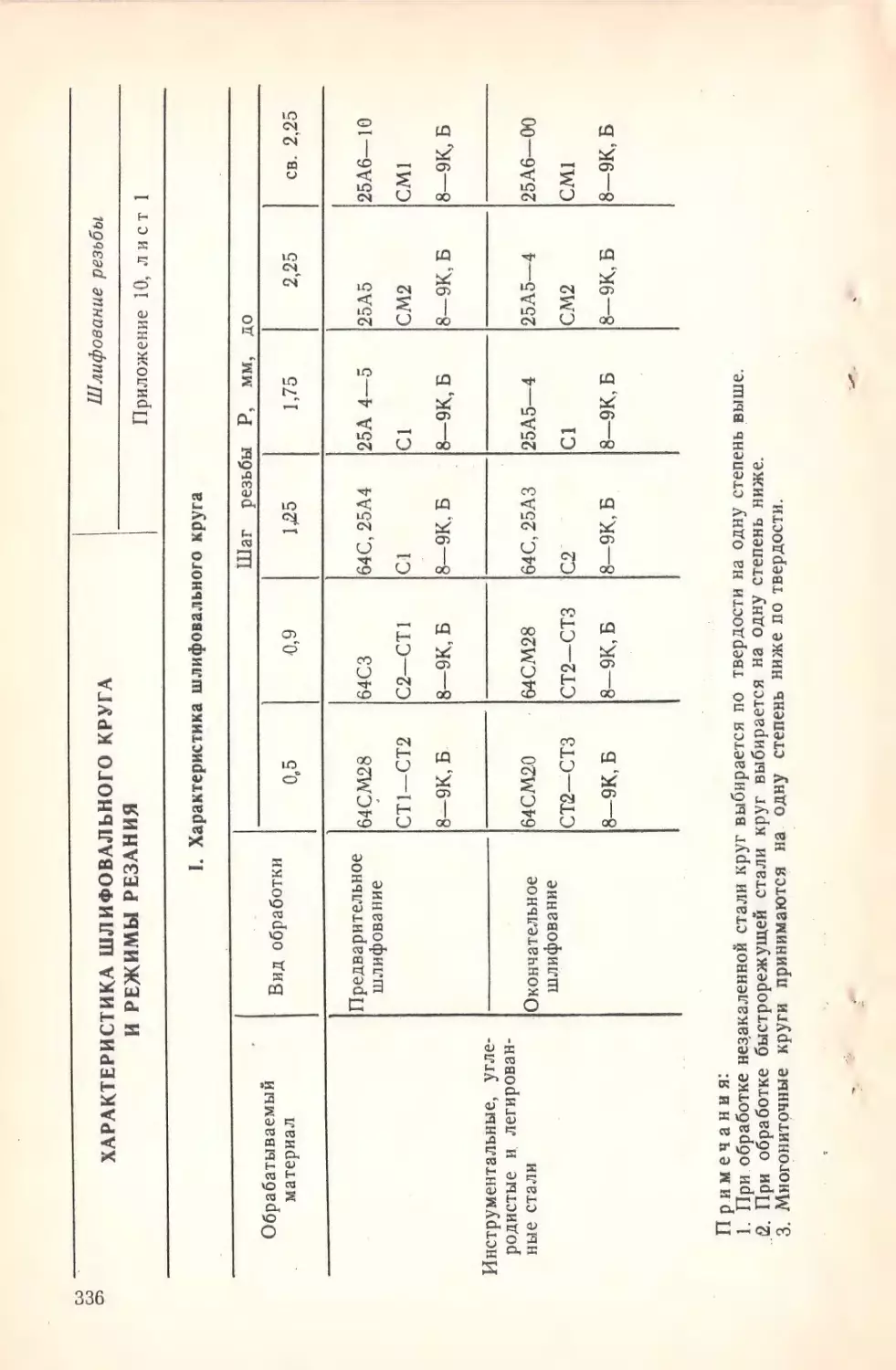
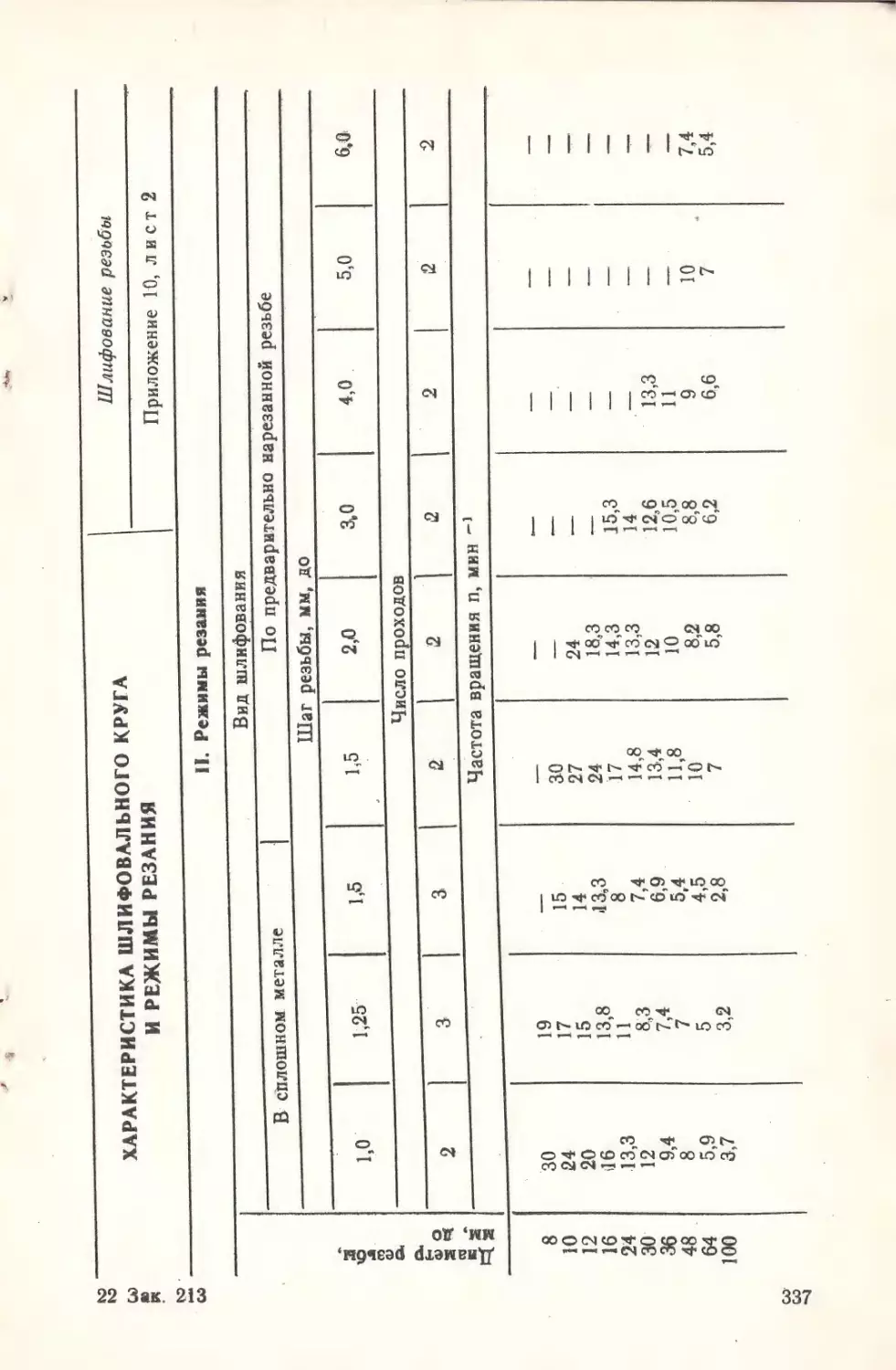
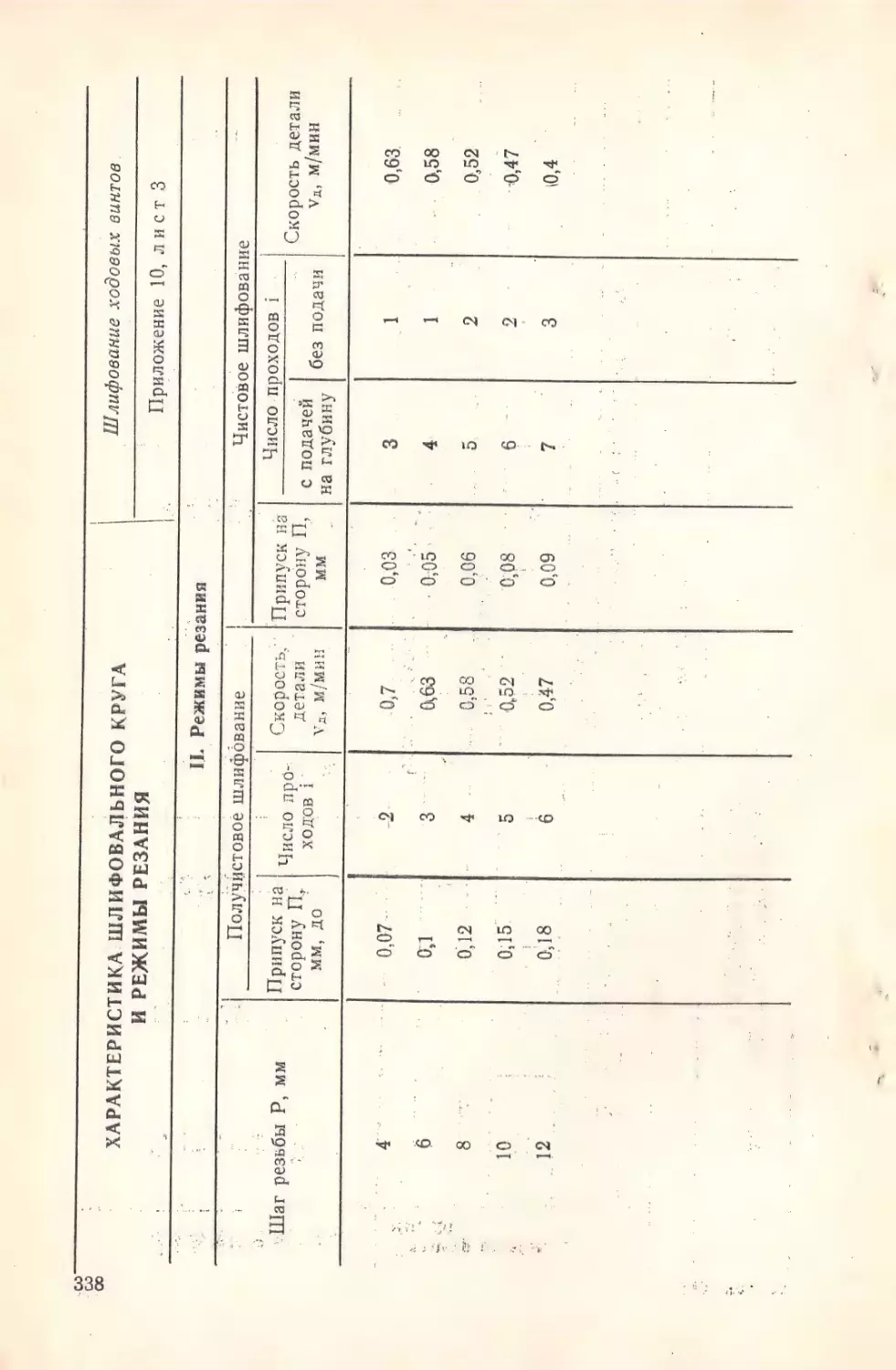
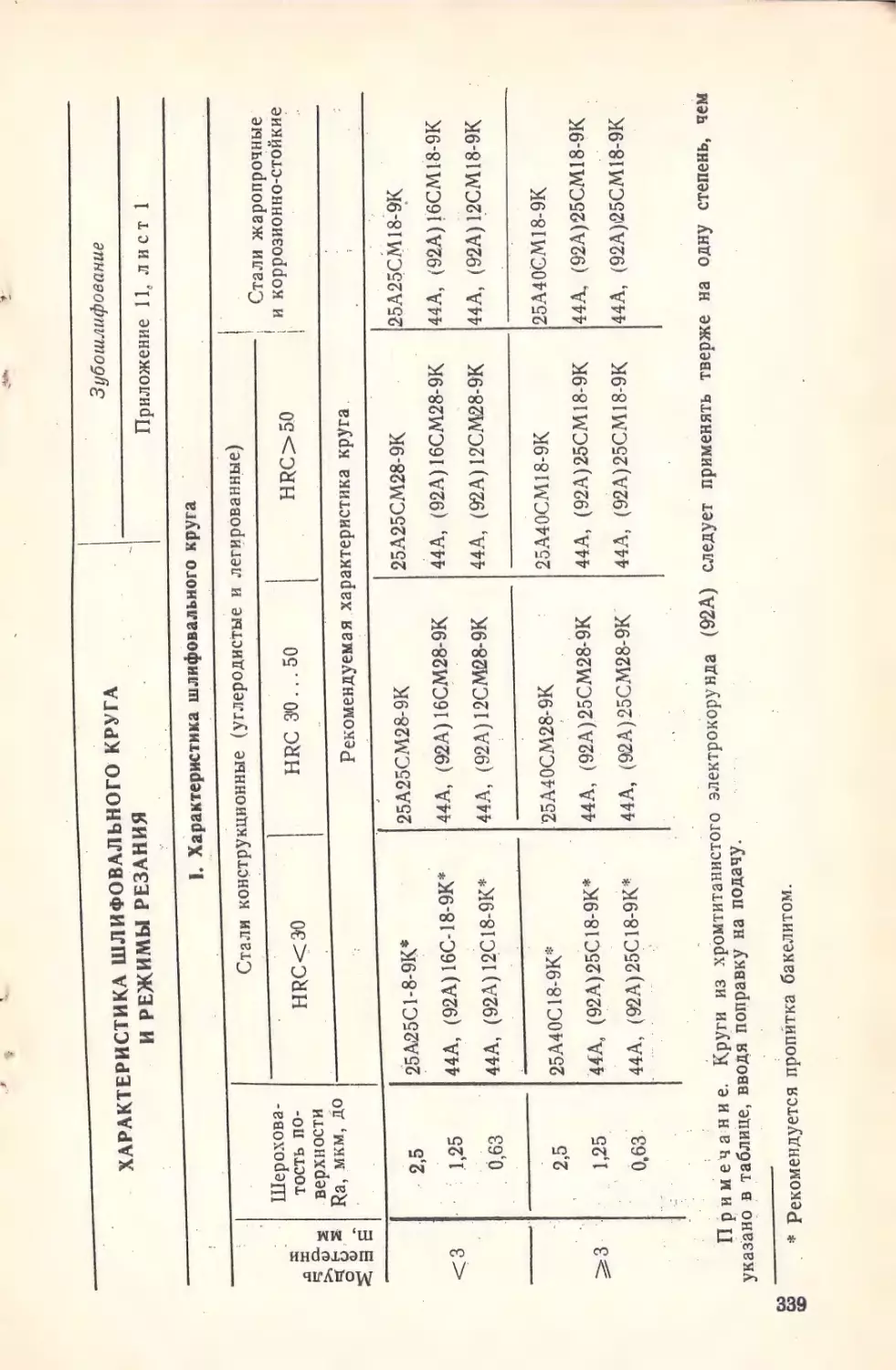
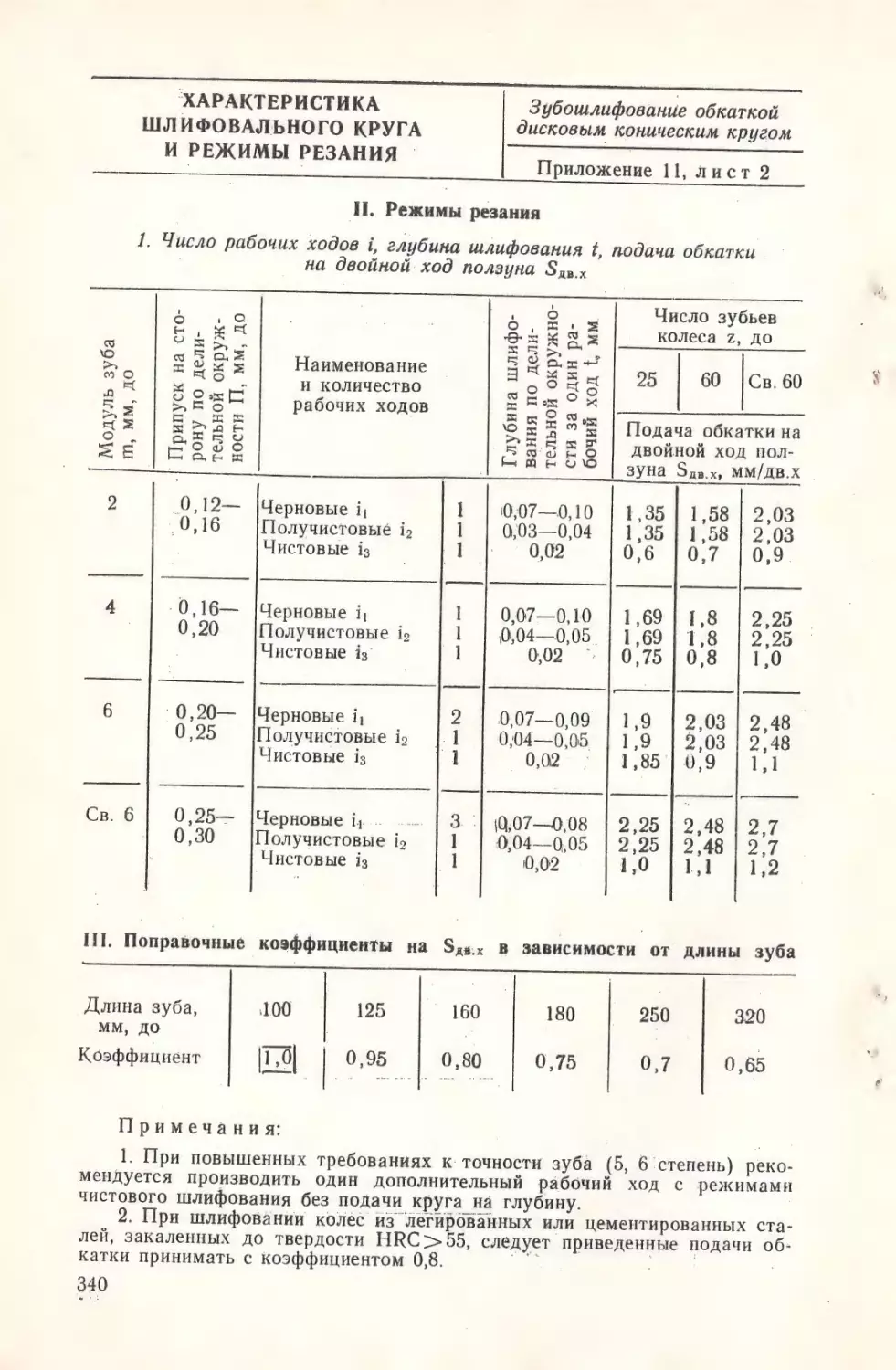
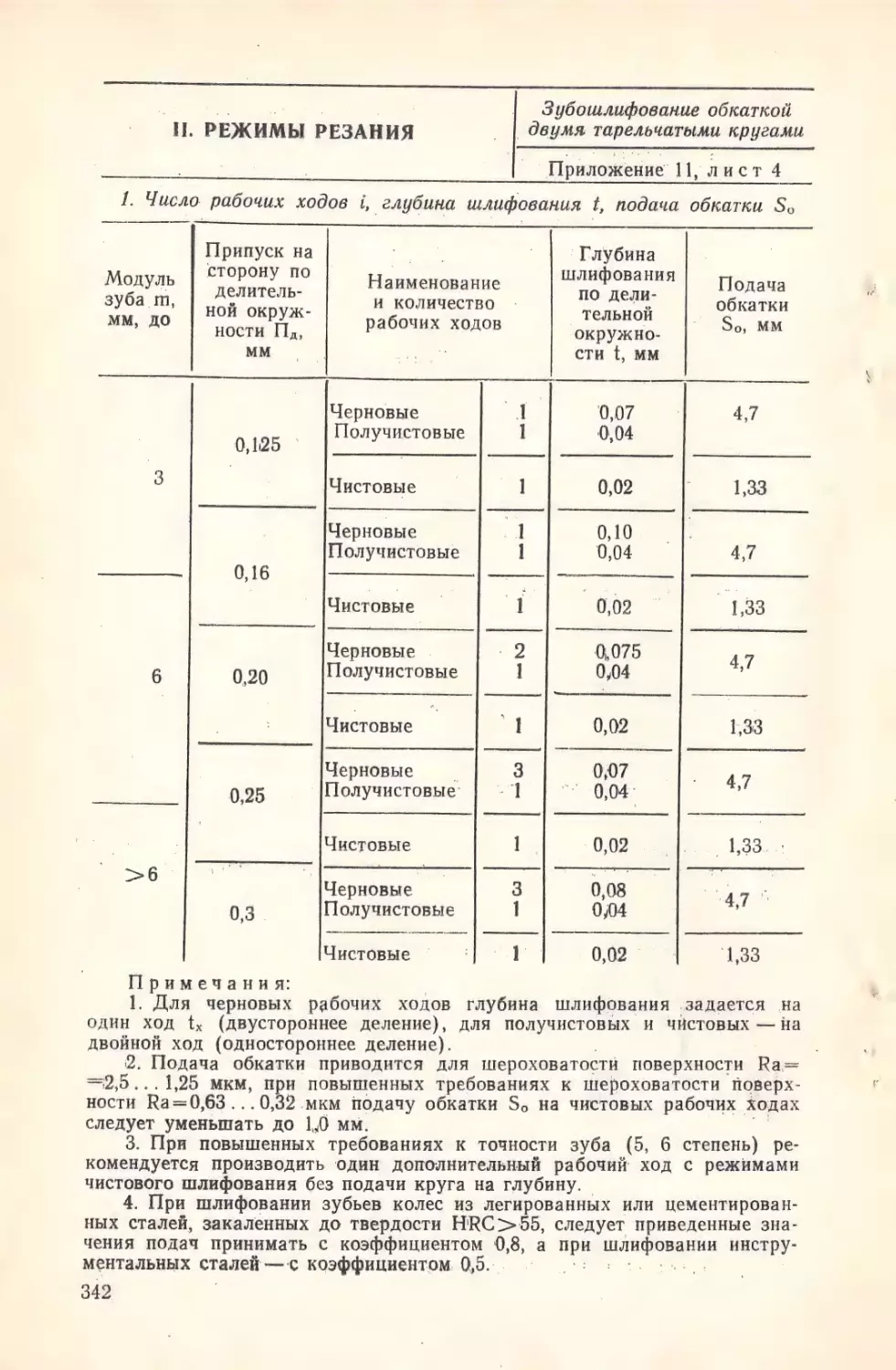
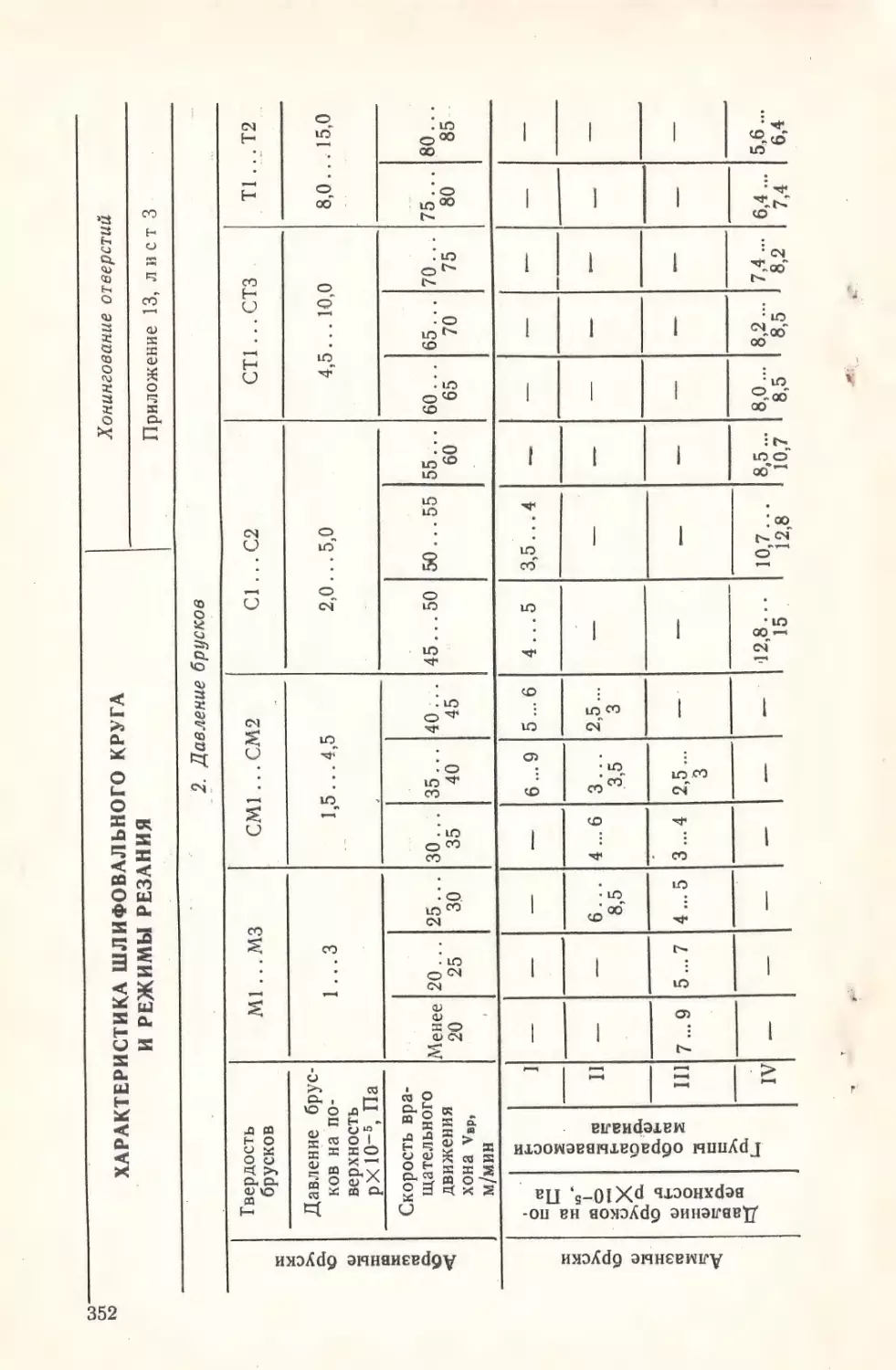
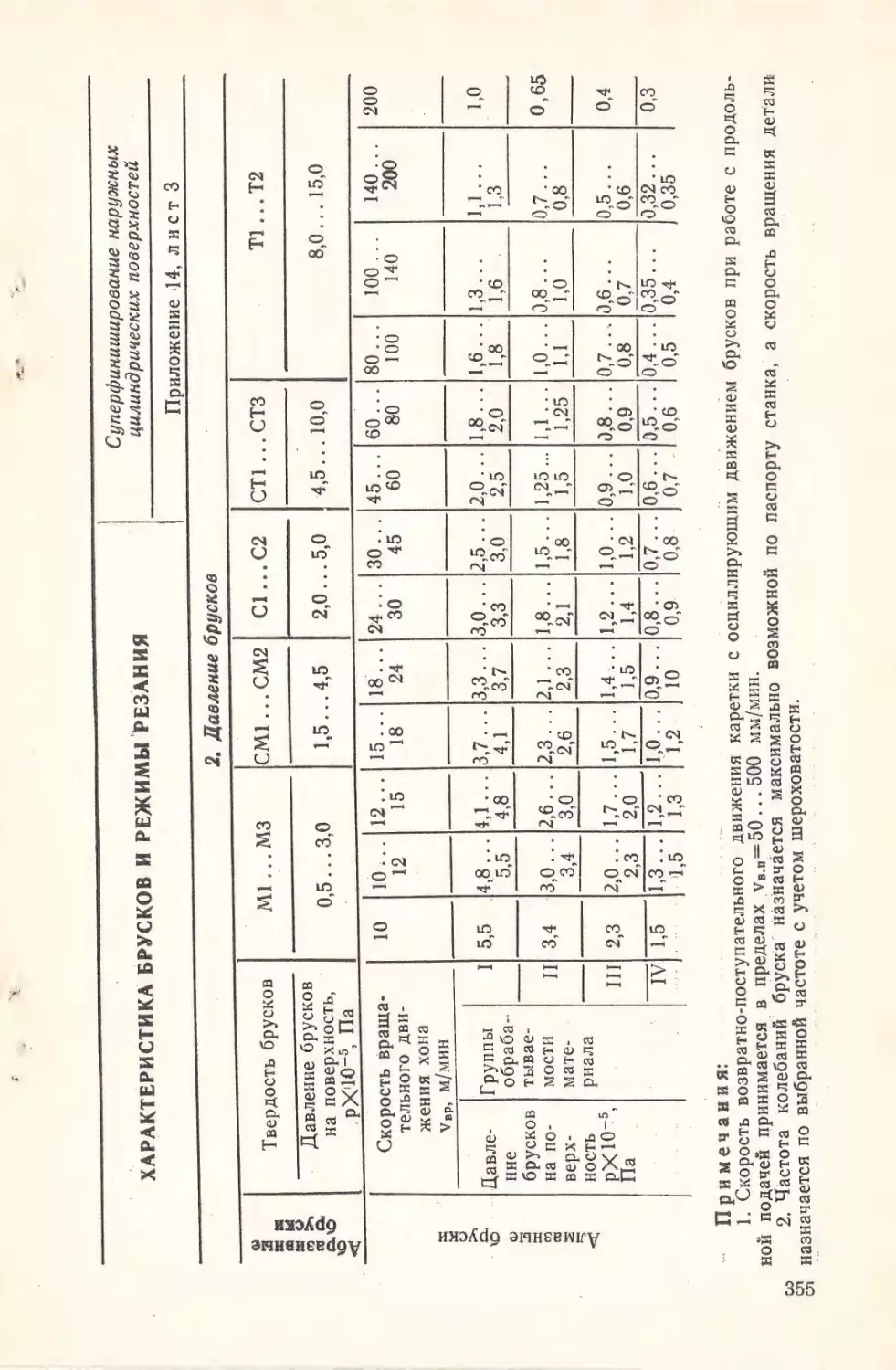
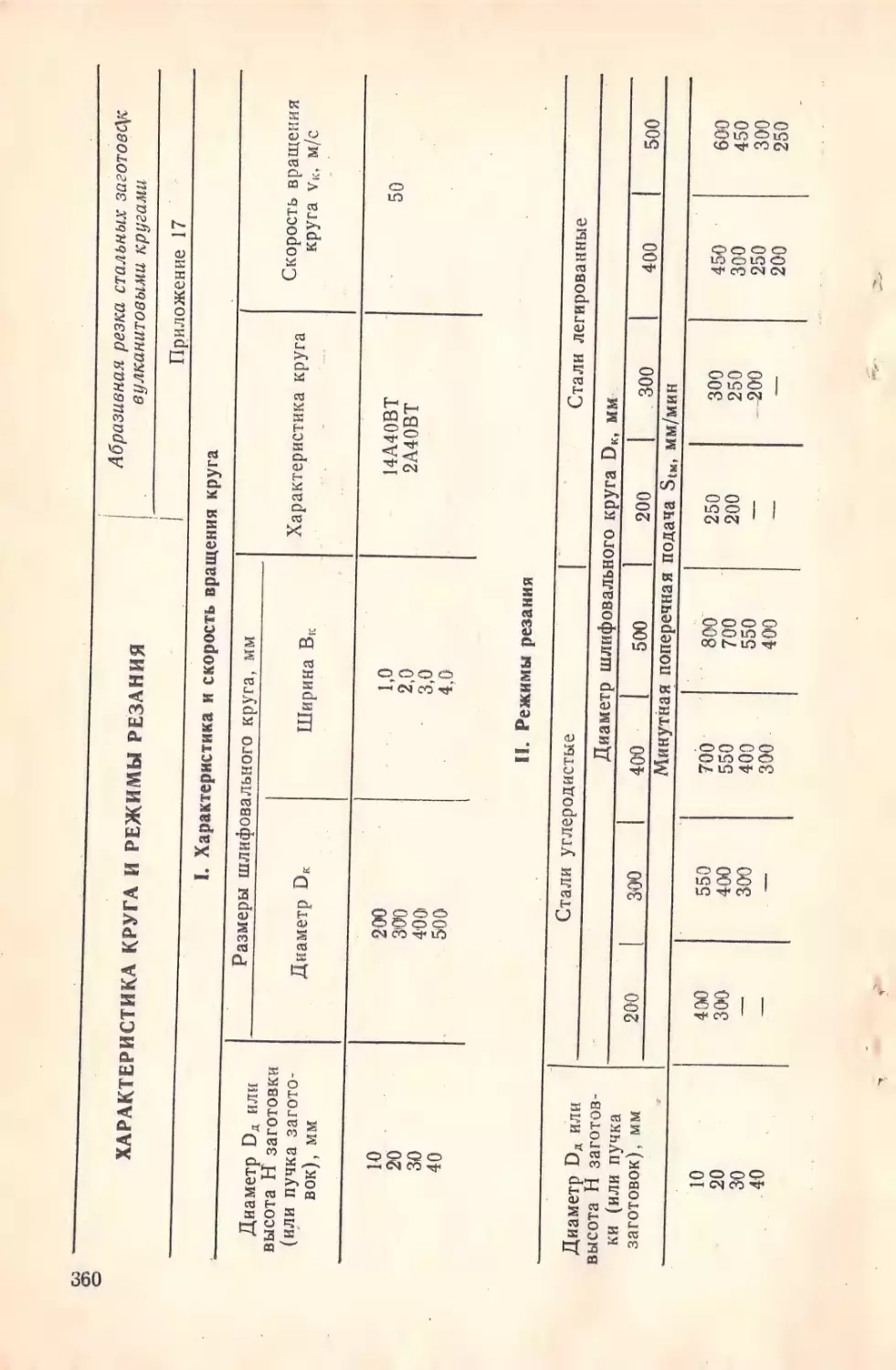
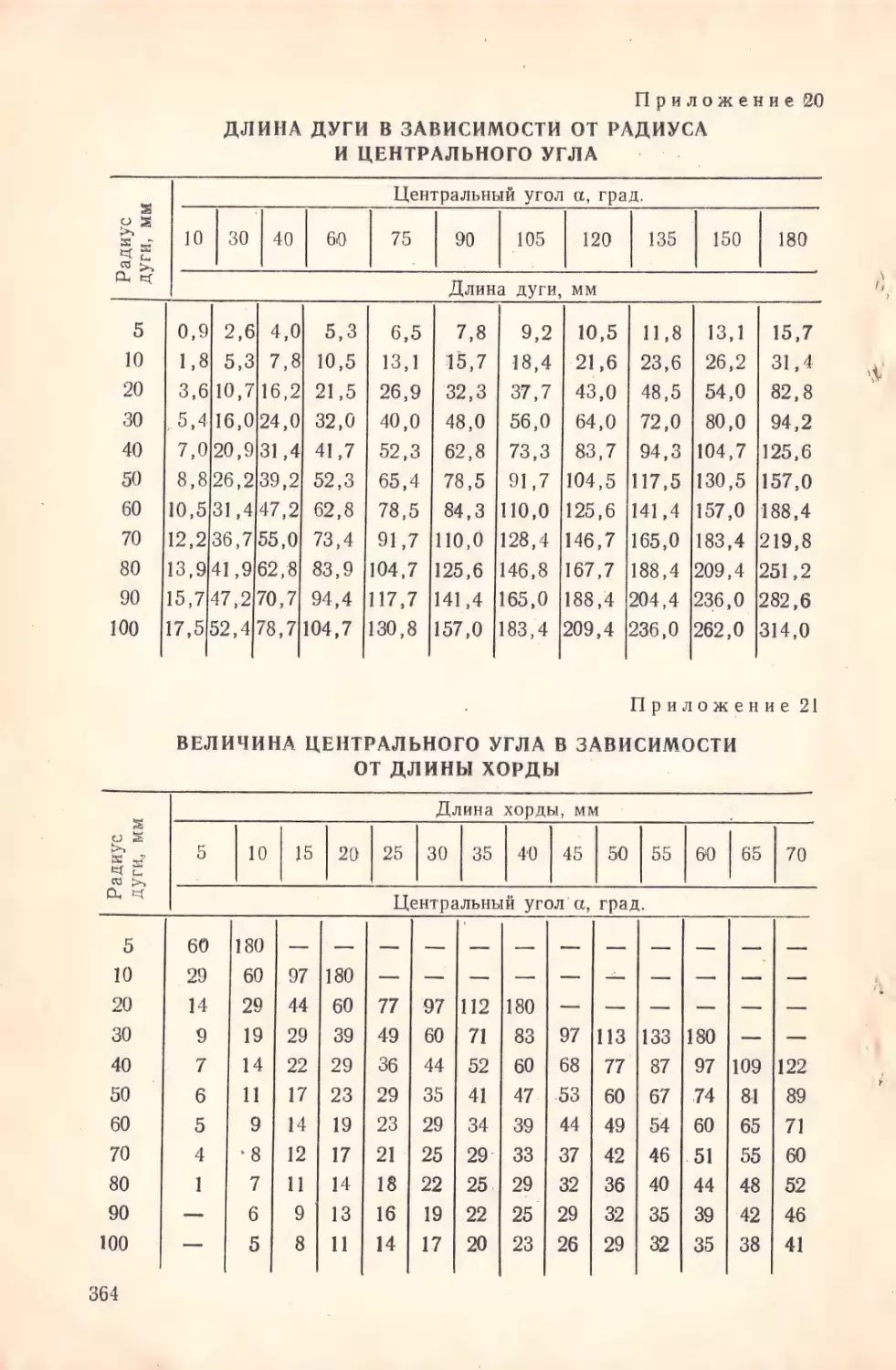
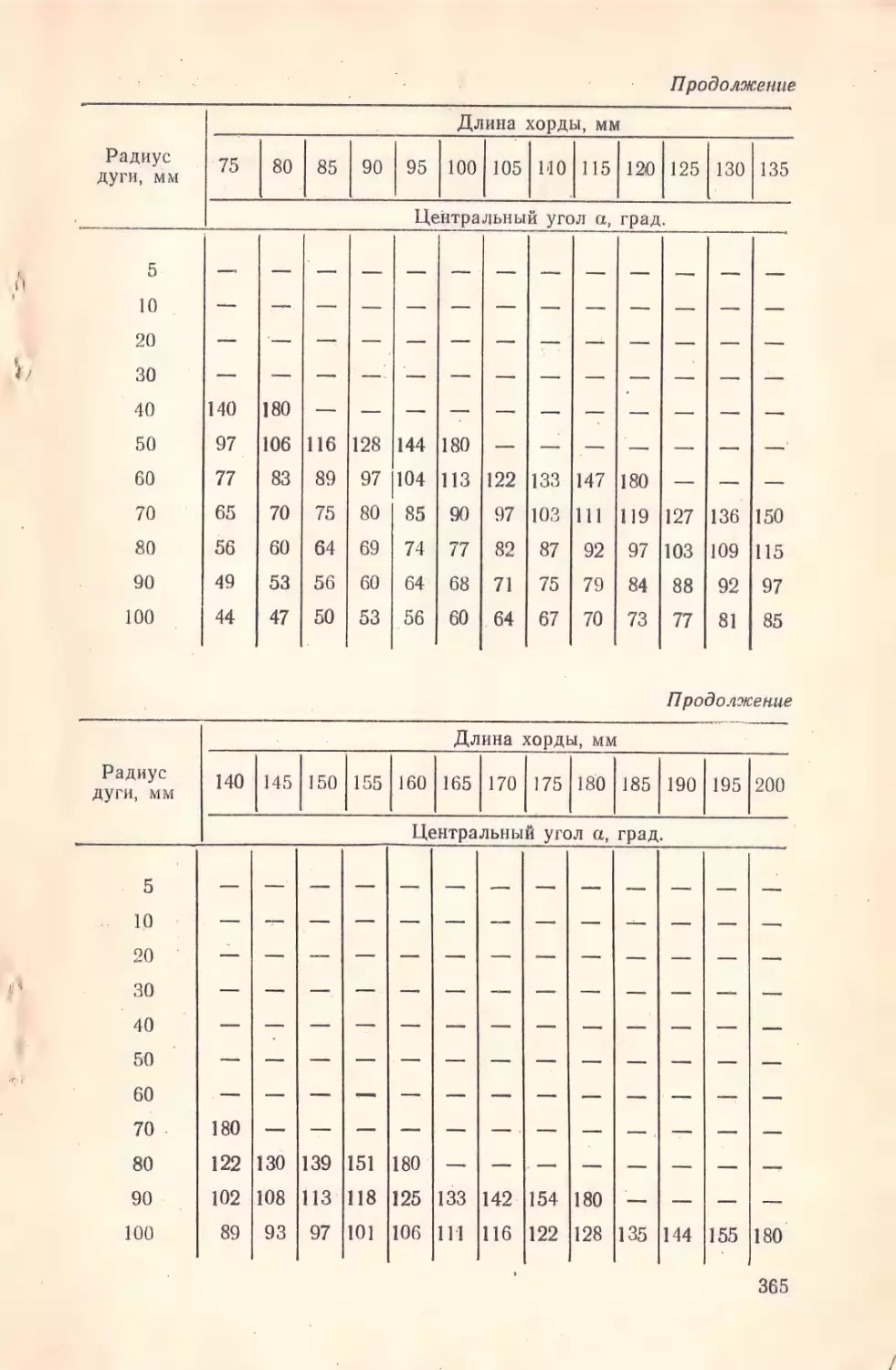
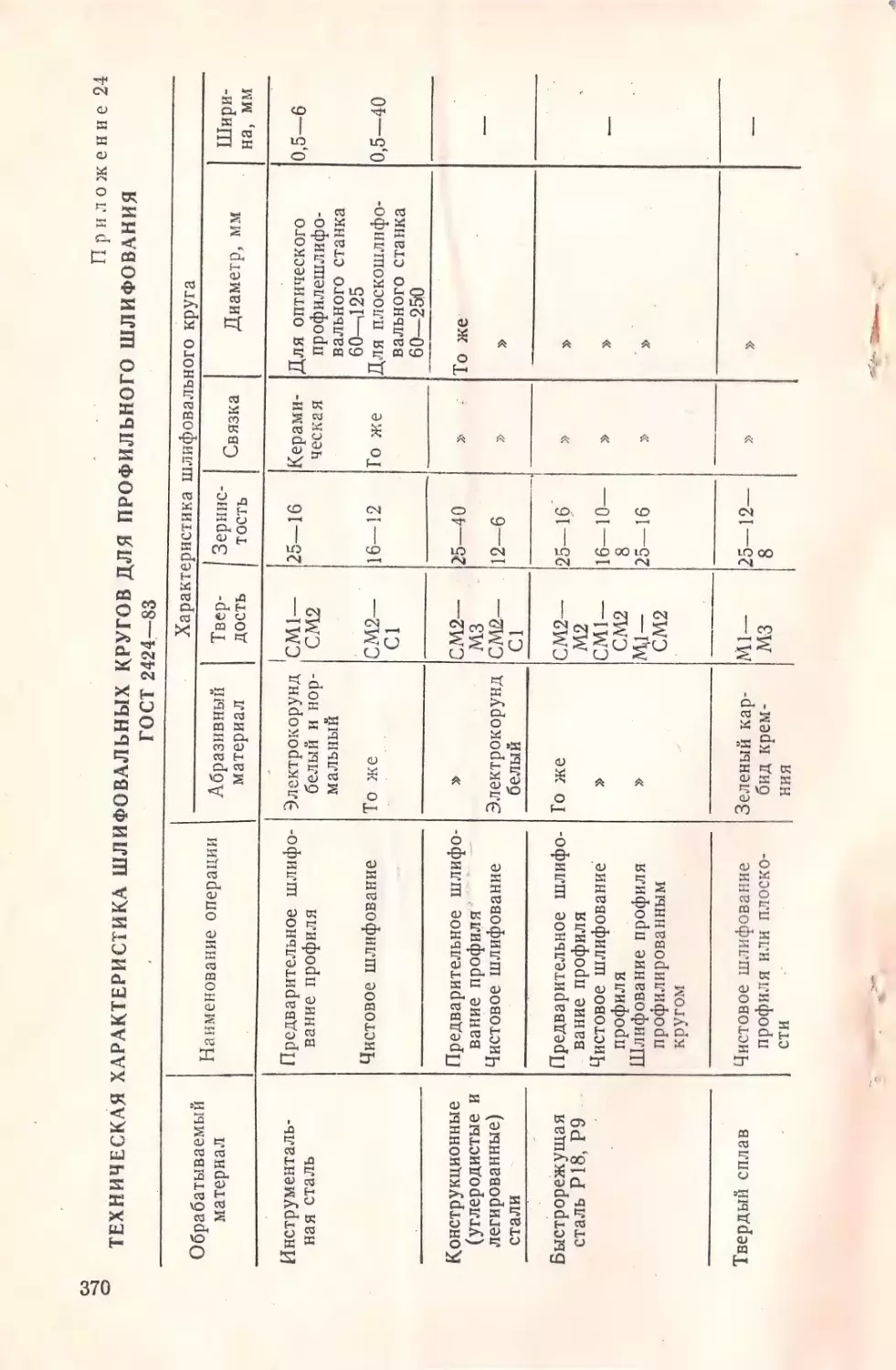
14. В сборник включен ряд приложений, содержащих
справочный материал, необходимый
при расчете норм: характеристики
шлифовальных
кругов и режимов
резания
(приложения 1... 18); определение длины дуги, хорды, угла
при профильном шлифовании (приложения 19...21); краткие характеристики применяемого оборудования и др. (приб,
|
сгожения оао)
|
1.5. При разработке нормативов в качестве исходных данHbA были использованы следующие материалы...
|
) Общемашиностроительные нормативы режимов реза|
3
А
А
т
о
/
ния для технического нормирования работ на шлифовальных
и доводочных станках;
2) Общемашиностроительные нормативы времени вспомо- гательного, на обслуживание рабочего места и подготовительно-заключительного
при работе
на металлорежущих
станках. Среднесерийное и крупносерийное производство—
для нормативных карт среднесерийного производства (карта 4...54);
3 Оби илин
Ее: нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного. Мелкосерийное и единичное производство
— для нормативных карт мелкосерийного и единичного производства (карта 55... 121);
4) Укрупненные нормативы времени на профильное шли(карфование. Мелкосерийное и единичное производство
та 92. .- 124)
о) Результаты производственных наблюдений;
6) Паспортные данные металлорежущих станков;
7) Результаты анализа трудовых процессов, рациональпых методов труда и организации рабочего места;
8) Техническая литература.
1.6. Нормативы предназначены
для использования в основных и вспомогательных цехах машиностроительных и металлообрабатывающих предприятий в условиях единичного,
мелкосерийного и среднесерийного типов производства, характеризующихся коэффициентом закрепления операций К.о:
для среднесерийного производства 10<К,,<20,
`
для мелкосерийного производства 20<
К» „< 40
и для единичного — свыше 40.
|
Кыш,
ий)
где О — число различных операций;
Р — число рабочих мест, на которых выполияются различные операции.
При разработке технологических процессов и норм вре‚мени с плановыми органами предприятия заранее уточняются средние размеры партий деталей, запускаемых в производство. |
В соответствии с установленными средними партиями деталей и величинами штучного времени Та для мелкосерийного и единичного производства и в соответствии с суммарной
продолжительностью обработки партии деталей для среднесерийного производства выбираются поправочные. козффици- | ў,
енты, приведенные в карте 3, по которым коре пир Eg?
да
штучное время, рассчитанное по нормативам.
1.7. Для расчета норм времени па ЭВМ разрабо/ гана
«Система автоматизированного нормирования работ на | ІЛ:
4
пт
ны
фовальных и доводочных станках. Крупносерийное и средне|
серийное производство».
KOHTания,
пользов
применения, инструкции
Описание
рольные примеры расчета норм времени на ЭВМ изданы отдельной книгой в 2 частях в 1985 г.
1.8. Норма штучного времени Тш при пользовании настоящими нормативами определяется как сумма времени на
установку и снятие детали и неполного штучного времени на
обработку поверхности. (одной или нескольких) и рассчитывается по формулам:
"при установке на станке одной детали
Па
при
талей
(у
установке
о
на
Htut
нескольких
станке
(Бу
Ты ==
где
e 5 . Ааа)
и)
К. Ши
›
|
|
(2)
обрабатываемых
де-
,
(3)
È Киз
Ч
ћру— время на установку и снятие деталей, мин;
{ и — неполное
штучное
время
на обработку
поверхнос-
тей, мин;
q — количество деталей, одновременно устанавливаемых и обрабатываемых на станке;
в
Ки — поправочный коэффициент на штучное время
ых
тываем
обраба
зависимости от размера партии
деталей для мелкосерийного и единичного производства или в зависимости от продолжительности
обработки партии деталей для среднесерийного
|
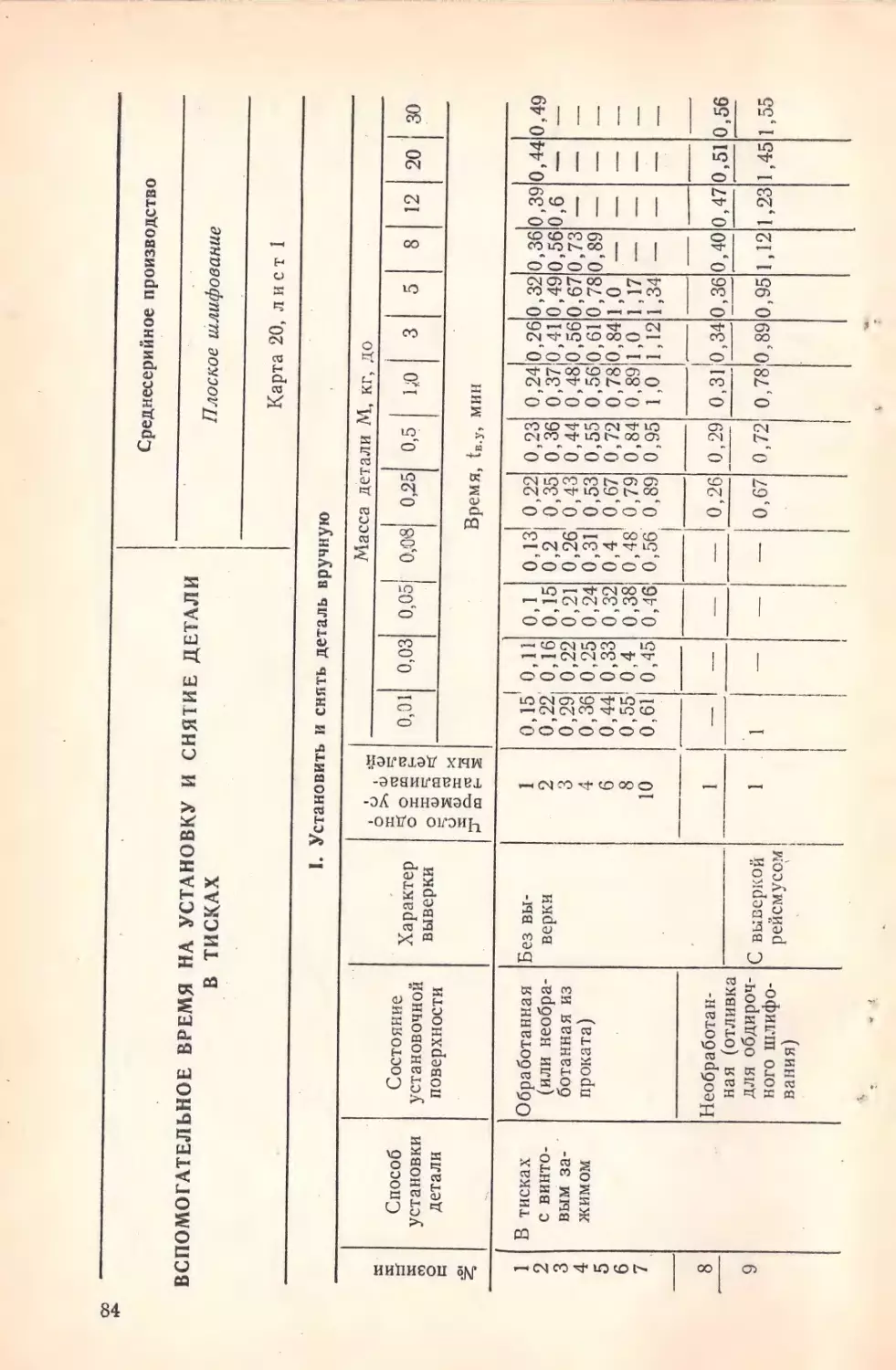
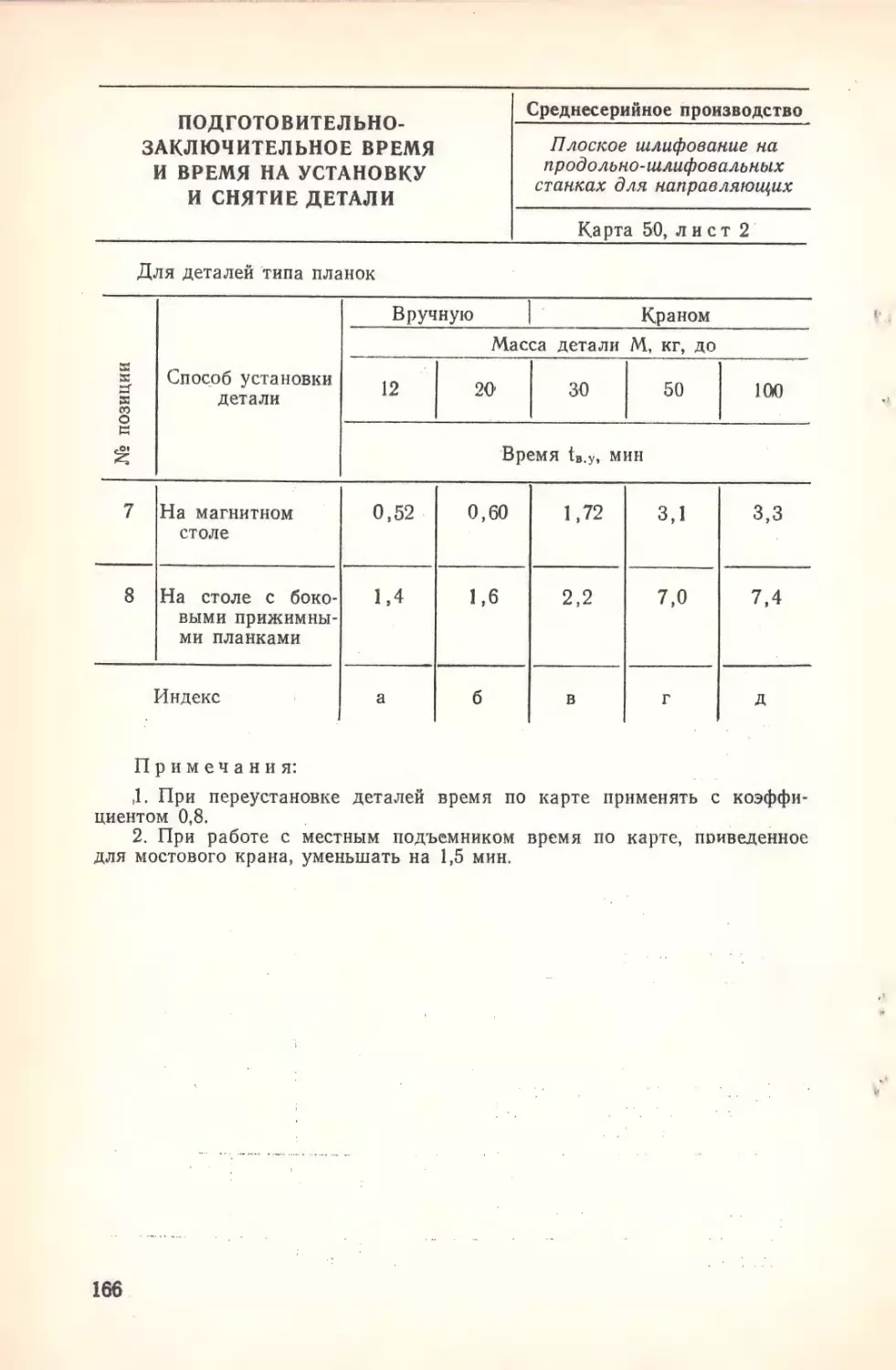
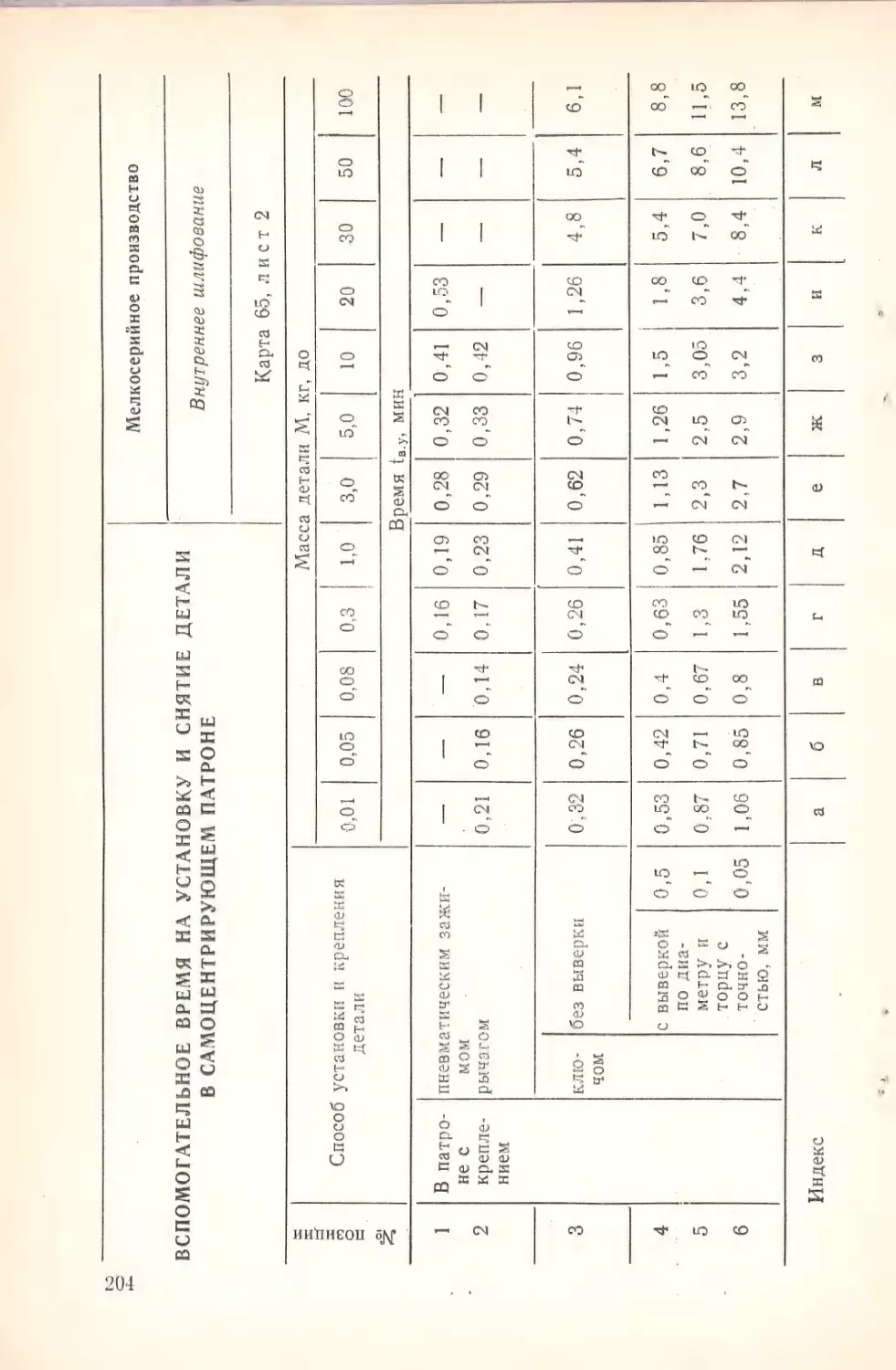
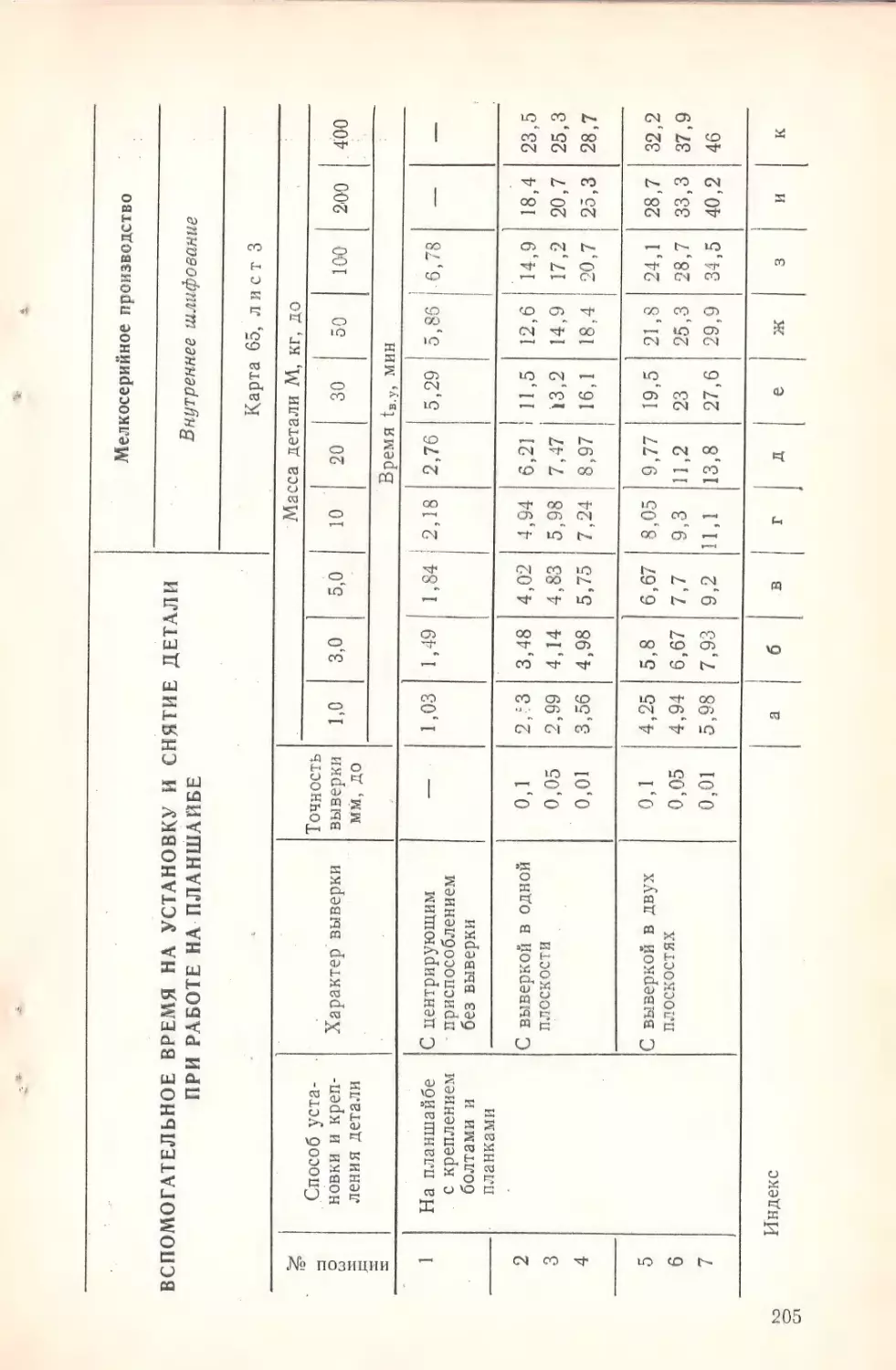
|
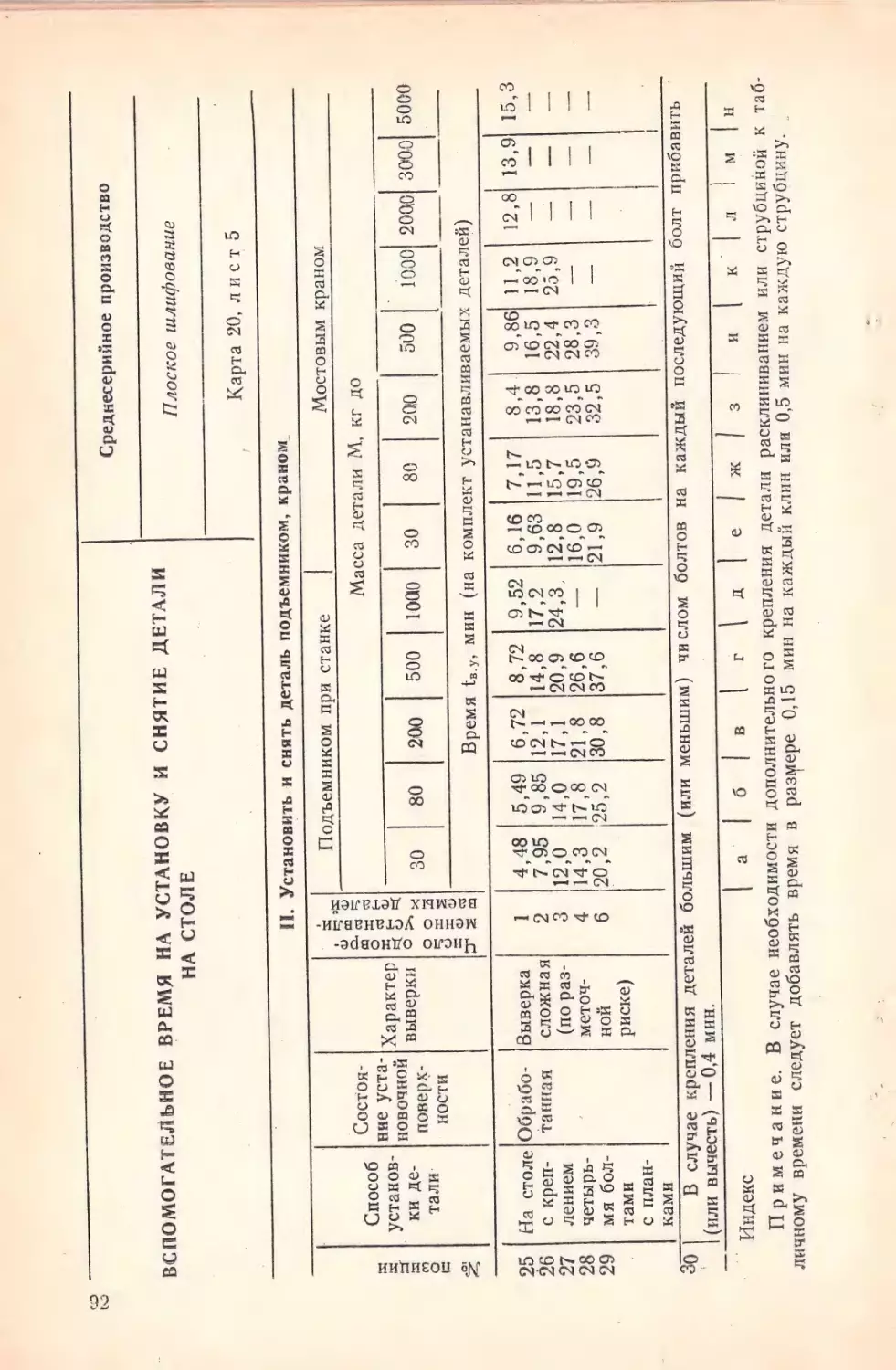
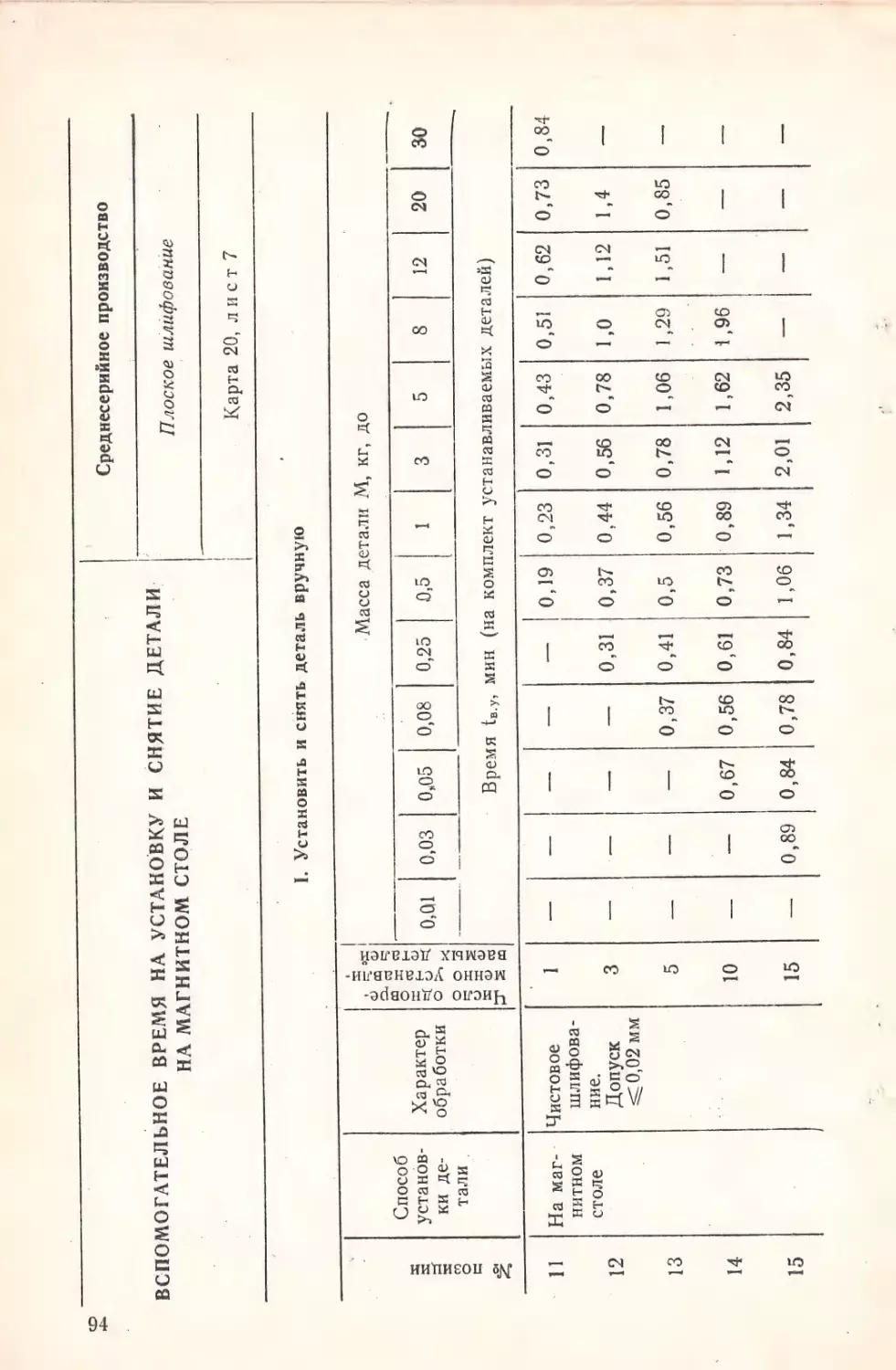
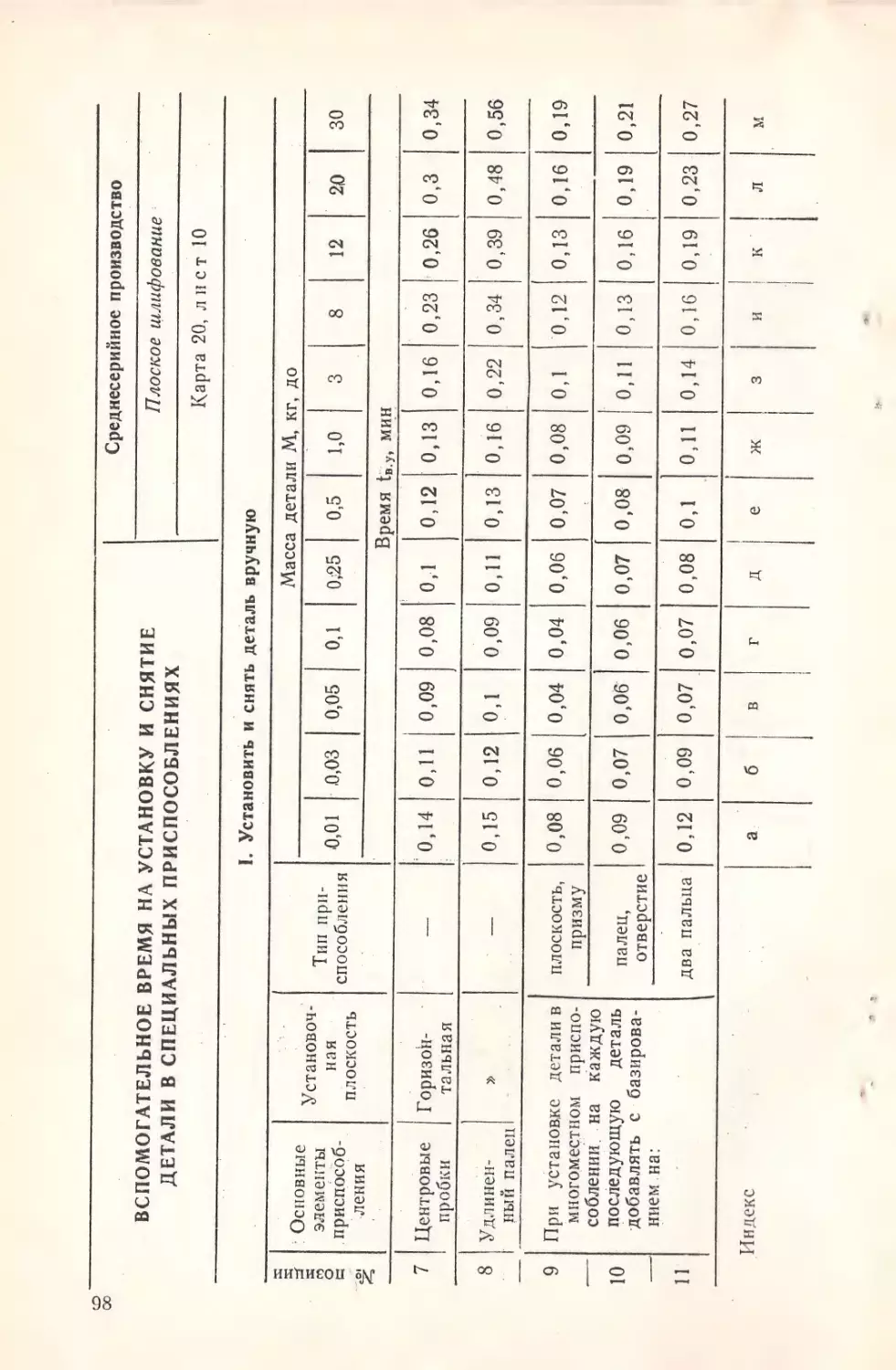
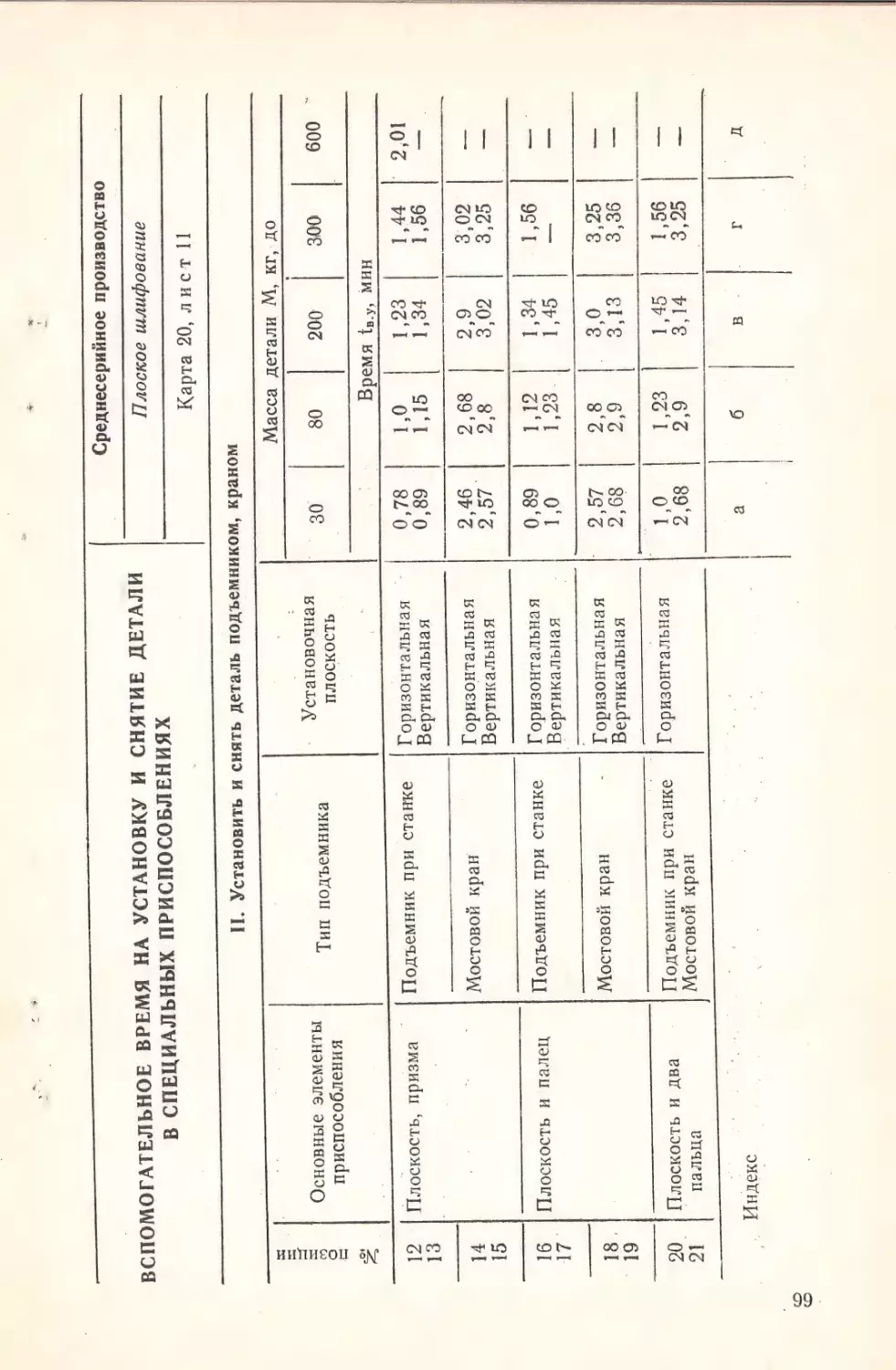
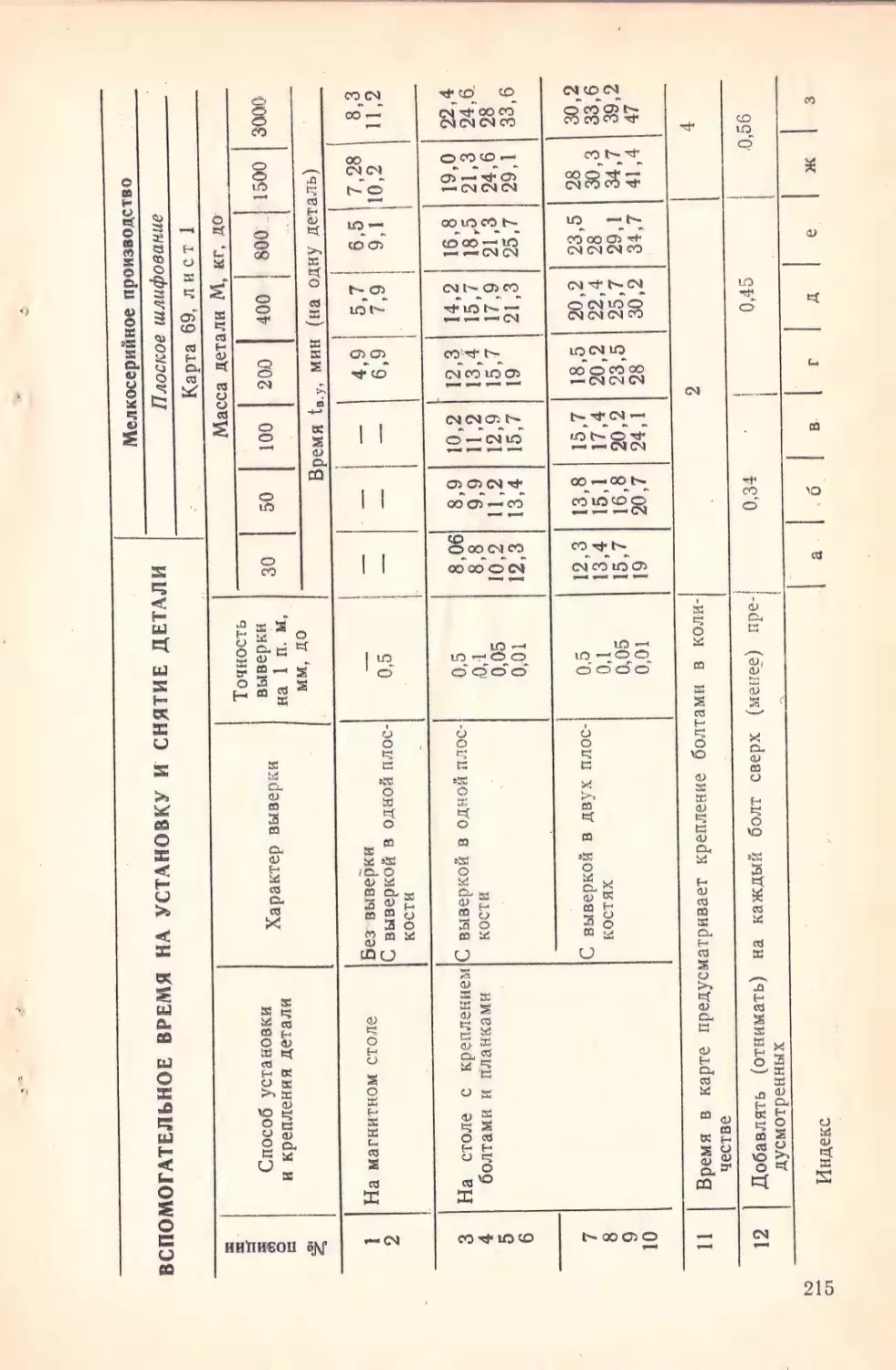
времени на установку и снятие детали предусмотрены наиболее распространенные типовые способы установки, выверки и крепления деталей в универсальных и специальных зажимных приспособ|
лениях или непосредственно на столе станка.
ипродолж
на
его
влияющ
,
В качестве основного фактора
тельность установки и снятия детали, принята масса детали.
Кроме этого фактора учтены: способ крепления детали и тип
приспособления, наличие и характер выверки, характер уста
новочной поверхности, количество одновременно устанавливаемъх деталей и др. Время на установку дано укрупненно
на комплекс приемов. При установке и снятий деталей вручную включены приемы: установить деталь, выверить и закрепить; включить станок (вращение детали, ход стола и т. п.),
на
выключить станок; открепить, снять деталь и отложить
от
стола
ость
поверхн
или
обление
место; очистить приспос
|
стружки.
|
производства.
го
ательно
вспомог
ивами
1.9. Нормат
При установке и снятии детали краном в комплексы вклю»
чены приемы: вызвать кран; застропить деталь; транспорти:
5
ровать деталь к станку; установить деталь, вывер
ить, закрепить, отстропить деталь; включить станок; отклю
чить станок;
вызвать кран, застропить деталь; снять детал
ь со станка;
транспортировать ее на место; отстропить
деталь; очистить
приспособление или поверхность стола станк
а от стружки.
Кроме перечисленных основных приемов, в
состав комплекса включены также приемы: при работе
с оправк—
ой
установить и снять оправку с деталью: при
работе с оградительным кожу
— хо
установить
м
и снять оградительный кожух.
Нормативами
предусматривается
установка
и снятие де:
талей массой до 20 кг — вручную, свыше
20 кг
— с помощью
подъемных механизмов.
|
ү
Установка вручную деталей свыше 20 кг дана
в норматиВах для использования в отдельных случая
х: при обработке
на участках, где отсутствуют подъемно-трансп
ортные средства.
|
Нормы времени на установку и снятие деталей
массой до
20 кг определены из условий, когда они склад
ируются на
столиках или стеллажах на расстоянии до 2
м от станка, а
для деталей массой более 20 кг
— со складированием на подставки или стеллажи на расстоянии до 10 м.
_
В нормативы вспомогательного времени на
установку и
снятие детали в целях упрошения расчетов
включено время
на обслуживание рабочего места, перерывы
на отдых и личные потребности.
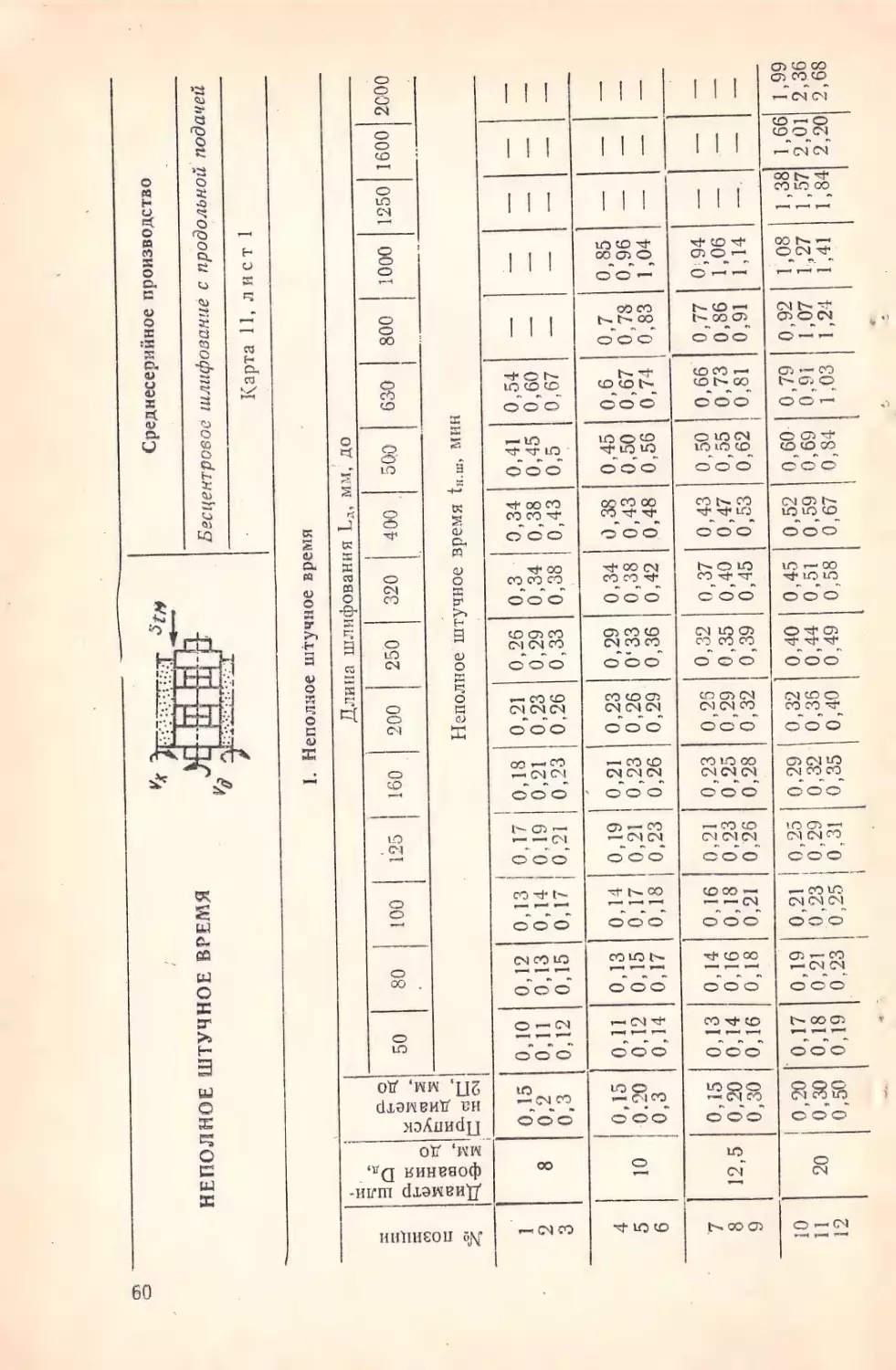
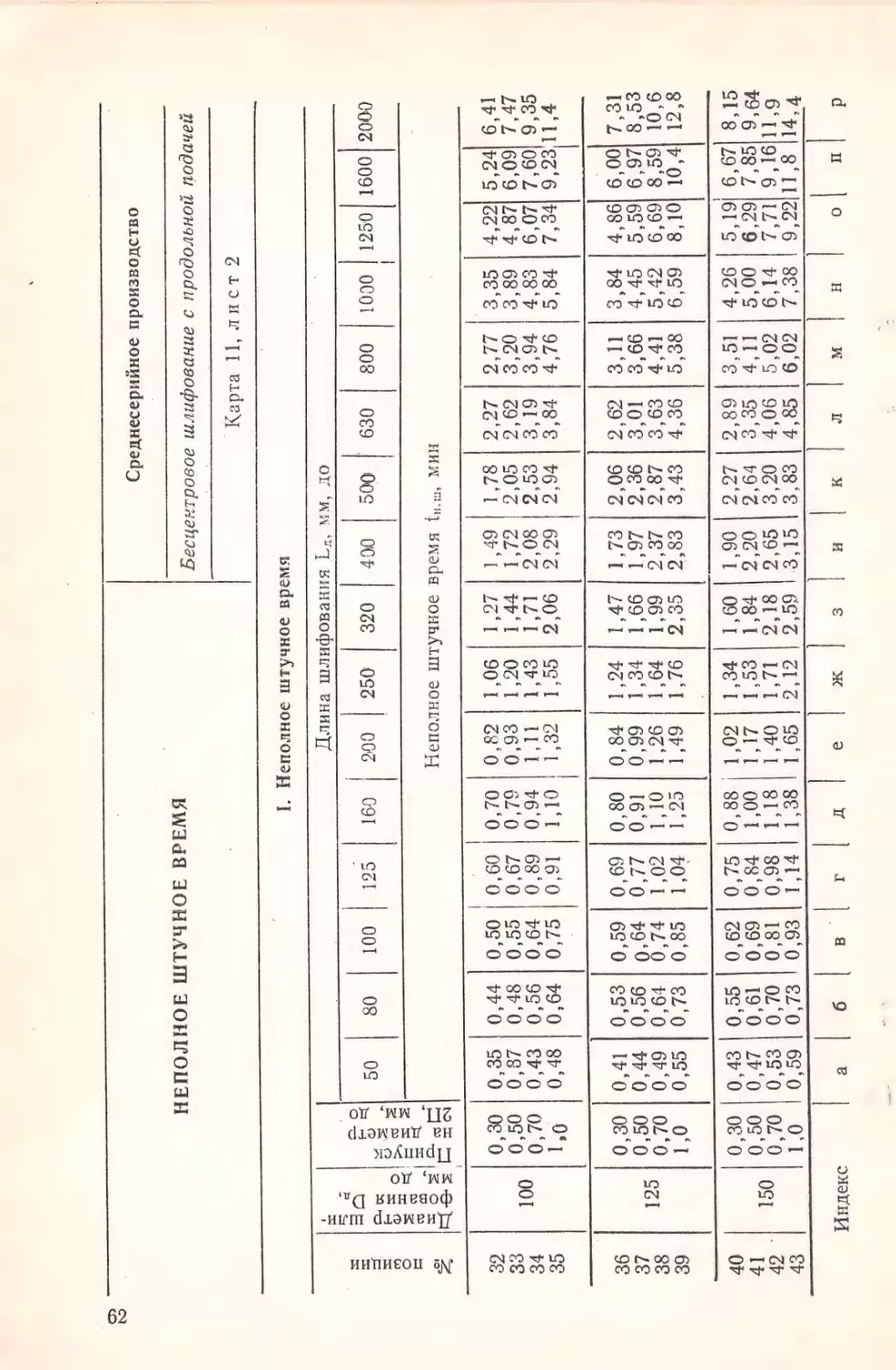
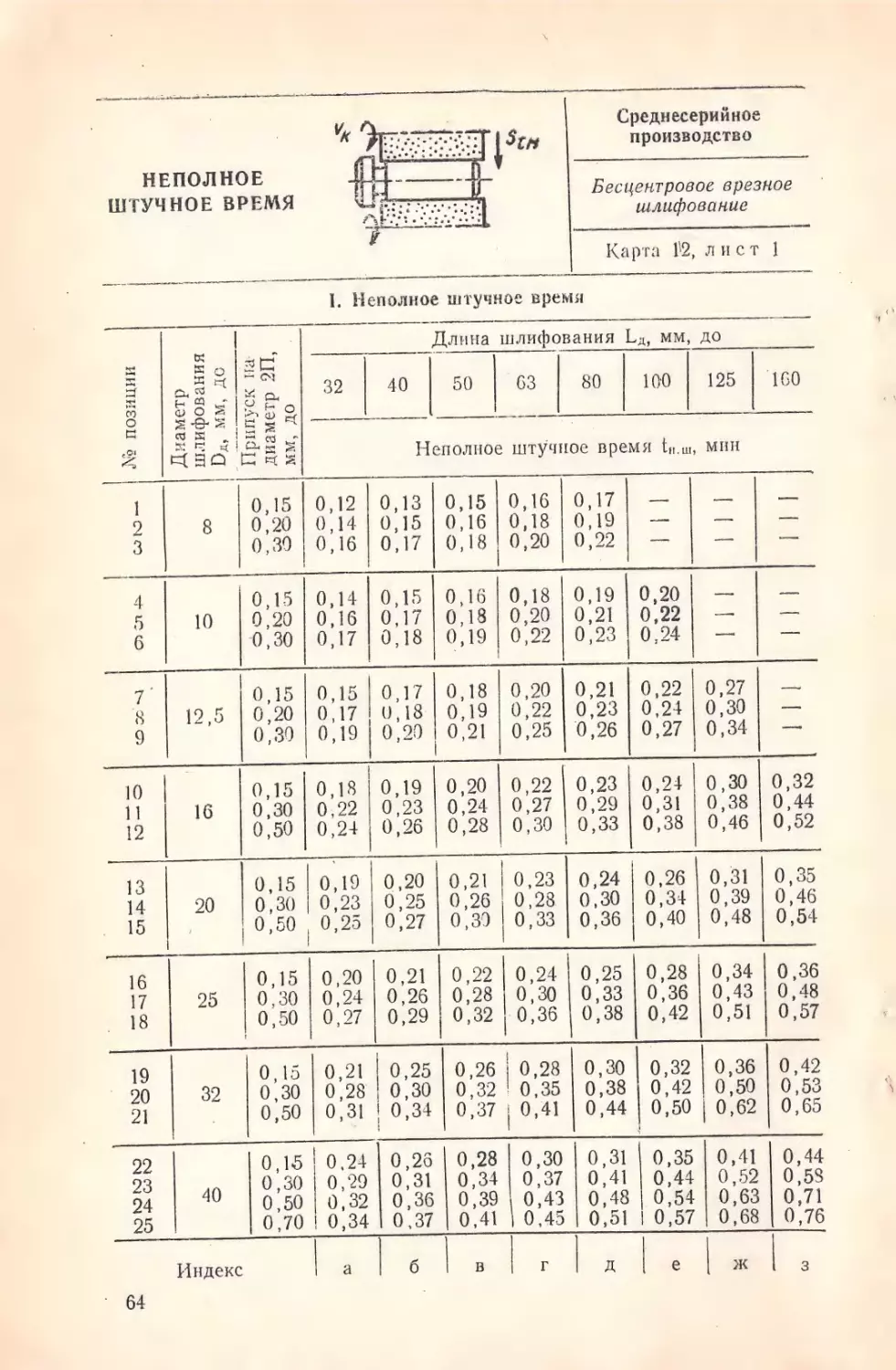
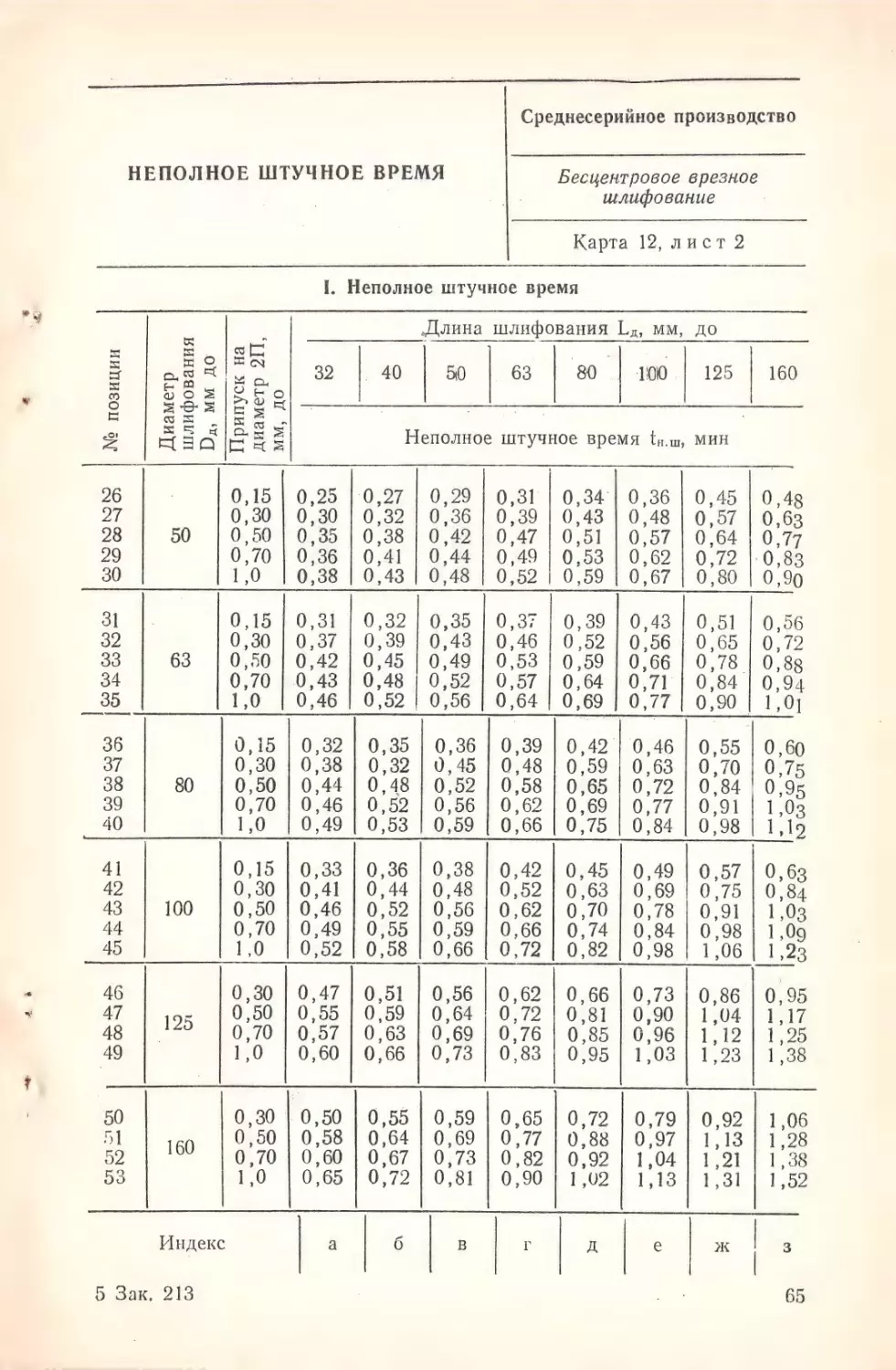
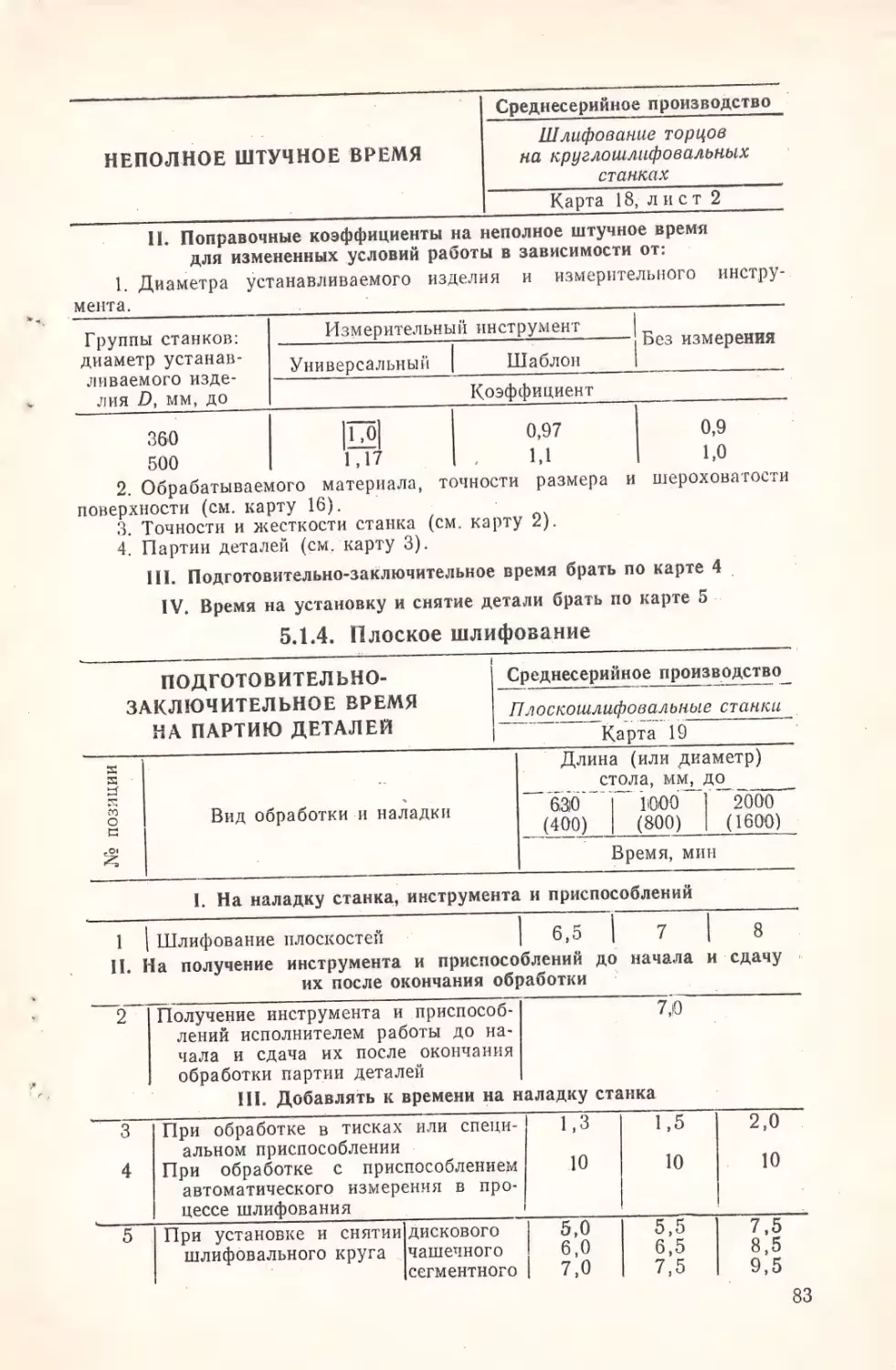
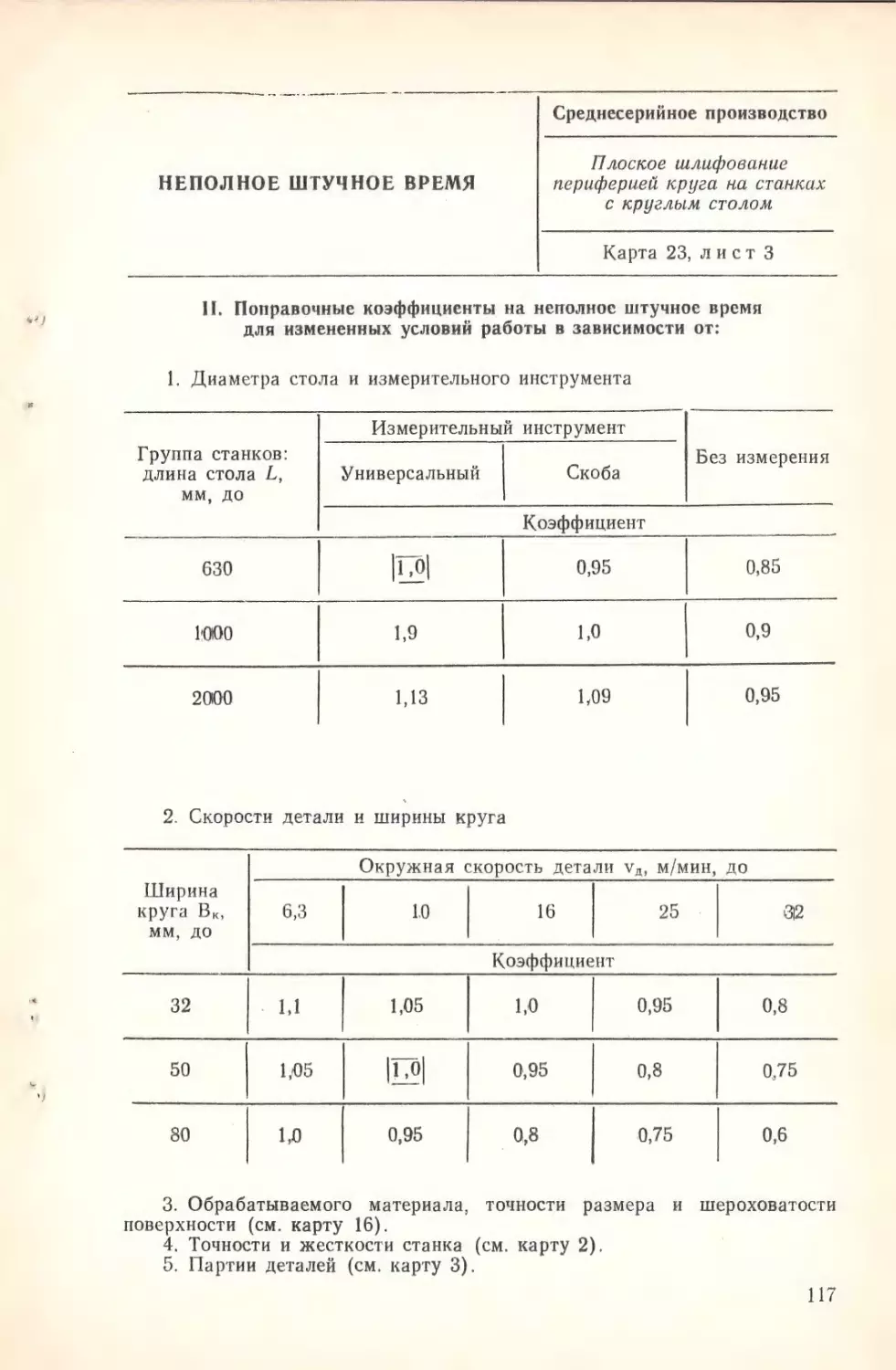
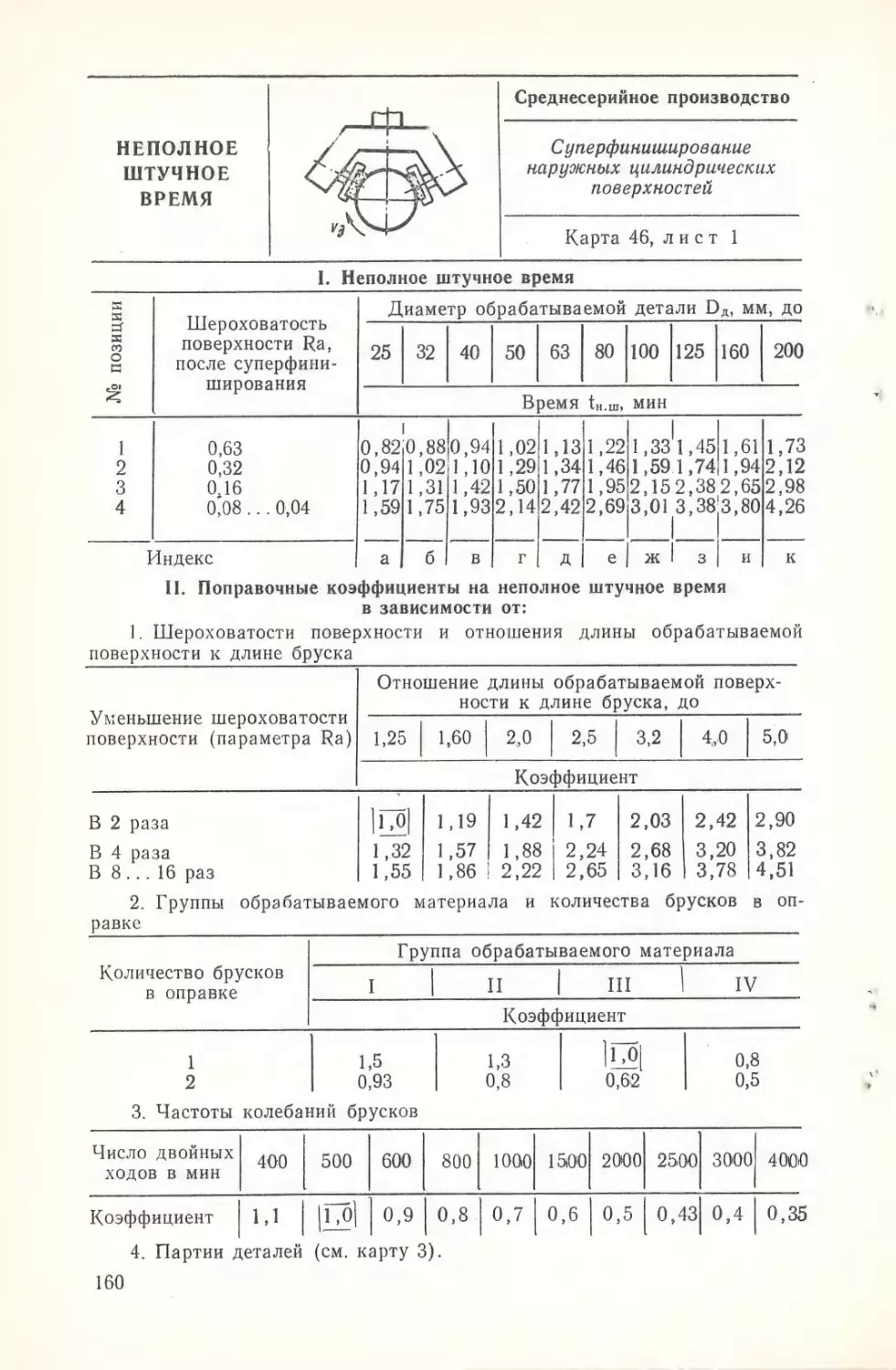
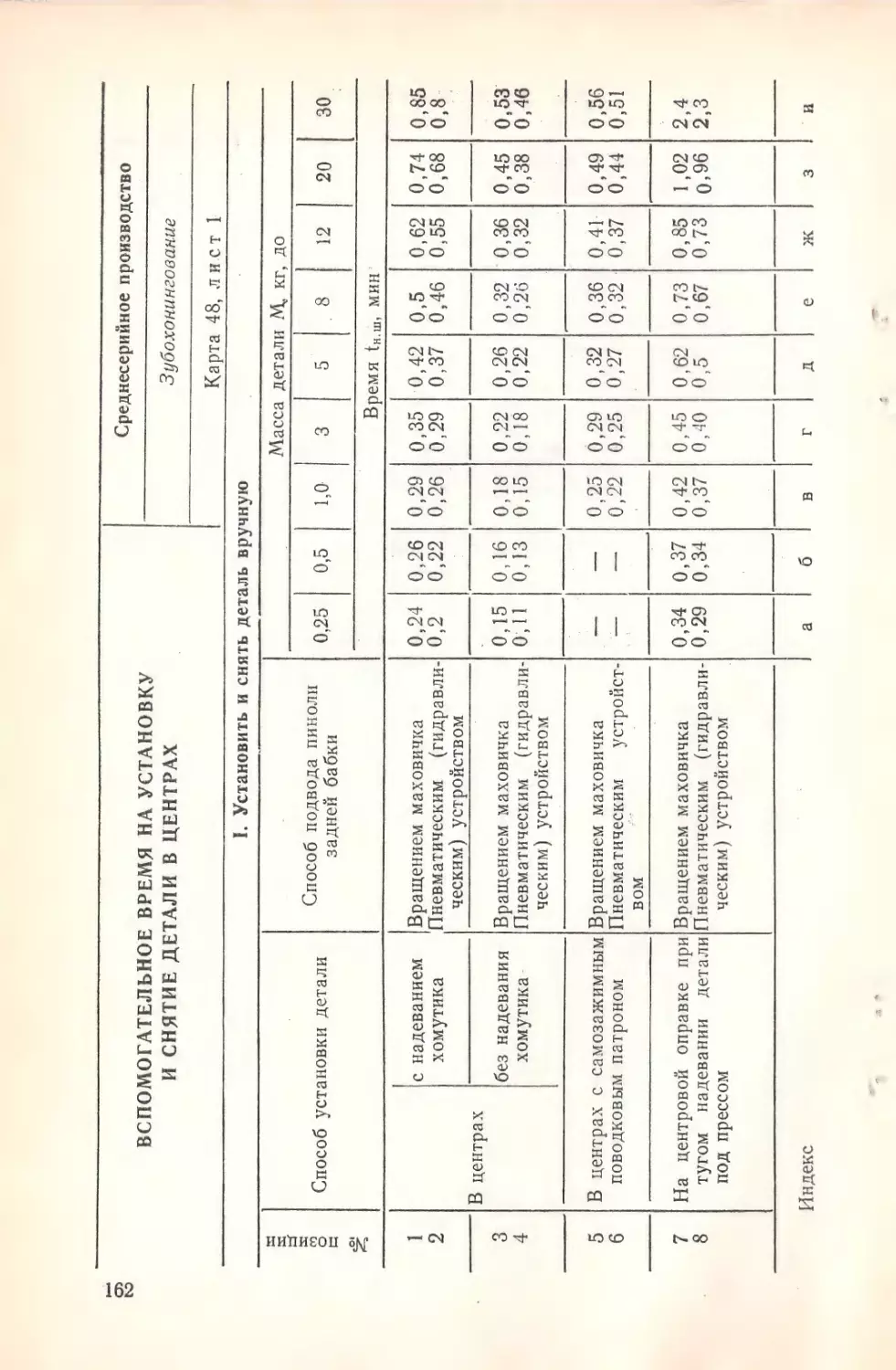
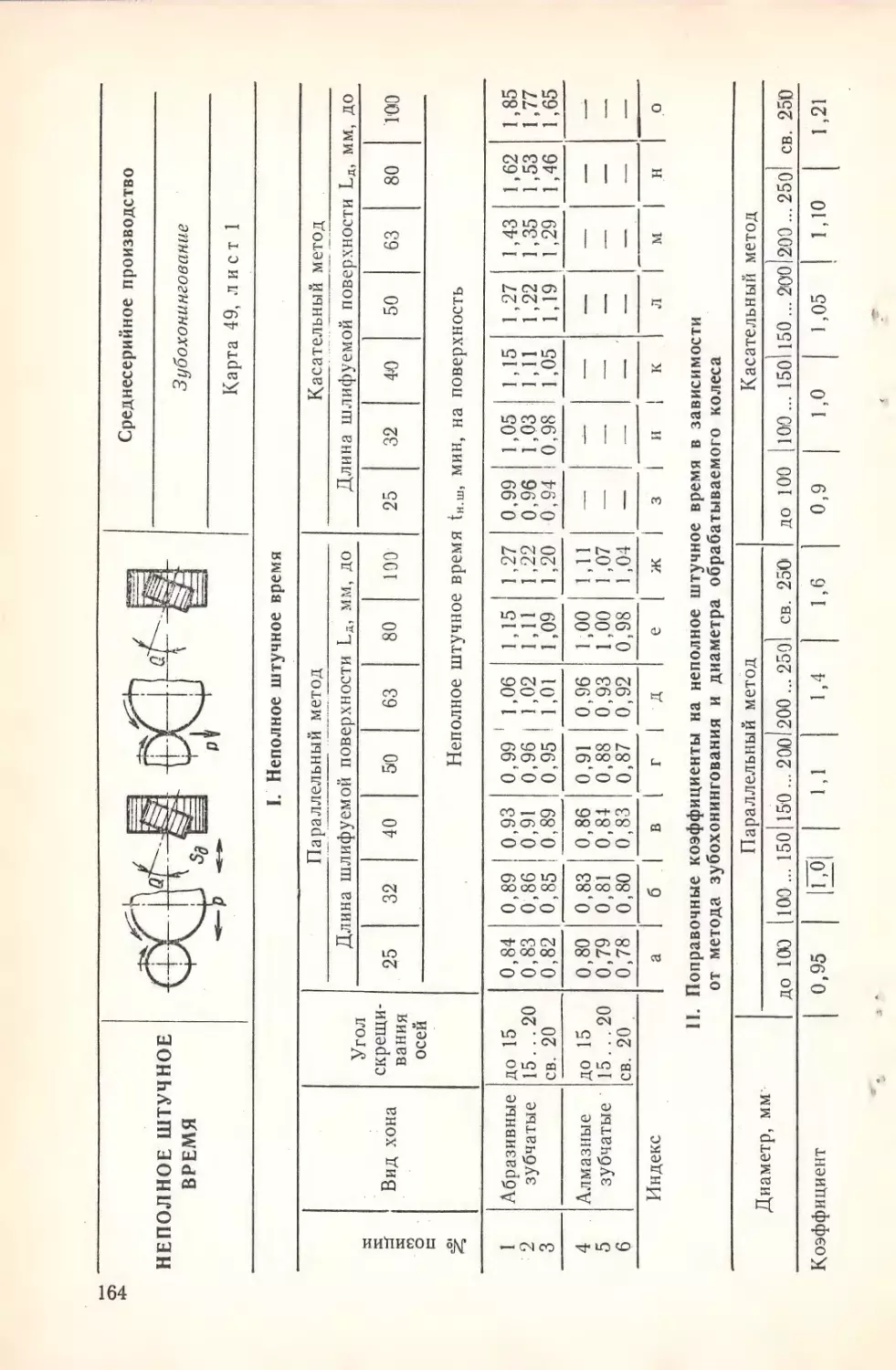
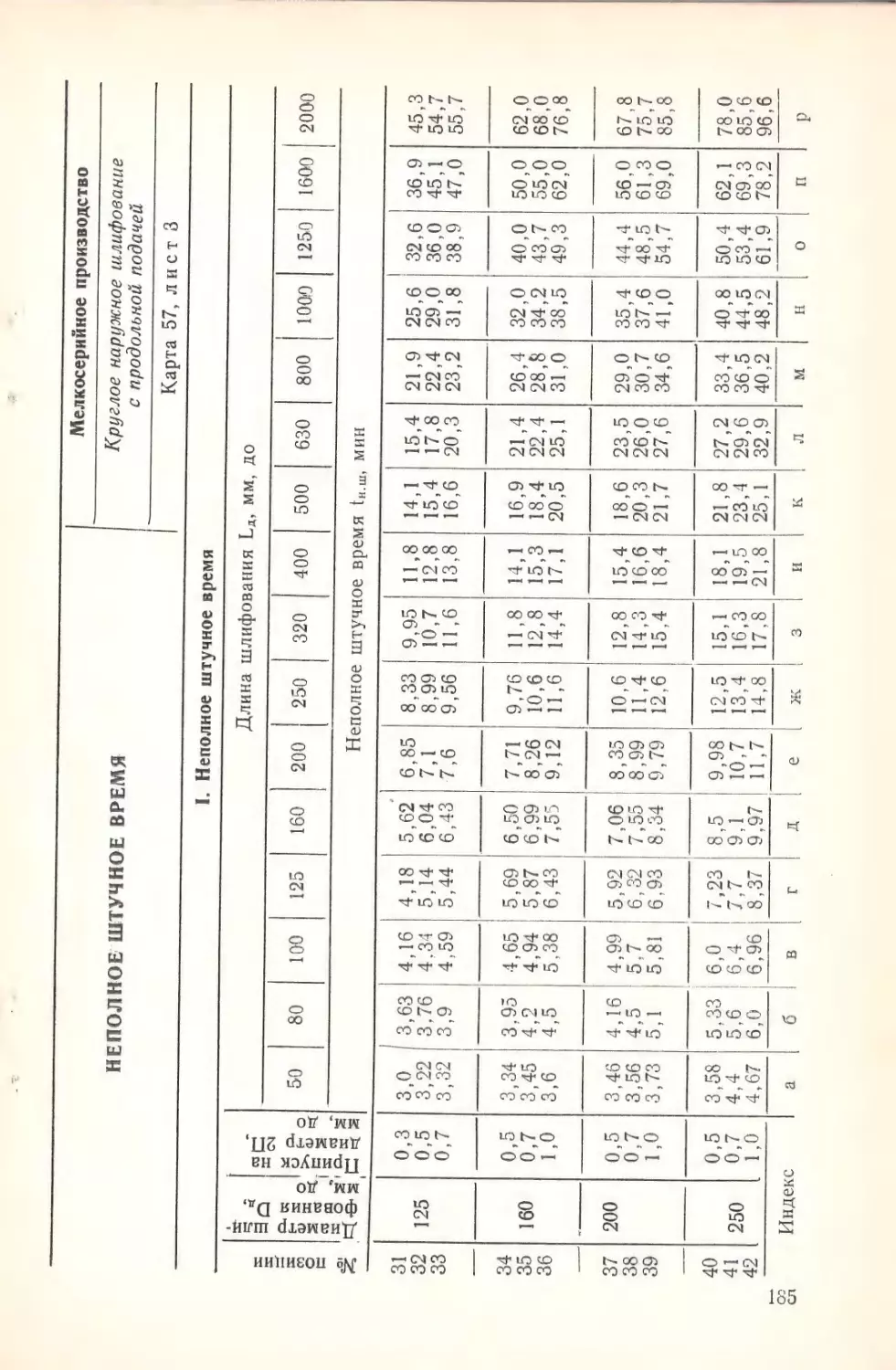
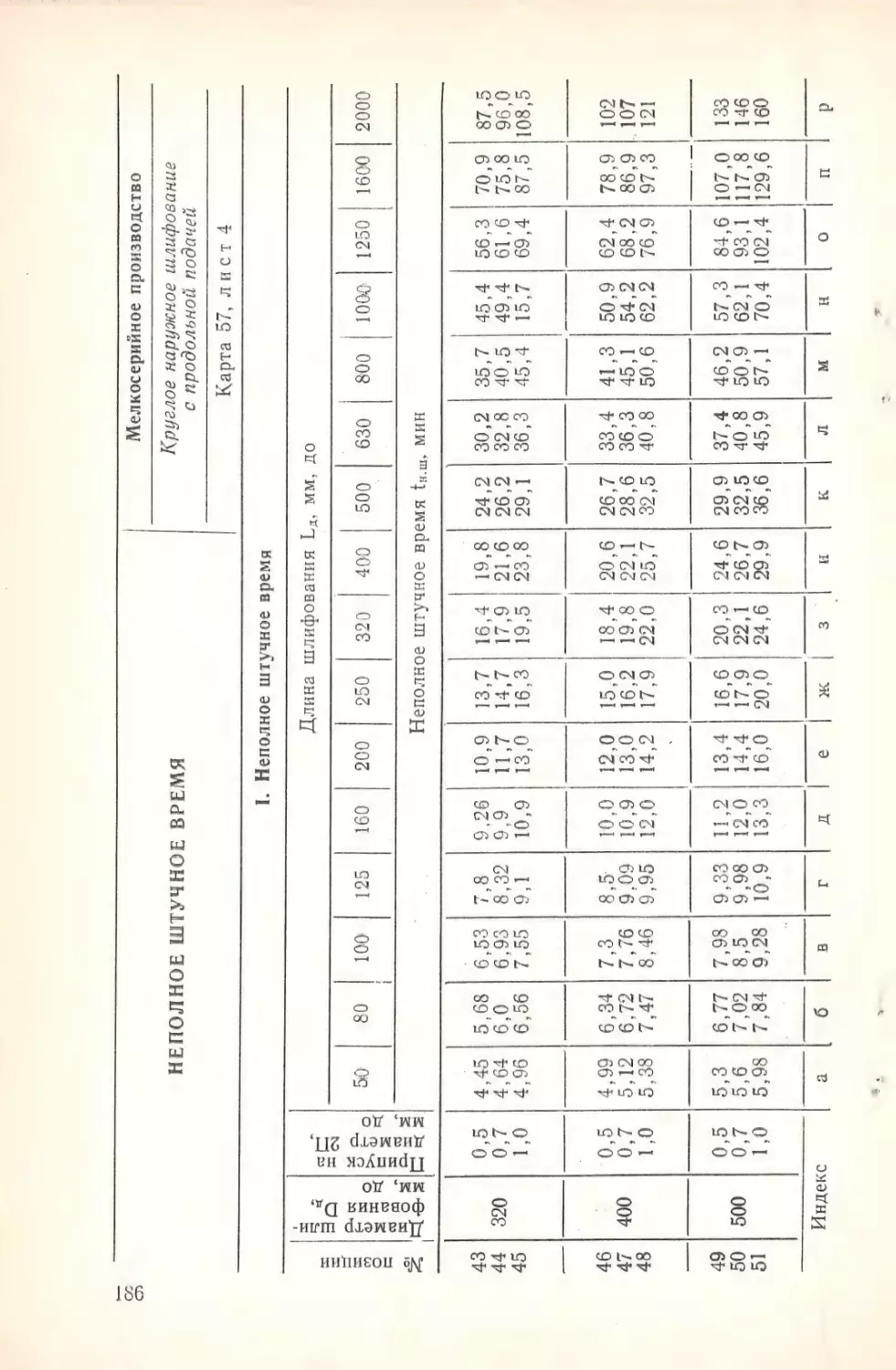
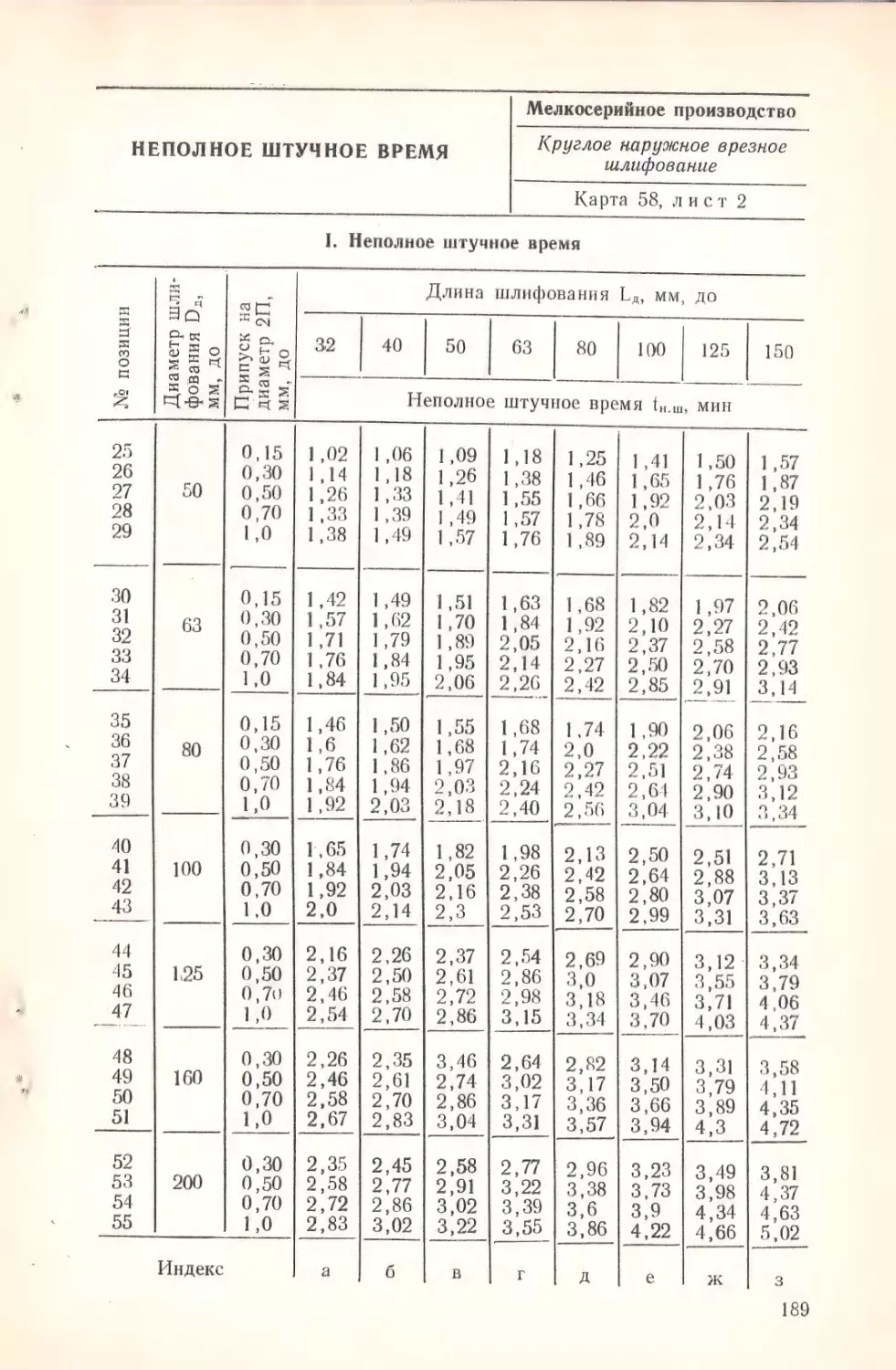
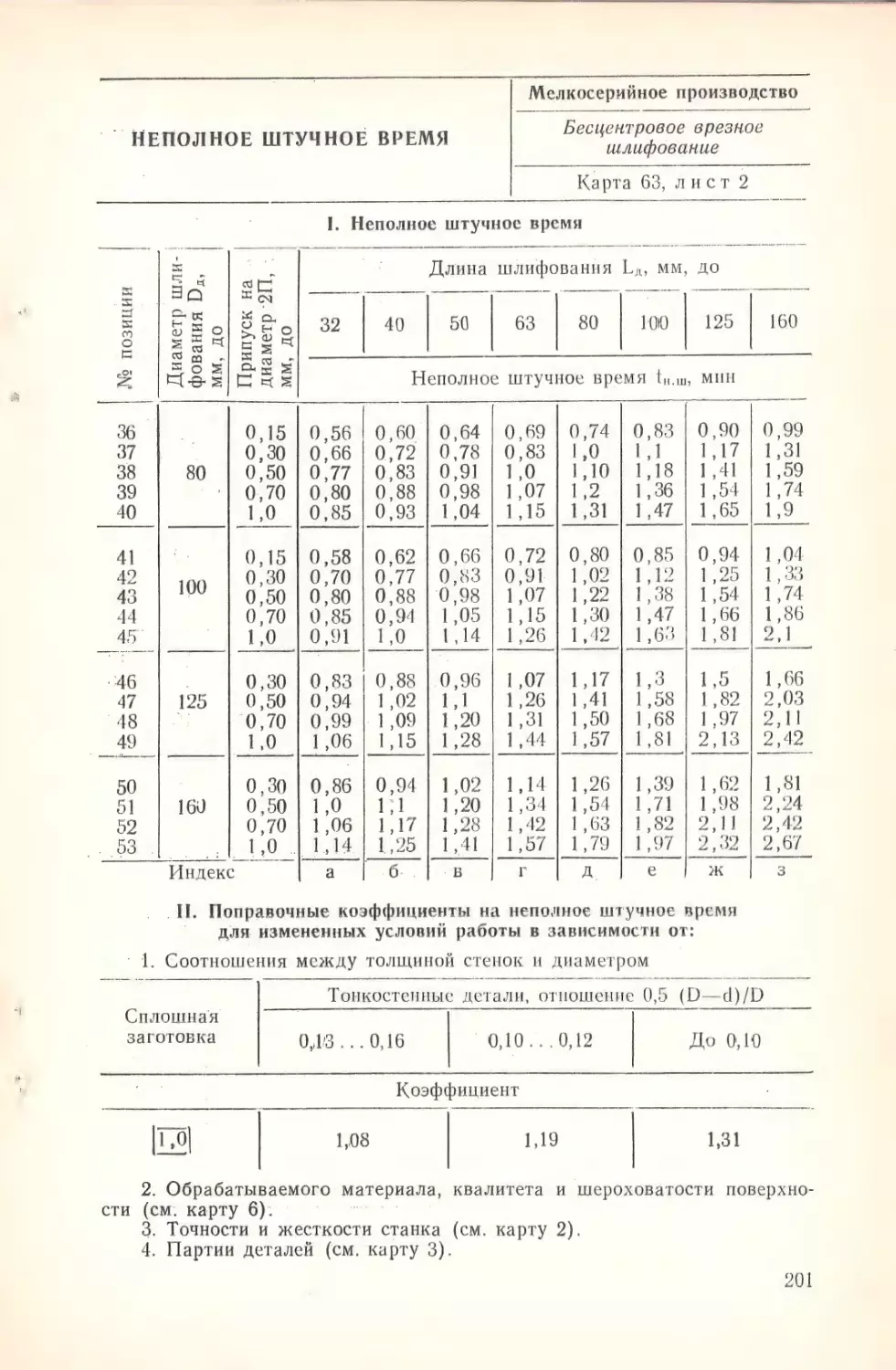
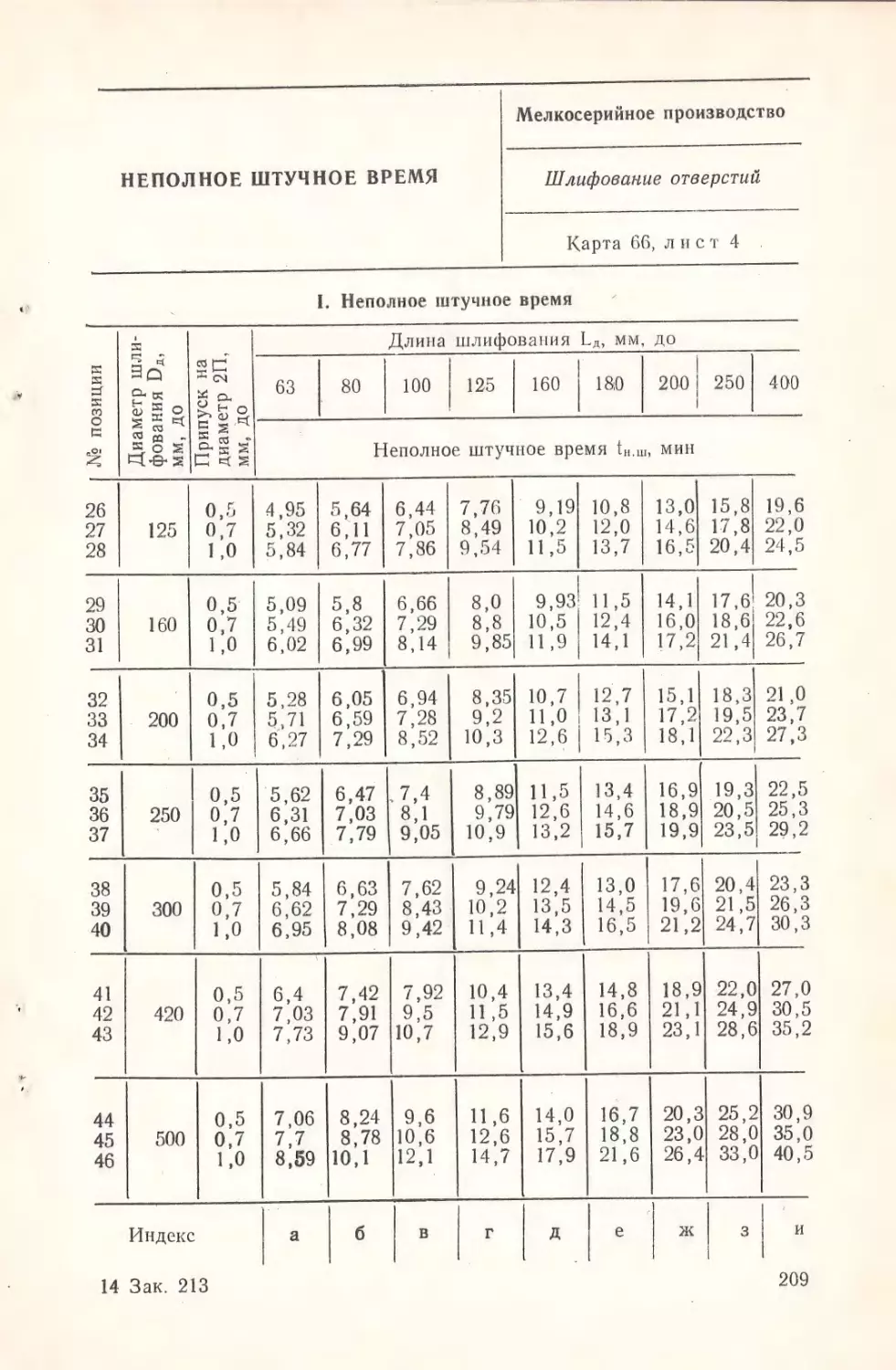
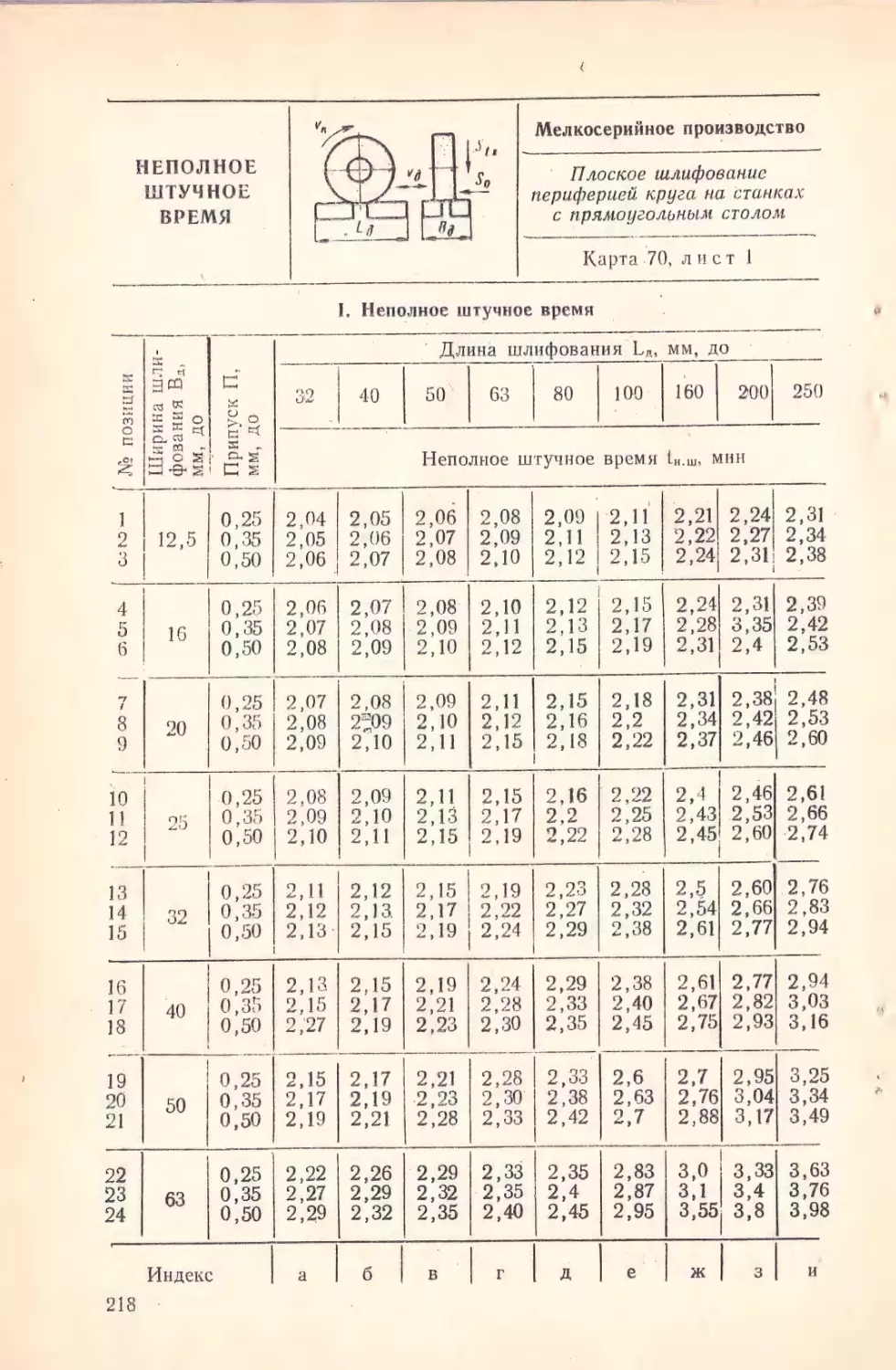
1.10. Неполное штучное время на обработку повер
хности
включает: основное (технологическое) время:
вспомогательное время, связанное с обработкой поверхност
и; время на
обслуживание рабочего места, отдых и личные
потребности.
