/







































































Author: Степанов В.С.
Tags: испытания материалов товароведение силовые станции общая энергетика энергосбережение в промышленности экономия энергоресурсов
ISBN: 5-02-028743-1
Year: 1990




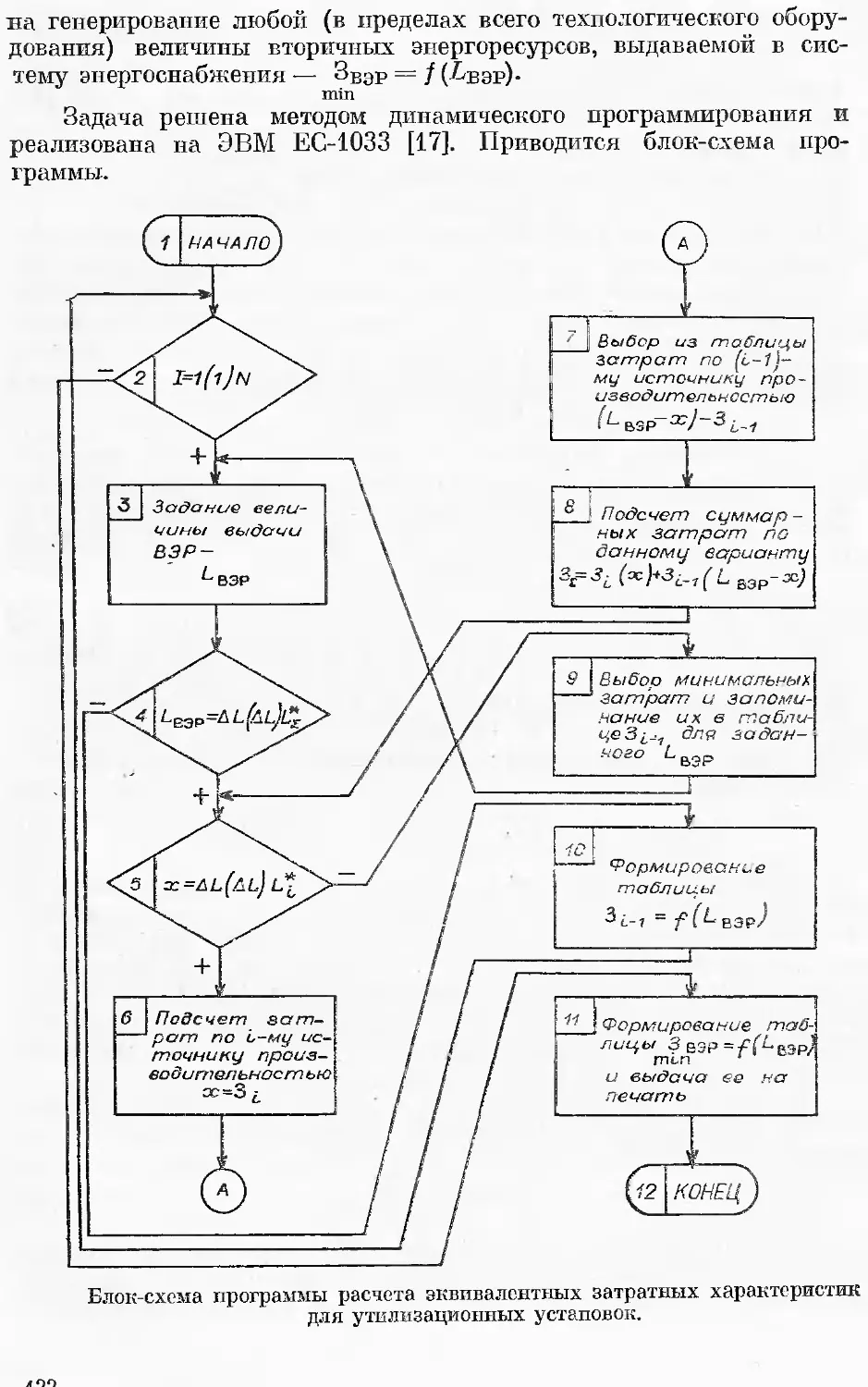
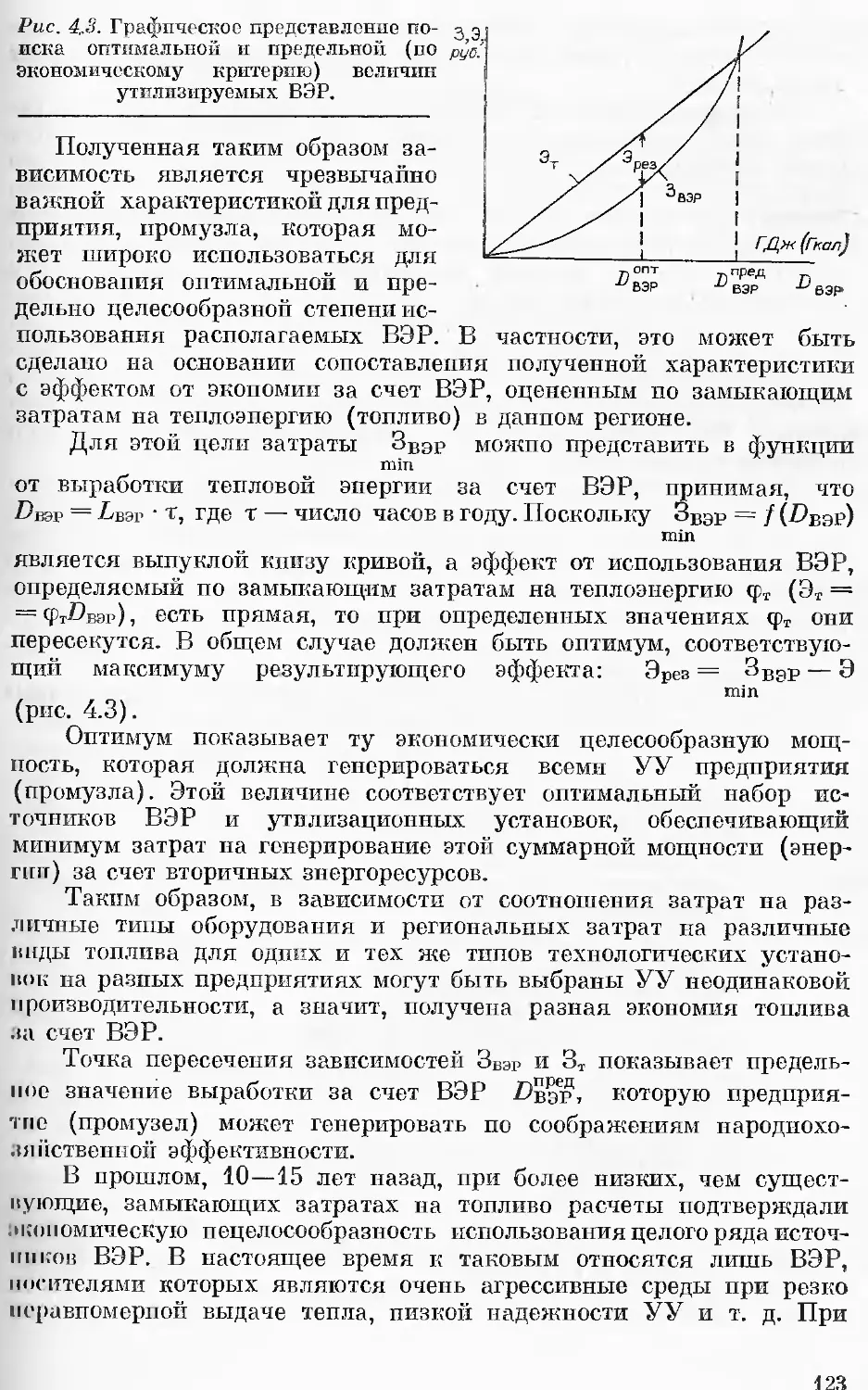
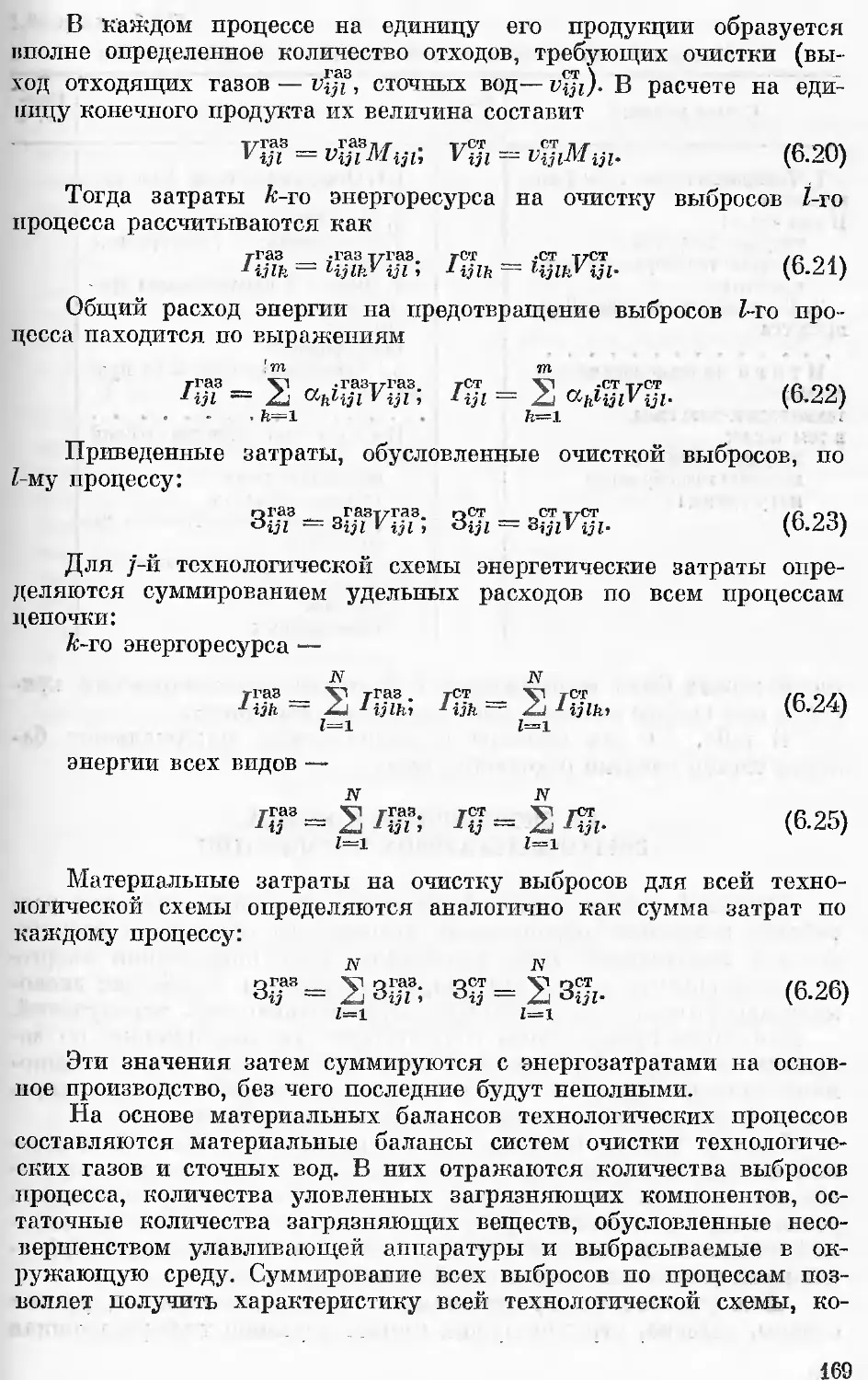
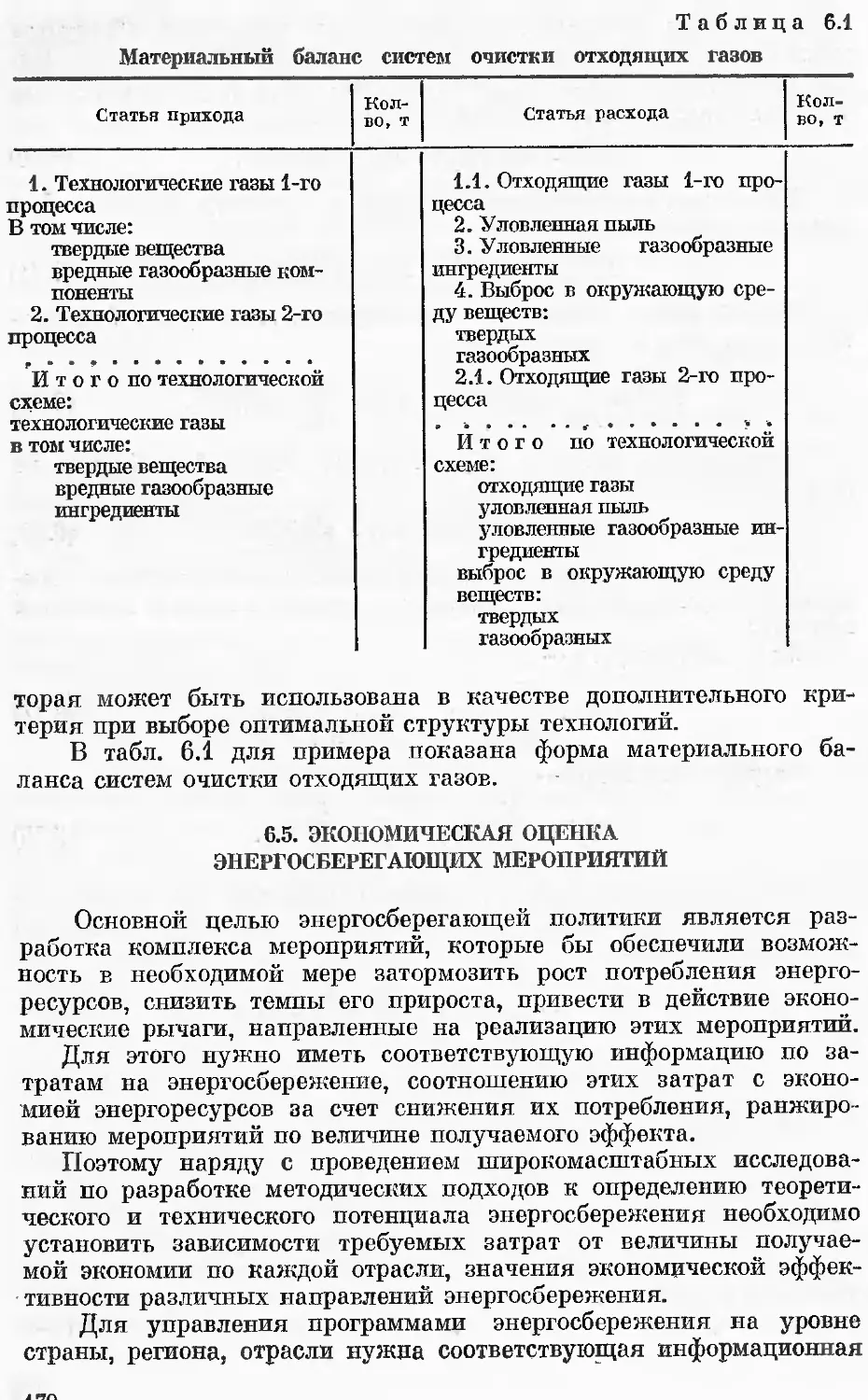
Text
УДК 620.09
Потенциал и резервы энергосбережения в промышленности/Сте-
панов В. С, Степанова Т. Б.— Новосибирск: Наука. Сиб. отд-тгае,
1990.- 248 с.
ISBN 5—02—028743—1.
В монографии разработана методология оценки резервов энергосбереже-
ния в промышленности на основе анализа эиергонспользовашт 'в технологи-
ческом процессе. Формулируются понятия резерва и потенциала энергосбере-
жения. Исследуются основные направления экономии энергоресурсов в про-
мышленности. Разработаны общие принципы построения отраслевой модели
энергосбережения, описана модель черной металлургии и проанализирова-
ны результаты, полученные с ее помощью.
Книга адресована энергетикам и экономистам.
Табл. 46. Ил. 18. Библиогр.: 125 назв.
Рецензенты
доктор экономических наук А. Г. Вигворчип
доктор технических наук В. А. Ханаев
кандидат экономических наук В. П. Чупятов
Утверждено к печати
Сибирским энергетическим институтом
СО АН СССР
Научное издание
Степанов Владимир Сергеевич
Степанова Татьяна Борисовна
ПОТЕНЦИАЛ И РЕЗЕРВЫ
ЭНЕРГОСБЕРЕЖЕНИЯ
В ПРОМЫШЛЕННОСТИ
Редактор издательства Л. В. Комарова. Художественный редактор Л. Л. Морвохович.
Художник С. М. Кудрявцев. Технический редактор Т. Н. Драгун. Корректоры Л. Л. Ми-
хайлова, 11. А. Абрамова
ИБ U 34478
Сдано в набор 12.12.88. Подписано в печать 24.05.90. МП-01649. Формат 60х90!/ш. Бу-
мага офсетная. Обыкновенная гарнитура. Высокая печать. Усл. печ. л. 15,5. Усл. кр.-
отт. 15,5. Уч.-изд. л. 17. Тираж 680 экз. Заказ Н 509. Цепа 3 р. 70 к.
Ордена Трудового Красного Знамени издательство «Наука», Сибирское отделение.
630099 Новосибирец, ул. Советская1, 18.
h и типография издательства «Наука». 6SQ.07.7 Новосибирск, ул. Станиславского, 25.
2201000AAA 07!)
—nrn(iJ\ -on—'^" 89 доп. © Издательство «Паука», 1090
l;.l!N Г] 02 0287 i.'l I
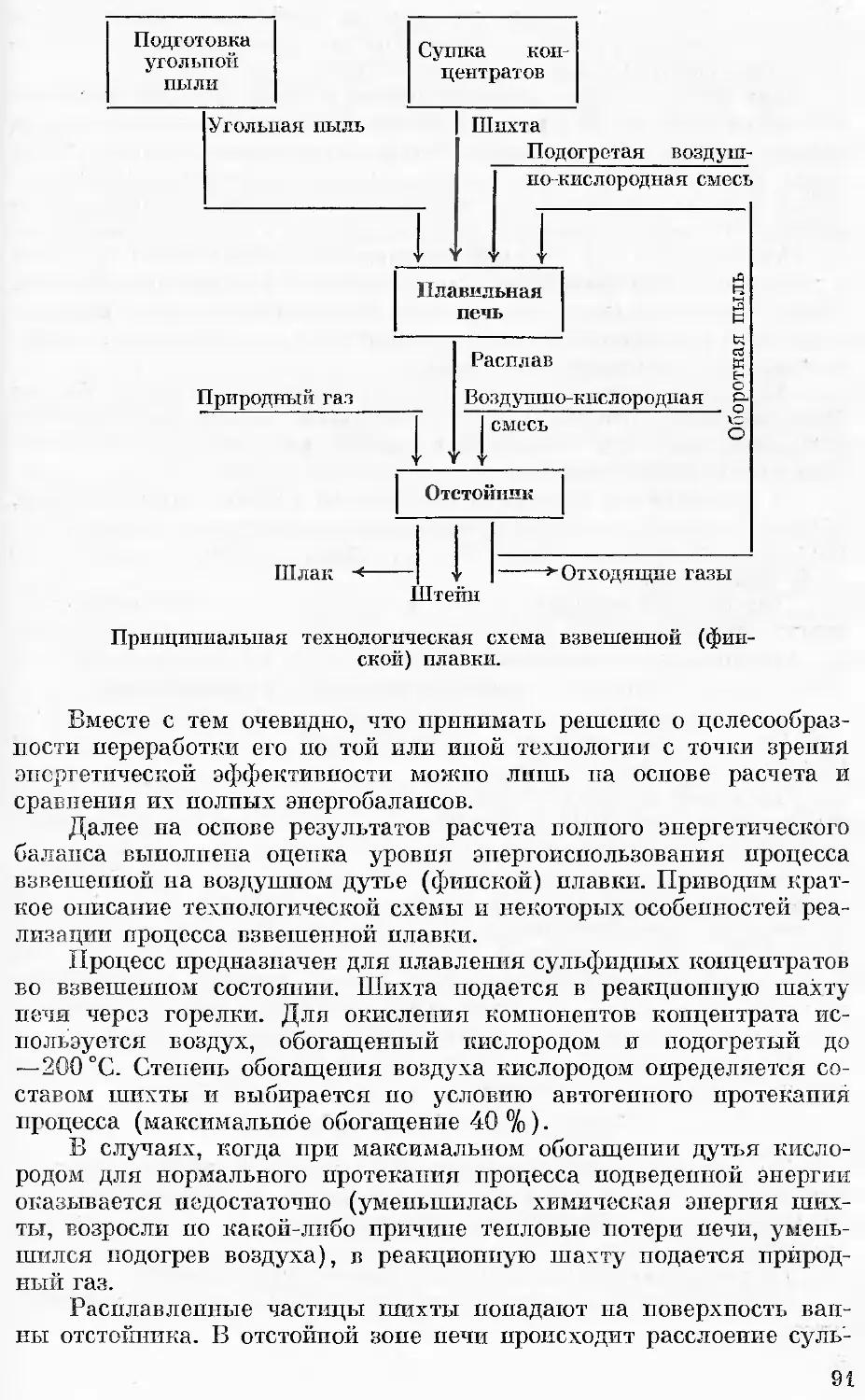
ОТ АВТОРОВ
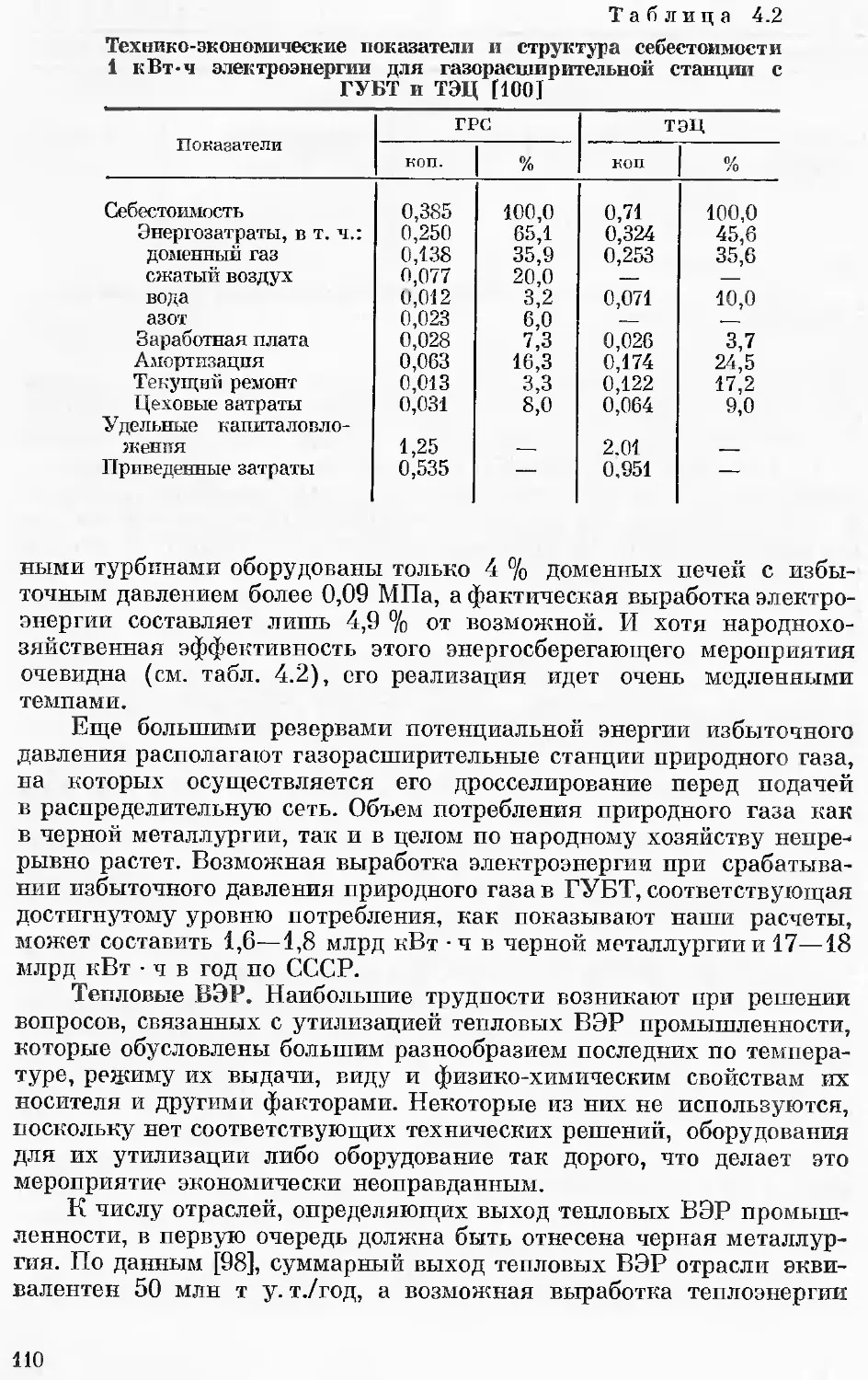
Конец текущего и начало следующего столетия, по общему
мнению специалистов, будут характеризоваться ломкой прежних,
ранее сложившихся тенденций в развитии экономики всех стран
и переходом к новым принципам хозяйствования па основе росур-
г,о- и энергосбережения. В связи с этим возникает необходимость
исследовать пути, технические средства и экономические послед-
сткия этой перестройки и, в частности, определить возможные ре-
:н'|нн,1 экономии энергетических ресурсов в различных сферах на-
родного хозяйства.
Вполне закономерный повышенный интерес наблюдается к
проблеме энергосбережения в промышленности, самом крупном
Потребителе энергии, что подтверждается большим количеством
публикаций на эту тему в научно-технической литературе. Однако
большинство из них посвящено решению частных задач, определе-
нии! резервов экономии энергетических ресурсов в конкретных про-
ЦОСсах и установках, оценке эффективности отдельных эпергосбе-
Ьвгпющих мероприятий и т.д. В то же время ощущается большая
Необходимость в разработке общего методического подхода к реше-
iiii >добных задач и создании на этой основе научно-методической
Пилы для проведения энергосберегающей политики.
И настоящей книге сделана попытка подойти к исследованию
i оптике резервов экономии энергии в промышленности с единых
Методических позиций, основанных на концепции о том, что энер-
нм. сражение является следствием повышения эффективности
мп | i ппепользования в отдельных технологических процессах. По-
1 резерв экономии энергии в отрасли складывается из боль-
i числа единичных резервов, которые появляются в результате
1УОДОПИЯ различного рода работ, способствующих повышению
Цил эмергоиспользования в процессе, или на основе его замены
in, более эффективным.
; качестве инструмента для оценки единичных резервов ис-
i loniui полный энергетический баланс технологического ггроцес-
I к 'с кратко описаны основные положения методики состав-
п анализа баланса этого типа. Более подробно излагаются
i гиукяцие принципы выбора модели окружающей среды и ме-
рпечота химической энергии и эксергип элементов, в том
II[1 уложенные одним из авторов данной монографии.
3
Выявлению резервов экономии энергии в промышленности,
изучению способов их реализации присущи особенности и свойства
системных исследований: межотраслевой характер, комплексный
подход, широкое использование математического моделирования
как средства формализации решаемых задач. В то же время эко-
номия тесно связана со спецификой и структурой технологий, при-
меняемых в каждой отрасли, а также со структурой производимой
продукции. Таким образом, сложность решаемой проблемы, необхо-
димость увязки результатов, получаемых на одном иерархическом
уровне (по отдельным процессам, переделам, технологиям), с ре-
зультатами других уровней (подотрасли, отрасли, промышленности
в целом) требуют сочетания различных методов исследования,
в частности методов термодинамического и системного анализа.
" На базе такого подхода разработана модель энергосбережения
отрасли, центральным элементом которой является блок моделиро-
вания энергопотребления отдельного технологического процесса.
Здесь осуществляется оценка резервов и потенциала энергосбере-
жения на основе подробного термодинамического анализа. ., .
Из всех направлений энергосбережения для исследование вы-
брапы следующие основные: совершенствование существующих про-
цессов н оборудования, разработка и внедрение новых технологий,
использование вторичных энергетических ресурсов.
Мы не ставили цель дать исчерпывающую картину состояния
и возможностей энергосбережения в промышленности. по указан-
ным направлениям. Книга имеет методическую направленность,
а в качестве примеров использованы расчеты применительно к тем
отраслям, в которых, по мнению авторов, преимущества разработан-
ных, методов проявляются наиболее полно и выпукло. Поскольку
полный энергобаланс наиболее выигрышен в приложении к тем
отраслям, в процессах которых большую роль играет химическая
энергия сырья, то наибольшее количество примеров взято из чер-
ной и цветной металлургии и химической промышленности.
Главы 1—4 п разд. 6.6 написаны В. С. Степановым, гл. 5—7—
Т. Б. Степановой, разд. 2.2, 4.2, 7.3 и 7.4 — совместно.
Выражаем глубокую благодарность ответственному редактору
доктору технических наук Л. С. Хрилеву, доктору технических
наук В. А. Ханаеву, доктору экономических, наук А. Г. Вигдорчику,
кандидатам экономических наук В. П. Чупятову и Л. Д. Криворуц-
кому за цепные замечания и советы, высказанные при просмотре
рукописи.
Глава 1 ; ' !
МЕТОДОЛОГИЯ ВЫЯВЛЕНИЯ РЕЗЕРВОВ
ЭНЕРГОСБЕРЕЖЕНИЯ В ПРОМЫШЛЕННОСТИ
1Л. ЭНЕРГОСБЕРЕЖЕНИЕ
И ТЕНДЕНЦИИ ИЗМЕНЕНИЯ СТРУКТУРЫ f
И ОБЪЕМА ЭНЕРГОПОТРЕБЛЕНИЯ
1.1.1. Результаты первого этапа реализации
национальных энергосберегающих программ ,^
Общеизвестно, что1 человечество на свой нужды исйойвзует в
основном певозобновляемые энергетические ресурсы (ЭР),: запасы
которых ограниченны. Однако это обстоятельство долгое'время не
-принималось во внимание и темпы потребления ЭР продолжали
расти. Разразившийся в начале 70-х годов мировой энергетический
кризис заставил во многом пересмотреть сложившиеся взгляды на
энергопотребление и необходимость проведения работ-' но' его ра-
ционализации. Именно этот момент можно считать началом-отсчета
для серьезной и планомерной энергосберегающей политики во всех
странах мира, как ие имеющих собственных запасов минеральных
топлив, так н.обладающих ими. ¦' ' ¦¦¦¦:¦..
Следует, однако, отметить, что побудительным мотивом про-
водимых работ по энергосбережению является неосознание того
факта, что запасы энергетических ресурсов конечны. Исходным
толчком явились. экономические рычаги воздействия, и в первую
очередь повышение мировых цен на нефть и нефтепродукты. По-
скольку во многих сферах использования эпергоресурсы взаимоза-
меняемы, это, в свою очередь, привело к повышению цен также на
уголь, природный газ п электроэнергию. Таким образом, именно
рост цен па энергоресурсы стал главным фактором, который обус-
ловил проведение энергосберегающей политики в развитых ка-
питалистических странах.
Начиная с 1973 г. ими было достигнуто существенное сниже-
ние расхода энергоресурсов. Согласно данным [113], в 1981 г.
энергопотребление основных развитых капиталистических стран
было на уровне 1977 —1978 гг., а Великобритании даже ниже уров-
ня 1970 г. Однако это нельзя полностью считать следствием про-
ведения энергосберегающей политики, поскольку в ряде стран со-
кращение потребности в энергии было связано с экономическим
спадом, особенно в тех случаях, когда происходило свертывание
энергоемких отраслей.
В США только за 1980 г. выплавка стали сократилась на 21 млн т,
производство чугуна — на 17 млн т, меди — на 304 тыс. т
(это ~20 % общего производства в 1979 г.). Выпуск легковых авто-
мобттлией сократился иа 24 %, а грузовых — на 45 %, производство
судов —¦ в 2,5 раза. Резко уменьшился объем производства в горно-
рудной промышленности (добыча железной руды снизилась на
17 млн т), сократилось производство синтетических волокон, пла-
стмасс и других химических продуктов, а также строительных ма-
териалов E1].
Таким образом, сокращение потребления энергии и снижение
импорта нефти на 3/4 являются результатом прямого свертывания
производства. И лишь остальную часть можно связывать с осуще-
ствлением правительственных энергосберегающих программ и с
научно-техническим прогрессом.
Подобное положение характерно и для других промышленно
развитых капиталистических стран. Например, в Японии в 1981 г.
по сравнению с 1979 г. выплавка стали сократилась на 9 °/о, чугу-
на •—на 5, производство алюминия — на 23 (а его импорт за те же
годы возрос на 32 °/о), химических удобрений — на 14, целлюло-
зы — иа 16, пластмасс — на 9 % и т. д. [51].
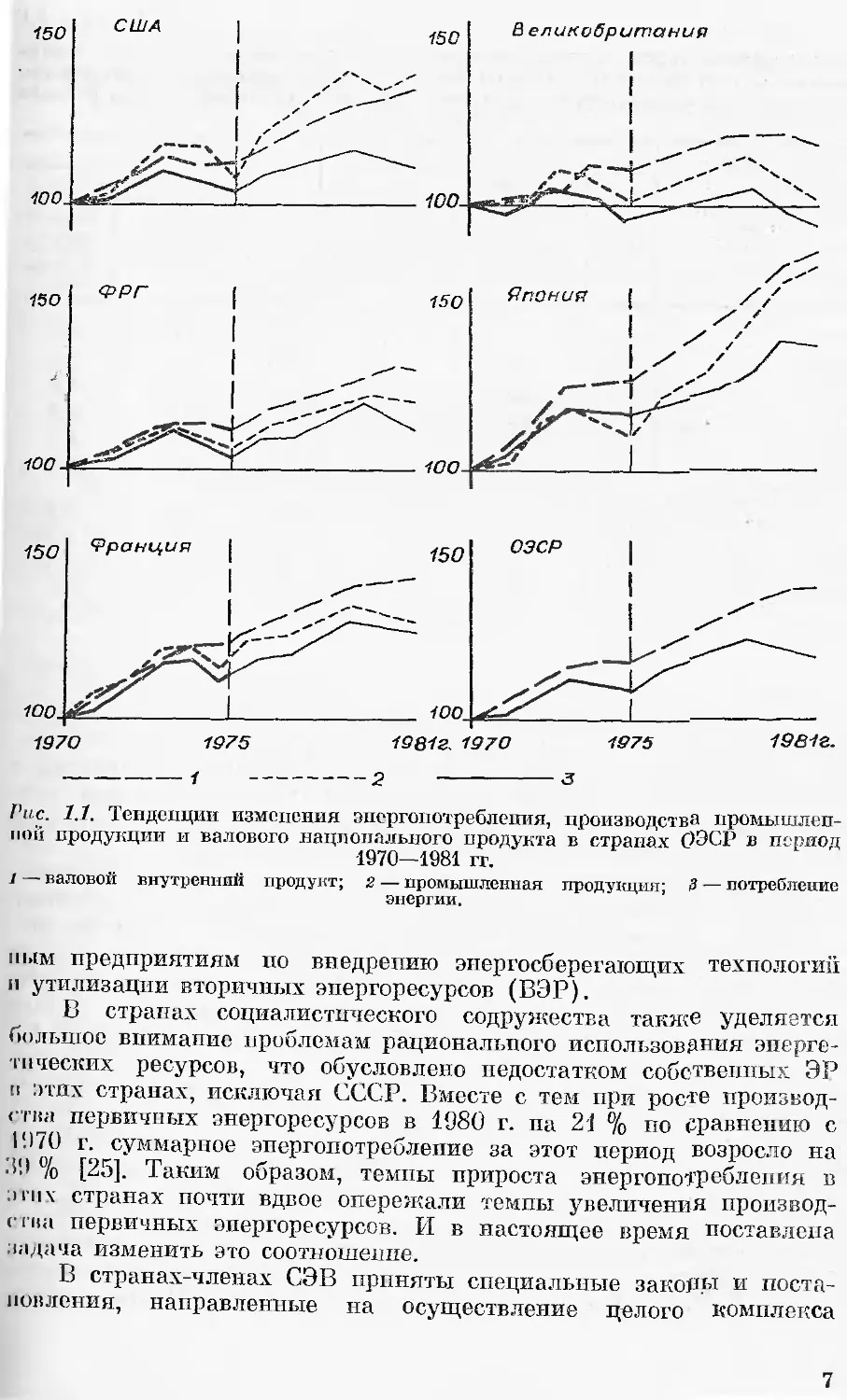
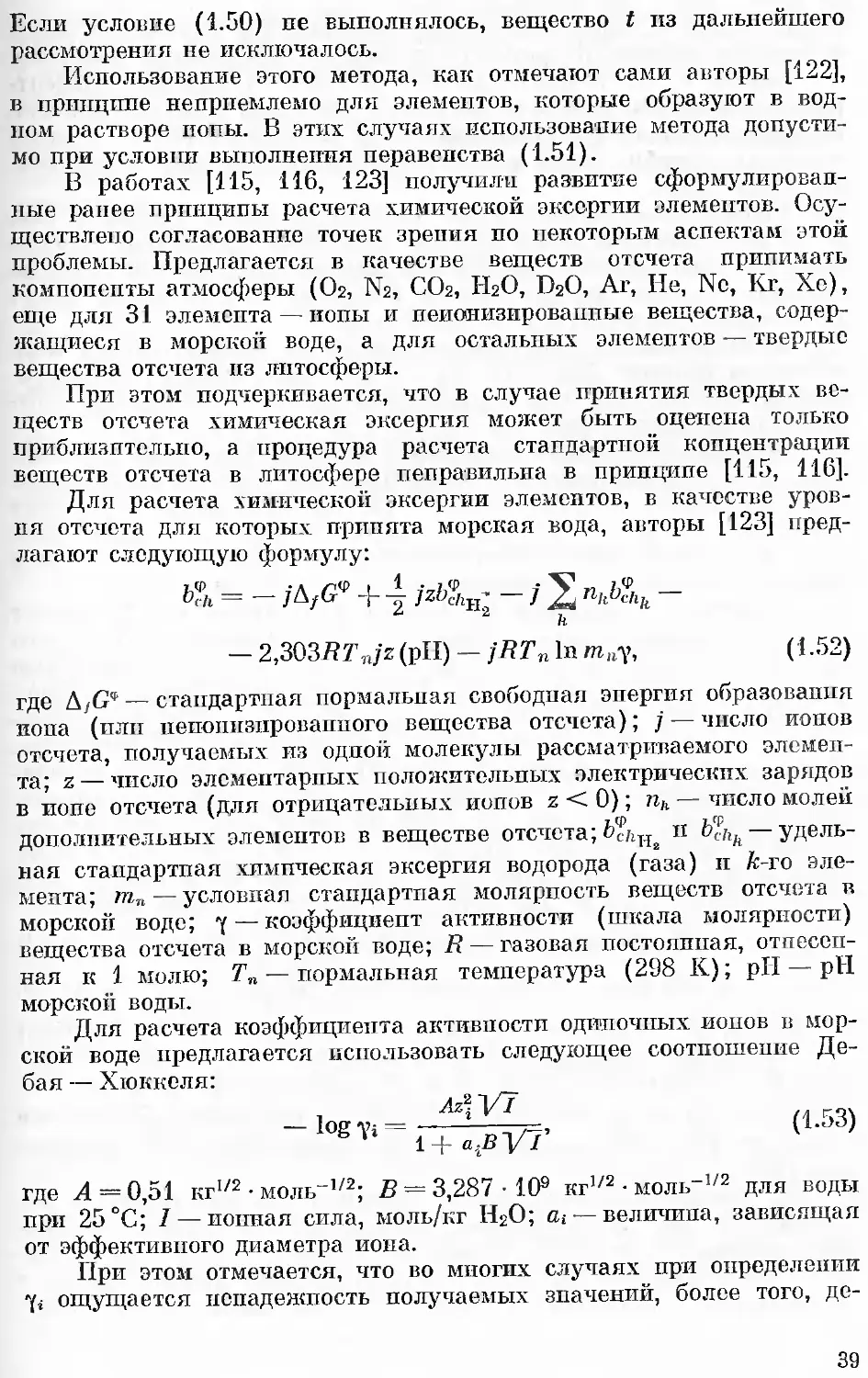
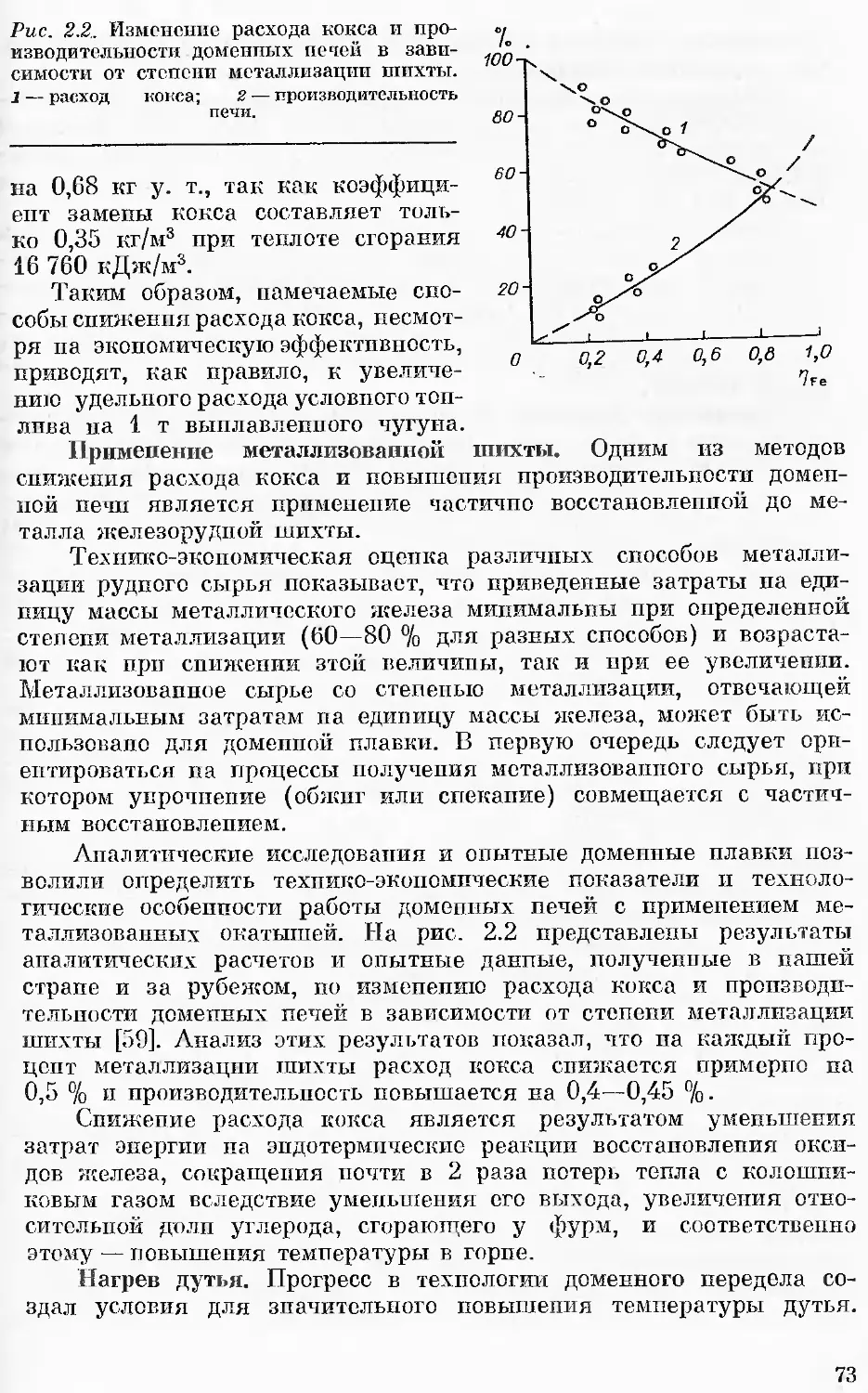
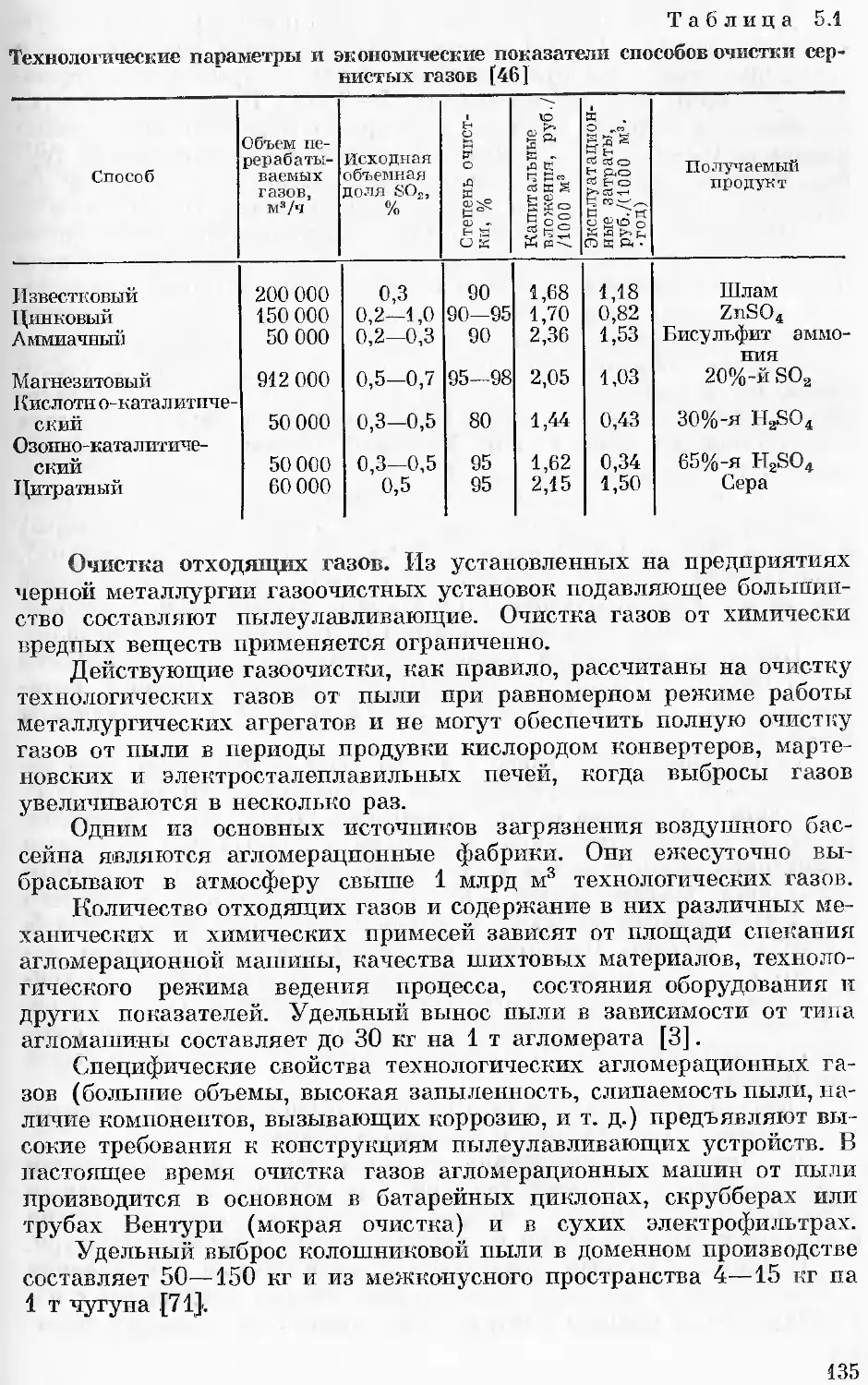
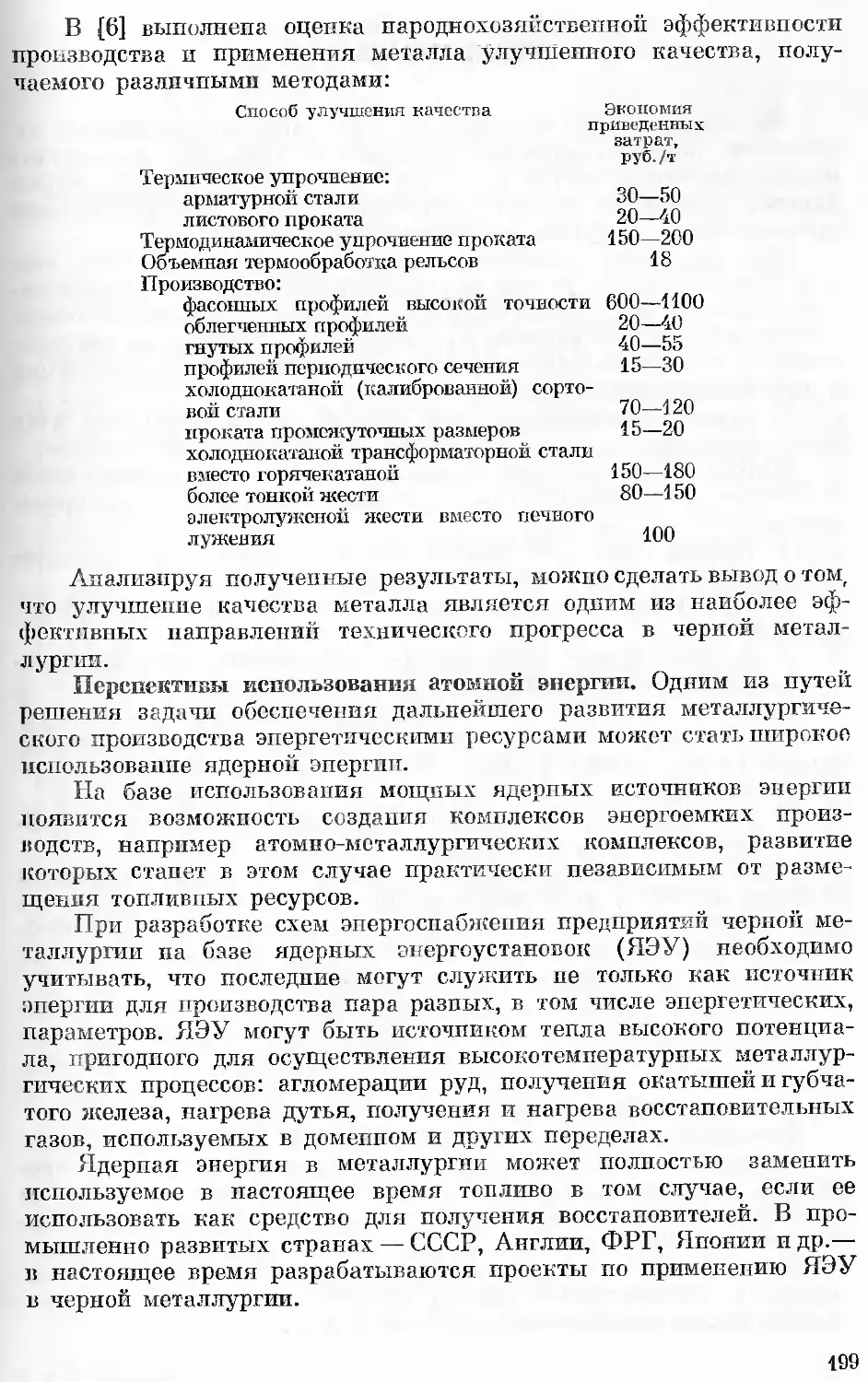
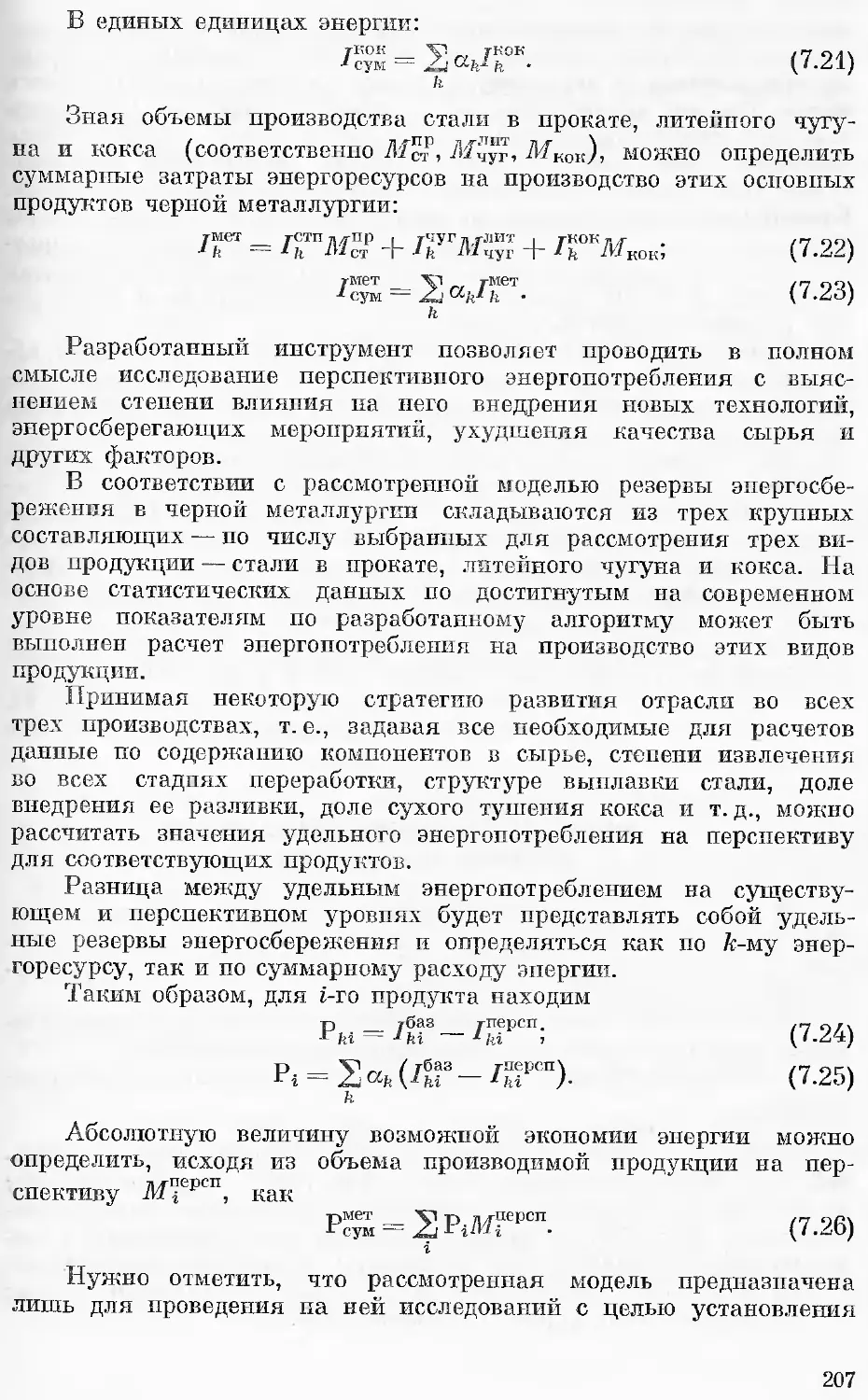
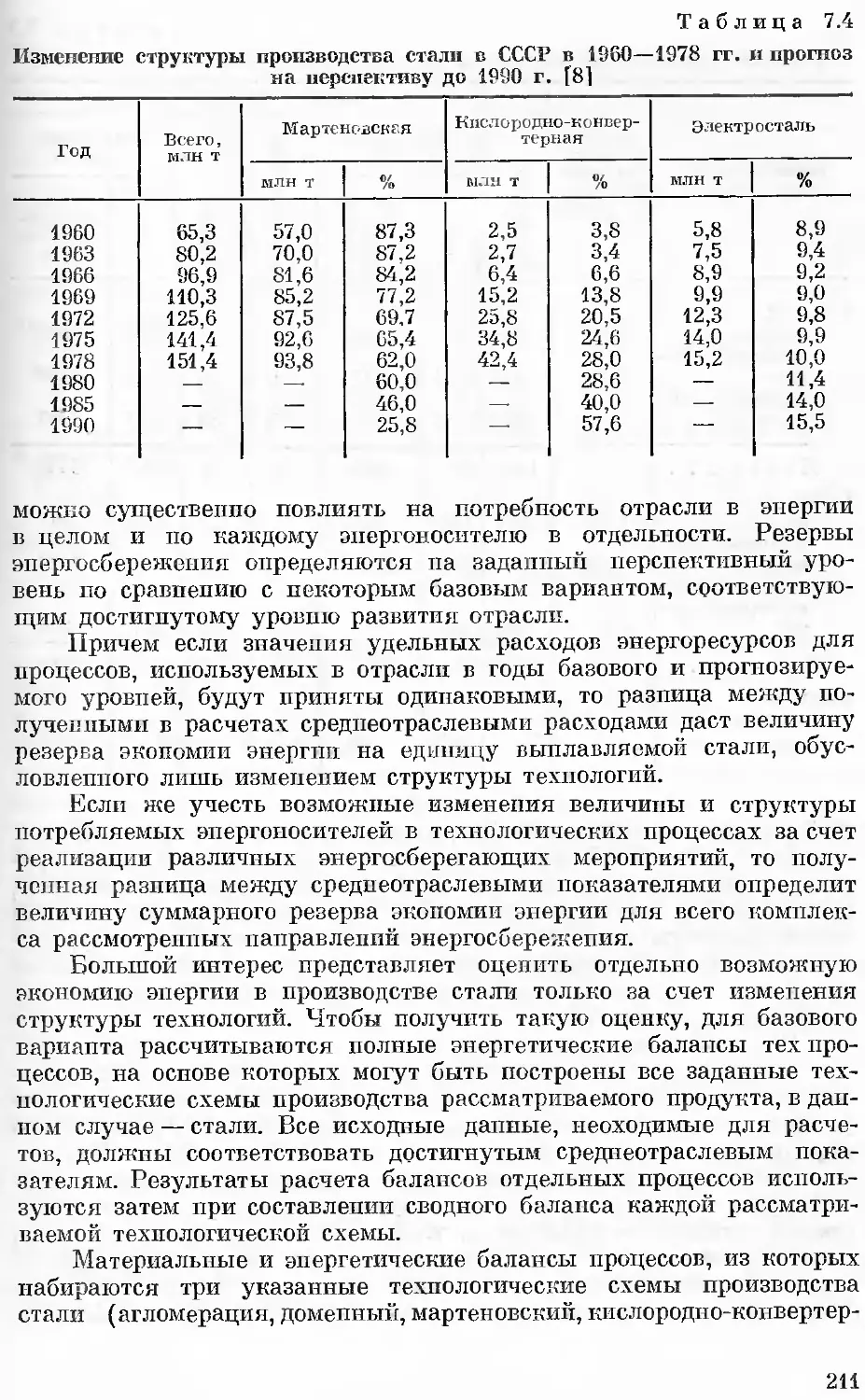
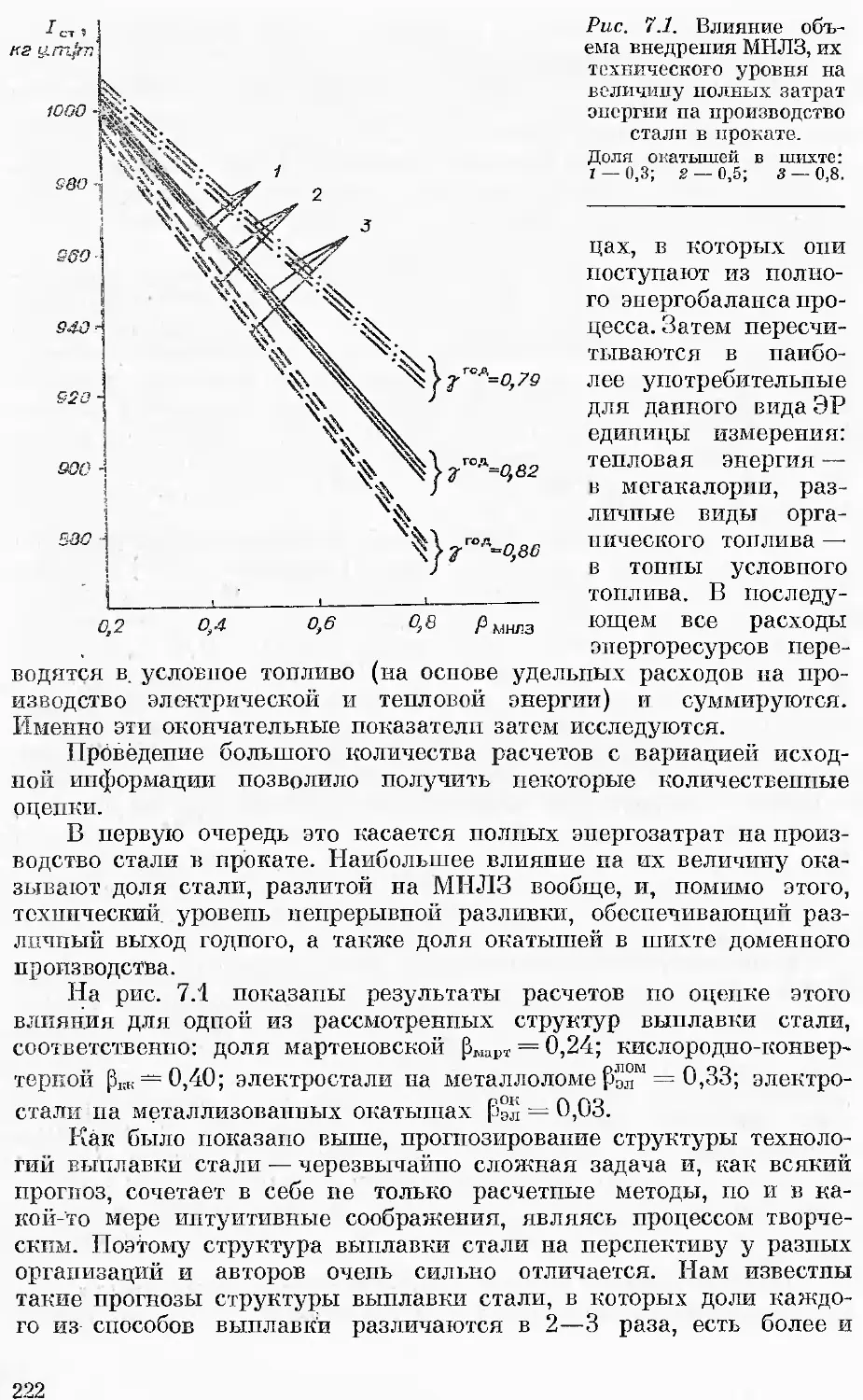
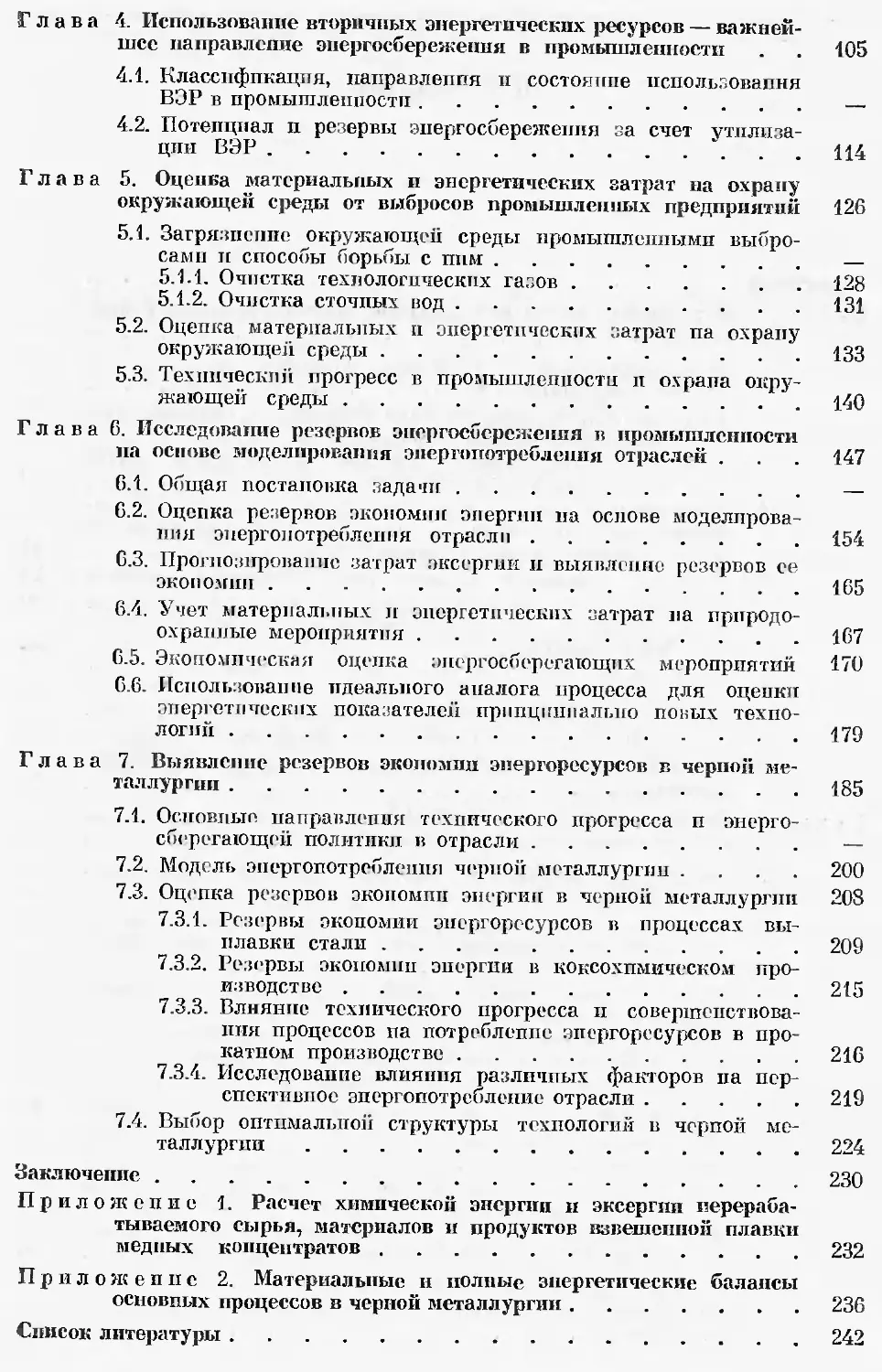
На рис. 1.1 показаны тенденции изменения энергопотребления
и валового национального продукта (ВНП) в основных развитых
капиталистических странах, входящих в Организацию экономиче-
ского сотрудничества и развития (ОЭСР) [113]. Из него видно, что,
даже несмотря на отмеченные выше причины снижения энерго-
потребления, влияние энергосбережения все же было сущест-
венным.
Это был так называемый первый этап реализации энергосбере-
гающих программ. В этот период преимущественно внедрялись
организационно-технические мероприятия, не требующие крупных
капиталовложений и позволяющие сократить или полностью ликви-
дировать нерациональное использование энергии. Специалисты
считают, что это направление энергосберегающей политики к на-
стоящему времени в передовых капиталистических странах практи-
чески в значительной мере себя исчерпало.
На втором этапе, который можно характеризовать как инвести-
ционно-технологический, должны разрабатываться и внедряться
новые энергосберегающие технологии и оборудование. Однако пока в
капиталистических странах реализуются главным образом меро-
приятия первого этапа, к осуществлению мероприятий второго этапа
многие страны еще не приступили, так как это требует значитель-
ных капиталовложений. По-видимому, второй этап энергосбереже-
ния в ряде стран будет реализован лишь в том случае, если про-
изойдет новый подъем цен на энергетические ресурсы на мировом
рынке.. ¦ ¦
Однако, несмотря на это, исследования в области анализа
достигнутого уровня энергоиспользования, выявления путей его по-
вышения, разработки новых, менее энергоемких технологий за ру-
бежом проводятся достаточно широко. Правительства многих стран
принимают законодательные акты, направленные на рациональное
использование энергии, разрабатывают национальные энергосбере-
гающие программы, формируют планы оказания помощи промышлен-
150
В еликобритания
100
150
100
150
100.
197O
1975
1981г. 197O
1975
1981г.
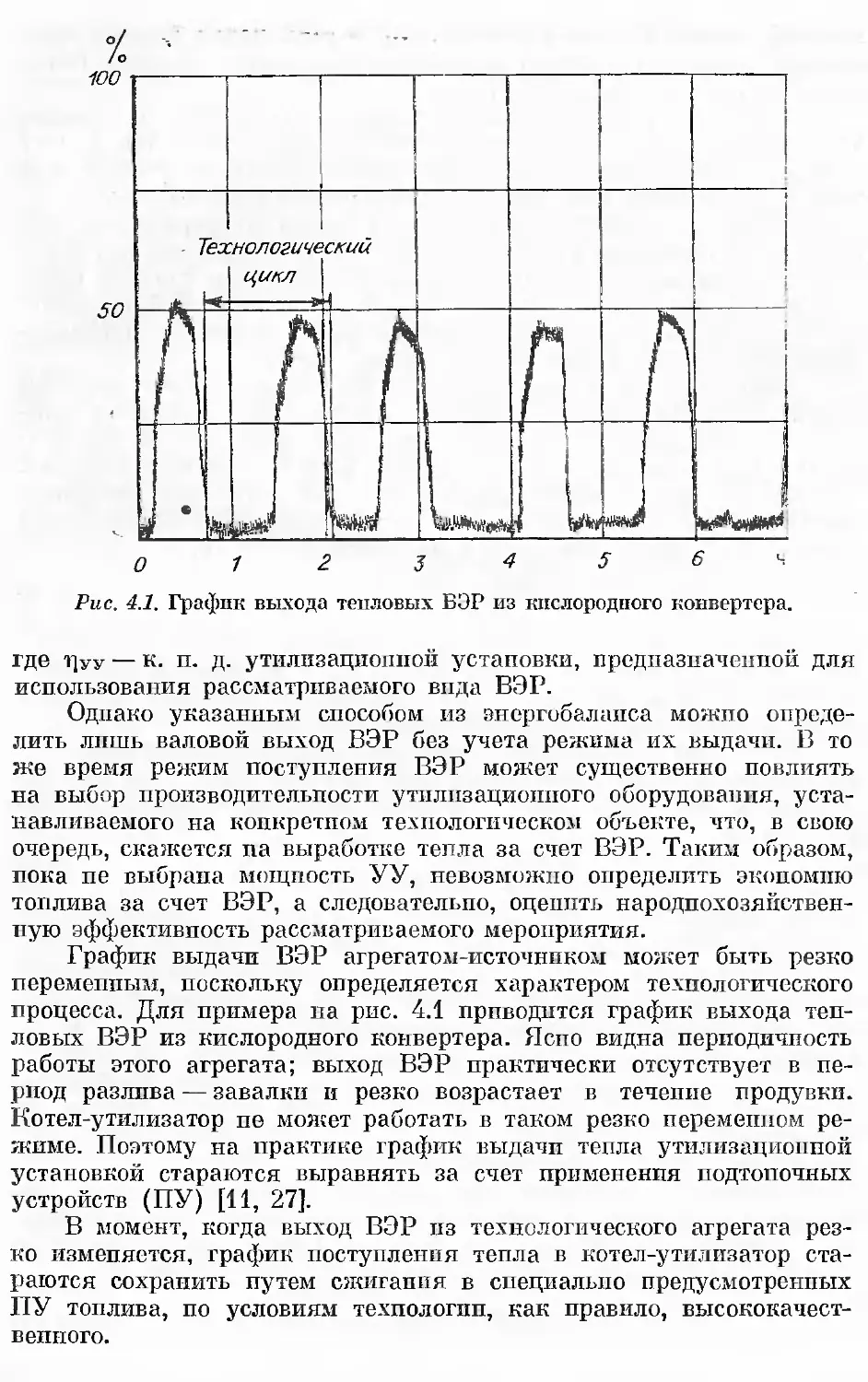
Рис. 1.1. Тенденции изменения энергопотребления, производства промышлен-
ной продукции и валового национального продукта в странах ОЭСР в период
1970—1981 гг.
./ — валовой внутренний продукт; 2 — промышленная продукция; $ — потребление
энергии.
пым предприятиям по внедрению энергосберегающих технологии
и утилизации вторичных энергоресурсов (ВЭР).
В странах социалистического содружества также уделяется
большое внимание проблемам рационального использования энерге-
тических ресурсов, что обусловлено недостатком собственных ЭР
it этих странах, исключая СССР. Вместе с тем при рос-ге производ-
стиа первичных энергоресурсов в 1980 г. па 21 % по сравненшо с
1970 г. суммарное энергопотребление за этот период возросло на
!Ш % [25]. Таким образом, темпы прироста энергопотреблеиия в
этих странах почти вдвое опережали темпы увеличения производ-
ОТВа первичных эиергоресурсов. И в настоящее время поставлена
Задача изменить это соотношение.
В странах-членах СЭВ приняты специальные закоры и поста-
новления, направленные на осуществление целого комплекса
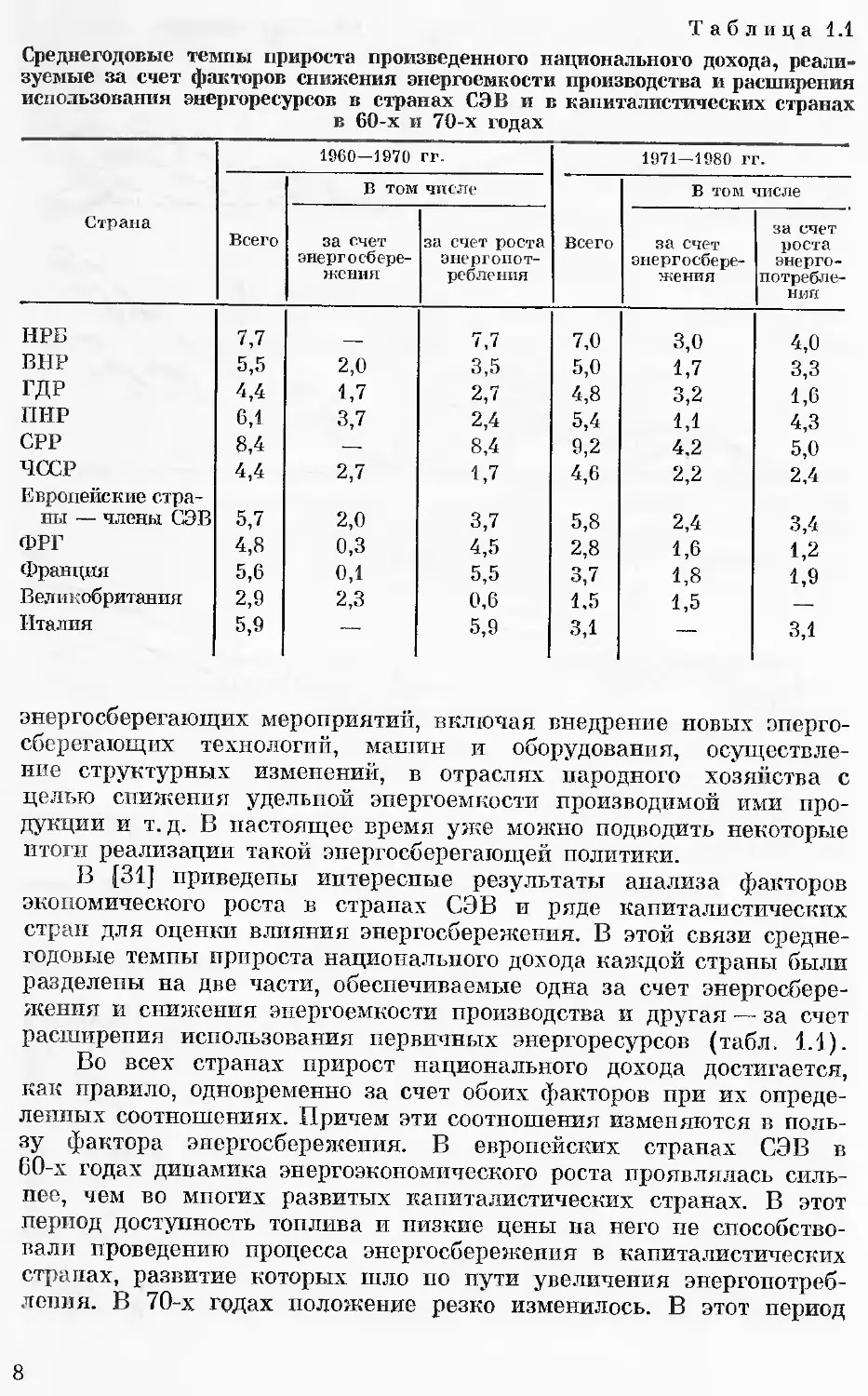
Таблица 1.1
Среднегодовые темпы прироста произведенного национального дохода, реали-
зуемые за счет факторов снижения энергоемкости производства и расширения
использования энергоресурсов в странах СЭВ и в капиталистических странах
в 60-х и 70-х годах
Страна
НРБ
ВНР
ГДР
ПНР
СРР
ЧССР
Европейские стра-
ны — члены СЭВ
ФРГ
Франция
Великобритания
Италия
Всего
7,7
5,5
4,4
6,1
8,4
4,4
5,7
4,8
5,6
2,9
5,9
1960-1970
В том
за счет
энергосбере-
жения
2,0
1,7
3,7
2,7
2,0
0,3
0,1
2,3
—
гг.
числе
за счет роста
энергопот-
ребления
7,7
3,5
2,7
2,4
8,4
1,7
3,7
4,5
5,5
0,6
5,9
1971—1980 гг.
Всего
7,0
5,0
4,8
5,4
9,2
4,6
5,8
2,8
3,7
1,5
3,1
В том <
за счет
энергосбере-
жения
3,0
1,7
3,2
1,1
4,2
2,2
2,4
1,6
1,8
1,5
—
теле
за счет
роста
энерго-
потребле-
ния
4,0
3,3
1,6
4,3
5,0
2,4
3,4
1,2
1,9
—
3,1
энергосберегающих мероприятий, включая внедрение новых энерго-
сберегающих технологий, машин и оборудования, осуществле-
ние структурных изменений, в отраслях народного хозяйства с
целью снижения удельной энергоемкости производимой ими про-
дукции и т. д. В настоящее время уже можно подводить некоторые
итоги реализации такой энергосберегающей политики.
В {31] приведены интересные результаты анализа факторов
экономического роста в странах СЭВ и ряде капиталистических
стран для оценки влияния энергосбережения. В этой связи средне-
годовые темпы прироста национального дохода каждой страны были
разделены на две части, обеспечиваемые одна за счет энергосбере-
жения и снижения энергоемкости производства и другая — за счет
расширения использования первичных энергоресурсов (табл, 1.1).
Во всех странах прирост национального дохода достигается,
как правило, одновременно за счет обоих факторов при их опреде-
ленных соотношениях. Причем эти соотношения изменяются в поль-
зу фактора энергосбережения. В европейских странах СЭВ в
60-х годах динамика энергоэкономического роста проявлялась силь-
нее, чем во многих развитых капиталистических странах. В этот
период доступность топлива и низкие цены па него не способство-
вали проведению процесса энергосбережения в капиталистических
странах, развитие которых шло по пути увеличения энергопотреб-
ления. В 70-х годах положение резко изменилось. В этот период
прирост национального дохода в Великобритании полностью, а в
США, ФРГ и Франции наполовину и более достигался путем сни-
жения энергоемкости производства.
Основными направлениями экономического и социального раз-
вития СССР на 1986 —1990 гг. и на период до 2000 г., принятыми
на XXVII съезде КПСС, поставлена задача усилить режим эконо-
мии, добиться, чтобы прирост потребностей в топливе, энергии,
сырье и материалах на 75—80 % удовлетворялся за счет их эко-
номии, снизить энергоемкость национального дохода не менее чем
в 1,4 раза. Энергосберегающая политика в предстоящий период
станет одним из решающих факторов повышения эффективности
народного хозяйства.
1.1.2. Энергопотребление и основные направления
энергосберегающей политики в промышленности
Мировой энергетический кризис заставил многие страны серь-
езно поставить проблему разумного, рационального расходования
энергоресурсов во всех отраслях и сферах потребления. Б результате
возник вопрос, как наиболее безболезненно перейти от прошлого,
с практически неконтролируемым, ничем не ограниченным расхо-
дом энергии и неуклонно возраставшими темпами роста энергопот-
ребления, к совершенно другой идеологии расходования энергоре-
сурсов.
Появилась необходимость при планировании развития топливо-
добывающих отраслей учитывать возможности потребляющих объ-
ектов и систем в определенном диапазоне изменять энергопотреб-
ление без сокращения объема выпускаемой ими продукции и услуг,
без снижения уровня комфорта и т. п. при изменении экономиче-
ской ситуации, и в частности повышении цен па энергоресурсы.
Возникла проблема, как воздействовать на энергопотребление, как
снизить темпы его роста по сравнению с теми, которые сложились
до кризиса и предусматривались с тех же позиций на будущее.
Впервые за долгие годы взгляды были обращены па энерго-
потребляющие отрасли, па уровень полезного использования ими
энергоресурсов. Был сделан вывод о том, что значительно снизить
темпы роста энергопотребления можно в результате проведения
комплекса мероприятий, направленных на повышение эффектив-
ности использования энергоресурсов во всех отраслях и сферах на-
родного хозяйства.
Это показывает, что проблема энергосбережения в большой
мере является проблемой рационального использования всех видов
эиергии в каждом потребляющем объекте. Однако первыми задачу
энергосбережения поставили экономисты, столкнувшиеся с послед-
ствиями энергетического кризиса ¦— с повышением мировых цен на
эпергоресурсы. В результате сформировалась следующая форму-
лировка проблемы энергосбережения: выбрать такие мероприятия,
реализация которых позволит снизить затраты энергии на произ-
9
водство того или иного продукта в будущем по сравнению с суще-
ствующим уровнем на заданную величину (в абсолютных или
относительных показателях).
Однако, на наш взгляд, на первом этапе следует определить
технические возможности этого процесса, осуществимость совер-
шенствующих мероприятий, выявить, где и сколько энергии можно
сэкономить, и только потом накладывать экономические ограниче-
ния: выгодно — невыгодно. Такой путь исследования возможностей
энергосбережения представляется более приемлемым, поскольку
экономические показатели в сильной степени меняются со
временем.
Таким образом, проблема энергосбережения в первую очередь
является технической, а уже потом экономической.
Наиболее определенно понятие экономии энергии применимо
только по отношению к единичному процессу. Именно там, за счет
его совершенствования и возникает эта экономия. На всех других,
более высоких уровнях иерархии (технологическая схема, произ-
водство продукта, отрасль, народное хозяйство) это понятие стано-
вится более расплывчатым и требует уточнения, для каких условий
и для какой цели эта экономия подсчитывается. При внедрении
новых технологических процессов экономия образуется за счет вы-
теснения существующих процессов новыми, более эффективными.
Таким образом, все, что касается энергосбережения, является
производным от уровня энергоиспользования. И та постановка, в
которой проблема рассматривается в настоящее время, — частный
случай, когда решается задача, насколько можно реально снизить
современную энергоемкость производства.
В нашей стране вопросам рационального с точки зрения исполь-
зования энергии ведения хозяйства всегда уделялось достаточно
много внимания. Однако оно преимущественно было обращено на
сферы производства, преобразования и распределения энергии, воз-
можности совершенствования которых в настоящее время практи-
чески исчерпаны и в дальнейшем сопряжены с большими капитало-
вложениями. В то же время в потребляющих отраслях народного
хозяйства, где рационализация технологических процессов, как пра-
вило, осуществлялась без должного внимания к энергетической су-
ти процесса, его энергетическим показателям, имеются значитель-
ные резервы экономии энергии, которые могут быть реализованы
с относительно небольшими затратами.
Необходимо ставить задачу рационального с точки зрения
многих критериев (показателей) ведения всех производственных
процессов, учитывая и возможности развития отраслей энергетиче-
ского комплекса, и возможности экономики страны, и физико-хи-
мические (термодинамические) возможности каждого процесса и,
наконец, требования экологии.
Причем чем быстрее такая комплексная постановка задачи
управления функционированием каждой технической системы бу-
дет осознана и четко сформулирована, тем лучше и эффективнее
можно управлять народным хозяйством в целом.
В последние годы значительно возрос интерес к проблеме ис-
пользования энергии в промышленности. По уровню потребления
энергоресурсов она занимает первое место в народном хозяйстве.
На ее долю приходится более 50 % всего добываемого в стране топ-
лива и вырабатываемой электроэнергии. Наибольшее потребление
ЭР в промышленности приходится на черную и цветную метал-
лургию, химическую, нефтеперерабатывающую, нефтехимическую
и топливодобывающую промышленность, а также машиностроение
и металлообработку. При этом коэффициент использования энерге-
тических ресурсов в промышленной энергетике составляет около
30 %, а по отдельным отраслям — лишь 5—20 %.
