




























































































































































































































































































Author: Дзахмишева И.Ш Балаева С.И. Блиева М.В. Алагирова Р.М.
Tags: испытания материалов товароведение силовые станции общая энергетика общая технология основы промышленного производства торговля легкая промышленность текстиль
ISBN: 978-5-394-01794-0
Year: 2012
Издательско-торговая корпорация «Дашков и К°»
И. Ш. Дзахмишева
С. И. Балаева
М. В. Блиева
Р. М. Алагирова
ТОВАРОВЕДЕНИЕ
И ЭКСПЕРТИЗА
ШВЕЙНЫХ, ТРИКОТАЖНЫХ
И ТЕКСТИЛЬНЫХ ТОВАРОВ
Учебное пособие
3-е издание
Под общей редакцией
профессора И. Ш. Дзахмишевой
Допущено Министерством сельского хозяйства РФ
в качестве учебного пособия для студентов высших
сельскохозяйственных учебных заведений,
обучающихся по направлению подготовки
«Товароведение» (квалификация — «бакалавр»)
Москва, 2012
УДК 620.2
ББК 30.609
Д43
Авторы:
И. Ш. Дзахмишева, доктор экономических наук, профессор ка-
федры «Товароведение и экспертиза непродовольственных товаров»;
С. И. Балаева, кандидат экономических науку, доцент кафедры
«Товароведение и экспертиза непродовольственных товаров»;
М. В. Блиева, кандидат экономических наук, доцент кафедры «То-
вароведение и экспертиза непродовольственных товаров»;
Р. М. Алагирова, старший преподаватель кафедры «Товароведение
и экспертиза непродовольственных товаров».
Рецензенты:
Б. А. Шогенов — доктор экономических наук, профессор Кабардино-
Балкарской государственной экономической академии;
Г. А. Васильев — доктор экономических наук, профессор Всерос-
сийского финансово-экономического института.
Дзахмишева И. III.
Товароведение и экспертиза швейных, трикотажных и
текстильных товаров: Учебное пособие / VL III Дзахмишева,
С. И. Балаева, М. В. Блиева, Р. М. Алагирова / Под
общ. ред. проф. И. Ш. Дзахмишевой. — 3-е изд. —
М.: Издательско-торговая корпорация «Дашков и К°»,
2012. — 346 с.
ISBN 978-5-394-01794-0
В учебном пособии приведены современные представления о
швейных, трикотажных и текстильных товарах и их классифика-
ции. Даны краткая характеристика ассортимента и потребительс-
ких свойств, методы формирования рациональной структуры ас-
сортимента товаров, правила приемки товаров, стандартизации, сер-
тификации, контроля, оценки качества, конкурентоспособности и
экспертизы. Рассмотрены понятия идентификации и фальсифика-
ции швейных, трикотажных и текстильных товаров.
Для студентов бакалавриата и специалитета, а также работ-
ников торговли и специалистов легкой промышленности.
ISBN 978-5-394-01794-0
© Коллектив авторов, 2008
Оглавление
Введение..............................................5
Глава 1. Общая характеристика и ассортимент швейных,
трикотажных и текстильных товаров....................9
1.1. Понятие об ассортименте товаров................9
1.2. Общие сведения о строении и получении
текстильных товаров................................15
1.3. Текстильные товары............................25
1.3.1. Ткани....................................25
1.3.2. Трикотажные полотна......................45
1.3.3. Нетканые полотна.........................48
1.3.4. Клеевые материалы........................51
1.4. Швейные и трикотажные товары..................57
1.5. Швейные нитки.................................73
1.6. Отделочные материалы..........................80
1.7. Фурнитура.....................................85
Глава 2. Качество товаров............................93
2.1. Понятие качества товаров......................93
2.2. Показатели качества товаров...................94
2.2.1. Текстильные товары.......................94
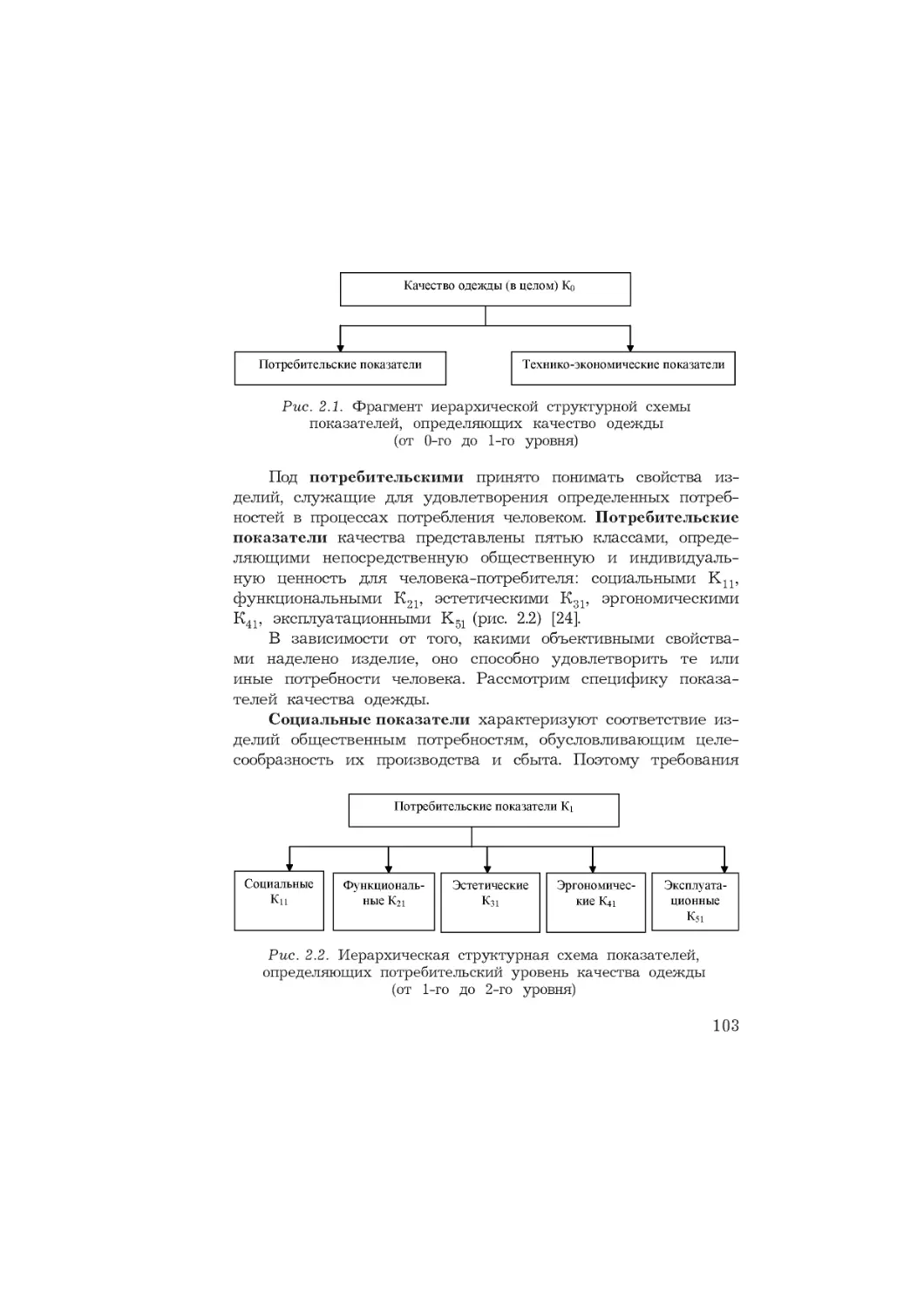
2.2.2. Швейные и трикотажные товары............102
2.2.3. Швейные нитки...........................112
2.3. Дефекты товаров..............................114
2.3.1. Текстильные товары......................114
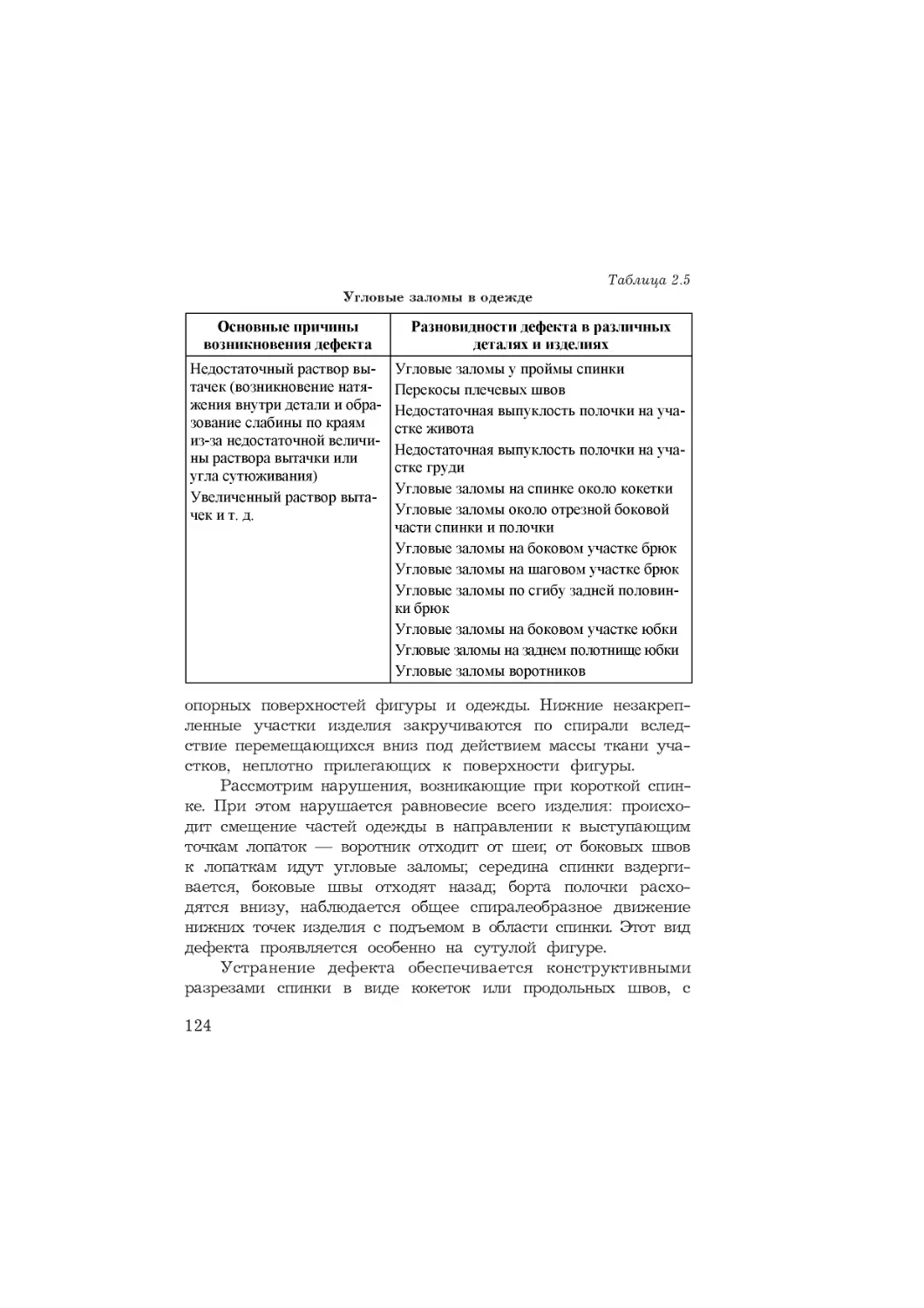
2.3.2. Швейные товары..........................118
2.3.2.1. Конструктивные дефекты..............118
2.3.2.2. Технологические дефекты.............125
2.3.3. Трикотажные товары......................129
2.4. Методы оценки качества товаров...............130
2.5. Сортность товаров............................141
2.5.1. Текстильные товары......................141
2.5.2. Швейные и трикотажные товары............144
2.5.3. Швейные нитки...........................159
3
Глава 3. Факторы, обеспечивающие качество товаров.....162
3.1. Факторы, формирующие качество товаров.........162
3.2. Факторы, сохраняющие качество товаров.........169
3.2.1. Упаковка.................................169
3.2.2. Хранение.................................175
3.2.3. Транспортирование........................176
Глава 4. Информационное обеспечение товаров..........177
4.1. Товарный знак.................................177
4.2. Маркировка товаров............................180
4.3. Реклама.......................................185
4.4. Информативность товаров.......................188
Глава 5. Нормативное обеспечение товаров.............191
5.1. Правила приемки товаров.......................191
5.2. Стандартизация и сертификация товаров.........203
5.3. Идентификация и фальсификация товаров.........229
Глава 6. Формирование рациональной структуры
ассортимента товаров...............................242
6.1. Методы формирования рациональной структуры
ассортимента товаров............................242
6.2. Формирование рациональной структуры
ассортимента товаров............................248
Глава 7. Оценка качества товаров.....................257
7.1. Гигиенические показатели текстильных товаров..257
7.2. Эстетические показатели.......................260
7.3. Технологические показатели текстильных товаров.263
7.4. Эксплуатационные показатели текстильных товаров..265
7.5. Эргономические показатели швейных
и трикотажных товаров.............................277
7.6. Эстетические показатели технологического
соответствия швейных и трикотажных товаров........282
7.7. Цена потребления товаров......................285
Глава 8. Конкурентоспособность товаров...............293
8.1. Понятие и принципы конкурентоспособности товаров 293
8.2. Факторы конкурентоспособности товаров.........295
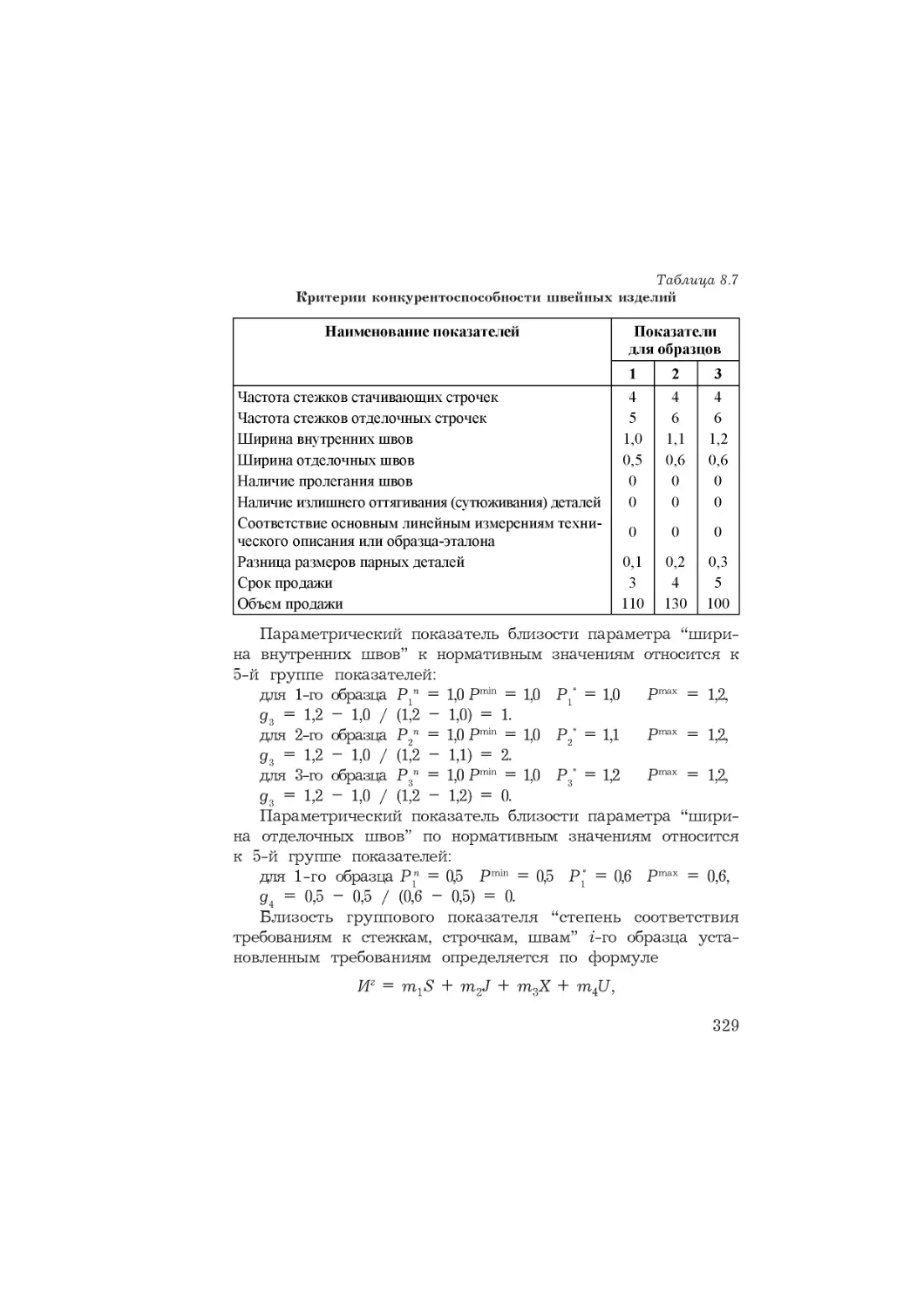
8.3. Критерии конкурентоспособности товаров........297
8.4. Методы оценки конкурентоспособности товаров...304
Словарь терминов.....................................332
Литература...........................................343
4
Введение
В процессе формирования экономической политики дея-
тельность предприятий совершается вокруг товара. Успешной
деятельности предприятий и организаций на рынке способ-
ствует знание средств повышения конкурентоспособности,
включая вопросы повышения качества товаров и расширения
их ассортимента, классификации и экспертизы.
Товароведение — это наука о товаре. Термин “товарове-
дение” включает в себя два слова: “товар” и “ведать”, и в
этом сущность науки, представляющей собой совокупность
знаний о товаре, его многообразных свойствах, качестве и
ассортименте [28].
Товар — это продукт труда, материальный предмет, удов-
летворяющий конкретные потребности человека и распреде-
ляемый в обществе путем товарного обмена, т. е. путем куп-
ли-продажи.
Общепринятое определение товара — “продукт труда,
произведенный для продажи”. Товар — сложное, многоас-
пектное понятие, включающее совокупность многих свойств,
главными среди которых являются потребительские свойства,
т. е. способность товара удовлетворять потребности того, кто
им владеет.
Товар по своей природе имеет двойственный характер. С
одной стороны, как продукт труда он имеет стоимость, с дру-
гой — потребительскую ценность. Стоимость товаров опреде-
ляется затратами общественно необходимого труда на его
проектирование, производство и распределение. Выражени-
ем стоимости товара является его цена. Потребительская цен-
ность товара выступает как совокупность свойств, связанных
непосредственно как с самим товаром, так и с сопутствую-
щими услугами.
5
Товар должен обладать полезностью. Полезность — поня-
тие субъективное. Один и тот же товар для разных людей
может быть полезным и бесполезным и даже вредным. По-
лезность товара формируется из его свойств, проявляющих-
ся в процессе использования по назначению. Совокупность
полезных свойств товара, делающих его способным удовлет-
ворять потребности людей, формирует его потребительную
стоимость.
Товар носит общественный характер, ибо он находится в
системе общественных отношений между людьми при обме-
не путем купли-продажи. Товар — форма потребительной
стоимости, созданной трудом человека не для личного по-
требления, а для других людей и распределяемой среди по-
требителей путем купли-продажи.
В товароведении комплексно изучаются потребительная
стоимость, ассортимент и качество товаров.
Товароведение как научная дисциплина опирается на дру-
гие науки. Например, экономика позволяет познать товар как
экономическую категорию и место и роль товара в механиз-
ме рыночных отношений, раскрывает природу спроса и пред-
ложения товара на рынке, порядок формирования цен на то-
вары. Маркетинг помогает определить эффективные пути про-
движения товара на рынке от изготовителя до потребителя
для получения прибыли. Химия содействует при изучении
состава сырья и исходных материалов и их влияния на по-
требительские свойства товара, помогает управлять процес-
сами при изготовлении, хранении и потреблении товаров.
Физика позволяет изучить механические, электрические,
термические и другие физические свойства товаров. Биоло-
гия позволяет исследовать процессы изменения в товарах
органического состава под влиянием окружающей среды. Тех-
нические и технологические дисциплины дают возможность
изучать формирование свойств товара, причины появления
дефектов и пути их устранения. Смежные дисциплины (уп-
равление и организация торговли, финансы, статистика тор-
говли и др.) обогащают товароведение знаниями в области
6
социально-экономических, организационных и правовых воп-
росов.
Товароведение охватывает комплекс задач технического
и экономического характера:
• развитие теоретических положений о товаре и выявле-
ние закономерностей, связанных с продвижением товара на
рынке и удовлетворением потребностей населения;
• разработка научных принципов и правил классификации
и кодирования товаров, способствующих внедрению компью-
теризации в процессы управления ассортиментом и качеством
товаров и совершенствованию информационного обеспечения;
• участие в разработке критериев качества товаров, ко-
торые закладываются в нормативно-технические документы
на продукцию;
• создание новых приборов и современных методов конт-
роля качества товаров, обеспечивающих объективность ре-
зультатов, минимальные затраты ресурсов и времени;
• исследование свойств новых товаров, в первую очередь
их гигиенических свойств, и разработка номенклатуры пока-
зателей качества этих товаров, необходимых и достаточных
для комплексной оценки качества и конкурентоспособности;
• разработка рекомендаций по уходу за товарами в про-
цессе хранения и транспортирования.
“Товароведение и экспертиза швейно-трикотажных и тек-
стильных товаров” относится к числу специальных дисцип-
лин, формирующих у студентов профессиональные навыки
товароведа-эксперта. Специалист, вооруженный этими зна-
ниями, сможет на практике решать важнейшие вопросы по-
ложения товара на рынке, его эластичности, конъюнктуры
спроса и предложения на предлагаемый товар, оценивать его
качество.
Цели изучения курса “Товароведение и экспертиза швей-
но-трикотажных и текстильных товаров”:
• вооружить будущих товароведов-экспертов знаниями в
области товароведения, достаточными для квалифицирован-
ного решения задач, возникающих в процессе работы;
7
• привить специалистам навыки формирования торгового
ассортимента и управления качеством товаров в условиях
рыночной экономики;
• научить студента решать во взаимосвязи задачи оптими-
зации ассортимента, совершенствования качества и конкурен-
тоспособности товаров и использования экономических мето-
дов для повышения экономической и социальной эффективно-
сти промышленных организаций и предприятий торговли.
Глава 1
ОБЩАЯ ХАРАКТЕРИСТИКА
И АССОРТИМЕНТ ШВЕЙНЫХ,
ТРИКОТАЖНЫХ И ТЕКСТИЛЬНЫХ
ТОВАРОВ
1.1. Понятие об ассортименте
товаров
Набор различных по значению изделий, призванных удов-
летворять потребности населения в определенных условиях
эксплуатации, называется ассортиментом. По местонахож-
дению различают промышленный и торговый ассортимент [28].
Промышленный ассортимент — набор товаров, выпуска-
емых изготовителем исходя из его производственных воз-
можностей (например, швейная фабрика “Большевичка”
включает около 100 наименований мужской одежды).
Торговый ассортимент — набор товаров, формируемый
организацией торговли с учетом ее специализации, потреби-
тельского спроса и материально-технической базы. В отли-
чие от промышленного торговый ассортимент включает то-
вары разных производителей.
Широта охвата швейных товаров определяется количе-
ством групп, подгрупп, видов, разновидностей, типов и наи-
менований. В зависимости от широты охвата различают груп-
повой и видовой ассортимент швейной продукции.
Групповой ассортимент — набор однородных товаров,
объединенных общностью признаков и удовлетворяющих ана-
логичные потребности.
Видовой ассортимент — набор товаров различных видов и
наименований, удовлетворяющих аналогичные потребности.
9
По степени удовлетворения потребностей различают ра-
циональный и оптимальный ассортимент.
Рациональный ассортимент — набор товаров, наиболее
полно удовлетворяющий реально обоснованные потребности,
которые обеспечивают максимальное качество жизни при оп-
ределенном уровне развития науки, техники и технологии.
Оптимальный ассортимент — набор товаров, удовлетво-
ряющий реальные потребности с максимально полезным эф-
фектом для потребителя при минимальных затратах на их
проектирование, разработку производства и доведение до
потребителей. Товары оптимального ассортимента отличают-
ся повышенной конкурентоспособностью.
В зависимости от характера потребностей ассортимент
может быть реальным, прогнозируемым и учебным.
Реальный ассортимент — действительный набор товаров,
имеющийся в конкретной организации изготовителя или про-
давца.
Прогнозируемый ассортимент — набор товаров, который
должен будет удовлетворять предполагаемые потребности.
Учебный ассортимент — перечень товаров, систематизи-
рованный по определенным научно обоснованным признакам
для достижения обучающих целей.
Под ассортиментом предприятия понимается состав и со-
отношение отдельных видов изделий в объеме выпуска про-
дукции предприятия, т. е. набор разновидности продукции
определенного вида и наименования, различающихся между
собой по количеству или размерам, внешней отделке или
другим признакам.
Так, ассортимент предприятия могут составлять изделия муж-
ской верхней одежды — пальто различных моделей и для раз-
личных сезонов, полупальто, плащи, костюмы, брюки мужские
и детские и т. д., выпускаемые в определенном соотношении.
Ассортимент швейных изделий охватывает все виды одеж-
ды для женщин, мужчин и детей, а также швейные изделия,
не относящиеся к одежде (предметы домашнего обихода, тех-
нические изделия и снаряжения). Ассортимент швейных из-
10
делий, выпускаемых промышленными предприятиями, зави-
сит во многом от заказа торгующих организаций.
Основными путями расширения ассортимента швейных
изделий является использование новых современных видов
материалов улучшенного качества и внешнего оформления,
новых модных решений конструкции изделий. Обеспечивает-
ся повышение эстетического и технического уровня выпус-
каемой продукции, разнообразие отделок.
Более полному удовлетворению потребностей населения
способствует правильное формирование ассортимента. Об-
новление ассортимента должно обгонять спрос, формируя
его, и ни в коем случае не отставать от него, тогда рынок
через предложение новых товаров сможет активно влиять
на вкусы покупателей. В основе обновления ассортимента
изделий лежит их физический и моральный износ.
Сущность планирования, формирования и управления ас-
сортиментом заключается в том, чтобы товаропроизводитель
своевременно предлагал определенную совокупность товаров,
которые бы, соответствуя в целом профилю его производ-
ственной деятельности, наиболее полно удовлетворяли тре-
бованиям определенных категорий покупателей. Набор това-
ров, предлагаемых предприятием-изготовителем на рынке,
называют ассортиментом.
Номенклатура, или товарный ассортимент, — это вся со-
вокупность изделий, выпускаемых предприятием. Она вклю-
чает различные виды товаров. Вид товара подразделяется на
ассортиментные группы (типы) в соответствии с функцио-
нальными особенностями, качеством, ценой. Каждая группа
состоит из ассортиментных позиций (разновидностей или ма-
рок), которые образуют низшую ступень классификации.
Товарный ассортимент характеризуется широтой (коли-
чеством ассортиментных групп), глубиной (количеством по-
зиций в каждой ассортиментной группе), полнотой, новиз-
ной, устойчивостью, сопоставимостью и структурой.
Глубина ассортимента представляет собой количество раз-
новидностей конкретного вида изделий, количество позиций
11
в каждой группе товаров. Например, предприятие оптовой
торговли продукцией легкой промышленности в настоящее
время располагает 5 видами женской верхней одежды для
реализации, а каждый вид этих изделий представлен 3 раз-
новидностями. Отсюда глубина ассортимента равна 15.
Широта ассортимента — количество видов, разновидно-
стей и наименований однородных и разнородных товаров. Это
свойство характеризуется двумя абсолютными показателя-
ми — действительной Шд (фактическое количество видов то-
варов, имеющихся в наличии) и базовой Ш6 (широта, приня-
тая за основу для сравнения, регламентированная нормати-
вами или техническими документами, или максимально
возможная) широтой, а также коэффициентом широты. Ко-
эффициент широты Кш определяется по формуле
Кш = Шд/Шбх 100.
Полнота ассортимента — способность набора товаров од-
нородной группы удовлетворять одинаковые потребности.
Полнота характеризуется количеством видов, разновиднос-
тей и наименований товаров однородной группы и может быть
действительной Пд (фактическое количество видов, разно-
видностей и наименований товаров однородной группы) и ба-
зовой П6 (регламентируемое или планируемое количество то-
варов. Например, спецификация предусматривает 6 разно-
видностей женских брюк, а фактически в продажу поступило
4. Значит, полнота ассортимента составляет 0, 66). Коэффи-
циент полноты товаров определяется по формуле
Кп = Пд / Пб х 100.
Устойчивость ассортимента (У) — способность набора то-
варов удовлетворять спрос на одни и те же товары. Коэффи-
циент устойчивости определяется по формуле
Ку = У / Шб X 100.
Новизна ассортимента — способность набора товаров удов-
летворять изменившиеся потребности за счет новых товаров.
12
Новизна характеризуется действительным обновлением —
количеством новых товаров в общем перечне (Н) и степенью
обновления (К ), которая выражается через отношение ко-
личества новых товаров к общему количеству наименований
товаров (или действительной широте). Например, мелкоопто-
вый магазин реализует 25 видов женских костюмов, из них
7 — новые, ранее не продаваемые. Отсюда удельный вес но-
вых изделий составляет 0, 28. Коэффициент новизны опреде-
ляется по формуле
Кн = Н / Шд X 100.
Структура ассортимента (С) характеризуется удельной
долей каждого вида или наименования товара в общем набо-
ре. Показатели структуры ассортимента могут иметь нату-
ральное и денежное выражение и носят относительный ха-
рактер. Они рассчитываются как отношение количества от-
дельных товаров (А) к суммарному количеству всех товаров,
входящих в ассортимент (S).
С = А / S.
Формирование ассортимента — направленное построение
оптимальной ассортиментной структуры, товарного предложе-
ния, при этом за основу принимаются, с одной стороны, потре-
бительские требования определенных групп, а с другой — не-
обходимость обеспечить наиболее эффективное использование
предприятием сырьевых, технологических, финансовых и иных
ресурсов, с тем чтобы производить товары с низкими издерж-
ками. Суть проблемы формирования ассортимента состоит в
планировании фактически всех видов деятельности, направлен-
ных на отбор товаров для будущего производства и реализа-
ции на рынке и на приведение характеристик этих товаров в
соответствие с требованиями потребителей. Формирование на
основе планирования ассортимента товаров — непрерывный
процесс, продолжающийся в течение всего жизненного цикла
товара, начиная с момента зарождения замысла и его создания
и кончая изъятием из товарной программы.
13
Система формирования ассортимента включает следую-
щие основные моменты:
1. Определение текущих и перспективных потребностей
покупателей, анализ способов использования данной продук-
ции и особенностей покупательского поведения на соответ-
ствующих рынках.
2. Оценка существующих аналогов конкурентов по тем же
направлениям.
3. Критическая оценка выпускаемых предприятием изде-
лий в том же ассортименте, что и в п. 1 и 2, но уже с пози-
ции покупателя.
4. Решение вопросов: какие продукты следует добавить в
ассортимент, а какие исключить из него из-за изменений в
уровне конкурентоспособности; следует ли диверсифициро-
вать продукцию за счет других направлений производства
предприятия, выходящих за рамки его сложившегося про-
филя.
5. Рассмотрение предложений о создании новых продук-
тов, усовершенствование существующих, а также о новых
способах и областях применения товаров.
6. Разработка спецификаций новых или улучшенных про-
дуктов в соответствии с требованиями покупателей.
7. Изучение возможности производства новых или усо-
вершенствование продуктов, включая вопросы цен, себесто-
имости и рентабельности.
8. Проведение испытаний (тестирование) продуктов с уче-
том потенциальных потребителей с целью выяснения их при-
емлемости по основным показателям.
9. Разработка специальных рекомендаций для производ-
ственных подразделений предприятия относительно качества,
фасона, цены, наименования, упаковки, сервиса и т. д. в со-
ответствии с результатами проведенных испытаний, подтвер-
ждающих приемлемость характеристик изделия или предоп-
ределивших необходимость их изменения.
10. Оценка и пересмотр всего ассортимента. Планирова-
ние и управление ассортиментом — неотъемлемая часть
14
маркетинга. Даже хорошо продуманные планы сбыта и рек-
ламы не смогут нейтрализовать последствия ошибок, допу-
щенных ранее при планировании ассортимента.
Управление ассортиментом предполагает координацию
взаимосвязанных видов деятельности — научно-технической
и проектной, комплексного исследования рынка, организа-
ции сбыта, сервиса, рекламы, стимулирования спроса. Труд-
ность решения данной задачи состоит в сложности объедине-
ния всех этих элементов для достижения конечной цели —
оптимизации ассортимента с учетом поставленных стратеги-
ческих рыночных целей предприятием. Если этого достиг-
нуть не удается, то может получиться, что в ассортимент
начнут включаться изделия, разработанные скорее для удоб-
ства производственных подразделений предприятия, неже-
ли для потребителя. С точки зрения концепции маркетинга —
это прямо противоречит тому, что необходимо действительно
сделать. Задачи планирования и формирования ассортимента
состоят прежде всего в том, чтобы подготовить “потреби-
тельскую” спецификацию на изделие, передать ее проектно-
му (конструкторскому) отделу, а затем проследить, чтобы
опытный образец был испытан, при необходимости модифи-
цирован и доведен до уровня требований потребителей.
1.2. Общие сведения о строении
и получении текстильных товаров
Структурными элементами всех текстильных материалов
(тканей, трикотажных и нетканых полотен, лент, кружев и
др.) являются текстильные волокна и нити. Текстильное во-
локно, или просто волокно, — это протяженное, гибкое и
прочное тело с малыми поперечными размерами, ограниченной
длины, пригодное для изготовления пряжи и текстильных
изделий. Текстильная нить отличается от волокна значи-
тельной длиной, насчитывающей несколько десятков и сотен
метров. Элементарные волокна и нити не делятся в про-
дольном направлении без разрушения. Комплексные волок-
15
на (нити) состоят из продольно скрепленных элементарных
волокон (нитей).
Для изготовления текстильных материалов используется
большое количество волокон и нитей, различающихся по хи-
мическому составу, строению и свойствам. Вид текстильного
волокна, его свойства — важнейшие факторы, определяющие
основные физико-механические свойства, внешний вид и из-
носостойкость текстильных материалов, влияющие на пара-
метры технологического процесса изготовления швейных из-
делий из этих материалов, на качество готовых изделий.
В основу классификации текстильных товаров положено
происхождение (способ получения) волокон и нитей и хими-
ческий состав. По происхождению волокна текстильные то-
вары подразделяют на натуральные и химические.
К натуральным относятся волокна растительного, жи-
вотного и минерального происхождения, которые образу-
ются без непосредственного участия человека. Натуральные
растительные волокна состоят из целлюлозы. Их получают
с поверхности семян растений (хлопок), из стеблей (лен,
пенька, джут, рами, кенаф), из листьев (абака, или маниль-
ская пенька, сизаль). Натуральные волокна животного про-
исхождения состоят из белков кератина (шерсть различных
животных) или фиброина (шелк тутового или дубового шел-
копряда).
К химическим относятся волокна и нити, создаваемые в
заводских условиях путем их формования из природных или
синтетических полимеров. Искусственные волокна и нити
получают из высокомолекулярных соединений, встречающих-
ся в природе в готовом виде (целлюлоза, белки). Синтети-
ческие волокна и нити получают из высокомолекулярных
соединений, синтезируемых из низкомолекулярных веществ.
Синтетические волокна и нити подразделяют на гетероцеп-
ные и карбоцепные. Гетероцепные волокна образуются из
полимеров, в основной молекулярной цепи которых кроме
атомов углерода содержатся атомы других элементов. Кар-
боцепными называют волокна и нити, которые получают из
16
полимеров, имеющих в основной цепи макромолекул только
атомы углерода.
Ткань — материал, образуемый в результате взаимного
переплетения нитей основы (продольных нитей) с нитями утка
(поперечными нитями).
Одна из основных характеристик строения тканей — вид
переплетения, определяющий взаимное расположение и
связь между собой нитей основы и утка, а также внешний
вид и свойства ткани.
Законченный рисунок переплетения ткани называется рап-
портом. Раппорт определяется числом нитей, образующих его.
Различают раппорт по основе Ro и раппорт по утку Ry.
Построение ткацких переплетений ведется в системе пря-
моугольных координат. Для каждого переплетения может быть
найдена строящая его диагональ, состоящая из основных оди-
ночных перекрытий, от которых ведется дальнейший отсчет
при построении переплетения.
Ткани в зависимости от вида переплетения подразделя-
ются на четыре класса (рис. 1.1):
1. Ткани простых (главных) переплетений — харак-
теризуются гладкой однородной поверхностью.
2 Ткани мелкоузорчатых переплетений — характери-
зуются узорами из мелких фигур, образованных видоизмене-
нием, усложнением и комбинированием гладких переплетений.
3. Ткани сложных переплетений — образуются из не-
скольких систем.
4. Ткани крупноузорчатых (жаккардовых) перепле-
тений — характеризуются разнообразными крупными узо-
рами, образованными из нескольких систем.
Ткани простых (главных) переплетений. Отличительной
особенностью тканей простых переплетений является следу-
ющее: раппорт по основе всегда равен раппорту по утку;
каждая нить основы переплетается с каждой нитью утка в
раппорте только один раз. В пределах одного раппорта каж-
дая нить переходит один раз с изнаночной на лицевую сторо-
ну ткани и один раз с лицевой на изнаночную сторону.
17
81
Рис. 1.1. Классификация тканей в зависимости от вида переплетения
К тканям простых переплетений относятся ткани полот-
няного, саржевого и атласного (сатинового) переплетений.
Ткани полотняного переплетения имеют самый малень-
кий раппорт: RoRy =2x2 = 4. Каждая нить основы переплета-
ется с каждой нитью утка через одну, т. е. нити образуют
только поля связи; этим обеспечиваются наибольшая слит-
ность структуры ткани и при прочих равных условиях наи-
большие прочность и жесткость.
Ткани полотняного переплетения — двусторонние, с од-
нообразной гладкой поверхностью на лицевой и изнаночной
сторонах. При значительной разнице в толщине нитей осно-
вы и утка на ткани полотняного переплетения образуются
продольные или поперечные рубчики, создающие репсовый
эффект. Эти ткани самые распространенные. К ним относятся
хлопчатобумажные — ситцы, бязи, бельевые и многие пла-
тьевые; большая часть льняных — полотна, парусина, бор-
товая ткань; многие ткани из натурального шелка и хими-
ческих волокон и нитей. Реже полотняное переплетение ис-
пользуется при выработке шерстяных тканей.
Ткани саржевого переплетения имеют на поверхности
характерные косые диагональные полоски. Раппорт в тканях
саржевого переплетения R 3.
Направление диагонали на ткани бывает положитель-
ным — вправо и отрицательным — влево. Почти все выраба-
тываемые нашей промышленностью ткани саржевого пере-
плетения имеют правое направление диагонали. В саржевых
переплетениях каждая нить основы только один раз в рап-
порте выступает на лицевой стороне среди нитей утка.
Ткани саржевого переплетения с небольшим раппортом
имеют мелкий рубчик; так как связи в них частые, они обла-
дают повышенной прочностью и жесткостью. С увеличением
раппорта рубчик делается крупнее и рельефнее.
Ткани атласного (сатинового) переплетения благода-
ря редким изгибам нитей основы и утка имеют гладкую бле-
стящую поверхность. Лицевая сторона тканей атласного пе-
реплетения состоит из нитей основы. В сатиновом переплете-
19
нии (уточном атласе), наоборот, лицевая сторона образуется
из нитей утка, каждая из которых только один раз в раппор-
те проходит под нитью основы, выходя наизнанку.
Ткани такого переплетения благодаря редким полям свя-
зи могут вырабатываться с повышенной плотностью. При этом
большая плотность сообщается системе нитей, выступающей
на лицевую сторону ткани, т. е. в сатиновом переплетении —
утку, а в атласном переплетении — основе. Поэтому на лице-
вой стороне ткани образуется плотный ровный застил из длин-
ных перекрытий, придающий ткани блеск. Изнаночная же
сторона ткани получается менее гладкой и не имеет блеска.
Из-за гладкой поверхности ткани атласного переплетения
устойчивы к трению, хорошо скользят и поэтому применяют-
ся в качестве подкладки. Вследствие более редкого располо-
жения полей связи, чем в тканях полотняного переплетения,
нити слабее закреплены в общей структуре ткани атласного
переплетения из комплексных химических нитей. Длинные сво-
бодно лежащие перекрытия делают ткань толще.
Сатиновым переплетением вырабатывается большая группа
хлопчатобумажных тканей, называемых сатинами. В шелко-
вом производстве значительное распространение имеют ткани
атласного переплетения. Для шерстяных камвольных тканей
атласное переплетение применяется очень редко, однако су-
конные ткани, подвергающиеся сильной валке и ворсованию,
иногда вырабатываются сатиновым переплетением.
Ткани мелкоузорчатых переплетений. Эти ткани приня-
то подразделять на два подкласса: ткани производных и ком-
бинированных переплетений.
Ткани производных переплетений получаются усиле-
нием одиночных основных или уточных перекрытий полот-
няного, саржевого и атласного переплетений. В большинстве
случаев ткани производных переплетений сохраняют призна-
ки, характерные для переплетений, из которых они образо-
ваны, но их раппорт по основе не всегда равен раппорту по
утку. К тканям, производным от полотняного переплетения,
относятся репс и рогожка.
20
Ткани репсового переплетения образуются путем усиле-
ния (удлинения) основных и уточных перекрытий полотняно-
го переплетения. При этом несколько нитей основы или утка
переплетаются как одна нить, в результате чего раппорт ри-
сунка увеличивается по усиленной системе. Ткани репсового
переплетения могут быть основными, когда их поверхность
образуется из нитей основы и рубчик получается попереч-
ным, или уточным, когда нити утка перекрывают несколько
нитей основы и рубчик получается продольным.
Ткани переплетения рогожка представляют собой двойное
или тройное полотняное переплетение, образованное усилени-
ем (удлинением) перекрытий одновременно по основе и утку.
Для получения узора в виде шашек правильной формы необхо-
димо, чтобы ткань по основе и по утку имела одинаковую плот-
ность и толщину нитей. Благодаря длинным перекрытиям ткань
может быть выработана с большой плотностью и будет мягкой.
К тканям, производным от саржевого переплетения, отно-
сятся саржа усиленная, саржа сложная, саржа ломаная и др.
Ткани переплетения усиленная саржа получаются при
увеличении длины одиночных перекрытий саржи простого
класса. По сравнению с простой усиленная саржа имеет более
отчетливые и широкие диагональные полосы. С увеличением
числа нитей в раппорте ширина полос увеличивается.
Переплетением усиленная саржа вырабатываются многие
хлопчатобумажные ткани одежной группы, а также шер-
стяные ткани.
Ткани, образованные переплетением сложная саржа,
имеют рубчики различной ширины.
Ткань переплетения ломаная саржа строится на базе
переплетений простой, усиленной или сложной саржи с из-
менением направления диагоналей, в результате чего обра-
зуется узор в виде зубцов. Благодаря различному отраже-
нию света поверхностью ткани саржевого переплетения, име-
ющего наклон диагоналей вправо и влево, на ткани создаются
продольные полосы. Излом диагонали может быть по основе
или по утку через произвольное число нитей.
21
Переплетением ломаная саржа вырабатываются хлопча-
тобумажные и шерстяные костюмные ткани типа трико, а
также некоторые пальтовые ткани.
К тканям, производным от атласного переплетения, от-
носится усиленный сатин (уточный атлас). Для усиления
связи между нитями основы и утка к каждому основному пе-
рекрытию добавляется еще одно или несколько дополнитель-
ных перекрытий. При такой структуре нити утка лучше зак-
реплены, что особенно необходимо для тканей, подвергае-
мых начесу, например хлопчатобумажных сукон.
Переплетением усиленный сатин вырабатывается молескин.
К тканям комбинированных переплетений относятся:
креповые, рельефные, просвечивающие, а также ткани с
продольными и поперечными полосами и клетками, образо-
ванными сочетанием разных переплетений.
Ткани креповых переплетений имеют разбросанные в
разных сочетаниях основные и уточные перекрытия, обра-
зующие мелкозернистую поверхность ткани, имитирующую
эффект, создаваемый в шелковых тканях нитями креповой
крутки. Креповым переплетением вырабатываются платьевые,
хлопчатобумажные, шерстяные, а также шелковые ткани.
Ткани рельефных переплетений имеют на поверхности
рельефно выступающий рисунок. К ним относятся ткани, об-
разуемые вафельным, диагоналевым и рубчиковым перепле-
тениями.
На тканях вафельного переплетения создается узор из
прямоугольных ячеек, грани которых выступают, а середина
углублена. Места с короткими перекрытиями соответствуют
углубленной части ячейки, длинными перекрытиями образу-
ются выступающие рельефные грани прямоугольника. Чаще
всего вафельное переплетение применяют для выработки по-
лотенечных тканей, так как свободно лежащие перекрытия
нитей основы и утка повышают способность ткани к впитыва-
нию влаги.
Ткани, вырабатываемые диагоналевым переплетением,
имеют выпуклые рельефные рубчики, идущие круто вверх.
22
Для образования таких тканей базовым переплетением выра-
батывают ткани для ведомственной одежды, а также неко-
торые пальтовые, костюмные, плащевые ткани.
Ткани, образуемые рубчиковым переплетением (лож-
ное пике), имеют на поверхности выпуклые продольные руб-
чики. В каждом раппорте такого переплетения имеется два
рубчика. Хлопчатобумажные и шелковые ткани пике выра-
батывают рубчиковым переплетением.
Ткани, имеющие рисунок в виде полос и клеток из про-
свечивающих полос, получаемых сочетанием длинных пере-
крытий, стягивающих нити в группы, с полотняным пере-
плетением, разъединяющим эти группы, называют просве-
чивающими. Просвечивающие ткани имеют обычно
небольшую плотность и вырабатываются легкими, прозрач-
ными, имитирующими ажурные; применяются такие ткани
для летней одежды.
Ткани сложных переплетений. Такие ткани получают, при-
меняя несколько систем нитей основы и утка, из которых в
процессе формирования ткани образуется несколько слоев, рас-
полагающихся один над другим. К тканям сложных переплете-
ний относятся двойные, ворсовые, перевивочные (ажурные).
Двойные ткани могут быть двухлицевые, мешковые и
двухслойные.
Двухлицевые (полутораслойные) ткани образуются из од-
ной основы и двух утков или же двух основ и одного утка.
Наличие второй системы нитей основы или утка позволяет
вырабатывать ткани, имеющие на лицевой и изнаночной сто-
ронах различные рисунки и перекрытия из пряжи разного
качества и цвета.
Мешковые ткани образуются двумя системами нитей ос-
новы и двумя системами нитей утка. Получаются два само-
стоятельных, расположенных одно над другим полотна, ко-
торые могут соединяться только по краям, образуя замкну-
тую полую ткань (пожарные рукава), или по рисунку.
Двухслойные ткани, как и мешковые, образуются двумя
системами нитей основы и двумя системами нитей утка.
23
Двухслойные ткани очень толстые, тяжелые, для верх-
него полотна в них используют высококачественную пряжу,
а для нижнего, изнаночного, — менее качественную, деше-
вую. Так повышают теплозащитные свойства ткани без зна-
чительного ее удорожания. Лицевая и изнаночная стороны
ткани могут иметь различный рисунок переплетения и цвет.
Ткань пике — разновидность двухслойной ткани. Лицевая
сторона ткани вырабатывается полотняным переплетением.
Рельефный рисунок на ткани создается благодаря тому, что
нити нижней основы, располагаясь по контуру узора над ни-
тями верхнего утка, оттягивают их вниз, образуя углубле-
ния, как у стеганого одеяла. Рисунки ткани пике могут быть
очень разнообразными.
Ворсовые ткани имеют на поверхности ворс из разре-
занных волокон (разрезной ворс) или из нитяных петель (пе-
тельный ворс). Ворс можно получить при разрезании нитей
утка (уточно-ворсовые ткани) или нитей основы (основовор-
совые ткани). Разновидностью ворсовых тканей являются мах-
ровые ткани с петельным, чаще двусторонним ворсом из ни-
тей основы — бархат, вельвет-корд, вельвет-рубчик, плюш.
Махровые ткани имеют на поверхности петли из нитей
различной высоты. Эти ткани хорошо впитывают влагу; их
применяют для полотенец, купальных халатов и др.
Ажурные ткани образуются из двух систем нитей осно-
вы — стоевой Ос и ажурной, или перевивочной, Оп — и од-
ной системы нитей утка. Нити стоевой системы служат грун-
том, около которого перевиваются нити ажурной. Ажурные
ткани очень разнообразны; из перевивающихся тканей на их
поверхности создаются различные узоры с одиночной и груп-
повой перевивкой.
Ткани крупноузорчатых переплетений. Такие ткани выра-
батывают на ткацких станках с жаккардовыми машинами, по-
этому их называют также жаккардовыми. Некоторые ткани круп-
ноузорчатых переплетений имеют очень большие раппорты.
Ткани простых крупноузорчатых переплетений об-
разуются из одной основы и одного утка. Такими переплете-
24
ниями вырабатываются некоторые шелковые, хлопчатобу-
мажные и шерстяные ткани для женских платьев, шелко-
вые и полушелковые подкладочные ткани, полотенца, сал-
фетки, скатерти и др.
Ткани сложных крупноузорчатых переплетений име-
ют узор, образованный из нескольких систем нитей основы и
утка. Среди них различают ткани двухлицевые, двухслой-
ные и ворсовые. Ткани сложных крупноузорчатых перепле-
тений используют для изготовления платьев, а также в ка-
честве мебельных и декоративных.
1.3. Текстильные товары
В основу классификации текстильных товаров положены
их структурные элементы, происхождение, способ получе-
ния и химический состав. Текстильные товары подразделяют
на ткани, трикотажные полотна, нетканые полотна (утепля-
ющие и прокладочные материалы), клеевые материалы.
1.3.1. Ткани
Ассортимент тканей принято подразделять по отраслево-
му признаку на четыре подкласса: хлопчатобумажные, шел-
ковые, шерстяные и льняные. В основу этого признака поло-
жен вид перерабатываемых волокон.
Хлопчатобумажные ткани. Хлопчатобумажные ткани ис-
пользуются для широкого ассортимента изделий. Их удель-
ный вес в общем выпуске тканей составляет более 60%. Боль-
шая часть ассортимента — это классические однородные тка-
ни, вырабатываемые из хлопка. Наряду с ними все большее
распространение получают ткани из смеси хлопка с добавле-
нием вискозных, полинозных, лавсановых, нитроновых во-
локон и из хлопчатобумажной пряжи вприкрутку с вискоз-
ными и капроновыми комплексными нитями.
Хлопчатобумажные ткани обладают рядом положитель-
ных свойств: значительной прочностью, достаточной устой-
25
чивостью к многократным растяжениям и изгибам, хорошей
гигроскопичностью. Изделия из хлопчатобумажных тканей
быстро намокают и высыхают, хорошо стираются и гладят-
ся при высоких температурах. Устойчивость хлопчатобумаж-
ных тканей к истиранию меньше, чем тканей из синтетичес-
ких волокон.
Хлопчатобумажные ткани в большинстве случаев хоро-
шо настилаются, легко поддаются резанию, не смещаются,
что позволяет укладывать в настил до 180 полотен. Они лег-
ко обрабатываются, не осыпаются и редко раздвигаются в
швах; при мягкой отделке не прорубаются иглой.
Ткани из хлопка с большим содержанием синтетических
волокон легко осыпаются, могут раздвигаться в швах. Вслед-
ствие недостаточной термостойкости синтетических волокон
температура гладильной поверхности должна быть оптималь-
ной.
По прейскуранту ассортимент хлопчатобумажных тканей
подразделяется на 17 групп, из которых наибольшее распро-
странение в промышленности и торговле получили 8 групп.
1-я группа — ситцевая (артикулы от 1 до 30 с резервом
до 99). Ситцы вырабатываются полотняным переплетением
из кардной однониточной пряжи (средневолокнистый хлопок)
линейной плотности в основе 18,5 текс, в утке 15,4 текс,
имеют поверхностную плотность около 100 г/м2, линейное
заполнение 50—53% по основе и 39—43% по утку. Ширина
ситцев от 62 до 95 см.
2-я группа — бязевые (артикулы от 100 до 120 с резер-
вом до 199). Бязи более плотные и тяжелые, чем ситцы.
Ситцы и бязи выпускаются гладкокрашеными и печатны-
ми с мягкой муслиновой и малосмываемой фулеровочной от-
делкой, сохраняющейся и после стирки, с жесткой и лоще-
ной отделкой, придающей ткани блеск. Из ситцев и бязей
шьют платья, сарафаны, мужские сорочки, бельевые, детс-
кие и другие изделия.
3-я группа — бельевые ткани (артикулы от 200 до 407 с
резервом до 499). Эта группа подразделяется на три подгруп-
26
пы: бязевую, миткалевую и специальную. Бельевые ткани
выпускают отбеленными или окрашенными в светлые цвета.
В бязевую подгруппу входят бязи и полотна. Бельевые
бязи по заправочным данным такие же, как и описанные
выше бязи. Бельевые полотна более грубые, чем бязи. Бязи
применяются для мужского и постельного белья, полотно —
только для постельного белья.
К миткалевой подгруппе относятся суровые ткани, назы-
ваемые миткалями. По структуре они аналогичны ситцам. При
мягкой отделке (менее 1,5% аппрета) из миткаля получают
ткань, называемую муслин, при содержании аппрета 1,5—
2,5% — собственно миткаль, при полужесткой отделке — ма-
даполам (более 2,5—3% аппрета). Муслин применяется для изго-
товления детских изделий, женских ночных сорочек, мадапо-
лам — постельного белья (пододеяльников, наволочек и т. п.).
К миткалевой подгруппе принадлежит также шифон —
добротная ткань полотняного переплетения из гребенной пря-
жи линейной плотности 15,4 или 14,3 текс в основе и 11,8
текс в утке с линейным заполнением 50_60% выпускается
мерсеризованной.
В специальную подгруппу входит гринсбон, вырабатыва-
емый переплетением ломаная саржа, и тик-ластик атласно-
го переплетения. Это плотные ткани из однониточной кард-
ной пряжи линейной плотности в основе 25 текс, в утке 36
текс, поверхностной плотности 160—197 г/м2, используются
для изготовления мужского белья.
4-я группа — сатиновая (артикулы от 500 до 649 с ре-
зервом 699).
Печатные сатины со стойким тиснением, придающим тка-
ням рельефную поверхность и уменьшающим их сминаемость,
широко используются для пошива платьев, сарафанов, жен-
ских халатов.
Гладкокрашеные сатины применяют в качестве подкла-
дочных тканей, для спецхалатов и т. д.
5-я группа — платьевая (артикулы от 700 до 1920 с ре-
зервом до 2999). В ассортименте хлопчатобумажных тканей
27
эта группа основная, самая большая и разнообразная (насчи-
тывает более 200 артикулов); она подразделяется на четыре
подгруппы: по сезонности — на летнюю, демисезонную и зим-
нюю и подгруппу с утком из комплексных нитей. Группа пла-
тьевых тканей постоянно обновляется преимущественно в
летней и демисезонной подгруппах.
Платьевые ткани вырабатываются как хлопчатобумажные,
так и из смеси хлопка с химическими волокнами.
Для платьев, блузок, мужских верхних сорочек модны
легкие ткани с мелкорельефными поверхностями, в том чис-
ле в пестротканом оформлении, ткани с эффектом жатости,
созданные благодаря переплетениям определенных видов и
различных способов отделки, а также пестротканые с ис-
пользованием пряжи фасонной крутки.
Выпускаются платьевые ткани с малоусадочной отделкой,
получаемой как химическим, так и механическим способом. Свой-
ства хлопчатобумажных тканей улучшают путем применения
малосмываемых аппретов, отделок “стирай-носи”, “форниз”.
Ткани летней подгруппы должны быть легкими и обла-
дать хорошей воздухопроницаемостью, поэтому их в боль-
шинстве случаев вырабатывают из гребенной пряжи линей-
ной плотности 8,5—11,5 текс и крученой пряжи линейной плот-
ности 6 текс X 2—11,5 текс X 2 с линейным заполнением 30—40%.
Часть тканей летней подгруппы относится к классичес-
ким: майя, вольта, вуаль, маркизет, батист. Это ткани по-
лотняного переплетения, тонкие, легкорастяжимые, повер-
хностной плотности 60-75 г/м2. Маркизет и вуаль — прозрач-
ные ткани, вырабатываемые из пряжи повышенной крутки
(вуаль — из однониточной, маркизет — из крученой), жест-
коваты на ощупь, сыпучи и могут раздвигаться в швах. Пере-
численные ткани выпускаются мерсеризованными и с печат-
ными рисунками. Батист вырабатывается из тонкой гребен-
ной пряжи линейной плотности 10 текс в основе и 8,3 текс в
утке полотняного переплетения. Изготовляют батист отбе-
ленным, гладкокрашеным, с печатным рисунком, поверхно-
стная плотность его 71 г/м2.
28
Значительная часть летних платьевых тканей — имита-
ционная, часто сменяющаяся. Такие ткани вырабатываются
чаще всего мелкоузорчатыми переплетениями из смешанной
пряжи.
К летним платьевым тканям относятся ткани типа кисеи,
очень прозрачные, одноцветные; ткани с жатыми эффекта-
ми, создаваемыми переплетением или разноусадочной пря-
жей; тонкие ажурные ткани; ткани мелкоузорчатых пере-
плетений, в которых структурные эффекты сочетаются с пе-
чатными рисунками; блузочные ткани, отбеленные или
окрашенные в светлые цвета, из гребенной тонкой пряжи, с
узорными полосами из более толстой пряжи, с блестящим
жаккардовым рисунком из вискозных комплексных нитей.
В демисезонную подгруппу объединены платьевые ткани
и ткани для мужских верхних сорочек. Ткани демисезонной
подгруппы являются дешевыми заменителями шерстяных
платьевых тканей и иногда их имитируют. Значительное рас-
пространение получили хлопколавсановые ткани, обладаю-
щие малой сминаемостью и хорошо сохраняющие форму.
Выпускаются также хлопконитроновые шерстистые ткани;
хлопковискозные шелковистые, хорошо драпирующиеся, но
сильно мнущиеся ткани; хлопкополинозные, напоминающие
ткани из гребенной пряжи.
Ткани для демисезонных платьев вырабатываются пре-
имущественно из кардной однониточной пряжи линейной
плотности 15,4—25 текс или крученой пряжи линейной плот-
ности 15,4 текс X 2 разнообразными мелкоузорчатыми пере-
плетениями, саржевым переплетением, реже полотняным.
Окрашиваются эти ткани в темные цвета, печатные рисунки
их мельче, чем у тканей летней подгруппы, они часто быва-
ют пестроткаными.
К классическим платьевым тканям демисезонной подгруп-
пы, содержащим 100% хлопка, относятся шерстянка, креп
мелкоузорчатого переплетения.
Сорочечные ткани, относящиеся к демисезонной подгруп-
пе, получают в основном из хлопчатобумажной, реже хлоп-
29
колавсановой пряжи. Для мужских верхних сорочек приме-
няются классические ткани: поплин, репс, пике, а также
пестротканые в клетку или полоску, ткани полотняного и
мелкоузорчатых переплетений с печатными рисунками, тка-
ни, сочетающие пестротканый рисунок с печатным. Выпус-
каются также сорочечные ткани с тканым рисунком и лег-
кой фулеровкой (небольшим начесом).
Вырабатываются тонкие, мягкие сорочечные ткани с ри-
сунками в виде перемежающихся полос уплотненного атлас-
ного или диагоналевого переплетения и прозрачные ажур-
ные; ткани с рисунками в виде сбитых полос и клеток; ткани
жаккардовых переплетений с теневыми полосами.
Сорочечные ткани мерсеризуются, т. е. подвергаются хи-
мической стабилизации, снижающей их усадку, отделке “сти-
рай-носи”, улучшающей их внешний вид и придающий им
эффект несминаемости, обработке несмываемыми аппретами.
К зимней подгруппе относятся фланель, бумазея и бай-
ка — ткани из кардной пряжи линейной плотности 25—18,5 текс
в основе и 50—111 текс в утке, неравноплотные, с большим
заполнением по утку, улучшающим теплозащитные свой-
ства этих тканей.
6-я группа — одежная (артикулы от 3000 до 3725 с ре-
зервом до 3799). Она подразделяется на подгруппы гладкок-
рашеных тканей и меланжевопестротканых, зимнюю подгруп-
пу и специальную.
К подгруппе гладкокрашеных относятся ткани классичес-
кого ассортимента: диагональ — очень распространенная ткань
саржевого переплетения, выпускаемая в большом количе-
стве артикулов, имеющая значительное заполнение по ос-
нове, поверхностную плотность 180—380 г/м2; молескин —
ткань с гладкой блестящей поверхностью, вырабатываемая
усиленным сатиновым переплетением с большим заполнением
по утку, поверхностной плотности 200—350 г/м2; репс — ткань
полотняного переплетения с поперечным рубчиком, образующим-
ся из толстого утка, поверхностной плотности 180—220 г/м2.
Эти ткани выпускаются окрашенными в темные цвета; тка-
30
ни многих артикулов мерсеризуются. Их используют для спе-
цодежды, гимнастерок, телогреек и др. Из диагонали шьют
также недорогие плащи, в этом случае ей придается водо-
отталкивающая пропитка.
Значительно возрос выпуск плащевых тканей с фактур-
ными эффектами, которые заменили ткани с гладкой повер-
хностью. Это плащевая саржа с некрупным диагоналевым
рубчиком, плащевое полотно типа поплина, выпускаемые с
полимерным покрытием изнаночной стороны. Вырабатываются
ткани типа молескина с глянцевой поверхностью; ткани с
мелкорельефной поверхностью, с продольными рубчиками,
с фулеровкой под замшу или подворсовкой с изнаночной сто-
роны; плотные ткани полотняного переплетения из толстой
пряжи с отделкой, имитирующей кожу. Поверхностная плот-
ность этих тканей 190—300 г/м2.
В подгруппу меланжево-пестротканых тканей входят наи-
более дорогие, добротные и износостойкие ткани одежной
группы. Значительное место занимают ткани из смешанной,
особенно хлопколавсановой и хлопконитроновой пряжи.
Трико — основной вид ткани данной подгруппы. Харак-
терными для трико являются продольные полоски и клетки,
образуемые переплетением или цветными нитями. В трико
часто используется меланжевая пряжа (из волокон, окра-
шенных в разные цвета до прядения), пряжа из разноцвет-
ных нитей вприкрутку с комплексными химическими нитями.
Трико вырабатывается комбинированными переплетениями,
переплетением ломаная и усиленная саржа. Хлопчатобумаж-
ное трико имитирует костюмную шерстяную ткань и пред-
назначается для недорогих мужских костюмов. Трико выпус-
кается в большом количестве артикулов: трико костюмное,
трико меланжевое, трико детское и др. Поверхностная плот-
ность трико 230-270 г/м2.
Коверкот — ткань, вырабатываемая диагоналевым пере-
плетением или усиленным атласом из крученой двухцветной
пряжи линейной плотности 18,5 текс X 2 в основе и одноцвет-
ной пряжи линейной плотности 26,3 текс в утке. Плотность по
31
основе в этой ткани значительно больше плотности по утку
(в 2 и более раз).
Диагональ — ткань меланжевая, имеет диагоналевое пе-
реплетение. Относительная плотность ее по основе около
100%; поверхностная плотность 240—290 г/м2.
Джинсовые ткани вырабатываются саржевым переплете-
нием из однониточной кардной пряжи, крашеной в основе и
суровой в утке. Наряду с классической джинсовой тканью,
получившей широкое применение для молодежных спортив-
ных костюмов, курток, брюк, юбок, выпускаются джинсо-
вые ткани с цветными нитями, образующими рисунок в по-
лоску и клетку. Для производства джинсовых тканей исполь-
зуется пряжа с добавлением лавсановых волокон, а также
вискозолавсановая.
К зимней подгруппе относятся сукна, вельветон и замша.
Сукна вырабатываются из кардной пряжи, более толстой в
системе утка, чем в системе основы, с большим заполнени-
ем по утку, переплетением усиленный сатин. Лицевая сторо-
на тканей покрыта плотным, хорошо закатанным ворсом, об-
разуемым путем многократного начеса и стрижки. Чаще все-
го сукна выпускаются гладкокрашеными, реже меланжевыми.
Вельветон — ткань, вырабатываемая из крученой пряжи
линейной плотности 29,4 текс X 2 — 15,4 текс X 2 в основе и
однониточной пряжи линейной плотности 50—58,8 текс в утке
переплетением усиленный сатин. Поверхностная плотность
370-400 г/м2.
Замша отличается от других тканей очень коротким и хо-
рошо запрессованным начесным ворсом. Поверхностная плот-
ность замши 405—415 г/м2. Замша вырабатывается из круче-
ной пряжи в основе и однониточной в утке.
7-я группа — подкладочная (артикулы от 3800 до 3862 с
резервом до 4999). К этой группе относятся: коленкор —
ткань, аналогичная мадаполаму и ситцу, но с очень жесткой
отделкой (содержание аппрета 8—10%), используется она для
прокладок в одежде; саржа рукавная — отбеленная ткань с
печатным рисунком в виде полос; карманная ткань — выра-
32
батывается полотняным переплетением, реже переплетени-
ем ломаная саржа из кардной пряжи линейной плотности 25—
36 текс.
8-я группа — ворсовая (артикулы от 4100 до 4191 с ре-
зервом до 4199). В нее входят ткани с уточно-разрезным вор-
сом: вельвет-корд, вельвет-рубчик и полубархат. Освоено про-
изводство основоразрезного бархата.
Ткани ворсовой группы имеют основу из гребенной или
кардной крученой пряжи и чаще всего однониточный уток.
Чтобы после разрезания ворса не ослабить уточную систе-
му, уточно-ворсовые ткани вырабатываются с большой плот-
ностью по утку.
Вельвет получают из крученой кардной пряжи линейной
плотности 18,5 текс X 2 или гребенной линейной плотности
15,4 текс X 2, 11,7 текс X 2 в основе; кардной пряжи линейной
плотности 41,7; 31,2; 18,5 текс либо гребенной пряжи линей-
ной плотности 29,4; 15,4 текс в утке. Поверхностная плот-
ность вельвета 220—350 г/м2.
Вельвет-корд имеет на поверхности ворс высотой до 1,5
мм, располагающийся полосами-рубчиками шириной 3—5 мм.
Вельвет-рубчик имеет на поверхности мелкие рельефные по-
лосы — рубчики, высота ворса 0,8—0,9 мм. Выпускают вель-
веты гладкокрашеными или печатными.
Полубархат обладает сплошной гладкой ворсовой поверх-
ностью с высотой ворса до 2 мм. Ворс образуется при нареза-
нии ворсовых уточных нитей.
Бархат — ворсовая ткань с основоразрезным ворсом.
Льняные ткани. Льняные ткани вырабатываются из пря-
жи льняной мокрого прядения, льняной сухого прядения,
оческовой мокрого прядения и оческовой сухого прядения.
Различают чистольняные ткани и полульняные, которые вы-
рабатываются из льняной пряжи в сочетании с хлопчатобу-
мажной пряжей, химическими нитями, а также из смешан-
ной пряжи, содержащей штапельные химические волокна.
Ткани бытового назначения (полотна, костюмно-платье-
вые, столовые, бельевые, полотенечные и др.) вырабатыва-
33
ются чистольняными из льняной однониточной пряжи мокро-
го прядения линейной плотности 33,3—17,6 текс и полульня-
ными с хлопчатобумажной основой линейной плотности 18,5;
20,5; 25; 29,4 текс, часто скрученной в два сложения. Для
получения костюмно-платьевых тканей используется смешан-
ная пряжа (льнолавсановая, льнокапроновая, льнонитроно-
вая). Большое распространение получили льнолавсановые тка-
ни, содержащие 50 или 67% лавсановых волокон.
Лънолавсановые ткани шерстисты и имеют красивый
внешний вид. При вложении более 50% лавсановых волокон
льнолавсановые ткани не сминаются, обладают значитель-
ной формоустойчивостью и хорошо ложатся в складки, ус-
тойчивы к истиранию, однако их гигроскопичность по срав-
нению с льняными тканями ниже, что ухудшает гигиеничес-
кие свойства тканей. Эти ткани подвержены пиллингу.
Лъновискозные и лънокапроновые ткани шелковисты
и красивы, хорошо драпируются, гигроскопичны, но смина-
ются как и льняные ткани. Вырабатываются ткани с содер-
жанием доли вискозных, триацетатных волокон, из льняной
пряжи вприкрутку с комплексными капроновыми, лавсано-
выми и вискозными нитями.
Выпускаются льняные формоустойчивые ткани с вырази-
тельными рельефными поверхностями, пластичные ткани с
разнообразными рисунками переплетений, в том числе ажур-
ные, имитирующие мережку, с эффектами накладных стеж-
ков, с жаккардовыми рисунками, имитирующими эффект
жатости. Для костюмов, юбок и брюк по-прежнему применя-
ются льняные ткани диагоналевых саржевых переплетений.
Разрабатываются облегченные костюмные ткани с зерни-
стой фактурой поверхности. Фактурная поверхность платье-
вых тканей создается путем использования разных перепле-
тений или пряжи разной толщины, например, по полотняно-
му фону ткани чередуются полосы из нитей дополнительной
узорообразующей основы с ажурами; у блузочных тканей узор
клетки выполняется саржевым переплетением с настилами
из нитей основы. На платьевых тканях проектируются жак-
34
кардовые рисунки, имитирующие эффект непропряда. Оп-
тическим эффектом обладают рисунки пестротканой попе-
речной полосы в сочетании с переплетением типа вафельного.
Ткани для детской одежды имеют печатные и пестротканые
рисунки.
Льняные ткани характеризуются большой прочностью и
малой растяжимостью. Они устойчивы, жестки и плохо дра-
пируются, быстро сминаются и легко разглаживаются утю-
гом, гигроскопичны, что повышает их гигиенические свой-
ства, хорошо стираются. Они хорошо ложатся в настилы,
не заминаются, однако из-за гладкой поверхности могут сдви-
гаться при раскрое. Режутся льняные и льнолавсановые тка-
ни с большим усилием, ножи раскройных машин быстро ту-
пятся и их приходится часто затачивать. Полульняные тка-
ни с хлопчатобумажной основой режутся легче.
Обработка льнолавсановых тканей в швейном производ-
стве вызывает некоторые затруднения: при значительном со-
держании лавсана в тканях вследствие нагрева иглы лавса-
новые волокна могут расплавляться; при большой длине шва
иногда происходит стягивание. Температура гладильной по-
верхности не должна превышать 180°С.
Шерстяные ткани. Шерстяные ткани в зависимости от вида
используемой пряжи и способа выработки подразделяют на
камвольные (гребенные), тонкосуконные и грубосуконные.
По волокнистому составу могут быть чистошерстяными —
с содержанием шерсти 100% (для получения внешнего эф-
фекта допускается включение в чистошерстяные ткани во-
локон или нитей других видов, главным образом химичес-
ких, не более 5%); полушерстяными — с содержанием шер-
стяных волокон не менее 20%.
Для производства шерстяных тканей используют пряжу,
выработанную из тонкой, полутонкой, полугрубой и грубой
шерсти (овечьей, верблюжьей), вторичной (восстановленной)
шерсти, обратов и угаров шерстяного производства. При вы-
работке полушерстяных тканей применяют хлопчатобумаж-
ную пряжу и нити из химических волокон, полушерстяную
35
пряжу из смеси волокон (шерстяных, хлопковых, вискозных,
лавсановых, капроновых, нитроновых и др.).
Камвольные ткани вырабатываются из гребенной пряжи
однониточной, линейной плотности 22,2—41,6 текс или круче-
ной линейной плотности 15,6; 19,2; 22,2; 25; 31,2; 41,6 текс X 2.
Эти ткани имеют открытый рисунок переплетения.