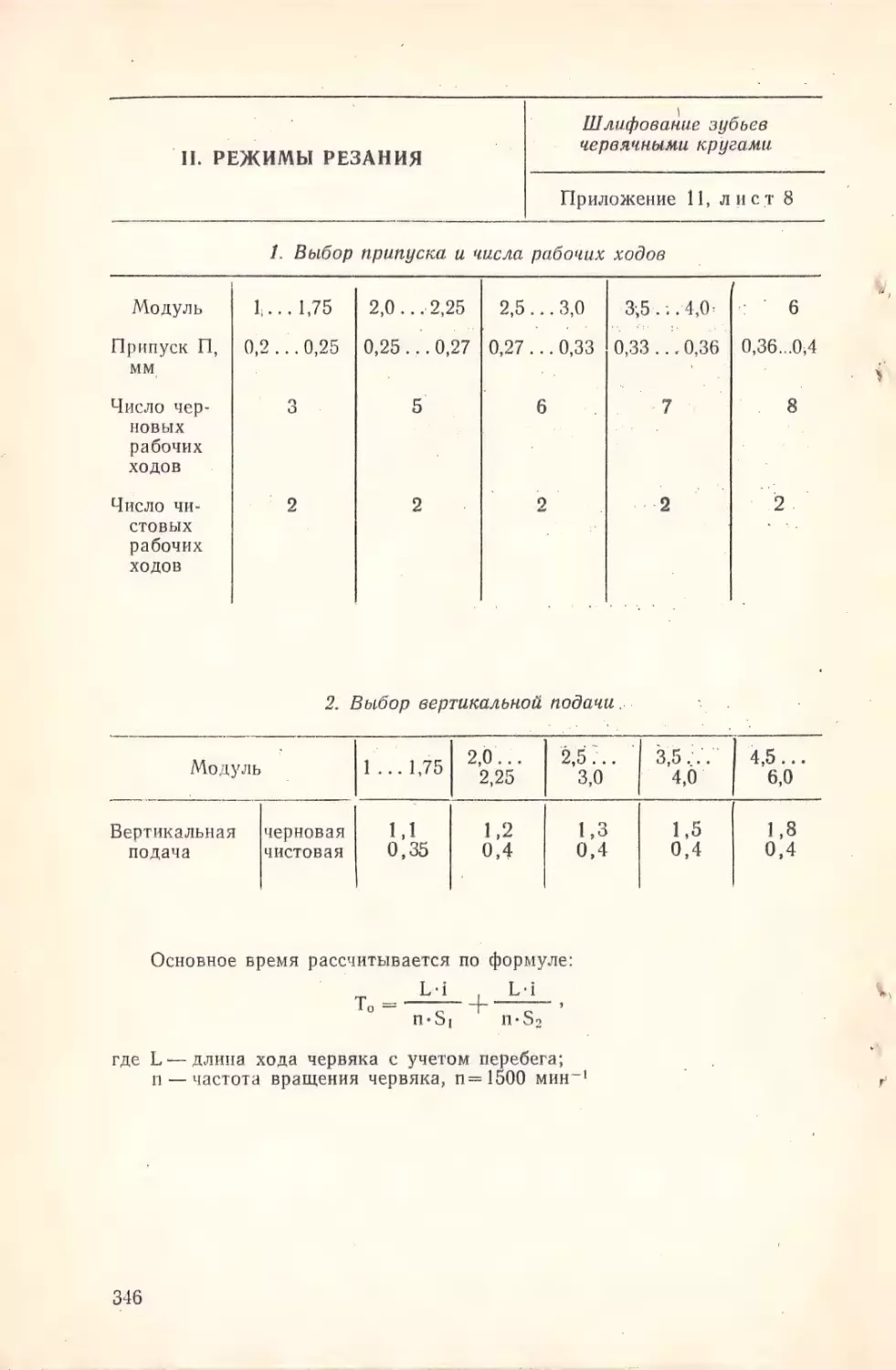
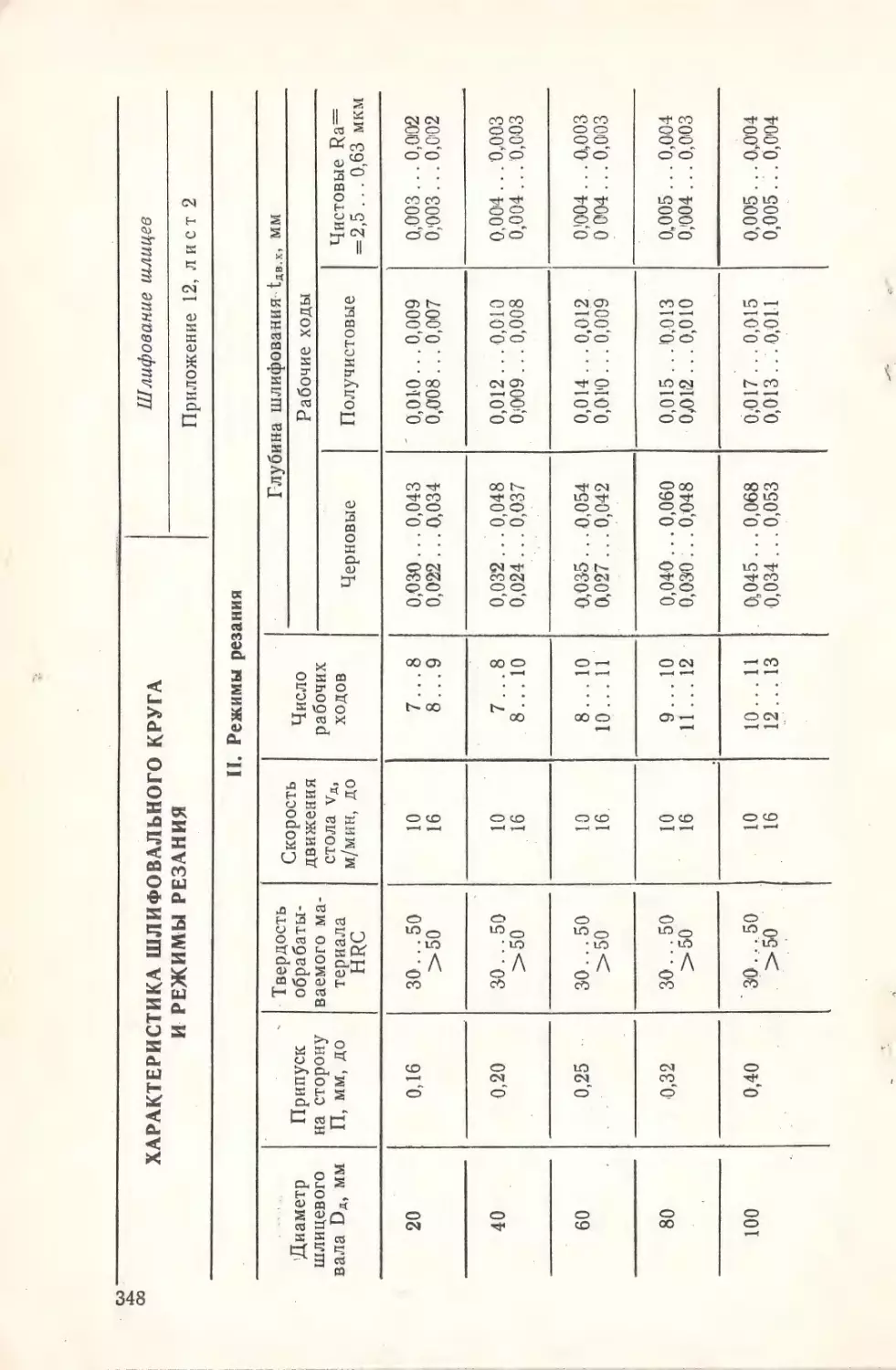
Основное время рассчитано по общемашинострои
тельным
пормативам режимов резания с учетом технологич
еских факторов, влияющих на режимы и время обработки
(размеры
летали, припуск, точность, шероховатость и др.).
Вспомогательное время, связанное с обработкой
поверхности, определено по соответствующим общем
ашиностроительным нормативам вспомогательного времени
по видам
работ.
.
|
Расчет продолжительности комплексов приемов выполненисходя из их последовательности, с учетом типа
и основных
размеров оборудования (сложности управления);
размеров
обрабатываемой поверхности; заданной точности
и шероховатости обрабатываемой поверхности. В комплексы
приемов
включено время на контрольные измерения с учетом
их периодичности, применяемого инструмента и средней
продолжительности измерения. При расчете неполного
штучного
времени учтено время на обслуживание рабочего
места,
от6
дых и личные потребности в процентах от, оперативного
мени в зависимости от применяемых станков.
ЦРН
ии
ти
Зубошлифовальные
‘|
A
Плоскошлифоваљ- .
15...20
|
14
14
14
|| ©
=: з
|=:
ДЕБ
о ©
Круглошлифовальные
Резьбошлифовальные
|
=
15
11... 13 |=
16
17
Зубохонинговальные
13
Абразивно-отрезной
|
Наименование станков
16
Шлицешлифовальные
Резьбошлифовальные
АРИР АА
оперативного
Круглошлифовальные
Бесцентрово-шлифовальные
Хонинговальные
;
Суперфинишные
Вертикально-доводочные
ло =
Врема
| В % OT
Наименование станков
Внутришлифовальные
Плоскошлифовальные
лвле
17
_ 13
вре-
ные
|
5 $ | Координатно=
шлифовальные
o
Оптико-шлифоваль-
Eg
-
Время
в % от
оперативного
10
11
13
15
17
ные
штуч:
1.11. Приведенные в сборнике нормативы неполного
при обработ
ия
рован
норми
для
итаны
рассч
и
времен
ного
ии мнослуживании рабочим одного станка. При нормирован
одимо
необх
и
времен
норм
а
расчет
для
гостаночных работ
ми
тивны
норма
выми
расле
межот
ваться
пользо
ьно
дополнител
и
ия
живан
обслу
:
чного
стано
материалами «Развитие много
M.,
.
ости»
шленн
промы
в
ия
живан
зон обслу
расширение
|
|
НИИ труда, 1983:
време
о
льног
ючите
-закл
1.12. Нормативы подготовительно
получе
:
работы
ющей
следу
нение
выпол
ни предусматривают
инстго
одимо
необх
и
ии
ентац
докум
еской
технич
,
ние наряда
получение
руктажа; ознакомление с работой и чертежами;
соблеприспо
и
а
умент
инстр
месте
ем
недостающих на рабоч
, инования
оборуд
ка
налад
места;
го
рабоче
овка
ний; подгот
приси
ов
умент
инстр
струментов и приспособлений; снятие
и др.
й
детале
партии
отки
обраб
пособлений по окончании
устаи
времен
о
льног
ючите
-закл
ельно
товит
подго
Нормативы
Xaи
и
наладк
ости
новлены в зависимости от степени сложн
й,
детале
ковых
одина
ю
парти
на
ы
рактера выполняемой работ
станке
на
когда
,
случае
В
.
партии
ины
велич
от
независимо
по обрасистематически выполняются однотипные операции
бригадпри
также
а
й,
детале
ботке конструктивно сходных
межодится
произв
когда
труда,
и
изаци
ной форме орган
ьовител
подгот
сменная передача обрабатываемых изделий,
30...
на
шено
умень
быть
может
но-заключительное время
50%.
норм
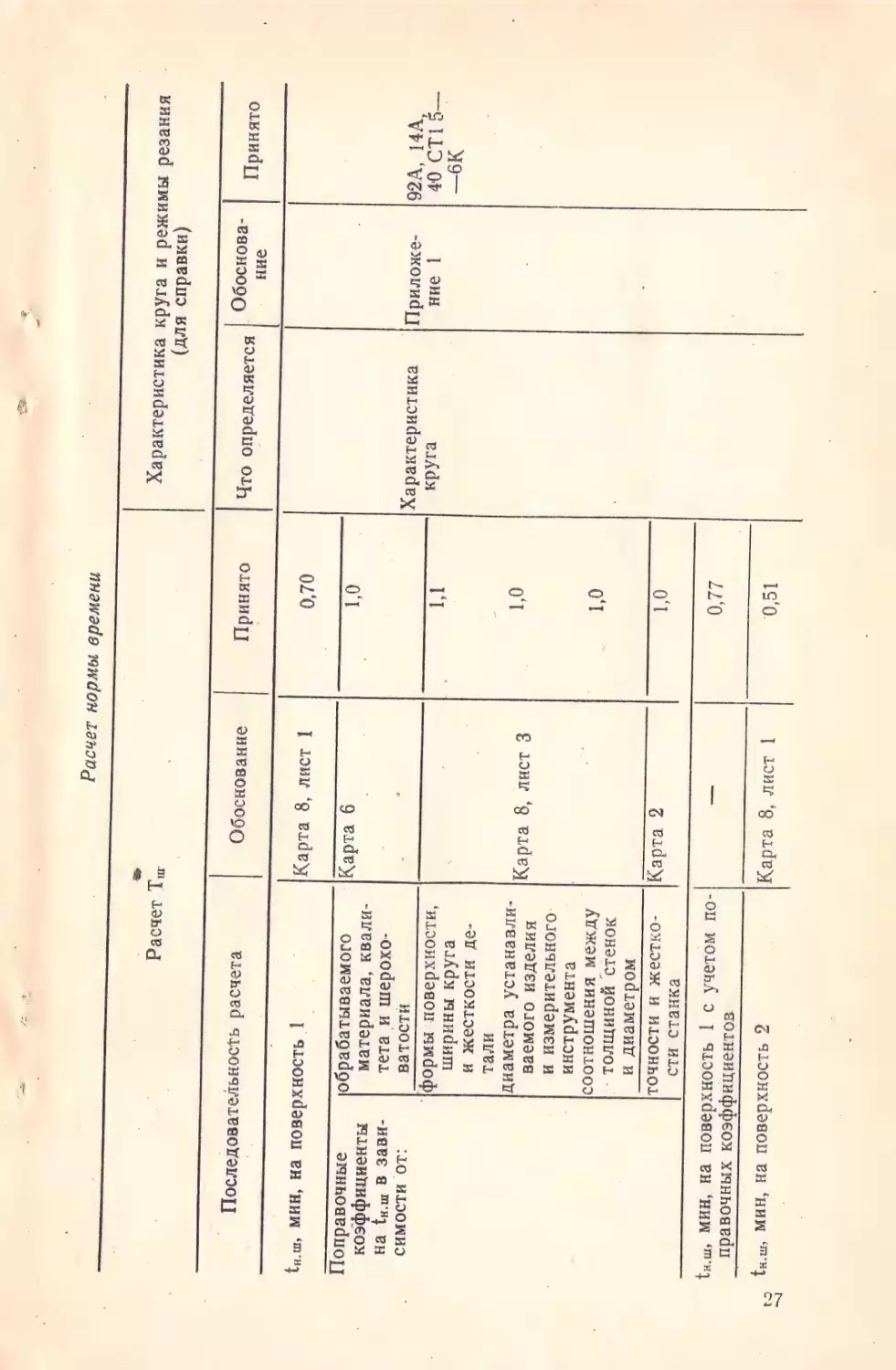
1.13. На стр. 26...32 приводятся примеры расчета
шлифо;
вания
шлифо
го
врезно
времени: круглого наружного
7
вания резьбы однониточным кругом по предварительно
резанной резьбе; шлифования зубьев шестерни методом
ката двумя тарельчатыми кругами.
наоб-
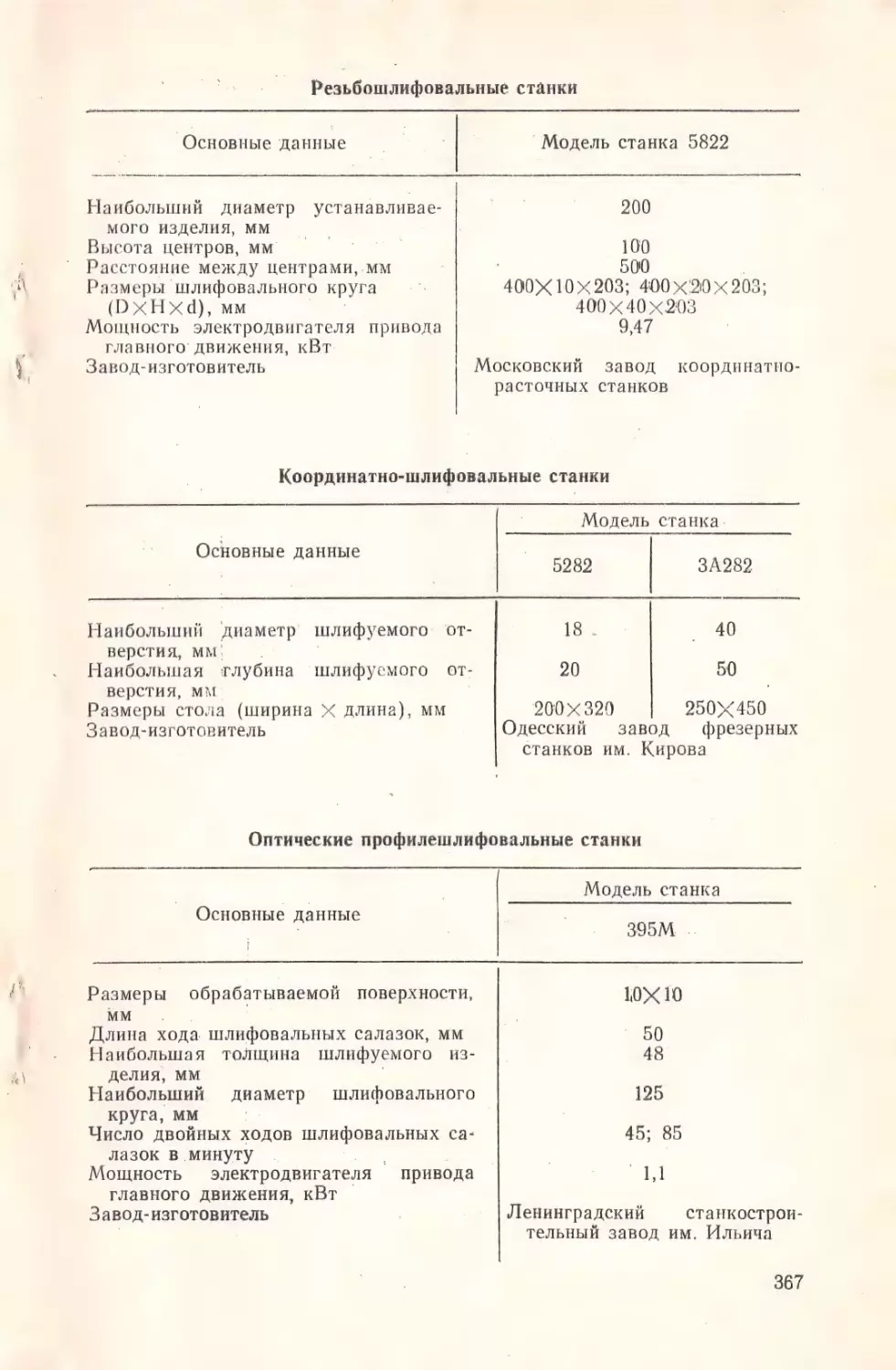
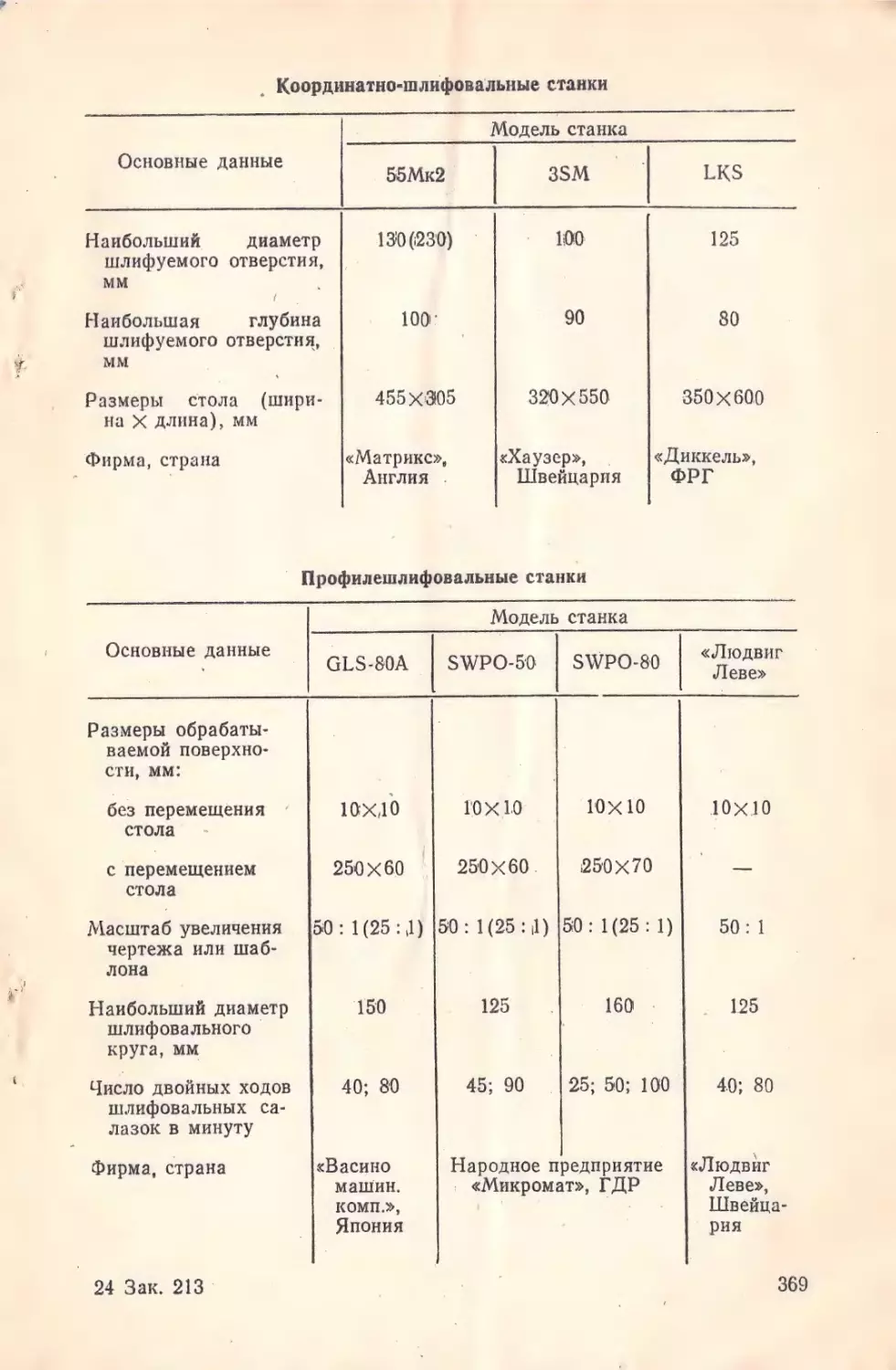
2. ХАРАКТЕРИСТИКА
|
ПРИМЕНЯЕМОГО ОБОРУДОВАНИЯ
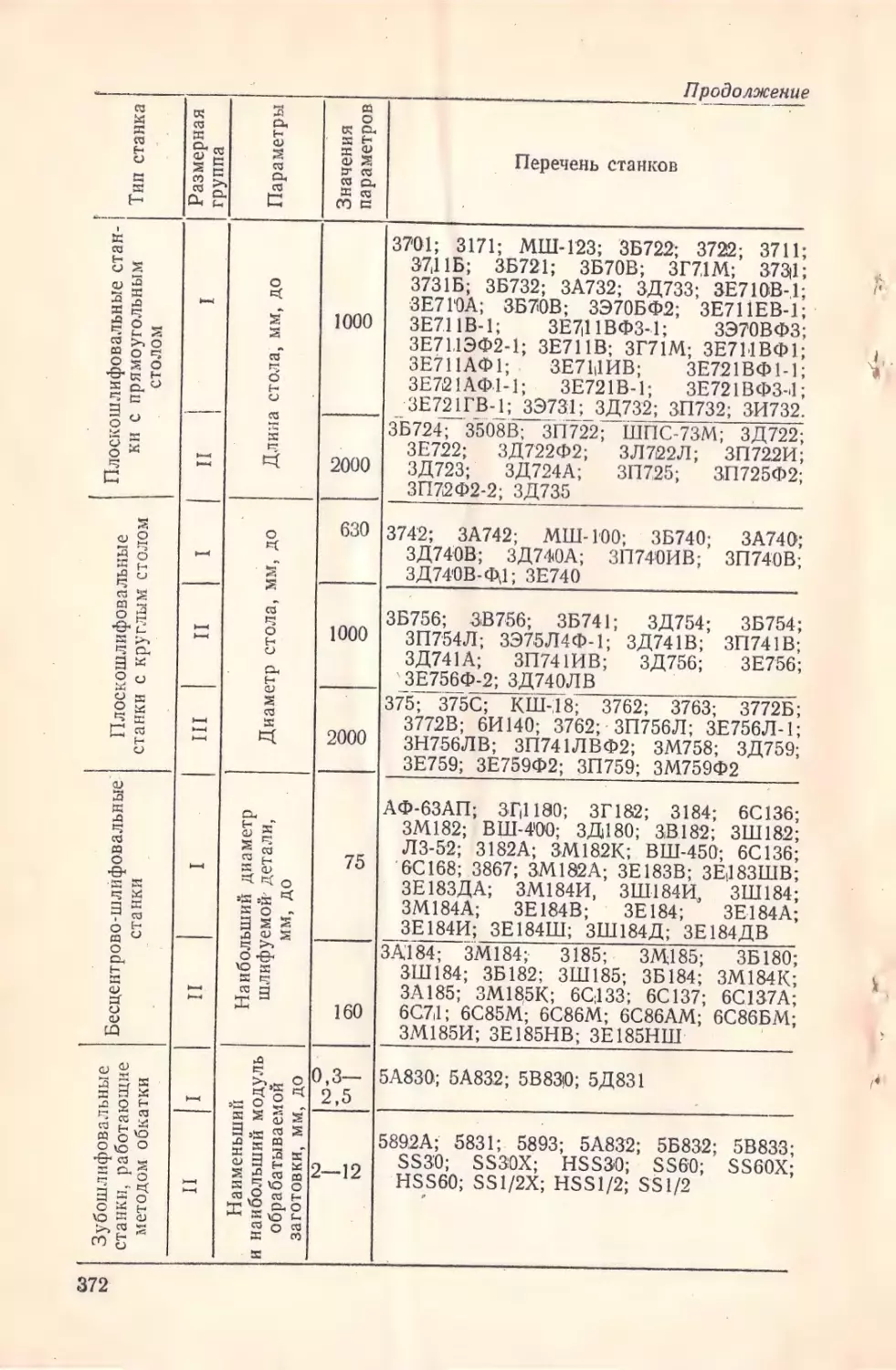
2.1. Перечень применяемого шлифовального и доводочного оборудования приведен в приложении 22, в котором отражены основные модели универсального и специализированного шлифовального и доводочного оборудования, встречающегося в металлообрабатывающих цехах машиностроительных предприятий.
|
|
|
В краткой технической характеристике приводятся основпые данные о размерах обрабатываемых изделий, размере
шлифовального круга, скорости, мощности и др.
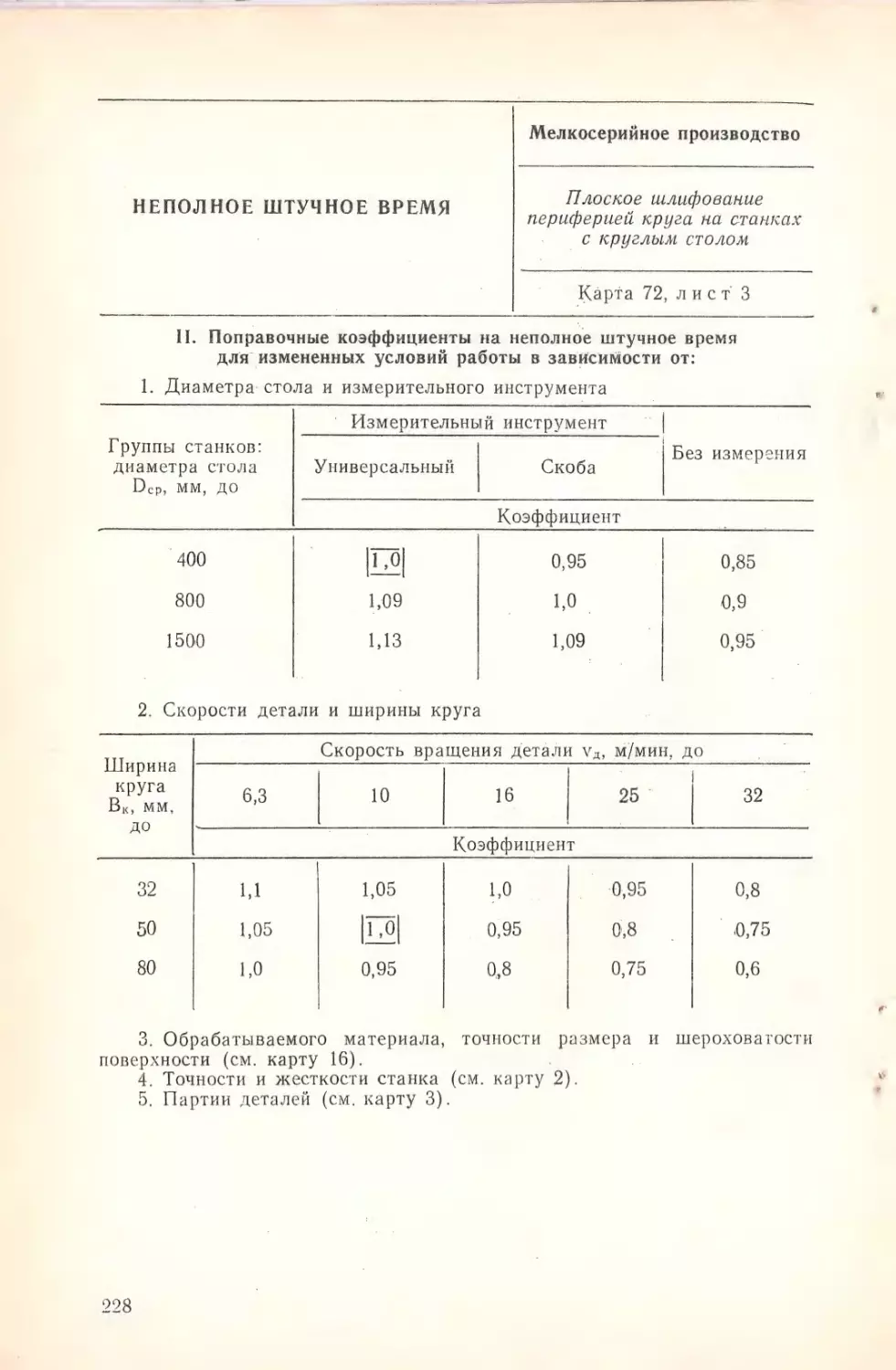
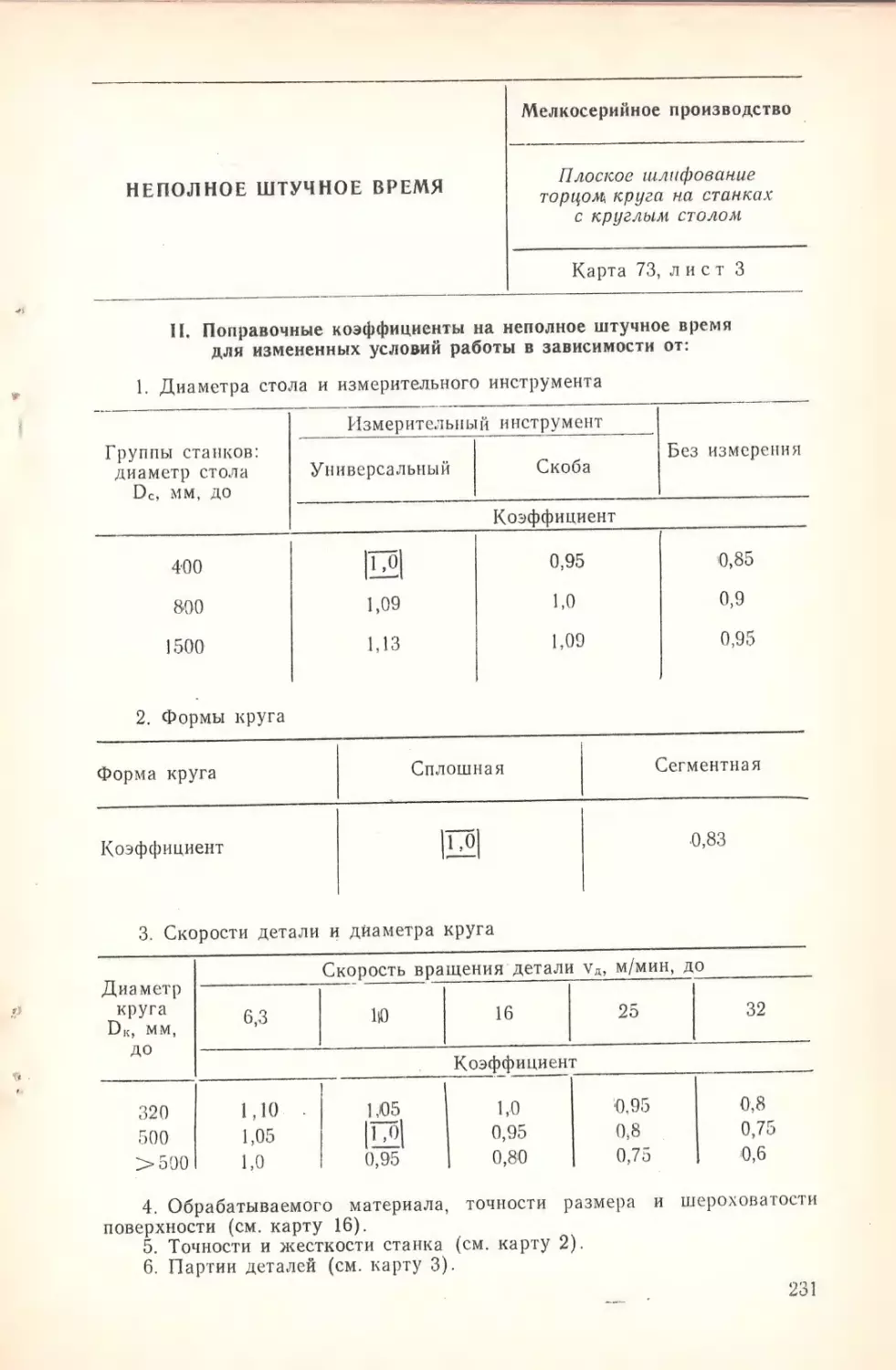
2.2. В карте 2 приводятся поправочные коэффициенты на
пеполное штучное время в зависимости от срока работы
станков.
4:
3. ОРГАНИЗАЦИЯ
ТРУДА
3.1. За основу в нормативах приняты следующие организационно-технические условия:
|
1). в производстве находятся одновременно несколько наименований. машин, изделий, освоенных предприятием и выпускаемых в течение длительного времени в зависимости от
типа производства ‘мелкими и средними сериями; для едипичного типа производства величина партии деталей и степень. освоения изделия производством не оговариваются;
2) обработка деталей производится преимущественно на
универсальном оборудовании с применением универсальных,
пормализованных и специальных приспособлений и инструментов;
i
|
.3) нарядына работу, технологическую документацию, а
также предусмотренные технологией инструменты и приспособления в условиях единичного и мелкосерийного производства получает сам рабочий, а в условиях: среднесерийного
они доставляются к рабочему месту вспомогательным персоналом;
|
|
_ 4) заготовки на рабочее место доставляются вспомогательным персоналом;
0) станки, на которых обрабатываются: тяжелые детали,
обслуживаются мостовым краном или местным подъемником;
6). обработка. на станках
выполняетсяпа.
: основании
маршрутного технологического’ процесса, содержащего состав работы по операциям с указанием применяемого оборудования, инструментов и приспособлений. и норм времени на
задан
объем ный
работы, — для условий единичного и мелко8
2>
серийного производства; на основании подробно разработанных технологических
карт с указанием
режимов
работы
оборудования, времени выполнения каждого перехода и нормы штучного времени на операцию--для
среднесерийного
производства;
|
7) при среднесерийном типе производства продолжительность цикла работы станка между двумя переналадками при
обработке партий деталей средних размеров составляет по
времени 0,25...4 рабочих смены.
За рабочим местом закрепляется 11...20 операций.
3.2. Расчетные справочные материалы для выбора характеристики абразивного инструмента и режимов резания, рекомендуемые для использования при инструктаже рабочих
по настройке станков, даны в приложениях по типам оборудования.
3.3. В
мелкосерийном
и единичном
производстве
в боль-
шинстве случаев применяется такой метод организации, при
котором технологический процесс выполняется на участках,
специализированных по типам оборудования, в среднесерийном же производстве зачастую станки располагаются в порядке выполнения технологических операций.
3.4. Основными факторами, влияющими на организацию
рабочего места, являются степень детализации технологического процесса и организации производства. Они определяют
операции на рабочем месте, систему обеспечения заданием,
технической и другой рабочей документацией, систему обеспечения рабочего места материалами и заготовками, порядок
передачи готовых деталей после данной операции на следующее рабочее место.
3.5. Расположение оборудования на рабочем месте, инвентаря, производственной мебели, тары, стеллажей для заготовок и готовых деталей планируется с таким расчетом,
чтобы не создавалось стесненных условий работы, лишних
затрат времени на хождение и поиски, с соблюдением правил техники безопасности и санитарной гигиены.
3.6. Освещение рабочего места должно быть достаточным
и правильным. Рабочие места рекомендуется размещать таким образом, чтобы свет падал слева и спереди. При наличии
ра
‚местного
освещения
свет
не
должен
слепить
глаза,
тень
не
должна падать на обрабатываемую деталь.
3.7. Освещенность от комбинированной системы освещения (местн
+- общее)
ое
должна быть не менее 700 лк, освещенность рабочей поверхности от источника местного освещения должна быть не менее 400 лк.
3.8. На отдельных рабочих местах, как правило, не происходит разделение операций между однородными станками,
а переналадка оборудования иногда производится в течение
смены несколько раз. Система обслуживания инструментом
9
в этих случаях обычно предусматривает хранение на рабочих
местах постоянного набора инструмента, в который входят
универсальные измерительные средства, часто используемые
принадлежности и приспособления, а также вспомогательный инструмент. Специальный инструмент хранится только
во время пользования им.
3.9. Инструменты
и ‘приспособления
должны
располагаться на рабочем месте в опреде
удобном для пользования порядке.
3.10. Обслуживание рабочих мест предусматривается дежурное. Обслуживающий
персонал цеха
(транспортные и
ремонтные рабочие, наладчики) вызывается на рабочее место
по мере необходимости.
|
3.11. При разработке планировки рабочего Места необхо.димо учитывать характер выполняемых работ, габариты обрабатываемых заготовок, трудовые движения рабочего. Размещение на рабочем месте основного, вспомогательного оборудования и оргоснастки должно обеспечивать:
1) подъезд средств внутрицехового и межоперационного
транспорта;
2) свободный доступ к зонам, требующим профилактиче-
ского осмотра и ремонта;
|
|
3) хороший обзор шкал и приборов, досягаемость органов управления;
4) возможность организации многостаночного
О ЕОС
вания.
|
3.12. Ниже приведены схемы планировок отдельных рабочих мест.
|
8.12.1. Рабочее место шлифовщика
на круглошлифовальном
40
100
Гар
/
ит от»
станке
—
=
=
1 — столик
с инструментальными
ящиками; 2 — стол производственный;
3 — стеллаж
елочный, столик приемный
передвижной; 4 — стеллаж-подставка; 5— тара
производственная; 6 — планшет
для чертежа; 7 — peшетка под ноги рабочему
10
е
Е.
Е
3.12.2. Рабочее место шлифовщика
на плоскошлифовальном станке
1 — столик
с инструментальными ящиками; 2 — стол производственный;
4 — стеллаж-подставка; 5 — тара производственная; 6 — планшет для чер-
тежа;
7 — решетка
под ноги рабочему
”
3.12.3. Рабочее место шлифовщика
на зубошлифовальном станке
|
МЕ.
и
í
\\!
1 — столик
А
9 — стеллаж елочный, столик приемный передвижной;
ставка; 5 — тара производственная; 6 — планшет
для
|
Ју
шетка
с инструментальными
под ноги
рабочему;
ящиками;
д — стеллаж
шестерен
для
2—
стол
хранения
производственный;
4 — стеллаж-подчертежа; 7 — pe-
оправок
и сменных
Примечанне.
Планировка рабочих мест прината в соответствин
с рекомендациями работ Государственного проектно-технологического н
экспериментального института «Оргстанкинпром», Минский филиал.
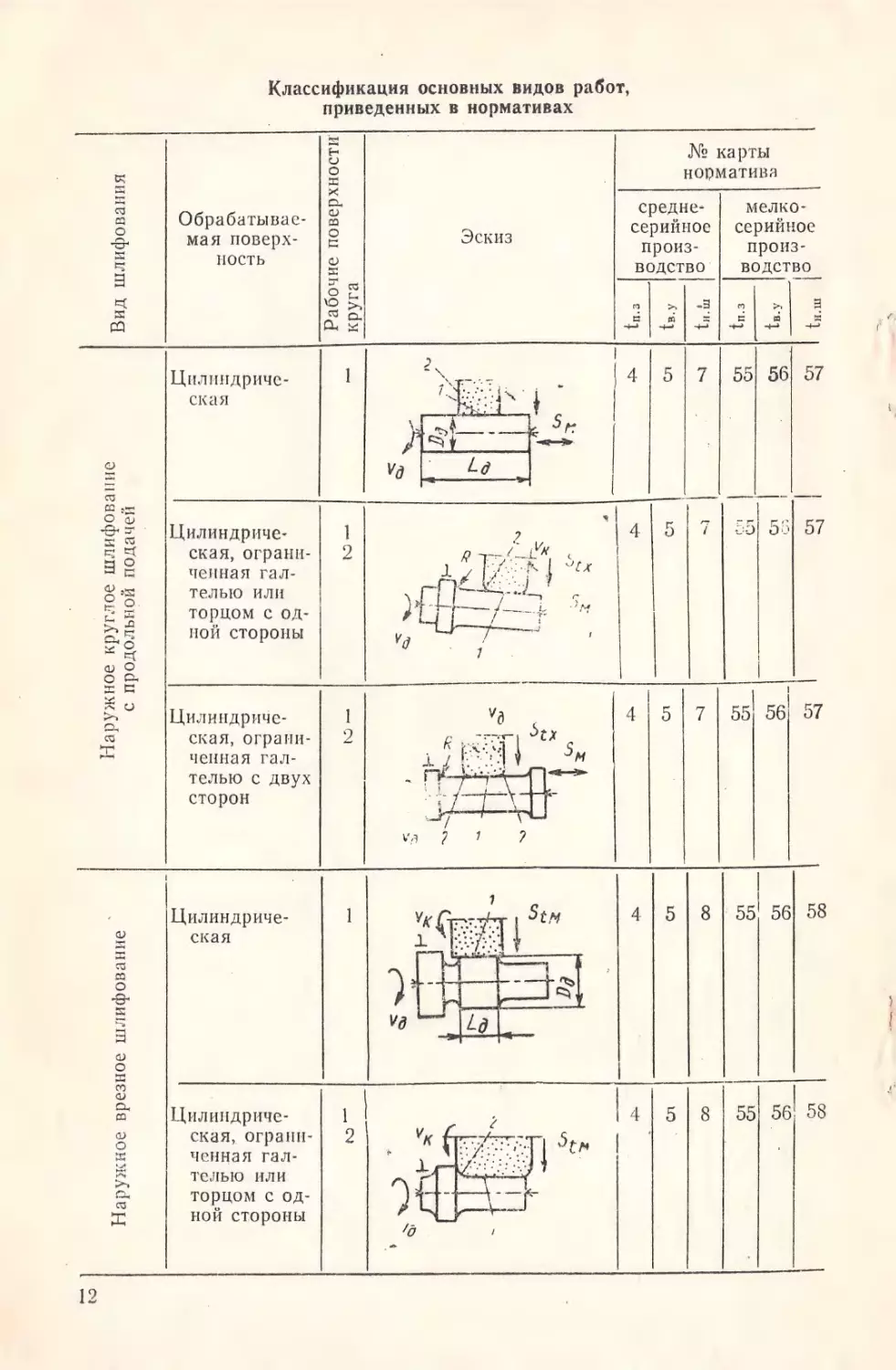
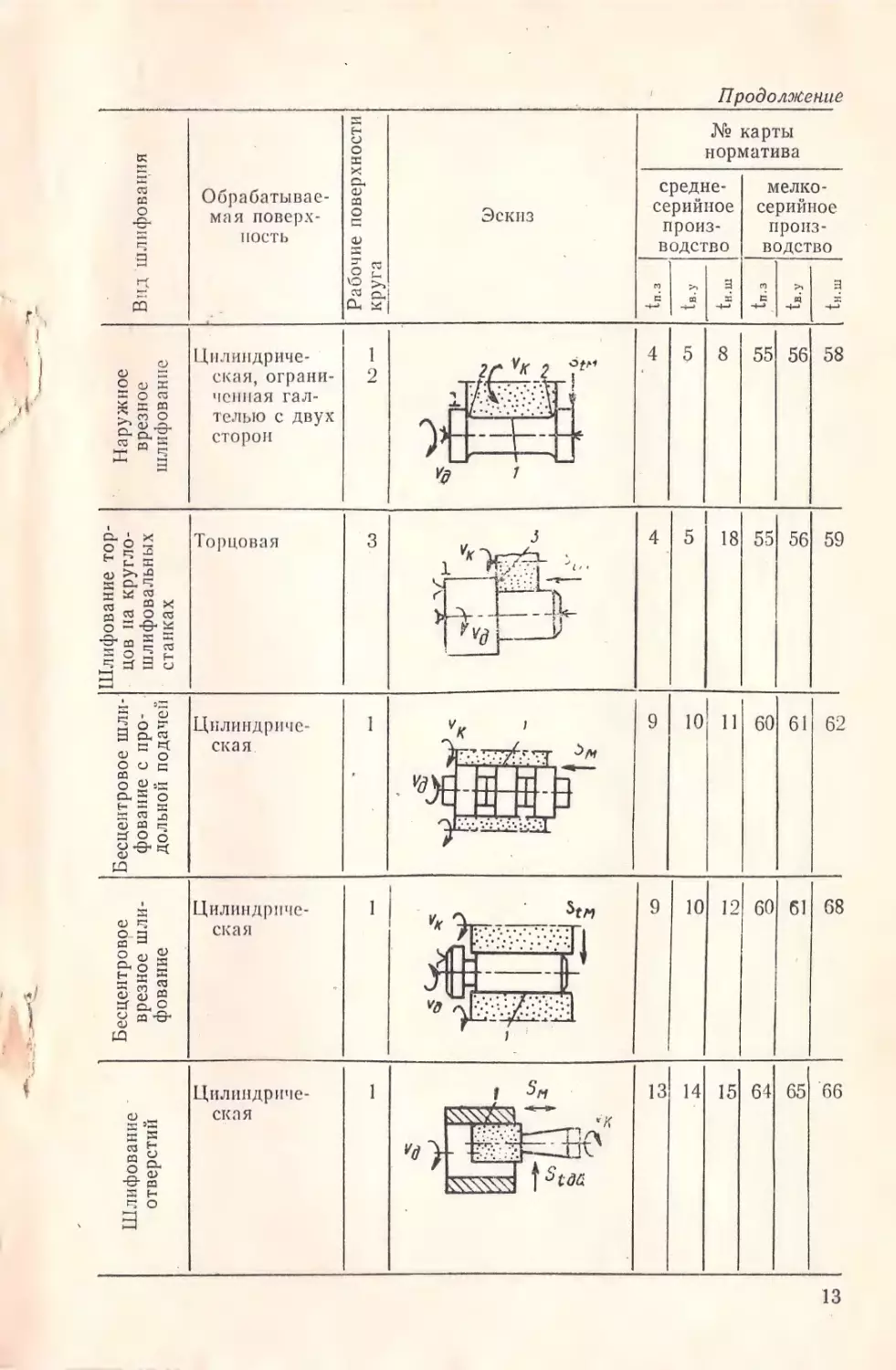
Классификация основнъх видов работ,
приведенных в нормативах
№ карты
норматива
Обрабатываемая поверхность
среднемелкосерийное | серийное
произпроизВОДСТВО | водство
Эскиз
б |
Вид
шлифования
Цилиндрическая
Рабочне
поверхности
круга
~
9 |
ная!
| =
| ==
51
АЯ
| === | -= |
о
чә
в
а
ШЕ
—
>
Цилиндриче-
ә
ская, ограннченная галподачеи
и
телью или
торцомс одной стороны
продольно
с
Цилиндрическая, ограниНаружное
шлифование
круглое ченная галтелью с двух
сторон
—————
г
———————————
—
—
_————Е
-———ү————--————
|Цилиндрическая
Цилиндрическая, ограниченная галтелью или
торцомс одной стороны
врезное
_
Наружное
шлифование
41518
|55
56] 58
Продолжение
я
Э
©
№ карты
норматива
ђе
Обрабатъваер с
ф
мал поверхпост
ЈСТБ
©
A
|
Ф
=
и
йн:НЕ
серийное
| серийное
произпроизу
водство | водство
Да
скиз
с
аи
one
© >
шлифования
Вид
Е
г 5
Б
Цилиндрическая, ограниченнал галтелью с двух
о
зера
МЕРИ
СУ
ИЕ
е | 55 56| 58
|
врезное сторон
Наружное
шлифование
бо
|Торцовая
= ЕЕ
4 | 5 | 18) 55| 56] 59
вен
|
мо
за
сев
Иа с Оа сРе
сп
кез"
9
5ә 5
он
9 |10; 11| 60| 61
62
ская.
зо
ЕЕ
ев
©
|Цилиндриче-
=
<
ови
|
АВ
=
ЕЩЕ
ТР
==
77,
|
|
М
[|
)
у
Ак
Цилиндрическая
9 | 10| 12| 60| 61| 68
|
сQ ©)
Шаса
|
|
A 2. О
Ом
га
|
сака
Цилиндрическая
13! 14| 1564
|
65| 66
Е
до
© Е.
ва
=
~
во
13
Продолжение
=
Е
№ карты
с
S
норматива
кч
Ра
Е
=
©
средне-
о.
=
Обрабатывае-
5.
Б
=
мая поверхНОСТЬ
|а
|в
©
T
е
са
Зскиз
произ- |
производство | водство
паре
тиште ТҮҮТҮ
со
>.
б, 2
ч
>
ДЕ В
25
еу
>
мелко-
серийное | серийное
8
о
>
ESE
Е
А
|о
==
SRNМҰ
Ж
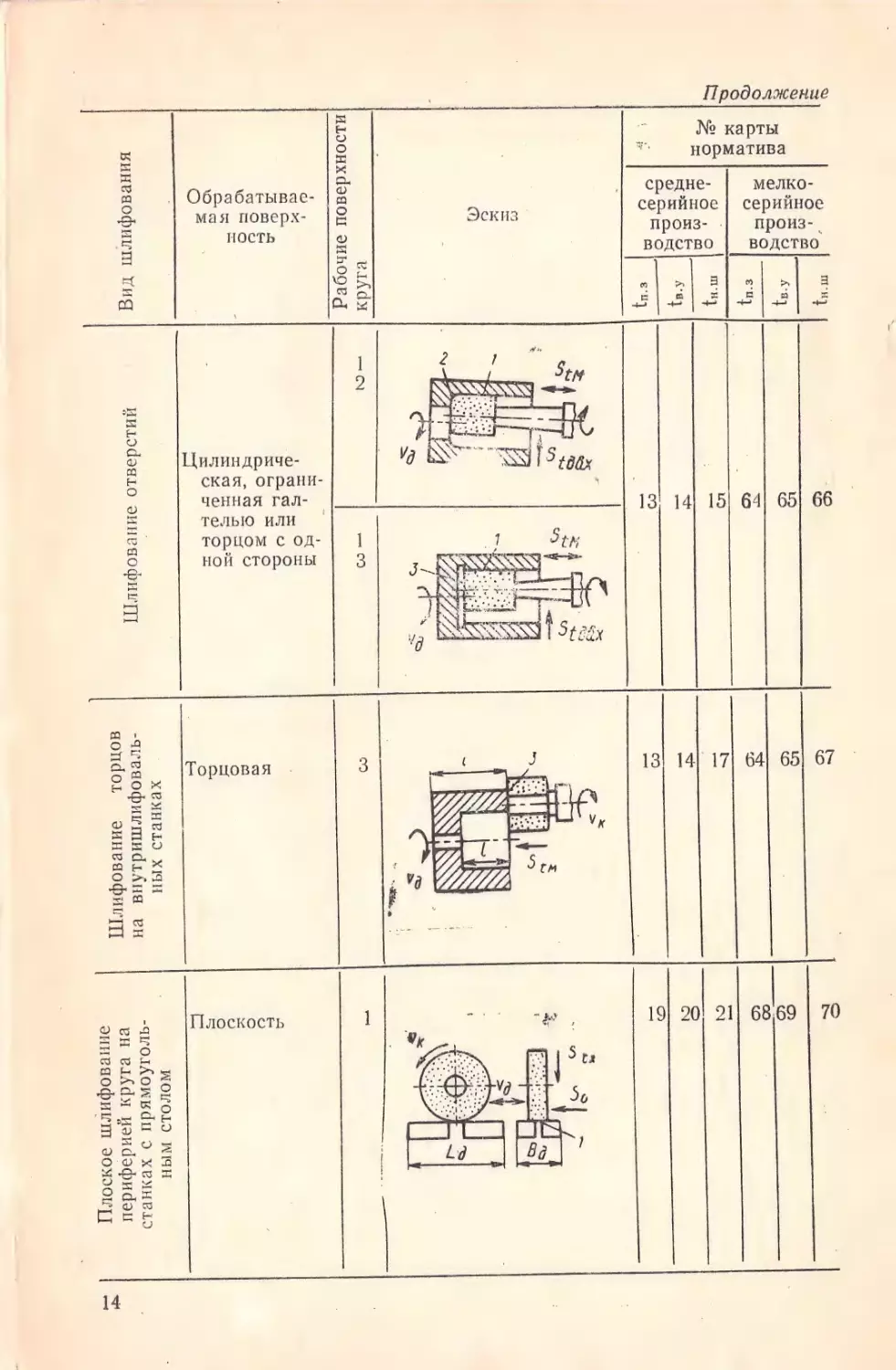
Цилиндрическая, ограниченная галтелью или
торцом с одной стороны
Б
К
Е
=
©
Ў
|
_13, 14
|
15 64| 65! 66
а:
=
за
{иә
2:2
Торцовая
го»
Фе
ТЕШУ
Еш
Не
сз
ш
о
єз
са сж
ве
Нас
=
=
с
ја
столом
НЫМ
периферией
на
круга
шлифование
Плоское
прямоугольсстанках
13:
14|
17|
А
64
65
67
HOHhÁd
-ртоп
әхвмнето
/
HƏh
п
оиневофииш
Аааа
ААА
копдол,
ди в. ен
-нело
ХРИ2 У
учила когоо
зинево-онто
фигтоочеза
әохәогү]
ичньолинмолая
ен
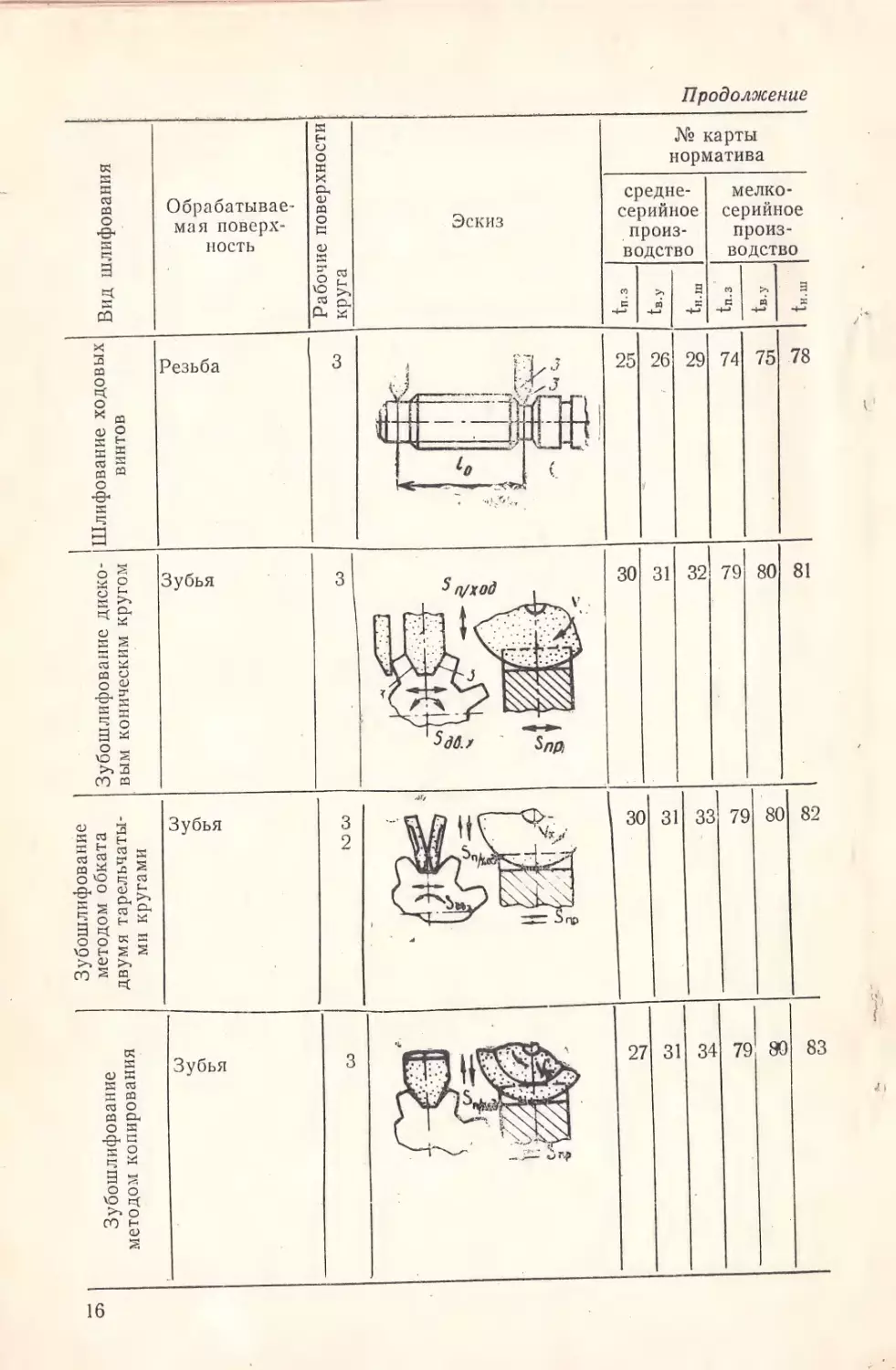
Резьба
|
S
| 25 ДЕ
28
дан
с
}
кысгун
Н
5)А
ш
—
$
Че)
ша
А
ЕТ
CN
5
х
1
пар
1240]
=
м
с
= ===
М
==
оно
5
©5
р
Е
тт
тетива
н
о
=
ЕЕ,
єз
эч
чо
=
с)
В
ә
>
с
од
ЕЕ:
С)
©
|
С
э
©
=
S
55
с
=
еко
О
сд
=
с
ЕР
ее
= =
"а9 = |
‚О 9 !
„мч
=
ез
5
>
изоонхд
кинЕнофигш
ОИ
дивооеа
овоџ
QO
відам
зомоошщт
әинеяофигтт
зомоогјј
эинваофигш
изидофидоџ
в+Адя
ен
ен
|хемнејогид
KEHEL
о
изпада копот в.«дм
2
ианакголАоиван
когото
WOKOL
Плоскость
Продолжение
|
19| 20 2 4 А 69| 73
K
74| 7576,
77
Продолжение
о
пен 1
Ф
|
Ее
Р
Еи
пон
зивоова
елАЧх
де
за
}
еы касан
ла
аа
© w Е
зове
Ф
ОЛЕ
МА
_ о |Евое
ек|
55
с.
> оо
а
Лио
е
—
©)
е
ка
со
р
| итоонхдеяоп
|
Фа
с
SNT
Кө
TE
а
=
БУ Чылк T
с
~ =
е)
о
е
|
со
сз
veg
+
=
29
5
Е
ср
ср
~
зе
CN
со
я
=
сга ЖК, --<--<48в
г
Ка
Ела БАр
са
хр
|
С»
см
а
В.
=
лК л т
с
©
©
©
Ч
са
со
29
4)
—
-
па таа
ЕЕ
зс
|
—
со
~
со
са
|
д
д
>
©
С©
о
диненофигшоодс
а
3
кинеязодипом копотен
:
м
>ото
_ 560
ыы
т лкк сыл
Аа
ба Впилана.
одит. соя
ЗЕ
сб
рока.
©зе
со та
Пеи ов
е
Е
>
о
С?
gergo мотолэм
зиневофишттоолке
иивуАЧЯ ИЙ
кол я иизодвиноя имя | сатевакэдел ки/ят
=>
со
Q
со
а
(еї
аолния
|
винечофии Ии | чаотох зиненофиг | -OAY эннезофиитоо4$ |
16
Ма
тыс ыыы ые
И ыш=
оо
лы
7" Продолженив
5
Е
5
еэ
<
Хо карты
норматива
е.
а
М2:
ЩЕ
Е
з
Обрабатывае- |а
мая поверх|©
Ека
Е
Е є
4
средне
мелкосерийное | - серийное
произпроизводство | водство
ааш
Dokas
г.
=
àn
кә гэ
°з [>
т
=
а. а
а
Ф
=
=
|: сз
а
:
о
7S
Я
:
5
@)
Б
>
.
>
+9
Я
М
=
Зуба
РА
3
30] 31, 35
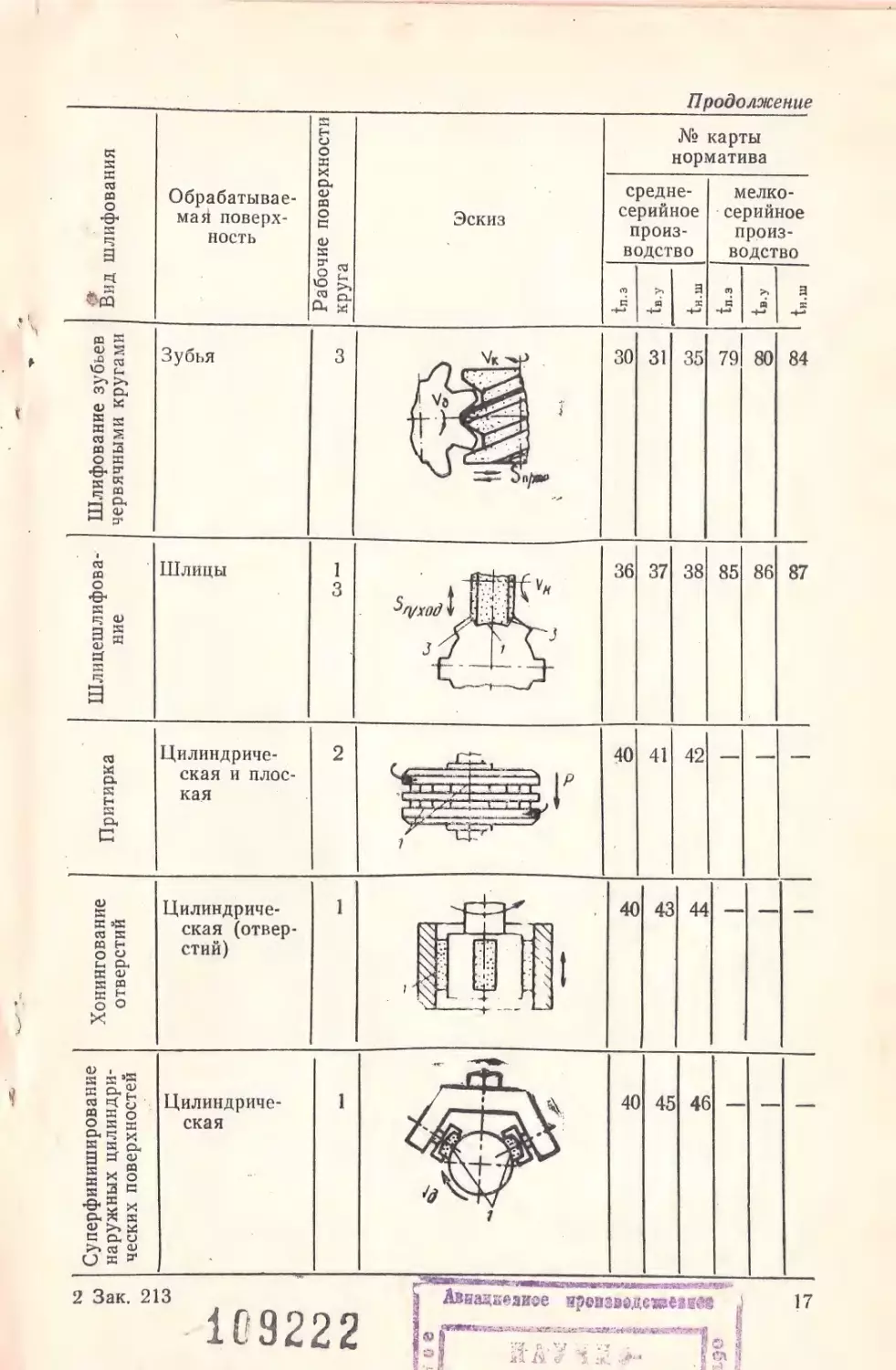
Шлицы
3
1
36| 37| 38| 85| 86| 87
Цилиндриче-
2
Цилиндрическая (отверстий)
1
Цилиндриче-
1
79 80| 84
5Е 2
сие
Sis
Сс
ЕЕ
m д
T
Са
Но
ар
~
A
Во
==
4
=
5
=
"e
A
| E
=.
Е
ская и плоская
S
са
де
за
~
бо
ра
Боп
ще
атол
SHS 5
ня
40] 45| 46] —|
—|
—
ская
я. =>
щшаш
ке
= ы
2. < шы
Фсоо м
>
с
Още
Ф
І
2 Зак. 213
`
=)
>
УМИРАЕТ
ОС а TKS
Авнацкевиое
©
|
Я
ЯЯ A
Е
р
С
а
хА
нронзвонстаениае |
Е5 Мв
ТА,
ДА
4%
К
УИ
М
g
H
|
тама
ма
2
з
сы
17
У Е Ё
У
Р"
зө
о
ОИ
||
Е т
r А А
|
|
им
<
ў
Продолжение
кс
5
(
=
№ карты
T
ды
с
норматива
о.
ов
Обрабатывае- |2
мая
8.
ЈЕ
Е
поверхBOETE
|
|9
5
=
Е=
ВЕ
Ж
ЕЕ
эск
а 2
Ев;
средне- | мелко-
серийное | серийное
произ|, производство | водство
о,
РОН е
~ (а ||
а
В
е.
Ке
Зубья |
—
47| 4849
fos
—| — | —
=
Pà
ер
Ке;
PS
Ке,
©
Pa
со
ще
2,ж
с
с Бом.
Шо
р
258
ее
О а 8
„а
ты
Ба
|
Плоская.
:
Е
50] 501 51| 88| 88] 89
аео
|
i
а,
к О р
=555
ИЕ ë
оя
а
кон
е
:
©. „а
= 9
=g
к
сз >=
ма
ом б
29 >
Цилиндрическая и квад-
692
—
59 54| 54| 52 90] 91
|
|. ратная.
“Ош
|
9 є 2
га 22 л
БИН.а ©~
с
Сл
о
ж
я
ащ
dag
га?
і
о
4
|
1
Фо
1
i
j
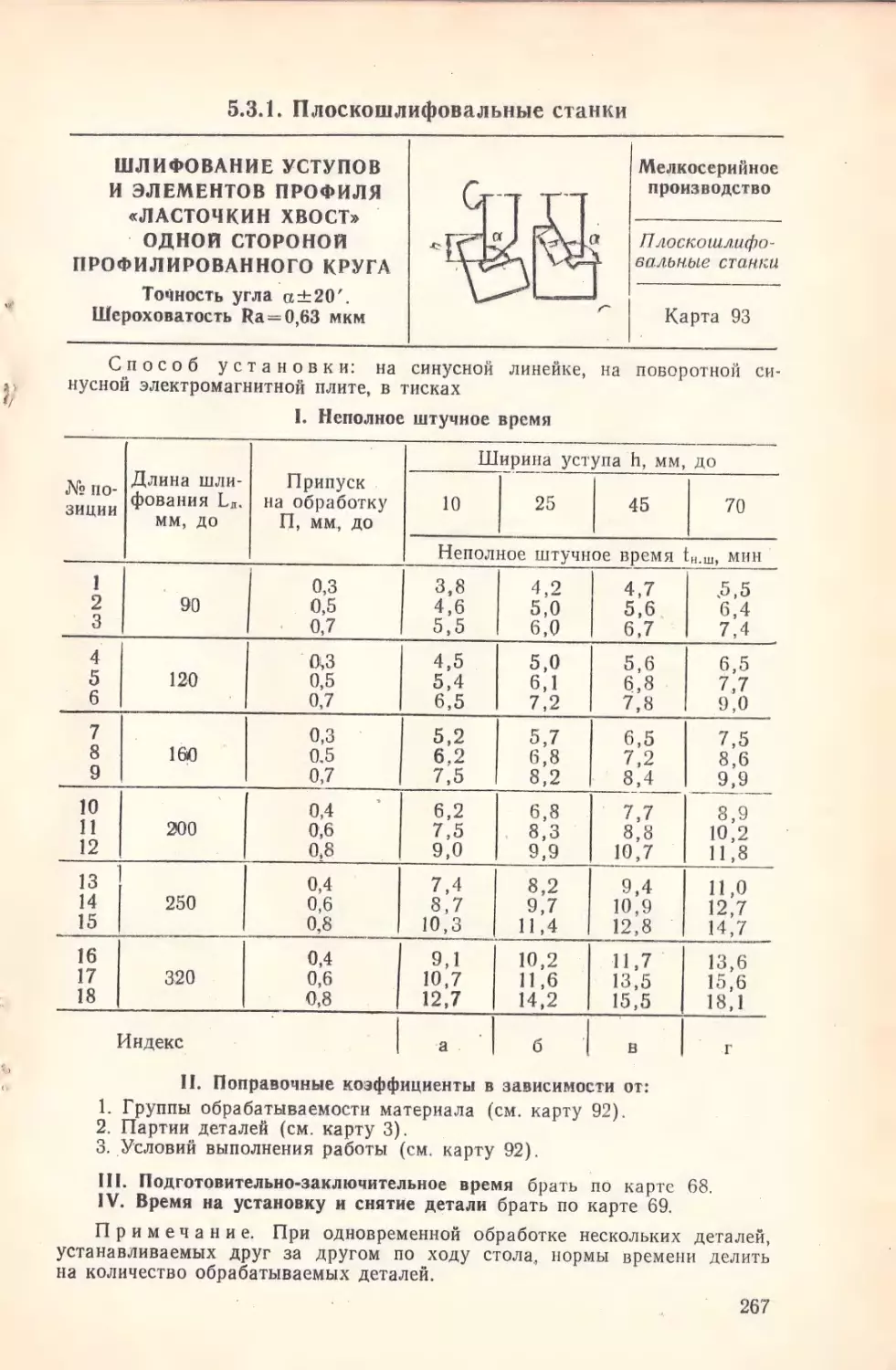
|Шлифование
© к
‚ уступов
© 2
|
2
и
—| —
—| 68| 69| 93
элементов
ще
профиля
ее
«Ласточкин
AR
хвост» одной
Ея
|
стороной про|
филированного круга
У
|
|
мм
18
|
АЧМ
"Ай
ЊЕ
м
121.
ER
SNIA
d
,
и
Продолжение
№ карты
норматива
средне- | мелкосерийное | серийное
произпроизводство | водство
Обрабатъвае-
мая поверхность
Эскиз
3
Вид
шлифования
Рабочие
поверхности
круга
со
2
а
===>
|
| | |
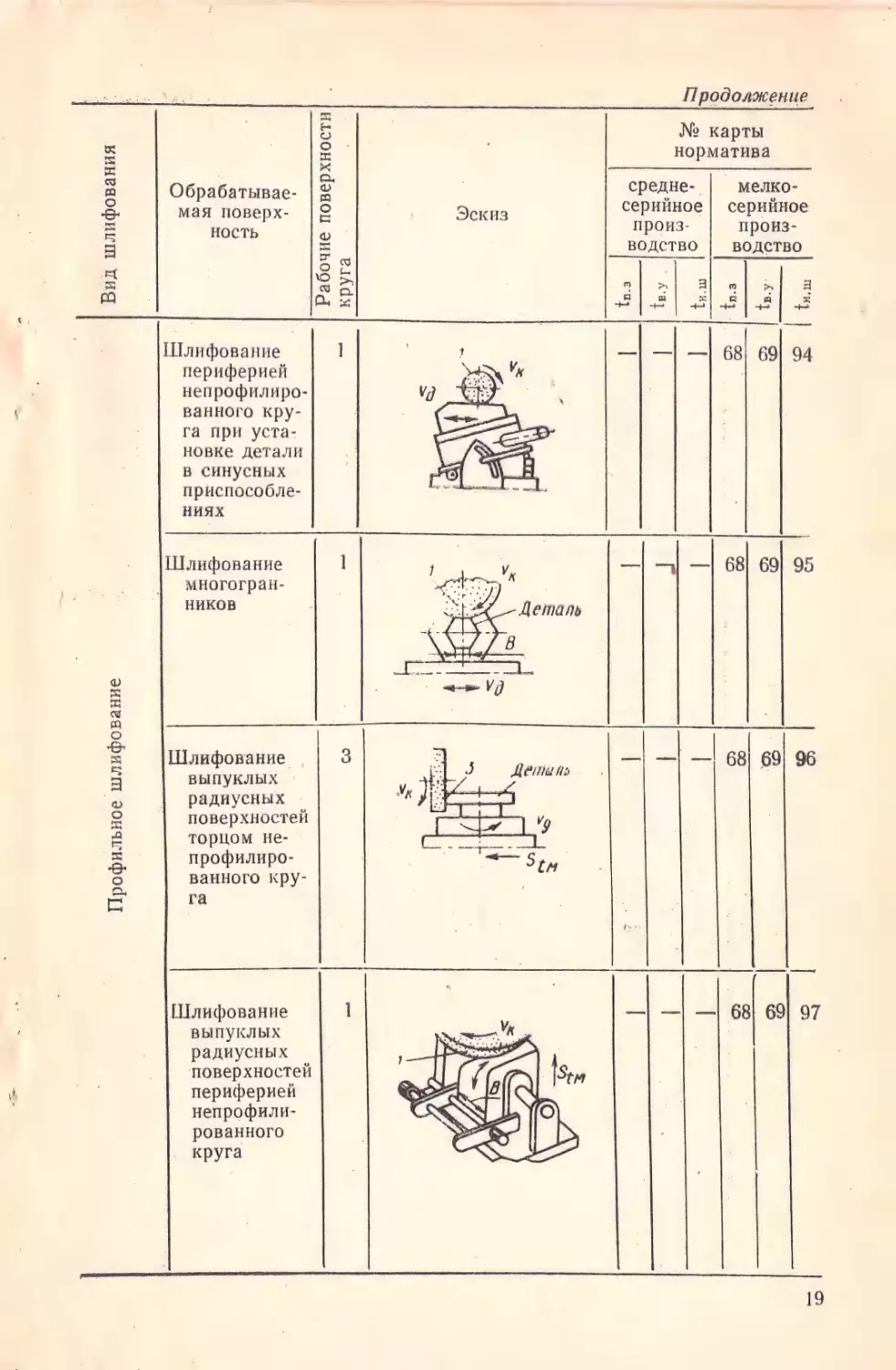
Шлифование
периферией
непрофилированного круга при установке детали
в синусных
я
ә
>
=
Q
= £
приспособлеHHAX
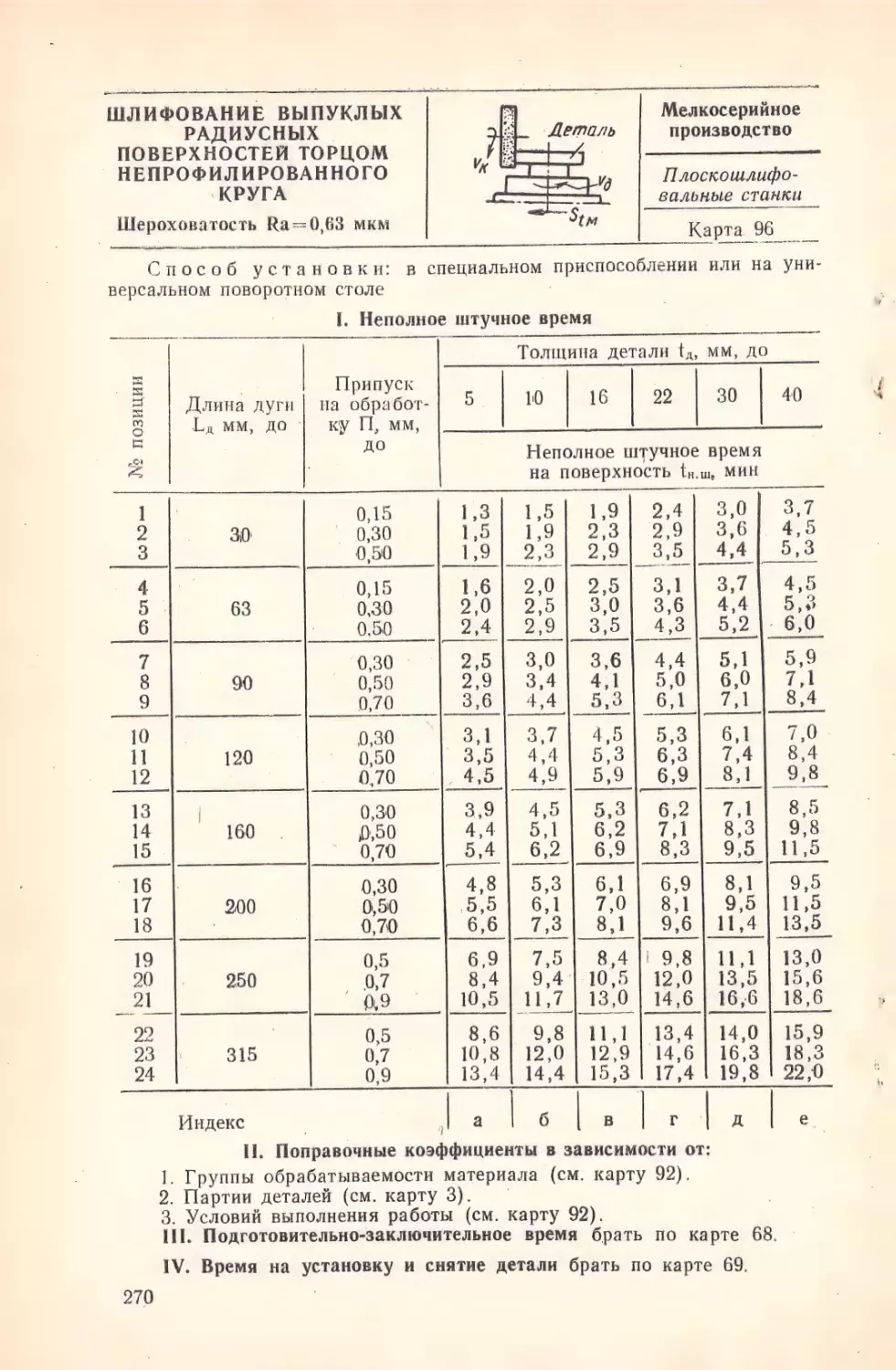
Шлифование
1
многогранНИКОВ
радиусных
поверхностей
торцом непрофилированного круга
шлифование
Профильное
—| —| —| 68 69| 95
у
\
Шлифование |
выпуклых |
|
то
j
8
МЕ
Дем
ЖҮ
к ЈЕ
|
ат
ии
hi
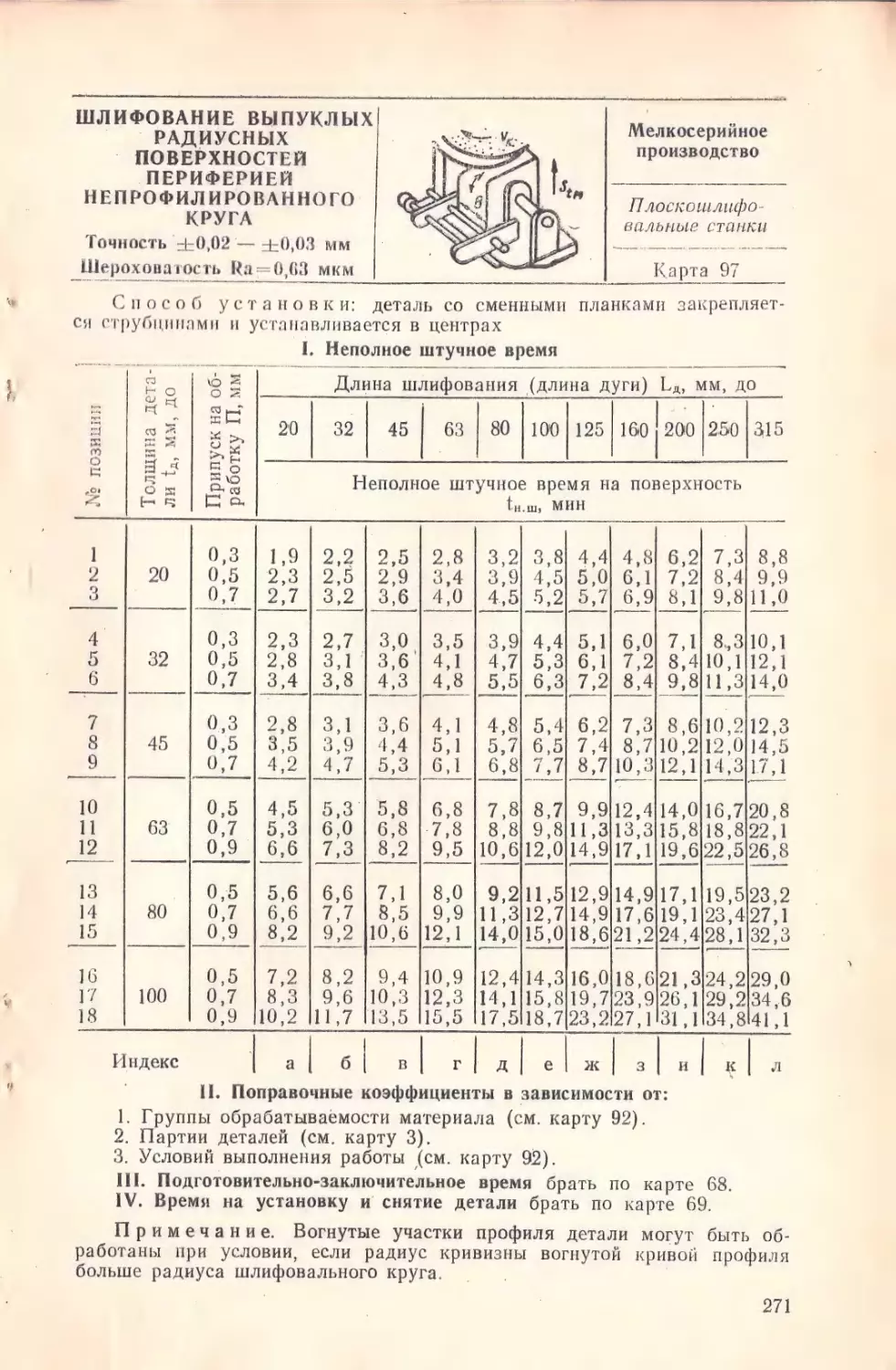
Шлифование
выпуклых
радиусных
поверхностей
периферией
непрофилированного
круга
19
ДА
тата
ит
пак пгиитатавати
=
‚ № карты
норматива
р<
T
5
Обрабатъвае-
Е
z=
=
ность
Фя
=
5.
мня
T
=
|
<
Продолжение
Е
гарата
мая поверх-|
средне-
© 2
а
еще
Шлифование
серийное
произпроизводство | водство
Әмр
5
cn
мелко-
ри
Эскиз
Еј
ле
2
43
ЕИО
—|
—
—|
68| 69] 99
== =
=
680691100
45| 45
(ООШ
1
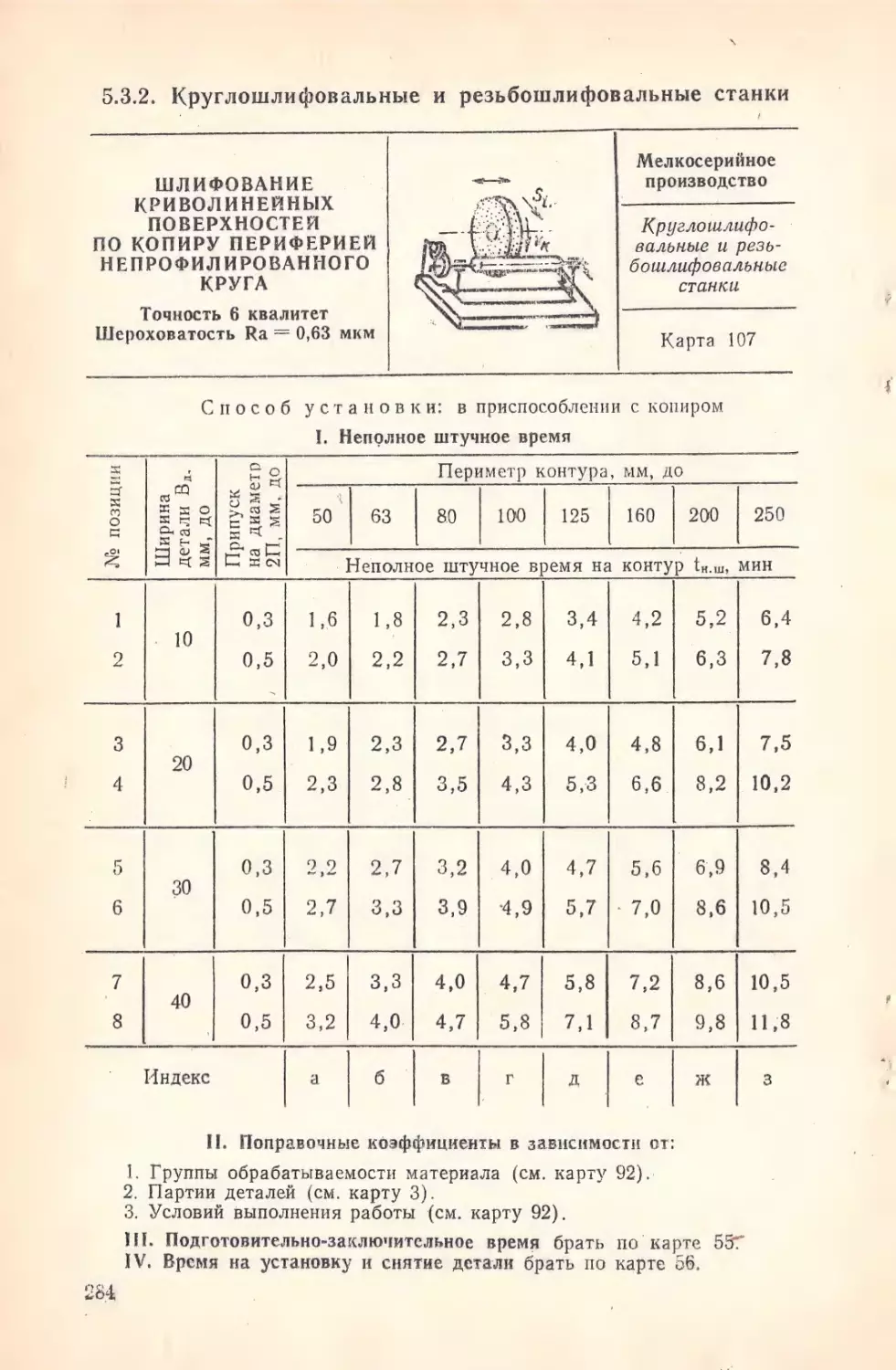
криволинейных поверхностей по
копиру периферией
непрофилированного
круга
Шлифование
выпуклых
криволинейных поверх-
3
J
7
ностей по
копиру торцом непрофилированного круга
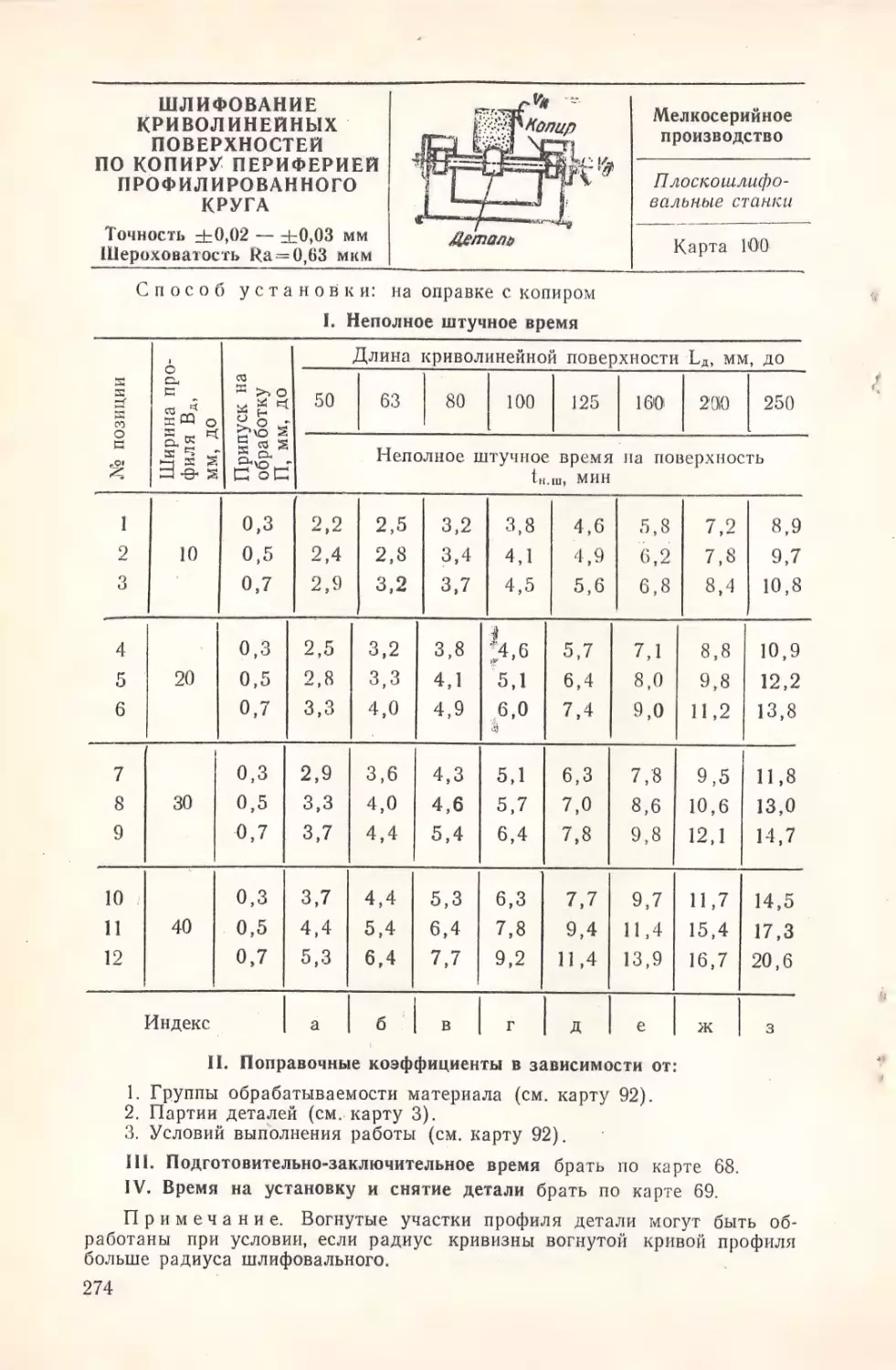
Шлифование
1
криволиненных поверхностен по
копиру пеПрофильное
шлифование
риферией
профилированного
круга
и
Шлифование
криволинейных поверхностей по
копиру торцом профилированного
круга
20
2
—|
—|
— 68
|
'
69101
Продолжение
№ карты
норматива
Обрабатываемая поверхность
среднемелкосерийное | серийное
произпроизводство | водство
Зскиз
в)
шлифования
Вид
Рабочие
поверхности
>
z
Ра
Е.
—|
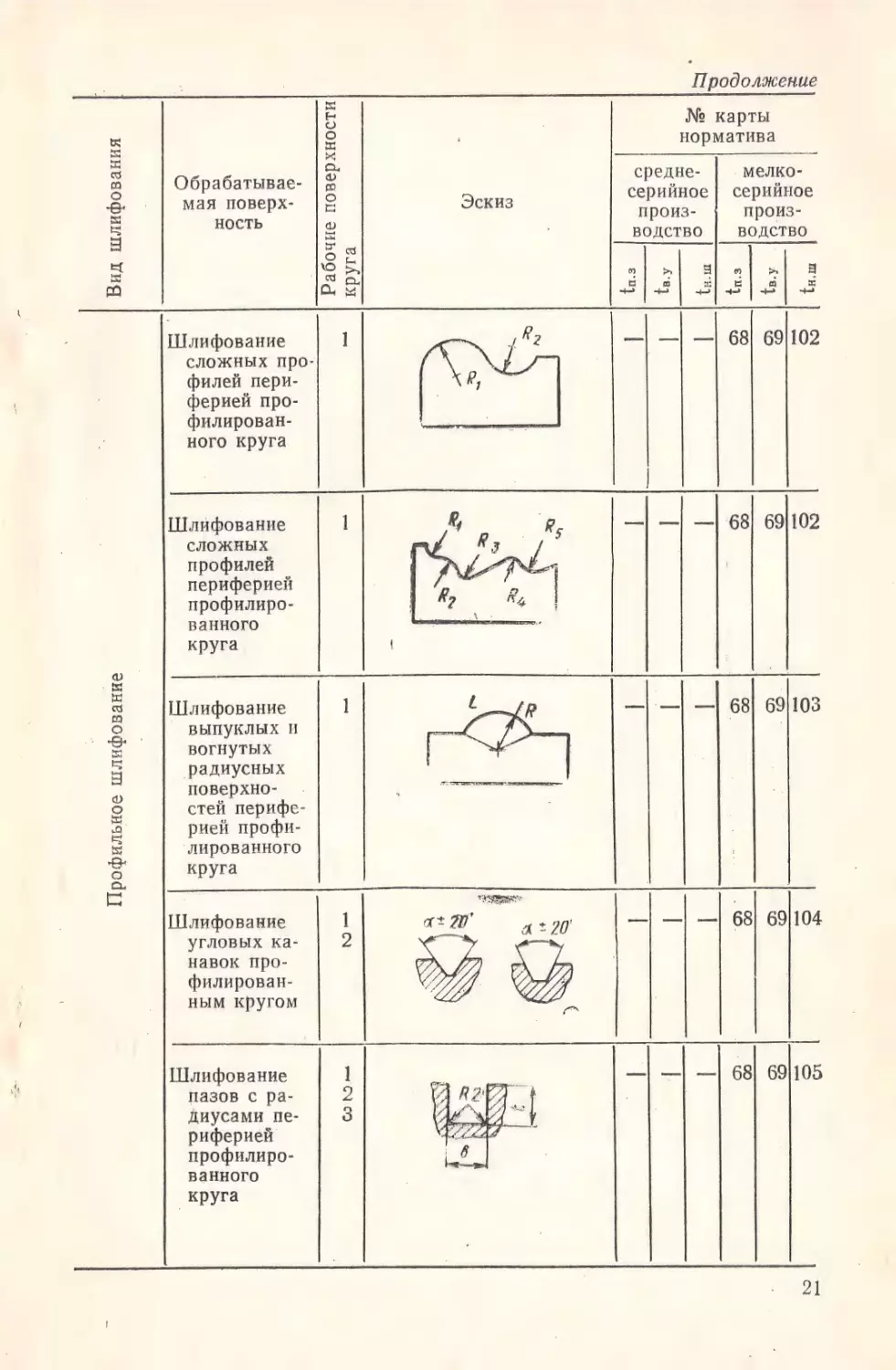
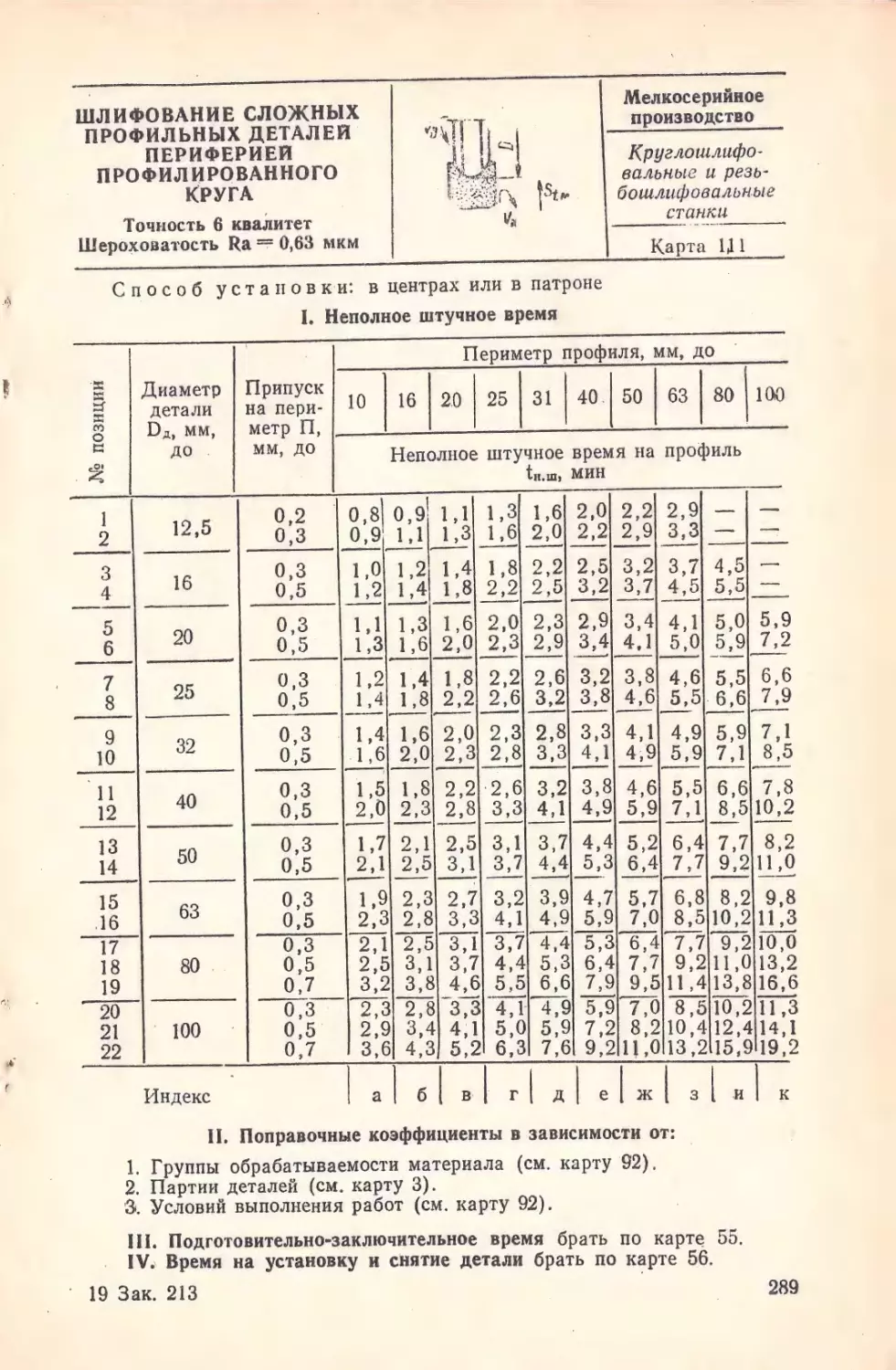
Шлифование
сложных
профилей
периферией
профилиро-
ванного
круга
Шлифование
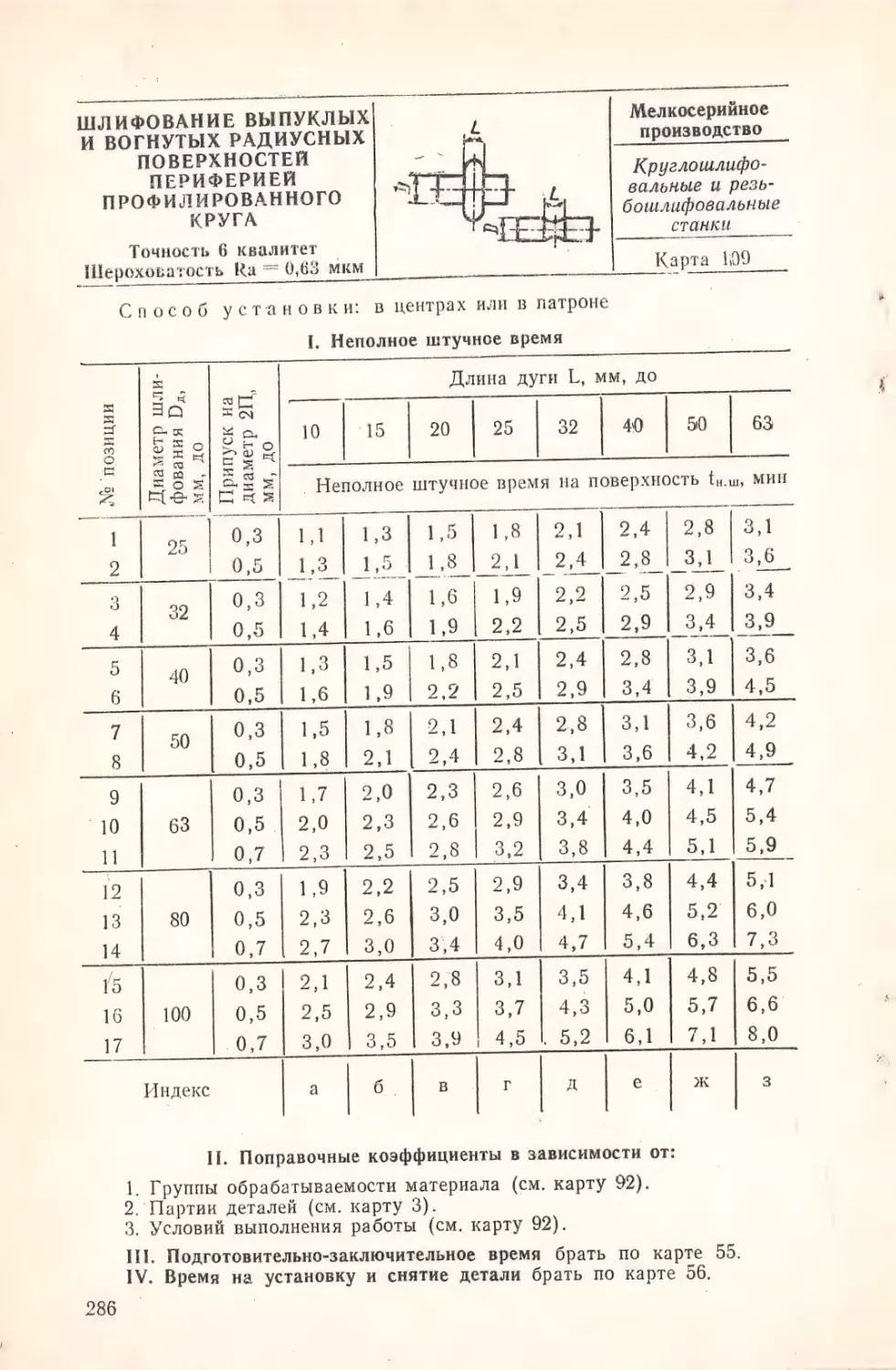
выпуклыхи
вогнутых
радиусных
поверхностей периферией профилированного
круга
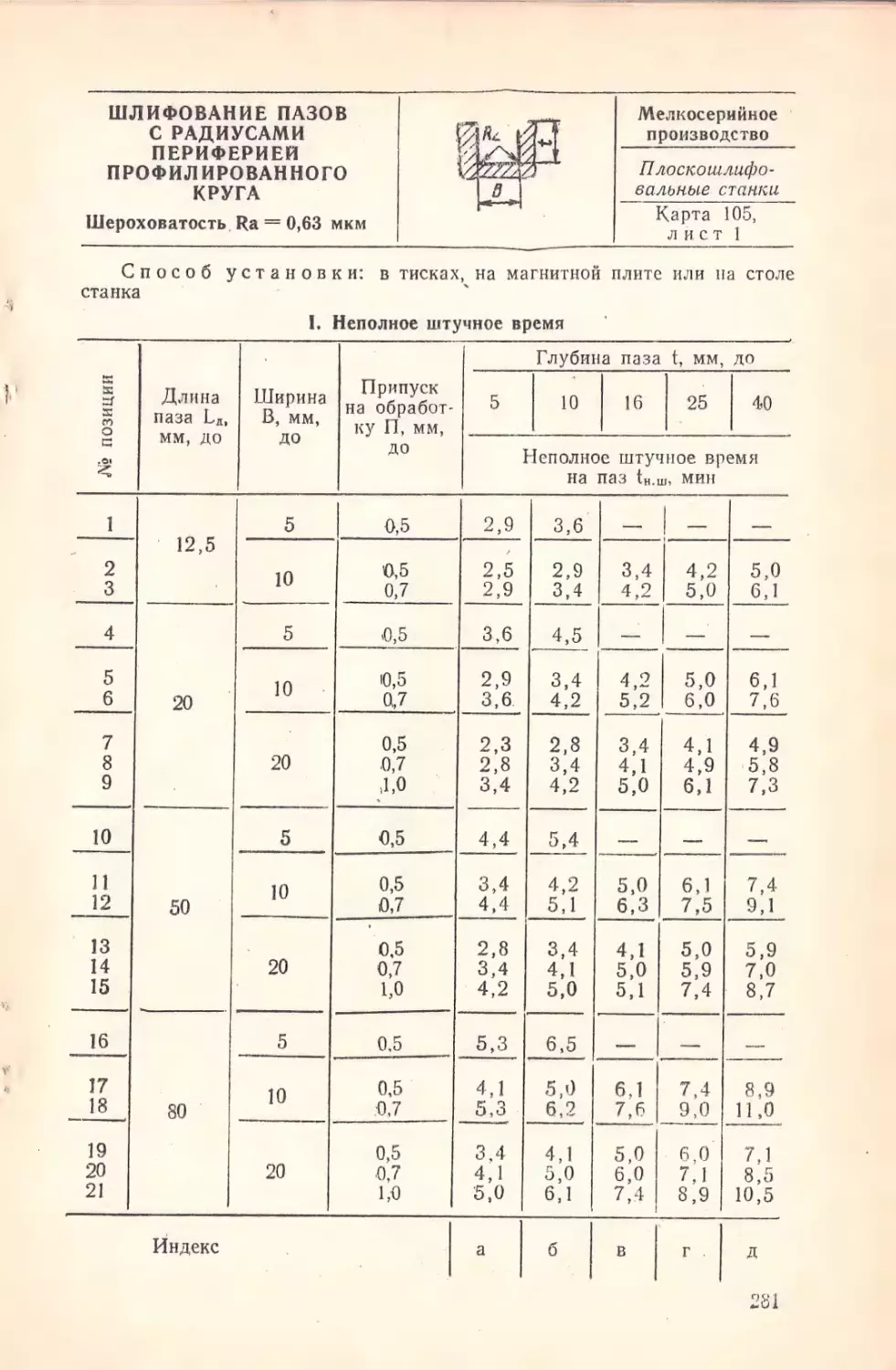
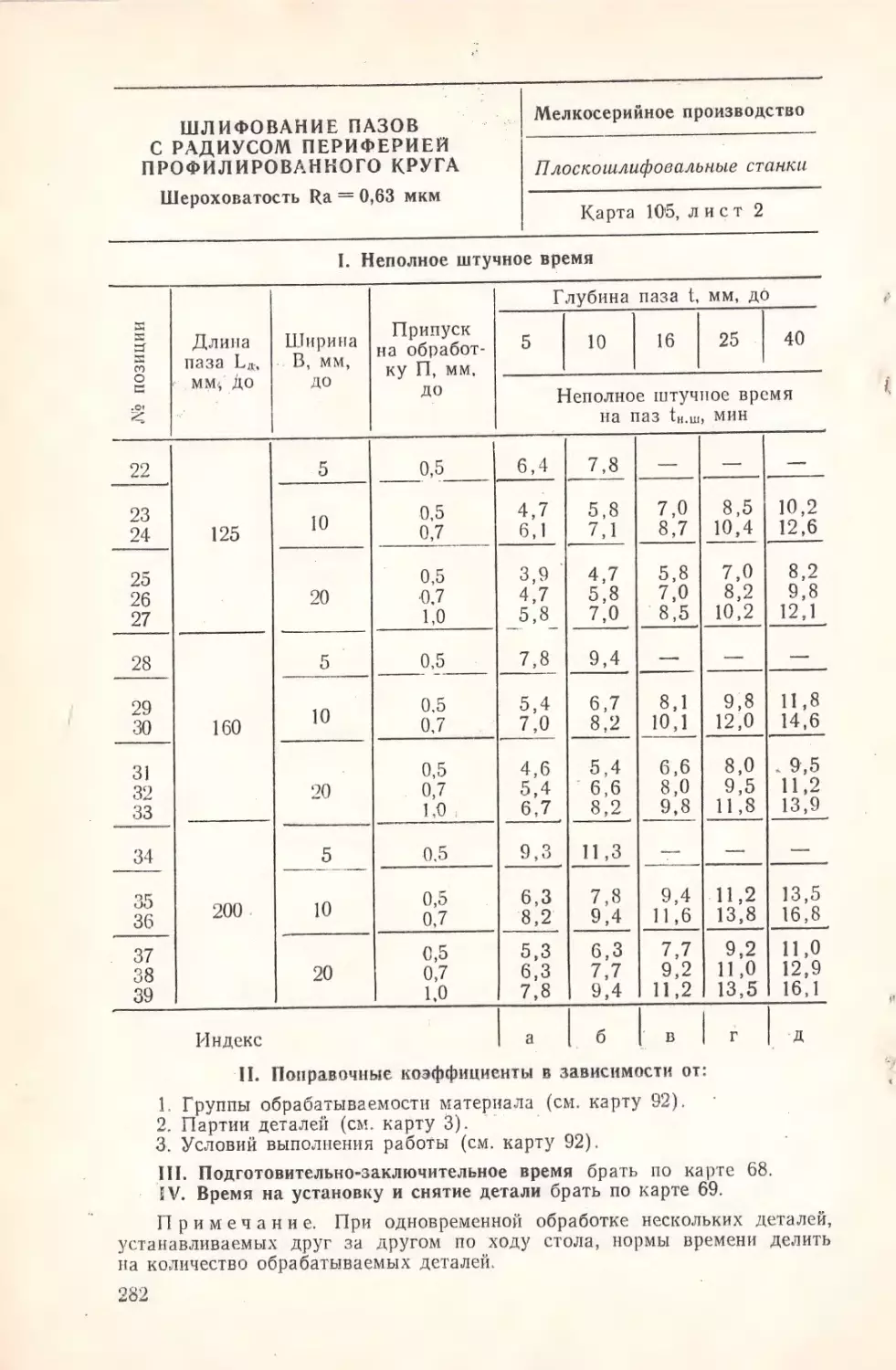
филированным кругом
Шлифование
пазов с радиусами периферией
профилированного
круга
Е.
Е:
+>|
ө
+
=
tsiy
.
Е
+
щ
— —| —| 68 69102
Шлифование
сложных профилей периферией профилированного круга
Профильное
шлифование
apor ukh
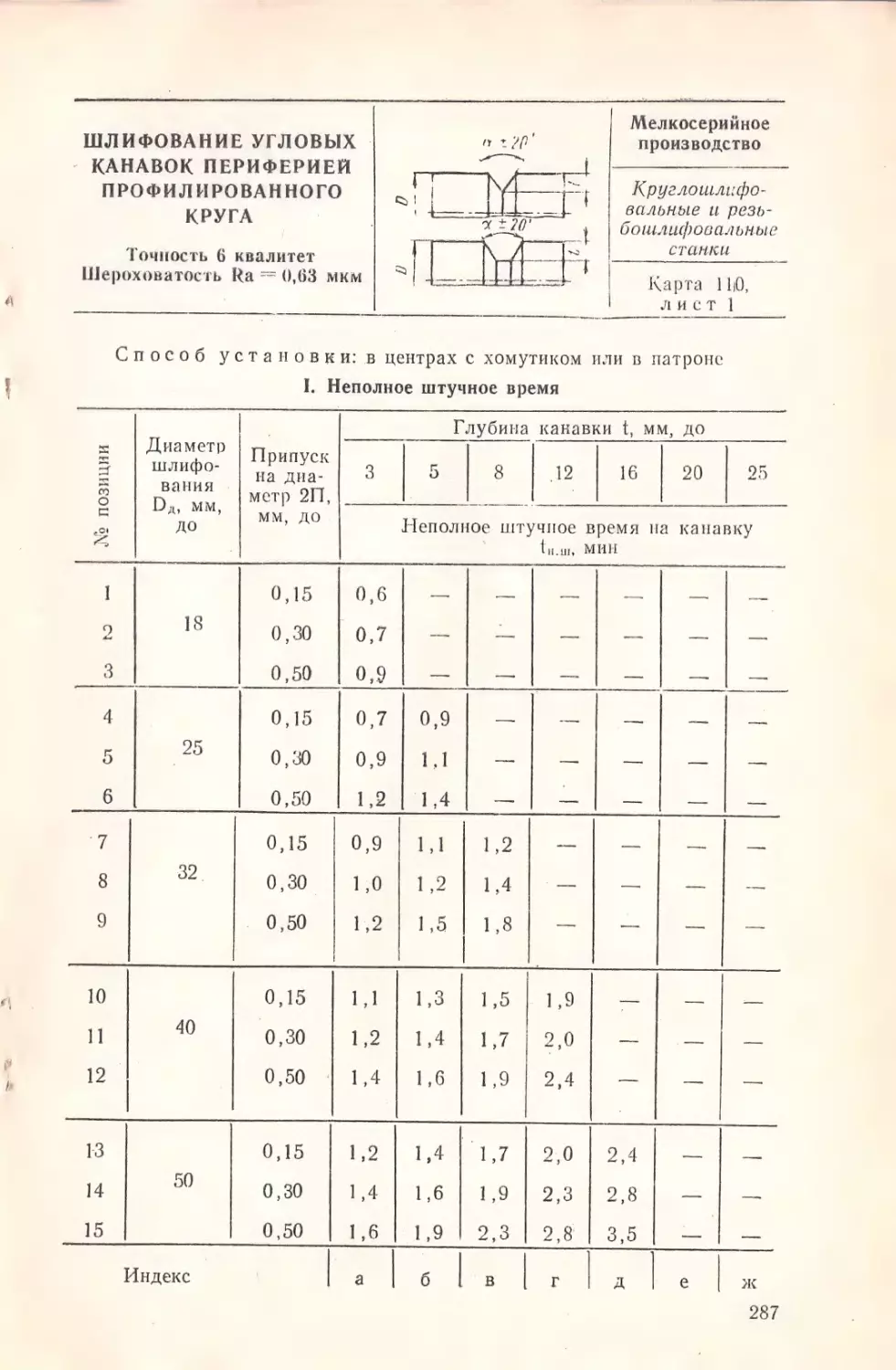
угловых канавок про-
@
+->
—| 68 691102
=]
96 |||
чре
н
БЭЯ
На
2220
€
Е
гез
68 691104
—| —| —| 68 69105
21
:
|
|
Продолжение
е,
№ карты
` норматива.
'
Обрабатъваемая поверхHOCTb
Вид
шлифования
средне-
мелко-
‘серийное | серийное
- произпроизводство
водство
Эскиз
©
щ
Рабочие.
