/
































































Text
memofix
heidenh.
Technische Beschreibung und Bedienungsanleitung
Postbonier-und Streckensteuerung *
fur MAHO »P«-Maschinen
Позиционное устройство ЧПУ v
для позиционирования и прямоугольного формообразования
к станкам семейства «Р» фирмы МАНО
Technische Beschreibung und Bedienungsanleitung
Positionier- und Streckensteuerung
fur MAHO »P«-Maschinen
Позиционное устройство ЧПУ
для позиционирования и прямоугольного формообразования
к станкам семейства «Р» фирмы МАНО
3
Inhalts verzetchnis Seite Seite
Einfuhrung 6 Vorbereitung der Steuerung 18
Anordnung derBedienungselemente 8 Eingabe der Programmschritte 18
Funktion derBedienungselemente 9 Eingabe eines Sollwertes 18
Inbetriebnahme der Steuerung 12 Eingabe «Programmierter Stop« 18
Betriebsarten 12 Speicherung von Sollwerten
Setzen der Bezugspunkte 12 ohne Einfahren der Maschine 18
Wahl eines beliebigen Nullpunktes 12 Magnetband-Druckereinheit 21
BezugsmaB-Setzen 12 Programmkorrektur allgemein 22
Absoluter Bezugspunkt 12 Korrektur beim Programmieren
Loschen und Einfugen von Programm-Schritten mit laufender Maschine 22
Wiederfinden des WerkstOck-Bezugspunktes 14 Korrektur beim Programmieren
Automatisches Einfahren der Maschine ohne mitlaufende Maschine 22
ohne Speicherung der Sollwerte 14 Loschen von Prog ram mschritten 24
Einfahren des eingegebenen Wertes Einfugen von Programmschritten 24
im AbsolutmaB-System 14 Programmerstellung von Programmen
Einfahren des eingegebenen Wertes mit Sprungbefehlen 24
im KettenmaB-System 16 Einspeichern von Unterprogrammen 24
Program mierung allgemein 16 Einspeichern von Programmteil-Wiederholungen 24
Automatisches Einfahren der Maschine Programmkorrektur bei Programmen
mit Speicherung der Sollwerte 18 mit Sprungbefehlen 26
Programmerstellung einfacher Programme Codierte Fehlermeldung 26
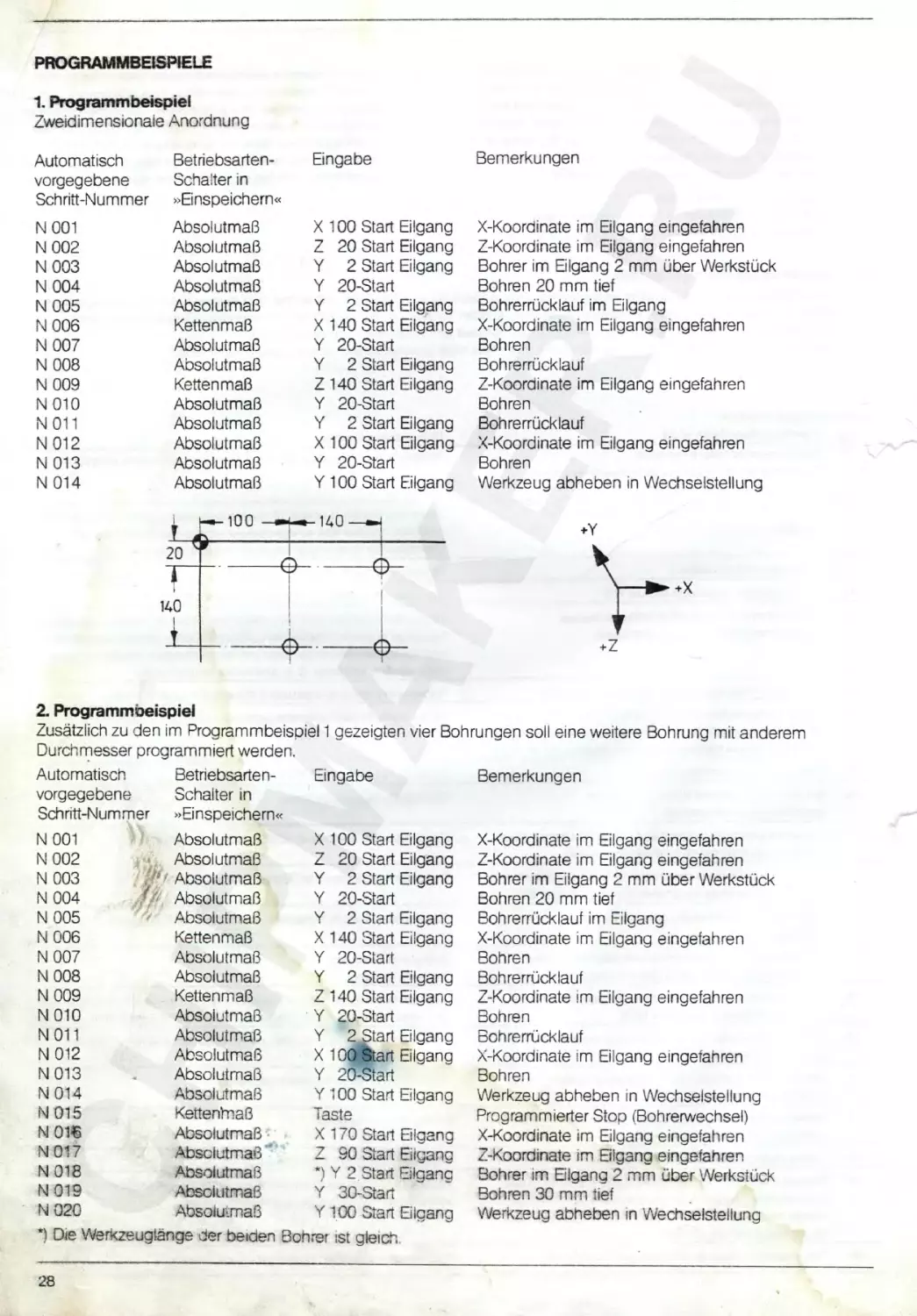
ohne Sprungbefehle 18 Programm-Beispiele 1 28-44
Ausgabe Oktober 1978 Anderungen vorbehalten.
Nr. 78.64385 Printed in W.-Germany
Содержание
Страница
Введение 6
Расположение органов управления на
панели устройства ЧПУ 10
Назначение органов управления 11
Ввод позиционного устройства ЧПУ
в действие 13
Режимы работы 13
Установка начала отсчета по осям координат 13
Установка начала отсчета в любую нулевую точку 13
Установка исходного размера 13
Абсолютная исходная точка 13
Поиск исходной точки детали после исчезновения
напряжения питающей электросети 15
Автоматическое позиционирование рабочих
органов станка без запоминания значений
координат в памяти устройства ЧПУ 15
Позиционирование в абсолютной системе отсчета 15
Позиционирование в системе отсчета по
приращениям 17
Программирование —>Общие сведения 17
Автоматическое позиционирование рабочих
органов станка с запоминанием значений
координат в памяти устройства ЧПУ 19
Составление простых программ без команд
на перескок 19
Страница
Подготовка устройства ЧПУ к действию 19
Ввод переходов программы в память
устройства ЧПУ 19
Ввод заданного значения координаты 19
Ввод команды «Запрограммированный останов» 19
Запоминание значений координат в памяти
устройства ЧПУ без осуществления
движений в станке 19
Магнитноленточная приставка MDE со встроен-
ным печатающим устройством 21
Коррекция программы — Общие сведения 23
Корректировка при программировании с
осуществлением движений в станке 23
Корректировка при программировании без
осуществления движений в станке 23
Гашение переходов в программе 25
Прибавление переходов в программе 25
Составление программ с командами
на перескок 25
Запоминание подпрограмм 25
Запоминание повторений частей программы 25
Корректировка программ с командами
на перескок 27
Закодированная сигнализация ошибок 27
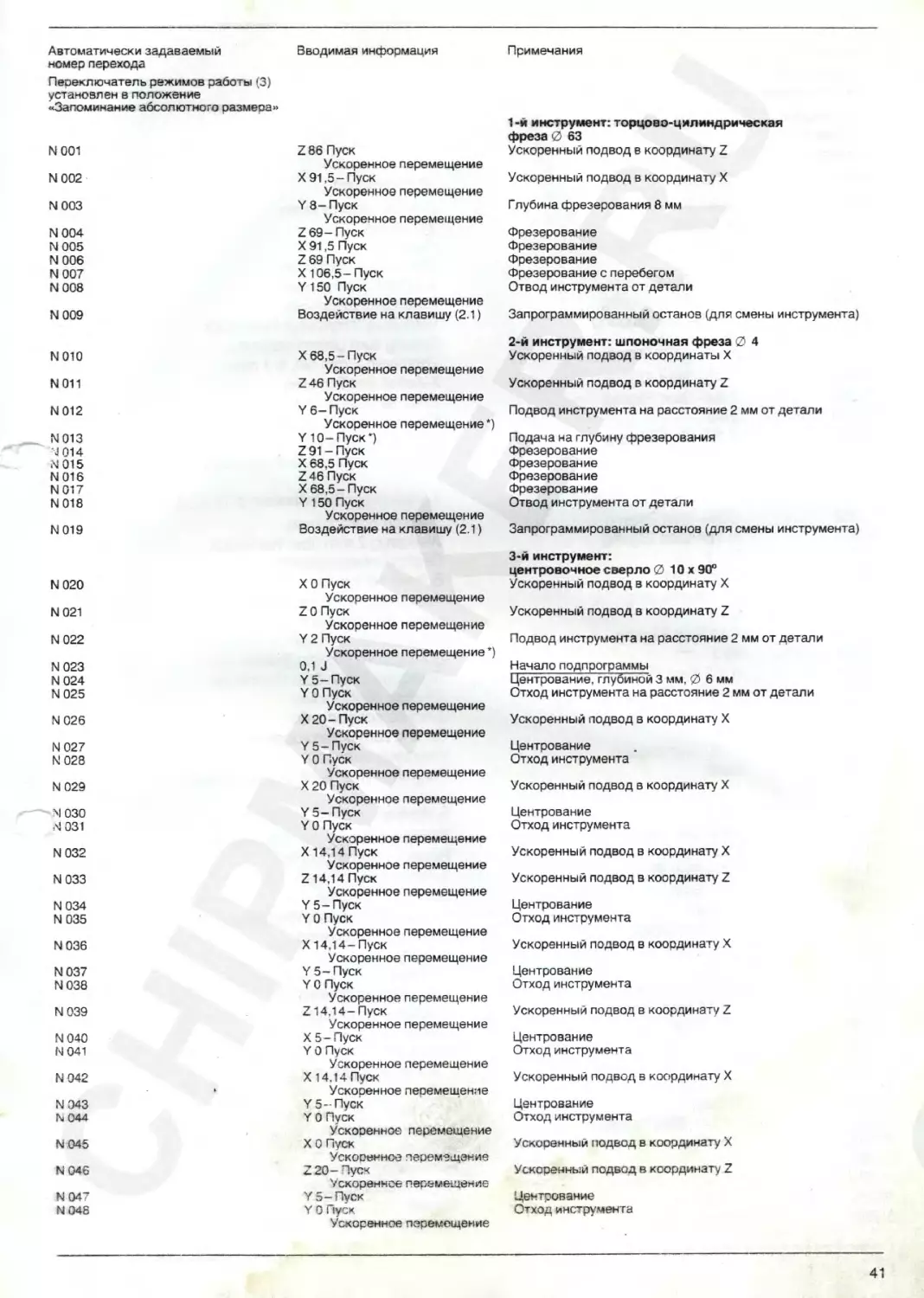
Примеры программирования 29-45
Выпуск: октябрь 1978
№ 78.64385
С оговоркой о внесении изменений
Печатано в ФРГ
4
f____ ®©t®tf
z«K Л zfl* 'iriMb. -A.
Kommandostation МН 600 Р
Пульт управления станка мод. МН 600 Р
Kommandostation MH-C 2000 P
Пульт управления станка мод. MH-C 2000 Р
------ .-ду^уу ..
Kommandostation МН 1000 Р
ПуЛьт управления станка мод. МН 1000 Р
Kommandostation МН 600 Р mit MDE-Einheit
Пульт управления станка мод. МН 600 Р
с пристроенной магнитноленточной приставкой MDE
5
Positionier- und Streckensteuerung mit integrierter Digitalanzeige fur MAHO-»P«-Maschinen
Mit dem Einsatz dieser fortschnttlichen Steuerungskonzeption leitet MAHO eine neue Entwicklung ein.
Durch das Arbeiten mit numerischem Tastenfeld, Digitalanzeige und Positionier- und Streckensteuerung
lassen sich erhebliche Kosteneinsparungen bei erhbhter Bedienungssicherheit erzielen.
Da diese kompakte Baugruppe zur Grundausrustung unserer MH- und MH-C-Baureihen gehdrt, ist sie im
Werkzeug- und Formenbau sowie in der Klein- und Mittelsenenfertigung gleich gut einsetzbar.
Das hervorstechende Merkmal dieser Steuerung ist die einfache Bedienbarkeit.
Es sind keinerlei Spezialkenntnisse erforderlich.
Absolut- Oder KettenmaBe kbnnen in alien 3 Achsen mit einer Genauigkeit von 0,005 mm automatisch
angefahren werden.
Der dabei erforderliche Bedienungsaufwand entspricht dem Addieren Oder Subtrahieren auf einem Taschen-
rechner: Eintippen von MaB und Vorzeichen uber numerische Tastatur - Betatigen der Starttaste - fertig.
Dasselbe gilt fiir das Frasen von Strecken:
Fehlermeldungen werden durch Blinken einer Lampe und Ausgabe eines zweistelligen Fehlercodes angezeigt.
Zur Uberprufung des Programmes vor dem Abrufen ist ein Programmablauf auch ohne Maschinenbewegung
mbglich.
Bei Serien erfolgt das »Programmieren« durch normales Bearbeiten des ersten Werkstucks mittels Hand-
eingabe aller MaBe uber die 10-Tastatur. Das so entstandene Programm kann jetzt nach Umschalten auf
Betriebsart «Automatischer Programmablauf« beliebig oft fiir weitere Werkstucke wiederholt werden.
Mittels der Ausbaustufe Magnetband-Druckereinheit »MDE« lassen sich die Programme aus dem Speicher
auf Magnetband Oder umgekehrt ubertragen. Des weiteren ist ein Ausdrucken auf Kontrollstreifen mbglich.
Die MH-C-Baureihe ist auBer mit der Positionier- und Streckensteuerung auch mit CNC-Bahnsteuerung und
3D-Kopiersteuerung lieferbar.
Позиционное устройство ЧПУ для позиционирования и прямоугольного формообразования,
со встроенной цифровой индикацией координатных перемещений, к станкам семейства «Р» фирмы МАНО
Внедрением этой прогрессивной системы числового программного управления станкостроительная фирма МАНО всту-
пила на новый путь развития.
Позиционное устройство ЧПУ с цифровой клавиатурой набора данных об обработке деталей и с цифровой индикацией
координатных перемещений обеспечивает возможность существенного снижения расходов при одновременном повы-
шении надежности эксплуатационного обслуживания.
Отличаясь большой компактностью, позиционное устройство ЧПУ входит в основной комплект оснастки наших станков
конструктивных серий «МН» и «МН-С» и находит успешное применение как в производстве приспособлений, штампов,
пресс-форм, шаблонов, копиров, так и в мелкосерийном и среднесерийном изготовлении деталей.
Одним из основных достоинств позиционного устройства ЧПУ является простота обслуживания.
Не требуется для обслуживания никаких специальных знаний.
Автоматическое позиционирование рабочих органов станка с точностью 0,005 мм осуществляется в трех координатных
направлениях — в абсолютной системе отсчета и в системе отсчета по приращениям.
Требуемые на это затраты эксплуатационного обслуживания сводятся к сложению или вычитанию чисел на клавиатуре
электронной вычислительной машины: набираются размер и знак на цифровых клавишах, нажимается пусковая кнопка,
а это уже все.
То же самое относится к прямоугольному формообразованию.
Сигнализация ошибок обеспечивается загоранием сигнальной лампы мигающим светом, а также высвечиванием двух-
разрядного кода ошибки.
Для проверочных целей заложенная в памяти устройства ЧПУ программа может отрабатываться и без осуществления
движений в станке.
В серийном производстве прогоаммирование осуществляется путем обработки первой детали набором всех размеров на
десятиклавишной клавиатуре. Составленная программа после переключения на режим «Автоматическая отработка
программы» может повторяться любое количество раз.
В системе с повышенной степенью интеграции магнитноленточная поиставка MDE со встроенным печатающим
устройством создает возможность вывода программы из памяти устройства ЧПУ на магнитную ленту, и наоборот. Кроме
этого программа обработки может отпечатываться на бумажной ленте.
К станкам конструктивной серии «МН-С» наряду с позиционным устройством ЧПУ поставляются также контурное
устройство ЧПУ мод. CNC и копировальное устройство с тремя одновременно управляемыми координатами.
6
Die MAHO-»P«-Baureihe:
Станки семейства «Р» фирмы МАНО:
MH 300 P
МН 400 Р
МН 500 Р
МН 600 Р
7
Anordnung der Bedienungselemente
2.8 2.6
2.7
Programm
Start Stop
8
Funktion der Befehlstasten 1.4 bis 2.5, bezogen auf die Stellung des Betriebsartenschalters (3).
Taste •>Manueli« »AbsciutmaB>< -KettenmaB- .-Emspeichem-. Absolutma8« »Einsoeichern« Ketter.maB» t**w »Einzelschntt« »Automatischer~ Programm- aolauf« “Ldschen und | Einfugen Programm- j scnntt« 1 f
_ Y Taste » л <- Taste » Y l« Taste » Z« (1-4) Ubemahme des in der Preset-Anzeige stenenaen Wertes in die entsprechende Istwert-Anzeige bei Handant neb beim Programmieren Vorwahi der Achse. in der die Steuerung arbeiten soil ohne Funktion ohne Funktion
Externe Start-Taste Л (2.6) ohne Funktion (Fehler meldung) Start der Steuerung in der vorgewahlten Achse Start fur Einzelschritt Stan fur autom. Programm- Abiauf
Externe _ Stop- @ Taste (2.7) w ohne Funktion laufender Positioniervorgang wird gestoppt Achsvorwahlanzeige der unterorochenen Achse leuchtet als Blinkleuchte
Taste (2.1) o) Ldschen des Programm- Speichers mit Speicher- uberprufung Abbrechen emes durch die externe Stop-Taste angehaitenen Positioniervorganges Betatigen der Taste beim Programmieren: "Programmierter Stop.. D Ldschen Programm- scnritt
Taste (2.2) Taste »J« Auswahl emes Satzes fur Korrektur Soeichern vom Sprungbefehl Auswahl emes Satzes fur Korrektur
Taste (2.3) Taste » Q « Ablegen oder Einlesen von Programmen mit Magnetband-Kassette. Drucken des gespeicherten Programms (nur mit Zusatzemheit MCE moglich). ohne Funktion (Fehlermeldung)
Taste (2.4) Start der Zahler ohne Bezug auf die Referenzmarke Memofix-Schal- ter »grun« Steuerungsstart ohne Maschmenbewegung bei Memotix-Schalter in Stellung 1 Frogramm- | uberpriifung »rot«. 1 EinfOgen Programm- schritt
Externe »Eilgang<. Taste (2.8) Maschine verfahrt im Eilgang Bei Betatigen oer Taste >Eiigang« verfahrt die Maschine im Eilgang, unabhangig von der am Vorschubpotentiometer emgestellten Vorschubgeschwmdigkeit. 1 Eilgang wird eingespeicnert ohne Funktion
CE-Taste (Z.S^CE1 Ldschen der Fehlermeldungen bzw. der Preset-Anzeige
Funktion der Bedienungselemente
1. Eingabe-Tastatur
1.1 0 bis 9 Ziffemtasten zum Eintasten eines
gewunschten Presetwertes Oder
___ Sollwertes.
1.2 ’ " - Vorzeichen-Wechseltaste
'.3 „ Kommataste
1-4 [Xj.SiZj Achsen-Wah Hasten
2. Befehlstasten
2.1 o) Programmierter Stop. Abbrechen einer
Positionierung (wirkt erst nach Betati-
gen der extemen Stop-Taste), Speicher
Ibschen, Schntt Ibschen
2.2 J Einspeichem von Sprungbefehlen,
Auswahl von Schritten fur Programm-
Korrektur, Einspringen in Programm-
schritte.
2.3 3 Ablegen Oder Einlesen von Programmen
mit Magnetband-Kassette und / oder
Dmickep des gespeicherten Programme.
2.4 Steuerungsstart ohne Bewegung der
Maschine, bei Memofix-Schalter in
r— Stellung »rot«
2.5 Lbschtaste fur Preset- bzw. Sollwert-
anzeige Oder Fehleranzeige.
2.6 ♦ (Externe Start-Taste).
2.7 ® (Externe Stop-Tasiei.
2.8 « (Externe Eilgang-Taste).
3. Betriebsartenschalter fur:
№ »Manuell« (Betrieb als Posi-
tionsanzeige).
»KettenmaB« Ohne Speicher.
»Absolutmal3« Automatisches
Positionieren.
E> »Automatischer Automatisches
Programmablauf« Positionieren von
s> »Einzelschritt« gespeicherten
Werten.
«Einspeichem Automatisches
rZ AbsclutmaB« Positionieren mit
"У у *** «Einspeichem Einspeichem von
KettenmaB« Positionswerten.
«Loschen und Einfugen
von Programmschritten«.
4. Anzeige «Positioniervorgang lauft« (Dauenicht),
Anzeige »Fehler« (Blinklicht).
5. Presetanzeige, Anzeige fur Preset- bzw. Sollwert,
Schnitnummer oder Fehlermeldung.
6. Memofix-Schalter.
7-72 istwertanzeige fur» X » Y «- und » Z «-Achse.
(Bei alien Betriebsarten wird immer die isi-
Position der Maschine angezeigt.)
8-82 Achsvorwahlanzeige fur» Y«-, »(y«- und «-
Achse.
9-92 Referenzounktanzeige rur » x «-, >,¥«- und >> Z_«-
Achse (Zahler gestoppt).
9
Расположение органов управления на панели устройства ЧПУ
82 8.1 8 72 7.1 7 9.2 9.1 9 4 5
2.8 2.6
ю
Назначение клавиш управления (1.4) до (2.5) и кнопок управления (2.6) до (2.8) в зависимости от положения
переключателя режимов работы (3):
Клавиша или кнопка управления «Ручной режим- Л [Ш й I П T 'Приращение размера» г «Запоминание абсолютного размера» «♦> Запоминание приращения размера» С-О •Попереходная отработка» а> -Автомати- ческая от- работка программы» «Г ашение и । прибавление . переходов в ' трогоамме*- 1 »□
Клавиша Клавиша |У| Клавиша (1.4) Перенос значе- ния. высвечива- ющегося на инди- каторе предна- бора. на индикатор факт ического значения координаты При ручной работе • При лоог^аммировании Преднабор координатной оси. в направлении которой должно работать устройство ЧПУ Без действия W Баз действия
Кнопка -Пуск ф) программы» (2.6) Без действия (сигнализация ошибок) Пуск устройства ЧПУ в направлении оси. заданной поедмабором Пуск попереходной отработки Пуск автомати- ческой отработки программы
Кнопка «Останов программы» (2.7) Без действия Остановка позиционирования Мигающим светом загорается лампочка индикации оси, в направлении которой остановлено позиционирование
Клавиша (2.1) "q^> г ашение памяти программы и контроль гашения Прекращение лозиционир ованя. остановленного нажатием киот При программировании: Запрограммированный останов» 2> 1ки «Останов программы- Гашение пеоехода программы
Клавиша (2.2) J Вызов перехода программы, подлежащего коррекции Запоминание команды на перескок Вызов перехода программы, подлежащего коррекции
Клавиша <2.3) g Вывод программы из памяти устройства ЧПУ на магнитную ленту и/или печатание ее на бумажную пенту. Ввод программы с магнитной ленты в память устройства ЧПУ. • Только пои наличии специальной приставки MDE. ) Без действия (сигнализация ошибок)
Клавиша (2.4) Пуск индикаторов (7) без их отнесе- ния к меткам ИТ линейных датчиков Переключатель memofix устано- влен против зеленой метки Пуск устройства ЧПУ без осуществления движений в станке. Переключатель memofix установлен против красной метки ! Проверка । программы | Прибавление перехода программы
Кнопка А -Ускоренное перемещение» (2.8) Ускоренные пере- мещения рабочих органов станка От нажатия кнопки рабочие органы станка перемещаются на ускоренном ходу независимо от скорости, заданной потенциометром подачи Запоминание ускоренного перемещения Без действия
Клавиша i'2.5) |СЕ; Гашение кода ошибхи. либо значения координаты на индикаторе преднабора
Назначение органов управления
1.
1.1
1.2
1.3
1.4
Установочная клавиатура
И! до [9| Цифровые клавиши для преднабора за-
данных значений координат, либо
гт—номера аыЗо1ваемого перехода программы.
