


























































































































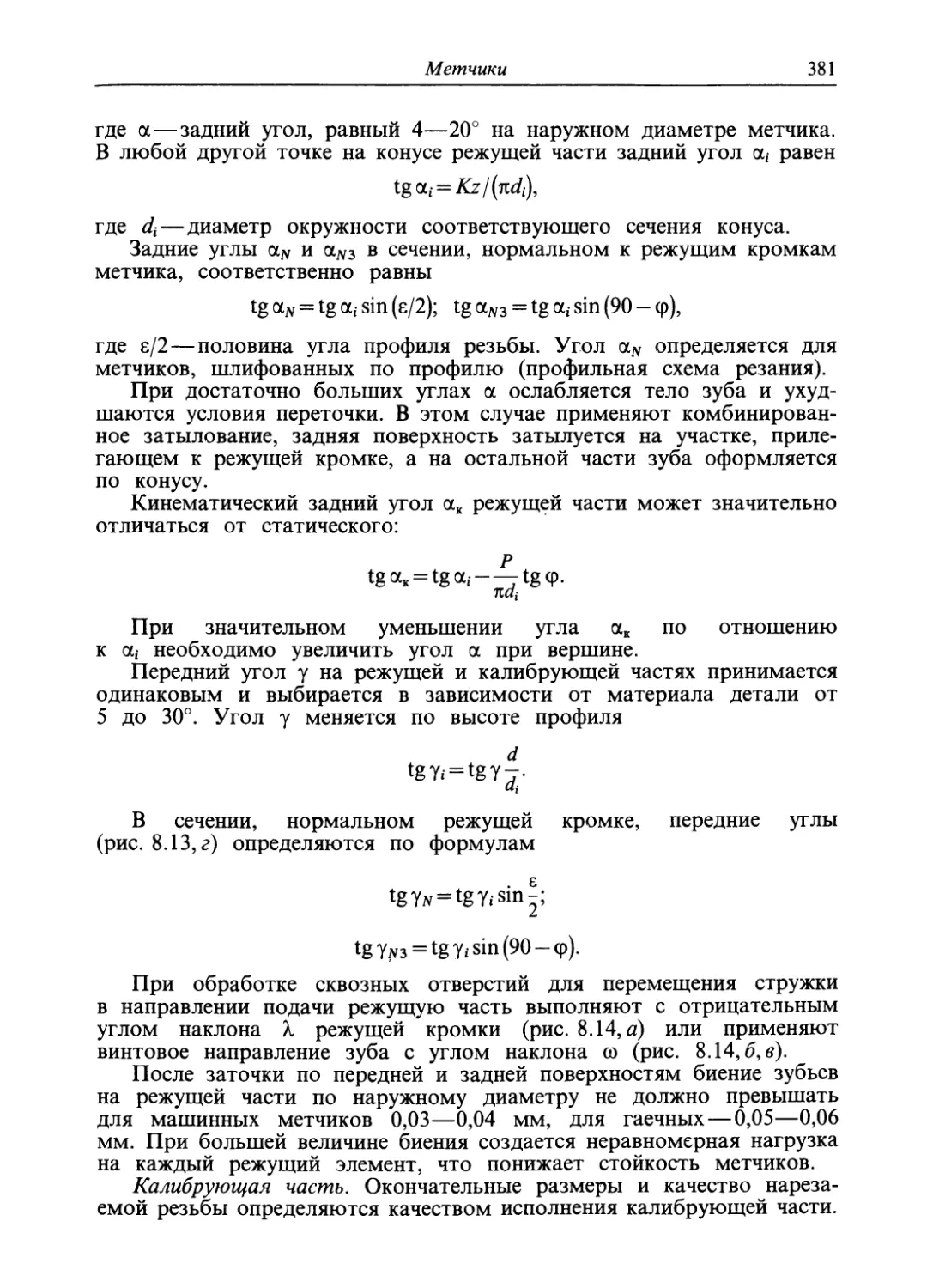

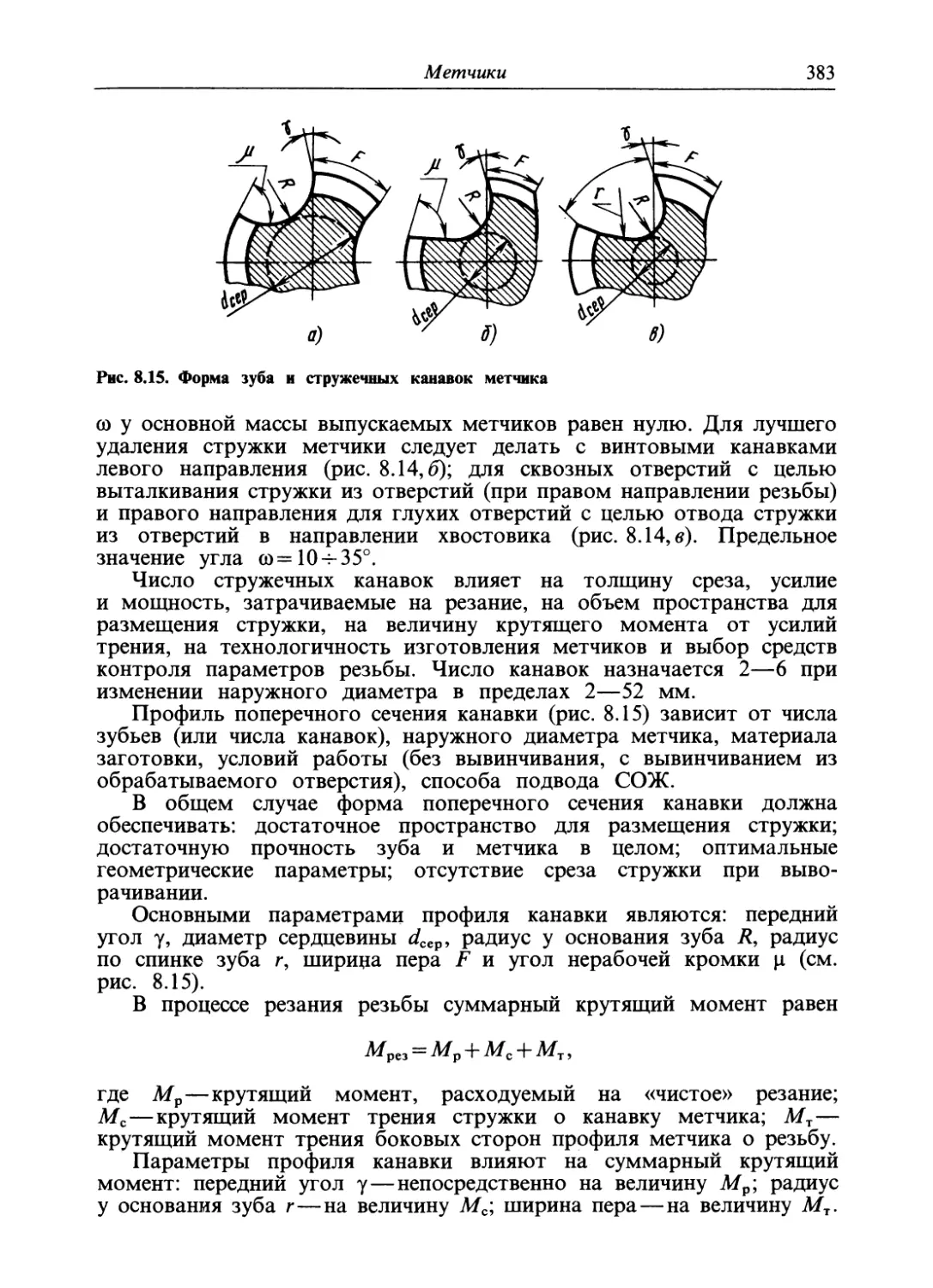


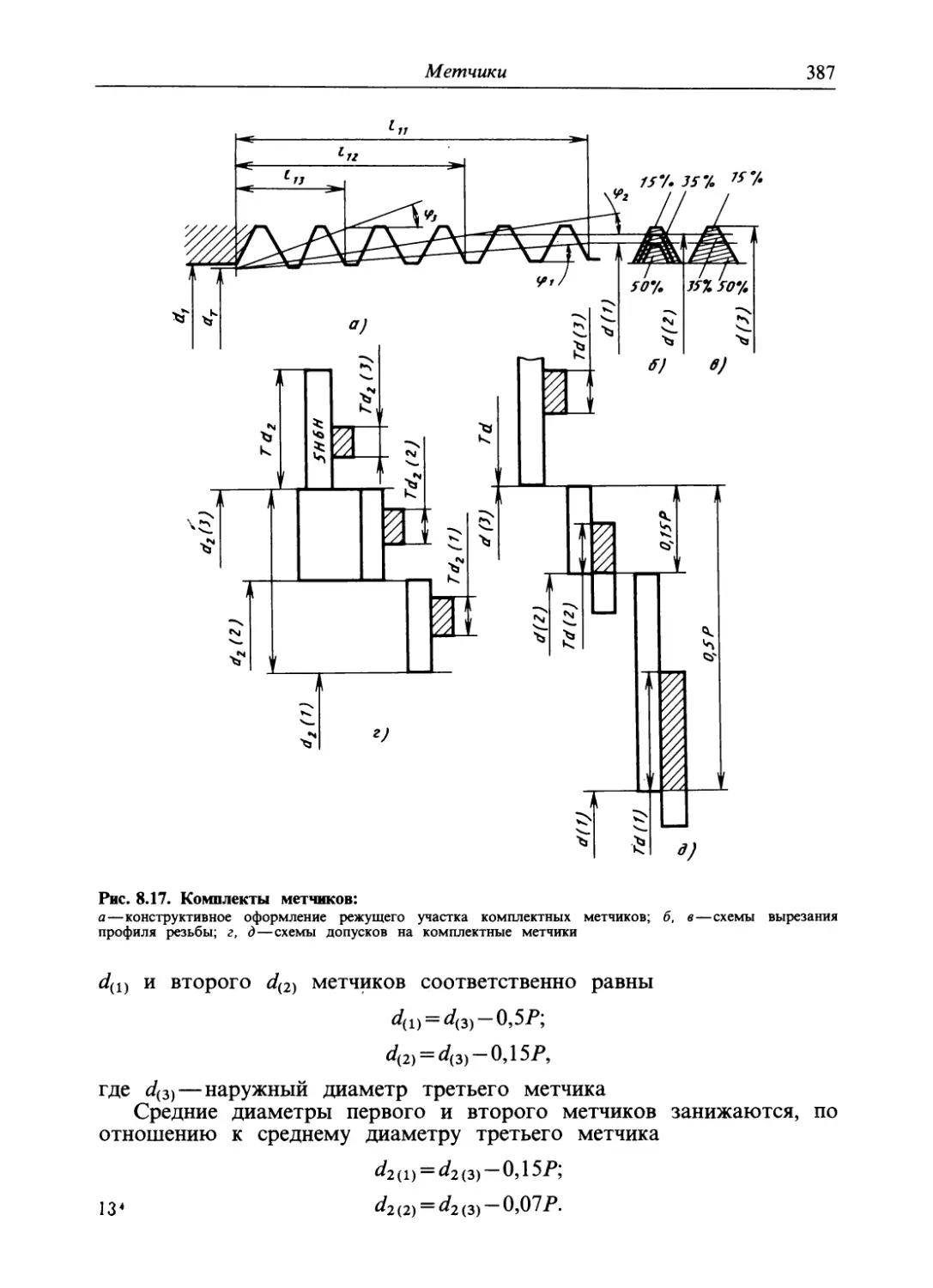


























































Author: Баранчиков В.И. Гречишников В.А. Иванов Ю.И. Кирсанов Г.Н. Боровский Г.В.
Tags: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы отдельные машиностроительные и металлообрабатывающие процессы и производства инструменты справочник металлорежущие станки станки станкостроение издательство машиностроение
ISBN: 5-217-01849-6
Year: 1994




СПРАВОЧНИК КОНСТРУКТОРА - ИНСТРУМЕНТАЛЬЩИКАСПРАВОЧНИК
КОНСТРУКТОРА-
® ИНСТРУМЕНТАЛЬЩИКА
БИБЛИОТЕКА КОНСТРУКТОРАОснована в 1968 годуСПРАВОЧНИК
КОНСТРУКТОРА-ИНСТРУМЕНТААЫЦИКАПод общей редакцией
канд.техн.наук BJEL БаранчиковамаеЕНИЕ1ЭЭЧКВА МАШИНОСТРО
ББК 34.63-56
С74
УДК 621.9.02.001.2(035)Авторы: В.И. Баранчиков, Г.В. Боровский, В.Л. Гречишников,
Ю.И. Иванов, Г.Н. Кирсанов, Б.А. Кравченко, А.Р. Мас¬
лов, М.С. Нерубай, JI.B. Николаев, Н.Д. Папшева,
В.В. ПлешивцевРецензент канд. техн. наук А.М. ЛейнФедеральная целевая п^ограммр книгоиздания России.^ /Х\Справочник конструктора-инструменталыцика: Под общ. ред.
С74 В.И. Баранчикова. — М.: Машиностроение, 1994. — 560 с., ил. —
(Библиотека конструктора)ISBN 5-217-01849-6Приведены сведения, необходимые для расчета, проектирования, создания
и рациональной эксплуатации инструментов общего назначения, а также
режущего инструмента перспективных конструкций, в том числе и специального
назначения. Рассмотрены основные положения САПР режущего инструмента.Предназначен для инженеров-конструкторов и технологов машиностроения
и приборостроения, может быть полезен студентам втузов, обучающимся по
специальности «Технология машиностроения, металлообрабатывающие станки
и инструменты».^Г°-°54 КБ 52-204-92 ББК 34.63-56038(01)—94ISBN 5-217-01849-6© Издательстве? «Машиностроение», 1994
ОГЛАВЛЕНИЕПредисловие 6Условные обозначения 8Глава 1. Инструментальные материалы и области их применения (В. И. Ба¬
ранчиков) 91.1. Инструментальные углеродистые и легированные стали 91.2. Инструментальные быстрорежущие стали 91.3. Инструментальные твердые сплавы 191.4. Безвольфрамовые инструментальные твердые сплавы 221.5. Минералокерамические и сверхтвердые инструментальные ма¬
териалы 24Глава 2. Общие конструктивные элементы режущих инструментов и спосо¬
бы закрепления их на станках (В. И. Баранчиков) 282.1. Составные части и элементы режущих инструментов 282.2. Общие конструктивные элементы инструментов с неразъем¬
ными соединениями, их формы, размеры и способы соедине¬
ния 292.3. Общие конструктивные элементы инструментов с механиче¬
ским креплением рабочей части, их формы, размеры и способы
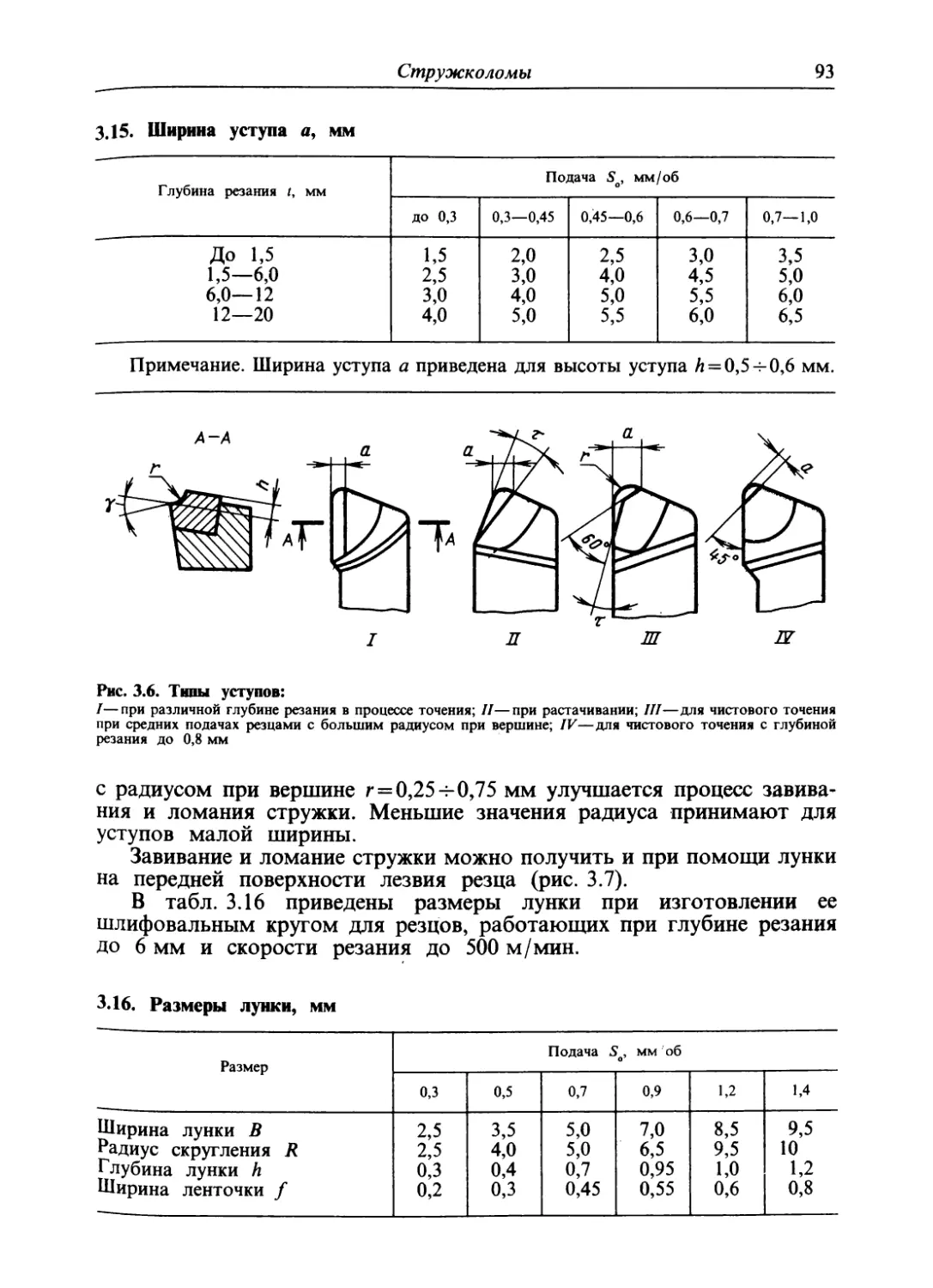
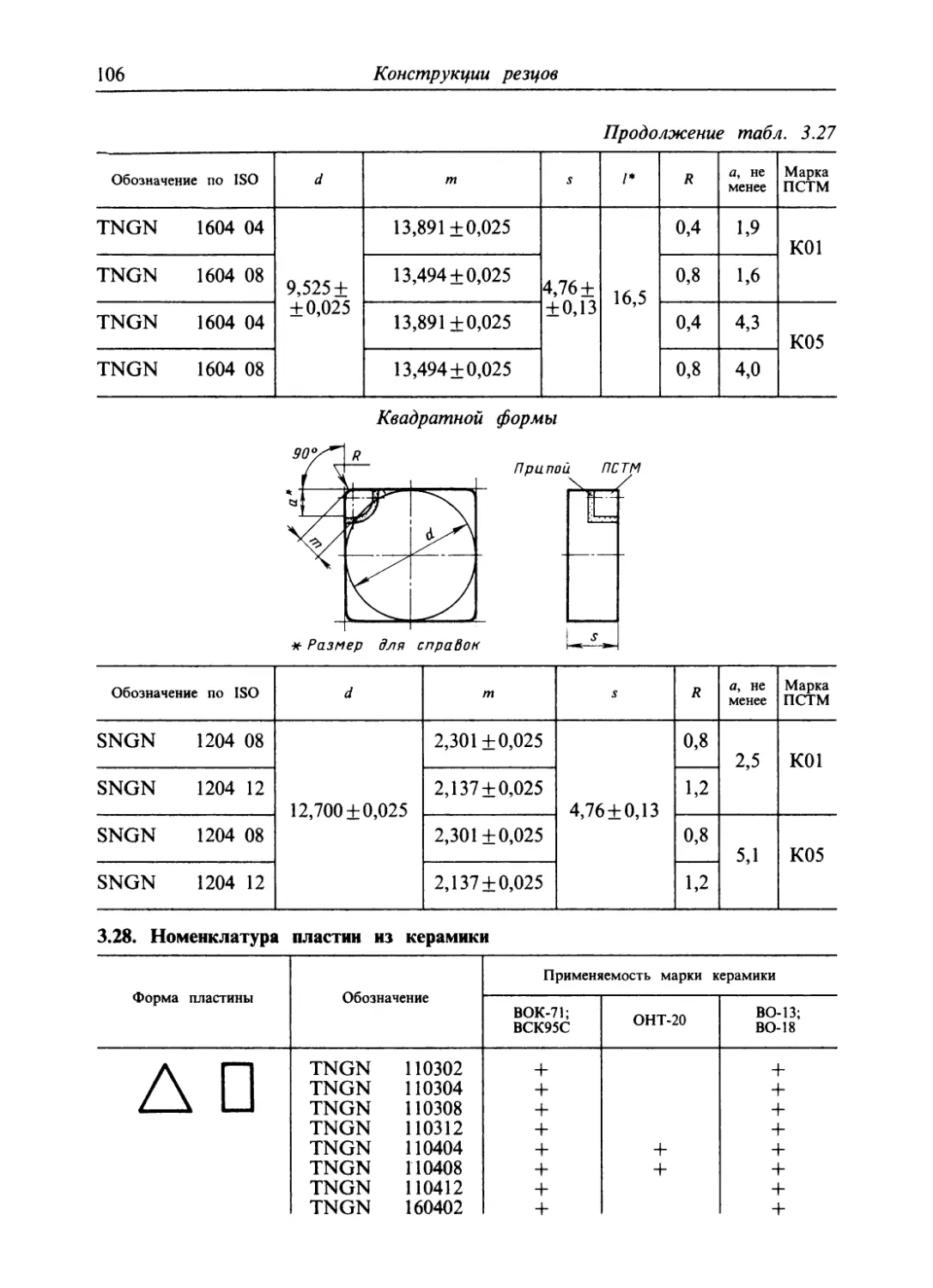
крепления 352.4. Способы закрепления режущих инструментов на станках .... 45Глава 3. Конструкции резцов (В. И. Баранчиков, Б. А. Кравченко) 703.1. Расчет резцов на прочность и жесткость 793.2. Крепление режущих пластин на державке 833.3. Геометрические параметры режущей части 833.4. Износ и переточки твердосплавной режущей пластины 893.5. Форма и размеры пластин для напайных резцов 913.6. Стружколомы 923.7. Выбор формы и расчет параметров установки многогранной
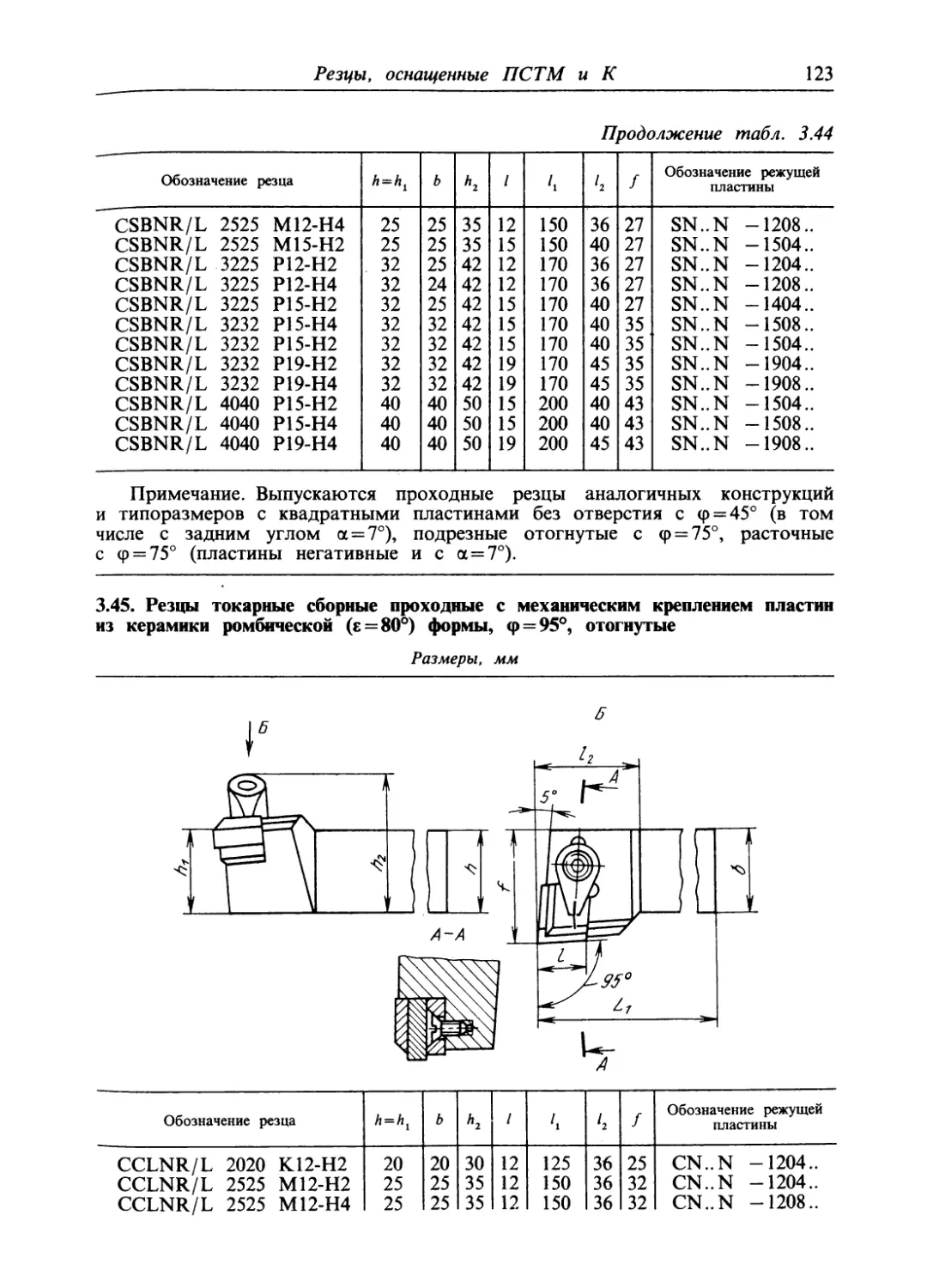
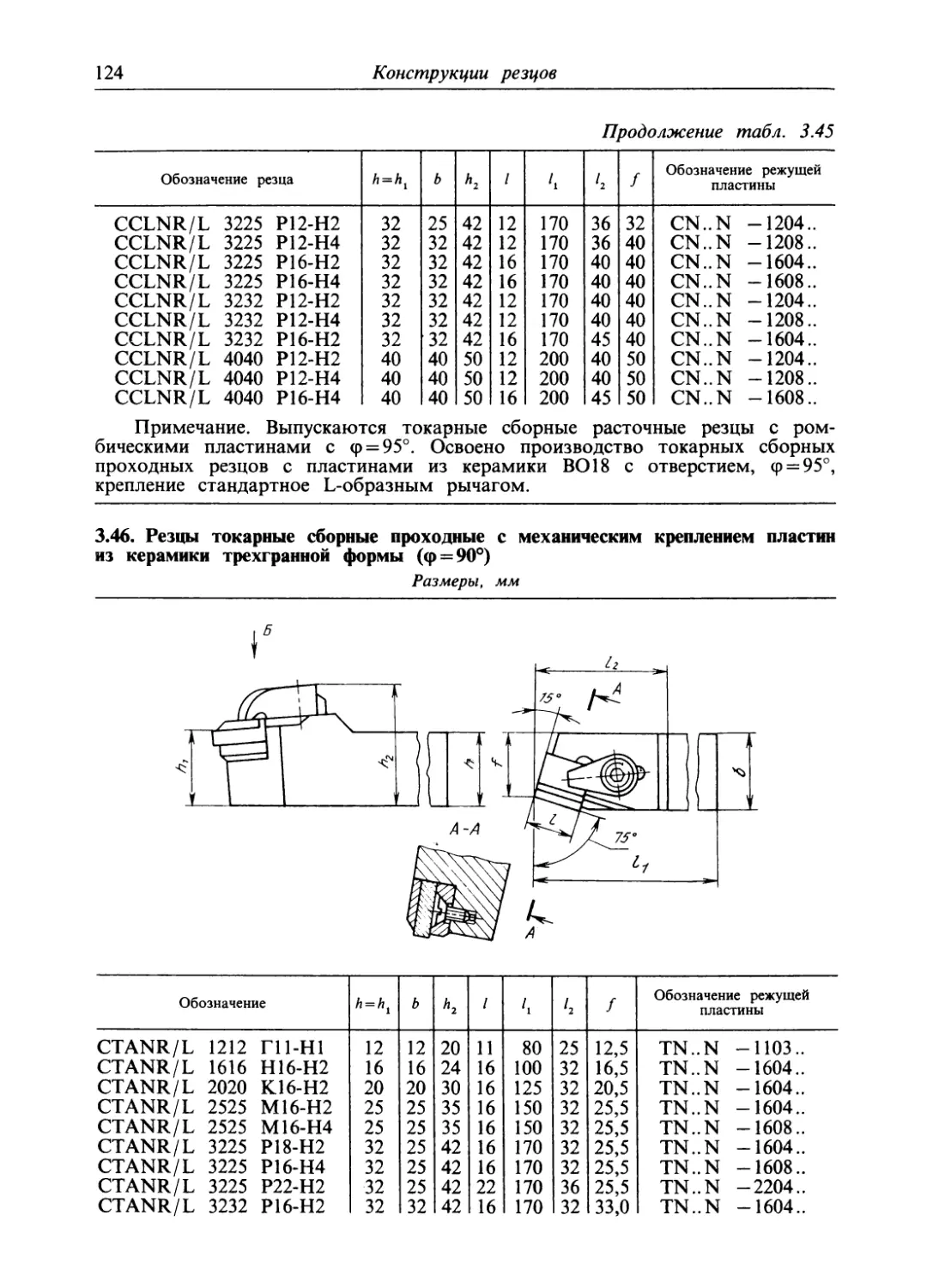
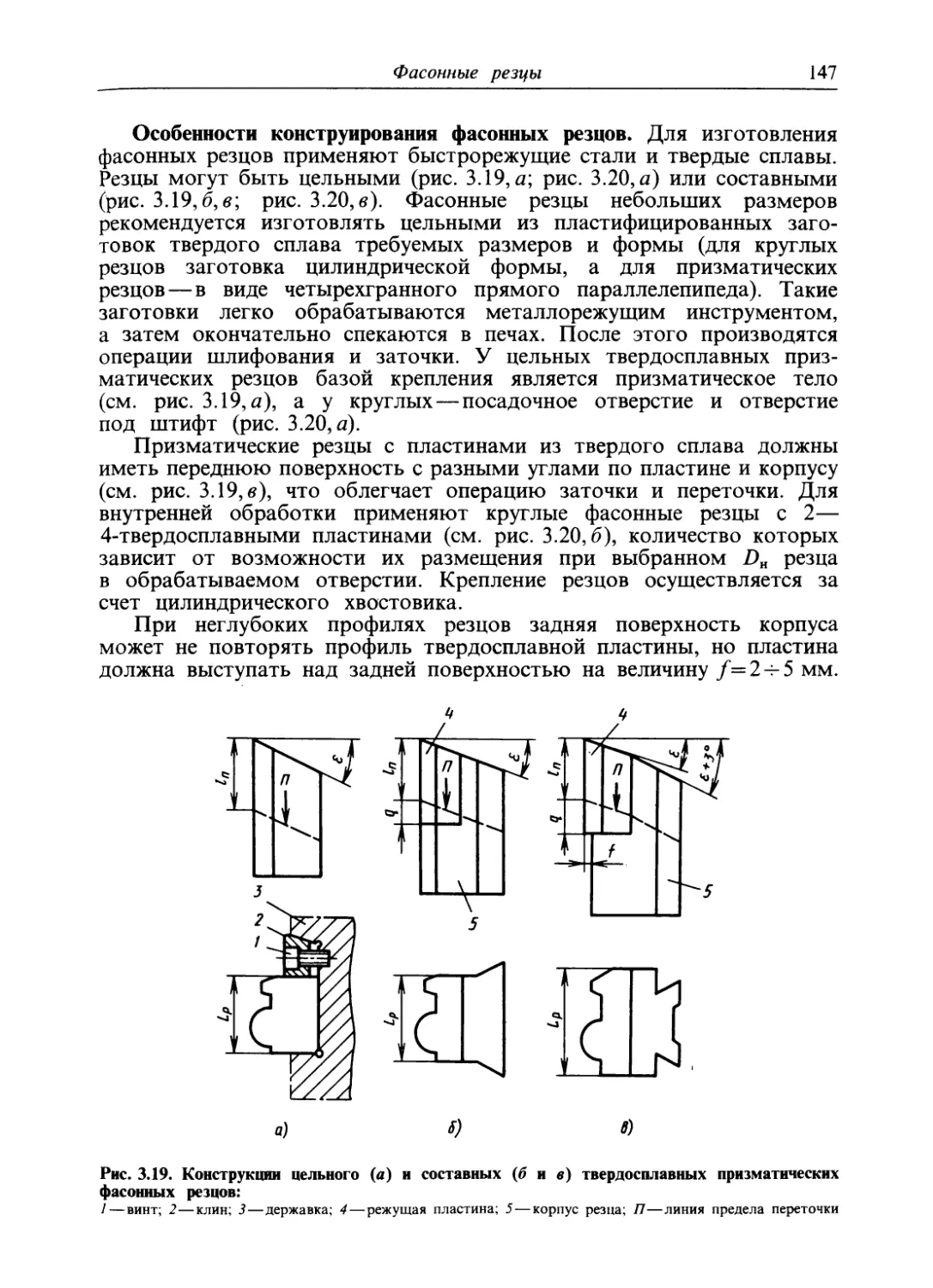
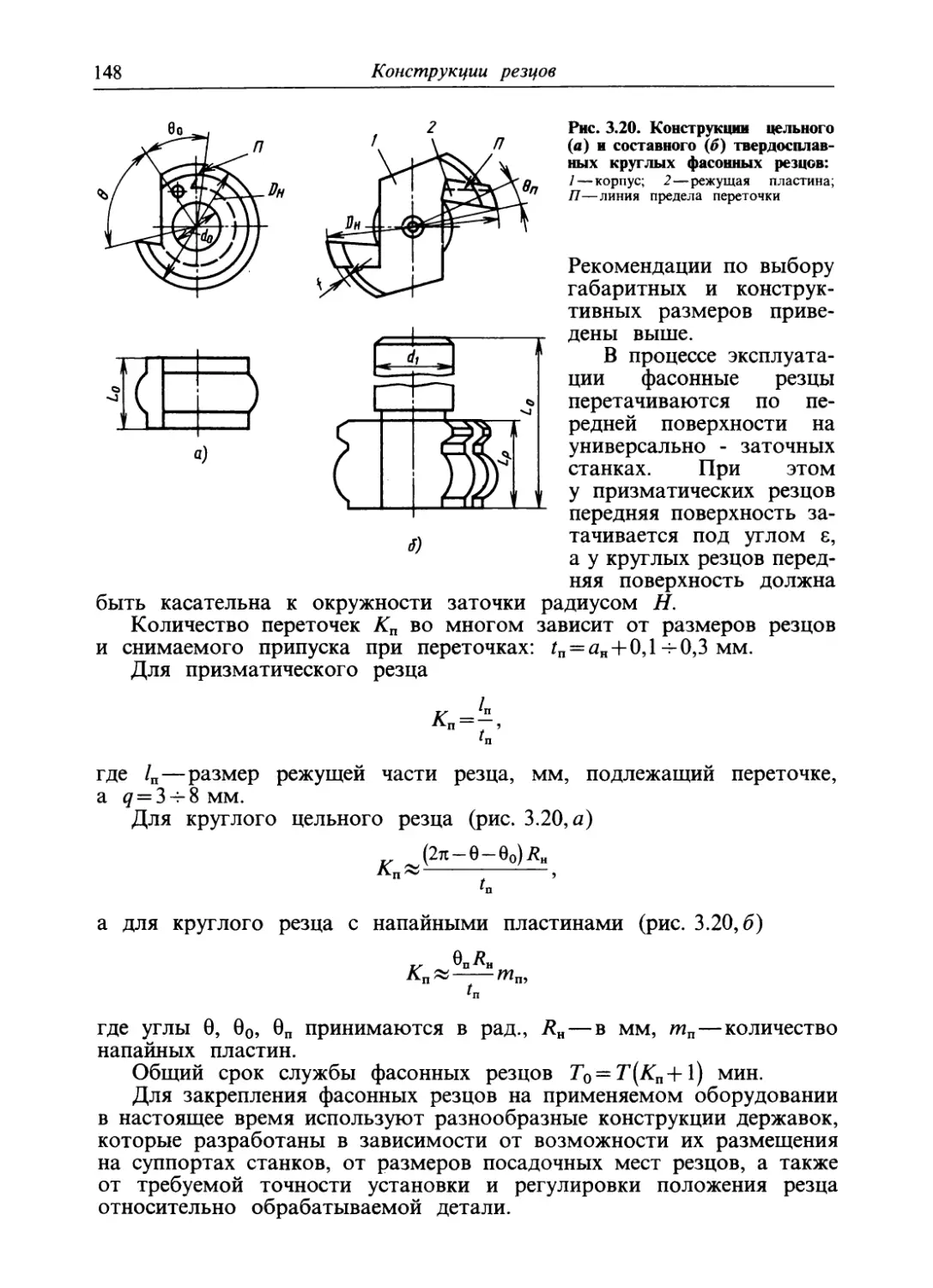