Камвольные чистошерстяные (1-я группа) и полушерстя-
ные (2-я группа) ткани вырабатываются из пряжи тонкогре-
бенного и полугребенного прядения. Для высококачествен-
ных тканей применяют пряжу, полученную из окрашенных
волокон. В смеси для полушерстяных тканей добавляют лав-
сановые, нитроновые, капроновые и вискозные штапельные
волокна — матированные, крашенные в массе, иногда изви-
тые. Доля лавсановых или нитроновых волокон в смесях со-
ставляет 35—75%, капроновых 5—10%. Камвольные ткани, со-
держащие синтетические волокна, обладают повышенной
прочностью, упругостью; ткани, содержащие лавсановые во-
локна, хорошо сохраняют складки, полученные при влаж-
но-тепловой обработке. Однако химические волокна немного
ухудшают свойства тканей: появляется блеск, образуется
пиллинг (катышки), ускоряется их загрязняемость, понижа-
ются гигиенические свойства. Так, с увеличением содержа-
ния лавсановых волокон до 65—80% гигроскопичность ткани
по сравнению с чистошерстяной уменьшается в 2—3 раза.
Ткани, содержащие нитроновые волокна, шерстисты, ха-
рактеризуются чистотой и яркостью окраски.
Как чистошерстяные, так и полушерстяные камвольные
ткани подразделяются на: платьевые (1-я подгруппа), глад-
кокрашеные костюмные (2-я подгруппа), пестротканые кос-
тюмные (3-я подгруппа) и пальтовые (5-я подгруппа).
Платьевые ткани (1-я подгруппа) вырабатываются из кру-
ченой пряжи. В ассортименте платьевых полушерстяных тка-
ней большое место занимают классические ткани саржевого
переплетения, которые выпускаются под названием кашемир,
“Школьная”, “Первоклассница” и др. Для платьев и платьев-
костюмов модны крепы, в том числе с жаккардовым перепле-
36
тением, ткани с чередованием различной плотности перепле-
тений (полотняного и атласного, крепового и атласного).
Гладкокрашеные костюмные ткани (2-я подгруппа) как
чистошерстяные, так и полушерстяные немногочисленны. В
ассортименте чистошерстяных гладкокрашеных тканей со-
хранились добротные, высококачественные классические тка-
ни — бостон и крепы, трико.
Бостон — гладкокрашеная ткань саржевого переплетения
(саржа 2/2) с поверхностной плотностью 320—340 г/м2, выра-
батывается из пряжи линейной плотности 31,2 текс X 2 в ос-
нове и утке. Отличается повышенной износостойкостью, лег-
ко обрабатывается в швейном производстве.
Крепы — ткани, вырабатываемые из пряжи креповой
крутки, имеют поверхность с характерным креповым эффек-
том, выпускаются гладкокрашеными. Эти ткани очень доб-
ротные, мало сминаются, хорошо драпируются. Трико —
ткани с ткацкими рисунками, имеют, как правило, мелко-
узорчатые переплетения.
К полушерстяным гладкокрашеным костюмным тканям
классического ассортимента относятся шевиот, креп и диа-
гональ. Шевиот — ткань саржевого переплетения из неодно-
родной пряжи, полугрубой, шерстяной, скрученной с хлоп-
чатобумажной; диагональ — ткань диагоналевого переплете-
ния из смешанной крученой пряжи. Обе ткани жесткие,
устойчивой структуры, используются преимущественно для
ведомственной одежды. Крепы вырабатываются из шерстя-
ной пряжи вприкрутку с комплексными вискозными нитями.
Пестротканые костюмные ткани (3-я подгруппа), чисто-
шерстяные и полушерстяные разнообразнее, чем гладкокра-
шеные. К высококачественным чистошерстяным классическим
тканям относятся трико “Ударник”, “Столичное”, “Кунцевс-
кое”, вырабатываемые комбинированными переплетениями,
образующими разнообразные по ширине и структуре поло-
сы. Пряжа для ткацких тканей — крученая крашеная (разно-
го цвета для основы и утка), иногда скрученная из разно-
цветных нитей, близких по тональности.
37
Фланели — ткани полотняного или саржевого переплете-
ния с фулеровкой, гладкокрашеные или меланжевые: габар-
диноподобные ткани саржевого или диагоналевого перепле-
тения с мягкими по тону полосками; ткани атласного или
саржевого переплетения с легкой фулеровкой.
К костюмным полушерстяным тканям относятся разнооб-
разные трико, пестротканые, иногда меланжевые, со струк-
турными эффектами. Если в чистошерстяном трико полосы
мелкие, мягких тонов, с едва заметными переходами, то в
полушерстяных трико полоска и клетка более яркие.
Пальтовые ткани (5-я подгруппа) — это классические кам-
вольные ткани (чистошерстяные и полушерстяные сарже-
вого или диагоналевого переплетения с крутым рубчиком, с
очень большим линейным заполнением по основе.
Габардины (чистошерстяные и полушерстяные) выраба-
тываются из крученой пряжи переплетением диагоналевым
или сложная саржа, имеют поверхностную плотность 300—
400 г/м2; они неравноплотные гладкокрашеные. Габардины
хорошо драпируются, характеризуются повышенной изно-
состойкостью. Однако благодаря высокой относительной плот-
ности по основе (100—120%) эти ткани легко прорубаются
иглой, плохо поддаются влажно-тепловой обработке.
Выпускаются ткани для женских пальто — легкие, зас-
тилистые, с разнообразными (в том числе жаккардовыми)
переплетениями, с рельефными рисунками, слегка подвален-
ные, с низко остриженным ворсом, а также двухслойные
пальтовые ткани с использованием гребенной пряжи в лице-
вом слое и аппаратной пряжи в изнаночном.
Гребенная пряжа вырабатывается из длинноволокнистого
хлопка, льна, длинной, тонкой, полугрубой и грубой шерсти,
а также отходов шелководства, кокономотания, шелкокру-
чения и шелкоткачества. Аппаратная пряжа вырабатывается
из коротковолокнистого хлопка, шерсти и добавляемых к ним
в смеси химических волокон, а также отходов прядильного
производства и регенерированных волокон (превращенных в
волокнистую массу из лоскута).
38
Для летних плащей применяются ткани полотняного пе-
реплетения, из смешанной (с химическими волокнами) пря-
жи, сравнительно легкие, с гладкой поверхностью и водоот-
талкивающими пропитками.
Для мужских, женских, молодежных костюмов, юбок,
комбинезонов, курток, брюк используются ткани камволь-
ные: габардины, ткани переплетений саржа и ломаная сар-
жа, коверкоты гладкокрашеные, меланжевые и пестротка-
ные (коверкот — неравноплотная однослойная ткань, выра-
батываемая усиленным атласом или саржевым переплетением
из крученой по основе двухцветной пряжи).
Тонкосуконные ткани получают из аппаратной пряжи
линейной плотности 50—100 текс. Они имеют ворсовый зас-
тил, сильно или слегка уваленный, полностью или частично
закрывающий рисунок переплетения.
Тонкосуконные чистошерстяные ткани (3-я группа) под-
разделяются на три подгруппы: сукна (4-я подгруппа), паль-
товые (5-я подгруппа) и драпы (6-я подгруппа).
Сукна чистошерстяные — однослойные ткани полотняно-
го, реже саржевого переплетения, сильно уваленные, с вой-
локообразным застилом, закрывающим переплетение и де-
лающим поверхность ткани матовой. Выпускаются гладкок-
рашеные, реже меланжевое сукно с поверхностной
плотностью 350—500 г/м2.
Сукна чистошерстяные применяются в основном для ве-
домственной и военной одежды (мундирное, кительное, ши-
нельное, кантовое).
Пальтовые чистошерстяные ткани — гладкокрашеные или
меланжевые; для них характерна мягкая структура с рель-
ефными рисунками. Некоторые артикулы пальтовой ткани
вырабатываются с применением верблюжьей шерсти, пест-
роткаными или меланжевыми, из пряжи линейной плотнос-
ти 100—220 текс, с поверхностной плотностью 450—550 г/м2.
Драпы чистошерстяные — двухслойные или полуторас-
лойные ткани с линейным заполнением по основе и утку до
100—150%. Различают драпы одно- и двухлицевые (отделы-
39
вают соответственно лицевую или лицевую и изнаночную сто-
роны ткани).
Драпы из чистошерстяной пряжи — это добротные, тя-
желые ткани — велюр, кастор, ратин и др.
Тонкосуконные полушерстяные (4-я группа). Эта группа
включает в себя следующие подгруппы.
Платьевые полушерстяные ткани (1-я подгруппа) выра-
батываются из пряжи линейной плотности 50—100 текс, со-
держащей кроме шерсти вискозные, нитроновые или капро-
новые волокна. Они имеют саржевое, полотняное или мелко-
узорчатое переплетение, линейное заполнение 55—65%,
поверхностную плотность 180—250 г/м2.
Костюмные полушерстяные гладкокрашеные (2-я подгруп-
па) и пестротканые (3-я подгруппа) ткани вырабатываются
из пряжи линейной плотности 50—125 текс с линейным за-
полнением 60—80%; их поверхностная плотность 280—350 г/
м2. Промышленность выпускает широкий ассортимент этих
тканей, в том числе классические: шевиот, трико, ткань ко-
стюмную. Эти ткани изготавливают пестроткаными, чаще
всего с рисунками в виде клетки или полоски.
Выпускаются ткани с рельефными поверхностями, имею-
щими разную последовательность чередования толстых и тон-
ких нитей: ткани комбинированных переплетений; пиджач-
ные ткани с крупными и яркими клетками и полосками; тка-
ни типа джинсовых с различными полосками — широкими и
узкими, сближающимися, теневыми, атласного или сарже-
вого переплетения, сравнительно тонкие, мягкие, гладкок-
рашеные или меланжевые.
Сукна полушерстяные (4-я подгруппа) вырабатываются
из смешанной пряжи (шерстяных и вискозных волокон), а
также из хлопчатобумажной пряжи (в основе) и смешанной
(в утке). Используются эти ткани для изготовления в основ-
ном ведомственной или специальной одежды.
Пальтовые полушерстяные (5-я подгруппа) — это ткани
разнообразного, постоянно обновляющегося ассортимента. Для
выработки этих тканей используется пряжа с содержанием
40
шерсти 20—70%, пряжа фасонной крутки, шерстяная пряжа
вприкрутку с вискозными окрашенными нитями. Основная
масса пальтовых тканей вырабатывается пестроткаными с
рельефной поверхностью, образуемой благодаря применению
фасонной пряжи. Поверхностная плотность их 450—600 г/м2.
Например, ткань пальтовая с рельефной поверхностью
вырабатывается из крученой пряжи, имитирующей фасон-
ную, разной линейной плотности — в основе 100 текс, в утке
200 текс и 25 текс X 2, с поверхностной плотностью 516 г/м2.
Драпы полушерстяные (6-я подгруппа) изготавливаются из
пряжи, содержащей от 30 до 75% шерстяного волокна, полуто-
раслойными или двухслойными, гладкокрашеными, пестротка-
ными или меланжевыми. По структуре, внешнему виду, повер-
хностной плотности они аналогичны чистошерстяным драпам.
Грубосуконные ткани вырабатываются из толстой ап-
паратной пряжи линейной плотности 143—333 текс. Эти ткани
получают при изготовлении сильную увалку, закрывающую
рисунок переплетения.
Грубосуконные чистошерстяные (5-я группа) и полушер-
стяные (6-я группа) ткани вырабатываются из неоднородной
грубой или полугрубой шерстяной пряжи линейной плотнос-
ти 149—333 текс. В ассортименте этих тканей выделяют сук-
на (4-я подгруппа) и пальтовые ткани (5-я подгруппа). Сукна
— плотные, сильно уваленные ткани.
Шелковые ткани. Шелковой промышленностью выпуска-
ются ткани из натуральных и химических волокон, пряжи и
нитей, из смесей химических и хлопковых волокон (хлопко-
вого волокна менее 50%), из химических волокон и их сме-
сей в основе и химических волокон в утке.
Шелковые ткани предназначаются для платьев, платьев-
костюмов и блузок. Из них также шьют плащи, пальто, кур-
тки, мужские сорочки, костюмы, предметы женского туа-
лета, их используют для подкладки пальто, костюмов, брюк.
1-я группа. Удельный вес тканей из натурального шелка
в общем выпуске тканей, вырабатываемых шелковой про-
мышленностью, составляет около 3%.
41
За последние годы в ассортименте этих тканей произош-
ло мало изменений. Основную часть выпуска составляют ткани
классического ассортимента креповой подгруппы: крепдешин,
креп-шифон, креп-жоржет.
Креповые ткани вырабатываются с применением нитей
креповой крутки: двух-, трех-, четырех и пятиниточного крепа
из шелковых нитей линейной плотности 3,23; 2,33 и 1,56 текс.
Крепдешин — полукреповая ткань полотняного перепле-
тения, вырабатывается из нитей креповой крутки в утке и
нитей шелка-сырца в основе, характеризуется слегка зерни-
стой поверхностью, мягким блеском. Поверхностная плотность
ткани 55—75 г/м2.
Креп-шифон — чистокреповая ткань полотняного пере-
плетения, легкая, полупрозрачная. Вырабатывается она из
двухниточного крепа в основе и утке, обладает мелкозерни-
стой матовой поверхностью с четко выраженным креповым
эффектом. Поверхностная плотность ее 20—30 г/м2.
Креп-жоржет — ткань, аналогичная по структуре креп-
шифону, вырабатывается из двух-, четырехниточного кре-
па; поверхностная плотность ее 35—65 г/м2.
Гладьевая подгруппа включает в себя ткани, вырабатыва-
емые из крученой пряжи линейной плотности 5—10 текс X 2
полотняным переплетением. Типичный представитель этой
подгруппы — полотно.
В подгруппу жаккардовых тканей входят атлас, штоф и
другие ткани, вырабатываемые из шелка-сырца или шелко-
вой пряжи жаккардовым переплетением.
Подгруппа ворсовых тканей представлена бархатом. Он
вырабатывается из натуральной шелковой пряжи линейной
плотности 5—7,2 текс X 2 ворсовым переплетением. Ворс ко-
роткий, высотой до 1,5 мм.
2-я группа. Ассортимент тканей, изготовляемых из нату-
рального шелка в смеси с другими волокнами, очень мало-
численный.
В подгруппу креповых входят ткани типа крепдешин, по-
лучаемые из натуральных шелковых креповых нитей (в утке)
42
и триацетатных или капроновых нитей (в основе), например
ткань платьевая, вырабатываемая из нитей креповой крутки
линейной плотности 2,33 текс X 5 в основе и капроновых ни-
тей шелон линейной плотности 5 текс X 2 в утке.
К подгруппе гладьевых тканей относятся платьевые тка-
ни, имеющие в основе шелк-сырец, а в утке — нити или
пряжу из химических волокон. Поверхностная плотность этих
тканей 70-130 г/м2.
Подгруппа жаккардовых тканей включает в себя ткани,
изготовляемые из шелка-сырца или шелка-основы (в осно-
ве) и триацетатных нитей (в утке). Характеризуются эти
ткани атласным фоном из натурального шелка и рисунком
из триацетатных нитей. Поверхностная плотность их состав-
ляет 100-140 г/м2.
Подгруппа ворсовых (бархат платьевый, велюр-бархат
вытравной) — это ткани, вырабатываемые из натуральных
шелковых нитей в основе и утке, имеющие ворс из вискоз-
ных нитей. Поверхностная плотность их 150—180 г/м2.
3-я группа. Для выработки тканей этой группы использу-
ют в основном диацетатные и триацетатные, реже вискоз-
ные нити пологой, муслиновой, креповой крутки, мооскреп,
креп-гранит, текстурированные и фасонные, металлизи-
рованные и другие нити. Ассортимент тканей 3-й группы
достаточно широкий и постоянно обновляется благодаря раз-
работке новых структур нитей и тканей, применению новых
видов отделки, приданию поверхности тканей определенного
внешнего эффекта. Поверхностная плотность тканей этой
группы составляет 70—250 г/м2.
К подгруппе креповых относятся ткани, вырабатываемые
из нитей креповой крутки или креп-гранита (стержневая
нить — креп вискозный, обвивающая — диацетатная или три-
ацетатная нить пологой крутки). Эту подгруппу составляют
креп-жоржеты, креп-марокены, крепы платьевые, выпус-
каемые под различными названиями.
Ткани гладьевой подгруппы в основном вырабатываются
из нитей пологой или муслиновой крутки, фасонных высоко-
43
объемных нитей полотняным, саржевым, атласным или мел-
коузорчатым переплетением.
В эту подгруппу входят полотна и ткани сорочечные, ат-
ласы, ткани подкладочные, платьевые разных названий.
Подгруппа жаккардовых тканей — это в основном ткани
из нитей пологой крутки, иногда с добавлением металлизи-
рованных нитей: пластилекс, метанит, люрекс и др. К этой
подгруппе относятся атласы жаккардовые, муар, тафта и
другие ткани.
4-я группа. Ткани этой группы вырабатываются из ис-
кусственных, чаще всего диацетатных или триацетатных ни-
тей в основе и синтетических нитей в чистом виде или ком-
бинированных в утке. В ассортименте 4-й группы достаточно
широко представлены ткани гладьевой, жаккардовой и вор-
совой подгрупп.
Большинство тканей 5-й и 6-й групп включены в гладье-
вую подгруппу, и небольшое количество их входит в жак-
кардовую.
Из полиэфирных и модифицированных полиамидных ни-
тей шелон, трилобал и др. вырабатываются ткани крепово-
го вида. Внешне они напоминают креповые ткани из нату-
рального шелка. Обладают хорошей драпируемостью и вы-
сокими показателями механических свойств. Типовой
ассортимент этих тканей имеет характерные для креповых
тканей структуры. Устойчивый креповый эффект достига-
ется применением разноусадочных нитей, синтетических
комплексных нитей повышенной крутки в основе и комп-
лексных или текстурированных нитей правой и левой кру-
ток в утке. Ткани с таким эффектом (типа крепдешина и
креп-шифона), имеющие поверхностную плотность 35—60 г/
м2, не дают усадки, не сминаются, обладают хорошей по-
ристостью и воздухонепроницаемостью. Применение разно-
усадочных нитей позволяет получать ткани типа жатого
шифона и с эффектом “гофре”.
Для предмета женского туалета выпускаются тонкие ткани
с эффектом вышивки и относительно плотные ткани полот-
44
няного переплетения, используемые в качестве усилителей
и подкладки при пошиве граций и полуграций, ткани с пе-
чатными рисунками, имитирующие жаккардовые.
1.3.2. Трикотажные полотна
Вырабатываемые трикотажной промышленностью полот-
на по назначению могут быть разделены на две группы: бе-
льевые и для верхней одежды. Полотна первой группы ис-
пользуются для изготовления фуфаек, кальсон, комбинаций,
мужских сорочек, тренировочных костюмов и т. п. Полотна
второй группы предназначены для пошива жакетов, джем-
перов, пуловеров, пальто, курток, костюмов, платьев и т. п.
Трикотажные полотна классифицируются по видам пе-
реплетений и волокнистому составу. При выработке трико-
тажных полотен для верхних изделий применяются: пряжа
хлопчатобумажная, шерстяная камвольная с эффектом су-
ровых и разноцветных волокон большой линейной плотнос-
ти; фасонная извилистая линейной плотности 95—110 текс;
комбинированная фасонная; меланжевая полушерстяная кам-
вольная с вложением 10_40% отходов шерсти; шерстяная
меланжевая с линейной плотностью 42 текс с вложением суро-
вой ангорской шерсти; меланжевая чистошерстяная линей-
ной плотности 64 текс; многоцветная меланжевая линейной
плотности 31 и 22 текс; крученая с прикруткой различных
видов химических нитей; нити текстурированные; нити ме-
таллизированные и др. Для выработки бельевых полотен
широко применяются пряжа хлопчатобумажная и смешан-
ная (из натуральных и химических волокон), нити из искус-
ственных и синтетических волокон, текстурированные нити.
Ассортимент трикотажных полотен расширяется благодаря
созданию полотен двухстороннего оформления.
Трикотажные полотна обладают рядом ценных свойств:
они мягки, эластичны и не стесняют движения человека,
даже при плотном облегании тела. Они устойчивы к стира-
нию и почти не сминаются, хорошо драпируются и обладают
высокими гигиеническими свойствами — большой воздухо-
45
проницаемостью (в 8—9 раз больше, чем ткани) и гигроско-
пичностью, хорошими теплозащитными свойствами.
К недостаткам трикотажа следует отнести его легкую про-
рубаемость иглой в процессе пошива, что приводит иногда к
спуску петель и сокращению срока носки изделия. Полотна
одинарных переплетений закручиваются, что затрудняет
раскрой и пошив из них изделий. При стирке изделия из
трикотажа усаживаются по длине, а изделия из поперечно-
вязаных полотен чаще всего увеличиваются по ширине. Даже
химчистка иногда изменяет размеры трикотажной одежды.
Бельевые полотна. Бельевые трикотажные полотна вы-
рабатываются на кулирных (кругло-, плосковязальных) и ос-
нововязальных машинах.
Переплетением гладь вяжутся хлопчатобумажные полот-
на для недорогих бельевых изделий — маек, панталон, фут-
болок, тренировочных костюмов и др. Для бельевых изделий
улучшенного качества используются полотна ластичного и
двуэластичного переплетений, обладающие повышенной ра-
стяжимостью и упругостью. Трикотаж ластичного перепле-
тения применяется также дня напульсников, воротников и
других деталей изделий.
Двуэластичные полотна с применением прессовых и ажур-
ных переплетений используются для женских и детских бе-
льевых изделий. Большое распространение получили двуэла-
стичные полотна из текстурированных полиэфирных нитей
в сочетании с пряжей из натуральных и химических воло-
кон, обладающие хорошими гигиеническими свойствами. Для
панталон, маек и другого белья выпускаются платирован-
ные полотна из вискозных нитей с лицевой стороны и хлоп-
чатобумажной с изнаночной.
Для теплого белья предназначены начесные полотна из
хлопчатобумажной, нитроновискозной, нитронополинозной
пряжи.
Основовязаные вертелочные полотна вырабатываются в
основном из химических комплексных нитей преимущественно
переплетением трико-сукно, обеспечивающим лучшее сохра-
46
нение размеров и формы изделия. Из них шьют сорочки,
комбинации, панталоны, майки, трусы. Для некоторых из
перечисленных изделий применяются двухгребеночные по-
лотна переплетений трико-шарме и трико-сукно ажурное. Для
летних бельевых изделий используются полотна филейных
переплетений из гребенной хлопчатобумажной пряжи и хи-
мических нитей.
Промышленностью вырабатываются малоусадочные полот-
на из вискозных и капроновых комплексных нитей, рисунча-
тые полотна из очень тонких капроновых нитей для отделки
женского белья, полотна плющевого переплетения для детс-
ких и спортивных, а также пляжных изделий.
Бельевые полотна выпускаются отбеленными, гладкокра-
шеными, с печатными рисунками.
Полотна для верхних изделий. Верхние трикотажные
изделия вырабатываются из разнообразных кулирных (круг-
ло-, плосковязаных), а также основовязаных полотен.
Из основовязаных вертелочных полотен с различными
рисунчатыми эффектами изготовляют женские платья, блуз-
ки, платья-костюмы.
Относительно тяжелые полотна для теплых изделий —
жакетов, джемперов, пуловеров, женских и детских кос-
тюмов, спортивной одежды — вырабатываются на кулирных
и основовязальных машинах. С кулирных машин получают глад-
кие, ластичные, футерованные, платированные, жаккардо-
вые, интерлочные, прессовые полотна, с основовязальных
машин — полотна переплетений трико-трико, трико-сукно,
трико-шарме, атлас-трико-сукно, филейное, жаккардовое,
ажурное.
Большое количество полотен для мужских, женских и дет-
ских жакетов, джемперов, пуловеров и других изделий вя-
жется из текстурированных нитей и высокообъемной нитро-
новой пряжи. Для спортивных костюмов используются полот-
на, платированные нитью эластик. Малообъемные облегченные
джемперы вырабатываются из трикотажа ластичного пере-
плетения, иногда с вывязыванием металлизированных нитей.
47
Для платьев и платьев-костюмов используются одинар-
ные и двойные двух-, трехцветные жаккардовые полотна с
неопределенными мелкофактурными рисунками, напомина-
ющими печатные: двойные жаккардовые полотна с мелкими
геометрическими или растительными рисунками, с орнамен-
тальными полосами; двойные полотна с разнообразными по-
лосами — вертикальными, горизонтальными, типа ломаной
саржи, с мягкими тональными переходами; фланелеподоб-
ные полотна из тонкого облегченного плюша — гладкие или
с эффектом рубчика.
Для курток и пальто применяются полушерстяные и шер-
стяные полотна переплетения двуластик и пике, дублиро-
ванные поролоном.
1.3.3. Нетканые полотна
Производство нетканых полотен с каждым годом получа-
ет все большее развитие. По прейскуранту нетканые полот-
на подразделяются на материалы типа тканей (1-я группа) и
ватины (2-я группа). Для изготовления одежды используются
в основном холсто-, ните-, тканепрошивные нетканые по-
лотна типа тканей, в качестве утепляющих материалов —
холстопрошивные и иглопробивные ватины. Для прокладок,
придающих жесткость отдельным деталям одежды и обеспе-
чивающих сохранение формы, применяются клееные нетка-
ные полотна.
Используемые для одежды нетканые полотна выпуска-
ются отбеленными, гладкокрашеными, пестровязаными, с пе-
чатными рисунками. При отделке нетканых полотен приме-
няется начес, валка, стойкое тиснение.
Нетканые полотна для одежды как заменители тканей и
трикотажа должны имитировать поверхностные и пластичес-
кие эффекты тканей и трикотажа. Для платьев, блузок, муж-
ских сорочек вырабатываются тонкие и легкие полотна; для
костюмов, курток и пальто — относительно тяжелые, плот-
ные, жесткие с поверхностью типа репса или, наоборот, мяг-
кие полотна, напоминающие шерстяные ткани. Выпускают-
48
ся нетканые полотна, имитирующие вельвет и бархат, мно-
гоцветные полотна с рисунком в виде тающих полос нерегу-
лярного ритма, с эффектами меланжа и шанжана.
Вязально-прошивные нетканые полотна. Ниже рассмот-
рен ассортимент вязально-прошивных нетканых полотен типа
тканей.
Холстопрошивные нетканые полотна представляют
собой волокнистый холст, скрепленный трикотажным пере-
плетением.
Из холстопрошивных нетканых полотен изготавливают
женские платья, халаты, пляжные ансамбли, детскую и
спортивную одежду, мужские сорочки, пальто. Эти полотна
обладают рядом ценных свойств. Пористость и рыхлость струк-
туры сообщает им хорошие теплозащитные свойства и
воздухопроницаемость, они гигроскопичны и имеют удовлет-
ворительную износостойкость. Основной недостаток их — боль-
шое увеличение ширины со значительной пластической де-
формацией, в результате чего одежда быстро теряет форму
и сминается. Большинство холстопрошивных полотен обла-
дает жесткостью и плохо драпируется. При влажно-тепловой
обработке эти полотна значительно усаживаются по длине,
часто неравномерно. На них вследствие слабого закрепления
волокон холста в структуре легко образуются пилли.
Для уменьшения растяжимости нетканых полотен увели-
чивают плотность прошивки, применяют комбинированные
переплетения, мерсеризуют полотно. Чтобы снизить усадку
при отделке, используют оборудование, исключающее вы-
тягивание полотна, сообщают ему усадку на тканеусадочных
машинах, обрабатывают полотно синтетическими смолами.
Нитепрошивные нетканые полотна (“Малимо”) состо-
ят из трех систем нитей: продольных, поперечных и скреп-
ляющих. В настоящее время они применяются для изготов-
ления платьев, блузок, костюмов, сорочек, изделий детского
ассортимента.
Нитепрошивные полотна имитируют основовязаный три-
котаж, хотя и имеют менее пористую структуру. Они обла-
49
дают достаточной воздухопроницаемостью, гигроскопичнос-
тью и теплозащитными свойствами, но меньшей, чем трико-
таж, устойчивостью к истиранию. По сравнению с холстоп-
рошивными нитепрошивные полотна более формоустойчивы
благодаря распрямленному положению продольных и попе-
речных нитей, что придает изделиям из них большую ста-
бильность формы.
Для платьев и блузок вырабатываются нитепрошивные
полотна разреженных структур с эффектом меланжа.
Для платьев и костюмов применяются полотна относитель-
но плотных структур с модной шероховатой, грубоватой,
иногда мелкозернистой поверхностью, с рубчиками типа реп-
совых, создаваемые сочетанием в полотне нитей пологой и
повышенной крутки, фасонной крутки, разноусадочных ни-
тей, нитей разной толщины, в том числе ровницы: полотна
разнообразных комбинированных плетений. Выпускаются
гладкокрашеные полотна.
Тканепрошивные нетканые полотна (“Малиполь”) со-
стоят из легкого каркаса, прошитого системой ворсовых ни-
тей. В качестве каркаса используются ткани, трикотажные
полотна, полотна “Малимо” и пленочные материалы. На од-
ной стороне каркаса располагаются ворсовые петли, на дру-
гой стороне ворсовая нить закрепляется переплетением три-
ко, что придает полотну вид двухлицевого трикотажа.
Тканепрошивные полотна могут быть махровыми (с пе-
тельчатой поверхностью) и ворсовыми, если петли начесыва-
ются. Махровые полотна используются для мужских соро-
чек, пляжных ансамблей, платьев, детских изделий, ворсо-
вые — для пальто и спортивной одежды.
Тканепрошивные полотна вырабатываются гладкокраше-
ными, печатными с меланжевыми эффектами, достигаемы-
ми применением пряжи, смешанной из волокон, различно
воспринимающих красители, меланжированной пряжи, раз-
ноцветных, по-разному расположенных ворсовых нитей.
Создаются новые тканепрошивные полотна с небольшой
поверхностной плотностью, мягкой бархатистой поверхнос-
50
тью, получаемой путем уменьшения высоты петель, увели-
чения плотности их расположения и улучшения качества от-
делки полотна.
Клееные и иглопробивные нетканые полотна. Флизелин —
нетканое полотно, состоящее из смеси различных волокон.
Флизелин имеет ориентированное расположение волокон в
холсте и поэтому характеризуется неравномерностью свойств
по длине и ширине, бумагоподобным видом и повышенной
ломкостью. Флизелин ограниченно применяется в швейном
производстве.
Прокламилин вырабатывается из смеси вискозных (50%)
и нитроновых (50%) волокон и имеет неориентированное рас-
положение волокон в холсте. Прокламилин отличается от фли-
зелина равномерностью свойств по длине и ширине, повы-
шенной объемностью и большей жесткостью. Используют в
качестве прокладок для платьев, костюмов, пальто.
1.3.4. Клеевые материалы
Клеевые материалы на основе синтетических полимеров
широко применяются в отечественной и зарубежной практи-
ке изготовления одежды при выполнении многих основных и
вспомогательных операций в швейном производстве.
Клеевые материалы, применяемые в швейном производ-
стве, получают, используя синтетические термопластические
полимеры: полиамид, полиэтилен, поливинилхлорид и др.
Полиамидные клеевые материалы. Клеевые соединения,
полученные с применением полиамидов, характеризуются
достаточной прочностью, высокой упругостью и несминаемо-
стью, устойчивостью к растворителям. Однако они неустой-
чивы к воде, особенно при кипячении. Поэтому полиамидные
клеевые материалы рекомендуется применять при изготов-
лении одежды, не подвергающейся стирке.
Полиамидные прокладочные материалы изготовляют пу-
тем нанесения клеевого порошка на основу — ткань или не-
тканое полотно. Порошок получают, измельчая полиамидную
смолу на молотковой дробилке при низкой температуре (в
51
потоке паров жидкого азота). Для клеевых прокладочных ма-
териалов используют порошок с размером частиц от 0,15 до
0,8 мм, причем порошок мелкого помола (0,15—0,5 мм) приме-
няют для выработки клеевой кромочной и легкой клеевой бор-
товой ткани, порошок крупного помола (0,5—0,8 мм) — для
получения средних по массе и тяжелых прокладочных мате-
риалов. Оптимальные по свойствам клеевые прокладочные
материалы получаются при нанесении порошка массой 25—30 г
на 1 м2 материала.
В швейной промышленности применяют различные виды
полиамидных прокладочных материалов. По характеру рас-
положения частиц клеевого порошка различают материалы с
регулярным (упорядоченным) и нерегулярным размещением
частиц. По видам основы выделяют материалы на основе хлоп-
чатобумажных и льняных тканей с плотной и малоподвиж-
ной структурой, на основе хлопчатобумажных тканей — с
разреженной и сильно подвижной структурой; на основе тка-
ней из искусственных волокон; на основе нетканых полотен.
С нерегулярным покрытием порошком смолы П-54 выра-
батывают клеевую кромочную ткань на основе мадаполама,
миткаля, бязи, клеевую бортовую на основе льняных борто-
вых тканей и бортовых тканей с капроновым волосом. Клее-
вые бортовые ткани с нерегулярным покрытием порошком
грубые, тяжелые; они применяются главным образом при
изготовлении зимних пальто из толстых грубых драпов.
Прокладочные клеевые материалы, вырабатываемые на
основе разреженных хлопчатобумажных тканей (паковочной,
межподкладочной), имеют рыхлую подвижную структуру.
Предварительно эти ткани подвергают ворсованию (на вор-
совальных машинах) и безусадочной отделке с помощью моди-
фицированного карбамола. Затем на них наносят клеевой по-
рошок П-54 дисперсностью 0,5—0,8 мм. Клеевые прокладоч-
ные материалы этого вида предназначены для фронтального
дублирования мужских, женских и детских пальто, костю-
мов. Применение таких прокладочных материалов придает
деталям изделий несминаемость, хорошую упругость и гиб-
52
кость. Рекомендуются они для соединения и дублирования
деталей одежды из плотных и толстых тканей.
Для дублирования тонких пальтовых, костюмных и пла-
тьевых тканей применяют клеевые материалы, у которых в
качестве основы служат ткани из искусственных волокон (вис-
козных), а частицы клеевого порошка (П-548, П-12) имеют
регулярное расположение (на расстоянии 2—3 мм одна от дру-
гой в определенном порядке). Для уменьшения усадки мате-
риала основная (вискозная) ткань перед нанесением клеевого
порошка проходит безусадочную обработку модифицирован-
ным карбамолом. Применение подобных прокладочных мате-
риалов в производстве костюмов и летних пальто обеспечи-
вает хорошую несминаемость и упругость деталей одежды,
устойчивость их формы.
Для фронтального дублирования деталей одежды разра-
ботаны варианты лавсановискозных прокладочных тканей, на
которые наносят полиамидный клей в виде порошка. Лавса-
новискозные прокладочные ткани имеют поверхностную плот-
ность от 129 до 168 г/м2, толщину от 0,56 до 0,69 мм, резко
различающуюся жесткость, мкН X см2: по основе — от 2817
до 35790, по утку — от 416 до 2523.
Разработаны многозональные прокладочные ткани, кото-
рые выпускаются с регулярным точечным покрытием клее-
вого порошка или пасты. Многозональная прокладочная ткань
в пределах ограниченного участка (раппорта) по длине или
ширине имеет четко выраженные зоны, различающиеся по
сырьевому составу, толщине, ширине, переплетению, по-
верхностной плотности, жесткости и другим показателям.
Нетканые клееные полотна благодаря особенностям свое-
го строения обладают многими ценными для прокладочного
материала свойствами. Их отличает высокая упругость и не-
сминаемость, хорошая воздухонепроницаемость, малая усад-
ка, неосыпаемость, равномерность механических свойств в
различных направлениях. Все это позволяет применять их в
качестве основы при выработке прокладочных материалов с
клеевым покрытием.
53
Промышленность выпускает нетканые прокладочные ма-
териалы, полученные клеевым способом, с нанесенным клее-
вым порошком П-54: прокламилин, флизелин, фильц. На ос-
нове нетканого полотна, полученного комбинированным спо-
собом (иглопробивным в сочетании с клеевым), вырабатываются
прокладочные клеевые материалы: “Вива”, “Лийва”, “Сюнт-
100”, “Сюнт-140”, “Сюнт-120ф”, “Сюнт-160ф”, “Альмар”. Не-
тканые прокладочные материалы широко используются при
изготовлении верхней одежды.
Клеевую нить (мононить или комплексную) получают ме-
тодом экструзии, продавливая расплав полиамида П12-АКР
или П-548 через фильеру с отверстиями определенного раз-
мера в ванну с водой. Получаемая нить подвергается вытяги-
ванию. Клеевая нить должна быть ровная, гладкая, без пу-
зырьков воздуха. В швейном производстве применяют моно-
нить толщиной 0,3 и 0,5 мм. С помощью клеевых нитей П-548
при определенных режимах (температура прессующей по-
верхности 140—160°С, давление 0,03—0,05 МПа, время
прессования 20—40 с и влажность материала 40%) получают
прочные клеевые соединения. Так, сопротивление клеевого
шва сдвигу составляет 12,9 даН для нити толщиной 0,3 мм и
41,3 даН для нити толщиной 0,5 мм, сопротивление рас-
слаиванию — соответственно 11,4 и 14,0 даН/см; нагрузка,
характеризующая жесткость (на ПЖУ), — 8,8 и 13,3 сН.
Клеевая паутинка — очень тонкий изотропный нетканый ма-
териал, получаемый на основе полиамидных смол Ширина ее
60 см, поверхностная плотность 30 г/м2 (марка А) и 55 г/м2 (марка
Б). Клеевые нити и паутинку применяют для соединения подбортов
с бортами, закрепления (приклеивания) края нижнего воротника и
низа изделия, при подгибании краев деталей и других операциях.
Полиэтиленовые клеевые материалы. Эти материалы по-
лучили широкое применение при изготовлении воротников,
манжет и других деталей швейных изделий, подвергающих-
ся стирке (сорочек, платьев, блузок и т. п.). Для их выработ-
ки используется полиэтилен высокого давления, температу-
ра размягчения которого 108—120°С, морозостойкость — 80°С.
54
В швейной промышленности применяются следующие
виды полиэтиленовых клеевых материалов: жесткая прокла-
дочная ткань со сплошным полиэтиленовым покрытием, по-
лужесткая прокладочная ткань с точечным (порошковым) по-
лиэтиленовым покрытием.
Жесткий прокладочный материал со сплошным полиэти-
леновым покрытием вырабатывается на основе хлопчатобу-
мажной неаппретированной ткани (мадаполам, миткаль). Пред-
варительно ткань обрабатывают безусадочным аппретом с
содержанием прямого белого красителя (для белой ткани),
чтобы уменьшить осадку и повысить белизну ткани. Затем
методом кэширования на основу наносят разогретый поли-
этилен, который в виде пленки толщиной 0,12—0,2 мм прочно
соединяется с основой. Получаемый материал характеризуется
повышенной жесткостью, имеет усадку после стирки до 3%
(по основе) и 1,2% (по утку).
Полужесткий материал изготовляют путем нанесения по-
рошка полиэтилена (размер частиц 0,15—0,6 мм) на основу —
хлопчатобумажную неаппретированную ткань (миткаль, ма-
даполам, бязь) из расчета 25—30 г порошка на 1 м2 ткани. По-
рошок получают путем измельчения полиэтилена на дробилке
(ДМК) в водной среде при температуре 18—20°С (выход час-
тиц порошка размером 0,15—0,6 мм составляет 75%). Изготов-
ляемый прокладочный материал обладает хорошими свойства-
ми. Применяя полиэтиленовые клеевые материалы, получают
соединения, характеризующиеся высокими физико-механичес-
кими свойствами, устойчивые к различным воздействиям.
Аппретированные жесткие прокладочные ткани. В каче-
стве прокладок в воротники, манжеты сорочек и блузок ис-
пользуются аппретированные жесткие прокладочные ткани.
Основой такого прокладочного материала служит хлопчатобу-
мажная ткань типа бязи. В качестве аппрета могут применять-
ся различные препараты: на основе простых эфиров целлюло-
зы или регенерированной целлюлозы; на основе синтетических
смол — поливинилхлорида, винил-ацетата, полиамида, поли-
акрилата и др.
55
Качество прокладочной ткани с полиамидным аппретом луч-
ше, чем с желатиновым Аппретированные прокладочные мате-
риалы вырабатываются промышленностью четырех степеней
жесткости: I — низкой (жесткость материала до стирки 14—25
сН, после стирки не менее 10 сН); II — средней (соответственно
26—34 и 18 сН); Ш — высокой (37—47 и 22 сН); IV — наивысшей
(48—58 и 24 сН). Несминаемость этих материалов должна быть 45
± 5% до сгрики и 40 ± 5% после стирки, усадка не более 2%.
Поливинилхлоридные клеи. В швейном производстве при-
меняют: поливинилхлоридный пластикат — твердую пленку
толщиной 0,2—0,25 мм, изготовленную из смеси поливинил-
хлоридной смолы, дибутилфталата и стеарата цинка; пасту,
в состав которой входят поливинилхлоридная смола, дибу-
тилфталат и пигмент.
Пластикат и паста при склеивании материалов образуют
жесткие и устойчивые к воздействию воды клееные соеди-
нения. Поэтому их применяют для получения водостойких
швов в изделиях, где допускается высокая жесткость швов,
для соединения деталей в ведомственной одежде (воротни-
ков, карманов, клапанов, обшлагов в мундирах), при изго-
товлении знаков различия (погон, петлиц и т. п.). Паста при-
меняется также для соединения деталей плащей и других
изделий из прорезиненных тканей.
Склеивание материалов с помощью поливинилхлоридно-
го пластиката выполняют при температуре прессующей по-
верхности 170—180°С, давлении 0,07 МПа, времени прессова-
ния 40—70 с. При использовании поливинилхлоридной пасты
температура прессующей поверхности должна быть не бо-
лее 160°С (иначе происходит химическое разложение пас-
ты), время прессования 40—90 с.
Клей БФ-6 и ПВБ. Клей БФ-6 — спиртовой раствор компо-
зиции модифицированной фенолоформальдегидной смолы БФ.
Клей ПВБ — спиртовой раствор пластифицированного поли-
винилбутираля клеевого. Растворы этих клеев при нанесении на
воздушно-сухую ткань впитываются ею. После высыхания ткань
делается жесткой и почти не обладает клеящей способностью.
56
1.4. Швейные н трикотажные
товары
В основу классификации современной швейной и трико-
тажной продукции положено в качестве основного общее фун-
кциональное назначение.
Современный костюм человека многофункционален. Его
основные функции на первом уровне представлены двумя
обобщенными: утилитарной и информационно-эстетической.
Утилитарная функция на втором уровне подразделяется на
защитные и физиолого-гигиенические; информационно-эсте-
тическая функция — на информационные и собственно эсте-
тические (рис 1.2).
Защитные функции сводятся к защите организма чело-
века от неблагоприятных воздействий климатической среды
(холода, ветра, дождя и т. д.), механических повреждений
(травм) и неблагоприятных воздействий производственной
среды (загрязнений, агрессивных сред, излишков тепла,
холода и т. п.). Физиолого-гигиенические функции определяют
удобство одежды (степень приспособленности одежды к чело-
веку) в покое (статике) и при движении (динамике) и комфорт
(комфортные условия микроклимата пододеждного воздуха,
состояние нервной системы и т. д.). Информационные функ-
Рис. 1.2. Функции одежды
57
ции дают информацию о человеке (его профессии, вкусах,
культуре и т. д.) и об одежде (назначении, своевременности,
новизне). Собственно эстетические функции определяются со-
ответствием одежды образу человека, совершенством компо-
зиции изделия, а также уровнем качества его изготовления
и отделки (товарным видом).
Костюм не может быть подлинно красивым, если в нем
нарушена внутренняя логика строения формы, если его час-
ти не составляют единого целого по принципу функциональ-
ной и эстетической целесообразности.
Функции спортивного костюма значительно отличаются
от функций всех остальных видов одежды и представлены
шестью функциями: утилитарной, защитной, обозначитель-
ной, уравнительной, традиционной и эстетической. Эти фун-
кции в разных соотношениях представлены во всех видах
спортивной одежды. Например, в костюмах для одних видов
спорта (футбол, баскетбол, волейбол, хоккей) ведущими яв-
ляются защитная и обозначительная функция, для других
(фигурное катание) — эстетическая и обозначительная, для
третьих (плавание, прыжки в воду) — утилитарная, для чет-
вертых (фехтование, конный спорт) — традиционная и т. д.
Ведущие функции спортивного костюма в основном и долж-
ны определять его форму.
В ассортимент швейной и трикотажной продукции вхо-
дят изделия, как относящиеся к одежде, так и к ней не отно-
сящиеся — предметы домашнего обихода (постельное белье,
столовое белье, шторы), туристического и спортивного ин-
вентаря и снаряжения. По общему назначению одежду под-
разделяют на 3 класса [24]: 1 — бытовую; 2 — спортивную и
3 — производственную. Бытовая одежда предназначена для
защиты организма от неблагоприятных воздействий клима-
тической среды; спортивная — для защиты тела спортсмена
от травм, она должна также способствовать достижению вы-
соких спортивных результатов; производственная одежда обес-
печивает защиту человека от неблагоприятных воздействий
не только климатической, но и производственной среды.
58
Каждый класс одежды, исходя их практики специализа-
ции промышленности и торговли, подразделяют по условиям
эксплуатации и по более узкому назначению на подклассы,
виды, группы и подгруппы.
Класс бытовой одежды наиболее многочисленный, его
подразделяют на следующие подклассы: 1.1 — бельевые из-
делия; 1.2 — костюмно-платьевые; 1.3 — верхней одежды;
1.4 — корсетные изделия; 1.5 — головные уборы; 1.6. — пер-
чатки и рукавицы; 1.7 — чулочно-носочные изделия. Каждый
подкласс одежды подразделяется на виды. Например, под-
класс костюмно-платьевых изделий может быть подразделен
на: 1.2.1 — пиджаки; 1.2.2 — жакеты; 1.2.3 — куртки; 1.2.4 —
жилеты; 1.2.5 — брюки и т. д.
По половозрастному признаку одежду подразделяют на
группы: М — мужская; Ж — женская; Д — детская. Детская
одежда, в свою очередь, подразделяется на одежду для но-
ворожденных, детей ясельного возраста, дошкольников, млад-
ших школьников, старших школьников и одежду для подро-
стков.
В зависимости от времени года и климатических зон груп-
пы одежды подразделяют на подгруппы: В/О — весенне-осен-
няя; Л — летняя; 3 — зимняя; В/С — всесезонная. К всесе-
зонной относится одежда, используемая в любое время года.
Классификация может быть дополнена дальнейшим под-
разделением бытовой одежды каждого вида в зависимости от
использования ее в конкретной обстановке. Например, мужс-
кой костюм может быть повседневным и торжественным,
женское платье — повседневным, торжественным, домаш-
ним, рабочим и т. п.
По применяемым материалам — это одежда из тканей,
трикотажа, нетканых материалов, натуральной и искусст-
венной кожи и меха, комплексных, пленочных материалов.
По способу изготовления одежда бывает кроеная (изде-
лия, сшитые из деталей), регулярная (изделия, не требую-
щие подкроя перед пошивом), полурегулярная (изделия, тре-
бующие частичного подкроя перед пошивом) и комбинирован-
59
ная (изделия, у которых сочетаются регулярные и полурегу-
лярные детали с кроеными).
По конструкции и характеру опорной поверхности — пле-
чевая, поясная, чулочно-носочная, перчаточная и головные
уборы.
Спортивная одежда предназначена для создания макси-
мальных удобств при выполнении физических упражнений
и занятий спортом. Класс спортивной одежды подразделяют
на подклассы по видам спорта, группы — по половозраст-
ному признаку.
Производственная одежда защищает человека от небла-
гоприятных производственных факторов и загрязнения. Класс
производственной одежды в зависимости от выполняемых
функций подразделяют на три подкласса: 3.1 — специальная
одежда; 3.2 — ведомственная; 3.3 — технологическая (сани-
тарно-гигиеническая).
Специальная одежда предназначена для защиты челове-
ка от опасных, вредных и других факторов производственной
среды, для обеспечения безопасных условий труда и сохране-
ния работоспособности человека. Она относится к числу наибо-
лее широко применяемых средств индивидуальной защиты.
Специальная одежда в соответствии с требованиями ГОСТ
12.4.103-83 подразделяется на 13 групп и 39 подгрупп. В осно-
ву классификации специальной одежды положены ее защит-
ные свойства от воздействия вредных производственных фак-
торов. Так, существуют группы специальной одежды для за-
щиты от механических воздействий, повышенных и понижен-
ных температур, радиоактивных веществ, рентгеновских из-
лучений, электрических полей, нетоксичных и токсичных
веществ, воды, кислот, щелочей, органических растворите-
лей, нефти и нефтепродуктов, масел и жиров, вредных био-
логических факторов. Эти группы, в свою очередь, подразде-
ляются на подгруппы по конкретным защитным свойствам.
Специальная одежда, так же как и бытовая, по условиям
эксплуатации и по более узкому назначению подразделяется
на виды: 3.1.1 — куртки; 3.1.2 — брюки; 3.1.3 — блузы; 3.1.4 —
60
комбинезоны; 3.1.5 — полукомбинезоны и т. д. При выборе
видов специальной одежды руководствуются условиями тру-
да для конкретного производства.
Подкласс ведомственной одежды включает форменную
одежду для военнослужащих, работников морского и речно-
го флота, железнодорожников, связистов, учащихся про-
фессионально-технических училищ и т. п. Основные виды ве-
домственной одежды: шинель, пальто, китель, платье, белье
и головные уборы.
Технологическая одежда предназначена для защиты че-
ловека от предметов труда на высокоточных производствах,
в медицине и т. д.
По половозрастному признаку производственная одежда
подразделяется на группы: М — мужская; Ж — женская. В
зависимости от условий эксплуатации на подгруппы: Л — лет-
няя; 3 — зимняя и В/С — всесезонная. Рассмотренная класси-
фикация позволяет представить все существующее многооб-
разие современной одежды, однако она неудобна при работе
с использованием современной вычислительной техники.
Внешняя форма одежды определяется ее силуэтными и
конструктивными линиями [36].
Силуэтные линии характеризуют пропорции, объемную
форму и ее внешние очертания (контурные линии плеч, та-
лии, низа и линии, определяющие восприятие формы изде-
лия в фас и профиль).
Конструктивные линии характеризуют швы, расчленя-
ющие поверхность одежды на отдельные детали (части) с це-
лью создания объемной формы одежды, также характеризу-
ют внешний вид одежды.
В одежде выделяют три основных силуэта, ставших
классическими, — прилегающий (приталенный), полуприлега-
ющий и прямой. Эти силуэты практически не выходят из моды
и являются основными для одежды. Иногда мода предлагает
другие виды силуэтов, например, трапециевидный (рис. 1.3).
Фигура в изделии прилегающего силуэта характеризует-
ся четко выявленной грудью, талией, прибавки на свободное
61
Рис. 1.3. Основные силуэты женской одежды:
а — прямой, б — полуприлегающий, в — прилегающий, г — трапецие-
видный
облегание имеют минимальные значения. Этот силуэт исполь-
зуется в основном в женской одежде, в мужской встречается
редко. Степень облегания фигуры изделием полуприлегающе-
го силуэта меньше, а прибавки на свободное облегание значи-
тельно больше, чем в изделиях прилегающего силуэта. Линия
талии на полочке и спинке выявляется вытачками. В изделиях
прямого силуэта линия талии не подчеркивается, прибавки на
свободное облегание достигают максимальных значений.
Общее конструктивное построение одежды определяет-
ся ее покроем (спинки и полочки) продольными (рельефами)
и поперечными швами (характер соединения верхней и ниж-
ней частей, наличие кокетки). Основные признаки покроя пле-
чевой одежды представлены на рис. 1.4 и 1.5.
Покрой изделия определяется также наличием продоль-
ных и поперечных швов на спинке и полочке. По числу про-
дольных швов изделия подразделяются на бесшовные, одно-
шовные (со средним швом на спинке), двухшовные (с двумя
боковыми швами), трехшовные (с боковыми швами и средним
швом спинки), пятишовные (с боковыми швами, средним швом
спинки и двумя швами притачивания боковых частей поло-
чек), шестишовные (с боковыми швами и четырьмя швами на
спинке и полочке). Поперечное членение может быть по линии
62
Рис. 1.4. Схема членения поверхностей деталей
плечевой одежды
Рис. 1.5. Схема членения поверхностей деталей
поясной одежды
груди, талии, бедер (отрезное или неотрезное изделие или в
верхней части (на кокетке). Аналогично членение и поясных
изделий.
Конструкция женской одежды (и для девочек среднего и
старшего школьного возраста, подростков) в отличие от муж-
ской характеризуется обязательным наличием на полочке вер-
хней вытачки, обеспечивающей объемную форму в области
груди. Основное ее положение — от плечевого среза, но в
зависимости от моды и особенностей модели она может зани-
мать различное положение, может быть скрыта в шве кокет-
63
ки, рельефа, подреза, заменена складками, драпировкой,
защипами и др. Эта вытачка имеет и декоративное значение
и должна быть увязана с внешней формой и конструкцией
этого изделия. Типовая, наиболее часто встречающаяся форма
членения поверхности плечевой одежды на части — это спин-
ка, полочка, рукава, воротник.
Швейная продукция может изготавливаться без рукавов
(на бретелях, со спущенным плечом) или с рукавами различ-
ных покроев.
Рукав — один из наиболее ответственных и сложных уз-
лов изделия, от которого во многом зависит его внешний вид,
удобство в носке и качество изделия в целом. Конструктивное
оформление рукавов, их форма самым тесным образом связа-
ны с общей формой изделия, его силуэтным решением. По-
крой изделия определяется в первую очередь именно покроем
рукава. Форма рукава определяется такими факторами, как
ширина (вверху и внизу) и длина, и зависит от степени облега-
ния руки. При этом следует помнить, что рукав не так тесно
связан с размерами и формой тела человека (руки), как полоч-
ка и спинка изделия, что и определяет значительно большие
величины прибавок. Конструктивное оформление рукавов за-
висит также от количества составных деталей рукава (количе-
ства швов), оформления оката рукава, низа изделия. В рукаве
кроме основных деталей могут встречаться такие мелкие де-
тали, как манжеты, обшлага, хлястики, паты и другие, а так-
же такие конструктивные элементы, как вытачки, сборки и
др. На чертеже линии срезов деталей рукава могут быть пря-
мыми, вогнутыми и выпуклыми.
Различают следующие основные покрои рукава: втач-
ной (базовый), реглан и цельнокроеный. Различные сочета-
ния основных покроев образуют комбинированный покрой
рукава. Различные покрои рукава могут быть получены при
разном количестве составных деталей: одношовный рукав
(1 ш — нижний или локтевой шов); двухшовный (2 ш — пере-
дний и локтевой или верхний и нижний шов); трехшовный
(3 ш — передний, локтевой и верхний швы) (рис. 1.6).
64
Рис. 1.6. Покрои рукавов:
а — втачной, б — реглан, в — цельнокроеный, г — комбинированный
Покрой изделия с втачными рукавами считается клас-
сическим, так как он уже многие десятилетия не выходит из
моды. Линия проймы такого изделия по форме соответствует
очертанию сечения руки по акромиальному отростку. Окат
рукава с проймой изделия соединяется по замкнутому конту-
ру с посадкой рукава относительно проймы. Остальные по-
крои (реглан, цельнокроеный) являются производными от втач-
ного и конструируются на базе втачного рукава с несколько
углубленной проймой (типа сак). Исходя из размера втачного
рукава и проймы изделия выделяют следующие разновидно-
сти втачного рукава: тайер, пройма которого имеет незначи-
тельные отклонения от контуров сечения руки; с углублен-
ной проймой — сак, характеризуется большей шириной и
глубиной проймы; с сильно углубленной проймой — манто; с
квадратной проймой — кимоно (рис. 1.7).
65
Рис. 1.7. Конструктивное оформление линии проймы
в зависимости от разновидности втачного рукава:
а — тайер; б — сак; в — манто; г — кимоно
Рукав покроя тайер по форме больше, чем рукава других
разновидностей, соответствует контурам руки; применяется в
изделиях строгого стиля прилегающего и полуприлегающего
силуэтов. Конструктивной особенностью рукава является то,
что он характеризуется замкнутой проймой, по ширине и глу-
бине соответствующей периметру сечения руки, высота оката
равна глубине замкнутой проймы. Величины прибавок невели-
ки: прибавка на свободу проймы Пспр = 0,5 — 3 см в зависимо-
сти от вида изделия; к обхвату плеча — Поп = 3 — 9см
Рукав покроя сак вследствие большей ширины и глубины
проймы характеризуется значительно большими по величине
прибавками: Пспр = 4 — 6 см; Поп = 10 — 13 см Рукав приме-
няется в основном в пальто, полупальто, плащах прямого си-
луэта, в которых увеличена общая прибавка по линии груди
Пг, что определяет увеличение ширины проймы. Такие ру-
кава могут быть двухшовными с передним и локтевым или
верхним и нижним швами, трехшовными.
Рукав покроя манто встречается в основном в женской
одежде различных силуэтов, особенно характерен для изде-
лий мягкой формы, меховых изделий. Покрой рукава харак-
теризуется мягкими плавными линиями. Конструктивной осо-
66
бенностью является расширенная и сильно углубленная, чаще
всего доходящая до уровня талии пройма (Пспр =6 — 16 см,
Поп = 12 — 20 см), плечевые срезы удлинены. Рукава двух-
шовные с верхним и нижним швами.
Рукав покроя кимоно также характерен для женской
одежды различных силуэтов, в готовом виде рукав имеет
мягкую драпирующую под пройму форму. Он строится непос-
редственно на пройме изделия, за основу при этом берут
чертеж изделия покроя манто, что и объясняет большие ве-
личины прибавок на свободное облегание. Линия проймы офор-
мляется прямыми или фигурными линиями.
Покрой изделия с рукавом реглан характеризуется не-
замкнутой проймой, верхние участки полочки и спинки пе-
реходят к рукаву. В одежде используются следующие разно-
видности реглана — полуреглан, нулевой реглан, реглан-по-
гон, реглан-кокетка (рис. 1.8).
Детали цельнокроеного рукава представляют собой еди-
ное целое с основными деталями изделия, линия проймы от-
сутствует. В одежде используются различные разновидности
цельнокроеного рукава — летучая мышь, с ластовицами раз-
личной формы, с ластовицей, переходящей в отрезную боко-
вую часть изделия, с ластовицей, переходящей в нижнюю
часть рукава.
Летучая мышь — рукав с заниженной проймой, начина-
ющийся почти от линии талии, обеспечивает достаточную
Рис. 1.8. Разновидности покроя рукавов реглан:
а — реглан, б — нулевой реглан, в — полуреглан, г — реглан-погон
67
свободу движений, образует в изделии мягкие складки у прой-
мы, создает определенный объем в верхней части одежды,
имеет малый угол наклона по отношению к изделию.
Сак — рукав, разработанный на основе втачного рукава.
Он может быть одно-, двух- и трехшовным, с вытачками у
локтя и по низу рукава, с различным оформлением низа ру-
кава — манжетами, мягкими сборками и др.
Кимоно — рукав может быть различной длины. Короткий
цельнокроеный рукав, не стесняющий движений и напоми-
нающий японское кимоно, особенно широко используется при
изготовлении легкой домашней одежды. Его характеризует
углубленная пройма (на 1—2 см), вершина бокового шва рас-
полагается посередине проймы.
Рукава реглан и цельнокроеный являются производными
от втачного. В женской одежде применяется и четвертый вид
покроя рукава — комбинированный, в котором используются
различные сочетания основных видов покроев. Рукава могут
состоять из различного количества деталей.
Низ рукавов и изделия может быть обработан швом впод-
гибку с закрытым срезом, вподгибку с открытым срезом, кан-
том, бейкой, руликом, обтачкой, манжетой (притачной или
отложной, состоящей из двух деталей или цельнокроеной),
воланом, оборкой и др.
В зависимости от расположения одежды на фигуре вы-
деляются плечевые изделия (пальто, жакеты и др.) и пояс-
ные (юбки, брюки и др.).
Виды воротников. Воротник — один из наиболее много-
образных узлов изделия, связанный с ним конструктивно. Он
играет также большую роль в общем художественном офор-
млении изделия, в завершении композиции, его внешнем виде.
Воротник располагается у горловины плечевых изделий и по-
этому зачастую играет роль центрального зрительного пятна
в изделии.
Форма воротника определяется общим стилевым реше-
нием изделия (строго классического стиля, спортивного, мяг-
кой формы и др.), направлением моды, что особенно прояв-
68
ляется в размерах воротника, форме его концов и линии от-
лета, но всегда должна быть увязана с общей композицией
изделия. Однако, несмотря на многообразие форм воротни-
ков, их можно классифицировать, выделить основные, наи-
более характерные для современной одежды виды. По спосо-
бу соединения воротников с горловиной изделия специалисты
выделяют воротники втачные и цельнокроеные. В верхней
одежде, как правило, проектируют втачные воротники.
В зависимости от конструктивного решения застежки в
изделиях верхней одежды современных конструкций выде-
ляют следующие основные виды воротников: воротники для
изделий с застежкой до лацкана (отложной пиджачный, хо-
мут, шаль, кокелье), воротники для изделия с комбиниро-
ванной (открытой и закрытой доверху) застежкой (пальто,
куртки), воротники для изделий с застежкой доверху (стой-
ка, стойка, прилегающая к шее, плосколежащий, отложной,
плосколежащий, стоячеотложной, стойка, кокелье) и др.
Виды карманов. По способу соединения карманов с издели-
ем карманы подразделяют на следующие группы: накладные,
прорезные и потайные. В зависимости от места расположения
карманы классифицируются на подгруппы: боковые, нагрудные,
в боковых швах. Боковые карманы отличаются от нагрудных не
только местом расположения, но и размерами. Так, нагрудные
карманы имеют меньшие размеры (11—14 см). В зависимости от
отделки выделяют следующие накладные карманы: со склад-
ками, с защипами, с клапаном, с патой, с хлястиком, с молни-
ей. В зависимости от формы — квадратные, прямоугольные,
треугольные, фигурные. Карманы в боковых швах подразделя-
ются на карманы в одном шве (в боковом шве или рельефном
шве) и в двух швах (в боковом и рельефном швах).
Прорезные карманы могут быть в листочку, в листочку с
клапаном, в листочку с молнией, в рамку, в рамку с клапа-
ном, в рамку с молнией, с клапаном. Длина кармана регули-
руется в соответствии со стандартами и изменяется в зави-
симости от размера одежды, ширина листочки или рамки ус-
танавливается в зависимости от модели.
69
Потайные карманы располагаются в боковых или рель-
ефных швах — эти карманы не видны с лицевой стороны и
состоят из двух деталей мешковины между двумя основными
деталями.
Виды поясов. В зависимости от способа соединения пояса
с изделием различают пояса завязывающиеся, притачные,
цельнокроеные, с эластичной тесьмой. В свою очередь, завя-
зывающиеся и притачные пояса могут состоять из одной де-
тали со сгибом и из двух деталей со швом. Цельнокроеные
пояса выкраиваются целиком вместе с основными деталями
кроя поясных изделий. Пояса с эластичной тесьмой могут быть
в один, два, три и более рядов по всему периметру пояса
или в отдельных его частях.
Виды застежки. Форма застежки подразделяется на откры-
тую, супатную (потайную) и полусупатную (потайную, но с од-
ной верхней пуговицей на лицевой стороне). В зависимости от
используемой фурнитуры застежка может быть на пуговицы,
кнопки, липучки, молнию, шнуры, блочки, крючки. В зависи-
мости от количества рядов застежка может быть в один или два
ряда. В зависимости от оси симметрии — симметричная и асси-
метричная. В зависимости от вида воротника — закрытой (глу-
хой) и открытой (до уровня груди, талии или бедер).
Виды горловины. В зависимости от формы горловина мо-
жет быть круглой, прямоугольной, V—образной, фигурной,
ассиметричной, в форме лодочки и др. Как правило, горлови-
ну изделия обрабатывают руликом, бейкой, обтачкой, кан-
том. Таким же способом обрабатывают пройму изделий.
Для изготовления одежды и выбора используются раз-
мерные характеристики человека. Размерная характеристи-
ка является результатом антропологических исследований. Ос-
новной прием антропологического исследования — измере-
ние тела человека и его частей (антропометрия). Это обхва-
ты, продольные и поперечные измерения.
Обхваты выявляют параметры — туловища, шеи, голо-
вы и конечностей в различных участках — необходимые для
определения ширины изделия в соответствующих участках.
70
Продольные измерения характеризуют ширину тех или
иных участков тела и определяют ширину отдельных частей
деталей одежды.
Проводят также измерения не по поверхности тела, а
расстояния между двумя точками тела в проекции на верти-
кальную (высоты) или горизонтальную (диаметры и глубины)
плоскости. Эти измерения определяют внешнюю форму тела
человека, зависящую от размеров мускулатуры и жировых
отложений. Осанка обусловлена главным образом формой по-
звоночника. Различают основные типы осанки — сутулая, нор-
мальная, перегибистая, которые определяются формой из-
гибов позвоночника, степенью выступания лопаток, развити-
ем мускулатуры и жировых отложений в области шеи, спи-
ны, ягодиц. При производстве одежды в качестве показателя
осанки измеряют наклон плеч, определяющий форму фигу-
ры (низкоплечая, нормальная, высокоплечая).
В качестве ведущих размерных признаков при производстве
одежды (выборка, маркировка), отвечающей необходимым требо-
ваниям, приняты размер, рост, полнота фигуры. Стандартами
принята следующая классификация типовых фигур по размерам:
мужчины: 84 — 88 — 92 — 96 — 100 — 104 — 108 — 112 —
116 - 120 - 124 - 128;
женщины: 84 — 88 — 92 — 96 — 100 — 104 — 108 — 112 —
116 - 120 - 124 - 128 - 132 - 136.
Размер одежды определяется половиной величины об-
хвата груди типовой фигуры: 44 — 46 — 48 — 50 — 52 и т. д.
Рост — длина тела человека в сантиметрах. Классифика-
ция типовых фигур по ростам в соответствии со стандартами:
мужчины: 158 — 164 — 170 — 176 — 182 — 188;
женщины: 146 — 152 — 158 — 164 — 170 — 176.
Вышеприведенные признаки — обхват груди и рост —
наиболее полно характеризуют форму тела человека, так как
ориентированы в разных плоскостях.
Полнота — это основная характеристика, определяю-
щая тип телосложения и возрастную изменчивость взросло-
го человека.
71
Основные показатели полноты: обхват талии у мужчин и
обхват бедер с учетом выступания живота у женщин. На ос-
новании этого выделяют варианты фигур:
мужчины: 70 — 74 —78 — 82 — 86 — 90 — 94 — 98 — 102 —
106 - 110 - 114 - 118 - 122 - 126 - 130;
женщины: 88 — 92 — 96 — 100 — 104 — 108 — 112 — 116 —
120 - 124 - 128 - 132 - 136 - 140 - 144.
Особенности определения размера и роста трикотаж-
ного изделия. Определение размера проводится по обмерным
данным, указанным согласно условиям контракта или требо-
ваниям нормативных документов, действующих в РФ. Изме-
рения проводят нескладной линейкой (для изделий из синте-
тических волокон допускается измерение мягким метром) с
ценой деления 0,1 см.
Размер трикотажных изделий определяется на основа-
нии обмерных данных:
для женщин:
верхний трикотаж — рост, обхват груди, обхват бедер;
купальный костюм:
однопредметный — рост, обхват груди, обхват бедер;
двухпредметный — обхват груди, обхват под грудью,
обхват бедер;
панталоны и трусы — обхват бедер;
для мужчин:
верхний трикотаж — рост, обхват груди, обхват талии;
сорочки — обхват шеи, рост, обхват груди;
для женщин и/ или мужчин:
спортивные костюмы — рост, обхват груди;
головные уборы — обхват головы;
носки — длина стопы;
перчатки — обхват кисти;
колготки и чулки — рост и вес;
бюстгальтер — обхват груди третий и обхват груди второй.
Размер изделий определяется в тех случаях, когда:
— заказчиком экспертизы выявлено несоответствие фак-
тических обмерных данных данным, указанным в контракте;
72
— имеется расхождение между размером, указанным на
контрольной маркировке и на товарном ярлыке изделия;
— размер изделия не указан.
Справочные размеры по сопоставимости размеров швейно-
трикотажных изделий в России, странах Западной Европы
и Америки
Страна Размеры
Россия 40 42 44 46 48 50 52 54 56 58
Германия 36 38 40 42 44 46 48 50 52
Франция 38 40 42 44 46 48 50 52
США 8 10 12 14 16 18 20 22
Италия 40 42 44 46 48 50 52
1.5. Швейные нитки
В швейном производстве для скрепления деталей изде-
лий в основном применяют швейные нитки. Промышленность
выпускает швейные нитки различного назначения: одежные,
вышивальные, вязальные, обувные, хирургические и др.
Одежные швейные нитки различают по волокнистому
составу: натуральные волокна — хлопчатобумажные, льня-
ные и шелковые; химические волокна и нити — искусствен-
ные, вискозные, полинозные и синтетические полиамидные,
полиэфирные.
Выпуск швейных ниток в нашей стране постоянно уве-
личивается. В перспективе предусматривается опережающи-
ми темпами развивать производство синтетических ниток по
сравнению с хлопчатобумажными.
Хлопчатобумажные нитки. Около 80% общего объе-
ма швейных ниток, производимого промышленностью в на-
стоящее время, приходится на долю хлопчатобумажных, ко-
торые вырабатываются в 2, 3, 4, 6, 9 и 12 сложений. Наи-
большее распространение получили нитки в 3 и 6 сложений.
Технологический процесс изготовления швейных ниток
состоит из ряда операций: трощения — соединения двух или
73
трех нитей исходной пряжи (гребенной или кардной); скручи-
вания в направлении Z (по часовой стрелке) или S (против
часовой стрелки); отваривания; крашения (в черный или дру-
гой цвет) или отбеливания; отделки матовой для придания сла-
бого блеска (покрывают тонкой пленкой парафина или воска)
или глянцевой для придания сильного блеска (покрывают крах-
мальным аппретом). Окончательная крутка ниток должна иметь
направление, противоположное направлению предшествующей
крутки. Это делает структуру нитки стабильной и монолитной.
Различают нитки: однокруточные, получаемые оконча-
тельным скручиванием исходных нитей (пряжи) в 2 или 3 сло-
жения (рис.1.9а); двухкруточные, получаемые предваритель-
ным скручиванием исходных нитей в 2 (рис. 1.96) или 3 сложе-
ния, а затем окончательным скручиванием этих нитей в 2, 3
или 4 сложения (рис. 1.9в).
Толщина хлопчатобумажных швейных ниток характеризу-
ется условным показателем — торговым номером (табл 1.1).
Для швейной промышленности хлопчатобумажные нит-
ки выпускаются на бумажных патронах с длиной намотки 300,
400, 500, 1000, 2500 и 4000 м.
Для современного ниточного соединения деталей швей-
ных изделий (наметывания, выметывания и других опера-
ций) применяют крученую хлопчатобумажную пряжу линей-
ной плотности от 1,4 текс X 3 до 37 текс X 3.
74
Таблица 1.1
Характеристика хлопчатобумажных швейных ниток
Торг, номер Число слож. Торговая марка Линейная плотность Применение
1 2 3 4 5
10 3 Экстра, При- 34 текс х 3 х 2 Для пошива спецодеж-
ма ды из пропитанных
6 Специальные 16,5 текс х 3 х 2 тканей, пришивания пуговиц к верхней оде- жде, разметывания пройм
20 6 Экстра, При- 27 текс х 3 Для пошива спецодеж-
ма ды и других изделий из
3 Специальные 13 текс х 3 х 2 брезента
30 3 Экстра, При- 21 текс * 3 Для пошива пальто,
ма шинелей и грубосукон-
4 Экстра 16,5 текс х 2 х 2 ных тканей
6 Специальные 11 текс х 3 х 2
9 Особо проч- 7,5 текс х 3 х 3
ные
40 2 Чайка 27 текс х 2 Для пошива платьев.
