/

















































Author: Волков С.С.
Tags: общее машиностроение технология машиностроения сварка сварочное оборудование
Year: 1974



Text
f
МИНИСТЕРСТВО ЛЕГКОЙ ПРОМЫШЛЕННОСТИ СССР
Центральный научно-исследовательский институт информации и тех-
нико-экономических исследований легкой промышленности
Всесоюзный научно-исследовательский институт игрушки
РАСЧЕТ И КОНСТРУИРОВАНИЕ
УЛЬТРАЗВУКОВЫХ СВАРОЧНЫХ МАШИН
Обзор
Москва - 19?4
УДК 621,791.1:,
I т '
Обеар написав на базе научных исследований авторов в облас-
ти применения ультразвуковых, колебаний при сварке полимерных ма-
териалов , в нем обобщены результаты советских и зарубежных
исследовательских и конструкторских работ.
Особое внимание уделено описанию конструкций и особен-
ностям изготовления ультразвуковых колебательных систем, в том
числе преобразователей, волноводов-инструментов, трансформаторов
упругкх колебаний. Приведен математический расчет акустических
систем с целью их практического применения при изготовлении врл-
новодсв, преобразователей, трансформаторов упругих колебаний
производственных условиях. Даны номограммы для оперативного оп-
ределения резонансной длины, элементов колебетельной оиоте^ы,
построения профиля экспоненциальных волноводов и нахождения уз-
лов омецения.
Рассмотрены различные конструкции опор-держетелей, применяю-»
цихоя при ультразвуковой сварке детских игрушек, изготовленных из
пр.тамер,яых материалов. Описаны наиболее часто встречающиеся при
конструировании ультразвуковых сварочных машин механизмы прило-
жения сварочного давления, приведен их расчет.
Авторы - кандидаты техн, наук
С. 0. В о л » о в ,
D. Н. О р л о в,
Б. Я. Ч е р а я к
Редактор Н. И. Дигулев
(?) Центральный научно-исследовательский институт информации
и технико-экономических исследований легкой промышленно-
сти, 1974.
ВВЕДЕНИЕ
В настоящее время ультразвук нашел широкое применение в раз-
личных областях неуки и техники, в той числе и в отрасли по произ-
водству игрушек. Разработаны и внедрены в производство ультразвуко-
вые сварочные установки, позволяющие значительно повысить произво-
дительность труда при получении неразъемных соединений деталей кз
пластмасс. Внедрение ультразвуковой оварки позволило отказаться от
применения склеивающих веге отв. На некоторых предприятиях, например
на московском заводе пластмассовых игрушек "Огонек", эти установки
встраиваются в поточные линии, что дает значительный экономический
эффект.
Широкому внедрению ультразвуковой оварки полимерных материа-
лов на предприятиях легкой промышленности мешает отсутствие поосбия
для расчета и проектирования и элементов ультразвуковых сварочных
установок. Имеющаяся литература содержит, как правило, сведения г<
отдельных вопросах расчета ультразвуковых колебательных систем, В
данном обзоре эти сведения объединены s учетом специфики сварки из-
делий из полимерных материалов в условиях предприятий, производя-
щих игру ЮПИ.
ОБЩИЕ СВЕДЕНИЯ ОБ УЛЬТРАЗВУКОВЫХ
КОЛЕБАНИЯХ И ФИЗИЕСОТЕ ОСНОВЫ ПРИМЕНЕНИЯ
ИХ ДЛЯ СВАРКИ ДОДИМЕРНЫХ МАТЕРИАЛОВ
Под колебаниями понимается процесс, периодически повто-
ряющийся во времени. Механическое колебания могут быть получе-
ны, иоли упругую систему, например, пружину, закрепленную па
одном ионце и нагруженную массой на другом, отклонить от поло-
жения равновесия, внезапно приложив, а затем устранив внешнюю
силу. Упругие силы, возникающие при этом в системе, стремятся
возвратить ее в положение равновесия, что приведет к колебаниям.
Очевидно, что если силы сопротивления отсутствуют, то такая
система будет колебаться сколь угодно долго.
В рассматриваемом примере колебания происходят бее перио-
дического воздействия внешней возмущающей силы. Такие колеба-
нии казываютоя свобод ними или собственными. На практика на ко-
леблющуюся систему всегда действуют силы сопротивления, напри-
мер, силы визкогс трения, в результате чего свободные колеба-
нии быстро затухают.
Если стержень, выполненный из ферромагнитного материала,
например никеля, пермендюра (₽е - Сс ), альфера ( Ре - AI )
и т.д. поместить в магнитное поле, создаваемое электрическим
током, протекающим по обмотке возбуждении, то он будет перио-
дически изменять свою длину, т.е. сжиматься и растягиваться, в
соответствии с законом, по которому изменяется з.д.с. электри-
ческого така. Это явление, называемое магнитсотрикциснным
эффектом, широко используется для получения механических коле-
баний при ультразвуковой сварке полимерных материалов. Стержень
совершает вынужденные колебания нсд действием внешней силы.
Если по оси ординат откладывать величину смещения U, произ-
вольного сечения магнитострикционного стержни от положения рав-
новесии, а по сои абсцисс - время, тс закон изменении смещении
вс времени изобразится синусоидой, показанной на рио.1, пос-
кольку з.д.с. токе, текущего по обмотке возбуждения также изме-
няется по синусоидальному закону.
Интервал времени, через который величина смещения произ-
вольного сечения стержни (в общем случае - величина периодичес-
кой функции) будет повторяться, т.е. время полного цикле колеба-
ний, называется периодом колебаний - I . Число циклов колебаний
в единицу времени называется частотой колебаний / . Следова-
тельно, между периодом колебаний и частотой существует соотно-
шение /> I
. J = т / I /•
Рио. I. Зависимость смещения (а) и коле-
бательной скорости (б) от вре-
мени
Если время измерять в секундах, то равмарнооть частоты будет
I Гц в -I- • Ультразвуковыми являются колебания, частота которых
превышает 16 000 Гц.
Частным случаем колебательного процесса является движение
материальной точки по окружности. Если в единицу времени точка
делает оборотов, т.е. частота колебаний равна J , то угло-
вая скорость точки будет равна
о? с Зяг/ / г )
Последняя величина называется круговой частотой и широко исполь-
зуется в расчетах.
5
Путь, проходимый волной за время одного периода, называет-
ся длиной волны:
Л -- С т > J-
. /3/,
где С - скорость распространения звуковой волны.
Величина с зависит от типа волны, распространяющейся в
среде. Если частицы среды в процессе колебания перемещаются по
направлению распространения волны, то такие колебания называются
продольными. Если же перемещение частиц осуществляется перпенди-
кулярно направлению распространения волны, тс такие колебания бу-
дут поперечными. В жидкостях и газах могут распространяться толь
ко продольные волны. В твердых телах могут распространяться оба
типа, а также изгибныа, крутильные и поверхностные волны.
Скорость распространения продольных звуковых волн в стержне
(стержневая скорость упругих колебаний) связана с модулем упру-
гости среды £ и ее плотность» следуэдей зависимостью:
ЗНШШШ
/*/.
Рис.2. Возникновение
поперечной дефор-
мации при продоль-
ном сжатии стерж-
ня схема)
Формула /4/ дает точное значе-
ние стержневой скорости лишь для
тонких стержней, когда можно пре-
небречь поперечной деформацией, ко-
торая всегда имеет место при про-
дольном сжатии или растяжении
(рис.2).
Для толстых стержней круглого
сечения о С £ о,2,
рекомендуется пользоваться следую-
щей формулой / I / $
с ЛИ 1-
где V" коэффициент Пуассона для иатериале стержня.
Значение С,Е и У* для некоторых материалов, используемых
для изготовления отдельных элементов колебательной системы в
ультразвуковых установках для оварки полимерных материалов, при-
ведены в табл.1.
Таблица I
Скорость звука, плотность и модуль
упругости различных материалов
Материал Плотность, г/см3 Модуль Юнга, кго/мм2 Скорость продольных волн в стержне,м/с
Алюминий 2,7 7100 5080
Алюминиевый
сплав АМГ 2,6 5200
Сталь
Ст.45 7.8 21000 5150-5175
ЗОХГСА -» •а 5200
Титан
ВТ-1 4,55 II300 5072
от 4 м 5141
втв-х 5178
ВТ-4 « «а 5130
Никель
HI, Н2 ’ 8,9 17700 5090
Альфер
Ю-12 6,7 4750
Ю“14 6,65 * 5075
Пермендюр
К49Ф2 8,15 21800 5200
К 5092 8,29 «• 5100.
К65 8,25 •• 5000
КТО «в 5000
Пермаллой 8,25 4100
Рассмотрим упругую среду, в произвольней точке которой су-
ществуют переменные силы. Это ведет к переменным смещениям, де-
формациям и напряжениям, которые будут распространяться в среде
от точки приложения силы. Очевидно, что любому моменту времени
будет соответствовать определенное распределение смещений дефор-
маций и напряжений в упругой среде. Если это распределение пере-
мещается, то упругая волна, распространяющаяся в стержне, будет
бег/,ей; в противном случае волна называется стоячей. В реаль-
ной упругой среде всегда существуют силы сопротивления, препятст-
вующие распространению упругой волны. Эти сопротивления могут
носить активный или реактивный характер. В первом случае происхо-
дит поглощение механической анергии и введение ее в виде тепло-
ты. Активное сопротивление обусловлено внутренним трением в уп-
ругой среде. Реактивное сопротивление не может поглощать энергию
необратимо, а сказывает реакгию приложенной силе. Это обусловле-
но тем, что любой бесконечно малый элемент упругой среды обладает
массой и упругостью.
Величина сопротивления определяется как отношение колебатель-
ной силы к колебательной скорости и в общем случае, когда сопротив-
ление включает в себя элементы массы (инерционное сопротивление),
упругости и трения, находится по формуле:
Z - /77 -
//77 у { 6 /б/
где Л. - активное сопротивление; /Э-упругость; т- масса;
- круговая частота вынужденных колебаний.
В идеальной среде, лишенной активных потерь, бегущая волна
списывается следующим выражением:
И -Л iut edit~ ц~/, п!
где И I) - смещение произвольной точки в любой
.момент времени (см. рис.1).
Анализируя выражение /7/, замечаем, что величина смещения
в любой момент времени и в любой точке X в направлении распро-
странения волны определяется однозначно. С течением времени в
любой фиксированной точке смещение lb принимает все возможные
значс..аа от ♦ А до - А. Эта наибольшая величина смещения А
8
называется амплитудой смещения (емплиту’ой колебания). Точно так
же для любого фиксированного момента времени t величина сме-
щения вдоль оси ОХ принимает вое возможные значения от + д до
-А . Взяв первую и вторую'производные от выражения /7/ по вре-
мени,
легко найти величины колебательной скорости и ускорения:
V ' z fill) luj Cli/l - Ut7 I - -g];
/8/
/9/
где и - амплитудные значения скорости и ускорения.
При распространении упругой волны происходит перенос энер-
гии, причем в процессе колебаний энергия периодически переходит
из потенциальной в кинетическую. Кинетическая энергия в единице
объема о учетом выражения /8/ будет равна . _ _
Поскольку среднее значение квадрата косинуса равно £ , то сред-
няя кинетическая энергия в единице объема будет:
Ё КМ '
Средняя величина потенциальной энергии будет так же определяться
выражением /10/, поэтому полная средняя энергия или средняя
плотность энергии в бегущей волне:
P£WZ-- /и/
Часто пользуются понятием интенсивности или силы звука 0 .
Ото энергия, проходящая и единицу времени через единичную пло-
щадку, ориентированную перпендикулярно к направлении распростра-
нения. В плоской волне сила звука равна энергии, заключенной в
параллелепипеде, площадь основания которого равна единице, а
высота - скорости звука С . Следовательно,
Л ЁС- i.Pcni/
Величина PC , входящая в выражение /12/, называется удельна»
воьдс-вым',оолротизлеиявм упругой среды. Оно носит экгявиый хартм-
тер /1,2 /, т.е. не монет запасать энергив, подобно инерщирк-
аому или упругому элементу. Однако оно и не преобрезожывает
9
анэргию упругих колебаний в теплоту, подобно элементу трения*
Активный характер волнового сопротивления заключается в том, что
при перемещении энергии колебаний от источника колебаний в каж-
дом поперечном сечении среда поглощает энергию за счет дальнай-
ией передачи этой же энергии следующему сечению, обладающему тем
же сопротивлением.
Полимерные мзтериелы в отличие от металлов обладают большой
вязкостью, что обуславливает значительное поглощение механичес-
кой энергии в процессе колебаний. 3 результате этого по мере
распространения волны в упруго-вязких материалах, какими являют-
ся полимерные материалы, происходит уменьшение интенсивности вэл-
ны, которое списывается уравнением!
где - интенсивность в начальной точке /точкаввода колеба-
ний/; .v - коэффициент затухания; L - основание
натурального йогарифма.
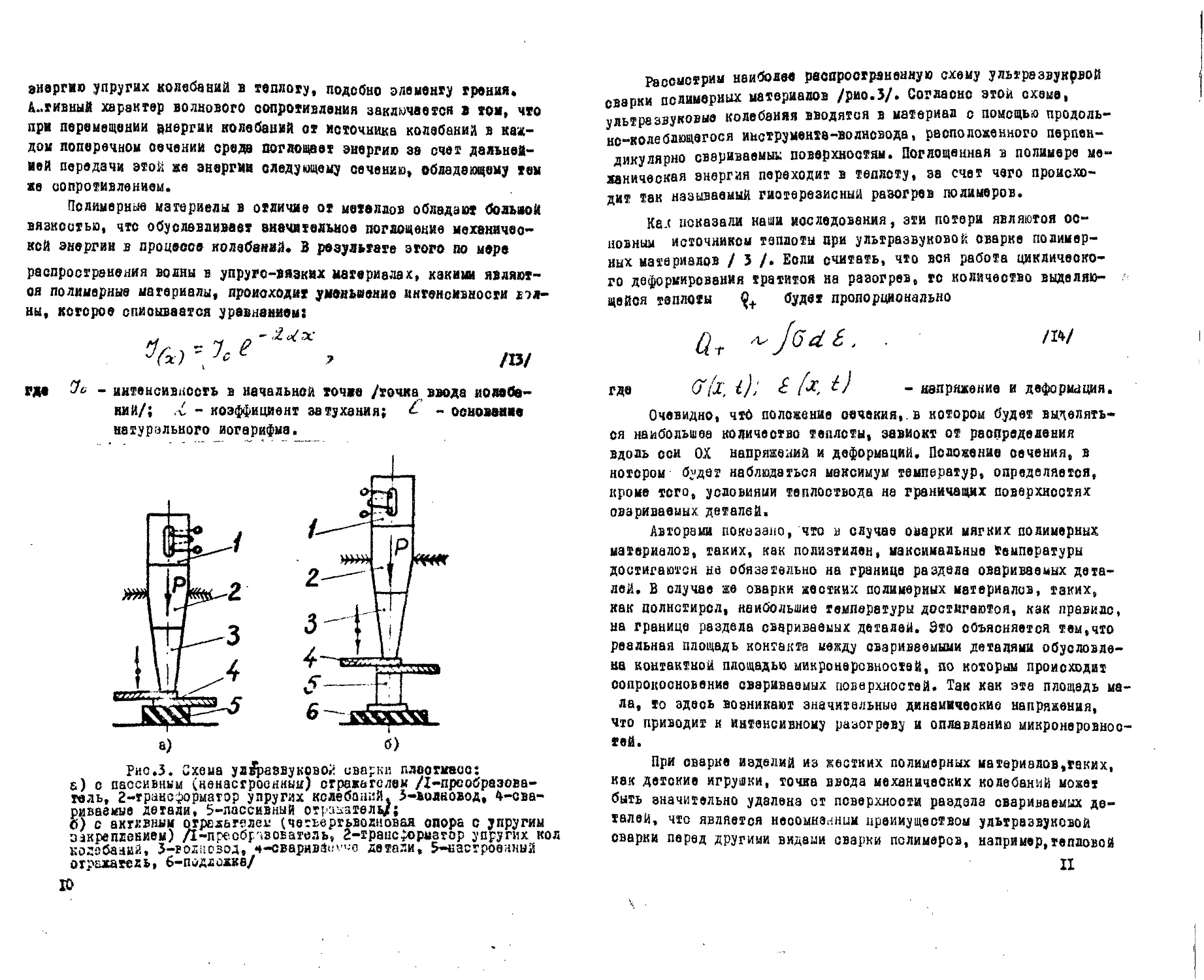
Рис.З. Схема улйразвуковой сварки пластмасс:
а) о пассивным (ненастроенный) отражателем /1-преобразова-
таль, 2-трансформатор упругих колебаний. 5-волновод, 4-сва-
риваемые детали, 5-лассивный отражатель/;
б) с активным отражателем (четвертьволновая спора с упругим
закреплением) Д-пресбрлзователь, 2-трансформзгор упругих кол
колебаний, 3-волновод, м-сварива<;>.’>.е детали, Настроенный
страхатель, б-поддожка/
К>
Рассмотрим наиболее распространенную схему улырэзвукрвой
сварки полимерных материалов /рио.5/. Согласно этой схеме,
ультразвуковые колебания вводятся в материал с помощью продоль-
нс-колебающегося инструмента-волновода, расположенного перпен-
дикулярно свариваемым поверхностям. Поглощенная в полимере ме-
ханическая энергия переходит в теплоту, за счет чего происхо-
дит так называемый гистерезисный разогрев полимеров.
Ка_! показали наши исследования, эти потери являются ос-
новным источником теплоты при ультразвуковой сварке полимер-
ных материалов / 5 /. Если считать, что вся работа циклическо-
го деформирования гратитоя на разогрев, тс количество выделяю- '
щейся теплоты будет пропорционально
/»/
где (j U, l)i £ fa, - напряжение и деформация.
Очевидно, что положение оечекия,.в котором будет выделять-
ся наибольшее количество теплоты, завиокт от распределения
вдоль сои ОХ напряжений и деформаций. Положение сечения, в
котором будет наблюдаться максимум температур, определяется,
кроме того, условиями теплоотвода на граничащих поверхностях
свариваемых деталей.
Авторами показано, что в случае оаарки мягких полимерных
материалов, таких, как полиэтилен, максимальные Температуры
достигаются не обязательно на границе раздела свариваемых дета-
лей. В случае же оварки жестких полимерных материалов, таких,
как полистирол, наибольшие температуры достигаются, как правиле,
на границе раздела свариваемых деталей. Это объясняется тем,что
реальная площадь контакта между свариваемыми деталями обусловле-
на контактной площадью микронеровноотей, по которым происходит
сопрокосновение свариваемых поверхностей. Так как эта площадь ма-
ла, то здесь возникают значительные динамические напряжения,
что приводит к интенсивному разогреву и оплавлению микронеровнос-
тей.
При сварке изделий из жестких полимерных материалов,таких,
как детские игрушки, точка ввода механических колебаний может
быть значительно удалена от поверхности раздела свариваемых де-
талей, что является несомненным преимуществом ультразвуковой
сварки перед другими видами сварки полимеров, например,тепловой
II
оварксй. Псдюд энергии механических колебаний к границе разде-
ла обусловлен в этом случае малыми потерями энергии в объеме
полимера. Такой вид ультразвуковой сварки называется передаточ-
ной оварксй.
С помощью передаточной сварки трудно получить соединение
по всей плоскости раздела свариваемых деталей. Как правило,
соединение получается в отдельных точках. Хотя при этом прочность
соединения вполне удовлетворяет требованиям, предъявляемым к
детским игрушкам, герметичность при передаточной сварке не
достигается. Поэтому не рекомендуется применять передаточную
сварку для изготовления водоплавающих игрушек. В этом случае
лучше применять такую схему сварки, при которой рабочий торец вол»
повода максимально приближен к соединяемым поверхностям н имеет
контур, соответствующий контуру соединяемых поверхностей. Такая
схема сварки называется контурной, осуществляется с помощью
контурных /точечных, кольцевых, прямоугольных и т.п./ волноводов
/ом. иже/.
Поскольку в свариваемом полимерном материале происходит
поглощение энергии, то его можно рассматривать как некоторое
сопротивление, на которое нагружена колебательная система. По
аналогии с выражением /12/ активная мощность, вводимая в нагруз-
ку /свариваемый материал/, может быть определена по формуле
Л -- f и„. т
где К-н - активная (поглощающая) составляющая нагрузки.
Так кек сварка овя&ана о необходимостью разогрева сваривае-
мых деталей до температуры вяэкотекучего состояния или плавления, ’
тс возможность такого разогрева и его интенсивность будет опре-
деляться вводимой в свариваемый материал энергией. Из выражения
/14/ следует, что величина этой энергии будет в первую очередь,
аавиоеть от квадрата амплитуды смещении' А ,
Магнитострикционные преобразователи, используемые для ультра-
згуковой сварки, имеют незначительную амплитуду смешения па из-
лучающей поверхности. Так, для никелевых и пермендюровых преоб-
разователей она не больше 5 мкм. Для ферритовых преобразователей
амплитуда еще меньше и составляет около 3 мкм. Поэтому для увели-
12
чвния амплитуды смещения и, следовательно, обеспечения необхо-
димой величины вводимой анергии и производительности процесса
магнитострикционные преобразователи соединяются ос стержневой
системой, состоящей из трансформатора упругих колебаний и вол-
новода-инструмента (рис.4).
Рис.4. Схема колебательной системы (а); распре-
деление смещения по длине колебательной
системы
Общей функцией этих элементов является усиленна амплитуды
смещения магнитострикционного преобразователя. Это достигается
тем, что трансформатор и волновод представляют собой стержень
переменного сечения, площадь которого уменьшается от входного
сечения и выходному по определенному закону. Такой способ уси-
ления амплитуды и концентрации ультразвуковой энергии незазаоимс
друг 01 ДР??8 предложили в СССР М.Г .Лозинский и Л.Д.Розенберг
/"4,5.7, а а США - В.П.Мазон и Р.Ф.Унк. При соединении таких
стержней в единую акустическую систему каждое последующее звено
являете» нагрузкой для предыдущего звена. Для того, чтобы соз-
дать бегущую волну и избежать отражения энергии в месте соеди-
нения звеньев , входное сопротивление последующего звена должно
быть равно выходному сопротивлению предыдущего звена. Кроме то-
го, согласование источника колебаний о волноводом может осущест-
вляться и с помощью трансформатора упругих колебаний.