пластины 943.8. Резцы, оснащенные поликристаллическими сверхтвердыми ма¬
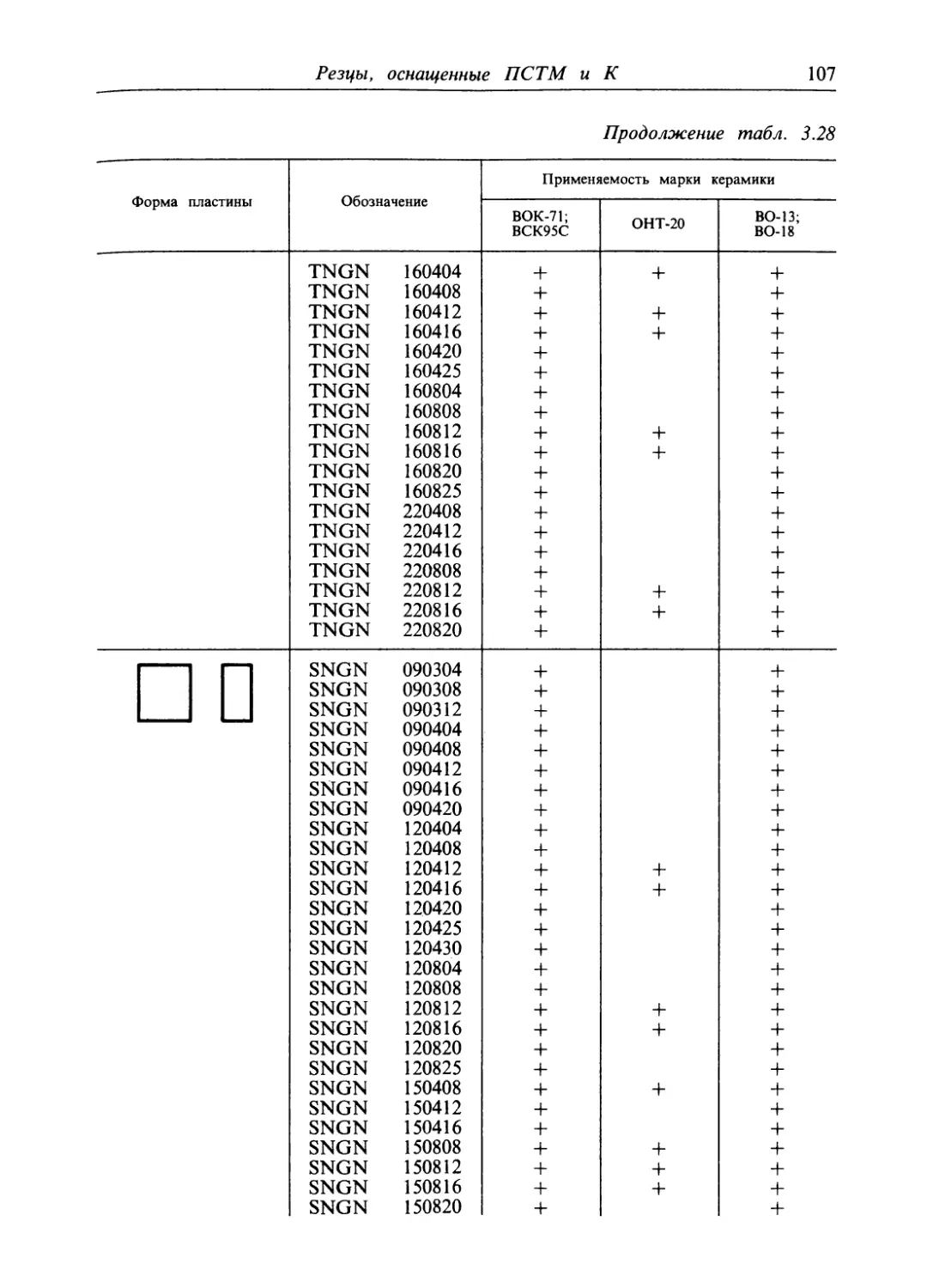
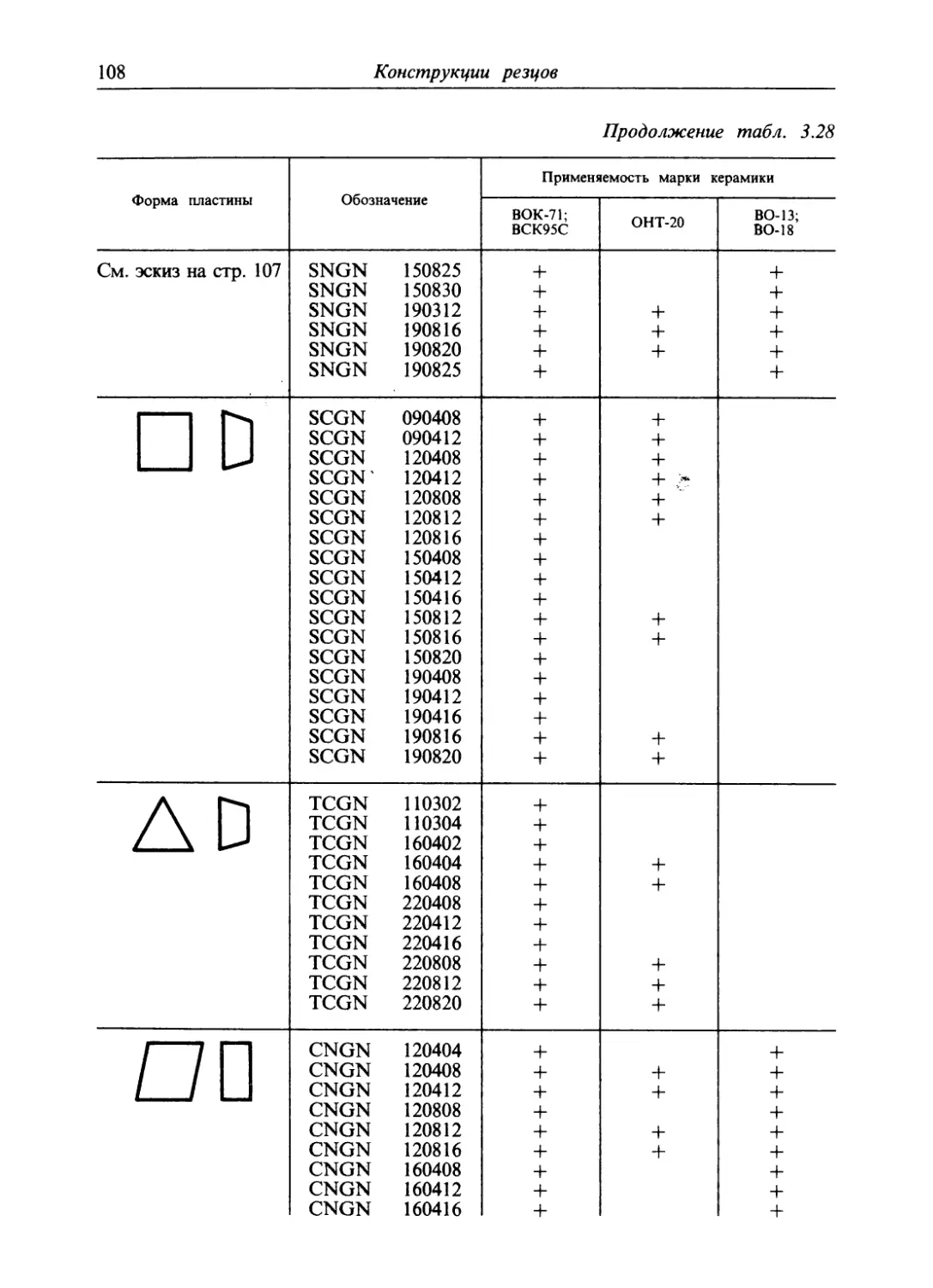
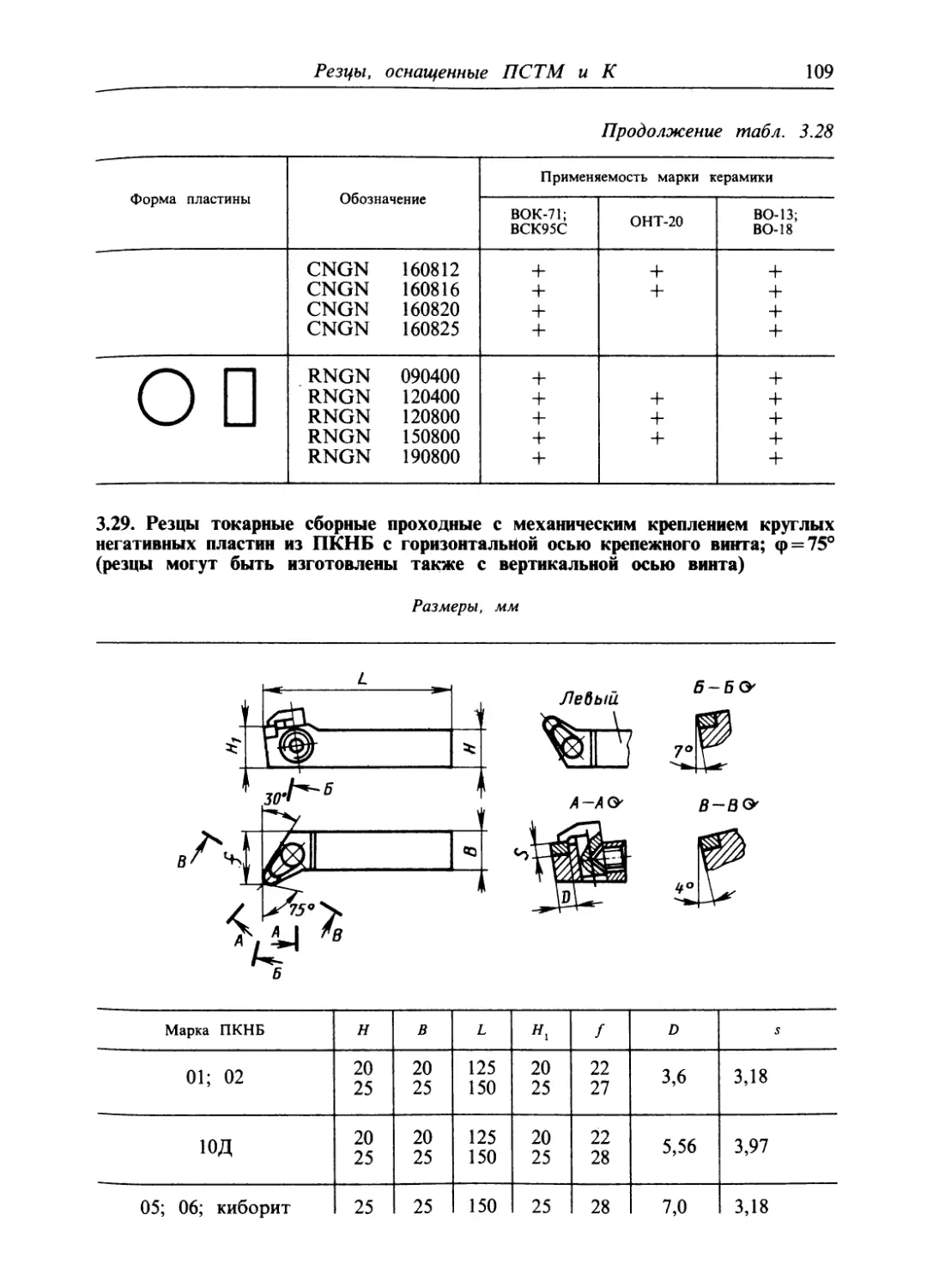
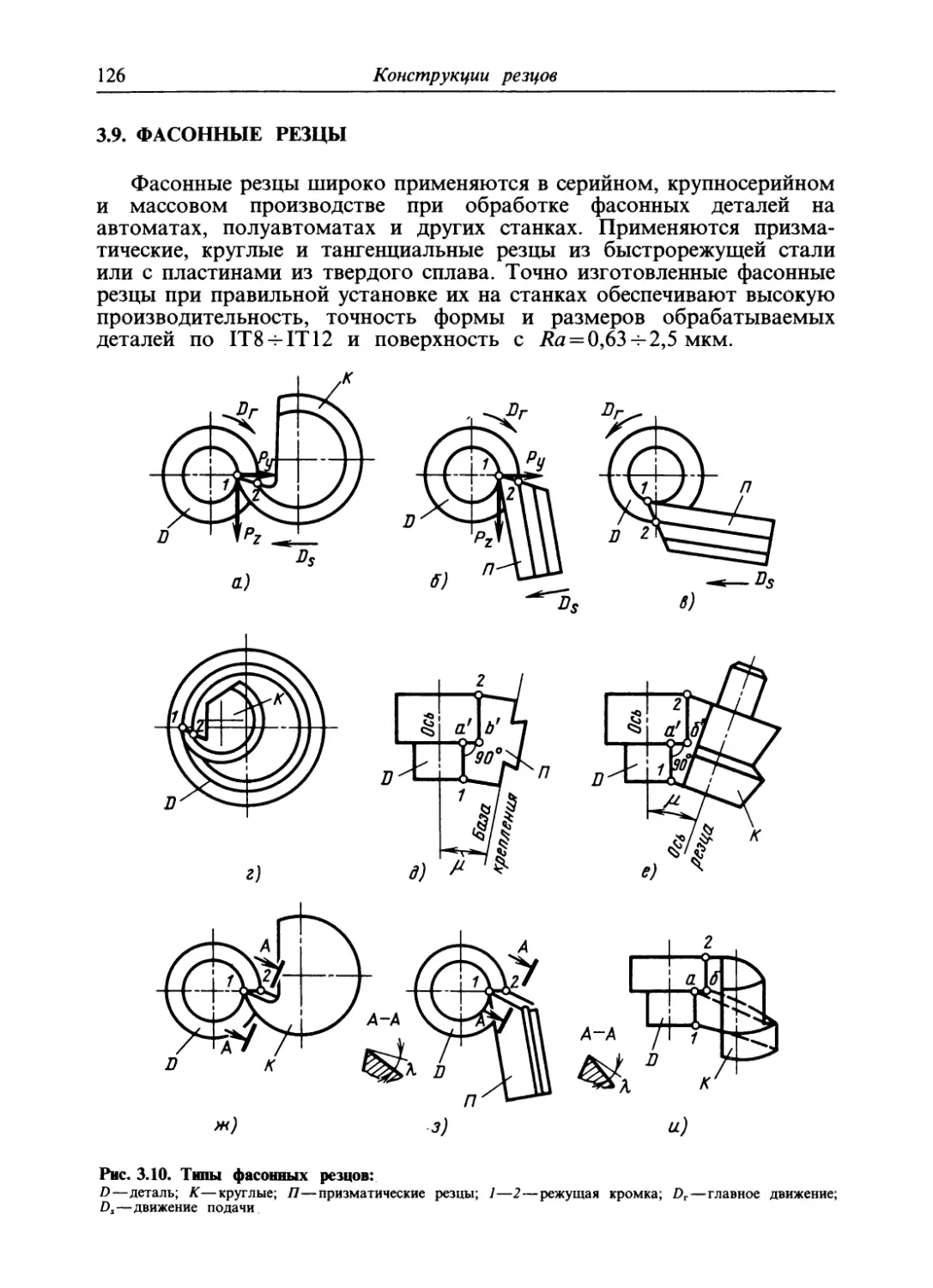
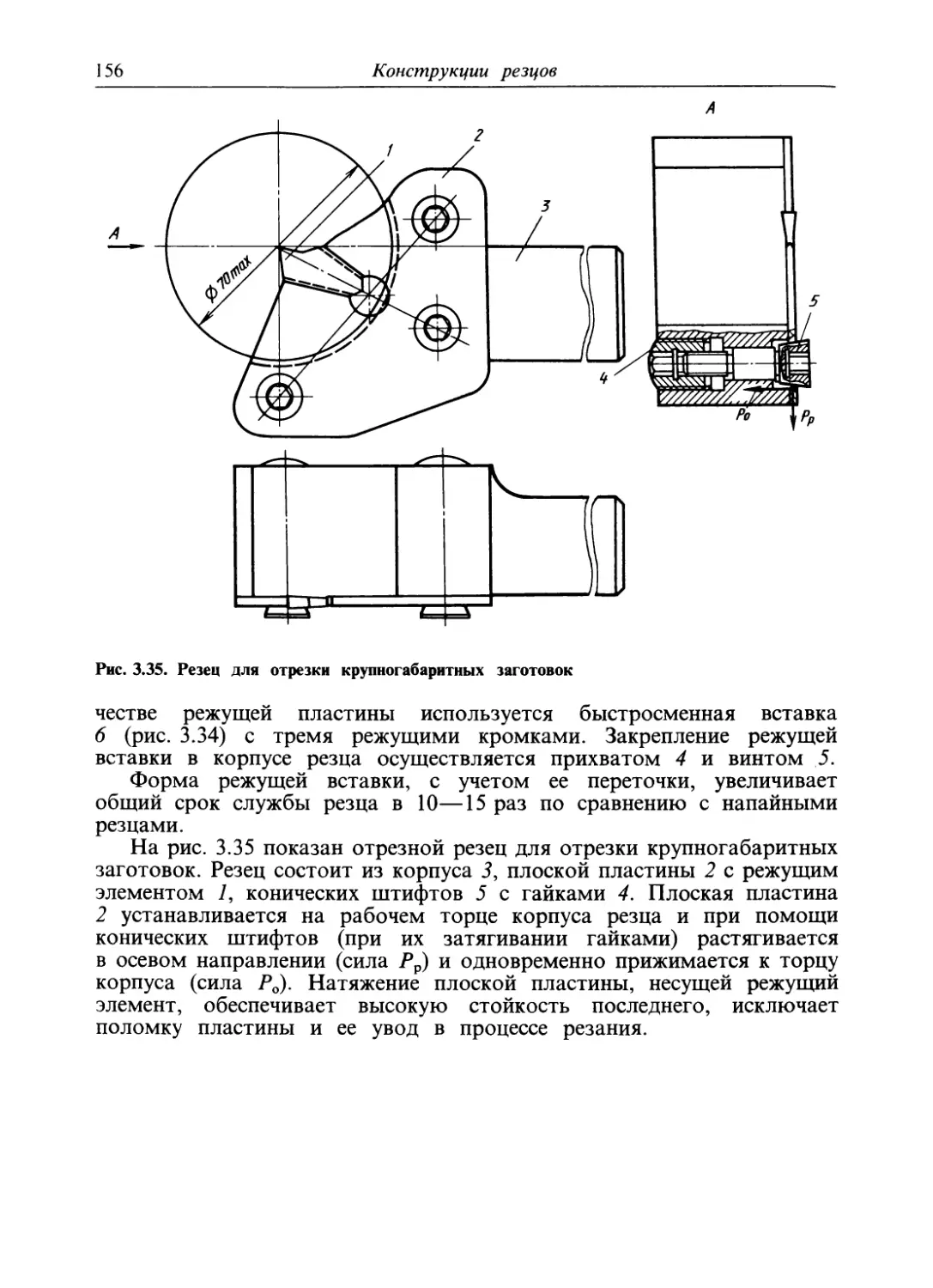
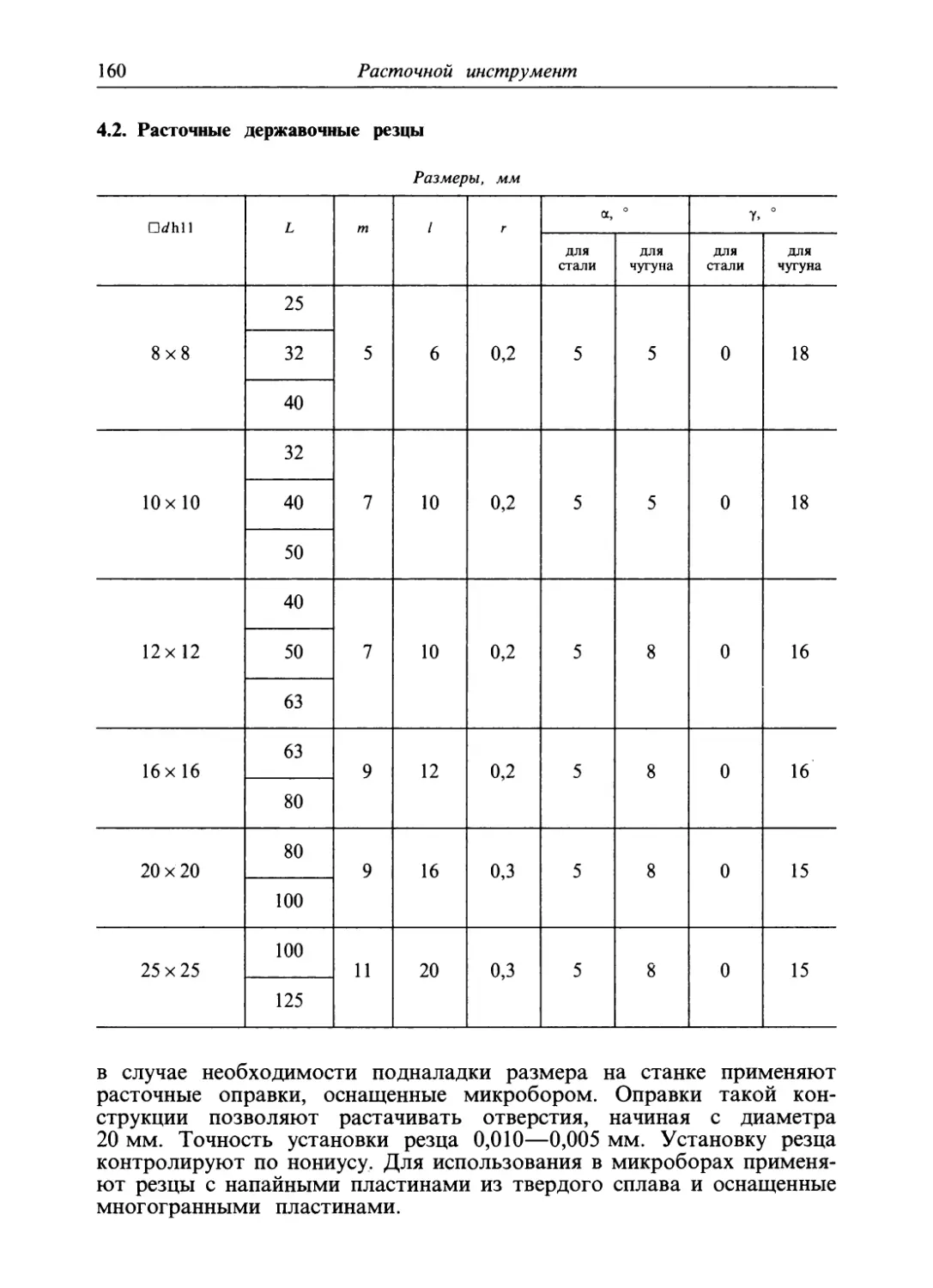
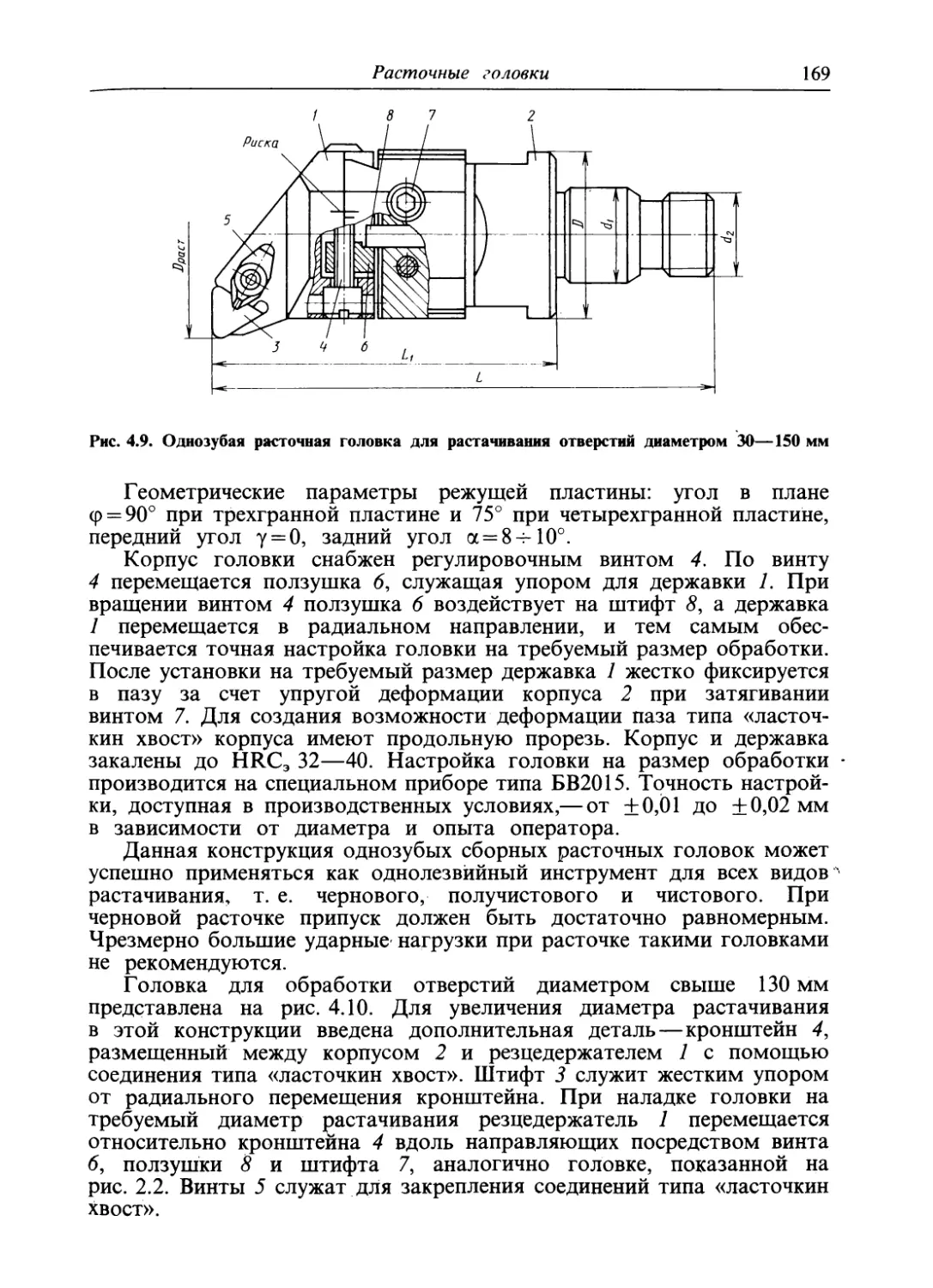
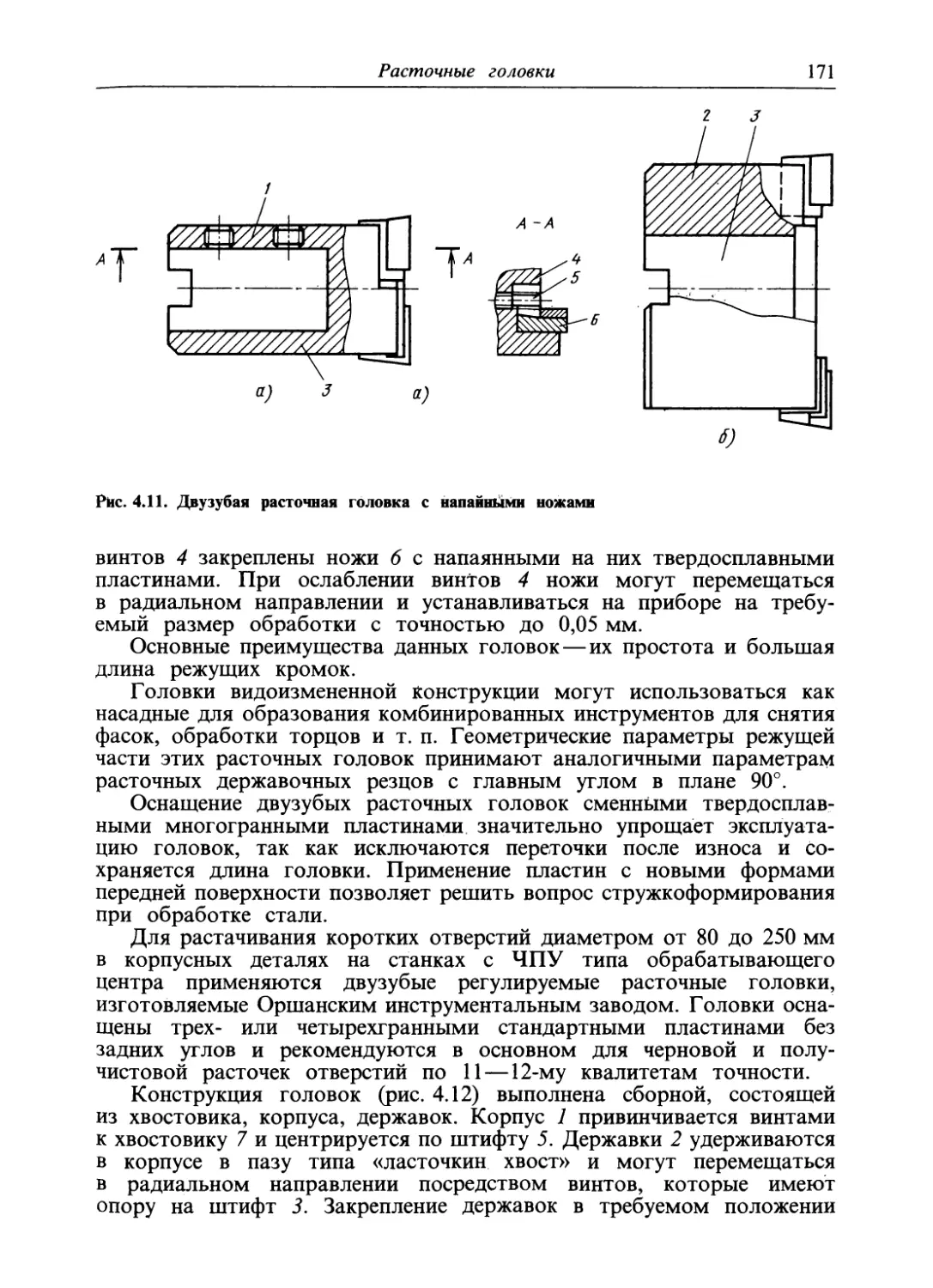
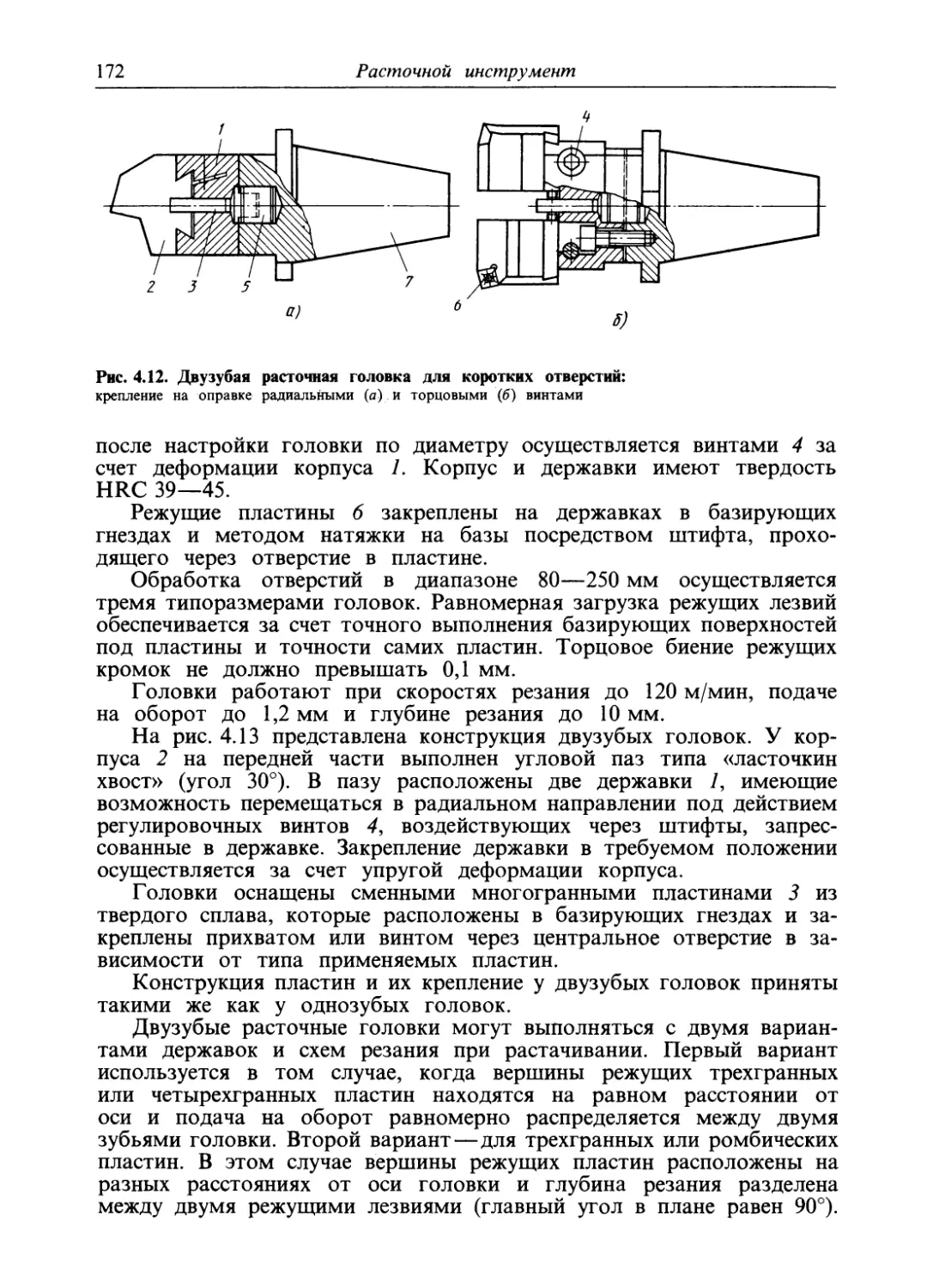
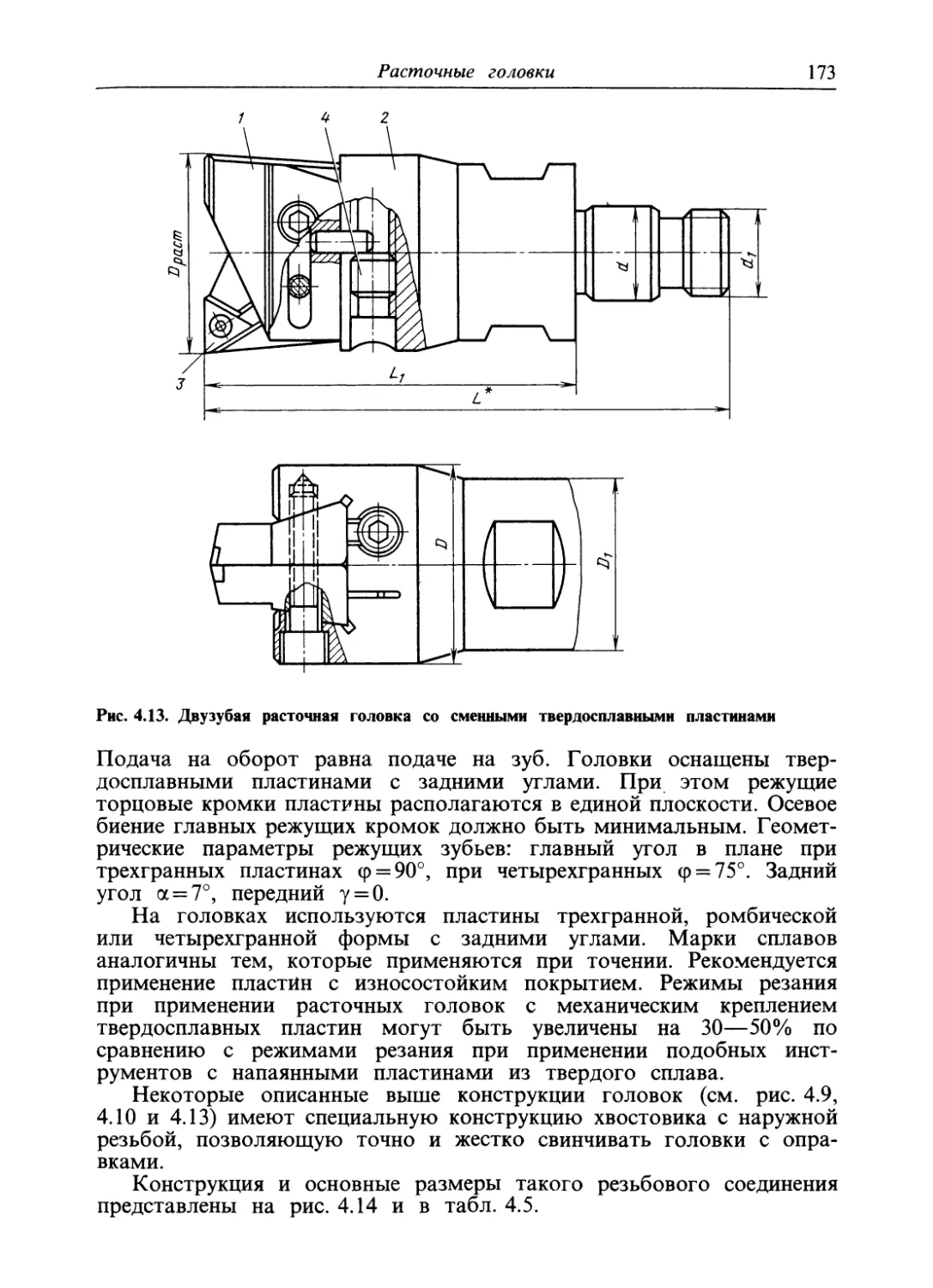
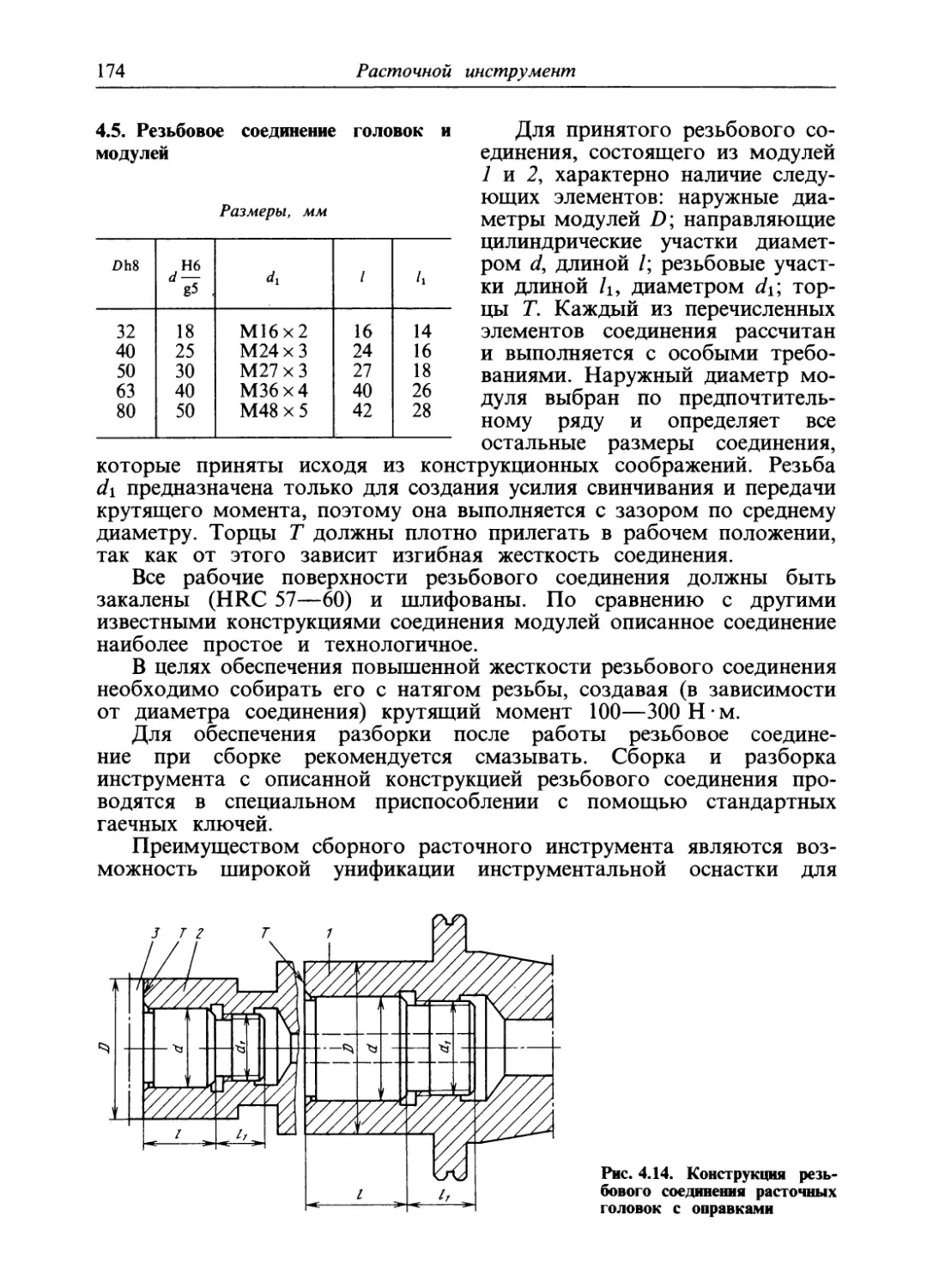
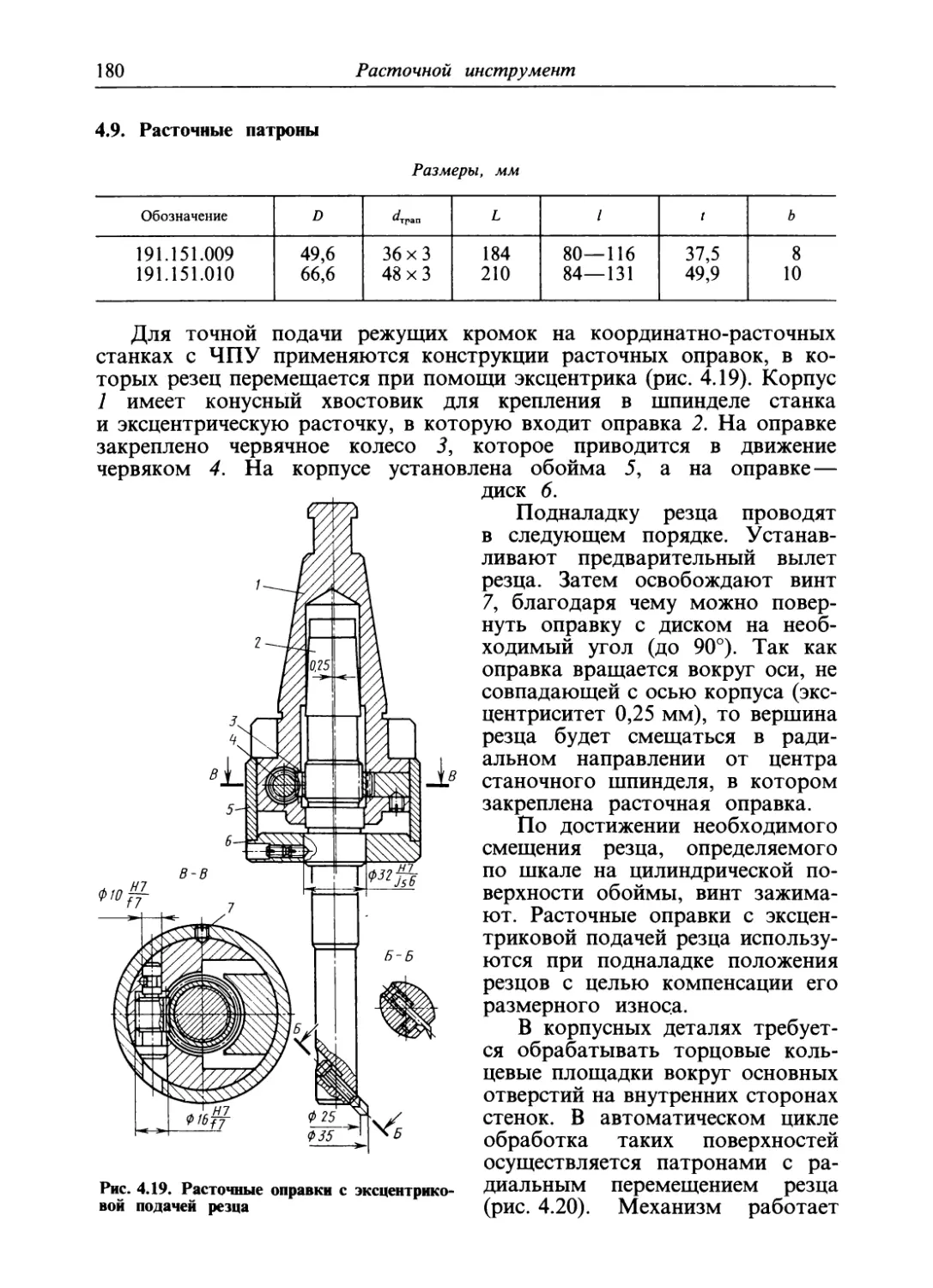
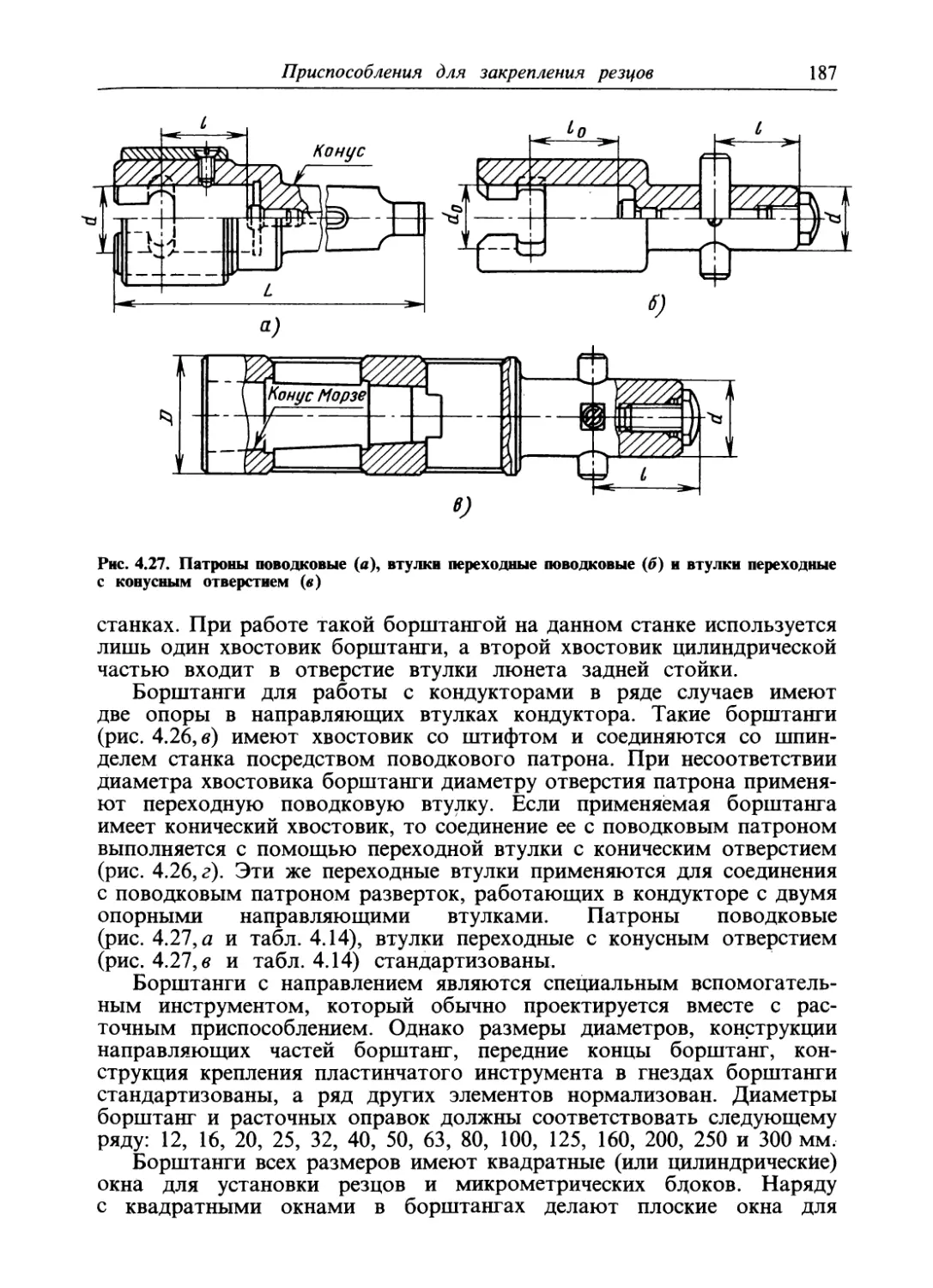
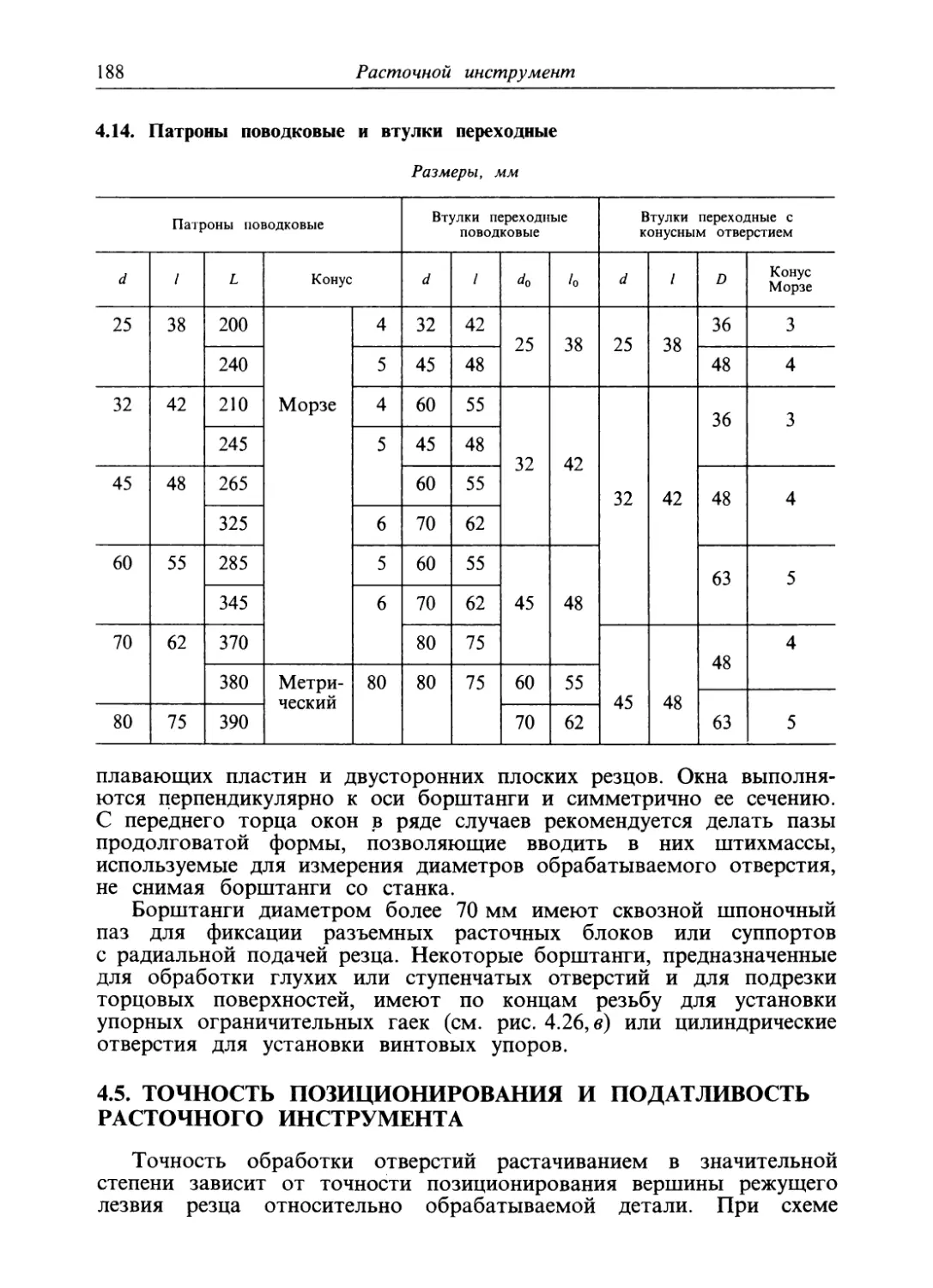
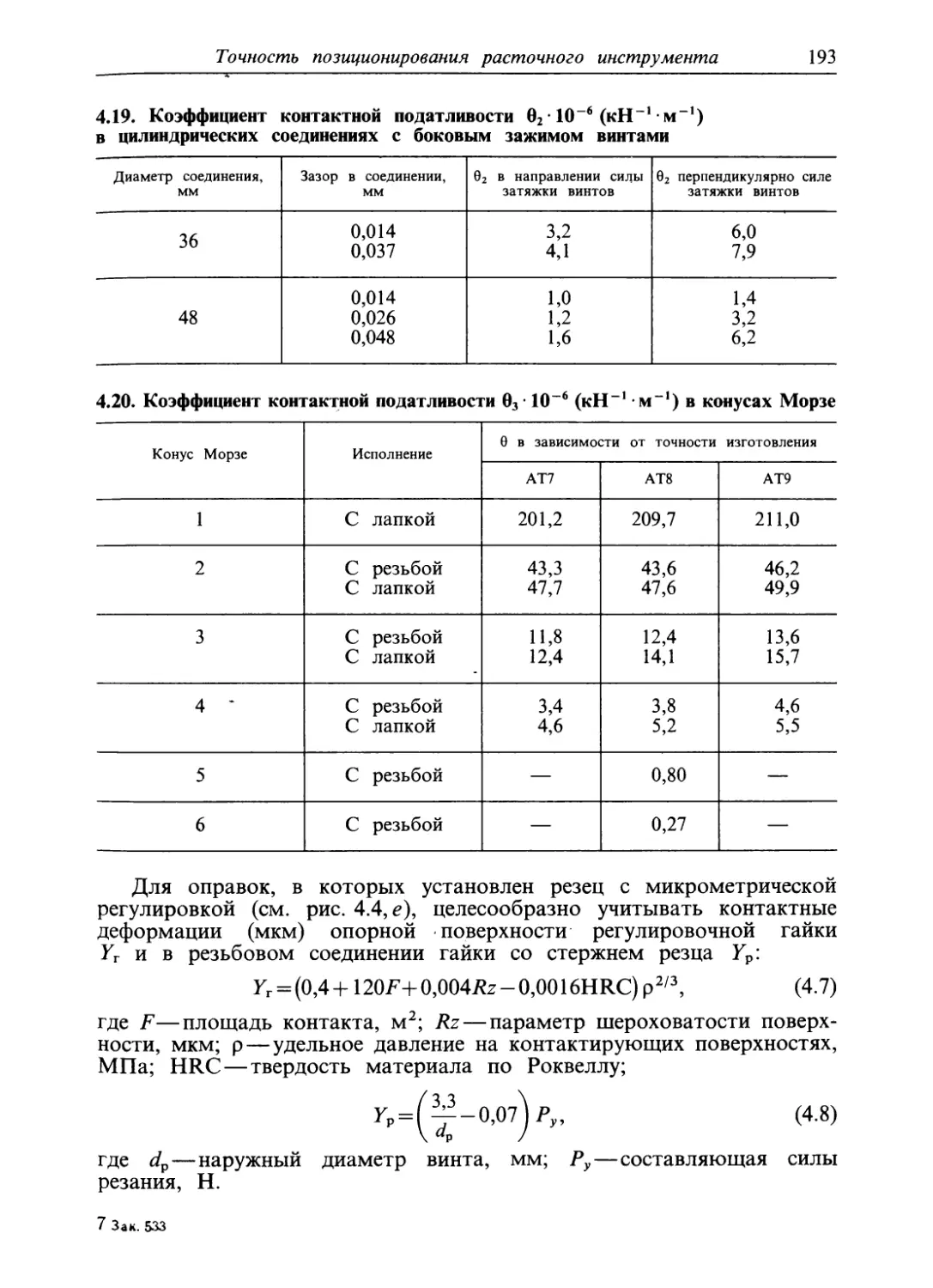
териалами (ПСТМ) и керамикой (Г. В. Боровский) 963.9. Фасонные резцы (Ю. И. Иванов) 1263.10. Резцы специальных конструкций (В. И. Баранчиков) 149Глава 4. Расточной инструмент (А. Р. Маслов) 1574.1. Стержневые резцы 1574.2. Двусторонние пластинчатые резцы 1654.3. Расточные головки 1684.4. Приспособления для закрепления резцов 1794.5. Точность позиционирования и податливость расточного инст¬
румента 188
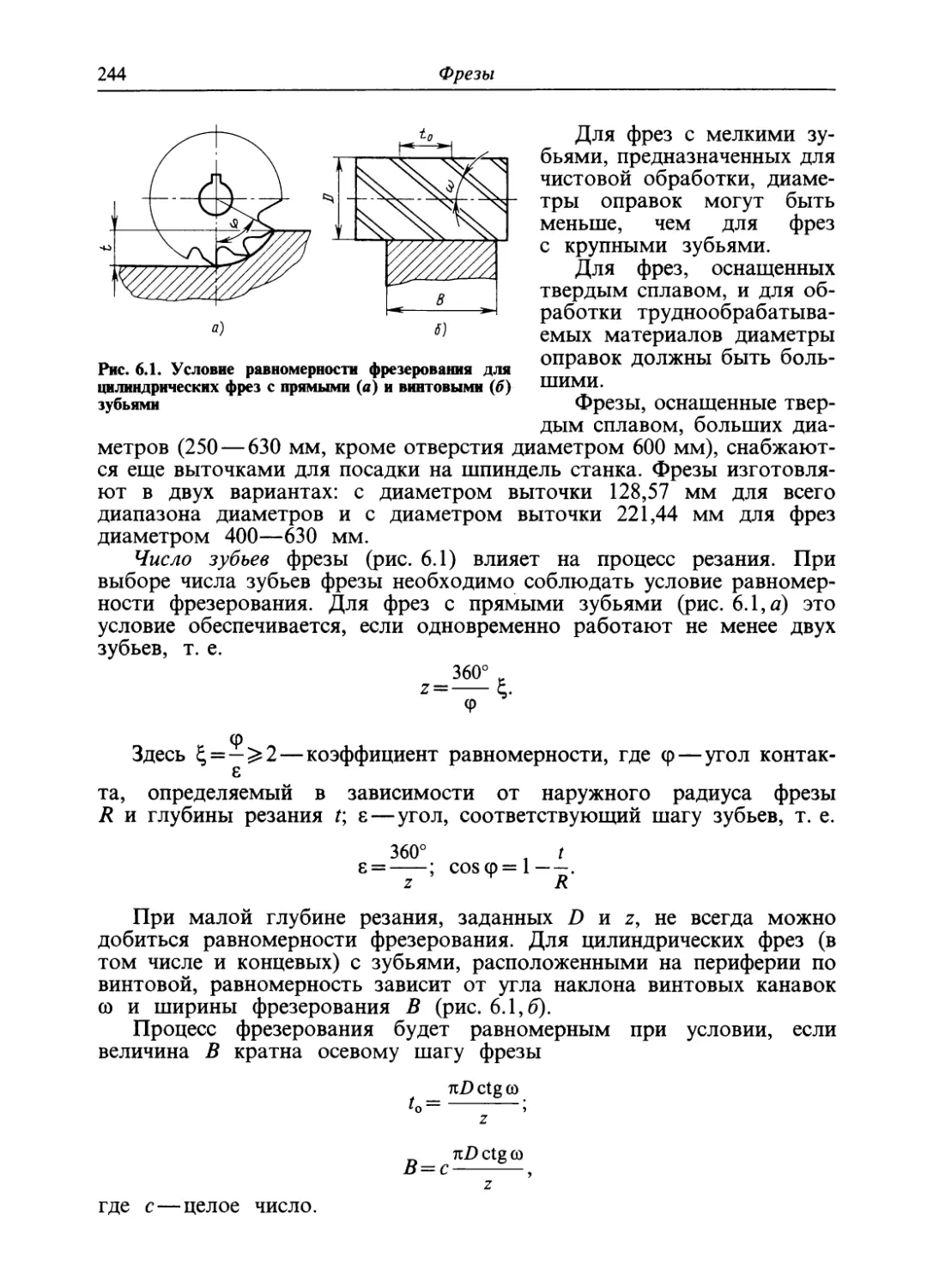
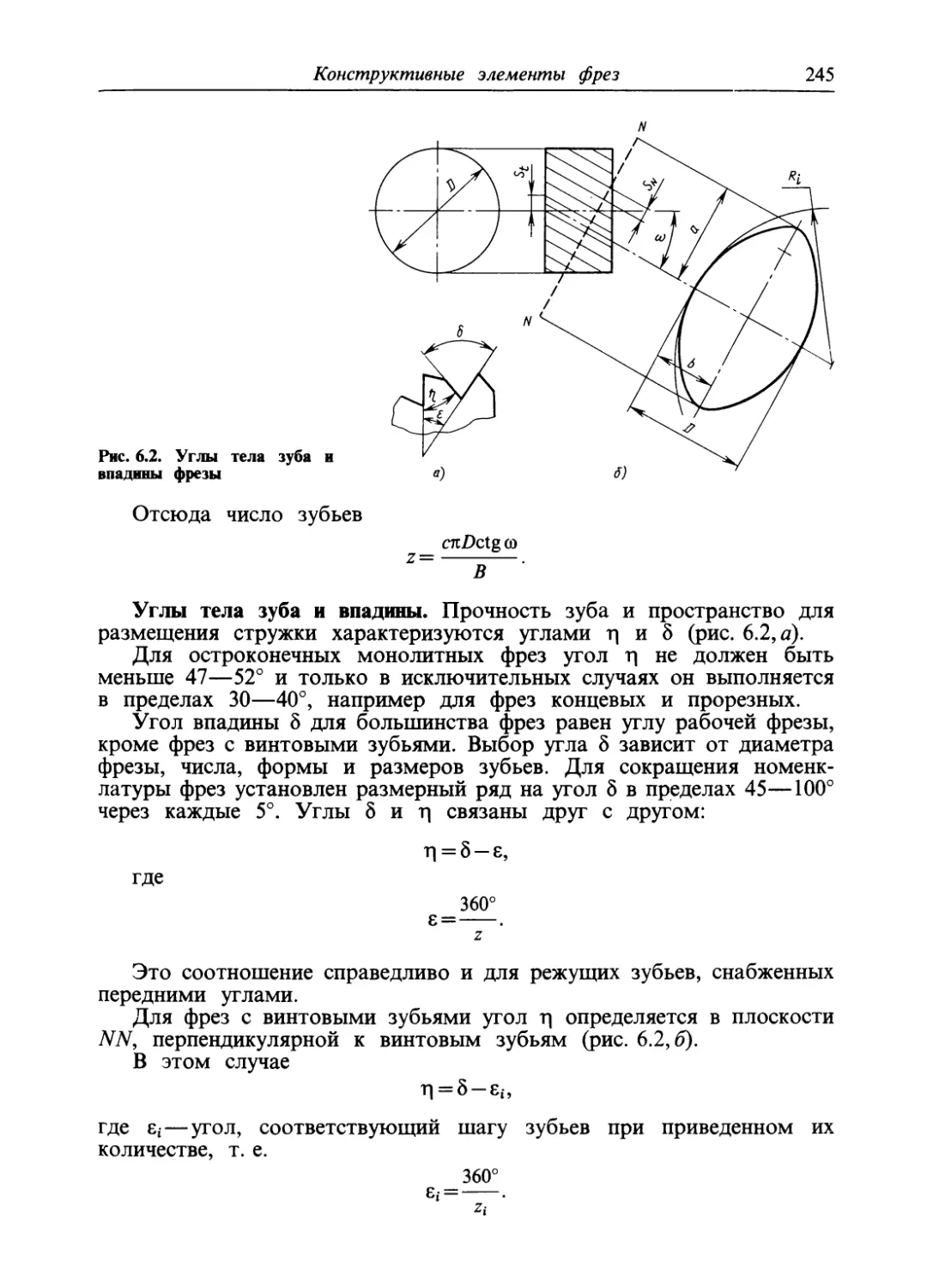
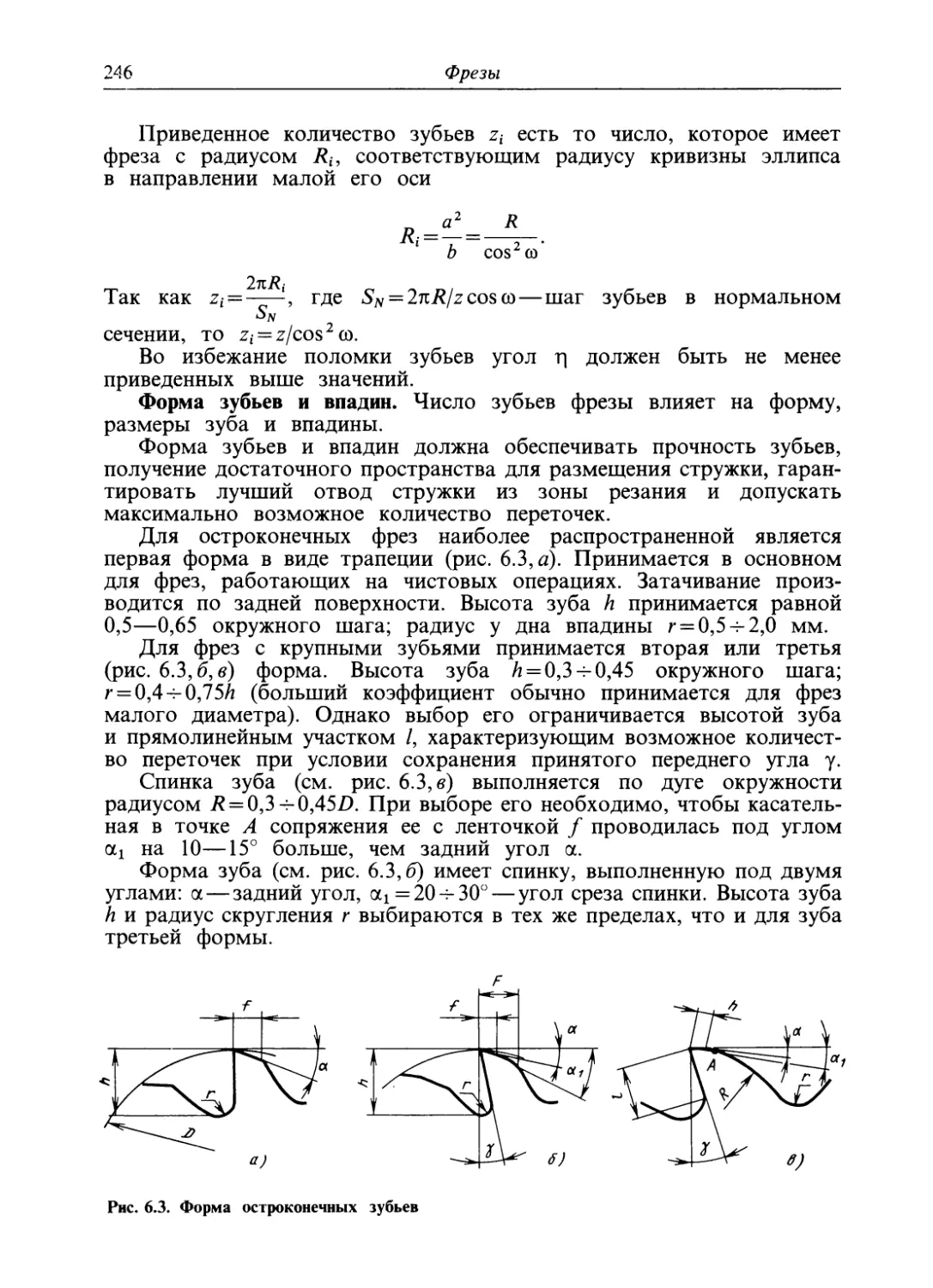
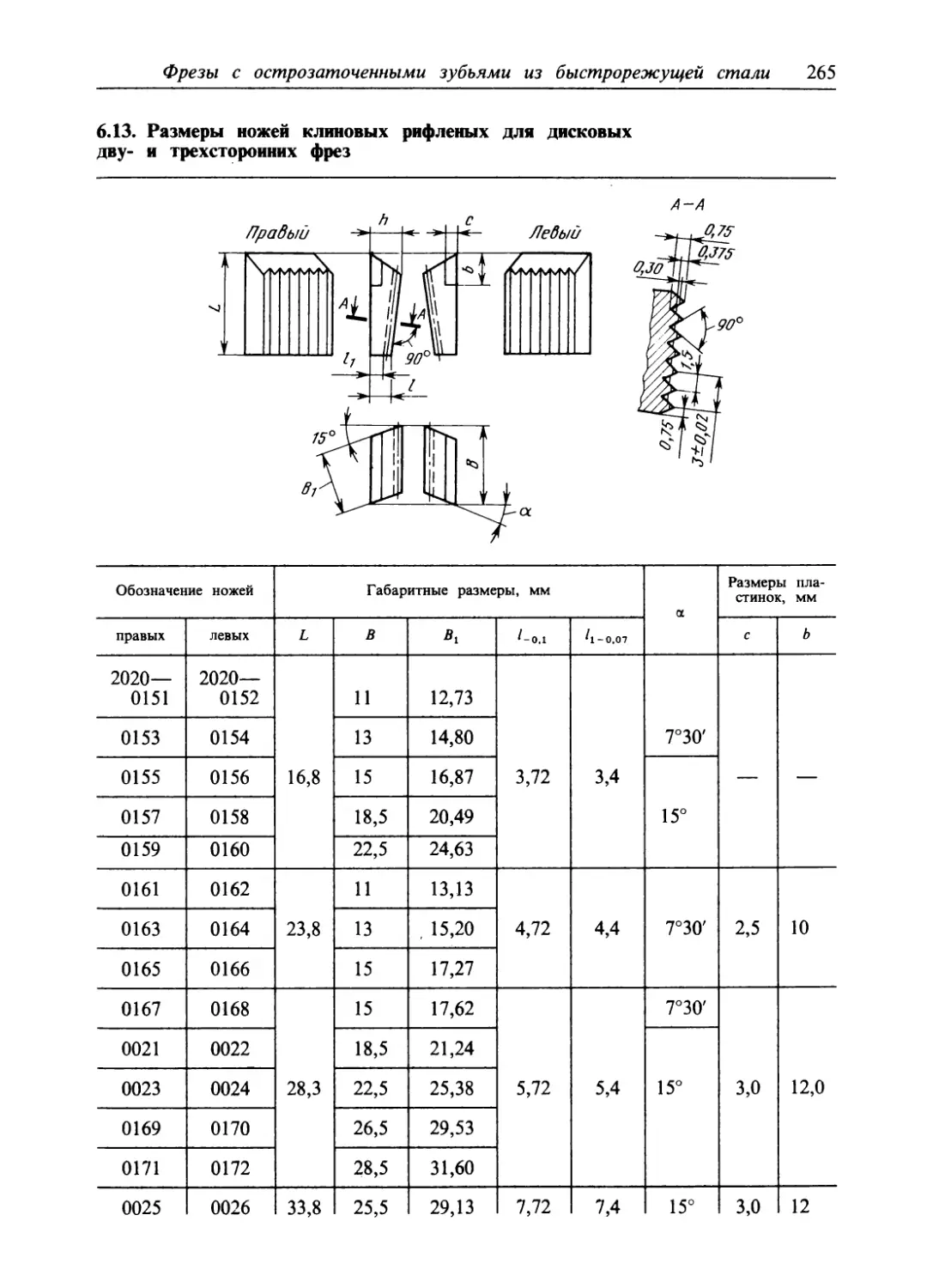
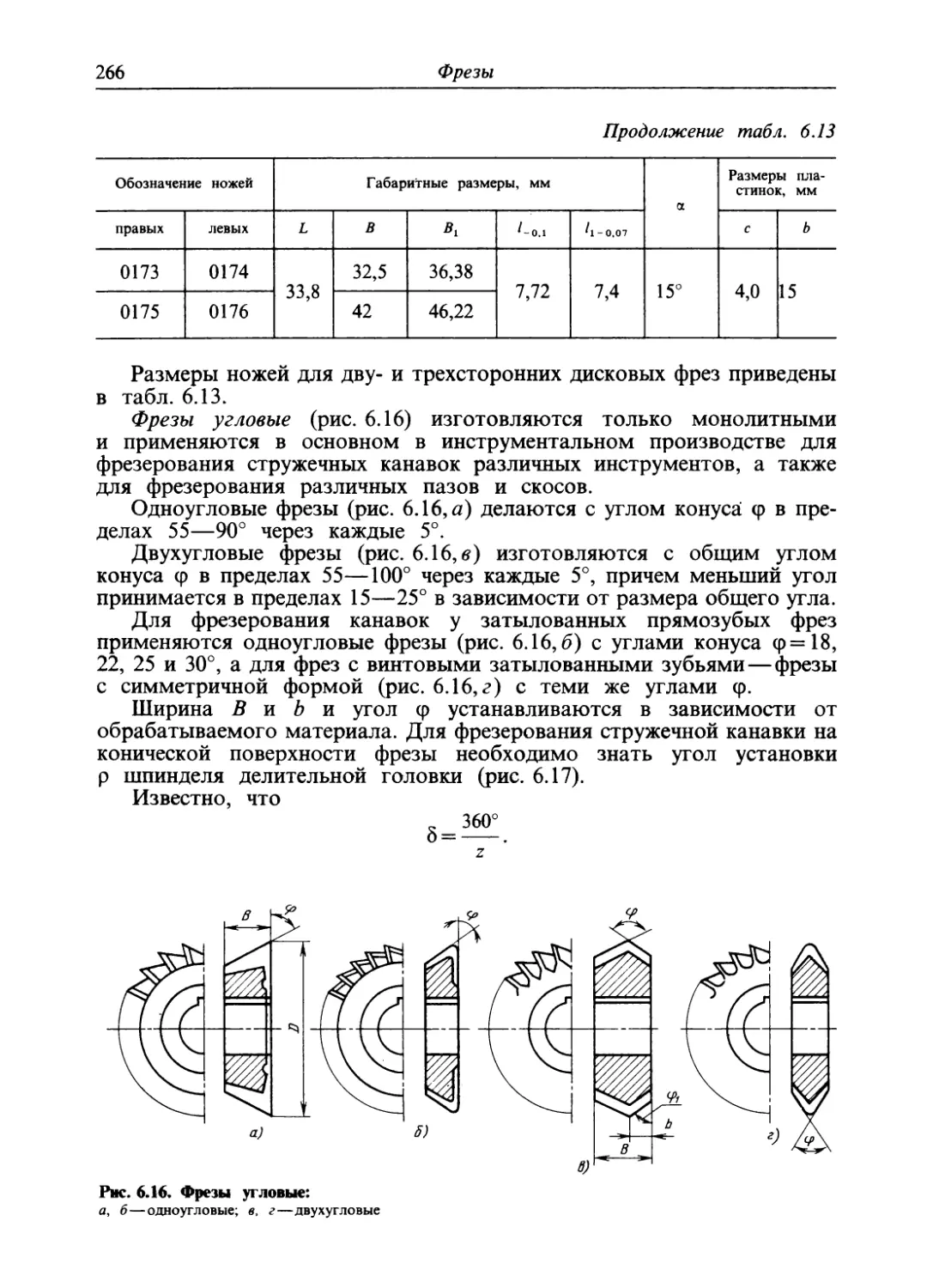
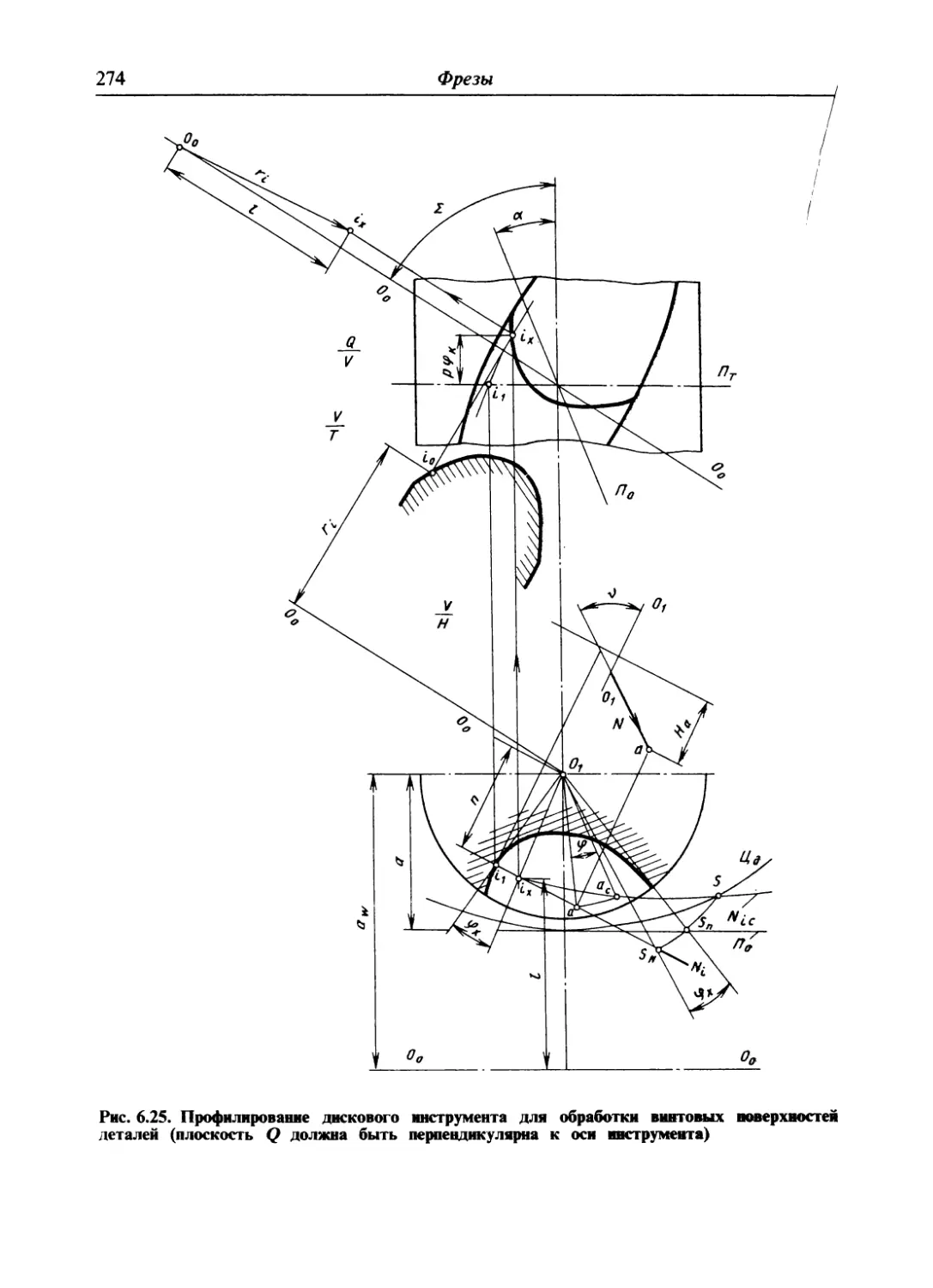
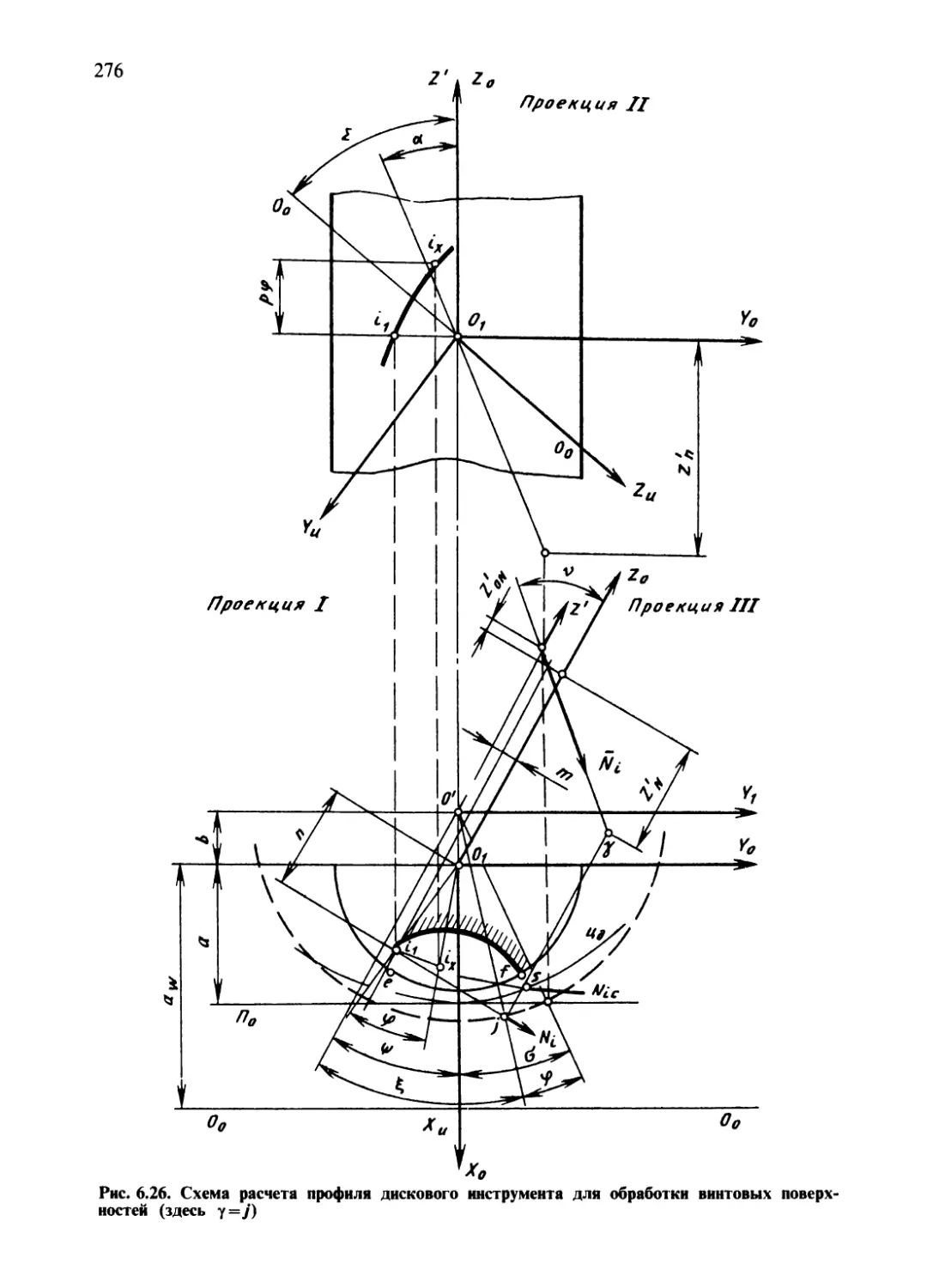
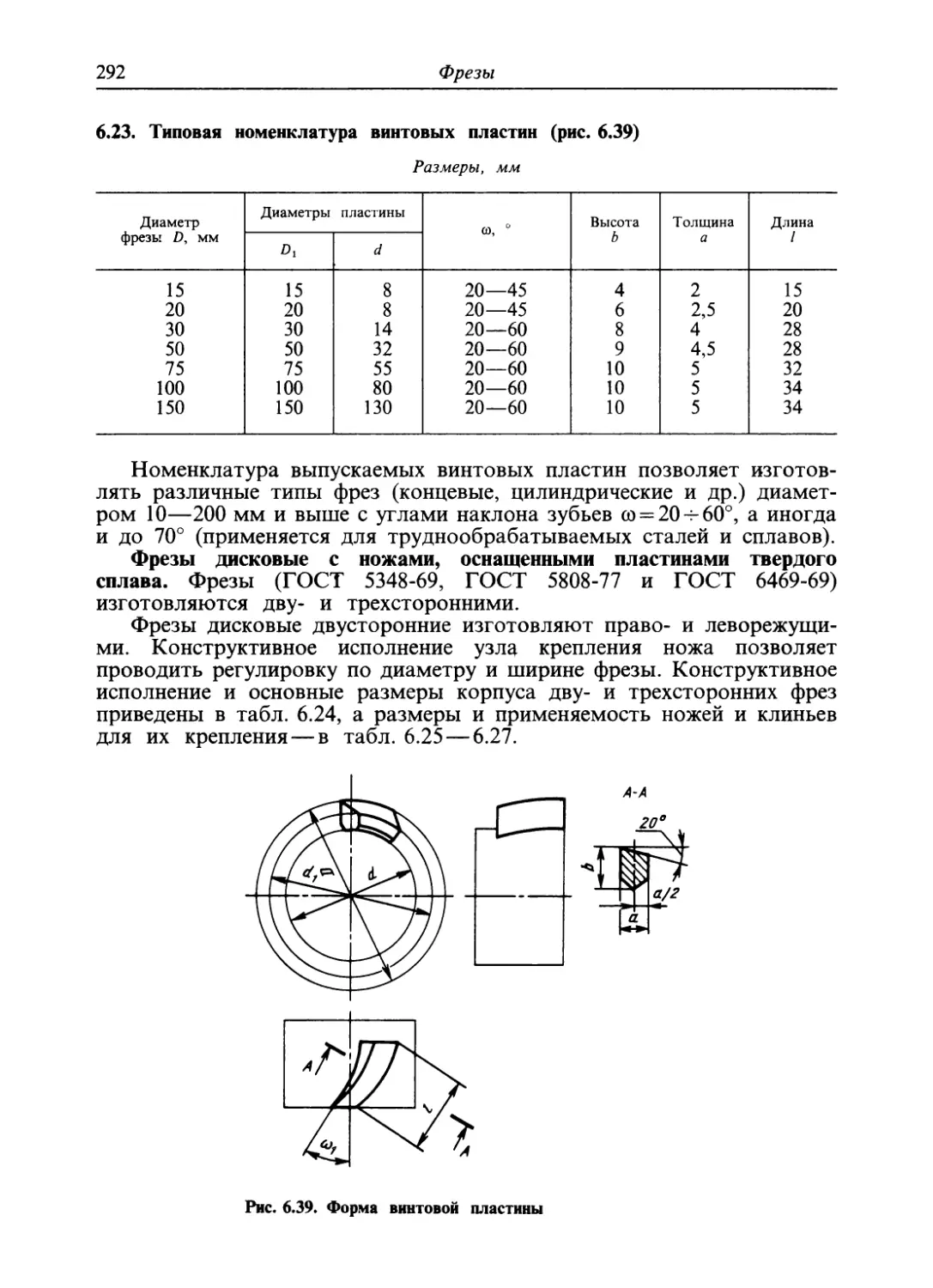
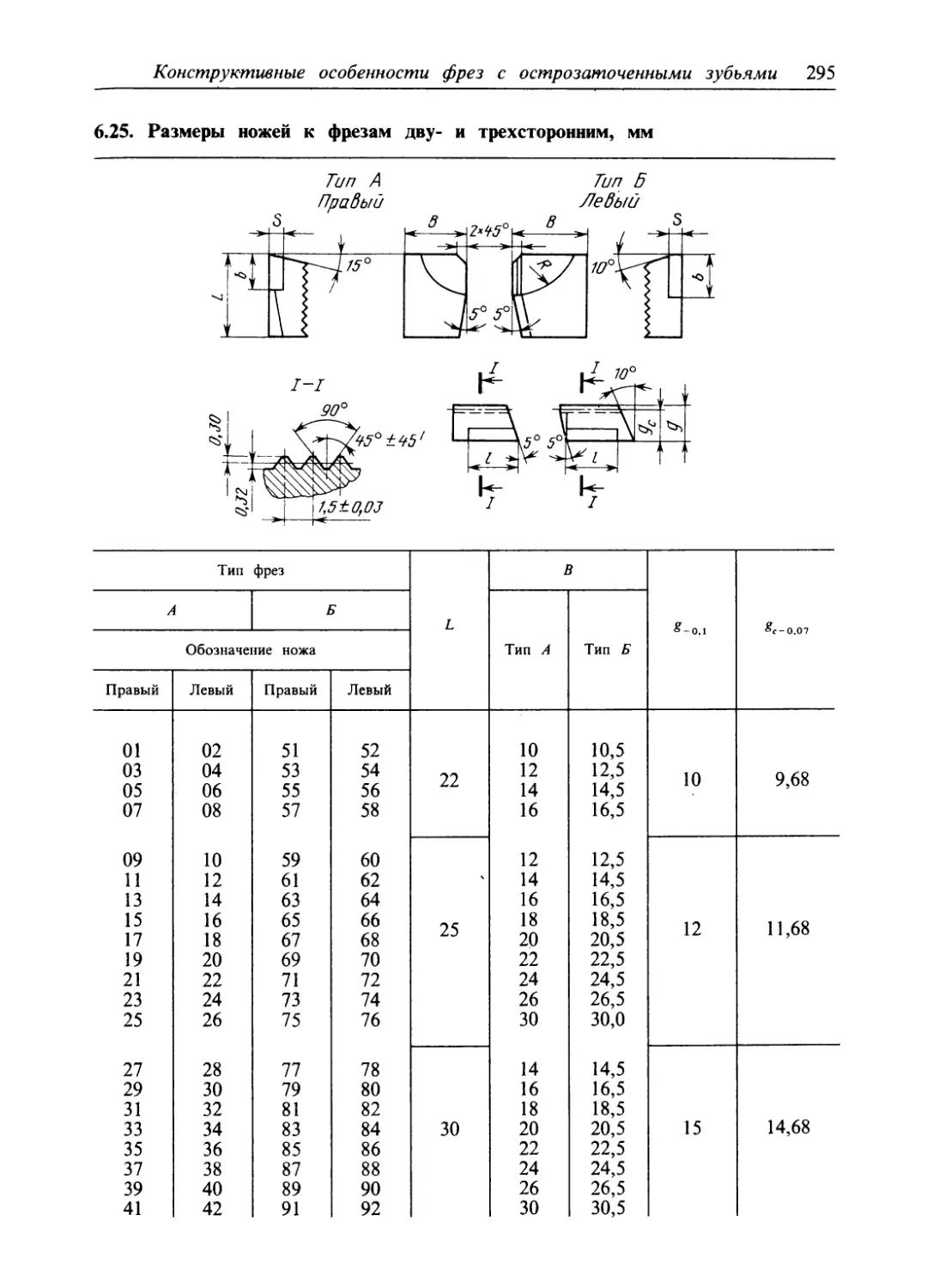
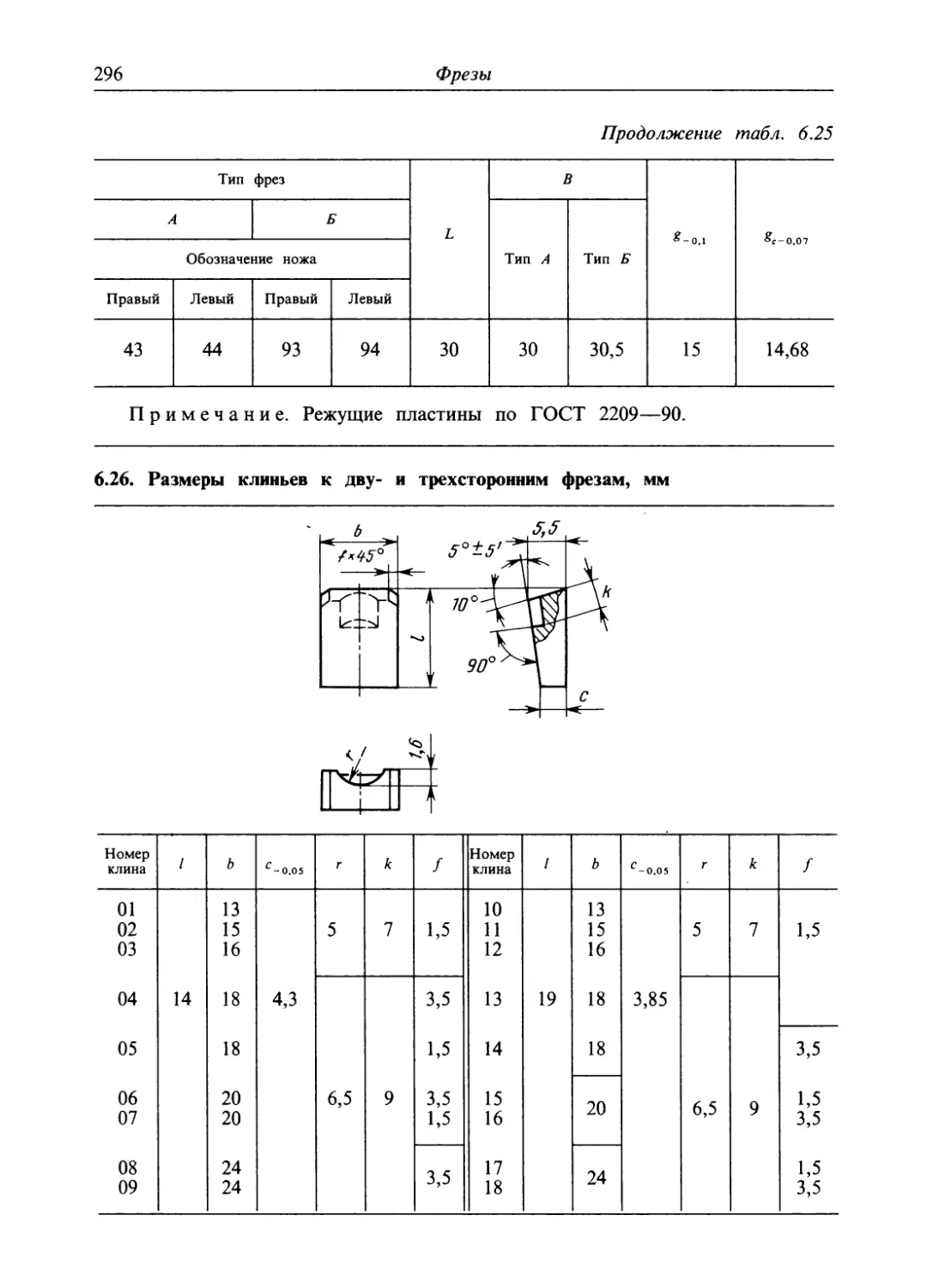
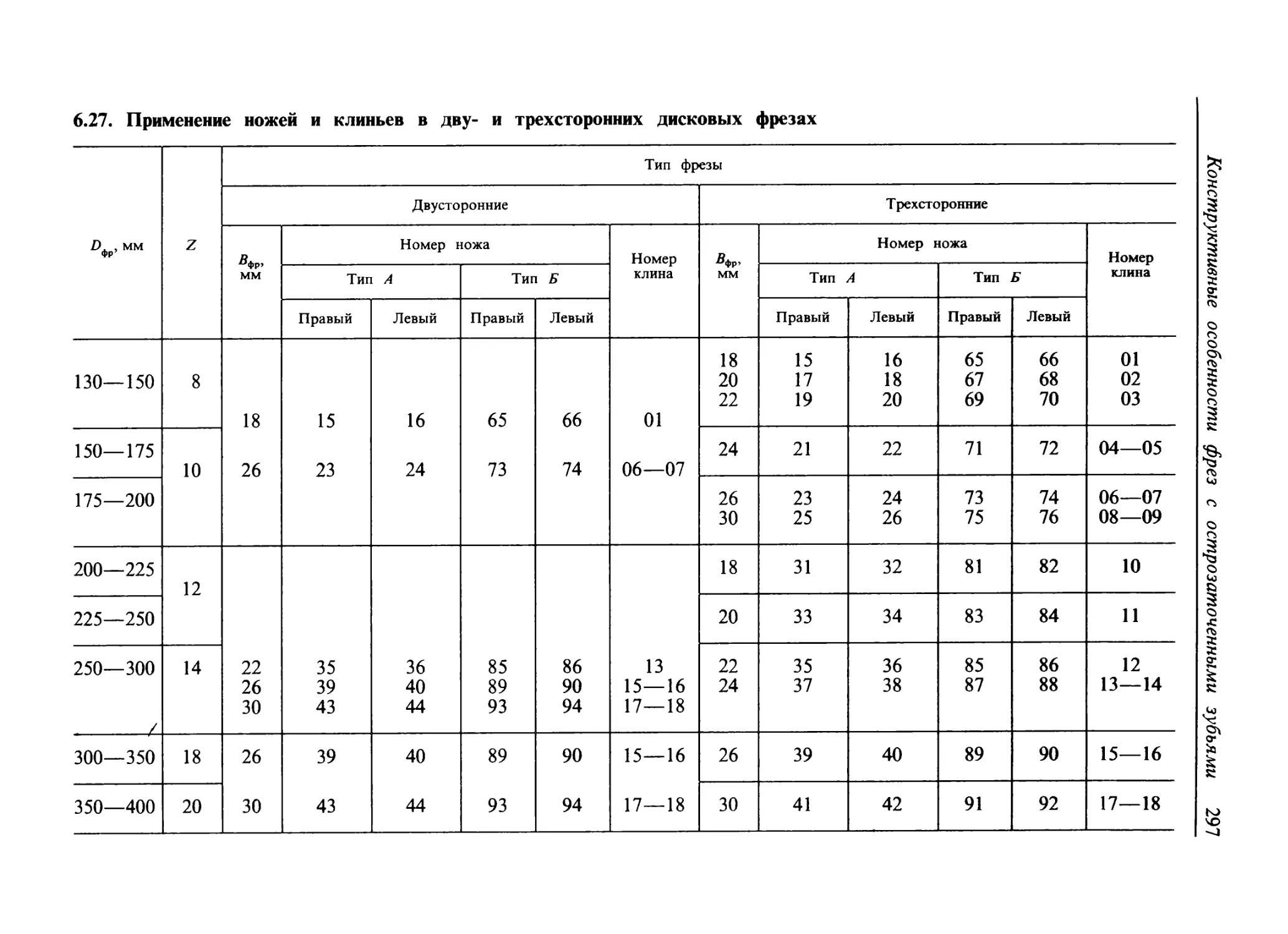
4Оглавление4.6. Расточные головки, оснащенные пластинами из ПСТМ(Г. В. Боровский) 194Глава 5. Расчет и конструирование осевого инструмента {В. В. Плегиивцев) 1965.1. Классификация осевого инструмента 1965.2. Расчет и конструирование сверл *. 1975.3. Конструкции сверл, зенкеров и разверток (JI. В. Николаев) 2145.4. Специальные конструкции осевого инструмента 237Глава 6. Фрезы (В. И. Баранчиков) 2436.1. Конструктивные элементы фрез с острозаточенными зубьями .. 2436.2. Фрезы с острозаточенными зубьями из быстрорежущей стали 2516.3. Определение профиля дисковых фрез для обработки винтовых
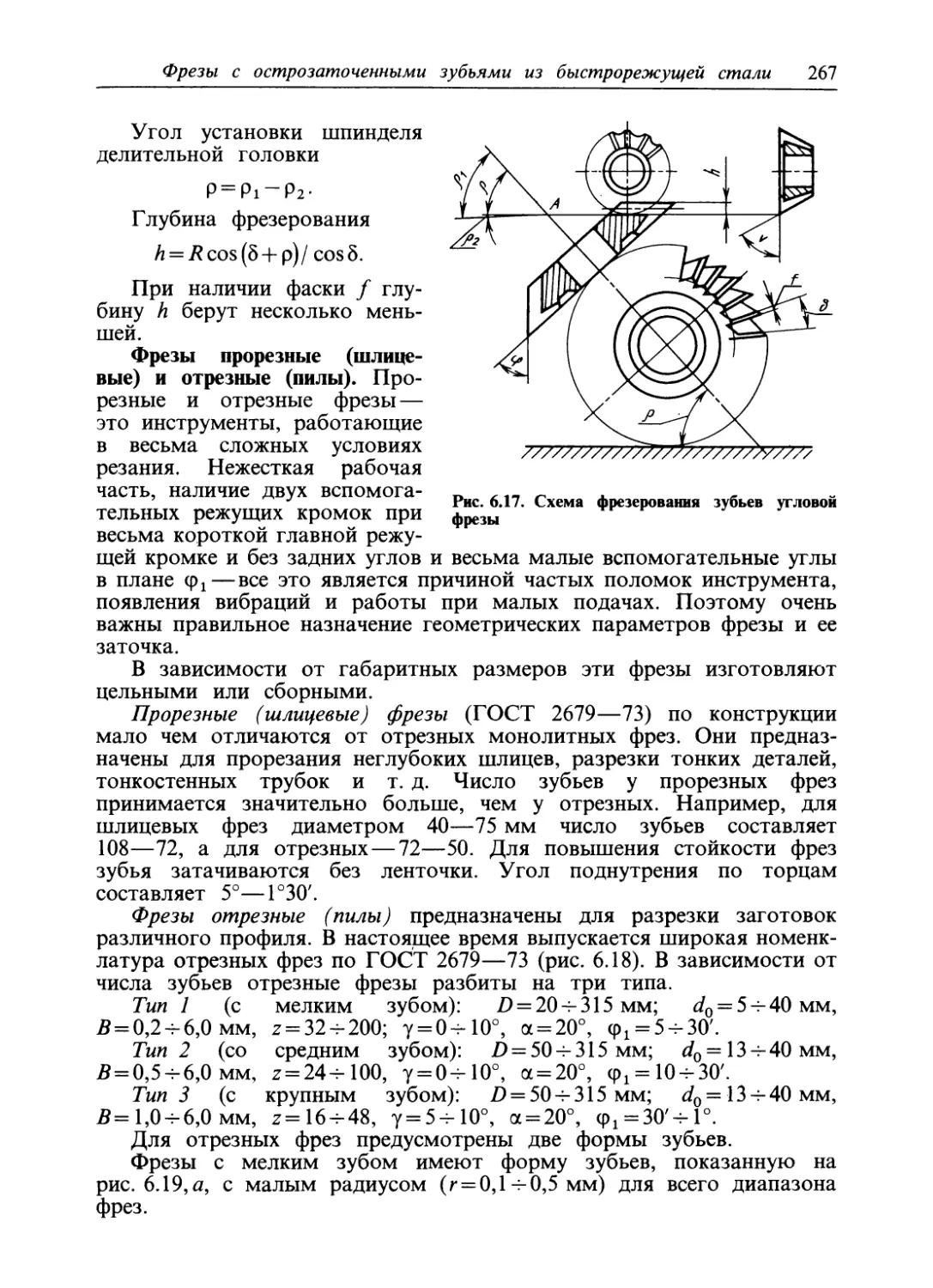
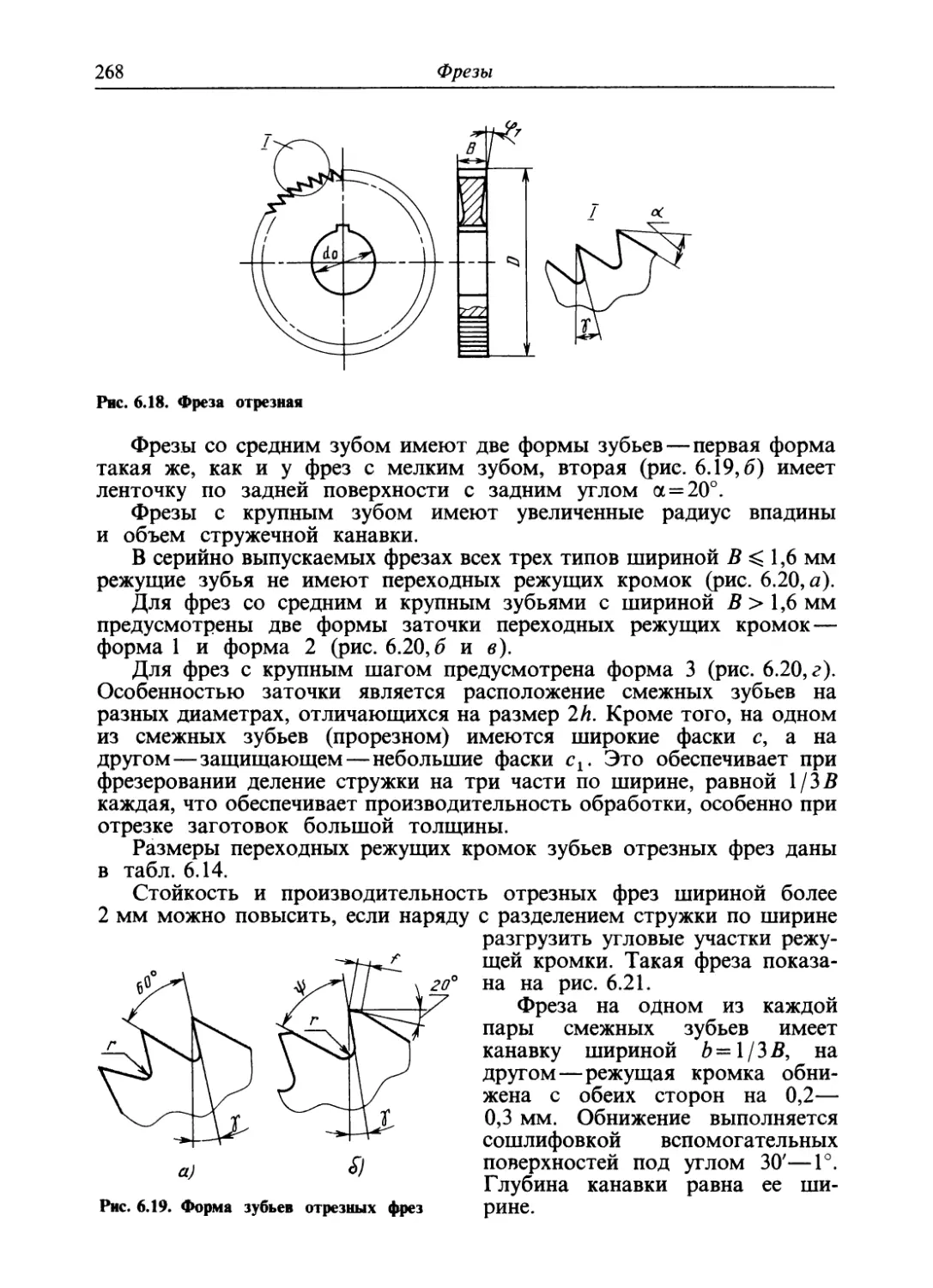
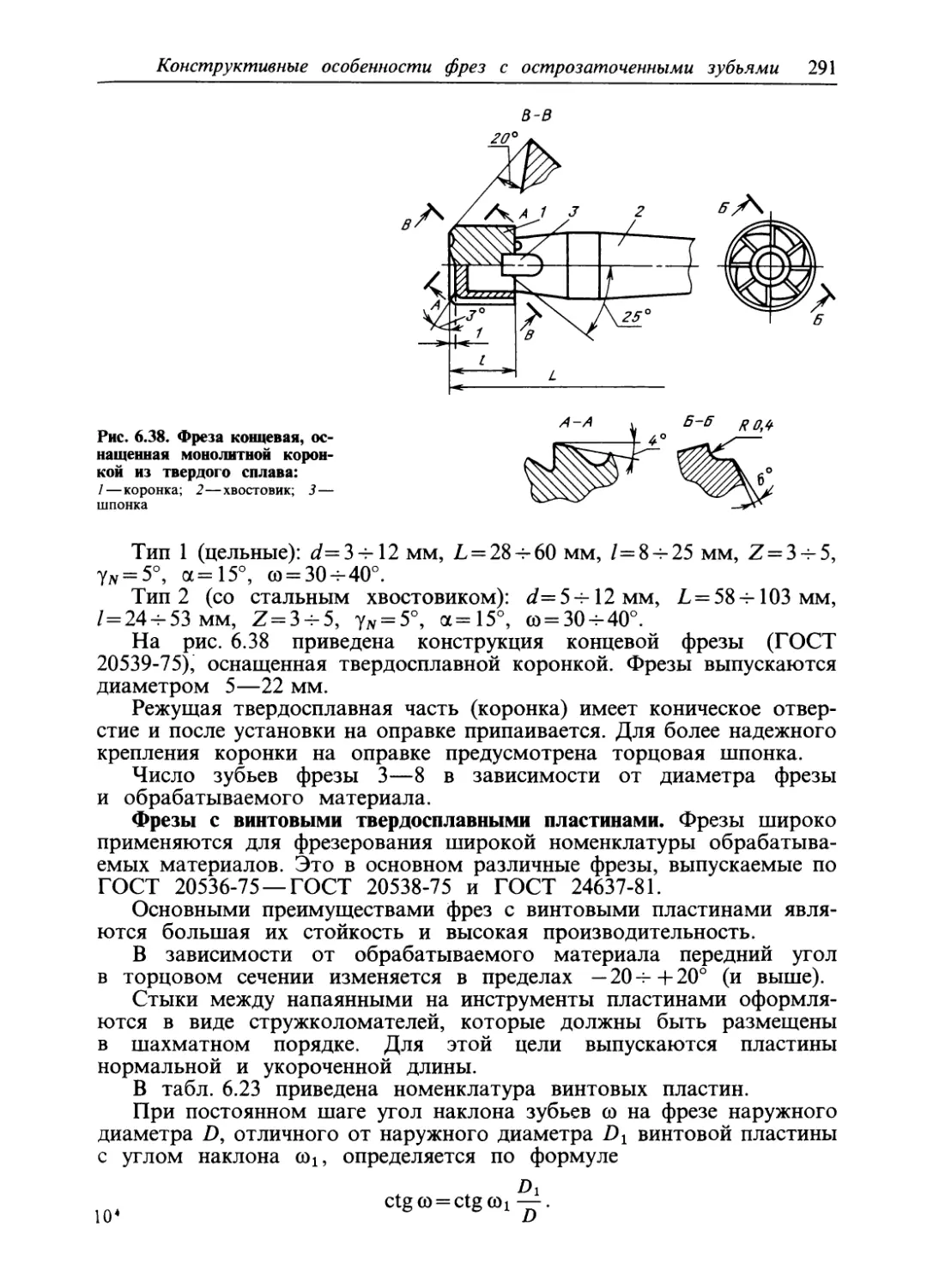
поверхностей (Г. Н. Кирсанов) 2736.4. Фрезы с затылованными зубьями 2796.5. Конструктивные особенности фрез с острозаточенными зубья¬
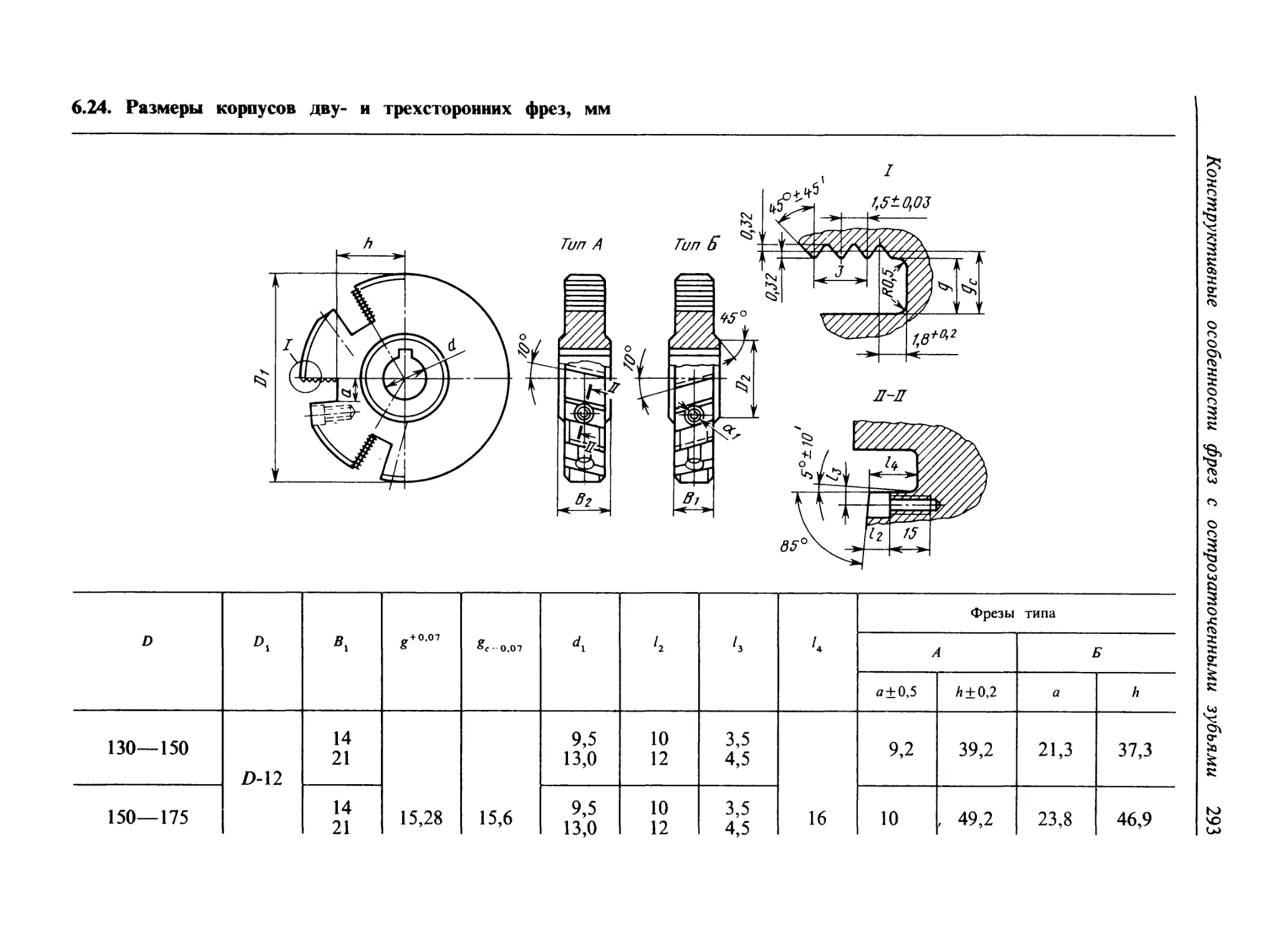
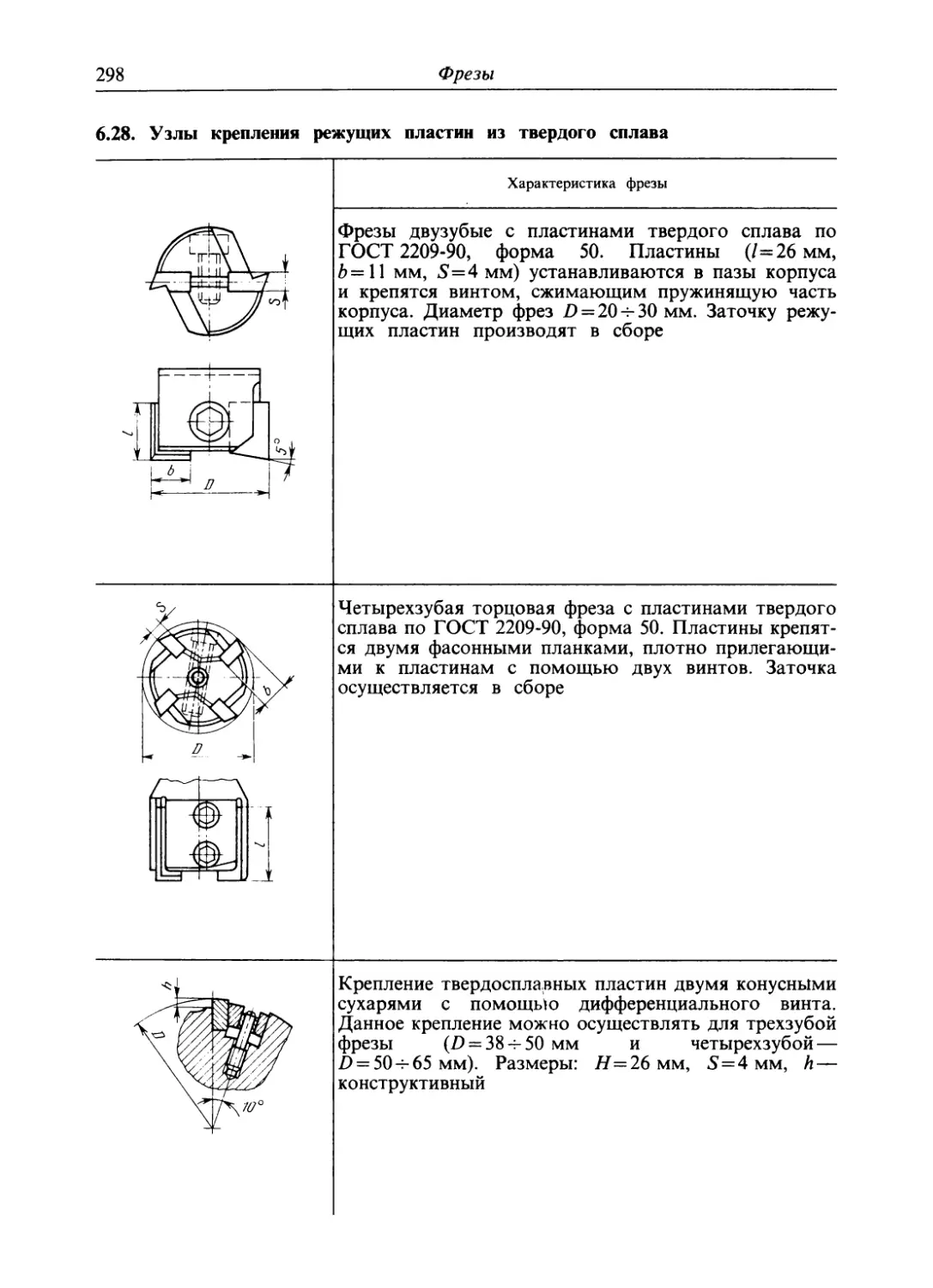
ми из твердых сплавов 2906.6. Фрезы с механическим креплением сменных многогранных
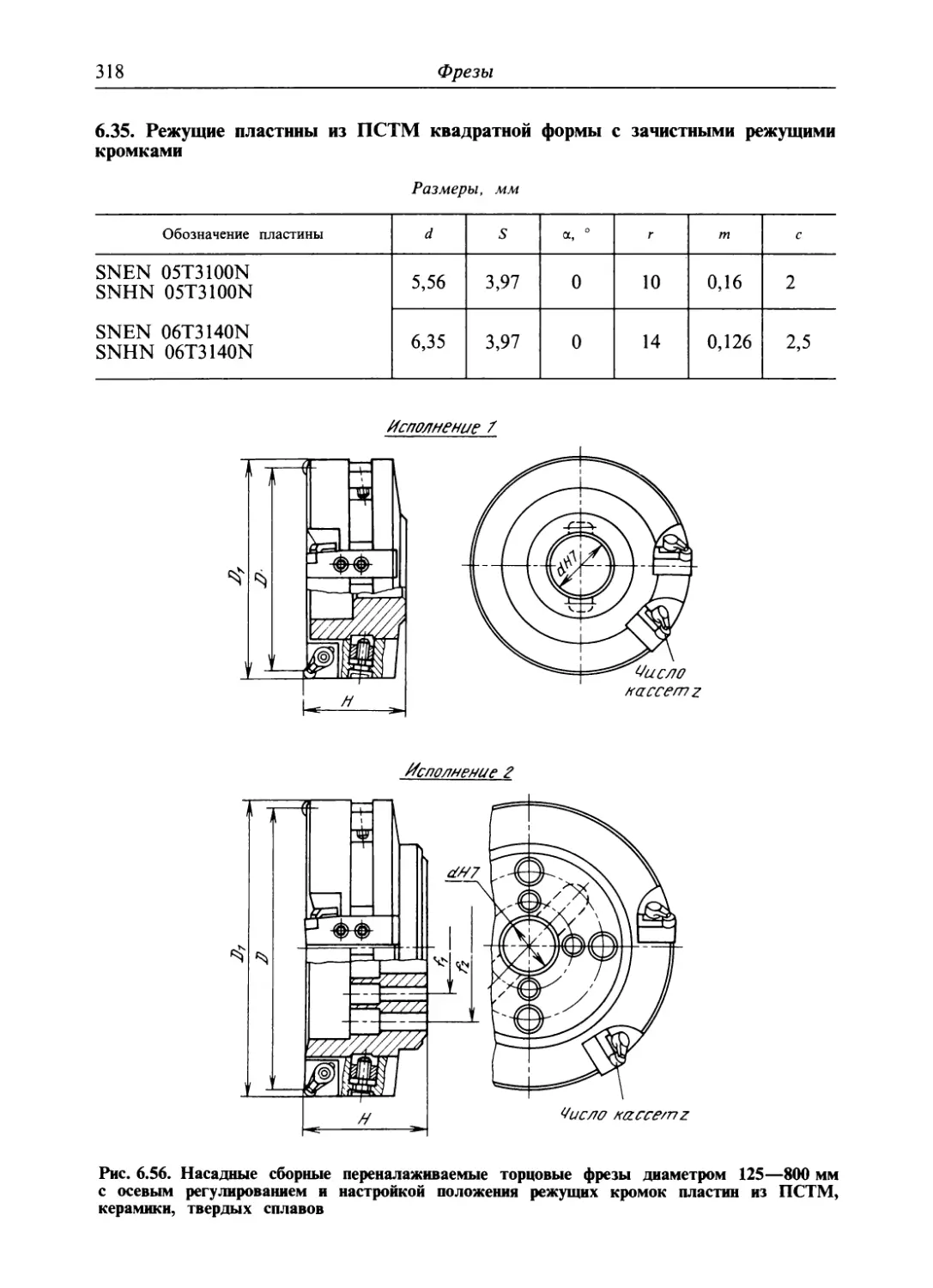
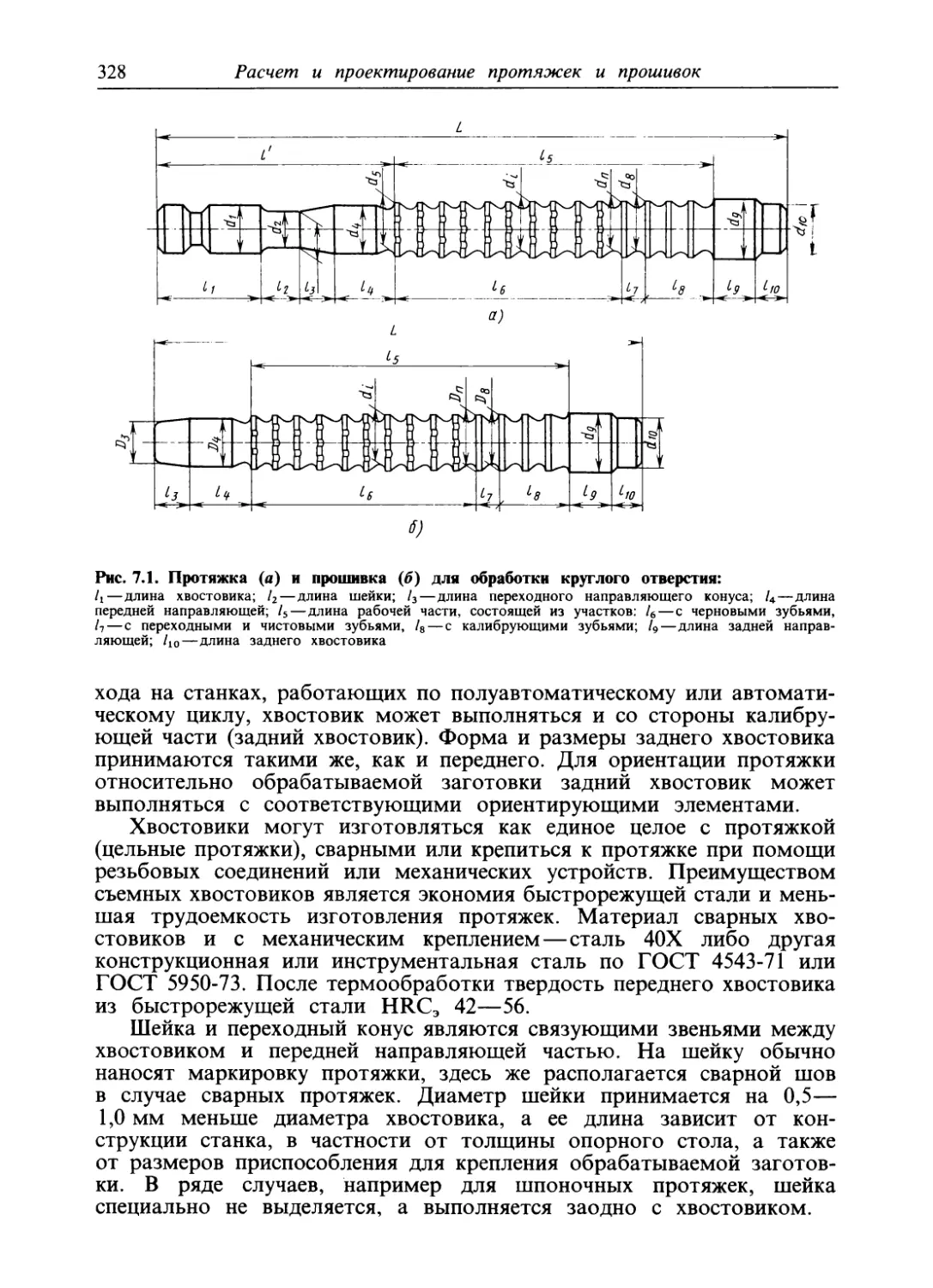
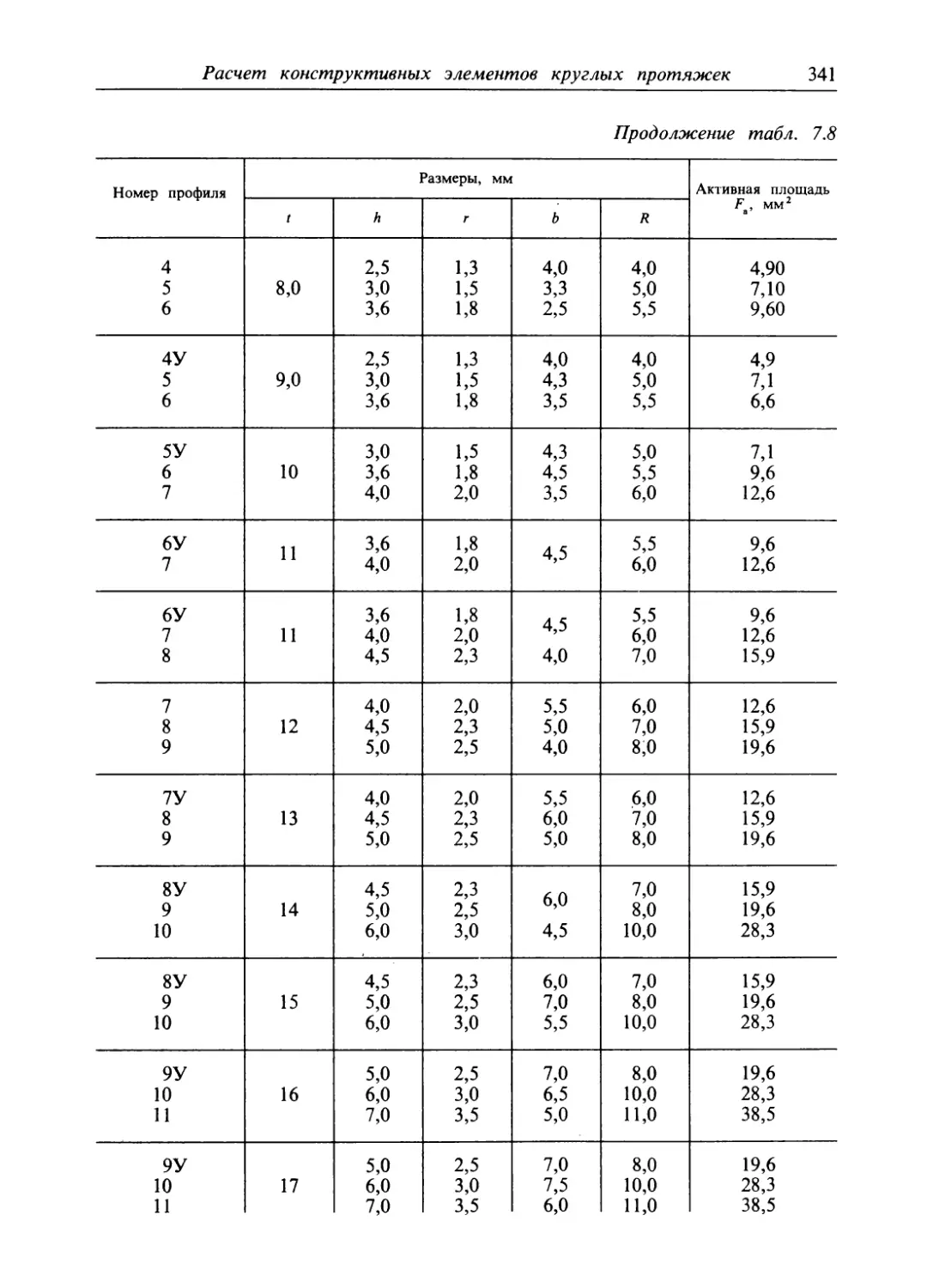
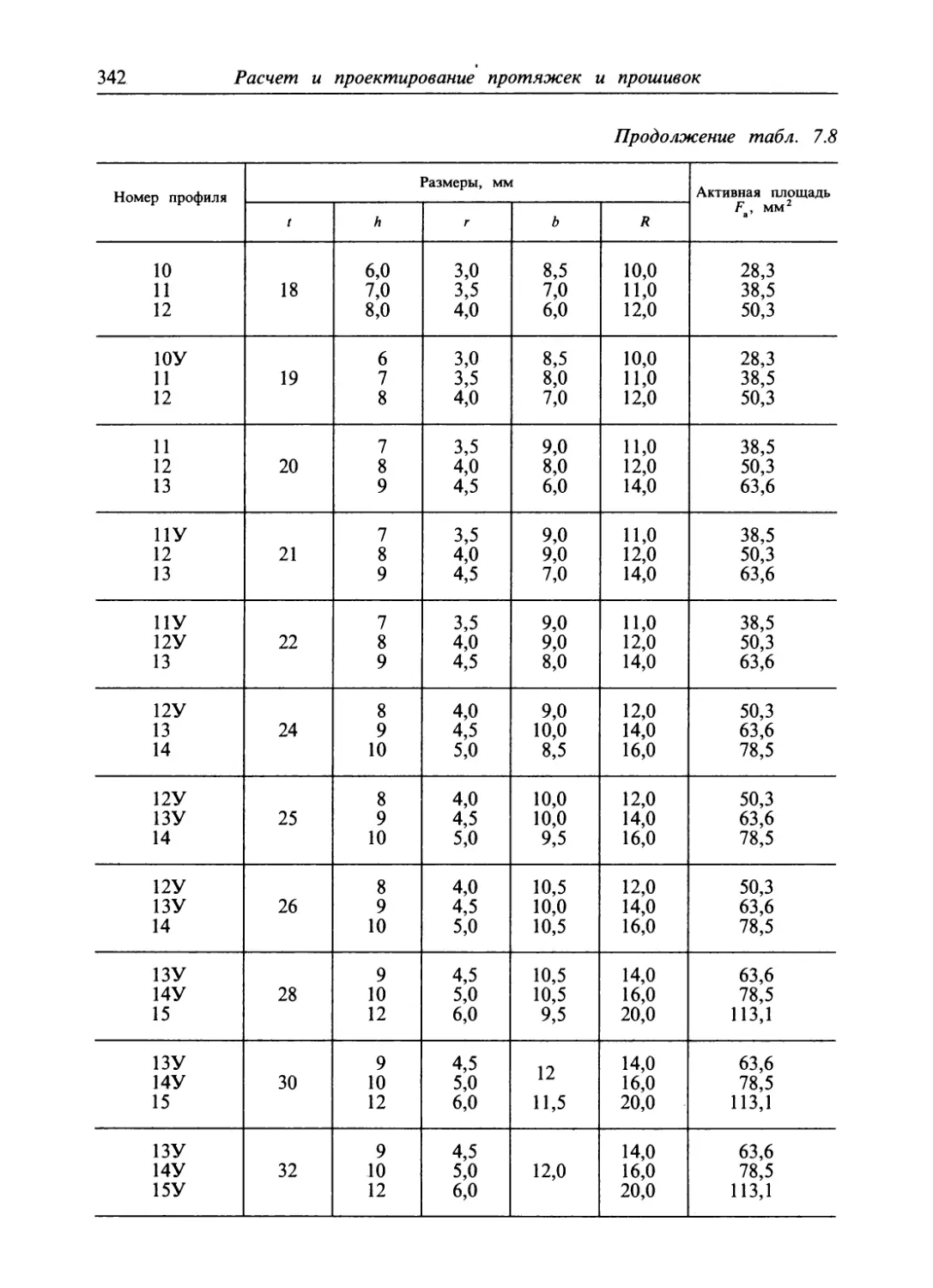
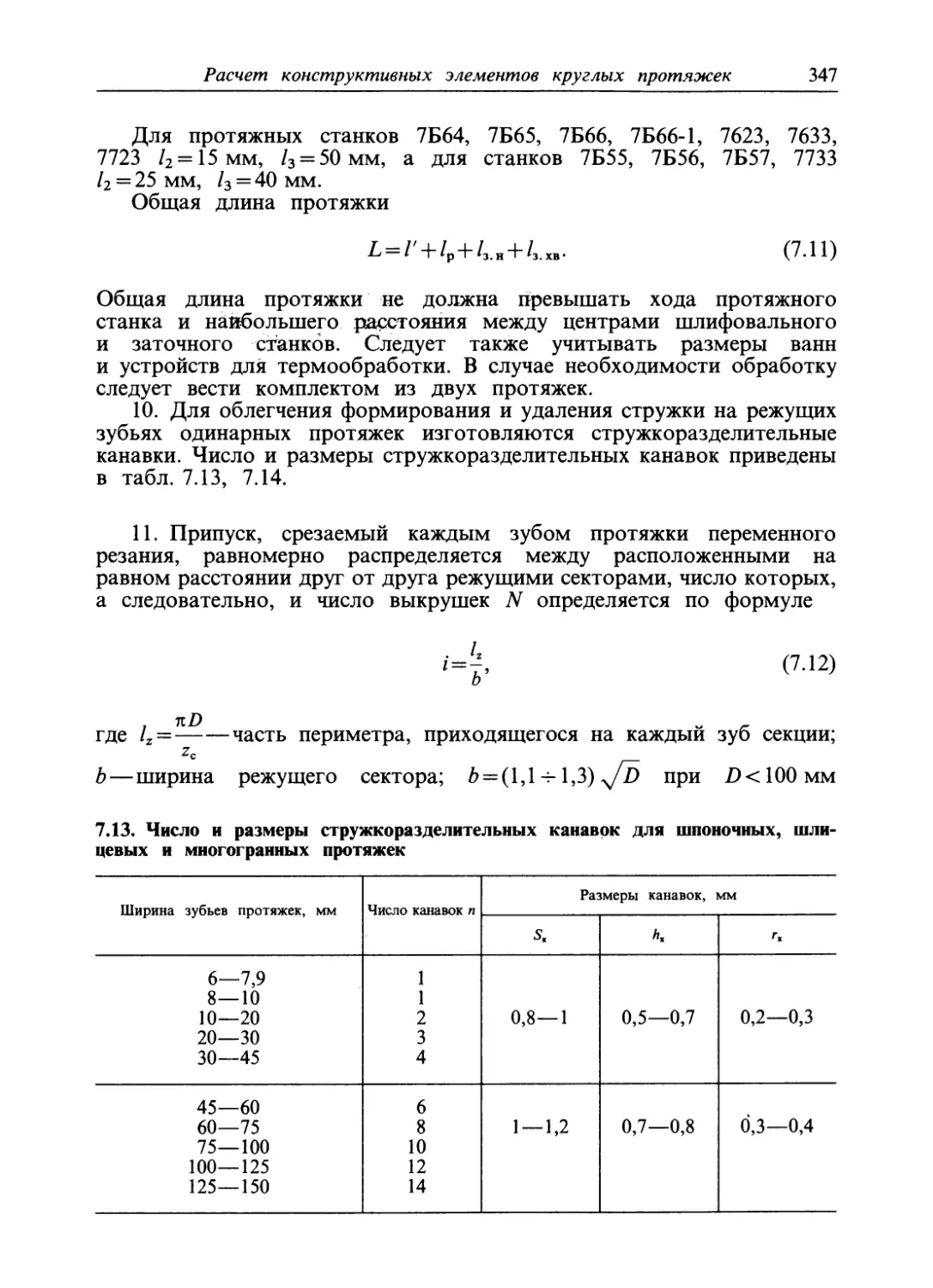
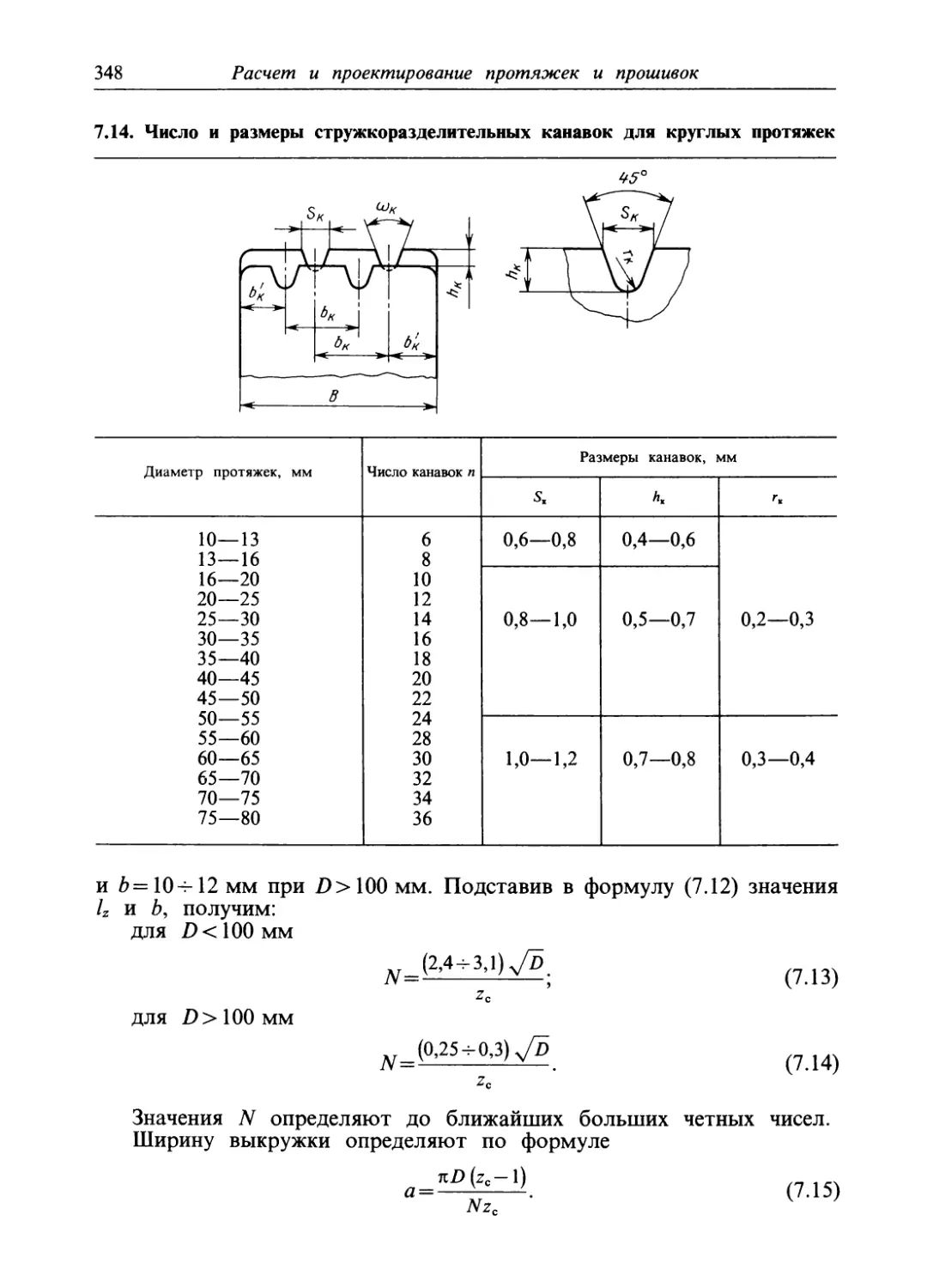
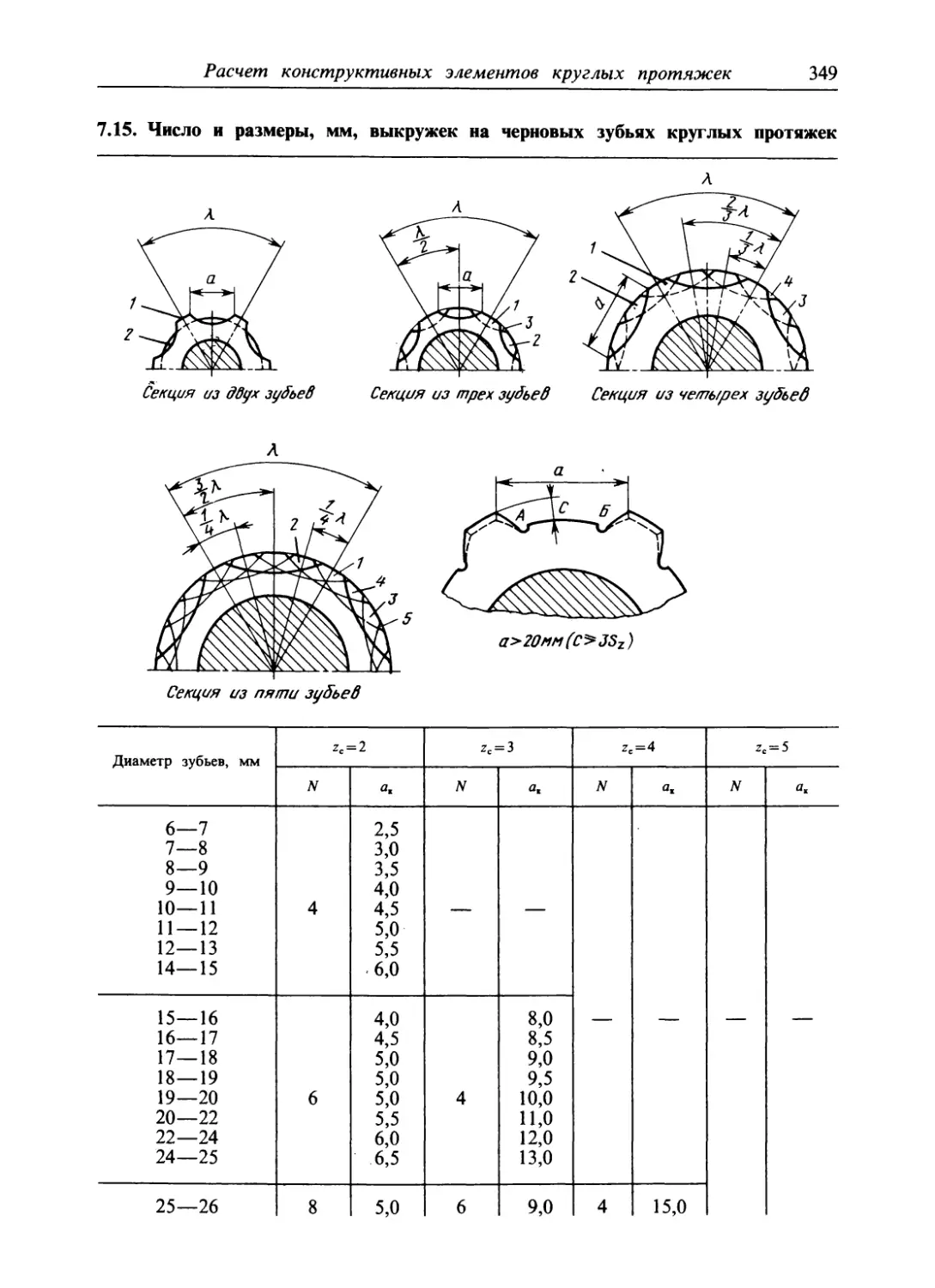
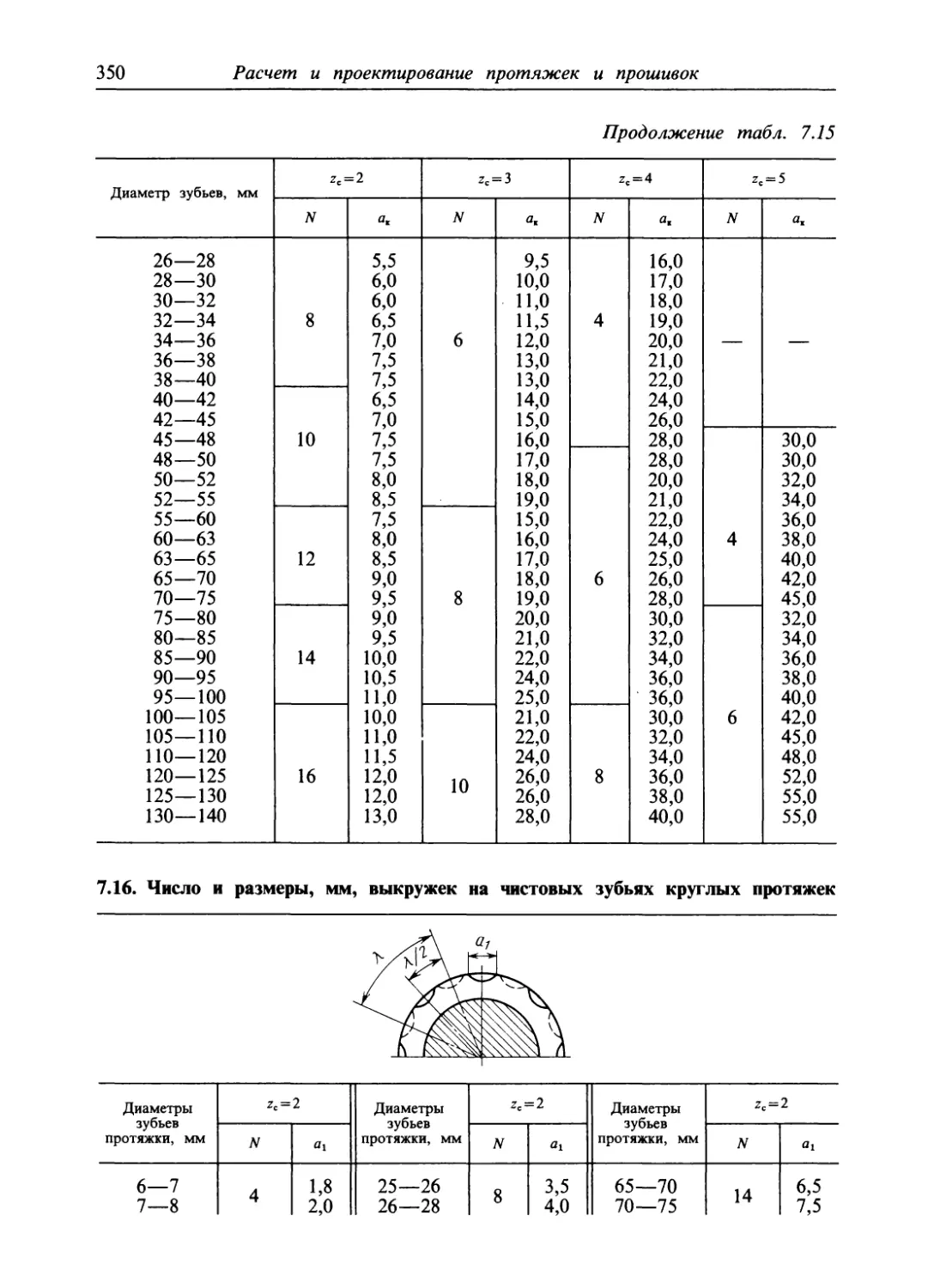
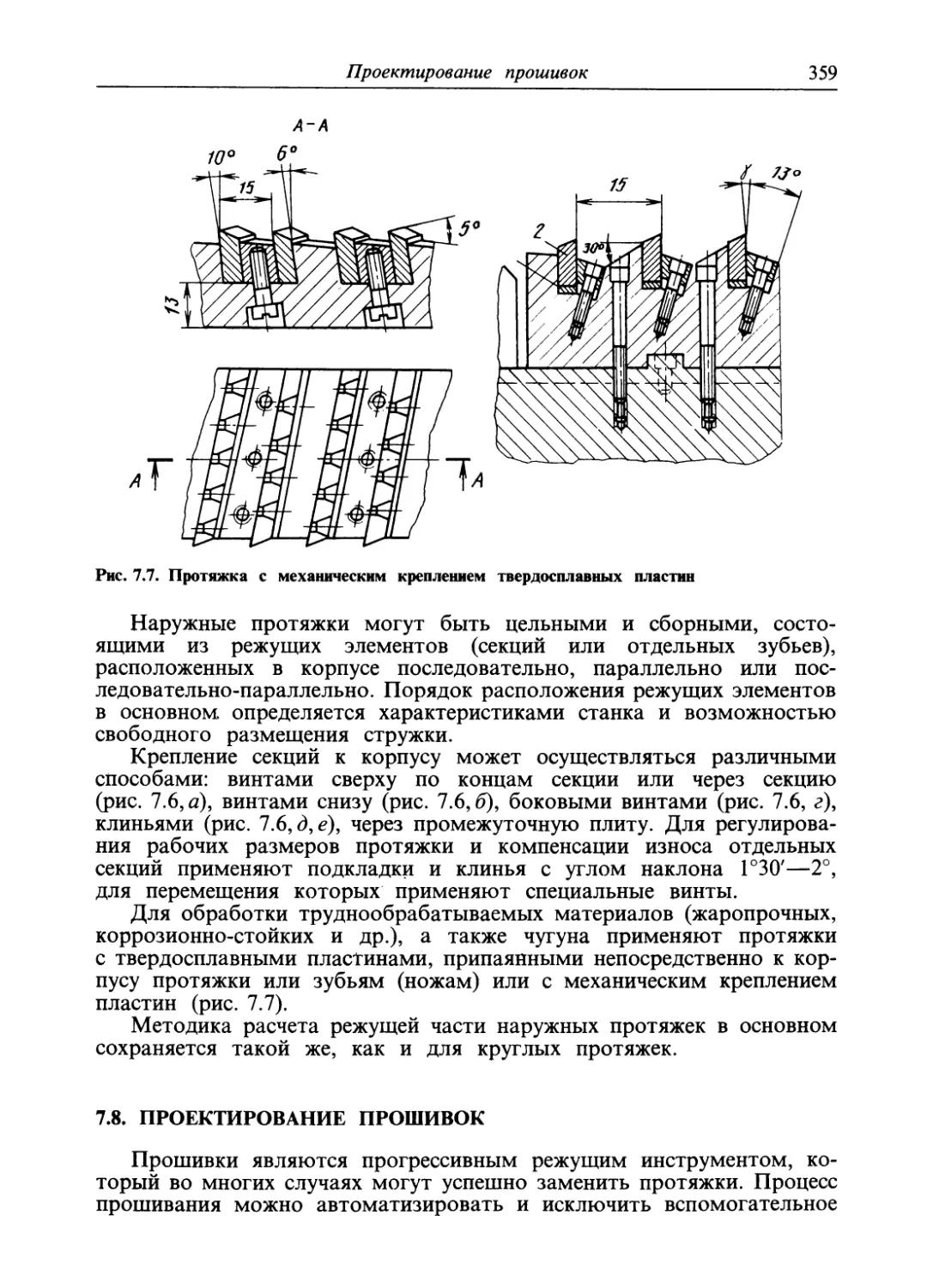
пластин 3026.7. Фрезы, оснащенные режущими элементами из ПСТМ(Г. В. Боровский) 311Глава 7. Расчет и проектирование протяжек и прошивок (М. С. Нерубай) ... 3297.1. Основные конструктивные элементы внутренних протяжек 3297.2. Схемы резания при протягивании 3317.3. Методика выбора и расчета конструктивных элементов круг¬
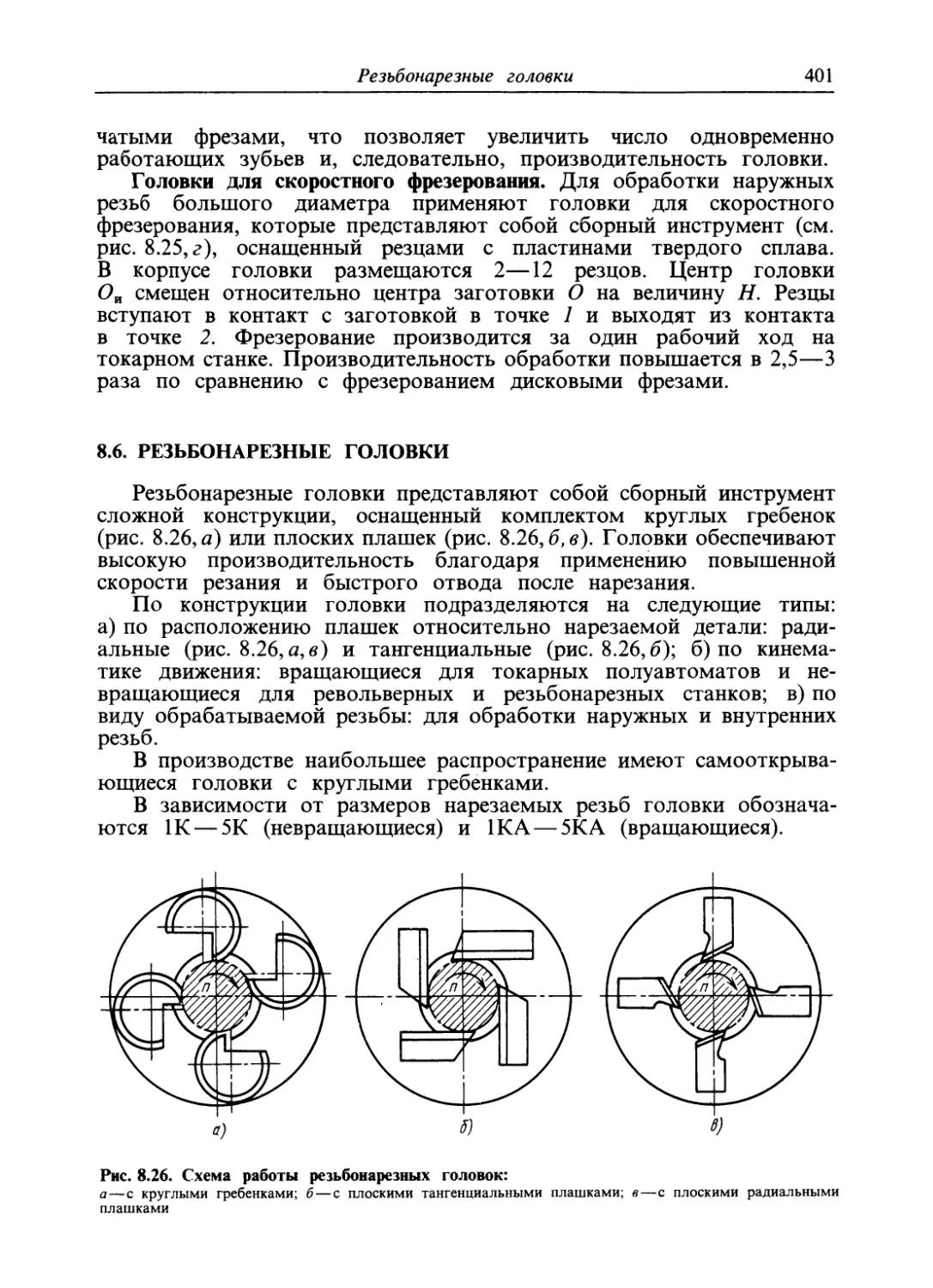
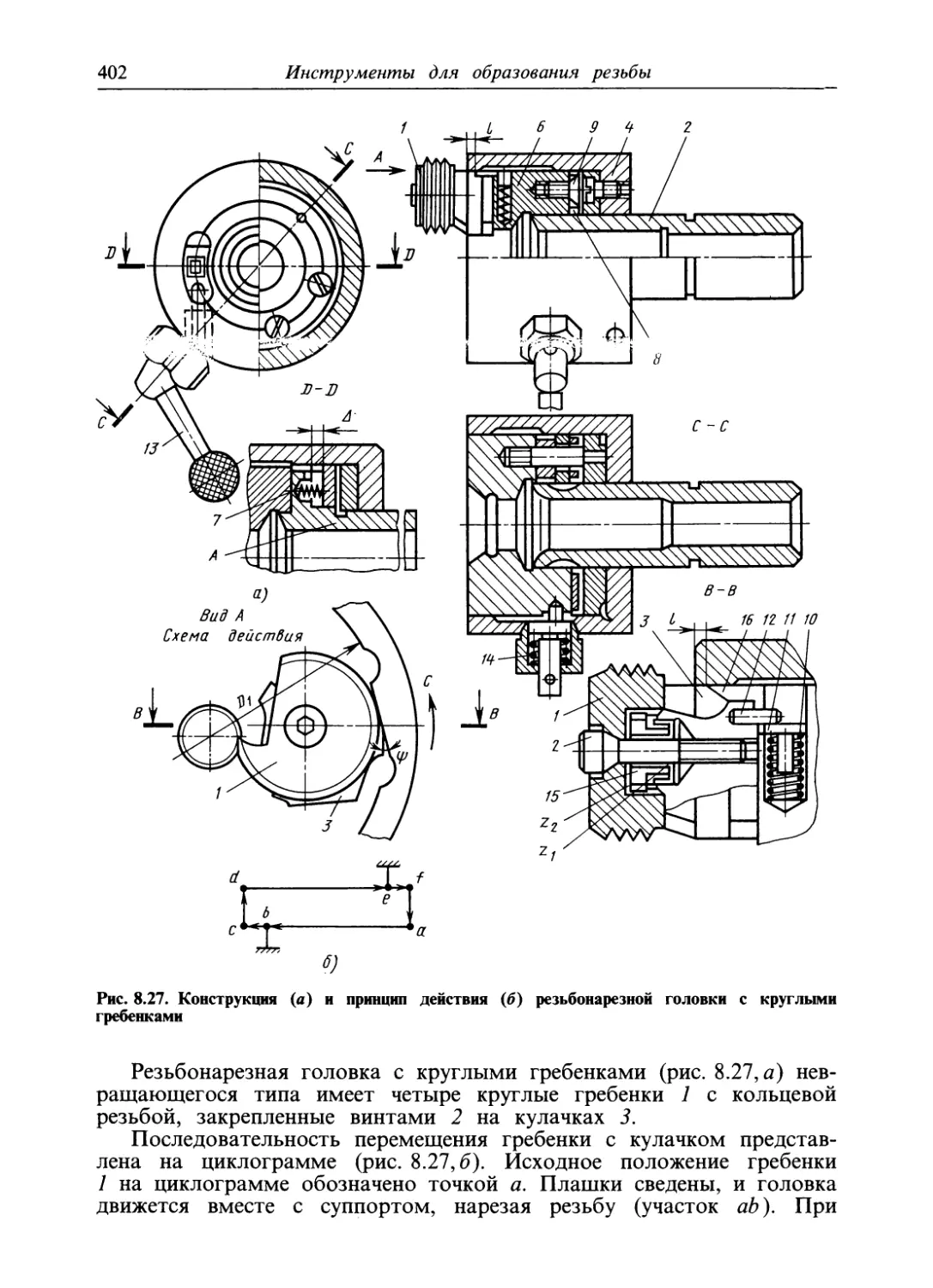
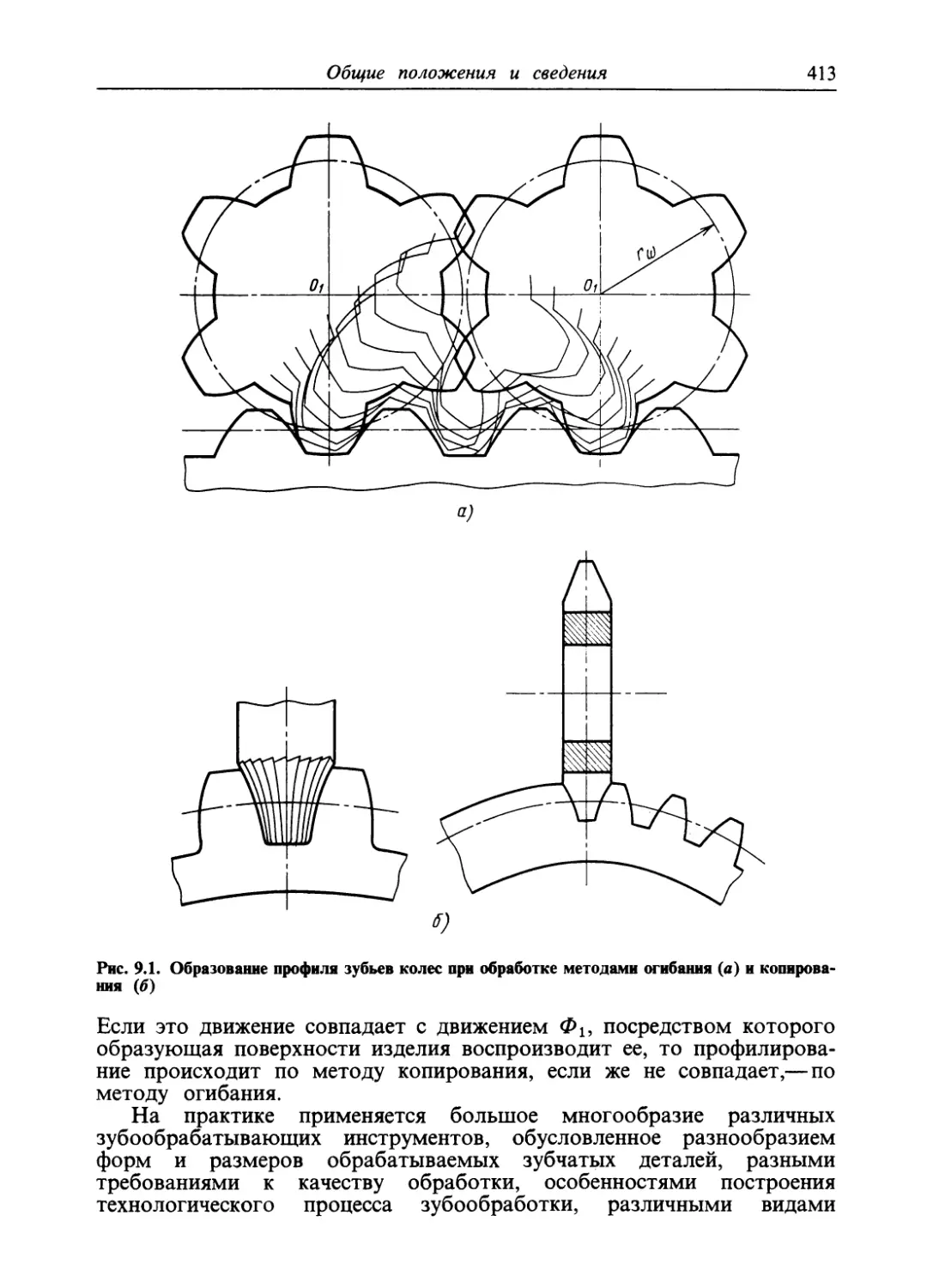
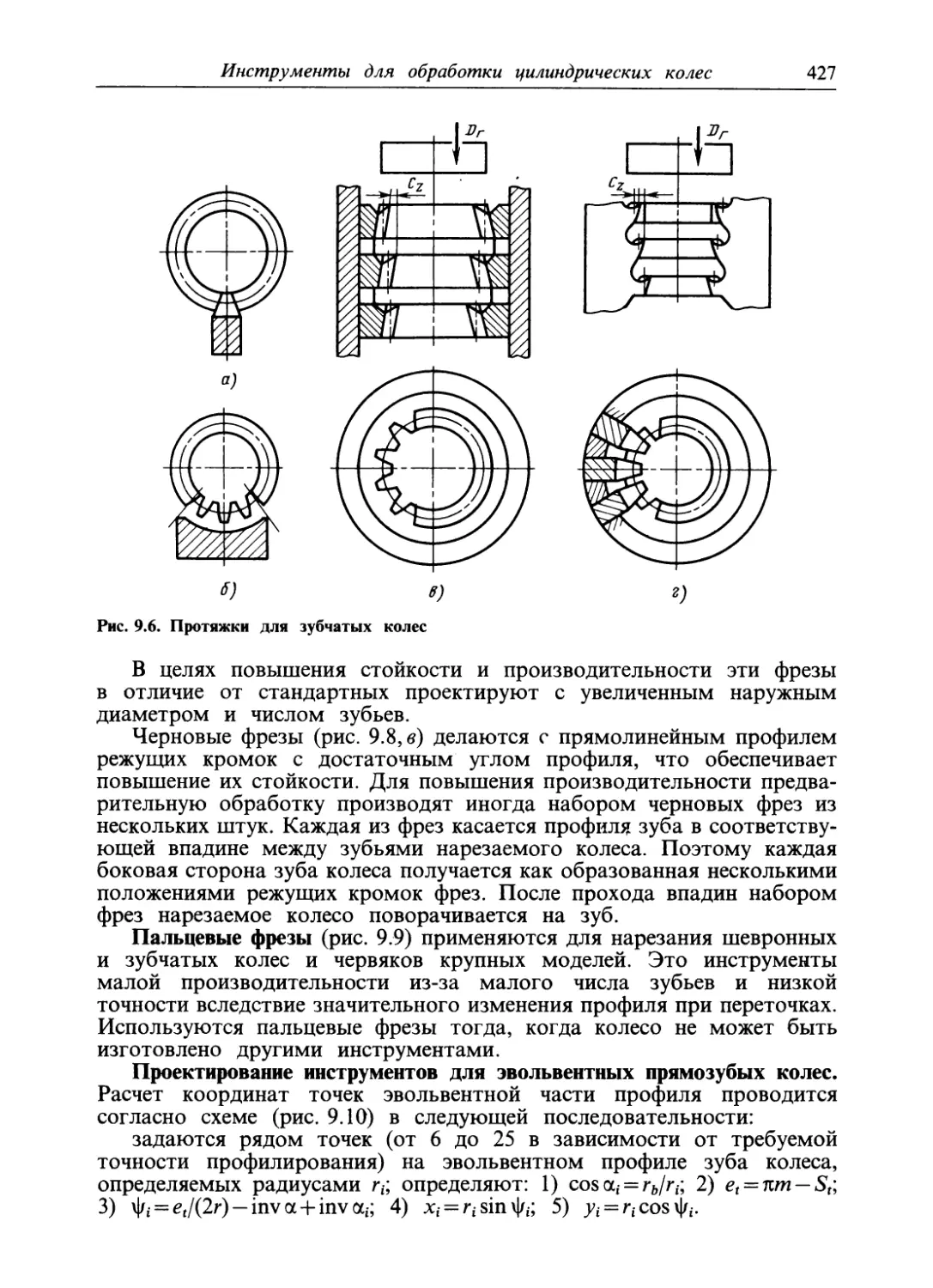
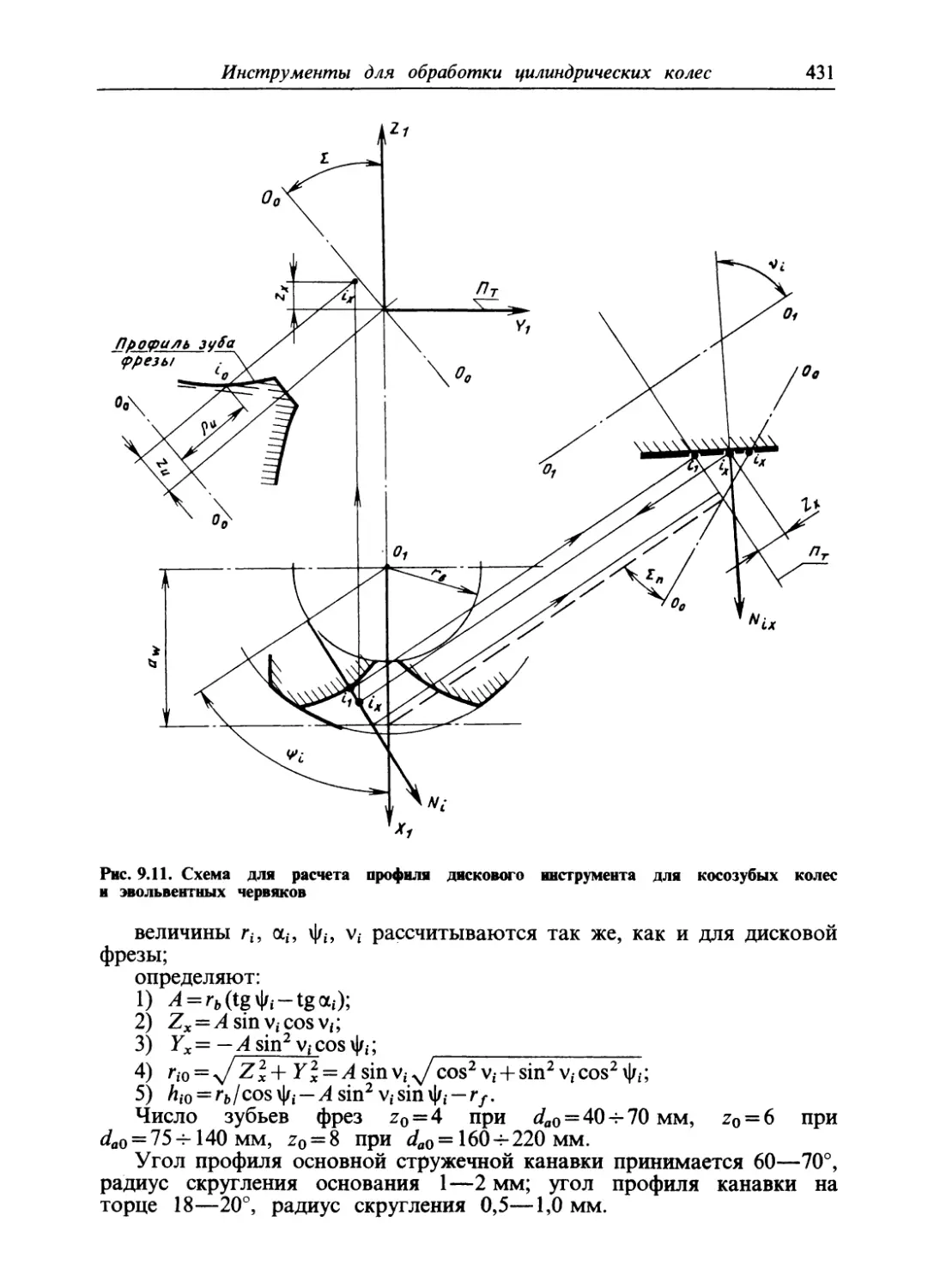
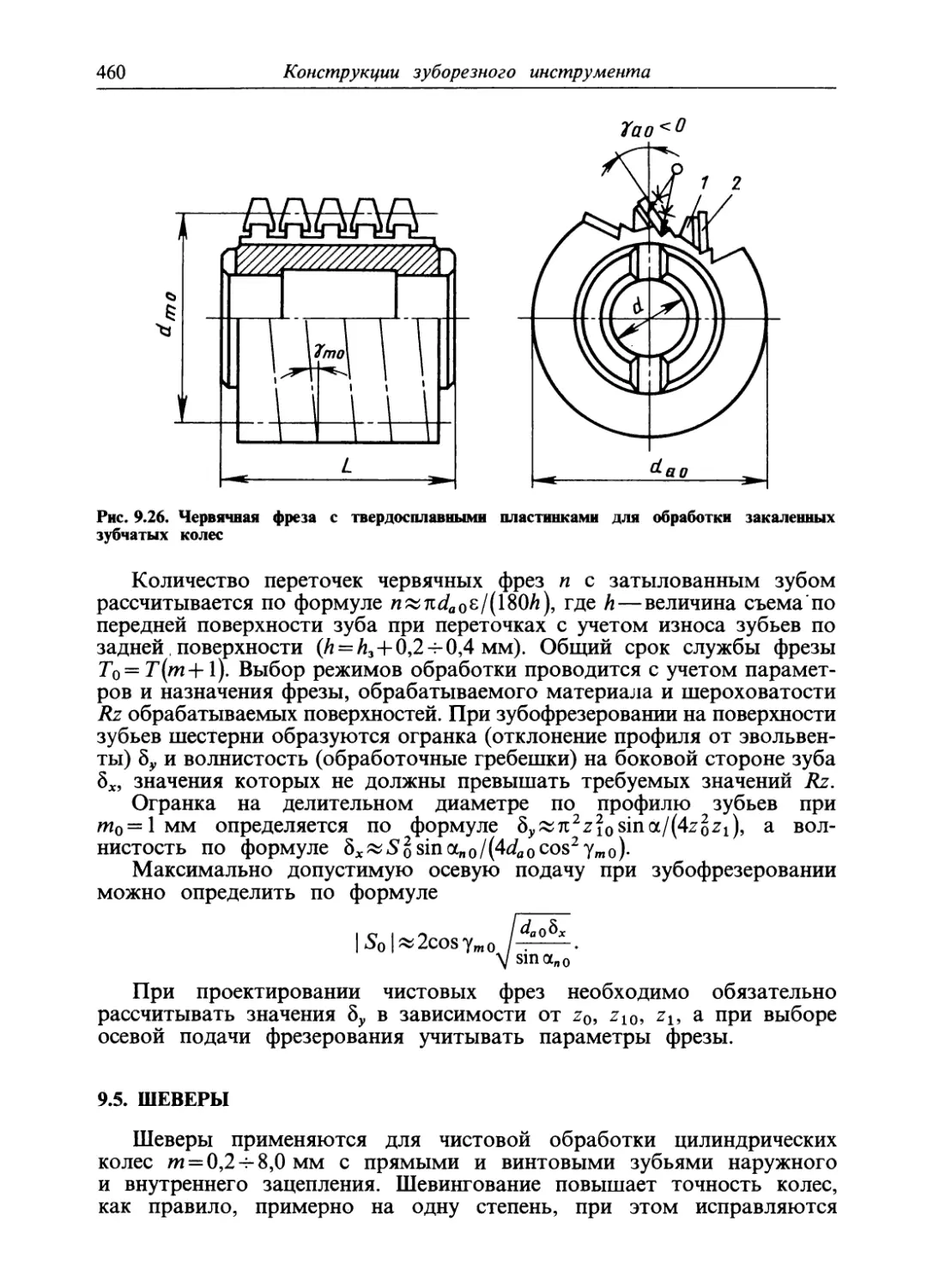
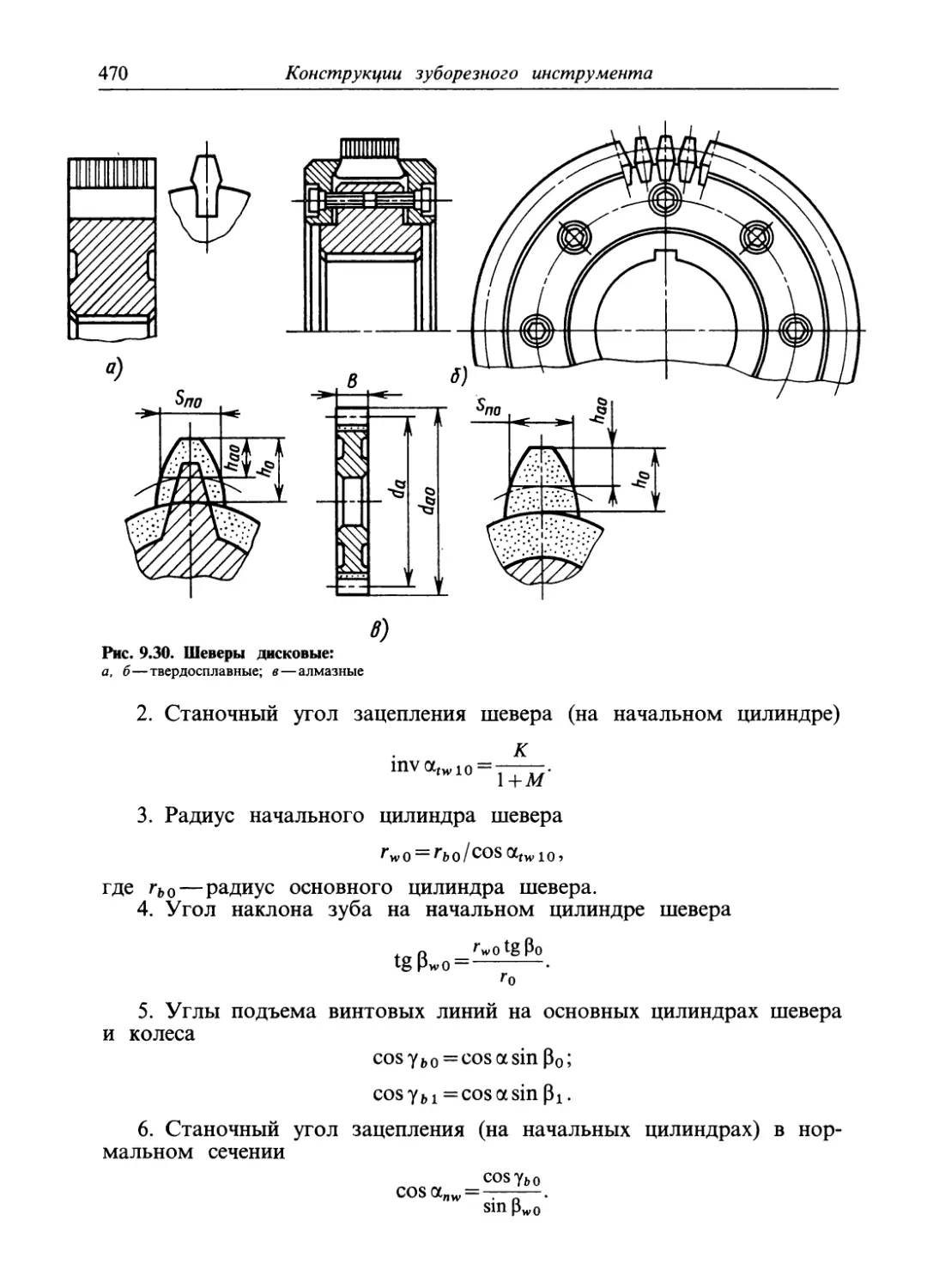