поверхности
‚ круга
~
\
{а.з { А
ш
$
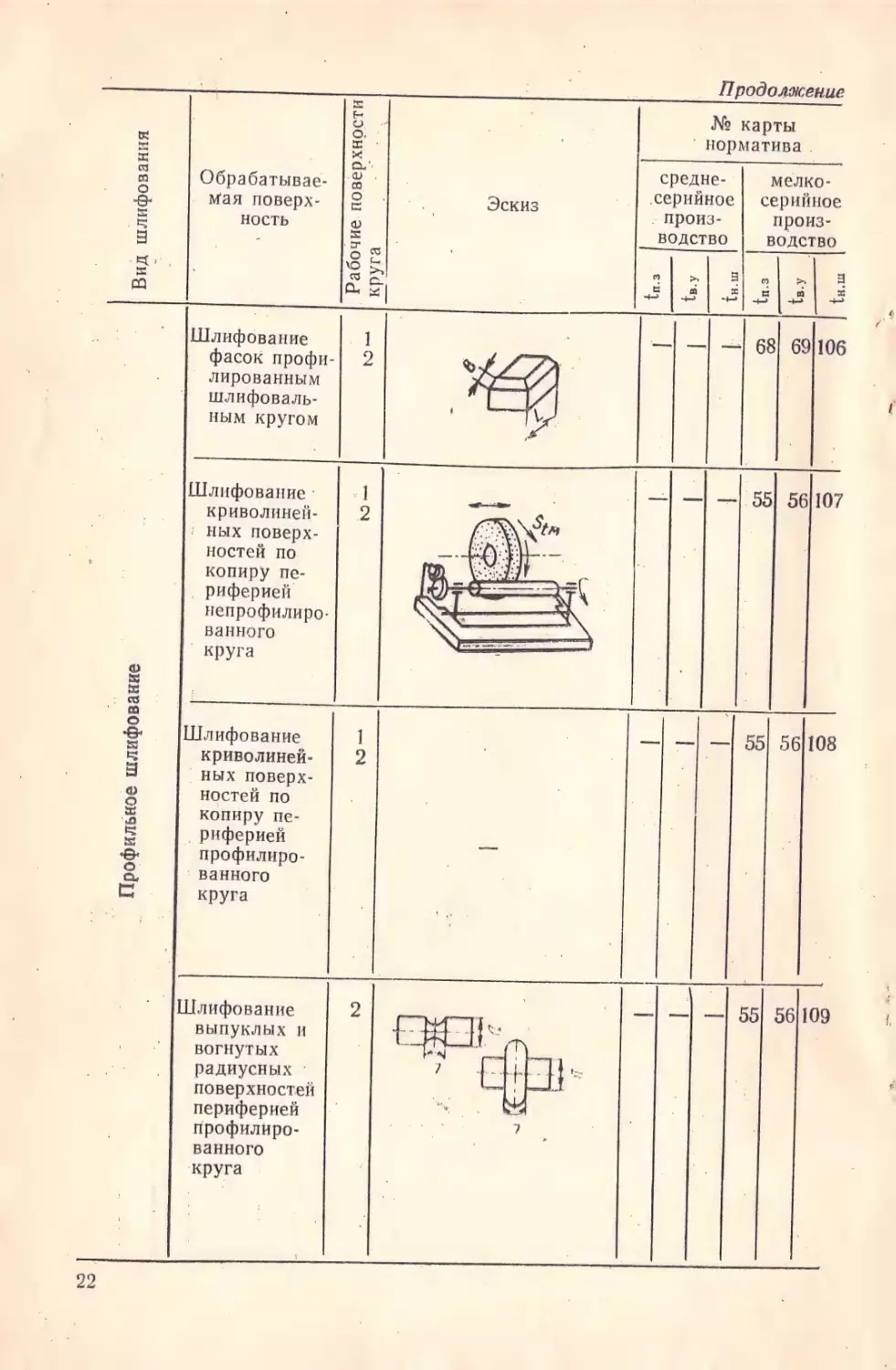
Шлифование
фасок профи-|
лированным
1
я
ке
2
-—|
—|
—
—|
—|
— |.55| 56107
68| 69/106
шлифовальным кругом
Шлифование ·
криволиней‚ ных поверхностей по
копиру пе‚ риферией
непрофилированного
круга
Шлифование
криволиней‚ ных поверх-
|
үз
|
2
-
—| —| 55| 56/108
ностей по
копиру пе. риферией
профилиро· ванного
Профильное
шлифование
круга
Шлифование
выпуклых и
вогнутых
радиусных `
поверхностей
периферией
профилированного
круга
2
фа
И
f
ШЫН БЕ БНТОВ
Продолжение
№ карты
норматива
среднемелкосерийное | серийное
произпроизводство | водство
Обрабатываемая поверхНОСТЬ
>
о
Рабочие
поверхности
шлифования
Вид
я
<>
=
m
Нео
т
ке
>
| |
ЫЕ
|:
5»
а
=
ш
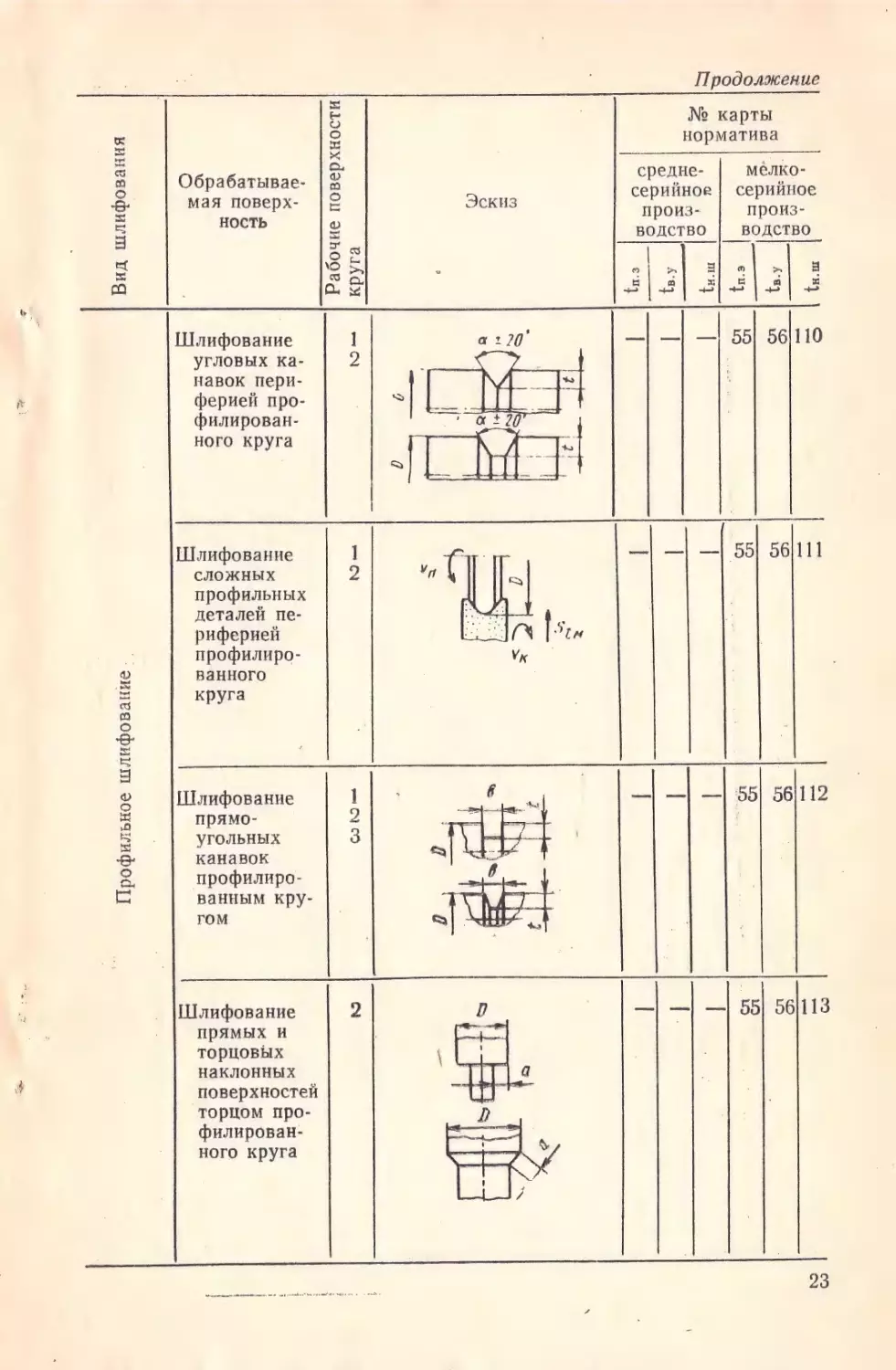
Шлифование
угловых канавок периферией профилированного круга
]
2
—|
—
м 55| 56110
Шлифование
сложных
1
—|
—
—| 55 961111
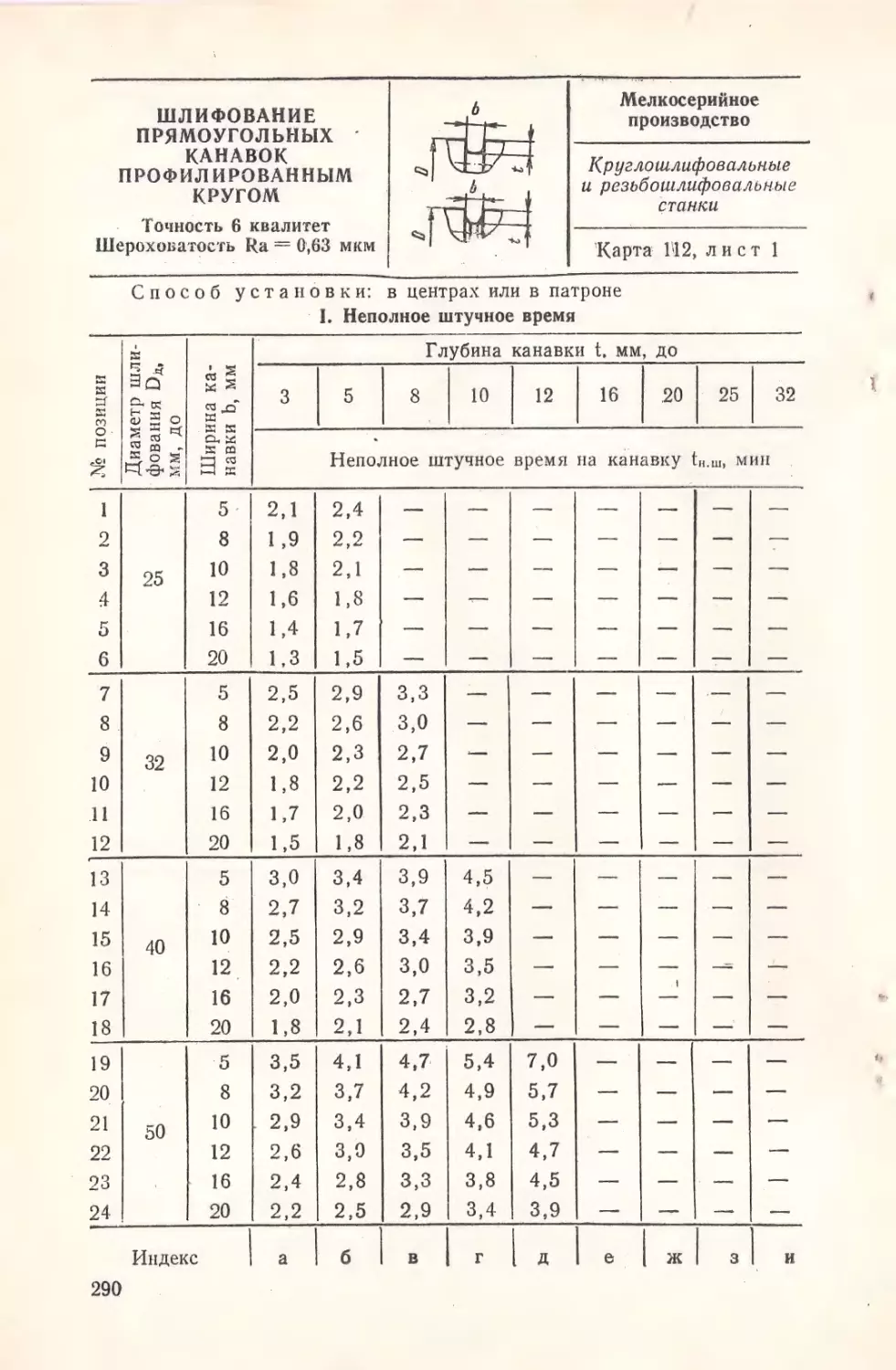
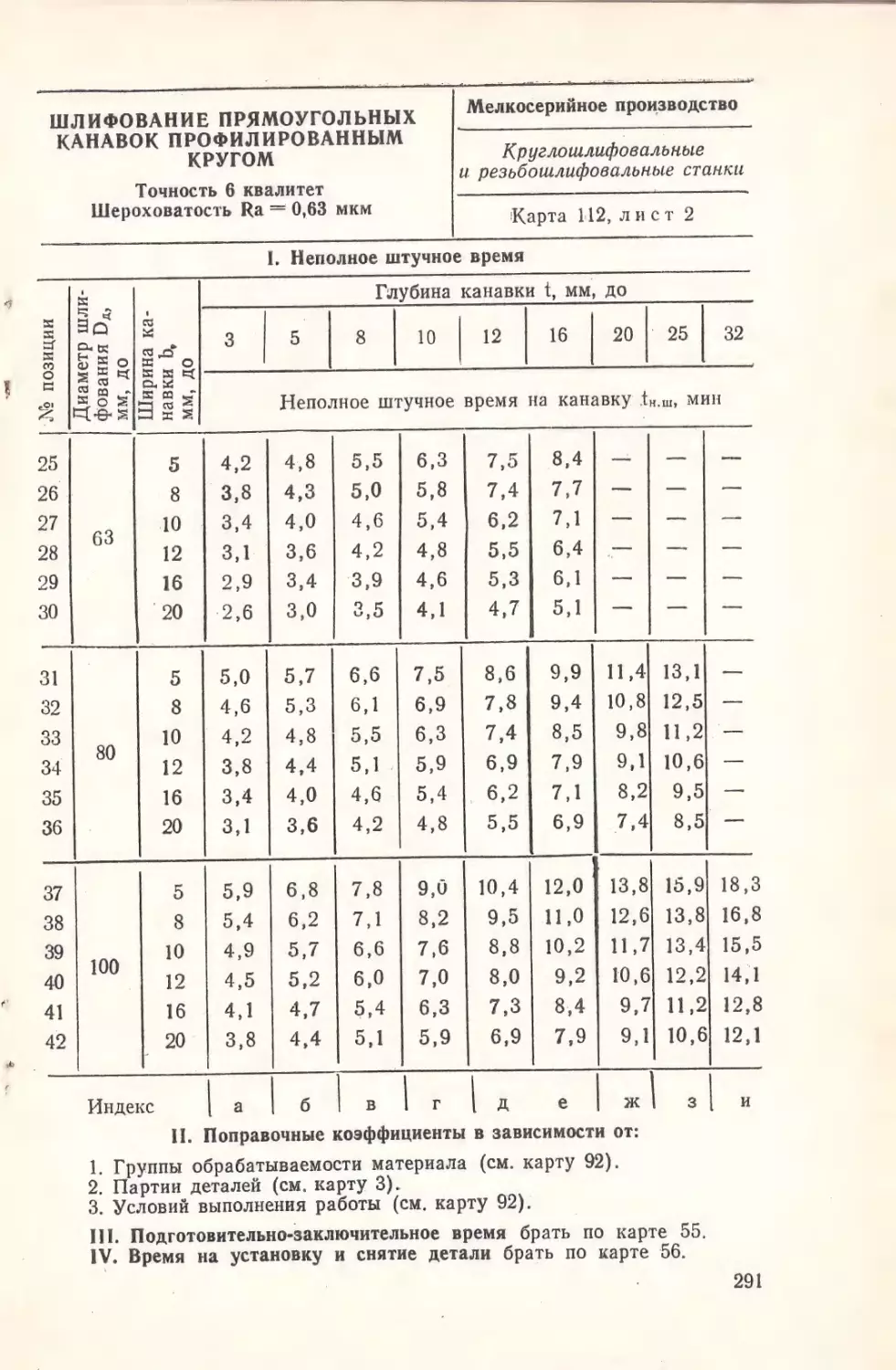
Шлифование
1
— —| —| 55] 56112
прямоугольных
2
З
профильных
деталей периферией
профилированного
круга
канавок
профилированным крушлифование
Профильное
|
гом
Шлифование
прямых
—|
2
—| —|
55| 56113
и
торцовых
наклонных
поверхностей
торцом профилированного круга
23
мате
виена санит нитрат
Баои а а
ре сез
очна
Продолжение
Хо карты
норматива
к
=
A
©
=.
=
Е
|Обрабатъвае-
©
мая поверх-
с
|В=
- ность
Эскиз.
о ©
5 М
ПЕ:
за =
m
Q =
Е
|
средне- | мелко-
~
се
Шлифование
сквозных
э
бије
Ч
]
D
отверстий
~
КЕД
ссрнинге
Це
гена
Рона
ВОДСТВО | водство
sd:
—|
—|
|
де
ЕСИ
||
G
—|114/115|116
ов
y
я
О.
©
m
Шлифование
глухих
отверстий
;
1
З
3
~
—1114115] 117
е
ДЕ
=
а)
О
н»
Ма]
-
S
че
о
о,
=
па
E
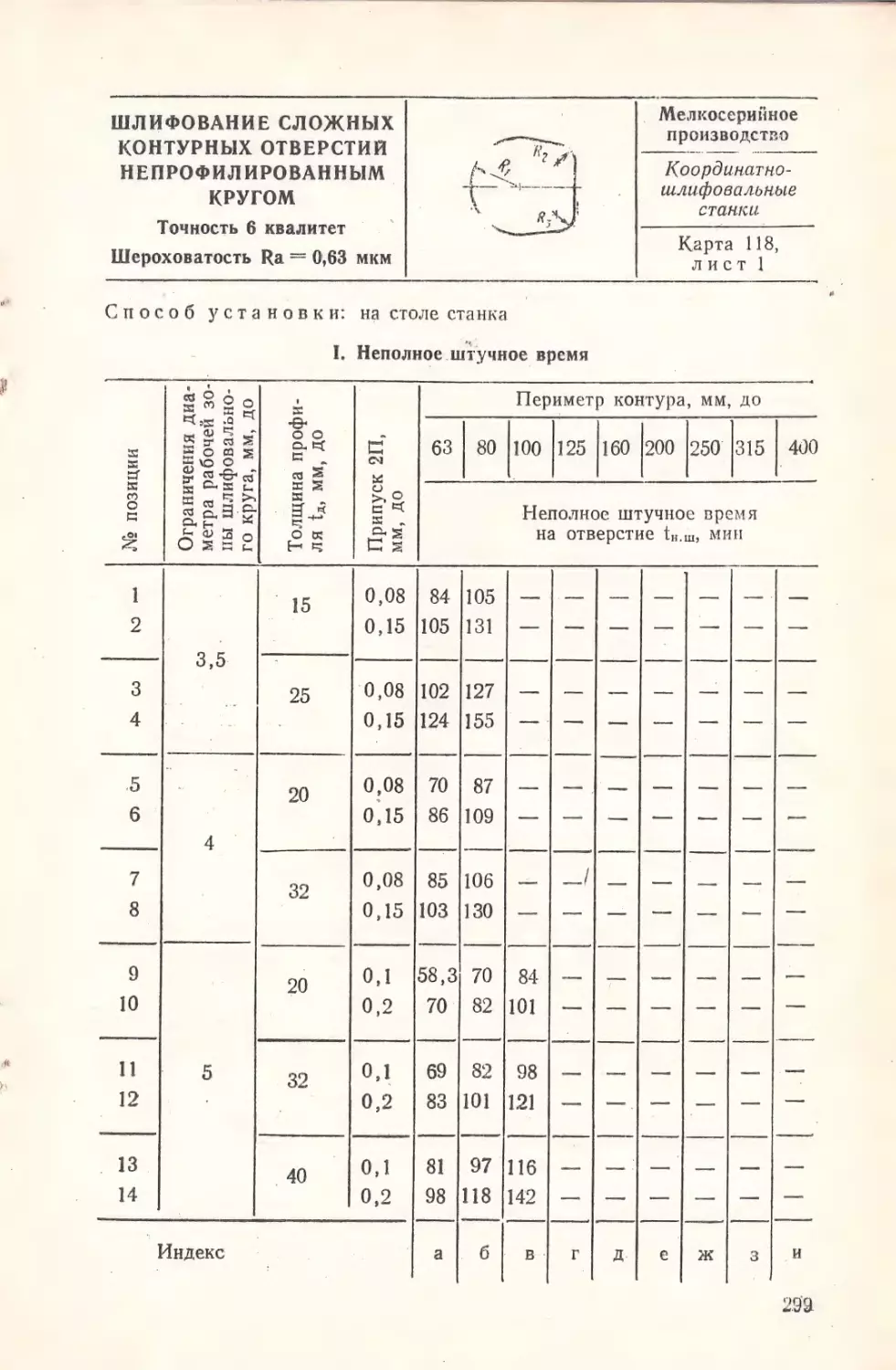
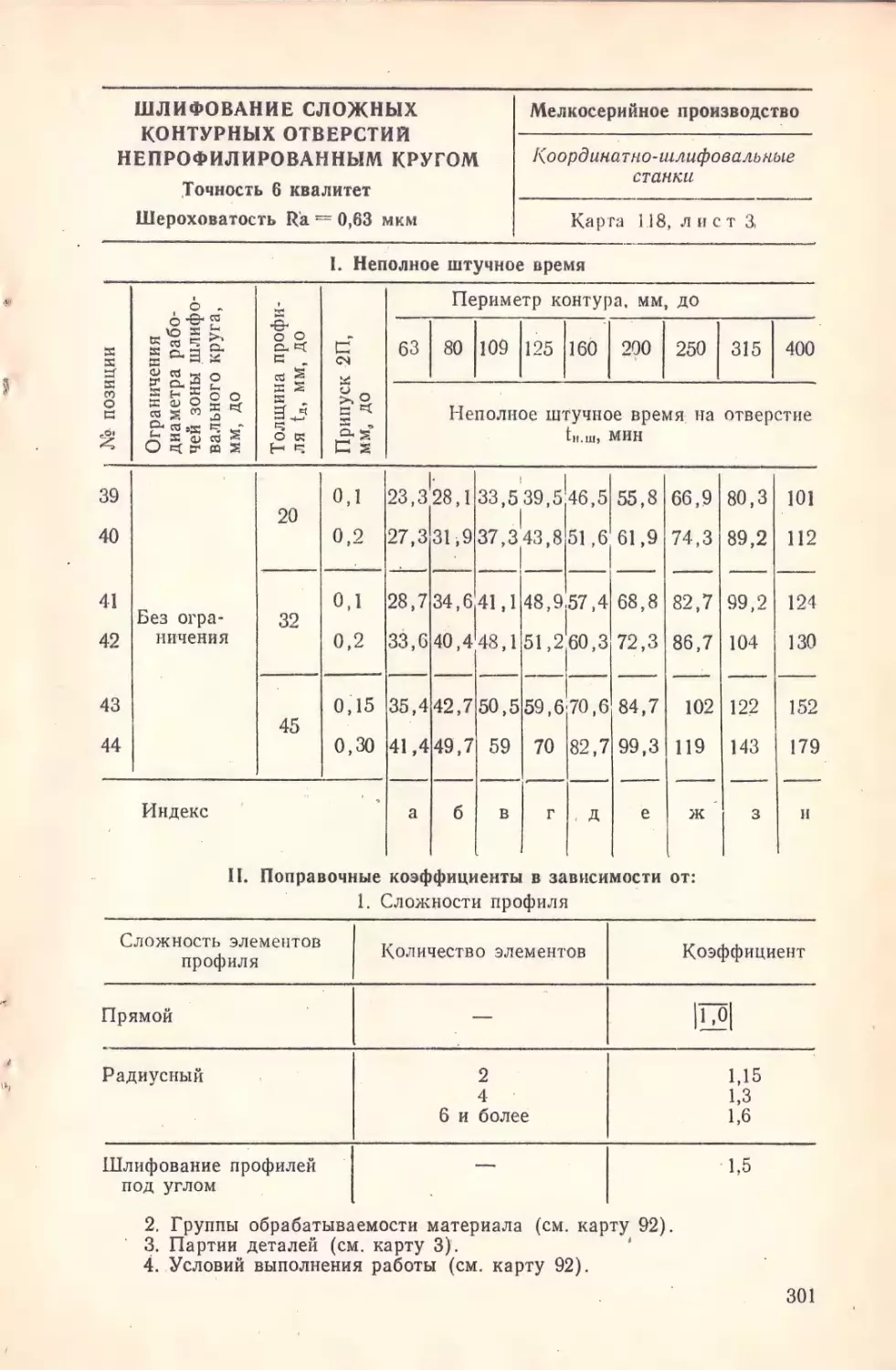
Шлифование
сложных
контурных
отверстий
непрофилированным
кругом
Е
A
Юыну.
184
иц
|
рр
А
—|
—114[115[118
еби
ОСЕК:
ош
Продолжение
5
с5
5
=
5
==
Мо карты
норматива
|
С,
D
=“
и
Пра ү
аы
јез
те.
м
Б
ОЕ
средне-
ре
у ©
са
Ө
бт
Шлифование
выпуклых
радиусных
Кли
ПОД СА
1
2
мелко-
серийное | серийное
произпроизводство ||eiiieaen
водство
и
|
“АЖ
—|
|
ОКЫ
ен
КС Е
— 1 19120121
|
поверхностей
периферией
профилированного
круга
Му"
к
к=
с
©
үс
=
x
=©
Шлифование
1
вогнутых ра- | 2
диусных поверхностей
периферией
профилированного
K руга
|
1
—
11
19120] 129
.
„д
ЕЧ
ау
е
о
о.
=
сч
A
T OA
Шлифование
по контуру
фасонного
профиля на
профильношлифовальных станках
РАН НУНЫН
D БАЛ a a
Л |См. карту 123
2
З
=
ҮП
—|
—|
—|1191120]123
Џ
-
|
|
шү G
тая
97 828°]
тстуе
а
узана гевофиг тога
|
иипелеАипояе хой?)
зиневононивц
акопоу
атооншојјм
вадя огонагвяофииш
|
|виэтелизтодзяэке
|
|
игелә BIWW
имово
ЕНИ
>
ичнакэлидэиИ
минеаофигт
Ф
У
D
Д
тнэмАдлони
:.
утаьома Маон
ср--т
Зара
|
адзмиийиаш
|
тя 1%
dionodinw
“ни
>
уюнжеһаӣ
02
иозлоио@лоА мимооћијеивонјјјионпџве игонин епозпоп 905019
игејоџ ИМБОНЕЈЈА 909019|
жозитжох 2 хефанеп а
ли
Ажә1дәһ оп мдонева
HKƏLVEJ
‘ии
ен
'"дломенџ
ии
ияәќпийј]
J=}
G‘Q0=]]gidowsed
0- gZ
e100-0g ‘E10
емдвуј
31901998],
OVAJ
Yag
219н0042И гоннрр вур
инзизая
2№Г
08
ип
зиневофигт
гониидедениедо)
чаоончиолижиопод]]
в5‘0!ия109е4900
анейо
изкејоџ
|
ийтдец
эонжАденгонезда
инзузая
әокз^ау
вазоповеиоди
_
иәгеіәт
я
рлађора
п]
чазииап утаьоуа
маон
|
ии1аен
зинеяонгинец
еивиаэлеи
ЭМН
086
90217
БЕ
VEHX8I
зигеа изнчгеми:оа
чивте9
тины олово љепоти
мада порте отыщет
олд 0бара
БОЕН Ка
26
|
‘нииен
‘пн
-HVE
“пу “нийен
ханьоявди
и1дойиә
ЧО.
тн)8
и
-оходот
и
и
итоонхдеяоп
HIEL
вдтеивитп
“ИГЕЕНЕ1ОА
мнидителми
ипоомп
-ƏYоеж
НОЕН
мидоф!.
вои
е1деу
‘$
х
е1неидтони
члоонхдовоц
б
волнзипиффеом
чаоонхдовоп
| ә
мољавл
-OH
-охләәж
иодтеирит
ионишио:.
зонето
|
в14еу
‘g
—-
в14еУ|
б
"олончпетифдеиси
винәтонлзооә
Атжэи
_
ИЈООНБОЈ,
и
;
ionar
І
К
+
|
:
КЛЫ
|
040
190.
210
01
ЧЕ
01
11
|
отъ
ах
Врана
озкнид]]
пнәиәаә
ЕЛЕН
(а01
9ине80н200()
i
ловора таждон
зони
І
==
отойзе
ямтвов
елдејј.
доо
9 =
“еуридојви
-ипеяя
|
апоонх
Г девоп
|
9120991880
елевовд
190]
О
эчньояе
@но]
юанеипиффеоя
‘нииен
ен
тн
Ра
РИШӘШЄИ олоиэев
]
тү
ЪӘНӘЕД
ыт
С іони ‘g ваде
са
~
|
|
мо--
огкнидЦ
еяитоидотяефех -ожогидјј
уеб) РГ
Зан
ОЕ ОО
Фин
Котокиепедпо -в80н2000
елигоидетл
вія
и едех ниижәа кинееед
кит)
(ияяеіпә
иметеп.
зишкно
и
ним ‘| ввомода видоц
ДуяонетоА
РУНРТО И12
-оптоеж и игооньо
WOdLƏWEHI й
уонојо ионишиоЈ
-опви
оломэвяик
Апжен кинештонгооо
ВЕНЗИ
-Адзони озјонзгој
-идойси и вип
-БЕНЕЈОЛ вдтейвип
|
=
‘с ваде
|
заньояевдпо
0200929191Р02000
їй
9
1нәипиффєоя “гивидетри
-ввя
шн)g
-HEEE
втегим
и
-оходэт
ипоойио
:10
итоотея
ний “4
Ен киода
20'1=У
©
в1йву|
‘нииә
чүрәпстр
ен
әонһ^Пкиәйя
иотэвА
Раноипиффеоя
ен шү
гончиегиьошиве-онаиетияотолто
gweda
ваде]
p
7 ән
с вадем
||нии
‘аие1әү
ен|
яотнеипиффеом
ханьояеди
БН
|
|
|
|
|
с iar ‘g ељдем|
1
08
|
LIZ
|
941-01
1601.
04
04
04
04
Zст]
ен
Ə‘нии
иотәһА
чтоонхдояоп
-оп
—
97'0=
IL
1=20
|
отъ
юиижәад кинеєәа
|
а
ATE
ли ник
'808)
(с
|9ине9082090озЕнид]]
ехилоидэтяеаех
ріќая
и
чиижод кинеғәі
вии)
(имявфио
нотевиеподио
|
нии/ии
(1 воп)
|
игра,
-3T изоомтоож и
Ади чнидит
“иззонхдаяоп чидоф
28.
к=
Е
зинеяйон200()
1атоончпотеввопепоой
Ртоьовф
откннд
1Х91
11
лоьова
шү
ву |
3
втотовъ
LOW
>
Е“
кинәшейя
4!
азуииай
зиневонеииец
`
29
~
`0 (092
1-ЧИ
хон!)
тРШ
нии/90
65959)
игелап
иячонвтоигезаџ
999598
Чбїәйен[
иомэАфик
чочвәй
т
|
зинечонолив
ц
гридотей
909019
ии:еп
09
|
ипчнвозинонџо
колАди
ип
WW
хейїнәп
2
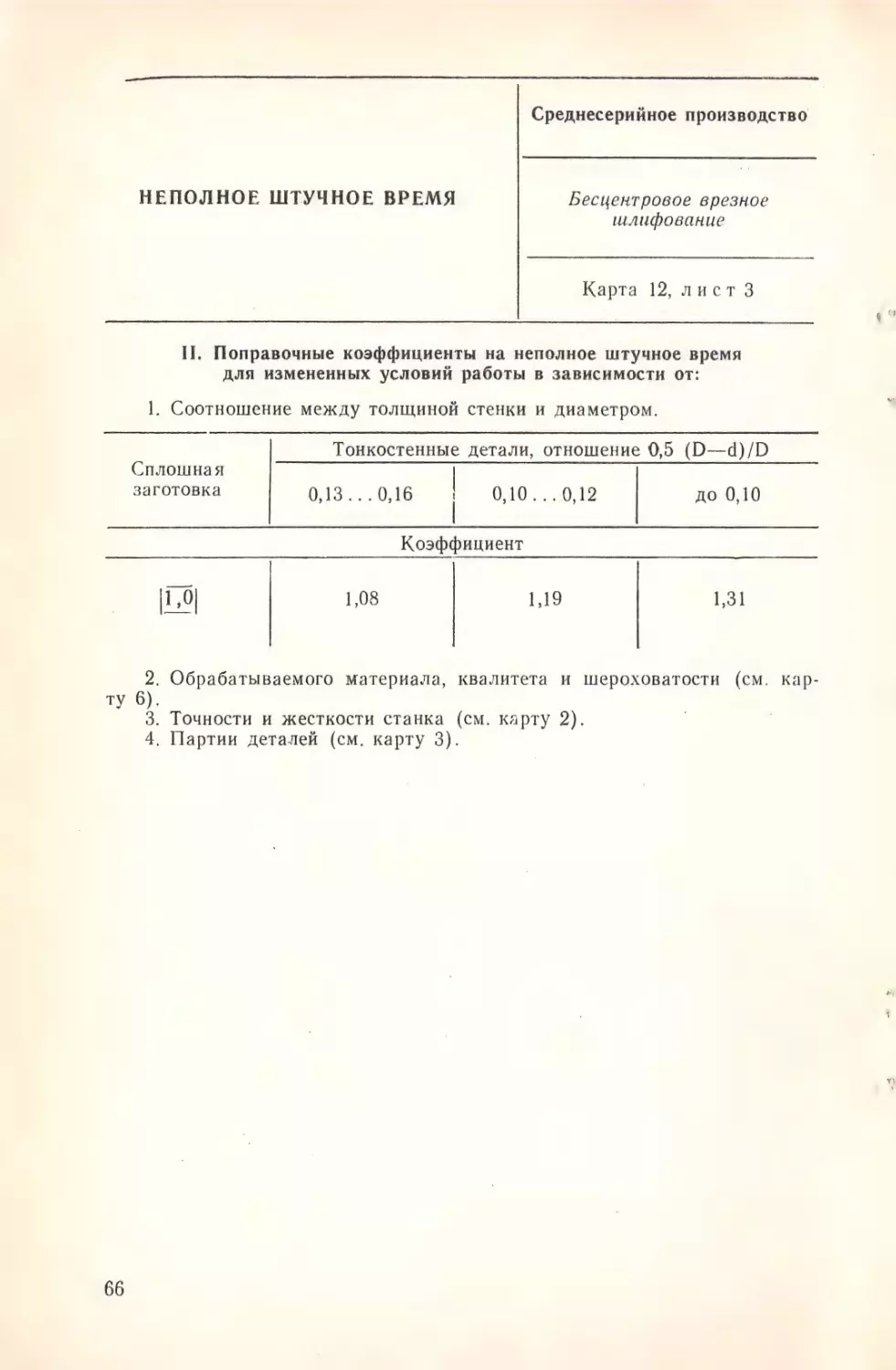
оү 60 чи
(е
g
ии
с‘ ии
22
Welg 9У6а
мояиіќиох
Милоу/
7960—0795
6©Н—
ГО! РОТ Ода
Te
-
arera
HHƏNO
оониидзоенпо2)
онагогидеяподи
ионнезэ4ен
209594
зиневофигт
909524
чїзончгәижго
ихмтодв
тойү]
сс0|
ддо
изпетоп
я
еятопоясиоди
плаво04
м]
оп
иитАен` НӘИРІӘП
опоив
пия
гатноохац амннорвто
инчизчаа
сж
ичнагеяофиитодчвовени“
улавоуа чиаон
-
-
|
"нимјоо д--п
а
.
l
01 эин
=l
-ежогийц
У
197—999
ВИН
-290н2090)
q “6—8
отвнид ]
п
г
чжижза
Kangead
>
е. 4я
вяитоибэтяедех
оT
колевкоподио
+
и глади ечитэидэлнеЧех
(иччедно вит)
винреод чиижэд
101
јфе+-е
09
19
98'6=97'0-+ I'S
| opg
|
8L 7--66 0967
сс елдемј
с вфеу|
=
—
:
[ Јонг ·
‘g війеу|
етдеу
7
ezo
Јавора
о.
ҮСфинеяон2од()
‘35 г1еу
І тои
95
С иг
се“
01
01
zI
628
зждон
олени]| ]
пнаиаая
Ано
ен
I
ний ‘| иноиодя гидон
“чгүрәї
елноипиффеоя иолэьА ә “ний
ний
игељ
ен ‘нии ‘кмәй9
ний тр
изиетош иинтфеп
ен інәипиффеоу
дончиегивошиве-ончпечияотолоЦц
я “р
|
à
HLJONHI
-Hgg я 178) gH
ноипиффеох
омчнићовед пој]
10
молэьА ә ‘ним #4
и Амвонелод
илоомизинвее
виэдя
5
10
әт зилкно
яотноипиффеоя
ИНЭНэ
гянето HLION
-10ӘЖ и HLJOHhOL
ИЈЈОНЋОЈ
ереидозри
oJowoeanLegedoo
|
яолноипиффеоя в1эьА єәо ‘нии “4
етоновф чтоонапеотеяотенооц
шү пеьова
30.
ааийай.
АДИ
длэмеиив1Адя
|
|
SS ‘08 от 08 ки
чтооншоц
киетелиятодгяоие
6%) за»
олонагеяофииш
е+Адя
чието
и
уЈавоуа
ƏHHEJOHƏNHE
к
мчиаон
|
впвидотей
`
902015)
чнәпәзгу
HILIOL
ст
иянонеоА
иреіәт
а
еномо
‘Cpp с“) Ји
хебїнәп
9
иох
610) WAN
PHZKZI
V
(кеннея
<умн
ос
eig
|-гнохофош
'/ "Y 1 бб
ипгетош
=
кнЧә2ә[П
Рнодпидисб] ‘NW
итоонхдеяоп
игоонно:
и
воови
аочоле
|
енићигод кидпом
и
огир
чаоопдов
exdew
черә
———————==:—————————————————.—а
ӘИНРЯОНӘИИРН
иянагевофиктодлс
гени" 2045.
И
|
инзизаа
H
СӘ
||
|
домета ии1Чен
и
-ижготпофп
сс “am|
чаоончтој иятоде9до |
-
рлавора
шј
|
хон)
|
ганоохоиәїїннрр
вуо
комит
ии? Ади ийчавнчгодеа кибян
18х00 иоџолон азчоке әннеяофикүү]
б `
сэ|
-обиїнәмә
——ы=—
[|
—
.
[
[
00б
3
6100
8E
|
621
17
|
200
г
[|
700
ш
[|
|200
-6-8
в
У
VPP
виго9тугб
|
ошний[
:
ЕЯ
-офпено иято9
=
А
-rər
ен кнйәй@
глодоедеп книг
им (eен
Ген
-до
ЕҺЕШО]]
ЋЕ
-хо
гдонжда
ИОН
-апетимоп
оп KHH
-взофигт
енидки 1
И
еяитоидотсяедех
ЕВ
5
A
3
2
>
с,
+
©
„С
=
-едоо вии зин
ний “РОДЕ олеш
90183190 огзић
Y
с. узуу у
|
|ү,
зин
-28082000 | колекгоподио отъ
-әжогиа |
[| дин
|
у
+
а
(ияяедпо ки)
кинесойд чиижод и в.Адя вяигоидеотиедех
Se
|
и
=
з
РТ
7! 79768
с
к
Дата
0е елдему
ИНИНЕН
ЕНЕНЕ
НЕЕ
-ma
S
_
>
~>
аас
ний “1, инәиәдя видон
| вa
[|
‘аџеІәҮ
5 ний ий “чүп
зонагегивотяве-ончгетияотот об
ааа
кода
10
и
ИН
ипоомириаеЕ
ии
изпетош Y иитдеп
ен інәипиффєоу
ә ИЕ
кыскы
я "ү
Е ЕЕ „шетшщ ышы
3а
Ина СЭ
“1
d ‘нии иа
паWOLƏhÁаа
а
БОИ ЗАН раноипиффеоя
вфеу|
ОЕ
тора
ний “4
ен киәбя
агетэт ен “ний “#1
наса елык Е.
Кяяоне1оА
те:
нии “тт киодя зона
и
аны
зилЕНО
e
омнљове
774
пој
|
чгоонагоденопопооц
с ышы
шыша
елоћА £99 ‘ним
чтнэипиффеох
-nage я ши gH
10 игоойио
аолнаипиффеом моловА о “ний <= 8,4
аба ПАРЕ
Рянето игооя
. -199W и игооннот
ULJOHhOL HH
глава
потноипиффеоя
чт29 2090
олопаен
-одош “ривидетей
-әпәә и изоотечох
ЗС
жетш
игејоџ
———
|
с
бе зе икс ПААРУо
ИСА
И
Е
шурча
YOZI
E
--
01о
рес
С тони
Че в1деу|
+= =
==
я
с erdey|
ср erde
се влдем
Јетра
ш] лопова
Шал шы тшй
ЕЕ
зингяо0ноо0()
(1—2)
850
64%
1
X890 +62 6
АНА ПИ ИК
IEZI =
=f]
пр
|
260
eoe
И
АВ
о1кни
улыс.
пнажадае ийон
см
со
УСЛОВНЫЕ
ОБОЗНАЧЕНИЯ
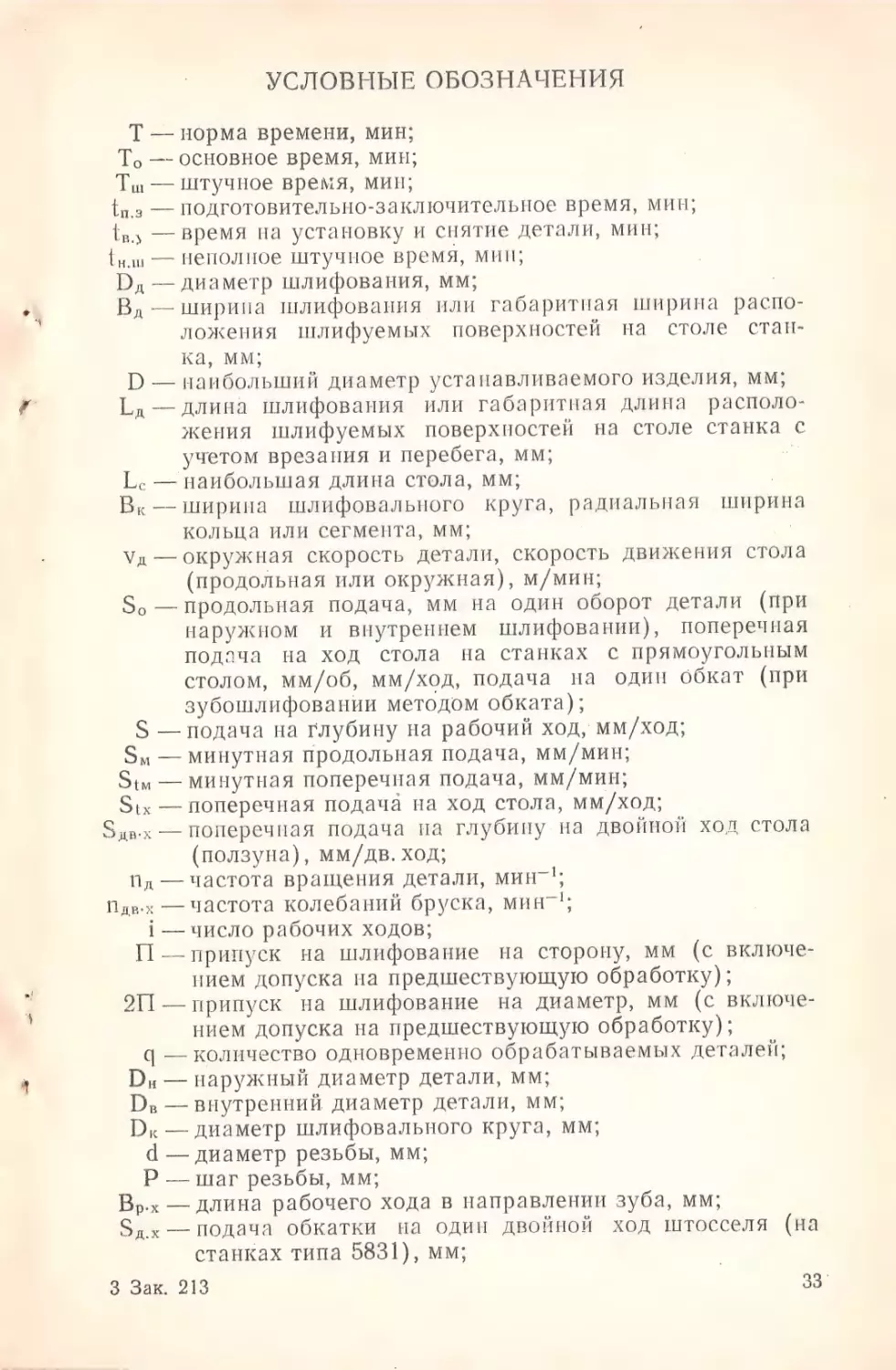
Т — норма времени, мин;
То — основное время, мин;
Ти — штучное время, мин;
іы з — подготовительно-заключительное время, мин;
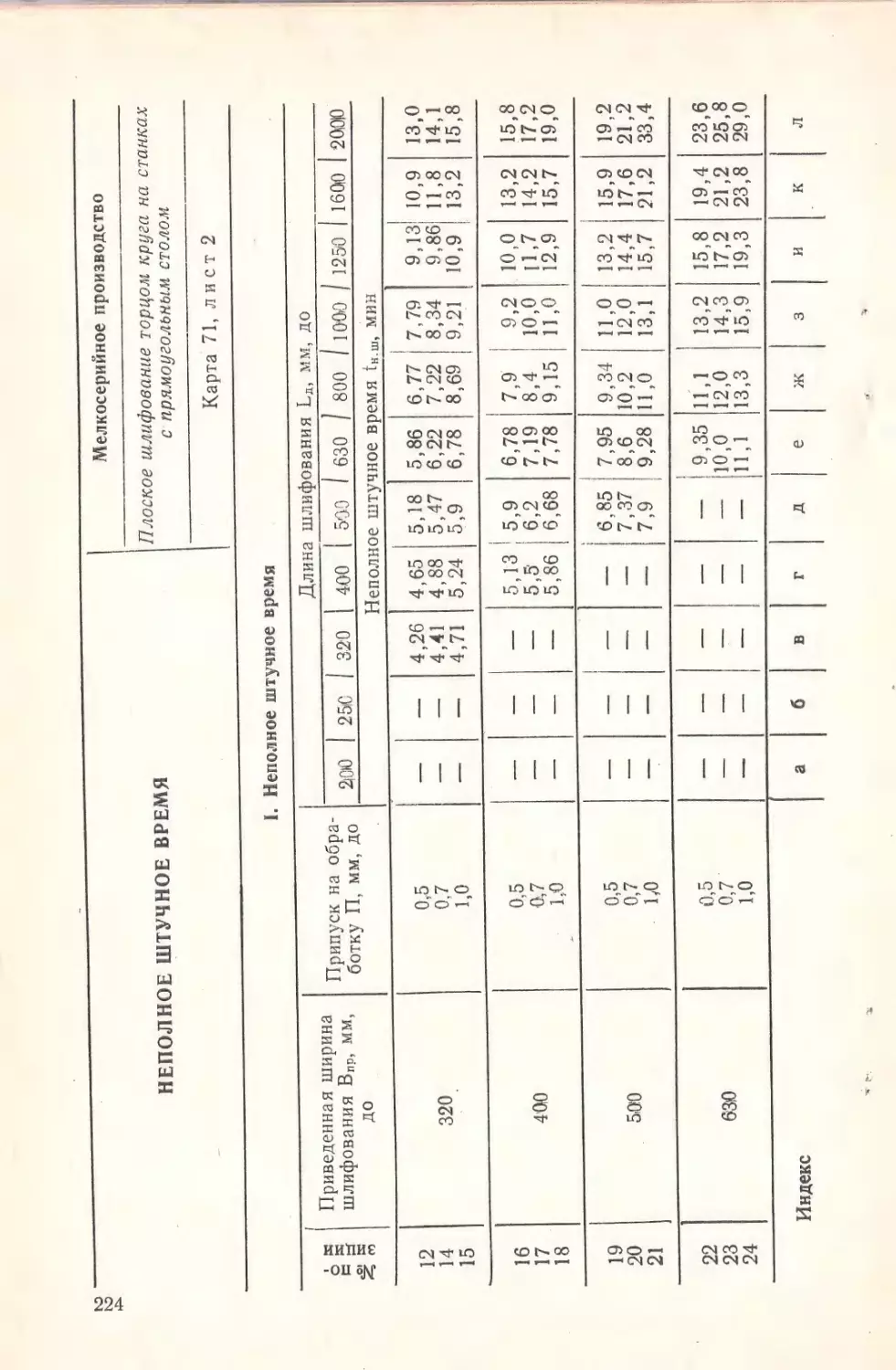
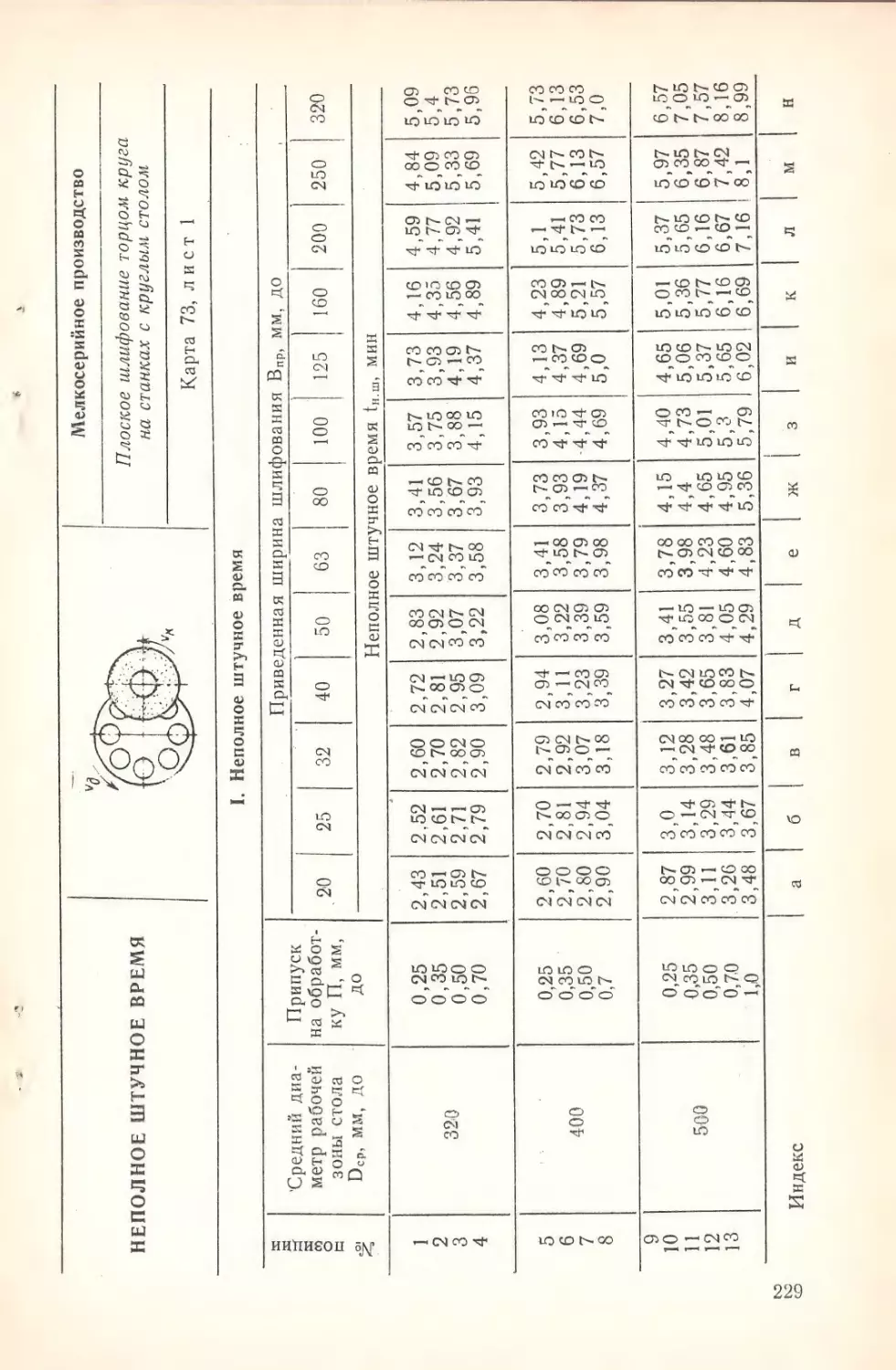
ts., — время на установку и снятие детали, мин;
{н.ш — неполное штучное время, мин;
О,-- диаметр
1
г
|
шлифования, мм;
Вл — ширина шлифования или габаритная ширина pacioна столе станповерхностей
шлифуемых
ложения
ка, мм;
D — наибольший диаметр устанавливаемого изделия, мм,
располоили габаритная длина
Га — длина шлифования
L.e —
Bk —
уд —
Зо —
жения шлифуемых поверхностей на столе станка с
у
учетом врезания и перебега, мм;
|
наибольшая длина стола, мм;
ширина шлифовального круга, радиальная ширина
|
кольца или сегмента, мм;
окружная скорость детали, скорость движения стола
(продольная или окружная), м/мин;
продольная подача, мм на один оборот детали (при
поперечная
наружном и внутреннем шлифовании),
подача на ход стола на станках с прямоугольным
на один обкат (при
мм/об, мм/ход, подача
зубошлифовании методом обката);
$ — подача на глубину на рабочий ход, мм/ход;
Зи — минутная продольная подача, мм/мин;
Stm — минутная поперечная подача, мм/мин;
Sıx — поперечная подача на ход стола, мм/ход;
$ „вх — поперечная подача на глубину на двойной ход стола
(ползуна), мм/дв. ход;
пд — частота вращения детали, мин”;
Пдв.х — частота колебаний бруска, мин”;
1 — число рабочих ходов;
П — припуск на шлифование на сторону, мм (с включением допуска на предшествующую обработку);
ӘП — припуск на шлифование на диаметр, мм (с включением допуска на предшествующую обработку);
4 — количество одновременно обрабатываемых деталей;
Он — наружный диаметр детали, мм;
D: — внутренний диаметр детали, мм;
Ок — диаметр шлифовального круга, мм;
4 — диаметр резьбы, мм;
Р — шаг резьбы, мм;
Врх — длина рабочего хода в направлении зуба, мм;
столом,
[
— подача
Sax
обкатки
на
один
двойной
ход
штосселя
(на
станках типа 5831), мм;
СЕЗ 213
|
33.
2 — число
шлицев
или зубьев
зубошлифовании);
(при шлицешлифовании
П, — припуск на сторону, отсчитанный
ружности, мм;
т — модуль зуба, мм;
В — длина зуба, мм;
|
по делительной
И
ок-
Ро — диаметр делительной окружности зубчатого колеса,
ММ;
п — частота
вращения детали
(двойных
ходов стола,
штосселя), об/мин;
{ — глубина шлифования по делительной окружности, мм;
вх — Глубина шлифования на двойной ход, мм;
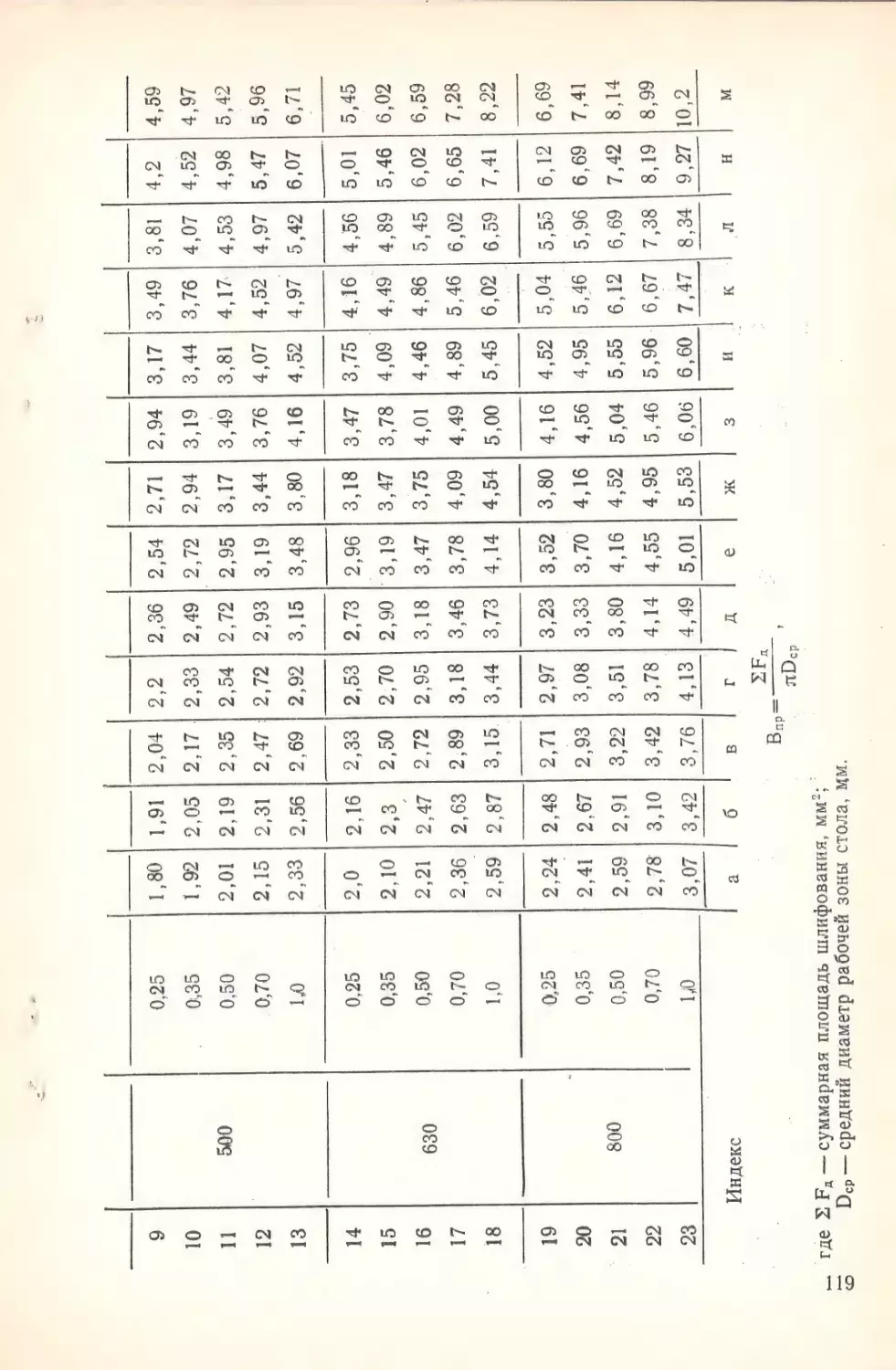
Пер — средний диаметр рабочей зоны стола, мм:
Vs — скорость возвратно-поступательного движения шпинделя, м/мин;
Увр — окружная скорость хонинговальной головки, м/мин;
lo — общая длина брусков хонинговальной головки по образующей, мм;
Zn число брусков хонинговальной головки по окружности в одном ряду;
р — давление брусков, Па;
М —
масса
детали,
кг:
L — длина детали, мм;
| — длина дуги, мм.
ја — измеряемая
длина,
мм;
Вар — приведенная ширина шлифования, мм;
> Ед — суммарная площадь шлифования, мм?;
L
—
М —
1, —
ta —
длина хода стола, мм;
мощность станка, кВт;
длина шлифуемой резьбы, мм;
толщина детали, мм;
5. НОРМАТИВНАЯ
ЧАСТЬ
ГРУППЫ ОБРАБАТЫВАЕМОСТИ
ШЛИФОВАНИЕМ РАЗЛИЧНЫХ МАРОК
МАТЕРИАЛОВ
а. Обрабатываемый |
Ба © |
па =
Карта
1
Марка материала
материал
свие
[чом
| |Стали
конструкци- | 18ХНВА;
18Х2Н4ВА;
ХВГ;
ЗОХГСНА;
онные и легирован-|
ЗОХГТ, З8ХСА, ЗОХГС; ЗЗХМОА, 12ХМФ;
ные хромом, нике20ХМ; 40ХНВА; 15Х1М1Ф; ШХ15; У8;
лем
в
сочетании
с
УЮ:
У12:
ХОРЕ:
9X18:
30X2T MT;
34ХМ1А;
22X3M;
ЗОХМ;
З5ХМ;
40ХФА;
титаном,
молибденом,
ванадием, а
20ХГНР;
ОБХГНМА:;
14ХГСНМА;
25Х2ГНТА;
также
инструмен- | 34ХН1М;
тальные углеродистые и высоколеги-
рованные чугуны
Н | Стали
ные
11 |Стали
стойкие,
и
ни-
25ХВМЕ
ЗАХМ;
ЗОХЗМФ;
18ХГСН2МА;
17НЗМА;
ЗАХНЗМ; ЗВХНЗМА; 38Х9Н2МА;
38X2H3M;
35ХН|1М2ФА;
18Х2Н4АМА;
12Х2НВФА;
36Х2Н2МФА;
З8ХНЗМФА;
20ХНАФА;
38Х2МЮА; ЗОХГСН2А; 35ХГСА; 18Х2Н44;
12Х1МФ, 40ХМВА
конструкцион- | 40ХНВА;
и легированЗОХНЗА;
ные хромом
келем
40ХІНВА;
35ХНЗМФА;
12ХНЗА;
40ХНА;
12Х2Н4А;
40ХНМА;
20ХНЗА;
ІЗН5А;
20ХН;
40ХН;
45ХН;
12ХН2;
ЗТХНЗА:
90Х9Н4А:
1ЗХНБА·
38ХС;
коррозионно- | 1X13; 0Х13; 08Х13; 2Х13; 3Х13; 4X13; Х14;
жаропроч-
ные
ГУ
УТ;
марганцем, | кремнием,
вольфрамом,
ХТ;
Х18;
25
Осем:
Зы
15ХГ МФ;
15ХГ92ВМФ;
1Х12В2МФ;
1Х12ВЧМФ;
18Х11МФБ;
Х12ВМБФР;
X18H9T; Х18Н10Т: ХВНИБ:
ХНЗ5Ва:
АЗ:
ЗХН19МВБТ;
Х23Н18;
4Х14Н14В2М;
X14H14BC;
X18H12M2T;
XH10K;
1Х16Н13МЭБ;
ХНЗБВТЮ;
ХНЗ5ВТР;
„Х16Н16МВ2БР;
15Х1МФ;
11Х18М; 25Х13Н2; 0Х16Н4Ф5А
Жаропрочные
нике: | ХН78Т; ХН6УВМТЮ;
ХН77ТЮР; X20H80T3;
левые сплавы H THХН8ОТБЮ;
4Х15Н7ІГ7Ф2МС;
ХНЯОТ;
тановые сплавы
ХН8ОТБЮ;
ХН7ОВМЮТ;
ХН70ВМТЮ;
ХН65В9МЧЮТ; ХН75 MBIO,
ХН55ВММТФКЮ; титановые
па ВТ
М | Быстрорежущие
стали
ҮІ |Бъстрорежущие
стали
P18; P9K5;
к ним
P9; P12;
Р9Ф4;
Р9К5;
УП | Чугуны и бронзы
P12;
Р6МЗ,
P6M5K5;
Р18К5Ф2;
P9K10
P6M5
Р18Ф2;
ти-
и
близкие
Р6М5;
Р14Ф4;
Р9М4К8;
и близкие
сплавы
Р10К5Ф5;
к ним
СЧ 10; СЧ 15; СЧ 18; СЧ 20; СЧ. 25; СЧ 30:
СЧ
до.
ЄЧ.
405
еЧ.,
45:
БрАЖО-4;
Бр0Ф10-1; БрАЛСН-11-6-6
35 |
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ
НА НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
В ЗАВИСИМОСТИ ОТ ЖЕСТКОСТИ
И ТОЧНОСТИ СТАНКОВ
Карта 9
|
Станки, проработавшие
непрерывно
Вид станка
И
Модель станка
үс,
зз»
К
А лз
х= „шур
Круглошли- | 3167;
351;
31611;
3161Т;]
фовальные|
35161; 3Б16 ИТ; 3А130; 313;
станки
35151;
ЗЕ159:
3М153А;
ЗАТ1ОВ> · ЗУПОВ:
3М1518В;
3М159В; 3М151У; ЗМ161
316:
ОБЈЕ
38191:
3153.
ЗАТЬЗУ но ТЕ ЗПОПеЗМпЗ1;
ЗУЙЛ
3М132;
3У132В;
3y 183; 3У148; ЗУ144; ЗМ17ЗЕ;
9М162;
3М174;
3М174В;
3М175; ЗУ142
3515: Зы ЗМ
лао:
ЗАО
3110:
53512
УВО,
ЗУ
ЗК12,
ЗУ12УВ;
ЗУ1дУС
Внутришли- |8А228; ЗА2278; 3А260; 35260;
фоваль352608; BC3—11H3; 3К228В;
ные
3К228А;
3М299В;
3М229А;
станки
ВС3— 135
34027; 35250: 352508;
3K227B РУКЕ
325:,
3250:
и034225.
94226;
3А229; 3240; 3К225;
3251;
3М225Б;
3М225В;
3М225А;
3К227В;
3К227А;
3К227Е;
ЗА225
Шлоскошлифовальные
станки
| 37344: 5 3784: 1 373; ' ЗАШ:
З1К;:
3756;
372АМ:
3720;
3731 И Уто
393:
73052:
39731; 375; 3510; 3Е711В—
1;
376—2:»
'3763: 7 37725;
3М758
97727: Зов
31742:
"ЗВЕТАЙ:
37013
39T
до
до
| 20 лет
ү
Коэффициент |н
от срока
работы
| 20 лет
1,0
|
1,0
1.0
1,0
12015
|
Т8
1615
а
1,8
1,0
1,0
1,0
1,0
ра
115
|. 15
1,9
1,3
1,0
1,0
1,0
1,0
1.15
113
ЗБТОВ
Примечания:
1. Для бесцентрово-шлифовальных, резьбошлифовальных,
вальных, шлицешлифовальных, хонинговальных и доводочных
зависимо
свыше
10 лет
станка
зубошлифостанков HC-
К==1,0.
2. В карте указаны типовые модели станков. Для моделей станков,
не указанных в карте, поправочные коэффициенты на неполное штучпое
время устанавливаются по согласованию со службами главного механика
завода.
nife
36
008
00®:> 5
l
зоньАвиэда
:
нийсп
| 0171
‘Әічнагея
‘эзанчивзофиит
әанаграофигт-онівниїаооя
‘әанаграофиттоодчєәа
Х
О
|
зиневононивц киневопАдосо
“оаньоповоп-ончпеяишдея
-зпиит “манчиввофимтоойв
Аня
Гәзнтинифдәплә 'амнчутвојнинох “анапгеяофигшиф
-олниноходв
|
и зониидозолизуј
650>
20520]
оп
|
PUIG
|
917
інәипиффєоу
ен
әоньќітвиэда "лу
|
0671
1017180]
(номо
иипедэно хиьодед)
изоомизонла
зониидазониздђовтопоявиоди
занћовуа
І91НЭИПИФФЄОЯ
УН
ЗОНЋАЈП
кичая
ипооииоияус
10
уачисуа иитауп
хчизуачтучуачо
10°]
из мудап
4
| аз
пета
0 |
зонћиниџа
я изигтен овјоздвиком
| 0691
‘иитен
ов1опоясиофи
с6'0
кенівииќ7
Бокса
8071
©
09
ст
loa
от
011
ст
с60
с6'0
71
060
0640
9071
011
с8'0
Джа
8'0
011
01
801
080
08'0
с6'0
01
610
со
с01
10
20
01
06'0
с6'0
с9'0
560
ЕТС
ип
1980
чаоончкојижгоподи
9
с8'0
06°0
имтоовдоо
со
‘ту виэдя әонһАип ен 1нәипиффєоу
0840
©8°0
18°0
| 06
060
Ок --
91°0
иизден
de
“Z
80
0840
да
17'6
изпетеп
з
аомнел2 чпиї 228
занзпвяофииш-оя
980
о
=>
07ГӨ
5.1. СРЕДНЕСЕРИЙНОЕ
ПРОИЗВОДСТВО
5.1.1. Круглое наружное шлифование
се
лс
НА ПИ
Среднесерийное
ПОДГОТОВИТЕЛЬНО-
ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
НА ПАРТИЮ
ДЕТАЛЕЙ
ада.
производство
Круглое
наружное
шлифование
ПИ
А)
Карта 4
пъ ри
Наибольший
БИ
диаметр
А
устанавливаемого
x
изделия
x
=
0
е
Вид обработки
и наладки
D, MM, до
360
„шше
7 у 560
2
Время, мин
1. На наладку станка, инструмента и приспособлений
1
Круглое наружное шлифование
2 | Групповая обработка деталей (с частичной подналадкой
станка
без
зажимного приспособления)
Оз
получение
инструмента и приспособлений
их после окончания обработки
а
б
до
начала
Получение инструмента и приспособлений исполнителем работы до начала
и сдача их после окончания обработки
партии деталей
ПІ. Добавлять
7 | При установке шлифовального круга
Индекс
4
и сдачу
7,0
к времени на наладку станка
4 | При обработке конических поверхностей
с поворотом стола на угол
о | При обработке с люнетом
|
6 | При обработке с приспособлением автоматического измерения в процессе
шлифования
98
12
9
смены
Индекс
П. На
10
5
3,0
4,0
2,0
10,0
9,0
10,0
6,0
8,0
а
б
у
—
ЈАС 040
- —
—
05
—
zI
--
--
====
ТО 09°0
====
|
90 +»
с
0/ се
0 0
ж
оп
“ля
=
g
=
‘e 1610
--=
ний
|
део 12'0
>
“я,
виэда
воовуу
|
020 160
| |
се 41
0 0
со
| |
21'0 61'0
620
51°0 ого
Я
|
У 16
0 0
айх
9
05 91
0 0
== =
наатт
9
91 а!
0 0
кайкы Г
ЕЕ-
?
-нипт
-нишп
-иЖе8
Иовсодев
МИМО
чә
лой
ышы
иа
МИМОк содоћ
нәш
знофъвп
неин
ИВ
та
2
Я
|
|
|
|l
1
б
е Ӯ
8
2 8
зхечни
съ
і
>
‘эинеһәиий
И
|
и
;МЕ подънеп
ао
-зиподя
-әгпәйя
ийүү
ЗИ1КНО
поятвояда
лыча
= = ©
|=
І
== ==
-ИЖВЕ
909015)
ү
0
|
шы Е
-звитвивени
ЙОЯИЯОХЕР
ияноне1оА
67 88.0
эявонезойз4эн
ИКУТЯИ
ЗОНЧИЗТУуУЛОМОПОЯ
ипетеп
|
иге1әт
КИЗ49
01
|
ГО #1'0
!
9
УН
МОЯОІНУП
66 0б
0 0
ә
з1фея оп Киодя
JHOdLYH
АМЯОНУПТОА
ионпо
= —
810 11'0
с
әнобіЕн
оп
—
0
ә чїннәйийп
името
игелоп
с
‘K'a
89 37.0
94) мотнэипиффеоя
гоу гпам
#
с8 040
0
|
0
‘И
№
и
|
à
"у
Да80
|
І гоим “с вадем
аонжйаон
г
эпнрэофпит
ойтопоясиофи зониидозониоа)
А“
—
08
со
40
5
С!
и
охзпни
за
зтонош
КОХ
ЕМИЈА
24
инеязп
"о
ния
ЕФИНеаоте
оо
с
|
92'0
1
СТО
|
61°0
|
|
22'0
l
5601
|
22'0
|
9
ео
|
88'0
|
22'0 0! ср
|
с2'0
| - 82'0
|:
22'0
|
460
|
ти |
18'0
1801020
og
E
89:01098
ср'о
| ; са“)
ор'0
|
680
| О 60
др
#90 92'0
|
1980
ZI |
aA a
‹
cg‘
|
с
10|
с
66°0| 91:1
є6"0
| ОТ
680
| 0{ 90'
18201 |ево og'o| со| оро| вето
| 82:0
95'0
| 86'0
|
02'0
1
22'0
|
670
иимоәһитеняәнү
|400
ү|— | == |‹ {zo o‹ ec|‹ 12'0|
е
д
—
|
|
игелеп
‘W ‘ля ор
ен
|
е
|
иимодви |-иодадА. Р2'0
|
9
|
я
| Ј
960 0 0182
|
су
|0 СР |
98'0
|
эт
| 3K |
180
|
с
290
|
И
020
|
иәинәшей| вавивохеи/8"01
1 62"0| био| ‹ | 9р'0
| ‹ 08°0 ‹ 88:01
| с 69"0 6 01:01
| í 1870
ВЕ ‹
3
ПО
Хо:
д:
воогу
Е
мира
ву ний
02'0
| 920
| 0 е»
|
16:0
|
2160
| 060 8601
| 880
|
01 | с
VOAN
<
|
|
изинотева| ечвивохви
_| br'o
| 6'0
|
99°0
| 29°0
| 02'0
| 6/°0
| 18ʻ0
|
ниядәһииенчәнү
шошо
| ср'о
ү|1°о
| 00| 96°0
| 59'0
| 040
| 18"0
|
WOLD
я
оАньАДя
мияәәһишғивән
|-иой1оќ
ці— | - | 260|
която
Имниижевоне
о
изинотеду|
вявивохви
| —|
к,
=
2
=
УГО
|
91'0
|
__вэһиаохен
— |
— |
ионџовло|
миягәһирияә
|-И091эА
|
ну СТО
изинотеда вмвивохей
| 61:0
|
иоз:комда
HOHYO€LO
Еври
ор
изиношеда| вявинохРи
|
60
|
460
|
михоэвитеияе
|-ИодлА
|
нИ160| 0 ©б
която иги
idey
‘С
eR
E
чс еу
a
a
чиртой
=
360.
| а'0|
|
ЧІИЯОНЕІ2А
и
ILKHI
Иов нги
HONIKONÁd
ONENA конкотейд
киненопен
|
вми:(иох
09
{| | нон сън arenon 6901 о
мышны
и
NOYHLAWNOX
мохи
6
г20
чини
изингвотен
ехи:(иох
|
си
|
ВАВА
зончизъуло
кузая
ҮНиопоя
АЗЯЯОНҮУ1ОЛ
ЗИІКНО игулап
8
хуаанап
.
ияяоне1оА
игелә
и
ишвозтовоционодтен
:
Е
а
|
wedinan
о
ходиоп
о
9
.
8 gj
9
S
р
с
то
хейїнәп o
=
|
г
a
я
902019
a
3 р
ЕЦ
Ф
2пнрэофпут гонжћарн sovefidy
|зониифдззениеду
оятопоясиофи
эчяонелодедэн
игелә киәйя
оп
моя
J
'2 | на
иояшозАа
нги
l
ын
-OX БИН
писан
и
|
|
E
опжин
g
Ее
хейнәп
ечит
иги
WOL
ионпоято
;
91
C]
11
81
07,
| 61
ха!
pi
=
>
cI
=
=
Е
| Q
=
олдем
чакнамиди
о
мотнэипиффеоя
`80
којович
игејоџ 912409
оп
емизАиох
нодоц
Амноне12А
и
зишкно
зивевотен
и
зијинд
имвчи:Аиох
и
кигбя
ен
|
видят
|
1ә&әгәB1298
2
|
йо0812
иги
"ионповто
-иодлод лимозвишгияен
вонтовто
хеинотейда |
пизозвитенченц `Акох дә |
СЯБИНОХЕЙ
Клод
|
Үрө
|
ва
aaa
>
|
|
ве
СЕ |8с Ной
|6Е | СЕ | ВЕ | Anuen иоинотеда -В99ШЕн Бо)
эур | ее
:вингвзинЦ
‘хввьАиоеулоя киедя
ен
|
|
|ре
|
Ко
1 |СР
a
9000п0)
емитАИох
иги
|
иояо
ионтоято
81 -мойод зизоовилейнонц -ÁWOX кин
06 т | еМвинохвй изинзшвйя| -вязпен 220
иомткомда
и
2
игелә
имяонего
-ея9пен
ХОЛ
сф
Оре
ватес
ево кс
Өө
нәинәшей@
иижоэвилеичени
#®Зһинохей
|-џодлод
бс |
i
вповпоп 9002010)
|
ЧІИЯ0НЕІ26
и
ILKHI
ихово изнпве имонип
1 Я
ИВИПИЕОП
590»
зае
ипяняоноо
оф
Ву
иа а
|
|
|
ОР
я
ме
вее
а
кинеяошен
чгвлон
иохинизатој
вн
әяне1о
|
‘WOAHHWƏLYOU
ионедя
'<EHHLÁNO
ЕК
(ияннишеи) “йәнәйәйя
-ed
с'9
се|
99 |99| бР | ҮР | 99|
|
d
“е, киода
ометни |
ZI
|
ВО
во | 6,3 | СС | СР | 69|
пр
|
8б
т-с
OLES
| бас |
|
ср
ТУ | СЕ
е
Си | ГР
|ЭТ
‘Z
су
|08 | 65
О
|0001 loos
годе
']]
9*/
ми
в
92
и
|
| LI
ВЖ
8
|69
$8
бр
|
Ж
‘K'a
НА
шы
жш
ба | со | ва
Ee
ре
вот
со
тний
08
|“
оп Ім ‘W игејоџ
Их
3 9:1
|0001
Ј “О | Р'9
ша
ияяогооуу
лонедя
у чл. Ке ык жашыл маз с А Гү ер дыл л
об
сос!
РС
бес
|
ва
|
|
| 96.04.67
0-1-10|
сед | 97077620
|
|
се:0 | $‘0
19'0 | 6/°0 | 79'0 | 13'0 |ср о| 880 |#120
|
8
“үү ишелеп
:
3
вооеуу
онһАбЯ
£
иохиниочтог
та»
|
1 080
ы
|
ло
жы, лс
,
ОТ | 90 | 95.0
АЯЧОНУ1ОА
иоззком
иизоевитеияениц
-Ád ионтоято иги която
|-йофлоА
емвивохви изинешеда|
-иофлоА
ы
5
Ж
-ədu поп
ирдә
ииневопен
сос с эшо
=,
ще
Є
Ӯ
|
една
ири оя
=
я
Е
я
=
ш
Р
I
Z
осоп
-пвил gog
002017)
н з сс сии
ааа:
Р
Зончизтулоиопоя
| .одлноп ен
ИЙИНЕН
лоято
иолАл иди
ИП 19
иизоеьичеияени -этен ион
EET лы = =
КИЗаЯ
чи
ИЗОРО ИӘНШЕЄ
игонип впояпоп 9000017)
VH
“о/ньАдя чието чъкно и чличонетое
|
ве0:|060 |160 |60°0-°0001] -звинохен нзинешеон подово ndu
20 | се“о | 60
0]
1 60
————————————————————ї
ү
ү
__ —.————
от я
а
лену мыи ме
ST
нии ‘в; киеда
увео
ро'р | со!
БО |оро
01° 2092" 0
йс
К,
САО
|
|
зониийззенпойо
"6 erdey
|08 | oe | 08
[71
ЗЫН
|
og
Комин
-кочлой
с тон
оятопоясиойи
с]|
||
©] |
|
П
|—
6
01
1
9
с
9
ен
ең
зиягд
о
ион
IIH
22'0
|
22'0
|
изинешеда емьивохри0|
мимоовитенвонј
|-H0d1412'0
|
иоя1о иги
новпоято
иояшкочд4
-
ово
|
19'0
|
9
920
|
##'0
|
20 |
280
|
880
|
6'0
|
ItO
79`0
—
#10
|
СТО 5'0|
1'0|60'0фего| —
a
89'0
|
10 |
1е0
|
=
26'0
860
са
ё
СААР
а
Y
9
=x
ж
==
с
H
> | ==
98°0
|
л
160
ШЕ
оты
я| т
И
той 1|62'96'
01:896
5011
У
9°б|
9569111
845]
ТЕ...в
Н
=ч
=
65
91| 8'2 0:6
уча
зз,
0|660|#60|810|
22
|
170 910|]061°0|1°0
зл
560
|
011280
|
21
|
|
12'0
|
|
18'0
|
—
==
с1'0 тай
==
260| 9:0
| 2'0 | 18'0| 860| 8.1
89'0
|
|
РО
|
100
|
со
|
02'0
|ља'0 —
РРО
| 0 68
|
82:0
|
1980
сес ВЕ НИ
ионџонло
петшощпепооп
-3Y|
00
|
иой1о иги
иож1комда
иизоовиггивенцифш
|-40912А
то | ) его
ионповто
иеиношеда езьивохви
иоз:коя/д
йо9ло иги
мизоовививни|
1045}`0|
иәинәтеб9 езвизохей
О
|
изиношеда вявинохеи22'0
|
460
|
иихоэьитви|-иофчоА
яэн]] 66°0
| 0 ее“
|
иоя12 иги
ионпоя10
иояткомд4
йоЯя12
куч созо
|-ведно
82'0
|
22'0
|
|
92'0
|
езьияохеи
|
михмооћилеивон
|-йодлоА
јј12'0
|
с
зчявдпо попжея
әпичяо HOHTO
вявонелол
ен
шн
игра
килаџ
цоявефио
#0:9000
чзичонелод
и
чакно |-9п
э10984
о
(имея
aresо
иодиеш
ноет
-окподи
изин -HEJ
-о12199
иониечо
иояойінәп
по 298
|?
ипчномигопозиве
й
повофънеп -нижєєї
эяае4но
-ойінәп
иоя -по
ен|
с
я
|
паре
| ә
> (>
|
| Y
кш
J
|
еф
| |
| a
с
|
|
e
О
[зу
|
Сызык
ионго әшнә игелоџ
озешни
ЧТ
| иы
|
лыш
==
==
= =
|Е
|=
изинэкнедя
| ред | сө
[Го
colr
FO
0
oloro
| РеО 2
ода N
чизинишш годов миомћивохеиј]
йойижеє ипчвомигой
иги
я
6
9
|
с
$
У
2
=
Е |
=
5
ен | |
нояепноя ед|
2,
Е
*
цояшеил 'уовопнох
и нояиеі
|ноо
Н .НОЯШЕІ
йойїнәп иэзитежноп
1010090 и НОЯИВ
иониечоойтоно
ТИ
19Ү имяонетод 002010)
нояелигш
ионизчоодломдо
исоцет иотоойп и цожива
[әхеебло
-yem
За ра
660
уоонет
| и
РР0 |Р2'0 | 610 |91'0 |
| 15'0|
orol
оп
|
“оАньАдя агътеп чъкно и чливонето«
ахауано ИОЯЗПНОХ ҮН игулап ЗИІКНЭ и
АЯЯОНУТОА УН Киза ЗОНЯІЗІУІОМОНЭЯ
|
01
Ен
=
зе
о əxseduo | g
(нихдәһигярй
Нед
|
| /
иовәпноя еозы
| DR со |со
со
тео
СЕО | E0
ғо
| 90190
л
— | сро | 1'0 |&60°0 1800 | 80-0 |ИэтпоАтэкоон попжея зянедпо ен вячонетод|
учебно иовоочезд иовопном ең
950 | 62'0 | 22 0| 22.01 2601810
==
цохив]
Al |18°0 | 29'0 | СС0 |980 | 860 |060 | 550 | 26 0
79°0 | 88:0 | 0 | 920 | 180 | 60 |05°0 | 11'0 | етер FYRI) момижее мимогвизеннони|
—
—
=
—
=>
ББ
—
PE
у“
TA
с
БО
‹
РТ
с
| Ре
(#60 | СРО
7:
5
ло | 8@
сао
8'0|
90
011
20
LE
80
gcʻo | тео | РР0 | се'0 |150 | #60 | 810
кизда
вораг
-
оїАньАад
кохинизалоп
в
72'0 | 22'0 | 22'0 | 20 |91'0 |с1'0 | 11'0
| ор'0 |
нии у
“с елдем
OY ‘ая W игелә вв
| ос | 00-01]
|=
1060 |- 1'0
ре | 5511360
--0‘е
са
пе
от]
озин
изя
p LOHE
оятопоявиойди эзониидэээниэ4)
гпиреофпут гонжйдон әоугйау
ч
оньАйа
чето
Das
кызгы
чидоф
ионноэеф
|
||
С
| |. |
АдАлном:- |
-ənsed
HOHhOL
i
ору
оп.
-хаэяон
йр,
зинко1002)
ијоон
У
|
|
-ооедоозн
BEHHEL
ияяоне1оА
Ј
у
вод
с
ны
кно
902017)
|
н
J
же
“9
ој
ми
-LHƏ
иәнүРЕ
еМӘИІРЖ
--
эн
и йонжияоп
гнойви
ихово
с
=
E 2 5
иоябәншя
ион
wod
и
=
үг, = |
T
МОГ
Су
үл
|
ИГРТОП
ВН
издояня
АдАлном`
Е
ио
з-с
зи
ЧОНЧЕЯАГУЛОМОПОЯ
|
|
чкоодиоцой
тие
реа
вод
|91°1
“кошвай
>
+
ионнезодеддозн
<=СҢОбОЬЕЯИҮНИ.
свит
имбовтаа
И
охона
РТ
|
аи
-хдеяоп
итоонхдеяопиотевоойжообконад
чиЧйофигетот
игелә
н
|
| т.
Г
| ње Ви
|
820
ST]
| рес |
ко
/°0 |
|
| т | |Асу |
10'2 Ро | 89°0
|
|-охиги|
25
чавно и ативонвод р-н
ҮН КИЗая
ав а ИГУЈаП
мозохьуплихчачт
|
АЯЧОНУ1ОА
аноатУП
1
е
|
|
|
похозвифпнигип
|
у ее
о
|
| за
890
6
| я
воов
|
бр
Ели
|
|
805
| Ба || | | | |
$9°0
бЕЕс
68°0 26 8°1]
ш
2
| эксе|
9е‘е
СР
Е
(ер
|
се
9
игетоп
|
|
5
| | |
92'0 РАде 201
ВР
Те
@
|
62 СЕ|
Гы,
s
|.261
o'e
|
‘W
|
НЕ:
а!
киода
Я
|
g'il
515
пра
=
|
sq
8
|
Ө 806ер!
пара
е
‘Я
+
ИЕ ZEZ
Ге 061
|
оп
а
о
|
|
ха
9% Өе ОСк
|
| ||
ний 60‘
98‘ ет
06.
:
Тс
|
ояоояєиойи. зониидезениеоду
7
с тоиг “с е19еу
әпырэофпит гонжћарн гдоггйам
Е
4"
ре Г
85а
5 9 л
9
gj
6
омәтнИ|
Оби
|
|
СВ
09]
981|-661985
еб
се
|кодолемиуни
наз
|| |
ы
еи
л
үа
ош
иобоіехигни
ЄРТЇ ен хог
ний
2)
ияЧәяча #99
итоон
АдАтноя OJJ
иоябәяшя
ча
5
а,
сїў ен — ји 008 Əmma?
==
|_———————
—
ЗО, оо
доноси
S
E
|
|
12146
Зи
чидоф
чидоф иотеьоо8
| |
е д-оя иги ионнозеф ипетоп
БЫ
əmud
ИОНЋОЈ
кеннет
-оогдоогн
м
ош
зинко1202)
и
‘ним 20 ен
я
5
Е
=
>
ZI
За:
ша
о
а
pI
[рае
е
|91
4
имвонелоХ 9002012)
HreL
энодтен
HƏHYÉES Wod
-LHƏN ә энодлен а! LI
81
и знойтеи g| де
ихогд9
ионжияпопен
әіәног | 61
иги #00041 99 мољенхве ә ишелош зяяон
Оп клада OUN
їя 002 ОШ HONEN иэкелэн вии :членићиконА задџоџо әібея
ий `g
-ELJÁ ийүү “икешепя ээ иоенхеє ә игә оилвно и Амвонелод ен онер клода монеди иги мохиниэчтон о 2100849
9“) мотнэипиффеоя э чївнәйийи эл@ея оц киәйя имелоп дяяонетодедоп иду `I
:кинвгвеин4| |
NIFH
кты
— 8:1 '01Е 8 99
“иооАийонәй
иодојехини
ионнетооеддогн
дир араз|
г с|-хдояоп
==
89
Ср|-еи ‘woneəd
E5 ЗИ
єчї?2 12
в и
ПАПИ
ог = 16080
Ра о
1610659
|
102 В СПа 216 8
0191'61'8 [8'110'01|#'8 72 79
| |
1019: 019:8
0219‘
се
|
== |—
=
с
ОИ
— | —
Вер
Ее
-х
— |с' 218 115.
моокиоџад оздовня 9 ПИ
И
— |'016'6 |2°8 | 0'26'9 H: 6°8 р Ес
7
———————————————————————————————————————
О
|
|
|
8:719 1106
|
— |0°8 |20'Д6'9 |Е`© ву со је 8 [05998 18
А
__
-|-1-
ич
-əwsed о
eL с'8, иомозвидунитип ишелеш|
==. ова еи 70:68 ее ЕС
—————=———=—Є—
у
м
сю
E
ы озо
итоонхдояоп АдА1тноя о]
[р вс |9"6116 |29 са су
=== ЛЕТЕ
ний “чу, виода
|
ЕЕ
ичяогооуу
оч
сос|08 |06 |2001] 009 |005 [08 (08
1]
00$|
0091]500
лонедя
|
аноатуп иояомнуглухаамиав Я ИГУЈаП ЗИІКНЭ
АЯЧОНУ1ОА VH КИЗаЯ ЯЧОНЧАТА1УЛОМОПОЧЯ
Ш
н
а
нетод "|
ялош
лоп ава
чтизо
и ча
чакно и
низяа
ILLIY чино
“комиинко
конт “кож
н
Ио
9 тоиг‘с 21йеу
апнозофпут гонжйадон гоугпам
оя1оПоясиойи зониидззениз92)
идат
ШР а
а
ы е. Бер
А
Е
46
а
и
м
ИИПИЕОП
6
o
энойлен
gl
с ©
у
ноЧболемигни
зиноно
зинеио
вн
ен
‚
издончя
имазамчч
иомдончч
нохбэяая
ноядоняя
TOL
529
-понп
2
WOh
с
Я
С
|
ког
изиногпадимоиногподи
РОАН
энодтен
2
|
|-эи
охепни
|
62'0
2
|-1неп
WƏHLEWRYOU
ә
энодлен
2|
иэние имово
11°0
22'0
|
котенош
кодоцтоп
|
е
|
| —
—
|
мохилевнког
|
a
|
ч
|
|
040
|
88:0
— |
— |
—
9
ор'0
|
62'0
|
ТРО|
12'0
|
15'0
|
|
02'0
|
|
02'0
мимооћилеиазни
мозтоно@тод
|
25'0
|
ионгонло HONLBONÁd
Tr
изиношеда гянияохри
|
с2'0
wod
590
2
э|-ошя
|
97'0
01 а!
|||
|-эм
|-овпоп
|
иги
CIO
Y
0
комижџоџ
|-інәп
|| |
95'0|
550 01°1
| жыз
Фон
уд
10 — |
29'0
|
090
|
|
0801820
|
[54:0 80
22'0
|
6Р0
|
|
|
280
изнџпве иховоиди
игонип
с'0|
61'0
се
энодлен
о
Ө
киода“9, ний
Q
игр
‘W ‘ія от
850|
е
BNEW
|| |
29'0 06'1
160
р
ОТ
оАнъАда
|| |
$069'0 ст
мод
әү
|
ПОppo /8°0
|
82'0
Я!
с)
се|
чевлаџ
| | |
5'0|
СО 86°0
|
12'0
9
|
чливонел22
и
ІБН
гонжћаон
=
апновофтт
әониндәзәнїїәбг)овлоповвиоди
вадем
‘©
гоугвау
06'0
|
Фр |
|
| Г 96
0111860
|
860
27'0
|
07:0
|
011
1
|
||
8S 9I 66 PeO
06'0
0 I
|
||
550
28.0 081261
се“0
020
ИЕ
ОТ
6191
01'1
#0118
Ор'()
|6
иияонгтоА
игелә
‘|
ИЗШОАЗИЗНА
знодтуп
ПОМ
с.
ЗЭОНЧІГЭІҮІОИОПЭ
КИЗ4Я
ҮН
Я
АЯЧОНУ1ЭА
ИШҮІЗҮ
я У
а
,
902019
зи:кно
е.ЕЗ
»
||
908/°0
нохгќІЯ ионеодева o эноблен gj Z
С
©
690
66 96|
ч~
кч
|927
80 Horn ana 0 соя э чакномиди
186 в1 6612661
| с:
|
виэда
ве
"ту!
ОЈ
РЕ | 62 |
|
|
ог
|
ник ©‘ ен — ји 006 әпичяо “ний 60
отонош
с:
У.
и
аи
и онодтъп
иронии зпоя
HƏHYLE
ЭПОЯГОЙ
ә знодлен
Я!
g
81
~
с!
121
ol
-уоп иди ә1әнош
и ихого изнптве | LI
|модлноп
игонийц
имовд
я
н
иди
ЙОЙИЖЕЄ
ә энодлен Я|
902017)
әной1ви Я| ZI
әпәйя
мәинәг
ИМЧОНЕЈЈА
моошм
игә
|
монжияпопон
HONIK
-охќа ионтоято
_ HONLE
ионШоято
коинешейя!
рувнияохви
иги иоятойой1тоА
мимозвиљеиадни
-ояАа
висУ а
игй жовтоцойтод
ореЗ
-охеи изиношейя
с“ |
-
иәйнәгинәйя
62 |
с|
‘Z | 16°] |ииззевитеинени
pel
бе | се
|27 | де
сексе24 8 паша
алшы
оп «wada ошпәп иги могой 99 ЙО1®ЯХЕЄ 2 икгејоџ зияон
ен ля 002 ОШ HONEN изгелоџ ки ‘атечивикояА то(попо з1 фея
онер киэда монеби иги иолиниечлоп 2 зго0ед ийүү 6
во ийүү `ийетпәгя әә иолеяхеЕ ә игејоџ әйнә и Ачаонетой ен
о1фвя оп кмәйя игејоџ әхячоне1оЛәЧән ий ‘T
:нинвъзииЦ
эхэтни ·
шш
ОО
91 | 969 | сто 1 996
Фев | ел | е/'9 | 06696 |- -д'р | 9'8 1 86
:
А
с
| ер
сес саванер | варира
1'8!
е
сто
E S сур 190 и
до‹
р
зор
| ус
а=
Е
БО«
сон
| =
рога
| —
і
|
|
В
-
ний “я,
а
|
ионе4х
Е
ИИПИСОП
Е
зониидезентоду
{
иа
и
и ра
ЕЕ
а ааа
згото иди моминкочтој
“кочиниочлоп чевтэи чавно и чияонвод 11
босс стан
ео
a кы
ыыы
таза
JHOdLYU изшохаиатнапоиуо 8 HEVIN зиткно И
АЯЯОНУТОЛ УН кизая зончиатуломоцоя
or пъ“үү ипелаш еоовуј
| 003 | 006 | 08 | 08
0006| 0001 | Сос | 005 | 08 | 08 | 0007
Е
ыы
зонеди REOL
оя13Появиоди
Ө тоиг “с в19ем
эпнрвофпут гонжћарн гоггйау
48
ПРА
кизү РИМ
86°0
1901
бе =>
1280
0 —0#
С
су жуксуз
оса!
и ЕЕ
:
9
|
|
|
|
ыу
|
түм
9
ТА
чнАЛАВ ПА
и Чо
чєно
сусутда BUHL KIELI зишАжодод она
orda,
еШ оК К
он
|€ момодх
'
змнневодијог
ргридотеи ихдем)
БА,
р
|
'омнноипхА
|
(т зздех я ‘мә
зоном
игето 1
1
НЕ:
/
еггидетеи отолевяатвогйдо ічшиќа[
1
|
:
итоонхачяоп итоотгуяохоаят И улалигуаж
е я Чаа
угуйазтуи олгоизуящтучуачо LO илооуиоияу
JIHhOJYdUOUN
VH жанаипиФфФеож
ЯОНГОПЯН
JOHhALM
м
-------------2-----<---+
|
“Фу илоонхдоноц чаооленоходеу
1
5
эюлоиподэклА эчнаивнои
ефя
-Калони ожява в ‘ионетит ‘помвафякоя “леини
х ән
| “йәпнрийей ә иинејоћоо я`мәгәхин ‘момод
еанноипяйфтоноя името
с“ | -ненодилог отоитодеш
16:0 | 26'0 | ВТ
ОС
0590 СО ии
сујда вниз HELI зишА жедодточа А
E
сз
РАТЕ
aerud =
әюнһобпоб>ук ‘ЛІ
ояошеяин
и Magris
ог | 98*5 | сре | змаонелиј
|
ааньодподеж “зияиото-онноигоддоя rero ‘ПІ
i А ЕУ
нәгәяин
78'0
1091
20
501
201
09 <
се'0 | 820 |9Р0 | 9:'0 | 88'0|
061
О
Ре | 91'2-]66е | 96:2 | сту
ее с | 1996 со
СБТ
аа
921 | ср 1 | 521 | 681
05
се [| 9 ТУ 9971
ОТ
>
|
тэтииеяу
|
S
со сет | 290 | 961 | 290 | 961 |©90
"1нзаипиффеом
-----
`97‘0 | 56'0 | 190 | ?10 |МО | 280 | 980
68
сре а
ге") |090 |140 |98°0 | 6°0 |960 |loil
сб | 951
А
|
L
ичи
КИРИ МЫ. ©з ВЕИВ НИНЫ
<
p
6 2901
Пи
9 г. Чех
веч
эониидээоякэм и зониидззоние9о
—————.—-———с
23
доЗак
эч!
Q
3
X
З
S
S
З
S
3
Q
о
55
D
Q
З
z
Карта
7,
1лист
V
©
подачей
с
Sсә продольной
>
a
Среднесерийное
производство
“У
400
320
Длина
шлифования
La,
мм,
до
Неполное
ta.m,
штучное
время
мин
Неполное
1.штучное
время
со
12
ог “ли 4156
НЕПОЛНОЕ
ШТУЧНОЕ
ВРЕМЯ
Длойвиш ен
хобпиЯй
от ‘ИИ
“а киневоф
-иүш Фложкегиц
иипиеоп см
50
(~ со С
ид
ан
=
=
———
m
MM
M
Ж
A
Индекс
ol
1]
600
2000
1250
800
подачей
продольной
с
Среднесерийное
производство
Круглое
шлифование
наружное
--
ON
1, 8,319,2
6,31
6,89
7,46
320
250
Длина
La,
шлифования
мм,
до
200
Неполное
Ъш,
штучное
время
мин
160
Неполное
|.штучное
время
125
ВРЕМЯ
ШТУЧНОЕ
НЕПОЛНОЕ
||
|
| 400
500
630
ог ‘ии Че
Дтойвиш вн
модџид1]
OY ‘ИИ
т кинеяоф
-Arm @тэиви
------
иипиеоп см
Ж
Индекс
53
Среднесерийное
производство
НЕПОЛНОЕ
ШТУЧНОЕ
|
ВРЕМЯ
Круглое наружное
шлифование
с продольной подачей
По Ыы, ба ЭШ ОРЕ | 1
Карта
7, лист
E Жылы
ачы АЧТА:
Деба ЭД3 ИВ
П. Поправочные коэффициенты на неполное
штучное время
для измененных условий работы в зависимости
от:
1. Формы поверхности, ширины круга и
жесткости детали
ите
|
|
Жесткость
детали
(от-
ношение
La/Dz)
Шлифуемая
т.
н
ш
Фи
Е
Преры-
Цилинд-
©
бы
|рическая
поверхность
С галтелью
в
„(шлице- |С ОАНОЙ
вая)
|©ТОРОны
Coniak
с двух
|>торон
pHo:
ее,
а.
ПН
Коэффициен
А ой
ициент т = ин о
боофр
<10
40
1,25
50
0,92
1,0
1,25
0,8
1,4
1,1
1,4
719
[29
0,94
1,05
0,84
1,05
0,84
<
63
РУ ЕЕ
0,85
0,68
75
0,7
0,56
|
р
|
40
15,9
1,2
LO
50
ја2
1,05
68
1531
-- 059
79
0,9
0,74
2: Диаметра
устанавливаемого
Группа станков:
диаметр устанавливаемого изде-
Н
и
|
120
1,8
1,8
1,4
1,55Е
1,55
12
1:23
1,3
0,98
а
1,1
измерителъного
Измерительный инструмент
Универсальный
|
|
Без измерения
Скоба
--
Козффициент
300
1,0
0,97
0,9
560
І
1,1
1,0
== н = т ОВАА АНИш и”
ме 2 Ду. „зе
ол
3. Соотношения между толщиной стенок и диаметром
Е
Сплошная заготовка
|
101386016
о
Оо
012.
>
|
——
до 0:10
Козффиц
иент
ААА
|1,0!
ШИ
Зи,
0,5(0—а)
Гонкостенные детали, отношение ----------
ее
№
О
1,19
КИСЕ?
4. Обрабатываемого материала, квалитета и шероховатости
ту б).
5. Точности и жесткости станка (см. карту 2).
6. Партин деталей (см. карту 3).
.
94
инструмента
®
лия D, мм, до
ол
изделия
ОХ
(см. кар-
Среднесерииное
производство
49.
|
Бы
а»
©
ею
=
о
=
25
Круглое врезное
шлифование
|
100 | 125 | 150_
60
E ‚ мм, до
Длина шлифования
63
ор ‘ми
ом
длекеиц
“(т киневоф
ИИПИЕОП
-игш
щш
нает
ан
“ии
МИН
Нелолное штучное время {н.ш,
“те моднидј]
оп
| ||
50
40
штучное время
1. Неполное
1
ат
8, лис
Карт
Рај]
ИЕ
Њу
ПИ
МЕЗЕ
НА
ДИ
ЕЕЕ
ооо-~|
сос! ВЕН
нета
<
Е
со са] с со
б сос |{ срео
со
«О к~ О> | с0 00 <<
с» со смео
| Oton]
съ -- со ао)
СМО
~
~ й40 00 | от со
| оом
чо
| ОС
=
| -- 7
| O ==
НИЕ вж
Е
Оор
O = emre | e e
босо счечј Ф = смео | Мю
о
кеа
~ | осо
оо жк | + ~ нА
со со | осо
528 со ооо | ооо!
—
оос Фо ~ | < = 0
теза
9000
O mmm | ==
————————
Л
е
о>ооо>|'о0>оооо|о0-о—|о——|
м
се Сусо | ++ ян | ~ со с со | «0 со ~ со | мо со счоо |
=)
юг | мо ОУ со | Фе хо | ©
му но О |
оо ~ |
оооо|
оооо!
ооо|
оо!
Т
ии
|
ПН
со оо чи | nto]
СО
а
а аз
нн | ао
ево
ыюо|
ЈИ
| обид
о
| ~
| оосзоосос»| O «0 со
о
южою| о я
Осо
со
Ща
Со | СО =
01-0 00| ФФ
| ОА
С
Фе
~ 0000 | GADDO]
ооооо|о-– ~
оооо|
ВРВ ЧАЦ ДЬЕ
ао Роса НЫР
5 00 с | <
о) ФУ
ао асоаэ) не азан
ОО | мо 6 (0 ~ | ONS|
ооо
ЧЕ
юокк|
сезе
РНЫ
со
ЕЕ
к
75
ү А
о
бы
а
ия
со е
со
сс со ча
о‹о‹ос|
лос|
еюс|
юою|
СО | а
=
~ О
| 99»
чә мизO | мо Ф © | мосог-со | ФСО
Гарт
по ве | ве ве | ооо == КОС пете те | -< <
ооо
ооо
усл шй ы А Бн, {ы АСЫ ЗЕ ОВИ ЗА
Г. Т ЗЕ Зи. + 7 пи Пана A
«ЖОМЕ Ыы о
оо > | Си со
+—Ф со | соооосч | счсчсос-| чобу
| onnl
оо саз ~] ече | «осоо
г
OSN]
~ ОФ | косо
< иди | 1515656 | шока | Sonoj
|
сб чече
m= =
ооФоо-–|
ооо|оооо|оооо|оооо|
сос
ооо|
ocol
ОВО
мо съ сә | amol
РИО
СО
© зо,
ОО)
сө бох | < е | Е КАО | а 95| ирас ОО
осое|
ово
<
ооо
ооо!
ИО
Е е
ЭТ су А
В
рыз я |
M
| бо 4 | “40|
5255
оссо! ооо|
ооо|
оооо|
| оооо|
| осоо
©
еее
>
б) со Ф| ооо
со
сч
оооо|ооФо
|w
19
©
Г
соссојсосој
са
Бе
сгоо—|
оороо|
еее
се-
=
`
|
|
|
со
о
со съ| о е
[сат со со
=
—ч
=
о
<
а
ССЗ
АЫ
О ор
А
ПТ
| <+ — С СО | о со~
~ | ~ ао | «оо= | (~ сооро | сч о + ~ | соо
сб ~ | сб
ооо | а
ONNEA]
бз25 25| 65025 | ЕЁ | го | аби © | из моОО | ONS|
оз
оо
19
CN
|
| 6 — 64 со -#ао<о | ~ 99 с Ф| — счсо < | изар
ое
а
мо
283| 238| 288| 283| 2838| 2388| 2882| заве. 288
оф!
©
=
| «юзо | моо
у
да
ccojoco|oo0oo0o|
|
гч
сус
Среднесерийное
производство
НЕПОЛНОЕ
ШТУЧНОЕ
~
а
dieво
у
Е
D ~ > = М Ф а С. Был
||
LE
| ре ер = во
ЕT
5
-ииш
иппигон
‘Tq
:
é
сз
=
ФДтеигиц
винезоф
зони
оп
“ли
б\$
|
55
СӨ
|
= со
а».
рекет
ә
=
ивана
де
ее
ЕГЭ
ЫК
Ис
|
==с>из
тт
+
у
5 ње
——
= Те
- 2
|
|
Мр,
= зә+ = = = =
Над
А| |
©
сыыр
=МОС уч CYдас]
= Сз
| mu то
С] | МО209 ——
[ырыр
23
-—
| |
о
г<|со|
=
x ее
9 о
2 =сс»
>
тыт
ОП
~
5,
ы
о
в. %
хх
=
Пб
ЗЕо ФоV
х
||
с: об' = = о Е N
231<=
о
ех
<
ВРЕМЯ
[=]
zT о
=
- => Дои
О
о)
а
©
=
тече EN
ръчен
ч
К
|
|
|
|
|
свое.
завео
юоооо
ФФ
ук
театъра
еее
|
СО D
ааФе
кэс»
сч
ЗС
ттот
===
отн
Ф
о
бо
а «о
улу
Єч
т
ато
из
мз ен
Ена
а
н N
хаб
со
зч и
9
90
Ф
а
ч О
|
|
|
||
|
|
сз
Ре
оО SAAN] ONNO
озо
Сул
9593]
— — tong]
тч соио«о0
ст
(Ооо
со
КА
(|
изФююы
gogg]
ССЭ]
сео
=.
т=з
ост
2Ф
—О
т=з
СИ
=
то
|
<
тена Ф|
со
|
|
|
|
|
||
es
|
ст
"Фсо
со
из
сч
коо SOR
cmoo]
zess] | | еее
ооу
ONDO)
oomo]
=ч сео
-счо-мам
мнос
сасе
СЧ
О
з
кез
Nмо
~
СЧ
өл
оц
!
К»
о
а
СУ =
о
сч
СМ
со
к
Ф
сч
5|
||
|] |
|
| |
паљена
| | |
со
95С
ооо
883
то — вона
~
со NAN]
ee
зава
«о
5 +оо5996
яч
„уз
со сч ~
NANсч=
сузсо
со
М
из
Кык
со
об
Dс>
су сч ~
СК
~
со
65сум еще
сусо сч с
со
см св
Фо]. са 5~
СЧ ~
|
||
=
|
|
|
|
|
|- |
ев
=
9
зоо
оз.
(~
ФФ
5222
сососро
апан
29
---сч
амо
со —мам
NNN]
сом
МУ NANNAN
СЧ соср—
О Na
19
—
саа Сч
МО со ==
СЧ
сч
| Q>
(~
>
<Р
сч
Ф
~
—
о = СМ --------у
a
98582]
кз =
e
соФ
ЕБ
|
|
~
~
А]
ФК
бо
ТО
мый,
ба
НЕ
о
А
Сеа
ое
ЧО
уе
пре
о
През
БР
абс
У
=
~
~
3
~
~
~
~
~
~
>=
>
:
=
~
~
~
~
след
ы?
=
~
~
~
~
a
a
~
~
~
~
БоБо
Фад
е
~
~
~
~
СМ
р
ех
~
=9-5
~
=
~
~
~
~
ә
(~
00
|
аза
с
од
—
RФ
~
оос
AD
е
РВ —|
ГАЈА
>
~
0.
5 У
м)
со.
ве
~
~
~
У
~
a
е
DGD
СО
<
|-
Фо-|
из
=L = 3
|
|
||
е-ФесNENEN
— NSAIN СЧGMLNNN]
со NNN
+10
оюосо|
Donj
сїї
о
со
~
смава
шн
смео СЧ со
60
со
—
С»
+
Сч
+ д со —
О)СУ
|
|
|
|
| е | ||
|
Бос
omoСЧ см—<=>
Moo]
EN со
ко
мя!
[~сч ~ —
сї
ом
— шшсосо
ЗЕ
сосо
СЧ хе
N со
~== Сч > -— сэ со ы
сч +
CEN
60<0
со
со со со ж
+
О~
|
|
||
| | ты | |
||
из
сещ
NNN
AID
FON
NNN
осемас
солоСЧ боо
ос
со со SNF
с
со соава.
DON
со со смо со
со
ба
со со
со
<
~
à
|
е.
©
A
~
~
~
~
~
~
~
~
~
-
~
~
~
~
~
~
гк
~
=
`
>
~
с
чя,
ЗВ
(О
айы;
>
=
Среднесерий ное
|
НЕПОЛНОЕ
ШТУЧНОЕ
производство
ВРЕМЯ
Круглое
врезное
шлифование
Карта 8, лист
3
П. Поправочные коэффициенты на_неполное штучное время
для измененных условий работы в зависимости от:
1. Формы поверхностн и жесткости детали
л
Шлифуемая поверхность
Жесткость
детали от
ношение
1.05)
Прерывистал
(шлицеМан
Свободная
ша
А
=7
= 1,0]
>7
|
С галтелью
с одной
стороны
Козффициент
А
0,8
1,3
|
С торцом
с двух
вух
сторон
„| - со
Ше
1,05
|
1,2
1,4
ро
| 1,55
1,55
t
2. Диаметра
устанавливаемого
————————————————
изделия
H измеритељного
=
—————————“«“„——-
|
Группа станков:
диаметр устанав-
ливаемого изде-
Измерительный инструмент
ыл
лсы
==
у
5
5
ниверсаль
ный
реалтона
тысе
лия О, мм, до
на
|
Ж
кипи
аат
БЕТТЕ
ТРЕТ
360
Метод Re
а
Коэффициент
АОС
нес
3. Соотношения
и
1,17
„ике
ЕЕ Г
ДАРЫ, АЛ
со
0,97
ГЕ
|
сз измерения
уул Ради
1,0
560
А
Скоба
Ро
АНТТЫ
инструмента
-----------------
-——
0,80
+
еее
|
1,0
але
между толщиной стенок и диаметром
а
Тонкостенные
Сплошная заготовка
AE
>—
ы
|
1.01
чв
ОВ
ке
|
аа
016
|
1,08
(см. карту 3).
—«.,З———/:———-
0,5 (D—d)/D
0,10...0,12
|
Козффициент
аа соз шн уны ы
4. Обрабатъваемого материала,
ту 6).
5. Точности н жесткости станка
б. Партии деталей
детали, отношение
|
квалитета
до 0,10
В
НО Буй ыыы ПРЕ
149
1,3]
и шероховатости
(см. кар-
(см. карту 2).
5.1.2. Бесцентровое шлифование
Среднесерийное произ-
водство
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ
ВРЕМЯ
НА ПАРТИЮ
ДЕТАЛЕЙ
С
4
ово-шлифо- `
вальные станки
Карта 9
№ по-
Вид обработки и наладки
Время, мин
1. На наладку станка, инструментаи приспособлений
13
Шлифование с продольной подачей
1
ИО
2 | Шлифование
ЖЕЕ.
АЕО
и
с радналь-
ной подачей
3
П. На
получение
ооо чу
Ча
‚Каны
е
НЫ
ЛУ Л
АЕ
13
|
без упора по длине
15
| с упором по длине
их
инструмента и приспособлений до начала и сдачу
после окончания обработки
ети
НН
зм уш ЕСН
7,0
Получение инструмента и приспособлепий исполнителем работы до начала и сдача их после
окончания обработки партии деталей
4
ЕЛЕЕ
ААда
ПТ. Добавлять к времени на наладку станка
о—-——————————
3,0
При обработке в несколько рабочих ходов (операций) на каждый последующий ход (изменение наладочных размеров и режимов резания)
При установке и снятии шлифующего или ведущего круга
При установке и спятии выталкивателя
При замене ножа
Установить и снять (подвести или отвести) лоток
Править шлифовальный круг
5
6
И
8
9
10.
7,0
5,0
4,0
З
3
ІУ. На пробную обработку деталей
5
©
Диаметр
детали
Вид обработки
T
с.
|Шлифование
12
подачей
13 | Шлифование
с продольной
с радиальной
50
|
|
0,05,
|
——-———
| свыше
е
|
| 0,05
Время, мин
|
б
11
0,015
Da, мм
>
«5!
| Допуск на обработку, мм
|
=
3,0
| 5:0
20
100
8,0
5,0
30
--
| 3:5
3,0
225
подачен
Индексы
|а
|
бз;
B
А
Среднесерийное
производство
—
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ
НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
Бесцентровое шлифование
Карта
Е
= | Характер обработки.
о
~
КІ
4
а“ д
Способ установки
детали
[= Е к
ы.
Бф
=
ER
ка
|
=
|
| С npo-
__
10
Диаметр детали Da, мм, до_
10
Е
|20
=
35
50
св.
| 100
100
Время Бу, мин
|
[Установить
ДОЛЬ-
50
0,0210,028
50
0,021|
деталь
0,035] 0,041
0,055! 0,069
ной по-|
в лоток
дачей
на ра- |
ЕЕ
И:
2
бочий
|Установить
ход
деталь на
0,028) 0,039] 0,046! 0,063! 0,08
100
0,024! 0,033) 0,044] 0,051! 0,069) 0,092
4
300
0,029] 0,041 |0,054 0,069] 0,092! 0,1
5
500
0,033 0,046] 0,06 | 0,075] 0,098! 0,11
3
б опорный
А
`|
нож
6
|
1000
асас
дёз;
7
уа
гановить
деталь на
опорный
нож
Ж
Е
0,26 | 0,37. | 0,42 | 0,55 | 0,77
1.0
0,04 | 0,05 | 0,06 | 0,07 | 0,08 | 0,11
|
Врезное
8
'Установить
деталь на
—
0,048] 0,06 | 0,07 | 0,08 | 0,11 | 0,13
опорный
нож и
снять ее
Индекс
5%
а
б
В
Г
Д
е
|
|2008
1600
50
о<
1
©© <
Е-е
РЭ
aÁ
aa
1000
производство
<= 60 ғ
(юру Сәке
ОО
М ч
ONT
оста
ы
сс!
КЕШ
po
|
со со
~ O =
wm со с»
ше
оо ©
А
пийное
- > гмо D со
111,
Карта
лист
Q (сто) (<>
CN с. =
С»
> сч
(<>) бас =>)
Ф
____-_-------
ти
| Чете
=
оо
СОСО =
со ГУ со
С "=
к~ с
оо
(<=>) (<=>) (асо)
(а) (сто А)
Ф
про
СО)
Ф
<?
ЕВЕ
pa
Среднесе!
= 1С)
кои]
[Те
о О
0)
>
(<>) (ето) ш,
>>
> И<>)
жк оо со
со са =
подачей
продольной
шлифование
Бесцентровог
с
O
со со
+
сш» «с»,
со со ©®
D
OQO
++
оо сч
ом
| оо
из мо 60
со М
со
Оо со
со
|
г
TRD
LOB
DIOOD
Ə Дэ <>
Г
из =
с
из
СО
со
сб <
со
(<>) (со) (<=
(=>) (<=>) (се
COO
© ср со
ANA
су со «0
N
са сб
N
ашо) (съ Сар,
(>) («> (<>,
е») <) ар)
— су «о
со со су
NANN
со сео СМ
CN
смеоС
со
OQ OH
со) (с
(чв <> <>
„з
OD O
са
см см
созт
оо | Фа
NENN
Nnn
зе
сос
и
~
из из
есе
+————=
La,
шлифования
Ллина
до
мм,
СЧ СЧ СЧ
баш,
МИН
Неполное
время
штучноеOOOD
on —
штучное
Неполное
время
1.
r
СО
CN СМ
~о
СҮЗ.
О
©
Y
STL
Ai
(<>) ту >)
б
ме гы эс
(ас) (ето) (а
-------<--“
==
==
(~
SOH
со = [~
=
=
Ба
3
A
ш
p
соо
ПН
©
г:
T
>
2
ш
ба
че
СМ
~" m~ со
т=
о
pd
SSO
| POO
—
—
СО
+С)
С
=
см
NAN
сас
<= (<=>) {<>
(«р (ру (<=)
СО 00 ~
—
== —
са
СЧ СМ
CN
=
<=,
—
у=
жк со со
С) ~~~ СО
ч
п
еч
CN СУ
ооо
(ст) (с)
vanj pog paeet
pe г
pam
ч=ч poot тен
=
ooo
SOS
СХС
OORL
Те
19 оо
©
(=) (<>) «с,
>О
ооо
о “ми |
=
доо
ИЗ Асо
т киневоф
-urm Фломвиј
со из
зесз
ои
со
и [~
ү===
7 гоз "04 VAE
T кы
1
от ‘ми 115
дтомвит ен
моАпий |
©
E
-
po
CN
(<=>) «Да»,
силата
со «же Оо
|
=
О
4
pet
сч с?
у
—
OOO
со
з
63 со
ове
"=
CN С
|-> со С
ча
CN
с
©
CN
RET
|
+оо
>
из
<>)
я
| инпигог оу | К
=
~
соС
к=)
|
‚90
3,64
4,33
49]
7
5,38
‚41|5,89
,16|
3,02
3,59
6,70
531
4556,
20
56|
4 515]
297.
|
,
5,52
4,58!
3,70]
2
314
5|513:
293
H
2,32
1,934
1,60
2,31
|
2,68
3,26
4,
202:
|3 17
за:
43
9
M
ЗА
1
№ ЛӘ
3,138
1,35
1,59 2,19
39282
TESIS
НД
2, 2,
2,02
|24
108
1,05
ЕМ
|
1,49
2,90
1,25
|
2,47
192 |
2,80
3,
'
6 9
1,36
,
?
= | —————
|
|
0,77
0,90
и
1,06
1,25
1,44
0,90
1.05.1:
|
1,07
1,21
0,78
0,91
‚89
0,77 1,00
| 0,67
Ж
0
|
66
ЕД
0,51
0,58
0,
065 |
0,585
1501|
0,
‚06
|
0,39
0,44
|
0,51
0,43
|0751
0,45
0,37
30
0,50
0,43
0,35
|0,44
0,39
0,33
0,99'||0,58
‚37|
0‚40„4510
0,32
0
|
32
|0
‚36
0,29
0, |0,39
0
|
029
0, 0,32
0,26
‚з
рола
2910
0,24
0,25
0, 0,31
ка,
Индекс
16
18
19
21
26
61
>
19
=
0
О СО
=
+ < 25 же
слее
<
са
=
=
©
(о ~ © А
=
2
N
55%
ог
~ оо ==
Ка
=>
© <
SaN S
со о оо ==
FST ее
(о > о О
=
сб со 06
сусу со чё
со <# < 1
с
со со као
сою
= о Со со
сү © © сч
19 ©
©
~ ~ <
хе
со из О ==
хо осо
зна
С О
ч
(О =
ОД
2
од
SADON
см со со к
са
см О = со
(9:
с с со со
Са со со +
оо 1б со «е
(0 О (~
—
СЧ сч сч со
М
1
2
"Карта
лист
со
СЧ ©
<
— O F со
со со «као
СЧ == со СО
ON
Ган
с
Среднесерийное
производство
|
|
=
Е
==
=
Ф
+
ид
Я
ЕДИ
И
E
со
S
с сч оо С
со
905
00 ~
со ~ М СО
о
(~ С
со оо
К:
АА
=
О
V
сч
~ et m O
~ «О су из
а.
:
со
a
ч
yaa к=з =ч СУ
=
>
5
оо
см со ӘК
с
СЯ
о-
:
,
ЈЕ>
са
©
с~ >
кеч =
СМ
© (У со из
p
ed pas
чое
с
«ко
жк ч со
©
—
О
СЧ со — с
<Р © © ©
F
0
со
то
ке
I.
Неполное
время
штучное
АЛ
Е
~ С =
©
yamg
“<
—ч
12
$
О
БЕ;
2545
>
оосо
сс
=
из
BOON
та
Sooo
=
рс
==
<<
| BÖL
©
ooo
<Р со «о кн
Хоф
а
доо
зоссо
а
©) (~ со со
| FEF
Се атоо) ао,
оссо
ге
күк
ве. с
==»
ого
ооо ~
оп ‘ии
©
СЕ
т киневоф
-urm Чбәйюи[
=
сч
о
ВРЕМЯ
ШТУЧНОЕ
НЕПОЛНОЕ
СМ СЧ СЧ
ит
S
с
подачей
шлифование
продольной
Бесцентровое
=
„с
~ 5 #53
=.
от
1
‹
чи
бет
с
‘5
Чәй
ен
модпид]]
иипивоп
5
aN
Индекс
|
со «к
За
осоо
Среднесерийное
производство
НЕПОЛНОЕ
ШТУЧНОЕ
ВРЕМЯ
|
Бесцентровое шлифование с продольной подачей
Карта 11,
54
3
П. Поправочные коэффициенты на неполное штучное время
для измененных условий работыв зависимости от:
|
4
лист
ас
1. Соотношения
между
|
Сплошная заготовка
толщиной
5
стенок
Тонкостенные
|
и диаметром
детали,
отношение
У]
0885 0116
0,5 (D—d)/D
|
О.а
5012:
н
до 0,10
Козффициент
|1,0)
1,08
2. Обрабатываемого материала,
RV OJ3. Точности и жесткости станка
4. Партии деталей
1,19
квалитета
и шероховатости
1,31
(см. кар-
(см. карту 2).
(см. карту 3).
{
63
4
~
х©
3
о 9
о-в
о
Саг
|
|
|
|
|
|
за
=,
S
D
F
а
т
|
=
T
>=“
EIA
pa]
г
та:
~
aal
На
>т
о
г
Е
~
~
wo
хе
сз
~
ооо
~
~
~
со
<
NANN
>>
=
О >
>
сл "О
~
зоо
~
дас
------
>
— со
| че
ыз
|
осме
NNN
есе
е
а
су = СО
о
~
со <> СЧ
е
— см Са
~
ооо
со с —
ркКИДА
oco
г- со с
L
= = СМ
==>
и
з=
© (~ С
ры
А:
a
~
~
~
аи
АН
=
ле АИ 17
сч
С
А
Фоо
-
~ ос съ
—
О
+;
с ез
с
Ф
Е
и со ча
~
~
~
са соло
+10
соо
~
~
-
= со О
| чао
| ооо
~
~
~
| ооо
оч
| сою
с
Г?
о
~
~
~ са ио
~
—
— СУ со со
<= © 60 ©
кс
эы
Акыр: АНАСЫ Ри
~
ooo
сі
(о со сл
60
сте
со +10
зао
Ве
~
DOSS
е
СО
смео со со
со С
= СО
оФоо
едер
со + <> —
А)
| ооо
с со ~ + ~ чи
~
зоо
~
ZSS
ооо
~
N
CO ид =
~
смео =
2
соо
Езра?
с
АНИ
E
ие)
| оороо
= осе
6369 со
са
Фоо
Єч сз сч СЧ
| мою
и
©+
LNN
| ооое
СД
со
— со мъ
Е" еее
— Со —
см СЧ со
Ж ЕСИ
EEE
цер
СЧ со со
ооб
со СМ ~
|, 645255
ЕЕ ШЕ
~
OSS
єч са +
©
~
— — со
„Саш
==
©
см
Dom
С~ ооЕ сан СЪР
В
~
+
ср соз мт.
~
ос
~
мо со оо
ооо
ASD
54
Б,
зоо
За Р
----
~
со со са
2.
есе
зн со —
со оо ст
со <Е иу
ооо
~
о + с
~
со со со
алы ык нова
Са со са
| са:
О ©о.
сора
+ ~
AAN
Ee.
зс
—
ooo
~
зе:
ооо
соло
ZAN
ооо
Фо
са СЧ Сч
Т
Сч СЧ СЧ
| оса
Фу
ПА
зоо
счА счА <>с
осо
+o Ст
СА
-———
SSO
Са со <
зоо
с) 00
Тее
сз х из
ооо
~
—
а
со
~
сз
SET
ооо
~
~
mM <>
~
~
күк
с“
со
сос
дари
соо
2 сз 9
обо
а
соо
4
~
нее
А
със
со ср с?
о
боо
см со с?
= == 00
ЕЗ Тсрне
зоо
СВ со т
—
со со <
|-
со O
а а
е.
| E
3
>
-
со ооо
Ф:
ЧОЕТ
доо
со сос
из (~ со
= <= г
ет зе:
соо
| оосо
=
со иу ~
ааа
ооо
см = ©
А
ел
©
кыл)
2232
мъ O со
ГРИБОК,
оре
ти сеч
e
>
осе
хр
=
Жө
T
©
а
5
=
|
азоивиг
ЗС
с
:
| ао о
|
ма
е
215
— 5 05
— юш
е
— сч со
=
сече
ооо
зе
===
|
|
|.
|
1
Е
| Б>
се
©
Q
=
=
5
>
=,
с
2
|~
11
а
=
К
Е
—}
о
еы
к
л
1
=
ОЕ
|
==)
=
ж
сї
@
=
а
ое
|
Е
ЗЕ
и | зе
| 2:
еН
&
=
зара
=
wan
ка
=
|
Н
тајно
СОКЕ>
AEGSE
|а
$
ХА
|
САН
| 55
ео
© а
2
е
ЕЯ
ч
с.
за
1:
25
СЕ
...
5
Фед
128
©
9
=
5 5
= 5
#
е
58
е
Е
тс
l
к
>
БЫР
на:
арте
1 95
1:23
КА
ЗА
x
г
=
OA
“а
32
о
|
ПОЕ
п зм | — са сз
иипиго
dione
кинечофит
У
| ---ог ‘ии
|
|
|
|
|
|
|З
Индекс
шщ =
Фа
=
=
= =
maga
оо
ш
T 5,
:
=
Геза
64
пао
ИУ
<
O
=
С
Фкое-|
сосу
осос-
580505)
СО С) ~
FJELDE,
село
осоое
+=
2
со
ге
=ч -- =
MFMM
Фосод
СО о
бобо)
М) (О < — 00 | 55 10 —00460|
ню
Ф
=
=
~
~
~
=
о=ао
оссо
сона
© со с ~ ~ | о Фоо чоо | moon
а
Ф---“
а
фооо-|
баж
Фоооо|
сог ое) зкюсо|
кого
сосоо!
ооо
Ош
SSGG
тФкоо|
а
чокко)
сСсссо|
D0000
|
=
z | 5589)
FRENN)
са
ТО
ооссо|
| и | @@Ш©б)
З
z
8
~
~
=
из 19
5
(ep)
=
AN
O =
r
о СО ><
обоо;
ес --
из с ид
съ со со сео | annon]
се
осмој
<~оее=е|
©.
=
Е.
m
Ф
=
чофбок|
oaeo]
е
8 ||
=
х
оооо
огоо
МС
~
~
~
самое
ооооо|
YAOS)
и
СМ НЭ со
са
$
©
осоо
бсо
о
Фо
>
ОСО
със
Пер
ЧибыФ
оооо
сеже
с> со ©
оооо
S200090;
>
<
<-9
#9ке
==
©
ссоссо–|!
ооо]
ооооо|
сесевј!
O
ооооо|
Е
о ооо|
=>
сос
Ошого
Боссы
©©©©6))
а
зе
іб]
ыы
55:25!
сс
“л
сосоо!|
ратта
~
бСосоо|
=
©
=
2 | 8)
60 Су | | о0 оо (0 сусо | otom
ФОС
DOON
отово
90100]
а
“а
=
d с
ооооо|
ло со
15|
232$
13 СЧ ОО СЧ со
DAOS
со сч
ARNAN)
с
оч о | AATNI)
с
ооооо|
AMET]
ФоФоо|
TAPNO)
>оФо-|
Ф
65
~
ооооо|
с со
APFEL]
©
аа:
„А
=
а
Ф
СЧ об —
СО СЯР)
осеосс|
ОИ]
оссососо|
осос-<|
APARO)
coocoo]
ссосс—|
| ЗЕ Е о| =822о|
“ли
оп
со
о
T
=
с
T
кр
z
$!