В связи с этим становятся чрезвычайно важными исследова-
ния, направленные па изыскание и реализацию оптимальных спо-
собов и схем использования в промышленности химического сырья,
топлива, электрической и тепловой энергии.
Повышение эффективности энергоиспользования в технологи-
ческих процессах всегда было актуальной темой научных и инже-
нерных работ. В связи с проведением энергосберегающей политики
роль подобных исследований еще больше возрастает.
Опыт разработки энергосберегающих программ показал, что
спектр включаемых в пих мероприятий настолько широк и много-
образен, что для удобства анализа их приходится объединять в
группы. При этом обычно принято группировать их по следующим
направлениям проводимых работ:
1. Внедрение новых технологических процессов, оборудования,
машин и механизмов с улучшенными зперготехиологическими ха-
рактеристиками.
2. Совершенствование действующих технологических процессов,
модернизация и реконструкция оборудования.
3. Использование вторичных энергетических ресурсов (БЭР).
4. Использование низкопотенциалыюго тепла, в том числе
вентиляционных выбросов.
5. Организационно-технические и прочие мероприятия.
Из перечисленных направлений особое значение имеет первое,
связанное с внедрением повой техники и технологии в отраслях
народного хозяйства. Если другие направления энергосбережения
0 течением времени могут быть исчерпаны, то первое представляет
собой постоянный источник резервов экономии энергии. Здесь кро-
ются наибольшие возможности, и в этом направлении государство
может проводить активную технологическую политику.
Характерной особенностью развития общественного производ-
ства в современных условиях является то, что наряду с неуклон-
ным ростом суммарного энергопотребления увеличивается доля
потребления электрической энергии. Процесс повышения уровня
электрификации народного хозяйства будет происходить и в даль-
нейшем.
Другая важная особенность нашего времени ¦— сильное, причем
нее возрастающее отрицательное воздействие деятельности человека
па окружающую среду. В настоящее время значение охраны
И
природы существенно возросло, поскольку быстрый рост численности
населения земного шара, бурное развитие промышленности и тран-
спорта уже привели к существенному загрязнению атмосферы и
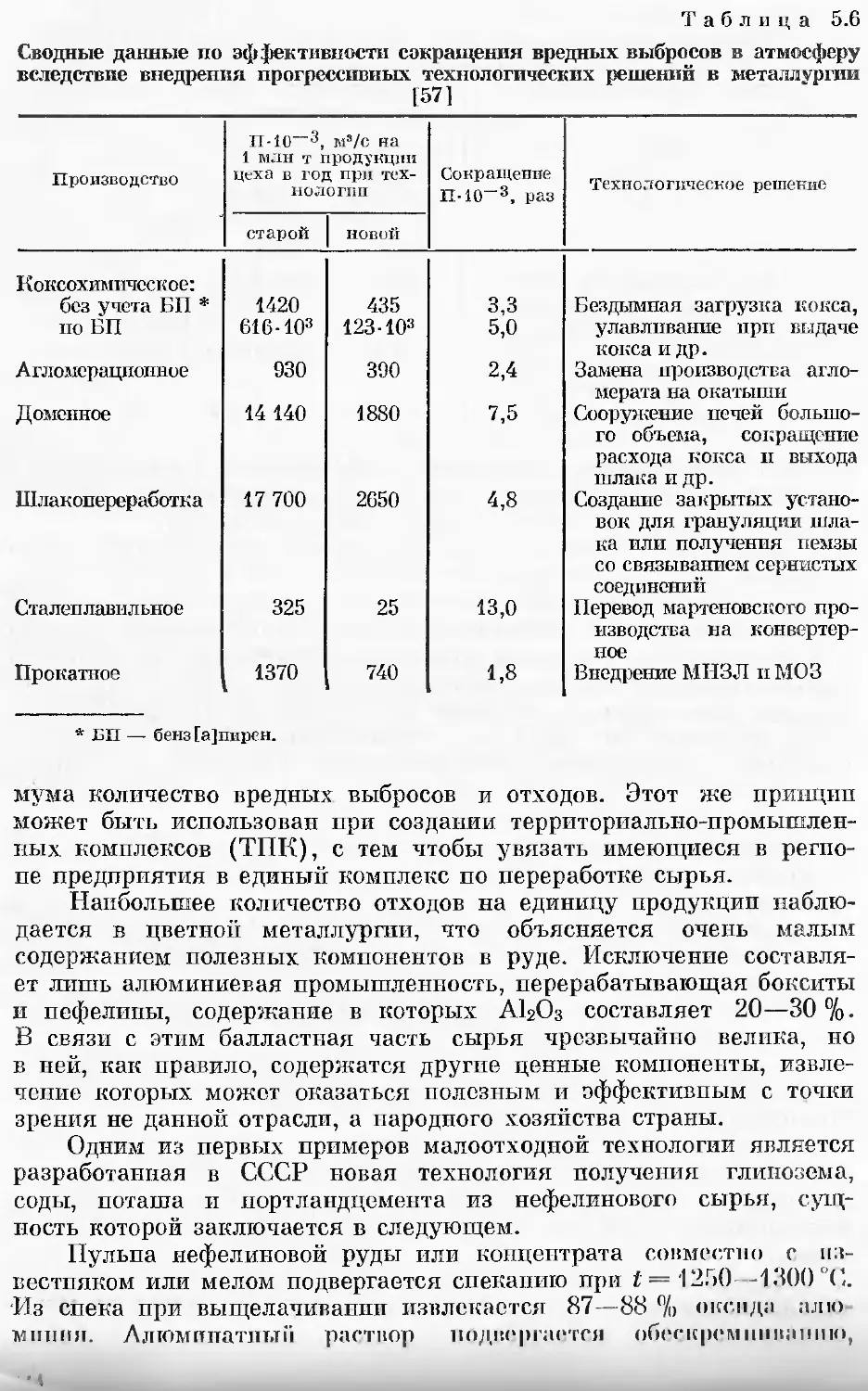
гидросферы. Цромышленность мира выбрасывает в год более 100 млн т
ныли, 150—200 млн-т сернистого ангидрида, 400 млн т оксида
углерода, 70 млн т оксидов азота, 5 млрд т углекислого газа,
значительное количество канцерогенных веществ. Концентрации
многих вредных ингредиентов достигли значений, близких к кри-
тическим.
Поэтому одним из наиболее важных направлений технического
прогресса является разработка новых безотходных технологий, зам-
кнутых (оборотных) схем водоснабжения, эффективных средств
очистки и обезвреживания промышленных выбросов. Все это тре-
бует больших дополнительных материальных и энергетических
затрат.
Следует также отметить как одну из наиболее существенных тен-
денцию максимального использования химической энергии перера-
батываемого сырья в новых технологических (например, автоген-
ных) процессах, более широкого внедрения промышленных произ-
водств, основанных на нетрадиционных энергоносителях (энергия
металлов, кислот, щелочей и т. д.).
Когда речь идет об определении понятия «экономия энергии»,
все исследователи единодушны в том, что это снижение энергопот-
ребления не просто любой ценой, а лишь при условии достижения
тех же экономических и социальных показателей, т. е. «... под эко-
номией понимаются лишь те меры, которые не сказываются отри-
цательным образом на конечных результатах использования энер-
гии» [107].
«Энергосбережение не следует путать с сокращением расхода*
Энергосбережение означает сокращение потерь и повышение коэф-
фициента использования энергии. Энергосбережение позволит ра-
стянуть на более продолжительное время ограниченные запасы
высококачественных видов топлива, зарезервировать их часть для
пезлергетических нужд» [112].
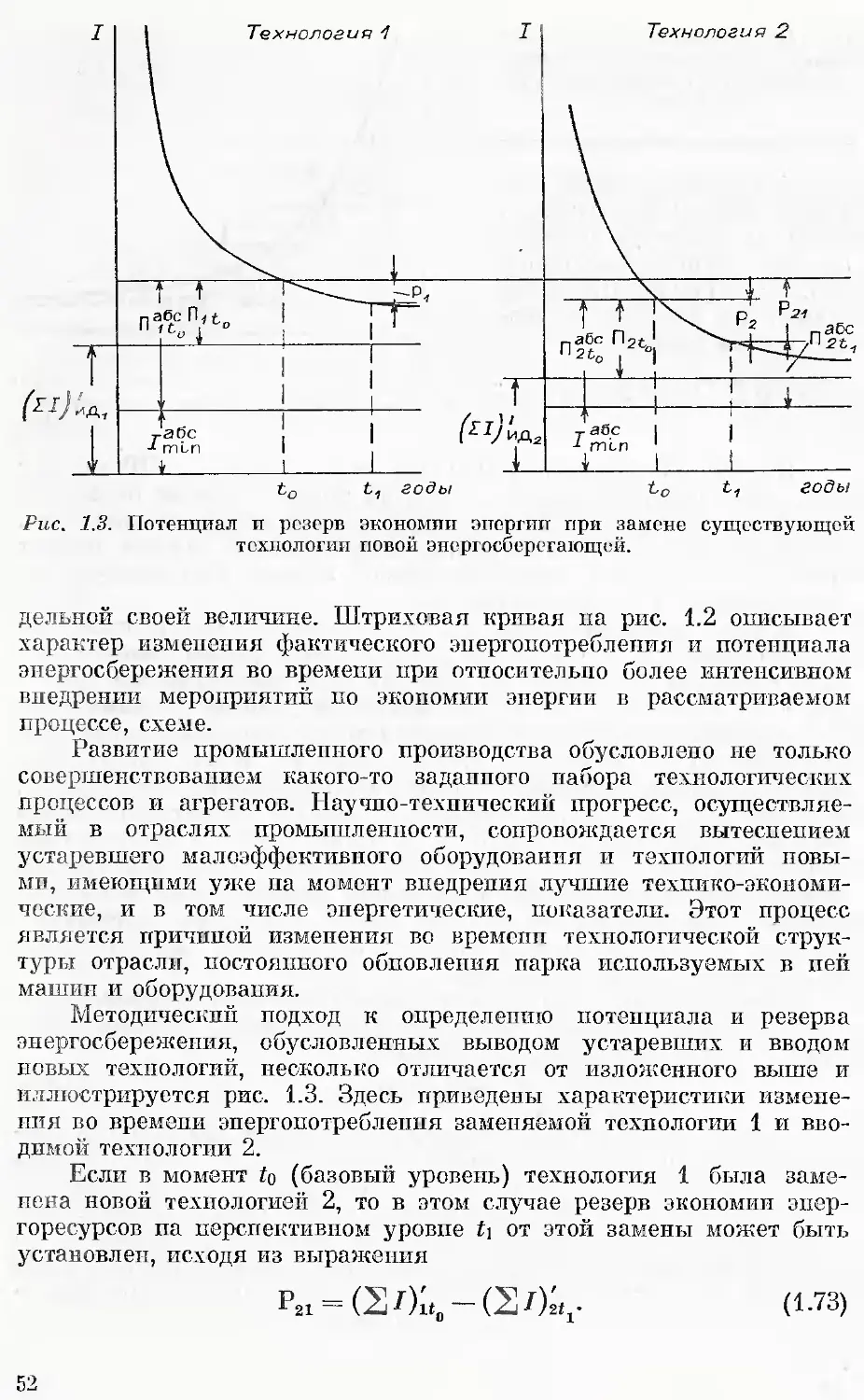
При разработке методики выявления возможных резервов эко-
номии энергии необходимо определить в первую очередь, как оце-
нивать величину этой экономии, какова должна быть точка отсчета.
Само понятие «экономия» предполагает наличие некоторого базо-
вого варианта развития отрасли, по сравнению с которым при
любом другом, более эффективном, и появляется экономия энерго-
ресурсов. Очевидно, что в качестве базового должен быть при-
нят вариант с использованием существующей технологии произ-
водства или нескольких технологий при существующей их структу-
ре, т. е. их доле участия в производстве определенного вида
продукции.
Таким образом, для того чтобы определить эффект от реализа-
ции энергосберегающей программы, необходимо оценить сущест-
вующий уровень энергоиспользования в производстве и возмож-
ности его повышения за счет осуществления мероприятий по эко-
1.2
номии энергии. Как нам представляется, сделать это качественно,
обоснованно и объективно можно только на основе составления
энергетических балансов основных технологических схем производ-
ства наиболее энергоемких видов продукции. Для исследований,
описанных в настоящей книге, использован полный энергетиче-
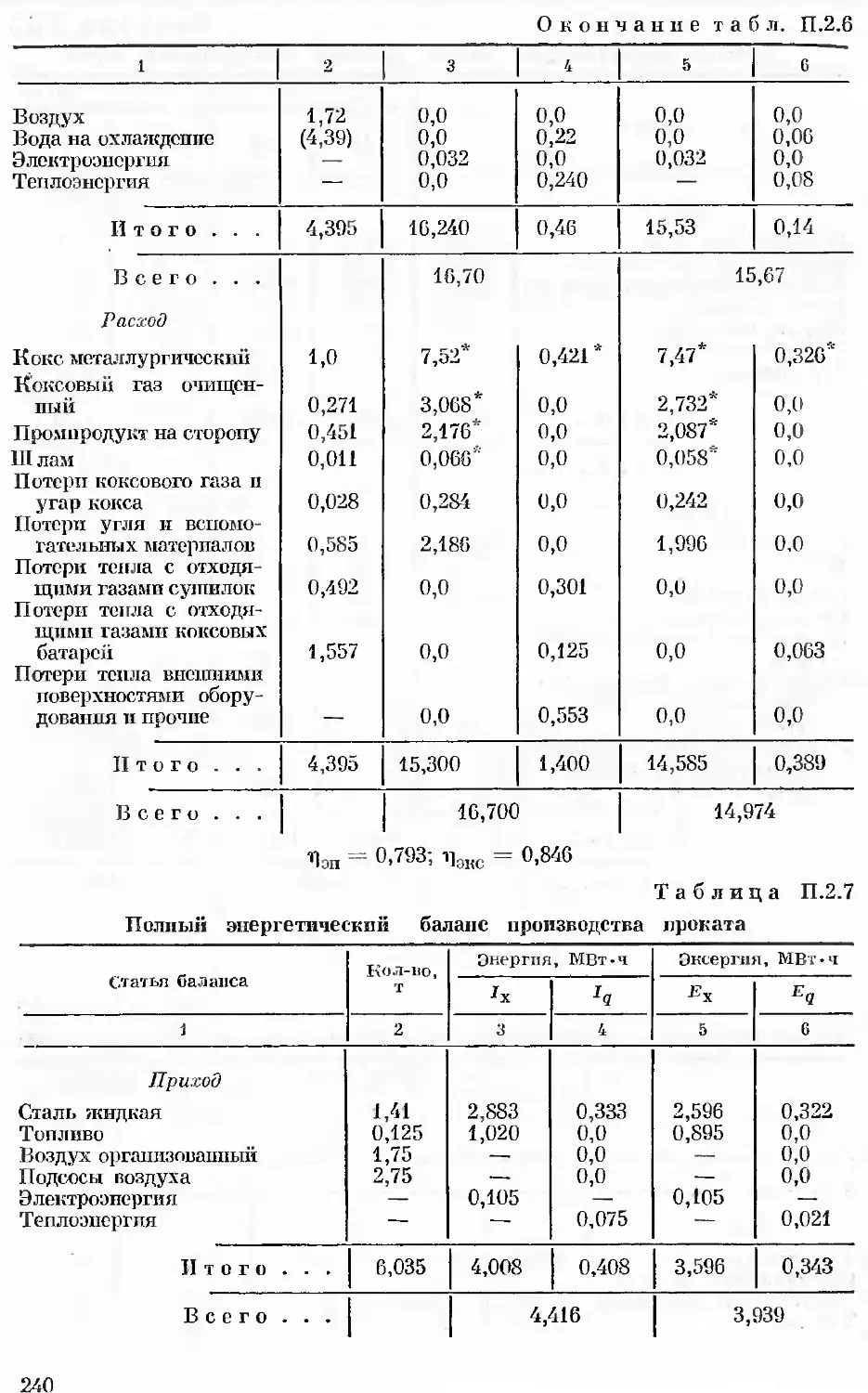
ский баланс, принципы составления которого подробно изложе-
ны в Ц73].
Работа по энергосбережению в отраслях народного хозяйства
может в общем случае проводиться следующими этапами:
— разработка полного энергетического баланса и определение
достигнутого уровня эиергоиспользования (значений энергетическо-
го и эксергетического к. н. д. и удельных расходов энергии всех
видов);
— выявление участков неоправданно высоких расходов энергии
и установление вызывающих их причин;
— нахождение возможных мер по экономии энергии и оценка
их эффективности;
— определение задач по экономии энергии и составление iina'J
нов их реализации;
¦— осуществление плана энергосберегающих мероприятий и
оценка результатов.
Мероприятия, относящиеся к организационным, т. е. наведение
порядка, учета и контроля за расходованием эпергоресурсов, очень
трудно оцепить количественно. Не только в различных отраслях,
но и на предприятиях одной и той же отрасли резервы энерго-
сбережения по этому направлению могут быть совершенно разны-
ми. Все зависит от достигнутой па предприятии культуры произ-
водства, его организации, наличия необходимых для учета расхода
ЭР приборов. Резервы эиергосберея^еиия по этому направлению
складываются из резервов отдельных предприятий. Это суммиро-
вание осуществляется министерствами для определения резервов
по отраслям либо в рамках региона при разработке региональных
энергосберегающих программ. Точно рассчитать эту величину на
перспективу практически невозможно.
В данной работе рассматриваются лить те направления энер-
госбережения, резервы от которых могут быть рассчитаны. Сюда'
относятся:
— совершенствование существующих процессов, оборудования
и машин;
1 — внедрение новых, более эффективных технологических про-
цессов и схем;
— утилизация ВЭР.
: В настоящей книге рассматриваются только то отрасли про-
мышленности и те технологические процессы, выявление резервов
экономии эпергоресурсов в которых вызывает затруднения мето-
дического характера. В первую очередь это относится к отраслям,
технологии которых основываются на сложных физико-химических
превращениях перерабатываемого сырья и материалов, причем эти
материалы обладают существенной величиной химической энергии,
13
сопоставимой с расходом традиционных энергоресурсов \ К этой
категории производств относятся черная и цветная металлургия,
промышленность строительных материалов, химическая про-
мышленность. Поэтому для иллюстрации разработанных методов
приводятся примеры чаще именно из этих отраслей.
1.2. ИССЛЕДОВАНИЕ УРОВНЯ ЭНЕРГОИСПОЛЬЗОВАИИЯ
И ВЫЯВЛЕНИЕ РЕЗЕРВОВ ЭНЕРГОСБЕРЕЖЕНИЯ
В ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ
НА ОСНОВЕ ПОЛНОГО ЭНЕРГЕТИЧЕСКОГО БАЛАНСА
Согласно слояшвншмся представлениям, энергосбережение яв-
ляется следствием некоторой совокупности технологических, техни-
ческих, организационных и структурных изменений в отраслях
народного хозяйства и в быту, направленных на повышение эф-
фективности энергоиспользовапня в различных технических сиете-
мах. Возможности энергосбережения определяются нашими зна-
ниями о достигнутом и предельном уровне использования подве-
денной энергии в каждом технологическом процессе, агрегате.
Иначе говоря, чтобы грамотно установить величину возможной
экономии энергии по любому техническому объекту, необходимо в
первую очередь провести детальное исследование возможностей его
термодинамического совершенствования. Таким образом, становится
очевидным, что энергосбережение и эпергоисполъзовашге есть про-
блемы тесно связанные.
Одним из самых фундаментальных законов природы является
закон сохранения энергии, который принят в качестве первого
закона термодинамики. Распространяется он на всо системы — и
природные и искусственные, созданные руками человека, а значит,
и иа любые технологические процессы и агрегаты. Поэтому при
исследовании совершенства этих процессов с точки зрения полезно-
го использования подведенной энергии, как правило, применяется
принцип сохранения энергии, записываемый в форме энергетиче-
ского баланса. Этот метод анализа различных технических систем,
машин и установок общеизвестен, широко используется в практике,
и его можно считать классическим.
Энергетический баланс является основным инструментом для
исследования совершенства технологических процессов промышлен-
ности. Однако в последние годы публикаций на эту тему стало
очень мало, и это отражает действительное положение: энергети-
ческим балансом стали пользоваться крайне редко. При внедрении
новых технологических процессов, при обосновании технологий для
вновь строящихся заводов, как правило, составляется лишь тепло-
1 В дальнейшем мы покажем, что теплота сгорания топлива — одно из
проявлений химической анергии вещества через процесс горения, т. е. частный
Сйучай, В последующем изложении топливо, электрическую и тепловую эпер-
ГИГО мы называем традиционными видами энергоресурсов в отличие от хими-
¦ЮСНОЁ энергии сырья.
вой баланс процесса, установки. Но для анализа эффективности
энергоЕСПользов?.ния при эксплуатации действующих предприятий
и оборудования такие попытки предпринимаются редко.
В то же время есть целый ряд проблем, которые могут быть ре-
шены только с использованием результатов энергобаланса. К таким
проблемам относится в первую очередь проблема энергосбережения.
Выявить резервы экономии энергоресурсов можно, лишь сопоставив
существующий уровень энергоиспользования в отрасли с тем, ко-
торый может быть достигнут за счет совершенствования процессов
и оборудования, разработки и внедрения новых, более эффектив-
ных технологий. Все это может быть успешно осуществлено на
основе исследования технологических процессов с использованием
энергетического баланса. Опыт применения этого метода анализа
для исследования эффективности эпергоиспользования в техниче-
ских системах, к которым подводится, а также отводится один или
несколько видов безэптропийпой энергии, был успешным я плодо-
творным. Однако при попытке использовать энергобаланс, постро-
енный на первом законе термодинамики, для анализа энергоисполь-
зования в термодинамических системах, в основе которых лежат
многообразные и сложные физико-химические процессы, пришлось
столкнуться с целым рядом трудностей. Одна из них заключается
в том, что при составлении энергобаланса таких систем, для функ-
ционирования которых необходимо подводить и отводить энергию
разных форм и качества, приходится решать задачу приведения ее
к сопоставимым единицам измерения, поиска коэффициентов пе-
ресчета одной формы энергии в другую.
Первоначально исследователи пошли по простейшему пути.
Учитьзмая, что все виды энергии неограниченно превратимы в теп-
лоту, при составлении энергобаланса их по соответствующим эк-
вивалентам переводили в тепловую и затем осуществляли баланси-
рование.
Одна из форм записи такого энергобаланса, который совершен-
но справедливо иногда называют тепловым, может быть пред-
ставлена в виде
2<?, + ZQ.m + ZQC + ZQma = 2<?п + S&b + 2<?8НД + SA(?, A.1)
где Qy— тепло от сжигания топлива; <2»л— тепло, эквивалентное
подведенной к процессу электрической (механической) энергии;
<2с — физическое тепло исходного сырья, топлива, дутья и прочих
материалов; Qn, Qm — физическое тепло продуктов и отходов; Q3ia,
(?энд — тепло экзо- и эндотермических реакций соответственно; AQ —
потери, тепла внешними поверхностями агрегата, излучением и т. д.
В основе данного баланса, как видно из A.1), лежит принцип
тепловых эффектов важнейших химических реакций изучаемого
процесса. Поскольку однозначно определить комплекс независимых
уравнений химических реакций для правдоподобного описания
.сложных технологических процессов, как правило, не удается, рас-
четы энергобалансов, построенных па таком принципе, даже для
15
идентичных условий часто не дают сопоставимых результатов. Это
положение убедительно подтверждается специально выполненными
сопоставительными расчетами, приведенными в [78].
Принципиально при расчете энергетического баланса по урав-
нению A.1) можно избежать процедуры составления реестра опи-
сывающих исследуемый процесс реакций, определял суммарный
тепловой эффект последних согласно закону Гесса по химическо-
му составу исходных и конечных веществ. В этом случае резуль-
тирующий тепловой эффект всех реакций процесса (?pe.i, который
должен быть включен в уравнение A.1), находится по выражению':
где АН0 — стандартная энтальпия образования вещества; i, к —
индексы исходных и конечных веществ процесса.
Однако п такой способ определения суммарного количества
тепла, участвующего в процессе, как результата протекающих в
нем химических реакций при практических расчетах не позволяет
избавиться от указанных выше недостатков классического энерго-
баланса. Расчеты теплового баланса реальных технологических
процессов указанным способом показывают, что он, как правило,
трудно сводится, вследствие чего в пего включается большая не-
вязка, достигающая 15—20 % от суммарного прихода энергии
[24, 48].
Объяснение этого факта в некоторой степени, может быть сле-
дующим. Трудно, а иногда невозможно определить величины эн-
тальпии для всех веществ, получающихся в результате осуществ-
ления металлургических и химических процессов, так как в спра-
вочной литературе пет значений А// для шлаков, штейнов и других
подобных материалов, составы которых могут быть очень сложны-
ми и неизвестными. В то же время значения энтальпии образования
этих веществ, как правило, существенно выше по сравнению со
значениями А// исходных веществ процесса (топлива, сырья, флю-
сов и т.п.). Кроме того, важно иметь в виду то, что точность из-
мерения массы исходных и конечных материалов в таких техноло-
гических процессах неодинакова. Причем она значительно ниже
при определении численных значений массы получающихся в про-
цессе нецелевых продуктов, таких как отходящие газы, пыли, шла-
ки, штейны и т. п.
Таким образом, первая составляющая в уравнении A.1) мо-
жет быть установлена с меньшей достоверностью, чем вторая, что
в итоге сказывается на точности определения величины приходной
части баланса рассматриваемого процесса. Но это только один из
недостатков классического (теплового) баланса. Даже в тех слу-
чаях, когда удавалось свести такой баланс, опыт применения его
для оценки эффективности использования подведенной энергии,
анализа возможностей совершенствования сложных технологиче-
ских процессов, выявил и другие его недостатки. В частности, энер-
гобаланс, построенный на основе первого закона термодинамики,
не позволяет учитывать неодинаковую превратимость различных
видов энергии в работу или какие-либо другие формы, не дает
возможности установить и соотнести места и причины возникнове-
ния всех видов потерь энергии2, правильно произвести количест-
венную и качественную их оценку, порекомендовать способы их
сокращения или устранения.
Для анализа технологических процессов химической, метал-
лургической и некоторых других отраслей промышленности раз-
работана методика составления энергетического баланса, построен-
ного на базе по только первого, но также второго и третьего зако-
нов термодинамики с использованием понятий химической энергии
и эксергии вещества, которых! был назван полным энергетическим
балансом [73]. Этот баланс позволяет учитывать все виды энергии,,
включая химическую энергию топлива, сырья, продуктов и отходов,
технологического процесса.
Уравнение полного энергетического баланса, построенного па
основе только первого закона термодинамики с использованием
новых понятий, будет иметь вид (одним штрихом обозначены
статьи прихода, двумя — статьи расхода):
B^)' =
+ B/в) ", A.3)
где Е и Ем — соответственно электрическая и механическая энер-
гия; /х — химическая энергия (энтальпия) топлива, сырья, про-
дуктов и отходов; lq—тепловая энтальпия (тепло), вносимая в
I систему с потоком сырья, топлива, дутья, и отводимая из нее с
1 потоком продуктов и отходов, переданная процессу или отведенная
из него излучением или теплопередачей.
Несмотря па то, что энергобаланс в форме A.3), так же как
и в форме A.1), составлен па основе только закона сохранения
энергии, между ними есть существенные различия.
В классическом (тепловом) балансе учитывается лишь часть,
располагаемой химической эиергии, которая включается в него в ви-
де тепла, определяемого по A.2) как результирующий эффект хими-
ческих реакций процесса. Энергетический баланс в форме A.3), как
отмечалось выше, учитывает химическую энергию всех участвую-
щих в исследуемом процессе материальных потоков полностью.
Интересно отметить, что в случае необходимости из уравнения
A.3) может быть определена величина результирующего теплового-
эффекта реакций по выражению
". A.4)
Причем опыт исследования реальных металлургических процес-
сов на основе составления и анализа их полных энергобалансов по-
2 Это выражение — дань традиционной, общепринятой терминологии..
Согласно закону сохранения, энергия не может теряться, а может переходить.
ИЗ одних форм в другие, менее (качественрые^т. с:, обесцениваться, с точки
врония пригодности для практического применения.
': . -¦¦ ' '-¦ ' '
\ тех >•- ¦ ° ' -
• • II. С. Степанов, Т. Б. Степанова
казал, что определение величины Орез по выражению A.4) дает
большую точность, чем по A.2). Безусловно, нужно иметь в виду,
что хотя теоретически не должно быть разницы, по какому из вы-
ражений определяется эта величина, на практике она существует.
Выше было сказано о причинах недостаточно точного и однозначно-
го определения величины (?рез на основе выражения A.2).
Положение меняется, когда для нахождения этой величины ис-
пользуется выражение A.4). Поскольку значения удельной химиче-
ской энергии конечных продуктов процесса, о которых речь шла
выше, по определению, как правило, относительно невелики и даже
близки к нулю, ошибки при определении их количества мало влия-
ют на точность вычисления (?рез, а следовательно, и на конечные
результаты теплового баланса, что и подтверждают сопоставитель-
ные расчеты, проведенные в [78].
Однако энергобаланс, записанный в форме A.3), также не по-
зволяет решать задачи, предъявляемые практикой в настоящее вре-
мя в области рационального использования энергоресурсов, посколь-
ку не учитывает различие в качестве используемых в процессах ви-
дов энергии. Введение понятия эксергии, использование его как
показателя качества разных форм энергии, например в трактовке
3. Ранта, позволило записать уравнение полного энергетического ба-
ланса любой термодинамической системы в виде
' + [2 (Ех + Вх) ]' + [2 (Eq + Bq) )'~
или, учитывая, что исследователя обычно интересует, каким обра-
зом: в отдельных звеньях, элементах изучаемой системы происходит
обесценивание подведенной энергии, в виде
(Щ' + №)' + [27, (?,) ]' + [Б/, (Е9) ]' =
" + [ЦХ(ЕХ)] " +[2Iq(Eq)]", (Lb)
где Ех, Z?x — химическая эксергия и анергия материальных потоков;
'Еч, Bq — эксергия и анергия тепла, тепловых потоков.
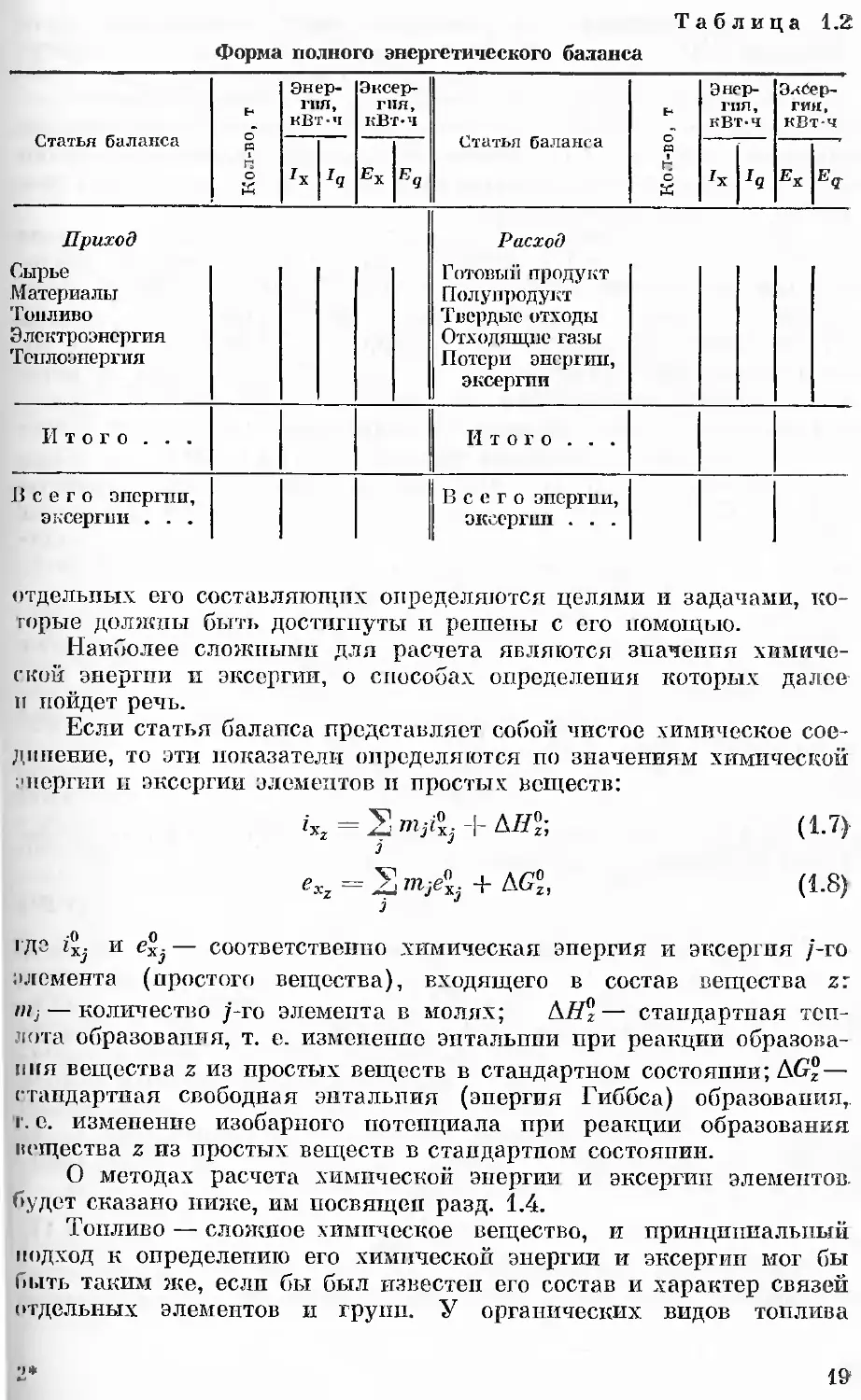
Запись уравнения полного энергетического баланса в форме
A.6) и представление его в табличном виде (табл. 1.2) просты
п удобны при проведении практических расчетов.
Выделение в потоках энергии такого баланса доли работоспо-
собной ее части (эксергии) позволяет более детально проанализиро-
вать эффективность использования энергии разного качества в изу-
чаемом процессе, более точно установить места и величины потерь
эксергии на различных его стадиях. Появляется возможность опре-
делить помимо энергетического еще и эксергетическийк. п. д., кото-
рый более правильно отражает энергетическое совершенство техно-
логического процесса.
Полный энергобаланс любой технической системы составляется
на основании ее материального баланса, данных химического ана-
лиза, показаний контрольно-измерительных приборов и специально
организованных замеров. Степень детализации и точность расчета
18
Таблица 1.2
Форма полного энергетического баланса
Статья баланса
Приход
Сырье
Материалы
Топливо
Электроэнергия
Тсплоонергия
Итого . . .
Всего энергии,
эксергии . . .
Кол-во, т
Энер-
гия,
кВт-ч
'х
h
Эксер-
гия,
иВт-ч
Ех
Eq
Статья баланса
Расход
Готовый продукт
Полупродукт
Твердые отходы
Отходящие газы
Потери энергии,
эксергии
Итого . . .
Всего энергии,
эксергии . . .
Кол-во, т
Энер-
гия,
кВТ'Ч
1х
Эдсер-
гин,
кВт-ч
Eg.
отдельных его составляющих определяются целями и задачами, ко-
торые должны быть достигнуты и решены с его помощью.
Наиболее сложными для расчета являются значения химиче-
ской энергии и эксергии, о способах определения которых далее-
и пойдет речь.
Если статья баланса представляет собой чистое химическое сое-
динение, то эти показатели определяются по значениям химической
Энергии и эксергии элементов и простых веществ:
Ч = 2
&i -]- AH°Z;
A.7)
A.8)
гдо i\j и e^j — соответственно химическая энергия и эксергия /-го
Вйемента (простого вещества), входящего в состав вещества z:
nij — количество /-го элемента в молях; АН®— стандартная теп-
лота образования, т. е. изменение энтальпии при реакции образова-
ния вещества z из простых веществ в стандартном состоянии; AG°Z —
стандартная свободная энтальпия (энергия Гиббса) образования,,
т. е. изменение изобарного потенциала при реакции образования
пещества z из простых веществ в стандартном состоянии.
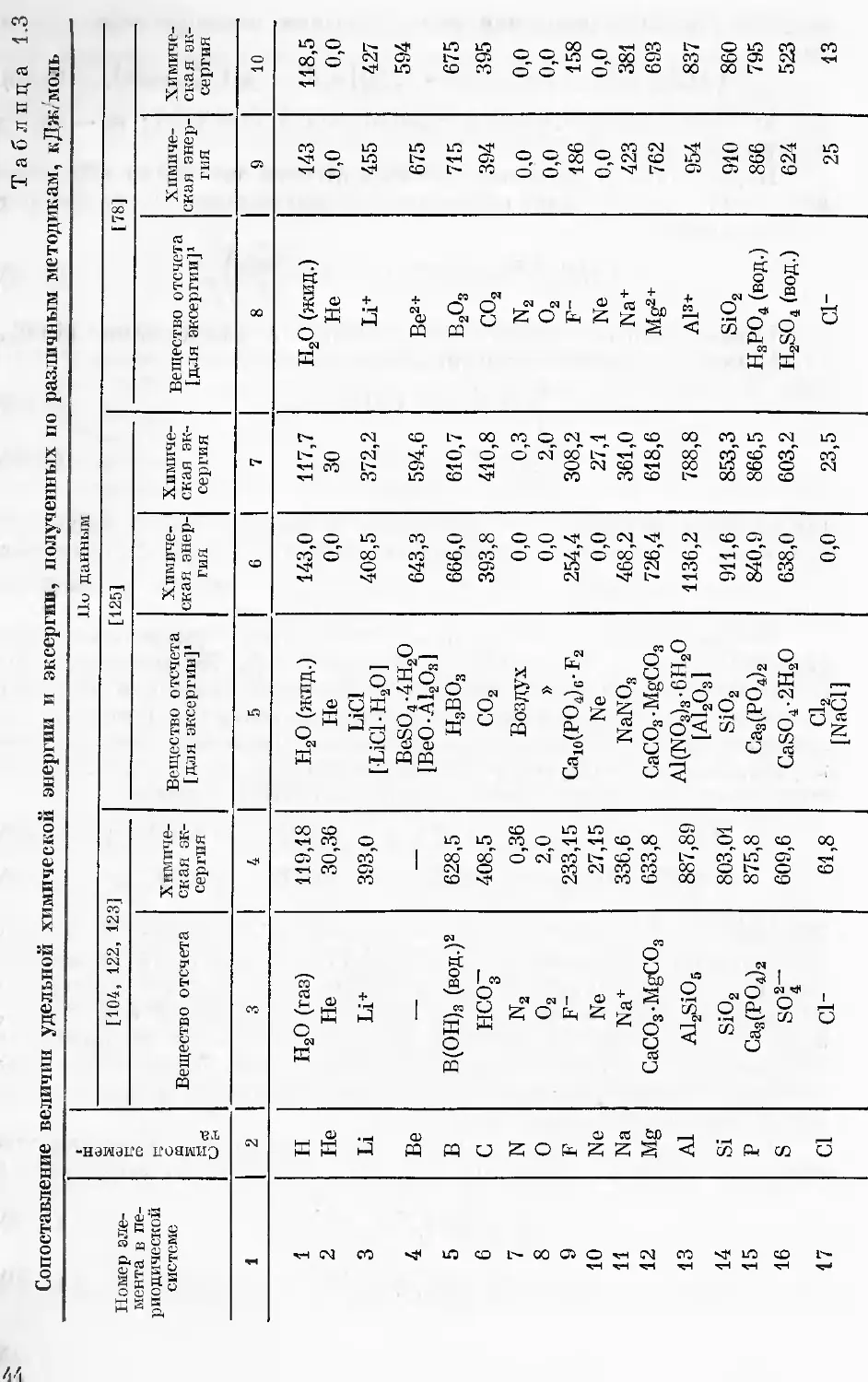
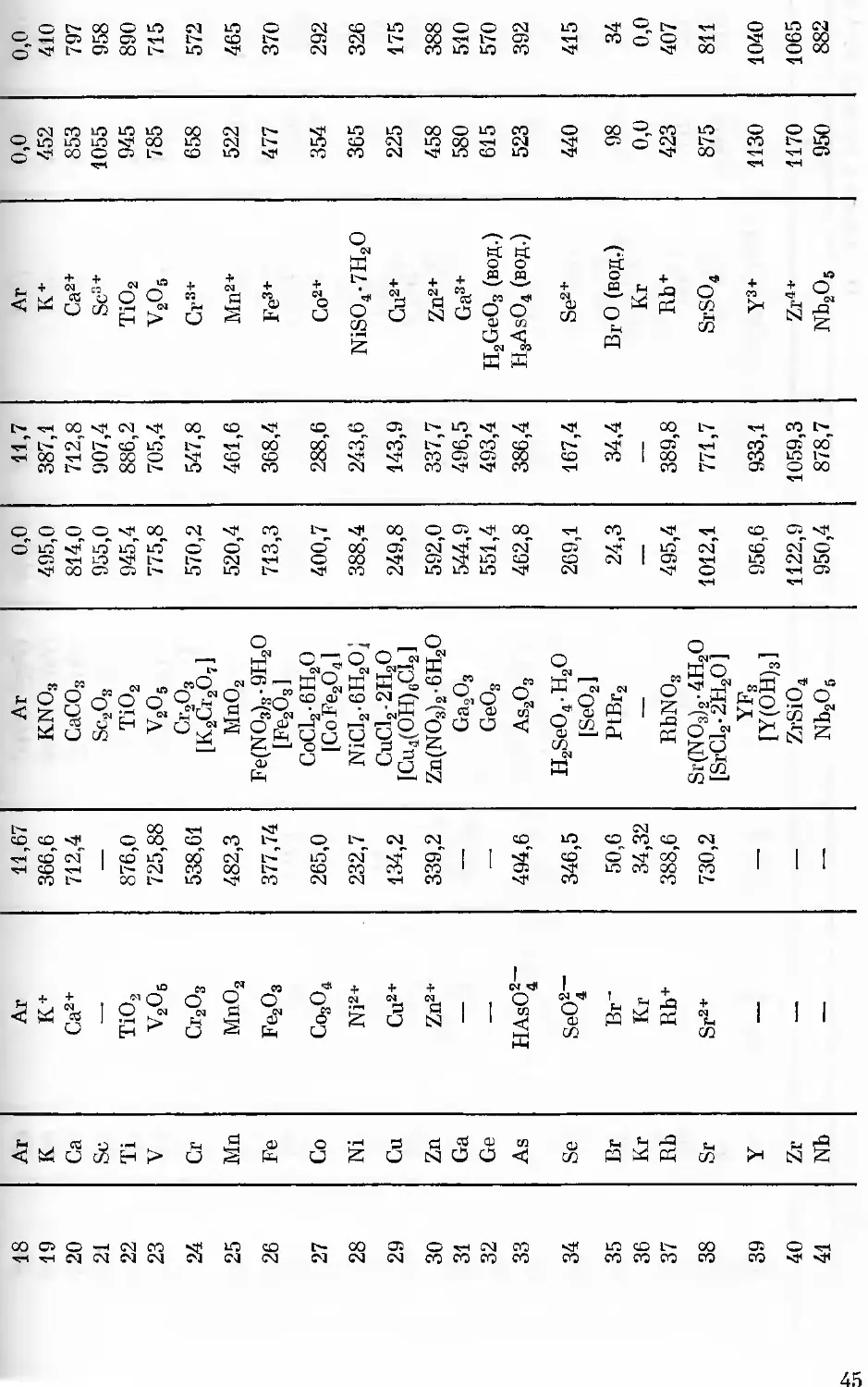
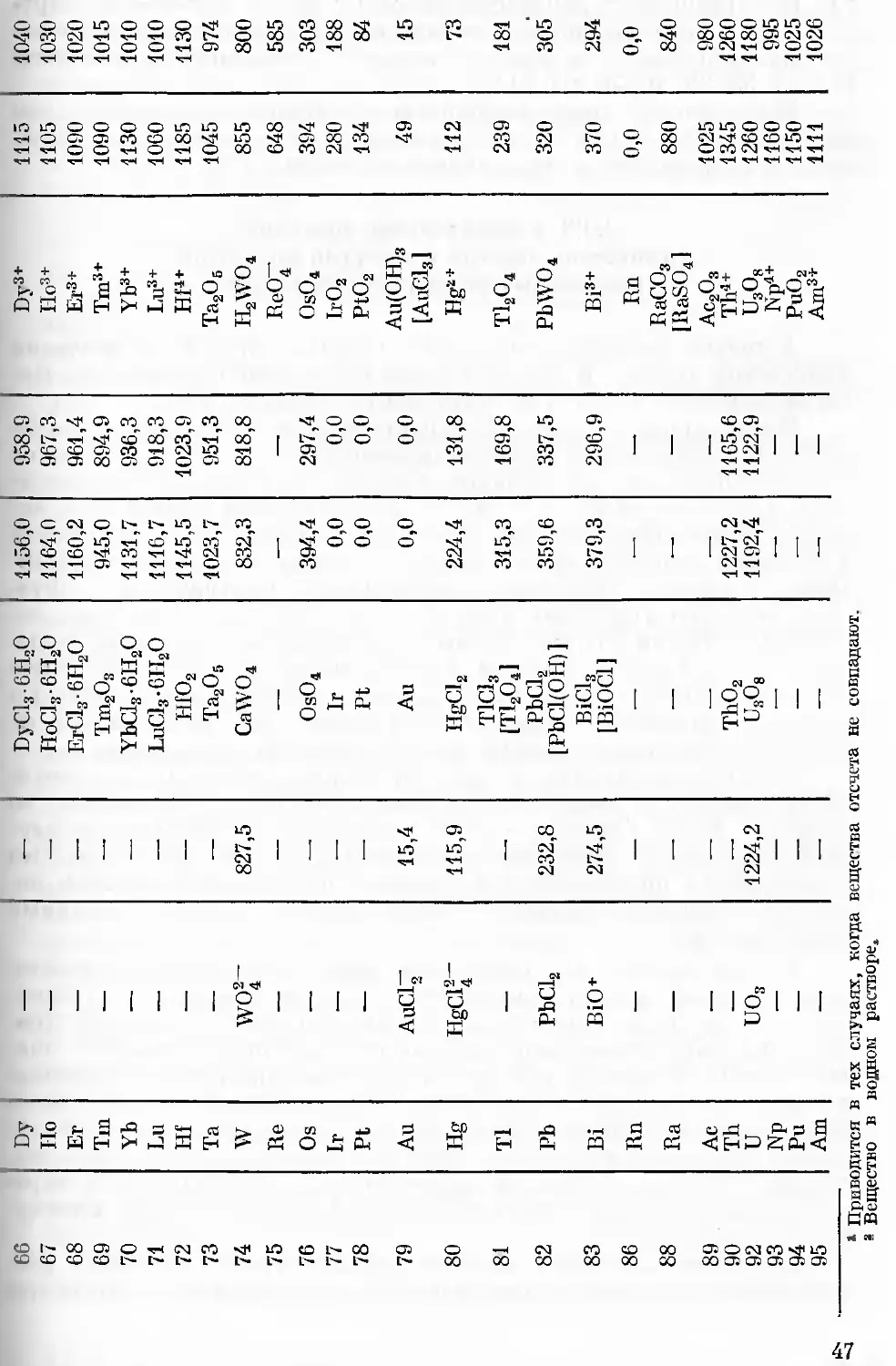
О методах расчета химической энергии и эксергип элементов,
будет сказано ниже, им посвящен разд. 1.4.
Топливо — сложное химическое вещество, и принципиальный
подход к определению его химической энергии и эксергии мог бы
быть таким же, если бы был известен его состав и характер связей
отдельных элементов и групп. У органических видов топлива
'{и твердых и жидких), как правило, неоднородная и неизвестная
структура. Поэтому по выражениям A.7), A.8) iz и ег не могут
быть для них определены, поскольку неизвестны значения стан-
дартной энтальпии и энергии Гиббса их образования. Кроме того,
неизвестны структурные связи всех содержащихся в таком топливе
элементов. Поэтому для расчета химической энергии и эксергии
топлив с неоднородной и неизвестной структурой применяются раз-
личные приближенные методы.
Для расчета химической энергии топлива используются такие
общеизвестные его характеристики, как высшая и низшая тепло-
творные способности, отнесенные к рабочей, сухой и горючей массе
(Qp, Qc, Qr), а также теплота сгорания АИ°СТ- Для топлив, являю-
щихся чистыми (однородными) органическими веществами, не со-
держащими серу и галогены (S, F, Br, C1, I), как следует из мето-
дики и условий определения химической энергии элементов, значе-
ния теплоты сгорания и высшей теплотворной способности совпа-
дают со значением химической энергии, т. е. Q& = А^сг = ^х- Если
рассматриваемое вещество содержит в своем составе элементы
S, F, Br, C1, I, которые при сгорании не образуют энергетически
обесцененных соединений, то его химическая энергия будет отли-
чаться от теплотворной способности на величину химической энер-
гии продуктов сгорания серы и галогенов.
Для расчета химической эксергии также применяются упро-
щенные способы, основанные, как правило, на отношении эксергии
к теплотворной способности. 3. Рант рекомендует следующие рас-
четные формулы [119]:
для химической эксергии жидкого топлива, в молекуле которо-
го содержится более одного атома углерода —
ех = 0,975$; A.9)
для химической эксергии газообразного топлива, в молекуле ко-
торого содержится более одного атома углерода —
^ = 0,95$. A.10)
Твердое топливо принято за смесь горючих элементов С, S
и свободного водорода, который остался бы, если бы весь кислород
был связан с водородом в виде НгО. При таком допущении не при-
нимаются во внимание изменения эксергии, возникающие в резуль-
тате образования большинства химических связей в твердом топли-
ве, которые правильно учесть не представляется возможпым. Исходя
пз того, что химическая эксергия элементов С, Н и S незначительно
отличается от их теплотворной способности, и приравнивая пулю
эксергию содержащейся в топливе воды, 3. Раит предлагает опре-
делять химическую эксергию для каменных и бурых углей как
ех = <??- A.11)
Удобные, но более сложные расчетные формулы для определе-
ния значений химической эксергии технических топлив предложены
9П
Н. Д. Захаровым [30]. Они учитывают такие общергзвестные качест-
венные характеристики топлив, как его зольность (Ар), влажность
(Wp), содержание кислорода (Ор) и др.
Значения низшей химической эксергии аппроксимируются сле-
дующими уравнениями:
для каменных углей и антрацитов —
для бурых углей и торфа
для малосернистых мазутов —
elB=WQl; A.14)
для сернистых мазутов —
е\я = 1,02<??. A.15)
Химическая эксергия топлив, но являющихся чистыми соеди-
нениями, может быть оценена на основе их физических характери-
стик. С использованием этих характеристик, а также корреляцион-
ных отношений были оценены средние молекулярные массы, содер-
жание водорода и выведена эмпирическая формула мазутов (масел,
нефти). Затем рассчитывалась химическая эксергия рассматриваемо-
го топлива как чистого соединения без учета энергии Гиббса его
образования, поскольку данные, приведенные в [70], показали, что
для углеводородов это малая величина (<2%) по отношению
к другим составляющим эксергии. Иначе говоря, углеводородные
топлива могут: без большой ошибки рассматриваться как физические
смеси углерода и водорода. Например, бензин можно принять как
пзооктан.
Определить точно химическую энергию и эксергшо сложных
нетопливных материалов, к которым относятся перерабатываемое
сырье, материалы, продукты и отходы производства, также не пред-
ставляется возможным, здесь также приходится использовать при-
ближенные методы. Обычно известен только их химический состав,
но не известно, в виде каких соединений присутствуют различные
Элементы и группы. Эта информация очень важна для расчета хими-
ческой энергии и эксергии материала (вещества), поскольку хими-
ческая энергия (эксергпя) соединения не является суммой химиче-
ских энергий (эксергш!) входящих в его состав элементов и групп.
Поэтому обычно специальным анализом определяется приблн-
Юенно так называемый рациональный минералогический состав ис-
следуемого материала, и упрощенно он представляется как смесь
этих соединений. Тогда на основе значений химической энергии
и эксергпи элементов и соединений можно получить эти характе-
21
ристики для любого материала по формулам
*х = 2^/°.; A.16)
ех=*1$чеощ, A.17)
где Vj — доля /-го химического элемента или соединения в рас-
сматриваемом материале.
Расчет химической энергии и эксергии всех исходных материа-
лов и получаемых продуктов — весьма кропотливая и трудоемкая
работа, плохо поддающаяся автоматизации. Для облегчения ее, сни-
жения затрат труда и времени подготовлен справочный материал,
в котором приводятся значения химической энергии и эксергик для
около 2000 наиболее распространенных неорганических и органиче-
ских соединений [78].
Для расчета тепловой энергии и эксергии использовались об-
щеизвестные соотношения.
Известно, что энтальпия и эксергия теплового потока, вноси-
мого в систему или уносимого из нее с веществом без учета его ки-
нетической п потенциальной энергии, связаны выражением
h ~(*i - *о)= [е, +(*о ~ sJTq] = eq + bq, A.18)
где 1\ и г'о — удельная энтальпия вещества при начальных и конеч-
ных, соответствующих окружающей среде параметрах (ро =
= 0,101 МПа; Го = 298,15 К); si и s0 — удельная энтропия вещест-
ва соответственно при тех же параметрах; eq и bq — соответственно
эксергия и анергия вещества.
Следовательно, для определения энергии и эксергии вещества
в потоке необходимо располагать значениями их энтальпии и энт-
ропии. Эти данные могут быть получены из специальных таблиц
и диаграмм [20, 114] или вычислены приближенно по формулам,
приведенным ниже.
Если имеются справочные данные о функции теплоемкости рас-
сматриваемого вещества для соответствующего интервала темпера-
тур, а также значения температур и теплот структурных и фазо-
вых его изменений, энтальпия может быть подсчитала по выра-
жению
iq^q= \ C'p(T)dT
T
1 о CT ПЛ
A.19)
где CV(T), CP(T), Cp (T) — функции теплоемкости рассматрива-
емого вещества для соответствующего интервала температур;
АЯСТ, АЯПЛ — теплота структурного изменения и плавления;
Tat, Тлп, Ti — соответственно температуры структурного изменения,
плавления и расчетная; q — тепло, теплосодержание вещества при
расчетной температуре.
Изменение энтропии в процессе изобарного нагревания вещест-
н.I, и котором и общем случае могут происходить структурные и фа-
зовые изменения, при наличии указанных выше исходных данных
можно найти из выражения
?
Если для рассматриваемого вещества отсутствуют функции
теплоемкости от температуры, можно воспользоваться значениями
средней теплоемкости для соответствующих интервалов температу-
ры. В этом случае для подсчета изменения энтальпии и энтропии
вещества используются следующие выражения:
*«=-*!- го = q = СР(Т{ - То) A.21)
и
As = Cpln^, A.22)
где Ср — средняя теплоемкость вещества в искомых интервалах тем-
пературы.
Под эксергией тепла, отбираемого от горячего источника с тем-
пературой Т\, понимается максимальная полезная работа, которая
может быть получена за счет этого тепла при условии, что холод-
ным источником является окружающая среда с температурой То.
Как известно, такая работа может быть получена в обратимом цик-
ле Карпо. При этом величина эксергии при постоянной температуре
горячего источника будет равна
(^) A.23)
а в случае переменной его температуры —
2
A.24)
где As — уменьшение энтропии горячего источника при переходе
из состояния 1 в состояние 2.
Составление полного энергетического баланса очень важно по
следующим причинам. Многие специалисты, в их числе и Я. Шар-
гут, который первым предложил понятие и метод расчета химиче-
ской энергии веществ, отказались от анализа энергетических пото-
ков и сосредоточились на исследовании только потоков эксергии,
эксергетических балансов. При этом учитывая, что эксергия не под-
чиняется закону сохранения, они замыкают баланс введением в его
23
расходную часть величины потерь эксергии, вызванных необрати-
мостью изучаемого процесса. Указанные потери, как известно, опре-
деляются законом Гюи — Стодолы:
A.25)
где 5? потери эксергии, обусловленные необратимостью процес-
са; AS* —• суммарное увеличение энтропии совокупной системы,
включаюДбй все тела, участвующие в процессе.
Это обстоятельство требует детального энтропийного анализа
таких совокупных систем при составлении зксергетического балан-
са. В то же время исследование технологических процессов на осно-
ве полного энергетического баланса, записанного в форме A.6), по-
зволяет ЯРИ необходимости, при решении большого класса обще-
энергетических задач, для которых не требуется детальный анализ
этих потерь, избавиться от этой трудоемкой процедуры. Суммарные
потери от необратимости в изучаемом процессе могут быть найдены
как разпйЦа потока эксергии приходной и расходной частей его пол-
ного энергетического баланса.
Полный энергобаланс дает картину распределения энергии (эк-
сергии) всех видов по объектам потребления, фактического ее ис-
пользования в этих объектах с учетом потерь па транспорт эперго-
ресурсов, технологического сырья, продукции и отходов. Такая кар-
тина тесно увязывает технологическую схему процесса (материаль-
ные потоки) с потоками энергии (эксергии) всех форм, а потому
она моя<ет служить базой для совершенствования как отдельных
узлов, так и изучаемого объекта в целом. Информация такого рода
полезна не только специалистам, занимающимся вопросами эксплуа-
тации, но и проектировщикам, разрабатывающим проекты строитель-
ства новых объектов. Она мажет подсказать им новые решения по
компоновке оборудования, приводящие к снижению потерь энергии
на транспорт ЭР и других материалов, способствовать разработке
комплекса мероприятий, позволяющих повысить эффективность ис-
пользования энергии производства в целом за счет рационального
сочетания энергетических потоков отдельных его объектов.
Исследование полных энергетических балансов технических си-
стем как действующих, так и проектируемых, может преследовать
различные цели. Важнейшими из них, па наш взгляд, являются сле-
дующие:
установление уровня эпергоиспользоваиия;
выявление мест: и причин возникновения потерь энергии
(эксергии);
разработка мероприятий, направленных па сокращение по-
терь, снижение расхода используемой в процессе энергии;
'_ формирование научно обоснованных норм расхода энергоно-
сителей п0 процессам и видам продукции;
исследование предельных показателей по энергопотреблению
и оиергоиспользованшо в процессах и технологиях.
}{ числу важнейших задач, решаемых на основе изучения
ЭНёргобйЛйНСОВ предприятий, установок, процессов, относится уста-
повление уровня полезного использования подведенной к ним энер-
гии, т. е. к. п. д.
Величины, входящие в полный энергобаланс, позволяют опре-
делить как энергетический г|эн, так и эксергетический г)экс к. п. д.
изучаемого объекта. Принцип их расчета одинаков: нужно соста-
вить отношение, в числитель которого подставляется соответствую-
щий полезный эффект, а в знаменатель — суммарные затраты энер-
гии или эксергии, т. е.
?л пол . ,, 9g\
затр
Лэкс =
затр
При расчете энергетического к. п. д. в общем случае не учиты-
вается различное качество энергетических потоков, и, строго говоря,
этот показатель пригоден для оценки степени совершенства процес-
сов,, на осуществление которых затрачивается и в результате полу-
чается в виде полезного эффекта безэнтропийная энергия. Эксерге-
тический к. п. д. является более универсальным, однако, к сожале-
нию, в настоящее время он остается еще малопривычным.
Значения этих к. п. д. являются показателями термодинамическо-
го совершенства любого технологического процесса. При этом в от-
дельных случаях, когда исследуется процесс, полезный эффект ко-
торого и затраты, связанные с его проведением, выражаются без-
оитропийпой энергией или работой, величины энергетического и эк-
сергетического к. п. д. могут: совпадать. Если же в процессе или
установке используется энергия разного качества, то тогда термоди-
намическое совершенство более правильно характеризует эксергети-
ческий к. п. д. На основе полного энергетического баланса оба к. п. д.
могут быть определены достаточно просто и однозначно, если имеет-
ся общепринятое мнение о том, что считать полезной продукцией
исследуемого процесса. Тогда затраты — это потоки энергии и эксер-
гии на входе в процесс, а полезный эффект — это соответствующие
потоки на выходе с полезной продукцией.
При этом нам представляется, что полезными должны считать-
ся как целевая продукция процесса, так и те полупродукты, которые
из него поступают па дальнейшую переработку в другие технологи-
ческие процессы рассматриваемого производства. В таком случае
величина как энергетического, так и эксергетического к. п. д. стано-
вится тесно связанной с технологией процесса и характеризует так-
же, например, эффективность комплексной переработки сырья. Чем
выше ее уровень, тем большее количество полезных продуктов полу-
чается в процессе и тем выше его энергетический и эксергетиче-
ский к. п. д.
Эксергетический метод анализа позволяет правильно оценить
потери, которые могут быть найдены из энергетического (теплово-
го) баланса. При этом иногда меняется представление о характере
этих потерь и их влиянии на экономичность процессов. В то же
время метод позволяет выявить потери, которые не проявляются
при анализе по первому закону, но весьма существенно влияют на
термодинамическую эффективность процесса. К таким потерям от-
носятся: потери из-за необратимости химических реакций, в частно-
сти реакций горения топлива, потери при неравновесном теплооб-
мене, при смешении, дросселировании и т. п. Потери эксергии в том
или ином процессе, которые характеризуют его необратимость, яв-
ляются безвозвратными. Потери же, вызванные плохой эксплуата-
цией оборудования, некачественным его использованием и т. п.,
с помощью различных мероприятий можно сократить, в пределе
даже полностью устранить.
На основании результатов полного энергетического баланса вы-
полняется анализ потерь энергии с той точки зрения, какие из них
следует считать неизбежными, какие могут быть снижены за счет
возвращения тепла обратно в процесс на основе рекуперации и ре-
генерации, а какие следует рассматривать в качестве источников
ВЭР и низкопотенциального тепла (НПТ).
К числу важнейших задач, решаемых на основе изучения фак-
тических энергобалапсов предприятий, относится задача определе-
ния величины вторичных энергоресурсов как действующих, так и
проектируемых заводов, которая реально может быть включена
в баланс отдельных регионов или страны в целом при его текущем
и перспективном планировании. С точки зрения использования ВЭР
желательно знать не только их интегральную величину за некото-
рый период времени, но и режим поступления от каждого техноло-
гического агрегата, и условия утилизации вторичной энергии.
В этом случае энергетический баланс предприятия должен быть
детализирован до технологических агрегатов, являющихся основными
источниками ВЭР. Анализ энергетического баланса, представлен-
ный в виде потоков энергии и эксергии, позволяет установить ме-
сто и причины возникновения наибольших потерь энергии всех
видов. Величина эксергип, характеризуя способность энергии к со-
вершению работы или преобразованию ее в любой другой вид,
может служить необходимой и достаточной характеристикой вели-
чины теоретически пригодных для дальнейшего использования ре-
сурсов. Так, величина химической эксергии в отходах производства
характеризует потенциальные возможности использования их в ка-
честве сырья или полупродукта для дальнейшей переработки либо
в качестве горючих вторичных эпергоресурсов. Величина эксергии
в отходах того или иного технологического процесса указывает на
возможность их использования в качестве тепловых ВЭР.
Однако по результатам полного энергетического баланса может
быть определена лишь величина теоретически пригодных ВЭР, их
потенциал, что является лишь первичной информацией при иссле-
довании резервов энергосбережения по этому направлению. Даль-
нейшая задача — определить технически пригодные, а затем и эко-
номически целесообразные для использования ВЭР. Более подробно
эти вопросы освещены в гл. 4.
26
Правильное, научно обоснованное нормирование расхода энер-
горесурсов чрезвычайно важно. Оно стимулирует технический про-
гресс, повышение производительности труда и квалификации пер-
сонала. Разработка удельных норм расхода энергии на единицу
продукции или единицу работы является необходимой основой для
расчета потребности в энергоносителях по процессам, цехам, пред-
приятию. Эти данные, в свою очередь, служат исходной информаци-
ей для планирования потребности в энергоресурсах отраслей на-
родного хозяйства, что позволяет в конечном итоге сформировать
топливно-энергетический баланс страны.
В широком смысле работы по нормированию энергопотребления
на промышленных предприятиях должны содержать: изучение фи-
зико-химической сущности нормируемых операций и процессов;
анализ факторов, влияющих па производительность оборудования
и расход энергии; установление функциональных связей между про-
изводительностью оборудования и расходом энергии, с одной сторо-
ны, техническими и энергетическими параметрами операций и про-
цессов — с другой; установление нормативов удельных потерь по
элементам и полезного расхода энергии.
Прогрессивные нормы удельных расходов энергии устанавлива-
ются расчетными и экспериментальными методами, в основе которых
должен лежать глубокий анализ технологии, энергетики процессов
и организации производства. Прогрессивные нормы должны быть
динамичными, пересматриваться по мере развития техники, совер-
шенствования технологических процессов, повышения экологических
требований, изменения условий труда и т. п.
Первичным звеном в производстве является отдельная техно-
логическая операция (или процесс), осуществляемая на определен-
ном объекте. Без изучения энергетических балансов отдельных агре-
гатов и связи с физико-химическими и физико-техническими осно-
вами соответствующих операций и процессов и техническими характе-
ристиками самих агрегатов невозможно научно обоснованное
нормирование энергопотребления.
Наибольший удельный вес в обычно используемых распредели-
тельных энергобалансах предприятий имеет расход энергии па
технологические пужды, что и определяет ведущую роль технологи-
ческих норм. В ходе установления технологических норм в наиболее
явном виде могут быть выявлены взаимосвязи энергетики и техно-
логии, вскрыты и учтены в нормах резервы экономии энергии и т. д.
Поэтому к технологическим нормам предъявляются наиболее жест-
кие требования с точки зрения прогрессивности, технической обо-
снованности и точности. Допустимая относительная погрешность
технологических норм может лежать в пределах ±B—6) % [23].
Нормы энергопотребления бывают технологические, цеховые,
общезаводские.
Технологические нормы определяют расход энергии на осуще-
ствление основных операций и процессов по выработке продукции
агрегатом, цехом, предприятием. В свою очередь, их делят на по-
операционные и попроцессные.
27
Цеховые нормы включают: а) расход энергии непосредственно
па технологию; б) расход энергии на вспомогательные и подсобные
нужды; в) потери энергии в сетях и преобразовательных установ-
ках цеха.
¦ .; Общезаводские нормы охватывают весь расход энергии на: про-
мышленные нужды предприятия, в том числе: а) расход энергии
основных и вспомогательных цехов; б) общезаводской расход на
подсобные нужды; в) расход энергии собственными энергоустанов-
ками; г) потери энергии в сетях и преобразовательных установках
завода.
При нормировании и анализе энергопотребления очень сущест-
венное значение имеет выявление факторов, влияющих на изменение
удельных расходов энергии, и выбор наиболее важных, которые
подлежат учету. ¦¦¦•-¦¦. ; ;
Определить фактический уровень энергоиспользованйя ¦ па
предприятии, найти источники потерь можно только на основе"', ана-
лиза энергобалансов этих объектов. Однако, к сожалению, не во всех
отраслях народного хозяйства составление энергетических балансов
процессов, крупных агрегатов, предприятий в целом является; обя-
зательным. Многие заводы и фабрики ограничиваются составлением
периодической сводной отчетности по потреблению топлива и энер-
гии. Такая отчетность предназначена только для получения стати-
стическими органами укрупненных данных и не мошет слу-
жить целям углубленного анализа эпергоиспользования на пред-
приятиях.
Полный энергетический баланс может быть основой для норми-
рования расхода всех видов эиергоресурсов по процессам, техноло-
гическим схемам, цехам, предприятию в целом [72, 75, 77, 79, 81,
87, 89].
Разработанная методика составления полных эыергобалапсов
позволяет на их основе устанавливать удельные расходы традицион-
ных энергоресурсов с учетом химической энергии (эксергии) сырья
и материалов, поступающих в процесс, и в зависимости от нее.
Кроме того, выделение в энергетических потоках доли эксергии по-
зволяет определить затраты работоспособной части энергии па
производство продукции.
Составление и анализ полных эпергобалансов действующих
предприятий позволяют распространить полученные результаты на
аналогичные проектируемые заводы, имеющие подобную технологи-
ческую схему. Аналогично может быть рассчитан и проанализирован
энергобаланс новых, находящихся в стадии опытно-промышленных
испытаний, технологических процессов.
Таким образом, на основе изучения энергобалансов можно по-
лучить обобщенные характеристики различных технологических
процессов с тем, чтобы иметь достаточно качественную исходную
информацию для решения ряда задач па перспективу, в частности
для более достоверного прогнозирования энергопотребления от-
раслей.
28
1.3. ПОНЯТИЕ ИДЕАЛЬНОГО АНАЛОГА
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА :
Абсолютные значения энергетического и эксергетического к. п: д;,
установленные по выражениям A.26) и A.27), несут информацию
лишь о достигнутом уровне энергоиспользования в изучаемом терио-
логическом процессе, но не показывают, насколько высок этот уро-
вень и есть ли возможности дальнейшего его повышения. Только
Tipir сопоставлении указанных значений к. п. д. с величинами к.п:Д.-г
которые на данный момент: являются максимальными или теорети-
чески достижимыми для данного процесса, можно судить о степени
совершенства последнего. ¦¦¦ :' ¦ ¦ ¦¦
На практике иногда используется способ оценки эффективности
того или иного технологического процесса путем сопоставления его
Технико-экономических показателей с соответствующими показате-
лями лучших на данный момент времени отечественных или зару-
бежных образцов. Этот способ оценки имеет существенный недоста-
ток,- заключающийся в том, что уровень техники ж:, степень,
использования энергетических ресурсов все время повышаются.
Следовательно, с течением времени изменяются показатели объекта
сравнения и может появиться необходимость его замены па новый,
с лучшими характеристиками, что естественно вызывает неудобство'
пользования этим методом. .
Представляется, что оценка эффективности процессов должна
быть основана па сравнении их характеристик с теоретическими:
(предельными) термодинамическими показателями, устанавливаемы-
ми на базе идеального аналога процесса. В этом случае показатели
объекта сравнения являются стабильными, независимыми от любых
преходящих факторов.
В инженерно!! практике уже давно и достаточно широко поль-
зуются понятием идеального аналога для оценки энергетического
совершенства процессов и машин, чтобы получить ясное представле-
ние о том, насколько они могут быть улучшены и каков предел
снижения расходуемой в них энергии. При этом в зависимости от
характера решаемых задач используется аналог с разной степенью'
идеализации, как, например, в теплоэнергетике помимо цикла Кар-
но, определяемого только температурами горячего и холодного ис-
точников теплоты (предельная идеализация), применяют циклы
Ренкина, Дизеля и др., которые учитывают вид и физические свой-
ства используемого рабочего тела.
Для оценки степени совершенства процессов, связанных с фи-
зико-химическими превращениями, а именно о таких, идет речь в
настоящей монографии, нами предложен следующий способ выбора
идеального аналога [73].
Принимается, что всякому реальному процессу может быть по-
ставлен в соответствие процесс, полностью описываемый совокупно-
стью реакций (реакцией), являющихся основными, определяющими
в реальном. В таком идеализированном процессе реакции протекают
при стехиометрических количествах реагирующих веществ и идут
29>
до конца. Материальный и энергетический обмен через границы
процесса осуществляется при параметрах окружающей среды. За-
траты энергии на транспортировку исходных материалов и полу-
чаемых продуктов равны нулю.
Значения затрат сырьевых материалов и энергии, необходимых
для получения единицы рассматриваемого продукта в таком идеаль-
ном процессе, по-видимому, с некоторой определенной точностью
могут служить оценками расходов исходного сырья и энергоресур-
сов соответствующего нового процесса, намечаемого к внедрению в
отдаленной перспективе.
Соединением идеальных аналогов отдельных процессов в со-
ответствии с той или иной технологической схемой можно получить
аналоги реальных производств.
Для исследования эффективности идеальных процессов может
использоваться тот же инструмент, что и для анализа реальных
производств, а именно полный энергетический баланс.
На основе данных полного энергобаланса выбранного идеаль-
аого аналога могут быть рассчитаны его энергетический т)эн и эк-
и ИД ^
сергетическии т]экс к. п. д. по выражениям, подобным тем, по ко-
торым определяются эти характеристики для реальных процессов.
Очевидно, что значения указанных к. п. д. будут предельными для
соответствующих к. п. д. реального процесса. Величина, равная от-
ношению фактически достигнутого и предельного к. п.д. и назван-
ная нами относительным к. п. д., может служить мерой степени
термодинамического совершенства исследуемого процесса:
Лэкс = Т)акс /Т]экс- A.&J)
Чем выше значение ц°™,, тем совершеннее в энергетическом смысле
данный процесс и тем труднее найти способы повысить величину
достигнутого для пего к. п. д.
1.4. ОПРЕДЕЛЕНИЕ ХИМИЧЕСКОЙ ЭНЕРГИИ
И ЭКСЕРГИИ ЭЛЕМЕНТОВ
1.4.1. Выбор модели окружающей среды
в энергетических исследованиях
При определении значений химической энергии и эксергии ве-
ществ, как и при расчетах других энергетических характеристик,
прежде всего возникает вопрос о выборе уровня отсчета.
Способ реализации и эффективность технологических процессов,
протекающих в той или иной технической системе, в значительной
мере определяются условиями реальной окружающей среды (ОС).
В зависимости от того, является рассматриваемая система за-
крытой или открытой, ее функционирование сопровождается обме-
ном либо только энергией, либо энергией и веществом с теми или
иными компонентами окружающей среды, характеризуемой некото-
рой совокупностью параметров. Значения этих параметров сущест-
30
пенно влияют на характер взаимодействия технической системы ж
окружающей среды и в конечном счете на эффективность работы
рассматриваемой системы.
В эксергетическом методе анализа технологических процессов
большое внимание уделяется учету этой особой роли окружающей
среды. Из самого определения оксергии следует, что в качестве
уровня ее отсчета должна быть принята совокупность параметров
реальной ОС. Но поскольку почти все параметры реальной ОС
являются изменяющимися и во времени, и в пространстве (причем
и достаточно широком диапазоне), то такая система отсчета ока-
зывается непригодной для решения практических задач. Поэтому
для эксергетического анализа вводится и практически используется
лишь некая модель ОС, которая в той или иной мере отражает ха-
рактер и условия взаимодействия технических систем с реальной
природной средой.
Проблема выбора такой модели является достаточно сложной
и неоднозначной, что находит отражение в большом числе публи-
каций, в которых в той или иной мере обсуждается этот вопрос.
Нужно подчеркнуть, по-видимому, очевидный факт, что выбор
модели ОС и выбор метода расчета химической эксергии вещества
тесно взаимосвязаны и взаимообусловлены.
При выборе модели ОС необходимо соблюдать два обязатель-
ных условия. Первое заключается в том, что параметры модели ОС
должны быть неизменными (условно постоянными) при любых ее
пзаимодеиствиях как с отдельной технической системой, так и с лю-
быми их совокупностями. Иначе говоря, окружающая среда должна
быть настолько большой по отношению к исследуемым объектам,,
чтобы при любых взаимодействиях с ними ее параметры практиче-
ски не изменялись.
При этом необходимо учитывать, что в ряде случаев функци-
онирование существующих технических систем и их совокупностей
приводит к заметному изменению параметров окружающей среды,
особенно в пределах некоторого (локального) региона, примыкаю-
щего к месту расположения объектов. А в результате имеющей
место тенденции увеличения мощности технических систем, повы-
шения концентрации промышленного производства воздействие их
на ОС будет все более существенно сказываться па изменении ее
параметров.
Кроме того, модель окружающей среды должна удовлетворять
еще одному условию — все ее компоненты должны находиться в:
полном термодинамическом равновесии. Только в этом случае она
может характеризоваться нулевой эксергией, а следовательно, слу-
жить уровнем отсчета. В то же время реальная ОС не является и
не может быть в принципе полностью равновесной, хотя бы из-за
наличия в ней биосферы и солнечной радиации. Иначе говоря, в
:>ксергетическом анализе необходима некая идеализированная мо-
дель ОС, использование которой в практических исследованиях мо-
жет быть весьма плодотворным и не приведет к существенным:
ошибкам или противоречиям.
?,*
И хотя отмеченные выше обстоятельства в целом понимаются
и признаются всеми специалистами, модели окружающей среды,
предлагаемые одними из них, опровергаются или подвергаются
сомнению другими.
Как было отмечено, понятия химической энергии и эксергии ве-
щества впервые были введены польским ученым Я. Шаргутом. Он
же предложил методику расчета этих характеристик для химических
элементов, построенную на системе отсчета, в основу которой поло-
жены следующие принципы [104, 1211.
1. В модель окружающей среды первоначально были включены
лишь атмосфера и верхний слон литосферы, причем без указания
определенной толщины этого слоя, а позже введены также компо-
ненты гидросферы в виде ионов и неионизироваиных веществ, со-
держащихся в морской воде.
2. Принято, что все компоненты такой среды при стандартных
значениях давления и температуры (ро и То) находятся между со-
бой в термодинамическом равновесии, а следовательно, их химиче-
ская энергия и эксергия равны нулю.
3. За вещество отсчета для каждого элемента из всех его сое-
динений рекомендовано выбирать наиболее распространенное (оно
же, как правило, и наиболее обесцененное) в соответствующих гра-
ницах реальной окружающей среды.
И. Арендтс возражает против методики и модели ОС, предло-
женной Я. Шаргутом [111]. Им были выполнены детальные расчеты
термодинамически равновесных при стандартных условиях составов
окружающей среды, в которую он включил компоненты атмосферы,
морской воды и внешнего слоя земной коры. Расчеты позволили ему
сделать следующие достаточно очевидные выводы:
— равновесный состав окружающей среды существенно отли-
чается от реального; равновесная атмосфера должна содержать кис-
лород в очень малых количествах, вместо пего должны появиться
нитраты Na, К, Са;
— равновесный состав в сильной степени зависит от толщины
слоя земной коры, компоненты которого включаются в расчет.
И. Арендтс показал, что состав ОС, определенный равновесием
атмосферы, океана и слоя земной коры толщиной в 1 м, практиче-
ски идентичен (судя по составу атмосферы) составу реальной окру-
жающей среды. Модель такой ОС, принятая в качестве уровня от-
счета, могла бы, по его мнению, в наибольшей степени удовлетво-
рять термодинамическим требованиям. Однако с точки зрения прак-
тических аспектов такая модель ОС непригодна, поскольку она не
включает многие элементы, представляющие интерес, в частности,
для металлургических процессов.
Модель ОС, предложенная Я. Шаргутом, подвергается критике
и в работах [15, 69], авторы которых в модели ОС Я. Шаргута
усматривают недостаток, связанный с тем, что каждому рассматри-
ваемому веществу независимо от условий решения задачи соответ-
ствует только одно вполне определенное вещество отсчета. Им пред-
ставляется парадоксальным то, что при получении элемента из раз-
32
Печных веществ отсчета этому элементу присваивается одно и то же
ВЕачение эксергии, хотя минимальная работа его получения в каж-
дом случае будет неодинаковой. Рассуждая подобным образом, авто-
ры делают вывод о том, что химическая эксергия веществ должна
рассчитываться локально, применительно к условиям проведения
процесса, в ходе которого они получаются. К двум ранее назван-
ным условиям пригодности модели ОС они формулируют еще одно,
согласно которому эксергия веществ, подсчитанная на основе этой
модели, не должна существенно отличаться от минимальной работы
их получения и переработки для реальных условий эксплуатации
Анализируемой технической системы. Иначе говоря, авторы работ
[15, 69] предлагают для каждого технического объекта выбирать
слкда индивидуальную систему отсчета.
С этим предложением трудно согласиться, поскольку такой
подход исключил бы возможность производить сопоставление даже
отнотыпыых технических объектов друг с другом по эффективности
Использования в них энергии. Это привело бы к еще большим пара-
доксам, в частности в таких случаях, когда продукт одного процесса
используется в качестве сырья в другом, расположенном совсем в
ином регионе, иных условиях. Такой подход к выбору модели ОС
совершенно исключает возможность стандартизации значений хи-
мической эксергии для различных элементов и их соединений, что
является одним из главнейших достоинств методики Я. Шаргута,
а также ряда других специалистов [55, 73, 78, 104, 115, 116, 120—
1.23, 125].
Принятие универсальной модели ОС позволяет произвести рас-
чет стандартных значений химической энергии и эксергии веществ
it использовать их в дальнейшем при конкретных исследованиях
как справочные данные. Причем при решении широкого класса
общеэнергетических задач довольно часто вообще не имеет смысла
учитывать в расчетах отклонение реальных параметров ОС от при-
нятых за стандартные, поскольку неучет этого обстоятельства не
может существенным образом повлиять на получаемые результаты.
Вместе с тем необходимо четко сознавать, что, безусловно, есть
и такие задачи, решение которых на основе стандартных значений
энергии и эксергии в принципе неправильно. Именно о такого рода
задачах идет речь в работах [15, 69], и предлагаемые авторами этих
работ методы их решения с помощью моделей локальной и контро-
лируемой ОС, по-видимому, правомерны и оправданны.
1.4.2. Анализ существующих методов расчета
химической энергии и эксергии элементов
Основные полон-гения методики расчета значений химической
энергии и эксергии элементов, предложенной Я. Шаргутом, заклю-
чаются в следующем [121].
Для каждого элемента устанавливается вещество отсчета (суб-
станция отнесения) — энергетически полностью обесцененное веще-
ство, содержащееся при нормальных условиях в окружающей среде.
3 В. С. Степанов, Т. Б. Степанова 33
После этого для каждого элемента составляется уравнение реакции
отнесения (девальвации), т. е. реакции для идеализированного про-
цесса приведения рассматриваемого элемента в состояние принятого
для него вещества отсчета. В этой реакции кроме рассматриваемого
элемента участвуют только вещества отсчета присутствующих в ней
химических элементов.
Нормальная химическая эксергия, по Я. Шаргуту, представляет
собой сумму максимальной работы в реакции девальвации {1ца),
которая может быть вычислена без особых трудностей как измене-
ние энергии Гиббса этой реакции, и другой составляющей, опреде-
ляемой концентрацией веществ отсчета в ОС. При вычислении этой
составляющей принимается, что все вещества отсчета в ОС ведут
себя как компоненты идеального раствора. Отсюда максимальная
работа этапа, связанного с изменением концентрации, определя-
ется как
hlla = - RuTn [2] Щ In Zc. - 2 Пк 1П ZChJ, A.30)
где щ, nk — число киломолей вещества отсчета, соответствующее
единице рассматриваемого вещества; /, к — порядковый помер соот-
ветственно дополнительного и результирующего вещества отсчета;
zc — молярная концентрация вещества отсчета в условной среде.
Относительная концентрация газового вещества отсчета в ат-
мосфере соответствует его парциальному давлению в воздухе, твер-
дого вещества отсчета в литосфере находится по геохимическим
данным (Кларка, Гольдшмидта) о средней распространенности эле-
ментов и соединений в земной коре.
Зная нормальную химическую эксергию веществ отсчета, можно
вычислить ее значение для элемента на основе реакции его обес-
ценивания:
2 nkertk — 2 п.ёп.. A.31)
ft з
еп = n + 2 krtk
з
Здесь wn — максимальная работа реакции обесценивания; еп-, е„к —
нормальная химическая эксергия веществ отсчета.
При этом сам Я. Шаргут признает, что представление твердых
веществ отсчета как компонентов идеального раствора вводит в рас-
чет химической эксергии приближенный член, оказывающий влия-
ние па результаты вычисления внешних потерь. В связи с этим
несколько позже для увеличения точности расчетов эксергии ранее
предложенная система веществ отсчета была модифицирована путем
включения в нее ионных и молекулярных веществ, содержащихся
в морской воде. Концепция этого метода, изложенная в [122], за-
ключается в следующем. В качестве уровня отсчета принимается
водный раствор (море среднего состава), находящийся в устойчивом
стационарном взаимодействии с другими компонентами окружаю-
3 Здесь и далее в формулах других авторов используются принятые ими
обозначения.
Щей среды. При этом считается, что взаимодействие его с атмосфе-
рой: происходит через полупроницаемую оболочку, пропускающую
псе компоненты атмосферы, кроме воды, а взаимодействие с лито-
сферой устанавливается косвенно. Выбор вещества отсчета для рас-
сматриваемых элементов обусловлен условиями равновесия их мо-
лекул и ионов в растворе. Причем молекулярные вещества отсчета
ими были приняты только для Ag, Аи и Hg. Совокупности ионов,
Выбранных в качестве веществ отсчета, записываются в виде
Iq~qli+, A.32)
где Г' — основной ион, в состав которого входит рассматриваемый
элемент; q — алгебраическая валентность основного иона.
Для q < 0 совокупность ионов A.32) является просто электро-
литом, для q > 0 рассматриваемая совокупность ионов дополняется
одновалентным анионом А~, обусловливающим алгебраический знак
«больше» или «меньше», т. е.