3 Экстра, При- 16,5 текс х 3 Для пошива пальто и
ма костюмов из то икосу-
6 9 Специальные Особо проч- ные 8,5 текс х 3 х 2 5,9 текс х 3 х з конных и камвольных тканей, хлопчатобу- мажных одежных тка- ней, трикотажного бе- лья и верхних изделий, одежды из нетканых
полотен
50 3 Экстра, При- 13 текс х 3 Для пошива платьев из
4 ма шерстяных, хлопчато-
6 Экстра 11 текс х 2 х 2 бумажных, льнолавса-
Специальные 7,5 текс х 3 х 2 новых, вискозных, аце- татных и других тканей, белья и платьев из три-
котажных полотен
75
Окончание табл. 1.1
1 2 3 4 5
60 3 Экстра, При- ма 10 текс х 3 Для пошива платьев из шелковых и тонких
4 Экстра 10 текс х 2 х 2 хлопчатобумажных тка-
6 Специальные 6,7 текс х 3 х 2 ней, тонкого бельевого трикотажного полотна
80 3 Экстра, При- ма 7,5 текс х 3 Для пошива платьев из шелковых тканей, вы-
4 Экстра 8,5 текс х 2 х 2 полнения отделочных
6 Специальные 5,9 текс х 3 х 2 строчек
100 3 Экстра 6,7 текс х 3 Для вышивки, выполне-
3 Экстра 5,9 текс х 3 ния отделочных строчек
00 12 Особо проч- ные 27 текс х 3 х 4 Для пошива спецодежды
0 9 Особо проч- ные 27 текс х 3 х 3
1 9 Особо проч- ные 18,5 текс х 3 х 3
3 9 Особо проч- ные 15,4 текс х 3 х 3
4 9 Особо проч- ные 13 текс х 3 х 3
6 9 Особо проч- ные 10 текс х 3 х 3
Нитки из натурального шелка. Эти нитки (швейный
шелк) занимают менее 1% общего объема выпуска швейных
ниток. Швейный шелк вырабатывается из нитей шелка-сыр-
ца линейной плотности 3,22 или 5,65 текс X 2. Предварительно
получают исходные нити путем скручивания нескольких ни-
тей шелка-сырца (в зависимости от толщины вырабатывае-
мой швейной нитки). Затем соединяют три исходные нити и
подвергают их окончательному скручиванию в направлении Z
(по часовой стрелке). Полученный швейный шелк отваривают
и красят в нужный цвет, белый шелк отбеливают.
76
Швейные нитки из натурального шелка в зависимости
от толщины обозначают условными (торговыми) номерами: 9
(111,1 текс), 13 (74 текс), 18 (57,5 текс), 33 (31 текс), 65 (17,4 текс).
Их выпускают на катушках, бумажных патронах, в бобинах и
мотках с длиной намотки 100, 200, 500, 700 и 1300 м
Швейный шелк № 65 и 33 применяют при изготовлении
платьев, блузок, сорочек, костюмов, брюк, плащей; № 18 и
13 для выметывания петель, пришивания пуговиц.
Нитки из химических волокон. Различают комплекс-
ные, текстурированные, армированные, из штапельных во-
локон, прозрачные и растворимые швейные нитки из хими-
ческих волокон.
Комплексные швейные нитки вырабатываются из полиамид-
ных или полиэфирных нитей. Технологический процесс получе-
ния их состоит из следующих операций: трощения двух или трех
комплексных нитей; скручивания; отваривания; крашения или
отбеливания; отделки — обработки препаратами, снижающими
электризуемость нитки и повышающими ее термостойкость.
Комплексные швейные нитки имеют условные обозна-
чения: полиамидные — 50К (15,5 текс X 3); полиэфирные —
22Л (11 текс X 2), ЗЗЛ (11 текс X 3), 55Л (27,7 текс X 2), 90Л
(29,4 текс X 3). Разработана технология получения швейных
ниток из модифицированных полиамидных нитей шелон. Эти
нитки вырабатываются линейной плотности 9 текс (5 текс X 2)
и 14 текс (5 текс X 3). Они применяются для выполнения раз-
личных швов при изготовлении платьев взамен ниток № 65
из натурального шелка.
Промышленность выпускает анидные швейные нитки,
которые характеризуются высокой прочностью и теплостой-
костью. Они практически безусадочны и используются при
изготовлении одежды методом «форниз», изделий из кожи и
т. п. При изготовлении некоторых видов спецодежды для за-
щиты от кислот, щелочей применяют специальные швейные
нитки: финилоновые, фторлоновые, пропиленовые.
Текстурированные швейные нитки вырабатываются из
полиамидных или полиэфирных текстурированных нитей
77
аэрон, теслан, эластик путем их скручивания в 2 или 3 сло-
жения. Подготовлены к производству полиамидные текстури-
рованные нитки линейной плотности 15,6 текс X 2, 29,2 текс X 1
и полиэфирные линейной плотности 13,8 текс X 2.
Текстурированные нитки характеризуются мягкостью,
повышенной растяжимостью и применяются при изготовлении
платьев, блузок, белья из тканей и трикотажных полотен.
Для выполнения отделочных строчек разработаны поли-
амидные текстурированные швейные нитки: 70 КТ (15,6 текс X
X 2 X 2); 100 КТ (15,6 текс X 2 X 3); 140 КТ (15,6 текс X 2 X 4);
210 КТ (15,6 текс X 2 X 6).
Для выработки армированных швейных ниток исполь-
зуют армированную пряжу, состоящую из сердечника — ком-
плексной синтетической (полиэфирной) нити, занимающей 70—
80% объема пряжи, и оплетки — слабо скрученных хлопко-
вых или полинозных волокон в виде ленты (мычки), имею-
щей крутку S (против часовой стрелки). Армированные швей-
ные нитки получают скручиванием армированной пряжи в 2
или 3 сложения. Эти нитки имеют условные обозначения; 65 ЛХ
(21,7 текс X 3); 50 ЛХ (16,4 текс X 3); 44 ЛХ (21,7 текс X 2); 40 ЛХ
(12,8 текс X 3); 33 ЛХ (16,4 текс X 2); 30 ЛХ (10 текс X 3); 26 ЛХ
(12,8 текс X 2); 20 ЛХ (10 текс X 2).
Армированные нитки характеризуются высокой прочно-
стью и повышенной теплостойкостью. Они широко применя-
ются при изготовлении одежды взамен хлопчатобумажных
двухкруточных ниток.
Комбинированные полиэфирнохлопковые швейные нит-
ки вырабатываются скручиванием армированной пряжи с по-
лиэфирной комплексной нитью. Получают швейные нитки тор-
говых номеров: 20, 40, 50, 80. Эти нитки по разрывной нагруз-
ке и разрывному удлинению более чем в 3 раза превосходят
аналогичные хлопчатобумажные нитки. Их применяют при
изготовлении швейных изделий из эластичных материалов.
Для выработки швейных ниток из химических шта-
пельных волокон используют пряжу, полученную из этих
волокон: полиамидные, полиэфирные, вискозные, полиноз-
78
ные. Наибольшее распространение получили лавсановые (ли-
нейной плотности 12,5 текс X 3 и 16,6 текс X 3) и полинозные.
Эти нитки характеризуются высокой прочностью, достаточ-
ной теплостойкостью и широко используются при изготов-
лении верхней одежды, костюмов, изделий из трикотаж-
ных полотен.
Прозрачные швейные нитки получили в последнее вре-
мя широкое распространение при изготовлении одежды из
материалов различных цветов, а также изделий из полиамид-
ных тканей. Такие нитки в швах становятся незаметными,
сливаются с цветом материала. Для выработки прозрачных
ниток используют полиамидные мононити линейной плотнос-
ти 5 и 6,7 текс и получают швейные нитки линейной плотно-
сти: 20 текс (5 текс X 4); 11,5 текс (5 текс X 2); 26,8 текс (6,7 текс
X X 4); 14 текс (6,7 текс X 2).
Растворимые швейные нитки применяют для времен-
ного скрепления деталей швейных изделий. При последую-
щей обработке растворителями или химической чистке эти
нитки полностью удаляются. Изготовляют растворимые нит-
ки в виде мононитей или комплексных нитей из легкораство-
римых синтетических смол, например поливинилспиртовые.
Вышивальные нитки (мулине) выпускаются под услов-
ным торговым обозначением Спутник-25. Мулине вырабаты-
ваются из гребенной хлопчатобумажной пряжи линейной плот-
ности 16,5 текс. Эти нитки бывают двух линейных плотнос-
тей: 32 текс, если исходная пряжа скручена в 2 сложения
(16,5 текс X 2), и 191 текс, если пряжа скручена в 2 сложения
и 6 круток (16,5 X 2 X 6). Для массового потребления нитки
мулине выпускаются в виде мотков с длиной намотки 20 м.
Вязальные нитки выпускаются под названием и услов-
ным торговым обозначением: мерсеризованные — Ирис (Спут-
ник-10), Роза (Роза); немерсеризованные — Ромашка (Ро-
машка), Гарус (№ 8) и Чулочные (Олень-10).
Ирис вырабатывается из хлопчатобумажной пряжи линей-
ной плотности 84 текс, скрученной в 2 сложения (84 текс X 2).
Его выпускают в клубках массой 25 и 50 г. Вязальные нитки
79
Роза изготавливаются из хлопчатобумажной пряжи линейной
плотности 27 текс в 2 сложения и две крутки (27 текс X 2 X 2).
Вышивальные и вязальные нитки применяются в швей-
ном производстве для вышивки и других видов отделки гото-
вых изделий.
1.6. Отделочные материалы
К отделочным материалам относятся ленты, тесьмы,
шнуры, кружева. По назначению отделочные материалы мо-
гут быть подразделены на три группы: 1) прикладные — лен-
ты и тесьмы, служащие для окантовывания и укрепления
краев швов на внутренних участках изделий; 2) декоративно-
прикладные — ленты, тесьмы, шнуры, используемые для де-
коративного окантовывания наружных краев одежды; 3) де-
коративные — ленты, эмблемы, тесьмы, шнуры, кружева,
выполняющие эстетические функции и служащие для укра-
шения одежды.
Ленты. Это тканые или вязаные полоски разной шири-
ны из капроновых комплексных нитей, лавсановой, нитроно-
вой пряжи или текстурированных нитей.
Тканые ленты вырабатываются на лентоткацких, преиму-
щественно бесчелночных рапирных станках с каретками и
жаккардовыми машинами. Новыми являются вязаные ленты,
вырабатываемые на основовязальных и уточновязальных ма-
шинах. Внешне эти ленты напоминают тканые, но благодаря
повышенной растяжимости при окантовывании легко уклады-
ваются по краям деталей одежды сложной конфигурации.
К лентам прикладного назначения относятся:
• бортовая тканая лента с хлопчатобумажной основой и
капроновым утком полотняного или саржевого переплетения;
применяется она для окантовывания краев внутренних швов,
бортов и т. п.;
• корсажная тканая лента из вискозных или капроновых
нитей полотняного переплетения, имеющая репсовый рубчик
благодаря утолщенному утку. Для придания жесткости эту
80
ленту сильно аппретируют. Используют ее при обработке вер-
хнего среза юбок;
• лента тканая брючная из капроновых нитей полотняно-
го переплетения с утолщенным бортиком; применяется для
укрепления нижних краев брюк;
• эластичная лента, вырабатываемая из резиновых или
полиуретановых (типа спандекса) нитей основы. Узкая элас-
тичная лента используется как вздержка, более широкая при-
меняется при изготовлении предметов женского туалета;
• киперная лента из хлопчатобумажной пряжи саржево-
го переплетения или переплетения ломаная саржа; исполь-
зуется она для белья и других изделий.
К лентам декоративно-прикладного назначения от-
носятся:
• окантовочная тканая лента хлопчатобумажная или кап-
роновая полотняного или саржевого переплетения, иногда с
рельефным бортиком; применяется для окантовывания швов
и отделки краев предметов женского туалета;
• окантовочная вязаная лента разной ширины с гладким кра-
ем, вырабатываемая переплетением цепочка с различной уточ-
ной кладкой; используется для окантовывания краев мужских и
женских верхних изделий, не имеющих подкладки, а также об-
легченных пальто и костюмов (подборта, лацканы и др.);
• лента для бретелей вискозная или капроновая разнооб-
разных переплетений, с законченным рельефным краем; ис-
пользуется при изготовлении предметов женского туалета.
К лентам декоративного назначения принадлежат:
• ленты ляке из капроновых нитей с несмываемым блес-
ком, обрабатываемые на горячих каландрах; используются
как окантовочные и отделочные;
• отделочные ленты, вырабатываемые разной ширины из
вискозных комплексных нитей мелкоузорчатыми и жаккардо-
выми переплетениями, часто с многоцветными рисунками;
применяются для украшения женской и детской одежды;
• ажурные ленты из капроновых нитей в основе и хлопча-
тобумажных или шерстяных в утке либо из текстурирован-
81
ных нитей; выпускаются с рисунками, имитирующими ме-
режки;
• эмблемы — ленты из вискозных комплексных нитей или
вискозной штапельной пряжи с жаккардовыми многоцветны-
ми тематическими рисунками (якоря, звери, геометрические
орнаменты, спортивная тематика и др.). Ленты разрезаются
на части с одним законченным рисунком; используются для
украшения детской, молодежной и спортивной одежды.
Тесьмы бывают вязаные и плетеные.
Вязаная тесьма вырабатывается различной ширины из
штапельной вискозной, лавсановой пряжи и текстурирован-
ных нитей на основовязальных и уточновязальных машинах.
Она может быть гладкой, плотной и ажурной, с ровным кра-
ем и фестонами. Иногда для создания рельефной фактуры
используется шнур, с помощью которого образуются различ-
ные рисунки, имитирующие кружева. Гладкая тесьма при-
меняется в качестве окантовочной, узорчатая — как отделка
для женских и детских изделий.
Плетеная тесьма вырабатывается разной ширины из
хлопчатобумажной пряжи, вискозных штапельных и комп-
лексных нитей на плетельных машинах. Эти машины подраз-
деляют на классы в зависимости от числа веретен (или ни-
тей), участвующих в образовании тесьмы. По характеру пе-
реплетения различают тесьму однопрядную, нити которой
переплетаются через одну, двухпрядную, нити которой пе-
реплетаются через две, и т. д.
Окантовочная плетеная тесьма обычно бывает гладкок-
рашеной. Отделочная плетеная тесьма может быть гладкок-
рашеной и пестротканой двух, трех и более цветов. Наиболее
распространена отделочная плетеная тесьма вьюнчик, пред-
ставляющая собой волнообразную плетеную полоску, образу-
ющуюся при изменении натяжения нитей с разных веретен.
Шнуры бывают плетеные, вязаные и витые.
Плетеные шнуры вырабатываются на плетельных ма-
шинах. Сердечник из нескольких толстых (обычно хлопчато-
бумажных) нитей оплетается более тонкими комплексными
82
нитями (вискозными, капроновыми) или пряжей (хлопчато-
бумажной, штапельной, вискозной).
Отделочный плетеный шнур — сутаж образуется из двух
прядей крученых хлопчатобумажных нитей, которые опле-
таются комплексными вискозными нитями так, что посере-
дине шнура, между прядями, получается углубление. Оп-
летка сутажа бывает одноцветной и разноцветной. Использу-
ется сутаж для отделки женских и детских платьев и детских
костюмов.
Вязаные шнуры вырабатываются на специальных круг-
ловязальных машинах (ШВМ). Они имеют разную ширину и
форму. Их используют в основном как отделочные для детс-
кой одежды.
Витые шнуры получают на крутильных машинах пу-
тем скручивания нескольких прядей вискозных нитей. Иногда
в отделочные шнуры включают металлизированные нити.
Кружева. Кружевами называют прозрачные сетчатые
узорные изделия из нитей, выполненные ручным или ма-
шинным способом.
Кружева ручной работы бывают плетеные, филейные
(шитые) и вязаные. Они могут быть выполнены в форме края,
прошвы, мотива, а иногда и в виде штучных изделий — во-
ротника, вставки и т. д. Кружева используются для отделки
женского и детского белья, платьев и блузок.
Край — кружевная полоска, ровная со стороны, приши-
ваемой к материалу, и зубчатая с противоположной стороны.
Прошва — кружевная полоска с ровными краями, вши-
ваемая между двумя частями изделия.
Мотив — кружевная вставка, имеющая форму квадра-
та, овала, круга и др.
Плетеные кружева наиболее распространены среди руч-
ных кружев, их производство представляет собой одну из
отраслей художественных промыслов, развитых в Вологодс-
кой, Рязанской и некоторых других областях, а также в райо-
не г. Ельца. Такие кружева плетут из хлопчатобумажных или
льняных суровых и отбеленных ниток. Процесс ручного пле-
83
тения очень трудоемкий и кропотливый. На подушке цилинд-
рической формы закрепляют нарисованный на бумаге узор,
по которому накалывают булавки. С помощью коклюшек —
деревянных точеных палочек, на один конец которых намо-
таны нитки, а другой служит ручкой — нитки переплетают
вокруг булавок, создавая тот или иной прозрачный узор. Так
получают сколочные кружева. При плетении сцепных кру-
жев вначале с помощью коклюшек выполняют узоры, кото-
рые затем сцепляют друг с другом редкой сеткой, создавае-
мой крючком. Численные кружева имеют очень несложный
повторяющийся рисунок, создаваемый переплетением точно
отсчитанного числа ниток.
Филейные кружева создают, вышивая иглой узоры на
густой нитяной сетке.
Вязаные кружева вяжут крючками, чаще всего из ни-
ток кроше.
Кружева машинной работы выпускают в виде края и
прошвы для белья и платьев, а также в виде кружевного
полотна для блузок, мужских сорочек и т. п. Они бывают пле-
теные, вязаные и вышитые.
Плетеные (басонные) кружева — тяжелые, массивные,
с четко очерченным рельефным рисунком, создаваемым тол-
стыми узорными (обводными) нитями. Они образуются пере-
плетением двух систем нитей (основных и узорных) на пле-
тельных жаккардовых машинах из хлопчатобумажных, вис-
козных и текстурированных нитей. Вырабатываются также
толстые плетеные кружева, напоминающие кружева ручно-
го вязания.
Вязаные кружева вырабатываются на основовязальных
многогребеночных кружевных машинах. В отличие от плете-
ных кружев эти кружева тонкие: по грунту из квадратных
или шестигранных ячеек (тюлю) проходит неплотный узор.
Рисунки бывают геометрические или с растительным орна-
ментом, иногда довольно сложные, жаккардовые. Тонкие уз-
кие кружева называются валансьен, тонкие, но более широ-
кие — малин.
84
Вышитые кружева вырабатываются на вышивальных ав-
томатах, где на гладком тюле или вязаном полотне (тонком
хлопчатобумажном или капроновом) образуется рисунок. Ри-
сунки могут быть очень разнообразными, выполняются они
вискозными или хлопчатобумажными нитками. Вышивка осу-
ществляется по всему полотну, которое затем разрезается на
специальных машинах на полоски нужной ширины. Использу-
ются вышитые кружева для отделки трикотажного белья.
Гипюр (воздушная вышивка) получают, вышивая хлопча-
тобумажной пряжей по хлопчатобумажной ткани, пропитан-
ной солями алюминия, которую после термообработки и меха-
нических воздействий удаляют. Для выработки гипюра исполь-
зуют вышивальные автоматы. Гипюр — кружево тяжелое,
массивное, применяется для отделки блузок и платьев.
1.7. Фурнитура
Фурнитура — вспомогательные изделия, необходимые в
швейном производстве. Фурнитура служит для застегивания
швейных изделий, прикрепления, упрочнения деталей этих
изделий, а также для удобства эксплуатации одежды. К фур-
нитуре швейного производства относятся: пуговицы, застеж-
ки-молнии, кнопки, крючки, петли, пряжки, текстильная зас-
тежка (липучка), блочки, хальнитены, эластичная тесьма и др.
Пуговицы служат для застегивания изделий с помощью
петель или для украшения изделия. Различают пуговицы сле-
дующих типов: по материалам — пластмассовые, металли-
ческие, керамические, комбинированные; по элементам креп-
ления — с отверстиями, с ушком; по способу изготовления —
литые, прессованные, механически обработанные, штампо-
ванные, сборные; по отделке — без защитно-декоративного
покрытия, с защитно-декоративным покрытием, тисненные
фольгой.
Для изготовления пластмассовых пуговиц используют
различные полимерные материалы: аминопласты, фенопла-
сты, полиэтилен, полиамиды, полистирол, полипропилен,
85
полиэфиры и др. Пластмассовые пуговицы по назначению под-
разделяют на следующие виды: для женской, мужской и дет-
ской одежды; сорочек, белья и прочих швейных изделий. По
конструкции пуговицы бывают: с двумя или четырьмя отвер-
стиями, с ушком, с полупотайным ушком. В зависимости от
способа отделки различают пуговицы рядовые (пуговицы раз-
ных моделей, без рисунка и отделки) и отделочные (пугови-
цы с металлическим покрытием, с инкрустацией, с рисун-
ком, с перламутровым эффектом и т. п.).
Промышленностью выпускаются пуговицы различных
размеров. Толщина пуговиц определяется их назначением, но
не должна быть менее 1,6 мм.
Пальтовыми принято считать пуговицы, размер (диаметр)
которых 26 мм и более. Пиджачные пуговицы (для мужских
пиджаков, курток, женских жакетов и т. п.) выпускаются раз-
меров 20—25 мм, платьевые (для женского и детского платья) —
7 мм и более, брючные — 14—17 мм, бельевые (для мужского,
женского, детского и постельного белья) — 10—19 мм.
Пальтовые и пиджачные пуговицы для мужской одежды
характеризуются простотой формы и отделки. Они обычно
круглые, плоские, с небольшим углублением или выпуклос-
тью на лицевой стороне.
Пуговицы для женской одежды (пальтовые, жакетные и
платьевые) выпускаются разнообразной формы и отделки:
плоские (круглые, овальные, трех- и четырехугольные, с
различной отделкой лицевой стороны — гладкой, выпуклой
или с рельефным рисунком), шарообразные, цилиндричес-
кие и др.
Если для мужской одежды пуговицы подбирают главным
образом в цвет основной ткани изделия и они служат, как прави-
ло, для застегивания, то в женской одежде, особенно в платьях
и блузках, пуговицы выполняют функции не только застежки,
но и отделки. Для женской одежды пуговицы подбирают по цве-
ту, размеру и форме в зависимости от модели изделия.
Пуговицы металлические брючные изготовляются двух
размеров (диаметров) — 14 и 16,5 мм, толщиной соответствен-
86
но 3,5 и 4 мм, с четырьмя отверстиями. Штампуют их из
стальной низкоуглеродистой ленты холодного проката тол-
щиной 0,2—0,25 мм.
Выпускаются пуговицы из дерева (самшита, березы, кле-
на). Путем механической обработки вытачивают пуговицы раз-
личных размеров и моделей. Они могут быть натурального цвета
и крашеные; используются в основном для верхней одежды.
Перламутровые пуговицы изготовляются из раковин мор-
ских и пресноводных моллюсков механическим способом (вы-
секание кружочков, сверление отверстий, шлифование). Для
улучшения внешнего вида перламутровые пуговицы после
механической обработки отбеливают — обрабатывают кипя-
щим слабым раствором соляной кислоты. Такие пуговицы от-
личаются специфическим переливающимся блеском. Выпус-
каются с двумя или четырьмя отверстиями (глазками) диа-
метром от 10 до 20 мм.
Пуговицы из перламутра характеризуются устойчивостью
к воздействию воды, высоких температур, растворов кислот и
щелочей. Они предназначаются в основном для белья, а также
для женских, детских платьев, летних костюмов и пальто.
Стеклянные пуговицы выпускаются диаметром 8—10 мм
и более, с отверстиями или ушком. Для декоративной отдел-
ки стеклянных пуговиц применяют силикатные краски, пре-
параты золота, серебра и других металлов, методы декаль-
комании, травления, полирования.
Качество пуговиц устанавливается по результатам внеш-
него осмотра, а также на основании показателей их основ-
ных свойств. При внешнем осмотре пуговиц определяют пра-
вильность их формы, размеров, рисунка на лицевой стороне.
Пуговицы должны быть без царапин, трещин, пятен, не иметь
острых краев и заусенцев. Это особенно относится к глазкам,
так как нитки стежков, удерживающих пуговицу, могут бы-
стро перерезаться об острые края.
Пластмассовые пуговицы должны выдерживать определен-
ную статическую нагрузку: не менее 3 даН — пуговицы размером
до 12 мм и не менее 5 даН — пуговицы размером более 12 мм.
87
При испытании на прочность пуговица должна находиться
на двух горизонтальных опорах, раздвинутых на расстоянии
2/.. диаметра пуговицы. Пуговицы из металла, аминопласта,
полиамидной смолы, фенопласта, полиэфирной смолы, про-
пилена должны подвергаться испытанию на химическую ус-
тойчивость. Испытание состоит в следующем: в нагретый до
температуры 60 °C перхлорэтилен опускают пуговицы, наши-
тые на ткань, и выдерживают в течение 15 мин; затем пуго-
вицы высушивают. Цикл испытания повторяют 5 раз.
Пуговицы из полиамидной и полиэфирной смолы, сопо-
лимеров стирола, мелалита, пропилена испытывают на тер-
мостойкость. Для этого нашитые на ткань пуговицы подвер-
гают кипячению в 2%-ном мыльно-содовом растворе в тече-
ние 20 мин, затем их высушивают. Цикл повторяют 10 раз.
Устойчивость окраски пуговиц проверяют путем пятикрат-
ной протирки пуговицы белой хлопчатобумажной тканью,
смоченной горячей водой (температуры 80 °C).
Пуговицы с металлическим гальваническим покрытием ис-
пытывают методом термошока: сначала изделие с пуговицами
помещают в горячую воду (температура 70—75 °C) на 15 мин,
а затем сразу в воду температурой 10—12 °C. Цикл повторяют
4 раза. После такой обработки на пуговицах не должно быть
трещин, вздутий, отслаиваний.
Пуговицы металлические брючные проверяют на корро-
зийную устойчивость. Испытания проводят в эксикаторе при
относительной влажности среды 96% и температуре 18—25
°C. Пуговицы помещают на фарфоровую решетку эксикатора
и выдерживают в течение 24 ч над водой.
Застежка-молния состоит из двух лент со звеньями,
соединяемыми при движении замка. Застежка-молния метал-
лическая бывает четырех видов: А — с одним замком и не-
разъемным ограничителем; Б — с двумя замками; В — с од-
ним замком и с разъемным ограничителем; Г — с двумя зам-
ками, разъемная.
Для швейных изделий применяют застежки-молнии ме-
таллические и пластмассовые нескольких типов.
88
Длина застежки-молнии может быть от 70 до 1800 мм.
Звенья застежки-молнии могут быть изготовлены из стали,
латуни или пластмассы. Другие детали застежки — ограни-
читель верхний, ограничитель нижний, корпус нижнего ог-
раничителя — могут быть получены из тех же материалов, а
также из полиэтилена низкого давления, фенопластов, по-
лиамидной смолы и полистирола.
Застежки-молнии должны выдерживать без уменьшения
прочностных показателей не менее 500 (700 — для застежки
типа Юс) циклов двойных ходов (30 ходов в минуту). Термо-
стойкость застежек-молний, кроме застежки-молнии для
брюк, проверяют следующим образом: помещают на 2 ч в су-
шильный шкаф при температуре 70 °C (тип 0) или 100 °C (типы
10 и 20). Термостойкость застежки-молнии для брюк опреде-
ляют при температуре 150 °C, помещая ее в сушильный шкаф
на 3 с. После 1 ч отдыха застежки-молнии должны сохранять
работоспособность. Для определения химической стойкости
застежки-молнии ее погружают в сосуд с перхлорэтиленом
на 30 мин. После испытания усилие передвижения замка мо-
жет уменьшаться или увеличиваться не более чем на 20%,
при этом цвет застежки меняться не должен.
В зависимости от ширины замыкаемых звеньев для вер-
хней одежды различают застежки-молнии: мелкие — от 3 до
5 мм, средние — от 5 до 7 мм, крупные — от 7 до 9 мм.
Кнопки — застежки пружинного действия. По конструк-
ции различают кнопки с кольцевой пружиной, с омегообраз-
ной пружиной, с пружинной втулкой. По материалам — сталь-
ные, латунные, комбинированные. По видам покрытия — с
никелевым, с окисным, с латунным, с лакокрасочным.
Кнопки выпускают определенных размеров: диаметром
6,5; 7,5; 9; 11; 16; 18 мм и высотой соответственно 3; 3; 3,5;
4,5; 5,2; 5,5 мм.
Крючки и петли различают с фиксатором и без фикса-
тора. По виду материала бывают из стальной ленты, из сталь-
ной или латунной проволоки. По виду покрытия крючки и петли
89
подразделяют на никелированные, окрашенные и окрашен-
ные по предварительно фосфатированной поверхности.
Качество крючков и петель устанавливают органолепти-
ческим методом, а также на основании результатов испыта-
ний по показателям механических свойств и коррозийной ус-
тойчивости.
Крючки и петли должны быть правильной формы, ров-
ными, гладкими, без следов коррозии. Лакировка должна быть
ровной без пузырей и наплывов. Крючок должен легко вхо-
дить в петлю. Ушки не должны иметь заусенцев и острых
краев.
Испытание крючков и петель на коррозийную устойчи-
вость проводят в эксикаторе, где влажность среды составля-
ет 96%, а температура 18—25 °C. После пребывания в течение
24 ч в эксикаторе на лакированных, никелированных, посе-
ребренных изделиях не должно быть следов коррозии.
Механические свойства крючков и петель проверяют сле-
дующим образом. Крючок и петлю в застегнутом положении
одной парой ушек надевают на жестко закрепленные сталь-
ные шпильки, диаметр которых соответствует диаметру ушек.
К другой паре ушек подвешивают груз массой 0,5 кг, кото-
рый постепенно увеличивают, тем самым доводя нагрузку
до предельной. После снятия нагрузки крючок и петля не
должны иметь остаточной деформации.
Пряжки, рамки, кольца. Эти изделия изготавливают
различных форм из стальной проволоки, ленты или сталь-
ных и латунных листов. Они могут быть сварными или не-
сварными. Пряжки в зависимости от формы и размеров дол-
жны выдерживать нагрузку в пределах 100—250 даН, рамки
40-250 даН и кольца 15-200 даН.
Текстильная застежка (липучка). Этот новый вид тек-
стильного изделия представляет собой разъемное соедине-
ние, состоящее из двух лент. Лицевая сторона одной (петель-
ной) ленты имеет замкнутые петли, образованные из специ-
альных мононитей. На лицевой стороне другой (крючковой)
ленты расположены петли, имеющие боковой разрез, в ре-
90
зультате чего из этих петель образуются крючки. При соеди-
нении петельной и крючковой лент замкнутые петли входят
в боковые разрезы петель крючковой ленты и прочно соеди-
няются с крючками этих петель.
Качество текстильной застежки оценивается показате-
лями прочности сцепления, линейной плотности, устойчиво-
сти к многократному разъему, срока службы, устойчивости к
изменению температуры и влажности, жесткости при изгибе.
Прочность сцепления застежки принято характеризовать на-
пряжением при отрыве, усилием при сдвиге по длине и ши-
рине, удельной нагрузкой при расслаивании.
Текстильные застежки должны иметь напряжение при
отрыве 0,02—0,01 МПа, удельную нагрузку при расслаивании
0,20-0,05 даН/см, напряжение при сдвиге 0,03-0,06 МПа.
Контрольные вопросы
1. Что такое ассортимент и на какие виды он подразде-
ляется? По каким показателям характеризуется ассортимент
продукции? Как классифицируется ассортимент швейной и
трикотажной продукции?
2. Что такое текстильное волокно, нить, материал? Как
классифицируются текстильные волокна и материалы? По
каким показателям характеризуют текстильные ткани? Как
классифицируются переплетения тканей?
3. Как классифицируется ассортимент тканей, их свой-
ства и область применения?
4. Дайте определение клеевым материалам, перечисли-
те ассортиментные группы и область их применения.
5. Что такое трикотажное полотно? На какие ассорти-
ментные группы классифицируется и где применяется?
6. Что такое нетканое полотно? На какие ассортимент-
ные группы классифицируется и где применяется?
91
7. Какие функции выполняет одежда?
8. Что такое силуэтная и конструктивная линии? Пере-
числите основные признаки покроя одежды.
9. Назовите основные товароведные признаки, характе-
ризующие швейные и трикотажные изделия.
10. Перечислите разновидности рукавов, воротников, кар-
манов, застежек, поясов, горловины.
11. Какие размерные признаки используются для изго-
товления одежды?
12. Какие типы фигур предусмотрены стандартами? Ка-
ковы особенности определения размера, роста и полноты фи-
гуры человека?
13. Что такое швейные нитки, как классифицируются и
где применяются?
14. Какие отделочные материалы применяются в процес-
се изготовления швейной и трикотажной продукции?
15. Что такое фурнитура? Как классифицируется и где
применяется?
IViasa 2
КАЧЕСТВО ТОВАРОВ
2.1. Понятие качества товаров
Качество товаров, их конкурентоспособность на мировом
рынке рассматриваются сегодня как самый объективный и обоб-
щающий показатель научно-технического прогресса, уровня
организации производства, культуры и дисциплины труда.
Проблема обеспечения высокого качества продукции име-
ет огромное техническое, экономическое, социальное и по-
литическое значение, носит комплексный характер и охва-
тывает всю систему ее производства и потребления, все ста-
дии жизненного цикла изделия: проектирование — произ-
водство — товарообращение — эксплуатацию.
Эта проблема возникла не сегодня. Еще в 50-х г. XX в.
специалисты многих стран пришли к выводу о том, что каче-
ством продукции нужно управлять, используя системный под-
ход.
Термины “система”, “системный подход” и “системный
метод” получили широкое распространение в современной
науке при исследовании сложных объектов, к числу которых
принадлежит и качество продукции. Принципиальная особен-
ность проблемы качества продукции — ее широкий межот-
раслевой характер, так как качество конечной продукции обес-
печивают десятки и сотни предприятий различных отраслей.
Термин “управление качеством продукции” стандарти-
зован. Под управлением качеством продукции понимают ус-
тановление, обеспечение и поддержание необходимого уровня
качества продукции при ее разработке, производстве и эксп-
луатации (или потреблении), осуществляемые путем систе-
93
матического контроля качества и целенаправленного воздей-
ствия на условия и факторы, влияющие на качество продук-
ции [46].
Качество объекта обнаруживается в совокупности его
свойств. С философских позиций категория качества выража-
ет целостную характеристику функционального единства су-
щественных свойств объекта, его внутренней и внешней оп-
ределенности, относительной устойчивости, его отличия, а
также сходства с другими объектами.
Под качеством продукции принято понимать совокупность
свойств продукции, обусловливающих ее пригодность удов-
летворять определенные потребности в соответствии с ее на-
значением.
Свойства объективно присущи изделию и проявляются
тем или иным способом при его создании, эксплуатации или
потреблении и могут быть описаны качественно или количе-
ственно. Прежде чем оценивать качество продукции, необхо-
димо определить те свойства, которые следует принимать
во внимание для его оценки.
Главной формой существования промышленной продук-
ции является форма предмета потребления. Поэтому судить о
наиболее существенных свойствах продукции необходимо в
первую очередь по характеристикам качества конечного про-
дукта — предмета потребления, исходя из требований челове-
ка-потребителя. К ним относятся прежде всего показатели
свойств, связанных с удовлетворением определенных потреб-
ностей людей (общественная полезность, удобство и красота).
2.2. Показатели качества товаров
2.2.1. Текстильные товары
Ткани и другие текстильные товары характеризуются
совокупностью свойств, благодаря которым они удовлетворя-
ют определенную потребность. Назначение той или иной тка-
ни во многом определяет выбор свойств для оценки ее по-
94
требительской ценности. Свойства тканей и других текстиль-
ных изделий зависят от свойств волокон, нитей (пряжи), стро-
ения, способа выработки и характера отделки.
Потребительские показатели качества тканей можно под-
разделить на следующие группы: гигиенические; эстетичес-
кие; технологические; эксплуатационные [7].
Гигиенические показатели характеризуются следующи-
ми единичными показателями: гигроскопичность, водопогло-
щаемость, воздухопроницаемость, пылепроницаемость, па-
ропроницаемость.
Гигроскопичность (Wr, %) текстильных материалов оп-
ределяет их способность поглощать влагу при 100%-ной отно-
сительной влажности воздуха.
Гигроскопичность материалов имеет существенное зна-
чение для технологических процессов обработки швейных из-
делий и эксплуатации одежды. Для доброкачественного вы-
полнения операций отделки и крашения текстильных мате-
риалов необходима их хорошая смачиваемость, высокие сорб-
ционные свойства. Чтобы повысить смачиваемость текстиль-
ных материалов, часто используют поверхностно-активные
вещества (смачиватели), которые понижают поверхностное
натяжение жидкости и создают гидрофильные слои на по-
верхности гидрофобных волокон.
Гигроскопичность материалов определяет их назначение
в одежде. Так, для белья, платьев, блузок, сорочек и др. тре-
буются материалы, обладающие высокими сорбционными
свойствами, способностью к смачиванию и капиллярному впи-
тыванию влаги. Для верхних изделий (пальто, плащи и др.),
которые при носке подвергаются воздействию атмосферных
осадков, необходимы материалы с пониженной способностью
к смачиванию.
Водопоглощаемостъ (Пв,%) характеризует способность
материала поглощать влагу при его полном погружении в воду.
Ткани и трикотажные полотна способны к поглощению
воды и влаги. В зависимости от окружающих условий матери-
алы могут удерживать поглощенные вещества или отдавать
95
их в окружающую среду. Как правило, поглощение сопро-
вождается изменением ряда механических и физических
свойств, размеров и массы материалов.
При поглощении влаги волокнами наблюдается увеличе-
ние их размеров, особенно поперечника, т. е. происходит на-
бухание. Значительное увеличение поперечных размеров во-
локон по сравнению с их длиной связано с продольной ори-
ентацией макромолекул фибрилл в структуре волокон. Моле-
кулы воды, проникая в глубь волокна, ослабляют связи меж-
ду макромолекулами, увеличивают расстояние между ними.
Гидрофильные волокна (вискозное, шерстяное, льняное, хлоп-
ковое) обладают большей способностью к набуханию, чем во-
локна малой гигроскопичности. Значительное набухание вис-
козных волокон по сравнению с другими целлюлозными во-
локнами обусловлено их рыхлой структурой, малой плотнос-
тью расположения макромолекул, что облегчает проникание
молекул воды.
Воздухопроницаемость — это способность материала
пропускать воздух.
Воздухопроницаемость современных материалов колеб-
лется в широких пределах: от 3,5 до 1500 дм3/ (м2 X с).
Наименьшей воздухопроницаемостью обладают ткани по-
лотняного переплетения. С увеличением длины перекрытий
повышается рыхлость тканей и увеличивается их воздухо-
проницаемость.
Трикотажные полотна обладают большей воздухопрони-
цаемостью по сравнению с тканями, так как петельным стро-
ением трикотажа обусловливается наличие крупных сквоз-
ных пор.
С увеличением объемной массы материала и его толщи-
ны воздухопроницаемость снижается, так как уменьшается
число сквозных пор и их размеры, особенно у материалов
плотной структуры.
Воздухопроницаемость зависит также от влажности ма-
териала и температуры воздуха и материала. С увеличением
влажности материала воздухопроницаемость его снижается,
96
с повышением температуры от 20 до 120 °C уменьшается воз-
духопроницаемость, что связано с увеличением вязкости воз-
духа и повышением амплитуды колебаний молекулярных це-
пей полимера волокна.
Пылепроницаемостъ — способность материала пропус-
кать частицы пыли.
Текстильные материалы в процессе носки изделий спо-
собны пропускать в пододежный слой или удерживать в сво-
ей структуре частицы пыли. Это приводит к загрязнению как
самих материалов, так и слоев одежды, располагаемых под
ними. Частицы пыли проникают сквозь материал в основном
тем же путем, что и воздух: через сквозные поры материа-
ла. Удерживаются частицы пыли в структуре материала вслед-
ствие механического сцепления их с неровностями поверхно-
сти волокон и масляной смазки. Кроме того, процессу захвата
материалом частиц пыли способствует их электризуемость при
трении. Мельчайшие частицы пыли не имеют зарядов, одна-
ко способны при трении друг о друга или о ткань приобре-
тать заряд короткой продолжительности. При наличии на по-
верхности материала слоя электричества заряженные части-
цы пыли притягиваются к поверхности волокон, где они впос-
ледствии удерживаются благодаря механическому сцеплению
или масляной смазке. Поэтому чем выше электризуемость ма-
териала, тем в большей степени он загрязняется. Рыхлая по-
ристая структура материала из волокон с неровной поверхно-
стью обладает способностью захватывать большее количество
пыли и удерживать ее более длительное время, чем плотная
структура материала, имеющего гладкие ровные волокна.
Так, наибольшей пылеемкостью обладают шерстяные и хлоп-
чатобумажные ткани, а добавление лавсановых волокон
уменьшает пылеемкость.
Паропроницаемостъ — это способность материалов про-
пускать пары влаги из среды с большой влажностью в среду с
меньшей влажностью.
В зависимости от плотности структуры материала преоб-
ладает тот или иной способ прохождения паров влаги. В мате-
97
риалах плотной структуры (с поверхностным заполнением
более 80%) преобладает способ проникновения влаги путем
ее сорбции-десорбции волокнами материала, поэтому паро-
проницаемость таких материалов зависит главным образом
от сорбционных свойств волокон, их способности поглощать
влагу. В материалах с поверхностным заполнением от 80 до
30% пары влаги проходят, как правило, через поры матери-
ала, и паропроницаемость этих материалов зависит от их
структурных параметров (плотности, вида переплетения, тол-
щины нитей и т. д.). При поверхностном заполнении менее
30% способность тканей пропускать водяные пары существен-
но не зависит от гидрофильности волокон и нитей.
Увеличение перепада температур воды и воздуха и умень-
шение относительной влажности воздуха вызывают значи-
тельное повышение паропроницаемости.
Эстетические показатели характеризуются следующими
единичными показателями: драпируемость, сминаемость,
формоустойчивость. Эстетическое восприятие одежды во мно-
гом зависит от цветового решения, фактуры и свойств мате-
риала.
Драпируемостъю материала называется его способность
образовывать мягкие округлые складки с малым радиусом
кривизны. От драпируемости материала, из которого будет
изготавливаться одежда, зависит назначение и выбор моде-
лей изделия. Драпируемость материалов зависит от гибкости
материала и его массы: чем жестче структура материала,
чем большие усилия требуются для его изгиба, тем хуже
драпируемость. При увеличении поверхностной плотности ма-
териала его драпируемость улучшается. Особенно хорошо дра-
пируются тонкие гибкие и тяжелые материалы, которые
образуют мелкие складки.
Сминаемость — это свойство текстильных материалов
под действием деформаций изгиба и сжатия образовывать не-
исчезающие складки и морщины. Сминаемость является след-
ствием проявления материалом пластических и части эласти-
ческих деформаций, имеющих большой период релаксации.
98
Сминаемость есть характеристика, обратная несминае-
мости. Материалы для одежды должны обладать оптималь-
ной несминаемостью (сминаемостью). Очень высокая несми-
наемость, как и чрезмерная сминаемость, — отрицательный
фактор, осложняющий процесс изготовления одежды, ухуд-
шающий ее внешний вид и качество.
Несминаемость — это свойство материала сопротив-
ляться смятию и восстанавливать первоначальное состояние
после снятия усилия, вызвавшего его изгиб. Способность
материала сопротивляться изгибу зависит от его жесткости,
а способность разглаживаться, восстанавливая первоначаль-
ное состояние, — от упругих свойств и части эластических
деформаций, имеющих короткий период релаксации.
Несминаемость материала в значительной степени зави-
сит от его волокнистого состава и структуры. Повышенную
несминаемость имеют материалы, выработанные из волокон,
обладающих высокой упругостью, способных быстро восста-
навливать размеры и форму после деформирования.
С увеличением крутки нитей повышается их упругость и
уменьшается сминаемость тканей.
Сминаемость тканей и трикотажа зависит также от располо-
жения нитей, их взаимной связанности и плотности. Наимень-
шую сминаемость тканям придают креповые переплетения, име-
ющие неравномерно разбросанные перекрытия. Наибольшую
сминаемость имеют ткани полотняного переплетения, для изгиба
которых требуется наименьшее усилие. Ткани большей плотнос-
ти, взаимный сдвиг нитей в которых ограничен, имеют большую
упругость, лучше сохраняют форму в одежде и меньше мнутся.
Ткани рыхлой структуры, элементы которой смещаются без осо-
бых усилий, обладают значительной сминаемостью.
Трикотаж малосминаем. Нити, образующие петли в три-
котаже, имеют сложное пространственное расположение,
поэтому при смятии трикотажа в нем меньше участков ни-
тей, подвергающихся одинаковой деформации, чем в ткани.
Напряженные в разной степени участки нитей трикотажа по-
могают быстрее восстановить его первоначальные размеры.
99
Формоустойчивостъ — это способность текстильных
материалов сохранять свою форму в процессе эксплуатации
швейных изделий.
Во время носки одежды материал испытывает нагрузки и
деформации, величины которых, как правило, значительно
меньше разрывных. Поэтому кроме характеристик прочности и
удлинения при разрыве определяют полную деформацию и ее
составные части при однократно прикладываемых нагрузках.
На формоустойчивость существенное влияние оказыва-
ют тепло и влага. Под их воздействием в структуре волокон
ослабляются межмолекулярные связи, что увеличивает под-
вижность макромолекул, их способность к перемещению и
деформированию. Кроме того, физико-механически связан-
ная влага играет роль смазки в структуре материала, способ-
ствуя более легкому перемещению волокон и нитей при де-
формировании материала.
Трикотажные полотна обладают значительно большей
деформационной способностью по сравнению с тканями. При
приложении растягивающей нагрузки в структуре трикотажа
изменяется конфигурация петель, нити перетягиваются из
одних участков в другие, распрямляются и изгибаются, что
связано с особенностями петельного строения трикотажа.
Технологические показатели характеризуются следую-
щими единичными показателями: иглопрорубаемость, раздви-
гаемость нитей в швах, осыпаемость.
Иглопрорубаемость. В процессе пошива на швейных
машинах игла, проходя через материал, может своим остри-
ем попасть в нить, его образующую. При этом может про-
изойти частичное или полное разрушение нити. Частичное
разрушение нити называют скрытой прорубкой, полное
— явной прорубкой. Прорубка нитей приводит к ослаблению
материала на участке шва, а явная прорубка нити в трикота-
же вызывает роспуск петель вдоль всего изделия, что при-
водит его в непригодность.
Раздвигаемостъю нитей в швах называют смещение под
действием внешних сил нитей одной из систем вдоль нитей дру-
100
гой системы ткани. Раздвигаемость нитей является следствием
малого тангенцального сопротивления между нитями, их сла-
бым закреплением в структуре ткани. В швейных изделиях раз-
двигаемость нитей встречается на участках, расположенных
вблизи швов и испытывающих значительные силы трения и
растяжения (пройма, средний шов спинки, боковые швы).
Устойчивостью к раздвигаемости называется способ-
ность сопротивляться смещению под действием внешних сил
нитей одной из систем вдоль нитей другой системы ткани.
По раздвигаемости нитей в швах (У) различают легко-
раздвигаемые — до 2,8 кгс, среднераздвигаемъье — от 2,9 до
4 кгс, нераздвигаемые — свыше 4 кгс (даН).
Осыпаемостью (О) называется явление смещения и вы-
падения нитей из открытых срезов ткани (даН).
Устойчивость к осыпанию нитей — это способность
сопротивляться смещению и выпадению нитей из открытых
срезов ткани из-за малого тангенцального сопротивления в
местах контакта нитей основы и утка, на которые влияет фаза
строения ткани, вид переплетения нитей, их жесткость и др.
По устойчивости к осыпанию различают: легкоосыпаю-
щиеся ткани — до 2,9 даН(кгс); среднеосыпающиеся — от 3
до 6 даН (кгс) и неосыпающиеся — свыше 6 даН(кгс).
Нити в ткани удерживаются силами трения и сцепления.
Чем меньше коэффициент трения, тем легче нить выскаль-
зывает из среза и легче смещается в ткани. Чем больше пло-
щадь поверхности контакта нитей основы с нитями утка, тем
больше поверхность, на которой развивается трение. С уве-
личением плотности и уменьшением длины перекрытий рас-
тет коэффициент связанности ткани и уменьшается возмож-
ность смещения и осыпания нитей. Так, в тканях полотняного
переплетения возможность смещения и осыпания нитей мень-
ше, чем в тканях сатинового переплетения. Большой осыпае-
мостью и раздвигаемостью обладают ткани с резко различа-
ющимися толщинами нитей основы и утка.
Эксплуатационные показатели характеризуются следу-
ющими единичными показателями: прочность на разрыв, ус-
101
тойчивость к истиранию и многократным изгибам, устойчи-
вость окраски к стиркам, свету, поту, заварке, трению, гла-
жению, мокрой обработке.
Усадкой называется изменение линейных размеров ма-
териала после смачивания, стирки и глажения, а также под
влиянием повышенной влажности воздуха. Усадка приводит
к уменьшению размеров материала.
Изменение размеров текстильных материалов при влаж-
ном и тепловом воздействии обусловлено двумя причинами:
протеканием обратного релаксационного процесса и набуха-
нием текстильных волокон и нитей.
Под действием влаги и тепла релаксационный процесс
протекает быстрее. Влага, проникая в структуру волокон,
ослабляет межмолекулярные связи, а тепло повышает кине-
тическую энергию молекул и атомов. Все это способствует
снятию внутренних напряжений, возобновлению обратного ре-
лаксационного процесса и установлению равновесного состо-
яния. В результате происходит укорочение волокон и нитей и
перестройка структуры текстильного материала. Приходя в
равновесное состояние, нити ткани изменяют свою высоту и
длину изгиба волн. Так как нити основы в ткани напряжены
больше, чем нити утка, то при смачивании они релаксируют
сильнее, а при уравновешивании сетчатой структуры ткани
получают дополнительный изгиб, приводящий к изменению
фазы строения ткани и к большим усадкам ткани в длину,
чем в ширину.
Прочность окраски текстильных материалов — это спо-
собность сохранять первоначальную окраску в результате дей-
ствия мыльного раствора, пота, влажно-тепловой обработ-
ки, трения и света.
2.2.2. Швейные и трикотажные товары
Качество одежды на первом уровне иерархии подразде-
ляется на две подсистемы показателей, определяющих по-
требительский и технико-экономический уровни качества
одежды (рис. 2.1).
102
Качество одежды (в целом) Ко
Рис. 2.1. Фрагмент иерархической структурной схемы
показателей, определяющих качество одежды
(от 0-го до 1-го уровня)
Под потребительскими принято понимать свойства из-
делий, служащие для удовлетворения определенных потреб-
ностей в процессах потребления человеком. Потребительские
показатели качества представлены пятью классами, опреде-
ляющими непосредственную общественную и индивидуаль-
ную ценность для человека-потребителя: социальными Кп,
функциональными К21, эстетическими К31, эргономическими
К41, эксплуатационными К51 (рис. 2.2) [24].
В зависимости от того, какими объективными свойства-
ми наделено изделие, оно способно удовлетворить те или
иные потребности человека. Рассмотрим специфику показа-
телей качества одежды.
Социальные показатели характеризуют соответствие из-
делий общественным потребностям, обусловливающим целе-
сообразность их производства и сбыта. Поэтому требования
Потребительские показатели Ki
Социальные Кп Функциональ- ные К21 Эстетические К31 Эргономичес- кие Кп Эксплуата- ционные K5i
Рис. 2.2. Иерархическая структурная схема показателей,
определяющих потребительский уровень качества одежды
(от 1-го до 2-го уровня)
103
социально-экономического порядка необходимо учитывать
еще на стадии разработки технического задания при опреде-
лении целесообразного ассортимента изделий, прежде чем
приступить к их проектированию и изготовлению. Роль соци-
альных факторов в обеспечении качества промышленной про-
дукции возрастает по мере роста научно-технического про-
гресса, насыщения рынка товарами и повышения материаль-
ного благосостояния. Созданные на многих предприятиях со-
циологические службы должны систематически проводить
опросы покупателей, анализировать динамику спроса, про-
гнозировать и формировать спрос и ассортимент на вновь про-
ектируемую продукцию, чтобы избежать больших убытков
вследствие затоваривания. Для продукции, предназначенной
на экспорт, особое значение имеют конкурентоспособность и
патентная чистота модели.
Важным социальным показателем качества является сте-
пень соответствия ее ассортимента объему действительных
потребностей.
Исходя из этого, класс социальных показателей Кп мо-
жет быть представлен тремя показателями 3-го уровня [24]:
соответствие прогнозу потребительского спроса на одежду
данной целевой функции К1П; конкурентоспособность на внут-
реннем и мировом рынке К112; соответствие ассортимента
одежды потребительскому спросу К113
Использование социальных показателей позволит обосно-
ванно подойти к формированию рационального ассортимента
одежды.
Функциональные показатели определяют степень соот-
ветствия одежды основной целевой функции (назначению),
внешнему облику и психологическим особенностям потреби-
телей. Все свойства изделий должны выступать в органичес-
ком единстве и преломляться через их сущность, назначе-
ние. Только в этом случае они становятся свойствами данно-
го предмета, обслуживающего человека.
Назначение определяет требования к модели, конструк-
ции и материалам. Многообразие условий потребления опре-
104
делило широкий ассортимент одежды. В связи со значитель-
ными различиями во внешнем облике и психологическом скла-
де людей разного возраста, размерной и полнотно-возраст-
ной групп одежду даже одного и того же назначения необхо-
димо проектировать с учетом всех присущих этим группам
особенностей.
К функциональным показателям К21 на 3-м уровне иерар-
хической структурной схемы отнесены две группы показате-
лей, характеризующих степень соответствия изделия основ-
ной целевой функции (конкретному назначению) К211 и осо-
бенностям размерной и полнотно-возрастной групп потреби-
телей К212 [24].
Показатель К211 включает на 4-м уровне показатели, оп-
ределяющие степень соответствия одежды современному ук-
ладу жизни, быту (т. е. современным средствам передвиже-
ния, архитектуре, мебели и т. д.) К2111 и конкретной обста-
новке эксплуатации, роду деятельности человека К2112.
Показатель К212 включает на 4-м уровне показатели, оп-
ределяющие степень соответствия внешнему облику челове-
ка К2121 и возрастным психологическим особенностям челове-
ка ^2122-
Эстетические показатели занимают особое место при оцен-
ке качества одежды как предмета личного потребления. От-
сутствие эстетических показателей превращает одежду, по
существу, в бесполезную вещь, так как она перестает выпол-
нять одну из основных своих целевых функций: удовлетворе-
ние специфических человеческих (эстетических) потребностей.
Эстетические требования к промышленным изделиям —
это требования эстетической целесообразности формы изде-
лия и ее органичной взаимосвязи с функциональным содер-
жанием изделия, а также требования художественной выра-
зительности, гармонии, стилевого единства со средой. Явля-
ясь одним из средств воплощения общественных эстетичес-
ких идеалов своей эпохи, одежда проектируется с учетом ве-
дущего художественного стиля данной эпохи и его частного
проявления — моды.
105
Исходя из этого, класс эстетических показателей К31 под-
разделяют на три группы показателей 3-го уровня: соответ-
ствие современному стилю и моде (новизна модели и конст-
рукции) К311; степень совершенства композиции модели К312;
товарный вид изделия К313.
К единичным эстетическим показателям 4-го уровня, со-
ставляющим групповой показатель К311, можно отнести: си-
луэт К3111; конструктивное членение формы (покрой) К3112;
цветовое решение модели К3113; фактуру материалов К3114,
форму мелких отделочных деталей К3115. Эстетический пока-
затель степени совершенства композиции модели К312 может
быть охарактеризован следующими единичными показателя-
ми 4-го уровня: архитектоникой формы К3121; пластической
выразительностью К3122; тектоникой формы К3123 [24].
Под архитектоникой понимают целостность формы, т. е.
согласованность и гармонию функции, формы и цвета, сораз-
мерность частей и целого, организацию внутренней структу-
ры изделия. Пластическая выразительность определяется чет-
костью и изяществом всех конструктивных элементов, тек-
тоника формы — конструктивной логичностью и взаимосвя-
зью формы, конструкции и свойств материалов.
Эстетическое восприятие одежды зависит также от точ-
ности и тщательности технологической обработки и отделки
всех доступных для внешнего восприятия конструктивных
элементов (симметричность положения в изделии парных де-
талей, ровность и аккуратность заделки отделочных строчек
и соединительных швов, качество подкладки и соответствие
ее цвета цвету изделия и т. д.); оригинальности, выразитель-
ности и информативности фирменных торговых знаков, яр-
лыков, маркировки и упаковки, т. е. от всех элементов, опре-
деляющих в совокупности товарный вид одежды массового
производства.
В соответствии с изложенным групповой показатель К313
может быть охарактеризован тремя единичными показателя-
ми 4-го уровня, определяющими внешний вид К3131, внутрен-
нюю отделку К3132, выразительность фирменных знаков К3133.
106
Эргономические показатели характеризуют степень при-
способленности изделия к человеку и основаны на эргономи-
ческих свойствах системы “человек — изделие — среда”. Эр-
гономика (от греческого ergon — труд и nomos — закон) —
это научная дисциплина, комплексно изучающая человека в
конкретных условиях его деятельности, законы взаимодей-
ствия (структурных связей) между человеком, промышлен-
ными изделиями и окружающей средой. Поэтому ее в техни-
ке называют также наукой о “человеческом факторе”.
При оценке качества конструкции промышленных изде-
лий наиболее употребительными являются понятия “удобство”
и “комфорт”. Однако субъективная оценка удобства или ком-
форта часто значительно расходится с объективной, так как
человек может приспособиться к нерациональной с точки зре-
ния эргономики конструкции и будет считать ее удобной. По-
этому при эргономической оценке качества системы человек —
одежда целесообразно использовать более конкретные пока-
затели. Такими показателями на 3-м уровне иерархической
структурной схемы в соответствии с ГОСТ 16035-81 являются
групповые показатели соответствия антропометрического
К411, гигиенического К412 и психофизиологического К413 [24].
Особое значение при проектировании промышленных из-
делий, непосредственно входящих в контакт с человеком,
имеют антропометрические показатели. Характер антропо-
метрических контактов человека и одежды неодинаков в по-
кое (статике) и при движениях (динамике). Поэтому группо-
вой показатель антропометрического соответствия К411 состоит
из двух показателей 4-го уровня: статического соответствия
К4111 и динамического соответствия К4112.
Единичные антропометрические показатели статического
соответствия 5-го уровня обусловливают степень соответствия
конструкции одежды размерам (соразмерность) К41111 и фор-
ме тела человека (баланс) К41112. Для характеристики группо-
вого показателя динамического соответствия плечевой одеж-
ды предлагаются три единичных показателя 5-го уровня, ко-
торые могут быть измерены инструментально и оценены ко-
107
личественно: уровень деформации в материалах деталей одеж-
ды в процессе эксплуатации К41121; размах движений рук оде-
того человека К41122 и перемещение низа изделия при подъе-
ме рук К41123.
Гигиенические показатели качества одежды характери-
зуют ее соответствие санитарно-гигиеническим нормам и ре-
комендациям, обеспечивающим комфортные условия микро-
климата пододежного пространства.
Чтобы выполнить свою основную защитную функцию,
одежда должна обладать определенными тепловым сопротив-
лением, воздухопроницаемостью, гигроскопичностью (или
гигрофобностью), структурой пакета и конструкцией.
Групповой показатель гигиенического соответствия К412
включает показатели 4-го уровня, определяющие теплозащит-
ные функции одежды: тепловой баланс К4121, степень вентили-
руемости (удаление продуктов кожного дыхания) К4122, защита
от внутренней (пододежной) и внешней (атмосферной) влаги К4123
Показатель К4121 в зависимости от основной целевой функ-
ции одежды (защита человека от холода или от избытка тепла и
солнечной радиации) определяется двумя единичными показа-
телями 5-го уровня: суммарным тепловым сопротивлением па-
кета одежды К41211 или защитой от солнечной радиации К41212.
Показатель К4122 обусловливается тремя единичными по-
казателями 5-го уровня: воздухопроницаемостью пакета одеж-
ды К41221, его паропроницаемостью К41222, а также рацио-
нальностью конструктивного решения одежды К41223. После-
дний показатель может приобрести значение при проектиро-
вании одежды из материалов с низкими показателями возду-
хо- и паропроницаемости.
Одежда должна способствовать также удалению потовы-
делений, а верхняя одежда еще и защищать человека от ат-
мосферной влаги. Поэтому показатель К4123 может быть оха-
рактеризован на 5-м уровне двумя единичными показателя-
ми: гигроскопичностью К41231 или гигрофобностью К41232.
В группу психофизиологических показателей включены по-
казатели соответствия одежды физиологическим свойствам и
108
психологическим особенностям человека, закрепленным и вновь
формируемым навыкам. Исходя из этого групповой показатель
психофизиологического соответствия К413 конкретизируется на
4-м уровне тремя единичными показателями: удобством наде-
вания и снятия одежды К4131; удобством пользования отдель-
ными элементами одежды К4132 и массой одежды К4133 [24].
В зависимости от конкретного вида одежды показатель
К4131 определяется рациональностью расположения и надеж-
ностью функционирования застежки, гладкостью поверхности
подкладки, размерами и формой выреза (в изделиях без зас-
тежки) и др. Показатель К4132 зависит от рациональности кон-
струкции и доступности расположения карманов, чулкодер-
жателей и т. п. Показатель К4133 особенно актуален при проек-
тировании теплозащитной одежды и должен быть таким, что-
бы масса изделия была всегда минимально возможной.
Эксплуатационные показатели (надежность). Надеж-
ность — важнейшая эксплуатационная характеристика боль-
шинства промышленных изделий, в том числе и одежды. По-
казатели надежности определяют степень стабильности со-
хранения качества одежды в процессе эксплуатации. Надеж-
ность — это качество, развернутое во времени.
Надежность определяет безотказность, долговечность,
ремонтопригодность изделия. Основное понятие в теории на-
дежности — понятие отказа, т. е. утраты работоспособности,
наступающей внезапно или постепенно.
Надежность текстильных и швейных изделий включает
полный период времени носки вплоть до момента, когда они
приходят в состояние моральной или физической непригод-
ности. В идеальном случае сроки морального и физического
износа должны совпадать. Однако в действительности они
обычно не совпадают. Поэтому необходимо направить иссле-
дования на изыскание оптимальных показателей надежности
материалов, швов и швейных изделий в целом, согласован-
ных с их моральным (социальным) старением.
К числу показателей надежности одежды в эксплуатации
К51 можно отнести три групповых показателя 3-го уровня,
109
определяющих необходимый запас прочности, работоспособ-
ности конструкции одежды в процессе эксплуатации, ее фор-
моустойчивости и износостойкости деталей и узлов одежды:
устойчивость материалов и соединительных швов к разрыв-
ным нагрузкам К511; формоустойчивость деталей и краев одеж-
ды К512; износостойкость материалов и элементов конструк-
ции одежды К513 [24]. Показатели разрывных характеристик
особенно важны в критических ситуациях. Формоустойчивость
может быть определена как способность одежды в условиях
эксплуатации устойчиво сохранять (в определенных преде-
лах) свои размеры и форму.
Групповые показатели на 4-м уровне иерархической схе-
мы конкретизируются единичными показателями. Например,
показатель износостойкости материалов и элементов конст-
рукции одежды К513 характеризуется четырьмя единичными
показателями: устойчивостью к трению К5131, к многократно-
му растяжению К5132, к действию светопогоды К5133, химчис-
тки, стирки, глажения К5134.
Технико-экономические показатели качества одежды
определяют степень экономического совершенства конструк-
ции, методы проектирования и технологии одежды с учетом
затрат на ее производство и эксплуатацию. Технико-эконо-
мические показатели на 2-м уровне структурной схемы мо-
гут быть охарактеризованы тремя классами показателей стан-
дартизации и унификации К21, технологичности конструкции
К22 и экономичности Кж (рис. 2.3) [24].
Рис. 2.3. Иерархическая структурная схема показателей,
определяющих технике-экономический уровень качества одежды
110
Показатели стандартизации и унификации конст-
рукции одежды определяют степень конструктивной К211 и
технологической К212 преемственности моделей.
Технический прогресс и быстрая смена моды диктуют
необходимость резкого сокращения сроков разработки и сни-
жения затрат труда, средств и материалов на создание и
освоение производства новых моделей одежды. Выполнение
большинства этих требований затруднительно, если рассмат-
ривать каждую модель одежды как индивидуальную конст-
рукцию, проектируемую и создаваемую заново. Поэтому в
швейной промышленности широкое распространение полу-
чают прогрессивные методы одновременного проектирования
не одной, а целой серии новых моделей одежды.
Для оценки уровня конструктивной преемственности ис-
пользуют единичные показатели (коэффициенты) применяе-
мости (унификации) и повторяемости, а уровня технологи-
ческой преемственности — показатели, определяющие при-
менение унифицированной технологии и типовых технологи-
ческих процессов предприятия. Подробное рассмотрение этих
показателей дано ниже.
Показатели технологичности определяют степень прогрес-
сивности конструкции, технологии, степень механизации и
автоматизации, трудоемкости и материалоемкости изделия.
Иными словами, технологичность характеризует эффективность
конструкторских решений для обеспечения высокой произво-
дительности труда и экономного расходования материалов.
Необходимость отработки конструкции промышленных из-
делий всех видов (в том числе и одежды) на технологичность
установлена стандартами Единой системы технологической под-
готовки производства (ЕСТПП). Технологичность конструкции
изделия подразделяют на производственную и эксплуатацион-
ную. Применительно к одежде — это групповые показатели
К221 и К222 на 3-м уровне иерархической структурной схемы.
Производственная технологичность конструкции изделия
проявляется в сокращении затрат на конструкторскую (КПП)
и технологическую (ТПП) подготовку производства и процес-
111
сы изготовления; эксплуатационная — в сокращении затрат
на обслуживание и ремонт изделия. Применительно к одеж-
де большее значение имеет производственная технологич-
ность конструкции.
Однако эксплуатационную технологичность также нельзя
не принимать во внимание, поскольку от нее будет зависеть
пригодность одежды к химической чистке, стирке, глаже-
нию — показатель К2221 и восстановлению (ремонту, перели-
цовке) — показатель К2222.
Показатели экономичности характеризуют затраты на
конструкторскую и технологическую подготовку производства
и промышленное изготовление одежды, а также потреби-
тельские расходы на ее эксплуатацию. Для определения уров-
ня экономичности в системе качества одежды, являющейся
одновременно продуктом массового производства и предме-
том личного потребления, следует учитывать показатели как
производственной, так и эксплуатационной экономичности.
В соответствии с этим показатель К23 на 3-м уровне мо-
жет быть представлен двумя групповыми показателями: уров-
нем приведенных производственных затрат на единицу про-
дукции К231 и уровнем приведенных потребительских расхо-
дов на эксплуатацию изделия К232.
Для характеристики группового показателя К231 на 4-м
уровне предлагаются три единичных показателя: затраты на
КПП К2311, затраты на ТПП К2312 и производственные затра-
ты на изготовление изделия К2313. Групповой показатель К232
может быть определен на 4-м уровне двумя единичными по-
казателями: расходами на химчистку, стирку К2321 и расхо-
дами на восстановление К2322.
2.2.3. Швейные нитки
Качество хлопчатобумажных швейных ниток устанавли-
вают по показателям, которые можно классифицировать по
трем группам: 1) показатели физико-механических и хими-
ческих свойств (разрывная нагрузка и разрывное удлинение,
линейная плотность, число сложений, крутка и ее направле-
112
ние, наличие свободного хлора — для отбеленных, сернис-
того натрия — для окрашенных); 2) показатели устойчивости
окраски к различным воздействиям; 3) дефекты внешнего вида.
По показателю разрывной нагрузки хлопчатобумажные
швейные нитки в 3 сложения разделяют на марки: Экстра и
Прима. В зависимости от дефектов внешнего вида ниток опре-
деляют сорт 1 и 2. Дефекты внешнего вида — узлы, шишко-
ватость, конусность или выпуклость намотки и др. — оцени-
вают баллами. При сумме баллов за дефекты на поверхности
100 паковок при длине нитки 200 м в каждой двухфланцевой
паковке устанавливают сорт: 1 — для белых ниток, если чис-
ло баллов 45, и для цветных, если число баллов 36; II — для
белых и цветных ниток, если число баллов 110. Суммарное
число баллов для ниток на однофланцевых паковках (катуш-
ках, бобинах) на условную площадь 100 см2 не должно пре-
вышать числа баллов, указанного в табл. 2.1
Таблица 2.1
Суммарное число баллов для ниток на условную площадь
поверхности 100 см2, не более
Торговый номер ни- ток (число сложений) 1 сорт II сорт (белые и цветные)
Суровые (белые) Цветные
80(3) 5,7 4,6 13,8
80(6) 3,8 3 9,8
60(3), 50(3) 4,8 3,8 11,6
60(6), 50(6), 40(3) 3,6 2,9 8,7
40(6), 40(9), 30(3) 3,2 2,5 7,6
30(6), 30(9), 20(3) 2,8 2,2 6,7
20(6), 10(3), 6(9) 2,2 1,8 5,3
10(6), 1, 8 1,8 1,5 4,4
4(9) 1,2 1,1 3,2
1(3), 1(9) 1,1 1 2,9
0(9), 00(12) 1 0,8 24
113
Неравномерность ниток I сорта не должна быть более 5 вит-
ков в петле, образованной ниткой длиной 250 мм. Нитки, имею-
щие неравномерность более 5 витков, относятся ко II сорту.
Качество швейных ниток из натурального шелка опре-
деляют по показателям физико-механических свойств: раз-
рывной нагрузке и удлинению, линейной плотности, номи-
нальной окончательной крутке, устойчивости окраски к све-
топогоде, к воздействию раствора мыла, сухого и мокрого
трения, глажения, химчистки. В нитках не допускаются сле-
дующие дефекты: нарушение числа сложений, нескручен-
ные участки, сукрутины, узлы при перемотке, масляные
пятна, непрокрас.
2.3. Дефекты товаров
2.3.1. Текстильные товары
Дефекты внешнего вида тканей, трикотажных и нетка-
ных полотен могут являться следствием дефектов сырья, пря-
жи и нитей или возникать в процессе образования текстиль-
ных материалов, а также при их крашении и печатании.
Дефекты сырья. Одним из основных дефектов сырья яв-
ляется засоренность. В хлопке — это оболочки коробочек и
листья, в шерсти — репье и перхоть, в льне — костра. Засо-
ренность является следствием не только плохого качества
сырья, но и недостаточной его очистки при трепании и чеса-
нии. Особенно часто засоренность встречается в холстопро-
шивных нетканых полотнах, для выработки которых исполь-
зуется низкокачественное сырье и отходы. Сорная пряжа при-
дает тканям и трикотажным полотнам некрасивый вид, де-
лая их поверхность шишковатой и мушковатой.
Недозрелые волокна хлопка и мертвые волокна шерсти
не прокрашиваются в материале и образуют белые точки и
штрихи.
Дефекты пряжи и нитей. Неравномерность нитей по тол-
щине является следствием различных причин. В пряже мо-
114
гут встречаться утолщения на значительной длине, превосхо-
дящие основную толщину нити в несколько раз; переслежис-
тостъ — чередующиеся толстые и тонкие участки; непро-
пряды — короткие утолщения из слабо скрученных волокон;
шишки — комочки прикрученного пуха. Материалы из такой
пряжи имеют неровную мушковатую поверхность, а в три-
котажных полотнах, кроме того, могут вызвать зебристостъ.
В комплексных нитях возникают утонения, являющиеся
следствием обрыва отдельных элементарных нитей. Они при-
водят к образованию разреженных участков в материалах и
затяжке элементарных нитей, заметных в трикотажном по-
лотне в виде черточек.
В текстурированных нитях встречаются значительные
колебания по толщине, приводящие к образованию утол-
щенных и разреженных участков в тканях и трикотажных
полотнах.
Сукрутины в нитях образуются при неуравновешенной
или высокой крутке (креповой, муслиновой). Уток из таких
нитей часто имеет на поверхности материала петельки.
Дефекты ткачества. Близны — просветы по длине тка-
ни, как от продернутой для мережки нити, возникают при
обрыве нити основы.
Прометки или пролеты — просветы по всей ширине
ткани или на отдельном ее участке, образуются при обрыве
утка. Внешне напоминают близны.
Подплетины — несколько оборванных нитей основы, зап-
летающихся с утком и нарушающих рисунок переплетения.
Недосеки — разреженные по утку поперечные полосы.
Забоины — поперечные полосы с увеличенной плотностью.
Слет — сход уточной нити с конца початка пакетиком из
нескольких витков и в таком виде заработанной в ткань.
Разный уток — наличие уточной нити другой толщины
или цвета, образующей на ткани поперечные полосы, осо-
бенно заметные после крашения.
Дыры — пробоины вследствие повреждения ткани час-
тями ткацкого станка.
115
Нарушение ткацкого рисунка — сбитый рисунок из-за
неразысканного конца нити или пролета челнока без утка.
Грязные, масляные нити дают темные штрихи и явля-
ются следствием неправильного ухода за ткацким станком.
Дефекты вязания. Утонение трикотажного полотна —
разреженные полосы, продольные в основовязаных полот-
нах и поперечные в кулирных, образуются при обрыве одной
из нитей при использовании нитей в два и более концов.
Сброс петель одной или группы без обрыва нити с рос-
пуском петель по петельному столбику вызывает образова-
ние разреженной продольной полосы.