=
Од
15 Пеиви
“а
5,
со
Зако
от ии
©
чә
,
53
ен пи [|
дломвиј
квинвяофииш
оро
~ соко | сос
с Ф|| SFSF)
00 бо
с г| са
—счсо=<
Фс | рода
Ооо сус
- | «Ооо
иипивоп ү
сб сб
ФАР
Ин декс
1,21
1,31
1,04
1,18
0.92
1592
"0.521
0,90
БОО
от 0
0,65 | 0,72 | 0,81
7 Фо
1 ,0
Sl
52
лист 2
Карта 12,
1,06
1,28
1,38
1,52
0 ‚З О 0,50
10,55 | 0,59 | 0,65 | 0,72 | 0,79 | 0,92
0 ‚5010 э 58 | 0,64 | 0 , 69 |0 27 | 0,891
0,97
1,13
50
Бесцентровое врезное
шлифование
ВРЕМЯ
ШТУЧНОЕ
НЕПОЛНОЕ
производство
Среднесерийное
"У
1. Неполное штучное время
Среднесерийное
НЕПОЛНОЕ
ШТУЧНОЕ
ВРЕМЯ
производство
Бесцентровое врезное
шлифование
Карта
12,
лист 3
|. Поправочные коэффициенты на неполное штучное время
для измененных условий работы в зависимости от:
1. Соотношение
между толщиной стенки и диаметром.
Тонкостенные детали, отношение 0,5 (D—d)/D
Сплошная
заготовка
ы
0,13...0,16
о.
1,0|
|
|
ОНО
ти
до 0,10
Коэффициент
1,08
bin
1,19
2. Обрабатываемого материала, квалитета и шероховатости
ту 6).
3. Точности и жесткости станка (см. карту 2).
4. Партии деталей (см. карту 3).
66
1,31
(см. кар-
5.1.8. Внутреннее шлифование
Среднесерийное производство
|
ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
А
НА ПАРТИЮ ДЕТАЛЕЙ
Внутришлифовальные
Карта
"У
=
=
S
13
Наибольший диаметр шлифуемого отверстия мм, до
Вид
5
Й,
станки
ообработки
H наладки
;
100
| 200
=
400
Время, мин
І. На наладку станка, инструмента и приспособлений
1 | Шлифование
2 | Групповая
отверстий
обработка
деталей
12
8
(с Ya-
13
9
16
10
стичной
подналадкой
станка
без
смены зажимного приспособления)
П. На получение инструмента
их после окончания
и приспособлений до начала и сдачу
обработки партии деталей
3 | Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания
обработки партии деталей
ПІ. Добавлять
к времени
|
на наладку
4 | При
обработке
конических
отверстий с поворотом
шлифовальной
ГОЛОВКИ
5 | При
обработке
с
приспособлением
автоматического измерения
цессе шлифования
i
42
З
4
10
10
10
6
8
5
4
6
4
| б
| В
в про6
7 | Шлифовать кулачки патрона
|При установке зажимного приспособ-
4
4
9
Индекс
на
|
стол
станка
станка
2
6 | При наладке станка с выверкой зажимного приспособления по индикатору
ления
7
'
|
подъемником
|
а
9
с
Ф
с |
|
|
ИИ
О
Е
ОО О
и
=
|
имхиткечтомо)
халев DICOM
иигодея.о
химодаином
}|-0Ає
отомооцицви
РИИЖЕБ
О
ИИВЯНЕГИ
икеЈгод |
омижве
-вәхиф
|
Коке
оп
помигод
халвенодя
JOA
ә
—
нодлејј
кит
кинвяофигш
-10 4
иояпкомА
-яэни
—Иигодоя
—
|хихоэви4инииип оломооћилем
|
хюеводе
IVOM
d
-ипеояиф
|
РИИЖВЕ
и
-неги
из оп
оило4эято
‚
ИМЕЯ
имишкечиоячо).—
:
илвянеиц
2
имејгод
ной1евүүкүт
кинввофииш иохзкомла|
-Яэни
—
г.
иип
-понш
киневофигш onered
химоовидунигип
|.
олохоздвитей
Со
960
киногподи
члизонетод.
и
чавно
иохікомка|
44
елеа
9000)
“|
иилодэято
ное gry|
|
г ||
|
игејлоџ
имаонелоХ
ичннеРідмәл
вии
ханнетоояноч
ИӘГЕДӘП
нодлејј
_
909019
|
н
120
e0
|
910
10
#1'0
—э—.——'—:———ыыыыыЫы
69'0
91'0
Р1'0
0
150
1
|
12'0
20‘
се“
се)
21
12'0
Ыыыы
—
26' |
|
|
|
920
1 95
|с
|
98'0
0 69
ZO
SS'I
0 65
0 се
160
60
11'0
==
9р'0
8
0б
а
GI
==
8
910
киода
8
ний
5
Е
0 с
|
T
РІО
0 ве
(0 с
чапътеи
да нъ
о
E
игевтеш LINW
и
зониидезониейо)
опонеиоди
ова
оп “ля W
p] елдем.
зончиашуломопоя
кизая
VH
AAJOHYVLOA
зи:кно игугаш
я
ханагуипапо
XVHOdLYU
| диг
ИИПИЕОП
=
КИШКЕ
Ј
95?
АШ
А.
|
|
ә
960
я
S
99:6
9
Фе 5
A
|
OY ‘іх “үү ипетеш
ес“ (0)
|
Y
|
|
е
08
омнејо иди колиниечлоц
ездок
Ј
610
97'0
е
а
|
а
1:0
о
60 1
96“ (0)
|
9
л
Еоову
|
гт
|
9
71" 0
060
880
67 0
е
o
S
-эвитеияэни
и нож
|
е
GIO
680
|
980
А
о
9
7
И
очетни
ИОЙИЖЕБ
ЕИ НӘНИ
изиногподх 9|
p
=
Е
9
9
у
с
=
у елы
a| |
ковошя
2
=
о
Я
Я
очепни
„=
МИЯ
о әной1вп
о знодъеп
==
r
ИОЙИЖЕЄ
мәинәгпәйя
издовяя 590
ен иомхбәяня 2
лодотеяит
-ни џождонн o
ен иохдон:ча 2
хочпей зингио
ы
энодлен мовоотиоод
игејоџ имаонелоХ 905019
| 7
aa
омепни
здгоя XIILEh
|
ИЙЕ ГОО
э имехнеги | -одс химдәһиноя иитодеято
4
нови
вип„7
ижишкечиоло) |винеяофиит
960
ик
с
о 0 ЕЛО
| ихдовчн год
| 60'0
=
о
20.
| 21'0
|
|
исхиэи эинэио
ионъдя “мояиниәчлїоп чгълтей чавно и члизонет д И
с 0
ге: 0
1
‹
8#°0
КИҺИ
‚ иоһошуя мәинәгпәйя
себ
665
94%
Зи:
вене
___-—=_=
_______ =
_ 552
__|
ЗОР
бр
ний “+ ккода
ии
05
08
06
игетоп имаонвто4 9090нЭ
ызык МО. 2-2 ни сл ДЕЛ дл
|А
а
Кис
йонеймя ипанодооуү
нивои
лала
=
———————
—
ы
——————————
т
ж
S
с
се 0
се |
69°0
УР" 1
06 0
са 1
6.0
871
©9°0
|
616
690
|
9'0
е
16°0
OY ‘JA ‘W игејон
ОСО
ЕВО
| #1'0
91'0
с/ 0
|
үг
980
Э
60'1
аса
5
чи
|
|
21
5 5 я x WwО =
О
ип: |ы
е| 60
его
| 20
=
ат
жк
р
де“ |
"9
B
|
Ф
Q
9
|
|
3
Е
о
=
и
кен
әмәнИ
|
5
КЕННЕ1002190
год
ој]
-нетоогдооен
оп
итоон
итоонхдеяоп
долмедех имдоячя
иомдовча
ихдоятчя
РО
HOLehgodoy
|2
коодиоиза
РОТ
кодолемитни| 20°С
andog
РО
поннозеф 666
иомоев чидоф
игелә
иги
1
агеіәү
-идтнигип е
чтизонелол
и
чъкно
61°б
сет
Q
О!
ес“
0 др
с те
е
оќнһќбя
АХЯЧОНУ1ОЛ
иояольугл
знодтуп
ихаачлав
ионьолэиееаигелэт|
АЧЛнох
|
зоняизлуломонпоя
КИЗ49
VH
зхоид
·
игуа
Я
зинвкојооо)
-ELJÁ
ионһояон -хдовоп
зиткно
по
на
Ада
9
а
Т
2
90'()
|
с 89
1
киәая
‘8
ний
с
8
—
t'I
pe'e
с9‘0
Чай,
88б
821
Сї
АІ
99°С
71'0
|
СУ
үер
106
10“
ф бр
980
а сс
©8
09'2
05
опногофпут
зониидозонтодђоя13Появиойи
агннгдй
Фү ездем
OY ‘ля “үү HELY возеуу
с тоим
70
г+
"
)
61
ЕИ
01
|
И
6
КЕН
омопни
8
ш,
еза
-не1008д90|
опИ
ион
у
издояяя
ушы
HOH иги -OM
иољећоод
andog
|
имет -нозеф
ге
|
81
|
99'6
0001| 08
АА
т
|
СОТ
|
се
|
| 9 06
РГР
029
99'6 081| — | — |
аС
сат
| 109|
68'8
|в
Порсеа иса.
-нигип
а
И ипетоп
оламев
иоходвифи
омоиф
чидоф
ас
е
аа
|
УТУ
Q
кеннет
игоонхдовоп
a
АдАлноч
Т
-ogedgoəH| OJJ
006|
ЕКГ
/
006|
|
08 |
006|
008|
0001
|6б6°/
|
вв
уу р
46'8 УИ
сел
98|
|
$'8
—
|
602.
Е
то
25
ШЕ
ер
сера
|
9'01
киеда“| ний
______
____И
О —-—
ОИ
____|
—„——є—
—--—-_———-‚—-Ы—
08 |
9
~
085
ж
=
Чотжейдех ихдовча
€
итоонхдеяоп
H
|
иомдонча 5.
z
Я
1 |, c68
хоодиоцей
ар
модолемиуни
Бе 9:
Осе
t8
00,
L'I
09A
4 11
| 665 | РЕФ
то
РТр9
и ||
2119
|
| 99'6 |
ав|996
zo 1, || 18:9
а
|
се!
| ша
6 |
се
| 68.
‘Ol |
ко
9инко1202)
ИОНЋОВОНЕЈОА
воовуу
эяне1о иди иоминиеало |
=;
=
OY “їч ‘W игејлоџ
конедя ичяотооуу
А
71
|
Lont
І
69
05
Erdey
“ср
эпноэофиит
711249940
зониийозениедо)ойлопоявиойп
08
0?
OY
‘ии
4:
зонгопец эоньАривиода
|
|
YJ
кинеяофигш
сс
-
|
кр06
CHUN
`
|
91
:
:
ст
о
;
|
:
а.
ВНЕ о
|
чәл
ЕОНИ
= о
ог
ИИ
Шы:
|
Ми
iN
СЧ
Е
је
ата
| |
-офииш
ки
кине
оран|
= = о8
‘Y
©
а
лаганнан
40
|
омопни
005
0 08
0 02
| 0“
е
Q
">
=
=
ч
ый
©
а
4
==
=
==
Y
а
5
=
9
=
J.
=
Ж
>й
=
zE
5
95
том
7 99
5
И
15
36.9
9 80
9
Я
080
от
а
>
=
=з
в
040
090
СР
ју
ОР
68
ве
LE
зе
006
096
се
РЄ
GE
вани
=
Еходнидјј
ыш 5
dronea)
ПА
се
006
УР
СР
97
=
=
а
ха
dion
"Па
р рн
оү
mo
ра
=
=
даа
к=
080
01
ЯОНГОПАЯН
>
=:
=
СЫ
Е.
BA
ja
| ||
Ос?
02 0
За
5i
==
=
га
Ki
=
==
=
ст
==
та
е
|=
=
g
ја
ща
а
=
=
8972
16 У
=
=
ет
ге
==
с/у
с9 с
18 6
09$
за
зи
| або © | У- | ==- |-==
Газ
A
189
99
90 ©
19 7
ҮГ?
с С
‘|
зонгопон эоньАмпкиэ4а“тн нии
эонконэн эоньАтитвиода
Ш
ӘН
Z
зониидозонподођ)оваоповеиоди
гпногофпу
упаодголо
ЮР‘сү
26
819
014
во
с0'9
06 9
бе с
9б С
€L Ӯ
=
090
0270
01
0/°0
$6 9
са 6
Е
{©
=;
а ©]
01
ps
те
Е:
91
=
=
та
7
—
=
ШЕ
96
=
ге
661
е! 6
65
06
|666 | пс | се
16 6
СР 6
==
оре
уч 6
ус
а
об
пе
| 267 |
98 5
с0 8
ге
99 с
ШОО
66 €
16%
07
|
ОВ И
59
09
ии:
08
JOHhALM
14
OY ‘ми YT виневофигш енигүг
КАЧА
пиар
“ли
от
с”
#
ИПИЕОП
эмәтнИ
y
g
та ше
мобпидц
“с ‘ии ої
вт
“а ‘им ог |
даамвиј
|
9
-
ды
[ү ка ова“
9
Туле
а и
1
енигјр
и
мы
кинеяофигш
“Т WW ОП
жый
096
е
0
79
066
007
001
ча!
091
9g
15
08
IE
вс
сс
-
ха
УС
бб
08
£9
|
а
“а ‘ки оү |
02:0
01
у
09'0
0/0
0-1
S'O
0
от
080
020
090
020
01
‘115 “ии ош| _
фтзиви |
ходпий
кинезофиит
| ен
дтолвиш
06
15
81
61
11 |
в:
Е
о
=
899
80
16°
797
BT'S
ще
32;
08
јуд
сет
187
LIY
97
168
001
108
ag
Де
66:9
802
са
919
8/9
06
9 66
ше
19
05:9
се]
КЕЕ
98'8
39'8
КО
669
984
005
086
кинеяофигш
‘YJ ‘ми от
П
КО
611
24:
сс:6
о
пе
916
то
|
E
621 |
6/8 |
672,
ЗА:
об |
|
Ст!
BOUS
Л
901
гат
99!
с01
911
у
8/6
011
826
9:01
1°б1
191
81 9
9)
сет
641
бет
9!
зна!
99)
гат
да
911
Геї
18]
066
|
тоим
с
|
9:61
6:65
код
091
681
6°61
та!
с
РБ
ча
191
671
Гот
981
007
гпногофпупплодадвго
у
зониидазониодђ)ойт1опоявиойп
erde
'сј
эонгопэН эоньАтшкиода“пн ний
108 |
€29
/ 99
168
97'9
96
869
0'8
$69
091
вниг
эонконэи JONkÁLMкизда
--------- --------
']
ЗОНГОПаН ЧОНҺЛИШ
КИЯ49
——-
Ср
б
охетни
009
6 «р
47
Среднесерийное производство
НЕПОЛНОЕ
ШТУЧНОЕ
ВРЕМЯ
Шлифование отверстий
Карта 15, лист
4
П. Поправочные коэффициенты на неполное штучное время
для измененных условий работы в зависимости от:
1. Формы
поверхности.
Шлифуемая поверхность
о
Прерывистая
(шлицевая)
Свободная
а
С галтелью
а о
мш
С торцом
Коэффициент
[1,0]
0,8
К
1,2
2. Ширины круга.
Ширина круга В+,
мм, до
|
Козффициент
9. Диаметр
шлифуемого
Группы станков:
наибольший диа-
метр шлифуемого
отверстия Д, мм,
16
95
1,2
[10]
отверстия
4.
ности
о.
6.
76
40
|
63
0,8
0,63
и измерительного
инструмента.
Измерительный инструмент
Универсальный
А
100
|
Е
Шаблон
Без измерения
Коэффициент
300
[1,0]
0,92
0,8
0,92
0,8
500
|
1,0
0,92
Обрабатываемого материала, квалитета и шероховатости
(см. карту б).
Точности и жесткости станка (см. карту 2).
Партии деталей (см. карту 3).
0,75
поверх-
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ
НА НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ.
В ЗАВИСИМОСТИ
ОТ ОБРАБАТЪВАЕМОГО МАТЕРИАЛА, ТОЧНОСТИ РАЗМЕРА
И ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
Среднесерийное и мелкосерийное
производство
Карта
Требуемая точность
0,08
Группы обрабатываемого материала
(марка сталей
см. в карте 1)
>
0,05
|
1.25: 0:63
2,5
размера
свыше
Шероховатость
2,5
16
0,05
Ка, мкм
125.088] 2,5
1,25...0,63
Козффициент
—
1. Стали конструк-|
ционные углеродистые,
легированные
хромом,
никелем в сочетании с марганцем,
кремнием
вольфрамом,
1,25
1.2
1,0
1 29
0,91
0,86
ти-
таном, а также
инструментальные
углероди:
стые
П Стали конструкционные, легированные хромом
и никелем
. Стали коррозионно-стойкие
ропрочные
5 | јез
1,0
2.0
жа-
. Жаропрочные
никелевые
тановые
м
и
2,9
ти-
сплавы
. Быстрорежущие
стали типа Р6М5
Быстрорежущие
стали типа
3,6
3,6
5,0
Р6М5К5
УП. Чугуны
и брон-
1,05
0,70
ЗЫ
реквием
——
Твердость НКС,
Коэффициент
<30
0,95
30—50
[1,0
Среднесерийное
производство
НЕПОЛНОЕ
ШТУЧНОЕ ВРЕМЯ
Шлифование торцов
на внутришлифовальных
станках
|
Карта
„оаа
-------
Диаметр шлифования
5 |БЕВ|
1
Е
50
о
е 10)
3
4
1200
св. 200
Аш
50
б
100
8
св. 200
7 | 12,5 900
9
lso
10
100
16
200
св. 200
18
50
14
100
20
1200
16
св. 200
17
50
18
100
19|
21
22
25
|900
св. 200
50
100
о3 | 92 1200
24 |
св. 200
Индекс
90
200
|
на сторону П, мм, до
025 | 0,50| 05 | ово | 025 | оо |025 |050
до
Неполное штучное время 1нш‚ мин
1,22
1,40
1.62
1,80
| 1,34 | 1,38 | 1,52 | 1,58 | 1,77 | 1,85 | 2,14
| 1,50 | 1,56 11,69 | 1,77 | 1.97 59:05:12 34
| 1,72 иа
| 1,99] 2 19 99.57
| 1,90 | 1,95 | 2,08 | 2,17. | 2,37 | 2,44 | 2,75
1,31
1,49
1,71
1,89
| 1,45
| 1,63
| 1,85
| 2,02
1,37
1,67
1,76
1,94
| 1,53 I 59411.81 | 1,87
| 1,71 | 1,76 | 1,98 | 2,05
| 1,93 | 1,98 20,21 | 2,27
|2,11 | 2,16 | 2,38 | 2,41
|
5
20
Припуск
=с z
8.8
15)
на
Ох, мм, до
125
ЗО; |
|
ЕЕ
се
АШЕР
“|
Ôi
|
11
12
1
анааан
о
=> | | О
s2
Е кей
=
17, лист
АНЕ
Е
— | —
— | —
—:|
—
—.|
—
—
—
—
—
ВИ
—
|а
| 1,49
| 1,67
| 1,89
| 2,07
‚67 | 1,92
| 18919.10
1919 |9,37
|9,95|;9,50
— | 1,77
— | 1,95
— | 2,28]
— 12,35
- | —
— | "|
ара 2
|— |—
|
|
|
|
|
|б
| 1,69
| 1.87
| 2,09
| 2,27
В
| 2,07
| 2,25
2,57
| 2,65
| —
—
ща
| —
|r
| 1,75 | 2,01
| 1,91 | 2,19
| 2,15 | 2,42
| 2,33 | 2,60
ЈОМОН,
| 2,09
| 2,30
| 2,49
| 2,67
|
| 2,46
| 2,64
| 2,86
| 3,04
Eh,
| 2,17.) ООДО 69
| 2,35 | 2,45 | 2,87
| 2:58. ШОЕД
10
| 2,764 19.851 3,28
| 1,98 | 2,34 | 2,43 | 2,90
| 2,16 | 2, Ба она 3/08
| 2,451 5
1208 37
| 2,54 | 2
9383,49
| 2,14
| 2,32
| 2,65
|2,72
| 2,29
1950
2:80
12,87
д
| 2,57 БОД 2,921
| 2,75 |2ИВУ | 3,39
| 2,97 | 346) 3 72
| 3,15 | 3,33 |3,79
| о.б
З 56
|3000 ЕШ
[13,74
3.23.1.3:85 | 4 07
| 3,40 | 3,42 |4,14
е
ж
|3
бу ы чыл
АДО
ОВО
ы
шышы
шысы
Среднесерийное производство
—————
мышты
НЕПОЛНОЕ
ШТУЧНОЕ
ВРЕМЯ
Шлифование торцов
на внутришлифовальных
:
станках
Карта
17,
лист
2
а аш
о ит ыу ту.
а
Мт
1. Неполное штучное время
Диаметр шлифования Da, мм, до
Е =S S
(сэ,
с
=
= ЕВ
~
25
26
ЭТ,
28
ЊЕ]
50
ГБ 1200
йек
и
ср
ОБ
= вї | 58
ад
Припуск на сторону П, мм, до
зн
Неполное штучное время Баш, МИН
Е. |0525 обо | 0,25 | 0,50 | 0,25 |0,50 | 0,25 |0,50
50
100
200
„|св. 200
ААА БАЛИ а
-—
-—
—
а
а
а
Индекс
2323.02: 4 До
ло то
3,60 | 4,34
3,414.
1988:
3,91 | 3,74 | 3,94 | 4,66
3,29 | 3,89 | 4,01 | 4,87
=
=
—
—
-—
—
—
б
Б
В
|Д
състои
3
ж
е
11. Поправочные коэффициенты HA неполное штучное время
для измененных условий работы в зависимости от:
льного
1 Наибольшего диаметра шлифуемого отверстия и измерите
нта.
у
|
инструме
Группы станков:
наиболъший
диа-
метр шлифуемого
отверстия D,
· Измерительный инструмент
Без
Шаблон
Универсальный
измерения
(ка
Козффициент
мм, до
100
0,95
300
[1,0]
500
1,17
на
АУ
|
оо
0,85
0,97
0,9
1,1
1,0
2. Обрабатываемого материала, точности размера и шероховатости
поверхности (см. карту 16).
3. Точности и жесткости станка (см. карту 2).
4. Партии деталей (см. карту 3).
III. Подготовительно-заключительное время брать по карте 13.
ГУ. Время на установку и снятие детали брать по карте 14.
6 Зак. 213
|
81
-----------1--——ы=—
-<---<——
--------------4----
Среднесерийное
производство
ЕНЕ
са
4
вниги
а
|, =
р
г]
5
о
Ж
|
| .| |
=| о ~ 9|15
DS ANS
elg
О
то=!
Ф ев)о
|»(сс
ОО
95
N
е
|
= =) > z |:
с)
ОФ
=
то
Е
~
==
|
©
|
|
єч
|
Nо
=
Е
S
©
Га!
=
=~
и
па
а-а
|
[,23 |27 1,35
ез”
ж
1,46
1509
l ‚57 1,65
—
СО
CN) =
+з O
нэ см
со (~ с~
|
>
<> “> СЧ
СУЫН~
о
СМ
—
—
СМ pæn =
и
еро
Че)о
сч
о
—
т==4
=)
|
со со <>
1, |1,84 1,93, 1,97; 1,98 2,041 2,1 2:21
А
со со сә
ное
г
н—————.---——_—
ә—=©——“—
_—__-“/!
ННВ
онан
----
|
pag =ч
со >>
оо
O
см с
=
—
|
1,08 1,07. 1,12 1.16
1,32 1,36: | 1,41 1,45
=
0,99
1,28
1,73
А
sse
ҮЕ
ЖИН
ло
©
ог
б
"з
82
Бе
сеш
к, фе]О|Е >| S а
чер
~
ени -игш
нинеяоф
С
OY
со
оде
а
Шлифование торцов
на круглошлифовальных
станках
Карта 18, лист1
Г. Неполное штучное время
—
к
Д
=> S х а)~ о. = = x T© 2 $ =| SIl
ч а СЕ > zi ца
ог.
СИЕНА
“йи
кеиекФеиви
|
що
—
со
=
и3|
‘WN
СМ
ИИПИЕОИ
НЕПОЛНОЕ
ШТУЧНОЕ ВРЕМЯ
|
1,08 1,12 1,18! i 1,24. 1,26
| 1,38 1,41 1,47; | 1,68. 1,56
‚ 1,85 | 1,89, 1,99, 2505 2, 07,
|
|
1,59 ‚ 1,65 1,84
| 1,88 (1, 95! 2,14
2,40 2,52 9,70
|
12 67
' 2,74 2,92 3,23
` | Среднесерийное производство
Шлифование торцов
на круглошлифовальных
станках
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
:
2
Карта 18, лист
ое время
Il. Поправочные коэффициенты на неполное штучни
для измененных условий работы в зависимост от:
инстру-.
и измерительного
1. Диаметра устанавливаемого изделия
|
тн
р
ы ы Ыыы ш
мента.
ЕЛА ЧА” ыыы ыша
ыы
ане
Без
|
мент
инстру
й
Измерительны
Группы станков:
|
Шаблон
|
bih
Универсальный
И
meee
ливаемого издециент
Коэффи
лия D, мм, до
0,9
0,97
1.0
360
1,0
ү
500
шероховатости
и
ти
точнос
ала,
матери
ого
9 Обрабатываем
|
поверхности (см. карту ПО)
3 Точности и жесткости станка (см. карту 2).
4. Партии деталей (см. карту 3).
по карте 4.
III. Подготовительно-заключительное время брать
карте 5 ІУ. Время на установку и снятие детали брать по
1,1
размера
5.1.4.
Плоское шлифование
Среднесерийное
ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
ЧА ПАРТИЮ ДЕТАЛЕЙ
— Карта 19
(или диаметр)
° Длина
И ола
у
и
Время, мин
=
=
a
1. На наладку
LETS
станка, инструмента
_—__[————
их после окончания
обработки
5
`
обработки партии деталей
станка
времени на наладку
ПТ. Добавлять к ттш
сыш Са тысы
ч e
E
а лы
ra A AE A
автоматического измерения в про|
цессе шлифования
|
| При установке и снятии|Дискового
шлифовального круга |чашечного
|
сегментного |
8
|
и сдачу
7,0
9 | Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания
3 | При обработке в тисках или специальном приспособлении ·
|При обработке с приспособлением
4
menaa
и приспособлений
T
|
| 6,5
·
1 |Шлифование плоскостей
начала
до
блений
И. На получение инструмента и приспосо
е
aeae ee e
кш ы
| 2000
_ (400) | (800) | (1600)
й
Е
| 1000
630
Вид обработки и наладки
©
станки
Плоскошлифовальные
|
==
=
производство
1,3
1,5
10
10
ак
2,0
10
_
<H
9
L
|
G
су
1
|Z
иро
=
=
4
=
Š |
©
я-
6
л
д
има веу
у
“|
ышыщш
©
< Ф
от
о
вр
азияоне
и
1з/
чїннә
Анын
ы ы
(етехо@и
ЕО
-в4ооэн
|
ияЧәя
кевннето0ед9()
299| -144
9
5 |
8
01 |
|92'0 1660
trol |ее'о
egol#'0
190 (сио
евў
оќньќая
ний
В
|
похйопяя
|
дс8
кооАйәнәЧ
19
раа
106161
05 18
||
ЕТЕ
,
|
И
zeto ғ'о| |19°0 его
|
ОС" "092"
ој92"ојсе
0[6® ОРУ бу
0126'0
01+. 067
9.0198,
| 1 =
6/°0]0°0
= | 96°08Р°0
| —
|
[е
!
Гтоиг
дд
нББкБккБы5внБ
Smar
внжББЪ
|Рб'0 16°0 |Є©'0 |69'0
0119:0)99:(68,0182
0 | | —
0‹1|Р8°08
| — | /°0
—| —| —
04880 8t0 06L 18:
0168:М.
||
(90 98°0 |68°0 |66°0 от
tzit]
je|
Z|
=|
|
пода5)
f
игрдӘ
‘М ‘JA Е ОБ
Рт
елдем
‘05
T E
кес
39
~
опногдофпут
әониийәзәнтәйг)уоя19поавиойп
ао
|
>
гоз2оујј
1600 1800. јео со | |01
я
Р
зе: +
њиве
РТ
та
|
N
тт
|
1 | н со|
tohtoero]
z'o lezo0
|
Z - |. 25-0 0191.0: 191 6.0
| 0 |с2' |980
©
16601 660 |15'0 960 let0 РР
>
вот
|—
вяяипто)
nodaroo
O|
-нелоовдоогн
_офигш
|
О
=
ра
|
|
ИУ
чїрәїї
тт
әннвозоог) Сех.
ОЛЫ Бра
1100
$00
МОнһояоне1оА ее
Ево
2
Р
:
ияфоящчя
бо
=
ав
не
итоонхдеяоп
аНЫША
|
(винен
олон
"олнино иги)
хехои1
игез
ш
909019
ихаонеіә
|
ќ
ы
|
JOHIrFJLVI
кизаз
УН
OWOUDA
АЯЯОНУ
и
1ОЛА зиткно
а
ХҮХЭИІ
:
98 и
ЕЕ
сс
ојта" Цер“
ојл" цес“
обр“ Це!
ааш "0068
09е 196
оре
па.
Тео
0182"
|62'0 20
0
ВЕ
оборы
190
|
—
|
—
оре
|—
|—
Цел
|
—
ве[—
|
кенкит
:
737
6
;
|
| |
ое
EAR
———
|
и
и
ара
ти
ера БС реа
==
БРЕ
A
‹
с
|ә
РИ
ү
ЖЕШ
с
ыйы
т
кыыз
620 |90 | —
ЗАЛИ эйр
реж
СЕ
ле
с
|—
|—
|a
|
9
дар
|—
|—
е
|
ЛЕ
|
\
І
‹
|—
‹
доста
со ||ср' ес 190-16:0808/:0
|
с
01
с
0
с
Ре
Ө
с“ору“обе“оре 0106“ 005" је" 0 10 |05°0 |—
је
|— |—
с
0990
|—
|—
0.166 0780: 67
=
=
|—
-
— |— | — | — | Ци" 049°0 |19'0 asoj
|—
}
т
0 0 [09°0 prof
о 0099"
(— | | — |= (е'
|— |—
с
|—
х=
— |се'оо'ојвр' olro {вео eeo |—
| |
1
т
| |—
|
|—
|
||
[21:0 | —
04260 1060
ГО
—
0095065. 055°0 1000 осо
|
|
|
019
0601690116016:
|
со“ 0- се“ 066 Об 0910810
ЕЯ
Р
-доння 5
мойи
-ои94 иоя
|
ада Е
очзпни
|.
|
Н
|
в
ар
РАСИ
(кинева
-офииш олон
-ђодипоо кит
|
KEHHELOQ
са
81
И
91
91
Е
е]
||
| хехоиг g | 01
-РИЗЭНИ 2
ИИЯЖдӘЬБИЪ
(виехойп | иоңиж
|
оини
|
си
кеннегоовдоо|
| -вддоен иги)
лаа әд!
ияйәя
У
И
еб g|
'|
дид
охепни
;
хехзи.
ХИҲәӘҺ
хишо
|
эәинрьәнифб
иір
|
ънепойво
С)
Ф
За
чтияонелол
и
чъкно
|
|
|
б
©
р
Бора
е
|
|
ДЕ
э14ея
9
9
Y
|У
членомиди
о
J
|
е
6100
а
Oaш
ыкы
166.0
|РЕ'0
6600
1600 |20'0 1600 |11'0 Го
[91°0 210 |91'0 160 1960
860 СТО 860 960 [ze'o
610
И
У
иа ост“ 09т
с
5
10615718
08
и
И
H
$'085'0
|—
0&6°086`06
088үр' °0[
99.097.068'0
— | — |88'0
—
0990660|/9,0©8
— | —| —
АГУНЫ
|<
иознэипиффео
0)
х
Ж
|
пода8) ниж
|6
їоис
0108096
066 оси.Ву — | —
eidey‘05
әпнрдофпутп
оониидозониздаовлоџовеиоди
304I0V
игетеп
‘W ‘ія оп
F]
[3560 ; со | í |01
|
ЕН
:
вов]
оАивА
то 0“ г ‹
|
чгюгәү'
да
| |
игугап
Jero |01°0 210 910 160
бн
эчвонезодэдэн
ишелеш киәйя
оп
|
на
динвотоо)т
“|
: дотгяедеу
вр в 100
| “о
|“
| Оз
59 ав
| 0 ieo:
ИОНЋОВОНЕЈОА
имдәяма
| О
вар
|
изоонхдовов
:
|
БЕС
|
!
:
АЗЯОНУ1ОЛ
И
кно чи:
ХҮЯЭИІ.
|
хехоиг
|
кеннегооедоо
вод) ча|
|-1нәпояєоиги)
|-еЧбоән ихдоя
имаочий
с
веннео0
си
иомижее
|
(ешечофи
|
-итеисиди
6! 4|
0g|
[С|
сс |
=
=
0050)
|
изчонелол
| FA
ишвлеп
|
r
= "|
5 |pa
=
_
|
=
|
|
1
я.
зонфизпулононоя
кизая
УН
· у
+
|
---
|
|
|
|
со
|
о
ЈЕСИ
—.
И
5
РЕ
3K
реа
ә
пт
Корт | гай | 9:01 |
Г
А
г
ВУ 79077
р
ВЕ
я
л
с9 | 919
св 9
—=—
|
|
660
-----
90
8
а
Q
э
РРА
|
имдовмча
ет
|
|
кен
зхешни
_ ИЙЕМ
-НЕГН И HWEL
——_—————
(емчишло)
ииетоп
эиото ЕҢ
-700 киАЕ
мәинәгпәйя 2
изоонхдовон
рчаонвтолд
0035019
оинко1202)
понвояонвгод
|
издояща 599| кеннегодедо0
иеннетоо
-едооэн иги
-негодеддозн
-пикло)
| -ипоо вии вх
|-икш отоньод
(кинеяоф
——————————
ионнәһәи
-egedon АЧАг
|
-odu емдовна|
-HON оп) кво
©
ти
н
=D
Е
нео
gо
ФЕЕо
де"
(итоонхдеяоп
„„————————
9
тел
ДЪ
y
9°6
вет |zerr | 65*6 |96'2, |54°9 |бие |ъ0ес | 18° |ви
ита | 691
1
С
ZrE де“е | #1:
Поб
6л |891
с
.
2926 | 986
895
сетобе| ота
реа | $0°9 |Рос |80 7 |88'8 | бе|
Кор
с6'0 | 680
сое
01
| ее
| 211]
ет
сср | се' | св“ 1 |99°1 | е
7
96
|е]
98|
9
| гу|
доза | 21 6
958 |8
6|вео | 19|
с
7
>
оти
|
ОСУ
е| 85
ср
ен) нии =) киода
18'0 | 87 0
ро
Ур | бр | ВРУ | соу | дет
Тар 071
1971
61:1 | 891
06139
а
глоипкоя
а
А
'
С
Је | 161
НИ
8
с6:0 | 680
а
иеме
ереси
ык
260 | ес |83161.
ЈЕТО
ов
|
О
и
61
ом
НИПИЕОП
6'1 | РСТ | #8'0 |82,0 | с.0 | 190 |990
ООВ
(иэквлэи хамеранинене.оА
Е
О Ц 061.
|
OY ‘ля “үү игә возеву
—.—-—-—-—
87
0б
61
91
11
о |
с!
РІ
|
и
2
мә
$] | eH
=
=
©
©
=
=
.
Оно
~
кен
Ри
ниезнеин
ИЙЕШОО
киќат
-иногнподм
опого
HAJOHELJÁ
|
еј
0095019
у
зхулОм зони
|
1
С)
-аишто)
(ехоид
кен оп)
(киневофигт
OJOHhOdHY
кг -90
19'0
Чонһодәйєей
б
spz
|
ус
5
ерес
|
со|
erz]
|
26'2
|
се|
росе
| ес|
бет
ве
|
92'1
|
сбуби
896
|
сс| зс |
98$
|
ес|
962
|
91'9
|
67|
29'801 9
266
|
лес
| ба
18°$
|
509|
СОД
ОР
70'9
| 192
27|
666 СИ Elf9
гл
|
209
|
сее
| ве
ве
| У 96
вос
|
61
9ет
|
хмиоенигавне
(иэгетэ
лоХ!
05
тес
| "891
| 6 ду
сес|
|
тмогпиом
06
стои
61
ар
8
ош
Че
игелоџ
‘W Я
idey
‘05
380
| от |
|
S
воовуј
т.
гпирвофпут
зониидозениедо)озхопочеиоди
эо20и
895
| 6'2|
10'2
|
|евт
840
|
нии ен)
01
89°5
| ба |
ср']
|
вр| гр |
пеши
лс"
|
96'1
|
веч
|
ezo
|
орге де
оре
61
661
шшш s
вида
4 “*«д.
а
90
9
фо
(игоонхдаяоп
с
-негооеддоенeydoang|-WOKO [
|
б
[
веб
|
ионнзвгисвд
АЧАтно
-эн х
келә он)
кеннегооедоо
видоян-odu
а|
|
-
оАньАа
~
AAKVIK
агътоп
БОЈЕ 960|
Бе
Ф
ок :
со
ущ
“БЕ
е, Ф
9
чгизон
и
еод
чавно
АМЧОН
и
УЈЈА
ЧИ1ЕНО
Ионвояонвто( бане О
издоящя5
изоонхдовон
ср
Arold
әинко1207)X
УН
кизая
УН
ра,
вН|
62
се
ее
те
oç |
4]:
ерү
96
16
|
сг |
pZ
55
је
ес
имемнеми
имелгод
и
изиногподи
|
илеянеги
околоеп
мојом2
|
изинокноди
ийгшоо
и ‚
IOL
>
|
З
9
|
год
DE
|а
mydəgsg
(әхәи
Ше
-eed
HOHhOLƏW
кен. оп)
неннелооедоо
exdəang|-Woro І
|
е
>
8
9
р
с
Z
0 О
rA
|
82'0
|
29'0
|
97'00) 68“
190
|
22'0
|
ес
|
л
9
ома! в |
|
оре
|
ес
|
ecT|
взет
|
сг“
|
960
809
Ре 89
01
|
68'0
|
720
|
9$ |
гбее
| в ву|
соев
|
116|
|
61
891
|
|
21'1
|
ге
|
891|
ес
611
|
РІ
вео
|
гв
=
БЕКЈУ5 ==
6'6
|6| —
ъв |
28'9
|
порт1 89
| с се
|
197|
92'5
|
92)
67|
===
=:
06
РП
но
==
=
=
СЦ
91'/
| 8 96
981
0
ВП| бс
9
9е*е
| зе |
98°1
|
беЦ
гот| ЗФ| 6+
086
ст|
822| fogts 96'8 огон ви
абе
| сее| Ze's
| 19°6| 46'9
| 7679
| 782
| 156
#0°3
| бис
| 15'9
| бел
| /1°8
| 968 о
561
eeo
| 0'1 |
ggl
вее
вер
96'2
| 6 89
|
у
©
б
99
са И
с
И
>
рге
|Они
л.
за
|
дейи. сг у.
ОЗС
ове
851
1001 | 008
9
ЕБ
обоев
006
ЕН
596
Пи
=
Часы а сее
|
РА
е 16
ОУ
921
9
КА
08
Бри адска
ен) нии “9 киода
02 | 0001 | 008 | 005
1чәгпиоя
08
НЕЯ
|
вооеу
|
KELIK
Ива атола овие
|
ILKKO
8
796, | 9
би
тее
и чтизонех
1
an
=
Е Зе
‘И
ЗКОЈО
УН
-НеКП2
а
-год ки
Ви
а
а
|9
|.
„да
-пе ЈЕ с
ЕН | 2
Е аго
-вийло
кила
е
кенн|
-ооеддо |ижешод
-он ии
=
-поди0 | 1
| миоиног
-оокйоО|
имдов | кеннеј
-44 599]
»
|
ион
= = О
Е=
| ИЕ
оно
асе
Е
ин
ае: о |иядәятя |о
05
-ВОНЕЈОА | E=
|“
= З Е доглейдех -В12А
зин 9002010)
сее
-во1209 | ?
БЕС
ИМЕЯ
шше
ы шырыл
ла“ зињ
ав
игүзаї ЗИІКНО и ххяяону1ол ун кизая зонаизгулоиопоя
“иочинизапош
Sa
дянето иди иочиниечлоц
О
конедя
вън
-
С
Оя
ии
о
67 | СОТ | 98$ | 8956 | I
У
— | ес 8.01 98,8 |92|
[вец соцеввр
"ој 9681194 | 5.51 9.01 $4,8 | 86,2 | 565 | Е
С
0 9 ИО
е |об
ЕЕК
11:8 | ва | 99 | 196 | tos | 987 | ОС|
||
|— | вец
|—
—
Е
ЕИ
со:6 8
Дете:
10005 10005
(нопегоп хчиэванкаенетоА
а
:
0003
а
|
сс.
OY Ји ‘W иметоп
“06 етавУ
|
конедя ичяотооу
Е
== ава рова ел
утоиг
P
ОР СИНЕ
овтоповеноди зониийззениеду
пп
За
90
|
91
-002400
зяешни
и
R
ре
сб
-2доозн
|
-неии |
ние
а
16
|
2
ийе:
ева
06
61
КО
21 |
д]
и
Е
С
Р#0'9
|
вст БИ
зе‘
|
ЕЯ
9
(әхәий Р
zst
|
96'2
|
е
056
оор
966 26|
C
аа
сц
9
я
1
со|
ea
=
Y
те
лєке
16
|
со6
8
еш
а
А)
АГУ
тесты
О
ше
ж
Є
и
ус
МД:
к=
ори:
а е р =
2606
оре.
29'6 9101
Зара
| ЕБЕ
264 698] рер|
ЕРИ
ое
1908
1805
Оса)
Уе
095
С,
|—
ар
Пее
та
Ри Н
ааа
E
ат
681990
16|С
па
>
-
а
ВГ
ео
СГ
Е
она
Савоя ЖД
01[/6°6
6
р
|
и па
СА
вете
|—
|65°6
Е
991| == | |--- „ =
9'/|| #8 |
ее |
ОЕ
Г'ЗИ
29'6 8°01]| е
ВИС
ТВАЕ
19'8| со
вод а
20'8
|
Дец
ооо
toS
|
#22
ИВ ПРС
ə
eez
|
96:6 лир
КЕ 69) 881
бола E e e
Kre.
15:8
|
26'6 21| с |
Все|"
СО
тооц
ветоко лс л
УВ
ЛЕЙ
28'9
|
КИ
ова ве Ler оз| —
681
вер
56| — | —
вме ам
тб РП)
соц
вей,|
sez| o's| со |
зора
| —
ezhel
g
иа| =
Св а
eot
|
сев
zert
а
E
аот оре пац са
вядояча|
| |
зе
ион а
-хдеяоп
ионнев
оне 9
ое|
ВОД
в
уб| pt
769
|
166 001
18%| 1/*с|
29'9
|
sze
i
све
|
р тоо
я
|е
видача
|
т |
в
gI
$1| ен
И
с!
әголо
|
$
ol
Р
г |
6
и
1 |
8
иги
ихгелэи
киногподи
СТО
одойев
от ончгетинпопоп
ен нии су ики ниги ичижех ен нии
[98°6
[#8
90109
|21', | 9Г9 | 68 6
(иишчнәй
иги)
ре
075
Е
1
6
=
Я
иномода
бе
Амонвиг
зинећомиајј
јодџоко
а
2
‚ | adlh | 86
год ви | 66
иэинаи | 16
HWEL
-нвеиц
ИЙЕМ
ний р)— (чаоавяя иги)
кинэгиэдя эвьАко Я
yon
ехдәяз9
-008000 зколо
издон
=
>
=
96
кънжопо | ненне | -подиЕН> |
| 96
-eed оп)
-һо1әи
(әхәий
YƏreLəN
=
нЕ с
БЕЯ
O
овъбпо
аакиявоош
У
итоожипохбозн
a виэ4я
-
0,5
87|
08с
Ф
Ф
лэ
светва
|
4
ите онов зага А
ЗОНУИЗЈУЈОМОНО
сw
ВИЕия
| -ƏY
јео
7
|5. оо | издонив | Жано
| =
ионьояон ‘понед |
©
Е
ОН)
|“
ЗЕ |Чэляедех -Е1ӘА
нЗеб
=
созо
әнн|
©,
-кол30 5) 9
В 5,5
заели
‘|
а б кл чысын
ЭКО УН
|
и АМЧОНУЈОА VH КИЗаЯ
|
и чгияонеох
|
иитчиоо
ЕУ
6,96 с 06 9
82|
814
121
Део зе
те 98,6 |26.2
21'8 |2, 9 | 63|
6.08]
ВУЦ
9.18] 8.06
лопойь
„нел е а и ја үе
вн
си 89,6 | СЛ
имижем
поинеяиниичовд
|
Ииишо/шәгооп
^ "Книпойдто оАүжех
|
|681 |9'91 |вер
|9'21 | 211
ен) нии “9 киода
сс ыс шысы
ЗИІКНЭ
чгълой ILKHI
зянето иди иоминиочхојј
02 | 0001 | 008 | 006| | 08
ачеипиоя
00б | 08
м
(иэгезэи хчиовзигаенетоА
=
0 | 008о
|
10006 [0001
|0006
адны
R
leel
|— | —
|
|-
шоо
АЕ
|
атиявойди
|
|
еве |все | 6,94) 6,16] — |
ж |—
|
—
БИ OAST у=
1680 есе
1
ааъ
|вев рос |8'81 | ДЮ 851 276]
|—
|
-ов1 х ИонилоАдто
—
—
сет
ром Пн
0009
|
егоогу
днк
игулаш
“иозиниечлоп
от JA “уу изә
|
-монеди
Е
гомооги
“с е14еУ
конедя упавојоојј
созин
апновофтт
оятзи сясиоди зониидезениеду
Че За "АА
Уыз
ар
——
_„.—„——„————————————
Бас
|
5
6
Z
8
-OI
с
9,
омогни
0
зин
ходио
иис
НЕ
| р
006
34 |
001
Sg =
06
9
-гяофишш
| 01
ЧАН
€
[4
чыгу
əosondəh|
монзин
| иги Hh
FE
ФЕ
=я В
| | ең эмей
ЫЫ
УН
зонаизцулоиопоя
6 |
WOHLHHJVW
©
|
оАньАДя
Ва
| О ебе 0 ив
арво
TANP
PPA
| 9
кые
е. и
| я
=
| І
ЕТАР
85'0
|
OAA
#62
| 2 |89
896
|
66'5
|
| Y
| ә
a
820 0 78
рес
щ
| и
за
| 3
|
05
же
Ыс,
“и
==
a
| W
ле
ET
е
ау
—
Fa
| H
Ж?
Ea
E
=>
ка
к
та
ж
1220.90,
|820 —
960
|
РО
| г
УЯ |
саз
сх
йы Шы Муса
=з
z
СД ИО л
|906 e
Ts
=
| ж | с
тт
A
==“
|
| 61 | 06 |
;
хчиэвяигяенетоА
(изпетеп
8
ән9
алк
| 480| 06°0
| со| си“о
СУО 60
ыы
У6°0
|
тлогииох
Оох
Гре хеп 1 съ:
S
O
E
э? | Р де| 6 19а
621
|
РС
|
a
И|
ния ен)
7601980
|
СООРО6401
ОРО0 те“
190 0 92 | 1 90.
аа
Бен [А З
а
—
= | О АБР
Реа
ео
766
|
106
|
56,1
86| Gri IV ‚6 8 |
ЕЕ
те
е
киода«я
Er
8000711
È | xrm| адо
кузая
агътой
е1аеУ
‘05
фач
=
и
дзяонулгол
9012
члияонеток
и
чтьно
ЗИІБНО
©
gS
вое] игелоџ
Чу ыу OY |
"о
9 = 5
ыйа”
С E
сонда
сеа А ЛУ Дат
Чэляедех
ЗЕ=
100|
600|
900| 800|
260
| 90
1 |© | S
им1о9еддо
| о <<
7
5
У
«
Ар
;
|
VH
|
оозопђ
-яонелод
|
5
“|
|
ИГУ
|
<
әониийәзәнїїәйг)уоЯ19Появиойип
га
4
эпо
===
ЦЕО
==
ИО
#9) киода
О
три
ју таи |
==
|
— |
|
610
|
60
|
| 0 е?
120
ындын
СО
РЕОЎ ле ОЕ О
ен) нии
Жас
со | 220 | 800 | 500 | #00 | 100
1мәгниом
и
1
—
ОН
ГЫш;
|
©
о
|еес | 105 | 761 |901 | 780 |820 |7801680 | —
|—
|
С
|об"1|201 |zri |68°0 |22'0 |190 |99°0 |29'0 айа
ОВОЗ
о 1 ОРОСО
5
———————
`I
91
71
СІ
-JEN H|
Е
О
==
||
21
оо!
око
СІ
ми 60.0
'зин
ходио
зоволоић|у
-вяофигш
-ƏY ия
иге}
90207)
Чэзяеаех | -чонелод | Е
Ия1О0РЧОО
WOHLHH
с
е
1
зе
чч o|
z a
Бе
= 2
З 51
а
ще
=
32019 МОНЈИНЈУМ УН
И АЯЗОНУЛОА УН БИЗАаЯ зончизтутомопоа
о
ЗОО
8
от ‘JA ‘W игелоџ ев’
ЗИІКНЭ
агътош чавно и чгизон?лод
гитулап
оАньАДя
|
|
хайовя
ИӘҤГРДӘП
10|
(иэкетэи хамовчииченелох
61
“г erder
|
|| |
|
29'0
— -|98°0 |16'1 ea
06
утоиг
И
| 0 зе“
22'0
О
06
опногофпут
оятзпоягиойп әониийәзәнә@г)
94
аох20и
|
вс.|
922
|
ес |
а
2с
овосни
ХАЖ
июн -оя
иннкочо
| g
|
индинде |
эинкһәиий[|
и]
"ӘЛИ
|
quady
001 |
СС
a
|]
Б,
его
|
T
Исе|
|с
20'2
| ва |
де'е
|
УГ
а
дос
СО
а
20:6
э14ея
Y
ур
сс|
896
| ба
ш
Тасевшс|
967
|
E
О
әмноне1оЛәЧәп
попвтеп киойа
оп
Q
51'2
|
29'1
|
ва
вс
реа
20'Р
|
ср | е зе
|
1б
ае
09
61
ге
(С |
81
— |
а
си | о ес
се
21
0
тоу
91
9
аи:
ер
—
=
3K
РГО
100
5
и
| ==
ч1внэииби
ә
СОР
gee] — | —
ве
р
мознэипиффеоя
'3'0
вест
9861961161
|
Се
| др
2196111
97
Т
м
| и
ос
чу
| е
| ж
| ә
| т
| J
S
| a
|
| 9
с\з,
| е
AИНЕ
|
кырыш
иошелоп
зяяонелобофеи
подотемицни
цохдәячя 2
жыз
|
ий
зиневомнидј
ВН
охепни
-е1го9 мэинэк
2 егото
ИЙЕЯНЕГИ И HW
-поди
002019)
зшощононминлеи ЛЕ
изяонето
кида
издопая воо| вичаютэь
помдонлча 2
WOdOLENHYHH
ы
\
ш
шыш
и
ышы
9
аа
|
8
га
$
б
1
Е
о©
Е
=
Ё
оаа еа
—є———————-———-—————_
игелә
имдошча 200
жыйы 2,5
ы т
______...
<
S'e |вс | ФеС | 10'2
бол
пи
0E
|
981
|961 |
|
08
ре
Т!
|
| са | взе | 60$
601 968 |68.4 |70,9
Ф | 28 с | с
|
94) мозноипиффеоз о чїкнәйийп әзйем оп киәйя
|966 |
| с6е
А
—
6
81 | 166 | #8 | 869 | 70С
9'0020'6 |222 | ДСП
9“6 | 90:8 | 029.
су | са'9 | ре
Ру]
кей
утушу
д'е | с1'2 | 0° | РГР | де
у лр гы A
902 | 6618996
i
Те
009 | 005
гооеуу
омнелови моминиочкојј
| 00017
ний “8 киода
0$|
и
АЯЯОНУ1ЭАЛ
монеди моминиочмоц аҥгедәї чавио и чизонвод
у Ыы,
б)
айе
сб‘ |се|
р
о
08
аи
зонаиатулДоиопов
|
009 | 006
0001 | о
кёл
‘05 eidey
зигкно
OY ‘ах “үү игә
|]
монеди ишчаолооу/
ү
ө тоиг
96
гохооти
а
кизаа
~
зониидозониздђу
игу:
~
гпногофпут
ой13поясиойи
УН
|
|
пень мало Л, таа ~
жал. па босния Жа
сиды, Айы
пад аи Ж эмалы лат. гот.
|
сс о Тоого
|
а
его
ЖС
сто
12:
|
|
|
ср
[ОТО
ал.
г
г
=
1800 | 600 | то [ ГО
Го | 900: |60-0
12'0 | 65'0 |95'0 | 660 |ВГО |УГО |СТО | ПО | 600
осо
|
“~
сео | во | ово |61'0 | сто | 21'0 |11'0 | 1'0
:
| 8
©
=>
ний “4 киода
с
0160
|
Е.
ер
ED
Ak
900-100
К
|
|-20'0 | 800 | 600 | ПО
‹
9001100 | 80'0
НА
10126002
апътоп чакно и чияонеод
|
“|
кен
кен
кен
-геяи1994.
TORROQ
кенчкеј
Бен
9:997
20
С"
|
5
ёё;
SHH
пат
|-
9
1
к:
дитодоя. а
|
срина
азномате
-дозопоифи
кивзи
и
виси
в:
>кенаше
|.
° -новидот | enaren ен | с
КЕНЧЕ,
Урнига
Че
има | -ехигдоя
|
G
ооо
KERS
-90хіо|
|
Эк
950 |55°0 | 61'0 | 91'0 | его | по | то | 60°0 | 10:01 80'0 | 60°0 | 110|
за
+
92'0 | 22'0 | 61'0 | зо | ето | TEOo- 1'0 | 60°0
а
в
0
се0 | 060 | 910 | его | его | ГО | 600 | 80
05
оАньАя
OY ми ‘М игелеш гоову
“с йр
ииписон 5\
хкинагаоооноиаи ханакуипано я
| ипулаш зизкно и AAJOHVILOA VH кїїяая зончизтуломопоя
7. Зак. 213
= Етен
08
блони
H
4
Е
е
oaLoYoassnodu зониидозениейо)
“а
ее
у
У
р) =
со
TA
[1
|—
01 |
|__
6|
9 |
.
понзозиојони
|
-опоифи
`иинәгооо
ен у
шАТЖЕМ
омяонеоигелэг
я |
|
KEHIL
—
—
|
610
но
Аисиди
|
‘Члэояэоги
|
800
|
|
киногоодопо
«
сЕ
“|
SATNI
90:01
|
|
вят
2
enaren
| 21'0
9
‹
|
90°0
|
1110
|
‹
=
РГО
ра
ёго
|
с
-
|
Огъоини
|
апновофтт
260
|
210
|
ЭГО
|
8Р'0
|
610
980
кертте
т
72'0
| 0 62
|
ЭГО
|0 с6 | 0 95|0 е |0 те
8001200
91-0
1°0
|
.
дохооуц
ле:
зониийззониодо)оя13появиойи
глем
“а
игә
“үү ‘ля OY
оїАнһАЧа
воову
8001600
| го |
0 60|
с
яиеіәү
ре
р
сто
| Го
|
11'0
‹
чгияонелод
и
іно
оАшошәгәоц
чгелаџ
naren 0 60
члкияеоом.
2
-ваойиєво
әиләбән2о
енмәнин
НАИ |
ООСАР
СА Пр ЕУ
5
омотни \
и
-нанигих
_
«
EL
СЕ, СТЕЕТИ тт Е СОПЫ
С
издодп
А
СУС
РВИ
ЧО
тр
әшяойьнәүү| -новидој|
|.
-додопоифи
х
а
ВЕ:
кинә"
= |
:юге
у
омнаоноо
Е ||
=z
|
OEE
зонаизцуломоноа
кузая
УН
дмяонулод
И
кно зи
HEVIN
я
ханагуипзпо
хкинзичозопоиан
ыы
мы
ЈЕ ЗЕЦ И == ткн ме =ош чыр
|
|
He
66 1
6“ Z
ра
пер
др |
|
—
99" 1
од“ С
186
90
0$
680
е
| с
|
08
|
|
СВ:
eZ
ОТ
992
68'0
ба
211
ес
| oZ
У
|
Ре 1
cki
(е
оре
—
се
oe e
98°
00
др'2,
—
сое
62
де ©
-Z0 E
те 1
>=
=
96 1
|
006
| 01
сЕ:
1220
ний “94 киода
SA
99‘
==
г.
=
|
006
OY ‘ЛЯ “үү игелоџ LINW
29У98ИЦ
Ір ъдиг ‘05 глем
алиф
овзопоненоди зониидеданиедо
o.
{|
-
А
к
.
-
AHEL
Бард
неди
иояо120/
Heda иояозооуу
иди чиниечлоц
недм иояоооу |
И
а
иди хиниочлојј |
LEOU
_
е,
эяэтни
enaren
| 16
с]
yl
GI
91
МА
18]
и чгоохо |
Ди
61
Var и азоохоогуј | 04
|
$.
=
=
=©
©
визиЧи “члоохоо | 41
Е
погеи
|
|
киногдооопоиди
їънәйәгє омивоноо
иенагвіновийо | омнело иди хиниэчтоЦ | =
кенапеяичеа
венчиетносидот|
венагелијдод
кенагвановидо ||
кенагемитдоя
кенчиеановидо J
кенчиехи14эя
:
|
_ кенаиеіноєийо [| эн
У
:
атооядоми
ценвононеод
|
хкинзизозопоиап ханчгуипано 9
игүлаш AHLKHO и AMAOHVLOA ҮН Киза зончиатутоиопоз
=
10 6
009
Џ
1995
8
2
9
омеени
бнъая
ос
ноннозефномиел
иги ип
с |
З
|
иоязкояА нопоме
p
d
ВИИЖВЕ
ИояшояА
04095
таа
|
с
Z
|
оловоми
иги
с
б
огопочигой
-ве
І
|
т
5
©
нончгеяйАМОяшомАЧ
[
;
|
олоярэви
иги леияэни ОО
|
МАТ
60°0
|
Р0'0
|
20'0
|
/0°0
|
90'0
|
1400
|
90'0
|
/050
|
20'0
|
21-0 1-0:
60'0
|
20'0
|
6001900
|
20'0
|
го
/0°0
|
20'0
|
010
|
#0°0
|
ого
|
с0:0а
20'0
|
с0'0
g
s
800
ото
|
20'0
|
го
Р0'0
|
' 05
епо
со
10|
|
|
УГО
ОР
[2'0
020
670
60:0
82! oz
0
60:01
|
сго
|
1001200
| 1600
|
6001820
|
ето
[A
900
|
ого
|
ғо‘
|
киэаа“а ний
01 |
анноэофпит
тонг
ZI
игә
“үү ми OY
2аеу
‘05
әомәоү
e00] с с00| З то | ‹ seo
его. 2101
| го |
60°0
|
РОО
|
ср
яойижеве
i 100
| ие
винэгиэ4м
ра
я
воовуу
0
5
60‘ 0 аго
| ИИПИЗОН
|
100
9090172)
| | |
980
ру
әониидәзәнәйгу
60
зонагату
кизая
лоионоя
УН
ЗИНЭИЦЗ
и
аяу
зинзицзаая10
игулдаш
9
хчанчгуипано
хвинаичозоизиаи
оятопоявиоди
»
2
с
е
ш,
|
и
€
сос Есе
W
9
ЕЕЕ
Е
Y
Ј
а
=
~
за
СГО |610
е
|=
810
го
у
|
И————
с
с
©
-
|
80 0
===
|
|
иЕЕЕЕЕАЕЕААЕАЕНЕЖҸЕЖНЕЕАСАА
с
ЈИ
оло | Ро | ПРО | 12'0 |960 |270
Етен
б
ас
08'0 | #2'0 |ое“о | $5°0 | 61'0 | 600 | ПО | 110 ЕО
85°0 | Р1'0 |91'0 | #1'0 | По |900 |200 | 200 800
сша
сс0 | 91'0 | 21:0 | 60" 01 800 |80'0 | 800 Ee
61'0 |51'0 | 01'0 | 200 | 90°0 | 900 РБЕ
со | 90'0 | 20'0 | Р0:0 | 20'0 | 20'0 | 29 0
|
око |800 |20'0 [90°0 | 90°0
|
60'0 | /0'0 | 90'0 | РО'0 | 70 0
Е
62:018601
160 1 SEO
Ф1'0 | 20" 0! 30 01600
1600
|
Г
и
660 | 810 | 190 |ОРО Е
с
9/'0 | 19'0 160 |980 | 16°0 |81°0 |ВТО | 080 |060
ба
сс'0 |6Р0 | 960 | 96 0 z'o |По [его | го |е 0
+
|
БОЯ
РЕ
а
озон
ызын:
OJ
|
око
үн
виижес
-вова очшойоп о иозиел
|
ВҺОШ
x
|
ожюньовл
IRH .
побнеш
џониә9200
-10199 “чрозивиш
ионзодовоц
|
16
06
61
81
21
|
91
|
сиижесoJ | +
очтоков
о воив,]
Зах
Dia
РЕ
Ееее
|
Е
6
а
И
01
ТА
"поднет нониочо
-ояоовичеинени иозшоОяАЧй
-одломчо “иоянеиш ионлодояоп иги цешкечионо | 21
|
4.
----
101
-
2
‹
се
+,
J
-
[экер
gz |
zz
©
Е
)
в:
и
5
ERNY
|
евошя
полизшев
нояиел
о
OJOH
ОН
ES.
І
олоньовт
же
Оїҹїпомоп
-һәёл
Ионноовфиолмивл -ҺАЧя
·
его
20°0
|
негоо гр
#0'0
|
ОТО
A
ж
жы
200
|
я
Р0'0
|
|
700 0
90708
700
ОЕ
60°0
|
ний
виэда“=
100
|
ОТ | 8
игелоџ
“үү чя ог
560|
|
:
[ЕСЕ
УГО
|
ТЕО
Бле
[810 —
Сото па
08
к.
0689
:
зониидозониодо.
ояопонснойдн
Е
едеу И Er
20'0
|
=
То |
вв
ОИЕ
90'0
|
90'0
|
90'0
|
==
200|
=
200
|
диндгиздяго
игелә
—
пета 100:|
зинокподнес
и
иоя1ікохКа
-охийінәп
1 әхс
0209.
виижее
ичнолния иоиижеЕ
иги
|
кинәгпәйя
WOLILruodYH
о
оатойон
въния
и
та
|
пояпиядя
_
Воншияен
..
ДЕ
ааа
9000012)
ЧИН
зончизау
визая
лоионоя
VH
зинагизалуе
зинзиизHYLAW
ажо
я
ханагуи| пано
хкинапяодопоиан
м
|
ir
4
t
=
==
|
=
=
|.
100
900
8
#00
20:0
01
возву
„|
|
|
200
060.
:
—
зе ан
>
|
м
рее
|
ип сто
z
К.
5
ы ое теб
әмәүниИ
ишетеп
иожтогом
я
а
еявидтоц
зявон
миндидозопоифи ион
ии
|-гоойолони
_
КЕЛЖ РЕ МЕО
изивъ
киноиподж 909089
-оџ огоиђ |-e124
|
каста
ре
| 58
хкинзизодопоиаи ханагуипапо 8 имулаш
JMHHAKHAdAYLO и зинакизаяуе VH КИЯаЯ зонзизчулоиопоя
иәгеліәү онногподило и зинокподхес и
СУС зе РНЕ
z
№
оу
ИИПИЕОП
ий см а ВНС ЧЕРИ ПНЕ НИ
ний =) клода
0%
оп ‘ля ‘W игә
гпногофпут әоу2оу|]
оз12йоявиодп зониидазониодђ
e-
рү лони ‘05 eLdey
у. фол „ы Боз
05 `92
Куе
eee
1
108
104
-гзофнит
ходпид
“Ц и
Бин “а “ли
‘ии OY
енин
ог
ИИПНЕОП 6
06 ‚
68
m
CN СО
ХР
N WVO
пе
|
киода
$9
08
78.0
220 |
840|
08'0|
98.0
28'0
780
28'0
810
080
80
98:0
с8
78.0
0 28
0 88
0 68
18.0
0 98
0 98
0
78
28.0
0 88
0 68
0 06
880
0 98
0 18
0 98
0
0
601
0 96
0 86
96.0
0 56
0 76
091
06
1 60660
1 РО
460 1 90
76.0
0 88
0 68
880
0 58
0 98
Анто иги
001
киневофигт
‘УТ ‘киY
066
1 80
I OL
611
ШЕЛ
I 60
I 80
I GO‘
0 96
0 16
1 71
1 gI
1 66
1 81
1 90
011
I 10
601
701
омагомоон (иэгезэт
006
раоәи
илдндгогпож
WOVOLI
ъди
әпнозофпит попдафпдаи
ргпам
зониидодениодо)оз1опоясиоди
е19еу
Че
хрунрло
о
гом2оу
У
ени
эонгои
LI эи JOHRÁ
OH
эонкоиэн эоньАмикиодя сен] ний ен)
0 08
28'0
é
`J
|
о
6.3
$9
З
2
ес
“а
даа
тва
бб
се
08
08
61
02
z
|
ОР
ле
се
91
И
91
cI
pI
ој
И
5
|
очетни
|
=
==]
ча
се“)
080
02:0
са
се'0
050
050
5'0
се“0
050
560
860
080
560
980
35'0
560
geio-
е
66:0
1 со
1 90
0 16
060
96'0
0 16
260|
68:0
16°0
68°0
18'0
980
4840|
980
980
с9'0
78.0 |
680 |
9
'20'1
901
11
660
760
0 16'
0 66
760
06:0
0 66"
06°0
88°0
0 68
88'0
0 18
0 98
8'0
98'0
() 79
ЕЗ
кше
HORKEJ
а.
105
Фр хопи
091
ас!
ОП
001
авзна НЕВА
005
00
080
се0
950
А а
бе
ЧОНГОПЯН
OY ‘ИИ
ЧОНҺВАИП
и
0/0
1
ОР
ЖК
эонгонэн
09
ОЛ
эоньАтт
КАЧА“
*
ч кы [сг
ениди
Hrm -Ego
инн ‘УЗ “ий
—
=
==
Е
че
=
=
а
керт
=
==
>
060
се0
35'0
р
==
==
>
те 1
76. |
с!
020
080
98:0
350
—
=
==
S
68.1
уе, 1
ус 1
76 1
с!
аи!
от
| саз | 00
916
ве б
126
үр |
бе 1
те 1
12 1
ус. |
61
711
|сее
[06 | 987
с0 У
со #
ДР | 099
19" |
ТА
бе“ 1
19 1
се 1
б 1
161
080
38.0
950
ILS
св" С
64 У
691
191
ди |
[ў'1
бе“ 1
gei
08 1
59
010
1.6
716
сб 1
Да
др 1
[ў'1
те 1
08
киэдя
енигу
| кб
| вот | сет | вит | ест
те с
10,2
186
10б
06" 1
9/'1
891
001
торе
| аа |ва
78.8
/ў'&
се в
766
61:0
бу б
се 6
Erdey
оп “ли “1 винвяофииш
| бт
091
сои и Z
006
| с
тов
СУ?
66 ©
ие
38.8
91.8
98:0
196
ре
086
пич
711
61
ос. |
ўЄ |
/9'1
18:
59б
90,6
901
СТ
со | РГ!
ср Ри
16
Си б
би 6
20 1
90 1
LI
AA
66 |
би 1
86 1
096 | 855
ЫДЫ ЫЫ а Кэм а На
E
кнр КУ А СТЕ
ОЕ
Д
(цагелеџ омаголоон иги Аншо ен) ний "+ виэдя Зона зонгопонАИ па
АЕ
ИОАНН ЕАН ои ЗН:
е еар
аз
шу | тле
68 ©
098
66,9
105
Зе9
М
WOVOLI иланауогћонжкди о хомноо рн
ргпам пәпйәфпаәи гпногофпут 204I0VJ]
106
Џи. „
оятзпоясиофи зониифдозениодо
иипиеоп см
~
Е
`
060
0 се
бе
с!
1
91
4!
сб
06
01
П
6
L
8
И
очепни
|
oso
960
560
060
560
38.0
090
960
980
960_
860
060
91
“и оп
p
S
9
561
ски
|
e
№
хоќпий
е ц|
080
|
вин "а
-евофи
| шш
енидиш
$
|
С
=
5
5
107
1
ва
{
641
9
69:1
1 99
I Ip
37.1
Der
| 66
1 68
811
TOR
бен
811
61'1
а!
088 |
9
=
|
006
УАЙ!
781
TAR
и:
091
G'I
66
ceri
ІР
| Ip
1 ду
1
1
911
061
00} |
1 65
|
а
б ее
606
1841
681
6/1
о
Ј
© 6б
6 бл
06,6
6 89
за
=
==
р
=
—
=
=
--
6 98
б 89
Y
аот
99°б
ше
Р“
925
80°б
616
90"
<
=
—
-
=
—
008
0001
=
© 88
с ве
с Де
—
==
=
и
—
==
==
—
—
===
=
—
зонгопан эоньАтшкиедяс] ний
069
99*1
=
891 6 70
1
се“
РТ
6 90
LGG
1
=
==
—
003
ж
5
—
—
==
==
=:
—‚
==
са
—
—
=
—
—
~
|
·
0821
|
5
=
—
=
E
ка
—
=
—
—
та
—
—
=
—
—
0091|
и
-
—
==
a
Я
=
-
Ее
—
уста
—
—
=
—
=
а
--------
0008
|
вс
ща!
6°б1
ОРІ
ба!
си
бы
е 0!
616
901 | Де
98 9
668
6б 8
СР
196
069
ЕЧ
60.9
788
189 | вее
РОТ | 18
иа!
де 1
еш | 966
Р 0
СР 8
61 9
69 с
ре“,
119
80 9
сб Р
686
68°}
166
РСФ
69 3
Вар
В
10 ?
РД С
1175
19%
пе
986
0б е
9 "С
0276
б 6
#8 ©
91 е
СС}
СР
од у
08 ©
69 с
36.7
Ја
СУ С
68 6
им
046
86 6
715
88.6.
26
99б
ү б
6
016
6.
се 0
020
080
‚ 380
520
080
980
08:0
се 0
660
68 б
| ЗОСАС
66 1
9p ©
ОВЕ
96 6
ФЕИ
с9*Ф
050
669
96" 1
00 ©
726
ав 1
699
916
1% 8
6 6
350
SG 0
016
98 1
92 |
с С
60 6
00 с
13:6
бр "6
266
469.Р
с6 6
87 6
ера
ЧОНГОПЯН
|
|
|
92
16,
95
па
=
=
о
с
11
91
81
61
06
{г
77.
се
хф
708 `
Та
ча
Ее
59
да
ОР
оп “и “а
енифи
С СУЕ
киневофииш|
КешеЕра с на С=с
озш
Де
Др 6
66 $
|
с
06 7
88 ©
065
зонгопен
007
Иче
тен] клода эоньАми
|
00°
сс
ЗОНҺАШП
бд
кизаа
киода эоньАтш зонгопон 1
ыс с шы
“былса = 6 28 + ёлы е ыш
енигүг.
059
== 251 5.992911
ний
008
==
иа
ба"
0661
0001
Е,
е
0091
НВ
OY ‘ки “т винезофигш
Че Пн
ВСЕ
Жз
с гони Ре едем
|
7
зе
0006
Е
когото упандчуогћоквди 2 хомнто он
ргйах пэпдэфпази гпногофпут гохооти
овлаоповгиоди әониибәзәнә@гу
а
7,
108
в
jasса
саде
O LO ==
~
o
со ~
~
~
бо
кс
сз >
CN~ Ф ~ со~ со~
к~ 00 00 С
охетни
yi
026
001
091
/ 5
005
|
2
109
У иа
|
|
|
|
при
01
нее
=
|р
=
| ee
-
с |- 0901 | ив | ро
n
691
910, | "ак | све
=
=
040
03.0
950
01
=
=
—
=
==
=
ло селище
се
вее
1196 | 60g
е на
ОС»
oze
|
кайыра
еи
Оп
винезофигт
КОП
аер
‘ми
; И OY
зобпидц
ЕВА
05$
ЧОНГОПАН
се 0
0“
0/0
08 0
|
007
=
—
=
а
005
1'01
eS
9 51
с 01
029
JOHhALM
ед
киза9
зони даш зонкгопоц1
вени“
|
9!
В
6:91
G'g]
‘LI
ес
Тое
Си
9 92
вс. | ВЫ
9:18
008
F
380
||
0001
5707 овса
г
=
5:66
От
че
од
оониидозону
пони
а
==
И
-
СИ
=
|
07221 | ог | сов | 902 | 66 | рер
ре
у.Фе
1'98
ч
8 9б
1%
с 01
И
киәйя
оп ‘WW ‘YT винвяофииш
2 хрхунріо рн
{z 219еУ
= осет
ний “тн киодя эоньАми зонпопен
ea
ЕС
оо
Т
оов
| ба
O'ZIL | 9'68
ми
9 сЕ
бр
1'001 | 2'08
ЕЕ
Вос
2 зе
ВВ
0:28
1:69
916
ет
ща,
ВТЕ
О
6 53
8'99
1:09 | 6.87
с. 69
0091
и
0005
у тих
жоуоло ипанауогћонкди
ыр
оя1ояєиоби
ргйах папдафпаги гпногофпут 20207[]
Де Морж Жу
09—
ш
СС
809
936
6‘SZ
1"8Ӯ
020
обе
|
0:81
)А
98.
35
es
и
28
15
09
‚ бӯ
>
ЫЫ СЫНЫ
-
о
=
=
110
ye
Среднесерийное
производство
|
НЕПОЛНОЕ
ШТУЧНОЕ
с
ВРЕМЯ
Плоское шлифование
периферией
круга
на станках
с прямоугольным столом
Карта 21, лист
а.
«4
1. Длины
и)
5
IE Поправочные коэффициенты на неполное штучное время
для измененных условий работы в зависимости от:
Р
У
стола
и измерительного
рав
ране
инструмента.
р
ые е
Измерительный
Группа станков:
длина стола
мм, до
Универсальный
Скоба
рю
с
:
Козффициент
4
5
1000
2000 ~>
2. Мощности
шшш
Без измерения
L,
630
ш
шн
тшш
инструмент
ЦД
а Итан
E
1,0|
0,95
1,09
1,13
1,0
1,09
0,9
0,95
10
28
0,85
станка.
|
Мощность станка,
кВт
|
Коэффициент
|
4,5
|
CRIS
|1,0|
|
——
3. Скорости детали и ширины
||
|
Ширина
круга Вх,
мм, до
|
К
круга.
Окружная скорость детали ул. м/мин, до
6,3
|
10
„еллык а Виа“
| 16
Ша пара
уа
32
0,83
1,1
50
1,05
80
1,0
25
ею
Мам
32
сме ои
Козффициент
1,05
1,0]
0,95
|
1,0
0,95
0,8
0,95
0,8
0,75
0,6
0,8
|
4. Обрабатываемого материала, точности размера
поверхности (см. карту 16).
|
9. Точности и жесткости станка (см. карту 2).
0,75
и
шероховатости
6. Партии деталей (см. карту 3).
7. Способа поперечной подачи: при работе с ручной подачей примеиять коэффициент 1,0; с автоматической пода
— коэффициен
чей т 00,77.
111
[j
къ
аа
ан
Црни
-
01
10
со
со
се“
20
тес| 006 | м 1 сет | 48.1
96'9 | бе | 8/'Р |66'2 | све |С
61'9 | 61°6-| Пе | 098 | 96'5 | 298.6 |СТС | 981 |991 ГУТ | 6С 1
|
ени
:
е
А
зонв ат әочгонән
“|
>
002
са!
а!
И
01
б
8
L
9
Ӯ
до
08
б
за
=
| Е©
=
162
а
с
08
|
г “ми Yg вин
у
4
енибит
-внофигт
араша
|
кизая JOHhALM зонгонан
й
0 062 | 092 | 006 | -едоо ви яоАпий]
“ү Ам1оО
10
29
со
се
-————-
61
619| бре |le | 296 |6'с |е6 |010 |081 |99°1 |т | 66.
ву |66,2 |лее |ПС | 96.5 | 60с |521 | 49.1 ZE | 75.1
|р] 02'2 | еге | 9816 | 066 | 061 | 99'1 | 0871 | тет | 6171
сс |твер оше |еге |99°5 |265 |26,1 | 99:1 | ост | 16°1-|
|
едем
от ‘ми “т кинеяофигш
| тои“
жорого иляндгогйошкаи 2 хруноо он
ргбах иопдол гпногофпут әомэоу|]
оя13Шоявиоди зониидозониода
————————————_—_———
——
виода
00|
€ | 008 G] | 00Р
00 | 029
661 | 0001 | 008
0 006 | 0091 | 095
————————————————————_——_————————————————_—————————————————————====-——=————————---=--——--—-----——-—-—
ний ‘тн киода әонһьАип зонгопон
ср |рођ | 19е | 068 |48.6 | 106 | 081 |161 |СТ
ОЕ гбоа |“тес |76 ТОО По ВИЕ | Об
оа
699
18°С
со
се
‘ки
оп Е
95.1 | 91.1
ЛЕ
ПТ
061 669 |сте |267 |ще | 66,5 |вис | ПС |вт |091 |СР
"ОЦ о78 | 289 | с |+S‘ |922 |оге | 79.5 | 65,5 |$6,1 | 691
9б'6 |+9: |66,9 |се |ду | вие | 56.5 | 576 | ILG | 68,1 681
ре'8 | 16'9 | 996 | 69'7 | 086 | 81°© |69°6 | 206 | 661 |OL'T | og'i
у
г
Я
взе 6
ос
И
пар
Е
торове
ж
5
оси
сс
|
І
м
|
=
е
745
9
| =
я
= |=
| - | -
ре
=
= | =
— | — |— | —
— |— |— |—
и
— |—
zoi srs |199 |oe]
ПАРА Ж опе
ев Бе
#6 80] 96 0116809
26
е6 | бе юр
1701868 |99 9 |Фе Лур
ГА
|
|
БИЛЕ
6.911 18
ИИ
ИНКАР ЕСО
9:61 лс 101868 |999 | СК ЛУУ 1696 — | — | —
881 8118061 РР2 | 866 | е8'7 | 90'у| ӘР | — | — | —
1 51 Ф'01| 6&°'8 | 68°9 | сес | 98р |822 |Ре]
— | — | —
ЗАЩИТЕНИ МИ
2:60 ‘orj 66°8 | 68°9 | ес | 99‘p | Ве |#1'2 | 896 | — | —
СИИ 056 | ср'2 | ЕГО |67 | 207 |№8 | 98:5 |С
— | —
С ОЦ ор'8 | 289 | 19° |Ра Р| 9/6 |91'e | 92 |668| — | —
=== лай ы е КИШИ ИСИ E СК Бу
«“)
“кинвяофиг
oT
20
50
01
10
со
От
10
80
o'I
10
со
чшешомип
БИРИНИКИНЕ
сми
4
t
059
009
007
058
эзәүнИ
#47
*]
—
веник
Сз
“егото
"ни
впох
^*
со
З.
Ч с
A а
Ае
81
LI
91
05
61
15
26
бб
РС
әш
сеи
ЕЛЕНИЧН
кендевий(о
Среднесерийное производство
|
НЕПОЛНОЕ
|
ШТУЧНОЕ
Плоское шлифование
ВРЕМЯ:
|
круга
торцом
a станках
ви
с прямоугольным столом
Карта 22, лист 2 |
П. Поправочные коэффициенты на неполное штучное время
для измененных условий работы в зависимости от:
1. Длины
стола
и измерительного
инструмента
Измерительный
Группа станков:
длина стола L,
мм, до
Универсальный
инструмент
|
| Без измерения
Скоба
Коэффициент
630
|1,0|
1000
1,09
9000
1,18
2. Мощности
станка
0,95
-'
1,0
0,9
1,09
0,95
и формы круга
` Мощность
Форма
0,85
круга
10
станка
М, кВт
|
20
‘Коэффициент
Сплошной
|
|
Сегментный
[1,0]
|
· 3. Скорости детали
|
0,8
0,83
и диаметра
0,65
круга
|
Окружная скорость Уд, м/мин, до
Диаметр
‘круга Ок,
мм, до
|
6,3
|
10
16
25
|
282
Коэффициент
320
500
св. 500
kl
1,05
1,0
1,05
\1,0| 0,95
10
0,95
08
|
|
0,95
0,8
0,75
4. Обрабатываемого материала, точности размера
поверхности (см. карту 16).
5. Точности и жесткости станка (см. карту 2).
` 6. Партии деталей (см. карту 3).
114
0,8
0,75 ·
0,6
и
шероховатости
H
W
— |—
г
Е
я
|огор |#/°8-|
„ш
=с
эз
и
=
жи
|
а
Ч
9
|
9
е
|90°9 | 28'7 | б0 | 98.8 | 28,6 | 85,5
$8*8 | 98" | 188 | 90.8 |99,6 | 16,6
Вега пана сек рда
ЕЗИКА
|
|96°8
|лес
|6857
ЕЁ
|
|667 | 10:7
|вуУ |992
|ПРУ ГЕ
Ig E ZL‘
08
|БРЕ
|602
|285
| 16'6
|
|78,2
| 195
|
| 606
7,
|05
ЕЕЕ
чь
|
„узд
ыз
ЗЕРО
и
|
|
|
10
TA
860
86:0
110
|
|
00$
05е
o
я
<
i
А
у
>
ч
10
©
Е
ий а
изћоде
покани
егото ть
|
|
=)
50
се:
/1°0
56,0
оп “ий
=
ЗОНГОШЗН
Y
үну
ЧОНҺЛИП
Аятооей й
-90‘Иен`хоАниа
| л |90,5 |
| 98,6 | 16,1,
ОВ |61
19 1 |
|8L'T |3 |
ии
“I
с
| 5
с=з
66
зонкопон
07
неси
|ару | Ре |90,6 |79,6 |56,6 |26,1
|
59
енийи[[
з ==
виэда эоньАтш
“а gunegopurm
у
E
08
ний “ен вода әонһАип зонкопон
|
оп ‘ии
„ла шаре
|005 | 091 | 961 | 001
=
шы ын
|. 0С во Роуз ова РУ |50
|ВЕР 69.8 | ИВО 60266 06,1
88'9 |91с | ло рве | 162 | с | 6 б |306 |921
[ол | ве goll $0°6 |ва
— |
— | —- |591 | 61 A6 918299:
ел авв раси | еве
|
Е
|- рам | гоц ба |@9°9 |сео
—
ыы ышы
|
с
| | – | РИ ве. |ска
–
2 (| - | — | род; лого
— "| — | — кое сс‘ |9079
|овв Евро |бо
— | — |—
|р EETA
|— | —
—
|
|
| 08
ОА
065
Р
ее вав
©
~
ШИК
TASHE
КИЯа“
№
әониийәзәнәйг)
И)
WOVOLI илаугћам 2 хомноло рн
рейх пепдгфпаги гпногофпут гохооти
оязооявиойи
et)
LI
81
61
0ё
91
И
с!
Я!
pI
cI
=
эмн
069
оде
за ки
$50
Ка!
360
050
020
OT
в
9
я
Ј
T
|
=
=
W
=
€
108 866
1974 7061 2
986
Ви мя 0:01 оц|
п
16°
| 92'6 еп ГРИ
22'9
| 90'8 СОП РСЦ 9'21
068|
1:6|
101
8.01
|
9.51|
Гу
сср
|
в
пре
|
266
| 699
|
СТО
| 68:1
|
22'9
| 808
969
| 96'8
СВ| 666
H
SSI
|
8.41
|
#61|
|
6.18
| LG |È —
9'68
| 7.08| —
8911681
|961 ~
оой
| 16/16 —
6.81
|
1896
|
9'81|
|
1'91|
01|
|
881)
Я
|
сл|
#'61
|
816
с'ес
и
|
еп
мес
|
1996
ис|
W
b‘
|
906
Фе|
сив
Н
сев
ус
Гор
g's
5°51| 921
| 6°81
| ++| 866
|86
601
161]
921
161|
|
08 | oor| вог | 091 | 005| 095| 055
аи
| 929
| 118 со
а
798
ЭГ"
| све
|
ӨРЕ
| за
ср| 19'7|
|
тоинг
с
эонгонэн эоньАтткиода778) ний
89б 272
| ВЕ p'r
|
6с СВ| 8ГУ
| 16°Ф|
Ige| 9ле
| иск вс|
св| ер СОС 966
|
еве
| [ер| 69'9
| то
|
|
тлаугћам WOVOLI
едем
‘ес
—
апновофтт пәпйәфпаәи
огпах
эониидэээниэ99овзопоченоди
хомноцо
2
кинеяофиет
“а ‘ии оп
рн
әохәот[[
9% | б'е| ме
612
67:5
|
99°5
|
68
УГ|
|
|
рниби[
зонгопец эоннАТШкмода
оова
(И | 05 | 9 | ze | o | ог | 69 |
‘им ош
0 се
060
020
01
с
поьоое4
с
многе виото
с
|
‹
Е
=
|
‹
бтейвит
иин то)
9 |
7
|
-00 вн модпидјј
х2.
|
ЗОНГОШЗН ЗОНЋАЈП
БИЯ
Е
|
116
ен
Среднесерийное производство
НЕПОЛНОЕ
ШТУЧНОЕ
Плоское шлифование
периферией круга на станках
ВРЕМЯ
с круглым
Карта 23,
столом
лист 8
И. Поправочные коэффициенты на неполное штучное время
для измененных условий работы в зависимости от:
ч)
1. Диаметра стола и измерительного инструмента
Измерительный инструмент
Группа станков:
длина стола L,
мм, до
Универсальный
Без измерения
Скоба
Коэффициент
А
630
|
|1,0]
0,95
0,85
1000
|
1,9
1,0
0,9
2000
|
1,18
1,09
0,95
2. Скорости детали
и ширины
Окружная
Ширина
круга Бу,
мм, до
6,3
|
|
круга
скорость
10
детали уд, м/мин, до
16
25
32
Козффициент
2
|
УК
|
1,05
50
| 1,05
| |1,0)
80
| 1,0
| 0,95
|
1,0
0,95
| 0,8
0,95
| 0,8
| 0,8
| 0,75
| 0,75
3. Обрабатываемого материала, точности размера
поверхности (см. карту 16).
4. Точности и жесткости станка (см. карту 2).
5. Партии деталей (см. карту 3).
0,6
и
шероховатости
| | | |
РР 096 78 802
6
ний | | | |
ес с 79°С 085
|
|
986 06 862
яоЛАпийту
‘ии
иинџод
||
|
-edвнос
‘dag
go‘
|
12'2|
| |
СС 60°
seʻe
|
оге|
| |
196 28'5
| | |
85'6 ОРС 9
С
| | |
60°5 те в
с
| | |
96'1 80°525'2
| | [6006161
28'1
561
| |
691 08'1
| | |
91 ozi 281
|
тс"1 691
| | | |
се 860080 010
0
|
оп
Чломвиџ
eror
‘ИИ
yahoo
е
118
||
=8 3
=z
а
ЈЕ
|
с ©
Ё
Цел
28'5
|
| | | |
606 вас ҮР 096
С
| | |
|361 806
ес'с С
эоньАыи
киодя
|
69
С
|
та
zzz
| же
| 196|
78)
|
ов
| |
| | | |
281 76 605 РСС
со
зонгопон 1
|
| | | |
1 08^1 76'1 802
ос
г
| | 98 |
|
761
тога 04°1
o
1
| | |
|
{тет 091 121 6/°1
ze
|
| | | |
вт се“ 1941 69'1
сё
||
(ле не
ет ва
05
|
|
|
|
-00
‘И оу
вн
Анлоов4
сс%0 980 090 020
|
Ср
| | |
ОГ 88'8 196
62"
|
| | | |
вс 086 606 СЕ
26'1
| roz
|
кеннопоявнидиш
ий “ч ИЙ от
19°6 оу бе
Ф
| | |
66е МЕ 805
У
JOHKOUJH ЗОНЬАИПвиза
сет
|
001
']
зонгопоц эоньАтшкиода
|
5
| | | |
287660'2 88.8898
ei|
тоик
|
Радем
‘pg
.
гпновофпут
жоћдол veidy
итаггбам WOVOLI
хомноо
2
|
рн
2гоз2оујј
зониидозонџодђовхоповсиоди
s
|
бое вее 196 СО
066
||
096
|
005
|
091.||
с
9 Z
9
|
3K
9
Y
оди
<
a
о
И
я
р
омопни
їй ‘еголо нос изьооед йәйюиүї иинџодо — а
ни ‘винезофиит чїїртпоги кєнЧейиЛә— "4 < әт
9
ег,
5
ОЙ
бб
ги
гя
0240
и
и
реа |09°9 |009 |ве | 10°8 |6p |еге |926 | СРЕ |106.
080
H
zoil ав |e8
се0
01
ДІ
81
61
05
1б
|> | 922 |3'e | 012 |826|
66'8 | 618 | 92'2 | /9°9 | 968 |76 | 6 5 |СУ
#1'8 | сл | 69'9 | 21'9 | сс‘ | 709 | zo'r |917 | 09'2 | 198 | сее | 166 | 66б
се
009
6 с | 110 | 86 | 756
1ў*/ |69'9 | 96°6 |ор'с |96'7 |98'7 | 91'7 |ОВ | се'е |80°& |265 |296 | №6
69'9 | 21'9 | 68° | рр'е | сет | 91°У | 08° | сс" | 262]
020
66'о |20°9 | си с |98 |өю | 109 |че |е | si'e |062 | олс | Жо
960
860
УТ
ст
91
0840
059
16'5
| | 012 | 486 | 682
258 | 11| 68°9 | 20'9 | ср'о | 008 | рер | #17 | ее
92 | 89°9 | 20:9 | ус | 685 |брР | 60'7 | 8 8 | оре | 81 |686 | #9 С |985
01%
|
01
и
20'9 оре |68°Ф |би |so |sz'e |де |вие |068 |ozz |оса | ez
“y
а
оде
сре | 106 |92'7 |ог | сле | ме |812 | 962 | е 6 | сс | 22 6 |976 | 05
рт
ет
| —————————
a
От
аьа
ра
Кииин!
0/40
||ОИС
0540
сиринин
|615 | 10°@
(шту |18° |вив |де |еба |вис |ес |"с
саа
}
су с|а6'7 |есу
Баана
12'9 | 10'9 |сро | 6 в | сер | 9ГФ | 08 Е | ВВС | е | 262 | 696 | 996 | eeg
966 | де | 167 | сс Ӯ | 107 | 912 | 77 | 615 | е6а | 620 | 2# 6 | 186 | 15
анай
се!)
Жек
[9
eee |бре | ба | гг | вис | ес |ла | 60°С | 261
а
\
16° | 76 | 10 | оле
-----
«И
—
Сс»
4
А тора с ен,
а
шы ир
ТИ
Среднесерийное производство
НЕПОЛНОЕ
ШТУЧНОЕ
Плоское шлифование торцом
круга на станках с круглым
столом
ВРЕМЯ
ama
Карта 24,
24, лист
Г
Карта
лист 33
_
|. Поправочные коэффициенты на неполное штучное время
для измененных условий работы в зависимости от:
| Диаметр
стола
Группа станков:
и измерительного
(+)
инструмента
Измерительный инструмент
и
Без
измерения
Универсальный
Скоба
ПСЕ
ДЕР
ИРСКИ ЗИНО а НИЛИ
ЕНИКИ
Коэффициент
Ре
з
у
длина стола L,
мм, до
630
1000
2000
2. Формы
|1,0)
1,09
1,13
0,95
1,0
1,09
0,85
0,9
0,95
круга
Форма круга
|
АЧ
Коэффициент
Сплошной
|
|
Сегментный
жа
1,0
|
0,83
9. Скорости детали и диаметра круга
Пе
ха
бе
ВИ
к
ам
РИМА, Ч
Окружнал скорость детали ул, м/мин, до
Диаметр
круга Ок,
6,3
|
10
16
25
92
мм, до
|
|
Козффициент
920
1,10
1,05
1,0
0,95
0,8
500
1,05
1,0
0,95
0,8
0,75
1,0
0,95
0,8
0,75
0,6
=> 900
.
4. Обрабатываемого материала,
поверхности (см. карту 16).
точности
размера
о. Точности и жесткости станка (см. карту 2).
6. Партии деталей (см. карту 3).
120.
и
шероховатости
5.1.5. Резьбошлифование
Среднесерийное производство
ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
НА ПАРТИЮ ДЕТАЛЕЙ
Резьбошлифовальные
станки
Карта 25
5
5
«4)
=
9
Вид обработки
и наладки
Время, мин
>
*
1. На наладку станка, инструмента
1 | Шлифование
станках
резьбы
2
нај
и приспособлений
с полуавтоматическим
лом
|
‚ | с ручным
цик-
управлением
19
21
П. На получение инструмента и приспособлений до начала
и сдачу их после окончания обработки
3
Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей
сл
ПІ. Добавлять к времени на наладку станка
При шлифовании
При
с>
~
сл
>
шлифовании
с затылованием
резьбы
с проверкой
профиля
и
на
оптиче-
ском приборе (компаратор) в лаборатории
При установке шлифовального круга
При накатывании профиля многониточного круга
10
6
25
HOH
ен э
оз
е
T
А 2
Е
з
| с]
[1
GI
ol
6
g|
g|
/
9
g|
|Я
с
9
g|
г
Ӯ
Z
реа
е
15 x
=
хо
|
0 сЕ
ионгоято
мимоосвиљемвони
|-12А 210
|
кихозвичвинени
-194 60
ионгоято
то
26,0
|
610
|
ərdes
==
919
иизодьитеинени
иомижве ши
=
|
озмвонелоХодои
Иэиелэг киздя
он
а
|
|
-You
|
иизозьитвияз
поиижес
ни 0 от
|изизежуопџохзкомАд
већма
-
изиноџподи
ОШ
|
нояікоя/|-пә
Елейя
|
иоиижгопмобінәп Чәнүеє изовоиди
yoneədeedнояиАта
у
‘эинвьэии
ид]
озепни
гнофеи
э
иодънеп
и
әннә
иояшояАа
иоятоно4
иги
мижес|
иижеб
иоятоиод
>
иги
иомакомд4
имчноне1оА
игетоп
АУЗОН
И УЛОХ ЗИЈЕНО
мзтолдидтнопомео
иовошя|-ойлеп
220
ихдәяіҹя
мәинәгпәйх
иизогьипвияенщ
WOWHWEE
| 110
|
киненетен
-Хиох
изинеяешен
-ÁWOX
иояшояЛАЧ
монолнеп энодтен
о
энодлен
о
елит,
энодтен
о
290
вит
909019
ЧОНЧТЯАЛУЛ
кизая
VH
ОМОПОЯ
СТО
|
195'0
01 |
—
==
5.
ор“
—
—
—
$|
г.
до
18:01
02
22'0
|
#9|
око
|
РРО
|О
690
оро
|
сло
РУ
| 0 69
180.1 ГГ]
590
|
иотнэипиффеоя
'80
онрим
о
60| 01 12
|
07'0]
|
[9Р00
02'0|
|
660
ce'o
|
ще
=
—
—
—
=
р
7.
=
=
—
|
eo
|
с6'0
62'0
|
оро
68'0
|
69'0
05 |
9210
| —
67.01
0801660
|
97'0
СРО
16800 се:
26'0
|
22'0
|
22'0
| 0 ср
|
610
| 0 га|
|
160
| 0 52
|
260
|
81'0
|
09'0
|
82'0
|O
080
|_
1P
|
ний
9
виэда‘є
41 |
|
|
с
игелә
W “лм OY
апнрвофттоодеда
зониийззениедооя1опоясиоди
воовуу
5 | 0 11
ер“|
10
е
чїннәйийп
о
?60
|
160
|
160110!
82.0
|
РІО
|
его
|
Р1О
|
8601
с|
ИКУЕЗИ
ва
l
ав
x
)
| ен
9
охечни
Wag
əyged
2
ИЙИОЯЙЕЄ
-омикод
иояойінәп
-по
|
РЯ
а.
Беј
|
Вам
с
О
иихозвит
-124
| еияэни
180
|
поялоиод
иги -10
ионпоя
иомікомКа
изинотеда-ъивохем
| 26'0
|
мимозвьитеияен
12'0
|
коялоиодтод
жояІоио
игий -10 |
ионгоя
YONIKONÁd
игинешеда-вияохви
|
9‘0
|
инзоови
-134|шеиненц
2'0|
оятоиойтод
иәинәшейд|-вивохги
| teto
|
Е — | —
иәинәшейд!| |--вивох26'0
еи|
‹
|260
95'0
92'0
|
820
|
"0
|
86:0
|
его
|
А
|#60
1601
1820
РРО
|
88°0
|
ЕРГО
220]
|
/6°0
|
ое
‹
—
9Р0
980
|
19'0
|
160
|
его 1
m
вооеуу
—
1610
|
860
=
=
19/017
— 9'0156
— `0
—
НЫ ч,
—
6
60
1801
0% |
Г
бб!
05
-иниечлоц
ПС| bG
сб!
06 |
WON
—
м
_
==
Е
==
—
11
aka
а:
==
76|
те
=
гай
86|
6701390 30114
РІ80 95 | 66
с
#90
|
1190117010801
—
—
05 |
8980 20!
нии
270
| 90 |
|9во
киода“81
i
4 |
игејоп
‘И ‘ми OY
|
[680 ДО |
960
|
1820
| 8
|
стоик
ае
зониидедениедоовзоповеиоди
в14еУ
‘95
иозиниеочлоп
созан
—
| 5
“«оАнвАдя
z | “
IELI
2|
чїияоне12/
и
чтвно
|
игонип понџее имово 5 |
|ииненәг
ея Ен
игә
поп
-ədu
жо?
иоводлн
-eed
оп
ионииж омчедпо ея
ва= fo
E39
I9
пола
ипвази
зе:
5 |®
гов
иди
НИНЕН
-rogos
|-зџен ея
пе
у | ен
9
с
у
е |
б |
|
ао!
иди
ион
ичвонетой
а
г
©
92015
г)
Е
5
"ру
зончиалкизая
уломоно
VH я
дмяонуп
и
од ЗИІКНЭ игулап
VH
иозочлнапажяуапо
)
128
|
і
[
с]
РІ
е]
GI
са
иги
ки
-одшнап
«
-L0
-АЧәгооц
800
|
иоятоий
>
иги
од
-10
ионпоя
иояівояАа
мизозв|
итеняе
гон|
|
р
изинешвйаялк
|-вивохв
и|
но $1°0
поятоио
>
иги
д
м"
|-124 ТО |
Па.
иәинәшейд| |визохеи
СРО
|
Иияозвитеиязн
|-5о4 65°0
|
поятоиод
>
иги -10
ионпоя
иоміКОЯАа
элооеа
о
|-А
|
яш
(йлежевдпо
360
|
лоинотеда| |-ълвохеи
0 ВЕ |
еячонелол|
ен
эчаеано нопжея
изшот
игејоџ зпичяо нонро
чивлэг
o
јиомаед
емио
рак
иозоодн
|иониочо
ея
-odiong|
чливоне
и 1о/
-HEM
ИОМИРІ
|-яедно
-подя
изиног
иди)
H09
8!
ey)
и
ч1ивонті2
ОО
|
РПОНТОН
с
280
|
22'0
|
ПРО!
|
о
го
|
1600 10
его
|
ГЕТ
91°0
| 91'0
|
97°0
|
160
|
22'0
|
ДО
АС:
да
01
6
900019
нера
БЕ
ЖОН
члино
|
иянонето4
ахауапо
чието
pog
әя 2
—
ще
909000
иояоба!
с
E
6
ЗРО
|
210]
|
его
|
ше
810
|
—
—
|
—
—
52'0
|
900
|
480
|
во |
Пела
|911
96
861911|860]
з1с|
оо
-WƏ4YOJJ
ОДИН
#41
|
981
— | ==
|
око
СО |
85|
зе
16'1
902
08|
91151
66)| € EI
#01
|
$11860
S'I]
ТРО
[180
|
тоиг
с
1.00 бе |
86°0
|
OY
те МЕИ си
#60
| 660
| ЕВО
|
1390 10 |
18'0
|
180
| 01|
880
|
80|
игетеп
W
“Ім
в14еУ
‘95
Ра
зониидезениодооя1опоясиойфи
oaa
быр|
61. |
киеда<=] ний
280
| 0
ву в22
оќньһќія
1001860
|_ 9/0
|
РРО
|
био
|
|
хияону
И
тол ЧИЈЕНО игулап
"Ана
с
нап
6
"рү
©
=
VH
зоняикалул
кизая
VHомонЯ
иохиниэчтон
{у
в)
~)
ч
~
|
=
=
5
ен
ви
2
еН!
9
01
[|
ш
/
ен
9
с
се
Е
<<
и
--2--2-2
иочиел-но
и
мәинәгпәйя
г.
номи
Е
“0
иәшогАтәгоон
-92ш
| 0
55°0
|
|
12'0
|
СС
ла
ний
101260150
=
=
се
-WƏ4YOJ
полин
60|
590
[59
САВЕч
980
|
СРО
|
186-00 ==
38'0
|
40
—
|-
|
1801 [1
8с0
|
=
ГГ
80|
1201880
80|
880
|
се
ал
==
==
ут СЕ8
79°0
УТ
=
0'2
6118601
$ ӯ
?01|
Ге
660|
------44--<-----А-о
а
ше
160|
едо зор
82'0
| °0 97 |
02'0
|
22'0
|
0125.0
со
| 0 56|
эл
#0
|
|
вида8]
|
оү
| 0 | се |
HeY
W чя
89'0|!
| 90
101
СРО
|
#9'0
|
СО
|
ло
| 81.0| 61:0
|
|
|
ви
оќнһќія
тоиг
y
әониийәзәнїїәйг)овтопоненоди
ОЦ а
219еу
‘95
ионинйочтоп
б0|91°0
|
S&O|
9801
| 90 |
р)
92'0
|
26'0
|
РОО
со
goggem
2 0 РЕ‘
| Р'0
иизоевитеияе
хомижве
ни иа) ето
(миимоовигавед
иояепноя ионодчғәйәяяеЧйпо
емаонело
ен
зяягдио иотжех
HIEL
опияяо ионго
ArH
цо100йп
кеилежпопкодлноп
ИЧЯОЯИГОЯ ИОЙИЖЕЕ|
шшМ
шина су 0.
п
цозиел
и
РОО
22'0
|
иогоодп
нооивш
62'0
|
ионкочоофлоно
|-иеш 25'0
|
иеишежпопкодънеп
СТО
|
260
|
11°0
|
|
"Анда
90 | от | е | з | 8 |
чгетош
нонхочоодлоно
лет
|
91'0
|
нояэпиит ознебио
|®әо
0 |
чливонело«
и
чавно
ИОЯЯПНОЯ ЯУЗУЧНО
ияяоне1оА
игетот
|-эгиэдяиод
иочиеч
и
Иояиеі
и
HOQ2
ионопном
м<.
у^
иочэпноя
-вед
Ионииж jəyaeduo
зичед
о
WƏHH
ае
‘иочэпноя иояшешл
иги
киногподи
909019
ҮН
|
AMJOHVLOA
И
ЗИІКНЭ HYLIF
|
my
z0
ч
E
зонаиатуло
кизая
ҮНиопоя
«<
F ÈI
Е
ФЕ
АД
Бо,
еее
66.9] ЕВ
| -------
и
Е аи
Е
mc
з
|и
эонгонэц
|ш
АЗОО
ИВСИ ЛВ Е
o 8i zoi
796 | ДА |дрд | SI'S
пр ви
—_——ы—-
Мо
æ
зонъАтш
е
G'I
01
ы И
С
игш
91
С!
01
се 1
31
Со
JOHhALM
ор ‘NN
ЗОНГОШЗН
=
‘p ч995э49 дломвију
е
3
==
сеч
от
OY ‘NN
КИЗая
‘d 1999891 Jer
л
эы
СИ
696
11'8
ее“о
|
1
|ов
со
91'6
ел
С!
81
е
--------<“
Про
д
а
|
86°С
ОЧЕ
== ај сос
|
я
08
001
=
а
И
69
|
|
И
0°/
т
=.
л,
|
в "ЧЫЙ
виәдя
ъ®ниг[[
07
киедя эоньАтт зонгопзн
се
05
|
|| ти
дк
ний “н
501
|
$878!
кт
=
А
ит
091
005 |
от “ни “ү 909594 иоиэАфиит
9 иогйам
Jg ее
контотиз
| tonr
агурлаж
зониидзаоониоа5)
стана
толто
6
WIQHhOLNHOHQO 1909524 гпногофпут
оялооявиойи
иипигоп см
соц
СІ
81
21
01
|
я
ЄР
|
071
ЧТ
е
|
ӨЗИ
9
Ро! ОФ|
29'6 ог|
б УЕ
28
г
65 2‘
овес
бр 26+ |
{
e)
1:29
дей
|
=
216
|||
189
а
29 10
||
9.19
18 |8 Ју8
С |
(07
им
=
—————
а
=
Раев!
е
“ог
ере".
61!+ | ТА 9
1:61|
|
01
ст
*
“06
и
--
сет
#1|611|066|66/4
л!
9706
621
+
и
0'91
|
ЕД
|
с|
Ка
с“
198
Т
с
801)
[66Д
01
пе
ке
рева
91
—————————————|.
ој8
а
РЕ
ДЕБ
1801|
РЕЛЕ
15267]
66:
в
[с
те
9
эяәтнИ
127
———
Среднесерийное производство
Шлифование
НЕПОЛНОЕ
ШТУЧНОЕ
ВРЕМЯ
резьбы
Е
в сплошном
металле
Карта 27, лист
2
11. Поправочные коэффициенты на неполное штучное время
для измененных условий работы в зависимости от:
1. Обрабатываемого
Обрабатываемый
материал
Е
материала
Стали конструки
ру
ционные закаp
А
Инструментальные стали
ГУ
Коэффициент
0,8
|
|1,0|
Стали жаро-
Гр. МІ
прочные и кор‚ розионностойкие
1,2
1,2
2. Степени точности резьбы
Допуски
среднего
Типовые детали, соответствующие
диаметра,
данной
степени
Коэффи-
точности
‚циент
МКМ
10
2225
Метчики степени точности НІ и калибры на крепежную резьбу 41, бр, 8© степеней точности
1,4
До ГО
Метчики степени точности Н2 и НЗ и крепежная
резьба 4h степени точности с шагом до 1,25 мм
[1,0]
70...150
| Метчики
резьба
<-1,25
ности с
степени точности НЗ, H4 и крепежная
бо степени
точности
с шагом
Р<
мм, крепежная резьба 41 степени точшагом Р:> 1,25 мм
150...500 | Крепежная резьба 8g степени точности
Р=< 1,25 мм и резьба бр и 8g степени
с шагом Р-> 1,25 мм
3. Точности и жесткости (см. карту 2).
4. Партии деталей (см. карту 3).
125
с шагом
точности
0,8
0, 64
-!
ПП
|
=
>
H
Е
| ж
| ә
| Y
J
«
9
в
2:20 | 1611671 таг 86 | 168 769 |тис |сер |ше | 162 |84а |96:5
Беста
m
е
| оЧЕ)
ка
=
| ==
| —
|—
696
1808 |од | ЈЕ о сте
E
A
A
| 802
Ето 07
зонкопон
05
GE
9
у
9
у
|
охепни
001
59
8?
91
£I
cI
+
[1
с!
6
8
L
9
=
z
>
с
p
с
б
|
ЗОНГОПЯН
БЕТ
бәне
91
7б
$
с
|
де
Је
ў
£
с
cI
Ори
‘d nogeəd
е
0б
в
б
ст
:
СТ
ссб В
се 6 | 16,1
ас
ЕИ
17'6 | 70,5
|68 бъ Пе 0
г
СЕ С
19661-56
ссе | 9661
A
|116 | 718 | 89 | се | ери | ме | 10е | 69.6 |916
сл
ке
ы
08
ний “пн киодя зона
| 00ОТ
г | сат
Сб
с9
ар Бора а
реба сти зо
еее
A
A
EE
У АИэру
аа
БК
ОР ы Чета.
Авр
реси
со | Ге
Ср ее | ва
807 | 300 0с
1906 | 894 | 10:9 | ос | вве | сев | #15 | 896 | 60,6
де сев | 90р ВСС | 76 С| EC
1801 вев 989
о 000 ВЫ
ое |л01 | 268 |912 | 66 | 395 |ОР
[8011601
|РОГ
е
—
с.
| — | —
=
|—
—
| —
001 886 |22'2 | 81'9 |ОС | Ору | 622 | 012 |
16 | 996 |#15 || 81 | а РУТ]
081180191 89.6 992 | 169 81 |се'у | 12'e | 062 | 86С | 616 | 96,1
—
=
=
09
ЗОНЪЛИП
ес
асе
оа
ло
О
вар
ем
робота
од
55Е
а
=
006
енигЏ
БИЯ
le
а
О=
КА
ео
ае
Е
шын ЦЕ 8 Шан
кл
С
а
а
ЕЕ
|
с
05е65 | 095
|
от ‘им ‘ү чочеода иоподфигш
gZ зач
эонгоцэн
1виойя
эоньАзи
129
9 Закь213
ү Жол
209524 понновайон оноуглпаовргади ои
~“
жогћам иланволтноноо 1999524 эпнозофииШ
е)
оятоповвиоди зониидозенподу
кеј
Среднесерийное производство
Шлифование резьбы
НЕПОЛНОЕ
ШТУЧНОЕ
ВРЕМЯ
однониточным кругом
по предварительно нарезанной
резьбе
Карта 28,
лист 2
П. Поправочные коэффициенты на неполное штучное время
для измененных условий работы в зависимости от:
1. Обрабатываемого
Обрабатываемый
материал
материала
Стали конструк-
и
Р
ционные закаленРАА
Коэффициент
Стали жаро-
Грим
Dp: VI
прочные и коррозионностойкие
|0
12
1,2
0,8
2. Степени точности резьбы
Допуски
среднего
диаметра,
MK
Типовые детали, соответствующие
данной степени точности
10.25
Метчики степени НІ и калибры на
резьбу 41, бе, 8g степеней точности
29...10
Метчики степени точности
резьба
4h
степеней
:
·
Коэффициент
крепежную
1,4
Н2 и НЗ и крепежная
точности
с
шагом
до
1,0)
е
1,25 мм
степени
точности НЗ, Н4 и крепежная
70... 150
Метчики
150... 500
Крепежная резьба бр степени точности
с Waгом Р<< 1,25 мм и резьба 65 и бе степени точности с шагом Р >> 1,25 мм
8. Точности и жесткости станка
4. Партии деталей
0,64
s?
(см. кар 2).
(см. карту 3).
При шлифовании
Примечание.
карте применять с коэффициентом: 2,0.
130
0,8
резьба
бр степени
точности с шагом P<
—1,25 мм, крепежная резьба 4h степени TOYности с шагом Р >> 1, 25 мм
|
е
резьбы время
по
Среднесерийное
производство
НЕПОЛНОЕ
ШТУЧНОЕ
Шлифование ходовых
ВРЕМЯ
винтов
Карта
|
29, лист
1
1. Неполное штучное время
=
pa
А
5
Е
5 81 100 | 125 | 160 | 180 | 200 | 250 | 320 | 400
Ыло:
Длина шлифуемой
ЗЕ НЯЕ
с. = Не я
детали La, мм, ДО
|
‚Неполное штучное время фиш, MHH
|
БИ
Те оо
M
a
Н
а | 28 |
5 |3 |
с | 32 |
т | 35.1]
МЕ сорви 10,5
5 | 74| 9,0 | 11,2
чи то 9,71 12.0
5 | ва |10,3 | 12,9
6 |12,4] 15,1 | 19,2.
6 [13,3 | 15,9 | 20,3
8 [15,2 | 18,9 | 24,1
15,8
17,0
18,3:
| 19,8:
29,3
31,3
36,6
|24,7
26,9
29,1
ИЗ
46,0
49,0
58,3
ө | 4`|
6 |17,1 | 20, |26,3
40,8
63,9
0 | 44
8 | 18,9| 23,4 | 30,0
45,7
73,0
и | 44: | 12 | 23,4 |28,5 |36,6
| 56,8
89,2
2 | 45 | 8 [19,3 |23,9 | 30,6.
13 | 48 | 12 [25,4 |30,9 |39,7
46,7
61,9
| 74,6.
97,2
а | 50|
48,4
76,0
15 | 50!
в [21,6 | 26,5 |85,8,
6 | 50 | 10 [24,1 |29,7 |38,0.
17 | 50: | 12 |26,9 |33,0 |42,0.
51,0.
58,0
| 64,6.
82,0
92,0.
102
18 | во | в |25,8] 32,0 |41,0
19 | 60 | 12 | 32.0 |39,0 |50,0
| 62,2
77,4
96,0
19]
10 |29,6 |28,0 |49,0
| 75,6
120
21 | 70 | 10 | зз,0 |41,0 |52,0
| 81,0.
128
|37,0 |45,0 |58,0
89,0
141
23 | во | 10 |37,0 |46,0 |59,0
920
146
в | 40 | 6 | 163 | 1956 |25,1
20 | 65|
о2 |
`6 [20,2 |24,3 |за
70. | 12
Индекс
38,9
| а
| б
| В
| Г
| Д
| =
61,0
| ж
| 3
Среднесерийное
НЕПОЛНОЕ
ШТУЧНОЕ
ВРЕМЯ
Шлифование
производство
ходовых винтов
Карта 29,
лист 2
1. Неполное штучное время
5
R
5 +
Длина шлифуемой детали
La, мм, до
КА
500 | 630 | 800 | 1000 | 1250 [1600 |2000 |2500 |3150
Ка)
=
= == =
2
Неполное штучное время {н.ш, мины
Е
1
22
5 | 30,7 | 38,4 | 48,4 | 60,2 | 74,7
2
24
5 | 33,3 | 41,8 | 52,9 | 65,4 | 81,8 | 105 | 130 | 163 | 205
3
26
о.
[86,0]
4
28
о
1987 | 48,6 | 61,7 | 76,3 | 95,4 | 1231
5
30
6
|97,3
6
32
6 | 60,0.1
76.6, | 97,0. | 121
7
35
8 | 80,51
90,6 | 115 | 160 | 179 | 230 | 319 | 354 | 449
8
40
8 | 76,1 | 95,5 | 121
45.81
|71,8
57,21
71,0
195,9 |120 | 149 | 197
|8857 |
| 141
|176 f 222
152
1.190.
239
[91,0 | 103 | 142 | 181 | 226 | 282 | 358
151
151 | 193 | 241 | 800 | 378
189 | 241 | 301 | 375 | 458
9
42
6
|80,0 | 100
127 | 158 | 199 | 252 | 317 | 394 | 497
10
44
$
|90,0|
145 | 179 | 224 | 289 | 358 | 449 | 567
11
44
12
1]
12
45
8
114|
140 | 177 | .222
1.277 | 353114431
553 | 697
[92,0 | 117 | 148 | 183 | 230 | 296 | 366 | 459 | 579
13
48
12
14
50
6
15
50
8
103 | 130 | 164 | 204 | 255 | 326 | 418 | 509 | 642
16
50
10
115 | 144 | 194 | 228 | 284 | 364 | 454 | 568 | 715
17
50
12
127 | 159 | 202 | 252 | 315 | 403 | 503 | 628 | 792
18
60
8
122 | 156 | 197 | 244 | 306 | 394 | 487 | 611 | 770
19
60
| 12
142 | 190 | 242 | 303 | 377 | 481 | 602 | 753 | 948
20
65
10
148 | 186 | 238 | 296 | 369 | 481 | 590 | 738 | 929
21
[0
10
160 | 201 | 256 | 318
398 | 510 | 636 | 794
|1000
22
70
12
177 | 222 | 281 | 352 | 441 | 562 | 703 | 879
1107
23
80
10
183 | 229 | 292 | 363 | 454 | 583 | 726 | 906
|1144
Индекс
122 | 153 | 193 | 242 | 303 | 385 | 483 | 603 | 760
|95,0|
|
а
119 | 151
| б
| в
Примечание.
При чистовом
нять с коэффициентом 2,0.
132
189 | 236 | 300 | 376 | 469 | 591
| Г
| Д
шлифовании
| e
время
| x
|
по карте
3 |
H
приме-
5.1.6. Зубошлифование
ЗАКЛЮЧИТЕЛЬНОЕ
НА ПАРТИЮ
производство
дств
p
Среднесерийное
pE
PIESE
ПОДГОТОВИТЕЛЬНОВРЕМЯ
Зубошлифовальные станки
ДЕТАЛЕЙ
Карта 30
1. На наладку станка, инструмента
Тип станка
Вид обработки
©
Время
а: |
и наладки
|одним дисковым
кругом
двумя тарельчатыми
кругами
абразивным червяком
Шлифование зубьев
методом обкатки
Зубошлифовальные
и приспособлений
24
29
13
|
Шлифование зубьев методом копирования
П. На
получение
до
инструмента и приспособлений
их после окончания обработки
начала
Получение инструмента и приспособлений исполнителем работы до начала и сдача их цосле окончания обработки партии деталей
18
и сдачу
5
Ш. Добавлять к времени на наладку станка
сои
ЕЕ
абразивный
+.
ТУ СА
)
Кл
а
былыт
наар ааа аан
Жара
ан
ЕН
ол
бел
Править шлифовальный круг после установки
а
Про
Установить шлифовальный
ИЕ аа К
ЕР НИ
3
шлифовальный круг
Установить и снять
x
аа
л
ы н л асыш шы ы сы
|
| 2
жезл ышы
сс
круг под углом
оро
Повернуть суппорт на угол
абразивным червяком
для
шлифования
4
червяк
р
винтового
зуба
| 2
сас аа
3
133
ИИПИЕОП
194
ФО
=
=>
|
р
әз
129
3
|-опен
-подоно
|
мизозьи
— |лемвэн
02'0
88°0
|
изинаше-охен
ая |
|
'
|
9р'0
|
ЕА, о
12'0
|
9
29'0
|
82'0
|
о
69:0
|
970
|
а.
%
|
;
n
-изчтој]
|
08
-=o
иомин
бб
860161
РСТ
0| УС|
аа
86
6с
1814910
| ТС
08
ЖШ A
690
| 0 &8
|
В
890
|
-
жи
i
|-Р9'0
06
OY
680
|
61
||
Тонг
1
апнозофттоойс
м—
зониидезениодоойгопоявиойи
————
евTE
игелоџ
W “тя
98°0
| 0 СР
|
8
вооеуу
Да
.
______
лихозвитеияен
0
поянгоиофп
иги
о
ионпоято иочткомАд
кө
92'0
|
|
ССО
аи
62'0
|
РСЗО
ро
Ре|
==
ТИШ
8Р°0
|
—
(ОРО =
—
ИДОЛИ
=
|
—
|
шры
S0
|—
=
настанак жаашын!руаш ЕЕ кч чыК
да
==
|-
— | |—
в
|
први Ос
=
==
ае
==
–
и:
09
|
е'0
| 86'0
| вио 19°0| e90| 92'0
| 28'0| toʻr
| дет
| Фа | 65
ыы. Багы
жонтоиод
иги тод
ионпоято
Ад
нозгкой
вУвиЯ
€
Е
22'0
| 0 ве|
иихозвијеивонј]|-г24
ото
ВРО
иәинәше-охен
йд_|
СВО
—-|! |
с
01
0 66 0 св
|
960
|
|
ШИЕ СОЕТ
3 СЛОЕ
номткоя/д
|
коя1онОб
иги 1оА
|
ионпоя1о
позакождд
еяьия
иоводлноп-яедпо
|имчволикод
А
иомиве
змавфио
иИоғвойінәп
поп
ионпоято
мовлонод
иги _лод
михоэвитеияэн
—
епояпоп 260
|
30
ИЗОР9-иенив
‹
ес
|
|
онъАда
"ИГУТЯИ
а
ааа
чиетоп
дмяонул
и
од ЧЯЧИ1ЕНО
чгияонето
и
чавно
д
коиноше
-oxen
да |.
вявия
|ниненоџен
-зеди
|
мола
иинея-3Y|
ирег
но
иди
ионииж
коЕ
E но
ен!
ст
Se
с
|,
©
|
б
ион
иди
903019
игонии
ЧОНЧЧАГкизая
УЛОМОНО
УН
ЭЯ
9000010)
ИЯЯОНРТОА
игетеп
гей
Ёз
за.Е
еы
И
|
1
6
г
ае
Џ
6
ж
9
И
1
я
9
|
660
е
HOYIKOYÁd
0
|
ее
РВ
S
У
а
вия
AIHH
(иивмяедпо ки
сү
А
ә velar о
чтичонвА!
а
Jou
:|
о э109е4 иди)
гохви изинатевЯ |-Аяш
|
|иознедџио
ловтоиофтоА
и
лихозьитвияон | I1BHO
поятойофдтод
иги
4
пен»
——ы=ы——-|
>
ВИИ:
ионпоято
€
|
ср
|
св
|
22:
0
|
#0
О
|
22
‚ШОКЕ
|
QI
6
Ө
|.
ом
ЕН|
H
ЗАДНА
емћин
-охви иәинәшейя
ә
я
|
67'0
0
|
СЕ
0
0
йоойеш
|-явдпо
-зипедя
-одлноп -HEJ
|10
ШЕРА.)
——
3
|
——ыы—————
OR
|
УШИ!
низозвиленвен | Ногооди
и
gog WƏHHHON
әз
ЙОЯИЕЄ
ЕН
ионйечо
-041289| |.
|
|имвомигод
-9едпо
806 | с 1 | 6РО | ТРО | 22'0| 680 | 60 | 81'0 | ЭГО |СТО
|
290
|
960
ч,
4
го
|
87
0
|
0
|
02'0
|| |
СО
|
69'0
|
то
емћиа „к
еявия
ПО
|
88°0
1ео
поялоиофо |
НЕ
изинешедя
ионпоято
мәинәтейд
СО
|
18°0
ч
иимооћизеивон
-охеи
[9Р0 | 92'0 | 880 | 560 | 060
|
8/°0
Же
p
үз
10° |806 |сит |9271 | 86°0 | 18°0 |690 |#9'0 |860 |970 | +o
HOXIKONÁd
7, 1
о.
т:
иги -охви
|
16'1|
|
86°0
|
| 301 | 80 | 92'0 | 690 | 890 | 13'0 | СР 0
|
26'0
1
ЭЧ.
РТ
|
91‘1
65|
|
501
се|
с
|
6
ГАЛ,
ИояоЧ:нәп
с)
|
то
бы
9
pÅ——
1'5
=
|
|
185
136
2
g|
9
г
g
6
вр
вН|
ең
9
с
|р
е
7,
зя
590
иозии ен
тзт
ү ш от
в
т о
290
елиминисан
сг
|
260
|
‹
е
9
тање
60
|
ЕО
|
950
|
21'0
|
22'0
| во |
изизежтон
пизоовитеинени
иимозв
ети
иге
)ето
|
иве
ни
о
Е
n
его
|
нонизазо
92'0
|йломо22'0
|
иогоофи|-ием 62'0
|
|
НОШ
Мо ЕН вхиз
|диох160
|
киневәтен взит
| диох
[1.0
изин
| зипеди иочив|
хебінәп
|
нъ
ос
S
ИШҮІЗ
я
сс'о
|
+оо
|
ср'о
|
се'0
|
98°0
|
0с'о
|
О «
120
|
СО
|
1
|
980 |
12'0
|
‹
Y
‹
OY
88°0
|
690
|
19'0
|
$30|
82'0
|
"Ә
м А
98°0
|
58'0
|
790 |
вр'о
|
60|
69°0
|
18'0
|
890|
"0
стоик
YOL] -WƏ4
СТ
|986
—
[#01 сЕ | —
1511|
|
р]
“<—жЖ—Ж—
260| 02 | —
А
ы
ж
—_|#9°0]
= в86'0
я
с
1
18'0
| 666
| 826
170
81| | G GE
ияс
ГТГ!
|
РТ E| |8 —
иж и
020
|
68'0
|
130
11]
18'0|
86'0
69'0
|
|9%0| —
ний
БА|С
и
А
сео
|
киод у
910| 180
#9'0
|
29°0
|
9#°0
|
во
|
игезWоп ‘ля
erdey
“Че
апнрвофпутоойс
зониидедениодооя1опоявиофи
8 | а | 05 | 08 | og | og
воогуу
02'0
|
82'0
| '0
2 |
ГО
| O GG
45'0
|
оег0
| о ве |
02'0
|
ово
|
980
|
Ро |
26'0
|
Ао
91'0
|
Е
|иониечо
810
|
|
ойломо22'0
кузат
тар
(иимозћиг помижте
иоодоиет
ио4тнэп
иозн
и еш-пәйя
нобиеш
ИОМИи Е1
109
|эчавапо
цонзпноя
-eed
иоязпноя
-eed
ионииж
охейни
--
киноиподя
ионәпноя
|-по
оо А
идиног
зяяво4
оо
чҥ®әї
я
9550| со | 01 |
ЧТИЯОНВт
и
Очъкна
«мяон
и
уток ЗИІКНЭ
иовэпиит|-авано 21'0
|
извонетоигелә
нояепноя ночпвил
ики
устава
сек
ең|{
с
|
909019
Ө
=
|
зонаизшу
БИЗая
лоио
УН ноя
с
о
9
===
8
6
01
а|
gi
Mt
Z
Я
сч
55
ЛИПИБОП
2
2
энодтен
2
знодтец
э
ияяонетоигелә
А
охечни
тета
иочолней
изитежтон
иой1нә
и п
|
ИИ
ПИ
иозмлкомАд|з
Еле
нодлен
2%
михоэвитеиWOWHW
яэни EE —
иовоШгУ|-пэ4я
ра
ЙОҺОУ
иоя1кохАа
елеъч4
21'0
|
иимодћијеиисмиж
вони ее ОГО
|
ИОХЈЕОМАд
пояолнеп
зјонодфеи
изиногподм
ионтоято
мимооћијеиво
-тгойофт
ни
оА
61'0
|
его
а
—
за
с
мана: БЕС
8
=
— |
61°0191°0
е5'0
|
его
21'0
|
66:0
|
91'0
|
95'0
|
ОГ
960
| 12'0|
#60
|
иеин
|-нәни
еипо
[1'0
|йя#1'0
|
$30|
`
таи
лсо о (Ме о
ОРО
|
вро
|
ы
Pan
==
М
69'0
|
22'0
|
960
|
==
ний
7,1
0$°0
|
9'0
|
те
| О ок
86°0
|
690
|
л
390
|
—
150
|
6'0
|
660
[9Р0
ВРО
|
260
|
ВРО
|
киеда8
9
OY
2
оо
|
Ре
180
|
Sa
БР,
СЕО
|
ВСГ0
|
05 |
|
де
=
—
>
92'0
| 1'
ОСОО
01'1
| 6с
=>
Еа
сиб
|701|286
8'0
970
|1 96
860| 9с
де
WONHH
-изчлоц
апновофпутоойс
с” мин овца
е19ем
Че
стоик
зониидезениодуовхоповеиоди
икејоџ
W `їя
===
и
о
воовуу
сем
ЭЗ з
его
| —
41'0]|
| —71'0
62:0
|
61'0
|
zeo
|
ТО
ИШҰІЗЕ
оньАда
изин
|-ошз
21'0
огие
| дя
g'o|
|
020|
иомижџош мойінәп иэниее изово
| 260
|
опговџоп игонип
әнойіеп
>
иоя иги
udu
диданеплото
оиво
|
905017)
чгелоџ
ANJOH
И YLJA ЧИ1ЕНО
члизонет
и
од
чавно
иизозвитенлоиижее
әнойіви
э
ионеәй
нояпАтя
єеі
я}
Я
а
МОЋ
w
зончизпуло
кизая
УН
йопоя
+
Среднесерийное производство
|
К еж
пера
|
ИЕ
|
ра
Карта 32, лист
|
| Фе
а | учетом
| перебега || а =
Z
|
со ва ы
ШЕР
СА
ЕЕ
1
К
У
]
|
i
|
I. Неполное штучное время“
=
|
Кругом
<
|
ВРЕМЯ
Длина
=
k
= | шлифоС | вания с |, Е
зубьев методом
Шлифованиг
|
| | обкатки дисковым коническим
A
Модуль т, т мм
Де
А
г
Е
2 | 3
|
Да
14
0.55 | 0562
10:73.
|
|
вита
|
|
|.