L^-l Клавиша для перемены знака числа.
Клавиша для ввода запятой.
LUlLIS Клавиши для преднабора координатной
оси «X». «У» или «Z».
2.1
2.2
2.3
2.4
Командные клавиши
запрограммированный останов. Прекраше-
—7 ние позиционирования (только после нажа-
тия кнопки '«Останов программы».
Гашение памяти программы.
Гашение перехода программы.
J Запоминание команды на перескок.
Вызов перехода программы для коррекции,
либо отработки.
'ц Вы вод программы из памяти устройства ЧПУ на
магнитную ленту и/или печатание ее
на бумажную ленту. Ввод программы с
_ магнитной ленты в память устройства ЧПУ.
® Пуск устройства ЧПУ без осуществления
движений в станке. Переключатель memofix (6)
установлен против красной метки.
э S) «Автоматическая отработка программы». «Попереходная отработка». Автоматическое позициони- рование рабочих органов станка при работе от памяти устройства ЧПУ.
Запоминание Запоминание значений
абсолютного размера». «Запоминание приращения размера». координат в памяти устройства ЧПУ с автомати- ческим позиционированием рабочих органов станка, либо без осуществления дви- жений в станке (если пере- ключатель memofix устано- влен против красной метки).
+ LJ «Гашение и прибавление переходов в программе».
ГСЁ|
Клавиша гашения значения, высвечивающегося
на индикаторе преднабора. либо гашения кода
ошибки.
2.6
2.7
2.8
3.
•- Кнопка «Пуск прогоаммы» (на станке).
Кнопка «Останов программы» (на стачке).
• Кнопка «Ускоренное перемещение» (на станке).
Переключатель режимов работы
-Ручной режим». Индикация фактических
значении координат.
»-* «Абсолютный Автоматическое позициони
размер». роеание рабочих органов
* «Приращение станка без запоминания
размера».
s памяти устройства ЧПУ.
4. Сигнальная лампочка ,
«Происходит позиционирование» (лампочка горит непрерыв-
ным светом). «Ошибка» (лампочка горит мигающим светом).
5. Индикатор преднабора
Индикация значений координат, задаваемых преднабором.
либо индикация номеров переходов программы, либо
индикация номеров кодов ошибок.
6. Переключатель memofix на положения:
«Красная метка» (работа устройства ЧПУ
без осуществления движений в станке)
«Зеленая метка» (работа устройства ЧПУ
с осуществлением движении в станке).
7. -7.2 Ичдикатоц фактического значения координаты
йндикацйяфзктчческих значении координат «X» «¥» к
Z» э любом положении оежимного переключателя '3).
я.-3.2 Сигнальная лампочка индикации оси
Индикация оси «Х->. «У» или «?•>. заданной гпэедмаоором
т.е. нажатием клавиши (1 4).
9 -9.2 Сигнальная лампочка индикации исходной точки
Индикация исходной точки линейного датчика отсчетно-
измерительном системы по оси «X». «V» или «Z»
(остановлен индикатор 7.-7.2).
11
A Inbetnebnahme der Steuerung
Die Inbetnebnahme der Steuerung wird nach
dem Einschalten der Netzspannung (ebenso wie
nach kurzzeitigen Netzspannungsausfallen)
immer durch die Fehlermeldung »00« mit
Blinken der Anzeigelampe (4) angezeigt.
Loschen der Fehleranzeige durch Betatigen der
CE -Taste, die Steuerung ist nunmehr betriebs-
bereit.
В Betriebsarten
Mit der »P«-Steuerung sind sechs grundsatzliche
Betriebsarten mbglich:
B1 MeBwertanzeige (ohne EinfluB auf Positionie-
rung der Maschine
Betriebsartenschalter (3) in Stellung »Manuell«.
B2 Automatisches Einfahren der Maschine
ohne Speicherung der Sollwerte
Betriebsartenschalter (3) in Stellung
«AbsolutmaB**1)
Oder
Betriebsartenschalter (3) in Stellung
»KettenmaB«2).
B3 Automatisches Einfahren der Maschine
mit Speicherung der Sollwerte
Betriebsartenschalter (3) in Stellung
»Einspeichern AbsolutmaB«')
Oder
Betriebsartenschalter (3) in Stellung
«Einspeichern KettenmaB«2).
B4 Speicherung von Sollwerten ohne Einfahren
der Maschine
Memofix-Schalter (6) in Stellung »rot«.
Betriebsartenschalter (3) in Stellung
«Einspeichern AbsolutmaB«')
Oder
Betriebsartenschalter (3) in Stellung
«Einspeichern KettenmaB«2).
B5 Automatisches Abfahren der eingespeicherten
Werte
Betriebsartenschalter (3) in Stellung
»Automatischer Programmablauf«
oder_»Einzelschritt«.
B6 Loschen und Einfugen von Programm-Schritten
Betriebsartenschalter (3) in Stellung + □.
C Setzen der Bezugspunkte
Wie bei alien mkrementalen MeBsystemen
kbnnen die Bezugspunkte fur die Istwertanzeige
frei gewahlt werden.
Folgende Arten sind mbglich:
C1 Wahl eines beliebigen Nullpunktes
(Setzen der Istwertanzeige auf »0«).
Durch Betatigen der СЁ’-Taste Ubernahme der
»0« in die Preset-Anzeige (5). Dabei muB der
Betriebsartenschalter (3) in Stellung »Manuell«
stehen. Durch Betatigen der Tasten _X_, i Y! Oder
(z] Ubernahme in die entsprechende Istwert-
anzeige (7-7.2).
C2 BezugsmaB-Setzen
Eingabe des Setzwertes uberTastatur (1).
Betriebsartenschalter (3) in Stellung »Manuell«.
Die Anzeige des eingetasteten Wertes erscheint
in der Preset-Anzeige (5), z. B. gewunschter Wert
- 123.456.
03 Eintast-Reihenfolge
ШЕЕ QB EE 23
Die 23-Taste fur die Eingabe des negativen
Vorzeichens muB zuletzt betatigt werden. Jede
Betatigung der 2^,-Taste wechselt das Vor-
zeichen in der Preset-Anzeige (5). Nach Betati-
gen der entsprechenden Taste JG, E Oder Z.
(1.4) wird der angezeigte Presetwert in die ent-
sprechende Istwert-Anzeige (7-7.2) uber-
nommen, wobei die jeweilige Achs-Vorwahl-
anzeige (8) leuchtet. Dabei wird die letzte Stelle
wie folgt gerundet:
Kleinste Dekade der
Preset-Anzeige
Kleinste Dekade der
Istwert-Anzeige
0,1,2,3,4, 0
5,6,7,8, 9 5
04 Absoluter Bezugspunkt
Auf jedem MaBstab der MeBsysteme ist ein
absoluter Referenzpunkt vorgesehen. Mit Hilfe
der Memofix-Einrichtung und dem Referenz-
punkt (9.) des MaBstabes kann ein absoluter
Bezugspunkt nach Ausschalten der Steuerung
Oder nach vorubergehenden Spannungsaus-
fallen wiedergefunden werden. Dies setzt voraus,
daB der Anzeigewert vor Netzausfall bestimmt
und mit Vorzeichen aufgeschrieben wurde.
Die Festlegung dieses Wertes erfolgt folgender-
maBen:
’) AbsolutmaB bedeutet, daB die Maschine auf die eingegebenen
Positionswerte fahrt.
2) KettenmaB oedeutet, daB die Maschine von der augenblickiichen
Position um den eingegebenen Wen vedahrt. im letzteren Fall
wird von der Steuerung die neue Position errechnet und nach
Einfahren der Maschine angezeigt.
12
в
В1
32
ВЗ
В4
В5
Ввод позиционного устройства ЧПУ в действие
После включения сетевого питания (а также крат-
ковременного исчезновения напряжения в пита-
ющей электросети) сигнальная лампочка (4) за-
горается мигающим светом, а на индикаторе пред-
набора (5) появляется код ошибки «00». Гашение
сигнализации ошибки производится нажатием кла-
виши □. После этого позиционное устройство ЧПУ
подготовлено к действию.
Режимы работы
Позиционное устройство ЧПУ обеспечивает воз-
можность работать в шести режимах:
Индикация фактических значений координат
Устройство ЧПУ работает только как отсчетно-
измерительная система с индикацией значений
координат рабочих органов станка и не оказывает
никакого влияния на позиционирование рабочих
органов.
Переключатель режимов работы (3) установлен
в положение «Ручной режим».
Автоматическое позиционирование рабочих органов
станка без запоминания значений координат
в памяти устройства ЧПУ
Переключатель режимов работы (3) установлен
в положение
«Абсолютный размер»'1, либо
«Приращение размера»2*.
Автоматическое позиционирование рабочих органов
станка с запоминанием значений координат
в памяти устройства ЧПУ
Переключатель режимов работы (3) установлен
в положение
«Запоминание абсолютного размера”, либо
«Запоминание приращения размера»21.
Запоминание значений координат в памяти
устройства ЧПУ без осуществления движений
в станке
Переключатель memofix (6) установлен против
красной метки.
Переключатель режимов работы (3) установлен
в положение
«Запоминание абсолютного размера»11, либо
«Запоминание приращения размера»21.
Автоматическое позиционирование рабочих органов
станка при работе от памяти устройства ЧПУ
Переключатель режимов работы (3) установлен
в положение
«Автоматическая отработка программы», либо
«Попереходная отработка».
Гашение и прибавление переходов в программе
Переключатель режимов работы (3) установлен
в положение + Q.
Поимечания:
"Абсолютный размер - ©©означает, что станок работает е абсолютгюй системе от-
счета. т е. рабочие органы стачка перемещаются в точки позиционирования, значения
координат которых заданы от начала отсчета
21 -Приращение размера - обозначает, что станок работает в системе отсчета по при-
ращениям. т.е. раоочие органы станка перемещаются из мгновенной точки иа вели-
чину приращения заданную от этой точки Устройство ЧПУ вычисляем значения
координат новой точки позиционирований от абсолютного начала отсчета, а после
подхода раоочих органов станка в эту позицию абсолютные значения координат
высвечиваются на индикаторах фактических значении координат.
С
С1
С2
04
Установка начала отсчета по осям координат
Как при всех инкрементных системах измерения
начало отсчета координатных перемещений, высве-
чивающихся на индикаторах фактических значений,
может выбираться любым. Возможны следующие
методы задания начала отсчета:
Установка начала отсчета в любую нулевую точку
(установка индикаторов фактических значений
координат на нуль)
От нажатия клавиши [7] производится перенос нуля
на индикатор преднабора (5). При этом переключа-
тель режимов работы (3) должен находиться в поло-
жении «Ручной режим». От нажатия клавиши Гх~|, [7]
или [Т] нулевое значение пересылается на соответ-
ствующий индикатор фактического положения
(7.-7.2).
Установка исходного размера
Значение исходного размера набирается на устано-
вочной клавиатуре (1). При этом переключатель
режимов работы (3) должен находиться в положении
«Ручной режим». Набранное значение появляется
на индикаторе преднабора (5), например, значение
исходного размера: —123.456.
Последовательность набора на клавиатуре.
.1.2.3 4 5; 6 ?-'
Клавиша Д- для ввода отрицательного знака
числа должна нажиматься последней. Каждое
нажатие клавиши вызывает перемену знака
на индикаторе преднабора (5). После нажатия
соответствующей клавиши |~х~], [7] или [71(1.4) высве-
чивающееся на индикаторе преднабора значение
пересылается на индикатор фактического значения
(7,-7.2). При этом загорается сигнальная лампочка
(8.-8.2) индикации оси, заданной преднабором.
При пересылке набранного заданного значения на
индикатор фактического значения производится
автоматическое округление последнего разряда:
Младший разряд Младший разряд индикации
индикации преднабора фактического значения
0,1,2,3, 4, бj————
5, 6, 7, 8. 9 5
Абсолютная исходная точка
На линейных датчиках положения отсчетно-измери-
тельных систем имеется абсолютная исходная точка
(метка ИТ), которая может использоваться как начало
отсчета координатных перемещений.
После выключения устройства ЧПУ. а также исчез-
новения напряжения в питающей электросети
абсолютная исходная точка обрабатываемой
детали может быть найдена с помощью переклю-
чателя memofix (6) и сигнальных лампочек индика-
ции исходной точки (9.-9.2). Однако, это возможно
только при условии, если значение исходной точки
детали (отнесенное к исходной точке линейного
датчика) было определено и записано со знаком.
Определение исходной точки детали производится
следующим образом:
13
Beispiel:
C5 Festlegung des Werkstuck-Bezugspunktes
Betriebsartenschalter (3) in Stellung »Manuell«. Werkstuck-Bezugspunkt oder -kante einfahren. Istwertanzeige
der entsprechenden Achse je nach Wunsch nullen oder Bezugswert gemaB BezugsmaB-Setzen eingeben.
LangenmeBsystem g _ Werkstuck-Bezugspunkt (bzw. -Bezugs-
kante)
R = Referenzmarke des MeBsystems (X-Achse).
C5.1 - Memofix-Schalter (6) auf »rot« stellen - D
Referenzmarke (9) des MeBsystems uber-
fahren - Zahler wird gestoppt.
C5.2 - Anzeigewert (im Beispiel: Abstand Werkstuck-
Bezugspunkt/Referenzmarke) mit Vorzeichen
notieren.
C5.3 - Memofix-Schalter (6) auf »grun« stellen.
C5.4 - Referenzmarke (9) in Gegenrichtung uber-
fahren - Zahler beginnt wieder zu zahlen, er D1
zeigt jetzt den auf den Bezugspunkt bezogenen
Wert an.
C6 Wiederfinden des Werkstuck-Bezugspunktes
Die Istwert-Anzeigen werden an den zufalligen
Positionen nach Enschalten der Maschine auto-
matisch auf »0« gesetzt und entsprechen damit
nicht mehr den vor Abschalten festgelegten
Bezugspositionen.
C6.1 - Betriebsartenschalter (3) in Stellung »Manuell«.
C6.2 - Memofix-Schalter (6) auf »rot« stellen.
C6.3 - Referenzmarke (9) uberfahren - Istwert-
Anzeige stoppt.
C6.4 - Die Steuerung gemaB BezugsmaB-Setzen auf
den notierten Anzeigewert setzen.
C6.5 - Memofix-Schalter (6) auf »griin« stellen.
C6.6 - Referenzmarke (9) in Gegenricntung uber-
fahren, die Istwert-Anzeige beginnt mit dem
gesetzten Wert zu zahlen und zeigt nun bezug-
lich des Bezugspunktes wieder den vor Aus-
schalten aer Steuerung gewahlten richtigen
Wert an.
Automatisches Einfahren der Maschine
ohne Speicherung der Sollwerte:
Es gibt 2 Moglichkeiten:
(D 1) Einfahren des eingegebenen Wertes im
AbsolutmaB-System oder im
(D 2) KettenmaB-System.
Einfahren des eingegebenen Wertes im
AbsolutmaB-System.
Betriebsartenschalter (3) in Stellung »Absolut-
maB«.
Eingabe des Sollwertes Ober Tastatur (1). Durch
Betatigen einer der Tasten JL, У oder Z_ wird
die Achse fur den folgenden Arbeitsgang ausge-
wahlt, ohne daB der Sollwert in die entsprechende
Istwert-Anzeige ubernommen wird. Der Arbeits-
vorgang wird durch Betatigen der extemen Start-
taste (2.6) gestartet und die Anzeige «Positionler-
vorgang lauft« (4) leuchtet auf. Die Maschine
verfahrt im AbsolutmaB-System in der vorge-
wahlten Achse, bis der vorgegebene Sollwert
erreicht ist. Wahrend des Positioniervorgangs
kann bereits ein neuer Sollwert vorgegeben
werden, eine neue Achse kann jedoch erst nach
Beendigung des laufenden Positioniervor-
gangs (Lampe [4] ertischt) angewahlt weraen.
Nach AbschluB des Positioniervorgangs eriiscnt
die Anzeige (4) «Positioniervorgang lauft«
Soil in der gleichen Achse verfanren werden. ist
die Achsvorwahl nicht erforoeriich.
14
Пример:
С5 Определение исходной точки обрабатываемой детали
Переключатель режимов работы (3) устанавливают в положение -Ручной режим» Рабочий орган станка перемещают
в исходную точку детали, либо подводят к исходной кромке. Устанавливают индикатор фактического значения
координаты (7.-7.2) соответствующей координатной оси на -0», либо вводят исходный размер (см. -Установка исходного
размера-).
измерительной системы (по оси «X»),
С5.1 Устанавливают переключатель memofix (6) против С6.6
красной метки. Перемещают рабочий орган станка
через исходную точку линейного датчика отсчетно-
измерительной системы, т. е. через метку «R». Индикатор
останавливается. Горит сигнальная лампочка индикации
исходной точки (9.-9.2).
С5.2 Записывают индикатируемое значение со знаком. В при-
нятом примере 234,565 — расстояние исходной точки
детали от метки исходной точки линейного датчика
отсчетно-измерительной системы.
С5.3 Устанавливают переключатель memofix (6) пробив зеленой
метки.
С5.4 Перемещают рабочий орган станка в противоположном
направлении через исходную точку «В» отсчетно-
измерительной системы. Цифровой индикатор опять начи-
нает считывать, индикатируя фактическое значение D1
координаты относительно выбранной исходной точки.
При прохождении рабочего органа станка через исходную
точку -R» загорается сигнальная лампочка индикации
исходной точки (9.-Э.2).
С6 Поиск исходной точки детали после исчезновения
напряжения питающей электросети
При появлении вновь электропитания индикаторы
фактических значений устанавливаются на «О»
в мгновенных положениях рабочих органов станка.
Следовательно, необходимо восстановить увязку
индикаторов с исходными точками в трех координатных
направлениях.
С6.1 Устанавливают переключатель режимов работы (3) в по-
ложение -Ручной режим».
С6.2 Устанавливают переключатель memofix (61 против красной
метки.
С6.3 Пеоемещают рабочий орган станка через исходную точку
линейного датчика отсчетно-измерительной системы.
т. е. через метку исходной течки «R». Индикатор
фактического значения останавливается.
С6.4 На установочной клавиатуре напирают предварительно
записанное значение и пересылают его на индикатор фак-
тического значения (см. «Установка исходного размера»)
С6.5 Устанавливают пеоечлючатель memofix (6) против зеленой
метки
Перемещают рабочий орган станка в противоположном
направлении через исходную точку «R» линейного датчика
отсчетно-измерительной системы. При прохождении через
исходную точку загорается сигнальная лампочка (9.-9.?)
индикации исходной точки. Одновременно начинает
считывать цифровой индикатор с набранного значения
индикатируя правильное (прежнее) фактическое значение
координаты относительно исходной точки детали.
Автоматическое позиционирование рабочих органов
станка без запоминания значений координат в памяти
устройства ЧПУ
Есть две возможности автоматического позиционирования
рабочих органов станка:
(D1) Позиционирование в абсолютной системе отсчета.
(D2) Позиционирование в системе отсчета по приращениям.
Позиционирование в абсолютной системе отсчета
Устанавливают переключатель режимов работы (3) в по
ложение «Абсолютный размер».
Набирают заданное значение координаты точки позицио-
нирования на установочной клавиатуре (1). От нажатия
одной из клавиш 0. 0 или!.zl выбирается координатная
ось для последующего перехода позиционирования без
пересылки заданного значения на соответствующий
индикатор фактического значения координаты.
Установочное перемещение включается от нажатия
кнопки «Пуск программы» (2.6) на пульте управления
станка, а одновременно загорается сигнальная лампоч-
ка (4) «Происходи’’ позиционирование». В абсолютной си-
стеме отсчета происходит перемещение рабочего органа
станка в направлении оси. заданной преднабором. до
достижения заданного значения координаты. Пока проис-
ходит позиционирование, очередное заданное значение
координаты уже может набираться на установочной кла-
виатуре. однако новая координатная ось может задава гься
лишь после окончания происходящего позиционирования
(после угасания сигнальной лампочки [ 4 ] «Происходит
позиционирование»).
Если новое установочное премещение должно происхо-
дить в направлении координатной оси предыдущего
перемещения, то не требуется нажатия клавиши пред-
наоора оси.
15
Durch Betatigen der extemen Stop-Taste (2.7)
wird ein laufender Positioniervorgang unter-
brochen und die Achsvorwahlanzeige (8) der
unterbrochenen Achse blinkt. Durch Betatigen
der extemen Starttaste (2.6) kann die Positionie-
rung fortgesetzt weraen. Soil die Positionierung
nicht fortgesetzt werden, so kann nach Betatigen
der Taste (2.1) »o)« ein neuer Verfahrbefehl ein-
gegeben werden. Sollte die Maschine aufgrund
eines Begrenzungs-Schalters zum Stillstand
kommen, ohne daB der vorgegebene Sollwert
erreicht wurde, ist wie folgt vorzugehen:
D1.1 - Betatigen der externen Stop-Taste (2.7),
Achsvorwahl-Anzeige (8) der unterbroche-
nen Achse blinkt.
D1.2 - Betatigen der Taste (2.1) »o)« und Achs-
vorwahlanzeige (8) leuchtet wieder
dauemd.
D1.3 - Anzeige «Positioniervorgang lauft« (4)
erlischt.
D1.4 - Eingabe eines Sollwertes, der innerhalb
des Verfahrbereichs liegt.
D1.5 - Betatigen der externen Start-Taste (2.6).
D2 Snfahren des eingegebenen Wertes im
KettenmaB-System.
Betriebsartenschalter (3) in Stellung »KettenmaB«.
Eingabe wie »AbsolutmaB« mit folgenden beiden
Anderungen:
D2.1 Soli ein gleiches KettenmaB verfahren werden, ist
eine erneute Eingabe des Sollwertes nicht erforder-
lich.
D2.2 Bei Abbruch einer Positionierung durch »Stop« (2.7)
ist darauf zu achten, daB sich ein nachfolgend ein-
gegebenes KettenmaB auf der zufallig erreichten
Position auibaut.
Eingabe des Sollwertes im »KettenmaB« uber
Tastatur (1), Arbeitsweise der Maschine wie unter
»AbsolutmaB« beschrieben.
E Programmierung allgemein
Die Steuerung enthalt einen Programmspeicher,
in den bis zu 128 Programmschritte einge-
speichert werden kdnnen. Der Inhalt des
Programmspeichers geht nach Netzausfall Oder
Ausschalten der Steuerung nicht verloren
(Programmspeicherung bis Ende Lebensdauer
der Batterie (>2 Jahre).
Jeder der 128 Programmschritte kann mit einer
derfolgenden Funktionen belegt werden:
E0.1 - Positionswert als AbsolutmaB Oder KettenmaB
mit Achsangabe und eventuell programmiertem
Eigang
E0.2 -- Stop
t0.3 Begmn Umerprogramm
E0.4
E0.5
E0.6
16
Unterorogramm
Unterorogramm
Nach Enspeichern des 128sten Programm-
schrittes blinkt die Anzetgelampe (4), und in der
Anzeige erschemt der Fehlercode 02 (siehe
Tabelle der Fehlermeldungen).
Weitere Eingaben werden von der Steuerung
dann nicht mehrangenommen.
Durch Betatigen der СЕ-Taste wird die Steuerung
wieder betriebsbereit und die Anzeigelampe (4)
sowie die Fehlercode-Anzeige erloschen.
ACHTUNG!
E1 Werden jetzt noch weitere Programmschritte
eingegeben, so wird das vorher eingespeicherte
Programm vom Programm-Anfang her uber-
schrieben.
ACHTUNG!
E2 Es ist weiterhin zu beachten, daB die zuletzt ein-
gegebenen Programmschritte zum Ausgangs-
punkt zuruckfuhren. Das ist nicht nurzweck-
maBig fur die Bearbeitung des nachsten Werk-
stiickes, sondern auch unbedingt erforderlich,
damit das Zuruckfahren der Maschine auf
ungefahrlichem Wege erfolgt.
Im allgemeinen erfolgt die Programmierung mit
der Efstellung des ersten Werkstuckes, dadurch
ist sichergestellt, daB keine Bewegungen vor-
geschrieben werden, die Werkstiicke Oder
Werkzeuge beschadigen kbnnten. AuBerdem
kdnnen dadurch bereits beim ersten Werk-
stuck Programmkorrekturen eingegeben
werden.
Liegt dagegen ein erprobtes Programm in Form
einer Liste vor, so erfolgt die Eingabe zweck-
maBigerweise bei stehender Maschine.
Eine dritte Moglichkeit der Programmeingabe
ergibt sich durch die Verwendung der
Magnetband-Drucker-Einheit MDE, mit
deren Hilfe erprobte Programme auf Magnet-
band-Kassetten abgespeichert und bei Bedarf
wieder eingegeben werden kdnnen.
Mit Hilfe der Magnetband-Drucker-Einheit kann
das im Speicher der Steuerung befindliche
Programm auf einem Kontrollstreifen auch
ausgedruckt werden.
Bei der Programmerstellung empfiehlt es sich, fur
die einzelnen Programmschriite zu notieren:
Schritt-Nummer,
Umschaltung KettenmaB - AbsolutmaB,
Sollwert mit Vorzeichen und Achse,
Bigar.g.