лых протяжек 3337.4. Шлицевые протяжки .: 3527.5. Шпоночные протяжки 3557.6. Особенности проектирования гранных протяжек 3567.7. Наружные протяжки 3587.8. Проектирование прошивок (Ю. И. Иванов) 359Глава 8. Инструменты для образования резьбы (В. А. Гречишников) 3638.1. Схемы нарезания резьб 3638.2. Резьбонарезные резцы 3668.3. Метчики 3748.4. Плашки 3968.5. Резьбовые фрезы 3998.6. Резьбонарезные головки 4018.7. Инструменты для накатывания резьбы 4058.8. Резьбонакатные плашки 410Глава 9. Конструкции зуборезного инструмента (Г. Н. Кирсанов) 4129.1. Общие положения и сведения 4129.2. Инструменты для обработки цилиндрических колес методом
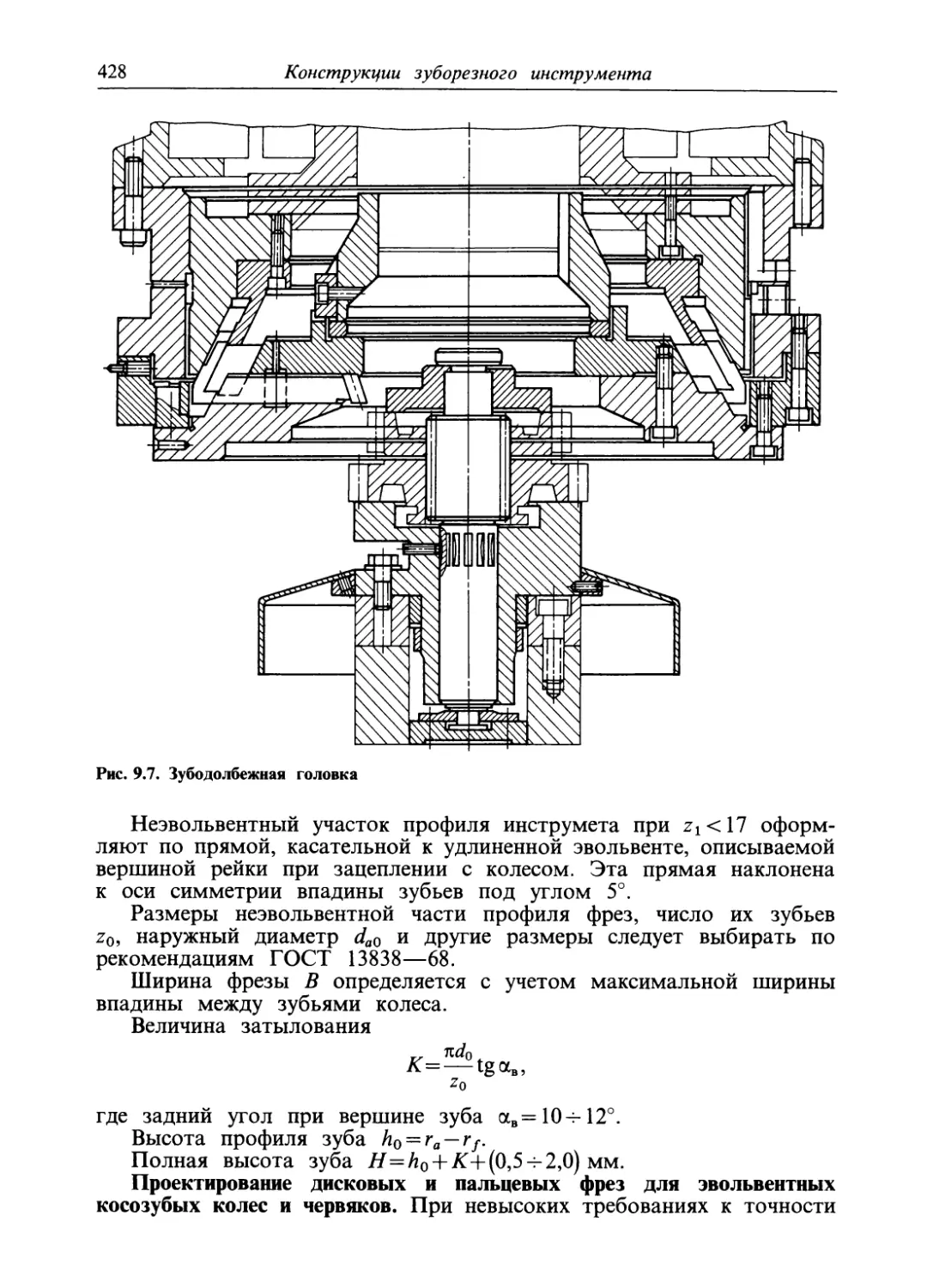
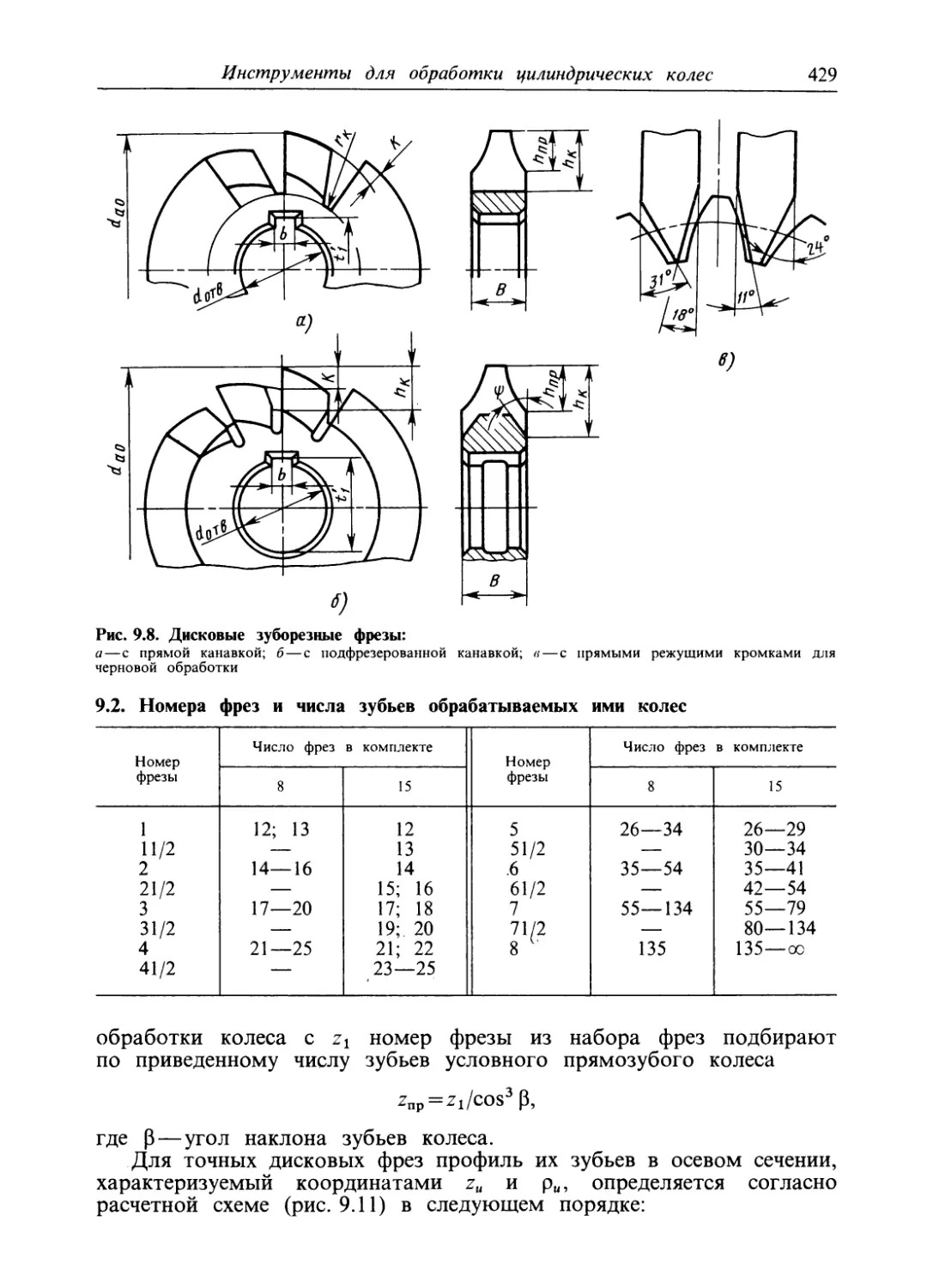
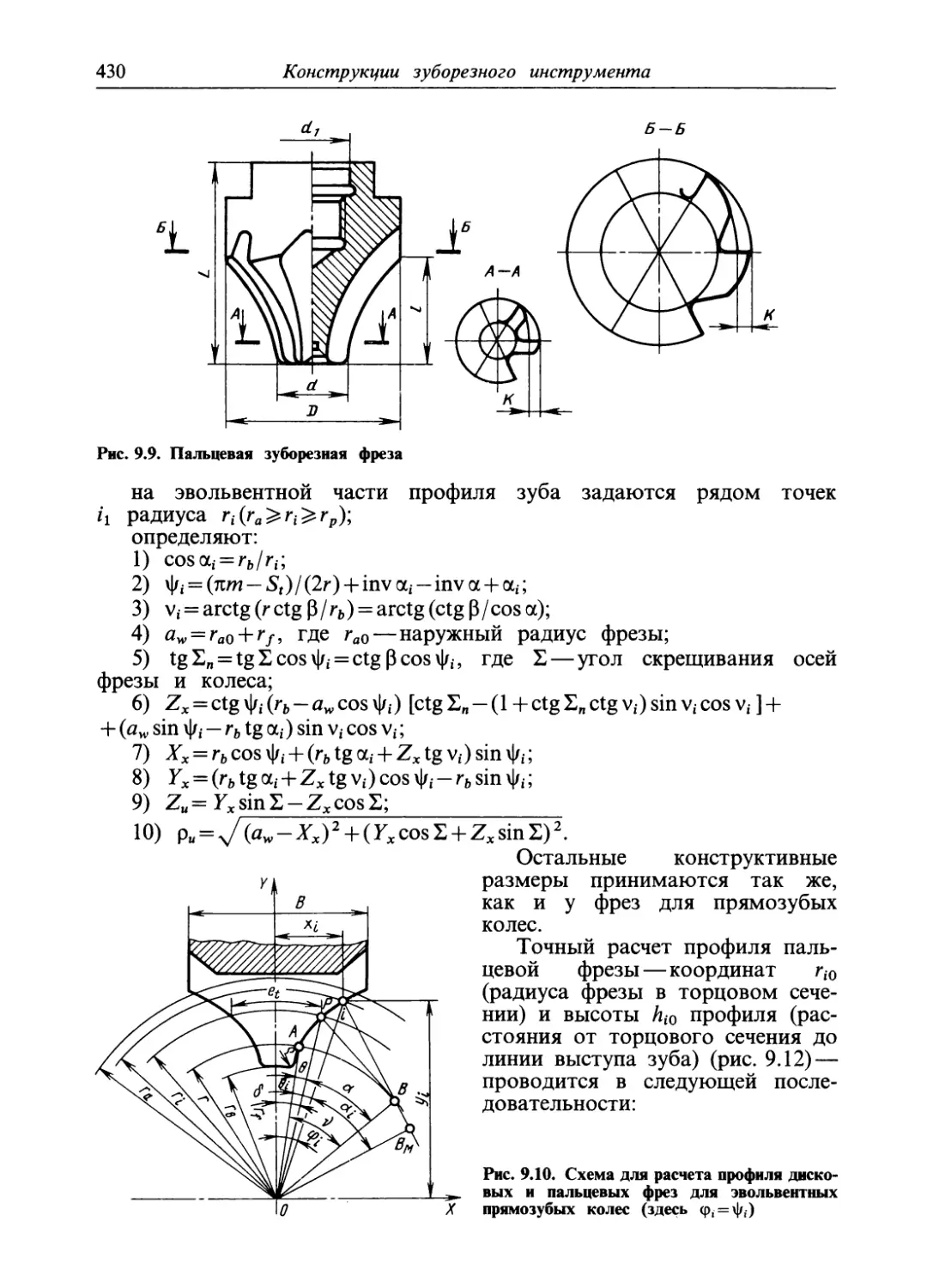
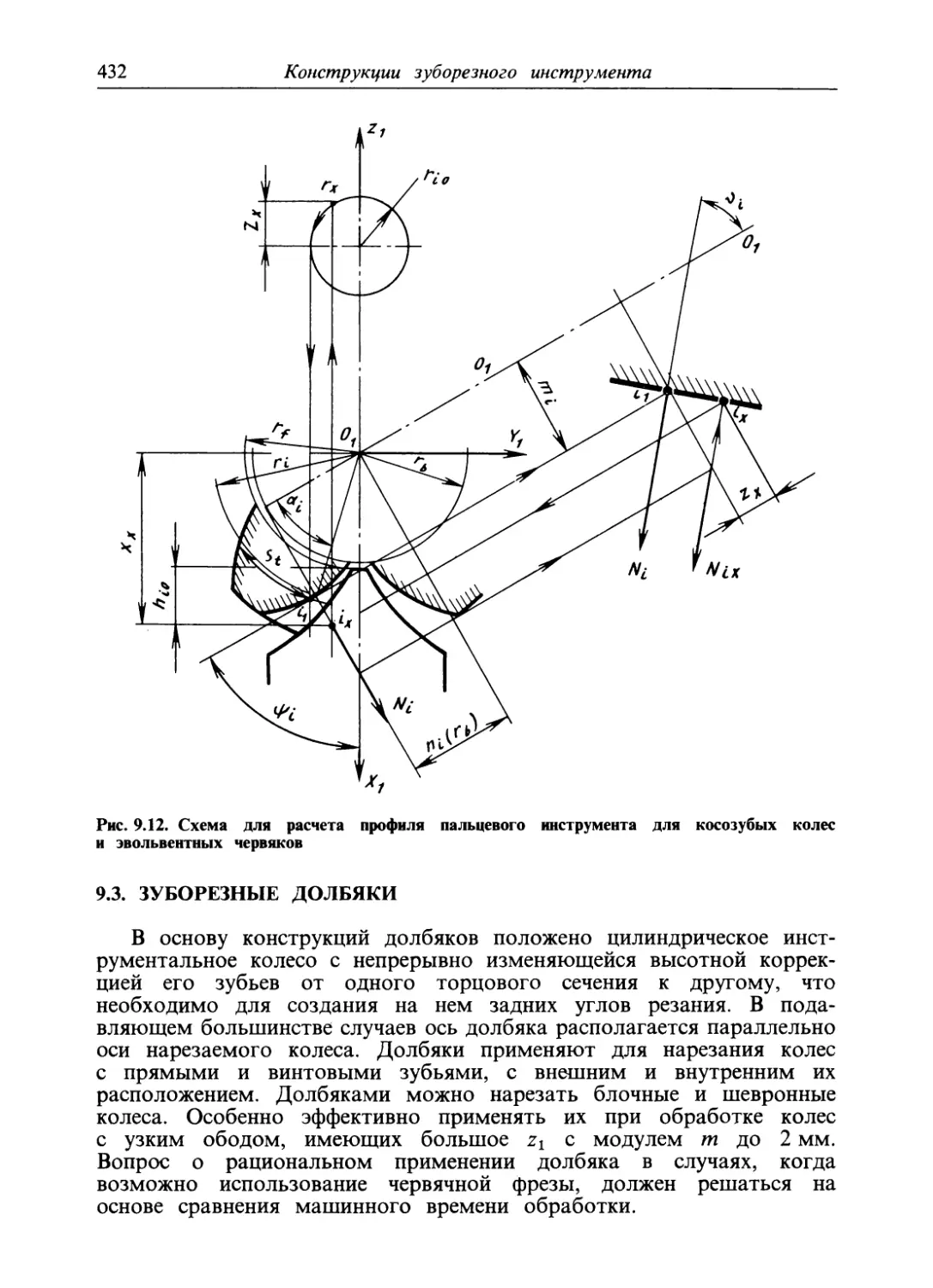
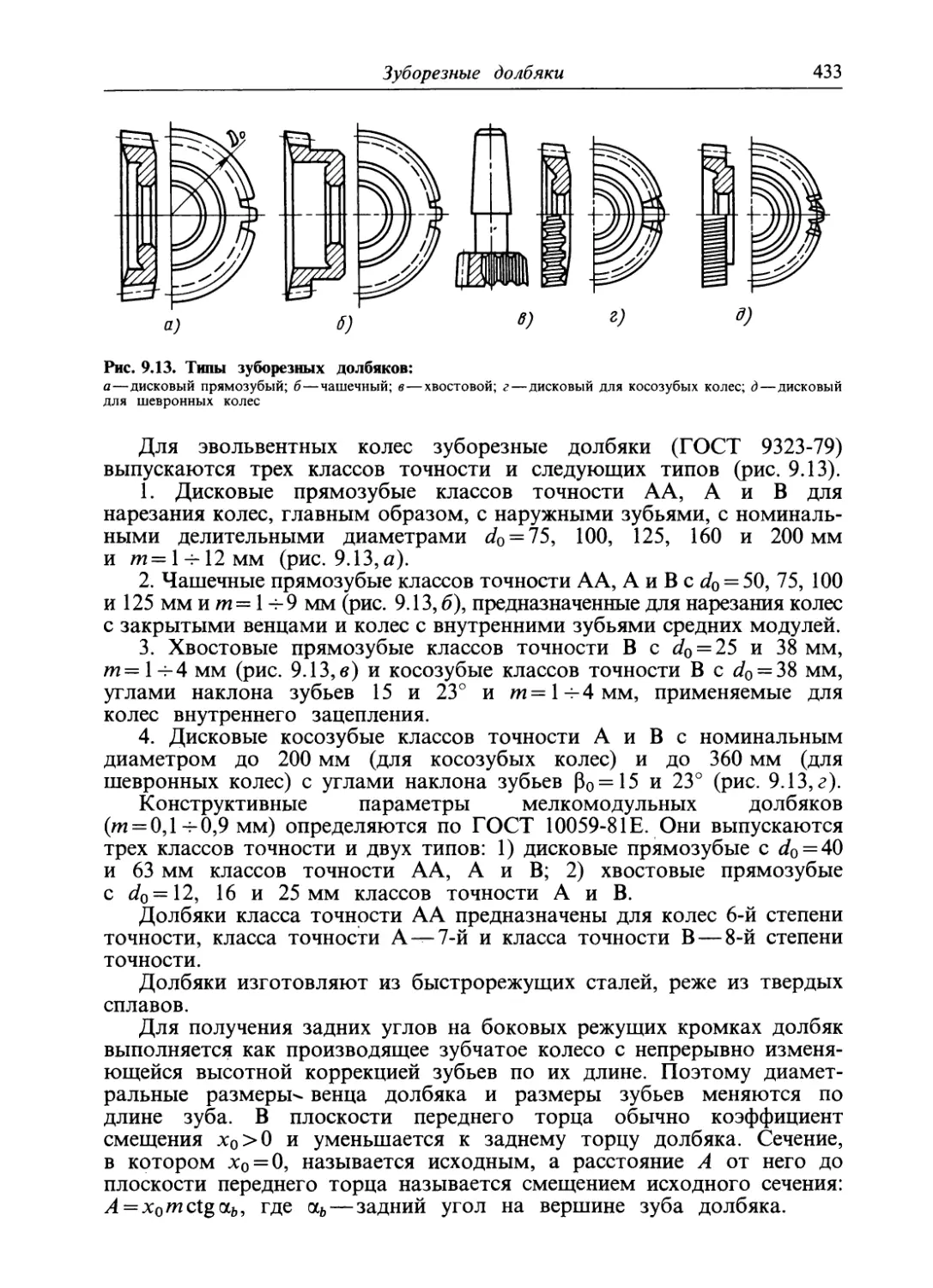
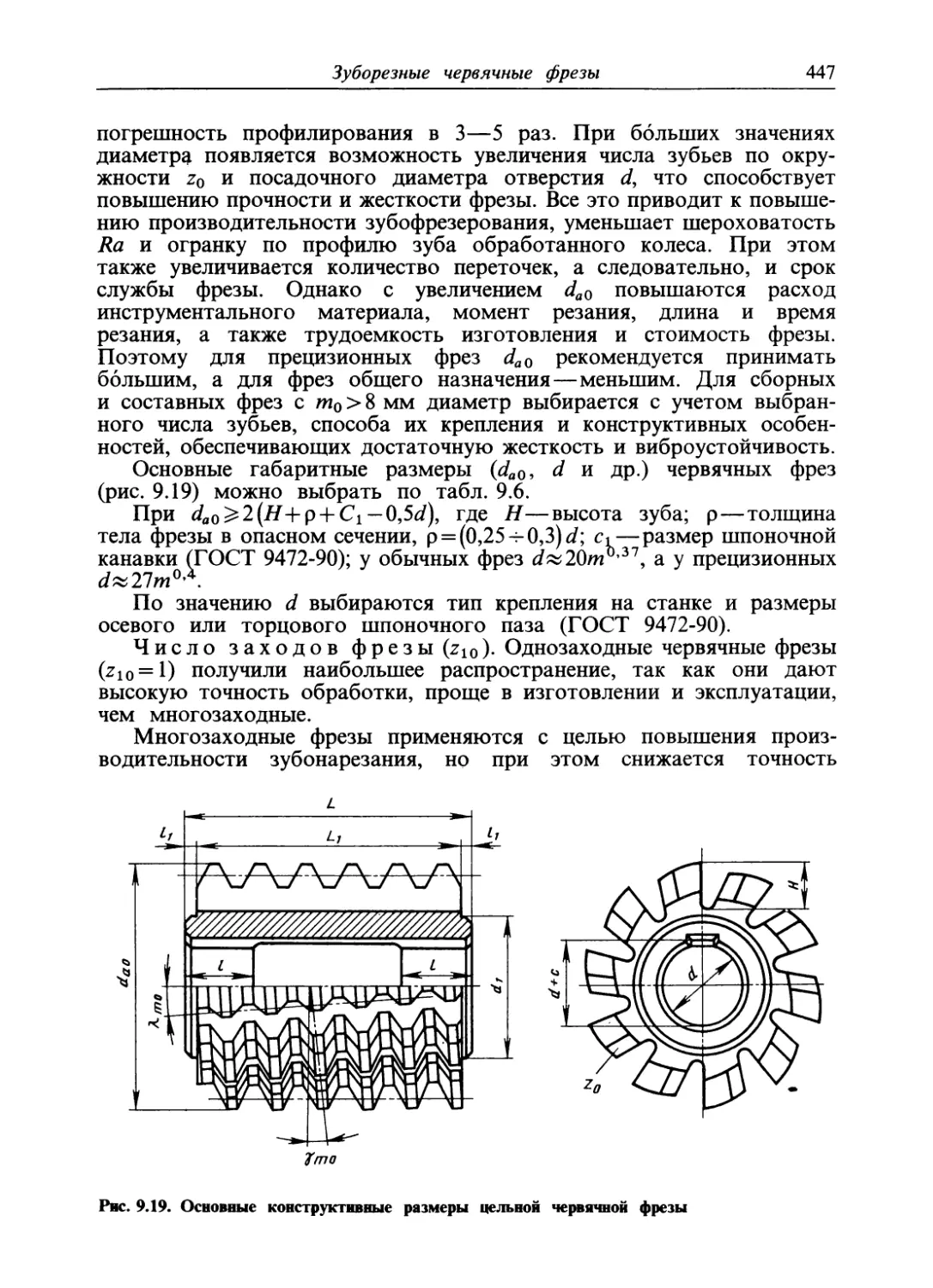
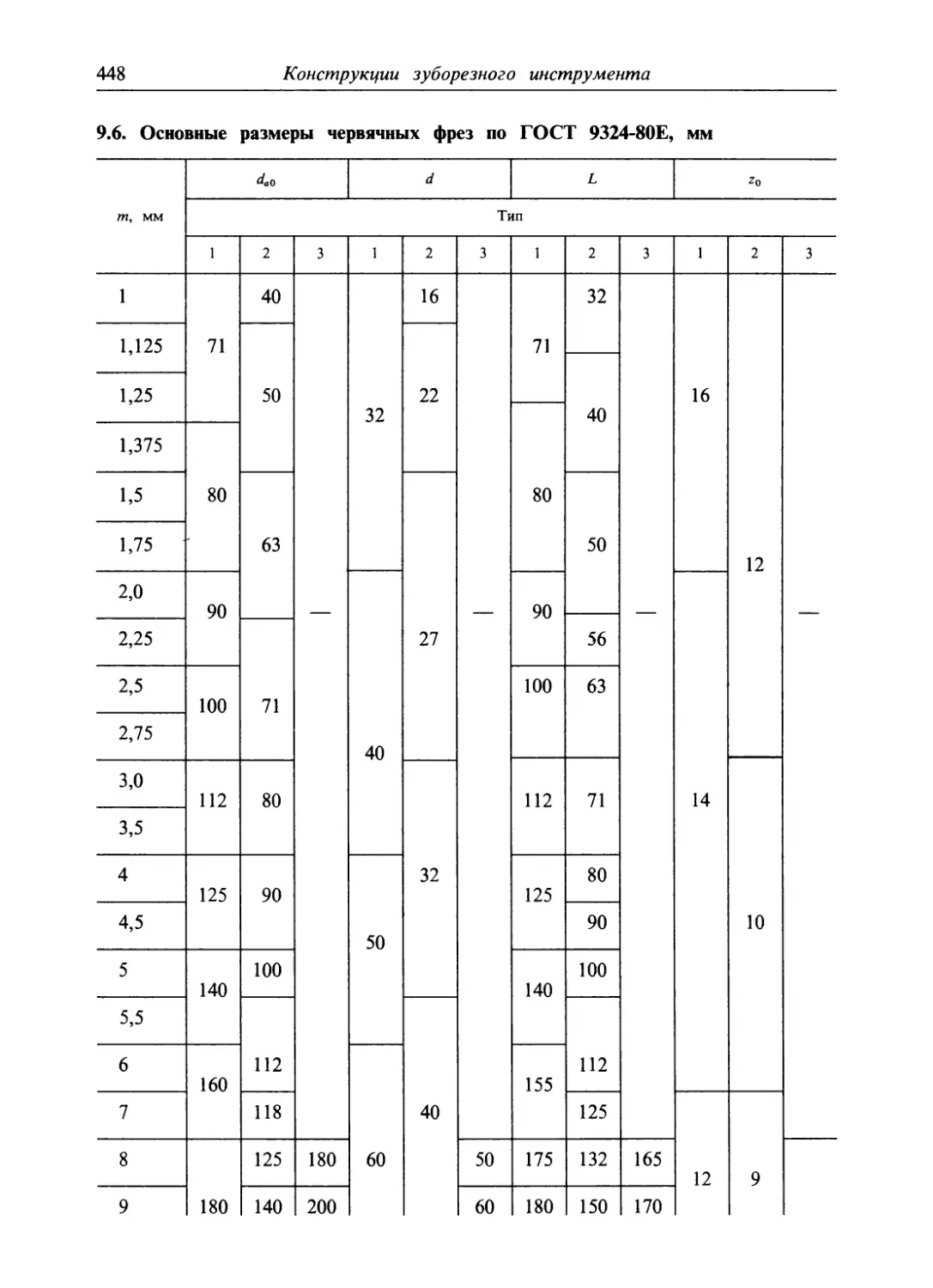
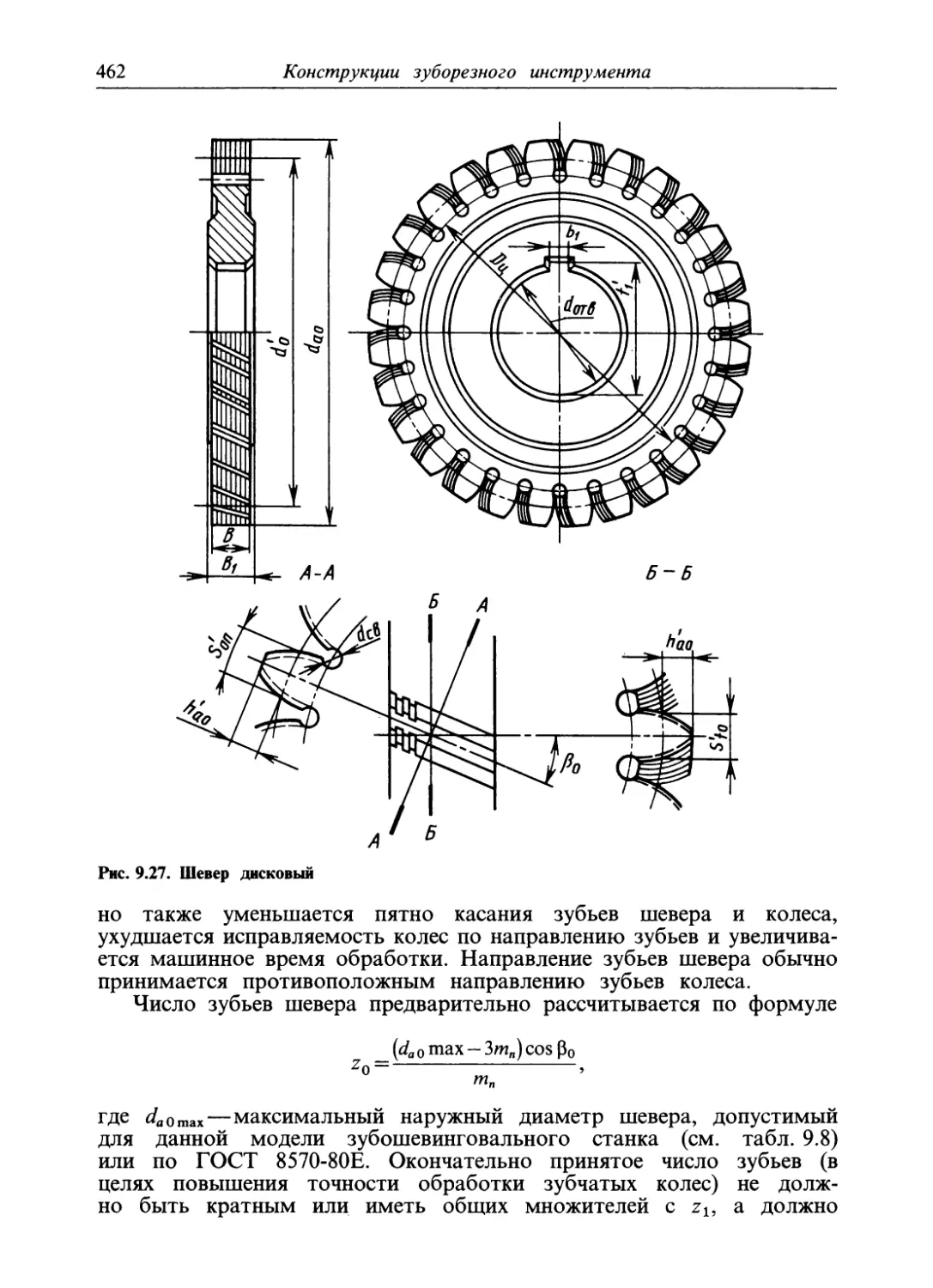
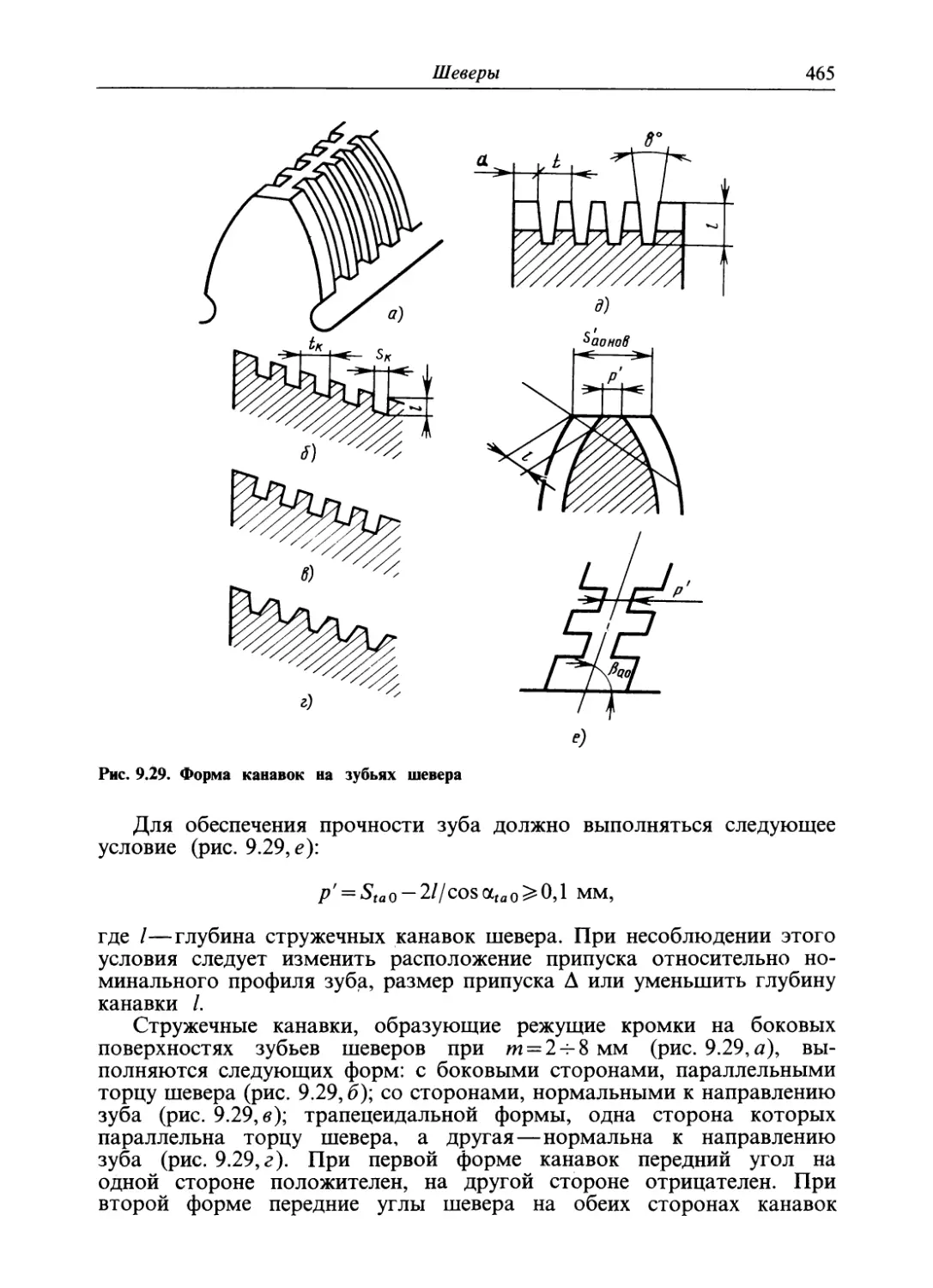
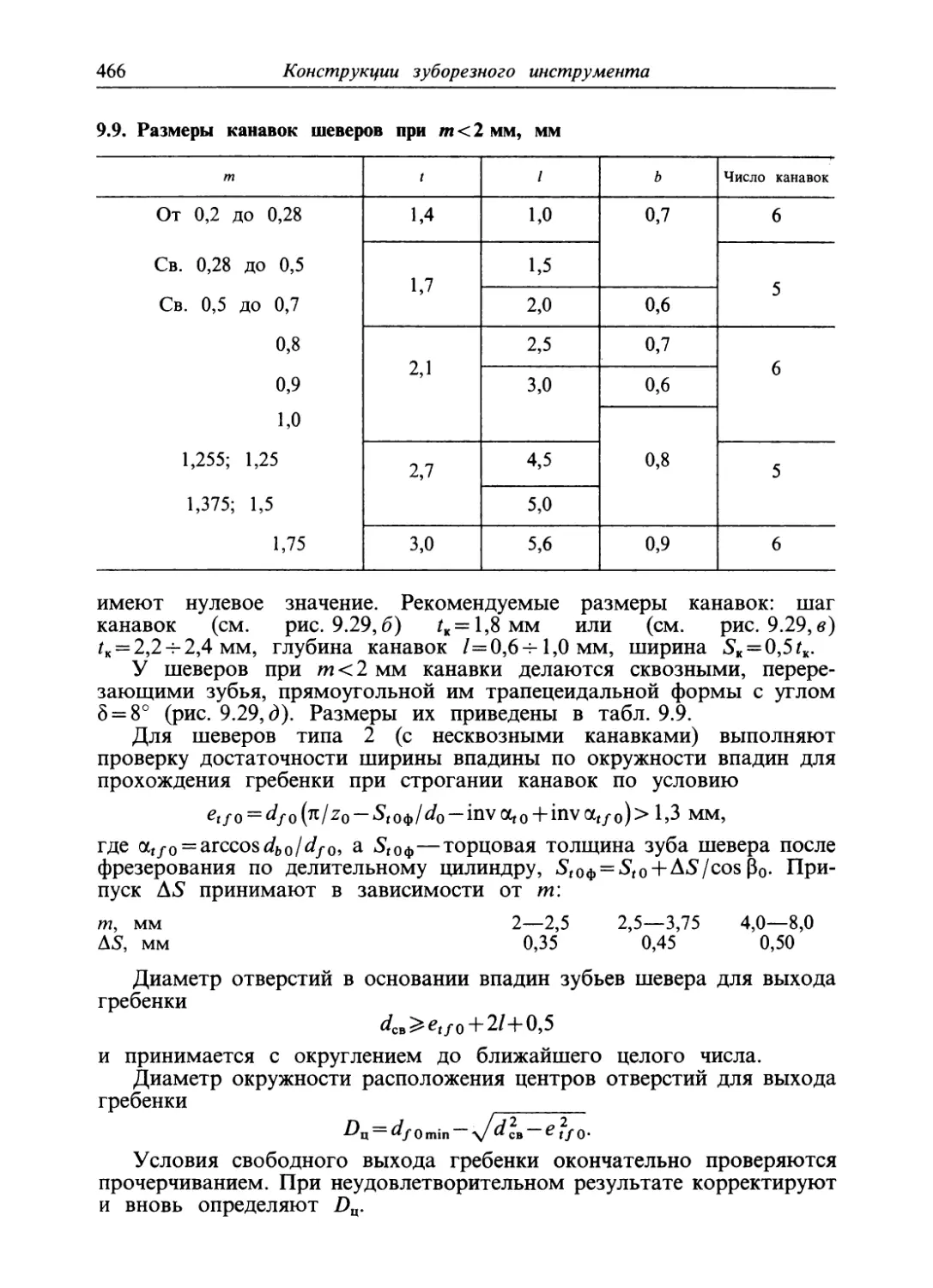
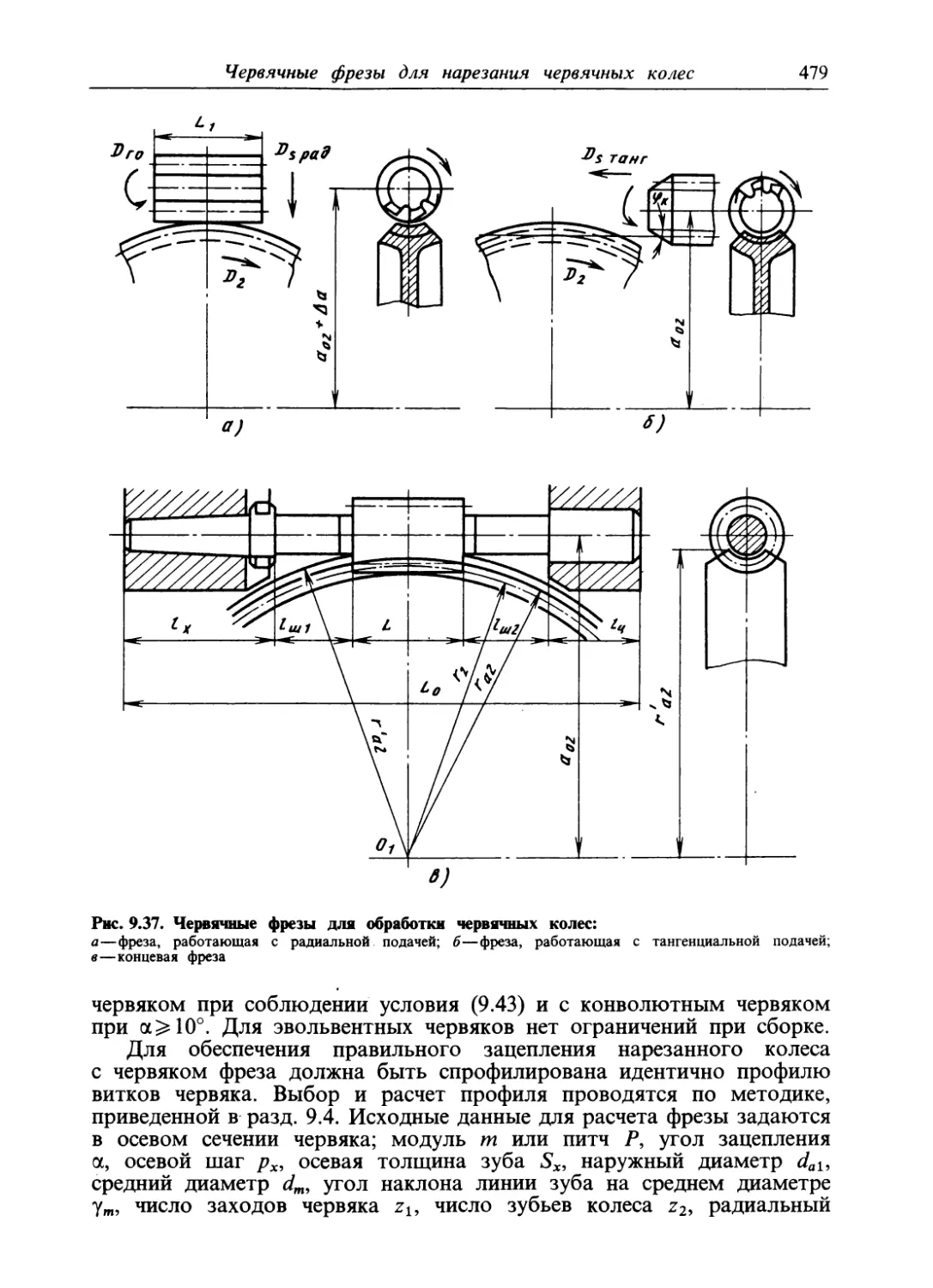
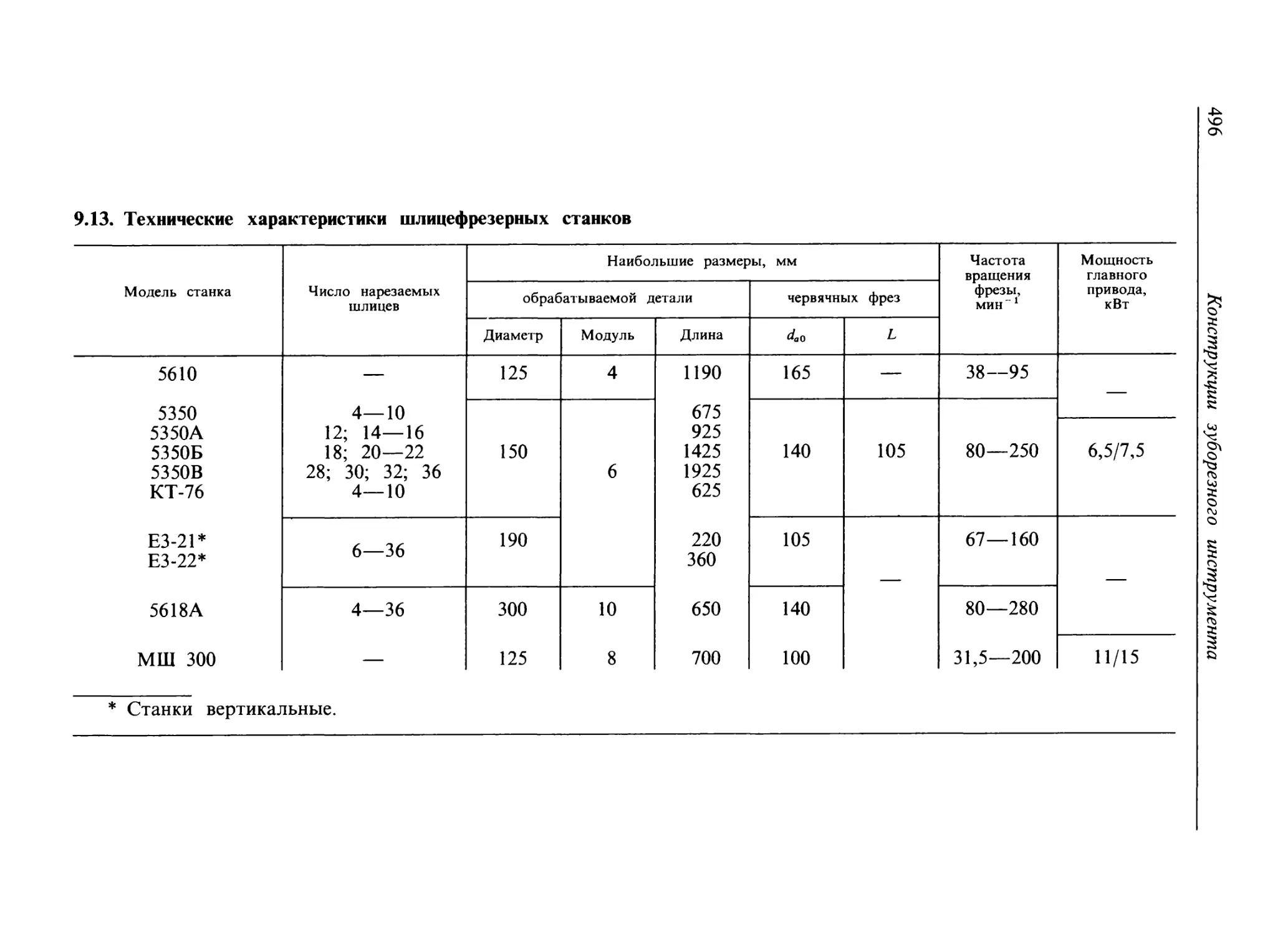
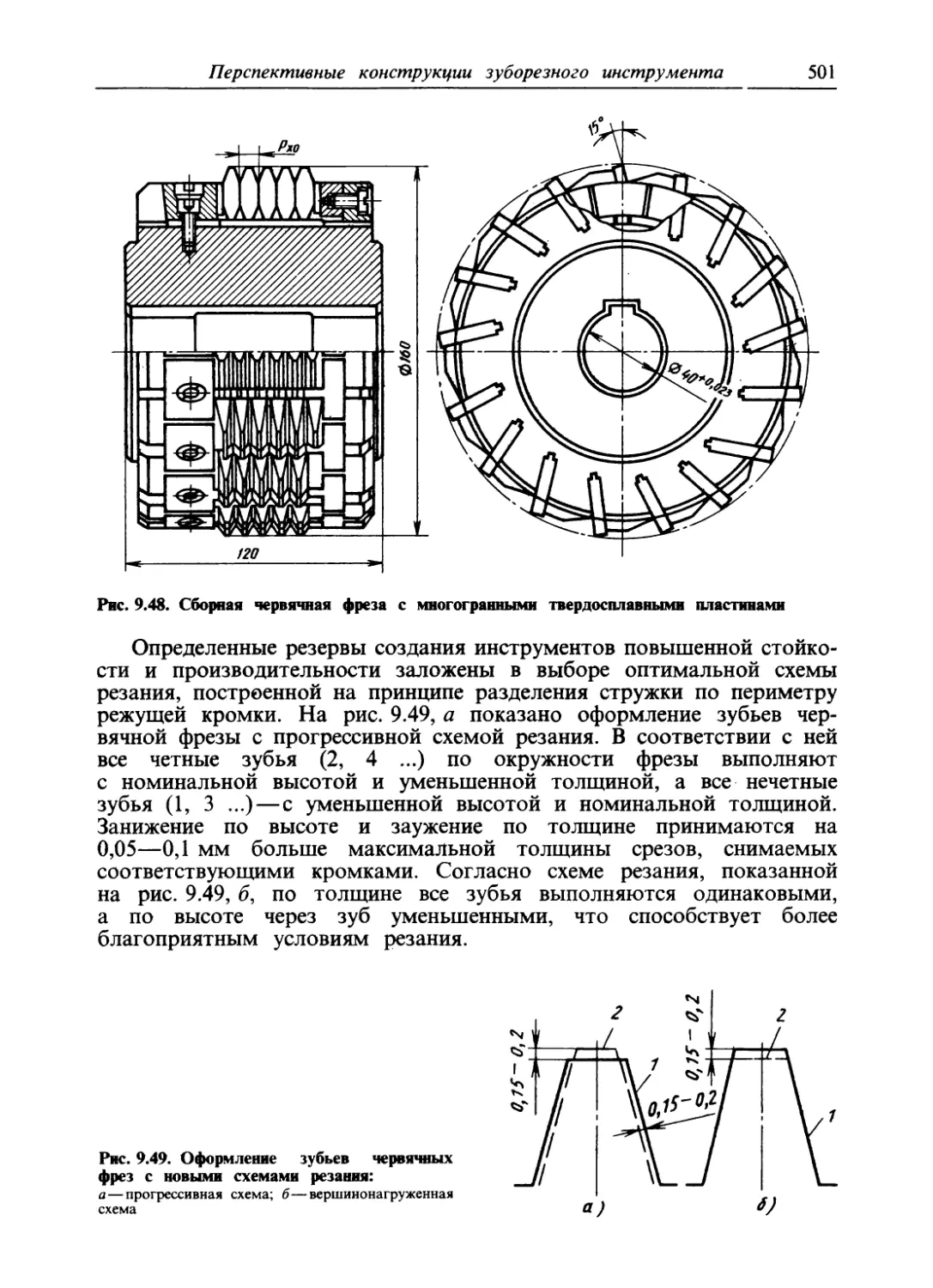
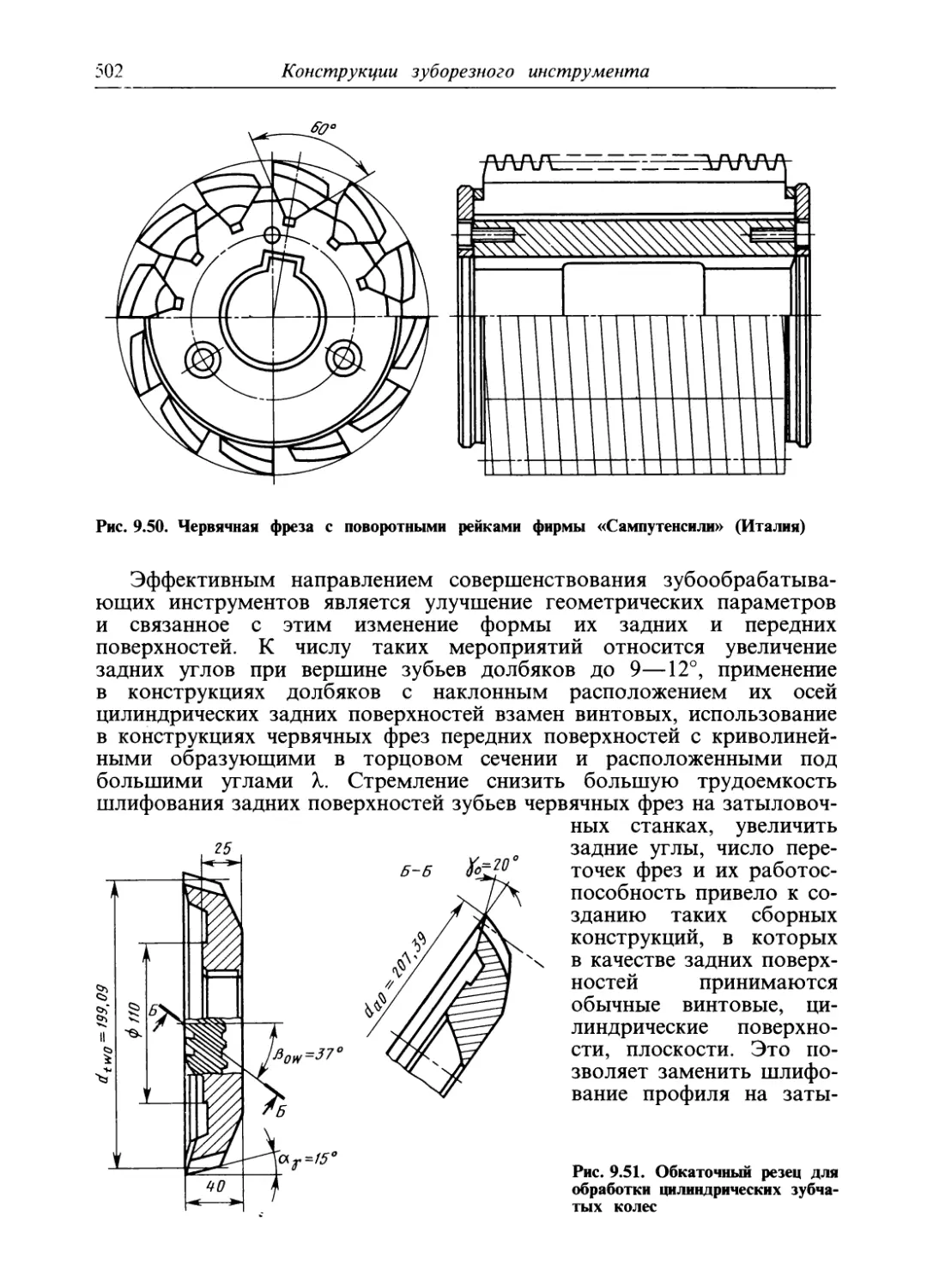
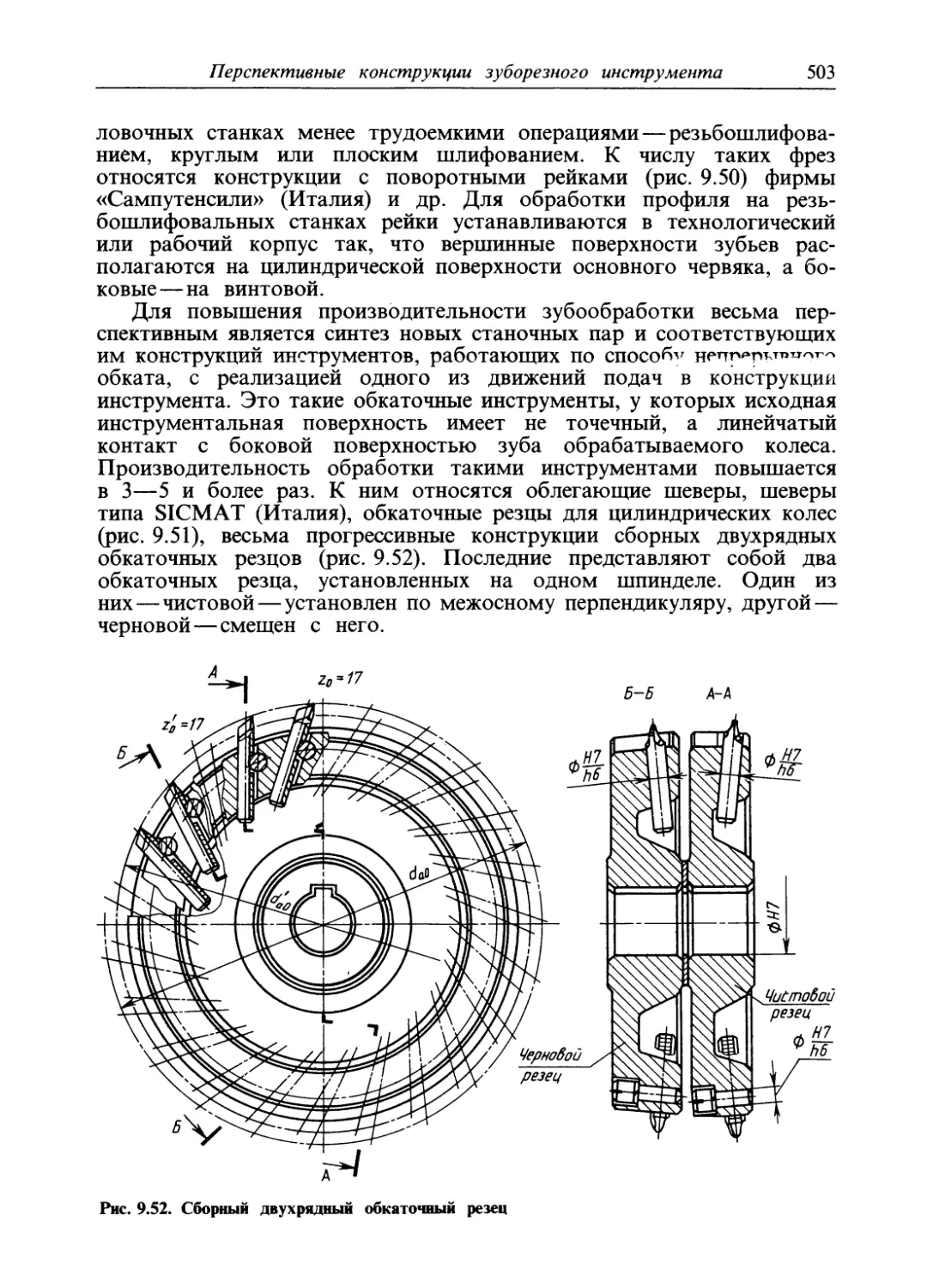
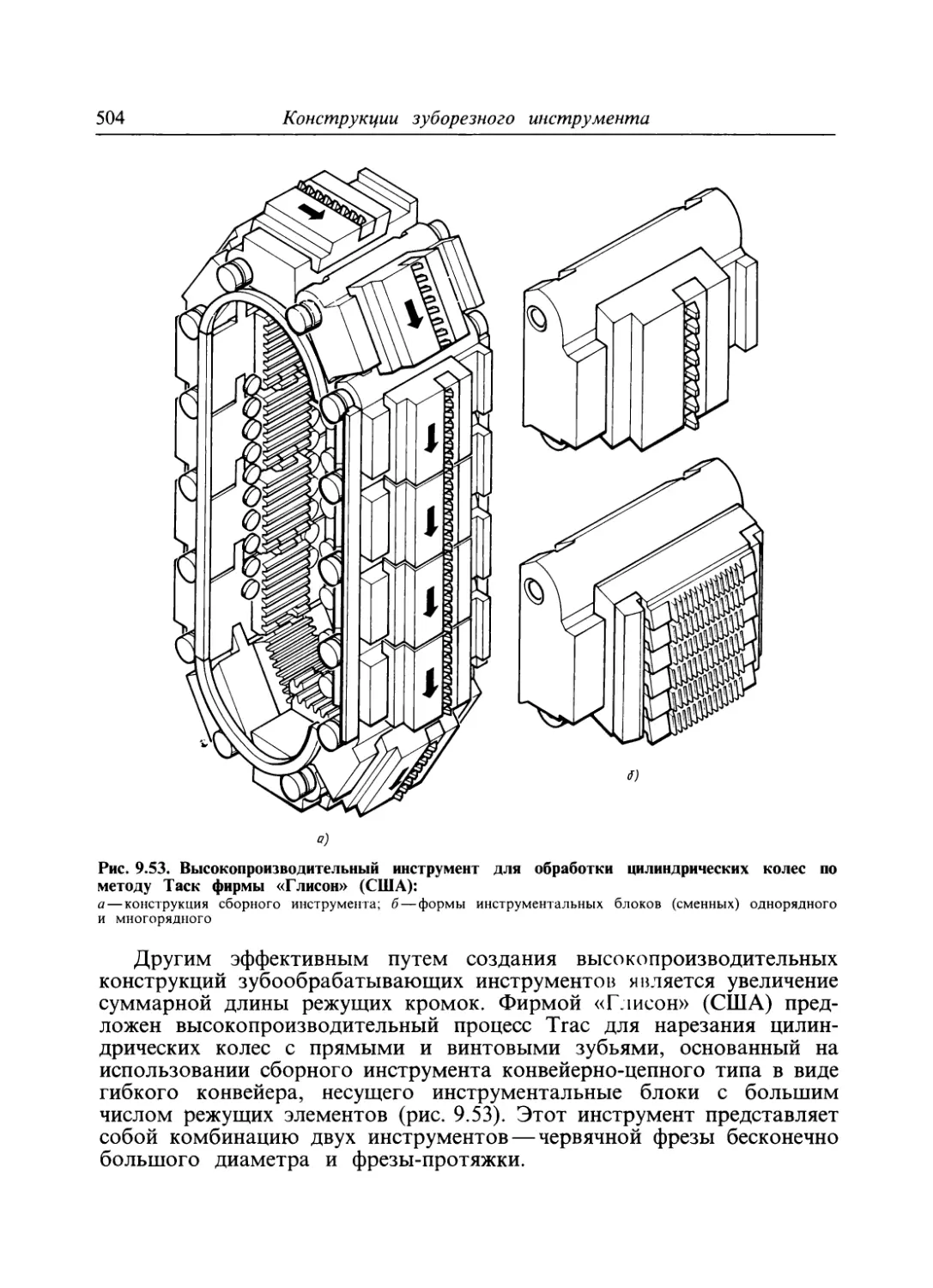
копирования 4269.3. Зуборезные долбяки 4329.4. Зуборезные червячные фрезы (Ю. И. Иванов) 4459.5. Шеверы 4609.6. Зубострогальные резцы для нарезания конических колес 4749.7. Червячные фрезы для нарезания червячных колес 4789.8. Обкатные инструменты для обработки зубчатых деталейс неэвольвентным профилем 4819.9. Направления развития и перспективные конструкции зуборез¬
ного инструмента 498
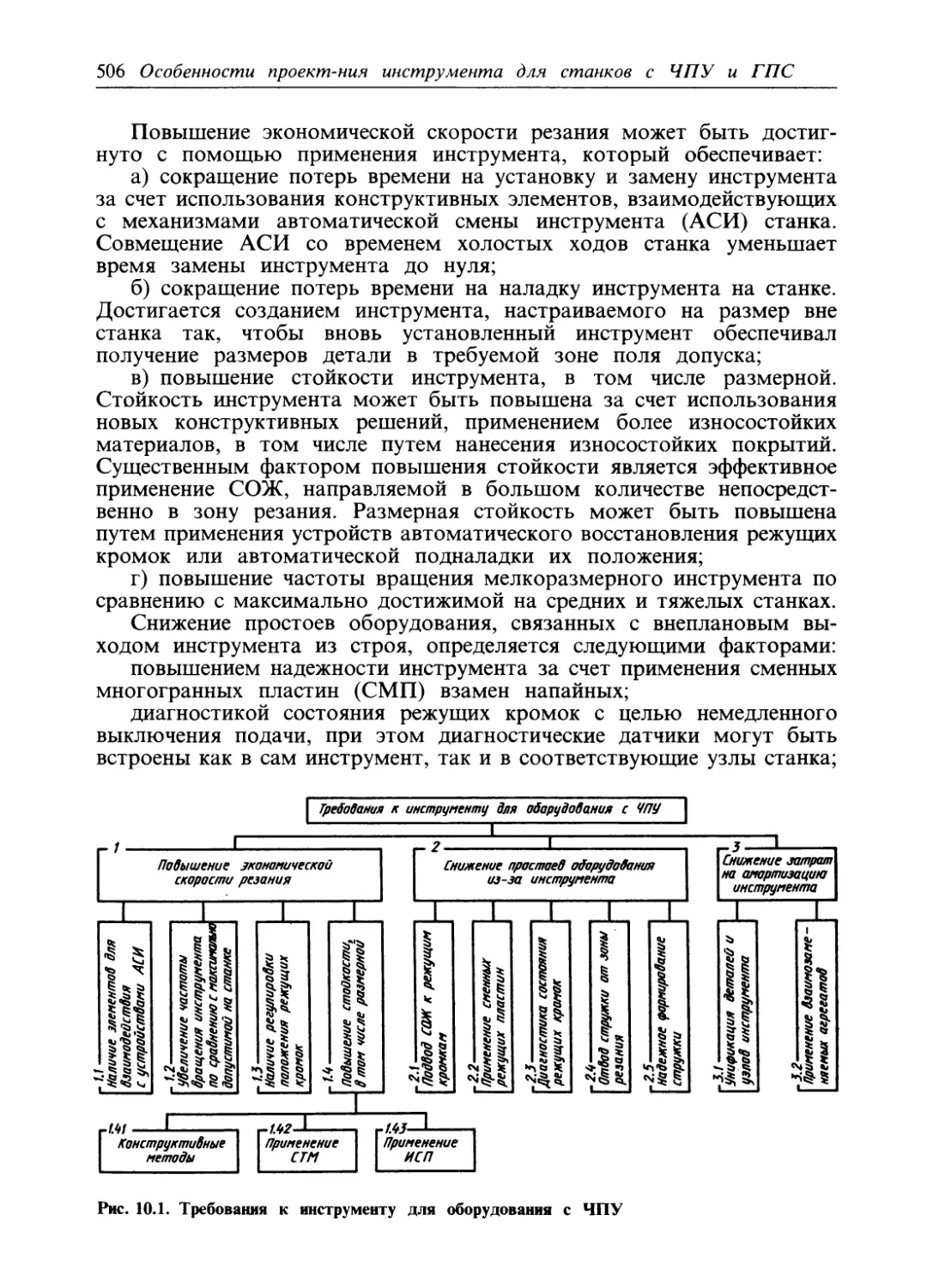
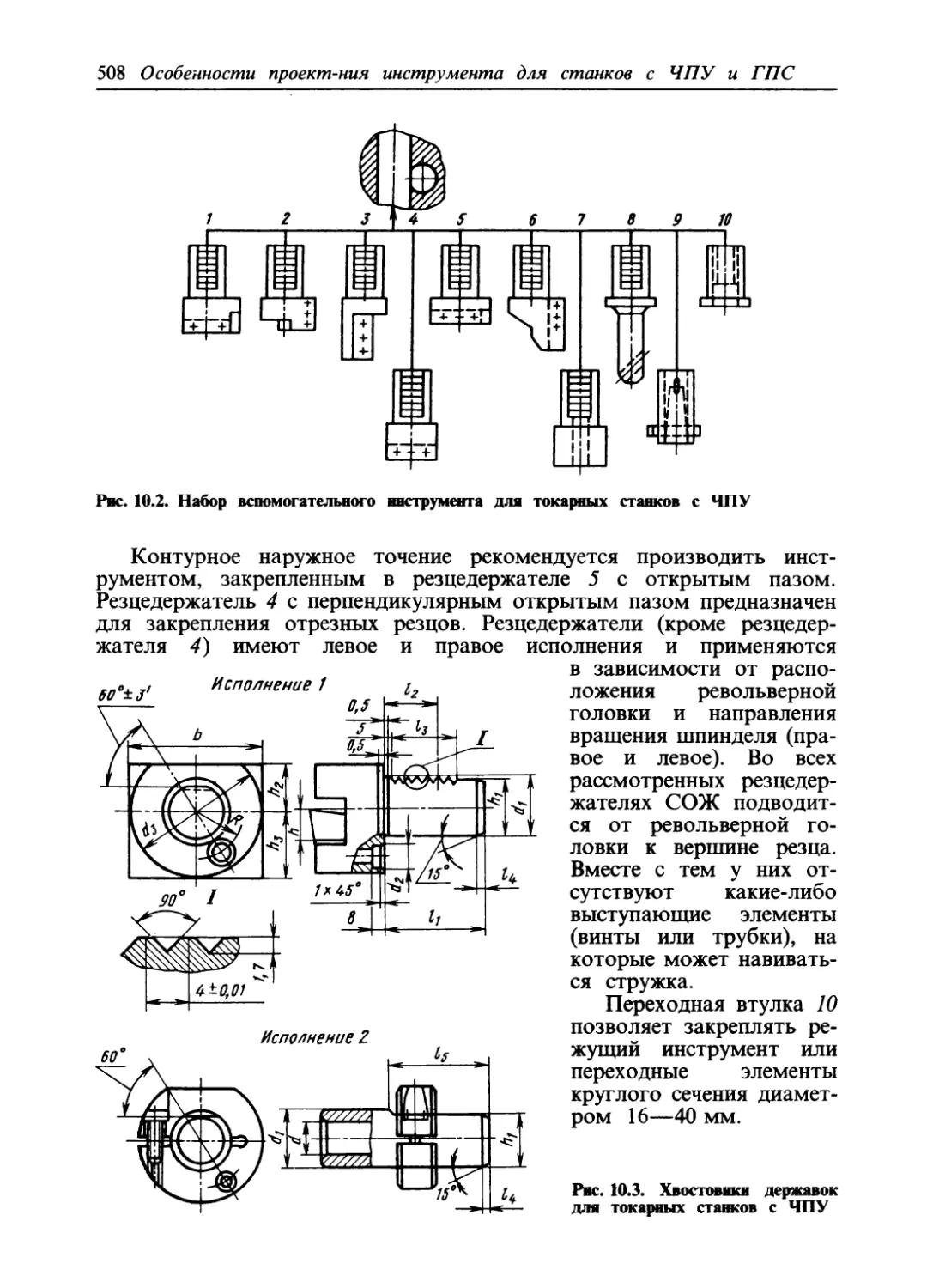
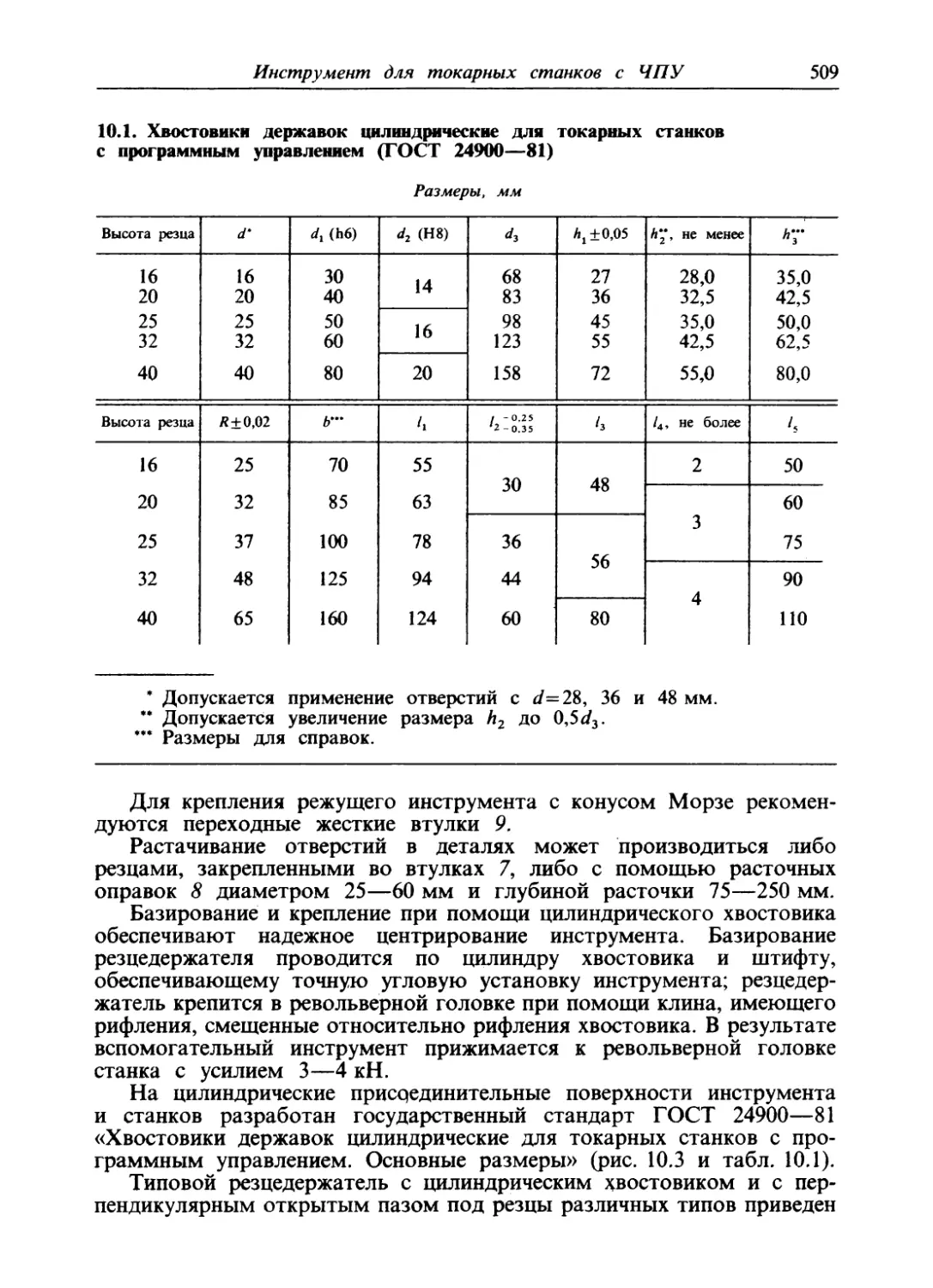
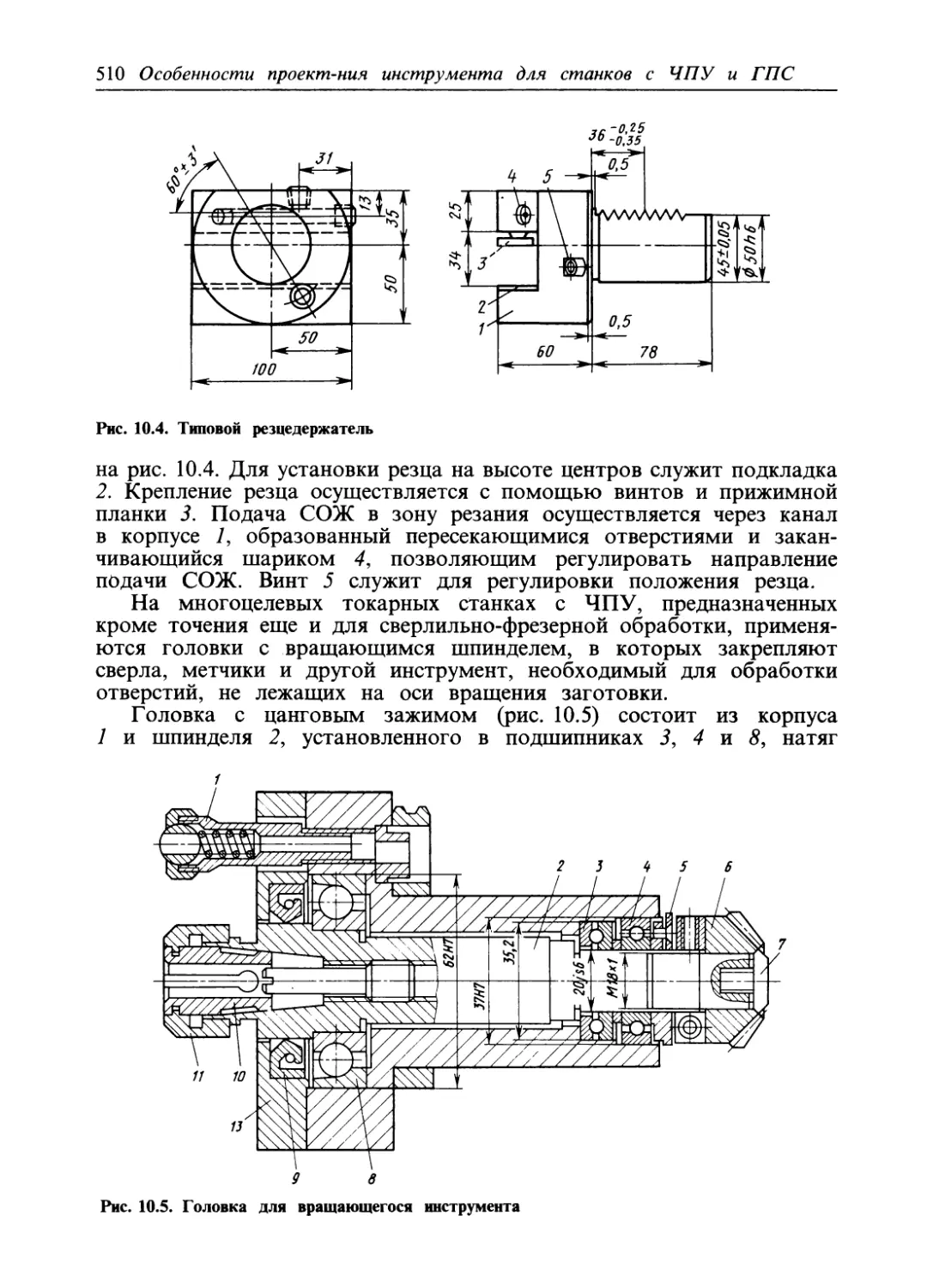
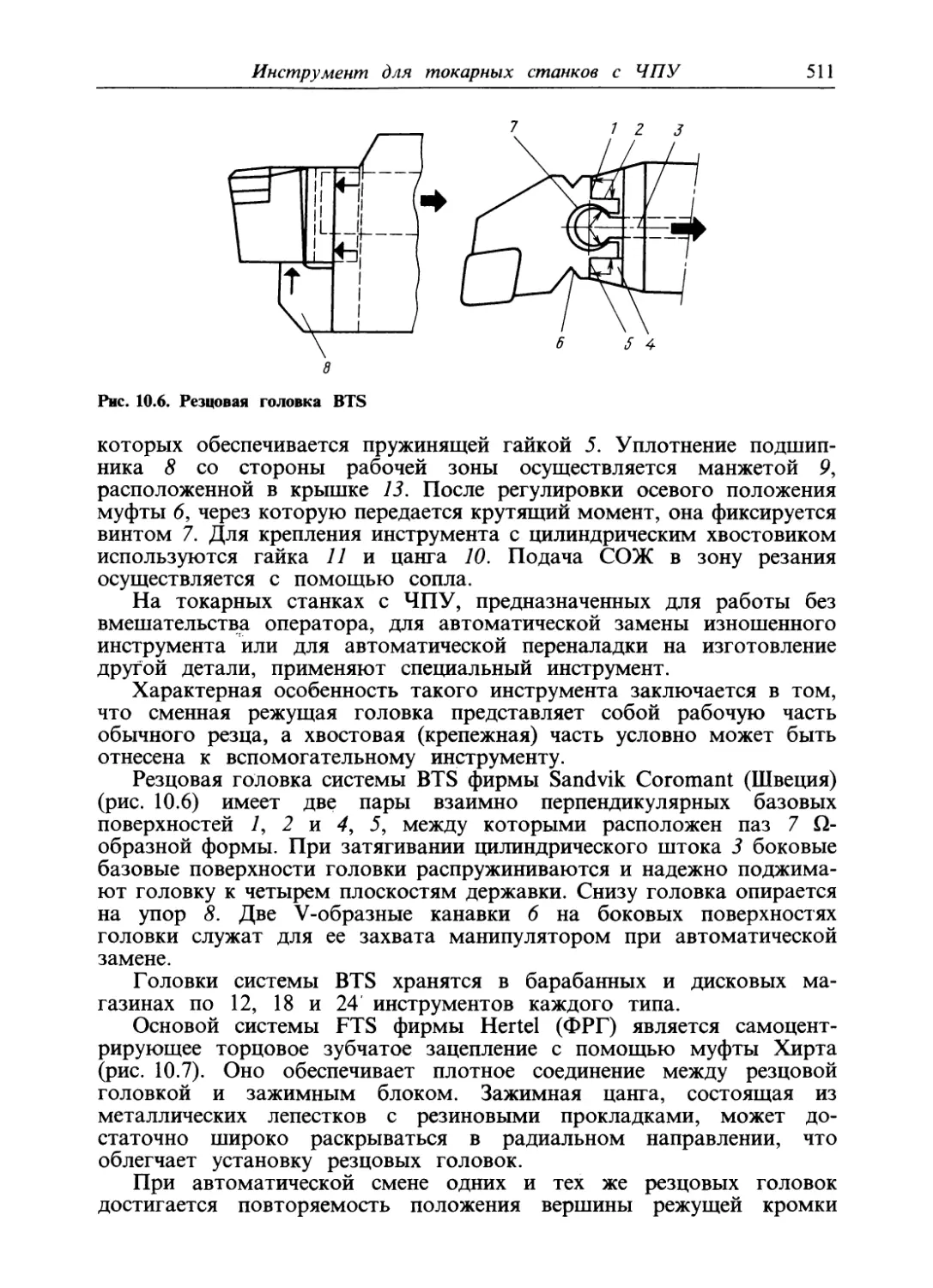
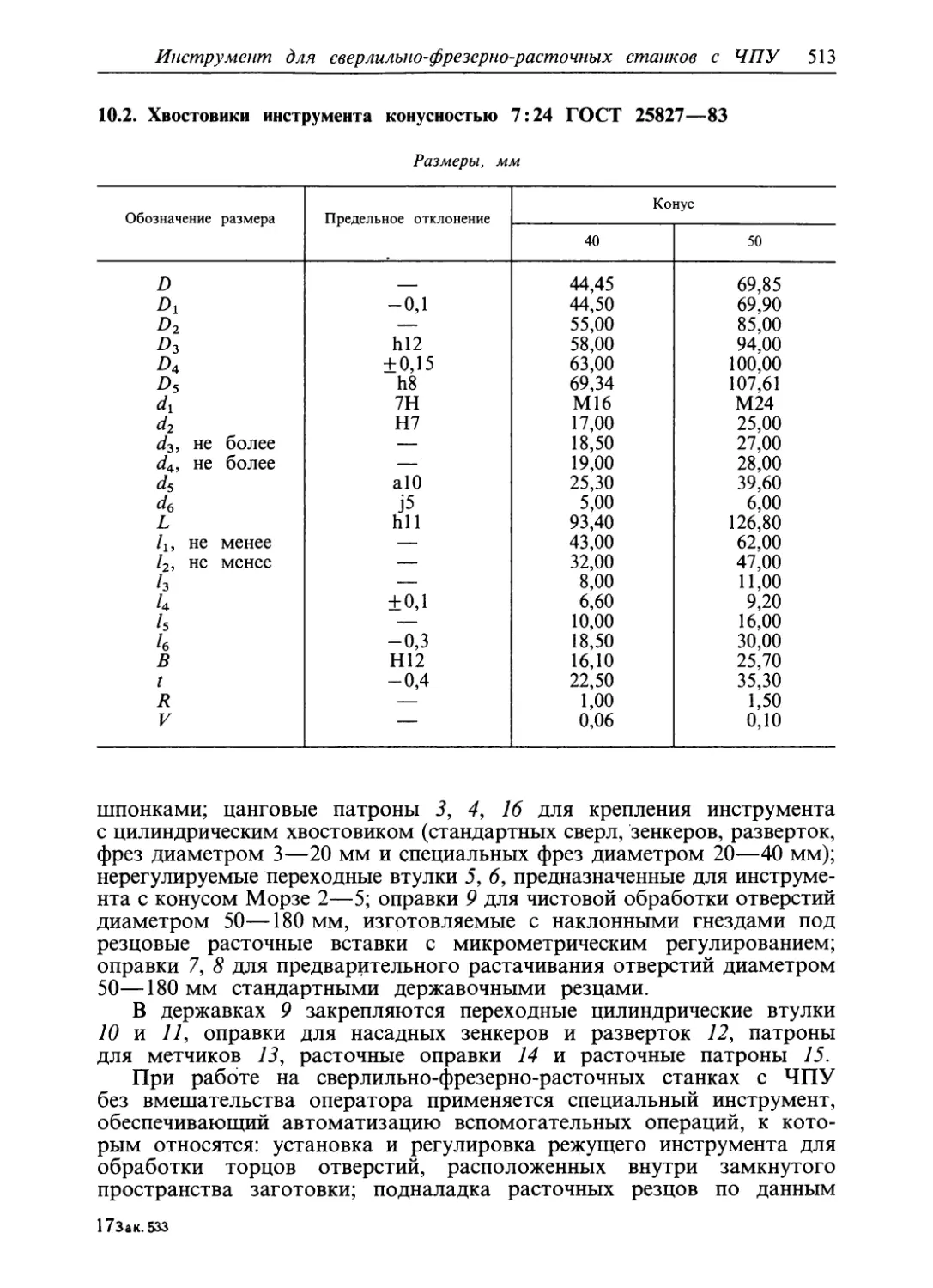
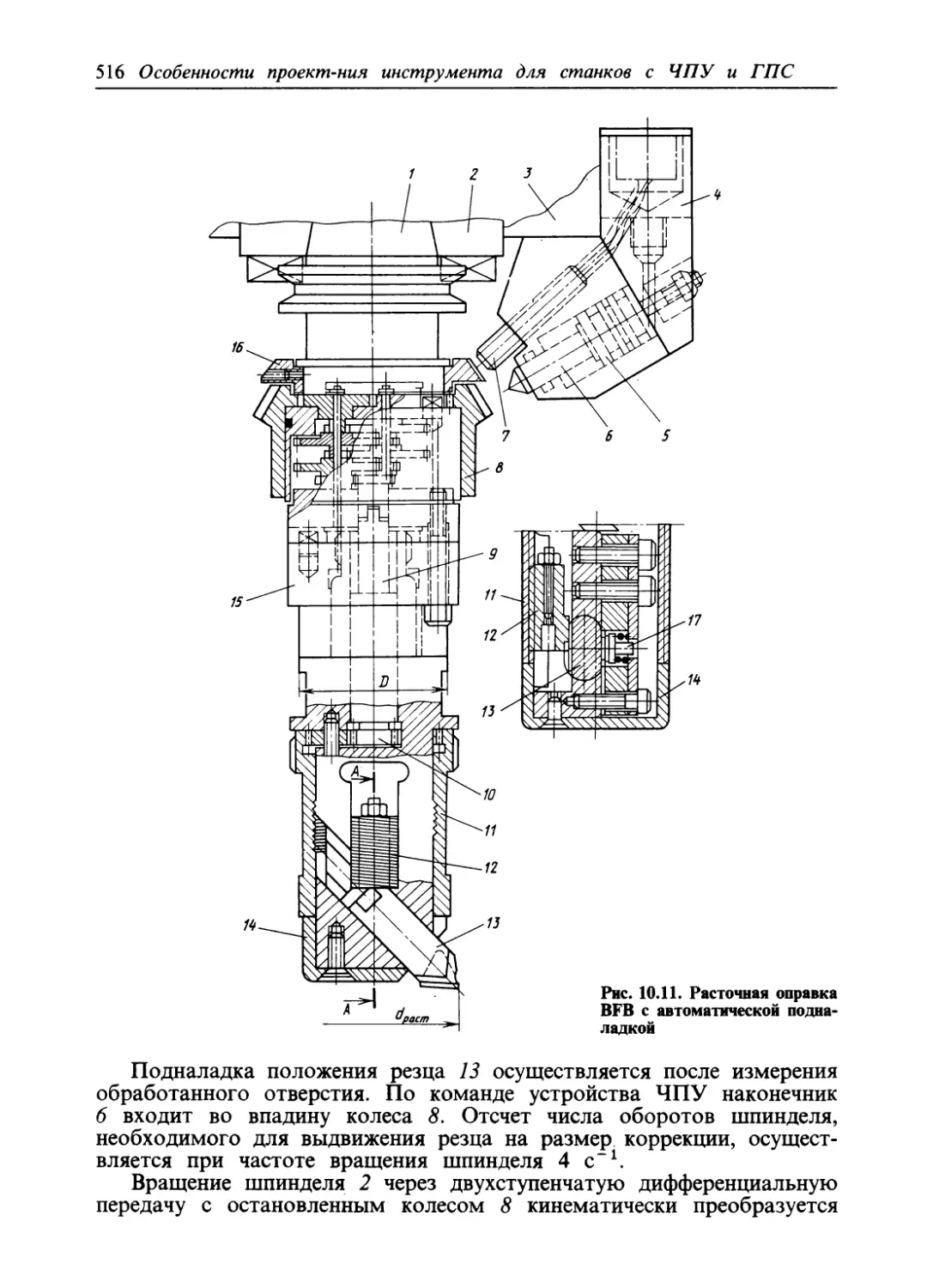
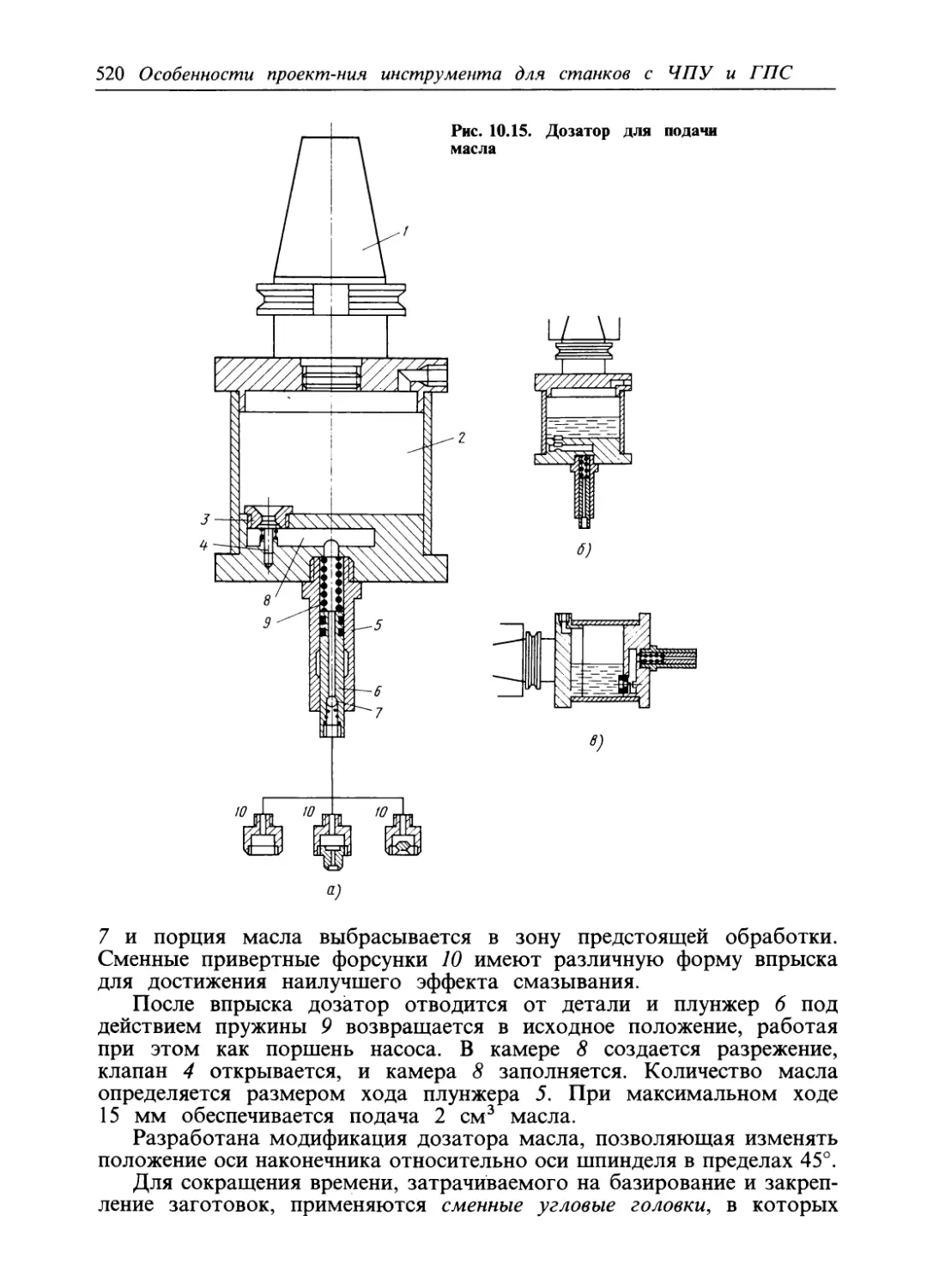
Оглавление5Глава 10. Особенности проектирования инструмента для станков с ЧПУи ГПС (А. Р. Маслов) 50510.1. Основные направления развития технологических процессов .... 50510.2. Вспомогательный и режущий инструмент для токарных стан¬
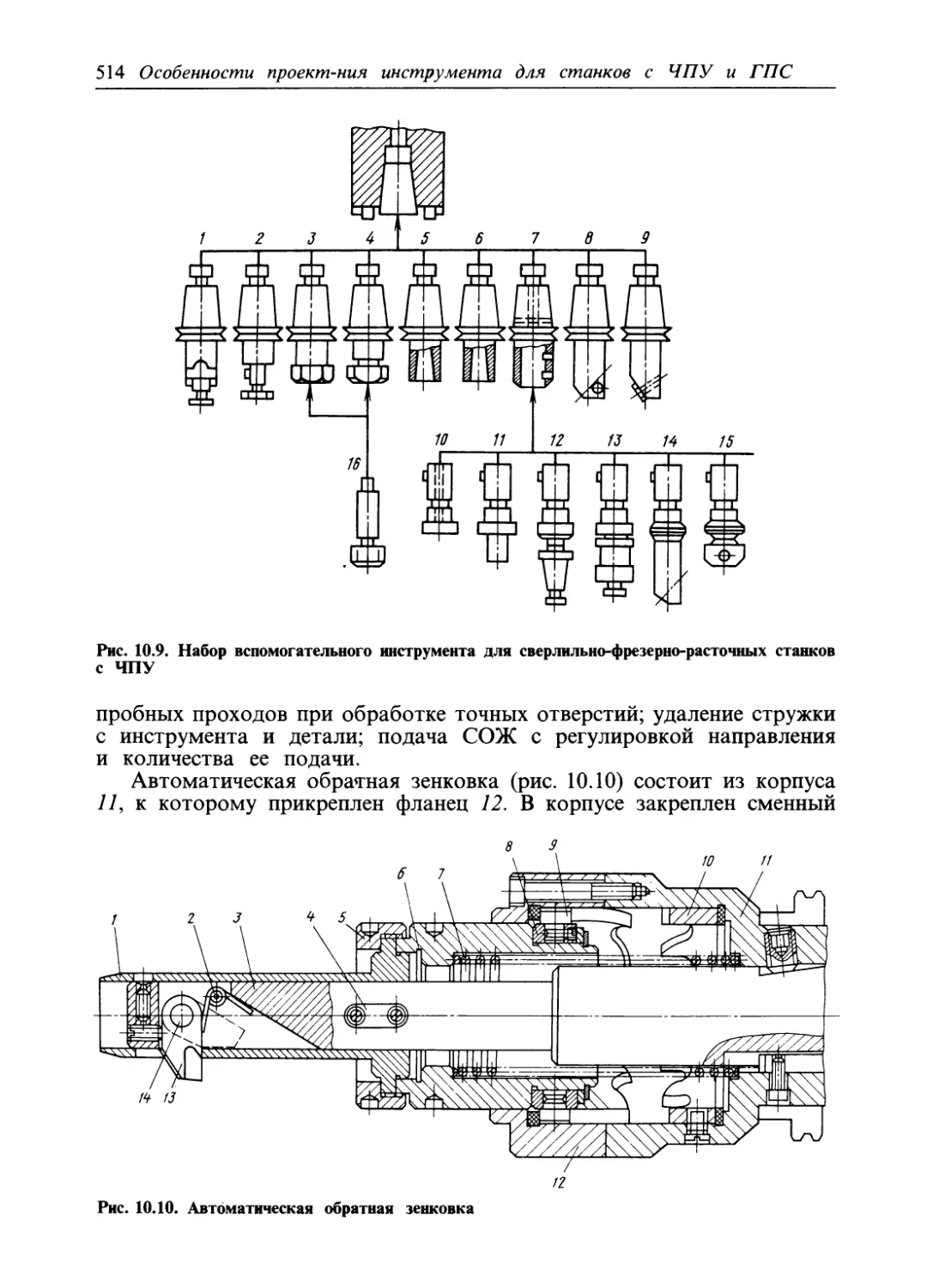
ков с ЧПУ 50710.3. Вспомогательный и режущий инструмент для сверлильно-
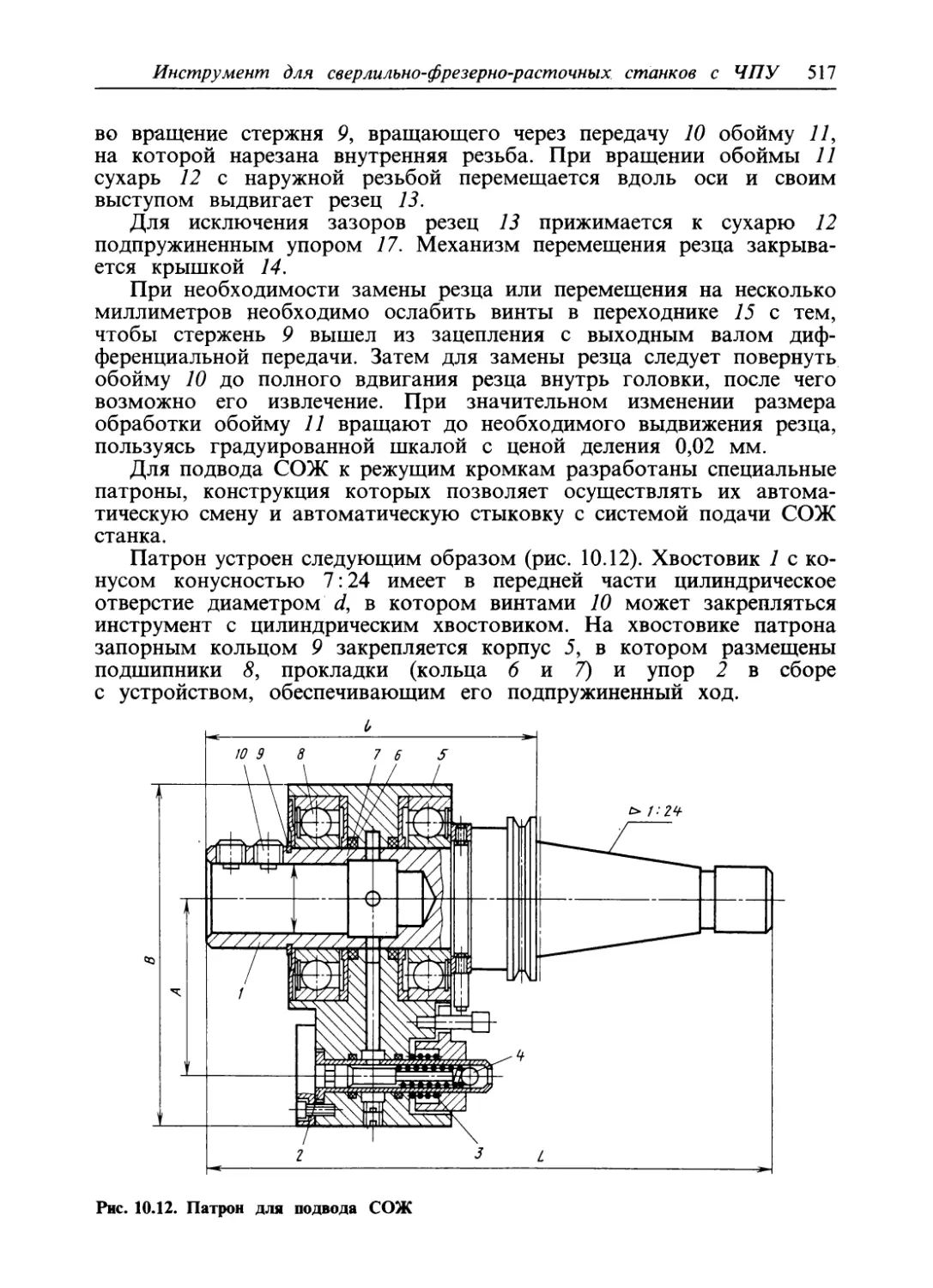
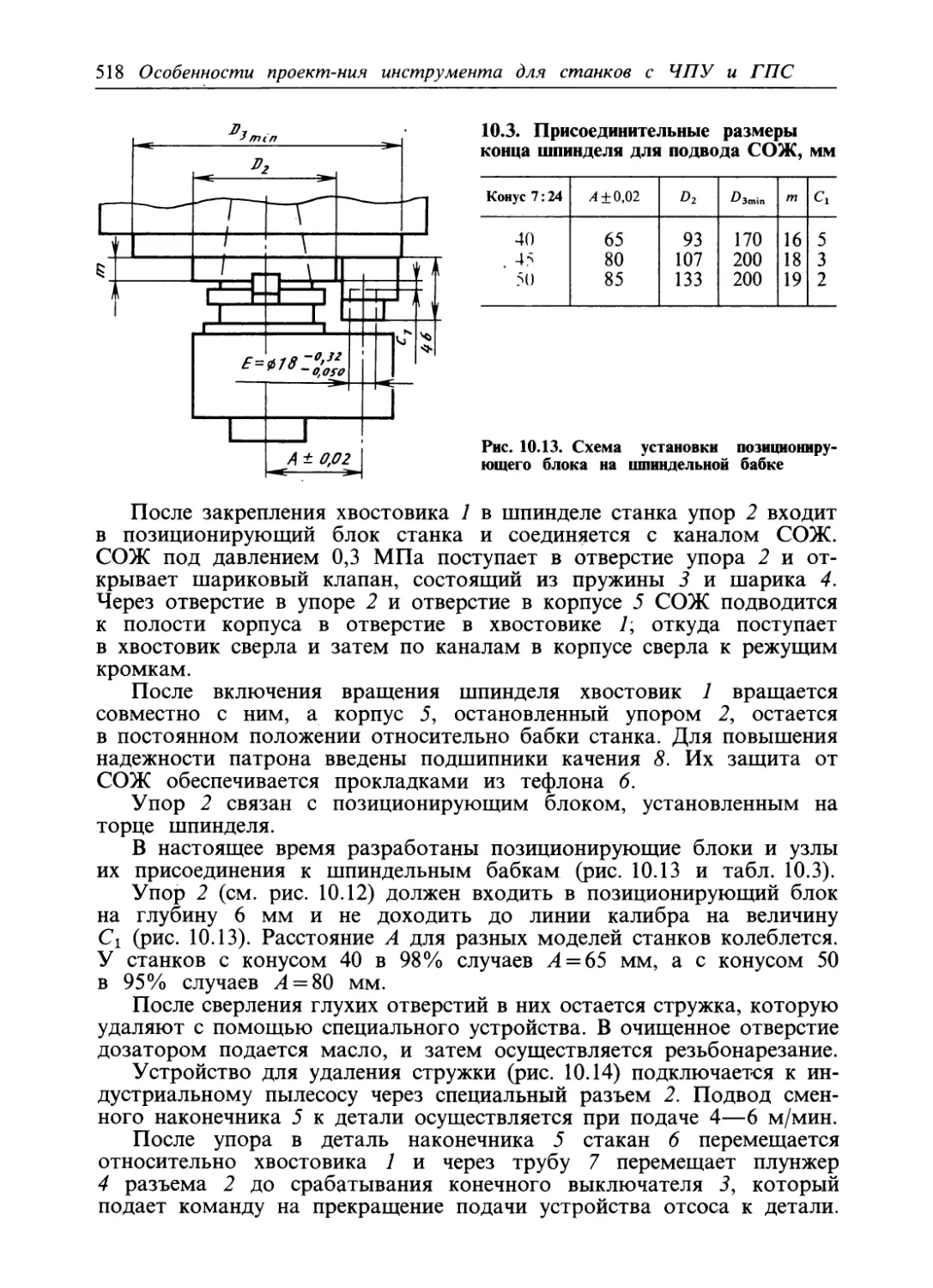
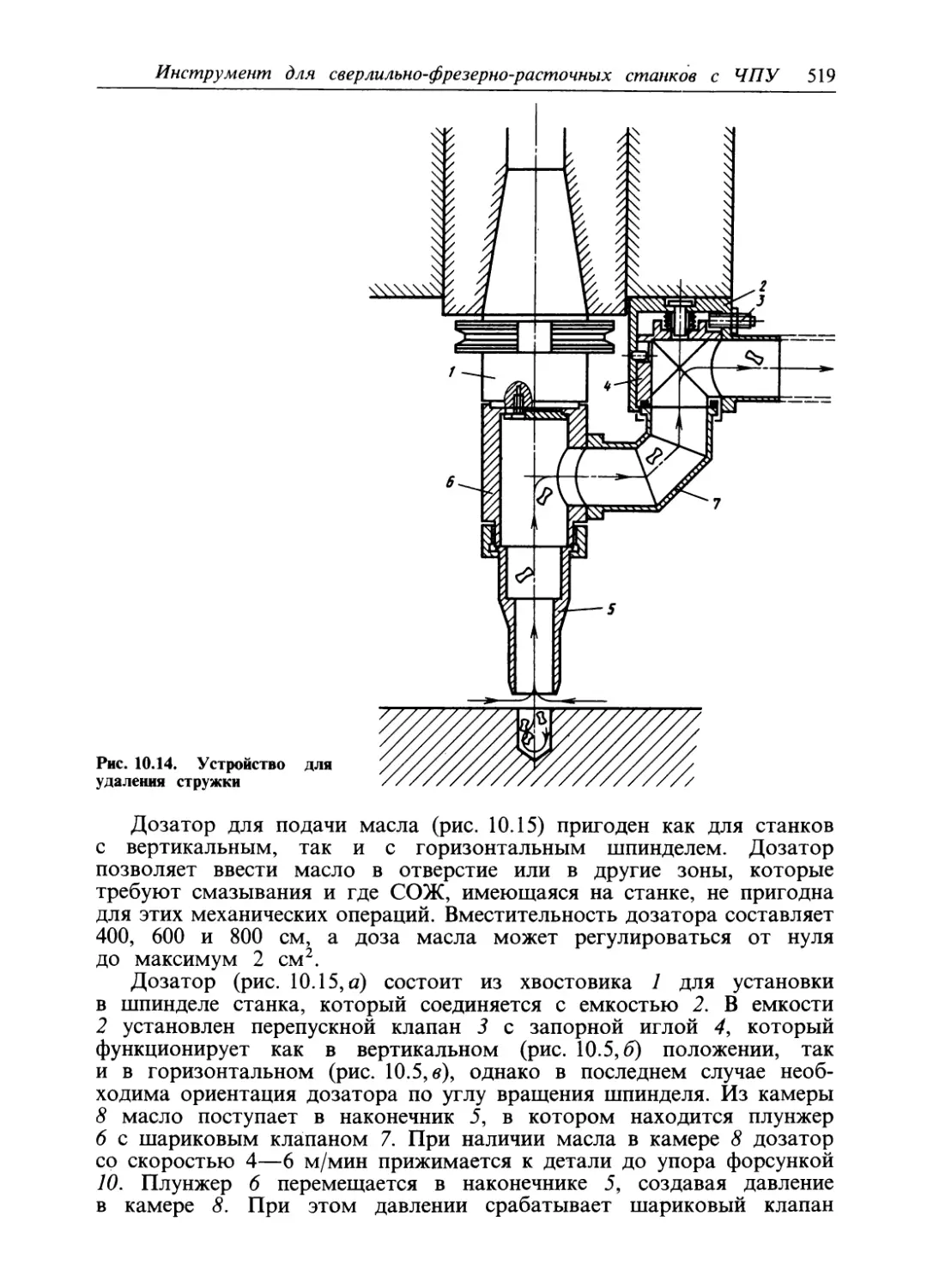
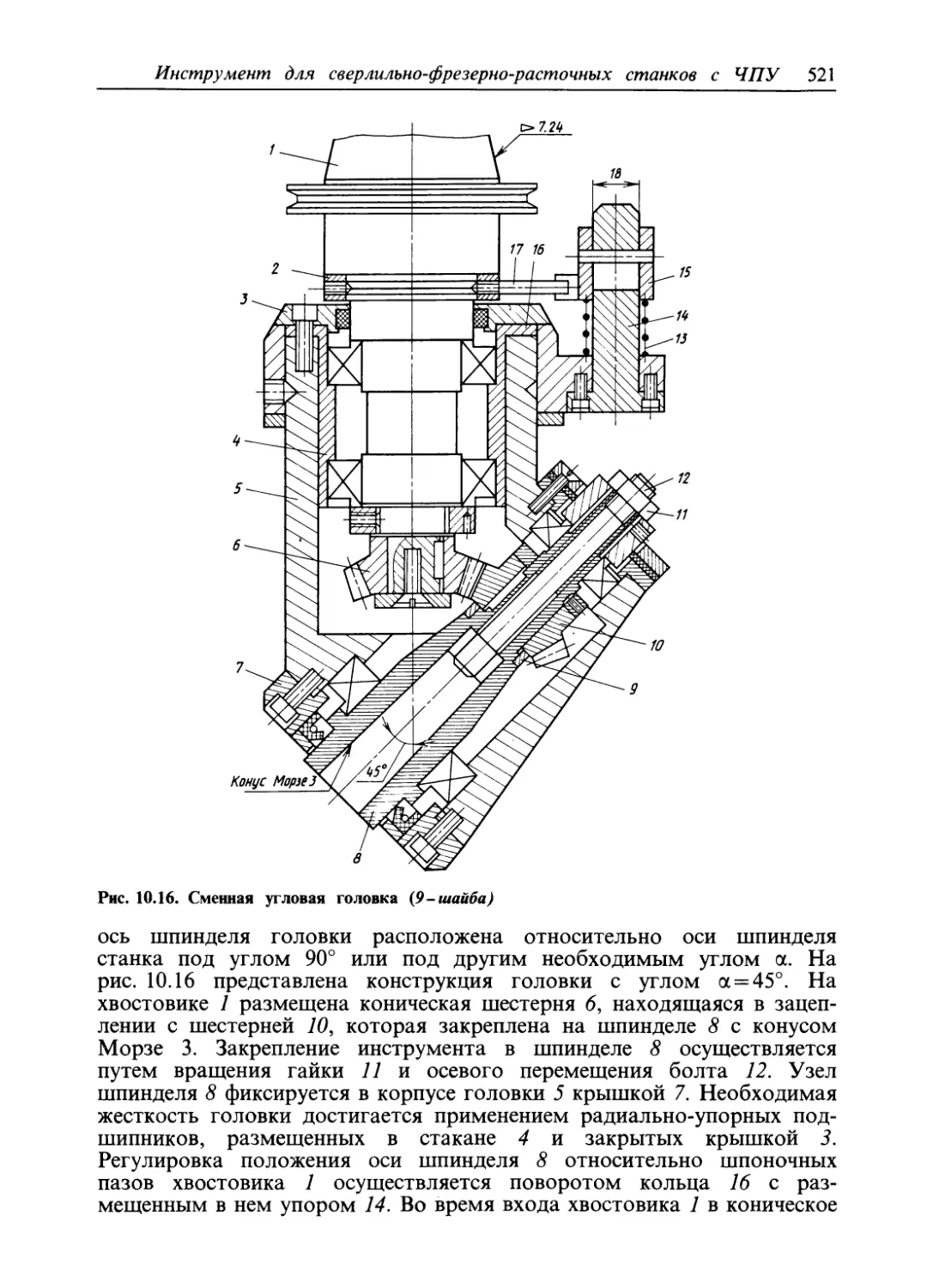
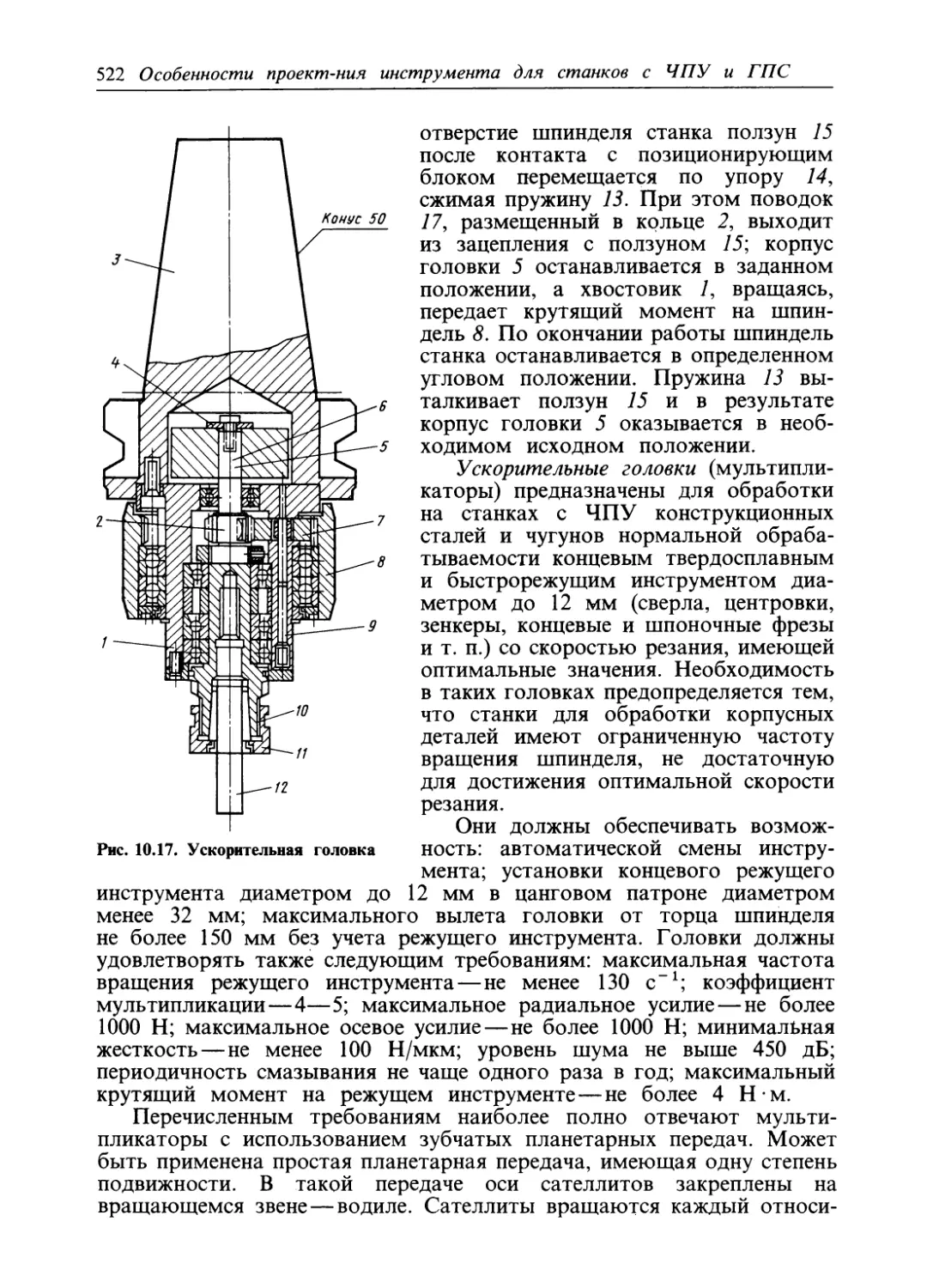
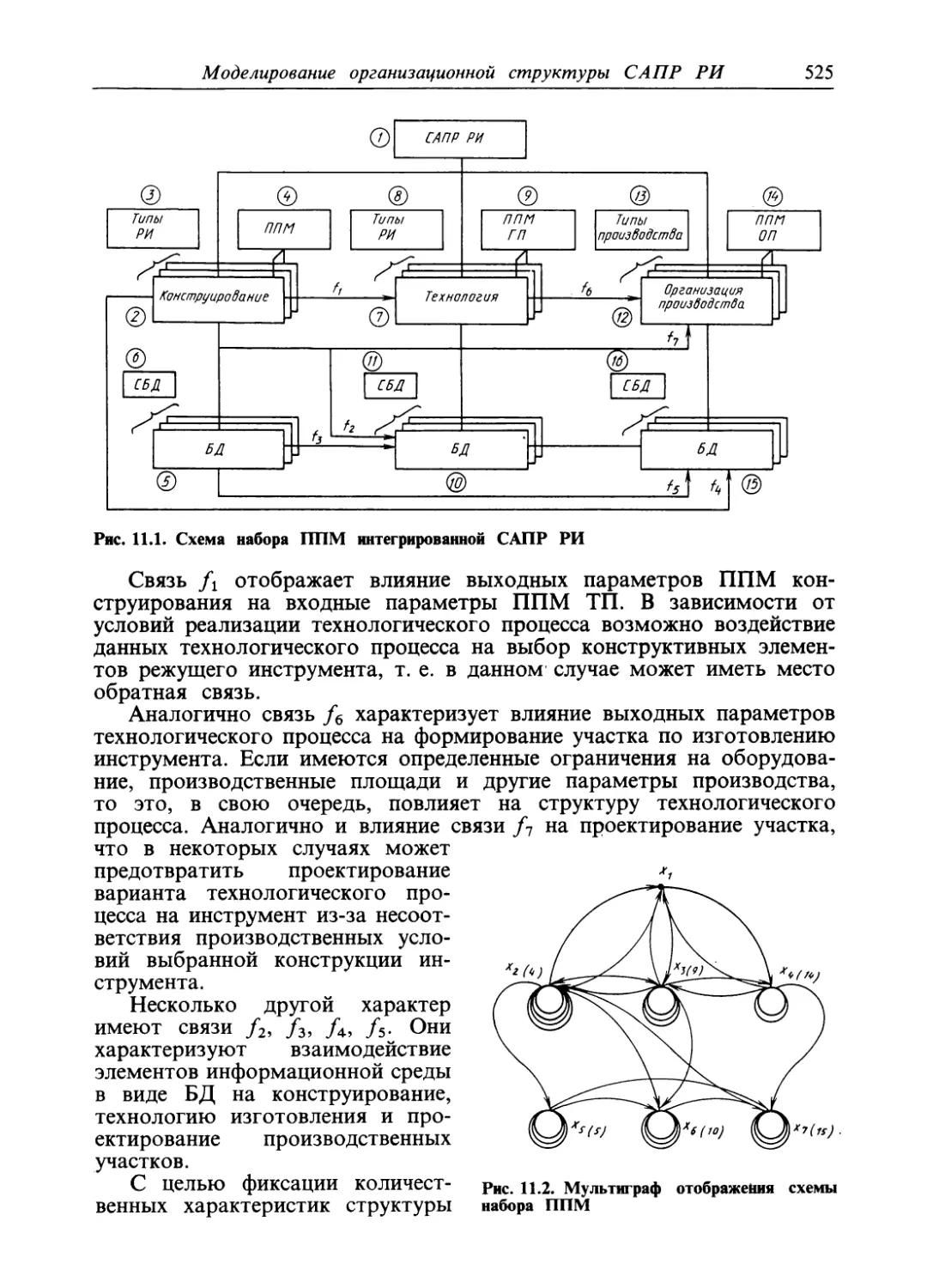
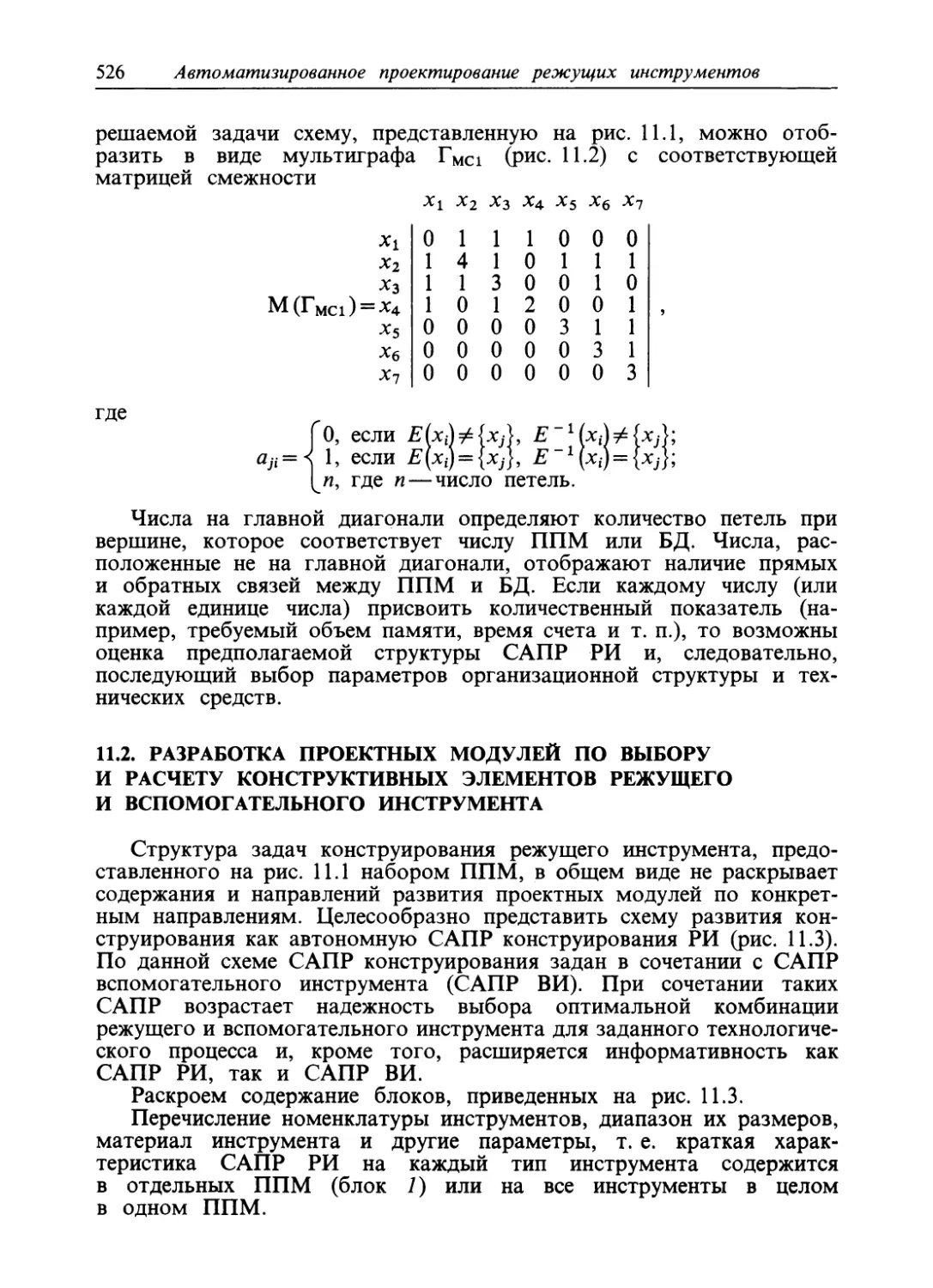
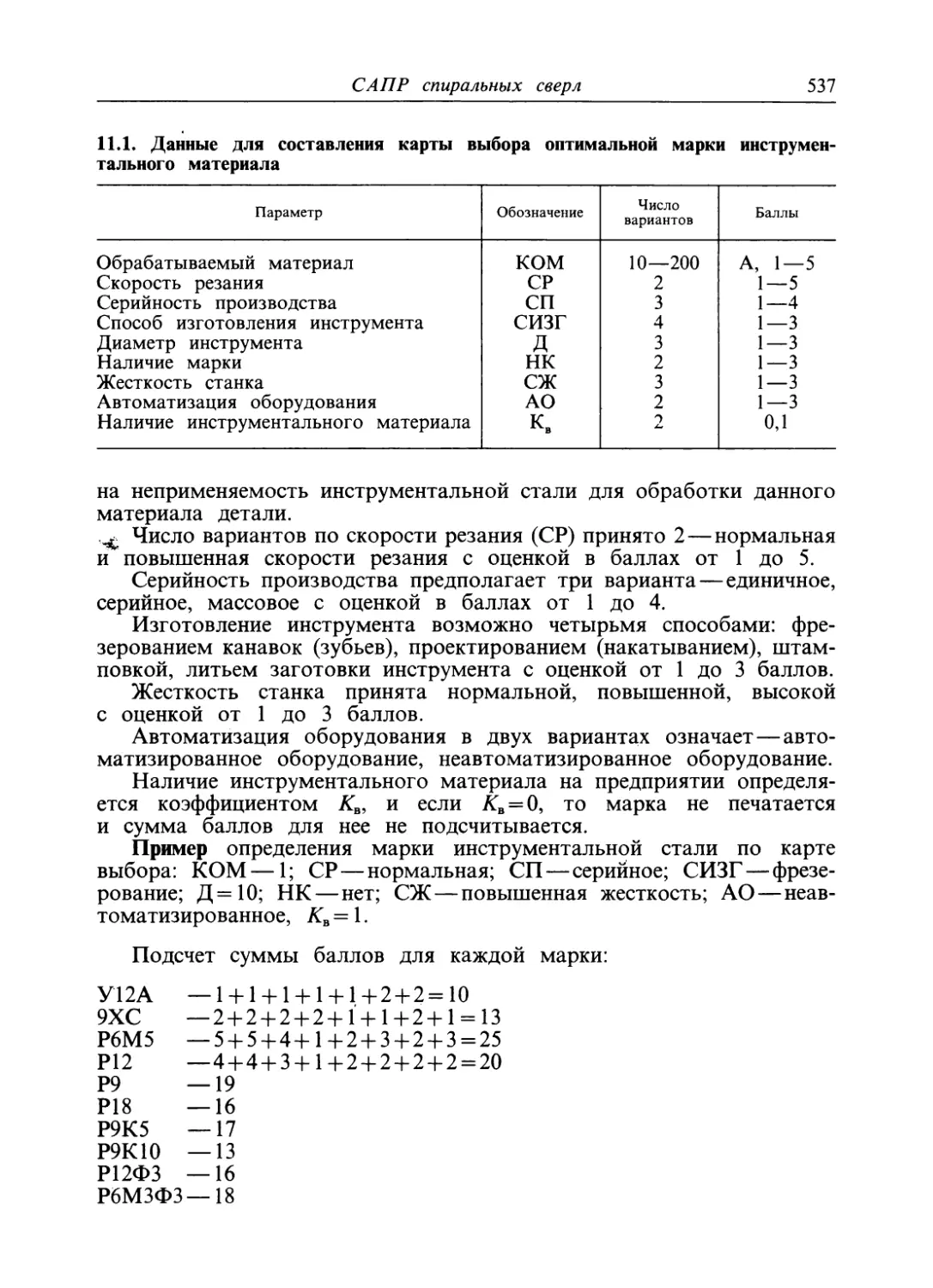
фрезерно-расточных станков с ЧПУ 512Глава 11. Автоматизированное проектирование режущих инструментов(В. А. Гречишников) 52411.1. Моделирование организационной структуры САПР РИ и ее
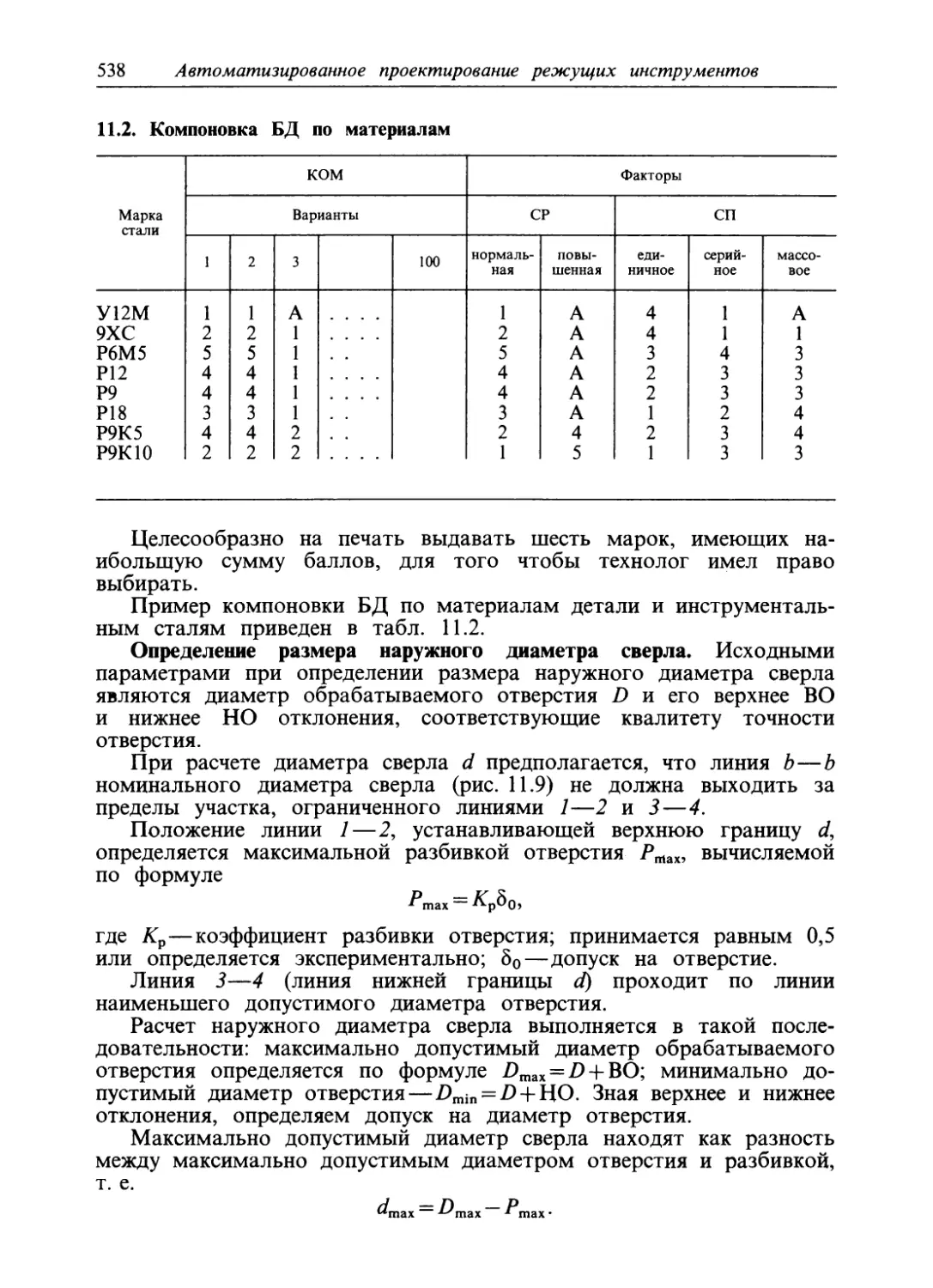
проектных модулей 52411.2. Разработка проектных модулей по выбору и расчету конструк¬
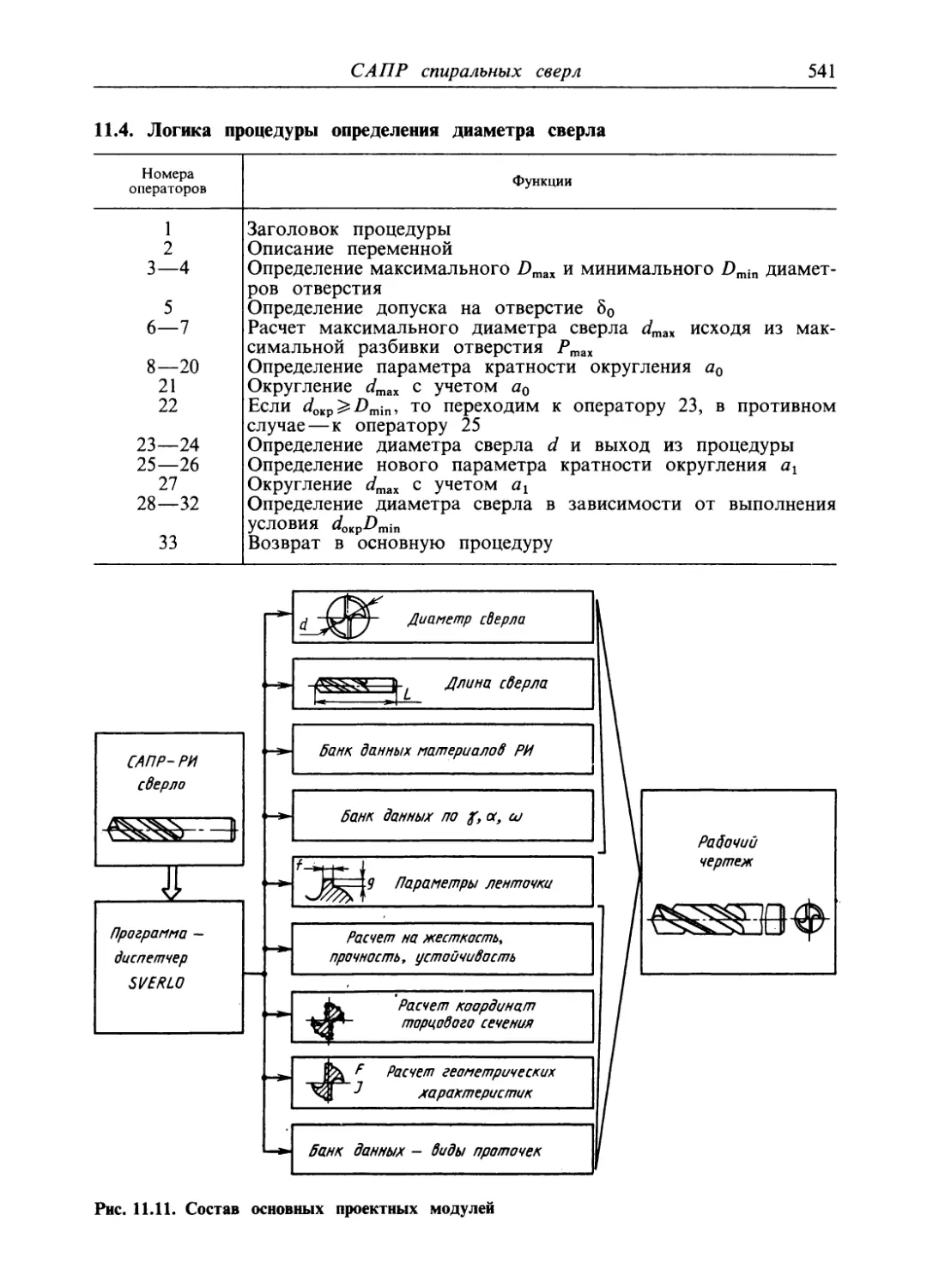
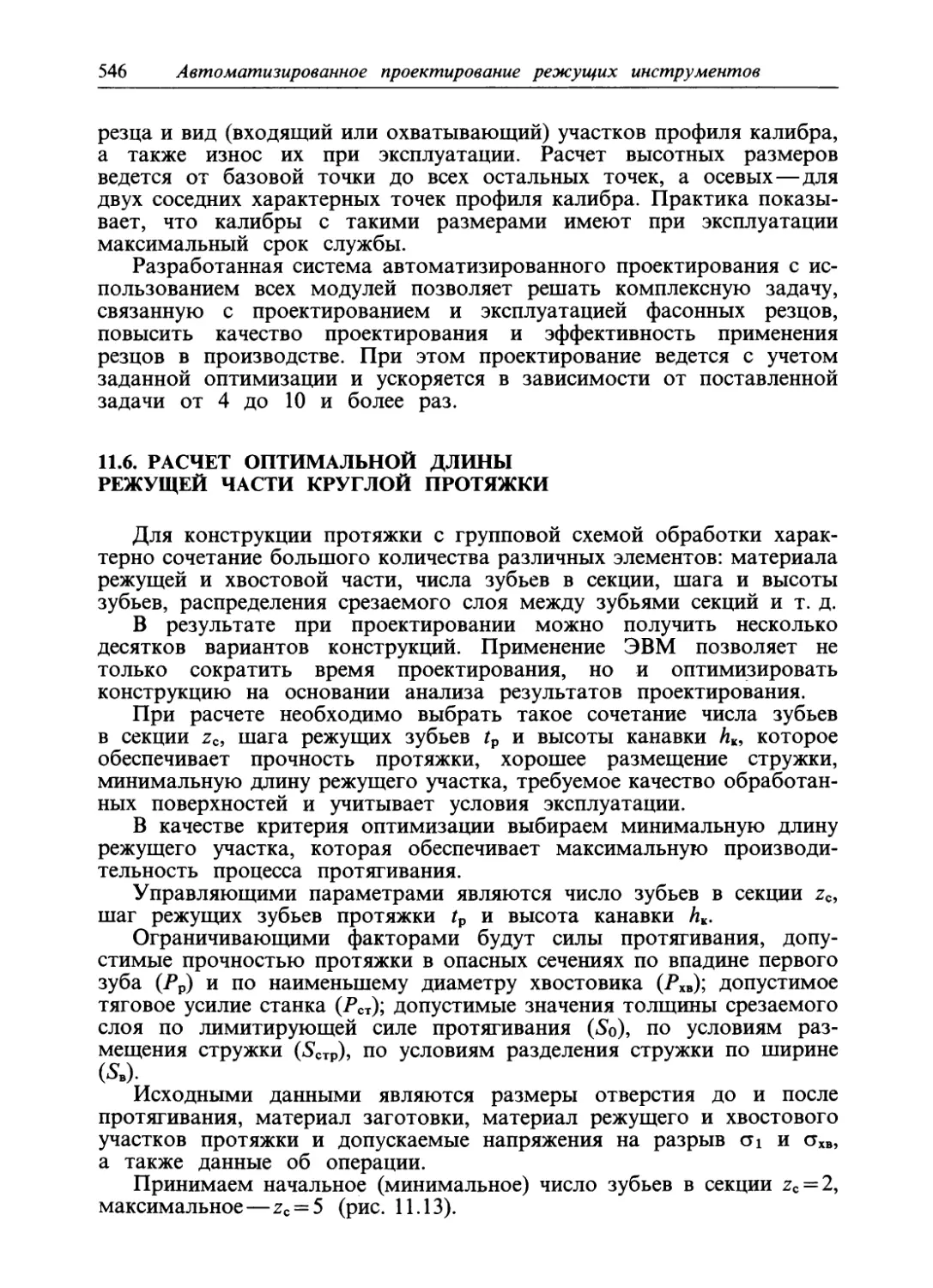
тивных элементов режущего и вспомогательного инструмента 52611.3. Моделирование в проектировании режущих инструментов ... 52911.4. САПР спиральных сверл 53311.5. САПР фасонных резцов (Ю. И. Иванов) 54311.6. Расчет оптимальной длины режущей части круглой протяжки(Я. Д. Папшева) 54611.7. Оптимизация геометрических параметров долбяка (Я. Д. Пап¬
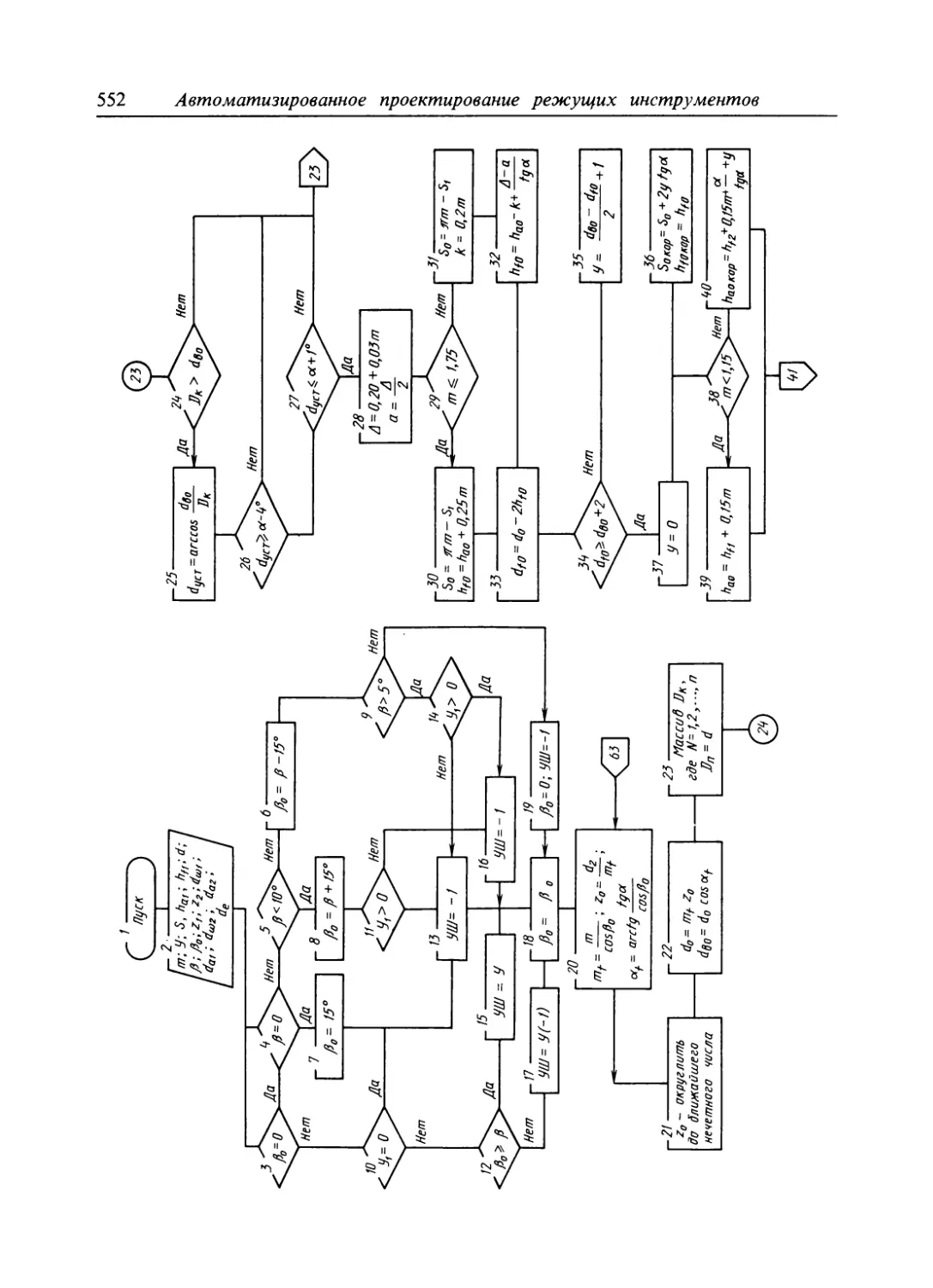