КН) |ООО
аву
г)
ВЕР
О
0,838:
0.94
к
се
ы
—`_
=
=
3,26 | 3,36 |-3,51 | 3,68
| аш | 3,03 |3,14 |
|_—
0,60 | 0,68 | 0,81 | 0,92 | 1,03 |1,11
Т;
|баш | 3,13 | 3,24 | 3,31 | 3,44 [3,60 | 3,78: |4,10 | —
3
40
о
50
7
ва
д
|3,71 | 4,08 | 4,27 | 4,76 | 4,93 | 5,22 |5,64
50 | Гиш | 3,50
1,11 |1,30 | 1,64 | 1,82 |2,12 | 2,27 | 2,54 2,89
Де
4
6
(о
E
та 50568 |0,78 |0.34 |1,06 |1,2] |6,31
|
| То
|3,62 | 3,77 | 4,00 | 4,2 | 4,45
4,81
|3,37
0,85 | 0,99 | 1,22 | 1,36 | 1,57 | 1,69 | 1,88. |2,12
| 3,22
ПШ ЖИЛЕ
11
100
3|
195
|
4 | ____
1 и тебе
16
17
130
19
250
Се
20_
21 | зәр
22
Индекс
е
4.94 | 5,50 | 5,77 | 6,18 | 6,70
р E
|2.84 |304 8,423,
[145 1,72 |292,43
ашкыс
|6,79 |7,34-| 8,17
|+. | 3,96 |4,21 |4,73 |5,56 |6,28
| 5,15
3,51 | 3,98 | 4,48
|То | 1,53 | 1,76 | 2,24 | 3,0
е
|416
4452 | 5,18 |6.1 | 6,98
7,48 | 8,17.| 9,04
1,71 | 2,05 |2,61 | 3,54 | 4,16 | 4,65 | 5,25 | 6,04
|7,83 | 8,524 9,43
[чыш | 4,26 |4,65 | 5,31 | 6,37 |7,24
| 4,93 | 5,563 0.4
4,4
|
3,74
|
2,77
|
2,17
|
181
Та
То
САБЗ
Б.О
7,56 | 9.18
7,96 |8,6 |9,4 |10,5
1+ | 4,51 | 4,96 | 6,16 |6,97 |
2,04 | 2,45 | 3,15 | 4,29 | 5,05 | 5,64 | 6,37 | 7,35
To
б.
в
|
г
Д
*
з
Беда
То (2—1), где ћиш — основное
{нш На деталъ+ащ
ки одного зуба плюс вспомогательное на шестерню.
138.
е
<
вона
ра 14 ЗТ АРТЕ
То __|1,91 | 2,29 | 2,94 |3,98 | 4,69 |5,26 |5,94 |6,73
а
К
ж
3
время .обработ-
|
Среднесерийное производство
НЕПОЛНОЕ
ШТУЧНОЕ
Шлифование зубьев методом
ВРЕМЯ
обкатки
дисковым коническим
кругом
Карта 82 лист 2
лв.
о
П. Поправочные коэффициенты на неполное штучное время
для измененных условий работы в зависимости от:
k7
1. Обрабатываемого материала, шероховатости и степени точности
еы
шашы ке арена
И
э ы
лс
1,
|
Степень точности
ik
и
7.
ас
8,
9
|
Шероховатость
25...125|
4,
5,
6
Ка, мкм
|25...15 | 0,63
063
Коэффициент
Стали-- углеродистые
и
легированные
HRC <55
Стали
высоколегированные
и цементированные HRC>55
11,0|
gai
12
2. Точности и жесткости станка
З. Партии деталей
Бре.
Lr
=
18
1,8
1,5
2,0
(см. карту 2).
(см. карту 3).
Примечание.
Приведенное в карте неполное штучное время рассчитано для обработки на станках типа 5831 и Найльс. При шлифовании
зубьев на станках типа 584 время по карте применять с козффициентом
0,7.
139
©
~
~
сч
ыы
==
Со —
‚1
‚5
—T
„8
=ч т
=
С~ =
О
=“д
|
БЕ
пеА
Е
(о|
оо
DO
©
а
0005|
лш
та
~
ЕВА
БЕЗЖПА
NO
сч =
<
|
а
Среднесерийное производство
Шлифование зубьев методом
обкатки двумя тарельчатыми
кругами
И
ЈА
Е
и
ИКОНИ
ДЕСА
сэ Фа
=
(665
|
DID
ON
тетово
У
~
СО 15
—=-
06 со
~ (6
N
«30|
mo|
33, лист
~
~ 15
с>
со
лолу
ON
(вс
|
шей
едра
Ый Де
кг
са су
NO
G.
= +
NN
— со
т, мм
а = ш
се
чы оо
FN
сбд|
со|
90 N
соз
бс
а
од —
DON
~ >
со.съ
© со
1. Неполное штучное время“
ча
ње |
~
со
~|
СФ|
oO N
к|
аг
Чыны
есас
на
гуа
зутар
ды
сч <=
да
DA |
>=
та
со Съ
=)
Карта
=
и
-ж
ко сс
о ооо
о
~ съ
~ 15
о
сл ыр
л и и
=
Е
И
ОО ==
=<|
сч ©
[е
ые© © |
ОУ ~
съ по
«а 25
юг юм|
Я
со из
ПИЕ
дето сърца|
NO
с мо
ВЕ У
= со
N ИЗ
— со
сч
о
|
AN
со «о
съ 5
= об
ея|
==:
сч =
= M
= >
С со
оо
оо со
© со
Модуль
НЕ
~
14.
< ~
беа
сб Ф |
=
оо
из со
с
= | ~ ~
|
ИН ИН ЈЕНИ ЈАН
z
сч
On
вl
OL|
|вене иа шзэст
| 5 о
— | сб
00 <се |
гости
— <
Aw|
со съ
© со
бега, Г
00 СЧ
со =
сб
со
= со
Длина
=тоа
СЧ сб
съ со
So
ON
соё
NN
= со
шлифова-
Ден
N <
сч мо
со =
съ су
со со
Е
~ ~
= со
= Со
—с›
ИИПИЕОП
= = > с == о ш
са 2. ai= х
z
09 ©5
соо
ния с учетом пере-
ее
— -
То
сч ==
/
5
| н.ш
64 ~
о с
ON
{нш
То
СӨ 25
То
а
оС
ВА
t н.ш
|
Индекс
са
|
140
с = о = == о
В
о
=
1
10
го
‚0
Среднесерийное производство
НЕПОЛНОЕ
ШТУЧНОЕ
Шлифование зубьев методом
обкатки двумя тарельчатыми
кругами
ВРЕМЯ
Карта
33,
лист
2
АА
1. Неполное штучное время
и
=
=
Длина
шлифова|ния с
уче-
ЕР© аи тава
»
=
УМЕ"
Модуль
m, Ни
Б
|345]
тв
2 10| 12
бега, [1 | 64
19
Мали
+ пагани
8. 43. 10.0 аза
о
400
20
11
4,43 | 5,63
Индекс
а
а
а
16,9917,708,4110,011,613,1
б
В
Г
Д
е|
ж
а
ше
3
H
K
“ Таш На деталь
= Куш То (2—1), где tum — основное время обработки одного зуба плюс вспомогательное на шестерню.
П. Поправочные коэффициенты на неполное штучное время
для измененных условий работы в зависимости от:
1. Обрабатываемого материала, шероховатости и степени точности
E
АЕ
Кы ы
ы
В аре покера Тылы. ат. Мы ЭШ
Степень точности
7, 8, 9
Стали и их твердости
|
Шероховатость
95...1,95 | 063
#
7
тоа
a
4, 5,6
Ка, мкм
|25... 105 | 063
A
Козффициент
е,
7
Стали
углеродистые
и
ле-
0,77
1,25
[1,0]
1,4
высоколегированные
0,92
1,4
115
1,54
= 55
гированные НЕС
Стали
и цементированные
НЕС >55
Б
2. Точности и жесткости станка (см. карту 2).
А. Партии деталей (см. карту 3).
141
Среднесерийное производство
НЕПОЛНОЕ
ШТУЧНОЕ
ВРЕМЯ
Шлифование зубьев методом
копирования
Карта 34
и.
1. Неполное штучное время *
=
=
Длина
|шлифова-|
=
|том пере-|
©
бега
са 2
о
|ниясуче-
=
|
э
2
|
_
=
-
3
50
5
30
7
8
195
б
9 |јао
10
s
2
3
4 | 5
6
7
8
9
|u более
ftam [0,79 [2,81 [2,82 |2,03 |2,95 |2,95 |2,96 |2,07
1
4
Модуль т, мм
артрыт
ае
0,31
р
[0,33 | 0,43 | 0,44 | 0,44 | 0,45 | 0,46
[2,83 |2,83 [2,84 | 2,97 | 2,98 | 2,98 | 2,98 |2,99
|Киш
То
га
0,32
0,33
ш
2,88
0,38
(или
А
0,34
0,35 | 0,46 | 0,47 | 0,47 | 0,48 | 0,49
2
2,90
89
3,03
3,16
3,17
3,18
3,47
|0,39 10,40 | 0,51 | 0,52 | 0,53 | 0,53 | 0,54
“12595 2.962 97.
3:24
са.
25 13.26 | 3027
8:57
0,44 0,45 0,46 | 0,59 | 0,60 | 0,61 | 0,62 | 0,63
(tmm
|8,16 [8,17 [3,18 |3,35 | 3,54 | 3,55 | 3,56 | 3,8
о
[0,52 0,53 0,54 | 0,69 | 0,70 | 0,71 | 0,72 | 0,73
Индекс |
а
б
в
|
г
д
е
ж
3
* tam на деталь= Киш То (2—1), где ta.u— основное время обработки одного зуба плюс вспомогательное на шестерню.
П. Поправочные коэффициенты на неполное штучное время
для измененных условий работы в зависимости от:
1. Обрабатываемого
материала,
шероховатости
и степени
‚Степень
|
7, 8, 9
Стали и их твердости
точности
точности
|
4, 5, 6
Шероховатость Ка, мкм
:
25.125
1063-1925
5 125. |
1063
Козффициент
Стали
углеродистые
и
ле-
гированные НЕС<55
Стали
высоколегированные
и цементированные
НКС
>> 55
0,77
1,25
0,92
1,4
2. Точности и жесткости станка
3. Партии деталей
142
(см. карту 3).
(см. карту 2).
1,0
тт.
1,15
1,4
1.55
Ка
"НЕПОЛНОЕ
|
|
ШТУЧНОЕ
ВРЕМЯ
==” "|
АИТ DA
JE
Ки
Соар
=
с!
|
m
=
не =
7
я д >
ЊЕ
|<.
ГЕ
2
3 |
а
О
6
7
8
9
10 |
1 |
12,
ыы
т, мм, до
-80
|
4,0
6,0
:
Время, MHH
|
“^к
су
4)
а
6
Карта 35
295
TER.
=
р
;
Модуль
оже
pa = 2
ое
РА
|
ование зубьев
р
я |
_ червячными
кругами
штучное время *
=
ЖУО
аты
производство
ее
КД
ща
209089
28
|
АИ
Г. Неполное
е
от
"Ж.> г
а
v.
Среднесерийное
|
,
ВАШ
| н.ш
а
To
|
,
t н.ш
Це:
To
РР|
,
Е
н.ш
,
То
| н.ш
(2 То
те
| н.ш
То
12,5 | 2,02 050871 2,06 | 0,09 | 2,07 | 0,11 | 2,09 10,1812,10 0.
16 | 2,03 40:09.) 2,07 |.0,12.1.2,09 | 0,14 2,10:0,1512,121 0,
20
1205012,
2,09 | 0,14 | 2,10 | 0,16 | 2,12 10.17 |2,13] 0,
25. | 2 06 0ло
2 1210162
131
0177) 2 Лао 1812150.
-32 | 212
фр
2 16 0,191 2.171 0,21 | 2,20310,
2312,22] 0,
40. 132 О ПОР
2 211 0,23 | 2.231 0,260172 2410 2712 Обу (1
50 1.2 29 ОР
2 26 10 26
10.27 0290
ова
О
В
то,
63 | 22580 22
20
0,292
519 03312.35 0,35412,3510,
80.
|2,29 10502,34 | 0,33 2138 10,35 2 98 10.371 2,891 0,
100 | 2,34 | 0,33 | 2,39 | 0,36 | 2,41 | 0,38 | 2,43 10,4112,4510,
125 | 2,38 | 0,36 | 2,44 | 0,39 | 2,46 | 0,41 | 2,48 |0,44| 2,5010,
160 | 25483 0,391 2,49 | 0,42 12,51 | 0,45 | 2.53 0,48 2,5410;
Индекс
а
б
В
| Г
Д
| е
Ж
3
+ или на деталь
= Кула + То (2—1), где Таш— основное
ки одного зуба плюс вспомогательное на шестерню.
H
время
62
00
мсл
09
Ом
Ф
О
мБ
K
обработ-
П. Поправочные коэффициенты в зависимости от:
|. Обрабатываемого материала, степени точности и шероховатости
Степень
о
Стали
и их твердости
Стали углеродистые
и леги-
рованные НКС
<< 55
Стали
высоколегированные
и цементированные
НВС>>55
ни
29n
9.
точности
|
4, 5, 6
Шероховатость Ка, мкм
125 во 0.09
и.
а
Коэффициент
00
1,0
1,5
1,3
1,8
1,2
1,7
To
20
ДР
2. Точности и жесткости станка (см. карту 2).
3. Партии деталей (см. карту 3).
143
5.1.7. Шлицешлифование
ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
НА ПАРТИЮ ДЕТАЛЕЙ
Тип станка
П.
На получение
i
|
Шлицешлифовальные
я
Карта 36
Вид обработки
1. На наладку станка,
Шлицешлифовальный
Среднесерийное производство
инструмента
| Шлифование шлиц,
шлицевых валов
и наладки
Ени
|одним кругом
двумя кругами
тремя кругами
до
начала
Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей
144
k
и приспособлений
инструмента и приспособлений
их после окончания обработки
t
станки
22
23
25
и сдачу
5
Т
пониочоодтотчо
NƏHY
-иет ә змягдио
ы
————————ӨӨөөӨөӨӨөӨӨӨӨ————
|
е
66 0
иолооди|
|
9 |
а
|
|
80
|
ОТО
1
|
390
T
|
10 |
680 | 970 | 120 | teo]
подивш
ә
|
|
68'0
18801
иояойінәп е!
goyи
ж |
|
66'0
©
760 | 280
WOD
иди
иге},
кол
du YOU
|Y иинеяэтен
©
Ф
-UO
иояепииш
|
7,
вн | е
зяяед
ИОУНВЕ
g|
5
зончпадулоиопоя
Е
=
=
игРртей
|ихвонелод 902019 | ©
хедлноп
нояойІнәп
ИГИ
|
И
|
Я
|
86
9811881
66:019401040
е с ср
———————а—
_АдАА—А„—А——А————А—ААА—АА—А——А—/—/А—„—„//,/АА—/—А/—„/’„/„/АА——Э/—/„——
9
|зро | 011
ЕНЕНЕ
60|
r
1'б
1021
—__—_
ос
ИЕШЕ
1#°0 | 92'0 | 22'0 | ер
игетеп
9
880
8
|
87'0|
1980
61
Ш
99:0
06
0$
09
эпноэофпитавти
0$
иди
|иинеяэтен
ионподово
—
599
-920 | #80
кинеяошен
СЕО
19101
91'0 | 21'0 | РГО | 11'0 | емилиох
801
6с
[8Р0 | 620 | 880 | 160 | 260
#90 | 601
951
61
2
кизая
ИОМЈКОМА ион
-поято иги иоятоиой1о4
с
| 960 | иимоовицвиняани ихово
вмилАиох изинеаоџвн
се|
с
30
16:0 | 260 | 160
580
|
VH
изниес игонии поятоЦ
и КЯЯОНҮІЭК
чавно и чтияонетд
ЗИІКНЭ
о(КньАдя reL
€
02'0
се|
ний «4 виэда
зониидазениедо
оя1о(оясиофи
OY ‘ля ‘W игејоп гооеу
уе eidey
игулап
10. Зак. 218
се|
йояин
-изапоц
и”)
НЕПОЛНОЕ
ща
ШТУЧНОЕ
Шлицешлифование
ВРЕМЯ
жеге
Карта 38, лист
|!
1. Неполное штучное время
ОСЕ
=
2
=
ва
~
ВАК
= ©
көп
Длина
шлифуемой
поверхности
Ly, мм, до же
ш ©ч
>й ми
ел
©
ИШГЕ: ЕНИ ЖИН,
f о 5 = о = | 100
200 | 259 | 320 | 400 | 500 | 630 | 60
Сулы | а
|
SR
Кс
|
га
же
Неполное штучное время {н.ш, мин на деталь_
|
2
З
4
4
5
б
7
8
6
9
10
11
12
g
13
14
15
16
10
РА
Ио
17 |
0.16
0,25
0.39
0,50
1,721
1,982
20
| 2,05 4 2,85
2
Одо
1054294
1-2,39 | 2,74 |533 ,19-|
0,15
[2,41
|-2,75
13.24
0:25:
2,921
3.46
73206
032
13.18 i 3,66 | 4 38:
0,50 | 3,43 | 3,96 | 4,69:
2034
8.07 | 9, Го
103.995 | 5:01!
2;81\|
3,79 | 4,бо
15,69 | 6,68
Зато
06 РБ 0 ТӨТ
3,36 | 4,52 | 5,54
16,74 | 8,26
3,41 | 4,51
7419
75;6
4571
6,15
4,95 | 6,96
| 5,46 | 6,61
| 6,58 | 8.289
| 7,46
192
| 8,13 | 9,983
448,09
510.2
011,2
4712,0
0,16
‚00 | 3,46 | 4,05 | 4,41 | 5,88 | 7,01 | 8,65 | 10,6
0,95
4-3, 94
3,81 | 454-486]
6,92 | 7,19 F9,61
1911.8
0,32 | 3,60 | 4,17 | 4,93: | 5,82 | 7,064
8,56 | 10:61
18,0
0.50
13,88 | 4.52.
5.36 | 5171
7,131
9.351
Tio
F142
9117,6
24.04 125
371
О 16
0,2514,6245,35 | 6,36 | 6,924
9,17 | 11,0 | 13,5
116,6
0,82 45 051 5,985
6,96
#71321
10,2 | 121
О
58,3
0,50 | 5,47
‚36 | 7,57 | 8,011
11:0 | 13,2 | 16,3
4890,]
ИО
оса
0.16. 15,
и
Т чело Болек
оаа ооа. онаи
15.1:6,66 | 7,87 | 81045] 11,4 | 13,6 | 15,7 1 206
18
0,95 | 7,12
8,28 | 9,81 | 10,4 | 14.3 | 17,2 |21,1 | 26,1
20
0,50
| 8,47.1
9,89 | 11,8 | 12,5
OTO
025
раса
1 8611
8291971
0219
0,50
| 10,5 1 12,3 | 14,6 | 15,5
19 | 16 | 0,32 | 7,19 | 9,09 | 10,8 | 11,4 | 15,7 | 18,9 | 23,3 | 28,8
2]
: 99
Е
|
50
‚ 24
Индекс
146
0,32 | 9:69"
а
11,8
б
| 152 | 20,7 | 25,0
10,3 1 44,1
1291177
116,91 20 7
1214 | 26.24
13а | 14,2 | 19,5 | 28,6
В
I
21,4 | 25,80).
Д
е
231,6
9Б5
328
"28,855,8
31,7 + 39,4
ж
3
Среднесерийное производство
НЕПОЛНОЕ
ШТУЧНОЕ
ВРЕМЯ
Шлицешлифование
| Карта 38, лист
2
|. Поправочные коэффициенты на неполное штучное время
для измененных условий работы в зависимости от:
1. Обрабатываемого
ния между опорами
материала
,
его
твердости,
квалитета
и
расстоя-
Требуемый квалитет ` вал
ОНООС
6
Твер-
Е
батываемый
ОСТБ
ги ши
ант
‚матер
|
|
7
| 8...9
DRETH
оет
а ЕНЕСЕН
ара,
Расстояние между опорами,
НЕС
выраженное
в диаметрах,
[../Од
<10| >10 | <10 | > 10] <10 | > 10
ма
Стали
конструкцион-
| 30...50
ные и легированные
>50
|1 15 1,3
1,0]
1-3
Loria
a
Стали
ные
инструменталь- | 30
и
цементиро-
.50
22950)
ванные _
‚ Коэффициент
L5
a
r
аа
1,15
По
0,83 | 1,0
0,95 | 1,15
АНИНА
O
жаракаларды
!1,35|1,5
|] И
1.391154
1 ‚35: с
ГУЗ
1,4
1,581
1,4
|
1,2
2. Точности и жесткости станка (см. карту 2).
3. Диаметра шлицевого вала и числа проходов
р
Диаметр шлицевого
вала Da; мм, до
АА
Число проходов
|
|
„40
|
Кр
|
100 и более
Козффициент
8
10
0,95
0,97
12
1,00
4. Партии деталей
0,97
11,0|
103
1,00
108,
21,06
(см. карту 3).
147
5.1.8. Хонингование, суперфиниширование и притирка
о
Т
=
ле
ГРУППЫ
ОБРАБАТЫВАЕМОСТИ
ДОВОДКОЙ ХОНИНГОВАНИЕМ,
СУПЕРФИНИШИРОВАНИЕМ
И ПРИТИРКОЙ РАЗЛИЧНЫХ МАРОК
МАТЕРИАЛОВ
Группы
обрабатываемого материала
Обрабатываемый
a
a
Среднесерийное производство
|
Карта
материал
Марки
39
материалов
Г | Стали конструкционные:
а) углеродистые
незакаленные
и
закаленные
б) легированные хромом,
молиб-|
деном, вольфрамом, ванадием,
титаном,
кремнием,
фосфором,
алюминием, незакаленные
20, 30, 40, 45 и подобные
им
15X, 20X, 45X, ЗОХА, 38ХЛ
40ХА, З8ХМЮА, БОХА и
близкие к НИМ
ы...
П | Стали конструкционные:
|
а) углеродистые
и легированные,
хромом, вольфрамом,
молибденом, цементированные и закаленные
б) легированные никелем, марган-|
цем, незакаленные
Стали инструментальные:
а) углеродистые незакаленные
б) легированные
_————————————————
Ш
——————
—
и близкие к ним
30Г2, 40Г, 40Г2, 50r, 50Г2,
боГ и близкие к ним
УТА, УВА, УЮА,
У12А
и
близкие к ним
ШХ 15, ХНГ и близкие к ним
——.————-————..—-————.—..
| Стали конструкционные:
легированные
никелем,
марган-| 20ХН, 50Г, ЗЗХСА, 20XH,
цем, закаленные или цементиро-|
12X2H4 и близкие к ним
ванные (азотированные)
Стали инструментальные:
а) легированные закаленные
ШХ 15, Р18 и близкие к ним
б) углеродистые закаленные
УТА, УВА, УТОА, УІ?А и
близкие к ним
Чугуны
специальные
легирован—
ные закаленные
IV | Чугуны:
а) серые
б) специальные
закаленные
148
незакаленные
20, ра
легированные
не-
СЧ 10, СЧ 15, СЧ 18, СЧ 20
СЧ 95, СЧ 30, СЧ 35,
СЧ 40, СЧ 45
Среднесерийное производство
ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
НА ПАРТИЮ ДЕТАЛЕЙ
Хонинговальные,
суперфинишные и притирочные
станки
|
ПИ,
Хо поАКШИ
эч
е
Карта 40
Тип станка
І. На наладку
|
Вид обработки
5
станка, инструмента
Вертикально-хонинговальные
2 | Станки для суперфиниша
:
З
Вертикально-притирочные
(лапинговальные)
и наладки
Время
ма
,
и приспособлений
| Хонингование
отверстий
Суперфиниш
цилиндриче-|
ских поверхностей
| Притирка
цилиндрических
поверхностей или плоскостей
20
11
12
П. На получение инструмента и приспособлений до начала
и сдачу их после окончания обработки
4 | Получение
инструмента
и приспособлений
работы до начала и сдача
ботки партии деталей
их после
исполнителем
окончания
о
обра-
149
Е:
ВСПОМОГАТЕЛЬНОЕ
ВРЕМЯ
Среднесерийное производство
НА УСТАНОВКУ И СНЯТИЕ
;
|
ДЕТАЛИ
|
Тритирка
та
с
А
Карта 4] +
Установить
©
и снять деталь
Диаметр
E
в
= | Способ уста-
S 5Е
я
Я,
к
3
РЕБ
jo Te
2
со
565
НОВКИ
л
(или ширина)
|
10
|
детали
16
Ол, мм
РД
Длина детали (отношение La/Da)
и.
т
Шш
Время
зи
ts.y, мин (на комплект
ваемых деталей)
У
жок
з
ме
устанавли-
| |В гнездо сепа
10
|0,9110,97|1,1411,2
2 | раво ноб: е
ао
|1,03] 1,08 |1,25 1,8 |1,4. аавв
3
4
16
ООО
.:95..
5
6|
|1,3 |1,4 [1,54] 1,77
1,88
11,141.1,211,4 |1,48 |1,60 |1,71 |1,88 |2,16
ОБР
ОБА
ЛЕ 27 1 За
ая
11,4. |1,48.-1,71:11,77.1 1,94 1 2,05 |2,28 |—
30
|1,60|1,65| 1,941 2,05
|2,16 |2,28 |2,85 |—
7
40
|1,88|2,05|2,28 2,5
8
50
[2,22] 2,4 [2,74] 2,8513,07 13,194 — |—
9
60
12,5
10
11
ср
100
12 | В гнездо сепа13
а
14
сто ноти
15 | штифтом
5
8
10
12
|2,62|2,85|
— |—
|2,62]2,8513,191 3,42
|3:65] — | —
2196 то ВИБО О сок |
13.42] 3,65 4.22 44548
|А
1518
|
—
нн
ра
сее
ре
ра
Жел
А
а
ма
га
па:
че
|-Це КО
ЛО
— |— |—
11,88|1,9412,05|2,22|2,39
— | — |2,16 6,92 |2,28|24 |2,62| 2,96
16
6
125 19 62 0:8519 обе ова
(8,5
17
ЗО
3:07 32.13.58
2, | 4,78
18
19
ок
30
40
И
ЗВТ
Т
4146744
9
|4,67|4,9 15,3615,6 |5,8
|6,8 [6,6 17,2 |7,4 |7,75
ОС
ТСЕ
20
2]
Индекс
150
а
б
В
3.76. 3.87 41
Г
Д
1487
5 1256 | ==
|6,1 |166 | =
18,09 | = | ==
арыр аа
ен
е
ж
3
Среднесерийное производство
оао рка К станках
(доводка)
|
у:
Ди
ШТУЧНОЕ
ВРЕМЯ
Карта.42, лист
1. Неполное штучное время
Е
|
тость
Ка, RZ, мкм
Форма
=
16
|———|
обрабатыz
|
= | ваемой no- | ,
Р
верхности | 55:9, 5
z
а. Е ES
a
е к
=
Е
1 |Наружная
цилиндри2
3
4 |
о
5*у, см?, до
обработки
63
к
1125 |250 500
|
|
|все
5
а=
0,93
1,04
=
—
ИБО,
р
“==
Оо:
0.16 | 0,08 | '—
0,08 | 0,04 | —
=
100“
0:04
11 | Отверстие
0630632
0,990.07 вл ANL 22
1,061,081 ‚091,221 ,43
1,15 1,171,191,911,541,65
1,24 1,271 ,40]1,511,6511,86
‚97
21
,761
| 1,38. 1,38И ‚591.,6
—
=
|
9
9
10
—
==
Бо теа 08
1,241,271,511,721,962,18
| 1,88 |1,881,621,882,082,40
1,67 11,70:2,152,372,723,19
12. 1312,56--2 | == | == | =
E еч
г ИС) е. ДО Е ы
Ий
10,42 Аб
10,96
14) 75
ЧӨ
еа
0:82 РОЛЬ Ово
0
1,902
R28
10.08 10,964
0.16
0,08 | 0,04 | 1,07 | 1,39 | 2,17 8,141
1.82. 249 18.671
1281
0 0r
004
12
18
14
15
| В
б
а
Индекс
i Суммарная площадь
обработки определяется:
а) для цилиндрической
поверхности
Sy
и
крие
ие
"а;
100
б для плоской
поверхности
=
9,
„Ва Та ыз
|
100.
в) для плоской поверхности типа колец
s,
=
ПОка)
i
4.100
где $ — суммарная площадь обработки, см“;
Од — диаметр притираемой детали, мм;
La — длина
В, — ширина
|
[100011500
Неполное штучное время баш, мин
==
0081
0,10.
0,08 | 0,04 | —
==
0.02.1001
о
|
|
32
0,63 | 0,32 | -—
| 0,32 | 0,10
ческал
|
площадь
|Суммарная
Шерохова-
|
|
притираемой
притираемой
детали, мм;
детали,
мм.
"а
3
| ле
= |=
-=
=
—
|.==
—
В
|
—
ае
==
==
г:
г др
КЕЗ
Е
лк" Ү"
5 ------5
ро
ооо
Среднесерийное производство
НЕПОЛНОЕ
ШТУЧНОЕ
ВРЕМЯ
Притирка на станках
(доводка)
Карта 42, лист
пана
Алон
Ото,
ПВС 2
С
П. Поправочные коэффициенты на неполное штучное время
для измененных условий работы в зависимости от:
1. Вида абразивного
материала
алат
Применяемый
абразивный я
материал
Алмаз
Электрокорунд
|
а
Коэффициент
|10
UUO
О КИСЬ
М
нич
ЛИКЕ Кары, ЛЫ.
1.2
0
1,3
2. Точности и жесткости станка (см. карту 2).
3. Партии деталей (см. карту 3).
----------------5
ани
---
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ
НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
В СПЕЦИАЛЬНЫХ
ПРИСПОСОБЛЕНИЯХ
па
Среднесерийное производство
Хонингование
а
тора
43, лист
aaa Карта
аргазо
листя 1
и
=а
1. Установить и снять деталь вручную
=
=
с
©
Основные
элементы
приспособ-
S
ления
Масса детали
| | Плоскость,
призма
2 | Палец, oT|
верстие
3 | Два пальца
4
М, кг, до
Г
|
0,011 0,03 voso, 0,251 0,51 1,0]
ы—Д—щ
Время ћу, мин
с
[0,1 0,08|0,070,0610,080,09]0,1
3
Ро
8 |
12 |
20 | 30
'__
0,1210,160,170,2
0,25
0,110,090,0810 ,07[0 ,09/0, 1 0,1110, 140, 180, 190,230 ,26
10,150,110,090,080,1
0,120,140,170,220,230,2710,35
122 | 8 10,270,210,190,160,170,2 0,260 ,360,490,550,570,91
Є
==
са"
=
2
ОВ
2
= 5 „0,220,150,140,1
ЗЕ
|
ав
Индекс
152
+,
ЕЕ
св“
е
0,110,140,150,190,250,310,340,45
со
= ©8
к
а
б
В
г
д
е | ж
3
H
K
I|
M
‚ ВСПОМОГАТЕЛЬНОЕ
ВРЕМЯ
Среднесерийное
производство
НА УСТАНОВКУ
И СНЯТИЕ ДЕТАЛИ
В СПЕЦИАЛЬНЫХ
ПРИСПОСОБЛЕНИЯХ
7
и
П. Установить
и снять деталь
Рај и
Хонингование
Карта 43,
лист 2
арза пори ИКТ 2ч тр
подъемником,
=
краном
Масса детали М, кг, до
Е
Основные
5
элементы
Е
при-
способления
Тип
|
30
И
80
200
| 300
1600
2
лз
1
|Плоскость, призма |Подъемник
при станке
|
2
Мостовой
Время ts.y, мин
0,8
1,0
1.3
1,4
кран | 2,5
|2,7
| 2,9
3,0
АСС
тае
3 |Плоскость, палец
4
0,9
Мостовой кран | 2,6
|
пара
о
(Подъемник
при станке
нивоа ко папеш МИ Эл
|Два пальца
6
помоћ
Подъемник
при станке
>
12,05
|—
а
|1,14 | 1,4
1,6
|2,8
|3,3 | -
|3,0
поме
|—
ЕНИ
ей
1,0
13
1,5
1,6
Мостовой кран | 2,7
|2,9
|3,2
133 | —
|-
л
т
=
үа,
ключом
8 | =55ОЕ
____|
|Подъемник
УН
аз
-
=
Мостовой Р кран | 4,3
|4,7 | 5,3
и
ак
|Подъемник
J28
-F30
—
|—
|4,2 | 4,6
—
|—
w
=
при станке
а
=
© а
56
о.Е
қ
9
0
Фо
пе
2 = | пнемати-
Сач
ческим
S
зажи-
|5
ыа
при станке
Мостовой кран | 3,6
я
ай
Индекс
159.
|
а
сл
ја
м
ВЕ
ВСПОМОГАТЕЛЬНОЕ
ВАН
А
НА ЗАКРЕПЛЕНИЕ
И ОТКРЕПЛЕНИЕ ДЕТАЛИ
В СПЕЦИАЛЬНЫХ
ОЛ
ПРИСПОСОБЛЕНИЯХ
Ш.
Способ
©
крепления
© =
9
7 5
пневматического или|
гидравлического
роликового зажима
3
гайкой
5 | Фасонной
с
штур-|
или
планкой,
шайбой,
0,1
1 | 0,04
ЭРОЛ
гаечногој
помощью
или
19 | быстро-
20 | съемной
_21 | шайбой
22
23
|
r
Накидной,
крышкой
24
25
26 |Гидропластом
>
0,05
О
О 124 0,19
0,08 | 0,09 | 0,2
10.120,18
10,7
10,41
16 |0.22.10.261 0,52
Де
оле.
1
|10,1310,1610,21|0,26 | 0,29
20.24
10,39
0,2710, 36:1 0,44 | 0,33
10.361 0.5
10.62 | 0,76
[0,45 | 0,63 | 0,74 |0,95
1 | 0,04 | 0,04 | 0,05 | 0,07 | 0,09
поворотной!
быстросъемной|
рукояткой
пневма-
2 | 0,05 | 0,05 | 0,07 | 0,08 | 0,1
тического зажима
15 |Скользящей | рукояткой экс16 | или пово- | центрикового
ротной
|. планкой,
20
0,03
4104
13 |Скользящей
8
| 2 | 0,08 | 0,09 | 0,13 | 0,16 | 9,3
12
14
M, кг
Время ts.y, мин
КЕЕ
ji
ключа
детали
2 | 0,07 | 0,07 | 0,07 | 0,09 | 0,15
ша
9 | Гайкой
3
1 | 0,03 | 0,03 | 0,03 | 0,04 | 0,09
или
б | вальной рукояткой вручную
10
11
|1,0
|
ва
|
4
|
зажима
эксцентрикового
2 |Рукояткой
17
18
025
Ж
са
| |Рукояткой
ПИВ
Карта 43, лист
Macca
=
жел, се
Закрепить и открепить деталь
z
о
ОБЕ.
Среднесерийное производство
ВРЕМЯ
110,03 | 0,04 | 0,07 | 0,08 | 0,12
2 10051007101710
|0019
зажима
310,0810,0910,13|0,16 | 0,25
{0,11 | 0,15 | 0,18 | 0,23 | 0,28
|гайкой с помощью | 1
гаечного ключа | 2 | 0,19 | 0,24 | 0,3
3'10,.97.|
10,33.
О
| 0,35 | 0,51
10,59 | 0,48 | 0,72
0.32
ОА | 0,52.) 0,07
0,89
1
—
|0,07
10,1
|
—
|0,09
|0,15 | 0,18 | —
гайкой с помощью | 1
гаечного ключа
—
|0,1710,26 | 0,32 | —
1
1
==
—
ОКО
=
Пе
| ОСА
[0,17 | 0,23 | 0,26 | 0,3
|
---
2
—
рукояткой эксцентрикового
зажима
винтовым зажиMOM или фасон-
TA
ш
ной
гайкой вручную
защелкой
с помощью
|
вин-|
та и гаечного ключа
27 |Пальцевым
28 | шпилькой
Индекс
154
фиксатором
или
а
0,03 | 0,05 | 0,07 | 0,09
| 0,051
б
0,091
В
0,11 | 0,17
г
Д
2
8
омепни
001
08
G
9
2
oe
59
А
Е
‘ии ог
с
Р
[
б
Z
о
+
HƏM
Yq
|| |
ч
_
O
|
‹
981
|
LLET
941
|
861
|
с
дог
|
в
Q
е
·
96'1
|
841
660 |
‹
ч!
PLIO
| 781
|
8306
|6
961
|
Е
1
‹
|
в
|
715
| 1 со
|
9
721
|
ват рел
29'1| 1/°1|
Р4'1
|
191
590 |0 66 |
Ц
‘WAWоп
eA
eA
‹
Ж
РОК
|
а |
99'1
|
пе |
99'1
|
981
|
‹
‹
МИ и
|.
ВЕТ
€90|.
и
|
e|
11791] 29|
ОТ
| 1241
[| О
OST
p T POS
ZHI
| 69.1
|
РР1
|
‹
е
Н
910
|
69'1
|
О
62'1
11221
96
991
| 981
мт
ВОТ
со“
69'EI| SL
9011091
| 1 62
1|66'1 0
]
660 |
|
[о 561| 59'0
ва |
кинеяолнинох
винеяолнинох
_
961|
|
ПС| 1 67
его
$06
|
0с
|1
661|
800|
0|
бес
261
| 666
|
1-02 552
ово
|
18:1|
1911961
|
981
|
1919811
941
|
‹
216
| 1 08| С
11706 $4
СС
| 1 08|
96°
|
ос
68:1
|
‹
УГО| 0 бє
әгәоп
SET| 690| SZT| 590| СЕО
eA
чаоолевоходоизоонхдэчон
‘еу “ияи
oge|
Ру|
91
|
681
|
966
| 1 0L
| 181|
БРЕ
11/1
66|
и
ва
оломоваштео
егвидотеи
в
чтоотезохо4э илоонхдовоп:
‘ZY ‘CY
СГС
|
591
|
102|1 вс|
910|
600
| Те
TT eS г во |
#2'1
|
49'1
|
590
|
с
1| 190 661
О
ш
181|
ОЕ:
ват
|
1.06
бу
се
ОУ
се
ZE
I-
„зе
| 1 96 |
ВЕ
Jogo- SET| 890|
eA
|
о
‚а
в
|
изоонхаая
|
ФЕ
|
аш
доо
гзиг
І
әпнрэогнпноү
ппаодагло
зониидззениедо)овтоповеиоди
г1дем
фр
|
Е |
=
ү
зонгопец эоньАттвиода
|
Ш
латвовдоо
| ® <
=
`I
П
енигүг
|
Q
JOHFONAH ЧОНҺААШвиааа
|
М
156
ё
Е
Е |
ај
“л
ве
|
‘ии ош
S
1
ey
|
са“
> |
П
чии
ва
|
в
сет
|
96
STI]
‘WAWOY
ей |
111
9170
|
| |
гг ве
@°0
|
|
802 1961
89°0
|
5°0
|
эиэоп
ого
|
винезолнинох
|
891 19'1
2
|
|
121 |991 19'1
с
|
е
1
|
ес
|
066
| | |
291 88 9
1 Г
| | |
9‘ 16 95°5
сое
| |
20'6 36
| | |
сос. 2105 961
|
226.
961
|
11812 еба
|
#76 378 2241
Т Г
|965 615 1205
Шел
|
12611 св
1
|
621 сл
| |
+05 е6
1
| |
99 081
об
зонкопод әоньќіипкиода“тн ний
580
| O 91
91°0
|
ее
981
890
|
|
2870
|
7851
за | ем
| |
РВ 2/1 11041
800| 961
|
690
|
чгоотеяоходеилоонхдовон
“ед ‘или
zy o
KHHEJOJHHHOX
ЛІ
| ggo| 561| E90
|
E90
| 24 08|
ea |
|
оломовачтеовдоо
егвидолеи
ч1оогеяоходетилоонхдонон
‘ZY Ру
11'''9%5 766 23 05
ey
|
зонгопон эоньАтиткизда
тоиг
Z
гпногогипнох
пплоддвго
юйфр
Jog- 961| 290| oge| 961| 690| 351| 590| EO
24 06 zy 05
„82
| 561
|
Ро
|
#5
пшонхйфәя
|
586
иоиова
-ON| = 5
лаљеовдоо
| В <
вени"
se
«ЖС
1
аонгопан зонълаткичая
зониидезениз4о)ойгопоясиойп
|
92'1
|
SS'I
1
| |
28 СТ
|
26
1
|
84
1
1
|
99
с
|
ет
|
281
1
| |
2195 26'1 ее
2
|
60
1168
1
| |
081 2/']
|
21
|
221
6051
е9
08
29
001
08
й
де
6
01
eI
FI
И
08
а!
|
eZ'1
| |
ср 752
1 |
01'2 86
----------
161 9811691
GIZ 66:1 68
Бе
|
БРЕ
Т
|
881
|
с
72
091
5
әмәгнНИ
002
005
26
85
021
сё
005
005
081
[74
06
сг |
се
00$
091
са
12
бб
001
0б
0с
сг |
р
oez
|
сл‘
991
|
961
|
01'2
|
006
|
gz‘
| 1 86|
+66
| 1 9е|
18°6
|
ска
|
196|
С|
ес|
89'5
|
бре
|
МС а.| 66
|
ес|
602
|
ве|
99
|
006
|
сос
ора
|
(65
ње
|
19'5
|
gzz| eg|
вис|
др'б
|
бг
| г ге
|
26'5
|
е
р је
|
Е9С
|
$68
|
бе
|
566
|
бус
| 2 20
|
925
|
566
|
196|
90'2
|
0е:5
|
wg
29'2
|
9
бес
|
99'2
|
98с|
ве
| с 06"
|
ва
|
я
е|
#62
|
11'2
|
пре
|
Ј
79'6
| е с0
26'5
|
062
|
м|
ева
|
И
oez
пра
|
692
рес
|
љу
|
9
62'5
|
996
|
992
|
03'5
|
99°6
|
Ж
| €
те
806
|
еее
|
8С|
806
|
pe'z
|
ес'с
|
рле
|
0с
|
рес
|
H
656
|
485
|
512
|
895
6/56|
99']
|
бет
|
@9°1
/9°1
|
Я
Гб
|
МС
906
опа
|
че
|О
| и
965
|
ЕЕ
|
506
|
Гб
|
18$
| 6 61|
и
21'5
|
Н
корсе
©9°б
ЇЗ
196
|
926
О
966
| 6 бу
ПС|
26:6
365
925
675| 06"
EEZ
|
СЕРОГО
7675
|Z Le
еб
| 6 |296
960
161
10°
Вес LL
ZEZ
| 19'6
рлер|
92'1
|
91'2
| 2 |-02
966
|
ЕС
се!
616
|
o'z| 615
|
С 80°
|
Е
966| бис| 60°&| 12'2| og'z
| бис| zz‘e
| рога
| 608
| © ®9 |
се"
|
кс!
|
085
|
86'5
|
00'2
|
29'1
|
995
| 26'5
| (уе ро| 996
| 806| сс
| 686| №8| ес |96
vez]
| 99'2
| сев
| вес
| #9'2
| 688
| ерес 26| (18 606|
| 875
|
98°1
|
16196
г вю|
|
61
085
08 | да|
001 | вес
со|
| 68 Е
LI
81
001
сё]
005
91
cI
----
Среднесерийное
НЕПОЛНОЕ
ШТУЧНОЕ
ВРЕМЯ
производство
Хонингование отверстий
Карта 44, лист
4
П. Поправочные коэффициенты на неполное штучное время
для измененных условий работы в зависимости от:
1. Припуска
и точности обработки
Припуск
на диаметр
0,04
0,05
|
0,063
2П, мм, до
Точность обработки, мм, до
1,15
1,3
0,01
|1,0]
1,15
0,02
0,85 | [10] |
0,03
(А
0,85 | [1,0
0,04
0,6
0,7
2. Коэффициента
заполнения
0,1.
|
1,45
0,20
|.
1,08
3. Партии деталей
* Коэффициент
| 1,3
1,6
1,8
2,0
1,45
1,6
1,8
1,15 | 1,3 |
145 | 1,6
1,15
1,3
1,45 |
0,85 | [L0]
1,15
1,3
заполнения
| 0,18
Козффициент
0,22 | 0,25 | 0,28 | 0,32
|1,0|
0,93. | 0,86
(см. карту 3).
заполнения
определяется
по формуле:
Вл
зап
p]
T
где
0,12
Козффициент
0,005
а
| 0.08
|
Be — ширина бруска, мм;
Z — число брусков по окружности
D, — диаметр отверстия, мм.
Па:
в одном ряду;
| 0,76
|
е
РО
—
п
хра
—
—
„не
хдиноше
Я
миМооћијеиаонј]]|
9
g
01с
'
с)
'
664)
Кее
мово
005015)
изниее
ыз
злонопе
-попэн и
хванэп
о хей1нәп
WONXHLÁ WOX
~
|
909019
Я
а
[|
ZI
01
159
9
с
а
Г
с
Z
І
Е
- уч
Z
9
та 6
глуми
НИТ
огра
кУЫ
ШШЕ
У
ЗЕ
др
~
г
а|
хеданоп g
+»
ә хедлнэп
ол
А
конжия
под
монодлеп ипчвомповоц
иох
ичниижевеойво
ели:
а
|
HMAOHELIÁ
ехиткох
мзинеаоџвн
игелә
:
ја
о)
290
ЕМИЈА КОХ
нинедоџвн
вяитАиох
емћивохви
ил)
— кимодвитвияони
изинеаоџен
ияниижевойво
изинотедд|
МәинәїпЕйд|
a
ТРТ
— мимоовилеивонј]
ЁМҺИНОХЕЙ
сло
— мимоовилеивонј]
WƏHHOMEdg|
иги моя
РУБИЯОХРИ
Иониоято
.-1кохќа
.
__
|-тонодлохј
РОМА
| лонодаза
ечвияохви
|оНОФШоА
коятонойтод
=
поет
=
КИ
(иимодвиг
Я
| ЈР'0 | 480 | се:0 | 22'0
ol 20
orep
7220 | 22:00 | —
Y
99:0 | 2940 | 29'0 | /7'0 | СРО
coi
пао
66
киода
с
ЧОНЧ1ГАГУЛОМОПОЯ
эмәүнИ
|
ә
со | рро
Oo
$0|+'0|
к
69.0 | д0'р) | ©"'0 | СРО 1 ТРО 1 9Р0 | 92'0
| сс'0
80 |
Розе
ДЕ
Е
ОР | тео 1 еро
де“о
>
|
с
90
и
бЕО | 89 0:1
990
| 24601]
90'1 | 160 | #2'0 | 99'0 | 29'0 | 901
ЕТ
О: О
00:0 | СО
ао
саа
sI
ТР 0
7
19°0 | 77.0 | ЛЕ О| 56°0 | 12 0 | во |26 0 | —
ос'0 | 6Р0
-i
ний ‘н
©
хуаанап
игулап
яиЗИІКНЭ
9
ВМЗая
с!
оќнһќдя чүюдәїї ILBHI и ILHAOHLELIÇ
|
ИИПИЕОП
97'0 | 88'0 | 60 | 960 | во | 81:0 | сто | его | 11°0 |12йойоА | михозвичвинон | виненошен £99
ельияохеи мәинәшеая
28:0 |др'0 | 960 | 272'0 | 95'0 | 250 |31:0 |910 |его.
HONLE
иЗ
06
воову/
:
АМЗОНУЈОА
иги wog
-омла ионгон1О
мимәәһиівияән
99 0 оро | 72'0 | 66:0 | 960 | 22'0 | 40 оиофлоА
$01890
вявияохеи иэинэшеаа|
99'0 | 72'0 | 29. 0 | СО | 280 | С2.0 | 620 | 950 | РС0
бе|
OY ‘JIA ‘W ипалет
сү е1ем
опложовеиоди зониийззениейо
УН
|
гпногодттпнпфагићпо
Среднесерийное
производство
НЕПОЛНОЕ
ШТУЧНОЕ
Суперфиниширование
наружных цилиндрических
ВРЕМЯ
поверхностей
Карта 46, лист
1
1. Неполное штучное время
z
AT
E
Диаметр обрабатываемой детали Од, мм, до
с
о
поверхности
Ка,
после
суперфини-
©
ширования
25 |
32 | 40 |
50 | 63 | 80
|100
[125
|160 | 200
Время ta.m, МИН
|
|
2
З
4
0,63
0,32
0,16
0,08...0,04
0,820,880, 94,021 ‚131,221 „38 1,451, 1,78
0,941,021,101,291,341,461,59.1,741,942,12
мие: 1,4211,501,77|1,952,15 2,38. 2,65/2,98
1,591,751,982, ция И
4,26
Индекс
АЕ
6!
в
годеж
alya
K
П. Поправочные
коэффициенты на неполное штучное время
в зависимости от:
1. Шероховатости поверхности и отношения длины обрабатываемой
поверхности к длине бруска
Отношение длины обрабатываемой
ности к длине бруска, до
Уменьшение шероховатости
поверхности (параметра Ка)|
1,25 | 1,60 | 21)
| 25
| 3.2
поверх-
| 4,0
|5,0
Коэффициент
В 2 раза
[1,0] | 1,19
В 4 раза
B 8.716
1,32 | 1,57 | 1,88 | 2,24 | 2,68 | 3,20 |3,82
1,55 | 1,86
! 2,22 | 2,65 | 3,16 | 3,78 14,51
раз
2. Группы
равке
обрабатываемого
1,42 |1,7
материала
[2,03 | 2,42 |2,90
и количества
Группа обрабатываемого
Количество брусков
ү
1
ТАЕ
брусков
в оп-
материала
КЕШ
КЕ
Коэффициент
1
|
2
0,93
3. Частоты
Число двойных
оов
В мин
Коэффициент
колебаний
| [10
| 0,8
0,8
0,62
0,5
брусков
400 | 500 | 600
|1
4. Партии деталей
160
| 13
soo|000 зоохој 2500
Т
oA
4000
|(T0 |0,9 |0,8| 0,7 |0,6 |0,5 |0,43 0,4 |0,35
(см. карту 3).
5.1.9. Зубохонингование
———
_———————————
Среднесерийное производство
подна ерине Кинода
а=
ПОДГОТОВИТЕЛЬНО-
Зубохонинговальные станки
ВРЕМЯ
ЗАКЛЮЧИТЕЛЬНОЕ
ера
па
ср
НА ПАРТИЮ ДЕТАЛЕЙ
Карта 47
|
1. На наладку станка, инструмента и приспособлений
———
АА
Тип станка
Врем
Вид обработки и наладки
| 13
зубьев колес
Обработка
Зубохонинговальный
pai,
П. На получение инструмента и приспособлений до начала
и сдачу их после окончания обработки
Получение
инструмента
ты до начала
тии деталей
и сдача
Ш.
и приспособлений
их
после
исполнителем
окончания
рабо-
обработки
и
пар-
На пробную обработку деталей
Тип станка
Нарезаемый
модуль,
3
5
мм, до
|
8
|
6,0
Время, мин
Зубохонинговальный
11 Зак. 213
|
3.0
|
40
161
162
=
ыс
9
Z
9
с
Ӯ
©
g)
ең|
омепни
Топ
WOJÁL
иоэээ4и
ниневоџен
ионойІРи
wog
|
(мимодћ
2
иоятоиофлоА
—
9
я
в
|
Ре'0
peo
|0 е |
|
660
|-ишягдшил)
иихоовилеивонј|игвлоџ
иэинэшеда|иди
вявияохеи
ка
ийиядәһи1ейнән][]
|-гоиофо4
—
|
|
18'0
250
|
6601
2660
ЕО 0
62'0
|
|
960
04
изинзшеда емћивохеи — | — |
|уичниижевоиво
Фо
>
210
|
CrO
1950
|
260
|
ИО е
мимоовијеивонјј
|игчедџиј)
110
|0
(мимодћ
кояләйойләд
изиношеда| емвияохви
иоалоиодаол
ЕЕ О
И
?
22'0
|
660
Ј
|
тоиг
I
;
9
|
980
о
090
оро
рО
|
П
290
|
СО
9
210
|
|
90|
ж
|
27'0
96:0
|
Е
и.
ра
| се
96'0
20°1
|
180
|
67-0
| 0 РР
|
РО
с0 e
92
0660
2201
|
лсо
| 0
92001 ее
| 0 92'
5310
| 0 гг
|
|66'0
ес:
9701
3:
680171
801189
0е
СрО
|0
|
98°0
290]
|
0б
92'0
|
се 01 92 0 ае
|
Бий
|
160
27'0:|
| 9'0
„ний
а!
Hrer
“М “х от
клодатн)
с
воову/
ву'др
апновогнпнохоойс
|
зониидозонтоятлопоявиоди
атуына
од)
"а
с
оќнһќая
21'
|
EMHLÁWOX
-
кинеяәүен
(иихдәһ
аре
ћи а
аи
g'o |
|-игяедшил)
иизяоәһи1ейнән[]
7
чело
моеи
960
со
чливонело«
и
чавно
хуалнап |
АМВОНУЈЗА
иэинэшеда| ехьияохвиO trz
|
Шш
ЕТА
“|
игулап
Я
иэинеяэген
гени:
иочодлнэн зяявдпо
яояпояоп
из
2
хеданап
зи1кно
ияяоне12А
игә
кох
ЄӘО
Шс С
2
1
2
909015
5
=
=
и
ЧОНЧГА1УЛОМОПОЯ
куизаа
УН
ата
орања љета
иаа
г
;
8'1|
| Я
| и
91|
1ео|
|
деро
60:6 | 81
‚
6'5 | 16|
:
ж
Є
ДИНА Час
ə
Y
Ј
|
| сео | ус0 | св0 | 060 | со
9
| 210
9
e
ПО
ото
сој
#0
о] 70
то | 22'0 | 86°0 | #с'0 |его |91*0 | его | #1 0
611 | 160 | 8'0 | 89'0 | 59°0 | 190 |
i
|све |пра |сет | 101 | с8'0 |#2'0 | 890 | 90|
06
=
oʻr]
mol
зи
29'0 Геко |22'0]
‘gy кй
|
ni
во !9с'0 1 95'0 1 26 0
поягоиодло
нахоовноеназни
-oxen изиношеа
ехһия
иихоэвитеияэн]]|
лоятоиофлод
(иихядәһигяраүи.1)
|__>охея изйнәшнаш
н
(иияоовигявефпит)
лоялоийодлод
-oxen ноинзшедя
вия
поятоиодлод
(жиходьигявдпит)
-охви изиношеда|
`
о
Е
но T
8
= =
о
==
не z
9
9
у
9
Sgч
ЖО.
а
өн.
5
=
©и
Е
|
г
=g
WoHYo9Q089 ий
игегош иингязшен
|
ЗА
нолооди|
чавно и чтивонезд | L
тил) |(ижегияедпо кидау э
(михогвигае
9210024 иди) иоя
лихооьитеняен и
-пефио 2 чивтеш
вия
эхәнИ
ООО
i
|
|
К
ихово ИЭНШЕ$ игонип
ейоамош доошу | "Әннә о
‘|
ахамапо ИОЯО41НАП УН ИГУ1ЯЇГ IHLBHO И
АЯЯОНУ1ЭА ҮН кия49я ЧОНЧТАЛУЛОМОПОЯ
иояиниәчлїоп сонада чгетой ILKHI и члизонетод
оїАнһьһАЧд
|
92'0 |єе'0
160 |220 |/6°0 |вр'о | pr'o |92'0 | ©6°0 |86 0
z|
€
96|
t
5
с
в
с
ес |ега | 16°0 | зо |89'0 | 15'0 oro]
ET
е
ре
z'z|ss8ʻol|89ʻ0]
Е.
ус | co'z | 610 | 29'0 | со |со |72'0 |во |zz‘o | 05'0 | 810
Фр
св!
-нәяло]]
Z
ов | се Тов | о ја | в | s | е | 01 Тео | 950
Е
==
|
|
ини
ба
о дояин
>ar
апипвогнпнохоой
5
оязокоявиоби эониидэээниэ9Э
СЭ
164
©
9
5
|
С:
с
=
Е
=
о
|
“локви
-WW
|
омопни
|
ән
E
‘|
|
|
<18-0
2801
Е
980
|
08
001|
96
GE
Оў
Е
6601
|
660
|
960
|
ә
|
0071
86,0
|
001
|
Ж
е
Е
=
теор
ЮГ Е
ит
ы
еее
т
Е
си
ичнагеигедец
полом
081091 0080067
(0667но 066| от 001
те
па
р | 60
08
|
и
таа
ўе
ичнакотевУ
поли
Н
|
о
| Ми
==
ЕВ
ИНЬ
1 89
001,
081081001]
0080086
|0586чо 095
о
о
|
ү
та:
1126 ЖЖ ЕСЭ
Eee
SETE
611
| 1 66 | др
===
r
59
чаоонхдоноп
09
ипоонхдеяоп
YJ “йй OY
ичнаиету
той
|
том
|
иомэАфигш
901
611
|
21 0 166
So
911 1]
6011960
11 1
96055
|
рео TIET
101|
6071
| 1 06 0:1 76
3601
| | 90
зонкопон әонһАипвиэдя‘тн ‘нииен
$9
гени“
|
2.Фем
бр
опнодогипноходћс
зониидезениедуоя1әгояғиойи
19ч1нэипиффеоя
ен
эонгонэн эоньАлткиодя
а
итзомизияве
кинеяолниноходАе
и
вдтойвий
ощойзвамъвогдоо
LIMONA|
160
|
с6'0
|
660
09
ипоонхдеяоп
‘Yq “иий от
имнчпоггедец
Момеи
19:01 880
6930.20078
эчньояедно
впотеи
9
07
|
зонгопец эоньАштвиэда
иойедфигш
"I
680
|
$60
|
98.0
|
[6,0
58.0
| 0 68|
65
внигј
ОТ СОТ 001]
9
то
g
080
с
05 О
ош] GI
лнаипиффеоу
игү
-итәдиә
„| 96
кинея
| „
и920
эчнаиЕва9у
о ЧТ
0 73 |
змлећоле 06'''91| 280
a3 0б
0 68
rag а
у:
ЗОНКОПЯН ЗОНЋАЈШ
кучая
Плоское
5.1.10.
шлифование на продольно-шлифовальных
станках для направляющих
одство
серийн
Средне
шшш =
вага пиће
машеоебе произв
појам
Виа
ПОДГОТОВИТЕЛЬНО-
П
И ВРЕМЯ НА УСТАН |
И СНЯТИЕ
ф
ue
шлифовани
ИРА лоское
(ий.
ЕН
ЗАКЛЮЧИТЕЛЬНОР ВРЕМЯ
К
станках для направляющих
ДЕТАЛИ
1
50, лист
Карта
1 Подготовительно-заключительное время
Время
20
на наладку станка, инструмента
и приспособлений, мин
о
П. Время на установку и снятие детали
Для деталей типа станин, кареток
Масса
Способ установки
детали
|Характер
выверки
50
ПЕЕ
Время
|На столе
с креплением
ми
2
болта-
и планками
3
|Индика- | 79 | 9,5
В специ-
|рукоят-
альном
приспо-
кой
| пневма-
собле-
нии с
крепле-
4 | нием
|11,9 | 14,3 | 17,5 | 206
одной
плоско-
|20,6 | 25,4 | 28,6 | 35
двух
плоско:
стях
АА
|
—
27
2,8 |- 8,05:
—
39 | 41 | 4,4
Келе Р
6
3,9
=
ад
ЗА
а
з
тичес-
кого за| жима
|гайкой
ИЛИ ВИНтом с
КЛЮЧОМ
ЕСТЕ
5
{ь.у, МИН
тором в
сти
На столе с домИндика- | 143 | 17,4
кратами с креп- | тором в
лением болтами и планками
М, кг, до
2000
1000 |
200 | 500 |
100
Хо
позиции
1
детали
пе
|Время в карте предусматривает
крепление болтами в количестве
p
2
SAA
S
Добавлять
(отнимать)
на
каждый болт сверх (менее). предусмотренных
Индекс
|
ана
0,3
а
0,4
б
4
в
| Г
Л АРА
0,5
0,7
д
е
Среднесерийное производство
ПОДГОТОВИТЕЛЬНО-
ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
И ВРЕМЯ
И
Плоское шлифование на
НА УСТАНОВКУ
СНЯТИЕ
продольно-шлифовальных
ДЕТАЛИ
станках
для
направляющих
Карта 50, лист 2
Для деталей типа планок
Вручную
||
Масса
[=
я
=
Способ установки
Aeran
12
|
Краном
детали
М, кг, до
*
| 20
©)
30
| 50
| 0
ii
=
=
Время ћу, мин
7
8
|Ha магнитном
столе
0,59.
|На столе с боковыми прижимными планками
1,4
|
1,72
3,1
3,3
|
|
Индекс
0,60
|
а
1,6
242
а
7,0
7.4
ЦД
б
в
Г
Д
Примечания:
1. При
циентом
переустановке
деталей
время
2. При работе с местным подъемником
для мостового крана, уменьшать на 1,5 мин.
166.
по
карте
применять
с коэффи-
0,8.
время
по карте,
приведенное
Среднесерийное производство
НЕПОЛНОЕ.
Плоское шлифование
ШТУЧНОЕ
на продольно-шлифовальных
ВРЕМЯ
станках для направляющих
Карта
Обработка чугунных направляющих
51, лист
1
(станин, кареток)
Г. Неполное штучное время
=
Длина шлифования
==
o
+
;
Ш ирина
Ад.
|шлифования| 500 го
Ву, мм, до
штучное
лш
кү
| зки
еж
ү
iy | га | блв
„Индекс
время бил, ММ, ДО
27 БӘ | ӘТ]
18.25 11 13,5 15. 121 221 26 9614
9,75! 13 | 15 | 18 | 20 | 26 | 29 | 44 | 50 | 55 | 60 | 68
73 076
1984 ОЗАР 597661
25, | 36
91
1151194
11
85 | 44.162 1 79) 77-| 55. | 94
194.99
14 | 11920
21 | 27 |32,3] 38 | 44 | 54 | 65 | 82 98 |113 |129 |144'
25°
50
75
100
125
|
2
З
4 ·
5
1250)1500)2000)2500)3000|3500 ооо
овој,
` Неполное
у
~
La, ММ, до
И. Поправочные коэффициенты на неполное штучное время
_ для измененных условий работы в зависимости от:
1. Состояния поверхностей направляющих
Состояние поверхностей
|
направляющих
Коэффициент
_
1,0]
2. Вида шлифуемой
поверхности
Обработка
| Вид шлифуемой
ща поверхности
|
|
|
|
Точность
плоскостей
Коэффициент `
|1,0
‚0|
Наклонная
на
отклонения
обработки, мм, до
Коэффициент.
формы
|
0,7
во
3. Допуски
обработки
0,8
|
| | Двумя
кругами
Одним кругом
одновременно
Горизонтальная
а
||
и количества кругов
|
_
|Незакаленные
| Закаленные
0,75... 0,85
и расположенияна 1000
|А
0,1
0,05
|
1,0
0,02
м длины
194
4. Точности и жесткости станка (см. карту 2).
5. Партии деталей
(см. карту 3).
_ Примечание. Для сварных конструкций при. обработке накладных
направляющих применять ; коэффициент. К=1Т,2 для. Ва= 1,25... 0,63 мкм
и точности
точности
0,05 мм
на длине
500 мм; К=1,5
0,02 мм на длине 500 мм.
для Ra= 125. 20,68 мкм. и.
[5
Среднесерийное производство
НЕПОЛНОЕ ШТУЧНОЕ
ЊУ
ВРЕМЯ
Плоское шлифование
на продольно-шлифовальных
станках для направляющих
=
Карта
Обработка стальных
51, лист
2
узких плоскостей деталей типа планок
1. Неполное штучное время
=
5
при
Длина шлифования
La, мм, до
В |вина“ |500 |750 |1000]1250)1500|2000ј2500|3000|3500) 4000) 500)5000
со
до
|
ЗЫ
|
2
З
4
5
6
7
8
9
Неполное штучное время Наш, МИН
10
12,5
16
20
25
50
75
100
125
Индекс
3,2
3,6
4,1
4,7
5,3
|4,2
4,8
[5,4
16,2
| 7
5,0
5,7
6,4
|7,3
(8,8
[6,0
[6,8
|7,7
[8,8
| 10
6,6
7,5
[8,5
19,7
|. 11]
| 9
| 10
| 12
| 13
15
6,0 | 840,0 | 11.14
| 14
| 16
| 19
| 21
| 24
(17 | —–
| 19 | 22
| 22 | 25
| 25 | 28
| 28 | 32
|
|—
| 27
| 31
| 35
|—
|—
|—
| 34
| 39
|—
|—
|—
|—
| 44
147. | 27 | 32 | 36 | 4544: | 49
6,8 | 10 | 11 | 13 | 15 | 20 | 32 | 36 | 41 | 47 | 53 | 56
8,3 | 12-| 18 | 15| 17 | 23 | 35 | 41 | 47 | 53 | 59 | 65
12 | 17 | 18 | 33 | 25 | 34 | 52 | 61 | 70 | 72 | 86 | 95
а
Ој
в
гедер
е | ак
РОНА
кр
лүм
П. Поправочные коэффициенты на неполное штучное время
для измененных условий работы в зависимости от:
1. Обрабатываемого
материала
Состояние поверхностей
направляющих
ннъте
Закаленные
Коэффициент
2. Допуски
обработки
акаленные
Незака
|:0
на отклонения
Точность обработки, мм, до
Коэффициент
|
|
формы и расположения
на
0,8
1000 мм длины
0,1
0,05
0,02
11,0|
527
1,5
3. Точности и жесткости станка (см. карту 2).
4. Партии деталей (см. карту 3).
Примечание. Для сварных конструкций при обработке накладных
направляющих применять: К-1,2 для Ка=1,25...0,63 мкм и точности
0,05 мм на длине 500 мм; K=1,5 для Ва--1,25...0,63 мкм и точности
0,02 мм на длине 500 мм.
168
5.1.11. Абразивная резка стальных заготовок
вулканитовыми
кругами
ЛИН ПИПИН
L
ЈНА
‚ Среднесерийное
Абразивная отрезка стальных
заготовок вулканитовыми
ПОДГОТОВИТЕЛЬНО
ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
НА ПАРТИЮ
производство
ДЕТАЛЕЙ
кругами
Карта 52
1. На наладку станка, инструмента и приспособлений
Диаметр прутка или пучка заготовок
=
=
©
4;
Од, мм, до
Вид обработки и наладки
~
150
100
до 50
2
Время, мин
Резка из одного прутка
Резка пучка заготовок
1
2
9
12
10
14
12
16
а
б
в
Индекс
П. На получение инструмента и приспособлений до начала
и сдачу их после окончания обработки
3 | Получение
инструмента
и
приспособлений
исполнителем работы до начала
и сдача их после окончания обработки партии де-
7,0
талей
ПІ. Добавлять к времени на наладку станка
1. Для круга
>
Диаметр круга Ок, мм, до
Е
5
©
Наименование работы
200
300
=.
4
| 400
500
Время, ми
|Установить отрезной круг
Индекс
3,0__
4,0
5,0
7,0
б
В
р
а
2. Для детали
=
Диаметр прутка
=
S©
|
Наименование
a
<
о |Способ установки
6 | заготовки
Индекс
или пучка заготовок
Ру, мм, до
p работы
БО TE A
|механический
0,2
ручной
0,5
а
|
:
НА
те|
Время, мин’
0,3
7
0,7
|
б
0.9
|
В
ВСПОМОГАТЕЛЬНОЕ
НА УСТАНОВКУ
ВРЕМЯ
И СНЯТИЕ
Среднесерийное
ДЕТАЛИ
РАБОТЕ
И:
X
В я:
5
О
=
©=
=.
>=
©о ш~
БЫ
'
с
=
= =
Q
=
Карта
Е ое
|
и снять деталь
БС
о
== | ое
53, лист
Диаметр прутка Ох, мм, до
aO
ше
Еа
=
>
ок
>
ЯКЕ
от
= ж
©
Абразивная отрезка
ИЗ ПРУТКА
Установить
|
А УЗ су паа
В САМОЦЕНТРИРУЮЩЕМ ПАТРОНЕ
ПРИ
производство
ИЮ
|
20
>! © 4
40
АЫ.
50
65
90
Время tsy, мин
м
|
2
З
0,13 | 0,16- | 0,20 | 0,25 | 0,26 | 0,28 | 0,30
0,16 0.18 0.23 10,.27 10.29 1031 0.33
0,17 | 0,20 | 0,25 | 0,29 | 0,32 | 0,35 | 0,38
м
=
4
Е
9
б
1
2
— | —
5
=
—
—
|0,32 | 0,33 | 0,42 | 0,45 | 0,48
| 0,36 | 0,44 | 0,47 | 0,51 | 0,54
— | —
ИБS ши
E
10,28 | 0,35 | 0,37 |0,39 | 0,42
—
—
р0342
R
10,63
ВЕНЕ
|
0,15-| 0,18 | 0,26 10,991 0,3. | 0,311 10:32
0,18 | 0,21 | 0,99 | 0:32 | 0,33 | 0,34 | 0,35
©
10
=
12 | 5
13 | =
=
о
Ше
10,55 | 0,59
а
R
8
9
10,511
0,21 | 0,26 | 0,32 | 0,35 | 0,36 | 0,38 | 0,39
—
—
H
| —
—
[0,39 [0,43 | 0,45 | 0,47 | 0,48
| 0,43 | 0,47 | 0,49 | 0,51 | 0,52
— | — | 0,48 | 0,54 | 0,55 | 0,57 | 0,59
S,
=
р
Е
ЕСА
Q
=
а
в
ба
ПОДА
15
16 |
17 |
о
а
ш
20
21
=
a
ни
со
0060001 0111 0,14 10.15 10,18 1,0,20
0109.1 0,1190,
3 170,18 О а 02500,29
з
— -| 0,17 | 0,25 | 0,29 | 0,36 | 0,40
— | —
1|0,1910,3
[0,36 | 0,43 | 0,49
= |—
|0,95 |0,39 | 0,46. | 0,55 | 0,63.
А
2:
Е
МА,
EEE
—
S
|0,35| 0,55 | 0,64 | 0,76 | 0,88
— | —
е
н
МИА
| —
а
|0,54 |0,86 | 0,99 | 1,19 |1,36
|
ы
РЕ ЈЕСИ,
|ЗНАО АНИ ыллыы
=
22
23
24
25
26 |
97
28
св
ИЕ
|
ЈЕ
2 | о
|=
S|
Е
т.е
Е | е
=
Индекс
170
ие
0,13 |:0,16 | 0,18 | 0,19 | 0,20 | 0,23 | 0,27
О 16 10 16 10:23 1 0,25 10,31 170,38 0037
—
| —
[0,26 | 0,28.| 0,38
| 0,41 | 0,49=
=
10.297 70,34 10.42 ГО ад 0.59.
=
аза | 0.31 | 0,43 10.48 10, 6012072 ~.
— | —
|0,38 |0,58 | 0,66 | 0,81 | 0,97 ~
|60)
а
б
0,62
[0.90
B
r
11,04 1,25
Д
е}
142.
ж
ВСПОМОГАТЕЛЬНОЕ
НА УСТАНОВКУ
ВРЕМЯ
И СНЯТИЕ
Среднесерийное производство
ДЕТАЛИ
В ЦАНГОВОМ ПАТРОНЕ
ПРИ РАБОТЕ ИЗ ПРУТКА
ыл
Кре А, Мени
Установитђ и снатђ деталђ
55
=
= | Способ
©
установки
Е
Диаметр прутка Од, мм, до
Но
ден
E
шия
детали
е:
=
5
|10
К;
20
|40
50
|св.50
Z,
= =
1
25
[0,08
[0,09
[0,12 | 0,19 |0,24 | 0,28
50
0,
09310,11
[0,15
2
|
Время ts.y, мин
рукоят-
З
0,910,025
|
100
0:11
911510.
+
200
—
—
[0,23 | 0,3
10,33 | 0,41
5
300
—
—
|0,27 | 0,37
10,4
р
6
7
кой ры-
10, 82
|
чага
|
1810.96. | 0228
10707
|0,5
ГЕ
S
=
=
=ч
а.
8
E
Р ~
4)
Пен:
Ри
еи
[0,13
[0,16 | 0,21
50
0106
ГО
[0.191056
300
11
ключом
|
|— | —
93
0,20 | 0,21 |0,28
[0,25 |0,28 | 0,37
[0,90 [0,28 |0,32 | 0,4
25
ОДА
0417 |. 0,20 № =
—
50
0,14 | 0,16 | 0,20 | 0,25 | —
=
100
0,16 | 0,19 | 0,24 | 0,29 | —
—
20
14
Индекс
10.09 r 0, 12
Е
за
13
0,04 | 0,06 | 0,1
100
|0,08}0,10]0,15|
2 | — |—
[0,18
0 | =
12
25
| — | —
а
б
|
|0,28]0,35|
В
Г
—
| —
Д
е
171
Среднесерийное
производство
Абразивная отрезка
стальных заготовок
вулканитовыми кругами
НЕПОЛНОЕ ШТУЧНОЕ
ВРЕМЯ
Карта 54
Г. Неполное штучное время
Стали жаропрочные
и коррозионно-стойкие
Стали углеродистые
Диаметр
=
Е
D
Da
и
легированные
|или высота
Ва
заготовки или
Диаметр шлифовального круга Од, мм
а
=
тт
ВОК, ММ, ДО
ее
400
>
свыше
——=—=—
=
400
e
и
|
a
400
р
eae
свъше
n
Неполное штучное время 1н.ш, МИН
1
10
0,25
0,24
0,28
0,25
2
20
0,29
0,27
0,32
0,29
3
30
0,39
0,34
0,41
0,39
40
0,48
0,42
0,53
0,48
9
50
0,58
0,50
0,63
0,58
6
65
0,69
0,60
0,76
0,69
y
80
0,79
0,68
0,86
0,79
8
100
0,90
0,78
0,99
0,90
9
120
1,06
0,96
1,14
1,04
10
140
1,2
1,1
1,31
ће
11
160
1,4
127
1,51
1,38
а
б
В
Г
4
Индекс
П. Поправочные коэффициенты на неполное штучное время
для измененных условий работы в зависимости от;
1. Партии деталей (см. карту 3).
2. Точности и жесткости станка (см. карту 2).
17E
ете
400
5.2. МЕЛКОСЕРИЙНОЕ
И ЕДИНИЧНОЕ
ПРОИЗВОДСТВО
5.2.1. Круглое наружное шлифование
Мелкосерийное
ПОДГОТОВИТЕЛЬНО-
E
ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
НА ПАРТИЮ ДЕТАЛЕЙ
|
:
производство
аира
е
Круглошлифовальные станки
тышы ы СОРТА ЊЕ ШЕ. э БАШ ТАИ.
Карта 55
1. Подготовительно-заключительное время
Сложма
ы=
=
©
| Характер
наладки
5
НОСТЬ
v
5
подгоосад
унс
=
400
с
4
ав
|С заме
ИСИН
13
ат, О
16
ЖИК
ра
7
а
8
9
И
8
9
11
13
15
ибнте902
с |ВАША
18
с
6 |
гает И
7
8
А
реа
17
19
12
14
16
18
20
13
15
17
Вально-
| сложно-|
5—7 | 16
CTH
Сложная|
3—4 | 17
19
21
13
15
17
5—8 | 18
20
22
14
16
18
расте (ыа СУУР активне пао
са кайыр чабыр? доловего
Индекс
П. Время на дополнительные
а
17-0
элементы
В
Г
Д
е
подготовительно-
заключительной работы, не включенные в комплекс
Группы станков. Наибольший диаметр устанавливаемого изделия О,
=
=
я
12
орат
АШЕ
5
Е,
6
1
а
8
9
10
©
| 800
7 | шлифо- | Средней | 2—4 | 15
го круга
55
|600
приспособлений
9
10
Е
10
11
11
12
уе” чијеПан
Простая | 1—3 | 14
ной и
правкой
|400
Время tn.s, мин
Сложная | 3—4 | 11
5
|800
лений
A
1 | Без заме- | Простая | 1—3
8
ии
О но
СЕИ
ИШСЕ
2
фоваль- | Средней | 2—4
9
3
ного
слож5—7 | 10
круга
к
Де
6
|600
см
ДаЕ:са пао А АРТ. А ВАНИЕ ЧЫР (с.
vg=
= а |С заменой устаноБез замены
е D |вочных приспособустановочных
сила
=
Наибольший диаметр
устанавливаемого изделия D, MM, до
ПЕНЕТА ПОЧВИ ИНК РЕНЕ ТИНА ДР
S
е
Наименование работы
ММ, до
40
í
|
?
600
800
Время |уз, мин
11 | Установить и снять люнет
12 | Повернуть стол на угол
13 | Повернуть копировальную линейку на угол и закрепить
Индекс
3
3,5
4
3
—
4,0
—
5
5
а
б
B
|
ә
Y
J
я
9
е
S
иядэячя $э9| иэнлежнон
WNW
и
охопни
ииншев
о энодлен
әннә
-пәйм о энодтен g|
0000п2)
©
|
€
9
/
9
ж
ТО
Апдој
<
иимодвителяени
|
иядоящя 290
ЙОЙИЖЕЕ
и ичяонеоА
Е=
алнуп ИМИ ано4д41уп изшо(аиданапоиуо я
зи4кно и АЯЧОНУ1ОА УН кизая ачоняаиазтулоиопоя
игејоџ винэкиэЧя
еләнот
Е
10 оїчїзон
оп нохдояня о
WW
и
| ро | 22'0
ТЕ
е
| вгот91 0
oT
“оатооньо:
|60°1 | 62'0 | 9е“0 |воло dinear
—
| Т 1680150 | 90
ат
—
|9/°1 | 91|
за
| сео | го
08
gj
==
к
бу се| См
СЕ | Пе | а | с | 91 | 900
207 | 69.2 лое
го
ний
‘8
киода
Ос
о игулаш
модлноп
—
УР|
g
529
=
рођ. $8|
Е
|
681
181
|
он
у
1еео
01
·
2
2
—
0б
[861 | 1601870 | #90 | сР 0 | 960
—
05
| СГУ | S'S | бр
—
03.
“ос влдем
зониидззочкеу|
олени
Е=ыебе
ит
зала
$6°8 |22'9 |вис |ст | съ |вет |ъгт |98°0 |9°0 | со |КФлеивии оп цоядоняя э)
~
OY ‘ля ‘W ипетеп вооеу
опногофпут
гоггйау
әоыжВарн
001
| стоик
оятзшоявиоди
174
е)
и
З
вод
91
СІ
||
|а
na
1с
Ч
9
2
YHH
ја
6)
|
|.
ов | =
SE
а
©.
58
ЗЯ | |а
ош
=
Е||
“ий
‘Adian
ии
-enr
[0
Е
к
| os |
—
| |
— 1 —
ж
0006
в
Еу
9
море
000 | — | —
ЕЕЕ
7
0001 | 60°1
| ат
ЕЕС
0006
ШШ,
0006
0001
oY
“4
йонны ШЕ
|
издоння
-вигоп |'рј
ножданмн
ияЧэяня
‘Adian
ми
а
600
5
с»Вы
оа.
Же
(И
|.
шо.
#5 | 28
jy
01
6
Е
илдонелод
= |
винэгиэдя
игетоп
оооопо
ниви
|
=
8
я
кы:
изшомаиаанапоиуо
Е
зноалуп
|
ЗИІКНЭ
И
АЯЯОНУ1ОА
|
ИГИ
УН
КИЗая
ЯЧОНЧЯА1УЛОМОНОЯ
[4
воову/
игулап
ер
—
ан
$
1
аат:
ара
«
Кек
ж
ЕР
‹
к
|
Оа
|
‹
2'51|
|
е.
и
я
r
ai
ше Ө «ыш
вой| 9'11
|
21-96
ЗН oc
Жа
«
С
EREE
8°6|
ПЕЕ
W
=ч
Eeee
сег
СР
О
о
Era
0091
| 0008
әпнрэофпут
979] |10',]| — | — | — | —
ЕЕЕај
98|
t
Су | 6
бе|| 89 | в | 0:6
ера | сал
[1
es]
99
И
к.
991
005| 007 | 008|
рају
92|
96
001|
|
тоиг
с
гонжйдон
зониидозонко оятопонвиодп
вадем
“ос
аоугйау
лек
|9
1667
осер)
| РА |
|988
ш
$
61]| ес
СЕЕ
|1
1]| 9 | 6+
91|
я
— |
=] | с |
т
==
кизда
“9
ний
у
игејоџ
“үү “ая OY
01 | 08 | 08 | 08 |
|
алнуп
ча
—
> 13
H
о :с04--М
с
ж
ты
==
ЕЕ
108
==
ыс
1969 | 80-9
р
05
“фея оп виода иохиниэчлон умчнлоэи о 9210924 ийүү б
‘с8‘'0=\У — им 10 OY очлооньол о иоядеячя о :02/0=7—9'0
з1двя
9
[26|
9
оп
g
виэ4дя
ро
онда
Беј ОБОРЕ
| — |оос
О
9
d
«с$4‹.®
[]
ийүү
и гноен
| 6]
arnon
охепни
жинећонидјј
ожяонегододоп
|”
аы р шс
| -eny оп
изгелоџ
|
0
g
81
хельви/м
LI
0005
>
игвлоџ киногиодя и
имвонелоХ 902019
=
„
0:6
=
=
©
=
=з J
‹
08
Т
| ВЕ
ара с 5
"ы
азнуп ИГИ зноалуп изтохаиалнапомуо я
ЗИІКНЭ И АЯЯОНУ1ОА УН киз4я ЧОНЧ1АГУЛОМОПОФ
01
сЕ
12
АЕ
чавномиди иномода Айонһигое1 я иядовчя 290 енеди ојонолоом изинэн
1
1
0б
ГТГ
кс
— | 0006
в
С О
СОНА
КОС T ooo
ОК
Тр Се сл.
а
А
а
Y
#29 члеииниди
1ноипиффеоя
ә
иди 'иинономен
ний G] ен чгишанейд “енедя олояо1оои кит гоннеповидп
я
aa
се
|е6
ыр)О. Ор
08 | 969
1801 | #6
о СДА
Ө-Т
Об
Er
|
——
ә иомдончн
г
|с21
ще
от4100нво1
и
|су!
йа
=
-омиди о иэкелэи омаонелојодоц
в91
==
се
2 01
СО
сър |sgi |вот |#6 |51°8 |с6'9 |609 |сие
=
со
09
ний ‘£17 киәая
гонжћарм
гоугпам
опногофпиут
000€ | 00ST | 008 | 007 | 003 | 001
ОС аав
игулап
OY “ля ‘W игејопџ гоогу
с тои
оааоповениоди зониидззониеуу
176
||
|
и
|"79
РТС
а
эл
||
ние
||
ако
ааз
| 806 | Гб
И
ее |ет
ЖОШ
АА
А А«ЭЗ!1
|
Бел МИНИ
авио
——————
————
—
—
=
—
ог
==
61)
лег
арыы
[тш | 6а | ке!
бер
кв
тро
реч
ний
“#1
—
ве
ийәй
OY ‘ля “үү ишвтеп
ава
am
и
и
оса
РО
Есу ср | ВИЕ
Ри ве бо
9619164
9911
је
51
| 0008
|
|
|
4.
| 1005я
кой1нәп
ХЕ
нот
-БРИАМ
-LEH
| ШП
Адлом
минџре
|
чү
с
€
|
[==
|
7
9
8
—
годе А 6
|попоән | 01
-BHT | изијеж
ноя
не
Кпаоги
ЕО)
А
яз
Зодии
=
Q
ме
вчај>еновб | £
ВВ АЯ | я
домеде
5б 52|имдо
Поа
оо сама
оо
ео сече 9
О
90'0 | ви
ТО И
МАНИ
0001 | то |48680
=
а
==5|
[SeS]
О РАИi
Бе пнаињен АЕ
пазара сал
Ла
аноатуй WOJONhYVĽANXAdIILAh я зїочуа иди
иммзи анакно и ХЯЯОНҮІОК VH кизая зонаа:улоиопоя
воду
|
m]
ар
сто
а
ва сос
я
я
А
[ве |вет | 6е| тое | 161
се| да
гар
—
р
СЕ
а
Е
век
Ка]
ЖЫ
УУ
сосе
О
еже
ВЕ
(0064 |сше
иды Зое БЕ
ло
орар
Е
29]
| 8:06 | 161 |8'91 | Пе р 26)
— | — | 5.08 |8.46 |рс
кира
по |бар |гот
осо оао ||лев
Е)
|вал тет |вег| са |тои
ро
Е
ра
а
рововес |уча |261 |Ра | 91
еър ве
ыл рон
со
| со | ба |л
Е
ер |
e
ИЕ ==
| Гог ее рола
|
зара
,
у
000с |ooog |oost | 008 | oor | оос | oor | oe | oe | 05 | or | os | 0%
а
ка
И6
r
“ос в1й°У
т
н
Ееее
~.
ӯ тоик
|
Дори
оя12понвиойип эониидә2охгәуү
а
213
12 N
|
178
ез
МӘИІР=
IZ
сс
|—
Hr а
06 | ех
бү |
|__
83||
ЧӘН
е
5
|-8191 =
ср г
е_—————
1800
|
=
|
‹нофгнәп
‹
_
КОКЕ
80| |
|100
=
500
с
йө,
И
ЕЕ
2=
g
миншее е.
-яонетоА
| ©
а
р
|
е
ае
ИН
2'2'
|,
=
|
К
воову
ай
=
ОЕШ
вее
т
бр
Бер]
|
ысы E
____--__-__
-___.|
|
ве
Г
читан Вејче| Ст L
ТОШ
5
0001
0008
0002
0001
и
——
| ы | |
— | —
СОС
== || ==
ср! | : СС| : 61|
с
Вок
ЕЕ ЕУ
лс | ‹ ре
|
|
|
— |
шз
'
е|
ТОС
|
9'9
|
нете
6'se
|
000$
|
ча
1'02|
ос
еюлсео
|
—
ла|
р
1ле|
ЖЕРЙ ПИ
|6ор
ш
==
бо | “ве
6 | се
във
|
р
г
ЧОР
#66
--
0005
г
м...
РО
94
=
AD
сее 66 | 966
Вас = | —
вте
СЕТ
С
2'12
|
OOST
|
ааа
С91
| 16с $ | 86
=: | с 611
“б 8
сыи сва
ге)
008|
број 62 |
167| 816
| бус
евеA A
пор
ОВ Са
007|
боЕЕ
ним
005|
__________4
вајн
=
шј
ВО
==
Бы
oor|
OY
опногофпут
E
зониидозомгојујоЯ13Появиойп
әоугау
гонжћатн
ООВ
в1деу
«ос
тоиг
с
игелоп
“үү “тя
киода“8
о | ос | o | ог |
рро ра
беј
ә
ЕЕ
снети ЕНЕДГ
|
бе, |
=
|
сва
АМЧОНУ1ОА
И
ЗИІКНЭ ИШУТЯЦ
МОЧОМ
зноатуп
ЋУ
осе | — | — | — | — | — | —
ВИНЫ
0001
000
0006
0008
——
‹
е.
НШ
боо!|
oY
|
зонаизцул
кизая
оиопоя
ҮН
зтояуа
я
4ЗЋ
аа
КАМ
Мыз.
Ыы
[xona
5 |
Ж
81 |
oden
|=
=
иойінәп
=
ИИНИЕ$
WƏHLEW
-YON
Е
-одлеп
HEL
£
из.
-яонелоб
| =,8
Л gj
acte
SI
М. |
иан
909019
·
у
Sda -ƏY
$] | эн
21 gj
уз
ч
=
Е |
=
E
‘нии © чавиявооп OJOHYO хйено ланошг инижен ен еләнош олонџо йәйнәнәйиби о изгелаџ зянонелоА ийүү е
‘ә1йех оп giada колинизалош ипчнїдәй о 9го9е иди @
ний с“ єн агишанеид ‘енедя 010801008 вии әоннәгәяийп
гмяонетодедеп
иду 1
е | =5
0008
изгелоп
омопни
жинећомидјј
|100|
|
0001
0008
16
Е
оАньАдя
==
sa|
ш =
ОЕ
rj]
==
e
виэда
9
08|
|
9б
96
K
ес
ЭЕ си ше о ПРВЕ
=
66
| =>| =
=
86
оп
я
98|
000
э19ех
J
z+]
|||
10] |
шш
==
58|
ы
Y
290 члеминиди
9
esej
o]
ја
‘иинэнэмеи
Ж
— „|“
|||
Е
т
>
|500
сз
0001
5
иди
Е
606
95|
сЕ
й
И
62 | 966.
27
| =
мот
е
866]|
—
0'8|
кы
Е,
же. Е
0008
000 | 201
ср
©
омнонелододеи
Я
| Вт
Ре
жи|
ил
62)
|
АРИНЕ па ва
0001 | 100
—
Г
2 ВР |2
ее|
жыейы
ви
ИМЕОН
ост| 981|
| |во
төре
ИРОНИИ
|ы
ө‘| — | — | —
|/'% | сс | сег |ос |ее |91 | 67|
| — | ет |ров |о ге |Съ | 291 |61|
-ədu я) иогетоп
W
|—
|—
р
Оо
81|
с
се|
а
ое
! |се| со бр
сое
161 |2'91 | 6'21 |911 166 | 88] се| 65|
ткы
оссе
==
а бо
бр
а 0
Бр
| - | обе
бе
с6во=у-—— ии 600
— ИЙ с OY оч1оонһо d иоядоя
у0)
ин 10 OY счлооньот о иоядоняя d *:6/
о ‹сўф=у]—
э иомйәячя
OY от41ооньо:
иди о (влеподи хегәт
-чя о “с9°0й=)у{ 1нэипиффеоя чавномиди инәмәйя Амоньиговг я иядэччя 590 ен?я 010901001 идинонон
H
—
8.59. |8 99.
|—
00
аА
уво |обл |9'ор вв | ва
—
пети
|
оет
пос
Ка"
ксы!
уд
16
|
|
А
ен
нонәпноя зичеФио
29»
иәинәгпәйя
HONHEJ
с
е
иояәпнох
иәйїежоп
ен|сномивл
код
ә
мәинәгпәйя
Р
џохџелднох
2
|
иолгод
иги
мотовгпобтни
номи
нодоиеш
иояепноя
BH)
16
Ннониижег
Z
очяейпо yogogaeəd ең | с
2|
2[-1нәп
ә
омчедио
миниеЕ
əxgeduo
N
фа
01
16°0
ОЕСР
650 90
Иво
|
0
ДО
О
05
ср|лт
8'2||
ний
06
су
03
|
|
ва
-т
001
А
опновофпут
Е
арте
+o]| 69°0
| 890| ев“о
| ост| — | — | —
СОО
№0
6801240
|
тя
киеда
9
0г
9
Ф
гонмжћарн
зомиидзоочизутоятопоявиоди
в44У
“с
Lour
9
ПИНЈИНА
воову игелоџ
‘W ‘ля OY
071
о“)
ионмәаоой12199
поднет0 ва|
нодигш
иоонетнонмәяоой1онд
8
иоззоди
о
ы
винегпедя
игетеп
шт
иолооди
9
иняонетод
и
о
0
ихого изпшевв мофинеп|
и
002015
ВКС у
|
460
80
ле
#70
0]
сы
готгйа
|
#90 А
ихиелдлном $99
ыа
ИОЯЯПНОЯ ЯЯЯУЯПО
У
|
9901
90|
3109у4
УН
ИГУТЯИ
|
68:0
90|
Hdl
АЯЯОНУ1ОЛ
И
ЗИІБНО
|
гот
[601 ЕГ
—
gwada
ҮН
#1 кер
67'0 | zeo
адулоимоцоя
зона
9°1
|
сет
/°0|
И
41| ер
|60°1|©8°0]
ИЦ
се|
жаг
=
з
ы
Ай
ду
Е
==
—
аи
=
ү==ч
=
|
19|]
=
б
pa
ы
180
И ИПИЕОП
64
ф
8
а
7
R
4
ә ипвьеп
ж
—
ә
—
ү
"ний с'р ен члитаномх
|
-омиди
€
—
161
1
а
9
60°1|
g
680
| 880 | 590
|
11280 | 690
Ет
9101910
198601460 |
УТ|
elp
сина
Кърт
|Y
Амведно
:кинвъзиидЦ
омепни
VH|
ен вяяонеод|
иовойінәп
полива мәинәгпәйи
зяявдпо
изешо/пепооп иопжех
Чооцет џозооди 2
ИГЕ,
мозАь
иди
злавдпо иояеп
ийц-ишп уожпета поподонап eH|
игелет
ионподово
ииневэшен
иоонет иониечоодтомо оэ
игр
(1
П
21
el
pi
“внедя олояо1оой ви әоннәїїәнийи “әйем оп виедн иожинизчлоп имнгоди I з100е9 ийүү 2
зноипиффеомл чъкнеийидп инзиэдя Хионвиповъ я енейя оговотоой изинон
14) =
‘иинәнәиєи $99 чгениниби злдем оп виэдя о/нь/дя Иэгелэи эчаонезоАэдэн ийүү `1
H
—
25|
ийи
—
ал | 99|
|806|]/61|
эяаонеаодэ4эн
18]
6S
#———!
паша
ет |901 | 180 |2/°0 | е8°0 | зе“0 |иинваэтен
ІД
+9
ес!
\
67 | рој
86|
o
ву | 69|
991
<)
=ч
со
—
=ч
со
CN
5
SS
|s
РТ
'2 | и]
е
9
| сак
910084
2
ипанаози
очеонето/аде
игр1әї
н
олояолоои
guedy
я
па
нии
ез
9
Ж
ЕЕ
Же
€
эру
н
С
H
M
ЖШН
ы
ананас
69|
ШШ
891
E
тон
зоннзп
кит
еяи
—————
эии
д
К
Та
К
E
ЕА
еи =>
r
огояогоон
‘ене4я
и
па
В
ет ве
|.
тте _ |
а
—- 050
о
=
а
О
Н
шлык„ӨМ
НР
Пе
за
у
о
О
аеш
елт КО
ЊЕ
се
| к
0006
СА
—
чїитчн
ен әйїЛ
С']
ний
әхяяоне1оЛәЧәп
иэкелэи
о
-и4и
Н
чеш.
Т
зт
ОСЕО (аларды
оа ча а а
ОО бара
порн
К
РР
ИДА
10
=69|
ее
зе
To 98. 6]
в14еУ
“9С
ла
әониийәзозягәүүойтойоясиойп
007| 008 | 0081 0002
|
э14ех
чтемин
$20ифи
:HHHƏHƏ
udu
NEH
чльнэаииан
1нэипи
М ффеоя
10
О
ан
иесш
ЕВЕ а
ОЛИ.
ех
сеть
рки
о
е0 ж,
КЫ
И
НИШАН
АЕ
68|
Ре | a - | |——
60:1 7
иолиниочтоп
виэдя
оп дея за (п
1
ыкезш
ы
ово
сАньАдая киодя
оп
Аионьигов:
инзиздя
5
шох
о
220
SAR
ЕЕ
эы сы еее
ан
о,зе 04] ари
==
ма
ке
о
Шыл
Каны
2885
|
кизда“а
Е
йўр =
=
— | -- | — |
еә
га
б=т
шы
инш к
јр
ОЕ АВ
без
РЕ
ДЕ
Е Е
ЕБ
АИЛ
Ша
—
И
вт
980
:винввзинд
ао
со
-
0001
|
ов а
анис
во |
о! во о
бе бит
дб
КЕЕВА
ДР
—
Ена
ОЕ
0008
=
0001
|
| 0006
Бард
ид]
WƏHHƏHƏIN
охетни
=
ит
=
ве|
т
а
ара .
а
‘|.
|
она!
я
L
19
|6
о
ро
| ЗЕ
|8
зо|
ЕЕ
аш
№
зе
КЯЯОНУ
и І0Х ЗИІКНО игулап
хуаїняп
вооеуу игејоп
W ‘тя OY
0t | 0'2| 0“ | 01 | 05 | og | ос |
001| 005|
лончгазуло
КИЗ49
VHиопәя
иаи|
злочуа
я
т
еч
А
5518к=з ја а Е
= | ша|
=
Е
2
d
абе
—
H
„=
—
о
=
—
| H
-
| W
r
| я
|
|
—
—
|—
—
==
—
==
|-
|—
|—
|—
| —
ний н
|—
|—
Ае
ЕЕ
|—
|—
Е
|—
—
Е
|—
Е
—
|
|—
|
—
|—
—
—
|
| -|—
Ја
=
Е. и
с
W
5
T
п
я
9
g
|бу1|ДГ | 60
201
50
е0
омопни
о!
ВО |са
91
В | 06
СО
о вео |ов 1 вот |От | во
ва | ще | 200 | 91
0111
ТОТ
| 0811061160 | 50
ОЕСР Е ВЕТ
|921 | 81
тет | 06'1 | ютр
=
А
ли
01
6
Z
|8
а
9
7
Е
|
|
=
ЕЗ|Е
НЕ рЕ
=
|
|--з2|
5 Е ыо Ё= 215Оз
=о в
Е 55 ВЕ
971 | ест | СЕТ | 680 | го
[т
ева |орт ара вел 0 | Фо
|з21
|
| 6911
“1
зонкопон әонһАишвиздя
енигүг
=.
|61]
ое |жо | 98:1 |991 |se't) ori]
реве
1561
|—
| — | —
|—
АР
—
р
| —
фова | юс | 981 | от | ет | 86 Т |960 | со
|8#6!966|606|881|981]661
фас
1966 | 986 | 985 | 195 | 906 | $21 |
1 ТАМЕ
| ог | 806 | #96 | 76 6 | 76'1 | 19 1 | 27 1 | 660
|—
—
н
|—
|—
оп “ин ‘УТ киневофигш
|
виэда әонһАип зонпопенц
|—
|—
ЕА
"==
рее
|—
=
|— | —
—
—
|| еу от оге
~
—
к
—
24
Е
==
| —
ер
|
T
|
| -|—
ре
—
—
‘с idey
кизаа JOHhALM зонгопан
0091 | 0221 | 0001 | 008 | 069 | 002 | 007 | oze |056 |005 |091 | зет | 001 | 08 | os
0008 |
i 12и
павроои понвуоройи 2
гапновофтт гонжћарн гоггййу
оятопоявиоди зониидззояизуу
00со
184
ze |
gI
|
GI
мәтни
606|
ПР
| а
98'5
|
еро ба дн ШС бй кулшс,с
со| с зе
| 26'5
| 98°8
|
20|
С
60
Е
2'0| 026
|
266 Тре
|
со| рс| Ге | 88°8
|
10| все
| ве
| 18'2
|
Еа
19
08 |
16
86
6 | оо |
08
уб
1'0|
|261 G CG
692
|
па| "о
|886|
ве| 890
| 606
все|
0E
|
SFE
|
олс 005
| 022
|
Ј
Убиј
|
10'7
|
ИСК
86*е
|
86
усу
|
85.8
| 6 с6
т
92|
82'7
|
906
|
св |
018
|
169
|
го?|
ще ж
ос|
166
|
све
|
сге
|
209
|
оо
|
рр9
|
Р
008|
80'9
|
92
|
20'2
|
75'1
|
#6'9
|
68'1
|
91,8
сто |
£
066
|
{6и
001
|
и,
я
в, |
ул| бсб
|
СП |
ОВ
9781601
ОТ |0
221 #91
|
316
|
6,01 ае!
| 9ʻ91
|
"9
| 1'01| 0:1
| ФСП |
0111816
Е! 891
|
66 | 1 6|
691
|
6,81
|
968
|
6,01
OSZI
|
0091
|
[8.91 - |
бра
| — |
eLOJ+ —
=
0006
кот
-
=!
|141 — | - | —
eO
бай |
О
|а
у — | —
0001
|
1зиг
Z
W
9:55
|
H
ГЛ|
|681 660 |
9'05
| се
0 |
681
|
606
9:06 0,96
|
9,66 2'25
|
7,81
|
О
0,96
| 57b
П
d
0061016
| 68 |9 07 с
1986 10.96 РР с
212
| 62
© | 9.87
186
| 1096 PrS
0'16
| 3,68
| 67 С
096
| 69
| €SL
1082
561 766 | СЕП
| 716 |
9'81
| EG6 |
986
ме| 011
| 21 9' | 991
| 1-9°060 96 |6 6,66
866
| 1'61
| 671
| 691
| се
|
1986 3.88
001 ОС| СП|
1681РСС
|
06С
| 96 _8
01
| 861
| O'ZI
| €108
| 9ʻSZ
| 66 6,| 66/
99.8
|
е
[цег
68.6
|
соогу
0"01
008|
гпногофпут
пончтороди
пәһроои
гонжћарн
зониидзоозизу оятопоявиодип
erdey
с
18|
ний
069 |
2
гоугйау
212 1606 И
899|
вуса
98:4
|
980
| 64
сие
|
99°е
|
19' |
|усс
100 |
Ре ОР|
6816081.91
892| зет
| РУС
| 199
| 76,4
ЗОР 11°
|66
| #6'0
| съв
|
#67
| 90800 |F 04.2 266
|
165
|
РУС
|
66:
|
to's
|
21.8
| € 99 г 89
|
68°5
|
Уве
| г ВЕ|е 6 |
1981
991
|
РТ
|
605
|
61'5
|
|с
2'0|
ео|
ео|
$0 |
со|
0S
|
_61
ог | ос |
1б
„66
$5 | со |
81
007 |
зонпопец эоньАиткиойя
“нү (пн
052|
966
а
096 |
кинеяоф
“т ии
иитОШ
вее |
ос|
005|
вени“
зонкоиоц эоньАтшвиэда
$9'$
|
еса
89.9
|
091|
`J
|
22'2
| 12'2
| ГЕ
|
96'2
|
89 |
975
| 56 88|€ 86
| У 96 с ко|
79.6 оге сое
| вс с
ога
|
166|
ога
|
26'1
|
075
|
006
|
вет |
т|
161
|
99'1
|
92'1
|
981
|
161
|
001|
с|
91|
22'1
|
Ру]
|
[061
161
|
08
ео|
0с
6.0
2'0|
е|
55
ја 5
зе?
| 09
Базе
>
Ми
op |
л
91
SE
=Е
=
N
oel
|
<
5
Е
=
зонконан чонћаткузай
08
001|
a
SZI |
091|
"1
006|
|
зониопан зоньхипкузай
РЕ
|
oze|
008|
oos|
кинввофии
“т иит оп
069|
гонпопец әонһАипвиэда“н нии
ocz|
ениџүг
зонгошзц JOHhÁLMкиздя
|
оф
сЕ
0“1
Фу
омопни
1р | 088 | учу
90
е
99|
9
|
195059
РР
24
его
969ee
у0]|
667
а
1'6 |
98| |
9
|
101
|
566
1'81
|
БОГОВЕ
| 9:61
г" |
Рес
816
0091
0006
0'22
|
ге
9'82
|
св H
см
|
W
H
ВО
О
209
РРР
87с
у9
|
лер
|
26»
|
H
169
|
©`19
|
d
082
8191096
с
8881069
1009100?
29 0
0'96
|
089
069
|
892
мышы
#22
|
9,65
| 9.96
|
сле
|
OSZI
|
BE
Sbp
| P.ES
| 8.69
| 9,58
вне
в
іватес есе со аве 6,19
| 5,8)
| 9:96
2'21
|
0001
|
+|
991 СОС |
0'65 02] Р |
УЕМ
066 | 95
0
081
де9
те! 81Р
ри
ос
о 170
2'21
|
ГР
601
|
#'12
| 96 |
6.21 781
| об
У |
3,86
гд 06с
рес
| 18 0;
ыш
ыы .Ыш ыш
6/8606] 09 |
90| 8 се
901
су 8 66
РИ
708 6 6/| с!9
СР о 69|
099
|
61141
91
|9'11
Ре185
669
|
968
901
|
8.1
|
88.59 ср| 4 1
6 С
Фи ҮІу
98|
|
ЭТ?
| F 66|
2698
|Z
ово
О9 се
01 8 е
19 | 9 18 | 269
|
90
90 ет 7с
40
Ее
01
95
|
|
9661616
946
| 98 |6 сус
РСС
|
0'65
|
1096 97 1 | ја г
саа | 12 8'|
6.88
|
07
| 381
008|
е
тоиг
гонжћарн
әпноэофпут
пончгободи
пәһррои
әонинйәзоянәуүовхоповсиоди
в14вУ
“с
о
ЕНИС
эоугбаУ
ят.
ы
02|92'0р8921
|
8110901|
0891696
22'9
|
с6'6
|
911
|
ГР|
рог
|
0с
Е 66 | е 92 и
оре
и
09 12 |
668
| 01 4 | 61
9118
Я,| 2 8
10 6 се
6,2 Ф 69 С Рр 9 с? 1.9
6 98
911 Є]8
991 06 €
FE
ОЁ
006
091
78
се|
98
26|
ве
66
961
18
се|
се
=
мес
Е
аа |Я 5
09
ос |
e
2 в S
Ера
Е ы
"5
і»
186
ЕА
009
бу
03 |
16
OGE
О
00Ӯ
x
9p
27 |
87
УР|
Sp
32
tO
зе 09
Чы
ы
-
|
| С 89 |
08
мәтни
071
со
80.|
20
9
g
1
ВВ
ВВ бо eE
985120
2 60 | 98 |
86.6
|
86:92 #8 6 8
016
е
сб
|
66
бо!
091|
`J
086|
007|
|
та
005 |
винвзофииш
‘т ‘ки OY
кизда
069|
——
ereo а|
16
26
8°61
|
69619
|
16618
|
СУС
|
L‘SE
|
008|
|
Радем
ја
|
0961
|
ЧЁ
| 98$ |
0001
|
рони
т
|
ср
0.51
|
СЕ
э
|
Е
РРГ
|
0,91
ж |
Эуе и“
я
991
506
| +5 9 |
666
|
6.21 есг
962
СОС
|
00б 76 9
6.66 9е9 |
и
#22
|
80р
|
6“
|
W
601
1011698
1211816
H
О
|
69$
| 16
2 | $$9
ZOI
66110
1606 129
|
1е6
9118411
1'10
|
Р'0 01|у‘
= 091
|682
96180
801
с
0006
16018 е
0091
|
гонжћаон
гпнргофпут
пончуороди
пәһроои
зониидзоочигу оятопоясиойи
ВСС
|
СОБ 6
|t
94/9
со
| Су у
191
|
1769 28с
5'08
|
эонконэН зонь/1швиэдя=] нии
096|
|
СП
ГР
621
|
0.81 91е
61с
006|
гени
зонкопон
Аш
зонь
о
гокгПам
58|]
001|
061
1091 81 Т | 06 19
96 |
РСС
| 1 е|
1608
729
|
1606191
0211601
691
|
|861 [55
| 86 19 98$
ГУ Р96 | 89с |
066
ща! 71б
6:41 020
296 сес
ОР8 |
1908 1809 1691
859| 82
SZI |
69|
| 8 Е |
1 08
16
001|
|66
#9 С)
СО
|
649
828101
L Ie 8 ду
20 |
79
| 09
01 У 96 9 дс
СО |У
Е
= Е
===
=
5Е Е
© Ё|
Е
НЕ
ОБЕ юш
|
ЗОНИОПЯН чонћашт
Биза9
|
е7
Мелкосерийное
НЕПОЛНОЕ
ШТУЧНОЕ
ВРЕМЯ
производство
Круглое наружное шлифование
___ продольной
С
б
ү
подачей
| Карта
57, листо ЛИШ
П. Поправочные коэффициенты на неполное штучное время
для измененных условий работы в зависимости от:
1. Формы
поверхности,
ширины
круга
и жесткости
Шлифуемая
детали
поверхность
с галтелью
Е
ирина
(отношение | КРУГА
Эк,
La/Da)
ЦИЛИНД- а
|
|рическая | (шлице- |С одной | с двух
MM, ДО
вая)
стороны | сторон
Жори
l
Коэффициент
40
за
1,25
1,4
1,4
ОТТ
0,84
0,84
Ша
148
EEO
0,8
1,1
52
ща
0,85 | 0,68 | 0,94 | 1,05 | 1,05
Ола
0,56
40
P
1,2
50
2. Диаметра
0,92
50
63
75
> 10
1,15
с
63
Та
75
0,9
устанавливаемого
1,6
1,05
0,9
0,74
изделия
1,4
|. 55
Гро
152
13
1,3
0,98
И
Ж
и измерительного инструмента
—
Группы станков:
диаметр устанавливаемого
D, мм,
изделия
Измерительный инструмент
и
Универсальный
|
Скоба
Без измерения
до
Коэффициент
и
1,0]
097
аа
900
1,05
|]
1›0|
1,05
З. Соотношения
между толщиной
0,9
0,97
1,0)
стенок и диаметром
ЕЕЕ
Сплошная
заготовка
Тонкостенные
.
0,13
аа
0,16
детали, отношение
и
0,10
ёо
0,5 (О--4)/0
|
0,12
------
до
010
__
Козффициент
1,0
1,08
119
4. Обрабатываемого материала, квалитета и шероховатости
ту 6).
о. Точности и жесткости станка (см. карту 2).
6. Партии деталей (см. карту 3).
131
(см. кар-
187
Аи
НЕ
Мелкосерийное
производство
НЕПОЛНОЕ
ШТУЧНОЕ
Круглое наружное врезное
ВРЕМЯ
шлифование
Карта 58, лист
=
Е |
= [34 |О
25
Р
БЫ
бяо|
©
Е
2
1
р,
3
4
5
6
ri
8
9
10
11
12
5
14
15
16
17
18
19
|
Око
Ae =" ЕЕ
|
10
штучное
Длина
Т
0
==
время
ка
шлифования
La, мм, до
Ит
100 |125 | 150
о
салата
|Не
Неполное
CAS
y штучное
0,15 | 0,48 | 0,53 | 0,56 | 0,61
0,30 | 0,53 | 0,59 | 0,62 | 0,68
0,50 | 0,59 | 0,66 | 0,69 | 0,75
время
1
|
—
0,1510,531
0,59 | 0,62 | 0,67 | 0,72
12,5 | 0,30 | 0,59 | 0,66 | 0,69 | 0,75 | 0,80
0,50 | 0,66 | 0,74 | 0,77 | 0,83 | 0,88
нйн
МИН
р
=
—
—
-—
—
——-
—
--
—
--
16
0,15 | 0,59 | 0,66 | 0,69 | 0,75 | 0,80 | 0,85
0,30 | 0,66 | 0,74 | 0,77 | 0,83 | 0,88 | 0,94
0,50 | 0,72 | 0,82 | 0,86 | 0,93 | 0,99 | 1,06
20
0,15 | 0,68 | 0,72 | 0,75 | 0,80 | 0,83 | 0,89 | 0,98 | 1,04
1,25
0,20
109,77
10,3821
0911
0,96 | 102 | 1217
0,86
0,50 | 0,82 | 0,91 | 0,96 | 1,04 | 1,10 | 1,18 | 1,33 | 1,44
95
39
Ё
20
21
22
28
24
L Неполное
1
Индекс
—
—
0,15 | 0,74 | 0,77 | 0,82 | 0,86 | 0,90 | 0,92 | 1,04 | 1,10
0,30 | 0,85 | 0,88 | 0,91 | 0,98 | 1,06 | 1,09 | 1,22 | 1,33
1,26
ВАТ | 1,54
1,221
4:27
020
10.93
10:98 | 15644
1.69
ЈЕВ
ЕВЕ
БАТ
1.048 | ЛО
02701
0,961
0,15 | 0,83 | 0,86 | 0,90 | 0,96 | 0,98 | 1,06 | 1,18 | 1,26
1,021
0-30
20:93
т, 0951251139115
10,96
ООО
ОО
40
—
--
ТОЭ
ТОТ
О
ра Ва
ПП
РЕЉА
АРАБА
Би
ЗАТЕ
РОДА
ВИ
01577-05968 > о
1.56
1.06
„424
ТО
1,
ТАТЕ,
О
ОЗОТ,
1,72
6991.66
Р.
1,28 | 1,34 | 1,49 | 1,58 | 1,79 | 1,92 | 2,06
9.50
2. 03
1219
1408 1 1,891
0:70
11,26
1,88
11582. | 1.50
а
б
В
Г
д
е
ж
3
=
45
а=к =
Е
сз
‚=
=
5
|5
о.
о)
©
с
яг.
из
N
Тг,
©
=
=
=
8
с
ml
ц
въ
==
Тај
ы
=i
=
1. Неполное штучное время
ИИПИЗОН
Дейви
-игш
‘ии
Ф
Ф
>. =
со
=x
+
“ии
=
=>
со
с
<
соN
ог
=
=Е
=
=
=
ен ‘ЦС
та
Круглое наружное врезное
шлифование
ВРЕМЯ
ШТУЧНОЕ
НЕПОЛНОЕ
©
кинеяоф
модџидјј
Флеивип
OY
ом
Мелкосерийное производство
2
Карта
58, лист
со са ~ со
РЕС
~ ~ со 5
NANNAN)
|
со
оос
ANNM
аус ОС
со со
~ со |
су
20905
=
>
—
ОО [~ =
~
> со
+ со ~ |
со
СЧ)
=
со
mmmn)
сасе
см е5 с3 05 | mast)
=
SAES)
(~ со
масс с) | бчсусосо|
5955)
— сч сч сї сї|
као
со <
«О ос из
~
ооо сч|
сб
mtt)
5
= сос
о
+ нао
со со < <>
е
С) оо от «О
С> СО
—
ч +
сәс
со со
сосс<
>
см со со со
со
Фсо
ео: 5055
г~ СЧ ©
см со со СЭ
— о | KANYA
ОС
сч со со со
слова=
CN
Mmm]
Алы
е, Ери
О
соо
то
«со со со сФ|
еши»
мою!
Ф<5<=5|!
~
са счсчеч|
ССОУ
Boga)
СЧ со со со
nunon]
«о
У
--счсчсчсо!
счсо со со
ооч!
су
вВо=љ|
| Кој
= су сч еч сч!
СЧ СЧ СЧ СЧ
со счоо
яше
Хе
о Ее
оо
ек ер Поз)
(~ Са СЧ
ах
—
=
еее
хр СМ ~ ==
== СЧ СЧ СЧ СЧ
)
=
~
о - Ф со
со ос оо
а
а
Сч
СЧ СЧ
Сч
сч
сч
ооо
СЧ
PARO
CN
NTO
Момо на
с
v
озсо с
ОО =
ТЕ
=
а
хт с- 60 >
СЧ СЧ ас
со "со <Р
СЧ СЧ СЧ
04
Сч
~ | асоосчсо
«0.000
«око
ідо)
|
Оо мо |
=©+чал|
ORO)
о
теч
вж ке|
| ==>
с=с)
>
сүсүсүєч
оо
со
—
| <<<5о~!
Е
=
АРА
ше
о„сш
ВР.
л
ш
зе
ДИН
ЗЕНОН
ЧИН".
S
©ыз
б
N
13
Z
=
(Те
Че;
о
осоо
сееоо
ocom]
соо
соо~
-—
сос-|
=
© (~ СО СЧ
~" (~ об ФО
СМ СЧ
со <> с- 99
СЧ
=
яко
ооо
СО
со
СЧ СЧ СЧ СЧ
о
соо
С% ад То єз
19 ©
CN CN
93
=
> зе со +
С ==
о
из оо ~ с2 со
о
а
вас!
+
Бом!
8
<
— == счсчеч
се
СУ
с
3
ти
==
—
ONG
О
ped
<Р
со с
==>
жеш —
poo
ве -|
т
bonon)
оноо
сб 09 со 03 65 | +++
За
тена СМ]
оу
юа
во
Ф
pa
-----
yo
оче!
©
26255]!
po
оо
сви
со
©
| с—счсо<|
E
i
Ta
со ч
NN
ЯЗВА!
о
со со
со см со ~
Ло
=
"==
CN
стез
55 = ео 12 | =Ж<4
562!
SNAS
~
со и)
+
СЧ СЧ
=
СЧ
СО
<
–
С
с
LO ОО =
о
D ~
СЧ
N
— 1
“бео
© (ооо с,
Е 65 < 85
---- са
==
— yene
—
0
С
о
pu
Оо;
а
с т з
ны у
pa
pj
г
соз с
СО чи
a
— 23 узд ~
—
о с)
со со из г. ©
————
—
p
СА С) С
т=ч
а
~ су ~
Бод
со
о
о
осо со са сл
=
peee pes
pe
СЧ + © со оо
> — С е3 05
Pa
ооо
— 05155 о
rondoo
ANNAR
189
НЕПОЛНОЕ
=
Е
ге
у
Е
а
ШТУЧНОЕ
СЕ
2. о
7
ка = &
=
(5 =
я
ынанан
аннан
ЛИН
Е
ВРЕМЯ
=
Е Е = ole «5
се!
об
57
58
59
60
61
62
65
050
0,70
1,0
0,50
0,70
1,0
0,50
0.70
250
|
320
а
420
е
НЕ
ЧЕ
~
Гад, мм, до
Длина шлифования
32
80
63
50
40
а
=
ооо
оннан
Мелкосерийное производство
Круглое наружное врезное
шлифование
Карта 58, лист 3 |
|150
125
100
ЕК.
о
Неполное штучное время Е, МИН
1. Неполное штучное время
3,39 | 3,56 | 3,99 | 4,11 | 4,38 | 4,77 | 5,
5,2
|5,
5,10
| 3,36 | 3,52 | 3,73 | 4,10 | 4,38 | 4,66
3,94 | 4,30 | 4,62 | 5,02 | 5,46 | 5,
3,50 си.
5,09 | 5,6
| 3,33 | 3,54 | 3,73 | 4,11 | 4,34 | 4,66
4,85 | 5,49 | 5,9
| 3,36 | 3,68 | 3,94 | 4,34 | 4,66
5,25 | 5,98 | 6,4
4,14 4,58 Ка
3,66 _3,90
5,42 | 6,0
| 3,47 | 3,71 | 3,94 | 4,34 | 4,58 | 4,98
5,86 | 6,4
| 3,53 | 3,87 | 3,75 | 4,58 | 4,93 | 5,15
10 |3,86 |411 37 |4,88 |5,25 |5,08 бшш3
а
Индекс
б
ж
е
| Д
Г
| В
|. Поправочные коэффициенты на неполное штучное время
для измененных условий работы в зависимости от:
1. Формы
поверхности
и жесткости детали
Да
Шлифуемая
Е
Жесткость детали
свободо:
ү
Е
поверхность
с талтелью
прерыви-
(иик с одной | с двух
` | стороны | сторон
вая)
БИ
T0] | 0,8
=
9. Диаметра
1,05
1,8
=
устанавливаемого
Группы станков:
диаметр устанавливаемого изделия
___р, мм, до
изделия
универсальный
[2
1,2
1,4
1,55
1,55
и измеритель ного инструмента
|
без измеренил
|
скоба
_______
——————————-——
Коэффициент
ЕЗ
Ши
1,1
инструмент
Измерительный
РЕОМ
|с
0,9
|
1.0]
1,05
0
0,97
0,97
800
1,1
1,05
|1,0
600
3. Соотношения
между толщиной стенок и диаметром
Но
Сплошная
корада
\г®
| Тонкостенные детали, отношение 0,5 (0--4)/0 |
0,13...0,16
| 0,10,.. 0,12
|
0,10
|
© Обрабатываемого
ту
190
1,08
материала,
|
квалитета
1,19
| 1,31
и шероховатости
5. Точности и жесткости станка (см. карту 2).
6. Партии деталей (см. карту 3).
(см. кар-
Мелкосерийное
ЕЕ
ша 655
НЕЕ
Фос
производство
Шлифование торцов
на круглошлифовальных
ы
за
[=ч
станках
Карта 59,
лист
1
Диаметр шлифования Da, мм, до
Длина шли- Измеряефования Ly, мая длина 1, мм,
мм, до
до
öN
иипигон
1. Неполное штучное время
125
200
Припуск на сторону П, мм, до
ВЫ
0,35 0,17
зв0,25 0,50
0,25
0,50
0,25
0,50
=
=N
Неполное
штучное
время
Їн, МИН
1, 182 „231 261 „3311, 401 ‚461, 5
1,551 ‚581 641 ‚6711, 78|] ‚СО, 8
2 109 „од; 242 ‚3012,35 2,400 5
3
10
|
с 00 ~ | ©
чао|
'6,3
1, 8812 ‚032 ,10]2,29]2,43]2 ,67
| ‚922 102 182 ‚362,612
,85
3 ‚ 1313 ‚253,333 ‚463, 5913,73
,
Индекс
3
К
191
V
EE
E
Мелкосерйное
ШТУЧНОЕ
НЕПОЛНОЕ
производство
Шлифование торцов
на круглошлифовальных
станках
ВРЕМЯ
Карта 59, лист
2
———————————————————————————м————
1. Неполное штучное время
________
===
____________________________________________________
Диаметр шлифования
N
я
5
Длина
39
| Измеря-
| 50
| во
Од, мм, до
| 125
|200
:
емая
шлифодания Lo долина 1
Припуск на сторону П, мм, до
3 | мм, до | мм, до | 0,17 [0,35 0,17| 0,35 0,25] 0,50 0,25]0,50] 0 250,50
Неполное штучное время йиш, МИН
—
=
|
22
100
T
V
500
|
24
Индекс
Е
аа
ан
—
||
а
ов
|2,97|3,65
— | — |—
||
=
|— |— |— |— |—
|4,78]4,96
Е
одежки,
П. Поправочные коэффициенты на неполное штучное время
для измененных условий работы в зависимости от:
1. Диаметра
Группы
станков:
устанавливаемого
диаметр устанавливаемого изделия
В; мм, до
изделия
Измерительный
й
универсальный
и измерительного
инструмент
|
Без измерения
скоба
Козффициент
400
|1,0]
0,97
0,85
600
1,05
1,0
0,90
800
1,1
0,95
1,05
2. Обрабатываемого материала, точности размера
поверхности (см. карту 16).
3. Точности и жесткости станка (см. карту 2).
4. Партии деталей (см. карту 3).
192
инструмента
и
шероховатости
5.2.9, Бесцентровое шлифование
Мелмасерийнов ш
|
ПОДГОТОВИТЕЛЬНО-
1. Подготовительно-заключительное
=
>
Харак-
Е
тер на-
о
ладки
ер
3
|
ыш Да
С заменой
| 11
продольной
подачей
. ны шли-|
без ограниче|. фоваль- Шлифова„ HOTO
ние с ра“
ния ДЛИНЫ
| круга
диальной | с установкой
продольнотү
подачей
|C same„ НОИ
| шлифо| ваљно-
.
РН
8
11
Де
19
|
подачей
| Е
5
ЈЕ
т:
|
ro упора
с установкой
9
30
23
а
б
В
дополнительные элементы подготовительно- ‘заключительной
работы, не включенные в комплексы `
Наибольший
|
диаметр шлифуе|
мой детали Юл,
‘работы
мм,
до
75
| 160
‚ Время tn.s, мин
"Установить и а
|
Юе,
А
15
| 27
|
9.
7
упораи Bbl_ талкивателя
Наименование
ог
|
13.
продольно-
i
a.
на
7
`
Индекс
H. „Время
13
|
го упора
с установкой
19
21
15
упора и вы-.
талкивателя_
Шлифование с продольной 119 |29
15
подачей
|
|Шлифовабез ограниче19
2 | 15
ние с pa- | ния длины
|
диальной | с установкой
АНЕ
Пи.
17
4
|
5
А
6
|
7
ножа
Время из, МИН
с
| Без заме- |Шлифование
3
| Без замены
ножа
|
2
|
время
Нанбольший диаметр
шлифуемой детали Од,
_75 1 160 | 75 | 160.
Метод шлифования
©
1
Ка
о
ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
ЛЕРИН
или
круг
лоток (подвести
наи
оре
лифующий
|
:
ведущий
|
или
7
отве-
З
- 8
|
4
СТЕК,
выталкиватель
нож
|
Ба
5
213 Я
продольный упор
2
14. EATE шлифовальный круг
8
"15 | Править ведущий | без настройки угла наклона
3
зад
ВЕЗИР
и
оси круга
16
:
|c настройкой угла наклона!
' 7.
|
|
оси круга
Индекс
|
а
13 Зак 213
6
4
„2
|
З
. 4
8
|
А
у
194
N
=2
оваа
УЛОО
О,
a
ИШЕ
_)_о__
О
©ОП
ж
охечни
ичндоно
жон
иээго9
qLHAOHELIA
ен
аиртоп
002
001
03
|
900
Р0'0
c00
220'0
900
#0°0
0 00
#0°0
CIO
киода‘=
с['0
9600
ний
с1'0
IIO
|
юе
11'0
21'0
әтанауйэофпутт-оэойнәйәә‹
61°0
910
А
SA
|
)
‹
0 12
810
в
9
|
:винвьожий
|
Фгеьбто еглоя кнедя
ен
Амаонелод
игелоџudu
əLoged
2
нонагошоди
изветоп
'еоп)
(96
эн
JəLmagədu-ончоноо
01
(олохядәһилогонхә)
“инежодя
оно
KILIVLHhI
жчнееанфнофоп
ичннитеик изнанода
и я
Аидон
OJOHhÁLM инәйәйя
эн
-ошяя
KILIVLh
KIY
попооп хишо
'HƏLELƏY
f
с.
кмода
ен
Амвонелод
и
Фишкно игелопиди
2109024
я
doug оп)1
(5
когокияк
ән
ичмоенядходоп
и
Ботовачти
иди
злоћова чифон
олонһАип инәйәбя
ен
обижея агелот
||
`[ Я
у
9
крми
Е.
HOL
[4
с
су
0С
|
Р
и
зонаизчуломоцоя
мл
| изћ
тил
e
ион
кизая Рини
и
ОКСА
енигүг
-чпопо
-впоп
|
Y
с |
УН
a
ижндопо
жон
чинә
чтизонелод|
чгелэт
я
-Ог
ти
и
АЯЯОНУ1ОЛ
ИЛА
9600
|
ВО
5800
|
ИВ
8800
=
И
гооеу
ILHAOHLELIA
-ƏY
F
ЗИІБНЭ
990
‘W
игелоп
ЧЕГ,ен
И
0
| |
ИГУЯШ
870"
·
OY
а—
‘ля
>
|
ион
иәһя
0
|
чгияонетод| ы
иелә
ен
ичндоно
жон
19
:
2адеу
-чивитеф
-eYou
|
[don
о
С
9|
зониидозохигеуцовзоповеноди
пуноло
|
|
S
| ссы
=
а
„.„ | 6
я
|3
у
=
|
$
|С
pS
Е
©
аз
о
12
и
|55'0 | 60
а
ЛД
01
вео 960
92:0 |$5°0 |060| 2:0 |5 61 | Lв
1:0 |2600 |610 | 60
=
|--за|
зоа
&
Ене
Е
Е
ТЕН
11'0 |ето | ето |9510
i
ов | 09
_———
12°0 |61'0 | ЭГО | 80
вто |10 |710 | 60]
ЖЕШ
вс Ол:
[2'0 | 61'0 | 910 50|
91'0 |1170 |ГО [90]
|
861 к!
зонгопан
______————————-—
JOHhALM
53
—
|
| 006 | 091
090 |0091 | овет |0001 | оов | ово | oos | 007 | осе | 096
———
в
о
кузая
4
І LOHE ‘g9 е14вУ
==
„м
|
»
пәһорои
понауороди 2 эпновофпит әовойгнәћоә9
оя1зшонвиойп зониидозохгомј
^\
но
их
296
СЕ
ВЕ
#о||
л|
аә
|
=
||
20 |
91
81
60 |
СІ
28
2'0|| о0 ва|
1 | са
12'0
|
/2'0
|
се'о
|
oeo
|
сс'о
|
се'0
|
12'0
|
с
|
|
|
ero
|
82'0
|
с2'0
|
то|
92'0
|
22'0
|
са1|
02'
|
92'0
| 0 ср“
|
22'0
| 0 07
|
12:01960
| 0 се
22'0
|
сс'о
|
82°0
|
ozo
|
22'0
|
001|
и
ма
og |
|
0с'0
|
#Ф#'0
|
22'0
|
/>°0
|
ОКО
|
006|
190
|
680
|
080
|
oze|
007
| 002|
кинеаофигт
т] ‘ии от
180
|
90
29'0
|
10|
29'0
|
ес'0
|
99'0
|
62'0
|
06°0
|
29'0
|
22'0
|
98'0
|1
пе
СТ
|
та со
220
|
96'0
|
22'0
|
291
|
ст
081
|
61'6
|
061
|
1 ве
| 1 зе
92'1 1.|06|
22'1
|
aa 1 зе |
60
161
|
901
|
тр1 |
ИТ|
#96
j
882
сее
726
енн
0006
ус
| E SE
с|
————
907
вее
| У 96
68°с
|
|79'2|
20‘
|
196
62|
-
П
понатороди
2|
|9са 66
181
|
966
|
761
|
сет
|
66:1
|
161
| уа
16°6
|
192|
свт
|
241|
92'1
|
926
|
врт
|
61°1
|
SZZ
|
ест
|
2071
|
ний
11'6
|
OSZI
|
08°1
|
0001
|
ИРК ИИ АНЕ ШШ
008|
eidey
‘59
дәи
Z
не
говодлнеоћога гпновофпут
2
пәһррои
зониидозохеоујовлоповеноди
0091
|
029|
98'0
| гг
26'0
| тт |
92'0
|
99'0
|
92'0
| 0'1 |.
22'0
|
29'0
|
зл'0
|
090
|
82'0
|
әонгопән эоньАгивиэдяTUE]
096|
енигүг
эонгоцэн эоньАгшвиода
|
д
99'0
|
з
180
|
РРО
|
02'0
| 0 зе“
|
Ро|
seo
ор'0
|
СВО
|
92'0
|
а091|
1
аонгопан ЧОНҺААШвизач
|
`
60 | 0 02'
| 0 92' | 0 17| 0
22'0
|
22'0
|
со
|
zo |
ет
#2'0
|
60
25‘0
|
02'0
|
а!
его |
11
55
Е
са
Я
2887
os
2'0|
Це.