«orogrammierter Stop-'
->Sorungbefeni«
Diese ijste erierchtert die Programmanderungen
unc die Wieaereingabe des Programmes.
Нажатием кнопки -Останов программы» (2.7) на пульте
управления станка позиционирование останавливается, а
мигающим светом загорается сигнальная лампочка инди-
кации оси (8), а направлении которой остановлено движе-
ние позиционирования. От нажатия кнопки «Пуск про-
гоаммы» (2.6) позиционирование может возобновляться.
Если позиционирование не должно быть продолжено,
то после нажатия клавиши (2.1) о) «Прекращение пози-
ционирования» может подаваться команда на новое
перемещение.
Если установочное перемещение рабочего органа остана-
вливается за счет действия какого-либо конечного выклю-
чателя станка без достижения заданного значения коорди-
наты точки позиционирования, то необходимо поступить
в таком порядке:
D1.1 Нажимают кнопку «Останов программы» (2.7) на пульте
управления станка. Мигающим светом загорается сигналь-
ная лампочка индикации оси (8), в направлении которой
остановлено движение позиционирования.
D1.2 Нажимают клавишу (2.1) Оу Непрерывным светом заго-
рается сигнальная лампочка индикации оси (8).
D1.3 Угасает сигнальная лампочка (4) «Происходит
позиционирование».
01.4 На установочной клавиатуре набирают заданное значение
координаты, лежащее в пределах перемещаемости
рабочего органа станка.
01.5 Нажимают кнопку «Пуск программы» (2.6) на пульте
управления станка.
D2 Позиционирование в системе отсчета по приращениям
Устанавливают переключатель режимов работы (3)
в положение «Приращение размера».
Поступают аналогично позиционированию в абсолютной
системе отсчета, однако со следующими двумя раз-
личиями:
D2.1 Если рабочий орган должен проходить одинаковый
с предыдущим позиционированием участок пути
(величина приращения остается прежней), то не
требуется вновь набирать значение приращения на
установочной клавиатуре.
D2.2 От нажатия кнопки (2.7) «Останов программы» 7) гасится
заданное значение приращения и прекращается движение
позиционирования.
Необходимо иметь в Виду, что новое набираемое
значение приращения отсчитывается от точки остановки
предыдущего позициониооеания.
Значение приращения размера набирают на установоч-
ной клавиатуре (1). Станок работает аналогично описанию
«Позиционирование в абсолютной системе отсчета».
Е Программирование — Общие сведения
Позиционное устройство ЧПУ имеет программную память
для запоминания максимум 128 переходов программы.
Содержимое памяти устройства ЧПУ не утрачивается при
исчезновении напряжения в питающей электросети
и отключении устройства ЧПУ (за счет действия буферной
батареи со сроком службы более двух лет).
За каждым из 128 переходов программы может закре-
пляться любая из следующих команд:
Е0.1 Команда на перемещение.
Задаются числовое значение координаты точки
позиционирования (абсолютное значение или значение
приращения), знак числа, адресный символ требуемой
координатной оси и. при необходимости, ускоренное
перемещение (не учитывается положение потенциометоа
подачи).
Е0.2 Останов.
ЕО.З Начало подпрограммы.
Е0.4 Конец подпрограммы
Е0.5 Перескок к подпрограмме
Е0.6 Повторение части программы.
После запоминания 28-го перехода программы мигающи-
ми светом загорается сигнальная лампочка (4). а на инди-
каторе преднабора (5) появляется код ошибки «02»
(см. «Таблица кодов ошибок»)
Дальнейшая информация программной памятью устрой-
ства ЧПУ не принимается.
От нажатия клавиши |й) позиционное устройство ЧПУ
готовится к действию. Угасает сигнальная лампочка (4)
и сбрасывается код ошибки.
ВАШЕМУ ОСОБОМУ ВНИМАНИЮ!
Е1 Если после нажатия клавиши [«! продолжают засылку
переходов в память устройства ЧПУ, то заранее заложен-
ная программа перезаписывается с начала.
ВАШЕМУ ОСОБОМУ ВНИМАНИЮ!
Е2 Далее следует иметь в виду, что последние переходы
программы должны обеспечивать возврат рабочих органов
станка в начальные положения. Это не только желательно
для обработки последующей детали, но и необходимо
для беспрепятственного и безопасного отвода рабочих
органов станка.
Как правило, программирование осуществляется в ходе
обработки первой детали. При этом не могут задаваться
перемещения, вызывающие повреждение инструмента или
обрабатываемой детали. Кроме того, этот метод про-
граммирования обработки обеспечивает возможность
внесения поправок уже при изготовлении первой
детали.
Если же имеется опробованная программа в виде карты
программирования, то ввод программы в память
устройства ЧПУ целесообоазно выполнить в режиме
«Без осуществления движений в станке».
Третья возможность ввода программы в память
устройства ЧПУ обеспечивается при наличии специаль-
ной магнитноленточной приставки МОЕ. Магнитноленточ-
ная приставка со встроенным печатающим устройством
служит для записи опробованных программ обработки на
магнитной ленте и. следовательно, повторного ввода этих
программ с магнитной ленты в память устройства ЧПУ.
При помощи приставки MDE возможно также печатание
программы, заложенной в памяти устройства ЧПУ. на
контрольную бумажную ленту.
При составлении программы для каждого ее перехода
следует записать:
номер перехода программы:
абсолютный размер — приращение размера:
заданное числовое значение со знаком и адресным
символом координатной оси:
ускоренное перемещение:
«Запрограммированный останов»:
«Команда на перескок».
Такая запись облегчает внесение изменений в программу,
а также повторный ввод программы в память устройства
ЧПУ в более поздний срок.
F Automatisches Einfahren der Maschine
mit Speicherung der Soiiwerte
Programmerstellung einfacher Programme ohne
Sprungbefehle (siehe Programmbeispiel 1 + 2)
FO Vorbereitung der Steuerung
F0.1 - Netzspannung ein. Hydraulik ein.
F0.2 - Fehleranzeige »Netzausfall« (4) durch Betatigen
der Befehlstaste »CE« (2.5) ruckstellen.
F0.3 - Betriebsartenschalter (3) in Stellung »Manuell«
bringen.
F0.4 - Setzen der Bezugspunkte.
F0.5 - Programmspeicher ldschen durch Betatigen
der Befehlstaste °) (2.1), in der Presetanzeige
erscheint die Satz-Nummer 128.
F0.6 Hauptmotor ein.
F1 Bngabe der Programmschritte
F1.0 Eingabe eines Sollwertes
F1.1 - Betriebsartenschalter (3) wahlweise in Stellung
«Einspeichem AbsolutmaB« oder «Einspeichem
KettenmaB«. (Diese beiden Betriebsarten
kbnnen wahrend der Programmerstellung
beliebig gewechselt werden.)
F1.2 - Eingabe des Sollwertes uber die Engabe-
tastatur (1).
F1.3 - Eingabe desVorzeichens uber die Vorzeichen-
wechseltaste 'Xl (1.2).
F1.4 - Vorwahl_der Achse uber die Befehlstaste
И oder Й (1.4).
F1.5 Betatigen der externen Starttaste (2.6).
F1.6 - Eventuelle Vorscnubeingabe «Eilgang« durch
Betatigen der externen Taste »Eilgang« (2.8).
(Soil die vorher eingegebene Position im Eilgang
eingefahren werden, so ist wahrend des
Positioniervorganges die externe Eilgangtaste
(2.8) zu betatigen. Es genijgt kurzzeitiges Be-
tatigen. Die externe Eilgangtaste kann auch vor
Betatigen der extemen Starttaste (2.6) gedruckt
werden, muB aber uber den Startvorgang hinweg
festgehalten werden.)
ACHTUNG!
Bei «Automatischem Programmablauf« oder
»6nzelschritt« wird der jeweilige Positionier-
vorgang uber die Gesamtstrecke im Eilgang
verfahren, auch wenn beim Bnspeichem
nur kurzzeitig die Blgangtaste betatigt wurde.
- Nach erfoigier Positionierung der Maschine
erlischt die Anzeigeiampe (4), und in der Preset-
anzeige (5) erscheint die Schntt-Nummer des zu-
letzt angegebenen Schnttes, in vorliegendem
Beispiel 001, und der nacnste Sollwert kann in
gleicher Ah wie der erste emgegeben weroen,
usw.
F2 Eingabe eines » Program mierten Stoos«
Nach jedem Sollwert kann nach Erioschen der
Anzeigeiampe (4) durch Betatigen der Taste »o)«
(2.1) ein Stop, z. B. zum Werkzeugwechsel, pro-
grammiert werden. Die Maschine bleibt spater
beim automatischen Abarbeiten an dieser Stelle
des Programms stehen und muB durch Betati-
gen der externen Starttaste (2.6) zum Fortsetzen
des Programms erneut gestartet werden.
Es ist darauf zu achten, daB die letzten Pro-
grammschritte die Maschine wieder auf die
Ausgangspunkte zuruckbringen miussen.
Programmuberlauf siehe Beschreibung
Abschnitt E1 + E2.
G Speicherung von Sollwerten ohne Einfahren
der Maschine.
Programmerstellung einfacher Programme
ohne Sprungbefehle
G1 Vorbereitung der Steuerung
Die Vorbereitung der Steuerung erfolgt wie in
Abschnitt »F« beschrieben, der Schritt F0.4
«Setzen der Bezugspunkte«, ist in diesem Faile
nicht erforderlich.
G2 Eingabe der Programmschritte
Memofix-Schalter (6) in Stellung »rot« schalten.
Die Eingabe erfolgt wie beschrieben, jedoch mit
interner Befehlstaste »®)« (2.4) als Starttaste.
Damit werden die Werte in den Speicher und in
die jeweilige Achsanzeige (7-7.2) ubernommen,
ohne daB die Maschine verfahrt.
Die Eilgangtaste <S muB wahrend der Betati-
gung der Taste ®) (2.4) gedruckt sein.
Zahlerstart:
AnschlieBend ist der Betriebsschalter (3) in
Stellung »Manuell« und der Memofix-Schalter in
Stellung «gr(in« zu bringen. Durch Betatigen der
Taste 9) (2.4) erfolgt der Zahlerstart, und das
eingegebene Programm kann nun abgearbeitet
werden.
Vor Abarbeiten des eingegebenen Programmes
sind die Bezugspunkte zu setzen.
G3 Programm-Uberorufung
Ein gespeichertes Programm kann Schritt fur
Schritt oei stillstehender Maschine getestet
werden. Hierzu ist der Memofix-Schalter (6) in
Stellung »rot« scwie der Betriebsartenschalter (3)
in Stellung »Einzelschritt« ®> zu schalten. Mit
Betatigen der Taste ®) (2.4) erscheinen die Soii-
werte in der Istwertanzeige (7-7.2), die zu-
genorige Schntt-Nummer in der Preset-
Anzeige (5).
18
F Автоматическое позиционирование рабочих органов
станка с запоминанием значений координат в памяти
устройства ЧПУ
Составление простых программ без команд на перескок
(см. примеры программирования 1 и 2)
F0 Подготовка устройства ЧПУ к действию
F0.1 Включают сетевое питание. Включают гидропривод станка.
F0.2 Нажатием командной клавиши рП (2.5) производят
сброс кода ошибки «00» на индикаторе преднабора и
гашение сигнальной лампочки (4).
F0.3 Устанавливают переключатель режимов работы (3)
в положение «Ручной режим».
F0.4 Устанавливают начало отсчета по осям координат.
F0.5 Нажатием клавиши о) (2.1) производят гашение
памяти программы. На индикаторе преднабора (5)
появляется номер перехода 128.
F0.6 Включают главный электродвигатель станка.
F1 Ввод переходов программы в память устройства ЧПУ
F1.0 Ввод заданного значения координаты
F1.1 Устанавливают переключатель режимов работы (3)
в положение «Запоминание абсолютного размера»,
либо в положение «Запоминание приращения размера».
(В ходе программирования можно переходить с одного
режима работы на другой по надобности.)
F1.2 На установочной клавиатуре (1) набирают заданное
значение.
F1.3 Нажатием клавиши перемены знака * _ (1.2) вводят
нужный знак.
F1.4 Нажатием одной из клавиш [х1, |_Yj или (И <1 -4)
осуществляют поеднабор нужной координатной оси.
F1.5 Нажимают кнопку «Пуск программы» (2.6) на пульте
управления станка.
F1.6 При необходимости задают команду «Ускоренное
перемещение» нажатием кнопки «Ускоренное
перемещение» (2.8) на пульте управления станка.
Пояснение:
Если рабочий орган станка в заданное положение
должен переместиться на ускоренном ходу, то во время
позиционирования нужно нажать кнопку «Ускоренное
перемещение» (2.8) на пульте управления станка.
Достаточно мгновенное нажатие кнопки. Кнопку можно
нажать и до нажатия кнопки «Пуск программы» (2.6),
однако в этом случае ее следует удержать нажатой до
трогания рабочего органа станка с места.
ВАШЕМУ ОСОБОМУ ВНИМАНИЮ!
В режиме «Автоматическая отработка программы»
или «Попереходная отработка» движение позиционирова-
ния происходит на ускоренном ходу на всем пути
перемещения (независимо оттого, когда и как долго
нажималась кнопка «Ускоренное перемещение» при
программировании).
После подхода рабочего органа станка в заданное
положение угасает сигнальная лампочка (4)
«Происходит позиционирование», а на индикаторе
преднабора (5) появляется номер последнего введен-
ного перехода программы, т.е. в данном случае
номер «001». После этого разрешается задание следу-
ющего очередного значения кооодинаты.
F2 Ввод команды «Запрограммированный останов»
Вслед за каждым заданным значением после угасания
сигнальной лампочки (4) может программироватося
останов станка (напр., для смены режущего
инструмента) от нажатия клавиши о) (2.1).
При автоматической отработке программы станок
по команде «Запрограммированный останов»
останавливается, а ее работа по программе
возобновляется лишь после нажатия кнопки «Пуск про-
граммы» (2.6) на основном пульте управления станка.
Необходимо следить за тем, чтобы последние переходы
программы обеспечили возврат рабочих органов
станка в начальные положения.
См. пункты Е1 и Е2 настоящей Инструкции.
G Запоминание значений координат в памяти устройств»
ЧПУ без осуществления движений в станке
Составление простых программ без команд на
перескок
G1 Подготовка устройства ЧПУ к действию
Поступают в соответствии с описанием в разделе F.
Пункт F0.4 «Установка начала отсчета по осям координат»
отпадает.
G2 Ввод переходов программы в память устройства ЧПУ
Устанавливают переключательгпетоАх (6) против красной
метки. Ввод переходов обеспечивают аналогично
вышеприведенному описанию, однако с различием в том.
что используется клавиша ©/ (2.4) вместо кнопки (2.6).
Набранные значения координат пересылаются в память
устройства ЧПУ. а также на индикаторы фактических
значений координат (7.-7.2) без осуществления каких-
либо движений в станке.
Если требуется программировать в каком-либе переходе
программы команду «Ускоренное перемещение», то
кнопка ф (2.8) «Ускоренное перемещение» на основном
пульте управления станка должна удержаться нажатой
при нажатии клавиши 9) (2.4) на панели устройства ЧПУ.
Пуск(разблокирование)индикаторов:
Устанавливают переключатель режимов работы (3)
в положение «Ручной режим». Устанавливают переклю-
чатель memofix (6) против зеленой метки. Нажатием
клавиши (2.4) производится пуск (оазблокирование)
индикаторов фактических значений.
После установки начала отсчета по осям координат
можно приступить к отработке программы, заложенной
в памяти устройства ЧПУ.
G3 Проверка программы
Программа, заложенная в памяти устройства ЧПУ.
попереходно может проверяться без осуществления
движений в станке. Для этой цели требуется установить
переключатель memofix (6) против красной метки, _
а переключатель режимов работы (3) в положение 3^
«Попереходная отработка». От нажатия клавиши (2.4)
заданные значения координат высвечиваются на индика-
торах срактических значений координат (7.-7 2). а номера
соответствующих переходов программы появляются
на индикаторе преднабора (5).
Станок мод. МН 700 Р
20
Magnetband-Druckereinheit MDE
Die MDE ist als tragbares Gerat ausgefuhrt. So kann die Einheit fur mehrere P4vtaschinen emgesetzt werden. Die
Einheit selbst ist em kombiniertes Gerat mit Kassettenrecorder und Drucker. Mit der verwendeten Kassette kcnnen
Programme vom Speicher der Steuerung uberspielt werden und umgekehrt.
Mit dem Drucker kann das im Speicher der Steuerung befindliche Programm auf emen Kontroilstreifen ausgedruckt
werden.
Pro Kassettenspur kann ein Speicherinhalt gespeichert werden.
Магнитноленточная приставка MDE co встроенным печатающим устройством
Приставка MDE переносного исполнения. Благодаря этому она может использоваться для обслуживания
нескольких станков семейства «Р», оборудованных позиционным устройством ЧПУ.
Приставка скомпонована из магнитноленточного устройства и печатающего устройства. На кассетной ленте может
записываться программа, заложенная в памяти устройства ЧПУ. Кроме того, программа с кассетной ленты может
пересылаться в память устройства ЧПУ. Печатающее устройство обеспечивает возможность печати программы,
содержащейся в памяти устройства ЧПУ, на контрольной бумажной ленте.
На каждой дорожке двухдорожечной кассетной ленты может записываться одна программа.
21
H Program m korrektur allgem ein
Jeder Programmschritt kann ohne Beeinflussung
der restlichen Programmschritte korrigiert Oder
geandert werden. Dazu wird die vorhergehende
Schritt-Nummer eingestellt und anschlieBend der
gesamte neue Schritt eingegeben. Dazu sind
folgende Operationen notwendig:
H0.1 - Steuerung wie anschlieBend beschrieben auf
den vorhergehenden Schritt stellen, z. B. bei
Korrektur des Schrittes 103 die Steuerung auf
Schritt 102 stellen. Dazu dart der Betriebsarten-
schalter (3) nicht auf «Einspeichem AbsolutmaB«
Oder »KettenmaB« stehen (sonst wird ungewollt
auf den nachsten freien Programmschritt ein
Sprungbefehl eingespeichert).
H0.2 - Betriebsartenschalter (3) wahlweise auf »Ein-
speichern AbsolutmaB« Oder «Einspeichem
KettenmaB« stellen und den gesamten Schntt wie
normalerweise beim Programmieren neu em-
geben. Der fruhere Inhalt des Schrittes 103 wird
dadurch uberschrieben.
Korrektur beim Programmieren mit laufender
Maschine
H1 Fehler bei der Sollwerteingabe, Maschine wurde
noch nicht gestartet.
Loschen der Eingabe durch die Befehlstaste
»CE« (2.5) und richtigen Wert eingeben.
H2 Fehlerhafter Sollwert eingegeben, die Maschine
ist bereits gestartet worden,
hat aber noch nicht positioniert, Anzeigelampe
(4) leuchtet.
Externe Stop-Taste (2.7) betatigen, Positionier-
vorgang ist unterbrochen, Achsanzeige (4) blinkt.
Befehlstaste »o>« (2.1) einmal betatigen, fehler-
hafte Eingabe wird geloscht (mehrfaches Betatigen
ergibt «Programmierten Stop«). Bei Eingabe von
Absolutwerten richtigen Wert eingeben und
Maschine mit (2.6) emeut starten.
ACHTUNG!
H3 Bei KettenmaB-Eingabe wurde sich der berich-
tigte Sollwert auf die zufallig erreichte Position
beziehen. Die unterbrochene Positionierung muB
wieder ruckgangig gemacht werden, so daB die
Maschine wieder in der letzten richtigen Position
dieser Achse steht. Dazu muB der Absolutwert
mit Vorzeichen dieser Position bekannt sem.
Es wird wie folgt verfahren:
H3.1 - Betriebsartensghaiter (3) auf Stellung «Absolut-
maB«
H3^2 - Eingabe des oben erwahnten Soilwertes mit
Vorzeichen uber die Eingabe-Taste (1)
H3.3 - Betatigen der extemen Starr-Taste (2.6).
H3.4 - Betriebsartenschalter (3) auf «Einsoeichem
KettenmaB« umschalten.
H3.5 - Vollstandigen berichtigten Schritt emgeoen.
H3.6 Externe Start-Taste (2.6) betatigen.
H4 Maschine hat falsche Position bereits erreicht
Zur Korrektur muB das eingegebene Programm
der Steuerung auf den vorher geschriebenen
Satz gestellt werden. Dazu ist wie folgt zu ver-
fahren:
H4.1 - Betriebsartenschalter (3) in Stellung «Enzel-
schritt« schalten.
H4.2 - Die angezeigte Schritt-Nummer ablesen, urn 1
vermindern und uber die Eingabetastatur (1)
eingeben.
H4.3 - Befehlstaste »J« (2.2) betatigen.
H4.4 - Betriebsartenschalter (3) auf «Einspeichem
AbsolutmaB« stellen.
H4.5 - Eingabe des vollstandigen berichtigten Schrittes
H4.6 - Betatigen der externen Start-Taste (2.6), die
Maschine fahrt auf die berichtigte Position ein,
und die Programmierung kann fortgesetzt
werden.
ACHTUNG!
H5 Bei Programmierung im KettenmaB muB vor der
Korrektur die Maschine in der entsprechenden
Achse wieder auf die vorhergehende Position
eingefahren werden. Dazu ist wie folgt zu ver-
fahren:
H5.1 - Angezeigte Schritt-Nummer merken.
H5.2 - Betriebsartenschalter (3) in Stellung «Ketten-
maB» bringen.
H5.3 - Vorzeichen-Wechseltaste (1.2) einmal betati-
gen.
H5.4 - Externe Starttaste (2.6) betatigen (Maschine
fahrt in vorhergehende Position zuruck).
H5.5 - Die gemerkte Schritt-Nummer um 1 vermindern
und Ober die Eingabe-Tastatur (1) eingeben.
H5.6 - Befehlstaste »J« (2.2) betatigen.
H5.7 - Betriebsartenschalter (3) auf «Einspeichem
KettenmaB« stellen.
H5.8 - Eingabe des vollstandigen berichtigten Schrittes.
H5.9 - Betatigen der externen Start-Taste (2.6), die
Maschine fahrt auf die berichtigte Position ein
und die Programmierung kann fortgesetzt
werden.
H6 Korrektur beim Programmieren bei Stillstand der
Maschine.
H6.1 - Memofix-Schalter (6) in Stellung »rot« bringen.
H6.2 - Am Betriebsartenschalter (3) »Einzelschritt«
einstellen.
H6.3 - Schritt-Nummer des zu verbessemden Schrittes
um 1 vermindern und uber Eingabetastatur (1)
emgeoen.
H6.4 - Befehlstaste »J« (22) betatigen.
H6.5 Betriebsartenschalter (3) in Stellung «Ein-
speichem AbsoluimaB« oder «Einspeichem
KettenmaB« bnngen.
22
Н Коррекция программы — Общие сведения
Любой переход программы может корректироваться
или изменяться без влияния на остальные переходы
программы. Для этой цели устройство ЧПУ необходимо
установить на переход программы, предыдущий
переходу, который подлежит корректировке или
изменению, азатем необходимо весь переход ввести
в память заново.
Поступают в следующем порядке:
Н0.1 Устанавливают устройство ЧПУ на номер предыдущего
перехода программы, например, на переход 102. если кор-
ректировке подлежит переход 103. При этом
переключатель режимов работы (3) не должен находиться
в положении «Запоминание абсолютного размера» или
«Запоминание приращения размера» (так как в ином
случае в следующем свободном переходе программы
непреднамеренно запишется команда на перескок).
Н0.2 Устанавливают переключатель режимов работы (3)
в положение «Запоминание абсолютного размера» или
«Запоминание приращения размера». Затем весь переход
вводят в память устройства ЧПУ заново. При этом прежнее
содержимое перехода 103 перезаписывается.
Корректировка при программировании
с осуществлением движений в станке
Н1 Ошибочный набор заданного значения координаты
— Еще не произведен пуск станка
Производят гашение неправильно набранного числового
значения координаты нажатием клавиши 1Ц] (2.5) и вводят
правильное значение.
Н2 Ошибочный набор заданного значения координаты
— Уже произведен пуск станка
Рабочий орган станка еще не подведен в неправильную
позицию. Горит сигнальная лампочка (4) «Происходит
позиционирование».
Нажимают кнопку «Останов программы» (2.7) на пульте
управления станка. Останавливается движение пози-
ционирования, а мигающим светом загорается сигнальная
лампочка индикации оси (8), в направлении которой
остановлено позиционирование.
Воздействуют на клавишу о} (2.1) одним нажатием:
гасится неправильно введенное числовое значение.
(От повторного нажатия клавиши в память вводится
команда «Запрограммированный останов».)
При работе в абсолютной системе отсчета вводят правиль-
ное абсолютное значение координаты, а затем возобно-
вляют работу нажатием кнопки «Пуск программы» (2.6) на
пульте управления станка.
ВАШЕМУ ОСОБОМУ ВНИМАНИЮ!