Для получения надежного сварного соединения необходимо обес-
печить достаточный акустический контакт рабочего торца волновода
со свариваемым изделием, а также акустический контакт самих сва-
риваемых поверхностей. Это достигается тем, что овариваеные дета-
ли, помещенные между волноводом и спорой, сдавливаются с опреде-
ленным усилием. Давление также способствует слиянию доведенных
до температуры вязкстекучегс состояния свариваемых поверхностей
и протеканию диффузионных процессов, обуславливающих получение
прочного соединения. Давление может прикладываться как до подачи
ультразвукового импульса, так и после. Первый способ следует при-
менять при аварке загрязненных поверхностей, когда предваритель-
ное включение ультразвука способствует их очистке, а второй спо-
соб - вс всех других случаях.
Таким образом, ультразвуковая сварочная установка должна
состоять из следующих узлов: сварочного узла, включающего в себя
преобразователь электрических колебаний в механические, •’ренс-
форматор упругих колебаний, инструмент-волновод и опору, механизма
давления, обеспечивавшего сжатие овариваемогс материала между
волноводом и спорей, а также различных вспомогательных устройств,
обеспечивающих транспортирование деталей и готовых изделий, конт-
роль и управление параметрами сварочного процесса и т.п.
Для ультразвуковой сварки полимерных материалов в основном
применяются продольные колебания. Это связано с тем, что исполь-
зование других видев колебаний, нагример,поп еречных, сопровождает-
ся трением рабе чего терца инструмента с поверхность одной из сва-
риваемых деталей, за счет чего происходит разогрев и пленение
наружной поверхности изделия, что ухудшает его внешний вид и в
большинстве случаев препятствует образованию соединения. Ниже бу-
дут рассмотрены элементы колебательной системы, в которой распро-
страняются только продольные колебания.
14
ПРЕОБРАЗОВАТЕЛИ ЭЛЕКТРИЧЕСКИХ
КОЛЕБАНИЙ В МЕХАНИЧЕСКИЕ
Типы преобразователей и материалы
Получение механических колебаний в ультразвуковых свароч-
ных установках осуществляется о помощью устройств, преобразую-
щих электромагнитную энергию ультразвуковых генераторов в энер-
гию упругих колебаний. Для этого могут использоваться металли-
чаокие магнитострикционные, ферритовые и пьезокерамические
электрострикциснные преобразователи.
Для изготовления иагнитсстрикционннх преобразователей ис-
пользуются ферромагнитные материалы, обладающие способностью
изменять овею длину вдоль направления магнитного поля при изме-
нении его напряженности. Ярко выраженными магнитострикционными
свойствами обладают железо, никедь, кобальт, сплавы типа ель-
фор, пермендюр и др. (табл.2).
Таблица 2
Свойства Материал
Микель Пермендюр Альфер
Магнитострикция -35.ГО"6
Насыщения +70.ГО"6 +40.ГО"6
aw 360 980 500
Модуль упругос- ти, КГС/СЬГ 2, Ю.ГО6 2,18.ГО6 1,77.ГО6
Магнитное насы- щение, ГС 6400 24000 13400
Удельная мощ- ность, Вт/см^ 50-80 90-П0 60-80
Следит отметить, что изменение размеров магнитострикцион-
ных материалов очень малы; например, никель имеет наибсльлее
относительное удлинение £. • « 3.10“5 (5 мим на ГО см
длины образца в направленна п&ди/. Если материал находится в
Х5
состоянии механического резонанса, то относительное изменение
длины максимально и может достигать в отдельных случаях I0"3.
Все магнитострикционные материалы чувствительны к изменению тем-
пературы и их магнитные свойства уменьшаются при повышении тем-
пературы вплоть до точки Кюри (Т°к), при достижении которой
магнитные свойства материалов полностью исчезают.
Магнитострикционные вибраторы имеют разнообразную форму в
зависимости от их назначения. В ультразвуковых сварочных уста-
новках применяются стержневые магнитострикционные преобразователи
(рис.5). Последние имеют на основной резонансной частоте узел
а) б)
а б с d h
17,5 50 15 19 75
Рис.5. Магнитострикционный преобразователь:
aj дьухстераневой пакет; б) отдельная секция
колебаний, расположенный ъ центре преобразователя. Потери на
вихревые токи в моталличаских магнитол рикционных преобразова-
телях велики. Потери для пермендюре соотавлякт 1,0-1,2.Ю6 Зт/м3
или 130-200 Вт/кг / 6 /. Они могут быть уменьшены, воли пак.т
преобразователя набирать из отдельных пластин. Обычно толщина
таких пластин составляет не более 0,1-0,4 ьш при частотах до
30 кГц, а при большей частоте применяют пластина толщиной до
0,10 мм. Изоляцией между пластинами может служить оксидная
пленка, образующаяся на чистом никеле при нагреве ого в воздухе
до 800°С. Обычно штампованные пластины собираются в пакет и
стягиваются болтами, затем нагреваются до температуры 700°0, вы-
держиваются при этой температуре в течение 3 ч, после чего ох-
лаждаются до комнатной1 температуры со скоростью 5 град, в мин.
Перма^ар не образует изолирующей окисной пленки при нагреве,
поэтому для него требуется дополнительная изоляция между пласти-
нами с помощью соответствующих изоляционных материалов (напри-
мер, апокоидаыы’л смолами или синтетическими клеями).
Так как при работе магнитоотр "‘торов происходит их силь-
ный нагрев, то обычно предусматривается водяное охлаждение пре-
образователя. Отечественная промышленность выпускает магнито-
стрикционные ультразвуковые устройства различных типов, напри-
мер, НЗй, ИХ, 1Ш, ВИ и т.д. 3 ультразвуковых сварочных уста-
новках применяются никелевые и пермендюровые магнитострикцион-
ные преобразователи типа ПХ. Они состоят из пакетного излуча-
теля, заключенного в кожух, по которому циркулирует охлаждающая
вода. Магнитострикторы могут иметь одну общую обмотку для пита-
ния высокочастотным напряжением и напряжением подмагничивания
или две раздельные обмотки. 3 некоторых магнитострикторах
(например, LX-I5A) имеются три обмотки. Третья обмотка исполь-
зуется для получении напряжения обратной связи, подаваемого на
вход ультразвукового генератора. Основные технические характе-
ристики различных преобразователей типа ПХ приведены в табли-
це 3.
К неоспоримым преимуществам металлических магнитострикцион-
ных преобразователей следует отнести эффективность и надежность
их работы в диапазоне частот 15-30 кГц. С другой стороны необ-
о
ходимость водяного охлаждения, оольаая потребляемая ионность и
Сольаае потери на вихревые токи являются недостатком я прзлягст-
»; .т широкому прииенекиз металллчэских магнитострикционных преоб-
paiJJ3T9i:ea в сварочных устройствах. 5
Таблица 3
Тип преоб- ' ззова- Напряже- ние, В Ток под- магничи- вания, А Потреб- ляемая мощ- ность, кВт Размер намета, ми Собствен- ная частота, кГц
V К-6-22 440 25 г,5 63x63x115 21,2
i'K-7 440 30 3 19,5
iX-IO 220 20 1»6 40x40x120 22
пне- л 220 20 1,6 - 19,5
ПМС-15 НО 15 0,63 - 19,5
ПМС-15 440 30 3 ф» 19,5
ПМС-М1 НО 15 0,7 36x36x78 21,5
ПЮ-Ы2 220 20 г^5 64x64x64 19,5
Успехи в развитии техногогии получения новых механически
активных веществ привели к созданию магнитных керамических ма-
териалов-ферритов, основным преимуществом которых по сравнению
о металлическими магнитострикторами является почти полное отсут-
ствие потерь на вихревые токи. Это обстоятельство ионно объяс-
нить тем, что ферриты обладает электрическим сопротивлением в
I08 раз большим, чем металлы / 7 /.
По способу изготовления, экономичности и дешевизне ферриты
выгодно отличаются от магнитострикционных преобразователей.
Сердечники ферритовых преобразователей монолитны и это дает целый
рад преимуществ: заметно упрощается и удешевляется технологичес-
кий процесс изготовлении преобразователя, механическая доброт-
ность монолитных сердечников зоагда выше добротности сборных па-
кетов металлических преобразователей, значительно расширяется
возможности конструктивных решений при создании новых преобразова-
телей. Кроме того, низкое напряжение питания ферритовых преобра-
зователей снимает специальные требования по гидро- и элоктроиэо-
дяции обмотки. Поскольку температура Кюри для большинства ферри-
тов лежит выше 500°С, они могут применяться без охлаждения при
достаточно высоких температурах. Высокой стабильностью ферриты
обладают в интервале температур от 20°С до Ю0°С.
18.
В табл.4 приведены условное обозначение и свойства иа: лито-
стрикционных ферритов, изготавливаемых Акустическим институтом.
Ферриты подучают путем реакции в твердой фазе, осуществляемой
при высокой температуре. Технологический процесс изготовления
состоит из следующих этапов: смешение и помол исходных материа-
лов в шаровых или вибрационных мельницах, предвавитальный синтез
при температуре 350»900°С, вторичный помол, оформление изделий
из синтезированного порошке методсм прессования, отжиг отпрес-
сованных изделий.
Ферритовые преобразователи изготавливаются в виде монолит-
ных сердечников стержневого типа для излучателей с частотами
21,23,27,44,53,75 и 155 кГц. Излучатели из ферритов, как и все
магнитострикционные преобразователиs работают в режима подмаг-
ничивания их постоянным магнитным полем.
Таблица 4
Материал Плотность, г/см3 Скорость звука, м/сек Магнитострик- ция насыщения. ЛО** Температура Кюри, V
Ф-21 5,20 2790 - 26 590
Ф-38 5,27 5940 - 9 260
Ф-41' 5,21 5750 - 26 590
Ф-42 5,20 5490 - 26 575
Подмагничивающее поле модно создавать постоянным током, про-
текающим по обмотке подмагничивания, как это делается в металли-
ческих преобразователях. Однако более эффективен способ создания
подмагничивающего поля с помощью постоянных ферритовых магнитов,
вклеиваемых в магнитопровод. Возможность подмагничивания феррито-
вых излучателей постоянными магнитами является одним из существен-
ных достоинств - в этом случав упрощается система питания и по-
вышается общий к.п.д. излучателей, так, как потери по постоянному
току могут увеличить общую затрачиваемую мощность на 15*20^.
Амплитуда колебаний и интенсивность излучения ферритовых
преобразователей ограничиваются кзк их нелинейными свойствами,
так и механической прочностью ферритов. Для излучателей из феррш-
19
та - 21, 41 и 42 о резонансными частотами 27 кГц интенсивность 1
излучения составляет до б Вт/сьА При этой интенсивности макси-
мальная амплитуда колебании рабочих торцов сердечников состав-
ляет в отсутствие нагрузки 3-4 мкы.
Измерения, проведенные в Акустическом институте, доказали,
что ферритовые сердечники могут устойчиво работать с амплиту-
дой до 3 ио, при амплитуде более 4 мкм наступает их разруше-
ние. Расчет ферритовых преобразователей подробно изложен в ли- <
тературе / 8 /. 1
Указанные вше особенности ферритовых преобразователей ''
(высекая экономичность, низков питающее напряжение, возможность
работы без системы охлаждения вследствие малых потерь и высокой !
точки Кари) обеспечивают их применение в ультразвуковых машинах
для сварки полимерных материалов. Особенно целесообразно их при-
менение в ручных и переносных сварочных устройствах.
В последнее время в качестве источника ультразвуковых ко-
лебаний получили также распространение пьезокерами чес кие преоб-
разователи. Их применение основано на использовании эффекта
электрострикции, т.е. способности к механической деформации под
действием приложенного электрического поля. Величина деформации
в этих преобразователях пропорциональна квадрату напряженности
электрического поля. Материалом для пьезокорамичоских преобразо-
вателей сварочных установок служат титанат бария, цирконат - ти-
танат свинца, ииобат свинца бария. Материалы для пьезокерамичес-
ких преобразователей изготавливаются из омеси размельченного ти-
тана с солями бария путем нагрева ртой смеси до I300*I400°. По-
дучающуюся керамику предварительно прессуют в соответствующей
форме, что позволяет легко получать преобразователи сложной кон-
фигурации.
Пьеэокерамические преобразователи выполняются чаще всего в
виде круглых или прямоугольных пластин. Акустическая мощность
преобразователей из пьезокерамики не превышает Ю-12 Вт/оа^.
Поскольку скорость звука в пьезоматериалах имеет тот же порядок,
что и в металлах (ом.табл.5), резонансные пьезопластины на часто-
тах 20-25 кГц должны иметь очень большую толщину. Для в> збуждения
таких пластин к ним необходимо было бы подводить очень большие
электрические напряжения. Так как керамика обладает сравнительно
большими электромеханическими потерями и низкой теплопроводностью,
то при длительной работа происходит сильный нагрев преобразовате-
ля (выше точки Кюри) и она теряет свои пьезоэлектрические свойства
20
Поэтому от такого преобразователя невозможно получить значитель-
ную интенсивность ультразвуковой энергии.
При использовании в пьезокерамических преобразователях
сравнительно тонких пластин толщиной 3-5 мм о последними соеди-
няют массивные металлические пластины (частотопонижаюаде наклад-
ки), служащие для понижения резонансной частоты. В резонансном
режиме на всей толщине этого пакета укладывается половина длины
волны / 9 /. Известно применение пъезокерамики типа цТС-19 в
головках для ультразвуковой оварки на частотах 44 и 66 кГц.
Режим работа прообразоватэлэй; потребляемая мощность 35-50 Вт,
возбуждающее напряжение 200-250 В. Рекомендуемая область приме-
нения пьезокерамических преобразователей - сварочные гоаовии
маломощных сварочных машин и пистолетов.
При конструировании преобразователей сварочных установок
обычно производят расчет его геометрических размеров и электри-
ческих параметров.
Для сварки игрушек в основном применяются двухстержневые
магнитострикционные преобразователи. Отдельная секция преобра-
зователя состоит из стержня, являющегося активным элементом, т.н.
в нем возникают магнитострикционные усилия, и пассивной наклад-'
хи (ярма). Высота накладки d, должна быть по возможности малой,
т.к. с ее увеличением величина амплитуды смещения излучающей
поверхности уменьшается. Величина 4 определяется из условия:
Во + Вт
~~В~з /1J
где В1 - ивдукцшя насыщения материала, магнитопровода;
Во, Вт- соответственно оптимальные значения индукции под-
магничивания ш амплитудного значения индушции воз-
буждения; CL - ишрина стержня.
Обычно = 1,1.
<Zr
Собственную частоту миогостержиевого полуволнового пакете
можно найтш шз ураввеншя, полученного в работе /10/
/л . Sc_
9 г Ч
21
Таблица 5
Характеристики пьезоэлектрических материалов
Параметры Титанат бария ВаТЮ, W Няобат свинца бария <р»0-,бВа0,4Г iBgOg Цирконат - титанат свин- ца ^^O.SS^Q,^ °з
Плотность, г/см8 5,3 6,0 7,8
Диэлектрическая проницаемость 1350 1650 1100
Точки Кюри, °C 120 26р 330
Пьеэомодуль, х!0“® 330 550 700
Модуль Юнга, хХО^дин/см^ юз 90 65
Скорость звука, хЮ5 см/с 4,4 3,9 2,9
Резонанонея частота при толщине в I мм, МГц 2,25 2,40 2,10
где
Si к» ей м а) и 177
W
««
<И
4г v
ч
•" дц
«<
ао оплошной пинией) соответствующей заданному ана
точки пересечения проводится вертикальная линия
-j--- - отношение оуммарнсй площади поперечного сечения
стержней J*c к излучающей поверхности ;
А ~ длина водны в материале преобразователя. Для рассматри-
ваемых двухотержневых пакетов л в <$ец л 2 4. г,]
г Ju tC L
9 h
Рио.6. Номограмма для геометрического
расчета иногостераневого преобразователя
По номограмме на рис .6 можно определить h> при заданной величи-
не А и резонансной частоте f . На вертикальной оси этой номо-
граммы отложены значения о4 и <£.* » а на
горизонтальной оси - значения величины^ .
Еоли заданы значения А и / , то определяется длина
волны A , а затек величинеюб. Череэ штрих, соответствую-
щий найденному значению <А t проводится горизонтальная линии
до пересечения
чению . Из
до пересечения о горизонтальной осью я определяется значение j8
и высота h ,
Задавшись значениями в Ь , аокно определить обдую
длину секции. Для этого сначала находим величину JJ й иа точна,
соответствующей найденному значению, проводим вертикальную ли-
нию до пересечения с пунктирной линией, соответствующей заданно-
му значению с Г
линию и получаем искомое
12трих-пуактирные линии служат для определения соответственных
пар значений еJi для отношений
Лк? . z 1. /. /
Л ” > з~> 4 ' Т W •
Из точки пересечения проводив горизонтальную
комое значение h rZci-^r/j. yty
Целью электрического расчета преобразователя является
определение числа витков и сечения провода, величин токов воз-
буждения и подмагничивания обмотки преобразователя. Необходимо
отметить, что точней и полный расчет преобразователя весьма
сложен и для практического применения мало пригоден. Однако в
овязи о возможностью регулирования многих параметров в акустичес-
ком тракте (частоты, тока и напряжения подмагничивания, величи-
ны выходного напряжения и др.) достаточную степень точности
обеспечивают приближенные расчеты, рассматриваемые в обзоре.
Полученные .результаты расчета используются как исходные для
дальнейшей более точной экспериментальной доводки преобразова-
теля; применительно к преобразователю, изготовленному по расчет-
ным данным, подгоняются акустический и технологический режимы.
Электрический насчет преобразователя
стационарной ультразвуковой сварочной установки,
используемой для сверки изделий из полистирола -
Свариваемое изделие - полистироловый прямоугольный короб
50x50 мм, толщина стенки - 4 мм. Допускается сварка изделия за
4 этапа (отдельно сваривается каждая сторона короба). Площадь
сварки за один сварочный цикл в этом случае составит =
я 50x4 = 200 мм2. Согласно габл.6, этой плошали сварки должна
соответствовать выходная мощность ультразвукового генератора
1500-1600 Вт. Источник питания - ультразвуковой генератор типа
УЗГ5-1.6 / II /
Таблица 6
Рабочая поверхность волновода /площадь Ультразвуковой генератор
сварки/, не более Выходная мощность, кВт Тип
12 0,250 УЗГ-0,25
50 0,ч00 УЗГх-0,4
220 1500 УЗЦ-1,5
250 КОО УЗГ5-1.6
400 2500 УсГ-с,5А
600 4000 УЗГ2-4
г Техническая характеристика генератора
| Мощи зть:
выходная, кВт - 1,6 .
потребляемая, кВа - 4
Диапазон частот, кГц - 20,35-23,65
Напряжение сети, В - 220/380
Ток подмагничивания, А - 0-25
Выходное напряжение, В - 220
Исходя из модности генератора, но табл. ? можно определить
примерную величину площади излучающей поверхности преобра-
зователя, выбрав материалом для последнего пермендюр.
$и. = 2100*2800 « 2500 мм2 = 50x50 мм.
Таблица ?
Излучающая поверхность преобразователя в mi
при мощности генератора
50-150 ВТ 50-300BT I500-2000BT 4000-5000ВТ
Нико ль 100-300 1000-1600 3000-4000 80С0-ЮО0С
АльФер Пермендюр 150-450 70-200 1500-2400 700-1100 4500-6000 2100-2800 I2000-I5000 5500-7000
Примерный расчет величины Ле можно также сделать, исходя из
следующих соображений. Необходимая амплитуде колебаний рабочего
торца волновода должна составлять 35-45 мкм. Амплитуда колеба-
ний излучающей поверхности преобразователя обычно равна 3*5 мкм.
Коэффициент усиления (коэффициент сужения) трансформаторов унру-
глх колебаний обычно равен 2*4, волноводов - 4*6, общий коэффи-
циент усиления Ку « 8*24. При Ку«12 и рабочей поверхности волно-
вода 5^к 200 имг величина Su. составит:
Sgg. Ку « 200.12 « 2400 ми2
Геометрический расчет преобразователя производится в сле-
дующей последовательности.
Предварительно из условия размещения обмоток на стержнях
аРеобрэзователя ширина окна Q принимается равной 15 нм.
25
Тогда ширина стержней <35 будет равна:
а . ±Z2- = -ЖЬИ_ . п,5 в>
2 2
Толщина ярма d> = 1,1 Л = 19,25 мм. Принимаем (£ = 19 мм
Находим величину :
2а 2x17,5
f = 2аТ^“" “ 2х17?5+15 = °’7
-♦ Длина волны Л в материале стержня равна:
, & 5,Юх105
Д = -X- ---------------- 24,3 ом = 243 ММ,
* 21ХКГ
где С ~ 5,ЮхЮ5-2й- - скорость звука в пермендюровом стержне
(ом.табл.З)
Находим величину сС :
, 4 4x19
J 9 в „..........я 0,31 ,
А 243
По номограмме на рис.6 для найденных значений об и <
определяем величину : у? =0,6. 0 другой отороны Ji =
откуда высота стержня h> равна:
= я 8ж€2245— я 72,9 мм.
2 2
Принимаем Л = 73 мм. Общая длина пакета Л, будет равна, таким
образом: Д, • 73+19+19=111 мм.
Найдем число витков ft обмотки преобразователя из выражения
4,44^$/'
где U> - напряжение на преобразователе;^,- индукция в
сердечнике; S ~ площадь поперечного оечения стержни
преобразователя; / - частота.
Номинальное напряжение на обмотке
преобразователя, В при мощности, кВт
до 0,16............................. 55
° 0,25 ♦ 0,63 ......... ПО
° 1,0 ♦ 1,6.................. 220
Skate <,5. .......... • • 440
26
Величавы U и / определяются параметрами генератора fZ4 =
в 220 В; J = 21 кГц.