шева) 54811.8. Проектирование дисковых шеверов (Я. Д. Папшева) 55011.9. Алгоритм расчета сборных торцовых фрез (Я. Д. Папшева) 55111.10. Проектирование метчиков (Я. Д. Папшева) 556Список литературы557
ПРЕДИСЛОВИЕРазвитие машиностроения должно осуществляться за счет ком¬
плексной механизации и автоматизации, использования прогрессивной
технологии, направленной на сокращение числа рабочих мест. В целях
постоянного ускорения и снижения затрат производства предусмат¬
ривается развивать его в основном за счет использования станков
с ЧПУ, обрабатывающих центров, автоматических линий и т. д.Основной эффект от использования станков с ЧПУ состоит
в значительном снижении вспомогательного времени и увеличении
доли машинного времени до 60—80% в составе штучного времени,
в то время как при использовании обычных универсальных станков
доля машинного времени составляет всего 15—20%. Но одновременно
это оборудование в комплексе с автоматическими системами управле¬
ния от ЭВМ является сложным и дорогостоящим. Поэтому необ¬
ходимым условием его эффективного использования является высокая
надежность работы всех элементов, в том числе и режущего
инструмента, с учетом автоматической его замены при износе режущих
элементов.Кроме того, широкое применение в отраслях машиностроения
высокопрочных материалов, таких, как коррозионно-стойкие и жаро¬
стойкие стали, жаропрочные и титановые сплавы, высокопрочные
стали, значительно повышает надежность и долговечность деталей
машин, но, как правило, снижает технологичность при обработке
резанием.Проблема износа и стойкости режущего инструмента при обработ¬
ке этих материалов остается наиболее важной и актуальной проблемой
технологии машиностроения, не утратившей свое значение и до
настоящего времени. Это объясняется еще и тем, что за последние
10—15 лет затраты труда на обработку резанием по отношению
к другим видам обработки почти не изменились и не изменятся
в ближайшем будущем. Это связано с резким повышением требований
к точности и качеству обработки, а также со значительным усложнени¬
ем конструктивных форм деталей машин.Точность и качество изготовления деталей зависят от точности
и качества самого инструмента, его прочностных характеристик
и геометрических параметров режущего лезвия. Металлорежущие
инструменты имеют большое разнообразие типов и конструктивных
разновидностей, у каждого инструмента имеются свои особенности,
определяемые условиями формообразования детали. Эти особенности,
которые должны быть учтены на стадии проектирования, в ряде
Предисловие1случаев имеют принципиальное значение. Некоторые особенности
проектирования инструментов для автоматизированного производства
и для станков с ЧПУ рассмотрены в гл. 10.Основные отличительные особенности конструкций современных
инструментов, которые необходимо учитывать при их проектировании,
можно свести к следующим направлениям:использованию в качестве режущих элементов механически закреп¬
ляемых сменных многогранных пластин (СМП) из твердых сплавов,
режущей керамики и синтетических сверхтвердых материалов;применению мелкоразмерных твердосплавных инструментов в мо¬
нолитном исполнении;использованию при изготовлении инструментов новых инструмен¬
тальных материалов, а именно: порошковых быстрорежущих сталей,
мелкозернистых твердых сплавов и сплавов, легированных хромом,
синтетических сверхтвердых материалов и режущей керамики;применению одно- и многослойных износостойких покрытий,
наносимых на режущие лезвия твердосплавного и быстрорежущего
инструмента;применению инструмента с конструктивными элементами, обес¬
печивающими подвод СОЖ под высоким давлением непосредственно