НЗ При работе в системе отсчета по приращениям скорректи-
рованное заданное значение приращения размера от-
считывалось бы от случайной точки остановки позициони-
рования. Поэтому необходимо отменить остановленное и
незаконченное движение позиционирования, чтобы
рабочий орган станка опять находился в предыдущей
правильной позиции данной координатной оси. Для этого
нужно знатьабсолютное значение координаты правильной
позиции. ,
Поступают в такой последовательности.
Н3.1 Устанавливают переключатель режимов работы (3)
в положение «Абсолютный размер--
Н3.2 На установочной клавиатуре (1) набирают правильное
абсолютное значение предыдущей точки позициониро-
вания с прибавлением знака
НЗ.З Нажимают кнопку «Пуск программы» (2.6) на пульте
управления станка.
Н3.4 Устанавливают переключатель режимов работы (3)
в положение «Запоминание приращения размера».
Н3.5 Вводят полный скорректированный переход.
Н3.6 Нажимают кнопку «Пуск программы» (2.6) на пульте
управления станка.
Н4 Ошибочный набор заданного значения координаты —
Рабочий орган станка уже подведен в неправильную
позицию
Для корректировки нужно установить устройство ЧПУ на
последний правильно записанный переход программы.
Поступают в такой последовательности:
Н4.1 Устанавливают переключатель режимов работы (3)
в положение «Попереходная отработка».
Н4.2 По индикатору преднабора (5) отсчитывают индикатиру-
емый номер перехода программы, уменьшают его на
единицу и набирают на установочной клавиатуре (1).
Н4.3 Нажимают клавишу J (2.2).
Н4.4 Устанавливают переключатель режимов работы (3)
в положение «Запоминание абсолютного размера».
Н4.5 Вводят полный скорректированный переход.
Н4.6 Нажимают кнопку «Пуск программы» (2.6) на пульте
управления станка. Рабочий орган станка подводится
в скорректированную позицию, а программиоование
может продолжаться.
ВАШЕМУ ОСОБОМУ ВНИМАНИЮ!
Н5 При программировании в системе отсчета по приращениям
необходимо установить рабочий орган станка в преды-
дущую правильную позицию, прежде чем осуществить
корректировку.
Поступают в такой последовательности:
Н5.1 Запоминают номер перехода программы, индикатируемый
на индикаторе преднабора (5).
Н5.2 Устанавливают переключатель режимов работы (3)
в положение «Приращение размера».
Н5.3 Воздействуют на клавишу перемены знака (1.2)
одним нажатием.
Н5.4 Нажимают кнопку «Пуск программы» (2.6) на пульте
управления станка. Рабочий орган подводится в пре-
дыдущую правильную позицию.
Н5.5 Запомненный номер перехода программы уменьшают на
единицу и набирают на установочной клавиатуре (1).
Н5.6 Нажимают клавишу J (2.2).
Н5.7 Устанавливают переключатель режимов работы (3)
в положение «Запоминание приращения размера».
Н5.8 Вводят полный скорректированный переход.
Н5.9 Нажимают кнопку «Пуск программы» (2.6) на пульте
управления станка. Рабочий орган станка подводится
в скорректированную позицию, а программирование может
продолжаться.
Н6 Корректировка при программировании
без осуществления движений в станке
Н6.1 Устанавливают переключатель memofix (6) против
красной метки.
Н6.2 Устанавливают переключатель режимов работы (3)
в положение «Попереходная отработка».
Н6.3 Номер перехода программы, подлежащего корректировке,
уменьшают на единицу и набирают на установочной
клавиатуре (1).
Н6.4 Нажимают клавишу J (2.2).
Н6.5 Устанавливают переключатель режимов работы (3)
в положение «Запоминание абсолютного размера»
23
Н6.6 - Vollstandigen korngierten Schritt (als Absolut-
wert) eingeben. (Soil die Korrektur im Ketten-
maB-System erfolgen, muB das gesamte Pro-
gramm in Betriebsart »Einzelschritt« durch
Betatigen der Befehlstaste »®>« (2.4) durch-
getastet werden, bis in der Preset-Anzeige (5)
die Schritt-Nummer vor dem zu andemden Schritt
erscheint. Danach kann die Eingabe im Ketten-
maB-System erfolgen.) AnschlieBend Zahlerstart,
wie unter G2 beschrieben und Setzen der
Bezugspunkte.
H6.7 Ldschen von Programmschritten
Betriebsartenschalter in Stellung +□ «Ldschen -
Einfugen«. Sprung auf vorhergehende Schritt-
Nummer.
Betatigen der Taste »2.1« (durch mehrmaliges
Betatigen der Taste »2.1« kdnnen mehrere auf-
einanderfolgende Schritte geldscht werden).
Nach dem Ldschen eines Schrittes wird die ent-
stehende Programmlucke durch Aufrucken der
folgenden Programmschritte geschlossen, d. h.
Schritt-Nummern der folgenden Programm-
schritte werden um die Anzahl der geldschten
Schritte verringert. Wenn erforderlich, werden
auch die im Programm bestehenden Sprung-
befehle automatisch korrigiert. Wird em Schritt
geldscht, der per Sprungbefehl angesprochen
wird, dann erfolgt der Sprung zum nachsten
Schritt (gleiche Schritt-Nummer).
H6.8 Einfugen von Programmschritten
Betriebsartenschalter in Stellung +□ «Ldschen -
Einfugen«. Sprung auf den Schritt, nach dem
eingefugt werden soli. Betatigen der Taste »2.4«.
(Sollen mehrere aufemanderfolgende Schritte
eingefugt werden, so muB die Taste »2.4« ent-
sprechend mehrmals betatigt werden.) Beim
Einfugen von Programmschritten werden eben-
falls alle betroffenen Sprungbefehle automatisch
korrigiert. Siehe Programmbeispiel 7: Einfugen
und Ldschen von Schritten.
J Programmerstellung von Programmen mit
Sprung befehlen
J1 Einspeichem von Unterprogrammen
(siehe Programmbeispiel 3)
Mit Hilfe der Unterprogramm-Organisation kann
ein emmal programmiertes Muster auf beliebigen
Positionen (bevorzugt unregelmaBige Abstande)
wiederholt werden.
Hierfursind 3 Befehle vorgesehen:
Beginn Unterprogramm.............0,1 J
Ende Unterprogramm...............0,0 J
Sprung zu Unterprogramm
z. B. nach Schritt 10..............10 J
Бп Positioniermuster, das wiedernolt werden
soil, wird wie tolgt programmiert:
Л.1 - Eingabe der Positionierbefenie fur oen
Anfangspunkt des Musters.
ACHTUNG!
Vor «Beginn Unterprogramm« mindestens eme
Positionierung je Achse.
J1.2 - Eingabe des Befehls «Beginn Unterpro-
gramm«, d.h. die Betriebsart «Einspeichem
AbsolutmaB« oder «Einspeichem KettenmaB«
wird beibehalten. Eingabe des Wertes 0,1 uber
die Eingabetastatur (1), sowie Betatigen der
Taste «J«*. Auch diesem Programmschritt wird
automatisch eme Schntt-Nummer zugeordnet (E).
J1.3 - Eingabe der erforderlichen Positionierschritte
fOr das zu wiederholende Muster. Dabei muB
das Muster so eingegeben werden, daB es sich
auf den vorher positionierten Anfangspunkt
bezieht. Die Eingabe im KettenmaB-System
erfullt diese Bedingung automatisch.
Der Beginn emes Unterprogramms (0,1 J) setzt
am positionierten Anfangspunkt emen neuen
Nullpunkt. Am Ende des UPs (0,0 J) wird wieder
der ursprungliche Nullpunkt wirksam.
J1.4 - Eingabe des Befehls «Ende Unterprogramm«,
d.h. die Betriebsart «Einspeichem AbsolutmaB«
Oder «Einspeichem KettenmaB« wird beibehalten.
Eingabe des Wertes 0,0 uber die Eingabetastatur
(1) sowie Betatigen der Taste «J<<
Das Abarbeiten des Musters an anderen Stellen
des Werkstuckes wird mit Hilfe des Befehls
«Sprung zu Unterprogramm« wie folgt ein-
gegeben:
J1.5 Eingabe der Positionierbefehle fur den neuen
Anfangspunkt des Musters.
J1.6 - Eingabe des Befehls «Sprung zu Unterpro-
gramm«, d.h. die Betriebsart «Einspeichem
AbsolutmaB« oder «Einspeichem KettenmaB«
wird beibehalten. Eingabe der Schritt-Nummer
der ersten Positionierung im Unterprogramm
(nicht die Schritt-Nummer vom «Beginn Unter-
programm«, sondern die Schritt-Nummer des
folgenden Befehls) und Betatigen der Taste »J«\
J2 Einspeichem von Programmteil-Wiederholungen
(siehe Programmbeispiel 4 u, 5)
Die Programmteil-Wiederholung gestattet es, ein
bestimmtes Positioniermuster in einer Achse m
gleichen Abstanden zu wiederholen. Das zu
wiederholende Muster kann uber drei Achsen
programmiert werden. Bei AbsolutmaB-
Programmierung muB der Anfangspunkt des
Musters in der Achse, in der es verschoben
werden soli, auf »0« gelegt werden. Dies kann
durch «Beginn Unterprogramm« erreicht werden.
Zweidimensionale oder dreidimensionale Ver-
schieoung ist durch mehrere meinanaerge-
geschachtelte Programmteiiwiederhoiungen
mdgiich.
Fur eme Programmteil-Wiederholung mussen
folgende Daten eingegeben werden: Schntt-
Nummer, ab der oas Programm wiedernoit wer-
den soli, Anzahl der Wieoerholungen, Kooramate,
24
Н6.6
Н6.7
Н6.8
J
Л
Вводят полный скорректированный переход (абсолютное
значение координаты).
(Для корректировки при программировании в системе
отсчета по приращениям необходимо отрабатывать
программу в режиме «Попереходная отработка” нажа-
тиями клавиши (2.4) до тех пор, пока на индикаторе
преднабора (5) не появится номер перехода программы,
предыдущего переходу, который подлежит корректировке.
Затем вводят переход с скорректированным приращением
размера.) Производят пуск (разблокирование) индикаторов
фактических значений (см. пункт G2 настоящей Инструкции)
и устанавливают начало отсчета по осям координат.
Гашение переходов в программе
Устанавливают переключатель режимов работы (3)
в положение +П «Гашение и прибавление переходов в про-
грамме». Набирают номер перехода программы, предыду-
щего переходу, который подлежит гашению. Нажимают
клавишу (2.1) (от повторных нажатий клавиши гасится
несколько следующих друг за другом переходов про-
граммы). После гашения одного перехода создавшийся
пробел в программе заполняется автоматически за счет
продвижения вперед остальных переходов, т.е. номера
остальных переходов программы уменьшаются на число
погашенных переходов.
Автоматически корректируются и содержащиеся в про-
грамме команды на перескок; если гасится переход про-
граммы, являющийся целью запрограммированного
перескока, то перескок осуществляется к следующему
переходу (т.е. к переходу с одинаковым номером).
Прибавление переходов в программе
Устанавливают переключатель режимов работы (3)
в положение +□ «Гашение и прибавление переходов
в программе». Набирают номер перехода программы,
вслед за которым должен прибавляться дополнительный
переход. Нажимают клавишу (2.4) (от повторных
нажатий клавиши прибавляется несколько следующих
друг за другом переходов программы). При прибавлении
переходов автоматически корректируются все содержа-
щиеся в программе команды на перескок.
Затем переключатель режимов работы (3) устанавливают
в положение «Запоминание абсолютного размера» или
«Запоминание приращения размера» и вводят прибавля-
емые переходы. См. пример программирования 7:
«Прибавление и гашение переходов в программе».
Составление программ с командами на перескок
Запоминание подпрограмм
(см. пример программирования 3)
Организация подпрограмм создает возможность повторе-
ния запрограммированного образца (расположения
отверстий) в любых точках детали, причем предпочти-
тельно на неравномерных расстояниях друг от друга.
Для программирования предусмотрены три команды:
«Начало подпрограммы»......................0.1 J
«Конец подпрограммы».......................0.0 J
«Перескок к подпрограмме», например,
к переходу N010 .................10J
При программировании образца позиционирования,
подлежащего повторению, поступают так:
Вводят команды на перемещение рабочих органов станка
в начальную точку образца.
ВАШЕМУ ОСОБОМУ ВНИМАНИЮ'
Перед лрограммиоованием команды «Начало подпро-
граммы» необходимо запрограммировать не менее одной
точки позиционирования в каждой координатной оси
Л .2 Вводят команду «Начало подпрограммы». При этом режим
работы «Запоминание абсолютного размера» или
«Запоминание приращения размера» сохраняется
Программирование начала подпрограммы обеспечивается
вводом значения 0.1 с установочной клавиатуры (1),
а также нажатием клавиши J (2 2)*). И этому переходу
программы автоматически приписывается номер (см.
раздел «Е»).
Л .3 Вводят переходы позиционирования, входящие
в повторяемый образец. Значения координат всех точек
позиционирования образца вводят с отнесением
к начальной точке образца. Это условие выполняется
автоматически при программировании в системе отсчета
по приращениям.
Команда «Начало подпрограммы» (0,1 J) в начальной
точке образца позиционирования задает новую нулевую
точку (начало отсчета). От подачи команды «Конец под
программы» (0.0 J) опять начинает действовать прежняя
нулевая точка (прежнее начало отсчета).
Л .4 Вводят команду «Конец подпрограммы». При этом рех.,
работы «Запоминание абсолютного размера» или «Запоми-
нание приращения размера» сохраняется. Программирова-
ние конца подпрограммы обеспечивается вводом значения
0,0 с установочной клавиатуры (1), а также нажатием
клавиши J (2.2)").
Повторение образца в других точках детали программи-
руется с помощью команды «Перескок к подпрограмме».
При этом поступают так:
Л 5 Вводят команды на перемещение рабочих органов станка
в новую начальную точку повторяемого образца.
Л .6 Вводят команду «Перескок к подпрограмме». При этом
режим работы «Запоминание абсолютного размера» или
«Запоминание приращения размера» сохраняется.
Программирование перескока к подпрограмме
обеспечивается вводом номера первого перехода пози-
ционирования в образце (подпрограмме), т. е. не номера
перехода с командой «Начало подпрограммы», а номер
перехода, идущего за ним. Программирование перескока
завершается нажатием клавиши J (2.2)*).
J2 Запоминание повторений частей программы
(см. примеры программирования 4 и 5)
Обеспечивается возможность повторения какого-либо
одного образца позиционирования в одной координатной
оси, причем на одинаковых расстояниях друг от друга.
Повторяемый образец может программироваться в любой
из трех координатных осей. При программировании
в абсолютной системе отсчета начальная точка образца
должна быть установлена в «0» в направлении той оси.
вдоль которой образец должен смещаться. Для этой цели
программируется команда «Начало подпрограммы».
Представляется возможным двух- или трехмерное смеще
ние путем вложения нескольких повторений части про-
граммы.
Для повторения части программы надо ввести в память
устройства ЧПУ следующую информацию: номер перехода,
с которого программа должна повторяться: количество
повторений: адресный символ оси. в направлении кото-
рой образец должен смещаться.
Программирование повторения части программы осущест-
вляется нажатием клавиши преднабора координатной оси.
вводом шестиразрядного числа с тремя разрядами после
запятой и нажатием клавиши J (2.2)*), например:
Хлпп. mmm J.
X означает, что повторение части программы начинается
с заданного значения X предыдущего позиционирования,
причем это значение X принимается за нуль. Координат-
ные оси Y и Z не затрагиваются этим.
25
in der das Muster verschoben werden soil. Pro-
grammteil-Wiederholungen werden program-
miert durch Betatigen einer Koordinaten-Taste,
Eingabe einer max. 6stelligen Zahl mit 3 Dezi-
malen nach dem Komma und Betatigen der »J«*-
Taste, z. В. X nnn, mmm J.
X bedeutet, daB die Programmteil-Wiederholung
mit dem zuletzt positionierten X-Sollwert als Null-
punkt erfolgt.
Die Achsen Y und Z bleiben unbeeinfluBt.
nnn ist die Schritt-Nummer, ab der die Schritt-
Wiederholung stattfindet.
Bei reiner KettenmaB-Programmierung ist Ko-
ordinatenangabe bei der Programmteil-
wiederholung ohne Bedeutung.
mmm gibt die Anzahl der Wiederholungen an.
J bewirkt das Einspeichem dieses Befehls.
* ACHTUNG!
Betatigen der Start-Taste (2.6) Oder (2.4)
dart dabei nicht erfolgen.
К Programmkorrektur bei Programmen mit
Sprungbefehlen
Die Korrektur von Programmen mit Sprung-
befehlen erfolgt grundsatzlich wie im Abschnitt
»H« beschrieben, die Korrektur sollte jedoch in
der Betriebsart »Speicherung von Sollwerten
ohne Einfahren der Maschine« erfolgen.
Codierte Fehlermeldung
Bei der »P«-Steuerung werden Fehlermeldungen an der kleinen Preset-Anzeige (5) durch Blinken der Lampe (4) und
Ausgabe eines zweistelligen Fehlercodes angezeigt. Die Fehlermeldung kann durch Betatigen der CE -Taste (2.5)
geloscht werden. Danach kbnnen evtl. erforderliche MaBnahmen zur Beseitigung der Fehlerbedingungen getroffen
werden. Ab Code 10 beziehen sich die Fehlermeldungen auf die anschlieBbare Magnetband-Drucker-Einheit MDE.
Folgende Fehlermeldungen sind vorgesehen:
Fehlercode Fehlerbedingung
00 Nach Einschalten der Netzspannung
Oder Netzausfall
01 Die Pufferbatterie fur den
Programmspeicher ist leer
02 Programmspeicher voll
03 Sprung auf eme Schritt-Nr. grbBer 128
04 Ltersuch eines Maschinenstarts
bei gestopptem Zahler
05 Versuch, einen Programmablauf zu starten
bei leerem Programmspeicher
06 Versuch eines Maschinenstarts in Betriebsart
»Manuell« Oder «Lbschen - Einfugen«
07 Speicher defekt
08 IllegalerSpeicherinhalt
10 Versuch, MDE-Funktion auszufuhren bei
fehlender MDE-Netzversorgung
11 \tersuch, MDE-Funktion auszufuhren, wobei
vferbindungskabel zwischen MDE und »P«-
Steuerung nicht angesteckt ist
12 Unbekannte Betriebsart an MDE
13 Magnetbandfunktion bei fehlender Kassette
Oder offenem Deckel
14 Magnetband-Lesevorgang durch Umschalten
der MDE auf Aus unterbrochen
15 Magnetband-Lesevorgang mit leerem Oder
defektem Bapd
16 Magnetband-Schreibvorgang durch
Umschalten der MDE auf Aus unterbrochen
17 Magnetband-Schreibvorgang, wobei Scnreio-
freigabe-Stbpsel in der Bandkassette tend
18 Druckvorgang ohne Papier
19 MDE-Funktion in
Autom. Programmablauf ooer Einzeiscnntt
20 Druckerantrieb blockiert
erforderliche MaBnahmen
Bezugspunkte in alien Koordinaten
neu setzen
Batterie wechseln. Ohne Batteriewechsel kann weiter-
gearbeitet werden, allerdings wird der Programm-
speicher bei Netzausfall geloscht
Keine zusatzlichen Schritte einspeichem
Sprung mit richtiger Schritt-Nummer wiederholen
Entweder in »Handbedienung« bei Memofixschalter in
Stellung »grun« Nullimpuls uberfahren, oder Taste (2.4)
betatigen (Zahlerstart)
Programm einspeichem
Richtige Betriebsart wahlen
»P«-Steuerung zur Reparatur senden
Programm neu einspeichem
MDE ans Netz anschlieBen
\ferbindung herstellen
MDE zur Reparatur einschicken, falls sich nach mehr-
fachem Versuch MDE nicht in Betrieb nehmen laBt
Kassette einlegen
Deckel schlieBen
Lesevorgang wiederholen bzw.
Speicher lbschen
Richtige Bandkassette einlegen
Schreibvorgang wiederholen
Stoosel einsetzer
Papier emieger
»P«-Steuerung auf anaere Betriebsart umstellen
Papierzjfuhrung uoerprufen
26
лпп обозначает номер перехода, с которого осуществля-
ется повторение переходов программы. При программиро-
вании в системе чистого отсчета по приращениям ввод
адресного символа координатной оси не имеет значения,
mmm обозначает количество повторений. От нажатия
клавиши J (2.2) запрограммированное повторение части
программы запоминается в устройстве ЧПУ.
’) ВАШЕМУ ОСОБОМУ ВНИМАНИЮ!
При этом не разрешается нажать кнопку «Пуск
программы» (2.6) и клавишу (2.4).
К Корректировка программ с командами на перескок
Корректировка осуществляется принципиально в соот-
ветствии с описанием в разделе «Н» настоящей Инструк-
ции. Различие заключается лишь в том, что программы
с командами на перескок должны корректироваться
в режиме «Запоминание значений координат з памяти
устройства ЧПУ без осуществления движений в станке».
Закодированная сигнализация ошибок
При наличии какой-либо неисправности на индикаторе преднабора (5) позиционного устройства ЧПУ высвечивается двухразрядный
кодошибки, а одновременно с этим сигнальная лампочка (4) горит мигающим светом. Сброс сигнализации ошибки производится
нажатием клавиши @ (2.5). После этого принимают меры, нужные для устранения причины ошибки.
Коды ошибок 10—20 относятся к магнитноленточной приставке MDE со встроенным печатающим устройством.
Таблица кодов ошибок:
Код Причина появления кода Принимаемые меры
00 Включение сетевого питания Возобновление подачи электроэнергии после временного исчезновения Произвести установку начала отсчета по всем осям координат
01 Разряженное состояние буферной батареи питания программной памяти Заменить батарею новой. Можно продолжать работу и без замены батареи, однако при исчезновении напряжения в питающей электросети происходит гашение содержимого памяти
02 Заполнен объем памяти Прекратить ввод
03 Набор номера перехода свыше 128 Произвести правильный набор номера перехода
04 Попытка пуска станка при остановленных индикаторах фактических значений Установить переключатель memofix (6) против зеленой метки. В ручном режиме переместить рабочий орган станка через исход- ную точку линейного датчика отсчетно-измерительной системы, либо нажать клавишу (2.4) для пуска индикаторов
05 Попытка пуска программы при пустой памяти Произвести ввод программы в память устройстз^ЧПУ
06 Попытка пуска станка при нахождении переключа- теля режимов работы в положении «Ручной режим» или «Гашение и прибавление переходов в программе» < Установить переключатель режимов раосты в правильное положение
07 Неисправное состояние памяти Отправить устройство ЧПУ на ремонт
08 В памяти устройства ЧПУ содержится нелегальная информация Позторить ввод программы
10 Попытка включения приставки MDE при отсутствии соединения приставки с питающей сетью Присоединить приставку MDE к питающей электросети
11 Попытка включения приставки МОЕ при отсутствии кабеля соединения приставки с устройством ЧПУ Соединить приставку MDE с устройством ЧПУ
12 Нарушение нормального режима работы приставки МОЕ При необходимости отправить приставку MDE на ремонт
13 Попытка записи или считывания при отсутствии кассеты с лентой, либо открытой крышке Установить кассету. Закрыть крышку
14 Считывание с магнитной ленты прервано в резуль- тате отключения приставки МОЕ Повторить считывание с магнитной ленты. Предварительно произвести гашение содержимого памяти устройства ЧПУ
15 Считывание с магнитной ленты при наличии пустой или неисправной ленты Установить кисету с лентой, на которой записана требуемая программа |
16 Запись на магнитную ленту прервана в результате отключение приставки MDE Повторить запись на магнитную ленту
17 Запись на магнитную ленту при отсутствии в кассете штепселя разрешения записи Установить штепсель
18 Печать поогоаммы при отсутствии рулонной бумаги Установить рулон с бумажной лентой
19 Попытка включения приставки МОЕ е действие пои нахождении переключателя режимов раооты в поло- жении «Автоматическая отработка программы» или «Попереходная отработка» Установите переключатель режимов работы на панели устройства ЧПУ в любое другое положение
20 Блокировка привода печатающего устройства Проверит^ механизм подачи рулонной бумаги
27
PROGRAMMBEISPIELE
1. Programmbeispiel
Zweidimensionale Anordnung
Automatised
vorgegebene
Schntt-Nummer
N 001
N002
N 003
N 004
N 005
N006
N 007
N 008
N 009
N 010
N011
N 012
N 013
N 014
Betriebsarten-
schalter in
»Einspeichern«
AbsolutmaB
AbsolutmaB
AbsolutmaB
AbsolutmaB
AbsolutmaB
KettenmaB
AbsolutmaB
AbsolutmaB
KettenmaB
AbsolutmaB
AbsolutmaB
AbsolutmaB
AbsolutmaB
AbsolutmaB
Eingabe
X 100 Start Eilgang
Z 20 Start Eilgang
Y 2 Start Eilgang
Y 20-Start
Y 2 Start Eilgang
X 140 Start Eilgang
Y 20-Start
Y 2 Start Eilgang
Z 140 Start Eilgang
Y 20-Start
Y 2 Start Eilgang
X 100 Start Eilgang
Y 20-Start
Y 100 Start Eilgang
Bemerkungen
X-Koordinate im Eilgang eingefahren
Z-Koordinate im Eilgang eingefahren
Bohrer im Eilgang 2 mm uber Werkstuck
Bohren 20 mm tief
Bohrerrucklauf im Eilgang
X-Koordinate im Eilgang eingefahren
Bohren
Bohrerrucklauf
Z-Koordinate im Eilgang eingefahren
Bohren
Bohrerrucklauf
X-Koordinate im Eilgang eingefahren
Bohren
Werkzeug abheben in Wechselstellung
+Y
+Z
2. Programmbeispiel
Zusatzlich zu den im Programmbeispiel 1 gezeigten vier Bohrungen soil eine weitere Bohrung mit anderem
Durchmesser programmiert werden.