+ A-). A.33)
Знак «больше» в дополнительном электролите ПА обозначает, что
направление преобразований этого электролита противоположно на-
правлению преобразования электролита 1АЧ.
При этом авторы [122] отмечают, что выбор совокупностей ионов
(вместо простых ионов) диктовался тем, что неизвестны термодина-
мические функции независимых ионов. Отсюда они делают вывод,
что возможности использования ионных веществ отсчета ограни-
ченны.
Поскольку электролиты не являются идеальными растворами,
приходится использовать ионные средние коэффициенты активно-
сти (/) электролитов, которые предлагается определять на оспове
закона Дебая — Хюккеля по выражению
A.34)
где д+ и q~ — валентность анионов и катионов; г — фактический
средний диаметр иона; Е — константа, зависящая от вида раствори-
теля; ф находится из уравнения ср = 1/2 2 т\ч\- Здесь /тг( — мо-
г
лялыюсть попа г, выраженная числом его молей, содержащихся в
1000 г раствора. Все попы, находящиеся в растворе, должны быть
учтены в сумме 2.
г
Авторы отмечают, что использование закона Дебая — Хюккеля
дает минимальную погрешность применительно к электролитам,
диссоциирующим па одно- и двухвалентные ионы. В этих случаях
выражение A.34) может быть записано в виде
Inp'^dq+q-, A.35)
где d — величина, зависимая не от вида электролита, а только от
состава и температуры раствора.
3* 35
Для электролитов, диссоциируемых в ионы высшей валентно-
сти, область использования закона Дебая — Хюккеля ограниченна,
вследствие чего авторы [122] делают вывод о том, что для элемен-
тов, входящих в состав морской воды в виде ионов такого типа, дол-
жен быть сохранен метод, разработанный ранее в [120, 121, 104].
Таким образом, расчет стандартной (нормальной) эксергии по [122]
базируется на следующих предпосылках.
1. В условном море существуют только ионы, молекулы эле-
ментов и неионизированные вещества отсчета.
2. Наличие в условном море других веществ не оказывает ка-
кого-либо влияния на значение ионного среднего коэффицента ак-
тивности NaCl, присутствующего в море. Эта гипотеза и формула
A.35) дают следующее соотношение:
± 4 A.36)
где q — то же, что и в формуле A.32).
3. В растворе с несколькими компонентами среднюю ионную
молялыюсть пг± электролита можно вычислить на основе моляль-
ностей т+ и иг_ ионов, которые он содержит, как в случае раствора
с одним компонентом:
v_"|i
_
A.37)
где v, v+, V- — соответственно число ионов, катионов, анионов, ко-
торые образуются из одной молекулы электролита.
Тогда ионные молялыюсти могут измеряться независимо, в то
время как в случае электролита с одним компонентом они связаны
стехиометрически.
4. Моляльности ионов Н'+ и ОН~ в условном море равны.
5. Неионные вещества отсчета содержатся в условном море как
компоненты идеального раствора.
Реакция девальвации в этой методике состоит из двух этапов:
1) окислительно-восстановительной обратимой реакции, в резуль-
тате которой элемент преобразуется в ионы; 2) окисление водоро-
да, происходящее при окислительно-восстановительной реакции, или
его получение в необходимых количествах при синтезе или разло-
жении воды.
В общем виде она записывается так:
/ + | (vHH2 + voOa) + ctgH+ = alq + Ц Ыа, A.38)
где / — молекула рассматриваемого элемента в стандартном состоя-
нии; Iя — основной ион в совокупности ионов отсчета; а — отноше-
ние между числом атомов элемента / в молекуле и числом атомов
этого элемента в основном ионе; Vn, v0 — число атомов водорода и
кислорода в основном ионе; q — алгебраическая валентность ос-
новного нона.
Стандартная химическая эксергия элементов, определяемая па
OCIIOBG ионных веществ отсчета, выражается суммой максимальных.
36
работ четырех этапов:
е,г = ha + ho. + ka + ka, A.39)
где ha — работа окислительно-восстановительного этапа реакции
отсчета; ha — работа реакции синтеза или разложения воды; 1^,
ha — соответственно работа, обусловленная изменением концентра-
ции до состояния условной сферы и условного моря.
Предлагаемые расчетные формулы для вычисления этих работ
(компонентов эксергии) имеют вид
ha = -aqFEn; A.40)
ha = j (q — vH) %пщ0; A-41)
ha = - RuTn f [(q - Vh) In *cHe0 - I C - vH + 2v0) In z^; A.42)
l5a = — /?„Г„а {(q* — </) In /JaC1 + In mc — ^ In ^cH+], A-43)
где En •— стандартная э. д. с. элемента, реализующего окислитель-
но-восстановителыгую реакцию; F — постоянная Фарадея; %riH0 —
свободная энтальпия образования НгО; zc — молярная концентра-
ция вещества отсчета в условной окружающей среде; тс — моляль-
пость основного иона в условном море (число молей нона в
1000 г И2О).
Для элементов, для которых в качестве веществ отсчета при-
няты растворенные в условном море молекулярные вещества, со-
ставляющие эксергии ha, ha, ha равны пулю, а составляющая lia
находится по выражению
ha = - ВиТп In zc = - RUTя In /BC - BuTn In jJL, A,44)
где zc, mc ¦— молярная концентрация и молялыюсть вещества от-
счета в условном море.
При выборе веществ отсчета, а также при определении их мо-
ляльиости в условном море рекомендуется исходить из принципа,
что все процессы, где участвуют ионы, молекулы элементов и не-
ионные вещества, находятся в состоянии равновесия. Условия рав-
новесия этих процессов указывают па то, что значения эксергин
рассматриваемых элементов не зависят от выбора веществ отсчета.
Выбор широко распространенных веществ отсчета рассчитан только
па увеличение точности измерения его концентрации. Используя
условие независимости эксергии от выбора вещества отсчета, фор-
мулу A.39) можно представить следующим образом:
е-п =Yt — щВиТп In mH, A.45)
где t=\, ..., г — порядковый номер вещества, претендующего па
роль вещества отсчета рассматриваемого элемента. Величина Yt
содержит все составляющие формул A.40) — A.44), кроме компо-
ненты, включающей неизвестную молялыюсть пгс.г Выполняя про-
37
цедуру вычитания уравнений A.45), составленных для всех веществ
отсчета, из аналогичного уравнения, записанного для рассматри-
ваемого вещества, мощно получить систему уравнений с неизвест-
ными mi, ni2, ¦ ¦., Шг следующего вида:
In
т
¦у у /? 71
т а
A.46)
ai
у у — /? Т 1 п 1
Приняв Y\ = Fmax, а также вводя в эту систему величину К,
определяемую по выражению
In К щ - У,1,~У* Для г = 1, A.47)
J4tJ n
мо/кпо получить более удобную для решения систему:
а а.,
1 Za
A.48)
? /
где все числа Z известны.
Отсутствующее г-е уравнение позволяет высказать гипотезу
о том, что рассматриваемый элемент в условном море находится
только в форме принятого вещества отсчета, т. е.
|5 ?, A.49)
где g — концентрация элемента в условном море, кг/кг НгО; М —
молекулярная масса элемента.
Решение такой системы уравнений в общем виде было бы
очень сложным, однако на практике, как указывают авторы, им
удалось избежать этого по двум причинам:
— для рассмотренных элементов почти всегда выполнялось
условие
ai =<х2 = ... = а; A.50)
— в большинстве случаев значения К\п были порядка 10" при
п, равном от одного до нескольких десятков, что свидетельствует
о возможности пренебречь наличием большого числа веществ. При
этом вещество t не принималось во внимание в том случае, когда
н уравнении A-47) при выполнении условия A.50) имелось оспо-
цанис для неравенства
а1^>103. A.51)
Если условие A.50) не выполнялось, вещество t из дальнейшего
рассмотрения не исключалось.
Использование этого метода, как отмечают сами авторы [122],
в принципе неприемлемо для элементов, которые образуют в вод-
ном растворе попы. В этих случаях использование метода допусти-
мо при условии выполнения неравенства A.51).
В работах [115, 116, 123] получили развитие сформулирован-
ные ранее принципы расчета химической эксергии элементов. Осу-
ществлено согласование точек зрения по некоторым аспектам этой
проблемы. Предлагается в качестве веществ отсчета принимать
компоненты атмосферы (Ог, N2, CO2, H2O, D2O, Ar, He, Ne, Кг, Хе),
еще для 31 элемента — ионы и пеиояизировашше вещества, содер-
жащиеся в морской воде, а для остальных элементов — твердые
вещества отсчета из литосферы.
При зтом подчеркивается, что в случае принятия твердых ве-
ществ отсчета химическая эксергия может быть оценена только
приблизительно, а процедура расчета стандартной концентрации
веществ отсчета в литосфере неправильна в принципе [115, 116].
Для расчета химической эксергии элементов, в качестве уров-
ня отсчета для которых принята морская вода, авторы [123] пред-
лагают следующую формулу:
к
- 2,303RTnjz (рН) - jRTn In тпу, A.52)
где A/G* — стандартная нормальная свободная энергия образования
иона (или пепошгаировапного вещества отсчета); / — число ионов
отсчета, получаемых из одной молекулы рассматриваемого элемен-
та; z— число элементарных положительных электрических зарядов
в ионе отсчета (для отрицательных ионов % < 0); пк — число молей
дополнительных элементов в веществе отсчета; foc/iH И b,;!ft — удель-
ная стандартная химическая эксергия водорода (газа) и к-то эле-
мента; пгп — условная стандартная молярпость веществ отсчета п
морской воде; "(— коэффициент активности (шкала полярности)
вещества отсчета в морской воде; R — газовая постоянная, отнесен-
ная к 1 молю; Тп — нормальная температура B98 К); рЫ — рН
морской воды.
Для расчета коэффициента активности одиночных ионов в мор-
ской воде предлагается использовать следующее соотношение Де-
бая — Хюкксля:
-log V« = f^L, A-53)
1 + а;В [/ I
где А = 0,51 кг1/2-моль~ш; 5 = 3,287 ¦ 109 кг1/2 • моль72 для воды
при 25 °С; / — ионная сила, моль/кг НгО; at — величина, зависящая
от эффективного диаметра иона.
При этом отмечается, что во многих случаях при определении
ft ощущается ненадежность получаемых значений, более того, до-
39
лается вывод о том, чго значение коэффициента активности имеет
небольшое влияние на результаты расчетов химической эксергии.
Вместе с тем вопрос о целесообразности включения концент-
рационной составляющей в значения химической эксергии веществ,
которую приходится устанавливать при таких допущениях и такой
точности, авторами даже не обсуждаются, хотя он нам представля-
ется очевидным.
Нельзя не отметить важное положение авторов [123] о том,
что для облегчения эксергетических расчетов чрезвычайно полез-
ным является понятие стандартной химической эксергии веществ,
значение которой для различных элементов и соединений могут
быть заранее вычислены и табулированы.
Наличие таких характеристик могло бы в значительной мере
облегчить решение большого круга общеэнергетических, комплекс-
ных задач более высоких иерархических уровней, чем уровень от-
дельного процесса, агрегата.
При решении такого рода задач в наибольшей мере справед-
ливо и такое утверждение авторов [123], что отклонение реальных
параметров окружающей среды от стандартных значений следует
учитывать только в тех случаях, когда это действительно необхо-
димо, т. е. когда неучет этого обстоятельства может существенным
образом повлиять на результаты производимого расчета.
Японские специалисты С. Ямаучи и К. Фуэки в [125] вводят
новые термодинамические функции — Theta function и Reference
exergy, которые представляют собой не что иное, как химическую
энергию и эксергию элементов. При определении величии этих
функции авторы принимают исходные положения и схему вычис-
ления, которые мало отличаются от предложенных Я. Шаргутом.
Вещества отсчета (Reference compound) также выбираются из наи-
более распространенных соединений окружающей среды (атмосфе-
ры и литосферы) и являются настолько устойчивыми, «что от них
нельзя получить никакой энергии посредством химической реак-
ции». При этом за вещество отсчета для элемента М принимается
то соединение, которое дает максимум правой части уравнений:
9 (М) = в (МХХ) — хв (X) - АН} (Го, МХХ); A.54)
е0 (М) = е0 (МХХ) - хг0 (X) - AG°f (То, МХХ), A.55)
где в(М), 6(Х), G (МХХ) — химическая энергия (Theta function)
соответственно элементов М, X и вещества МХХ; г0(М), г0{Х),
г0(МХХ) — химическая эксергия (Reference exergy) соответственно
элементов М, X и вещества МХХ; АН"— энтальпия образования
вещества МХХ; AG) — энергия Гиббса образования этого вещества
при То.
Расчет значений химической энергии и эксергии ведется в оп-
ределенной последовательности, которая устанавливается следую-
щим образом. Сначала все элементы ранжируются. На первые че-
тыре места ставятся О, N, С и Н, а остальные располагаются в
соответствии с величиной их кларков. Химическая энергия возду-
ха, кислорода и азота принимается равной нулю. Химическая эк-
сергия О, N, He, Ne и Аг определяется с учетом их концентрации
в атмосферном воздухе, химическая эксергия которого предполага-
ется равной нулю.
Химическая энергия углерода определяется по энтальпии об-
разования его диоксида, а химическая эксергия — с использованием
энергии Гиббса образования СОг и его парциального давления в
атмосфере.
Химическая энергия и эксергия водорода определяются соот-
ветственно по энтальпии и энергии Гиббса образования воды
(жидкость). Причем энергия и эксергня элементов кислорода,
азота и водорода находятся как эти величины для 0,5 моль Ог,
N2 и Н2.
Затем устанавливаются вещества отсчета и определяются хи-
мическая энергия и эксергия других элементов. При этом вещество
отсчета элемента М выбирается среди его соединений с другими
элементами, имеющими меньший порядковый номер, чем у М.
Когда для элемента М установлено вещество отсчета МХХ, то
значения его химической энергии и эксергии находятся по выра-
жениям
О (М) ~—,х@ (X) — АН1} (Го, МХХ); A.56)
е0 (М) = - хг0 (X) - AG? (То, МХХ), A.57)
откуда следует, что вещество отсчета должно быть выбрано таким
образом, чтобы оно включало элемент X, химическая энергия и эк-
сергия которого известны. Тогда эти характеристики для элемента
М могут быть легко определены с помощью значений энтальпии
и энергии Гиббса образования вещества отсчета.
При расчете химической энергии и эксергии элементов, как
правило, принимаются одни и те же вещества отсчета, однако в
некоторых случаях они не совпадают. Главной причиной несовпа-
дения веществ отсчета, выбираемых по выражениям A.56), A.57),
является отсутствие необходимых термодинамических констант.
Предложенная упорядоченная методика позволила определить
значения химической энергии и эксергии для большинства исполь-
зуемых в практике элементов.
И наконец, очень кратко о методике расчета рассматриваемых
характеристик, предложенной и подробно описанной авторами
в [55, 78].
Включение гидросферы в состав окружающей среды позволило
авторам [55, 78] подобрать вещества отсчета и определить значении
химической энергии и эксергии для всех практически значимм\
элементов периодической таблицы Д. И. Менделеева. При этом ДЛЯ
расчетов указанных характеристик были привлечены другие, пенс,
пользуемые в [104, 121, 125] термодинамические константы: ИЗМ8
пение энтальпии и энтропии при образовании водных растворов,
энтальпии и энергии Гиббса образования веществ и ионов в водных
растворах, а также стандартные электродные потенциалы.
Располагая данными по стандартной теплоте АН\ и стандарт-
ном энергии Гиббса образования вещества z—AG°Z, а также зна-
чениями изменений энтальпии (AHV)Z и свободной энтальпии
(Af<'|P)z при образовании бесконечно разбавленного раствора его
В поде, можно определить химическую энергию i°j и эксергию е®
элементов, образующих это соединение:
г? = 2 [ЛЯ° + (АЯР)?]|~ Ц [ЛЯ» + (АЯр)г],; A.58)
г к
?14% [AGI + (ДСр)г], - 2 [ AG°Z + (AGv)z]k, A.59)
где г, к — индексы соответственно дополнительного и результиру-
ющего веществ отсчета в реакции обесценивания.
Для этой же цели могут быть использованы имеющиеся в спра-
вочной литературе данные о значениях энтальпии и энергии Гибб-
са образования веществ в водном растворе. Приняв бесконечно
разбавленные растворы веществ в воде за уровень отсчета, считаем,
что химическая энергия и эксергия их равны нулю. Это позволяет
на основе закона сохранения энергии записать следующие равенства:
В0„; A.60)
т}е) = ~ (AG»)B№ A.61)
где (АЯ°)вод и (АСг)вод—соответственно энтальпия и энергия Гиб-
бса образования вещества гв водном растворе; г°, е] — соответст-
венно химическая энергия и эксергия /-го элемента, входящего в
состав вещества z; т, — количество (масса) /-го элемента, моль.
Соотношения A.60), A.61) позволяют определить химическую
энергию и эксергию элементов, если эти величины известны для
других входящих в рассматриваемое соединение элементов.
И наконец, значения химической энергии и эксергии элемен-
тов могут быть определены с использованием значений электрод-
пых потенциалов элементов в водных растворах или получаемых
ira их основе значений энтальпии и энергии Гиббса образования
ионов в водном растворе. Однако табличные значения указанных
характеристик требуют корректировки в связи с изменением нами
уровня отсчета. В электрохимии в качестве стандартного электрода
сравнения принят водородный электрод, потенциал которого услов-
но считают равным нулю. Фактически же энергия водорода, водо-
родный потенциал не равны нулю, что и необходимо учитывать
при расчетах.
Значения электродных потенциалов, пересчитанные па новый
уровень отсчета фИОн! можно найти по выражению
фион=Фион + (-1,23), A.62)
ГДЭ фиои— стандартный электродный потенциал. Тогда величина
энергии Гиббса образования иона в водном растворе определится
как
(ДСЯон)* = ± [ф?10И + (- 1,23)] пэФ = ± (qw^O), A.63)
где Ф — постоянная Фарадея, равная ~96,5 кКл/моль; пэ — число
электронов реакции.
Пересчитанная иа новый уровень отсчета энтальпия образова-
ния иона может быть определена в соответствии с уравнением
Гельмгольца:
= (ДС»0НГ - Т F-фЛ . A.84)
После такого пересчета по аналогии с равенствами A.60),
A.61) можно записать следующие соотношения:
Н)'; A.65)
)*, A.66)
з
где (A.Hj10n) и (AG,°10H)* ¦— энтальпия и энергия Гиббса образова-
ния иона, полученные пересчетом из соответствующих стандартных
табличных значений; i° и е° — химическая энергия и эксергия
/-го элемента, входящего в состав ионной группы.
Таким образом, используя общеизвестные термодинамические
характеристики и предложенные авторами [55, 78] расчетные со-
отношения, можно найти значения химической энергии и эксергии
практически для всех элементов и простых веществ. Причем пред-
лагаемая методика дает возможность перепроверки, согласования
и уточнения используемых термодинамических характеристик, ко-
торые связаны между собой следующими соотношениями:
Д#» + (ДЯр)г = щ (ДЯХ), + m2 (AHl)z = (AHnz)BW; A.67)
AG°Z + (Дбр), = mx (AG«)Z + m2 (ДС^г = (ДС°)вод, A.68)
где (ДЯк)г и (Д#а)г — энтальпия образования катиона и аниона,
составляющих вещество z; (AGy)z и (AGa)z— свободная энтальпия
образования названных ионов вещества z; mi и тг — количество
катионов и анионов, образующихся при диссоциации вещества г,
моль. В результате проведенной большой работы по уточпеишо и
согласованию различных исходных данных нами были рассчитаны
значения химической энергии и эксергии элементов и простых ве-
ществ, которые приведены в табл. 1.3.
На основе этих данных могут быть определены значения хи-
мической энергии и эксергии любых соединений по выражениям
*, = 2|л$ + ДД«; A.69)
ez = ^m^ + AG°z, A.70)
j
43
Таблица 1.3
Сопоставление величин удельной химической энергии и эксергии, полученных по различным методикам, кДж/моль
Номер эле-
мента в пе-
риодической
системе
1
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
к
G
ffl
2
н
Не
Li
Be
В
С
N
О
F
Ne
Na
Mg
Al
Si
P
S
Cl
По данным
[104, 122, 123]
Вещество отсчета
3
Н2О (газ)
Не
Li+
—
В(ОНK (вод.J
нсо-
о2
F-
Ne
Na+
CaCO3-MgCO3
AlaSiO5
SiO2
Ca3(PO4J
so|~
ci-
Химиче-
ская зк-
сергия
4
119,18
30,36
393,0
—
628,5
408,5
0,36
2,0
233,15
27,15
336,6
633,8
887,89
803,01
875,8
609,6
61,8
[125]
Вещество отсчета
[для эксергиы]1
Химиче-
ская энер-
гия
5 6
Н2О (жид.)
Не
LiCl
[LiCl-H2O]
BeSO4-4H2O
[ВеО.А12О3]
н3во3
СО2
Воздух
»
Ca10(PO4H-F2
Ne
NaNO3
CaGO3-MgCO3
Al(NO3)s-6H2O
[A12O3]
SiO2
Ga3(PO4J
CaSO4-2H2O
CL
[NaCl]
143,0
0,0
408,5
643,3
666,0
393,8
0,0
0,0
254,4
0,0
468,2
726,4
1136,2
911,6
840,9
638,0
0,0
Химиче-
ская эк-
сергия
7
117,7
30
372,2
594,6
610,7
410,8
0,3
2,0
308,2
27,1
361,0
618,6
788,8
853,3
866,5
603,2
23,5
[78]
Вещество отсчета
[для зкеергии]1
8
НаО (жид.)
Не
Li+
Ве2+
в2о3
со2
N2
о2
Р"
Ne
Na+
Mg2+
АР+
SiO2
НзРОд (вод.)
H2SO4 (вод.)
cl-
Химиче-
ская энер-
гия
9
143
0,0
455
675
715
394
0,0
0,0
186
0,0
423
762
954
910
866
624
25
Химиче-
ская эк-
сергия
10
118,5
0,0
427
594
675
395
0,0
0,0
158
0,0
381
693
837
860
795
523
13
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
Ar
К
Ca
So
Ti
V
Cr
Mn
Fe
Co
Ni
Cu
Zn
Ga
Ge
As
Se
Br
Kr
Rb
38
39
40
41
Sr
Zr
Nb
Ar
K+
Ca2+
TiO,
V266
Cr2O3
MnO2
Fe2O3
Co3O4
Ni2+
Cu2+
Zn2+
Kr
Rb+
Sr2+
11,67
366,6
712,4
876,0
725,88
538,61
482,3
377,74
265,0
232,7
134,2
339,2
494,6
346,5
50,6
34,32
388,6
730,2
Ar
KNO3
CaCO3
Sc2O3
TiO2
V2O5
Cr2O3
[K2Cr207]
MnO2
Fe(NO3K-9H2O
[Fe3O3]
CoCl2-6H2O
[CoFe2OJ
NiCl2-6H2OJ
CuCl2-2H2O
[Cu4(OHNCl2]
Zn(NO3J-6H2O
Ga2O3
GeO3
As2O3
H2Se04-H20
[SeO2l
PtBr,
RbN03
Sr(NO3),-4H2O
[SrCl2-2"H2O]
YF3
[Y@HK]
ZrSiO4
0,0
495,0
814,0
955,0
945,4
775,8
570,2
520,4
713,3
400,7
388,4
249,8
592,0
544,9
551,4
462,8
269,1
24,3
495,4
1012,1
956,6
1122,9
950,4
11,7
387,1
712,8
'J07,4
886,2
705,4
547,8
461,6
368,4
288,6
243,6
143,9
337,7
496,5
493,4
386,4
167,4
34,4
389,8
771,7
933,1
1059,3
878,7
Ar
K +
Ca"
Sc3 +
TiO2
v2o5
Cr3+
Mn2+
Fe3t
Co2+
NiSO4-7H2O
Cu2+
Zn2+
Ga3+
H2Ge03 (вод.)
H3As04 (вод.)
Se2+
BrO (вод.)
Kr
Rb +
SrSO4
Zr4+
Nb2O5
0,0
452
853
1055
945
785
658
522
477
354
365
225
458
580
615
523
440
98
0,0
423
875
1130
1170
950
Окончание табл. 1.3
ю
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
Mo
Тс
Ru
Rh
Pd
Ag
Cd
In
Sn
Sb
Те
I
Xe
Cs
Ba
La
Ce
Pr
Nd
Pm
Sm
En
Gd
Tb
CdCL, (вод.)
SnO2
Sb2O6
107
Xe
Cs+
Ba2+
730,3
70,2
293,8
542,66
359,19
87,35
40,3
404,4
747,7
CaMoO4
Ru
Rh
Pd
AgCl
Cd(NO3J
[CdCl2-5/2H2O]
In2O3
SnO2
Sb2O5
TeO2
KIO3
CsCl
Ba(NO3J
LaCl3-7H2O
CeO2
РгС13-7Н2О
[Pr(OHK]
NdGl3-6H2O
SmCl3-0H2O
EuCL.-6H3O
GdCl3-6H2O
TbCl3.6H2O
728,5
0,0
0,0
0,0
127,2
456,6
463,2
581,1
486,3
322,8
6,7
443,1
992,7
1178,6
1089,4
1177,7
1160,2
1156,0
1070,6
1151,8
1145,1
714,9
0,0
0,0
0,0
86,4
304,4
412,7
516,1
410,0
266,5
25,6
391,2
784,7
983,2
1021,4
926,8
967,7
963,5
873,1
958,9
948,0
H2MoO4 (вод.)
RuO2
Rh3+
Pd(ReO4K
[PdCl2]
Ag2MoO4
Cd2+
In3+
SnO2
Sb2O5
KTeO4
IOJ
Xe
Cs+
BaSO4
La3+
Ce3+
Nd3+
Pm3+
Sm3+
Eu3+
Gds+
Tb3+
797
580
297
151
226
85
358
610
594
504
568
87
0,0
518
858
1135
1130
1130
1115
1135
1335
1160
1110
1125
66
67
68
69
70
71
72
73
74
75
76
77
78
79
80
81
82
83
86
88
89
90
92
93
94
95
i
i
Dy
По
Ег
Tin
Yb
Lu
ffi
Та
W
Re
Os
Ir
Pt
Au
Hg
Tl
Pb
Bi
Rn
Ra
Ac
Th
U
Np
Pu
Am
Приводится в
Вещество в
woj-
PbCl2
BiO+
uo.
827,5
15,4
115,9
232,8
274,5
1224,2
DyCl3-6H2O
HoCl3-6HaO
ErCls-6H2O
Tm2O3
YbCl3-6H2O
LuCl3-6H2O
HfO2
Ta2O6
CaWO4
OsO4
Ir
Pt
Au
HgCl2
T1C13
[T12O4]
PbCl,
[PbCl(OH)]
BiCl3
[ВЮС1]
TliO2
1156,0
1164,0
1160,2
945,0
1131,7
1116,7
1145,5
1023,7
832,3
394,4
0,0
0,0
0,0
224,4
315,3
359,6
379,3
1227,2
1192,4
958,9
967,3
961,4
894,9
936,3
918,3
1023,9
951,3
818,8
297,4
0,0
0,0
0,0
131,8
169,8
337,5
296,9
1165,6
1122,9
Dy3+
Ho3+
Er3+
Tm3+
Yb3+
Lu3+
Hf1+
Ta2O5
H2WO4
0s04
IrO2
PtO2
Au(OH)a
[AuCl3]
Tl,04
PbW04
Bi3+
Rn
RaCO3
[RaSOJ
Ac2O3
U3O8
Np4+
PuO2
Am3+
1115
1105
1090
1090
ИЗО
1060
1185
1045
855
648
394
280
134
49
112
239
320
370
0,0
880
1025
1345
1260
1160
1150
1111
тех случаях, когда вещества отсчета не совпадают,
водном растворе^
где nij — количество ;-го элемента, моль; ЛЯ? и AG°—стандарт-
пая теплота образования и стандартная свободная энтальпия обра-
зования вещества z из простых веществ в стандартном состоянии
{13, 21, 33, 39, 40, 70, 95, 114].
Такие работы были выполнены в Сибирском энергетическом
институте СО АН СССР для большого числа наиболее распростра-
ненных неорганических и органических веществ [78].
1.4.3. Сопоставление значений
химической энергии и эксергии элементов,
полученных различными методами
Авторами рассмотренных выше методик рассчитаны значения
химической энергии и эксергии элементов и простых веществ. На-
ми предпринята попытка их сопоставить (см. табл. 1.3).
Приведенные в табл. 1.3 характеристики — энтальпия деваль-
вации, в — функция и химическая энергия элемента ?х — являются
тождественными по определению. Однако, как следует из изложен-
ного, трактовка понятия и подходы определения химической эк-
сергии в рассмотренных методиках не совпадают. У Я. Шаргута
в значении нормальной химической эксергии всех элементов учи-
тывается концентрационная составляющая, у С. Ямаучи и К. Фуэ-
ки в эксергию (Rcl'erense cxergy) лишь некоторых элементов, ве-
ществами отсчета которых являются компоненты атмосферы, вклю-
чается эта составляющая, а авторы работ [55, 78] остаточную
эксергию вообще не учитывают. Поэтому приведенные в табл. 1.3
значения нормальной химической эксергии (по Я. Шаргуту) не
вполне соответствуют нашему понятию химической эксерпш ех.
Анализ приведенных в табл. 1.3 данных показывает, что вели-
чины химической энергии и эксергии элементов, установленные по
методике И. X. Озолинга — В. С. Степанова, в большиистез слу-
чаев оказываются выше, чем найденные по другим методикам. Это
подтверждает положение, что авторам этой методики удалось по-
добрать энергетически более низкий уровень отсчета указанных
характеристик.
В ряде случаев при совпадении вещества отсчета для некото-
рого элемента значения химической энергии (эксергии), найден-
ные по разным методикам, оказываются неодинаковыми (см.
табл. 1.3). Это объясняется расхождением (иногда довольно зна-
чительным) величины той или иной термодинамической констан-
ты, принятой по разным литературным источникам. Поэтому мето-
дика, представляющая возможность использовать для расчета хи-
мической энергии и эксергии элементов несколько различных тер-
модинамических констант и осуществить их согласование и пере-
проверку, как это показано в [55, 78], безусловно, имеет преиму-
•щество перед другими.
При сопоставлении различных методик расчета значений рас-
сматриваемых характеристик нельзя обойти вниманием «остаточную
зксергию», с помощью которой предлагается учитывать сбросы эк-
сергии из технического объекта в окружающую среду, а также
оценивать минимальные затраты работы па извлечение сырьевых
и энергетических ресурсов из нее.
Даже разделяя стремление ряда авторов [104, 115, 116, 120—•
123] при определении химической эксергии веществ учесть неоди-
наковую распространенность образующих их элементов в окружа-
ющей среде, трудно согласиться с предлагаемыми попытками реа-
лизации этого намерения. Действительно, выше было показано, что
для определения величины «остаточной эксергии» предлагаются
достаточно сложные расчетные выражения и не всегда убедитель-
ные исходные посылки и допущения. Поскольку с помощью стан-
дартных значений эксергии предстоит анализировать различные
промышленные процессы, то уже при определении этих предельных
характеристик необходимо по возможности адекватно учитывать
реальные условия их протекания.
А условия эти таковы. Ни один реальный процесс, основанный
на преобразовании природного минерального или энергетического
ресурса, не получает их из ОС на основе физико-химических про-
цессов выделения компонента из раствора. Даже реальные процес-
сы разделения атмосферного воздуха построены па совершенно
иных принципах. Для получения минерального сырья из морской
еоды используются процессы испарения за счет солнечной радиа-
ции, которая изначально при выборе системы отсчета вообще не
учитывается.
Это обстоятельство еще в большей мере проявляется в процес-
сах добычи минерального сырья и энергетических ресурсов из зем-
ной коры, которые, как правило, построены с учетом того факта,
что литосфера — не идеальный раствор, что в пей имеются области
колоссального повышения концентрации отдельных компонентов
(месторождения) по сравнению со средним содержанием их в ис-
пользуемых моделях ОС. Именно из таких месторождений и орга-
низуется добыча энергетических и сырьевых ресурсов, при этом
затраты работы (эксергии) на получение единицы продукции опре-
деляются в основном глубиной и условиями залегания этих место-
рождений в земной коре, а не содержанием в пей соответствующих
элементов.
Учитывая приведенные выше соображения, вычисление оста-
точпон эксергии нам представляется нецелесообразным.
Возможно, одной из главных причин, по которой не все спе-
циалисты воспринимают эту составляющую, является то, что ее
величина в большинстве случаев лежит в пределах точности опре-
деления основных термодинамических констант, используемых для
расчета химической энергии и эксергии веществ. Об этом достаточ-
но убедительно свидетельствуют результаты приведенного в табл. 1.3
сопоставления численных значений этих характеристик, получен-
ных по различным методикам.
Вместе с тем нельзя не учитывать того факта, что различная
трактовка понятия химической эксергпи вещества безусловно за-
4 В. С. Степанов, Т. Б. Степанова 49
трудняет его широкое использование для практических расчетов.
Поэтому для пользы дела желательно выработать общую, возмож-
но, компромиссную точку зрения по этому вопросу. Например та-
кую, когда, не отвергая в целом необходимости учета остаточной
эксергии вещества при анализе некоторых процессов (разделение
компонентов атмосферного воздуха, получения продуктов из водных
растворов и т. п.), следует договориться, что в общем случае вклю-
чать ее в значения химической эксергии элементов нецелесообраз-
но. Использование характеристик, учитывающих эту составляющую,
при использовании технологических процессов со сложными и
многообразными химическими преобразованиями (как в химии, ме-
таллургии и ряде других отраслей) приводит к результатам, несо-
поставимым с результатами, полученными методами классической
термохимии. Это, безусловно, не способствует широкому внедрению
в практику этих весьма полезных термодинамических характе-
ристик.
1.5. ПОНЯТИЕ ТЕОРЕТИЧЕСКОГО ПОТЕНЦИАЛА
И РЕЗЕРВОВ ЭНЕРГОСБЕРЕЖЕНИЯ
Анализ предшествующего периода развития промышленного
производства во всем мире показывает, что каждый процесс в лю-
бой отрасли с момента своего внедрения в практику подвергается
постоянному конструктивному и технологическому совершенствова-
нию. Результатом этих усилий является неуклонное повышение его
к. п. д., в чем и состоит одна из основных задач технического
прогресса.
Характер изменения к. п. д. реального процесса во времени
представляет собой возрастающую кривую, асимптотически прибли-
жающуюся к пределу — идеальному к. п. д. данного процесса. Со-
ответственно этому энергозатраты на производство продукта с те-
чением времени стремятся к некоторой предельной, практически
недостижимой величине — энергозатратам его идеального аналога
(рис. 1.2).
Исходя из этого под потенциалом энергосбережения П( в мо-
мент t понимается теоретически возможная величина снижения
энергозатрат в технологическом процессе B l)t ДО уровня затрат
энергии в его идеальном аналоге B ^)ид- Иными словами, потенциал
энергосбережения представляет собой разпицу между достигнуты-
ми и: теоретическими затратами энергии (эксергии) на производ-
ство рассматриваемого вида продукции или проведение работ и
является предельной, реально недостижимой величиной. Подобно
тому как реальные энергозатраты, снижаясь с развитием техники
и технологии, стремятся к величине энергозатрат идеального про-
цесса, потенциал энергосбережения вследствие тех же причин явля-
ется величиной переменной и в пределе асимптотически приближа-
ется к нулю.
ВО
Рис. 1.2. Потенциал и резерв эко-
номии энергии за счет совершен-
ствования технологического про-
цесса.
Суммарный резерв эко-
номии энергии представляет
собой по существу разницу
между энергопотреблением
процесс а (технологической
схемы) па базовом и пер-
спективном;1 уровнях:
;;-'B.
A.71)
t, годы
Из рис. 1.2 наглядно видно, что резерв экономии ЭР за счет
совершенствования процесса в сильной степени зависит от достиг-
нутого базового уровня производства, уровня энергоиспользоваиия,
а следовательно, потенциала энергосбережения в данный момент
времени, т. е. от топ точки па кривой, которая соответствует со-
временному состоянию технологии.
Причем для высокоразвитого производства возможности сниже-
ния энергозатрат, а значит, и располагаемый резерв экономия за
один и тот же временной интервал At па пологом участке кривой
могут быть значительно (в несколько раз) более низкими, чем
для периода промышленного освоения технологии (начальный уча-
сток кривой), т. е. на рис. 1.2: Р3 < Р2 < Рь Иначе говоря, при
оценке величины экономии ЭР очень важно правильно определить,
в какой стадии совершенствования находится рассматриваемая
технология, какая зона кривой соответствует современному состоя-
нию. Кроме того, нужно правильно соотнести достигнутый уровень
энергопотребления с предельным, иметь представление о степени
приближения первого ко второму. Именно введение идеальных
аналогов технологий разной степени идеализации дает большие
возможности для такого анализа.
В связи с этим представляется целесообразным определять ре-
зерв экономии энергии и как разницу потенциалов энергосбереже-
ния базового и перспективного уровней:
Р,=Пг-П(+д(. A.72)
Поскольку величина потенциала с течением времени стремит-
ся к пулю, то резерв экономии, представляющий собой разность
потенциалов двух временных этапов, также стремится к нулю.
Характер кривой изменения энергопотребления процесса, тех-
нологии во времени может меняться в зависимости от жесткости
проводимой энергосберегающей политики. Очевидно, что при более
жесткой политике энергосбережения кривая фактического энерго-
потребления более интенсивно будет падать, приближаясь к пре-
4*
51
Технология 2
годы
Рис. 1.3. Потенциал и резерв экономии энергии при замене существующей
технологии новой энергосберегающей.
дельной своей величине. Штриховая кривая па рис. 1.2 описывает
характер изменения фактического энергопотребления и потенциала
энергосбережения во времени при относительно более интенсивном
внедрении мероприятий по экономии энергии в рассматриваемом
процессе, схеме.
Развитие промышленного производства обусловлено не только
совершенствованием какого-то заданного набора технологических
процессов и агрегатов. Научно-технический прогресс, осуществляе-
мый в отраслях промышленности, сопровождается вытеснением
устаревшего малоэффективного оборудования и технологий новы-
ми, имеющими уже па момент внедрения лучшие технико-экономи-
ческие, и в том числе энергетические, показатели. Этот процесс
является причиной изменения во времени технологической струк-
туры отрасли, постоянного обновления парка используемых в ней
машин и оборудования.
Методический подход к определению потенциала и резерва
энергосбережения, обусловленных выводом устаревших и вводом
новых технологий, несколько отличается от изложенного выше и
иллюстрируется рис. 1.3. Здесь приведены характеристики измене-
ния во времени энергопотребления заменяемой технологии 1 и вво-
димой технологии 2.
Если в момент to (базовый уровень) технология 1 была заме-
нена новой технологией 2, то в этом случае резерв экономии энер-
горесурсов па перспективном уровне t\ от этой замены может быть
установлен, исходя из выражения
A.73)
52
Здесь B-Ом —удельные энергозатраты на получение продукт.«
на базе технологии 1 в начале прогнозируемого периода; B^)^,
то же для технологии 2 в конце рассматриваемого периода. Таким
образом, в расчете принимается во внимание возможность дальпой
шего совершенствования технологии 2 в течение прогнозируемого
периода с момента to до t[.
Очень часто идеальные аналоги рассматриваемых технологий
не совпадают, что и показано па рис. 1.3. В подобных случаях оцеп
ка потенциала энергосбережения при замене одной технологии дру
»ой невозможна без определения абсолютного минимума энергопо
треблепия, который может быть справедлив применительно к ЛЮ
бым технологиям получения рассматриваемого продукта из задан
ного исходного сырья. Такие энергозатраты имеет идеальный
аналог производства этого продукта с предельной степенью идеаЛЯ
зации. Примером такого аналога в теплоэнергетике является тем
ловая машина С. Карло, которая работает по циклу, образованному
только обратимыми процессами, и имеет эксергетический к. п. д.,
равный 1.
Как отмечалось выше, химическая эксергия вещества по он ре
делению характеризует минимальные затраты работы на его полу
чепие из некоторого вещества природной среды (вещества отсчете)
путем: осуществления соответствующей обратимой реакции (реп.
иди девальвации). И следовательно, для технологических процэс
сов, связанных с химическими превращениями, в качестве идеалi.
ного их аналога предельной степени идеализации может бытв
принят процесс, описываемый соответствующей обратимой реакщй
ей девальвации или их совокупностью. Тогда величины химическом
энергии и эксергии рассматриваемого вещества будут характерном
вать абсолютно минимальные затраты энергии и работы на ЭГО
получение любыми технологиями.
Поэтому если для i-ro продукта могут быть установлены эпвр
гозатраты, являющиеся абсолютно минимальными, предельными
для любых существующих и возможных технологий его получений
^rain, то используя эти характеристики (на рис. 1.3 они отмечена
нижней чертой), можно установить абсолютный потенциал энерго
сбережения Павс в соответствующие моменты времени для каждой
из рассматриваемых технологий.
Затем может быть найден и резерв энергосбережения, обуслоп
леипый переходом от одной технологии к другой:
Таким образом, использование идеальных аналогов процессов
| технологий для оценки резервов энергосбережения весьма и л о
дотворно. Причем, когда речь идет о возможностях совершенство
вания процесса, целесообразно применять аналоги с меньшей с тс
пенью идеализации, как, например, в теплоэнергетике циклы Рои
кина, Дизеля и др., учитывающие свойства рабочего тела.
Для исследования возможностей энергосбережения при пере-
ходе к более эффективным технологиям целесообразно использо-
вать аналог с предельной степенью идеализации для определения
абсолютного минимума затрат на производство продукта.
Введение идеальных аналогов и определение на их основе тео-
ретических потенциалов энергосбережения дают большие возмож-
ности для всестороннего анализа путей рационализации, позволя-
ют оценить, как близко к предельным уровням мы находимся, ибо
чем ближе, тем более сложными и дорогими способами может быть
достигнуто повышение эффективности процесса, технологии.
Использование понятия идеальных аналогов для технологиче-
ских процессов, полученная на их основе информация очень полез-
ны и для специалистов, занимающихся разработкой норм энерго-
потребления. Знание предела снижения энергозатрат не позволяет
им установить нормы расхода энергии па продукт ниже теоретиче-
ски возможного (что в нашей практике, к сожалению, иногда имеет
место).
В заключение следует сказать, что все изложенное посвящено
оценке технических возможностей энергосбережения в технологиче-
ских процессах промышленности и совершенно не связано с эконо-
мическими аспектами проблемы. Безусловно, вопросы экономиче-
ской эффективности энергосберегающих мероприятий чрезвычайно
важны и в какой-то мере будут затронуты далее.
Глава 2
ПОВЫШЕНИЕ ЭНЕРГЕТИЧЕСКОЙ
ЭФФЕКТИВНОСТИ ПРОИЗВОДСТВА
ЗА СЧЕТ СОВЕРШЕНСТВОВАНИЯ ПРОЦЕССОВ
И ОБОРУДОВАНИЯ
2.1. ВОЗМОЖНЫЕ НАПРАВЛЕНИЯ СОВЕРШЕНСТВОВАНИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Практика показывает, что после внедрения любого технологи-
ческого процесса начинается период его освоения и совершенство-
вания, что приводит к постепенному улучшению технико-экономи-
ческих показателей, в том числе снижению удельных расходов
энергии и повышению к. п. д.
Часто технологический процесс не подвергается принципиаль-
ным изменениям в течение нескольких десятков лет (электролиз
алюминия) или даже сотни лет (доменный процесс). Но и в этом
случае к. п. д. технологических процессов с течением времени зна-
чителыго возрастает в основном за счет роста единичных мощно-
стей агрегатов и различных дополнительных усовершенствований.
Это справедливо для любого уровня технологической системы,
начиная от агрегата (единичного процесса) и кончая цехом, заво-
дом или комбинатом (цепочкой процессов). Принципиально могут
быть построены кривые изменения реальных и относительных
к. п. д. для различных энергоемких производств во времени, вклю-
чая предшествующий период и перспективу.
Перспективные значения к. п. д. могут быть установлены, ис-
ходя из достигнутого уровня его значений на современном этапе
развития и технического прогресса в будущем, определяемого тео-
ретическим расчетом применительно к разрабатываемым технологи-
ям, срокам и объемам их внедрения, прогнозным условиям разви-
тия сырьевой базы и т. п.
В 1986 г. исполнилось 100 лет со времени открытия Холлом и
Эру способа получения алюминия электролизом криолит-глинозем-
ных расплавов, лежащего в основе производственного процесса. Его
неуклонное конструктивное и технологическое совершенствование
привело к тому, что алюминий из редкого металла, ценившегося
дороже серебра, превратился в самый распространенный и деше-
вый из цветных металлов, по праву занимающий второе место
после стали в ряду конструкционных материалов. При этом удель-
ный расход электроэнергии на стадии электролиза глинозема сокра-
тился более чем в 3 раза.
За последние два десятилетия существенное снижение затрат
(материальных и энергетических) произошло благодаря увеличе-
нию мощности электролизеров с 75 до 250 кА и внедрению авто-
матических систем управления процессом на базе контроля кон-
центрации глинозема в электролите, снижения температуры про-
цесса и падения напряжения па ванне. Общим результатом кон-
структивных и технологических усовершенствований (внедрение
автоматики, повышение качества электродов, увеличение размеров
ванн со снижением плотности тока, непрерывное питание ванн
глиноземом, усовершенствование ошиновки, использование солей
лития и др.) явилось уменьшение расхода электроэнергии на
1 кг А1 с 18 до 14 кВт ¦ ч.
Важными направлениями дальнейшего совершенствования
электролитического получения алюминия стали разработка кон-
струкций и материалов для изготовления инертных анодов и ка-
тодных элементов из тугоплавких соединений, а также футеровоч-
ных материалов, не требующих наличия в ванне гарписажа.
Продолжаются испытания электролитов с добавками литиевых
солей. Содержание в расплаве 1,5—4 % LiF при расходе L12O3
1,5—4 кг па 1 т производимого алюминия позволяет повысить вы-
ход по току иа 1—3 % и силу тока па 10 %, снизить расход элек-
троэнергии на 4—7 %.
Таким образом, постоянное совершенствование процесса позво-
ляет снижать удельные затраты энергии. Однако для каждой тех-
нологии существует предельно достижимый минимум энергозатрат,
1,кВт-ч/т
15000-
10000-
1920 1940 1960 1980 2000 2020s.
Рис. 2.1. Динамика изменения
удельного расхода энергии и
к. п. д. процесса электролитиче-
ского получения алюминия (а),
электротермического cnocofia по-
лучения желтого фосфора (б),
производства карбида кальция в
электропечах (в).
1 — суммарный расход энергии; 2 —
расход электроэнергии; химическая
энергия: 3 — сырья, 4 — углерода.
к которому асимптотически
приближается кривая изме-
нения удельных расходов
энергии во времени.
На рис. 2.1, а представ-
лена кривая снижения сум-
марного удельного расхода
энергии и его составляю-
щих — электроэнергии, энер-
гии углерода, химической энергии сырья для процесса электро-
литического получения алюминия,— начиная с момента его возник-
новения до 2000 г. Здесь же показано соответствующее повышение
к. п. д. процесса за этот период.
5000- -
1920 1940 1960 1980 2000 2020г.
5Г)
О выборе идеального аналога для этого процесса подробно на-
писано в разделе 6.6. Удельный расход энергии иа 1 т алюминия
в идеальном процессе составляет 11247 кВт-ч; а его "Пай = 0,871.
На рис. 1.2 показана подобная кривая в общем виде, на кото-
рой иллюстрируется определение потенциала и резервов энергосбе-
режения в процессе (технологии). В отличие от нее приведенные на
рис. 2.1, а зависимости привязаны к конкретному временному ин-
тервалу и, глядя иа них, можно определить, в какой зоне совер-
шенствования находится процесс производства алюминия по методу
Холла — Эру в настоящий момент. На этом участке кривые выпо-
лаживаются, что означает: резервы энергосбережения еще имеют-
ся, по их достижение будет связано с большими усилиями и мате-
риальными затратами по сравнению с начальным периодом освое-
ния технологии.
Аналогичные кривые изменения энергетических затрат во вре-
мени для производства желтого фосфора и карбида кальция в элек-
тровечах показаны на рис. 2.1 б ж в.
Подобное улучшение происходит не только с энергетическими,
но и со всеми технико-экономическими показателями производ-
ственных процессов и является результатом большой работы по их
интенсификации.
Интенсификация — ото ускорение хода технологических про-
цессов и работы агрегатов, приводящее к росту выпуска продукции
в единицу времени. Пути интенсификации процессов разнообразны.
К ним относятся улучшение качества перерабатываемого сырья,
выбор оптимальных параметров процесса, применение интепсифи-
каторов (кислорода, природного газа и других высококалорийных
видов топлива), совершенствование конструкции оборудования,
комплексная механизация и автоматизация производства, укрупне-
ние и повышение мощности агрегатов.
Как показывают расчеты и практика работы отечественной
промышленности, мероприятия, обеспечивающие интенсификацию
процессов в действующих агрегатах, как правило, требуют мень-
ше затрат на один и тот же объем продукции, чем новое строи-
тельство.
Конечным результатом перечисленных выше путей интенсифи-
кации процессов и оборудования является увеличение их произво-
дительности. Производительность агрегата — один из основных по-
казателей эффективности протекающих в нем процессов и зависит
от целого ряда факторов:
— размеров агрегата (полезный объем доменных печей, ем-
кость конвертеров, электросталеплавилыных и мартеновских печей,
количество и емкость печей в коксовой батарее, площадь спекания
агломерационных машин и т. д.);
— степени технического совершенства конструкции агрегата,
уровня механизации и автоматизации работ по его обслуживанию;
— прогрессивности применяемой технологии;
— качества перерабатываемого сырья, материалов, топлива
и т. д.
57
Все эти факторы, как правило, взаимосвязаны и действуют
одновременно. Раздельное их рассмотрение носит условный харак-
тер и может быть оправдано лишь методическими соображениями.
Так, увеличение размеров промышленного агрегата в большинстве
случаев сопровождается его конструктивным совершенствованием,
повышением уровня механизации и автоматизации, улучшением
организации производства и т. п.
2.2. СНИЖЕНИЕ ЭНЕРГЕТИЧЕСКИХ ЗАТРАТ
ЗА СЧЕТ ПОВЫШЕНИЯ
КОМПЛЕКСНОСТИ ИСПОЛЬЗОВАНИЯ СЫРЬЯ
(НА ПРИМЕРЕ ПОЛИМЕТАЛЛИЧЕСКИХ РУД)
Одним из важнейших направлений технического прогресса в
промышленности является переход к комплексным процессам и
производствам. Преимущества комплексного производства общеиз-
вестны: производство в одном процессе нескольких продуктов вы-
годнее (эффективнее) раздельного их получения, т. е. материаль-
ные и энергетические затраты комплекса меньше суммы этих за-
трат отдельных производств на выпуск тех же продуктов в задан-
ных количествах. Поэтому переход к комплексным производствам
является важным энергосберегающим, а в общем смысле — ресур-
сосберегающим, направлением развития промышленности.
Осуществимость комплексной схемы часто определяется каче-
ством перерабатываемого сырья. Оно должно иметь в своем составе
такие компоненты, извлечение которых представляет интерес для
народного хозяйства. Комплексным может быть как отдельный про-
цесс, так и производство в целом, состоящее из совокупности по-
следовательных стадий переработки исходного сырья.
Большое народнохозяйственное значение комплексного исполь-
зования сырья в современных условиях и все возрастающая его
роль в структуре общественного производства определяют актуаль-
ность разработки методов оценки его экономической эффективности.
Решение многих теоретических вопросов оценки эффективности
комплексного использования сырья еще находятся в стадии разра-
ботки. В исследовании этих проблем принимают участие такие ве-
дущие научные учреждения страны, как Институт экономики
АН СССР, Научно-исследовательский экономический институт при
Госплане СССР, ЦЭМИ АН СССР и ряд других.
В зтом разделе делается попытка проанализировать и оценить,
как повышается энергетическая эффективность промышленных про-
изводств с углублением комплексности переработки сырья, предло-
жить для исследования этой проблемы новые критерии.
Исследование этого направления технического прогресса в про-
мышленности наиболее выпукло можно проиллюстрировать па при-
мере цветной металлургии. В цветной металлургии почти не встре-
чается монометаллических руд, практически все руды сложные,
многокомпонентные. В частности руды тяжелых цветных металлов
f.H
содержат минералы меди, свинца, цинка и сопутствующие им ред-
кие и рассеянные элементы.
В начальный период промышленного развития производства
цветных металлов (первая половина XIX в.) сырьем для получе-
ния Си, Zn, Pb служили природные, преимущественно монометал-
лические, окисленные, карбонатные и силикатные руды с доста-
точно высоким содержанием металлов.
В связи с постепенным истощением запасов богатых окислен-
ных руд возникла необходимость перехода к эксплуатации суль-
фидных месторождений и внедрения в практику флотационных
методов обогащения.
Внедрение процесса флотации резко увеличило рудные ресур-
сы цветной металлургии. Так, например в медной промышленности
непосредственная плавка колчеданных руд в шахтной печи могла
осуществляться при содержании меди не ниже 2 %, все другие ру-
ды с меньшим содержанием относились к разряду непромышлен-
ных или даже причислялись к пустым горным породам.
Обогащение руд как подготовительная стадия, в задачу ко'тд-
рой входит разделение исходной руды на продукты, обеспечиваю-
щее наибольшую экономичность последующих переделов, приобре-
ло важное значение и в комплексном использовании сырья.
Современные способы обогащения руд и, в частности селектив-
ная флотация, позволяют выделить нз них относительно чистые и
богатые монометаллические концентраты. Однако последние наря-
ду с основным металлом содержат металлы-примеси, количество
которых бывает весьма значительным. Это зависит от целого ряда
причин: размеров частиц минералов, их физико-химических свойств,
степени прорастания одного в другой и т. д.
Как правило, стремление к повышению извлечения какого-ли-
бо металла в соответствующий концентрат сопровождается увели-
чением содержания в нем примесей других металлов.
В процессе металлургической переработки концентратов ме-
таллы-примеси распределяются между различными промежуточны-
ми продуктами. При плавке медных концентратов основная масса
цинка и часть свнпца оказываются в шлаке. Часть цинка и свинца
переходит в пыли, в которых концентрируются также многие ред-
кие и рассеянные элементы. Все эти продукты в дальнейшем пере-
рабатываются для извлечения содержащихся в них ценных компо-
нентов. Причем часто цехи, строящиеся для этих целей па метал-
лургических предприятиях, по своим масштабам не уступают объ-
ектам основного производства, а по сложности применяемой техно-
логии и аппаратуры даже превосходят их.
В настоящее время в цветной металлургии применяется мето-
дика экономического анализа комплексных производств, которая
основывается на цепах. Даже коэффициент комплексного исполь-
зования сырья определяется как отношение суммарной стоимости
извлеченных в товарную продукцию компонентов к суммарной
стоимости всех содержащихся в сырье полезных компонентов по
оптовым ценам.
59
В практике определения себестоимости продукции, получаемой
при комплексной переработке сырья, применяются три метода,
сущность которых вкратце заключается в следующем [67].
Метод исключения затрат. Один из продуктов принимается за
основной, остальные рассматриваются как попутные. Себестоимость
попутных продуктов условно считается равной их оптовой цене.
Найденные в соответствии с этим суммы исключаются из общих
затрат, а остаток относится на основной продукт.
Метод распределения затрат. Этот метод в цветной металлур-
гии применяется в тех случаях, когда при комплексной перера-
ботке сырья получают два или несколько примерно равноценных
продуктов. Выпуск всех продуктов с помощью переводных коэф-
фициентов приводится к выпуску одного условного продукта, и па
основе этого общие затраты распределяются между получаемыми
продуктами. Переводные коэффициенты устанавливаются несколь-
кими способами: а) пропорционально стоимости готовой продукции
по оптовым ценам; б) пропорционально себестоимости отдельных
видов продукции в условиях производства из некомплексного сырья;
в) пропорционально стоимости металлов (полезных компонентов)
в сырье по оптовым ценам; г) пропорционально каким-либо нату-
ральным или техническим показателям.
Комбинированный метод. Применяется в тех случаях, когда
при комплексной переработке сырья получается несколько основ-
ных и попутных продуктов. Тогда себестоимость отдельных видов
продукции рассчитывается следующим образом. Из общей суммы
затрат исключается себестоимость попутной продукции, после чего
из оставшейся суммы исключаются затраты, которые могут быть
прямо отнесены на определенные продукты. Остаток затрат рас-
пределяется между продуктами в соответствии с установленными
коэффициентами.
При таком разнесении материальных затрат одновременно рас-
пределяются и энергозатраты в стоимостном выражении.
Отметим, что указанные методы применяются при калькуля-
ции цеховой или заводской себестоимости, когда укрупненно реша-
ется вопрос, на какие продукты и виды работ отнести определен-
ную сумму фактических затрат соответствующего подразделения.
Такой подход, очевидно, нельзя использовать при нормирова-
нии удельных расходов материальных и энергетических ресурсов,
поскольку научно обоснованные нормы должны основываться па
фактических затратах на каждый продукт, вид работы.
Однако в практике нормирования энергетических затрат в на-
туральных единицах для комплексных производств поступают со-
гласно следующим принципам. На основной продукт относят расхо-
ды всех процессов технологической схемы, кроме расходов на
процессы, в которых непосредственно получают попутные продук-
ты. Иначе говоря, нормы на последние учитывают затраты на осу-
ществление только заключительного передела. Что, по-видимому,
неверно и несправедливо.
Энергетические затраты общих стадий производства, на наш
взгляд, более логично распределить между получаемыми готовыми
60
продуктами и полуфабрикатами. Полупродукты должны поступать
на начало своей схемы переработки с некоторой отнесенной на них
долей общих энергозатрат предыдущих переделов. Однако произ-
вести такое распределение, пользуясь критерием, основанным на
ценах, представляется неправомерным.
Изучая литературу о методах оценки эффективности комплек-
сных процессов, иных возможных критериях для разнесения зат-
рат, мы остановились на эксергетическом критерии, который пред-
лагается использовать, в частности, для разнесения материальных
и энергетических затрат па ТЭЦ при комбинированной выработке
тепловой и электрической энергии, при разделении компонентов-
атмосферного воздуха и ряде других производств [14, 32, 53,.
84, 106].
Используя этот критерий, можно распределить энергетические-
затраты между продуктами отдельных процессов, цехов, предприя-
тия в целом, если имеется эксергетический баланс соответствующих
подразделений рассматриваемого производства.
Предположим, что в результате некоторого процесса, па кото-
рый затрачена энергия /затР, получается несколько видов продук-
ции п. Необходимо распределить расход энергии между ними:
п
^затр — 2 А- Расход энергоносителя на l-ш продукт будет про-
i=i
порциоиалеи доле его эксергии в суммарной эксергии всей произ-
веденной продукции:
Е\
II = ~ Датр- B-1)
2**
г=1
Часто технология промышленного предприятия имеет развет-
вляющуюся схему: каждый из полученных в процессе продуктов
является исходным сырьем для следующего по технологии процес-
са и т. д. Поэтому затраты, относимые на г-й продукт /; в /-ом
процессе, должны включаться в расход энергии (/¦+• 1)-го процесса,.
где данный продукт проходит дальнейшую переработку. Тогда
энергетические затраты (/+1)-го процесса будут состоять из сум-
мы 1{ и непосредственного расхода энергии па этот технологиче-
ский процесс. В результате затраты энергии па каждый конечный
продукт составляют
Т
Е
E
B.2)
где Ei — эксергия продукта 1-го процесса, который участву-
ет в дальнейшей переработке с целью получения конечного про-
дукта 1; Ei —то же для 2-го по технологической схеме процесса;.
Eir — эксергия /-го конечного продукта, производимого в г-ом
процессе; I\, h, • ¦., /r — соответственно энергия, затраченная на
1-й, 2-й, ..., г-ж процессы.
Использование эксергетического критерия при разнесении энер-
гетических затрат наиболее оправдано для таких процессов, в ос-
нове которых лежат сложные энергетические и физико-химические
превращения. К их числу относятся процессы в химической, метал-
лургической промышленности, промышленности строительных ма-
териалов. Полный энергетический баланс таких процессов дает
необходимую для разнесения исходную информацию, поскольку
в нем наряду с энергией рассчитываются соответствующие значе-
ния эксергии.
Такие стадии производства, как добыча и обогащение сырья,
представляют собой обычно чисто физические или механические
процессы, поэтому здесь при разнесении энергетических затрат эк-
сергетический критерий так же мало эффективен, как и основан-
ный на ценах.
Для того, чтобы избежать разнесения энергозатрат в этих пе-
ределах, далее в расчетах норма расхода дается па 1 т перераба-
тываемой руды без разделения на отдельные концентраты.
Исследование энергетической эффективности комплексной пе-
реработки сырья проведем на примере свппцово-щшковой под-
отрасли.
Сырьем для производства свинца и цинка являются полиме-
таллические руды. В них все металлы находятся преимущественно
в сульфидной форме, свинец в основном в виде галенита PbS,
цинк — в виде сфалерита ZnS. В настоящее время добываются и пе-
рерабатываются руды с содержанием до 1—2 % РЬ и до 2,5 °/о Zn.
В результате флотационного обогащения содержание основных
компонентов в свинцовых концентратах составляет: свинца от 40 до
78%, цинка — 5 —10%, меди — до 3—4°/о- Кроме того, в свинцо-
вых концентратах присутствуют золото, серебро, сурьма, мышьяк,
висй-гут, кадмий, олово и ряд других элементов. Из компонентов
пустой породы в них содержатся пирит, кварц, известняк, доломит,
силикаты, алюминий и т. п.
Получаемые при селективной флотации полиметаллических руд
цинковые концентраты обычно содержат 46—62 % Zn, 1,2—2,5 % РЬ,
до 3,5 % Си, 0,25 % Cd, 3-10 % Fe, 30-38 % S.
Приведем принципиальную схему свипцово-циикового произ-
водства, из которой ясно видно, как после процесса обогащения
схема переработки сырья разделяется на две параллельные ветви —
•соответственно цепочки получения свинца и цинка. Согласно су-
ществующим методам анализа эффективности таких производств
эти цепочки обычно рассматривают отдельно друг от друга.
В настоящее время важнейшим технологическим процессом в
производстве свинца является шахтная плавка агломерата
(—80% мирового производства свинца), имеющая восстанови-
тельный характер и представляющая собой непрерывный высоко-
производительный процесс, обеспечивающий извлечение чернового
свинца в переделах 95—96%. Шахтная плавка — универсальный
02
Серная кислота
t
Возгоны
(ZnO, PbO)
t
Си черновая
I
Производство
H2SO4
Фьюмингова-
иио
Конвертиро-
вание
РЬ-концентрат
Добыча по-
лиметалли-
ческих руд
Руда
Селектив-
ное обога-
щение
Отходящие
газы
Шлак
Агломера-
ция
Агломерат
Шахтная
плавка
Штейн
РЬ
черно-
вой
Рафиниро-
РЬ
чушко-
вый
Производство цинка
Zn-концентрат
Обжиг
Огарок
Выщела-
чивание
Водный р-р
ZnSO4
Электролиз
Zn
катодный
Переплавка
Отходящие
газы
Коки
Y
Zn
чушко-
вый
Производство
П25О4
Переработк!
кеков
I
Серная кислота Возгоны
ZnO; РЬО
Принципиальная технологическая схема свинцово-щшкового производства
процесс, так как может применяться для переработки богатого и
бедного сырья, сернистого и окисленного, чистого и загрязнен-
ного различными примесями. В шахтных печах в качестве топлива
и восстановителя применяется кокс. В целях интенсификации про-
цесса шахтной плавки и улучшения ряда его показателей в послед-
нее время он, как правило, осуществляется с применением воздуш-
ного дутья, обогащенного кислородом, что позволяет повысить про-
изводительность печей, снизить температуру отходящих газов,
снизить потери свинца, повысить извлечение попутных метал-
лов и т. п.
Основными переделами в технологической схеме, базирующей-
ся на шахтной плавке, являются: агломерация, восстановительная
шахтная плавка и рафинирование, которым сопутствуют различные
промежуточные процессы.
Перед плавкой в шахтных печах свинцовые концентраты под-
вергаются спекателыюму обжигу, в процессе которого удаляется
сера, затрудняющая проведение плавки. Степень обжига зависит
от состава концентрата. Если в нем не содержится медь, серу уда-
ляют полностью. При наличии меди в концентрате при обжиге
оставляют такое количество серы, чтобы получить штейн с содер-
жанием 15—20 % Си.
В качестве флюсов в шихту добавляется известняк и кварц.
Последний образует с оксидами металлов легкоплавкие силикаты,
которые являются связующими для частиц шихты.
В процессе плавки основной элемент свинец, находящийся в
агломерате в форме оксида и силиката, выделяется в свободном
состоянии. Оксиды меди, восстанавливаясь до металла, затем об-
разуют сульфиды, переходящие в штейн. Если в шихте не оказалось
достаточного количества серы для этой реакции, то часть восстанов-
ленной до металла меди перейдет в черновой свинец. Оксиды же-
леза, кальция и кремния являются основой шлака шахтной плав-
ки. В качестве продуктов и полупродуктов, в этом процессе по-
лучают черновой свинец, медно-свипцовып штейн, отходящие
газы, шлак.
Черновой свинец в среднем содержит 1—3 % меди, 1—2 %
сурьмы, до 1 % мышьяка и олова, до 0,03 % висмута, а также
золото, серебро, селен, теллур. Для того, чтобы довести содержание
примесей в свинце до стандартных значений, а также с целью из-
влечения цепных компонентов производят рафинирование черново-
го свинца. Этот передел состоит из ряда последовательных опера-
ций по удалению в каждой из них одного или нескольких эле-
ментов.
Пройдя все стадии очистки, свинец разливается в чушки и
складируется.
Помимо рассмотренных основных переделов па свинцовых за-
водах обычно применяют процессы для переработки попутных про-
дуктов: штейна, шлака, отходящих газов.
Медно-свинцовый штейн шахтной свинцовой плавки обычно
содержит 10—20 % Си, 8—15 % РЬ, 30—50 % Fe н около 20 % S.
€4
В пего также переходит 4—5 % свинца, до 10 % серебра и 75 %
меди от их содержания в шихте. Штейн накапливается в отстой-
нике, откуда подается на конвертирование.
Около 80 % цинка, содержащегося в шихте, переходит в про-
цессе плавки в шлак. Для извлечения цинка, а также свинца, по-
павших в шлак, последние подвергаются переработке в шлаковоз-
гоночных установках (ШВУ)—фыомингованию. Продукт этого
передела — возгоны содержат 10—15% РЬ и до 60—70% Zn
в виде их оксидов при степени извлечения этих элементов из шла-
ка соответственно 95 и 90 % ¦
В процессах агломерации и плавки значительное количество
ценных компонентов, содержащихся в шихте, уносится с пылью
(до 7—8% свинца и 15—20% цинка). Поэтому отходящие газы
этих процессов подвергаются очистке в тканевых фильтрах с улав-
ливанием при этом цинка, свинца, кадмия.
Таким образом, добавив к основной технологической схеме
процесс конвертирования штейна, можно получить дополнительно
определенное количество меди, величина которого зависит от содер-
жания меди в исходном сырье. Подвергнув переработке в ШВУ
шлак шахтной печи, можно получить в возгонах цинк и доизвлечь
свинец. Фыомиигование — очень энергоемкий высокотемпературный
процесс, в котором образуется большое количество тепла, что дает
возможность осуществить энерготехнологическое комбинирование
за счет установки за ШВУ котлов-утилизаторов. Полученный в них
пар обычно расходуется не только на собственные нужды, но и
отдается сторонним потребителям.
Особо следует остановиться на проблеме утилизации серы
в этом производстве. Основное количество серы, содержащейся
в исходном сырье, удаляется из него в процессе агломерации. Сера
в виде ЭОг переходит в отходящие газы этого передела.
В настоящее время па некоторых свинцовых заводах процесс
агломерации ведется па агломашинах с прососом воздуха через
слой шихты. При работе по такой схеме количество воздуха, пода-
ваемого на процесс, определяется производительностью эксгаустеров,
а также зависит от плотности и толщины слоя шихты. В резуль-
тате получается большое количество агломерационных газов, содер-
жание сернистого ангидрида в которых находится в пределах 0,5—•
2,0 %¦ Улавливание БОг из таких газов при существующих схемах
и технологии серпокислотпого производства нерентабельно.
В то же время на ряде свинцовых заводов применяется дру-
гая, более совершенная схема спекателыюго обжига, так называе-
мая схема с дутьем [89].
При переводе агломашин на работу по схеме с дутьем появ-
ляется возможность регулировать и интенсифицировать процесс
агломерации, поскольку в этом случае можно изменить количество
подаваемого дутья, осуществлять предварительный нагрев воздуха
и его обогащение кислородом. Все это в конечном счете существен-
но повышает производительность агломашин. Количество агломе-
рационных газов при такой схеме значительно сокращается, в них
5 В. С. Степанов, Т. Б. Степанова 65
резко повышается концентрация SO2, в результате чего становится
возможной его утилизация.
На отечественных заводах для производства серной кислоты
обычно используется контактный способ, включающий три стадии:
1) очистку газов от пыли и вредных для катализаторов примесей;
2) контактное окисление диоксида серы в триоксид; 3) абсорбцию
триоксида серы водным раствором серной кислоты.
Главной стадией сернокислотного производства, давшей назва-
ние способу, является контактное окисление SO2 в ЗОз по реакции:
2SO2 + О2 = 2SO3.
Для ускорения этой реакции используются катализаторы. Наи-
более рациональный и распространенный катализатор в произ-
водстве серной кислоты — ванадиевая контактная масса, содержа-
щая в среднем около 7 % V2O5. Оптимальная температура для про-
цесса с этим катализатором — 400—600 °С.
Абсорбцию триоксида серы по уравнению реакции БОз + ШО =
= H2SO4 обычно ведут концентрированными растворами. Наилуч-
шей абсорбционной способностью обладает раствор, содержащий
93,3 % H2SO4.
Таким образом может быть получен п пятый полезный про-
дукт — серная кислота. В действительности в свиицово-щшковой
промышленности извлекается несколько десятков цепных компо-
нентов, однако их доля по массе невелика и поэтому в дальнейших
расчетах не принимается во внимание.
Для определения уровня энергоиспользования рассчитаны ма-
териальные и энергетические балансы как основных процессов
производства свинца (агломерация, шахтная плавка, рафинирова-
ние), так и дополнительных для получения побочных продуктов:
меди — конвертирование, цинка и дополнительно извлеченного свин-
ца— фыомипгование, серной кислоты — сернокислотное (табл. 2.1).
На основании полученных результатов было проведено иссле-
дование с целью показать, как увеличение комплексности перера-
ботки сырья влияет на энергетические затраты на получение ос-
новных и побочных продуктов. Для этой цели были рассмотрены
четыре варианта технологической схемы, начиная с простейшего
случая (вариант 1), когда единственным производимым продуктом,
является свинец.
Вариант 2 — схема дополняется процессом конвертирования,
в результате чего появляется возможность получать медь. Объем
ее производства, как отмечалось выше, зависит от ее содержания
в руде и концентрате. В нашем примере рассматривается вполне
реальный случай, когда меди в исходном сырье относительно мало.
Вариант 3 — в схему вводится шлаковозгоночная установка,
позволяющая извлечь цинк, переходящий в шлак, и доизвлечь сви-
нец. В данном расчете принято, что в возгонах содержится 70 % Zn
и 10 % РЬ.
Процесс фыомингования требует больших затрат энергии, по-
этому для того, чтобы частично утилизировать тепло отходящих
66
Таблица 2.1
Полные энергетические балансы процессов свинцового производства
Статья баланса
1
Кол-во,
2
т
Энергия
3
, кВт
4
ч
Эксерпш
*х
5
, кВт-ч
6
Приход
Шихта свежая
Оборотный агломерат
Коксик, мазут
Дутье, обогащенное кисло-
родом
Подсосы
Э ле ктроэнергия
Итого . . .
В с его...
Расход
Агломерат годный
Оборотный агломерат
Отходящие газы
бедные B % SO2)
в т. ч. SO2
— богатые
E,4 % SO2)
в т. ч. SO2
Потери
Итого . . .
Всего . . .
Агломерация
2,42
C,78)
0,0325
5,25
~1,0
—
8,7
2,32
C,78)
3,3
@,143)
3,0
@,337)
—
12,5
2280
(805)
250
0,0
0,0
107
2637
495
(805)
212
498
—
1205
—
,
0,0
0,0
—
0,0
2637
*
*
198**
322
376
222
314
1432
2637
¦
1960
E55)
235
0,0
0,0
107
2302
340*
E55)
141
332*
—
813
—
.
0,0
0.0
—
0,0
2302
135**
215
215
103
—
668
1481
561+498 367+332
^эн = 2637 = °'Ш' т1экС= 2302 = °'304
Шахтная плавка
Приход
Агломерат
Кокс
Оборотные материалы
Дутье
Электроэнергия
Итого
Всего .
Расход
Свинец черновой
Штейн
2,32
0,445
1,05
2,3
6,115
1,1
0,445
495
3400
570
0,0
185
4650
46
0,0
46
4696
501 *
560*
35*
110 *
340
3350
440
0,0
185
4315
19
0,0
19
4334
469 *
435 *
26 *
85*
5*
67
Продолжение табл. 2.1
1
Шлак
Потери с отходящими газами
Потери тепла с охлаждаю-
щей водой
Итого . . .
Всего . . .
1
2
6
2
,65
,92
,115
3
620
250
1931
*
4
525*
1121
974
2765
4696
5
390
225
1519
*
6
420 *
200
731
2250
536+670 1-1145
4696
=- 0,5; т)экс =
495+520+810
4334
~ 0,421
Рафиниро ванне
Приход
Свинец черновой
Лигатура
Электроэнергия
Итого . . .
Всего . . .
Расход
Свинец чушковый
Шликеры, плавы
Потери тепла и материалов
Итого . . .
Всего . . .
1,1
0,095
1,195
1,0
0,18
0,015
1,195
501
55
142
698
73
428*
88*
516
35
35
3
217
217
733
469
41
142
652
6
408*
72*
480
26
26
78
0,0
480
428+88 480
,= 733 = 0,704; т1зкс=-^д-= 0,708
Приход
Штейн
Флюсы (кварц)
Дутье
Электроэнергия
Итого .
Всего . . .
Расход
Медь черновая
Шлак конвертерный
Конвертирование
560
45
0.445
0,065
0,39
0,9
0,03
0,43
605
НО
110
715
26,5
165
170
435
45
480
85
85
565
16,5
105
140 .
68
1
Отходящие газы
Потери
Итого. . .
Всего . . .
26,5
1эв — 715
Приход
Шлак шахтной плавки
Уголь
Дутье
Электроэнергия
Итого. . .
Всего . . .
Расход
Шлак отвальный
Возгоны
Пар КУ
Отходящие газы
Потери
Итого. . .
Всего. . .
1357
¦Пан - 5747
0,44
—
0,9
_ 0,037; 1
3
180
371,5
)экс =
Фыомингование
1,65
0,555
5,14
—¦
7,345
1,3
0,395
A,6)
5,65
—¦
7,345
— U,zoo; г|
620
4280
0,0
240
5140
570
67,0
—-
143
—
780
экс
ПГ
) О Д О Л Ж
4
120
53,5
343,5
715,0
16,5
65= 0'0"9
525
82
—¦
607
5747
#
470
1290*
1090
2117
4967
5747
Я9,5
5172 °'00"
Производство серной кислоты
Приход
Отходящие газы агломера-
ционных машин
в т. ч. SO2
Вода
Подсосы воздуха
Электроэнергия
Итого . . .
Всего. . .
Расход
Серная кислота
Отходящие газы
3,0
@,337)
0,17
1,21
4,38
0.56
3,82
498
0,0
0,0
53
551
92
137
222
0,0
0,0
—
222
773
0.0
56
е н и е
5
150
—
271,5
390
4100
0,0
240
4730
310
39,5
—
130
—
479,5
332
0,0
0.0
53
385
62
91
т
а б л. 2.1
6
90
—
230
501,5
420
22
—¦
442
5172
*
375
280 *
550
—•
1205
1684,5
103
0,0
0,0
—'
103
488
0,0
0,0
Окончание табл. 2.1
1 а
Потери с поверхностей обо-
рудования
Итого . . .
—.
4,38
3 | 4
—.
229
488
544
5
0,0
153
6
0,0
0,0
Всего
773
153
92
62
= 773 = °'119; Ч8КС = 755 = 0,127
Примечание. Здесь и п следующих таблицах одной звездочкой отмечено, что
вся величина отнесена к полезной энергии (эксергии), двумя звездочками — только часть
указанной величины отнесена к полезной энергии (эксергии). Числа в скобках в итог
не входят.
газов, за ШВУ ставят котлы-утилизаторы. Производимый в них
пар также является полезным продуктом технологической схемы.
Вариант 4 предполагает утилизацию сернистого ангидрида из
отходящих газов агломерационного производства. При выборе тех-
нологической схемы был предусмотрен процесс агломерации с дуть-
ем, который позволяет получить богатые SO2 газы, идущие в сер-
нокислотное производство.
Таблица 2.2
Изменение энергетических затрат на продукты с
повышением комплек-
сности использования сырья в свинцовом производстве
Вариант, продукты
Вариант 1
свинец
Вариант 2
свинец
медь
Вариант 3
свинец
ыедь
цинк -j- свинец в воз-
гонах
пар КУ
Вариант 4
свинец
ыедь
цинк + свинец в воз-
гонах
пар КУ ;
серная кислота
РЗ
о
К
1,0
1,0
0,03
1,0
0,03
0,316
1,6
1,0
0,03
0,316
1,6
0,56
Энергетические затраты на продукт
1
глом
ация
<:»
357
314
43
156
21,4
179,6
—
114,2
15,8
131,3
78,2
17,5
по процессам, кВт-ч
Й
:лавк
И
3585
3151
434
1567
215
1803
—
1567
215
1803
—
—
II
142
142
—
142
—
—.
—
142
—
—
—
—
, ,
СО pa
go
мВт
—
—
45
—
45
—.
—
45
,
—
—
И о
s ?
—
—
—
—
—
2885
1717
—
—
2885
1717
—
о о
ш а д
ОКИ
—
—
—
—
—
—
,
—.
—
—
53
|
и
р.
оне
сего
Вт-ч
Н к
4084
3607 '
522
1865
281,4
4867,6
1717
1823,2
275,8
4819,*
1717
70,5
%н.
0/
6,1
6,5
15,6
16,3
На основании принятого нами метода разнесения энергетиче-
ских затрат в соответствии с долей эксергии рассматриваемого про-
дукта в суммарной эксергии всех получаемых полезных продуктов
для описанных четырех вариантов были выполнены расчеты, ре-
зультаты которых представлены в табл. 2.2.
Проведенные исследования убедительно подтверждают энерге-
тическую эффективность комплексной переработки сырья. Энерге-
тические затраты на единицу основного продукта (свинца) с уве-
личением числа полезных продуктов, попутно получаемых па рас-
сматриваемом производстве, снижаются более чем в 2 раза.
Энергетический к. п. д. всей схемы в целом существенно повыша-
ется. Это направление технического прогресса в промышленности
можно считать одним из наиболее перспективных с точки зрения
Энергосбережения.
2.3. ПУТИ СНИЖЕНИЙ ЭНЕРГЕТИЧЕСКИХ ЗАТРАТ
В СУЩЕСТВУЮЩИХ ПРОЦЕССАХ И ОБОРУДОВАНИИ
2.3.1. Интенсификация технологических процессов
В эту группу включены все мероприятия, которые способству-
ют интенсификации процессов самыми различными способами: по-
вышением давления и температуры, при которых протекает про-
цесс, применением кислорода, подогревом компонентов перерабаты-
ваемого сырья и т. д.
Совершенствование существующих процессов с помощью этой
группы мероприятий хорошо может быть показано па примере
доменного производства. Проблема экономии энергоресурсов здесь
очень актуальна, поскольку это один из наиболее энергоемких ме-
таллургических переделов и затраты на топливо достигают 50 %
в себестоимости чугуна.
Особенно остро стоит проблема экономии кокса, которая объ-
ясняется как его высокой стоимостью, так и дефицитностью. Это
специфический вид эпергоресурса, к которому предъявляются вы-
сокие дополнительные требования по газопроницаемости, механи-
ческой прочности, низкой зольности и содержанию серы.
Совершенствование доменного процесса в первую очередь на-
правлено па сокращение расходов кокса. Далее рассматриваются
лишь некоторые мероприятия этой группы с сцепкой их энерго-
сберегающего эффекта.
Использование комбинированного дутья. Совершенствование
доменной плавки с целью улучшения ее техпико-зкономических по-
казателей идет во многих странах путем применения комбинирован-
ного дутья с вдуванием газообразного, жидкого и твердого тоидиза.
Главная цель комбинированного дутья — снижение удельного
расхода кокса в доменных печах. При вдувании природного газа
часть углерода кокса заменяется углеродом метана, при этом объ-
ем продуктов горения увеличивается в 1,7 раза, что способствует
большему развитию косвенного восстановления оксидов железа.
Максимальное количество вдуваемого в доменную печь природного
газа определяется рядом факторов, одним из которых является
сокращение степени прямого восстановления железа.
Обогащение дутья кислородом позволяет значительно повысить
расход природного газа. Коэффициент замены кокса природным
газом может составить в среднем 0,8—0,9 кг/м3. Это означает, что
экономия 1 кг кокса при реализации данного мероприятия сопря-
жена с увеличением расхода энергии на доменный процесс па 0,3—
0,45 кг у. т.
Для экономии кокса в доменную печь вдуваются н другие ви-
ды топлива — коксовый газ, мазут, угольная пыль.
В США в доменном производстве расходуется более 1 мли т
мазута и каменноугольной смолы, в Японии — около 4 млн т. В свя-
зи с отсутствием в этой стране природного газа и дефицитом других
видов топлива, включая коксующиеся угли, практически все до-
менные печи Японии оборудованы устройствами для вдувания ма-
зута. По данным японских специалистов, повышение расхода мазу-
та в доменном производстве в диапазоне 50—100 кг/т приводит к
снижению удельного расхода кокса па 1,0—1,4 кг/т чугуна на 1 кг
дополнительно вдуваемого мазута. В СССР при работе на атмосфер-
ном дутье и расходе мазута 30 кг/т коэффициент замены им кокса
составляет 1,01 —1,07, что соответствует увеличению расхода энер-
гии на 0,34-0,4 кг у. т. [59].
По сравнению с природным газом угольная пыль имеет пре-
имущества: не тратится тепло на диссоциацию углеводородов, го-
рение угольной пыли не сопровождается значительным увеличени-
ем объема продуктов сгорания. Коэффициент замены кокса уголь-
ной пылью составляет па разных заводах от 0,92 до 1,03. Это в ко-
нечном счете приводит к снижению удельного расхода условного
топлива па 1 т чугуна в размере 0,095—0,197 кг у. т. [59]. Однако
сложность установок для приготовления пылеугля и его подачи в
горн доменной печи делает возможность использования этого спо-
соба в будущем весьма проблематичной.
Использование дополнительного топлива при вдувании в до-
менные печи в общем случае ограпичргвается тремя факторами:
уменьшением эквивалента замены кокса по мере повышения рас-
хода дополнительного топлива на 1 т чугуна; снижением темпера-
туры в горне; уменьшением производительности печей.
В настоящее время начинают уделять все большее внимание
возможности вдувания в доменные печи горячего восстановительно-
го газа. Этот газ состоит почти целиком из оксида углерода и во-
дорода, получаемых паровой, пароуглекислотной и углекислотыой
конверсией или пиролизом топлива. Подготовка восстановительных
газов вне доменной: печи, исключающая затраты тепла на разложе-
ние газа в зоне горения, позволяет получить при выплавке чугуна
значительную экономию кокса при увеличении производительности
доменной печи. Однако использование восстановительных газов при-
водит к увеличению удельного расхода условного топлива примерно
72
20-
0,2
Рис. 2.2.. Изменение расхода кокса и про-
изводительности доменных печей в зави-
симости от степени металлизации шихты.
1 — расход кокса; 2 — производительность
печи.
на 0,68 кг у. т., так как коэффици-
ент замены кокса составляет толь-
ко 0,35 кг/м3 при теплоте сгорания
16 760 кДж/м3.
Таким образом, намечаемые спо-
собы снижения расхода кокса, несмот-
ря па экономическую эффективность,
приводят, как правило, к увелрие-
нию удельного расхода условного топ-
лива па 1 т выплавленного чугуна.
Применение металлизованной шихты. Одним из методов
снижения расхода кокса и повышения производительности домен-
ной печи является применение частично восстановленной до ме-
талла железорудной шихты.
Технико-экономическая оценка различных способов металли-
зации рудного сырья показывает, что приведенные затраты на еди-
ницу массы металлического железа минимальны при определенной
степени металлизации F0—80 % для разных способов) и возраста-
ют как при снижении этой величины, так и при ее увеличении.