Надетые после сброса петли образуют стянутые попе-
рек участки полотна и ряды висящих нитей с его изнаночной
стороны.
Набор петель — нарушение структуры полотна из-за по-
явления утолщенных мест и стянутых петель.
Накидки-надевки — стянутые участки в полотне, распо-
ложенные в поперечном направлении и нарушающие его
структуру.
Пробивки платированного полотна — выход на лицевую
сторону изнаночных или начесных нитей.
Продольные полосы от уплотненных или разреженных
петельных столбиков.
Штопка — поднятые крючком или иглой петли (подо-
бранные под рисунок или переплетение) с последующим зак-
реплением.
Провязанные замасленные нити дают на полотне тем-
ные штрихи.
Дефекты провязывания вязально-прошивных полотен.
В холстопрошивных нетканых полотнах дефекты могут воз-
никать при образовании холста в процессе чесания и при про-
шивании холста нитями.
Неравномерный по толщине холст получается вследствие
неравномерного укладывания ватки-прочеса на чесальной ма-
шине.
116
Закладка — утолщенная полоса поперек полотна, обра-
зующаяся вследствие накладывания концов волокнистых хол-
стов друг на друга.
Сетка — участок полотна, образованный прошивными
нитями, не покрытыми холстом вследствие прекращения по-
дачи холста под провязывающий механизм.
Сбросы и полусбросы петель — нарушение процесса пет-
леобразования при провязывании холста, системы нитей или
редкой ткани, в результате которого образуются непровя-
занные участки.
Продольные полосы от разреженных или уплотненных
столбиков прошива.
Накидки — поперечные полосы на лицевой стороне полотна.
Забоины — уплотненные участки полотна.
Штопка — поднятые и закрепленные петли.
Набор петель — стянутые участки в полотне.
Затяжки — уменьшение на отдельных участках разме-
ра провязывающих петель.
Дефекты крашения, печатания и отделки. В процессе
крашения могут образоваться следующие дефекты.
Разнооттеночностъ — неровная окраска с изменением
цвета от середины к кромкам или от одного куска к другому.
Возникает вследствие плохой промывки материала или на-
рушения режимов крашения.
Пятна при крашении могут быть светлыми и темными. Они
появляются из-за плохой подготовки материала к крашению.
Непрокрас — неполное прокрашивание отдельных подо-
кон или участка нитей во внутренних слоях материала.
Поперечные полосы возникают при останове машины во
время крашения.
В процессе печатания могут образоваться различные де-
фекты.
Растеки — расплыв краски от недостаточно опущенно-
го, жидкого красителя.
Растраф — искажение многоцветного рисунка вследствие
несовпадения фигур и сдвига рисунка.
117
Належки — слабые отпечатки рисунка, образующиеся
при накладывании слоев недостаточно просушенного мате-
риала один на другой.
Затаски и щелчки — теневые полосы или пятна, обра-
зующиеся при попадании под раклю печатной машины ни-
точки, пушинки или соринки, в результате чего краска не
счищается с печатного вала.
Засечки — непропечатанные места из-за имеющихся на
материале складок и заминов.
Стык шаблона — неточное совпадение рисунка.
При заключительной отделке образуются перекосы, т. е
уточные нити в ткани и петельные ряды в трикотажных и
нетканых полотнах располагаются не под прямым углом к
краям. Перекосы возникают в основном на сушильно-шириль-
ных машинах. Совершенно недопустимы перекосы в пестро-
тканых и пестровязаных материалах с поперечными рисун-
ками в полоску или клетку.
2.3.2. Швейные товары
Чтобы добиться высокого качества одежды и обеспечить
хорошую посадку изделий на фигуре, используют различ-
ные способы устранения возникающих дефектов, для чего
очень важно дать правильную оценку нарушения и устано-
вить причину возникновения дефекта.
В зависимости от причин возникновения дефекты одежды
подразделяются на конструктивные и технологические дефек-
ты. Конструктивные дефекты возникают из-за неточности кон-
струкции деталей одежды, а технологические дефекты — из-
за нарушения режимов технологической обработки изделий.
Дефекты одежды приводят к отклонению размеров и формы
деталей изделий от размеров и формы фигуры человека.
2.3.2.1. Конструктивные дефекты
Конструктивные дефекты могут быть обнаружены в из-
делиях как в статистике, так и в динамике и подразделяются
на дефекты внешнего вида (рис.2.4) и дефекты, ограничиваю-
118
Рис. 2.4. Дефекты внешнего вида швейных изделий
щие свободу движения. Дефекты внешнего вида проявляют-
ся в статике в виде неправильного положения деталей (на-
рушение баланса), складок, морщинок. Показателями хоро-
шего качества изделия на фигуре являются: равновесие ос-
новных деталей, гладкость их поверхности, удобство и сво-
бода движения человека в одежде.
Все возможные дефекты, проявляющиеся в статике, рас-
пределены на пять групп в зависимости от внешнего прояв-
ления и причин их возникновения.
1. Горизонтальные складки. 2. Вертикальные складки.
3. Наклонные складки по всей ширине детали. 4. Угловые
заломы на участке детали. 5. Балансовые нарушения, приво-
дящие к спиралеобразному перемещению (закручиванию) де-
талей одежды.
Горизонтальные складки и морщины. Эти дефекты
встречаются в различных видах изделий и их деталей. При-
чины возникновения и разновидности дефекта представле-
ны в табл. 2.2.
119
Таблица 2.2
Горизонтальные складки в швейных изделиях
Основные причины возник- новения дефекта Разновидности дефекта в различных деталях и изделиях
Увеличение длины деталей в вертикальном направлении Горизонтальные складки на спинке под воротником Горизонтальные складки в верхней части спинки Горизонтальные складки у проймы Горизонтальные складки на втачном ру- каве
Уменьшение ширины деталей в горизонтальном направле- нии Горизонтальные складки на рукаве покроя реглан Горизонтальные складки на банте брюк Горизонтальные складки под бантом брюк Горизонтальные складки по среднему шву брюк Горизонтальные складки в верхней шаго- вой части брюк Горизонтальные складки в нижней части брюк Горизонтальные складки по боковым швам брюк
Рассмотрим, например, причины возникновения и спосо-
бы устранения горизонтальных складок в верхней части спин-
ки, проходящих через опорные точки на участке плеч и ло-
паток. Этот дефект появляется вследствие заниженного по-
ложения вершины проймы, приводящего к потере бокового
баланса. Масса изделия концентрируется на участках концов
плечевых швов. Причиной дефекта может быть также недо-
статочная длина плечевых срезов (одежда жмет в плечах).
Способами устранения является удлинение боковых участ-
ков изделия (за счет припуска на подгонку плечевых срезов)
или расширение детали в требуемом месте.
120
Дефект исчезает также при относительном повышении
вершины линии проймы и менее заметен при понижении вер-
шины линии горловины спинки, при расширении низа спин-
ки, при образовании клеша.
Вертикальные складки. Они возникают при неправильном
определении размеров опорных участков деталей разных видов
одежды, при расширении деталей в горизонтальном направле-
нии. Величина этих складок определяет излишнее расширение
детали. Иногда напряженные вертикальные складки являются
следствием дефицита ткани в вертикальном направлении.
Рассмотрим в качестве примера вертикальные складки
на полочке. Эти складки у бокового среза могут продолжать-
ся до линии бедер и низа и могут быть вызваны расширени-
ем полочки и проймы. Причины возникновения вертикальных
складок представлены в табл. 2.3.
Таблица 2.3
Вертикальные складки в одежде
Основные причины возникновения дефекта Разновидности дефекта в различных деталях и изделиях
Излишняя ширина детали в горизонтальном направлении Недостаточная длина детали в вертикальном направлении и др. Вертикальные складки в верхней части спинки Вертикальные складки в нижней части спинки Вертикальные складки у проймы полочки Вертикальные складки на полочке Вертикальные складки на рукаве Вертикальные складки около переднего шва брюк Вертикальные складки у бокового шва задних половинок брюк Вертикальные складки на задних поло- винках брюк Вертикальные складки на боковом участ- ке юбки Вертикальные складки на заднем полот- нище юбки
121
Устранить эти дефекты можно перемещением срезов
проймы полочки, сокращая лишнюю ширину. Если же при-
чина дефекта в неправильном распределении прибавки на сво-
бодное облегание между серединой полочки и ее боковой сто-
роной, дефект устраняется иначе. Опорная поверхность пе-
реносится к пройме. При этом увеличивается ширина горло-
вины и кривизна проймы.
Наклонные складки по всей ширине изделия. При несов-
мещении поверхности одежды и фигуры, неравномерном кон-
такте одежды с поверхностью фигуры возникают силы дав-
ления или перекоса, вызывающие заметные по всей ширине
детали наклонные складки или наклонные заломы. Устране-
ние их обычно приводит к изменению положения всей опор-
ной поверхности одежды. Для устранения дефектов часто ис-
пользуют вспомогательный шаблон.
Причины возникновения и разновидности наклонных скла-
док приведены в табл. 2.4.
Таблица 2.4
Наклонные складки в одежде
Основные причины возникновения дефекта Разновидности дефекта в различных деталях и изделиях
Одностороннее укоро- чение или удлинение опорного участка детали Действия разнонаправ- ленных сил давления на обуженные участки и др. Наклонные складки у проймы спинки Наклонные складки (заломы) у бокового шва Наклонные складки по плечевому шву, идущие от среднего шва спинки Натяжение верхней части полочки у линии гор- ловины Наклонные складки у проймы полочки Натяжение полочки у проймы Напряженные складки на полочке от линии горловины к боковому шву Наклонные складки на шаговых швах брюк Наклонные складки от вершины оката рукава Наклонные складки у локтевого переката рукава Наклонные складки у рукава реглан Наклонные складки по боковым сторонам юбки Наклонные складки посередине юбки
122
Рассмотрим наклонные складки у проймы спинки. При-
чинами возникновения этого дефекта может быть то, что из-
делие, спроектированное на нормальную типовую фигуру,
надето на фигуру с низкими плечами, или нарушение балан-
са. В обоих случаях образуется излишняя длина бокового уча-
стка спинки в области проймы по отношению к длине сред-
него участка спинки. Причиной возникновения дефекта мо-
жет быть также то, что изделие узко человеку в плечах.
С целью устранения дефекта можно предусмотреть ис-
пользование плечевых накладок или, выявив складку, сло-
жить ее и с помощью шаблона внести соответствующее уточ-
нение в крой детали.
Для устранения причины возникновения дефекта в тре-
тьем случае необходимо расширить зауженный плечевой пояс
верхнего участка спинки.
Угловые заломы на участке детали. В отличие от пере-
численных выше дефектов, этот дефект возникает в резуль-
тате действия сил, расположенных внутри участка детали.
Этим и объясняется то, что они сосредотачиваются на от-
дельном ее участке, устранение этого дефекта наиболее
сложно. Он встречается обычно на крупных деталях, когда
величина выпуклости или вогнутости оказывается недоста-
точной или излишней, чаще в мужских пиджаках, где нет
поперечных и продольных линий основных деталей, в брю-
ках. Сложность устранения дефекта состоит в том, что необ-
ходимо прибегать к операциям влажно-тепловой обработки,
требующим высокой квалификации исполнителей или исполь-
зования дорогостоящего оборудования.
Причины возникновения и разновидности угловых зало-
мов приведены в табл. 2.5.
Балансовые нарушения. Хорошая посадка изделия на
фигуре обеспечивается безупречным балансом как всего из-
делия, так и его деталей, т. е. уравновешенностью всех час-
тей изделия.
Балансовые нарушения являются следствием действия
сил, возникающих из-за несоответствия формы и положения
123
Таблица 2.5
Угловые заломы в одежде
Основные причины возникновения дефекта Разновидности дефекта в различных деталях и изделиях
Недостаточный раствор вы- тачек (возникновение натя- жения внутри детали и обра- зование слабины по краям из-за недостаточной величи- ны раствора вытачки или угла сутюживания) Увеличенный раствор выта- чек и т. д. Угловые заломы у проймы спинки Перекосы плечевых швов Недостаточная выпуклость полочки на уча- стке живота Недостаточная выпуклость полочки на уча- стке груди Угловые заломы на спинке около кокетки Угловые заломы около отрезной боковой части спинки и полочки Угловые заломы на боковом участке брюк Угловые заломы на шаговом участке брюк Угловые заломы по сгибу задней половин- ки брюк Угловые заломы на боковом участке юбки Угловые заломы на заднем полотнище юбки Угловые заломы воротников
опорных поверхностей фигуры и одежды. Нижние незакреп-
ленные участки изделия закручиваются по спирали вслед-
ствие перемещающихся вниз под действием массы ткани уча-
стков, неплотно прилегающих к поверхности фигуры.
Рассмотрим нарушения, возникающие при короткой спин-
ке. При этом нарушается равновесие всего изделия: происхо-
дит смещение частей одежды в направлении к выступающим
точкам лопаток — воротник отходит от шеи; от боковых швов
к лопаткам идут угловые заломы; середина спинки вздерги-
вается, боковые швы отходят назад; борта полочки расхо-
дятся внизу, наблюдается общее спиралеобразное движение
нижних точек изделия с подъемом в области спинки. Этот вид
дефекта проявляется особенно на сутулой фигуре.
Устранение дефекта обеспечивается конструктивными
разрезами спинки в виде кокеток или продольных швов, с
124
помощью вытачек, формованием на специальных прессах.
Необходимо удлинить и расширить спинку, увеличить ее кри-
визну одним из перечисленных выше методов, укоротить и
заузить полочку.
Дефекты, проявляющиеся при движении одетого чело-
века, характеризуются затруднением подъема рук вверх, в
стороны, при размахе, а также при приседании, сгибании
ноги в колене и поднимании ноги вверх, несоответствии пле-
чевого участка изделия форме плеч. Устранение дефектов
требует обычно полного перекраивания деталей изделия. При-
чины возникновения дефектов одежды в динамике представ-
лены в табл. 2.6.
Таблица 2.6
Дефекты одежды, проявляющиеся в динамике
Основные причины возникновения дефекта Разновидности дефекта в различных деталях и изделиях
Нарушение равновесного положения деталей в из- делии (спиралеобразное перемещение — закручи- вание смонтированных деталей) Короткая спинка Длинная спинка Короткая полочка Длинная полочка Крученые рукава Отклонение рукава назад Отклонение рукава вперед Удлинение передних половинок брюк Удлинение задних половинок брюк Удлинение шагового среза передней поло- винки брюк
При определении дефекта одежды очень важно дать пра-
вильную оценку нарушения и установить причину его воз-
никновения.
2.3.2.2. Технологические дефекты
В настоящее время отсутствие информации об особенно-
стях изготовления одежды приводит к возникновению техно-
логических дефектов.
125
Иногда в готовых изделиях конструктивные дефекты
трудно отличить от технологических дефектов. Так, напри-
мер, от неправильного соединения боковых или плечевых
срезов могут возникнуть такие дефекты, как расхождение
полочек внизу или чрезмерный заход одной на другую, по-
перечные заломы на рукаве вследствие изменения длины
проймы, а от неправильного соединения рукава с проймой —
неправильное распределение посадки — могут быть зало-
мы, перекосы и т. д.
Технологические дефекты возникают из-за искажения
конфигурации конструктивных линий вследствие неправиль-
ного раскроя деталей швейных изделий, из-за несоответствия
сопряженных размеров соединяемых деталей, смещения мон-
тажных надсечек. Дефекты технологии пошива проявляются
при недостаточном растяжении или посадке срезов деталей,
нарушении установленной ширины швов, несовмещении мон-
тажных надсечек, кривых строчках, искривлении швов и краев
изделия, несоответствии размеров и перекосов прокладок и
подкладки, составляющих пакет одежды. Нарушения режи-
мов влажно-тепловой обработки выявляются при выполнении
неправильных приемов формообразования, не предусмотрен-
ных конструкцией растяжений и посадок, при искривлении
швов и краев изделия.
Технологические дефекты подразделяются на четыре
группы:
1. Дефекты стежков и строчек. 2. Дефекты швов. 3. Дефек-
ты соединения. 4. Дефекты влажно-тепловой обработки.
Дефекты стежков и строчек. Качество изделия, его эк-
сплуатационные и защитные свойства во многом зависят от
частоты стежков в строчке, которая, в свою очередь, опре-
деляется свойствами материала, видом и конструкцией шва,
числом строчек в шве.
К наиболее распространенным дефектам относятся:
1. Пропуск стежков в строчке — дефект, характеризуе-
мый частичным отсутствием переплетения нитей, образую-
щих строчку в швейном изделии.
126
2. Слабая (стянутая) строчка в изделии — дефект, харак-
теризуемый недостаточным (излишним) натяжением нитей при
образовании строчки в швейном изделии.
3. Нарушение целостности строчки в швейном изделии —
дефект, характеризуемый частичным отсутствием стежка в
строчке швейного изделия.
4. Редкая (частая) строчка в швейном изделии — дефект,
характеризуемый несоответствием частоты стежков в строч-
ке швейного изделия требованиям стандартов.
Дефекты швов. Ширина швов должна соответствовать
требованиям стандартов, техническим описаниям и образцу-
эталону и определяется расстоянием от среза до стачного
или обметочного шва.
Наиболее распространены следующие дефекты швов:
1. Излишнее натяжение (слабина) детали швейного из-
делия — дефект, характеризуемый наличием сборок, скла-
док в местах соединения деталей одежды, приводящих к об-
разованию слабины, а также отгибанием его краев и углов
при излишнем натяжении.
2. Отклонение конструктивных линий в виде несоответствия
положения деталей швейного изделия установленному образцу.
3. Несимметричность расположения деталей — дефект в
виде отклонения в расположении деталей изделия, при кото-
ром парные конструктивные линии изделия отличаются рас-
положением или формой.
4. Несимметричность петель — дефект, характеризуемый
нарушением установленного размера петель, их расположе-
нием от края детали или между собой.
5. Изменение ширины шва в деталях швейного изделия —
дефект в виде искривления ширины шва по всей длине в
деталях изделия.
6. Неравномерное расстояние между строчками в стега-
ных деталях изделия — дефект, характеризуемый наруше-
нием установленного шага простегивания деталей.
Швы в одежде выполняются ровными строчками, без
пропуска стежков, с равномерным натяжением всех ниток
127
строчки, достаточно эластичными, без прорубания материа-
ла в швах.
Концы строчек в швах закрепляют, длина обратной строч-
ки должна быть равна 7—10 мм. При выполнении швов на ма-
шинах цепного стежка концы строчек закрепляют учащени-
ем стежков до 10 на 10 мм строчки, в концах швов оставляют
цепочку переплетенных ниток длиной 7—10 мм, которую при
дальнейшей обработке зарабатывают в швы.
Выполнение швов по замкнутым линиям, например при
втачивании рукавов в проймы, завершается при заходе од-
ной строчки на другую не менее чем на 15 мм.
Все срезы открытых швов в изделиях из осыпающихся
тканей обметывают или окантовывают.
Дефекты соединений. Для соединения деталей одежды и
обработки их срезов используют ниточные, клеевые, свар-
ные, заклепочные или комбинированные швы. К ниточным
швам относятся места обработки или соединения одного или
нескольких слоев материала ниточными строчками. В клее-
вых швах материалы скрепляются клеем. В сварных швах
используются термопластические свойства синтетических ма-
териалов. В заклепочных швах соединение деталей осуще-
ствляется с помощью заклепок или кнопок.
К наиболее распространенным дефектам относятся:
1. Перекос детали швейного изделия — дефект, возникаю-
щий из-за неправильного расположения и соединения деталей.
2. Прохождение клея через деталь швейного изделия —
дефект, при котором клей выступает на лицевую сторону
швейного изделия при дублировании его деталей.
3. Отслоение термоклеевого прокладочного материала от
основного материала детали швейного изделия — дефект,
характеризуемый вздутиями, пузырями на дублированных
деталях швейного изделия после влажно-тепловой обработки.
4. Коробление дублированных деталей швейного изде-
лия — дефект, характеризуемый волнообразной поверхнос-
тью деталей швейного изделия в результате дублирования
разноусадочных основных и прокладочных материалов.
128
5. Растянутый край детали — дефект, характеризуемый
нарушением конфигурации края детали по сравнению с ус-
тановленным размером.
6. Искривленный край детали — дефект, характеризуе-
мый нарушением конфигурации края детали.
7. Продавливание сварного шва детали — дефект, ха-
рактеризуемый уменьшением остаточной толщины сварного
шва, более допустимой в детали швейного изделия.
8. Прожог сварного шва детали — дефект в виде проплав-
ленных мест желтого цвета или дыры в сварном шве детали.
9. Непрочное соединение кнопок с изделием.
10. Искривление поверхности кнопок и др.
Дефекты влажно-тепловой обработки возникают в ре-
зультате нарушения режимов влажно-тепловой обработки
деталей одежды. Наиболее известны следующие дефекты.
1. Ласы — дефект, характеризуемый блеском, оставшимся
на изделии в результате нарушения режима влажно-тепло-
вой обработки.
2. Пролегание швов — дефект, характеризуемый резким
обозначением контуров швов на лицевой стороне изделия пос-
ле влажно-тепловой обработки или дублирования.
3. Прожог — дефект, характеризуемый изменением цве-
та или возникновением дыры в результате нарушения режи-
ма влажно-тепловой обработки изделия.
4. Опал — дефект, характеризуемый изменением или ос-
лаблением окраски или структуры материала в результате
нарушения режима влажно-тепловой обработки.
2.3.3. Трикотажные товары
Качество готовых трикотажных изделий зависит не толь-
ко от качества посадки готовых изделий на фигуре человека,
но и от качества применяемой пряжи, процесса вязания по-
лотна, его отделки, а также раскройно-пошивочных опера-
ций. Из-за применения недоброкачественной пряжи, разлад-
ки вязальных и пошивочных машин, несоблюдения режима
крашения, отделочного и пошивочного производства могут
129
образовываться различные дефекты, снижающие внешний
вид и носкость изделия.
К дефектам раскроя и пошива относятся:
— несовпадение начала и конца плоского шва;
— перекос шва от края сложенного изделия;
— пробивка петель у шва;
— пропуск или искривление искусственного шва (в чул-
ках);
— косо прошитые карманы, планки, воротники и др.;
— пробивка петель у шва в виде маленьких дырочек про-
исходит из-за применения при пошиве затупленных игл;
— мешочки от кеттлевки образуются на концах кеттель-
ного шва из-за неправильного надевания петель на машине.
Несимметрично расположенные паголеночные сбавки об-
разуются при вязке паголеночной части чулка; они имеют
вид небольших звездочек, отверстий; могут неодинаково рас-
полагаться по высоте и по отношению к шву.
Кроме указанных дефектов встречаются размернолиней-
ные отклонения, например в чулочно-носочных изделиях —
отклонение по общей длине, высоте пяток, длине следа, в
изделиях верхнего трикотажа и белья — разная длина и ши-
рина рукавов, ножек в брюках или рейтузах; разная длина
концов воротника; неодинаковое расстояние между петлями
и несимметричное расположение вытачек и др.; в перчатках
и варежках — отклонения по длине и ширине в подобранной
паре и др.
2.4. Методы оценки
качества товаров
Проблема качества носит в современном мире универ-
сальный характер. От того, насколько успешно она решает-
ся, зависит многое в экономической и социальной жизни лю-
бой страны, практически любого потребителя.
Объективный фактор, объясняющий многие глубинные
причины наших экономических и социальных трудностей,
130
снижающихся темпов экономического развития за последние
десятилетия, с одной стороны, и причины повышения эф-
фективности производства и уровня жизни в развитых стра-
нах Запада, с другой — это качество создаваемой и выпус-
каемой продукции.
Высокое качество и конкурентоспособность продукции
обеспечиваются всей системой маркетинга — от конструиро-
вания, опытного и серийного производства до сбыта и сервиса
эксплуатируемых изделий, включая средства и методы управ-
ления и контроля качества, способы транспортирования и хра-
нения, установку (монтаж) и послепродажное обслуживание.
Под оценкой качества понимают контроль (проверку) по-
требительского уровня качества продукции на основе резуль-
татов анализа. Анализ — это вынесение экспертами необхо-
димой информации о качестве товара или оценочных сужде-
ний. Анализ качества швейных изделий осуществляют тремя
методами: органолептическим, измерительным и социологи-
ческим.
Органолептический метод является наиболее распрост-
раненным, простым и доступным. Качество анализируется с
помощью органов чувств человека и его ощущений, поэтому
точность и достоверность значений показателей свойств из-
делия зависят от квалификации, практического опыта, спо-
собностей специалистов, оценивающих качество.
Основными средствами органолептического метода слу-
жат органы чувств (орган зрения и рецепторы осязания). Орган
зрения — глаз — способен воспринимать зрительные ощу-
щения формы (силуэта), композиции (характера членения де-
талей), цвета, состояние поверхности и целостность. Рецеп-
торы осязания воспринимают различные тактильные ощу-
щения: прикосновения, давления, удобства в статике и ди-
намике, тепла или холода.
Органолептическим методом устанавливают качество по-
садки изделия на фигуре или манекене и качество техноло-
гии изготовления, качество упаковки и маркировки, а также
качество проектных разработок.
131
Оценка качества швейных изделий осуществляется в со-
ответствии с ГОСТ 4103-82 “Изделия швейные. Методы оцен-
ки качества готовых изделий”.
Качество посадки изделия на фигуре или манекене оп-
ределяется визуально. При этом изделие надевается на чело-
века или манекен, застегивается на все пуговицы и завязы-
вается пояс (если имеется). Оценивается соответствие изде-
лия размерам и форме тела человека, моде, целостность ком-
позиции изделия, наличие конструктивных дефектов (гори-
зонтальных складок, вертикальных складок, наклонных скла-
док, угловых заломов и балансовых нарушений, а также удоб-
ство пользования мелкими деталями (карманы, пояса, кла-
паны, застежки и др.) и удобство в статике и динамике).
Качество технологии изготовления одежды определяется ви-
зуально на столе. Изделие располагается на столе изнаночной
стороной вверх, оценивается качество изделия с изнаночной сто-
роны, далее с лицевой стороны. Оценивается наличие в изделии
дефектов стежков, строчек, швов, соединений (клеевых, ниточ-
ных, сварных, заклепочных) и влажно-тепловой обработки, а
также симметричность парных деталей. Качество технологии из-
готовления одежды оценивается как органолептическим, так и
измерительным методом. Измерительным методом определяют-
ся размеры дефектов, а также симметричность парных деталей.
Качество упаковки и маркировки устанавливается органо-
лептическим методом. Основное внимание уделяется качеству
графического изображения, цветового решения, информаци-
онного обеспечения. Качество упаковки и маркировки должно
соответствовать соответствующим стандартам (ГОСТ 10581-91).
Измерительным методом оценивается качество изделий
путем контроля линейных измерений изделий, частоты стеж-
ков, размеров дефектов внешнего вида материалов и парных
деталей одежды.
Основными средствами измерительного метода служат:
нескладывающаяся измерительная линейка, рулетка, коль-
цомер, треугольник, текстильная лупа, транспортир, про-
шедшие испытания в соответствии с ГОСТ 8.001-80.
132
Методы измерения основных и вспомогательных линей-
ных измерений изделий должны соответствовать ГОСТ 41 OS-
82. К основным линейным измерениям изделий относятся:
длина спинки, ширина спинки, ширина изделия на уровне
проймы, длина рукава, длина воротника, ширина изделия
по линии талии, ширина изделия на уровне линии бедер.
Измерительным методом определяют также частоту стеж-
ков в строчках, количество унифицированных деталей в кон-
струкции одежды и размеры дефектов. В данном случае осу-
ществляется подсчет количества объектов и их регистрация.
Измерительным методом можно определить качество об-
работки одежды, которое характеризуется такими показа-
телями, как точность воспроизведения формы и размеров из-
делия, его отдельных деталей и узлов, а также точность
расположения изделия на фигуре человека.
Точность, которая характеризует качество изготовления
одежды, — это степень приближения изготовленного изде-
лия к расчетному номинальному прототипу. В качестве меры
точности приняты допускаемые отклонения реальных раз-
меров и форм изделия или его деталей от теоретических зна-
чений. В ГОСТ и ТУ на швейные изделия приведены разме-
ры допускаемых отклонений для различных видов одежды.
Величина этих допусков колеблется от 1 до 10 мм.
Важнейшим показателем точности изготовления швейных
изделий является правильное воспроизведение формы изде-
лия, его линий и отдельных деталей. Наиболее острой про-
блемой является оценка точности воспроизведения формы
изделия в целом. В настоящее время в ГОСТ не определены
количественные характеристики формы одежды и ее отдель-
ных частей и допускаемые отклонения от них.
Для оценки точности воспроизведения формы отдельных
деталей и линий изделий используются шаблоны. Наклады-
вая измерительные инструменты и шаблоны на изделие (де-
таль), проверяют правильность их формы. Большое значение
должно придаваться симметричности парных деталей одеж-
ды (борта, концы воротников, карманы, канты, рукава, лац-
133
каны и др.). ГОСТ рекомендует проверять симметричность ука-
занных деталей путем совмещения.
Результаты линейных измерений изделий необходимо со-
поставлять с требованиями стандартов. Измерения произво-
дятся с точностью до 0,1 см.
Точность взаимного расположения деталей, узлов и ли-
ний изделий проверяется измерением расстояния между ними,
расстояния от деталей до краев, швов изделия. Например,
правильность расположения петель проверяется измерением
расстояния от петель до края борта, расстояния между пет-
лями, перпендикулярность петель к краю борта. Частоту стеж-
ков проверяют путем подсчета количества стежков в 1 см
строчки.
Социологические методы оценки качества изделий направ-
лены на решение задач по оптимизации, т. е. усовершен-
ствование и развитие направлений деятельности какой-либо
функциональной службы, ассортимента или уровня качества
выпускаемой продукции. Примеры таких исследований — ана-
лиз структуры ассортимента, экспертная оценка качества про-
дукции. В легкой промышленности широко применяются ме-
тоды анкетирования и интервьюирования.
Интервьюирование — метод, основанный на устном об-
щении исследователя с респондентом, т. е. его обращении к
определенной группе людей с вопросами, содержание кото-
рых представляет проблему исследования на эмпирическом
уровне. Беседа служит наиболее распространенным методом
сбора информации.
Преимущество интервьюирования заключается в том, что
беседой можно управлять. Если одна линия опроса не дает
желаемых результатов, можно попробовать другую. Кроме
того, исследователь получает информацию не только из пря-
мых ответов, но также из замечаний, комментариев, выска-
зываний, шуток и жестов, которые их сопровождают, при
условии, что он внимателен и наблюдателен.
В зависимости от техники проведения интервью бывает:
стандартизированным, т. е. беседа включает в себя точно сфор-
134
мулированные вопросы, которые задаются всем опрашивае-
мым; нестандартизированным, т. е. при беседе определяется
только тема, и вопросы ставятся в свободной форме.
В зависимости от типа респондентов различают: интер-
вью с ответственным лицом; интервью с экспертом; интер-
вью с рядовым респондентом.
В зависимости от техники регистрации ответов интервью
бывает протоколируемым и непротоколируемым.
Успешность интервью зависит от степени его подготовки,
искренности даваемых ответов, что часто определяется эмо-
циональным настроением респондента, установлением кон-
такта исследователя с респондентом, созданием доверитель-
ной атмосферы общения.
При подготовке к проведению беседы необходимо:
— сформулировать цель беседы;
— составить план, включающий в себя целевые вопросы;
— продумать “поддерживающие” вопросы;
— определить способы регистрации (магнитофон, бланки,
кодировка ответов, условные обозначения);
— создать благоприятную обстановку (место, время и т. д.);
— обеспечить наличие контакта, атмосферу доверия.
При формулировке и постановке вопросов следует отда-
вать предпочтение вопросам в косвенной форме; вопросам
кратким, максимально понятным собеседнику. Каждый воп-
рос должен способствовать достижению определенной цели.
Необходимо избегать постановок вопросов в “лоб”; употреб-
ления мало распространенных слов, слов с двойным значе-
нием; формулировок, на которые могут быть даны шаблон-
ные ответы; формулировок, внушающих определенные от-
веты; неэтичного затрагивания личности собеседника.
В начале беседы респондента просят помочь решить про-
блему, предлагают говорить свободно и спрашивают, согла-
сен ли он на ведение записей. Тщательная запись получаемой
информации и предложений гарантирует, что исследователь
ничего не забудет, а также показывает, что выражаемые
мнения воспринимаются серьезно.
135
Во время беседы исследователь может встретиться с нео-
жиданным сопротивлением. Это может выражаться в раз-
личных формах: на вопросы не отвечают, ответы уклончивы
или общие, опрашиваемые сомневаются в полезности дан-
ной работы и методе исследования и т. д. Если это происхо-
дит, исследователь должен быстро разобраться, не прово-
цирует ли он сам это сопротивление напором, бестактнос-
тью или вопросами, которые опрашиваемый считает
банальными и поверхностными. Нет смысла проводить бесе-
ду, когда респондент явно отказывается сотрудничать.
Метод анкетирования — опрос, проводимый письменно
с использованием анкеты. К достоинствам метода следует от-
нести следующие характеристики:
— это наиболее оперативный метод сбора первичной со-
циологической информации;
— результаты анкетирования более доступны для мате-
матической обработки;
— за короткий промежуток времени можно опросить боль-
шое количество людей.
При сплошном анкетировании опрашивается вся генераль-
ная совокупность. При выборочном анкетировании — только
часть генеральной совокупности — выборочная совокупность.
Генеральная совокупность — объект исследования, кото-
рый территориально, производственно и во времени ограни-
чен и для которого выводы проведенного исследования бу-
дут правомерны. Выборочная совокупность — отобранное по
строго заданному правилу определенное число элементов ге-
неральной совокупности. Репрезентативность — соответствие
характеристик, полученных в результате выборочного отбо-
ра, характеристикам генеральной совокупности.
Различают прямой опрос (метод сбора данных, при кото-
ром ответы вписываются лично опрашиваемыми лицами),
косвенный опрос (метод сбора данных, при котором ответы
записывает лицо, проводящее опрос).
Анкета — объединенная единым исследовательским замыс-
лом система вопросов, направленных на выявление количе-
136
ственных и качественных характеристик предмета исследова-
ния. Важную роль в ходе сбора первичной информации с помо-
щью анкеты играют построение и формулировка вопросов, об-
ращенных к потребителю. Эффективность проведения обследо-
вания зависит от того, какие вопросы заданы, в какой
последовательности, какие возможные варианты ответа как бы
заранее заложены в них. Поэтому предварительная работа над
анкетой не менее важна, чем способ ее доставки адресатам.
Анкета состоит из трех частей: вводной, основной и зак-
лючительной.
Вводная часть побуждает респондента дать ответы на по-
ставленные вопросы. В ней указываются данные организа-
ции или лица, проводящего опрос; цель и задачи исследова-
ния; значимость роли респондента; гарантия конфиденциаль-
ности информации; инструкция по заполнению анкеты;
выражение благодарности за участие в исследовании.
Основная часть — способствует сбору информации. Логи-
ка построения от простых вопросов к сложным, а затем от
сложных к простым. Первыми идут контактные вопросы, за-
интересовывающие респондента и настраивающие его на кон-
такт. Эти вопросы должны быть просты в формулировке, и
ответы на них должны быть краткими. Далее идут основные
вопросы, позволяющие получить основную информацию по
интересующей исследователя проблеме.
Заключительная часть содержит вопросы по выявлению
профессии, образования, возраста, семейного положения, пола
и др. социальных критериев. В конце анкеты следует обяза-
тельно поблагодарить респондентов за участие в опросе.
Контроль качества готовой продукции может быть сплош-
ным, т. е. контроль каждого изделия, и выборочным.
Методы контроля качества отражены в ГОСТ 4103-82 “Из-
делия швейные. Методы контроля качества”.
На участках экспериментального, подготовительного и
раскройного производств выполняют контроль качества ма-
териалов, изготовления лекал, раскладок, трафаретов, кон-
троль настилания материалов и контроль кроя.
137
Для повышения качества продукции на предприятиях про-
водят дни качества, в которых участвуют мастера, рабочие,
контролеры отдела технического контроля, работники всех
служб и отделов.
На совещаниях в дни качества цехи отчитываются о со-
стоянии качества, разбирают случаи изготовления изделий
низкого качества, вскрывают причины, намечают мероприя-
тия по устранению и предупреждению появления дефектов.
Основными задачами технического контроля являются
предотвращение выпуска продукции, не соответствующей
требованиям технической документации, утвержденным об-
разцам-эталонам, условиям поставок и договора, а также
укрепление производственной дисциплины и повышение от-
ветственности всех звеньев производства за качество вы-
пускаемой продукции. Система технического контроля яв-
ляется неотъемлемой частью технологического процесса из-
готовления продукции и разрабатывается одновременно с
технологией производства технологической службой произ-
водственного объединения (предприятия) при участии или
по согласованию с отделом технического контроля (ОТК)
предприятия. Разработанная система контроля отражается
в технологической документации, стандартах предприятия,
положениях и т. д.
Технический контроль подразделяется на входной, межо-
перационный, операционный, приемочный и инспекционный.
Входной контроль — контроль качества продукции постав-
щика, поступившей на предприятие для использования при
изготовлении швейных изделий.
Межоперационный контроль — контроль полуфабрика-
тов, прошедших законченный этап обработки (группу техно-
логических операций).
Операционный контроль — контроль продукции во время
выполнения и после завершения технологической операции.
Этот контроль подразделяется на следующие виды:
— периодический контроль технологических операций, при
котором поступление информации о качестве выполнения
138
контролируемых операций происходит через установленные
интервалы времени, осуществляется мастерами, технолога-
ми, контролерами ОТК или (при достаточной укомплекто-
ванности штатов предприятия) специально выделенным кон-
тролером (инструктором производственного обучения);
— самоконтроль, при котором объектом контроля являет-
ся качество выполнения своей операции, осуществляется ис-
полнителями технологических операций;
— взаимоконтроль, при котором объектом контроля яв-
ляется качество выполнения предыдущей операции, осуще-
ствляется исполнителями технологических операций;
— приемочный контроль продукции, по результатам ко-
торого принимается решение о ее пригодности к поставкам,
осуществляется контролерами ОТК.
Приемочный контроль готовой продукции проводится с
целью установления соответствия выпускаемой продукции
требованиям стандартов, технических условий, техническо-
му описанию, образцу-эталону. На швейных предприятиях
приемочный контроль готовой продукции является сплошным,
т. е. проверяется качество каждой единицы продукции.
Инспекционный контроль — контроль, осуществляемый
специально уполномоченными лицами с целью проверки эф-
фективности ранее выполненного контроля. Инспекционный
контроль осуществляется общефабричной постоянно действу-
ющей комиссией по качеству (ОПДК), цеховой постоянно дей-
ствующей комиссией по качеству (ЦПДК), инженерно-тех-
ническими работниками ОТК, отделом управления качества
и технологической службы предприятия, бригадиром конт-
ролеров ОТК, контролером склада готовой продукции.
Председателем ОПДК назначается главный инженер пред-
приятия. В состав комиссии входят начальники отделов и це-
хов, ведущие специалисты предприятия и представители об-
щественности. Председателем ЦПДК является заместитель
начальника цеха или технолог цеха. В состав ЦПДК входят
контролеры ОТК, передовые рабочие, представители обще-
ственных организаций.
139
Контроль качества изделий, изготовленных по индиви-
дуальным заказам, имеет свои особенности. Предприятия,
изготавливающие одежду по индивидуальным заказам, дол-
жны выпускать изделия высокого качества, отвечающие тре-
бованиям моды, разнообразные по моделям, с оригиналь-
ными отделками, с учетом индивидуальных особенностей за-
казчика.
Качество одежды, изготовляемой по индивидуальным за-
казам, проверяют путем сплошного и инспекционного конт-
роля. В ателье с большим годовым объемом реализации услуг
(300—350 тыс. руб.) для выполнения контроля качества услуг
штатным расписанием должен быть предусмотрен контролер.
Контролер может быть закреплен и за небольшим ателье.
Сплошной контроль качества проводят контролер и дру-
гие ответственные лица по следующей схеме:
1. Входной контроль включает контроль качества матери-
алов, принесенных заказчиком, с целью выявления дефек-
тов в материале и исключения их в крое и готовом изделии
(выполняет приемщик); контроль качества материалов, по-
ступающих на предприятие централизованно (выполняет кон-
тролер-браковщик).
2. Операционный контроль включает:
• контроль качества кроя с целью исключения дефектов
на последующих операциях (выполняет бригадир-запускаль-
щик);
• окончательную проверку качества кроя (осуществляется
закройщиком в процессе примерки), при этом уточняется
посадка изделия на фигуре, проверяется соответствие моде-
ли, конструкции, материалов заказанным;
• операционный контроль на каждой организационной опе-
рации в процессе с целью исключения возможности появле-
ния дефектов (выполняют рабочие бригады) — самоконтроль
и взаимоконтроль;
• контроль на установочных операциях с целью выявления
несоответствия обработки требованиям технических условий
(выполняют рабочие высокой квалификации);
140
• контроль качества готового изделия перед его сдачей
(выполняет бригадир).
3. Приемочный контроль включает:
• приемочный контроль качества готового изделия (вы-
полняют контролер, закройщик и мастер участка);
• окончательный контроль качества готовой одежды, про-
верку соответствия готового изделия выбранной модели, кон-
струкции, посадки на фигуре, отделки облику заказчика и
его требованиям (осуществляют закройщик и заказчик).
Для инспекционного контроля создаются цеховая и об-
щефабричная комиссии по качеству, которые совместно с
работниками ОТК предприятия осуществляют контроль вы-
борочным методом.
Зафиксированные в документах результаты оценки из-
готовленных изделий по показателям качества используют-
ся при решении таких задач управления качеством, как вы-
явление и устранение дефектов в производстве, планиро-
вание качества, моральное и материальное стимулирование
рабочих.
2.5. Сортность товаров
2.5.1. Текстильные товары
Качество текстильных материалов оценивается по стан-
дартам или другой нормативно-технической документации и
характеризуется сортом.
Сорт — одна из основных характеристик качества про-
дукции. Сорт — градация продукции определенного вида по
одному или нескольким показателям качества, установлен-
ная нормативной документацией.
На швейных фабриках для изготовления изделий исполь-
зуются материалы I сорта, в отдельных случаях — II сорта.
Несортные материалы не применяются для швейных изде-
лий. Сорт материала устанавливается на текстильной фабри-
ке и указывается на маркировочном ярлыке каждого куска.
141
В основу определения сорта хлопчатобумажных и шелко-
вых тканей положена система комплексной оценки, согласно
которой выявленные при лабораторных испытаниях ткани
отклонения показателей ее физико-механических свойств и
устойчивости окраски от норм, установленных в стандартах
или технических условиях на данную ткань, оцениваются в
баллах. Также баллами оцениваются пороки внешнего вида,
обнаруженные при просмотре куска ткани. По общему числу
баллов Бо6щ, полученному за отклонения от норм показателей
физико-механических свойств Бфм и за пороки внешнего вида
Б ( , выявленные в куске, определяют сорт каждого куска
ткани:
^общ ^фм ”1" вд
Соответствующим стандартом на сортность установлено
определенное число баллов, допускаемое для куска сортной
ткани. Так, для шелковых тканей установлено: I сорт — 5—7,
II сорт — 9—17, III сорт — 25—30 баллов. Для хлопчатобу-
мажных тканей: I сорт — 10, II сорт — 30 баллов.
Допускаемое число баллов для каждого сорта определе-
но независимо от длины ткани в куске, вида ткани и ее на-
значения. Однако эти факторы учитываются при оценке кон-
кретных пороков внешнего вида. Так, за идентичные пороки
внешнего вида, обнаруженные в разных по виду и назначе-
нию тканях, установлено разное число баллов. В связи с этим
в стандартах на сортность предусмотрено разделение тка-
ней на группы в зависимости от их назначения; для каждой
группы установлена своя шкала оценок пороков внешнего вида.
Кроме того, при оценке некоторых пороков внешнего вида
(местных) принимается во внимание длина куска, и при от-
клонении ее от условной длины число баллов за эти пороки
пересчитывается.
Льняные ткани выпускаются I и II сортов. Ткани I сорта
по показателям физико-механических свойств должны соот-
ветствовать нормативам стандартов на эти ткани; отклоне-
ния не допускаются. Для тканей II сорта стандарт допускает
142
определенные отклонения по ширине, поверхностной плот-
ности, плотности по основе и утку, разрывной нагрузке, но
баллами эти отклонения не оцениваются. Пороки внешнего
вида, выявленные в льняных тканях, также не оценивают
баллами. Подсчитывают их число на кусок фактической дли-
ны, а затем рассчитывают число пороков на условную пло-
щадь куска, равную 30 м2. Для ткани I сорта допускается не
более 8 пороков внешнего вида (местных), а для ткани II сор-
та — не более 22 пороков (местных) на кусок площадью 30 м2.
Ткани II сорта могут иметь один распространенный порок.
В этом случае число местных пороков, рассчитанное для
куска площадью 30 м2, должно быть не более 17.
Число местных пороков внешнего вида Пу на условную
площадь 30 м2 вычисляют по формуле
Пу = пф(3 103/Лв)
где Пф — фактическое число пороков на измеряемом куске;
Л — длина куска, м;
в — ширина ткани, см.
Шерстяные ткани могут быть двух сортов. Ткани I сорта
по показателям физико-механических свойств должны соот-
ветствовать нормативам стандартов на эти ткани; отклоне-
ния не допускаются. Для тканей II сорта стандарт допускает
определенные отклонения от минимальных норм I сорта: по
плотности основы и утка, разрывной нагрузке и удлинению,
поверхностной плотности — не более половины допускаемо-
го отклонения, установленного для I сорта; по массовой доле:
шерстяного волокна в полушерстяных тканях — от 1 до 5%,
жира не более 1,5%; по изменению линейных размеров пос-
ле замачивания или мокрого глажения — до 1% (чистошер-
стяные) и до 1,5% (полушерстяные). Для тканей I сорта до-
пускается отклонение от норм не более чем по одному из
перечисленных выше показателей.
Пороки внешнего вида шерстяных тканей подразделяют
на местные и распространенные. Для тканей I сорта допуска-
ется не более 12 местных пороков, II сорта — 36. При отклоне-
143
нии фактической длины куска от условной число местных
пороков Пу вычисляют по формуле
Пу = зппф / лф,
где 30 — условная длина куска, м;
П. — число пороков на фактической длине куска;
Лф — фактическая длина куска, м.
2.5.2. Швейные и трикотажные товары
Сортность готовых швейных изделий устанавливают со-
гласно ГОСТ 12566-81 “Изделия швейные бытового назначе-
ния. Определение сортности”. Сортность определяют в соот-
ветствии с требованиями стандарта и потребительскими свой-
ствами изделий: внешним видом, посадкой на фигуре,
размерами, а также в соответствии с требованиями к изго-
товлению, ассортименту и качеству материалов, техничес-
кой документации на изделие и утвержденными образцами.
При проверке качества пальто, полупальто, пиджаков,
жакетов вначале изделие осматривается в общем, а затем
отдельные детали и участки. Изделие надевается на мане-
кен, оцениваются соответствие изделия размерам и форме
тела человека, моде, целостность композиции изделия, удоб-
ство пользования мелкими деталями, удобство надевания и
снятия, удобство в статике и динамике и проверяют линей-
ные размеры деталей одежды.
После осмотра со стороны верха изделие надевается на
манекен подкладкой вверх и проверяется соразмерность де-
талей подкладки с деталями верха по линейным размерам, а
также правильность их соединения с верхом. Сняв с манеке-
на, изделие укладывается на стол изнаночной стороной вверх
и оценивается качество изготовления на наличие в изделии
дефектов стежков, строчек, швов, соединений (клеевых,
ниточных, сварных, заклепочных) и влажно-тепловой обра-
ботки, а также симметричность парных деталей; затем из-
делие переворачивается лицевой стороной вверх и проверя-
ется качество обработки изделий со стороны подкладки.
144
Контроль качества брюк производят в такой последова-
тельности. Брюки располагают на столе поясом влево и про-
веряют со стороны правой и левой половинок. Затем, не пе-
ремещая изделия, проверяют обработку низа и манжет брюк.
Отогнув влево верхнюю половинку, просматривают шаговые
швы и надставки. Брюки поворачивают низом к себе, внача-
ле со стороны задней половинки, затем со стороны пере-
дней, расправляют верх брюк и проверяют пояс, складки и
бант. Края банта отгибают наружу и проверяют подкладку
пояса и откоса, средний шов и качество обметывания срезов.
Затем средний шов проверяют на растяжение.
Измерения отдельных деталей производят строго по ука-
заниям государственного стандарта или по таблице измере-
ний изделия в готовом виде, предусмотренной в технических
условиях на каждую модель. При обнаружении исправимого
дефекта его отмечают условным обозначением и возвращают
изделие в производство для устранения дефекта.
На готовые швейные изделия установлено два сорта: I и II.
Оценка уровня качества готового изделия производится по
40-балльной системе. Наличие дефектов внешнего вида снижа-
ет оценку показателей качества одежды путем вычитания бал-
лов из базового значения снижения оценки. Если образец изде-
лия имеет идеальное качество посадки, то он имеет макси-
мальную оценку балльной шкалы — 40 баллов и относится к I
сорту. Исходя из 30%-ного (для изделий I сорта) или 50%-ного
(для изделий II сорта) уровня положительных ответов экспер-
тов о том, что дефект становится зрительно заметным, уста-
навливаются баллы дифференцированно по сортам с учетом
степени проявления дефекта. Так, для изделий I сорта установ-
лено 38—40 баллов, для изделий II сорта — 32—37 баллов.
Оценку качества швейных изделий осуществляют в соот-
ветствии с таблицами 2.7—2.11. Дефекты внешнего вида изде-
лий, не предусмотренные табл. 2.7—2.11, приравниваются к
аналогичным дефектам или не учитываются, если они не
ухудшают внешнего вида, посадки изделия на фигуре и не
влияют на прочность его в носке.
145
Таблица 2.7
Оценка эстетических показателей качества одежды
№ п/п Наименование дефекта внешнего вида Величина допусти- мых отклонений, см Сниже- ние оценки, баллы Метод экс- перти- зы
I сорта II сорта
1 2 3 4 5 6
1 Несоответствие внешнего вида изделия образцу- эталону Орган.
1.2 по силуэту - - 0,2
1.2 по пропорциям - - 0,2
1.3 по конструктивным линиям - - 0,2
1.4 по конструктивному реше- нию узлов и деталей - - 0,2
1.5 по используемым материа- лам - - 0,2
2 Несоответствие изделия направлению моды - - 2 Орган.
3 Несоответствие используе- мых материалов и фурни- туры направлению моды — — 2 Орган.
4 Использование устаревших конструктивных приемов в решении силуэтной формы изделия — несовременное расположение швов, рель- ефов, подрезов, вытачек и т. и. 3 Орган.
5 Нетехнологическое реше- ние конструкции изделия при обработке застежки, отделочных деталей, узлов, наличие отрезных деталей вместо возможных цельно- кроеных и т. п. 2 Орган.
146
Продолжение табл. 2.7
1 2 3 4 5 6
6 Несоответствие запроекти- рованной в конструкции изделия обработки, отдель- ных деталей, узлов, элемен- тов изделия современным требованиям моды (излиш- няя жесткость или мягкость прокладки, наличие или отсутствие прокладочных материалов) 3 Орган.
7 Несогласованность функ- ции, формы и цвета изделия - - 0,2 Орган.
8 Отсутствие конструктивной логичности и взаимосвязи формы, конструкции и свойств материалов — — 0,5 Орган.
9 Несоответствие внутренней отделки изделия требова- ниям ГОСТ или ТУ — — 0,2 Орган.
10 Использование невырази- тельных фирменных знаков - - -0,2 Орган.
11 Отсутствие закрепок в строчке Не доп. 0,1 Орган.
12 Видна прокладка в петлях - - 0,3 Орган.
13 Искривление края шва, строчки 0,2 0,7 0,5 Орган., измер.
14 Видна прокладка с лицевой стороны изделия Не доп. 0,5 0,3 Орган., измер.
15 Пропуски в строчках Не доп. Не доп. - Орган.
16 Недостаточно сутюжены вытачки, карманы и др. - - 0,5-0,2 Орган.
17 Плохо приутюжен край детали, узел - - 0,5-0,2 Орган.
147
Продолжение табл. 2.7
1 2 3 4 5 6
18 Неравномерная ширина канта 0,2 0,7 0,5 Орган.
19 Излишняя посадка или рас- тяжение канта обтачных деталей рамок карманов 0,05 0,1 0,5 Орган., измер.
20 Несовпадение рисунка при соединении деталей 0,5-0,6 свыше 0,7 0,5 Орган., измер.
21 Несимметричность распо- ложения парных деталей 0,3 0,4 0,5 Орган.
22 Излишнее натяжение или слабина материала и нитей в строчках — — 0,5 Орган.
23 Непрочное клеевое соеди- нение Не доп. 0,5 0,5 Орган., измер.
24 Наличие клея на лицевой или изнаночной стороне изделия Не доп. 0,1 0,3 Орган., измер.
25 Отклонение клеевого со- единения Не доп. Не доп. - Орган.
26 Коробление клеевого со- единения Не доп. Не доп. - Орган.
27 Наличие слабины или на- тяжения по краю застежки или борта 0,2 на 0,5 0,1 на 0,5 0,5-1,5 Орган., измер.
28 Несовпадение поперечного рисунка по краю застежки 0,2 0,3 0,5 Орган., измер.
29 Наличие перекосов при выстегивании деталей 0,7 1,0 0,5 Орган., измер.
30 Отсутствие прокладочных деталей, предусмотренных технической документацией Не доп. Не доп. — Орган.
31 Несовпадение ворса Не доп. Не доп. - Орган.
148
Продолжение табл. 2.7
1 2 3 4 5 6
32 Несоответствие цвета ниток цвету ткани в наружных строчках Не доп. Не доп. — Орган.
33 Подпал Не доп. Не доп. - Орган.
34 Недостаточная эластич- ность швов Не доп. Не доп. 0,3 Орган.
35 Наличие прорубания мате- риала в швах Не доп. Не доп. - Орган.
36 Отклонение в величине измерения детали изделия В соотв. с ГОСТ 23193-88 — — Измер.
37 Укорочение или удлинение детали изделия 0,2 0,4 0,5 Измер.
38 Обнаружение или расши- рение детали швейного из- делия 0,2 0,4 0,5 Измер.
39 Перекос детали изделия 0,5 1,0 0,5 Орган., измер.
40 Несимметричность петель детали 0,2 0,2 0,5 Измер.
41 Разнооттеночность мате- риалов в деталях изделия Не доп. Не доп. Орган.
42 Изменение ширины шва в деталях изделия 0,1 0,2 0,5 Орган., измер.
43 Неравномерное расстояние между строчками в стега- ных деталях 0,1 0,3 0,5 Орган., измер.
44 Продавливание сварного шва Не доп. Не доп. - Орган.
45 Прожог сварного шва Не доп. Не доп. - Орган.
149
Продолжение табл. 2.7
1 2 3 4 5 6
46 Нарушение целостности строчки Не доп. Не доп. - Орган.
47 Редкая или частая строчка в изделии Не доп. Не доп. - Орган.
48 Ласы Не доп. - - Орган.
49 Пролегание швов изделия 1 стежок на 15 - 0,3-0,5 Орган., измер.
50 Неравномерность настила утепляющей прокладки в изделии Не доп. Глубина до 0,3 0,3 Орган., измер.
51 Утолщение нити в изделиях 1 место 3 места 0,2 Орган., измер.
52 Близны, отсутствие просно- вок, пролеты, поднырки Не доп. 2 места 0,5 Орган., измер.
53 Обрыв чесальной ленты Не доп. Не доп. - Орган.
54 Затяжки элементарных во- локон или нитей в виде чер- точек 1 место 2 места 0,3 Орган., измер.
55 Подплетины, залипы, отрыв основы, дыры, пробоины, про- сечки, царапины, прощины Не доп. Не доп. — Орган.
56 Забоины, замины, продоль- ные полосы Не доп. 1 место 0,5 Орган., измер.
57 Одиночные загрязненные, масляные и цветные нити Не доп. 2 места 0,3 Орган., измер.
58 Сброс одной петли. Отдельные петли вразброс Не доп. 4 места 0,3 Орган., измер.
59 Петли увеличенного размера 3 6 0,2 Орган., измер.
60 Пятна, брызги, промочки, бель, затеки Не доп. 1 0,3 Орган., измер.
61 Просветы до 100 мм2 - - - Орган.
150
Продолжение табл. 2.7
1 2 3 4 5 6
62 Отсутствие ворса Не доп. 1 0,6 Орган., измер.
63 Набор петель - До 1 стол- бика 0,2 Орган., измер.
64 Затянутость нитей 1 2 - Орган., измер.
65 Продольные и поперечные складки до 50 мм Не доп. 2 0,6 Орган., измер.
66 Сгустки клея в дублиро- ванных материалах Не доп. 3 0,5 Орган., измер.
67 Несклейка материалов Не доп. 2 0,5 Орган., измер.
68 Перекос материалов с ри- сунком в полоску или клет- ку 3 5 1,0 Орган., измер.
69 Прохождение клея через деталь швейного изделия Не доп. Не доп. - Орган.
70 Нарушение рисунка при вязании Малоза- метные Заметные 0,5 Орган.
71 Зебристость Не учи- тывается Не учиты- вается 0,3 Орган.
72 Заломы, ласы Малоза- метные Заметные 0,3 Орган.
73 Набор петель Не>3 петель Не > 1 петель одного столбика 0,3 Орган., измер.
74 Неравномерность ворса на начесном полотне Малоза- метные Заметные 0,2 Орган.
75 Смещение раппорта рисун- ка Не доп. Не доп. 0,2 Орган.
151
Окончание табл. 2.7
1 2 3 4 5 6
76 Непропечатка рисунка, сдвиг рисунка, мелкие пиг- ментные пятна, належки Малоза- метные Заметные 0,2 Орган.
77 Расплыв краски при набив- ке полотна Не доп. Малоза- метные 0,3 Орган.
78 Мушковатость, засорен- ность Малоза- метные Заметные 0,3 Орган.
79 Следы от наколки Не доп. Не доп. Орган.
80 Перекос ластичной отделки Малоза- метные Заметные 0,2 Орган.
81 Муары Малоза- метные Заметные 0,2 Орган.
Таблица 2.8
Оценка эргономических показателей качества одежды
№ п/п Наименование дефекта внешнего вида швейного изделия Величина допусти- мых отклонений в изделии,см Сни- жение оцен- ки, баллы Метод экс- перти- зы
I сорта II сорта
1 2 3 4 5 6
1 Несоответствие размеров изделия размерам и форме тела человека — — 2 Орган.
2 Перемещение низа изделия при подъеме рук, град. 1,8 3 0,2 Орган., измер.
3 Низкая вентилируемость пакета одежды - - 0,2 Орган.
4 Низкое тепловое сопротив- ление пакета одежды - - 0,2 Орган.
5 Низкая воздухе- и паропро- ницаемость пакета одежды - - 0,2 Орган.
152
Продолжение табл. 2.8
1 2 3 4 5 6
6 Незначительная защищен- ность человека от атмо- сферной влаги — — 0,5 Орган.
7 Расхождение полочек или излишний заход одной по- лочки на другую до 1 см Не доп. 1,0 1 Орган., измер.
8 Незначительные заломы ткани в области пройм или локтевого переката рукавов Не доп. Не доп. 2 Орган.
9 Недостаточный или излиш- ний раствор вытачек 1,0 1,0 1 Орган., измер.
10 Несоответствие длины вы- тачек измерениям фигуры 1,0 1,0 0,5 Орган., измер.
11 Неровность низа изделий Не < 5,0 на участ- ке длиной до 20 см Не < 5,0 на участке длиной до 20 см 0,5 Орган., измер.
12 Натяжение или излишняя посадка лацканов, подбор- тов или верхнего воротни- ка, горловины, слабина в концах воротника и углах лацканов Не доп. Не доп. 2,0 Орган.
13 Отклонение рукавов вперед или назад Не доп. Не доп. - Орган.
14 Неправильное распределе- ние посадки рукавов Не доп. Не доп. - Орган.
15 Горизонтальные складки под воротником, у проймы под бантом брюк и т. и., см 0,4 0,8 1 Орган., измер.
16 Вертикальные складки в верхней части спинки или полочки, на боковых участ- ках брюк или юбки и т. д., см 0,5 0,8 1 Орган., измер.
153
Продолжение табл. 2.8
1 2 3 4 5 6
17 Наклонные складки у прой- мы спинки или полочки, в боковых и шаговых швах брюк, на рукавах и т. и., см До 1,8 До 2,2 1 Орган., измер.
18 Угловые заломы у проймы, на спинке, на боковом и шаговом участках брюк и т. и., см До 0,7 До 1,5 1 Орган., измер.
19 Перекосы плечевых швов Не доп. До 0,5 1 Орган., измер.
20 Балансовые нарушения — воротник отходит от шеи, середина спинки вздергива- ется, боковые швы отходят назад и др. Не доп. Не доп. Орган.
21 Несоответствие плечевого участка изделия форме плеч - - 1 Орган.
22 Затруднение подъема рук Не доп. Не доп. - Орган.
23 Затруднение приседания и поднимания ноги - - 1 Орган.
24 Нерациональное располо- жение и ненадежное функ- ционирование застежки — — 0,5 Орган.
25 Высокая масса изделия - - 1 Орган.
26 Нерациональная доступ- ность карманов - - 1 Орган.
27 Неудобство надевания и снятия одежды - - 1 Орган.
28 Неудобство пользования отдельными элементами одежды — — 1 Орган.
29 Горизонтальные свободные складки в верхней и сред- ней части спинки 0,5 0,7 0,4 Орган., измер.
154
Окончание табл. 2.8
1 2 3 4 5 6
30 Наличие свободных скла- док в области талии, полоч- ки или спинки, см 0,4 0,7 0,2 Орган., измер.
31 Нарушение равновесности боковых швов одежды, см До 0,2 До 0,4 0,5 Орган., измер.
Таблица 2.9
Оценка социальных показателей качества одежды
№ п/п Наименование дефекта внешнего вида швейно- го изделия Величина допус- тимых отклоне- ний в изделии, см Сниже- ние оценки, баллы Метод эксперти- зы
I сорта II сорта
1 2 3 4 5 6
1 Несоответствие изделия прогнозу потребитель- ского спроса — — 2,0 Социоло- гический, регистра- ционный
2 Несоответствие размеро- ростовочного ассорти- мента одежды потреби- тельскому спросу — — 2,0 Социоло- гический, регистра- ционный
Таблица 2.10
Оценка функциональных показателей качества одежды
№ п/п Наименование дефекта внешнего вида швейного изделия Величина до- пустимых от- клонений в из- делии, см Сниже- ние оцен- ки, бал- лы Метод экспер- тизы
I сорта II сорта
1 2 3 4 5 6
1 Несоответствие изделия основному функциональ- ному назначению — — 0,5 Социол.
155
Окончание табл. 2.10
1 2 3 4 5 6
2 Несоответствие изделия размерной и полнотновоз- растной группе человека — — 0,5 Орган.
3 Несоответствие изделия сезону, сфере применения и условиям эксплуатации — — 0,5 Социол.
4 Несоответствие применяе- мых материалов, отделок и фурнитуры назначению изделия — — 0,5 Орган., социол.
5 Несоответствие изделия современному укладу жиз- ни, быту — — 0,2 Социол.
6 Несоответствие изделия конкретной обстановке эксплуатации, роду дея- тельности человека — — 0,2 Социол.
7 Несоответствие изделия внешнему облику человека - - 0,3 Орган., социол.
8 Несоответствие изделия психологическим особен- ностям человека — — 0,2 Социол.
Таблица 2.11
Оценка эксплуатационных показателей качества одежды
№ п/п Наименование дефекта внешнего вида швейного изделия Величина допусти- мых отклонений в изделии,см Сни- жение оценки, баллы Метод экс- перти- зы
I сорта II сорта
1 2 3 4 5 6
1 Сопротивляемость материа- лов и соединительных швов к разрывным нагрузкам Высокая Низкая 2,0 Орган.
156
Окончание табл. 2.11
1 2 3 4 5 6
2 Устойчивость изделия к трению Высокая Слабая 1,0 Орган.
3 Устойчивость к многократ- ному растяжению Высокая Низкая 1,0 Орган.
4 Устойчивость изделия к действию светопогоды Высокая Низкая 1,0 Орган.
5 Потеря прочности при хим- чистке, стирке, глажении,% 20 30 2,0 Орган., измер.
В комплектах изделий сортность каждого изделия опре-
деляют отдельно и устанавливают ее по части комплекта
(изделия) низшего сорта, например в костюме пиджак I сор-
та, а брюки II сорта, весь комплект относят ко II сорту, а
скидку устанавливают от стоимости брюк. Согласно ГОСТ
12566-88 “Изделия швейные бытового назначения. Опреде-
ление сортности”: в готовых швейных изделиях 1 и 2 сортов
не допускаются следующие дефекты:
— перекосы на полочках и спинке;
— расхождение полочек или излишний заход одной по-
лочки на другую;
— натяжение или излишняя посадка подбортов или верх-
него воротника;
— растяжение или излишняя посадка горловины;
— перекос воротника;
— слабина в концах воротника и в уступах бортов;
— отклонение рукавов вперед или назад;
— неправильное распределение посадки рукавов;
— искривление швов втачивания рукавов;
— расхождение шлиц (складок) или излишний заход од-
ной стороны на другую;
— отсутствие прокладочных деталей, предусмотренных
технической документацией на изделие;
— резкое несоответствие цвета ниток цвету ткани в на-
ружных строчках;
157
— замена шелковых или синтетических ниток хлопчато-
бумажными;
— несовпадение ворса на открытых деталях изделия из
ворсовых тканей с направленным ворсом;
— подпал.
Изделия с незначительным подпалом на закрытых частях
и деталях относят ко II сорту.
Изделия, укороченные по основным местам измерений
более чем на половину межростовой или межразмерной раз-
ницы, относят соответственно к меньшему росту или разме-
ру, но к ранее установленному сорту.
Изделия, обуженные по основным местам измерений бо-
лее чем на половину межразмерной разницы, но не вызыва-
ющие дефектов внешнего вида и посадки (кроме изделий
самого малого размера), относят соответственно к меньше-
му размеру, но к ранее установленному сорту.
Изделия самого малого размера, обуженные в пределах меж-
размерной разницы, относят к ранее установленному сорту.
Изделия относят к I или II сорту по одному или несколь-
ким дефектам, обнаруженным путем их сравнения с требо-
ваниями табл. 1 в ГОСТ 12566-88, где перечисляются воз-
можные швейные дефекты и указываются их отклонения,
допустимые для изделий I и II сортов, а также число де-
фектов, допустимых в изделиях каждого сорта.
К I сорту относятся изделия, не имеющие производствен-
но-швейных дефектов или имеющие производственно-швей-
ные дефекты, но не более трех. Ко II сорту относят швей-
ные изделия, имеющие отклонения, но не более пяти.
В случае превышения допустимых отклонений, предусмот-
ренных табл 1 ГОСТ 12566-88, изделия переводят в несорт-
ные (брак). Эти изделия реализации не подлежат. Сорт изде-
лия ставят штампом ОТК на подвесном ярлыке. Изделия II
сорта имеют скидку, равную 5% стоимости изделия I сорта.
Изделия с неустановленной сортностью сдаче на склад го-
товой продукции не подлежат. Изделия с установленной сор-
158
тностью комплектуют партиями и сдают на склад готовой про-
дукции, откуда они поступают в торговую сеть.
2.5.3. Швейные нитки
Качество хлопчатобумажных швейных ниток устанавли-
вают по показателям, которые можно классифицировать на
три группы: 1) показатели физико-механических и химичес-
ких свойств (разрывная нагрузка и разрывное удлинение,
линейная плотность, число сложений, крутка и ее направле-
ние, наличие свободного хлора — для отбеленных, сернисто-
го натрия — для окрашенных); 2) показатели устойчивости
окраски к различным воздействиям; 3) дефекты внешнего вида.
По показателю разрывной нагрузки хлопчатобумажные
швейные нитки в 3 сложения разделяют на марки: Экстра и
Прима. В зависимости от дефектов внешнего вида ниток опре-
деляют сорт I или II. Дефекты внешнего вида — узлы, шиш-
коватость, конусность или выпуклость намотки и др. — оцени-
вают баллами. По сумме баллов за дефекты на поверхности
100 паковок при длине нитки 200 м в каждой двухфланцевой
паковке устанавливают сорт: I — для белых ниток, если чис-
ло баллов 45, и для цветных, если число баллов 36; II — для
белых и цветных ниток, если число баллов 110.
Суммарное число баллов для ниток на однофланцевых па-
ковках (катушках, бобинах) на условную площадь 100 см2 не
должно превышать числа баллов (табл. 2.12).
Неравномерность ниток I сорта не должна быть более 5 вит-
ков в петле, образованной ниткой длиной 250 мм Нитки, имею-
щие неравномерность более 5 витков, относят ко II сорту.
Качество швейных ниток из натурального шелка определя-
ют по показателям физико-механических свойств: разрывной
нагрузке и удлинению, линейной плотности, номинальной окон-
чательной крутке, устойчивости окраски к светопогоде, к воз-
действию раствора мыла, сухого и мокрого трения, глажения,
химчистки. В нитках не допускаются следующие дефекты: на-
рушение числа сложений, нескрученные участки, сукрутины,
узлы при перемотке, масляные пятна, непрокрас.
159
Таблица 2.12
Суммарное число баллов для ниток на условную площадь
поверхности 100 см2, не более
Торговый номер ниток (число сложений) I сорт II сорт
Суровые (белые) Цветные Белые и цветные
80(3) 5,7 4,6 13,8
80(6) 3.8 3 9.8
60(3). 50(3) 4,8 3,8 11,6
60 (6). 50 (6). 40 (3) 3.6 2,9 8,7
40 (6). 40 (9). 30 (3) 3,2 2,5 7.6
30 (6). 30 (9). 20 (3) 2,8 2,2 6.7
20 (6). 10 (3). 6 (9) 2,2 1,8 5,3
Ю(6) 1,8 1,5 4.4
4(9) 1,2 1,1 3,2
1 (3), 1 (9) 1,1 1 2,9
0 (9). 00 (12) 1 0,8 24
Контрольные вопросы
1. Что такое качество товаров? Какова связь между ка-
чеством и свойствами товаров?
2. Перечислите потребительские показатели качества тка-
ней? Какими единичными показателями характеризуются
гигиенические, эстетические, эксплуатационные и техноло-
гические показатели качества тканей?
3. Перечислите и охарактеризуйте потребительские по-
казатели качества швейных изделий.
4. Перечислите и охарактеризуйте технико-экономичес-
кие показатели качества швейных изделий.
5. Назовите показатели качества швейных ниток.
160
6. Перечислите и дайте характеристику текстильным де-
фектам.
7. Перечислите конструктивные дефекты одежды и назо-
вите причины их возникновения.
8. Перечислите технологические дефекты одежды и назо-
вите причины их возникновения.
9. Перечислите дефекты трикотажных изделий и назови-
те причины их возникновения.
10. Что такое сорт, какие сорта установлены в стандартах
на текстильные, швейные и трикотажные товары и нитки?
11. Какими методами оценивается качество швейных и три-
котажных товаров?
IViasa 3
ФАКТОРЫ, ОБЕСПЕЧИВАЮЩИЕ
КАЧЕСТВО ТОВАРОВ
3.1. Факторы, формирующие
качество товаров
Наибольшее значение в формировании качества одежды
имеют следующие факторы: качество исходных материалов,
процессы производства изделий и технологической обработки.
В швейном производстве в качестве исходных материа-
лов выступают основные (ткань, трикотажное полотно), под-
кладочные, прокладочные (флизелин, прокламелин и др.),
отделочные, утепляющие (вата, ватин, синтепон, перо,
шерсть и др.) и клеевые материалы, а также фурнитура (нит-
ки, пуговицы, кнопки, блочки, хальнитены, крючки, тесь-
ма-молния, эластичная тесьма, корсажная лента, шнуры,
ленты, липучка, тесьма, стеклярусы, бисеры и др.).
Процесс ткацкого производства состоит из следующих
этапов. На ткацкой фабрике нити утка в початках направля-
ются непосредственно на челночные ткацкие станки, нити
утка в бобинах — на бесчелночные ткацкие станки.
Часть уточной пряжи перематывается, увлажняется или
эмульсируется.
Нити основы направляются в приготовительный отдел
ткацкого производства, где подвергаются перематыванию,
снованию, шлихтованию, проборке (или привязыванию) [45].
Перематывание — увеличение длины нитей путем пос-
ледовательного связывания их концов с нескольких початков
и сматывания на одну бобину. Одновременно нити очищаются
от сора, пуха, крупных и утолщенных участков.
162
Снование — получение основы, т. е. ряда параллельно
расположенных нитей равной длины, навитых с одинаковым
натяжением на общую цилиндрическую паковку с фланцами.