Automatised vorgegebene Schntt-Nummer Betriebsarten- schalter in »Einspeichem« Eingabe Bemerkungen
N 001 AbsolutmaB X 100 Start Eilgang X-Koordinate im Eilgang eingefahren
N002 AbsolutmaB Z 20 Start Eilgang Z-Koordinate im Eilgang eingefahren
N 003 AbsolutmaB Y 2 Start Eilgang Bohrer im Eilgang 2 mm uber Werkstuck
N 004 AbsolutmaB Y 20-Start Bohren 20 mm tief
N 005 AbsolutmaB Y 2 Start Eilgang Bohrerrucklauf im Eilgang
N 006 KettenmaB X 140 Start Eilgang X-Koordinate im Eilgang eingefahren
N 007 AbsolutmaB Y 20-Start Bohren
N008 AbsolutmaB Y 2 Start Eilgang Bohrerrucklauf
N 009 KettenmaB Z 140 Start Eilgang Z-Koordinate im Eilgang eingefahren
N010 AbsolutmaB Y 20-Start Bohren
N011 AbsolutmaB Y 2Start Eilgang Bohrerrucklauf
N 012 AbsolutmaB X 100 Start Eilgang X-Koordinate im Eilgang eingefahren
N 013 AbsolutmaB Y 20-Start Bohren
N014 AbsolutmaB Y 100 Start Eilgang Werkzeug abheben in Wechselstellung
N015 KettenhnaB Taste Programmierter Stop (Bohrerwechsel)
N 016 AbsolutmaB X 170 Start Eilgang X-Koordinate im Eilgang eingefahren
N017 AbsolutmaB ’ Z 90 Start Eilgang Z-Koordinate im Eilgang eingefahren
N 018 AbsolutmaB ’) Y 2 Start Eilgana Bohrer im BIgang 2 mm uber Werkstuck
N019 AbsolutmaB Y 30-Start Bohren 30 mm tief
N 020 AbsolutmaB Y 100 Start Eilgang Werkzeug abheben in Wechselstellung
*) Die Werkzeuglange der beiden Bohrer ist gteich
28
ПРИМЕРЫ ПРОГРАММИРОВАНИЯ
1-й пример программирования
4 отверстия. Двухмерное расположение.
Автоматически задаваемый номер перехода N 001 N 002 Переключатель режимов работы (3) установлен в положение Запоминание абсолютного размера То же
N 003 То же
N 004 Тоже
N 005 То же
N 006 Запоминание приращения
N 007 размера Запоминание абсолютного
N008 размера Тоже
N 009 Запоминание приращения
N010 размера Запоминание абсолютного
U1 размера Тоже
N012 То же
N013 Тоже
N014 То же
Вводимая информация
Примечания
Х100 Пуск
Ускоренное перемещение
Z 20 Пуск
Ускоренное перемещение
Y 2 Пуск
Ускоренное перемещение
Y 20- Пуск
Y 2 Пуск
Ускоренное перемещение
X 140 Пуск
Ускоренное перемещение
Y 20- Пуск
Y 2 Пуск
Ускоренное перемещение
Z 140 Пуск
Ускоренное перемещение
Y 20 - Пуск
Y 2 Пуск
Ускоренное перемещение
X140 Пуск
Ускоренное перемещение
Y 20-Пуск
Y100 Пуск
Ускоренное перемещение
Ускоренный подвод в координату X
Ускоренный подвод в координату Z
Ускоренный подвод сверла на расстояние
2 мм от детали
Сверление на глубину 20 мм
Ускоренный отвод сверла
в исходное положение
Ускоренный подвод в координату X
Сверление
Ускоренный отвод сверла
в исходное положение
Ускоренный подвод в координату Z
Сверление
Ускоренный отвод сверла
в исходное положение
Ускоренный подвод в координату X
Сверление
Ускоренный отвод сверла в положение смены
2-й пример программирования
Ппимер программирования четырех отверстий (пример 1) пополняется программированием отверстия другого диаметра.
дзтоматически Переключатель режимов Вводимая информация Примечания
задаваемый номер перехода работы (3) установлен в положение
N 001 Запоминание абсолютного размера X 100 Пуск Ускоренное перемещение Ускоренный подвод в координату X
N002 То же Z 20 Пуск Ускоренное перемещение Ускоренный подвод в координату Z
N003 То же Y 2 Пуск Ускоренное перемещение Ускоренный подвод сверла на расстояние 2 мм от детали
N004 То же Y 20-Пуск Сверление на глубину 20 мм
N 005 То же Y 2 Пуск Ускоренное перемещение Ускоренный отвод сверла в исходное положение
N0C6 Запоминание приращения размера X 140 Пуск Ускоренное перемещение Ускоренный подвод в координату X
N007 Запоминание абсолютного размера Y 20- Пуск Сверление
N008 То же Y 2 Пуск Ускоренное перемещение Ускоренный отвод сверла в исходное положение
N 009 Запоминание приращения размера Z140 Пуск Ускоренное перемещение Ускоренный подвод в координату Z
N010 Запоминание абсолютного размера Y 20-Пуск Сверление
N 011 То же Y 2 Пуск Ускоренное перемещение Ускоренный отвод сверла в исходное положение
N012 То же X 140 Пуск Ускоренное перемещение Y 20-Пуск • Ускоренный подеод в координату X
NO13 То же Сверление
N014 То же Y 100 Пуск Ускоренное перемещение Ускоренный отвод сверла в положение смены
NO15 Запоминание приращения размера Воздействие на клавишу (2.1) Запрограммированный останов (для смены сверла)
29
2. Programmbeispiel (Fortsetzung)
+Y
+Z
3. Programmbeispiel
Unterprogramm.
Ein Muster von vier im Quadrat angeordneten Bohrungen soli an 3 verschiedenen Stellen emes Werkstucks
wiederholt werden.
Automatisch vorgegebene Schritt-Nummer Betnebsarten- Schalter in »6nspeichern« Eingabe Bemerkungen
N 001 AbsolutmaB X 100 Start Eilgang X-Koordinate positioniert
N002 AbsolutmaB Z 82 Start Eilgang Z-Koordinate positioniert
N003 AbsolutmaB Y 2 Start Eilgang Bohrer 2 mm uber Werkstuck
N 004 AbsolutmaB 0,1 J Beginn Unterprogramm
N005 AbsolutmaB Y 20-Start Bohrvorgang 18 mm tief
N 006 AbsolutmaB Y 0 Start Eilgang Bohrer in Ausgangsposition
N 007 AbsolutmaB X 50,055 Start Eilgang Koordinaten 2. Bohrung
N 008 AbsolutmaB Y 20-Start Bohrvorgang
N009 AbsolutmaB Y 0 Start Eilgang Bohrer in Ausgangsposition
N010 AbsolutmaB Z50,055 Start Eilgang Koordinaten 3. Bohrung
N011 AbsolutmaB Y 20-Start Bohrvorgang
N012 AbsolutmaB Y 0 Start Eilgang Bohrer in Ausgangsposition
N013 AbsolutmaB X 0 Start Eilgang Koordinaten 4. Bohrung
N014 AbsolutmaB Y 20-Start Bohrvorgang
N015 AbsolutmaB Y 0 Start Eilgang Bohrer in Ausgangsposition
N016 AbsolutmaB 0,0 J Unterprogramm Ende
N017 AbsolutmaB X 273 Start Bigang Anfangspunkt fur 2. Musterposition
N018 AbsolutmaB Z 107 Start Eilgang
N019 AbsolutmaB 5J Sprung zum Unterprogramm Schntt-Nummer 5
N020 AbsolutmaB X 162 Start Eilgang Anfangspunkt fur 3. Musterposition
N021 AbsolutmaB Z 219 Start Blgang
N022 AbsolutmaB 5J Sprung zum Unterprogramm Schritt-Nummer 5
N023 AbsolutmaB Y 100 Start Eilgang Werkzeug abheben
30
2-й пример программирования (продолжение)
N 016 Запоминание абсолютного
размера
N017 То же
N 018 То же
N019 То же
N020 То же
*) Оба сверла имеют одинаковую длину.
X170 Пуск
Ускоренное перемещение
Z 90 Пуск
Ускоренное перемещение
Y 2 Пуск
Ускоренное перемещение *)
Y 30- Пуск
Y 100 Пуск
Ускоренное перемещение
Ускоренный подвод в координату X
Ускоренный подвод в координату Z
Ускоренный подвод сверла на расстояние
2 мм от детали
Сверление на глубину 30 мм
Ускоренный отвод сверла в положение смены
3-й пример программирования
Программа с подпрограммой.
Образец с четырьмя отверстиями, расположенными в квадрате, повторяется в трех местах детали.
Автоматически Переключатель режимов
задаваемый работы (3) установлен
номер перехода в положение
N 001 Запоминание абсолютного
размера
N002 То же
N 003 То же
N004 То же
N 005 То же
N006 То же
N007 То же
N 008 То же
N009 То же
N010 То же
N011 То же
N012 То же
N013 Тоже
N014 То же
N015 То же
। 016 То же
N017 То же
N018 То же
N019 То же
N020 То же
N021 Тоже
N022 То же
N023 То же
Вводимая информация
X100 Пуск
Ускоренное перемещение
Z 82 Пуск
Ускоренное перемещение
Y 2 Пуск
Ускоренное перемещение
0,1 J
Y 20-Пуск
Y 0 Пуск
Ускоренное перемещение
X 50,055 Пуск
Ускоренное перемещение
Y 20- Пуск
Y 0 Пуск
Ускоренное перемещение
Z 50.055 Пуск
Ускоренное перемещение
Y 20- Пуск
Y 0 Пуск
Ускоренное перемещение
X 0 Пуск
Ускооенное перемещение
Y 20-Пуск
Y 0 Пуск
Ускоренное перемещение
0.0 J
X 273 Пуск
Ускоренное перемещение
Z107 Пуск
Ускоренное перемещение
5J
X162 Пуск
Ускоренное перемещение
Z 219 Пуск
Ускоренное перемещение
5J
Y100 Пуск
Ускоренное перемещение
Примечание
Подвод в координату X
Подвод в координату Z
Подвод в сверла на расстояние
2 мм от детали
Начало подпрограммы
Сверление на глубину 18 мм
Ускоренный отвод сверла
в исходное положение
Подвод в координату
2-го отверстия
Сверление
Ускоренный отвод сверла
в исходное положение
Подвод в координату
3-го отверстия
Сверление
Ускоренный отвод сверла
в исходное положение
Подвод в координату
4-го отверстия
Сверление
Ускоренный отвод сверла
в исходное положение
Конец подпрограммы
Подвод в координату X (начальное
положение 2-й отработки образца)
Подвод в координату Z
Перескок к подпрограмме,
т. е. к переходу N 005
Подвод в координату X (начальное
положение 3-й отработки образца)
Подвод в координату Z
Перескок к подпрограмме,
т.е. к переходу N 005
Ускоренный отвод сверла в положение смены
4. Programmbeispiei
Programmteilwiederholung, eindimensionale Anordnung.
In einem Werkstuck sollen 20 Bohrungen in einer Linie im Abstand von 10 mm gebohrt werden.
Automatised
vorgegebene
Schritt-Nummer
N001
N002
N 003
N004
N005
N006
N007
N008
Betriebsarten-
schalter in
»Einspeichern«
AbsolutmaB
AbsolutmaB
AbsolutmaB
AbsolutmaB
AbsolutmaB
AbsolutmaB
AbsolutmaB
AbsolutmaB
Eingabe
X 0 Start Blgang
Z 20 Start Eilgang
Y 2 Start Eilgang
Y 10-Start
Y 2 Start Eilgang
X 10 Start Eilgang
X 4,019 J
Y 100 Start Eilgang
Bemerkungen
X-Koordinate positioniert
Z-Koordinate positioniert
Bohrer 2 mm Ober Werkstuck
Bohrvorgang 10 mm tief
Bohrer in Ausgangsposition
Koordinate der nachsten Bohrung eingefahren
19malige Wiederholung ab Schritt-Nummer 4
Werkzeug abheben
5. Programmbeispiei
Programmteilwiederholung, zweidimensionale Anordnung.
In einem Werkstuck sollen 10 Reihen mit je 20 Bohrungen gebohrt werden.
Bohrungsabstand 10 mm, Abstand der Reihen 20 mm.
Automatised Betriebsarten- Engabe Bemerkungen
vorgegebene schalter in
Schritt-Nummer »Bnspeichern«
N 001 AbsolutmaB X 0 Start Eilgang X-Koordinate positioniert
N002 AbsolutmaB Z 0 Start Eilgang Z-Koordinate positioniert
N003 AbsolutmaB Y 2 Start Eilgang Bohrer 2 mm uber Werkstuck
N004 AbsolutmaB Y 10-Start Bohrvorgang 10 mm tief
N005 AbsolutmaB Y 2 Start Eilgang Bohrer in Ausgangsposition
N006 AbsolutmaB X Ю Start Eilgang Koordinate der nachsten Bohrung einfahren
N007 AbsolutmaB X 4,019 J 19malige Wiederholung ab Schritt-Nummer 4
N008 AbsolutmaB X 0 Start Eilgang Anfangswert fur X-Koordinate eingefahren
N009 AbsolutmaB Z 20 Start Eilgang nachste Lochreihe in Z eingefahren
N010 AbsolutmaB Z 4,009 J 9malige Programmteilwiederholung ab Schritt-Nr. 4
N011 AbsolutmaB Y 100 Start Eilgang Werkzeug abheben
4-й пример программирования
Программа с повторением части программы.
Сверление 20 отверстий с одномерным расположением на расстоянии 10 мм друг от друга.
Автоматически Переключатель режимов Вводимая информация Примечание
задаваемый номер перехода работы (31 установлен в положение
N 001 Запоминание абсолютного размера X 0 Пуск Ускоренное перемещение Подэод координату X
N002 То же Z 20 Пуск Ускоренное перемещение Подвод в координату Z
N003 То же Y 2 Пуск Ускоренное перемещение Подвод сверла на расстояние 2 мм от детали
N004 То же Y10-Пуск Сверление на глубину 10 мм
N 005 То же Y 2 Пуск Ускоренное перемещение Ускоренный отвод сверла в исходное положение
N 006 То же X 10 Пуск Ускоренное перемещение Подвод в координату X следующего отверстия
N 007 То же X 4,019 J « 19-кратное повторение части программы с перехода N 004
N 008 То же Y100 Пуск Ускоренное перемещение Ускоренный отвод сверла в положение смены
5-й пример программирования
Программа с повторениями частей программы. Двухмерное расположение отверстий.
Сверление 20 отверстий в каждом из 10 рядов. Расстояние между отверстиями — 10 мм. Расстояние между рядами отверстий—20 мм.
Автоматически Переключатель режимов Вводимая информация Примечание
задаваемый номер перехода работы (3) установлен в положение
N 001 Запоминание абсолютного размера X 0 Пуск Ускоренное перемещение Подвод в координату X
N002 То же Z и Пуск Ускоренное перемещение Подвод в координату-Z
N003 То же Y 2 Пуск Ускоренное перемещение Подвод сверла на расстояние 2 мм от детали
N004 То же Y 10-Пуск Сверление на глубину 10 мм
N005 То же Y 2 Пуск Ускоренное перемещение Ускоренный отвод сверла в исходное положение
N 006 То же X10 Пуск Ускоренное перемещение Подвод в координату X следующего отверстия
N 007 Тоже X 4,019 J 19-кратное повторение части программы с перехода N 004
N 008 То же X 0 Пуск Ускоренное перемещение Подвод в координату X 1 -го отверстия в ряду
N009 То же Z 20 Пуск Ускоренное перемещение Подвод в координату Z следующего ряда отверстий
N010 То же Z 4,009 J 9-кратное повторение части программы с перехода N 004
N 011 То же Y 100 Пуск Ускоренное перемещение Ускоренный отвод сверла в положение смены
6. Programmbeispiel
Programmteilwiederholung, eindimensionale Anordnung, innerhalb eines Unterprogramms.
In einem Werkstuck sollen an zwei verschiedenen Stellen je vier Bohrungen im gleichen Bohrungsabstand
von 20 mm gebohn werden.
Automatisch
vorgegebene
Schritt-Nummer
N 001
N 002
N 003
N 004
N 005
N 006
N 007
N 008
N 009
N 010
N 011
N012
N013
N 014
Betriebsarten-
schalter in
»Einspeichem«
AbsolutmaB
AbsolutmaB
AbsolutmaB
AbsolutmaB
AbsolutmaB
AbsolutmaB
AbsolutmaB
AbsolutmaB
AbsolutmaB
AbsolutmaB
AbsolutmaB
AbsolutmaB
AbsolutmaB
AbsolutmaB
Eingabe Bemerkungen
X 25 Start Eilgang
Z 15 Start Eilgang
Y 2 Start Eilgang
0,1 J
Y 12-Start
Y 0 Start Eilgang
X 20 Start Eilgang
X 5,003 J
X 0 Start Eilgang
0,0 J
X 30 Start Eilgang
Z 40 Start Eilgang
5 J
Y 100 Start Eilgang
X-Koordinate positioniert
Z-Koordinate positioniert
Y-Koordinate 2 mm uber Materia!
Beginn Unterprogramm
Bohren 10 mm tief
Bohrerrucklauf
Koordinate der nachsten Bohrung
3malige Wiederholung ab Schritt-Nummer 5
Koordinate bei Beginn Unterprogramm
Ende Unterprogramm
Anfahren der zweiten Bohrreihe
Anfahren der zweiten Bohrreihe
Sprung zum Unterprogramm Schritt-Nummer 5
Werkzeug abheben
34
6-й пример программирования
Программа с подпрограммой. Трехкратное повторение части программы в подпрограмме. Одномерное расположение отверстий. Сверление в двух местах детали 4 отверстий, расположенных на одинаковом расстоянии 20 мм друг от друга.
Автоматически задаваемый номер перехода Переключатель режимов работы (3) установлен в положение Вводимая информация Примечание
N 001 Запоминание абсолютного размера X 25 Пуск Ускоренное перемещение Подвод в координату X
N 002 То же Z15 Пуск Ускоренное перемещение Подвод в координату Z
N 003 То же Y 2 Пуск Ускоренное перемещение Подвод сверла на расстояние 2 мм от детали
N 004 То же 0,1 J Начало подпрограммы
N 005 То же Y 12-Пуск Сверление на глубину 10 мм
N006 Тоже Y 0 Пуск Ускоренное перемещение Ускоренный отвод сверла в исходное положение
N007 То же X 20 Пуск Ускоренное перемещение Подвсд в координату X следующего отверстия
N 008 То же X 5,003 J 3-кратное повторение части программы с перехода N 005
N009 То же X 0 Пуск Ускоренное перемещение Подвод в координату X, в которой сверло находилось в начале подпрограммы
N010 То же 0,0 J Конец подпрограммы
N 011 То же X 30 Пуск Ускоренное перемещение Подвод в координату X 2-го ряда отверстий
N012 То же Z 40 Пуск Ускоренное перемешение Подвод в координату Z 2-го ряда отверстий
Г! 013 То же 5J Перескок к подпрограмме т.е. к переходу N 005
N014 То же Y 100 Пуск Ускоренное перемещение Ускоренный отвод сверла в положение смены ф 1 9 j У—н
-
7. Programmbeispiel
Einfugen und Lbschen von Schritten
programmbeispiel Nummer 3 (nachfolgend noch einmal wiedergegeben) befindet sich im Speicher. Nachtraglich
sollen folgende Anderungen eingefugt werden:
1. Schritt Nummer 17 soli entfallen
2. Nach Schritt Nummer 19 sollen zwei Schritte eingefugt werden: X 162 Eilgang
5 J
Dazu ist wie folgt vorzugenen:
Betriebsartenschalter Eingabe Bemerkung
«Lbschen und Einfugen von Programmschritten« 16J Anwahl Schritt 17 fur Lbschen
«Lbschen und Einfugen von Programmschritten« o)-Taste Lbschen Schritt 17
«Lbschen und Einfugen von Programmschritten» 18J Anwahl Schritt 18 fiir Einfugen nach Schritt 18 (ursprunglicher Schritt 19 wurde durch Lbschvorgang zu Schritt 18).
«Ldschen und Einfugen von Programmschritten» -Taste 1. Einfugen Schritt
«Ldschen und Einfugen von Programmschritten» -Taste 2. Einfugen Schritt
«Einspeichem AbsolutmaB» X 162 Start Eilgang Einschreiben der gewunschten Information in 1. eingefCigten Schritt
«Einspeichem AbsolutmaB» 5J Einschreiben der gewunschten Information in 2. eingefugten Schntt
Ein Muster von vier im Quadrat angeordneten Bohrungen soil an 3 verschiedenen Stellen eines Werkstucks
wiederholt werden.
Automatisch vorgegebene Schritt-Nummer Betriebsarten- schalter in «Einspeichem»
N001 AbsolutmaB
N002 AbsolutmaB
N003 AbsolutmaB
N004 AbsolutmaB
N005 AbsolutmaB
N006 AbsolutmaB
N 007 AbsolutmaB
N008 AbsolutmaB
N 009 AbsolutmaB
N 010 AbsolutmaB
N 011 AbsolutmaB
N 012 AbsolutmaB
N013 i^solulmaB
N014 '’ЧИ ’WsolEitmaB
N015 ДР AbsolutmaB
N 016 AbsolutmaB
N 017 AbsolutmaB
N018 AbsolutmaB
N019 AbsolutmaB
N 020 AbsolutmaB
N 021 AbsolutmaB
N022 AbsolutmaB
*>023 AbsolutmaB
r r J V z
34 V
Eingabe
Bemerkungen
X-Koordinate positioniert
Z-Koordinate positioniert
Bohrer 2 mm uber Werkstiick
Beginn Unterprogramm
Bohrvorgang 18 mm tief
Bohrer in Ausgangsposition
X 100 Start Eilgang
Z 82 Start Eilgang
Y 2 Start Eilgang
0,1 J
Y 20-Start
Y 0 Start Eilgang
X 50,055 Start Eilgang Koordinaten 2. Bohrung
Y 20-Start Bohrvorgang
Y 0 Start Eilgang Bohrer in Ausgangsposition
Z 50,055 Start Eilgang Koordinaten 3. Bohrung
Y 20-Start
X 0 Start Eilgang
Y 20-Start
Y 0 Start Eilgang
0,0 J
X 273 Start Eilgang
Z 107 Start Eilgang
5J i
X 162 Start Eilgang
Z 219 Start Eilgang
5J
Y 100 Start Eilgang
Bohrvorgang
Bohrer in Ausgangsposition
Koordinaten 4. Bohrung
Bohrvorgang
Bohrer in Ausgangsposition
Unterprogramm Ende
Anfangspunkt fur 2. Musterposition
Sprung zum Unterorogramm Schritt-Nummer 5
Anfangspunkt fiir 3. Musterpisition
Sprung zum Unterprogramm Schritt-Nummer 5
Werkzeug abheben
7-й пример программирования
Прибавление и гашение переходов в программе
Программа 3 заложена в памяти устройства ЧПУ. Требуется внести в программу следующие изменения:
1. Переход 17 должен отпадать.
2. Вслед за переходом 19 должны прибавляться два перехода: X162 Ускоренное перемещение:
5J.
Для осуществления этих изменений необходимо поступить так:
Переключатель режимов работы (3) установлен в положение: Вводимая информация Примечания
«Гашение и прибавление переходов в программе» 16 J Набирается переход 17, подлежащий гашению
«Гашение и прибавление переходов в программе» Воздействие на клавишу о) Производится гашение перехода 17
«Гашение и прибавление переходов в программе» 18J Набирается переход 18 для прибавления переходов вслед за переходом 18 (первоначальный переход 19 в результате гашения перехода 17 стал переходом 18)
«Гашение и прибавление переходов в программе» Воздействие на_ клавишу Прибавление 1 -го перехода
«Гашение и прибавление переходов в программе» Воздействие на клавишу Прибавление 2-го перехода
Запоминание абсолютного размера» X 162 Ускоренное перемещение Заполнение 1 -го прибавленного перехода требуемой информацией
«Запоминание абсолютного размера» 5J Заполнение 2-го прибавленного перехода требуемой информацией
Образец с четырьмя отверстиями, расположенными в квадрате, повторяется в трех местах обрабатываемой детали.