Значение индукции в сердечниках магнитострикционных преобразова-
телей обычно выбирается около 1000 го, т.к. при этих значениях
используется около 0,25 кривой магнитострикции в ее наиболее кру-
той восходящей части / 6 /. Тогда при 1000 го,
220x10®
Д/ = —----------------------,----& 27 витков
4,44xIOOOx(I,75 хЗХхЮ5
Величина тока возбуждения при этом равна:
= __&QQ_ = 7,а а
UL 220
3 воз =
При частоте 21 кГц и амплитуде индукции около J000 го величина
напряженности Нд для выбранного материала составляет 2500 А/м
/6/ . Определим ампер-витки обмотки подмагничивания
a -w -о,8 ноёср
i где £ср - средняя длина магнитопровода.
4^ = 3,25x2+9,4x2 « 25 см}
a, ‘W = 0,8x25x25 = 500 Ав.
Тогда величину тока подмагничивания можно определись иэ сле-
дующего выражения:
Лад? = « 18,'6 А
< ЛГ
Общий ток, продевающий через обмотку, будет ра^ен;
^общ. = ^2под. + ц^.воз. а У 18,6^+7,22 ж 18,8 д_
Определим оечение провода обмотки преобразователя.
g, = -Л^йал-
где - плотнсоть тока в обмотке преобразователя.
При охлаждении обмотки воздухом плотность тока не должна
превышать 2,5-3 А/ммг); при охлаждении обмотки водой плотность
тока может быть повышена дс 8-10 А/мм2;
ъ 2,1 мм2
Диаметр провода находится из выражения
А/ 2/ = 2 (уйГ Ьб мм
27
для обмотки преобразователя используется провод, обеспечивающий
длительную электрическую прочность в водной ореде, например,
типа БПВЛ. Диаметр такого провода в изоляции составит Т> из. =
» 3,0 мм. Проварим возможность размещения обмотки на стержнях
преобразователя. Высота окна lv ж 73 мм, коэффициент укладки
К « ',9.
Д/ - — -------Zi--------- 2П вит.
* ° 3,1 х 0,9
Следовательно, в окне преобразователя обмотка может быть разме-
щена без затруднений.
В приведенном примере расчета авторы исходили из того, что
процесс изготовления преобразователя начинается с самой первой
стадии - вырубки пластин преобразователя, его сборки и т.д. В
ирактичаокой работе олучзются переделки какого-либо преобразова-
теля. В этом случае расчет преобразователя может свестись к оп-
ред ,ению необходимой излучающей поверхности. Если, например,
имеется пакет преобразователя о мощностью, превышающей необходи-
мую, то можно разделить (разрезать) пакет в соответствии с рас-
четными данными, получив, таким образом, запасной магнитострик-
ционный преобразователь и улучшив энергетические характеристи-
ки сварочной установки. При наличии магнитострикционных преобра-
зователей, но имеющих технического паспорта, по приведенным
расчетам можно выяснить их необходимые характеристики. Элементы рас
четов, приведенных выше, могут быть полезны при переделке моечных
магнигоогрикторсв в преобразователи для сварочных установок.
РАСЧЕТ И ПРОЕКТИРОВАНИЕ ТРАНСФОРМАТОРОВ
УПРУГИХ КОЛЕБАНИЙ И ВОЛНОВОДОВ
Расчетные формулы для определения геометрических размеров
элементов колебательной системы ультразвуковых сварочных машин
выводятся при решении дифференциального уравнения раопрортране-.
ния продельных волнв стержнях переменного сечения. Наибольшее
значение амплитуды смещения соответствует резонансному режиму
работы колебательной системы, когда частота свободных к о лобаний
равна частоте вынужденных колебании. Поэтому решение заключает-
ся в нахождении частичного уравнения, связующего геометрические
размеры стержня и физические характеристики материала, из которо-
го он изготовлен, с частотой свободных колебании.
гв
Продольные колебания отержня переменного речения. Для коли-
чественного описания процесса продольных колебаний стержней
переменного сечения принимают ряд допущений, позволяющих значи-
тельно упростить вывод расчетных зависимостей / а,12-14/. Так,
например, уславливаются, что продольная деформация не сопровож-
дается поперечным движением элементов стержня и что волновой
фронт остается плоским, т.н. поперечные сечения в процессе движе-
ния не искажаются. Такое предположение не дает существенной ошиб-
ки, если один из поперечных размеров стержня не превышает 1/3 дли-
ны волны в материале стержня. В толстых стержнях поперечнсе дви-
жение приводит к неравномерному распределению напряжений по по-
перечному сечению, что вызывает искажение плоских поперечных се-
чений. Вследствие этого происходит уменьшение скорости распростра-
нения продольных волн в стержне.
Рассмотрим стер-
жень переменного сече-
ния, в котором воэбужде-
Рио. 7
ны продольные колебания
(рио.7). На расстоянии &
от начала стержня вы-
делим двумя сечениями,
перпендикулярными оси
стержня OX t малый
элемент dx с площадью
поперечного оечения
S ( ). Если равно-
действующая сила в сечении х буде? равна Ф , го в сечении
5С+ dx оиа будет равна ^Г + ~~-dX. Эти силы будут уравно-
вешиваться силой инерции элемента d/X, равной произведении мас-
сы элемента на ускорение:
. п д d - л г cLx.
Э1г ' д 1г CL2~
где m - масоа элемента;
jO - плотность материала стержня;
-У~~ ускорение элемента .
Суммируя вое силы, приложенные к рассматриваемому элементу,
получим
if
Э-л
/I/
29
I
В работах / г,13 / показано, что при расчета волноводов, выпол-
ненных из стали, алюминиевых и титановых сплавов, можно прене-
бречь потерями колебательной энергии на внутреннее трение. Тогда
связь между напряжениями и деформациями будет выражаться законом
Гука. Следовательно, удлинение элемента будет равно
£ = 4^ » > /2/
с дХ £S ' '
где f - модуль упругости материала стержня.
Исключая из выражений /I/ и /2/ силу & и принимая условие, что
модуль упругости не изменяется по длине стержня, получим
В случае гармонических колебаний решение уравнение /3/ находится
из u.z а(л)&йги)Ь N
где л(х) - функция только одной независимой переменной;
Ш - круговая частота.
Подставляя выражение /4/ в уравнение /3/, получим так называе-
мое уравнение собственных форм колебаний:
Й /V
где постоянная К , называемая волновым числом, связана со
скоростью звука С в материале отержня и круговой частотой
следующей зависимостью
/6/
Решение уравнения /5/ зависит от закона изменения площади по
перечного сечения отержня по длине. Рассмотрим некоторые частные
случаи, имеющие практическое значение для расчета элементов сва*^-
рочного узла ультразвуковых установок, предназначенных для сварки
полимерных материалов.
Стержни,постоянного сечения (рис.8). Для таких стержней
Sfa)* const и уравнение собственных форм /5/ при-
нимает вид:
НЙ * “ °
Решение уравнения /?/ известно / 15 /:
а - С. см Кх + с-, sin а х /?,
зо
Рис.8. Типы стержней, применя-
емых в качестве волноводов, транс-
форматоров упругих колебаний и со-
гласующих звеньев, в ультразвуке -
вых сварочных машинах: а) стержень
-постоянного сечения; б) ступенча -
тый стержень; в) экспоненциальный
/ стержень
Ионользуя выражение /2/»
можно также найти паопре-
деление колебательной си-
лы по длине отержня:
Еоли известные величины'
амплитуды смещения Д/ ,
и колебательной силы Т
в сечении X а о , то
можно составить выражения
для величины смещения и
силы в любом произвольной
сечении. Действительно,
подставляя в выражения
/0/ и /9/ значение Xs О ,
получим:
/W
Подставляя значение постоянных интегрирования |
в выражения /8/ и /9/, получим:
a.A'CwKx*^ SinKX
Г; Г, См кх - Я, Е Sk М-П Кх
Для отержня, свободного на концах, при Xs О и
колебательной силы, равной нулю. Первое условие дает
а второе
уравнение
\ и5 /10/
аз »
/И/
шеек
величину
7 = О,
Получаем
кыми концами:
= -^ESkSuik# *о
частот стержня постоянного сечения со окобод-
. Следовательно, kt
sin - О
» Ль£Г «где п, - целое число.
/1г/
Я
Для наиболее низкого тона, когда# = I, о учетом выражения /6/
получим формулу для расчета резонансной длины стержня
р Л . 7ГС_ . Л
-1Г- ~Ц) ' 2~ /П/
Таким образом, резонансная длина стержня постоянного сечения
равна половине длины волны.
Цилиндрические ступенчатые стержни (рис.86). Такие стержни
можно рассматривать состоящими из двух участков, каждый из кото-
рых имеет постоянное поперечное сечение S,* $г . Для каждого
участка будет справедливо уравнение /7/ и решение /8/. В предела
первого участка В будет также справедливо и выраже-_
ние /II/. Поскольку левый конец первого участка свободен,
в-0, и тогда для этого участка
правого сечения пе.зого участка (2!, = ^,) получи»
к 7
(~' А£к J
значения смещения и силы будут начальными для второго
ТО £ :
/14/
Для
/15/
участ-
Позтому, подставив выражения /15/ вместо начальных значений
смещения и силы в формулы /II/, полупим для любого сечения вто-
рого участка ( (7^-^ А, ). >
«г = кКХгiLnK
Так как правый конец стержня свободен, то (3^-) “0.
Это условие позволяет составить уравнение частот:
X $1/1 К в, СЫ^г+Зг &/7Кб * О
или
Эти
ка.
/К/
£0 К £ - - /17/
Положим, что длина первой ступени . Тогда из выра-
жения /17/ следует, что и длина второй ступени также равна /£ =
А
» -j- .
Прж атом резонансная длина всего стержня будет:
/18/
Коэффициент усиления амплитуды омещенгг, г.е. отношение амплиту-
ды смещения правого конца к амплитуде смещения левого конце, для
такого стержня будет равен:
К . Ш12 ‘ . S.. Л
' (d,)x, = е, ' & ’ di т
где (£/ и 4^2 - диаметры цервой и второй ступени соответственно.
Следовательно, наибольшее усиление амплитуды смещения в сту-
пенчатом стержне, равное отношению большей площади поперечного
сепеиия к меньшей, достигается при длине участков стержня, равной
четверти длины волны.
При конструировании элементов сварочного узла часто бывает
необходимым найти сечение, в котором смещение равно нулю (узел
смещения). В этом сечении, как правило, располагают диафрагму, с
нс-ощью которой колебательная система креш.тоя к неподвижньи час-
тям оварочнои установки.
Найдем узел смещения в рассматриваемом ступенчатом стержне.
Для этого в выражении /14/ или /16/ следует принять Я* О.
Л, - Д Ui ^1, • О; ИЛ?
<ГС , 1
Следовательно, х. = —— =
' 2ш д /л>/
Таким образом, узел смещения будет находиться посередине
ступенчатого стержня в месте перехода от большого диаметра к мень-
шому.
В процессе работы в поперечных оечеииях стержня возникают
силы растяжения и сжатия, приводящие к переменным напряжениям.
Это является причиной разрушения стержня, причем разрушение проь»-
ходиг в тех оечеииях, где величина амплитуды динамических неп'Щк.
ний максимальна. Поэтому, кроме раочета резонансных геометршчеоких
размеров стержня, следует проводить * расчет на прочность.
Так как величина амплитуды динамичеоких напряжений равна от-
ношению колебательной силы к площади поперечного сечения стержня,
то, используя выражение /14/, найдем, что для первого участка
б/ - -jr- - Д.Ек Un КХ
Приняв первую производную от напряжений по координате, равную
нулю, найдем опасное сечеяие, в котором напряжения максимальны:
ii'x..- с - С01 КЛ,-0 , •«>«•
0 л. .'
СаблО; кл, - х,? v-
К »
5г
Следовательно, опасное сечение расположено в узле смещения, т.е,
в месте перехода от большего сечения к меньшому. Причем значение
напряжений в этом сечении будет
бг -- £ А к -- А - г <Jpc /а/
лабс ;ЕДгк .атгМ У/7
Ступенчатые стержни при ультразвуковой сварке полимерных
материалов могут иопользоватьоя как в качестве трансформаторов
упругих колебаний, так и в качестве инотруыентов-волноводов.
В первом случае входная площадь стержня / ^/определяется из ве-
личины площади магнитострикционного преобразователя (табл.З).
Обычно она равна площади окружности,описанной вокруг прямоугольно-
го или квадратного контура пакета преобразователя, т.е. диаметр
входного поперечного сечения принимается равным диагонали oL
пакета (рис.9). Что хе касается выходной площади (или выход-
ного диаметра ), то она не должна быть слишком малой,
несмотря на то, что, согласно выражению /19/, коэффициент усиле-
ния амплитуды смещения при этом будет увеличиваться. Это объяс-
няется тем, что при большом отношении в месте перехода на-
0-2
рушается характер плоской волны и создаетоя значительная концентра-
ция напряжений. Учитывая, что здесь действуют максимальные напря-
жения, как это было установлено выше, резкий переход приводит к
быстрой поломке трансформатора или волновода.
Рмс.9« Трансформатор упругих колебаний (к примеру I)
34
<*2
Опыт эксплуатации цилиндрических ступенчатых стержней в уста-
новках для сварки игрушек из полимерных материалов показывает,
что во избежание быстрого выхода из строя трансформаторов ’’ волно-
водов необходимо, чтобы коэффициент усиления амплитуды смещения
был меньше 10 (Ку 10). В работе /13/ экспериментально пока-
зано, что оптимальное значение Ку должно лежать в пределах 5еЮ.
Кроме того, с целью ослабления концентрации напряжений переход от
большего сечения к меньшему должен быть плавным на протяжении
0,05 Л /I/.
Таким образом, порядок расчета и проектирования цилиндри-
ческих ступенчатых трансформаторов и волноводов сводится к сле-
дующему:
I. Назначается диаметр входа , который для трансформато-
ров упругих колебаний равен диагонали паката магнитострикционного
преобразователя, а для волноводов - диаметру выхода трансформато-
ра.
г. Выбирается величина коэффициента усилении в пределах
5 ж* Ку 10. Тогда диаметр выхода будет равен
. ----------
5 h JO
3. По форму ле-/18/ определяется резонансная длина. Она может
быть найдена также с помощью номограммы (рио.10 ). Для этого необ-
ходимо на икала С найти пометку, соответствующую скорости зву-
ка в материале стержня, и через нее провести горизонталь до пере-
сечения с наклонной линией, соответствующей заданной чаототе.
Затем через полученную точку пересечения проводим вертикаль до
пересечения с "направляющей прямой" и далее - горизонталь до вер-
тикальной шкалы- Д , по которой находим искомую длину. Например,
найдем резонаноную длину ступенчатого волновода, у которого
/ = 21,5 кГц; С я 5.IO5 ом/о, ход решения отмечен на рис.10
пунктирной линией. Получаем = П6 мм.
4. Определяется длина плавного перехода ( ) от большего
диаметра к меньшому: « 0, 05J = <?, 7
5. В случае, если стержень служит трансформатором упругих
колебаний, в узле смещения предусматривается диафрагма для креп-
ления колебательной системы к бачку магнитострикционного пакета
(рис.9). Толщина диафрагмы обычно принимается не более 5 мм.
Для уменьшения влияния дифрагмы на колебательный режиы делается
* 35
*
кольцевая проточка таким образом, чтобы внутренний торец проточки
(рио.9) находился на расстоянии от обоих концов стержня.
I. Излучающая поверхность преобразователя равна 64x64 мм2,
диаметр входа трансформатора: д^вуб4 -е- 64^ = 90,5 мм.
Принимаем 90 мм.
2. Предварительно назначаем коэффициент усиления Ку » 5.
Тогда по формуле /19/ диаметр выхода трансформатора будет равен
я 40,25 мм
Принимаем Д^= 40 мм. Следовательно, истинный коэффициент уси-
ления будет
—— = 5,%
4О2
4'
3. Находим резонансную длину трансформатора:
/ = = -SjJZxJQL в 12 31 ом = 123,1 мм
2/ 2х21хЮ5
где С — 5,Г?Х105 -£й- - скорость звука для стали (табл.1)
По номограмме
4. Находим длину
меньшему:
0,1x123,1 =
Принимаем радиуо
5, Диафрагму для
преобразователя располагаем на расстоянии
б Ip 123,1
к я - —— e gjt5 gy
2 2
123 мм.
плавного перехода от большего сечения к
12,31 мм.
плавного перехода Ъ = J2 мм.
крепления колебательной системы к бачку
/1^/
а)
б)
Рио,10. Номограммы для определения
площади круга (а) и резонансной длины ступенчатых
и экспоненциальных волноводов (б)
В разработанной МВТУ им.Н.2.Баумена установке УП-20, которая
успешно применяется для сварки игрушек из полимерных материалов,
использован цилиндрический ступенчатый трансформатор упругих ко-
лебаний совместно с преобразователем ПМС-М2. Рассчитаем этот транс-
форматор при условии, что он изготовлен иа стали 45 и рабочая час-
тота равна f » 21 кГц.
т.е. ось диафрагмы должна совпадать с оечением, в котором осу-
ществляется переход’от большего диаметра к меньшему. Толщину
диафрагмы принимаем равной 5 мм; диаметр кольцевой проточки
90 мм; диаметр диафрагмы - 120 мы. Чертеж трансформатора
приведен на рис.9.
Экспоненциальные отержни (рис.8в), В таких стержнях площадь
поперечного сечения изменяется по закону
S (re) « '«s м/
где площадь большего торца стержня (площадь входа);
4 - показатель экопоненты, определяющий быстроту сужения. -
отержня.
37
Показатель 4 может быть найден из граничного условия.
При й5 = 4р , где 4р - резонансная длина стержня, площадь отерж
ня равна S , т.е. площади выхода: = S/C^P ,
откуда £ = -у- /л. • Д5/
Ср
Описание процесса продольных колебаний экспоиенционального
стержня можно получить с помощью уравнения собственных форм /5/,
если подставить в него закон изменения площади поперечного сече-
ния /24/. Тогда получим:
Решение этого уравнешя зависит от корней характеристического
уравнения; 'Z z -st К.* — О
/26/
К1 .
Обозначим -™ /27/. Физический смысл этой величины
заключается в том, что окорость звука И ' в экспоненциальном
стержне не совпадает со стержневой скоростью С и зависит от 4
/28/
Следовательно, ^определяет зависимость фазовой скорости
Продольных волн о* показатели экспоненты 4 . Очевидно, что чем
меньше 4 , тем меньше отличается фазовая скорость в экспонен-
циональном стержне от стержневой скорости.
Из выражения /28/ следует, что
2к «А9/
в противном случае скорость окажется мнимой величиной. Условие /2^
позволяет составить выражение для так называемой критической чао-
Т0ТИ! z , /С
f > J крит =.- /30/
43Г
или, учитывая /25/:
/ > /крит £. .
<р $1 № /31/
Физический смысл выражений /30/ и /31/ заключается в следую-
щем / 2 /. При распространении продольной волны в стержне nepeueun<
го сечения происходит отражение волн от боковой поверхности стержи
Отраженные волны могут компенсировать друг друга за счет интер-
ференции. Однако при некотором условии фазы и скорости распро-
странения отраженных волн будут таковы, что компенсация ни бу-
дет происходить. Это приведет к тему, что на конце стержня, имею-
щего малое поперечное сечение, энергия далее не будет распростра-
ниться, а будет полностью или частично поглощаться, вызывая
разогрев. Для предотвращения этого необходимо, чтобы собствен-
ная частота соответствовала условии /30/ или чтобы минимальное
оечение / S% / было нс менее некоторой величины, определяемой
кз условия /31/. t
Возвращаясь к решению уравнения /26/ и учитывая вышеоказан-
ное, получаем, что корни характеристического уравнении должны
быть мнимыми:
^7,2 ’
В этом случае решение уравнения /26/ имеет вид;
а - (с, со^ к, зс * сг /&/
Из выражений /2/ и /32/ можно также найги распределение коле-
бательной силы . /А I
F-.£s4h£Se [c.{faK.t-*.UnK,xk
f Ил № * «, Cos К, x)]
Воли известны величины амплитуды смещения Af и силы Sy, на
конце Х= 0, из выражений /32/ и /33/ можно получить:
0.x -о - fl, ? £> 1
‘[nJ J
/34/
Подставляя далее'значения постоянных интегрирований ^и
из /34/ в выражения /32/ и /33/, получим,:
С<- - С- L- *’ n# t. t> /33/
- к^п к,&)-
К , t о I < 1 **
ээ
38
Так как мы рассматриваем стержень, свободный на концах, тс для
"его при х = 0 и ®=Л> величина колебательной силы равна нулю.
Первое условие дает z = 0, а второе
Г£: - ^COi К, л, ф/-
откуда получаем уравнение частот экспоненциального стержни об
свободными концами
Sin, /С, - О
Следовательно, /%/
Сравнивая выражение /43/ и /41/, видим, что в экспоненциаль-
ном стержне узел смещения и опасное сечение располагаются симмет-
рично относительно геометрического центра отержня.
В заключение вернемся к условию /30/ и /31/ для критической
частоты. Как уже отмечалось, колебания частот ниже критической
не могут распространяться в стержне. Однако условие y”js.
оказывается недостаточным. Это объясняется тем, что активная^
где п - целое число.
Учитывая выражения /28/ и /25/, получаем формулу для расчета
резонансной длины стержня:
Z. УТ I/ 1 - t
г/ у г ятп
При Л= I получены полуволновой стержень, г.к. п - является
числом полуволн, укладывающихся на длине стержня. Определим коэф-
фициент усилания амплитуды смещения экспоненциального стержня
/?, g tfi( CC4 Г Ср ил К, Гр
/37/
Ку
J cU ~ о
Так как SinKftp = °» г0
и». £ „ 4 £
й, №
CosKffy- I и, следователь-
J,
Sa
ГУ)/
составляющая входного сопротивления экспоненциального стержня для
бегущей волны связана о критической и рабочей частотой следующим
ооогноаением: -----——.
Ра - Х>J>c -• /44/
Из этого выражения следует, что если подкоренное выражение за-
мету отличается от единицы, то входное сопротивление будет су-
щественно зависеть от показателя сужения $ . Так как экспонен-
циальный стержень, непример, волновод, соединен о другими элемен-
тами колебательной системы, имеющими другое значение & , то зе
счет разницы входного и выходного сопротивлений двух стыкуемых
стержней в место стыка будет Происходить отражение энергии. Чтобы
этого не произошло, следует существенно превысить критическую час-
тоту. Так, рекомендуется рабочую частоту / 16 / выбирать из усло-
вия f &
Экспоненциальные стержни в ультразвуковых сварочных установ-
ках попользуются в основном в качестве инструментов-волноводов.