ЗЕ
Е
и
НЕ
01
њики
=
а.Е Е3
ае
&
|
с0
с
|
91'у
||
822
|
|
а
=
О
«
H
6
и
и
«
У
£
И
5
с
ж
[1
9
Y
4
1
‹
С
$
4
-9
$
рим
é
16 |ура | 66'S | ст | го | 61'2 | бис | 106 | 161 | 62'1 |ЗГТ | 960 | 620 | 99 0| 180 |70 | 10
со
99°/ | се‘9 |сте | 90'7 | сее | “а | ера | 181 | ©6°1 | 9811860 | 80 | 220 |690 | СС 0 | ТО
су |сее | ма | 66'5 | 641 | ст |661 | 80°1 | @8°0 | 2/°0 | 990 | 18 0| СО |820 | 80
62'о | 29
вел | 949 |96°8 | вс? | pe'e | 682 | 6 с | 06'1 | 66°1 | Т | 001 | 880 | 710 | 19 0| е ој СВО | 10
60]
го |сее | ро'р | 892 | вое | 19'2 |861 | 991 | #1611 | 18°0 | 82°0 | 290 | 8870 |бр О| ОРО|
20° | 89° | 18'2 |70'2 |ес‘ |806 |91 | РГ |61Т | г01 | 010 | 69'0 | 660 |бро |СУ0 |960 | 80
‹
с
é
[1
{
6
180
ГР
8'0
&
08
очетни
|
18
08
| 6б
82
69 | 16
9б
1б
|
бб
А
г
|
IZL |be's |1% |се | goʻg | пе |96°1 |со“ |681 |61°1 |68'0 |040 |®9°0 | 19°0 |то |ВО | z'o
‹
08 |ра
| b'e | 645
с9:9 | 90°6 | 60t | 12'2 | 99° | 9175 | 111 РУТ | 1611601 | 8/0 190 | 89'0 |99°0 | 10 | 88'0 | 80
сб: |60'7 | 92'2 |+96 | га | 28'1 |27'1 | 12'1 | ©0°1 |88°0 | 99°0 | 88'0 | 080 | 1'0 |66°0 |68'0 | ВО
60
LIZ | 12'1 | 1#'1 | 611 | 801 | 88 0 |920 | 890 | 080 |РР 0 |92 0 | 660 | 200
р
|ЪРО | ВО
o | 05
97 0
т" |86°0 | #8'0 |29'0 |66°0 | 670 |ОРО |92'0 | 660 | ВО
------
8011410 | 22'0 | 80 | СЗО |ВО | СВО
61
11 | 560
60
ос |161 |21 | 11 | 96:01 сло | 290 | 89'0
|0666]
|i]
бс‘ |60' | ае
|.49'5 | 661 | 291
#1 |лет
|21'2
вр |28° |сее |16'6 | rgi
ae
“)
197
198
ср
әхәгнИ
01|
е
290
|
02'0
|
#0|
090
|
ОР
2'0|
Ту
0с
87 | бој | 2'0|
9
ОКО
|
$70
|0
6РО
|
7801
оро!
|
19'0
|
89:0
|
29'0
|
2'0|
90|
2'0|
01
98
2'0
15
80|
88 | со | 20|
68
ОТ |
68
се
78 | oor
се
za
55
Е
<Е
ЗЕ
Е
82'0
|
880
|
91'1
|
6111
|
сот
89°0
|
22'0
|
921|
8
Ј
040| 69'0
|
080
| 960
|
260
| ст |
99'0
|
720
|
680
|
86.0
22'0
|
29'0
|
1890
ево
|
001|
“|
Е
005|
и
058|
ү
66'0
|
РГ]
|
92'1
|
26г0
|
2011
|
ет|
ФФ |
9
вот|
ВЕТ
291
|
811
|
26,1
|
СЕТ
|1
621
|
ж
00ř|
009|
винеяофиит
YJ ‘им оп
981|
СТО
908
|
с
68'1
|
ПС|
19.5|
и
я
r
W
H
О
|
H
d
191
1671719
| 6 се
166,2 06
СИ
88.8
| 9'01
| 2.51
ес
| 98'9
|8 ©
57.9
| 0,8| 6/,6
1661164
| 61G
17.6
|
ВРЕТ
(ер 29:6 86:9
|
99.8
| 801| сет
287
|
Ме
602
|
91°6
| 89'2
| се | 107|
69.6
| 0.8| све му
СОЕ
| 896
| Вр| 629
|
оге
дер
ILS|
069
19.4
|
182|#
в|ор
1898
24.9
|
SI'S
|
496
|F
ар
|
18.8
|
0006
52| |869 62
бо
| 66,9
| '8
112| 98,8 801
18,8
| ОТ | 1,81
ЫДд
0001
|
ОССТ
|
0091
|
стоиг
понауороди
008|
е19еу
‘59
гогоалнгћога гпиогофпут
2
пәһррои
зониидозохгзујовлоповеиоди
266
| 696
|
Ч| ст |
СУ| 51°
|
0:6
| #6,9
|
181
991 ос| | $85
|
681
| 16.1| 95.5
| МС
68
| 86.6
| ОС
| 6.8
606
| ме
се|| 86е
|
02 с0с| 892
|
8611091
| 98.5
| 0&
ОС| 6,5| 892
|
94.6
| 19.8| 167
|
069 |
/
зонгопец
әонһАипклодя
1 ТАКИ
HHN
06%|
вени“
МММ
ыы
зонгоџоц JOHhÁLMкиәя
др
08'0
| 96'0
| СТ | СЕТ
|1
06'0
| 90°1
| 68.1
|
9011201
| 85.1
| 161| 0.5
ест
| 18'1
| бит
| |826
091|
,,
ь
ЗОНИОПЯН JOHhALMвизаа
1060 20°1
| 85:1
| 891
| 061
|
РУС
| 66:5
|
290
|
69'0
|
62,0
990
|
79.0
61,0
#80
|
0е0|
са
29'0
|
22'0
|
08
08
THERE
|
Е
юс
зе|
|
“Ы
©
53
В »
- =
Е
НЕ
и
уч
Мелкосерийное производство
НЕПОЛНОЕ
|
ШТУЧНОЕ
ание
Бесцентровоенойшлифов
подачей
с продоль
Е.
Е
ПР
В
ВРЕМЯ
ек т
а
т
_
a
время
П. Поправочные коэффициенты на неполное штучное
от:
ости
зависим
в
работы
условий
ных
изменен
для
1. Соотношения между толщиной стенок и диаметром
то пан
сит аба ааа ар
Тонкостенные детали, отношение 0,5 (0—)/р
Сплошная
заготовка
О
0,13...0,16
012
до 0,10
---
ПО,
ПО
Коэффициент
[50
1,08
|
1,19
1,31
2. Обрабатываемого материала, квалитета и шероховатости
ности (см. карту 6).
3. Точности и жесткости станка (см. карту 2).
поверх-
4. Партии деталей (см. карту 3).
199
5
= ОА
+=
= чT
ВЕ
ж©
б
ха=ы
=
|
“аи
ОП
чодпид
ен
I. Неполное штучное время“
иипиеоп
кинеяоф
аа
‘ии ог
см
дломвиј
-иүш
|||
|1 ||
|
Фос
=
сс
сос
сос
===
е----
= со из оо съ со
07:52 349 x
===
из
оо
мете
егсере-гее--е----
с
| оо счиосо
к из |оо сео > 0 ~
|н
сч со | из со со
со
| Аг. је
~ Ооо
= ~ вече об —г® чо мг
|„
есе
со с с | оо |+ Фо бр о — ~ со съ|е
= | | FJ F | <: шз оо © | К<сб и® су Ф со 0 © Со>
|60 из со (о оосо (со =o
соса
есе
~
НЕ
осо
с
|
оо со + ћого~— Ко
есе
~
м
ооо
~
соо
роо сс
а ни
—
ооо
OLOFS
$ ос
оО оо|5 © 60со съ 595595
зесе ооссогевсосо-
lo
= = |со ~ из
~
©|
~
~
~
~
~
~
©
~
~
~
а
>
|
3 |ета
||
|
е
~
~
Те)
а
|
|
~
ех
[а
сч
~
~
5
~
[е
(ааа
ро
=
®
вв
©
~
ФК”
э
е
в
~
ы
к>.
——————————ї————
Р
Š
а
zD
В
Е
УОИ
~
8
|8.
|
СҸ со
шв о ~ осо
|
мо
ооо
ко с о
—
оо то |с ооч
nwo
соо һо омос
| | |Бала
со
ее |+ м9 о | О іо
вок из
~ < ОмоФ бе дс © = |с 55528
©
1 ов Р је есјсев
сесеесвос
зео-јзо
= = јео <<<
|
=
с»
сч ©| | со |св соло|с с о
со сч Ко со ~ |јео
са съ NNO
= М о М о
© 63 ею| со:сбтя|65со + тво со
|15 9 35 ок еко 2
внесе снн А. $
aaee
e
ч шы aa aaa
= |бе с 22
«О осусч.| сусу | сос
|ооо
съ со +
-+ со
счебсъ|65 со сз|с® <Р<р |е <вко |05 а |е
иу О | 165 Ка: BORES
есе
о-се есе есе е--|е-2 сос
ооо
| ~ О кк |со + ~ ћо сч со | со —
сч сч 62| бо со|са65 < [05 +0 зе
зва T ON
ооо | оор |ооо|ооо|ооојеооо сос
со
сч счбю.)
ооо
^
=
~ + ~
| ~ О со сас |+ сш |сч — |сч
со со со хе сч косо~
сч Сїсї AN D |сч©зсо |®2 со + |с ЧЕ< јо АВпо
|АРиз15 | ОО
= 552 о [Мз Ө б СО
ооо
соо
ооо есе есе |о со ооо осоо сососевсзссе
|
я
|
Фес | поо
| изсо - |същосо соо сч|+ © ко | са
|с © с |р оо — сок. |—
бу счсї | AAN | сїсм со|1055 69
сэ чт|05 < 05 шу вов
зоо
55655
с
Фсо | ооо
|
Ге
$:
ооо | ong, ооо оороо оос ооо по соо осо о іо
858 9852. |98 85288
ева
658
638
298
223
зез
ссо|јссојоссојосојосо | со
се =соосоос $е=2$е$-е$е<-
сш
|
•
со
реа
Ги
|
|
|с О і |
— сео |
бао
о
|
~
оо
2
јо
—
сч
[со
«+
о
КО
~
со
|
јаје
= уең уы ет
ЕЕ
ас
|
200
сое
|
Ж
[|
5 5
= Ф =~
т
Таг
N ид
>
Чломвип са
иы
НЕ
а-и
босо
оо
ы
<
теи
©
жи=
со
| ~
со =
вео
= = Бат
ПА
а
"па
1
© Карта
63, лист
.
.
.
jp
|
|
Ща
ААА
С)
== = 2 Я = ~
СА
=| СИЕ
|
ааа
КжК
Ке
аго
СРИ
м
.
я
дет?
>
А
+
ў
4
.
Бесцентровое врезное
шлифование
Фо
ра
БА
а
Ал
=
производство
Мелкосерийное
сЕ
558
5
aaa
aa
pa
Мелкосерийное
производство
—
~ НЕПОЛНОЕ
ШТУЧНОЕ
e
Бесцеңтровое врезное
шлифование
ВРЕМЯ
Карта 63,
лист 9
1. Неполное штучное время
5 А
S
У:
Aa
=
DE
92 = О
Е
са
=>
Уо
-
Женя
Сеш
5
т
La, мм, до
КЫ мел Кы ы
ки
кА.
РДЭ) |
160
32: | 40 | 50 | 63 | 80 | 100 | 125
я
=> = ©
За
шлифования
PENA N E T
TA
со
>
Длина
ze
A
~
не
|
Неполное штучное время
Фиш, МИН
36 _
0,15 | 0,56 |0.60 |0,64 | 0,69 | 0,74 | 0,83 | 0,90 | 0,99
37
38
39
40
0,0066,
0.72
0250
ОИ
0. 99
0,70 | 0,80 | 0,88
10.
1.0.85 | 0.93
80
41
42
5
44
45
100
|
46
|
47
48
_ 49
125
|
А
50
91
02
59.
0,15 | 0,58 | 0,62 | 0,66 | 0,72
0.3010,7010,77 | 0,83 | 0,91
0,50
110,80
170,88 |'0,98 | 1,07
0,70 | 0,85 | 0,94 | 1,05 | 1,15
CHE]
1,0 | 0,91 | 1,0
0,50 | 0,94 | 1 ‚02
0,70
[0,99 |. 1 09
о
Ова
RE
0.30150 86;
0,50 | 1,0
0.70
1.06
защо Жел
Индекс
а
°
Поправочные
|
Сплошная
заготовка
| 0,85
| 1,12
| 1,38
| 1,47
1.68
1,1
526
14
1.20
рл; РА ВВ
оў
ИОА
| 0,94 | 1,04
| 1,25
1529
| 1,54 | 1,74
| 1,66 | 1,56
| ва
на неполное
штучное
условий работы в зависимости
между толщиной
Тонкостенные
ОВ.
|1,66
SS | 1 82 из ба
БВ
До ВИ а
242
1,81 | 2,18
0.94 | 1,02 | 1,14 | 1,26
1,39-1,62 | Ту]
151
1:20 | 1:38 1 1,568 | 1,71
1.98
2 За
т
5,25
1.42 | 108
1552
а,
Мата
25
Е
АВА
ЋАО
НЕ А с
ба: | В
Г
Д;
е
ж
3
коэффициенты
для измененных
°1. Соотношения
ч
| 0,80
| 1,02
| 1,22
| 1,30
1421
ү
РРА
НЛО
1.18
А | 1699
1,36 | 1,54 | 1,74
1,47 | 1,65
T9
0,30 | 0,83 | 0,88 | 0,96 | 1,07 | 1,17 | 1,3 | 1,5
169
П.
| 075.)
0,89
4.0
р О,
1.0
12104
| 0,98 | 1,07 | 1,2
| 1.04.
1,15
Talr
Об
стенок и диаметром
детали, отношение
| 0,10 гаа
время
от:
|
0,5_ (0—0) /р
3
теси
До 0,10
Коэффициент
ДЕ
сти
2. Обрабатываемого
(см. карту 6).
1,08
материала,
|
|
1,19
квалитета
1,31
и шероховатости
поверхно-
3. Точности и жесткости станка (см. карту 2).
4. Партии деталей (см. карту 3).
201
5.2.3.
Внутреннее шлифование
Мелкосерийное
Рин
ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЕ
НА
ПАРТИЮ
ВРЕМЯ
производство
д
р
Внутришлифовальные станки
ДЕТАЛЕЙ
м
Карта 64
І. Подготовительно-заключительное
время
Наибольший
диаметр шлифуемого
отверстия
Е
=
Характер
ЕЙ
=
о
н
D, мм, до
Сложность | 100
300 | 500 | 100 | 300 | 500
подготовки |_
к работе
С заменой устаноБез замены
вочных приспособустановочных
лений
приспособлений _
„а
Время {.з, МИН
1 | Без замены
2
шлифовального
З
круга
| Простая
Средней
сложности
Сложная
10
12
12
14
14
17
],
9
8
10
9
12
14
17
21
11
13
15
4 | С заменой
5
шлифо-
| Простая
Средней
12
14
14
17
17
20
10
12
12
14
14
16
17
20
28
14
16
19
а
б
|В
|ү
Д
е
вального
6
круга
сложности
Сложная
Индекс
П. Время
на
т
дополнительные элементы подготовительно-заключительной
работы, не включенные в комплексы
—-
=
Наибольший
5:
=
©
а
Наименование работы
диаметр шлифуемого
отверстия
100
3
D, мм, до
з0
|
500
Время |уз, МИН
Сменить (повернуть) кулачки патрона
8 | Расшлифовать кулачки
9
Сменить шлифовальный
круг
10
Повернуть шлифовальную
бабку на угол
Индекс
202
u
3,0
3,5
5,0
5,0
2,5
6,0
3,0
6,0
3,5
1,0
1,5
1,5
а
б
В
9
в
ожени
а
1
8
G
10°0
ү
ГУ
002017)
к
Kyunaruody и|
|
2
©
p
=
зончизпулоиопоя
Е
|
с
a
БИ
ә
ж
591
a
с
3084
1871
злочуа
9
уояомпупалжмхтамчаяв
зноадтуп
|
бб
ја
ОС
е се|
00
9
с 0
Ӯ
ТО
|Р
10'0
теча |
Еле
95
ба
бе!
е
а
реб.еу
сс | 900
yydəanag
dərxedey
кизая
б
сат
УН
оп goydəsna 5| хехьекАя g|
Аатэиеит
бе|)
10
е0
a
е
"AR
И ХЯЯОНУІЭХ
я
оси
Ст“
81
А
ЧИЛЕНОЭ
0'8
8!
ие
01
ва
ООС
Ва ДВЕ
се
Ando
и ќд1әиРит
СР
| 9 Сри ИА
Жл
реч
ОР
ОРО
РРЕЖКЕ
те
| 146
09
05
оп иоядәязә J
ДЕЯ
РЕ
8
РА 8
08
РНОДЉЕЦ
7001617916
БР
УТГ | КОГ
ел
| 2 21 | 6
ФР
Н | ов
|
03
ипшетеп воогу
игулап
иап
|
ви а
оре | лс
|
сила
= 06.-8
ПСЕ
те
за
| Ре
сб
Че
е
сео | 12 | сб
С
Рија
тор
ес
| 521
сате
РЕ | а БЕ|8
>81119116118.2119011601
сло
|
ний 8) кизда
«со юй
оп ‘JA W
0021 | 008 | 00$ | 005 | 001
| тоиш
әониийәзохгәуү
гпногофпут ггнигдалћна
оя1гояғиойн
м=
игејоп
5
=
209
r
|
я
у8
01
и
5
РР | СЕ|
|9@<| 6061]
ж
9
Y
66 | 25| 515
26192
95|
J
a
9
е
|
WW “01919.
-вип оп
-онһот
рее т 80 | 980 | 9011900
ә-Апдоз `
|
614 1200: 120 |280 | ГО | Ма леи
УН
МОЋ
лой
а
мәни
ЙӘИН
|
9
с
р
е
-ойъеиg| |
бари
ЧОНЧЇГЯГУЛОМОПОЯ
напону
кизаа
Ə ƏH
поје | -ruada | g
издан в90| -ary
i
ипетоп
-AREE иихозвизеияени|
кинәгпәйя109|
АМЧОНУЈЈА
из толаиа
имнонелоХ
и
W
|
8 | ОГ
т
СКИ ов
800|
800|
50
ш ог
Ото
i
7'0 | РО |28'0 | 9'0 | поздовмяо
1.01
0$ |
03
01
0б
08
09
001
98:0 290
Se
Верия
Рот
кос
ТВО | 960 |?60 | 950 | 58:0
аг
о
&9°0
ОТО
И
JHOdLYH
ЗИЈЕНО
9000010)
|
пари
|
[ру | 961
ӨГ
|
|860
05901160
Го |кс
ОЕ
со
==.
6010
№0
|"бело
чај
ТЕ
Оо
=.
ИНУЕЯН
6556
нии “#) киода
‹
OY ла ‘W ишетеп
“со geidey
ггннгалћна
|
=
ке
Z LOHE
гапновофтт
ов1оповвиоди зониидззолиеуу
204
ом `
иипивоп
= © с? 5
==
охепни
џолдонна
я
хАят
но
9
сз
20'1-|=
СИЖы
1'0
|-260:0
100|
600|
100.
|
в
ФГ
|
967
вер
|
„ыз
|
|
сет
|
са|
50°|
|
|
946
|
рол
|
26'8
|
76°
| 179
96'9
|
га
0$
оп
СЕ| 6Ф|
1'91 81]|
S'IL!
| ос|
|
| 9
я
|
| I
| r
| ə
i
W
|
Е
ышын
с
|
|
98'9
2
03
ний
бес
|
|
игејоџ
“үү Ји
а
киеда“8
|
05 |
NEW.
киш
л
8:2
есь
ОТ
кс
781
с
НЕ 0
671
|
0°©
|
сс» 8'6|| 29'9
| 60°8
| 116
| 9'61
| 8'15
|
рер
|
190:
| л
261
СП 361 | 962 |
96'2
| 26'2
| 26
ГИ
821| 916
| 666
66'2
|
9ее
|
цозфовмя
a
нонх
| Го |о 275
|
А.
издоящя
коиногдооопоифп.
9 |
9
2
9
290
“ИЙ OY
иишоАЧифънәп —
DONIO
|
|
ИИВУНРЕН
ИЙРІГОО
и
моиногподи
|
2
Караны
1
onenei
9
Ei
Дегявфехиядэчая
|
с
Ӯ
б
чс;рег
|
-пэдя
игејоп
киног
я
иза:
= а:
имяон
и
Ч12ОНҺО],
иябәяшя
|
ОТ
|
злочуа
|
|
ЗЯНУШНУГИ
ҮН
|
9000п0).
-Е104
ИН
игулап
ИРИ
тоиг “со вздем
|
ХЯЯОНУІЭК
и
ЗИІКНЭ
|
кез
:
007
6961206
186
сос
кык
==
|
И
| Я
ГУС| 186
| GEс
186
|
со
65282
SpE
| 0Ӯ |с 97
ЕЛ|
106
се|
|
61| 91У
|
=н
Э
|
005|
|829|
—
001|
с
роса зак о ја.
Ж
ггнигалћна
ЧОНЧГЗ1УЛОМОПОЯ
кизая
УН
ВАЗЕ
гпногофпут
rej
әониийәзояг
и
әүүовзопочено
sý
205
=
НЕПОЛНОЕ
ШТУЧНОЕ
а.
= 25
= Ва е © Ф 5 = © Ф = © = со га © = Q = m ©
Шлифование отверстий
v
ВРЕМЯ
Карта 66, лист!
1. Неполное штучное время
оп “ай
1с Чломвиџ
ош ‘ИИ
ом
ен чодпийЦ
иипиеоп
т виневоф
-игш Фломеиј
Неполное
штучное вр емя {н.ш, МИН
2
|
12,5
Длина шлифования
La, мм, ДО
2
3912,54 | 2,10
2,85
2,44 | 2,62
2,36 | 2,54 | 2,73
2,45 | 2, 66 | 2,88
со 90
SN
со со
2, ЧУ
(- со
~ с
NN
~ О
и ~
NN
сч СЧ
с 90
со <
Сч СЧ
СМ
со со
— CN
—
p
со со
с <>
—
сз С
(~ чы
2
2194
3,16
Отона 59
2:44 | 2,64 | 2,98
3,15
78 | 3,04 | 3,37
2,67 | 2,93 | 3,23 | 3,62
2 Ва
Индекс
206
e
3
лист 2
Карта 66,
<
сч
де
о»
+ село
чо
+=
©) 90 СЧ
ао
со со оо
чоо
–— о о
Тее
Моси
мо со г~
Де
–
дк в тр
зт
со
са со
<+i9o0
|--------<
а
©
| ||
ша
ша
|||
|
Фф
Ж
+
ЊЕ
ам
| | |
аи
из (~ О
АДМИН ЕВА.
ЕЕ»
(~ О
о
~ О
оо
D
о
28
|ео
©
|SaF
Oo
оо
се
B
ае
=
=
5
Шс
оосе–
ееs=
osooo=
ооге–-|
|
ыр чш
ч
ДЕЛ“
©
5
3
кз.
ЕГ
үне
вера)
| | |
[ыл
сч со со
ЕН
со со со
ЖЕ
м
| |
| | |
| | |
Ф со ~
+++
за
~
©
с
а
о «в <
Ыы
сн
р
со <+ <
Ё
вза) =
Фей
е
=
ая
со со со
со
со «е
со со со
ча
|
=
=
=
y
са с
о55
—
со ае узр
та
—
315 o0
SAF
4
со се су
со со со
yt
[г
=
РЕ:
D
=
с
=
ка
L
=
A
[Те
+
со
ы |
| вера
Ба
аа
БИА
о
al
—
Гр
же:
кыс:
минРВ
ВЕТ
сч со со
za
ши
сч счез
| ||
| ||
Кез Кз
Palai
т
тор
RA
| ||
=
4)
5
EE
Ва
ам
и
©
N
|325
е
ТЕ
үе
из (~ О
сл
из с~ С
>
&
| 5855
Кыс
|
ЕТЕ
ер
NAN
==
суши
оран
N сч оч
~—
още е
О
-NAN
Зра уе
из ~
2
>
=
мо
| 885
во ЊИВЕ м,
КА
—
ОСИ
а
=
=
Беси
12
єч
—
=
бле
ен яодпиц | =
б
ав
=
=
=
=
=
я
=
<
ч
=|
е: о
=
-
=
с
©
| ANAA
4
Тити
“| киневоф
-arm д1әиРиү
иипиғои N | AXA
М
отверстий
Шлифование
ВРЕМЯ
ШТУЧНОЕ
НЕПОЛНОЕ
производство
Мелкосерийное
І. Неполное штучное время
отверстий
Шлифование
ВРЕМЯ
ШТУЧНОЕ
НЕПОЛНОЕ
производство
Мелкосерийное
3
Карта 66, лист
1. Неполное штучное время
el-
©
=
E
©
=
иа
===
=
=
=]
=
—
|
а
| |
S
| |
~
Ж
с-сч|
~
о
=—«о|
о
~
> обо
+n)
|
ыр, лс.
+|
о |
со (е,
~
G
МЫН;
~
~
шу
=
об из 15
се
~" (~ с3
~
~
~
~
т
т
соко Бы
a
С
~
~
~
СЧ со
Бахр
~
е
ее
С
со == сд
со m
~
p
саа ах
жеш
123 О
иу ~ с
A
из
~
~
Е
~
оосо ч
~ (~ О
~
со
см из
т==
< ш со
очо
со со
Фо
=ч
+ из со
==
>
00,0 сч
со
=ч тена
< ооа
yama ==
со
о
54
©
т==ч
m No
о
|
„со
со соло
Повна
сї
Об <> <
~
со =
©
~
са см ид
ODO
=
Оку
с
~
со
со
~
съд
со со О
5
со
~
С 99 со
~
со
=>
=
©
ее
~
а
— со сч
=.
чи
со ~ со
~
| о
с 00 са
В
~
|
„сте
= со <
ыз
тена
=N]
с
са < О
еее ү
|. |
=ч та
=ч
R-
~
--—
Фа
~
со г- 00
ообо
о-о
с- юс
ЕЕ
о — <
Daaa
=
ста
a
~
иусо | Non
~
ог
чо|
22|
~
Эе
со
~
моо | се|
НЫЕ
ВЕ
~
оо
слој
on]
Nõõ
ПО
ВЕТВЬ
(21
A
| |
=
+=
=
Е
ч кыы
а)
| |
=
ЕЯ
=
5
С.
а
йе.
Ее
==
=
РЕ
2
||
и
мос
ж-с
(~ со ©
оһ|
то)
[~ [~ со
из Те
ооо
51 ©
=a]
обо
© к~ 00
1912
=>
др из +
из из
юю|
-9|
Шш
=
~ из со
со 2:
со то»
ра
Сало ~
Ее
Кале
с ОО <
LN со
со
1312О
©
~
=
£
ЈЕ
A
[[
ые чыш
Б
д
|к
5
=
5
<
=
z
5
|
ка
7
=
со ЗН
CN СЧ СЧ
---
оо
му ~ С
с» со
со
=
ао
=
СМ СМ
с
© © —
с
о
| юмо
— со со
LO 60 сб
< «ас
со СО 00
1010
= 0 m
—
105) 10 «О
очо
ою ©
===
++
О
+++
< са со
к~ > 23
m + t
с
r
о
—
~ со С
--
зое=—
| още
-ч +з =
< из ©
>
===
смс.
со С) ©?
с оф
М
о с +
мо
z
|
ҮС ЧО СО
wyl
с©їз|
+ <
СЧ
о «о +
(о е!
из 13
<
aol
<
woal
вт!
Soal
соо
Чыа
| сас
р
~œ
==
254
осо
бео
=>
>
оре
A
ег
ы®|
S=
©
а)
Жыен
>,
=
та
T
жеше
N|
oo|
До
г
ее
И
сыз
с:
=
E
КУ |үз теср?
з
т
ы
ool
<
090
majl
=
Фа|
со со
со <
«е
с
67|
cro
жез
зе
со—|
у=
S
Те
ер
ат
сог-|
юк|
aom)
Бе
Мыне
<<
=
S
гур:
ool
wol
жо|
asval
Сз с»
mlM
Е
=
он
а
£
со ғ
Е
/
“еј
О | у,
сз
Е|
=
=
=|
Е
—
со С
Фк|
см с?
=
ж,
со
КАНЕ
—
о
S
Е
фа
сва КОВО
7
S
Че
ool
=
22
аа
‘ИИ
окр
У
керы
woj
asal
ЗА
со с
се|
сзсз|
OY ‘ик
ТАТ
OY
Данов
длонвиш | “>
“то
col
ен MÄNNI
түтү
приза СОЈ
‘т кинечоф
-иш Фломвиј
аи
ЈЕ
са
с
со
Мелкосерийное производство
4
Карта 66, лист
Ф ~ со
— со (~
са СЧ СЧ
Флосч
к~ Фо
сч 63 са
со со со
со (2 О
сч сч @®®
со «о ~
с со
СЧ Кох сч
из со СЧ
сч зс) СЪ
Сч сї N
(о по
© < =
= б сч
CN хе 00
СЧ
=
=
ао
—
—
Ее
ос
=
тч т=з тена
©
у-4
a
а
+
74
| ожо
< из со
+
см см
те
—
т--4
< «Осо
со о с»
< сео
<>
со
тез +
у
Ф
N
В кту ЫЫ ЫЫ
чоо
со
=
N со СЯ
раса
ооо
= еј ©
са сб<
=
=
смс
=
со
я
сос
мо со со
—
СМ
а,
ч
Фф
aa]
оо +
со
©см со
СЧ см
~ со 60
700 —
© ~ ©
~
с пр«отена тея
©
~ из
S
=
Е:
Q
5
сз
рс
a
И
=
=
=N
не ан
оос
—
ы
1
со со ~
соса
< со
СЧ =
со со >
аан
CN
с) из ~
~ с Ф
Е
сч = (~
оо
со
>
ого
~ (~ со
со.
БАЕ Чыл дыш ЛЕДА ДЕЛИ сулы = жыт
со с» со
(о СО
со (~ со
e
о
к~ 00 ср
NANY
его
CN СЧ СЧ
"=
ODNCN
БН
~ — со
=
yi
| ‘слою | nwn
{~
MNN
ШЕМ
о
<
< © ~
ог- [~
Á
©
<
~ 00 съ
Те
ас
со съ О
И
бо ~ с
| м
сео
-«4
+
=ч те тея
мо «о са
о
—
а
><
со из со
с СМФ со
N
—
~— =оо СМ
AT
Фо
~ ©СУ
мо
тч т
D= ~
— со
со
m СМ СМ
R
—
yi
нэ < =
D
| с
нос
S-N
А —
—
сб сч со
соо сус
+г со СЧ
о 24 83
со > со
„|
мо съ съ
ё
о
о (0 ~
а
ИА
ооо сч
~— =СМ
a
со ©
ооi су
со
т
=
—
ч
са
с из <>
| со
теч
00 оос»
© 90 99
=
© ~ —
© к~ 00
Че әк ++
a
е
= ос
Фо
союу= | =чог- | отоо
— тн —
4
Dom
4
=з
с
— с
—
соо
со Ф г~
me
pa т
со со хе
єз
=
ши
аа
Др
=
©
а)
О
Ф
о.
m
=
=
=
=
с
ае
ци
24
5=|
търга
Бек
сет
са
=
=
==
ре
+ © 20
ono
>
=
сет
=:
F
T
ся ©
со е2 6
из со «0
ыы
> [~
со со
с (~ (~
+
FNA
мо со О
со со ©»
— <
СОО
N
со со ©
оо — (~
Със СЧ
ко
DN
с
СО 90
С
мо иза
о ~ О
из из ©
Та)
=
=
g
со
+++
хр из со
+3 +
— СЧ со
со сз <
со с <>
~
= из ид
2-е
осо
лее
а
N:
из ә] ~
=
|
юго
N
32565
см со +
| сбеб 62
и-и
а рые е
—
| 382
с
Е
ыз ©
мъ Са хе
< — ~
O =w
из «о со
1A
о ||
иа
MБ
S
©
|
5
С
=
——
ср
Е Васа си
СЭ
оп ‘WN
‘Ig даомвит
Е
-
два
со к~ оо
14 Зак. 213
=
Е
ДЕ
£
К
Рина
-игш длэйви
оп м!
ыы,
р
иипиг
ју
отверстий
Шлифование
ВРЕМЯ
ШТУЧНОЕ
НЕПОЛНОЕ
1. Неполное штучное время
Мелкосерийное производство
НЕПОЛНОЕ
ШТУЧНОЕ
ВРЕМЯ
Шлифование
отверстий
О
Карта 66, лист
5
гта:
П. Поправочные коэффициенты на неполное штучное время
для измененных условий работы в зависимости от:
1. Формы
поверхности
Шлифуемая
ла
свободная
ит
а осе тата
|
отл
њи
омлет ти
поверхность
папа пече пл
очи, тоятату
Певај
наа
ат онийо меа
дат
ни
оо а-та на т
с галтелью
ноты
уља
понимаю
почета
ож ежик
с торцом
Козффициент
1,0]
0,8
1,3
по.
2. Ширины круга
—„——————
пита пити
Ширина
16
| 25
1,2
ИЕ
круга, мм, до
Коэффициент.
|
3. Диаметра шлифуемого
Группы
СТАНКОВ:
наибольший диаметр шлифуемого
отверстия D, мм,
отверстия
Измерительный
Ў
|
X
Универсальный
|
д9
500. чи),
63
ЗА
и измерительного
инструмент.
0,63
инструмента
\
|
Без измерения
Пробка
Коэффициент
0,92
100
300
| 40
|
11,0|
кч
0,75
0,8
0,92
_
Я
4. Обрабатываемого материала, квалитета и шероховатости
сти (см. карту 6).
У
5. Точности и жесткости станка (см. карту 2).
6. Партии деталей (см. карту 8).
210
0,8
0,92
поверхно-
ИР
ИЕР
ићи а Ди 5дићи
Диана
Сањатип ићи деаи
ди
а оБољи
де
Дата
дета
ООД
ата
и пити ћете
4и
Мелкосерийное
FEЕЕ58.
таи
ата
производство
я
=
===Ея
ы
_
ва
Шлифование торцов
на внутришлифовальных
станках
-----
І. Неполное
|
|
|
2=
z = |
15
“ми
KENIK
“тт
-HVM
иипиєои
мис
= 5=
от
а
та
о
==
00из
осор
==сч
—
ттг
сасвео
+
© = са
ние
жым;та [=
+
о
з сч
==
-
<
N
<
СО
ёа
00
о)
ае
кте
ж?
2
|И
Ф @
ек =|
:
Ж
=
=>
|
©
ада
m
=
|
сеен
сч обоо
—
сч рысч 2644
са е2?о-
— 23
єч Єч=
сч
сч
сч
со
сч
СЧ 05
са
сз
со
>
з
+
|
са © со
—
NNN
<
NANN
спо
со
|--
~
КЕ
В = ©Ф
ШоссеС
= ву
АРЕ
Е = СОБ
у > =.Ви Бе
>о а
=
ав © 5 ааа
С =
|
> а
© сз
8-
=
Н
па
-------2---2
со
:
|
=
Е=
|®|
|
кинеяоф ‘т
оп
ениг[[
ени
INEU
см
|
=N
штучное время
|
||
сч сост
сч мо
со со
>=са
=
сч
со
--
сч оо
со са
со со
|| ——
а
са оч
со
со ФР
со Ф
~
со само
CN
со
=
|
ORAN
NNM
мюо®
са с
сч 1560
са су
УКОСУ
ос
СЧ
са (се ——сч
0
со 250 с? хоо
<>
t0
со Р
со
со —
<=
т=з
|
N су
со со
со
< иу
Е
тт
| со со ч УК
ее
ао
~
~
~
3,93
4,06
{яз
———
———————
<
есини
Үе
Индекс
=
28|
~
еа
| 2,99 | 3,08
| 3,43 | 3,53
3,991 4,1
| 4,39 | 4,51
3
сб сб тр
со со | ~ ср со =
«нао
~. ==<55 | собоебсч
сч о со <#.| сте со Ч
иђиј== | созсо О
с?
|
| 2,58
2,62
| 2,97
3,02
3,51
| 3,45
| 3, 7943 ‚86
с
© бабо | 35 =
см с с3 63 | са со со +
шоо
~
о
Вало —со|| 159
00 со 60
ес
са са со со | са ся со со
29
|
Q
са со —
~ | мо
<= ОО СА О
ОС
сч са со со | са са со со
wo
дере E Ве
сч сч сч оо
СЧ са
-+
|
) ||| |
2168
-NNN
“NNI
3888| зазз
сд
Q
m
——
33
68
12
60
--
а
Мелкосерийное производство
НЕПОЛНОЕ
ШТУЧНОЕ
Ш лифование торцов
на внутришлифовальных
станках
ВРЕМЯ
ДОЗИ ы ыз ыа.саш ка НЕ э ы” ИШТА
чш,
Карта 67, лист
МА"
у |.
2
СТР,
П. Поправочные коэффициенты на неполное штучное время
для измененных условий работы в зависимости от:
1. Диаметра
шлифуемого
ата
Группы станков:
наибольший диаметр шлифуемого
отверстия D, мм,
отверстия
и измерительного
вади
то
инструмента
патња
Измерительный инструмент
Универсальный
до
Скоба, пробка
Без измерения
|
Коэффициент
100
0,92
0,8
0,75
300
1.0
0,92
0,8
500
1,1
1,0
0,92
2. Обрабатываемого материала, точности размера и шероховатости
верхности (см. карту 16).
3. Точности и жесткости станка (см. карту 2).
4. Партии деталей (см. карту 3).
по-
|
=
OI
—
| я
‹
| r
=
10И
и
GI
|с е! | а!
| и
| Є
| ж
| ə
| ү
| 1
| я
1б
| 9
|
91
| е
|
|
|
| 91
|
81
eI
І
сс,
|
16
cI
е]
8
| 81
|
|9
с]
|L
| —
LI
|8
|
|—
|
61
| 61
| 01
|
|
| —
|
| 16
| бб
| —
|
в
п-в
| РС
3 9
ој
б1
|8
|L
61
У]
|—
еб
LI
|—
6
С
|
11
9
А
КИ349
ы
О
|
|
около ЕН
+
ы
|
|
кин
-з1000010
NIFH
9
а
-udu HOJ
этигн HOH
Q
- И
=
4
че
аи
уи
2
-вонезоА
јинзем ен|
|
я иги
винеи
хвои {| ў
ихвонвлол 599
ШАК
ловошя WOWHW
м о гнодљец иешодидлнепоиво g | £
ИЙЕЯНЕГИ
|
ји ийюшоо изиногподи о эколо ELEH | 6
||
(этики) егото йон1инї®й ең
=
<<
-
эле
зш
>
еи
ти
то
пета
љаслаарк лана
енше
УЕ
изгулай отизауи VH
ЗОНЯШЗІИҺОШГИҮҒ- "онамативолозтош.
`I
оре
Ji
>= =т=
зинечофикгт зохзогјј
|
902019
el
Е
ШЕКЕ
=
извонезод
—
cI
пуно1о эюнзуоэофпитоу20уJ]
Жы ЖАЙЫ ШЫК E ЭЖИ ЭОЕ та
а
|
0001
cI
Заоа
оя1зпозвиоди зониидззожизур
озончивя
ионәиеғ
--
ииезэт
|—
|
|—
Li
|
оо
изнямолоикди
7 0001 599
`имәби зончуолићогхве-ончуоливохоЈтоОј]
‘ии
|=
61
вадя
000% -игт
к хеше ыл
еио1ә
|
0007 -офииш
елфи
книг
'киода
zнии
5Е
Е
|
Q|
вянело пия
|
007
Е
І дии ‘$39 едем
дломвију елках
|
|
| ==
8
|
0091 -офиит
|=
==
==
Об
еколо
июичАая
М
|
олончиеяоф
0095 мноиве
когото
оп
|
008
2)
|
008 ионейве
олончиея
5
|
009 594
эс
АШУ Үү. су
‘ии
иоголо
| мнамее
олончг®ноф
008
от
пдд
СЕСИНЕ"
НИ
ДРИНИ
ЧЕКЕСИ
[= ПАРИ
АЛИ
елАйя
0061 -HFM
218
214
|
е |
21 |
=
онзинИи
очшой
=
әинәгоо
ә 2опә -он
чзиодлоец зоноднио
-adu
|
ен
01
ЕЙ
ЕЕ
|
і
ЕРЫ
е4эиок1А
О
|
анн а
|
Q
2,
9
=
Е
~.
|
|
|
р
|
|
|
|
|
3
z
|
-
9
1°1
J
oiz
“е
|
|
|
с
01
|
ел
а
|
|
|
|
Z
ВАТ |
^
6
у
6
ј
1
Оу
г
к,
|
|
|
|
Г
сб
Да
|
|
|
08 |
<.
008.
длонвију
вголо
Oq
їои
б
козен
=
е
6
в
оп
СЕ
0091
=
ии
оси
аанаурдпуно1о
офпутомзгоу
ааай
Ери
=== |
==
007
в1деу
“99
па ир ры
|
0007
‘WW ОП
петите
-
ПАН
N
Он |
8
`
пие
-
0025
5“
Рнигүг виото
“T
|
0001
ИОНЉИНЈ
| РИZ
ЕТТ
523
|
|
ионтзаимп
инле|и 1
оАвлинаАзиии
еи
а
ен
хаандхочици
ом
Фонден
HVH
|
зинеиооз
ен| опоидин
около
изди
|
я
ЧОНЧТЯАЛИҺОШ
кизая
·
П"УҮЄ|
ОНЧЯЛИ
+
ЯОЛОЛПТОН
ИЗКУЕЗИ
|
|
И
зиневонгииец
910984
ОИ1аун
ишнчгев
аАдя
офигш
>
чтизоне
и
чакно
лою
чїинәйгу
|
6
9 |
/
те
да
е
“Ж
Е
ҮН
зониидозохгајујозтоПоасиойи
a
|
|6,
= ДС
169
|6 У
е8
|
сот:
ги
Св | 62] |аду
ат
че
а
—
—
=
—
сты
|
—
|—
| Дъф |в
шке
гр
эрос а
уа
|
оп
5
c'o
==
|
“ии
ана
чазонһо|,
>
оси по {| VH
|
| |
|
|
|
!
|
итооЯ
-зопи иовпо я Yosdəsna Гу
ихдәя9 594
=:
избоння догяейдех
зззини
91819800]
хннәбдолол
(чаеййнто)
и
а!
=
я
S
=
=
7,
огото WOHIHHJEN еҢ | |
иявонето 902017
иметоп кинәгпәйя
. я
MEVLAN ЯИ1ЕНЭ И Ауяонулод VH кизая ЯОНЧГЗГУҮЛОМОНОЯ
----------ста
ее
|
25
ЗЕ
0006 | 0051 | 008 |оо» | 005 | 001 | 06 | 05
а
ы
от “тя ‘W ипелеш возву
T ойу ‘69 ®їйгу
————
—м
ыо
опнпвофпут 20520"Ц
с=з ЕВЕ
лесиз
оя13появиойи зониидзоохизу
ур
е
emm:
со ———
—
=
——
сезе
S
Шыр
9
215
272 @Є
[г | 4
02,
Sl
1
S
61
cI
pl
мовош
$29
я
xem
әгозә
|
ен
ихбәячя
|‘и‘и|
иудзаюа
| ОН
|
|
|
|
‘ии оү |
=
|
Ч
пожижес
|
-ВЕНЕЈЈА
‹
|
|
001
$
0
01
1
65
08
6, |:
g
€
]
52‘
0 62
690
©б°0
|
29|
69:2
с
до |
5
60|
19р
61
‹
911
98:0
=
БУ
сб
Да
9°ў
|
9е‘0
0 96
0
виәйд“=
LIW
Е
вс.
а
J]
==
|
тоиг
с
|
0
5
1 GG
7#°0
680
2990
|
=0
60
=
расте
Еб
81
=
==
--
1 96
|
<
=—
==
имате
18'0|
611
«АЖЫ
т
;
Теа
Де |
==
66:
- 1:62
ЧАС 1
ОР
20:
—
—
=
82
90.1
10
нии ен)
гядишкоч
хаповнигавнетод
(иопетен
|
aS
диновофтт
ипелеп
“ү ‘и OY
3
|
елдем
‘69
=
20моот
-----------
А
0:
ст
89'1| eog|
с:
b'g
ре.
8“
790
87
УЕА
иэнелэт
Ст же
хчиэваии
0
ИГУЛАП
пи се
|
атооньо,
|
-нәмәйяоЭГнүо
АЯЯО
И НУ1ОЛ ЧИ1ЕНО
фомбовна
|
90 |
ияйәяня
|
иядза
детмеде
иәшо\Чийнәпонр
әнойзеп
ә әэ
0
ща
|
ИОН1ИН1РИгод
eH
үш
е]
с
!
ИМНОНЕЛО
МЛ
|
|
Aan
909015)
Е
О
z
Е
зончизту
Биза
лоио
УН
я ноя
зониидедохиеууоятопоясиойи
9
ийешоо
омепни
хыниижийп
хезввип
лобипоя
ионакводэзинАиончизљлихоџ
охнедио
о
|
|
иннзамоооопоифп
|
|
|
|
01'1
08:0
08'0
82:0
06'0
95.0
CE
0 (е
1[2'0
660
оро
0 бб
OT]
920
96'0
85.0|
хе)
-----------
ие
10°
УСС
6 19
Л
С0
се“
се
oe
ОСЕ
02'0
026
09'0
б 08
061
0 се
950
00"
65.0
() де“ |
1
92'0|
ОР'0
0 је
0 де
$
А,
Вак
82
ре
и“
|
08:0
6 09
z
16
Зи:
Т:
Le
=
0041
+ 0с
() 99'
06'0
0 СР
071
0941
660| 0 УР"
со“)
ср'(
0 ІР
Ӯ
:винввзинд
иј]
ояяонето(еде
Нопетоп
п
о/нъ(декйәйя
оп
олдем
члеиин
590ийн
"Иинәнә
идииєи
зувонеободеп
изинзном 0408019enedy
изгејоп
о
-ифп
0и 529
издеащ
я я
Дионвипог:
инзиедя
членомиди
інәипи
у ффєоя
:с9“)э
изо — = ‘gQ
поядоя
я
мя ионго
э
гоязошп
poydəa
я
naхат
хвазомж
— ооги
(--Я06
72
ий
910084
2
ишн1їдән
иохиниэчион
‘виэдя
әоннәт
KYY
әяиап
о109012
0и
“енедя
члишян
ен ги(
‘е
61
иар
ний
эмнонелок
химчиомоен
иэкелэ
вип
т
иошжеч игрюдәг хдово
иоядоп
я
Ажоньипоеа
инәйәйя"воп)
чин
(92'''6 -зииди
тнэипи
+М ффеоя
10
|
||
1
XBLJOHIONU
ве | Я
поздонмя
ионәќниә
иинзгоодопоийи
поноднио џонлинсв
OLANN
и
ионоднио
иончиетимеш
иинзиобоопоиди
жонодниоCHAQA
ес
РС"
М
6 GO
е
зе | eH
10
89
е
Ср
а 9? де
86
је | 4
хаг
хчннод
I
ба иебеА:
зивийш
жяннеио
| || | |
100
3'01:0600
хдено поди ои
г.
1
]
|
с9“19'108се
имтжем
шоо
10:0
60
4)
°С
аакияв
ен оот
0
го
се Гсуес
ге | 4
се | ең
уе | Я
се | 4
ор | Я
92
иохдоваа
ионџо -OVU
о
са8.9
[Ф 9р.
N
~
-подя
"у
ийе я
ШЧЕЧНЕ
ен
|
12 856б 08
НАН
энозо
2
изиног
00
о
зпого
мәннәг
36
0|-педя
РН.
ег
РС,
4)
$9140)
бу сос
|
Е
|
Еlol
EG
|- | е
|
|
а
=
=
Е
©
=
|Q
>
|
=а
E
о,
2,34
2,38
2,27
2,31 |
21
0,25 2,06 | 2,07
0,35 | 2,07 | 2,08.
(050 4:2 08:52 09
|
|
|
слава
=
Ф
©
Ф
сz
5
,
|
|
|
а
—
| 2|-Ф
3
а
=
јас.
Е
T
Б
со
>
00
©
!
а
са
со
T
с |=
[ТЕ
ЕГ
5
=
18|
5
13
А
|
|
|
2,06
2:07
„© = зон
Е
=
|1
=
с
==
|
Е
|
0,35 | 2,05
0,50
е
©
ar~ —д—————————————————
-
Өш
=
улы хе: ызы
|
еZ
| о=
=
ез е
|
=
а
-
=
==
той
|
ом
Тр холпидЦ
НИПНЕОП
16
|
|
=.
-------
от “ни
“а виневоф
-игл енийи |
НЫ:
t
а
|
|
———.——
га
=
|
мее
8.
тш ОЁ
=
Е
= | ggg) =
ш]
||
|
м
97!
2
Е
а
aN
а
DSS)
=
|
з
сч
=
[= У
@
=
5
48
д.с
хек
©оба
= |
О ЕЗ=©
=====
б ш
>
==
=>
|
|
2,18 | 2,31 2,38 | 2,48
2,34! 2,42 2,53
242
2,22 | 2,87| 2,46 2,60
|
пин
ти
2,1512.1612.22
|24 2,46] 2,61
199 2,25 | 2,43 2,53) 2,66
2,28 | 2,45! 2,60] 2,74
2,22
2'17
219
ВЫ.
+шс—————
919 2,2 2.98 | 2,5 | 2,601 2,76
299 | 2' 27 | 2,32 | 2,541 9,66] 2,83
9224 2 29 9 ‚38. | 2:61) 2,77 2,94
су
о
19
)
50
Индекс
218
0,25
0,35
2,15
2
217
2019
0'50 | 2,19 | 2,21
|2
24
2:29. | 2, 38 2,61! 2,77] 2,94
2, 40 | 2,67] 2,82) 3,03
2,75] 2,93) 3,16
2,45
998 2,39
2730 |2,35
9,91
"2409
2,28
и
2:71 2,98| 3,29
2,6
2,63 | 2,76) 3,04! 3,34
2,88| 3,17| 3,49
2,7
КИ
©
Мелкосерийное производство
------
НЕПОЛНОЕ
НЕ
---
Плоское шлифование
периферией круга на станках
ВРЕМЯ
с прямоугольным
столом
——.
Карта
70,
лист 2
1. Неполное штучное время
-------<<< -- ------ --7 9
ОВОМ)
Длина шлифования: La, ММ, до
т.
80
100
J 250
Неполное штучное время tau, мин
Ширина
шли№позиции
фования
В,,мм,
до Припуск
до
П, мм,
95
26 | y
27
98
0,25
|03
0,50
0,70
|2,35
|2,4
|2,49
|2,51
|2,4
| 2,48
|2,51
| 2,57
| 2,45
|2,51
| 2,57
| 2,62
| 2,97
|3,04
| 3,13
| 3,31
29
0,2512,35 | 2,4" |2,44
1256
{0,57
1-3,14
~
| 160
| 2,99 | 2,32
2,32 | 2,35
| 2,35 |2,4
|2,40 | 2,48
~
~
ча
~
~
=
1
| 3,3 |3,62)
| 3.43 3,77
| 3,63) 4,05!
| 3,801 4,17!
~
:
~)>
~
3 99
4,15
4,38
4,59
~
1316440 | 4,41
30 |јод |0535 |2,40 |2,45 |2,51 |2,57 2,62 |3,2 |3,8 |4,18] 4,6
31
0,50 | 2,45 | 2,51 | 2,57 |2,62 | 2,71 | 3,3. | 4,04 4.45 4,89
0,70 |2,51 |2,57 ме ИЕ 2
32
ИИ 4 ‚26 4,68) 5,15
-------------------+
33
34
35
36
0,25 | 2,65
У
37
Ут.
2,82")
2:92).
|4,0 |5,12 5,64 6,2
0,50 | 2,92 |3,0 | 3,07 | 3,20 | 3,34 | 4,19 | 5,53! 6,08! 6,69
0,70 | 3,00
|-3,07 | 3,20 | 3,34 | 3,5
ар
| 4,35 | 5,87| 6,45] 7,1
436
Зи
43
44:
4.26 4,7 | 5,16
0,35 |2,71 |2,77 |2,82 |2,92 |3,0 | 3,67 |3,471 4,9 |5,11
0,50 |2,77 |2,82 | 2,92 |3,0 | 3,07 |3,83 |4,79) 5,20) 5,79
0,70 | 2,82 |10192 | 3,0 || 3,07 | 3,2! |3,95 | 5,04! 5455 6.1
38 1во | 9:35 |2,82 2,92 |3,0 |3,07 |3,2
42
358
0,25 |2,77 |2,82 |2,92 |3,0. | 3,07|3,86 1,88 5,36
зе! 59
40
иа
2,71 | 2,77
0,50]
—
0:70 И =
"
лаке
1,0
| —
та
| —
| — | —
5 38u68 461 ТД
14,60.1 6,39) 7,02] 7,73
=
—
| —
[4,8
|6,79) 7,47 8,22
— | —
=
ще
—
|5,1
|7,37 8,10 8,92
а
В
Г
К
е
б
к.
3
ТИ
Мелкосерийное производство
НЕПОЛНОЕ
ШТУЧНОЕ
Плоское шлифование
ВРЕМЯ
периферией круга на станках
с прямоугольным
столом
иипивоц
Карта 70, лист
1. Неполное штучное время
-------
-ииш
та
Съ
киневоф_
гнидит
ме
Е
оп
==
500
600
|800
та
La, мм, до
|1000
|
‘ИИ
Неполное
|
|
З
о
|
|
|
}
>©
|
E|
| | |
|
| 5|
| |
і
ам
N©
7-
[222]
У
|
ЭДЕ
| |
еко|
Е
|
| ||
|> с|SS
= ||
|
|
ЕР
~
|
| DEE
|
-
О
|
|| |
Е
со>
`
<
5>
Индекс
220
шлифования
|
ды
ZN
| ву
со
ёч
Длина
а=
ии
ка
о
3
_
штучное
время
{н.ш, мин
(600
2000
С
Мелкосерийное производство
НЕПОЛНОЕ
ШТУЧНОЕ
Плоское шлифование
ВРЕМЯ
периферией круга на станках
с прямоугольным столом
Карта 70, лист
4
"1. Неполное штучное время
пи
=
Ци
=“
|5
=
ЕЕЕ
ВИ
=
еа
2835
КЕ |400
е
ло
E
Длина шлифования
~
|
Ее
с
La, мм, до
|
|
500 |бзо |800 |1000 1250 1600) 2000
Неполное штучное время Ниш, мин
33
0,25
34| 95 | 0,35
351 149 |0,50
3б
0,70
| 5,94
|6,26
| 6,75
| 7,14
37
38|
39
40
0,25
уво |0:35
0.50
0:70
| 6,86
|7,27
|7,9
| 8:41
41
42|
43
44
0,35
одо |0,50
070
1.0
|8,44 | 9,9 | 11,7 | 14,3 | 17,4 |21,0
|9,22 | 10,9 | 12,8 | 15,8 | 19,4 |23,5
|9'85 |11.7 | 13,6 | 17,0 |217 | 25.5
1057 | 12.8 | 15,3 |21'3 | 93 6 |283
45
46|
47
48
0,35
окр |0,50
0,70
1,0
49
50|
51
59!
_58
54|
55
56
57
58|
59|
60
|
|
7
|10,9
|11,2
[11,8
[12,9
| 6,77 |7,8 | 9,3 | 11,0
|7,18 | 8,3 | 9,92] 11,9
| 7,77 | 9,06 | 10,9 | 13,1
| 8,96 | 9,7 | 17 | 14,1
| 7,93
|8,44
| 9,22
| 9,85
|
| 9,15 | 11,0 | 13,4
|9,91 |12,0 |14,5
109 | 13,2 | 16,0
11.7 140 | 17,3
| 11,7 | 14,0 | 17,2
| 12,9 | 15,5 | 19,1
| 13,9 | 16,8 | 196
| 15,0 |18,5 |22,9
|21,0
|23,5
| 25,5
|28,4
| 13,2 16,0 [9,7
| 14,3 | 17,3] 214
| 15,7 | 19,2] 23,8!
| 170 | 20,8] 25,9|
24,0
26,0
29,0
31,6
| 15,5 | 19,7| 24,5] 30,6
| 17,4 21,4) 26,6] 32,5
| 19,4 | 23,8) 99,7| 36,5
| 20,9 | 25,9| 31,2] 397.
| 25,7
|28,7
| 31,3
| 34,8
| 26,0
|29,0]
| 31.6
| 35,2!
32 5
36,5!
37,5!
307
39,9
44,9
48,9
547
| 31,8)
| 35,7|
|39,4!
|45,8|
39,9]
44,9]
48,9|
54,7
43,6
55,5
60,5
70,1
10.35" — | 144 | 17,34 91:41 26,4 |32.3 |404 50,24462
3
| 15,9 | 19,2 | 23,8 | 29,5 | 36,1 | 45,0) 55,6) 70,2
0,70 | — | 17,2 | 20,8 | 24,7 | 32,1 | 39,4 | 48,0|'62,0| 76,0
10 | — | 19,0 |23,1 | 28,7 | 35,7 ! 44,0 | 54,8! 69.01 86.0
О ЗБС
09
0,| 96.7 | 32.0. "40.0 | 48.8 61.8971
дәр |0,50 | — | — | 22,6 |28,8 | 35,8 |44,5 |55,0) 70,0] 87,1
Ортон
ни 195.4 |313 [539-07 1246.0 00,0 76,0| 944
О
|
| 2$ 333.6 [143.511 54,2167, 1!8544 107
Е
а
1 60.3, 70,5 Котев
soo| 0,50 — | — | — | 35,9 |44,1 |53,7 |68,0 86,8108
509 | 020] — | — | — | 42,9 | 48,0 | 60,0 | 74,4 94,4118
ОИ
дер БСВ ЄЛ о аз 31007 A133
300 | 0,50 | —
Индекс
| а
| б
| В
г
|Д
е
5
|
А.
Мелкосерийное производство
НЕПОЛНОЕ
ШТУЧНОЕ
Плоское шлифование
периферией круга на станках
с прямоугольным столом
ВРЕМЯ
Карта 70, лист
5 ·
П. Поправочные коэффициенты на неполное штучное время
для измененных условий работы в зависимости от: —
1. Длины
стола
раљама
ти тоа поље = љета ли
н
и измерительного
мати пл = пита тла „шшш
инструмента
4
а пите
Измерительный инструмент.
аи а
Группа станков:
наибольшая длина
стола
=
у
Универсальный
Le, мм, до
|
у
Козффициент
|
1000
К,
4000
|
2. Мощности
Без измерения
Скоба
ТАМ.
1,0|
0,95
_ 0,85
ИИТИИ
А
0,9
1,13
_ 1,09
095
станка
——-
Мощность
станка
М, кВт
Коэффициент
1,154!
3. Скорости детали
И
| |1,0] |
0,83
и ширины круга
ели
ышы ыы
о
коте осеяно.
Скорость вращения
детали Уд, м/мин, до
---------<
Ширина
круга Вк,
MM, ДО
6,3
Па:
50
BOHA
1,05E
16
25
|
Коэффициент
ШЫМуе ЭАК ОШ а
а яуга асы
т. у.
ры
32
10
:
10
1,05
[1,0]
А
дай ОБЩОБе | ВВР
1,0
0,95
ова
0,75
0,95
32
0,8
|
0,8
Ола
| ү
MENO
4. Обрабатываемого материала, точности размера и шероховатости
поверхности (см. карту 16).
`
|
5. Точности и жесткости станка (см. карту 2).
6. Партии деталей (см. карту 3).
|
7. Способа поперечной подачи: при работе с ручной подачей применять коэффициент 1,0, с автоматической подачей
— коэффициент 0,77.
222
А
i
б,
)
А
И
|
ЕЕ
и
01
б
8
1
б
с
Ӯ
С
9
>
н
Ja
пот
кесар;
5 |
=
Е
|
эяәт
|
002
901
08
03
,
кинево
‘Sa
фиштИХ| |
т
ОШ
веннопоний
енийиш
2
`I
|
|
|
01
10
80
PE
A
Е
(ен
|
|
SEn|
|
|
005
енигүг
|
oze| 007|
|
|
|
LOHГ
|
jese]
ТР|
88'e
|
#2'2
|
90°
|
с'р
|
667
| O'S|
6/'9
|
099
|
:
| 9
| а
1
г
ә
| ж | с
и
я
г
891
| 6 S0 01 4
80S| 89
99.9
| 96,9
28:9
| 82:9
2691909
49.9
| буд
#6'0
| 908
==
12] | 768
62,2
| 1,6
668
| 92'6
0091
| 0005
хрянр10
9661617
| 969 90.1
| 18 001] IIHL
Ре| бос| вот
| вру
| 8657
| 1979
| 199
| 60:2
| 968 8018:21
es
се |
|
d
|
|
кинево
YT фигш
‘им оп
елдем‘[/
=
изнетогйонка
wovoraи
гпновофпут
жоћпаол vedy
рн
0691
| 008|| 0001
| 0801
|
2
әохдоу!
PES
эониийә?оигәуүозлоковеноди
|
Ес 4% 196 с 2 | 566
| 22'2
| 93"сб'Е
| Риу
СРС 960
| СС 6:6 ГЕ| | те| СЕ ПР| РАР
675
| во
| ева
| ое | |126 все аве арт 80:9
|
99°С
| 622
| o'g| 6172
| ТЕ| 8/6 IF]| 9+ | 95|
ILZ| овес
| 606
| ве
РСЕ)
| 66 сер
| 985
| 83.3
|
225
| 766 Ге| ТИЕ| 29.8 ГР
ВОВ 91:9
| P8.9
|
зс осетш
(|а |
9976
| Те= те joeg] шышы
вее
|
све
| 83+
|a
1|9/°% Уве
| 19
рое СЕ
се|
оле ГР | еф| СО| 94.8
| 99,9
|
60'2
| 606
|
606
| 205
| ФР ит
| 96:6 го 0'2|
|
| e
850 —
80
2.0
се“
с.
10
6650
90
20
*язод
‘И
`7
эонгоцэн эоньАтпт
виәйя
жодниаи
вн гадо
|
005| os |
‘ии от
анз
ЗОНГОПЯН ЧОНҺААШ
БИЗая
Гн
|
4
я
986 |81'S |997
|Ши
въ |сет |tor |12:6 698 |82,9 |у6:6о 166
ЕРУ
[6221229
киодая әонһАип эонгопэН
ГУТ |8°11 (986 |768 |Ссс
061 | 6°01 2 6
ний “н
-— | —
—_—е=еу
т
———
у
———
косе
———
жле
оп ‘ии ‘Yq винеяофигт
‘л geidez
гени“
киздя эоньАтш JOHLOUJH
1
АА
кизая
от
9'0
10
‘AN ‘И АЯоо
зонвашт
|
*
с
са
ч
=
з.
РЇ
ра
осе
w
а
ОП
|
Е
ы --3--
е9
x
ин “шд виневофиит | Б
=
енидит кеннәшәяий
H |
зонгопан
эшэ
OY
000%|0091 |OSZE | 0001] 008 |-0в9 | 002 | 007 | 058 | 096 | 006 |доо ен яоии 1
|
стоиг
е
Е
шоявиоди әониийәзохгәүү
когото иландтогйожкаи 2
хрунр1о ры ргбам иопйо гпногвофпут гохоотц
она
224
|
Мелкосерийное производство
Плоское шлифование
с прямоугольным
столом
——
Карта: 71, лист
љета
патња
пада
а
П. Поправочные коэффициенты
для
измененных
стола
лит
пат
3
љиљан
на неполное штучное время
условий работы
1. Длины стола и измерительного
в зависимости
от:
инструмента
Измерительный
|
Группы станков:
наибольшая длина
а
Универсальный
инструмент
|с
Бе, мм. до
Без измерения
Скоба
|
Коэффициент
а
1000
[10|
0,95
0,85
2500
Теа
1,09
ноДИ
1,0.
1,09
0,9
0,95.
добрия
2. Мощности
станка
и формы круга
Мощность
Форма круга
|
станка
М, кВт
10
520
Козффициент
Сплошной
ах,
[1,0]
Сегментный
|
0,8
. 0,83
3. Скорости детали
0,65
и диаметра круга
· Скорость детали Уд, М/МИН, до
Диаметр
круга,
мм, до
| |
6,3
10
16
|
25
32
|
|
Коэффициент
230
500
>500
| Г
|
1,05
10
1,05
|1.0|
0,95
ше
д,
1,0
0,95
0,8
ОЕ
0,95
o8
4. Обрабатываемого материала, точности размера
поверхности (см. карту 16).
5. Точности и жесткости станка (см. карту 2).
6. Партии деталей (см. карту 3).
15 Зак. 213
|
о
| 075
о
и
шероховатости
|
225
ее
1
с
9
се 0
16 |Сер | 26 Е СС
007
[0/1669]
е
110
еголо
НОЕ
E
Е
=
рс
969 | 62 6 | ISУ | 80°F | 992 | СЕ © | 66 5
Ле
|
©
ы ксы
220
О
ви Ре5
уа
Ам ‘Jj
“ий
ia
зонкгопод эоньАгтвиәйя
| —
|75 ШЕ
еи
| ЛА | © ој [866-678
|
258 601 | 88 ша
=
']
Эш
А
р
а
cO
9°9 ров |за |96° | ве |оке | ов | seo
С
||
-гип иингодо)
5
=
050
ОЕ
|982|
=
6081665
|612 | 36:3 | 069 | СР
oY ‘Ww ‘а
|
oY
|-100е900 ен|
модпи4]]
пе.
изьодеа фән
210
% | 06
ВАС
Ее
|
Ое
HLE
|
| 0?
| 4:
БОР
Ep9 в
|
0С
зонгопоц
с9
ениЧйи[[
ЗОНГОПЗН ЧОНҺЛАШ
Иза
жи
а
|еп рев
н
фес | 0'01 | виз |86°9 | 809 |11°6 | 997 | о" | 29°6 |вас
— |= |—
|018.
| —
ЕБУ
| =
=
—
—
ко
=
ЛЕ
==
|
HAW “ину куода әоньќіт
ју
гомзок|
рн
|
oY ‘ии “а кингаофииш
2 хомноо
ит
|
тлакгћам
066 | 096 | 00б |091 | 961 | 001 | 08
WOVOLI
зониидозохго
и
оваопонеиод
ргпам попдофпаги опногофпут
226
е
erdey
Z
празни
Я
и
€
ОС
га
Ж
| ес
9
І
10:9 | ус
е
Y
98
9
|995
36'9 | 18
94%
ш ыы:
се|
/1°6 | 6?
ус |егот |89°8 |ер
| 641589
|
92 Р
987 | те?
вера
СЕ
ЈЕ би СЕКА
ЕТ
га
На
Zog
41
ИА
ОТЕТ
"бебе
р‘ Ре | +-96
СМ
ее
бът | 9'51 ү.
LSZ | 8 06 ОО
EE
ит
01
ер]
се|
cerie
70
го СЕ
Лес | БРР
ис
9'91 |от | 2'11 |19°6
90
|16'2 | 88°9
1:86 16 06
087 | усет?
|22'9 | 26 6
се0
671 |921 | 2'01 $/'8 | 26:2 | 989
| 18
да "у | 60 Р
0'26 | 1, 81
6
960
дер | еп
е5
torozi
66 9 | ес
СС | 9Р | 668
BLF
1°81
1601 [9:8
бу!
ес
Цел | 616 | тва | ео | 198
cI
єр
се 9 | ФЕ
1 с
|96 | е
се
с Об
бу
с 02 | 891
Ро
со | је'о | бр о | p8p | 61'Ф | 92 2 | се Е
ЛЫС
ге!
ее6
38.0
30
10
"у
011
“)
Lici
го!
и
059
227
Мелкосерийное производство
НЕПОЛНОЕ
ШТУЧНОЕ
ВРЕМЯ
Плоское шлифование
периферией круга на станках
„с круглым столом
Карта 72,
лист
3
П. Поправочные коэффициенты на неполное штучное время
для измененных условий работы в зависимости от:
1. Диаметра стола и измерительного
инструмента
° Измерительный инструмент
Группы станков:
диаметра стола
|
|
Универсальный
4
|
Без измерения
Скоба
Оер, мм, до
Козффициент
400
ој
800
1,09
1500
1,13
2. Скорости
детали
и ширины
Скорость
Ширина
круга
пы
6,3
|
|
0,95
|
0,85
по
|
0,9
1,09
|
0,95
круга
вращения
10
детали
16
уд, м/мин, до
|
|
|
25
+
71995
|
32
до
Козффициент
32
|
11
1,05
1,0
50
1,05
1,0|
0,95
068
80
1,0
0,95
0,8
0,75
3. Обрабатываемого материала,
поверхности (см. карту 16).
точности
размера
|
4. Точности и жесткости станка (см. карту 2).
5. Партии деталей (см. карту 3).
DOкосо
0,8
|
7 075
0,6
и
шероховатости
|
|
ний “н
|
:
|
|
кенноповидј]ј
Ж
зонкопоц
625 | 49.5
|
|
06,6 | 686 | 126| 66 С
19 8 ZE € | 205
19 С
да с 76,5 | 066 | 186 | С | 196
Тре |е1 5 | 586 | 65 6 006 | 69 С | Срна
;
виэда әонһќіит зонгопон
о6'8 | 69:9 | те | 68'7 | 22 7 |017 | 86'6 | 866 | 266 | 60.8 | 0661
|
рис. | ср с 66 У оду | 61? |88 $
ӯ 9 609 | 1 Ф се Ф е6 © с С
1697 | 917 | $2 8 |со
6091787
|
енидиш
киода әонһќіш
с
02:0
09 0
SE 0
сб 0
с
oY
А
ходпид |
НЕ
от
А
ги
oze
омопни
‘ии ‘а
ЧОНГОПЯН
пин ед),
а сл
ЗОНЋАЈТ
CN со жи
—
5
ИИПИ$ОН
|
|
ош ‘ии “па кинеяофишт
ст Шр
1
обе | 066 | ooz | 091 | чёт | oor | 08 |со | ос | 0 | зе | 95 | ОД
|
[БОИ
БМЯая
j
е
жотоло ипдггйдум 2 хромноло ры
ргћам жоћпдол гпногофпут гомзотЦц
Ea
оатоповеиоди әониидәдоягәуү
4
229
раа
--аа
-
TEER
______
200
|
160
250`
320
125
Карта
73,
2лист
Мелкосерийное
производство
станках
на
скруглым
столом
100
©
со
Плоское
шлифование
| торцом
круга
=
=
СЭ
92
б.
еа
ә
=>
=
10
>
~
©
©
Y
ве
е
5.
па
а
=
>
=
Приведенная
шлифования
Bnp,
ширина
до
ММ,
са
©
т
m
Неполное
{и
штучное
время
мин
ш,
i
=
с
е.
Ке
са
са
аа
о
=
=
е»
N
>>
зу
t
зоны
и
стола,
мм.
ео
=
soz
ш
Вай
-
о
~
ке
ас»
~.©
=
о
=.а а
ето
па
ше
=»
Togo
4554
~ КО ~ ў
нос
<И
а
Нека
сова
Индекс
|
иипигоп
ом
Пер
средний
рабоче
диаметр
—
ХЕ,
мм?;
шлифования,
где
суммарная
площадь
—
госо©?
и
жу
Мелкосерийное
производство
----
RUE
Шаро покругаUNORA
торцом
на станках
с круглым столом
НЕПОЛНОБ ШТУЧНОЕ ВРЕМЯ
Карта 73, лист
<)
5
9
П. Поправочные коэффициенты на неполное штучное время
для измененных условий работы в зависимости от:
инструмента
1. Диаметра стола и измерительного
——————--———1-—
———————————————————————————————-———————————=—
Измерительный
Группы станков:
диаметр стола
Dec, мм, до
инструмент
Без измерения
Скоба
Универсальный
Козффициент
400
[50]
0,95
0,85
800
1,09
1,0
09
1500
1.13
1,09
0,95
2. Формы круга
нове.
д
Сегментная
Сплошная
Форма круга
Аааа
Уе
0,83
[1,0]
Коэффициент
3. Скорости детали
и диаметра круга
Скорость
детали
вращения
Уд, М/мин, до
Диаметр
57
круга
р
6,3
КЫ GКе
320)
ТЖЕ
=> 500
1,0
500
с
К
AO
в
1,05
16
10
|
икс
оо
|
32
25я
с
=
из
о.
0,95
1,0
0,95
0,8
IT|
0.95
0,80
0,75
0,6
1,05
0,75
0,8
4. Обрабатываемого материала, точности размера
поверхности (см. карту 16).
5. Точности и жесткости станка (см. карту 2).
6. Партии деталей (см. карту 3).
и
шероховатости
5.2.5. Резьбошлифование
———ыЫы—ы=ы—ыЩЫ—ы—щыщыы—Ыы——_—_—ы—ы—ы—————————————————
—ы—=————-
Мелкосерийное
производство
ПОДГОТОВИТЕЛЬНОпне Rкызыбы к
Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
4
ки
=
станки
с
Способ
у станов-
са
Резьбошлифовальные
Карта 74
Ри
=
А5
|
де-
тали
=
———
|
|
С заменой устано-| Без замены уставочных приспо- | новочных приспо-
| Стани
соблений
блений
соблений ;
|
|
|
Время tn.s, мин
-----
1 | В цент-
с ручным
pax
2
4
управ-
лением
26
21
20
15
а
б
|
С полуавтоматическим
циклом
|
|
ал
Индекс
Б. На дополнительные
Хо
позиHHH
В
Наименование приемов
‚8
| Установить и снять шлифовальный круг
9
Править шлифовальный
(предварительно)
10
11
приемы
о
круг
после
Накатать профиль у многониточного
|
Настроить
нон
механизм
затылования
|
ма İn.:
зз г
6
его
замены
круга
резьбы со CMe-
3
25
7
кулачка
12
Проверить профиль на специальном
приборе (в лаборатории)
13
Настроить
механизм
деления
оптическом
10
5
є
џ
Е
мр
>
=
8
=
DAITH
9 |
1
9 | ең
©
иояодтнеп
иомшенъ
емяонетод
ен
21
иод
ој-подхи
HHH
ийн
дфиинеяошен
—
цизшо/пепо
ипетоп
оп |
в
—
=Е
800|
‹
80:0|
‹
0
ний
01 | (СС
киеда‘8
с
09
игелоџ
“үү ‘Я ої
тои
Г
11980
01
05
— |
=
==
—
а
— |
1
910
|
29'0
|
66:0
ОГ ОГО
БЕО)
T
РЕЧ
ТЕ
9
91'0
| 0 СС|
ж
|
920
|
р']
1'1128'0!
ет
ЕГ
|-60'11 е
Ө
ЕСО О ОСЕЛ
с
161
|
2811!
— |
РА
H
—
26
9061
ВОИ
ЕО
ы
ШЇ /5°0
|
92'0
|
ер'о
| 0 ре'
|
190
-|-|
игофа
жо
[о
во
== | = |
9
-|
уониочоодлонд
Бивш —
иолоодииооиеш
с
воогуу
е1феу
“и
опногофпутоочега
зе
| 85°0
| ес'о
| 6с'0
| 5Р°0
| 89°0
| 69°0
| 8°0
| Рг
100|
ионџодово |-ваяәген
—
ИТЕЛӘ
поща
игетеп
иди|иги
Амаедио џогжем
иояодънепзинефдпо
о
идиног иозиет
ы
иояепинш омавфио
‹
=
ЕН
СЕ
чии.
яотенош
игулаш
9.0
[шшш1
кинечоџе
-OX н
ное
7
окоић
хучшнап
АЯЧОНУ1ОА
И
кно зи:
€90
|
Р
хЕбїнәп
290
МАТ
ОШЕН
ихаонетоА
згочуа
а
610
e g|
Зееen
900089
иа:
зончизцулоиоп
кизаа
оя
УН
ал
зониидззожиеуой1опоявиодип
9 8"
е
б
7"
1
|
90.
ш
233
9
L
с
p
е
|
А
,
9|
ста
|
9)
зчонаиајуЈомоноЧ
=
он
©
Е
5
2
2
8901
290
очзтни
|
ен,
ең
ен -Yo
огипедепо
әздәпойп -офикш
иодояЭ|
се“
Р“
0
|
96‘
6/'0
0
в
-Апегооп
0
|
иояодясой
-0045э4
подлокодлиу
ј|
зе
оипедопо
походи
Иичужем
иишоп
пая
18418
инәйәйя
ичядэи походи
пия
изиношомивокиифойаи
о
енәийАЧәни
и
имелтет
ихдояяя
—
ен
ихдәя19я
поинеошеияокгифоди
о
єнәйАЧәни
и
игә
002019
игелә
имяонетод
вн
инэиэда
х
чакиявоощ
я
зинодоиви
зонооди
ЕИНРЯ
комип
-И1ІРИОІ
WHMOƏh
-aerou zy
Б
ипанһАЧ
-эгавнА
WƏHH
ВИЗ«аяЯ
в:
VH
©
=
и АЯЧОНУ1ОА
О
ЗИЈЕНО
ја
040
(0 96
290
19'0
9
=
640
*
я
180
А ЙА
|
99:0
99'0
250
} “а
киәй
5
Чу ‘JIA о
ипвтеп
ыы
1
101
0 97
с9'0
| 60
ний
01
== ыш
И ЕЕ
Я
0 68
€
воовуу
6) се
ИКУТЯН
=
С Lour
опногофпутоочгга
озтопоявиодц зониидззожизуу
ү
JA
0 06
60
1 РА
05
=
ааа
стати
аа
а насе =
жо
с
2
©
б
ст
S'I
л
9
6
КК
Z
очепни
T
о
ст
0
Ка
Q
4
|
енигүү
а
РО")
|
О
106|
so's
|
J
Y
ЕРО
ж
96°9
|
zo's
|
9
а
#)
aa
ја
Е
ЗС бъ ВО
16790 Д ве
И
|
==
се
—
-
E
=
—
“|
—
=o
—
=
Ио
058
ВИНО
љо __
096|
оке ==
— |
a
-—
—
006|
жы НИНА с
—
шшс
091|
Оле:тии
|
ВО
я
и
|
W
те
Инк а кй
ИЕ АЕ
шан
H
—
сэл
[ее — | — | — | —
ЈАВИ
==
аруу
—
—
Е
361|
Осе
СКО
ВО
Г
199 —
мм
—
г
001|
|
зониийзоонкгеууоятопоявиоди
эпниэофпит
1999524
иланьолиноноо
жогпам
ондуатппорадйи
понновайон
209524
+
0&°8| |егог
262 5 9
—
мл
08 |
ОССО
СОЕ ТО
Г
Бре
ои
а
иоиэАфииш
чочєәй
“ү “ии о
НИЦА.
ММ
Кое
ЖЕЛ
Ве
рота ср
EN
2172
|
ы
вс
07 | 08 | 69
196 Р
е! ба
| е бо
|
8/'Е
| 16°Ф
|
90°
|
ЧЕ БӨ
О
Ab
эонконэн эоньАттвиэдя
>
тебев Еви| Є СБ
у
21902
|
6026
КАЖЫШ Ысы
|597
6 66 вс
е
се
92| # 26|
т
Раја
роб
ы»
сы
сыа
СВ|
мочеза
а
06 | 96
“ии от
1
9
G
р
©
|
|
оў
=
Ме
Саваначет
б
ре да
|
А
5
Е
>
~
JOHFOUAH JOHhALM
БИЯ49
=>
58
N
5
е
ВЕР НИК
=
E
Пат
E
9
е
4
ст
91
|
|
рж
|
|
со
г
ве
||
сее
Ё
|
6'2| |
са
69°
| 2 92.
|
про
|
лор
|.
рес
|
|
лес
ср'9
|
001 |
961|
ӨӨ:
К ОЕ
ОВ
091 |
се|
|
г
006|
——
зке
096|
стоик
99
|
86|
со
|
99 |
261
|
Т|
ее:9
|
708
|
ГОГ|
|6
ел|
216
|
ВЕТ
|
091
1671
за
СЕ
|
669
4811
| 55у
8961806
811
| 66 У | 26 с
18:151981
08
(216 1:61
|
8711911
|
181
|
Ш
кее
066
ла| сов| 2'01
| 221| 0°91| јев = | —
8
|
био
се
ка
рева
бре
|
бе |
08 |
зонгопон әонһќіткиодя“ну ний
59
|
966
98*е
|
сор
|
09
[ЧИШ
892
| 0 ру г де
|
98'8
|
ва о
Ор
УЛ| 96'| ие
Оев
GE
иомэАфиит
ч095э4
‘4] ‘ии оп
е14еУ
‘9/
гпногофпуђ
давай
WIIHhOINHOHQ
ногћазх
O
ончуглтарергаи
поннрегарн
годвай
|е
79'2
|
6 66
веник
асо
тг эоньАТШ
санае
кезт
зонкгопон
киода
—————————————_
ои
зониидеоочизуоа19появиойип
—
[ЕЛ
|
Рав
сб |
|
90'2
| 99'2
© би
9095940б
‘ия оп
Jer
а
S
JOHKOUAH JOHhALMвиза
E
ме. чете
']
+
p
де
‘ми OY
сее
щочеед
“р
оо Е
|
Р
SI
и
01
а
Е
И
|
Мелкосерийное
производство
Шлифование резьбы
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
однониточным кругом
по предварительно
нарезанной резьбе
+
Карта 76, лист
2
П. Поправочные коэффициенты на неполное штучное время
для измененных условий работы в зависимости от:
j
1. Обрабатываемого
материала
ИнструментальE ата а
и: материал
Стали конструкционные закален-
НЫ 5
Коэффициент
ные стали
Крем
0,8
Tp Vi
||КО
Стали жаропрочные и коррозионно-стойкие
1,2
ра
2. Степени точности
Допуск
‚среднего
диаметра,
мкм
Типовые детали, соответствующие
данной степени точности
|
Коэффициент
10...25 | Метчики степени точности Н1 и калибры на крепежную резьбу степеней точности 4h, бо, 8g
25...70 | Метчики степени точности Н2 и НЗ и крепежная
резьба степени
точности
70... 150 | Метчики
степени
резьба
степени
9
150...500
точности
точности
4h с шагом
до 1,25 мм
НЗ, H4
и крепежная
Р=<!,;25
мм
A
де с шагом
и
резьба
1,0|
|
0,8
бе с шагом Р < 1,25 мм,
крепежная резьба степени точности 4һ с шагом Р2> 1,25 мм
| Крепежная резьба степени точности 8g с шагом
А
1,4
степени
точности
0,64
6g и
P> 1,25 мм
3. Точности и жесткости станка (см. карту 2).
4. Партии деталей (см. карту 3).
Примечание.
При шлифовании
карте применять с коэффициентом 2,0.
двухзаходной
резьбы
время
по
237
-
o
=
valee
л:
96'6 | $/° | 69
с
тш ОТЕ
061
к
98'8 | Ра | $66
аа
[еб 9
ИА ЕЕК КОШЕ
981-62
се
96 1
EEE
E
РЕ
01
| 66:9
Si
2052
е
Е
но
еа
и
|=
зонгопоц эоньАтшкиода
SE
12'6 | 96°/ | #9'9
']
|
шр:
эонгонэн
енигј
кузая
у
9
у
с
а
€
Сү.
зонкопан
Е
аorosєзов006
ЦИЕ
091
oz
со
|
о
|
=
|
С
O
{
зонъкаш
См
|
—
Eo
ПИ
-
в:
и
сен) киода
эоньАшт
— | — | — |ааа
Сер | Бер
Я ДИИР БОА ВИС А СКЕ ЦИ ОО
И
ним
‘// е19деу
ионтотмио
9
oY ‘им “ү мочеод номәАфигт
Гъоиг
отурлож
иогйах иплантолпнонро 18909228 әпнрэофпуy]
овлоповеиоди зониидйззояизуу
ет
11
91
ој
РІ
ci
а!
И
01
|
|
79
IAH
97
9$
0е
РС
|
с
|
та
жес.
qi
01
в
ге!
и
| 9
а
res|
Terie
у'91|
Ј
ж
ете|
тс|
сс|
ү
0|
| 97
,'22
656 |
1
>
€
rer
и
#'19|
990)| 79 0 |
я
ООЛ
ООО
ЛР
| СРВ
925
рРО| ЛЕО
5:06
99|
251]
601
с
‹
ОБЕ
|
099"
019
0 |
| 9Р
8:07
996 ЖЕ8
|
61
821
бы,
|
0'08
г
116
08 901
|
6П
| ЗЕ 16 бр ТЕ
бебе
071
180
С
ВОВЕ
ПОР
ек
=
8646
==
G'I
Ро и У
a
=
со
па 19706
===
9е
ЧЕА
|090
|
1-58
гле
|
2155
| 88 6. |
0:95
|
и 8:65
N
=
АВС
да
—
ЕС
За || =“ | =
|
соеви
бог
|
КЫЯ
=.
|
8'01
а
|
1691 z'og
к
ист
РЕН Ре|
стс
01
‹
оец
9011984
8561|
Ра
cI
$'01
ООО
15ЛЕ
|588
та
01
ст
0'1
6
26°8
cI
с
9
E СИ
са)|
ЧООК
ка.С!
БЫ
|
|
8 |
|поводи
|
(
ОС
4
<
239
И
у
бл
И к
аи
о аз
у ш
а
ллы
Мелкосерийное
производство
Шлифование резьбы
НЕПОЛНОЕ
ШТУЧНОЕ
ВРЕМЯ
однониточным
кругом
в сплошном металле
Карта 77, лист
2
А———————————————————————————
——_______________________
П. Поправочные коэффициенты на неполное штучное время
для измененных условий работы в зависимости от:
1. Обрабатываемого
материала
мч»
Обрабатываемый
материал
.
Инструментальные
Стали жаро
стали
сз
Ера
|
прочные и коррозионностойкие
„2
1,2
| Стали конструкру
ционные
и) зака-
|
Гро м
И
Козффициент
0,8
9 Степени
1,0
точности
ааа
пао
НЕ
Допуск
Типовые
среднего
диаметра. .
MKM
ЈЕНИ
НИ
НННП
u
детали, соответствующие данной
степени точности
Таа
aa
aa
10...25 | Метчики степени точности НІ и калибры на крепежную резьбу степеней точности 4h, 65, 8g
25...70 | Метчики степени точности Н2 и НЗ и крепежная
1,4
а
|1,0
| Крепежная резьба степени точности Вр с шагом
Р—< 1,25 мм и резьба степени точности бр и
8g с шагом Р:> 1,25 мм
0,64
резьба степени точности 4h с шагом до 1,25 мм
70...150 | Метчики степени точности НЗ, Н4 и крепежная
резьба
степени
точности
бр с шагом
P<
< 1,25 мм, крепежная резьба степени точности
4h с шагом Р->1,25 мм
150...500
3. Точности и жесткости станка (см. карту 2).
4. Партии деталей (см. карту 3).
240
Козффициент
445:
0,8
и
ПН
R,
Мелкосерийное
производство
Е БАЙА АВ И:
" НЕПОЛНОЕ
Шлифование
ШТУЧНОЕ
ходовых винтов
О
Сова
ЊЕ
ВРЕМЯ
Карта 78, лист1
Неполное штучное время
=
ү
Длина шлифуемой
;
=
|ез |323
Е
=
мд
хош
|Наз |Яз
5
258
Ва
|
100 Е.
_
1
99
5 | 70|
2
24
5 | 855
3
47
5
6
26
1:28
30
32
5
Бу
6
6
7 | 35
детали La, мм, до
160 | 180 | 200 | 250 | 315 |зоо
Неполное штучное время {н.ш, МИН
9,46 11,7 | 13,0 | 14,3 | 17,5 |21,8 | 27,4
10,0 | 12,5 | 14,1 | 15,6 | 18,9 | 23,8 | 29,7
| 8,8 | 10,9 |13,4 | 15,1 | 16,7 |20,4 | 28,8 | 32,2
А 91.9 27,В | 347
46,2
та
| ба,
|139 | 16,8 | 21,3 | 23,8 | 26,2 | 32,5 | 40,4 | 50,8
| 27,7 | 34,7 | 42,8 | 54,1
| 149 | 17,7 | 22,6 | 25,0
8 | 169|
21,6 | 26,7 | 29,4 | 32,9 | 41,7 | 51,2 | 64,4
6 | 182 | 22,7 | 27,8 | 30,8 | 34,4 | 43,0 | 53,1 | 68,9
8
40
9
10
49
44
6 | 190: 23.9129.1:| 32.31 36.0 445,01 55:7 10 70,51
в | 21,0 | 95,9 | 33,2 | 36,5 | 41,0 | 50,5 | 62,7 | 80,5
12
45
8 | 21,4 | 26,5 | 33,9 | 37,4 | 42,8 | 51,6 | 64,1 | 82,3
134
48
1 | 44 | 12 | 96,0 | 31,5 | 40,4 | 44,9 | 50,0 | 62,7 | 77,9 | 98,3
12 | 28,2 | 34,2 | 44,0 | 48,8 |54,3 | 68,3 | 84,6 | 107
6 |292,6
50
14
50 | 8 | 24,2
15
10 | 26,9
50
16
12 | 29,9
17 | 50
| 27,2
|29,7
| 33,0
| 37,4
| 34,5
|38,5
| 42,9
| 47,3
| 38,5 | 43,0 | 53,9
|42,9 |47,3 |57,2
| 47,3 | 52,8 | 64,9
| 51,7 | 57,2 | 72,6
| 67,4] 84,7
| 72,6 | 91,3
| 81,4 | 102
| 89,1 | 113
| 46,2 | 50,6 | 57,2 | 70,4 | 86,9 | 107
8 | 297 | 37,4
18
60
19
60
12 | 37,4 | 45,1 | 56,1 | 62,7 | 69,3 | 86,9 |107 | 134
21
99
93
70.
70
80
| 10:-137,4146,2|58,3.:64,94 72,6 | 90,2 1112. 4 142
12 | 41,8 | 50,6 | 64,9 | 71,5 | 79,2 | 99,0 |124 | 156
|128 | 163
10 | 41,8 | 52,8 | 66 | 74,8 | 82,5 |102
20 | 65 | 10 | 34,1 |42,9 |55,0 |61,6 |67,4 |84,7 [105 | 133
у
Индекс
16 Зак. 213
а
б
В
r
Д
е
ж
3
Мелкосерийное производство
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ
Шлифование ходовых винтов
Карта 78, ли ст 2
Неполное штучное время
=
=
>
i
2 =
Длина шлифуемой детали Lu, мм, до
|
8ое.
JSZ | Sa | 500 | 630
«©
~
5 5|
Наз
АП
Ни
ФРИ
2|
БИ
4|
|
Не
Л
94
126
98
5 | 30
| | 1000 |1250
: | 1600
00 |
|20002000
|25002500 |
|33150
| 800
да
32
35
40
42
44
—
A мъ
á
Кы
—
ЕУ
42,5 53,6 66,4 2.8 106 | 130 | 163 | 207
46,0 58,0) 72,
| 1900 115 | 143 | 179 | 224
50,0| 63,0 78,0 98,0; 125 | 156 | 194 | 244
58,7| 68,1! 84, 2 105 | 135 | 167 |209 | 263
6’.
ци 100
[683
—
Индекс
нять
242
-
5 | 36,8
5 | 40,0|
5 | 43,0]
5 1075
64
16705
8 ° 89,0 у
128
6 | 84,0) 106 | 133
6 | 88,0] 111 | 140
8. |. 99, 0] 127 | 162
155
196
~
> оз.
12 | 45
8 |102
|130 164
13| 48
|'12 | 135] 169
213.
14 | 50 | 6 |106: | 132. 167
15 | 50
8 | 114 | 144
182
1641 5010408
"17160: 220
12 250
РУ му | 76 | 223
18| 60
8 1135 | 193. 218
19| 60 | 12
1157 |210. 267
289
20 | 65 | 10 |164 | 206
И
тт
е 222: 283
311
Е ПИ ПИ Боз беса
6|.
ҮК
8 |
9 |
10 |
|
Неполное штучное время и, мин_
Примечание.
При
с коэффициентом. 2,0.
|114 | 156 | 199 | 248 | 310 | 394
|133 ~| 166: | 2121 270.1:833014
|176 |195 | 254 | 352 | 391
|:175 |211.|'267 | 338 | 416
| 185 |219 | 278 | 349 | 435
| 195 | 249 | 320 | 396 | 496
|251 | 307. | 389 | 488 | 609 | 768.
|202 [954 | 327
| 267' 384 '| 425
| 209
|261 | 331
| 226
|282 | 359
| 252
|314 | 402
|278
|348 | 444
|270 | 338 |435
| 334 | 416 | 530
| 327
|407 | 420
| 352 | 439 | 562
|388 | 486 | 619
| ро "500
аЕви
| 642
д
чистовом
416
| 497
| 506
| 548
| 626
шлифований
| 404 | 506 | 683
| 532 | 664 | 837
| 371 | 517 | 649
| 461 | 561 | 707
| 501 | 626 | 788
| 554 | 692 | 872
| 537 | 673 | 848
| 667 | 829 | 1044
| 651 | 813 | 1023
| 701 | 875 | 1211
| 774 | 968 | 1219
| ни
799 | 998
и | 1260
и
ж
время
по карте приме-
ОРЕХ ЩЕ ВИНА на
T a ома и раси мас,Прага С 7
|
|
|
|
5.2.6. Зубошлифование
ани
пинк пир
ира
аана анаара наара
вова
приидет
Мелкосерийное производство
ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
НА ПАРТИЮ ДЕТАЛЕЙ
Зубошлифовальные станки
|
|
Карта 79
атара
тата
љала
став
|
Подготовительно-заключительное время
А. На наладку станка, инструмента и приспособлений
С заменой |Без замены
Е
| установоч-
установоч-
=
ных приспо-
Станки
©
|ных приспо-
соблений
соблений
=
an
à
у
А
кушк
|
2
3
ИЛБЕ
кругом
|
двумя тарельчатыми
кругами
34
\червячным кругом
24
19
пао
| 23
4 | Работающие методом копирования
пы
29
Ч.Базга
ДИО
aa
9
271"
одним дисковым.
1
a
|
18
|
б
Н
ЛИ
а
Индекс
Б. На дополнительные приемы
и
POSESOR
шлифовальный круг
червячный круг
5 | Установить
H CHATb
6
ЕКИШЕТИИЛЕИШТЫИТЫШЫТЧЧҗ
ИИЕЕИДИНИИНЫНИНЕЕИИЕЕИНИНИНИНЕНЕИНЕНИЕНИШШЫШ
7
3
4
аннан
Аа
2
Править шлифовальный круг после устаHOBKH
|
А
8 | Установить шлифовальный круг под уг-|
лом
9 | Повернуть суппорт на угол для шлифования зуба шлифовальным кругом
,
2
3
243
244
Е
|
с | а
е | ең
|
Ӯ
г
| ен
Иан
WƏHLE
HON иги
иолооди иодивш
22
са)
иояойінәп
|-тегл
|
сер
:
i
:
21'0|
|
РІ
92:0
peb
201
68'0
·
:
УЛ,
~
29'0
990
нониочоодломо1#°0
иочэпииш омнедпо
хефноп
иги вн
ИИНҮЕЄ
`
иойтноп
YOLU
|
;
иобивш
|
том9
ионидчоо
иодиет
_
иоиногџодий01004п2|иодиет
почива
2
ра
иовопнох
2
әхаеіпо
э
ИОМИВІ
иэинэкнойя
d|
иочэпноя
. |2
зичедно
о
Р
05
|
АЙ!
68“0
|
9:
Фе‘
| од
с
09
ГУ
оре
| Р
91
IEN
or
воови
|
АРА
еч |
Ес
СЕС
ст
|
og
игелэи
W “и о
г
ес
Мина
--
ДР
де
06
е1деу
‘08
|
|
-
1:3
вас |
=
аа:
-А
:
С?
не
09
Тузик
апновофттоойс
|
Я1ОЧУ4
=
иозапнох
игелә
01
амяуапо
кинәгпәйя
|
=
УН
ияяонедоА
и
ИГУ
:
оооонгу
Амяонулод
И
ЗИІКНЭ
|
©
JOHIKAILYJOWO
кизая
УН UOA
әониийәзоянәүүоплоповеноди
Е
i
|
:
‹|
-
9:9
=>
==
Бој
83
А,
|
да: E
|
|
|
с
e
1
даи,
280
21
—
a
|
i
сит
охеини
и имелгод ки
Адолелиџни оп
'монзчивипоио 4
<
G:
>
“+
>
8.
А
|
А
кодиеш porodun oj игиноипедх
бү;
иодиет | . о зжеедпо
оно 2 |.. новоданоп ең | D:
понжочоодл
иинепгоогопоифдп
Ана винеяофитш
воде олоннода
“Ка жеоинегиедя о dous и чачит ен
иомдоящя ә имехнеии
|
6.:
'оздем оп киодв иохинизатой иянтози э 2100284 ИП
ЙОИНОН
ч ткномиди инежодя Аионһигові я ене4я 01080100И
ә ides оц виэда оОїАньАйя изгелоп Финонеаодедоп ийүү 1: о
киневолнидј
i
9
—
я
|
=
"ний с‘ ен чзишаноиА
=
иди :иннәнәиғи 290 чїейинийп
z.
‘CHEGA оловогоой кит зоннеповиди
апоипиффеох
==
әяноне1оАәбәп
0 д1
66 G
|с“К
9'1
4
60
ови
6'1
ПС
ие
со
тоа
оор
99
ИС
ас
СД
6'8
За
Ре
-амиди о игелә
Дел
в'/
1'8
Его
79
245
o лудо
Мелкосерийное производство
НЕПОЛНОЕ
|
ШУН НОЕ
ВРЕМЯ
Шлиф
Е
лифование. зубьев
методом обкатки дисковым
‚ коническим кругом!
Карта 81, лист
1
І. Неполное штучное время Е“
|
ФА ФЖ
о | Ви
ү
ле
я |9о8#|
о
вж =
~
Ч=бај
1
Модуль т, мм, до
Е
я
=
>
а.
32
На
моћ
т
To
3
ща:
40
ьш
“То
50
UUR
5
Аш
То
39
|3,48
3,59
3,73
3,88
жи:
|0,55 | 0,62 |0,73 | 0,84 | 0,94 | —
БИ,
| 3,55 | 3,69 | 3,88 | 3,99 | 4,14 | 4,34
0,60 | 0,68 | 0,81 | 0,92 | 1,03 | 1,11
3,98
4,04
4,21
4,43
тез
-—
=
3,65
3,81
0,68
0,78 | 0,94 | 1,06 | 1,21 | 1,31 | 1,45 | —
4,84
рече
7
МУ
64
аш | 3,78 | 3,92 | 4,23 | 4,41 | 4,69 | 4,93 | 5,20 | 5,65
То | 0,85
| 0,99 | 1,22 | 1,36 | 1,57 | 1,69 | 1,88 | 2,12
9
10
90
еш
То
11
100
12,
| 4,10 | 4,34 | 4,76 | 4,99 | 5,38 | 5,57 | 6,10 | 6,60
ЕЯ!
1,30 | 1,64 | 1,82 | 2,12 | 2,27 | 2,54 | 2,89
| Ева |4,53 | 4,87 | 5,46 | 5,78 | 6,45 | 6,70 | 7,18 | 7,8
То
1,45 | 1,70 | 2,10 | 2,43 | 2,80 | 3,00 | 3,43
3,9
18
2 105
15
160
[іш | 4,86 | 5,29 |6,0 | 6,17 | 8,12
18
17
180
t'am | 4,98 | 5,44 | 6,20 | 7,42 | 8,43 |9,10 | 9,88
19
20.
950
Биш
Те
| 5,1 | 5,6 | 6,41 | 7,73 | 8,79 | 9,52 10,4
[11,4
1,92 | 2,29 | 2,94 | 3,98 | 4,69 | 5,26 | 5,94 | 6,74.
21
22
390
аш
То
| 5,28 | 5,8 | 6,68 | 8,12 |.9,24 10,0
110,9 112,2
|2,05 | 2,45 | 3,15 | 4,29 | 5,05 | 5,64 | 6,37 | 7,45
14
Ой
Индекс
Киш | 4,63 | 4,92 | 5,53 | 6,49 | 7,29 | 7,90 | 8,53 | 9,37
То | 1,56 | 1,72 | 2,19 | 2,45 | 2,84 | 3,04 | 3,45 | 3,92
8,74 | 9,50 |10,5
То |1,71|2,06 |2,61 |8,54 |4,18|4,65 |5,2516,04
11,0
То | 1,82 |2,17 |2,79 |3,74 |4,4 | 4,94 |5,56 |6,46
а
б
В
г
д
е
ж
3
* Би на деталь
= за То (2—1), где Ени — основное время обработки одного зуба плюс вспомогательное время на обработку шестерни.
246
_
Мелкосерийное производство
|
Шлифование зубьев
НЕПОЛНОЕ
ШТУЧНОЕ
методом обкатки дисковым
коническим кругом _
ВРЕМЯ
ЗА
еы Кш
быды
У
Карта 81, лист 2
:
)
|
А
h
Ẹ
штучное время
И. Поправочные коэффициенты на неполное
условий работы в зависимости от:
для измененных
1. Обрабатываемого материала,
|
4, 5, 6 степени точности
7, 8 степени точности
Дои
точности
и степени
шероховатости
Шероховатость Ка, мкм
үн
Стали и их твердости
|
|
| 0,63
a
9,5 ес
1,25
|
0,63
Козффициент
|
Стали углеродистве
|1,0]
15
|
1,3
1,8
1,2
1,7
|
1,5
2,0
|
Ж
и легированные
НЕС< 55
высоколегироСтали
ванные и цементированные НЕС:>55
|
9 Точности и жесткости станка (см. карту 2).
3. Партии деталей (см. карту 3).
время расПримечание. Приведенное в карте неполное штучное
ании
шлифов
При
Найльс.
и
5831
типа
станках
на
считано для обработки
с козффизубьев на станках
циентом 0,7. |
типа 584, 5841 табличное
|
время
применять
|
|
5= |
©
о
=]
©
5
=
5555
Раев|
ний “кнәйд
=
555
ашо ~е
РЕН
Ве
Ген
во
55.2
2
|
|
т =
|
зонгопан зоньлиткузай
|
у
i
|
a
|
чү&то
чи үүий
зонкопоц әонһАипвиэда
1
Р
т
|
їони
Г
a
елдем
‘Zg
А
О
жоројен пугоудо
пипчлучуга0л
пиогйдх
гпиогоф
вадойс
пу
кићор
әонинйәзоякәрүой1ойоненоди
сч
=
©
со
(~
И
|
те;
<и
со
с
(од.
001
091
са
=
тт":
"1
1 66
66+
6 6с
су
S
28'1
1'01
69'3
981
адч
906
049
49
61б
ере
09:4
116
989
е де
61'9
20'8
8е!
6 се
0'91
9'01
8'91
4
249
611
81с
||
кмәйя
зонаиеделожопон
H
JONH
Ще
1
z
У.
#0426 олонџо
‘58 10°
6.
1°06
8
a
|
е
4
|
gwada
— 77,4 ша с(р—7)
Фоняондо
-
|
ЕН "а
(0
Е
8В=
=
61
06
‘инбозоэт 431009000 тн
|
-JHH
91-98 1) = чие
е
а
L|
о“
р
nera
Е
178
Мб
298 | s}
66'9
зат|ри
Ф О <
во
Фа
оше
Хе Е
PLEN
| зов
1:
||
52: |Ебнь|
5 В
на
Liela
б
04°У 1
с
=
|
|
сане омех
зонълт зонкошан
ЗАН
у
|
09 ;
дей
9
5
111
зи
иягоовддо
Dl
ет | 891
О
беш
ДВ
и :
LZE
|
от.
i
г 12и
овтоповсиоди зониидозомизур
=
пкогйда пилдапъзгайол үйөр
рү
пмломдо жоролгн ггчоће гпнргофну
И
GI
ед
erg
Я
"| Мелкосерийное производство
НЕПОЛНОЕ штучно время
| „лимита
|
Ш
y
тарельчатыми кругами
Карта 82, лист 3
П, Поправочные коэффициенты на неполное штучное время
для измененных условий работы в зависимости от:
%)
‚ 1. Обрабатываемого
материала,
шероховатости
и степени
точности.
5, 6 степени точности.
7, 8 степени точности
_ Шероховатость Ва, мкм
Стали и их твердости
251 25
|
и"
10:63
2.5... 1,25 | 0,63
Козффициент
Стали углеродистые
и легированные
Ни
РОУ
НЕС
< 55
Стали высоколегиро-
ванные и цементированные. НКС >> 55
|
ИСИ
1,25
ва
[2,0]
с
[ЖЫ
2. Точностн и жесткости станка (см. карту 6);
"8. Партии деталей
(см. Кару 9).
АН
ПАК
у
1,54
Мелкосерийное производство
НЕПОЛНОЕ
ШТУЧНОЕ
_ Шлифование зубьев
методом копирования
ВРЕМЯ
Карта 83
1. Неполное штучное время Е.“
| Модуль т, мм
26
T
Ф Б©
=
=
ы
B
ра Е.
o
©
БЕЕН
©
о
=
T
=
| =У
2
5 а э5 =| а =
24805]
а
ЫК АКД
КШ
2
То
1
4
50
Е:
5 | 80
6.
7 |_ 195
8
А
То
180
те7
В.
|
ди
|бодеё
|
3,82: |-3,98 403 4,11
3,68 |
ЫНДЕ во
1 0,36 | 0,37 | 0,38 | 0,49 | 0,51 | 0,51 | 0,52 | 0,53
|о
а то
|
3.68 |
3,73 |
3,94 |
4,07 |
4,15 | 4,24 |
10,3810,39 ! 0,40 | 0,53 | 0,54 | 0,54 [0,55 |0,56
| шъ 3:65 |
3,72 |
3,77 |
3,90 | 4,03 |
4,19 |
4:25
а.42
Т.
10,43 (1 0,45 | 0,4610,59 | 0,60 1 0,61 | 0,61 | 0,62
р
Т.
9
10
?
б
5
4
д
у тш
–
3,71 |
3,80 | 3,85 |
4,05 |
4,21 |4,30 |
4,43 |
4,60
| 0,51 | 0,52 | 0,53 | 0,68 | 0,69 1 0,700,711
“аш
Т,
Индекс
0,72.
13,90 13,96 | 4,0 |
4,19 |
4,43 |4.54 |4,61 [45
10,60 1 0,61 | 0,62 | 0,69 | 0,81 | 0,82 | 0,83 | 0,84
| а
| б
|в
|. ГА
д
| е
т ж
| 8
+ {иш на деталь
= наш То (2—1), где {н.ш
— основное время oôpaботки одного зуба плюс вспомогательное время на обработку шестерни.
П. Поправочные коэффициенты на неполное штучное время
для измененных условий работы в зависимости от:
1. Обрабатываемого
материала,
шероховатости
7, 8, 9 степени точности
Стали
и их твердости
и степени
точности
| 4, 5, 6 степени точности
Шероховатость Ка, мкм
25. 1195
063
125% 125 |
0.68
Коэффициент
Стали углеродистые
и легированные
НКС
< 55
Стали высоколегиро-
0,77
0,92
_
ванные и цементированные НКС:>255
Точности и жесткости станка
3. Партии деталей
202
(см. карту 3).
1,25
1.0
===
1,4
1,4
1,15
1,55
(см. карту 2).
Ми
полное,
ГА, Ка.E
Мелкосерийное
производство
Шлифование
зубьев
ли
Н.
роле кругами
т
A
Kapra 84
1. Неполное штучное время tuu”
у
Е
-@ Е
= | оо Ф
ры:
=
©
CEER
||
Ори
31
ЖОК
;
и
|
В
То
|
1 нш
ар.
1
СИ
6,0
ремя, мин
То
Сащ
То
|ни
То
Гашо
То
12,5 |2,84 |0,08 | 2,86 | 0,09 |2,88 0,11 |2,90 0,1312,92 | 0,15
Тб
2,86 | 0,09 | 2,88 | 0,12 |2,90 |0,14/ 2,92 [0,15 | 2,94 | 0,17
20.
12.89 | 0,12 | 2,90 0.184. [2,921 0,16 12,94: 0,17. 2,96 |0,18
4
6
|
1,75
а:
с = Ф > |
=
5
Е
БЕ е".
Модуль т, мм, до
25
јен
| 9,94 | 0,15 | 2,95 | 0,16
32:
у | 2,98 Ра 17» 3.0'.
40!
1304
|2,96]0.17 |2.97
|0,18 |2,98 | 0,19
|.0:19-18:02. |0,21 13,05! 0,23 3,07
7
8
9
10
50.
|.3,10 |.0,24 | 3,13 | 0,26 |3,1510,29
3’ | 3,16 | 0,27 | 3,19 | 0,29 |3,21 |0,33
802
18,22. 0:30 3,251 0,33 13,27 10:35
100
3,29 |0,33 |3,32 |0,36 |3,34 0,38
12
160
II f 125
Индекс
|3,17,0,32|3,20| 0,34
|3,24 [0,35 |3,26] 0,37
[3,36 10,37 |3,52 |"0:40
3,37
|0,41 3,40
|0,44
|3,35 |0,36 | 3,89 |0,89 3,41 0,41 |3,44 0,44 3,46 0,47
3,42 1.0,39 | 3,46 | 0,42 |3,48 |0,45 3,51! 0,48 | 3,53 |0,50
а
Я
TG.
* {н.шHa дет
==аль
аш+ То |(2—1),
ботки
0.25
1021 | 307 | 0,93 |3.09|0.26 3,11 |0,27 3.131 0 28
одного
зуба
плюс
Риш
где
вспомогательное
основное
на
время
K
об
обра-
время
обработку
шестерни.
5
|
П. Поправочные коэффициенты в зависимости от:
1. Обрабатываемого материала, степени точности и шероховатости
7, 8, 9 степени
Стали и их твердости
точности
| 4, 5, 6 степени
Шероховатость
25:. 125 | _ 963.
точности
Ва, мкм
|25...125 [0,63
Козффициент
Стали -углеродистые
| 11,0]
и легированные
НЕС<55 ·
Стали высоколегированные и цементи-
Бе
E ELR
ај
е
1,8
|
1.9
|]
рованные НКС
>>55 |
|
ВОИ
1:5
|
2. Точности и жесткости станка (см. карту 2).
3. Партии деталей (см. карту 3).
253
|
5.2.7. Шлицешлифование
Мелкосерийное производство
ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
НА ПАРТИЮ ДЕТАЛЕЙ
е
_
ает
|
у
Шлицешлифовальные станки
Карта 85
пози-
Тип станка
|
Вид обработки и наладки
Время
Жон ,
ЦИИ
1. На наладку станка, инструмента и приспособлений
1 | Шлицешлифоваль-
Шлифование
шли- |одним кругом
ный
2
3
_
Фе
П. На наладку
4
254
с цев
б:
|Шлифование gaЛОВ
И
22
)
|двумя кругами
23
тремя кругами
25
инструмента и. приспособлений до начала
и сдачу их после окончания обработки
обработки
| Получение инструмента и приспособлений исполнителем
работы до начала и сдача их после окончания обработки партии деталей
5
ний
$
|
аон
|
Y
|
| ===
ЕС
А
Ре с
|
иди
1
| ===
661
98 '|
972
90 1
..
Т
$
4
|
|
я
85'0
961
62 |
|
|
9
СО
Е
Де»
g
4280
|
>
бо
= = ре-0
МО жем
|
|
Амагфио
—
очечни
с)
ен о
иозиет изиног
с»:
/,
9
иоводанеп eH
`п0-йояопшш |
е
p
əyaged
иоводаноп eH за
ноднет нолооди о | -пәйя d зяяедпо
иаи|
деген
нива
иодивт ионйочо04:249 3
иопо(иепооп
|
Е
эт. ниневотен
РЕ
68°0
|нинензџен
|
2
79'0
5
А
220
Z
|
Ваш
иип
[
год хеі1нәп Я
|
РхицАжох изоиневоџвн о хейїнәп g
имвонето 905019
емилАиох БИНЕНӘГЕН
хонџооово
901
-
_
С 0
Е
ПАТ! ==
|= 01
чазыг.
980
|
08-
сонда
9е () 1
|
|Е
оү
‘JIA
игелэт
‘И
LIW
|
ср)
| 890
1-03
|
z
ен члешчнекд “енедя 010я01001й КПП Баннепвания ‘sades оп виэдя коминидчтон ичнлоэи d 9210024 и ‘g
знонпиффеом чавнолиди инолода Ажонвьипова я енедя 01080100й иэинэнэи
"у 0)=
‹нинәнәйєн £99 члелминиди олдем оп клода ©АньАя икезэи омаонелолодон ийүү ‘|.
:кингвой
|
|]
ə
-udu ә иэгелэг
ж
| ==
199
==
96'S
pel
990
#60
621
79
19°0
+
ДВ
ус
90:1
=
98'9
=
08.
"
ни ‘8 киәйд
09
08
=
601,
се
№
|
_
9.
|
Д
|
әониийәзоякнәүүоятзиоявиойп
08
|
_ | игулап аилкно и «хяонмаод VH кизая зончка1у10\0ня
ў
98 г1деу
E
@
И
»
счизtO
Ə
га
Е
=!
©
3
=
қа
=
Ф
о
ке
Q
©
ЖЕ.
=з
: №
Е:
5
зае
е
9
5
=
u
=
= = <
=“
щ
==
=
~
=
5
г
єз
е.
ХА
5
АГЕ
©
сё)
©
Чүо
г
~
с
=
Е
~
~
~
N из оо
MANO
заета
Су 00 65 ©
РЕЕСТРИН
~
~
Фи
Кае
ај
~
~
ИЗ
== ӯ — {з
2599
ОО =
ја)5
Ер
с
ANo
3
||
Ееее
+оо
бос
ний
со
Ф
|
ссео
«о
=
юоже<
=
8|
| >|
Е
е
o
=
=
||
ЕЕ
з=
со"
~
~
~
~
ан
~
SA
< Оз m со
~
ЧИНИ
аа
со
АЕ. СИРЕ
ооо
|
~
пд
| еще
ОВ
| Бове.
©
(~ 90 со
Са В сч 90
с
~
~
~
MANO
БСга E
=
~
~
~
аи
~
со <Р
оо ср О
(2 «о ~ ~
ЧЕ
~
~
~
~
Тиб
99
= ~ о О
л
с3 6565 69
Е
~
~
су
со
| Ззаао
~
со
—
бу СО
~
Ф- «же
сэ65 ~ <
с“
ч
Ф
(~ = 23 ©
со ~ со ©
==
К
рена
үзең
pmt
pog
Кој
Ек
=
N из «О оо
| с-ое
© со +
рта:
‹
«тт.
о
CN
дааа
с
3а)
=
кы
~
—OOo
D-2
бо
OoN
Фор
©
2
~
©
NN
чт
Сү
09
а
У
=мо
=Фо
~
00
«2
ДА
СО == <> —
~
~
13 = 10 С»
| сасе
~
~
~ о ~
а
2 =
-осоге
...———————————————
~" ~
— CN
Э
—%уү4%%——
~
и со ФР О
ЧЕ Руд Е
с + из из
«о
SANN
~
— 00 == ХЕ
—_—————м—
ЕФ|
S
~O=
NONO
Сусоко =
р<Р
<
15
оС
NONO
С
|
о ==соло
с соз
m
с со из
Ф Као ~
о смео
:
соо >
(~ со с» О
| ANIM
60 со == 00
(О со Су ср
с
SNNN
из со 60 (>
z
_
ЗЕЕ
осоо
ве“
«оста
S дане он ш НА ЛИАНИ
O
~
= О О О
новаца
2
=
| паме-ј
|
~
~ о ~ О
<Р из со со
ФФ
с? оо N
|
сж
бо об,со ~
N жк тв и
со с — N
Ф.
+
зо
~ и со со
— 00 си
+ из ид
е
S|
2|
(О ~ оо
|о
TONO
со — MM ©
се
|Е|--=
а
@
>
< + ид ма
+ «2 соо)
е
с со со +
из
со
су
олоо
~ ФОО
лос
— сасу
босоо
Зее аа,
саса со
Су == см со
9299 5
оо со 60 ~
соло че
-аф 5
се
а
ни
yd ааа
+оо 0
<<" из ид
= ав
с ње
G
АА ако
соло
=
--
j
лос
— сезшу
©©‹ф=о<©
=
~+>O©со
«+
ес
ЖӨ
со «2 со со
05 > =
со + ~" из
ез
бо СЧ ио ~
сч со со со
лос
— смо 15.
=
z
с
ша
5
е
Ри
2
=
Е
=
=
==
оюсс
Е.
му © г< 50
TA
Oco
or ии ИЗ
m
m СЧ CO и)
Анодото ен
ходиий 1 | о Ро
яэлигш
огон
иипи
он ү | е? +
—
о
ЕЕ>> а.д
=
<=
256.
!
Мелкосерийное производство
НЕПОЛНОЕ
ШТУЧНОЕ
ВРЕМЯ
Шлифование шлицев
Карта 87,
е
зы ш
СРо
ж
лист 2
N
a
E
м
ы
11. Поправочные коэффициенты на неполное штучное время
для измененных условий работы в зависимости от:
1. Обрабатываемого материала, его твердости, квалитета и расстоя|
ния между опорами
Требуемый
Обрабатываемый
материал
Твердость
квалитет
6
7
Вера
|=
Расстояние между опорами, вырав диаметрах,
женное
стали
НКС
га >
<10
|
>10
La/Da
ил
| =10
| >10
|<10 | >10
Коэффициент
____
Стали конструкционные
и легированные
|30...50 | 1,15 | 1,3
‚0| 1,15 | 0,88
[1,0
63910,95
13 ~1,бар 115
> 50
г
-
а
Стали инструментальные |30.. .:50
H цементированные
>50
-
2, Диаметра
шлицевого
вала
11,25
ELY
1,55
1,71
S
1,4
| 1,55
и числа проходов
Дизметрлишлицевого
40
1,35 | 1,05
вала
и более
| № 100 |
80
|
4, мм, до
Число проходов
Козффициент
0,97
1,0
0,97
11.0)
1,03
1,0
1,03
1,06
8
0,95
10
12
3. Точности и жесткости станка
4. Партии деталей
17 Зак. 213
|
(см. карту
2).
(см. карту 3).
257
5.2.8. Плоское шлифование на продольно-шлифовальных
станках для направляющих
|
|Мелкосерийное производство
ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
И ВРЕМЯ
аннан
Плоское
НА УСТАНОВКУ
И СНЯТИЕ ДЕТАЛИ
|
шлифование
на продольно-шлифовальных
станках для направляющих
\
|
нне
чл
eтемпа шн летата =.
Карта 88, лист 1
|
|
|
1. Подготовительно-заключительное
время
|->
~
=
Ө
=
Выполняемая
работа
р
МИН
©!
==
1 | Наладка
станка, инструмента
и приспособлений
ү
| 30
2. Врема на установку и снатие детали
Для деталей типа станин, кареток
ОАО
Да
ый
0
о
|
|
|
;
5
(;посо 6 установе
‘детали
«©
Масса
А
2
Характер
проверки:
|
5 |
М, кг, до
|
| | |
100) 200 | 500 | 1000!
Время,
2 | На столе с креп-
|Индикато-
10
12 | 7"150
лением болтами
_и планками
|
|
3 | На столе
с домкратами с креплением болтами и планками
ром в одНОЙ плоскости
Индикато- |
ром в
двух.
плоско-
18
2214:
ча,
4 | В специприспособлении с
крепле-
нием
MHH
18 ин 22
26 | 82
тудб6 | 44
|рукоят-
=
3,3
| 3,7
:
14,1149]
— | —
:
| пневматического
| зажима
гайкой
--
4,9
15,2
15,6 | 6,3|
—|
ИЛИ
ВИНТОМ
с ключом
Индекс
1.26
стах
альном | кой
258
|
3000
|
fy
5
ОРООНО
детали
|
о
ОИ
—
Мелкосерийное производство
ПОДГОТОВИТЕЛЬНО_
ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
И ВРЕМЯ
Плоское шлифование
на продольно-шлифовальных
станках для направляющих
НА УСТАНОВКУ
И СНЯТИЕ
ДЕТАЛИ
—
Карта 88, лист
Для деталей
типа
2
планок
\
\
Вручную
| | Краном
|>
=
‚ Способ установки детали
о
Macca TETANU MACEN ДО
|
12 |20 | 30 | 50 | 100
=
|
6 |На магнитноћ плите
‚ 7
На
столе
|
с боковыми
Врема, мин
0,65 |0,75 | 0,9 | 8,9]
прижимны-|
1,7 | 2,0
ми планками
4,1
2818793
|
Индекс
а
б
В
Г
Д
Примечания:
1. При
переустановке
детали
время
ентом 0,8.
2: При работе
по
с местным подъемником
для мостового крана, уменьшать на 1,5 мин.
e
Вън
Жар
т”
карте
время
ария
Хз.
применять
-
ДЕ
а
по карте,
мътене
=...
рт
е
с коэффици:
приведенное
259
Мелкосерийное производство
:
ШТУЧНОЕ
ВРЕМЯ
їз
—
)
са
НЕПОЛНОЕ
на продольно-шлифовальных
станках для направляющих
и
7
БО ONORE ИРА
шлифование
ые Плоское
СМ
СОК
Карта 89, лист
l
Обработка чугунных направляющих (станин, кареток)
І. Неполное штучное время
=
Ширина
=
шлифо-
©
ч
Длина шлифования
5001 750110001125011500120001250013000 зоо
вания
Ву,
La, мм, ДО _
Бао
00бр
ФЕ
ММ,
=,
до
]
5
2
3
4
5
50
75
100
125
Индекс
Неполное штучное время {н.ш, МИН
20 | 23 |29 | 34 | 48 55 62| 70| 76
|11]14]18]
666
79
ӨӨ
1301
13 17 | 204 24. |27,| 34:1 38 | 58
15 | 19 | 25 | 28 | 33 | 41 | 50 | 70|
47
1584821
18 |199 1927 1824381
28 | 36 | 43 | 50 | 58 | 72 | 86 | 1091
Г
80| 90
97| 104
115.125
172 192
73
88|
108
151|
ес
|.
lIi. Поправочные коэффициенты на неполное штучное время
для измененных условий работы в зависимости от:
1. Состояния поверхностей направляющих
Состояние поверхностей
~ акаленные
|
Незакаленные
направляющих
ще
а
НЕЕ
сс
ү ти Ж н о
бен
Коэффициент
2. Вида шлифуемой
[И]
АД
0,8
поверхности
Обработка плоскостей
Вид шлифуемой
|
поверхности
|
|
одним кругом
двумя кругами
одновременно
Козффициент
Горизонтальная
Наклонная под углом
3. Допуска формы
|
|1,0
12
о
|
и расположения на 1000
м
Точность обработки,
мм, до
Коэффициент
|
М
мм
0,7
10:85
0,75,
длины обработки
eN mmn а ет
0,1
Е
0,05
- 0,02
11,0
1,2
1,5
4. Точности и жесткости станка (см. карту 2).
5. Партии деталей (см. карту 38).
Для сварных конструкций при обработке накладПримечание.
ных направляющих применять коэффициент Қ = 1,2 для Ка 1,25...0,63 мкм
и точности 0.05 мм на длине 500 мм, К=1,5 для Ка 1,25...0,63 мкм и
|
точности 0,02 мм на длине 500 мм.
260
жд
Мелкосерийное
производство
a
ВИШЕНИ
НЕПОЛНОЕ
ШТУЧНОЕ
ВРЕМЯ
Плоское шлифование
на продольно-шлифовальных
станках для направляющих_
АТ рио
Хуу
|
_
———
2
Карта 89, лист
—
й типа планок
Обработка стальных узких плоскостей детале
1. Неполное штучное время
---
Длина
.
я
“5
=
Неполное штучное время
НЕЯ
9|12|17|2|—|—|—|
мо 5,4 6,6|7,8|
25 |-29 |—|
иав 75 8:91 10°] 14422 | 29
|33 |41 |--|
12 | 16 |25
5470 8,510°|
|13 18| 28 | 33 | 37 | 46 |51
6.2179 9711
|47 | 52
7 |9 |1 13 1151 20 | 32 |37 ||42
42 48 | 54 |59
а lho По [14 |18 22| 36 |
| 55 | 62 |70
9 13 114 |17 |20 | 26 |42 |48
| 70 нива
155162
47
|
91
|
оз
ро
И
а
1
|103 |115
93
|
81
|
69
|
43
|
30
|
|26
|94
15 190
10
1
195
2
16
3
20
4
95
5
50
6
ү
грм
8 | 100
9 | 125
Индекс
|
|
зоо
500 7501000)1250: 1500)2000] 2500 |3000 3500] 4000 вр
|
Таш, МИН
|
4
5 | Ева
= |НЕЕ
©
-------------+
La, ММ, ДО
шлифования
аи
а |
РАМЕНА
.
—
о
—
|—
| 58
| 65
| 75
87
| 126
время
П. Поправочные коэффициенты на неполное штучнос
для измененных условий работы в зависимости от:
1. Обрабатываемого
материала
-----
ти
ит
"<<
Состояние поверхностей
|
направляющих
м
Алу
формы
и расположения
Точность обработки,
мм, ДО _
Коэффициент
|
нные
ые
Незакаленн
1000
на
0,1
[1,0]
|
мм
длины
обработки.
0,05
200926077
1.2
1,5
3. Точности и жесткости станка (см. карту 2).
|
4. Партии деталей (см. карту 3).
при
кций
констру
Для сварных
Примечание.
ных направляющих
0,05 мм на длине
|
`
0,8
|1‚0|
Коэффициент
9. Допуска
|
енные
Закал
акален
Ыл шасы
а” нле кы үнс Б
обработке
|
наклад-
применять К--1,0 для Ва 1,25...0,63. мкм и точности
500 мм, К=1,5 для Ка 1.25.:.0,63 мкм и точности
0,02 мм на длине 500 мм.
|
|
|
:
|
261
262
IO
ИПИБОП
|
вешања
а
и
senai buida оо желье
8
ең
2
giz
9 |g
с| а
|»
8
винзиподигелоџ
и
|
DYHY
|
2
WOL
|
то
| в | 9
:
-едзиош
етедя
|
62'0
|
|880
|
og |
| я
т
29'0
|
01 |
99'0
|
| 1
040
|
ог
воовуц
=
0с |
Е
Рр
бес
=
| ә
=
9
==
=
0°/
| и
Е
00Р|
| я
с“
“жа
да
—
| и
Оби
к
се
06
008
15.9 ==
БЕ
ЕЕ
lo's [
005|
сече96
=
= | =
| ж | с
еееот
10:1
EET
1'0
|26'0]6/
— 0
Е
001
името
‘И “я OY
е19еу
06
кюнәпєпаомвдйто
дү
зониидззонизуијоятопоявиойи
иичаяолинHWEJÁdA
ежиАа
виэда“є нии
aA
| |9е бе
05
| ү
28'0
|
|-20'0.| 670:
|
9р'0
|
99°0
|
|ага
ос
3.22
|
игулаш
108010188
Ч1И90Н?12
и
чино1зй зи?
ме
0 98
ииуозьите
-ип иазни
92'0
|
-99| 0 Ср
|
иешо/диданепонво
|знодљен
290
-WOY
издовча
методи
знодеп
мәинәгпәйя
изиноглодмолния
а
290
WƏHLEMYOUИОдлнеп
нзпонео
мойүниг
£39
а
2
хемоии
ә
закиявоощ
(заевиинго
Ен )
шашжея1709
хдоно
(әәнәй)
ханнейпоио/педи
ДЦ
60|
ЛШ с
071
лэваидтеиойиэдн
-огподи
“евтозвиг
МИП оя
мэиногнодяийешгоо
и
неги
ихяоне1ә
и
ќ
киода
оп
олдем
зин
игезэг
ииеиод
8
ИЙЕМ
хеменди
о
902015
|
4
ханамео
ХМЯОНҰІ
И
ЭХ ЧИЛЕНО
въняиседвчсодто
оу
зонаизпкизая
уломонп
VH оя
'6'2'2
ит
стос
ие
питати
Мелкосерийное производство
НЕПОЛНОЕ
ШТУЧНОЕ
ВРЕМЯ
Абразивная отрезка стальных
засо овое а
Карта 91
1. Неполное штучное время
|
Диаметр
Da
или высота
=
Стали жаропрочные
Стали углеродистые
коррозионно-стойкие
и
ванных
H легиро
_ Диаметр шлифовального круга Ок, мм
|
В, заготовки
ЩЕ
Зале ма
о
Неполное штучное
=
время
400
свыше
400
400
свыше
400
|
ул, МИН
0,85
1
10 `
9,35 | |
0,38
‹ 0,39
2
20
0,41
0,38
0,45
0,41 5
3.
30
0,55 |
А
50,55
0,55
4
40
0,67
во
5
6
50.
65 |
бо
0,97
ното
0,84
7
80
ЬШ
8
100
0267
1,09
1,39
1,26
9
120
1,48
1,34
1,60
1,46
10
140
1,68
1,54
1,83
1,68
м.
160
1,96
178
о
1,93
ИНН
ДА БАРА РАНЕ
В
Индекс
а
ДЕ.
0:95
ЕВА
КЫ, д
0,67
081 |
0,97
0,88
1,06
PERN
ар
аара.
б
г
в.
штучное время
П. Поправочные коэффициенты на неполное
мости от:
зависи
в
работы
й
услови
нных
для измене
3).
карту
1 Партии деталей (см.
о Точности и жесткости станка (см. карту 2).