в зону резания и использования СОЖ для транспортирования стружки
из зоны резания на операциях сверления, зенкерования, развертывания,
резьбонарезания и др.;разработке различных модульных систем инструментов, представ¬
ляющих собой сочетание определенных групп режущих и вспомога¬
тельных инструментов;применению средств и методов улучшения обрабатыэаемости
материалов—нагрева, резкого охлаждения, вибрации, ультразвука, что
предполагает разработку специальных конструкций режущего инст¬
румента;конструктивному исполнению присоединительных мест инструмен¬
тов, используемых на обрабатывающих центрах, станках с ЧПУ,
а также инструментов, режущая профильная часть которых получена
по новым технологическим процессам, а именно: горячим гидродина¬
мическим выдавливанием (ГГДВ), профильным прокатом, радиальным
обжатием, использованием биметаллических заготовок и т. д.В справочнике изложены основы проектирования режущего и накат¬
ного инструмента и дано описание перспективных конструкций
инструментов, необходимых в условиях современного машиност¬
роения.Все отзывы и пожелания авторы просят направлять по адресу:
107076, Москва, Стромынский пер., 4, изд-во «Машиностроение».
УСЛОВНЫЕ ОБОЗНАЧЕНИЯHRA, HRB, HRC—твердость по Роквеллу (шкалы соответственно
В, С);HV—твердость по Виккерсу;НВ—твердость по Бринеллю;р—плотность, г/см3;
сти—предел прочности при изгибе, МПа;
стсж—предел прочности при сжатии, МПа;KCU—ударная вязкость, Дж/м2;X—коэффициент теплопроводности, Вт / (м • К);
ос—коэффициент линейного расширения, 1/°С;Е—модуль упругости, МПа.
Глава 1ИНСТРУМЕНТАЛЬНЫЕ МАТЕРИАЛЫ
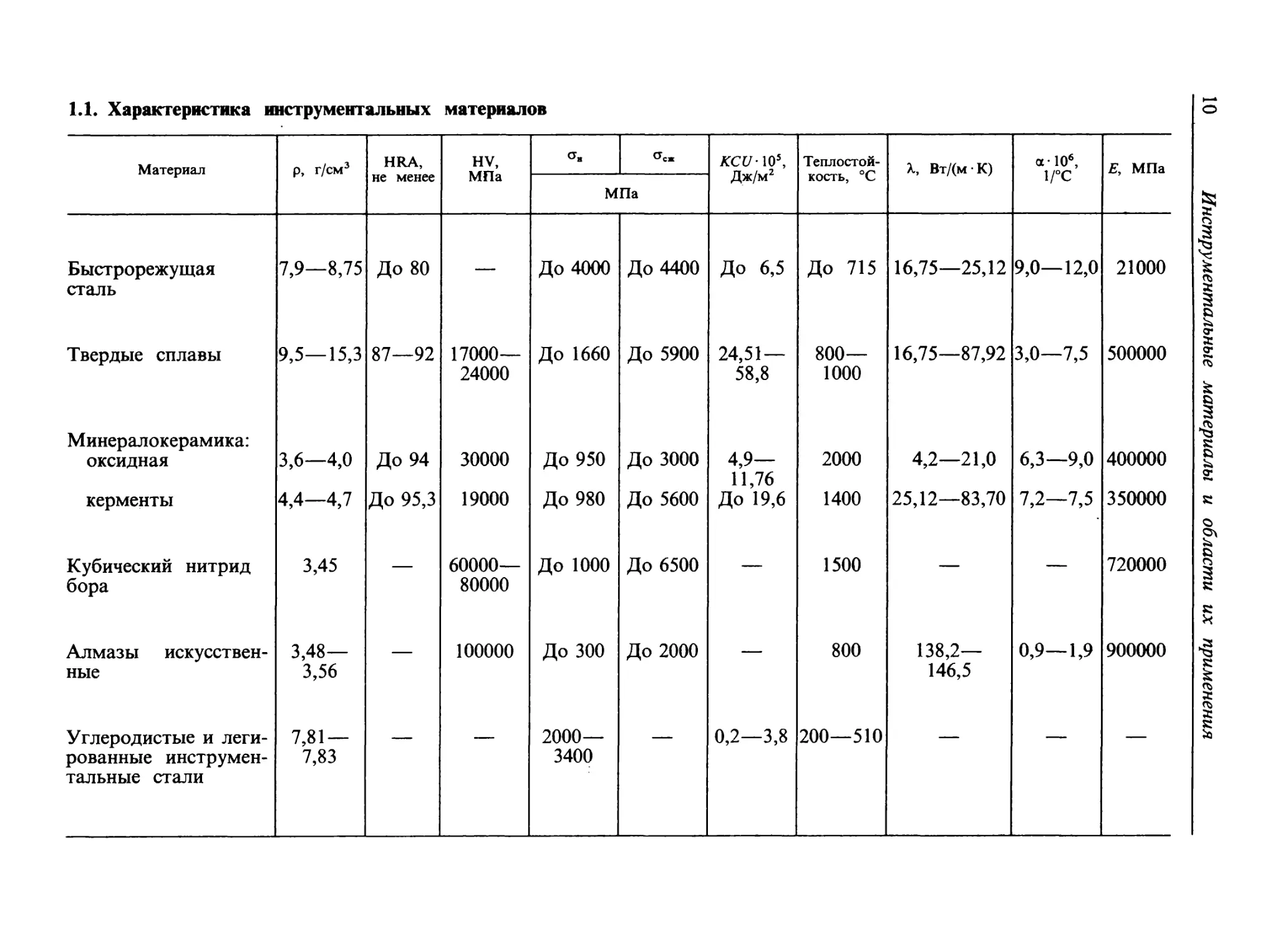
И ОБЛАСТИ ИХ ПРИМЕНЕНИЯДля изготовления режущего инструмента в настоящее время
применяют гамму различных инструментальных материалов: инст¬
рументальные углеродистые и легированные стали, быстрорежущие
стали, твердые сплавы, минералокерамику и синтетические сверхтвер¬
дые материалы. Основные физико-механические свойства этих матери¬
алов приведены в табл. 1.1.1.1. ИНСТРУМЕНТАЛЬНЫЕ УГЛЕРОДИСТЫЕ И ЛЕГИРОВАННЫЕ
СТАЛИИнструментальные углеродистые стали обозначаются буквой У, за
которой следует цифра, характеризующая процентное содержание
углерода в стали, деленное на 10, например, сталь У10 содержит 1%
углерода. Марка высококачественной стали с пониженным содержанием
примесей содержит в своем обозначении букву А, например сталь У10А.Инструментальные легированные стали обозначаются цифрой,
характеризующей содержание углерода в десятых долях (если цифра
отсутствует, содержание углерода 1%), за которой следуют буквы,
соответствующие легированным элементам (X—хром, С—кремний,
Г—марганец, В — вольфрам, Ф—ванадий), и цифры, обозначающие
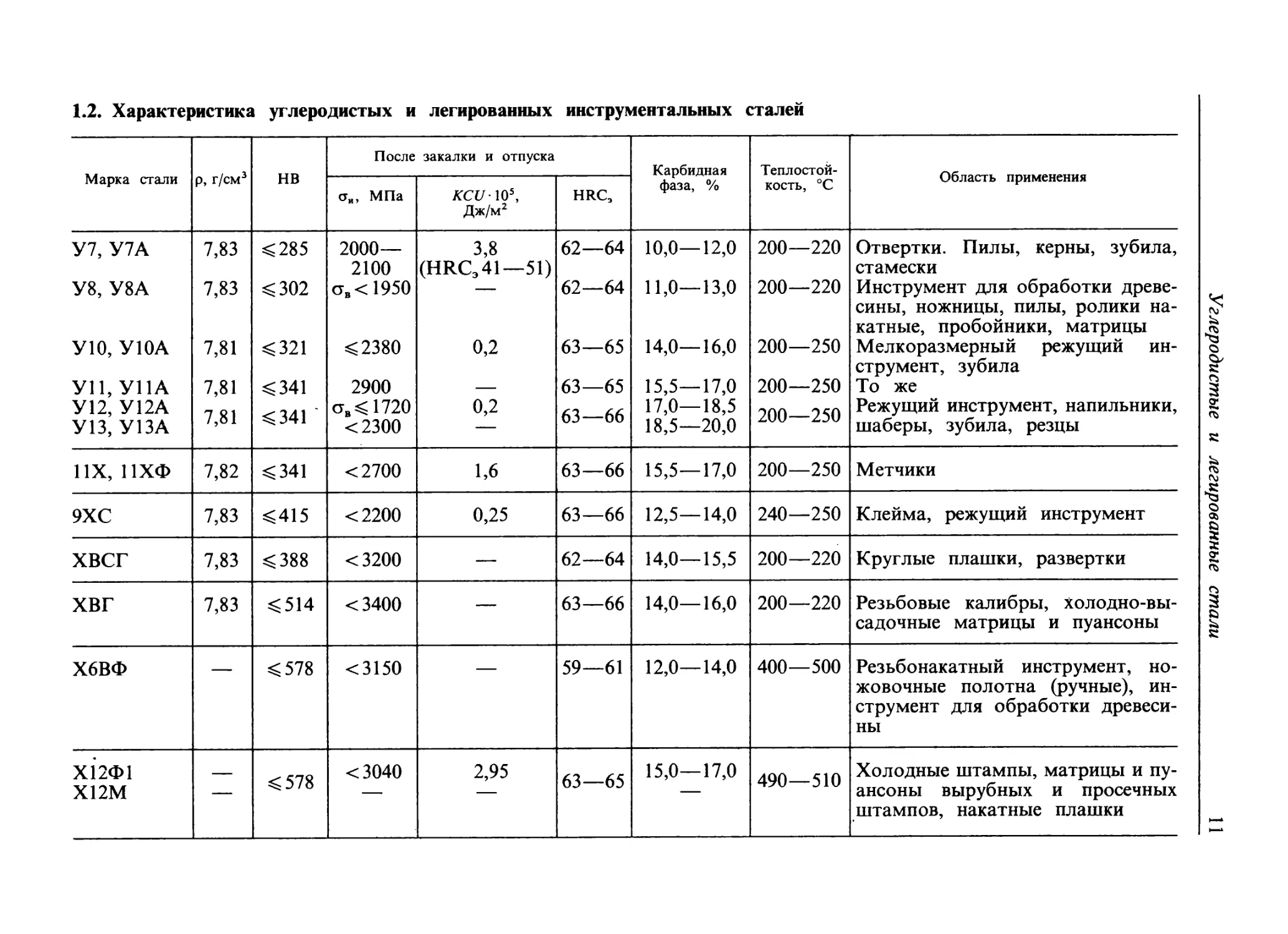
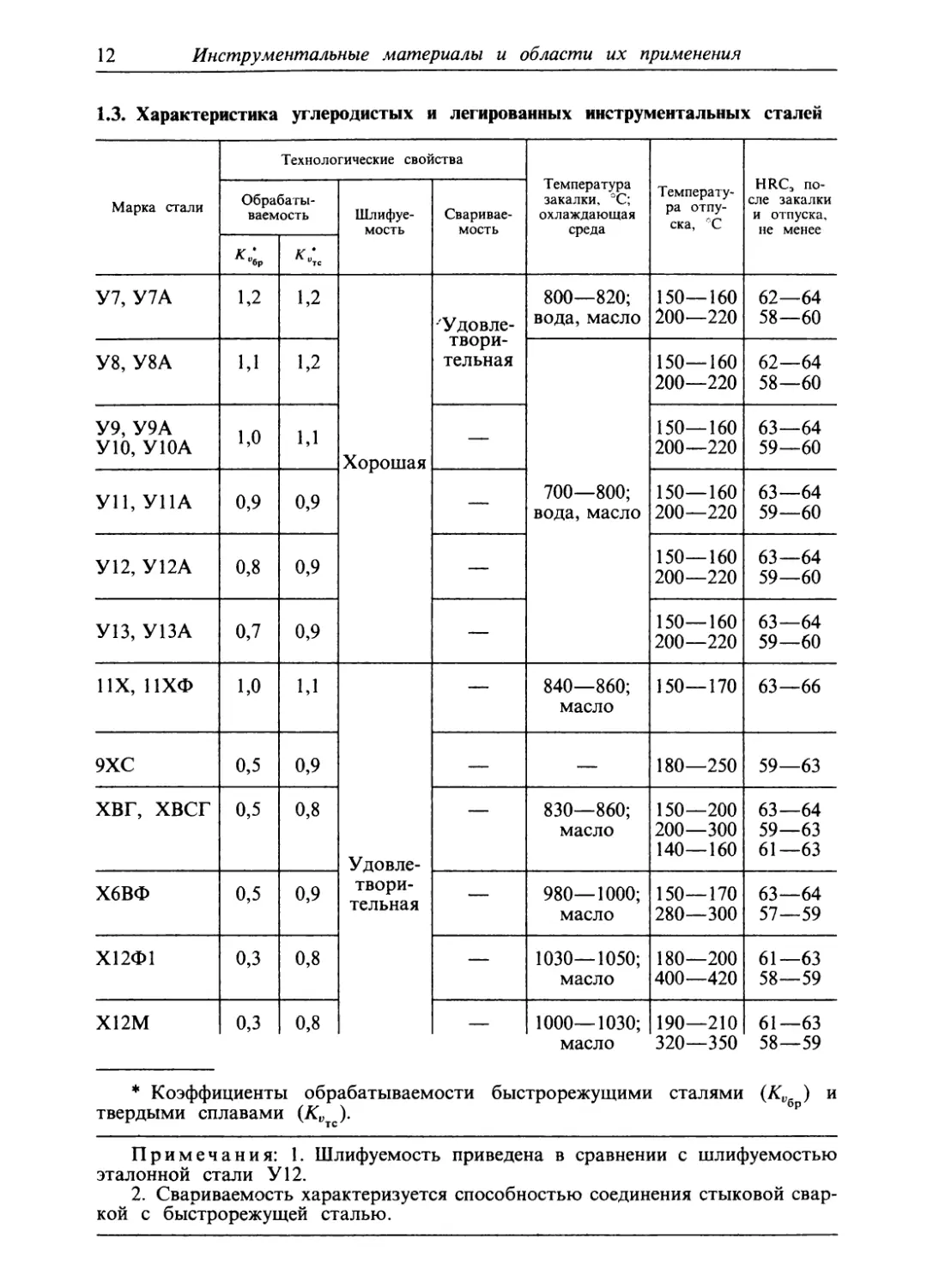
содержание элемента в процентах. Физико-механические свойства
углеродистых и легированных инструментальных сталей и области их
применения приведены в табл. 1.2, а их технологические свойства—в
табл. 1.3.1.2. ИНСТРУМЕНТАЛЬНЫЕ БЫСТРОРЕЖУЩИЕ СТАЛИБыстрорежущие стали обозначаются буквами, соответствующими
карбидообразующим и легирующим элементам (Р—вольфрам, М —
молибден, Ф — ванадий, А—азот, К—кобальт, Т—титан, Ц —
цирконий). За буквой следует цифра, обозначающая среднее содержа¬
ние элемента в процентах (содержание хрома до 4% в обозначениях
марок не указывается). Цифра, стоящая в начале обозначения стали,
указывает содержание углерода в десятых долях процента. Например,
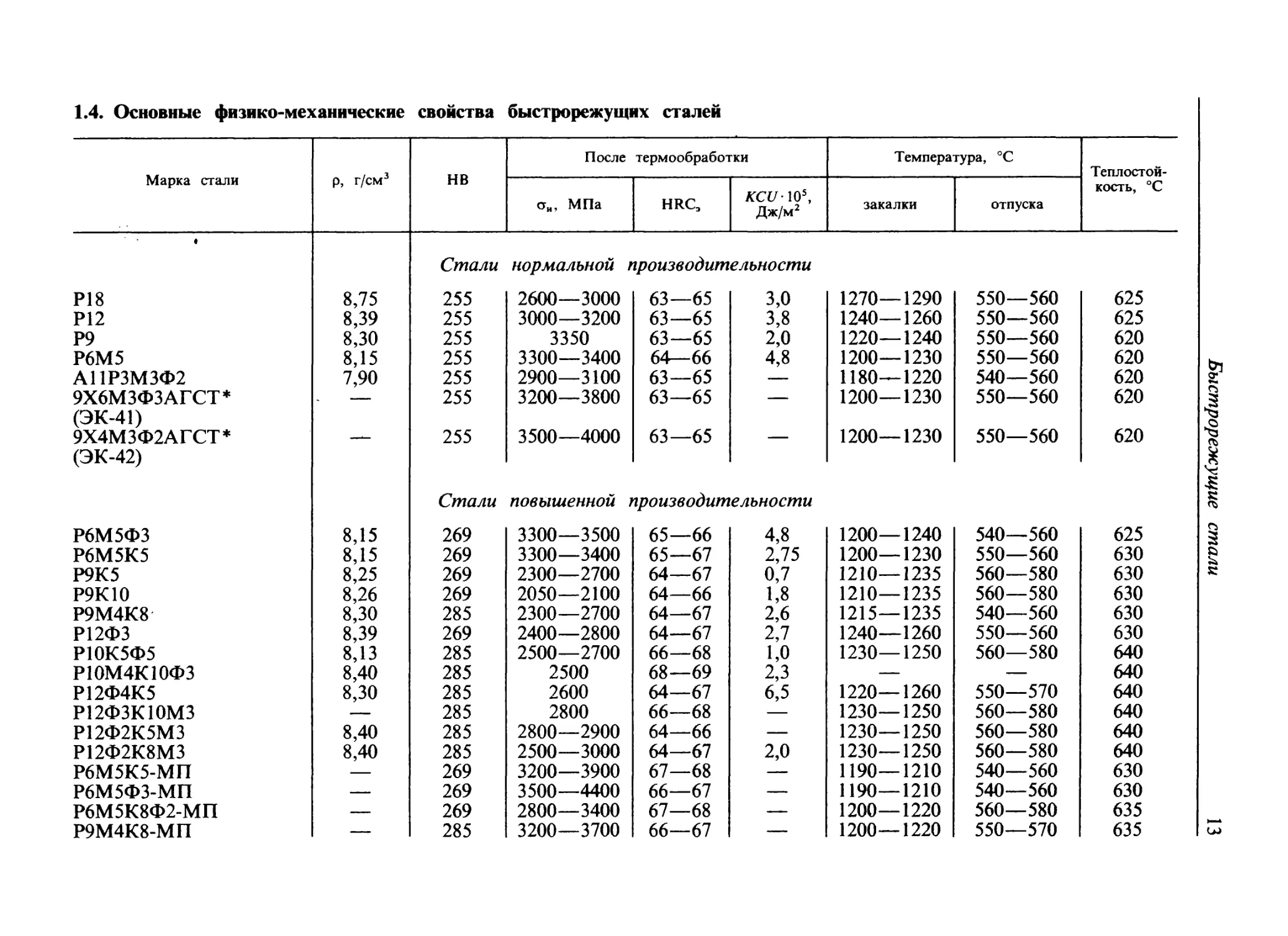
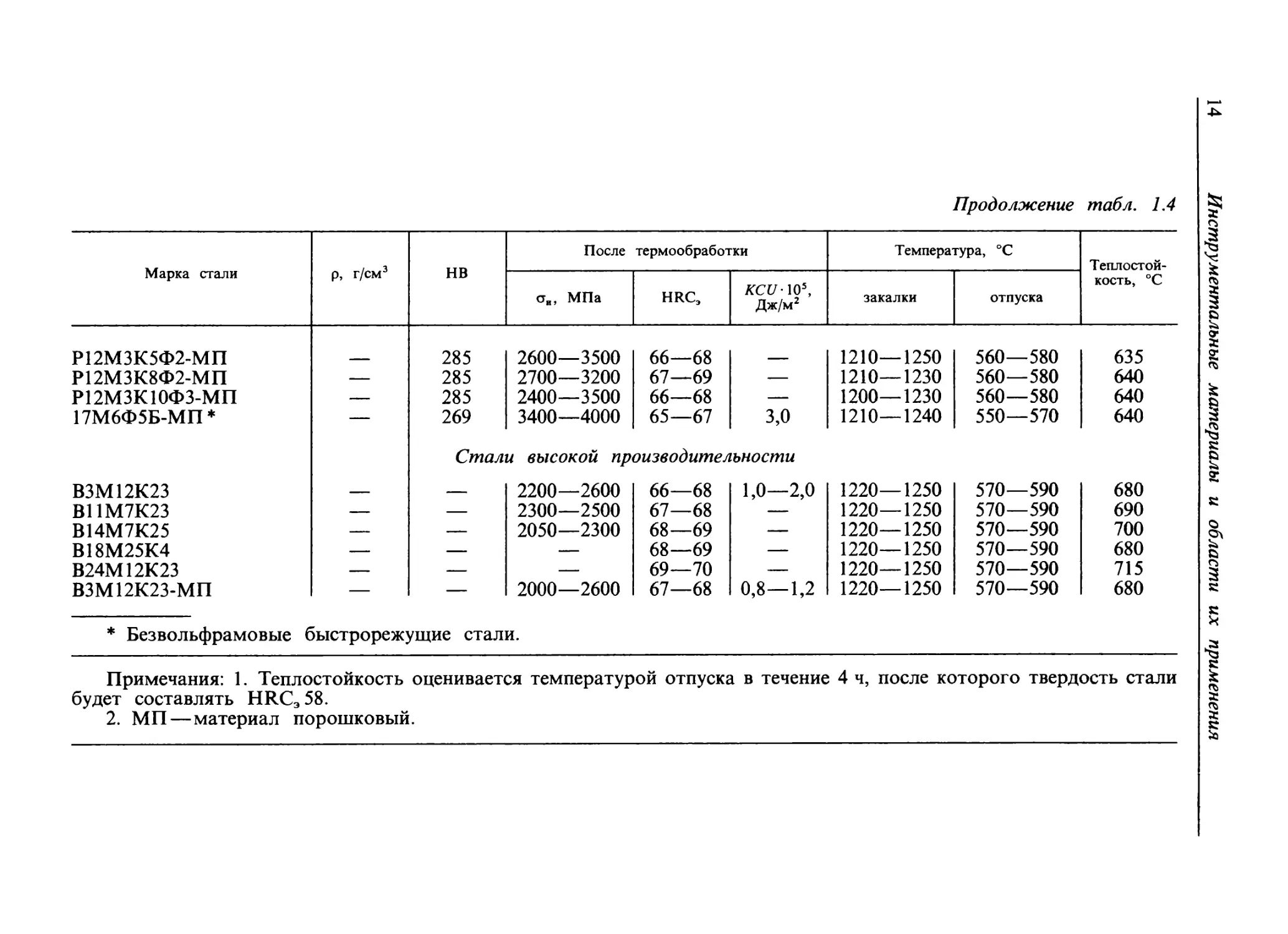