Программа, в которую вносятся вышеуказанные изменения:
Автоматически Переключатель режимов
задаваемый работы (3) установлен
номер перехода в положение
N 001 Запоминание абсолютного
размера
N 002 То же
N 003 То же
N 004 То же
N 005 То же
N006 То же
М7 То же
N 008 Тоже
М 009 То же
N010 То же
N011 То же
N012 То же
N013 Тоже
N014 То же
N015 То же
N016 То же
N017 То же
N018 То же
N019 То же
N020 Тоже
N021 То же
N022 То же
N023 Тоже
Вводимая информация Примечания
X 100 Пуск
Ускоренное перемещение
Z 82 Пуск
Ускоренное перемещение
Y 2 Пуск
Ускоренное перемещение
0,1 J
Y 20- Пуск
Y 0 Пуск
Ускоренное перемещение
X 50,055 Пуск
Ускоренное перемещение
Y20- Пуск
Y 0 Пуск
Ускоренное перемещение
Z 50,055
Ускоренное перемещение
Y 20-Пуск
Y 0 Пуск
Ускоренное перемещение
X 0 Пуск
Ускоренное перемещение
Y 20-Пуск
Y 0 Пуск
Ускоренное перемещение
0.0 J
X 273 Пуск
Ускоренное перемещение
Z107 Пуск
Ускоренное перемещение
5J
X 162 Пуск
Ускоренное перемещение
Z219 Пуск
Ускоренное перемещение
5 J
Y100 Пуск
Ускоренное перемещение
Подвод в координату X
Подвод в координату Z
Подвод сзерла на расстояние 2 мм от детали
Начало подпрограммы
Сверление на глубину 18 мм
Ускоренный отвод сзерла
в исходное положение
Подвод в координату 2-го отверстия
Сверление
Ускоренный отвод сверла
в исходное положение
Подвод в координату 3-го отверстия
Сверление
Ускоренный отвод сверла
в исходное положение
Подвод в координату 4-гс отверстия
Сверление
Ускоренный отвод сверла
в исходное положение
Конец подпрограммы
Подвод в координату X (начальное
положение 2-й отработки образца)
Подвод в координату Z
Перескок к подпрограмме,
т.е. к переходу N 005
Подвод в координату X (начальное
положение 3-й отработки образца)
Подвод в координату Z
Перескок к подпрограмме.
т.е. к переходу N 005
Ускоренный отвод сверла в положение смены
37
8. Programmbeispiei
Bearbeiten eines Hydraulik-Teiles auf der MH 600 P
Arbeitsablauf:
1. Festlegen der Werkzeuge, ermitteln der Langendifferenzen
2. Erstellen des Programms
3. Eingabe des Programms
4. Anfahren des Werkstiick-Nullpunktes in X, Y und Z mit nachfolgendem Nullen.
Das Werkstuck ist durch Vorrichtungen auf dem Tisch definiert aufgespannt. Dadurch ist bei Wiederholteilen der
Werkstuck-Nullpunkt immer der gleiche.
5. Bearbeitung
a) Frasen der Flache F1.
b) Frasen der Nute F 2.
c) Zentneren В 3 - В11 im Unterprogramm. Verlegen des Unterprogrammes zu В 1 und В 2.
• d) Bohren В 1 - В 3.
e) Bohren В 4 - В11 in Unterprogrammen, Bohrdurchmesser 5 mm. Verlegen des Unterprogrammes zu В 1 und
В 2, Bohrdurchmesser 3,3 mm.
f) Gewindeschneiden M 4 mit Unterprogramm. Gewindeschneiden M 6 mit Unterprogramm.
Der Ablauf erfolgt automatisch. Vorschube und Drehzahlen werden jeweils beim Werkzeugwechsel am Vorschub-
potentiometer bzw. am Drehzahlwahlschalter eingestellt.
8-й пример программирования
Обработка гидродетали на станке мод. МН 600 Р
Последовательность переходов обработки:
1. Подбор режущих инструментов, определение разностей длин инструментов.
2. Составление программы обработки.
3. Ввод программы в память устройства ЧПУ.
4. Подвод рабочих органов станка в нуль детали по координатным осям X, Y, Z. Установка начала отсчета по осям.
Обрабатываемая деталь в своем положении на столе фиксируется применением соответствующих приспособлений. Поэтому
нуль детали остается тем же самым при дальнейшей обработке деталей.
5. Операции обработки
а) Фрезерование поверхности F 1.
б) Фрезерование канавки F 2.
в) Центрование отверстий 8 3 — 811 в подпрограмме. Смещение начала подпрограммы в отверстия 81 и В 2, двукратная
отработка подпрограммы.
г) Сверление отверстий В 1 — В 3.
д) Сверление отверстий В 4 — В11 в подпрограммах; диаметр отверстий 5 мм. Смещение начала подпрограммы в отверстия В1 и 8 2;
диаметр отверстий 3,3 мм.
е) Нарезание резьбы М4 в подпрограмме. Нарезание М 6 в подпрограмме.
Цикл обработки полностью автоматизирован. Подачи и частоты вращения при смене режущего инструмента устанавливаются
потенциометром подачи и многопозиционным переключателем преднабора частоты.
38
39
Automatisch
vorgegebene Schritt-Nummer Betriebsarten- schalter in »Einspeichern« AbsolutmaB Eingabe Bemerkungen
N001 Z 86 Start Eilgang 1. Werkzeug: Walzenstimfraser 0 63 Z-Achse positioniert
N 002 X 91,5 - Start Eilgang X-Achse positioniert
N 003 Y 8- Start Eilgang Frastiefe 8 mm
N 004 Z 69- Start Frasen
N005 X91.5 Start Frasen
N006 Z 69 Start Frasen
N007 X 106,5- Start Frasen mit Uberlauf
N008 Y 150 Start Eilgang Werkzeug abheben
N009 Taste Programmierter Stop (Werkzeugwechsel)
NOW X 68,5- Start Eilgang 2. Werkzeug: Langlochfraser 0 4 X-Achse positioniert
N011 Z 46 Start Eilgang Z-Achse positioniert
N012 x) Y 6- Start Eilgang Werkzeug 2 mm uber Werkstuck
N013 x) Y10- Start Werkzeug in Frastiefe
NOU Z 91-Start Frasen
N015 X 68,5 Start Frasen
N 016 Z 46 Start Frasen
N017 X 68,5- Start Frasen
N018 Y 150 Start Eilgang Werkzeug abheben
N019 Taste Programmierter Stop (Werkzeugwechsel)
N020 X 0 Start Eilgang 3. Werkzeug: NC-Bohrer 0 10 x 90° X-Achse positioniert
N021 Z 0 Start Eilgang Z-Achse positioniert
N022 x) Y 2 Start Eilgang Werkzeug 2 mm uber Werkstuck
N023 0,1 J Beginn Unterprogramm
N024 Y5-Start Zentrieren, 3 mm tief, 0 6 mm
N025 Y 0 Start Eilgang Rucklauf 2 mm uber Werkstuck
N026 X 20- Start Eilgang X-Achse positioniert
N027 Y5- Start Zentrieren
N028 Y 0 Start Eilgang Rucklauf
N029 X 20 Start Eilgang X-Achse positioniert
N030 Y5- Start Zentrieren
N031 Y 0 Start Eilgang Rucklauf
N032 X 14,14 Start Eilgang X-Achse positionieren
N033 Z 14,14 Start Eilgang Z-Achse positionieren
N034 Y5- Start Zentrieren
N035 Y 0 Start Eilgang Riicklauf
N036 X 14,14- Start Eilgang X-Achse positionieren
N037 Y5- Start Zentrieren
N038 Y 0 Start Eilgang Rucklauf
N039 Z 14,14- Start Eilgang Z-Achse positionieren
N 040 Y 5-Start Zentrieren
N 041 Y 0 Start Eilgang Rucklauf
N042 X 14,14 Start Eilgang X-Achse positionieren
N043 Y 5- Start Zentrieren
N 044 Y 0 Start Eilgang Rucklauf
N 045 X 0 Start Eilgang X-Achse positionieren
N 046 Z 20- Start Eilgang Z-Achse positionieren
N047 Y 5- Start Zentrieren
N048 Y 0 Start Eilgang ROcklauf
40
Автоматически задаваемый Вводимая информация Примечания
номер перехода Переключатель режимов работы (3) установлен в положение «Запоминание абсолютного размеоа» 1-й инструмент: торцово-цилиндрическая фреза 0 63
N 001 Z 86 Пуск Ускоренное перемещение Ускоренный подвод в координату Z
N002 X 91,5 - Пуск Ускоренное перемещение Ускоренный подвод в координату X
N 003 Y 8-Пуск Ускоренное перемещение Глубина фрезерования 8 мм
N 004 Z 69- Пуск Фрезерование
N 005 X 91,5 Пуск Фрезерование
N006 Z 69 Пуск Фрезерование
N007 X 106,5-Пуск Фрезерование с перебегом
N 008 Y 150 Пуск Ускоренное перемещение Отвод инструмента от детали
N 009 Воздействие на клавишу (2.1) Запрограммированный останов (для смены инструмента) 2-й инструмент: шпоночная фреза 0 4
N010 X 68,5-Пуск Ускоренное перемещение Ускоренный подвод в координаты X
N011 Z 46 Пуск Ускоренное перемещение Ускоренный подвод в координату Z
N012 Y 6-Пуск Ускоренное перемещение *) Подвод инструмента на расстояние 2 мм от детали
N013 Y10-Пуск *) Подача на глубину фрезерования
J014 Z 91 - Пуск Фрезерование
N015 X 68.5 Пуск Фрезерование
N016 Z 46 Пуск Фрезерование
N017 X 68,5-Пуск Фрезерование
N018 Y 150 Пуск Ускоренное перемещение Отвод инструмента от детали
N019 Воздействие на клавишу (2.1) Запрограммированный останов (для смены инструмента) 3-й инструмент: центровочное сверло 0 10 х 90°
N020 X 0 Пуск Ускоренное перемещение Ускоренный подвод в координату X
N 021 Z 0 Пуск Ускоренное перемещение Ускоренный подвод в координату Z
N 022 Y 2 Пуск Ускоренное перемещение *) Подвод инструмента на расстояние 2 мм от детали
N023 0.1 J Начало подпрограммы
N024 Y 5 - Пуск Центрование, глубиной 3 мм, 0 6 мм
N 025 Y 0 Пуск Ускоренное перемещение Отход инструмента на расстояние 2 мм от детали
N 026 X 20-Пуск Ускоренное перемещение Ускоренный подвод в координату X
N 027 Y 5-Пуск Центрование
N 028 Y 0 Пуск Ускоренное перемещение Отход инструмента
N 029 X 20 Пуск Ускоренное перемещение Ускоренный подвод в координату X
М 030 Y 5- Пуск Центрование
N 031 Y 0 Пуск Ускоренное перемещение Отход инструмента
N032 X 14,14 Пуск Ускоренное перемещение Ускоренный подвод в координату X
N033 Z 14,14 Пуск Ускоренное перемещение Ускоренный подвод в координату Z
N034 Y 5-Пуск Центрование
N 035 Y 0 Пуск Ускоренное перемещение Отход инструмента
N 036 X 14,14-Пуск Ускоренное перемещение Ускоренный подвод в координату X
N 037 Y 5-Пуск Центрование
N038 Y 0 Пуск Ускоренное перемещение Отход инструмента
N039 Z 14.14-Пуск Ускоренное перемещение Ускоренный подвод в координату Z
N 040 X 5-Пуск Центрование
N041 Y 0 Пуск Ускоренное перемещение Отход инструмента
N 042 X 14.14 Пуск Ускоренное перемещение Ускоренный подвод в координату X
N 043 Y5- Пуск Центрование
N044 Y 0 Пуск Ускоренное перемещение Отход инструмента
N 045 X 0 Пуск Ускоренное перемещение Ускоренный подвод в координату X
N 046 Z 20-Пуск Ускоренное перемещение Ускоренный подвод в координату Z
N 04“ Y 5-Пуск Центрование
N048 Y 0 Пуск Ускоренное перемещение Отход инструмента
41
Automatisch
vorgegebene Schritt-Nummer Betriebsarten- schalter in »Einspeichem« AbsolutmaB Eingabe Bemerkungen
N049 Z 20 Start Eilgang Z-Achse positionieren
N050 Y 5- Start Zentrieren
N051 Y 0 Start Eilgang Rucklauf
N052 0.0 J Ende Unterprogramm
N 053 X 40 Start Eilgang X-Achse positionieren
N054 Z 64- Start Eilgang Z-Achse positionieren
N055 x) Y 5- Start Eilgang Werkzeug 3 mm uber Werkstuck
N056 24 J Sprung zum Unterprogramm.
N057 X 40- Start Eilgang Zentrieren 2 mm tief, 0 4 mm X-Achse positionieren
N058 Z 64- Start Eilgang Z-Achse positionieren
N059 24 J Sprung zum Unterprogramm
N060 Y150 Start Eilgang Werkzeug abheben
N061 Taste Programmierter Stop (Werkzeugwechsel)
N062 Z 64- Start Eilgang 4. Werkzeug: Stufenbohrer 0 10 x 20 Z-Achse positionieren
N063 x) Y6- Start Eilgang Werkzeug 2 mm uber Werkstuck
N 064 0,1 J Beginn Unterprogramm
N065 Y18- Start Bohren 16 mm tief
N066 Y 0 Start Eilgang RCicklauf 2 mm uber Werkstuck
N067 0,0 J Ende Unterprogramm
N068 X 4Q Start Eilgang X-Achse positionieren
N069 65 J Sprung zum Unterprogramm
N070 x) Y 2 Start Eilgang Werkzeug 2 mm uber Werkstuck
N071 X 0 Start Eilgang X-Achse positionieren
N072 Z 0 Start Eilgang Z-Achse positionieren
N073 65 J Sprung zum Unterprogramm
N074 Y 150 Start Eilgang Werkzeug abheben
N075 Taste Programmierter Stop (Werkzeugwechsel)
N 076 x) Y 2 Start Eilgang 5. Werkzeug: Spiralbohrer 0 5 Werkzeug 2 mm uber Werkstuck
N077 0,1 J Beginn Unterprogramm
N078 X 20- Start Eilgang X-Achse positionieren
N079 Y 19-Start Bohren 17 mm tief
N080 YO Start Rucklauf 2 mm uber Werkstuck
N081 X 20 Start Eilgang X-Achse positionieren
N082 Y 19- Start Bohren
N083 Y 0 Start Rucklauf
N 084 X 14,14 Start Eilgang X-Achse positionieren
N085 Z 14,14 Start Eilgang Z-Achse positionieren
N086 Y 19-Start Bohren
N 087 Y 0 Start Rucklauf
N088 X 14,14- Start Eilgang X-Achse positionieren
N 089 Y 19- Start Bohren
N 090 Y 0 Start Rucklauf
N091 Z 14,14- Start Eilgang Z-Achse positionieren
N 092 Y 19-Start Bohren
N 093 Y 0 Start Rucklauf
N 094 X 14,14 Start Eilgang X-Achse positionieren
N 095 Y19- Start Bohren
N 096 YO Start Rucklauf
42
Автоматически задаваемый номер перехода Переключатель режимов работы (3) Вводимая информация Примечания
установлен в положение «Запоминание абсолютного размера» N 049 Z 20 Пуск Ускоренный подвод в координату Z
N 050 Ускоренное перемещение Y 5 - Пуск Центрование
N 051 Y 0 Пуск Отход инструмента
N052 Ускоренное перемещение 0,0 J Конец подпрограммы
N053 X 40 Пуск Ускоренный подвод в координату X
N054 Ускоренное перемещение Z 64- Пуск Ускоренный подвод в координату Z
N 055 Ускоренное перемещение Y 5 - Пуск Подвод инструмента на расстояние 2 мм от детали
N 056 Ускоренное перемещение') 24 J Перескок к подпрограмме, т.е к переходу N 024.
N 057 X 40- Пуск Центрование, глубиной 2 мм, 0 4 мм Ускоренный подвод в координату X
N058 Ускоренное перемещение Z 64-Пуск Ускоренный подвод в координату Z
N 059 Ускоренное перемещение 24 J Перескок к подпрограмме, т.е. к переходу N 024
N 060 Y 150 Пуск Отвод инструмента от детали
N 061 Ускоренное перемещение Воздействие на клавишу (2.1) Запрограммированный останов (для смены инструмента)
N062 Z 64- Пуск 4-й инструмент: ступенчатое сверло 0 10x20 Ускоренный подвод в координату Z
N063 Ускоренное перемещение Y 6-Пуск Подвод инструмента на расстояние 2 мм от детали
N064 Ускоренное перемещение') 0,1 J Начало подпрограммы
N065 Y18-Пуск Сверление на глубину 16 мм
N066 Y 0 Пуск Отход инструмента на расстояние 2 мм от детали
N 067 Ускоренное перемещение 0,0 J Конец подпрограммы
N 068 X 40 Пуск Ускоренный подвод в координату X
N069 Ускоренное перемещение 65 J Перескок к подпрограмме, т.е. к переходу N 065
N 070 Y 2 Пуск Подвод инструмента на расстояние 2 мм от детали
N071 Ускоренное перемещение *) X 0 Пуск Ускоренный подвод в координату X
N072 Ускоренное перемещение Z 0 Пуск Ускоренный подвод в координату Z
N073 Ускоренное перемещение 65 J Перескок к подпрограмме, т.е. к переходу N 065
N 074 Y150 Пуск Отвод инструмента от детали
N 075 Ускоренное перемещение Воздействие на клавишу (2.1) Запрограммированный останов (для смены инструмента)
N 076 Y 2 Пуск 5-й инструмент: спиральное сверло 0 5 Подвод инструмента на расстояние 2 мм от детали
N 077 Ускоренное перемещение*) 0,1 J Начало подпрограммы
N 078 X 20-Пуск Ускоренный подвод в координату X
N 079 Ускоренное перемещение Y 19-Пуск Сверление на глубину 17 мм
N080 Y 0 Пуск Отход инструмента на расстояние 2 мм от детали
N081 Ускоренное перемещение X 20 Пуск Ускоренный подвод в координату X
N082 Ускоренное перемещение Y19-Пуск Сверление
N 083 Y 0 Пуск Отход инструмента
N 084 Ускоренное перемещение X 14.14 Пуск Ускоренный подвод в координату X
N 085 Ускоренное перемещение Z 14,14 Пуск Ускоренный подвод в координату Z
N086 Ускоренное перемещение Y19-Пуск Сверление
N087 Y 0 Пуск Отход инструмента
N088 Ускоренное перемещение X 14.14- Пуск Ускоренный подвод координату X
N089 Ускоренное перемещение Y 19-Пуск Сверление
N090 Y 0 Пуск Отход инструмента
N091 Ускоренное перемещение Z 14.14- Пуск Ускоренный подвод в координату Z
N 092 Ускоренное перемещение Y 19-Пуск Сверление
N 093 Y 0 Пуск Отход инструмента
N 094 Ускооенное перемещение X 14,14 Пуск Ускоренный подвод в координату X
N 095 Ускоренное перемещение Y 19 - Пуск Сверление
N 096 Y 0 Пуск Отход инструмента
Ускоренное перемещение
43
Automatisch
vorgegebene
Schritt-Nummer
Betriebsarten-
schalter in
»Einspeichern« AbsolutmaB N097 N 098 N099 N 100 N 101 N 102 N 103 N 104 N 105 N 106 Eingabe Bemerkungen X 0 Start Eilgang X-Achse positionieren Z 20- Start Eilgang Z-Achse positionieren Y 19- Start Bohren Y 0 Start Rucklauf Z 20 Start Eilgang Z-Achse positionieren Y 19- Start Bohren Y 0 Start Rucklauf 0,0 J Ende Unterprogramm Y 150 Start Eilgang Werkzeug abheben Taste Prog ram mierter Stop (Werkzeugwechse I) 6. Werkzeug: Spiralbohrer 0 3,3
N 107 N 108 N 109 N 110 N 111 N 112 N 113 N 114 N 115 X 40 Start Eilgang X-Achse positionieren Z 64- Start Eilgang Z-Achse positionieren x) Y 4- Start Eilgang Werkzeug 4 mm uber Werkstuck 78 J Sprung zum Unterprogramm, Bohren 15 mm tief X 40- Start Eilgang X-Achse positionieren Z 64- Start Eilgang Z-Achse positionieren 78 J Sprung zum Unterprogramm Y 200 Start Eilgang Werkzeug abheben Taste Programmierter Stop (Werkzeugwechsel) 7. Werkzeug: Maschinengewindebohrer M 4 in Gewmdeschneidapparat
N 116 N 117 N 118 Z 64- Start Eilgang Z-Achse positionieren x) Y 9 Start Eilgang Werkzeug 9 mm uber Werkstuck 78 J Sprung zum Unterprogramm. Gewindeschneiden 10 mm tief
N 119 N 120 N 121 N 122 N 123 X 40 Start Eilgang X-Achse positionieren Z 64- Start Eilgang Z-Achse positionieren 78 J Sprung zum Unterprogramm Y 200 Start Eilgang Werkzeug abheben Taste Programmierter Stop (Werkzeugwechsel) 8. Werkzeug: Maschinengewindebohrer M 6 in Gewindeschneidapparat
N 124 N 125 N 126 N 127 X 0 Start Eilgang X-Achse positionieren Z 0 Start Eilgang Z-Achse positionieren x) Y 7 Start Eilgang Werkzeug 7 mm uber Werkstuck 78 J Sprung zum Unterprogramm. Gewindeschneiden 12 mm tief
N 128 Y 200 Start Eilgang Werkzeug abheben
x) Bei der Werkzeugiange wurde oavon ausgegangen, саб das Werkzeug Nr. 1 mu seiner unteren Scnneiaenkante
Y 0 ist und die folgenden Werkzeuge die gleiche Lange haben. In der Praxis muB die Differenz zwiscnen Weixzeug
Nummer 1 und dem leweiiigen Werkzeug berucksichtigt werden.
44
Автоматически задаваемый номер перехода Переключатель режимов работы (3) Вводимая информация Примечания
установлен в положение «Запоминание абсолютного размера- N097 X 0 Пуск Ускоренный подвод в координату X
N098 Ускоренное перемещение Z 20- Пуск Ускоренный подвод в координату Z
N 099 Ускоренное перемещение Y19-Пуск Сверление
N 100 Y 0 Пуск Отход инструмента
N 101 Ускоренное перемещение Z20 Пуск Ускоренный подвод в координату Z
N 102 Ускоренное перемещение Y 19-Пуск Сверление
N 103 Y0 Пуск Отход инструмента
N 104 Ускоренное перемещение 0,0 J Конец подпрограммы
N 105 Y150 Пуск Отвод инструмента от детали
N 106 Ускоренное перемещение Воздействие на клавишу (2.1) Запрограммированный останов (для смены инструмента)
N 107 X 40 Пуск 6-й инструмент: спиральное сверло 0 3,3 Ускоренный подвод в координату X
Ускореннное перемещение
N 108 Z 64-Пуск Ускоренный подвод в координату Z
N 109 Ускоренное перемещение Y 4- Пуск Подвод инструмента на расстояние 4 мм от детали
N 110 Ускоренное перемещение') 78 J Перескок к подпрограмме, т.е. к переходу N 078.
N 111 X 40-Пуск Сверление на глубину 15 мм Ускоренный подвод в координату X
N 112 Ускоренное перемещение Z 64- Пуск Ускоренный подвод в координату Z
N 113 Ускоренное перемещение 78 J Перескок к подпрограмме, т.е к переходу N 078.
N 114 Y 200 Пуск Отвод инструмента от детали
N 115 Ускоренное перемещение Воздействие на клавишу (2,1) Запрограммированный останов (для смены инструмента)
N 116 Z 64-Пуск 7-й инструмент: машинный метчик М 4 в резьбонарезном приспособлении Ускоренный подвод в координату Z
N 117 Ускоренное перемещение Y1 Пуск Подвод инструмента на расстояние 9 мм от детали
N 118 Ускоренное перемещение") 78 J Перескок к подпрограмме, т.е. к переходу N 078.
N 119 X 40 Пуск Резьбонарезание на глубину 10 мм Ускоренный подвод в координату X
N 120 Ускоренное перемещение Z 64-Пуск Ускоренный подвод в координату Z
N 121 Ускоренное перемещение 78 J Перескок к подпрограмме, т.е. к переходу N 078.
N 122 Y 200 Пуск Отвод инструмента от детали
N 123 Ускоренное перемещение Воздействие на клавишу (2.1) Запрограммированный останов (для смены инструмента)
N 124 X 0 Пуск 8-й инструмент: машинный метчик М 6 в резьбонарезном приспособлении Ускоренный подвод в координату X
N 125 Ускоренное перемещение Z 0 Пуск Ускоренный подвод в координату Z
N 126 Ускоренное перемещение Y 7 Пуск Подвод инструмента на расстояние 7 мм от детали
N 127 Ускоренное перемещение") 78 J Перескок к подпрограмме, т.е. к переходу N 078.
N 128 Y 200 Пуск Резьбонарезание на глубину 12 мм Отвод инструмента от детали
Ускоренное перемещение
’) Длина инструмента принята из расчета, что 1 -и инструмент своей нижней режущей кромкой соответствует Y 0, а остальные
инструменты имеют одинаковую с первым инструментом длину. В производственной практике должна Рыть учтена разность длин
первого и очередного режущих инструментов.
45
МАНО
WERKZEUGMASCHINENBAU
BABEL & СО.