ПШ. Подготовительно-заключительное время на
карту 52).
партию
деталей
(см.
Г
263
264
1
2
1
‘|
‚
'мопнездем “иоиниедя
“иомедфчяпо
-етиг я
а
с
ттлт,
0 с9
На
Зет пе
ЕНИНИ НАЈ
660
'омлонџод
-әг
оо
минЕеловоо
|
изооиэеяюте0е490
еивибэзеи
иэне1о.
‘моя
заден
(Т
3
икезо оном
'оминоипи
ЈА
омнневодиј
‘WONOdX йәгәмин
8
3413
манаипи
Ун
ФФеох
ЗОНИОПаН ЧОНҺЛИП
ханнанзиеи
ииЯОПОА члозуа
гей“26
928
|
ы
|
тепигеяу
ZII
иззомизивее
:10
LOHK
І
ияне1о
гондупфоац. апновофпут
S
01
ыс
ыу
пеа
611
иесш=
їінәипиффєоу
60
шы НИРО
80
ШИН
=
чгоотенохойетизоонхаэяо
ед ниип
|
са сыз шур
у
ИРЕ
КАСОМРЕ
ЕИ с
€90
961 |
290 |
061
947
----------<<ыоТ
ИЙНЕ
зониидеззочизуцоз1гопоявиодип
ЧЗИНУЗОФИЕМ
<<<
ЗОНЯКИФОЯаЦ
омнвоведиојј
я1нзипиффео
ен
жзонконон әонһАьтвиэдя вии
хічннәнәиғи
иизокок 10020
я
чтеовдоО
ве
изоои
‘вивидэеи
о
илоонћој
и
изооленоходот 'илоонхдовоп
ешкі
naden)
эзше,
ЗаНньоЯуапойп
кизаяки
аи
е
39
с
Е
4
`I 5
о гу
4 с
©“
зо
ЕЕ А
е
|
L
|
S
|
кенүодо87)
излодеддо
изтодейдо
долзвйех
РАИ
oT
итоонхдеяоп
|
г)
ха
ста
и
е
СТ
очпешиет
6271
1 са
|
Ко96
| |
г0'0 20'0
| |
21'0 10'0
| |
200
toʻo
|
10'0(8000
|
| |
#0'0 20'0
|
ого о
80°0
095
80°0
|
OGT|
20'0
|
092|
-ипиф
НӘ
-Фєоу
В
00|
061|
|
копдог.
0001
61
90°0
|
09$|
‘винеаяоф
“ии
оп
ииш
‹
‹
009
Е
01
260
| |
сого $0°0
°0°0
|
021|
ениди
09е
5
611
е0'1
| |
900 #00
Р0'0
|
061
бітсебасабас: E a
АЕ
енигүг
винечофиит ‘(вгифоди)
‘им oY
кетониячдед
|
а!
е
| |
90°0 90'0
20'0
|
| сс
|
8:0
|
:
|
90°0 30°0
200
|
o
01
]
991
оанневодиле
СЯ и
‘91511 ОТМ81
уохоәһиионохєе
'оа2о0ньот
‘ии ої
СЛ
игооньоц,
я
суда
сее
итоонхдеяоп
інәипиффєоу
\
нийоф
АИ А
видоф
‘5
или! ПИ
са а
ИТ
омџдонј
ыыы Кы
FNA
зилАдп
IHÁJÁR
и
98но49
ТА
'омнноипмА
_
|
со
изпомин
әишАжәйойд
are ондсуета
оном
жододлома
зишл
иойодх
и
игру
и
‘Л
‘Л
І
JI
А
| | |
80°0 90'0
6'1 СОАТ
_
ОГ от
ии ‘ии
‘очлооньол
“очїоонһо1
ионнешняоп
ионнәпично
сет
7,
о]
2)
оп
поянолпоп
|
ат
|
|
Аноговш
|
21
үе
514
СЕЕ
|
|
- анеипиффеом
| гноипиффеоу
хІанәвя
енлооћигом
аодзигва
|
звоипиффеом
ОП
'8
‘нии ‘визА илоонһо], ‘у
-иждешчя
винэьАкои
|
|
01 =
аеочуа ИИЯОШЭОК ханнанзиси КЇЇ кизаа
ЧОНҺАИП
зонгойан
VH юанзипиффеом
ачньояуапоп
|
8903019
еаќіноя |
|
год
сє“
ей
[071
05=
`0
| 01
|
9
60
|
|
Раде
‘26
|
204
изнолпоп
лай
(7
Е
гончупфоац
19100924
иияопод
кивенкошчя
с
имнело
стоик
80
гпновофтт
овтопоясиоди зониидззояизу
съ
о
5.3.1. Плоскошлифовальные станки
ШЛИФОВАНИЕ УСТУПОВ
И ЭЛЕМЕНТОВ ПРОФИЛЯ
«ЛАСТОЧКИН
Мелкосерийное
производство
—--
ХВОСТ»
ды имен
т ыы
· ОДНОЙ СТОРОНОЙ
ПРОФИЛИРОВАННОГО КРУГА
|
Ни
Точность угла
Плоскошлифовальные станки
4420”.
=
Шероховатость Ка = 0,63 мкм
|
Способ
установки:
на синуснои
нусной электромагнитной плите, в тисках
линейке,
| Карта 93
на
поворотной
си-
1. Неполное штучное время
Ширина
№ по.
Длина
шли-
Припуск
ии
фованил |. | на обработку
ММ, ДО
уступа В, мм, до
.
10
25
П, мм, до
45
70
Неполное штучное время tum, МИН
1
2
98
0,3
3,8
0,5
0,7
4,6
55
0,3
4,5
5,0
5,6
6,5
0,5
5,4
6,1
12
658
7,8
А
ТЛ.
57
6,5
75
90
4,2
4,7
5,0
5,6.
6,0
657
ТЕЎИ“
ССС
ДЫАНЫН
4
5
120
6
|
0,7
6,5
о
оо
и
|.
|
038"
512
84)
160
с Уран
Е
10
0.5
КАТ ОО
|
ег
6,2
ТК ДУУ;
6,8
Ой
0,5
ДАНЫ
6,4
7,4
оиго
9,0
7,2
НАН
3,6
а ОК
0,4
6,2
200
6,8
0,6
75
9,0
1.888
8,8
И [АИВ
13. 1
14 | 950
0,4
06
7,4
87
8,2
97
9,4
10,9
11,0
107
11
19: |
у 15
16
17
18
Це
0,8
НОЩ
320
195
|
ET
ИО
0,8
10,3
[2414
0,4
0,6
0.8
9,1
10,7
12,7
10,2
11,6
14,2
ОВ
Шар а
13,6
15,5
ү
8,9
10:2
руда?
18,6
15,6
18,1
л.
Индекс
|
аби |
б
|
в
|Изи
П. Поправочные коэффициенты в зависимости от:
1. Группы обрабатнваемости материала (см. карту 92).
2. Партии деталей (см. карту 3).
3. Условий выполнения работы (см. карту 92).
Ш. Подготовительно-заключительное время брать по карте 68.
ГУ. Время на установку и снятие детали брать по карте 69.
Примечание.
При одновременной обработке нескольких деталей,
_ устанавливаемых друг за другом по ходу стола, нормы времени делить
на количество обрабатываемых деталей.
|
267
i
ЦРН
ји
Мелкосерийное
· производство
ШЛИФОВАНИЕ ПЕРИФЕРИЕЙ
НЕПРОФИЛИРОВАННОГО
КРУГА ПРИ УСТАНОВКЕ
ДЕТАЛИ В СИНУСНЫХ
ПРИСПОСОБЛЕНИЯХ
Шероховатость
АА
Плоскошлифовальные станки
Ка = 0,63 мкм
установки:
Способ
поворотной синусной призме.
Карта 94
на синусном кубике,
7
кеј
синусной
линейке,
на
1. Неполное штучное время
Ширина
К
Длина
e по- | шлифова-
КИИН
ии
ММ,
1
2
3
А
Припуск
| на обработ-
ку П, мм,
Д
ДО
100
Ср
|
0,5
0.7
0,3
0,9
0,7
4
О
6
160
7
8
9
240
0,4
0,6
0,8
10
11
12
320
0,4
0,6
0,8
13
15
400
16
`
17
КУК“
500
14
19
20
2]
|
Индекс
60
16|
б
Ва
боб
А
Ө,
8
ТВ
97
оао
ОБО
111.6
100
Ва
НО
М,
о
1».ш, МИН
812
19,8
8,24:
Ө бл т
100
ЕО
5
12,0
Ма
ТО
ПТОФет Оби 15,5
616,8: | 85
7190
9,В | 1210215,
ТО
Ер
18,3 1 23,5
801:92 | 11,6 | 14,6.|
ао
ДО
Оо
ТОТО 1120.11
ОА рад Фа 71940
105
|2450)
о 18
ТОБО
15,5 | 19507 23:0 11290
24,5
8,3 | 9,5 | 12,0 |15,5 |19,5 |4.729
:0
о О 4728.
Погон
11:62)
1118 145] 18:0 [28'0 |28,5 | 85,0
o4
ов
102,
|
0,5
0,7
0,9
1051
1.0,
13,841
_|
о
|
220
120 | 160 :| |
90
5,2 | 6.090]
Сто
0,6
0,7
0,9
Вд, мм, до
Неполное штучное время
|
|
0,5
630
30 |
плоскости
1122. 0128,0
12 01 14 Ба 185.
17,0 №2212 | 26.011 33/о
14.01
1,820) 39,5.
16,7|22,0:1:25,3
13\0 | 15,5 | 19,5 | 25,0| 30,5 | 38,0
5,2225
ИБО.
18,5 | 22,0 | 28,0
|а
| б
| В
1290 |35,0 | 44,0
34,01 42,0 | 52,0
| Г
| д
| е
II. Поправочные коэффициенты в зависимости от:
1. Группы обрабатываемости материала (см. карту 92).
2. Партии деталей (см. карту 3).
|
3. Условий выполнения работы (см. ка рту 92).
Ш. Подготовительно-заключительное время брать по карте 68.
ІУ. Время на установку и снятие детали брать по карте 69.
Примечание.
При одновременной обработке нескольких деталей,
устанавливаемых друг за другом по ходу стола, нормы времени делить на
количество обрабатываемых деталей.
|
268
N
Мелкосерийное
производство
ШЛИФОВАНИЕ
МНОГОГРАННИКОВ
k
Плоскошлифо-
Шероховатость |
вальные станки
Ка = 0,63 мкм
ФАШИСТЕР ИРЕР
|
|Kapra%
Способ
установки:
в делительном приспособлении,
соблении для шлифования многогранных деталей
в приспо-
|
1. Неполное штучное время
а
aeae aaa aee e-
а
та
те
—_————-————
и
Е?
О
үз. шүнө
~
95
DE
еа
ое
-
грани
36
|
Гад, мм, до
50
|
аа
71
жо
Ширина грани Ba, мм, до
25| 63| 16| 5| 12| 95| 5 |19 | 25 |-6,3| 16| 40
ща г сев
1
|
ен
| -
Длина
Неполное
штучное время на многогранник
9
0,3 | 4,5| 5,4 6,3] 5,0
4
0,3
Їз. ш, МИН
6,0 7,2 5,9 7,31 9,2! 7,0] 8,810,9
_2 |___| 05152 6,2 7,8 5,9] 7,0 91 6,8 8,510,6 8,110,212,1
3
4
|-5,3] буо! 7,7) 5,9.6,9.8,2|
10,5
5
_6 ||
и
2.18
8,2110,3112,4
б | 0,316,4 7,8| 8,8] 7,6] 8,8/10,4] 8,610,211,610,412,2138,9
0,5 |7,4 8,710,1 8,710,212,0) 9,911 ,618,512,114,216,1
8
0,3 | 7,0] 8,8110,2| 8,41 9,911,9] 9,511,213,7
1
,013,1|16,2
0,51 — | — 11,51 9,811,713,810,913,015,812,615,018,5
Индекс
№
ози
та
7,0) 8,510,5
6,1 7,4 8,9) 6,7) 8,010,1 8,0 9,911,8 9,411,814,0
ЕНА
Количество
|
|
о. о.
р
Е
ая
Ие
Шлифование многогранников из круглой заготовки
ПЕЛЕ ИДЕ МЕС
= т
ГИ
ат
варит т
Неполное штучное время на многогранник н.ш, МИН
7
3
6,17,6
10
11
12
4
6
8
— | 9,4] — | 9,0111,2 — |10,413,0| — |12,0114,9) —
--19,712,311,214,5 — 14,218,5 — 17,021,9| —
— | — |11,5| — 12,816,6| — [15,5|21,9| — 19,425,2
И
а
Поправочные
L/D до
Коэффициент
— | 7,5] — | —
К
коэффициенты
92! —
—
а ва
Te
—
и ен аи
на жесткость обработки
ЗА
5
8
10
1,0|
1,2
15
1,85
И. Поправочные
—
коэффициенты
в зависимости
от:
1. Группы обрабатываемости материала (см. карту 92).
2. Партии деталей (см. карту 3).
3. Условий выполнения работы (см. карту 92).
ПТ. Подготовительно-заключительное время брать по карте 68.
ГУ. Время на установку и снятие детали брать по карте 69.
269
а
амин
ШЛИФОВАНИЕ
ВЫПУКЛЫХ
„Деталь
РАДИУСНЫХ
ПОВЕРХНОСТЕЙ
ТОРЦОМ
7
|
рада НА
Плоскошлифо-
КЕЛӘ
НЕПРОФИЛИРОВАННОГО
вальные станки_
д
"КРУГА
„Шорсхоратости
Мелкосерииное
производство
Ва--0,68
_
\ Карта 96
ем
мкм
Геос
на уни-
или
приспособлении
в специальном
установки:
Способ
версальном поворотном столе
|
I. Неполное штучное время
пи
ль
аль
опали
eaea
Толщина
=
Припуск
2
La MM,
ДО
ку. LAMMET
Ea
И
1
2
12. 2,941
0,50
3
63
5.
6
u
TEN
90
8
9
10
11
12
13
19
21.
22
23EAN
24
АБИ
251!
За
81
361
И
4,4
552
2.530 | О
744
БИ
Зуба
0,30
0,50
Ооо
Е
0,30 |
0,70:
3,411
41
5,0]
6,0.
4,4: Буду
611
17,11 1852
АБ
ATEN
две
8:51
А4
4,445,
[749 РУБ У
0,30
ЗЕ
160
0,50
070
4,4 | 5,
62
Ба
обоа |“ 6 У
0,30
0,50
0,70
АВ
5
Еб
6.9 | 8;
Буз,
об КЕ О ще
ү 9,
6618196
АЛ;
0,5
0,7
691
8,4
0,9
|
0,5
0,7
0,9
315
Индекс
371
2,9"
ОЗУ
250
|
К
БОНУ
а
ба, 4
6
АВА
О
ет
73
853
8,3
9,5
BAM КОЗ
Ш,
1|12,04 13,
| 9,4'|-10,5
r
10,5 |11,7 |13,0 | 14,6 | 16,
8,6 | 9,8 | 11,1 | 13,4 | 14,0
10,8 | 12,0 | 12,9 | 14,6 | 16,3
13,4 | 14,4 | 15,3 1 17,4 1 19,8
| а
| б
П. Поправочные коэффициенты
|В
| Г
в зависимости
|Д
| е
от:
1. Группы обрабатываемости материала (см. карту 92).
2. Партии деталей (см. карту 3).
|
3. Условий выполнения работы (см. карту 92).
III. Подготовительно-заключительное
ІУ. Время
270
на установку
|
|
ч
оу
0,50
ОЗО
200
20
3,5.
0,50
0,70
`’
116
17
18
2Ә
120
|
14
15
204
16
0,15
са
40
30
91003,0
ЗАБ иа 9 | КО
ОРОШ на 6
МӨ | З
ПОБ
0,15
0,30
30
=
А ЈАНА Е A УЗР
a EE
Неполное штучное врема
на поверхность Таш, МИН
Да
Т
Z
типа
Ёд, мм, до
22
16
10
= | Длина дуги | на обработ- | 9.
детали
время
и снятие детали
брать
по
карте
брать по карте 69.
68.
·
ње
порно
ПЕРИФЕРИЕЙ
ШЛИФОВАНИЕ
пролет
ВЫПУКЛЫХ
Мелкосерийное
|
ОВАН
орношо,
НЕПРОФИЛИРОВАННОГО
КРУГА
5
вальные
станки.
Точность --0,02 —- --0,03 мм
Шероховатость
Ка-- 0,63 мкм
Карта
Способ
установки:
деталь со сменными
ся струбцинами и устанавливается в центрах
І. Неполное штучное время
|
|
| | |
схем
Ее ей
=
5
и
=
ря
е
ах
що
Е
с)
||
Пе с
20
015.
OSTAT
1
2
3
4
5
б
8
9
45
10
11
12
63
13
14
15
80
16
17
18
100
Индекс
1,922
12,38
2718
e
штучное время
(u.m, МИН
орков
1225) 279
9 23,6
на поверхность
Зо ВРАТА
ВИ ОТ 3) вв
3411890145 5061!
4,0 | 4,51 5,21 5,7 6,9
27.
3,0 | 3,5
Заара
‚5 ВИ
4,8
7,2|:8,4:9:9
8,1 9,8111,0
3,91 4,41 5,11 6,0] 7,1| 8,310,1
БУЗБАТО То
|5,5 6,3] 7,2 8,4 9,811,814,0
0,3
|2,8 | 3,1 | 3,6 |4,1 | 4,8 5,4 6,2) 7,3 8,610,212,3
0,5
О
3,52”
2
1402
4747 ОВ
0,5
0,7
0,9
‚|
си
күт
Неполное
08:12:34
оова
0,7
‚4
7
<>
|
081
32
пп
А | 32 | 45 | 63 | 80 |100 | 125 60 200250 |315
ВЕ
aS
Въ
-----
закрепляет-
Длина шлифования (длина дуги) La, мм, до
2
ре
—
планками
97
1511
бы
5.76.5 1,4 8,710,212,014,5
6,8] 7,7 8,7|10,3112,1114,3)17,1
| 4,51 5,31 5,81 6,8 | 7,8] 8,7| 9,9112, 4114,0116,7(20,8
[5,3 | 6,0 | 6,8 |-7,8 | 8,81 9,811,313,315,818,8122,1
| 6,61
7,3 | 8,2 1 9,5 10,612,014,917,119,622,5106,8
0,5
|5,6 | 6,6 | 7,1 | 8,0 | 9,211,512,914,917,119,523,2
0,7 | 6,6 | 7,7 | 8,5 | 9,9 11,312,714,917,619,123,427,1
0:92
18.2192. 1076 112,1 14,0]15,0]18,6|21,2|24,4|28,1 32,3
0,5 | 7,2 | 8,2 | 9,4
0,7 | 8,3 | 9,6 110,3
019 ЈОВА
7113,5.
|
| 4
|
б |
П. Поправочные
я
[10,9
12,3
115,519
112,414,316,018,621,324,229,0
114,115,819,723,926,129,2134
„6
БИВ. 7 28,2127, 1131,1134,841,1
а
коэффициенты
в зависимости
KDE
от:
1. Группы обрабатываемости материала (см. карту 92).
2. Партии деталей (см. карту 3).
|
3. Условий выполнения работы (см. карту 92).
ПІ. Подготовительно-заключительное время брать по карте 68.
ІУ. Время на установку и снятие детали брать по карте 69.
Примечание.
Вогнутые участки профиля детали могут быть обработаны при условии, если радиус кривизны вогнутой кривой профиля
больше радиуса шлифовального круга.
|
271
1|
ШЛИФОВАНИЕ
КРИВОЛИНЕЙНЫХ
Мелкосерийное
производство
ПОВЕРХНОСТЕЙ
РМ
ПЕРИФЕРИЕЙ
ФИЛИРОВАННОГО
Плоскошлифо-
КРУГА
Точность
вальные станки
+0,02 — +0,03 мм
-.
Шероховатость Ва =0,63 мкм
Е
А
Ж
ти Ам мољење ЕСЕ ЧНЫ
Карта 98
ши
Способ установки: на оправке с копиром
1. Неполное штучное время
ЛЫ: саш.
ли ЫЛ К
ВЕТО
Длина криволинейной поверхности
И
[м
=
е
©!
>
1
2
3
Ек
Ее"
ре:~ О аа
о
=
јен |Ено =
ПЕК
Неполное
рА.A
штучное время на поверхность
а.
а
АШЫ.
1007 | 125 |160 | 200 | 250
E80
бал
РОМ
е.
| во
{н.ш, МИН
ж-ш ы АЕ У кшш
дно
191 | 2,4. | 3,0 | 3,6 | 4,4 | 5,5)
Рона
ЗОНА
рат КОЛ
оо
6,5]
5,3|
|.4,3|
E
a 3.0.
03
оов
E
6,3
та
8,0
ЖЫ
ОН
А
МАТО ОЙГО ТО; АГЫ ЭШ
5,4 | 6,8) 8,4
0,3 | 24 | 3,0 | 36 | 4,4|
4
леи Л Өн, ОВ
още
извара
оаа
о
оо
8,6. |от
(1,0
от атаве
6
a
Ол
9
30
9
0,5
3,1
057
ЗА
А
рЫ
Е
10
11
2,8
0,3
7
40
12
Индекс
„мы
б. сз
а
3,4
4,1
3,8 | 4,4
15:41:21.
ПИ уй
4:25].
0,3
35%
0,5
4046
0,7
5,6
| а
мш
м
д
5416.6
61|
5.1
ЕН
5.0
———————————-
ооло
6.0,
рта
8.2
8,5
92i
10,3
мин
10,4
ИО
ле
а
оор
110,1,
12,3
9,3 | 11,5 | 14,0
ен
А
Ее
7,41
7:31
9,2
ПД | 18,6
8,8 | 10,9 | 13,4 | 14,7 | 16,5
1753
19,6
| 12,7 | 15,2 | 16,9
10,6
|
8,3
|
‚7.5
| б
| В
| г
| Д
| е
|. Поправочные коэффициентыв зависимости от:
| ж
|ан
1. Группы обрабатываемости материала (см. карту 92).
2. Партии деталей (см. карту 3).
3. Условий выполнения работы (см. карту 92).
III. Подготовительно-заключительное время брать по карте 68,
ГУ. Время на установку и снятие детали брать по карте 69.
Вогнутые участки профиля детали могут быть 06Примечание.
работаны при условии, если радиус кривизны вогнутой кривой профиля
т
больше радиуса шлифовального круга.
272
f
----
@
Гад, ММ, ДО
|
ла
ШЛИФОВАНИЕ
ВЫПУКЛЫХ
в
ПОВЕРХНОСТЕЙ
ПО КОПИРУ ТОРЦОМ |
НЕПРОФИЛИРОВАННОГО ,
|
шмш жылысын
ВАР
ићи
КРУГА
vw АЕ) колар,
с
на оправке с копиром
1. Неполное штучное время
М
5 | ной поверх- |"2 соработ
ми, до
=
|
2
За
4
5
30%
10
5
мм,
ку, П,
до
ности La к
детали ta, мм, до
Толщина
panyo
Длина
3о!
16
22
0,15
0,30
0,50
Я
р
PEA:
3,4 | 3,9|
3,0|
ФА
Зое
ее
4,5
ола
63
0,20
0,40
0,60
3,91
3,0 |. 3,41!
4,81
8.94
19:51
26,0 | 5,
4,4:
4,5
958
6,5
0,30
0,50
0,70
4,9 | 5,6 | 6,4
4,831
5,6 |" 69 1 12
АО":
6,0 | 6,8 | 77 | 9,0
120
0,50
0,50
0,70
494
5:64
тъ
18
14.
15
160
0,30
0,50
0,70
,8
56 | 6,4 1. 7,648
3,81 10,3
7,51
6,6'|
8,4 | 9,4 | 10,9 | 12,6
16
17
18
200
0,30
0,50
0,70
ИУ | АП, 2
6.7 | 18,3
8,6 | 9,9 | 11,2 | 12,6
1950
13.11
1.64
954
19
20
21
250
0,40
0,60
_0,80
9,9 | 10,9 | 12,5
8,0|
10,3 | 11,8 | 13,6 | 15,7
[16,2 (18,8
12,2 | 14,0
22
23
24
315
0,40
0,60
0,80
| ,5 | 13,3 | 15,4
| | 10,0]
14,6. |12:O |,19,7
19:77
15,2 | 17,4 | 20,2 | 23,5
90
10
11
12
|
ү,
|
30
40
Неполное штучное время ии, МИН
|
30
7
9
9
Индекс
сИ
установки:
= | криволинейКеи
ТЯ
станки
Ка= 0,63 мкм
Шероховатость
Е
Плоскошлифо-
И
Точность +0,02 — +0,03 мм
Способ
Мелкосерийное '
вальные
чн
|
ыс сшкш
|а
64!
5,6
6411756.
УВ БА СО О
| б
В
-7.5
8,5
0,2
| г
II. Поправочные коэффициенты в зависимости от:
1 Группы обрабатъваемости материала (см. карту 92).
2. Партии деталей (см. карту 3).
3 Условий выполнения работы (см. карту 92).
III. Подготовительно-заключительное время брать по карте 68.
ІУ. Время на установку и снятие детали брать по карте 69.
18 Зак. 213
273
CERB TaN aah
ПО
т
ШЛИФОВАНИЕ
|
КОПИРУ
Мелкосерииное
ПЕРИФЕРИЕЙ
ки
ПРОФИЛИРОВАННОГО
КРУГА
Плоскошлифо-
вальные
Точность +0,02 — +0,03 мм
Шероховатость Ка-=0,63 мкм
Способ
станки
дара
установки:
100
на оправке с копиром
4
1. Неполное штучное время
Длина
5
=
о
=
S
©
=
о:
=
РО
а Е
Ве:
ааа.
|=
1
2
3
0,971
Об
О
10
|
4 |
|
|
поверхности La, мм, до
о
|63 | 80 | 100 | 125 | 160 | 200 | 250
а.
=
|
Неполное штучное время на поверхность
{н.й, МИН
2,2 | 2,5 | 3,2 | 3810461
а а
1-2,8 | ВАЊА
АЭ
рО
3,2 | 8,1 | 4.556
А
3
5
200
03Зоо
3,2 | 8,8 124,6
БО ВИЗ 8 | АД
5
0713.3|4,0 | 4,9. |6,01:
7
8
9
ЗО
081
2:91
3,6
14:31 51
ОЗ
70,52
3,31
Ато 14 63) БОЕВ
0,7 | 8:74
5.41]
6.4
тази
10.
11
12
0.34
3,294
40.10.5441
0 | 5,37
Индекс.
| а
411 БЗ
1541
6,4 |-37 78
б
9
| б
П. Поправочные
| В
| г
коэффициенты
5.81
О
би
ЖОРА
7,21
8.9
77 в | 9,7
8.4 |. 10,8
и 8,8. | 10,9
побожан
неон
9 8 1912
7.4 | 00 | 11,2 | 13,8
Зо
ОШ
a
| Д
95 | 118
би 10.6 | 13.0
зоне | 121." 1457
ти 11,7
ИА | 18,4|
3,9 1116,7
| е
в зависимости
|ж
[17%
ТОЗ
[2006
| 3
от:
1. Группы обрабатываемости материала (см. карту 92).
2. Партии деталей (см. карту 3).
3. Условий выполнения работы (см. карту 92).
ПТ. Подготовительно-заключительное время брать по карте 68.
IV. Время на установку и снятие детали брать по карте 69.
Примечание.
Вогнутые участки профиля детали могут быть 06работаны при условии, если радиус кривизны вогнутой кривой профиля
больше радиуса шлифовального.
274
ё
)
ва
Е
rM
оро
5
|
криволинейной
|
ШЛИФОВАНИЕ
Мелкосерийное
КРИВОЛИНЕЙНЫХ
ПОВЕРХНОСТЕЙ
|
ПО КОПИРУ ТОРЦОМ
ПРОФИЛИРОВАННОГО
+0,02 — +0,03 мм
установки: на оправке с копиром
І. Неполное штучное время
Способ
у
==
|
Г
©
Радар
ЛИС
ности La,
мм, до
т
2
станки
Карта 401
Ва-- 0,63 мкм
_Шероховатость
9
Плоскошлифовальные
КРУГА
Точность
производство
1
2
3
4
30
63
5
6
7
90
8
9
м,
ли ta,
Толщин
Y AASA Шолшинатдегали да. MM долу
Припуск
на обработ-|
| 10
5
| 16
| 22
| зо
| «0
Неполное штучное время на поверхНОСТЬ Їн.ш, МИН
ку Каш
А
0,15
0,30
0,50
0,20
ус
2,8
2,
32
4,014
3,2
А059
65
546.
9
ЖЛ
5,6 | 6,6
,
у
79
0,40
3,8
6.2
0,60
4,8
8,1
9,5
0,30
4,8
Ура
95
0,50
0,70
5,6
6,7
ЕО
о
11,8 | 14,0
10
11
12
120
0,30
0,50
0,70
5,4
682
7,9
9,8 | 11,7
12,4 1 15,1
15,0 18,0
13
14
15
160
0,30
0,50
0,70
652
7.3
9,3
12,4 | 16,4
14,7 | 18,5
1522517
186.
16
177
18
200
0,30
0,50
0,70
7,4
9,5
12,5
15,0 | 18,0
17,4 | 20,2
25,0
21
250
$
19
20
21
0,50
0,70
0,90
9,3
11,9
14,2
ү әш 216
V202
MT.
302
252
315
Ж
22
23
24
0,50
0,70
0,90
11,6
14,7
17,6
162667
22:92
27,8 | 33,4
139,2
30,0
а!
|
|.
ы—5жьББтБз—8бжззб&—фф
Индекс
[
Зета
БЕТИНГИ
ТАЗ
ат
НЕ
ЕП
ЖЕТИ
Д
| а
11. Поправочные коэффициенты
в зависимости
|
е
от:
1. Группы обрабатываемости материала (см. карту 92).
9, Партии деталей (см. карту 3).
3. Условий выполнения работы (см. карту 92).
ИЕ. Подготовительно-заключительное время брать по карте 68.
IV. Время на установку и снятие детали брать по карте 69.
275
‚|
ШЛИФОВАНИЕ СЛОЖНЫХ
ПРОФИЛЕЙ ПЕРИФЕРИЕЙ
ПРОФИЛИРОВАННОГО
(
|
|
|
КРУГА
Оз
И
А
мм
— +
-+0,02
очность
мкм
Ва--0,63
Шероховатость
Способ
КМ ЖУ ДК
в тисках,
установки:
на магнитной
Мелкосерийное
_ производство |
Плоскошлифо_вальные станки
км
ТО Карта 109,
НАЯ | А ДА
плите
в при-
или
способлении
|. Неполное штучное время
|
ир?
„Е
ВЕ
Периметр профиля в торцовом сечении, мм, до
10 || 20. 4 30 |40 | 50 | 63 | 80 | 100
Е
7
чоо
©
п >
АЕ
2А
РАИ
{үе =
Неполное штучное время на поверхность
ве
(или, МИН
шел уды э ы ишы кылша
Е
ИТА E А ДАЛИ И НОСА
С.
Еа
|
25
2
еко ©
ро
03
т | 261
0,5
Р.
0,7
З
ДОМЕ
3a
ВО
3,6 | 4,1
5 О
32 | ЗВАН
Ир КД ИРЦИ ДЕ ШТУ К 7 ОВИ ЫА ЈА МЕ ОДЕ
4
40
5
6
ате | А
6,9
6.1
5,8 | бур]!
1020809
ДАЛ ПШЕНИЦА
ву 51
03
4907. |, 39
аи
0,5
398,8]
4849156
07
„9
{48.81
150 | 5548
447 | 15:47.
5711641
н з=
БИТ
ЦЕНЕ
Т6
роб ОКУ
7,0|
77,9 | 18:9
д
7
63
8
9
3259 [ 8,8 | 4.31
4101146 | 5362:
9416: | 7,3
4191:
4182
5,8 | бб
ИЛО
14,8115, 4 | .6,0 | 68
0,3
0,5
0,7
от
923
рева И ӘН
10,81)
#25 0
О
0
11°
|
оо
0,5 | 14,9 | 5,6 | 6,370 | 07,8 |“в,6:119,8
11250
10,7. | 6,1]
1458
7,0 | В,
чо 10,0 | 11,3
8,1 | 9,2 | 10,2 |11,4 | 13,1 |15,0 | 17,7
12
0,9 | 7,1]
16
|
и | 15 |
18
19
0,5 | 7,4 | 8,4 | 9,8. | 10,9
97 | 9,2 | 10,5 | 12,0 | 13,4
1,0 | 11,0 | 12,6 | 14,4 | 16,2
1,3 | 13,1 |15,6 | 17,8 | 19,9
а
13
0,5
147 ||120 | 0.7
15
0,9
Иако
а
|1729
Жанс кар Шы ү
л ыры иу
1
| 6,0| 6,9| 7,8| 8,6| 9,7 | 10,6 | 12,0 | 14,5
| 74| 8,5 | 9,7 | 10,8 12,1 | 13,6 | 15,5 1198
| 8,8 | 10,5 | 11,2 | 13,0 | 14,5 | 16,3 | 18,6 |21,4
О
| 12,3
| 14,8
| 18,1
| 22,4
| 13,5 | 15,9
|16,6 | 18,5
|20,4 | 22,4
| 24,4 |27,8
вија лек Пелин бе
| 18,0
|21,8
| 26,2
| 32,4
кен
Мелкосерийное производство
Х
ШЛИФОВАНИЕ СЛОЖНЫ
ПРОФИЛЕЙ ПЕРИФЕРИЕЙ
Плоскошлифовальные станки
КРУГА
ПРОФИЛИРОВАННОГО
г
Точность +0,02 — +0,03 мм
Шероховатость Ка --0,63 мкм
Карта 102, лист
мм, до
Периметр профиля в торцовом сечении,
Ет
g
К
а
Е
=
20
21
22
| ВЕ = 4 ш
с 5 є
>. Q
F
50
40
30
|20
10
|Биж Ес
ае =
Б б.
цев
пе
80 | 100
63
ность
еполное штучное время на поверх
ў
Пи
|
12,7 14,0 | 15,5 | 17,3 | 19,5
8,9 | 10,1 | 11,4
‚0.5
16,5 | 18,7 |21,6 | 25,7
О
12.2 |аб
077 | 1088
18,6 | 22,9 | 20,3 | 22,9 26,5 | 31,3
1,0 | 13,7 | 15,1
200
| 87,0
1,3 | 16,1 |18,5 |21,0 |23,4 |25,1 |28,5 | 33,0
28
ДИ ИК
„ДЕН ДАРА
ИЕРАВНА
СВОИ ЕЕ
eсү
д
г
В
б
а
Индекс
е
2
|
Зи
A
|
3
|ж
ого
Поправочные коэффициенты K нормам неполного штучн
„в зависимости от количества элементов профиля
с
2
|
1. Неполное штучное время
3
М
ааа
И
времени
5...6
Козффициент
;
м
АНИ
И. Поправочные коэффициенты в зависимости от:
1. Группы обрабатываемости материала (см. карту 92).
2. Партии деталей (см. карту 3).
|
3. Условий выполнения работы (см. карту 92).
68.
карте
по
брать
ПШ. Подготовительно-заключительное время
ТУ. Время на установку и снятие детали брать по карте 69:
|
277
ШЛИФОВАНИЕ
ВЫПУКЛЫХ
И ВОГНУТЫХ, РАДИУСНЫХ
ПОВЕРХНОСТЕЙ
ПЕРИФЕРИЕЙ
ПРОФИЛИРОВАННОГО ·
КРУГА
Мелкосерийное
производство
Нара
а страда
Плоскошлифо-
УД
|
вальные станки
Точность +0,02 — +0,03 мм
|
Карта 103
Шероховатость Ва=0,63 мкм `
Способ установки:
на магнитной плите в синусных или специальных приспособлениях
1. Неполное штучное время
Длина дуги радиусной поверхности, L, мм, до
=
=
s
sE
=
й
8 ана 289
=
=
=
=
=
| ВЕ
ки.
==
1
2
SE
4
5
6
С
10
=
©
40 | 50
|63. |. 30:
T00
Неполное штучное время на поверхность
E
=
ОВ
ЭО
с ан О
0,80
101
05
О
7
|
30
=
се
=
|20
шл. и а ыны ДӨ: Пя ул а јау у л КАША
од
ОБА
ИВА НИЗ И 3,43]
Д Дел
ДЕНА
2:61
2
Зат
4114 | 4 91. 516
коло) ЗООС
| лав | 5,3 О
245 | "2,8
зо
зо
3.811
о 481658
8:07
зЗ
ВЕ ао р ТА 6
БО"
БУСА
Ти] 4
РБ, 01 5,4 5,94
6,7!
в
КҮ,
ОЗ ро ОН „АШ
МИН
УУ В иа лат а, 48
ра
ОМ
8
6810585
41
ма Би A
Бзр
5,8 | Нела
оде
9
ораз
481 ЕВА БӨЛ
6 Б 728. | тад
ата
10
0,5
17401" 4,8
МВ
5174
Г
67
а
11
90
0,7.|:4,01
5.4
16:01:65 61 7.2 от воа
оО
12i
0,97 5,9)
6,6|
7,3 |
"8,0 |
8,6 | 9,3 110.7 121
13
ОББ ар5,7 ГО
бб
еи
Уол | Вл
Кот
1497]
120
071
е
Боба
Е
вит | ТО
ОО
15
0:9
б;т
т.а во
8,6
19.7 | ЛО 2 | туза
16
|
0:5 1 5411624
био
| от
тоа ШО
17 | |60
ОТ
6.9
7,7
ако
ОЧ ОЛ
ТОА
18
№0 | 344.
0:3. 12
1252: 1 12:91 14.7165
_ 19
1,8 | 10,0 11,1 |12,21 18,2 | 14,3 | 15,7 | 17,5 |19,6.
204
О.
21 | 200
22
23
О
104:
1,3,
е
~
ТО
9.21
[211,21
~
Зет
7,8985
S2 |,ТО В TS
ВА
ОИ
10,2.114,
8231 13:31
19,31 13,6 | 4471 16.01
~
~
~
~
|7199.
14
17.5
~
12,8
Зе
6161985
119.6 |2270
~
|
Индекс
ПР
ИНКА
БА АРОНА Р
П. Поправочные коэффициенты в зависимости от:
1. Группы
обрабатываемости
материала
|“
(см. карту 92).
2. Партии деталей (см. карту 3).
3. Условий выполнения работы (см. карту 92).
ПТ. Подготовительно-заключительное время брать по карте 68.
ГУ. Время на установку и снятие детали брать по карте 69.
Примечание.
При
одновременной
устанавливаемых друг за другом по ходу
на количество обрабатываемых деталей.
278
обработке
стола,
|
нескольких
нормы
времени
деталей,
делить
Ф
5
=
а:
338 &-
TS
©
за <=
5
|
Е
©
=
©
Е
a|=
as
|
|=
—
©
об
~
А
ра
о
та
©
>
=
|
х,
ој
55]
NEN
очі
чај
NN
т
єс
S
ФФ
Бс
+
<#
R
=>
со | шок
=
~
из
һо
со «над
си оре
єч сч со
«ғо
я
‘О
TR
00
| 7o
1е«
<< ид
-----
|
со со хр
с со со
NN
|
5
55
== е>
ССО
=
ъс
е
кз<
~ аса с =
«оо
Ca
Соо
с
е
N
oN
ес
ON со
КО
~
=
т
~
а
~
=^
о
моо
ка
За ок“
| а
мо со со
25|.
ю | моasSOоeE~ | чо
со
Ко
~ са,
«оова
сене
++
тиз
959 | 558]
со + <
;
> оо со
=
©
|
тие
>>
я
T
заа
<о
чо
соусо < E
(о
о соо
©
ева
TAO
шт
f
СС
малито
=
©
ЕСЕ | Вы
Ер.
ү.
=i
-
Е
га
==
јр]
=
с
|:
Е|
ЖЫ аз ио
чой
— <=
=
со со че
=
222
везаз | аи
g | те
sg
ссе
a
<<
из су ~
| абсо | (оос.
со
сү сч со
5
58
ооо
ооо
$
= СЧ со
хана
сет >
=В
=
—
ДШИ: ЧЫН
=
e
ттс
Фес
пето
мая
ысын
са со
ооо
NoD
ETри:ETее
B
З
=
оо}
-N|
Чела саана
Е
|
=
зе
=N]
Еа
се|
ODO
355|
| ча 22]
еее
ге|
ЕТЕ
се|i
КЫСЫ
О
де оча | een |соч)
яны
5
maj
= = '| nt]
па
рас
=
Ф
©
=
а»:
к
И
| 2Е|
а
=
Е
ЕЕ
ииписоп
зм
FE© E
Базил | |
Чад:
во
оос
Сы?
о
Оо 5
а
©
жЕ
ава= | а
Ес
е
С
=
?
=
а<
=
5
2
©
о
сп а
=
=
©
с
не
=
ва
о
=
%
о
=
5
ой
9
| 69
лы
со = +
со со хе
о
3А
©
;
“|
ме
=
Е
«|
=5
а
5:
5
о
2
=
о
оз
Зо
en]
Sajя
ssx
со
A
2:
5
Е
=
=
а
~
ЕЕЕ
оа
е
Чч<
д 2
<E
|
Уд
=
с?
>
са
с
|
Ф
=
СЕКРЕТ
|
ма
= ХУ
k
+
~
2
=
==>
4 =
а
><
о
Кэ
од
«<
шаоо
ё
=
5
=
ВЕРА |
<<== 8 | о
|
Е
=
ах =
Е
=
27958
Е
:
:
Е:
б
Мелкосерийное производство
УГЛОВЫХ
ШЛИФОВАНИЕ
КАНАВОК
ПРОФИЛИРОВАННЫМ
КРУГОМ
Шероховатость
ДУМА ПАКРАЦ ара ОНИ ари
Плоскошлифовальные станки
Ва = 0,63 мкм
ОА
ДАЛЕ ЛЕДЕ, ИЉА
ЖА
Карта
УВА
м
104,
лист 2
ЕЛА Ры ЯГО
ЫШ:
1. Неполное штучное время
че
|
=
=
Длина
а,Д; мм
23
|, ВА
| шлифования
е
Е
о
г
24
МИ
25
,
10 | 20
П
до
125
арми
до
мм,
ВЕЗан
ЕЕ E
иа ну канавки,
ЗЫМЫ РАпрофиля
а Периметр
Уми;
до
||И
H
|32 | 50 | 80 | 120
w
еполное штучное время на канавку
tn.m, МИН
0,50
Ива
15,9|
СЗТ
0,70
ИВО
6,5
ү7,8
Та
8,7
164
95
0,50
0,70.
0,90
6,2
7,5
9,0
ВО |“ 9:0
9,6 | 10,0
8,6!
11025111511
1350
26
27
28
160
29
30
31
200
0,50
0,70
0,90
Т,
9,4 | 10,6 | 12,1
7,8
8,5
8,7
9,5 | 10,4 | 11,3 | 12,7 | 14,6
10.5 | 1,41
12,41.13,5
715,8 | 157
32
33
34
250
0,50
0,70
0,90
8,4
9,2 | 10,0 | 10,9 | 12,2 | 14,1
10,1 | 11,0 | 12,3 | 12,9 | 13,6 | 15,7
14,8 15,4 | 16,2 | 18,8
12,1 | 13,1
Индекс
,
6,8
1:2
9,2 | 10,4
8,1
8,8
9,9 | 12,0 | 13,6
8,2
9,9 | 10,4 | 11,8 | 14,4 | 16,5
М
П. Поправочные коэффициенты в зависимости
1. Группы обрабатываемости материала
А Партии деталей (см. карту 8).
от:
(см. кару 92):
. Условий выполнения работы. (см. карту 92).
п Подготовительно-заключительное время брать по карте 68.
IV. Время на установку и снятие детали брать по карте 69.
Примечание.
При шлифовании канавок в расчет принят угол
a == 55—65°. Для канавок с углом 0<<55° нормы времени умножить на KOэффициент 1,5, а с углом а:>65•—на коэффициент 0,95. Канавки с yrлом а:> 90° следует обрабатывать непрофилированным кругом с применением синусных приспособлений. При одновременной обработке нескольких деталей, устанавливаемых друг за другом по ходу стола, нормы времени следует делить на количество обрабатываемых деталей.
280.
ШЛИФОВАНИЕ
ПАЗОВ
Мелкосерийное
производство
С РАДИУСАМИ
ПЕРИФЕРИЕЙ
ПРОФИЛИРОВАННОГО
Плоскошлифо-
КРУГА
Шероховатость
Ва ү,
= 0,63 мкм
Способ
_вальные станки
Карта
105,
R
|
установки:
станка
|
B тисках,
|
на магнитной
плите
или
на столе
1. Неполное штучное время
На
=
mM
е
{4
=
1
АЛЫН
2
З
Дана
ирина
Л,
з
мм, до
до
Н
12,5
10
0,5
0,7
па
2,9
СЕЛА
2.5
Пе
| =
эз
туриг.
WA ри А
А0,
452 | О
АБИ
4.5 | пи 229) АТ
БУОЛ
Ө
519
6,0
7.6
0,5
0,7
2:8
278
28
Эа
3,414
4,1
4,1
4,9
4,9 | 5,8
1,0
3,4
4,2
5,0
6,1
7.3
5
0,5
4,4
5,4
—
~
—
10
0,5
0,7
3,4
4,4
4,2
БЩ
БОО
7,4
63 | 7351291
0,5
о
ВАЗА | 44-7]
20
0,7
1,0
3,4
4,2
4,1
5,0
5,0: | 35.94
710
54
Т КААЛ
5
0,5
5,3
6.5
—
10
0,5
0,7
4,1
5,3
5,9
6,2
6,1 | То
7,6 | 90
0,5
ЗАА
20
0,7
10
4,1
540
19
Индекс
--
| 4,2
80 `
20
21
3,6
Нана
2,9
3,4
3,4
|
16
40
не
лот a
Неполное штучное время
на паз їнш, МИН
4,2
|
14
15
|25
3,6.
50)
ETS
16
29
9
17
_ 18
5
0,7
20
10
| 10
t, мм, до
0,5
20
7
8
11
12
7
к) МИ
Д
0,5
10
паза
|
НА Senao,
Бин |.
ОРИЗ
5
Глубина
П
5
За
6
,
П
а
5101159
| тон
ТБО ое
5,0
6,1
|б
6,0
1,4
ТЫ]
18.91
B
r
ае
(47819
11,0
ФОНА
8,5
10,5
д
ШЛИФОВАНИЕ ПАЗОВ
С РАДИУСОМ ПЕРИФЕРИЕЙ
ПРОФИЛИРОВАННОГО
Шероховатость
А,
ТО
‚
| Мелкосерийное производство
Плоскошлифовальные станки
КРУГА
Ка = 0,63 мкм
Карта 105,
лист 2
мы сл еск йшй сї ‚лы =.
о
а
І. Неполное штучное время
Глубина
5
Длина | Ширина
z
== | паза L 1.2, |- B В, мм,
©
=
©!о,
ДИ,
до
| мм, до
5
93
94
195
95
26
57
|
29
30
б
ү
28
160
|.
до
200.
1, мм, до
16
10
40
95
Неполное штучное время
|
на паз tau, МИН
үз
0,5
6,4
7,8
—
=
0.5
А
БОВЕ
Таоа
АБА)
10.2
ето
во
ВВ атол
ва
лев
21
ОАЕ
Ц
е6
пати
о
И
то
ИВ
20
05
07
10
5
0,5
7.8
7
0
07
она КЫ:
ОД
е
ед
то | 82 | 101 | 120 | 14,6
20
0,5
07
Ki
Ину.
34
35
36
37
38
39
5
|
99
3]
30
33
ГЕ
на обработП ‚ ММ,
ку
паза
10
90
НА
9.4 |
о
ТЕ
БА
67 | зо | 98|
111,3 —
м
Ы
18 | 13,9
|2
|=
0.5
9,3
0,5
07
05
07
10
ока | та оза
КК
без
294 | 116 | 13,841716,8
ври
ТО
T
бз
а
63 | 77 | 92 |по | 12,9
7'8 | 9,4 | 12 | 135 | 16,1
| а
Индекс
|б
|В
| G
|:
11. Поправочные коэффициенты в зависимости от:
1. Группы обрабатъваемости материала (см. карту 92).
2. Партии деталей (см. карту 3).
|
3. Условий выполнения работы (см. карту 92).
ИТ. Подготовительно-заключительное время брать по карте
ГУ. Время на установку и снятие детали брать по карте 69.
68.
При одновременной обработке нескольких деталей,
Примечание.
устанавливаемых друг за другом по ходу стола, нормы времени делить
на количество
282
обрабатываемых
деталей.
Б
гету
а
га
ста
_-_____-__
~
Мелкосерийное
производство
ШЛИФОВАНИЕ ФАСОК
ПРОФИЛИРОВАННЫМ
ШЛИФОВАЛЬНЫМ КРУГОМ
Шероховатость
ER
Плоскошлифовальные станки
Ка = 0,63 мкм
<}
Карта
Способ
установки:
ле станка
на магнитной
или
на сто-
І. Неполное штучное время
=
Длина фаски L, мм, до
=
~
н А
о |ЕЕ
Ж
в тисках
|
|
с
плите,
106
92
Ө 5
50
100
160 | 220 | 300
1400 | 500 | 630
Неполное штучнос время на фаску ши, мин
1
057
2
ол
Индекс
40
10,
ВОО
ИЗИ
67200
Зеления
а
11. Поправочные коэффициенты
УШ
лао 8
820 пио
о е
бе
А бо
ШЕЛ!
Око
ж
в зависимости
от:
4. Группы обрабатываемости материала (см. карту 92).
2. Партин деталей (см. карту 3).
|
3. Условић выполнения работы (см. карту 92).
ПТ. Подготовительно-заключительное время брать по карте 68.
ТУ. Время на установку и снятие детали брать по карте 69.
ч
toОЭс
\
5.3.2.
Круглошлифовальные
и резьбошлифовальные
станки
|
Мелкосерийное
ШЛИФОВАНИЕ
КРИВОЛИНЕЙНЫХ
ДД
ПОВЕРХНОСТЕЙ
КОПИРУ
ПО
производство
В Е ЕРИ АРОН
Круглошлифо-
вальные
ПЕРИФЕРИЕЙ
НЕПРОФИЛИРОВАННОГО
станки
КРУГА
р
Точность 6 квалитет
Шероховатость
|
|
Ка = 0,63 мкм
Способ
и резь-
бошлифовальные
Карта
тр
установки:
в приспособлении
107
с копиром
1. Неполное штучное время
МЕШ
д
ге
ЕМ
о
=
с. с
чан
КЫС
Вн
< D =
а. а Е
А
ОЗ
МБ
ОЭ
ООО
0311
191
284
0,5
|1,2,3
©
со:
©
ка
1
|
2
3
ый
4
с
Периметр контура, мм, до
50 )
ЕКЕ
63
80
100 | 125
160 | 200 | 250
Неполное штучное время на контур Таш, МИН
А ЫЫ
|
ЗВ
аА ЮУ
N S Ae
код
Аа
252164
А
5
ИИ
ов
а
4074
86,1 | 75
2,8 | 8,5
|4,8
55,3
176,6.
8,2 | 10.2
о
А
БИ
ВОИ
ВИА
5
у
Оз
оо
ок Не Зона
6
|
0,981:
2:4.
8:84
8491
49
15,71 7,0
8,6
110,5
И
К)
0342,
53,8
1240
АТА
5,87
8,614:
1055
1:8,2
4,014
14,7 | 9,8 | ТАД
87 | 196
Т8
а
б
в
е
8
10,5
Индекс
|r
П. Поправочные коэффициенты
1. Группы обрабатываемости
материала
[79727]
|Д
в зависимости
ж
от:
(см. карту 92).
2. Партии деталей (см. карту 3).
3. Условий выполнения работы (см. карту 92).
ИТ. Подготовительно-заключительное время брать по карте 557
ГУ. Время на установку и снятие детали брать по карте 06.
264
3
ШЛИФОВАНИЕ
КРИВОЛИНЕЙНЫХ
ПОВЕРХНОСТЕЙ
ПО КОПИРУ ПЕРИФЕРИЕЙ |
ПРОФИЛИРОВАННОГО
производство
|
ИА дара
=(, | вальные и peso-
КРУГА
· Точность
4
Способ
ђ
|
=
се
S
[ЕЕЕ RSZ
= >= Е
Шот
7
М
|
вор За
2
Оза
#2 О
0:51
258
ОЗ
аА
Оол
29
от астра
(055
ае
БШ
ото
ЗО
9,8]
ЗОИ
З
3о
о
4,0
БОБ
ат
АББОС
Ал ЦС|
ове
?
о
ЛТ
4,015
ба
1.7979
| а
4:01
А2520
| б
П. Поправочные
| В
коэффициенты
лат
10,1
рео Клоо
1285
ОАЕ
а ви Бот
6,1
738
Г
j
ЕСИ
ЕССЕ
Өр
О
УВ
|` е
в зависимости
NORO
9165161
———_—А——————/„—/:Ч——————
р
пој
| 720 | 967
Ито
14 51 5961
А9, 1 5881
0,3:
Индекс
|
тента
|
40
8
aaa
Неполное штучное время на контур ћеш, МИН
Деба
пики
:
50 | 63 | во | 100 | 125 | 160 |200 | 250
10
тужу
Tao ntin
108
Периметр контура, мм, до
и
|НЯЗ|
Е ва|
5
=
Kapra
-----
= >
2
станки
|
в приспособлении с копиром
1.
Неполное
штучное
время
ДОГУ
аи
T
ЗА ЕД
А ЧНО АИА
и.
~
|
установки:
д
с; 3
‚ бошлифовальные
5
а
Ка = 0,63 мкм
ВОР Лр АН
z
|
6 квалитет
Шероховатость
Мелкосерийное
и
ж
от:
Эт
| 3
.
1. Группы обрабатываемости материала (см. карту 92).
2. Партии деталей (см. карту 3). _
3. Условий выполнения работы (см. карту 92).
ИТ. Подготовительно-заключительное время брать по карте 55.
ГУ. Время на установку и снятие детали брать по карте 56.
Примечание.
Вогнутые радиусные участки профиля детали MOгут быть обработаны при условии, если радиус кривизны вогнутой кривой
в каждой точке профиля больше радиуса шлифовального круга.
285
——ы———-
ШЛИФОВАНИЕ
ВЫПУКЛЫХ | .
Мелкосерийное
производство
4
И ВОГНУТЫХ РАДИУСНЫХ
ПОВЕРХНОСТЕЙ
Круглошлифо-
ПРОФИЛИРОВАННОГО
КРУГА
вальные и резобошлифовальные
станки
ПЕРИФЕРИЕЙ
_Шероховатость
109
в центрах или в патроне
установки:
Способ
-Карта
~
_
Ва = 0,63 мкм
6 квалитет
Точность
1. Неполное штучнсе время
И
a
ИН
a
aa
a
Длина
a
=,
=
сд
апше
|,
(ме | 10
[ех
©
т
©
|115 | 20 | 25 | 32 | 40
Еа
ноя2 | СЕ ДЕЕ
Неа
на2 пове
ре;
штучное время
Неполное
ПОЈ
!
| 0,5
1,5. Ё
1,8.
А
Тар,
|0,3 |Теа
7 |БАШ.
аб
ОИ
210 1сдоби
ү,5 |пе
за
раб
8
Вы
9
бз
зо
ОА
Шыл:
4,9
ЕРЕ,
3.44107
4,5
|.5,4
| за
3.83144
О
[15,9%
АЛАЛ
ОЛЕН
Е
9,3 |И
ОЕ
оО
ОБЩА
О
О
КОЗ
ДОО
28
14 и
бери
ово
3,4
4,0
4,7
ПИПИНА
оса
о
К
63
рзи
зіва
|:4,6 | 5.2 | 6,0
оо | 2,5 | 9,9 | 3.4
03 | то
[2
3:01 35 | 41
оао
та е во | 05
15
16
100
ЕТ
Ват
0,5
25
реда
зор
KONT
3,0
SINE
О
E A
| (оди
В
г
а
Индекс
II. Поправочные
коэффициенты
1. Группы обрабатываемости материала
о "Партии деталей (см. карту 3).
3. Условий
выполнения
работы
о
У
она
19.4 |28 |3,1 |3,6 [
11
10
136
1а | 2в | 31
ВОТ
о АЕ
|Б |1,8: | 2 1
йт]
3,6 _
2,4 #2 8. 28.1.
тов | 29 | 3.4
о
ОБО
6
2,8 31
то | оо
|0.3: | 1.2 |та
иа
4
KA _2,1
1н.ш, МИН
р:хность
а |15 | ав | 2,1 | 2,
| |зе | 053 |
кад",
50 | 63
коте
ова
он
2
дуги L, мм, до
бо
те о
Ва
в
15.5
4:9
5,0
5272116,0)
КО
| Od
Д
Би
е
7,1
| 8,0
ж
B зависимости от:
(см. карту 92).
(см. карту 92).
ПТ. Подготовительно-заключительное время брать по карте 55.
ІУ. Время на установку и снятие детали брать по карте 56.
286
3
ШЛИФОВАНИЕ
УГЛОВЫХ
·
- КАНАВОК ПЕРИФЕРИЕЙ
| Мелкосерийное
"120
производство
ка
ПРОФИЛИРОВАННОГО
мо
КРУГА
PAE
Точность 6 квалитет
Шероховатость
А
Ва == 0,63 мкм
дела И ои
|
:
к
Способ
установки:
Карта
110,
ЛИСТІ
А.
!
р
а
аа
в центрах с хомутиком
или в патроне
І. Неполное штучное время
Глубина
=
Диаметр
П. У
тъ:
с= | шиот
вания
то
ОП
©
=
Оу
да,
мм
Аек
до
г:
иа
ММ,
1
;
ДО
18
3
13
4
5
2
б
акт
8
ЕКЕ
0,50
0,9
три:
А
пуч
ат
ла
трае
0:15
07.11.109
-
=
=.
2
En
КЫ
ба
си
пи с Күз
0,9
|
Ш
129
ио
ПН
0,50
1.2
о
1,8
7 70А
ИИС
ЧЕРВЕНО
д
10
0,15
у
12
171
0,30
1.3
РАНИ
ЛИ
НА
L
ЛУE шшр
КАТ ДЫ
EУЛOT
ВАМ
ООО
14
О
50
15
Индекс
йун
Каб
0,50
1:6
БОГ
| а
| б
—
ТОЛЛО
И
р
ан
ИЕ
фа.
—
са
та
ДЕЕ
ЕКИ
АЕ,
ин
а
1
1,5
ПЕ КЫЛУ
[9
фа
м
ФЕ
7220
ЕА
PENS
APE
4
ЕЕ
=
ЖЕМ
Ра оо
и
УЛЫ
е
о
е
N E
я
ИЖ
| В
затова
| Г
|Д
Н
а
Ты
тоо
би ари
па
—
—
ыры
б
к
г”
АӨ
о
13
с
на канавку
ШКОК
0:45
40
время
Unu, МИН
0.50: “+0 7
р
11
штучпое
гє
Дъ РОН
·
МОО | о
=
ЗЕ БШ ЖШШЕ НИ.ИИБ
9
то
0,6
г КЕК
32.
Тото|
Неполное
Онон
17
о:
|, мм, до
Я
Рав
па
ОЗ
9
канавки
=
==
| е
|ж
Мелкосерийное производство
ШЛИФОВАНИЕ УГЛОВЫХ
КАНАВОК ПЕРИФЕРИЕЙ
ПРОФИЛИРОВАННОГО КРУГА
|
альные
Круглошлифов
альные станки
и резьбошлифов
Точность 6 квалитет
Шероховатость Ва == 0,63 мкм
Карта
|
И
|
2
лист
110,
Ж МЕН ПРИ А
А7 т ыз ылыш А
И
1. Неполное штучное время
©
БМА,
R
до
метр, ди,
|
16
19
90
65
(
80
21
99
93
время на канавку
Неполное шие
мура
Т
ер
<
17
18
125
РОК
аз |ТОО
з |Бл.
СКИ
5 | шлифо
1, мм, до
канавки
Глубина
= | Диаметр | ү рр
ЧАТЫШ
минКМ
МИН
0,15
‚3
2,5
— | —
0.30
0.50
15
ром
Вас
ЧЫ
0,30
0.50
ото
оа
БИ
3.51.4011
47
Дл
ИШ 552
зла зоо
О
4,8
15,5
рее
4,9
42 ||]
[42
38 |
[ае
|за
ва
2,5
|
|
за
| 91.
|
1»
58
08011|
| о»
0,50 | 2,3 |2,4 | 2,9 |3,6 |4,3 |5,1 |6,0 |
100
1:26 | з0 | з6 | 44
070".
24
а
Индекс
Поправочные коэффициенты
Угол а, град.
в зависимости
60
|
г
в
б
115,2.
1116,0
Д
е
Ди
ж
от значения угла 0,
90
|
120
ооо
Козффициент
| 1,25
|
Il. Поправочные
| 1,10
коэффициенты
|1,00
в зависимости
0,90
| 0.80
от:
1. Группы обрабатываемости материала (см. карту 92).
я Партии деталей (см. карту 3).
‚ Условий выполнения работы (см. карту 92).
І. Подготовительно-заключительное время брать по карте 55.
IV. Время на установку и снятие детали брать по карте об.
· 288
бо
зо
о
=
рд=
са
9598:
Жаз
Заза
тон
оа|
БЕ
Ф
3 х
5
ЕБЕ
р
|а #8
во
~
е.
=
Ф
о
2
а
©
=
А
Зо
е
~
о
=
52
=
со
©=
со
№
|
~
~
ор
~
о
~
ка|
ее
~
~
~
~
~
~
.~
чао
~
оосу
~
~
~
~
~
~
~
~
~
~
~
на
аи
~
Е
зае
“
алоја | а7
се| оосо > мо
ооо
~
~
~
~
се
~
~
~
~
~
~
~
~
~
үче з осо
~
~
шс=т
ч |Ә) —————с
оош= сс
О со ~ С»== јео © со
пар
~ | св іо со осо)
~
FN
~
ня
Ж
xX
Фа
со <е с ја сл
КО ге Оз |~ 00 ==
~
юг
~
мәке | ФС
~
в
ве
~
еј ке
~
Фар
са
LIJ SS] sx
се| sol
~
зе
ве
~
~
|
an © вее
ше!
во
~
~
=
РӘВЕШЕ
1
Е
со
зыл
2
еее
с
„с | NN)
00|
а
НЕННЕ
КТ
N
сё мо|+ лосо
пение
Е
ANNIN
з в
СТАА
со |счсо
Е
Е
в
="
т СЧ
зоо |сос
со
е |о Ка
расна+ |
pa
|:
ЕЕ
е)
ВН
о
Дели=
жи
рии
а
е
У
ВИ
ще
ОФФО
от |со (тою (о
(~ | Ос
~ һомо
|+" м$|из <ни
из
n
чо | со)
N=
со <
со >] че
сосо|
соо»)
стз |сїсо |ст
суса |6102]
о ера ста
счеЦ
мар
4
ө чаю
ча
ос
сасо | сосо =
ЛЕЕ
0
~
шер
~
| || |
>
гыз
~
о
аа
~
сүс? | со ~
~
Е|а
е.
Е
=
=
~
=
с
д
с
(<=)
ОС)
<
= ш
=
чо
се|
___-
6400 | со
|
==
мо
--
“узы
тој
ЕЕ
А
нек
T
Фе | ом 59) соо) мо = | 00 |0 лез
— N ет сеч сте | стсо| сте јео со со + №
= мо | соо мэ 790 100401
<Р
=
391
ПН
оо
ОА
в |4 ае
оомо | сом | соло | соло | сомо | сомо | ооо сошу
зе геегезе
ее
ее
ге
<=) се| зе
=
Ф
| с3 03 | со~ | со~
3
|.
©
се|
___-
Е
т
жод
25
===
е
Геза
|--| о
с]
МОМ]
ЕВИЯ
g а|
=
ami
==)
тирани
изА
|а|е
|
таа
ЕЕ
|
счсо|
счсч|
СЕ |ОА
©
а».
©
=
Е|н
о | в
z
ав.
де ЗЕ
А
ща
—
с) м
T
ж ти.
oЕ =
БН 5:
= ан ЕГ
= = © 2=:
а.
о
=
е Е |=
cN
9 2
св
z Е:
= ©
бгз= АНКЕ
5
B6
=
-
~
са
а
Ека
з
Г
S
с.
ЗЕ
о
ааа
S
Мери
unom
друса
D
| =
қо |
а
вр
©
яз | Е
Е
ма
од
“ее
©
ез
Е
ге
=
~
N
лег
АЕ
3
А
реша га
=>
са
Е
ре
по {5м
n
Ж < =
Зея
ш Ышш<
аде
5
===>
504
дка
нипнєои гү | TA
1. Группы обраб атываемости материала (см. карту 92).
(см. карту 3).
3. Условий выполнения ра бот (см. карту 92).
„
2. Па ртии деталей
289
` 19 Зак. 213
5
ои
FEE
~
га
~
©
=
=
Ее
десе Sajo
|о
=
о
ыы
отне
A
SE
П. Поправочные коэффициенты в зависимости от:
ИЕ. Подготовительно-заключительное время брать по карте 55.
IV. Время на установку и снятие детали брать по карте 56.
ШЛИФОВАНИЕ
“
ПРЯМОУГОЛЬНЫХ
КАНАВОК
ПРОФИЛИРОВАННЫМ
КРУГОМ
Точность 6 квалитет
Шероховатость Ка = 0,63 мкм
Способ
НА
~
Pe
Е
сз
я
Ное БОРЕ АШ
руглошлифовальные
и резьбошлифовальные
станки
ә
|
Карта 112, лист
1
установки: в центрах или в патроне
1, Неполное штучное время
Евр
НЕ
ЕЕ:
= Е
Глубина канавки
Е ер В
5|> а Еш
S
Мелкосерийное
ó
|5 |8 |и
—
|, мм, до
2 | 16 |20| з 32
tnu, МИН
наркана МОДИ
время на
Неполное штучное „время
|
ооа
|
аи
S
Ын
о
РА
МЕН
АРАШ
РАНО
РС
ШО
ДИК,
2
ЫЕ
нај
SIRAT ha
Зое | 10
дон
E
пау
ү
л
|БОРО
[б^
4
а: 7.2
ма
О
ы)
НЕН
др
БАШЛ:
СОД
5
ры.
—
[1,3 [1,510
2
6
ди
|
ВИН
аА
СО
БД освен: | Зз
1
ее
ао
вооа
8.
|-||- | =
91 д | 10 | 2,0 |22,3 12,7040 | –
e
К
е
ТИ
Е
95
9
а
Флав
10
НАШЕ
ен
ч,
и
ЗНА
|
оО
11
Ее
и ы з ке
В
ТБ
Мао
12
ПО.
E арии
АУЧЫ И
пен ан
СОРИ
|
во
|
3,4
зо |ад
5 К| 3,0
13
ОУ
ее
ПВ
ЕА
ИОВ
Зз
ВО
14
ыы
| — |
ш | 10125 | 2,9 | 3,4 |59 |
5
Ее
=
зоо
ос
ооо
16
ЗМ
УА
ОЕ
16
17
Е
"| =
А
АР
ТСО
18
СОО
ен
о
ева
СС
ОЛОК
А
УА
ОДИ
19
е
С
Е
жет
и
ИС
АТОН
пон
ба
В
20
21|
50 | 10 | 2,9 | 3,4 | 3,9 | 46153 | —
а ди Е ОЦ
МКА
167 | ОРА. а а а З
9
9 97
20
22
23
94
Индекс
290
| а
|б
| в
Оа поти у О
ан
АБА
ЗВ
З Бе
Ж
Д
|- |- | -
ен
ИМАМЫ
=
|
ада
Дедо
Г. ШЕЕ | 3 | и
Мелкосерийное производство
ШЛИФОВАНИЕ ПРЯМОУГОЛЬНЫХ
КАНАВОК ПРОФИЛИРОВАННЫМ
Круглошлифовальные
и резьбошлифовальные станки
КРУГОМ
Точность
6 квалитет
Шероховатость
Ка = 0,63 мкм
Карта 112, лист 2
ыс.
а ш ЛИНЕ
И ш ыш
1. Неполное штучное время
t, мм, до
Глубина канавки
----------------
С
=
= |за
----------------
‹
2
|S
Ево
СР
јез
x
о
со
=
още
| Ес
ва
а
54
415
са.
a
НО | 12 | 16 | 20 |25 | 32
е|
g
о
|
n
Неполн
еполное
а
ознНа
=> |наз
штучноое
время
I канавку у Тн.ш, МИН |
на
6,8
751
Закас
25
5
40114.87
| 5.51
26
8
3,8 -| 4,3
| 5,0- | 5,8
10
КАЛАК
О
6.1 то,4
12
3,6 | 4,2 | 4,8
о.911 3,4 1 3,9 | 4,6
27
63
28
29
16
| 6.64
5
5,0 | 5,7
32
8
Або
38
10
80
таза
34
35
36
К
1421481
5,5
|
|
НИ
им
7.5
8,61
9,9 | 11,41
18,1|
—
6,9
7,8 | 9,4 | 10,8|
12,5|
—
169
7,412
8.5 | 9 8. Уд
=
6,9
О
ы
В
3,4 | 4,0 | 4,6 | 5,4
3,6 | 4,2 | 4,8
3,1
20
КОИ ЭЧ бъл ҖЫ АЕ ЕБЕР ЕЗИ ге ЕЗ
16
6.87.8
=
ај а
а.
е
31
ъа
Ба
БЕЗУК
Фе
лс
Он
Е
О У
а О
ИРУМЕ АДИ КОЊ к E
н
=
е
ИД
602
3,1
"РО Не ДЫ
30
—
ТАТА
F 9,0
ДАО
9,454
—
А
85
=
[13,8|
15,9|
18,3
8,21
ОИ
515 1 76,90
сез шш
р
10,4
12,0
97
5
591
38
8
Sra
072
SA
52
9,5 | 11,0 | 12,6]
13,8|
16,8
4:01,
5,7::6.6
197.6
8,8 | 10,2 | 11,7|
13,4|
15,5
И 0
8,0 | 9,2 | 10,6]
12,2|
14,1
| 5,4 | 6,3
173 № 8.4
97
ТЕО
1256
6;9
ОИ
1036
1253
39
40
10
100
иа
р:
4515260
4,7
41
16
4,1
42
20
3,8 | 4,4 | 5,1 | 5,9
Индекс
|a
| б
| В
| T
П. Поправочные коэффициенты
|Д
е
в зависимости
| Е)
3 | H
от:
1. Группы обрабатываемости материала (см. карту 92).
2. Партии деталей (см. карту 3).
3. Условий выполнения работы (см. карту 92).
ПТ. Подготовительно-заключительное время брать по карте 55.
ТУ. Время на установку и снятие детали брать по карте 56.
291
ШЛИФОВАНИЕ
ПРЯМЫХ
|
И НАКЛОННЫХ ТОРЦОВЫХ | _
| ПОВЕРХНОСТЕЙ
ТОРЦОМ
ПРОФИЛИРОВАННОГО
„| Мелкосерийное
© || производство
о
4 |ты
КРУГА
Точность 6 квалитет
Шероховатость Ка== 0,63 мкм
Способ
|
“ И
|
Круглошлифо-
|
ЕЕ
| бошлифовальные
станки
|
Карта 113
Г
=————
установки:
в центрах или в патроне
1. Неполное штучное время
о
т
г
0)
с
~
|
фен
4 = о
Ва
Ширина а, мм, до,
Цит
Пак © | 10, | ду
|ея
1
2
20
18, | 247 | 30.
Е Е
0:15
0,3
0,5
н.ш, МИН
Е
н |
122
1,5 |
—
ра,
-—
4
0,15 | 1,2 | 1,4 | —
7
ОБ
А УЗ
9
0,5
1.972
8: |: 40. || (0.3 рл
13
14
15
50
|
63
16
17
18
19
20
21
80
42 4. 56
Неполное штучное время Ha поверхность,
Бо =
НИ
ОМ А ОУ
ИЕС
ја
бум оо О Е С ИОА
10
11
12.
[изе
2
[S8 3| ©).
=
о
Е
е
И
1
ЕЕ
а
KA
—
—
67
=
—
Дүй
ЕА
—
ща
ка
ща
ЕА
— | —
—
=
к
Мүң,
А
АН
—
46
—
А оо
О
Ое
Т5
Мо
0 г 2,2
0,3
1,8 | 2,0
1221624
12.6
0:5.1:2,2:142,47:1:2.0
18.03.31
КОДО
9158
202
В
0,3
2.02.2. 1 2
дадат
0.51.24]
2,662.93
0151181
2.0: 1 ОБОО
0,3
22
Ооо
12,4
30
100
0,1512012,31
0,3
2151129
0,5
313,5
Индекс
а
б
2,6
а 3
21030
ар
Г.
—
E
—
=
—
—
—
=
—
=
—-
=
—
—
—
—
--
—
—
=
5-1 2,8
730 | 328
3,6 | 4,0
В | "3,2 ДрЗАБ
3,4 4: 3,97
А
4,6
д
—
e
2629,
3,3]
зола
Зор
а ОНА 1
Абр
| 3940
5,0 1 5,6:
В
АВ:
ЖМ
БОА
ЛАА
ае
(ет Дъг |
Ка
е
144
{154
с
—
—
миа 6
ой
О,
16,2
До
ж
3
П. Поправочные коэффициенты в зависимости от:
1. Группы обрабатываемости материала (см. карту 92).
2. Партии деталей (см. карту 3).
3. Условий вынолнения работы (см. карту 92).
ИТ. Подготовительно-заключительное время брать по карте 55.
ГУ. Время на установку и снятие детали ‘брать по карте 56.
Примечание. При шлифовании
умножить на коэффициент 1,15.
292
торцов с галтелью нормы времени
5.3.3. Координатно-шлифовальные станки
Мелкосерийное производство
па.
|
ПОДГОТОВИТЕЛЬНО-
ее
ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
НА ПАРТИЮ
ДЕТАЛЕЙ
<
Подготовительно-заключительное время в зависимо-
|
ч
ў
сти
Характер
от сложности работы
и способа установки
детали,
ВЫПОЛ-
мин
Содержание подготовитель- | няемой | на унино-заключительной работы | работы |версалљ-
9.7
о
5
=
©
новном
Время, мин
|
|
|
=.
станка
1 | Подготовка
лалкой
2
3
|
и
с
на-Простая
14,0
25,0
18,0
40,0
26,0
19,0
60,0
40,0
25,0
смазыванием,
наряда,
черполучение
тежа, инструмента и приознакомле-Средней
способления,
ние с чертежом и техно-| сложно‚ логией, получение инстру-| сти
мента, расчет и запись в
таблице координат обра-|Сложнал|
отверстий,
батываемых
сдача работы, инструмента н приспособлений
ма
пета
иоле
насос
столе
В лом
столе
ЩЕ
ворот-
'
оннара:
Содержание
выполняемой
в
«6
а
|
Индекс
работы:
— шлифование цилиндрических сквозных и глухих отверстий
в количестве до 50 шт., расположенных в одной плоскости;
_ шлифование прямых и криволинейных пазов.
n
Ipocras
Р
Средней
— шлифование
Сложная
шлифование сквозных закрытых и замкнутых профилей;
à
|
шлифование профилей по копиру. `
— шлифование цилиндрических сквозных и глухих отверстий,
расположенных в различных плоскостях; шлифование сложных сквозных и несквозных закрытых и замкнутых профи-
сложности
)
|
цилиндрических
сквозных
и глухих
отверстий
в количестве до 50 шт., расположенных в одной плоскости,
лей; шлифование отверстий с наклонной осью.
|
298
+
6:
па
01
II
GI
€l
У |
8
9
4
m
|
б
©
у
‘q
zI
g
9
с
р
се
5
омопни4
Жу,
от
2:15
-
СУ
19
09 а
19 9:
Ip G
‚08
16
05
|
Ом
е
9
a
82 у
9Ӯ у
06
998 |
УС
861
|--6 9789.
ЄС
99 1
у9 9
64‚
659
- |
08,|
8:22
06.
$
19 8
19 с
69 с
ад
бе
ВУ 8
2'0
876 | 18
80
08
1°96
20 |
9601 УСу
90
66 у
66с
20
са!
761
0
981
66 е
90
10
0 с.
10
0с
10
60
е0
SI
616|
J
Y
87С
09
89 с
еи
Ложа 97 G
сев
969
66 с
де
96 у
РЁ$
81
=
|
ə
ж
зе
И
с
+
и
ти
~
E
=
8
1`86
ЖЕ
===
за
5
„=>
"ЛА
=
==
08
Я
==:
на
жае
=
96 __
СИ
=
===
=
=
=
Е
=
==
001
ииндкоодопоиди
гтанчургофпут-он
пуинројо
әониийәзоягәү\овлоповеноди
=
08 8
8'96
89
1
с
z
©9
зилодовло
778] ний
=š
==
=
=
28
==
=
“=
J
тт
=
ТЕ
ви
==
09
жоноАнио
EL $
28 <
189
201
99 с
49 9
„19
08‚
Ризи 2-69
89с
9.79
601
07
виодоято
“Т ‘ии OY
эонгопэН эоньАиикиода
вн
18
га
а
06с
=
==
026 ==
=
SII
=
E
34 6
96 0
ко
Сбу
УП
та
19
9/ $
16
96
GE
+
ионгодоноп
OLO игия
зонкопоц эоньАтшкиодя
‘энодтен
Вн
енииП
Ченвий|
|
ходпид
“ни
‘J| ‘ии
01
“|
“винво
я
Е
ә
:изнонетоА
ен
VOLO
Е
д0оооцо)
догигвая
_
чхоолечоходот
е =
29') Изи
чазонћој
9
ЗИНУЯОФИШТ
хчнеовхо
ий1249910
GII
8148
80
АНН
06 maap
H
кы
Я
ВЕ
бо]
981
gie
681
181
0912 ВЕ
Е
08
14
9 89
РОХ
€
мылын
$
ж
o'I
от
"ол.
· 69
же
Y
и
J
85
я
онтодънпоу
інәипиффєоу
oY ии1обәя:о хапевякиеовдоо
9
лок
1.07
роз
0 ае
9:68 | РМ | 610 | оу |
се
,
с 87
ооо
1:96
Ва Ша
8 6б
1 96
9 66
1'81
· 05
|
ых
о
90.
ОТ
ОЕ
Гоа
YG
| 95
охешни
т
ЗА
08
66
16
06
6]
81
1
09
:
GE
90
01
8 96
9560—90
8.0
с 66
0
Да
80
у 81
80
а SI
ср
Дуа.
ера
8 86
8 26
ӯ 60
L 61
91
GI
бу
06
5
ш
==
16
де
м
ща
155)
ко
Жо
<
=
~>
м
шк.
И,
за
}=
ые
=
|
95
-SN
= 24
с0
$0
01
с?!
161
А
ст
181
$ 91
ии | В УС. вао
609 "| 8 691
с 09
с 99
бесш
г ОН
9.91
999
с. 95
У 97
1.97
И
1'89
66
07
е
са
еее
ш е
ы ы алыл ПН
"иитодеято хийәюяш1ео®ЧооО взлоэвигоу су
· (26 АзЧвя по) члоова винэниошчя иияопод 6
“(е Кдея 'из) YAVIY ииздеј] `Z
"(26 Аздем 'мо) вивидетен отоповетавое4до аша 1
05
29406.
с С6
Вор
ә
:10 изоомизиаке я чанзипиффеоя әшнһояейноу `H
ыр МЕ 5
ж
9
60]
801.
859
1769
G EG
чтв. РИ
[Р
25
164
ем
Р 06
8 Р9
9;
у 79
е с/ |
бора
а ра
вы
с 69
с 69
9 РР
с 09
С 86
с 66
\
б РЕ
с 86
08
ний се) онлодонјо. ен виода әонһАип зонгопон
с би
[ў
ГУ
с ус
2
66|
чат |
носа
=
за!
|ВЫ
s
59
6.68.
у 6b
6011
„661
991
МАС | 1560 162667 5
у 66
801
861 _
бр |А АЛ
801
7 9
с 68
901
С #9
[=6/
68
78
02
|
001
оп ‘ии “т кигодоято ени |
2)
са
296
с
55.
|
не |
0000
2Е5
J =
854
Ел
КШ
56
|
666
рб
:ияяо
вн нетоА
91010
охешни
so |
е
9
я
|
J
Y
еве|
ə
|9 ое
сер|
со|
ж
9,|
€
66" 59
-
H
0,26| (Пе
Рю
91
—8___
_ 16 #49 =
96
08у.
юы
=
аА
-—
—
—
СИ
а рса
НА
Ч
Нина
—
—
—
—
—
—
—
—
—
ОК до ыс ЖЕЕ
951
—
—
—
—
==
—
—
H
ШИЕ
ШЕ
п
--
pel
—
==
—
—
—
—
ж
=
—
ниногдодопоидп
—
—
—
—
СТАНЕбое
—
601
ое1
*
от
зилодеяло
в) ний
ионоднио
е1деу911
вадивни
ая.
é
китәбәя
“Т ‘им
1о оү
зонгопод зонвамикиәйя
ен
енигүү
í
ионлодонон
9010 игия
зонкопоц эоньАтшкиода
‘эноде
ен н
есе|
боо |
“|
ЁЯНЕ12
я
|
10
Ze
£9
30508 6065 2.
аси
g:
я
ʻo
6°19
"З
9'96| 161
—
g1°0
09
- в
906 ПР
—
Ӯ
от
с'0
еш | 08
201
061
—
же
ов
ЕОР
КЫ Бон са ыб а
ОС
5
ПРЕ
9
=
eo
ES ЕЕ
£6
061
921
[>
бер60: дер”
09°
УИ
“26|
|-8.
в:
е | со» |
3'86
бис
1:68| (001
Заре
ые чо E
сасе өрә ИЕ
Ен
ОН С
08-90
01
я
8°0
се
си8
18
с.
ги
6°98|
и У
|
во |
уз |
до |
2је|
оду|
6525
|
мат пра
8°0
}'6б 99 с:
ср
с.
06
с
19
с“
615
Зри
Ек Раб
0
|6
а | zЕН |
Е
по
огофпут-о
мана нлонпраоо
пуното
әониийәзоякәү оя1ояєиойи
ава
9120н
9 һој
тозигезя
9120
еу18я0
= хойә
09%) ияи
ЗИНУЗОФИЕ
ХИХА
ТИ.{
МИ1241910
а ој
=
5Е |
‘7
е
+
']
297
92
76
ве.
65
61
05
IZ
3 |
81
кој
91
Е:
=
8 |
|
=
кыд
|
СП
9
829
|
009|
я
днеипиффеом
оялозьнпом
хялававаеовдоо
ийгодоято
ОП
те
‚08
89 с
79
ве
07 с
L86РВ
=
[б°1
® 5
Aldex(66
LH
ЗН
56 6
|
9
3K
|
|
|
6'0
05
чунзипифф
я
еох итооиизияе
10
е
Y
081
861
ОС.
011
4-56|- LOL
1.09
АД
068|
рабо
оитодеято
тн}
08.
|
5
Т
851
LSI
РЕТІ.
GEI
21,
16-4
669|
а
с
И
зпичя?)
06
8°0
ДЕ
781
2081
991
GSI
806|
107
502 |
5.08|
08
о:
9л 10
0266 ВВЕ
со
2106
ОНЕ
051
28| = 06
ВЫЕ
бет
сте
8.69
сле-—-||
Иа
ду
ИЕ:
| 01
6е
АР
91 |
4154
се
ЕЕ
106|
ОВА небо
эчньозеднон
Гу |
295 20
усс
6.08| ©98
000
се
кигодоято
“J ‘ии OY
оонкопоц әонһАішкиәбя
ен
ч
вни"
|
оче
|
ВВ
УКР 96с
РӘ|
ууру эте
ДедеСОВЕ
06 8"
961
илооловимјеовдоо
вивидэтеи
ко)
ою
200фос |
ОР с.
ер С
бїС
9.18
66с.
р | 70:64|
625| е |.
сиво
ни ОраоРАНО м
161
0,25
се8
е
05
б°91
6l f 6 0:
260-5
| 090
8726|.
кыс
ны л
01 |
01
05
од |
во |_
600
0 с
8'0
СО
ии опА
ст
инійе:пемеаеи
'ио)
Алфея
(6
нияопо
кинәнгошаа
19100924
'ио)
Адел‘(z6
евлооћиком
хяизващиеовддо
"Ни1999810
зннАТ
охепни
бс
08
09
ср
се
да
иа и Ш | п
diəneny 5 зодии
НИИ
|
297.
Я
Sog
816
181
681
=
IGI
281
60!
ха
лы
с
968
66
001
Т
ВСПОМОГАТЕЛЪНОЕ
Мелкосерийное производство
уст ке „ллы
Кыш
зк
—
ВРЕМЯ
Масса детали М, кг, до
=
5
2
1
0,5
Способ установки детали
втисках
|В
самоцентрирующем
роне
пат-|
Время, мин
150
1,2. 1,416
Е
1,9 [2,0 | 2,2
0,5
| 0,6 0,809
1,0
1,3|-- | —
1,5. | 17 9.0.93 от ВВ 226 4,9
3 На угольнике
109
0,7
4
|Ha призме
5
крепежным|
Нормальным
комплектом (шпилька, сухарь, гайка, планка-прихват, опора-домкрат)
Индекс
“
Примечанне.
тена выверка деталей.
15 | 20
10 |
56 |
|Вар
|
<
|
ДР ас а ед РАНИЈЕ ЕА,
Карта 117
Уда
|
ДЕТАЛЕЙ
үү
О
НА УСТАНОВКУ И СНЯТИЕ
|
1,2
1,5. 1794238;
|2,0 2,2 2,5
—
|
2,8
13,1
2581.
3,4
13,4 | 3,9
|
а
В нормативах
времени
на
установку
и снятие
уч-
‚ Мелкосерийное
производство
ШЛИФОВАНИЕ СЛОЖНЫХ
КОНТУРНЫХ ОТВЕРСТИЙ
НЕПРОФИЛИРОВАННЫМ
а
шлифовальные
станки
ИМ,
Точность 6 квалитет
Карта
лист
Шероховатоств Ка = 0,63 мкм
Способ
установки:
на столе станка
1. Неполное
Soo
= |2585)
Базар
е
За ага
;
25
ы
м
|
58
са
>
T
е Де)
сен
=
=
5 5Е о
(46
=i
15
0,08 (68405
ДыС
на отверстие
ее
КУ:
А
ди
|
10
5
|
аа
|
0,08 |70 |87 | – | |
ра
ОБ а [ТОЯ
рЫ и И
Ей
Обов иВБ 106 а а аа
ава
е
AS MOT
14
|
|
ОА БИЛИБУА
а
Шш
а
йы ү.
a
а
Ел
рл
20
ОЗИ Ме ШЫ
|58,3) 70 |84 |- |- |- | | – |–
|01
|
0,2 |70'] 82 [1011 — | — |
9
00216901082
| – | | —
овар
оо |Ва о оре
|01
са
| –
5 АН
| ШЕ!
5
Жы
| – |
РА
С Шы
а
лу
ЕВ
о
о
18
| Индекс
е рева
а
КО
|
2 е
о
аара
ОЯ
39
7
8
9
и
ts., МИН
рр е ТУРП КЕП Т-А Та НЕШ ЖИ Е
5
б
и Ще 54
и
Неполное штучное время
0,15 ЛОВ ИЛИ
ЗИМА
контура, мм, до
|
А
©
=
4
Периметр
|ез |80 поо125 поо200 20bis|400
К
ысы
Жы
|
2:
р
|
А
г
“
2
4
штучное время
'
Чы | 6
Ея
118,
|
E
ш
|81|976|—|—|—|——|—
0,2 | 981118
|142 |
паа
г.в
о
| | - |- |— |—
г|
д |. е. | ж
з | и
2
118, лист
Карта
Ка = 0,63 мкм
Шероховатость
станки
6 квалитет
Точность
Мелкосерийное производство
Коордичатно-шлифовальные
ШЛИФОВАНИЕ СЛОЖНЫХ ·
КОНТУРНЫХ ОТВЕРСТИЙ
НЕПРОФИЛИРОВАННЫМ КРУГОМ
1. Неполное штучное время
=
=:
СВОИ ска
=5
В
ИЕ
= и
15
o
с
о
к|
резене
=|
v
=б
©у
=
©
[э]
==
z
га
тр аа
IRJ]
N
|
керы
Сера
ты
||
аа
таи
~
| |
~
JON
>
е
А |
:
Є
м
ОЕ
а
А
јереј
4
=<=
Попа
+
алс И И. ъй Кж,
y
><
| е
= с
|о
од | ©.
і
Д
| сб
В
Чот
ыс
| AF
Айы;
||“
=
ра
|<
5
|аһ
58155
ва
се|
ана
|
ао
y
|2
[ох
ервејз
А ђе] cn
y
| Fn
жи сыгы.
со | ог
| сж | ©
ереси
ЕЕ
<=
on
y
америка
yt
| | Ев
===
ее
| се
~
са
са
Ф
со
сз
хр
Те
~
| ле
~
|SF
те ~
~
~
~
О со
~
[= 02
~
~
е
вер.
ха
| 0%
| ~ +
~
сх
|зе
| Фе
| 29|
~
| вю
~
[ч сд
10
5
j
a
ДЕ
АЗАСЫН
= С)
|<
| о ~ Еј
|+
|25
=
| се
| сос
поле
| Ох
-
~
| oN
~
>
|58
—
с
ње:
<}
ко
Ф
сеч.
| е5
|0
N
со
с
Сҹ
1 сс
| зе
R
<
Те
| це
|5
СТОИ,
—
=з
=
=
ка
о
|
зо | с
|оос
15
бекет
|
1559
= с
| =N
| оо | ее | зе
Е
— m | 2%
Рос | сос5
~
| чою | о:
|е
| 06yt | ко
| no
Ooo
_
~
~
ея
| во | ОК
|от
=== =
^
ек
~
| 00
~
| фс
==
ых
| ос
03
| со
58
88 |
| оосо
БЕ |
аз |ок
33 | |83
| 050
||
| сж
Фе |
течны»
р,
| N
>
NON
~
ее
то
еру
| Фе | AF
~
јео
| Оса
| КК
| +оо
| вю
| юю
| --
т
| owo
|«сә
со хе
за
| се
|о
~
| ле
~
|©
ND
~
| со
~
|за
sa
у
со | са
со.
| сою | ок
ех
ою
те;
ЕШ
поен | зе
N
а
| 5%
|
со
—
єч
ИЕЛИ
| AD
| ао
ЕЕЕ
©
| ке
| ам
ИНИГИН
CN
со
зе
оз; |рам
|за
єз |
НЕШЕГЕ
Ы
|
| аа
АЕС ЫЫЫ
>
| оСа
|
МЕНСОН
>
ИП
но
|Со
ИЦ
со
© | <
за
сас |
| 58
|
ее
пою | се
115
| пао јесе је Синес
> |се | оо | ее
|сз
ЩЕ
чочо
569е
ФК | сою (се | 25
моо | <Р | ао
|12
==
=
|
~
| оо
~
ај
00
~
| 11 | 11]
|| | ||
2]
рам
Но ЛАО
|
[=]
~
~
| ЕУ]
~
EN
| као
рч
| ат
| 55
ра тн
г-4
—
| со
4 а не метана Нади СЕМ
аа
РОЗДР.
|
=] {ж || 2
ШЕ
се
| | ||--|
~
(|р
LN
| |
теч5
оо
РЕ
Фев
=:
5
ен
|Sa
SA
у
| Ne
|S8
| фа:
асла
пасов
ЕЗ
| оо
| 0025 | ча
см
се
|==
EO
| —ф
| моо
~
коё
Е
~
EAEN
©
<-
соло
=>
=
ol
=
21
g
©
J,
4 вгиф | ~
==
МУ ~
ак
AER
у
енишио
опия
оо
=
со
оо | оо
оо | 22
|
от ‘ии | - с | <
ууа е а
Or
ооо
оо
с
z
с)
=
=
>
D
Т?
penn
©
ә,
|
©
со
С
-odi
от 74 ‘ии
оп ‘ии
‘віках олончивя
-офииш 9но$ иэь
є
да
см
-одед вфлеивиш
киноћине Јо
ийписоп
ШЛИФОВАНИЕ СЛОЖНЫХ
КОНТУРНЫХ ОТВЕРСТИЙ
НЕПРОФИЛИРОВАННЫМ
Мелкосерийное производство
И
И
И
ривер ТУТ
Координатно-шлифовальные
-
КРУГОМ
станки
Точность 6 квалитет
Шероховатость
ети
Ва== 0,63 мкм
Карта
118,
лист
ааа
3
1. Неполное штучное время
=
ЗЕ
|3
Периметр контура, мм, до
|5855 | НЕ
= |ало
сы
Бер
= | пса“
©
~
3
|55|у
Е
зе
|
5|Е4
«9!
5 35 В -$
~ | =) Она
|
Ө с
39 | _
5)
41
Без огра42 | ничения
39
|
Неполное штучное врема на отверстие
іы. ш,
кеј
128, 3128, 1133 539,5
546 ‚5!55,8 |66,9 |80,3
0
2427 391, 937 за,
И
6 61,9
0;15 35,4497 50,5]59,6 10,6 84,7|
44
0,30
`
|
41,449,7
КЧ
59 | 70
СТ
М
П. Поправочные коэффициенты
1. Сложности
А
ИД
А
|
в зависимости
1143
а
179.
ин“
H
от:
—
Козффициент
|
би сала:
профилей
112
профиля
Радиусный
Шлифование
под углом
189,21
1021122 | 152
82,799,31119
| Количество злементов
Прямой
74,3
101
198,734,6,41,1148,9,57 ‚4168,8 |22,7 |99,2 | 124
|
33,640,448,151, | ‚3\72,3\86,7|104 | 130
45
7
МИН
0.1.
210,1
‚|
Индекс
|
А.=
0,2
43
3
ек | ЕЕ
40
т
163 |80 [109 [125 [160 |200 |250 |315 |400
--
|10|
1,15
1.3
1,6
-1,5
2. Группы обрабатываемости материала (см. карту 92).
` 3. Партии деталей (см. карту 3).
4. Условий выполнения работы (см. карту 92).
301
5.3.4. Профилешлифовальные
станки
| Мелкосерийное производство
ПОДГОТОВИТЕЛЬНО/
үз АБО ДЕТАЛЕН
О
птические
профилешлифовальные станки
maea
a
ааа
Карта
è
е Е
со Е
Узел, участвующий
в налалке
aeaa aa
Установка чертежа
СТОЛ
5
|
a
aaa
Элементы подготовительно-заключительной | Время,
`_ МИН
работы
1
2
З
4
a
119
4,9
4,0
4,0
3,0
Установка и снятие лекальных тисков
Установка и снятие центров
Магнитная плита с постоянными магнитами
Установка
стола
| Установка определенных KOOPдинат
с помощью
набора
мерных плиток
6
Регулировка
резкости
изобра-|
жения заготовки изделия
экране
(с
опусканием
4,5
подъемом
1,0
на
или
координатного
стола)
1. Поворот шлифовальной
деленный
1
б Шлифоре
10
В
|
а) вокруг вертикальной оси
б) вокруг горизонтальной оси
2. Установка суппорта (верхнего или нижнего) под определенным углом
3. Установка длины хода салазок шлифовального круга
|
4. Регулировка
по резкости изображения
П
шлифовального
ПЗА
ЗАТ
головки на опре-
угол:
0,5
0,5
0,5
0,3
1:5
круга
|
Дополнительные элементы
но-заключительной
подготовительработы
12
19
Замена шлифовального круга
Настройка осветителей падающего
14
15
Диафрагмирование нижнего света
Регулирование натяжения ремня
2,8
8,0
(верх-
него) света
302
=
|
1,0
1,5
a
ИС
“тт
ВСПОМОГАТЕЛЬНОЕ
Мелкосерийное производство
ВРЕМЯ
НА УСТАНОВКУ И СНЯТИЕ
ДЕТАЛЕЙ
Е=
И
ПН
|
5
©
р
Т
_ Оптические
профилешлифовальные станки
ИО
арта 120
оо
ая
Масса детали
детали
М,
М, кг,
кг,
до
доИА
|
т}
А
А
Зин аи
` Способ установки детали
4
=>
8
|10
Время, МИН
1
[На магнитной
2
В тисках
плите
Т
0,19
с выверкой
| 0,7
0.2 |0,26 | 0,30 |
0,35
(0,75
10,8
10,9
1,0
без выверки | 0,29 | 0,32 | 0,36 | 0,40 | 0,45
3
[На столе с креплени- с выверкой | 1,0
ем болтами и план-|без выверки | 0 ‚40
l;
з
162
1,35 | 1,5
0,50 | 0,57 | 0,66
ками
4
5
|В
специальных
приспособлениях | 0,21 | 0,24 | 0,30 | 0,35 | 0,42
с механическим зажимом
На центровой гладкой или шлице- | 0,40 | 0,50
10,6
10,7
10,8
вой оправке
|
6
(На центровой разжимной оправке | 0,44 | 0,50 | 0,60
7
|На центровой оправке
нием быстросъемной
шайбой
Индекс
с креплегайкой и|
|0,7
0,75
0,40 | 0,50 | 0,55 | 0,65 | 0,75
|
а
б
В
г
Д
303
'ШЛИФОВАНИЕ
ВЫПУКЛЫХ
Мелкосерийное
РАДИУСНЫХ
производство
ПОВЕРХНОСТЕЙ
ПЕРИФЕРИЕЙ
|
от
Дели
НЕ
профилешлифовальные станки
Шероховатость Ва = 0,63 мкм
Способ
соблениях
|
установки:
на
столе
станка
Карта 121
или
в различных
приспо-
1. Неполное штучное время.
Е
8 | Толщина | Припуск
©
профиля | на обра3
Е
S
ХИ
мм,
ботку
ДО
ЇЇ
1
=
=
=
ЛБ
Озе
10
20
30
40
зу За
0,3
0,3
0,3
0,3
[профиля | на обра-
15,
до
ММ, ДО
6
4
8
9
10
11
12
13
4
15
5
| 0,3
| Об
0,3
0,5
0,3 `
0,5
0,3
НОО
0,3
0,5
90
30
40
Индекс
0,20
|0,30
|0,40
|0,50
овоз
А
Радиус обрабатываемой
поверхности К,
мм, до
|
та [120] 140 | ъто |200 260 |5,00
Неполное штучное время на поверхность
|
Таш, МИН
8513644
аг
—4,3
|4,4
—
—
ӨЛӨ
БИК
БЕ
==
565, 8
МЕ
—
боба
—
—
а
б
3.74 1 3.81
(ИЗО
210
—
—
|5,40 15,5
|4,5
|4,6
|4,7 | 4,8
—
а!
6,2
БО
58:
У Ро 536
=>
п.
1600116,6
1160
ОХО
64
ЄТ
-== | 8.1.
8:4
"бб
бу
174
—
га
15
ВВ
В
Г
Д
II. Поправочные коэффициенты в зависимости от:
1. Группы обрабатываемости материала (см. карту 2),
2. Партии деталей (см. карту 3).
З. Условий выполнения работы (см. карту 92).
304
|0,80
АЗ
86
ЗЕСТ
ААА
4,7 | 4,5 | 4,3 | 4,5 | 4,6 | 47 | 4,8
5,0448148149 |) 5,0: | 5:27" | 54
бо
БЕЗ лө о | об
E
1650
[Толщина | Припуск
| 10
| 0,15
Неполное штучное время на поверхность
Тн.ш, MHH
у
аа
~
10,10
мм, до
|
2
З
4.
5
Радиус обрабатываемой поверхности R,
мм, до
|0,15 | 0,20 | озо | 040 | озо | 080.
е
4,2
5,6
5,6
6,3
5,8
7,0.
7,0
8,7]
7,8
| 102
Ж
ШЛИФОВАНИЕ
ВОГНУТЫХ
|
РАДИУСНЫХ
ПОВЕРХНОСТЕЙ
НИ
|
Д ре А
Мелкосерийное
производство
аа
Мк
|
ПЕРИФЕРИЕЙ
Способ
соблениях
ҮТЕП:
4
КРУГА
Шероховатость Ка = 0,63 мкм
|
установки:
на
|
Оптические npo-
онов
(
ПРОФИЛИРОВАННОГО
Карта 122
столе
станка
или
в различных
приспо-
1. Неполное штучное время
z
=
[Толщина | Припуск
« | профиля | на обрае
ta
gi
MM,
ботку
до
4
П,
Ю,10
мм, до
1
5
0,3
2
3
10
20
· 0,3
0,3
4
30
0,3
|Толщина
| Припуск ;
5
Радиус обрабатываемой поверхности
мм, до
| |
|
|
40 |
0,3
0,15
Я
0,40
|
3
ЗЗА
DO
а О из
ВИ
ај
8а
5,7 | 5,4
до
| 5,3 | 5,5
|
1
|
|
мм, до
ЗБ
Јао
5,2 1 ВЛ
| 5,8 | 5,8 | 8,8
поверхности
мм, до
|
R,
|
Неполное штучное время на поверхность
i
54
10
20
р
а
| ботку TL | 1,00 | 1,20 | 1,40 | 170 |2,00 | 2,50 |3,00
=
‚6
Sl
8
9
10
|0,80
41811948
1:3,.0 | 7387
3941
| 672
4,7 | 4,5 | 4,3 | 4,5 | 4,6 | 4,7 | 7,2
| профиля | на обра-
о
0,50
Ќи.ш, МИН
Радиус обрабатываемой
& | про
12
13
14
15
|0,30
Неполное штучное время на поверхность
x
=
| 0,20
К,
30
В
|_
40
|
0,3
0,5
0,3
0,5
0,3
Ө
ОИ
0,3
0,5
0,3
0,5
Ен, МИН
9;
==
6,4
—
7,
5,4
—
|6,6
-ТУ
|5,6
|5,7
==
—
|6,7 | 6,8
—
—
тв
7:9
5,9. |. 6,0
1216,2
В.Э,
8:4
ЖАРАК
ДУ.
У
9,9
904
8,1
8,4 |8,7
8,4
-9,
кл
|8,7
==
9,4
ят
|9,0
|9,3
9,6 | 10,0 | 10,5
==
ту
PA | 120
Тао
|9,7 | 10,0 |10,4 | 10,8 | 11,2
==
О
ја Он А
а
б
Ен ое век: Ma Е
Индекс
П. Поправочные
коэффициенты
В
г
НОО Ае,
ди
в зависимости
же
ж
от:
1. Группы обрабатываемости материала (см. карту 92).
2. Партии деталей (см. карту 3).
3. Условий выполнения работы (см. карту 92).
20 Зак. 213
305
Мелкосерийное производство.
ШЛИФОВАНИЕ ПО КОНТУРУ
_ ФАСОННОГО ПРОФИЛЯ
Стали
у
2
5
|аба|ј
=
©
МЕ
И?в
да
| еко
Z
"га,
"Оптическце
:
профилешлифовальные станки
закаленные
|
[0 |
20130 |40 |50 |60 70 |80 100 125175 200 250 300
т Е:
|
Периметр, TT
:
AT
|
КАП
Е
aeЕ
ў.
Неполное штучное время на поверхность
ү
|
ае
|
у
(наш МИН
|
ЖЕ.
3
4
1—11 | 15] 20) 29|
пі | 22) 30| 37|
ІУ | 25| 34| 43!
үүт
|26| 35| 45|
5
1—11
8 |
V—VI | 49] 51! 611 70| 801 89! 9911081127151 199223270 318
ва
ТА
9 |
ЮЕ
11
12
13
ҮЕЗИН
15
16
17
TURER
19
20
42|
53|
60|
64|
50]
61|
69|
73
57| 64| 78 об1зопав1в4рт9
67| 74| 92[112[150[170\210|948
78| 87|105112811701952371282
$3 92|111/135|180|208|254|300
|24 30| зт! 44| 51| 58| 65| 72] 86|104|140|156192|217
| 36) 44 51 59 67| 75| 83| 91105 1261165 1842024 262
141 50 59 67| 70) 85! 941103120)143)187
|209/252/298
И
ш
|30! 38 45| 52] 59] 66] 73! 80| 94|112\147[164|900[235
|50) 58) 65 73) 81| 89 97/105 120/140 1179198 2381276
IV
у—уг
гп
пт
IV
үүт
1—11
пі
IV
V—VI
|57 66) 75| 83 921101110:119;13711591203.225|9691314
| 58| 691 77! 86| 96/1051115]124114311671205 23912851334.
| 39) 46| 53 60| 67| 74 81| 88 102120]155| 172208243
| 64| 72 79) 87| 95|1031111119113615411931912/252/290
|731 82 91| 99 1081117/126 13811531175219 240128580
|74| 83| 931102/112|121113111401159)183 2312553001345
|47| 54| 61 68| 75| 78| 89| 961101128.163 180216,254
|78| 86| 93101/109117195
133 14811681207226256
304
| 8998107 1151124133142151 1169 191 209125713001346
|9011001109118 128 1371147 156 175 199 2471270 1318366
|а |6 |в | г |де
Поправочные
. Высоты. обрабатываемой
MM, до
36]
45|
51|
54|
иг
IV
Индекс
коэффициенты
поверхности,
`
Коэффициент:
[ж [з |и | «Та |м |н | о
в зависимости
10
ОО
ности, мм
0,0
Козффициент
0,95
. Допусков
на обрабатываемые
поверх-
. Работы с верхним светом
Коэффициент
м„
1 ЖИА
55
=
|
лист
A
=
© с
Карта 123,
T
Обработка
деталей
комплекта
306
|. |10]
000.709 |<001|
||‚0|
1,2
спариваемых.
1,95
Коэффициент
5. Партии деталей
от:
95
(см. карту 3)
К,
Мелкосерийное производство
ШЛИФОВАНИЕ ПО КОНТУРУ
ФАСОННОГО ПРОФИЛЯ
Оптические
профилешлифовальные
|
станки
Стали закаленные
Карта
9
|
Группы сложности
123, лист
2
контура
1. Прямолинейный простой контур
И
ДА
асе
Асо
С
и
Қ прямолинейному простому контуру
линии, состоящиеиз отрезков прямых.
относятся
прямые
и ломаные
П. Прямолинейный контур средней сложности
К прямолинейному простому контуру
контуры и контуры, состоящие из и
с окружностями.
»
относятся прямые и ломаные
прямых и сопряжения. арлы,
11. Прямолинейный сложный контур
К прямолинейному сложному контуру относятся сложные ступенчатые
контурыс сопрягаемыми окружностями малых радиусов.
307
ШЛИФОВАНИЕ ПО КОНТУРУ
ФАСОННОГО ПРОФИЛЯ
Стали
закаленные
Мелкосерийное производство
|
'
Оптические
профилешлифовальные станки
Карта 193,
лист 3
&
ТҮ. Криволинейный простой контур.
К простому криволинейному контуру
пряжения дуг с прямыми линиями.
относятся
овалы,
эллипсы,
со-
У. Криволинейный контур средней сложности
К
жения
криволинейному
контуру средней сложности
дуг с окружностями, с праи
ЛИНИЯМИ.
. относятся
дуги,
сопря-
‚УГ. Криволинейный сложный контур
К криволинейному сложному контуру относятся сопряжения
окружностями, овалами, с радиусами до 2 мм, с прямыми линиями.
308
дуг с
|
а таи
та
тата.
а
НОРМАТИВЫ
а
ПИ
тапете
Мелкесерийное
ВРЕМЕНИ
производство
А СЕД
НА УСТАНОВКУ
_ Плоскошлифовальные станки
_
ПРИСПОСОБЛЕНИЙ
И ПРОФИЛИРОВАНИЕ
ШЛИФОВАЛЬНЫХ
Время,
МИН
и вид профилирования
„ Я
с
124
Наименование устанавливаемого приспособления
ох
=
|
Карта
КРУГОВ
|
почтения
анис
|
2
3
4
5
=
я5
SS
а.©
бе
ге
Для правки круга по дуге
Для правки круга под углом
Для правки фасонного профиля
Копира или шаблона
Шарошки, ролика, алмазного карандаша
оправке
5,0
7,0
13,5
4,0
0,5
в|
|
я
(У
nee
=
тата?
a
Предварительная правка куском шлифо|
вального круга
Правка. периферии шарошкой, роликом
Правка периферии или торца алмазным ка-|
рандашом
1,5.
3,5
К
Профилирование
Е
12
13
Е
са
Правка круга под углом при длине
заправляемой стороны, мм, до
14
8.
15
Е
v
T
6
7
8
9
10
16
17
18
z
аВ
5.5
=
=
G
©,
=
19
{
р
r
Профилирование фасонного
сонным роликом
|
|
профиля
л Жы
9
Периодическая
правка прямолинейного
@
фасонного
шарошкой,
о.
деи
роликом
20
Ж,
Е
219
иа
20
4,9
pa-
5,0
2
3—4
5—6
|
15,0
25,0
| 35,0
ри
профиля
или | 0,8
фасонным
2
фасонного
правка
помощи универсаль-|3...4|
ного приспособления при количест-|5...6|
Периодическая
профила при
ве
6.0
Е
|
Профилирование фасонного профиля
при помощи универсального при-|
способления при количестве эле-|
ментов
Е
-
20
радиусных, поверх-
ностей при R, MM, до
1,9
элементов
9,0
15,0
21 ‚0
но
310
|
|
3911206
дРуР
=
] 4]
гоугйау
Яс-огоок
(угб)|
унт
(уеб)
-
Ми-овоос(уеб)
ут
|
эхн ое
|
:
мс-отоотут!
(Уб6)|
(у26)|
|
и
|
973
хо-сито0
№06 ‘УРТ
ченодо
уу-дгиоо
ЭРС! суве
У66 ‘УРГ
9-6и/206
занаипвтнеи
RÁJÁR
и
зишАжодод
гОЈАНБО
зияио1о-онноисоддоя
-08#у98
|
НОТЕ
эинэжоги
‘|
LOHK|
апновофт
кинуеза
М
әонжбарнаонвайз
чиижча
495/206 |.
пони
049
(уёб)
З/-двиго0беутт
—отумусс(у06))
ЭН 06
М91206—0Ууў1
008 могу!
_
|
м/-9тоосут!
(у66)) Уза
с?
влитоидолзедеу олончивяо
Ая г. фигт
эянноипяА@тонояоятоиподе
и
ша/)
(омнневод
5 илог
кшш он нам
S E
НЕ
а
су ИЕ
| ']
|
ОЈОНЯГУЯОФ
У1Аая ИШ
чиижаа винугза
со
улдая
и
кинзжогиаи
чкуаохи
ООН
иш
дәгОО
Asaedu
ен ou386
хижаки
воля
чакненидиождовј
ен
ииел/4я
ионвиго
Анто
‘чнэпал
моћ
о
“инепоокїїоян
хнудон; вол/дя
— вн Ту
əLoged
99109
чїєниһиг
ен әяАср
“үру
е
кит
илоопдовх'520—10
иар
члежони
ен л
вол/я
нетоонхд
9
еноп иивиэлиел ч10014989
gJÁdy
1
|
олоздинЁ1и1йойх ®їн/аохойімә
(966) гє побтено
иннезофииш
ХЇННҺИГОветоп
Р1 виш
чнояе1о
виш оо
оїАшоїХ
ОНВЕВИД
Я
-QUL
980--
итоопдев
-игэя
:
(угб)
М9-9тоов079]
уза “ув6 РГ
:
:
У5-9д120
|
еутгусе
|
|
X910%
С
(726)|
(угб)
(уеб) vag
(\56) ҮРІ
“DFS “уеб МР
М91096—91ұФТ
—91ү#І 196992
—9ГУФ1 135996
—9ТУРР №3129
_
уе1096—91
(угв)
У1-9тоовусе
(усб)|
У/-9бууо
(у56)1
овусё
Я1-дтуоовузетя
‘ОР
аб
УМРЕ
:
9
(vZ6)|
и9го0е-(уг6)
отуве
(v36)
ФЕ 5
зи: Ера А
з91206--0хусе —0Р\/65 9601906
|
Я9ТИЇ208—
(у56)|
мс-овоок(ү86)|
уса
ме-дтоотусе
(ус6))
ха9сиофувв=
|
079] ‘56 РТ
|
|
|
FA
AIWO?
(у26)|
-9гудв
(уеб)
(ұс6)
М91982—91үс̧ к=
‘973 №26 ‘УРГ
LOSZ YST
192096—91'792
|
У96096—91
(уёв)|
26)| (У
(уав)!
l
N
Arey
'9
млитоиачг
умитойая1муа
П
ух
кез Кек
ы
и
муаух
инвъз
:в
инеЦ
нпиџдеј яойижәй кинееоб
290
сё“
ем св
24 06
690
сеч
ey се
25 05
Ония
иа|
9120129.
i ә
-охоб
но
T9
ийүү
он
Амаевн “S
г
икау
си
‘onar купова
Та
МНИЋ
‘|
09
|
ч.
әри “вадя
9190405)
")
ГЫ
|
|
са 0
дА!
760
160
Ее
990
90
бї 0
ўЄ 0
ои
|
09:0
890
| 98 0
6690
980
Р 0
73'0
870
ЎРО
620
се 0
160
РЫНА оБрега
920
190
67,0
65'0
960
920
190
161
160
390
110
___"______-__
680
07
80
990
тш
чи!
6:0
720
680
060
080
10
79'0
180
190.
970
10
кы гу шге ыы
66,0
610
790
180
ха
001
08:0
79'0
961
се 1
44
99
160
60
621
ЗА!
060
вт
611
621
671
ТЕТ
680
601
091
061
960
LLO
96"
6071
180
0/0
эшш
161
70:1
780
190
914
ELT
бє Т
те 6
181
Ужа
81б
ОРТ
81
111
1841
ЈА
61
96'0
106
39.1
61
81
901
сет.
__- --__-_--_______
780
791
1671
01
96.0
58'0
920
990
190
90
БАНЬ ЕНЕНЕ ЦЕ
-—-_-__________--____--
961
6071
08°0
oT
УЖ
180
“нип/ни
==—-=-“—--
9 (0
|
78'0
190
75 0
670
КЕКЕ
01
78.0
80
190
|
сет
|
оп
001
с9
996 въгпоп кенһәдәпоп
08
-
кеніќниүү
09
се
Ден ЕРЕН Дод
УМИтОИЯН1
кинуеча чиижаа и
етер тв
07
6<
|
Ор
е9
баг
001
1
9
шг
с
6<
6
2
9
6—
6
L
се
от
‘ии
дленгиц
кинвя
та
—_—_———==
| 9
6<
6
9
L
МУЧУХ
тотигеям|
ии
[
ри
а
091
енигүг
‘ПИ
_
VIAJA олончгуаофикш
кинееод чиижза
Е оп ‘WN ‘Л винезофииш
|
G LOME 1 әинәжогийү
опногофпут гонеггадг гонжћйарн әоугйау
-+—
———_—-—.————-———
О
У|г.Е
-офиит
911
·
“ий
9
2
6
142
эта Гур—
“ру
поп
0 ве
470
690
0 Gp
98:0
0/0
02:0
Е
160 |
д), не
ЈА
990225
Пери
НД
260
660
98.0
0 де
660_
960
370
_
610°
970
+80
780
дА!
660
5
илоотизичее
10
08
винезофиит
“т ‘им OY
ДА
610
950
68.0
180
960 |
660
070
Р9:0
190
170
0 66
гоугпам
|
001
0 те
810
0 66
160
$70
660 |
160
78.0
990
РРО
860
0 се
‘нии/ии
оп
"(роб
0'1)
90
илоопдова
влАфя 'ио) до
Е
--4
о/нвафдопоп
Аветоп
“16я
—
"15:2 58У:
у
Пе
в
19°0
когевавшиьоое4ф
оп
гзидидоф
60
ст
=
|
кеньедопоп
вьегон
736
160
59
890
|
кенаниуу
|
вни“Ц
190
730
$70
08
IEAS
имнһояебпо лнонпиффеом
ен
оАнаАнии
69:0
060
860
170
720
760
601
880 |
ү ik
|
озанвовежанеипиффеоя
8
зонвоноо
виэдя
Ор
i ву
.
180
020
0 96
960
370
0) 96
ьнәипиффєоу
у
хобпиди
“16 ий
6
6
9
2
6
|
зэлииеяУ|5$
6<
6
L
9
066
г
кинея
091
`
б
“а
'
д1эиви
-офиит |
“|
миижәа нинееод
олтончпузоФиикт
Уллая
-
миижза кинугза
ужитоиазтлудух
"о
и
зиножогидј]
‘|
оиу
с
гонжћдонгонегаг
апниэофпит
|
160
960
РГО
110
160
66:0
110
180
95.0
ср
0 те
660
091
сеч
10
9°]
01
илзомизивее
20
ехэАпифи
160
910
060
$60
660
060
0 се
180
67'0 |
68.0
560
0 те
сеї
------------------<----------------<+--
312
%)
f
Еке
«е!
‘WA
ча фаз. ЗА
оно
оп
·
06 > он
і
€90
961
|
М91209—0ӮҮү?І
(уг6)| ‘yag
|
М8-9190ҰҮ?І
(66) ‘vog
_.
зиножокидјј
‘$
ди |
(9726)!
У,-9гиоодсуттува
| М2
3
пондгорой
ои
|
5
прав
--9тиодеун
ЭРО! удб ҮРІ
№91/О08
_
(\56) УТ |
‘98 “уеб VPI
М9501208—0ғү#ФІ М9111209—01
9101908—0
(956)
Ме-ОСИООРУРТ
2799) `Уёб6 VEI
М6-9бИГО0РУУ1
апец,
по
(уе6)|
—9ГУРТ
(956)
мевосс--9тутт
(%26)| уза |
(56) ‘УРГ ҮРУ
7079 “усб ‘УРГ
Уст1296
Устосс--9гуй!
мссиове--91 —91
1951995
(726)
М.-9гиоовузг
(956):
М/-9тигоосуве
(ү26)!
М2-91у/008ү86—
ОРО ‘усб
ҮІ
|
|
|
|
208 ГИ!
(%56)|
(уг6)#91208-0уузе
--оууве
(726)
--оууве
=
‘ОРС үс6 ү
|
YWIS
могио0с
м9тиго0е--0
(уёб)|
мс-ототусе
|
(уе6))
Ме-9тоотуза
|
(уб6)|
мс-дсио0ууве==
‘979 “усб ТР
9бУГО0?
(уг6)|
(үс6)!М9528с—91%8с
|М999с—91у86
(үс6)
--9туда
==
‘978 уеб СТЕ
|
|
месигосе
мовигосе--9
—0РҰРІ
(угв)
М92000—
2
(үс6)|
М9-911208УУ1
(956)|
Ул-9чсизвсутт
(уеб)!
леи
1
чниь
"<
нинећомидјј
мпикдеј вомижод кинесед
многвелооо
кит
позади
илоопдова 49—179
ийүү
9100294
ииеаАдя Ионвиито игоопдов1:
-иџгза
ханьиговь
вешоп KIY
земоо
хиязки яолдя
чівжониќ
ен Гу =
“1в
KIY
әәгоо
хапдеян водя
— енГу =
980
идјј
инневофигш
иолоонхдаоноп
о
иивкозиел чгоопдев:
оі
чїрниһигәяА
ен |
6
'инополокПовя
о/то/81
Аяяевфдиоп
вн NS АС
с
изА4М
ви
озозоинезитиойх ®їнАЧйозяоЧїмәнє
(у26)
пойпепо
чікнәиийнэжаэят
Ен
Аншо
“анәпә1ә
моћ
онесвид
я
-095
‘әпи купова
зменоведноц
манзипиффеом
ен 096 "а
де
|
ey с
08 ОЯН
(726)]
|
аазолен | ~z 3
d
20
-охобә[1| е
| е се
е ==:|
се _ 961
:
690
ZA 08
(а
М/-95908үРІ
(726)
|
името)
24 Ш
02
(уёб)|
у
ехилзидолхедеу олончгевофикт
дж ез
0с<О4н
эюнноипуАалоноя
‘|
узитоиазизуаух огонагуяофиит
улкая
чиижяа кинуеза
зитшАжедофтомо
занчиванеи/
они и
|
(ояннеяодилзи и омлонџодоџја)
и
4
менодо и MHAJAR
дияно10-онноивойдоя
ожньофдподеж имет?)
—4
со со
ык
86
9
Z
9
Z
‘8 6
6<
НЕ
\
|
тэтииеаУ
зы
T
? |
‘8 6
6< |
Флейри
-офикт
БИНЕЯ
“а ‘ии
жыш
001
07
914
ОП
и
0862
0225
06$
|
сын
0
·0
7600“0
900“
8700“
с900'0
1900'0
10100
16100
9900:0
1800%0
T0100
26100
|
|
|
0998
0667
0558 `
ис
си
069?
:
0158
|
:
0829
`-
ис
2
ыытыы
5000
с900'0
81000
8600'0
_
ае
рг
aovefidy
а
|
|
—
|
зинажо
‘g
пид
они
G
-
ПН
Ц
је
гонжйдон
опногофпут
пондуороди
п2һррои
0
ту"
2000
8#00%0
‚_—
9800
=
0969
9000
#000.
200'0
а
<00“0
#000
$900°0
0уу/
с00°0
9700'0
900'0
|
86000
9700'0
|
кинеяофи
771 ‘ии
гтOY
81000 |
5000
€900‘0
с00'0
2900"0
8200'0
8600°0
с200'0
69000
98000
1010°0
“©
енигүг
|
миижза нинееод
умитоийазамуаух ОЛОНЧКУДАЧУ
УЗОФИЕт
чиижаа Бинуеча
лым рег.
У)
А
29
со
ы
6<
68
ы
9
6<
63
6<
9
Р 68
9
сут
®6
“у
ж
к
дА
|
|
36
у>
поо
76000
В,
9000
|
Ki
8а
СТО
590
9800°0
РМ
ү
8800°0
100'0
7000
9200'0
О |
|
|
|
1-39-99
{
ЕС]
aae
š
|
i
|
0678
о
OLL}
i
240
917
S000
9900'0
6900°0
85000
ып
2000
7700“0
000
8/00°0
900:0
700°0
Р00'0
500.0
900")
01
сет
илзомизивве
10
ъзобпиди
81000
>00°0
9000
8200°0
88000
100'0
9600:0
7004
9600°0
100°0
>0°0
600°0
900°0
"(106
с'0
о
вмо1о
я
0995
0:05
026
игоопЧәя:
вадя то) "дао
с.нс
С
=
60
оАньэдэнон
Авегон
ен YOX
изоомисивее
10
А
волэвеативое4
оп
сгоифидоф
|
|
=,
oea
0266 |
Е,
ичньозедно пнзипиффеоя
єн
Е.
2000
556000
ичньочеднонЫ— їнәипиффєоя
я
зоняоно()
киойя
S
“= 0081. | МЕС
|
ходи
“о ий
зненпиффеом
y
005
әрі Гу
|
E
-091„б:
08
ба
4:
о
ае
<
<
<
087
699
796
066
СТР
075
008
SLE
800
600
900
500
200
500
a00
062
09%
80
095
08б
б 75
785
СС
206
0:0
8
с 79
|
|
20'0
Е
4
i
'ааоонћој
|
59
ЕТ
«
|
Й„ш
м. ___
ВБИНЕЯ
я
-зпооиец
|
$95
1 89
882
022
781
с с6
916
6 69
01
==
с
=
==
=
01
=
сет
291
706
0б1
0871
291
0871
981
x
а
кенһәбәпоп
въвпоп
996
96
винезофииш
“1 ‘WN OY
|
т
=>
кенаниуу
91
енигүг
207
чиижза БИНУЕЧа
иномарок
HUM -CHY |
Е
Е
'п
|
ин
:
|
н
со
===
—
--
--
=
--
—
БЕ
==
нии/им
07
|
гпногофпу
войдо:
рн
—
==
х=
==
==
шы
—
=:
ж
09
хоуно12
e
|
І
зис
о
әинәжогийү]
a
—
Loa
=
===
—
а
=
зе
===
59
ne
хондупо
080
Шо ы
:
уа
ен знэипиффеоя
опГУ ә
Ияньояедп—
`[11
ср „2ш
ии‘
ош
ходцидју
006
=
у зноипиффеом
зончоноо
оАнтАним
|
|
ын сы ыш
кмода
о/нводопош
ет
‘0
410
ван ЕН
коләряшиһәогЧ
оїАн1Аний ен тнэипиффеоя ичньочедио
е
оп
я Анепоп
У.
“90
даи
а
‘‚экАибоф
|
глади изоопдонх 10 итоомиоияее
о
05.0
-(p0g "Фо мо)
561
38'0
ыч,
Ц
ризќииби 10 иззомиоиявс я "IG Авешон о4ннофопош
ешын
c'o
а
|
со
~
ni
-де1
я онеєемА
йәһ
-
“чнопото
Р
Ано
ижел(дя
ен ождоят
~
iS
ё
гяигоидотяефех
с
`°Кьрүоп ен Кмаедпоп ктовя “пиг
ололоннелијиодх ви изАВУ е
:ва би оләшАтәя
рүнКЧохоф1яәгє
їнАйояофйимәгє
(956)
ихдем
цәАшәго
иги атогуя!
членомиди
У9-61007ү85
(уг6)|.
|
"удеио0в
—(фуүусб (796)
СОЧН
08
о
с
#611985
--9гува (956)
|
(у06)|
9611996
— 9152 (у06)|
61
|
290:
.
сс ey
(уе6)|
М9-811907Ү8С
2496208
-окусе (966)|
05 2%
|
690
м9-ссобкуве
|
|
У/-95008үСс (Уб6)|
м/-9100бусбс (уб6)|
3911296
-отуйг (уеб) исгоса-отутт (у26)|
921
|
се ey
_ #95908
—(фуубб (56)
ж9-етгооъутт (Уб6))
911206
-оууут (у@6)|
Я9-81120ФҮ?1_(уб6)|
995908
А)
(У@6)|
се >95
У2-911908ҮЎІ
05 74
он
игето
{уо
писма
и
7 ла АНН ЗЕ
ужмитоиачллудух
чиижза
и ВРАНИ пари ОДА УЛЕС Еа Мызы. АЛЫЕ: НЕБН.
ПІ
а
(726)!
те
М/-96008ҮРІ
ыы
и
кинуеза
ое
огончгуяофигш
Арес
улеах
эчнноипяА@лонох
ры. р,
(26)
Я9-своотусе (усв)|
У91206--08
‘yag (706)
Я/-91008усб
М
т1Айя отонагенофиет
(әчннеяойиләг и омзонподокла)
|
-
гм
|
6
|
|
мебово— 91792 (726) ||
9109084 ибјј '20—10
името)
о
з
жоис
а.И АВНЕ
-оходати
вр
Е
беки
05
SE
Е
1.
n-
67|
—
==
==
(\56)
р эн
n
‘эчньоднодеж
ме
|
|
‚ |Ул-осугәосусс (убб)|
=
‚9786
7702 (уаб) ясговс--9тусе (үс)
м9т20с--0у92
(уг6)|
эишАжЖэ4о@ оно
М/-91008үсс
мд-ссодкусе (у@б)|
—9ТУРЬ
10 ионвишто
Ра
опнреофпут гонсайе әоәойінәһәә9
Сео
|
Бру иядем ниининоше
ониХ воля хиялит әәгоО вии вепоп хнньигоет аниьипоя
08) — Ту вн — возддн хаудона ээио9 киш в 14 = Гу ен кологеж
изооџдонљ яозАдя кит много кинреод вомижод ЛЕ! |
"и инвъзи
a
игоот9деят
„9996—91
152 2097
9120?
“уеб 079
ул
М9буг006—07
ши “уеб ‘979
оси 209
“ү "аб ‘OHG
„9699—91
УР! а рај
95907
‘УРТ "966 070
591209--09
‘УР ЫС с
·
91908
“үр ‘956 ‘ОС!
иа
318
~
187
60“
Jan
061
2871
АД:
СТС
с 1
Сб
205
6<
6''8
081
а
001
011
760
со
080
6<
6'''8
Лану
190
[I
960
910
670
оге
ESG
691
85.5
681
Ч
89б
б
151
Сб]
де 1
0041
0
79 1
167
780
181
16'0
69'0
6<
ВИЕ
аа
се с
395
0/1
96 с
759
iire
|
дзомгиј
:
| "онофиии,
“и
о
91
сб 6
РГЕ
10“
8°
95:5
си 1
с0 6
79-1
СОТ
РУ
061
051
081
0б1
110
се с
158
се
б. > 1
сс
бк
(4
РА.
16У
608
61}
735
909
181
677
78б
НЕ
81
Суб
сс
се
кингеяофигш
‘q “ни OY
гени“
чиижэа вин?е94
60
ст
0871
08°
0ў
VNHLOHdILNYdVX
081
96'0
се“
03
“96 ввевпоп кенһәбәпоп
69
виижза
икинуеча
сзиножогидјј
“у
| зи
Ж
би
LAG
666
EG
кенїАниүү
667
06е
702
cI
08
олгончгуяоФиит
165
0/б
Дека
091
ний/ми
184
0б1
әпича и 001
апновофпут гонсайз гозойтнапог4
уЛАая
319
У
———
2
игоошдоят
НЕ
+55
L
10
итоомидияве
я пноипиффеоя
аи виа
— Гур ет.
ичньочедной
16
О
78
6<
мыс
и
ова
інәипиффєоу
ни “с жэАНИ]]
У
—
091
о
“ни Yq кин
шошо шшш
СЫП сены ысы,
зр ы лы шнын
а
чиижза
И
‚эккидоф оп коговямшивооей виэба зонвоноо
е
ГӘ:
106
|
201
шо шше;
|
"ыз шш
ЩО
ызы
зи
ст.