Металлизовашюе сырье со степенью металлизации, отвечающей
минимальным затратам па единицу массы железа, может быть ис-
пользовано для доменной плавки. В первую очередь следует ори-
ентироваться на процессы получения металлизоваиного сырья, при
котором упрочнение (обжиг или спекание) совмещается с частич-
ным восстановлением.
Аналитические исследования и опытные доменные плавки поз-
волили определить технико-экономические показатели и техноло-
гические особенности работы доменных печей с применением ме-
таллизованных окатышей. На рис. 2.2 представлены результаты
аналитических расчетов и опытные данные, полученные в нашей
стране и за рубежом, по изменению расхода кокса и производи-
тельности доменных печей в зависимости от степени металлизации
шихты [59]. Анализ этих результатов показал, что на каждый про-
цент металлизации шихты расход кокса снижается примерно па
0,5 % и производительность повышается на 0,4—0,45 %•
Снижение расхода кокса является результатом уменьшения
затрат энергии па эндотермические реакции восстановления окси-
дов железа, сокращения почти в 2 раза потерь тепла с колошни-
ковым газом вследствие уменьшения его выхода, увеличения отно-
сительной доли углерода, сгорающего у фурм, и соответственно
этому — повышения температуры в горне.
Нагрев дутья. Прогресс в технологии доменного передела со-
здал условия для значительного повышения температуры дутья.
73
Применение дутья высокого нагрева A000—1100 °С) уже не встре-
чает серьезных затруднений.
Исследованиями последних лет установлена высокая экономиче-
ская эффективность нагрева дутья свыше 1000 "С. В доменной
плавке при расходе кокса 500—600 кг/т чугуна повышение темпе-
ратуры дутья па 100 °С обеспечивает снижение расхода кокса на
10-25 кг/т [59].
Имеются два граничных условия, которые определяют уровень
температуры дутья, если не изменяются какие-либо другие его па-
раметры. К ним относятся: 1) высокая температура в зоне горе-
ния, выше которой печь будет иметь нестабильный ход и зависа-
ние шихты, и 2) минимальные количества восстановительного газа,
приходящиеся на 1 т чугуна, ниже которых нельзя обеспечить ка-
чество металла.
Повышение давления на колошнике. Эффективность использо-
вания энергии в доменных печах можно также увеличить путем
повышения давления па колошнике. Это позволяет вдувать в печь
большее количество дутья без псевдоожижения шихты или зна-
чительного увеличения запыленности отходящих газов. Еще одним
преимуществом этого мероприятия является увеличение продолжи-
тельности контакта газов с шихтой. Снижение удельного расхода
кокса в результате увеличения давления на колошнике с 0,014 до
0,07 МПа может составить ~ 50 кг при условии, что относитель-
ный расход дутья при работе па низком давлении будет близким
к практическому максимуму.
Результаты, полученные различными организациями и авто-
рами, часто существенно различаются между собой, что отражает
большое многообразие условий, в которых проводились исследова-
ния. Поэтому все полученные показатели, как правило, задаются
диапазоном значений.
В табл. 2.3 приведена сводка о влиянии направлений тех-
нического прогресса в доменном производстве на производитель-
ность доменных печей и удельный расход кокса [100]. Используя
эти данные, можно определить тот возможный минимум энергоза-
трат на производство чугуна, который может быть достигнут за счет
совершенствования доменного процесса.
Влияние одного или совокупности различных факторов, интен-
сифицирующих процесс, достаточно просто может быть выявлено
посредством полного энергетического баланса, по результатам ко-
торого могут быть получены результирующие зависимости энерго-
сберегающего эффекта от изменения этих параметров.
Для примера покажем результаты, полученные при исследо-
вании влияния температуры подогрева дутья на расход топлива
в отражательной плавке медных концентратов.
По результатам расчетных энергобалансов отражательной
плавки получена зависимость удельного расхода топлива на 1 т
проплавляемой шихты от температуры подогрева дутья (рис. 2.3).
Зависимость эта нелинейная, т. е. она показывает, что топливосбе-
регающий эффект от повышения температуры дутья на одну и ту
74
Таблица 2.3
Влияние важнейших направлений технического прогресса в домен-
ном производстве на производительность доменных печей и удель-
ный расход кокса [100]
¦
Фактор
Увеличение содержания железа в желе-
зорудной шихтз на 1 %
Вывод нз шихты сырого известняка
A0 кг/т чугуна)
Отсев мелкой фракции из агломерата
@—5 мм) на 1 %
Снижение содержания серы в коксе на
0,1 % (при содержании до 1,8 %)
Снижение золы в коксе на 1 %
Снижение выхода шлака на 10 кг/т чугуна
Повышение температуры дутья на 10 °С
при температуре, °С:
до 1000
1000—1200
Повышение избыточного давления газов
под колошником на 10 кПа
Вдувание 10 м3 природного газа на 1 т
ТТ"\Г"Г^Л7ТТ *"! "
без обогащения дутья кислородом
при обогащении дутья кислородом
то лее, 25—30 % О2
Снижение содержания в чугуне на 0,1 %:
кремния
марганца
Увеличение содержания серы в чугуне
на 0,01 %
Увеличение
суточной
производи-
тельности
печей, %
1,5-2,0
0,4-0,5
0,5—0,8
1,5—2,5
1,2—1,6
0,2—0,3
0,4
0,2—0,4
0,5-1,2
0,2—0,5
2,5
1,3
0,6-1,2
0,3—0,5
0,5-1,5
Снижение
расхода кок-
са, кг/т чугу-
на
10-20
0,3—0,5
0,8-1,0
2-3
1,5-2,0
0,3-0,5
0,7—1,5
0,3—0,7
0,5—0,8
3-4
6,0—9,5
—
1,0—1,5
0,4—0,5
1,7-1,9
же величину для разных температурных интервалов неодинаков.
Более наглядно это видно из рис. 2.4, на котором показано, как
меняется с изменением температуры дутья величина экономии под-
веденной энергии, отнесенная к единице энергии, регенерируемой
в процесс с подогретым дутьевым воздухом.
Полученные результаты позволяют сделать вывод о том, что
рекуперация тепла отходящих газов с подогревом дутья эффектив-
на для интервала температур от 100 до 1100 °С. Максимальный
энергосберегающий эффект при этом достигается при подогреве
дутья до 250—550 °С, когда на каждую единицу возвращенной в
процесс энергии расход подведенной сокращается примерно на три
единицы.
Одним из наиболее эффективных путей интенсификации тех-
нологических процессов является использование кислорода. В на-
стоящее время кислород применяется во многих отраслях промыш-
ленности и сфера его использования постоянно расширяется. Обоб-
щение имеющихся данных о влиянии кислорода на протекание
75
Рис. 2.3. Влияние температуры
дутья на удельный расход топли-
ва при отражательной медной
плавке (на 1 т проплавляемой
шихты).
3,0-
О 200 400 600 800 1000 -°С
Рис. 2.4. Влияние температуры
дутья на величину экономии подве-
денной анергии, отнесенной к еди-
нице возвращенной (рекуперирован-
ной), в процессе отражательной мед-
ной плавки.
отдельных окислительных и восстановительных процессов позволяет
отметить следующие преимущества его применения: 1) способность
интенсифицировать теплотехнические, пиро- и гидрометаллургиче-
ские процессы; 2) возможность использования топлива низких сор-
тов, сокращения или даже полного исключения углеродистого топ-
лива из процессов плавки сульфидных материалов (автогенные
процессы).
Как показала практика, применение кислорода дает большой
экономический эффект во всех отраслях. Так, обогащение воздуха
кислородом в отражательной плавке до 25 % дает экономию топ-
лива 10,5 %, до 30 % — 19,8 %, до 50 % —38,4 %. Применение
кислорода оказалось экономичным и при электроплавке меди. На-
пример, для расплавления 1 т сульфидной медной шихты в элек-
тропечах требуется 550—600 кВт • ч электроэнергии. При плавке
ее в новых технологических агрегатах в струе технологического
кислорода требуется всего 75 кВт • ч, т. е. в 8 раз меньше.
Применение кислорода в металлургических процессах позво-
ляет стабилизировать ход плавки, перейти в отдельных случаях на
непрерывный выпуск продуктов плавки, уменьшить внеплановые
остановы печей и т. д.
Одной из новых сфер использования кислорода является обо-
гащение им дутьевого воздуха при производстве цементного
клинкера.
Цементная промышленность — крупный потребитель топлива.
В странах — крупных производителях цемента — расход топлива и
электроэнергии на производство цемента составляет 6—8 % общих
топливно-энергетических затрат промышленности. Доля энергетиче-
ских затрат в себестоимости цемента достаточно велика: например,
в СССР в 1980 г. она составила 34 % [12].
Поэтому одной из главных проблем в этой отрасли является
проблема снижения энергетических затрат. Существует целый ряд
общеизвестных методов, позволяющих снизить расход энергоресур-
76
сов в цементной промышленности: переход на производство по су-
хому способу, получение многокомпонентных цементов, применение
минерализаторов при обжиге клинкера и различных типов тепло-
обменных устройств, обезвоживание шлама, низкотемпературный
обжиг клинкера, полная или частичная замена глины золами, шла-
ками и т. д., введение топливосодержащих отходов и горючих про-
дуктов в сырьевую смесь.
Для образования 1 кг клинкера теоретически достаточно
1800 кДж энергии, а практически расходуется в 4—5 раз больше
вследствие различного рода неизбежных потерь: на испарение вла-
ги из сырьевой смеси; с отходящими газами и уносом, с клинкером
и воздухом холодильника; на излучение и конвекцию и др.
В настоящее время применяются две технологические схемы
производства клинкера. При мокром способе приготовление сырье-
вой смеси осуществляется путем измельчения и смешивания сырья
с водой с последующей подачей его в печь в виде шлама влаж-
ностью 30—45%. При сухом способе производства осуществляется
измельчение и смешивание предварительно высушенных сырьевых
материалов с подачей в печь сырьевых смесей в виде сухого по-
рошка и увлажненных до 12—14 % гранул.
Одним из способов существенного снижения расхода энергоре-
сурсов на производство цемента является обогащение кислородом
дутьевого воздуха обжиговых печей. Еще в 1945—1948 гг. в СССР
проводились такие опыты. Степень обогащения составляла 30—40 %,
при этом производительность печи повышалась на 10—30 % при
одновременном снижении расхода топлива на обжиг в размере око-
ло 10 «/о [12].
В 1972—1973 гг. в США фирма «Эрко» применила специаль-
ные кислородные горелки на 14 вращающихся печах мокрого и су-
хого способа. Длительная эксплуатация этих печей показала, что
производительность возросла в среднем на 20 % при снижении
Таблица 2.4
Энергетическая эффективность применения кислоро-
да в производстве цемента [112]
Топливо
Расход топлива в обжиго-
вой печи, кг у. т./т клинке-
ра
без кислорода с кислородом
Снижение
расхода топ-
лива, %
Уголь
Мазут
Природный газ
Уголь
Природный газ
Мокрый способ
230,3
288,1
288,1
364,6
211,1
230,3
192,0
249,8
269,0
345,5
172,9
201,8
Сухой способ
211,2
153,8
180,5
153,8
20,0
15,3
7,1
5,5
22,1
14,1
17,0
0
77
удельного расхода теплоты на 10 %. В табл. 2.4 приведены пока-
затели энергетической эффективности применения кислорода в про-
изводстве цемента и мокрым и сухим способом при использовании
различных видов топлива — твердого, жидкого и газообразного [112].
Накопленный опыт по использованию воздуха, обогащенного
кислородом, подтверждает целесообразность этого приема интенси-
фикации работы вращающихся печей. Это позволяет использовать
низкокалорийное топливо, снижает (~в 4 раза) выход продуктов
сгорания, а значит, и потери с отходящими газами. За счет сниже-
ния содержания азота в топочных газах происходит увеличение
концентрации в них СОг и НгО, что объективно приведет к интен-
сификации теплопередачи за счет высокой степени излучения теп-
ловой энергии от газового потока к нагреваемому материалу.
2.3.2. Увеличение единичной мощности оборудования
и его конструктивное совершенствование
Одним из наиболее распространенных и очевидных путей улуч-
шения технико-экономических показателей производства, снижения
материальных и энергетических затрат на получение продукции яв-
ляется увеличение единичной мощности (производительности) аг-
регатов.
По этому пути идут практически во всех отраслях народного
хозяйства, поскольку общеизвестно, что чем выше производитель-
ность оборудования при использовании одной и той же технологии,
тем меньше удельные материальные и энергетические затраты. На
рис. 2.5 показана динамика роста максимального полезного объема
доменных печей в СССР [59].
Многочисленными исследованиями, подтвержденными длитель-
ным опытом работы, установлено, что основными технико-экономи-
ческими преимуществами укрупнения производственного оборудо-
вания являются:
— рост производительности;
— снижение удельных потерь материалов и энергии;
¦— сокращение удельных затрат труда, материалов, энергии на
сооружение и эксплуатацию;
— более высокий эффект применения технических усовер-
шенствований.
Во многих отраслях промышленности повышение единичной
мощности оборудования является в настоящее время одним из ос-
новных направлений энергосбережения. Это относится в первую
очередь к химической промышленности, черной и цветной ме-
таллургии.
В химической промышленности основная доля экономии ЭР
может быть получена за счет как внедрения процессов, использую-
щих тепло химических реакций, так и организации крупнотоннаж-
ных производств, имеющих в своем составе мощные машины и обо-
рудование.
78
и'
jnnn
0
13%
756
1
)'
310 13
, -
Ш
2700,
2300
2000 | /
А/
.-/
1386
/
Ю1
1
1
1
1
1
1
1
Таблица 2.5
Снижение удельных энергетических
затрат на производство аммиака при
увеличении единичной мощности аг-
регатов [9]
192а
1941
1938
1951 1961 1971
1956 1966 1976г.
Энергоресурсы
Электроэнергия:
кВт-ч/т
т у. т./т
Тепловая энергия:
ГДж/т
т у. т./т
Природный газ (на
технологию и
сжигание):
м3/т
т у. т./т
В с е г о, т у. т./т
к
Ее!
ft
^ ей
Ой
1593
0,56
7,7
0,296
997
1,144
2,0
Новая
схема о
крупными
агрегата-
ми
500
0,178
1,92
0,076
1200
1,37
1,624
Рис. 2.5. Динамика роста максимально-
го полезного объема доменных печей
в СССР.
Дальнейший прирост производства аммиака будут обеспечи-
вать крупные агрегаты производительностью по 1360 т в сутки.
Такие агрегаты при условии замены привода турбокомпрессоров с
элсктромашинпого на паротурбинный позволяют существенно сни-
зить энергетические затраты на процесс (табл. 2.5).
Ввод в действие новых агрегатов единичной мощностью
750 тыс. т продукта в год в производстве метанола позволит сни-
зить удельный расход энергии более чем в 3 раза, электрической —
в 2,6 раза.
В чрезвычайно энергоемком производстве желтого фосфора ос-
новным направлением снижения энергозатрат (и почти единствен-
ным) также является увеличение мощности электрических печей.
По этому направлению шло совершенствование этого производства
в последние годы, однако к настоящему времени оно стало себя
Таблица 2.G
Нормы расхода энергии на 1 т фосфора
Энергоресурсы
Электроэнергия, кВт-ч
Теплоэнергия, Гкал
Топливо (природный газ),
нм3
Мощность электропечи, MB A
24
17 000
3,5
1200
48
14100
2,3
800
72
13800
1,9
750
100
13 500
1,6
600
79
Таблица 2.7
Изменение технико-экономических показателей доменного производства с уве-
личением объема доменных печей [105]
Показатель
Годовая производительность,
млн т
Коэффициент использования по-
лезного объема, м;!/(т-сут)
Расход сухого скипового кокса
на 1 т передельного чугуна,
кг
Годовая выплавка чугуна на
работающего, тыс. т
Капиталовложения на 1 т, %
Себестоимость 1 т чугуна, %
1033
1,0
0,362
412
10,2
100
—
П олезпый
1386
1,3
0,381
410
12,2
98
—
1719
1,4
0,427
406
12,2
96
—
объем печей, М
2000
1,6
0,438
403
12,7
94
100
2700
2Д
0,448
398
14,9
89
99
8
3200
2,5
0,452
395
16,9
84
98
5000
4,0
0,455
380
24,5
80
96
исчерпывать. В табл. 2.6 приведены расходы различных видов
энергии на получение 1 т желтого фосфора в зависимости от мощ-
ности электропечей, по данным Лешшигилрохима [108].
Подобное положение прослеживается и в других отраслях
промышленности. Для подтверждения этого в табл. 2.7 представ-
Таблица 28
Показатели годовых теплотютерь и экономичности применения
теплоизоляции колодцев [64 ]
Поле ячейки
I
II
III
На одну ячейку
I
II
III
На одну ячейку
I
II
III
На одну ячейку
Потери через
кладку, ГДж
Без
4486
2598
1623
8707
Расход топ-
лива ' на пок-
рытие тепло-
потерь,
тыс. м8
ИЗОЛЯЦИИ
612
354
221
1187
Слой изоляции 30 мм
2525
1732
979
5236
344,4
236,3
133,6
714,6
Сокращение
расхода топ-
лива, тыс. м3
—
—
267,6
117,7
87,8
473,1
Слой изоляции 50 мм
1950
1403
772
4125
266,0
191,4
105,3
562,7
346,0
162,6
116,1
624,7
Экономия
топлива 2
—
1,6/0,94
0,7/0,41
0,5/0,32
2,8/1,67
2,1/1,2
1,0/0,6
0,7/0,4
3,8/2,2
• Природного газа при нормальных условиях.
2 В числителе — процент экономии, в знаменателе — тыс. руб.
80
лено изменение технико-экономических показателей доменного про-
изводства в зависимости от объема доменных печей.
Конструктивное совершенствование оборудования включает
огромный перечень различных мероприятий, характерных для каж-
дой отрасли и каждого производства.
Далее остановимся лишь на одном из наиболее простых, эф-
фективных и быстро окупающихся способов экономии топлива, ка-
ким является улучшение изоляции печей и высокотемпературных
агрегатов. В качестве эффективного теплоизолятора как в нашей
стране, так и за рубежом применяются керамические волок-
нистые материалы и изделия из них в виде матов, рулонов, плит,.
войлока, труб, скорлуп. Применение их позволяет не только сэко-
номить до 25—40 % топлива, по и скорректировать другие показа-
тели: снизить материалоемкость футеровок промышленных печей
в 4—5 раз, уменьшить трудозатраты в 2—3 раза, улучшить усло-
вия труда обслуживающего персонала [64].
В табл. 2.8 приводятся результаты работ по улучшению изо-
ляции нагревательных колодцев на заводе «Криворожсталь».
Из большого многообразия энергосберегающих мероприятий по
совершенствованию существующих процессов и оборудования памп
было выбрано и рассмотрено лишь небольшое число. При этом мм
стремились обратить внимание на наиболее перспективные из них.
Для того чтобы оценить возможную величину экономии ЭР в от-
расли, необходимо рассмотреть весь комплекс мероприятий по по-
вышению к. п. д. существующих технологий и оценить реально
осуществимые объемы их внедрения. Влияние многих из этих ме-
роприятий па расход энергоресурсов может быть выявлено также
в результате составления и анализа полного энергетического балан-
са соответствующего процесса или объекта.
Глава 3
ЭНЕРГОСБЕРЕЖЕНИЕ ЗА СЧЕТ ВНЕДРЕНИЯ
НОВЫХ ТЕХНОЛОГИЙ
3.1. ПОВЫШЕНИЕ СТЕПЕНИ ИСПОЛЬЗОВАНИЯ
ХИМИЧЕСКОЙ ЭНЕРГИИ СЫРЬЯ
3.1.1. Влияние качества перерабатываемого сырья
на энергетические показатели процесса
О том, что некоторые вещества являются источниками энергии,
известно с очень давних времен. Это в первую очередь различные
виды топлива — дрова, каменный и бурый уголь, торф, сланцы,
нефть, природный газ. Химическая энергия топлива оценивается
теплотой его сгорания, что отражает тот факт, что потенциальная
энергия топлив проявляется в процессе их горения.
В. С, Степанов, Т. Б. Степанова 81
В настоящее время установлено, что многие вещества облада-
ют, химической энергией, причем иногда не меньшей, чем у неко-
торых топлив, но проявляется и, следовательно, используется она
не через горение, а, как правило, в результате осуществления про-
цессов иного рода. Следовательно, такие вещества несут в себе
некоторый потенциальный запас энергии, но чтобы ее рационально
использовать, необходимо знать природу данного вида энергии и за-
коны ее преобразования в другие формы при осуществлении все-
возможных технологических процессов.
С проявлениями химической энергии перерабатываемого сырья
и материалов приходится сталкиваться специалистам разных отрас-
лей промышленности — химической, металлургической и т. д. На-
пример, металлургам известно, что процессы, в исходном сырье
которых значительную долю составляют сульфидные соединения
металлов, выделяют большое количество энергии (тепла). Именно
на. использовании этой энергии основаны автогенные металлурги-
ческие процессы. Специалисты этих отраслей при анализе подобных
процессов пользуются терминологией, заимствованной из тепло-
энергетики. Например, в литературе можно встретить выражения
«теплотворность», «теплота сгорания», «температура горения»
концентрата и т. п., которые не соответствуют существу протекаю-
щих металлургических процессов. При нагревании и расплавлении
концентрата идут десятки самых разнообразных химических реак-
ций, в том числе и реакции окисления, частным случаем которых
является горение в общепринятом смысле.
Очевидно, что этот вид энергии оказывает существенное влия-
ние на принципы построения технологий переработки того или
иного природного сырья, на технико-экономические, в том числе
энергетические, характеристики рассматриваемого производства,
и что это обстоятельство должно учитываться как при разработке
новых процессов, так и при анализе существующих.
Однако до сих пор при проведении исследований в области
энергоиспользования и энергосбережения, нормирования, планиро-
вания и прогнозирования энергопотребления в технологических
процессах, как правило, учитываются лишь так называемые тради-
ционные энергоресурсы и энергоносители (топливо, электрическая
п тепловая энергия). Понимая все же важность учета качества и
состава исходного сырья при определении расходных энергетиче-
ских характеристик, величин энергетических к. п. д. рассматри-
ваемых технологических процессов, специалисты изыскивают самые
различные способы оценки степени этого влияния.
Характерным примером, иллюстрирующим такого рода попыт-
ки выявить и описать влияние состава и свойств перерабатываемо-
го сырья на расход энергетических ресурсов, являются исследова-
ния, проведенные Ленпиигипрохимом для производства желтого
фосфора [108].
На основе многофакторного анализа большого числа экспери-
ментальных данных для процесса возгонки фосфора в рудно-тер-
мических печах было получено аналитическое выражение, позво-
82
ляющее определять удельные технологические затраты электроэнер-
гии в зависимости от содержания основных компонентов в перера-
батываемом сырье и ряда других показателей:
Этехн = {13380 + 3840 (Мя - 0,85) + 275 [23,5 - (Р2О5)С] +
4- 39,4 [75 - (FeL + 210][(Р2О5)ш - 1,5] + 55 [(CaF3)c - 4,5] +
+ 290[(Fe2O3)o- 2,5] + 203[(СО2)с - 6] + 280 х
X [(Н2О)с - 0,5] + 97,8 [(CaO f MgO)c - 45,5] +
+ 1,1 (Г0р-500)}-i- кВт, Ч/Т, C.1)
Чэн
где М„ — модуль кислотности; (РгС^с— содержание
фосфорите; (FeH — содержание железа в фосфорите;
среднее содержание Р2О5 в шлаке; (СаГг),,— содержание фторида
кальция в фосфорите; (Ре2Оз)с; (СО2)С; (НгО)с; (CaO + MgO)c —
содержание соответствующих соединений в фосфорите; т]эи—энер-
гетический к. п. д. электропечи; Т„г — температура отходящих
газов, К.
В приведенном уравнении значения химических составляющих
подставляются в процентах и являются прогнозируемыми ве-
личинами.
В этом же институте разработана соответствующая методика
расчета затрат электроэнергии на производство карбида кальция,
учитывающая содержание в исходном сырье вредных примесей —
MgO, AI2O3, ЭЮг, ГегОз, СОг, НгО. Подводимая к рудно-термиче-
ской печи электроэнергия расходуется на нагрев, плавление ших-
товых материалов, проведение химических реакций, а также на
покрытие электрических и тепловых потерь.
Полезно затрачиваемая электроэнергия па процесс рассчиты-
вается по следующей формуле, полученной после подстановки его
физико-химических констант: 9i = 1330 + 239 300/Gn (кВт • ч/т), где
Gn — масса карбида кальция, сливаемого из печи.
Расход энергии на восстановление примесей определяется по
выражению
IBi = 2ДЭ< • 0,01 (zcaO«i + z0Pi - Ъ • ЮОО), C.2)
где ДЭ; — дополнительный расход энергии на 1 кг соответствующей
примеси в извести, коксе и получаемом карбиде кальция; а*, [)*,
у. — соответственно процентные содержания примеси в извести,
коксе и карбиде кальция.
Величины удельных значений расхода электроэнергии иа вос-
становление примесей приведены ниже:
Соединение
MgO
А1А
SiO2
Fe2O3
СО2
Н26
кВт-ч/кг
12,0
8,0
7,0
2,0
1,5
1,0
Процентное содержание примесей в извести, коксе, карбиде
кальция определяется по данным химического анализа сырья и вы-
плавляемого продукта.
Расход электроэнергии на нагрев, плавление материалов и осу-
ществление химических реакций представляет собой сумму двух
предварительно полученных составляющих — полезной и дополни-
тельной. Затраты энергии па покрытие электрических и тепловых
потерь печных установок учитываются через их энергетический
к. п. д. В результате суммарный расход электроэнергии на произ-
водство карбида кальция определяется по выражению
q эг + 2 эг /о -п
<Эсум — • (о.О)
Чэн
В последние годы в различных отраслях народного хозяйства
разработаны и внедрены технологические процессы, в основе кото-
рых лежат сложные и многообразные физико-химические превраще-
ния исходного сырья в конечные продукты. К их числу относятся
процессы выщелачивания, хлорирования, восстановления, рафиниро-
вания, осаждения металлов из растворов и т. п., в которых исполь-
зуется энергия кислот, щелочей, фтора, хлора, целого ряда метал-
лов (Mg, Na, Си, Zn, Mn и др.) и их солей.
Как показывает анализ, научно-технический прогресс в цвет-
ной и черной металлургии, в химической промышленности идет в
направлении повышения степени использования энергии перераба-
тываемого природного сырья и увеличения доли процессов с нетра-
диционными видами энергоносителей вследствие чего в дальнейшем
круг таких энергоносителей будет расширяться, а их роль воз-
растать.
Для исследования эффективности эпергоиспользования в по-
добных процессах старые представления и методы оказались непри-
годными, и только с введением понятия химической энергии и эк-
сергии веществ была получена возможность качественно их проана-
лизировать.
Важно подчеркнуть, что создание единой, научно обоснованной
методологии для оценки уровня энергоиспользовання в самых раз-
личных процессах, введение новой единой терминологии имеют ог-
ромное значение не только для теоретических исследований, но и
для проведения практических работ. В частности, введение
понятий химической энергии и эксергии веществ, разработка
методики их определения не только для топлив, но и для любых
веществ, используемых и получаемых в технологических процессах,
позволили значительно расширить область применения и исследова-
тельские возможности энергетического баланса. Они упростили ра-
боту по его составлению для сложных технических систем и прове-
дение анализа полученных результатов, в том числе позволили
более просто и наглядно учитывать влияние характеристик перера-
батываемого сырья на энергетические показатели рассматриваемых
процессов.
84
3.1.2. Исследование степени использования
; химической энергии сырья
в технологических процессах
Как отмечено выше, каждое вещество обладает определенной
химической энергией и эксергией, которые проявляются, когда оно
становится сырьем для производства какого-либо продукта. Неко-
торые вещества обладают большой химической эиергией, другие —
незначительной или даже близкой к нулю. Большие значения хими-
ческой энергии имеют органические соединения, из неорганиче-
ских — многие металлы и их сульфиды, которые часто являются
компонентами перерабатываемого природного сырья. В технологи-
ческой установке эта энергия высвобождается, и если организовать
производство таким образом, чтобы использовать химическую энер-
гию сырья с максимальной эффективностью, то можно в значи-
тельной степени сократить расход так называемых традиционных
энергоресурсов и энергоносителей в виде топлива, электрической и
тепловой энергии, а в некоторых случаях даже генерировать их.
Именно это направление технического прогресса в настоящее
время является одним из главных в тех отраслях, где сырье и ма-
териалы обладают большой химической энергией. На этом принципе
основано целое направление технологической перестройки в цвет-
ной металлургии на базе автогенных процессов, протекающих прак-
тически без подведения углеводородного топлива.
Следует сказать, что до последнего времени при разработке
новых технологий в металлургии энергетике процессов не уделялось
должного внимания, вопросы рационального использования энергии
в них при этом не ставились и не решались. Вследствие этого боль-
шое количество существующих технологий построено таким обра-
зом, что подавляющая часть химической энергии сырья практически
бесполезно теряется на стадиях его предварительной переработки до
поступления в основной процесс, где производится целевой продукт.
Рассматривая, например, классическую технологическую схему
получения свинца с точки зрения энергетической эффективности, не-
трудно заметить, что одно ее звено, а именно процесс агломерации
свинцовых концентратов перед их плавкой, имеет очень низкий
уровень эиергоиспользовання и существенно ухудшает показатели
всего производства в целом. Его наличие определяется требования-
ми, предъявляемыми к перерабатываемому сырью со стороны ос-
новного плавильного агрегата (шахтной печи), в котором могут про-
плавляться только кусковые материалы. Но именно в процессе аг-
ломерации происходит существенное снижение химической энергии
(эксергии) исходного сырья — концентратов. Если обратиться
к энергетическим балансам процессов производства свинца (см.
табл. 2.1), то можно увидеть, что на получение 1 т РЬ требуется
2,42 т шихты, химическая энергия (эксергия) которой /х =
= 2280 кВт • ч (J?x=1960 кВт-ч). Непосредственно на шахтную
плавку с 2,32 т агломерата поступает уже только 1% == 495 кВт • ч
(Ях = 340 кВт-ч).
85
Аналогичное положение наблюдается и в технологиях произ-
водства других металлов. Безусловно, специалисты предпринима-
ют большие усилия, чтобы повысить энергетическую эффективность
таких производств, однако у них остается единственный и не самый
кардинальный способ — совершенствование уже существующих про-
цессов. В гл. 2 было показано, какого эффекта, к примеру, можно
достичь при переводе процесса агломерации свинцовых концентра-
тов на схему с дутьем.
Заведомо можно сказать, что более значительных результатов
в решении этой проблемы можно добиться, если уже на стадии раз-
работки технологий учитывать вопросы рационального использова-
ния энергии, рассматривая их в качестве одного из главных крите-
риев выбора. Примером такого подхода является создание нового на-
правления в цветной металлургии — разработки новых технологий
производства цветных металлов на базе автогенных процессов, осу-
ществляемых за счет химической энергии перерабатываемого сырья
практически без подвода к ним традиционных энергоресурсов. Среди
этих технологий преобладающую группу составляют различные мо-
дификации взвешенной плавки. Это один из наиболее перспективных
пирометаллургических процессов, который отвечает целому ряду
важных технико-экономических и экологических требований. Он
обеспечивает:
— наиболее полную и эффективную утилизацию серы, что от-
вечает требованиям охраны окружающей среды, и при этом позво-
ляет получить такие полезные для народного хозяйства продукты,
как серная кислота, жидкий SCb, элементарная сера;
¦— интенсивность, приводящую к экономии капиталовложений
и повышению производительности труда;
— возможность автоматизации управления его протеканием,
а следовательно, снижение трудозатрат на производимую продукцию.
В настоящее время в мире разработано несколько разновидно-
стей взвешенной плавки:
1) взвешенная плавка па подогретом воздушном дутье;
2) кислородно-взвешенная, или факельная плавка (КФП);
3) кислородно-взвешенная циклогшо-электротермическая плав-
ка (КИВЦЭТ).
Взвешенная плавка па подогретом дутье осуществляется в спе-
циальном агрегате, в реакционной шахте которого в факеле, образуе-
мом при горении мелкоизмельченных и глубоковысушеиных суль-
фидных материалов в струе предварительно нагретого до необходи-
мой температуры воздуха, совмещаются процессы обжига и плавле-
ния перерабатываемого сырья. Промышленное освоение этого про-
цесса впервые было осуществлено в 1948 г. в Финляндии фирмой
«Оутокумпу» на медеплавильном заводе «Харьявалта». Процесс
плавки во взвешенном состоянии по лицензии фирмы «Оутокумпу»
нашел широкое распространение во всем мире. В СССР по этой
технологии работают две установки по переработке медного и ни-
келевого концентратов.
Применение технического кислорода в факельных процессах
в промышленном масштабе впервые осуществила фирма «Коппер-
86
Клифф» (Канада) в 1952 г. Процесс заключается в плавке суль-
фидных концентратов в струе кислорода. Хорошо измельченная
и высушенная шихта инжектируется струей кислорода в печь,
и плавка идет в самом факеле.
У нас в стране разработана одна из модификаций кислородно-
факельной плавки, которая внедрена на Алмалыкском горно-метал-
лургическом комбинате.
Сущность способа плавки медио- и свшщово-цинковых концент-
ратов, разработанного в СССР и получившего название КИВЦЭТ,
сводится к совмещению автогенного обжига и расплавления шихты
в циклонной камере, в которую подается технический кислород,
с электротермической переработкой жидкого шлака и конденсаци-
ей цинка в жидкий металл. Все эти процессы осуществляются не-
прерывно в одном металлургическом агрегате.
В последние 10—15 лет, когда обострилась проблема с энерго-
ресурсами, а также возникла необходимость расходования значи-
тельных средств на охрану окружающей среды от выбросов про-
мышленности, специалистами всех стран особенно интенсивно ве-
лись работы по созданию новых и совершенствованию существую-
щих технологических процессов. В частности, в производстве меди
были испытаны новые непрерывные процессы «Норанда», «Уоркра»,
«Мицубиси», подверглись значительному совершенствованию отра-
жательная, взвешенная и электротермическая плавки.
В этих условиях критерием технического уровня того или ино-
го процесса и его экономической целесообразности становятся за-
траты энергии не только непосредственно па его реализацию, но и
связанные с осуществлением всего комплекса процессов, объединен-
ных с рассматриваемым в общую технологическую схему. Иначе го-
воря, делаются попытки сравнивать по энергозатратам не отдельные
процессы, а технологии производства заданной продукции с учетом
расходов энергии на вспомогательные переделы, такие как перера-
ботка газов для извлечения полезных продуктов (серной кислоты,
жидкого ЭОг, элементарной серы) или их обезвреживание, произ-
водство технического кислорода, переработка шлаков и т. п. Такое
сравнение различных технологий производства меди по потребляе-
мой ими энергии на 1 т перерабатываемой шихты выполнено Агент-
ством: ЕРА (The Enviromental Plotection Agency) и приведено в
табл. 3.1.
Дальнейшее развитие технологий производства меди связано
с разработкой процесса, в котором можно получать черновую медь
непосредственно из концентрата. Финские специалисты провели ис-
следования, которые показали принципиальную возможность осу-
ществления такого процесса в печах взвешенной плавки (ПВП) на
горячем дутье. Аналогичные исследования ведутся и у нас в стране.
В [41] рассматриваются условия автогешгости на примере взве-
шенной плавки стандартного медного концентрата, содержащего
20 % Си; 37,25 % Fe; 42,65 % S (рис. 3.1 и 3.2).
Соотношение между приходом энергии с шихтой (см. рис. 3.1,1)
и ее расходом (см. рис. 3.1, 5) при различном содержании меди в
87
Таблица 3.1
Потребление энергии на 1 т шихты при различных способах производства ме-
ди [41J
Статья расхода энергии
Расход топлива, 10е ккал
Расход электроэнергии,
кВт-ч
В том числе па плавку
на переработку шлака
флотацией
на переработку SO2 2
другие энергозатраты
Затраты электроэнергии
в пересчете на топли-
во 3, 10й ккал
Использовано тепла от-
ходящих газов, 10°
ккал
Общее потребление теп-
ла, 10" ккал
Процессы1
отражатель-
ная ш
огарка
1,04
190
—
—
108
82
0,51
0,15
1,40
твка
сырой
шихты
1,42
229
—.
—
112
117
0,01
0,23
1,80
элек-
тро-
плавка
сухой
шихты
0,23
695
500
—
98
97
1,85
—
2,08
взвешенная
плавка
«Оуто-
кумпу»
0,57
165
—
38
57
70
0,44
0,07
0,94
инко
0,23
317
—
—
79
238
0,84
—
1,07
«Но-
ранда»
1,01
163
—
34
57
73
0,43
0,12
1,32
«Уор-
кра»
1,05
148
—
¦—
57
91
0,39
0,14
1,30
«Мицу-
бисп»
1,01
268
117
—
57
94
0,71
0,14
1,54
1 Содержание меди в штейне, %: 45 — отражательная плавка огарка, электроплавка,
взвешенная плавка ИНКО, процесс «Мпцубиси»; 35 — отражательная плавка сырой шихты;
60 — взвешенная плавка «Оутокумпу».
2 Производство серной кислоты из газов всех процессов, за исключением отражатель-
ной плавки сырой шихты; производство жидкого SO., из газов взвешенной плавки ИНКО.
3 Топливный эквивалент: 2666 ккал = 1 кВт>ч.
штейне показывает, что на воздушном дутье автогенность взвешенной
плавки концентрата не достигается. Автогенное протекание процес-
са может быть получено при введении дополнительного тепла за
счет нагрева воздуха или при уменьшении потерь тепла с отходя-
щими газами путем обогащения дутья кислородом. Автогенность
взвешенной плавки стандартного концентрата достигается при на-
греве воздуха до 420—2300 °С в зависимости от содержания меди
в штейне.
Величина области автогенного протекания взвешенной плавки
стандартного концентрата (заштрихованные участки на рис. 3.1
и 3.2) па шлак заданного состава зависит от температуры и содер-
жания кислорода в дутье. При повышении температуры дутья, на-
пример с 500 до 1000 °С, область автогенности расширяется от
80—100 до 36 —100 % Си в штейне (богатой массе), а повышение
содержания кислорода в дутьо с 40 до 95 % расширяет область от
53—100 до 35—100 % Си в штейне. Таким образом показано, что
Q, ккал /кг
1300
1100-
900-
700-
500-
¦300
20 40 60 60 100
Си в штейне,°/
Рис. 3.1. Области автогенного проте-
кания взвешенной плавки при раз-
личной температуре воздушного
дутья.
1 — тепловыделение шихты; 2—4 — при-
ход тепла при температуре дутья соот-
ветственно 500, 750 и 1000 °С; б — рас-
ход тепла.
Q, кхал/кг
1ООО-
600-
600-
400-
200
40
60 80
Си в штейне*/
' /а
Рис. 3.2. Области автогенного проте-
кания взвешенной плавки при раз-
личном содержании кислорода в
дутье.
1 — тепловыделение шихты1, 2—4 —. рас-
ход тепла при содержании кислорода в
дутье соответственно 21, 40 и 95 %.
в ПВП из концентрата заданного состава в автогенном режиме мо-
гут быть получены штейны или богатая масса с большим диапазо-
ном по содержанию меди, вплоть до металла, как на горячем воз-
душном, так и кислородном дутье.
Свои исследования автор [41] строит на базе теплового балан-
са процесса и пользуется при этом понятиями «теплотворность кон-
центрата», «тепловыделение шихты», что нашло отражение на
рис. 3.1 и 3.2. Более наглядные результаты и более полные выво-
ды мог бы получить автор этих исследований, если бы воспользо-
вался понятиями химической энергии веществ. При необходимости
нетрудно перейти от понятий, которыми он пользуется, к понятиям,
которые рекомендуются авторами настоящей монографии. Тепловы-
деление шихты (?тв есть не что иное, как разность между величина-
ми химической энергии всех материалов, поступающих в процесс,
и продуктов его реализации, т. е.
<?та = Е(ДЯ°I;он-Е(АЯ0)исх = A/х)'-(Е/!С)". C.4)
Иначе говоря, для этого необходимо было бы найти значения
химической энергии для всех составляющих материального баланса
рассматриваемого процесса.
В печах взвешенной плавки автогенно можно перерабатывать
концентраты различного состава, которые характеризуются доста-
точно высоким энергетическим потенциалом, определяемым их хи-
мической энергией (эксергией).
89
Таблица 3.2
Зависимость удельной химической энергии и эксергии
Концентраты
1
2
3
4
сырья от
Содержание
его состава
основных
компонентов, %
Си
17,75
34,48
15,72
16,60
Fe
26,7
5,36
32,54
30,8
S
32,63
13,65
40,45
32,50
Энергия
кВт
2394
1087
2722
2300
Эксергия
¦ч/т
1883
912
2438
2060
Нами выполнены расчеты этих характеристик для медных кон-
центратов, полученных из руд разных месторождений (табл. 3.2).
Удельные значения химической энергии и эксергии таких материа-
лов могут изменяться в широком диапазоне (для сравниваемых кон-
центратов они различаются в 2,5 раза) в зависимости от их соста-
ва. Эти характеристики можно получить специальным расчетом по
методике, описанной в гл. 1, на основе минералогического состава
рассматриваемого сырья. Однако предварительно оцепить пригодность
того или иного концентрата для взвешенной автогенной плавки мож-
но по данным их химического анализа и, более того, по содержанию
в них основных компонентов, определяющих технологическую
и энергетическую ценность сырья. Сведения, подобные приведен-
ным в табл. 3.3 о химическом составе концентратов, переплавляемых
на некоторых действующих медеплавильных заводах в печах
взвешенной плавки различных модификаций, позволяют, не
производя расчетов, судить о величине энергетического потенциала
рассматриваемого сырья и о принципиальной возможности его пе-
реработки в автогенном процессе.
Таблица 3.3
Химический состав концентратов некоторых медеплавильных заводов [41],
% (по массе)
Завод
Алмалыкский
«Коппер-Клифф» (Канада)
«Харьявалта» (Финлян-
дия)
«Саганосеки» (Япония)
«Тамано» (Япония)
«Хитачи» (Япония)
«Теннант-Крик» (Авст-
ралия)
«Норддойче А(Ьфииери»
(ФРГ)
«Гатзила» (Индия)
си
18,5
30,0
22,7
30,7
23,9
28,3
24,5
27,0
22,0
РЬ
_
—
0,5
0,16
—
0,4
0,6
—
—
Zn
_
—
4,0
0,7
—
0,4
0,25
—
—
Fe
31,6
—
32,1
28,7
25,1
26,3
32,5
28,0
27,5
Ni
—
0,1
—
—
—
1,3 Bi
—
—
SiO2
5,5
2,5
6,0
—
—
5,9
4,3
—
12,5
A]2O3
2,3
—
—
—
—
—
0,7
—
5,5
s
35,5
31,5
34,3
29,0
27,7
28,8
30,5
32,0
27,5
90
Подготовка
угольной
пыли
Сушка кон-
центратов
Угольная пыль
Шихта
Подогретая
воздуш-
но-кислородная смесь
Плавильная
печь
Природный гал
Расплав
Воздушпо-кпслородпая g-
VC
О
смесь
Отстойник
Шлак
Штейн
"Отходящие газы
Принципиальная технологическая схема взвешенной (фин-
ской) плавки.
Вместе с тем очевидно, что принимать решение о целесообраз-
ности переработки его по той или иной технологии с точки зрения
энергетической эффективности можно лишь па основе расчета и
сравнения их полных энергобалапсов.
Далее на основе результатов расчета полного энергетического
баланса выполнена оценка уровня энергоиспользования процесса
взвешенной на воздушном дутье (финской) плавки. Приводим крат-
кое описание технологической схемы и некоторых особенностей реа-
лизации процесса взвешенной плавки.
Процесс предназначен для плавления сульфидных концептратов
во взвешенном состоянии. Шихта подается в реакционную шахту
печи через горелки. Для окисления компонентов концентрата ис-
пользуется воздух, обогащенный кислородом и подогретый до
—200 °С. Степень обогащения воздуха кислородом определяется со-
ставом шихты и выбирается по условию автогенного протекания
процесса (максимальное обогащение 40 % ).
В случаях, когда при максимальном обогащении дутья кисло-
родом для нормального протекания процесса подведенной энергии
оказывается недостаточно (уменьшилась химическая энергия ших-
ты, возросли по какой-либо причине тепловые потери печи, умень-
шился подогрев воздуха), в реакционную шахту подается природ-
ный газ.
Расплавленные частицы шихты попадают на поверхность ван-
ны отстойника. В отстойной зоне печи происходит расслоение суль-
91
фидно-силикатного расплава на шлак и штейн. Для поддержания
заданной температуры шлака и штейна отстойная зона подогревает-
ся за счет сжигания в ней природного газа.
При выходе из реакционной шахты направление движения га-
зов изменяется на 90°, газовый поток проходит горизонтально над
ванной в отстойной зоне печи. Затем направление движения газов
вновь изменяется на 90° — газ поднимается по вертикальному ап-
тейку печи вверх. В аптейке инжектируется угольная пыль, где и
происходит восстановление сернистого газа до элементарной серы.
Агрегат обладает высокой интенсивностью плавления, в связи
с чем печь имеет сложную и многообразную систему охлаждения.
Используется два вида охлаждающей воды: поверхностная, или оро-
шающая (для охлаждения кожуха аптейка и реакционной шахты),
и химически очищенная для кессонов.
Агрегат должен обладать высокой герметичностью, чтобы не
было подсосов, которые нарушают тепловой баланс, разубоживают
отходящие газы и увеличивают их объем, что приводит к повыше-
нию расхода восстановителя.
К компонентам шихты, направляемым на взвешенную плавку,
предъявляются следующие требования: влажность не более 0,2 %;
крупность материала 90—95 % — 44 мкм; крупность песчаника
90 % менее 2 мм.
Для ведения процесса плавки во взвешенном состоянии исполь-
зуются: медный концентрат, оборотная пыль печи взвешенной плав-
ки, песчаник, угольная пыль, технический и технологический кис-
лород, дутьевой воздух, природный газ, азот, чугунный скрап.
Азот применяется как носитель в процессе приготовления уголь-
ной пыли и как инертный газ, снижающий содержание кислорода
в пылегазовой смеси до 6 %.
Чугунный скрап необходим для удаления настылей, образую-
щихся на подине ПВП, в которую он загружается через специаль-
ные отверстия периодически по мере необходимости.
Процесс взвешенной плавки с утилизацией серы из отходящих
газов очень сложен, поэтому на производительность печи, полноту
протекания окислительных и восстановительных реакций влияют
многие факторы, основными из которых являются: размеры частиц
и время нахождения их в газовом потоке; скорость, направление
и последовательность окислительных реакций; минералогический
состав концентратов; вид восстановителя сернистого ангидрида и др.
Основную реакцию, протекающую в реакционной шахте печи,
в общем виде можно представить следующим уравнением:
MeS + 1,5О2 = МеО + SO2 + Q. C.5)
Эта реакция экзотермическая, и ее тепловой эффект во мно-
гих случаях при условии нагрева материала до температуры вос-
пламенения серы обеспечивает самопроизвольный ход процесса без
затрат энергии извне.
Из реакционной шахты выходят три продукта плавки:
— расплавленные частицы шихты, которые оседают в отстой-
нике;
92
— окисленная мелкодисперсная пыль;
— отходящие газы, содержащие SO2.
В отстойнике происходят основные реакции шлакообразования,
обменные реакции и процесс физического разделения на штейн и
шлак, обусловленный разностью их удельных весов.
Технологические газы плавки во взвешенном состоянии до вос-
становления имеют содержание (%): SO2 — 12,6; Н2О— 8,5; СОг—•
5,5; О2 — 0,7; N2 — 72,0; температуру 1450 °С.
Восстановлепие сернистых газов осуществляется в аптейке
ПВП. В качестве восстановительного реагента используют измель-
ченный уголь с минимальным содержанием летучих компонентов и
золы. Участие летучих пылеугля в процессе восстановления техно-
логических газов приводит к образованию повышенных количеств
H2S, CS2 и COS, что крайне нежелательно. Повышение содержания
золы в угле увеличивает количества пыли и шлака, следовательно,
снижает извлечение цветных металлов, ухудшает технико-экономи-
ческие показатели, в том числе по энергоиспользованию. К тому же
зола угля является основной причиной образования настылей в
аптейке.
Углерод и летучие компоненты угольной пыли взаимодейству-
ют с сернистым ангидридом, восстанавливая его до элементарной
серы: SO2 + C = 1/2S2 + CO2; SO2 + 2Н2 = 1/2S2 + 2Н2О. При этом
имеют место многочисленные побочные реакции, что значительно
снижает извлечение серы.
Восстановленные газы из аптейка ПВП с t — 1330 °С поступа-
ют в котел-утилизатор, где охлаждаются до 350 °С.
По данным финских металлургов, использование тепла отхо-
дящих газов при взвешенной плавке на горячем дутье обеспечивает
производство 900 кг пара на 1 т концентрата, а при использовании
кислородного дутья — 241 кг. Необходимые затраты пара для подо-
грева дутья, производства кислорода и электроэнергии показаны
ниже (кг):
Показатель
Подогрев дутья
Производство кислорода
B,1 кг/м3)
Производство электро-
энергии E кг/(кВт-ч))
Общие затраты пара
Избыток пара
Недостаток пара
Горячее
дутье
110
230
430
770
130
Кислородное
дутье
—
527
430
957
—
716
Приведенные данные показывают, что энергетические затраты
при взвещенной плавке на воздушном дутье в 2,5 раза ниже., чем
на кислородном. В этом преимущество, так как другие факторы,
влияющие на экономику производства,— извлечение меди, трудовые
затраты, использование серы и капиталовложения — полностью
идентичны.
Таблица 3.4
Материальный и полный энергетический балансы печи взвешен-
ной плавки (зона реакционной части и отстойника) на 1 т медных
концентратов
Статья баланса
Приход
Медный концент-
рат
Пыль оборотная
Песчаник, чугун-
ный скрап
Природный газ
Кислород
Воздух
Электроэнергия
Итого . . .
Всего . . .
Расход
Штейн
Шлак
Пыль оборотная
Отходящие газы
Потери
Итого . . .
Всего . . .
Кол-во,
т
1,0
@,215)
0,43
0,024
0,123
2,06
.
3,637
0,495
0,81
@,215)
2,32
0,012
3,637
Энергия, кВт-ч
2716
E00)
330
320
—
—
69
3435
945
368
E00)
790
—
2103
—
—,
—
—
117
—*
117
3552
*
129*
340
63
900
17
1449
3552
Эксергия, кВТ'Ч
*Х
2120
D08)
250
300
—
—
69
2739
747*
223
D08)
540
—
1510
—
—
—
—•
49
¦
49
2788
104*
278
52
740
—
1174
2684
945+129 747+104
Чэн = 3552 = °'303; Чзкс = 2788 = °'305
Полезная энергия (эксергия) процесса.
На основе описанной схемы, данных химического анализа и рас-
ходных показателей процесса были рассчитаны его материальный
и полный энергетический балансы на 1 т перерабатываемого в нем
концентрата.
В табл. 3.4 приведены материальный и полный энергетический
балансы процессов, протекающих в реакционной шахте и отстойни-
ке ПВП.
Расчет отдельных статей баланса приводится в приложении 1.
На основе полученных результатов определены энергетический
и эксергетический к. п. д. процесса плавки медного концентра-
та — они примерно равны между собой и составляют цза = 30,3,
1]»ко = 30,5 %. Рассчитано соотношение энергоносителей, участвую-
щих в процессе: по энергии — /с : /т: /,: Е = 0,858 : 0,090 : 0,033 :
Таблица 3.5
Материальный и полный энергетический балансы печи взвешенной
плавки на 1 т медных концентратов
Статья баланса
Приход
Медный концентрат
Пыль оборотная
Песчаник, чугунный
скрап
Угольная пыль, азот
Природный газ
Кислород
Воздух
Электроэнергия
Итого . . .
Всего . . .
Расход
Штейн
Шла]-;
Пыль оборотная
Сера элементарная
Отходящие газы
Потери
Итого . . .
Всего . . .
га
о
Кеч
1,0
0,215
0,43
0,219
0,024
0,123
2,06
—
4,071
0,495
0.81
0,215
0,152
2,287
0,112
4,071
(945+879)+129
Чин - 4942
Энергия, кВт-ч
2716
E00)
330
1390
320
—
—
69
4825
945 '
368
E00)
879 =
887
28
3107
- 0,395
—
—
—
.—
—
117
.
117
4942
S
i
129*
340
63
—
1060
243
1835
4942
ц
G47-
же
Эксергия,
2120
D08)
250
1350
300
—
—
69
4089
4138
747 *
223
D08)
721 *
644
23
2358
кВт-ч
Eg
г
—
—
,
—
—
49
49
104*
278
52
—
862
—
1296
3654
-721)+104
4138
= 0,38
* Полезная энергия (эксергия) продукта,
: 0,019; по эксергии — Ес\ Ет\ Eq: Е = 0,851 : 0,108 : 0,016 : 0,025, где
1С и Ес; /т и Ет — соответственно химическая энергия и эксергия
сырья и топлива.
Таким образом, расчеты показали, что ~86 % прихода энергии
па плавку медных концентратов составляет химическая энергия
сырья и 9 % — топлива, причем расходуемого не на процесс непо-
средственно, а на поддержание соответствующей температуры в от-
стойнике.
Для того чтобы определить энергетическую эффективность
взвешенной плавки в целом, был рассчитан полный энергетический
баланс всех процессов, протекающих в печи, включая восстановле-
ние отходящих газов с получением элементарной серы (табл. 3.5).
Процесс восстановления SO2 до элементарной серы требует допол-
гантельных затрат пылеугля. Однако появление нового полезного
продукта повышает комплексность использования сырья, способст-
вует охране окружающей среды от выбросов сернистого ангидрида
и, несмотря па дополнительные энергетические затраты, приводит
к повышению эффективности процесса в целом — к. я. д. возрастают
до 1]эи = 39,5, т]8К0 = 38 %.
Изменяется соотношение энергоносителей в сторону снижения
относительной доли химической энергии (эксергии) сырья и повы-
шения доли топлива: по энергии — /с: /r: Iq: Е = 0,616 : 0,346 :
: 0,024 : 0,014; по эксергии -ЕС:ЕТ: Eq: Е = 0,573 : 0,398 : 0,012 :
: 0,017.
Мы не останавливаемся здесь па возможностях дальнейшего
повышения эффективности взвешенной плавки за счет утилизации
тепла отходящих газов, поскольку это относится уже к другому на-
правлению энергосбережения — использованию БЭР, которому по-
священа следующая глава.
Приведенный пример показывает, что подобным образом могут
быть исследованы все новые технологии, на каких бы нетрадици-
онных энергоносителях они ни базировались, каким бы образом ни
изменилось качество сырья в будущем. Все эти факторы поддаются
учету при определении необходимых затрат энергоресурсов па эти
процессы.
3.2. ЭКОНОМИЯ ДЕФИЦИТНЫХ ЭНЕРГОРЕСУРСОВ
В проблеме энергосбережения в промышленности особо остро
стоит вопрос экономии дефицитных энергоресурсов, к числу кото-
рых в первую очередь относятся металлургический кокс и высоко-
качественные углеродистые материалы, используемые для производ-
ства электродов и анодной массы. Эиергоресурсы этих видов потреб-
ляются преимущественно в черной и цветной металлургии, где и
приходится решать проблему рационального их использования или
замены на другие, менее дефицитные. Эта проблема будет становить-
ся все более острой, поскольку доля коксующихся углей в общем
объеме добычи уменьшается, качество их снижается, а технико-эко-
номические показатели их получения ухудшаются.
Далее речь пойдет лишь о возможных путях решения проблемы
экономии кокса в черной металлургии, в которой он производится
и преимущественно потребляется. Во второй половине XIX в. воз-
никла двухстадийная схема металлургического производства чугун —
сталь, которая в настоящее время является основной в отрасли.
Всевозрастающий дефицит кокса, повышение требований сов-
ременной техники к качеству металлопродукции заставили специа-
листов заниматься разработкой новых технологий, почти не требую-
щих затрат кокса или потребляющих его в значительно меньших
размерах по сравнению с существующими.
В основе всех создаваемых технологий лежит процесс прямого
восстановления железа из руд.
Этот процесс осуществляется при сравнительно низких темпе-
ратурах A000—1200 °С) с использованием восстановительных газов,
96
получаемых, как правило, паровой конверсией природного газа,
и различных видов твердого топлива.
В зависимости от способа осуществления процесса восстановле-
ния и вида установки, в которой он реализуется, используется раз-
личное рудное сырье. Для восстановления во взвешенном состоянии,
в кипящем слое требуется мелкоизмельченный материал, для дру-
гих способов можно применять кусковую руду или окатыши.
Для характеристики получаемого в процессе продукта исполь-
зуется показатель, определяемый отношением количества полностью
восстановленного железа к общей его массе, содержащейся в про-
дукте, и называемый степенью металлизации (степенью восстанов-
ления по железу):
м?е
, C.6)
1 <U
где фм — степень металлизации продукта; Мыет, МОбщ— масса вос-
становленного и общая масса содержащегося в нем железа.
Получаемый в процессе восстановления продукт обычно назы-
вают губчатым железом или металлизовапным сырьем. В настоящее
время находится в эксплуатации, в стадии лабораторных и полупро-
мышленных исследований целый ряд процессов получения метал-
лизовапного сырья. Краткая характеристика некоторых из них да-
ется ниже.
1. Восстановление во взвешенном состоянии может осуществ-
ляться при однонаправленном движении мелких частиц концентра-
та и восстановительного газа (прямоток) и встречном их движении
(противоток). Теоретически преимуществом этого способа является
высокая скорость восстановления концентрата вследствие большой
поверхности реагирования. Расчеты показывают, что для восстанов-
ления во взвешенном состоянии (прямоток) при температуре 800 °С
на 1 т Fe требуется около 1800 м3 водорода, нагретого до 1500 °С.
Однако трудности, обусловленные слипанием восстановленных
частиц и налипанием их па стенки, не позволили до настоящего
времени создать ни одной промышленной установки этого типа.
2. Восстановление в кипящем слое осуществляется при подаче
газа снизу с такой скоростью, что частицы материала находятся в
состоянии интенсивного движения в заданном объеме, определяе-
мом наивысшей скоростью газа, при которой частицы не выносятся
из слоя, и скоростью, при которой они приходят в движение, начи-
нают подниматься.
Теоретически можно получить высог;ую производительность ус-
тановок кипящего слоя, подавая газ с большой скоростью (а также
повышая давление), но при этом в меньшей степени используется
восстановительная способность газа, во избежание выноса необходи-
мо увеличивать крупность частиц. Для увеличения производитель-
ности агрегата и повышения при этом степени использования газа
можно делить процесс на две или более расположенных одна над
другой ступени с кипящим слоем. Производительность наиболее
крупных действующих установок кипящего слоя (H-iron-процесс)
достигает 110 т губчатого железа в сутки.
7 в. С. Степанов, Т. Б. Степанова 97
3. Разработан периодический процесс восстановления в ретор-
тах, в которых через неподвижный слой железорудных окатышей
пропускают нагретый восстановительный газ. Последний обычно по-
лучают паровой конверсией метана, а затем последовательно нап-
равляют в реторты с предварительной отмывкой и подогревом.
Процесс получения губчатого железа в ретортах (процесс Оха-
лата — Ламина и Мадарас) наглел наибольшее распространение в
мире. В частности, в Мексике построено четыре установки общей
производительностью 650 тыс. т железа в год, которое затем посту-
пает на переплавку в электропечах. В состав установок входят че-
тыре реторты, в каждой из которых осуществляется цикл, состоя-
щий из четырех стадий длительностью по 3 ч: разгрузка — загруз-
ка, первичное восстановление, окончательное восстановление, охлаж-
дение. Емкость каждой реторты около 50 м3, общая производи-
тельность 600 т/сут. Расход энергии на 1 т железа составляет: толь-
ко на процессе — 3,1 млн ккал (~400 м3 природного газа), в целом
по заводу — 5,1 млн ккал.
4. В ряде стран применяют процесс восстановления железо-
рудного сырья твердым топливом во вращающихся трубчатых пе-
чах. Реакции восстановления протекают в слое шихты (смеси же-
лезорудного сырья и угля) при температуре 1000—1200 °С. Требуе-
мое для их осуществления тепло подводится с топливом, сжигаемым
в топках печей. Печь может работать в режиме прямотока или про-
тивотока движения шихты и газов в зависимости от места располо-
жения топки у загрузочного или разгрузочного ее конца. При пря-
моточной схеме степень использования тепловой энергии газов
уменьшается, однако появляется возможность использовать более
короткие печи, производительность которых выше вследствие боль-
шей разницы между температурами газов и шихты. Для повышения
производительности трубчатых печей обычно стремятся расширить
зону высоких температур путем подвода воздуха в точки по их дли-
не и сжигания над слоем шихты выделяющегося из него оксида уг-
лерода. Проектная производительность печи длиной 75 м и диамет-
ром 4 м составляет около 400 т губчатого железа в сутки. В перспек-
тиве возможно создание печей больших размеров (длиной 150 м
и диаметром 6 м) и производительностью до 2,5 тыс. т/сут [38, 59].
Этот процесс нашел применение в промышленности, где исполь-
зуется для получения частично восстановленной шихты, которая
направляется затем в электродоменные печи (процесс Электрокемиск
в Югославии и SL/RN в Южной Корее и Южной Африке), а также
губчатого железа, направляемого в сталеплавильные печи (процесс
SL/BN в Новой Зеландии).
5. Достаточно распространенным способом получения губчатого
железа является восстановление железорудного сырья горячим вос-
становительным газом в шахтных печах.
Осуществление процесса в противотоке даст возможность для
достижения на этих установках высокой производительности при
высокой степени использования химической и тепловой энергии вос-
становительного газа. В общем случае производительность шахтных
93
Таблица 3.6
Показатели процессов производства губчатого железа в промышленных агре-
гатах различного типа [38]
Процесс
Виберга (шахтные
печи)
Охалата и Ламина
(реторты)
Мадарас (реторты)
H-iron. (реакторы
КС)
SL/RN
(трубчатые печи)
Объем аг-
регата
16-42
65
11—14
63—115
/ 143
\ 269
Удельная
производи-
тельность,
Т/(М3'СУТ)
0,48-0,64
1,8
1,6-2,0
0,8—0,95
0,33—0,66
0,26-0,25
Расход энергоресурсов
уголь,
кокс,
кг/т
170-300
—
—
624
370—450
природ-
ный газ,
М3/Т
—.
500—515
500
630—685
106,6
290
электро-
энергия,
кВт-ч/т
925-1500
10
нет св.
120—350
350
Степень
металли-
зации, %
91-97
85—90
90—95
85—95
96 *
90-96 *
* После обогащения и магнитной сепарации»
печей определяется количеством подаваемого восстановительного
газа, равномерностью его распределения по сечению, а также ста-
бильностью опускания в них шихты.
В зависимости от степени использования газа удельная произ-
водительность печей может достигать 5 —10 т/м3 в сутки.
Однако фактически достигнутая производительность на подоб-
ных установках значительно ниже указанных значений. В Швеции
на печи Виберга полезным объемом 85 м3 получали около 60 т
губчатого железа в сутки. У пас в стране в опытной шахтной печи
объемом 16 м3 Белорецкого металлургического завода в сутки полу-
чали до 60 т губки. В США (процесс Мидрекс) и ФРГ (процесс Пу-
рофер) построены установки производительностью 500 т губчатого
железа в сутки.
Некоторые показатели процесса получения губчатого железа в
промышленных установках различного типа приведены в табл. 3.6,
Попытку сопоставить различные способы получения металли-
зованного сырья по энергетическим затратам сделал Р. Вилд. Пере-
считав все энергетические расходы на 1 т железа по каждому про-
цессу на эквивалентное количество электроэнергии, он получил сле-
дующие величины [38] (кВт • ч):
1. Подвижной фильтрующий слой (в шахтных пе-
чах) — процесс Виберга 2650
2. Стационарный фильтрующий слой (в ретортах)—¦
процесс Охалата — Ламина и Мадарас 5300—5400
3. Кипящий слой—процессы H-iron и Эссо-Литл 4800
4. Пересыпающийся рудно-угольно-флюсовый слой
(в трубчатых печах) — процесс R—N 7000
Очевидно, что полученные Р. Вилдом показатели не позволяют су-
дить о технико-экономической эффективности и перспективности
7*
99
Рис. 3.3. Зависимость затрат (в копей-
ках) на 1 кг восстановленного железа
от степени металлизации шихты для
различных процессов восстановления.
1 — во взвешенном состоянии; 2 — в кипя-
щем слое; а — в ретортах; 4 — твердым
топливом во вращающихся трубчатых пе-
чах; б — горячим восстановительным га-
зом в шахтных печах; I—III — см. текст.
1
\
\\
\
\
\
\
\
к \
3
4
1
ж
1
I Ж Ш
20 40 60 вО
Степень металлизации,
100
%
промышленного использования
указанных процессов, поскольку
не учитывают целый ряд важных
факторов, таких как их масштаб-
ность, технологичность, удельная
производительность и др.
Судить о перспективах разви-
тия того или иного процесса вос-
становления в отрыве от общей
технологии производства металла,
без увязки с процессом, в котором должен перерабатываться полу-
ченный металлизованный продукт, по-видимому, неправомерно. При
этом нельзя не учитывать влияние степени металлизации продукта
на затраты, связанные не только с соответствующим процессом вос-
становления, но и с тем процессом, где этот продукт будет в даль-
нейшем перерабатываться.
Результаты исследования, приведенные в [59], показывают, что
для каждого из способов металлизации существует оптимум, соответ-
ствующий минимуму приведенных затрат на 1 кг восстановленного
железа (рис. 3.3). Этот оптимум для различных процессов достига-
ется при неодинаковой степени металлизации. В свою очередь, по-
казано, что для разных схем переработки металлизовапного продук-
та— в доменном процессе (зона I), электроплавке с получением
стали (зона II), в порошковой металлургии (зона III)—требуется
свое наиболее желательное значение этого показателя. Причем
если говорить о целесообразной степени металлизации с позиций
отдельных процессов восстановления, то это значение лежит в диа-
пазоне 60—80 %. В то же время для порошковой металлургии тре-
буется сырье, степень металлизации которого, во всяком случае,
должна быть не ниже 90 %, т. е. далеко не оптимальное с точки зре-
ния любого рассматриваемого процесса.
Можно ожидать, что процессы прямого восстановления сырья
уже в ближайшее время найдут промышленное применение и будут
постепенно занимать все большее место в черной металлургии. Это
позволит существенно сократить потребности отрасли в дефицитном
коксе.
В более отдаленной перспективе использование энергии ядерных
установок для получения восстановительных газов позволит еще в
большей мере снизить расход не только кокса, по и других углево-
дородных энергоресурсов.
100
3.3. ПЕРСПЕКТИВЫ ИСПОЛЬЗОВАНИЯ
ЯДЕРНОЙ ЭНЕРГИИ В ПРОМЫШЛЕННОСТИ
Дефицит природных углеводородных энергоресурсов вызывает
необходимость поиска более широких сфер применения ядерной
энергии, в том числе непосредственно для осуществления энер-
гоемких технологических процессов разных отраслей промышленно-
сти. Крупномасштабное вовлечение ядерного топлива в сферу про-
мышленного и коммунально-отопительного теплоснабжения являет-
ся одной из важнейших задач современного этапа развития энер-
гетики. Решение этой задачи непросто, поскольку требует комп-
лексного рассмотрения и учета, с одной стороны, требований отдель-
ных технологий, с другой — конструктивных и параметрических
ограничений ядерных источников.
Действительно, многие энергоемкие отрасли народного хозяйст-
ва предъявляют к последним такие требования, удовлетворить ко-
торые в полной мере серийно выпускаемые сейчас реакторы не в со-
стоянии.
Кроме того, возможности существенного изменения конструкции
и параметров ядерного источника ограниченны. Имеются жесткие
ограничения параметров реакторов, обусловленные в основном су-
ществующими конструкционными материалами и свойствами ядер-
ных тоилив определенной химической и физической структуры.
Вследствие этих ограничений не всегда можно использовать тепло
ядерного источника в технологических процессах, разработанных и
освоенных для работы на органическом топливе определенного вида.
Следовательно, ядерное энергообеспечение в этих случаях может
быть реализовано лишь при определенной модификации существую-
щих либо при разработке принципиально новых технологических
процессов, обеспечивающих их совместимость с ядерными источни-
ками энергии.
Схема применения ядерного источника энергии в технологиче-
ских процессах существенно зависит от типа и характера послед-
них, отличающихся большим разнообразием. В то же время разра-
ботка нового типа реактора связана с большими материальными
и трудовыми затратами. Поэтому специалисты стремятся по воз-
можности ограничить число типов разрабатываемых реакторов, при-
дать им черты универсальных источников, пригодных для обеспече-
ния энергией основных энергоемких отраслей народного хозяйства.
Начинается создание атомных энергетических установок для
производства средне- и высокотемпературного тепла и искусствен-
ных видов топлива.
Большинство технологических достаточно масштабных процес-
сов, осуществляемых в промышленности, требует уровня температур
в интервале 500—1200 °С [4], например:
Прямое восстановление железных руд 800—1200
Газификация углей 850—1100
Получение аммиака, метанола из при-
родного газа 800—900
101
Производство водорода термохимическим
разложением воды 500—1200
Рафинирование сырой нефти 500—900
Коксование угля 900—1000
Нагрев доменного дутья, агломерация же-
лезорудных материалов, нагрев слитков 1200
Таким образом, чтобы решить проблему замещения органи-
ческого топлива ядерным в большинстве отраслей промышленности,
необходимо создать атомные энергетические установки, способные
обеспечивать теплом, подводимым непосредственно к технологиче-
скому процессу при температуре около 1200 °С.
Эта температура лежит в пределах достижимого для высокотем-
пературных расплавпо-солевых реакторов интегральной компоновки
(ВТРС-ИК), в которых в качестве топлива и теплоносителя исполь-
зуются расплавы фтористых солей, в качестве замедлителя и отража-
теля — графит [10]. Пара графит — расплав фторидов обладает уни-
кальной совместимостью вплоть до температур около 1700 "С. Иначе
говоря, реакторы этого типа принципиально способны обеспечить
температурный потенциал отдаваемого тепла, удовлетворяющий
практически всех энергоемких технологических потребителей. ВТРС-
ЙК обещают быть конструктивно простыми и надежными энерге-
тическими установками. Однако их изучение находится еще только
на концептуальной, схемной стадии, поэтому создание ядерно-метал-
лургических и других комплексов на их основе будет возможно толь-
ко в достаточно отдаленной перспективе. На ближайшую перспекти-
ву реально можно рассчитывать на высокотемпературные газоохлаж-
даемые реакторы (ВТГР) с гелием в качестве теплоносителя, кото-
рые в настоящее время уже достаточно хорошо отработаны. Реакто-
ры этого типа имеют высокий термодинамический потенциал,
удовлетворяют требованиям, предъявляемым к ядерным энерге-
тическим установкам (ЯЭУ) будущего по ядерной и радиационной
безопасности, обладают экономичным топливным циклом и оказы-
вают минимальное воздействие на окружающую среду. Гелий хими-
чески стабилен и практически не диссоциирует, он не взаимодейству-
ет ни с одним из известных простых или сложных веществ при
всех реализуемых в реакторах температурах. Именно эти качества
обусловливают возможность получения высокого термодинамическо-
го потенциала в ЯЭУ с гелием в качестве теплоносителя и открывают
перспективу использования их в энергоемких производствах, опти-
мальная температура осуществления технологических процессов
в которых не превышает 900 °С. Это означает, что температура гелия
на выходе из реактора в зависимости от схемы передачи тепла
к процессу должна составлять: 1000 °С без промежуточного тепло-
обменника, 1100 °С с теплообменником.
В табл. 3.7 показаны энергоемкие технологические процессы
некоторых отраслей промышленности, потенциально пригодные для
формирования комплекса на базе ВТГР с гелиевым теплоноси-
телем [68].
102
Таблица 3.7
Технологические процессы, в которых может использоваться
тепло ВТГР с гелиевым теплоносителем [68]
Процесс
Регенерация тяжелых
фракций нефти, выде-
ление нефти из нефте-
носных песков
Рафинирование нефти
Газификация паром углей
бурых
каменных
Паровая конверсия ме-
тана
Прямое восстановление
железной руды
Получение водорода тер-
мохимическим разло-
жением воды
Оптимальная
температура
протекания
процесса, °С
750
850
800
900
830
900
900
Требуемая температура ге-
лия на выходе
без промежу-
точного теп-
лообменника
850
950
900
1000
900
1000
1000
из реактора,
с промежу-
точным теп-
лообменником
950
1050
1000
1100
1000
1100
1100
Далее для примера рассмотрим принципы формирования ядерно-
технологических комплексов в некоторых отраслях промышлен-
ности.
В разд. 3.2 отмечалось, что возрастающий дефицит коксующихся
углей, кокса требует расширения использования в черной металлур-
гии восстановительных газов в доменном процессе, а также в про-
цессах прямого восстановления железных руд. Последние, хо-
рошо сочетаясь с возможностями атомной энергетики, могут обес-
печить наибольшую экономию дефицитного углеродистого топ-
лива [45].
Принципиальная схема ядерно-металлургического комплекса для
производства железа, создаваемого на базе ВТГР с гелиевым тепло-
носителем, может быть построена следующим образом [4].
Гелий из реактора при температуре 900 °С поступает в теплооб-
менник, где осуществляется конверсия смеси метана и паров воды
в восстановительный газ. После очистки восстановительный газ,
пройдя дополнительный подогрев в теплообменнике, направляется
в шахтную восстановительную печь, где осуществляется процесс вос-
становления руды с получением губчатого железа. Специального под-
вода тепла реактора в восстановительную печь не требуется. Часть
энергии реактора используется иа получение технологического пара,
а в случае необходимости также и энергетического. Если на установ-
ке не предусматривать производство электроэнергии, то с помощью
реактора тепловой мощностью 500 МВт можно производить 3,0—3,5
млн т железа в год.
103
Отметим, что паровая конверсия метана является ключевой
также и для многих других производств, таких как синтез аммиака,
получение метанола, рафинирование нефти, газификация угля и по-
лучение из него жидкого топлива, дальний транспорт энергии хемо-
термическим способом.
Наиболее масштабным энергетическим производством в хими-
ческой промышленности является производство аммиака, для получе-
ния 1 т которого затрачивается —1100 м3 природного газа. Причем
чуть более половины последнего используется в качестве сырья,
а остальная часть (около 500 м3/т аммиака) потребляется как топли-
во. Очевидно, что только вторая часть затрачиваемого на данное про-
изводство природного газа может быть высвобождена при создании
ядерно-химического комплекса за счет замены вносимой ею в про-
цесс тепловой энергии энергией, поступающей от высокотемператур-
ных ядерных реакторов.
Здесь, очевидно, будет уместно заметить, что ВТГР могут гармо-
нично вписываться в технологии по производству водорода, метана,
других искусственных видов топлива и сырья из низкокачественных
углей, а также водорода из воды.
О последнем необходимо сказать особо, поскольку именно про-
изводство водорода в будущем прогнозируется специалистами как
главное направление компенсации образующегося дефицита таких
органических ископаемых, как нефть и природный газ. Действитель-
но, водород является замечательным химическим сырьем и восстано-
вителем для многих технологических процессов. Он может рассмат-
риваться и как идеальное с точки зрения экологии котельно-почное
и моторное топливо, при сгорании которого образуется безвредный
для окружающей среды продукт — вода. Кроме того, важно подчерк-
нуть, что транспорт водорода как энергоносителя на большие
расстояния более экономичен, чем, например, передача электро-
энергии.
В настоящее время известно несколько способов получения водо-
рода из воды или водных растворов — электролитический, термохи-
мический и термоэлектрохимичоский.
В связи с довольно низкой эффективностью процесса электроли-
тического разложения воды большое внимание уделяется двум пос-
ледним способам. В настоящее время в мире запатентовано и про-
рабатывается несколько десятков конкретных схем получения водо-
рода [19, 118]. Разработка и осуществление наиболее экономичных
из них в комплексе с высокотемпературными ядерными реакторами
является одной из важнейших научных задач.
Расширение областей и масштабов применения ядерной энергии,
в том числе путем создания комплексов на базе ВТГР и ВТРС-ИК,
уже в начале следующего тысячелетия существенным образом может
изменить структуру энергетического баланса.
Глава 4
ИСПОЛЬЗОВАНИЕ ВТОРИЧНЫХ
ЭНЕРГЕТИЧЕСКИХ РЕСУРСОВ —
ВАЖНЕЙШЕЕ НАПРАВЛЕНИЕ
ЭНЕРГОСБЕРЕЖЕНИЯ В ПРОМЫШЛЕННОСТИ
4.1. КЛАССИФИКАЦИЯ, НАПРАВЛЕНИЯ
И СОСТОЯНИЕ ИСПОЛЬЗОВАНИЯ ВЭР В ПРОМЫШЛЕННОСТИ
Одним из существенных резервов энергосбережения в промыш-
ленности является использование вторичных энергоресурсов, неиз-
бежно возникающих в различных технологических процессах. Выход
ВЭР зависит от целого ряда факторов: параметров, при которых
протекает процесс, от его режима, конструктивного исполнения тех-
нологического оборудования и др.
Каждая технологическая установка характеризуется вполне оп-
ределенным энергетическим к. п. д., показывающим, какая величина
подведенной к процессу энергии теряется. На практике происходит
постоянная борьба с потерями, используются самые различные спо-
собы их сокращения: организационно-технические, связанные с на-
ладкой технологических процессов и режимов работы агрегатов,
улучшением изоляции технологического оборудования, трубопрово-
дов горячей воды и пара.
Один из путей снижения потерь — использование возможности
возвращения части потерь энергии непосредственно в тот процесс,
в котором они образуются. Многочисленные исследования подтвер-
ждают энергетическую и экономическую эффективность регенера-
ции и рекуперации энергии. После этого остаются потери, которые
при данной технологии при существующем развитии техники
уменьшить и избежать нельзя. Эту часть энергетических потерь и
принято считать вторичными энергоресурсами.
Согласно [56], под вторичными энергетическими ресурсами под-
разумевается энергетический потенциал продукции, отходов, побоч-
ных и промежуточных продуктов, образующихся в технологических
агрегатах (установках), который не используется в самом агрегате,
но может быть частично или полностью использован для энергоснаб-
жения других потребителей.
Их обычно подразделяют на горючие, тепловые и избыточного
давления.
Под горючими ВЭР понимаются содержащие химически связан-
ную энергию отходы технологических процессов, неиспользуемые или
непригодные для дальнейшей технологической переработки, которые
могут быть применены в качестве котельно-печного топлива.
105
Тепловые ВЭР — это тепловые отходы, представляющие собой
энтальпию отходящих газов технологических агрегатов, основной,
побочной, промежуточной продукции и отходов производства, тепло-
ту рабочих тел систем охлаждения технологических агрегатов и ус-
тановок, энтальпию горячей воды и пара, отработанных в технологи-
ческих установках. К тепловым ВЭР относится также теплоэнергия
(пар и горячая вода), попутно полученная в технологических
и энерготехнологических установках.
ВЭР избыточного давления — потенциальная энергия газов, вы-
ходящих из технологических агрегатов с избыточным давлением, ко-
торое необходимо снижать перед следующей ступенью использования
этих газов или при выбросе их в атмосферу.
В зависимости от вида и параметров вторичные эиергоресурсы
обычно используются по одному из следующих направлений.
Топливное — непосредственное использование горючих ВЭР в ка-
честве котельно-печного топлива.
Тепловое — использование энергоносителей, вырабатываемых за
счет ВЭР в утилизационных установках (УУ) или получаемых не-
посредственно как ВЭР, для обеспечения потребности в теплоэнер-
гии. К этому направлению относится также получение искусственно-
го холода за счет ВЭР в абсорбционных холодильных установках.
Электроэнергетическое — использование ВЭР с преобразованием
энергоносителя для получения электроэнергии в газовых или паро-
вых конденсационных турбоагрегатах.
Комбинированное — преобразование потенциала тепловых ВЭР
для выработки в утилизационных установках (утилизационных ТЭЦ)'
по теплофикационному циклу электро- и теплоэпергии.
Далее кратко рассмотрим состояние использования каждого вида
ВЭР в некоторых наиболее энергоемких отраслях промышленности,
а также перспективы этого направления работ по энергосбережению
в них. |
Горючие ВЭР. В суммарном выходе горючих ВЭР промышлен-
ности основную долю дают три отрасли: черная металлургия, нефте-
перерабатывающая и нефтехимическая, химическая. Горючие ВЭР
черной металлургии — это доменный, конвертерный и ферросплавный
газы '. После отвода из технологического агрегата они очищаются от
пыли и направляются прежде всего в различные технологические
установки предприятия, где обычно сжигаются подобно котельно-печ-
ному топливу. Если на предприятии имеются излишки горючих ВЭР,
то их, как правило, направляют на сжигание в энергетических уста-
новках (ТЭС, котельных).
Годовой выход горючих ВЭР в целом по отрасли эквивалентно
оценивается в 28—30 млн т у. т., а степень их использования (от
располагаемого количества) достигает 93 %. При этом использование
доменного газа составляет 96,6, ферросплавного — 38,0 % [26]. Даль-
нейшее повышение степени их использования требует решения ряда
1 В ряде публикаций к числу горючих ВЭР черной металлургии относят
также коксовый газ.
106
таких научно-технических задач, как, например, разработка и внед-
рение установок для очистки газов ферросплавных печей, разработка
системы очистки и улавливания конвертерного газа без дожига-
ния и др.
К горючим ВЭР нефтеперерабатывающей и нефтехимической
промышленности относятся: отходящие газы сажевого производства,
абгазы, жидкие углеводороды и кубовые остатки в производстве ди-
винила, метановодородная фракция в производстве этилена, горючие
отходы нефтепереработки и др. Обычно они используются в качестве
топлива в технологических установках, а их излишки сжигаются
в факелах. Коэффициент использования горючих ВЭР в нефтепере-
рабатывающей и нефтехимической промышленности недостаточно
высок и в настоящее время, по нашим оценкам, не превышает 60 %.
Существенное его повышение связано с организацией применения
низкокалорийных D00—500 ккал/м3) отходящих газов сажевого про-
изводства, коэффициент использования которых в настоящее время
составляет лишь около 20 % •
Более 98 % общего количества горючих ВЭР химической про-
мышленности приходится на азотную, фосфорную и хлорную под-
отрасли. Горючие отходы имеются в производствах аммиака, метано-
ла, ацетилена, капролактама, каустической соды (диафрагменной),
желтого фосфора, карбида кальция.
При производстве аммиака образуются ретурные, танковые
и продувочные газы, фракция СО, а также жидкие углеводороды,
которые могут быть использованы в качестве топлива. При получе-
нии метанола выделяются танковые и продувочные газы; ацетиле-
на — сажевый шлам и высшие ацетиленовые гомологи; капролакта-
ма — продувочный газ и водород; каустической соды — водород. Го-
рючими также являются отходящие газы электропечей в производ-
ствах желтого фосфора и карбида кальция.
Суммарный выход горючих ВЭР в отрасли эквивалентен 3,0—3,5
млн т у. т./год, а коэффициент их использования достигает 75 % •
В табл. 4.1 приведены данные об удельном выходе, химическом
составе, теплоте сгорания горючих отходов некоторых производств
отрасли.
Все названные горючие ВЭР используются либо могут быть ис-
пользованы в качестве топлива, сжигаемого в технологических или
энергетических установках. Экономически это, безусловно, целесооб-
разно, так как затраты, связанные с организацией сжигания, напри-
мер горючих газов, составляют не более 10—20 % от затрат на добы-
чу и транспорт первичного топлива [101]. Кроме того, при их сжига-
нии происходит обезвреживание выбрасываемых в атмосферу ве-
ществ от содержащихся в них токсичных и канцерогенных компонен-
тов, что улучшает экологическую обстановку в районах расположения
рассматриваемых производств.