сталь марки 11РЗАМЗФ2 содержит 1,1% С, 3%W, 3%Мо, 2%V.Применяемые быстрорежущие стали делятся на три группы:
нормальной, повышенной и высокой производительности.Физико-механические свойства быстрорежущих сталей приведены
в табл. 1.4, а технологические свойства и области применения — в
табл. 1.5.
1.1. Характеристика инструментальных материаловоМатериалр, г/см3HRA,HV,МПаСТС,кси 105,Дж/м2Теплостой¬X, Вт/(м • К)а - 10е,
1 ГСЕ, МПане менееМПакость, °СБыстрорежущаясталь7,9—8,75До 80—До 4000До 4400До 6,5До 71516,75—25,129,0—12,021000Твердые сплавы9,5—15,387—9217000—
24000До 1660До 590024,51 —
58,8800—100016,75—87,923,0—7,5500000Минералокерамика:оксиднаякерменты3,6—4,0
4,4—4,7До 94
До 95,33000019000До 950
До 980До 3000
До 56004,9—
11,76
До 19,6200014004,2—21,025,12—83,706,3—9,0
7,2—7,5400000350000Кубический нитрид
бора3,45—60000—80000До 1000До 6500—1500——720000Алмазы искусствен¬
ные3,48—3,56—100000До 300До 2000—800138,2—
146,50,9—1,9900000Углеродистые и леги¬
рованные инструмен¬
тальные стали7,81 —
7,83——2000—3400—0,2—3,8200—510———Инструментальные материалы и области их применения
1.2. Характеристика углеродистых и легированных инструментальных сталейМарка сталир, г/см3нвПосле закалки и отпускаКарбидная
фаза, %Теплостой¬
кость, °СОбласть применениястн, МПакси-105,Дж/м2HRC,У7, У7А
У8, У8АУ10, У10АУ11, У11А
У12, У12А
У13, У13А7.837.837.817.817.81<285<302<321<341<3412000—
2100
ав< 1950<23802900
ав< 1720
<23003 8(HRC341—51)0,20,262—6462—6463—6563—6563—6610,0—12,011.0—13,014.0—16,015.5—17,017.0—18,518.5—20,0200—220200—220200—250200—250200—250Отвертки. Пилы, керны, зубила,
стамескиИнструмент для обработки древе¬
сины, ножницы, пилы, ролики на¬
катные, пробойники, матрицы
Мелкоразмерный режущий ин¬
струмент, зубила
То жеРежущий инструмент, напильники,
шаберы, зубила, резцы11Х, 11ХФ7,82<341<27001,663—6615,5—17,0200—250Метчики9ХС7,83<415<22000,2563—6612,5—14,0240—250Клейма, режущий инструментХВСГ7,83<388<3200—62—6414,0—15,5200—220Круглые плашки, разверткиХВГ7,83<514<3400—63—6614,0—16,0200—220Резьбовые калибры, холодно-вы¬
садочные матрицы и пуансоныХ6ВФ<578<315059—6112,0—14,0400—500Резьбонакатный инструмент, но¬
жовочные полотна (ручные), ин¬
струмент для обработки древеси¬
ныХ12Ф1Х12М—<578<30402,9563—6515,0—17,0490—510Холодные штампы, матрицы и пу¬
ансоны вырубных и просечных
штампов, накатные плашкиУглеродистые и легированные стали
12 Инструментальные материалы и области их применения1.3. Характеристика углеродистых и легированных инструментальных сталейТехнологические свойстваТемпература
закалки, °С;
охлаждающая
средаHRC, по¬
сле закалки
и отпуска,
не менееМарка сталиОбрабаты¬ваемостьШлифуе¬мостьСваривае¬мостьТемперату¬
ра отпу¬
ска, °С/СтсУ7, У7А1,21,2Удовле¬твори¬тельная800—820;
вода, масло150—160200—22062—6458—60У8, У8А1,11,2150—160200—22062—6458—60У9, У9А
У10, У10А1,01,1Хорошая—150—160200—22063—6459—60У11, У11А0,90,9—700—800;
вода, масло150—160200—22063—6459—60У12, У12А0,80,9—150—160200—22063—6459—60У13, У13А0,70,9—150—160200—22063—6459—60ИХ, 11ХФ1,01,1—840—860;масло150—17063—669ХС0,50,9——180—25059—63ХВГ, ХВСГ0,50,8Удовле¬—830—860;масло150—200200—300140—16063—6459—6361—63Х6ВФ0,50,9твори¬тельная—980—1000;масло150—170280—30063—6457—59Х12Ф10,30,8—1030—1050;масло180—200400—42061—6358—59Х12М0,30,8—1000—1030;190—21061—63масло 320—350 58—59* Коэффициенты обрабатываемости быстрорежущими сталями (Kv& ) и
твердыми сплавами (KVjc)- РПр имечания: 1. Шлифуемость приведена в сравнении с шлифуемостью
эталонной стали У12.2. Свариваемость характеризуется способностью соединения стыковой свар¬
кой с быстрорежущей сталью.