D-8962 Pfronten, West Germany
Telefon: (08363) 89-1
Telex: 05 41414
Е 4.5075
Fur <*ese Zetchnung behatten ww uns atle Fecbte vor
i90 BIB! 207 807 \01 •
Code iChj F | ident-Nummer
Tetfe-Numrr'er 3.4. IF
DR JOHANNES HElDENHAIN £»♦* -j*ia F«tnx»» And -Mittlg Datum index
UiiSL Хлк.
-btrfotn '?« Э-«225 Truunwm ТШ»» J^M3» •wro*»"»nrs^-'HR ХА£4,Я ’^кдгжл
f *wrrr <*лтл
ДОПОЛНИТЕЛЬНАЯ ПЕЧАТНАЯ ПЛАТА
* TNC 121
490Blg 207 807t00
Code I Ch j f ; Ident-Nurrmer_
Zeichnungs-Nummer
Blatt ...
von
... 3f
Г7О AE 13035401
СПЕЦИФИКАЦИЯ К ПОЗИЦИОННОМУ УСТРОЙСТВУ ЧПУ МОД. TNC 121 Печатная плата арифметического устройства 206 452 00 ! Е 4.5060 S 4.5061
Номер ПОЗИЦИИ Номер- идентификатор Наименование К-во Схемное обозначение
206 457 02 План расположения схемных элементов
на печатной плате арифметического устройства
/ 206 458 00 Злектросхема печатной платы арифметического
устройства
1 206 454 07 Плата печатная монтажная арифметического
устройства
2 200 949 07 Колодка ножевая угловая штепсельного разъема
40-полюсная 1 J 1
3 200 934 01 Колодка ножевая угловая штепсельного разъема
64-полюсная 1 J 2
4 200 501 04 Зинт с цилиндрической головкой, М 2x10, *
ДИН 84-А2 4
К 200 527 07 Гайка шестигранная, М 2, ДИН 934-m А2 4
6 200 716 01 Штырек для подпайки 2 4,5
7 106 962 zz Теплоотвод, j 205 Т 60 ВК 69.1-24.1 1 К Т 1
8 106 501 zz Шайба распорная, Т0-5/-99 КА 8 l ВК 69.1-15.1 1 К 0 14
9 209 192 01 Колодка присоединительная ЯС, низкая,
24-П0ЛЮСная, Texas С 832402 2 К Q 22,29'
• 10 200 791 01 Шайба распорная. Т0-18 6 К т 4,5,6,7,8.9
11 209 657 01 Шайба паспооная. ТО-5 3 К т 1.2.3 1
12 200 967 08 Колодка присоединительная ИС, высокая,
40-полюсная 1 К 0 40
13
14 200 724 01 Резистор углеродистый; 0,15 Вт, 5% 1 Ом 1 R 69
15
16 . 22 То же 56 Ом 1 R 57
17 25 То же 100 Ом 1 Я 74
18 31 То же 330 Ом 1 к 43
19 33 То же 470 Ом 3 R 37,3.3,42
20 34 То же 560 Ом 1 я 55’
21 37 То же 1 кОм 6 R 8,9,107.108,109.34
22 38 То же 1.2 кОм 6 R 39,62.63,64,65,66 _
23 40 То же 1.8 кОм 3 я 99.100,101 _
24 44 Тохе 3,9 кОм 2 R 49.54
25 45 То же 4.7 кОм .8 R 29.30.32.94.95.96.97.31
26 46 То же 5,6 кОм 1 R 15
27 48 То же 8.2 кОм 1 R 33
28 49 То же 10 кОм 3 а 20,40,70
29 50 То же 12 кОм 1 R 53
30 51 То же ‘ 15 кОм 25 R 60,71,72; я 75 до я 92;
r 102,103,104,105
31 52 То же 18 кОм 1 R 47
32 53 То же ... 22 кОм 3 R 35.51.58
4? 54 Тп же ' 27 хОм 6 R 17, ЗА, 51 , А7, 9Я, 105
34 55 То же 33 кОм 1 R 3
35 56 То же 39 кОм 1 R 46
36 57 То же 47 кОм 3 R 40.45.56
37 58 То же 56 кОм 2 R 13,16
- 38 59 То же 68 кОм 3 R 14,5,28
39
40
41 65 То же 220 кОм 3 R 73.93.59
42 73 То же 1 МОм 3 R18.19.41
43 31 Тп же 4.7 УОм 2. а 4.8, 50
44
45 -
. . . .
Dat 26. а.80
г 3.3956
Dar
:пацлс:икацля электрооборудсзания а ^,.4,5, ре^ч*п
Схемное Изгото- зитель -данные 7-7? Номер латами j
ЯР Кол- — обозна-uiung чение Наименование заказа
1 3 м-з Предохранит едь 25А trig» Siemena 27.51748
г 3 6F1 —3 Предохранит ель 10А trage Siemens 27.51745
3 2 6F4-5 Пр едохранит ель 2А trage Siemens 27.51742
4 3 6е6-8 Предохранит ель 4а trage Siemens 27.51743
5
6 1 Q1 главный сетевой С32 С11 240 Е Kr.Maimer 27.61039
7 1 11S17 Переключатель n. Zeich.23.33934 Kr.Naimer 23.33934
8 Розетка флячтт<?—
9 1 6X1 вая разъема T 3208 2pol. Tuchel 27.51200
10 1 7R1 Потенциометр PO1.OO1 10k lin. AB.Elek. 27.61534
11 1 Ручка-головка 334.6 Mentor 27.52211
12 1 Диск шкальный 334.201 Mentor 27.52736
13 1 6V1 Зьшрясттель 3-60-78-8 Siemens 27.51237
14
15 1 6R1 Резистор 1K Ohm 5W 27.62432
16 1 Блок дугогаситёль- яых аяеньян RC-9-O22 Murr 27-55’44
17 4 ,, едок искрогаленин л 1RC1-3,2-3RC1,16RC.электродвигателю Typ RC3/047-6U Muir 27.58421
18 15 Элемент искрога- RC-SO1/220/110V Murr 27.59*16
’9 пения
20 1 S1 Кнопка ладонная Typ P-V Ki.Moeller 27.53026
21 2 1S1,13S2, Кнопка управления Typ D-R KI.Moeller 27.52605
22 2 16s1.18S1 Кнопка управления Typ D—S KI.Moeller 27.54905
23 1 5S1 Кнопка управления Typ WDS Kl.Moel er 27.58790
24 l4 182,231,855-7.935-7 Переключат ель Typ W-97X KI „Moeller 27.52614
25 1OS5-7,11516,13S1,1< 32
26 2 11SH1,3SH1 Кнопка управления LT2/S0ND.51/KFa-K22 KI.Moeller 27.59324
7*7 6 8SH3-4,9943-4,10SH3- 4 со встроенным сигнальным фона- LT2/KFB-0GL KI.Moeller 27.57624
28 1 1SH1, рем LT2/KFA KI.Moeller 27.55443
29 6 Дампа накаливания 36V BA 9s 27.51233
30 29 Стойка контактная К KI.Moeller 27. 51339
31 1 16S2 Контактная стоечка Typ K11D KI.Moeller 27.63471
12 2 0 а дно диско зал на до с тонн- 9Y1-* ное ааптзяжение SKR5 Bohrung 30H7 N. 8X1,7 ZF 27.59052
•»? 4 8Y1-2,10Y1-2 Муфта SKR4 Bohrung 30H7 N.8JS9 ZF 27.56959
31| 6 8S1-2.9S1-2,10S1-2 Выключатель ко- Typ MS 331-11Y Sofcuner s al 27.5975^
35 ч 1131-15 ?ялн.кон.зшишч. 1 39O-M Buchner 27.62327
36 Электродвигатель редукторный на
17 3 11М1-3 постоянное з апряхение 24 В GJ24V 0390117050 Bosch 27.57562
38 1 7 ns 1,7 В 1 Электродвигатель MC19P M.F 12T BBC 27 • 6 1
39
40 1 18X1 Корпус разъема 09200030301 Harting 27.59868
ч 1 1 18X1 Система kohtsj ктная розетка разъема 39200052711 han за Harting 27.59870
. 42 1 18А1 Устройство пози— TNC 121C Progr. 205443 MH Heidenhain 27.63140
43 1 ционное ЧШ
дй 1 7А1 Прибор тиристор- Typ 05 LE 10 b-E BBC 91,20531
45 частоты зрашения
46 3 11R1-3 Резистор 25 ESS 100 Ohm Beck 27.59944
4? 1 7.^ Приставка для торможения элек- ' ”*”зг» "пит’о о ут а 05 LZ 01 a-E BBC 27.62785
48 18 1К8,7К2,11К9-14, Реле AZE 31-08-8 24V» Zettler " 27.5982= 1
4 9 18К1-5,18К7-8,18К10 18К12-11,
50 1 1 8Кб Реле AZE 31-08-100 24V« Zettler 27.6283“
51 * Г “ "
52 Г
53 1 | ’ :
54 1 1 128а : Плита. за реле 1 3OOP.OO5A f. MH 800 ° lElek.Psr-. 27. -
55 I !
56 11 =R1,11R4-O,13R1, Варистор IVOR 2322 5520 2281 Sasco 127.5189=
«*• 8Н1-2.9R1-2.1OR1-2 ! *“
58 ; r
J
Oat 31.7.30 2 3.7CT5 I
orscnr Зак
Dat: Entstanoen aus:
Geor.
3₽ । Кол-во 1 Схемное обозна-hnung чение Наименование Изгото- витель Данные для заказа Номер детали
«3
64
65 6 1Кб,2—3X1,7X1,11K8, Конгантой воздушный ЗТВ 4017 OAFO 110V 5ОН« Slemene 27.59086
66 1бК1
67 2 11К1-2 эоздупный ЗТВ 4317 OAFO 110V 50Hz Sieeene 27.59813
68 3 5К1 ,11К4,11К25 Контактор воздушный ЗТН 8244 OAFO 110V 50Hz Siemens 27.59969
69 1 11 Кб Реле импульсное VS10 18+1s 110V 50Hz Eltake 27.59966
70 1 11КЗ Реле времени, PF-13K1O 2UZ 110V 0,05-Юв Pilz 27.61216
71 3 1К5,1X7,11X7 Реле времени, PA-1SKS 110V 50/бОНя 0,08-30» Pilz 27.59946
72 1 11К5 Реле-датчик так- товых импульсов PT-INK 11OV J3.P3 220V 5O/6OHX Pilz 27.61218
73 1 цА1 Станция смазки шестевенчато- 122044321 110V 50Hz Vogel 27.62977
74 1 18М1 Зентзлятор Typ 48OON 110V 5O/6OHZ Papat 27.63076
75
76
77 Ре ьбочее напряжение 2: O^JOHz
78 4 1К1-4 Возд. контактор 3TS 4317 0AM0 22OV 50Hz Siemens 27.59811
79 1 iqi Hllfsschalterblock 3VK 9301 1AAOO Siemens 27.61664
'0 1 iqi Зыключатель 3VE 3090 2NAOO 16-25A Siemens 27.61667
ol 1 2Q1 электродвигателя 3VE 1O1O 2E 0,4-O.63A Siemens 27.56815
32 1 3Q1 Выключатель 3VB 1O1O 2H 1,6—2,5A Siemens 27.56818
33 1 16Q1 "автоматический .электродвигателя 3VE 1010 2K 4-6,ЗА Siemens 27.56820
84 1 6Т1 Трансфо шатор управления 22O/38OV 5O/6OHZ Zeich.22.50445 Schuster 27.63363
85 1 1М1 Электродвигатель 5,5k¥ 1LC313O 2AC6O 22O/38OV 50Hz Siemens 27.59618
36 1 2М1 ЭлехтронасосГохлавдения PRT4A TT120 200—420V 50/бОН» Spandau 27.55656
37 1 ЗМ1 Гидр о с т анция RRRHHeDSG 220V 5О/6ОН» Hawe 27.63058
38 1 1бМ1 Электродвигатель 1,5kW 3OOOU С1бО 22O/38OV 50Hz Siemens 27.56190
89 привода ускорен- ных перемещений
90
94 Рабочее напряжение 31 OV 50Hz
92 4 1К1-4 Зозд. контактор 3TB 4117 OAMO 220V 5OHz Siemens 27.59808
93 1 1Q1 Зыкдючатель 3VE 1010 2M 1O-16A Siemens 27.56822
94 1 2Q1 электродвигателя 3VB 1010 2D 0,25-0,4a Siemens 27.56814
95 1 3Q1 Заключатель 3VB 1010 2G 1-1,6A Siemens 27.56817
96 1 16Q1 электродвигателя 3VE 1O1O 2J 2,5—4a Siemens 27.56819
97 1 6Т1 Регулир.транеформа! 22O/38OV 50/60Hz Zeich.22.50445 Schuster 27.63363
* 1 1М1 Тормозной двигатель 5,5kV 11X3130 2AC40 38O/66OV 50Hz Siemens 27.59619
1 2М1 Насос для под.охл.жид PRT4A TT12O 200-420V 50Hz Spandau 27.55656
100 1 3Mi Гидростанция RRRHH+DSG 38O-44OV 5O/6OHZ Have 27.63059
101 1 1бМ1 Электродвигатель 1,5kW 30OOU Cl60 £2O/38OV 5O/6OHZ Siemens 27.56190
102 привода ускорен- ных петземешений
103
104 /только по потребно сти/
105 1 1Р1 Счетчик рабоч.часов 7ХТ5 055-2 220V 50Hz Siemens 27.55572
106 1 6X2 :. Perilex 5pol- 16a Siemens 78.00491
107 Штепсельная розетке
108 для подсоединения
152_ фрезерной головки 1
110 для обработки угле!
1 1 1 -
112
43
111*
I115 T
i’6 •
20
СПЕЦИФИКАЦИЯ К ПОЗИЦИОННОМУ УСТРОЙСТВУ ЧПУ МОД. СЯС 121 Печатная плата арифметического устройства 206 457 00 Е 4-5062 Е 4.5063
Номер ПОЗИЦИИ Номер- идентификатор Наименование К-во Схемное обозначение
46 200 725 17 Резистор углеродистый; 0,15 Зт, 2$ 47 хОм 1 |я 1
25 То же 100 кОм Д R 2,4,26,27
48
49 200 ЯО2 10 Потенпиометр подстроечный .
Cermet , 0,4* Вт 10 кОм 3 R 21,24,25
50 ’ 11 Го же 20 кОм 1 R 23
51 13 То же 100 кОм 1 R 22
52
53 200 909 16 Резистор металлопленочный:
0,35 Вт, 1% 30,1 Ом 1 R 7
54 17 То же 56,2 Ом 3 R 6,10,11
55 108 312 zz Резистор, 69.1-5.3 9,1 кОм 1 R 68
56
57
58 200 751 13 Конденсатор керамический дисковый,
250 В пост, тока 15 пФ 1 С 5
59 21 То же 68 пФ 1 С 4
60 27 То же 220 пФ 3 . С 3,8,37
• 61 35 То же 1000 пФ 2 С 22.38
62 200 746 01 Конденсатор танталовый сухой.
35 В пост, тока 1,0 мкФ 2 С 7,18
63 200 746 06 Конденсатор танталовый сухой,
25 В пост, тока 6,8 мкФ 2 0 16,33
64 200 753 04 Конденсатор керамический литой секционный,
50 В пост, тока 0,047 мкФ 1 С 2
65 06 То же 0,10 мкФ 16 0 6,9,10,11,12,15,19,21,23.
0 24,25,26,27,32,34,39
66
67 200 753 10 То же 0,47 мкФ 3 0 20,40,14
68 200 789 01 Конденсатор танталовый жидкостный,
50 В пост, тока 6,8 мкФ 5 С 1.28,29.30.31
6S 200 752 06 Конденсатор керамический литой секционный,
100 В пост, тока 10000 пФ 1 0 17
70 200 960 01 Конденсатор керамический литой секционный.
200 В пост, тока 0,1 мкФ 1 С 35
71 207 894 04 Конденсатор МКН
100 В пост, тока 0.47 мкФ 1 С 13
72
Z3
74 200 913 02 Кварц задающего генератора, 1
20x19x8; 5185 кГц
75 200 927 01 Кварцедержатель горизонтального исполнения 1
76
77 200 714 01 Лиол. 1-N4448 33 0 2.3: ° 8 до ° 38
78 200 792 21 Диод, ZPD 18 1 D ?
79 207 531 01 Диод, AAZ 18 1 D 4
80
81
82 200 790 01 Транзистор. 3CY 58/IX 2 Т 6,9
83 200 899 01 Транзистор, вст 78/IX 4 Т 4,5,7,8
84 107 981 ZZ Транзистор. 2n9o5 ВК 69.1-2.6 2 Т 2.3
85 209 291 01 Транзистор, 2N2219A Т 1
86
S7
88 200 935 01 Ж LM 741CN О 1 Q 4,1р
89 200 961 01 ИС ...дд 2OQ4AK 1 9 47
90 200 981 J01 ИС TIL 111 3 2 48.49,50
-9Т 105 797 zz ИС LM 301 АН 2 14
92 207 524 01 ЙС НА 4741 - 2 1
QP
94
95 200 793 01 ИС HEP 4049Р 1 2 8 .. 1
96 200 806 01 ИС НЕЕ 4050Р 1 2 3
97 200 823 01 ИС HEF 4071Р 2 2 26,35
9Я 200 824 01 ИС НЕТ 4О69Р . .3 Q 20,25,46
99 200 827 01 ИС НЕЕ 401ЭР 1 2 27
100 200 828 01 ИС НЕЕ 4011Р 2 Q 12,28
101 200 835 01 ИС 'НЕЕ 40О1Р 1 2 19
1 ПР 200 ООО 01 • ТЛП НЕЕ 4О42Р 4 2 22, .17,42,45 _
103 200 917 01 ИС ММ 74C42N 2 2 31,36
104 200 918 01 ИС D 42Й9 1 а 40
105 200 919 01 ИС Р 4002-1 3 а 5,и,17
1 Ой 200 820 01 ПС Р 4040 1 а 24.
107 200 937 01 ИС НЕЕ 4040Р 1 Q 9
108 200 938 01 ИС НЕЕ 4528Р 1 2 13
109 200 939 01 ИС НЕЕ 4016ОР 4 Q 18,34,39,44
110' 200 941 01 ИС F 40085 PC 3 2 33,38,43
111 200 974 01 ИС Р 4265 1 а 41
112 -
113 200 987 01 ИС SN74LS175N 1 Q 30
114 200 988 01 ИС SN74LS 42N 1 а 23
115 200 990 01 ИС Р 5101L 6 Q 2.6.7.15.16.21
-
1
-
СЛгИИФИКАЛИЯ к позшионесжу УСТРОЙСТВУ ЧПУ МОД. ТКС 181 Печатная злата аналогового устройства CCS 356 ОС ' 2 4.5065 В 4.5066
Номер позиции Номер- идентификатор Наименование К-во j Схемное обозначение
/ 206 366 02 План расположения схемных элементов
на печатной плате аналогового устройства 1
/ 206 367 00 Электросхема печатной платы аналогового
устройства
1 206 363 06 Плата печатная монтажная аналогового
устройства 1
2
3 200 501 04 Винт с цилиндрической головкой, 'Л 2x10,
ДИН 84-А2 2
4 200 527 07 Гайка пестигранная, М 2, ДИН 934- »А2 2
£ 200 716 01 Штырек для подпайки 1
6 200 934 01 Колодка ножевая угловая штепсельного разъема
64-полюсная 1 J 4
7 200 758 01 Колодка гнездная штепсельного разъема,
8 200 759 3-полюсная Колодка гнездная штепсельного разъема, 1 J 5
9-полюсяая 3 J 1,2,3-
. 9 200 734 02 Проволока медная оцинкованная голая,□ 0,6 0,65С К ь 1 до 21
10
11
12 200 724 37 Резистор углеродистый; 0,15 Вт, 5$ 1 кОм 1 R 78
13 45 То же 4.7 кОм 1 R 121 .
14 48 То же 8,2 кОм 13 R 7,12,24,42,45,48,61.74,75,
а 81,10'0,103,120
15 49 То же 10 кОм 15 R 2,4,21,27,34,36,55,58;66,
R 68,92,95,107,110,119
1€ 52 То же 18 кОм 1 R 122
17 55 То же 33 кОм 30 R 6,8,9,18,19,20,30,38,39,40.
— R 41,01,53,57,65; R 70 до R73 R 88,90,94,99,106,109; й 112
18 59 То же 68 кОм 18 до R 115; R 124 R 10.11.16.17.23.29,46,47,52
r 54,60.64,79.80,89,91.97.98
19 65 То же 220 кОм 19 R 1,15.31.32,33: R 84 дой 87;'
к .123; н 125 до r 133
20 66 То же 270 кОм 6 R 43,44,76,77,104,105
21 80 То же 3,9 МОм 15 R 3,5.22.28.35.37.56.59.67,
R 69,93,96,108,111,117
22 200 725 28 Резистор углеродистый; 0,15 Вт, 2% 130 кОм 12 R 13,14,25,26,49,50,62,63,82
23 200 724 56 Резистор углеродистый; 0,15 Вт, 5$ 39 кОм 2 R 83,101,102 R 116,118
24
25 200 751 07 Конденсатор керамический дисковый, 4,7 пФ 9 С 11,20,33,43,51,59,71,78,86
2£ 11 То же 10 пФ 6 С 32,34.58.60.85.87
27 13 То хе 15 пФ 15 С 8.10.12.19.21.31,42.44,50,
0 02,57,70,72,77,79
28 17 То же 33 пФ 15 С 4,5.17,18,29,30,40,41,55,
С 56,68,69,91,92,94
29 29 То же 330 пФ 18 С 13,14,22,23,24,35,36,45,46 “U 5’3,64,61,67,73,74,80,81,38 |
30 200 752 06 Конденсатор керамический литой секционный. 3 0 2,28,66
100 В пост, тока 10000 пФ
31 200 752 04 Конденсатор керамический литой секционный. 3 С 6,25,49
100 В пост, тока 4700 пФ
32 200 753 06 Конденсатор керамический литой секционный, 1 23 С 1,3,9,15,16,26,27,37.38,39
50 В пост, тока 0.10 мкФ С 47,48,62,63,65,75,76,8£.8г
'"d 84'^ol3S,To
33 _ 200 789 01 Конденсатор танталовый жидкостный 3 С 7,89,96
56 S пост, тока 6,8 мкФ
1
СПЗПИФИКЛПИл К ПОЗИЦИОННОМУ УСТРОЙСТВУ ЧПУ МОД. ТЫС 121 Печатная плата аналогового устройства 206 366 СО
S 4.5067
Номер ПОЗИЦИЙ Номер- идентификатор Наименование К-во Схемное обозначение
34 200 960 01 Конденсатов керамический литой секционный. 1 С 97
200 3 пост, тока 0,10 мкФ
35 200 736 03 Боусина демпферная, 7,5 мм 21 L 1 ДО L 21
36
37
38 200 710 01 ИС LM 339N 4 2 5,16,33,47
39 200 713 01 ИС -ТСА 520В 12 0 4.6.11.17.1Я.2Я.2Я.ЯД.35.
2 40,41,46
40 200 961 01 ИС ОГЛ 2004AN 1 , 0 19
41 200 828 01 ИС НЕЕ -10 IIP 4 2 2г21г30.48
42 200 827 01 ИС НЕЕ 40 13Р 3 0 26,38,29
43; 200 826 01 ИС НЕЕ 40 25Р 1 2 39
44 200 825 01 ИС НЕЕ 40 27Р 3 2 9,25.13
45 200 794 01 ИС НЕЕ 40 ЗОР 4 0 1.15.20.45
46 200 903 01 ИС НЕЕ 40 42Р 1 0 42
47' 200 821 01 ИС НЕЕ 4° 81Р 5 2 7,8,12,14,37
48 200 820 01 ИС HEF 4О174Р 4 2 10,22,31,44
49 200 936 01 ИС ММ 8OC97N 2 С 24,36
. 50 200 796 01 ИС ММ 74С 14N 1 2 32
51 200 837 03 ИС scm 10007Р зеленого пвета 3 2 3.27.43
52 200 837 02 ио SCM 10007Р краоипгп гтяятя 3 2 3,27,43
•
1
-
о СПЕИИФИКАЦИЯ к ПОЗИЦИОННОМУ УСТРОЙСТВУ НЕУ ИОД. TNC121 Печатная плата счетчиков 206 360 00
Е 4.5068 Е 4.5069
— Номер позиции Номер- идентификатор 11 - ——----- Наименование ! К-ВО ! 1 Схемное обозначение i
/ 206 360 01 План расположения схемных элементов 1 )-
на печатной плате счетчиков
/ 206 361 00 Электросхема печатной платы счетчиков
1 206 357 03 Плата печатная монтажная счетчиков 1
2 200 501 04 Винт с цилиндвической головкой. И 2x10.