В зависимости от (£ормы и материал,, свариваемых изделий они могут
быть круглыми (точечными), ножевыми или трепанообразными. Рассмот-
рим методику расчета каждого из названных видов экспоненциальных
/40/
волноводов.
Ии: е
Положение узла смещения можно определить, подставив в выраже-
ние для смешения /35/ значение X « 0:
Д £ г ( СО5 К, Jty - -h, icrt °
L<j Z~^ и : /41/ .
Величину напряжение в произвольном сечении найдем, разделив
выражение для_колебатальной силы /55/ на площадь:
-7 =/-£ f -z /? ^йг~ л х А2/
Принял первую производную от напряжения по координате,
равную нулю, получим коордивжту опасного сечения, в котором нап-
ряжения максимальны: г л £ I z „ л - о
хг с t. Н *
«*>“ f ЛЛК..1
Методика расчета ниглых экспоненциальных волноводов (рио.П)
Учитывая, что площадь произвольного сечения круглого волновода
Равна <$(х) » , а входного сечения - St —, и
используя выражение /24/, получим закон изменения диаметра тежого
волной»»*
SL (х) е Ж /45/
Очевидно, что в этом случае величина показателя сужения /
рэзаа
♦О
д СС/ к X и* СЛ9Д0В8Твльн0»
, ~*~сп к. J
41
1
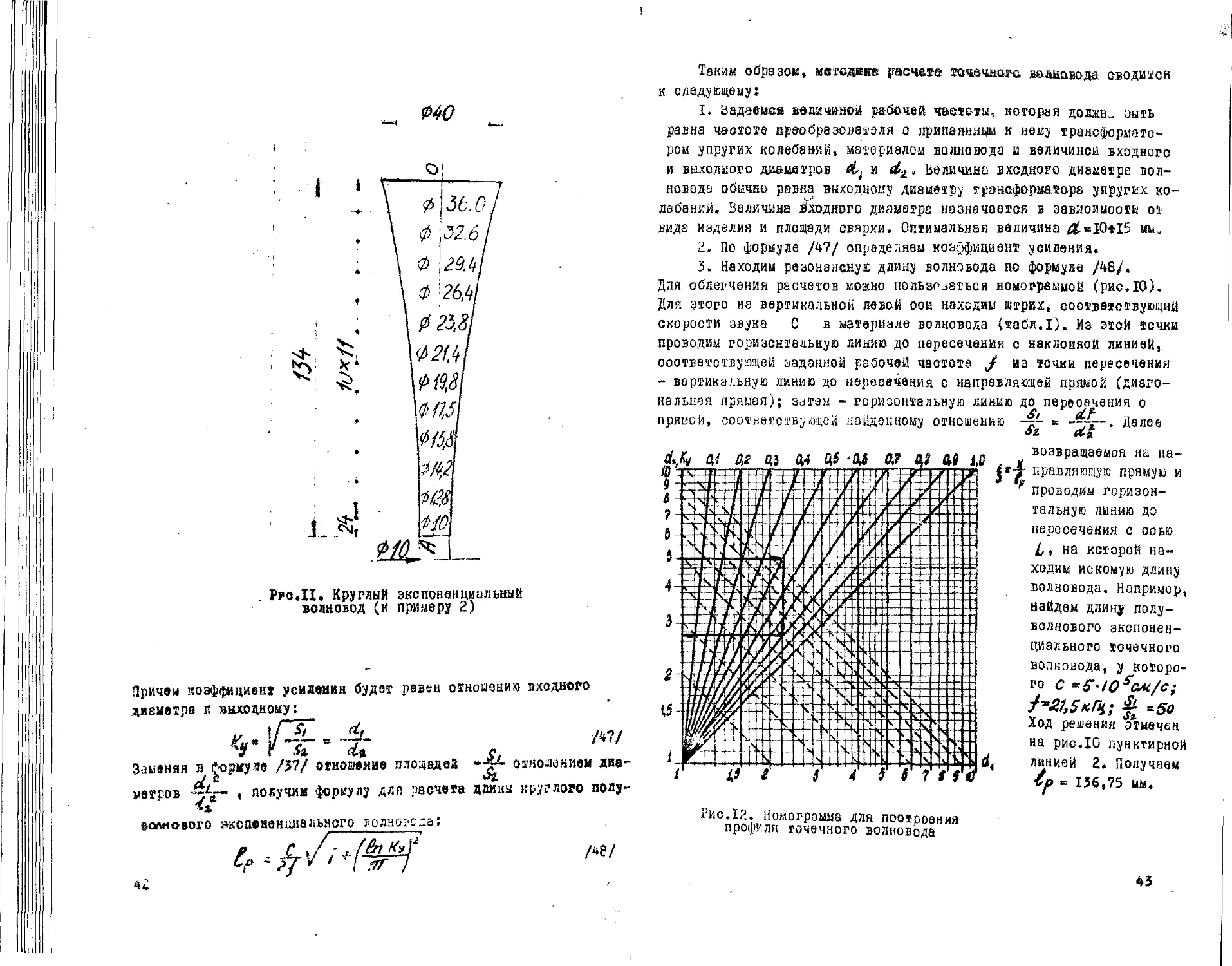
. Рио.П, Круглый экспоненциальный
волновод (к примерз 2)
Причем коэффициент усилении будет
диаметра к выходному:
равен отношению входного
v а \TJl. _
*9 И st, di.
Заменяя в формула ГУЦ отноаеиие площадей
метров , получим формулу для расчета
волнового экспоненциального лолнокодэ:
отноаением диа-
длины круглого полу-
/48/
42
Таким образам, методике расчета точечного волновода сводится
к следующей!!:
I. йадаемсв величиной рабочей частоты, которая до лжи.. Сыть
равна частоте преобразователя с припаянным к нему трансформато-
ром упругих колебаний, материалом волновода и величиной входного
и выходного диаметров 4^ и . Величине входного диаметра вол-
новода обычно равна выходному диаметру трансформатора упругих ко-
лебаний. Величина входного диаметра назначается в зависимости от
вида изделия и площади сварки. Оптимальная величина z£=lOtl5 мм.
И. По формуле /47/ определяем коэффициент усиления.
3. Находим резонансную длину волновода по формуле /48/.
Для облегчения расчетов можно пользоваться номограммой (рис.10).
Для этого на вертикальной левой оои находим штрих, соответствующий
скорости звука С в материале волновода (табл.1). Из этой точки
проводим горизонтальную линию до пересечения с наклонной линией,
соответствующей заданной рабочей частоте J из точки пересечения
- вертикальную линию до пересечения с направляющей прямой (диаго-
нальная прямая); затем - горизонтальную линию до пересечения о
прямой, соответствующей найденному отношению х -~4—. Далее
32 Ля
Рис.12. Номограмма для построения
профиля точечного волновода
возвращаемой на на-
правляющую прямую и
проводим горизон-
тальную линию до
пересечения с ооью
£, на которой на-
ходим искомую длину
волновода. Например,
найдем длину полу-
волнового экспонен-
циального точечного
волновода, у которо-
го с *5-Ю*см/с}
Н1,5Щ £ ~50
Ход решения отмечен
на рис.10 пунктирной
линией 2. Получаем
= 136,75 мм.
45
4. По формуле /46/ определяем коэффициент сужения 4 и
отроим профиль волновода согласно выражении /45/. Для облегчения
расчетов при построении профиля волновода можно пользоваться но-
мограммой (рис.Li). Поле номограммы разделено двумя видами линий
- сплошные линии, исходящие из начальной точки, соответствуют от-
*
я » а пунктирные параллельные линии - ваданному
диаметру входа Для построения профиля необходимо на левой
вертикальной сои,найти штрих, соответствующий заданному отношению
диаметре К = , и провести горизонтальную линию так, чтобы
Л-2
она пересекла вое наклонные оплошные линии. Из полученных точек
пересечения проводим вертикальные линии до пересечения с пунктир- j
ной линией, соответствующей заданному диаметру входа dt , а за- j
тем возвращаемся на левую вертикальную ооь, где находим реличи- j
ну диаметра , соответствующую выбранной величине. Например, j
длн волновода, имеющего ^> = 120 мм, <Lt- 6 ом и Ку = 5, требует- j
он найти величину диаметра на расстоянии де = 60 мм, r.e.7=0,5.
Ход р шения на рио.12. отмечен стрелками; получаем d& 2,7 ом=
а 27 мм.
5. Проверяем выполнение условия /Я,5 / кр.
Пример I. Спроектировать точечный волновод, присоединяемый к
трансформатору упругих колебаний, рассчитанному в примере р.
. Задано: резонансная частота / = 21 кГц,d/=4O мм.
Материал волновода - титановый сплав BT3-I. Скорость звуке -
С = 5,178.10^ см/с (табл.1). Волновод предназначен для сварки
игрушки "Космодром*, изготовляемой московским заводом "Огонек".
I. Лучшие результаты получаются, еоли диаметр рабочего горца
волновода равен10 мы. Следовательно, коэффициент усиления:
2. Находим резонансную длину волновода:
S d.?
По номограмме (рис.10) для --- = “Л~ = 16 получаем также
n 134 мм « 13,4см. *г
3, Находим показатель сужения 6 ;
dn. 4 = 0,207 -2-
44
Далее составляем табд.8 длн построении профиля волновода
Таблица 8
8 3 2 * 1 н
т 0,1035 0,901 36,0
2 0,207 0,813 32,6
3 0,3105 0,733 29,4
4 0,414 0,661 26,4
5 0,5175 0,596 23,8
6 0,621 0,53? 21,4
7 0,725 0,484 19,4
8 0,828 0,437 17,5
9 0,932 0,394 15,8
10 1,035 0,355 14,2
II 1,139 0,320 12,8
13,4 1,386 0,250 10
При использовании номограммы также составляется табл. 9.
Таблица 9
; и 0 0,1 ч- 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
мм. 0 13,4’ 26,8 40,2 59,6 68,0 80,4 93,8 I 107,2 10,6 134
40 34,8 30,2 26,4 23,0 20,0 17,4 15,1 13,2 П.5 10
По данным таблиц строится профиль волновода (рис.II), длн че-
го проводится ось волновода и от точки 0 откладывается его длина
ОА = = 134 мм. Затем отрезок ОА разбивается на участки длиной
10 мм (последний участок имеет длину 24 мм), если используются
данные таблицы А, либо на участки длиной 0,1 &р =13,4 мм, если
используются данные таблицы Б, полученные из номограммы. Черев кон-
цы отрезков проводятся линии, перпендикулярные к оси‘ОА и на них
в обе стороны от оси откладываются отрезки, равные радиуоу
Графическое построение рассчитанного волновода показано па
рис.12.
Проверим условие по критической частоте:
Ар а J Т £г = —•— » 8550 ГЦ.
/яр Гр 4 W 13,4 4.3,14
Поскольку />1,5 / ир.» 12,8с йГц, условия для создания бегу-
чей полны будут соблюдены.
Методика расчете, ножевых
„.Жсдонечциадьлых волноводов
Кожевне волноводы име.;т круглое поперечное сечение, у кото-
рого удалены сегметы (незаютрихованные участки на рис.13), величине
отрелки которых равна Л . Иногда применяются ножевые волноводы
о прямоугольным поперечным сечением. Расчет коэффициента усиле-
ния Ку, коэффициента сужения и резонансной длины производится
по формулам, указанным выше. Площади выхода определяется по фор-
муле: .
« а ♦ «/ М/
где Л - толщина ножа, которая задается из технологических
соображений? б^-диамегр заготовки под волновод, перед
снятием оегмвзтов (диаметр входа).
Площадь входа лигно определяется по номограмме (рис.10а),
Для этого с левой стороны оси отмечаем штрих, соответствующий
заданному диаметру входа dt, и о правой стороны находим некому*
йлещадь Sr.
Для изготовления ножевого волновода необходимо поотроить
Рис. 13. Ножевой экспоненциальный волновод
(к примеру 3)
46
шаблон, для чего следует найти зависимость изменения величины
стрелки h по длине. Площадь сегментов будет определяться раз-
ностью площади входа $, и площади волновода S («):
S.U ; ~4~' [<- е ’ег] /50/
Заменив величину S, на и разделив обе чаоти этого выра-
жения на 'if , получим:
-F-Z e'exJ /5I/
Получив из выражения /51/ величину ' п0 таблицам,
приведенным в / I? /, можно найти соотношение £, » «,
умножив его на радиус Zi , определить искомую хорду.
Очень просто построить необходимый здблон, пользуясь номограм-
мой (рио.14). Цля это?о не левой вертикальной оси находим зтрих,
соответствующий заданному значению коэффициента усиления Ку, и че-
рез него проводим горизонтальную линию так, чтобы сн^ перооекла
все сплошные линии, соответствующие отношению -£ « . Из те-
чек пересечения, проводим вертикальные линии до встречи эх о кри-
вой линией и далее - горизонтальные прямые до пересечения кх же-
вертикальной осью, ла которой находим искомое отношение
вой
Например, требуется определить величину /лрды 4 иа оаостея-
ней х » 60 мм от торив волновода, у которого: Ку • 5, £ *120 мм
и г, = 50 мм. .Отношение ? - ? следовательно, равно 0,5.
47
Для этих данных (ход решения отмечен
чаем И, = --- = 0,84, тогда h =
v
стрелками на рис.14) полу-
0,84, г,= 0,84x50=42 ни.
Рио.14. Номограмма для построения
профиля ножевого волновода
Пример 3. Спроектировать ножевой волновод, присоединяемый
к трансформатору упругих колебаний, рассчитанному в примере I
. Задано: резонансная частота / = 21 кГц,а!/=40 мм.
Материал волновода - титановый сплав BT3-I ( С » 5,178.10$ ом/в»).
Волновод предназначен для сварки ствола пневматического автома-
та, изготовляемого из полистирола (рис.33).
2. Из технологических соображений Тслдина нежа d мм^
Тогда площадь выхода б^дет я 40.4 = 1ь0 им2 * 4*!,6
Площадь входа S, = = -2х1|*4— « 12,57 см^
Следовательно, s 7,857; коэффициент усиления ампли-
*> 1,6
туды смещения будет равен Ку ж
2. Яахохлм резонансную длину;
о С \Г—7ZT^z 5.
*23,1 си=251 мм.
4-5
Зо вокограмые ,рх.с.1О) Ср = 125,5 мв
3. Определяем коэффициент сужения:
t -Г • ’•В5? • “•1ет si-
vp *<*tX
4. Для построения шаблона по формуле /51/ составляем табл, 10,
Таблица 10
а,с& Са е''* Seer 'll
* 0,157 0,855 0,145 0,228 0,251 5,02
г 0,314 0,73 0,270 0,424 0,385 7,8
3 о,4?г 0,624 0,376 0,592 0,490 9,8
4 о 0,628 0,534 0,466 0,732 0,568 11,36
5 7,86 0,456 0,544 0,855 0,634 12,68
б 0,943 0,389 0,611 0,959 0,690- 13,8
7 1,10 0,333 0,667 1,046 0,733 14,66
8 1,256 0,285 0,715 1,120 0,774 15,48
9 1,412 0,244 0,756 1,18? 0,809 16,18
10 1,570 0,208 0,792 1,243 0,835< 16,70
II 1,730 0,1770 0,823 1,292 0,860 17,2
хг,о 1,886 0,152 0,848 1,332 0,880 17,6
13,1 2,060 0,127 0,873 1,371 J 0,90 18,0
При использовании номограммы составляется также табл.Ц.
Таблица П
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0.8 0,9 1,0
0 13,1 26,2 39,4 52,4 65,6 78,7 91,8 105,0 118,С 131
0 0,30 0,45 0,54 0,65 0,71 0,76 0,8 0,84 0,88 0,9
к- 0 «,0 9,0 К.в 13,0 14,2 к,г| 1б,о 16,8 17,6 18,0
По данным таблиц строится шаблон и профиль долнсвода.
этого проводится ось волноводе и ст точки 0, откладывается его
длине Ср «ОА. Отрезов ОА делится не интервал длиной в I йи в
случае, воли используется данные табл.Ц, либо длиной 0,1 Ср ,
если испояьзу.'/тса даммые табл.Ц, и черта каким жнтвржедвж дрсвс-
49
дятся линии, перпендикулярные оси волновода. Далее по обе стороны
от оси на расстоянии, равном радиусу t , проводим линии, парал-
лельные оси. От этих линий откладываем отрезки 4 для соответ-
ствующего интервала и полученные точки соединяем плавной кривой
(рис.13).
Расчет элементов колебательной системы на усталостную
прочность
Выше было показано, что в произвольных сичениял стержня, в
котором возбуждены продольные колебания, возникают переменные
напряжения, приводящие к его разрушению. Положение опасного сече-
ния, в котором возникают макс.ыальиыи наярнлеиин, для различных
стержней находятся но формулам /дм/ и /43/, а величина этих напря-
жении - по формулам /м3/ и /4</.
Зависимость напря-
жений в произвольном се-
чении от времени для об-
щего случая показана на
рис. 15, где величиной
(^обозначено постоянное
напряжение,равное напря-
Рис.15. Перемэнноо ба. и нос тонн- донию, возникающему в
ное бт напряжения цикла стержне от статического
сварочного давления, и величиной ба ~ переменное напряжение,
определяемое по формулам /_>/, /Чм/. Очевидно, что
б~тах. ;6т *ба
Ctnin - бт~ ‘
Отношение ииннм'льного напряжения к максимальному называет-
ся коэффициентом асимметрии цикла:
С min _ Ст- 6~а
' Стах Ст +Ба
/53/
Поскольку напряжения от статического сварочного давления
невелики, то можно принять бт 3 °; тогда •? = -I. Такой цикл
нагружения называется симметричным,S связи с этим ниже производят-
ся данные для расчета элементов колсоагельной системы работающих
в условиях симметричного знакопеременного цикла. Зависимость макси
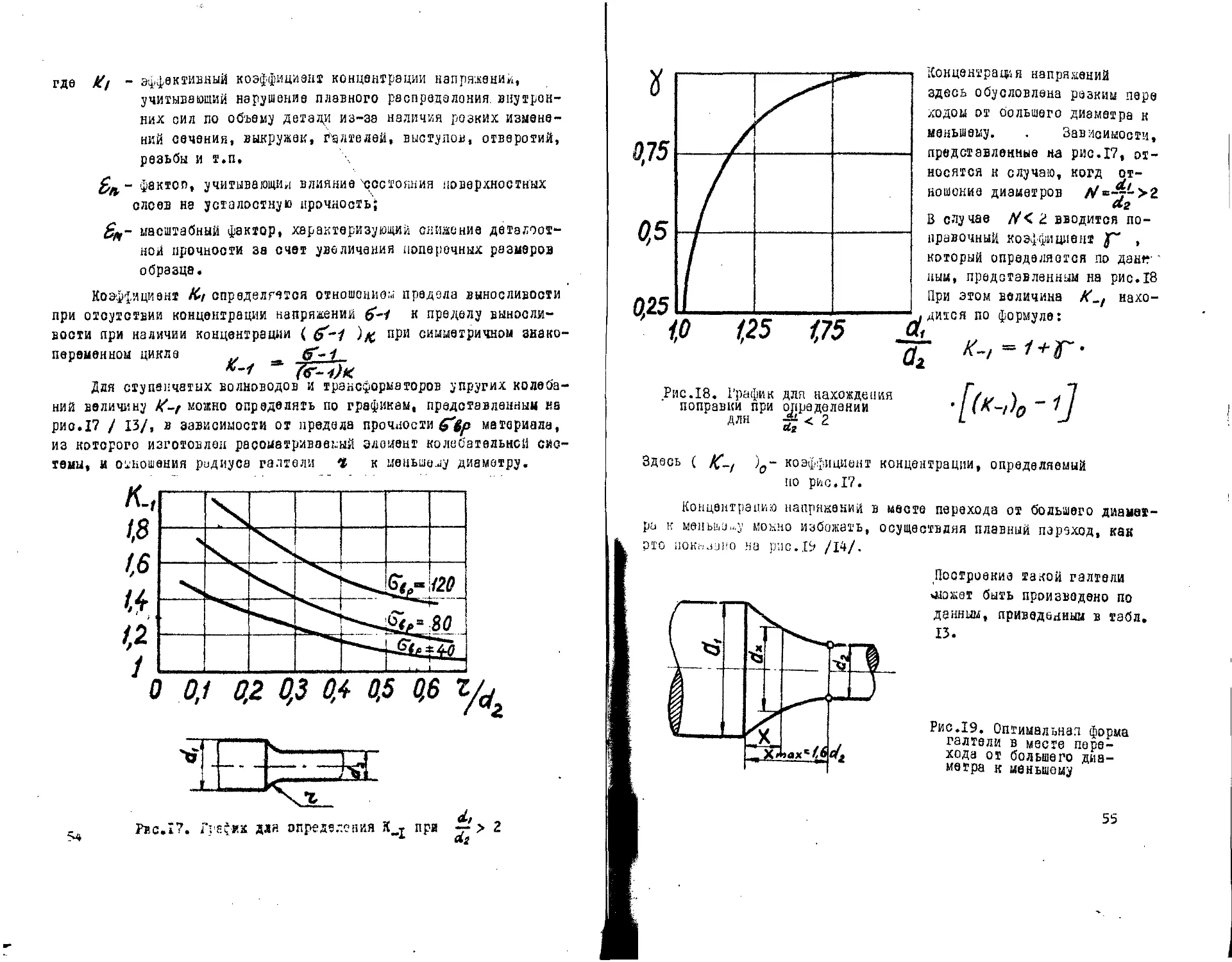
мольных напряжений, приводящих к разрушению образца при усталост-
ных испытаниях, от числа циклов нагружения до момента разрушения
предотавляет собой кривую (рис.16 ), называемую кривой чотолооти.
50
Если по горизонтальной оси
откладывать не ’-чело циклов
нагружения # . a tn# ,то
кривая усталости принимает ви^
показанный на рис.16 б. Она
состоит из двух участков -
наклонной к оси # прямой и
прямей, параллельной оси /V .
Ордината параллельного участ-
ка кривой выносливости соот-
ветствует пределу выносливос-
ти -I, т.е. такому наи-
большему значению максималь-
ных напряжений, при котором
не происходит разрушение об-
разца посла определенного чис-
ла циклов нагружения, принято-
го за базу. Базовое число цик-
лов для определения условного предела выносливости выбирается в
зависимости от материала, из которого изготовлен испытываеммй
образец. Так, для цветных металлов оно принимается от 5.10^ до
10° циклов. Для черных металлов иногда бывает достаточно ограни-
читься числом циклов от 5.10$ до 3.J06 / 18 /.