1.4. Основные физико-механические свойства быстрорежущих сталейМарка сталир, г/см3нвПосле термообработкиТемпература, °СТеплостой¬
кость, °Ссти, МПаHRC,кси 105,Дж/м2закалкиотпуска*Сталинормальной производительностиР188,752552600—300063—653,01270—1290550—560625Р128,392553000—320063—653,81240—1260550—560625Р98,30255335063—652,01220—1240550—560620Р6М58,152553300—340064—664,81200—1230550—560620А11РЗМЗФ27,902552900—310063—65—1180—1220540—5606209Х6МЗФЗАГСТ *—2553200—380063—65—1200—1230550—560620(ЭК-41)9Х4МЗФ2АГСТ*—2553500—400063—65—1200—1230550—560620(ЭК-42)Сталиповышенной производительностиР6М5ФЗ8,152693300—350065—664,81200—1240540—560625Р6М5К58,152693300—340065—672,751200—1230550—560630Р9К58,252692300—270064—670,71210—1235560—580630Р9К108,262692050—210064—661,81210—1235560—580630Р9М4К88,302852300—270064—672,61215—1235540—560630Р12ФЗ8,392692400—280064—672,71240—1260550—560630Р10К5Ф58,132852500—270066—681,01230—1250560—580640Р10М4К10ФЗ8,40285250068—692,3——640Р12Ф4К58,30285260064—676,51220—1260550—570640Р12ФЗК10МЗ—285280066—681230—1250560—580640Р12Ф2К5МЗ8,402852800—290064—66—1230—1250560—580640Р12Ф2К8МЗ8,402852500—300064—672,01230—1250560—580640Р6М5К5-МП—2693200—390067—681190—1210540—560630Р6М5ФЗ-МП—2693500—440066—67—1190—1210540—560630Р6М5К8Ф2-МП—2692800—340067—68—1200—1220560—580635Р9М4К8-МП—2853200—370066—67—1200—1220550—570635Быстрорежущие стали
Продолжение табл. 1.4Марка сталир, г/см3НВПосле термообработкиТемпература, °СТеплостой¬
кость, °Ссти, МПаHRC,кси • 105,Дж/м2закалкиотпускаР12МЗК5Ф2-МП2852600—350066—681210—1250560—580635Р12МЗК8Ф2-МП—2852700—320067—69—1210—1230560—580640Р12МЗК10ФЗ-МП—2852400—350066—68—1200—1230560—58064017М6Ф5Б-МП *—2693400—400065—673,01210—1240550—570640Стали высокой производительностиB3M12K23 2200—260066—681,0—2,01220—1250570—590680В11М7К23——2300—250067—68—1220—1250570—590690В14М7К25——2050—230068—69—1220—1250570—590700В18М25К4———68—69—1220—1250570—590680В24М12К23———69—70—1220—1250570—590715ВЗМ12К23-МП——2000—260067—68<чТООсГ1220—1250570—590680* Безвольфрамовые быстрорежущие стали.Примечания: 1. Теплостойкость оценивается температурой отпуска в течение 4 ч, после которого твердость стали
будет составлять HRC358.2. МП — материал порошковый.Инструментальные материалы и области их применения
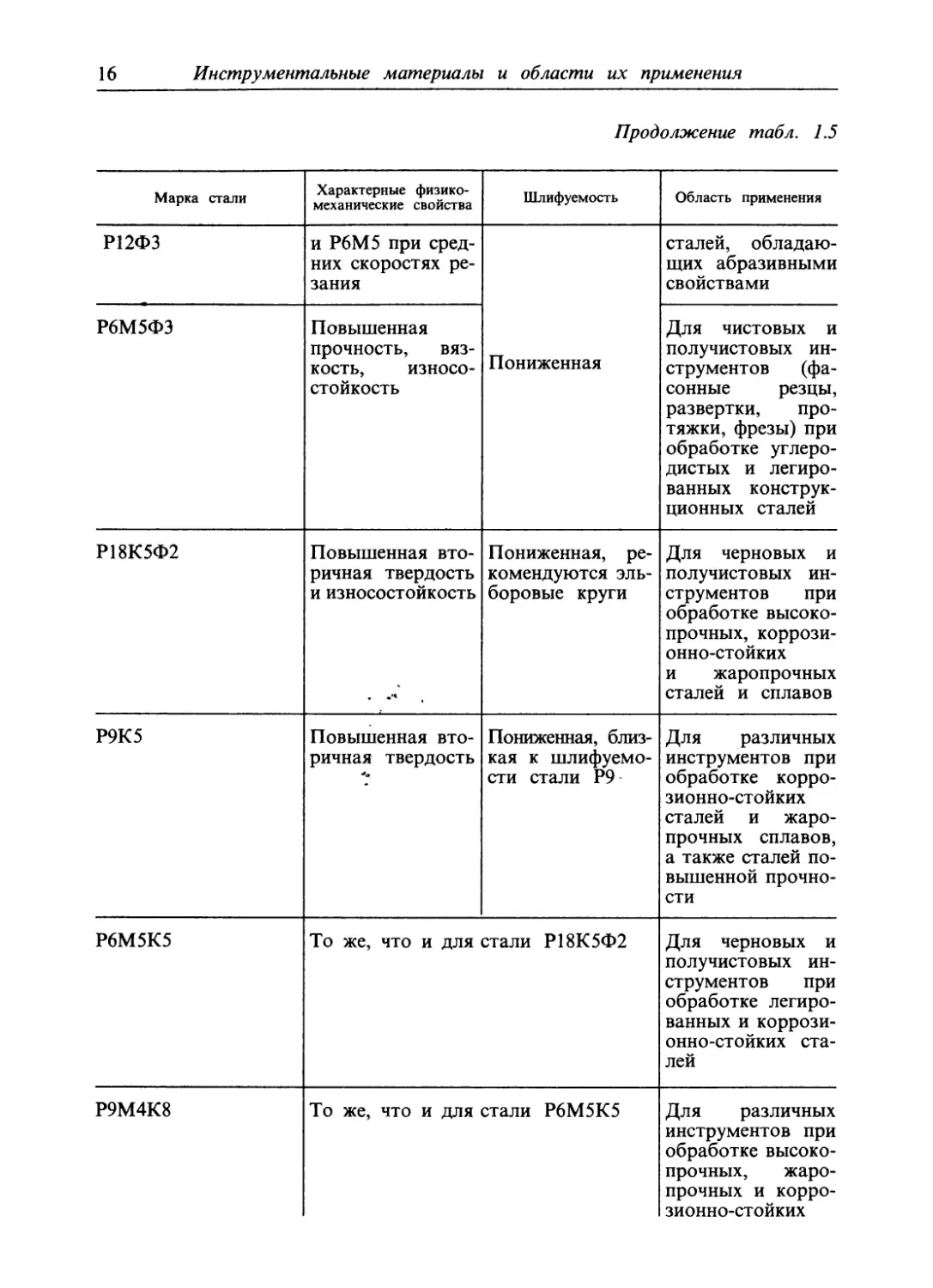
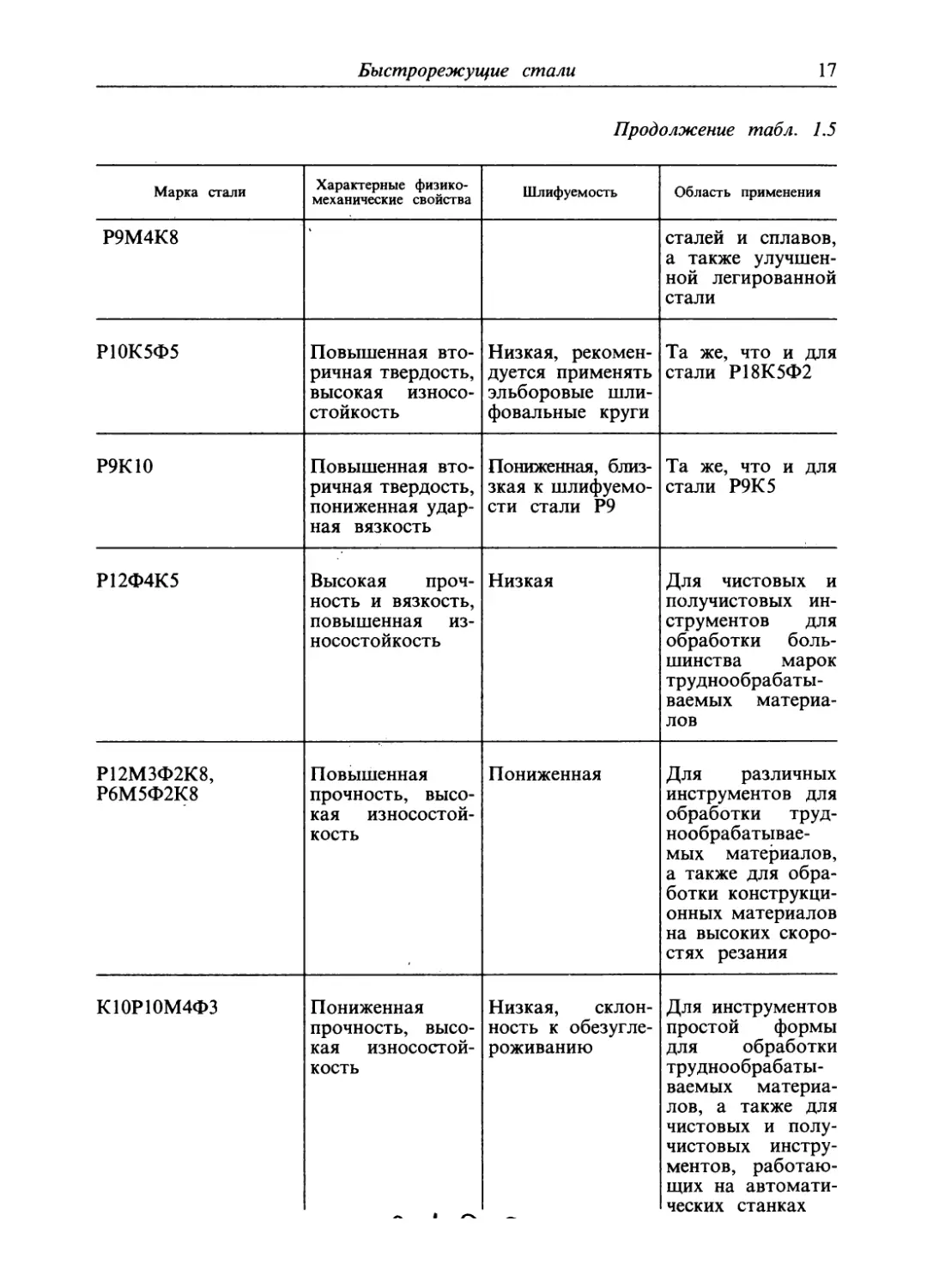
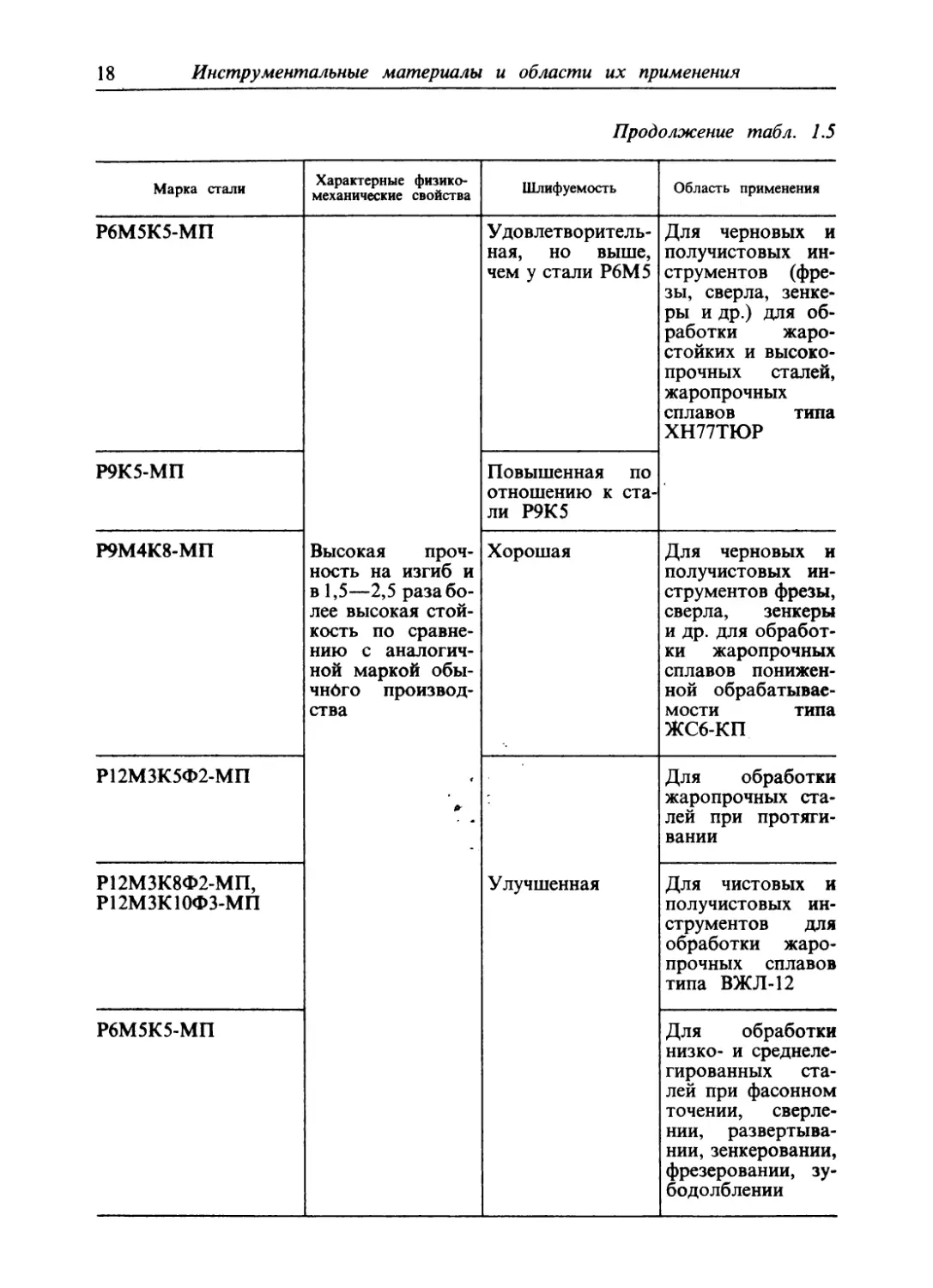
Быстрорежущие стали151.5. Технологические свойства и области применения быстрорежущих сталейМарка сталиХарактерные физико¬
механические свойстваШлифуемостьОбласть примененияР18Удовлетворитель¬
ная прочность,
повышенная из¬
носостойкость
при малых и сре¬
дних скоростях
резанияХорошаяДля всех видов
режущего инстру¬
мента при обра¬
ботке углероди¬
стых и легирован¬
ных конструкци¬
онных сталейР12Близкие к свой¬
ствам стали Р18,
но более высокие
«горячая» пла¬
стичность и проч¬
ность, вязкостьУ дов летворите л ь-
наяТа же, что для
стали Р18, а также
для обработки не¬
которых видов
коррозионно-стой¬
кой сталиР9Близкие к свой¬
ствам стали Р18,
но обладает луч¬
шими механиче¬
скими свойствамиПониженная по
сравнению со
шлифуемостью
стали Р18, повы¬
шенная склон¬
ность к появле¬
нию прижогов
при заточкеДля инструментов
простой формы,
для обработки
конструкционных
материаловР6М5,9Х6МЗФЗАГСТ,9Х4МЗФ2АГСТПовышенная
прочность, повы¬
шенная склон¬
ность к обезугле¬
роживанию и вы¬
горанию молиб¬
денаУдовлетворитель¬наяТа же, что для
стали Р18, но
предпочтительны
для изготовления
резьбонарезного
инструмента, а
также инструмен¬
та, работающего
с ударными на¬
грузкамиА11РЗАМФ2Склонна к пере¬
гревуПониженнаяДля инструмента
простой формы
при обработке уг¬
леродистых и кон¬
струкционных ста¬
лей с прочностью
не более 800 МПаР12ФЗСтойкость выше
в 1,5—2,5 раза,
чем у стали Р12Для чистовых ин¬
струментов при
обработке вязких
16Инструментальные материалы и области их примененияПродолжение табл. 1.5Марка сталиХарактерные физико¬
механические свойстваШлифуемостьОбласть примененияР12ФЗи Р6М5 при сред¬
них скоростях ре¬
заниясталей, обладаю¬
щих абразивными
свойствамиР6М5ФЗПовышенная
прочность, вяз¬
кость, износо¬
стойкостьПониженнаяДля чистовых и
получистовых ин¬
струментов (фа¬
сонные резцы,
развертки, про¬
тяжки, фрезы) при
обработке углеро¬
дистых и легиро¬
ванных конструк¬
ционных сталейР18К5Ф2Повышенная вто¬
ричная твердость
и износостойкостьПониженная, ре¬
комендуются эль-
боровые кругиДля черновых и
получистовых ин¬
струментов при
обработке высоко¬
прочных, коррози¬
онно-стойких
и жаропрочных
сталей и сплавовР9К5Повышенная вто¬
ричная твердостьПониженная, близ¬
кая к шлифуемо-
сти стали Р9Для различных
инструментов при
обработке корро¬
зионно-стойких
сталей и жаро¬
прочных сплавов,
а также сталей по¬
вышенной прочно¬
стиР6М5К5То же, что и для стали Р18К5Ф2Для черновых и
получистовых ин¬
струментов при
обработке легиро¬
ванных и коррози¬
онно-стойких ста¬
лейР9М4К8То же, что и для стали Р6М5К5Для различных
инструментов при
обработке высоко¬
прочных, жаро¬
прочных и корро¬
зионно-стойких
Быстрорежущие стали17Продолжение табл. 1.5Марка сталиХарактерные физико¬
механические свойстваШлифуемостьОбласть примененияР9М4К8сталей и сплавов,
а также улучшен¬
ной легированной
сталиР10К5Ф5Повышенная вто¬
ричная твердость,
высокая износо¬
стойкостьНизкая, рекомен¬
дуется применять
эльборовые шли¬
фовальные кругиТа же, что и для
стали Р18К5Ф2Р9К10Повышенная вто¬
ричная твердость,
пониженная удар¬
ная вязкостьПониженная, близ-
зкая к шлифуемо-
сти стали Р9Та же, что и для
стали Р9К5Р12Ф4К5Высокая проч¬
ность и вязкость,
повышенная из¬
носостойкостьНизкаяДля чистовых и
получистовых ин¬
струментов для
обработки боль¬
шинства марок
труднообрабаты¬
ваемых материа¬
ловР12МЗФ2К8,Р6М5Ф2К8Повышенная
прочность, высо¬
кая износостой¬
костьПониженнаяДля различных
инструментов для
обработки труд¬
нообрабатывае¬
мых материалов,
а также для обра¬
ботки конструкци¬
онных материалов
на высоких скоро¬
стях резанияК10Р10М4ФЗПониженная
прочность, высо¬
кая износостой¬
костьНизкая, склон¬
ность к обезугле¬
роживаниюДля инструментов
простой формы
для обработки
труднообрабаты¬
ваемых материа¬
лов, а также для
чистовых и полу¬
чистовых инстру¬
ментов, работаю¬
щих на автомати¬
ческих станках
18Инструментальные материалы и области их примененияПродолжение табл. 1.5Марка сталиХарактерные физико¬
механические свойстваШлифуемостьОбласть примененияР6М5К5-МПУдовлетворитель¬
ная, но выше,
чем у стали Р6М5Для черновых и
получистовых ин¬
струментов (фре¬
зы, сверла, зенке¬
ры и др.) для об¬
работки жаро¬
стойких и высоко¬
прочных сталей,
жаропрочных
сплавов типа
ХН77ТЮРР9К5-МППовышенная по
отношению к ста¬
ли Р9К5Р9М4К8-МПВысокая проч¬
ность на изгиб и
в 1,5—2,5 раза бо¬
лее высокая стой¬
кость по сравне¬
нию с аналогич¬
ной маркой обы-
чнбго производ¬
стваХорошаяДля черновых и
получистовых ин¬
струментов фрезы,
сверла, зенкеры
и др. для обработ¬
ки жаропрочных
сплавов понижен¬
ной обрабатывае¬
мости типа
ЖС6-КПР12МЗК5Ф2-МПй'Для обработки
жаропрочных ста¬
лей при протяги¬
ванииР12МЗК8Ф2-МП,Р12МЗК10ФЗ-МПУлучшеннаяДля чистовых и
получистовых ин¬
струментов для
обработки жаро¬
прочных сплавов
типа ВЖЛ-12Р6М5К5-МПДля обработки
низко- и среднеле¬
гированных ста¬
лей при фасонном
точении, сверле¬
нии, развертыва¬
нии, зенкеровании,
фрезеровании, зу-
бодолблении
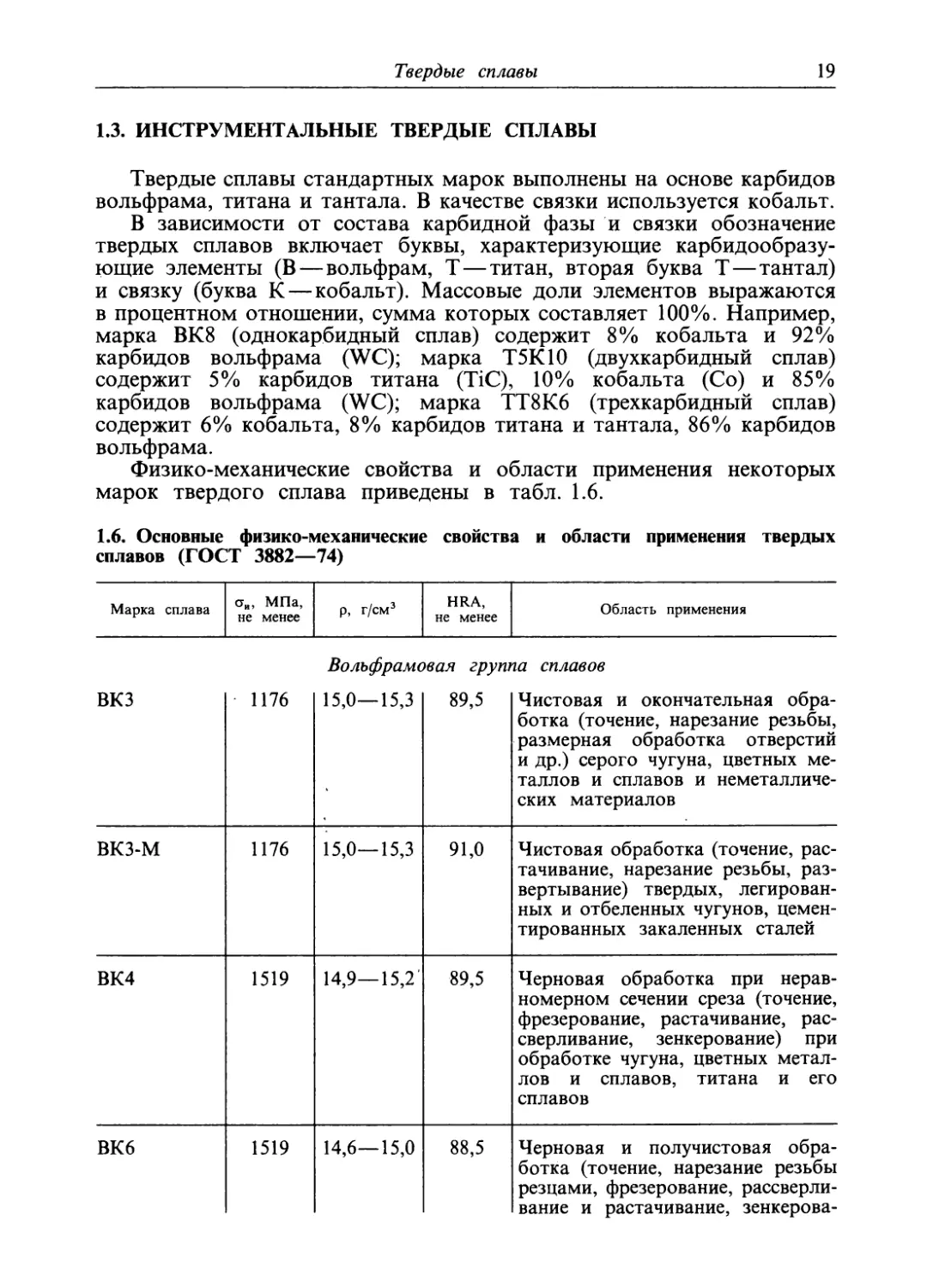
Твердые сплавы191.3. ИНСТРУМЕНТАЛЬНЫЕ ТВЕРДЫЕ СПЛАВЫТвердые сплавы стандартных марок выполнены на основе карбидов
вольфрама, титана и тантала. В качестве связки используется кобальт.В зависимости от состава карбидной фазы и связки обозначение
твердых сплавов включает буквы, характеризующие карбидообразу¬
ющие элементы (В — вольфрам, Т—титан, вторая буква Т—тантал)
и связку (буква К — кобальт). Массовые доли элементов выражаются
в процентном отношении, сумма которых составляет 100%. Например,
марка ВК8 (однокарбидный сплав) содержит 8% кобальта и 92%
карбидов вольфрама (WC); марка Т5К10 (двухкарбидный сплав)
содержит 5% карбидов титана (TiC), 10% кобальта (Со) и 85%
карбидов вольфрама (WC); марка ТТ8К6 (трехкарбидный сплав)
содержит 6% кобальта, 8% карбидов титана и тантала, 86% карбидов
вольфрама.Физико-механические свойства и области применения некоторых
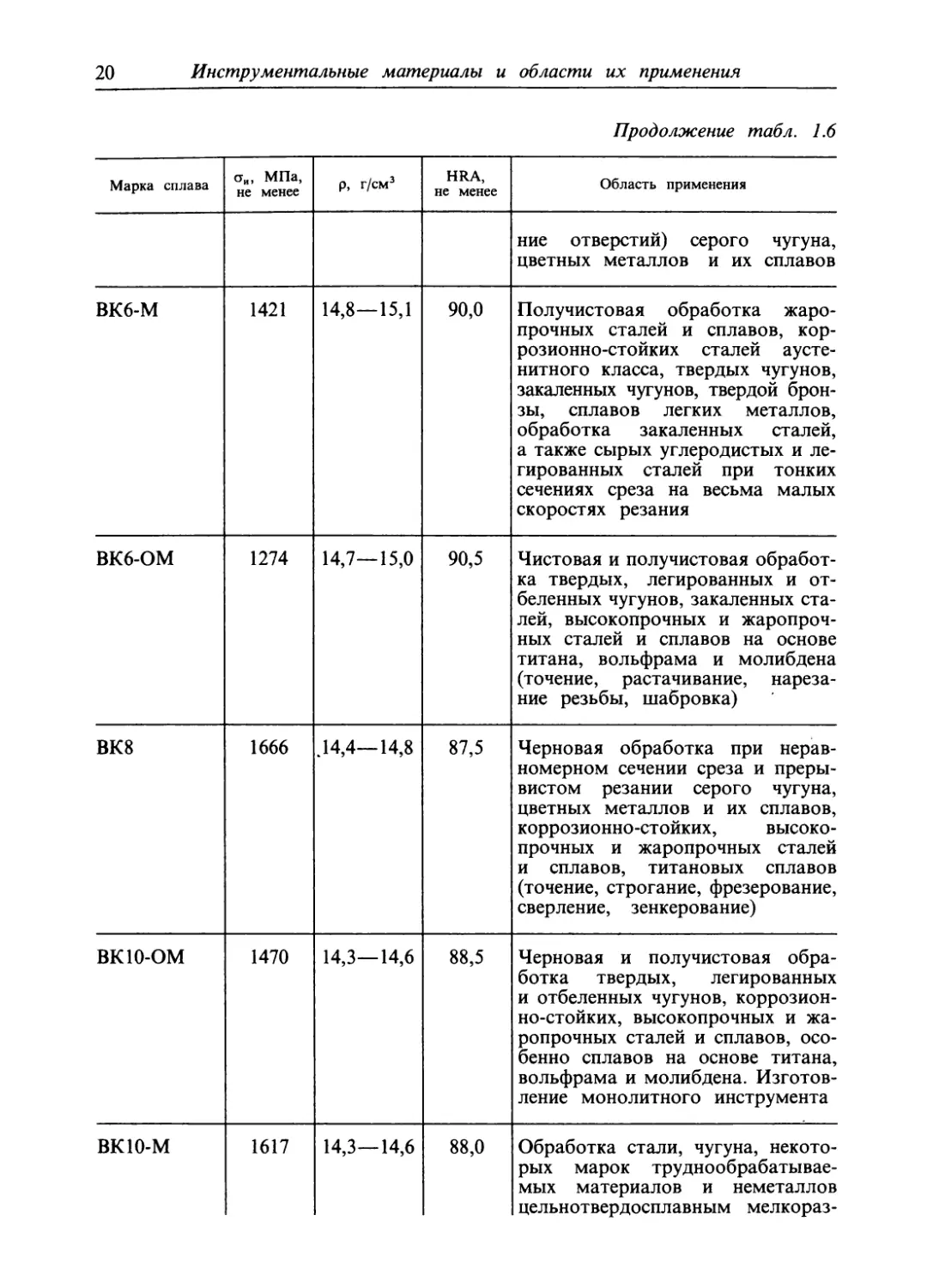
марок твердого сплава приведены в табл. 1.6.1.6. Основные физико-механические свойства и области применения твердых
сплавов (ГОСТ 3882—74)Марка сплавасти, МПа,
не менеер, г/см3HRA,
не менееОбласть примененияВольфрамовая группа сплавовВКЗ117615,0—15,389,5Чистовая и окончательная обра¬
ботка (точение, нарезание резьбы,
размерная обработка отверстий
и др.) серого чугуна, цветных ме¬
таллов и сплавов и неметалличе¬
ских материаловвкз-м117615,0—15,391,0Чистовая обработка (точение, рас¬
тачивание, нарезание резьбы, раз¬
вертывание) твердых, легирован¬
ных и отбеленных чугунов, цемен¬
тированных закаленных сталейВК4151914,9—15,2'89,5Черновая обработка при нерав¬
номерном сечении среза (точение,
фрезерование, растачивание, рас¬
сверливание, зенкерование) при
обработке чугуна, цветных метал¬
лов и сплавов, титана и его
сплавовВК6151914,6—15,088,5Черновая и получистовая обра¬
ботка (точение, нарезание резьбы
резцами, фрезерование, рассверли¬
вание и растачивание, зенкерова-
20Инструментальные материалы и области их примененияПродолжение табл. 1.6Марка сплавасти, МПа,
не менеер, г/см3HR А,
не менееОбласть примененияние отверстий) серого чугуна,
цветных металлов и их сплавовВК6-М142114,8—15,190,0Получистовая обработка жаро¬
прочных сталей и сплавов, кор-
розионно-стойких сталей аусте-
нитного класса, твердых чугунов,
закаленных чугунов, твердой брон¬
зы, сплавов легких металлов,
обработка закаленных сталей,
а также сырых углеродистых и ле¬
гированных сталей при тонких
сечениях среза на весьма малых
скоростях резанияВК6-ОМ127414,7—15,090,5Чистовая и получистовая обработ¬
ка твердых, легированных и от¬
беленных чугунов, закаленных ста¬
лей, высокопрочных и жаропроч¬
ных сталей и сплавов на основе
титана, вольфрама и молибдена
(точение, растачивание, нареза¬
ние резьбы, шабровка)ВК8166614,4—14,887,5Черновая обработка при нерав¬
номерном сечении среза и преры¬
вистом резании серого чугуна,
цветных металлов и их сплавов,
коррозионно-стойких, высоко¬
прочных и жаропрочных сталей
и сплавов, титановых сплавов
(точение, строгание, фрезерование,
сверление, зенкерование)вкю-ом147014,3—14,688,5Черновая и получистовая обра¬
ботка твердых, легированных
и отбеленных чугунов, коррозион¬
но-стойких, высокопрочных и жа¬
ропрочных сталей и сплавов, осо¬
бенно сплавов на основе титана,
вольфрама и молибдена. Изготов¬
ление монолитного инструментавкю-м161714,3—14,688,0Обработка стали, чугуна, некото¬
рых марок труднообрабатывае¬
мых материалов и неметаллов
цельнотвердосплавным мелкораз-
Твердые сплавы21Продолжение табл. 1.6Марка сплаваа„, МПа,
не менеер, г/см3HRA,
не менееОбласть примененияBR10-Mмерным инструментом (сверление,
зенкерование, развертывание, фре¬
зерование, зубофрезерование)ВКЮ-ХОМВК15-ХОМТ30К415001650Ти98014,3—14,613,8тано-вольф/
9,5—9,889.0
87,5юмовая г92.0Получистовая и чистовая обработ¬
ка жаропрочных сталей и сплавов,
преимущественно точениемруша сплавовЧистовая обработка незакаленных
и закаленных углеродистых сталей
(точение, нарезание резьбы, раз¬
вертывание)Т15К6117611,1 — 11,690,0Получистовое точение (непрерыв¬
ное резание), чистовое точение
(прерывистое резание), нарезание
резьбы резцами и вращающимися
головками, получистовое и чисто¬
вое фрезерование сплошных по¬
верхностей, растачивание, чисто¬
вое зенкерование, развертывание
при обработке углеродистых и ле¬
гированных сталейТ14К8127411,2—11,689,5То же, что для сплава Т15К6,
а также черновая обработка при
неравномерном сечении и непре¬
рывном резанииТ5К10142112,4—13,188,5Черновое точение и фрезерование
при неравномерном сечении и пре¬
рывистом резании, фасонное то¬
чение, отрезка резцами, чистовое
строгание и другие виды обработ¬
ки углеродистых и легированных
сталей, преимущественно в виде
поковок, штамповок и отливок по
корке и окалинеТ5К12166613,1 — 13,587,0Тяжелое черновое точение при
неравномерном сечении стальных
поковок, штамповок и отливок по
корке с раковинами при наличии
песка, шлака и др.; все виды стро¬
гания, сверления углеродистых
и легированных сталей
22Инструментальные материалы и области их примененияПродолжение табл. 1.6Марка сплавасти, МПа,
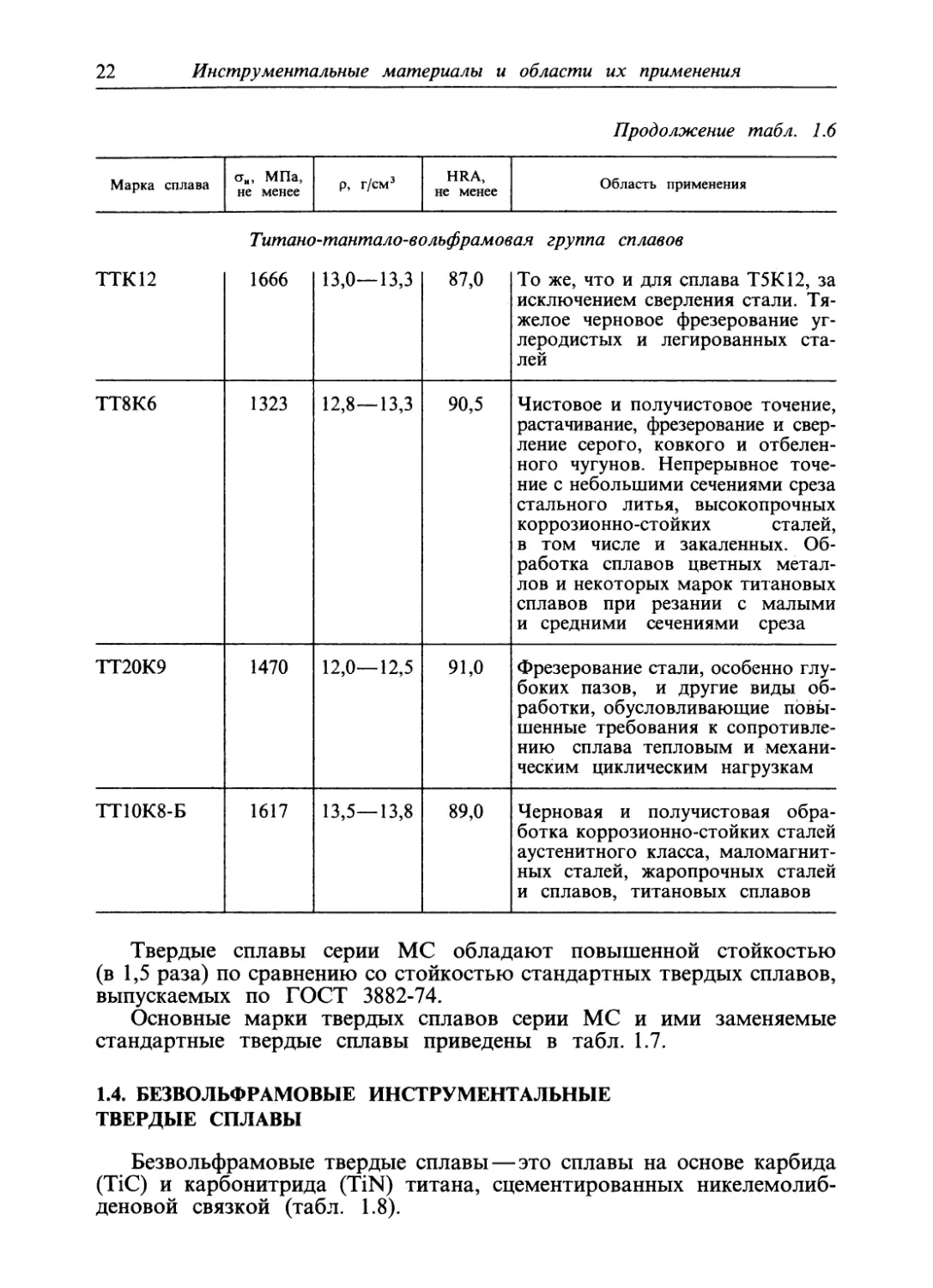
не менеер, г/см3HRA,
не менееОбласть примененияТТК12Титане1666-тантало-вс13,0—13,3мьфрамов87,0ая группа сплавовТо же, что и для сплава Т5К12, за
исключением сверления стали. Тя¬
желое черновое фрезерование уг¬
леродистых и легированных ста¬
лейТТ8К6132312,8—13,390,5Чистовое и получистовое точение,
растачивание, фрезерование и свер¬
ление серого, ковкого и отбелен¬
ного чугунов. Непрерывное точе¬
ние с небольшими сечениями среза
стального литья, высокопрочных
коррозионно-стойких сталей,
в том числе и закаленных. Об¬
работка сплавов цветных метал¬
лов и некоторых марок титановых
сплавов при резании с малыми
и средними сечениями срезаТТ20К9147012,0—12,591,0Фрезерование стали, особенно глу¬
боких пазов, и другие виды об¬
работки, обусловливающие повы¬
шенные требования к сопротивле¬
нию сплава тепловым и механи¬
ческим циклическим нагрузкамТТ10К8-Б161713,5—13,889,0Черновая и получистовая обра¬
ботка коррозионно-стойких сталей
аустенитного класса, маломагнит¬
ных сталей, жаропрочных сталей
и сплавов, титановых сплавовТвердые сплавы серии МС обладают повышенной стойкостью
(в 1,5 раза) по сравнению со стойкостью стандартных твердых сплавов,
выпускаемых по ГОСТ 3882-74.Основные марки твердых сплавов серии МС и ими заменяемые
стандартные твердые сплавы приведены в табл. 1.7.1.4. БЕЗВОЛЬФРАМОВЫЕ ИНСТРУМЕНТАЛЬНЫЕ
ТВЕРДЫЕ СПЛАВЫБезвольфрамовые твердые сплавы—это сплавы на основе карбида
(TiC) и карбонитрида (TiN) титана, сцементированных никелемолиб¬
деновой связкой (табл. 1.8).
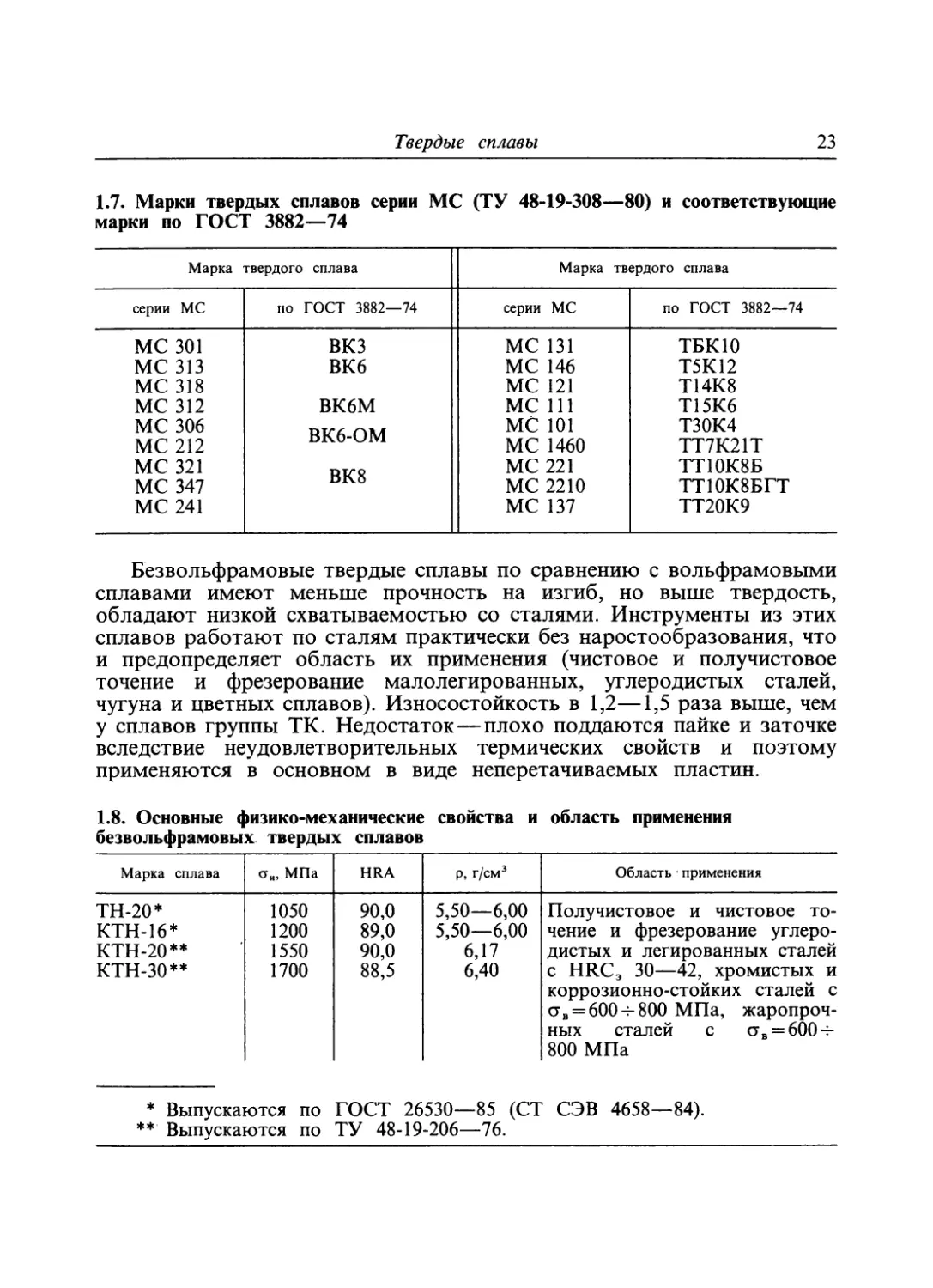
Твердые сплавы231.7. Марки твердых сплавов серии МС (ТУ 48-19-308—80) и соответствующие
марки по ГОСТ 3882—74Маркатвердого сплаваМарка твердого сплавасерии МСпо ГОСТ 3882—74серии МСпо ГОСТ 3882—74МС 301вкзМС 131ТБК10МС 313ВК6МС 146Т5К12МС 318МС 121Т14К8МС 312ВК6ММС 111Т15К6МС 306тэт/"/; ПММС 101Т30К4МС 212DlYO" W1V1МС 1460ТТ7К21ТМС 321МС 221ТТ10К8БМС 347JtJlvoМС 2210ТТ10К8БГТМС 241МС 137ТТ20К9Безвольфрамовые твердые сплавы по сравнению с вольфрамовыми
сплавами имеют меньше прочность на изгиб, но выше твердость,
обладают низкой схватываемостью со сталями. Инструменты из этих
сплавов работают по сталям практически без наростообразования, что
и предопределяет область их применения (чистовое и получистовое
точение и фрезерование малолегированных, углеродистых сталей,
чугуна и цветных сплавов). Износостойкость в 1,2—1,5 раза выше, чем
у сплавов группы ТК. Недостаток—плохо поддаются пайке и заточке
вследствие неудовлетворительных термических свойств и поэтому
применяются в основном в виде неперетачиваемых пластин.1.8. Основные физико-механические свойства и область применения
безвольфрамовых твердых сплавовМарка сплаваст„, МПаHRAр, г/см3Область примененияТН-20*105090,05,50—6,00Получистовое и чистовое то¬КТН-16*120089,05,50—6,00чение и фрезерование углеро¬КТН-20**155090,06,17дистых и легированных сталейКТН-30**170088,56,40с HRC3 30—42, хромистых и
коррозионно-стойких сталей с
ств = 600-^800 МПа, жаропроч¬
ных сталей с сгв = 600ч-
800 МПа* Выпускаются по ГОСТ 26530—85 (СТ СЭВ 4658—84).
** Выпускаются по ТУ 48-19-206—76.
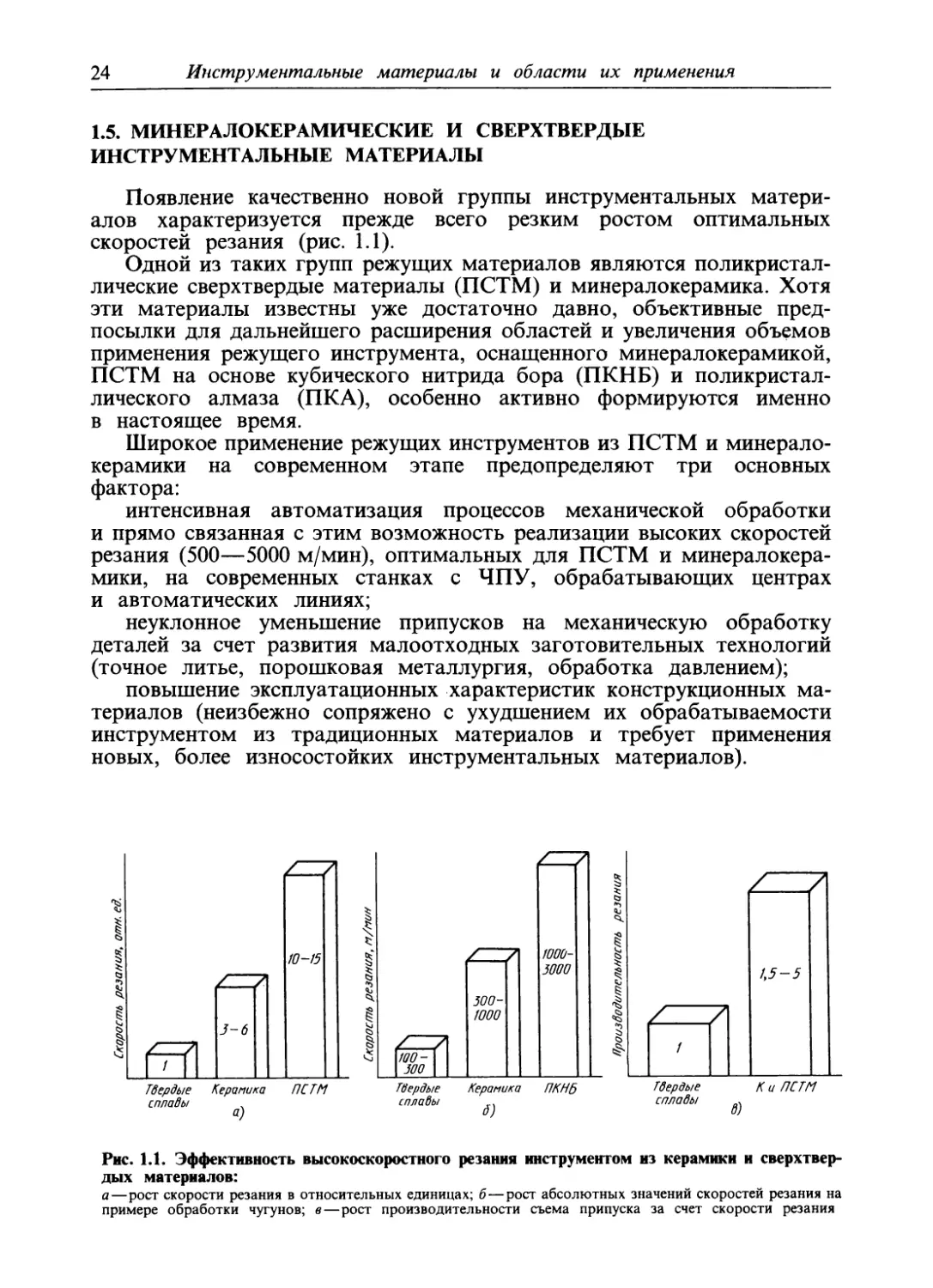
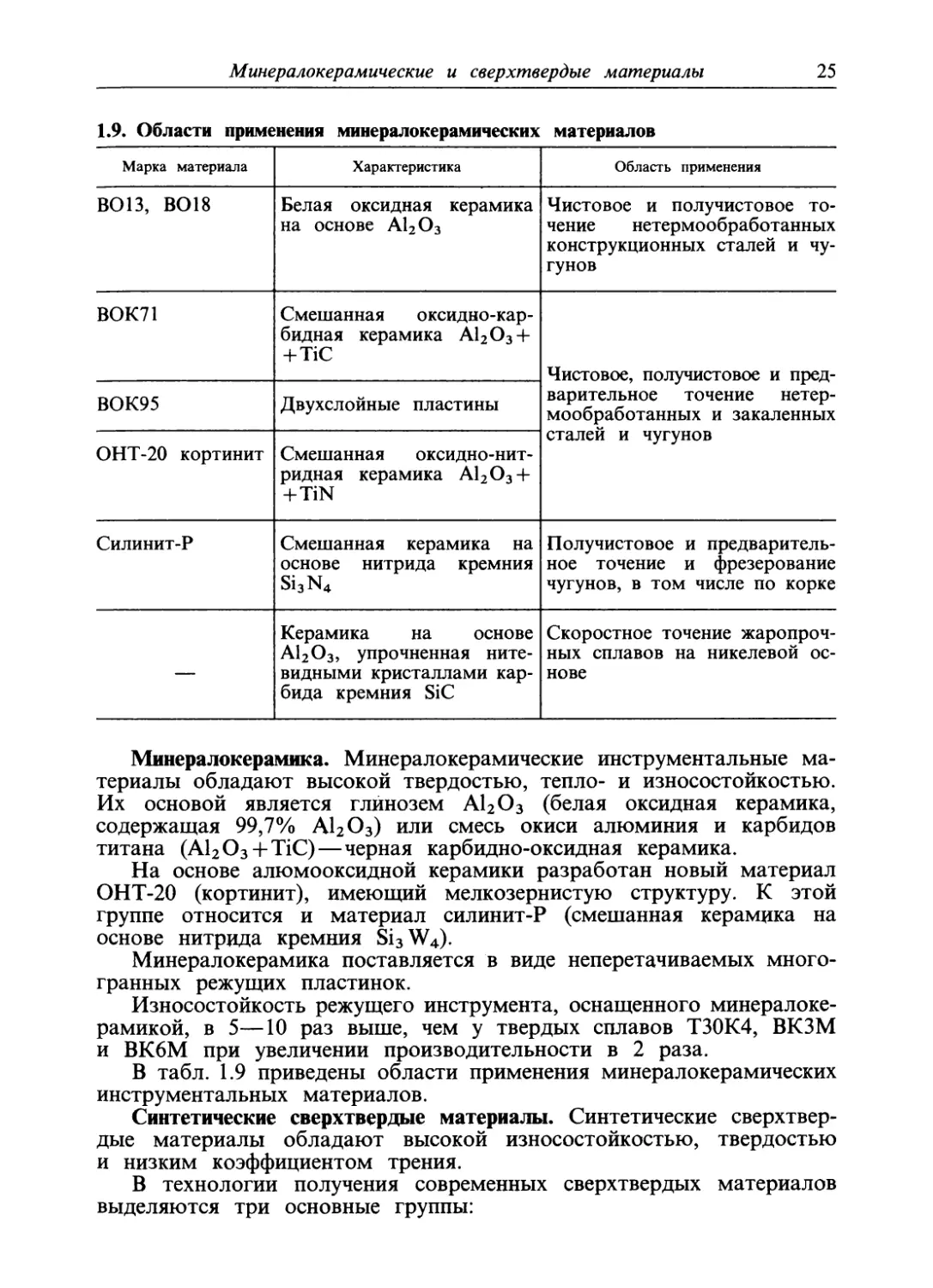
24Инструментальные материалы и области их применения1.5. МИНЕРАЛОКЕРАМИЧЕСКИЕ И СВЕРХТВЕРДЫЕ
ИНСТРУМЕНТАЛЬНЫЕ МАТЕРИАЛЫПоявление качественно новой группы инструментальных матери¬
алов характеризуется прежде всего резким ростом оптимальных
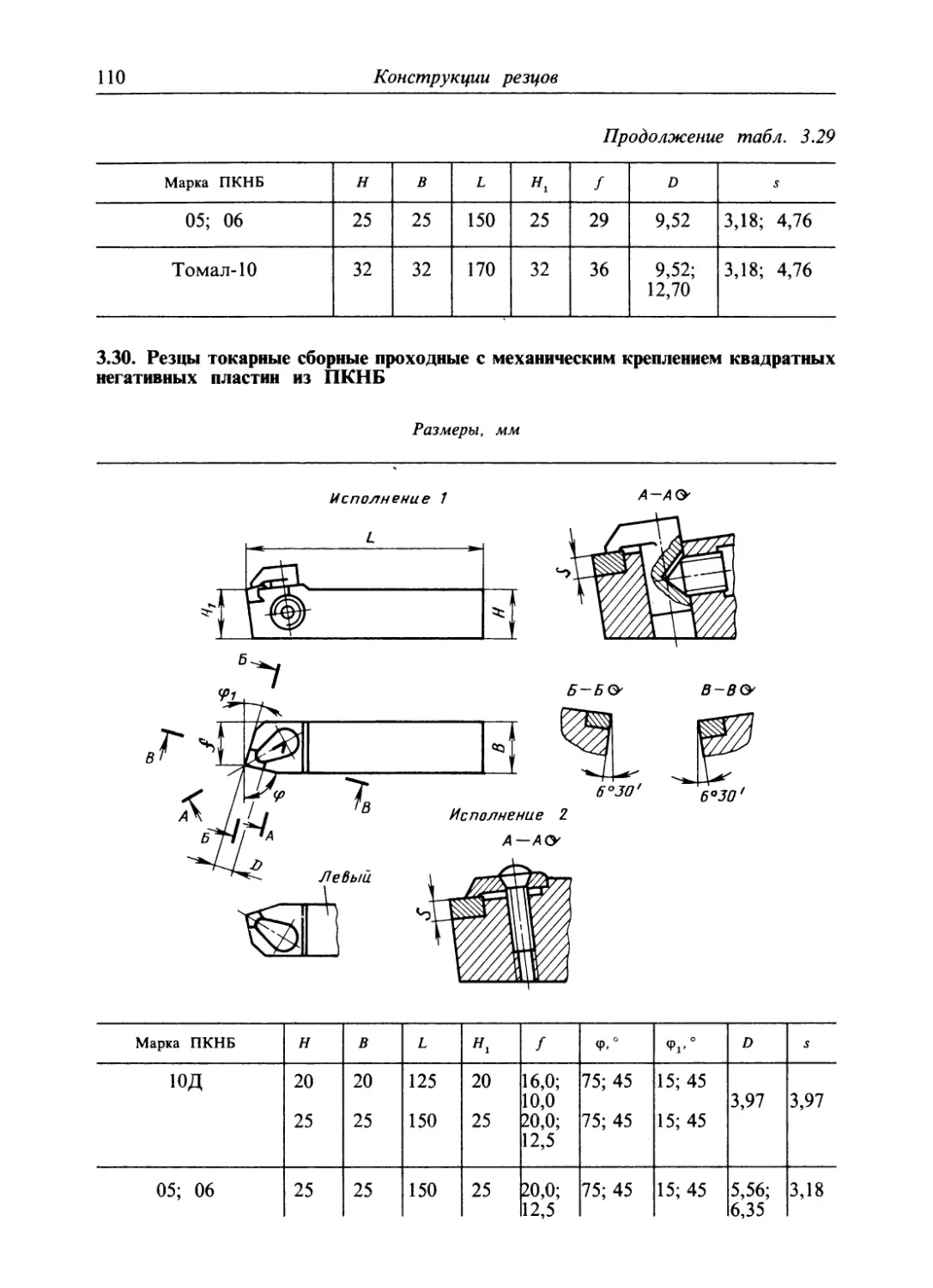
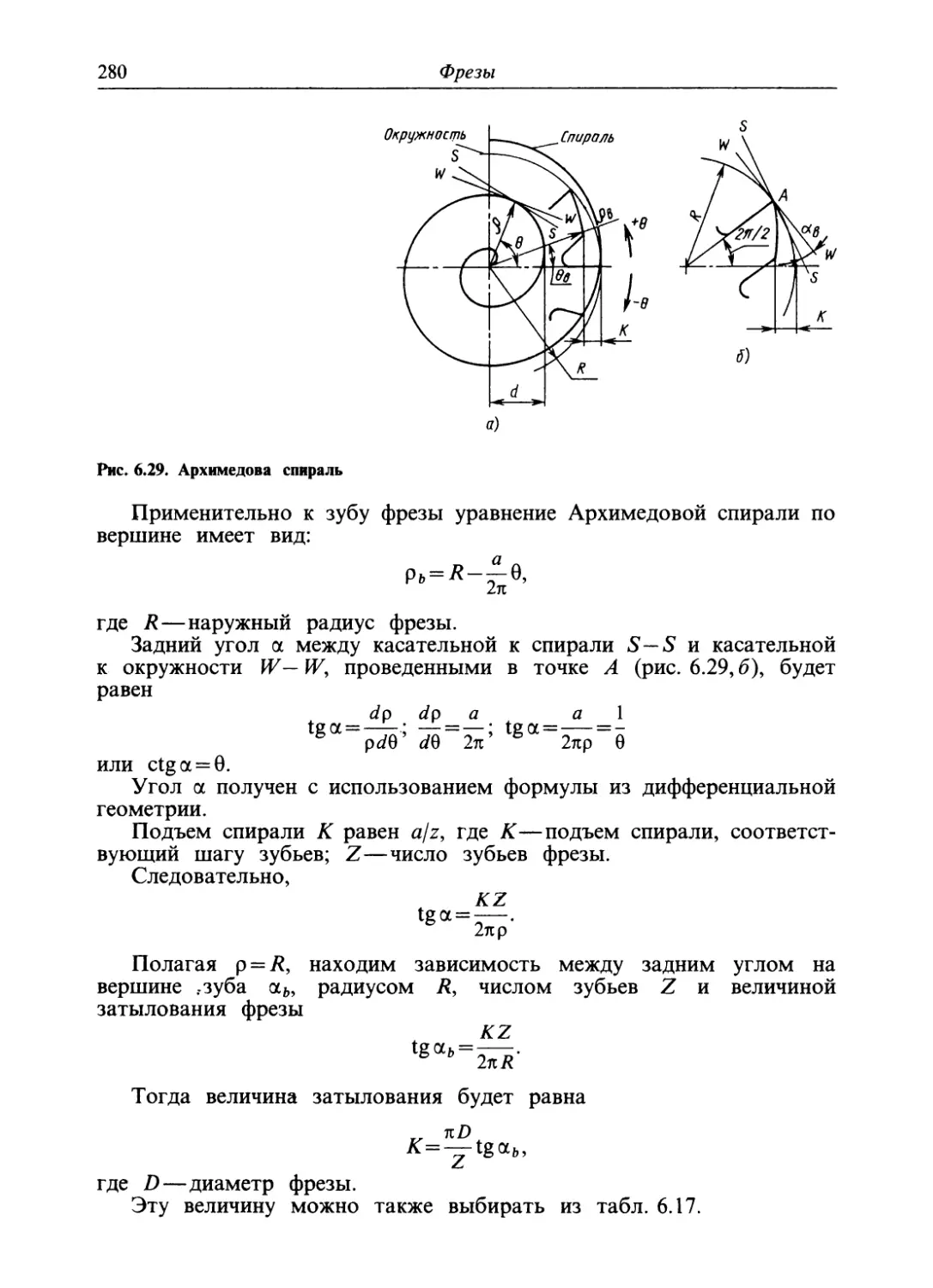
скоростей резания (рис. 1.1).Одной из таких групп режущих материалов являются поликристал-
лические сверхтвердые материалы (ПСТМ) и минера л окерамика. Хотя
эти материалы известны уже достаточно давно, объективные пред¬
посылки для дальнейшего расширения областей и увеличения объемов
применения режущего инструмента, оснащенного минералокерамикой,
ПСТМ на основе кубического нитрида бора (ПКНБ) и поликристал-
лического алмаза (ПКА), особенно активно формируются именно
в настоящее время.Широкое применение режущих инструментов из ПСТМ и минерало-
керамики на современном этапе предопределяют три основных
фактора:интенсивная автоматизация процессов механической обработки
и прямо связанная с этим возможность реализации высоких скоростей
резания (500—5000 м/мин), оптимальных для ПСТМ и минералокера-
мики, на современных станках с ЧПУ, обрабатывающих центрах
и автоматических линиях;неуклонное уменьшение припусков на механическую обработку
деталей за счет развития малоотходных заготовительных технологий
(точное литье, порошковая металлургия, обработка давлением);повышение эксплуатационных характеристик конструкционных ма¬
териалов (неизбежно сопряжено с ухудшением их обрабатываемости
инструментом из традиционных материалов и требует применения
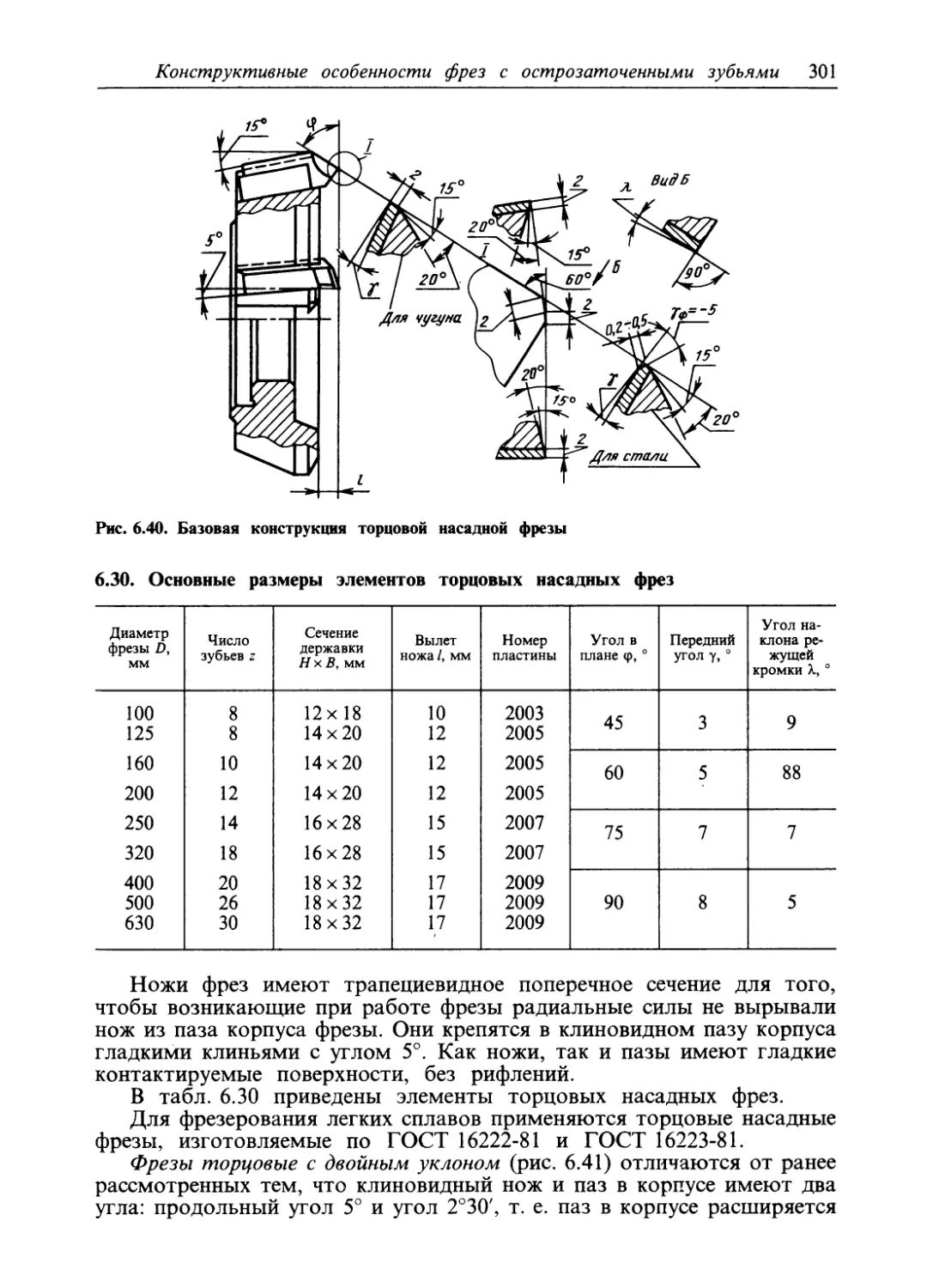
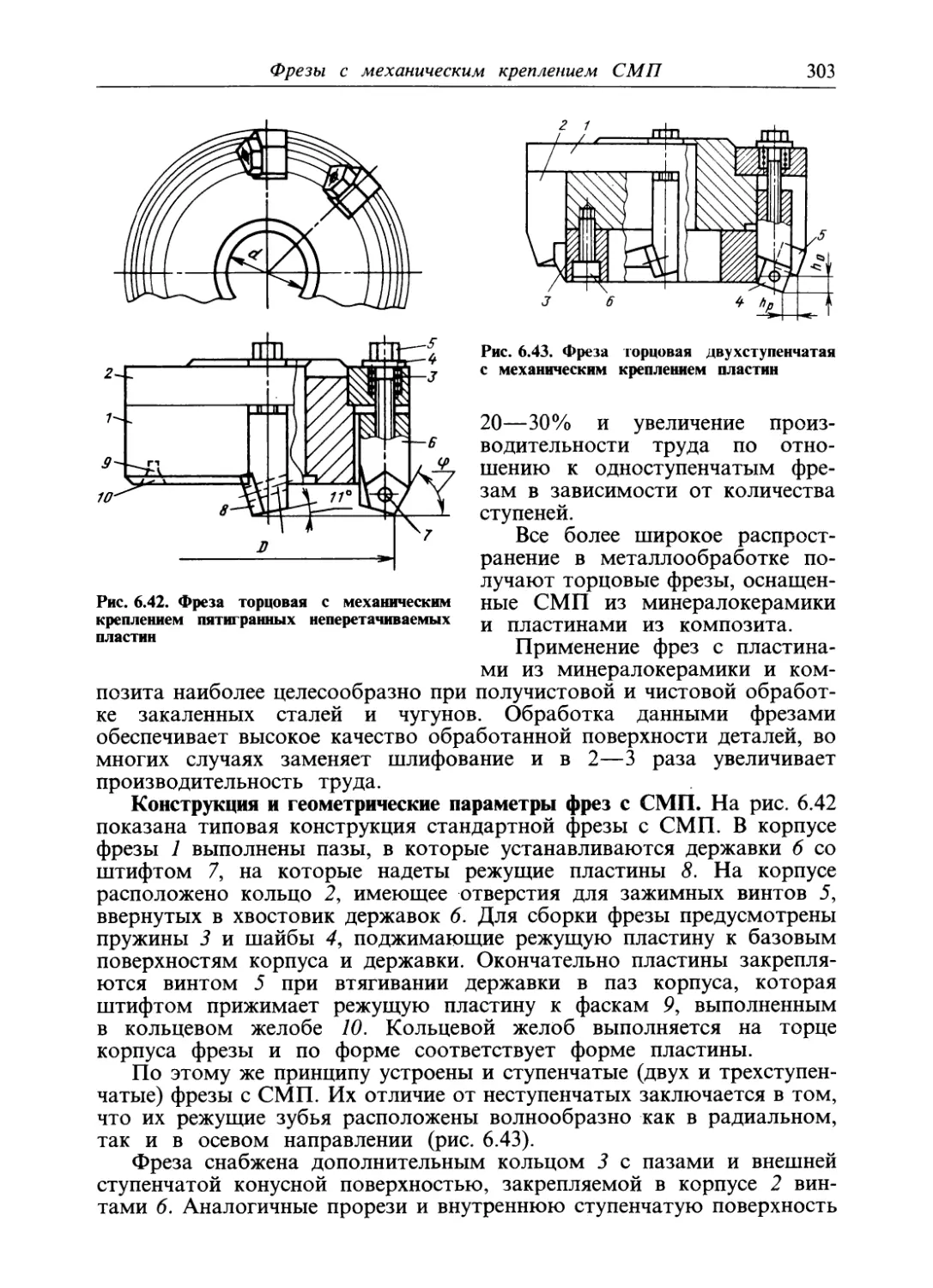
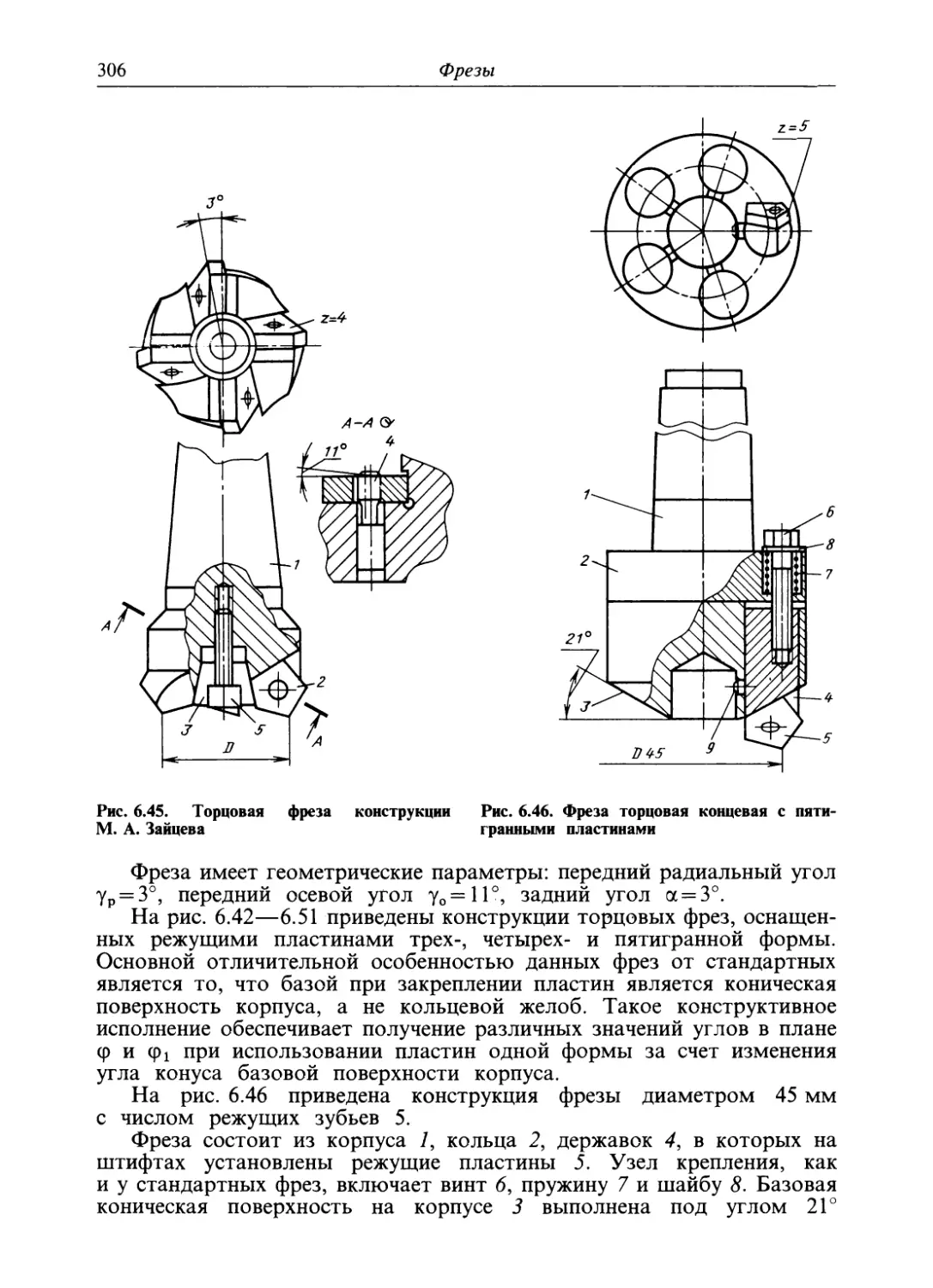
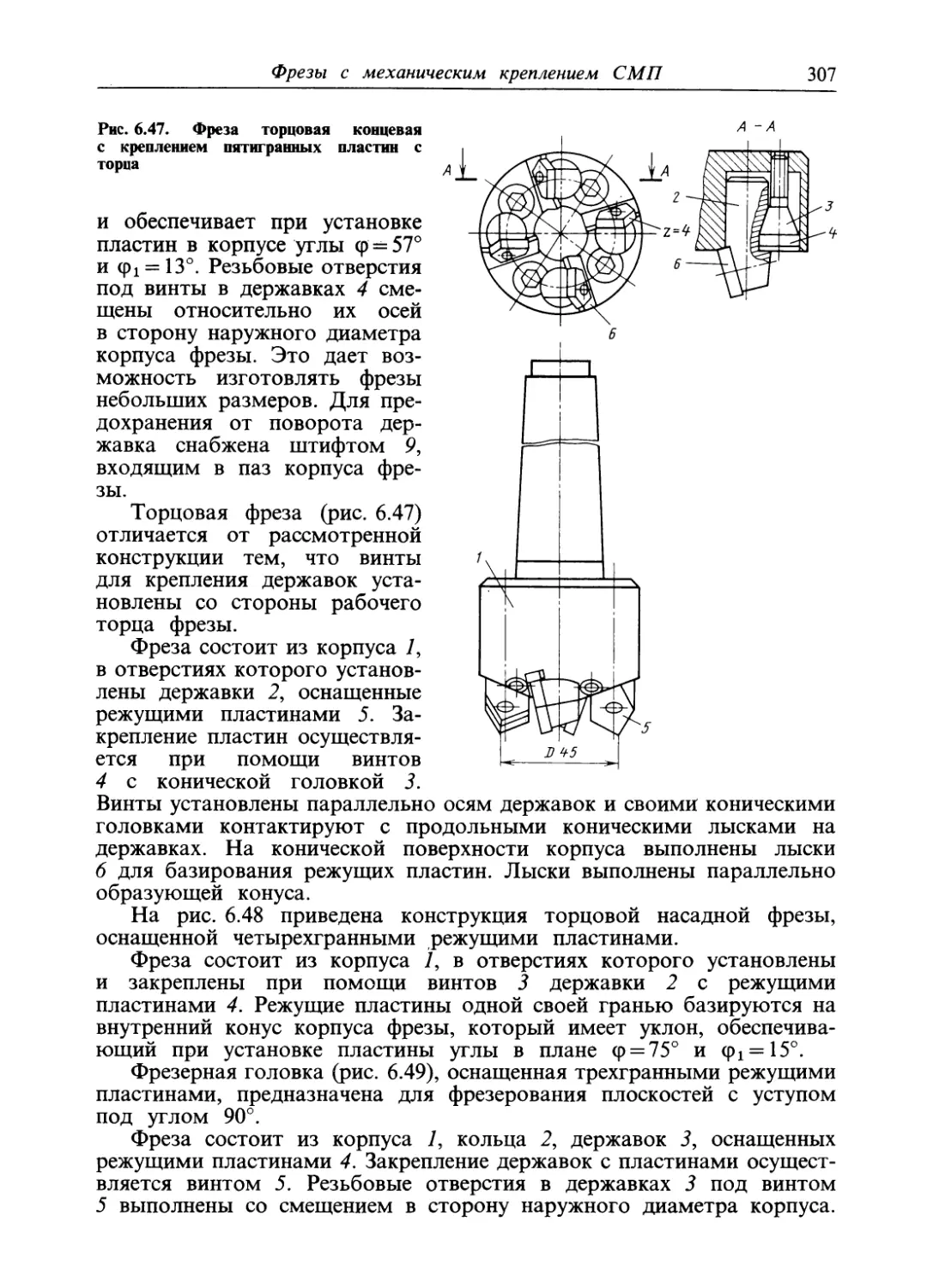
новых, более износостойких инструментальных материалов).ш3-6ТвердыесплавыКерапика<0/0-/5ПСТМ/100-300300-10001000-3000ТвердыесплавыКерамика6)ПКН5ТвердыесплавыК и ПСТМРис. 1.1. Эффективность высокоскоростного резания инструментом из керамики и сверхтвер¬
дых материалов:а—рост скорости резания в относительных единицах; б—рост абсолютных значений скоростей резания на
примере обработки чугунов; в—рост производительности съема припуска за счет скорости резания
Минералокерамические и сверхтвердые материалы 251.9. Области применения минералокерамических материаловМарка материалаХарактеристикаОбласть примененияВ013, В018Белая оксидная керамика
на основе А1203Чистовое и получистовое то¬
чение нетермообработанных
конструкционных сталей и чу¬
гуновВОК71Смешанная оксидно-кар¬
бидная керамика А1203 +
+ TiCЧистовое, получистовое и пред¬
варительное точение нетер¬
мообработанных и закаленных
сталей и чугуновВОК95Двухслойные пластиныОНТ-20 кортинитСмешанная оксидно-нит-
ридная керамика А1203 +
+ TiNСилинит-РСмешанная керамика на
основе нитрида кремния
Si3N4Получистовое и предваритель¬
ное точение и фрезерование
чугунов, в том числе по корке—Керамика на основе
А1203, упрочненная ните¬
видными кристаллами кар¬
бида кремния SiCСкоростное точение жаропроч¬
ных сплавов на никелевой ос¬
новеМинералокерамика. Минералокерамические инструментальные ма¬
териалы обладают высокой твердостью, тепло- и износостойкостью.