ДИН .84-А2 2
3 200 527 07 Гайка шестигранная, М 2, ДИН 934-m А2 2
4 200 934 01 Колодка ножевая угловая штепсельного вазъема
• 64-полюсная 1 J 3
5
6 200 967 02 Колодка присоединительная ИС, высокая
14-полюсная 24 К позиции 10
7 205 810 02 Лайба 1
8 200 951 01 Певеклпчатель многопозиционный, ЕМХ 1,
специального исполнения 1 S 1
9 200 791 01 Шайба распорная, ТО 18 28 К Т1 до Т21, о 2,4,7,10,11
10 200 723 02 Индикатор цифровой с 7 сегментами, -
HP 5082-7650 24
11 200 829 01 Индикатор цифвовой с 7 сегментами, •
dl-44М 4
12 200 930 01 Панелька гнездная подпаиваемая 6-полюсная 3 j 1,2,4
13 107 125 zz Кабель плоский гибкий многопвоводниковый,
195 А 3001 ы 0,0&о вг. 1
14 200 734 02 Проволока медная оцинкованная голая, о 0,6 0,010 Вг. 2
15 200 724 16 Резистов углеводистый; 0,15 Вт, 5$ 18 Ом 24 R 1 доR 6; R 8,32; а 58 до r64
R 80, R 94 ДО R101
16 21 То же 47 Ом 8 R 23 ДО R 30
17 26 То же 120 Ом 10 R 12.15.18,20,48,49,51,77,85,
к 92
18 30 То же 270 Ом 21 R 9 до R 11; R 21,22,50,53,
н 04; R 72 до R 77; r 84,
R 109 до R 114; R 7,13
19 54 То же 27 кОм 1 R 17
20 45 То же 4,7 кОм 8 R 40,41,45,46,88,89,90,91
21 47 То же 6,8 кОм 3 R 39,81,125
22 51 То же 15 кОм 23 R 33 до R38; R 44; R 66 до 1
R 71; R 87; R 103 до R 1С8,
R 120,121,122
23 ' 58 То хе 56 кОм 3 R 19,52,93
24 65 220 кОм 21 R 31,42,43,47,56,57,65,78,79J
R 82,83,86,102; R 115 до R119
R 123,124,126
26 24 Тл да • 1,2 МОм 1 R 16
26 42 То же 2,7 кОм 3 к 14,55,76
27
28
29 200 751 35 Конденсатов кевамический дисковый, 4 С 2,9,10,11
250 В пост, тока юоО пф
30 200 753 06 Конденсатов керамический литой секционный, 5 С 3,4,5,7,14
50 В пост, тока 0,10 мкФ
31 200 789 01 Конденсатор танталовый жидкостный, 5 С 1,6,8,12,13
50 В пост, теки 6,8 мкФ
32 200 752 04 Конденсатор керамический литой секционный, 1 С 15
100 В пест, тока 4700 пФ
—аа ]
34 200 714 01 ДИОД , 1И444Б 10 в 1,3,8,9,12,13.14,15.16.17
35 200 830 01 Сэетсхиод. квасный. И? 5082-4650 В 2,4,5,6.7.10,11
36 т
37 200 334 01 Тванзистов. ВС 517 18 Т 1 до Тб; T9 до Т 14;
Т 16 до Т 21
СПЕЦИФИКАЦИЯ К ПОЗИЦИОННОМУ УСТРОЙСТВУ ЧПУ МОД. тыс 121 Печатная плата счетчиков 206 360 СО Е 4.5070 t
помер позиции Номер- идентификатор Наименование К-во i Схемное обозначение
38 200 952 01 Тпанзистот». 20 516 3 Т 7.8.15
39
40
200 961 01 ИС ULN 2004 AN 6 <2 5,11,14,20,22,27
42 200 800 01 ИС Ж 5O39N 3 Q 12.23.28
43
44 200 824 01 ИС НЕЕ 40 69Р а 6
45 200 827 01 • ИС НЕЕ 40 13Р 1 а з
46 200 828 01 ИС НЕЕ 40 11? 1 . Q 17
47 200 831 01 ИС НЕЕ 40 95Р 2 0 7.10
48 200 838 01 ИС р 75491АРС 2 2 3,4
49 200 903 01 ИС НЕЕ 40 42Р 3 5 9,18,21
50 200 915 01 ИС НЕЕ 45 IIP 1 0 16
51 200 936 01 ИС ММ 8OC97N 5 0 1.4,18,24,26,20
52 200 964 01 ИС НЕЕ 40 93Р 1 _2_2 J
53 200 973 01 ИС НЕЕ 45 12Р 1 Q 19
54 200 975 01 ИС С 4269 1 Q 25
55 200 979 01 ИС НЕЕ 4О192Р 1 2 8
.....
—
- — •
-
...
1
1 ———.
1
ОПЕПИФИКАШГЯ К ПОЗИЦИОННОМУ УСТРОЙСТВУ ЧПУ МОД. TNC 121 Печатная плата источника питания | 207 364 00
2 4.5071 3 4.5072 ’j
Номер ПОЗИЦИИ Зомер- хдентификатор Наименование К-во Схемное обозначение i
/ 207 364 01 План расположения схемных элементов
на печатной плате источника литания
/ 206 487 00 Электросхема печатной платы источника питания
1 206 483 06 Плата печатная монтажная источника питания 1
2 200 737 02 Хомут крепления, 200 мм 2
3 200 737 01 Хомут крепления, 92 мм 1
4 200 716 01 Штырек лля полпайки 44 1 яп 15 1 Q ттп Д.7
5 200 501 04 Винт с цилиндрической головкой,
М 2x10, ДИН 84-А2 2
с 200 527 07 Гайка шестигранная, М 2, ДИН 934-шА2 2
200 911 01 Шайба распорная. ТО 5 __2 к Т2. q2
8 200 791 01 Шайба распорная, ТО 18 1 К Т1
9 106 501 zz Шайба распорная, Т0-5/-99 КА-8 L ВК 69.1-15.1 1 К Q1
10 205 267 01 Дроссель сглаживающий 1
11 200 949 05 Колодка ножевая угловая штепсельного разъема
26-полюсная 1 j 1
12 207 201 01 Планка со штырьками 1
13 200 724 12 Резистор углеродистый; 0,15 Вт, 5%, 8,2 Ом 1 R 19
14 200 724 20 То хе 39 Ом 1 R 10
15 27 То же 150 Ом 1 R 9
16 30 То же 270 On 1 R 2
17 33 То же 470 On 1
18 39 То же 1.5 кОм 2 R 8,15
19 44 То же 3,9 кОм 1 R 5
20. 47 То же 6,8 кОм 1 R 7
21 52 То же 18 кОм 2 R 13,16
22 54 То же 27 кОм 2 R 3,6
23 57 То же 47 кОм 1 R 17
24 61 То же 100 кОм 1 R 14
25 72 То же 820 кОм 1 R 18
26 74 То же 1,2 МОм 1 Я И
27 108 401 ZZ Резистор, 69.1-5.11 0.33 Ом 1 Я 4
28 109 372 ZZ Потенциометр подстроечный, 72 pr 10 кОм 1 R 12
29
30 200 751 35 Конденсатор керамический дисковый, 1 0 13
250 3 пост, тока 1000 пФ
31 200 751 29 Конденсатор керамический дисковый. 1 С! 1Д
250 В пост, тока 330 пФ
32 ' 31 То же 470 пФ 1 С 2
33 200 753 06 Конденсатор керамический литой секционный 3 П 26.P«t.4O
50 3 пост, тока 0,10 мкФ
34 08 То же 0,22 мкФ 3 С 3,4,5
35 200 778 02 Конденсатор электролитический алюминиевый, 2 i С 1, 8
40 В пост, тока 2200 мкФ
36 03 То же, 16 В пост, тока 4700 мкФ 1 С 9
37 08 То же, 16 В пост, тока 2200 мкФ 1 С 7
38 09 То же. 25 В пост, тока 47 мкФ 1 С 6
39 200 789 01 Конденсатор танталовый жидкостный, 1 О 27
50 3 пост, тока 6,8 пФ
40 200 891 01 Конденсатор керамический дисковый, 2 .С 20,21
3000 3 пост, тока 1000 пФ
41 !200 960 01 Конденсатор керамический литой секционный. 12 0 11,12,14,15.17.18.19.22.23.
200 3 пост, тока 0,1 мкФ С 34,25,29
42 1 '
43 200 735 01 Дроссель широкополосный 15 о 1 до о 15
44 200 948 02 Реле, с 1 переключавшим контактом. 6 Rel . 1 ДО Rel . 6
15 3 пост, тока
Р|П ; г ’
__х
© ~ “ 1 X ПОЗИЦИОННОМУ УСТРОЙСТВУ ЧПУ МОД. ТЛС121 Печатная плата источника питания 207 364 00
2 4.5073 ।
Номер ПОЗИЦИИ i Номер- идентификатор Наименование К-ао Схемное обозначение
46 200 714 01 ДИОД, 1N4448 8 . D 1 м ° 6, D ч Я г РЯ
47 200 715 01 ДИОД, 1N4OO3 12 о 7.8,10,11, о 14 до D 19.
D 24,25
48 200 777 01 Диод, BY 251 4 3 20,21,22.23
49 205 280 01 Диод, MR 351 1_ 0 12
50 207 526 01 Диол. 1.5 НЕ. 16 А 1 ° 9
51 207 525 01 ДИОД. ICTE-5 1 D 27
52
53 200 900 01 Транзистор, 3CY 79 57111 1 Т 1
54 107 981 ZZ Транзистор, 2n29o5 1 Т 2
55
'56 200 980 01 ЯС MC79L15ACG 1 Q 2
57 105 798 zz ИС ГМ 311 а 69,1-1,28 1 Q 1
58
59
60 207 897 01 Штырек для соединения методом накрутки. 2
С77 2000
•
*
-
j —
СПЕЦИФИКАЦИЯ К ПОЗИЦИОННОМУ УСТРОЙСТВУ ЧПУ ПОД. TNC 121 Дополнительная печатная плата 207 807 00
Е 4.5074 J
Номер позиции Номер- идентификатор Наименование К-во Схемное обозначение
207 807 01 Дополнительная печатная плата
кплан расположения схемных элементов)
1 207 803 01 Плата печатная монтажная дополнительная 1
2 200 911 01 Шайба распорная, ТС 5 1 1
3
4 200 883 06 Провод многопроаолочный полихлорвиниловый
А 0,14 68 мм 1
5 200 877 06 Пповол многопроволочный полихлорвиниловый
А"0,14 68 мм 1
6 200 879 06 Провод МНОГОПРОВОЛОЧНЫЙ ПОЛИХЛОРВИНИЛОВЫЙ
А 0,14 68 мм 1
7 200 876 06 Провод многопровслочный полихлорвиниловый
А 0,14 68 мм 1
8
9
10 200 724 25 Резистор углеродистый; 0,15 Вт, 5$ 100 Ом 1 R 21
11 200 724 26 То же 120 Ом 1 R 20
• 1 й
13 200 753 08 Конденсатор керамический литой секционный,
50 В пост, тока 0,22 мкФ 1 С 31
14 200 753 10 То же 0,47 мкФ 1 С 32
15
16
17 200 715 01 ДИОЛ. 1N4OO3 1 0 28
18 • 207 889 01 Диод, 1NS344A 1 D 29
19
20
21 207 ЯРО 01 ИС! МС 78М 05CG 1 0 3
•
•
verboten!
forbidden!
erlaubt
allowed
Maschinen-Ruckseite
Machine-Rear view
\ ilk L
Reinigungs - Anweisung
Cleaning Instruction
Ту pen MH 800 P
Maschinenbereich
area of machine
40
200
Siebe entfernen
remove sieves
8
Reinigungsintervall
Cleaning interval
taglich, nach Arbeitsende
daily, after working fine
wochentlich
weekly
monatlich entschlammen,
grundlich reinigen
monthly remove grime,
thoroughly clean
Maschinen-Vorderseite
Machine-Front view
р</нгп
BetMebsanleitunu. , .
fiir Ну0гшк-8рав^тyp 745 MG
mit mecbanisciieni Antrieb . r
RN 1088
*
Allgemeines
Der Schraubstock bzw. die dazugehbrige DrehplattetfnuB mit der ganzo
Flache plaoiauf dem Aufspanntisch aufliegen. *.« * «J.’* •
DieBefesticJeng erfolgt an mehreren Stellen<^od^R eine mbglichst-6tar>
Verbinduntf^ vfschen Schraubsuyzk und'Mfaschinentisch’ entste'ht. Eine
£
HHHMBB. ____________________r___J г
i.rlabile Verbindung wiirde sich auf die Standzeii des Werkzeuges und der| r
' Oberfiachengute des Werkstuckes ausWirken. Bei nicht sachge~
Ы&ЙВ "
1
> i—- JJb
Rapid Hyaraulik-Spanner fest
Typ 745 HGF
... .
festigung ist auBerdem'etn Vorspannen bzw Durchziehefi des Grund-
korpers moglich, wodurctTfrin vorzeitiger.VerschleiB eintrirrpnd die
erreichbare Spannkraft nicht erpra^ht wird. Dies ist besonders wicfpfg'^4 *
beim Frasen mit hoher Schnittgeschwindigkeit. Zur Befestigung des »
Schraubstoekes nur Schrauben DIN 931 mit Unterlagscheiben ver-
wOnden. Die Handkurbel ist zur schnelleren Und bequemeren Spannung
mit einem Achtkant versehen. \
Rapid Hydraulik-Spanner drehbar
Typ 745-1 HGD
Voreinstellung der beweglichen Spannbacke
Absteckbolzen aus Spindelmutter und Kdrper heraus-
ziehen. Bewegliche Spannbacke bis zur nachsten gewunschten
Absteckbohrung verschieben. Spindelmutter und Kdrper mit
Absteckbolzen verriegeln.
Mechanisch - hydraulisches Spannen
Die mechanitche Vorspannung erfolgt durch Drehen der Handkurbel.
Die Gewindespindel mit groBer Steigung fuhrt die bewegliche Spann-
backe bis zur Anlage an das Werkstuck heran. Dabei ist an der Hand-
kurbel ein Widerstand spurbar Beim Weiterdrehen in Drehrichtung er-
folgt die selbsttatige Auskupplung und Umschaltung auf die Hydraulik-
spannung.
Durch weiteres Drehen an der Kurbel wird ein Druckbolzen axial bewegt
und bewirkt durch Olverdrangung in der Hydraulik-Einheit die
hohe Spannkraft.
Zusatzlich eingebaute Tellerfedern gewahrleisten eine selbsttatige Nach-
spannung, soda8 ein Lockern des Werkstuckes wahrend der Bearbeitung
ausgeschaltet wird.
Einstellen unterschiedlicher Spannkrafte
Um Beschadigungen an empfindlichen Werkstucken durch uberhbhte
Spannkraft zu vermeiden, konnen unterschiedliche Spannkrafte mit
Hilfe der gekordelten EinstelIhiilse voreingestellt werden. Zur einfachen
und schnellen Handhabung empfiehlt sich diese Hulse mit der Hand
anzuhalten und gleichzeitig die Kurbel bis zur gewunschten Markierungs-
rille zu drehen. (eingravierte Zahl x 1000 daN).
Die markierte Spannkraft ist auBerdem auch durch spiirbares Ein-
rasten eines Federbolzens leicht erkennbar.
Zum Spannen wird die Kurbel soweit gedreht, bis der Anschlagring
zur Anlage kommt.
Die Verstellung der Spannkraft bei bereits gespanntem Werkstuck
ist mbglich. Hierzu wird zum Ldsen der Einstellhulse die Kurbel ge-
ringfugig nach links gedreht.
Entspannen
Durch Linksdrehen der Handkurbel erfolgt zunachst das Lbsen der
Hydraulik-Spannung. Weiterdrehen der Handkurbel bewirkt durch
Einrasten der Kupplung den schnellen Riickzug der beweglichen
Spannbacke.
Mechanisches Spannen
a) fiir geringe Spannkrafte
Hierzu die Einstellhulse auf die Markierungsrille "Block" drehen.
In dieser Stellung bleibt die Hydraulik-Spannung auBer Funktion.
Dann mit Kurbel spannen.
b) zum Vorspannen von Werkstuckpaketen.
Zum Vorspannen voij Werkstuckpaketen, mechanisch Spannen wie
vor, dann die Kurbel bis zum spurbaren Einrasten nach linksdrehen.
EinstelIhiilse ist gelbst. Gewiinschte Spannkraft durch Drehen der
Einstellhulse einstellen. Durch rechts drehen der Kurbel hydraulisch
Spannen.
Das mechanische Vorspannen mit anschlieBender hydraulischer
Spannung soil nur bei Werkstuckpaketen angewendet wcVden, da
sonst die maximale Spannkraft iiberschritten wird.
Hinweia: Mit der Handkurbel wir0 bereits die voile Spannkraft erreicht.
Nachspannen durch zusatzliche Hammerschlage bewirkt mbgliche
Storungen. Hierdurch hervorgerufene Beschadigungen schlieBen eine
Garantieleistung aus. /
Bewegliche Spannbacke mit eingebauter Spindel und Hydraulik-Einheit Schnittbi
>ild RA GrbBe 3
Hydraulik-Einheit (Draufsichl aulgeschmtten)
Gewindespindel 10
1 Bewegliche Spannbacke
2 Spannbacke
3 Absteckbolzen
4 Ansatzschraube
5 Kolbengehause
6 Flansch
7 Einfiillschraube
8 Dichtring
9 Kolben
10 Gewindespindel
11 Seeger Sprengring
12 Spindelmutter
13 Befestigungsschraube
14 Tellerfedern
15 Fiihrungsring
16 Mutter
17 Nutring-Manschette
18 Einstellhiilse
19 Zylinderstift
20 Schubstange
21 Antriebswelle
22 Kupplungsbolzen
23 Anschlagring
24 - O-Ring
25 / Zwischenscheibe
10ОО daN
4000 daN
Spannbacke 2
— Spindelmutter 12
Mi.
Bewegliche
Spannbacke I
Je 2 Tellerfedern
gleichsmnig
geschichtet
Hydraulik
Einheit
zooodaN Spannkraft -
зооо daN Anzeige
□ : J W
• 1
Flansch 6 abnehmen.
Kolben 9 mit vorgespannten Tellerfedern 14 herausnehmen.
Nutring-Manschette 17 herausnehmen und ggf. auswechseln.
Kolben reinigen.
Hinweis: Kolben 9, Tellerfedern 14, Fiihrungsring 15 und Mutter 16
nicht demontieren!
Montage der Hydraulik-Einheit
Wartung
Je nach Betriebseinsatz den Schraubstock von Zeit zu Zeit reinigen und
neu fetjen AbsteqUbolzeg herausziehen
BewegricWSpannbacke vom Korper abziehen, Fiihrungssteg und Ge-
windespindel si nd nun leicht zuganglich.
Empfohlenes Fett fur Gewindespindel und Fiihrung F 22 (kein Moly-
kote verwenden).
Richtige Druckblmenge der Hydraulik-Einheit iiberwachen (Abstand
zwischen Flansch und Kolbengehause = 1 mm).
Nachfullen von Druckol
Nachfiillen von Druckol ist ohne Ausbau der Hydraulik-Einheit moglich.
Absteckbolzen herausziehen.
Bewegliche Spannbacke 1 herausziehen und Spannbacke 2 abschrauben.
Васке so legen, daB die Hydraulik -Einheit sichtbar wird.
Ansatzschrauben 4 Ibsen und zunickdrehen, b<s zwischen Kolbenge-
hause 5 und Flansch 6 ein Spiel von ca. 2 mm vorhanden ist.
Bewegliche Spannbacke 1 senkrecht stellen.
Einfiillschraube 7 ausschrauben. (Auf Dichtung 8 achten!). Zylinder-
stift 19 mit einem Bolzen durch die Einfiilloffnung bis zur Anlage
zuriickschieben.
Druckmedium F 25 langsam bis zum Rand einfiillen (Blasenbildung
vermeiden).
Einfiillschraube 7 mit aufgestecktem Dichtring 8 einschrauben und
festziehen.
Zwischen Kolbengehause 5 und Flansch 6 muB ein Abstand von 1mm
meBbar sein, wenn die Ansatzschrauben 4 wieder angezogen si nd
(Bei zu groBem Abstand Druckmedium ablassen). Spannbacke 2 auf-
schrauben und bewegliche Spannbacke 1 auf den Schraubstockkbrper
aufschieben.
Ausbau der Hydraulik-Einheit zum Austausch>.
Die Absteckbolzen.herausziehen. Bewegliche Spannbacke 1 heraus-
ziehen und Spannbacken 2 abschrauben.
Bewegliche Spannbacke 1 so legen, daB Hydraulik-Einheit und Gewinde-
spindel 10 sichtbar sind.
Seeger-Sicherungsring 11 abnehmen.
Durch Linksdrehen der Gewindespindel 10 die Spindelmutter 12ent-
fernen. Gewindespindel 10 in Richtung Antriebseite herausziehen. Der
auf der Gewindespindel montierte О-Ring verbleibt in seiner Lage. Be-
festigungsschrauben 13 herausdrehen und Hydraulik-Einheit heraus-
nehmen.
Demontage der Hydraulik-Einheit zum Austausch der
Nutring - Manschette
2 Ansatzschrauben 4 mit Tellerfedern ausschrauben.
Einfiillschraube 7 ausschrauben. (Auf Dichtung 8 achten!).
Druckmedium F 25abflieBen lessen.
Kolbengehause 5 senkrecht stellen.
Zwischen-Scheibe in Bohrung des Kolbengehauses 5 einlegen.
Nutring-Manschette 12 bis zurj-lalfte d^rflohrungstiefe in dasKolben-
gehause einfiihren
Kolben 9 komplett mit eingesetztem Zylinderstift 19 einfuhren.
Kolbengehause 5 umdrehen und Druckmedium F 25 langsam bis zum
Rand einfullen, (Blasenbildung vermeiden).
Einfiillschraube 7 mit Dichtung 8 einschrauben und leicht anziehen.
Flansch 6 aufsetzen und Ansatzschrauben 4 mit Tellerfedern ein-
schrauben. Einfiillschraube 7 langsam offnen und Druckmedium ab-
lassen, bis zwischen Flansch 6 und Kolbengehause 5 1mm Spiel vor-
handen ist. Einfiillschraube 7 festziehen.
Hydraulik-Einheit im Gehauseteil der beweglichen Spannbacke 1
wieder festschrauben.
Gewindespindel 10 durch das Gehause der beweglichen Spannbacke
einfuhren Seeger -Sprengring 11 einlegen und Gewindespindel in
Spindelmutter 12 einschrauben.
Oberprufen.ob die eingebaute Schubstange 20 in der Gewindespindel
10 verbiieben ist. \
Gewindespindel 10 in Lagerung und Fl,snsch der Hydraulik-Einheit
einfuhren.
Seeger-Sicherungsring 11 einsetzen.
Spannbacke 2 aufschrauben und bewegliche Spannbacke 1 auf den
Schraubstockkorper aufschieben.
Besondere Hinweise
Die Blockstellung der Einstellhiilse darf nicht zur erhohten Vor-
spannung beniitzt werden, da sonst die zul. Hochstkraft uberschritten
wird.
Mogliche Storungen, Ursachen und ihre Beseitigung
Wird die zul. Hochstkraft nicht erreicht, konnen folgende Ursachen
zurgrunde liegen:
1. Werkstiicknachgiebigkeit ist groBer als der Spannhub der Hydraulik
z.B. durch Gratbildung Oder iiberhohte Federung des Werksttickes.
2. Verlust des Druckmediums:
a) Nutring-Manschette Oder
b) Dichtung an der Einfiillschraube ist undicht.
3. Fehlerhafte Kupplung durch erlahmte Feder oder abgenutzer
Kupplungsbolzen.
4. Einstellhiilse in Blockstellung verklemmt.
Beseitigung der Stdrungen
zu l.kann dutch Kunden selbst behoben werden.
zu 2.Hydraulik-Einheit austauschen
zu 3.Hier empfehlen wir Austausch direkt im Werk.
zu 4.Werkstiick mech. kraftig spannen. Kurbei bis zur Rastung nach
links drehen, Einstellhiilse durch Linksdrehen losen.
Austausch - Einheiten
Bei evtl. Stdrungen ist es empfehlenswert, die wichtigen Teile des Hydraulik-Spanners als komplette Einheit auszutauechen. x_
Preisgiinstige Austausch-Einheiten wurden fiir die Hydr.-Einheit und die komplette Spindel|entwickelt
Zur einfachen Bestimmung der richtigen GroBe sind fiir die Austausch-Einheiten BestimmungsmaBe angegeben.
GroBe 2 3
Kontroll- maB AxB 108x62 112x62
Ident Nr. 82303 82307
GroBe 2 . 3
Kontroll- maB A 99 116
Ident Nr. 72753 72426
Technische Angaben und MaBe
GroBe 2 3
Backenbreite A 100 135
Spannweite max ° 150 200
Backenhohe C 31,6 39.6
Max.Lange D 543 667
E 91 107
F 360 435
1 G 59 67
11 62 aa
J 218 262
к 61,5 72,5
L 160 200
M 110 148
N 13 13
0 17 20
P 50 67
Q 70 90
R 190 215
S 100 135
T 13 13
и 80 90
V' 90 90
w 12 12
X 115 155
Drehplatte a 258 298
b 212 252
c 30 30
Spannbereich । 0-52 0-66
schiedenen || 48-100 63-133
d.Absteckb. Ill 38-150 130-200
Spannkraft daN 2500 4000
Gewicht HGF ca.kg 18 30
Gewicht HGD ca. kg 23 37