Работа элементов колебательной системы в процессе ультразву-
ковой аварки протекает в условиях высокочастотного нагружения
{обычно длн сварки используется диапазон частот от 18 до г8 кГц)
н разогрева за счет потерь колебательной энергии на внутреннее
трение. Необходимо отметить, что в настоящее .в; вин отсутствуй
даяние о величине -I для различных материалов, усталостные
испытания которых были бы проведены в таких условиях.
Известно, что повышение частоты нагружения приводит я повы-
вали» предела выносливости / 18,19 /. При испытаниях на выносли-
вость образцов, выполненных из стали йО о диаметром опасного сече-
ния 5 мм, предел выносливости повысился or 147 Ин/м^ при низко-
частотном нагружении в воздушней среде и симметричном цикле рас-
тяжение-сжатие, до й!6 Мн/м^ при испытаниях, проведенных на часто-
те cQ кГц, т.е. повысился примерно яа 40$ /19/. Акахогяхла режуль-
гаты были получены для стали 45. Испытания образцов, выполненных
из згой стали с высокой частотой нагружения приведи н сладу адг»
эиачениям предела выносливости на базе ICC кдя.циигои: дб5, £78 *
51
290 Мн/м^ соответственно дня частот 5,11 и 20 кГц. Следовательно,
значения предела выносливости при высокочастотном нагружении по-
высились на 21% - для 3 кГп.на 27% - для II кГц и на 33% - для
20 кГц (по сравнение с пределом выносливости, имеющим место при
обычных испытаниях на растяжение-сжатие). Однако приведенные дан-
ные по повышению предела выносливости материалов на частотах, при-
меняемых для ультразвуковой сварки, относятся к случаю, когда ис-
пытывает! образец интенсивно охлаждался водой.
При сварке, как правило, волновод не охлаждается, поэтому в
процессе работы он может значительно разогреваться. Отмечалось по-
вышение температуры экспоненциальных волноводов, выполненных из
стали ДОХ; до 600°С при непрерывной работе в течение 15 мин без
охлаждения /14/. Такие же температуры отмечались и при непрерыв-
ной работе ступенчатых волноводов. В наших опытах температура ра-
зогрева волновода была значительно ниже и составляла Ю0-150°С.
Это объясняется тем, что при сварке полимерных материалов, в част-
ности детских игруыек из полистирола различных марок,..сварочный
импул^_в__аависимости от толщины и контактной площади соединяемых
'деталей колеблется в пределах от долей секунды до 3-4 с. Время
перерыва между-сварочными импульсами может составлять несколько се-
кунд и определяется временем, необлодимым для смены сварочных пози-
ций или деталей. Этого времени достаточно для охлаждения волновода.
Тем не менее даже такие относительно невысокие температуры разо-
грева, по-видимому, оказываются на усталостной прочности материала,
из которого изготовлены волноводы. Экспериментальные исследования
влияния температуры на усталостную прочность показали, чти с увели-
чением температуры усталостная прочность снижается. Следовательно,
условия работы элементов колебательной системы сказываются противо-
положным образом на усталостной прочности: высокочастотное нагруже-
ние приводит к увеличению предела выносливости, а разогрев - к по-
нижению его. Благодаря этому для расчета элементов колебательной
системы на усталостную прочность можно использовать значения^-/,
полученные при низкочастотных испытаниях и комнатной температуре
/13/. Эти данные приведены л Тобд.12. Величины (г-4 получены при
испытаниях гладких полированных образцов без резких переходов и
надрезов, диаметром 6-12 мм. Известно, что состояние поверхностных
слоев, нарушение плавного распределения внутренних сил по объему д&-
талей и размеры сечения испытуемого образца оказывают очень сильное
влияние на величину б-У • Чтобы учесть это влияние, табличное зна'
чение предела выносливости делят на величину
52 Кб ' £п£„ /5V
Таблица 12
Предал выносливости гладких полированных
образцов баз концентраторов диаметром 6-12 мы
Материал Предел прочности, Предел выносливости,
кГ/миг кГ/мм^ /
Сталь.
Ю 32-42 12-15
30 48-60 17-21
35 52-65 17-22
45 60-75 19-25
50 67-80 20-26
60 65-90 22-28
20 X .72-85 21-26
40Х 73-105 24-34
65Г 100-140 50
38ХМИ 100 45-48
I2XM3A 95-140 30-40
37XH3A II5-I60 36-46
18ХИВА 115-140 38-44
ЗОХГОА II0-I70 40-50
Алюминиевые сплавы
Д1 21-42 7-8
Д16 47 8-9
АК8 49 10
АМ2 18,6-27,4 II-I2
Титановые сплавы
ТГ-2 60 30
ВТ-5 95-115 45
BT3-I 95-120 48
ВТ-5 80-90 45
53
где Hi - эффективный коэффициент концентрации напряжении,
учитывавший нарушение плавного распределения, внутрен-
них сил по объему детади из-за наличия резких измене-
ний сечения, выкружек, галтелей, выступов, отверстий,
резьбы и т.п,
- фактов, учитывающий влияние 'состояния поверхностных
слоев на усталостную прочность;
Sff- масштабный фактор, характеризующий снижение деталсот-
ной прочности за счет увеличения поперечных размеров
образца.
Коэффициент Ht определяется отношением предела выносливости
при отсутствии концентрации напряжений б*-/ и пределу выносли-
вости при наличии концентрации ( при симметричном знако-
переменном цикле „
Для ступенчатых волноводов и трансформаторов упругих колеба-
ний величину K-f можно определять по графикам, представленным на
рис.17 / 13/, в зависимости от предела прочности б'фр материала,
из которого изготовлен рассматриваемый элемент колебательной сис-
темы, и отношения радиуса галтели « к Меньшову диаметру.
0,75
0,5
0,25
1Р
125
175
Концентрация напряжений
здесь обусловлена резкий пэре
ходом 01 большего диаметра к
меньшему. . Зависимости,
представленные на рис. 17, от-
носятся к случаю, когд от-
ношение диаметров //=-7->2
«2
В случае Л*< 2 вводится по-
правочный коэффициент »
который определяется по данг'
ним, представленным на рис.18
При этом величина Л'_/ нахо-
дится по формуле:
di
Рис.18. График
поправки при
для
для нахождения
определений
* 2
Здесь ( ')0- коэффициент концентрации, определяемый
но рис.17.
Концентрация напряжений в месте перехода от большего диамет-
ра к меиы!.иможно избежать, осуществляя плавный переход, как
pro показано на рис.19 /14/.
Построение такой галтели
ложет быть произведено по
данным, приведенным в табл.
13.
Рис.19. Оптимальная форма
галтели в месте пере-
хода от большего диа-
метра к меньшому
55
Таблица 13
lJ 0,0 0,005 0,01 0,4 0,10 0,20 0,5 1.0 1,6
1,636 1,594 1,572 1,483 1,374 1,Ж6О 1,096 1,019 1,0
При проведении экспериментальной проверки волноводов /14/
о такими галтелями величина амплитуды колебаний доводилась до
максимально возможной. Было показано, что ступенчатые волноводы,
изготовленные из стали 40Х о отношением -Ж- = _40— имеющие
dz 15
специальный радиус перехода, не разрушались в течение длительной
работы с амплитудой колебаний 40 мки, в то время как волноводы,
выполненные из той же стали и о тем же отношением по!а_,.
разру
шалиоь через 10 мин работы с амплитудой, равной 34 мкм.
Как уже отмечалось, концентрация напряжении может быть выз-
вана наличием резьбы. Величина для этого случая находится в
зависимости от предела прочности (см.табл.14).
Таблица 14
кГ^/мм2 Кч для метрической резьбы ЛС, для дюймовой резьбы
40 5,0 2,2
60 3,9 2,9
80 4,8 3,5
100 5,2 3,8
Разрушение болтовой чести волноводов обычно происходит в
том месте, где начинается нарезка. На основании многочисленных
опытов /20/, рекомендуется для увеличения усталостной прочности
стержень болтовой части (диаметр de) выполнять тоньше заготовки
под резьбу (диаметр di). Наиболее часто применяется соотношение
= (0,8-l/d^ , где dt - внутренний диаметр резьбы (рис.20).
Устэаоотаая прочность резьб больше у мелких резьб. Увеличение дли-
ны гайки, также приводит к увеличению усталостной прочности /20/1
Резьба, полученная путем накатки, обладает большей усталостной
прочвеоп* (аз Ю-ЗО?) по сравнению с нарезанной резьбой /18/.
56
Рио.20с Хвостовая часть вол-
новода
Особенно благоприятна на-
катка резьбы малых диамат-
ров. Хороший результат дает
обкатка резьбы после ее
предварительного нарезания.
Фактор £Лспределяетоя
отношением предела выносли-
вости тщательно отполирован-
ного со'разца gr-y к пре-
делу выносливости образца о
данным состоянием поверхнос-
ти.
Различного рода микроназовности от механической обработки
и, в первую очередь, впадины с острыми углами (риски) представ-
ляют собой концентраторы напряжений, приводящие к понижению уста-
лостной прочности. На рис.21 приведены данные для определения
£л /13/ в. зависимости от предела прочности материала и вида ме-
0,75
хкуЛыдеЖ
*<? 60 80 НО ЙО 62,
Рио.21. График для определения £п
ханической обработки. Очевидно, что с помощью таких методов механи-
ческой обработки, как шлифование и полирование, можно значительно
повысить усталостную прочность.
Существует целый ряд методов /13,18/, позволяющих значительно
повысить предел выносливости, по сравнению с пределом выносливости
полированных образцов. X ним относятся!
- наклеп поверхностного слоя обкаткой роликом, дробеструйная обр
работка и т.п.;
- химико-термические способы - азотирование, цементация, циани-
рование;
- поверхностная закалка токаци высокой частоты.
57
Так, при дробеструйной обработке образцов из стали 40Х,
усталостная прочность повысилась на W ( ^.=1,5) /21/. Упроч-
нение обкаткой родинами, гладких образцов из стали повышает уста-
лостную прочность на 20-30^ /22/. Эксперименты показали, что
при обкатке роликами радиуса перехода в ступенчатых волноводах,
выполненных из стали ДОХ, с отношением _ 40_t удалось
~ 15
избежать разрушения при длительной работе волновода с амплиту-
дой колебаний 41 мкм /14/» Аналогичный эффект был получен на та-
ких же волноводах, выполненных из стали 65Г, в то время как эти
волноводы, не прошедшие обкатку роликами, разрушались через
14 мин работы о амплитудой колебаний 36 мкм. Поверхностная закал-
а -||- из этой стали, позволи-
ла довести максимальную амплитуду колебаний до 60 мкм и при этом
ка волноводов о отношением -т
Л)
разрушения не наблюдалось.
Таким образом, фактор £А может быть представлен в виде
произведения коэффициентов двух групп:
еп ~ • £г /57/
Коэффициент ^<1 отражает влияние факторов, снижающих усталост-
ную прочность (риски и царапины на поверхности, коррозия поверх-
ностных слоев и т.п.) и находится, как было указано, но рис.21.
Коэффициент /^>1 отражает влияние упрочнения за очет специаль-
ной обработки поверхностных слоев деталей. Для расчетов на уста-
лостную прочность волноводов и трансформаторов упругих колебаний
фактор £п с учетом коэффициента может быть принят по дан-
ным табл. 15 /14, 23/.
Масштабный фактор ^определяется отношением предела вынос-
ливости образца о данным пспересным сечением ( 6”-/ к
пределу выносливости отполированного образца диаметром 6-12 мм
без концентрации напряжений ((S'-/ )J :
При этом предполагается, что состояние поверхностных слоав
в обоих случаях одинаково.
Данные по опраделе.-тю 4*ДЛя углеродистых сталей a£g =
= 40*50 кг/мм^ (кривая I) и высокопрочных легированных сталей о
tfg = 1^0*140 кг/мк/ (кривая 2) представлены на рио.ж2. Для опре-
деления величины при наличии резьбы можно пользоваться гра-
фиком, изооражепным на рис.23.
58
Таблица 15
Способ обра- ботки Обкатка роли- ками Тип образца Диаметр об- разца
Без концентрации . напряжений С концентрацией напряжений 7-20 30-40 7-20 30-40 1,2-1,4 1,1-1,25 1,5-2,2 1,3-1,8
Обдувка дробью Баз концентрации напряжений С концентрацией напряжений 7-20 30-40 7-20 30-40 I,1-1,3 1,1-1,2 1,4-2,5 1,1-1,5
Азотирование при глубине слоя О,1-0,4 мм Без концентрации напряжений С концентрацией напряжении (поперечное отверстие, надрез) 8-15 30-40 8-15 30-40 1,15-1,25 1,10-1,15 1,9-3 1,3-2
Цементация при толщине слоя 0,1-0,4 мм Без концентрации напряжений С концентрацией напряжений 8-15 30-40 8-15 30-40 1,2-2,! 1,10-1,15 1,5-2,5 1,2-2
Цианирование при толщине слоя 0,2 мм Без концентрации напрж ений Ю 1,8
Закалке токами высокой час- тоты Без концентрации напряжений С концентрацией напряжений 7-20 30-40 7-20 30-40 1,3-1,6 1,2+1,5 1,6-2,8 1,5-2,5
Слг 0,3 0,8 0,7 0,6 0,5 04
£ Несмотря на го, что в выианзложеннои методике учитывается достаточно боль, ысе количество факторов, влияющих на предел вынос- ливостк, тем не менее часть
1
К *. 1 S3
ъ«
'tffO 20 304)50 тММО d„„ не поддается учету.
Рис.22, График для ипределония
масштабного фактора £м
59
Рис.23. График для опреде-
Кроме того,величина расчет-
ных напряжений и их расчетное
распределение не в полной мере
соответствуют действительным
условиям работы, поскольку при
выводе расчетных формул был
принят ряд упрощающих допу-
щений. Поетому в расчеты вво-
дится коэффициент запаса проч-
ности Л/ /13, 14 /:
Л = Ль, • ’ Л'З
где - неточность расчетной схемы, недостаточные знания о
концентрации напряжений и т.п.;
»z - неоднородность свойств материалов, отклонение, меха-
нических характеристик от нормативных и т.п.;
Л-3~ учитывает ответственность детали и требования по-
вышенной надежности.
Обычно принимается: Л-,= 1,1-1,6; 1,4-1,6; Z^=I,1-1,2.
Следовательно, одолжен составлять 1,5-2,5.
Условие усталостной прочности элементов колебательной сис-
темы должно формулироваться следующим образом: фактические макси-
мальные напряжения, возникающие в опасных сечениях рассчитывае-
мых элементов <5^, должны быть меньше или равны пределу выносли-
вости f&i] с учетом величины Kg и коэффициента запаса fo :
б"--?]--
tntm
где величины , К_, , м п находятся по выше-
приведенным рекомендациям.
Пример 4. Рассчитать на усталостную прочность цилиндричес-
кий ступенчатый волновод, выполненный из стали 45. Диаметр вхо-
да волновода d,t- 30 ми, диаметр выхода - 15 мы. Радиус
галтели Ъ - 7,5 мы. Амплитуду смещения на выходкой тоще
трансформатора упругих колебаний, замеренная оптическим методом,
оказалась равной А( - 7 мк. Рабочая частота f = 19,5 кГц.
Чистота, обработки поверхности -76 (топкая обточка;.
I) Коэффициент усиления будет равен
\ AL а _3Qt„ я 4
. ^2 15г
60
0ледоватейьно, амплитуда смещения торцового участка волновода
^?2= Л/. = 28 мкм = 0,0028 см
2) Найдем величину максимальных напряжений в месте перехода
от большего диаметра к меньшему по формуле /23/:
£oj о 2 то6*2x3,14x19,5хЮа , 2
б* = Л2-"“ = 2.8.Ю"3 --------=1360 кГ/см2
С 5.I7XI05
где Е = 2.I06 кГ/см2;
С= 5.I7.I05 см/с (табл.1 )
3) Определяем величину допускаемых напряжений на усталость
Ь ‘rn 2 , , ,
Величина 61/ = 25 кГ/мм (табл.9). эффективный коэффициент
концентрации напряжений для стали 45, имеющий предел прочности
<?&,= ?0 кГ/мм2, определяем по рис. 17: для отношения %т = 7,5 _
Г Л Р5
= 0,5 этот коэффициент (4-) = 1,2. Величину масштабного фактора
находим по рис.22 ( =0,95), а фактора, учитывающего состояние
поверхности, - по рис.21 ( £//=0,82). Принимаем коэффициент запа-
са прочности /t = 2. Тогда величина допускаемых напряжений на уста-
лость будет равна:
-------------= 8,12 кГ/мм2
L и 0,95x0,82
Очевидно, что допускаемые напряжения гораздо ниже фактичес-
ких ( 8,12кГ/мм2< 13,6 кГ/мм2), следовательно, такой волновод не
может длительно работать без разрушения.
Для обеспечения длительной работы необходимо либо применить
материал с большим пределом вынооливооти, либо повысить выносли-
вость с помощью специальных методов, описанных выше.
Так, например, если изготавливать волновод иэ титанового спла-
ва ВТ-5, имеющего = 80 кГ/мм2 и б~1 = 45 кГ/мм2, для которо-
го = 1,220 и Ен, = 0,8, то величина допускаемых напряжений
составит:
пая
.2 = 14,1 кГ/мм2
Г<5'-! ] и, следовательно, длитель-
обесдечена.
ком
г 1220
’ 0~ 95x0,8
В этом случае
работа волновода будет
Если же оставить тот же материал, но применить обкатку роли-
либо химико-термическую обработку места перехода, то величина
61
6**2. При этом:
а
2 = 20,8 кГ/ммс , т.е. длительная
работа волноводе также будет обеспечена
Пример 5. Рассчитать на усталостную прочность точечный экспо-
ненциальный волновод, гериатрические размеры которого найдены в
примере № 2.
Дано: d, = 40 мм; 10 мм; 21 кГц; материал- ти-
тановый сплав ВТ-5; чистота обработки - у 6; амплитуда на выход-
ном торце волновода - Ag = 40 мк.
I) Амплитуда на входе будет равна:
дя . __40Л0— = го мкм = 0 001 ом>
' Ку 40
2) По формуле /43/ определяем положение опасного сечения;
4* = ( - --™-) - ( 2*14->=
” бпКу 3,14 е 4
= 8,1 см
Далее
сечении:
где К( =
по выражению /42/ найдем величину напряжений в опасном
б "£А<' sin *' &
\/7J^ JsT /¥ЛД4г.212.10Б 0,2342
у-аг • v=“ ““ “
в 0,264 1/см
i . ,га-5
4»0f £64
0,264x8,1 = 852 кГ/см2 8,52 кГ/мы2.
Так как резкие переходы отсутствуют, то = I. Масштаб-
ный фактор (рис.2д) S# * 0,85. Фактор, учитывающий состояние
поверхности, Sn = 0,85. Коэффициент запаса прочности л» = 2.
Следовательно допускаемые напряжения будут равны
--------- = —-------- =16,3 кГ/мм2
K~t „ т
ТГ С * -I--------- .2
СпСм 0,85.0,85
Тан как ь < Zu-/ J , данный экспоненциальный волновод
сможет длительно работать без одзруаения.
ЭЛЕМЕНТЫ КОНСТРУКЦИИ ТРАНСФОРМАТОРОВ
УПРУГИХ КОЛЕБАНИЙ И ИХ ПАЙКА К ПРЕОБРАЗОВАТЕЛЮ
Самым распространенным способом соединения трансформатора
упругих колебаний с преобразователем является пайка твердыми
припоями. Поэтому входной торец трансформатора упругих колебаний
должен иметь буртик (рис.24), предотвращающий отекание припоя
во время пайки. В центре торца выполняется посадочное отверстие
диаметром 4*6 мм для установки штифта, фиксирующего положение
пакета при пайке по отношению к трансформатору упругих колебании.
Рис.24. Ориентация преобразователя по транс-
форматору упругих колебаний при пайке:
1-накладки; 2- паяет преобразователя; 3- штифт;
4- трансформатор упругих колебаний; 5- резьбо-
вое отверстие для присоединения волновода
Трансформаторы упругих колебаний, соединяемые о преобразо-
вателем пайкой, на выходном торце имеют, как правило, резьбовое
отверстие для присоединения сменного волновода. Сменные волноводы
могут одновременно являться рабочим инструментом или только водно-
63
иодом. В первом случае их выходной торец должен иметь профиль
свариваемой ультразвуком поверхности. Во втором случае выходной
торец оменнсгс волновода должен обеспечить закрепление рабочего
инструмента - насадки нужной формы и размера.
При изготовлении трансформаторов упругих колебаний в целях
обеспечения возможности подгонки системы в резонанс рекомендуется
оставлять припуск со стороны выходного торца порядка 3*5 мм. Пос-
ле лайки трансформатора упругих колебаний о пакетом - преобразо-
вателем этот припуск удаляется, что позволяет точнее подогнать
систему под резонансную частоту.
Особое внимание необходимо уделять чистоте обработки транс-
форматоров упругих колебаний. Как указывалось, вояного рода риски,
неровности и острые углы являются предпосылкой для образования
микротрещин и могут привести к поломке трансформатора упругих ко-
лебаний. Чистота поверхностей трансформатора не должна быть ниже
7 6 - 7 ?. Известно также, что хромированные трансформаторы
лучше противостоят износу.
Торец трансформатора упругих колебаний, припаеваеыый к преоб-
разователю-пакету, необходимо тщательно облудить с применением
флюса !ё 209. Лужение должно быть равномерным по воей плоскости.
Наплавы и неровности могут привести к перекосу преобразователя,
что, в свою очередь, вызывает возникновение боковых составляющих
колебаний системы. Перед пайкой пакет пластин преобразователя
скрепляют.накладками и ориентируют по отношению к трансформатору
упругих колебаний посредством штифта. На торец трансформатора на-
сыпают куоки .измельченного припоя. Затем струбциной ожимают сис-
тему по торцам и устанавливают в высокочастотную или муфельную
печь. К припоям предъявляется ряд требований общего характере.
Припой должен хорошо растекаться По поверхности основного металла,
омачивать и растворять его, легко заполнять зазоры между деталя-
ми, обеспечивать необходимую прочность соединения и т.п. Припои
применяются в разных видах, например, в виде лент, паст, прутьев.