Основные трудности при использовании горючих ВЭР отрасли
связаны с их сбором, транспортировкой, с необходимостью совер-
шенствования существующих и разработки новых методов и уст-
ройств для пх сжигания. Именно эти обстоятельства не позволяют
Таблица 4.1
Выход горючих ВЭР на единицу выпускаемой продукции (перерабатываемого
сырья) некоторых химических производств [101]
Вторичные
знергоресур-
сы
Состав, объемная
доля, %
Количество
ВЭР на 1 т
продукта
(сырья), ms/t
(теплота сго-
рания,
кДж/м3)
Источник ВЭР (агрегат
или технологический
процесс)
Удельный
выход тепла,
ГДж/т
Производство аммиака
Ретурные
газы
Танковые и
продувоч-
ные газы
Фракция СО
Танковые
газы
Жидкие уг-
леводоро-
ды B5—
30 °С)
Танковые и
продувоч-
ные газы
Продувоч-
ный газ
Водород
Водород
Печной газ
СО —60
(CO2+N2)-30-
32
Н2— 10
N2 — 21-19
Н2 — 62-57
СН4 - 12-18
Аг - 5-6
Н2 — 11-3
N3 — 52—56
СО — 17—20
Аг — 6—7
СН4 — 14—15
Н2-72
N3-24
NH3 — 0,15-0,2
—¦
180—185
150—170
A0 500—
12 600)
300—400
(8000-8400)
20—25
F500—7500)
—
Регенератор медно-
аммиачного раст-
вора — газодувка
(в старых системах)
Танковые — дроссе-
лирование жидко-
го NH3, продувоч-
ные — сепаратор
продувки — улав-
ливатель аммиака
(в старых системах)
Очистка конверти-
рованного газа от
СО промывкой жид-
ким азотом B80—
300 т/сут)
Дросселирование
жидкого аммиака
B80—300 т/сут)
Сепарация природ-
ного газа F00 т/сут)
Производство метанола
—
Н2 — 50
N2 —50
Н2 —100
650—1000
A0 890—
12 600)
—.
A0 800)
Танковые газы —
дросселирование
жидкого метанола,
продувочные — се-
паратор продувки
Сепаратор продувки
Гидрирование цик-
логексанола в цик-
логексанон
Производство каустической соды
Н2 —99
О2 - 0,2
N2 - 0,8
A0 800)
Электролиз
Производство желтого фосфора
1 СО — 85, N2, CO2,
Н2, РН3
2600—3600
A0 780)
Рудно-термическая
печь
0,84—1,51
1,59—2,1 *
2,4-2,8
0,13-0,19
0,5
7,1 —10,5
1,0
1,34
28,5—39,4
108
Окончание табл. 4.1
Производство карбида кальция
Печные га-
зы G00—
800 °С)
СО — 65—70
СО2 — 4—6
Н2 - 8-15
N2 — 8—22
Оа — 1,5-0,55
(9210—
10 500)
Карбидная печь
3,14
* В агрегатах производительностью 1353 т NHj в сутки удельны! выход тепла равен
1,67 ГДж/т @,4 Гкал/т),
пока использовать, например, отходящие газы рудно-термиче-
ских печей производства желтого фосфора. Низшая теплота
сгорания этих газов составляет 11000 кДж/м3 B600ккал/м3),выход
на 1 т товарного фосфора — 2700 м3 [101]. Одна из главных причин,
затрудняющих сжигание этих газов в топочных устройствах, кроется
в сложности их сбора и транспортировки из-за содержания в них па-
ров воды и фосфора. Последние, конденсируясь, образуют очень аг-
рессивные растворы, вызывающие интенсивную коррозию газопрово-
дов. Поэтому такие газопроводы должны быть оборудованы специ-
альными системами дренажа и сбора фосфорсодержащего конденса-
та, выполненными из нержавеющей стали.
ВЭР избыточного давления. Значительная экономия природных
энергоресурсов может быть получена за счет утилизации этого вида
ВЭР в черной металлургии и в системах газоснабжения.
В настоящее время в СССР около 3/4 всех доменных печей ра-
ботают под давлением 0,2 МПа и более. Суммарный выход доменного
газа при этом давлении достигает 400 тыс. м3/ч. До последнего вре-
мени перед подачей очищенного доменного газа в заводскую распре-
делительную сеть его избыточное давление сбрасывалось в специаль-
ных дроссельных устройствах. При этом терялось значительное коли-
чество потенциальной энергии газа.
Расчеты показывают, что при давлении газов, превышающем
атмосферное на 0,09 МПа и более, при существующем уровне цен на
топливо экономически целесообразно утилизировать эту энергию. Бы-
ло предложено срабатывать избыточное давление доменного газа на
газорасширительных станциях (ГРС), оборудованных специальными
газовыми утилизационными бескомпрессорными турбинами (ГУБТ)
с генераторами для производства электроэнергии [58]. Промышлен-
ность выпускает три типоразмера таких турбин номинальной элек-
трической мощностью 6,8 и 12 МВт. На уровне 1985 г. общая мощ-
ность ГУБТ, установленных на предприятиях отрасли, составила
68 МВт, ежегодная выработка электроэнергии с помощью которых
достигла 230 млн кВт • ч [100].
Однако возможности отрасли по увеличению этих показателей
значительно больше достигнутых. В настоящее время бескомпрессор-
109
Таблица 4.2
Технико-экономические показатели и структура себестоимости
1 кВт-ч электроэнергии для газорасширительной станции с
ГУБТ и ТЭЦ [100]
Показатели
Себестоимость
Энергозатраты, в т. ч.:
доменный газ
сжатый воздух
вода
азот
Заработная плата
Амортизация
Текущий ремонт
Цеховые затраты
Удельные капиталовло-
жения
Приведенные затраты
ГРС
коп.
0,385
0,250
0,138
0,077
0,012
0,023
0,028
0,063
0,013
0,031
1,25
0,535
%
100,0
65,1
35,9
20,0
3,2
6,0
7,3
16,3
3,3
8,0
—
коп
0,71
0,324
0,253
0,071
0,026
0,174
0,122
0,064
2.01
0,951
ТЭЦ
%
100,0
45.6
35,6
10,0
,
3,7
24,5
17,2
9,0
.
—
ными турбинами оборудованы только 4 % доменных печей с избы-
точным давлением более 0,09 МПа, а фактическая выработка электро-
энергии составляет лишь 4,9 % от возможной. И хотя народнохо-
зяйственная эффективность этого энергосберегающего мероприятия
очевидна (см. табл. 4.2), его реализация идет очень медленными
темпами.
Еще большими резервами потенциальной энергии избыточного
давления располагают газорасширительные станции природного газа,
на которых осуществляется его дросселирование перед подачей
в распределительную сеть. Объем потребления природного газа как
в черной металлургии, так и в целом по народному хозяйству непре-
рывно растет. Возможная выработка электроэнергии при срабатыва-
нии избыточного давления природного газа в ГУБТ, соответствующая
достигнутому уровню потребления, как показывают наши расчеты,
может составить 1,6—1,8 млрд кВт -ч в черной металлургии и 17—18
млрд кВт • ч в год по СССР.
Тепловые ВЭР. Наибольшие трудности возникают при решении
вопросов, связанных с утилизацией тепловых ВЭР промышленности,
которые обусловлены большим разнообразием последних по темпера-
туре, режиму их выдачи, виду и физико-химическим свойствам их
носителя и другими факторами. Некоторые из них не используются,
поскольку нет соответствующих технических решений, оборудования
для их утилизации либо оборудование так дорого, что делает это
мероприятие экономически неоправданным.
К числу отраслей, определяющих выход тепловых ВЭР промыш-
ленности, в первую очередь должна быть отнесена черная металлур-
гия. По данным [98], суммарный выход тепловых ВЭР отрасли экви-
валентен 50 млн т у. т./год, а возможная выработка тешгоэнергии
110
при полной утилизации оценивается в 35 млн т у. т./год. Однако
фактически в настоящее время выработка тепла утилизационными
установками составляет около 7 млн т у. т./год, что позволяет по-
крыть 34 % общей потребности отрасли в нем. Невысокая степень
использования тепловых ВЭР в значительной мере объясняется не-
достатком уже освоенного промышленностью утилизационного обо-
рудования.
Так, системами испарительного охлаждения в отрасли оборудо-
вано 90 % мартеновских, 30 % нагревательных и 40 % доменных пе-
чей; котлы-утилизаторы установлены за 70 % мартеновских и 50 %
нагревательных печей, 80 % обжиговых машин, 85 % конвертеров
и 20 % коксовых батарей [28].
Расчеты показывают, что при оборудовании всех металлургиче-
ских агрегатов отрасли системами испарительного охлаждения, кот-
лами-утилизаторами всех типов, экономайзерами суммарная выработ-
ка теплоэнергии в отрасли может достичь ~24 млн т у. т./год [98].
Около 3/4 от суммарного выхода тепловых ВЭР в цветной метал-
лургии дают отходящие газы различных металлургических печей.
Однако утилизация их путем установки за печами котлов-утилизато-
ров сопряжена с большими трудностями, обусловленными высокой
запыленностью и агрессивностью отходящих газов. Это требует раз-
работки узкоспециализированных котлов, выпускаемых малыми се-
риями и даже единицами, которые существенно дороже КУ, исполь-
зуемых в черной металлургии, и тем более энергетических. Этими
обстоятельствами до последнего времени обычно объяснялся низкий
уровень использования тепловых ВЭР в отрасли. При суммарном вы-
ходе этого вида ВЭР в цветной металлургии, эквивалентном 3,0—3,2
млн т у. т., в настоящее время утилизируется с выработкой тепла
лишь ~ 20 % • Однако задания но экономии энергии, поставленные
перед отраслью Энергетической программой, заставили по-новому,
комплексно взглянуть на проблему использования ВЭР.
Дело в том, что утилизация ВЭР (и это особенно заметно
в цветной металлургии), как правило, не только обеспечивает эконо-
мию топлива, но и одновременно позволяет решать задачи повыше-
ния производительности технологических агрегатов, надежности их
работы, улавливания ценных сырьевых компонентов, сокращения
выбросов вредных веществ в окружающую среду. Так, например,
в производстве меди установка за отражательной печыо котла-утили-
затора паропроизводительностью 20—26 т/ч и давлением 4,05 МПа
обеспечивает годовую экономию топлива около 19 тыс. т. у. т. Кроме
того, при этом дополнительно улавливается около 320 т пыли, содер-
жащей медь и другие ценные компоненты. То же самое можно ска-
зать о системах испарительного охлаждения элементов шахтных, от-
ражательных и обжиговых печей, напыльников конвертеров и др. Их
применение примерно в 50 раз сокращает потребность в технической
воде и в 2—3 раза повышает срок службы соответствующего обору-
дования.
С учетом этих обстоятельств утилизация тепловых ВЭР в цвет-
ной металлургии становится экономически оправданной там, где ра-
нее это считалось неэффективным.
Ш
Тепловые БЭР нефтеперерабатывающей и нефтехимической про-
мышленности определяются в основном энтальпией отходящих газов
установок первичной переработки нефти, каталитического рифор-
минга и крекинга и других технологических агрегатов. Суммарный
выход тепловых ВЭР отрасли составляет 9,0—10,0 млн т у. т./год,
а их использование — около 50 %•
В промышленности строительных материалов ВЭР образуются
при обжиге цементного клинкера и керамических изделий, произ-
водстве стекла, выплавке теплоизоляционных материалов. Их исполь-
зованию в отрасли уделяется недостаточное внимание. При суммар-
ном выходе тепловых ВЭР, эквивалентных 1,0—1,5 млн т у. т. в год,
их утилизация с выработкой тепла не превышает 15—17 %. В насто-
ящее время котлами-утилизаторами оборудуются в основном крупные
стекловаренные печи на заводах листового стекла.
В химической промышленности наиболее энергоемкими явля-
ются производства аммиака, химического волокна, синтетической
смолы, кальцинированной соды, фосфора, метанола, потребляю-
щие свыше 70 % электроэнергии и более половины тепла, расходу-
емых всей отраслью [43]. Выход тепловых ВЭР по отрасли в
целом достаточно велик и составляет, но нашим оценкам, около
5,0 млн т у. т./год.
Тепловые ВЭР в значительной степени покрывают потребности
в тепле отдельных производств. Так, в азотной промышленности
за счет ВЭР удовлетворяется более 26 % потребности в тепле, в со<
довой— более 11 %.
Однако уровень использования этого вида ВЭР в отрасли все же
не отвечает современным требованиям. В настоящее время в наибо-
лее энергоемких ее подотраслях коэффициент использования состав-
ляет лишь около 37 % [18]- Основная причина относительно низкого
уровня их использования заключается в том, что технологические
агрегаты далеко не полностью оснащены уже освоенным утилизаци-
онным оборудованием, кроме того, в ряде случаев утилизация невоз-
можна из-за отсутствия необходимых технических средств.
Вместе с тем нужно отметить, что в отрасли ведутся работы по
изучению состояния дел в этой области на конкретных химических
предприятиях. Так, Сибирским филиалом НПО «Техэнергохимпром»
за период 1972—1985 гг. обследовано более 40 предприятий с целью
выявления используемых источников ВЭР, определения их парамет-
ров и последующей разработки схем и оборудования для их утили-
зации. Некоторые результаты проведенного авторами [18] анализа
приведены в табл. 4.3.
Низкопотенцнальное тепло. К низкопотенциальным тепловым от-
ходам относится энтальпия отходящих газов технологических и энер-
гетических установок с температурой ниже 400 "С; воды, охлаждаю-
щей элементы конструкций технологического оборудования; вентиля-
ционных выбросов; шахтных вод; пара вторичного вскипания и т.п.
Утилизации их до последнего времени не уделялось должного вни-
мания, поскольку считалось, что это экономически не эффективно.
Теперь ситуация резко изменилась, и в различных энергосберегаю-
112
Таблица 4.3
Объем и структура по агрегатному состоянию неиспользуемых ВЭР в химической.
промышленности
Объединение
Союзсода
Союзхлор
Союзазот
Союзфосфор
Союзосновхим
И т о г о . . .
Объем не-
использу-
емых
ВЭР, млн
ГДж/год
9,64
4,18
34,31
7,48
26,78
82,39
Жидкости
с механи-
загрязне-
ниями
5,7
0,46
6,70
—
1,42
14,28
Агрессив-
ные жид-
кости
__
1,42
1,51
4,61
23,65
31,19
В том
о 1
0,13
—
1,05
—
—
1,18
числе
Техноло-
газы
2,93
1,30
9,38
0,04
1,42
15,07
Соковые
и мятые
пары
0,67
0,92
15,42
—
0,29
17,30
Я
м
й.
в
И
0,21
0,03
0,25-
2,83
—
3,37
щих программах утилизация низкопотенциального тепла выделена
в самостоятельное направление работ по экономии ЭР-
На самом деле, утилизация НПТ является важной народнохо-
зяйственной задачей, поскольку его выход составляет около полови-
ны от суммарного выхода всех видов ВЭР. Актуальность этой задачи
будет возрастать, так как совершенствование технологических про-
цессов, как правило, сопровождается сокращением потерь тепла вы-
сокого потенциала. Кроме того, нельзя забывать, что утилизация
НПТ, как и всех ВЭР, способствует охране окружающей среды от
теплового и химического загрязнения [42, 102].
Носителями низкопотенциального тепла обычно являются корро-
зионно-активные, загрязненные, запыленные жидкости и газы, от ко-
торых его практически невозможно отвести, используя стандартную
теплообменную аппаратуру. Иначе говоря, для решения задачи по
использованию НПТ необходимо создание специального утилизаци-
онного оборудования.
Опыт зарубежной и относительно небольшой отечественной
практики по утилизации низкопотенциальных тепловых отходов поз-
воляет назвать требуемые для этого основные технические
средства [101]:
— контактные аппараты с различными насадками для использо-
вания тепла дымовых газов и других парогазовых потоков;
— многоступенчатые установки с аппаратами мгновенного вски-
пания для загрязненных горячих стоков;
— многоступенчатые установки с аппаратами типа «тепловая
труба» для утилизации тепла агрессивных жидкостей (серной, фос-
форной, азотной кислот);
— скрубберно-солевые установки для дымовых газов;
— выпарные аппараты с вращающимися элементами (роторно-
пленочными) для загрязненных газов с целью получения тепла
и концентрирования сточных вод;
8 В. С. Степанов, Т. Б. Степанова
11»
— тепловые насосы (пароструйные, абсорбционные и компрес-
сионные) для производства холода и теплоснабжения;
— абсорбционные холодильные установки (на водных растворах
аммиака, бромида лития, хлорида кальция и др.);
— установки, работающие по водо-фреоновому циклу;
— регенеративные вращающиеся теплообменники, пластинчатые
рекуператоры, теплообменники с промежуточным теплоносителем,
« «тепловыми трубами» для использования тепла вентиляционных
выбросов.
Очевидно, что создание перечисленного оборудования сопряжено
с народнохозяйственными затратами, которые существенно больше
требуемых для утилизации высокотемпературных ВЭР- Кроме этого,
решение задачи эффективного использования НПТ осложняется еще
и тем, что обычно стоит проблема найти соответствующего потреби-
теля выработанного утилизационными установками энергоносителя.
Такая проблема часто возникает и при утилизации ВЭР, но она ста-
новится значительно более острой, когда решается вопрос об утили-
зации НПТ-
Действительно, тепло, выработанное в утилизационных установ-
ках НПТ, очень трудно вписать в график традиционных потребите-
лей. В таких случаях стоит задача поиска новых, ранее по каким-ли-
бо причинам не учитывавшихся потребителей низкопотенциального
энергоносителя. Нужно изучить возможность его использования как
внутри рассматриваемого предприятия: для очистки стоков и кон-
денсата, деаэрации и обессоливания питательной воды, производства
холода и т.п., так и на стороне: для отопления теплиц и парнико-
вых хозяйств, опреснения морской воды и других коммунальных
нужд. В случаях, когда выработка низкопотенциальной энергии зна-
чительно превышает потребность в ней предприятия и близлежащих
к нему потребителей, может оказаться экономически целесообразным
ее использование для производства электроэнергии в энергоустанов-
ках с иизкокипящими рабочими телами (фреопами).
4.2. ПОТЕНЦИАЛ И РЕЗЕРВЫ ЭНЕРГОСБЕРЕЖЕНИЯ
ЗА СЧЕТ УТИЛИЗАЦИИ ВЭР
Наиболее корректным способом выявить величины выхода вто-
ричных энергоресурсов из технологического процесса, установки
можно, как нам представляется, на основе энергетического баланса.
Он позволяет определить, где и в каких количествах теряется
(обесценивается) энергия, какие виды потерь могут рассматри-
ваться в качестве ВЭР.
В гл. 1 при описании метода составления полного энергетиче-
ского баланса кратко отмечалось, что результаты его анализа ис-
пользуются для выявления потенциала ВЭР. Поскольку такой ба-
ланс определяет в статьях потерь не только энергию, но и эксер-
гию, последняя может служить оценкой теоретически пригодных
для использования ВЭР. Определенный диапазон соотношений меж-
114
Таблица 4.4
Материальный н полный энергетический балансы отражательной плавки медных
концентратов (на 1 т концентрата)
Статья баланса
Приход
Концентраты
Жидкий конвертерный шлак
Известняк
Угольная пыль
Э лектроэнергия
Дутье 1
Дутье 2 B5 % О2)
Твердый конвертерный шлак
и др.
Итого . . .
Всего . . .
Расход
Штейн
Шлак
Отходящие газы
Внешние потери тепла
Итого . . .
Кол-во, т
1,0
0,472
0,156
0,262
—
0,981
1,839
0,120
4,83
0,626
0,909
3,295
—
4,83
Энергия, кВт-ч
1х
1675
255
0,0
2024
175
0,0
0,0
110
4239
Ч
0,0
152
0,0
0,0
—
27
104
0,0
283
4522
1360*
362
233
—
1955
163*
381
1663
360
2567
Эксергия, кВт-ч
1370
158
0.0
1920
175
0,0
0,0
92
3715
0,0
123
0,0
0,0
—
7,0
3S
0,0
166
3881
1040*
243
187
—
1470
132*
312
1370
—
1814
Всего . . .
4522
3284
ду величинами энергии и эксергни в статьях потерь косвенно харак-
теризует параметры сбросной энергии и свидетельствует о том, что
они являются потенциальными источниками, а сама величина эк-
сергии — теоретическим потенциалом БЭР.
Для выявления потенциала вторичных энергоресурсов автора-
ми длительное время используется полный энергетический баланс
процесса, установки, анализ которого позволяет не только опреде-
лить достигнутый уровень энергоиспользования исследуемого объ-
екта, но и оценить возможности его дальнейшего совершенствова-
ния, в том числе за счет утилизации ВЭР.
Для иллюстрации этой возможности в табл. 4.4 приведены ма-
териальный и полный энергетический балансы наиболее распростра-
ненного до недавнего времени в мировой практике процесса отра-
жательной плавки медных концентратов.
На осуществление этого процесса требуются значительные энер-
гетические затраты в виде химической энергии перерабатываемого
сырья и угольной пыли. Около 50 % затрачиваемой на процесс
энергии отводится из него с отходящими газами. Если тепло отхо-
дящих газов не утилизируется, то единственным полезным продук-
том процесса является штейн, который идет далее на конвертиро-
115
вание. При оценке энергетической эффективности процесса, очевид-
но, полезными следует считать его химическую и тепловую
энергию (эксергию). Тогда к. п. д. процесса будут соответственно
равны: т)эн = 4522 = ^'337; тЬкс = 秧2 = ^.302.
Высокая доля эксергии в тепловом потоке с отходящими газа-
ми показывает, что это крупный источник вторичных энергоресур-
сов высокого потенциала (об этом свидетельствует и температура,
которая для отходящих газов отражательной плавки составляет
1200—1300 °С). Их утилизация позволила бы повысить к. п. д.
процесса — энергетический до 55,7, эксергетический до 38,1 % •
Новые понятия, используемые в полном энергобалансе, позво-
ляют уточнить некоторые формулировки, рекомендуемые [56]. Хи-
мическая энергия и эксергия вещества, используемые вместо не-
определенного понятия «химически связанная энергия отходов», на
наш взгляд, дают однозначное толкование термина «горючие БЭР»
и способа определения их выхода.
Поскольку выход БЭР избыточного давления, по [56], опреде-
ляется работой изоэнтрошюго расширения, а это по определению —
эксергия, то здесь наши понятия совпадают.
Что же касается понятия тепловых БЭР, оценки эффективности
их утилизации, то на этих вопросах необходимо остановиться особо
и дать некоторые пояснения нашей концепции.
Прежде всего отметим, что авторы [56] считают целесообраз-
ным деление тепловых отходов на две части: высокопотеициальные
тепловые БЭР и низкопотенциальное тепло. Такое разделение не
случайно, равно как и выделение утилизации НПТ в самостоятель-
ное направление работ по экономии энергии.
Различие этих двух направлений экономии ЭР обусловлено как
разницей методического подхода к установлению их потенциала,
так и спецификой условий, способов и схем их утилизации. Как
уже отмечалось в гл. 1, при эксергетическом анализе в качестве
уровня отсчета используется модель окружающей среды с условно
постоянными параметрами. Параметры же реальной среды перемен-
ны, подвержены колебаниям по сезонам года, по регионам и т. д.
Поэтому к БЭР следует относить такие потоки, температура кото-
рых настолько велика, что колебания параметров окружающей сре-
ды (в частности, температуры) практически не сказываются на
потенциале энергосбережения, определяемом как сброс эксергии в
окружающую среду.
Совсем другое дело, когда речь идет о статьях потерь тепла
с материальными потоками, температура которых близка темпера-
туре окружающей среды. В этом случае колебания параметров сре-
ды существенно влияют на предельно возможную величину эконо-
мии энергии, которую уже нельзя находить как сброс эксергии,
определяемой на основе модели универсальной окружающей среды.
Для установления численного значения потенциала энергосбе-
режения за счет утилизации таких тепловых потоков необходим
детальный учет температуры как сбрасываемого тепла, так и окру-
116
жающей среды. Вполне возможно, что в этих целях следует при-
влекать понятие локальной окружающей среды, о котором более
подробно сказано в разд. 1.4.1.
Кроме того, утилизация таких тепловых отходов требует нали-
чия близлежащего потребителя низкотемпературного тепла или
холода, так как другие направления использования получаемой при
этом в УУ энергии, как правило, экономически неоправдаиы.
В силу указанных обстоятельств, а также специфических осо-
бенностей утилизации низкопотенциальных тепловых отходов, труд-
ностей создания требуемого при этом оборудования считаем целе-
сообразным всю совокупность связанных с решением этой проблемы
работ выделить в самостоятельное энергосберегающее направле-
ние ¦— использование низкопотенциального тепла.
Таким образом, к тепловым ВЭР мы относим такие тепловые
потоки, потенциал энергосбережения которых практически не зави-
сит от несовпадения параметров реальной окружающей среды с
параметрами модели ОС, принятой при расчете значений эксергии.
Поэтому оп может быть определен на основе анализа расходной
части полного энергобаланса как сброс эксергии из исследуемого
процесса в окружающую среду с тепловыми потоками, т. е.
nS = B^)p. D.1)
Сбросы тепла и эксергии с тепловыми потоками, не отнесен-
ными к ВЭР, в какой-то мере характеризуют потенциал энергосбе-
режения по другому направлению — использованию ЫПТ, однако в
каждом конкретном случае он должен быть уточнен.
Потенциал горючих ВЭР, как отмечалось ранее, определяется
соответственно величиной химической энергии (эксергии), сбрасы-
ваемой с материальными потоками процесса в окружающую
среду, т. е. i
Однако величина теоретически пригодных для использования
ВЭР показывает лишь потенциальные (предельные) возможности
процесса, агрегата и предприятия в целом по совершенствованию
их энергоиспользования, повышению к. п. д. для принятой техноло-
гической схемы производства. Теоретически пригодные ВЭР могут
быть полностью утилизированы в энергетических установках, к. п. д.
которых равен единице. Поскольку это невозможно, необходимо
определять долю потенциальных ВЭР, которую можно использовать
в реальных энергоустановках, т. е. величину технически пригодных
для утилизации вторичных энергоресурсов.
Технически пригодные ВЭР, т. е. резервы экономии энергоре-
сурсов за счет использования ВЭР, поскольку и то и другое измеря-
ется в традиционных единицах энергии и эквивалентном расходе
топлива в условных единицах, могут быть установлены как
117
100
50
. Технологический
i
I
* i
цикл
A
г
1
j
mm
\
i
Л
1
i ,
A
1
I
j
i
0 12 3 4 5 6ч
Рис. 4.1. График выхода тепловых ВЭР из кислородного конвертера.
где 1]уУ — к. п. д. утилизационной установки, предназначенной для
использования рассматриваемого вида ВЭР.
Однако указанным способом из энергобаланса можно опреде-
лить лишь валовой выход ВЭР без учета режима их выдачи. В то
же время режим поступления ВЭР может существенно повлиять
на выбор производительности утилизационного оборудования, уста-
навливаемого на конкретном технологическом объекте, что, в свою
очередь, скажется на выработке тепла за счет ВЭР. Таким образом,
пока не выбрана мощность УУ, невозможно определить экономию
топлива за счет ВЭР, а следовательно, оцеппть народнохозяйствен-
ную эффективность рассматриваемого мероприятия.
График выдачи ВЭР агрегатом-источником может быть резко
переменным, поскольку определяется характером технологического
процесса. Для примера на рис. 4.1 приводится график выхода теп-
ловых ВЭР из кислородного конвертера. Ясно видна периодичность
работы этого агрегата; выход ВЭР практически отсутствует в пе-
риод разлива — завалки и резко возрастает в течение продувки.
Котел-утилизатор не может работать в таком резко переменном ре-
жиме. Поэтому на практике график выдачи тепла утилизационной
установкой стараются выравнять за счет применения подтопочных
устройств (ПУ) [И, 27].
В момент, когда выход ВЭР из технологического агрегата рез-
ко изменяется, график поступления тепла в котел-утилизатор ста-
раются сохранить путем сжигания в специально предусмотренных
ПУ топлива, по условиям технологии, как правило, высококачест-
венного.
Поэтому при резкоперемепных режимах выдачи ВЭР может
оказаться невыгодным устанавливать утилизационное оборудова-
ние производительностью, соответствующей максимальной мощнос-
ти выходящего теплового потока.
Около 3/4 всех тепловых ВЭР промышленности дают отходя-
щие газы различного технологического оборудования. В реальной
практике эти газы, даже если их тепло не утилизируется, как пра-
вило, должны подвергаться охлаждению. Это определяется требо-
ваниями очистного оборудования, которое может обеспечить необ-
ходимую степень очистки газа только при некоторой заданной тем-
пературе. Поэтому за каждым технологическим агрегатом обычно
предусматривается охлаждающее устройство (ОУ). Если ставится
утилизационная установка, то ОУ может отсутствовать. Но если
производительность УУ выбрана меньшей, чем максимальная теп-
ловая мощность источника ВЭР, то в этом случае, очевидно, долж-
но быть предусмотрено сооружение также и ОУ, обеспечивающего
заданную температуру газов перед их очисткой.
Помимо режима выдачи ВЭР на выбор мощности УУ влияет
большое число различных факторов.
Наиболее важным из них является фактор надежности. Обес-
печение бесперебойной работы всей технологической схемы, когда
в нее включается утилизационная установка, как правило, имею-
щая пониженный индекс надежности, есть первоочередная задача.
Ее решение может самым существенным образом повлиять на эф-
фективность утилизации ВЭР и потому должно при этом тщатель-
но учитываться.
В таком случае утилизационная установка должна рассматри-
ваться не только как некоторый энергетический объект со своим
индексом надежности, но и как одно из звеньев цепочки агрегатов,
связанных технологической схемой данного производства. Выход
из строя УУ будет сопровождаться не только народнохозяйст-
венным ущербом от недоотпуска тепловой энергии (Ун), но и
ущербом в технологии, обусловленным разрывом технологических
связей (Ут).
Таким образом, выбор мощностей утилизационного оборудова-
ния, а значит, и выработки энергии за счет ВЭР на предприятии —
сложная комплексная задача. Вопрос выбора оптимального состава
источников и производительности утилизационных установок для
каждого из них в комплексной постановке подробно описан в [73].
Утилизационные установки, которыми могут быть оснащены
все источники тепловых ВЭР предприятия, рассматриваются как
единый комплекс, осуществляющий выдачу в теплопотребляющую
систему некоторой суммарной мощности, выработанной за счет
ВЭР,— Ьвэт- Эта величина может изменяться от нуля до максималь-
ного значения, равного сумме максимальных мощностей всех ути-
лизационных установок:
п
г max v г max ,, /ч
3 ^il iyy.,; D.4)
г=1
119
/,,кДж/ч
Хронологический график
Год'оььй график
по продолжительности
8 10
876С ч
Рис. 4.2. Построение годового графика выхода ВЭР из технологического агре-
гата по продолжительности.
где Ьуу^—максимально возможная производительность УУ J-ro
технологического агрегата; п — число агрегатов-источников ВЭР на
предприятии.
Каждая текущая величина мощности LB9p может быть гене-
рирована полным участием утилизационных установок разных ис-
точников или их различными сочетаниями. Преимущество имеют
такие УУ, такие сочетания их пропзводителыюстей, которые позво-
ляют генерировать ЬШР с минимальными народнохозяйственными
затратами. При этом возникает вопрос, какие же затраты должны
быть отнесены на утилизацию ВЭР?
В первую очередь это, конечно, затраты непосредственно на
утилизационную установку в зависимости от ее производитель-
ности ¦— Зуу^/Lyy^. Затем нужно учесть затраты па подто-
почные и охлаждающие устройства при заданном графике выдачи
ВЭР, т. е. затраты па ПУ — 8Пу(Ьпу) и па ОУ — 3Оу(?оУг [74, 86].
При этом мощность охлаждающих устройств может быть записа-
ть т max г
на как Ь0У{ = Ьуу. — Lyyr
Для определения мощности п выработки подтопочпых уст-
ройств предложен следующий методический прием. Методами ста-
тистической обработки реальных графиков выдачи тепловых ВЭР
для каждого источника находится усредненный по наиболее харак-
терным периодам его технологического цикла хронологический сту-
пенчатый график. На основании полученного хронологического гра-
фика за технологический цикл затем строится годовой график по
продолжительности. При этом учитывается время на остановы тех-
нологического агрегата для проведения ремонтов в течение года.
На рис. 4.2 показана схема построения такого графика для одного
из металлургических агрегатов. Ясно видно, как выбираются мощ-
ности охлаждающих и подтопочных устройств для принятой про-
изводительности УУ, а также как подсчитываются при этом годо-
120
вые выработки за счет ВЭР Dyy и за счет подтопки Duv (заштри-
хованная площадь).
Помимо указанных необходимо учесть также затраты на меро-
приятия по обеспечению заданного уровня надежности работы рас-
сматриваемого производства, который обычно снижается при осна-
щении его оборудования утилизационными установками. В качестве
способа, позволяющего предотвратить ущерб Ун, связанный с не-
доотпуском энергии при выходе из строя УУ, принимается их ре-
зервирование. Для решения задачи по определению величины целе-
соооразного резерва и затрат на него {орез ) используются ме-
тоды, применяемые при решении подобных задач для обычных
энергетических установок. Следует только учесть, что УУ имеют
более низкий уровень надежности из-за работы в условиях высокой
запыленности, повышенной коррозионной способности охлаждаемых
технологических газов, неравномерности их поступления и т. д.
Для предотвращения технологической составляющей ущерба
предусматривается сооружение специальных устройств, обеспечи-
вающих нормальную эксплуатацию основного технологического обо-
рудования в периоды ликвидации аварий на УУ. Например, для
ряда технологических агрегатов это будет сооружение обводных
боровов и охлаждающих устройств. Тогда вместо ущерба Ут необ-
ходимо учесть затраты на это мероприятие ¦— Зоу1.
Как нам представляется, на утилизацию ВЭР следует относить
разницу затрат по вариантам с использованием и без использова-
ния ВЭР. С учетом того, что в варианте без утилизации вторичных
онергоресурсов для охлаждения газов перед газоочисткой нужно
устанавливать ОУ па всю максимальную величину выдаваемого
агрегатом тепла, затраты на использование ВЭР для рассматривае-
мого источника составят
A3 = уууКуу (Lyy) + ЧпуКгху (Lny) + «пуРпу^пу + 3^?, D-5)
где "fyy — сумма отчислений на амортизацию, текущий ремонт и
обслуживание УУ в долях от капиталовложений с учетом норма-
тивного коэффициента эффективности; "упу — то же, для подтопоч-
пых устройств; Kyy(Lyy)—капиталовложения в утилизационные
установки в функции от их производительности; Кпу(Ьпу)—то же,
для подтопочных устройств; сПу, [W — соответственно стоимость
топлива, сжигаемого в подтопочных устройствах, и его удельный
расход на 1 Гкал (ГДж) выработанного тепла.
Причем капиталовложения во все виды оборудования представ-
ляем в виде суммы условно постоянной составляющей Ко и состав-
ляющей, зависящей от мощности установки:
К = Ко + кдот?. D.6)
Определив затраты на утилизацию ВЭР для всех источников,
можно выбрать такой их состав и такие мощности УУ, которые
обеспечивают минимум суммарных затрат по предприятию в целом
121
на генерирование любой (в пределах всего технологического обору-
дования) величины вторичных энергоресурсов, выдаваемой в сис-
тему энергоснабжения ¦— Звэр = /(Двэр)-
mm
Задача решена методом динамического программирования и
реализована на ЭВМ ЕС-1033 [17]. Приводится блок-схема про-
граммы.
Задание вели-
чины выдачи
ВЗР-
L
6 Подсчет зат-
¦ рот по L-му ис-
точнику произ-
водительностью
Выбор из таблицы
Затрат по fl-1 j-
му источнику про-
изводительностью
\
8
Подсчет суммар -
ных затрат по
данному варианту
9 \ вывоо
у
минимальных
затрат
на нив
цеЗ i-,1
ыого I
их
df
-вэ
и вапоми-
в табли-
я за дан-
р
Формирование
таблицы
3i-t = f(l-b3p)
^ J Формирование
лицы 3 вэр =fl
rni-n
и выдача ее
печать
тав-
на
{12 КОНЕЦ)
Блок-схема программы расчета эквивалентных затратных характеристик
для утилизационных устаповок.
ГДж (Гкал)
Рис. 4,3. Графическое представление по- з э 1
иска оптимальной и предельной (по рув!\
экономическому критерию) величин
утилизируемых ВЭР.
Полученная таким образом за-
висимость является чрезвычайно
важной характеристикой для пред-
приятия, промузла, которая мо-
жет широко использоваться для
обоснования оптимальной и пре-
дельно целесообразной степени ис-
пользования располагаемых ВЭР. В частности, это может быть
сделано на основании сопоставления полученной характеристики
с эффектом от экономии за счет ВЭР, оцененным по замыкающим
затратам на теплоэнергию (топливо) в данном регионе.
Для этой цели затраты 3В9р можно представить в функции
min
от выработки тепловой энергии за счет ВЭР, принимая, что
Dbbv — ?вэр ¦ т, где т — число часов в году. Поскольку ЗВЭр = / (-Овэр)
min
является выпуклой книзу кривой, а эффект от использования ВЭР,
определяемый по замыкающим затратам на теплоэнергию фт (Эт =
= фт23Вэр), есть прямая, то при определенных значениях фт они
пересекутся. В общем случае должен быть оптимум, соответствую-
щий максимуму результирующего эффекта: Эрез = Звэр — Э
min
(рис. 4.3).
Оптимум показывает ту экономически целесообразную мощ-
ность, которая должна генерироваться всеми УУ предприятия
(промузла). Этой величине соответствует оптимальный набор ис-
точников ВЭР и утилизационных установок, обеспечивающий
минимум затрат на генерирование этой суммарной мощности (энер-
гии) за счет вторичных энергоресурсов.
Таким образом, в зависимости от соотношения затрат на раз-
личные типы оборудования и региональных затрат на различные
и иды топлива для одних и тех же типов технологических устано-
вок на разных предприятиях могут быть выбраны УУ неодинаковой
производительности, а значит, получена разная экономия топлива
¦лл счет ВЭР.
Точка пересечения зависимостей 3Вэр и Зт показывает предель-
ное значение выработки за счет ВЭР Z^behpt которую предприя-
тие (промузел) может генерировать по соображениям народнохо-
ВЯ кственной эффективности.
В прошлом, 10—15 лет назад, при более низких, чем сущест-
вующие, замыкающих затратах на топливо расчеты подтверждали
экономическую нецелесообразность использования целого ряда источ-
ников ВЭР. В настоящее время к таковым относятся лишь ВЭР,
носителями которых являются очень агрессивные среды при резко
неравномерной выдаче тепла, низкой надежности УУ и т. д. При
дальнейшем повышении замыкающих затрат на топливо может на-
ступить момент, когда практически все ВЭР целесообразно будет
использовать.
В случаях, когда ВЭР предприятия или промузла настолько ве-
лики, что их включение в топливно-энергетический баланс региона
может изменить структуру генерирующих мощностей системы его
энергоснабжения, использование замыкающих затрат на тепловую
энергию для оценки эффекта от ВЭР может оказаться слишком
упрощенным. Для подобных случаев разработан специальный мето-
дический подход, в котором утилизационные установки наряду с
другими установками электроэнергетической системы рассматрива-
ются в качестве источников покрытия графиков тепловой и электри-
ческой нагрузок региона. Задача сводится к оптимизации структу-
ры генерирующих источников для системы энергоснабжения этого
региона, в результате чего находится и оптимальная степень ути-
лизации ВЭР. Такая постановка задачи и алгоритм ее решения
подробно описаны в [73].
Существует довольно большой класс задач, для которых нуж*
иа более упрощенная оценка выхода ВЭР по различным отраслям,
регионам, стране в целом. Для этой цели может быть применен
принцип нормирования возможного использования тепловых ВЭР
в различных технологических агрегатах [92]. Эти показатели опре-
деляются на основе статистических данных, представляют собой не-
которое усредненное значение и поэтому могут служить информа-
цией только для ориентировочных расчетов.
Приведем нормативы возможного использования тепловых ВЭР
в агрегатах-источниках черной и цветной металлургии [92]:
Возможная выработка тепла ГДж
В системах испарительного охлаждения:
доменных печей и кауперов на 1 т чугуна 0,256
мартеновских печей на 1 т стали 0,565
нагревательных печей на 1 т проката 0,319
кристаллизаторов установок непрерывной раз-
ливки стали на 1 т заготовок 0,218
В котлах-утилизаторах:
мартеновских печей на 1 т стали 0,985
конвертеров с дожитом на 1 т стали 0,900
конвертеров без дожига на 1 т стали 0,160
нагревательных печей на 1 т проката 0,314
нагревательных колодцев на 1 т заготовок 0,117
обжиговых печей на 1 т огнеупоров 1,26
в установках сухого тушения кокса на 1 т кокса 1,17
При использовании тепла:
уходящих газов отражательных печей в произ-
водстве меди на 1 т штейна 3,38
уходящих газов конвертеров в производстве меди
на 1 т черновой меди 6,30
уходящих газов обжиговых печей в производстве
цинка на 1 т концентрата 2,10
уходящих газов фыоминговых печей в производ-
стве цинка на 1 т возгонов 2,10
охлаждения шахтных печей в производстве свин-
ца на 1 т свинца 1,26
124
Возможная выработка тепла ГДж
охлаждения шахтных печей в плавке агломерата
никелевых руд на 1 т агломерата 0,84
шлака при шахтной плавке никелевых руд на
1 т агломерата 1,88
уходящих газов рудно-термических печей на
1 т руды 0,715
Технический прогресс в отраслях промышленности оказывает
огромное влияние на перспективный выход и структуру вторичных
энергоресурсов.
С одной стороны, увеличение степени использования ВЭР явля-
ется одним из способов повышения к. п. д. технологических процес-
сов. Поэтому в перспективе будет увеличиваться оснащенность уже
освоенным утилизационным оборудованием. Кроме того, разрабаты-
ваются его новые типы для утилизации таких ВЭР, которые в на-
стоящее время не утилизируются. Под влиянием этих факторов
коэффициент использования ВЭР в перспективе будет повышаться.
С другой стороны, совершенствование энергоемких процессов
и разработка принципиально новых технологий, укрупнение еди-
ничных мощностей агрегатов, как правило, ведут к снижению вы-
хода ВЭР па единицу продукции.
Если посмотреть будущее такой отрасли, как черпая металлур-
гия, то в перспективе объемы выхода ВЭР в ней оцениваются для
различных процессов по-разному.
В доменном производстве за счет повышения содержания же-
леза, улучшения гранулометрического состава шихты, повышения
температуры дутья и давления газа под колошником, увеличения
масштабов применения природного газа и кислорода выход домен-
ного газа будет снижаться. Это снижение будет еще больше при
внедрении повой технологии доменной плавки с вдуванием горячих
восстановительных газов, полученных путем химических методов
отмывки углекислоты от доменного газа, и работе на холодном тех-
нологическом кислороде при высоких коэффициентах рециркуляции.
Количество тепловых ВЭР в доменном производстве в связи
с выводом из эксплуатации неэкономичных малых печей, имеющих
большие потери тепла с охлаждением, также будет снижаться.
Аналогичная картина в мартеновских печах и конвертерах. Пере-
оборудование первых в двухванпые приведет к снижению расхода
топлива на выплавку стали и соответственному снижению выхода
ВЭР. В кислородно-конвертерном производстве физическое тепло
конвертерных газов будет все в большей степени использоваться
для подогрева шихтовых материалов, в частности металлолома.
В прокатном производстве действуют факторы, вызывающие
как повышение, так и снижение выхода ВЭР. К первым относится
увеличение доли новых сложных профилей проката, что повлечет
за собой возрастание расхода топлива па нагрев металла. Ко вто-
рым — совершенствование оборудования в прокатном производстве
(внедрение печей с шагающим подом, обеспечение равномерной
загрузки, механизация и автоматизация процесса нагрева металла
125
и т. д.), позволяющее сократить расход топлива. В сторону сни-
жения действует рекуперация тепла отходящих газов печей с по-
догревом воздуха до высоких температур.
С увеличением доли кислородно-конвертерного производства
повышаются возможности использования химической энергии кон-
вертерного газа. Это одна из немногих возрастающих тенденций
изменения выхода ВЭР в черной металлургии, о которой можно
говорить вполне определенно уже сейчас.
В цветной металлургии выработка энергии за счет тепловых
ВЭР в перспективе несколько возрастет за счет повсеместного внед-
рения систем испарительного охлаждения и существенного прироста
производства алюминия, хотя в других подотраслях выход вторич-
ных эпергоресурсов будет снижаться.
В нефтеперерабатывающей промышленности с увеличением
глубины переработки нефти выход ВЭР должен возрасти. В нефте-
химической промышленности в таком энергоемком производстве,
как производство синтетического каучука, удельный выход ВЭР на
1 т продукции будет снижаться. Это связано с технологическими
изменениями, а именно с изменениями в структуре производства
исходных мономеров.
Таким образом, воздействие многочисленных факторов на вы-
ход вторичных эпергоресурсов в сторону его повышения или сни-
жения имеет место практически во всех отраслях промышленности.
Поэтому говорить о прогнозировании выход ВЭР можно, лишь
приняв определенную гипотезу развития техники и технологии в
каждом производстве, гипотезу о тех видах энергоносителей, па
которые можно рассчитывать на прогнозируемом уровне. Посколь-
ку большинство исходных данных являются достаточно неопреде-
ленными, прогноз выхода ВЭР по отраслям может быть выполнен
только в некотором интервале.
Глава 5
ОЦЕНКА МАТЕРИАЛЬНЫХ
И ЭНЕРГЕТИЧЕСКИХ ЗАТРАТ
НА ОХРАНУ ОКРУЖАЮЩЕЙ СРЕДЫ
ОТ ВЫБРОСОВ ПРОМЫШЛЕННЫХ ПРЕДПРИЯТИЙ
5.1. ЗАГРЯЗНЕНИЕ ОКРУЖАЮЩЕЙ СРЕДЫ
ПРОМЫШЛЕННЫМИ ВЫБРОСАМИ И СПОСОБЫ БОРЬБЫ С НИМ
В период научно-технической революции, характеризующейся
интенсивным развитием промышленного производства, проблема
защиты биосферы от загрязнения приобрела первостепенное зна-
чение.
126
В большинстве отраслей промышленности при производстве
различных видов продукции и энергии в зависимости от качества
перерабатываемого сырья и применяемой технологии образуется
большое количество пылей и химических веществ: оксидов серы,
азота, углерода, соединений фтора, свинца, мышьяка, селена, пести-
цидов, органических продуктов и радиоактивных элементов.
Попадание этих веществ в атмосферу вызывает отрицательные
последствия — изменение климата, нарушение круговорота веществ
в биосфере, повышение заболеваемости населения, деградацию фло-
ры и фауны. Выбросы в атмосферу основных производственных
загрязнителей уже сейчас достигли десятков и сотен миллионов-
тонн в год, и наблюдается тенденция к еще большему их уве-
личению.
Твердые частицы рассеивают и поглощают солнечную радиа-
цию, а также определенным образом влияют на инфракрасное из-
лучение земной поверхности. Сжигая ископаемое топливо, человек
повышает содержание СОг в атмосфере, что может привести к не-
предвиденным и необратимым изменениям климата. Отрицательное
воздействие оксидов азота и серы па животных и растительный
мир общеизвестно. Согласно расчетам, суммарные годовые выбросы
в атмосферу, например, только оксидов серы составили в 1975 г.
32 • 106 т. По прогнозам отечественных и зарубежных исследова-
телей, к 2000 г. этот показатель возрастет в 2—5 раз [44].
Загрязнение атмосферы токсичными веществами отрицательно
действует на водные экологические системы. Во многих районах
мира выпадение кислых атмосферных осадков привело к существ
венному ухудшению состояния водоемов и лесов. Наличие в атмо-
сферном воздухе таких углеводородов, как бензол, толуол, ксилол,
приводит к патологическим изменениям в крови человека и других
живых организмов.
Особенностью загрязнения атмосферы в эпоху индустриально-
го развития является поступление во все больших количествах ве-
ществ, не характерных для естественных природных процессов.
Речь идет прежде всего о загрязнении соединениями Pb, Hg, As, F,
So, B, Cd и др.
Общие запасы воды на планете составляют ~ 1,4 • 109 км3, из
них только 2,7 % — пресной. Из этих запасов на долю воды, при-
годной для использования (из рек, ручьев, озер и частично под-
земных вод), приходится небольшая часть, равная 39 тыс. км3.
Население земного шара ежегодно потребляет около 600 кма
пресной воды, или 1,5 % речного стока. Одновременно в водоемы
и подземные пустоты сбрасывается примерно 450 км3 производст-
венных и бытовых сточных вод, для разбавления которых необходи-
мо примерно 6 тыс. км3 чистой воды (т. е. 15%! речного стока),
чтобы достичь в ней безопасных концентраций вредных веществ.
По прогнозу мировое потребление исходной воды к 2000 г.
оценивается величиной 7 тыс. км3. Если сбрасывать образующиеся
сточные воды в водоемы, то практически весь наземный и подзем-
ный речной сток окажется загрязненным.
12?
Все это свидетельствует о чрезвычайной важности проблемы
охраны окружающей среды па современном этапе развития чело-
веческой цивилизации. Эта проблема решается в двух направ-
лениях:
— разработка методов и аппаратуры для очистки газовых вы-
бросов и промышленных стоков;
— создание процессов, полностью исключающих или сводящих
к минимуму образование и попадание в окружающую среду вред-
ных веществ.
Первое направление предусматривает создание систем очист-
ки сточных вод п пылегазовых выбросов на конечных стадиях тех-
нологического процесса. Второе направление предполагает корен-
ную перестройку большинства традиционных технологий.
В последние десятилетия как в нашей стране, так и за рубе-
жом, предпринимаются попытки экономически оценить ущерб на-
родному хозяйству от загрязнения воздушного бассейна. В настоя-
щее время в литературе достаточно широко освещаются методиче-
ские подходы к решению этой задачи и приводятся различные
данные о больших размерах экономического ущерба.
В СССР рациональное использование, сохранение и воспроиз-
водство ресурсов, бережное отношение к природе возведено в ранг
закона. Однако уровень очистки промышленных газов и стоков еще
не соответствует возросшим требованиям к охране окружаю-
щей среды.
Промышленные предприятия наряду с энергетикой являются
одним из основных загрязнителей окружающей среды. По имею-
щимся данным, распределение пыли и сернистого ангидрида, вы-
брасываемых в атмосферу различными отраслями народного хо-
зяйства СССР, ориентировочно таково [22] (%):
Отрасль
Тепловые электростанции
Черная металлургия
Цветная металлургия
Промышленность строитель-
ных материалов
Химическая и нефтеперера-
батывающая
Пыль
42,5
25,6
2,8
27,4
1,7
so2
58,6
17,6
18,5
—
5,3
В настоящее время уже отработаны основные принципы для
выбора способов очистки промышленных выбросов — технологиче-
ских газов и сточных вод, общих для предприятий различных от-
раслей. Остановимся кратко па способах очистки технологических
газов (от пыли и вредных газообразных ингредиентов) и сточ-
ных вод.
5.1.1. Очистка технологических газов
Выбор метода очистки газовых выбросов и необходимого для
этой цели оборудования определяется физико-химическими пара-
метрами улавливаемых продуктов, их концентрациями в газовом
128
потоке, расходом газа, требованиями к степени очистки. Различают
два основных метода очистки:
— механическую очистку от взвешенных веществ с использо-
ванием для этой цели циклопов, электрофильтров, тканевых
фильтров;
— химическую очистку методами абсорбции, хемосорбции, тер-
мического и термокаталитического сжигания.
Выбор пылеулавливающих устройств определяется теми требо-
ваниями, которые предъявляются к степени улавливания пыли,—
санитарно-гигиеническими для обеспечения чистоты атмосферного
воздуха или технологическими для защиты оборудования и извле-
чения цепных пылен.
При выборе способа пылеулавливания необходимо учитывать
дисперсность пыли, наличие влаги и агрессивных компонентов в
газах, их количество и температуру. Однако размер частиц явля-
ется одним из наиболее существенных факторов, влияющих на эф-
фективность процесса. Поэтому классификация применяемого пыле-
улавливающего оборудования обычно проводится с учетом в первую
очередь размеров частиц.
Для первой стадии применяют пылевые камеры, инерционные
пылеуловители, циклоны диаметром выше 800 мм, в которых осе-
дают частицы размером более 50 мкм. Для улавливания пыли круп-
ностью от 2 до 10 мкм особенно эффективны циклоны малых диа-
метров, мокрые циклоны, скрубберы с насадкой, центробежные и
ударного действия с перепадом давления до 100 мм вод. ст., одно-
слойные пенные аппараты.
Для тонкого пылеулавливания (размер частиц до 0,5 мкм)
применяют скрубберы ударного действия с перепадом давления
300—400 мм вод. ст., многослойные пенные аппараты. Для осажде-
ния частиц размером менее 0,5 мкм применяют скоростные (турбу-
лентные) пылеуловители с перепадом давлеиия 1000—3000 мм вод. ст.,
сухие и мокрые электрофильтры, рукавные фильтры. Выбор аппа-
рата зависит от температуры газа и точки росы.
В электрофильтрах можно получить высокую степень очистки
газов, однако для каждой пыли в зависимости от ее электрических
свойств, слипаемости, дисперсности и химического состава газов
нужно определять оптимальные конструктивные особенности элек-
трофильтров и условия их работы.
Очистка газов от пыли способом фильтрации основана па про-
пускании газового потока через пористые среды — ткани, стеклово-
локно, керамические и зернистые материалы. В промышленности
широкое распространение получили рукавные и мешочные фильт-
ры, обеспечивающие высокую эффективность фильтрации газов при
относительно низком гидравлическом сопротивлении. В них дости-
гается высокая степень очистки газов, по капитальным затратам
они несколько дешевле, чем электрофильтры, но расходы на их
эксплуатацию выше.
Рукавные фильтры могут использоваться как аппараты, обес-
печивающие дополнительную очистку отходящих газов до санитар-
9 В. С. Степанов, Т. Б. Степанова 129
пых норм перед выбросом их в атмосферу. В качестве одного из
существенных их недостатков можно отметить низкую скорость
фильтрации. Этот недостаток может быть устранен за счет внедре-
ния непрерывной регенерации ткани фильтров методом струйной
продувки (скорость фильтрации повышается в 4,7 раза).
Помимо сухих аппаратов пылеочистки в промышленности при-
меняется несколько типов мокрых пылеуловителей: инерционные
(мокрые циклоны, скрубберы ударного действия), капельные (ско-
ростные безнасадочиые скрубберы, турбулентные промыватели, тру-
бы Вентури), пузырьковые (барабанные и пенные аппараты). Их
применяют, когда не обязательно получать пыль в сухом виде.
Большинство мокрых пылеуловителей может работать доста-
точно эффективно при средней дисперсности (крупнее 2—5 мкм).
Улавливание более мелких частиц обычно связано с повышенным
расходом электроэнергии (в скоростных турбулентных пылеулови-
телях). Однако в газоочистке особое внимание уделяется сухим ме-
тодам, так как традиционная скрубберная технология не обеспечи-
вает нужной степени очистки, дает вторичное загрязнение в виде
шлама и сточных вод, требующих специальной переработки.
Возросшие требования к защите воздушного бассейна вообще
и к чистоте воздуха в цехах предприятий привели к необходимости
применения пылеулавливающих устройств для очистки вентиляци-
онных газов. Необходимым условием и самой большой проблемой
в реализации этого мероприятия является налаживание организо-
ванного отвода вентиляционных газов. Пыль, содержащаяся в этих
газах, в зависимости от установленного технологического оборудо-
вания (дробильные устройства, металлургические агрегаты и т. д.)
может состоять из крупных частиц (например, вентиляционные га-
зы от дробильных и транспортных устройств) и возгонов (вентиля-
ция горнов и отстойников шахтных печей свинцовой плавки и т. п.).
Для очистки вентиляционных газов используется то же обо-
рудование, что и для пылеулавливания в технологических газах —
циклоны, скрубберы для улавливания крупных частиц, тканевые
фильтры — для высокодисперсных.
Для улавливания газообразных вредных компонентов вентиля-
ционных газов начато применение фильтров с ионообменными
волокнами.
Очистка от вредных газообразных компонентов. Если говорить
о промышленных предприятиях, то речь идет в первую очередь об
очистке отходящих газов от сернистого ангидрида. Проблема извле-
чения серы из технологических газов выдвинулась в ряд самых
актуальных, часто определяющих пути дальнейшего развития про-
изводственных процессов.
Для газов, содержание SCb в которых более 4 %, разработаны
рентабельные способы утилизации серы с получением серной кис-
лоты, жидкого сернистого ангидрида и элементарной серы.
Наиболее распространенным является контактный способ полу-
чения серной кислоты. Однако он не обеспечивает степень контак-
тирования выше 95 — 96 %, лишь на отдельных контактных систе-
130
мах достигает 97,5—98,0%- Поэтому переработка технологических
газов в производстве серной кислоты не решает полностью проблему
санитарной очистки. Для соблюдения современных норм по сани-
тарной очистке приходится сооружать установки для дополнительной
очистки газов, что усложняет и удорожает сернокислотное про-
изводство.
В настоящее время в сернокислотной промышленности все ши-
ре применяют схему двойного контактирования с промежуточной
абсорбцией, которая позволяет достичь общей степени контактиро-
вания 99,5—99,7 %.
Наиболее ценным продуктом утилизации ЭОг является элемен-
тарная сера, которую легко хранить, удобно транспортировать, так
как она в 3 раза легче серной кислоты и не является агрессивным
веществом. Она служит сырьем для предприятий различных отрас-
лей промышленности — для производства серной кислоты, искусст-
венного вслокна, сульфидной целлюлозы, для резинотехнической,
шинной, фармацевтической и других отраслей.
Сернистые газы можно восстановить в элементарную серу с
помощью различных твердых, жидких или газообразных восстано-
вителей (угля, кокса, природного газа, нропаы-бутановой смеси,
окиси углерода, водорода, генераторного газа и др.).
Еще одно направление использования серы в отходящих га-
зах — получение жидкого SCb, который используется в производст-
ве целлюлозы и капролактама.
Таким образом, основной проблемой является улавливание SO2
из слабых сернистых газов с концентрацией ниже 4 % • Это обу-
словило интенсивные исследования в этой области у нас в стране
и за рубежом, в результате которых нашло практическое примене-
ние и находится на разных стадиях разработки более 30 способов
очистки слабых сернистых газов.
Процессы очистки газов от SO2 делятся на абсорбционные
и адсорбционные, каждый из которых, в свою очередь, подразделя-
ется на способы: без утилизации серы; циклические с утилизацией
серы; с получением серосодержащих химических веществ.
5.1.2. Очистка сточных вод
Для переработки сточных вод наиболее часто применяется схе-
ма, включающая сбор всех стоков в один коллектор и их последую-
щую очистку в общих очистных сооруя?епиях завода. Такую очист-
ку можно условно разделить на три ступени: механическую, физи-
ко-химическую, биологическую.
Цель механической очистки — удалить из сточных вод твердые
частицы и взвешенные вещества путем отстаивания и фильтрации.
Грубодисперсные частицы улавливаются решетками и ситами различ-
ных конструкций, а поверхностные загрязнения — нефтеловушками,
маслоуловителями, смолоуловителями и т. д. Механическая очистка
позволяет выделять из промышленных сточных вод более 9/10 не-
растворимых примесей.
0* Ш
При физико-химическом методе обработки из сточных вод уда-
ляются тонкодисперсные и растворенные неорганические примеси
и разрушаются органические неокисляемые и плохо окисляемые ве-
щества.
В самом общем виде эти методы можно разделить на реагент-
ные и безреагентные. К реагентным относятся методы, при которых
для осаждения и выделения соединений из стоков применяются
специальные вещества — коагулянты и флокулянты. К безреагент-
ным можно отнести сорбционные, электрохимические, радиа-
ционные и прочие методы, при которых выделение или разложение
вредных компонентов протекает без введения в реакционную систе-
му дополнительных химических соединений. Однако эффективное
осуществление процесса требует подвода извне дополнительной
энергии и использования нейтральных веществ в качестве сорбен-
тов, которые при регенерации дают вторичное загрязнение в ви-
де шлама.
Широкое применение находит электролиз. Он способствует раз-
рушению органических веществ в сточных водах и извлечению ме-
таллов, кислот и других неорганических веществ. Этот способ эф-
фективен при очистке сточных вод на предприятиях цветной метал-
лургии, в лакокрасочной и в некоторых других отраслях промыш-
ленности.
Загрязненные сточные воды очищают также с помощью ультра-
звука, озона, ионообменных смол и высокого давления. Хорошо за-
рекомендовала себя очистка путем хлорирования.
Сущность биологической очистки заключается в воспроизведе-
нии природных условий для разложения химических соединений.
Этот метод основан на использовании закономерностей биохими-
ческого и физиологического самоочищения рек и водоемов. Есть не-
сколько типов биохимических устройств по очистке сточных вод:
биофильтры, биологические пруды и аэротенки. В нашей стране
получили распространение аэротенки. Подача в них технического
кислорода позволяет ускорить процесс биологической очистки в
2—3 раза.
Наилучшим решением проблемы охраны водоемов от загрязне-
ния сточными водами промышленных предприятий является созда-
ние на этих предприятиях бессточных систем водопользования. Под
бессточной системой подразумевается система, при которой пред-
приятие всю отработанную и сточную воду использует внутри свое-
го предприятия и в водоемы никаких стоков не направляет.
Создание бессточных систем водопользования в промышлен-
ности идет по следующим направлениям:
— сокращение потребления воды на заводах путем совер-
шенствования технологии;
— использование сточных вод в оборотном водоснабжении;
— создание замкнутых технологических схем производства;
— кооперация предприятий в утилизации стоков с извлечением
ценных компонентов, находящихся в стоках.
132
5.2. ОЦЕНКА МАТЕРИАЛЬНЫХ И ЭНЕРГЕТИЧЕСКИХ ЗАТРАТ
НА ОХРАНУ ОКРУЖАЮЩЕЙ СРЕДЫ
Очистка технологических газов и сточных вод промышленности
даже на достигнутом в настоящее время уровне связана со значи-
тельными материальными и энергетическими затратами. Однако ка-
кова их действительная величина, неизвестно, поскольку отдельно
учет этих затрат не осуществляется ни ЦСУ СССР, ни ведомствами,
а исследовательские работы в этой области проводятся недостаточно
скоординированно и направлены, как правило, на решение частных
задач. Отсутствие такого учета делает невозможным анализ влия-
ния затрат на очистку промышленных выбросов на технико-экономи-
ческие показатели основного производства, что представляет боль-
шой практический интерес.
Такой анализ является насущной необходимостью еще и пото-
му, что существующий уровень охраны окружающей среды от за-
грязнения промышленными предприятиями нельзя признать
удовлетворительным, и в дальнейшем он должен быть повышен.
Вовлечение в очистку дополнительных видов загрязняющих выбро-
сов, повышение степени улавливания вредных компонентов за счет
внедрения новых, более эффективных способов очистки требуют
привлечения дополнительных материальных и энергетических за-
трат, причем весьма существенных.
Для того чтобы представить, с какими именно затратами сопря-
жена охрана окружающей среды от выбросов промышленности, мож-
но привести два примера. Для внедрения электроплавки меди на
заводе «Анаконда» (США) потребовались капиталовложения в раз-
мере 75 млн дол., причем 53 млн дол. из них было затрачено на
строительство газоочистных сооружений и сернокислотного произ-
водства. В настоящее время в таких густонаселенных странах, как
Япония, ФРГ, Бельгия, четвертая часть капиталовложений в метал-
лургию расходуется на природоохранные сооружения.
Как показано в [1], возрастание стоимости пылеулавливания с
повышением его эффективности подчиняется экспоненциальной за-
висимости. При увеличении коэффициента улавливания от 0,9 до
0,99 затраты на улавливание 1 г пыли возрастают в 20 раз, до
0,999 — в 300 раз. Объяснение этого столь значительного удорожания
можно провести на примере очистки газов от обжиговой печи кипя-
щего слоя (КС) в цинковом производстве. Для очистки 10 000 нм3/ч
газа от печи КС с концентрацией пыли 400 г/нма па выходе из пе-
чи до 4 г/нм3 надо установить две ступени циклонов. Для доочистки
этого же количества газов от 4 до 0,1—0,2 г/нм3 нужен электро-
фильтр с преобразовательной подстанцией, а для улавливания по-
следних 100—200 мг/нм3 до следов пыли необходимо промывное
отделение с тремя башнями, четырьмя электрофильтрами, коммуни-
кациями и насосными установками [1].
В литературе встречаются попытки собрать, и обобщить немно-
гие имеющиеся данные по затратам предприятий на очистку выбро-
сов. В [22] собраны технико-экономические показатели работы уста-
133
новок пылеулавливания на ряде свинцовых и цинковых заводов.
Приведенные данные показывают, что затраты на пылеулавливание,
рассчитанные на улавливание 1 т пыли или очистку 1000 м3 газов,
для разных предприятий одной и той же отрасли колеблются
в очень широких пределах даже при применении однотипного обо-
рудования.
Капиталовложения па пылеулавливание зависят в основном от
числа и стоимости соответствующего оборудования, определяемых
объемами очищаемых газов и степенью улавливания пыли.
Очистка газов связана с созданием сложных комплексов со-
оружений. Схемы с мокрой очисткой или; мокрой пылеуборкой тре-
буют сооружения дорогостоящих оборотных циклов.
Большую долю составляют затраты, сопутствующие газоочист-
ке: на сооружения по транспортировке и подготовке к использова-
нию уловленных продуктов, а также на теплотехнические сооруже-
ния, предназначенные для использования тепла отходящих газов
(котлы-утилизаторы, экономайзеры, воздухоподогреватели и т. п.).
Эти объекты не относятся к газоочистным сооружениям, поскольку
их строительство диктуется целесообразностью использования вто-
ричных) ресурсов.
Однако существуют и теплотехнические устройства, технологи-
чески связанные с газоочисткой и предназначенные для предвари-
тельного охлаждения газов до требуемых температур (например,
охладители конвертерных газов, КУ, кулера и другие типы охлади^
телей, распологаемых перед газоочисткой). Затраты; на такие со-
оружения в каждом конкретном случае должны быть разнесены
между газоочисткой и использованием1, ВЭР.
Помимо пылеочистки все большее количество технологических
газов подвергается переработке с целью улавливания вредных хими-
ческих соединений, и в первую очередь сернистого ангидрида. Здесь
имеется в виду не утилизация SO2 по технологическим соображе-
ниям, а очистка слабых сернистых газов с санитарными целями. Вы-
бор того или иного способа переработки! слабых сернистых газов за-
висит от целого ряда факторов, среди которых можно выделить
характеристики газового потока: запыленность, содержание ЭОг,
объем выделения в единицу времени.
В табл. 5.1 приведены основные технологические параметры
и материальные затраты на очистку газов с низким содержанием
ЭОг семью различными способами [46].
Все разработанные способы очистки слабых сернистых газов,
как правило, привязаны к конкретным источникам1 выбросов БОг-
Аммиачный, кислотно-каталитический, озотшо-каталитический спо-
собы применяются для отходящих газов сернокислотных систем;
магнезитовый — для улавливания SO2 из газов тепловых электро-
станций; цинковый и цитратный — для отходящих газов цветной
металлургии и т. д.
Проблему охраны окружающей среды от промышленных выб-
росов, оценку ее влияния на энергопотребление покажем на приме-
ре только одной отрасли — черной металлургии.
134
Таблица 5.1
Технологические параметры и экономические показатели способов очистки сер-
нистых газов [46]
Способ
Известковый
Цинковый
Аммиачный
Магнезитовый
Кислотн о-каталитпче-
ский
Озонно-каталитиче-
ский
Цитратный
Объем пе-
рерабаты-
ваемых
газов,
м3 /ч
200 000
150 000
50 000
912 000
50 000
50 000
60 000
Исходная
объемная
доля SO-,
% *
0,3
0,2—1,0
0,2-0,3
0,5—0,7
0,3—0,5
0,3—0,5
0,5
пст-
о
и
о ?
90
90—95
90
95—98
80
95
95
ые
руб./
л к"
я кЪ,
Кащг
; /1000
1,68
1,70
2,36
2,05
1,44
1,62
2,15
к
д н
й я о
ь По
та ь о
Ц со ^^^
m м а .
1,18
0,82
1,53
1,03
0,43
0,34
1,50
Получаемый
продукт
Шлам
ZnSO4
Бисульфит аммо-
ния
20%-tSO2
30%-я H2SO4
65%-я H2SOt
Сера
Очистка отходящих газов. Из установленных на предприятиях
чбр'ной металлургии газоочистных установок подавляющее большин-
ство составляют пылеулавливающие. Очистка газов от химически
вредных веществ применяется ограниченно.
Действующие газоочистки, как правило, рассчитаны на очистку
технологических газов от пыли при равномерном режиме работы
металлургических агрегатов и пе могут обеспечить полную очистку
газов от пыли в периоды продувки кислородом конвертеров, марте-
новских и электросталеплавильных печей, когда выбросы газов
увеличиваются в несколько раз.
Одним из основных источников загрязнения воздушного бас-
сейна являются агломерационные фабрики. Они ежесуточно вы-
брасывают в атмосферу свыше 1 млрд м3 технологических газов.
Количество отходящих газов и содержание в них различных ме-
ханических и химических примесей зависят от площади спекания
агломерационной машины, качества шихтовых материалов, техноло-
гического режима ведения процесса, состояния оборудования и
других показателей. Удельный вынос пыли в зависимости от типа
агломашины составляет до 30 кг на 1 т агломерата [3].
Специфические свойства технологических агломерационных га-
зов (большие объемы, высокая запыленность, слипаемость пыли, на-
личие компонентов, вызывающих коррозию, и т. д.) предъявляют вы-
сокие требования к конструкциям пылеулавливающих устройств. В
настоящее время очистка газов агломерационных машин от пыли
производится в основном в батарейных циклонах, скрубберах или
трубах Вентури (мокрая очистка) и в сухих электрофильтрах.
Удельный выброс колошниковой пыли в доменном нроизводстве
составляет 50—150 кг и из межконусного пространства 4—15 кг на
1 т чугуна [71J.
135
Доменный газ последовательно проходит первичную, полутонкую
и тонкую очистку. Грубая очистка осуществляется радиальными и
тангенциальными пылеуловителями, после которых пылесодержа-
ние доменного газа не превышает 5—8 т/ж3. Полутонкая очистка
щзоизводится в трубах Вентури, в которых содержание пыли умень-
шается до 0,3—0,5 г/м3. Тонкая очистка газа в высоконапорных тру-
бах Вентури, мокрых электрофильтрах обеспечивает конечное со-
держание пыли не выше установленных норм E—10 мг/м3').
Основными источниками пыли в мартеновском производстве
являются печи. Высокая температура в рабочем пространстве печи
приводит к испарению железа и шлаков, их конденсации и осажде-
нию в дымовом тракте. Наибольшое количество пыли выделяется
в периоды заливки чугуна и в первый период кипения металла.
Применение кислорода для продувки ванн резко увеличивает содер-
жание пыли в отходящих газах (от 1 до 10—15 г/нм3). Максималь-
ное содержание пыли в период продувки ванн кислородом перед
газоочисткой достигает 15 г/м3. Удельный выброс мартеновской пы-
ли на 1 т стали составляет до 30 кг [3].
Для очистки отходящих газов мартеновских печей применяют
преимущественно установки двух типов: сухой (электрофильтры)
и мокрой очистки (турбулентные промывателиили трубы Вентури),
позволяющие довести концентрацию пыли до уровня не более
100 мг/м3, удовлетворяющего санитарным требованиям. Возможно
также применение тканевых фильтров из термостойких материалов.
Продувка конвертера кислородом сопровождается выделением
газов. Вместе с газами из конвертера выносится большое коли-
чество пыли, которое составляет 10—12 кг на 1 т выплавляемой
стали [3].
Содержание окиси углерода в отводимом от конвертера газе до-
стигает 90 %. Пылесодержание газа колеблется от 20 до 200 г/м3,
что зависит от режима работы конвертера. Отвод газа от конверте-
ра можно осуществлять двумя способами: с полным или частичным
дожиганием окиси углерода и без дожигания. При отводе с полным
дожиганием обеспечивается контакт выделяющегося из конвертера
газа с атмосферным воздухом, в результате которого окись углерода
полностью сгорает. При отводе без дожигания окиси углерода, на-
оборот, исключается контакт с атмосферой выделяющегося из кон-
вертера газа, для чего газоотводящий тракт герметизируют. Разра-
батываются схемы использования конвертерного газа после соот-
ветствующей очистки и охлаждения в качестве химического сырья
или топлива.
Очистка конвертерного газа от пыли осуществляется в аппара-
тах различных конструкций и принципов работы.
В схемах без дожигания используются мокрые газоочистки
с регулируемыми трубами Вентури. При отводе газа с частичным
дожиганием применяются мокрые газоочистки с прямоугольными
и круглыми регулируемыми и нерегулируемыми трубами Вентури.
В схемах с полным дожиганием и значительным разбавлением
газа воздухом в основном используются мокрые газоочистки с не-
регулируемыми трубами Вентури. При отводе газа с полным дожи-
136
ганием и лимитированным расходом воздуха пригодно наибольшее
число самых разнообразных типов газоочисток.
Из всех электросталеплавильных печей металлургической про-
мышленности наибольшее количество технологических выбросов
приходится на дуговые печи. Особенно велико количество выбросов
при плавках стали с продувкой ванны кислородом, необходимость
которой обусловлена не только повышением производительности
печей, но и технологическими особенностями выплавки высоколеги-
рованных сталей б целью сохранения легирующих элементов.
Основными загрязняющими атмосферу выбросами электростале-
плавильных печей являются пыль, оксиды азота, серы, цианистые
и фтористые соединения.
Максимальное содержание пыли в моменты продувки ванн ки-
слородом достигает 15—27 г/м3. Удельный выброс электросталепла-
вилыгой пыли на 1 т стали составляет 6—10 кг [3].
Для очистки от пыли технологических газов электропечей при-
меняют мокрые пылеуловители (трубы Вентури), электрофильтры,
рукавные (тканевые) фильтры.
В прокатном производстве основными источниками технологи-
ческих выбросов являются нагревательные колодцы, печи и маши-
ны огневой зачистки (МОЗ). Источники неорганизованных выбро-
сов: нагревательные колодцы во время открывания, крышек при
недостаточной тяге, рабочие клети, ножницы для резки металла,
огневая и механическая зачистка заготовок, удаление шлака в шла-
ковых коридорах у нагревательных устройств и др.
Общее удельное количество пыли, выделяющееся при прокатке
металла, составляет 100 г на 1 т проката [3].
Обеспыливание при прокатке металла проводится с помощью
форсунок-распылителей. Но подавление пыли водой не обеспечивает
полного обеспыливания, поэтому наряду с гидрообеспыливанием,
прокатные станы оборудуются пылеотсасывающими устройствами.
Очистка сточных вод. Вода широко применяется в гидро- и пи-
рометаллургических процессах для приготовления растворов,
электролитов, промывки осадков, увлажнения шихты, охлаждения
и очистки газов, для производства серной кислоты.
Большинство гидрометаллургических и химических процессов,
потребляющих воду, представлены замкнутыми схемами и, как пра-
вило, не являются источником загрязнения стоков. Однако даже
в этом случае при любых технологических нарушениях могут обра-
зоваться водные растворы, которые, без очистки попадая в водоемы,
приводят к их загрязнению.
Источниками сточных вод в черной металлургии являются
агломерационное, доменное, сталеплавильное и коксохимическое
производства.
В агломерационном производстве, где удельный расход воды
составляет около! 8 м3 на 1 т агломерата, и в щелочных сточных во-
дах содержится много механических примесей, сокращение водо-
потребления может быть достигнуто путем создания системы оборот-
ного водоснабжения. Для этого необходимо коренным образом пе-
137
рестроить систему водно-шламового хозяйства агломерационных фа-
брик, сократить продувки чистого и грязного циклов, внедрить мето-
ды стабилизационной обработки воды, использовать продувочную
воду (после ее доочистки) для гидрообеспыливания.
Сточные воды, образующиеся в доменном и сталеплавильном
производстве, а также в производстве горячего проката, загрязнены
механическими примесями и солями. Осуществление здесь замкну-
тых водооборотных циклов с минимальной продувкой возможно при
условии эффективной очистки от механических примесей и стабили-
зационной обработки оборотной воды, сокращения продувки; чистых
и условно чистых оборотных систем, механического обезвоживания
шлама и его дальнейшего использования.
Существенное сокращение жидких отходов коксохимических
производств достигается путем замены свежего пара циркулирующей
аммиачной водой, перехода на коксование предварительно высу-
шенной угольной шихты, изменения технологии сернокислотной
очистки сырого бензола (использование алкилирующей добавки) или
ее полной замены гидрокаталитическим и термогидрокаталитическим
методами. На ряде предприятий совершенно исключен сброс за-
грязненных сточных вод от коксохимических производств.
На большинстве коксохимических заводов и производств нашей
страны эксплуатируются сооружения биологической очистки, кото-
рые позволяют обеспечить в очищенных сточных водах остаточное
содержание фенолов, цианидов, сульфидов и других окисляющихся
компонентов до 5 мг/л. Использование таких очищенных вод для
подпитки охлаждающих систем также открывает определенные перс-
пективы для дальнейшего сокращения потребления воды в коксо-
химическом производстве. Очищенные фенольные сточные воды,
добавляемые в систему оборотного водоснабжения, смягчают техни-
ческую воду, циркулирующую в ней, поскольку не содержат солей
жесткости и являются ингибиторами коррозии. Это обстоятельство
важно учитывать при разработке систем оборотного водоснабжения.
Значительную проблему для предприятий черной металлургии
представляет очистка и переработка сложных по солевому составу
продувочных вод систем оборотного водоснабжения. Для этой цели
могут быть использованы выпарные аппараты, установки дистил-
ляционного типа, различные виды сушилок.
Авторами были проведены оценочные расчеты о тем, чтобы
определить влияние затрат на очистку технологических газов на
технико-экономические показатели производства в целом на примере
черной металлургии. Для расчетов была использована информация,
приведенная в [99]. В этой работе представлены технико-экономи-
ческие показатели различных схем очистки газов в основных переде-
лах металлургического производства. Такая информация на примере
кислородно-конвертерного процесса дана в табл. 5.2. Затраты
электроэнергии на очистку технологических газов в различных схе-
мах были приняты по данным «ВНИПИЧерметэнергоочистки»,
Результаты проведенной оценки показывают, что технико-эконо-
мические показатели применяемых схем очистки отходящих газов
138
Таблица 5.2
Технико-экономические показатели очистки отходящих газов в конвертерном
производстве (при работе цеха с тремя конвертерами, из которых два работают
постоянно) [99]
Показатели
Объем отходящих газов,
млн м3/год
Капитальные затраты,
руб./A000 м3-год)
Эксплуатационные за-
траты, руб./A000 м3-
¦год)
Количество получаемого
пара, Гкал/год
Количество пыли, под-
готовленной к утили-
зации 2, тыс. т/год
Стоимость побочной про-
дукции, руб./1000 м3
Приведенные затраты на
охлаждение, очистку
газов и подготовку
уловленной пыли к ути-
ТТТТО QTTTTTT*
руб./1000 м3
руб./т стали
м
и
215,5
19,358
3,492
75
25
3,753
2,062
0,355
Емкость 150
И
и
239,4
18,132
3,306
124
25
4,637
0,845
0,162
е
Q
Н
239,4
12,199
2,460
124
25
4,637
—0,704
—0,135
т
М
ь
и
и
622,5
12,376
1,922
222
25
2,751
0,656
0,327
е
о
Н
И
622,5
10,346
1,567
222
25
2,751
—0,058
—0,029
Емкость 300 т
Я
ь
И
и
646,5
15,768
2,488
144
70
2,875
1,505
0,347
w
ь
н
W
718,3
14,265
2,379
231
70
3,332
0,759
0,195
0
СО
И
718,3
13,486
1,673
231
70
3,332
-0,031
—0,008
1 ЧД — частичное дожигание; ПД — полное дожигание; БД — без дожигания; ТВ —
труба Вентурн; ЭФ — электрофильтр.
2 На один установленный конвертер (количество пыли указано в пересчете на су-
хую массу).
в чернот"! металлургии характеризуются очень большим разбросом,
часто в 2 и более раз. В этом диапазоне они представлены
в табл. 5.3 в расчете на 1 т продукции каждого передела.
Сопоставление полученных величин с удельными затратами
энергии по основному производству показывает, что в ряде случаев
доля газоочистки значительна. Так, в производстве агломерата, исхо-
дя из средних значений энергозатрат, она составляет примерно 12%,
окатышей — 25%, в электросталеплавильном производстве — 23%.
На основании приведенных в табл. 5.4 данных были определены
капитальные и энергетические затраты на очистку отходящих газов
в технологической цепочке: окускование сырья — выплавка чугу-
на ¦— выплавка стали на единицу конечного продукта — 1т вы-
плавленной стали. Для этой цели были использованы показатели
расхода агломерата и окатышей на выплавку чугуна, чугуна на вы-
плавку стали для разных способов ее производства, приведенные
в [96]. Расчеты показали, что капиталовложения в газоочистные
сооружения для этих трех переделов в расчете на 1 т мартеновской
139
Технико-экономические показатели очистки технологических
Производство
Агломерационное
Железорудных окатышей
Мартеновское
Кислородно-конвертерное
Электросталеплавильное
На 1000 м3 отходящих газов
Удельные капи-
таловложения,
руб.
0,19—0,39
0,20-0,4
0,7—0,9
4,0—6,5
0,20—0,35
Приведенные зат-
раты, руб./год
0,11—0,21
0,13—0,2
0,23—0,4
1,4-2,0
0,1—0,16
Удельный рас-
ход электроэнер-
гии, кВт-ч
1,40-1,8
1,5—2,0
2,5—8,7
5,0—5,9
2,8—6,2
стали составляют 3,3—5,1 руб.; кислородно-конвертерной — 4,7—
6,8 руб.; электростали — 5,7—9,7 руб. В среднем на 1 т выплавляе-
мой в стране стали при существующей технологической структуре
ее выплавки — 4,1—6,4 руб.
Соответственно удельные расходы электроэнергии составят
(кВт-ч/т): на мартеновскую сталь—14,6—34,2; на кислородно-
конвертерную — 11,5—13,2; на электросталь — 78,9—173,6; в сред-
нем — 22,5—46,5.
Следует, однако, отметить, что даже при условии оснащения
всех технологических агрегатов очистными устройствами, раз-
работанными в настоящее время и характеризующимися достаточно
высокой степенью улавливания, например 0,9, в окружающую среду
выбрасывается значительное количество загрязняющих веществ,
в данном случае пыли. Воспользовавшись приведенными выше дан-
ными, можно хотя бы грубо оценить количество остаточных выбро-
сов в различных производствах. Например, с газами, прошедшими
очистку по стандартной схеме, выбрасывается 0,312 кг пыли на 1 т
агломерата, при годовом объеме производства агломерата 150 млн т —
46,8 тыс. т. В мартеновском производстве удельные выбросы, пыли
составят 0,3 кг на 1 т стали, в кислородно-конвертерном — 0,045 кг,
в электросталеплавилыюм — 2,8 кг.
Таким образом, даже такой прикидочный расчет позволяет
оценить минимальные материальные и энергетические затраты на
очистку газов от пыли. Улучшение качества очистки повлечет за
собой значительное увеличение этих затрат.
5.3. ТЕХНИЧЕСКИЙ ПРОГРЕСС
В ПРОМЫШЛЕННОСТИ И ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
Каждая новая или находящаяся на стадии разработки техноло-
гия, как правило, обеспечивает меньшее вредное воздействие на
окружающую среду по сравнению с существующими процессами.
Без этого она не может считаться перспективной и заслуживать
внедрения в производство.
140
газов основных производств черной металлургии
Таблица 5.3
На 1 т продукции процесса
Средний выход га-
зов, 1000 м3
Удельные капитало-
вложения, руб.
Приведенные затра-
ты, руб./год
Удельный расход элек-
троэнергии, кВТ'Ч
12—15
9,0—11,0
2,5—3,5
0,2—0,3
3,5—5,0
2,8—4,7
2,2—3,5
2,0-3,0
0,9—1,9
0,8-1,4
1,48—2,1
1,4-1,91
0,7—1,3
0,35—0,5
0,4—0,6
17,0—22,0
16,5—18,0
7,5—26,0
1,25—1,3
11,0—25,0
Таблица 5.4
Сравнительные показатели выбросов в атмосферу на 1 млн т железорудного
сырья в год от агломерационной фабрики и фабрики окомковаиия без учета (чис-
литель) и с учетом (знаменатель) мероприятий по очистке и улавливанию вред-
ных веществ [57]
Выбросы
Мероприятия по защите атмосферы
Выброс вредных веществ,
г/с
SO.,
СО
NO,
П-10"
Агломерационная фабрика
Технологи-
ческие
Аспираци-
онные
Технологи-
ческие
Аспираци-
онные
Гидротранспорт из пылевых
мешков и очистка газов от
пыли (при большом содер-
жании серы в рудах очистка
газов от SO2)
Очистка аспирационного воз-
духа в электрофильтрах
(к.п. д. 99%)
Итого
770
30
1700
17
2470
47
450
40
450
40
1200
1200
¦~
1200
1200
30
30
"
30
30
3200
900
3400
34
Фабрика окомкования
Гидротранспорт из коллектора
и электрофильтров. Очистка
газов от пыли (при большом
содержании серы в рудах
очистка газов от SO2)
Циклоны и гравийные фильтры
Итого . .