Шлихтование — уменьшение обрывности нитей осно-
вы на ткацком станке. Для этого на нити наносится тонкий
слой клеящего вещества (шлихты), делающего их поверх-
ность более гладкой. Проникая внутрь нити, шлихта склеива-
ет волокна и таким образом повышает прочность и устойчи-
вость нитей к переменным нагрузкам в процессе ткачества.
Проклеенная шлихтой основа отжимается и просушивается
барабанами (в барабанной шлихтовальной машине) или горя-
чим воздухом (в камерной шлихтовальной машине).
Подборка (или привязывание) завершает операции под-
готовки нитей основы к ткачеству.
От материалов зависит соответствие одежды функциональ-
ному назначению, облику и возрасту потребителей, а также
направлению моды. Комплекс гигиенических свойств материа-
лов влияет на состояние микроклимата пододежного простран-
ства, что, как известно, сказывается на самочувствии и рабо-
тоспособности человека. От упругоэластических свойств мате-
риалов, их жесткости, драпируемости, формовочной способно-
сти зависят возможность создания требуемой объемно-простран-
ственной формы одежды и ее устойчивость в эксплуатации.
Процесс производства швейных и трикотажных изделий
включает четыре этапа: моделирование — процесс разработ-
ки новой модели или первичного образца, по которому будут
изготовлять изделия. При моделировании разрабатывают фор-
му, силуэт и покрой изделия; конструирование — процесс
разработки чертежей деталей изделия по образцу и изготов-
ления лекал (выкроек); раскрой тканей и комплектование де-
талей кроя; пошивочный — процесс, состоящий из подгото-
вительных монтажных операций, влажно-тепловой обработ-
ки и отделочных операций.
Моделирование швейных и трикотажных изделий вклю-
чает несколько этапов: эскизирование, макетирование, про-
ектирование и изготовление [27].
163
Эскизирование — воплощение идеи и замысла худож-
ника в эскизе, т. е. плоскостном изображении на бумаге, кар-
тоне. В эскизе отражаются пластика формы, линий, пропор-
ций, цветовое решение модели, намечается ее конструкция.
Эскизированию предшествуют изучение и анализ существу-
ющего ассортимента изделий, требования к ним, направле-
ния моды. На эскизах модель изображается в различных ви-
дах: спереди, сзади, сбоку.
Макетирование — проверка замысла художника в
объемной форме. Макет представляет собой объемное изоб-
ражение изделия, которое дает представление о его фор-
ме, композиции и конструкции. Макетирование осуществ-
ляется путем наколки бумаги или специальной макетной тка-
ни на манекен или фигуру манекенщика. При этом прораба-
тывают объемную форму изделия, находят оптимальное кон-
структивное решение, уточняют композицию, отделку, ме-
сто ее расположения в изделии и т. д. После такой отработ-
ки идеи художника строят чертежи конструкции изделия,
изготовляют лекала.
Проектирование включает процессы моделирования и
конструирования, которыми занимаются художники-модель-
еры и конструкторы домов моделей и других проектных орга-
низаций. На втором этапе происходит изготовление одежды
по первичному образцу. На этой стадии формируются не толь-
ко художественно-эстетические свойства одежды, но и обес-
печиваются такие важные показатели ее качества, как эко-
номичность и технологичность. Последние, как известно, обус-
ловливают экономическую целесообразность промышленного
производства одежды.
Моделирование — процесс разработки изделий или пер-
вичного образца одежды, по которому изготовляют изделия.
Термин “модель” означает образец одежды конкретного вида,
имеющий определенную форму, выполненную из соответству-
ющего материала и отделок.
Модель служит эталоном для серии одежды, характери-
зуемой объемно-пространственной структурой и единством
164
элементов и художественной целостностью ее структуры (ком-
позиции). Объемно-пространственная структура формы реша-
ется конструктивно и характеризуется размерными пропор-
циями, соотношениями отдельных частей по форме и разме-
рам, согласованностью с фигурой человека.
При моделировании возникают дефекты, которые сни-
жают эстетическую ценность одежды, а в ряде случаев при-
водят к невозможности ее эксплуатации. Их подразделяют на
группы: дефекты, связанные с неправильным позиционным
решением модели, с нарушением целостности композиции,
гармоничности формы, элегантности, дефекты, связанные с
несоответствием художественно-колористического оформле-
ния и свойств материала форме одежды.
Конструирование — процесс разработки, после моде-
лирования, чертежей деталей изделия и изготовления лекал
(выкроек) по образцу модели. Лекала — это шаблоны дета-
лей одежды, по которым раскраивают материалы в процессе
производства [18].
Конструкция характеризуется строением изделия, состо-
ящего из отдельных элементов, связанных в единое целое.
При конструировании одежды решается проблема формооб-
разования, заключающаяся в создании сложной объемной
формы изделия в плоских материалах (тканях, трикотаже,
комбинированных тканях), соответствующей необходимым
служебным свойствам.
Конструирование является одним из важнейших этапов
производства одежды, так как допущенные ошибки на дан-
ном этапе могут вызвать изменение внешнего вида, качества
посадки изделия на фигуре, которые практически невозмож-
но устранить для размера.
При разработке конструкции одежды в качестве исход-
ной базы используют размерные признаки типовых фигур, при-
водимые в размерно-ростовочных стандартах, и припуски.
Внутренняя форма одежды и ее линейные измерения оп-
ределяются формой и размерами тела человека. Как прави-
165
ло, любое измерение одежды больше соответствующего раз-
мерного признака фигуры на некоторую величину, называе-
мую припуском. Припуск дается на свободное облегание и
декоративное оформление одежды. Форма одежды, силуэт, со-
ответствие образцу во многом зависят от того, насколько пра-
вильно выбраны и установлены величины припусков при раз-
работке ее конструкции.
Далее разрабатываются технические описания, которые
включают следующие разделы: зарисовка и описание внеш-
него вида изделия; рекомендуемые размеры и длины; пере-
чень рекомендуемых материалов и фурнитуры; таблица из-
мерений готового изделия, в которой приведены абсолютные
величины по основным местам измерений готового изделия и
допускаемые отклонения от них; технические требования к
качеству изготовления изделия; норма расхода материалов
на изделие среднего размера и длины; спецификация дета-
лей и лекал; таблица измерений лекал; площадь лекал изде-
лия среднего размера и длины.
Технические описания вместе с комплектом лекал и образ-
цом-эталоном изделия отправляют в технологический процесс.
На этапе технологического процесса изготовления из-
делия формируются основные свойства изделия, которые оп-
ределяют внешний вид, качество посадки на фигуре, необ-
ходимую объемную форму, товарный вид, а также служеб-
ные свойства одежды, в том числе долговечность.
Технологический процесс включает предварительные опе-
рации: раскрой деталей одежды, предварительную обработ-
ку деталей изделия и окончательные операции по сборке из-
делия, а также придание изделиям объемной формы и то-
варного вида.
Процесс раскроя изделий делится на подготовительные
и основные операции [33].
К подготовительным операциям раскройного процесса от-
носят приемку материалов (по количеству и качеству), кон-
фекционирование (подбор для каждой модели основных и вспо-
могательных материалов по артикулам, цветам, рисункам в
166
строгом соответствии с техническими описаниями и заказами
торговых организаций), подсортировку (подбор кусков в оп-
ределенные настилы) тканей в настилы, расчет кусков ткани
и подготовку обмелок и трафаретов (полотно плотной бумаги
или клеенки, на котором по контурам лекал в раскладке про-
биты отверстия).
К основным операциям раскройного процесса относят-
ся: настилание материалов (длина настилов определяется
длиной раскладки лекал, а высота — техническими возмож-
ностями раскройных машин), разрезание настила (рассека-
ние настила с помощью передвижных и стационарных лен-
точных раскройных машин), контроль качества кроя (по кон-
трольным лекалам совмещением с ними выкроенных дета-
лей), комплектование раскроенных деталей (подбор всех
деталей кроя для изделий определенной модели, размера,
длины в один комплект).
Пошивочный процесс состоит из следующих операций:
соединение деталей и узлов, придание им определенной фор-
мы, обработка швов, краев деталей (влажно-тепловая обра-
ботка), окончательная обработка, окончательное формирова-
ние изделия и придание ему товарного вида.
Детали и узлы одежды соединяют нитками, клеем, зак-
лепыванием и свариванием термопластических материалов.
Место крепления деталей называется швом [30].
К ниточным соединениям относятся стачные швы (от-
делочные, настрочные, накладные, запошивочные, в за-
мок, двойные, врасстрочку) — это швы, выполненные с
помощью челночных машин; цепные швы (одно-, двух- и
трехниточные) — это швы, выполненные на специальных
машинах, в которых строчка видна только с одной стороны
и игла прокалывает нижнюю ткань насквозь (потайная строч-
ка), а с другой стороны — видна цепочка, образованная из
нанизанных друг на друга петель; обтачные швы (в раскол,
в кант, руликом, бейкой, обтачкой) — это швы, предназ-
наченные для обработки краев деталей одежды; рельеф-
ные (выпуклые) швы.
167
К клеевым соединениям относятся швы, образованные с
помощью применения клеевых материалов из термопластич-
ных полимеров, клеевых паутинок, нитей, пленок, порошков
и паст.
Сварные соединения применяют при изготовлении изде-
лий из термопластических волокон и пленок. При сварке в
зоне шва создаются необходимая температура и давление,
материал становится тягучим, после застывания происходит
скрепление деталей. Различают термоконтактный, высокоча-
стотный и ультразвуковой способы сварки.
К заклепочным относятся соединения, выполненные пу-
тем заклепывания с помощью кнопок, блочек, хальнитен.
Влажно-тепловая обработка (ВТО) необходима для при-
дания объемной формы одежде, обработки швов, устранения
заминов, загиба краев, а также для придания изделию то-
варного вида. К операциям ВТО относятся: разутюживание,
заутюживание, сутюживание, оттягивание, утонение, вырав-
нивание поверхности деталей, прессование, фальцевание и
отпаривание. Для прессования деталей применяют прессы
различных конструкций. Прессование предполагает увлаж-
нение паром, прессование и охлаждение. Для формования
применяют проволочные каркасные формы, на которые на-
девают изделие перед прессованием. Формовочные камеры
предполагают подогрев, пропаривание и сушку. Формуют
изделия следующим образом: надевают на движущиеся плос-
кие каркасные формы, вводят в камеру, где обрабатывают
по указанному циклу, и по окончании цикла обработки авто-
матически выводят из камеры; на установке можно одновре-
менно обрабатывать несколько изделий. Применяют паровоз-
душные манекены (сменные каркасные формы) для различ-
ных фасонов, размеров, ростов изделий.
Качество одежды, формируемое в процессе технологи-
ческой обработки, зависит в значительной степени как от ка-
чества и состояния применяемого технологического оборудо-
вания (машины, полуавтоматы, прессы и т. д.), так и от каче-
ства труда исполнителей.
168
3.2. Факторы, сохраняющие
качество товаров
3.2.1. Упаковка
Как красивая одежда украшает человека, так и красоч-
ная, нарядная упаковка создает представление о первокласс-
ном товаре, и, напротив, как бы ни был высококачествен то-
вар, неряшливая, грязная, слабая упаковка оттолкнет от нее
покупателей.
Упаковка — это вместилище или оболочка товара. Она
может быть однослойной или многослойной. Упаковка товаров
направлена на сохранение потребительских свойств товара и
его товарного вида. Она должна быть аккуратной, соответ-
ствовать схемам, сохраняющим форму и внешний вид товара,
а также должны соблюдаться условия складирования.
Текстильные материалы поступают на швейное предпри-
ятие упакованными в жесткую (ящики), полужесткую (кипы,
обтянутые металлической лентой или проволокой) и мягкую
(рулоны, тюки и др.) тару.
В жесткую тару упаковывают хлопчатобумажные ткани
с разрезным ворсом, фасонные, креповые и ворсовые ткани
из натурального и искусственного шелка.
Шерстяные, шелковые, льняные, смешанные ткани и
ткани из химических волокон упаковывают в кипы, рулоны,
тюки и паковочную ткань; хлопчатобумажные, штапельные
и смешанные ткани — в кипы, рулоны, паковочную ткань, в
упаковочную крепированную бумагу; шерстяные и полушер-
стяные материалы (бобрик, искусственный мех и др.) — в
рулоны и тюки.
Складывание, маркировка и первичная упаковка осуще-
ствляются согласно ГОСТ 878-88 “Ткани и штучные изделия
шерстяные и полушерстяные. Первичная упаковка и марки-
ровка”; ГОСТ 25530-82 “Ткани и штучные изделия шелковые
и полушелковые. Первичная упаковка и маркировка”; ГОСТ
8737-77 “Ткани и штучные изделия хлопчатобумажные, сме-
169
шанные и штапельные. Первичная упаковка и маркировка”;
ГОСТ 12453-77 “Ткани и штучные изделия чистольняные,
льняные и полульняные. Первичная упаковка и маркировка”;
ГОСТ 9584-61 “Ткани прорезиненные плащевые”.
Материалы для швейной промышленности должны ком-
плектоваться в куски технической длины (без разрезов). Гру-
бые дефекты материала не вырезают, а отмечают по лини-
ям условных вырезов и условных разрезов цветными нитка-
ми, отличающимися по цвету от материала, или клеймом
“вырез”.
В соответствии со стандартами шерстяные ткани долж-
ны быть накатаны в рулон во всю ширину лицевой стороной
внутрь (ГОСТ 878-88).
Шелковые ткани шириной более 70—80 см дублируют
(сдваивают) лицевой стороной внутрь. Ткани набивные из на-
турального и искусственного шелка дублируют лицевой сто-
роной наружу (ГОСТ 25530-82).
Креповые легкие ткани (шифон, муслин, креп-жоржет),
бархат-велюр и плюш фасонный с ворсом из искусственных
нитей упаковывают в коробки, оклеенные с наружной и внут-
ренней стороны белой бумагой. Бархат-велюр и плюш фасон-
ный с ворсом из искусственных нитей перед укладкой в ко-
робку наматывают лицевой стороной внутрь во всю ширину
на металлическую звезду (ГОСТ 25530-82).
В соответствии с ГОСТ 8737-77 хлопчатобумажные, шта-
пельные и смешанные ткани шириной 100 см и более при
согласии потребителя можно не сдваивать.
Льняные ткани для швейной промышленности не сдваи-
вают (ГОСТ 12453-77). Искусственный мех без дублирования
накатывают в рулон на круглый шаблон.
Плащевые прорезиненные ткани наматывают в рулоны
на жесткие патроны или на деревянные палки (ГОСТ 9584-61).
В рулоны наматывают ткани одного цвета и рисунка. Допус-
кается намотка на один рулон ткани первого и второго сорта.
Рулоны обвязывают по обеим сторонам тесьмой. В начале и в
конце каждого куска на расстоянии не более 2 см от конца
170
ставят клеймо размером до 3 см с наименованием предприя-
тия-поставщика.
На обоих концах куска и на стыках отдельных отрезов,
входящих в кусок, на тканях из всех видов волокон проставля-
ют с изнанки видимое клеймо смываемой краской, отличаю-
щейся по цвету от ткани и не проходящей на ее лицевую
сторону. Клеймо располагают длинной стороной по срезу тка-
ни на расстоянии не более 10 мм от среза и от кромки ткани.
На каждых смежных отрезах, входящих в кусок, ставят одно
общее клеймо на расстоянии также не более 10 мм от кромки,
располагая его длинной стороной параллельно кромке так, чтобы
на каждом смежном отрезе обозначилась половина клейма. На
верхнем конце каждого куска шерстяной ткани ставят допол-
нительное клеймо с указанием длины куска (ГОСТ 878-88).
Клеймо должно иметь форму прямоугольника размером
80 X 30 для шерстяных и 75 X 30 мм для остальных тканей.
В местах условных вырезов клеймо ставят на шерстя-
ных, хлопчатобумажных и смешанных тканях на расстоянии
10 мм от кромки, а на шелковых и льняных — на расстоянии
не более 5 мм длинной стороной параллельно кромке. Раз-
мер цифр клейма должен быть не более 30 X 15 мм
Для упаковки швейных и трикотажных изделий разли-
чают потребительскую тару, бумагу и транспортную тару. При
местных перевозках изделия упаковывают индивидуально в
полиэтиленовые пакеты и группируют в пачки, предвари-
тельно выстилая бумагой. Для упаковки верхних сорочек,
женских бельевых изделий, чулок, колготок и т. д. применя-
ют пачки и коробки, но перед упаковкой в наружную тару их
кладут в полиэтиленовый или целлофановый пакет с вклады-
шем из картона или плотной бумаги.
Каждая коробка или пачка должна содержать изделия
одной модели, размера, роста, сорта, цены.
Транспортная тара (внешняя упаковка или материал, слу-
жащий защитой для внутренней упаковки и удаляемый при
подготовке материала к непосредственному использованию) —
это деревянные ящики, ящики из гофрокартона, мягкая тара
171
(мешки) из химических материалов. В транспортную тару упа-
ковывают изделия в потребительской таре или без нее, но
при этом транспортная тара должна быть выстлана бумагой.
Под транспортной тарой понимается вместилище,
необходимое для хранения, идентификации или транспорти-
ровки товара. И, наконец, неотъемлемой частью упаковки
является маркировка и печатная информация с описанием
товара, нанесенные на саму упаковку или вложенные в нее.
Появившаяся в далекой древности упаковка ныне пре-
вратилась в одно из действенных средств маркетинга, в один
из элементов товарной политики. Хорошо спроектированная
и качественная упаковка создает для потребителей дополни-
тельные удобства, а для изготовителей — дополнительные
средства стимулирования сбыта товара.
На первый взгляд упаковка товара имеет весьма узкое
назначение — предохранить товары от порчи и повреждений.
Это ошибочное представление о роли упаковки, опирающе-
еся на имеющуюся практику у нас в стране в условиях дефи-
цитного рынка. В условиях развитого рынка роль упаковки
многопланова, причем она все более повышается.
Основное назначение упаковки состоит в следующем:
• предохранить товары от порчи и повреждения;
• обеспечить создание рациональных единиц груза для
транспортировки, погрузки и выгрузки товаров;
• предоставить возможность формирования рациональных
единиц для их складирования;
• обеспечить создание оптимальных — по весу и объе-
му — единиц для продажи товара;
• быть важным носителем рекламы.
Функции упаковки начинают формироваться уже на эта-
пе создания и производства товара. Их действие распростра-
няется на весь путь следования товара — от производителя
до потребителя. Упаковка перестает выполнять свои функции
в тот момент, когда покупатель вынимает из нее товар и унич-
тожает ее. Любая упаковка является фактором расходов, свя-
занных с производством товаров. Величина издержек на упа-
172
ковку должна находиться в разумной пропорции стоимости
товара.
Одна из важнейших функций упаковки — предохране-
ние товара от повреждений, поскольку изготовитель получит
полную продажную цену только тогда, когда в руки покупа-
теля товар поступит в безупречном и неповрежденном виде.
На выбор упаковки и упаковочного материала влияют: чув-
ствительность упакованного продукта; виды возможных по-
вреждений во время транспортировки и складирования; дей-
ствующие законы и предписания по транспортировке и скла-
дированию конкретного товара.
Товары складируются не только у производителя, опто-
виков и в магазинах розничной торговли, но и у экспедито-
ров в портах и у самих потребителей. Поэтому перед тем как
выбрать приемлемое средство упаковки, рекомендуется изу-
чить все обстоятельства, имеющие непосредственное отно-
шение к хранению товаров, чтобы сделать упакованные еди-
ницы оптимально удобными для складирования.
Для товаров широкого потребления, особенно для фир-
менных изделий, упаковка выполняет также функцию рек-
ламы. Она должна:
• обладать чертами, заметно отличающими данный то-
вар от товаров конкурентов;
• помогать покупателю в поиске товара, прежде всего в
магазинах самообслуживания, и без труда отождествлять дан-
ный товар с производителем;
• придавать товару определенный “имидж”;
• соответствовать уровню цены товара (особенно важно,
когда престижность товаров играет решающую роль в приня-
тии решения о покупке).
Созданию упаковки должно предшествовать формирова-
ние ее концепции, раскрывающей принципы предлагаемой упа-
ковки и роль, какую она должна сыграть для конкретного то-
вара. В концепции определяется основная функция упаковки:
например обеспечение более надежной защиты товара, либо
новый метод раздачи или разлива, либо четкая информацион-
на
ная направленность на покупателя. Затем предстоит принять
решение о других составляющих конструкции упаковки: ее
размерах, форме, материале, цвете, текстовом оформлении,
наличии торгового (марочного, фирменного) знака.
После разработки конструкции упаковки она подверга-
ется серии испытаний. Технические испытания должны удо-
стоверить, что упаковка отвечает требованиям условий “нор-
мальной” эксплуатации; испытания на эстетичность должны
выявить, нравится ли упаковка посредникам, считают ли они
ее удобной при транспортировании; и, наконец, испытания
на потребителях должны показать, насколько благоприятно
они воспринимают новинку.
Создание эффектной упаковки для нового товара может
обойтись российскому производителю в сотни тысяч, а то и в
миллионы рублей и занять от нескольких месяцев до года и
более. Но затраты будут окупаться с лихвой, если учитывать
такие функции упаковки, как привлечение внимания потре-
бителей и обеспечение их удовлетворенности. При этом про-
изводители не должны забывать о социальных проблемах упа-
ковки и принимать решения, отвечающие как интересам об-
щества в целом, так и насущным интересам потребителей и
самих производителей.
Запущенность дел с конструированием упаковки, ее низ-
кая эстетичность, информативность, невысокое качество упа-
ковочных материалов негативно сказываются на качестве и
конкурентоспособности российских товаров, затрудняют их
транспортировку, размещение и продажи, снижают уровень
информированности потенциальных покупателей о товарах.
Из-за нехватки тары и упаковки потери готовой продукции в
России и других странах СНГ в общем объеме производства
составляют до 30—40%. Некачественная упаковка, не отвеча-
ющая требованиям международных стандартов, приносит
стране огромные убытки при поставке продукции на экспорт,
составляющие до 10—15% возможной выручки.
В заключение подчеркнем, что покупатели при приобре-
тении товара прежде всего видят упаковку. В силу этого она
174
является не только “визитной карточкой” производителя или
продавца, но и важным инструментом рекламы, средством
формирования спроса и его стимулирования. Упаковка, адек-
ватная требованиям сохранения в целостности соответствую-
щего товара, не может быть ничем заменена. Хорошая упа-
ковка экономит много больше средств, чем стоит сама.
3.2.2. Хранение
Изделия хранятся в складских помещениях поставщика
или потребителя при температуре не ниже 10 и не выше
30 °C, относительной влажности воздуха 50—70% и должны
быть защищены от прямого попадания солнечных лучей.
Хранение материала до разбраковки и после различное.
До разбраковки материал в кипах или кусках хранят штабе-
лями. С целью сокращения производственной площади в про-
ходах между рядами штабелей возможно поштучное хране-
ние кип в передвижных стеллажах.
Для удобства и быстрого отыскания нужного куска раз-
бракованный материал целесообразно хранить поштучно. Для
хранения кусков неразбракованной ткани используют стел-
лажи-полки и стеллажи-клетки с ручным обслуживанием.
Стеллаж-полка выполняется в виде вертельных металличес-
ких стоек с горизонтальными полками из досок или планок на
расстоянии 750—800 мм одна от другой. Стеллаж-клетка име-
ет горизонтальные и вертикальные перегородки, образую-
щие клетки для хранения кусков ткани. Размеры клеток со-
ответствуют габаритам кусков ткани с учетом необходимых
зазоров для изъятия куска и припусков по глубине клеток
величиной 2—3 см для предохранения ткани от загрязнения и
для безопасности прохода между стеллажами. В нижних яру-
сах хранят тяжелые ткани, в верхних — более легкие.
Изделия, транспортируемые на кронштейнах в подве-
шенном состоянии, транспортируются в потребительской таре.
Изделия, имеющие индивидуальную и групповую упа-
ковку, должны храниться до реализации в упакованном виде.
175
Расстояние от пола до нижней части полки стеллажа дол-
жно быть не менее 0,2 м, от отопительных приборов до изде-
лий — не менее 1 м, между стеллажами — не менее 0,7 м, от
внутренних стен до изделий — не мене 0,2 м.
3.2.3. Транспортирование
Транспортирование швейных изделий на подкладке про-
изводится всеми видами транспорта в соответствии с прави-
лами перевозок грузов в подвешенном состоянии в упакован-
ном в потребительскую тару виде или в специализированных
контейнерах. При иногородних перевозках изделия, упако-
ванные в потребительскую тару, транспортируют в транс-
портной таре или в контейнерах.
Швейные изделия без подкладки транспортируют в транс-
портной и потребительской таре в контейнерах с выстланной
бумагой.
Перемещение изделий внутри торговых предприятий про-
изводится на вспомогательных тележках и др. средствах.
Трикотажные изделия должны транспортироваться в п/
э пакетах.
Контрольные вопросы
1. Какие факторы формируют качество товаров?
2. Какие факторы сохраняют качество товаров?
3. Какие материалы применяются для упаковки швейной
и текстильной продукции?
4. При каких условиях хранятся швейные и трикотаж-
ные изделия?
5. Назовите средства и условия транспортирования швей-
ной и трикотажной продукции.
Глава 4
ИНФОРМАЦИОННОЕ
ОБЕСПЕЧЕНИЕ ТОВАРОВ
4.1. Товарный знак
Товарный знак — зарегистрированное в установленном
порядке обозначение, символика, позволяющие отличить то-
вар данной фирмы от товаров других фирм. Наряду с товар-
ным знаком используется торговая марка в виде фирмен-
ного знака — символа для обозначения не одного, а всех
товаров данной фирмы [16].
Товарный знак — один из видов промышленной собствен-
ности, закрепленный Парижской конвенцией 1883 г. В соче-
тании с коммерческой рекламой он представляет собой важ-
ное средство конкуренции. Помимо указанной конвенции, ох-
рана прав на товарный знак предусматривается Мадридской
конвенцией о международной регистрации товарного знака
1981 г., в которой Россия принимает участие как преемница
СССР.
Основные функции товарного знака — свидетельство-
вать о высоком качестве продаваемого товара, вызывать до-
верие покупателя благодаря хорошей репутации владельца
товарного знака (не обязательно изготовителя продукта), осу-
ществляющего контроль за качеством товара. Товарный знак
является той основой, на которую опирается реклама, но
одновременно для своего устойчивого функционирования,
распознавания и хорошего запоминания он сам нуждается в
рекламе.
Стремление зарегистрировать товарный знак обусловлено
и чисто экономическими доводами: фирменные товары обыч-
177
но ценятся на 15—25% выше, чем нефирменные. Регистрация
товарных знаков необходима не только для борьбы с конку-
рентами, рекламы товаров и ознакомления с ними коммер-
ческих структур и покупателей, но и для возможности про-
дажи лицензий на товарные знаки. В силу указанного товар-
ный знак имеет большое экономическое значение и становится
как бы автономным ценным объектом собственности, стоимость
которого у крупных компаний исчисляется миллионами и даже
миллиардами долларов. Так, товарный знак CAMEL оценен
фирмой-владельцем в 10 млн долл., а товарный знак Coca-
Cola — в 3 млрд долл
Сам по себе товарный знак мало что значит, но, соеди-
нившись с хорошо рекламируемым товаром и обретя юриди-
ческую силу после своей регистрации, он становится стиму-
лом повышения его качества. Что касается покупателя, то
товарный знак для него — это и движущий мотив покупки,
и своеобразная гарантия качества. Существует четыре типа
обозначения знака (марки):
1) фирменное имя — слово, буква или группа слов, букв,
которые могут быть произнесены;
2) фирменный знак — символ, рисунок или отличитель-
ный цвет или обозначение;
3) торговый образ — персонифицированная торговая марка;
4) торговый знак — фирменное имя, фирменный знак,
торговый образ или сочетания их, защищенные юридически.
При использовании зарегистрированный товарный знак со-
провождается буквой R в круге. Фирменные имена, фирмен-
ные знаки и товарные образы представляют собой марке-
тинговые обозначения и не обеспечивают юридической за-
щиты от использования конкурентами, если не
зарегистрированы как товарные знаки.
Следует иметь в виду, что товарный знак является со-
ставной частью более широкого понятия — “фирменного сти-
ля”, занимая в нем ведущее место. Фирменный стиль —
совокупность приемов (графических, цветовых, языковых и
др.), которые, обеспечивая определенное единство всей про-
178
дукции производителя-продавца и воспринимаемые во внеш-
ней среде не только потенциальными покупателями, одно-
временно противопоставляют производителя и его продукцию
конкурентам и их товарам.
Составными элементами системы фирменного стиля яв-
ляются:
• товарный знак;
• логотип — специально разработанное, оригинальное
начертание полного и сокращенного наименования фирмы
(или группы ее товаров);
• фирменный блок — объединенные в композицию знак
и логотип, а также разного рода поясняющие надписи (стра-
на, почтовый адрес, телефон и телекс) и нередко “фирмен-
ный лозунг”, как бы выражающий коммерческое кредо пред-
приятия (например “Мы вводим науку в практику” — у аме-
риканской фирмы “Рокуэлл”);
• фирменный цвет (сочетание цветов);
• фирменный комплект шрифтов;
• фирменные константы (формат, система верстки тек-
ста и иллюстраций и др.).
В известной степени фирменный стиль — это отражение
своеобразия работы фирмы, ее товарной, технической, тор-
говой политики, порой даже внутренней организации. Изде-
лия фирменного стиля помогают фирме завоевать популяр-
ность, а значит, и стимулировать их сбыт. Но все это имеет
место лишь тогда, когда товары (услуги) фирмы являются
действительно первоклассными. Плохой товар, обманувший
ожидания потребителя, быстро соотносится с фирменным
стилем, торговым знаком и меняет положительные знаки на
противоположные. Такая метаморфоза способна подорвать
коммерцию. Поэтому рекомендуется сначала завоевать дове-
рие покупателей отличной технической и коммерческой ра-
ботой, а потом уже думать о введении товарных знаков и
фирменного стиля в целом.
Положительные стороны стратегии присвоения единой
торговой марки всем товарам — снижение издержек по вы-
179
воду товаров на рынок из-за сокращения затрат на рекламу,
обеспечивающую узнаваемость и создание имиджа. Более того,
сбыт пойдет успешно, если имя производителя уже благо-
приятно воспринимается рынком.
Некоторые производители хотят, чтобы название фирмы
ассоциировалось с индивидуальными марками товаров, т. е.
названием каждого отдельного товара. Название фирмы как
бы придает новинке законную силу, а индивидуальная мар-
ка товара сообщает ей неповторимость. Например, женским
колготкам фирмы “Омса” присваивают индивидуальные марки
“Супер”, “Велюр”, “Аттива”.
В России товарные знаки до последнего времени практи-
чески отсутствовали, хотя и создавались, правда в недоста-
точных количествах, в связи с внешнеэкономической деятель-
ностью. Вместе с тем по мере перехода к цивилизованному
внутреннему рынку и развития конкурентных отношений по-
требность в марочных товарах будет возрастать, что потре-
бует расширенного применения товарных знаков и значитель-
ной активизации всей работы, связанной с их конструирова-
нием, использованием, юридической защитой.
С принятием Закона РФ от 23 сентября 1992 г. № 3520-1
“О товарных знаках, знаках обслуживания и наименованиях
мест происхождения товаров” в России создана нормативная
основа, связанная с товарными и иными знаками, обслужива-
ющими товары на рынке. Закон нормативно регулирует весь
комплекс вопросов, связанных с регистрацией товарного зна-
ка, его использованием, передачей, правовой охраной и за-
щитой прав владельца. В Законе отражен международный опыт.
4.2. Маркировка товаров
Важное место в обеспечении информативности товаров
занимает их маркировка. Маркировка швейных и трикотаж-
ных товаров включает различные виды этикеток, ярлыков,
штрихового кодирования и тому подобных средств. Они могут
иметь вид незамысловатой бирки, прикрепленной к товару,
180
или сплошной графической композиции, являющейся
неотъемлемой частью упаковки. На этикетке может быть толь-
ко марочное название товара либо большой объем информа-
ции о нем. Даже если производитель предпочитает простую
этикетку, Закон может потребовать размещения на ней до-
полнительной информации [38].
Основные способы маркировки — товарный ярлык, лента с
изображением товарного знака или клеймо, контрольная лента.
Товарный ярлык должен быть художественно оформлен
и содержать следующие реквизиты:
• товарный знак изготовителя, его наименование, подчи-
ненность (кроме чулочно-носочных, перчаточных изделий,
трикотажных головных уборов) и местонахождение;
• наименование изделия, номер модели, НТД на изде-
лие, артикул изделия или номер по прейскуранту;
• размер изделия;
• сорт;
• дата выпуска;
• клеймо контролера-изготовителя.
Дополнительные реквизиты: для верхних швейных и три-
котажных изделий — соответственно артикул материала вер-
ха и артикул полотна; для бельевых трикотажных изделий —
группа отделки и прочность окраски; для швейных изделий,
изготовленных на подкладке, — рекомендации по уходу.
Товарные ярлыки должны быть художественно оформ-
лены, иметь разнообразную форму: в виде книжки, отдель-
ного листка или нескольких листков, скрепленных между
собой. Размеры ярлыков не должны превышать 60 см2.
Товарный ярлык должен быть пришит, навешен на изде-
лие или прикреплен к нему способом, обеспечивающим его
сохранность. Ярлыки должны приклеиваться так, чтобы не
оставались пятна в процессе эксплуатации изделий. Навешен-
ный ярлык должен иметь одно или два отверстия на расстоя-
нии не менее 1 см от верхнего края, при креплении полиэти-
леновыми держателями товарный ярлык может не иметь от-
верстия.
181
Допускается на чулочно-носочные изделия, швейные из-
делия, не относящиеся к одежде, нательное белье товар-
ные ярлыки приклеивать; в изделиях, упакованных в инди-
видуальные пакеты, товарный ярлык надевать на пуговицу
или реквизиты товарного ярлыка наносить на пакеты или
вкладыш; в носочных изделиях реквизиты товарного ярлыка
указывать на картонных вкладышах.
Лента с изображением товарного знака крепится на гор-
ловине в плечевой одежде платьево-блузочного ассортимен-
та или к поясу в поясной одежде; на подборте в изделиях на
подкладке. Она должна применяться при маркировке следу-
ющих изделий: швейных головных уборов, верхней одежды,
кроме фартуков женских и для детей, кофточек для ново-
рожденных и детей ясельного возраста и средств индивиду-
альной защиты; трикотажных верхних и бельевых изделий
из всех видов пряжи и нитей, изделий из натуральных видов
сырья с синтетическими отделками.
На ленте с изображением товарного знака должны быть
указаны: символы по уходу за товарами; для швейных из-
делий — состав сырья с наименованием натурального сы-
рья и процентного содержания химических волокон; для трико-
тажных изделий — наименование сырья и его процентное
содержание по волокнам; для головных уборов — наименова-
ние сырья.
Товарный знак наносится на ленту типографским, печат-
ным, жаккардовым способами и методом шелкографии.
Клеймо должно применяться при маркировке средств ин-
дивидуальной защиты и головных уборов, кроме трикотаж-
ных. Оно должно содержать: изображение товарного знака
предприятия изготовителя; наименование и местонахожде-
ние предприятия-изготовителя; размеры. Клеймо наносят на
каждое изделие комплекта несмываемой краской, тиснением
или др. способом. Оно должно быть контрастным цвету основ-
ного материала, устойчивым к стирке и химической чистке.
Допускается вместо клейма использовать ленту из нетканого
материала с обозначением всех необходимых реквизитов.
182
Контрольная лента содержит рост, размер и полноту изде-
лия и крепится в боковом шве изделий. Эту ленту должны иметь
следующие изделия: швейные изделия верхней одежды, кроме
фартуков женских и для детей, кофточек для новорожденных и
детей ясельного возраста и средств индивидуальной защиты;
трикотажные верхние и бельевые изделия из всех видов пряжи
и нитей, изделий из натуральных видов сырья с синтетическими
отделками; женские бельевые гарнитуры; пеньюары из искус-
ственных и синтетических нитей и их сочетаний, женские ком-
бинации и ночные сорочки из синтетических нитей.
На контрольной ленте обозначают розничную цену и раз-
меры. Для трикотажных изделий допускается обозначать роз-
ничную цену на ленте с изображением товарного знака.
Памятку по уходу печатают на ярлыках, пакетах или вкла-
дышах. Допускается не прикладывать памятку к чулочно-но-
сочным и перчаточным изделиям из чистошерстяной и полу-
шерстяной пряжи и подследникам.
В условиях быстро возрастающего применения компьютер-
ной техники во всех отраслях деятельности трудно преумень-
шить роль штрихового кодирования в повышении эффективнос-
ти производства, торговли, транспорта, банковского дела. В за-
падных странах практически вся торговля основана на штриховых
кодах. На 99% производимых в них товарах наносится штрихо-
вой код. При его отсутствии торговля не принимает товар от
производителя либо делает это с большой скидкой (30—40% и
более). Такие действия объясняются тем, что штриховое коди-
рование товаров экономически оправданно, когда охватывает
не менее 85% товаров. По сути дела, штриховой код — способ
введения информации в ЭВМ, с помощью которого объект можно
быстро “узнать” и передать информацию о нем в компьютер.
Рассмотрим коротко, как это происходит в торговле.
Магазин получает по электронным каналам от поставщи-
ка информацию о товаре (его размер, вес, цвет и т. д.). Сооб-
щается также код. На складе при помощи лазерного считы-
вателя происходит учет товаров по их параметрам и количе-
ству. Такому же электронному учету подвергаются товары
183
при их поступлении в магазин и продаже. Все это выполня-
ется ЭВМ мгновенно. Появляется возможность следить за со-
стоянием спроса, потребительскими предпочтениями, дина-
микой и изменениями структуры наличия товаров.
Магазин любых размеров может сокращать до минимума
текущие затраты на реализацию товаров при соблюдении их
минимального ассортимента, своевременно заказывать и по-
полнять товары. В условиях дефицитного рынка ни торгов-
ля, ни производство в России не заинтересованы в системах
кодирования — это для них лишь дополнительные хлопоты
и денежные затраты. Но с точки зрения перспектив приме-
нение таких систем неизбежно и технологически не просто
оправданно, но очень выгодно. А если иметь в виду экспорт-
ную деятельность российских производителей, то примене-
ние штрихового кодирования уже в настоящее время стало
насущной необходимостью, одним из основных условий их
коммерческого успеха на внешних рынках.
В 1977 г. создана Европейская ассоциация пользователей си-
стемы идентификации товаров, объединяющая пользователей
систем штрихового кодирования товаров. Ее членом является и
РФ. Каждой стране предоставляется свой номер (у России —
460 и 469) и 13-значный код. В марте 1991 г. у нас была создана
ассоциация ЮНИСКАН, специализирующаяся в области авто-
матической идентификации. Российское предприятие имеет воз-
можность, зарегистрировавшись в ассоциации, приобрести ин-
дивидуальный код. Это означает следующее: практически в
любой стране будет известно, что товар изготовлен в России
таким-то конкретным заводом Изделие становится “легальным”,
оно входит в Мировую информационную систему, что, помимо
иных преимуществ, резко снижает риск пиратских подделок
или нарушений прав промышленного собственника.
Этикетка позволяет идентифицировать товар или марку,
указывать сорт товара, описывать товар, пропагандировать
его привлекательным графическим выполнением. Как показы-
вает практика, этикетки хорошо известных марок со време-
нем воспринимаются как устаревшие и требуют обновления.
184
4.3. Реклама
В современных условиях, когда насыщен рынок швейной
продукции, роль рекламы в формировании потребностей,
стимулировании спроса населения, в ускорении реализации
товаров и услуг значительно увеличивается и оказывает вли-
яние на поведение потребителей на рынке, помогает им в
выборе нужных товаров и услуг.
Рекламная деятельность выполняет разнообразные соци-
альные и экономические функции. Важнейшими являются:
формирование разумных потребностей в одежде и спроса на-
селения, воспитание вкусов потребителей, рационализация
потребления, повышение его культуры, обеспечение сбалан-
сированности спроса и предложения, наконец, просто зна-
комство потребителей со швейной продукцией и услугами, с
их назначением и потребительскими свойствами и т. д.
Посредством рекламы обеспечивается решение таких важ-
ных экономических задач, как ускорение реализации швей-
ных изделий, которая по каким-либо причинам стала замед-
ляться, внедрение на рынок новых моделей одежды и пере-
ключение спроса на них, увеличение реализации товаров за
счет вовлечения в число потребителей товара или услуги но-
вых контингентов населения [48] и т. д.
В последнее время рекламная деятельность в нашей стра-
не заметно активизировалась. Создана разветвленная сеть рек-
ламных служб в различных отраслях экономики. Возрастают и
масштабы рекламной деятельности, увеличивается число рек-
ламных материалов. Широко стали использоваться различные
рекламные средства, включая кино, радио, телевидение.
Однако эффективность рекламной деятельности швейных
предприятий не везде высока. Например, на Северном Кав-
казе реклама недостаточно гибко реагирует на изменение
рыночной ситуации, слабо участвует в активизации нацио-
нальной культуры в одежде, формировании разумных по-
требностей, стимулировании спроса, в управлении рынком.
Более того, она еще неудовлетворительно информирует по-
185
требителей о появляющихся на рынке новых моделях одеж-
ды, об их потребительских свойствах.
Поэтому довольно часто встречаются случаи, когда новая
модель, обладающая высокими потребительскими свойства-
ми, плохо реализуется на рынке. В этих условиях подготав-
ливать рынок и потребителей к восприятию нового товара
приходится уже с гораздо большей затратой средств, чем это
потребовалось бы, если бы работа была проведена заранее.
В рекламных сообщениях (особенно телевизионных) не-
редко забывают дать информацию о том, где можно купить
рекламируемый товар, сколько он стоит, что весьма важно
знать потребителю. Поэтому не случайно потребитель не до-
веряет рекламе. Об этом свидетельствует тот факт, что при
выборе швейных изделий покупатели мало обращают вни-
мание на рекламу, которая, как показали специальные оп-
росы, стоит на последнем месте среди других факторов по-
купки. В большинстве случаев одежда выбирается по совету
знакомых, рекомендации продавца и т. д.
К тому же реклама не всегда отличается объективностью
и правдивостью, а они являются основными принципами со-
временной рекламы. Нарушение их происходит и тогда, ког-
да рекламодатели умышленно забывают о недостатках рек-
ламируемого изделия (товара), ее высокой цене и т. д. Но,
пожалуй, наиболее слабо участвует реклама в формирова-
нии потребителей населения на швейную продукцию и услу-
ги. Это наиболее сложная область рекламной деятельности,
на которую сейчас обращается недостаточно внимания.
Причем значительно снижается экономический и соци-
альный эффект рекламы в формировании разумных потреб-
ностей, стимулировании спроса населения в тех случаях,
когда она не связана с другими активными средствами воз-
действия, в частности такими, как снижение розничных цен
на швейную продукцию и тарифов на услуги, установление
сезонных цен и тарифов и т. д.
Нередко сдерживают воздействие на потребителя, на фор-
мирование его потребностей и сами формы преподнесения
186
рекламного материала. Не говоря о довольно слабом художе-
ственном оформлении рекламных плакатов, проспектов, жур-
налов мод и т. д., в практике рекламной деятельности еще не
изжиты профессиональные недостатки. Рекламные призывы
подчас звучат слишком тривиально и не находят отклика у
потребителей, не возбуждают у них потребность в реклами-
руемом изделии (товаре) или услуге.
Эффект рекламы нередко снижается также из-за ее не-
достаточной оперативности. Реклама не всегда поспевает за
динамичным развитием производства, которое сейчас доволь-
но быстро меняет ассортимент швейной продукции. В ре-
зультате потребитель оказывается неподготовленным к встре-
че с новыми швейными изделиями.
Все это говорит о том, что в настоящее время в этом
регионе весьма остро стоит проблема мобилизации возмож-
ностей рекламы для эффективного и наиболее полного вы-
полнения всех ее экономических и социальных функций, и
прежде всего связанных с формированием потребностей и
спроса населения, ускорением реализации товаров и услуг.
Для этого необходимо отыскать наиболее эффективный
метод реализации швейной продукции, который был бы ори-
ентирован на потребителя, желающего получить высокока-
чественное модное изделие, а также на производителя, же-
лающего продать свою продукцию с максимальной выгодой.
При рекламировании швейных изделий и услуг не следует
забывать, что реклама должна решать не только стратеги-
ческие задачи развития швейной отрасли, но и социальные
задачи, связанные с формированием разумных потребнос-
тей населения.
Этот аспект рекламы нередко упускается из виду и даже
отодвигается на задний план.
Для повышения роли рекламы при формировании разумных
потребностей в конкретных видах одежды и услуг необходимо
усилить с помощью всех рекламных средств пропаганду прин-
ципов разумного потребления, рационального гардероба одеж-
ды, норм потребления отдельных видов товаров и услуг, рас-
187
считанных для разных типов семей (с учетом их половозрастно-
го состава) и групп населения (с учетом полноты и возраста).
Для этого потребуется пересмотреть существующие ме-
тодические рекомендации в области рекламирования швей-
ной продукции и услуг, усилив их направленность на повы-
шение культуры разумного потребления, формирование по-
требностей.
По существу, в данном случае речь идет об использова-
нии комплексного многоцелевого подхода к рекламной деятель-
ности. Суть его сводится к тому, чтобы реклама учитывала не
только интересы предприятия, дающего заказ на рекламу,
но и общественные народнохозяйственные интересы и цели.
4.4. Информативность товаров
Информативность товаров как критерий конкурентоспо-
собности характеризует качество информации о конкурент-
ных преимуществах товара. Как известно, информация для
потребителя в зависимости от вида и технической сложности
товара может быть представлена:
текстом и маркировкой;
эксплуатационным документом (паспортом, руководством
по эксплуатации, этикеткой) [19].
При составлении указанных средств информации должны быть
максимально учтены интересы потребителей, которые в основ-
ном реализованы в Законе “О защите прав потребителей”.
Общими требованиями к товарной информации являются
достоверность, доступность, достаточность.
В развитие указанного Закона в России разработаны и
действуют ГОСТы на информацию для потребителей. Так,
Закон регламентирует обязательные и рекомендуемые тре-
бования к потребительской товарной информации. К обяза-
тельным требованиям относится наличие в средствах инфор-
мации следующих сведений:
• наименование товара;
• наименование фирмы и страны изготовителя;
188
• адрес изготовителя;
• правила и условия хранения, транспортирования и ис-
пользования;
• информация об обязательной сертификации;
• основные потребительские свойства или характеристики.
Стандарт допускает применение терминов рекламного ха-
рактера только при указании нормативного документа, по-
зволяющего осуществлять идентификацию продукта или да-
ющего четкое определение термина при подтверждении ком-
петентными органами.
Идентификация — установление соответствия характе-
ристик товара, указанных на маркировке и в сопроводитель-
ных документах или иных средствах информации, предъяв-
ляемым к нему требованиям [26].
Обязательные требования к информации изготовитель
может выполнять неформально, приводя дополнительные
сведения, не предусмотренные стандартами и техническими
условиями. Например, величина усадки материалов после
стирки или химчистки, температура глажения и др.
Основную информацию потребитель получает из ярлыка,
размеры которого ограничивают объем помещаемых сведе-
ний о товаре. Поэтому целесообразно информировать его че-
рез качественные характеристики, которые позволяют со-
ставить представление об основных потребительских свой-
ствах и понять происхождение цены товаров.
Для оценки качества информации предлагаются следую-
щие критерии информативности товаров:
• сведения об отличительных особенностях (достоинства,
специфика эксплуатации, совместимость);
• сведения о потребительских показателях качества (ука-
зание основного сырья, величина изменения размера ткани
после стирки, химчистки и влажной обработки, режимы тер-
мической обработки);
• сведения о сертификации и сопроводительной докумен-
тации (наличие сертификатов, наличие сопроводительных
документов);
189
• сведения о способах ухода (условия хранения, предуп-
реждения, способы устранения дефектов);
• сведения о правилах эксплуатации (условия транспор-
тирования, указание на несовместимость основных и отде-
лочных материалов при стирке и носке);
• эстетический уровень ярлыка (цветовое, графическое,
шрифтовое текстовое решение).
Информативность предлагается оценивать по пятибалль-
ной системе — очень плохо, плохо, удовлетворительно, хо-
рошо, отлично.
Знаком уважительного отношения к потребителю следует
считать указание изготовителем на некоторые ограничения
в пользовании товаром на основе сложившегося мнения спе-
циалистов, не дожидаясь заключения и рекомендаций офи-
циальных органов. Примером такой информации могли бы быть
такие рекомендации в тексте на упаковке: “стирать отдель-
но от цветного белья”, “не гладить”, “гладить только через
мокрую тряпку или марлю”, “не кипятить” и др. Наличие
таких текстов вносит элемент доверительности.
Информирование потребителей об основных потребитель-
ских свойствах швейных, текстильных и трикотажных това-
ров позволит обеспечить конкурентоспособность товаров.
Контрольные вопросы
1. Что такое товарный знак и каковы его функции?
2. Какие способы маркировки швейных изделий существу-
ют и какая информация в них содержится?
3. Какие функции выполняет реклама?
4. Что такое информативность? Каковы требования к ин-
формативности и по каким критериям оценивается информа-
тивность товаров?
НОРМАТИВНОЕ ОБЕСПЕЧЕНИЕ
ТОВАРОВ
5.1. Правила приемки товаров
Приемка текстильных материалов по качеству произво-
дится в соответствии с Инструкцией о порядке приемки про-
дукции производственно-технического назначения и товаров
народного потребления по качеству.
При приемке материала, доставленного каким-либо транс-
портом, проверяют его сохранность, предусмотренную пра-
вилами перевозки грузов (исправность тары, наличие пломб
отправителя на транспортных средствах, соответствие мар-
кировки груза данным сопроводительного документа, соблю-
дение правил перевозки, обеспечивающих предохранение гру-
за от повреждения).
Приемка материала по качеству производится на швейных
предприятиях в следующие сроки: при иногородней поставке —
не позднее 20 дней после выдачи груза транспортной организа-
цией; при доставке материала поставщиком или при вывозе его
получателем — в течение 20 дней после поступления на склад
получателя; при поставке в пределах одного города — не по-
зднее 10 дней после получения материала на склад швейного
предприятия; при поставке в районы Крайнего Севера, в отда-
ленные и другие районы досрочного завоза — не позднее 60
дней после поступления материала на склад швейной фабрики.
Качество материала на складе поставщика проверяют в
случаях, предусмотренных договором.
Срок представления акта на скрытые недостатки продук-
ции — не более пяти дней после их обнаружения и не более
191
четырех месяцев после получения материала на склад пред-
приятия. Если для составления акта о скрытых недостатках
вызывают представителя иногороднего поставщика, к пяти
дням добавляется время, необходимое для проезда.
Проверке подлежит вся партия поступившего материа-
ла. Выборочная проверка качества материала с распростра-
нением результатов проверки на всю поступившую партию
допускается в случаях, предусмотренных ГОСТ, ТУ или до-
говором.
При получении материала, качество которого не соот-
ветствует документу, на предприятии обеспечивают его со-
хранность, не допускают ухудшения качества или смешения
данного материала с другим. Одновременно следует вызвать
представителя поставщика для составления двустороннего
акта. Вызов представителя поставщика для составления дву-
стороннего акта является обязательным в случаях, предус-
мотренных основными и особыми условиями поставки или до-
говором.
О вызове представителя поставщика извещают телеграм-
мой или по телефону не позднее чем через 24 часа после
выявления несоответствия качества материалов, если не ука-
зан иной срок в основных или особых условиях поставки или
других правилах, обязательных для обеих сторон.
Представитель поставщика должен явиться по вызову
швейного предприятия не позднее следующего дня, а в слу-
чаях иногородней поставки не позднее трех дней после по-
лучения вызова, не считая времени проезда.
Поставщик имеет право уполномочить на участие в при-
емке ткани представителя предприятия, находящегося в од-
ной местности с потребителем.
В случае неявки представителя поставщика или необяза-
тельности его явки качество ткани проверяют с участием пред-
ставителя инспекции по качеству. Если инспекции по каче-
ству в месте нахождения швейного предприятия нет или ее
представитель не может явиться, качество ткани проверяют
с участием компетентного представителя другой организации,
192
представителя общественности швейного предприятия, вы-
деленного директором фабрики и утвержденного решением
фабричного (местного) комитета профсоюза, или же представи-
теля предприятия-получателя при санкции поставщика на
одностороннюю приемку.
Представителем общественности для проверки качества
ткани не может быть материально ответственное лицо или
лицо, осуществляющее учет, хранение, приемку и отпуск
материальных ценностей. Представители других организаций
и представители общественности данного предприятия не
получают вознаграждения за участие в приемке материала
по качеству.
Акт приемки материала по качеству должен быть оформ-
лен в день окончания приемки. Подписать акт должны все
лица, участвовавшие в проверке качества материала. В слу-
чае расхождения мнений мнение лица, не согласного с об-
щим решением, записывается в акте.
Акт о несоответствующем качестве материала утвержда-
ется руководителем предприятия-получателя или его замес-
тителем в течение трех дней после его составления.
Поставщик имеет право еще раз проверить качество ма-
териала, если это предусмотрено основными или особыми
условиями поставки, договором или другими обязательными
условиями.
Материал, принятый на швейном предприятии и переве-
денный в более низкий сорт, маркируется за счет изготови-
теля. В случае отказа от некачественного материала следует
немедленно сообщить об этом поставщику и одновременно
направить в его адрес сохранную расписку о принятии мате-
риала на ответственное хранение.
Поставщик обязан распорядиться забракованным матери-
алом: иногородний — в течение 10 дней со дня получения
извещения об отказе его принятия; одногородний — в тече-
ние пяти дней. По истечении указанных сроков продукция
может быть использована по усмотрению работников швей-
ного предприятия.
193
Претензии, связанные с поставкой материала, качество,
тара, упаковка или маркировка которого не соответствуют
требованиям ГОСТ, ТУ и другим обязательным требовани-
ям, должны быть предъявлены поставщикам в следующие
сроки: одногородними и иногородними получателями — в те-
чение 10 дней после составления акта; получателями райо-
нов Крайнего Севера, отдаленных и других районов досроч-
ного завоза — в течение 20 дней после составления акта.
К претензии о поставке материала несоответствующего
качества должны быть приложены документ изготовителя о
качестве материала, упаковочные ярлыки тарных мест, ма-
териал которых имеет несоответствующее качество, транс-
портный документ, документ, удостоверяющий полномочия
представителя, выделенного для участия в приемке матери-
ала по качеству, и другие документы о качестве материала.
Претензии на возмещение разницы в стоимости материа-
ла ввиду его перевода в пониженные сорта предъявляются
изготовителю с приложением документов о переводе мате-
риала в пониженные сорта. Ответ на претензию должен быть
дан не позднее чем через 20 дней после ее поступления.
Порядок и сроки приемки материала по количеству, офор-
мление соответствующих документов и предъявление пре-
тензий определяются Инструкцией о порядке приемки това-
ров народного потребления по количеству.
Приемка товара по количеству должна производиться не
позднее 10 дней с момента его получения при доставке постав-
щиком или при вывозе его работниками швейного предприя-
тия со склада поставщика. Во всех остальных случаях получе-
ние ткани и других материалов по количеству должно также
производиться не позднее 10 дней с момента выдачи груза.
В районах Крайнего Севера и других районах приемка
материала осуществляется не позднее 60 дней с момента по-
ступления на склад.
Приемка материала по количеству товарных мест произ-
водится по транспортным и сопроводительным документам
отправителя (счету-фактуре, спецификации, описи и др.).
194
Материал в рулонах, кипах или ящиках принимают пу-
тем сравнения количества товарных мест и их номеров с за-
писью в сопроводительном документе; материал в первичной
упаковке — путем сверки метража каждого куска по ярлы-
ку или клейму на хазовом конце с метражом и номером дан-
ного куска в сопроводительном документе. При отсутствии
сопроводительного документа материал принимают, состав-
ляя акт о фактическом наличии товарных мест с указанием
недостающих документов.
При приемке партии материала по количеству товарных
мест заполняют промерочную ведомость на каждый артикул
и на каждое поступление отдельно.
В промерочной ведомости записывают номер куска, при-
своенный на текстильной фабрике, порядковый номер кус-
ка, присвоенный ему на швейном предприятии, наименова-
ние и артикул материала, количество погонных метров и
ширину, указанную в ярлыке фабрики-поставщика. Куски
материала на швейном предприятии нумеруют обычно с пер-
вого номера до десяти тысяч, после чего номера повторяют.
Проверке по количеству товарных мест подлежит вся по-
ступившая партия материала. Выборочная (частичная) про-
верка количества материала с распространением результа-
тов проверки какой-либо части продукции на всю партию
допускается, если это предусмотрено ГОСТ, ТУ, особыми
условиями или другими обязательными правилами или дого-
вором.
При недостаче товарных мест приемка материала приос-
танавливается, обеспечивается его сохранность и принима-
ются меры, предотвращающие смешение этого материала с
другим однородным материалом. О выявленной недостаче со-
ставляется акт, который подписывают лица, производившие
приемку. Одновременно вызывают представителя поставщи-
ка этого же города, который обязан явиться не позднее сле-
дующего дня после получения вызова. Представителя иного-
роднего поставщика вызывают в случаях, предусмотренных
основными и особыми условиями поставки и другими обяза-
195
тельными правилами или договором. Срок явки иногороднего
поставщика — три дня после получения вызова, не считая
времени проезда, если в основных и особых условиях постав-
ки, договоре или других обязательных правилах не предус-
мотрен другой срок явки.
При неявке представителя поставщика, а также при нео-
бязательном вызове иногороднего поставщика материал при-
нимают по количеству и составляют акт о недостаче. Акт со-
ставляют при участии представителя другого предприятия,
выделенного руководителем этого предприятия, или предста-
вителя общественности швейного предприятия, назначенного
руководителем этого предприятия из числа лиц, утвержден-
ных решением заводского фабричного или местного комитета
профсоюза. При согласии поставщика на одностороннюю при-
емку материала акт о недостаче составляется работниками
швейного предприятия-потребителя. Претензии о недостаче
материала по количеству направляют поставщику не позднее
чем в 20-дневный срок после составления акта. Извещение об
излишках материалов направляют в те же сроки.
Все поступающие в торговлю материалы промеряют по
длине, а на швейных предприятиях — по длине и ширине.
Промеры выполняют на промерочных столах в соответствии
с ГОСТ 3811-72 “Ткани текстильные. Определение линейных
размеров и веса”. Продвижение материала по столу и нама-
тывание его в рулон на валик осуществляется механическим
путем. Каждые 3 м отмечаются с помощью специального ме-
ханизма, снабженного карандашом или коробом с измель-
ченным мелом, или с помощью куска мела, проводящего
линию по ребру торца промерочного стола.
Для точного измерения длины материала необходимо со-
блюдать следующие условия:
• крышка стола должна иметь форму прямоугольника, глад-
кую поверхность и прямоугольные торцы крышки без фаски;
• в крышке стола должны быть измерительные линейки —
две вдоль стола для облегчения измерения неполных трех-
метровых участков материала, одна — у второго торца стола.
196
По ширине стола также должны быть линейки для измере-
ния ширины материала;
• необходима аккуратная укладка материала на стеллаже
у первого торца стола;
• измерение длины куска следует проводить с точностью
до 1 см (без округления полученного числа);
• ручную или механизированную отметку материала ме-
лом делать через каждые 3 м;
• следует измерять каждый фактический отрез куска и
длину участков материала между текстильными дефектами.
Все безворсовые материалы измеряют, начиная с внут-
реннего конца куска, так, чтобы ярлык текстильной фабри-
ки после уборки куска в рулон был снаружи.
Все ворсовые ткани, ткани с начесом и направленным
тематическим рисунком после измерения закатывают в ру-
лон так, чтобы ворс во всех кусках был направлен в одну
сторону (в сторону наружного конца куска). Для этого соблю-
дают следующие условия: если в куске разбракованной тка-
ни ворс расположен по направлению к наружному концу кус-
ка, измерение начинают с внутреннего конца, направляя
полотно по столу лицевой стороной вниз; на валик ткань на-
катывают лицевой стороной внутрь; если в куске ткани ворс
направлен к внутреннему концу, ткань, сложенную “в книж-
ку”, после браковочной машины перевертывают так, чтобы
первая нижняя складка оказалась сверху.
Ткань по промерочному столу продвигают лицевой сторо-
ной вверх; накатывают ткань на валик также лицевой сторо-
ной внутрь, для чего накатывающий валик должен двигать-
ся в направлении, обратном движению ткани.
Перед измерением ткань расправляют так, чтобы в ней
не было перекосов и складок. Измеряют ткань в развернутом
виде, считая длину полотна в куске по наименьшей стороне.
Оба конца куска с клеймением (хазовые концы) входят в
общую мерку куска как при приемке материала, так и при
отпуске его потребителю (ГОСТ 878-88, п. 4.5). После промера
длины материал наматывают на валик в рулон без натяжения.
197
На швейных предприятиях длину материалов устанавли-
вают так же.
Ширина материалов установлена стандартами. В ГОСТ
ширины тканей, указанные в скобках, должны быть сняты с
производства по мере замены морально и физически уста-
ревшего текстильного оборудования оборудованием, дающим
ширины тканей, рациональные для швейного производства.
Например, в ГОСТ 9204-84 в подклассе платьевых тканей дол-
жны быть сняты с производства ширины 71, 90, 100 и 106 см,
а выпускаться ткани шириной 142 и 152 см.
На большинстве швейных фабрик ширину материала из-
меряют на промерочном трехметровом столе одновременно с
проверкой длины, совмещая левый край расправленного по-
лотна с ограничителем, закрепленным на нулевом делении
измерительной линейки, и устанавливая фактическую ши-
рину материала в соответствии с показаниями линейки, со-
впадающими с правым краем полотна. Резко зауженные уча-
стки материала измеряют дополнительно, делая соответству-
ющие отметки в паспорте куска.
При определении ширины материал измеряют вместе с
кромками. Измерение выполняют через каждые 3 м.
Кроме того, в целях более полного использования площа-
ди материалов целесообразно вести учет их поступления не
только в погонных, но и в квадратных метрах. Для этого по-
ступившие по счету материалы приходуют в погонных и квад-
ратных метрах по прейскурантной ширине. В промерочной
ведомости метраж каждого куска записывают в колонку, пред-
назначенную для определенной ширины. Рассчитанные обыч-
ным способом куски материала записывают в планировочную
карту или карту раскроя также в погонных и в квадратных
метрах с указанием фактической ширины кромки.
При учете материала по площади из подготовительного
цеха вынуждены подавать на каждый настил материал одной
ширины, так как при большей ширине следует по длине его
отпустить меньше.
198
Как в процессе разбраковки, так и при промере длины и
ширины запрещается разрезать и надрезать полотна мате-
риала в месте размещения дефектов во избежание дополни-
тельных потерь в процессе выполнения настила (возможен
дополнительный остаток). Исключение составляют плащевые
и другие дублированные ткани с наличием стыка подкладки
или верха при цельном верхе или цельной подкладке.
Длину фактических и условных отрезов отмечают в пас-
портах кусков.
Под условным отрезом (разрезом) следует понимать тек-
стильный дефект, проходящий по всей ширине материала в
куске (например недосека, забоина и др.). На фактические
отрезы между текстильными дефектами, непригодные к спа-
риванию, например на отрезы, имеющие разнооттеночность,
целесообразно иметь самостоятельный паспорт.
Отклонение физической длины материала от длины, указан-
ной поставщиком в маркировочном ярлыке, отмечают в прием-
ном акте. Отклонение ширины материала от стандартной сверх
установленного допуска для данного вида материала, неправиль-
ное обозначение сортности и пониженное качество материала
отмечают в акте для предъявления претензий поставщику.
Потерю материала по площади в кусках, которые имеют
отклонение фактической ширины от стандартной, проверя-
ют по промерочной ведомости. Недостающая площадь равна
разности между стандартной и фактической шириной куска,
умноженной на фактическую длину куска.
Данные измерения длины и ширины куска материала за-
писывают в промерочную ведомость и в паспорт куска (под-
весной талон), который выписывают в двух экземплярах. Пер-
вый экземпляр поступает в картотеку расчетчика материа-
ла, второй — подкладывают под кромку или шпагат, которым
перевязывают рулон разбракованного материала, вкладыва-
ют между витками полотен в рулоне при скреплении после-
днего булавками или зажимами.
В паспорте куска указывают артикул, номер куска, яр-
лычную и фактическую длину материала, все значения ши-
199
рины материала с кромками (через каждые два метра), вы-
явленные в процессе измерения, установленную среднюю
ширину материала с кромками и без кромок, наименование
текстильных дефектов, протяженность участков материала
между текстильными дефектами, цвет материала, наличие
ворса и характер рисунка.
К первому экземпляру паспорта, поступающему в картоте-
ку расчетчика материала, целесообразно прикреплять образец
материала в целях облегчения работы по подбору материала.
Паспорта сортируются в картотеке по артикулам и ширинам.
Приемка швейных и трикотажных изделий по качеству
производится в соответствии с ГОСТ Р 50779.51-95 “Статис-
тический непрерывный приемочный контроль качества по
альтернативному признаку”.
Готовые изделия принимают партиями. За партию при-
нимают количество изделий одного наименования, оформ-
ленное одним документом.
Приемку изделий производят при нормальном отраженном
свете в проветриваемых помещениях. При приемке изделий
применяют следующие виды технического неразрушающего
контроля по ГОСТ Р 50779.51-95 “Статистический непрерыв-
ный приемочный контроль качества по альтернативному при-
знаку”. Приемку изделий по качеству осуществляют методом
сплошного контроля в соответствии с табл 5.1 или методом
выборочного контроля в соответствии с табл. 5.2. Результаты
контроля оформляют актом с указанием характеристики ка-
чества каждого изделия.
Принятые изделия должны иметь на товарном ярлыке
специальный штамп предприятия-потребителя или контро-
лирующей организации. Размер штампа не должен превы-
шать 10 X 20 мм
Отбор единиц продукции в выборку при применении вы-
борочного контроля проводят методом случайного отбора по
ГОСТ 18321-73.
При применении выборочного контроля решение о партии
следует принимать по правилу:
200
Таблица 5.1
Этапы приемки швейных изделий
Объект контроля Вид контроля Объем выборки Решающее правило
1 2 3 4
1. Реквизиты товарного и контрольного ярлыков Выборочный органолептиче- ский Одно изде- лие от пар- тии При несоответствии изде- лия реквизитам товарного или контрольного ярлыков проводят сплошной кон- троль изделий в партии с заменой ярлыков годными
2. Внешний вид Сплошной ор- ганолептиче- ский Одно изде- лие от пар- тии При обнаружении в партии изделий, внешний вид кото- рых не соответствует образцу (эталону) и требованиям НТД, изделия подлежат воз- врату для исправления
3. Посадка изделия То же Одно изде- лие от пар- тии При обнаружении в партии изделий с дефектами посад- ки изделия подлежат воз- врату
4. Основные линейные измерения Выборочный измерительный Одно изде- лие от пар- тии При несоответствии измере- ний изделия требованиям НТД проводят сплошной кон- троль изделий в партии с воз- вратом на исправление изде- лий с наличием дефектов или переводят в размер ниже, если исправление невозможно
5. Материалы (наличие де- фектов внеш- него вида материала) Сплошной ор- ганолептиче- ский измери- тельный Одно изде- лие от пар- тии При обнаружении в партии изделий с наличием дефектов внешнего вида материала, превышающих установлен- ное НТД, производят замену деталей изделий или, если исправление невозможно или нецелесообразно, переводят их в сорт ниже
201
Окончание табл. 5.1
1 2 3 4
6. Исполне- ние отдель- ных узлов и деталей (при необходимо- сти контро- лируют до- полнитель- ные измере- ния изделия То же Одно изде- лие от пар- тии При обнаружении в партии изделий с наличием дефек- тов изделия подлежат воз- врату для исправления или, если исправление не- возможно, переводу в сорт ниже
• партия продукции принимается, если количество дефек-
тных единиц (подлежащих исправлению или замене) продук-
ции в выборке меньше или равно приемочному числу;
• проводится сплошной контроль всех изделий в партии с
исправлением предприятием-изготовителем отмеченных де-
фектов или, если исправление невозможно, с заменой де-
фектных изделий годными, если качество дефектных единиц
продукции в выборке больше или равно браковочному числу.
Предприятие-потребитель может без согласования с пред-
приятием-изготовителем уменьшить объем выборок без из-
менения приемочных и браковочных чисел.
Таблица 5.2
Объем партии и выборки швейной продукции
Объем партии Объем выработки Приемочное число Браковочное число
1 2 3 4
2-8 2 0 1
9-15 3 0 1
16-25 5 0 1
26-50 8 0 1
51-90 14 1 2
202
Окончание табл. 5.2
1 2 3 4
91-150 20 1 2
151-280 32 2 3
281-500 50 3 4
501-1200 80 5 6
1201-3200 125 7 8
3201-10000 200 10 11
10001-35000 315 14 15
35001-150000 500 21 22
150001-500000 800 21 22
500001 и выше 1250 21 22
Примечание. Объем партии и выборки, приемочное и бра-
ковочное число установлены в соответствии с ГОСТ Р 50779.0-
95 “Статистические методы. Основные положения”.
5.2. Стандартизация и сертификация
товаров
Повышение качества и конкурентоспособности продукции
является основной задачей отечественных предприятий в ус-
ловиях развивающихся рыночных отношений.
Инструментом, обеспечивающим повышение качества про-
дукции и защиту прав потребителя на приобретение безопас-
ного товара, является стандартизация и сертификация про-
дукции.
В Федеральном законе от 27 декабря 2002 г. № 184-ФЗ
“О техническом регулировании” используются следующие
основные понятия:
стандарт — документ, в котором в целях добровольного
многократного использования устанавливаются характерис-
тики продукции, правила осуществления и характеристики
203
процессов производства, эксплуатации, хранения, перевоз-
ки, реализации и утилизации, выполнения работ или оказа-
ния услуг. Стандарт также может содержать требования к
терминологии, символике, упаковке, маркировке или эти-
кеткам и правилам их нанесения;
стандартизация — деятельность по установлению правил
и характеристик в целях их добровольного многократного ис-
пользования, направленная на достижение упорядоченности
в сферах производства и обращения продукции и повышение
конкурентоспособности продукции, работ или услуг.
Государственная система стандартизации, действующая
в нашей стране, закреплена ГОСТ Р 1.0-04. Она представляет
собой комплекс государственных стандартов, обеспечиваю-
щих максимальную действенность и эффективность стандар-
тизации. Согласно государственной системе стандартизации
нормативно-технические документы подразделяют на следу-
ющие категории [2]:
• международные стандарты;
• национальные стандарты;
• государственные стандарты — ГОСТы;
• отраслевые стандарты — ОСТы;
• республиканские стандарты — РСТы;
• технические описания;
• технические условия — ТУ.
Цели стандартизации. Стандартизация осуществляется в
целях:
• повышения уровня безопасности жизни или здоровья
граждан, имущества физических или юридических лиц, го-
сударственного или муниципального имущества, экологичес-
кой безопасности, безопасности жизни или здоровья живот-
ных и растений и содействия соблюдению требований техни-
ческих регламентов;
• повышения уровня безопасности объектов с учетом рис-
ка возникновения чрезвычайных ситуаций природного и тех-
ногенного характера;
• обеспечения научно-технического прогресса;
204
• повышения конкурентоспособности продукции, работ,
услуг;
• рационального использования ресурсов;
• технической и информационной совместимости;
• сопоставимости результатов исследований (испытаний) и
измерений, технических и экономико-статистических данных;
• взаимозаменяемости продукции.
Принципы стандартизации. Стандартизация осуществля-
ется в соответствии с принципами:
• добровольного применения стандартов;
• максимального учета при разработке стандартов закон-
ных интересов заинтересованных лиц;
• применения международного стандарта как основы разра-
ботки национального стандарта, за исключением случаев, если
такое применение признано невозможным вследствие несоот-
ветствия требований международных стандартов климатичес-
ким и географическим особенностям Российской Федерации,
техническим и (или) технологическим особенностям или по иным
основаниям либо Российская Федерация в соответствии с уста-
новленными процедурами выступала против принятия между-
народного стандарта или отдельного его положения;
• недопустимости создания препятствий производству и
обращению продукции, выполнению работ и оказанию услуг
в большей степени, чем это минимально необходимо для вы-
полнения целей, указанных в ст. 11 настоящего Федерально-
го закона;
• недопустимости установления таких стандартов, кото-
рые противоречат техническим регламентам;
• обеспечения условий для единообразного применения
стандартов.
Документы в области стандартизации. К документам в
области стандартизации, используемым на территории Рос-
сийской Федерации, относятся:
• национальные стандарты;
• правила стандартизации, нормы и рекомендации в обла-
сти стандартизации;
205
• применяемые в установленном порядке классификации,
общероссийские классификаторы технико-экономической и
социальной информации;
• стандарты организаций.