Особенно распространены припои в виде проволочных контуров и фоль-
говых прокладок, штампуемых в соответствии с поверхностью соеди-
няемых частей.
Бирское приведение в качестве припоев получили высокотемпе-
ратурные припои - сплавы на основе серебра, алюминия, меди и др.,
обладание, как правило, температурой плавления выше 450*500°С
(7c3-773ciC-. Наибольшее применение находят ыедн(Гцинковые припои
ЛИЦ-56, ПИЦ-Ч&, ПЫЦ-42, ПМЦ-54 (ГОСТ 534-42). Они имеют предел
6ч
прочности <э4р » 21*35 кГ/мм2, относительное удлинение до 26%.
Серебряные припои имеют температуру плавления 7404830°С(413*
*П30°С). Согласно ГОСТу 8190-56, марки припоев разделяются в за-
висимости от содержания в сплавах серебра, которое применяется в
пределах от 10% (ПСрЮ) до 72% (ПСр?2). Низкотемпературные припои
имеют температуру плавления ниже 450*400°С (723-673°К) и обладают
небольшой прочностью. В большинстве случаев низкотемпературные
припои содержат значительный процент олова. Низкотемпературные
оловянно-свинцовистые (ГОСТ 1499-54) ПОС-90, ПОС-61, ПОС-50,
ПОС-33, ПОС-25 и др. имеют верхнюю критическую точку плавления
209-327°С (482-600сК) / 24 /. В табл. 16, 17 дзны характеристики
припоев, применяемых для пайки трансформаторов упругих колебаний,
волноводов и преобразователей.
Таблица 16
Твердые припои для пайки трансформаторов упругих
_______колебаний и волноводов___________________
Вид припоя Марка Температура плавле- ния, °C
Медно-цинковмй ПМЦ-42 820
Мздно-цинковый ПМЦ-54 850
Серебряный ПСР-12 785
Серебряный ОСр-25 765
Таблица 17
Мягкие припои для пайки преобразователей
и волноводов ___________________________
Вид припоя Марка
Оловянно-оВинцовиотый ПОС-25
Оловянно-свинцовистый ПОС-33
Температура плавле-
ния, Сс
265
250
65
на на рис.25. Оно„сострит из основания
Рис.25. Установочное приспособление
для пайки колебательных систем: I-
горцсвый болт; 2- верхняя пара бол-
тов; 3-пакег-праобразователь; 4-за-
готовка трансформатора упругих коле-
баний; 5- нижняя пара болтов
В процессе пайки важно не допустить перекоса преобразовате-
ля по отношению к трансформатору упругих колебаний; перекос и
неооосность системы не должны превышать 0,2 мм. Длл предотвра-
щения этого целесообразно пайку производить в специальных прис-
пособлениях. Одна из конструкций такого приспособления приведе-
двух труб-стоек и пяти
болтов. Заготовка транс
форматора (2) устанав-
ливается на основании
и закрепляется нижними
болтами (3) с призмати-
ческими наконечниками.
Не торец трансформато-
ра упругих колебаний
устанавливают пакет (I),
ориентируя его по уота»-
нсвочному штифту, как
показано на рис.24.
Пакет зажимают верхней
парой болтов (4), не
допуская его перекоса
Затем торцовым болтом
(5) сжимают систему.
Приспособление устанав-
ливают в печь, где
производится пайка /25
Для пайки двусто-
ронних колебательных
енотом применяют прис-
пособление, изображен-
ное на рис.26.
Гиг.26. Пр/споесбЛсиие для пайки двусторонних систем
Оно состоит из основания (I), двух призм (5), упора (2) и подстав-
ки (8). В призмы уотанавливается левый (6) и правый (9) транс-
форматоры упругих колебаний, а на подставку - пакет (7). В пазы
призм и подставки устанавливаются струбцины (4). Торцовым бол-
том (10) веоь набор поджимают к упору и затягивают болтами(З) все
струбцины. Для удержания припоя во время пайки приспособление
устанавливают вертикально и закрепляют в тиски или на угольнике.
Затем на торец нижнего трансформатора насыпают флюс и укладывают
куски припоя. Пайка производится газовой горелкой или токами вы-
сокой частоты. В процесса пайки необходимо тщательно прогревать
места пайки трансформаторовпи пакета-преобразователя. До окончании
пайки одного трансформатора упругих колебаний приспособление пово-
рачивают на 180° и производят пайку второго. После полного остывали»
меот пайки ослабляют болты, снимают струбцины, а затем всю колеба-
тельную систему. Двусторонние колебательные системы о криволинейны-
Рис.27. Схема колебательной системы
с двусторонним подводом
энергии
ми волноводами (рис.2?)
паяют при условии точной
ориентации Г соосности)
одного волновода по отно-
шению к другому, для чего
первый волновод припаива-
ют к пакету или к транс-
форматору упругих колеба-
нии (если система разъем-
ная) о установкой по цен-
рирующему штифту и пред”
ряют на соответствие ис-
ходной частоте пакете.
В случае необходимости производят подгонку частоты за счет
срезания припуске на выходном торце волновода. Затем паяют второй
волновод, ориентируя его по центрирующему штифту и одновременна на
осооность первому (припаянному) волноводу. После этого проверяют
частоту всей двусторонней системы и при необходимости подгонку
производят за счет срезания припуска на терце второго волновода.
Затем снимают накладки и зачищают места пайки проводом нужного ое-
чения обматывают преобразователь и производят проверку частоты .
системы на соответствие первоначальной частоте самого преобразо-
вателя. Систему погружают в емкость с ведой и присоединяют выводы
обмотки к генератору и частотомеру.
67
Если частота системы соответствует собственной частоте преоб-
разователя, то дополнительной подгонки не требуется. Однако чаще
аоего акустические системы требуют подгонки по частоте, заключаю-
щейся в срезании части припуска со стороны выходного горца волно-
вода .
Припуск срезают на токарном станке до тех пор, пока частота
воей системы будет соответствовать собственной частоте пакета.
Обычно срезают пс 1*2 мм за одну установку» а затем вновь произ-
водят замер частоты. В двухсторонних колебательных системах под-
гонку производят поочередно для обоих трансформаторов упругих ко-
лебаний. При срезании припуока необходимо остерегаться "скручи-
вания" пакета. Такую работу обычно ведут в пагроие токарного стан-
ка, закрепляя систему за трансформатор упругих колебаний, торец
которого подрезают. При этой биение терца по отношению к образую-
щей трансформатора не должно превышать 0,05 мм.
После подгонки системы промеряют величину амплитуды на вы-
ходном торце трансформатора упругих колебаний. Систему устанавли-
вают в емкость с водой в вертикальном положении таким образом, что-
бы обмотка преобраасвателя была полностью погружена..в воду. Измере-
ние апплитуды рабочего торца трансформатора может быть произведено
различными способами:
I. С помощью измерительного миярсскопа типа МИР измеряется
размыв рисок на колеблющейся части трансформатора. Размыв риоки
представлиет собой удвоенную амплитуду колебаний трансформатора.
Оптический способ применяют для измеревия амплитуд вибрации свыше
5-5 мкм.
2. С помощью бесконтактного виброметра типа УБВ-1, УБВ-2,
УБВ-4, УБВС-3, производят замер амплитуд вибрации в диапазоне
0-100 мкм. Принцип работы виброметра оонован на непрерывном изме-
нении в режиме колебаний величины зазора между торцевой поверх-
ностью трансформатора и специальной катушкой-датчиком, приводящем
к изменению индуктивности катушки датчика. Краткая техническая
харектеристика виброметра УБВС-3 приведена ниже.
Предел измерения амплитуд, о-З; 0-10; 0-30; 0-100
мкм
Диапазон рабочих частот, кГц 8-50
Писание от оети, В '220'
Логге-ность измерения, ;s I
С помощью описанных выше методов производят настройку колеба-
тельной системы и добиваются получения максимальной амплитуды ра-
бочего торца трансформатора.
При отсутствии приборов контроля (микроскопа, виброметра)
можно использовать наиболее простой способ, позволяющий получать
качественную оценку работы колебательной системы. Способ состоит в
том, что колеблющийся рабочий терец трансформатора омачивают водой
и по интенсивности распыления (водяному фонтану) определяют качест-
во работы системы. Распыление воды при таком испытании колебатель-
ной системы сопровождается характерным шипением. По тонам последне-
го можно определить качество подгонки колебательной системы в ре-
зонанс. Коли обнаруживается, что изготовленная система работает пло-
хо, т.е. частота всей системы не согласуется с частотой пакета, то
трансформатор упругих колебаний отпаивают, пакет заново проверяют,
шлифуют его торец, проверяют мерку материала трансформатора и ка-
чество его изготовления, а затем вновь паяют систему.
ОПОИ й ДЖА ТЕЛИ, ИСПОЛЬЗУЕТЕ ПРИ
УЛЬТРАЗВУКОВОЙ СВАРКЕ
Опоры разделяются на активные, отражающие ультразвуковые коле-
бания, и пассивные - поглощающие анергию колебаний. Многие исследо-
ватели / 26 / считают более совершенной сварку на активной споре.
Активные опоры могут быть полуволновыми и четвертьволновыми [£ /,
На рис.х8, сЭ показаны два типа полуволновых активных соор:
а) симметричная (с страдающим концом);
б) несимметричная (с отражающей иассой).
Симметричная опора состоит из полуволнового стержня (I), который с
69
помощь» пояска (2) крепится к стойкам. Пояоок проходит через узло-
вую плоскость, расположенную на расстоянии от обеих торцов» рав-
ном четверти водны. Длина такой опоры определяется по формуле:
где С - окорсоть звука в материале опоры;
У - резонансная чаотота.
Толщина пояска £ выбирается из условия прочности и должна
удовлетворять условию £ 0,05/ .
С целью уменьшения длины опоры применяются опоры с отражаю-
щей массой (рис.29). Геометрические размеры присоединенной массы
в таких спорах должны удовлетворять условиям:
(0.1*0,125) Д ; » 1,2. При этом основные потери коле-
* do
батальной анергии Йудут оосредоточены в стержне. Рекомендуется вы-
бирать материал элемента массы о наибольшим, а материал стержня -
о наименьшим удельным пасом / 2 /•
Длина стержня • % определяется из соотношения:
к Л1 А™
пе W& * водновов сопротивление стержня;
Хцгй)^~ инерционное сопротивление присоединенной массы.
Положение узловой плоскости, в которой предусматривается крепление
опоры посредством опорного пояска; определяется из выражения
При этом нужно стремиться к тому, чтобы расстояние от узловой
плоскости до плоскости присоединения сосредоточенной массы было
возможно меньше.
Четвертьволновые оперы разделяются на опоры о нулевым и
упругим закреплением / 2 /. Опора о пулевым закреплением (рис.30)
состоит из опорной станки (I) высотой А .толщиной « и уз-
ловой опоры (2). расположенной под прямым углом к стенке. Основные
геометрические размеры такой опоры определяются по следующим форму-
лам:
' а \ I --Г,- — ----^-гтг 1_
'2 У (4,06*9,7ii;.O>lV
70
где 3 - момент инерции поперечного сечения горизонтальной
Четвертьволновая опора с
упругим закреплением-
представляет собой стержень
длиной I = --- , закреплен-
4
ный на резиновой подложке. Та-
кие опоры применяются редко,
т.к. они эффективны в области
низких частот.
Для сварки игрушек из по-
лимерных материалов в основном
нашли применение пассивные опо-
ры. Действие таних опор основа-
но на поглощении излучаемой
энергии, для чего используются материелы, гасящие ультразвуковые
колебания (резина, древесина, текстолит и т.п.). Некоторое пле-
ночные материалы, например, полиэтилентерефталатныа пленки, сва-
риваются на стекле. При сварке таких материалов на дереве или тек-
столите может наблюдаться перегрев и даже прожоги в эоне соедине-
ния, что объясняется малым теплоотводом в опору.
Конструирование и изготовление опор-держателей
Использование опор-держателей, называемых в литературе также
кондукторами, приспособлениями и пр., преследует три цели:
I) предотвратить смещение одной части изделия относительно
другой при сварке;
2) предотвратить смещение в процессе сварки изделия относи-
тельно волновода;
3) предотвратить контакт свариваемых изделий с руками свар-
щика-оператора. Некоторое конструкции опор-держателей обеспечи-
вают также возможность создания давления не свариваемое изделие,
что, как указывалось, может повысить качество соединения.
Конструкций опор-держателей зависит от формы и типа изделия,
подлежащего сварке, и частично от материала, из которого изготов-
лено изделие.
Необходимо Отметить, что плоские изделия простзй фирмы, в ко-
торых пгедус отре.-.а взаимная фиксация сва; лгэеих'. частей, лв..-hg
сваривать и без специальных опор-держателей, устанавливая и фикси-
руя их на сварочном столе под волноводом руками. Одяакс, качест-
во сварки и производительность процесса при этом невысоки.
Наиболее распространенный тип опоры-держателя - гнездообраз-
ные опоры (рис.31). Гнезда в опорах такого типа должны точно соот-
ветствовать нижней части изделия, укладываемого в опору. Иногда на
дно и стенки такой опоры приклеивают резиновые прокладки для выбор-
ки возможных зазоров, а также для предотвращения повреждения по-
верхности изделия от цррашш и шероховатостей при сварке.
Рис.31.Гнездообразяая
опора для оварни шаров
На рис.31 показана одна из
моделей гнездо образной опоры-дер-
жателя. Для сварки объемных из-
делий должны использоваться
гнездообразны» опоры-держатели
сложной формы.
Технология изготовления та-
ких опор состоит в следующем.
В коробке соответствующего раз-
мера устанавливают нижнюю полу<
форму свариваемого изделия, за-
тем в коробку заливают эпоксид-
ную смолу с отвердителем до
уровня, при котором будет обес-
печена необходимая фиксация из-
делия. Для предотвращения прилипания смолы к изделию последнее
смазывают машинным маслом. После отверждения смолы полуформу изде-
лия извлекают из коробки и при необходимости производят дополни-
тельную механическую обработку гнезда. Вместо эпоксидной смолы мо-
гут использоваться другие самотвердеющие материалы. Можно использо?
вать также гипо, однако механическая прочность опора в этом случае’
будет низкой.
Гнездообразные опоры-держатели могут изготавливаться из цело-
го бруска (текстолита, дерева или матздла) путей выборки гяаэда с
помощью фрезерования.
В отдельных случаях гнездообразные опоры-держатели могут из-
готавливаться по упрощенной технологии следующим путем. На основа-
нии опоры крепится с помощью стоек плата, имеющая вырез, соответ-
ствующий конт >ру изделия. Для фиксации отдельных частей изделия,
расположенных в различных плоскостях на основании опоры,закрепляют-
ся различные подкладки для выборки aasepoj из.еду изделием и основа-
Рис.32. Конструкция опоры с ре-
гулировочными прокладками для
сварки изделий с рельефной
поверхность»
нием опорн (рис.32).
Наиболее высокое качество
монет быть получено при
сварке в гнездообразных
опорах-держателях, снаб-
женных дополнительными
прижимными устройствами.
Наобходимооть допол-
нительных прижимных устрой
ств возникает в тех слу-
чаях, когда при сварке из-
делия в какой-либо одной
точке происх одит деформа-
ция остальной части изде-
лия.
Конструкция прижимных устройств может быть различной. Они мо-
гут состоять из пружин, рычагов, прижимных реек, клиньев и т.д.
в зависимости от конфигурации свариваемого изделия.
Bug по А
Рис.33. Гнездообразная спора с прижимами
устройством для сварки игоуада "Пневматически!
автомат’
На рио.ЗЗ представлена гнездообразная опора о прижимным уст-
ройством, применяемая при сварке пневматического пластмассового ав-
томата. При сварке крупногабаритные изделия сжимаются одновремен-
но в нескольких точках, обеспечивая равномерное прилегание воех
сопрягаемых поверхностей и отсутствие деформации изделия при свар-
ке. Применениа при сварке таких опор позволяет повысить качество
сварки, производительность процесса, а также исключает необходи-
мость контакта рук оператора со свариваемым изделием.
Размещение свариваемой детали
на подвижной сферической опоре
Описанные выше методы фиксации изделия и опоры-даржатели мо-
гут успешно применяться в олучаа точечной сварки. При использова-
нии волноводов с большей излучающей поверхностью (ножевых, контур-
ных и т.д.) обязательным условием получения качественного сварно-
го соединения является строгая параллельность рабочего торца вол-
новода и поверхности свариваемого изделия. Если соприкосновение
торца контурного волновода с поверхностью изделия неравномерно, то
сварка также осуществляется неравномерно.
Рис.34. Процесс ультразвуковой сварки:
а) при неравномерном контакте вол-
новода с издалиам [1-всляовод, 2-сва-
риваемое изделие, 3-возникновение свар-
ки, 4-нерегулируемая опора;
о) при регулируемом контакте (1-вол-
новод,2-место сварки,3-подлокка из по-
ристой резины
На рис.34 показан
наиболее простой пример
такого случая. Если то-
рец волновода непаралле-
лен поверхности изделия,
то сварка осуществляет-
ся только в нижней точ-
ке соприкосновения. В '
этом случае равномер-
ность соприкосновения
торца волновода о по-
верхностью изделия мо-
жет быть достигнута
путем использования про-
кладки из пористой рези-,
вы или пружинной подушки. Если устанавливается кольцевой, ножевой
или многоконтактяый (многостержневой) волновод, то особенно важно
обеспечить равномерное ооприкооновение волновода с поверхностью
изделия, а также равномерность давления по всей поверхности свари-
ваемого изделия. Для этой цели используется подвижный сферический
держатель. Такой держатедь-приспоообление имеет выпуклую фориу.
74
Его офара опирается па шарикоподшипники и может свободно первме-
щаться. На его плоской поверхности устанавливается изделие таким
‘ образом, чтобы цантр поверхности
изделия совпадал с центром воднс-
•вода (рис .35). С помощью такого
сферического держателя рабочий то-
рец волновода и пластмассовое из-
делие сохраняют неизменное положе-
ние относительно друг друга, что
обеспечивает равномерность распре-
деления приложенного сварочного
давления в любой точке.
Рис.35.Сферическая опора
РАСЧЕТ И ПРОЕКТИРОВАНИЕ МЕДНЙЗИОВ
ДАВШИЙ,
При соединении деталей из полимерных материалов посредством
ультразвуковой оварки последние должны быть сжаты между собой о
некоторым усилием . Величина сварочного усилия обычно имеет
оптимум, зависящий от природы полимера и геометрий изделия.
Если величина давления выше оптимального значения, то поглоще-
ние колебаний возрастает. Кроме того, это может приводить к сни-
жению амплитуды колебаний волновода из-за нарушения резонансного ре-
жима колебательной системы,
Если величина давления ниже оптимального значения, то контакт
между поверхностями соприкосновения двух свариваемых детелей не-
достаточен. В этом случае происходит схватывание поверхностей в не-
которых точках, т.е. в тех точках, которые имели между собой перво-
начальный контакт. Такие небольшие очаги охватывания не дают возмож-
ности развития сварного соединения по всей свариваемой поверхности
Здесь так же, кек и в пер-
вом случае, для получения
качественного соединения
необходимо увеличить время
сварки. Но увеличение вре-
мени оварки повлечет за со-
бой разогрев полимерных де-
талей непосредственно под
,волж>зс‘-ок-. При этом резко
ухудаится зие^них вид изде-
лия из-за прожогсз и де-Jop-
75
рис.Зб. [pg " Ipg
Рис.Зб. Сварка крупногабаритных из-
делий: а - волновод, б - очаги
схватывания,в- свариваемые детали
1,2,3. - последовательность приложе-
ния волновода и изделию
/
мании материала. Улучшению качества сварки способствует незначи-
тельное увеличение давления непосредственно после отключения уль-
тразвукового импульса. В случае сварки крупногабаритных деталей,
для предотвращения прожогов и следов, оставляемых волноводом на
поверхности изделия, оверку производят в нескольких точках, для
чего изделие последовательно перемещают под волноводом.
Следовательно, в процеоое сварки следует строго выдерживать
величину оптимального давления, тек как в противном случае овер-
нсе соединение может оказаться недоброкачественным.
Обычно усилие сжатия передается через одну из неподвижных
частей сварочной машины - либо сварочную головку, либо спору.
Принципиального значения способ подведения сжимающего усилия не
имеет, поэтому встречаются ультразвуковые сварочные машины как
с подвижной опорой, так и о подвижной сварочной головкой. Однако
удобство сборки и тренопортировки еще не сваренных деталей не
подвижном рабочем столе определили преимущественное резвитие уль-
тразвуковых машин с подвижной сварочной головкой.
В рассмотренных случаях прикладывание сварочного давления и
ввод ультразвуковых колебаний в зону сварки осуществляется через
Сварочный инструмент-волновод. Условно назовем такую схему сваркой
с зависимым сварочным давлением.
С целью повыаения качества и обеспечения возможности сварки
изделий сложной конфигурации, таких как "Автомат", "Самосвал",
"Ракетная установка" и т.п., давление может прикладываться по пе-
риметру независимо от действия волновода не свариваемые детали
(рис.37). Такую схему условно назовем схемой сверки с незавиои
мым сварочным давлением ._______
Для сварки пластмассовых
деталей большего диаметра, осо-
бенно пустотелых шаров, приме-
ни этап схема двустороннего под-
ведения ультразвуковых колеба-
ний к свариваемым деталям. Свероч
ное давление в этом случее при-
кладывается перпендикулярно
волноводам. В зависимости ст
конструкции свариваемых деталей
сварочные узлы с волноводами мо-
гут располагаться как в горизое-
тальном, так и в вертикальном
Рис.37. Сварка с независимым
сварочным давлением
76
положениях. На рио.38 представлена охема с горизонтальным распо-
ложением сварочных узлов с волноводами. Следует заметить, что
Рис.38. Схема двусторонней сварки с не-
зависимым сварочным давлением и гори-
зонтальным расположением волноводов:
1-механизм давления, 2-овариваемое изде-
лие, 3-колеоательнан система
толщин и размеров деталей, а также увеличить
сварочные узлы в
этом случав работаю^
от одного ультразву-
кового генератора,
например, от генера-
тора УЗГ 0^6-1,6
иди УЗГЗ-0,4. Приме-
нение двухсторонней
сварки деталей из
полистирола позво-
ляет увеличить диа-
пазон свариваемых
производительность
процесса и улучшить внешний вид изделия.