¦
270
10
300
3
570
13
450
40
—
450
40
110
110
—
110
110
20
20
—
20
20
6600
934
1700
380
600
6
2300
386
141
В качестве одного из примеров можно привести положение
в производстве меди (пирометаллургии). Поскольку рентабельные
способы утилизации отходящих газов с концентрацией менее 4 %
недостаточно освоены, при разработке и внедрении новых технологий
в последние 15—20 лет отдавалось предпочтение таким, которые по-
зволяют интенсифицировать процесс и получить богатые по содержа-
нию серы отходящие газы. Результатом такого направленного отбо-
ра явилось создание следующих процессов в производстве меди
(в скобках показана концентрация ЭОг в отходящих газах): кисло-
родно-взвешенная плавка конструкции фирмы «ИНКО», Кана-
да (80 %); взвешенная плавка в печи конструкции фирмы
«Оутокумпу», Финляндия A2—15 %) плавка шихты на подогретом
и обогащенном кислородом дутье в агрегате фирмы «Мицубиси».
Япония A0%); КИВЦЭТ, СССР C5-40%); КФП, СССР G0%)
и ряд других [41, 46].
Подобная ситуация характерна практически для всех отраслей
промышленности. В [57] выполнено сопоставление пылегазовых вы-
бросов новых и существующих технологий в черной металлургии.
Показано, что во всех без исключения переделах (окускованпе
сырья, выплавка стали, производство проката) новые технологии
лучше по этим показателям не па проценты, а в несколько раз.
Например, в табл. 5.4 представлено сравнение процессов агло-
мерации и окомковапия по вредному воздействию па окружающую
среду. Сравнивались аглофабрика с лентами, имеющими площадь
спекания 75 м2, и окомкователытя фабрика с обжиговыми машина-
ми площадью 108 м2. Для сопоставительной оценки старого и но-
вого технологических способов производства железорудного сырья
условно принято, что аглофабрика, так же как и фабрика для
производства окатышей, оборудована всеми необходимыми, система-
ми очистки газов.
В табл. 5.4 приводится и суммарный показатель выбросов
вредных веществ П, м3/с, который рассчитывается по формуле:
П = М!/ПДК1 + М2/ПДК2 + ... + М„/ПДКт,
где Mi, M2,..., Мт — количество соответствующего вредного вещест-
ва, выделяющегося в атмосферу, мг/с; ПДКь ПДКг,.. . , ПДК,„ —
соответствующие предельно допустимые концентрации для атмосфер-
ного воздуха населенных мест, мг/м*.
При агломерации на 1 т продукции образуется значительно
больше пыли (в 4,3 раза) и окиси углерода (в 11 раз).
Переход на конвертерное производство стали позволил со-
кратить выбросы в атмосферу в 5 раз по сравнению с мартеновским
процессом (табл. 5.5).
Таким образом, только путем замены существующих процессов
и оборудования новыми, имеющими другой принцип действия,
можно существенно сократить выбросы во всех подразделениях
металлургического производства (табл. 5.6).
Однако практика показывает, что при существующих темпах
развития промышленности, какими бы совершенными средствами
142
Таблица 5.5
Сравнительные показатели выбросов на 1 млн т стали в год по
сталеплавильным агрегатам [57]
Агрегат
Мартеновская печь
Конвертер емкостью 180 т:
с дожиганием СО в кот-
ле
без дожигания СО в кот-
ле, но со 100%-м сжи-
ганием газа на свече
Выбросы вредных веществ,
г/с
пыль
(с очисткой
газов до
100 мг/м3)
12,5
4,8
0,9
SO,
3
1,7
1,2
NO
X
25
4,5
1,8
М3/С
325
66
25
очистки мы ни обладали, каких бы коэффициентов улавливания ни
достигли, оградить природу от загрязнения мы не можем. Остаточ-
ное количество загрязняющих веществ слишком велико.
Кроме того, помимо тех вредных выбросов, загрязняющих окру-
жающую среду, о которых мы уже говорили (отходящие газы,
сточные воды), в промышленности имеется еще одна очень крупная
по масштабам статья загрязнения — это твердые отходы, идущие
в отвал. Борьба с этим видом загрязнения представляет не меньшую
проблему, чем очистка технологических газов и сточных вод. По-ви-
димому, единственно возможным и в то же время эффективным
путем решения этой проблемы является разработка технологии,
основанных на создании систем замкнутых материальных потоков,
что приведет к резкому уменьшению отходов и в пределе —
к практически безотходной системе.
Европейской экономической комиссией ООН в 1974 г. принято
следующее определение безотходной технологии: безотходная тех-
нология есть практическое применение знаний, методов и средств,
с тем чтобы обеспечить в рамках человеческих потребностей наибо-
лее рациональное использование природных ресурсов, энергии
и защиту окружающей среды [44].
Таким образом, это направление технического прогресса в на-
родном хозяйстве предполагает:
— разработку и внедрение принципиально новых процессов
получения продукции, имеющих меньшее количество отходов по
сравнению с действующими;
— изменение существующих взглядов на отходы производства,
а именно: рассматривать отходы одного производства как сырье
для другого, с тем чтобы организовать замкнутый цикл материаль-
ных потоков и отходов внутри некоторой крупной комплексной
схемы.
Подобная система позволит извлекать с максимальной степенью
все полезные компоненты минерального сырья и свести до мини-
143
Таблица 5.6
Сводные данные по эффективности сокращения вредных выбросов в атмосферу
вследствие внедрения прогрессивных технологических решений в металлургии
[571
Производство
Коксохимическое:
без учета БП *
по БП
Агломерационное
Доменное
Шлакопереработка
Сталеплавильное
Прокатное
П-10—3,
м'/с на
1 млн т продукции
цеха в год при тех-
нологии
старой
1420
616-Ю3
930
14 140
17 700
325
1370
новой
435
123-103
390
1880
2650
25
740
Сокращение
П-10~3, раз
3,3
5,0
2,4
7,5
4,8
13,0
1,8
Технологическое решение
Бездымная загрузка кокса,
улавливание при выдаче
кокса и др.
Замена производства агло-
мерата на окатыши
Сооружение печей большо-
го объема, сокращение
расхода кокса и выхода
шлака и др.
Создание закрытых устано-
вок для грануляции шла-
ка или получения пемзы
со связыванием сернистых
Перевод мартеновского про-
изводства на конвертер-
ное
Внедрение МНЗЛ и МОЗ
* БП — бенз[а]пирен.
мума количество вредных выбросов и отходов. Этот же принцип
может быть использован при создании территориально-промышлен-
ных комплексов (ТПК), с тем чтобы увязать имеющиеся в регио-
не предприятия в единый комплекс по переработке сырья.
Наибольшее количество отходов на единицу продукции наблю-
дается в цветной металлургии, что объясняется очень малым
содержанием полезных компонентов в руде. Исключение составля-
ет лишь алюминиевая промышленность, перерабатывающая бокситы
и нефелины, содержание в которых АЬОз составляет 20—30 %.
В связи с этим балластная часть сырья чрезвычайно велика, но
в ней, как правило, содержатся другие ценные компоненты, извле-
чение которых может оказаться полезным и эффективным с точки
зрения не данной отрасли, а народного хозяйства страны.
Одним из первых примеров малоотходной технологии является
разработанная в СССР новая технология получения глинозема,
соды, поташа и портландцемента из нефелинового сырья, сущ-
ность которой заключается в следующем.
Пульпа нефелиновой руды или концентрата совместно с из-
вестняком или мелом подвергается спеканию при ? = 1250—1300°С.
Из спека при выщелачивании извлекается 87—88 % оксида алю-
минии. Алюмштатпым раствор подвергается обескремшши
а затем путем карбонизации выделяется гидроксид алюминия, ко-
торый после отделения из раствора и промывки кальцинируется во
вращающихся печах. Из карбонатного раствора при политермиче-
ском упаривании и кристаллизации выделяются «тяжелая» сода
и поташ. Промытый белитовый шлам, содержащий значительные
количества двухкальциевого силиката, является хорошим сырьем
для производства цемента.
Как классический тип комплексного производства эта техноло-
гическая схема является более эффективной со всех точек зрения,
чем раздельное производство получаемых продуктов. Эксплуата-
ционные затраты на производство глинозема, соды, поташа и це-
мента из нефелинового сырья на 10—15 % ниже (при некотором
повышении капиталовложений) затрат на производство этих про-
дуктов по раздельным схемам: глинозема — из бокситов по способу
Вайера, соды — аммиачным способом, поташа — из калийсодержа-
щего сырья, цемента — из известняка и глины. Кроме того, создав
системы оборотного водоснабжения, обслуживающие глиноземное
и содовое производство, можно исключить сброс производственных
сточных вод.
Совершенно исключительная роль в развитии идеи безотходной
технологии принадлежит промышленности строительных материалов.
11 ромышленные отходы целого ряда отраслей по своему химическо-
му составу и свойствам могут служить заменителями природного
сырья, используемого для производства различных строительных
материалов и конструкций.
Гранулированные доменные шлаки используются как гидравли-
ческие добавки в производстве портландцементов и шлакопортланд-
цементов высоких марок, а также в качестве исходного сырьевого
компонента в производстве портландцементного клинкера сухим
способом.
При использовании доменных шлаков для производства шлако-
портландцемента снижаются топливно-энергетические затраты на
единицу продукции почти в 2 раза, а себестоимость — на 25—30 %.
Кроме того, активные шлаковые добавки значительно улучшают
< тронтелъио-технические свойства цемента.
Б СССР для производства строительных материалов использу-
гтеп 30 млн т в год доменных шлаков и 8 млн т шлаков сталегтла-
Вильного производства, но можно перерабатывать еще больше [44].
Проведение на металлургических предприятиях сравнительно прос-
тых мероприятий может существенно увеличить поставку шлаков
ми цементной промышленности (перевод установок на полусухой
способ грануляции, снижение влажности доменных гранулирован-
ных шлаков и т. д.)
Расширении производства шлакопортлапдцемента и портлапд-
Вомопта с, добавками я мл летен одним из путей снижения энергетгг-
¦Оскпх .чптрпт и промышленности строительных материалов.
Использование 1 т гранулированного доменного шлака позво-
ляет экономить (ИМ) 70A кг клинкера, Если учесть, что па обжиг
I т клинкере и 1980 i цомоптиоя промышло !ть СССР затрачи
вала 224,5 кг у. т., а на сушку 1 т шлака — 19—20 кг у. т., то
в среднем экономия топлива при выпуске шлакопортландцемента
составит 30—40 % по сравнению с чистоклинкерным цементом.
В [12] представлена зависимость экономии топлива от содержа-
ния шлака в цементе:
Содержание шлака в
цементе, % 40 50 60 70 80
Экономия топлива:
кг у. т/т 45 62 90 112 135
% 25 34 50 62 75
Доменные шлаки находят применение и для производства дру-
гих ценных строительных материалов и изделий, например шлако-
вой пемзы, шлаковаты, шлакоситаллов и др.
Выход шлаков на единицу продукции в цветной металлургии
еще больше, чем в черной. Если при выплавке чугуна получают
примерно 1 т шлака на 1 т металла, стали — 200 кг, то при вы-
плавке меди — 10—30 т, никеля — 150 т.
В связи со специфическим составом шлаков цветной метал-
лургии общим перспективным направлением является их комплекс-
ная переработка, включающая три основные стадии: предваритель-
ное извлечение цветных и редких металлов из шлака; выделение
железа; использование силикатного остатка шлака для производ-
ства строительных материалов.
Исследованиями советских ученых установлено, что шлаки
медной и никелевой плавок, как правило, по прочностным характе-
ристикам, теплофизическим свойствам, износостойкости, кислото-
стойкости значительно превосходят аналогичные показатели домен-
ных шлаков. Гранулированные шлаки никелевого и медеплавильно-
го производства являются хорошим сырьем для приготовления
вяжущих веществ автоклавного твердения.
Переработка шлаков, образующихся на предприятиях цветной
металлургии, на песок и щебень после извлечения ценных метал-
лов представляется наиболее кардинальным путем решения пробле-
мы их утилизации, существенно приближающим производства
цветных металлов к их безотходным прообразам.
Как уже отмечалось ранее, нефелиновый (белитовый) шлам
является хорошим сырьем для получения цементов высокой актив-
ности. Это производство экономически более эффективно, чем
классические способы. Расход известняка сокращается на 50—60 %,
производительность вращающихся печей повышается на 25—30%,
а расход топлива снижается на 20—25 %. Кроме того, в результа-
те совместного помола нефелинового шлама с портландцемент-
ным клинкером и гипсом получаются цементы высших марок.
Производство многокомпонентных цементов имеет высокую
экономическую эффективность вследствие следующих причин [12].
1. Капитальные затраты на прирост производства по сравне-
нию со строительством цементных заводов в 3,5 раза ниже.
2. В отвалах металлургических заводов СССР лежит 450 млн т
шлаков, которые занимают 2500 га земельных угодий. Поэтому
вовлечение в переработку отвалов имеет огромное экологическое
значение. К тому же па организацию и содержание отвалов, вы-
возку шлаков металлургические предприятия затрачивают
1 р. 20 к. на 1 т шлака.
3. Многокомпонентные цементы обладают высокой коррозие-
устойчивостью, в частности против сульфатной агрессии. По
данным Совета по координации научно-исследовательских работ в
области бетона и железобетона, в настоящее время около 50 % всех
промышленных сооружений работает в агрессивных средах, и этот
процент непрерывно возрастает. Ущерб народному хозяйству от кор-
розии в сфере строительства достигает 1,5—2 млрд руб. в год.
С 1974 г. при первых признаках энергетического кризиса ми-
ровое производство многокомпонентных цементов начало резко
возрастать. В 1980 г. производство шлакопортландцемента, пуц-
цоланового цемента в некоторых странах мира составило к обще-
му выпуску цемента: Чехословакия — 93 % ; Франция — 75;
ГДР-58; Италия-50; Венгрия - 44; ФРГ-25,6; СССР —25%.
Многие из перечисленных стран используют шлаки на 100 %,
а ряд стран — Франция, Нидерланды и др.— импортируют их для
выпуска многокомпонентных цементов.
Таким образом, охрана окружающей среды в ближайшие годы
будет осуществляться за счет ввода в эксплуатацию более совер-
шенных устройств и сооружений. Однако параллельно будет про-
исходить постепенная перестройка всех отраслей промышленности
с целью создания в конечном итоге региональных промышленных
комплексов, ибо дальнейшее развитие экономики в природоохран-
ном аспекте тесно связано с решением проблемы более полного
использования природных ресурсов и создания рециркупирующих
материальных и энергетических потоков.
При создании подобных технологических и территориально-
производственных комплексов возникает проблема разработки
специальных методов исследования их экономической и энергети-
ческой эффективности.
Глава 6
ИССЛЕДОВАНИЕ РЕЗЕРВОВ
ЭНЕРГОСБЕРЕЖЕНИЯ В ПРОМЫШЛЕННОСТИ
НА ОСНОВЕ МОДЕЛИРОВАНИЯ
ЭНЕРГОПОТРЕБЛЕНИЯ ОТРАСЛЕЙ
6.1. ОБЩАЯ ПОСТАНОВКА ЗАДАЧИ
Проведение активной целенаправленной энергосберегающей
политики во всех странах мира насчитывает уже более десятилетия,
однако работы по созданию ее научно-методической базы интен-
сивно продолжаются и в настоящее время.
Проблеме выявления резервов экономии энергии, изучения
способов их реализации присущи особенности и свойства систем-
ных исследований: межотраслевой характер, комплексный подход,
широкое использование математического моделирования как средст-
ва формализации решаемых задач.
Действительно, все отрасли народного хозяйства в совокуп-
ности можно рассматривать как сложную энергопотребляющую
систему, являющуюся отдельным, и, по-видимому, самым круп-
ным блоком общеэнергетической системы страны, которая имеет
прямые и обратные связи, как внутренние между входящими
в нее подсистемами, так и внешние — с энергетическим комплек-
сом (ЭК). Через эти связи результаты реализации энергосберегаю-
щих мероприятий в отдельных отраслях увязываются между собой,
через них же учитывается влияние этих результатов на условия
и стратегию развития ЭК страны. Иначе говоря, эти взаимосвязи
определяют межотраслевой характер проблемы энергосбережения
и необходимость комплексного подхода при решении как отдельных
частных задач, так и всей проблемы в целом. В то же время про-
блема выявления резервов экономии энергии тесно связана со спе-
цификой технологии производства ;В каждой отрасли.
Резервы экономии энергии определяются разницей между энер-
гетическими затратами на производство какого-либо вида продукции
на данном этапе развития отрасли и теми, которые могут быть дос-
тигнуты в перспективе на базе более эффективной техники и тех-
нологии. Следовательно, резервы экономии — величина относитель-
ная, которая в большой степени зависит как от достигнутого
уровня энергоиспользованпя в отрасли, так и от перспектив раз-
вития последней. Поэтому при исследовании этой проблемы необ-
ходимо знать современный (достигнутый) уровень энергоиспольт
зования в различных технологических процессах и то, как он
изменится в будущем при использовании новых технических реше-
ний, новых технологий. Иначе говоря, резервы экономии энерго-
ресурсов могут быть выявлены и исследованы только на основе
детального изучения возможностей отдельного процесса, технологии,
что требует привлечения для этих целей аппарата и методов термо-
динамики.
Таким образом, сложность решаемой проблемы, необходимость
увязки результатов, получаемых па одном иерархическом уровне
(по разным технологическим процессам, схемам, отраслям), с ре-
зультатами других уровней, требуют сочетания различных методов
исследования, в частности методов термодинамического и системно-
го анализа.
Помимо этого, при создании аппарата для исследований по
этой проблеме нужно предусмотреть возможность учета целого
ряда важных факторов. Одним из таких факторов, который необхо-
димо учитывать при разработке методов и моделей для исследова-
ния резервов энергосбережения, является горизонт прогнозирования.
Условно можно считать, что существуют по крайней мере два слу-
4 ЛЯ
чая, когда инструмент для прогнозных исследований должен бази-
роваться на принципиально различных подходах по причине раз-
ной удаленности во времени решаемых с его помощью задач.
Прогнозные исследования на 10—20 лет. При разработке ап-
парата для этих исследований необходимо учитывать, что в рас-
сматриваемый промежуток времени технический прогресс отрасли
будет сопровождаться внедрением таких новых процессов и обору-
дования, которые к моменту прогнозирования прошли стадии
промышленной, опытно-промышленной или хотя бы лабораторной
апробации. Следовательно, по ним имеются достаточно достовер-
ные технологические, энергетические и экономические показатели,
которые должны быть учтены в разрабатываемых моделях с наи-
большей полнотой.
Исследования на период более 20 лет. Аппарат для проведе-
ния такого рода исследований, очевидно, должен строиться упрощен-
но с учетом того обстоятельства, что в этом случае на момент
осуществления прогноза, как правило, неизвестны либо малодосто-
верны технико-экономические характеристики тех процессов и обо-
рудования, которые будут работать спустя 20 лет.
Далее речь будет идти преимущественно о методах и моделях,
используемых для проведения исследований в области энергосбере-
жения с горизонтом прогнозирования до 20 лет.
В то же время в разделе 6.6 излагается один из возможных
подходов к решению подобных задач на более отдаленную перс-
пективу.
Основой разработанной методологии выявления резервов энер-
госбережения в отрасли является положение о том, что они скла-
дываются из элементарных величии экономии энергии в отдель-
ных технологических процессах, определяемых из анализа полного
энергетического баланса последних. При этом, как отмечалось ранее,
в данной книге речь идет об энергосбережении за счет совершенст-
вования действующих процессов и оборудования, а также разра-
ботки и внедрения новых, более эффективных технологий. Это как
раз те направления, которые связаны с научно-техническим про-
грессом в отраслях, обеспечивающим неуклонное повышение к. п. д.
в каждом производстве.
Вместе с тем имеется целый ряд факторов, влияющих на
затраты энергии в сторону их увеличения. К ним относятся в пер-
вую очередь такие, как снижение качества перерабатываемого
сырья, использование менее эффективных природных энергетиче-
ских ресурсов, ужесточение требований к воздействию на окру-
жающую среду и др. Действие этих факторов приводит к удлине-
нию технологической цепочки переделов как непосредственно
в производстве рассматриваемого продукта, так и в отраслях энер-
тетического комплекса из-за появления новых дополнительных
процессов по облагораживанию сырья и топлива. Речь идет
о переходе на обогащение более бедных руд в две стадии, о необхо-
димости обогащения, очистки от серы и внедрения других процес-
сов предварительной переработки углей, сланцев, нефти, наконец,
149
о новых установках для очистки технологических выбросов в окру-
жающую среду, разработке оборотных схем водоснабжения и т. п.
Все эти изменения в конечном счете ведут к возрастанию удельных
расходов энергии на единицу производимого продукта. Поэтому
реально, что в ряде случаев расходы энергоресурсов на производст-
во отдельных видов продукции в будущем могут возрасти.
Таким образом, только на основании проведения глубоких
исследований по изучению направлений технического прогресса
и последствий энергосберегающей политики в отраслях может быть
выявлена результирующая тенденция изменения их потребности
в энергии на перспективу. Следовательно, аппарат, предназначен-
ный для таких исследований, должен предусматривать возможность
учета разных ситуаций, обеспечивать поиск и нахождение интег-
ральных зависимостей в каждом случае [85]. Говоря иначе, для
исследования влияния на промышленное энергопотребление тако-
го большого количества разнонаправленных факторов требуется
разработка специального инструмента, который позволял бы мно-
гократно просчитывать различные варианты развития рассматри-
ваемых отраслей. Одним из возможных путей решения этой задачи
является моделирование системы энергопотребления отдельной
отрасли с учетом мероприятий по рационализации использования
подведенной энергии в каждом ее процессе. Такие модели, постро-
енные по технологическому принципу, пригодны для исследования
и оценки резервов энергосбережения в любых отраслях промышлен-
ности. Ниже излагаются общие положения и методические подходы
к их формированию.
В каждой отрасли для производства того или иного продукта
часто используется не одна, а некоторый набор технологий, характе-
ризуемый определенным их соотношением, т. е. структурой. Причем
последняя с течением времени меняется вследствие того, что тех-
нический прогресс в отрасли сопровождается постепенным вытес-
нением старых технологий новыми, с улучшенными технико-эконо-
мическими и энергетическими характеристиками. В свою очередь,
это приводит к тому, что энергетические затраты на процесс могут
изменяться и очень сильной степени как по абсолютной величине,
так и по структуре используемых энергоносителей. В качестве при-
мера можно привести уже реализованные изменения в технологиях
производства ряда продуктов, в частности меди, о которой шла
речь выше.
Это означает, что при прогнозировании технологического энер-
гопотребления обязательно нужно учитывать возможность измене-
ний в структуре технологий, что должно найти отражение при
моделировании. Внедрение новых, более эффективных технологий,
как правило, является одним из наиболее существенных энергосбе-
регающих мероприятий. Причем перспективная технологическая
структура в общем случае является величиной оптимизируемой.
Производственные схемы промышленности, как правило, пост-
роены таким образом, что показатели каждого последующего про-
цесса зависят от показателей предыдущего.
Например, внедрение новых схем обогащения и новых флото-
реагентов может повысить коэффициенты извлечения металла
в концентрат, что даст возможность снизить количество добывае-
мой руды на единицу готовой продукции при всех прочих неизмен-
ных условиях. Увеличение доли МНЛЗ повышает выход годного
в прокатном производстве, а это значит, что потребуется выпла-
вить меньше жидкой стали на 1 т готового проката, что, в свою
очередь, приведет к снижению необходимого объема добычи руды,
ее подготовки, обогащения, окускования и т. д. То есть изменение
в каждом звене влечет за собой изменение во всей технологической
цепочке.
В последние годы в переработку вовлекаются все более бедные
виды сырья. Это в первую очередь относится к таким отраслям,
как черная и цветная металлургия, химическая промышленность
и др. В одних производствах это приводит к увеличению расхода
энергии, в других вызывает осложнения технологического характе-
ра. Как правило, основной технологический процесс может рацио-
нально перерабатывать сырье только вполне определенного состава
при относительно небольших отклонениях его характеристик от
некоторых оптимальных значений. Поэтому задача всех предвари-
тельных процессов по подготовке природного сырья состоит в том,
чтобы довести его состав и свойства до требуемого уровня. Следо-
вательно, при естественной тенденции обеднения руд их в перс-
пективе нужно добывать все в большем количестве, более тщатель-
но перерабатывать, повышать степень их обогащения. Как это в ко-
нечном счете скажется на материальных и энергетических затра-
тах в эти переделы, сказать сложно, поскольку, с одной стороны,
технический прогресс в горио-добывающей промышленности ведет
к уменьшению удельных расходов энергии на добычу единицы при-
родного сырья, а с другой — тенденция снижения содержания
в рудах ценных компонентов вызывает необходимость добычи
большего их количества при том же выходе конечного продукта.
В то же время расход энергии на первичную переработку
и обогащение руд при снижении их качества имеет тенденцию
к увеличению. Действительно, основные затраты энергии в этих
процессах связаны с дроблением и измельчением руд. Они зависят
от физико-механических свойств перерабатываемого сырья (струк-
туры пород, их прочности), но при прочих равных условиях сни-
жение содержания металлов в нем приводит к повышению затрат
энергии, поскольку для получения нужного коэффициента извле-
чения бедную руду необходимо измельчать до частиц меньшего
размера.
Подобная тесная взаимосвязь между характеристиками пере-
рабатываемого сырья и получаемой продукции, между параметра-
ми всей цепочки процессов наблюдается практически во всех от-
раслях промышленности, при производстве всех видов продукции.
Для того чтобы учесть влияние всех этих многообразных факторов
при прогнозировании энергопотребления, нами было предложено
пользоваться полными нормами расхода энергоресурсов на произ-
водство отдельных видов продукции на весь цикл переработки
сырья — от его добычи до получения конечного полезного про-
дукта [73, 83, 90]. Именно на расчете и сравнении таких норм на ба-
зовом и перспективном уровне и строится методика выявления
резервов экономии ЭР в промышленности (см. разд. 6.2).
Описанные выше методические принципы были использованы
при разработке модели для исследования и оценки резервов энерго-
сбережения в промышленности, основой которой является модели-
рование энергопотребления отдельного технологического процесса.
На схеме показана увязка энергопотребления на различных
иерархических уровнях модели. Последовательность перехода от
нижнего уровня к верхнему иллюстрируется здесь на примере од-
ной подотрасли цветной металлургии, а именно производства меди.
На самом нижнем уровне определяются энергетические затраты на
производство 1 т Си по всем типам возможных технологий. Зная
оптимальную долю каждой из них, можно определить средневзве-
шенные энергетические затраты на единицу продукции. Разница
в этих показателях для базового и перспективного уровней опреде-
ляет резервы экономии энергии в производстве меди. Выполнив
подобные расчеты для производства остальных энергоемких про-
дуктов отрасли — алюминия, свинца, цинка и т. д., можно опре-
делить резервы энергосбережения по всей отрасли. Аналогичным
образом рассматриваются и другие отрасли промышленности.
При моделировании энергосбережения отраслей важно понимать
следующее обстоятельство. Чем более удален от настоящего времени
расчетный уровень, тем больше трансформируется смысл понятия
экономии. Учет целого ряда объективных факторов, таких как сниже-
ние качества перерабатываемого сырья, повышение качества продук-
ции, ужесточение требований по охране окружающей среды, как отме-
чалось ранее, может привести к возрастанию энергетических зат-
рат в перспективе. Однако важно сознавать, что это не означает,
будто энергосберегающего эффекта в данном случае нет. Меньшие
удельные расходы на базовом уровне могут свидетельствовать лишь
о том, что современные требования по различным аспектам рас-
сматриваемой проблемы в настоящее «время ниже, чем будут в пер-
спективе. Например, не выполняются требования по охране окру-
жающей среды по какой-либо из причин: отсутствия финансирова-
ния, технических решений, необходимого оборудования и т. д.
В подобных случаях есть основания утверждать, что сравниваемые
варианты развития отрасли не обеспечивают одинакового мате-
риального, экологического, социального и прочих эффектов.
Для того чтобы сопоставление было корректным, необходимо
для базового варианта выполнить расчеты, которые позволили бы
определить, какими были бы затраты энергии на современном
уровне при выполнении требований равного эффекта, достигаемого
с использованием существующей техники и технологии. При таком
сопоставлении экономия эиергоресурсов будет всегда, так как на
достижение тех же результатов на современном уровне потребуют-
ся большие энергетические затраты.
Черная металлургия
Цветная металлургия
Алюми-
ний
Чугун
Сталь
Прокат
1
Медь
III
i.
i
I
Сви-
нец
—_
1 \
Цинк
Lhr~
J
I I
J w 3
Отражательная плавка
Электроплавка
КВП
кивцэт
Плавка в жидкой ванне
:
]
о
о
3
CD
В
a
3
6
ft
H
к
К
н
¦4
C-l
о
о
2ч
И
о
в
3
s
о
Оч
сз
и
о
GJ
я
S
со
о
cd
CD
н
I
о
di
о
н
о
о
1
о
к
I j _. _ ,
1
i
11 )
1 i I I I I
Схема увязки энергопотребления на различных иерархических уровнях по продуктово-технологическому принципу
В принятой нами постановке оценка резервов энергосбереже-
ния превращается в прогнозирование энергопотребления отрасли
с учетом реализуемых в ней технического прогресса и энергосбе-
регающей политики. В зависимости от того, какая ставится цель,
можно получить варианты развития отрасли, обеспечивающие либо
минимальные затраты энергии, либо вполне определенную струк-
ТУРУ расходуемых энергоресурсов, например с минимальным расхо-
дом дефицитного кокса, или, наоборот, энергопотребление отрасли,
соответствующее оптимальной структуре технологий.,
На приведенной схеме показаны только вертикальные произ-
водственные связи между энергопотреблением нижнего и последую-
щих уровней иерархии в пределах отрасли и народного хозяйст-
ва (процесс — схема — производство продукта — отрасль — промыш-
ленность в целом). Помимо этих существуют еще и достаточно силь-
ные горизонтальные связи энергопотребления. Это связи на уровне
отраслей, отдельных продуктов, через которые проявляется меж-
отраслевой характер энергосбережения. Речь идет о взаимосвязи
производящих и потребляющих отраслей. Например, технический
прогресс производящей отрасли направлен на получение продукции
более высокого качества или с новыми потребительскими свойст-
вами, что приводит к увеличению удельного энергопотребления на
ее выпуск.
Однако в отрасли, потребляющей этот продукт или осущест-
вляющей его дальнейшую переработку, изменение его качества
приводит к технологической перестройке, которая обусловливает
существенное снижение энергетических затрат. Следовательно, что-
бы оценить эффективность ряда направлений технического прогрес-
са, необходимо рассматривать систему производство — потребление
продукта, так как только на уровне народного хозяйства в целом
можно определить реальные преимущества технологической пере-
стройки.
В качестве наиболее ярких примеров подобных межотрасле-
вых связей можно привести порошковую металлургию, улучшение
сортамента проката, качества выплавляемого металла в черной ме-
таллургии и т. д.
Таким образом, истинные размеры экономии ЭР в промышлен-
ности могут быть определены лишь при суммировании этих вели-
чин по отраслям с учетом взаимосвязи между ними.
6.2. ОЦЕНКА РЕЗЕРВОВ ЭКОНОМИИ ЭНЕРГИИ
НА ОСНОВЕ МОДЕЛИРОВАНИЯ ЭНЕРГОПОТРЕБЛЕНИЯ ОТРАСЛИ
Большое количество факторов, влияющих на энергопотребле-
ние в сфере промышленного производства, а значит, и на резервы
энергосбережения в пей, требует разработки специальных методов
и инструмента, которые позволяют многократно просчитывать раз-
личные варианты развития каждой отрасли.
Одним из возможных путей решения этой задачи является
формирование продуктово-техпологической схемы отрасли и разра-
ботка на этой основе модели прогнозирования ее энергопотребле-
ния. Это позволяет оценить воздействие каждого направления тех-
нической политики и технологической перестройки на отраслевое
энергопотребление и рассчитать возможные резервы экономии ЭР
по сравнению с существующим, достигнутым уровнем.
Основные принципы формирования модели энергопотребления:
в модели отрасли выделяется подмодель отдельного продукта, а в
ней — подмодель технологической схемы, в рамках которой иссле-
дуются отдельные процессы, входящие в эту технологическую схе-
му. Именно эта подмодель, на уровне которой определяются энер-
гетические затраты, а значит, и потенциальные воозможности энер-
госбережения, и является основой всего исследования.
Трудности моделирования энергопотребления технологического
процесса связаны с тем, что оно определяется большим количест-
вом параметров самого различного свойства на входе и выходе из
рассматриваемой системы. Сюда относятся химический и минера-
логический составы перерабатываемого сырья и материалов, полу-
чаемых продуктов и отходов, физические параметры протекания
процессов, количественные (массовые) соотношения веществ и т. д.
Для моделирования процесса, т. е. для выражения связи меж-
ду основными входными и выходными параметрами использована
форма балансов, материального и энергетического, рассчитанных
на единицу полезного продукта рассматриваемого объекта.
Материальный баланс записывается выражением
+ ЕМП0Т, (8.1)
где Шшр, Мжал, Мт, Л^пр, ffforn ^пот — материальные потоки, входя-
щие в процесс и выходящие из него, соответственно перерабаты-
ваемого сырья, материалов, подведенных энергоресурсов и энерго-
носителей, полезных продуктов, отходов и безвозвратных потерь.
Уравнение полного энергетического баланса имеет вид
)]' + Щд(Еч)}' =
ЕХ)Г + [ШШ", F-2)
Эта форма баланса удовлетворяет тем требованиям, которые
предъявляются при решении поставленных задач, и позволяет по-
лучить необходимую информацию для модели. Как отмечалось
ранее, этот баланс учитывает все виды энергии, участвующие в
процессе, в том числе химическую энергию перерабатываемого
сырья и нетопливных материалов в приходной части; полезных
продуктов, полупродуктов и отходов — в расходной. Он дает новую,
чрезвычайно полезную информацию для анализа возможностей со-
вершенствования рассматриваемых процессов, поскольку в нем
совмещены потоки энергии и эксергии.
Из полного энергетического баланса могут быть получены и
оценены следующие показатели: удельные расходы всех видов
энергоресурсов, степень полезного использования подведенной
энергии (в том числе химической энергии сырья), т. е. энергетиче-
ский и эксергетический к. п. д. На основе анализа потерь по вели-
чине сбросов эксергии в окружающую среду можно определить
также возможности сокращения расхода энергии, затрачиваемой
на осуществление не только рассматриваемого процесса, но и дру-
гих процессов данного или рядом расположенного производства за
счет утилизации ВЭР.
Именно в силу отмеченного использование полного энергоба-
ланса для анализа технологических процессов очень плодотворно
при исследовании энергопотребления па перспективу и выявлении
резервов экономии ЭР. При этом влияние на энергопотребление та-
кого важного фактора, как изменение качества природного сырья,
в перспективе также может быть выявлено через энергобаланс.
Под качеством сырья в данном случае понимается не только со-
держание в нем основных компонентов, но и его полный химиче-
ский и минералогический состав, включая пустую породу. Значе-
ния химической энергии и эксергии сырья и материалов, опреде-
ленные в соответствии с их минералогическим составом, не только
сказываются на расходах традиционных энергоносителей, но даже
часто определяют выбор типа технологического процесса для их
переработки. Например, для медных руд с высокой удельной хи-
мической энергией (эксергией) используются автогенные процессы
(взвешенная плавка, плавка в жидкой ванне), а для руд, анало-
гичные характеристики которых невелики, применяют технологии
со значительным подводом энергии извне (например, электро-
плавка).
На основе энергобаланса устанавливается итоговая в смысле
энергосбережения реакция процесса на реализацию в нем различ-
ных .технологических мероприятий, например таких, как повыше-
ние давления и температуры проведения процесса, температуры
дутья. Эти последствия учитываются через соответствующий пере-
счет материального и энергетического балансов процесса.
Таким образом, при наличии полного энергетического баланса
появляется возможность не только определить зону технически
допустимых значений удельных расходов энергии, но и более тща-
тельно проанализировать процесс с точки зрения его совершенст-
вования [72, 77, 79, 81, 87Ц.
Кроме того, важным преимуществом полного энергетического
баланса, на наш взгляд, является то, что он позволяет определить
суммарный расход энергии на единицу продукции с учетом хими-
ческой энергии сырья и материалов. Этот показатель более пра-
вильно отображает необходимые затраты энергии на процесс и по-
этому более стабилен, легче прогнозируется и позволяет выявить
зависимость между расходом традиционных энергоресурсов и ка-
чеством перерабатываемого сырья (его составом, химической энер-
гией и т. д.).
В настоящее время существует практика прогнозирования по-
требления энергии и энергоносителей по отдельным видам (элек-
троэнергия, тепло, топливо), а затем уже определения потребности
в первичных энергоресурсах, что приводит к большим
пиям и ошибкам. Показатели, полученные из перспективного
энергобаланса, дают полностью согласованные данные о величине
суммарного потребления традиционных видов ЭР и возможной их
структуре. Иначе говоря, использование при прогнозировании
энергопотребления материального и энергетического балансов из-
бавляет от необходимости согласования значений большого числа
величин, которые, как правило, разноречивы, поскольку поступают
из разных источников. Таким образом, само составление этих ба-
лансов является лучшим способом согласования и взаимоувязки
исходной информации, оценки ее достоверности и границ техниче-
ской допустимости.
В соответствии с разработанным алгоритмом из отдельных про-
цессов предварительно созданного банка технологий для каждого
звена цепочки набирается технологическая схема получения дан-
ного продукта отрасли. На уровне каждого передела предусматри-
вается возможность замены одного процесса другим либо совмест-
ного их участия в производстве продукции с определенной долей.
Причем рассматривается весь возможный набор процессов — как
существующих, так и новых, перспективных, внедрение которых
предполагается в течение периода, определяемого горизонтом про-
гнозирования.
Именно этот фактор ограничивает рамки использования разра-
ботанного подхода. Его временной горизонт прогнозирования со-
ставляет 15—20 лет, т. е. тот временной отрезок, для которого на-
бор основных технологических процессов может быть достаточно
точно установлен. В этот период, очевидно, будут внедряться про-
цессы, находящиеся в момент осуществления прогноза на стадии
опытно-промышленных испытаний или хотя бы лабораторных ис-
следований. Это означает, что хотя бы ориентировочные, оценоч-
ные показатели по ним имеются. Для более отдаленных горизон-
тов прогнозирования должны быть использованы другие, специаль-
но разработанные методические подходы, одной из важнейших за-
дач которых является разработка методов получения исходной
информации.
Принципиальный подход к определению резервов экономия
энергоресурсов в отрасли промышленности показан на схеме.
Для каждого процесса технологической схемы рассчитывают-
ся материальный и энергетический балансы, определяются все ви-
ды потерь, проводится их анализ, устанавливается возможность
совершенствования рассматриваемого передела, в том числе за
счет утилизации ВЭР. Если такая возможность имеется, проводит-
ся корректировка баланса в соответствии с намеченным комплек-
сом мероприятий, повышающих энергетическую эффективность
процесса. Определяются достижимые при этом к. п. д. процесса и
удельные энергетические затраты по всем видам потребляемых
энергоресурсов (электроэнергии, углю, коксу, природному газу, ма-
зуту, тепловой энергии). Подобные расчеты проводятся для всех
типов существующих и новых технологических процессов, и па
основании их результатов определяются необходимые энергетиче-
Рассматривается производство г-го
вида продукции
Рассматривается /-я технологиче-
ская схема. Расчет энергобаланса
Имеется ли возмож-
ность совершонствова-
Нет
J Да
Корректировка баланса с учетом
совершенствования процесса
Определение энергетических харак-
теристик /-й технологии
Определение оптимальной перспек-
тивной структуры технологий и ее
характеристик для г-го продукта
Показатели для прогнози-
рования энергопотребления
Сравнение с базисным вариантом
и расчет размеров экономии энер-
гии в отрасли
и
а
а
I
о
си
а
I
и
И
Алгоритм расчета энергетических характеристик отрасли с исполь-
зованием полных энергетических балансов отдельных процессов
ские показатели. Для определения энергетических затрат на про-
изводство рассматриваемого продукта нужно знать оптимальную
перспективную структуру технологий. Однако ее выбор является
специальной и достаточно сложной задачей, на которой мы остано-
вимся далее особо.
На схеме показано агрегирование энергопотребления па схеме
процесс — продукт — отрасль. Рассматривается одна из энергоем-
ких отраслей, в ней ?-й продукт, для его производства /-я техноло-
гическая схема, в которой анализируется 1-й процесс, потребляю-
щий различные виды энергоресурсов.
Например:
Отрасль — цветная металлургия.
158
Продукты
Технологии
Процессы
(
1
1
(i.-i)
>•
Отрасль
t
i
ч-
~-|
1
1
(* + 1)
! ' I !
G-1)
(/ +
1
1
(Z-l)
t '
k t
¦
1
(I +1)
t t t
Зиергоресурсы
(к-I)
к
(* + 1)
Агрегирование энергопотребления по схеме процесс —
продукт — отрасль
Продукт — свинец.
Технологическая схема — на базе шахтной плавки.
Процесс — агломерация.
При расчете энергетических балансов процессов, входящих в
технологическую схему, за основными статьями прихода и расхода
для удобства закрепляются фиксированные позиции: па первую
позицию расходной части баланса ставится основной продукт про-
цесса, а на первую позицию приходной части — продукт предыду-
щего, который проходит дальнейшую переработку в рассматривае-
мом процессе. Исходя из этого конечный продукт всей технологи-
ческой схемы будет первой статьей расходной части самого послед-
него процесса. Такой методический прием позволяет связать от-
дельные процессы в технологическую схему и обеспечить преемст-
венность при переходе от одного процесса к другому.
Расчет технологической схемы производится «ходом назад»,
т. е. сначала исследуется самый последний процесс, в результате
которого получается конечный продукт. Затем идет расчет пред-
шествующего процесса и т. д.
На основе рассчитанного энергобаланса процесса определяют-
ся расходы всех традиционных видов энергоресурсов в отдельности
(электрическая и тепловая энергия, кокс, природный, коксовый и
доменный газ, мазут, уголь, шлам, промпродукт) и суммарные за-
траты энергии в условных (единых) единицах измерения. Опре-
деляются энергетический цзн и эксергетический т)эко к. п. д. про-
цесса.
В результате по каждому процессу должна быть получена сле-
дующая система показателей:
7 . ! 7 t ЛТ -
1 — 7 М ¦ F 3)
* ijlm
m
Здесь Ufa, link —¦ соответственно удельный и полный расход к-го
энергоресурса при производстве продукта Z-ro процесса на основе
/-й технологии; Мщ — масса продукта, производимого в 1-й процес-
се, для получения единицы конечного продукта технологической
цепочки; m — число рассмотренных эпергоресурсов; Im — удель-
ный расход энергии на производство продукта l-то процесса на
основе /-й технологии в условных единицах энергии; a,t — коэффи-
циент перевода к-то энергоресурса в условные единицы энергии.
Таким образом, на каждом из описанных уровней проводится
расчет как показателей расхода отдельных видов энергоресурсов
по соответствующим процессам, так и суммарных затрат энергии.
В случае, когда продукт рассматриваемого звена цепочки про-
изводится на основе нескольких технологических процессов (на-
пример, добыча сырья — подземная и открытая), для характери-
стики всего производства используются средневзвешенные ве-
личины:
п
*ци —¦ 2л lijiiM угруг
lam — 2j hiibMawai F-4)
T
J ijlrn ¦—
где iijik—удельный расход к-то эноргоресурса на производство
единицы продукции в 1-м процессе на основе р-& технологии;
Pfji — доля р-й технологии в производстве продукции Мф) п —¦
число рассмотренных технологий в процессе.
Удельные расходы всех видов энергоресурсов по всем процес-
сам схемы, пересчитанные на единицу конечного продукта, сум-
мируются для- технологической схемы:
2=1
...-., v N - - - --- :
................ >• ,' ' -Jll "V" f
-1 ijm ~ ^j J ijlm' . . . ... .
Здесь Z — индекс звена технологической цепочки; N — число
звеньев.
Суммарный расход энергии на производство единицы продук-
ции по jf-й технологической схеме составит
m N
^¦у = 2ай2^м- F-6)
fc=l 1=1
Варьируя долю каждой технологической схемы р^ в производ-
стве основного i-ro продукта цепочки, можно определить средне-
взвешенный удельный расход по каждому виду энергоресурсов;
d N ¦ :;.. ;.. . ) ::. ,vr. ¦,::-\':.:;.1
2
I Г
j=i г=г
Ру
w
2
1—1
I
ijlk
•
r,: : ; ;
'¦Ат— 2л РУ ^J *Hj№ - ' - ;-!
и суммарные среднеотраслевые энергозатраты на единицу Z-ro
продукта:
-¦ . • m - ¦ • /.. -;-¦'¦¦
у: :,•-' ,. . /i-?%¦?« . :: F-8)
для соответствующей технологической структуры отрасли. Здесь
d — число рассмотренных технологических схем.
• Проводя подобные расчеты для всех основных, наиболее энер-
гоемких продуктов с использованием экзогенно заданной или по-
лученной на основе специально проведенных расчетов информации
о динамике изменения структуры применяемых технологий их про-
изводства в рассматриваемый период, мы получаем информацию
для прогнозирования технологического энергопотребления отрасли
на перспективу.
Используя разработанную модель энергопотребления для рас-
четов базового и: перспективного уровней развития отрасли, можно
получить информацию для оценки резервов энергосбережения. За
и энергосбережения в отдельных производствах, технологии, отрас-
ли в целом, лишь при участии специалиста-эксперта. Эксперт, про-
игрывая на модели варианты развития отрасли, получает возмож-
ность быстро проанализировать прогнозные оценки уровней и
структуры энергопотребления, объемов экономии ЭР каждого вида
в отдельности и суммарный объем экономии эиергоресурсов и при-
нять приемлемое решение по совокупному критерию «здравого
смысла». \
: Если же в модель записать целевую функцию и решать зада-
чу на ее минимизацию, то в этом случае модель становится опти-
мизационной, дающей однозначное решение,- оптимальное в смыс-
ле заданного критерия.
В качестве целевой функции может быть принята величина
удельного энергопотребления на производство г-го продукта, а кри-
терием оптимальности может служить ее минимум, т. е.
т d N
1 ¦¦;;..." Л = 2 «ft 2 Ptf 2 /y»t->mm. F.11)
fta«i j=i tm.
Полученному оптимальному решению соответствуют опреде-
ленная технологическая структура производства этого продукта л
совокупность энергосберегающих мероприятий, связанных с совер-
шенствованием оборудования, процессов, которые обеспечивают ми-
нимум расхода энергии для производства рассматриваемого
продукта.
Такая постановка задачи позволяет определить возможный ми-
нимум энергии, который потребуется отрасли для реализации своей
программы, заданной объемами производства энергоемких видов
продукции без учета тех материальных затрат, которые потребуют-
ся для достижения этого минимума. Полученное решение представ-
ляет большой интерес как технический предел снижения энерго-
затрат.
В настоящее время общепринятый критерий оптимальности —
минимум приведенных затрат. Это означает, что оптимальным пер-
спективным уровнем энергопотребления является такой, при кото-
ром приведенные народнохозяйственные затраты на производство
г-го продукта будут минимальными: 23,- ?-*• min. Этому критерию
соответствует оптимальная структура технологий в производстве
г-го продукта.
Однако в такой постановке это уже будет не модель энерго-
потребления, а модель для выбора оптимального развития отрасли,
с более широкими возможностями и кругом решаемых задач. Она
связана с прогнозированием технического прогресса в отраслях,
что выходит за рамки компетенции авторов данной книги, и долж-
на решаться с использованием большого количества ограничений,
находящихся в компетенции технологов, а не энергетиков. Об этом
будет сказано несколько подробнее дальше.
Таким образом, каждому варианту исходной информации, и в
первую очередь набору принимаемых к рассмотрению технологий
базовый вариант обычно принимают состояние отрасли в; момент
осуществления прогноза: существующие технологии и оборудова-
ние, среднеотраслевой состав перерабатываемого сырья, соотношение
основных технологических процессов в производстве рассматривае-
мой продукции, объемы ее выпуска и т. д.
Разница между показателями энергопотребления на производ-
ство г'-го продукта для базового ж перспективного уровней, помно-
женная на объем его выпуска в перспективе Jkf"epcn, определяет ре-
зервы экономии ЭР при данном направлении развития и совершен-
ствования этой подотрасли:
Р4 = (/fa3 _ If р™) мТрсп. F.9)
¦¦¦ .Отраслевая экономия энергоресурсов складывается из резервов
каждой подотрасли: ; ::
Рсу? = 2 ^ = 2 (Л?аз - Лерш) мТроп. F. Ю)
г г
Таким образом, как было показано выше, возможные резервы
экономии энергии прямо связаны с направлением технического
прогресса в отрасли, совершенствованием и рационализацией ее
процессов и оборудования.
Рассмотренная схема исследований требует большой вычисли-
тельной работы. Включенные в нее блоки используют большое ко-
личество технологических, энергетических и технико-экономиче-
ских показателей. Подготовка информации для моделирования
энергопотребления отраслей промышленности с целью выявления
резервов экономии ЭР в них представляет собой сложный и трудо-
емкий процесс. В первую очередь в каждой отрасли необходимо
отобрать те виды продукции, затраты энергии на которые опреде-
ляют в основном энергопотребление данной отрасли. Затем очень
важно получить представление о направлениях научно-техническо-
го прогресса отрасли, в частности о развитии ее сырьевой базы.
Как отмечено выше, качество, состав перерабатываемого сырья в
сильной степени влияют на расход энергоресурсов для получения
конечной продукции. И именно этот показатель в некоторых от-
раслях существенно меняется с течением времени.
Кроме того, нужны сведения о технико-экономических показа-
телях для существующих и разрабатываемых технологий, сроках
и возможных объемах внедрения последних и т. д. Для каждой
схемы в качестве исходной информации должны быть заданы сте-
пень извлечения целевых продуктов на всех стадиях переработки,
содержание их в отходах каждого передела и тому подобные тех-
нологические показатели, позволяющие получить необходимые рас-
ходные коэффициенты для перехода от одной стадии производства
к другой.
В. такой постановке модель энергопотребления отрасли позво-
ляет решать круг задач, связанных с вопросами энергопотребления
и крупных энергосберегающих мероприятий, соответствует вполне
определенный уровень энергопотребления. Иными словами, каж-
дый уровень энергопотребления связан с вполне определенными
материальными затратами. В этом случае разница в затратах по
вариантам с различным энергопотреблением может быть отнесена
на энергосбережение, обусловленное рационализацией расходов
вания ЭР, совершенствованием используемого оборудования и про-
цессов, а также техническим прогрессом в отрасли.
Поэтому наряду с большим объемом технологической и энер-
гетической информации в модель по каждому процессу схемы вво-
дятся удельные капиталовложения кгзг, ежегодные издержки сщ
без энергетической составляющей. Последняя рассчитывается на
основе результатов, полученных на модели. Выделение этой состав-
ляющей позволяет количественно оценить ее долю в затратах и
выявить влияние стоимости топлива (замыкающих затрат) на вы-
бор структуры технологий.
Сопоставляя различные варианты внедрения новой техники
и технологии, можно оценить размеры экономии ЭР и связанные с
ней затраты в любом звене технологической цепочки и по всему
производству в целом с учетом всего комплекса планируемых энер-
госберегающих мероприятий.
Для того чтобы получить эти показатели в расчете на единицу
конечного продукта, используется расходный коэффициент Мщ,
представляющий собой массу продукта /-го процесса, необходимую
для производства единицы конечного продукта по рассматривае-
мой технологической схеме:
¦ та /о л О\.
Иуг = сшЛГуг¦+ 2 ¦ hntPh',
" - . .. ъ.—\ _ ¦¦
т
где е — нормативный коэффициент эффективности капитало-
вложений.
В случае, когда в одном звене технологической цепочки рас-
сматривается несколько процессов, для его характеристики исполь-
зуются средневзвешенные показатели (в соответствии с долями
этих технологий):
п п т
2 NtPfufrw + S PSi 2 ifiikMijFk, F.13)
n n m
2 №i (ек|г + cpm) MW + 2 P8r 2
Затраты по всей технологической схеме:
N N ¦ . .
зу = s 2 кт + S Щй
IT1 i=1 F.14)
1—1
... ¦-.,.. ;. :
где За — замыкающие затраты на к -и энергоресурс*
Включение в расчет дополнительных энергосберегающих ме-
роприятий по каждому процессу приводит к необходимости учиты-
вать затраты на них, т. е. затраты на дополнительные энергосбере-
гающие мероприятия накладываются на затраты процесса.
6.3. ПРОГНОЗИРОВАНИЕ ЗАТРАТ ЭКСЕРГИИ
И ВЫЯВЛЕНИЕ РЕЗЕРВОВ ЕЕ ЭКОНОМИИ
Полный энергетический баланс дает возможность одновремен-
но с энергетическими получить и эксергетические характеристики
процесса. Осуществимость любого технологического процесса оп-
ределяется величиной подведенной к нему эксергии, поэтому очень
важно наряду с прогнозированием энергопотребления проводить
также оценку потребности в эксергии и выявлять резервы ее эко-
номии за счет технического прогресса в отрасли.
При исследовании эффективности энергоиспользования в тех-
нологических процессах понятие эксергии позволяет учесть ограни-
чения превратимости энергии из одной ее формы в другую, накла-
дываемые вторым началом термодинамики. Затраты эксергии дают
дополнительную и весьма полезную информацию об эффективно-
сти особенно тех процессов, на осуществление которых расходуют-
ся разные виды энергии, в том числе характеризуемые энтропией.
Именно такого рода процессы лежат в основе химической промыш-
ленности, металлургии, теплоэнергетики и ряда других энергоем-
ких отраслей, для изучения возможностей рационализации энерго-
потребления в которых эксергетический метод анализа нашел до-
статочно широкое распространение. В то же время этот метод
практически не применяется при исследовании таких отраслей,
в которых наибольшую роль играют механические, электрические
или электромеханические процессы в силу тождественного равен-
ства механической и электрической энергии с их эксергией. По-
этому использование последней для анализа эффективности энерго-
использования такого рода процессов не может дать никакой до-
полнительной информации. Это обстоятельство необходимо учиты-
вать при изучении возможностей рационализации энергопотребле-
ния как в отдельных процессах, так и в целом по отрасли. Здесь
важно отметить, что моделирование потребления эксергии для
отрасли по рассмотренному ранее алгоритму с использованием дан-
ных полного энергобаланса не представляет особого труда. Затра-
ты эксергии легче прогнозировать и анализировать, поскольку она
в отличие от энергии разных видов обладает свойством аддитивно-
сти. Это дает возможность суммировать ее расходы по отдельным
12 В. С. Степанов, Т. Б. Степанова '"^
нроцессам технологической схемы, не прибегая к помощи соответ-
ствующих переводных коэффициентов, как это требуется для раз-
ных видов энергии.
Предлагаемая модель позволяет при необходимости наряду с
исследованием расходов энергии и энергоносителей проводить рас-
чет соответствующих эксергетических показателей. На основе пол-
ного энергобаланса процесса может быть определена следующая
система эксергетических характеристик:
F.15)
7П
fetal
Здесь ет, Ет — соответственно удельные и полпые затраты эксер-
гии для к-то энергоресурса при осуществлении 1-го процесса на
основе /-й технологии. Затраты эксергии на процесс для всех
энергоресурсов и энергоносителей рассчитываются в единых еди-
ницах. Как нам представляется, наиболее удобной для этой цели
единицей является киловатт-час.
Для случая, когда в звене рассматриваемой цепочки продукт
производится на основе нескольких процессов, рассчитываются
средневзвешенные величины:
п
p=i
F.16)
Суммарные затраты эксергии на единицу конечного продукта
для /-и технологической схемы находятся:
N
е • • • •
N
ия & -'" F.17)
к '
N
^ У • Zj d ilk
Среднеотраслевые затраты эксергии на производство г-го про-
дукта при заданной структуре технологий рассчитываются:
ri N
ц = .2 Р.й 2 Щ
3 1
/о лох
@.10)
3*>Х
d
p.
Vu
d
JV
ijlh
N
Абсолютная величина экономии эксергии в отрасли представ^
ляет собой сумму резервов снижения затрат эксергии на производ-
ство всех рассмотренных видов продукции:
ДЯотр = 2 Dаз - ЯГ0") м?ерсп. F.19).
Совместный анализ прогнозируемых затрат энергии и эксергии
позволяет определить не только требуемое количество подведенной
энергии, но и оцепить ее работоспособность, необходимую для осу-
ществимости технологических процессов, т. е. увязать прогноз но
количеству и качеству энергии.
6.4. УЧЕТ МАТЕРИАЛЬНЫХ И ЭНЕРГЕТИЧЕСКИХ ЗАТРАТ
НА ПРИРОДООХРАННЫЕ МЕРОПРИЯТИЯ
Как было показано в предыдущей главе, в большинстве от-
раслей промышленности при производстве различных целевых про-
дуктов в зависимости от качества перерабатываемого сырья и при-
меняемой технологии попутно образуется определенное количество
химических веществ в виде пылей, газов, твердых и жидких ма-
териалов, которые по каким-либо причинам не находят полезного
применения в народном хозяйстве и сбрасываются в окружающую
среду. Практически во всех случаях такой сброс оказывает нега-
тивное воздействие на среду с точки зрения сохранения нормаль-
ных условий для функционирования растительного и животного
мира, и в том числе для жизни человека.
В настоящее время общепризнано, что меры, предпринимае-
мые в промышленной сфере для предотвращения (ограничения)
выбросов вредных ингредиентов в окружающую среду, явно не-
достаточны. Несмотря на то, что отрасли промышленности, как
правило, уже имеют установки по улавливанию пыли и некото-
рых компонентов из технологических газов, сооружения для очист-
ки стоков, интегральные остаточные выбросы или всякого рода
12* 16?
отходы достигают весьма значительных величин, которые в соот*
ветствии с развитием производств будут расти. Очевидно, что для
ограничения этого роста в перспективе требования по выбросам
для различных технических систем будут ужесточаться. Вследст-
вие этого в дальнейшем будет необходимо дооснащать технологи-
ческие агрегаты очистными устройствами, совершенствовать спо-
собы очистки газов и стоков, повышать эффективность очистных
сооружений, па что потребуются значительные материальные и
энергетические ресурсы. Увеличение в перспективе затрат энергии,
обусловленное осуществлением природоохранных мероприятий, не-
обходимо учитывать при прогнозировании энергопотребления и вы-
явлении возможных резервов экономии ЭР в отраслях про-
мышленности.
Для этой цели в модель вводится дополнительный блок, в ко-
тором осуществляется расчет энергетических затрат на очистку
отходящих газов и сточных вод по каждой технологической схеме.
Информация о выбросах по каждому технологическому процессу
в этот блок поступает из расчета соответствующего материального
баланса, на основе которого устанавливаются данные по объемам
и Структуре отводимых в окружающую среду веществ. В общем
случае имеют место выбросы трех видов: отходящие газы в атмос-
феру, промышленные стоки в водоемы, твердые отходы в отвалы.
В данной модели проводится оценка затрат, обусловленных лишь
очисткой отходящих газов и сточных вод. Мероприятия же, свя-
занные с использованием твердых отходов, направляемых в отвал,
с созданием сложных комплексов по переработке сырья, мало- и
безотходных технологий, в модели не рассматриваются.
Степень очистки выбросов от вредных ингредиентов может
быть различной. Например, существуют три вида очистки техно-
логических газов от пыли — грубая, средняя и тонкая. Каждая из
них может быть достигнута путем установки одного либо совокуп-
ности аппаратов, включенных по определенной схеме. Поскольку
наборов схем, обеспечивающих одинаковую степень очистки, может
быть несколько, появляется возможность и необходимость выбора
лучшего из них. Однако авторы разработанной модели не ставили
перед собой и не решали такую задачу: полагаясь на выбор спе-
циалистов в этой области, они пользовались их рекомендациями.
Остановимся кратко на алгоритме выполняемых в блоке рас-
четов. Их существо будет вполне понятно после ознакомления
с гл. 5, где показан пример расчета материальных и энергетиче-
ских затрат на очистку отходящих газов в основных процессах
металлургического производства в расчете на 1 т получаемой в про-
цессе продукции.
Для очистки отходящих газов и сточных вод каждого процесг
са имеются схема и набор аппаратуры, которые считаются наи-
более эффективными и характеризуются требуемым коэффициен-
/ газ ст
том улавливания, удельными материальными \3уг,зуг — соответ-
ственно для очистки отходящих газов и сточных вод) и энергети-
(.газ .ст \
гШ, Чц) показателями на единицу конечного продукта
l-vo процесса.
В каждом процессе на единицу его продукции образуется
вполне определенное количество отходов, требующих очистки (вы-
ran РТ \
ход отходящих газов — йщ , сточных вод— Viji). В расчете на еди-
ницу конечного продукта их величина составит
т/газ газ л *- т/ст ст чл- /п пл\
у w —VijiMiji; Viii = vmMin. F.20)
Тогда затраты к-то энергоресурса на очистку выбросов 1-то
процесса рассчитываются как
j-газ .газ-гггаз. гст .ст т/ст /R О4\
Общий расход энергии на предотвращение выбросов Z-ro про-
цесса находится по выражениям
m
.газ-гггаз. гст vi .ст т/ст
lijiViji, lijl= 2j <ZlV
Приведенные затраты, обусловленные очисткой выбросов, по
l-ыу процессу:
Згаз газт/газ. qct ст Т7-ст /r по\
Ш — Вщ Viji ; ощ = ЯЩУЦЬ (b.2d)
Для /-й технологической схемы энергетические затраты опре-
деляются суммированием удельных расходов по всем процессам
цепочки:
&-го энергоресурса —
N N
тгаз v\ ггаз . т-ст vi ict
1=1 1=1
энергии всех видов —•
N N
ггаз _ vi ггаз. тст _ -у гст
z=i i=i
Материальные затраты на очистку выбросов для всей техно-
логической схемы определяются аналогично как сумма затрат по
каждому процессу:
N N
"VI огаз. ост \л
1=1
Эти значения затем суммируются с энергозатратами на основ-
ное производство, без чего последние будут неполными.
На основе материальных балансов технологических процессов
составляются материальные балансы систем очистки технологиче-
ских газов и сточных вод. В них отражаются количества выбросов
процесса, количества уловленных загрязняющих компонентов, ос-
таточные количества загрязняющих веществ, обусловленные несо-
вершенством улавливающей аппаратуры и выбрасываемые в ок-
ружающую среду. Суммирование всех выбросов по процессам поз-
воляет получить характеристику всей технологической схемы, ко-
169
Таблица 6.1
Материальный баланс систем очистки отходящих газов
Статья прихода
1. Технологические газы 1-го
процесса
В том числе:
твердые вещества
вредные газообразные ком-
поненты
2. Технологические газы 2-го
процесса
И т о г о по технологической
схеме:
технологические газы
в том числе:
твердые вещества
вредные газообразные
ингредиенты
Кол-
во, т
Статья расхода
1.1. Отходящие газы 1-го про-
цесса
2. Уловленная пыль
3. Уловленные газообразные
ингредиенты
4. Выброс в окружающую сре-
ду веществ:
твердых
газообразных
2.1. Отходящие газы 2-го про-
цесса
Итого по технологической
схеме:
отходящие газы
уловленная пыль
уловленные газообразные ин-
гредиенты
выброс в окружающую среду
веществ:
твердых
газообразных
Кол-
во, т
¦ ¦
торая может быть использована в качестве дополнительного кри-
терия при выборе оптимальной структуры технологий.
В табл. 6.1 для примера показана форма материального ба-
ланса систем очистки отходящих газов.
6.5. ЭКОНОМИЧЕСКАЯ ОЦЕНКА
ЭНЕРГОСБЕРЕГАЮЩИХ МЕРОПРИЯТИЙ
Основной целью энергосберегающей политики является раз-
работка комплекса мероприятий, которые бы обеспечили возмож-
ность в необходимой мере затормозить рост потребления энерго-
ресурсов, снизить темпы его прироста, привести в действие эконо-
мические рычаги, направленные на реализацию этих мероприятий.
Для этого нужно иметь соответствующую информацию по за-
тратам на энергосбережение, соотношению этих затрат с эконо-
мией энергоресурсов за счет снижения их потребления, ранжиро-
ванию мероприятий по величине получаемого эффекта.
Поэтому наряду с проведением широкомасштабных исследова-
ний по разработке методических подходов к определению теорети-
ческого и технического потенциала энергосбережения необходимо
установить зависимости требуемых затрат от величины получае-
мой экономии по каждой отрасли, значения экономической эффек-
тивности различных направлений энергосбережения.
Для управления программами энергосбережения на уровне
страны, региона, отрасли нужна соответствуюпдая информационная
база, включающая сведения о материальных и трудовых затратах,
экономической эффективности для наиболее крупных мероприятий
и их групп, о зависимости указанных показателей от глубины
и объемов их внедрения.
Особый интерес н особую заботу вызывает проведение таких
исследований для промышленности, которая является одним из
самых крупных потребителей энергоресурсов и в которой сосредо-
точено 3/4 всех имеющихся резервов их экономии [25].
В настоящее время проблема определения экономической эф-
фективности мероприятий по экономии ЭР является чрезвычайно
важной, поскольку от результатов ее решения зависят масштабы
проведения энергосберегающей политики в стране. В литературе
имеются публикации о путях ее решения как методического, так
и прикладного характера.
В качестве примера можно привести работу [62], где разра-
ботан методический подход к экономической оценке мероприятий
при планировании их на пятилетку в рамках отраслевых и регио-
нальных энергосберегающих программ. На этом временном отрезке
перечень возможных для внедрения мероприятий определен, из-
вестны их технико-экономические показатели, установлены лими-
ты капиталовложений по годам пятилетки. Ставится задача вы-
брать из намеченных мероприятий наиболее эффективные и рас-
пределить оптимальным образом их реализацию по годам пятилет-
ки. Для этой цели разработана экономико-математическая модель
в. следующей формулировке.
Обеспечить заданные по годам т-летнего периода уровни эко-
номии энергоресурсов (в условном топливе)
п
2 ?««{>& (*= 1, 2, ...,т)
при условии непревышения лимитов капиталовложений
2^<К, (г =1,2, ...,%)
г=1
и минимума суммарных приведенных затрат
п
2з«х^гшп.
Здесь х{ — целочисленная переменная, показывающая принятие
(xi—l) или неприятие (xt = 0) ?-го мероприятия, т. е. если х{—1,
то оно обеспечивается необходимыми капиталовложениями, если
ж* = 0, то оно отвергается.
Имеется целый ряд публикаций, посвященных методике раз-
работки региональных энергосберегающих программ, где также
ставится задача оценить экономическую эффективность энерго-
сберегающих мероприятий. Однако и эти работы носят плановый,
а не прогнозный характер, поскольку региональные энергосбере-
гающие программы разрабатываются, как правило, на 5—10 лет
171
вперед. Предлагаемые методы не могут быть использованы для
прогнозных оценок на более отдаленную перспективу, когда не-
обходимые для расчетов показатели либо недостаточно достоверны,
либо вообще отсутствуют. Поэтому для прогнозных расчетов и оце-
нок требуется разработка других, более упрощенных методов,
Как отмечено ранее, в настоящей книге исследуются лишь
три направления энергосбережения из приведенной классифика-
ции — совершенствование существующих процессов и оборудова-
ния; внедрению новых, более эффективных технологий; использо-
вание ВЭР.
Мероприятия этих групп требуют существенных материальных
затрат и поэтому должны быть экономически обоснованы и ран-
жированы по степени экономической эффективности, т. е. должна
быть определена очередность их реализации. Причем это ранжиро-
вание должно быть выполнено как внутри групп (направлений),
так и вне зависимости от направления, т. е. сквозное ранжирова-
ние всей совокупности включенных в ту или иную программу
мероприятий.
При определении затрат на энергосбережение, оценке эффек-
тивности мероприятий, их ранжировании возникает целый ряд ме-
тодических трудностей. Во-первых, трудности, обусловленные не-
однозначностью самого понятия энергосбережения, которое пред-
полагает снижение энергетических затрат по сравнению с некото-
рым базовым вариантом. Поскольку этот уровень отсчета экономии
ЭР не однозначен, не вполне определенными являются и величи-
ны экономии ЭР, и значения затрат на ее достижение, которые
должны устанавливаться как разность между затратами на произ-
водство рассматриваемой продукции при внедрении энергосбере-
гающих мероприятий и без них. Во-вторых, очень часто вызывает
трудности определение самих затрат, относимых на энерго-
сбережение.
В общей совокупности энергосберегающих мероприятий, как
правило, существует большая группа таких, внедрение которых
имеет единственную цель — снизить энергетические затраты на
процесс, производство продукции, работы, услуги. Оценка эконо-
мической эффективности мероприятий, на реализацию которых
предусматривается целевое финансирование, не вызывает трудно-
стей, она проводится обычными методами.
Однако в промышленности большая часть крупных мероприя-
тий относится к комплексным, в особенности это касается таких
направлений энергосбережения, как совершенствование сущест-
вующих и внедрение новых технологических процессов и оборудо-
вания. При реализации этих мероприятий энергосберегающему эф-
фекту сопутствуют различного рода технологические эффекты.
Даже такое широко применяемое энергосберегающее меропри-
ятие, как утилизация вторичных энергоресурсов, не всегда дает
только энергосберегающий эффект. В качестве примера можно
привести системы испарительного охлаждения (СИО) металлур-
гических агрегатов. Предназначенные для утилизации тепла, те-
172
ряемого с поверхностей оборудования, помимо существенной эко-
номии топлива они обеспечивают технологический эффект, заклю-
чающийся в повышении срока службы футеровки, удлинении кампа-
нии агрегата, повышении его долговечности, производительности,
улучшении условий эксплуатации и т. д. В таких случаях из-за
отсутствия обоснованного экономического критерия практически
невозможно разнести затраты между энергетикой и технологией.
При корректной постановке задачи энергосбережение в отрасли
нужно рассматривать как конечный результат проведения в ней
определенной технической политики. В этом случае определить за-
траты на энергосбережение можно, сопоставив затраты на ва-
риант, обеспечивающий меньшую потребность в ЭР, с затратами не-
которого базового уровня развития отрасли. Однако в такой поста-
новке задача экономической оценки энергосберегающей политики
становится трудноразрешимой и требует создания специального
инструмента.
В то же время, используя разработанную модель, описанную
в разд. 6.2, можно оценивать достаточно крупные энергосберегаю-
щие мероприятия, такие, например, как структурная перестройка
отрасли. Поскольку в модели определяются не только энергетиче-
ские, но и экономические показатели (капиталовложения, приве-
денные затраты) всех рассматриваемых технологических схем,
сделать такую оценку не представляет труда. Важно только, чтобы
энергосберегающий эффект был существенным и смог проявиться в
конечном результате, т. е. был выше пределов точности расчета.
Тогда для базового варианта потребность отрасли в энергии
составит /о при капиталовложениях Ко и приведенных затратах Зо.
Внедрение энергосберегающего мероприятия (группы мероприя-
тий) позволит снизить энергозатраты до величины /[ при одновре-
менном увеличении экономических показателей до Ki, 3j.
При этом разработанная модель позволит аналогичным образом
проводить экономическую оценку энергосберегающих мероприятий
(их групп определенного состава) в зависимости от их характера
и масштабности на основе рассмотрения не полного энергопотребле-
ния отрасли, а только его части, относящейся к производству од-
ного из ее продуктов или к его получению по определенной тех-
нологической схеме.
Сравнение этих величин для разных уровней показывает, что
для получения в отрасли экономии энергии за счет данного меро-
приятия Pi-o = /о — -Л потребуются дополнительные капиталовло-
жения AKi-o = Ki —Ко и увеличение приведенных затрат
A3 3 З
Проводя подобные расчеты по наиболее крупным мероприя-
тиям (группам), для каждого из них (s-ro) можно определить
удельные затраты на единицу сэкономленной энергии (в капитало-
вложениях и приведенных затратах):
АК{ A3;
ДКг = -FT-; A3i = -р-.
Мероприятия можно ранжировать по этим показателям и выя-
вить наиболее эффективные, которые следует реализовать в первую
очередь.
Такой путь, когда просчитывается вся схема, безусловно, наи-
более корректен, позволяет получить наиболее достоверные эконо-
мические характеристики. Однако применять его для оценки эф-
фективности энергосберегающих мероприятий всегда, во всех слу-
чаях, по-видимому, было бы неразумно, поскольку это связано
с очень большими затратами времени и труда. Даже в уже раз-
работанной нами модели еще много ручной работы, связанной
с подготовкой энергетических показателей отдельных процессов на
основе их энергетических балансов. Иначе говоря, такой подход
целесообразно применять только для получения точной экономи-
ческой оценки крупных энергосберегающих мероприятий или их
произвольных совокупностей, обеспечивающих ощутимую относи-
тельно энергопотребления отрасли экономию ЭР.
Вместо с тем для решения целого ряда задач как отраслевого,
так и народнохозяйственного уровня требуется проведение всевоз-
можных укрупненных оценочных расчетов, для которых вполне
достаточно приближенных зависимостей затрат на энергосбереже-
ние. Например, для распределения выделенных отрасли капитало-
вложений иа реализацию первоочередных мероприятий, рас-
пределения капиталовложений целевого назначения между отрас-
лями народного хозяйства, оценки эффективности энергосберегаю-
щих программ в целом и т. д.
В связи с этим ниже описывается один из возможных подхо-
дов получения оценочных обобщенных зависимостей затрат на
энергосбережение, пригодных для решения некоторых задач от-
раслевого и народнохозяйственного уровня [88].
Для рассматриваемой отрасли намечается список энергосбе-
регающих мероприятий с распределением их по отдельным на-
правлениям. Внутри каждого направления мероприятия характе-
ризуются различными затратами, т. е. есть более и менее эффек-
тивные, в связи с чем и возникает задача ранжирования их снача-
ла в пределах своей группы.
Например, для направления, объединяющего мероприятия по
утилизации ВЭР, сначала целесообразно использовать такие ВЭР,
утилизацию которых легко осуществить технически, и затраты на
утилизационное оборудование при этом невелики. В самом конце
списка должны стоять мероприятия, требующие разработки новых
схем, оборудования, повышенных затрат на реализацию, например,
таких как утилизация тепла агрессивных газов, стоков и т. д. Та-
ким образом, наиболее существенными затратами характеризуются
те мероприятия, для реализации которых нужно искать новые
технические решения и создавать новое оборудование.
В то же время конечной целью поставленной задачи являет-
ся получение экономической характеристики для энергосберегаю-
щих мероприятий отрасли, где они будут ранжированы вне зави-
симости от направления. Ранжирование проводится по критерию
174
возрастания приведенных народнохозяйственных затрат на едини-
цу сэкономленной энергии A ГДж, 1 Гкал) или на 1 т сэконом-
ленного условного топлива — з«, где i — индекс направления энер-
госбережения; / —• индекс мероприятия.
Обычно данные по возможной экономии энергии за счет осу-
ществления у'-го мероприятия связываются некоторым образом с
объемом продукции, выпускаемой основным технологическим аг-
регатом. Поэтому имея значения удельной экономии энергии в рас-
чете на единицу продукции технологического агрегата р«, а также
объем внедрения мероприятия, выраженный объемом продукции,
выпускаемой агрегатами данного типа по отрасли в целом, Мц, мож-
но определить возможную суммарную экономию энергии за счет
;-го мероприятия Рц и суммарные приведенные затраты на его
реализацию 3«:
P« = P«Af«; F.27);
3« - з„р«М«. F.28)
На основании полученных результатов можно построить две
зависимости, представляющие собой экономическую характеристи-
ку рассматриваемого направления энергосбережения в отрасли.
Первая из них зу = f\ (P*J M) строится в порядке возраста-
ния з«, при этом на оси абсцисс откладывается Руум— кумулятивная
экономия энергии. Значению затрат за этой характеристики соот-
ветствует значение экономии Рл, значению з*2 — (Рп + Р;г) и т. д.
Вторая представляет собой зависимость кумулятивных зат-
рат на энергосбережение от кумулятивной экономии энергии —
3"/м= ф1(Ру'м). Подобные характеристики можно использовать
как в графической, так и в табличной форме.
Первая зависимость позволяет определить удельные затраты
на дальнейший прирост экономии энергии за счет менее эффектив-
ных энергосберегающих мероприятий, вторая — оценить суммар-
ные затраты отрасли на получение необходимой экономии энерго-
ресурсов.
Поскольку мероприятия как во всей рассматриваемой совокуп-
ности, так и внутри каждого направления характеризуются разной
эффективностью, то в общем случае отдельные мероприятия одной
группы могут оказаться предпочтительнее некоторых мероприятий
других групп. В связи с этим возникает необходимость сквозного
ранжирования энергосберегающих мероприятий и построения ана-
логичных зависимостей зуотр = /i(Py7"p) и Зуотр = срх (РуУ0^р) для
каждой отрасли.
Имеется принципиальная возможность получения подобных
зависимостей и по народному хозяйству в целом.
Наряду с характеристиками народнохозяйственных затрат на
энергосбережение большой интерес представляют аналогичные кри-
вые капиталовложений. Такие зависимости необходимы для оцен-
ки единовременных затрат, соответствующих определенному уров-
ню экономии энергии. Если построить кривые к$ = /а(РуУ0"р) и
.. .
Таблица 6.2
Удельные значения возможного выхода тепловых ВЭР в черной металлургии,
капиталовложений и приведенных затрат на их утилизацию
Утилизационные
установки и аг-
регаты—источни-
ки ВЭР (продук-
ция)
КУ мартенов-
ских печей
(сталь)
СИ О мартенов-
ских печей
(сталь)
Охладители
конвертерных
газов (прокат)
СИ О доменных
печей (чугун)
КУ нагрева-
тельных пе-
чей (прокат)
СИО нагрева-
тельных пе-
чей (прокат)
КУ обжиговых
печей огне-
упорного про-
изводства (ог-
неупоры)
УСТК (кокс)
иатив исполь-
ния ВЭР,
:/т
Нор:
зова
ГДж
0,985
0,565
0,160
0,256
0,314
0,319
1,26
1,17
тьные капвло-
га, руб./ГДж
Уде;
жеш
0,920
0,486
0,937
1,105
0,740
0,396
1,273
1,836
Удельные
приведенные
затраты,
руб./(ГДж-
• год)
0,36-0,43
0,15—0,19
0,36-0,48
0,24—0,29
0,33-0,41
0,12-0,17
0,29—0,36
0,32—0,39
м внедрения, 1
т ..
Объе
млн
15
6
55
70
55
70
2
65
парная эконо-
энергии, 10'
/год
i»Sfc?
Ugf-,
14,78
3,39
8,80
17,92
17,27
22,33
2,52
76,05
1арные капвло-
ш, млн руб..
Сум»
жеш
13,61
1,65
8,24
19,79
12,78
8,83
3,20
139,63
Суммарные
приведенные
затраты, млн
руб./год
5,32-6,36
0,51—0,64
3,15-4,22
4,3-5,19
5,70—7,08
2,68—3,79
0,73—0,90
24,33-29,66
§ со
!- со
i!
'и W
а о
_
4/7
2/2
5/8
6/3
3/6
1/1
¦ 7/4'
8,5
-^•Уотр ~ сРа (Руо'тр) Для всех рассматриваемых отраслей промышлен-
ности, то их можно использовать для решения задачи рационально-
то распределения капиталовложений, выделенных на энергосбере-
жение, между отраслями. Для примера покажем алгоритм построе-
ния зависимостей F.27) и F.28) для направления использования
тепловых ВЭР в черной металлургии. Эти мероприятия преимуще-
ственно энергосберегающие, т. е. все затраты, связанные с их реа-
лизацией, можно отнести на энергетику. Исходная информация для
расчетов принята по данным [92].
В качестве источников ВЭР рассмотрены основные технологи-
ческие агрегаты черной металлургии — мартеновские, доменные и
нагревательные печи, конвертеры, обжиговые печи огнеупорного
производства, установки сухого тушения кокса (УСТК) (табл. 6.2).
Для использования тепла отходящих газов приняты котлы-утили-
заторы, для тепла с поверхностей оборудования — системы испари-
тельного охлаждения. Проведенный расчет является эксперимен-
тальным, в нем учтены не все типы установок и агрегатов — источ-
176
ников ВЭР из-за отсутствия экономических показателей для утили-
зации их теплоты. Кроме того, в расчетах приняты весьма ориен-
тировочные объемы внедрения мероприятий на рассматриваемую
перспективу. Поскольку нормативы использования ВЭР по источ-
никам приводятся на единицу продукции основного технологиче-
ского агрегата, объемы внедрения Мвэр^ принимались в виде объ-
ема выпуска продукции этими агрегатами.
Мероприятия были ранжированы по средней величине удель-
« СП СР ТА
ных капиталовложении Квэр^- и приведенных затрат Звэр^- Как
видно из табл. 6.2, порядок предпочтительности мероприятий по
этим двум критериям не совпадает.
На основании этих данных были построены зависимости
/(Pb§p,) и 31|мр. = ф1 (Pggy (рис. 6.1, а) и кВэр,- =
и К5&;=<р,(Р§^) (рис. 6.1,6).
Получение подобных зависимостей в виде кривых или в таб-
личной форме по другим направлениям работ по экономии ЭР в
черной металлургии позволило бы построить аналогичные затрат-
ные характеристики для отрасли в целом. Сопоставляя зависимость
приведенных затрат на энергосбережение от величины получаемой
экономии ЭР с народнохозяйственной стоимостью последних, мож-
но определить экономический эффект от проводимой энергосбере-
гающей политики в отрасли.
Отметим, что характеристика приведенных затрат на реали-
зацию энергосберегающих мероприятий в общем случае представ-
ляет собой кривую с возрастающей производной, а зависимость
экономии в стоимостном выражении, оцениваемая по замыкающим
затратам, есть прямая, исходящая из начала координат с углом на-
клона, определяемым величиной этих затрат. Причем вблизи на-
чала координат первая зависимость будет лежать ниже прямой,
поскольку здесь она формируется за счет мероприятий, затраты на
реализацию которых малы, а затем по мере привлечения все менее
эффективных мероприятий крутизна ее будет возрастать, в ре-
зультате чего в некоторой точке она пересечется с прямой. Точка
на оси абсцисс, соответствующая пересечению этих зависимостей,
покажет значение экономии, которая при заданных экономических
показателях с точки зрения народнохозяйственной эффективности
будет предельной. Экономия, получаемая, когда разность между
рассматриваемыми характеристиками достигает максимума, будет
оптимальной.
Изменение исходных экономических показателей повлечет за
собой изменение найденных прежде решений. В частности, повы-
шение замыкающих затрат на топливо сдвигает оптимальную и
предельную точки вправо, т. е. величина получаемой за счет рас-
смотренных мероприятий экономии ЭР при этом возрастает.
Развертка внутренних параметров позволяет определить для
каждой величины кумулятивной Ротр наивыгоднейшие направле-
ния энергосбережения, величину получаемой за их счет экономии
к необходимые затраты на их реализацию.
?77
кум
млн руб.
40-
20-
уб.~
160-
120-
80-
40-
КВЭР,
руа/т
40
30
20
10
^^
у
т.
6
К8ЭР
н
Л
II I II
/
/
:,:¦'у .:.-.¦:.
i J i
^мс. ffj. Зависимость удельных и суммарных приведенных затрат (а) и капи-
таловложений (б) на утилизациЕо от кумулятивной величины используемых
БЭР черной металлургии.
Безусловно, такой подход пригоден только для прикидочных
расчетов и оценок, которые в дальнейшем требуют уточнения. Ина-
че говоря, когда выявлено, что мероприятие в общем эффективно,
решение нуждается в более тщательном обосновании, в более точ-
178
ной оценке затрат, учёте Дополнительной информации при ран-
жировании.
В частности, возвращаясь к приведенному выше примеру, при
решении вопроса об эффективности использования ВЭР в каждом
конкретном случае необходимо более детально подходить, с одной
стороны, к оценке затрат на утилизацию (учитывать режим выда-
чи ВЭР, условия и надежность работы утилизационного оборудо-
вания и т. п.), с другой — к учету реальной схемы энергоснабже-
ния рассматриваемого предприятия (промузла). Методический
подход к решению такой задачи подробно описан в [73].
В заключение необходимо отметить, что при решении такой
сложной задачи, как определение экономической эффективности
энергосберегающих мероприятий, имеются еще значительные ме-
тодические трудности. Однако нужно надеяться, что они 'со време-
нем будут преодолены, поскольку проблема актуальна и находится
в центре внимания многих специалистов. Параллельно необходимо
проводить работы по сбору и подготовке качественной информации
для этих целей.
6.6. ИСПОЛЬЗОВАНИЕ ИДЕАЛЬНОГО АНАЛОГА ПРОЦЕССА
ДЛЯ ОЦЕНКИ ЭНЕРГЕТИЧЕСКИХ ПОКАЗАТЕЛЕЙ
ПРИНЦИПИАЛЬНО НОВЫХ ТЕХНОЛОГИЙ
Как отмочено выше, на основе энергетического баланса можно
оценить резервы экономии энергии, обусловленные научно-техни-
ческим прогрессом в отрасли, если речь идет о перспективе не
более 15—20 лет. В этом случае исследователь располагает инфор-
мацией о технологических процессах, которые могут быть внедре-
ны в производство за рассматриваемый период, полученной на
основе промышленных, полупромышленных или хотя бы лабора-
торных испытаний.