Функции национального органа Российской Федерации
по стандартизации, технические комитеты по стандартиза-
ции. Национальный орган Российской Федерации по стандар-
тизации (далее — национальный орган по стандартизации):
• утверждает национальные стандарты;
• принимает программу разработки национальных стан-
дартов;
• организует экспертизу проектов национальных стандар-
тов;
• обеспечивает соответствие национальной системы стан-
дартизации интересам национальной экономики, состоянию
материально-технической базы и научно-техническому про-
грессу;
• осуществляет учет национальных стандартов, правил
стандартизации, норм и рекомендаций в этой области и обес-
печивает их доступность заинтересованным лицам;
• создает технические комитеты по стандартизации и ко-
ординирует их деятельность;
• организует опубликование национальных стандартов и
их распространение;
• участвует в соответствии с уставами международных
организаций в разработке международных стандартов и обес-
печивает учет интересов Российской Федерации при их при-
нятии;
• утверждает изображение знака соответствия нацио-
нальным стандартам;
• представляет Российскую Федерацию в международных
организациях, осуществляющих деятельность в области стан-
дартизации.
Правительство Российской Федерации определяет орган,
уполномоченный на исполнение функций национального органа
по стандартизации.
206
В целях настоящей статьи под опубликованием националь-
ного стандарта национальным органом по стандартизации
понимается опубликование национального стандарта на рус-
ском языке в печатном издании и в информационной систе-
ме общего пользования в электронно-цифровой форме.
В состав технических комитетов по стандартизации на па-
ритетных началах и добровольной основе могут включаться
представители федеральных органов исполнительной власти,
научных организаций, саморегулируемых организаций, обще-
ственных объединений предпринимателей и потребителей.
Порядок создания и деятельности технических комитетов
по стандартизации утверждается национальным органом по
стандартизации. Заседания технических комитетов по стан-
дартизации являются открытыми.
Национальные стандарты, общероссийские классифика-
торы технико-экономической и социальной информации.
Национальные стандарты и общероссийские классификато-
ры технико-экономической и социальной информации, в том
числе правила их разработки и применения, представляют
собой национальную систему стандартизации.
Национальные стандарты разрабатываются в порядке,
установленном настоящим Федеральным законом. Нацио-
нальные стандарты утверждаются национальным органом по
стандартизации в соответствии с правилами стандартизации,
нормами и рекомендациями в этой области.
Национальный стандарт применяется на добровольной осно-
ве равным образом и в равной мере независимо от страны и
(или) места происхождения продукции, осуществления процес-
сов производства, эксплуатации, хранения, перевозки, реали-
зации и утилизации, выполнения работ и оказания услуг, ви-
дов или особенностей сделок и (или) лиц, являющихся изгото-
вителями, исполнителями, продавцами, приобретателями.
Применение национального стандарта подтверждается
знаком соответствия национальному стандарту.
Общероссийские классификаторы технико-экономической
и социальной информации (далее — общероссийские клас-
207
сификаторы) — нормативные документы, распределяющие тех-
нико-экономическую и социальную информацию в соответствии
с ее классификацией (классами, группами, видами и другим) и
являющиеся обязательными для применения при создании го-
сударственных информационных систем и информационных
ресурсов и межведомственном обмене информацией.
Порядок разработки, принятия, введения в действие, ве-
дения и применения общероссийских классификаторов в соци-
ально-экономической области (в том числе в области прогно-
зирования, статистического учета, банковской деятельности,
налогообложения, при межведомственном информационном
обмене, создании информационных систем и информационных
ресурсов) устанавливается Правительством РФ.
Правила разработки и утверждения национальных стан-
дартов. Национальный орган по стандартизации разрабаты-
вает и утверждает программу разработки национальных стан-
дартов и должен обеспечить доступность ее заинтересован-
ным лицам для ознакомления.
Разработчиком национального стандарта может быть лю-
бое лицо.
Уведомление о разработке национального стандарта на-
правляется в национальный орган по стандартизации и пуб-
ликуется в информационной системе общего пользования в
электронно-цифровой форме и в печатном издании федераль-
ного органа исполнительной власти по техническому регули-
рованию. Оно должно содержать информацию об имеющихся
в проекте национального стандарта положениях, которые
отличаются от положений соответствующих международных
стандартов.
Разработчик национального стандарта обязан по требова-
нию заинтересованного лица предоставить ему копию проек-
та этого стандарта. Плата, взимаемая разработчиком за пре-
доставление указанной копии, не может превышать затраты
на ее изготовление. В случае, если разработчиком является
федеральный орган исполнительной власти, плата за предо-
ставление копии проекта вносится в федеральный бюджет.
208
Разработчик дорабатывает проект национального стандар-
та с учетом полученных в письменной форме замечаний за-
интересованных лиц, проводит публичное обсуждение про-
екта и составляет перечень полученных в письменной форме
замечаний заинтересованных лиц с кратким изложением со-
держания данных замечаний и результатов их обсуждения.
Он обязан сохранять полученные в письменной форме за-
мечания до утверждения национального стандарта и пред-
ставлять их в национальный орган по стандартизации и тех-
нические комитеты по стандартизации по их запросам.
Срок публичного обсуждения проекта национального стан-
дарта со дня опубликования уведомления о его разработке
до дня опубликования уведомления о завершении публично-
го обсуждения не может быть менее чем два месяца.
Уведомление о завершении публичного обсуждения про-
екта национального стандарта должно быть опубликовано в
печатном издании федерального органа исполнительной вла-
сти по техническому регулированию и в информационной си-
стеме общего пользования в электронно-цифровой форме.
Со дня опубликования уведомления о завершении пуб-
личного обсуждения проекта национального стандарта дора-
ботанный проект и перечень полученных в письменной фор-
ме замечаний заинтересованных лиц должны быть доступны
заинтересованным лицам для ознакомления.
Порядок опубликования уведомления о разработке про-
екта национального стандарта и уведомления о завершении
публичного обсуждения проекта национального стандарта и
размер платы за их опубликование устанавливаются Прави-
тельством Российской Федерации.
Проект национального стандарта одновременно с переч-
нем полученных в письменной форме замечаний заинтересо-
ванных лиц представляется разработчиком в технический
комитет по стандартизации, который организует проведе-
ние экспертизы данного проекта.
Национальный орган по стандартизации на основании до-
кументов, представленных техническим комитетом по стан-
209
дартизации, принимает решение об утверждении или откло-
нении национального стандарта.
Уведомление об утверждении национального стандарта
подлежит опубликованию в печатном издании федерального
органа исполнительной власти по техническому регулирова-
нию и в информационной системе общего пользования в элек-
тронно-цифровой форме в течение тридцати дней со дня ут-
верждения национального стандарта.
В случае, если национальный стандарт отклонен, мотиви-
рованное решение национального органа по стандартизации
направляется разработчику проекта национального стандарта.
Национальный орган по стандартизации утверждает и
опубликовывает в печатном издании федерального органа
исполнительной власти по техническому регулированию и в
информационной системе общего пользования в электронно-
цифровой форме перечень национальных стандартов, кото-
рые могут на добровольной основе применяться для соблю-
дения требований технических регламентов.
Стандарты организаций. Стандарты организаций, в том
числе коммерческих, общественных, научных, саморегули-
руемых, объединений юридических лиц могут разрабатывать-
ся и утверждаться ими самостоятельно исходя из необходи-
мости применения этих стандартов для целей, указанных в
ст. 11 Федерального закона “О техническом регулирвании”,
для совершенствования производства и обеспечения качества
продукции, выполнения работ, оказания услуг, а также для
распространения и использования полученных в различных
областях знаний результатов исследований (испытаний), из-
мерений и разработок.
Порядок разработки, утверждения, учета, изменения и
отмены стандартов организаций устанавливается ими само-
стоятельно с учетом положений ст. 12 Закона “О техническом
регулировании”.
Проект стандарта организации может представляться раз-
работчиком в технический комитет по стандартизации, кото-
рый организует проведение экспертизы данного проекта. На
210
основании результатов экспертизы технический комитет по
стандартизации готовит заключение, которое направляет раз-
работчику проекта стандарта.
Стандарты организаций применяются равным образом и в
равной мере независимо от страны и (или) места происхож-
дения продукции, осуществления процессов производства,
эксплуатации, хранения, перевозки, реализации и утилиза-
ции, выполнения работ и оказания услуг, видов или особен-
ностей сделок и (или) лиц, которые являются изготовителя-
ми, исполнителями, продавцами, приобретателями.
Стандарты, как и другие нормативные технические до-
кументы, не могут оставаться неизменными в течение дли-
тельного времени — они устаревают.
В настоящее время промышленность России располагает
системой оценки качества продукции, имеющей международ-
ное признание.
Интеграция экономики России в экономику европейских
стран и вступление России во Всемирную торговую органи-
зацию требуют выполнения ряда практических мероприятий,
в том числе обеспечение технической и информационной со-
вместимости. Оценка качества продукции должна основываться
на единстве измерений с использованием международно при-
знанных методов.
Концепция стандартизации предусматривает высокие тем-
пы гармонизации отечественных стандартов с международ-
ными, так как это позволит продвигать отечественные това-
ры на мировой рынок и эффективно защищать собственный
рынок от некачественной продукции.
В соответствии с планом стандартизации Центральным на-
учно-исследовательским институтом швейной промышленнос-
ти проведен анализ ряда международных стандартов и разра-
ботаны проекты одиннадцати стандартов России, гармонизо-
ванных с международными. Остановимся на некоторых из них.
Для взаимного товарообмена с различными государствами
швейными, трикотажными и меховыми изделиями целесооб-
разно установить и использовать единые методы определе-
211
ния размерных характеристик тела человека. Единая мето-
дика измерений тела человека при определении размеров
изделий необходима, чтобы потребитель мог правильно осу-
ществить подбор одежды в соответствии с индивидуальными
мерками в зависимости от фасона и стиля одежды. Этому бу-
дет способствовать разработанный стандарт ГОСТ Р ИСО 3635-
99 “Изделия швейные. Размеры. Требования к измерению”,
текст которого идентичен международному стандарту.
В настоящее время значительно расширены возможнос-
ти выбора методов и параметров ухода за изделием в процес-
се его эксплуатации. Маркировка изделий международными
символами по уходу является необходимым условием при ре-
ализации продукции на мировом рынке. Институтом разрабо-
тан проект ГОСТ Р ИСО 3758-99 “Изделия текстильные. Мар-
кировка символами по уходу”, текст которого аналогичен
международному стандарту. В стандарте приведены между-
народные символы по уходу за изделиями, характеризую-
щие процессы стирки, отбеливания, глажения, химической
чистки и сушки. В стандарте предусмотрены символы, кото-
рые характеризуют обычную обработку, мягкую (умеренную)
и очень мягкую стирку и чистку; дан широкий диапазон тем-
ператур стирки и различные параметры условий сушки. В
обеспечении надежности одежды в процессе эксплуатации
важное значение имеет прочность (разрывная нагрузка) швов.
Разрывная нагрузка швов является обязательным показате-
лем, который проверяется при сертификации специальной
одежды в России и за рубежом. В международной практике
применяются два метода проведения испытаний при опреде-
лении разрывной нагрузки швов: “стрип” и “грэб”. Значения
разрывной нагрузки швов, получаемые при испытаниях эти-
ми методами, различны. Поэтому результаты испытаний все-
гда должны сопровождаться информацией об использован-
ном методе испытаний. Институтом подготовлены проекты
двух стандартов на методы испытаний швов:
• ГОСТ Р ИСО 13935-99 “Изделия швейные. Метод опре-
деления максимальной разрывной нагрузки шва при растя-
212
жении полоски” (“стрип”-метод). В стандарте регламентиро-
вана процедура определения максимальной разрывной нагруз-
ки швов при приложении растягивающего усилия перпенди-
кулярно шву. Элементарные пробы для испытаний выреза-
ют из изделия или специально изготавливают. Вид шва, число
стежков на единицу длины, тип ниток, тип швейной машины
устанавливают в соответствии с представленным изделием.
Элементарную пробу для испытаний вырезают в виде полос-
ки шириной 50 мм, длиной 300 мм. Испытания проводят на
разрывной машине с постоянной скоростью опускания ниж-
него зажима, зажимная длина (расстояние между зажима-
ми) — 200 ±1 мм;
• ГОСТ Р ИСО 13935-99 “Изделия швейные. Определение
максимальной разрывной нагрузки шва методом захвата про-
бы” регламентирует проведение испытаний швов способом
“грэб”. Сущность метода заключается в том, что зажимами
испытательной разрывной машины захватывается централь-
ная часть пробы со швом и подвергается растяжению до раз-
рыва шва. Для проведения испытаний швов методом “захва-
та” пробы используют разрывные машины с постоянной ско-
ростью растяжения с применением специальных зажимов.
ГОСТ Р 532-99 “Система стандартов безопасности труда.
Одежда специальная для защиты от тепла и огня. Метод ис-
пытаний при ограниченном распространении пламени” рас-
пространяется на специальную одежду, предназначенную для
защиты от повышенных температур, и материалы для ее
изготовления. Стандарт устанавливает метод испытаний ма-
териалов при ограниченном распространении пламени на вер-
тикально ориентированных пробах в строго контролируемых
условиях.
В Законе о техническом регулировании под сертифика-
цией понимается форма осуществляемого органом по серти-
фикации подтверждения соответствия объектов требованиям
технических регламентов, положениям стандартов или усло-
виям договоров; под сертификатом соответствия — до-
кумент, удостоверяющий соответствие объекта требованиям
213
технических регламентов, положениям стандартов или усло-
виям договоров.
Цели сертификации (подтверждение соответствия). Под-
тверждение соответствия осуществляется в целях:
• удостоверения соответствия продукции, процессов про-
изводства, эксплуатации, хранения, перевозки, реализации
и утилизации, работ, услуг или иных объектов техническим
регламентам, стандартам, условиям договоров;
• содействия приобретателям в компетентном выборе про-
дукции, работ, услуг;
• повышения конкурентоспособности продукции, работ,
услуг на российском и международном рынках;
• создания условий для обеспечения свободного перемеще-
ния товаров по территории Российской Федерации, а также
для осуществления международного экономического, научно-
технического сотрудничества и международной торговли.
Принципы подтверждения соответствия. Подтверждение
соответствия осуществляется на основе принципов:
• доступности информации о порядке осуществления под-
тверждения соответствия заинтересованным лицам;
• недопустимости применения обязательного подтвержде-
ния соответствия к объектам, в отношении которых не уста-
новлены требования технических регламентов;
• установления перечня форм и схем обязательного под-
тверждения соответствия в отношении определенных видов
продукции в соответствующем техническом регламенте;
• уменьшения сроков осуществления обязательного под-
тверждения соответствия и затрат заявителя;
• недопустимости принуждения к осуществлению добро-
вольного подтверждения соответствия, в том числе в опре-
деленной системе добровольной сертификации;
• защиты имущественных интересов заявителей, соблю-
дения коммерческой тайны в отношении сведений, получен-
ных при осуществлении подтверждения соответствия;
• недопустимости подмены обязательного подтверждения
соответствия добровольной сертификацией.
214
Подтверждение соответствия разрабатывается и приме-
няется равным образом и в равной мере независимо от стра-
ны и (или) места происхождения продукции, осуществления
процессов производства, эксплуатации, хранения, перевоз-
ки, реализации и утилизации, выполнения работ и оказания
услуг, видов или особенностей сделок и (или) лиц, которые
являются изготовителями, исполнителями, продавцами, при-
обретателями.
Формы подтверждения соответствия. Подтверждение со-
ответствия на территории Российской Федерации может но-
сить добровольный или обязательный характер. Доброволь-
ное подтверждение соответствия осуществляется в форме
добровольной сертификации.
Обязательное подтверждение соответствия осуществля-
ется в формах:
• принятия декларации о соответствии (далее — декла-
рирование соответствия);
• обязательной сертификации.
Порядок применения форм обязательного подтверждения
соответствия устанавливается настоящим Законом.
Добровольное подтверждение соответствия. Добровольное
подтверждение соответствия осуществляется по инициати-
ве заявителя на условиях договора между заявителем и ор-
ганом по сертификации. Оно может осуществляться для ус-
тановления соответствия национальным стандартам, стандар-
там организаций, системам добровольной сертификации,
условиям договоров.
Объектами добровольного подтверждения соответствия
являются продукция, процессы производства, эксплуатации,
хранения, перевозки, реализации и утилизации, работы и
услуги, а также иные объекты, в отношении которых стан-
дартами, системами добровольной сертификации и договора-
ми устанавливаются требования.
Функции органа по сертификации:
• осуществлять подтверждение соответствия объектов доб-
ровольного подтверждения соответствия;
215
• выдавать сертификаты соответствия на объекты, про-
шедшие добровольную сертификацию;
• предоставлять заявителям право на применение знака
соответствия, если применение знака соответствия предус-
мотрено соответствующей системой добровольной сертифи-
кации;
• приостанавливать или прекращать действие выданных
им сертификатов соответствия.
Система добровольной сертификации может быть создана
юридическим лицом и (или) индивидуальным предпринима-
телем или несколькими юридическими лицами и (или) инди-
видуальными предпринимателями.
Лицо или лица, создавшие систему добровольной серти-
фикации, устанавливают перечень объектов, подлежащих
сертификации, и их характеристик, на соответствие кото-
рым осуществляется добровольная сертификация, правила
выполнения предусмотренных данной системой добровольной
сертификации работ и порядок их оплаты, определяют учас-
тников данной системы добровольной сертификации. Систе-
мой добровольной сертификации может предусматриваться
применение знака соответствия.
Система добровольной сертификации может быть зареги-
стрирована федеральным органом исполнительной власти по
техническому регулированию.
Для регистрации системы добровольной сертификации в
федеральный орган исполнительной власти по техническому
регулированию представляются:
• свидетельство о государственной регистрации юриди-
ческого лица и (или) индивидуального предпринимателя;
• правила функционирования системы добровольной сер-
тификации, которыми предусмотрены положения п. 2 ст. 21
Закона “О техническом регулировании”;
• изображение знака соответствия, применяемое в данной
системе добровольной сертификации, если применение зна-
ка соответствия предусмотрено, и порядок применения знака
соответствия;
216
• документ об оплате регистрации системы добровольной
сертификации.
Регистрация системы добровольной сертификации осуществ-
ляется в течение пяти дней с момента представления докумен-
тов, предусмотренных настоящим пунктом для регистрации си-
стемы добровольной сертификации, в федеральный орган ис-
полнительной власти по техническому регулированию. Порядок
регистрации системы добровольной сертификации и размер пла-
ты за регистрацию устанавливаются Правительством Россий-
ской Федерации. Плата за регистрацию системы добровольной
сертификации подлежит зачислению в федеральный бюджет.
Отказ в регистрации системы добровольной сертифика-
ции допускается только в случае непредставления докумен-
тов, предусмотренных п. 3 ст. 21 Закона “О техническом ре-
гулировании”, или совпадения наименования системы и (или)
изображения знака соответствия с наименованием системы и
(или) изображением знака соответствия зарегистрированной
ранее системы добровольной сертификации. Уведомление об
отказе в регистрации системы добровольной сертификации
направляется заявителю в течение трех дней со дня приня-
тия решения об отказе в регистрации этой системы с указа-
нием оснований для отказа.
Отказ в регистрации системы добровольной сертифика-
ции может быть обжалован в судебном порядке.
Федеральный орган исполнительной власти по техническо-
му регулированию ведет единый реестр зарегистрированных
систем добровольной сертификации, содержащий сведения о
юридических лицах и (или) об индивидуальных предпринима-
телях, создавших системы добровольной сертификации, о пра-
вилах функционирования систем добровольной сертификации,
знаках соответствия и порядке их применения. Он должен обес-
печить доступность сведений, содержащихся в едином реест-
ре зарегистрированных систем добровольной сертификации,
заинтересованным лицам.
Порядок ведения единого реестра зарегистрированных
систем добровольной сертификации и порядок предоставле-
217
ния сведений, содержащихся в этом реестре, устанавлива-
ются федеральным органом исполнительной власти по тех-
ническому регулированию.
Знаки соответствия. Объекты сертификации, сертифици-
рованные в системе добровольной сертификации, могут мар-
кироваться знаком соответствия системы добровольной сер-
тификации. Порядок применения такого знака соответствия
устанавливается правилами соответствующей системы доб-
ровольной сертификации.
Применение знака соответствия национальному стандар-
ту осуществляется заявителем на добровольной основе лю-
бым удобным для заявителя способом в порядке, установ-
ленном национальным органом по стандартизации.
Объекты, соответствие которых не подтверждено в по-
рядке, установленном настоящим Законом, не могут быть
маркированы знаком соответствия.
Обязательное подтверждение соответствия. Обязательное
подтверждение соответствия проводится только в случаях,
установленных соответствующим техническим регламентом,
и исключительно на соответствие требованиям технического
регламента.
Объектом обязательного подтверждения соответствия мо-
жет быть только продукция, выпускаемая в обращение на
территории РФ.
Форма и схемы обязательного подтверждения соответствия
могут устанавливаться только техническим регламентом с
учетом степени риска недостижения целей технических рег-
ламентов.
Декларация о соответствии и сертификат соответствия
имеют равную юридическую силу независимо от схем обяза-
тельного подтверждения соответствия и действуют на всей
территории РФ.
Работы по обязательному подтверждению соответствия
подлежат оплате заявителем.
Правительством РФ устанавливается методика определе-
ния стоимости работ по обязательному подтверждению соот-
218
ветствия, которая предусматривает применение единых пра-
вил и принципов установления цен на продукцию одинаковых
или сходных видов независимо от страны и (или) места ее проис-
хождения, а также лиц, которые являются заявителями.
Декларирование соответствия. Декларирование соответ-
ствия осуществляется по одной из следующих схем:
• принятие декларации о соответствии на основании соб-
ственных доказательств;
• принятие декларации о соответствии на основании соб-
ственных доказательств, доказательств, полученных с учас-
тием органа по сертификации и (или) аккредитованной ис-
пытательной лаборатории (центра) (далее — третья сторона).
При декларировании соответствия заявителем может быть
зарегистрированное в соответствии с законодательством РФ
на ее территории юридическое лицо или физическое лицо в
качестве индивидуального предпринимателя, либо являю-
щееся изготовителем или продавцом, либо выполняющее фун-
кции иностранного изготовителя на основании договора с ним
в части обеспечения соответствия поставляемой продукции
требованиям технических регламентов и в части ответствен-
ности за несоответствие поставляемой продукции требовани-
ям технических регламентов (лицо, выполняющее функции
иностранного изготовителя).
Круг заявителей устанавливается соответствующим тех-
ническим регламентом.
Схема декларирования соответствия с участием третьей
стороны устанавливается в техническом регламенте в слу-
чае, если отсутствие третьей стороны приводит к недости-
жению целей подтверждения соответствия.
При декларировании соответствия на основании собствен-
ных доказательств заявитель самостоятельно формирует до-
казательственные материалы в целях подтверждения соот-
ветствия продукции требованиям технических регламентов.
В качестве доказательственных материалов используются тех-
ническая документация, результаты собственных исследова-
ний (испытаний) и измерений и (или) другие документы, по-
219
служившие мотивированным основанием для подтверждения
соответствия продукции требованиям технических регламен-
тов. Состав доказательственных материалов определяется со-
ответствующим техническим регламентом.
При декларировании соответствия на основании собствен-
ных и полученных с участием третьей стороны доказательств
заявитель по своему выбору в дополнение к собственным до-
казательствам включает в доказательственные материалы
протоколы исследований (испытаний) и измерений, прове-
денных в аккредитованной испытательной лаборатории (цен-
тре), а также предоставляет сертификат системы качества,
в отношении которого предусматривается контроль (надзор)
органа по сертификации, выдавшего данный сертификат,
за объектом сертификации.
Сертификат системы качества может использоваться в
составе доказательств при принятии декларации о соответ-
ствии любой продукции, за исключением случая, если для
такой продукции техническими регламентами предусмотре-
на иная форма подтверждения соответствия.
Декларация о соответствии оформляется на русском язы-
ке и должна содержать:
• наименование и местонахождение заявителя;
• наименование и местонахождение изготовителя;
• информацию об объекте подтверждения соответствия,
позволяющую идентифицировать этот объект;
• наименование технического регламента, на соответствие
требованиям которого подтверждается продукция;
• указание на схему декларирования соответствия;
• заявление заявителя о безопасности продукции при ее
использовании в соответствии с целевым назначением и при-
нятии заявителем мер по обеспечению соответствия продук-
ции требованиям технических регламентов;
• сведения о проведенных исследованиях (испытаниях) и
измерениях, сертификате системы качества, а также доку-
ментах, послуживших основанием для подтверждения соот-
ветствия продукции требованиям технических регламентов;
220
• срок действия декларации о соответствии;
• иные предусмотренные соответствующими технически-
ми регламентами сведения.
Срок действия декларации о соответствии определяется
техническим регламентом.
Форма декларации о соответствии утверждается феде-
ральным органом исполнительной власти по техническому ре-
гулированию. Оформленная по установленным правилам дек-
ларация о соответствии подлежит регистрации федеральным
органом исполнительной власти по техническому регулиро-
ванию в течение трех дней. Для регистрации декларации о
соответствии заявитель представляет в федеральный орган
исполнительной власти по техническому регулированию дек-
ларацию о соответствии.
Порядок ведения реестра деклараций о соответствии, по-
рядок предоставления содержащихся в указанном реестре све-
дений и порядок оплаты за предоставление содержащихся в
указанном реестре сведений определяются Правительством РФ.
Декларация о соответствии и составляющие доказатель-
ственные материалы документы хранятся у заявителя в те-
чение трех лет с момента окончания срока действия декла-
рации. Второй экземпляр декларации о соответствии хра-
нится в федеральном органе исполнительной власти по
техническому регулированию.
Обязательная сертификация. Обязательная сертификация
осуществляется органом по сертификации на основании до-
говора с заявителем. Схемы сертификации, применяемые для
сертификации определенных видов продукции, устанавли-
ваются соответствующим техническим регламентом.
Соответствие продукции требованиям технических регла-
ментов подтверждается сертификатом соответствия, выда-
ваемым заявителю органом по сертификации.
Сертификат соответствия включает в себя:
• наименование и местонахождение заявителя;
• наименование и местонахождение изготовителя продук-
ции, прошедшей сертификацию;
221
• наименование и местонахождение органа по сертифи-
кации, выдавшего сертификат соответствия;
• информацию об объекте сертификации, позволяющую
идентифицировать этот объект;
• наименование технического регламента, на соответствие
требованиям которого проводилась сертификация;
• информацию о проведенных исследованиях (испытани-
ях) и измерениях;
• информацию о документах, представленных заявителем
в орган по сертификации в качестве доказательств соответ-
ствия продукции требованиям технических регламентов;
• срок действия сертификата соответствия.
Срок действия сертификата соответствия определяется
соответствующим техническим регламентом. Форма сертифи-
ката соответствия утверждается федеральным органом ис-
полнительной власти по техническому регулированию.
В соответствии с Правилами сертификации продукции
текстильной и легкой промышленности в тканях для постель-
ного и нательного белья при сертификации подтверждаются
следующие характеристики:
• стойкость к истиранию по плоскости;
• изменение линейных размеров после мокрых обработок;
• соответствие процентного состава сырья указанному на
маркировке;
• устойчивость окраски к стиркам, поту, глажению и трению;
• содержание свободного формальдегида.
Для верхних трикотажных изделий при сертификации
должны быть подтверждены такие показатели, как:
• изменение линейных размеров после мокрых обработок;
• массовая доля различных видов сырья (для детского ас-
сортимента);
• воздухопроницаемость (для детского ассортимента);
• гигроскопичность (для детского ассортимента);
• минимально допустимая растяжимость шва;
• устойчивость окраски к свету, стирке, дистиллирован-
ной воде, глажению, органическим растворителям, трению;
222
• соответствие изделия линейным размерам и процентно-
му содержанию сырья, указанному на маркировке.
В пальтовых и костюмных изделиях показателями, под-
тверждаемыми при сертификации, являются:
• массовая доля химических волокон (для детского ассор-
тимента);
• гигроскопичность подкладки изделия (для детского ас-
сортимента);
• стойкость ворсовой поверхности к истиранию тканей для
верха и подкладки;
• устойчивость окраски к свету, стирке, дистиллирован-
ной воде, глажению, органическим растворителям, трению;
• изменение линейных размеров после мокрых обработок;
• водоупорность (для плащевых и курточных тканей);
• соответствие изделия по линейным размерам, содержа-
нию сырья, способам ухода, указанным на маркировке.
Организация обязательной сертификации. Обязательная
сертификация осуществляется органом по сертификации, ак-
кредитованным в порядке, установленном Правительством РФ.
Орган по сертификации:
• привлекает на договорной основе для проведения иссле-
дований (испытаний) и измерений испытательные лаборато-
рии (центры), аккредитованные в порядке, установленном
Правительством РФ (далее — аккредитованные испытатель-
ные лаборатории (центры);
• осуществляет контроль за объектами сертификации, если
такой контроль предусмотрен соответствующей схемой обя-
зательной сертификации и договором;
• ведет реестр выданных им сертификатов соответствия;
• информирует соответствующие органы государственно-
го контроля (надзора) за соблюдением требований техничес-
ких регламентов о продукции, поступившей на сертифика-
цию, но не прошедшей ее;
• приостанавливает или прекращает действие выданного
им сертификата соответствия;
223
• обеспечивает предоставление заявителям информации
о порядке проведения обязательной сертификации;
• устанавливает стоимость работ по сертификации на ос-
нове утвержденной Правительством РФ методики определе-
ния стоимости таких работ.
Федеральный орган исполнительной власти по техничес-
кому регулированию ведет единый реестр выданных серти-
фикатов соответствия.
Порядок ведения единого реестра выданных сертифика-
тов соответствия, порядок предоставления содержащихся в
едином реестре сведений и порядок оплаты за предоставле-
ние содержащихся в указанном реестре сведений устанав-
ливаются Правительством РФ.
Порядок передачи сведений о выданных сертификатах
соответствия в единый реестр выданных сертификатов уста-
навливается федеральным органом исполнительной власти по
техническому регулированию.
Исследования (испытания) и измерения продукции при
осуществлении обязательной сертификации проводятся акк-
редитованными испытательными лабораториями (центрами),
которые проводят исследования (испытания) и измерения про-
дукции в пределах своей области аккредитации на условиях
договоров с органами по сертификации. Органы по сертифи-
кации не вправе предоставлять аккредитованным испыта-
тельным лабораториям (центрам) сведения о заявителе.
Аккредитованная испытательная лаборатория (центр) офор-
мляет результаты исследований (испытаний) и измерений со-
ответствующими протоколами, на основании которых орган по
сертификации принимает решение о выдаче или об отказе в
выдаче сертификата соответствия. Данная лаборатория (центр)
обязана обеспечить достоверность результатов исследований
(испытаний) и измерений.
Сертификация швейных изделий базируется на опреде-
лении соответствия типовых изделий, идентифицированных
с серийной продукцией, требованиям нормативных докумен-
тов.
224
В настоящее время ассортимент сертифицированной про-
дукции изменяется, а также соотношение продукции отече-
ственного и зарубежного производства. Опыт работы НИЦ
“Одежда” за последние годы показал следующее:
• сертификация продукции помогла значительно “очис-
тить” российский рынок от некачественной продукции;
• сертификация является инструментом, направляющим
действия изготовителей продукции в соответствии с требова-
ниями государственных стандартов и способствующим улуч-
шению качества;
• сертификат на продукцию не является полным подтвер-
ждением ее соответствия всем требованиям;
• необходимо совершенствовать работы по сертификации
для обеспечения конкурентоспособности российской продук-
ции на внутреннем и внешнем рынках.
Наиболее значимыми для потребителей (покупателей)
одежды являются следующие свойства материалов:
• сырьевой состав, от которого зависит комфортность одеж-
ды;
• структура, цвет, рисунок, отделка — в зависимости от
направления моды;
• эксплуатационные свойства и долговечность — в зави-
симости от вида и назначения изделия;
• цена изделия.
Значимость того или иного фактора может установить
только потребитель продукции.
При пересмотре стандартов целесообразно учитывать ев-
ропейский опыт стандартизации и сертификации в обеспече-
нии потребителя продукцией высокого качества.
В настоящее время во всем мире широкое внедрение по-
лучает сертификация систем качества в соответствии с тре-
бованиями стандартов ИСО серии 9000, разработанных меж-
дународной организацией по стандартизации (ИСО) и явля-
ющихся нормативной базой сертификации систем качества.
Разрабатываются и действуют программы взаимного призна-
ния сертификатов серии 9000. Схемы сертификации на осно-
225
вании стандартов ИСО серии 9000 приемлемы для крупных
фирм и предприятий малого бизнеса, они предусматривают
сертификацию систем качества в зависимости от производ-
ственного цикла предприятия. Ниже перечислены некоторые
российские стандарты, базирующиеся на стандартах ИСО
серии 9000.
Основная цель сертификации систем качества — обеспе-
чить постоянный стабильный выпуск продукции высокого
уровня качества. Положительный эффект от сертификации
системы качества будет существенным в том случае, если:
• все сотрудники (от директора до каждого рабочего) под-
готовлены к работе в условиях функционирования системы
качества и желают выпускать продукцию высокого качества;
• организация производства и функционирование процес-
сов будут осуществляться в соответствии с установленными
на предприятии технологическими регламентами на всех эта-
пах производства и с документами системы качества.
Промышленные швейные предприятия, располагающие
сложившейся и действующей комплексной системой управ-
ления качеством выпускаемой продукции, имеют возможность
подготовиться к сертификации производства на соответствие
требованиям ГОСТ Р ИСО 9002-96. Работа в данном направ-
лении уже проводится на отдельных швейных предприятиях.
Российская система сертификации допускает возможность
заявления о соответствии продукции требованиям НТД, ко-
торое объявляется изготовителем, продавцом под его пол-
ную ответственность. В промышленно развитых странах за-
явление о сертификации практически не применяется.
Различают две формы сертификации — обязательная и
добровольная. Под обязательной сертификацией понимается
подтверждение уполномоченным на то органом соответствия
товаров обязательным требованиям. К обязательным относятся
требования безопасности для потребителя и окружающей
среды, а также совместимости и взаимозаменяемости. В соот-
ветствии с Товарной номенклатурой внешнеэкономической де-
ятельности, утвержденной постановлением Правительства РФ
226
от 29 апреля 2002 г, обязательной сертификации подлежат
следующие товары текстильной и легкой промышленности:
хлопчатобумажные, льняные, шелковые и шерстяные тка-
ни; нетканые материалы типа тканей, полотна нетканые;
штучные текстильные изделия; одежда верхняя; изделия
костюмные, платьево-блузочные, бельевые и сорочки; три-
котаж бельевой и верхний; изделия чулочно-носочные, пер-
чаточные и платочно-шарфовые; головные уборы; полотна
трикотажные; мех искусственный трикотажный.
В случае обнаружения несоответствия продукции
требованиям технических регламентов изготовитель (ис-
полнитель, продавец, лицо, выполняющее функции иност-
ранного изготовителя), которому стало известно о несоот-
ветствии выпущенной в обращение продукции требованиям
технических регламентов, обязан сообщить об этом в орган
государственного контроля (надзора) в соответствии с его ком-
петенцией в течение десяти дней с момента получения ука-
занной информации.
Продавец (исполнитель, лицо, выполняющее функции
иностранного изготовителя), получивший указанную инфор-
мацию, в течение десяти дней обязан довести ее до изгото-
вителя.
Лицо, которое не является изготовителем (исполнителем,
продавцом, лицом, выполняющим функции иностранного из-
готовителя) и которому стало известно о несоответствии вы-
пущенной в обращение продукции требованиям технических
регламентов, вправе направить информацию о несоответствии
продукции требованиям технических регламентов в орган го-
сударственного контроля (надзора).
При получении такой информации орган государственно-
го контроля (надзора) в течение пяти дней обязан известить
изготовителя (продавца, лицо, выполняющее функции инос-
транного изготовителя) о ее поступлении.
Изготовитель (продавец, лицо, выполняющее функ-
ции иностранного изготовителя) в случае получения ин-
формации о несоответствии продукции требованиям
227
технических регламентов обязан в течение десяти дней с
момента получения информации провести проверку ее дос-
товерности. По требованию органа государственного контро-
ля (надзора) изготовитель (продавец, лицо, выполняющее
функции иностранного изготовителя) обязан представить ма-
териалы указанной проверки в орган государственного конт-
роля (надзора).
В случае получения информации о несоответствии про-
дукции требованиям технических регламентов изготовитель
(продавец, лицо, выполняющее функции иностранного изго-
товителя) обязан принять необходимые меры для того, что-
бы до завершения проверки возможный вред, связанный с
обращением данной продукции, не увеличился.
При подтверждении достоверности информации о несоот-
ветствии продукции требованиям технических регламентов
изготовитель (продавец, лицо, выполняющее функции инос-
транного изготовителя) в течение десяти дней с момента под-
тверждения достоверности такой информации обязан разра-
ботать программу мероприятий по предотвращению причи-
нения вреда и согласовать ее с органом государственного
контроля (надзора) в соответствии с его компетенцией.
Программа должна включать в себя мероприятия по опо-
вещению приобретателей о наличии угрозы причинения вре-
да и способах его предотвращения, а также сроки реализа-
ции таких мероприятий. В случае, если для предотвращения
причинения вреда необходимо произвести дополнительные
расходы, изготовитель (продавец, лицо, выполняющее фун-
кции иностранного изготовителя) обязан осуществить все ме-
роприятия по предотвращению причинения вреда своими си-
лами, а при невозможности их осуществления объявить об
отзыве продукции и возместить убытки, причиненные при-
обретателям в связи с отзывом продукции.
Устранение недостатков, а также доставка продукции к
месту устранения недостатков и возврат ее приобретателям
осуществляются изготовителем (продавцом, лицом, выпол-
няющим функции иностранного изготовителя) и за его счет.
228
В случае, если угроза причинения вреда не может быть
устранена, изготовитель (продавец, лицо, выполняющее фун-
кции иностранного изготовителя) обязан незамедлительно
приостановить производство и реализацию продукции, ото-
звать продукцию и возместить приобретателям убытки, воз-
никшие в связи с отзывом продукции.
На весь период действия программы мероприятий по пре-
дотвращению причинения вреда изготовитель (продавец, лицо,
выполняющее функции иностранного изготовителя) за свой
счет обязан обеспечить приобретателям возможность получе-
ния оперативной информации о необходимых действиях.
5.3. Ццентнфнкацня и фальсификация
товаров
Фальсификация определяется как подделка, подмена в
процессе изготовления продукции определенного качества
другой, менее ценной, не соответствующей своему названию,
и реализация ее в корыстных целях. Фальсификацией во всем
мире занимаются давно, подделывают от одежды и обуви
известных фирм до денежных купюр. Не составляют исклю-
чения и продукты питания. Фальсификация продуктов пита-
ния по экономическим соображениям всегда представляла
собой большую проблему. В последнее время в России наме-
тилась четкая тенденция к ее развитию. Недобросовестные
производители и поставщики используют самые изощренные
средства для “наполнения” продуктов дешевыми компонен-
тами, получая при этом баснословные прибыли. Следствием
этих подделок являются огромные материальные убытки го-
сударства и законных производителей товаров, а также не-
восполнимые моральные, материальные, а зачастую и физио-
логические потери потребителей фальсифицированной про-
дукции. Проблема фальсификации весьма многогранна, и ее
следует рассматривать в некоторых условных границах. При
этом необходимо отметить, что вопросы фальсификации
нельзя рассматривать в отрыве от проблем ее экологической
229
безопасности, поскольку и те и другие связаны с установле-
нием подлинности и качества пищевых продуктов.
В зависимости от метода подделки различают ассортимен-
тную (видовую), качественную, количественную, стоимостную
и информационную фальсификацию. Наибольшее распростра-
нение на современном российском рынке получили ассорти-
ментная, качественная и информационная фальсификации.
При ассортиментной фальсификации подделка осуще-
ствляется путем замены одного товара другим (заменителем)
с сохранением определенного сходства. Разумеется, замени-
тели значительно дешевле по сравнению с натуральным то-
варом и обладают заниженными потребительскими свойства-
ми. В отдельных случаях обнаружение и определение этой
замены представляется очень сложной задачей. В зависимости
от товара в качестве заменителя может быть использована
низкокачественная фурнитура, натуральный или искусствен-
ный компонент, а также различные имитаторы. Применение
таких заменителей приводит к нарушению гигиенических
свойств товаров.
При качественной фальсификации производится подделка
товаров с помощью различных добавок, которые улучшают
внешний вид (органолептические свойства) продукта, но за-
ведомо понижают его качественные показатели. Для каче-
ственной фальсификации зачастую используют различные
красящие вещества, фурнитуру, волокна, которые не пре-
дусмотрены технологией производства и номенклатурой. К
этому виду фальсификации можно отнести замену первосор-
тных материалов второсортными.
Информационная фальсификация представляет собой
обман потребителя с помощью недостоверной или заведомо
ложной информации о товаре. Этот вид фальсификации встре-
чается в наше время сплошь и рядом, начиная от средств
массовой информации до конкретной маркировки товара. Мо-
гут искажаться данные о наименовании товара, фирме-изго-
товителе и стране-поставщике, информация о волокнистом
составе, размерных характеристиках, способах ухода и т. д.
230
Наиболее часто случаи фальсификации связаны с груп-
пами чулочно-носочных изделий, мужских сорочек, спортив-
ной одежды, женских платьев.
В соответствии с Законом “О техническом регулировании”
под идентификацией продукции понимается установление
тождественности характеристик продукции ее существенным
признакам. Идентификация — это отождествление, установле-
ние совпадения чего-либо с чем-либо. Применительно к товару
под идентификацией следует понимать установление соответ-
ствия наименования товара, указанного на маркировке или в
сопроводительных документах, предъявляемым к нему требо-
ваниям Проведение качественной идентификации — очень слож-
ный, емкий, длительный и зачастую дорогостоящий процесс.
Основным методическим принципом установления фаль-
сификации является глубина исследований потребительских
показателей швейной продукции. Глубина исследований в этих
случаях обусловлена главным образом тем, что многие стан-
дартные методы испытания швейной продукции не позволя-
ют решать поставленную задачу. Подлинность некоторых
швейных товаров можно доказать, только прибегая одновре-
менно к помощи как стандартных, так и нестандартных ме-
тодов оценки и определения нескольких характерных и даже
специфических свойств и признаков группы или типа изде-
лия. Например, при исследовании бельевой одежды прихо-
дится проводить органолептические испытания, определяю-
щие гигиенические свойства, водопроницаемость, воздухо-
проницаемость.
В зависимости от типа испытываемой продукции в одних
случаях может быть достаточным проведение качественной
и количественной идентификации, а в других — недостаточ-
но. Таким образом, идентификация швейной продукции с по-
дозрением на ее фальсификацию требует использования не
только специальных физических, физико-химических и хи-
мических методов, но и новых эффективных.
В настоящее время создаются “нейросистемы” — компью-
терные приборы, обладающие скорее способностями челове-
231
ка, чем компьютера. Нейрокомпьютеры основаны на сети кро-
шечных процессоров, каждый из которых способен хранить
информацию и работать с ней. Подводя итог, следует отме-
тить, что при всех имеющихся определенных достижениях в
разработке методов определения фальсификации и иденти-
фикации, унифицированные методики и разработки по их
систематизации, созданию банков данных, обобщению резуль-
татов испытаний продукции путем компьютеризации, кото-
рые облегчили бы работу исследователей и экспертов, от-
сутствуют.
Идентификация и фальсификация текстильных товаров.
Проблема проведения всесторонней экспертизы подлинности
текстильных товаров очень актуальна. При ее проведении и
установлении подлинности текстильных товаров могут дос-
тигаться следующие цели исследования:
• идентификация вида материала в зависимости от спосо-
ба изготовления;
• идентификация волокнистого состава текстильных из-
делий.
При проведении экспертизы подлинности с целью иден-
тификации вида материала в зависимости от способа изго-
товления эксперт должен определить для себя круг решае-
мых при этом задач и методов, которыми он располагает. Рас-
смотрим круг задач, которые можно решить эксперт для
достижения данной цели:
• определение способа изготовления материала (тканый,
вязаный, плетеный, нетканый);
• установление разновидности материалов (ситец, бязь,
маркизет и т. д.);
• определение вида переплетения (саржевое, полотняное,
атласное, диагоналевое и т. д.);
• определение способа скрепления волокон (ниточное, кле-
евое, иглопробивное, вязально-прошивное и др.);
• определение количественных параметров материала (ли-
нейная плотность нитей и пряжи, ширина и поверхностная
плотность материала);
232
• определение вида и количественного соотношения тек-
стильных волокон.
Идентификацию текстильных изделий осуществляют ор-
ганолептическим, физико-химическим и экспресс-методами.
Идентификационная экспертиза способа изготовления тек-
стильных материалов проводится органолептическим мето-
дом с помощью лупы и путем вытягивания нитей (волокон) с
продольной и поперечной сторон образца иглой.
Трикотаж (вязаное полотно) представляет собой гибкий
прочный материал, в котором текстильные нити, изогнутые
в процессе вязания, имеют сложное пространственное рас-
положение; основным элементарным звеном является петля.
Нетканое полотно представляет собой текстильное полот-
но, изготовленное из одного или нескольких слоев текстиль-
ных материалов, элементы структуры которых скреплены
различными способами (механическим, физико-химическим,
комбинированным).
Плетеное изделие представляет собой шнур-сутаж, об-
разуемый из двух прядей крученых хлопчатобумажных ни-
тей (пряжи), которые оплетаются комплексными вискозны-
ми нитями так, что посередине шнура между прядями полу-
чается углубление.
Вязанотканые полотна состоят из полосок ткани, между
которыми располагаются петельные столбики, образованные
нитями утка и соединяющие полоски ткани в единое полотно.
При идентификационной экспертизе разновидности тек-
стильных материалов необходимо руководствоваться как Об-
щесоюзным классификатором промышленной и сельскохозяй-
ственной продукции, так и стандартными и прейскурантны-
ми классификациями.
В соответствии с Общесоюзным классификатором промыш-
ленной и сельскохозяйственной продукции текстильные ма-
териалы обозначаются десятизначным кодом. Первые две
цифры кода соответствуют классу продукции, четыре пос-
ледующие — подклассу, группе, подгруппе и виду. Четыре
последние цифры служат для кодирования видового ассор-
233
тимента продукции. Например, ткани бытового назначения
отнесены к 83 классу:
831000 — ткани хлопчатобумажные;
831100 — ситцевые, бязевые, сатиновые;
831200 — бельевые;
831110 — ситцевые;
831120 — бязевые;
831121 — печатные;
831122 — печатные мерсеризованные;
831123 — гладкокрашеные и т. п.
В основе стандартной классификации лежит признак на-
значения тканей. Стандартами ткани подразделяются на груп-
пы: хлопчатобумажные, льняные, шерстяные, шелковые, из
химических волокон.
В стандартах содержится перечень общих обязательных
показателей, применяемых при оценке качества всех групп
тканей, и специализированных показателей, используемых
при оценке только отдельных групп.
Прейскурантная классификация тканей наиболее распро-
странена. Прейскуранты являются официальными докумен-
тами, в них содержится торговая классификация тканей: хлоп-
чатобумажных — прейскурант № 030, льняных — № 036,
шерстяных — № 032, шелковых — № 034. Ежегодно прейс-
куранты дополняются данными о новых артикулах тканей.
Артикул — условный номер, который присваивается дан-
ному материалу, отличающемуся от других материалов хотя
бы одним показателем структуры или свойства.
Идентификация вида переплетения осуществляется пу-
тем вытягивания нитей иглой с продольной и поперечной сто-
роны под лупой. Вид переплетения определяет взаимное рас-
положение и связь между собой нитей основы и утка, а так-
же внешний вид и свойства ткани.
Построение ткацких переплетений ведется в системе пря-
моугольных координат. Ткани в зависимости от вида пере-
плетения подразделяются на четыре класса:
234
• ткани простых переплетений (полотняные, саржевые,
атласные);
• ткани мелкоузорчатых переплетений (простых перепле-
тений, комбинированных переплетений);
• ткани сложных переплетений (двойные, ворсовые, пе-
ревивочные);
• ткани крупноузорчатых переплетений (простых перепле-
тений, сложных переплетений).
Ткани простых переплетений характеризуются тем, что
раппорт по основе всегда равен раппорту по утку. Раппорт —
это законченный рисунок переплетения.
Ткани мелкоузорчатых переплетений в большинстве слу-
чаев сохраняют признаки, характерные для переплетений,
из которых они образованы, но их раппорт по основе не
всегда равен раппорту по утку.
Ткани сложных переплетений получают, применяя не-
сколько систем нити основы и утка, из которых в процессе
формирования ткани образуется несколько слоев, распола-
гающихся один над другим.
Ткани крупноузорчатых переплетений характеризуются
жаккардовым рисунком и большим раппортом. Раппорт пере-
плетения может повторяться по ширине ткани несколько раз
или занимать всю ширину ткани.
Идентификация волокнистого состава ткани осуществ-
ляется органолептическим методом, пробой на сжигание (см.
табл. 5.3).
Идентификация количественного состава текстильных ма-
териалов осуществляется методом разделения нитей на от-
дельные однородные компоненты путем их раскручивания
или химическим способом, т. е. с помощью химических реак-
тивов, избирательно растворяющих один из компонентов. Оп-
ределение содержания волокнистого состава материала про-
водится по стандартной методике. Растворимость нитей в раз-
личных растворителях представлена в табл. 5.4.
Идентификация способа скрепления волокон проводится
органолептическим методом.
235
Таблица 5.3
Идентификация волокнистого состава ткани пробой на сжигание
Наименование волокна Особенности горения Запах Остаток
Хлопок, лен, вискоза и др. растительные волокна Горят быстро, при вы- несении из пламени продолжают гореть, в скрученном состоянии тлеют Жженой бума- ги Легкий серый пепел
Шерсть и шелк Горят медленно, при вынесении из пламени гаснут Жженого рога, волоса, перьев Твердый тем- ный шарик, легко расти- рающийся между паль- цами
Ацетатное Аналогичны хлопку Жженой бума- ги с резким кислым (ук- сусным) запа- хом Небольшой шарик, час- тично расти- рающийся между паль- цами
Полимерные, кроме полиак- рилов Горят с плавлением, при большом количе- стве волокон наблюда- ется падение капель расплавленного поли- мера Запах специ- фический Твердый оста- ток не расти- рается между пальцами
Смешанные Горят интенсивно, при вынесении из пламени продолжают гореть Запах, харак- терный для преобладаю- щих волокон Твердый оста- ток
Ниточный способ скрепления волокон характеризуется
наличием на поверхности ниточных стежков и строчек. При
клеевом соединении используется клей или жидкие связую-
щие. Иглопробивное скрепление волокон характеризуется
хаотической ориентацией волокон в полотне. Вязально-про-
шивной способ заключается в провязывании основы в виде
холста, системы нитей, ткани и т. п. нитями.
236
Таблица 5.4
Определение содержания волокнистого состава материала
химическим способом
Растворитель Ткань
вискозная ацетатная анидная шелковая хлопковая капроновая полиэфирная шерстяная
Серная кислота + + + + -
Соляная кислота + + + + + - +
Муравьиная кислота + + + - + + - +
Щелочной гипохлорид - - - + - - + +
Ацетон - + - - - - - -
Метилен хлорид - - - - - - - -
Уксусная кислота - + + - - + - -
Подлинность швейной продукции можно доказать, хотя и
сложно, поскольку многие характерные признаки продук-
ции (например эксплуатационные, характеризуемые симво-
лами по уходу за товарами, эргономические и др. показате-
ли) можно определить только лабораторным путем. И все
же попытаемся установить подлинность одежды известной
марки без лабораторных установок.
На первом этапе осматривается потребительская упаков-
ка. Швейная продукция упаковывается в полиэтиленовый или
целлофановый пакет с вкладыванием картона или плотной
бумаги или коробку с крышкой, выстланную бумагой. Поли-
этиленовые пакеты должны быть закрыты со всех сторон спо-
собом заваривания или заклеивания контрольной лентой или
приклеиванием упаковочного ярлыка с изображением товар-
ного знака предприятия-изготовителя. На упаковку наносят-
ся следующие реквизиты: товарный знак, наименование и
237
местонахождение фирмы, наименование изделия, рост, раз-
мер, полнота, номер модели, артикул, штрихкод, цвет. Рек-
визиты могут наноситься различными способами, они долж-
ны быть четко отпечатаны.
На следующем этапе осматриваются реквизиты товарно-
го ярлыка, лента с изображением товарного знака и конт-
рольная лента.
Товарный ярлык должен быть художественно оформлен,
иметь разнообразную форму (в виде книжки, скрепленных
листов, отдельного листка и т. д.), может быть прикреплен к
изделию различными способами (пришит, навешан, прикле-
ен, прикреплен булавкой и др.). На товарном ярлыке указы-
ваются те же реквизиты, что и на упаковке, а также обо-
значение стандарта, свидетельство на товарный знак, ин-
формация о сертификации (сертификат соответствия и
гигиенический сертификат или санитарно-эпидемиологичес-
кое заключение), гарантии производителя, голограммы, на-
личие которых гарантирует подлинность фирмы и высокое
качество продукции, срок службы или годности товара, спо-
собы ухода за изделием, штриховой код и цена.
Штриховой код состоит из черных и белых полос и цифр.
В странах Европы используется Европейская система коди-
рования — ЕАН, а в США — универсальный товарный код —
ИРС. Внешнее отличие ИРС от кода ЕАН состоит в том, что
в коде ИРС первая и последняя цифры чуть меньше осталь-
ных, кроме того, последняя стоит за “зеброй”, как бы на
отлете.
В системе ЕАН используется код, состоящий из штрихов
и 13 цифр. Первые две-три цифры международного кода обо-
значают страну — изготовитель товара. О 0—09 — США и Кана-
да, 30—37 — Франция, 380 — Болгария, 383 — Словения,
400—440 — Германия, 460—469 — Россия, 4605 — Латвия,
71 — Тайвань, 474 — Эстония, 480 — Филиппины, 489 —
Гонконг, 45—49 — Япония, 50 — Великобритания, 520 — Гре-
ция, 529 — Кипр, 535 — Мальта, 539 — Ирландия, 54 —
Бельгия и Люксембург, 560 — Португалия, 569 — Исландия,
238
57 — Дания, 590 — Польша, 599 — Венгрия, 600—601 —
ЮАР, 619 — Тунис, 64 — Финляндия, 690 — Китай, 70 —
Норвегия, 729 — Израиль, 73 — Швеция, 740 — Панама,
750 — Мексика, 759 — Венесуэла, 76 — Швейцария, 770 —
Колумбия, 773 — Уругвай, 775 — Перу, 779 — Аргентина,
780 — Чили, 786 — Эквадор, 789 — Бразилия, 80-83 — Ита-
лия, 84 — Испания, 850 — Куба, 859 — Чехия и Словакия,
860 — Югославия, 869 — Турция, 87 — Нидерланды, 880 —
Южная Корея, 885 — Таиланд, 888 — Сингапур, 899 — Ин-
донезия, 90—91 — Австрия, 93 — Австралия, 94 — Новая
Зеландия, 995 — Малайзия.
Вторые пять цифр обозначают код предприятия, следу-
ющие пять — код товара и последняя цифра — контроль.
Признаком кода ЕАН служат две длинные черты в начале
кода и в конце, а также ровно 13 цифр.
Подлинность товара можно определить после вычисления
контрольной цифры штрихового кода. Расчет производится
следующим образом: 1) сложить цифры штрихового кода,
стоящие на четных метках (7290000494616): 2 + 0 + 0 + 4 + 4 +
+ 1 = 11; 2) полученную сумму умножить на 3 (11 X 3 = 33);
3) сложить числа, стоящие на нечетных местах, без конт-
рольной цифры: 7 + 9 + 0 + 0 + 9 + 6 = 31;4) сложить числа,
вычисленные в пунктах 2 и 3 (33 + 31 = 64); 5) от полученной
суммы отбросить десятки: получится 4; 6) из 10 вычесть циф-
ру, полученную в пункте 5 (10 — 4 = 6). Если полученная
после расчета цифра не совпадает с контрольной цифрой в
штрих-коде, это значит, что товар произведен незаконно и
его качество не гарантируется.
В соответствии с постановлением Правительства РФ от 29
апреля 2002 г. № 287 код класса “Швейные изделия” — изде-
лия бельевые — 85, “Трикотажные изделия” трикотаж белье-
вой — 84, “Товары для детей” — 88, 89. Обязательной серти-
фикации подлежат: одежда мужская и женская верхняя паль-
тово-костюмного ассортимента код ОК 851000, 852000; одежда
верхняя платьево-блузочного ассортимента женская (за ис-
ключением изделий из хлопка, льна и вискозы) — 853000;
239
сорочки верхние мужские — 854000; халаты мужские и жен-
ские рабочие и специального назначения — 857700; изделия
трикотажные верхние для женщин и мужчин — 842000; изде-
лия чулочно-носочные — 843000; изделия перчаточные три-
котажные — 844000; шарфы и головные уборы трикотажные
845000; мех искусственный трикотажный для швейных изде-
лий — 848000.
Лента с изображением товарного знака применяется при
маркировке головных уборов, верхней одежды, трикотаж-
ных изделий. На ленте должны быть указаны символы по
уходу за изделием, для швейных изделий — состав сырья с
указанием наименования натурального сырья и процентно-
го содержания химических волокон, для трикотажных из-
делий — наименования сырья и его процентное содержа-
ние по волокнам.
Контрольная лента должна быть на верхней одежде, три-
котажных верхних изделиях, мужских сорочках, женских
бельевых гарнитурах, комбинациях и ночных сорочках. На
контрольной ленте должны быть указаны размеры изделия.
Итак, реквизиты на упаковке и маркировке должны быть
четкие, шрифт и цветовое решение должны совпадать. При
отсутствии необходимой информации нельзя говорить о под-
линности товара известной марки.
На третьем этапе осматривается внешний вид изделия.
Для этого швейное изделие раскладывается на столе изна-
ночной стороной вверх и осматривается наличие всех необ-
ходимых реквизитов на ленте с товарным знаком и конт-
рольной ленте, целостность и качество швов, наличие зак-
репочных швов, соответствие цвета ниток цвету основной
ткани и т. д. Нитки обметочных и стачных швов должны быть
одного цвета. Швы должны быть чистыми, целыми, без об-
рывов по всей длине.
Далее осматривается лицевая сторона. Проверяется каче-
ство стежков, строчек, швов, соразмерность парных дета-
лей, сочленение деталей и рисунка одежды и др.
240
Контрольные вопросы
1. Что такое партия товаров? Каковы правила приемки
товаров по количеству и качеству? Каковы особенности при-
емки швейных и текстильных товаров?
2. Дайте определение понятий «стандарт», «стандартиза-
ция» и «сертификация».
3. Каковы виды, категории и методы стандартизации?
4. Что такое сертификация? Какие виды одежды подле-
жат обязательной сертификации и по каким показателям?
5. Что такое идентификация и фальсификация товаров?
Перечислите виды фальсификации.
Глава 6
ФОРМИРОВАНИЕ РАЦИОНАЛЬНОЙ
СТРУКТУРЫ АССОРТИМЕНТА
ТОВАРОВ
6.1. Методы формирования
рациональной структуры
ассортимента товаров
Для обеспечения мобильности швейного производства не-
обходимо полное, надежное и своевременное поступление
необходимой информации о составе и структуре ассортимента
одежды.
При формировании ассортимента одежды промышленно-
го уровня важен комплексный подход. Существует много раз-
личных методов формирования оптимального ассортимента
товаров по видам и способам проведения работ [1]:
• экспертные;
• проектные;
• программно-целевые.
Экспертные методы используют для принятия реше-
ний, требующих заключения опытных специалистов, осно-
ванного на требованиях и данных, не сводимых в единую
систему точных наук.
Проектные методы используют при проектной разра-
ботке типологий товаров, определении типоразмеров, типаж-
ных рядов с апробацией полученного результата в проектном
материале.
Программно-целевые методы объединяют различные
процедуры и этапы разработки ассортимента в единый цикл
на основе общей целевой установки.
242
Как известно, насыщенность рынка сейчас сочетается с
несоответствием ассортимента производимых товаров спросу
населения. Большую роль в усилении работы по изучению
спроса населения и, следовательно, в повышении эффектив-
ности принимаемых решений по производству товаров на-
родного потребления в соответствии с требованиями конк-
ретных групп потребителей должны сыграть ассортиментные
концепции этих товаров.
Такие концепции в настоящее время разработаны как
по важнейшим товарам легкой промышленности, так и по
социально приоритетным контингентам потребителей. Они дол-
жны стать надежным инструментом оптимизации производ-
ственного и торгового ассортимента, использоваться для обо-
снования заказов торговли на производство и поставку това-
ров, для формирования производственных программ, разра-
ботки предложений по составу ассортимента, совершенство-
ванию системы цен, рекламы и т. д. Для определения объемов
ожидаемого спроса населения на новую продукцию и обеспе-
чения сбалансированности между спросом и предложением
предприятиям целесообразно использовать метод экспертных
оценок. Опрос экспертов (специалистов торговли и промыш-
ленности) проводится в марте—апреле года, когда готовы
образцы новой продукции, необходимой для экспертизы.
По результатам экспертного опроса составляется итого-
вый отчет, где определены ожидаемые объемы спроса на про-
дукцию предприятия. Отчет передается в плановый отдел,
где на основе этих прогнозных рекомендаций, заказов тор-
говли и производственных возможностей предприятия состав-
ляется оптимальная структура ассортимента.
Наряду с традиционными методами планирования ассор-
тимента и изучения спроса на товары в сегодняшних эконо-
мических условиях важное место отведено проектно-ти-
пологическому методу [23].
Сущность проектно-типологического метода, разработан-
ного и апробированного в практике ВНИИТЭ к формирова-
нию ассортимента, состоит в том, что потребительский ас-
243
сортимент товаров не только заранее спроектирован на ста-
дии перспективного планирования, но и наглядно представ-
лен в проектных разработках, макетах, изображениях и мо-
делях.
В работе Ш. Н. Жаховой [18] предложен метод формо-
образующих элементов, т. е. метод формирования ассорти-
мента одежды, в основу которого положен процесс взаимо-
действия ее формообразующих элементов.
Множество формообразующих элементов подразделено на
“элементы формы” и “элементы содержания”. Элементами фор-
мы являются сегменты условного расчленения оболочки тела
человека. Условная оболочка и производные от нее формы яв-
ляются едиными практически для любых видов одежды и мо-
гут быть приняты за основание единой кодовой классифика-
ции одежды, отсутствующей в промышленности и торговле.
Кодовое значение многообразия ассортиментных форм
одежды упрощает процесс планирования массового производ-
ства одежды и различных расчетов ассортимента с помощью
ЭВМ. В качестве элементов содержания выделены десять при-
знаков, принятых за параметры развития ассортимента бы-
товой одежды. Выделенные признаки являются формообра-
зующими элементами (ЭФ):
Ф.Э.О — вид ассортимента (или ассортиментной формы);
Ф.Э.1 — назначение одежды (бытовая, спортивная, ве-
домственная);
Ф.Э.2 — возрастной признак потребителя (взрослая, дет-
ская);
Ф.Э.З — пол потребителя;
Ф.Э.4 — “слой” (одежда верхняя, легкая нательная, кор-
сетная, головные уборы и т. д.)
Ф.Э.5 — социальная функция одежды (повседневная, для
отдыха, торжественная);
Ф.Э.6 — возраст потребителя (для молодежи, среднего
или старшего возраста);
Ф.Э.7 — размер типа потребителя (одежда для строй-
ных, средней полноты или полных);
244
Ф.Э.8 — материал (цвет, структура, характер оформле-
ния лицевой поверхности);
Ф.Э.9 — отделка (в соответствии с видом ассортимента).
Метод формообразующих элементов предполагает фор-
мирование ассортимента следующим образом: централизован-
но — планирование специализированными предприятиями,
децентрализованно — планирование детального ассортимента
в рамках специализации.
Данный метод удобен для использования ЭВМ, так как
здесь предложен способ компактного формализованного за-
дания информации. Однако при использовании этого метода
не учитывается фактический уровень потребления изделий и
его рациональные нормы, сырьевые ресурсы и состояние
развития рынка швейных изделий, этнотерриториальные, со-
циально-психологические и социально-демографические при-
знаки, обусловливающие потребителя на рынке одежды.
В работе И. И. Аншина предлагается метод типокомплек-
сов, сущность которого состоит в том, что сначала разраба-
тываются так называемые потребительские типажи, далее
— базовые типокомплексы для каждого типажа, которые мо-
гут включать самые разнообразные предметы гардероба одеж-
ды. Следующим этапом является производство данных типо-
комплексов с учетом модификаций тканей и материалов для
них по цвету и фактуре.
Однако такая высокая степень комплексности объекта
проектирования (гардероба) предполагает наличие жесткой
централизованной межотраслевой и отраслевой системы пла-
нирования ассортимента и его производства, что в условиях
конкуренции представляется проблематичным. Как показал
анализ практики зарубежных стран в данной области, подоб-
ные методы используются крупными концернами с широкой
специализацией, торговыми фирмами, имеющими собствен-
ный штат дизайнеров для разработки ассортимента совмест-
но со специалистами предприятий.
Метод типокомплексов позволяет решать задачи установ-
ления оптимального ассортимента товаров отдельного пред-
245
приятия на базе системного анализа, информационного и ма-
тематического моделирования и применения ЭВМ. Однако в
качестве критериев оптимизации ассортимента принимаются
только технико-экономические параметры предприятия: ми-
нимальные издержки на производство изделий, максималь-
ная прибыль предприятия, максимальный выпуск товарной
продукции и др., в то время как оптимизация по потреби-
тельским параметрам не проводится.
Вопросам оптимизации ассортимента промышленного
уровня посвящен метод проектирования рациональных
ассортиментных серий, сущность которого состоит в про-
ектировании изделий одного вида рациональными ассорти-
ментными сериями (РАС), т. е. в планировании комплекса раз-
нообразных моделей одежды одного вида (назначения), оп-
ределенных не только размерной и возрастной классифика-
цией, но и рядом других показателей.
Разнообразие моделей РАС заранее планируется. РАС
— это набор моделей для эффективного запуска в производ-
ство. Положительной стороной метода является возможность
взаимоувязки моделей, входящих в РАС, на основе типиза-
ции, стандартизации и унификации конструктивных элемен-
тов одежды. При планировании РАС используются результа-
ты опроса потребителей.
Однако в этом методе не учитываются нормы рациональ-
ного потребления одежды, не отражаются глубокие иссле-
дования рынка. Он не позволяет оптимизировать групповую
структуру ассортимента по номенклатуре и количеству.
В основе метода формирования ассортиментных еди-
ниц, предложенного Ф. У. Нигматовой [34], лежит формирова-
ние ассортиментных единиц (АЕ) посредством управления ко-
личественными и качественными признаками ассортимента одеж-
ды. Несколько АЕ образуют ассортиментную группу (АГ) и т. д.
Критериями формирования ассортиментных единиц яв-
ляются потребительские параметры: удовлетворенность на-
селения, рассчитываемая по накопленной частоте встречае-
мости потребительских предпочтений, учтенных в базовой
246
коллекции предприятия и в соответствии со структурой ас-
сортимента, типологическими группами потребителей, на ко-
торые ориентируется предприятие.
Однако использование данной методики при разработке
потребительской коллекции моделей одежды невозможно без
ее корректировки и доработки по ряду причин. Важнейшими
из них являются отсутствие значительной по объему исход-
ной информации, наличие которой предполагает использова-
ние данного метода (объем типологических групп и парамет-
ры рационального гардероба для них). Следует отметить, что
матричные расчеты, используемые в данном методе при рас-
чете структуры ассортимента товаров, удобны для использо-
вания ЭВМ.
В работе Л. Ш. Шамухитдиновой предложен информа-
ционный метод формирования рационального ассорти-
мента товаров.
Подсистема 1, названная подсистемой анализа потребите-
лей и исследования рынка, включает, во-первых, проведение
предприятием сегментации рынка потребителей на основе их
типологии, определение норм рационального потребления (НРП)
для выделения типологических групп. Перечисленная информа-
ция может быть получена из региональных ассортиментных кол-
лекций либо непосредственно самим предприятием на основе
социологических исследований. Во-вторых, анализ аналогов,
выпускаемых родственными предприятиями, и спроса на про-
дукцию данного назначения. Последнее звено в подсистеме 1
— выбор предприятием целевого сегмента, т. е. той части по-
требителей в рамках своей специализации, на которую будет
нацелено производство продукции.
Подсистема 2, названная подсистемой формирования за-
явок (технических заданий) на разработку коллекции, вклю-
чает синтез ситуации потребления. В результате будет полу-
чена информация о полном гардеробе потребителей, на ос-
нове чего формируется ассортиментный перечень.
Однако, поскольку предприятия выпускают продукцию
только в рамках своей специализации, ограниченной, как
247
правило, лишь несколькими видами одежды, то формирует-
ся так называемая видовая совокупность.
Каждый вид ассортимента одежды характеризуется при-
знаками ассортимента. В зависимости от вида одежды, пола и
возраста потребителей данные системы признаков несколько
отличаются.
На основе системы признаков ассортимента для выбран-
ной видовой совокупности разрабатывается техническое за-
дание на коллекцию.
Подсистема 3, названная подсистемой расчета рациональ-
ной структуры промышленной коллекции, включает получе-
ние на основе социологического опроса информации о потре-
бительских предпочтениях на выделенную видовую совокуп-
ность типологических групп целевого сегмента рынка.
6.2. Формирование рациональной
структуры ассортимента товаров
Для обеспечения конкурентоспособности швейного про-
изводства необходимо формирование рациональной структу-
ры ассортимента одежды. В качестве исходной информации
при формировании этой структуры используются данные об
одномерных (потребительских предпочтениях по одному при-
знаку) и многомерных (потребительских предпочтениях по
нескольким признакам) распределениях сочетаний вариантов
по признакам внешнего вида наиболее предпочитаемых по-
купателями прообразов моделей одежды.
Отбор многомерных сочетаний основных признаков внеш-
него вида (базовых сочетаний) производится по каждой пол-
нотно-возрастной группе потребителей в соответствии с ус-
ловно установленным числом моделей одежды. На начальном
этапе производился отбор всех многомерных сочетаний ос-
новных признаков внешнего вида внутри каждой полнотно-
возрастной группы потребителей с абсолютной частотой встре-
чаемости не менее двух раз на объем выборки 50 человек.
Каждое отобранное базовое сочетание одновременно фикси-
248
руется величиной относительной частоты встречаемости и в
других полнотно-возрастных группах в том случае, если оно
там присутствует. Если после отбора базовых сочетаний ос-
новных признаков внешнего вида одежды по всем полнотно-
возрастным группам потребителей их число оказалось мень-
ше расчетного, производится дополнительный отбор базовых
сочетаний уже из числа тех, которые имеют абсолютную ча-
стоту встречаемости — 1, но с достаточно высоким коэффи-
циентом значимости для потребителя, равным — 1. При этом
одновременно производится набор и уточнение общего коли-
чества рекомендуемых базовых сочетаний и их модификаций
с учетом дополнительных признаков внешнего вида для раз-
личных полнотно-возрастных групп покупателей промышлен-
ной ассортиментной коллекции.
Отсюда каждое базовое сочетание, определяющее прооб-
раз наиболее предпочитаемой модели одежды, имеет свой “ад-
рес” и может быть рекомендовано для определенной группы
покупателей. Разнообразие моделей достигается за счет наибо-
лее часто встречающихся дополнительных признаков внешнего
вида одежды. При этом необходимо воспользоваться данными
об их одномерных распределениях. Каждое отобранное базовое
сочетание основных признаков внешнего вида анализируется и
оценивается с точки зрения целостности и совершенства компо-
зиции. Исключаются варианты несогласующихся сочетаний.
Расчет частоты встречаемости предпочтений отдельных
вариантов и сочетаний нескольких вариантов основных при-
знаков внешнего вида одежды в каждой полнотно-возрастной
группе потребителей и по всей выборке в целом выполняет-
ся в следующей последовательности [12]:
• ввод исходных данных о потребительских предпочте-
ниях по признакам внешнего вида и характеристик перспек-
тивных моделей одежды;
• обработка одномерных распределений сочетаний основ-
ных признаков внешнего вида;
• обработка многомерных распределений сочетаний основ-
ных признаков внешнего вида;
249
• расчет частоты предпочтения, накопленной частоты
предпочтения и доли сочетания в рациональной структуре
ассортимента одежды.
Вся остальная работа выполняется художниками с необ-
ходимыми корректировками, с учетом имеющейся у них до-
полнительной информации, складывающейся производствен-
ной ситуации.