Рис.39. Схема сварки с неза-
висимым сварочным давлением,
приложенным с двух сторон
При оверка большинства дета-
лей встык применяется охема под-
ведения сварочного давления о
двух сторон, кек показано на
рис.39. При таком двустороннем
подведении сварочного давления
возможно применение как односто-
ронней, тек и двусторонней сварки
Простейшим сварочным ультразвуко-
вым устройством нвляетоя свароч-
ный пистолет, при использовании
которого создание сварочного дав-
ления и перемещение пистолета
относительно свариваемых деталей
происходит вручную (рис.40).
Неревномернсоть окорсоти перемещения пистолета, быстрая -
утомляемость оператора и, наконец, неравномерность величины
приложенного сварочного давления по длине шва, не позволяющие
получить качественные сварные соединения, обусловили создание
сварочных машин, в которых для перемещения изделий применяются
различные транспортирующие механизмы, е для создания сварочного
давления используются рычеги, кулечки, пружины, всевозможные их
комбинации, пневматические и гидревлические системы.
77
Рвс.41. Схематичный чартах шовной сварочной машины
типа УПа-12: I - хобот, 2 - стол, 3 - двигатель,
4 - роликовая опора, 5 - кронштейн сваоочнсй го-
ловки, 6- регулировочный винт
76
Так, на рис.41 приведен схематичный чертеж сварочной маши-
ны типа УПШ-12, предназначенной для получения непрерывных швов
при соединении пленочных полимерных материалов и синтетических
тканей. Для перемещения свариваемого материала в этой машине ис-
пользуется двигатель (3) с редуктором, вращающий роликовую опо-
ру (4). При сварке материал помещается мааду сварочной головкой,
расположенной на кронштейне (5) и вращающейся роликовой опорой,
которая способствует перемещению материала. В данной установке
отсутствует механизм давления, сжимающий в процессе сварки сва-
рочную головку с изделиам и опорой. Непрерывный контакт сварочной
головки с изделием, необходимый для передачи энергии ультразвуко-
вых колебаний в зону оварки, достигается тем, что величина зазо-
ра между рабочим торцом волновода и поверхностью роликовой опоры
устанавливается меньше суммарной толщины свариваемого полимерно-
го материала. Очередной участок материала, вступивший в контакт
с волноводом и опорой, в процессе сварки деформируется, его толщи-
на становится равной величине зазора и материал, таким образом,
f приобретает опособность перемещаться под волноводом.
Для регулирования режима сварки величину зазора между торцам
волновода и поверхностью опор можно изменять с помощью винта (6),
перемещающего крон-
штейн сварочной го-
ловки относительно
неподвижного хобота
(I) и отсла (2).Для
получения точечных
сварных соединений
эта установка мало-
пригодна, так как
необходим периоди-
ческий подьем свароч-
ной головки и ае пс-
жатие к изделию в
процессе оварки с оп-
ределенным, заранее
заданным усилием.Ве-
личина сварочного
давления выдерживает-
ся в заданных преде-
лах, что обеспечива-
ется соответствующим
механизмом сжатия.
Рио.42. Схематичный чертеж сва-
рочной машины с подвижной опорой: I-
сварочная головка, 2- стойка, 3-
рычаг, 4- отол, 5- подвижная
опора
79
На рис.42 изображена одна из точечных ультразвуковых сва-
рочных машин. Давление на свариваемые детали в этой машине прик-
ладывается со стороны опоры. Регулировка давления может осу-
ществляться либо за счет изменения величины груза , прик-
ладываемого к рычагу (3), либо за счет изменения величины пле-
ча в . Зная оптимальную величину сварочного усилия Р , можно
определить величину груза @ из следующей зависимости:
Пример, Рассчитать механизм давления для случая оварки кор-
пуоев микроэлектродвигателя типа ЭДП-1, выпускаемых заводом
"Чайка", которые используются в механизированных детских игруш-
ках "Автомат", "Катер", "Автомобиль" и др.
Материал корпуса - блочный полистирол. Сварка должна произ-
водиться по кольцу, ограниченному внешним диаметром Д я 24 мм
и внутренним диаметром 2^ = 21 мм. Известно оптимальное удель-
ное давление при сварке полистирола Pjp = 15 кг/ом2. Найдем
площадь изделия, по которой произойдет оверка:
S= /2,42 _ 2д2/ = 1>0б ои2
"f ' *г
Тогда оптимальная величина сварочного давления составит:
Р » РуЪ . S К кг.
Исходя из удобств при работе на сварочной машине, назначаем
величину плеча а = 150 мм, а исходя из допустимых габаритов сва-
рочной машины - величину плеча / = 200 мм. Тогда для создания в
свариваемой детали необходимого сжатия величина груаа 4 составит:
Q = Р = К = 12 кг
е 200
Схема передачи давления на свариваемые детали о помощью опо-
ры при неподвижной сварочной головке применена в разработанной в
МВТУ им. Н.Э.Баумана ультразвуковой установке типа УСП-21, пред-
назначенной для оварки полистироловых корпусов микродвигателей
(рис.43).
Сварная головка этой установки (I) с помощью кронштейна и
стойки (2) неподвижно закраплена на столе (3) сварочной машины.
Для ссадания давления опоры (4) на деталь используется пружина (6)
Пружина и опора расположены в стакане (5). С помсщья регулировоч-
ной гайки (7) возможны изменение и регулировка величина сварочно-
го давления. .
80
Рис.43. Схематичный черте® сварочной машины типа УСП-И1:
I - сварочная головка, 2 - стойка, 3 - стол,
4 - опора, 5 - стакан, 6 - пружина, 7 - регулировочная
гайка, а - шток, 9 - коромысло, 10 - рычаг о ножной
педалью
Сварка изделия осуществляется при действии сжимающего усилия
на свариваемую деталь, при этом опора находится в крайнем верхнем
положении. Для съема свариваемого изделия опору опускают вниз с по-
мощью рычажного механизма, состоящего из штока (8), коромысла (9) и
рычага (10) с ножной педвлыо. Расчет геометрических размеров коро-
мысла и рычага производится по с’ормуле, приведенной выше, расчет
пружины механизма сжатия рассматривается далее.
Ультразвуковая сварочная установи.’ типа УСП-21, описанная вмио,
работает на заводе "Чайка” .в г .Москва,
Создана сварочная установка (ряс,44), в которой давление ня свари-
ваемую деталь передается с помощь» сварочной головки и осуществляет-
ся за счет усилия, приложенного к рычагу (5). Подвижной является
сварочная головка, а оборка и манипуляция оо сваризаемам обьеятом
происходят на неподвижном столе (4).
FI
Рис.44. Схематичный чертеж сварочной
машины о подвижной сварочной
головкой: I - стойка, 2 - кронштейн
сварочной головки. 3 - пружина воз-
врата, 4 - рабочий отсл, 5 - рычаг
, Даннея установке
явилась прообразом боль-
ультра звуковых сварочных
установок, выпускаемых
как в нашей стране, так <
за рубежом. Например,.в
Чехословакии институтом
ВУМА в 1969-1970 г.г. вы-
пущены сварочные машины
типа УЗП-1/250, давления
в которых прикладываются
по шшеприв еденной схеме.
Величина сварочного
давления Р , определяе-
мая из соотношения
Р » Q
завиоит как от соотноше-
Рис.45. Схематичный чертеж подпру-
жиненного подвижного рабочего стола:
I - волновод, 2 - стол СВОЛОЧНОЙ '
машины, 3 - стакан, 4 - подвидная
втулка, 5 - пружина упорная, 6 т
регулировочный винт, 7 - концевой вык-
Екчатепь, S - paGosr.ii стол
ния величин плеч рычага
Ля , так и от вели-
чины приложенной внешней
нагрузки <7 , Расчет меха-
низма давления на этой ма-
шине аналогичен расчету,
приведенному выше. Нагруз-
ка Q создается за счет
мускульной силы оператора,
что не обеспечивает посто-
янства величины сварочного
давления. С целью устране-
ния этого недостатка на
сварочных машинах таного
типа часто применяют под-
пружиненный подвижный ра-
бочий стол (рис.45).
Процесс оварки в этом случае протекает следующим образом. Свари-
ваемые изделия укладываются под волновод на рабочий стол (8). С
помощью рычага сварочной машины к соединяемым деталям приклады-
вается давление, при этом упорная пружина (5) деформируется. Вели-
чина сварочного давления будет определяться величиной деформации
упорной пружины. При заранее определенной деформации пружины,
соответствующей оптимальной величине сварочного давления, происхо-
дит включение улиравуковых колебаний с помощью концевого включа-
теля, связанного, например, о рабочим столом (8). После необходи-
мой выдержки под давлением и ультразвуком рычаг отпускают, и сва-
ренную деталь снимают со стола. При необходимости изменения величи-
ны сварочного давления (во время настройки технологического режима)
о помощью регулировочного винта (6) производят предварительное де-
формирование пружины, что обеспечивает изменение сварочного дав-
ления при той же деформации пружины.
Сварочная машина типа УП-4.0 о описанными выше механизмами:
подвижной сварочной головкой, подпружиненным рабочим столом и ион-
ным рычажным механизмом сжатия, разработанная в МВТУ нм.Н.Э.Баума-
на, наиболее полно отвечает требованиям, выдвигаемым технологией
оварки различных игрушек из полимерных материалов (рис.46)
7
б
Рио.46. Схематичный чер-
теж сварочной машины ти-
па УП-2О: I - сварочная
головка, 2 - огойка, 3-
отол, 4 - прстявовес, 5 -
рычаг о ножной педалью,,
ь - тяга, 7,8 - подпружи-
ненный рабочий стол
83
Эта машина содержи» (рисЛб) сварочную головку (I), имеющую во:
мощность перемещаться относительно стойки (2), закрепленной на
столе (3). На столе сварочной маш:::* установлен такав водпружи
ненный рабочий стол 7,8, на котором и происходит сварке. Для
создания сварочного давления сварочную головку опускай» вниз
посредством тяги (6) и рычага (5) о полной педалью. Груз (4),
связанный о тягой, служит для лодоема сварочной головки в исход-
ное положение.
Простота конструкции и удобство в работе на машина^ типа
УП-2О обусловили их широкое применение на МосаовскоЙ фабрика ху-
дожественных изделий, Московском заводе заводной механической иг-
рушки, производственном объединении "Черноморская игрушка"
(г.Одесса), Харьковской фабрике пластмассовых изделий, московс-
ком заводе пластмассовых игрушек "Огонек” и других предприятиях.
Ультразвуковая сварочная машина типа УП-30, разработанная в !£ВТУ
им.И.9.Баумана, конструктивно с.-^жа с рассмотренной выше машиной
типа УН-20.
Отличительной особенностью это., ысинни является наличие двух
сварочных головок, меж-
ду которыми располагаю'
свариваемое изделие. В
•этг>л случае энергия
ультразвуковых колеба-
ний используется болае
полно и к.п.д. машины
повышается, что дает
возможность при той же
потребляемой мощности
производить сварку более
толстостенных изделий
либо при гой же мощное»!
источника писания и тол-
щине изделий повысить
производительность тру-
да.
ач
Рис.47. Схематичный чер-
теж сварочной машины ти-
па УП-ЗО: 1,10 - свароч-
ные головки, 2 - стойка,
3 - стол, 4 - противовес
5 - тяга, б - рычаг с
ясной педалью, 7 - ре-
гулировочный винт, 8 -
упорная пружина, 9 - сте
кан
Назначение узлов сварочной машины, схематичный чертеж которой
приведен на рис.47, аналогично назначению узлов машины типа УП-20.
Сварочное давление в этих машинах создается с помощью рычание-
пружинного механизма.
Создание сварочного давления о помощью пружинных механизмов
является одним из самых распространенных приемов, так как позво-
ляет обеспечить стабильность основного технологического парамет -
ра - сварочного давления. Ниже приведен подробный расчет пружины
механизма сжатия.
ПримеР. Рассчитать механизм сжатия применительно к рабочему
столу сварочной установки но рис.45.
Сварке подлежат два прямоугольных короба сечением 20x20 мм
толщина стенки i мм, материал - капролон. Оптимальное удельное
давление при сварке капролона составляет 50 кгс/см2.
Площадь сварки составит 20x4x2=160 мм2 = 1,6 см2. Величина
усилия сжатия составит в атом случае 80 кгс. Геометрические раз-
меры плачей рычажной системы подсчитываем по формуле, приведен-
ной выше. Основное расчет прукины сжатия производим, задавшись
следующими параметрами: максимальное сварочное давление - 80 кгс,
минимальное давление - 5 кгс, рабочий ход - 10 мм.
Величину минимального усилия (5 кгс) назначаем так,чтобы
перед сваркой стол (7) занимал начальное (верхнее) положение. Вели-
чина рабочего хода выбирается соответственно геометрии изделия, а
также требованиям свести к минимуму величину холостого хода сва-
рочной головки.
Выбираем по ГОСТу 2052-53 марку пружинной стали с учетом
соображений экономики и условий эксплуатации пружины (загруженнос-
ти оварочно., машины, ее назначения и ответственности).
Наиболее часто применяются для изготовления пружин углеро-
дистые и кремнистые стали. Выбираем сталь 6002. По табл.18 для ста-
ли 60С2 и пружин Ш группы предельно большое допустимое напряжение
(при полном сжатии витков)
Ъред. = 7500 кго/ом2 /27/
85
Таблица IB
-Допускаемые напсажания при кручении для цилиндрических
винтовых пружин сжатия из стали круглого сечения
Марка ма- териала Диаметр проволо- ки, мм Наибольшее допускаемое напряжение при кручении, кгс/мм2
I группа й группа Е группа 1У группа
6002 5-42 40 90 75 75
60С2Н2А 8-42 40 90 75 «•
50ХФА 5-42 40 90 75 ««
Примечание: I группа - пружины, подвергающиеся динамическим нагру- жениям; возможно усталостное разрушение пру- жины; замена пружины затруднена; поломка пружины может вызвать аварию.
Q группа - пружины, несущая способность которых в про- делал упругости по конструктивным соображе- нным (ограниченность габарита, необходимость уменьшения веоа) должна быть повышена зано- во ливаннам.
S группе - пружины, работающие при статической или плав- но изменяющейся переменной нагрузке.
П группа - пружины неответственного назначения (мебель- ные, дверные/.
Задаемся допускаемым рабочим напряжением / 27 /:
РГ] « 0,8 [Т] qpt) • €000 кг с/см2
Задаемся индексом пружины С (отношением диаметра пружины к диамет-
ру проволоки d ),
С "г- 4*12 - .5
Диаметр проволоки: а
' *1 Kfb«C т £ ’Г 1,29.8оУ
dr • I«6 V “ 1»6 |/------------- 0,705 см «
" *4 -* “ бооо
Коэффициент гвомвхряй пружины К выходим ив габлицы:
с 4 5 б 8 В) 12
к 1,37 1,29 1,24 1,17 1,14 1,П
К • 1,29
Тогда диаметр пружины составит:
CfL а 5.7 * 35 ММ а 3,5 см
Проведем проверочный расчет пружины. Наибольшее напряжение
1 сечении витков Ртах » 80 кго/составит
т . JSAsi. . ,га/0.г,
&d3 3.I4.0,?5
что значительно меньше допускаемого рабочего напряжения.
Установим необходимое число рабочих витков пружины, принимая
модуль упругости S s 8.I05 кго/см2.
Зазор между витками пружины, нагруженной максимальным рабочим
грузом Ртах , выбираем равным 0,1 d , тогда =0,5 мм.
Сокращение длины пружины % max при нагрузке Ртазе составит:
_______ Х2л£0 .
Ртах ~ Р min 80-5
= П мм
Шег ненагрувенной пружины
A- d ♦ А + $р . 5 f + 0,5 = 7,1 мм
Ход пружины, соответствующий ее полному сжатию,равен
ХпреЬ • Атах + П + 7.0,5 » 14,5 мм
Сила, сжимающая пружину до соприкосновения витков в предположе-
нии, что характеристика пружины остается линейной, равна:
Pnpfr а Ртах ---^— 80 . —й*5- . Ю4 кгс
л max II
$ При нагрузке Pnpefr наибольшие касательные Напряжения в попереч-
ных сечениях витков будут равны:
= J50C кгс/си2
ttd3 3,14.0,?3
87
Полученное значение не превышает предельно большого допускаемо-
го напряжения для выбранной стели.
Длина ненагруженной пружины
Но* н + I (k-d) 32,5 + 7/?,1-5/ = 47,2 мм
Наружный диаметр пружины
и jP + = 25 + 5 - 30 мм
Внутренний диаметр пружины
2?/ * .Р - Я? = 25 - 5 = 20 мм
Угол подъема оси витков
Aj о/а и-----il——йй 0,09; об
Я $]) 3,14.25
Если конструкция рассчитанной пружины окажется по каким-
либо соображениям неудачной, расчет следует повторить, исходя из
другого,вновь выбранного индекса пружины.
Кроме рассмотренных выше-рычажно-принишшх механизмов, для
создания сварочного давления широкое применение нашли также пру-
жинно-кулачковые механизмы. Применяют два типа пружинно-кулачко-
вых механизмов сжатия:
I) G помощью кулачка деформируется пружина, усилие сжатия
при этом передается пружиной на свариваемый объект и является
аварочньм усилием.
2j С помощью кулачка деформируется пружина, в результате че-
го освобождается сваренное, ранее поджатое упомянутой пружиной-
изделие.
В качестве примера сварочной машины, иопользувдей пружинно-
кулачковый механизм сжатия первого типа, рассмотрим машину типа
УАП-Ц, разработанную в МВТУ им.Н.Э.Бауиана. Схематичный чертеж
машины приведен на рис.48. Сварочная головка неподвижно закреп-
лена относительно хобота (I) и стола (2) машины. Двигатель с
редуктором (3; вращает кулачок (4), который деРорыирует при своем
вращении пружину (5). Усилие сжатия пружины передается через опо-
ру (6) свариваемым деталям, расположенным между рабочим торцом
эрдясэ-эда я опорой. Регулировка величины сварочного давления
здесь может осуществляться либо изменением предварительного под-
жетмя нружяны, либо заменой кулачка или пружины. Сварка на машине
осуществляется шаговым способом: при поднятой в крайнее верхнее
вс-лоханке опере ароксхсдат иварка, затеи опора опускается, изде-
лка освобождается, вереыацаатся в сдедужуг. поэицах ио шаг сварки
1
Рис, 48. Схе-
матичный чер-
теж сварочной
машины типа
УАП-П: I-хо-
бот, 2-стол!
3-двигатель,
4- «злачок,
5-пружина,6-
опора
и цикл повторяется. Майины типа УАЯ-П нашли применение при свар-
ке пленочных и листовых изделий из полимерных материалов. При свар-
ке изделий, номенклатура которых часто меняется,такая машин? мало-
пригодна в силу сложности подбора соответствующего технологическо-
го режима сварки •
Рис.49. Схема-
тичный чертеж
сварочной ма-
шины типа УПК-
15: I- стойка,
2- регулировоч-
ная гайка, ?-
пижина, 4-
винг регулиро-
вочный иикро-
выключателя,5-
кронитейя,б-
микровыоюча-
гель, 7-кулачок
8-редуктор о
мальтийским
крестом, 9-дви-
гатель, 10-сва-
рочаая головка,
11-толкатель,
12 - всвнавжийс»
стоя,I3-CS8 лине
14-СМОИЧЬЙ ЦКИЙ
Схематичный черт машины типа УПК-15, иопользующей второй
тип пружинно-кулачкового механизма сжатия, приведен на рис.49.
Сварочное давление, прикладываемое к детая» оо стороны волновода,
создается о помощью пружины (3) и регулируется перемещением гай-
ки (2) по отойке (I). Процесс оваро протекает при опущенных в
нижнее положение сварочной головка и толкателе (II), при этом
ото» (12) неподвижен. После окончаний оварки (ультразвук выклю-
чается с помощью микровыключателя (6) и регулировочного винта (4)
кулачок (?) поднимает толкатель (Ц) в верхнее положение, сварен-
ная деталь освобождается, и стол (12) поворачивается на угол, при
котором следующая деталь оказывается строго под волноводом. Не-
прерывное вращение кулачка (7) осуществляется от двигателя (9),
связанного с ним через редуктор. В корпусе (8) совместно с редук-
тором расположен мальтийский крест, периодически приводящий в
движение отол (12). Скорость вращения отела и кулачка может регу-
лироваться о помощью оманных шкивов (14).
Машины типа УПК-15 являются наиболее автоматизированными
ультразвуковыми сварочными машинами. Наиболее целесообразно их
применение при серийном выпуске однотипных изделий при высокой
производительности процесса. Применяют такие машины на Москов-
ском завода художественных мэдазди дня оварки объемных изделий
из поамотирола.
По сравмеиы с другими механизмами сжатия пружинно-кулачко-
вые механизмы обладают оледумщама преимуществами:
I) обеспечивают точность технологического режиме при высокой
аго производительности и практически любой продолжительности рабо-
ты сварочной машины;
2) обеспечивают возможность получения любого заданного техно-
логического режима сварки путем изменения профиля кулачка;
3) позволяют легко встраивать сварочную машину в поточную
линию;
4) допускают возможность совмещения в одном узле элементов
электрической и кинематической схем и т.д.
Расчет пружины применительно к механизму сжатии был рассмот-
рен выше. Рассмотрим более Детально некоторые вопросы конструиро-
вания кулачков механизмов сжатия. Наибольшая распространение в
сварочных машинах получили вращающиеся кулачковые механизмы с ро-
ликовым толкателем, преобразующие вращение кулачка в возвратно-
поступательное движение опоры или толкателя. Износостойкость этих
механизмов высока, т.н. определяется трением качения ролика толка-
теля по рабочей поверхвоегч кулачка. Передача движения от кулачка
90
к рабочему органу осуществляется, как правило, баз промежуточных
звеньев. Однако при необходимости сократить размеры кулачка, из-
менить углы холостых ходов и увеличить угла давления могут быть
введены промежуточные передачи.
Рассмотрим далее основные соотношения в пружинно-кулачковом
механизме, необходимые для конструирования сварочной машины.