Чем более отдален горизонт прогнозирования, тем труднее ис-
пользовать эти методы, поскольку здесь речь может идти о прин-
ципиально новых процессах и оборудовании, которые должны рас-
сматриваться как альтернативные существующим и технико-эко-
номическая информация о которых практически отсутствует. Здесь
мы имеем дело с прогнозированием научно-технического прогресса
для оценки энергопотребления на отдаленную перспективу, для
разработки долгосрочных энергосберегающих программ. Такое тех-
нологическое прогнозирование нуждается в разработке соответст-
вующего инструментария [76].
При прогнозировании энергопотребления в отраслях на период
более 20 лет необходимо решить, как минимум, следующие задачи.
1. Разработать пригодный для этой цели методический подход,
более упрощенный, чем на близкую перспективу.
2. Оценить показатели энергетической эффективности новых,
еще не реализованных на практике процессов, когда имеются све-
дения лишь об их принципиальной осуществимости.
Авторы данной монографии не ставили своей целые разработ-
ку методов долгосрочного прогнозирования энергопотребления, од-
нако имеют некоторые соображения об одном из возможных путей
решения второй задачи, который, с их точки зрения, представляет
интерес.
Оценочные сведения о структуре и расходах энергоресурсов
в таких процессах можно получить путем проведения исследова-
ний на основе их идеальных аналогов. Предлагаемый подход по-
кажем на примере исследования идеального аналога современного
способа производства алючмииия. Это позволяет сопоставить полу-
ченные результаты с показателями реализованной технологиче-
ской схемы, что было бы невозможно, если бы для исследования
был принят новый, еще не апробированный способ.
Рассматривается схема электролитического получения алюминия
из природного сырья, включая производство глинозема. Иначе го-
воря, технологическая схема имеет следующий вид: выщелачива-
ние — карбонизация — кальцинация — электролиз.
Идеальный аналог производства алюминия должен отображать
затраты сырья и энергии на все стадии производства конечной про-
дукции A т А1) из природного сырья, включая процессы получе-
ния из природного сырья вспомогательных материалов.
Например, в процессе выщелачивания используется едкий натр,
который не является природным сырьем, поэтому представленная
выше технологическая схема должна быть дополнена процессами
получения NaOH. На практике едкий натр обычно получают из со-
ды, образующейся в процессе карбонизации, с привлечением при-
родного известняка, который предварительно обжигают.
Описав каждый из упомянутых переделов его идеальным про-
цессом в соответствии с ранее сформулированным его понятием и
увязав их на основе принятой технологической схемы, получим иде-
альный аналог всего производства алюминия, который и будет слу-
жить его моделью в дальнейших исследованиях.
При этом важно предусмотреть возможность моделирования схе-
мы производства алюминия из природного сырья разного состава.
С этой целью процесс выщелачивания в модели описывался путем
сочетания трех следующих реакций:
2А1ООН + 2NaOH = Na2O • А12О3 + 2Н2О;
2А1(ОНK + 2NaOH = Na2O • А12О3 + 4Н2О;
А12О3 • 2SiO2 • 2Н2О + 6NaOH = Na2O • А12О3 + 2Na2Si03 + 5Н2О.
Стадии карбонизации и кальцинации моделируются соответственно
реакциями:
Na2O ¦ А12О3 + ЗН2О + СО2 - 2А1(ОН)8 + Na2CO3;
2А1 (ОН) з = А12О3 + ЗН8О.
Электролиз — самый интересный для исследования процесс. Он
может осуществляться в электролизерах с окисляемыми (расходу-
емыми) и неокисляемьши анодами. В настоящее время в мировой
практике в основном используются первые, однако в последние годы
к электролизу с неокисляемыми анодами проявляется все больший
интерес специалистов. Это объясняется тем обстоятельством, что
возможности снижения удельного расхода электроэнергии на
1 т А1, получаемого в процессе с расходуемыми анодами, практиче-
ски исчерпаны. Кроме того, в последнее время резко возросли де-
фицитность, а также требования к качеству углеродистых мате-
риалов, используемых для производства анодной массы и обож-
женных анодов (нефтяного и пекового кокса, антрацита, пека
и т. п.).
Поэтому процесс электролиза в зависимости от выбранной тех-
нологии моделируется следующим образом.
Для случая окисляемых анодов его можно описать реакциями
А12О3 + ЗС = 2А1 + ЗСО; 2А12О3 + 3G = 4А1 + ЗСО2
либо А12О3 +2С = 2А1 + СО + СО2. F.29)
Анализ анодных газов на промышленных электролизерах
F0—70 % СО2 и 40—30 % СО) показывает, что процесс электроли-
за с расходуемыми анодами протекает с одновременным получением
СО и СО2 в количествах, очень близких к стехиометрическим в со-
ответствии с последней реакцией, которую и принимаем в дальней-
шем как описание процесса электролиза с расходуемыми анодами.
Электролиз глинозема в электролизерах с неокисляемыми ано-
дами моделируется реакцией
= 2А1+1,5О2. F.30)
Побочная технологическая ветвь — производство едкого натра —
описывается следующими реакциями:
обжиг известняка —
' СаСОз + С + О2 = СаО + 2СО2;
получение NaOH —
СаО + Na2CO3 + Н2О = 2NaOH + СаСОз.
Представив таким образом все основные стадии получения алю-
миния из природного сырья, можно проводить исследования для
установления предельной эффективности каждого передела и произ-
водства в целом на основе их полного энергетического баланса.
На рис. 6.2 показаны; полные энергобалансы идеальных анало-
гов тех основных процессов производства алюминия, о которых шла
речь выше. Исходной информацией для их расчета служили полу-
ченные на основе стехиометрических соотношений материальные ба-
лансы и значения удельной химической энергии и эксергии веществ,
приведенные в [78]. При этом на рисунке представлены мате-
риальные и энергетические балансы производства алюминия для
одного из вариантов состава сырья (заданного соотношения опи-
сывающих процеес. выщелачивния реакций) и осуществления элек-
тролиза в установках с расходуемыми анодами.
ПОЛУЧЕНИЕ NaOH
ПОЛУЧЕНИЕ ГЛИНОЗЕМА
5026E032)
СаСОз
309D95)
Обжиг
известняка
лнг
1619
Na2CO3
838(835)
СаО
,1716A522)
Получение
NaOH
NaOH
2160
1828)
591 (i
И
ААЮМИШЯ
.... .
Сырье
1149D89)
8 ысцелаиивание
7 Na2O'Als03
2516A525)
Карбониэац ия
NaOH
2160
Е=6022
АН г
85
СаС03
309D 95)
Рис. 6.2. Полные энергетиче-
ские балансы идеальных ана-
логов для основных процессов
получения алюминия электро-
литическим способом.
Описанная выше мо-
дель позволяет оценить
степень влияния исходно-
го сырья на энергетиче-
ские показатели как от-
дельной стадии (получе- A321)
ние глинозема), так и
производства в целом.
С этой целью были проведены расчеты полного энергобаланса
описанной выше технологической схемы при вариации состава ис-
ходного сырья по содержанию в нем SiOa в диапазоне от 0 до
46,4 %. Результаты расчетов представлены в табл. 6.3.
В существующей практике планирования и прогнозирования
энергопотребления учитываются не все виды энергий, а лишь так
называемые традиционные энергоресурсы (топливо, электроэнер-
гия, тепловая энергия). Поэтому в табл. 6.3 они показаны в отде-
льном столбце. Разница между полным расходом энергии и вели-
чиной традиционных ЭР характеризует долю и значимость для про-
цесса химической энергии перерабатываемого сырья.
Как следует из данных табл. 6.3, затраты энергии на получе-
ние глинозема, а также конечной продукции Aт А1) весьма суще-
Таблица 6.3
Энергетичеаше показатели адеааьного аналога производства алюминия
Содержание
SiOg В ИСХОД-
НОМ сырье,
0,0 -
.5,8
11,6
23,2
46,4
Производство ]
Затраты энер-
гии, кВт -ч/т Л1
Рч
а>
О
га
3512
4227
4959
6427
9364
традици-
онных ЭР
2214
2718
3222
4233
6251
^динозема
33,9
28,2
24,0
18,5
12,7
экс
15,8
12,4
10,3
7,6
5,0
Производство алюминия
Затраты энергии,
КВТ'Ч/Т
суммарные по
технологиче-
ской схеме
13 569
14 284
15 016
16 484
19 421
А1
традици-
онных ЭР
\ 2 271
12 775
13 279
14 290
16 308
ПЗН. %
72,2
68,6
65,2
59,4
50,4
¦Пэкс
66,1
62,4
59,0
53,3
44,7
ственно возрастают при повышении содержания кремнезема в сырье.
Совершенно естественно, что эффективность использования энер-
гии в производстве алюминия но рассматриваемой технологиче-
ской схеме при этом заметно снижается. Это обстоятельство иллюст-
рируют значения соответствующих т]эп и Г|ЭКе-
Нужно отметить, что результаты этих исследований на модели
объясняют причины большого разброса величины удельного расхода
энергии на действующих глиноземных заводах, работающих на
сырье разного состава.
Кроме того, были проведены расчеты по оценке возможных
изменений энергетических показателей производства алюминия при
переходе на электролиз с нерасходуемыми анодами. В табл. 6.4 при-
ведены материальный и полный энергетический балансы процесса
электролиза, описываемого для случая окисляемых анодов реакцией
F.29), нерасходуемых — реакцией F.30).
Расчеты, проведенные на уровне идеальных анологов, показы-
вают, что удельный расход электроэнергии на получение 1 т алю-
миния в электролизерах с неокисляемыми анодами в 1,43 раза вы-
ше, чем с окисляемыми. Однако суммарный расход энергии на про-
цесс с неокисляемыми анодами меньше, а к. п. д. его выше, чем для
процесса с расходуемыми анодами. При практической реализации
этого процесса отпадает необходимость в значительных количествах
высококачественных и дефицитных углеродистых материалов для
производства анодной массы и анодов. Кроме того, исследования
показывают, что в процессе, осуществляемом в электролизерах с не-
окисляемыми анодами, исключаются анодные эффекты, снижается
выделение фтористых газов, улучшаются условия регулирования. Ис-
пользование анодов из сплавов металлов А1, Sn и Be позволяет
в 4—5 раз сократить межэлектродные расстояния и тем самым на
2O-25 % снизить расход электроэнергии. Отмеченные обстоятель-
ства достаточно убедительно показывают необходимость детального
изучения процесса электролиза с нерасходуемыми анодами, однако
окончательный выбор можно будет сделать яря сопоставлении этих
. Т а б л и да 6.4
Материальный и полный энергетический балансы идеального аналога процесса
электролиза (на 1 т А1)
Статья баланса
Энергия,
кВт-ч
Эксергия,
кВт-ч
Статья "'
баланса
-КГ
Энергия,
кВт-ч
Эксергия,
Приход
А1аО3
С
Е
Итого . . .
Электролиз с
1,889
0,444
—
2.333
1 190
4 035
(> 022
И 247
окисляемыми анодами
.462
4 045
6 022
10 529
Расход
А1
СО
СО,
1,0
0,518
0,815
2,333
9 795
. 1 452
0,0
И 247
8593
1321
0,0
9914
11247
= 0,871;
ид„ 8593
'экс 10529
= 0,816
Электролиз с иерасходуеыьши анодами
А1аО3
Е
1,889
1 190
8 605
462
8 605
А1
О2
1,0
0,889
9 795
0,0
8593
0,0
И того
1,889 | 9 795
9 007
1,8
9 795
8593
'экс
.9067
¦ ¦
¦ : . •
процессов с учетом материальных и энергетических затрат, связан-
ных с получением самих анодов. . .
Внедрение нового процесса электролиза не очень сильно изме-
нит эффективность всего производства (для одного из вариантов
состава сырья энергетический к. п. д. возрастет от 68,6 до 69,8 %,
эксергетический — от 62,4 до 69,7 %), "однако это приведет к за-
метному изменению структуры потребляемых видов энергии.
Таким образом, описанный метод анализа позволяет сравнивать
новые технологии на уровне их идеальных аналогов и выбирать
более эффективные с энергетической точки зрения, с тем чтобы
именно на них сосредоточить внимание и продолжать их доработку
с целью скорейшего внедрения в практику.
Кроме того, такой подход может быть полезен и тогда, когда
требуется получить хотя бы. приближенные оценки потребностей в
энергии, эффективности энергоиспользования в совершенно новых
технологических процессах рассматриваемого здесь вида.
Исследуя тенденцию изменения r|OTU во времени для процессов
производства какого-либо продукта, можно осуществить его прогноз
на перспективу. G некоторым допущением можно распространить
прогнозное значение т)от" на новый исследуемый процесс. Затем че-
рез энергетические характеристики его идеального аналога можно
оценить соответствующие показатели реальной технологии. ^..
184
Глава 7
ВЫЯВЛЕНИЕ РЕЗЕРВОВ ЭКОНОМИИ
ЭНЕРГОРЕСУРСОВ В ЧЕРНОЙ МЕТАЛЛУРГИИ
7.1. ОСНОВНЫЕ НАПРАВЛЕНИЯ ТЕХНИЧЕСКОГО ПРОГРЕССА
И ЭНЕРГОСБЕРЕГАЮЩЕЙ ПОЛИТИКИ В ОТРАСЛИ
Черная металлургия — одна из самых энергоемких отраслей
промышленности. Она потребляет примерно 17 % топлива и элект-
роэнергии от общего промышленного потребления и является ос-
новным потребителем такого высококачественного и дефицитного
и настоящее время вида энергоресурсов, как кокс. Несмотря на то,
что удельные расходы ЭР в черной металлургии не так велики, как,
скажем, в производстве алюминия, титана, желтого фосфора, огром-
ные масштабы производства продукции в этой отрасли выдвигают
ее на одно из первых мест по потреблению энергии.
По планам перспективного развития большого прироста произ-
водства черных металлов не предусматривается. Одной из основ-
ных задач в этой отрасли является существенное улучшение
качества металла, что позволит в значительной степени повысить эф-
фективность его использования в народном хозяйстве. Предусмат-
ривается разработать новые марки сталей и сплавов, по своим свой-
ствам превосходящие существующие. От решения этой задачи за-
висит развитие таких важных отраслей народного хозяйства, как
авиация, космическая и вычислительная техника, производство
средств автоматизации и т. д.
Что касается сырьевой базы, то ресурсы высококачественных
руд в настоящее время быстро сокращаются во всем мире. В СССР
новых крупных месторождений богатых и легкообогатимых руд,
находящихся в благоприятных для освоения условиях, в последние
годы не выявлено. Однако имеются значительные запасы гематито-
вых руд и бурых железняков. Разработка эффективных схем
обогащения этих руд позволит существенно увеличить потенциаль-
ные возможности сырьевой базы черной металлургии [59].
Остановимся кратко на направлениях технического прогресса
в различных производствах отрасли, с тем чтобы можно было оце-
пить его влияние на перспективное энергопотребление.
Добыча. Добыча руд черных металлов в будущем будет увели-
чиваться в результате открытых горных работ. Прогресс техноло-
гии горных работ в значительной степени связан с природными ус-
ловиями разрабатываемых месторождений и развитием горной
техники.
Одним из направлений совершенствования технологии добычи
является непрерывное транспортирование скальных пород, что поз-
воляет в 1,5—2 раза увеличить производительность труда, снизить
себестоимость добычи.
13 в. С. Степанов, Т. Б. Степанова 185
Таблица 7.1
Изменение качества железорудного сырья за период 1940—1970 гг. [65]
Год
1940
1950
1960
1965
Доля руд,
подвер-
гающихся
обогаще-
нию, %
13,3
33,0
55,0
71,0
Содержание железа
в руде, %
в добывае-
мой
55,0
51,0
44,5
40,7
в товар-
ной
57,28
55,63
54,24
56,7
Год
1967
1968
1969
1970
Доля руд,
подвер-
гающихся
обогаще-
нию, %
75,0
75,5
76,9
79,3
Содержание железа
в руде, %
в добывае-
мой
38,8
38,4
37,6
37,3
в товар-
ной
57,9
58,4
58,7
58,8
Перспективно также развитие гидротранспортироваиия вскрыш-
ных пород от роторных экскаваторов и мощных шагающих драг-
лайнов, а также использование земснарядов специальных конструк-
ций и мощных гидромониторно-землесосных установок.
Разрабатываются новые машины для выемочпо-погрузочных
отвальных работ с большими мощностями, емкостью ковша и луч-
шими, чем у современных, рабочими параметрами.
Разрабатываются новые технические средства для проведения
буровых работ с использованием современных достижений физики,
химии, электротехники, гидродинамики и радиоэлектроники. Мето-
ды огневого, термомеханического, электроимпульспого, взрывного
и плазменного бурения позволят повысить скорость бурения сква-
жин в 6—8 и более раз по сравнению с ударно-канатпым бу-
рением [59].
В этой области начинается автоматизация производственных
процессов и технологических комплексов.
Обогащение. К процессам обогащения относятся следующие
технологические операции: первичное дробление, грохочение и гра-
витационное разделение, а также обогащение флотацией или с по-
мощью магнитных средств.
В связи с ухудшением качества все большее количество добы-
ваемой руды подвергается обогащению, что хорошо видно из
табл. 7.1 [65].
Основной подготовительной операцией при обогащении руд яв-
ляется измельчение. Это самая дорогая и энергоемкая операция
в технологической цепи обогатительной фабрики. Доля затрат на
измельчение составляет 50—60 % от стоимости передела. Несмотря
на то, что в этой области проводятся серьезные исследования, еще
не созданы эффективные измельчительные агрегаты. Барабанная
мельница остается пока единственным аппаратом для этой цели.
Доля полезно затраченной энергии непосредственно на разрушение
тел пока не поддается экспериментальному измерению, что затруд-
няет оценку эффективности процесса и к. п. д. размольного агре-
гата. По данным многих исследований, к. п. д. барабанной мелыш-
186
цы составляет всего 0,5 — 5 %. Для повышения эффективности про-
цесса измельчения разработаны рудные и рудио-галечные мельни-
цы, в которых использован принцип самоизмельчения руд.
Основными направлениями дальнейшего повышения извлече-
ния железа в концентраты и его содержания в концентратах яв-
ляются: усреднение рудного сырья перед обогащением, снижение
тонины помола; внедрение магнитно-флотационных схем для вы-
деления и селективной доработки бедных крупных сростков; по-
вышение селективности процессов магнитной сепарации; доводка
тонким грохочением продуктов обогащения и т. д.
Для получения высокометаллизовапных окатышей и брикетов
для прямого производства электростали возникает необходимость по-
лучения в значительных количествах концентратов высокой чисто-
ты по содержанию вредных примесей и пустой породы. Для этой
цели разрабатываются высокопроизводительные магнитные сепара-
торы с более совершенной конфигурацией ванн и повышенной на-
пряженностью магнитного поля для первой стадии обогащения и по-
ниженной для переочистных операций. Разрабатываются сепарато-
ры с бегущим полем, обеспечивающие повышенную селективность
разделения и позволяющие получить сверхчистые концентраты,
а также центробежные барабанные сепараторы для сухой сепара-
ции магнетитовых руд.
Вовлечение в переработку низкосортных и слабомагнитных руд
требует разработки новых процессов обогащения. Они включают: ка-
тионную флотацию кремнезема для более эффективного его удале-
ния из низкосортных железных руд; флокуляцию оксидов железа
перед флотацией для уменьшения до минимума потерь железа во
время флотации; превращение низкосортных немагнитных желез-
ных руд в магнитные путем обжига.
Увеличение содержания железа в концентрате связано с до-
полнительными затратами на обогащение. Однако это приводит
к уменьшению затрат да производство чугуна.
Повышение извлечения металла в концентраты является боль-
шим резервом обеспечения прироста товарной продукции.
Ожускование концентратов. Концентраты подвергаются окуско-
папиго для использования на последующих технологических стади-
!i\\ В отечественной и зарубежной практике применяют два спосо-
ба — агломерацию и окомкование.
Агломерация позволяет из смеси мелкокусковых руд и концент-
ратов получить крупные куски, которые пригодны для плавки в до-
менных печах. Потребность в энергии на агломерацию«1,86 ГДж/т
@3,6 кг у. т./т).
Основными путями совершенствования агломерационного произ-
водства являются охлаждение, стабилизация и отсев мелочи из аг-
ломерата; замена коксика другими видами топлива; интенсификция
процесса грануляции шихты, ввод извести; увеличение производи-
тельности оборудования.
Однако главное направление дальнейшего развития окускова-
ния — окомкование. Окатыши по сравнению с агломератом харак-
<1Я* 187
теризуются более высокими восстановимостыо и сопротивлением
разрушению при транспортировке. При окомковаиии к концентрату
(руде) добавляются связующие вещества и затем при нагреве во
вращающемся барабане или диске получают окатыши. Потребность
в топливе -0,7 ГДж/т B3,8 кг у. т./т) [112].
Для обжига окатышей используются шахтные печи, конвей-
ерные колосниковые машины и комбинированные установки ре-
шетка — трубчатая печь.
Обстоятельный анализ трех способов обжига сделан шведскими
специалистами [59]. С точки зрения экономики все три фабрики
считаются практически равноценными.
Выбор оптимального варианта во многом определяется качест-
вом конечной продукции. Наиболее высокой прочностью и одно-
родностью по качеству обладают окатыши, обожженные па установ-
ке решетка — трубчатая печь. Самой хорошей восстаповимостыо об-
ладают окатыши, полученные на конвейерной машине. Расход топ-
лива и производительность труда па установках решетка — трубча-
тая печь и конвейерных машинах также практически одинаковы.
При обжиге окатышей в шахтной печи их качество отличается мень-
шей стабильностью. При эксплуатации шахтных печей наблюдается
самый высокий расход электроэнергии, а при использовании уста-
новок решетка — трубчатая печь ¦— самый низкий.
Анализ состояния других способов окусковаыия (брикетирова-
ние, безобжиговые методы получения окатышей) свидетельствует
о том, что они находятся пока на начальной стадии изучения и тре-
буют дальнейшего исследования. Из этих способов наибольший ин-
терес вызывает метод получения окатышей на цементной связке.
По зарубежным данным, капитальные затраты на строительство
фабрики с такой технологией составляют 1/3 затрат на строитель-
ство фабрики обожженных окатышей, а эксплуатационные расхо-
ды — 30 % от расходов на обожженные окатыши (без учета затрат
на цемент).
Если говорить о перспективах производства окатышей па це-
ментной связке, то этот процесс можно рекомендовать в тех случаях,
когда имеют дело с богатыми концентратами, содержащими не
более 4—5 % пустой породы, или с концентратами, имеющими низ-
кий кремнистый модуль.
Усреднение металлургического сырья. Одним из важнейших
видов рудоподготовки, не получившим в СССР еще необходимого
развития, является усреднение сырья с целью получения стабильных
по составу шихтовых материалов. Стабилизация состава железоруд-
ного сырья улучшает технико-экономические показатели работы
фабрик по обогащению и окускованию сырья, использование усред-
ненных материалов в доменной плавке уменьшает расход кокса,
качество чугуна при этом улучшается.
Исследованиями показано, что уменьшение среднеквадратич-
ного отклонения содержания железа в аглошихте от =Ь 2,0 до 0,2 %
позволяет получить экономию кокса 6,1 % и на столько же пс.зы-
сить производительность печи [59].
188
Коксохимическое производство. Кокс является основным топли-
вом, используемым в доменных печах для восстановления железных
руд с получением чугуна. На производство чугуна в СССР расхо-
дуется более 70 % производимого валового кокса. При промышлен-
ной переработке каменных углей с целью получения высокоугле-
родистого твердого материала — кокса — попутно производится кок-
совый газ и большое количество продуктов коксования (в нашей
стране около 190 химических веществ) [59].
Введение в угольную шихту все большего количества газовых
и слабоспекающихся углей приводит к ухудшению ее спекаемости.
'.ho обстоятельство, а также повышающиеся требования к качеству
доменного кокса вызвали необходимость пересмотра установивших-
ся традиций в технологии его производства.
Слоевое коксование останется и на перспективу основным про-
мышленным способом получения доменного кокса, поэтому боль-
шинство исследований в последнее время направлено на выявление
резервов экономии ЭР за счет совершенствования этого классиче-
ского способа.
В числе важных направлений рационализации процессов про-
изводства кокса по классической технологической схеме можно па-
ивать следующие.
1. Дальнейшее совершенствование схем раздельного диффе-
ренцированного измельчения с регулированием гранулометрическо-
го состава угольной шихты для достижения ее максимальной на-
сыпной массы. (Более крупное измельчение жирных и коксовых
и более тонкое — газовых и отощенных спекающихся углей, что
оказывает определяющее влияние на процесс спекания и формиро-
нание структуры кокса.)
2. Интенсификация процесса коксования за счет:
— повышения скорости нагрева, что приводит к улучшению
спекаемости шихты, получению кокса с пониженной истираемостью;
— повышения конечной температуры в осевой плоскости коксо-
ного пирога, что способствует уменьшению крупности кокса, его од-
нородности, понижению истираемости и реакционной способности
при температурах до 1000 °С. Этот эффект достигается только при
увеличении температуры в обогревательных простенках, т. е. при
увеличении скорости нагрева угольной загрузки A430 °С). Реали-
зация этого приема позволит повысить производительность суще-
ствующих коксовых печей более чем на 20 %;
— за счет внедрения установок сухого тушения кокса (УСТК).
Изучение работы УСТК показало значительные возможности ис-
пользования этих установок как технологического агрегата, позво-
ляющего не только утилизировать вторичное тепло, но и существен-
но улучшить качественные показатели кокса, интенсифицировать
коксовое производство в целом;
— термической подготовки угольной шихты перед коксова-
нием. Это позволяет не только интенсифицировать процесс, но
и расширить сырьевую базу коксования и улучшить качество кок-
са. Обычно уголь загружают в коксовые печи при температуре ок-
189
ружающей среды и влажности 6—12%. По данным исследований,
проводившихся в СССР и за рубежом, снижение влаги в шихте от 10
до 2 % дает возможность повысить производительность коксовых пе-
чей примерно на 20 %. При коксовании шихты, нагретой до 120 "С,
производительность печей повышается на 35 %, а при нагреве ших-
ты до 250 °С — примерно па 50 %. Однако только экономичные тех-
нические решения по термоподготовке, транспортировке и загрузке
шихты в печи при условии расширения сырьевой базы коксования
открывают путь в промышленность этому прогрессивному методу.
Пока слишком велики капитальные и эксплутационные затраты.
Потенциальная экономия энергии находится в диапазоне 11о,3—
349 МДж D—12 кг у. т.) па 1 т кокса [112].
С точки зрения энергосбережения наиболее эффективным ме-
роприятием в производстве кокса является его сухое тушение. По
данным [112], при использовании тепла нагретого кокса получают
450—500 кг пара высокого давления D38 °С, 35 ат), что дает эко-
номию энергии 1,2—1,45 ГДж D1,7—49,4 кг у. т.) на 1 т охлаж-
денного кокса.
Сухое тушение кокса имеет также дополнительные преиму-
щества по сравнению с мокрым: сокращаются вредные выбросы
в атмосферу и водный бассейн, снижаются удельные расходы кок-
са на 1 т выплавляемого в доменных печах чугуна.
Экспериментальные плавки в доменных печах, проведенные
на коксе сухого тушения, показали, что удельный расход послед-
него оказывается на 2—3 % ниже, а производительность печей вы-
ше по сравнению с их работой на коксе мокрого тушения. Это оз-
начает, что использование кокса сухого тушения в доменном пере-
деле позволит получить экономию ЭР в количестве около 442 МДж
A5,2 кг у. т.) на каждую тонну выплавленного чугуна.
Ограниченные запасы хорошо коксующихся углей заставляют
искать новые методы производства кокса, в настоящее время ин-
тенсивно разрабатываются непрерывные процессы коксования.
Новые процессы в большинстве случаев предназначаются для по-
лучения так называемого формованного, с заданными размерами
и свойствами, металлургического кокса из газовых и слабоспекаю-
щихся углей. Однако большая часть предлагаемых способов пока
ire вышла за рамки лабораторных исследований.
Доменное производство. Технический прогресс в производстве
чугуна направлен в первую очередь на совершенствование домен-
ной плавки за счет использования комбинированного дутья, приме-
нения металлизованной шихты, повышения нагрева дутья и т. д.
Об эффективности этих мероприятий подробно сказано в гл. 2.
Процессы выплавки стали. 1. Кислородно-конвертерный про-
цесс. В сталеплавильном производстве в последние годы происхо-
дит коренная перестройка. Резко сокращается выплавка стали в мар-
теновских печах, их вытесняют кислородные конвертеры — эф-
фективные, высокопроизводительные агрегаты. По производитель-
ности даже модернизированная мартеновская печь, в том числе
и двухванная, не может сравниться с кислородным конвертером,
-190
it котором за 30—35 мин выплавляется 350—400 т жидкой стали.
Мартеновская плавка такого же количества стали длится в 12—
16 раз дольше.
Первые конвертерные процессы (бессемеровский и томасов-
ский), появившиеся в 60-х годах прошлого века, имели целый ряд
преимуществ — высокую производительность, простоту оборудования,
более низкие капитальные вложения. Однако они не могли конку-
рировать с мартеновским процессом из-за низкого качества метал-
ла (повышенное количество серы, фосфора, азота, кислорода), не-
возможности регулировать шлаковый, температурный и дутьевой
режим по ходу плавки, а также невозможности перерабатывать
значительные количества металлолома.
Использование чистого кислорода для интенсификации плавки
явилось причиной революции в сталеплавильном производстве.
В 50-х годах был создан новый способ производства стали в глу-
ходонном конвертере с продувкой кислородом, подаваемым на по-
верхность металлической ванны сверху через водоохлаждаемую
металлическую фурму. Способ был разработан в Австрии и из-
вестен под названием LD. Одновременно в Швеции были построе-
ны наклоняющиеся и вращающиеся кислородные конвертеры
с верхним кислородным дутьем, получившие название Kaldo.
Удаление азота из состава дутья повысило эффективность ис-
пользования подведенной в процесс конвертирования энергии, что
дало возможность перерабатывать в нем значительные количества
скрапа. Количество перерабатываемого стального лома доведено
до 30 % от массы заливаемого чугуна. Появилась возможность
регулировать температурный режим процесса, наводить активные
шлаки в любой стадии, удалять вредные примеси. Все это обу-
словливает возможность выплавки широкого сортамента стали вы-
сокого качества.
Сочетание хороших технологических показателей и более низ-
кие материальные затраты на передел обеспечили кислородно-кон-
вертерному способу высокие темпы внедрения. Только за 5 лет
(с 1965 по 1970 г.) мощности производства конвертерной стали
в мире возросли в 5 раз — с 50 до 250 млн. т (без СССР).
В табл 7.2 приведены показатели выплавки стали разными
способами, начиная с 1970 г., и их прогноз до 2000 г. [54].
Кислородно-конвертерный способ постоянно совершенство-
вался. Фирмой «Maximilianslratte» (ФРГ) разработана новая мо-
дификация процесса, названного ОВМ (Oxygen bottom blowing
method), позволяющая повысить выход годного, стойкость футе-
ровки, производительность агрегата.
Усовершенствованный фирмой «United States Steel» процесс,
получивший название Q—ВОР (Basic Oxygen Process, Q—quiet,
quick, quality), также имеет ряд преимуществ по сравнению с
обычным кислородно-конвертерным способом:
1) меньшее время плавления (примерно в 1,5 раза по сравне-
нию с конвертером LD);
•191
Таблица 7.2
Мировое производство стали различными процессами
Производство стали
Общее, млн т
В том числе, % от общего:
в кислородных конвертерах
в электропечах
в мартеновских печах
в прочих агрегатах
1970 г.
597
38,0
14,1
42,2
5,7
1975 г.
780
55,2
14,3
28,6
1,9
1980 г.
950
59,8
16,3
23,9
1990 г.
(прогноз)
1430
64,4G2)
17,6B4)
16,0D)
200,0 г.
(прогноз)
2000
A665-1925)
67,0
20,0
13,0
Примечание. В скобках приведен прогноз Международного института чугу-
на и стали [124].
2) меньшие габаритные размеры, что позволяет устанавливать
их в зданиях существующих мартеновских цехов;
3) снижение капиталовложений при строительстве цеха на
12—15 % по сравнению с LD-процессом;
4) повышение производительности, выхода годного.
По технологическому уровню и приемам работы конвертер-
ные цехи СССР находятся на одном уровне с лучшими зару-
бежными.
Дальнейшее развитие кислородно-конвертерного производства
в СССР должно идти по пути строительства крупных конвертеров
и увеличения садки действующих, увеличения интенсивности по-
дачи кислорода, повышения выхода жидкого металла и расшире-
ния сырьевой базы конвертерного производства.
Увеличение использования лома в конвертерах сверх макси-
мально возможного для чугуна определенного состава может быть
осуществлено как в результате ввода в конвертер топлива, так
и вследствие роста интенсивности подачи кислорода. Но увеличе-
ние интенсивности дает возможность очень ненамного увеличить
долю скрапа ¦— в пределах 2—3 % от массы плавки — только в
результате снижения потерь тепла в окружающую среду.
Более перспективным направлением является предварительный
подогрев лома либо вне конвертера, либо в конвертере перед залив-
кой чугуна. Наиболее целесообразно нагревать скрап вне конверте-
ра. Однако это связано с большими техническими трудностями,
в связи с чем подобные методы не нашли в практике распрост-
ранения.
2. Эволюция мартеновского процесса. Быстрое развитие кисло-
родно-конвертерного процесса заставило сталеплавильщиков рабо-
тать в направлении модернизация мартеновского процесса, с тем
чтобы в какой-то мере повысить его конкурентоспособность.
Конструкция мартеновской печи громоздка, расход топлива на
процесс и огнеупоров на ремонты относительно велик. Высоки так-
же капитальные затраты, эксплуатационные расходы и затраты на
ремонты оборудования для этого передела. Одной из первоочеред-
192
ных задач в ближайшем будущем является дальнейшая интенсифи-
кация работы мартеновских печей и создание нового сталеплавиль-
ного агрегата простой конструкции, обеспечивающего высокую
производительность, который вписывался бы в габариты типового
мартеновского цеха.
Наиболее эффективным способом применения кислорода в мар-
теновских печах является использование его для продувки жидкой
панны. При этом повышение производительности и снижение расхо-
да топлива в результате подачи 1 м3 кислорода в 1,5—2 раза
больше, чем при подаче кислорода в факел для обогащения дутья
до 25%.
Работа ряда мартеновских печей с интенсивной продувкой
ванны кислородом показывает, что при улучшении организации
обслуживания печей, ускорении операций завалки и прогрева
шихты можно достичь высокой экономичности процесса, повысив
производительность печи в 2 и более раз. Однако при этом не ре-
шаются вопросы упрощения конструкции печи, значительного
снижения трудоемкости, материальных и денежных затрат на
ремонты и эксплуатацию печей.
Основным направлением интенсификации мартеновского про-
цесса явилось совмещение в одной печи двух рабочих пространств,
в одном из которых холодная шихта нагревается теплом отходя-
щих из второго рабочего пространства газообразных продуктов.
Двухванная сталеплавильная печь является печью без реге-
нераторов, наиболее приспособленной для работы с интенсивной
продувкой ванны кислородом. Процесс плавки осуществляется
путем продувки ванны кислородом с высокой интенсивностью —
20—25 м3/ (т • ч). Когда в одной ванне продувают металл кисло-
родом, во вторую ванну заливают скрап и осуществляют его про-
грев физическим теплом газов, поступающих из первой ванны.
Двухванная печь работает на шихте, близкой к мартеновской,
с содержанием 60—65 % жидкого чугуна, Тепла экзотермических
реакций недостаточно для осуществления процесса, и поэтому
требуется в небольшом количестве подводить энергию извне с
топливом.
Одна двухванная печь по производительности может заменить
две двухжелобные или три одножелобные мартеновские печи, ра-
ботающие с обычной интенсивностью продувки ванны кислородом,
занимая в то же время место одной мартеновской печи. Замена
мартеновских печей двухванными высвободит значительные пло-
щади в цехе, упростит проведение ремонтов печей и оборудования.
При этом сохраняются здания и сооружения, технологическое обо-
рудование, не требуется реконструкции газоочистных сооружений
и т. д. Необходимы только дополнительные капиталовложения
в производство кислорода. Использование двухванных сталепла-
вильных агрегатов является этапом совершенствования общей
структуры сталеплавильного производства, этапом на путкс от
мартена к кислородному конвертеру. В настоящее время такие печи
работают на Череповецком металлургическом заводе, заводе «Кри-
ворожсталь», Магнитогорском металлургическом комбинате.
193
3. Направления развития технологии, производства электростали.
Основное количество легированных сталей в нашей стране выплав-
ляется в открытых дуговых электропечах, обеспечивающих получе-
ние металла требуемого качества — низкого содержания примесей,
газов и неметаллических включений. Создание мощных дуговых пе-
чей (свыше 700 кВ А/т) позволяет резко сократить период расплав-
ления шихты и увеличить производительность печей, благодаря
чему углеродистый и низколегированный металл, выплавленный
в электропечах, по себестоимости может конкурировать с мартенов-
ским и кислородно-конвертерным. Совершенствование электростале-
плавилыюго производства идет по пути разработки и освоения
новых технологических процессов выплавки стали, отвечающих
требованиям максимальной производительности печей, автоматиза-
ции процесса плавки и получения металла высокого качества.
В этой связи создание различных методов внепечного рафинирова-
ния стали способствует дальнейшему росту эффективности электро-
сталеплавильного производства и расширению сортамента леги-
рованных сталей, выплавляемых в крупных печах. В крупных
печах, о чем свидетельствует отечественный и зарубежный опыт,
с успехом выплавляют легированные и высоколегированные ста-
ли — нержавеющие, подшипниковые, конструкционные, электротех-
нические и др.
Успехи в области глубокого обогащения руд и техники прямо-
го восстановления железа, достигнутые в последние годы, значи-
тельно повысили интерес к применению губчатого железа в качест-
ве шихты для электропечей. При выплавке стали процессом
с одним шлаком, что возможно вследствие высокой чистоты губ-
чатого железа в результате лучшего использования мощностей
трансформатора в период плавления и совмещения обезуглеро-
живания с расплавлением, достигают увеличения производительно-
сти на 30—65 % по сравнению с плавкой рядового легковесного лома.
В некоторых странах уже сейчас (в частности, в США и Ка-
наде) производство рядовых сталей по схеме: установка прямого
восстановления — электропечь считают конкурентоспособным с про-
изводством по обычной схеме доменная печь — конвертер в случае
малых объемов производства C00—500 тыс. т/год).
Использование губчатого железа открывает хорошие перспек-
тивы созданию непрерывного способа производства стали из руд.
Непрерывность получения шихты, низкое содержание в ней фосфо-
ра и серы, стандартность ее состава предопределяют относительную
простоту технического оформления процесса плавки и доводки ста-
ли по составу.
В настоящее время ~80 % всей электростали выплавляется
с применением кислорода. Производительность плавки сокращает-
ся при этом па 10—15 % и удельный расход электроэнергии —
на 10—15 %.
В электросталеплавилы-юм производстве расход электрической
энергии в электропечах составляет 85—90 %, а в ферросплавном
производстве — 95—97 % от всей потребляемой электроэнергии.
¦194
Большое влияние на удельный расход электроэнергии на выплав-
ку стали и ферросплавов оказывают мощность и производитель-
ность электропечей.
4. Непрерывные процессы выплавки стали. Как отмечалось,
основными путями улучшения показателей сталеплавильного про-
изводства в настоящее время являются: увеличение емкости агре-
гатов, интенсификация, совершенствование технологии и управле-
ния процессом и параметрами качества. Однако эти возможности
не беспредельны, и можно считать, что резервы отих основных на-
правлений практически исчерпаны.
Подобные ситуации наблюдались ранее в других отраслях про-
мышленности (химической, нефтеперерабатывающей, цементной
и т. д.), и они решились переходом на непрерывные процессы.
Вопросами разработки непрерывного процесса производства
стали металлурги занимаются уже более полувека. Разделив не-
прерывный процесс на последовательные элементы, можно создать
технологическую линию, в каждом звене которой будет осущест-
пляться отдельная операция. Процесс легко поддается автоматиза-
ции, облегчается использование побочных продуктов процесса —¦
горючих газов, тепла и т. п. У непрерывного процесса пет ограни-
чений ни по возможности интенсификации, пи по мощности аг-
регатов.
Другие звенья металлургического передела либо непрерывны
по своей сущности, либо уже используют непрерывные процессы.
Исключение составляет сталеплавильное производство, именно оно
разрывает цепочку непрерывных процессов.
Замена циклического способа выплавки стали непрерывным
имеет огромное значение. Она может привести к резкому сокраще-
нию капиталовложений, полной автоматизации производства, повы-
шению производительности труда, качества продукции.
В СССР ведется разработка сталеплавильного агрегата непре-
рывного действия (САНД). Специалисты считают, что наиболее
перспективны конструктивные варианты, представляющие собой
развитие кислородно-конвертерного процесса, поскольку агрегаты
такого типа компактны, а процессы легко управляемы и характери-
зуются высокой степенью интенсивности.
Согласно прогнозам специалистов, в конце текущего столетия
новый процесс станет значительным наряду с бескоксовыми мето-
дами восстановления железа.
Разливка и прокатка стали. При обычных способах производст-
ва слитков фактическая потеря металла на обрезь из-за наличия
сосредоточенной усадки в головной части слитка составляет 12—¦
16 %, т. е. превышает теоретически обоснованную потерю в 3—4 раза.
Основным направлением технического прогресса в разли-
почно-прокатном переделе является непрерывная разливка стали.
При этом способе разливки подача жидкого металла под давлением
столба большой высоты позволяет получить плотную осевую зону
и существенно уменьшить обрезь прибыльной части литого сляба
или квадратной заготовки. Однако при непрерывной разливке стали
195
требования к температурному режиму выплавки и разливки предъ-
являются более жесткие, чем при обычной. Поэтому для выравни-
вания температуры металла в сталеразливочном ковше сталь про-
дувают аргоном.
При непрерывной разливке из-за большей поверхности и про-
должительности контакта стали с атмосферой имеются более бла-
гоприятные условия для вторичного окисления металла. Для защи-
ты от него в кристаллизатор вводятся растительные и минераль-
ные масла, природный газ, инертные газы, шлаковые смеси па
основе криолита, борного ангидрида, силикокальция и т. д.
Эффективность машин непрерывного литья заготовок (МНЛЗ)
доказана многочисленными исследованиями и практикой работы
отечественных и зарубежных, заводов.
Освоение МНЛЗ обусловило заметные структурные сдвиги в
металлургическом производстве. Эти установки устраняют такие
существенные ступени производственного процесса на заводе, как
разлив стали в изложницы и прокатка слитков на обжимных ста-
нах, создают основу для полной автоматизации производственных
процессов в сталеплавильном цехе и увязки их в единый комплекс
с процессами прокатного производства; непрерывным потоком
металла.
Предусматривалось довести к началу 1986 г. производство ста-
ли с применением МНЛЗ до 20,8 % от всей ее выплавки вместо
11,8 % в 1980 г. На каждую тонну литой заготовки расходуется
дополнительно 25—28 кВт • ч электроэнергии, однако при этом сни-
жается расходный коэффициент металла для получения заготовки
от 1,2 до 1,05 и достигается экономия условного топлива на нагрев
слитков в размере 36—45 кг/т и экономия электроэнергии на про-
кат слитков на обжимных станах 18—20 кВт • ч/т [9].
В настоящее время в мире разливают непрерывным способом
более 20 % выплавляемой стали. В отдельных странах эта доля
составляет (%): Финляндия — 88,8, Япония — 52 ,2, Италия — 46,4,
ФРГ — 39,0, Франция — около 25, США — 16,7. В 100 странах мира
работают 918 МНЛЗ, в том числе для отливки сортовых и блюмо-
вых заготовок — 673 G3,3 % ) и для отливки слябов — 245 B6,7 %).
Распространение непрерывной разливки сдерживается следую-
щими причинами:
— очень сложно разливать некоторые марки высоколегирован-
ных сталей, например кремнистые стали;
— МНЛЗ требуют тщательного контроля химического состава
металла, температуры и хода отдельных технологических операций;
— непрерывное литье приводит к ограничению диапазона про-
изводимого сортамента металла;
*-• требуется более длительный период времени для освоения
оборудования и подготовки обслуживающего персонала.
Повышение качества металла. В металлургии гораздо раньше,
чем в других отраслях народного хозяйства, выявились негативные
последствия экстенсивного пути развития. Поэтому главное внима-
ние уделяется двум проблемам: повышению потребительских
4 ар.
с.поиств металлопродукции и экономному расходованию чугуна,
стали, проката.
Несмотря па то, что в капиталистических странах произошла
стагнация металлургического производства, даже в условиях де-
прессии, спада самым интенсивным образом идет перевооружение
черной металлургии. Средний срок службы основных металлурги-
ческих агрегатов в развитых капиталистических странах не превы-
шает 15—20 лет.
Следовательно, в среднем ежегодно из производства выводится
не менее 5—6, а то и 7 % основного оборудования. Это, в свою оче-
редь, позволяет постоянно вводить взамен устаревших новые, более
эффективные технологические процессы.
Экономия металла в народном хозяйстве осуществляется под
плияпием следующих факторов.
1. Машиностроительных — за счет совершенствования техноло-
гии и повышения коэффициента использования проката, совер-
шенствования конструкций и уменьшения металлоемкости машин
и механизмов.
2. Металлургических — вследствие производства металла (ста-
ли, чугуна) улучшенного качества и проката экономичных профилей.
3. Межотраслевых — замены черных металлов другими конст-
рукционными материалами.
Получение стали высокой чистоты является чрезвычайно важ-
ной и сложной проблемой, которая решается следующими путями.
В современном сталеплавильном производстве первостепенное
значение приобретает задача повышения производительности и
степени использования сталеплавильных агрегатов, в связи с чем
роль последних сводится только к расплавлению твердых состав-
ляющих шихты и окислению примесей, содержащихся в жидком
чугуне. Все остальные рафинировочные операции — удаление газов,
десульфуризация, раскисление, легирование, выравнивание состава
и температуры — проводятся вне плавильного агрегата. В настоя-
щее время наиболее широкое распространение получили следующие
три способа впепечного рафинирования:
— продувка металла в ковше или в специальном агрегате
инертными газами или окислительными смесями;
— вакуумироваыие различными способами;
— обработка жидкими синтетическими шлаками.
Однако комплекс механических свойств, определяемых требуе-
мой прочностью сталей на перспективу, не может быть обеспечен
с помощью традиционных методов выплавки даже при дооснащении
сталеплавильных агрегатов устройствами для впепечного рафини-
рования.
Решение этой задачи возможно лишь на основе принципиально
новой организации процесса получения слитков. При этом слиток
формируется в водоохлаждаемой изложнице (кристаллизаторе) из
стали, полученной в результате переплавки специальными способа-
ми заготовки из металла, выплавленного в обычном сталеплавиль-
ном агрегате.
В СССР особенно интенсивно развивается один из этих спо-
собов— электрошлаковый переплав (ЭПШ), сущность которого за-
ключается в переплаве расходуемых электродов определенного хи-
мического состава в металлическом водоохлаждаемом кристаллиза-
торе под слоем шлака.
Весьма эффективен в отношении улучшения качества стали
метод вакуумной металлургии: вакуумная индукционная плавка
(ВИП), вакуумно-дуговой переплав (ВДП), электронно-лучевая
плавка (переплав) (ЭЛП).
ЭЛП совмещает преимущества ВИП и ВДП, в пей использует-
ся нагрев металла электронным пучком. Процесс ЭЛП ведут при
более глубоком, чем в случае ВДП н ВИП, вакууме — порядка
1,33-10-2-1,33-10-5 Па.
В последние годы внимание металлургов привлекает использо-
вание в качестве источника нагрева низкотемпературной плазмы.
Высокая скорость процессов в плазме обеспечивает большую про-
изводительность при малых размерах реакционной зоны агрегата
и простоте его конструкции.
При плазменной плавке исключается загрязнение металла не-
желательными примесями, например углеродом из графитовых элек-
тродов; плазменная дуга может быть образована необходимой
смесью газов, что позволяет поддерживать в печи любую атмосфе-
ру— окислительную, восстановительную или нейтральную; в плаз-
мешю-дуговых печах можно достичь высоких и легко регулируе-
мых температур, а стабильность процесса упрощает проблему его
регулирования.
С целью оценки снижения потребности в металле в связи с
улучшением его качества и расширением сортамента в перспектив-
ный период были рассчитаны коэффициенты экономии металла
вследствие замены проката традиционного качества прокатом улуч-
шенного качества [2] (т/т):
Повышение прочностных характеристик металла
Прокат из низколегированных сталей 0,30
Термоупрочняющий прокат (лист, сорт, арматура) 0,25
Термоупрочненные рельсы 0,50
Прокат с регулируемым режимом прокатки 0,18
Совершенствование профильного и размерного сортамента
Широкополочньте балки 0,10
Новые фасонные горячекатаные профили отрасле-
вого назначения 0,20
Периодические профили проката 0,20
Холоднокатаный лист 0,25
Листовая горячекатаная сталь толщиной 1—2 мм 0,25
Сортовая холоднокатаная сталь 0,15
Гнутые профили 0,23
Улучшение специальных свойств проката
Лист с металлопокрытиями взамен углеродистого
листа 0,75
Лист с полимерными покрытиями 0,75
198
В [6] выполнена оценка народнохозяйственной эффективности
производства и применения металла улучшенного качества, полу-
чаемого различными методами:
Способ улучшения качества Экономия
приведенных
затрат,
руб./т
Термическое упрочнение:
арматурной стали 30—50
листового проката 20—40
Термодинамическое упрочнение проката 150—200
Объемная термообработка рельсов 18
Производство:
фасонных профилей высокой точности 600—1100
облегченных профилей 20—40
гнутых профилей 40—55
профилей периодического сечения 15—30
холоднокатаной (калиброванной) сорто-
вой стали 70—120
проката промежуточных размеров 15—20
холоднокатаной трансформаторной стали
вместо горячекатаной 150—180
более тонкой жести 80—150
электролуженон жести вместо печного
лужения 100
Анализируя полученные результаты, можно сделать вывод о том,
что улучшение качества металла является одним из наиболее эф-
фективных направлений технического прогресса в черной метал-
лургии.
Перспективы использования атомной энергии. Одним из путей
решения задачи обеспечения дальнейшего развития металлургиче-
ского производства энергетическими ресурсами может стать широкое
использование ядерной энергии.
На базе использования мощных ядерных источников энергии
появится возможность создания комплексов энергоемких произ-
водств, например атомно-мсталлургических комплексов, развитие
которых станет в этом случае практически независимым от разме-
щения топливных ресурсов.
При разработке схем энергоснабжения предприятий черной ме-
таллургии па базе ядерных энергоустановок (ЯЭУ) необходимо
учитывать, что последние могут служить не только как источник
энергии для производства пара разных, в том числе энергетических,
параметров. ЯЭУ могут быть источником тепла высокого потенциа-
ла, пригодного для осуществления высокотемпературных металлур-
гических процессов: агломерации руд, получения окатышей и губча-
того железа, нагрева дутья, получения и нагрева восстановительных
газов, используемых в доменном и других переделах.
Ядерная энергия в металлургии может полностью заменить
используемое в настоящее время топливо в том случае, если ее
использовать как средство для получения восстановителей. В про-
мышленно развитых странах — СССР, Англии, ФРГ, Японии и др.—
в настоящее время разрабатываются проекты по применению ЯЭУ
в черной металлургии.
¦
199
7.2. МОДЕЛЬ ЭНЕРГОПОТРЕБЛЕНИЯ
ЧЕРНОЙ МЕТАЛЛУРГИИ
На основе общих методических принципов моделирования от-
раслевого энергопотребления, описанных в разд. 6.2, разработана
модель энергопотребления для конкретной отрасли — черной метал-
лургии. В качестве основных энергоемких видов продукции здесь
приняты сталь (в прокате), литейный чугун и кокс.
Для каждого из выбранных продуктов определялся набор тех-
нологических схем с учетом как существующих, так и перспектив-
ных процессов из тех, которые определены направлениями техни-
ческого прогресса в отрасли. Предусмотрена возможность комбини-
ровать схемы путем замены процессов или изменения их соотношения
в любом звене производственной цепочки.
В модели энергопотребления отрасли для производства этих
видов продукции приняты следующие технологические цепочки.
Исходя из общей схемы металлургического производства были
рассмотрены следующие типы технологических схем для произ-
водства стали в прокате:
1) добыча руды — обогащение — окусковапие — выплавка чугу-
на— выплавка стали — производство проката;
2) подготовка металлолома — электроплавка — производство
проката;
3) добыча руды — обогащение — производство металлизовап-
ных окатышей — электроплавка — производство проката.
Для производства литейного чугуна рассматривалась схема, со-
стоящая из первых четырех звеньев технологической цепочки вы-
плавки стали: добыча руды — обогащение — окусковаиие сырья —
выплавка чугуна.
В производстве кокса: добыча коксующихся углей — обогаще-
ние — коксование — тушение кокса.
Другие, хотя и очень интересные, схемы в модели рассмотрены
не были, поскольку доля производимой на их основе продукции па
заданном перспективном уровне будет невелика. Однако при необ-
ходимости дополнить модель новыми схемами не представляет пи
методических, пи технических трудностей.
Рассмотрим наиболее распространенную первую схему произ-
водства стали. Расчет ведется последовательно по всем переделам
па единицу продукции каждого процесса. В качестве конечной про-
дукции всей технологической схемы принята сталь в виде загото-
вок (блюмов, слябов, слитков).
Принципиально возможно рассмотреть и дальнейшие стадии
переработки, например производство труб, различных сортов про-
фильного и листового проката. Однако эти последующие переделы
являются общими для всех технологических схем производства ста-
ли, поэтому в методическом плане их учет не дает дополнительных
результатов. Эти стадии должны быть приняты во внимание, когда
требуется количественная оценка энергетических затрат на про-
дукцию вполне определенного качества и вида.
200
Добыча
Руда
Измель-
чение
Руда
| Концентрат
Обогаще-
ние
Агломерат
Агломерация
Производство
окатышей
обожжен-
ных
офлюсо-
ванных
на карбонат-
ной связке
Производство
металлизован-
ных окатышей
Домен-
ный про-
цесс
Чугун
Чугун
литейный
Мартенов-
ский про-
цесс
Кислород-
но-конв.
процесс I
Кислород-
но-конв.
процесс II
Плавка в
САНД
Металлизованные
окатыши
крица
Прямое восста-
новление руды
Электро-
плавка
Прокатка
на обжим-
ных станах
Разливка
на МНЗЛ
Распыле-
ние
Прямое восста-
новление в КС
^Блюмы
Слябы
Литые
'заго-
товки
Желез-
'ный по-
рошок
Желсз-
-ный по-
рошок
Структурно-технологическая схема чернот"! металлургии
В разработанной модели предусматривается учет следующих
видов традиционных энергоресурсов и энергоносителей, используемых
в черной металлургии: электро- и теплоэнергии, кокса, угля, пром-
продукта и шлама, мазута, природного, коксового и доменного газов.
Поскольку при описанной постановке задачи масса продукта
(I—1) процесса Mt-i служит сырьем или материалом для произ-
водства продукта 1-то процесса в количестве Mh то связь между
этими величинами можно выразить в виде некоторого коэффициен-
та г,. Для прокатного производства, например, таким коэффициен-
том является выход годного "(год — соотношение между количествами
готового проката и выплавленной (жидкой) стали, для процессов
обогащения — это коэффициент извлечения металла из руды в кон-
центрат и т. д.
Введение подобного технологического параметра позволяет за-
писать взаимосвязь между отдельными процессами в более простом
и удобном виде, поскольку в таком случае процедура постоянного
обращения к материальным и энергетическим балансам процессов,
на основе которых эти параметры устанавливаются, выносится за
пределы расчетного алгоритма. Поэтому в модели для каждого про-
цесса по данным его материального и энергетического балансов
определяются и вводятся в расчет технологический параметр rt
(так называемый расходный коэффициент) и энергетические пока-
затели ii:k, представляющие собой удельные энергетические затраты
по каждому к-жу энергоресурсу (энергоносителю) па единицу про-
дукции 1-го процесса.
При расчете энергетических, показателей процесса со знаком
минус учитывается энергия, выработанная за счет утилизации ВЭР
этого процесса, что приводит к снижению потребности в энергоре-
сурсах, полученной на основе энергобаланса.
Построение расчетного алгоритма при исследовании каждой
технологической схемы начинается с конечного передела, что обу-
словлено только удобством и простотой описания связей между от-
дельными звеньями. При этом достигается возможность достаточно
просто рассчитывать расходные коэффициенты для каждого процес-
са, т. е. определить, сколько нужно произвести продукции в рас-
сматриваемом процессе па единицу конечного продукта. Это, в свою
очередь, позволяет получить энергетические затраты по процессам
также в расчете на 1 т конечной продукции и затем определить пол-
ные затраты по всем видам энергоносителей простым суммированием.
Остановимся более подробно на моделировании каждого звена
схемы.
Производство проката. В данной модели предусмотрена воз-
можность учесть две принципиально различные технологии — про-
катка на обжимных станах и непрерывная разливка стали. Для
каждой из них составляются материальный и энергетический ба-
лансы, на основе которых определяются удельные расходы /с-го
энергоресурса г™ (р — индекс технологии) и доля в производстве
проката — РрР, причем 2 |ЗрР = 1.
Рпр
202 ... .
Принимая долю непрерывной разливки стали на перспектив-
ный уровень, можно определить удельные расходы ЭР па 1 т про-
ката по этому переделу:
1 }к — Zj Рр lhV V -1/
Рпр
Выплавка стали. Этот передел является определяющим при
создании новых технологических схем. С одной стороны, он диктует
требования предшествующим процессам, задача которых — подготов-
ка к плавке природного сырья, а с другой — во многом определяет
режим и характер работы последующих переделов, а также качест-
iso конечной продукции. Именно поэтому об особенностях той или
иной технологии производства стали, о различиях между ними
обычно судят по процессу ее выплавки, на базе которого они
сформированы.
В качестве возможных процессов выплавки стали в первом
типе технологической цепочки рассматриваются мартеновский и
кислородпо-конвертерпый процессы. Причем последний может вы-
ступать в нескольких модификациях, обусловленных разным коли-
чеством переплавляемого металлолома. Каждая такая модификация
рассматривается как отдельная технология, поскольку характери-
зуется собственными расходами энергоресурсов на осуществление
процесса.
По результатам энергобаланса каждого процесса определяются
удельные расходы энергоресурсов на выплавку 1 т стали г™.
Для того, чтобы произвести 1 т проката при заданной структуре
технологий в прокатном производстве, нужно выплавить (т стали):
-~йьш y Rnp год \'—'
Zj i v 'P
Здесь Yp°H — выход годного при р-й технологии прокатного про-
изводства.
Расход энергоресурсов в расчете на 1 т проката составит
гвып -выплюет rrj оч
1 jk —¦ hk 'ншп V'>o/
|G — индекс процесса выплавки стали и всей технологической схемы).
Выплавка чугуна. В модели доменного процесса предусматри-
вается возможность переработки агломерата, окатышей и различ-
ных их сочетаний.
Для производства 1 т проката нужно выплавить
чуг
Mf'F = ¦
Zj Pp fp
_ ЧУГ ¦ ; ч> - ¦ ¦
где gj —расход чугуна в ;-н технологии выплавки стали, т чугу-
на/т стали.
14* 203
Расход энергоресурсов в производстве чугуна в расчете на
1 т проката составляет
Jih = lh Mi ¦ \1-Э)
Окускование сырья. К этому звену относятся производства агло-
мерата, различного вида окатышей, брикетов. Для каждой из при-
нятых технологий окускования рассчитывается материальный и
энергетический балансы и определяются удельные расходы ЭР на
1 т продукции процесса — г?р. Структура производства окускован-
пого сырья (РрК) определяется требованиями доменного процесса,
который рассчитывается раньше. Приняв по данным материального
баланса доменного процесса расходы различных видов окускован-
gK
ыого сырья gpK, можно определить расход энергоресурсов в расчете
на 1 т проката:
Т°к — МЧУГ V „OK.OKf.OK in дч
Рок
Обогащение. В модели имеется возможность рассмотрения не-
скольких схем обогащения с удельными расходами itp на 1 т пе-
рерабатываемой руды с получением средневзвешенного удельного
расхода на передел:
.об VI -обооб in 7ч
о
1з
Роб
где Ррб —доля сырой руды, перерабатываемой в р-й технологии обо-
гащения.
Принимая по данным материального баланса процессов окус-
. кон
кования расход концентрата на 1 т продукта gp , зная содержание
металла в концентрате 8р0Н) коэффициенты извлечения для разных
процессов обогащения 7р » можно определить необходимое содержа-
ние железа в руде для производства 1 т проката по рассматриваемой
технологии (т):
2ооб«кон
МРР Р in о\
^об • ^'-5^
Рок Роб У1>
По среднему содержанию Fe в руде на перспективу 6РУД мож-
но определить, сколько руды нужно добыть Mf . Тогда в расче-
те на 1 т проката средневзвешенный расход энергоресурсов на
обогащение составит
гоб _ ;О6МРУД __ -Об 'ИРУД in Q\
Ijh — ljkM3 — l3k~R • \'-V>
иРУД
Добыча. В процессе добычи принимаются две технологии —
открытая и подземная, характеризующиеся долей в суммарном
20
производстве руды р"р и удельными расходами $? . В расчете
на 1 т проката удельные затраты к-то энергоресурса на добычу
составляют
/$б = мГ2 С%р05- G-10)
Рдоб
Суммарный расход энергоресурсов на производство 1 т про-
ката по каждой технологической схеме Ifa есть
гСТП гпр , тВЫП , ГЧУГ | I-OK , гоб . гДоб ,п ,.ч
1 ik —*h +ijh +Ijh ~r ljk ~Г Ljk ~r *jk • \1ЛЧ
Удельные затраты энергии по /-й технологической схеме:
/Г = 2 «Ж G-12)
к
где ah — коэффициент перевода к-то энергоресурса в единые
единицы энергии.
По описанному алгоритму рассчитываются схемы производст-
ва стали на основе мартеновского и кислородно-конвертерных
процессов.
При моделировании технологий, базирующихся на процессе
электроплавки, предусматриваются два возможных их вида: элект-
роплавка металлолома и металлизованиого сырья. Второй способ
в настоящее время еще не получил достаточного распространения,
но в будущем доля этой технологии, по-видимому, может соста-
вить величину, способную оказать заметное влияние па объем и
структуру энергопотребления отрасли.
Схема производства с использованием стального металлолома
принята состоящей всего из трех звеньев: подготовка лома — элек-
троплавка — прокатное производство.
Технологическая схема с электроплавкой металлизованного
сырья аналогична схемам с мартеновским и кислородно-конвертер-
ным способами выплавки стали, исключается лишь передел полу-
чения чугуна, а процесс окускования заменяется производством
металлизовапных окатышей: добыча руды — обогащение — произ-
водство металлизованных окатышей — электроплавка — прокатное
производство.
Задаваясь структурой сталеплавильных процессов на перспек-
тиву либо оптимизируя ее, определяем средневзвешенные энерге-
тические затраты на продукт:
/Г = 2/^;; G.13)
i
При рассмотрении следующего продукта — чугуна — принята
одна технологическая схема: добыча руды — обогащение — окуско-
вание — производство чугуна.
205
При моделировании энергопотребления в производстве кокса
принята технологическая схема, состоящая из четырех звень-
ев: добыча коксующихся углей — обогащение — коксование — туше-
ние кокса.
Тушение кокса. Рассматриваются две схемы — сухое и мокрое
тушение кокса. При сухом тушении энергия раскаленного кокса
используется для получения больших количеств тепла. Эта вели-
чина показывается в расчетах со знаком минус и в дальнейшем при
определении полных энергетических затрат на технологию, на
продукт, в целом по отрасли она уменьшает суммарную потреб-
ность в теплоэнергии.
Принимается соотношение технологий: РхУШ — доля сухого ту-
шения; р2 — доля мокрого; 2л Рр = 1-
С учетом сказанного выше потребность в тепле по данному
переделу находится как
17Ш=-Н$7Ш- G-15)
Коксование. Расход эпергоресурсов па обогрев коксовых бата-
рей (собственно па получение кокса) в расчете на 1 т кокса со-
ГПОЛ -ПОЛ
ставляет lh = ik .
На основе материального баланса процесса коксования опреде-
ляется количество концентрата для коксования:
мцт = ~-; G-16)
'кок
где Ykok — выход кокса из 1 т шихты в относительных единицах.
Обогащение. В модели предусмотрена возможность рассмотре-
ния в этом звене следующих процессов: обогащение в тяжелых
средах и флотация. Затраты к-то энергоресурса на процесс:
if^lfMll^. G.17)
Добыча. На 1 т кокса нужно добыть коксующихся углей
Щр G.18)
"^об
где 7об — коэффициент выхода концентрата из коксующихся углей.
Предполагается, что коксующиеся угли добываются откры-
тым и подземным способами, т. е. технология добычи одна. При-
нимая удельные затраты к-то энергоресурса равными ?"'у, опре-
деляем энергозатраты па добычу в расчете на 1 т кокса:
II1 = ilrMlv. G.19)
В сумме па все процессы производства кокса затрачивает-
ся па 1 т
ткок гтуш . тпол , гоб . тд.у /а оП\
206
В единых единицах энергии:
/кок XI „ 7КОК G 91>
h
Зная объемы производства стали в прокате, литейного чугу-
на и кокса (соответственно М™?, Л^чуг, AfK0K), можно определить
суммарные затраты энергоресурсов на производство этих основных
продуктов черной металлургии:
/мет гяп.лр: тчуг.глт , /кокм . ,п 99ч
1 сум — Zj аьА и • С -?3)
k
Разработанный инструмент позволяет проводить в полном
смысле исследование перспективного энергопотребления с выяс-
нением степени влияния па пего внедрения новых технологий,
энергосберегающих мероприятий, ухудшения качества сырья и
других факторов.
В соответствии с рассмотренной моделью резервы энергосбе-
режения в черной металлургии складываются из трех крупных
составляющих — по числу выбранных для рассмотрения трех ви-
дов продукции — стали в прокате, литейного чугуна и кокса. На
основе статистических данных по достигнутым на современном
уровне показателям по разработанному алгоритму может быть
выполнен расчет энергопотребления на производство этих видов
продукции.
Принимая некоторую стратегию развития отрасли во всех
трех производствах, т. е., задавая все необходимые для расчетов
данные по содержанию компонентов в сырье, степени извлечения
во всех стадиях переработки, структуре выплавки стали, доле
внедрения ее разливки, доле сухого тушения кокса и т. д., можно
рассчитать значения удельного энергопотребления на перспективу
для соответствующих продуктов.
Разница между удельным энергопотреблением на существу-
ющем и перспективном уровнях будет представлять собой удель-
ные резервы энергосбережения и определяться как по /с-му энер-
горесурсу, так и по суммарному расходу энергии.
Таким образом, для i-ro продукта находим
р /баз i-персп, /7 <,;,
"hi 7= ХЦ — 1hi I \'-zV
Р "V г, (/баз /яерсп\ /топ
^i = 2jak\-*hi — 1hi )¦ A-го)
h
Абсолютную величину возможной экономии энергии можно
определить, исходя из объема производимой продукции на пер-
спектргву М°ерсп, как
PcyM = 2]PiMfpcn. G.26)
г
Нужно отметить, что рассмотренная модель предназначена
лишь для проведения на ней исследований с целью установления
207
закономерностей формирования энергопотребления отрасли, вы-
явления факторов, оказывающих наиболее существенное влияние
иа его величину и структуру, а также для решения ряда других
задач. Именно поэтому при ее разработке авторы не стремились
охватить энергопотребление отрасли полностью, а ограничились
описанием лишь той его части, которая определяется производ-
ством трех наиболее энергоемких продуктов черной металлургии.
Суммарный расход энергии по всем переделам и технологическим
цепочкам их получения составляет существенную долю от энерго-
потребления отрасли. Расчеты показали, что эта доля по топливу
составляет более 96 %, по электроэнергии около 75 %, а по тепло-
вой энергии более 88 %.
Важно подчеркнуть, что при необходимости аналогичным об-
разом могут быть рассмотрены и включены в модель и другие ви-
ды продукции черной металлургии (ферросплавы, огнеупоры
п т.д.).
Как отмечалось в гл. 6, при исследовании вопросов энергопот-
ребления, эиергоиспользовапия и энергосбережения в технологи-
ческих процессах некоторых отраслей весьма полезным и плодо-
творным является понятие эксергии. Поскольку черная металлур-
гия относится к числу таких отраслей и данная модель базиро-
вана на информации, получаемой из полного энергетического ба-
ланса отдельных технологических процессов, то авторам не пред-
ставило труда записать в ион дополнительно к описанному выше
алгоритм формирования потребности отрасли в эксергии.
Такая работа была проведена, что позволило, на наш взгляд,
значительно расширить возможности разработанной модели при
решении целевых задач.
7.3. ОЦЕНКА РЕЗЕРВОВ ЭКОНОМИИ ЭНЕРГИИ
В ЧЕРНОЙ МЕТАЛЛУРГИИ
В настоящем разделе приведены результаты эксперименталь-
ных расчетов, выполненных с применением разработанной мето-
дики и модели, по оценке разервов энергосбережения в черной ме-
таллургии по основным направлениям:
1. Внедрение новых перспективных технологий, совершенство-
вание технологической структуры производства продукции.
2. Совершенствование существующих процессов и оборудо-
вания.
3. Использование вторичных эиергоресурсов.
Основные пути совершенствования существующих техноло-
гий и возможные технологические изменения в отрасли приняты
исходя из тех направлений технического прогресса, которые из-
ложены в разд. 7.1. В качестве крупных энергосберегающих ме-
роприятий, намечаемых для реализации в отрасли, рассмотрены:
а) изменение технологической структуры выплавки стали;
б) внедрение непрерывной разливки стали;
208
в) повышение степени использования: потенциальной энергии
доменного газа, химической энергии конвертерного газа, тепла ра-
скаленного кокса;
г) интенсификация и совершенствование существующих тех-
нологических процессов (повышение температуры дутья и подача
кислорода в процессы, подогрев металлолома, загружаемого в
сталеплавильные печи, повышение степени утилизации всех ви-
дов ВЭР и многие другие).
Резервы энергосбережения выявлялись для некоторого расчет-
ного перспективного уровня (уровень II) развития отрасли по
сравнению с базовым, соответствующим примерно ее состоянию
на 1985 г. (уровень I).
Исследования разбиты на две группы. К первой отнесено вы-
явление резервов экономии энергии в отдельных процессах, наибо-
лее сложных и энергоемких. Они выполнялись на основе составле-
ния и глубокого анализа полных энергетических балансов таких про-
цессов. К числу последних относятся агломерация, доменное произ-
водство, процессы выплавки стали, производство кокса и проката.
Во вторую группу включены исследования, направленные на
получение зависимостей, тенденций изменения энергопотребления
отрасли, оценку влияния па пего различных существенных факто-
ров. При этом рассмотрено, как сказывается на величине и струк-
туре энергопотребления динамика изменения структуры технологий
выплавки стали, объема внедрения непрерывной разливки стали,
долей сухого тушения кокса и производства окатышей и ряда
других.
7.3.1. Резервы экономии энергоресурсов
в процессах выплавки стали
Выявление величины энергосбережения от изменения техно-
логической структуры выплавки стали. Одним из главных направ-
лений технического прогресса в сталеплавильном производстве
является дальнейшее увеличение доли кислородно-конвертерного
способа. После появления этого процесса выплавки стали он стал
интенсивно внедряться во всех промышлепно развитых странах
мира, особенно в Японии и США (табл. 7.3).
Интенсивное внедрение кислородно-конвертерного способа про-
изводства стали объясняется такими существенными преимуще-
ствами перед другими процессами, как:
1) более высокая производительность, чем у мартеновских
печей^
2) кислородно-конвертерная сталь не уступает мартеновской
аналогичных марок (возможна выплавка кипящих, спокойных, по-
луспокойных, а также целого ряда легированных сталей — тран-
сформаторной, динамной, канатной, инструментальной и др.);
3) позволяет автоматизировать процесс, более четко органи-
зовать работу разливочного пролета и прокатных станов;
4) сроки строительства кислородно-конвертерных цехов значи-
тельно меньше, чем мартеновских.
209
Таблица 7.3
Доля отдельных способов выплавки стали в общей выплавке в промышленно
развитых капиталистических странах за 1960—1975 гг. [47], %
Год
1960
1965
1970
1975
1960
1965
1970
1975
1960
1965
1970
1975
1960
1965
1970
1975
США
Япония
ФРГ
Кислородно-конвертерная
3,4
17,5
46,0
61,2
87,0
71,5
37,2
19,1
8,4
10,5
16,8
19,7
11,9
55,0
79,1
82,5
2,5
19,1
55,6
69,3
Мартеновская сталь
67,9
24,7
4,1
1,1
47,2
42,9
26,5
16,7
Электросталь
20.2
20,3
16,8
16,4
6,4
8,5
9,8
12,6
Томасовская, бессемеровская и
1,2
0,5
—
—
—
43,9
29,5
8,1
1,4
Англия
сталь
16,5
30,7
50,2
84,5
63,7
47,6
21,9
6,9
12,7
19,4
27,8
другие стали
8,1
6,8
2,3
0,1
Франция
13,1
28,4
62,6
29,7
24,4
18,7
7,4
8,6
9,0
10,9
14,1
61,2
53,5
42,0
15,9
В условиях СССР сравнение показало, что стоимость конвер-
торной стали на 2,7 % ниже, чем мартеновской, капиталовложения
с учетом затрат в общезаводское хозяйство и в смежные отрасли па
1,6 % меньше, производительность труда в 1,5 раза выше [47]. Од-
нако, несмотря на это, внедрение кислородно-конвертерного способа
в пашей стране идет очень медленными темпами (табл. 7.4).
В тех случаях, когда в отрасли разработано и освоено несколь-
ко технологий для производства одного и того же вида продукции,
существенно различающихся энергетическими показателями, изме-
нение соотношения между ними уже само по себе является круп-
ным энергосберегающим мероприятием.
В СССР для выплавки стали используются три основные техно-
логические схемы.
1. Агломерация — доменный процесс — мартеновский процесс.
2. Агломерация — доменный процесс — кислородно-конвертер-
ный процесс.
3. Электроплавка металлолома.
Эти схемы характеризуются различными удельными расходами
электро- и теплоэнергии, топлива, в том числе кокса. Поэтому изме-
нением доли каждой из них в производстве стали на перспективу
210
Таблица 7.4
Изменение структуры производства стали в СССР в I960—1978 гг. и прогноз
на перспективу до 1990 г. [8]
Год
1960
1963
1966
1969
1972
1975
1978
1980
1985
1990
Всего,
млн т
65,3
80,2
96,9
110,3
125,6
141,4
151,4
Мартеновская
млн т
57,0
70,0
81,6
85,2
87,5
92,6
93,8
%
87,3
87,2
84,2
77,2
69,7
65,4
62,0
60,0
46,0
25,8
Кислородно-конвер-
терная
млн т
2,5
2,7
6.4
15,2
25,8
34,8
42,4
%
3,8
3,4
6,6
13,8
20,5
24,6
28,0
28,6
40,0
57,6
Электросталь
млн т
5,8
7,5
8,9
9,9
12,3
14,0
15,2
%
8,9
9,4
9,2
9,0
9,8
9,9
10,0
11,4
14,0
15,5
можно существенно повлиять на потребность отрасли в энергии
в целом и по каждому энергоносителю в отдельности. Резервы
энергосбережения определяются па заданный перспективный уро-
вень по сравнению с некоторым базовым вариантом, соответствую-
щим достигнутому уровню развития отрасли.
Причем если значения удельных расходов энергоресурсов для
процессов, используемых в отрасли в годы базового и прогнозируе-
мого уровней, будут приняты одинаковыми, то разница между по-
лученными в расчетах среднеотраслевыми расходами даст величину
резерва экономии энергии на единицу выплавляемой стали, обус-
ловленного лишь изменением структуры технологий.
Если же учесть возможные изменения величины и структуры
потребляемых энергоносителей в технологических процессах за счет
реализации различных энергосберегающих мероприятий, то полу-
ченная разница между среднеотраслевыми показателями определит
величину суммарного резерва экономии энергии для всего комплек-
са рассмотренных направлений энергосбережения.
Большой интерес представляет оценить отдельно возможную
экономию энергии в производстве стали только за счет изменения
структуры технологий. Чтобы получить такую оценку, для базового
варианта рассчитываются полные энергетические балансы тех про-
цессов, на основе которых могут быть построены все заданные тех-
нологические схемы производства рассматриваемого продукта, в дан-
ном случае — стали. Все исходные данные, иеоходимые для расче-
тов, должны соответствовать достигнутым среднеотраслевым пока-
зателям. Результаты расчета балансов отдельных процессов исполь-
зуются затем при составлении сводного баланса каждой рассматри-
ваемой технологической схемы.
Материальные и энергетические балансы процессов, из которых
набираются три указанные технологические схемы производства
стали (агломерация, доменный, мартеновский, кислородно-конвертер-
211
Таблица 7.5
Удельные расходы энергоресурсов для различных схем выплавки стали
Технологическая
схема, процесс
Схема 1:
агломерация
доменный про-
цесс
мартеновский
процесс
Итого . . .
Схема 2:
агломерация
доменный про-
цесс
кислородно-кон-
вертерный про-
цесс
Итого . . .
Схема 3:
электроплавка
лома
Кол-во
продукта
по мате-
риально-
му балан-
су, т
0,91
0,542
1,0
1,225
0,728
1,0
1,0
Энергия, кВт-ч/т
к
OS
К
о
V И
Я А
S а
166
109
1032
1307
224
147
755
1126
2127
химическая
топлива
о
Сн
о
ь
505
3320
1569
5394
680
4469
180
5329
233
в т. ч.
кокса,
электро-
дов
435
2215
—
2690
585
2980
—
3565
233
оЗ
К
Ен
К
а>
и
со
32
6
13
51
43
8
29
80
690
се
w
о
И
ф
18
38
35
91
24
51
35
110
35
сумммарные
затраты
о
5
о
Щ
721
3473
2649
6843
971
4675
999
6645
3085
в т. ч.
традици-
онных ви-
дов
555
3364
1617
5536
747
4528
244
5519
959
ный, электросталеплавильный процессы), показаны в приложении 2,
в табл. П.2.1 — П.2.5. При составлении энергобалансов этих про-
цессов принимался среднеотраслевой уровень энергоиспользования,
достигнутый в настоящее время. Это позволило исключить влияние
других факторов и выделить влияние лишь исследуемого — структу-
ры технологий. На основе результатов энергобалаисов отдельных
процессов определены энергетические показатели технологических
схем в целом (табл. 7.5).
На основе результатов эиергобалансов и в соответствии с при-
нятой структурой выплавки стали для базового и расчетного уров-
ней были определены среднеотраслевые удельные расходы энерго-
ресурсов. Это позволило выявить энергосберегающий эффект от этого
мероприятия в расчете на 1 т выплавленной стали (табл. 7.6).
Таким образом, удельная экономия традиционных видов эпер-
горесурсов только от изменения структуры производства стали со-
ставила: топлива — 114,8 кг у. т. (в том числе кокса — 50 кг),
теплоэпергии — 1,4 кг у. т. Одновременно с этим изменение струк-
туры сопровождается увеличением расхода электроэнергии на
116,4 кВт • ч на 1 т выплавленной стали, что эквивалентно 37,2 кг у. т.
212
Таблица 7.6
Изменение среднеотраслевых удельных расходов энергоресурсов в зависимости
Показатель
По технологичес-
кой схеме (уро-
вень I)
1
2
3
В среднем по от-
уровень I
уровень II
Изменение:
кВт.ч
кг у. т.
от структуры производства
Доля
нологиче-
ских
А
К
ВД 1—1
О
ft
1»
0,46
0,36
0,18
схем
л
1н
о
р,
0,24
0,40
0,36
стали
Энергия, кВт'Ч/т стали
и
§
S3
S ft
s 3
и о
1307
1126
2127
1391
1532
+141
—
химическая
топлива
о
о
н
5394
5329
233
4430,4
3496,5
—933,9
—114,7
m к со н
2690
3565
233
2543,4
2139,5
-403,9
-49,6
к
са
к
ft
К
m
51
80
690
177,7
294,1
+116,4
+37,2
ей
m
о
н
со
В
91
110
35
87,7
78,3
-9,4
-1,4
суммарные за-
траты
о
О
m
6843
6645
3085
6086,8
5400,9
—685,9
—
в
ИЗ о
ffl h О Я
5536
5519
958
4695,8
3868,9
—826,9
—78,9
Следовательно, чистая экономия энергоресурсов составит 79,0 кг
у. т. на 1 т выплавляемой стали.
При этом следует учитывать, что изменение структуры выплавки
стали затрагивает некоторые смежные производства, в частности
коксохимическое. Сокращение расхода кокса при производстве 1 т
стали на 50 кг приведет к снижению энергетических затрат на его
получение, что должно быть учтено в дальнейшем.
Влияние совершенствования существующих технологических
процессов па расход энергоресурсов. Далее была выполнена оценка
резервов энергосбережения за счет совершенствования процессов и
оборудования в основных процессах металлургического производст-
ва жидкой стали — агломерационном, доменном, сталеплавильных.
Было принято, что в перспективе в названных процессах будет реа-
лизован ряд крупных энергосберегающих мероприятий, что позво-
лит снизить расходы энергии, достигнутые в каждом из них на базо-
вом уровне.
Ниже приводится перечень таких мероприятий, учтенных в
дальнейшем при расчете затрат энергии по переделам для перспек-
тивного уровня.
Агломерация. Утилизация физического тепла агломерата с на-
гревом воздуха, подаваемого в горн агломашин, до 773—973 К поз-
воляет сократить удельный расход топлива на 5 кг у. т. [109]. При
проведении расчетов объем внедрения этого мероприятия в отрасли
за рассматриваемый период принят равным 30 млн т агломерата.
Доменный процесс. 1. Повышение температуры доменного
дутья. По данным [109], повышение температуры дутьевого воздуха на
каждые 10 градусов снижает расход кокса на 0,2 %. Увеличение
средней температуры дутья в отрасли за рассматриваемый период
предполагается равным ые менее 50 °С.
2. Снижение потерь доменного газа через неплотности загрузоч-
ных устройств. Исследования показали, что внедрение загрузочных
устройств по типу применяемых в Японии и других странах поз-
воляет вдвое снизить эти потери.
3. Внедрение систем использования избыточного давления и
физического тепла доменного газа. Установка газовых утилизацион-
ных турбин (ГУБТ) позволяет получить 40—60 кВт • ч электро-
энергии на 1 т чугуна. В расчетах принято, что реализация этого
мероприятия за рассматриваемый период позволит выработать до-
полнительно 10—12 кВт • ч электроэнергии на каждую тонну чугуна.
4. Внедрение испарительного охлаждения доменных печей.
Опыт внедрения систем испарительного охлаждения (СИО) домен-
ных печей показывает, что это мероприятие позволяет получить
70—75 кВт • ч тепловой энергии на 1 т чугуна. В дальнейшем при-
нимаем, что за рассматриваемый период па испарительное охлаж-
дение будет переведено такое количество доменных печей, которое
позволит па расчетном уровне получать 10—15 кВт • ч тешгоэнер-
гни на каждую тонну чугуна.
5. Увеличение доли подаваемого в доменные печи кокса су-
хого тушения. По данным [112], использование в доменных печах
кокса сухого тушения повышает их производительность, вследствие
чего удельный расход кокса на 1 т чугуна снижается иа 2—3%.
Мартеновский процесс. 1. Интенсификация процесса за счет
подачи кислорода и повышения температуры дутьевого воздуха.
Это приводит к сокращению периода плавки и повышению произво-
дительности мартеновских печей, что дает экономию расходуемого
топлива не менее 5 %.
2. Повышение степени утилизации тепловых вторичных эпер-
горесурсов. Исследования показывают, что утилизационное обору-
дование, установленное в мартеновских цехах, работает с относи-
тельно низким к. п. д. Повышение к. п. д. уже работающего обору-
дования, установка нового позволят на расчетном уровне дополни-
тельно получить не менее 90 кВт ¦ ч теплоэнергии на 1 т выплав-
ляемой в мартеновских печах стали.
Кислородно-конвертерный процесс. 1. Улавливание конвер-
терных газов. Это мероприятие позволит получить 17—20 кг у. т.
газообразного топлива с ix = 2200—2300 ккал/м3 на 1 т конвертер-
ной стали. Принимаем, что за рассматриваемый период в отрасли
такие установки будут внедрены на конвертерах с объемом выплав-
ки 30 млн т стали.