ОРЕ ват БЕ
ЕЕЕ
06
80
е0
05
аи
ова
се
я
(ZIE ‘Ёо ко) вадя
[о
i
5 БОННИ абыр
ривале
улдаж огончпуяофигт узитоида:луаух
а
тотигеяу
151
с0
СІ
ен 1нэипиффеохн ичньояейпоц
=
З71
164
о/наАниж
661
611
А
усы.
вени
190
кинусча
-вяофигт
91
10
уос
901
660
я Аһешош о/ннодопош
440
#80
#80
‘
оше
АЗЫ сыс | АШ РИБЕ
Дтожеиц
oI
а Ера
вхобпийи 10 иззомиоиявс
ЕА
с90
9:10
08
-
А
кингеод чиижза“
Рам СС СИНЬ
OY ‘NW ‘т киневофиҥш
НЕО
‘p зиножогидЦ
е
ИЕ
ний/иж “а ввешоп кеньодопоп кентАниуг
чест кзы»
а >= >= сла синус ныш үс „=т=
|
4
де
- со
790
а
и 001
790
|
сто
62 0
а
əma
а
С донг
ее
опногофпут гонегаг говоданоћзогд
рала
320
П
-дві я онеєеиќ
моћ “анопото
Анџо
ен ождона
:еаАдя
винАдолодгязие
инАдояофьяэке
(26)
ихіри
әАәгә
Ялогу?!
чакномиди
81996
91771
‘yag (706)
мсо-9тобуу?т
446096
|.
|
86995
“Кһьетоп
олгешАпоя
ен Аяяебпоп
ви
кшояя
зпиг
‘с
HJÁdY 6
влитоидотявдех
озолзинизијиодх
—91 y+! (v36)
Х9-91100ӮҮРІ (№26)
—91үғІ (\66)|
3
0Є>ОЧ4Н
(у26)|__/-9008ҮРІ
```0Є DAH
ми-отоовуя
К
0
шнш
на
тт
и
ти
|
с
690
:
561
95 ей
0624
$90
Ме
‹
се1
:
и
(М6)! _ 06 24
|_
05
5:
Ж =
5я
вол
пене
=ош
у»
Пресли
азотен
Б
-охосој
узитоиазтяудух
миижаа
ат
ск жаы к сс...
ен
ВНС
әняияАЧтәночя HELO
кинуеза
шы ше
VJAdA огонагувофФиит
и Мац шоо АНИ
1911208 |
—0уүу?1 (уе6)) 95 ЕЧ
У9-9с00ҒҮРІ (%06)|
3611296
—отусё (уеб) |М81108с—919с (ү26)
-9гуве (үс)
е-9еобтуве (уе6)
Ус-91О0усб (ү66)|
Ус-огоовусе (үс)
хосиг0с
хосигоос
—0үсс (ус6) |мого0с--оумев (уеб)
—07\5 (ус6)
|
Уиосиоосуве (№06)! УМ -осигобеуча (126) | Ж1-9600вусс (06) |
|
‘ус (усб)|
‘yog (усб)!
64 | сл
емилондозхвдех `I
|
==
(олчиневодијог и затоишодега4)
05 <Э4Н
Ме 9демобсуг!
—0УУ?1 [391009—0#ҰРІ | (у26)
| М9&УГ206суда
(угв)
чы"
5901296
61у иядеи иинийоше иги
MHHh
колоежониа поля хиялки зегод ки вешоп хянвигоет
с“)— Гу ен — я01А4я хашдея1 әәгоо вит в ‘| = Гур ен
кит многе кинееод яойижәй жпиго?, |
-игәя изоопдову ионһигзо ижел/ч ƏLoged ий 6312 и1зоїїйәя1 волАди
скинеһәиний
|
22
976
ҮЎІ ү
_ 9996-91
=
91207.
МР V36 296
мосиго0е--07
деи О0О
9109691
ууу ‘Veg (v36)
=
ан
_
үт үсб ‘97
49628591
2912097
‘УРТ уб6 086
ум “увб ‘97|
и
эитАЖэ40412199
Рапан.
в. дх огончгеяофиит
сојчнподџодеж ИГЕ ЛУ —
зимиоло-онноигоддом
эчнагелноиА@тони и
Яс-9г0066 (У26)
МР “уеб 079]
ховио0йс
М9бУ 2006—09 |
—0#6б (уеб)
уу1 “усб ‘97
|
уя1 ‘HZ6 ‘Orl Ял-осиоовуве (726)
‚. 9/1908
=
аенбйо и микр
|
ра бога
пи
ПАНИНЕН
сти
с
|
| тоне “с зиножогидј]
ртт
А
понзуороди 2 эпновофпит говойинанга4
Шш
а
<!
су
со
=:
со
сз
5
см
а
-.
__-
^
|
ни
“а
а:
от
|
|
001
СО
бу
-y
сз.
сб
91
Бе
20.|
ве
ы а
С
с
І
б |
ове| |с
ОТЕ
ви
Ка
|
1|
Z |
олп | [е
088.
ом
праг
б|
С
ле с
Oer |
ы
ог
ы
1 |
| а
ова | [т
0611
0161
ысыды
0700. |
===
=
от|
0875 -[
са А
онен
чиижза винееод
|1
л
T
008
с
0501| €
9 |
€.
—
сој |
|
—|
—_
Ке
005 |
=
г
=
=
001: 2
088 |> 5 |раси
—
098 | |_5
с|
т
= | =
|1
ЕЕ
вон.|а ет
|
Зра
Геј
0881
|.
Г|
І
сен
-| 1
о =
ме”
н
sl |
088 |
роваска
06
“Euh
ет
0861
ыыыр
шге Ооп
зиножокидј]ј
‘Q
LOHE “б
со: С
0011
:
І
00/
р
056
|
0681 © |
+ | тт.
016.
ОК |
с
0911.
а
ИВЕ Е
с'0
нето
елена ОО
65 р
06. 1
|с па
6|
OL S
0 е“
С
088 |. В.
ОО
а
ој до
| 2
alif _ 926
а |
с"
ееее
055
р
ЕБ е
Eo C
Ло E
ГО.
0601 4
066
16
Оа
|
ее С.)
0611 б |
ос
| с
олт к
а
016
б
ОВО
са
ЕСОоО
096|. =. |.
б
сп
€ |
098
еве В
702: у
[Ге
тоа
091
ТА
0211
0981
тәти,
98
ПП
ужидоидя1яудух. огонагуяо
уллазя.
фииш.
чиижаа
кинусча
та
осе) 0011 |
С
0/1 |
e Ae
оси! 5 -|
чыр
TA
еры
ЈЕ,
0601
098
Іа
О УС
со:
20
ё°0.
сев|ы
ва,
Фламвију
Е.
Ккинеяофииш
|
5
А
-=A
И
o
|
паворои
:.
пончуороди 2 гпнозофпут гогоданоћога
399
=
028
==
ве
0021
Osor—
0101.
бїз
=
osoli
=:
обави
-
09
ogei
то
ЗОЕСТ
а
О
$
чи
оох
ин “пе яодпиди
|
091
әинеһә nud п ы
топено: кинеєәй
ш
әонаон20)
"зикидоф оп коләратиһооей -киедя
изд јноипиффеом
Апиа
Фломвиџ
ен
кинеяофигт
415 ‘NN оп
иди
оп атеаисвене1оќ
-oʻl
160
с'0
Hi
поньодитоо
о Ананий ен инзипиффвож ичнһоятшоЦ
Ки-[|
иингвофишш
BEY: Атогипеня
098 | 9
|-93
088.
08 | 7
98 | 6
я
пазажуаух |
ге
|
и
6
ј'о—1
әгә
ОЕР БЫ
уни
кинугзаа чиижаа
улдаж олончкувофиит
Чтэмеи
“а ‘ий от
э иж
1.27
е |я„ изипиффво я ианьояедпоп — Гу е
ч мә) ТА итоошдея 10 изоонизивв
(ате "Что
1
Е
4
„ч
„ив
1
а
ЕТМИР Мо
нәинәгяеоийп
вхобиийи 10 игоойизиявв я ^$ Авегон офнагоподи
61
ia
КА
кинеєәб миижоа “и
02000 ионагхот
че а
ре +
© | обб | У | 016
Прво
р. |
0060)
068: | 2.
©
оси
|©©в | € |
|001| e
[06 | с
|oo] $ |
1098 | с
с
lol
(ин 0:1 OY) иманнешмяоп о гиш/ди ви ияяо1о1еє
хіанагәгіингопог
-ижад ‹ийехоАпийп
хиьооед
МИ"
—
|
т
096 | 2 | 00|
ов | 2. | 066 | е
-ряподи зпооп тэтигезуУ |
киневофииш озонягэлиЯ
“с зиножогидјј
4
KJ
с зи
аи
|
понгуоройи 2 эпниэофпит әоэой1інәћпәә9
vi
323
я ОНЕБЕМА
моћ
'чнополо
Анто
вн
ожбонл
әАтәгә
олотоинетитио4х
ви
ИЈАДМ
+
"походи в"; ен изгело хишАжэдо91он9
огоик им 006 OY е1Адя знидиш ийүү с
"Къвтоц ен Аяяедпоп ктояя 'әпиг
гинКдояодтяеие
вопохофи
(yzg)
вип чтивигочА
чїннәйибйи
|
вип “ох ииводеф нито ен Иогело хихиото-оннонєоййоя
-двъ
;
$90
|
361
94 сс
24 06
м/-9100сусб
(у@6)|
95
мовоотусе
|
(ус6)
Уе-9боебуес
(706)
М811991үсс
(уе6)
(56)
(726) |
(угв)
А
омнноипмА
(726)
иа.
ма
О
умито
тендакт, 9120189
Бекодоти
>Э4Н
занчгетнеиАдтони
ипри
08
ОДН
0906
<DAH
0S
игері зоном
ит
му4ух
гохоезщ.
-|
---- ~
ус-дотовеусе
|
(усб)
уссодгуса
|
(V36)
|
|
Мсе-9двоссусе
(ус6))
уссодтуве (706)
|
ожлоиподоил))
и
дом
(олчннечодилог
|
ехитэидэзнедех очончееяофигит
ріках
]
М,-осиоосусе
|
(726)
Ммосиоотусс
|
(у@6)
|
-9буигоосу
у
7550)
могоотус5 (уб6)
|
ОЈОНЧГУЧОФИ
43
“|
уллая
чиижаа кинуеза
г
и
св)
р"
усто9гуу? OFS ҮР
106.
М81991
Ус-отоссут?
са и
чата |
мосиостусб
|
‘976 ҮРІ
ял-9пиобеуве
|
‘ОРС ҮРІ
“(уг6)
/-дтигоде
зиножоги
‘9
лои
г
О
зимиојо-онноигод
зишАжододточо
эаннга4йня
|
сии 08== иигодеято кҥ 60:90 -~ -BHL
|
|
|
-дәяіо озомэдфикт Адломвиџ У е1Адя едлэиеии әинәшон1о :вийогоА ви волэедиочая е1Адх олоняаиечофиит @тэмеи’ е
"инопе1о 6771 ен члевиигонА в. я чгоотфоя ийкгәше ә иолоонхдоноц иинечофиит идјр'2 се) Гу ен — я04Адя хиютіәяі әәгод вии е ‘Jj =1У ен вогаежонил яолАди хиялви ээкгод кит вепоп ханьиковт чниьиг
-әя иооїбәя1 ионһигіо имелади э109е4 ийүү '20—150 илооџдона воладфи вит аноияе1о0) кинееод чомижод Они 1
жинећомидајј
эпнпэофпит
324
925
|
091
| 001
е9
0%
S6
91
сн
Е
= |
gez.:
=5 =
5 е©
8
L
6
а
ТЕХ
us
ша
А
оy
L
-
И
2
1
от=
о
Q
1,
6
1
=F
ж
2
0985
095
0195
0685
ие
91
Ес
X
умитойаа1
|кинуеза
чиижаа
ибони
әннәжогийц
‘9
191иге9у
муаух
6
"©
‘|
—
.
се
ang
X
не
ennduвадя“а
чиижэа винееод
олончиуяоФиит
улкаж
|
|
ОР
“ии ОШ
ас
х
|
0658
0568
0886
-
=
ыс
не
әәннәйійн9
|
е9
9200'0
1#00°0
68000
9200'0
2000
6900‘0
1370040
9200'0
1570040
6200'0
2000
200'0
-
т
=>
146
X
опнрогофпут
Ө
уаньояедн
.
оп
зонноновиэда
о
јноипиф
У феом
|
Зли
и
|
54 5
Е
Еб
ж
ЕСШЕ
“5|
154:
+
я
=
т
|
|
ЕЕ
ar
р
„звзипиффе
ЕН
ох
ү»
86
|
|
ЕЕ
|
|
|
хеш,
у. У.
|
|
0148
006
НЕ|.
oler
иониояп
ПОХ’
i
:
сас
TEIE:
7000
3
та.
ж
240
И
|
|
|
099 |
|
06/9
.0
„2700
8200'0
6000
рис
хгашус
2190090
6500°0
86000
66000
eooo
17000
9200'0
200'0
____|
|
69000
мана
0/+/
|
&
итоойиоия
10
ве
-дея
0617
се!
oT
И1ЗОНИЗИЯ
10
РЕ ехэАпиди
900 _
81000.DE
с00°0
8:000
#00°0
“000:
200'0
#00°0
-22000
+=
>
ис
на
£9
Е
ггннафна гпногофтут
"9000
<00'0
видинишп
я
7,
вио1о
я
bal ад
со
|
|
‘WNN ТОП
рН {зен
иониояй
YOX
ым
67-6
neig
©1Хнһәбәпо
Angon
п.ен
не
170 29
е“0
РУКУ
=»
|
|
"6
қинеғәй
енийивадяза
“S2
|
к
минжоа
оїАнһәбдшо
Kieron
н ен
Зе
ые
S
котовяж
оп тиьоовд:зи(идоф
`(81ё "до 'ио) лан иот
o
Әз гу —
"=
е
И:
|
|
=
-=
прав
|
1
жанноавдпоц інәипиффе
›°у ен єоя
ша +
=Д0
У)
8
У
е=
8ү
ходпиду]
‘IIG. ин
ЗП
008
0бў
056
кеси
с
И
|
ол чаш.
тэтиивау
кинея
|
_-офиит |
дтейви
‘|
ГЕ
И
— ——
= .-
уяитоиаязя
|
удух олончиузо
улкаяФИИт|
чомижааи
Кинусяа
|
‘9 зиножогидјј
=
С гоип
-
926
е
е: үй!
кк
РЕР
67 од
T
x 5=
Кн
|
е
ње
Е
эур
ПЫ
Ге
Изанһояеіпои — Гу Y4
Өз,кы сет
VH неипиффео
јеом
8
WW
990
eg 0
сӯ 0
ча!
ОБО
980
ичнвозеанои
255
А
ОИ
0
а
АНИЈЕ
|
‘І
р
арии
У
кинеяо
оп ‘ии
СЕ кел
МР
нишагодиен
ж
та
1ноипиффеоя
Зеифидоф оп котавятя1иьоов виода зоняондО
кее;
ОїАнһәбәпоп
5 696° ү
‚О
и
вт. 10с игоомноияве 8 Кһегоп
ч
а оонадни
'(812 910 нә) вадя
аигооп9до
Гы
50]
98'0
Воо
#60
е 0
те 0
С С!
е
ЕНзрна ВЕРЕ
|.
|
|
680.
°9@0= |.
|
|
©
©
са
а Кветоп зү
|
91
со
ко 103
тай
~
сз ез =
сово
ТА АЕ m
850
1550
_ 670
35)
_ 250
880.
|
06
|
ALO
га
10 сз
АА
960.
БО
сб
960
660
660
0:
|
“~
раирани
со из 10
—
= = со
Сссе
=
<H
за
180
110
|
се 0
060
де ит
|:
каны
бе
енишүг
Ке
(=>)
ет
|
|
ог ‘ии ‘ү виневофиит
|и
со
ОТТА
110
710
960
1604
До
жи
ба
И Е
змндпяортетдино он gondol гтиовофт
гед
327
е
‘пиг
g
1
$9°0
1 се
ЕМ со
24 05
2 а
шш.
‘илоонх4
‘ияиэяон
OY
|
DYH
1
Мл-дводгуит
о
ОБИООР
МА УР
М2-91991ҮФІ|
Ројт
ђ;
-96у1991
Уи УЪІ
МУ на
У/-9ТИ! са
М2-9ТИГ008ҮРІ
ИН 0е<<
М2-98090#ҮҒІ
021
М2-98у1908уР1
06```0Є©
гохзоти
Ра
гпногофпут
Анто
“оре
‘Ос
Y91091
Уогосву
|
ии
ЛЭбУГООР
хосигодс
в
попагфпада
пгйам
ги
М2-9100991У82
ове VFI
а
удео
М2-91у1208ү8
оре
зинашетн
цд
аи
|
(очннево
дијог
името
|
ьодподе
ж
==
в
ъзитоидолнедех олонаие
е1Адх
яофигт
занноип
)
я/Флонояэчлоигод
и
экаА
___-______-_____
~]
Ул-дсиоосуът
оОМН
> 0е
името)
ОЈОНУУ
утлам
ЧОФИ
чиижаа кинуеза
УЯИ1ОИ4
ГП
ая1ЯУ4уУХ
күояя
Ачавапо
ен н
озолоинелитио4х етвАдом(766)
одамоие 1о(пепо
Авепоп
чавнэмидиэждэнь
ЕН
‘чнэпэло
иәһ
ОнЕСЕМА
я
-QEL
жвинећонидјј
мпиговј пойижед кинеғәй21303 зчно игү ал воза
нлоопдеяа
'ZWO—ид
IW9
э1о0е4
ийетАйя
нонвикл
ово
изооџ
чнивигэя
хчньикое1
вепопКІГ
9909
хизжаки вол(дм
вжонид
колоен
=Y ‘I'Tв
киш
зогод
хмудовл яозАйя
— ен
=" 980
иф
иинезофиит
gosen
члооидэчт
вл/дя
члеяиви
ен |пояд
6
йн9п910
икуғи
И
и
>}
әйт
иге1гу
8
061
9
др
об
91
51
-АжәЧойдонО
‘эчньоднодеж
-исоддоя
зимиој
и о-онно
98
заннои
| пиАдпо
ге
ноя 9
ежпоип
и
-изәг
одеиц(
с
|
|
8700
6900
9200
сто
0
0
660
170'0
6600
680
чаши
]
0
ео]ен
|
та
кар
а
0е0
861
0%
01
|
09
енидиш
миижза кинесод
ОР
1810
и
узигоиазамуаух озонагуяофии
Улдаж т
чиижча кинуеза
иниевамгеовд
ок)ави и ие Ба
ы
oиегидо
А
за сб
690
|
омнневод
нА
да
"сет
ALELO
24 =
ен
и
91201е90ходәг 65
“ипоонWYW
хдеяоп
|
|
929
чыз
з Со
]
20320
о хрм2
012
0'8}
06
6600
1600
100
8100
9600
200
+00
9800
700
S800
Аниоди
ен л пох 916
ОВ ЖЕ
0'82
08
|
0100 _
Р10'0
1000
6000
8100
1100
9100
/60°0
089
96
920'0
0700
гох/ии
пох/им
|
001
2
зпъовофпут пәпйәфпйги
veĥda
WOVOLI
ГР итендуогпожкди
5
и
ВИА.
сы ы с
эинэжок
“$
иа] стоим
кеньедепоц
въвепоп
ен YOX 96
|
|
91
$9
олонзив
ва/дя
аофиит
За ий
ар
990
пет
әгі Гу —
Ре
590
И
|
:
гел |
110
сч
0001
-
се
1-18-96.
“Я-11-92-%
VARAN
олончгузофиит
кинуеча
по
Е
T
она ш:
ое
®нийит[]
i,
08
аe
гом2оу
хоуноо
2
гинежопидц
‘3
донг
В
е9
|
пр
|
|
С--
amoo]
‘g
утоиг
що
08
ипвугВАЯ WOvVoLI
тгйам
гпногофпут попдэфпаги
XOYHOLI
2
олончҥе®но
владифиттии.‘
OH
гозооуц
"(све
а
с0
195
гпирвофпут петагфнаги
роба
илендуогбонваи
WOVOLF
изаомизивве
то
єяоЛпийпн
SEQ_
J]
он
итооп4феят
ваАдя 'ио) Фо
ТА
50
Аниойиа
я
аа
ехизоийэлнейех озончгевофиг
АЯ ел
т
чиижза
|
Ысы
илдомизивре
10
2.
умитойаз1му4ух
члоотеяоходэ
итоонхфеяоп
“|
и
АИИ
котевянт
оп
иноовдгоиАидоф
шеи мы
Аветон
Ен
ОЛОНЧ1ТҮУЧОФИҤП
ујка“
кИНУуса4 |
ичньояедпош гнзипиффеом
зу ен
УЛИЈрИа
чиижчаа
изчньояедиоп
тнэипиффео
я
я
зонаоноо
киәйя
зони
‘и
ия
ЫШ
с
Чи
уУХ Уа 13а
у —
опа Гу—
оуе
|
иззвьояедпоп
18.
-0001
ионьда
0
|
AAA-
94
“(вее
SEO
АниоАгу
я
1600
1200
|
2100
0100
[|
-
иохоэвилеиотяе
изьегонТУ
9
АЙ
3`0
иззомизи
+0
вре ходпиди
8100
5100г
0600
6600
6Є#0°0
6700
6600
960'0
8600
6100
85
Оо/ии
1600
илоопдовадя
вј но) ‘41
е9‘0
ха!
б2
109090 голо96
6500
680
GITO
81
изветоп
ЗМ -- ‘QT
ә
П: Я:
Y
-°6-1А
OS
аd
илоомиз
10 ивре
“пноипи
идиффеоя 910984
2
У Ы
вотэвя
оп атиьоое4
‘эиАидоф
с
10
Хвепоп
ен
670'0
6200
#900
6800
8610
|
аира
0910
61
веньэдэно
внешоп
ен
чиижэа кинъсод
ичньозедпоц 1нэипиф
Я ен
феоя
690.0
870'0
960
0:
91
де
6610
ав!ща
4
8
ичньовеанотнэипиф
ня
феоя
зонвоно)
виәйя
тноипиффеом
Чи
0
8
н
9
‘эчньодно4
дом -игод
еж
аб,
зияйо1о-онн
и
о
-^Ж90041299ZE
|
ходнид]]
‘IJ WW
зиш
игері
оннневод
9
заоодоно
_|
Ten
————————————
--------———_.._.
еанноипя
се
ONHот
омлоиподоиј
и
-иЈәгА
HELO оном
Ny
ЧНАЈАЋ
y
и
|
по.
ж)
193819129ивидошел
8490
чпоопфева
не
$
еы
сс
6000
1000
"0
ето 8600
7100
9600
981
CN
со
ки
илАдУ
ви
кпояя
Ф
“әпи
Аяведпоп
ен
ололоомп
|
DAH
а
пета
озлозоинезизиойх еинАдозойлязне
(26)
`Аһегоп
олэннодолохАя!
кинеяофиит
вн
чаооп
Рао
РА
‘сурә ийүү
чнепето
зэАиэно
"279
‘анэпэзо
моћ
чаежино
вн
Анто -э12
'68'0
итоопфона
ЧОТОббУ1
9919896ҰҒІ
Ч9бИООРУ
аовиоосу
мченодд
тые
—_
ОНВЕВЯД
8
въ
хмудонх возя
— ен =!
имеаАЧя
91-911
члооџдоваяолА4я
Анто
079
ионвигто
зишАжедойтоно
|
-онноиводдоя
йоны
чнАЗАН
и
сс
-водпофежсозы
47-9тигоасуас
275
9100294
зогод
члинэиийнэждэят
ен
хюнагэпниншхАат
XEHED
чъеямвипеяА
ен
Анго
колоежонид
ен МУ
“ре
е
киш
0886
921-9глгосемъ!
86
гпнргофтгт
ноћаол ргйаз
6є
|
әинәжогий
тоим
47-9тиго0бсуас
‘978
ООРУ 9ТИ 32
‘ISH
лс
9/-9тиго0еутт
'9ТИ42
ипоопдова
үрә
У 086
2о2ог
П
НЕ игето
а
(әяннеяойиләг
03=о4н
42-9ТУГООРУР ИООРУР]
ар
воли
хияаки воля
заногаел2ој
вит
ийюн1нәйзәә
имезАди
ову
зогод
|
0677706
-9ТИО0еМтт
91
9/-осиосеут!
а
пета
'9ТИГ
32
а29УТИГООРУРЕ
1]
ехилэидэлуяедех олончивзофи
дя ел
ит
O)
а/-отиоосут
>оёНн
0€
войижәй кинесед
ханьигов1
вепопкг
ийрүү 2109029
|
игето) о
зянноипяйдтонояэчлоито4энаА)
и
:винвьзииЯ
пиков]
жниьигея
огончпуя
офФиит
ҮЛАая
чиижаа кинусча
УҮЗЯИ1ОИ4ач1Му4ух
УР 096
ввиэдоэат, -еноходот
ксн
кое
се
‘анэи
']
|]
290
1 се
сеч
с
0524
ры
ИЛИЕЦ
и
+)
700 0
200'0
100' 0
600'0
“11
2000
-ойдоя
‘эчньоднодеж
игето
-МАдтоноя ие)
‚ зянненодит
-әг и зяоипод
-зилА эчнноип
ане
аздодбәя1 и гвидозек.
ичиэеячте9е490
|
әишАжәй
-обломо и зихџоло-онноме
GZ
80°0
90`0
20'0
98
с00 0
с00 0
100 | 7100
7000 | 2000 | 8000 | 2000 | 600.0
1100
2000 | 6000 | 7000 | 8000 | 2000 | 6000
91
20'0
8000
7000
200'0
600'0
100
Р10'0
|
80°0
с0 0
1000 | 6000 | 100 | 100 | 8100 | #20.0
9000
c000 | 900.0 | 2000 | 6000 | 100 | #100 | 810°0
09
|
др
80:0
000
с0'0
чиижэа БИНРЕЭЧ
рн
20х20"
хомноо
2 и
кенноџовидј]
енидиш
|
361
GE
а!
| #00 | 8100 | 6600 | 6200
[100 | #100 | 8100 | 2200
8100
[10'0 | Р10'0
600" 0
100
6000 | 6000
9000 | 1000 | 6000
с00'0 | 9000 | 1000
8
800
с0°0
600
6100 | 9100 | 8100 | 6600 | 6600 | 9600 | 970.0
100
010 0
800°0 | 6000
800
с
| 700 | 8100 | 600 | 6500 | 9500
поо | 7100 | 8100 | 22600 | 6500
0600 | 6600 | 6200 | 9800 | 9700 | 1900 | 1200
90'0
©0 0
006
пох/им ‘< рох вн Аниоќиг ен Рһепоү
кингяофигш
‘че “йй от
гпногофпут
копдот veidu
илендгогйожк
WOVOLI
зиножогид]]
‘6
тоиг
а
025
08
9100 | 8100 | 8500 | 6200 | 9600 | 5800 | 1600
е00 | 9100 | 8100 | 2200 | 6000 | 9600 | 9800
HHNW/W “А
<1о0домо)
008
кинуеча аиижаа и
010н9 гузоФиит УХ итоиазт лудух
оп ‘ми
“атоонво J,
059
улдам
со-09со
1'0
с“
о
"(925 Фо
с
се
80
ло)
|
рія
Л
|
10
се)
с9'0
"0001
игоопдонъ
|
|
гу.
|
м
ргбах
коййог
и
гом2отЏ
гпновофпут
улкам
илоомизичее
:
је ор
А
Я 1ноипиффеоя
с)
|
—иГу ƏN
Ичньояейпо
ичньозедпоц
710
тноипиффеом
гнәипиффєоу
ии ‘(J зодпиди
енидиш кеннопояи9 1
аа и
кинуеча чиижухит
оийазтиуаух
огоцяагуяофхииш
а
да ƏY
— о
сми ‘виневофиги ашешоти кендеии(
"ии “егото епох ениџү — *]
‘I
сәгКидоф оп когагянтиноовд кнәйя зонаонзо
Анетошп ен У
а,
961
внобниди 10 илзомизиаее я Книойл ен
Е
са
--шш
E рената
НИ
у
отво
Шорт
|
‘6 зиножогидјј
с зи
|
|
1
:
Б
оп
коловящти
воова‘экАидоф
в тноипиффеоя
ичньочедно
— ГУ эп
ичньоявдцоп
кмәйя
зончоноо
игоощиоияве
ИЕ
|
6:
ар
ва
|-оиподошл(
|
3
і
певидотри
‘I
оном
оаннеяодитет
сомнноипиК
ее
ичиовятчтво 2990)
|
от ‘DYH чтоопдоят и
бте
|
:
091
09
б,
110
Е
:
·
8°0
380
©9°0
950
кеннәпәяий
внидиш
“ча “аи от
=
é
%
ан АА,
името
и әлі
зиш/жодойточо и
|
эз
зияйо12- онноигод ом ‘әлчнһойпойеж игело)
;
— "< эт
„йн ‘кинваофигт ашешоги кенёвииАо
1ноипиффеоя
1ноаипиффеоу |
10
ен У
БЕ
Ad
‘И WN
яоАпибү
Т
=
07:
4.
45
ыа
По
910 0
260 0
игетец
!
алоодонр)
ними
ЕЛА
..
41 |
66:
91,
8900
060" 0
|
:
05
А
E
820. 0
СРО 0
тг
Авегон
|
АСИР
иооїЧәя:
ПРО
рія
|
0100.
GE
:
мо)
|
:
i
Е
>
;
(осе Фо
7100
9100
ен
6000 | 100
РІО‘ О
110°0
6600
9600
|
810 0
8200
7100
6600
9600
860'0 | 9600 | 9700
|- 9700.
|
|
os
ен ќнидќиі ен вьепоп
08
та
а
‘6 эинэжогиан
|
SGI
|
я Аниойе
ве
я
вхобпийи 10 итоожизияве
|
ГИ!
со
1000
| 6000
|
Р00'0. | 000
200'0' | 2000
600
1100
810 0
005
|
QO/WW ‘G Brolo 109090
-8200: | 980°0
|
910 0 |
6000
РІО 0
1000
1100
FIOO
660 0
Е
сб
ү LOHE
~“
J
Нана. кинүєза чиижаа и
св
ын
а
ЖОООЛЕТЕЫЕУУУУЛЛЛШЕЕ от
_удая олонагуяофитт ухизоиазахуаухПАРИ В ВЕСТ
чиижэа
‘|
қинеғәй
335
ааньогинолонур
зягодеддо иі
6.
2
игелә
:кинвъзиин9Ц
иди `I
зя1о0едоо
INH
оланчкејнонко
о
-неводилог
|
ишето цонногеивезн
мудух
ичлиоенчледоедоО
ивиделей
и
очлонтод
дингвофигш
|
610—010
|
050979]
—
эончколевнояо|
c'o
изгодеддо пия
ке
1
унитойаа1
кинугаа чиижаая и
отончгуяофииш
они
он когогдиочя Ах
619—610]
69_
96-8
>
всиот9|. “289 сусе
96—
Ш
q 6—8
`и1әоїЧәя1 оп әжин чнепе1о Анто ен когоиеииниди изАдя
‘эжин чнонэло Анто ен вологдиояя 1АЧх игело изшАжодофпоно
021
60
9 “6—8
чнашало Анто ен иззопдовл
9 6—8
199594
аж
10
19
‘4
119—569 ТО
әпи
IWO
ZWO
4346-8988
00—95
у--сусс
у-суда!
IWD
906—8
ZWO
4846-8848
q 6—8
611
‘ии
ул«ажм
е1Айя огонагеяофигш
|
|
вмитоидотие9ех
cio-
с 2
оп
41 зиножогид
ы
Ha
9 “6—8
эи
ы
1909524 гпногофпут
МЕ
|
усај
01—9усё
Руса
сто]
079
$$
8079
сув
Ч “6—8
ссб ‘=>
i
336
|
ус
тд
01
Ден:
д
9'9
6
11
сет
=
=
=
Р
=
Е
с
59
88
со
9°б1
71
сег
=
=з
=
|
g'g
$8
от
21
за!
еї
681
РС
==
=
с
_
4°
S
8'%
с?
L
01
чиижаа и
узидоназ
001
79
LE
63
в
Е х
©
ы®
“
=Б
на
за
06
Ре
91
С!
0!
8
|
5
>21
ест
91
06
Ра
06
б
иудух
экие1эм контошо Я
£
$
428
[I
За
SI
LI
61
i
е
79
6974
8
сет
4!
91
—
|
8 ЇЇ
У
g+
11
76
16
0®
—
|
кинусза
ОЛОНЧГУЧОФИГП
111
с
(~ ний “п кинәпейя 2101225
с
он ‘NN "адчсад Је
улкан
цин?со9 чмижза
əgacəd ионнеғәбен ончгәгийеешәйи оү]
кинечофнигт rag
1909624 әпнрэофту
‘01 зиножоги|
—
>
-
Е:
=.
==
==
та
=
Е
г гонг
34
Е
F
Е
=
—
a
arše
Е
337
99 Зак. 213
сюФ ©
©
ОП
сет
ш
т
у
а
=А |
<=
З
ар
‘d жи
a пдвғэб
Е5
>
те
|
за
А
|
и
у
€
с
Е
9
Пер с
сто
ттан
ты ЄЛ
|
БА
ходннду
ен 1
|7
„860
690.
29
180
Т
|
|
|
с
элес4
600
1
т 9
900“
600
члоодохо
|
ходпий
ен
ӘОЯО1ОЙҺ
игшАГО]] зинено
узигоиаатиуаух олонагуулкам
яофигт
чиижза кинуеза
те
ОГӘНЕ,
е
z
с
І
І
2)
про
z
880
29'0
|
әинеаофиџт
г
та] вотоходи
|
зоволдић
2
гпногофпуђ
хаворох вогыте
о
'чноцоло
Анто
ен зждоят
азиномиди
1эАщэко
М6-81у1082(үс6) ‘МУР
збевтиове(уав) чи)
Моћ
а( ‘У?
„ж6-втиговуеб)
O уб-втугосо(үс6) vir)
М6-8 ПХЭОӮҮСО
(06)
Ж
етн «доходите
-
z
“когигояво емлиподи кољадинокох9а
+ |
дві 8 о
„Кветоп ен Аяяейпоп 61084 ‹әпиг
ћоам:и ш |]
си икау зиненам
Се
ЕМ
ары
тст
708
ха! ща же
‘нян
5б
от
аз1яуаух
-ея0х09эШ
-OH 91201
и1оонхӣәЯ
„У6-81907\96
|
890
се»
85
А
0€ > 94H
ие)
УЯИЧЭИ
| кинуеча чуижаа
и
„мбевтовт (86) АА
•16-81-091 (уг6) МРУ
„36-8-товеуас
|
„416-8100 (456) МУ?
„96-81995 (956) УРУ
ологоинегишнойх
У8б.
36-ввигосе (706) ‘У
—96-88095 (сб) "УР |
46-8020
велобинамозга
Е
|
улкаж отонагуяофиит
Г
занноипяддлоноя
0606 DAH
х
я6-всиосвуас
и6-80/10С1(У06) ‘Vit
#6-8ФИОСТ(М26) ‘Vir
36-86иоот(уав) "Ут | Ҹ6-8001091 (966) МУР
У6-8бУГОЧбуЧб
-
чүЛтоүү
A6-8IWO0F VSE
зб-втигогт (966) “ү?!
96-81991 (уде) ‘ур
у6-втиговсуве
:
`В1АДЯ еяилондэзяедех
|
:
(эчннезодилаг и знлоиподзија)
оссонн
рр зиножогидј]
станет
апновофпутоойс
јазик
дияно1о-онноивойдоя и
омнводподеж икег)
т
ии
‘Ш
инбә1дәш
339
ХАРАКТЕРИСТИКА
Зубошлифование обкаткой
ШЛИФОВАЛЬНОГО КРУГА
И РЕЖИМЫ РЕЗАНИЯ |
дисковым коническим кругом
То тепета
та
Приложение |1,
лист
2
а
а
И. Режимы резания
І. Число рабочих ходов i, глубина шлифования t,
подача обкатки
|
на двойной ход ползуна Зльх
я
ОЕ.
TEL
Та | АСЯ
с
р
©
во
Е
Ба
=д =
= =
А
|ЗЕ
“Б
|
6
а
0,12—
0,16
|Черновые 1)
Получистовые
Чистовые 15
is
0,16—
0,20
|Черновые 1,
Получистовые
Чистовые 13
15
0,20—
0,25
|
0,25—
0,30
0,02:
|Черновые і, .... .....
Получистовые 15
0,07—0,08
0,04—0,05
0,02
із
коэффициенты
Длина зуба,
ММ, ДО
100
на
| зуна бдьх, ММЈАВХ
|
|2,03 | 2,48 _
| 1,851
0,9
1,1
| 2,25 | 2,48 [927
| 2,25 | 2,48 | 2,7
1,0
1,1
1,2
В зависимости
125
160
|
180
1,0| | 0,95
250
i
0,80
|
0,75
0,7
0,65
от длины
зуба
|
Примечания:
1. При повышенных требованиях к точности зуба (5, 6 степень)
рекомендуется производить один дополнительный рабочий ход
с режимами
чистового шлифования без подачи круга на глубину.
2. При шлифовании колес из легированных или цементированных
лей, закаленных до твердости НВС
> 55, следует приведенные
катки принимать с коэффициентом 0,8.
К:
;
340
3
| 1,9 | 2,03 | 2,48
Sas:x
|
|
| 1,35 | 1,58 | 2,03
| 1,35 | 1,58 | 2,03
0,6
[0,7
109
0,07—0,09 | 1,9
0,04—0,05.
15
ПІ. Поправочные
Коэффициент
|5 [5 ею
колеса 2, до
0,07—0,10 | 1,69 | 1,8 | 2,25
0,04—0,05. | 1,69 | 1,8 | 2,25
0,02
[0,75 | 0,8
1,0
|Черновме 1,
Чистовые
Бо
0,07—0,10
0,03—0,04
о
0:02
Получистовые 15
Чистовые
Св. 6
k
= пра
ра
4
Число зубьев
О 5 5 0° | Подача обкатки на
а = =
ә
ч
Боа Б ор | ДВОЙНОЙ
ход NOJ-
2
2
>
Б UAn
рабочих ходов
ВЕ< с)
О faa з
©
|
Ваха 2
намоне
г
_
подачи
ста-
об|
ХАРАКТЕРИСТИКА
ШЛИФОВАЛЬНОГО КРУГА
И РЕЖИМЫ
еуин
ратии
ааьан
иин
ннн
Зубошлифование обкаткой
· дисковым: коническим кругом
РЕЗАНИЯ
Приложение
11, лист
3
2. Длина хода каретки в направлении обката Гр.х, мм
Число
Модуль
па зуба
15
|
30
Длина
2
3
4
5
6
7%
8
9
|
зубьев колеса
14
20
27,
34
40
46
53
58
7, до
Св.| 60
60
хода каретки
15,5
22
29
36
43
50
57
62
Гр.х, ММ
16,5
23.9
31
38
46
58
60
66
17,5
25
33
41
49
56
64
12
Длина хода каретки дла косозубнх колес определяется:
Угол
:
|
наклона
Доли
30°
зуба коле- | |
са, P
` [р.х
|
T5:
:
р
|
хода ползуна
Длина. хода ползуна Врх, ММ, до
Число двойных ходов ползуна п,
Г р.хтабл
р. Е
40°.
"8. Длина
=
-|- 0,288
Гр.х == [р.х табл + 0, 37В
ОВ
Lp.x = Lp.x табл + 1 (ъв
Врх и число
двойных
50
202
20
| 280 | 200 | 140 |
ходов
п
70 | 90
7
100
|
|Св.90
50
дв.х/мин
Длина хода ползуна
определяется:
·
В.
= В+ (5... 10)
Для прямозубых колес
Для косозубых колес
(т=2...8) с углом.
наклона
зуба, В
O
|
_
а
Вах= 8:1,06+ (10...20).
Врх = В.1,16+ (10...25).
Вр.х = В.1,41- (15...30).
40°
Основное время рассчитывается по формуле:
ще чаши
4
Tek нь
ы
ди
n
Sis х 4
$ дв. Хо
где т — время на вывод
(отскок)
1.
у
ии
Sas.ха
круга и быстрый отвод, T= 0,05.мин.
341.
ОНО
К
ре
|
РЕЗАНИЯ
зуба т,
мм
ходов
ен
i, глубина
„Приложение ше лист ЫК Р
шлифования
Ж
|
Наименование
>
до | Ной окруж‚Д
ности Пу,
мм
ОСА
| двумя тарельчатыми кругами
|
Припуск на
Модуль
‚
И
И. Число рабочих
ЕН
Зубошлифование обкаткой
П. РЕЖИМЫ
|
ООН
б
у;
и количество
t, подача
обкатки
So
Глубина
Ка
.
Подача
5
тельной
окружно:
рабочих ходов
е
+
обкатки
Зо, ММ
сти |, мм
#7
Черновые
0.125
0,1
3
УА
0,07
Получистовые
З
е
O|а 1
0,04
Чистовые
|
0,02
1
1
Дек таа
0,0%
0,04
Черновые
Получистовые
е
0,16
Чистовъе
6
0.20
_
и
0,3
1:33
Ж
4,7
дА
1
6,02
1,33
Черновъе _
Получистовые
‚2
1
0,075
0,04
47
,
Чистовые
"g
0,02
1,33
_
Черновые
0,25
47
З
Получистовые:
0,07
- 71
Чистовые
К
0,02
Черновые
З
0,08
Получистовые
Чистовые
1
а
"47
“770,04 l
4
КУК
1,337
ат
0,04
i
0,02
|
4.88
Примечания:
1. Для черновых рабочих ходов глубина шлифования задается на
один ход tx (двустороннее деление), для получистовых и чистовых
— на
двойной ход (одностороннее деление).
2. Подача обкатки приводится для шероховатости поверхности ГЕ
—2,5...1,25 мкм, при повышенных требованиях к шероховатости поверхности Ва = 0,63...0,32 мкм подачу обкатки So на чистовых рабочих ходах
следует уменьшать до 1,0 мм.
З. При повышенных требованиях к точности зуба (5, 6 степень) рекомендуется производить один дополнительный рабочий ход с режимами
чистового шлифования без подачи круга на глубину.
4. При шлифовании зубьев колес из легированных или цементированных сталей, закаленных до твердости НКС >55, следует приведенные 3Haчения подач принимать с коэффициентом 0,8, а пра Шаяфованан инстру-
ментальных сталей — с коэффициентом. 0,5.
342
||.
м
------
Зубошлифование обкаткой
двумя тарельчатыми кругами
Кр?
|
ци
|
а
РЕМ
повика ЦАР
П. РЕЖИМЫ РЕЗАНИЯ:
paaa
Приложение
`
| За
`> 2. Длина перебега круга y `
зуба т, мм, до. она
(Модуль
Е
a
Е
11, листо
:
;
i
А
Еър
|
шо шт
;
с
a
а
ла)
оро
озером
ооа
аа
4
` 5
у, мм
4112
100 | 1067
967
88
80
72
60
|130
|102 | 110 |116 | 124
92
82
68
\.116.. | 123. | 130 | 13831
86 | 97 | 107.
ИГИ
|130 | 138 | 146 |
|’ 76. | 90 | 102 -| 112 | 122
|136 | 146 | 152 |
|117 | 128
|108
94
80
165
200
2257,
950
275
T OTT E
EEEE
Длина перебега круга на две стороны
[= ЗА
я
У шщ
|116
|136
144
152
160
124
146
154
164
172
|
|
|
|
3. Время на деление для обработки следующего зуба тд
|5560, 5560Х, #5560 | |ааа
Модель станка
Масса детали
равкой, кг
Время на деление
следующий зуб
мин
«20
я
оп-
с
на
Т2,
0,03
AUT
пи
0,02
сага ти
|
<2?
| ->-2
0,015
0,02
|
=
|
|
чаени
.
4. Число обкатов пов (число ходов каретки)
———
——
—-——.—
Є.—.——
„——_..
Число зубьев 2, до
|
г
[озн Ик
3y6a-m;
Модуль
мм, до.
|
14
50
|
30 |
МИН
|
ОР ,
о
100
_ Число обкатов в минуту
# 8:
6
у
|
|
Пан
200
125
250
225
ил
ТО
“~ 90
=
150
90
|
аа
==
ај и
Основное время (То) рассчитывается по формуле:
ВЕН
т==г
| n
А
[
|Soi
и
w
Soz
РОЯ
——
15 Зов
|`
i
|АРУУ.
А
|
343
а
——
а
|
Р
А
А
"ИР
|
~
5
Зубошлифование методом
‚копирования
|. РЕЖИМЫ РЕЗАНИЯ
|
Приложение
]. Скорость движения стола Ол, число рабочих
|
i
на двойной ход Ев.х
=
О
|
©
“с
= Ваори
>
ајРона
щ.д
хоо)
| ВЕБЕР
R ~
>=
Е
Е
оке
Е
До
5
и более
то
6
і, сацбина резания
Глубина перон: по делительной
окружности ув.х, ММ/ДВ. ХОД
|
= S
ех
сЕ
|
о
‚Рабочие хода
ек =
ае
сок”
| НК
|
Фа
хех
О:»> | Ос
0,125
|7...10
0,2
17...10]
0,3.
|7..:10 | 1
* Число чистовых
ходов
И, лист
| Черновые
|
|
|
Чистовые
Получистовые
|
9 10,03-...0,04 |0,015...0,02 | 0,000... 0,01
рабочих ходов
1...2.
2. Длина йеребега круга у
Модуль зуба т, мм
Диаметр шлифо-.
А,
2
|
100
150,
944
|
|
3
Е
4
Длина
-
ди
5
ба
Т
8
ПАДА
перебега круга у, мм
31 | 35 | 38 | 41 | 44 |-46 | 48 | 50
35 | 41 | 45 | 49 | 53 | 55 | 58 | 61
_ 200
39 | 46 |51 | 56 | 60 | 63 | 67 | 70
250
43 | 50 | 56 | 61 | 66 | 70 | 74 | 78
300
46 | 54 | 61| 66 | 72 | 76 | 81 | 85
400
50 | 61 | 69 | 75 | 81 | 87 | 92 | 97
$;
с
е
|
Зубошлифование методом
П.
РЕЖИМЫ
копирования
РЕЗАНИЯ
Приложение
11,
лист 7
|
~
Примечания:
1. При повышенных
требованиях к точности рекомендуется последние
1...2
рабочих хода производить
без подачи.
2. При повышенных требованиях к шероховатости поверхности рекомендуется уменьшать скорость движения ползуна на 20%.
|
3. При шлифовании зубьев колес из легированных или цементиро
ванных сталей, закаленных до твердости НЕС-> 05, следует приведен
ные зна-
чения
скорости движения
4. Для
стола уменьшать
определения
припуска
на 209.
и глубины
шлифования
в радиальном
направлении следует приведенные по карте значения П, и tas.x умножать
на К=2,75 для зубчатых колес с углом зацепления 20°и К=3,7 — для коЛес с углом зацепления 15°.
Основное время рассчитывается
Т. =
|
по формуле:
[==
2Вр.х
77 г кај =
где Вь.х = В + у, мм:
В — ширина зубчатого колеса, мм:
Тл— время на переключение и деление
станка.
у
назначается
по
паспорту
|
` 345
О, РЕЖИМЫ
\
Шлифование зубвев
червячными кругами
РЕЗАНИЯ
Приложение
38
ата
ла
љиљана
аи
ата
стоти таланта
11, лист
8
идсвак
1. Выбор припуска и числа рабочих ходов
Модуль И: ив ООС?95 95 зоа ао
6
Припуск П, |0,2...0,25 |0,25...0,27 |0,27...0,33 10,33...0,36 | 0,36...0,4
мм
Число черновых
8
5
6
ИКОН
у!
Васа
ӨК
|
рабочих
ходов
Число чистовых
рабочих
ходов
"42
2
2
Елин
ЖЕРК
ул
и
2. Выбор вертикальной подачи...
РТ
Модуль
Вертикальная
подача
|_
ТК
с
|
| а шү;
МРС.
3,0
.à
ТУ
soe
Зи
40
‚©
+.
4,56,0
Јев
|черновая
1,1
152
1,3
1,5
1,8
0,35
0,4
0,4
0,4
0,4
|
346
YV
чистовая
Основное время рассчитывается
где
ПОДА
095
Те
L-i
по
по формуле:
Шел
Ф,
таат
п.б»
L— длина хода червяка с учетом перебега;
п — частота вращения червяка, п = 1500 мин“!
СИХ
r
со
З»
‘эп
с
|]
`]
2
|
|
:
‘илиоп
;
ке
|
i
“усе
“усё!
“усе
Зак
|
недеу
за
ы
|
0506
|
и
89-1985%
2-956
в0-1991Медввусв.
|
чгоопдеят,
|
0в<эан
зиножоги
‘GI дјј
гоиг
Į|
гпногофту
səhnym
“усе
“усе
‘VSZ
ZWOSZYZ
М2-96
8191-6
М2-9856
сиоовус
У1-9в
кемәќүнәиохәд вяитоидо
дя елтявдех
|
оюнчпеяо
влАдя
фикш
бО-120ФУ
1-9ё6 |
одн
Ее
|
енилзид
ђ
вБиИНВЬЭИИи(
зто0ед
ди
иива/
вн
Иояогипеи
эяевяо
во
члвиинийн чтоопдев: 11—610
|
чииже4
‘киневофиит омнноџони
я
ди'хездем
анзияв1о0
кит 0 яо1Хйя
игоотбәяі ‘97—17
ийүү
9210089
миевіќ0м
иони
изообән:опоивь
хиводед зопох БИП
ЭӘГОО
хижки яолдя
чіежониќ
ен
“еру
е
кит
зокод dAl XY— EH
'980='У
ЧУи си
ололоинези:нобх вин/долой
(усб)
тязие 1әХәгә
чанномиди
әжбәя1
ен
Анто
“чнәцә12
моћ
ОНВЕВИД
Я
снибеј
Krosa
Ахаеанон
ен
"Аъвпоп
и@]]
1 се
690 ©
35
3
‘Ру
|
“|
улИиЈриал
олончгуаОо
VIAdAФИКТ
миижза БИНУЕЗа
атоотевоходещитоонхдояоп
и
у
|
уауХх
У
>
- |
вота
|
8600
6700
|
11701
91
01
ос
00
001
<
0®00`` 090'06100
0800. 800:7
|
6100
``
|
01'''6
ТП |
01
91
0677706
<<08
66:0
08
бе
#500°°°5600#100
&900°°°2&00
|
018
|
ТОТ
ст
91
02"
06<
де
350
|
09
2900:
|
8900
6000
|
2100
7°
2100
‘100
200'0``
#000
`` `
+000
1007
|
60000100
| 7000
80007°°6000
7000“
Р00°0
є00°0```
200%
с000::5000
6000
2000:
0100"
``
700%
$00°0
```Є00°0
600:0 6000"
6000
100'0
6907мхи
--еу
емяотоив
2100
0100
6100
|
260'0``°750'0
8500
от
02
8600
87772|
91
08<
де
050
0?
1100:
|
08
84|
68|
01
91
т
66-
осет ии
киневофикт
зинзжогид
‘ZI
иLOHK
с
зивоое4
ШОХ
77 '
0100
„|
6700:770600
```
7600°°`б6000800‘
с.
вниоди.1
де 02
< 08
огон
хиһооей
goYox
910
Энн
атоодояо)
-191202100
020/989]
И|
кинәжинү
ща
палци
erendaL
чтоопдея1,
чиижза кинесод
08
дломвијјП
яоќпиб
олоязпигш
| ен
Днодозо
erea “Yq ни | Ч ‘ии OY
=
']
ужигойазтхудух
гузофиит
ОЛОНЧ уллаж
чуижчаа кинусяа
7000 ``“ S000
и
эгйпит эпновофпит
348
|
а
:
:вингьоиидц
020_
|
Анодоло
ае
БЕ
к
"ү
91
зА
не
Е
т
E
‘HHW/W
OY
а1оодому
рок
0977706
оломова
И
|
члооп9еят,
ходи] е4до 19189
|
ра
ы“;
Е
Рој
:
xuhoged
ара
огонрһ
чнижза
ра
|
090'0
0900
`
9200
820'0
`”`
|
|
>
а
м
.
2100
6100``
ениолг
әшяонЧәр, |
I
Е
виневәй
„=>
олончгуя
УЧААХ
офиит
о
чиижаи „винуеча
<<
VAHLOHdILAYAdYX
|
с
6100777
2100
9000
°
900°0
`` `
6000"
500'0
а
ТЕТЕ
|
очяогоивАио
дуз
и А
винезофигш
1 WW
АЕ
==
11,0]
а
зиножогид
‘ү
LƏHr
гпиовофтто
вопит
JYI Та —
кизан
ен
зонвоноо
киәйя
зиненошнодоп
и
әинәгә
L =
воловачлљићооед
оп
гоибидоф
т
вэлэеминидн
оп
Алдоповп темнејо
(++
1.7
и]]
ханнепичяоп хкинеаодәйі
я
игоотеяоходешигоонхдояоп
)2
(с900-и
илоонвог
елеп
яоАно!) 1007>(ми
-омод
кото(инон
члитоявиофп
вят
хчнакотинконои
XKHhOQedепох 29
иветонп ел1Адя
ен
"Аниодит
z
ий
ионагәєей
иинеяофигш
Ххчаомод нодоло чэпигш видят
иимаохонџийел/фи
ү
ледуоџо
зонноџзниди
-звигоя
oal
хиьооед
яопох
Ч1ИШЧНӘИА
ен
нито
|
|
се
чиижза кинеєәй
чнетивоэе4
куп
киненофигт
нопигш
о
wodənsed
ediəwadou
оп
изшо/евддо
Krapodu
а — 9]
ий
ид
әнигү
едлэми4дэн иятодовддо
<d 9I ии
LILYA)
әоннәшәяийп оя1дәһигоя хиводей яогох
'членићиконА
в
иди
әнигї
>d91 WN —
чїешчнәйА
ен
"нито
mo
ТЕ
|
:
1
< 001
{ „ха ен
erea
ии.
@әириү
|
|
·
|
ви иа По
`
"А0001
349
кии
:яосевише
ви
Номоддо
диненейифп
коге(шномоной
|
|
|
|
|
ве
|
|
|
|
се“0
|
690
071
0624
|
S ден
060.
969-198-609
90
595-126-996
Уео-109-61у94 801
90
09-891
ст 4
ия109
-еддо от
119-5
У 14,0-608 с 17 56
изго9еддо
зпооп
Е
от ‘WAN
а уы мга
игоонхдеяоп
„а1зогеноходеШ
кинусза чиижаа и
олонагуяофииш VAH триая.яудух
внитоидогигдех
апи 91
5
=—
УтО-сио9-61 299
079]
ои
AID-ZWOS-9079
иге ч10010ин9д96 '%001 нипед
"менивиџда 4120812129100» виЖИОШ 8012449 умнев
еоедоо ипАёз јр H ү чокеидолеи
‘я042А49 хюнаиеедог вии упчнноџовиди “У
модем— др и пр вит 4оу uuden игоойоеяна
|]
-тнопном хемекад хияоовишгечон ЕН доу
“нояо499 инијзидознедех поннопеяийп әкобу зиневзина
|
УТИГО-8 19-997
|
|
|
|
игоологяятеоейдо
Ради огонагвнофигш
улкая
‘|
80:0
М ОУ угио-визтиговигуас
YEW-IWPIW-0ZWOP9| >. ЕСрис
Усоловги-одиуве!
910
Увисбиосигвеноко О-о зсимав
Уаиепловисввиот;
Уео-тови-вемува.
а
За
Угуио-гитасвамово; ЖбУГО-ТУГОРТУГВбУГУЧ
Упо-гойгисвеиуес | УЄҮЇ-бУҮРТГҮГ-8бУОЎ9
91,0
ХЯбУГОЛТУГОВбУГ$УЧб
W8ZW-£99)
MIWO-C
хеигамвеи-вово
У1о-вовсигтуве
|| D-TWOEFYSG T Бе О
Угио-виетот9 AGWO
AEW-ZWE-}O79
Я112-б60®-ФУЧб
80,0
в
ито-сиописвеиме
86279
МГИ
6
ИГО]
910
Уетоллоугисвемуса | ЯПАО-ВИЯТИ-8
Уто-диовемгемва
еов9
угио-сиземсвотд | Усио-Пиовсис
060
Уегоговеисвуес
Зпо-иовува
_.
Усио-гигов-тов9
© УПМО-еИЕ-РОР9
4612-1126-УУ©б|
WO WDN d an e
Уб\ГО-1ИГЭ7-9979
9
61-11998
=
-
=
“т зиножогидц
егеидэтем
ыз
=
—
№е12-6108-666
7619-6198-98
951-619-866
|
Ме10-6109- 61796
:
Уе1-е128-огусе
Ni
тоник
174249940 гпногогнпнох
—__————ы———
350
үз
с
ана)
|
Я
910
65.0
эго
0
ЦЕ
КЕШЕП
кш =
а
аа Сазы
а
|
СЕ
ә
СИЕ
кт ОУ. ж
Пароср
МИЊА
ИСОре
a
A
та
ка
Ссс
саш сыреза
ГОЗАНАА е
оЕ
БЕЧО
Сало.
ЧЕ
са
В [654
о
=
зе ==
–|-|гара е ===>
ни 28=
НЕЧИЕ зиме
| С
(о
GE-| GE| оу
же
м.
HHW/W
БЕе
бй
курш
ВИСЕ
а
иа
РОБЕ
-|—|— = Квсй 15| во И а
сые Сте
шк са| ве |9 во в — |
Палаи зара зрее
Кс боа бей а
Пе а
81 | 76.| 85 | 08
а
—
иаЦ
980
80.0
560
~
ай ти ЭЕ ри
— | — | 92| 85| 16 | ее | 88| ер | |— |—z
ты =
95| |8622 | Ре
=
ЕН) |
Оорл
ЖЕСЕЕ
e
ш
"игоотеяоходеш иомәќоәйі мозовА о вянело Атдоп
әинрһәниЧ[]
41200070
олонакотенАзоон-онтедя5оя
Ди
Ш
е
a
кинежияп
СУД
D ae
о
внок
а
коговдиочя
©
91
ончгекиояви
И
чгоотеяохоф9
илоонкденош
| с'9
ео
Енен
=
олоняготвеидтооп-онтефдясоя
киножияш
внох “ед
кпнотодо
онох ча
оп ионжомеоя
ennkd]оо |
илоожовяятео
Ul
Р
ереийәіеи
91204033
-.
_онпиўиЕ
чинжэа виневод2
СГ | 01
к;
‘И
Ө
91204049
Ср
т
0с | 81.
кинүєза чиижза и
YJRdAN огончгуяофиит ужитоиаз:муаух
а
-OGU
|
>
гпногогнпнох
Пп12йә810
Вар Баана
ааш
ооо
мов
ý‘,
| ...БОБА
серве
с 8
... 0:8
се
...
ест
И
6
IWD
бле
со
7:
|
96|
02
в
ЭӘНӘ
си ТИ
|
-оп вн аоходдо эинэгаеи
-2А49
|
он
ОМЈАФ
әинәгавүг
-OH ен яоя
атоонхдея
ец <-01<9
олончиееш
-eda 91204059
НИИ /И
ер %-01Х8 чаоонхдон
Әл
Ет
=
ари
==;
НЕА
вомойдд гпнотвој с.
Ёл. „ышы
а ике еы
о з р жу
кинусча миижаа и
уллая отонагуяофигт узигоиая1чудух
Ь
илоощовяятеоедоо чаша j
АІ
Aa
Ш
---
д
ди
|a
oso
Жан:
С
aaas
...
свие
Ӯ
сме
Q
„| aem
...
ж 4
Р
oe
--
е
=
|
...
ет
©
се
...
6"
с
851
72 01
са)
05.05
06 | 09''' РОР"
|
ЕС.
ызы, 05 | 55 | ое | се | ор | вр | -
ЖЕЁ 9
я
''' 04177" 99) ''' 091 ''' 90 |сс"|
00179
мы
впридоави
sda
|
9g
eez]
М
|
ЕЕЕ
ии
а
|
иходдо оаневигу
ияоА4о заняиседду
°з»
|
о
Я,
ат
091'''08
| ogl
|
5
У
Данас Иваце ај Го Л
И:
Е
аазга
аа
|
л
352
ЖЕРЕ,
-индос
=
~
|
=
Дт
ЯТО-ИГО 69 079]
у
Уто-сио 9-8 279
=
|
|
за
а
|
нниАб]
+00.
!
500
700
о
orp
800
a0
пи
|
66:0
90
· М20-10 9-9 VSG
Уео-12 9-8 Мас
-
68'0
е7
ка
==
0674
С бен
-2доо
атоолеяохойетп
иян
‘изоонхдэяон
ƏDU
-инифдәпќә
от
кинеаобит | излод
|
|
а!
с90
|
У112-г0 9-8 УС
\
.
;
|
|
:
=
MIWO-EW РТУ VEG
AEW-ZW-FIW 299
YZW-IW PIW 259
уб!
Уеи-ситтисоси 079] MIWO-EWFIW-OGSW МСС
AEW-IWFIW-0OZW 279]
VSZ)
мЕИ-СИОСИГВСИ 079] ЯГИО-ВИ 05-85 YSG
меиспиосисвеи 079]
95|
М-ВИО-ТИО-УПА Уве
упио-гиг РТУ 289)
ЗЄЎҮ-бУЇ РТИГ 279
ҮС
VSZ)
Усисвитгисоди 979] MIWO-EWFIW-OZW 979] AGWO-TWOFIW-OSW Vag
меи-сиоси-веи 279] MIWO-EW0OSW-87W 279] AGWO-IWO03W-83W YOg
796]
Ясио-тиов-у 996] |
AIWOD-EWS-F 299
= YEW-ZWE-+ 259
үсб
8С] Угиго-виттиг-овиг 979] хсио-гиовгиговиг 079] ЯТО-бИГ-7ГИГ-06М ҮС
Моб] мпио-виоси-веи 99] Ясио-тигоовисвеи 979] Жто-вио овисвеи VSG
- ATOZWO 9-3 98]
УсиО-тио 7-6 079
Я 1-8 #-8 2#9
ү
NIO-ZWO 9-8 YSZ
МдУГО-ТУИГО 9-8 079
Я ТИО-ВИ 9-8 259
уза
ш.
;
яомоАЧдо вяитоидатяейех
Ш
т
'ио) егеийэлеи игооповячтговдоо
ЕМ
'"ноноддд ханяиседов вии ичннотояиди “иениһигәя 41880810198100 э внжиош чохмоддо ханевие 912019
'вомоддо кянееиге зинономиди
-колодиномомод 'номоддд ихилондолмефих ионнэи зниди зиофу ‘әинеһәиний
у
Уео-тоупиг
Моо-ТОРТИГОбИ
YZO-1D0ZW-8ZW
МІ10-69 Пи
мпо-гопигови
У112-го0ви-веи
У112-60 8-7
NZLO-ILOPIW-0OZW
AZLO-ILOOZW-8ZW
МЕЈО ЛО 7-8
М212-112 9-8
МЕЈО ТО 6-9 уве
гпноводттпипфагиво
жанжћаон
хпмог"парнпутћпалоонхдавои
эинэжоги
“ү
тои
|
:
AELO-ZLO 9-8 VI)
WELLL 9-8 V)
AI
|
|
(68 Адем
55
с
23 Зак. 213
гесе
жиижча
[ыа
008
чус
|.
у
500 |
os
ож
Рас
оов
осп
ов
oset
oos
oz
oza
|
|
800.
от
и
-хдоеяоп чт
[еш о
_ 007
Е
68. то |
ÍI
9:91 |
оте
кинешедяигехэг
“л
705: =
9120403)
в101оен.
иинрозгом
вмоддо“сета
кпнәїїїйә
пуолор
ча
чиижэа винреод
9100й0х9
|| |
ре
вво
26
|009
ухитойазтмуаух
| 2% | "Окс
008.
Е:
ср
нимји
‚НИМ,
осс |
хпхдәъпйронпупп
sis | ose
сосет | 0:66 | 948 | 099 |сер | ове | роб | ве | со | се |
659|
_
| ощ | сво
апновойпттипфагийу
0'28
osor
хенжйаон
палоонхдгзои
‘еу
‘NAW
“ош
кинеяодиш
=|
0001
Ва
0091
amamma
ена
|
и
аоходач
е
0005
|
ы
|
ВИНУ$За
0086
зиножогидјј
ог
000$ |
ү
|
0007.
ән
а
овес | оол | ом | ozil свв | оов | о | вес | 08 | со
—
се
игелоџ киношеда
€I
ге
280
1'0
6:0
490
оо
ода
зена
О
05 | 25
02
КЫЛ
СО
(жив
|
601
о әзодоеһ ионнедочя
j
П
I
1
егеиа
ESTEN
итоой
ТОНЕ
-вое4оо
тапи
ње
|
]
Е
ЕН о
Оп но1әёһЕНЕ
euj
ОТОС
=
=
-х4эя
аздон
=
eY] |
g%
>
<
о
та
Ф
Е
РН
-ОП.
Е
Фин
-Ər
яояәАао
кинеж
ниту ‘iTA
РНОХ
РН
Ј
-HaT ојонашо
чазодомђ
-етея
еп «009
аозмоддо әннәгяеү[
< о
я Ы
је Е
“атоонхдеяоп
НН Е
Ш
е
вео
ес
а
ама
ре
Е
CG
ыы
01
;
чыга
с
аоходдо чаоопдзај,
шы
==
Ране
©
ТИ
с
мая:
РЫСИ
ЛУТ?”
A
297
ВИ.
=
A
б1
рив
GI
ерлш,
а
|
NKS ооо
ви"
МАН ПН
|
виножияп отонагелеп/ооп-оншефявоя ош
:кинввойнаЦ
Не
з
“уар
Тр
Лее
81
С
С“
ТО
g
:
х
и яояодач узилойазцхиуау
|
|
|
=надоз®яохойәш иоз1эьА
со
do
минедогом |8101984| 6
товвеневн 639449
оп ионжомеов ончигелиояви 5519!
ион
HANINN 00с```06="#А xerorodu 4 коговииниди изьетоп1
о изподен
Я
Гг
оа
КОТЕЛ
#б
81
су
...
о
ЕСЕ
ИНИНИ
„ее
са
2
691
06
02
е0
касса
Ое
о
ова
|ZW09'
"шы
кинуеза, чиижаа
гомоћад эпнауэ
НАзә
БЕГ
етер
с
20-9060
орко ЖАС 22610] 2 хото
$T
ОС
НЕ
е
соо
Еи
071
E
Gp
0e
-^-
2010
ос
О
ЖҮЛҮН ено Па ЕЕ | ЈЕ
...
И.
ЕСС
Те
БИО
Од
|
Оос
==.
Б
ар
ср
мор
реа
|
во
08 | 09
"3090
0'01
ео
фр зиножогидјј
001
"08
иншо/диггипоо
Брена
я
9100дояо в ‘вянезо Аїйопәви
Фо
10|
тоо
поето ЕЛЕ
па!
001
|
0 9
LL
|
љетиПР|Ари
=... НА,|
лен
гоб
ОО
|НИ
90
О
ЕЕЕ
Е
по
-агопофи о злоде4 иди вомоддо иэинэжияи
:
-
0
ЕЕ
ро
Аа
И
70
Е
ПЕ
од
‚а
и
04
eo
ВОНИ Кей.
005
ОРТ
себ ОА Ниве.
005
0 СІ
GL
ону
РАСНИ,
С
пагоонхдавои хпхдәътйрнпүпї
жанжћаон гпногодптпнпфагићпо
это ла
800 ·
|
|
а З
"воланоеф химдәһинонояє иинечоноо
ТАЛАТ ИТ
|
ши
ти
еч 2
|
68'0
РУМ
=
|
|
ИМИ
ен
910 — 5:
ш
290
изоонхдовон чазољеноходот кейо40991,
---
(се Атдея 'ио) игә
вгеидетей итоойевящтвовдоо
11 АТ
Тертер
аы
Быр
АМТ~
2 6/9—9/2
БЕ Шоо.
єелгү
ОТ/УТ—71/05
ҥтийәтүү вчиседов
и
олә
м
я12010индов
„хнивопонот
ОТ.
ЕМЕ
ВСУ ОРИГ
'1
инАдомодзиоке
=
3
==
И <ЕНИБЕСОРРибОщеЕ
за
м
он
|
чии |
узизуачу
чиижза
умитойиаз1мудух
икинусза
===:
е
шоя
|
356
|р.
Сви
го
=|
==
|
|
|
|
У
|
|
_
8-8
(
‘ст гинежогид
рохаттар
Шиояо
а
Тадиг
хомноло
За.
рн
виникоше
коләвгәәйпо
зи
ЊЕ
=
а
|
са
==
==
у" ''9
678
9201
"иитодеято хишчиод вит аземиниди зодџого
ОР
от
с
05
8
06
01:08
500
70.0
800
650
910
‚_ зичойдев
|
919020]
-ип кенжАден
келәәһийүни
se
иоонхдов
-OH иопевячт
-вовддоо видоф
Зе
|
е
б
282-761,
с S
700
80 0
910
$80
==
осер
=
06
бе
ас” 96
05
Оў
-66©
ZEO-
600
700
800
0140
=>
VNMLIMAALYYAdVX
узизуачу
и
КЕ
Agadi 1
= йәЛоәй
устие
=
ганеиой кинәһен= зишчкод ‘ии (06: "с модзонвиџ ииподеяцо мойевящаговдоо я езномл они зиневивипяве LOBRON
‘әинеһәиий
и влодпифи зинепетА гончиелишоясиофи LOVJHhANIIQO влнэмои олэтваАая киновене омнноџовидј
РО
90
8:0
=з
=з
О
РГ
Слз
єс 041
=
№
z=
=
=ч
оу" 09
0971108
09`` 08
08 `` 001
20:0
0607010
яде
zE
=
тт
001 ''' 081
|
--:0607--01-0--с10```°600
600)
0“
ст0`°``°600
а
—
==
—
==
ОС
|
==
|
~
чиижаа кинусза
он
ояйтпа[
==
==
=
==
807°`#°%0
57
А
Нами
вънеи/й1о
-ни нинежияп
слонзизавш
-eda 91204035
а
9060
9020
90- g0
90:60
-208 91201077)
ванеи4
Е
Вене
ООП СЫ
HHW/W ел
=
|
кеннэгэтэаноеа
:
и/Н
Р
erne
с- ОТ
-HOX ИЙИНИ аниии
Апинипо ен вино
Ка
ичи “вм
аи
ое
=
=
==
—
Е
оне
=
===
—
‘сү
онножогидјј
ZLOHE
==
а:
етт
ША
-оп о/изевнаво
-едоо ЕН әннәгав
ЕЕ
|
‘м
винееод минжга И
14
хоуного
ини
анеион
иншк:АФУ
A
зе+ ~
358
и
|
еяняиведоуәмеһоАє
HOX
wag внох
HEHE
«ооши»
әл Yg—
х—
игелеп
(7)
а
|
|
"иинзи
5912929
adu
|
А
иоволенишо
|
“|
1016 вногявн 9930$ ‚игә
пол внопявн аочоле ‘GHOX
ТЕ 06—561
|
зяневигу әюеһоОАє
HOX
|
|
ухилоиазаяхалућале
уаух зонох
и
|
`ноләвйиоя
‘08/001€9/08
_
ӨТ
66. |
т
ЧЕ
|
|
=
‘игетэШмене
|
g
«Annn»
—
ndu
ааоолоиндос
бо
‘09/89 0#/08 |
701
С
а
|
nonsed
86/0?
сс
69°0
-аедиен
опнргогинпноходће
эинэжогиа]]
‘от
LOHE
І
а1оозевоходо илоонхдеяоп
“в
“илиоп
вянхоидознейе
хміеһоќє
х зонох
|
нинэгаедиен
ипедипо яэ904$внох
и
|
миижаа кинуеча
|
А
+
а!
=”
"у
г
— p+g --Я эта
ndu
киода
зонвоноо
с
оп нятиноова‘эгАидоф
колое
монагэниеден
|
знанпиффео
уј
полом
016
о
|
|
0077100.
16 |
‘виненолнинохооде эполэи иончиеговя ип--до+к9-Я-Я
“виневолниноходе
|
А
001
| ОП | OGI | 081
081
обе | 096 |
05 "92
Оса а
ст оү
05 ‘89
001
изоо нин
кин.
ею
aredi “а
СТ ОП
0691
|бв]
9
Шр
о(нагойодфи ен жънзипиффеоя заньояедпоц
00] 0951
2085
080
12066).
| 051-1081
| OI | 091 | 061 | 086 | 0
он
А5
[=
=
—
100“ |
|—
==
=
600
с00
КАО
но
ълобпиди 10 иззомизивее я Квъпоп она нии
тие
Радић
=
0) 600
он
0б
|
сЕ
=
56
198 | 06
обе | oez | 005
|7 (0011.
a ет
001
7086
008|-—06
8. |" 006
СОЈА
А
енох ТИҢсет
|
-одс зяняиведоу
чнох ӘЧ1®Һ
| янох ән
-еһоАє әшнєенгү
ЗП
ийдп
чюдпи
Сб
е
то
ма
06
008
059
06
007
008
099
| 055
ose | 001: | сот | оп | ои | од! | ог! | ос | 061 | 015
016
006
069
08
| oez | 005 | 081
0917001
||
|
:
ичнагэиие 9]
миижеа ‘И
полом
ВИНУЕЗа
_ винееод
|
“ен | возпоя отолзватаеов9до Чазиеи у
9
кенаготойү.
нимјим “с ввепоп кенаАнии
летата
пса
ЕК
|
Е
АИ
| 001 | OII | 021 | 091 | 081 | 005
075
08
oos
|
097
|
099
киношеда в101225
|-ниЙ
еу енох ОЈОЉЕЋОДЕ
0061
ии
=
полом ишнчгәгоеур-~
|й"7
с?“ "ао| 056 оШ · [77096
|
083
-говдоо Ч1эиви | |
с LOHI ‘91 зиножогидј]
Х
О
г
ллу
опнргогитноходће
|
a^i
асас
ыз
\
@
©
960
Ч
dlLəney
Yq
епоощя
Н
ия
=g
|
010288
-олотее
f
or
06
05
Ор
еяьАн
“(мояо
ии1олеє
иги)
007
008
==
с
твое
и8010185
иги
Флейв
Yqиц иги
ггоом
H я
-НОЈОЈЕЕ
де
0}
01
“(яояии
: иги) вуьАи
в
П
00г
00
00
оде
098
007
005
а
оре |
Чазиви
а у
Е
чдзиста
|
01
0
ТЕЕ
0%
004 |.
06
00?
006
008
002 i
099
СОУ
009
дломеијј
го |
i
енидиј
за ђ
г
олончиевоф
вадя ни“
иит
|
|
|
:
|
086
008
As
==
06
|
~
005
096
006===
006
HELO
ІЯОРУРІ
т1я0ууг
олонагеяоф
едиЗа
иит ии
ра
057‚
006
086
008
сас,
вхитоидо
eJAdy
тледеу
009
057
006
096
008
омнневодијог
08
ч1о04оя
я г) кинеоше
вадяФад оли
зиножокид
21
]ј]
конепепа
руедй
оу
жанаурло Хргологог
пилаоолпномућо
пиргпам
Приложение
РЕЖИМЫ
А.
л
ЕБЕЛГЕ ЕГИРТА
ШЛИФОВАНИЯ
Плоскошлифовальные станки
периферией непрофилированного шлифовального
Шлифование
ума
па Ra
даа ;
ПРОФИЛЬНОГО
Окружная
Продольная | Поперечная
скорость круга, | подача,
подача,
У, м/с
м/мин
Ете
=
сн е
круга
Пена ин
ОЗАН Ра
;
мм/дв. ход
ШО
ие
1,25 _
25...30
8:30
01631
25...30
151.20
0015105
|
0085.005
001.08”
| 002
ооз
|
Б. Шлифование периферией с торцом непрофилированного шлифовального
круга при вращении детали вокруг горизонтальной или вертикальной оси
|
|
Требуемая
Подача
шерохова-
Окружная
жым) Ва
ИИ
Глубина
| пательная по- | шлифования,
детали,
дача,
мм/дв. ход
дв. ход/мин
у, м/с
'
мкм
T
| пар
Ручная воз
вдоль оси | вратно-посту-
скорость круга, | вращения
-
ММ
А
_—————-———————.————..............................__...—__..
ПАО
AS
25,
30: 8
0,63
95,7. 330
· 0,32
30...35
1
0,5
‚
Еа, мкм
0,03...0,05
+130... 40
0,02 ...0,03
15...30
В. Шлифование профилированным
Требуемая
шероховатость
40...60
0,3
а
шлифовальным
Окружная
скорость круга,
і
ренү
у, м/с
патам
РА ЗА. и АЙША ЛЫМ ПЕРИ Зли ШЕ АСИРЕ
0,01
кругом
Вертикальная
подача круга,
и
ВАШИ
мм/дв. ход
A
125
23:90
4...6
0,005... 0,01
0,63
30...35
ра
0,002...0,005
Круглошлифовальные и резьбошлифовальные станки
Требуемая
18
;
|
1. сроховатостька,
МКМ
Окружнал скорость
детали у, м/мин
1,25
0,63
30...50
20...40
Поперечнал подача,ASM
мм/об
|
|
| “0,020
70;075
0,001...0,005
961
Координатно-шлифовальные станки
Д
Т
родо
у
зар
`
Скорость
шлифовально:
я
је
с
|
Пд, мм
?
го круга у, м/
Скорость возвратно-пост
|
Круговая
ПНЕ ои Подача на глу-|подача плаЕРТТЕР
бину,
нетарного
"ммјдв. ход.
| вращения
шпинделя,
м/мин
[д
Д
Р
м/мин
|
|
До 4
25...30
0,04...0,1
0,001 ...'0,003
6:
Свыше 4
95...30
004
0.001...
6
101
0,005
При обработке прямолинейных участков профиля шпиндель не имеет
возвратно-поступательных перемещений и планетарного вращения.
Если ширина обрабатываемой плоскости превышает ширину шлифовального круга, то шлифование ее ведется в несколько ходов. При этом
вертикальное перемещение шпинделя для шлифования следующего участка составляет приблизительно 8/4 ширины обработанного участка.
Подача на глубину для данного вида шлифования составляет 0,001—
0,005 мм, а продольная подача — 100—400 мм/мин. .
|
и
Оптические профилешлифовальные
станки
~
Требуемая .
шероховатость
Ка, мкм
[05
0,63
Рекомендуетси
Скорость шлифовального круга, · И
у, м/с
=
насы
20 га: 25
И ЛК
принимать
N:
85 ходов
деталей с высотой (толщиной) профиля
талей с высотой от 20 до 50 мм.
Число двойных
ходов салазок
‚ в минуту
0,001 ...'0,03
45; 85
0,005 ...0,01'
45; 85
салазок
в минуту
до 20 мм,
при
обработке
а 45 ходов
— для де-
Приложение
РЕКОМЕНДАЦИИ
ПО ОПРЕДЕЛЕНИЮ
И РАСЧЕТУ
ДЛИНЫ
]9
ДУГИ
1. Даны радиус дуги В и центральный угол 9
Длина дуги может быть определена двумя вариантами:
по формуле: 1--0,01745 Ка;
по таблице приложения
20.
ИРА
Например:
Необходимо определить длину дуги
По формуле длина дуги равна
при К=40
мм
и 0==63°.
1==0,01745х40 X 68 = 43,97 2 44,0 мм.
По таблице приложения
Интерполируя
эти
20 находим
значения,
1--92,3 —
длину
находим
дуги при 0==60° н 0== 15”.
длину
дуги
((62,3--41,7)
75—60· (75—63)
==)
при
а=63":
= 43,8 мм.
)
Относительная
погрешность
указанных
методов
составляет
менее
0,59%, что говорит об их идентичности.
|
2. Даны радиус дуги К и хорда С, стягивающая эту дугу.
Пользуясь
данными
таблицы
приложения
21
или
формулой
©
cos а, = 1 —
, по таблице приложенил
2R?
=0,01745R · а определяем длину дуги.
20
или
по
формуле
При необходимости к табличным данным следует применять
тёрполяцин.
3. Даны значения радиуса К и высота һ.
|
[=
метод ин-
По формуле С = оу h(R—h) ‚ определяем
величину хорды, стягивающей дугу, и далее для определения длины дуги пользуемся одним из
вышеописанных методов.
4. На чертеже дана дуга, причем
‚составляет
дуга и каков
В таких
случаях
неизвестно,
какую часть
окружности
ее радиус.
можно
пользоваться
следующим
приемом.
Через
се-
редину хорды АВ проводим перпендикуляр до пересечения с дугой. Затем
измеряем хорду АВ и хорду АК, стягивающую половину дуги. Длина
дуги АВ
(приближенно)
выражается
следующей
формулой:
:
|
ра — ——— (21— С).
3
363
Приложение
ДЛИНА
Центральный угол а, град.
=
аи
20
ДУГИ В ЗАВИСИМОСТИ ОТ РАДИУСА
И ЦЕНТРАЛЬНОГО УГЛА
|
10 | 30 |40 | 60 | 75 | 90
|105 |120 | 135 | 150 |180
SiS,
BAIA Y
ЖЧ
Длина дуги, мм
5110.9 2640
531
65 | 8 | 99 10,5 | 8
азот | 1552
10
|1,8| 5,3] 7,8] 10,5 | 13,1 | 15,7 | 18,4 |-21,6 | 23,6 | 26,2 | 31,4
20
|3,6[10,7[16,2| 21,5 | 26,9 |32,3 | 37,7 |43,0 | 48,5 | 54,0 | 82,8
30 |5,4116,0]24,0] 32,0 | 40,0
40 | 7,0120,9131,4| 41,7 | 52,3
50 | 8,8126,2139,2] 52,3 | 65,4
60 |10,5/31,4)47,2) 62,8 | 78,5
70 112,236,7|55,0| 73,4 | 91,7
80 113,941,962,8| 83,9 [104,7
90 |15,7]47 ,2/70,7| 94,4 |117,7
100 |17,5/52,4178 ,7/104,7 [130,8
| 48,0
| 62,8
| 78,5
| 84,3
|110,0
|125,6
|141,4
[157,0
| 56,0
| 73,3
| 91,7
[110,0
[128,4
[146,8
[165,0
|183,4
| 64,0
| 83,7
[104,5
[125,6
|146,7
[167,7
|188,4
|209,4
| 72,0
| 94,3
[117,5
[141,4
|165,0
|188,4
204,4
|236,0
| 80,0
|104,7
|130,5
[157,0
|183,4
|209,4
|236,0
|262,0
| 94,2
|125,6
[157,0
|188,4
|219,8
|251,2
|282,6
|314,0
Приложение21
ВЕЛИЧИНА ЦЕНТРАЛЬНОГО УГЛА В ЗАВИСИМОСТИ
ОТ ДЛИНЫ ХОРДЫ
р
46
Длина хорды, мм
5
ЫЧ»,
Рај
БИО
105
16:29
20
14
30
9
40
т
50
6
60
5
70
4
80
1
90
—
100
-
to |15 |20 | 30 |35 |40 |45 |50 |55 бо |65 70
~
:
Центральный угола, град.
|
БИЕ
ааа И E До РИ
А
160.1 97. 1180 е УНИ] но Даја
ада о Жүл
12971 44 4 60 рот от ПА Кеа в A
ерау
о e
| 19 | 29 | 39 | 49 | 60 | 71 | 83 | 97 |113 |133 |180 | — | —
| 14| 22 | 29 | 36 | 44 | 52 | 60 | 68 | 77 | 87 | 97 [109 |122
| 11 | 17 | 23 | 29| 35 | 41 | 47 |.53 | 60 | 67 | 74 | 81 | 89
| 9114 | 19 | 23 | 29 | 34 | 39 | 44 | 49 | 54 | 60 | 65 | 71
|`8| 12] 17 | 21 | 25 | 29:| 33 | 37 | 42 | 46 |51 | 55 | 60
7 | 11 | 14 | 18 | 22 | 25 | 29 | 32 | 36 | 40 | 44 | 48 | 52
| 6| 91 13| 16 | 19 | 22 | 25 | 29 | 32 | 35 | 39 | -42 | 46
| БЛ 8111 | 14 | 17 | 20. | 23 | 26 | 29 | 32 | 35 | 38 |.41
Продолжение
Длина хорды, мм
я
75 | 80 | 85 |20 95 1100 |105 |110 |115 |120 |125 |130 |135
> И Оа.
а А реши
5
СА
аа
А КОНЕ ДО aata Дара ЈЕИ ИВА
нв
ВИА КАДВА
угол п, град,
ТО уШИШ Ы ЖАНЕ ЖКК ШАШУ МЫП
KOCHIN КЕ, Аеције бы Жк, күн а ари рое
20
— |—|—|—|—|—|—|—|—[—|—|—|—
30
=
40
50
60
70
80
90
140
ог
7711
65
56
49
44
100
= |
у
ИЕ
ШШШ
Во а
1106116] 128 11440180 Ihaa]
E
83. 8697 1041113122133 147
| 70 | 75 | 80 | 85 | 90 | 97 |103 [111
| 60 | 64 | 69 | 74 | 77 | 82 | 87 | 92
|53 |56 | 60 | 64 | 68 | 71 | 75 | 79
| 47 | 50 | 53 |56 | 60 |64 | 67 | 70
И]
р
иш ш
[180°]
Е
|119 |127 |136 |150
| 97 |103 |109 |115
| 84 | 88 | 92197
| 73 | 77 | 81 | 85
Продолжение
Длина хорды, мм
аи
И
140 |145 |150 |155 |160 |165 |170 |175 |180 |185 190 |195[200
Центральный угол а, град.
5
НЕД ВО ушел С
ККА ДАЈЕ ДЕНА МИЙ КА
ктү
20
е
30
40
50
—|—|—|—|—|—|—|——|—|—|——
—|-||-|-|_|-|-|
| |— |— | –
—|||||
|||
|—|—
| —
к
ЕЕ
ем РЕЈ үкен Ийт
мена
Ж
ЕЈ
А
10
60
уге
Кеше а
ДАВНЕ КУРБЫ ТЕШЕ
А
ЕВА И
ВВ
РО ЕВ
АВР РАИ Иза ДВА ДАРА | ВИТА РАМА НК Мае АЗОВЕ ДЕА кале
ВЫ
ПАК EEE р БО а ОК ЩЕ а
80
120 "дари Еп
Зен КЕ ы Вин ен зугсрива
90.
100
| 102 [108 [113 |118 [125 |133 |142 |154 |180 |— | — |— |—
89 | 93 | 97 [101 |106 [111 |116 |122 [128 [135 [144 |155 |180
6.2. КРАТКАЯ ХАРАКТЕРИСТИКА ОБОРУДОВАНИЯ
И ШЛИФОВАЛЬНЫХ КРУГОВ
Приложение
КРАТКАЯ
Плоскошлифовальные
станки
Модель
Основные
данные
главного
движения,
станка
ЗГ7 1 М
ЗГ7
Размеры рабочей поверхности croла (ширина
Х длина), мм
Наибольшие размеры шлифуемого
изделия
(длина Х ширина Ж
X высота), MM
Размеры шлифовального круга
(ОхН ха), мм
Мощность электродвигателя
привода
22
ХАРАКТЕРИСТИКА ОБОРУДОВАНИЯ,
ИСПОЛЬЗУЕМОГО
ДЛЯ ОПЕРАЦИИ ПРОФИЛЬНОГО ШЛИФОВАНИЯ
|200
630
S%
|630ж200х
X320
|
ППп250х
Кох 75
2702
| 35721
[200х630
320
1000
|530X200Xx
X320
1000320 х
x400
ПП9250 х
X ILO
2:2
[T1300х
«40% 127
3,0
кВт
Оршанский
Завод-изготовитель
станкостроительный
вод «Красный
за-
борец»
Круглошлифовальные станки .
|
Основные
Пер
Ра
данные
Модель
|
ЗАО
ЗАО
3519 «ЗА 53У | ЗЕ153
Жэне МЕЧ ЧЮ. СНЕМА ОНОР жыш сй л Б сев ес сыш
110
Наибольший диаметр усиздетанавливаемого
ЛИЯ, ММ
Рекомендуемый диаметр | 2—15
шлифовальной
ности, мм
Наибольшая
длина
шли-|
150
Размеры шлифовального | 200%
х10х
круга (рхНха, мм
17
140
200
9—90
60
8—60
5—50
200
500
|
500
500
[250Ж20Ж|300ж25Х|340ж50Ж|
Зе Рае
x75
X32
электродви-
140
|
140
поверх-
фования, мм
Мощность
станка
s
400x25
300
х40 X
X127
167
3,0
ма
5,5
3,0
гателя привода главного движения, кВт
Завод-изготовитель
366
ЛенинТбилис- Ленинградский
аканский
завод
ский
станко- | шлифо- | завод
строивальшлифотельный | ных
вальных
завод
станков | станков
им.
Ильича
Вильнюсский завод шлифовальных станков
+,
Резьбошлифовальные станки
Основные данные
Наибольший
диаметр
мого изделия, мм
Высота
центров,
ие.
Мощность
Модель
устанавливае-
тү
мм
100
|
É
500
Е
400%
10 Х203; 400 ж20
x 208;
хы
электродвигателя
главного’ движения,
Завод-изготовитель
5822
200
а
мм
станка
|
Расстояние между центрами, мм
Размеры шлифовального круга
()рхНха),
ү
400х40х203
привода
9,47
KBT
|
Московский
завод
координатнорасточных станков
Координатно-шлифовальные станки
Модель
Основные данные
Наибольший диаметр
верстия, мм!
.
5282
шлифуемого
|
OT-
Наибольшая
тлубина
шлифуемого
отверстия, мм
Размеры стола (ширина Х длина), мм
Завод-изготовитель
Оптические
станка.
34282
18.
_
20
50
'
200х320
250 450
Одесский
завод
фрезерных
станков им. Кирова
профилешлифовальные
станки
Модель
Основные
Размеры
MM
б)
данные
обрабатываемой
.
40
станка
395M
поверхности,
|
Длина хода шлифовальных салазок, мм
Наибольшая
толцина
шлифуемого
изделия, мм
;
Наибольший
диаметр
шлифовального
круга, мм
Число двойных ходов шлифовальных салазок в минуту
|
Мощность
электродвигателя
привода
главного движения, KBT
Завод-изготовитель
|
10% 10
ге
50
48
|
195
|
|
45; 85
|
“HA
Ленинградский
тельный
завод
станкостроним. Ильича
367
Приложение
23
КРАТКАЯ ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ЗАРУБЕЖНЫХ
СТАНКОВ, ПРИМЕНЯЕМЫХ ДЛЯ ПРОФИЛЬНОГО
ШЛИФОВАНИЯ
Плоскошлифовальные станки
Модель
опитни
Основные
пење
пат
станка
та патарена
а
папи
таи тањи
пи
данные
| Заара
А
пи
СЕВ2Ь0Х
х 1500
amo наана
Размеры рабочей поверхности стола,
мм
610178
630X200
|1000X250
450
х 250
Наибольшие размеры | 635х200х | 630х200х
|1000х250%х | 450х250
шлифуемых издех 280
х 390
х 390
лий (длинахшири|
нахвысота), мм
|
-= Размеры шлифоваль200X20 х
050 32 Х
315х76ж 1220 ж51 30
ного круга (DX
32
х 20
х63.
хНха), мм
|
Скорость движения
0—20
2—20
25—25
0—25
стола, м/мин
|
Фирма, страна
(«Джоне и
(«ТОС To«ФЕБ Ma|«Абаверк»,
Шипман», | стиварж», | шиненФРГ
Англия.
Чехосло-
| фабрик»
вакия
им. Шеера, ГДР
|
Круглошлифовальные станки
|
Основные
Модель станка
данные
50125 х 250
Наибольший диаметр
устанавливаемого
изделия, мм
Диаметр
шлифования,
ММ
Наибольшая
шлифования,
длина
|
В01-16
|
ВИА-20
125
160
200
2—32
1—30
275
` 250
|
830
300 х32 х127
250 х20х 76
350 х 32 х 127
|
1—60
мм
Размеры
шлифовального круга
|
(ОхНха), мм
Завод шлифовальных станков
«Карл-Маркс-
Фирма, страна
Штадт»,
368
|
ум
ЖЫ
ГДР
«ТОС
KHA
Гостиварж»,
Чехослова-
‚ Координатно-шлифовальные станки
Модель станка
Основные
ле
Наибольший
шлифуемого
ММ
данные
55Мк2
диаметр
отверстия,
Ж
| 35М
130 (230)
`
г
| LKS
100
125
90
80
|.
|
Наибольшая
глубина
шлифуемого отверстия,
MM
Размерът
стола
‚
10:
|
|
(шири-
455 х 305
320 х 550
350
х 600
на Х длина), мм
5
«Диккель»,
ФРГ
.
«Хаузер»,
Швейцария
«Матрикс»,
Англия .
Фирма, страна
_ Профилешлифовальные станки
Модель
О
Н.Е
|
станка
BOA |$\/РО-50 |SWPO-80 |тода
Размеры обрабатываемой поверхности, ММ:
|
без перемещения
стола
-
10х10
с перемещением
стола
250 х60
Масштаб увеличения
чертежа или шаб-
10х10
10х10
10х10
|
|
250x60.
250X70
ария
|50: 1(25:1)
|50: 1(25:1)
|50: 1(25:1)
Наибольший диаметр
шлифовального _
круга, мм
150
125
Число двойных ходов
шлифовальных салазок в минуту
40; 80
50:91
лона
Фирма, страна
160
-
ИШ)
р;
|
«Васино
машин.
комп.»,
Япония
94 Зак. 213
|
|
45; 90
|25; 50; 100
Народное предприятие
‚ «Микромат»,
|
ГДР
|
:
|
40; 80
|«Людвиг
Леве»,
Швейцария
369
370
әончгәийеяәй[]
-офигш
|
зояотоир
киифоди
иги
и12
Е
91201
-don
|
зиневофигтш ижнепес
-Фвя
>
-омооки
пио
-иодя
БИН
|
[үү—
EW
8
сүгә
—
СИ
|
[уо
си
8
ТИ =
22
ZWO
А)
EW
ҮнАЧйохяоЧйьмәгє
—дүү2|
|)
19
|
="
био
инАдохойтизие
7109,
ичнагеи
|
ичгод
58—7075
yanansedoy-@эа1|
4
гридојви
ичгод
и
кешАжәйойіән9
зончиотидеяте4и
|-офигш
о] әж
чело ‘та ба _
әинвя
киифодп
|
зояотоир
зиневофигт
«
кгифоди
зиневофигту
кгифоди «
упчнневодигифоди
колАдя
|
ичуэяaerud
120.
таа олио
тр
зиненофиеш
ој ож
|
вгифоди
зонотоир
эинея
әиненонәйнЕ
нипедопо
|
ле
эы
занноипиА
зончпетидеятеод
-офигт«
омлоиџодокја)
и |
әинея
„впифоди
(эчннечодичэк зоволоић
эинвяофииш
-агвнеи/
Чү®12
игето
оном
КЕН
они
2а
аа
Н
ичловячг2о299()
үлсәң
ыс
те
«
-а1--ег
<
91—
«
«
«
01—91]
«
«
о]
«
«
=
:
|.
ен ИИ
„иди
Жыз
аа
-офиџтәгифойп
олоядәһишо 9—6')
у
и
туиү
зиножогки
б
эж
а:
к=з
—
ме
олоняпвяРИНРІ?
961--09
| к
-офигшоядоми
09—86
7085—09 олтончпеяРянето
91—64
| «
<
50
-ииеаэу|
күрү
сеща
кемәӘҺ
1—91 ojl əx
91—27
91201
-оинЧәЄ
лят
ром
о
у]
езизоидэляеаех олтончге
нофитш
==
р вая
еек
п
аа
!
Приложение
ПРИМЕРНЫЙ
ПЕРЕЧЕНЬ
25
ОБОРУДОВАНИЯ
Перечень станков.
Тип
станка
параметров
Значения
Параметры
—
3101; 3А10П; 3810; ЗА110; 3512; 3В110А;
3Е12; 3А130; 3131; 3140; 3А141; 3Е153;
3А164; 3А164Б; 3А164А; ЗА150; 35153;
35153У; 3Д161; 38161; 3В164Б; 38164;
3К161; 37161; ХШ-280; 35151; 381511;
35161;
351611;
ХШЗ-01;
ХШЗ-02;
Хш3-03::113А438::
ХШЗ-10;
"0013220;
МИТ 1974: 4 ХШ1-05
"зЗУЈОВ: - ЗВИОВ;
ЗУМ УВ
ЗУ106:
ЗУШОВ;:
" ЗУМОЗУ
3М153А; ЗА110В; 32110М; ЗУПА; ЗМ153;
3У11В; ЗВПОА; ЗУПЈА; 3512; ЗМ1518;
3M152B; · ЗМІ5ІЕ:
3M151;
3м152:
ЗУ]2Уд: 3У12В; ЗУ12А: ЗК12; ЗУ12УВ,
3М151Ф2;
3М151У;
ЗК2Р;
ЗУ12УС;
3У1920А: 3М131; 3У131; ЗУ131В;
3132;
3М139: 3У132; ЗУ132В:
3У133:
3М102;
3У131М; 3У142; ЗУ142В; ЗУ143; 3У144;
3М173; 3М173Е; ЗА162; 3М174; ЗМ1748;
ЗА164А; 3М175; ЗУ142; 3А164; 3М174Е;
3У142В; 3y 143; ЗУ144
|
©© ©
изделия,
MM
Круглошлифовальные
стапки
устанавливаемого
Наибольший
диаметр
maeme
a
зет
560
34172:
3А172Б;
ХШ-278;
3А428;
3142;
ХШ2-03; 35.153; 3У155; ЗМ193; ХШ-2-01;
. ХШ2-02;
ХШ2-20;
3А423;
ХШІ-20;
ХШ1-21; ХШ1-23; 3М194; 3М193Ф2
3А905;
38295:
34226;
38226;
34227;
34207П:4 3620755 38227. 3025;-, 3K22WA;
3М225В;
3М225Б;
3К225А;
3K225B;
3М995А:
#3К227Е;
3Д227А;
3К207В;
|
3К227ВФ2; СШ-162
100
ВЈ
34208:
3985;
3А208П;
ВСЗ-27;
38249;
СШ-37;
3293; 3А227Б; 6С85М; 6С86М;
6С86АМ;
6С86БМ;
6С151М;
СШ-99;
ВСЗ-135;
3М227Ф2;
3К228А;
3К2288;
3М227А; 8М227В
300
ДО
мм,
Наибольший
диаметр
500
шлифуемого
отверстия,
‚
Внутришлифовальные
станки
———-——————---——-———
|3А999; 34230; 349295;
34287;
3288;
3280;
3М229В; 3М229А
ә
E
34286;
ЗА2ЗОБ;
3К2298;
3К229;
——————————
—
371
|
Продолжение
Перечень станков
р
|
|
Тип
станка
Размерная
группа Параметры
параметров
Значения
1000
столом
ки
спрямоугольным
3701; 3171; МШ-123; 36799; 3799. 3711:
97116;
36721;
3Б70В;
3Г71М;
3731;
37316; 36732; 3А732; 3Д733; 3Е710В-1;
ЗЕ7І0А; 35708; 3970БФ2;
ЗЕ7ПЕВ-1::
3Е711В-1;
3Е711ВФ3-1;
3270893;
3Е711ЭФ2-1; ЗЕ7ИВ; 3Г71М; ЗЕ711ВФ];
3Е711АФ];
ЗЕ7ПИВ;
3E721B®1-1;
3Е721АФ1-1;
3Е7218-1;
3Е721ВФЗ-1;
ЗЕ721ГВ-1; 33731; 3Д732; 31739; ЗИ732.
35724. 35088;
2000
Длина
стола,
мм,
до
Плоскошлифовальные
стан-
630
Я
1000
3Е722;
3Д723;
ШИС-73М:
З3Л709Л;
311795;
3П79Ф9-9; 3Д735
3742;
34742;
МШ-100;
35740:
3Д740В;
3Д740А;
3П1740ИВ;
3Е740
3Д740В-Ф
1;
О
ет
О
В
35756;
38756;
35741;
3Д754;
3П754Л; 3975Л4Ф-1; 3Д741В;
3Д741А; 3П741ИВ; 3Д756;
|
`3Е756Ф-2; 3Д740ЛВ
375;
375C;
КШ-18
3762;
3763.
3Д720:
3117220:
31725Ф2;
ЗА740:
3П740В;
35754;
3П741В:
3Е756;
37725:
Плоскошлифовальные
Диаметр
стола,
мм,
до
2000
станки
скруглым
столом
37728; 6И140; 3762; ЗП756Л; 3Е756Л-1;
3Н756ЛВ; 3П741ЛВФ2;
3М758; 3Д759:
3Е759; 3Е759Ф2; 3П759; 3М759Ф9
ТӘ
АФ-6ЗАП;
31180;
3Г182;
3184; 6С136:
3М182; ВШ-400; 3Д180; 38182: 31182:
Л3-52; 3182A; 3М182К; ВШ-450; 6С136;
`6С168; 3867; ЗМ192А; 3Е183В; ЗЕ18ЗШВ;
ЗЕІ8ЗДА;
3М184И,
зШ84и,
3Ш184;
3М184А;
3E184B; ` 3Е184;
3Е184А;
3Е184И; 3Е184Ш; 3Ш184Д; ЗЕ184ДВ
йдиаметр
йдетали,
е
станки
мм,
до
3А184;
шлифуемо
Наиболъши
160
Бесцентрово-шлифовальные:
нан
0,3—
95
2—12
Наименьший
3М184;
3185;
3М185;
35180:
311184; 35182; 311185; 35184; ЗМ184К;
34185; 3М185К; 6С133; 6С137; 6С137А;
6С71; 6С85М; 6С86М; 6С86АМ; 6С86БМ;
3М185И; ЗЕ185НВ;
И
В
о МкЗЕ185НШ
кайг
С
E УМА|
54830; 54832; 58830; 5Д831
дл
ии
5892А; 5831; 5893; 54832; 55832: 58833;
5530;
SS30X;
Н5530;
$560;
5560Х;
Н5560; 551/2Х; Н551/2; $$1/2
обрабатываемой
обкатки
методом
заготовки,
мм,
до
Зубошлифовальные
работающие
станки,
наибольший
имодуль
372
31792:
3Д722ф2;
3Д724А;
ас"
Продолжение
`
m
х
|5
си
ые
=
=
Ватаој
ре:
Кош.
со в
КАС.
©
ор
Резьбошлифовальные
станки
с полуавтома-
=
=
|1
тиче-
шлифо-
но
(з =
т
емой
резьбы,
мм, до
|П
То же
шлифо-
|
ные
—
|I
35451;
1354508;
МШ-322;
5829
35451892;
34516;
ам
ММ
|—
:
Св.
ле
—
—|
Абразив- | —
но-от-
3P84;
3Р84-2;
3Г833;
3Р84-2;
500 | 3Д856Ф1; 3Н86; 3А867Ф1
фи
—
Вази
34515;
3К83;
3К833;
3А845Ф1;
385;
.
|
154913; 5А915
ји
7
_
|3893; 3Е820Л-2; НИА-634; HHA- С8; 3804К;
3809; 3807; 30817; 3Д816; 3814ПС
—
—
1882920: 84230: 8942,
88290; 88242; 8254;
|__
‘|I
3451;
1849018; _3451Г; 35450
длина
Притирочные
354518; 345ЕВ;
МШ-313;
П | обраба- До
|3к892-2; 3К83-2;
тывае- |500| зк82У; 3К8ЗУ
Пре ДАВА
Супер-
5К8238;
|
|Наиболь-|До
[3821Д; 3821; 3822; 3Е822; 3829-2; 3820-2;
шая
_200 |38203; 35820-2; РТ-620
стия,
резные
—
|
.
—
|—
мого
отвер-
ЗубохоНИНГОваль- |
ные
5Д823;
19
|
вальные |
Хонинговаль-
0,25— 15820; 5У823;
р
вальные
станки
с ручным управлением
Шлице-
Перечень станков
е
Заимень- |0,25— |5822; 58225; 5822A; МВ-76; МВ-20; МВ-13;
ший и
90
5К821В;
50821; 5821; 5К822В;
51822;
наи51822И; 5822M; 5А822А; 5Д8228, 5896;
боль5896Б
ший шаг
шлифу-
ским
ЦИКЛОМ
Резьбо-
©=
8852; 8262;
88262; 8264;
84240;
88264;
_ 8281;8283
|Наиболь- TO
3Д879;
финиш- |“
ШИЙ ди: _ 200 _3Д871;
ные
аметр
из-
делия,
MM
|
а
3874;
И
тываемого
3/18705; 371880; 3218795; 3118715;
400
320; '3876
3875К
СОДЕРЖАНИЕ
1. ОБЩАЯ
ЧАСТЬ
КИ.
2. ХАРАКТЕРИСТИКА
3. ОРГАНИЗАЦИЯ
4. ПРИМЕРЫ
Условные
Е
ПРИМЕНЯЕМОГО
ОБОРУДОВАНИЯ
ТРУДА
РАСЧЕТА НОРМ
ВРЕМЕНИ
обозначения
|
О>НОРМАТИВНАЯ! ЧАСТЬ
n
5,
Карта 1. Группы обрабатываемости. шлифованием
рок материалов
+
ПОДУ
КИНЕ
ита
Карта
И
2. Поправочные
коэффициенты
различных
аи У И
на неполное
штучное
мао
время
‚В зависимости от жесткости и точности станков
Зи
С
а>
Карта 3. Поправочные коэффициенты на штучное время в зависимости от размера партии обрабатываемых деталей
9.1. Среднесерийное
5.1.1. Круглое
производство
наружное
~
шлифование
ЕРО
ВЕЦ
е
атаа.
ОРН
РА
ра
М»
ЗА
Карта 4. Подготовительно-заключительное время на партию деталей
:
ОИК
ИА
А
Карта 5. Вспомогательное время на установку и снятие деталн
в цанговом патроне ·
АИ
Сы
Кат
Карта 6. Поправочные коэффициенты на неполное штучное время
в зависимости от обрабатываемого материала, квалитета и шероховатости поверхности
п
ОВО
ас
Г;
ОЁ
Карта 7. Неполное штучное время. Круглое наружное шлифование-с" продольной податей
.
бин
s
ИМ.
ео.
ы
и
A
Карта 8. Неполное штучное время. Круглое врезное шлифование
5.1.2. Бесцентровое шлифование
“ЫЛ.
ча
Карта 9. Подготовительно-заключительное . время на партию деКЫРА.
а
и
р
талей
А
Преса e
ТЦ
Карта 10. Вспомогательное ‚время на установку и снятие детали
Карта 11. Неполное штучное время. Бесцентровое шлифование с
продольной подачей
НЕ.
А,
ке
КоЛ
Карта 12. Неполное штучное время. Бесцентровое врезное шлифованне и л Дз
ТР.
ООо
а
5.1.8. Внутреннее зилифование
ВН
Карта 13. Подготовительно-заключительное
талей
974
е
°
е
?
Ф
е
е
5
ЕРА
время
е
°
ГР
АЕ
РА
на партию де$
°
е
е
е
Карта
14. Вспомогательное
Карта
17. Неполное
установку
и снятие
Шлифование
торцов
на
время
детали
а
д.
Ч
и:
ве спепиалънъсс патровах
отверстий .
Карта 15. Неполное штучное время. Шлифование
вреКарта 16. Поправочнье коэффициенты на неполное штучное
размя в зависимости от обрабатываемого материала, точности
Я
И
И
мера и шероховатости поверхности
штучное
время.
на BHYT-
е
Аан
РАМ
рода
ДЕ
время. Шлифование торцов на кругА
РО
И
“єк
АРКЕ
УО
А,
Р
5.1.4: Плоское шлифование
Қарта 19. Подготовительно-заключительное время на партию де:
ришлифовальных станках
Карта 18. Неполное штучное
лошлифовальных станках
АЕТ
ИО
РИТ
вт
ИАА ТСО
Е
время на установку и снятие деҚарта 20. Вспомогательное
рО
оро
е
о
а
тапи витисках
периие
шлифован
Плоское
время.
штучное
Неполное
Қарта 21.
.
.
>
.
ферией круга на станках с прямоугольным столом
Карта 22. Неполное штучное время. Плоское шлифование торцом
АЕ.
ИДИ
круга на станках с прямоугольным столом
периКарта 23. Неполное штучное врема. Плоское шлифование
·
г
·
>
.
.
° ферией круга на станках с круглым столом
торцом
ие
шлифован
Плоское
время.
штучное
Неполное
24.
Карта
АИ
круга на станках с круглым столом
ое
РОС
|
2
5.1.5. Резьбошлифование
Карта 25. Подготовительно-заключительное время на партию деталей
;
(
:
Карта 26. Вспомогательное время на установку и снятие
Карта 27. Неполное штучное время. Шлифование резьбы
па
ес
точным кругом в сплошном металле
Карта 28. Неполное штучное время. Шлифование резьбы
точным кругом по предварительно нарезанной резьбе
Карта 29. Неполное штучное время. Шлифование ходовых
СИ
АЕ.
НИ
5.1.6. Зубошлифование
детали
однониМИ
однонивинтов.
А:
е
Карта 30. Подготовительно-заключительное время на партию делава СОТ. Ж ИО
А:
аи
ОУ
талей
Карта 31. Вспомогательное время на установку и снятие детали
32. Неполное штучное время. Шлифование зубьев методом
Карта
О
У
е
обкатки дисковым коническим кругом
Карта 33. Неполное штучное время. Шлифование зубьев методом
Ба
ИУ
МОК
Др
обкатки двумя тарельчатыми кругами.
Карта 34. Неполное штучное время. Шлифование зубьев методом
О
И
Т: В
АШ
О
~
копирования
Карта 35. Неполное штучное время. Шлифование зубьев червячПие
еба
теб,
ИЕ
ы
АЖ у
НК
бул,
ными кругами
О
№)
\
К арта
талей
Карта
Карта
Жж
а
5.1.7. Шлицешлифование
86. Подготовительно-заключительное
суперфиниширование
на
де-
партию
И
ЕУ
установку
37. Вспомогательное время на
38. Неполное штучное время
5.1.8. Хонингование,
время
ЖЕЛЕ
СОРИ Е
р У.
ЭО
ИПА
АЧ
ЕР
пориви
и снятие детали
3
ПЕ
НД
и притирка
хонингованием,
доводкой
обрабатываемости
Карта 39. Группы
‚ суперфинишированием и притиркой различных марок материалов
Карта 40. Подготовительно-заключительное время на партию деталей
о
С]
а
е
е
е
е
s
e
e
e
е
е
а
e
e
с. та лавра
АЙ ни
Карта 41. Вспомогательное время на установку
АРА
Притирка
КАРЕ
Карта 42. Неполное штучное время. Притирка
водка)
КСА
А
ДИЯН
ДР
ДЫ
УК
А
на
и снятие
на
5
детали.
станках
(до-
Карта 43. Вспомогательное время на установку и снятие детали
в специальных приспособленилх. Хонингование
срв
Карта 44. Неполное штучное время. Хонингование отверстий
Карта 45. Вспомогательное время на установку и снятие детали
В центрах. Суперфиниширование
ЗОРО
УВ
а:
Карта 46. Неполное штучное время. Суперфиниширование наружных цилиндрических поверхностей
О
А
5.1.9. Зубохонингование
.
С
а
Та и
енор
Карта 47. Подготовительно-заключительное время на партию
дев
°
е
°
•
|
талей
СИ
ее
е З
ть,
их
у
УИ
Карта 48. Вспомогательное время на установку и снятие детали
вудентраж
аи
МИ
ЫШЫ
КҮТ
дЫ
та
е
ОА
Карта 49. Неполное штучное время
КАД
АВА
АВИ
гот О О
ие
9.1.10. Плоское шлифование на продольно-шлифовальных станках
для направляющих
ИЕ
АТ
Е
ГА
КЕ
Карта 50. Подготовительно-заключительное время и время
на установку и снятие детали
ЗАРА:
о
Е Sy а
Йун
Карта
51. Неполное
5.1.11. Абразивная
штучное
резка
время
стальных
МИСИЯ
заготовок
ор
ЛА
вулканитовыми
У
кру-
гами
АШОК,
Кл".
ВИ
РЕНЕ
АЈ
НИК
Карта 52. Подготовительно-заключительное время на партию
де‚ талей
КИШ,
,
i
Карта 53. Вспомогательное время Ha установку и снятие детали
в самоцентрирующем патроне при работе из прутка
Карта
54. Неполное
5.2. Мелкосерийное
штучное
время
А
и единичное производство
е
КА
ИРА
5.2.1. Круглое наружное шлифование
Зе
РМ
СИ
ЫЬ
Карта 55. Подготовительно-заключительное время на партию деТ алей кате и
ДА
ПОШ
Й
А
Карта 56. Вспомогательное время на установку и снятие детали
в самоцентрирующем патроне или цанге.
А.
ЛАРЕ?
Карта 57. Неполное штучное время. Круглое наружное шлифование с продольной подачей
.
ЖИК
ме ут Д У .
Карта 58. Неполное штучное время. Круглое наружно
е врезное
шлифование
А
ЖОШ. | В
СИН
А
У
Карта 59. Неполное штучное время. Шлифование торцов на круглошдифовальннх ‘станках
И.
И
Ц.
И
үч.
5.2.2. Бесцентровое шлифование
СР
не
Ка рта 60. Подготовительно-заключительное время
на партию
ОЕ
е НЕНА ПО Док ЖАГУ ЖЕЛДЕдеталей
Карта 61. Вспомогательное время на установку и снятие детали
Карта 62. Неполное штучное время. Бесцентровое
шлифование
+
е
Ф
е.
a
с продольной подачей
ТИШТЕ
И
ЕО
ге
Карта 63. Неполное штучное время. Бесцентровое
врез ное шлифование
ЖКН
АН
АЛУ
ТЫТА
ДВ
А
К ДК
нет
і
2.2.3. Внутреннее шлифование
а
РКУ
Карта
|
376
талей
64. Подготовительно-заключительное
e
"
е
е
о
е
е
е
е
е
время
на
партию
е
[27
е
е
е
де@
е
Карта 65. Вспомогательное время на установку и снятие детали
при работе в четырехкулачковом патроне
„пп.
Карта 66. Неполное штучное время. Шлифование отверстий.
Карта 67. Неполное штучное время, Шлифование торцов на внутришлифовальных станках
|
ЗА
А
ШЕ
даи
АЕ
5.2.4: Плоское
шлифованце .
.
№.
Карта 68. Подготовительно-заключительное время на партию деалей
а
е
а
А
о
ЕР
Карта 69. Вспомогательное время на установку и снятие детали
Карта 70. Неполное штучное время. Плоское шлифование пернферией круга на станках с прямоугольным столом .
eda
e
Карта 71. Неполное штучное время. Плоское шлифование торцом
_ круга на станках с прямоугольным столом
ШОЛ
ЛАШ
АДЕ
Карта 72. Неполное штучное время. Плоское шлифование периферией круга на станках с круглым столом
е
ери
ДИ
Карта 73. Неполное штучное время. Плоское шлифование торцом
круга: на станках с круглъм столом.
ота
5.2.5. Резьбошлифование .
.
у:
Карта 74. Подготовительно-заключительное время на партию
деSEPN
талей
ET ei
К арта
75. Вспомогательное время на установку и снятие детали
при работе в центрах
обра а Хелн
ЯВИ
а
ое
Карта 76. Неполное штучное время. Шлифование резьбы
однониточным кругом по предварительно нарезанной резьбе
Карта 77. Неполное штучное время. Шлифование резьбы однониточным кругом в сплошном металле
|
|
Карта 78. Неполное штучное время. Шлифование ходовъх
винтов
5.2.6. Зубошлифование
Со
И
АИ
Карта 79. Подготовительно-заключителъное время
на партню деталей
па уби
э АД,
ро, ЖЕТУ
КТ МДЕ
у
Карта 80. Вспомогательное время на установку
и снятие детали
при работе на концевой оправке
Эй
А
НИ
АН
И
Карта 81. Неполное штучное время. Шлифование зубьев
методом
обкатки дисковым коническим кругом
ПИ
И
Е
Карта 82. Неполное штучное время. Шлифование зубьев
методом
обкатки двумя тарельчатыми кругами
—
е
К
НА:
Карта
83. Неполное штучное время. Шлифование зубьев методом
копирования
ЖАШИК.
де
ИРА
ЖОЛА
ТА ДИЕ АД ВАР
Карта 84. Неполное штучное время. Шлифование
зубьев червячКр
вами Е
се
А.
„к,
ЖЛЕ
ВИ
КЛР
МР
9.2.7. Шлицешлифование
Карта 85. Подготовительно-заключительное время на
партию деИЕНА
талей
Карта 86. Вспомогательное время на установку н
снятие детали
Карта 87. Неполное штучное время. Шлифованне
шлицев
°
•
е
“=
Е
=
d
в
е
.
чө
+
е
5.2.8. Плоское шлифование на продольно-шлифовальных станках
для
направляющих
а
А) ЖҮ
АК
Карта
88. Подготовительно-заключительное
тановку
‚ Карта
и снятие
детали
89. Неполное штучное
дольно-шлифовальных
5.2.9. Абразивная
гами
©
°
стальных
в
а
е
Плоское. шлифование
направляющих
заготовок
г
на ус-
кана
станках’для
отрезка
К
время.
время н время
е;
е
на про-
вулканитовыми
°
6...
|
2
.
круО
»
Карта
Карта
ных
262
90. Вспомогательное время на установку и снятие детали
91. Неполное штучное время. Абразивная отрезка сталь-
заготовок
5.3. Профильное
вулканитовыми
шлифование
кругами
ЖЕ
НИ
Карта 92. Поправочные коэффициенты
мя для измененных условий работы
|
.
ыл
в
Е:
на неполное штучное
а
.
.
вреО
А.
Е
ОИ
Е
5.3.1. Плоскошлифовальные станки
«Ласточпрофиля
Карта 93. Шлифование уступов и элементов
;
кин хвост» одной стороной профилированного. круга
круга
непрофилированного
периферией
Карта 94. Шлифование
АК
при установке детали в синусных цриспособлецияк
Карта 95. Шлифование многогранников
96. Шлифование выпуклых ра усних поверхностей торцом
Карта
:
непрофилированного круга
Карта 97. Шлифование выпуклых раднусних поверхностей периферней непрофилированного круга
Карта 98. Шлифование криволинейных поверхностей по: копиру
непрофилированного круга
АЕ
криволинейных поверхностей
выпуклых
Карта 99. Шлифование
'
по копиру торцом непрофилированного круга
по ` копиру
Карта 100. Шлифование криволинейных поверх
периферией профилированного круга
Карта 101. Шлифовапие криволинейных поверхностей по `копиру
А
.
торцом профилированного круга
Карта 102. Шлифование сложных профилей `периферией профилированного круга
|
Карта 103. Шлифование выпуклых H ‘вогнутых радиусных поверхностей периферией профилированного круга
канавок профилированивм ` круКарта 104. Шлифование A
;
гом
Карта 105. Шлифование пазов с радиусами периферией профили|
-рованного круга
Карта 106. Шлифование фасок профилированным шлифовальным
ав
на
лас
я
р,
АЙКЫ
кругом
9.3.2. Круглошлифовальные и резьбошлифовальные станки
по копиру.
Карта 107. Шлифование криволинейных а:
периферией непрофилированного круга
Карта 108. Шлифование криволинейных поверхностей | по копиру
ара
В
а
.
.
периферией профилированного круга
Карта 109. Шлифование выпуклых и вогнутых радиусных поверх|
ностей периферией профилированного круга .
Карта 110. Шлифование ублових канавок периферией профилироie,
А
:
ванного круга
Карта ВР Шлифование сложных профильных леталей периферией профилированного
круга
5
А
Карта 112: Шлифование прямоугольных канавок профилированным кругом
Карта 113. Шлифование прямых H наклонных `торцовых. поверхЫА
ЧУС
орат
ностей торцом профилированного круга.
290
2297
293
5.3.3. Координатно-шлифовальные станки
|
департию
на
время,
ное
Карта 114. Подготовительно-заключитель
298.
талей ·
294
Карта 115. Шлифование сквозных отверстий
296
Карта 116. Шлифование глухих отверстий
297
Карта 117. Вспомогательное время на установку и снятие деталей
378
Карта
118. Шлифование
лированным
сложных
кругом
контурных отверстий
но
стек
Дои
непрофи-
9.93.4. Профилешлифовальные станки
.
...
.
Карта 119. Подготовительно-заключительное время на партию
талей
|
|
Карта 120. Вспомогательное время на установку и снятие
талек
Карта
у
[99
ы ыл па
121. Шлифование
а
тл
на
выпуклых
радиусных
де-
а
Е
поверхностей
пери-
ферией профилированного круга
Карта 122. Шлифование вогнутых радиусных поверхностей периферией профилированного круг...
Г
Карта 123. Шлифование по контуру фасонного профиля. Стали
закаленные
И
И
ОЧЕ
А
ДУ
ИЕЛ
Карта 124. Нормативы времени на установку приспособлений и
профилирование
шлифовальных
кругов.
Плоскошлифовальные
станки
ТА
ДЕС
е
АШ!
ИУ,
аи,
ее
№
6.
ПРИЛОҖЕНИЯ
6.1. Характеристика
ЖЛ.
У
шлифовального
Приложение 1. Круглое
Приложение 2. Круглое
наружное
наружное
нико
а
бк
круга и режимы
По
резания
.
врезное шлифование .
шлифование с продольной
дачей
f
де-
.
по-
Приложение 3. Шлифование торцов на круглошлифовальных станках
ы
б,
мем
је
сое
И,"
Приложение 4. Бесцентровое врезное шлифование
Ж
Приложение 5. Бесцентровое шлифование с продольной подачей
Приложение 6. Внутреннее шлифование
У
ЖЕ
>
обра:
Приложение 7. Шлифование торцов на внутришлифовальных стан=
ках
ЗИД
пан
За
РА
КАР
Не
И
Приложение 8. Плоское шлифование периферией круга
Приложение 9. Плоское шлифование торцом круга
Приложение 10. Шлифование резьбы
и
+
Приложение 11. Зубошлифование
;
Приложение 12. Шлифование шлицев
Е
Приложение 13. Хонингование отверстнй
УЖА
КЫ С
ЕЧ?
Приложение 14. Суперфиниширование
наружных
цилиндрических
поверхностей
ЖКД
Кале
ео
АЧ
ВА
Приложение 15. Притирка на станках
И.
сом
Приложение 16. Зубохонингование
Е
МИ
МР,
О
Приложение 17. Абразивная резка стальных заготовок вулканитовыми кругами
САНУ
ПАДМЕ,
аи. «>А
а
А С
ДАЛ
Приложение 18. Режимы профильного шлифования
А
Приложение 19. Рекомендации по определению
и расчету длины
дуги
ОИ
АУРА. а ААК СЕ.
о ОСГ
ње
НА
Приложение 20. Длина дуги в зависимости от радиуса и центрального угла
О
AE
Е
а
оба а
оа
е
Приложение 21. Величина центрального угла в зависимости от длины хорды
а
АНРИ
ЫРАА
ШОЛ
жо
Я
6.2. Краткая характеристика оборудования и шлифовальных кругов .
Приложение 22. Краткая характеристика оборудования, используемого для операции профильного шлифования
.
. .
.
.
Приложение 28. Краткая техническая характеристика зарубежных
станков, применяемых для профильного шлифования
е
Приложение
24. Техническая
характеристика
шлифовальных
для профильного шлифования (ГОСТ 2424—83)
.
Приложение 25. Примерный перечень оборудования.
..
кругов
10.
для
Общемашиностроительные нормативы. времени
технического нормирования работ на шлифовальных и доводочных
станках (укрупненные)
Среднесерийное, мелкосерийное и единичное производство
Технический редактор А. А. Павловский
Корректор И. Н. Молодкина
Сдано
в набор
06.05.89...
Формат. 6090
„Подп. в печ. 08.01.90. ;
в.
‚ Печать высокая
Гарнитура Литературная.
Бумага тип. № 2.
Тираж 20000 экз.
Уч.-изд. л. 22,46.
Усл. печ. л. 24,0.
(2-й завод 10001—20 000 экз.) Зак. № 213. Цена4 р. 50 к.
Отдел научно-аналитического обобщения и выпуска
информационных материалов НИИ труда
Типография
380
при
НИИ
труда. 103064,
|
Москва,
ул. Елизаровой,
К-64,
|
6
ВНИМАНИЮ
ЧИТАТЕЛЕЙ
‚ Научно-исследовательский институт труда
Госкомтруда СССР выпустил и высылает
наложенным платежом через магазин
«Книга — почтой»
следующие методические и нормативные материалы:
Общесоюзный классификатор профессий рабочих, должности служащих и тарифные разряды.
1988, 75 к.
Нормативные
да. 1987, 15 к.
материалы
по поринрованию
тру-
Переход на многосменный режим работы. Сборник нормативных материалов. 1988, 30 к.
Квалификационные характеристики должностей
руководителей, специалистов и служащих. предпри-
ятий
и организаций
1989, 1 р.
автомобильного
транспорта.
|
Методические рекомендации по совершенствованию коллективных. форм организации труда на
транспорте с учетом аттестации и рационализации
рабочих мест. 1989, 40 к.
Методические. рекомендации по оценке качества
обслуживания населения и обеспечение его связи
с заработной платой на предприятиях бытового обслуживания. 1988, 5 к.
Методические рекомендации по анализу данных
учета занятости и движения трудовых ресурсов,
проводимого в городах и районах страны. 1987. 5 к.
| Труд и социальные вопросы. Библиографический указатель литературы по труду, заработной
плате и социальным вопросам, изданной в СССР
на русском языке в 1982 году. 1987, 1 р. 40 к.
‚ Труд и социальные вопросы. Библиографический указатель литературы по труду, заработной
плате и социальным вопросам, изданной в СССР
на русском языке в 1983 году. 1988, 1 р.
Труд
и социальные
Библиографиче-
вопросы.
ский указатель литературы по труду, заработной ·
плате и социальным вопросам, изданной в СССР
на русском языке в 1984 году. 1989, 2 р.
Единые нормы времени на монтаж и демонтаж
65 к.
вышек и оборудования для бурения. Ч. |. 1988,
Единые нормы времени на ремонт часов. 1988,
|
15 к.
Единые комплексные нормы выработки и времени на погрузочно-разгрузочные работы, выполняемые в морских портах. Ч. 1. 1989, 2 р. 60 к.
Единые комплексные нормы выработки и времени на погрузочно-разгрузочные работы, выпол-
няемые в морских портах. Ч. П. 1989, 3 р. 30 к.
5 к.
_. Нормативы времени на строчевышивку. 1987,
Нормативы времени на ручное ковроткачество.
|
1987, 5 к.
пчелиных
Нормативы времени обслуживания
1988, 10 к.
рабочих предприятий
Нормативы численности
по ремонту бытовых машин и приборов. 1987, 10 к.
Нормативы численности рабочих, занятых обслуживанием и подготовкой производства на под|
земных горных работах. 1988, 25 к.
семей.
рабочих, занятых 06Нормативы численности
производства на отзкой
подгото
и
служиванием
крытых горных работах.
1988, 20 к.
Нормативы численности рабочих магистральных
нефтепроводов и продуктопроводов. 1988, 50 к.
Нормативы численности работников, занятых
‘техническим обслуживанием специализированных
спортивных сооружений. Ч. 1. 1989, 69 к.
я (оргаЗаявки, подписанные руководителем предприяти
103064,
:
адресу
по
низации) и гл. бухгалтером, направлять
Москва,
ческого
ул. Чкалова,
обобщения
34, НИИ
и выпуска
труда, отдел научно-аналити-
информационных
материалов.
РЗ.
Направляется в месячный срок в Центральное бюро нормативов по труду Госкомтруда СССР по адресу: 109028, Москва, Ж-28, Солянка, 3, строение 3, ЦБНТ.
?
А
анна
ее линије даљња
ц
(полное наименование
предприятия,
аа
ы лш
ыо
организации, министерства)
ОТЗЫВ
на сборник «Общемашиностроительные укрупненные
нормативы времени для технического нормирования
работ на шлифовальных и доводочных станках»
1. Намечаемый
срок внедрения сборника.
2. Численность
рабочих
(квартал, год)
дет нормироваться
(служащих),
труд которых
по сборнику, чел.
бу-
—>-=—ы
3. Тип производства
о
(массовое, крупносерийное, среднесерийное,
===
мелкосерийное, единичное)
4. Средний процент выполнения действующих
работки
(времени)
норм вы-
по кругу работ, предусмотренных
сборником,_____Ф%
о. Ожидаемое выполнение норм выработки (времени),
рассчитанных по нормативам сборника,
1409
б. Количество поступивших на предприятие сборников
ЭКЗ.
7. Замечания и предложения но нормативам:
Начальник ОТиз
(подпись)
Ки Ни |
у
а
КУ
Е
И
Драми
i
|
‚КД
|
Y
м
]
Жү ФАЖЛ,
а
КАНА:
а"
Фа
d
У оле
гу
Мн
к
АЛ
ки
ОР, У
Т.
ни
№
и
{чү
5
чау
Ше
RARR
4 Рим
|Ж
4
|
*
не
К+ + 0
чыш»
--------
4 р. 50 к.
(И