Определим соотношение между
скорость» вращения кулачка и
скоростью движения толкателя
или опоры (рио.5О). Разломим
скорость толкателя U по
двум направлениям: по каса-
тельной R профплв кулачка Л/н
и по нормали Un . Тогда
иевноимосгь между U и Un
примет следующий вид:
~Со$Ъ
Рио.50. Схема действия сил
при'вращении кулачка: I- толка-
тель, 2- кулачок, 0 - угол подъ-
ема профиля кулачка
где 0 - угол подъеме про-
филя кулачка.
Скорость Un можно выразить
через угловую скорость вре-
щения кулачка 6U ;
Un - >
Из Д АОВ находим:
J) = Я • sin &
Тогда Un*(ji)R$in&
U »
Подставляя значение Un в вышеприведенное выражение, полу-
чим: л .
Таким образом, зная скорость вращения кулачка, угол подъема
профиля и радиус в данной точке по последней зависимости нес;шно
определить з лабой момент времени оисрость толкателя, знание кото-
рой монет погребоьаться при проектировании механизмов дев,тения.
При профилировании кулечков следует различать две ти;;з профи-
ле-..: расочих перемещений и холостых ходов. Кр'зме рФачих ходов
Н
должны обеспечить заданный ааконпперемевдния ведомого гвена (тол-
кателя, опоры, пружины и т.д.), что определяется из характера тех-
нологического процесса сварки. Кривые холостых ходов должны обес-
печивать минимальное время холостого хода. При профилировании кри-
вых холостых ходов следует учитывать, что угол подьеиа профиля ку-
лачка не должен превосходить некоторого оптимального значения. Опре-
деление наибольшего угла подъема профиля кулачка рассмотрим на при-
мере механизма поджатия опоры сварочной машины (рис.51).
.РислиКиннмпгическпя
схема механизма давления
сварочной машин» и распо-
ложение дейстгуюеих оил
Кулачок касается толкателя
в точке А. Нагрузка направлена по
оси толкатели. Нормаль ял в точке
А профиля образует с осью толка-
теля угол подъема профиля кулач-
ка & . При отсутствии трения
реакция кулачка Лц направлена
по нормали /<Л . Благодаря трению
реакция && отклоняется от норма-
ли на угол трения и образует о
осью толкателя угол ( 0 + у ).
Обозначим нормальные реакции в
опорах через Ж/ и Лг , а силы
трения в этих опорах через S*t =
Z ^!v е
гд-» - коэффициент трения в опо-
рах,
и разлохии реакцию кулачка
сосгавляювда:
Г=^ +/Л
где Т - окружное усилив, передаваемой кулачкой.
f
ik> уравнения равновесия:
Т-Я,-к*о
Золи пренебречь влиянием реакции и , 4*0 можно сделать при
хорошей смазке и правильном выборе материалов поверхностей трущихся
деталей, то
т«
или, обозначая
£ •
“Т^у^/г
эг
получим в окончательном вида я £ » Величина Е представ-
ляет собой коэффициент возрастания усилия. Чем больше величина Е ,
тем больше нужно приложить окружное усилие Г к кулачку, чтобы
преодолеть усилив Р . Из выражения для Е видно, что величи-
на Е , а следовательно и окружное усилие Т возрастают с уве-
личением угла подъема & * При значении
где &Q- угол заклинивания, будет иметь место самоторможение ме-
ханизма и последний не сможет двигаться даже при отсутствии нагруз-
ки. Поэтому очень важно выдерживать оптимальное значение углов
подъема профиля кулачка, при которых получается достаточная надеж-
ность работы механизма, при этом угол подъема профиля кулачка
должен быть далек от угла заклинивания. Слишком малая величина
угла & обеспечит высокий коэффициент возрастания усилия Е , одна-
ко, скорость подъема толкателя при этом может оказаться недопусти-
ма малой. Слишком большая величина угла О обеспечит высокую ско-
рость перемещения толкателя, однако, при этом понижается коэ^фи -
циент передачи усилия Е , и работа механизма становится ненадеж-
ной; при увеличении коэффициентов трения^, и/^всдедствие загряз-
нения трущихся частей или высыхания смазки может произойти заклини-
вание механизма.
Таким образом, профиль кулачка механизма сжатия отроится с
одной стороны, в соответствии с предъявляемыми к нему требования-
ми технологии процесса сва;ки, и, с другой сторона, так, чтобы
обеспечить надежную работу механизма. Для очерчивания рабочей по-
верхности кулачка можно использовать любую кривую или комбинации
таких линий, как прямая, парабола,* дуга, окружность гипербола,
эллипс, эвольвента и др.
Для нахождения профиля кулачка до заданному закону переме-
щения толкателя проще применять графическое построение»
Пример. Рассчитать пружинно-кулачковый механизм давления и
сварочной машине по рис.48.
Задано: тип свариваемого материала, необходимая площадь сьар-
ки, производительность процесса (время оварки изделия).
Придерживаемся следующего порядка расчета.
Исходя из оптимального удельного давления при сварке указан-
ного материала и указанной площади оварки находим необходимую ве-
личину сварочного давления.
Исходя из конфигурации изделия и необходимости свести к ми-
нимуму холостой ход опоры, назначав:.! величину хода опоры Л j
пусть Л. » IO MU.
Далее производим расчет цружини по методике, рассмотренной
ранее, в расчет пру айны заводим величину ада Л « 10 мм и необ-
ходимую величину сварочного давления. Затем производим расчет про-
филя дискового кулачка, задавшись адом опоры А» 10 мм, началь-
ным радиусом шайбы кулачка, углами подъема, остановки (сварочного
цикла) и оцуокания опоры или толкателя. Выбор угла остановки дол-
жен определяться временем оварки и скоростью вращения кулачка.
Золи - число оборотов кулачка в сек, tcf - время сварки в сек,
tocm. ~ время остановки толкателя (опоры) в сек, - угол ос-
тановки, соответствующий времени остановки , то
Для возможности подбора оптимального технологического режима наз-
начаем =(1,5*2) /й/, отсюда можно определить величину
угла остановки;
- 720 . Л
Так, если число оборотов кулачка составляет /г= 4,8 об/мин₽
» 0,8 об/сек, а время оварки к I сек, то
Ц а 720.0,08.1 » 60°.
Золи задана цикличность процесса сварки, то следует рассчитать
скорость подъема и опускания опоры по приведенной выше методике
и сопоставить полученные скорости подъема и опускания кулачка о
заданной цикличностью процесса. Построение профиля дискового ку-
лачка с центральным роликовым толкателем проведем, исходя из сле-
дующих данных; начальный радиус шайбы кулачка & « 20 мм;
водьеи толкателя на Д « ХО ми совершается при повороте кулачка
на угол « 120°, остановка толкателя осуществляется зе пово-
рот кулачка на угол 60°, опускание толкателя на 10 мм осу-
ществляется при повороте кулечка на Jj 120°, остановка толка-
теля производится в продолжение остальных 60°.
Процесс профилирования кулачка с центральным роликовым тол-
кателем производится в такой последовательности /28/.
I. Из центра вращения кулачка А описываем начальную окруж-
ность о X 20 мм (рис.52).
2. Выбираем отсчетную точку О*
3. Восстанавливаем в I. О' перпендикуляр к О А - 0хБ.
94
95
4. На линии 0*5 выбираем точку 0w, служащую началом диаграммы
перемещения кулачка.
5. Делим окружность таким образом, чтобы величина получивших-
ся углов была кратна заданным углам подъема, опускания и останов-
ки толкателя: _В° „ ю оек1оров.
6. Делим отрезок О'Б на отрезки, длина X каждого из которых
равна длине хорды получившихся секторов X » >=6,98 мм
360°
Откладываем 18 отрезков-.
7. Восстанавливаем перпендикуляры в каждой из 18 точек на
прямой О^Б.
8. На диаграмме перемещений на отрезке, соответствующем
|5= 120° (^очка Е), откладываем на перпендикуляра Л = Ю мм/точка
В/.
9. Соединяем 0" и В. В получившемся Л О"ВЕ угол 0 - еоть
угол подъема профиля кулачка.
10. Опускаем перпендикуляры на О'А из точек пересечения 0ЛВ
с перпендикулярами на диаграмме перемещения.
II. Из получившихся точек пересечения перпендикуляров о пря-
мой 0хА проводим радиусы для пересечения о соответствующими лу-
чами ААр AAgJ AAj, и т.д.
1г. Соединяем получившиеся точки плавной кривой.
13. На последующих 60° поверхность кулачке опишем радиусом
постоянной величины^,
14. Участок опускания толкателя о
участку подъема.
15. Оставшийся участок о = 60° проводим радиусом постоян-
ной величины Л = 20 мм.
16. Соединяем точки плавной касательной’кривой.
Полученная линия и является рабочим профилем кулачка. Про-
филь кулачка образуется из отдельных кривых, соответствующих
остановкам, холостым и рабочим ходам» Кривые, образующие кулач-
ковые профили,могут либо плавно переходить одна в другую, либо
резко изменять свое направление. Следует иметь ввиду, что резкое
изменение профиля кулачка приводит к ударам, толчкам. Кроме того,
происходит износ этой части ь^илн кулечка тем более интенсивный,
чем больше прилсаена нагрузка к толкателю. Поэтому, как при проек-
%
= 120° строим аналогично
тировании кулачка, так и при его изготовлении следует внимательно
относиться к точкам сопряжения отдельных участков профиля. Пооле
построения профиля кулачка следует проверить полученный результат
на работоспособность конструкции. Пользуемся описанной выше мето-
дикой, по которой работоспособность механизма сохраняется при:
+ }f)
где Q - угол подъема профиля кулачка (из треугольника О"ВЕ на
диаграмме перемещения)
У - угол трения;
коэффициент трения между толкателем и кулачком
коэффициент трения в опорах.
Для материалов сталь-бронза ^^0,1 , для трения качения
при обильной смазке роликового толкателя по поверхности кулачка
.А/<0,01. Так как угол трения 'f мал, то необходимо соблюсти
условие с,4л &> 0,1. Из Д О"ВЕ
. 0»Е . __ _^,Ж20.120_ ш им
360 360°
ВБ с hr = 10 ММ
CU —2—S- = 4,1 >0,1
» BE
Таким образом, в рассмотренной конструкции имеется достаточ-
ный запас по углу подъема профиля кулачка. При эксплуатации маши-
ны о пружинно-кулачковым механизмом сжатия необходимо регулярно
производить очистку и омазку всех трущихся частей во избежакие
зеклиливания механизма, на что указывалось выше.
Для создания давления в сварочных ультразвуковых установках
нашли применение также пневматические механизмы, состоящие из си-
лового пневматического привода, передач от силового привода к под-
вижным элементам акустического тракта (сварочной головке иди опо-
ре), аппаратуры управления и контроля.
Пневматический поршневой привод (рис.53) состоит кз цилиндра
(5), поршня (6) со штоком (2), крышки (4у. Для предотвращения про-
сачивания воздуха поршень снабжен уплотнением (3). Уплотнение де-
лают также и в крышках цилиндра, через которые проходит ьток порш-
ня. Возврат пориня в исходное положение может осуществляться либо
пружиной (7), либо применением пневмоцилиядров с двухсторонней по-
дачей воздуха (в процесса сварки воздух подается з одну подсеть
цилиндра, посла сварки - в другую),
с подвижной сварочной головкой (1)в
Шток поршня обычно связывают
Рио.53. Пневматический
поршневой привод
сварочной установки
салицина движущей си-
лы (сварочного давления)
на штоке цилиндра яри пода-
че воздуха с одной стороны
составит:
Рс'(~РР f (7>г-4“),
где Рр - разность давлений
воздуха в обеих
полостях цилиндра,
2) - внутренний диамвТ)
цилиндра j
PL - диаметр штока»
Если в механизме ис-
пользована пружина возврата,
а при расчете учитывается
сила трения, то выражение
примет вид;
/М = Рр&(D^-d^-Prp-Р*Р
Сила противодействия пружины может быть определена по мето-
дике, изложенной выше» Для определения силы, расходуемой на тре- *'
кие, можно использовать следующую зависимость / 28 /,
Ртр
где Лс - коэффициент трения между манжетой поршня и стенками ,г
* цилиндра?
,/<7 - коэффициент трения мевду манжетой цилиндра и штоком?
g - ширина манжеты поршня;
- ширина манжеты цилиндра;
Рр - давление воздуха в цилиндре. v
Следует отметить, что поршневые приводы весьма чувствительны •
к качеству подаваемого в них воздуха, Влажный воздух и недостаточ»*'.
ная подача смазки приводят к повышенному изнооу отенок цилиндра и
манжет, иоотсму в воздушной магистрали обычно устанавливают влагоо
38
делитель и иаслораспылитель. Кроме этих приборов, в пневматичео-
кие механизмы давления входят, как правило, электромагнитные кла-
паны, редуктор с манометром, дроссели, распределители.
Рис.54. Схема пневматического механизма сварочной
мамины типа МТУ-04-3
На рис.54 приведена схема пневматического механизма давле-
ния сварочной машины типа МТУ-04-3. Пневмосистама машины состоит
из влагоотделителя (I), редуктора (2/, манометра (3), маслораслы-
лителя (4), распределителя (5), электромагнитных клапанов (6,8,9,
12), дросселей (7, 13, 10, II) и пневмоцилиндров(14, 15). клапаны
(6 и 8; и пневмоцилиндр (14) обеспечивают перемещение акустичес-
кого узла по вертикали. Горизонтальное перемещение акустического
узла обеспечивается с помощью клапанов (9, 12) и пневиоцилиндра
(15).
Выпускаемые за рубежом сварочные ультразвуковые мчыанм таиде
иногда сода, наг пневматические лерзневав механизмы сжатия. £ таким
установкам относятся японские установки фирмы "Сэйденша"
( £4ecfaort.ics Со ) адспей "Сонопет"
( Sono-pti } - Ю00В/Р42А", "Сонопет-ЗООЬ/Р32А". Выпускают-
ся аналогичные сварочные машины также в ФЕТ и ЧССР.
Кроме поршневых, получили распространение также диафрагмен-
ные механизмы давления (рис.55), представляющие собой замкнутую
камеру, разделенную на две полости эластичной диафрагмой, состоя-
щей ив плотной резины на тканевой основе, зажатой между корпусом
и крышкой. Диафрагма спирается на диск, жестко скрепленный со
штоком, связанным с акустической головкой.Сжатый воздух, поступая
в рабочую часть камеры,.воздействует на диафрагму м,заставляя ее
деформироваться, осуществляет перемещение диска и штока.
100
В диафрагменных механизмах давления, в отличив от поршневых»
исклкмается утечка воздуха из рабочей части камеры, изготовление
устройства проще и дешевле, меньше габариты, малое значение имеет
состав подаваемого воздуха. Недостатком диафрагменного механизма
является, как известно, относительно небольшой ход штока (до 50 мм)
Однако при использовании их в ультразвуковых сварочных машинах
этот параметр не имеет особого значения, так как величина осадки
свариваемых изделий редко превышает 1-2 мм.
Для расчета движущей силы (сварочного давления) на штоке
пневматической камеры используют следующую формулу:
Ров* Q'fPp
где / - площадь подвижной части мембраны, на которую дейст-
(Рр- вует воздух; давление воздуха в камере; коэффициент, учитывающий потерю движущей силы, вслед- ствие заделки мембраны во фланцах камеры. Для случая эластичной мембраны а, » .
Для возврата диафрагмы в исходное положение могут иопользо-
гаться двухсторонняя подача воздуха, система противовесов или
пружин. В атом случае противодействие возвращающего устройства
должно быть учтено при расчете движущей силы. Для случая, изобра-
Р*—&Рр ~ЯР4.
женного на рис.55,
При использовании пружины возврата ае расчет производится по
рассмотренной выше методике. При расчете движущей сиды в диафраг-
менных механизмах давления влиянием трения штока о втулку корпуса
обычно пренебрегают.
В заключение рассмотрим схему ультразвуковой сварочной машины
типа УЗП-I, в которой использован диафрагменный механизм сжатия.
Чрис.56). Пневматическая система машины подключается к баллону со
сжатым воздухом посредством редуктора (I). Ватам, последовательно
в воздушной магистрали установлены ресивер (2) с обратным клапаном,
поддерживающий постоянное давление на входе нневмосистемы, регуля-
тор расхода газа (3), манометр низкого давления (4), злектропяевмо-
кдапан (5), распределительный кран (6) и пневмоцилиндр (7). Особен-
ностью установки является применение пневмокамвры с двумя диафраг-
мами различного диаметра. При подаче воздухе в верхнюю камеру с
101
диафрагмой манылего диаметра осуществляется более точная регулИ'
ровна при меньшем сварочном давлении, яри работе нижней пневмо-
камеры могут быть получены большие сварочные давления.
Питание воздухом ультразвуковых сварочных машин, использую-
щих пневматические механизмы сжатия, может производиться как от
баллонов со сжатым воздухом, так и от местной компрессорной от'ан-
ции. В последнем случае в цепи воздушной магистрали необходимо
устанавливать фильтры для очистки воздуха от пыли и влаги.
ЛИТЕРАТУРА
I. Tas мин И.И» Ультразвуковые волноводно-излучающие устройства,.
‘ М., Машгиз, 1963.
2, Теумин И.И. Ультразвуковые колебательные системы. М., Машгиз. 1959.
3. Черняк Б.Я., Волков С.С., Орлов Ю.Н. Анализ процесса теплообразова-
ния при ультразвуковой сварке пластмасс. Об. трудов
МВТУ им. Баумана. - Применение пластмасс в машинострое-
нии, I9?I, fell.
4. Wick к.Т. t J. Jji'otssi " Soc. Jkmeiiea * 1958, 30,, M.
5. tTlascn IV.P. Piccoefeciiic CviisPrfS QntL Piuit appf^icati^n^
UfbasenieC, fi/Ven-,1950.
6. Силин Л.Л.. Баландин Г.Ф., Коган Ы,Г. Ультразвуковая сварка,. М.,
Машгиз, 1962.
7. Физика и техника мощного ультразвука. Источники мощного ультразвука.
Под ред. Розенберга. М.» ’’Наука", 1967.
8. Гершгал Д.А., Фридман В.М. Ультразвуковая аппаратура промышленного
назначения. М., "Энергия", 1967.
9. Гальперина А.Н. Основы расчета составных пакетных преобразователей. -
Ультразвуковая техника, 1966, №5.
‘•О* Гу тин Л „Я. Магнитострикционные излучатели и приемники. - Журнал тех-
нической физики, т.15. 1945, НЛ2.
II. Ультразвуковая сварка пластмасс в производстве игрушек. Обзор под ред.
С.С.Волкова. М., ЦНИИТЭИлегпром, 1971. (ВНИ11И).
2. Меркулов А.Г.» Расчет ультразвуковых концентраторов. ~ Акустический
журнал, 1957, т.Ш, вып. 3.
3, Мачетнер Б.Х. методы расчета и конструирования инструментов для
ультразвукоюй обработки. (Руководящие материалы). ЗНИПС,
1963.
4. Мечетнер Б.Х» Концентраторы-инструменты для ультразвуковой обработки,
способы их крепления. НИИМАШ, 1965.
5. Камке 3, Справочник по обыкновенным дифференциальным уравнениям. М.,
"Наука", 1971.
6. Макаров Л.О, Методика расчета стержневых экспоненциальных ультразву-
ковых концентраторов. - Применение ультразвука в промыш-
ленности, 1959, М., Машгиз.
17. Бронштейн И.Н», Семендяев К.А. Справочник по математике. М., 1962.
i3. Пономарев С.Д. Расчет на прочность в машиностроении. М.,Машгиз,1959.
9. К-УзьменкоВДТ Звуковые и ультразвуковые колебания при динамических
испытаниях материалов. Изд. АН УССР. Киев, 1963.
Э. Биргер И «А. Расчет резьбовых соединений. У., Оборонгиз, 1951.
'I. Болховитинова Е.Н, Влияние дробеструйного наклепа на свойства стальных
деталей. М., Машгиз, 1953.
2. Кудрявцев И.В., Саверин М.М., Ряоченков А.В. Методы поверхностного
упрочнения деталей машин. М., машгиз, 1949.
Стрелецкий И.С. Курс металлических конструкций. М.,Госстройиздат,19чО.
<14. Николаев Г.А., Ольшанский н.А, Новые методы саарки металлов и пласг-
масс. м., "Машиностроение", 1966.
25. Свиридов А.П., Волосатов В.А. Ультразвуковая обработка радиотехничееких
„ _ деталей, л./'знергия", 1969.
26. 1ростянская Е.Б. и др. Сварка пластмасс. М.,"Машиностроение" *1967.
27. “°50МаРев С°Д« и ДР» Расчеты на прочность в машиностроении. 1956, т.1.
28. Рябоконь Н.Г. Механизация и автоматизация технологических процессов
сварочного производства. М.,Машгиз, 1963.
СОДЕРЖАНИЕ
Введение ..................................................... 5
Общие сведения об ультразвуковых колебаниях и физические ос-
новы применения их для сварки полимерных материалов ....... 4
Преобразователи электрических колебаний в механические ...... 15
Расчет и проектирование трансформаторов упругих колебаний
и волноводов ............................................. . 28
Продольные колебания отержня переменного сечения ... 29
Стержни постоянного сечения ...................... зо
Цилиндрические ступенчатые стержни ................. 32
Экспоненциальные стержни ...........,*.............. 37
Методика расчета круглых экспоненциальных волноводов 41
Методика расчета ножевых экспоненциальных волноводов 46
Расчет»: элементов колебательной системы на
усталостную прочность ........................... 50
Элементы конструкции трансформаторов упругих колебаний и их
пайка к преобразователю ♦................................. 63
Опоры и держатели, используемые при ультразвуковой сварке ... 69
Конструкция и изготовление опор-держателей ........ 71
Размещение свариваемых деталей на подвижной сфери-
ческой опоре ...................................... 74
Расчет и проектирование механизмов давления ................ 75
Литература ............................................. .103
Редактор Н.П.Жигалев
Сдано в типографию 18/XI1974 г. Подписано к пачати JI/X 1974г.
Фопмат бумаги 60x90 I/16. Печ. л. 6,75. Уч.-изд. л. 6,5. Изд.
% 187. Л 10753JS . ззх.925 . Тираж 600 экз. Цена 65 коп.
Бумага типографская №1 ___________________
Адрес редакции: I4I300, Московская обл,, г.Загорск,
ар. Красней Армии, 136, ВНИИИ, отдел научно-технической ин-
формации
Твп.ЦКТЫ1.4ссква, ул. Нижняя Красносельская, 12