Электроплавка. 1. Подготовка и подогрев лома, загружаемого
в электропечи, сокращает длительность плавки, повышает производи-
тельность, а также снижает расход электроэнергии иа 12—15 %
в зависимости от емкости печей. В расчетах принято, что за счет
этого мероприятия величина удельного расхода электроэнергии на
1 т стали па уровне II будет на 10 % меньше, чем на уровне I.
214
Таблица 7.7
Изменение среднеотраслевых удельных
Показатель
По технологи-
ческой схеме
(уровень I):
1
2
3
В среднем по
отрасли:
уровень I
уровень II
Изменение:
кВт.ч
кг у. т.
выплавки
Долг
тех-
нологиче-
СКИХ схем
К
о
а
р»
0,46
0,36
0,18
'А
о
1».
0,24
0,40
0,36
расходов энергоресурсов в процессах
стали за рассматриваемый i
териод
Энергия, кВт-ч/т стали
екая
о
S ft
«о
1307
1126
2127
1391
1532
+141
—
химическая топ-
лива
о
с
а
5186
5017
233
4430,4
3319
-1111,4
-136,6
i
о
Kit
? И oj ffl
2646
3505
233
2543,4
2090
-453,4
—55,7
ей
eraeei
&
СО
45
72
620
177,7
265
+87,3
+27,9
к
ЯО1
ы
н
—
103
35
87,7
53
—34,7
—5,2
Суммарные за-
траты
о
С*
О
Я
6538
6318
3015
6086,8
5169
—917,8
—
" Ы W ьР
fn й Я Н
ИВОЙ
5231
5192
888
4695,8
3637
—1058,8
—113,8
Реализация перечисленных мероприятий в указанных объемах
приводит к существенному снижению удельных затрат энергии на
производство стали по сравнению с базовым вариантом. В табл. 7.7
показано совокупное снижение среднеотраслевых удельных расхо-
дов энергоресурсов за счет как изменения структуры технологий,
гак и совершенствования существующих процессов и оборудования
в металлургическом производстве.
7.3.2. Резервы экономии энергии
в коксохимическом производстве
Основными мероприятиями по экономии расходуемых энерге-
тических ресурсов здесь являются: а) совершенствование процессов
подогрева и сушки шихты для коксования; б) совершенствование
топочных устройств коксовых батарей (КБ); в) замена мокрого
способа тушения кокса на сухой.
По данным [112], подогрев и сушка шихты для коксования
с использованием более совершенного оборудования (в частности,
печей кипящего слоя) позволяет сэкономить от 4 до 12 кг у. т. на
1 т кокса.
Топочные устройства современных коксовых батарей, как пра-
вило, оборудованы рекуператорами, температура отходящих газов
после которых составляет 575 — 625 К. Повышение степени рекупе-
рации тепла в топки КБ, а также оборудование рекуператорами
коксовых батарей, на которых они не установлены, позволят сокра-
тить расход топлива на обогрев КБ не менее чем на 5 %•
Таблица 7.8
Изменение удельных расходов энергоресурсов в коксохи-
мическом производстве за рассматриваемый период,
кВт-ч/т кокса
Энергия
Химическая сырья
Химическая топлива
Электрическая
Тепловая
Всего . . .
В т. ч. традиционных
видов
Уровень
15 208
1000
32
240
16 480
1 272
Уровень
II
15 208
950
32
65
16 255
1 047
Изменение пока-
зателей
кВт-ч
-50
—
—175
—225
—175
кг у. т.
-6,1
—26,3
-32,4
Еще более эффективным энергосберегающим мерприятием яв-
ляется внедрение установок сухого тушения кокса. Оно позволяет
утилизировать тепло кокса, выгружаемого из коксовых батарей,
с получением 0,4—0,45 т пара давлением 4,0 МПа и температурой
723 К @,3—0,35 Гкал) на каждую тонну кокса.
При определении величины минимально возможной экономии
ЭР в .коксохимическом производстве в результате перечисленных
мероприятий принималось, что доля УСТК к расчетному уровню
возрастает вдвое относительно базового. С учетом этого в результа-
те перечисленных мероприятий удельные расходы энергоресурсов
в коксохимическом производстве изменятся следующим образом:
суммарный расход топлива, отнесенный па 1 т кокса, уменьшится
па 5 %; расход теплоэнергии сократится на 175 кВт -ч.
Результаты расчетов материального и энергетического балансов
коксохимического производства, соответствующих среднеотраслевым
показателям базового уровня, приведены в приложении, 2, в табл.
П.2.6, а возможное изменение удельных расходов за рассматривае-
мый период — в табл. 7.8.
7.3.3. Влияние технического прогресса
и совершенствования процессов
на потребление энергоресурсов в прокатном производстве
Одним из главных направлений совершенствования прокатного
производства является разработанный в СССР метод непрерывной
разливки стали. Создание высокопроизводительных машин непре-
рывного литья заготовок (МНЛЗ) и их широкое внедрение в прак-
тику приводят к существенным изменениям в технике, организации
и экономике всего металлургического производства.
Экономический эффект от внедрения МНЛЗ состоит в сле-
дующем:
— значительном снижении отходов металла при производстве
проката (на 30—40 %);
216
Таблица 7.9
Динамика роста производства литой заготовки и ее
доли в общем объеме выплавки стали в ряде развитых
капиталистических стран [94]
Страна
Производство
США
Великобритания
ФРГ
Франция
Япония
1965 г.
ЛИТОЙ
0,4
0,8
—
—
1970 г.
заготовки
4,5
0,5
3,7
0,2
6,2
1975 г.
, МЛН Т
9,7
1,7
9,8
2,8
31,8
1978 г.
17,6
3,1
15,7
6,3
47,2
Доля литой заготовки в общей выплавке стали, %
США
Великобритания
ФРГ
Франция
Япония
1,4
2,1
—
—
3,8
1,8
8,4
0,8
6,9
9,1
8,7
24,7
13,1
31,4
14,2
15,8
38,4
27,9
46,7
¦— исключении обжимных станов и нагревательных колодцев
в прокатных цехах, отделений подготовки изложниц и раздевания
слитков в сталеплавильных цехах;
— сокращении расходов топлива и электроэнергии вследствие
исключения одного передела в прокатном производстве C5—40 кг
у. т. и 20 кВт • ч на 1 т стали) [109];
— уменьшении максимума электрической нагрузки предприя-
тия на 3—4 % ;
— повышении производительности труда в сталеплавильном и
прокатном комплексе на 20—25 %;
— уменьшении капиталовложений в прокатном производстве
па 5-7%.
Хотя непрерывная разливка стали впервые была применена
у нас в стране, внедрение этого способа па наших заводах идет
очень медленно. Многие зарубежные страны, закупившие у пас
лицензии па этот способ разливки, в настоящее время значительно
опережают СССР по темпам его внедрения и доле литых заготовок
в общей разливке стали (табл. 7.9).
В соответствии с Основными направлениями экономического
и социального развития народного хозяйства СССР на 1981 —
1985 гг. и на период до 1990 г. к 1985 г. па МНЛЗ должно было
разливаться 35—37 млн т стали, что соответствует 19—20 % годо-
вого объема ее выплавки.
В дальнейших расчетах было принято, что доля непрерывной
разливки стали к рассматриваемому уровню составит 50 %.
Имеются большие возможности экономии топлива, сжигаемого
в нагревательных колодцах, методических и других печах за счет
повышения температуры посада и к. п. д. печей. По данным [109],
повышение температуры посада на 100 градусов дает экономию
7—8 кг у. т. на 1 т металла. В Болгарии и Япопии. предложено
2! 7
слитки с незатвердевшей частью помещать в томильные колодцы,
температура пространства которых несколько выше температуры
затвердевания металла, и выдерживать их, пока они не приобретут
температуру, необходимую для прокатки. При этом расход топлива
сокращается иа 40—45 %. Кроме того, сокращается период от на-
чала разливки до посада в колодцы с 132—145 до 55—95 мин,
повышаются срок службы изложниц и оборот железнодорожного
состава на 10—15 %.
Одним из путей повышения к. п. д. нагревательных печей и
снижения расходуемого в них топлива является рекуперация тепла
отходящих газов. По данным [109], повышение температуры возду-
ха, подаваемого в топки нагревательных печей, на 100 градусов
дает экономию топлива от 3,5 до 5 кг у. т. на 1 т нагреваемого
металла.
Сокращение расхода теплоэнергии в прокатном производстве
возможно за счет повышения уровня утилизации ВЭР как вследст-
вие повышения к. п. д. имеющегося утилизационного оборудования,
так и установки нового.
На основании рассмотренных мероприятий в прокатном произ-
водстве произойдут следующие изменения удельных расходов энер-
горесурсов:
— за счет внедрения МЫЛЗ расход топлива уменьшается от
125 до 108 кг у. т., расход электроэнергии — от 105 до 99 кВт • ч па
1 т металла;
— за счет увеличения температуры посада в нагревательные
печи и повышения их к. п. д. расход топлива сократится па
13 кг у. т.;
— повышение к. п. д. имеющегося утилизационного обо-
рудования и установка нового позволят получить дополнительно
~ 410 кВт • ч теплоэнергии па 1 т металла и тем самым полностью
удовлетворить потребности прокатного производства и даже несколь-
ко сократить ее потребление другими переделами.
Были рассчитаны среднеотраслевые материальные и энергети-
ческие балансы прокатного производства для базового его уровня
и на их основе определены удельные расходы эпергоресурсов (см.
приложение 2, табл. П.2.7). Их изменения за рассматриваемый
период показаны в табл. 7.10.
Выше отмечалось, что доведение доли МНЛЗ в производстве
заготовок до 50 % повышает выход годного проката от 0,71 до 0,74.
Это означает, что иа получение 1 т проката требуется па 60 кг жид-
кой стали меньше, а следовательно, соответственно сократятся
расходы эпергоресурсов по всей технологической цепочке ее
получения.
Сводные результаты расчетов представлены в табл. 7.11, где
показана суммарная величина возможной экономии эпергоресурсов
па 1 т стали в прокате от реализации рассмотренных мероприятий
а также изменение при этом структуры потребляемых энергоресур-
сов. Доля непрерывной разливки стали в базовом варианте прини-
малась равной 20, в расчетном — 50 % ¦ Следует отметить, что полу-
Таблица 7.10
Изменение удельных расходов энергоресурсов в про-
катном производстве за рассматриваемый период,
к Вт-ч/т проката
Энергия
Химическая топ-
лива
Электрическая
Тепловая
Всего . . .
В т. ч. традицион-
ных ВИДОВ
Уровень I
1020
105
75
1200
1200
Уровень II
775
99
—
874
874
Изменение пока-
зателей
кВт-ч
—245
—6
—75
—326
—81
кг у. т.
-30,1
—1,9
—11,3
—41,4
чеппая цифра представляет минимальную оценку этих резервов,
поскольку:
— здесь но учтены технический прогресс и энергосберегающие
мероприятия в процессах добычи, первичной переработки и обо-
гащения железорудного сырья;
— в других производствах рассмотрены не все направления
энергосбережения;
— в тех случаях, когда энергосберегающий эффект отдельных
мероприятий задавался в виде диапазона значений, принималось
нижнее из них;
— совсем пе рассмотрены мероприятия, приводящие не к эко-
номии энергоресурсов, а лишь к изменению их структуры за счет
замены дефицитных видов ЭР менее дефицитными.
Более полный учет энергосберегающих мероприятий в черной
металлургии, по-видимому, позволит получить значительно боль-
шую величину резервов энергосбережения в отрасли.
7.3.4. Исследование влияния различных факторов
на перспективное энергопотребление отрасли
Как показано выше, на перспективное энергопотребление чер-
ной металлургии оказывают влияние многочисленные факторы,
параметры н характеристики самого различного свойства. К их
числу относятся температура и давление, при которых протекают
процессы, качество перерабатываемого сырья, структура технологий
выплавки стали, степень внедрения новых прогрессивных техноло-
гий в других переделах (непрерывная разливка стали, сухое туше-
ние кокса, производство окатышей и т. п.) и многие другие.
В предыдущем разделе была выполнена оценка резервов энер-
госбережения в производстве стали, проката и кокса за счет меро-
15*
219
Таблица 7.11
Изменение структуры потребляемых энергоресурсов и резервы их экономии на
расчетном перспективном уровне (на 1 т стали в прокате), кВт-ч
Показатель
Уровень I, по произ-
водствам:
сталеплавильному
ко ксохишгаеско-
му
прокатному
Итого . . .
Уровень II, по произ-
водствам:
сталеплавильному
коксохимическо-
му
прокатному
Итого . . .
Суммарный резерв
экономии (—), пе-
рерасход (+) энер-
кВт-ч
кг у. т.
Химиче-
ская
энергия
сырья
1961,3
6752,4
—
87:13,7
2068,2
5444,5
—
7512,7
-1201,0
—
Химическая энер-
гия топлива
всего
6246,9
444,0
1020,0
7710,9
4480,0
340,1
775,0
5595,7
-2115,2
—259,9
в т. ч.
кокса,
элект-
родов
3586,2
—
—
3586,2
2821,5
—
2821,5
—764,7
—93,9
НИ,
1-4
1
К
О
250,6
14,2
105,0
369,8
357,8
11,5
99,0
468,3
+ 98,5
+31,5
С
га
О
123,7
106,6
75,0
305,3
71,6
23,3
—
94,9
—210,4
-31,7
Суммарные затра-
ты энергии
всего
8582,5
7317,2
1200,0
17099,7
6978,2
5819,4
874,0
13671,6
-3428,1
—
в т. ч.
традици-
онных
видов
6621,2
504,8
1200,0
8386,0
4910,0
374,9
874,0
6158,9
—2227,1
—260,1
приятии, влияние которых на энергопотребление может быть опре-
делено па основе составления и анализа результатов полного энер-
гетического баланса исследуемых процессов.
В то же время существует большая категория среднеотрасле-
вых параметров, выявление действия которых не требует обяза-
тельного привлечения эпергобалансов. Это, как правило, параметры
природного, технического или технологического характера. К ним
относятся: среднее содержание железа в руде (зависит от перспек-
тив открытия и подготовки к эксплуатации новых железорудных
месторождений), содержание железа в концентрате (зависит от тех-
нических достижений в процессах обогащения), структуры техноло-
гий во всех звеньях исследуемого производства и т. д.
Для оценки влияния таких показателей на энергопотребление
разработан упрощенный вариант алгоритма, реализованный па ЭВМ
ЕС-1033. Он позволяет оцепить энергозатраты на производство ос-
новых видов продукции отрасли (сталь в прокате, литейный чу-
гун, кокс) в перспективе па всю цепочку переделов от добычи при?
220
родного сырья до конечной продукции с учетом изменения в буду-
щем большого числа показателей.
Это позволяет просчитать большое количество вариантов с из-
менением этих показателей в очень широких пределах и опреде-
лить зону возможного изменения энергетических затрат в области
допустимых изменений каждого параметра. Таким образом можно
очертить наиболее вероятную зону изменения энергопотребления,
с тем чтобы в последующем более глубокими проработками сужать
полученную область, постепенно уточняя прогноз.
Качественное влияние почти всех показателей на энергозатра-
ты известно, но ставится задача оценить его количественно. При
этом определить не только это влияние на энергозатраты на отдель-
ный процесс, где этот показатель является существенным, но и па
всю технологическую цепочку с выходом на конечный продукт.
Для этой цели была проведена большая серия расчетов, в каждом
из которых при всех фиксированных параметрах варьировал только
один. Например, содержание железа в руде, соотношение между
агломератом и окатышами в шихте доменной плавки, доля стали,
разливаемой па МНЛЗ, и т. д.
Одним из важнейших показателей совершенства процесса про-
катки (а сам процесс зависит от способа разливки стали) является
выход годного, величина, обратная расходу жидкой стали на 1 т го-
тового проката. Чем эффективнее организован процесс, тем меньше
расход стали па прокат, выше выход годного. При проведении
расчетов варьировала не только доля МНЛЗ, но и выход годного.
В лучшем варианте расход жидкой стали на 1 т проката принят
равным 1,15 т, что находится па уровне лучших мировых достижений.
Причем максимальная доля стали, разливаемой на МНЛЗ, при-
нималась равной 0,8, однако в зависимости от рассматриваемой
структуры технологий ее выплавки эта величина корректировалась,
увязывалась с долей мартеновского производства. Известно, что
из-за существенного различия в режимах работы мартеновские
печи, как правило, не оснащаются МНЛЗ. Поэтому доля мартенов-
ской стали, принятая па перспективу, практически определяет и мак-
симальную долю непрерывной разливки.
В модели имеется возможность учесть технический прогресс
во всех переделах металлургического производства. Например, пре-
дусмотрена возможность рассмотрения четырех различных спосо-
бов и схем обогащения железной руды с различными коэффициен-
тами извлечения металла в концентрат и с соответствующими
энергетическими затратами. Имеется возможность ввести в расчет
и три способа получения окатышей различного типа: обожженных,
офлюсованных, на карбонатной или цементной связке. Однако
достаточно падежные данные по многим новым процессам отсутст-
вуют, что препятствует их включению в исследования и оценке
степени их влияния на энергопотребление отрасли на перспектив-
ном уровне.
Энергозатраты па процесс, технологическую схему, продукт, от-
расль рассчитываются сначала в киловатт-часах, т. е. в тех едини-
330
0,79
=0,82
0,86
0,1
О Л
0,6
0,8 /3,
кг y.m.jrv
Рис. 7.1. Влияние объ-
ема внедрения МЫЛЗ, их
технического уровня на
величину полных затрат
энергии па производство
стали в прокате.
Доля окатышей в шихте:
1 — 0,3; 2 — 0,5; 3 — 0,8.
цах, в которых они
поступают из полно-
го энергобаланса про-
цесса. Затем пересчи-
тываются в наибо-
лее употребительные
для данного вида ЭР
единицы измерения:
тепловая энергия —
в мегакалории, раз-
личные виды орга-
нического топлива —¦
в тонны условного
топлива. В последу-
ющем все расходы
энергоресурсов пере-
водятся в, условное топливо (на основе удельных расходов на про-
изводство электрической и тепловой энергии) и суммируются.
Именно эти окончательные показатели затем исследуются.
Проведение большого количества расчетов с вариацией исход-
ной информации позволило получить некоторые количественные
оценки.
В первую очередь это касается полных энергозатрат на произ-
водство стали в прокате. Наибольшее влияние па их величину ока-
зывают доля стали, разлитой на МНЛЗ вообще, и, помимо этого,
технический, уровень непрерывной разливки, обеспечивающий раз-
личный выход годного, а также доля окатышей в шихте доменного
производства.
На рис. 7.1 показаны результаты расчетов по оценке этого
влияния для одной из рассмотренных структур выплавки стали,
соответственно: доля мартеновской fSMapT = 0,24; кислородно-конвер-
терной рик = 0,40; электростали на металлоломе %а =0,33; электро-
стали на металлизованиых окатышах рэл = 0,03.
Как было показано выше, прогнозирование структуры техноло-
гий выплавки стали — черезвычайпо сложная задача и, как всякий
прогноз, сочетает в себе не только расчетные методы, по и в ка-
кой-то мере интуитивные соображения, являясь процессом творче-
ским. Поэтому структура выплавки стали на перспективу у разных
организаций и авторов очень сильно отличается. Нам известны
такие прогнозы структуры выплавки стали, в которых доли каждо-
го из способов выплавки различаются в 2—3 раза, есть более и
222
apm
1200 1000 800
7пр, кз у.т./т проката
Рис. 7.2. Оценка полных удельных затрат энергии па производство стали в про-
кате в зависимости от структуры основных сталеплавильных процессов.
Доля стали, разлитой на МНЛЗ: 1 — 0,2; 2 — 0,4; 3 — 0,8.
менее оптимистичные в смысле вытеснения мартеновского процесса
кислородно-конвертерным и электросталеплавильным.
Поэтому мы проварьировали перспективную структуру выплав-
ки стали в очень широких пределах и провели большую серию
расчетов по определению полных энергозатрат на прозводство ста-
ли в прокате. Следует отметить, что при этом не варьировала доля
выплавки электростали на базе металлизованных окатышей, по-
скольку, как отмечалось в разд. 7.1, посвященном техническому
прогрессу в отрасли, этот тип технологии будет использоваться для
выплавки особо качественных сталей и не будет конкурировать
с основными процессами. Помимо структуры варьировала также
доля стали, разлитой на МНЛЗ.
Анализ полученных результатов, их соответствующая обработ-
ка позволили построить номограмму, пригодную для ориентирово-
чных (оценочных) расчетов (рис. 7.2).
Были оценены варианты, позволяющие получить самые низкие
полные энергетические затраты на производство стали при достиже-
нии самого высокого технического уровня в отрасли: максимально
возможная доля внедрения МНЛЗ @,8) при выходе годного 0,86,
доля окатышей в шихте доменного производства @,8),— и состав-
ляют они 850 кг у. т./т стали.
Подобные исследования проведены и для производства литей-
ного чугуна и кокса. Для первого продукта варьировали содержание
железа в руде и долю окатышей в шихте. Для второго — долю су-
хого тушения кокса, позволяющего получить на УСТК зндчитель-
пое количество тепловой энергии (примерно 300—350 кВт -ч на
1 т стали).
223
Таким образом, разработанный инструмент позволяет доста-
точно быстро оценивать энергозатраты на основные продукты от-
расли. Однако, как ясно видно из рис. 7.1 и 7.2, учет этих связей
упрощен по сравнению с реальной действительностью, о чем и
свидетельствуют линейные зависимости. И только те параметры,
влияние которых оцендвается через полный энергетический баланс,
влияют нелинейно. .В дальнейшем предусматривается приблизить
учет связей к реальным.
:
7.4, ВЫБОР ОПТИМАЛЬНОЙ СТРУКТУРЫ ТЕХНОЛОГИЙ
В ЧЕРНОЙ МЕТАЛЛУРГИИ
Как следует из изложенного, прогнозирование энергопотребле-
ния и оценка резервов энергосбережения в промышленности прямо
зависят от прогноза научно-технического прогресса в рассматривае-
мой отрасли [16, 110]. В процессе разработки научно-технических
прогнозов определяется возможность создания принципиально повой
техники, изучаются и планируются изменения технического уровня
производства и качества продукции, структурные изменения в тех-
нологии и производимой продукции, устанавливаются необходимые
затраты и технико-экономические показатели для новой техники.
Таким образом, неотъемлемой частью прогноза научно-техни-
ческого прогресса является определение оптимальной структуры
технологий в различных производствах.
Остановимся кратко па тех проблемах, которые возникают при
решении этой задачи в черной металлургии.
Достижения науки и техники, развитие всех отраслей народно-
го хозяйства непосредственно связаны с производством разнообраз-
ных материалов, обладающих определенным комплексом свойств ме-
ханических, технологических, биологических и т. д. Основными
конструкционными материалами и в будущем останутся металлы и
сплавы. По данным ЮНЕСКО, доля их использования к 2000 г.
будет составлять около 93 %. В первую очередь это относится
к металлическим материалам на основе железа [61].
Невозможно прогнозировать и планировать развитие, например
энергетики, изменение параметров энергетических установок, не
зная тенденций развития конструкционных материалов, возможно-
го изменения их характеристик — жаропрочности, длительной прочно-
сти, вязкости и т. д. Улучшение качества выпускаемых машин, обору-
дования, приборов, повышение их технического уровня, производи-
тельности, надежности и безопасности эксплуатации невозможны без
коренного улучшения качества применяемых металлов, создания и
освоения новых марок сталей и сплавов, обладающих более высоки-
ми характеристиками по сравнению с существующими.
В свою очередь, прогнозирование тенденций развития материа-
лов предполагает обязательное знание прогнозов развития потреб-
ляющих отраслей, требований, которые они выдвигают к качеству
металла, его параметрам, объемам производства и т. д.
Главнейшим средством повышения качества металла до уров-
ня, требуемого современной техникой, является технология метал-
лургического производства. Достижение необходимого сочетания
высокой прочности с высокой пластичностью, вязкостью, низкой
чувствительностью к концентраторам напряжений и другими харак-
теристиками, требуемыми от современного конструкционного мате-
риала, практически невозможно лишь за счет легирования и может
быть обеспечено только применением специальных технологи-
ческих приемов.
При этом технология выплавки стали является основным фак-
тором, который определяет возможность получения материала тре-
буемых механических свойств и в конечном счете обеспечения необ-
ходимой надежности и работоспособности создаваемых из пего
конструкций.
Таким образом, одним из важнейших этапов прогнозирования
гшергонотреблеиия отрасли является этап установления оптимальной
структуры используемых в ней технологий выплавки стали на
рассматриваемую перспективу.
В общем случае задачу поиска оптимального соотношения тех-
нологии в отрасли можно решать но условию минимума приведен-
ных народнохозяйственных затрат (см. разд. 6.2):
2 3 == 2 & (е 3 КД + | И), + Iflk) -> min.
3=1 \ 1=1 1 = 1 I
Однако при этом должны быть выявлены и введены в расчеты
наиболее существенные технические и технологические ограничения.
Стоит также отметить, что критерий минимума приведенных
затрат, по-видимому, пе должен быть единственным при выборе
оптимальной структуры технологий, поскольку при рассмотрении
отдаленной перспективы он становится недостаточно надежным
из-за неопределенности различных стоимостных показателей, вклю-
чая замыкающие затраты па топливо и энергию. Поэтому более
правильно пользоваться при решении подобных задач не одним,
а несколькими критериями. При этом наряду с минимумом энергети-
ческих затрат можно использовать дополнительные критерии, такие
как минимум капиталовложений, трудозатрат, выбросов в окружаю-
щую среду, максимум производительности оборудования и т. д.
Такая модель может решать задачи оптимального планирова-
ния развития отрасли па перспективу в многокритериальной ее
постановке, что в общем случае в большей степени отвечает реаль-
ным условиям.
Авторы настоящей книги не занимаются вопросами прогнози-
рования научно-технического процесса в отраслях промышленности
а не ставят своей целью определить пути развития этих отраслей.
Задача состоит в попытке определить количественное влияние раз-
личных направлений технического прогресса на энергопотребление
отраслей через рассмотрение конкретных, наиболее вероятных из-
менений в технологии. Поэтому при проведении расчетов мы ориен-
тировались па рекомендации и прогнозы специалистов, но в тоже
время пытались делать собственные оценки, используя упрощен-
ные методы.
По мнению специалистов, три основные технологии получения
стали, базирующиеся на мартеновском, кислородно-конвертерном и
электросталеплавильном процессах, незначительно отличаются друг
от друга по энергетическим затратам. Поэтому за счет изменения
структуры технологий получить существенную экономию эперго-
ресурсов не удастся (как мы уже отмечали, выбор структуры опре-
деляется другими факторами).
Самым важным энергосберегающим мероприятием в черной
металлургии является переработка всех имеющихся в стране ресур-
сов лома. По расчетам специалистов, использование 1 т лома для
выплавки стали приводит к экономии 2,5—3,0 т железной руды,
1,0—1,2 т коксующегося угля, 0,4—0,5 т известняка [8, 124}. При
этом важно подчеркнуть, что перерабатывать лом можно во всех,
без исключения, сталеплавильных агрегатах. Такого энергосбере-
гающего эффекта не дает ни одно мероприятие в отрасли. Однако
различные технологии получения стали способны перерабатывать
неодинаковое количество лома па единицу выплавляемой стали. По-
этому при прогнозе структуры технологий производства стали необ-
ходимо не только исходить из технико-экономических показателей
отдельных сталеплавильных процессов, по и обязательно учитывать
при этом такое важное ресурсосберегающее мероприятие, как пере-
работка всех имеющихся в стране железосодержащих отходов. Это
позволит получить оптимум, соответствующий минимуму народно-
хозяйственных и. энергетических затрат.
Задача поиска оптимальной структуры технологий производства
стали с учетом переработки всех имеющихся ресурсов лома может
быть сформулирована следующим образом. Располагая данными
о приведенных затратах на получение 1 т стали по всем имеющим-
ся способам ее производства, об их технических возможностях
по переработке лома, о ресурсах лома в стране, можно определить
такую структуру технологий, при которой затраты па производство
стали будут минимальными [80].
Приведенные затраты, выступающие в качестве целевой функ-
ции, могут быть представлены в виде суммы произведений доли
участия Хг на удельные затраты на 1 т стали по каждому рассмат-
риваемому технологическому процессу з,-. При заданных величинах
затрат па производство стали различными способами целевая функ-
ция будет линейно зависящей от доли той или иной технологии
производства стали в структуре отрасли, т. е. от х,.
В математической форме рассматриваемая задача может быть
представлена следующим образом. Минимизировать функцию затрат:
3=2 щхз -*¦ min>
где d — общее число рассматриваемых технологических процессов,
при следующих ограничениях:
Последнее равенство представляет собой условие полного ис-
пользования всего имеющегося в стране лома. Здесь gt — удельный
расход лома на 1 т стали, произведенной в /-м технологическом
процессе; g — среднеотраслевой расход лома на 1т выплавляемой
стали, при котором возможна переработка всех имеющихся ресур-
сов лома.
Кроме того, должны вводиться ограничения на пределы изме-
нения доли каждой технологии, определяемые как требованиями
но качеству выплавляемой стали, так и сложившимися тенденция-
ми изменения структуры способов выплавки стали в стране, требо-
ваниями энергетического комплекса и экономики в целом. Все по-
казатели удельные, рассчитываемые на 1 т стали.
Эта задача относится к классу задач линейного программирова-
ния и может быть реализована его методами с использованием из-
вестных вычислительных комплексов.
В такой постановке задача применима для выбора оптималь-
ной доли каждой технологии при вводе новых мощностей, т. е. для
поиска оптимальной структуры технологий лишь прироста
мощностей.
В реальной постановке задача усложняется тем, что существу-
ют некоторый достигнутый уровень развития отрасли, введенные
мощности каждого типа технологии. При выборе оптимальной перс-
пективной структуры доля одной технологии может быть увеличена
за счет доли другой. Именно такая ситуация имеет место в стале-
плавильном производстве. Здесь доля мартеновского процесса в перс-
пективе должна резко снизиться, т. о. наращивание мощностей кис-
лородных конвертеров и электросталеплавильпых печей будет про-
исходить за счет демонтажа мартенов.
Если обратиться к примеру кислородно-конвертерного способа,
то его внедрение может осуществляться на свободных площадях;
установкой конвертеров в реконструируемых зданиях мартеновских
цехов; сооружением конвертерных цехов с частичным использова-
нием зданий и оборудования мартеновских; сооружением их на
месте частично или полностью демонтированных мартеновских це-
хов. При этом появляется необходимость учета затрат на демонтаж,
остаточной стоимости демонтируемых объектов, которые в каж-
дом конкретном случае будут различными.
При рассмотрении кислородно-конвертерного процесса необхо-
димо также учитывать тот факт, что этот способ в обычном испол-
нении позволяет перерабатывать лишь до 30 % лома. Поэтому при
назначении большой доли кислородно-конвертерного способа может
оказаться технически невозможным использование всех имеющихся
ресурсов лома. Иначе говоря, относительно низкая доля лома
в шихте кислородных конвертеров может оказаться ограничением бо-
лее широкому внедрению этого экономически эффективного переде-
227
ла. Понимая это, специалисты разрабатывают мероприятия, направ-
ленные па повышение доли лома, перерабатываемого в этом
процессе.
Для увеличения доли лома в шихте кислородного конвертера
возможны два пути: 1) введение в процесс дополнительной хими-
ческой энергии в виде топлива, карбидов кремния и кальция;
2) предварительный нагрев лома.
В литературе имеются сведения о различного рода печах и
устройствах для подогрева металлолома вне конвертера. В США
доля лома в LD-процессе доведена до 50%. Осваивается выплавка
стали в конвертере со 100%-и твердой завалкой (с предваритель-
ным подогревом лома до tcv = 980 "С, imax = 1420 °С) [103].
Поэтому при перспективных расчетах кислородно-копвертер-
пый процесс можно принимать в нескольких модификациях, харак-
теризующихся различной долей перерабатываемого лома, а значит,
различными материальными и энергетическими затратами.
В начале следующего века значимым процессом станет и элек-
троплавка металлизовашгого сырья.
Помимо описанных постановок для оценки структуры техноло-
гий нами был опробован оригинальный методический подход, осно-
ванный па прогнозировании процесса замещения (вытеснения)
одной технологии другой [117]. Несмотря па то, что модель разра-
ботана для условий капиталистической экономики и свободного
рынка, использует понятия этой системы, по мнению автора, она
пригодна и для условий плановой социалистической экономики.
Разработанная модель является дальнейшим совершенствова-
нием модели Фишера — Прая (J. С. Fisher, R. И. Pry). Ими была
предпринята попытка прогноза технологических изменений на ос-
нове исторических данных о замещении (вытеснении) одних тех-
нологий другими и создания па этой базе математической модели.
Результаты исследований применимы к двум конкурирующим тех-
нологиям для производства товаров потребления. Причем fi(t) +
+ fz(t).~ 1, где ji(t) — доля товаров, производимая с помощью
первой, старой технологии в момент t; /г@—то же, для новой
технологии.
Основным условием, па котором базируется модель Фигаера —
Прая; является справедливость следующего уравнения: atPi{t) —
= P{(t)[p(t) — cj-f- g.{(t), где а* — удельные капиталовложения для
увеличения производства единицы ?-н продукции; Pi(t)—произ-
водства продукта в момент t;Pi(t) — -jjPi{L); с, — издержки произ-
водства; p(t) — рыночная цепа; cji(t) — внешний приток капитала.
Рыночная цепа p(t)—очень неопределенная переменная, за-
висящая от многих внешних, часто неизвестных факторов. В даль-
нейшем, она. исключается и не вводится в модель. Для общества
с плановой экономикой, где пет свободного рынка, рыночная цена
p(t) может быть социальной значимостью, рассматриваемого товара.
В модели Петерки рассматривается подобная задача для слу-
чая, когда п производителей выпускают товары, удовлетворяющие
228
одни и те же потребности, но при этом используются различные
технологии. Чтобы запустить производство с новой технологией,
необходимы некоторые капиталовложения из внешнего источника.
Однако если технология создана и оказалась жизнеспособной, она
должна существовать и развиваться за собственный счет, т. е.
Для п конкурирующих технологий составляется п уравнений
вида сс;А(/) = Pt(t) [p(l)— Ci]; i = 1, 2, ..., п. При этом число неиз-
вестных составляет (га+1) из-за неизвестности величины p(t).
Принимается, что рыночная цепа одинакова для всех конкури-
рующих товаров, что допустимо лишь в том случае, когда товары
одинакового качества удовлетворяют одни и те же потребности.
Однако существует возможность корректировки цепы при измене-
нии качества продукции.
В дальнейшем автору удается исключить рыночную цепу из
рассмотрения, введя понятие рыночных долей: /; = Pi/P, где Р —
общее производство конкурирующих товаров, причем
Для учета различных капиталовложений для технологий вво-
дится фактор темпов роста р — новый экзогенный параметр:
Нами использован один из двух предусмотренных способов
оценки параметров модели па основе имеющихся исторических
данных. Применить этот способ можно в тех случаях, когда процесс
замещения уже идет и имеются наблюдения над его прошлым.
Целью проводимых на модели исследований является коли-
чественное описание эволюции рыночных долей /j(?), f— I, 2,..., п,
в прошлом и предсказание эволюции рыночных долей в будущем.
В пашем понимании рыночная доля — это та структура технологий
в будущем, которая нам необходима для прогнозирования энерго-
потребления и оценки резервов энергосбережения.
Модель не может предсказывать рождение повой технологии,
она должна быть введена в нее экзогешю.
Таблица 7.12
Прогноз изменения структуры выплавки стали на
1990—2000 гг., полученный на модели
Пропзподство
Мартеновское
Кислородно-конвертерное
Электр осталепдавпльное
1990 г.
0,434
0,412
0,153
1995 г.
0,348
0,492
0,100
2000 г.
0,270
0,508
0,102
229
Для расчета на модели нужно знать структуру технологий
(рыночные доли) за предшествующие годы. Причем доля техноло-
гий, для которых выполняется прогноз, должна быть ке менее
0,09—0,10. Задается также скорость роста производства продукции
за прогнозный период.
С использованием данной модели был выполнен прогноз струк-
туры технологий в черной металлургии. На основе долей мартенов-
ского, кислородно-конвертерного и электросталеплавильпого спосо-
бов в общем объеме выплавляемой в СССР стали за периоде 1969
по 1985 г. был выполнен их прогноз па перспективу до 2000 г.
(табл. 7.12).
Расчеты показали, что в пределах возможных скоростей роста
производства стали в стране прогноз структуры технологий не
зависит от р.
Описанный метод можно использовать только для самых гру-
бых оценочных исследований, поскольку здесь не учитывается
целый ряд технических ограничений, а качество выплавляемой ста-
ли всеми тремя способами условно принято одинаковым, хотя ото
может быть достигнуто лишь за счет внедрения последующих ста-
дий переработки металла. Вследствие этого доля электростали, по-
лученная на модели, нам представляется несколько заниженной.
ЗАКЛЮЧЕНИЕ
Переход экономики страны па ресурсо- и энергосберегающий
путь развития является основным путем решения целого ряда на-
сущных проблем в будущем. В частности, он дает одну из возмож-
ностей облегчить общую энергетическую ситуацию и в некоторой
степени противодействовать объективной тенденции роста объемов
энергопотребления и стоимости энергоресурсов. Только планомер-
ная политика экономии сырьевых материалов и энергоресурсов, со-
провождаемая интенсивным внедрением новых, менее энергоемких
технологий и оборудования, позволит успешно решать проблему
энергообеспечения народного хозяйства страны в перспективе.
В настоящей монографии мы попытались сформулировать
основные принципы и пути решения проблемы энергосбережения
в промышленности с учетом ее структурно-технологических и эколо-
гических аспектов. Главный тезис заключается в следующем. Про-
блема энергосбережения по существу есть проблема рационального
использования энергии во всех отраслях и сферах ее потребления.
Успешная реализация этой задачи возможна лишь при детальном
исследовании энергетических особенностей и свойств всего много-
образия потребителей. Целью такого изучения должны быть уста-
новление возможностей регулировать структуру и режим энерго-
потребления каждым потребителем, оцепка характера энергоэконо-
мических взаимосвязей отдельных отраслей. Причем важно подчер-
кнуть, что решение проблемы энергосбережения требует комплекс-
ного рассмотрения энергетических характеристик всей совокупности
потребляющих отраслей. Только это может обеспечить возможность
оптимального с позиций народнохозяйственного уровня управления
энергопотреблением как отдельной отрасли, так и страны в целом.
Однако в настоящее время в нашей стране отсутствует целост-
ное представление об энергетике всей совокупности отраслей народ-
ного хозяйства. Объективно существует и изолированно изучается
соответствующими отраслевыми институтами энергетика отдельных
отраслей. Для решения проблемы энергосбережения в общегосу-
дарственном масштабе требуется специальный орган управления
энергетикой отраслей народного хозяйства, а также соответствующее
внеотраслевое подразделение в науке, которое должно будет взять
на себя решение проблематики, относящейся ныне к разделам про-
мышленной энергетики, энергетики сельского хозяйства и т. д.
Разрабатывать стратегию развития энергетики страны па перс-
пективу без четкого представления о достигнутых и предельных
уровнях эпергоиспользования, о резервах и потенциалах энерго-
сбережения в любой отрасли, у каждого потребителя, на наш
взгляд, просто невозможно. Безусловно, получить такие данные
о потребителях энергии в рамках огромной страны чрезвычайно
трудно. Поэтому нужно искать общие закономерности, общие на-
правления энергосбережения для разных отраслей, что даст воз-
можность наметить и общие пути решения задачи.
Разработанный нами методический подход позволяет рассчитать
резервы экономии эпергоресурсов в отраслях па научной основе,
а не ориентировочно, как это делается сейчас в большинстве
случаев.
Безусловно, выполненные исследования не охватывают всех
аспектов проблемы выявления и реализации резервов эконо-
мии энергии в промышленности. В частности, не рассмотрены во-
просы и особенности решения проблемы энергосбережения в ряде ее
энергоемких отраслей, таких, например, как машиностроение, а так-
же в таких важных сферах потребления, как отопление и вентиля-
ция жилых, административных и промышленных зданий и др.
В книге лишь частично затрагиваются экономические аспекты
энергосбережения, в частности только применительно к использо-
ванию ВЭР. Реализация энергосберегающих мероприятий по другим
направлениям также требует значительных затрат материальных и
трудовых ресурсов, которые необходимо установить для оценки их
эффективности. Однако это сопряжено с существенными методиче-
скими трудностями, обусловленными отсутствием объективных мето-
дов отнесения затрат на энергосбережение из-за комплексного ха-
рактера подавляющей части проводимых мероприятий. Решение
этих и целого ряда других важных вопросов, не затронутых в кни-
ге, требует специального рассмотрения. И все же мы надеемся, что
выполненные нами исследования станут вкладом в общую копилку
по созданию научно-методической базы для выявления резервов
энергосбережения и будут способствовать решению этой проблемы.
231
П р и л о ж с н п е 1
РАСЧЕТ ХИМИЧЕСКОЙ ЭНЕРГИИ
И ЭКСЕРГИИ ПЕРЕРАБАТЫВАЕМОГО СЫРЬЯ,
МАТЕРИАЛОВ И ПРОДУКТОВ ВЗВЕШЕННОЙ ПЛАВКИ
МЕДНЫХ КОНЦЕНТРАТОВ
Таблица П.1.1
Расчет химической энергии и эксергнн медного концентрата
Соединения
[Fe(Ni, Co)]9S6
CuFeS2
CuFe2S3
FeuS12
Прочие
Итого . . .
Содержат
Си
—
25,50
2,20
—
—
27,70
Ni
1,27
—
—
—
—
1,27
Со
0,02
—
—
—
—
0,02
Fc
1,30
23,00
4,05
6,85
—
35,80
С %
S
1,15
24,20
3,95
4,05
—
33,35
прочего
—
—
—
1,86
1,86
всего
3,74
73,30
10,20
10,90
1,86
100,0
Удельная химиче-
ская энергия и эк-
сергия вещества,
кВт-ч/т
2856
2G85
2859
3205
—
2349,4
2070,6
2265
2550
—
—
Химическая
энешчш п эк-
сергня компонента с уче-
том содержания, кВт-ч/т
концентрата
1-х.
106,8
1968,1
291,6
349,4
—
2715,9
Ех
87,9
1522,1
231,0
278,0
—
2119
Таблица П.1.2
Соединения
[Fe(Ni,Co)]eSs
CuFeS2
NiS
CoS
CuS
FeS
S
Прочие
Итого . . .
Расчет химической энергии
и эксергии автоклавного сульфидного
Содержание, %
NJ
7,05
—
—
4,25
—
—
—
—
—
11,30
Си
—
1,20
—
—
—
1,60
—
—
—
2,80
Со
0,23
—
—
—
0,20
—
—
—
—
0,43
Fe
6,70
1,05
27,55
—
—
—
1,30
—
—
36,60
s
6,72
2,38
17,02
2,23
0,10
0,80
0,75
3,0
—
33,0
прочего
—
—
—
—
—
—
—
—
15,87
15,87
всего
20,70
4,63
44,57
6,48
0,30
2,40
2,05
3,0
15,87
100,0
Удельная
концентрата
хпыпче-
екая энергия и эк-
сергпя вещества,
кВт-ч/т
{х
2856
2685
3206,2
2735
2687
2313
3156
5391
—
—
ех
2349,4
2076,6
2549,5
2365
2189
1833,6
2499
4519
—
—
Химическая
энеюпш и эк-
сергпя компонента с уче-
том содержания, кВт-ч/т
концентрата
1х
591,2
124,3
1429
177,2
8,1
55,5
64,7
161,7
—
2611,7
?х
486,3
96,1
1136,3
153,2
6,6
44,0
51,2
135,6
—
2109,3
Таблица П.1.3
Соединения
-
CuS
NiS
CoS
FeS
С
SiO2
Прочие
Итого . . .
Расчет химической энергии
и эксергии (
)боротной пыли
Содержание, %
Си
13,80
—
—
—
—
—
13,80
Ni
0,60
—
—
—
0,60
Со
—
0,02
—
—
0,02
Fe
—
21,30
—
21,30
S
6,86
0,33
0,01
11,90
—
19,10
с
—
8,60
8,60
SiO2
—
—
21,40
21,40
проче
15,18
15,18
всего
20,66
0,93
0,03
33,20
8,60
21,40
15,18
100,0
медной плавки
Удельная хими-
ческая энергия и
эксергия веще-
ства,
н
2313
2735
2687
3156
9087
0,0
—
—
КБТ-Ч/Т
«X
1833,6
2365
2189
2499
9110
0,0
—
_
сергня компонента с учетом
содержания, кВт-ч/т пыли
477,9
25,4
0,8
1047,8
781,5
0,0
—
2333,4
378,8
22,0
0,6
829,7
783,5
0,0
—
2014,6
Итого.
Расчет химической энергии и эксергии штейна
Таблица П.1.4
Соединения
Cu2S
Ni8S2
CoS
FeS
Fe3O4
Прочие
Содержание, %
Ni
2,4
Си
60,0
Co
0,020
Fe
10,416
3,584
s
15,137
0,874
0,010
5,979
SiO,
—
02
1,369
про-
чего
0,211'
всего
75,137
3,274
0,030
16,395
4,953
0,211
Удельная хими-
ческая энергия
ii эксергия ве-
щества, кВт-ч/т
»Х
1724
2488
2687
3156
372,8
«X
1365,4
2163,4
2189
2499
116,3
Химическая энергия и
эксергия компонента с
учетом содержания,
кВт-ч/т штейна
-?х
1295,4
81,4
0,8
517,4
18,5
Ех
1025,8
70,8
0,6
408,1
5,8
2,4 | 60,0 | 0,020 | 14,0
22,0
0,0 | 1,369 | 0,211 | 100,0
1913,5
1511,1
Таблица
Соединения
Fe,SiO4
N13S2
Cu,S
FeS
CoO
CuO
XiO
Fe3O4
SiO2
Прочие
Итого...
Расчет
химической
энергии и
эксергии
шлака
Содержание, %
Ki
—
0,18
—
—.
—
—
0,12
—
—
—
0,3
Си
—
1,3
—
—
0,3
—
—
—
—
1,6
Co
—
—
—.
0,02
—
—
—
—
—
0,02
Fe
30,0
—
—
0,977
—
—
—
11,323
—
—
42,3
s
0,006
0,373
0,561
—
—
—
—
—
—
1,0
SiO2
16,14
—
—
—
—
—
—
—
13,86
—
30,0
o2
8,59
—
—
—
0,005
0,076
0,033
4,325
—
—
13,029
прочего
—
—
—
—
—
—
—
—
11,751
11,751
всего
54,73
0,240
1,673
1,538
0,025
0,375
0,153
15,648
13,86
11,751
100,0
Удельная хими-
ческая энергия
и эксергня ве-
щества
Ч
567,8
2488
1724
3156
424
284,5
465,4
372,8
0,0
—
, кВт-ч/т
ех
345,2
2163,4
1365,2
2499
290,6
158,1
424,6
116,3
0,0
—
Химическая энергия и
аксергия компонента
с учетом содержания,
кВт-ч/т шлака
1х
310,8
6,1
29,3
48,6
од
1,1
0,7
58,3
0,0
—
455
Ех
188,9
5,3
23,2
38,5
0,0
0,6
0,6
18,2
0,0
—
275,3
П р и л о ж е н не 2
МАТЕРИАЛЬНЫЕ
И ПОЛНЫЕ ЭНЕРГЕТИЧЕСКИЕ БАЛАНСЫ
ОСНОВНЫХ ПРОЦЕССОВ
В ЧЕРНОЙ МЕТАЛЛУРГИИ
Таблица П. 2.1
Полный энергетический баланс процесса агломерации
Статья баланса
Приход
Руда и прочие железосодержа-
щие материалы
Флюсы
Топливо
(в т. ч. кокс)
Воздух
Электроэнергия
Тсллоэнергия
И т о г о ...
Всего . . .
Расход
Агломерат
Отходящие газы
Потери
Итого . . .
Всего . . .
Кол-во, т
1,142
0,228
0,098
14,042
15,510
1,0
14,510
—
15,510
Энергия,
1х
0,183
0,0
0,555
@,478)
0,0
0,035
—
0,773
МВт-ч
h
0,0
0,0
00,0
0,0
—
0,020
0,020
0,793
0,171 *
—
—
0,171
0,0
0,572
0,050
0,622
0,793
Эксергия, МВт-ч
Ех
0,162
0,0
0,540
@,471)
0,0
0,035
—
0,737
0,'
0,140 *
—
—
¦ 0,140
0,
0,0
0,0
0,0
0,0
—
0,006
0,006
3
0,0
0,158
0,445
0,603
743
Г]эн= 0,215; Лэкс= 0,188
Примечание. Здесь и в следующих таблицах: в скобках доказаны цифры,
не входящие в итог; звездочкой отмечены полезные статьи баланса.
Таблица П.2.2
Полный энергетический баланс доменного процесса
Статья баланса
1
Приход
Агломерат
Руда
Стружка, шлак, металлоснлавы
Кол-во, т
2
1,683
0,086
0,069
Энергия,
МВт-ч
а
0,287
0,015
0,187
4
0,0
0,0
0,0
Эксергия, МВт-ч
^х
5
0,235
0,012
0,172
Щ
6
0,0
0,0
0,0
236
1
Флюсы
Кокс
Уголь, мазут
Доменный н коксовый газ для
кауперов
Воздух дутьевой
Воздух для кауперов
Электроэнергия
Теплоэнергия
Итого . . .
Всего . . .
Расход
Чугун жидкий
Газ доменный
Шлак доменный
Переработанный шлак
Скрал чугунный, пыль
Потери: доменного газа
Отходящие газы кауперов
Потери энергии, эксергии
Итого . . .
2
0,023
0,508
0,240
0,701
2,102
0,783
—
—
6,195
1,0
2,541
0,488
@,401)
0,041
0,349
1,776
—
6,195
О
3
0,0
4,093
1,297
0,749
0,0
0,0
0,011
—
6,639
ч о н ч а н
4
0,0
0,0
0,0
0,0
@,036)
0,0
—
0,070
0,070
6,709
2,334 *
1,916*
@,140)
0,114 *
0,089 *
0,285
0,0
0,026
| 4,764
0,372 *
@,338)
0,218
0,0
0,0
0,005
0,260
1,090
1,945
н е т а б
5
0.0
4,038
1,220
0,703
0,0
0,0
0,011
—
6,391
6,
2,149*
1,725*
@,085)
0,069 *
0,069 *
0,255
0,0
0,015
4,282
л. II. 2,2
,
0,0
0,0
0,0
0,0
@,070)
0,0
—.
0,021
0,021
412
0,317*
@,098)
0,185
0,0
0,0
0.004
о;о
1,624
2,130
Всего
| | 6,709
= 0,718; rw = 0,675
6,412
Таблица П.2.3
Полный энергетический баланс мартеновского
Статья баланса
1
Кол-во, т
2
Энергия, МВт-ч
з
ч
процесса
Эксергия
X
, МВт-ч
ЕЯ
0
Приход
Чугун жидкий
Лом стальной, чугунный
Раскислители, ферросплавы
Руда, агломерат, флюсы
Топливо
Воздух
Электроэнергия
Итого .
В сего . . .
Расход
Сталь в слитках
Отходы стали, брак
Шлак мартеновский
Пар котлов-утилизаторов и си-
стемы испарительного охлаж-
дения
0,542
0,488
0,014
0,242
0,127
3,150
4,563
1,0
0,079
0,170
1,262
1,011
0,006
0,015
1,569
0,013
0,182
0,0
0,0
0,0
0,0
1,161
0,011
0,005
0,014
1,400
0,013
3,876
0,217
3,505
0.148
0,0
0,0
0,0
0,009
0,167
4,093
2,048"
О,ОМ!*
0,043
0,11
II,,415
3,672
1,842*
A,031s
0,039
0,35*
0,0
0,040
0,090*
211,7
Окончание табл. П.2.3
1
Потери с газами после котлов-
утилизаторов
Потери тепла при разливке и
транспортировке слитков
Потери с внешних поверхностей
оборудования и прочие
Итого . . .
Всего . . .
2
3,314
4,563
3
0,0
2,146
4
0,434
0,076
0,04
1,947
4,093
5
—
1,912
3,1
6
0,163
0,064
1,053
1,78
372
Г|8Н = 0,692; пэйо = 0,628
Таблица П.2.4
Полный энергетический баланс кислородно-конвертерного процесса
Статья баланса
Приход
Чугун ЖИДКИЙ
Лом, отходы стали
Ферросплавы
Руда, флюсы, агломерат
Топливо
Кислород
Электроанергия
Теплоэисргия
Итого . . .
Всего . . .
Расход
Сталь в слитках
Отходы стали, брак
Шлак
Отходящие газы, пыль
Пар котлов-утилизаторов
Потери
Итого . . .
Всего . . .
Кол-во, т
0,728
0,361
0,005
0,080
0,010
0,093
—
—
1,277
1,0
0,08
0,047
0,15
—
—
1,277
Энергия, МВт-ч
ч
1,695
0,748
0,002
0,005
0,180
0.0
0,029
—
2,659
2,048
0,016
0,014
0,040
—
—
2,118
к
0,244
0,0
0,0
0,0
0,0
0,0
—
0,035
0,279
2,938
*
0,414 *
0,0
0,022
@,077)
0,050 *
0,334
0,820
2,938
Оксергия, МВт'Ч
*Х
1,561
0,674
0,002
0,004
0,160
0,0
0,029
—
2,436
1,842
0,015
0,008
0,036
—
—
1,901
0,199
0,0
0,0
0,0
0,0
0,0
—
0,010
0,209
2,645
*
2,
0,35*
0,0
0,019
@,065)
0,015*
0,36
0,744
345
= 0,862; Г|ЭКО = 0,838
238
Таблица П.2.5
Полный энергетический баланс процесса электроплавки стали
Статья баланса
Приход
Железный лом, руда
Ферросплавы, раскислители
Известь, плавиковый шпат и др.
Кокс, электроды
Воздух, кислород
Электроэнергия
Теплоэнергия
Итого . . .
Всего . . .
Расход
Сталь в слитках
Шлак
Отходы стали, брак
Отходящие газы
Потери тепла с охлаждающей
водой
Потери тепла с внешних по-
верхностей оборудования и
через окна
Потери электроэнергии в транс-
форматорах и в другом элект-
рооборудовании
Итого. . .
Всего . . .
Кол-во,
т
1,04
0,034
0,133
0,029
0,139
—
—
1,375
1,0
0,158
0,070
0,147
—
—
—
1,375
Энергия, МВт-ч
2,103
0,015
0,009
0,233
0,0
0,69
—
3,050
2,048
0,042
0,047
0,081
—
—
—
2,211
h
0,0
0,0
0,0
0,0
0,0
—
0,035
0,035
3,085
*
*
0,414 *
0,095
0,0
0,055
0,055
0,055
0,200
0,874
3,085
Эксергия, МВт .~ч
1,891
0,012
0,008
0,231
0,0
0,69
—
2,832
1,842
0,036
0,028
0,074
—
—
—
1,98
Eq
0,0
0,0
0,0
0,0
0,0
—
0,01
0,01
2,842
*
*
0,35 *
0,080
0,0
0,044
0,0
0,0
0,0
0,474
2,454
цш = 0,813; Г|экс = 0,783
Т » б а и к в и.2.(>
Полный энергетический баланс процессов углеобогащении и производства ВОКСД
'."¦' Сгатья баланса
1
Приход
Угли коксующиеся
Флотореагенты и вспо-
могательные материалы
Топливо
Кол-во,
т
2
2,362
0,007
0,306
Энергия,
I*
3
15,19
0,018
1,0
МВт • ч
'«
4
0,0
0,0
0.0
Экссргил ¦
'¦¦'«
14,032
0,018
0,85
МИт-м
Я
11,11
0,0
||,и
Окончание табл. П.2.6
1
Воздух
Вода на охлаждение
Электроанергия
Теплоэнергия
Итого . . .
Всего . . .
Расход
Кокс металлургический
Коксовый газ очищен-
ный
Промпродукт на сторону
III лам
Потери коксового газа и
угар кокса
Потери угля и вспомо-
гательных материалов
Потери тепла с отходя-
щими газами сушилок
Потери тепла с отходя-
щими газами коксовых
батарей
Потери тепла внешними
поверхностями обору-
дования и прочие
Итого . . .
Всего . . .
2
1,72
D,39)
—
4,395
1,0
0,271
0,451
0,011
0,028
0,585
0,492
1,557
4,395
3
0,0
0,0
0,032
0,0
16,240
16,70
7,52*
3,068*
2,176*
0,066*
0,284
2,186
0,0
0,0
0,0
15,300
16,700
4
0,0
0,22
0,0
0,240
0,46
0,421 *
0,0
0,0
0,0
0,0
0,0
0,301
0,125
0,553
1,400
5
0,0
0,0
0,032
—
15,53
6
0,0
0,06
0,0
0,08
0,14
15,67
7,47*
2,732*
2,087*
0,058*
0,242
1,996
0,0
0,0
0,0
14,585
0,326*
0,0
0,0
0,0
0,0
0,0
¦
0,0
0,063
0,0
0,389
14,974
Г)8Н = 0,793; Г]9КО = 0,846
Таблица П.2.7
Полный энергетический баланс производства проката
Статья баланса
)
Приход
Сталь жидкая
Топливо
Воздух организованный
Подсосы воздуха
Электроэнергия
Теплоэнергия
Итого . . .
Всего . . .
Кол-во,
т
2
1,41
0,125
1,75
2,75
6,035
Энергия, МВт-ч
3
2,883
1,020
0,105
4,008
4,
h
4
0,333
0,0
0,0
0,0
0,075
0,408
416
Оксергия, МВт-ч
5
2,596
0,895
0,105
3,596
3,
Еч
0
0,322
0,0
0,0
0,0
0,021
0,343
339
240
Окончание т а о л.
Прокат
Отходы,
Потери
. зами
Потери
Расход
листовой
обрезь, брак
тепла с отходящими га-
тепла внешними по-
верхпостяии оборудования
Итого . . .
Всего . . .
2
1,0
0,41
5,425
—
6,035
3
2,044*
0,839*
0,0
—
2,883
4
4
0,464
0,0
0,504
0,565
1,533
,416
1
0
0
2
5
,838*)
,758*^
,0
—
596
3,(
6
0,29
0,0
0,192
0,0
0,482
378
11эн = 0,655; Т1ЭКС = 0,66
СПИСОК ЛИТЕРАТУРЫ
1. Аладжалов И. А. Защита воздушного бассейна вокруг предприятий цвет-
нон металлургии // Пылеулавливание в цветной металлургии.— М.:
Цветметинформация. 1967.— С. 3—15.
2. Анализ структуры производства и потребления черных металлов в СССР/
Под ред. Р. Г. Камалова.— М.: Металлургия, 1980.
3. Андоньев С. М., Филипьев О. В. Пылегазовые выбросы предприятий чер-
ной металлургии.— М.: Металлургия, 1973.
4. Атомная наука и техника в СССР.— М.: Атомиздат, 1977.
5. Багров О. П., Клешко Б. М., Михайлов В. В. Энергетика основных произ-
водств цветной металлургии.— М.: Металлургия, 1979.
6. Банный Н. П., Федотов А. А., Ширяев П. А., Ройтбурд Л. Н. Экономика
черной металлургии.— М.: Металлургия, 1978.
7. Басалыгии М. Я., Андреев В. П., Галкин А. М. Реализация целевой комп-
лексной программы по экономии топливно-энергетических ресурсов иа
1981—1985 гг. в цветной металлургии / Цв. металлургия.— 1985.— № П.—
С. 4—5.
8. Бахрамов Ю. М. Экономическая эффективность использования металло-
лома в производстве стали.— Л.: Изд-во Ленингр. ун-та, 1982.
9. Белоусов В. П., Копытов Ю. В. Пути экономии энергоресурсов в народ-
ном хозяйстве.— М.: Энергоатомиздат, 1986.
10. Белоусов И. Г. Высокотемпературный расплавно-солевой реактор в систе-
ме ядерного энергообеспечения технологических процессов // Атомно-
водородная энергетика и технология.— М.: Эпергоатомиздат.— 1984.—,
Вып. 6.—С. 128—185.
11. Береягаиекий А. И., Тшшкова И. М. К вопросу о подтопке конвертерных
котлов-утилизаторов / Пром. энергетика.— 1981.— № 5.— С. 40—42.
12. Болдырев А. С, Хохлов В. К. Пути экономии топлива в цементной про-
мышленности.— М.: Стройиздат, 1983.
13. Брицке Э. В., Капустииекий А. Ф., Веселовский Б. К. и др. Термодинами-
ческие константы неорганических веществ.— М.: Изд-во АН СССР, 1949.
14. Бродяиский В. М. Энергетика и экономика комплексного разделения воз-
духа.— М.: Металлургия, 1966.
15. Бродянский В. М., Сорин М. В. О моделях окружающей среды для расче-
та химической эксерпш / Теорет. основы, хим. технологии.— 1984.— Т. 18,
№ 6.—С. 816—824.
16. Бялковская В. С. Перспективное планирование направлений техническо-
го прогресса.— М.: Экономика, 1973.
17. Веитцель Е. С. Элементы динамического программирования.— М.: Наука,
1964.
18. Виноградов Ю. В., Малахов В. М. Структура неиспользуемых вторичных
эпергоресурсов химических предприятий // Энергосбережение в химиче-
ских производствах.— Новосибирск: Институт теплофизики СО АН СССР,
1986.—С. 19—28.
19. Вопросы атомной пауки и техники. Сер. Атомпо-водородпая энергетика и
технология.— М.: ИАЭ, 1981.—Вып. 2(9).
20. Вукалович М. П. Таблицы термодинамических свойств воды п водяного
пара.— М.; Л.: Госэиергоиздат. 1963.
21. Гаррелс II. М., Крайст Г. Л. Растворы, минералы, равновесия.- М.: Мир,
1968.
22. Гордон Г. М., Пейсахов И. Л. Пылеулавливание и очистка газов в цвет-
ной металлургии.— М.: Металлургия, 1977.
23. Гофман И. В. Нормирование потребления энергии и энергетические ба-
лансы промышленных предприятии.— М.; Л.: Энергия, 1966.
24. Диомидовский Д. А., Шалыиш Л. М., Гальнбек А. А., Южанинов И. А.
Расчеты штропроцессов н печей цветной металлургии.— М.: НТИЛ по
цветной и черной металлургии, 1963.
25. Доброхотов В., Шиокарев И., Аракелов В. и др. Опыт и практика в обла-
сти энергосбережения // Эффективное использование топливно-энергети-
ческих ресурсов: Опыт и практика СССР, ВНР, ГДР и ЧССР/Под ред.
Д. Б. Вольфберга.— М.: Энергоатомиздат, 1983.,— С. 39—80.
26. Бгоричев А. П. Повышопие эффективности использования эпергоресурсов
в черной металлургии // Пром. энергетика.— 1984.— № 7.— С. 2—4.
27. Егоричев А. П., Сазанов Б. В., Албул Л. Н. Выравнивание производитель-
ности котлов-утилпзаторов / Там же.—1984.—№ 4.—С. 9—11.
28. Ёгорнчев А. П., Щелоков Я. М., Розин С. Е. Техническое перевооружение
энергохозяйств металлургических производств для повышения эффек-
тивности БЭР // Там же.— 1986.— № 8 — С. 2—4.
29. Завалишеп Б. А. Некоторые направления повышения эффективности
экергопсРОльзовагшя в производстве ыоди на основе принципов безотход-
ной технологии II Науч. тр./Моск. эиерг. ин-т.— 1984.— № 29.— С. 19—24.
30 Захаров Н. Д. Эксергия органических топлив // Изв. вузов. Энергетика.—¦
' 1970.—№ 9.—С. 63—67.
31 Зубков А. Пути энергосберегающего развития экономики европейских
стран СЭВ Ц Вопр. экономики.— 1984.— № 10.— С. 99—107.
32. Калинина Е. И., Бродянекнй В. М. Термоэкопомпческпй метод разделе-
ния затрат в многоцелевой технической системе // Изв. вузов: Энергети-
ка.— 1974.— № 3,— С. 58—63.
33. Карапет*»яиц М. X., Карапетьянц М. Л. Основные термодинамические кон-
станты неорганических и органических веществ.— М.: Химия, 1968.
34. Карпов И. К. Физико-химическое моделирование на ЭВМ в геохимии.—
Новосибирск: Наука. Сиб. отд-пио, 1981.
35. Кириллин В. А., Сычев В. В., Шейндлин В. А. Техническая термодитами-
ка.—М.: Наука, 1979.
36. Ключарев А. Н., Тер-Агаиов Г. Л., Сидельковскггй Л. II. Определение энер-
гетической эффективности использования мокрых иылеочистных устано-
вок npii получении цемента // Науч. тр./Моск. энёрг. ип-т.— 1981.—-
№ 29.— С. 69—73.
37. Князев В. Ф. Прямое получение железа и стали // Итоги науки и техни-
ки. Сер. «Производство чугуна н стали».—М.: ВИНИТИ, 1980.—Т. 12.
38 Кожевников И. Ю. Бескоксовая металлургия железа.— М.: Металлургия,
1970.
39. Краткий справочник фпзпко-хпмнческнх велпчпп/Под ред. К. П. Мищен-
ко п А. А. Равделя.— Л.: Хпмття. ЛенИнгр. отд-тше, 1972.
40 Кубаш^БСКий О., Олкок С. Б. Металлургическая термохимия.— М.: Метал-
' лургйя, 1982.
41. Купрякдав Ю. П. Автогенная плавка медных концентратов во взвешен-
ном состоянии.— М.: Металлургия, 1979.
42. Кутатедадзе С. С, Москвичева В. II., Псахне Б. И. и др. Пнсргетпчсскис
асиекть! защиты окружающей среды // Изв. АН СССР. Энергетика и транс-
порт.— 1979.— № 6.— С. 84—97.
43. Кутатедадзе С. С, Новосельцев В. Н., Пеахис Б. И. Основные направления
Енергосбережения в химических производствах // Энергосбережение- в
химических производствах.— Новосибирск: Институт теплофизики СО АН
СССР, 4986,—С. 5—19.
44. Ласкор'Ин Б. П., Громов Б. В., Цыганков А. П., Сенин В. И. Безотходная
технология в промышленности.— М.: Стройпздат, 1986.
45. Легасов В. А., Белоусов И. Г. Проблема атомного энергообеспечения чер-
ной ы(зталл5'ргии / Атомно-водородпая энергетика и технология.— М.:
Онергоятомиздат, 1986.—Вып. 7,—С. 126—146.
46. Jfeiecmi В. II., Крупкин Н. В., Мельнпк Л. Г. Эффективность совершен-
ствования производства в цветной металлургии.— М.: Металлургия, 1980.
47. Лифпииц А. Г. Экономическая эффективность кислородно-конвертерного
производства стали.— М.: Металлургия, 1978.
48. Лоскутов Ф. И., Цейдлер А. А. Расчеты по металлургии тяжелых цвет-
ных металлов.— М.: Металлургпздат, 1963.
49 Макаров А. А., Вигдорчик А. Г. Топливно-энергетический комплекс— М.:
Наукау 1979.
243
50. Макаров А. А., Мелситьсв Л. А. Методы исследования и оптимизации
энергетического хозяйства.— Новосибирск: Наука. Сиб. отд-нпе, 1973.
51. Маигушев К. И. Особенности мировой энергетической ситуации и неко-
торые вопросы энергосбережения за рубежом Ц Энергохоз-во за рубе-
жом: Прил. к жури. «Элект. станции».— 1983.— № 6.— С. 3—5.
52. Мелентьев Л. А., Штейнгауз Е. О. Экономика энергетики СССР.— М.; Л.:
Госэнергопздат, 1963.
53. Пптч Р. К эксергетической теории формирования затрат // Энергия п
эксергия.—М.: Мир, 1968;—С. 94—105.
54. Новости черной металлургии за рубежом: Экспресс-информация.— М.:
Черметинформацжя, 1977.
55. Озолинг И. X., Степанов В. С. Упрощенная методика расчета химической
энергии и оксергии вещества // Изв. вузов. Энергетика.— 1979.— № 10.
56. Основные методические положения по планированию использования вто-
ричных энергетических ресурсов.— М.: Эпергоатомпздат, 1987.— 58 с.
57. Охрана окружающей среды от загрязнения предприятиями черной метал-
лургии/Шицкова А. П., Новиков Ю. В., Климкипа Н. В. и др.— М.: Метал-
лургия, 1982.
58. Пашков В. Д., Зарсцкий А. А., Теплов В. Д. Пути улучшения схем и усло-
вий работы газовых турбин, использующих давление доменного газа //
Пром. энергетика.— 1968.— № 10.— С. 7—11.
59. Перспективы развития технологии черной металлургии: научные продпо-
сылки/Голпков И. II., Губнп Г. В., Карклнт А. К. н др.— М.: Металлургия,
1973.
00. Применение ЭВМ для термодинамических расчетов металлургических гсро-
цессов/Сипярев Г. Б., Ватолип Н. А., Трусов Б. Г., Моисеев Г. К.— М.:
Наука, 1982.
61. Прогнозирование технологии производства стали/Калугина К. В., Михай-
лов С. К., Святкнн Б. К., Белякова Е. И.— М.: Металлургия, 1980.
62. Пяткип А. М. Методы экономической оценки и выбора эффективных энер-
госберегающих мероприятий / Пром. энергетика.— 1986.— № 2.— С, к—7.
СЗ. Развитие обжимио-заготовочпого производства за рубежом: Обзорная ин-
формация/Токарев В. А., Чернобривепко Ю. С, Чехраиов В. Д.— М,: Чер-
метпнформацпя, 1979.
64. Рейн Ф. Д., Приймак М. В., Крускаль М. С. и др. Опыт экономии топлива
на нагревательных колодцах завода «Крнворожсталь» Ц Повышение эф-
фективности теплоутилизационного оборудования и систем охлаждения в
черной металлургии.— М.: Металлургия, 1982.— С. 31—33.
05. Саламатов Л. Г. Технический прогресс в доменном производстве и его эф-
фективность / Технический прогресс в черной металлургии СССР.— М.:
Металлургия, 1974.—С. 92—102.
66. Вторичные эпергоресурсы и эиерготехпологическое комбинирование в
промышлениости/Семеиепко Н. А., Купермап Л. И., Романовский С. А.
н др.— Киев: Впща ШК., 1979.
67. Слепнева Т. А., Глушков Н. Т., Шкурский А. Г. Экономика цветной ме-
таллургии СССР.— М.: Металлургия, 1983.
68. Проектирование экспериментальных установок с высокотемпературными
газоохлаждаемыми реакторами/Сметанников В. И., Гапев И. X., Колга-
нов В. Д. и др.— М.: Эпергоатомиздат, 1981.
69. Сорин М. В., Бродянскнй В. М. Расчет химической эксергии на основе мо-
дели локальной окружающей среды / Теорет. основы хим. технологии.—
1985.— Т. 19, № 1.— С. 91—99.
70. Сталл Д., Вестрем Э., Зинке Г. Химическая термодинамика органических
соединений.— М.: Мир, 1971.
71. Старицкий В. И. Газовое хозяйство заводов черной металлургии.— М.:
Металлургия, 1973.
72. Степанов В. С. Анализ энергетического совершенства процессов в черной:
металлургии и пути его повышения / Пром. энергетика.'— 1979.— № 2.
73. Степанов В. С. Анализ энергетического совершенства технологических про-
цессов.— Новосибирск: Наука. Сиб. отд-пие, 1984.
74. Степанов В. С. Выбор оптимального состава и построение эквивалентных
характеристик утилизационных установок // Проблемы общей энергетики
и единой энергетической системы.— Алма-Ата: КазНИИЭ, 1972.— Вып. 6.
244
75. Степанов В. С. Методы исследования эффективности опергопкпользовапшг
в технологических процессах/XI Международная конференция ПО аро-
мышлепной энергетике.— Берлин, 1984.
76. Степанов В. С. Моделирование и исследоианпе энергоиспользования в тех-
нологических процессах на уровне их идеальных аналогов / XII Между-
народная конференция по цромышдеиной энергетике».— Прага, 1987.
77. Степанов В. С. Оценка энергетических показателей свинцового производ-
ства II Цв. металлы.— 1981.— № 7'.— С, 9—12.
78. Степанов В. С. Химическая энергия м эксергия веществ.— Новосибирск:
Наука. Сиб. отд-ние, 1985.
79. Степанов В. С. Эффективность использования энергии в процессах произ-
водства цинка / Пром. энергетика.—1984.—№ 7,—С. 36—38.
80. Степанов В. С, Петрова Л. В. Оптимизация структуры производства ста-
ли с учетом переработки ресурсов лома Ц Проблемы эффективного ис-
пользования энергоресурсов в промышленности.— Миасс, 1985.— С. 105.
81. Степанов В. С, Степанова Т. Б. Анализ энергоиспользовапия в медном
производстве / Цв. металлы.— 1978.— № 4.— С. 79—83.
82. Степанов В. С., Степанова Т. Б. Исследование перспективного энергопо-
требления в черной металлургии с учетом технического прогресса и энер-
госберегающей политики в отрасли/ХП Международная конференция ш>
промышленной энергетике.— Прага, 1987.
83. Степанов В. С, Степанова Т. Б. Методика определения удельных расхо-
дов энергии на производство цветных металлов для прогнозирования по-
требности отрасли I/ Энергетика.— Алма-Ата: КазПТИ, 1976.— Вып. 7.
84. Степанов В. С, Степанова Т. Б. Методика разнесения энергетических за-
трат при комплексной переработке полиметаллического сырья Ц Изв. ву-
зов. Энергетика.— 1979.— № 12.— С. 93—98.
85. Степанов В. С, Степанова Т. Б. Методы выявления резервов эконо-
мии энергии в промышленности // Системы энергетики: управление
развитием п функционированием.— Иркутск: СЭИ СО АН СССР, 1986.
86. Степанов В. С, Степанова Т. Б. Определение затрат па утилизацию НОР
предприятия (промузла) // Внедрение достижений научно-технического-
прогресса в проектировании источников и систем теплоснабжения.— Рига,
1986.—С. 118—119.
87. Степанов В. С, Степанова Т. Б. Определение уровня опергоиспользовашш
в металлургических производствах с использованием полного энергетиче-
ского баланса / Пром. энергетика.— 1987.— № 2.— С. 8—10.
88. Степанов В. С, Степанова Т. Б. Оценка затрат на энергосберегающие ме-
роприятия и определение очередности их реализации // Там же.— 1987.—
№ 8.—С. 7—10.
89. Степанов В. С, Степанова Т. Б. Повышение энергетического к. п. д. про-
цесса агломерации в свинцовом производстве Ц Там же.— 1977.— № 12.
90. Степанов В. С., Степанова Т. Б. Прогнозирование энергопотребления с уче-
том технического прогресса и энергосберегающей политики в отраслях
народного хозяйства Ц Имитационный подход к изучению больших си-
стем энергетики.—Иркутск: СЭИ СО АН СССР, 1986.—С. 112—117,
91. Сушои С. П., Завалко А. Г. Перспективы повышения уровня использова-
ния ВЭР II Пром. энергетика.— 1983.—№ 4.—С. 2—4.
92. Сушон С. П., Завалко А. Г., Минц М. И. Вторичные энергетические ресур-
сы промышленности СССР.— М.: Энергия, 1978.
93. Тарасенко Л. М. Совещание ЕЭК ООН по экономии энергии // Энерго-
хоз-во за рубежом: Прил. к журп. «Электр, станции».— 1984.— № 4.
94. Тарасов Б. Е., Емельянов А. Н. Экономический апалпз непрерывной раз-
лнвкп стали.— М.: Металлургия, 1982.
95. Термодинамические свойства индивидуальных веществ/Под ред. акад.
В. П. Глушко.—М.: Изд-во АН СССР, 1978—1982.—Т. 1—4.
96. Технический прогресс и топлпвоэпергопотреблепне в черной металлургии/
Перлов Н. И., Егоричев А. П., Петраковский А. П. и др.— М.: Металлур-
гия, 1975.
97. Тихомиров Ю. А., Грачев А. В., Печников В. И. Энергетическая эффектив-
ность совершенствования структуры сталеплавильного производства //
Пром. энергетика.— 1985.— № 11.—С. 2—3.
245
98. Толочко А. И., Филипьев О. В., Бондарев Л. В. Состояние и перспективы
использования вторичных тепловых энергетических ресурсов в черной
металлургии // Интенсификация использования вторичных энергетических
ресурсов и способов охлаждения агрегатов в черной металлургии.— М.:
Металлургия, 1986.— С. 4—8.
99. Толочко А. И., Филипьев О. В., Славин В. И., Гурьев В. С. Очистка техно-
логических и неорганизованных выбросов от пыли в черной металлур-
гии.— М.: Металлургия, 1986.
100. Федотов А. А. Технико-экономические проблемы безотходного производ-
ства в металлургии.— М.: Металлургия, 1980.
101. Хараз Д. И., Псахис Б. И. Пути использования вторичных эпергоресурсов
в химических производствах.—М.: Химия, 1984.
102. Цой А. Д., Цысин М. И., Рачинский А. В. Возможности использования низ-
копотепциалышх вторичных эиергоресурсов па предприятиях цветной
металлургии // Цв. металлургия.—1983.—№ 24.—С. 14—16.
103. Чаплыгин Ю. В., Конюх В. Я., Аеашш В. П. Предварительный подогрев
и плавка скрапа при производстве стали.— Киев: Наук, думка, 1973.
104. Шаргут Я., Петела Р. Эксергия.— М.: Энергия, 1988.
105. Ширяев П. А., Адрианова В. П. Научпо-техпический прогресс в черной
металлургии СССР.— М.: Знание, 1971.
106. Зксергетичеекий метод п его приложения/Под ред. В. М. Бродяпского.—
М.: Мир, 1967.
107. Экономия энергии — новый энергетический псточпнк/Под ред. К. М. Мейер-
Абиха.— М.: Прогресс, 1982.
108. Электротермическая переработка фосфоритов Каратау.— Л.: Лсшншгшгро-
хим, 1972.
109. Эффективность использования топлива и энергии в промышленности/Под
ред. В. Е. Аракелова.—М.: ВНИПИэпергопром, 1981.
110. Япч Э. Прогнозирование научно-технического прогресса,— М.: Прогресс,
1974.
111. Arendts J. Reference states.—Energy.—1980.—Vol. 5.—P. 664—677.
112. Chiogioji M. H. Industrial Energy Conservation.— N. Y.: Basel. 1979.
113. Energy savings and conservation: Options.— Laxenburg: II AS A, 1982.
114. Kubaschewski O., Evans E. L. Metallurgische Thermochemie.— Berlin: Vor-
lag Technick, 1959.
115. Morris D. R., Steward F. R. Exergy analysus of a chemical metallurgical pro-
cess II Metallurgical transactions.— 1984.— Vol. 15B.— P. 045—654.
116. Morris D. R., Steward F. R., Evans P. Energy efficiency of a lead smelter /
Energy— 1983.— Vol. 8, N 5.— P. 337—349.
117. Peterka V. Macrodynamics of technological change: market penetration by
new technologies.— Laxenburg: IIASA, 1977.
118. Proceedings of 15-th Intersociety Energy Conversion Conference: Energy 21st
Century, Seattle, 1980.— N. Y.: Pergamon Press, 1980.
119. Rant Z. Zlir Bestimmung der spezifischen Exergie von Brennstoffen / Allg.
Warmetechn.— 1961.—Vol. 10, N 9.— P. 172—176.
120. Szargut J. Bilans ekserpetyczny procesow hutniczych // Archiwum Ilutnict-
wa.— 1961.— Vol. 6, N 1— P. 23—60.
121. Szargut J. Bilans potencjonalny procesow chemicznych / Archiwum Budo-
wy Maszyn.— 1957.—Vol. 4, N 1.4-P. 89—117.
122. Szargut J., Dziedziniewicz C. L'energie utilisable des substances chimique
inorganiques // Entropie.— 1971— Vol. 40.— P. 14—23.
123. Szargut J., Morris D. R. Calculation of the standard chemical exergy of some
elements and their compounds, based upon sea water as the datum level
substance Ц Bulletin of the Polish Academy of Sciences. Technical scien-
ces.— 1985.— Vol. 33, N 5/6.— P. 293—305.
124. Stepien S. Wykorzystanie zlomu stalowego i zelaznego na tie przemian w
swiatowym hutnictwie zelaza / Gosp. mater.— 1984.— Vol. 36, N 6. P. 108.
125. Yamaucsii S., Fueki K. New thermodynamic functions theta function and
reference exergy of elements.— Data for science and technology: Proc./7th
CODATA conf, Kyoto, 1980.— Oxford, 1981.— P. 242—245.
ОГЛАВЛЕНИЕ
От авторов 3
Глава 1. Методология выявления резервов энергосбережения в про-
мышленности 5
l.'l. Энергосбережение и тенденции изменения структуры и
объема энергопотребления
1.1.1. Результаты первого этапа реализации национальных
энергосберегающих программ —
1.1.2. Энергопотребление и основные направления энерго-
сберегающей политики в промышленности .... 9
1.2. Исследование уровня энергоиспользовапия и выявление ре-
зервов энергосбережения в технологическом процессе им
основе полного энергетического баланса 14
1.3. Понятие идеального аналога технологического процесс» 29
1.4. Определение химической энергии и эксвргип рлбмвитов 30
1.4.1. Выбор модели окружающей среды в эивргэтичвских
исследованиях —-
1.4.2. Анализ существующих методов расчета химической
энергии и эксергии элементов 33
1.4.3. Сопоставление значений химической энергий и эксер-
гии элементов, полученных различными методами 48
1.5. Понятие теоретического потенциала и резервов энергосбе-
режения 50
Глава 2. Повышение энергетической эффективности производства за
счет совершенствования процессов п оборудования .... 54
2.1. Возможные направления совершенствования технологиче-
ских процессов —
2.2. Снижение энергетических затрат за счет повышения комп-
лексности использования сырья (па примере полиметалли-
ческих руд) 58
2.3. Пути снижения энергетических затрат в существующих
процессах и оборудовании 71
2.3.1. Интенсификация технологических процессов ... —
2.3.2. Увеличение единичной мощности оборудования и его
конструктивное совершенствование 78
Глава 3. Энергосбережение за счет внедрения новых технологий 81
3.1. Повышение степени использования химической энергии
сырья ...
3.1.1. Влияние качества перерабатываемого сырья на энер-
гетические показатели процесса —
3.1.2. Исследование степени использования химической
энергии сырья в технологических процессах ... 85
3.2. Экономия дефицитных эпергоресурсов 98
3.3. Перспективы использования ядерной анергии в промыт
леииости 1
Глава 4. Использование вторичных энергетических ресурсов — важней-
шее направление энергосбережения в промышленности . . 105
4.1. Классификация, направления и состояние использования
ВЭР в промышленности —¦
4.2. Потенциал и резервы энергосбережения за счет утилиза-
ции ВЭР 114
Глава 5. Оценка материальных и энергетических затрат на охрану
окружающей среды от выбросов промышленных предприятий 126
5.1. Загрязнение окружающей среды промышленными выбро-
сами п способы борьбы с ним —
5.1.1. Очистка технологических газов 128
5.1.2. Очистка сточных вод 131
5.2. Оценка материальных и энергетических затрат па охрану
окружающей среды 133
5.3. Технический прогресс в промышленности п охрана окру-
жающей среды 140
Глава 6. Исследование резервов энергосбережения в промышленности
па основе моделирования энергопотребления отраслей . . . 147
6.1. Общая постановка задачи —
6.2. Оценка резервов экономии энергии на основе моделирова-
ния энергопотребления отрасли 154
6.3. Прогнозирование затрат эксергии и выявление резервов со
экономии 165
6.4. Учет материальных и энергетических затрат на природо-
охранные мероприятия 167
6.5. Экономическая оценка энергосберегающих мероприятий 170
6.6. Использование идеального аналога процесса для оценки
энергетических показателей принципиально новых техно-
логий 179
Глава 7. Выявление резервов экономии энергоресурсов в черной ме-
таллургии 185
7.1. Основные направления технического прогресса и энерго-
сберегающей политики в отрасли —
7.2. Модель энергопотребления черной металлургии . . . . 200
7.3. Оценка резервов экономии энергии в черной металлургии 208
7.3.1. Резервы экономии энергоресурсов в процессах вы-
плавки стали 209
7.3.2. Резервы экономии энергии в коксохимическом про-
изводстве 215
7.3.3. Влияние технического прогресса и совершенствова-
ния процессов па потребление энергоресурсов в про-
катном производстве 216
7.3.4. Исследование влияния различных факторов на пер-
спективное энергопотребление отрасли 219
7.4. Выбор оптимальной структуры технологий в черцой ме-
таллургии 224
Заключение 230
Приложение 1. Расчет химической энергии и эксергии перераба-
тываемого сырья, материалов и продуктов взвешенной плавки
медных концентратов 232
Приложен и е 2. Материальные и полные энергетические балансы
основных процессов в черной металлургии 236
Список литературы 242