Частота предпочтений базовых сочетаний (моделей) ос-
новных признаков внешнего вида в рациональной структуре
ассортимента одежды рассчитывалась по формуле
т
WK=IXb/MxlOO,
Л=1
где СХ;к — относительная частота встречаемости моделей с k-м соче-
танием основных признаков внешнего вида одежды внутри А.-Й
полнотно-возрастной группы;
у — удельный вес численности А.-Й полнотно-возрастной груп-
пы по всей совокупности опрошенных;
М — количество модификаций базовых сочетаний.
Относительную частоту встречаемости моделей с k-м со-
четанием основных признаков одежды внутри Х-й полнотно-
возрастной группы предлагается определять по формуле
п
аЛк = V. / П’
Х=1
где Вк— оценка респондента по одномерным распределениям пред-
почтений потребителей А.-Й полнотно-возрастной группы по при-
знакам внешнего вида одежды;
п — количество основных признаков внешнего вида одежды.
На основе данных о частоте предпочтения основных при-
знаков внешнего вида одежды рассчитывается доля этих соче-
таний в рациональной структуре ассортимента по формуле
y<pfc = Wfcx 100/W^
где W —накопленная частота предпочтения по всем базовым соче-
таниям основных признаков внешнего вида или общему числу
моделей, W = W, .
’ Ф кт
250
W , = W,Wo = w , + W о .. w = w , + w .
<pl Kl’ <p2 Kl k2 <pm "кт-1 кт
Например, доля 2-го базового сочетания ТГНКНВПТБ
(комплект из брюк и пижамы с застежкой до линии груди,
без разреза, с круглым вырезом горловины, без воротника, с
втачными длинными рукавами, из цветного, трикотажного
полотна, с вышивкой по борту полочки) в рациональной струк-
туре ассортимента бельевой одежды рассчитывается следу-
ющим образом (см. табл. 6.1, 2 строка).
B(i 1) 2 9 = 0,59 + 0,68 + 0,21 + 0,8 + 0,69 + 0,68 + 0,11 + 0,7 +
+ 0,5 = 4,96
(см. табл. 6.1, 3 столбец, 2 строка);
Bn?1?q = 0,08 + 0,53 + 0,41 + 0,07 + 0,41 + 0,07 + 0,53 + 0,08 +
+ 0,08 = 1,68
(см. табл. 6.1 , 4 столбец, 2 строка);
B,?n?q = 0,72 + 0,71 + 0,18 + 0,25 + 0,82 + 0,71 + 0,18 + 0,15 +
+ 0,40 = 4,16
(см. табл.6.1, 5 столбец, 2 строка),
где нижние индексы (1.1), (1.2), (2.1) означают номер полнот-
но-возрастной группы (см. табл 6.1, 3, 4, 5 столбец), индекс 2
означает второе базовое сочетание (см. табл.6.1, 2 строка),
индекс 9 означает количество основных признаков внешнего
вида, т. е. количество обозначений в коде базовых сочетаний
(см. табл. 6.1, 2 столбец). Суммируемые величины взяты из
диаграмм потребительских предпочтений потребителей по
признакам внешнего вида одежды.
Далее рассчитывается относительная частота встречае-
мости моделей одежды:
оС(Ц)2 9 = 4,96 : 9 = 0,551;
«(12) 2 э = !’68:9 = °’186;
(Хт q = 4,16 : 9 = 0,462.
На следующем этапе рассчитывается частота предпочте-
ний базовых сочетаний моделей одежды в рациональной струк-
туре ассортимента (см. табл. 6.1, 15 столбец, 2 строка):
251
W2 = [(0,551 x 0,205) + (0,186 x 0,128) + (0,462 x 0,18)] : 3 x
x 100 = [0,11 + 0,02 + 0,08] : 3 x 100 = 7.
Затем рассчитывается накопленная частота предпочте-
ний по всем базовым сочетаниям по признакам внешнего вида
одежды (см. табл. 6.1, 16 столбец, 2 строка):
= [W, + W2] = 7,8 + 7 = 14,8.
I\.Z L 1 ЛJ 7 7
На последнем этапе рассчитывается доля этих сочетаний
в рациональной структуре ассортимента одежды (см. табл. 6.1,
17 столбец, 2 строка):
VK2 = 7 X 100 : 84,8 = 8,3.
Рациональность разработанной структуры ассортимента
женской одежды заключается в удовлетворении около 80%
потребителей Северо-Кавказского региона значимым коли-
чеством базовых сочетаний основных признаков внешнего вида
женской одежды (см. табл. 6.1, столбец 16).
Накопление такой информации во времени позволяет ус-
тановить отдельные закономерности и особенности потребитель-
ских предпочтений покупателей, динамику их изменения, что
может быть использовано при подготовке технического зада-
ния на проектирование промышленных коллекций, а также
позволяет достичь большей согласованности покупательского
спроса и товарных предложений в швейной промышленности.
Конкретная проработка каждой модели проводится ди-
зайнерами одежды с учетом направления моды, информации
о спросе и складывающейся производственной ситуации. По-
нятие “модель” выступает в данном случае как образец из-
делия, обладающий художественными достоинствами. Новизна
модели может проявляться в форме, материалах, конструк-
тивном решении, технологии обработки, отделки. Надежность
экстраполяции результатов отбора и формирования рацио-
нальной структуры ассортимента одежды на генеральную со-
вокупность обусловлена учетом региональных особенностей
распределения потребительских предпочтений покупателей по
признакам внешнего вида одежды.
252
253
Рациональная структура ассортимента женской бельевой одежды
Таблица 6.1
№ п/п Код ба- зовых сочета- ний (мо- делей) основ- ных пвв Рекомендуемые сочетания (модели) для полнотно- возрастных групп потребителей Количество модифи- каций базовых сочета- ний, и Частота предпочтений, wK Накопленная частота предпочтения, W<p Доля сочетаний в по- требительской кол- лекции моделей одеж- ды, Усрк
1.1 1.2 2.1 2.2 2.3 3.1 3.2 3.3 4.1 4.2 4.3
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
1 тгнкн вгтз 5,25 2,72 5,28 5,12 4,56 5 7,8 7,8 9,2
2 тгнкн ВПТБ 4,96 1,68 4,16 3 7 14,8 8,3
3 тгннд БГЕЖ 4,56 2,72 4,96 4,88 4,64 4,56 4,72 7 6 20,8 7
4 ттикн ВПТБ 4,88 2,52 4,8 4,64 4,36 5 13 33,8 15,3
5 ТББНН ГЕКГ 4,16 3,68 6,32 4,36 4 21 54,8 24,7
6 ТБСУН БГХЧ 4,48 5,36 4,4 4,64 4,96 5 1,5 56,3 1,8
254
Продолжение табл. 6.1
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
7 ПОВУДВ ГЕС 4,64 2,56 4,72 4,64 4,56 3,36 3,84 7 1,6 57,9 2
8 повода ГЕК 7,52 3,84 6,00 5,36 5,28 3,44 6 1,5 59,4 1,8
9 пов ОДГХЗБ 3,12 3,84 4,96 4,16 2,72 1,6 4,4 3,2 8 4,2 63,6 4,6
10 ГПВФДВ ГХБ 4,64 4,64 4,72 3 2,6 66,2 3
11 поцкда ПГБ 2,32 2,8 4,08 2,72 2,88 5 3,32 69,5 4
12 ПГЦУНВ ГЕС 4,48 2,88 2,48 3 1,6 71,1 1,9
13 сгцннв ПХБ 2,48 1,84 2,9 2,4 4 6 77,1 7,1
14 СГБКНГ ВЕК 2,16 3,12 5 3,3 80,4 4
15 СТЦБНБ ПХБ 3,71 2,73 4,01 4,13 2,13 5 1,5 81,9 1,8
16 СБОР ДБ ГТС 3,62 3,17 2 1 82,9 1,2
Окончание табл. 6.1
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
17 СБСБНБПЛБ 3,72 2,71 1,9 3 1,5 84,4 1,8
18 СБНННПВХБ 2,43 1,98 2 0,4 84,8 0,5
19 Итого моделей по полнотно- возрастным группам потре- бителей 9 11 9 8 10 8 6 7 5 4 4 81 84,8 100
20 Количество опрошенных респондентов 82 51 72 85 32 21 27 11 2 5 12 400
21 Удельный вес полпотно- возрастной группы 0,205 0,128 0,18 0,213 0,08 0,052 0,057 0,028 0,005 0,012 0,03 1
Примечание. В качестве основных признаков внешнего вида выделены: вид изделия, вид зас-
тежки, наличие шлиц, вид горловины, покрой воротника, покрой рукавов, рисунок, цвет материа-
ла, место декорирования.
255
Данные, получаемые с помощью разработанной методи-
ки, могут быть использованы как исходная информация при
подготовке технического задания на проектирование промыш-
ленных коллекций моделей одежды.
Внедрение результатов исследований по разработке ра-
циональной структуры ассортиментных коллекций с учетом
потребительских предпочтений позволяет повысить удовлет-
воренность покупателей за счет более полного соответствия
потребительского спроса и товарного предложения, что от-
ражается на увеличении объема изделий, сокращении издер-
жек производства и торговли по реализации изделий, не
пользующихся спросом.
Особое значение при разработке рациональной структу-
ры ассортимента одежды промышленного уровня имеет объе-
динение моделей единством концепции автора, образа, струк-
туры материалов, формы и базовых конструкций, предпоч-
тений потребителей.
Контрольные вопросы
1. Перечислите существующие методы формирования ра-
циональной структуры ассортимента товаров, их достоинства
и недостатки.
2. В чем сущность метода формирования рациональной
структуры ассортимента товаров?
IViasa 7
ОЦЕНКА КАЧЕСТВА ТОВАРОВ
7.1. Гигиенические показатели
текстильных товаров
Гигиенические показатели характеризуются следующи-
ми единичными показателями качества текстильных товаров:
гигроскопичностью, водопоглащаемостью, воздухопроницае-
мостью, пылепроницаемостью и паропроницаемостью [7].
Гигроскопичность (We, %) текстильных материалов опре-
деляет их способность поглощать влагу при 100%-ной относи-
тельной влажности воздуха:
W, = (тф ~ тс) / тс х 100,
где тф — масса образца при фактической влажности среды, г;
тг — масса абсолютно сухого образца, г.
Для определения гигроскопичности вырезают три образ-
ца испытуемого материала размером 50 X 200 мм, каждый из
которых помещают в отдельную бюксу. Открытые бюксы с
образцами помещают на 4 ч в эксикатор с водой для создания
среды с относительной влажностью воздуха 100% (проверя-
ют гигрометром). После этого бюксы закрывают, по истечении
указанного времени образцы вынимают, взвешивают с точно-
стью до 0,001 г и помещают в сухой эксикатор, среда в кото-
ром имеет относительную влажность воздуха 0%, выдержи-
вают в течение 4 ч при температуре 105—110°С и взвешивают
с точностью до 0,001 г. Гигроскопичность не должна превы-
шать 6%.
Водопоглагцаемость (Пв,%) характеризует способность
материала поглощать влагу при его полном погружении в воду:
257
Пв = (тв - тсо) / тсо х 100 ,
где тв — масса образца после выдерживания его в воде, г;
тсо — масса высушенного образца, г.
Для определения водопоглащаемости материала выреза-
ют два образца размером 40 X 40 мм, в центре которых ка-
рандашом намечают квадраты размером 30 X 30. Образцы на-
калывают на специальную игольчатую раму, закрепленную
на стержне. Стержень с образцами помещают в стеклянный
стакан с дистиллированной водой в количестве 500 мл, после
выдерживания в течение 1 ч образцы вынимают и встряхива-
ют, чтобы удалить частицы воды с поверхности материала.
Образцы снимают пинцетом с игл, вырезают из них намечен-
ные ранее квадраты размером 30 X 30 мм и помещают в бюк-
сы. Образцы в бюксах взвешивают, затем высушивают при
температуре 102—105 °C и вновь взвешивают.
Воздухопроницаемость оценивается коэффициентом воз-
духопроницаемости Вр, дм3/ (м2 X с), показывающим, какое
количество воздуха проходит через единицу времени при по-
стоянном перепаде давления р по обе стороны образца:
вр = V/ gs/хтД
где V — количество воздуха, прошедшего через образец, дм3;
£ — площадь образца, м~;
Т — длительность прохождения воздуха, с (т = 50 с).
Испытания воздухопроницаемости тканей проводят при
р = 5 мм вод. ст. (Г50 Па).
Воздухопроницаемость очень малая — при Вр менее 50,
малая при Вр = 504-135, ниже средней — при Вр = 1364-375,
средняя — при Вр = 1364-1000, повышенная — при Вр =
= 10014-1500, высокая — при Вр более 1500 дм/(м2х с).
Приборы, используемые для определения воздухопро-
ницаемости, работают по принципу создания по обеим сторо-
нам образца определенного перепада давления, в результате
чего воздух движется через образец. Разрежение воздуха в
камере, покрытой испытуемым материалом, создается с по-
мощью всасывающего мотора или вентилятора.
258
Пылепроницаемость материала характеризуется коэф-
фициентом пылепроницаемости Ппр, г/(м2 X с), показываю-
щим, какое количество пыли прошло через единицу площа-
ди материала в единицу времени:
Ппр = т1/ (^2 х Т2Х
где т1 — масса пыли, прошедшей через образец материала, г;
S2 — площадь образца, м2;
Т2 — время испытания образца, с (т = 30 с).
Пылепроницаемость материалов определяют с помощью
бытовых пылесосов. Из испытуемого образца вырезают обра-
зец определенной площади (м2) и закрепляют его вместо филь-
тра в каркас пылесоса, предварительно взвесив образец (МД.
Далее берут навеску пыли массой т0, включают пылесос и в
течение 30 с пыль засасывается пылесосом. После этого взве-
шивают образец (М2). Количество пыли, оставшейся на испы-
туемом материале, равно:
т2 = М2 ~ ^1-
Количество пыли, прошедшей через испытуемый мате-
риал тх, рассчитывают по формуле
т1 = то ~ т2-
Для одежды пылепроницаемость является недостатком,
так как она не отвечает гигиеническим требованиям.
Паропроницаемость определяется следующим методом. В
три стеклянных стаканчика наливают дистиллированную воду
до отметки. Вырезают три образца из испытуемого материа-
ла диаметром, равным наружному диаметру стаканчиков, и
с помощью парафина прикрепляют их к верхнему краю ста-
канчиков. Подготовленные таким образом стаканчики с образ-
цами испытуемого материала устанавливают на подставку и
помещают в эксикатор. После пребывания в эксикаторе (1 ч)
все стаканчики поочередно взвешивают и записывают их мас-
су, затем опять помещают в эксикатор. По истечении 3 ч ста-
канчики вторично взвешивают. Разность результатов первич-
259
ного и вторичного взвешивания стаканчиков, покрытых ис-
пытуемым материалом, показывает количество влаги, испа-
рившейся из стаканчиков и прошедшей через образец. Этот
показатель используется для расчета коэффициента паропро-
ницаемости (Bh), г/(м2Хс) по формуле
Bh = А / (S3 х т3),
где А — масса водяных паров, прошедших через пробу материала,
г;
У, — площадь образца материала, м~;
Т3 — время испытания, с (т =1 ч; 3 ч).
Коэффициент паропроницаемости зависит от величины
воздушной прослойки h — расстояния от поверхности матери-
ала до воды, мм; с ее уменьшением коэффициент Bh увеличи-
вается. Поэтому в обозначении коэффициента паропроницае-
мости всегда указывается величина h, при которой проводи-
лись испытания. Величина воздушной прослойки при проведе-
нии испытаний должна быть минимальной, так как сопротив-
ление прохождению паров влаги складывается из сопротивле-
ния слоя воздуха и сопротивления самого материала.
Увеличение перепада температур воды и воздуха и умень-
шение относительной влажности воздуха вызывает значитель-
ное повышение паропроницаемости. Проведение испытаний
при температуре воды 35—36 °C приближает условия испыта-
ния к условиям эксплуатации одежды, так как эта темпера-
тура соответствует температуре тела человека.
7.2. Эстетические показатели
Эстетические показатели характеризуются следующими
единичными показателями качества текстильных товаров:
драпируемость, сминаемость, формоустойчивость [3].
Драпируемость материала может определяться в продоль-
ном или поперечном направлении дисковым методом, кото-
рый заключается в следующем.
260
Пробу размером 200 X 400 мм вдоль длинной стороны скла-
дывают гармоникой в три складки, накалывают иглой с одной
стороны и подвешивают на время, равное 30 мин, а затем
замеряют расстояние между углами ее нижнего края.
Коэффициент драпируемости К, % рассчитывают по фор-
муле
К = (200 - А) / 200 х 100,
где А — расстояние между углами нижнего края пробы, находя-
щейся в подвешенном состоянии, мм.
Нормативные значения коэффициента драпируемости
указаны в табл. 7.1.
Таблица 7.1
Нормативные коэффициенты драпируемости тканей
Вид тканей Хорошо Удовлетвори- тельно Неудовлетвори- тельно
Хлопчатобумажные 65 45-64 менее 44
Шерстяные
платьевые 80 68-79 менее 67
костюмные 65 50-64 менее 49
пальтовые 65 42-64 менее 41
Шелковые 85 75-84 менее 74
Льняные 65 45-64 менее 45
Хорошо драпирующиеся материалы обвисают почти без
расширения книзу, плохо драпирующиеся сохраняют рас-
стояние между нижними краями, близкое к размеру корот-
кой стороны образца.
Сминаемостью называется свойство текстильных материа-
лов под воздействием деформации изгиба и сжатия образовы-
вать неисчезающие складки и морщины. Сминаемость является
следствием проявления в текстильном материале пластических
и эластических деформаций с медленным периодом релаксации.
Определение сминаемости (несминаемости) текстильных
материалов можно производить методом ориентированного
261
смятия, который заключается в том, что материал склады-
вают пополам и выдерживают под нагрузкой в течение 5 мин.
Степень несминаемости материала можно определять по углу
восстановления складки или по восстановлению расстояния
между концами сложенной методом гармоники полоски. При
этом сила смятия может регулироваться перемещением по
рычагу груза в течение 15 мин. После 5 мин отдыха образца
измеряют высоту складки h, мм.
Несминаемость материала оценивается его способностью
восстанавливать размеры после смятия и характеризуется
коэффициентом несминаемости Кн
Кн = / До = / 30,
где h0 — начальная высота несмятой пробы, равная 30 мм;
hk — конечная высота восстановленной после смятия и отдыха
пробы, мм.
В нормативах для шелковых тканей выделяют три груп-
пы несминаемости: несминаемая — 55%, малосминаемая —
46—55%, среднесминаемая — 30—45%.
Формоустойчивость. Приборы, используемые для опре-
деления составных частей деформации растяжения при на-
грузках, называют релаксометрами.
Значение относительной полной деформации растяжения
образца Е, % определяется по формуле
E={LX~ Lo) / Lo X 100,
где Lj — длина образца по истечении 1 ч действия нагрузки — 0,25;
LQ — начальная длина образца (LQ = 200 мм ).
Относительная остаточная деформация определяется по
формуле
Еу = (Lx - L2)/ Lo х 100,
где L2— длина полоски после снятия груза не позже чем через 5 с, мм
Для определения относительной остаточной деформации
образец материала закрепляют в зажимы. Длина образца меж-
262
ду двумя зажимами принимается за Lo. Затем к нижнему за-
жиму подвешивают груз, растягивающий полоску. По истече-
нии 1 ч действия груза длина полоски между зажимами уве-
личивается и достигает значения L1 После этого груз снима-
ют и через 5 с измеряют длину полоски L2. Размеры пробных
полосок 25 X 150 мм — для шерстяной ткани, 25 X 250 мм —
для остальных тканей, 50 X 150 мм — для трикотажного по-
лотна.
При испытании материалов на многократное растяжение
определяют остаточную циклическую деформацию Ео, % по
формуле
Ео = Ьоч / Lo х 100,
где Ьоч _ абсолютная величина остаточного циклического удлине-
ния образца, накопившаяся после заданного числа циклов рас-
тяжения, мм.
Многократное растяжение является одной из основных
причин, вызывающих разрушение материалов в одежде. При
многократном растяжении происходит расшатывание струк-
туры материала и накапливание остаточной деформации, со-
провождающиеся изменением размеров и формы одежды, ухуд-
шением ее внешнего вида. Поэтому важно изучить поведение
различных материалов при многократном растяжении.
Уменьшение значения разрывной нагрузки образца в за-
висимости от количества циклов многократного растяжения
свидетельствует об усталости материала и может быть ис-
пользовано для прогнозирования его износа.
7.3. Технологические показатели
текстильных товаров
Технологические показатели характеризуются следую-
щими единичными показателями качества текстильных това-
ров: иглопрорубаемостью, раздвигаемостью нитей в швах и
устойчивостью к осыпанию нитей [11].
263
Иглопрорубаемость. Для оценки устойчивости текстильных
материалов к проколу иглой образец размером 200 X 200 мм
складывают в четыре слоя и прошивают иглой без нити на
участке длиной 180 мм четырьмя условными параллельными
строчками на расстоянии 10 мм друг от друга при частоте 7
стежков на 1 см (для ткани) и 5 стежков на 1 см (для трико-
тажных полотен). Толщину иглы подбирают в зависимости от
вида материала и номера нити.
Для определения явной прорубки образец просматривают
через лупу вдоль линии условной строчки и подсчитывают ко-
личество проколов с повреждениями нитей. Эту операцию луч-
ше выполнить на столе с матовым стеклом и подсветом. По-
вреждаемость ткани строчкой А, % рассчитывают по формуле
А = п / п0 X 100,
где п — число проколов с повреждением нити;
по— общее число проколов (п = 210).
Для оценки скрытой прорубки из образца вырезают три
полоски шириной 50 мм так, чтобы проложенные строчки
располагались поперек полоски. Полоски из прошитого об-
разца и полоски без строчки испытывают на разрывной ма-
шине при зажимной длине 100 мм, фиксируя разрывную
нагрузку. Степень повреждения П, % оценивают по измене-
нию значения разрывной нагрузки прошитых образцов по
сравнению с контрольными образцами:
П = Рр/ Рркх 100,
где Р — разрывная нагрузка прошитых образцов;
Р — разрывная нагрузка контрольных образцов (Р = 5 даН).
Раздвигаемость тканей. Раздвигаемостъю ткани назы-
вают смещение нитей одной системы относительно нитей дру-
гой системы под действием внешних сил.
Для определения раздвигаемости нитей в швах выреза-
ется образец размером 30 X 180 мм, который одним концом
закрепляется в верхние тиски разрывной машины, а другим
264
концом — между резиновыми пластинами зажимного при-
способления. Величина давления 4 даН, зажимная длина об-
разца — 100 мм, натяжение — 20 сН (гс), вес груза — 120 гс,
скорость раздвигания — 2 мм/с.
Различают легко раздвигающиеся ткани, для которых
усилие составляет 8—9 даН, ткани средней раздвигаемости
— 9—11 даН и нераздвигающиеся — более 11 даН.
Устойчивость к осыпанию нитей. Осыпаемость — эго
выпадение нитей из открытых срезов ткани. Нити в ткани удер-
живаются силами трения и сцепления. Чем меньше коэффици-
ент трения, тем легче нить выскальзывает из среза и легче
смещается в ткани. Чем больше площадь поверхности контакта
нитей основы с нитями утка, тем больше поверхность, на кото-
рой развивается трение. С увеличением плотности и уменьше-
нием длины перекрытий растет коэффициент связанности ткани
и уменьшается возможность смещения и осыпания нитей. Так, в
тканях полотняного переплетения возможность смещения и осы-
пания нитей меньше, чем в тканях сатинового переплетения.
Для определения устойчивости ткани к осыпанию нитей
образец размером 30 X 40 мм закрепляют в зажим прибора
ПООТ так, чтобы длина свободно провисающего конца про-
бы составляла 20 мм. За каждый цикл движения абразива
пробы подвергаются воздействию с двух сторон, испытывая
комплексное действие удара, трения, изгиба и встряхива-
ния. За показатель осыпаемости принимается размер бахро-
мы, образующейся в результате выпадения нитей пробы ткани
после 5000 циклов воздействия абразива на пробу.
Различают ткани: легкоосыпающиеся, выдерживающие
2000 циклов воздействия абразива; средней осыпаемости —
3000 циклов; неосыпающиеся — 5000 циклов.
7.4. Эксплуатационные показатели
текстильных товаров
Эксплуатационные показатели характеризуются следу-
ющими единичными показателями качества текстильных то-
265
варов: устойчивостью окраски к стиркам, к дистиллирован-
ной воде, к поту, к сублимации и трению, устойчивостью к
истиранию, разрываемостью и растяжимостью, усадкой [42].
Усадка. Усадка по длине и ширине материала рассчиты-
вается по формулам
Уа = (Lai - La2) / Lai х 100, Уш = (Ьш1 - Ьш2) / ЬШ1 х 100,
где Ldl — значение результатов измерения длины до мокрой или
влажной обработки;
Ld2 — то же после влажной или мокрой обработки;
L — значение результатов измерения ширины до мокрой или
влажной обработки;
L — то же после мокрой или влажной обработки.
Усадка считается положительной (+), если происходит
уменьшение размеров материала, и отрицательной (-), если
размеры материала увеличиваются. В таблице 7.2 представ-
лены нормы усадки тканей и трикотажных полотен.
Для определения усадки после стирки вырезают два образ-
ца размером 300 X 300 мм, один из которых подвергается стирке
в стиральной машине активаторного типа при t = 404-45 °C. Да-
лее образец утюжат без нажима и по истечении 10 мин изме-
ряют его длину и ширину с точностью до 1 мм. Полученные
результаты сравнивают с размером второго образца.
Изменение размеров текстильных материалов при влаж-
ном и тепловом воздействии обусловлено двумя причинами:
Таблица 7.2
Нормы усадки тканей и трикотажных полотен
Группа ус- тойчивости к истира- нию Усадка ткани, %, не более Усадка полотна, %, не более Характеристи- ка по усадке
по основе по утку по основе по утку
1 1,5 1,5 2 3 Безусадочные
2 3,5 2 5 8 Малоусадочные
3 5 2 10 10 Усадочные
266
протеканием обратного релаксационного процесса и набуха-
нием текстильных волокон и нитей.
Из таблицы 7.2 видно, что по усадке различают ткани:
безусадочные, в которых усадка не более 1,5% по основе и
утку; малоусадочные — 3,5% по основе и 2% по утку; уса-
дочные — 5% по основе и 2% по утку.
Устойчивость к истиранию характеризуется количеством
оборотов прибора до образования дыры на деталях одежды.
Отбор элементарных проб изделий осуществляют на уча-
стках, не имеющих пороков, швов. Общее количество эле-
ментарных проб от выборки чулочно-носочных изделий дол-
жно быть кратным 3.
Для проведения испытаний применяют:
— приборы типа ТИ-1 или ТИ-1М с твердым абразивом;
— сетку контактную латунную № 0071;
— шаблоны установочные толщиной (1,5 ± 0,5) мм;
— шаблоны для вырезания элементарных проб диамет-
ром (65 ± 1) мм;
— приспособление для деформирования контактной сет-
ки;
— средство моющее синтетическое порошкообразное;
— секундомер механический;
— центрифуги;
— термометр стеклянный ртутный лабораторный;
— весы лабораторные, весы аналитические.
При определении устойчивости к истиранию по числу обо-
ротов головок прибора до разрушения элементарной пробы ото-
бранные точечные пробы предварительно подвергают замоч-
ке в течение (10 ± 0,5) мин в растворе моющего средства (3 г
на 1 дм3 воды) при модуле ванны 1:30 при температуре (30 ±
2) °C, затем перемешивают 10 раз с изменением направления
и легким отжимом. После замочки точечные пробы три раза
прополаскивают при температуре (20 ± 4) °C, отжимают на
центрифуге в течение (1 ± 0,1) мин.
При испытании образцы расправляют на шаблоне, слегка
растягивая. Сверху на изделие наклеивают бумажное кольцо.
267
Вырезают элементарную пробу вместе с наклеенным бу-
мажным кольцом.
Перед испытанием подготовленные элементарные пробы
выдерживают в климатических условиях не менее 10 часов.
Испытания проводятся абразивным диском с колечками
самоостанова на малых головках при давлении, прижимаю-
щим элементарную пробу к абразиву, равном 3,3 X 104 Па.
Подготовленные элементарные пробы заправляют в обой-
му так, чтобы лицевой стороной они были обращены к абра-
зиву. На рабочие головки с предварительно закрепленными
на них контактными сетками надевают обоймы с заправлен-
ными элементарными пробами.
На испытуемые элементарные пробы накладывают ус-
тановочные шаблоны. На центральную ось надевают абразив
до соприкосновения с шаблоном и закрепляют гайкой.
Поворачивают абразив специальным ключом по часовой стрел-
ке и сбрасывают шаблоны. Создают необходимое давление, вклю-
чают тумблеры головок. Отпускают крышку прибора, ставят счет-
чик на нуль и включают прибор. Прибор автоматически останав-
ливается, если на одной из головок произошло истирание до
разрушения элементарной пробы. Со счетчика снимают пока-
зания числа оборотов головок прибора. Закрывают кран подачи
давления к головке, головку выключают с помощью соответ-
ствующего тумблера и выполняются вторичные испытания.
Результаты испытаний по показаниям прибора записы-
вают отдельно по каждому участку. Нормы устойчивости к
истиранию трикотажных товаров представлены в табл. 7.3.
Таблица 7.3
Нормы устойчивости к истиранию трикотажных товаров
Группа устой- чивости к исти- ранию Устойчивость к истиранию, количество оборотов
Бельевая одежда Верхняя одежда
Первая 80 и выше 200 и выше
Вторая 50 и выше 100 и выше
Третья 50 и ниже 50 и выше
268
Прочность окраски текстильных материалов. Устойчи-
вость окраски к каждому виду физико-химических воздей-
ствий определяют по изменению первоначальной окраски или
по степени закрашивания образцов белых тканей, подвер-
гавшихся совместной обработке. Устойчивость окраски зави-
сит также от насыщенности цвета, поэтому для ее оценки
установлена стандартная степень интенсивности окраски, оце-
ниваемая шкалами эталонов стандартного тона.
Степень изменения первоначальной окраски и степень
закрашивания белых материалов оценивают баллами при по-
мощи шкал серых и синих эталонов.
Шкалы серых эталонов служат: одна шкала — для оп-
ределения степени изменения первоначальной окраски, дру-
гая — для определения степени закрашивания образцов бе-
лых материалов. Эти шкалы позволяют оценивать устойчи-
вость окрасок в пределах от 1 до 5 баллов, из которых балл 1
означает низшую, а балл 5 — высшую степень устойчивости
окраски.
Шкала синих эталонов служит для определения измене-
ний первоначальной окраски от воздействий света, света и
погоды и позволяет оценивать устойчивость окраски в преде-
лах от 1 до 8 баллов, из которых балл 1 означает низшую, а
балл 8 — высшую степень устойчивости окраски.
Шкалы эталонов утверждаются в установленном порядке.
В зависимости от проводимого испытания применяют сле-
дующие образцы.
Простой образец — образец определенного размера,
приготовленный из испытуемого окрашенного или напечатан-
ного материала.
Составной образец — простой образец, закрепленный
между одним или двумя образцами смежных тканей для оцен-
ки степени закрашивания.
Контрольный образец — образец, устойчивость окрас-
ки которого известна и который используется для контроля
правильности проведения испытаний.
269
Вырезанный образец размером 10x4 см помещают меж-
ду двумя смежными полотнами, одно из которых из того же
волокна, что испытуемый образец, а другое из волокна, ука-
занного в конкретном методе испытаний, и прошивают вдоль
одной короткой стороны наметочным швом. Если во время
испытания образец подвергается механическому воздействию,
его прошивают по четырем сторонам.
Окрашенные материалы, из которых приготовлены об-
разцы для испытаний, сохраняют в затемненном месте для
сравнения с образцами, подвергшимися испытанию.
Для проведения испытаний используется дистиллирован-
ная вода. Содержание компонентов (порошка, мыла) в ванне
указывается в см3/дм3 или в г/дм3 в пересчете на техничес-
кий продукт.
В описании методов испытаний в необходимых случаях
указываются температурный режим и время испытания. Если
нет указаний на допуски, то точность измерений будет счи-
таться достаточной, если оно проведено с применением обыч-
ных инструментов и при соблюдении необходимых правил
предосторожности.
Образцы после испытаний высушивают на воздухе в под-
вешенном состоянии при температуре не выше 60 °C так,
чтобы части составного образца не соприкасались между со-
бой и были защищены от прямого солнечного света.
Оценку устойчивости окрасок проводят визуальным срав-
нением контраста образца после испытания с контрольным
образцом.
Образцы окрашенных материалов до и после испытания
располагают рядом друг с другом в одной плоскости с ориента-
цией в одном направлении. При необходимости образцы укла-
дывают в несколько слоев, чтобы избежать его просвечивания.
Сравнение образцов проводят на сером фоне, при освещении
дневным светом с северной стороны или источником света. Свет
должен падать на поверхность приблизительно под углом 54°.
Устойчивость окраски к любому воздействию оценивают
баллами.
270
Изменение окраски образца может проявиться в измене-
нии интенсивности ее оттенка, чистоты или в комбинации этих
свойств. В зависимости от характера изменения окраски оцен-
ка его основывается на величине общего видимого контраста
между исходным образцом и подвергшимся испытанию.
Если контраст вызван изменением оттенка или чистоты,
то наряду с баллом ставится буквенное обозначение: С —
окраска стала синее; 3 — окраска стала зеленее; К — окрас-
ка стала краснее; Ж — окраска стала желтее; Т — окраска
стала тупее; Ч — окраска стала чище.
Закрашивание в швах составного образца не принима-
ется во внимание. Запись оценок устойчивости окрасок в бал-
лах осуществляется в следующей последовательности: оцен-
ка изменения первоначальной окраски; оценка степени зак-
рашивания белого полотна из того же материала, что испы-
туемый образец. Пример записи оценок — 3/2.
Метод оценки окраски материалов к стиркам основан на
механическом перемешивании испытуемого образца вместе с
образцами неокрашенных тканей в стиральных растворах при
определенных температуре и времени.
Устройство для определения прочности окраски состоит
из водяной бани с вращающимся валом, на котором по ради-
усу размещены емкости из нержавеющей стали диаметром
(75 ± 5) см, высотой (125 ± 10) см, вместимостью (550 ± 50) см3.
Дно емкости отстоит от центра вала на (45 ± 10) см Вал с
емкостями вращается со скоростью (40 ± 2) об/мин.
Температура водяной бани (с точностью ± 2° С) поддер-
живается термостатически. Для механического перемешива-
ния образцов используются коррозийно-стойкие шарики из
нержавеющей стали диаметром 6 мм. Далее образец помеща-
ется в дистиллированную воду с олеиновым мылом и кальци-
нированной технической содой.
Берут два образца смежных полотен размером 10x4 см;
один образец из того же полотна, что и испытуемый матери-
ал, или из волокна, преобладающего в смеси, другой — из
волокна, приведенного в табл. 7.4.
271
Таблица 7.4
Шкалы серых эталонов для определения изменения
первоначальной окраски и степени закрашивания
неокрашенных образцов
Первый образец Второй образец
для 1,2,3 стирок для 4 стирок для 5 стирок
Хлопок Вискоза Вискоза Вискоза
Шерсть Хлопок - -
Шелк нату- ральный Хлопок Хлопок -
Лен Хлопок Вискоза Хлопок
Вискоза Хлопок Хлопок Хлопок
Ацетат Вискоза Вискоза -
Триацетат Вискоза Вискоза -
Полиамид Шерсть Хлопок Хлопок
Полиэфир Шерсть Вискоза Вискоза
Полиакрил Шерсть Хлопок Хлопок
Состав растворов для стирок, условия проведения испы-
тания и модуль ванны в зависимости от метода испытания
указаны в табл. 7.5.
Таблица 7.5
Состав растворов и условия стирки образцов
№ стир- ки Состав стирального раствора, г/дм3 t, °C Время, мин Мо- дуль
1 Мыло 40 ±2 30 50:1
2 Мыло 50 ±2 45 50:1
3 Мыло, сода кальцинированная 60 ±2 30 50:1
4 Мыло, сода кальцинированная 95 ±2 30 50:1
5 Мыло, сода кальцинированная 95 ±2 240 50:1
272
Приготовленные составные образцы помещают в емкость,
заливают раствором, предварительно нагретым до соответ-
ствующей температуры, и обрабатывают в условиях, ука-
занных в таблице.
По окончании испытания образцы вынимают, дважды про-
поласкивают в холодной дистиллированной воде, затем в холод-
ной проточной воде в течение 10 мин, после этого их отжимают,
расшивают, оставляя шов с одной короткой стороны, и сушат.
Оценку устойчивости окраски испытуемого образца по
изменению первоначальной окраски и закрашиванию смешан-
ных тканей проводят визуально методом сравнения образцов
до и после окрашивания, так как устойчивость окраски пос-
ле стирки для тканей различного волокнистого состава раз-
ная: одни ткани хорошо сохраняют цвет после стирки, дру-
гие — плохо. Не редки случаи, когда после стирки цвет од-
ной ткани наплывает на другой, что значительно нарушает
эстетическую ценность изделия.
Устойчивость окраски к стирке оценивается в баллах.
Метод оценки устойчивости окраски к действию пота про-
водят согласно стандартам. Он основан на обработке испыту-
емого образца вместе с образцами неокрашенных полотен ра-
створами, содержащими гистидин с поваренной солью или
поваренную соль при определенных условиях.
Для проведения испытаний используются рама из нержаве-
ющей стали, в которую плотно входит груз массой (5 ± 0,5) кг с
основанием (11,5 X 6) см; пластины стеклянные или из акри-
ловой смолы (плексиглас) размером (11,5 X 6) см, толщиной
не более 0,2 см; термостат воздушный, поддерживающий тем-
пературу (37 ± 2) °C; стакан фарфоровый, гистидин гидро-
хлорида, натрий хлористый или соль поваренная пищевая,
натрий фосфорнокислый двузамещенный 2-водный, натрий
фосфорнокислый однозамещенный, 2-водный, натрий гидро-
окись 0,1 н раствор, кислота уксусная 98,5%-ная, аммиак вод-
ный технический 25%-ный раствор, вода дистиллированная.
Берут два образца смежных полотен размером 10x4 см,
один образец состоит из того же волокна, что и испытуемый
273
образец, или из волокна, преобладающего в смеси, другой
образец из волокна, приведенного ниже.
Первый образец Второй образец
Хлопок Вискоза
Шерсть Хлопок
Натуральный хлопок Хлопок
Лен Вискоза + хлопок
Триацетат Вискоза
Ацетат Вискоза
Полиамид Шерсть + вискоза
Полиэфир Шерсть + хлопок
Полиакрил Шерсть +хлопок
Испытания проводят в кислом и щелочном растворах раз-
дельно. Состав растворов указан в табл. 7.6.
Таблица 7.6
Состав растворов
Компонент Содержание компонентов в зави- симости от способа испытаний
щелочной раствор кислый раствор
Гистидин гидрохлорида, г/дм3 0,5 0,5
Натрий хлористый, г/дм3 5,0 5,0
Натрий фосфорнокислый двузаме- щенный 2-водный, г/дм3 5,0 -
Натрий фосфорнокислый однозаме- щенный 2-водный, г/дм3 2,5 2,2
Водородный показатель (PH) доводят 0,1 и раствором гидроокиси натрия 8,0 5,5
Аммиак, г/дм3 5,0 -
Уксусная кислота, г/дм3 - 5,5
274
В стакан со свежеприготовленными растворами погружают
составные образцы, замачивают их при модуле 50:1 и выдер-
живают при комнатной температуре в течение 30 мин, перио-
дически перемешивая и прижимая к стенкам стаканов. Образцы
высушивают в естественных условиях. Сравнимые поверхности
должны освещаться дневным светом или источником света. Ус-
тойчивость окраски к любому воздействию оценивают баллами.
Метод оценки устойчивости окраски изделий к трению
основан на закрашивании неокрашенного сухого или мокро-
го полотна при трении об сухой испытуемый образец [22].
Для определения устойчивости окраски к трению исполь-
зуется прибор ПТ-4, который имеет нагрузку на стержень —
1 кг, диаметр стержня — 1,5 см, изготовлен из нержавею-
щей стали, пластмасс или дерева.
Вырезается два образца из хлопчатобумажной ткани
размером 5x5 см, один — для определения устойчивости
окраски к сухому трению, другой — к мокрому. Из окрашен-
ной пряжи сплетают косичку длиной 18 см и диаметром ОД-
ОД см или волокно равномерно раскладывают на отрезке бе-
лой ткани размером 18x3 см и прошивают стежками с интер-
валом в 1 см.
При сухом трении сухой образец ткани натягивают на ко-
нец стержня прибора, закрепляют зажимным кольцом. Испы-
туемый образец (размером 5x5 см) накладывают лицевой сто-
роной вверх на столик и закрепляют специальным кольцом.
Трение неокрашенного хлопчатобумажного полотна о повер-
хность испытуемого окрашенного образца производят движе-
нием столика взад и вперед на расстоянии 10 см в течение 10 с.
При мокром трении образец ткани замачивают в воде и
отжимают вручную. Далее условия проведения испытаний те
же, что и при сухом трении.
Оценку устойчивости окраски к трению проводят путем
сравнения его с контрольным образцом до и после окраши-
вания при дневном свете или используя источник света. Если
образец просвечивается, то его складывают в несколько слоев.
Устойчивость окраски к трению оценивают баллами.
275
Метод оценки устойчивости изделий к разрывным харак-
теристикам основан на исследовании выносливости тканей при
многократном изгибе. Текстильные волокна и нити при одно-
кратном изгибе разрушаются очень редко, так как критичес-
кие радиусы изгиба, при которых возможно разрушение во-
локон и нитей, чрезвычайно малы.
При многократных изгибах на сравнительно небольших
узких участках сгиба материала в местах образования скла-
док, морщин и т. п. возникают зоны предразрушения. В зависи-
мости от степени устойчивости межволоконных и внутриволо-
конных связей процесс утомления материала происходит бо-
лее или менее интенсивно. Затем наступает усталость, и ма-
териал разрушается. Усталость материала от многократных
изгибов является не только следствием механических воздей-
ствий, но и результатом проявления физических и химичес-
ких процессов, взаимосвязанных и дополняющих друг друга.
При испытаниях материалов на многократный изгиб оп-
ределяют показатели следующих характеристик: выносливо-
сти — число изгибов, которое выдерживает материал до
разрушения; долговечности — время от начала многократно-
го изгиба до разрушения материала; изменение разрывной
нагрузки пробы материала после заданного числа изгибов.
Испытания тканей на многократный изгиб выполняют на
приборах, называемых изгибателями. Для оценки устойчиво-
сти изделий к разрывным характеристикам пробу материала
закрепляют в зажимах. Зажим жестко крепится на диске,
который поворачивает этот зажим вправо и влево на задан-
ный угол. Таким образом проба получает многократный двой-
ной изгиб. К зажиму подвешивается груз для натягивания
пробы. Выносливость материала определяется числом двой-
ных изгибов до разрушения пробы.
В табл. 7.7 приведены данные о выносливости тканей при
многократном изгибе.
Показатели выносливости тканей при многократном из-
гибе в значительной степени зависят от структуры и волок-
нистого состава, а также от режимов испытания.
276
Таблица 7.7
Средняя выносливость при постоянных нагрузках
10, 15, 20% от разрывной нагрузки, тыс. двойных изгибов
Наименование ткани Угол изгиба
±90° ±135°
10 15 20 10 15 20
Бязь хлопчатобумажная 49.9 12.0 5,2 23.9 5,1 2.4
Сатин хлопчатобумажный 27.5 12.6 7,0 16.5 7,7 -
Крепдешин из натурального шелка 4,6 2,3 1,3 2,3 1,1 0.7
Шевиот шерстяной 17.0 5,6 1,9 22.0 4,6 0.6
Платьевая вискозная 16.9 9,0 1,0 5,9 1,8 0.9
7.5. Эргономические показатели
швейных и трикотажных товаров
Одно из первых мест по значимости для потребителей в
общей системе качества одежды занимают эргономические
показатели статического и динамического соответствия. В ка-
честве основных критериев статического и динамического со-
ответствия предлагается использовать соответствие конструк-
ции одежды антропометрическим данным фигур типового те-
лосложения в статике (соразмерность, баланс) и динамике
(возможность осуществления различных заданных движений).
Антропометрическое соответствие эргономической сис-
темы «человек — одежда» обычно рассматривают примени-
тельно к двум ее возможным состояниям: статическому и ди-
намическому. Статическое является исходным для определе-
ния рациональных размеров и формы опорных участков кон-
струкции одежды (участков статического контакта) при ее
проектировании и позволяет оценивать статическое соответ-
ствие (качество посадки) спроектированных образцов одеж-
ды и готовой продукции при ее серийном изготовлении [24].
Динамическое соответствие изменяется как в простран-
стве, так и во времени и позволяет оптимизировать размеры
277
опорных участков одежды (участков динамического контак-
та), находя оптимальные значения припусков, в также оце-
нивать удобство одежды в динамике.
Для инструментальной оценки показателей, определяю-
щих положение борта, рукавов и боковых швов (Х1; Х2, Х3,
Х4), используются бесконтактные методы, основанные на ис-
пользовании проекционных оптических приборов или специ-
альных экранов.
Необходимым условием существования условно равновес-
ной биохимической системы «человек — одежда» в статике яв-
ляется соответствие размеров и формы участков статического
контакта одежды размерам и объемной форме верхней опор-
ной поверхности тела человека. При отсутствии необходимого
соответствия в одежде возникают нарушения равновесия (ба-
ланса) — дефекты качества посадки, внешне проявляющиеся
в нарушении гладкости ее поверхности, а также равновесного
положения основных деталей на поверхности манекенов и фи-
гур. Это приводит к отклонениям краев бортов, боковых швов,
спинки, рукавов от номинального положения, изменению плот-
ности прилегания к телу воротника, низа изделия, ухудшаю-
щих эстетическое восприятие внешнего вида одежды и созда-
ющих неудобства в ее использовании. Указанные дефекты ка-
чества одежды называют балансовыми нарушениями.
Единичные показатели статического соответствия и их
коэффициенты весомости представлены в табл. 7.8.
При приемке готовых швейных изделий и определении их
сортности оценка качества посадки одежды производится в со-
ответствии с ГОСТ на манекенах органолептическим методом
по пятибалльной шкале с интервалом 0,5 балла. Распределение
баллов пятибалльной шкалы для единичных показателей стати-
ческого соответствия представлено в табл 7.9. При полном от-
сутствии дефектов изделие получает оценку пять баллов.
Эргономические показатели динамического соответствия
швейных изделий характеризуют возможность выполнения
человеком заданных бытовых и производственных движений
с максимальным размахом и точностью. При этом необходимо
278
Таблица 7.8
Единичные показатели, определяющие статическое
соответствие швейных изделий, и их коэффициенты весомости
Ранг Код показателя Единичный показатель посадки одежды Коэффициент весомости
1 Хх Отвесность положения кра- ев бортов полочек 0,295
2 Х2 Отсутствие наклонных сво- бодных складок на спинке от проймы или боковых швов 0,270
3 Х3 Отвесность положения ру- кава 0,230
4 х4 Отсутствие горизонтальных наклонных складок на спинке 0,205
Таблица 7.9
Распределение баллов пятибалльной шкалы единичных
показателей статического соответствия швейных изделий
Показатели качества посадки I сорт II сорт
Числовое значение Оценка, баллы Числовое значение Оценка, баллы
Положение края борта 0 5 1 3
Номинальное откло- 0,2 4,5 1,3 2,5
нение от вертикали, 0,5 4 1,5 2
градус 0,8 3,5 - -
Г дубина наклонных 0 5 2,4 3
складок на спинке, см 0,6 4,5 3 2
1,2 4 — —
1,8 3,5 - -
Примечание: продукции I сорта (с хорошим качеством посадки) по
каждому показателю соответствуют баллы от 5 до 3,5; II сорта (с удов-
летворительным качеством посадки) — от 3 до 2; продукция, получив-
шая оценку ниже 2 баллов, относится к несортной.
279
обеспечить наименьший уровень давления одежды на повер-
хность тела человека, минимальные деформации материалов
в ее деталях, а также ограниченное перемещение отдель-
ных участков изделия относительно поверхности тела чело-
века, чтобы не ухудшить эстетического восприятия одежды.
Определение количественных значений критериев дина-
мического соответствия ситсемы «человек — одежда» реко-
мендуется производить посредством моделирования реальной
деятельности человека, характерной для эксплуатации пле-
чевой одежды. Для этого сначала раздетым, а затем одетым
человеком выполняются заданные движения рук при фикси-
рованном положении туловища и стоп ног. В качестве рабо-
чих движений выбираются наиболее часто встречающиеся
простые движения (подъем рук через стороны вверх и подъем
рук вперед и вверх), вызывающие максимальное изменение
продольных размерных признаков туловища человека и угло-
вых признаков, определяющих положение рук относительно
туловища. Наибольшее ограничение размаха движений про-
исходит при одновременном подъеме вытянутых вперед рук,
максимальное перемещение низа изделия — при подъеме
рук через стороны вверх. Поэтому указанные показатели внеш-
него динамического соответствия рекомендуется определять
при выполнении именно этих рабочих движений.
Показатель размаха движений рук одетого человека Р1 опре-
деляется отношением максимальных углов подъема рук одетым а1
и раздетым (Х2 человеком, измеряемых по шкале эргономичес-
кого щита и скорректированных с учетом исходного угла ос0:
Pr = (cq - а0) / (а2 - а0); (0 < Pr < 1) .
Максимальный угол а1 подъема рук одетым человеком в ди-
намике определяется физиологическими свойствами человека и
совершенством конструкции одежды и измеряется в момент по-
явления ощущения давления одежды на плечевую часть руки.
Показатель степени перемещения низа изделия Р2 опре-
деляется отношением разности высот от пола низа изделия с
рукавом при выполнении движения и исходного 7i0 к ана-
280
логичной разности высот от пола изделия без рукава в дина-
мике h2 и статике /г0 (см):
Pi = (hr ~ h0) / (h2 - h0) = A/^ / A/i2; P2 > 1 .
Перемещение низа изделия Ah1 измеряют при подъеме
рук через стороны вверх до горизонтального положения, опре-
деляемого ограничителями рук. Для ускорения испытаний зна-
чение Ah2 можно определять приближенно, исходя из значе-
ния динамического эффекта размерного признака.
Распределение баллов пятибалльной шкалы для ведущих
единичных показателей динамического соответствия швей-
ных изделий представлены в табл. 7.10.
Таблица 7.10
Распределение баллов пятибалльной шкалы для единичных
показателей динамического соответствия швейных изделий
Показатели качества и их размерность I сорт II сорт
Числовое значение Оценка, баллы Числовое значение Оценка, баллы
Угол подъема рук раз- 198 5 188 5
детого человека оь, 196 4,5 186 4,5
градус 194 4 183 4
192 3,5 181 3,5
190 3 179 3
Угол подъема рук оде- 142 5 124 5
того человека щ, гра- 140 4,5 120 4,5
дус 135 4 115 4
130 3,5 ПО 3,5
125 3 102 3
Угол положения сво- 11 5 7 5
бодно опущенных рук 10 4,5 7,5 4,5
а0,градус 9 4 7 4
8,5 3,5 6,5 3,5
8 3 6 3
Перемещение низа 9 3 5,3 3
изделия при подъеме 8 3,5 5,5 3,5
рук Aly. см 7,8 5 6 5
7 4,5 6,4 4,5
6,8 4 6,8 4
281
Комплексные эргономические показатели статического
(Кс = ЕКсг- X mci) и динамического соответствия (Кд = Z-Kdi X
ma?;) можно использовать как самостоятельные показатели для
дифференцированной оценки качества конструкции одежды
в статике и динамике или определить объединяющий их ком-
плексный показатель антропометрического соответствия Ка с
учетом значимости указанных показателей (тс и тд) в зави-
симости от назначения одежды:
= Кс х тс + Кд х тд,
где К Кд — показатели статического и динамического соответ-
ствия, баллы;
тс, тд — коэффициенты весомости показателей статического
и динамического соответствия.
Наиболее высокое значение комплексного показателя,
соответствующее высшему уровню, — Ка = 0,954-1,0; хоро-
шему — 0,84-0,94; низкому — 0,74-0,79; критическому — 0,644-0,69.
Оценка эргономических показателей антропометрическо-
го соответствия позволит проектировать одежду с заданным
уровнем статического и динамического соответствия, что по-
зволит значительно улучшить ее внешний вид, повысить удоб-
ство и надежность в эксплуатации, снизить материалоемкость.
7.6. Эстетические показатели
технологического соответствия
швейных и трикотажных товаров
Эстетические показатели занимают особое место при
оценке качества одежды как предмета личного потребления.
Отсутствие этих показателей превращает одежду, по суще-
ству, в бесполезную вещь, так как она перестает выполнять
одну из основных своих целевых функций: удовлетворение
специфических человеческих (эстетических) потребностей.
Эстетическое восприятие одежды зависит также от точ-
ности и тщательности технической обработки и отделки всех
282
доступных для внешнего восприятия конструктивных элемен-
тов (симметричность положения в изделии парных деталей,
чистота и аккуратность заделки отделочных строчек и соеди-
нительных швов, качество подкладки и соответствие ее цве-
ту изделия и т. д.); оригинальности, выразительности и ин-
формативности фирменных торговых знаков, ярлыков, мар-
кировки и упаковки, т. е. всех элементов, определяющих в
совокупности товарный вид одежды массового производства.
Качество изделий контролируют на столе с горизонталь-
ной поверхностью. Основными средствами оценки эстетических
показателей технологического соответствия служат органы зре-
ния и рецепторы осязания, а также средства измерения.
Оценка эстетических показателей одежды производится
по 40-балльной системе. Наличие дефектов одежды снижает
оценку показателей качества путем вычитания баллов из ба-
зового значения. Если изделие имеет идеальное качество, то
оно имеет максимальную оценку — 40 баллов. Исходя из 30%
(для I сорта) или 50% (для II сорта) уровня положительных
ответов о том, что дефект становится зрительно заметным,
устанавливаются баллы дифференцированно по сортам [11].
Дефекты, определяющие эстетические показатели тех-
нологического соответствия швейных изделий, представле-
ны в табл. 7.11.
Таблица 7.11
Дефекты, определяющие эстетические показатели
технологического соответствия швейных изделий
№ п/п Наименование де- фектов внешнего вида Величина допускаемых отклонений (см) Снижение оценки, баллы
I сорт II сорт
1 2 3 4 5
1 Несоответствие внут- ренней отделки требо- ваниям ГОСТ или ТУ — — 0,2
2 Использование невы- разительных фирмен- ных знаков — — 0,2
283
Продолжение табл. 7.11
1 2 3 4 5
3 Отсутствие закрепок в строчке Не допуск. - 0,1
4 Видна прокладка в петлях - - 0,1
5 Искривление края шва, строчки 0,2 0,7 0,5
6 Видна подкладка с одной стороны изде- лия Не допуск. 0,5 0,3
7 Пропуски стежков в строчках Не допуск. Не допуск.
8 Недостаточно оту- тюжены вытачки, карманы и др. — — 0,5
9 Несовпадение рисун- ка при соединении деталей 0,5 0,7 0,5
10 Несимметричность расположения пар- ных деталей 0,3 0,4 0,5
11 Излишнее натяжение или слабина материа- ла и нитей в строчках — — 0,5
12 Непрочное клеевое соединение Не допуск. 0,5 0,5
13 Несоответствие цвета ниток цвету ткани в наружных строчках Не допуск. Не допуск.
14 Нарушение целостно- сти строчки Не допуск. Не допуск.
15 Недостаточная эла- стичность швов Не допуск. Не допуск.
16 Наличие прорубания материала в швах Не допуск. Не допуск.
284
Окончание табл. 7.11
1 2 3 4 5
17 Перекос детали 0,5 1,0 0,5
18 Несимметричность петель 0,2 0,4 0,5
19 Разнооттеночность материалов в деталях Не допуск. Не допуск.
20 Ласы Не допуск. Не допуск.
21 Пролегание швов (отпечатывание швов на лицевой стороне) — — 0,3
22 Непрочное соедине- ние пуговиц - - 0,2
23 Отсутствие пуговиц Не допуск. до 2 шт. 0,3
Из табл. 7.11 видны величины допускаемых отклонений
для I и II сорта. При отклонении каждого из показателей бо-
лее, чем допустимо в стандартах, изделие не может быть
признано сортным и подлежать продаже.
7.7. Цена потребления товаров
Качество швейной продукции неразрывно связано с ес-
тественным стремлением людей к обновлению своего гарде-
роба, с потребностью в красоте и комфорте. Вместе с тем
тяга к обновлению предопределяет методический подход к
оценке морального износа. Этому способствует формирова-
ние ассортимента предприятия на основе всестороннего изу-
чения закономерностей развития моды.
Наиболее важной чертой моды является ее сменяемость.
Одежда, характерная для предшествующей моды, частично
или значительно теряет свою эстетическую ценность, а вмес-
те с тем и денежную стоимость. Этот факт имеет важное эсте-
тическое и экономическое значение в процессах производства.
285
Следовательно, смена форм происходит от естественного
стремления людей к обновлению форм, что связано с посто-
янно меняющимися потребностями и общим развитием чело-
веческого общества [15].
Проблемы, связанные с проектированием одежды и раз-
витием моды, возникают не случайно. Существует несколько
основных причин, рождающих эти проблемы. Это затовари-
вание продукцией, связанное с моральным износом изделий
легкой промышленности, и несинхронность производственных
циклов моды, приводящая к несоответствию форм изделий,
выпускаемых промышленными предприятиями, основным
тенденциям моды. Модели, выполненные с большим опозда-
нием, теряют свою новизну и морально устаревают.
В моде должно представлять интерес нечто фундамен-
тальное, не способное исчезать быстро. Важно понять, в чем
заключается субъективизм и объективизм моды, как влияет
на нее темп жизни, научно-техническая революция, произ-
водство. Мода и промышленность имеют общие законы раз-
вития: усложняется мода, усложняется и технология промыш-
ленного производства. Человек же всегда стремится к уни-
кальности, к выражению своего образного “Я” в костюме. По-
этому самая большая трудность проектирования массовой
одежды заключается в том, как сочетать гармоничную образ-
ность, заложенную в стандартном изделии, со способностью
костюма к выражению индивидуальности.
Несмотря на сложность формирования и распростране-
ния, мода как массовое общественное явление носит харак-
тер объективной реальности. Попытка игнорировать быстро-
течность моды и вызванный ею моральный износ, как пока-
зывает практика, приводит к большим экономическим про-
счетам. В связи с этим для обеспечения конкурентоспособно-
сти швейной продукции необходимо учитывать закономерно-
сти изменчивости моды как критерия качества одежды.
Решающим фактором при продаже швейных изделий яв-
ляется соотношение суммы потребительских свойств, т. е. “ка-
чества” и цены, по которой изделие предлагают. На рис. 7.1
286
Рис. 7.1. Связь между качеством и ценой
показано, что улучшение качества способствует увеличению
цены.
Однако следует помнить о том, что одежда подвержена
влиянию моды, а мода, как упоминалось ранее, является ча-
стью качества. Соответствие изделия моде является вторым
после посадки изделия по фигуре фактором. Но то, что се-
годня является модным, завтра может устареть, и это изде-
лие уже не будут покупать.
Ухудшение потребительских свойств модного изделия с
течением времени происходит скачкообразно вследствие как
технического, так и морального износа (рис. 7.2). При этом
моральный износ, на который влияет изменение моды в мо-
мент tM, в целом значительно быстрее сказывается на ухуд-
шении потребительской ценности изделия (качества), чем
Рис. 7.2. Снижение качества изделия вследствие его износа:
а — технического; б — морального
287
протекающий параллельно с моральным технический износ,
обусловленный эксплуатацией модного изделия. Еще медлен-
нее происходит технический износ технологического оборудо-
вания, на котором изготавливается соответствующее изделие.
Таким образом, с улучшением качества швейной продук-
ции увеличивается цена изделия лишь до тех пор, пока оно
является модным. Далее наступает устаревание изделия, т. е.
моральный износ, следовательно, и уменьшение цены (рис. 7.3).
Бытует мнение, что цена товара зачастую не отражает
его качества. В этой ситуации предлагается установить сораз-
мерность цены готовой продукции, указанной на маркировке
и в сопроводительной документации, с уровнем ее качества.
Цена потребления отражает полные расходы потребите-
ля по приобретению и эксплуатации продукции в течение
срока эксплуатации. Полные расходы включают единовремен-
ные и текущие затраты.
Единовременные затраты включают затраты:
• на изготовление;
• на покупку товара (цена товара);
• на транспортирование;
• налоговые сборы.
Текущие затраты включают затраты:
• на моющие средства;
• воду, электроэнергию;
Рис. 7.3. Связь между качеством и ценой во времени
288
• комплектующие детали и материалы, потребляемые при
изготовлении продукции.
По некоторым группам товаров (текстильным, галанте-
рейным и др.) текущие затраты превышают единовременные.
Именно из-за низких текущих затрат покупатель часто при-
обретает готовую продукцию.
Основой цены потребления является продажная цена.
Существует три основных метода ценообразования:
— на основе себестоимости и прибыли (затратный прин-
цип);
— на основе баланса спроса и предложения;
— с учетом цен конкурентов.
При затратном принципе ценообразования качество то-
варов не учитывается. Цена устанавливается по факту соот-
ветствия их техническим условиям, которые разрабатыва-
лись на каждое наименование.
Поскольку выпуск и реализация товаров были возможны
при условии их соответствия ГОСТ, то изготовители и орга-
ны торговли полагали, что товары однородных групп мало
отличаются по качеству. Вместе с этим при установлении цен
предприятиям необходимо стремиться к достижению адек-
ватности цен качеству, проводя несложные расчеты.
К примеру, оценим соразмерность цены потребления и
уровня качества женской юбки. Из табл. 7.12 видно, что цена
потребления (Цп) первого образца составляет 150 руб., второ-
го — 180 руб., третьего — 220 руб. Максимальная прибыль
(Пмах) за единицу продукции составляет соответственно 35 руб.,
45 руб., 70 руб. Количество проданных юбок (Оп) составляет
соответственно 15 тыс. шт., 10 тыс. шт., 4 тыс. шт.
Суммарная прибыль определяется по формуле
Пе = °пХ >
где О — количество проданного товара, пгг;
Пмах — максимальная прибыль товара за ед. изд., руб.
Комплексный показатель и уровень качества товаров оце-
нивается специалистами предприятия.
289
Таблица 7.12
Оценка соответствия цены уровню качества женской юбки
№ п/п Сведения о сравниваемых образцах Образцы
1 2 3
1 Максимальная прибыль за ед. изд., руб. 35 45 70
2 Количество проданного товара, шт. 15 000 10 000 4 000
3 Суммарная прибыль, тыс. руб. 525 450 280
4 Комплексный показатель качества, баллы 18 20 22
5 Уровень качества (за базу взят образец 1). % 100 125 128
6 Цена. руб. 150 180 220
7 Разница цены с учетом уровня качества, руб. - 36 48
8 Цена с учетом уровня качества, руб. 150 186 198
Разница цены с учетом уровня качества товара опреде-
ляется по формуле
Рик = РкХ Цпи /
где Р — разность в уровнях качества исследуемого и базового
образцов (Рк = Ки - Кб), %;
Ц — цена потребления исследуемого образца;
Ки — уровень качества исследуемого образца, %.
Для второго образца Рк = 125 — 100 = 25, для третьего —
Рк = 128 - 100 = 28.
Для второго образца Р = 25 X 180/125 = 36 руб., для
третьего — Рцк = 28x 220/128 = 48 руб.
Цена с учетом уровня качества для второго образца со-
ставляет Цк = 150 + 36 = 186 руб., для третьего — 150 + 48 =
= 198 руб.
Если Цп больше Цк, то фактическая прибыль рассчиты-
вается по формуле
Пфакт "^мах Wn ЦЦ'
290
Если Цк больше Цп, то фактическая прибыль рассчиты-
вается по формуле
Пфакт "^мах Wk Цп)’
где Цп, Цк — цена потребления, цена с учетом уровня качества
товаров;
П — максимальная прибыль,
мах х
Оценка соразмерности цены потребления цене с учетом
уровня качества женских юбок позволила установить, что
второй образец имеет несколько заниженную цену потребле-
ния (186 — 180 = 6 руб.), поэтому прибыль за ед. изд. составит
не 45 руб., а 45 — 6 = 39 руб. Третий образец имеет завышен-
ную первоначально установленную цену (220 — 198 = 22 руб.),
и прибыль фактически составляет не 70 руб., а 70 + 22 = 92 руб.
за ед. изд. Следовательно, целесообразна корректировка пер-
воначально установленной цены или же при сохранении ста-
рой цены корректировка прибыли с учетом вероятного сни-
жения объема продаж.
Задачу по максимизации прибыли можно решить двумя
путями:
1) снизить цену при сохранении качества и увеличении
объема производства;
2) увеличить цену и улучшить качество товаров.
Благодаря улучшению качества можно увеличить объем
продажи и прибыли, обеспечить баланс между ценой и каче-
ством, а также повысить эффективность производства.
Контрольные вопросы
1. Какими единичными показателями характеризуются
гигиенические показатели качества текстильных товаров? В
чем сущность методов оценки гигиенических показателей ка-
чества текстильных товаров?
291
2. Какими единичными показателями характеризуются
эстетические показатели качества текстильных товаров? В
чем сущность методов оценки эстетических показателей ка-
чества текстильных товаров?
3. Какими единичными показателями характеризуются
технологические показатели качества текстильных товаров?
В чем сущность методов оценки технологических показате-
лей качества текстильных товаров?
4. Какими единичными показателями характеризуются
эксплуатационные показатели качества текстильных товаров?
В чем сущность методов оценки эксплуатационных показате-
лей качества текстильных товаров?
5. Какими единичными показателями характеризуются
эргономические показатели качества швейных и трикотаж-
ных товаров? В чем сущность методов оценки эргономичес-
ких показателей качества швейных и трикотажных товаров?
6. Какими единичными показателями характеризуются
эстетические показатели качества швейных и трикотажных
товаров? В чем сущность методов оценки эстетических пока-
зателей качества швейных и трикотажных товаров?
7. Какова связь между ценой потребления и качеством?
8. Перечислите единовременные и текущие затраты по-
требителей.
Глава 8
КОНКУРЕНТОСПОСОБНОСТЬ
ТОВАРОВ
8.1. Понятие и принципы
конкурентоспособности товаров
В экономической теории понятие “конкурентоспособность
товара” связывается со способностью его отвечать требова-
ниям рынка.
Конкурентоспособность товара можно сформулировать как
способность продукции быть более привлекательной для по-
требителя (покупателя) по сравнению с другими изделиями
аналогичного вида и назначения благодаря лучшему соответ-
ствию своих качественных и стоимостных характеристик тре-
бованиям данного рынка и потребительским оценкам.
Несмотря на имеющиеся различия в формулировках, об-
щим является то, что уровень конкурентоспособности товара
определяется в конечном счете покупателем (потребителем),
который, приобретая продукцию, признает ее соответствие
своим потребностям.
При оценке конкурентоспособности товаров следует опи-
раться на совокупность принципов (исходных положений),
следование которым позволяет повысить точность оценки,
учесть интересы субъектов рынка, унифицировать порядок
действий, составляющих содержание процедуры оценки. Раз-
личают следующие принципы оценки конкурентоспособнос-
ти товаров: комплексность, относительность и социальная
адресность.
Принцип комплексности конкурентоспособности товаров
заключается в том, что при ее оценке должна учитываться
293
совокупность критериев, определяющих особенности товаров-
конкурентов.
В зависимости от субъекта рынка (изготовителя, продав-
ца, потребителя) выбирается номенклатура групповых и еди-
ничных критериев. Поскольку носители информации о каче-
стве (ГОСТ, ОСТ, ТУ, протоколы испытаний и др.) содержат
информацию о технических характеристиках продукции, то
эти характеристики необходимо трансформировать в потре-
бительские показатели качества.
Изменение ряда критериев отражается как на полезнос-
ти, так и на стоимости товара. Формирование номенклатуры
критериев конкурентоспособности обеспечивает надлежащее
качество товара.
Принцип относительности конкурентоспособности пред-
полагает сравнительный характер ее оценки, когда выбран-
ные критерии одного товара сравниваются с критериями дру-
гого товара, принятыми за базовые.
Любые товары должны соответствовать Закону “О техни-
ческом регулировании”. Свидетельством соответствия являет-
ся сертификат соответствия и/или декларация о соответствии.
Внешний тип рынка диктует требования к патентно-пра-
вовым показателям (патентная защита и патентная чистота
продукции) и наличие штрихкода на упаковке и маркировке
экспортного товара.
Внутренний тип рынка диктует сопоставление соответ-
ствующих факторов и внутренней среды, например возмож-
ность эксплуатации одежды в условиях влажного тропичес-
кого климата, солесодержащей атмосферы, национальные
особенности страны.
Принцип социальной адресности товаров определяется
степенью удовлетворения потребностей конкретных социаль-
но ориентированных сегментов потребителей. Так, одни и те
же товары могут обладать конкурентоспособностью для оп-
ределенных потребителей и не обладать ею для других.
Например, дорогая одежда ведущих домов моделей одеж-
ды привлекательна для обеспеченных потребителей и не яв-
294
ляется такой для малообеспеченных. Социальная адресность этих
товаров и их конкурентоспособность будут неодинаковыми.
Под сегментацией понимается разделение рынка на сег-
менты по признаку вида продаваемого товара, территори-
ального расположения, типа наиболее представленных на дан-
ной части рынка покупателей, по социальным признакам.
Сегментация может производиться по следующим при-
знакам:
• географический (величина региона, плотность и числен-
ность населения, климатические условия, административное
деление — город, село, удаленность от предприятия-изгото-
вителя);
• демографический (возраст, пол, размер, жизненный
цикл семьи, количество детей);
• социально-экономический (социальное положение, профес-
сиональная принадлежность, уровень образования и доходов);
• психологический (реакция потребителей на нововведе-
ния, мотивы, интересы).
8.2. Факторы конкурентоспособности
товаров
К факторам конкурентоспособности товаров относятся:
1. Фактор времени. Обеспечение конкурентоспособности
товаров по фактору времени осуществляется исходя из по-
сылки “сегодняшний рубль дороже завтрашнего”.
2. Фактор качества товаров, который проявляется не толь-
ко в улучшении показателей качества, но и в увеличении
годовой производительности (полезного эффекта) товара и ро-
сте затрат на эксплуатацию и ремонт.
Допустим, анализируемый показатель качества (полезный
эффект) товара А в 2000 г. составил 150, товара В — 130 ед.,
т. е. первый объект качественнее второго на 15%. Через два
года полезный эффект первого объекта снизился на 5%, а вто-
рого — на 2%, т. е. через два года разница в уровне качества
анализируемых объектов снизилась с 15% до 11—12%.
295
3. Фактор масштаба (объема) производства товара. За счет
роста масштаба производства можно снизить себестоимость
продукции и повысить ее качество.
4. Фактор новизны товара. Обеспечение конкурентоспо-
собности осуществляется исходя из удовлетворения новых
потребностей человека или удовлетворения уже существую-
щих потребностей принципиально другим способом.
5. Фактор метода получения информации. В процессе про-
изводства и потребления продукции следует пользоваться
одними и теми же подходами и методами получения инфор-
мации и выполнения расчетов, так как иначе в исходную ин-
формацию будут привноситься разные по величине погреш-
ности и исследуемые образцы не будут сопоставимы.
6. Фактор условий эксплуатации товара. Сохранение ка-
чества зависит от правильной эксплуатации товара, соблюде-
ния рекомендаций по уходу за товаром. Важным фактором
покупательских предпочтений являются продолжительность
срока эксплуатации. При прочих равных условиях более кон-
курентоспособным товаром будет тот, у которого лучшие эк-
сплуатационные свойства.
7. Фактор ценообразования. Цена определяет структуру
производства, оказывает решающее воздействие на движе-
ние материальных потоков, распределение товарной массы,
уровень благосостояния. Правильно установленная цена, ра-
зумная ценовая тактика, обоснованная ценовая стратегия со-
ставляют необходимые компоненты успешной деятельности
любого предприятия.
8. Рыночный фактор. Необходимость в развернутой ха-
рактеристике рыночных возможностей возникает уже при
освоении производства новой продукции, предназначенной для
конкретного рынка. Рыночный фактор характеризуется сле-
дующими критериями: тип рынка, емкость, стабильность и
перспективность, подготовленность рынка.
9. Сбытовой фактор. Удачная конструкция и технология
изготовления нового товара не обеспечивают его конкурен-
тоспособности без эффективного сбыта. Сбытовой фактор
296
характеризуется рекламным обеспечением, транспортабель-
ностью товара и надежностью поставки.
Рекламное обеспечение получает высокую оценку, если
улучшенные свойства товара предполагают хорошие возмож-
ности для проведения эффективной рекламы, стимулирова-
ния спроса и демонстрации изделия.
Транспортабельность товара определяется издержками на
транспортирование, что влияет на цену потребления и со-
храняемость товара. Так, если при транспортировании про-
дукции нарушена эстетическая ценность товара, то снижа-
ется цена потребления, объем продаж, следовательно, и ее
конкурентоспособность.
Надежность поставки предусматривает, что каждое из-
делие требуемого качества и в нужном количестве должно
оказаться в заданном месте в заданное время. В случае на-
рушения условий поставки товар может морально устареть
и тем самым быть причиной того, что потребитель может
отказаться от товара. А это приведет к снижению товарообо-
рота и конкурентоспособности товара.
10. Сервисный фактор действует на стадии предпродаж-
ного и послепродажного обслуживания. К факторам предпро-
дажного обслуживания относятся:
• условия приобретения товара и форма его оплаты;
• демонстрация товара;
• подбор товара, исходя из индивидуальных особеннос-
тей покупателя.
К факторам послепродажного обслуживания относятся:
• упаковка и доставка купленных товаров;
• подгонка изделий по фигуре;
• химическая чистка изделий и др.
8.3. Критерии
конкурентоспособности товаров
Основным критерием конкурентоспособности товаров слу-
жит степень удовлетворения реальных потребностей, что и
297
обусловливает разную привлекательность товаров-конкурен-
тов для потребителей. Однако непосредственное измерение
степени удовлетворения потребностей невозможно в силу пси-
хофизиологического восприятия потребителями отдельных
товаров. Порой разрекламированные товары с невысокими
потребительскими свойствами воспринимаются потребителя-
ми более благожелательно, чем нерекламируемые товары с
одинаковыми и даже повышенными потребительскими свой-
ствами.
Поэтому для оценки конкурентоспособности используют-
ся косвенные критерии, которые можно подразделить на две
основные группы: потребительские и экономические. Класси-
фикация этих критериев показана на рис. 8.1.
Потребительские критерии конкурентоспособности оп-
ределяют потребительскую ценность, или полезность, това-
Рис. 8.1. Классификация критериев конкурентоспособности
298
ров и представлены двумя основополагающими характерис-
тиками: качеством и ассортиментом. Указанная группа крите-
риев имеет наибольшую значимость для всех потребителей,
но особенно — для индивидуальных. Это объясняется тем,
что производственные потребители, приобретая сырьевые,
энергетические и иные товары, имеют определенные воз-
можности формировать заданный уровень качества и опти-
мальный ассортимент товаров путем обеспечения сбаланси-
рованности между спросом и предложением.
Индивидуальный потребитель, приобретающий товар
сформированного ассортимента и качества для личного ис-
пользования, как правило, не может изменить указанные
характеристики товара.
Среди потребительских критериев особое место занима-
ет качество товаров, которое отдельные авторы считают
наряду с ценой практически единственным критерием конку-
рентоспособности товаров. Однако такое представление о сущ-
ности конкурентоспособности, обусловленной основополагаю-
щими характеристиками товара, неполно.
Привлекательность качества товаров для потребителей в
значительной мере обеспечивает их конкурентоспособность.
В то же время при оценке качества возникают две пробле-
мы, от разрешения которых во многом зависит достоверность
определения конкурентоспособности товаров.
Первая проблема заключается в том, что отдельные группы
потребительских свойств товаров, составляющих качество,
неравнозначны. Наибольшую значимость у большинства това-
ров имеет функциональное назначение, которое оказывает ре-
шающее влияние на создание потребительских предпочтений,
а также безопасность и эргономические свойства. Для произ-
водственных потребителей большую значимость и применимость
имеют не эргономические, а технологические свойства.
Значимость других групп потребительских свойств (эсте-
тических, экологических, надежности и социального назна-
чения для разных товаров и сегментов потребителей), как
правило, ниже ранее указанных. Однако из этого правила есть
299
исключения. Например, для многих швейных изделий пре-
стижного спроса социальное назначение играет основную роль
при выборе товара. В то же время надежность товаров, в
частности их долговечность, ремонтопригодность, имеет боль-
шую значимость для потребителей со средними или низкими
материальными возможностями.
Эстетические свойства занимают особое место при оцен-
ке качества одежды как предмета личного потребления. Эс-
тетическая потребность определяется как нужда человека в
красоте и в творчестве по законам красоты.
Вторая проблема состоит в определенном несовпадении
оценки качества товара, проектируемого на этапе разработ-
ки, сформированного на этапе производства и проверенного
при окончательном контроле перед реализацией с потреби-
тельской оценкой качества. Разрыв между реальным качеством
и требованиями к нему потребителей оказывает существен-
ное влияние на потребительские предпочтения, а следова-
тельно, и на конкурентоспособность. Чем меньше этот раз-
рыв, тем выше конкурентоспособность товаров.
Сложность заключается в том, что потребитель при оцен-
ке качества товаров ориентируется в значительной мере не
на регламентируемые нормативными документами показате-
ли качества, а на собственные вкусы и представления о том,
каким должен быть товар. Причем иногда представления о
товаре у многих потребителей очень поверхностные, на уровне
в основном органолептических показателей, которые не все-
гда достаточно полно и объективно характеризуют полез-
ность товара для них.
Качество тесно связано с другим критерием конкуренто-
способности — ассортиментом. Более того, целый ряд по-
казателей качества одновременно применяется для форми-
рования ассортимента товаров. К числу таких показателей от-
носятся органолептические (внешний вид), иногда — конст-
рукция (внутреннее строение) одежды. Ассортиментная ха-
рактеристика товара конкретного наименования и/или товар-
ной марки устанавливается по функциональному назначению.
300
Отличительные признаки между товарами разных ассор-
тиментных групп и наименований также определяются с по-
мощью показателей качества и влияют на их конкурентоспо-
собность. Говоря об ассортименте как критерии конкуренто-
способности, мы невольно говорим снова о качестве. Однако
объединение этих двух основополагающих характеристик то-
вара было бы ошибочным, поскольку именно на уровне ас-
сортиментной характеристики зарождаются конкурентные от-
ношения между товарами.
Повышенная значимость показателей ассортиментной
идентификации (функционального назначения, внешнего вида
и других) обусловливает большую роль ассортимента как кри-
терия конкурентоспособности. Ассортиментная принадлеж-
ность товара имеет важнейшее значение для принятия ре-
шения о его покупке, особенно если она не импульсивная, а
заранее запланированная и служит средством удовлетворе-
ния неотложных потребностей. Например, потребитель, ко-
торому нужны зимние сапоги, не купит летнюю обувь, даже
если ее качество и цена привлекательны для него.
Следовательно, по степени значимости критерии конку-
рентоспособности — ассортимент и качество — могут быть
равнозначными, а в некоторых случаях ассортимент может
оказаться наиболее весомой характеристикой. Однако при на-
личии товаров-конкурентов одного вида потребитель чаще
всего отдаст предпочтение качеству.
Следует учесть, что в условиях конкурентной среды по-
вышение конкурентных преимуществ требует постоянного
расширения, обновления и углубления ассортимента това-
ров. При реализации этих направлений ассортиментной по-
литики неизбежно возникают конкурентные отношения меж-
ду товарами.
Важным критерием конкурентоспособности является но-
визна модели. Современные рыночные отношения требуют
постоянного обновления товарного предложения, поэтому
весьма актуальна проблема производства и выпуска на рынок
новых и/или модифицированных товаров, что во многом спо-
301
собствует сбалансированности спроса и предложения. Если
потребительское качество нового товара отвечает требова-
ниям субъектов рынка — потребителей этого товара, то он
завоевывает прочное место на рынке, являясь при этом ус-
ловием увеличения емкости рынка за счет вовлечения допол-
нительных денежных вложений из средств, находящихся у
потребителей.
Еще одним условием обеспечения конкурентоспособнос-
ти товаров является формирование имиджа товара. Имидж —
это известность и репутация предприятия как надежного парт-
нера, способного обеспечить качество товаров, а также в срок
выполнять свои обязательства. Имидж предприятия перено-
сится и на его продукцию и проявляется через торговую мар-
ку или товарный знак.
В условиях рыночных отношений обеспечению конкурен-
тоспособности способствует информационное обеспечение то-
варов: совокупность знаний о ее фактических данных. По су-
ществу, информация приравнялась к таким важным ресур-
сам, как материал и энергия. Сообщения о товаре целенап-
равленно перемещаются от их создателя к потребителю по-
средством соответствующих коммуникаций.
Важнейшим экономическим критерием конкурентоспо-
собности товаров является цена. Для разных категорий по-
требителей и групп товаров конкурентоспособность обеспечи-
вается различными видами цен: закупочными, реализацион-
ными и потребления.
Закупочная цена определяется в значительной мере кон-
курентоспособностью товаров производственного назначения
и создает потребительские предпочтения для изготовителей
продукции и исполнителей услуг, в том числе посредников.
Причем привлекательность цены устанавливается в комплек-
се с основополагающими характеристиками потребительной
стоимости. Так, низкая закупочная цена товара за счет пони-
женного качества может оказаться неприемлемой для пред-
приятия-изготовителя, который выбрал направление товар-
ной политики на улучшение качества. Зачастую гибкая систе-
302
ма скидок, снижающих закупочную цену в зависимости от
размера товарной партии, обеспечивает конкурентоспособность
товара, а также массовость его продаж.
Реализационная цена влияет на конкурентоспособность
товаров непосредственного использования, а также услуг. До-
ступность реализационной цены создает потребительские
предпочтения для индивидуальных потребителей товаров и
услуг, которые не требуют дополнительных затрат на ис-
пользование по назначению.
Следует иметь в виду, что довольно часто индивидуальный
потребитель связывает цену реализации с основополагающими
характеристиками товара, особенно с качеством У многих по-
требителей высокие цены на товар ассоциируются с высоким
качеством Однако это не всегда правильно, так как цена реали-
зации определяется следующими факторами: закупочной ценой,
транспортными расходами, затратами на хранение, издержками
обращения, торговыми наценками и т. п От их размера и будет
зависеть цена. Качество реализуемого товара является лишь од-
ним, хотя и важным, фактором, залаженным в реализационную
цену, в частности в затраты на его обеспечение.
Цена потребления определяется ценой реализации и зат-
ратами на эксплуатационные расходы: транспортирование,
монтаж, наладку, техническую помощь в обслуживании, хра-
нение, уход за товарами, энергозатраты, ремонт, а также на
уплату налогов и сборов, страхование и утилизацию. Цена по-
требления товаров в значительной мере зависит от стоимости
операций по послепродажному обслуживанию и затрат на эк-
сплуатацию. При этом низкая цена потребления может быть
определена еще на этапе проектирования и разработки про-
дукции за счет усовершенствования ее конструкции и техни-
ческого уровня качества. Затраты на улучшение качества, как
правило, увеличивают реализационную цену, но благодаря
сокращению эксплуатационных и иных расходов цена потреб-
ления снижается.
Одно из принципиальных отличий реализационных цен от
цен потребления заключается в том, что цена потребления
303
конкурентоспособной продукции снижается при повышении
технического уровня качества, который служит показателем
технического совершенства товаров. Реализационная цена
таких товаров, наоборот, возрастает за счет затрат на усо-
вершенствование товара. Для обеспечения конкурентоспособ-
ности товаров, реализуемых при повышенных ценах, требу-
ется информационная поддержка, без которой конкуренто-
способность нового товара окажется низкой из-за высокой
цены реализации. Другое отличие цен реализации и потреб-
ления состоит в том, что реализационная цена обусловлена
затратами изготовителя и продавца, а цена потребления в
дополнение к ним — и затратами потребителя.
Степень воздействия цены на обеспечение конкуренто-
способности товаров неодинакова у разных потребителей. Низ-
кие цены, особенно на товары повседневного спроса, в боль-
шей мере влияют на потребительские предпочтения покупа-
телей с низкими и средними доходами. Высокие цены создают
большую привлекательность для обеспеченных потребителей
и товаров престижного спроса. Вместе с тем, говоря о цене
как об одном из критериев конкурентоспособности, нельзя
считать цену прямой мерой полезности товаров или их по-
требительной ценности. Потребитель покупает товар не по-
тому, что он имеет высокую или низкую стоимость (цену),
а потому, что он отвечает его требованиям по основопола-
гающим характеристикам потребительной стоимости (цен-
ности).
8.4. Методы оценки
конкурентоспособности товаров
Существует несколько методов оценки конкурентоспособ-
ности, применяемых в практике работы предприятий или пред-
лагаемых некоторыми авторами как научные разработки.
1. Метод косвенной оценки конкурентоспособности това-
ров. Сущность этой методики основана на косвенном измере-
нии конкурентоспособности по объему продаж. При этом де-
304
лается предположение, что объем продаж конкурентных то-
варов свидетельствует о потребительских предпочтениях и
поэтому может служить критерием конкурентоспособности.
Кроме того, маркетинговые службы торговых организаций
используют и скорость розничной продажи.
Определяющим для формирования конкурентоспособнос-
ти будущей продукции и экономической эффективности ее
производства и потребления является стадия проектирова-
ния. Исходя из этого, разработана комплексная система ме-
роприятий по целенаправленному формированию уровня кон-
курентоспособности одежды на различных стадиях проекти-
рования (табл. 8.1).
Таблица 8.1
Комплексная система мероприятий по формированию
уровня конкурентоспособности на этапе проектирования
Стадия проек- тирования Перечень мероприятий по обеспечению конкурентоспособности продукции
1 2
Техническое за- дание Техническое предложение Эскизный проект 1. Определение оптимальных потребительских и тех- нико-экономических требований к будущему изделию. 2. Обоснование базовых показателей конкурентоспо- собности одежды данного назначения. 3. Предварительная оценка изделий-аналогов и уровня экономичности проектируемых изделий. 4. Систематизация результатов анализа изделий- аналогов. 5. Установление вариантов принципиальных схем композиционного и конструктивного решения. 6. Определение оптимальных социальных и функцио- нальных показателей. 7. Предварительная оценка эстетических и эргономи- ческих показателей. 8. Сравнение оптимальных вариантов эскизов серии моделей одежды с экспериментальными образцами базовых моделей.
305
Окончание табл. 8.1
1 2
9. Оптимизация эстетических, эргономических и экс- плуатационных показателей. 10. Оценка эстетического уровня конкурентоспособ- ности серии моделей. 11. Предварительная оценка уровня унификации и технологичности конструкции серии моделей
Технический про- ект 12. Уточнение чертежей базовых основ и унифициро- ванных деталей серии моделей. 13. Оптимизация показателей унификации, техноло- гичности и экономичности. 14. Оценка уровня унификации и технологичности серии моделей.
Рабочее проекти- рование 15. Определение уровня качества лекал унифициро- ванных и оригинальных деталей. 16. Определение уровня качества технического описа- ния и оценка уровня экономичности моделей одежды. 17. Оценка уровня конкурентоспособности образца- эталона базовой модели. 18. Комплексная оценка уровня конкурентоспособно- сти образца-эталона и проекта.
При определении комплексного показателя конкуренто-
способности швейной продукции необходимо последователь-
но провести ряд операций, объединенных алгоритмом комп-
лексной оценки уровня конкурентоспособности, разработан-
ным с учетом общего алгоритма, принятого в квалиметрии
(измерение качества), и специфических особенностей струк-
туры качества одежды. Алгоритм комплексной количествен-
ной оценки конкурентоспособности швейных изделий пред-
ставлен в табл. 8.2.
На первом этапе в качестве единичных и комплексных по-
казателей конкурентоспособности изделий приняты показате-
ли качества швейных изделий, представленные в табл. 8.2.
306
Таблица 8.2
Алгоритм комплексной количественной оценки
конкурентоспособности швейных изделий
№ опе- рации Содержание операции
1 Определение перечня единичных и комплексных показателей, необходимых и достаточных для оценки конкурентоспособности одежды
2 Определение коэффициентов весомости всех показателей конку- рентоспособности.
3 Определение диапазона изменения коэффициентов весомости показателей конкурентоспособности
4 Установление базовых значений единичных показателей
5 Определение вида зависимости между показателями конкуренто- способности и их оценками
6 Измерение единичных показателей конкурентоспособности или их экспертная балльная оценка
7 Вычисление оценок отдельных единичных и комплексных пока- зателей
8 Выбор метода комплексной оценки конкурентоспособности на каждом уровне и конкурентоспособности одежды в целом
9 Вычисление общей комплексной оценки уровня конкурентоспо- собности одежды
10 Анализ комплексных оценок и общей оценки конкурентоспособ- ности и принятие решения
На втором этапе для определения коэффициентов весо-
мости целесообразно организовать и провести опрос. Для этого
в качестве экспертов привлекаются высококвалифицирован-
ные специалисты в количестве 5—9 человек со стажем рабо-
ты не менее 10 лет.
Определение коэффициентов весомости показателей конку-
рентоспособности мужских сорочек проводилось от конкретных
единичных показателей до комплексных. После обработки ре-
307
зультатов опроса рассчитывают нормированные коэффициен-
ты весомости, назначенные каждым экспертом, по формулам
£ mgoj,
I 9=1
m1. = m xm
Ч Ч Ц0) ’
где mH — нормированный коэффициент весомости г-го показате-
ля конкурентоспособности относительно соответствующего д-
го показателя, назначенный j-м экспертом;
migj — коэффициент весомости г-го показателя конкурентоспо-
собности, назначенный j-м экспертом;
р — число единичных показателей конкурентоспособности, вхо-
дящих в g-й показатель;
m‘OJ — нормированный коэффициент весомости g-го показате-
ля относительно конкурентоспособности в целом, назначенный
j-м экспертом;
mgoj — коэффициент весомости д-го показателя конкуренто-
способности, назначенный j-м экспертом;
I — число комплексных показателей конкурентоспособности;
т\д — нормированный коэффициент г-го показателя, назначен-
ный j-м экспертом, приведенный к обобщенному показателю,
т-у — коэффициент г-го показателя, назначенный j-м экспертом.
При нормировании коэффициентов весомости соблюдает-
ся условие:
Е mL = Е = Ет‘^ =
1=1 0=1 1=1
где у — число обобщенных показателей конкурентоспособности.
На основе полученных значений т]- рассчитываются сред-
ние арифметические значения нормированных коэффициен-
тов весомости по формуле
n
т\ = Е m\jN,
>i
где N — число экспертов.
308
Средние значения нормированных коэффициентов весо-
мости показателей конкурентоспособности швейных изделий
даны в табл. 8.3.
Таблица 8.3
Средние значения нормированных коэффициентов весомости
показателей конкурентоспособности мужских сорочек
Наименование показателей конкурентоспособности Коэффи- циент ве- сомости
Обобщен- ные Комплексные Единичные
1 2 3 4
Потребите ль- —1 ские, даю 0,554
Социальные —1 W110 0,126
Патентная чистота моделей —1 одежды, Win 0,228
Соответствие одежды про- гнозу потребительского спро- са по признакам внешнего ви- —1 да, да иг 0,255
Функциональ- —1 ные да 210 0,113
Соответствие современному —1 образу жизни, да 211 0,230
Соответствие конкретной об- —1 становке, ГП212 0,265
Соответствие внешнему обли- —1 ку человека, дагн 0,246
Соответствие возрастным психологическим особен- —1 НОСТЯМ, да 214 0,259
309
Продолжение табл. 8.3
1 2 3 4
Эстетические, —1 7Из1О 0,139
Соответствие силуэта совре- —1 менному стилю и моде, /Изи 0,159
Соответствие покроя совре- —1 менному стилю и моде, /Из 12 0,145
Соответствие цветового реше- ния современному стилю и —1 моде, 772з1з 0,128
Соответствие фактуры мате- риалов современному стилю и —1 МОДе, 722314 0,112
Соответствие форм мелких и отделочных деталей совре- —1 менному стилю и моде, /И315 0,105
—1 Целостность формы, 772з1б 0,087
Пластическая выразитель- —1 НОСТЬ, И/з17 0,074
Соответствие формы кон- —1 струкции и материалам, /Из 18 0,062
—1 Внешний ВИД, 772319 0,049
—1 Внутренняя отделка, 772 320 0,048
Выразительность фирменных —1 знаков, /И321 0,031
Эргономиче- —1 ские, W4io 0,142
310
Продолжение табл. 8.3
1 2 3 4
Статическое соответствие, —1 ОТ411 0,250
Динамическое соответствие, —1 W412 0,358
Удобство пользования отдель- —1 ними элементами, nui3 0,038
Удобство надевания и снятия —1 одежды, 777414 0,025
—1 Масса изделия, 7/2415 0,019
Теплозащитные функции, —1 пи 16 0,012
Степень вентилируемое™, —1 W417 0,113
Защита от внутренней и внеш- —1 ней влаги, /77418 0,185
Эксплуатаци- —1 онные, дало 0,134
—1 Разрывная нагрузка, 7/2 5 п 0,062
—1 Разрывное удлинение, 7/2512 0,037
—1 Работа разрыва, 7/2513 0,039
—1 Упругость, 7/2514 0,037
—1 Жесткость, 7/2515 0,028
—1 Драпируемость, 7/2 516 0,038
311
Продолжение табл. 8.3
1 2 3 4
—1 Сминаемость, 777517 0,073
—1 Усадка, 7775 1 8 0,077
Устойчивость конструкции —1 одежды, /77'19 0,205
—1 Устойчивость к ВТО, nisi® 0,175
—1 УСТОЙЧИВОСТЬ К Трению, 7/7521 0,078
Устойчивость к много- —1 кратному растяжению, Z77523 0,047
Устойчивость к действию све- —1 ТОПОГОДЫ, /7/524 0,058
Устойчивость к действию химчистки, стирки, глажения, —1 777525 0,046
Технике - экономи- —1 ЧеСКИЙ, 77720 0,236
Стандартиза- ции и унифи- кации конст- —1 рукции, 777120 0,105
Степень применяемости уни- фицированной технологии, —1 777121 0,326
Степень применяемости типо- вых технологических процес- —1 СОВ ПреДПрИЯТИЯ, 777122 0,137
312
Продолжение табл. 8.3
1 2 3 4
Степень унификации деталей, —1 /77123 0,238
Степень повторяемости со- —1 ставных частей, 77/124 0,194
Степень повторяемости конст- руктивных элементов в типо- —1 размерном ряду, 777125 0,105
Технологич- ности конст- —1 рукции, 777220 0,128
Пригодность к химчистке, —1 стирке, глажению, 77/221 0,120
Пригодность к восстановле- —1 НИЮ, 777 222 0,086
Прогрессивность конструк- —1 ЦИИ, 77/223 0,346
Материалоемкость конструк- —1 ЦИИ, 77/224 0,189
Трудоемкость изготовления —1 изделия, 77/225 0,189
Экономично - —1 сти, ПЫо 0,113
Затраты на конструкторскую —1 подготовку производства, 77/321 0,357
Затраты на технологическую —1 подготовку производства, 77/322 0,320
313
Окончание табл. 8.3
1 2 3 4
Производственные затраты, —1 тпзн 0.205
Расходы на химчистку, стирку, —1 TW324 0.045
Расходы на восстановление, —1 W325 0.073
Реализации и эксплуата- —1 ЦИИ Шзо 0.210
—1 Уровень реализации, иьзо 0.337
—1 Скорость продажи, т 230 0,259
—1 Степень спроса, /Иззо 0,404
На третьем этапе определяется диапазон изменения пока-
зателей конкурентоспособности. Так, из таблицы 8.3 видно, что
больший диапазон изменения коэффициентов весомости для
оценки уровня качества мужских сорочек имеют эстетические
(тзю = 0,159 4- 0,031 ^эргономические (т«о = 0,358 4-0,012) и
эксплуатационные (тзю = 0,175 4-0,028 ) в подсистеме потре-
бительских показателей качества швейных изделий, в под-
системе технико-экономических показателей наибольшую
значимость имеет показатель технологичности конструкции
(тгго = 0,346 4-0,086), а в подсистеме реализации и эксплуа-
тации товаров — степень спроса (тзо = 0,404 4-0,259).
Коэффициенты весомости обобщенных и комплексных по-
казателей установлены также экспертами и рассчитаны по
тем же формулам, что и единичные показатели. Так, по
мнению экспертов, наиболее значимым показателем высту-
314
пает обобщенный потребительский показатель — весомость
равна 0,554; на втором месте — технико-экономический —
весомость равна 0,236; на третьем — показатель реализации
и эксплуатации — весомость равна 0,210. В сумме равно 1.
Установленные коэффициенты весомости позволяют оценить
конкурентоспособность продукции отдельно по обобщенным
показателям, а в случае необходимости более подробно по
единичным показателям.
На рис. 8.2 приведены ранжированные ряды швейных из-
делий по значимости эстетических свойств (“красоты”) для
шести видов мужских сорочек, определенные на основе их
экспертной оценки специалистами и социологической оценки
потенциальными потребителями. Как видно из рис. 8.2, наи-
больший коэффициент весомости эстетических свойств опре-
делен для модели 6, наименьший — для модели 1. Осталь-
ные изделия занимают промежуточное положение.
Рис. 8.2. Ранжированные ряды мужских сорочек по значимости
эстетических свойств, установленные экспертными группами
специалистов (а) и потребителей (б)
315
Следующей операцией является установление базовых
значений показателей конкурентоспособности швейной про-
дукции с учетом требований типовой номенклатуры показа-
телей качества, определяемых стандартами.
Пятой операцией является определение вида зависимос-
ти между единичными показателями конкурентоспособности
(Р , Р , Р ) комплексными (К , К,, К , К , К ) и их оценка-
' п7 тэ7 рп', ' с7 gr эс7 эр7 эк'
ми. Оценка уровня конкурентоспособности швейных изделий
производится путем сопоставления единичных показателей оце-
ниваемых изделий с единичными показателями конкуренто-
способности базовых изделий, определяемыми технически-
ми условиями или стандартами. В этом случае обобщенный
коэффициент конкурентоспособности (Ко) выпускаемой про-
дукции с учетом коэффициентов весомости m , тго’ тзо пРеД“
лагается определять в виде следующей зависимости:
Ко = Рптю + Ртэ т20 + Ррп т30’
где Р — конкурентоспособность по потребительским показателям
качества одежды;
Pi ~ Епо + Е в ® 2ю + Е310 + .Вуад 410 + Ё510,
где К , КК , К , К — конкурентоспособность соответственно по
с' ф' эс' эр' эк ” 1
социальным, функциональным, эстетическим, эргономическим
и эксплуатационным показателям качества;
m„0, m2io’ m4io’ m5io — коэффициенты весомости социальных,
функциональных, эстетических, эргономических и эксплуата-
ционных показателей качества;
Р — конкурентоспособность по технико-экономическим пока-
зателям;
Р — К пк,+К т^+Кт^,
тэ cm 1ZU тк 22U э 32U ’
где К , К , К — конкурентоспособность соответственно показате-
ст' тк' э ” 1
лей стандартизации и унификации, технологичности конструк-
ции и экономичности;
316
mi20’ m22o’ тззо — коэффициенты весомости показателей стан-
дартизации и унификации, технологичности конструкции и эко-
номичности;
Ррп — конкурентоспособность по показателю реализации и эк-
сплуатации;
р = К ш + К ш + К ш
1 рп р/Г1Ш 1Vnp/fl230 1Vcnfl33O^
где К , К , К — показатели уровня реализации, скорости прода-
жи и степени спроса швейной продукции;
т 0, тгзо’ тззо — весомости показателя уровня реализации, ско-
рости продажи и степени спроса.
Если К > 1, то швейная продукция конкурентоспособна.
Шестой операцией является измерение единичных пока-
зателей конкурентоспособности, или их экспертная балльная
оценка.
В процессе формирования экономической политики пред-
приятий легкой промышленности важное место занимают со-
циальные показатели качества одежды, которые основаны
на маркетинговых исследованиях конкурентоспособности
швейных изделий. Социальные показатели характеризуются
такими единичными показателями, как: соответствие раз-
мерно-ростовочного ассортимента одежды потребительскому
спросу, соответствие прогнозу потребительского спроса на
одежду данной целевой функции, патентная чистота моде-
лей одежды, соответствие одежды прогнозу потребительс-
кого спроса по признакам внешнего вида.
Комплексные показатели конкурентоспособности мужских
сорочек рассчитываются после дифференцированной балль-
ной оценки всех единичных показателей:
п
Ко =^Р’т”
1=1
где Р — балльная оценка для неизмеримых показателей, опреде-
ляемых экспертным путем, усредненная дифференцированная
балльная оценка г-го показателя по всем ответам экспертов;
т — коэффициент весомости г-го показателя конкурентоспо-
собности.
317
Поскольку часть единичных показателей конкурентоспо-
собности мужских сорочек не может быть измерена количе-
ственно, а измеримые показатели имеют различную размер-
ность (градусы, мм), результаты оценок показателей были
формализованы с применением безразмерной пятибалльной
(с интервалом 0,5 балла) шкалы. Применение системы балль-
ных оценок позволяет в дальнейшем оперировать с результа-
тами оценки как с измеримыми показателями. При полном
отсутствии дефектов изделие получает 5 баллов.
Далее в каждой ассортиментной группе швейных изделий
определяется “лидер продаж” за определенный промежуток вре-
мени (месяц, квартал, полугодие). Из табл 8.4 видно, что мужс-
кие сорочки мод. Б 24-00 являются “лидером продаж”, так как
на конец квартала эта модель имеет наименьшую разницу меж-
ду объемом поступления и объемом продажи (171 — 169 = 2).
Таблица 8.4
Объем продаж мужских сорочек в I квартале 2004 г.
№ п/п Номер модели мужской сорочки Объем поступле- ния на начало квартала, шт. Объем продажи на конец квар- тала, шт.
1 Ю 20-01 241 234
2 Ю 28-01 134 129
3 Б 22-00 169 154
4 Б 24-00 171 169
5 П 39-00 74 71
6 П 38-00 96 92
На стадии реализации важным критерием конкурентоспо-
собности выступает уровень реализации продукции, который
предлагается рассчитывать по формуле
V
Д =^х100%,
где V — объем продаж продукции, пгг.;
V — объем поступления (запасов) продукции, шт.
318
Например, для мужской сорочки мод. П 39-00 уровень
реализации составил:
R = 71 : 74 X 100 = 95,9% .
Вместе с тем уровень реализации непригоден в качестве
критерия конкурентоспособности, если не учитывать скорость
продаж и степень спроса швейной продукции.
Скорость продажи продукции определяется по формуле
С = \
т
где Т — временной интервал продажи продукции.
Например, для мужской сорочки мод. П 39-00
С = 71 : 3 = 23 шт./мес.
Степень спроса продукции определяется по формуле
S = — хЮО,
К
где W — частота предпочтений конкретных потребителей (см. табл. 6.1,
16 столбец).
Например, для мужской сорочки мод. П 39-00 (см табл 8.4):
S = 84,8 : 74 X 100 = 114,6%.
Учитывая связь уровня реализации, скорости продажи и
степени спроса, целесообразно пользоваться шкалой уровня
конкурентоспособности выпускаемой продукции, которая
представлена в табл. 8.5. Шкала составлена на основе практи-
ческих наблюдений хода продажи швейной продукции.
Накопление такой информации во времени позволяет ус-
тановить отдельные закономерности и особенности потреби-
тельских предпочтений покупателей, динамику их изменения,
что может быть использовано при подготовке технического
задания на проектирование промышленных коллекций, дос-
тичь большей согласованности покупательского спроса и то-
варных предложений в швейной промышленности, а также
повысить конкурентоспособность продукции.
319
Таблица 8.5
Шкала уровня конкурентоспособности швейной продукции
на стадиях реализации
Уровень реа- лизации, % Скорость продажи Степень спроса, % Уровень конкуренто- способности
95-100 В очередь 90-100 Очень высокий
85-94 Более 30 шт. в день 80-89 Высокий
75-84 Более 20 шт. в день 60-79 Повышенный
65-74 10-20 шт. в день 50-59 Вполне удовлетвори- тельный
55-64 5-10 шт. в день 40-49 Средний
45-54 До 5 шт. в день 30-39 Пониженный
35-44 До 1 шт. в неделю 20-29 Низкий
20-34 1 шт. в месяц 11-19 Очень низкий
0-19 1 шт. в период более месяца 0-10 Исключительно низ- кий
Конкретная проработка каждой модели одежды проводится
дизайнерами одежды с учетом направления моды, информа-
ции о спросе (потребительских предпочтениях) и складыва-
ющейся производственной ситуации.
Единственным достоинством этой методики является от-
носительная простота и доступность. К недостаткам относит-
ся невозможность применения для оценки межфирменных
товаров-конкурентов, так как отсутствуют достоверные дан-
ные об объеме продаж конкретных товаров у фирм-конку-
рентов. Поэтому сфера применения этой методики ограниче-
на внутрифирменной конкуренцией товаров. К тому же ее
достоверность невелика, так как массовость продаж может
объясняться не сильной конкурентоспособностью товаров, а
слабой конкурентной средой и отсутствием или недостаточ-
ностью товаров-конкурентов.
Для повышения достоверности результатов оценки конку-
рентоспособности необходим комплексный подход с учетом всех
320
критериев, определяющих конкурентоспособность товаров.
Такой подход характерен для методик, приведенных далее.
2. Метод комплексной оценки конкурентоспособности
товаров. Согласно этой методике расчет конкурентоспособ-
ности осуществляется несколькими последовательными опе-
рациями.
2.1. Определение единичных показателей конкурентоспо-
собности (q) как отношение величины i-ro параметра для ана-
лизируемого товара (Р) к величине i-ro параметра базового
образца (Р ) или наоборот:
q, = —Х100;
г р
1 о
о = —Х100.
Р,
2.2. Расчет групповых показателей (индексов) конкурен-
тоспособности (I ), которые характеризуют соответствие то-
вара потребности в нем:
;=1
где п — число технических параметров, участвующих в оценке;
а — вес i-ro параметра в общем наборе;
q — единичный показатель по i-му техническому параметру;
1 — групповой показатель конкурентоспособности по потре-
бительским параметрам не должен превышать 1.
2.3. Расчет уровня конкурентоспособности (К) с помощью
групповых показателей по одной группе параметров:
__ ^mnl
^тп2
где I I — показатели конкурентоспособности для первого и
второго товаров-конкурентов.
2.4. Расчет групповых показателей конкурентоспособности
по экономическим критериям, которые характеризуются че-
321
рез затраты потребителя на приобретение, послепродажную
деятельность и эксплуатацию (потребление) товара в тече-
ние всего срока службы (годности).
2.5. Определение интегрального показателя конкуренто-
способности (I) товара по отношению к образцу (базовому то-
вару) по формуле
где С — групповой показатель конкурентоспособности по экономи-
ческим параметрам.
Достоинством указанной методики является комплексный
подход при оценке конкурентоспособности, а недостатком —
отсутствие учета степени значимости разных потребительс-
ких и экономических параметров. Нормативные показатели
регламентируются стандартами и другими документами. В
основном они представлены техническими требованиями, ко-
торые нормируются в особом разделе стандартов “Техни-
ческие требования к качеству”.
Эта методика из всех потребительских показателей учи-
тывает только качество, но не учитывает другие основопо-
лагающие характеристики товаров, в частности ассортимен-
тную характеристику, что не позволяет использовать ее для
оценки конкурентоспособности межродовых, межгрупповых
и межвидовых товаров-конкурентов. Однако, несмотря на
указанные недостатки, эта методика дает более достовер-
ные результаты, чем первая.
3. Метод интегральной оценки конкурентоспособности
товаров предусматривает следующие операции.
3.1. Расчет цены потребления (Цп), которая складывается
из цены товара и расходов, связанных с эксплуатацией изде-
лия в период его жизнедеятельности:
Цп = Ц1+Р2+С3+С4+С5+Р6+Р7+Р8+О9+С10 + С11,
где Ц, — цена товара;
Р2 — расходы на транспортировку;
322
С3 — стоимость установки;
С4 — стоимость хранения;
С5 — стоимость технической информации и прочей документа-
ции;
Р6 — расходы по обслуживанию изделия;
Р7 — расходы на топливо и электроэнергию;
Ps — расходы на ремонт;
Од — оплата налогов, таможенных расходов и сборов;
С — стоимость страхования;
С — стоимость утилизации.
3.2. Расчет показателя конкурентоспособности (К):
где Q — уровень качества товара;
С — уровень качества послепродажного обслуживания или сер-
виса.
3.3. Определение уровня конкурентоспособности как отно-
сительного показателя, отражающего отличие анализируе-
мого товара от товара-конкурента по степени удовлетворе-
ния конкретной общественной потребности.
Все параметры, характеризующие уровень конкурентос-
пособности, О. Д. Андреева подразделяет на три группы: нор-
мативные (патентная чистота, соответствие стандартам и нор-
мам), технические и экономические. Учет нормативных пара-
метров обеспечивается путем введения специального показателя,
который соответствует обязательным нормам и стандартам
(при соответствии показатель равен 1, при несоответствии — 0).
Общий показатель по нормативным параметрам (1нп) пред-
ставляет собой произведение частных показателей по каждо-
му из них. Если хотя бы один из параметров будет равен 0,
I = 0, что свидетельствует о неконкурентоспособности то-
варов.
Данная методика предназначена для определения прогно-
зируемой конкурентоспособности новых, в основном техни-
чески сложных товаров. В ней, как и во второй методике, не
323
показан механизм отбора и определения значений моделиру-
емых параметров конкурентоспособности и не учтена ассор-
тиментная характеристика товаров.
Достоинством этой методики является учет трех важней-
ших параметров (критериев) конкурентоспособности: качества
товаров и послепродажного обслуживания, а также цены по-
требления. К недостаткам относится сокращение области при-
менения указанного способа до оценки только товаров, об-
ладающих разной ценой потребления. Однако ранее отмеча-
лось, что не все товары обладают ею (например, многие
продукты питания).
В приведенной методике расчета конкурентоспособности
товаров остается неясным: как рассчитать качество после-
продажного обслуживания при всем многообразии составля-
ющих показателей. Многие из них не поддаются прямому
измерению (например, эстетические показатели: внешний
вид, мода, дизайн, новизна товара).
4. Метод параметрической оценки конкурентоспособнос-
ти товаров. Определение уровня конкурентоспособности швей-
ных изделий в общем случае представляет собой сложную
задачу. В данной работе рассмотрим способ оценки конку-
рентоспособности швейных изделий, основанный на оценке
степени близости фактических значений к базовому (норма-
тивному) значению этих показателей. Предполагается, что
уровень конкретного показателя исследуемого образца тем
больше, чем меньше фактические характеристики отлича-
ются от базовых.
При параметрической оценке конкурентоспособности то-
вара обобщенный показатель конкурентоспособности опреде-
ляется следующим образом:
И = mxS + m2J +...+ тпХ,
где S, J, X — показатели соответствия качества оцениваемого то-
вара условиям конкурентоспособности;
тр т ,...т — коэффициенты весомости показателей качества.
324
Коэффициенты весомости mp m2,...mn должны удовлетво-
рять установленным нормативным требованиям:
О < m1 < 1, ... О < тп < 1, m1 +...тп = 1
Уменьшение фактического значения уровня конкуренто-
способности товара (Рфакт) ниже минимального значения (®min )
недопустимо. Условие конкурентоспособности изделия запи-
сывается следующим образом:
В.> в . .
oaeo mm
Показатель, характеризующий близость качественных
параметров товара базовым требованиям, можно записать в
следующем виде:
J = L ае • Е а, 9, ,
где L — множество оцениваемых показателей товара;
d — индекс показателя изделия;
J1 — множество единичных показателей, формирующих d -й
показатель;
i — индекс единичного показателя;
а ( — весомость d -го показателя;
а — весомость единичного показателя;
д. — единичный показатель г-го параметра, оценивающий его
близость к базовому значению.
Единичные параметрические показатели конкурентоспо-
собности товара можно разделить на пять групп.
К первой группе показателей относятся те, увеличение
значений которых желательно. Например, увеличение объе-
ма бездефектных изделий. Показатель д этой группы пара-
метров можно записать в виде:
р _ pmin
о, - ,
р — ршш
где Р — значение г-го показателя уровня качества товара;
pmin — минимально допустимое значение г-го показателя;
р> — желательное значение г-го показателя.
325
Условие конкурентоспособности товара для показателей
первой группы записывается следующим образом:
р > p>min
Ко второй группе относятся те показатели, уменьшение
значений которых желательно. Например, разница размеров
(длины и ширины) парных деталей. Показатель д для этой
группы можно записать в виде:
ртах _ р
д = —'-----
.ртах р* ,
Ртах _ „ •
— максимально возможное значение г-го показателя.
Условие конкурентоспособности товара для показателей
второй группы записывается следующим образом:
р < р>тах
К третьей группе относятся те показатели, присутствие
которых желательно. Показатель д. = 1, если г-й показатель
присутствует и д. = 0, если г-й показатель отсутствует в оце-
ниваемом изделии.
Если показатель входит в состав нормативных парамет-
ров, определяющих условие конкурентоспособности продук-
ции, то д. = 1.
К четвертой группе относятся те показатели, отсутствие
которых желательно. Например, отсутствие пропусков стеж-
ков в строчке или отсутствие прожогов и лас. Показатель д. = 1,
если г-й показатель отсутствует и д = 0, если г-й показатель
присутствует в оцениваемом изделии.
Если показатель не входит в состав нормативных пара-
метров, то д. = 1.
К пятой группе относятся те показатели, отклонение зна-
чений которых в обе стороны от Р, нежелательно. Напри-
мер, ширина швов в изделии. Выполнение условия записы-
вается следующим образом:
ртах р pmin
326
Если Pj > Pj , то
ртах _ р
а = —'-----
.ртах р*
Если Pi < Pi , то
р — pi™n
Q = —'-' .
'У'1 Р* JD™11
Оценка уровня конкурентоспособности швейных изделий
производится по следующим базовым критериям:
• качество с весомостью 0,65;
• срок продажи с весомостью 0,2;
• объем продажи с весомостью 0,15.
Показатель “качество” является составным. Он формиру-
ется следующими единичными показателями:
— степень соответствия требованиям к стежкам, строч-
кам, швам с весомостью 0,45;
— степень соответствия требованиям влажно-тепловой
обработки с весомостью 0,25;
— степень соответствия образцу-эталону по линейным
измерениям с весомостью 0,30.
Показатель “степень соответствия требованиям к стежкам,
строчкам, швам” формируется следующими параметрами:
— частота стежков стачивающих строчек с весомостью 0,2;
— частота стежков отделочных строчек с весомостью 0,3;
— ширина внутренних швов с весомостью 0,2;
— ширина отделочных швов с весомостью 0,3.
Показатель “степень соответствия требованиям влажно-теп-
ловой обработки” формируется следующими параметрами:
— наличие пролегания швов с весомостью 0,4;
— наличие излишнего оттягивания (сутюживания) дета-
лей с весомостью 0,6.
Показатель “степень соответствия образцу-эталону по ли-
нейным измерениям” формируется следующими параметрами:
— соответствие основным линейным измерениям техни-
ческого описания с весомостью 0,65;
— разница размеров парных деталей с весомостью 0,35.
327
Условия конкурентоспособности швейных изделий пред-
ставлены в табл. 8.6.
Таблица 8.6
Условия конкурентоспособности швейных изделий
Наименование показателей Желаемое значение Нормативное значение Группа показателей
Частота стежков 4 стежка на 4-5 стежков на з
стачивающих строчек 1 см строчки 1 см строчки
Частота стежков 5 стежков на 5-6 стежков на з
отделочных строчек 1 см строчки 1 см строчки
Ширина внутренних швов 1,0 см 1,0 см +0,3 5
Ширина отделочных швов 0,6 см 0,6 см +0,1 5
Наличие пролегания швов 0 до 10 см 4
Наличие излишнего оттягивания (сутюживания) деталей 0 до 0,5 см 4
Соответствие основным в соответствии в соответствии с
линейным измерениям ТО или образца-эталона сТО табелем мер ТО 3
Разница размеров парных деталей 0 0,3 см 2
Срок продажи 3 дня 5 дней 3
Объем продажи ПО шт. 100 шт. 3
Исходные данные для параметрической оценки конкурен-
тоспособности швейных изделий представлены в табл. 8.7.
Например, для первого образца параметрические пока-
затели близости параметров
строчек” и “частота стежков
тивным значениям относятся
этому для него р1 = 1; д2 = 1.
“частота стежков стачивающих
отделочных строчек” к норма-
к 3-й группе показателей, по-
328
Таблица 8.7
Критерии конкурентоспособности швейных изделий
Наименование показателей Показатели для образцов
1 2 3
Частота стежков стачивающих строчек 4 4 4
Частота стежков отделочных строчек 5 6 6
Ширина внутренних швов 1,0 1,1 1,2
Ширина отделочных швов 0,5 0,6 0,6
Наличие пролегания швов 0 0 0
Наличие излишнего оттягивания (сутюживания) деталей 0 0 0
Соответствие основным линейным измерениям техни- 0 0 о
ческого описания или образца-эталона
Разница размеров парных деталей 0,1 0,2 0,3
Срок продажи 3 4 5
Объем продажи по 130 100
Параметрический показатель близости параметра “шири-
на внутренних швов” к нормативным значениям относится к
5-й группе показателей:
для 1-го образца Р1" = 1,0 Рт|" = 1,0 Р‘ = 1,0 Р1Пах = 1,2,
9з = 1,2 - 1,0 / (1,2 - 1,0) = 1.
для 2-го образца Ргп = 1,0 Рт|" = 1,0 Р‘ = 1,1 Р1Пах = 1,2,
д3 = 1,2 - 1,0 / (1,2 - 1,1) = 2.
для 3-го образца Р ” = д3 = 1,2 - 1,0 / (1,2 - 1,0 Рт|" = 1,0 Р‘ = 1,2 Р1Пах 1,2) = 0. = 1,2,
Параметрический показатель близости параметра “шири-
на отделочных швов” по нормативным значениям относится
к 5-й группе показателей:
для 1-го образца Р" = 0,5 Ртт = 0,5 Р* = 0,6 Ртах = 0,6,
д4 = 0,5 - 0,5 / (0,6 - 0,5) = 0.
Близость группового показателя “степень соответствия
требованиям к стежкам, строчкам, швам” г-го образца уста-
новленным требованиям определяется по формуле
Иг = mrS + m2J + m3X + m4U,
329
тогда = 0,2S + 0,3J + 0,2Х + 0,3(7 = 0,2 X 1 + 0,3 X 1 +
cm 7
+ 0,2 х 1 + 0,3 х 0 = 0,7.
Близость комплексного показателя “качество” для перво-
го образца определяется по формуле
Т/[к — 771 + 771 + 771
"ьстпст "t/emoJ/iemo пь лУ1л’
где т — коэффициент весомости показателя “степень соответ-
ствия требованиям к стежкам строчкам, швам”;
Иг — групповой показатель “степень соответствия требовани-
ям к стежкам строчкам, швам”;
тп — коэффициент весомости показателя “степень соответ-
ствия требованиям влажно-тепловой обработки”;
Иг — групповой показатель “степень соответствия требовани-
ям влажно-тепловой обработки”;
т л — коэффициент весомости показателя “степень соответствия
образцу-эталону по линейным измерениям”;
Ил — групповой показатель “степень соответствия образцу-эта-
лону по линейным измерениям”.
Таким образом, параметрический метод основан на ис-
пользовании качественной нормативной базы по всем ста-
диям жизненного цикла продукции. Он применяется для оценки
конкурентоспособности продукции единичного и мелкосерий-
ного производства, основанной на приближенном установле-
нии зависимостей между качественными параметрами из-
делий, с одной стороны, и количественными параметрами —
с другой.
Контрольные вопросы
1. Что такое конкурентоспособность, ее сущность и со-
держание?
2. Перечислите принципы и факторы конкурентоспособ-
ности товаров.
330
3. В чем взаимосвязь качества и конкурентоспособности
товаров?
4. Какие критерии используются при оценке конкуренто-
способности товаров?
5. Какие методы оценки конкурентоспособности товаров
существуют? В чем сущность этих методов, их достоинства
и недостатки?
Словарь терминов
Ансамбль — сочетание одежды и предметов, дополняю-
щих ее, подобранных как единое художественное целое. Ан-
самбль одежды должен составлять единое целое с обликом
человека, который его носит.
Архитектоника — общий эстетический план построения
художественного произведения, принципиальная взаимосвязь
его частей.
Ассортимент — набор (подбор) товаров по различным ви-
дам, наименованиям и назначению.
Ассортимент предприятия — это состав, соотношение от-
дельных видов изделий в продукции предприятия с учетом
качества и сортности товаров.
Ассортимент швейных изделий охватывает все виды
одежды для женщин, мужчин и детей, а также швейные
изделия, не относящиеся к одежде (предметы домашнего
обихода, технические изделия и снаряжение).
Близны — просветы по длине ткани, как от продернутой
для мережки нити, возникают при обрыве нити основы.
Видовой ассортимент — набор товаров различных видов и
наименований, удовлетворяющих аналогичные потребности.
Водопоглощаемость — способность материала поглощать
влагу при его полном погружении в воду.
Воздухопроницаемость — способность материала пропус-
кать воздух.
Выборочная совокупность — отобранное по строго за-
данному правилу определенное число элементов генераль-
ной совокупности.
Гардероб — набор нужных комплектов одежды и других
предметов, дополняющих их в костюме, необходимых для
332
целого ряда случаев, т. е. совокупность всей одежды одного
человека и всей семьи.
Гарнитур — набор предметов одежды определенного на-
значения, сделанных обычно из одного и того же материала
(шапка, шарф и перчатки; гарнитур белья и др.).
Генеральная совокупность — определенное число объек-
тов исследования, которое территориально, производствен-
но и во времени ограничено и для которого выводы прове-
денного исследования будут правомерны.
Гигроскопичность текстильных материалов — способность
материалов поглощать влагу при 100%-ной относительной
влажности воздуха.
Групповой ассортимент — набор однородных товаров,
объединенных общностью признаков и удовлетворяющих ана-
логичные потребности.
Драпируемость — способность материала образовывать
мягкие округлые складки с малым радиусом кривизны.
Забоины — поперечные полосы с увеличенной плотнос-
тью.
Закладка — утолщенная полоса поперек полотна, обра-
зующаяся вследствие накладывания концов волокнистых хол-
стов друг на друга.
Засечки — непропечатанные места из-за имеющихся на
материале складок и заминов.
Затаски и щелчки — теневые полосы или пятна, образу-
ющиеся при попадании под раклю печатной машины ниточ-
ки, пушинки или соринки.
Иглопрорубаемость — способность материала к частично-
му или полному разрушению под воздействием иглы в про-
цессе шитья.
Идентификация — отождествление, установление совпа-
дения чего-либо с чем-либо. Применительно к товару под
идентификацией следует понимать установление соответствия
наименования товара, указанного на маркировке или в со-
проводительных документах, предъявляемым к нему требо-
ваниям.
333
Интервьюирование — метод, основанный на устном обще-
нии исследователя с респондентом, т. е. его обращении к опре-
деленной группе людей с вопросами, содержание которых пред-
ставляет проблему исследования на эмпирическом уровне.
Искусственные волокна и нити — волокна, получаемые
из высокомолекулярных соединений, встречающихся в при-
роде в готовом виде (целлюлоза, белки).
Качество продукции — совокупность свойств продукции,
обусловливающих ее пригодность удовлетворять определен-
ные потребности в соответствии с ее назначением.
Классификация — распределение множества объектов или
явлений на классы, группы, виды и другие подразделения
по наиболее общим характерным признакам.
Комплект — подбор нескольких изделий в законченное
единое целое. Комплект может состоять из платья и пальто,
костюма и пальто и т. д.
Конструирование — процесс разработки, после модели-
рования, чертежей деталей изделия и изготовления лекал
(выкроек) по образцу модели.
Конструктивные линии — швы, расчленяющие поверх-
ность одежды на отдельные детали (части) с целью создания
объемной формы одежды, также характеризуют внешний вид
одежды.
Контроль качества — проверка соответствия показателей
качества продукции установленным требованиям. Контроль
качества швейных изделий осуществляют органолептическим
и измерительным методами.
Лекала — шаблоны деталей одежды, по которым раскра-
ивают материалы в процессе производства.
Ленты — тканые или вязаные полоски разной ширины
из капроновых комплексных нитей, лавсановой, нитроновой
пряжи или текстурированных нитей.
Макетирование — проверка замысла художника в объем-
ной форме. Макет представляет собой объемное изображе-
ние изделия, которое дает представление о его форме, ком-
позиции и конструкции. Макетирование осуществляется пу-
334
тем наколки бумаги или специальной макетной ткани на ма-
некен или фигуру манекенщика.
Моделирование — процесс разработки изделий или пер-
вичного образца одежды, по которому изготовляют изделия.
Термин «модель» означает образец одежды конкретного вида,
имеющий определенную форму, выполненную из соответству-
ющего материала и отделок.
Набор петель — нарушение структуры полотна из-за по-
явления утолщенных мест и стянутых петель.
Надевки — стянутые участки в полотне, расположенные
в поперечном направлении и нарушающие его структуру.
Накидки — поперечные полосы на лицевой стороне по-
лотна.
Належки — слабые отпечатки рисунка, образующиеся
при накладывании слоев недостаточно просушенного мате-
риала один на другой.
Нарушение ткацкого рисунка — сбитый рисунок из-за
ненайденного конца нити или пролета челнока без утка.
Натуральные волокна — волокна растительного, живот-
ного и минерального происхождения, которые образуются
без непосредственного участия человека.
Недосеки — разреженные по утку поперечные полосы.
Непрокрас — неполное прокрашивание отдельных подо-
кон или участка нитей во внутренних слоях материала.
Непропряды — короткие утолщения из слабо скручен-
ных волокон.
Несминаемость — свойство материала сопротивляться
смятию и восстанавливать первоначальное состояние после
снятия усилия, вызвавшего его изгиб.
Нитепрошивные нетканые полотна состоят из трех сис-
тем нитей: продольных, поперечных и скрепляющих.
Новизна ассортимента — способность набора товаров удов-
летворять изменившиеся потребности за счет новых товаров.
Оптимальный ассортимент — набор товаров, удовлетво-
ряющий реальные потребности с максимально полезным эф-
фектом для потребителя при минимальных затратах на их
335
проектирование, разработку производства и доведение до
потребителей. Товары оптимального ассортимента отличают-
ся повышенной конкурентоспособностью.
Осыпаемость — явление смещения и выпадания нитей из
открытых срезов ткани.
Паропроницаемость — способность материала пропускать
пары влаги из среды с большей влажностью в среду с мень-
шей влажностью.
Перематывание — увеличение длины нитей путем пос-
ледовательного связывания их концов с нескольких початков
и сматывания на одну бобину.
Переслежистость — чередующиеся толстые и тонкие уча-
стки полотна.
Пластическая выразительность определяется четкостью
и изяществом всех конструктивных элементов.
Подплетины — несколько оборванных нитей основы, зап-
летающихся с утком и нарушающих рисунок переплетения.
Пробивки платированного полотна — выход на лицевую
сторону изнаночных или начесных нитей.
Прок ламп лин — материал, который вырабатывается из
смеси вискозных (50%) и нитроновых (50%) волокон и имеет
неориентированное расположение волокон в холсте. Прокла-
милин отличается от флизелина равномерностью свойств по
длине и ширине, повышенной объемностью и большей жест-
костью.
Прометки или пролеты — просветы по всей ширине тка-
ни или на отдельном ее участке. Образуются при обрыве утка.
Промышленный ассортимент — набор товаров, выпуска-
емых изготовителем исходя из его производственных воз-
можностей.
Прорубаемость — частичное или полное разрушение ма-
териала. Частичное разрушение нити называют скрытой про-
рубкой, полное разрушение — явной прорубкой.
Прочность окраски — способность материалов сохранять
первоначальную окраску в результате действия мыльного
раствора, пота, влажно-тепловой обработки, трения и света.
336
Пылепроницаемость — способность материала пропускать
частицы пыли.
Раздвигаемость нитей в швах — смещение под действи-
ем внешних сил нитей одной из систем вдоль нитей другой
системы ткани.
Разнооттеночность — это неровная окраска с изменени-
ем цвета от середины к кромкам или от одного куска к друго-
му. Возникает вследствие плохой промывки материала или
нарушения режимов крашения.
Разный уток — наличие уточной нити другой толщины
или цвета, образующей на ткани поперечные полосы, осо-
бенно заметные после крашения.
Раппорт — законченный рисунок переплетения ткани.
Растеки — расплыв краски на ткани.
Растраф — искажение многоцветного рисунка вследствие
несовпадения фигур и сдвига рисунка.
Рациональный ассортимент — набор товаров, наиболее
полно удовлетворяющий реально обоснованные потребности
населения.
Реальный ассортимент — действительный набор товаров,
имеющийся в конкретной организации изготовителя или про-
давца.
Сбросы и полусбросы петель — нарушение процесса пет-
леобразования при провязывании холста, в результате чего
образуются непровязанные участки.
Сертификат соответствия — документ, удостоверяющий
соответствие объекта требованиям технических регламентов,
положениям стандартов или условиям договоров.
Сертификация — форма осуществляемого органом по сер-
тификации подтверждения соответствия объектов требова-
ниям технических регламентов, положениям стандартов или
условиям договоров.
Сетка — участок полотна, образованный прошивными ни-
тями, не покрытыми холстом вследствие прекращения по-
дачи холста под провязывающий механизм.
337
Синтетические волокна и нити — волокна, получаемые
из высокомолекулярных соединений, синтезируемых из низ-
комолекулярных веществ. Синтетические волокна и нити под-
разделяют на гетероцепные и карбоцепные. Гетероцепные
волокна образуются из полимеров, в основной молекулярной
цепи которых кроме атомов углерода содержатся атомы дру-
гих элементов. Карбоцепными называют волокна и нити,
которые получают из полимеров, имеющих в основной цепи
макромолекул только атомы углерода.
Слет — сход уточной нити с конца початка пакетиком из
нескольких витков и в таком виде заработанной в ткань.
Сминаемость — свойство текстильных материалов под
действием деформаций изгиба и сжатия образовывать неис-
чезающие складки и морщины.
Снование — получение основы, т. е. ряда параллельно
расположенных нитей равной длины, навитых с одинаковым
натяжением на общую цилиндрическую паковку с фланцами.
Стандарт — документ, в котором в целях добровольного
многократного использования устанавливаются характерис-
тики продукции, правила осуществления и характеристики
процессов производства, эксплуатации, хранения, перевоз-
ки, реализации и утилизации, выполнения работ или оказа-
ния услуг. Стандарт также может содержать требования к
терминологии, символике, упаковке, маркировке или эти-
кеткам и правилам их нанесения.
Стандартизация — деятельность по установлению пра-
вил и характеристик в целях их добровольного многократно-
го использования, направленная на достижение упорядочен-
ности в сферах производства и обращения продукции и по-
вышения конкурентоспособности продукции, работ или услуг.
Структура ассортимента характеризуется удельной долей
каждого вида и/или наименования товара в общем наборе.
Стык шаблона — неточное совпадение рисунка.
Текстильная застежка (липучка) — вид текстильного из-
делия, представляющий собой разъемное соединение, состо-
ящее из двух лент. Лицевая сторона одной (петельной) ленты
338
имеет замкнутые петли, образованные из специальных мо-
нонитей. На лицевой стороне другой (крючковой) ленты рас-
положены петли, имеющие боковой разрез, в результате чего
из этих петель образуются крючки.
Текстильное волокно или просто волокно — протяжен-
ное, гибкое и прочное тело с малыми поперечными размера-
ми ограниченной длины, пригодное для изготовления пряжи
и текстильных изделий. Текстилъная нить отличается от во-
локна значительной длиной, насчитывающей несколько де-
сятков и сотен метров. Элементарные волокна и нити не
делятся в продольном направлении без разрушения.
Тектоника формы — конструктивная логичность и взаи-
мосвязь формы, конструкции и свойств материалов.
Тесьма — гибкая лента, вырабатываемая различной ши-
рины из штапельной, вискозной, лавсановой пряжи и тек-
стурированных нитей на основовязальных и уточновязаль-
ных машинах. Она может быть гладкой, плотной и ажурной,
с ровным краем и фестонами.
Тканепрошивные нетканые полотна состоят из легкого
каркаса, прошитого системой ворсовых нитей. В качестве кар-
каса используются ткани, трикотажные полотна, полотна
«Малимо» и пленочные материалы.
Ткань — материал, образуемый в результате взаимного
переплетения нитей основы (продольных нитей) с нитями утка
(поперечными нитями).
Товар — продукт труда, удовлетворяющий конкретные
потребности человека и распределяемый в обществе путем
товарного обмена, т. е. путем купли-продажи.
Товарный ассортимент — вся совокупность изделий, вы-
пускаемых предприятием.
Товарный знак (торговая марка) — зарегистрированное в
установленном порядке обозначение, присвоенное товару для
его отличия от других и указания на его производителя (пред-
приятие, фирму).
Товароведение — наука о товаре. Термин «товароведение»
включает в себя два слова: «товар» и «ведать», и в этом сущ-
339
ность науки, представляющей собой совокупность знаний о то-
варе, его многообразных свойствах, качестве и ассортименте.
Торговая классификация — распределение множества
объектов, основанное на распределении товаров на группы
по таким признакам, как исходный материал, способ произ-
водства, назначение и др.
Торговый ассортимент — набор товаров, формируемый
организацией торговли или общественного питания с учетом
ее специализации, потребительского спроса и материально-
технической базы.
Торговый знак — фирменное имя, фирменный знак, тор-
говый образ или сочетания их, защищенные юридически.
Торговый образ — персонифицированная торговая марка.
Трикотажное изделие — изделие, изготовленное из три-
котажного полотна в результате швейного процесса, или из-
делие, изготовленное путем вывязывания из пряжи на ма-
шинах (вязальных) или вручную, в результате уменьшения
или увеличения количества петель.
Туалет — совокупность одежды, обуви, перчаток с пред-
метами, дополняющими, украшающими костюм (украшения,
цветы и др.), а также прически и грима.
Упаковка — вместилище или оболочка товара. Она может
быть однослойной или многослойной. Упаковка товаров на-
правлена на сохранение потребительских свойств товара и
его товарного вида.
Управление качеством продукции — установление, обес-
печение и поддержание необходимого уровня качества про-
дукции при ее разработке, производстве и эксплуатации (или
потреблении), осуществляемые путем систематического кон-
троля качества и целенаправленного воздействия на условия
и факторы, влияющие на качество продукции.
Усадка — изменение линейных размеров материала пос-
ле смачивания, стирки и глажения, а также под влиянием
повышенной влажности воздуха.
Устойчивость ассортимента — способность набора това-
ров удовлетворять спрос на одни и те же товары.
340
Устойчивость к осыпанию нитей — способность сопро-
тивляться смещению и выпадению нитей из открытых срезов
ткани из-за малого тангенцального сопротивления в местах
контакта нитей основы и утка, на которые влияет фаза стро-
ения ткани, вид переплетения нитей, их жесткость и др.
Устойчивость к раздвигаемости — способность сопротив-
ляться смещению под действием внешних сил нитей одной из
систем вдоль нитей другой системы ткани из-за тангенцаль-
ного сопротивления между нитями и их слабого закрепления
в структуре ткани.
Утонение трикотажного полотна — дефект в виде разре-
женных полос, продольных — в основовязаных полотнах и
поперечных — в кулирных полотнах.
Учебный ассортимент — перечень товаров, систематизи-
рованный по определенным научно обоснованным признакам
для достижения обучающих целей.
Фальсификация — подделка, подмена в процессе изго-
товления продукции определенного качества другой, менее
ценной, не соответствующей своему названию и реализация
ее в корыстных целях. В зависимости от метода подделки раз-
личают ассортиментную (видовую), качественную, количе-
ственную, стоимостную и информационную фальсификацию.
Фирменный знак — символ, рисунок или отличительный
цвет или обозначение.
Флизелин — нетканое полотно, состоящее из смеси раз-
личных волокон.
Формоустойчивость — способность текстильных матери-
алов сохранять свою форму в процессе эксплуатации швей-
ных изделий.
Фурнитура — вспомогательные изделия, необходимые в
швейном производстве для застегивания швейных изделий,
прикрепления, упрочнения деталей этих изделий, а также
для удобства эксплуатации одежды. К фурнитуре швейного
производства относятся: пуговицы, застежки-молнии, кноп-
ки, крючки, петли, пряжки, текстильная застежка (липуч-
ка), блочки, хальнитены, эластичная тесьма и др.
341
Химические волокна — это волокна и нити, создаваемые
в заводских условиях путем их формования из природных
или синтетических полимеров.
Холстопрошивные нетканые полотна — волокнистый
холст, скрепленный трикотажным переплетением.
Швейное изделие — изделие, изготовленное в результа-
те швейного процесса.
Широта ассортимента — количество видов, разновидно-
стей и наименований однородных и разнородных товаров.
Шишки — комочки прикрученного пуха.
Шлихтование — уменьшение обрывности нитей основы
на ткацком станке. Для этого на нити наносится тонкий слой
клеящего вещества (шлихты), делающего их поверхность бо-
лее гладкой.
Шнур — сутаж, образуется из двух прядей крученых
хлопчатобумажных нитей, которые оплетаются комплексными
вискозными нитями так, что посередине шнура, между пря-
дями, получается углубление. Оплетка сутажа бывает одно-
цветной и разноцветной.
Эскизирование — воплощение идеи и замысла художни-
ка в эскизе, т. е. плоскостном изображении на бумаге, карто-
не. В эскизе отражаются пластика формы, линий, пропор-
ций, цветовое решение модели, намечается ее конструкция.
Литература
1. Агашков Л. А. Разработка моделей рациональными ассорти-
ментными сериями. — Киев, 2002.
2 Азгалъдов А. Г. Теория и практика оценки качества товаров. —
М., 2002.
X Баженов В. И. Материалы для швейных изделий. — М., 1982.
4. Белявский И. К. Маркетинговые исследования: информация,
анализ, прогноз: Учеб, пособие. — М., 2001.
5. Божук С. Г., Ковалик Л. Н. Маркетинговые исследования. —
СПб.: Питер, 2003.
6. Большой экономический словарь. — М., 2002. — С. 298-299.
7. Бузов Б. А., Модестова Т. А. Материаловедение швейного про-
изводства. — М.,2005.
8 Валиулава В. В. Формирование и изучение спроса на новые
модели одежды // Швейная промышленность. 2002. № 5. — С. 5-6.
9. Ворачек X. О состоянии “теории маркетинга услуг” // Про-
блемы теории и практики управления. 2002. №1.
10. Воронов А. А. Оценка и менеджмент конкурентоспособности
продукции. — Краснодар, 2003.
11. Гусейнова Т. С. Товароведение швейных и трикотажных то-
варов: Учебник для вузов. — М.: Экономика, 2001. — С. 287.
12. Дворецкий И. В. Покупателю об одежде. — М., 2004.
13. Дзахмишева И. Ш. Методология организации швейного про-
изводства с учетом национальных традиций народов Северного Кав-
каза. — Нальчик: Эль-Фа, 2001.
14 Дзахмишева И. Ш. Обеспечение конкурентоспособности швей-
ной продукции // Маркетинг в России и за рубежом. — 2003. № 4. С.
69-83.
15. Дзахмишева И. Ш. Организация “адресного” производства
одежды на Северном Кавказе. — Нальчик: Скалар, 2000.
16. Дзахмишева И. Ш. Организация и повышение эффективнос-
ти производства в легкой промышленности. — Нальчик: Скалар. —
2002. — С. 242.
343
17. Дзахмишева И. Ш. Оценка качества швейной продукции. —
Нальчик: Скалар, 2000.
18. Ж ахова Ш. Н. Разработка дизайн-метода формирования ас-
сортимента одежды швейной промышленности. Автореферат дис.
K.TH. — М: МТИ, 2001. — С 22
19. Закон ‘‘О техническом регулировании”, от 27 декабря 2002 г.
№ 184-ФЗ.
20. Исаев В. В. Оборудование швейных предприятий — М., 2004.
21. Капица Г. П., Сергеева Г. В. Товароведение непродовольствен-
ных товаров. — М, 2000.
22 Коблякова Е. Б. Основы проектирования рациональных раз-
меров и форм одежды — М.. 2001.
23. Коммерческое товароведение и экспертиза / Под ред Г. А Ва-
сильева и Н А Нагапетьянца. — М.: Юшгги, 1997.
24. Котлер Ф. Маркетинг. — СПб.: Питер, 1998. — С 518.
25. Котлер Ф. Управление маркегингом. — МД980. С. 17.
26. Криевинъш И. В. Совершенствование методов проектирова-
ния мужской верхней одежды на основе комплексной оценки ее
качества. Автореферат дис.к.т.н. — М.. 2004. — С. 26.
27. Куатбекова Л. К. Совершенствование методов проектирова-
ния промышленной коллекцш! одежды с учетом потребительского
спроса и новизны моделей. — М., 1998.
28. Лифиц И. М. Основы стандартизацш:, метрологии и управ-
ления качеством — М.: Экономика, 2004.
29. Маркет: гиг / Под ред А Н. Романова. — М_: Юшгги, 2002. —
С. 558.
30. Мартынова А. И., Андреева Е. Г. Конструктивное моделиро-
вание одежды. — М: МГАЛП, 2003. — С. 205.
3L Мауринг Т. Теоретические основы товароведения — Тартус,
1997.
32 Меликов Е. X. Технология швейного производства. — М., 2005.
33 Митъко Э. А. Стандартизация и сертификация швейной про-
дукции.// Швейная промышленность. 2000. № 3. С.15~17.
34. Нигматова Ф. У. Разработка предпосылок создания рацио-
нального гардероба мужских пиджаков и совершенствование кон-
струкций для климатических условий Средней Азии Автореферат
дис. к.тя. — М, 1998.
344
35. Промышленная технология одежды / Под ред П. П. Кокетки-
на — М.. 2004.
36. Родионова Л. Н. и др. Оценка конкурентоспособности продук-
та!. // Маркепшг в России и за рубежом. 2000. №1. С. 63—77.
37. Росситер Д. Р. Реклама и продвижение товаров. — СПб.:
Питер, 2000.
38 Саламатова С. М. Конструирование одежды. — М., 2003.
39. Светунъков С. Г., Литвинов А. А. Конкуренция и предприни-
мательские решения. — Ульяновск: 2000. — С. 118.
40. Скотт М. Дэвис. Управление активами торговой марки. —
СПб: ГЪггер, 2001. — С.13.
41. Смирнова Н. И., Конопальцева Н. М. Конструирование одеж-
ды для индивидуального потребителя. — М.: Высшая школа, 2000. —
С. 235.
42. Современный маркетинг / Под ред. В. Е. Хрупкого —
М.,2001. — С. 253.
43. Солов К). С., Федоров М. В. Потребительские показатели ка-
чества промышленных изделий. — М.. 2000.
44. Справочник молодого швейника / Под ред П. П. Кокетки-
на. — М., 2004
45. Стаханов В. Маректинг услуг. — М., 2001.
46. Токарев Б. Е. Практика маркетинговых исследований в Рос-
сии: Учеб пособие. — М., 2001.
47. Труханова А. Т. Изготовление мужской верхней одежды по
индивидуальным заказам. — М., 2000. — С. 335.
48 Фасхиев X. А. Оценка экономической эффективности каче-
ства и конкурентоспособности изделий. // Вестник машинострое-
ния 2000. №10. С 59-66.
49. Фатпхутдинов Р. А. Конкурентоспособность: экономика, стра-
тегия, управление. — М.: ИНФРА, 2000.
50. Хаксевер К. и др. Управление и организация в сфере услуг.
Теория и практика. — СПб., 2002.
5L Шевченко Д. Эффективность рекламной кампании // Лабо-
ратория рекламы. 2001. № 3—4 С. 37_41.
Главный редактор — А. Е. Илларионова
Художник — В. А. Антипов
Верстка — Ю. А. Кособокое
Корректор — В. Ш. Мерзлякова
Ответственный за выпуск — Л. Б. Александрова
Учебное издание
Дзахмишева И. Ш., Балаева С. И.,
Блиева М. В., Алагирова Р. М.
Товароведение и экспертиза швейных,
трикотажных и текстильных товаров
Санитарно-эпидемиологическое заключение
№ 77.99.60.953.Д.007399.06.09 от 26.06.2009 г.
Подписано в печать 15.11.2011. Формат 60x84 1/16.
Печать офсетная. Бумага газетная.
Печ. л. 21,75. Тираж 1000 экз.
Издательско-торговая корпорация «Дашков и К°»
129347, Москва, Ярославское шоссе, д. 142, к. 732.
Для писем: 129347, Москва, п/о И-347;
Тел./факс: 8 (499) 182-01-58, 182-11-79, 183-93-01.
E-mail: sales@dashkov.ru — отдел продаж;
office@dashkov.ru — офис;
http: //www.dashkov.ru
Отпечатано в соответствии с качеством предоставленных диапозитивов
в ФГУП «Производственно-издательский комбинат ВИНИТИ»,
140010, г. Люберцы Московской обл., Октябрьский пр-т, 403. Тел.: 554-21-86