Их основой является глинозем А1203 (белая оксидная керамика,
содержащая 99,7% А1203) или смесь окиси алюминия и карбидов
титана (Al203 + TiC)—черная карбидно-оксидная керамика.На основе алюмооксидной керамики разработан новый материал
(ШТ-20 (кортинит), имеющий мелкозернистую структуру. К этой
группе относится и материал силинит-Р (смешанная керамика на
основе нитрида кремния Si3W4).Минералокерамика поставляется в виде неперетачиваемых много¬
гранных режущих пластинок.Износостойкость режущего инструмента, оснащенного минералоке-
рамикой, в 5—10 раз выше, чем у твердых сплавов Т30К4, ВКЗМ
и ВК6М при увеличении производительности в 2 раза.В табл. 1.9 приведены области применения минералокерамических
инструментальных материалов.Синтетические сверхтвердые материалы. Синтетические сверхтвер¬
дые материалы обладают высокой износостойкостью, твердостью
и низким коэффициентом трения.В технологии получения современных сверхтвердых материалов
выделяются три основные группы:
26Инструментальные материалы и области их применениясинтез из гексагонального нитрида бора—композит 01 (эльбор-Р)
и композит 02 (белбор);синтез из вюртцитоподобной модификации нитрида бора — ком¬
позит 10 (гексонит-Р) и композит 09;спекание из порошков кубического нитрида бора с легирующими
добавками—композиты 05 и 06.Наибольшее распространение получили резцы и фрезы, оснащенные
режущими пластинками из композитов 01 и 10.Спекание кубического нитрида бора с жаропрочными связую¬
щими позволило получить новый поликристаллический материал
киборит, предназначенный для точения жаропрочных сталей и спла¬
вов на никелевой основе на высоких скоростях резания (300—
450 м/мин).Томал 10—крупные двухслойные поликристаллы, получаемые
спеканием зерен кубического нитрида бора со связующим веществом.Карбонадо (АСПК) — цельные и двухслойные поликристаллы,
получаемые синтезом или спеканием зерен синтетических алмазов со
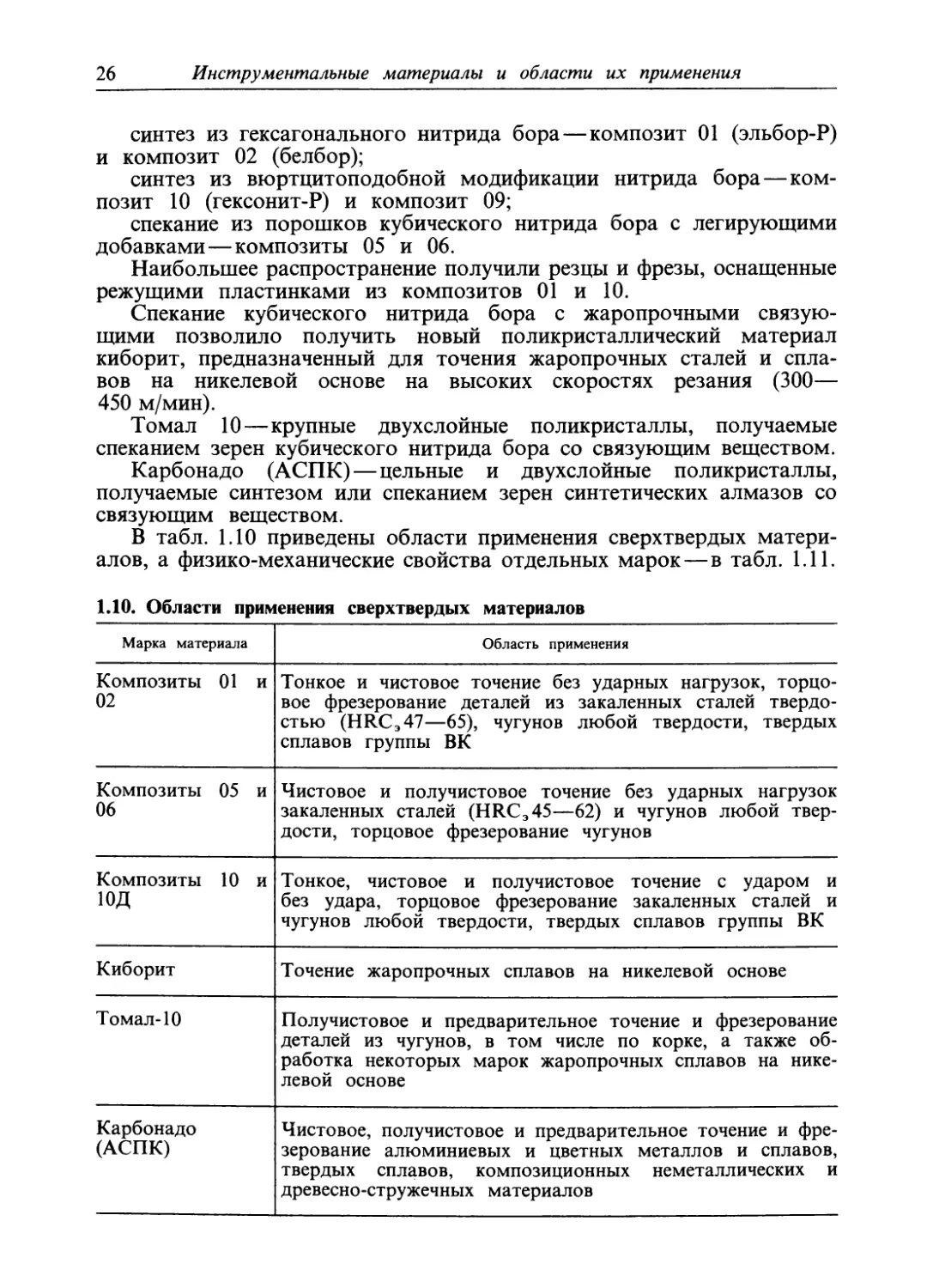
связующим веществом.В табл. 1.10 приведены области применения сверхтвердых матери¬
алов, а физико-механические свойства отдельных марок—в табл. 1.11.1.10. Области применения сверхтвердых материаловМарка материалаОбласть примененияКомпозиты 01 и
02Тонкое и чистовое точение без ударных нагрузок, торцо¬
вое фрезерование деталей из закаленных сталей твердо¬
стью (HRC347—65), чугунов любой твердости, твердых
сплавов группы ВККомпозиты 05 и
06Чистовое и получистовое точение без ударных нагрузок
закаленных сталей (HRC345—62) и чугунов любой твер¬
дости, торцовое фрезерование чугуновКомпозиты 10 июдТонкое, чистовое и получистовое точение с ударом и
без удара, торцовое фрезерование закаленных сталей и
чугунов любой твердости, твердых сплавов группы ВККиборитТочение жаропрочных сплавов на никелевой основеТомал-10Получистовое и предварительное точение и фрезерование
деталей из чугунов, в том числе по корке, а также об¬
работка некоторых марок жаропрочных сплавов на нике¬
левой основеКарбонадо(АСПК)Чистовое, получистовое и предварительное точение и фре¬
зерование алюминиевых и цветных металлов и сплавов,
твердых сплавов, композиционных неметаллических и
древесно-стружечных материалов
Минералокерамические и сверхтвердые материалы 271.11. Физико-механические свойства минералокерамических и сверхтвердых инст¬рументальных материаловМарка материаласти, МПастсж, МПар, г/см3HRA или HVТеплостой¬
кость, °СВ013*1400—4,50—4,70HRA 931100ОНТ-20*2650—7502000—25004,20HRA 931200Силинит-Р*3Композиты*4:650—75025003,80—4,00HRA 94—96120001 и 02400—50030004,00HV = 75000—80000 МПа1100—
130005 и 06450—5003500—HV = 60000—70000 МПа—09700—100050004,20HV = 70000—80000 МПа110010700—100045004,50НУ = 60000—65000 МПа1100*1 Условия по ГОСТ 26630—85.*2 Условия по ТУ 06-339—78.*3 Условия по ТУ 2-036-087—82.*4 Сверхтвердые материалы по ТУ 2-035-982—85.
Глава 2ОБЩИЕ КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
РЕЖУЩИХ ИНСТРУМЕНТОВ
И СПОСОБЫ ЗАКРЕПЛЕНИЯ ИХ НА СТАНКАХВ обработке металлов резанием основную роль играет инструмент.
Несмотря на разнообразие и специфические особенности, режущие
инструменты имеют большое количество общих геометрических
и конструктивных элементов.Связь режущего инструмента со станком осуществляется при
помощи промежуточных звеньев, конструктивные особенности которых
обусловлены способами его закрепления.2.1. СОСТАВНЫЕ ЧАСТИ И ЭЛЕМЕНТЫ
РЕЖУЩИХ ИНСТРУМЕНТОВОбщей характеристикой всех видов режущего инструмента является
наличие рабочей и хвостовой частей. Рабочая режущая часть имеет
лезвие с геометрическими параметрами: задний угол а, передний угол
у, главный угол в плане ср, вспомогательный угол в плане <pl5 угол
наклона кромки X, угол заострения р, радиус вершины гв. Харак¬
теристика геометрических параметров каждого вида инструмента
приведена в соответствующих главах справочника.Основную роль в процессе резания играет клин (угол заострения Р)
с режущими кромками, образованный передней поверхностью лезвия,
по которой сходит стружка, и задней поверхностью лезвия, обращен¬
ной в процессе резания к обрабатываемой поверхности.Единство геометрии режущего лезвия всех видов инструмента
обусловлено в основном единством законов резания металлов.К орновным конструктивным элементам лезвийного режущего
инструмента относятся:зубья, несущие на себе элементы с режущими лезвиями;
стружечные канавки, предназначенные для размещения и транспор¬
тирования стружки в процессе резания;каналы для подвода охлаждающей жидкости к режущим элементам
или отвода вместе с охлаждающей жидкостью стружки из зоны резания;элементы крепления инструмента и элементы баз при изготовлении,
контроле и переточках инструмента.Каждый режущий инструмент независимо от вида и размера имеет
почти все перечисленные геометрические параметры и конструктивные
элементы.При проектировании инструментов основными поверхностями
формирования профиля являются плоскости, поверхности вращения
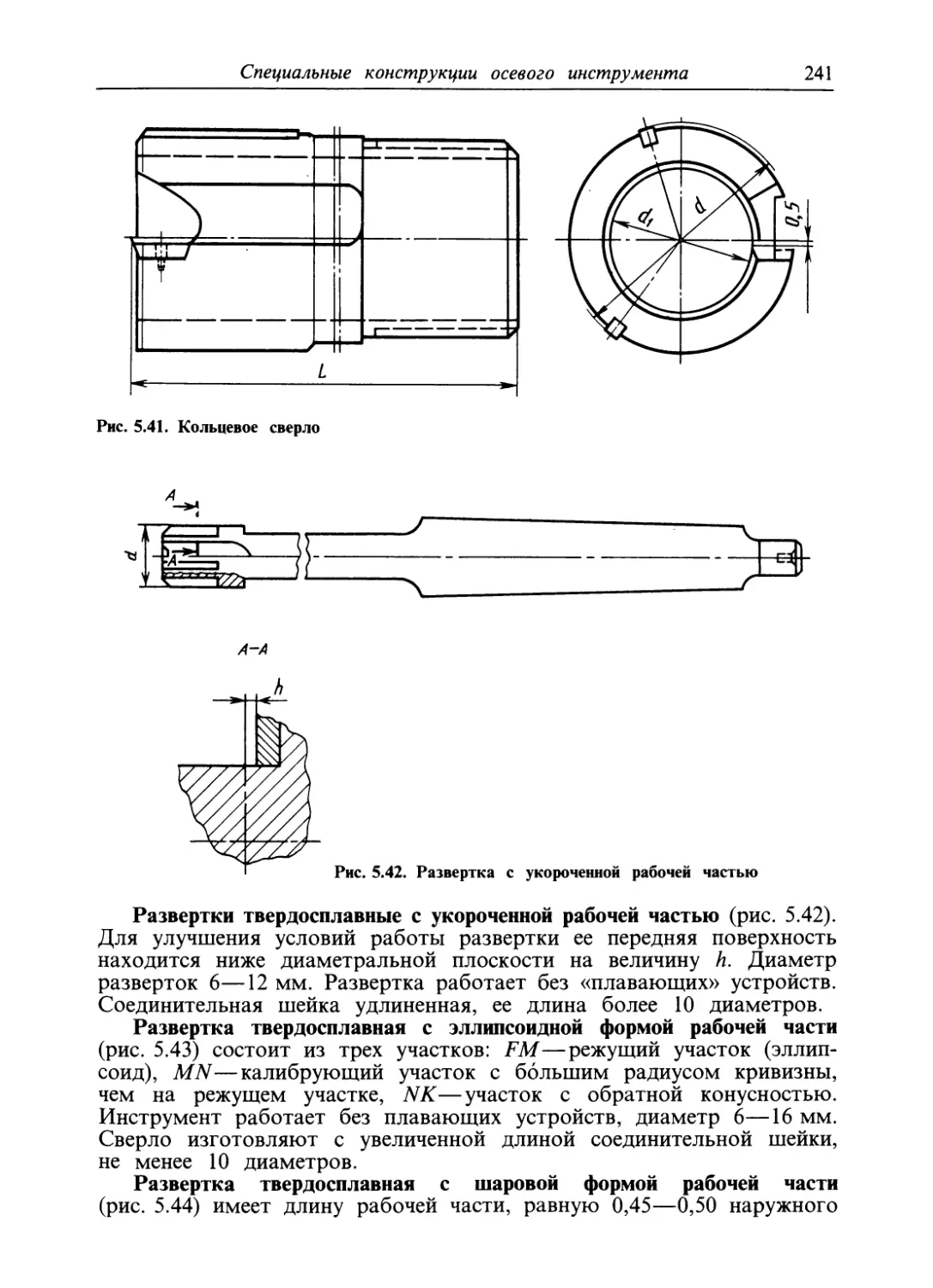
и винтовые поверхности.
Инструменты с неразъемными соединениями29Плоскости предназначены для оформления стержневых резцов,
зуборезных гребенок.Поверхности вращения используются в трех основных видах:с образующей в виде прямой, параллельной оси вращения
(развертки, цилиндрические фрезы);с образующей в виде прямой, наклоненной под некоторым углом
к оси вращения (угловые фрезы, конические развертки, зенковки);с криволинейной образующей (фасонные резцы, фасонные фрезы).Винтовые поверхности занимают одно из важных мест в констру¬
ировании режущего инструмента. Для многих видов инструмента
(например, резьбонарезные инструменты, червячные зуборезные фрезы)
винтовая поверхность является основной для образования профиля
детали.У концевых фрез и зенкеров расположение режущих зубьев по
винтовой линии обеспечивает равномерное резание благодаря посте¬
пенному входу и выходу их в обрабатываемую поверхность, способ¬
ствует лучшему отводу стружки из зоны резания. В некоторых случаях
(например, у спиральных сверл) винтовая поверхность предназначена
для получения более оптимального переднего угла и сохранения
формы режущей части после переточек.При проектировании зуборезных долбяков, червячных фрез, рез¬
цовых головок для обработки конических колес с криволинейными
зубьями и винтовых поверхностей зубья инструментов выполняются
в виде затылованной поверхности.2.2. ОБЩИЕ КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ИНСТРУМЕНТОВ
С НЕРАЗЪЕМНЫМИ СОЕДИНЕНИЯМИ, ИХ ФОРМЫ, РАЗМЕРЫ
И СПОСОБЫ СОЕДИНЕНИЯК этой группе относятся инструменты, имеющие неразъемное
соединение рабочей части с хвостовиком (державкой): резцы, концевые
инструменты, протяжки и др.Инструменты с неразъемным соединением содержат рабочую часть,
выполненную из инструментальных материалов, и хвостовик (держав¬
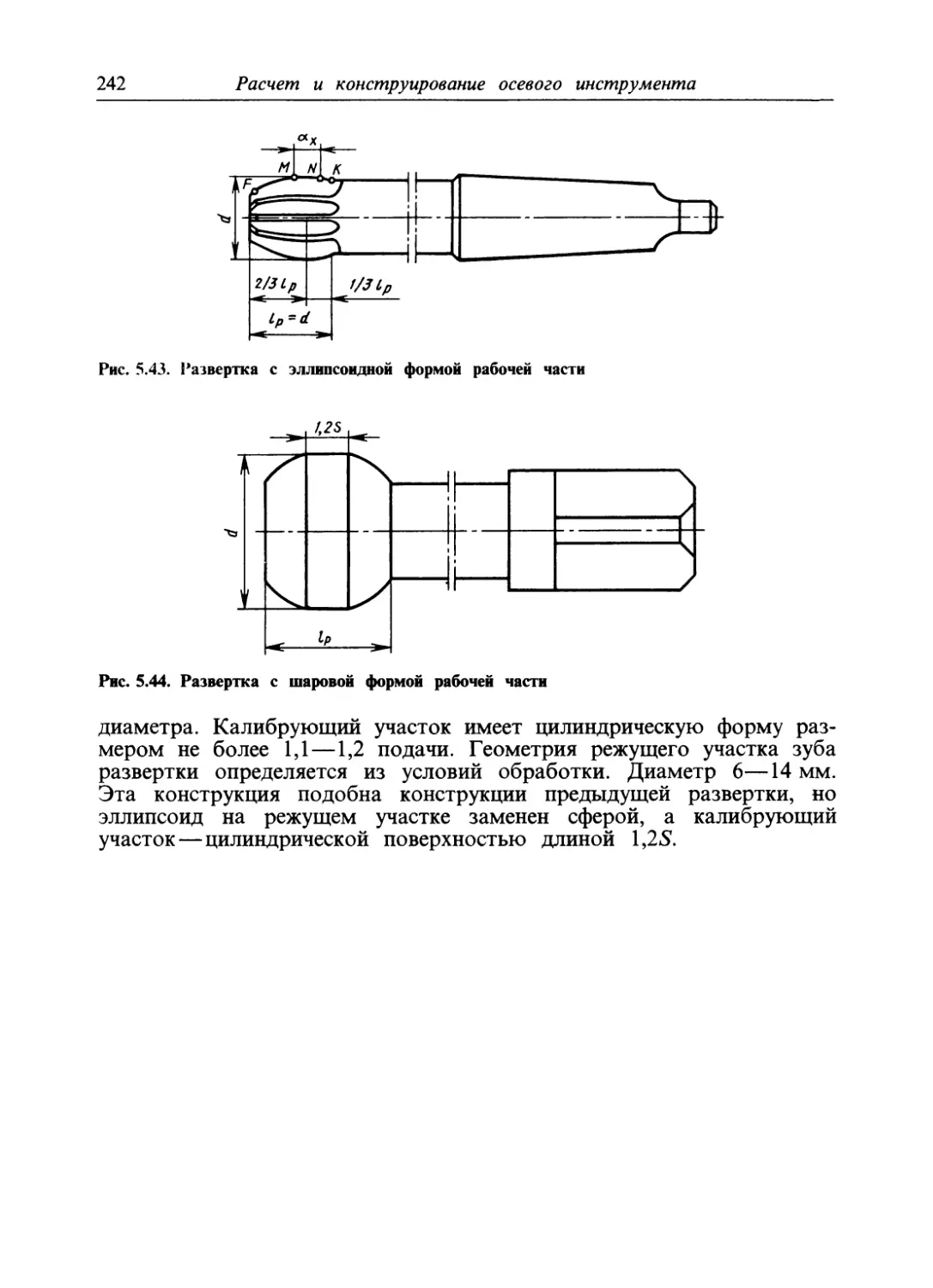
ку), изготовленный из конструкционных сталей.Форма рабочей части определяется видом инструмента, а ее
размеры — запасом на переточки, надежностью крепления, направлени¬
ем инструмента во время работы, а также размером обрабатываемого
изделия.Соединение рабочей части и корпуса инструмента (биметаллические
режущие инструменты) осуществляется сваркой, пайкой, склеиванием,
запрессовкой, зачеканкой или обжатием при совместном выдавливании.Сварка выполняется встык, без дополнительных конструктивных
элементов. Сварной шов должен иметь прочность не менее 0,9
прочности корпуса и удален от режущей части на расстояние,
обеспечивающее достаточный запас на переточки.Пайка выполняется с использованием дополнительных конструктив¬
ных элементов, выполненных на соединяемых частях инструмента.
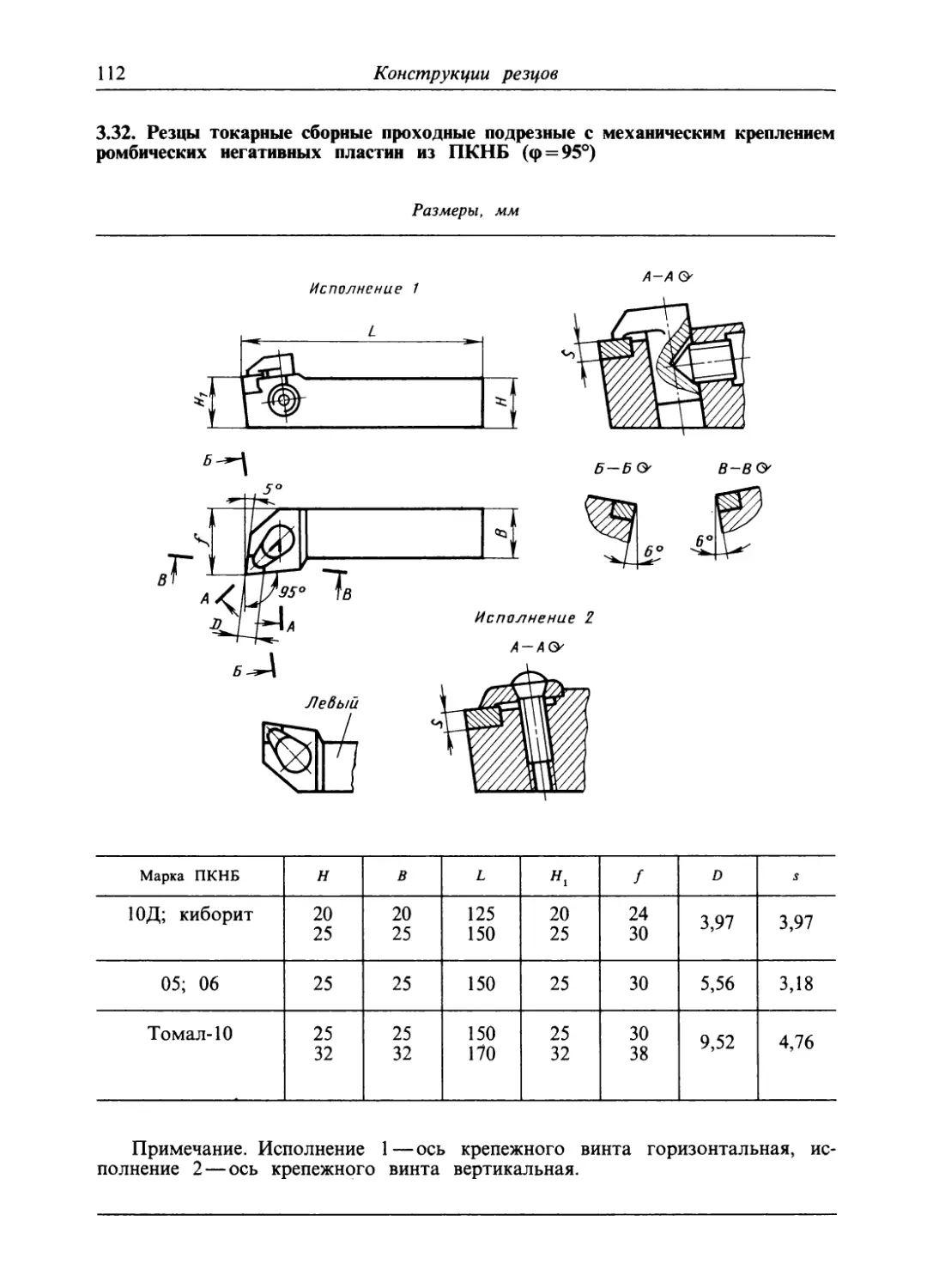
30 Общие конструктивные элементы режущих инструментовРис. 2.1. Формы стыков рабо¬
чей части и хвостовика кон¬
цевого инструментаНа рис. 2.1 приведены формы стыков для концевого инструмента
под пайку. Расстояние от стыка до режущей части должно обеспечи¬
вать запас на переточку инструмента и исключать распайку во время
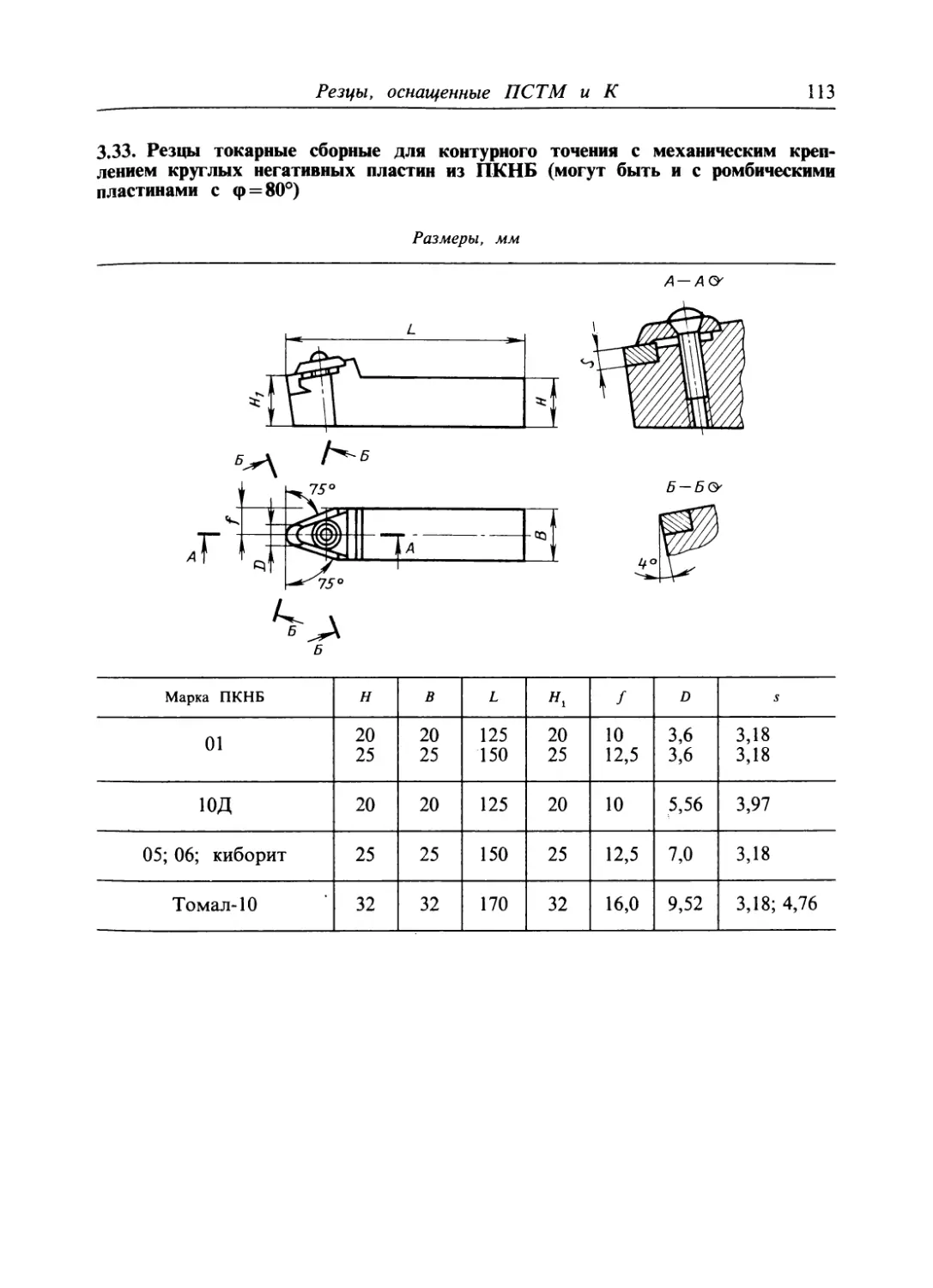
резания, связанную с нагревом рабочей части.Формы гнезд под пластины, обеспечивающие надежность соедине¬
ния пайкой, приведены на рис. 2.2.Форма гнезда соответствует форме пластины, а размеры рассчиты¬
вают в зависимости от размеров пластины. Для напайных пластин,
врезаемых на полную глубину,l\ = l—Sig(ак + 2); Ъ, = Z,-Stg[(otKi + y) + (2-4)],где /—длина пластины, мм; /х—длина гнезда, мм; b—ширина
пластины, мм; — ширина гнезда в направлении угла ув (уголврезания пластины в корпус), мм;
S—толщина пластины, мм; ак —
задний угол корпуса в направле¬
нии угла ув, °; aKi—задний угол
корпуса в направлении /х, °.Угол врезания пластин из бы¬
строрежущих сталей принимается:
ув = у + (2 — 5)°—для обработки
хрупких материалов, ув = 0°—для
обработки вязких материалов.Угол врезания пластин из
твердых сплавов принимается:
ув = 0—для обработки стали
и других вязких материалов,
ув = у + (0 2)°—для обработки
чугунов и других хрупких матери¬
алов.сигРис. 2.2. Формы гнезд под напайные
пластины:а—открытая; 6—полузакрытая; в — закрытая;
г—врезная
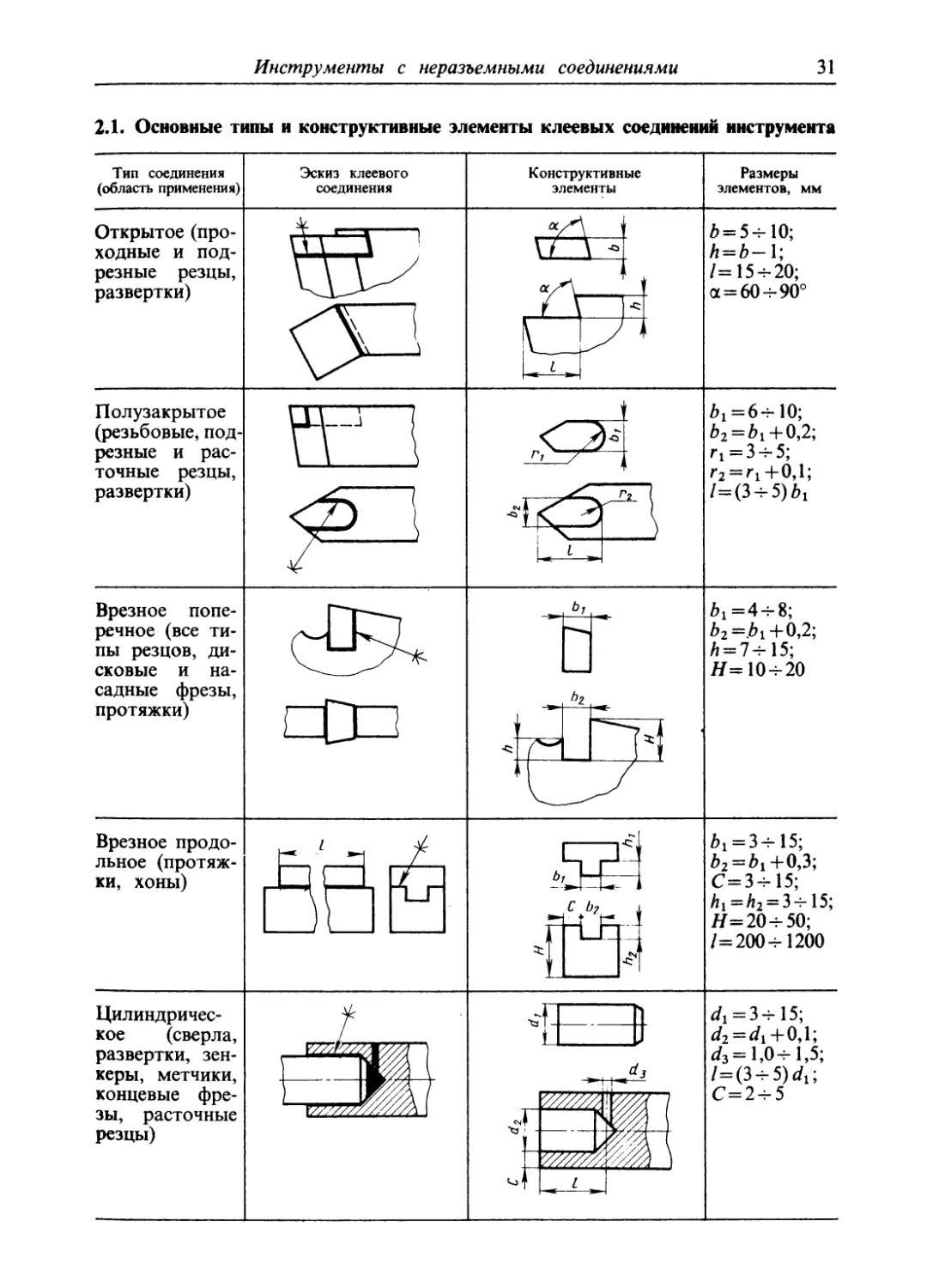
Инструменты с неразъемными соединениями312.1. Основные типы и конструктивные элементы клеевых соединений инструментаТип соединения
(область применения)Эскиз клеевого
соединенияКонструктивныеэлементыРазмеры
элементов, ммОткрытое (про¬
ходные и под¬
резные резцы,
развертки)6 = 5-10;
h = b-1;/= 15-г-20;
а = 60 — 90°Полузакрытое
(резьбовые, под
резные и рас¬
точные резцы,
развертки)£ i^=6-10;
b2 = bt+ 0,2;
г1=3-5;/*2 = ^+0,1;
/=(3-5)^Врезное попе¬
речное (все ти¬
пы резцов, ди¬
сковые и на¬
садные фрезы,
протяжки)Ъх= 4-8;Ь2 +0,2;
Л = 7— 15;
Я= 10-20Врезное продо¬
льное (протяж¬
ки, хоны)£С b?Ш= 3— 15;
bj ~b\ +0,3;
С=3—15;/^ = /*2 = 3-15;
#=20 — 50;
/=200-1200Цилиндричес¬
кое (сверла,
развертки, зен¬
керы, метчики,
концевые фре¬
зы, расточные
резцы)^ = 3-15;
d2 = d\ + 0,1;
* = 1,Он-1,5;
/=(3 — 5) dx\
С=2-5
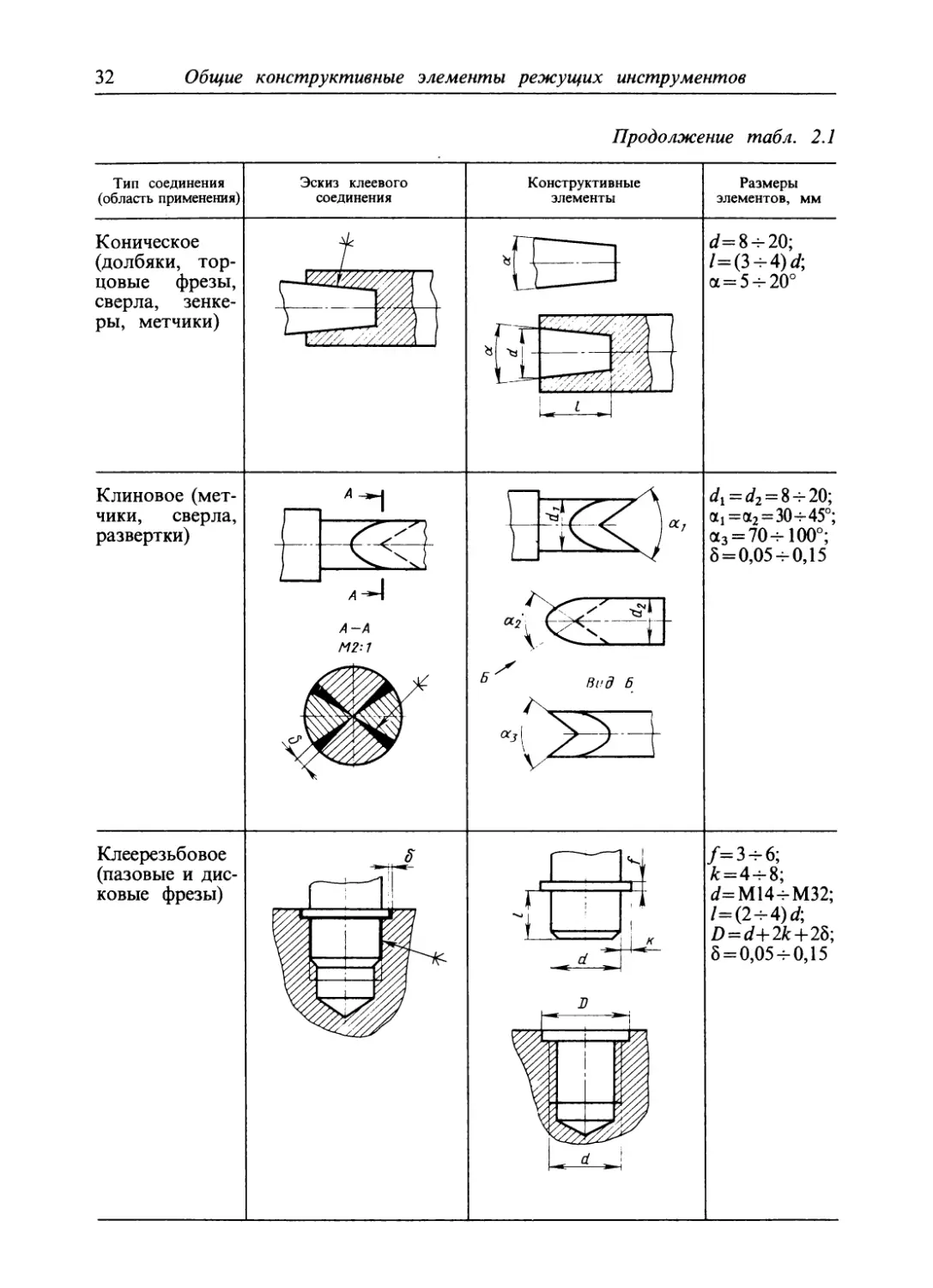
32 Общие конструктивные элементы режущих инструментовПродолжение табл. 2.1Тип соединения
(область применения)Эскиз клеевого
соединенияКонструктивныеэлементыРазмеры
элементов, ммКоническое
(долбяки, тор¬
цовые фрезы,
сверла, зенке¬
ры, метчики)■вd= 8-20;
/=(3-4)4
а = 5 —20°” ■■////////,1LКлиновое (мет¬
чики, сверла,
развертки)^ = ^2 = 8-20;
а1=а2=30-45°;
а3 = 70—100°;
6 = 0,05-0,15М2-1•;cvV./ч'IVЖКлеерезьбовое
(пазовые и дис¬
ковые фрезы)/=3-6;А: = 4 —8;
J=M14—М32;
/=(2-4)4
D = d+2k+2b;
5 = 0,05-0,15
Инструменты с неразъемными соединениями33Продолжение табл. 2.1У стандартных резцов из быстрорежущих сталей углы врезания
ув равны 0, 12, 16°; из твердых сплавов — 0 и 10°.Углы ак и aKi принимаются на 2—3° больше углов
а и а! соответственно.Глубина С гнезда под режущую пластину принимается равной: при
4 мм С= S, при S=4 + l мм С=0,5 S, при S>1 мм С=0,4 S.
Режущие пластины для напайного инструмента приведены в
ГОСТ 25393-90.Клеевое соединение осуществляется с использованием дополнитель¬
ных конструктивных элементов и элементов, исключающих нагружение
стыка растягивающими и сдвигающими нагрузками. Расчет стыка на
сдвигающие нагрузки проводится по формулегде [т.] — предел прочности клея на сдвиг. МПа; Рсцъ—сдвигающая
нагрузка, Н; F—площадь склеивания, мм , К—коэффициент запаса
прочности,К=К0КкКиКм,где К0—коэффициент, учитывающий способ отверждения клеевого
шва (в термостате АГ0 =1,1, ца воздухе АГ0 = 1,2); Кк—конструктивный
коэффициент (при открытом стыке Кк = 1, при полузакрытом АГК =1,1
и при закрытом А^к=1,2); Кн—коэффициент характера нагрузки (при
статической нагрузке Кя= 1,8, при динамической — Кя = 8); Км—коэф¬
фициент, учитывающий влияние склеиваемой пары материалов (для2 Зак. 533
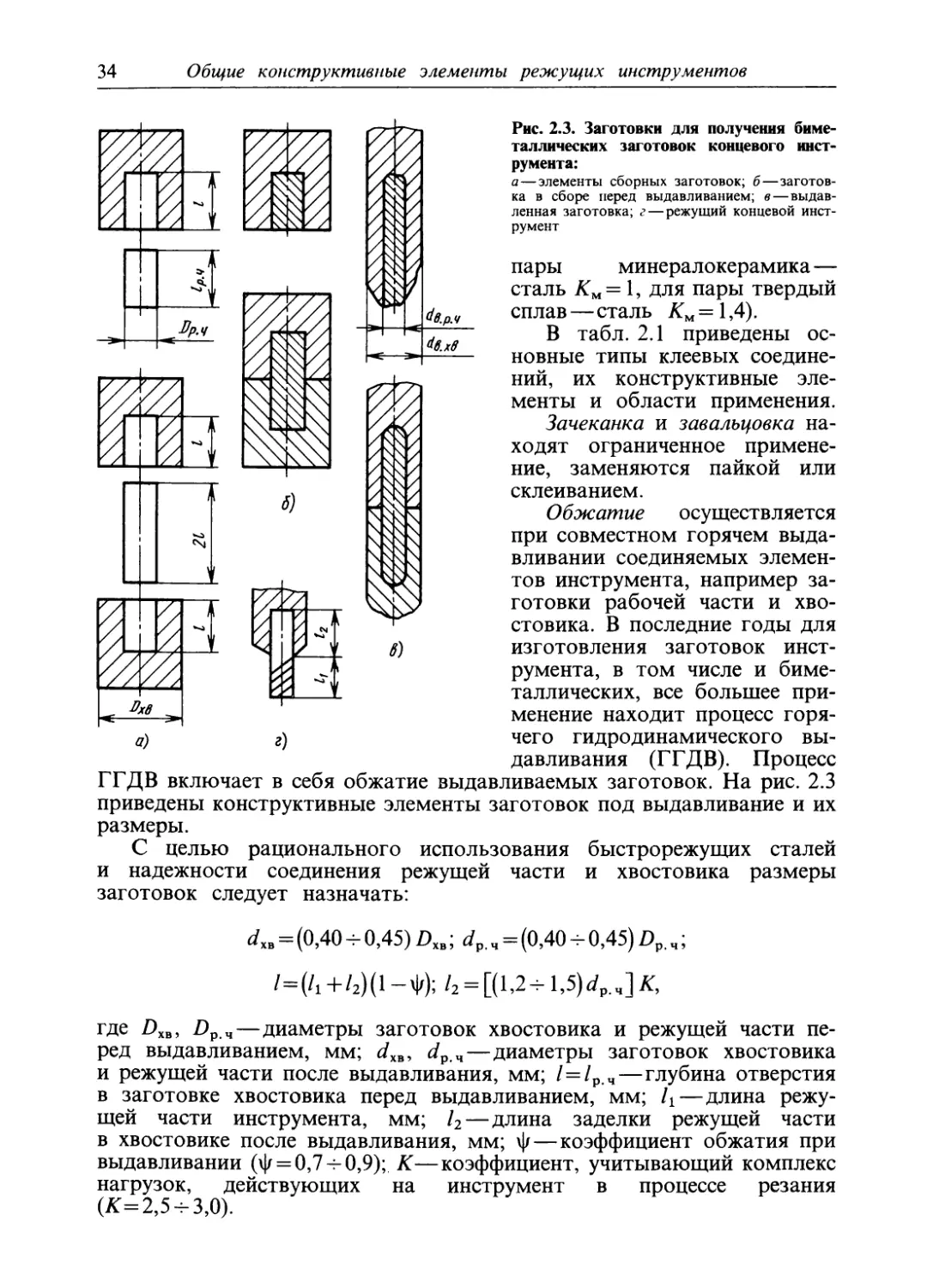
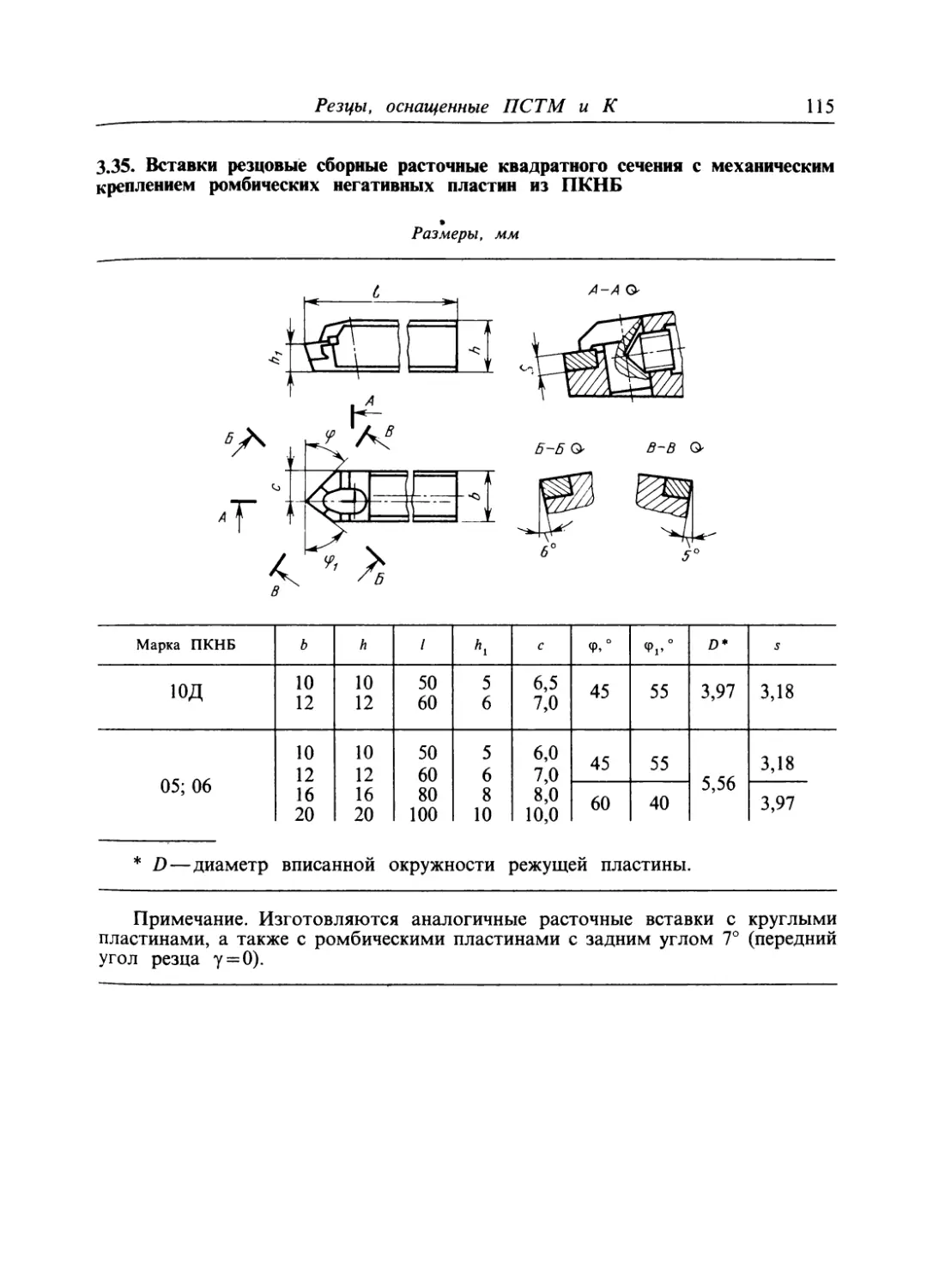
34 Общие конструктивные элементы режущих инструментовРис. 2.3. Заготовки для получения биме¬
таллических заготовок концевого инст¬
румента:а—элементы сборных заготовок; 6—заготов¬
ка в сборе перед выдавливанием; в — выдав¬
ленная заготовка; г — режущий концевой инст¬
рументпары минералокерамика—
сталь Км = 1, для пары твердый
сплав—сталь Км =1,4).В табл. 2.1 приведены ос¬
новные типы клеевых соедине¬
ний, их конструктивные эле¬
менты и области применения.Зачеканка и завалъцовка на¬
ходят ограниченное примене¬
ние, заменяются пайкой или
склеиванием.Обжатие осуществляется
при совместном горячем выда¬
вливании соединяемых элемен¬
тов инструмента, например за¬
готовки рабочей части и хво¬
стовика. В последние годы для
изготовления заготовок инст¬
румента, в том числе и биме¬
таллических, все большее при¬
менение находит процесс горя¬
чего гидродинамического вы¬
давливания (ГГДВ). Процесс
ГГДВ включает в себя обжатие выдавливаемых заготовок. На рис. 2.3
приведены конструктивные элементы заготовок под выдавливание и их
размеры.С целью рационального использования быстрорежущих сталей
и надежности соединения режущей части и хвостовика размеры
заготовок следует назначать:dx.=(0,40 - 0,45) dp„ = (0,40 - 0,45) £>р. ч;/=(/1 +/2)(1 -v|/); /2 = [(1,2- l,5)rfp.4]где Z)XB, Dp 4—диаметры заготовок хвостовика и режущей части пе¬
ред выдавливанием, мм; dXB, dv,4—диаметры заготовок хвостовика
и режущей части после выдавливания, мм; /=/р.ч—глубина отверстия
в заготовке хвостовика перед выдавливанием, мм; /:—длина режу¬
щей части инструмента, мм; /2—длина заделки режущей части
в хвостовике после выдавливания, мм; vj/ — коэффициент обжатия при
выдавливании (\|/ = 0,7 — 0,9); К—коэффициент, учитывающий комплекс
нагрузок, действующих на инструмент в процессе резания
(*=2,5 -3,0).
Инструменты с механическим креплением рабочей части352.3. ОБЩИЕ КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ИНСТРУМЕНТОВ
С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ РАБОЧЕЙ ЧАСТИ,ИХ ФОРМЫ, РАЗМЕРЫ И СПОСОБЫ КРЕПЛЕНИЯВ последние годы широкое применение нашли инструменты
с механическим креплением сменных многогранных пластин (СМП)
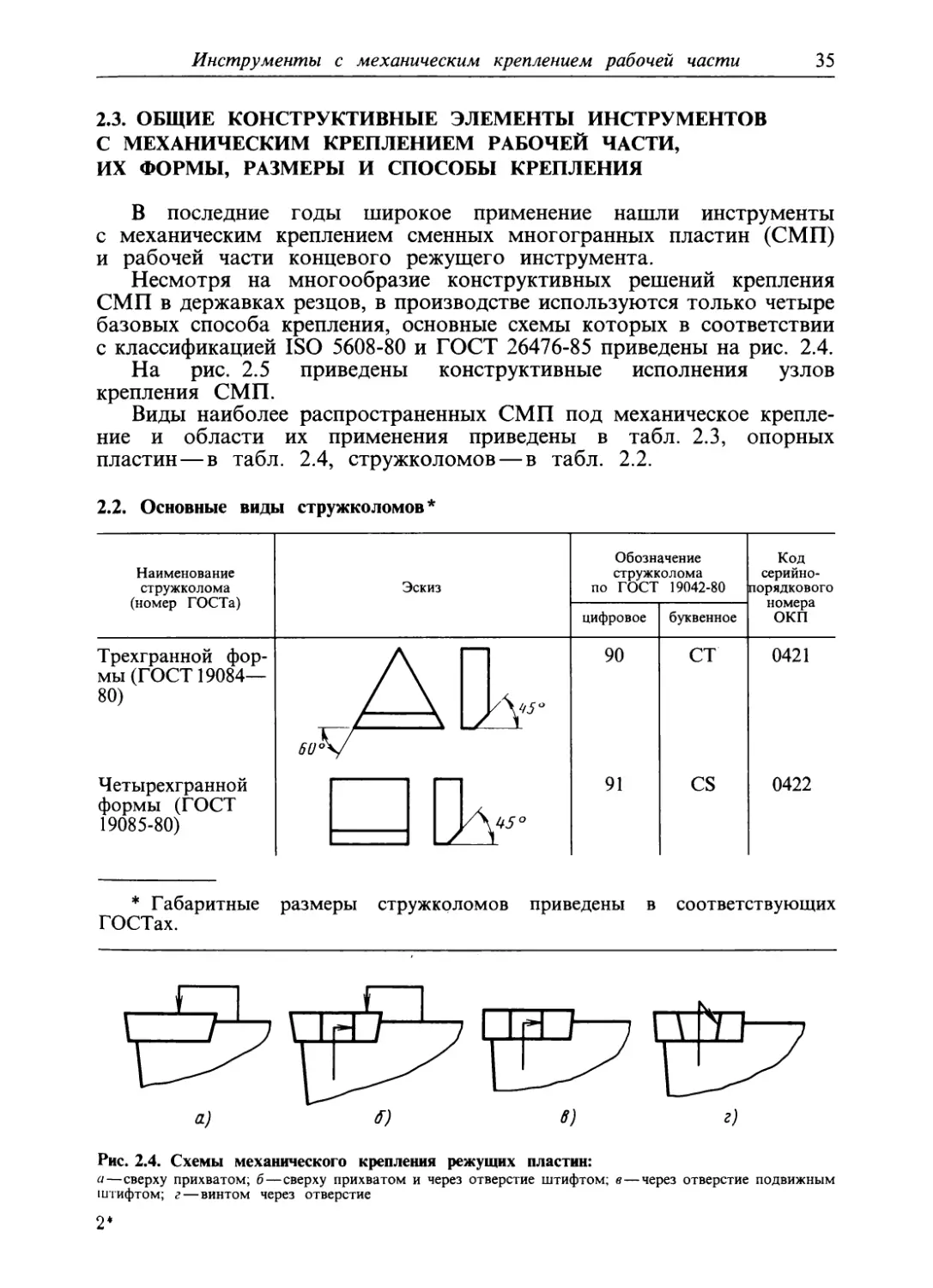
и рабочей части концевого режущего инструмента.Несмотря на многообразие конструктивных решений крепления
СМП в державках резцов, в производстве используются только четыре
базовых способа крепления, основные схемы которых в соответствии
с классификацией ISO 5608-80 и ГОСТ 26476-85 приведены на рис. 2.4.На рис. 2.5 приведены конструктивные исполнения узлов
крепления СМП.Виды наиболее распространенных СМП под механическое крепле¬
ние и области их применения приведены в табл. 2.3, опорных
пластин—в табл. 2.4, стружколомов — в табл. 2.2.2.2. Основные виды стружколомов** Габаритные размеры стружколомов приведены в соответствующих
ГОСТах.Рис. 2.4. Схемы механического крепления режущих пластин:а—сверху прихватом; б— сверху прихватом и через отверстие штифтом; <
штифтом; г — винтом через отверстие-через отверстие подвижным2*
Рис. 2.5. Узлы механического крепления многогранных режущих пластин:а, б, з—накладным прихватом; в, г—подвижным штифтом; д, е—при помощи клина; ж—винтом через отверстие; 1—корпус; 2—режущая пластина;
3 — опорная пластина, 4—крепежный элемент; 5—винт; 6—штифт; 7—стружколомОбщие конструктивные элементы режущих инструментов
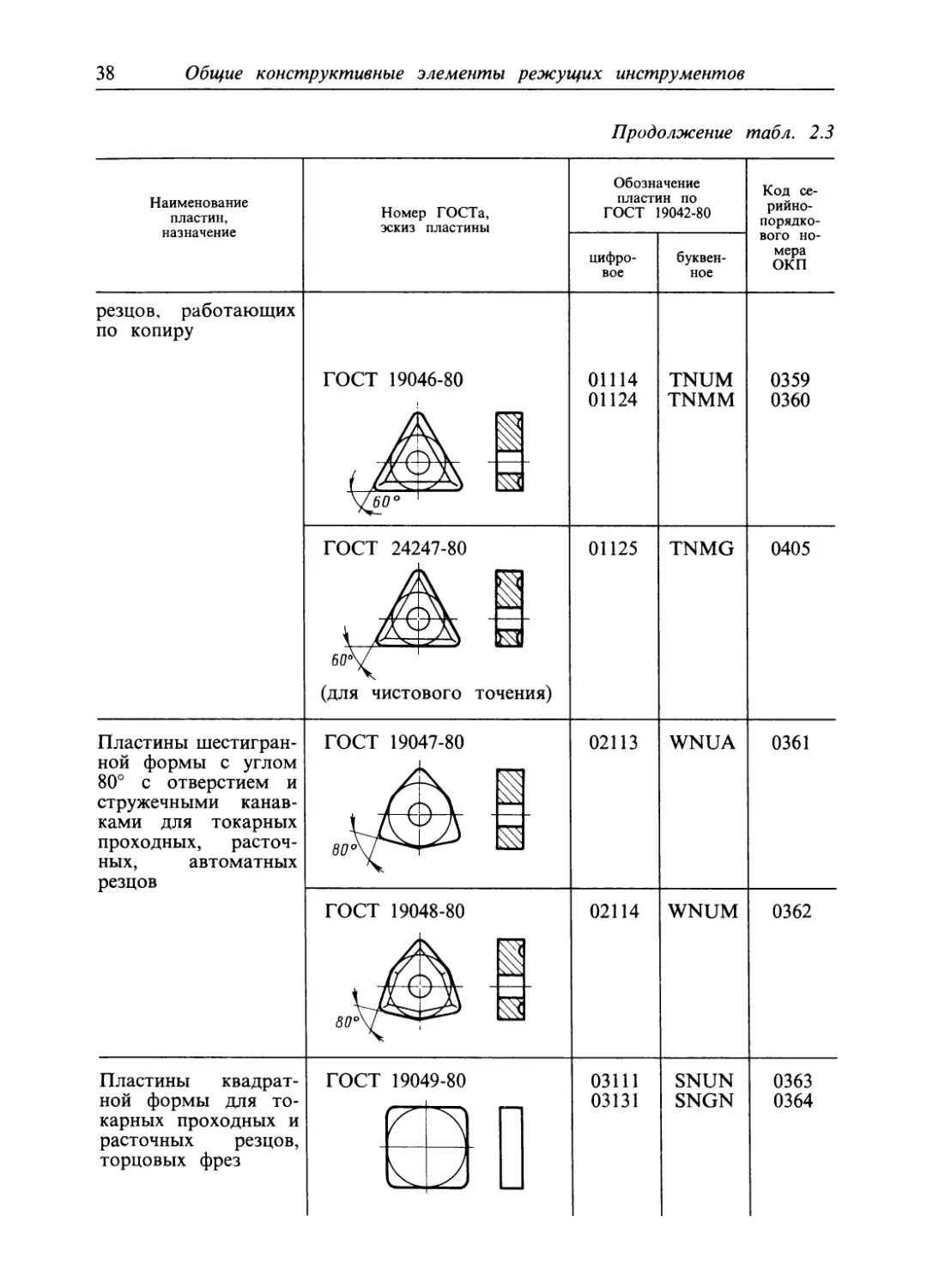
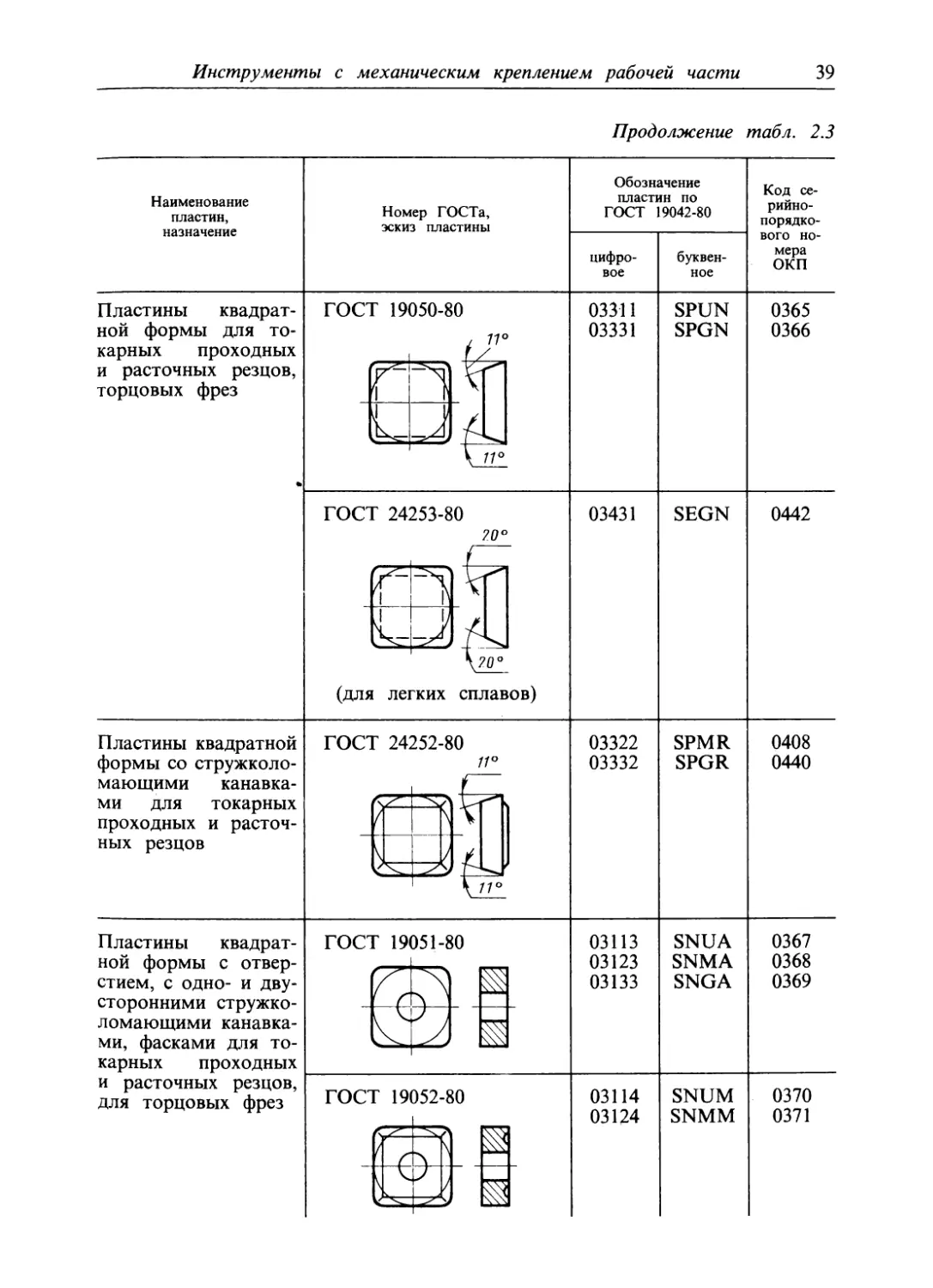
Инструменты с механическим креплением рабочей части372.3. Основные виды сменных многогранных пластин
и области их применения*Наименованиепластин,назначениеНомер ГОСТа,
эскиз пластиныОбозначение
пластин по
ГОСТ 19042-80цифро¬воебуквен¬ноеКод се-
рийно-
порядко-
вого но¬
мераокпПластины трехгран¬
ной формы для то¬
карных проходных,
подрезных и расточ¬
ных резцовГОСТ 19043-80А о0111101131TNUNTNGN03520353ГОСТ 19045-800131101331TPUNTPGN03570358ГОСТ 24251-8001431TEGN0444(60° 20°(для легких сплавов)Пластины трехгран¬
ной формы со струж¬
коломающими канав¬
ками для токарных
проходных и расточ¬
ных резцовГОСТ 24250-800132201332TPMRTPGR04090441Пластины трехгран¬
ной формы с отвер¬
стием и стружколо¬
мающими канавками
для токарных, под¬
резных, проходных и
расточных резцов иГОСТ 19044-80И011130112301133TNUA
TNMA
TNG А035403550356
38 Общие конструктивные элементы режущих инструментовПродолжение табл. 2.3Наименованиепластин,назначениеНомер ГОСТа,
эскиз пластиныОбозначение
пластин по
ГОСТ 19042-80цифро¬воебуквен¬ноеКод се-
рийно-
порядко-
вого но¬
мера
ОКПрезцов, работающих
по копируГОСТ 19046-800111401124TNUMTNMM03590360ИГОСТ 24247-8001125TNMG0405И(для чистового точения)Пластины шестигран¬
ной формы с углом
80° с отверстием и
стружечными канав¬
ками для токарных
проходных, расточ¬
ных, автоматных
резцовГОСТ 19047-8002113WNUA0361ГОСТ 19048-8002114WNUM0362Пластины квадрат¬
ной формы для то¬
карных проходных и
расточных резцов,
торцовых фрезГОСТ 19049-800311103131SNUNSNGN03630364
Инструменты с механическим креплением рабочей части39Продолжение табл. 2.3Наименованиепластин,назначениеНомер ГОСТа,
эскиз пластиныОбозначение
пластин по
ГОСТ 19042-80цифро¬воебуквен¬ноеКод се-
рийно-
порядко-
вого но¬
мераокпПластины квадрат¬
ной формы для то¬
карных проходных
и расточных резцов,
торцовых фрезГОСТ 19050-80г--1LЛ03311
03331SPUNSPGN03650366ГОСТ 24253-8003431SEGN044270°гк-J,\?0°(для легких сплавов)Пластины квадратной
формы со стружколо-
канавка-ГОСТ 24252-800332203332SPMRSPGR04080440ми для токарных
проходных и расточ¬■^7(\ных резцов\/Пластины квадрат¬
ной формы с отвер¬
стием, с одно- и дву¬
сторонними стружко¬
ломающими канавка¬
ми, фасками для то¬
карных проходных
и расточных резцов,
для торцовых фрезГОСТ 19051-80031130312303133SNUASNMASNGA036703680369ГОСТ 19052-80( г^7\ ^ У0311403124SNUMSNMM03700371
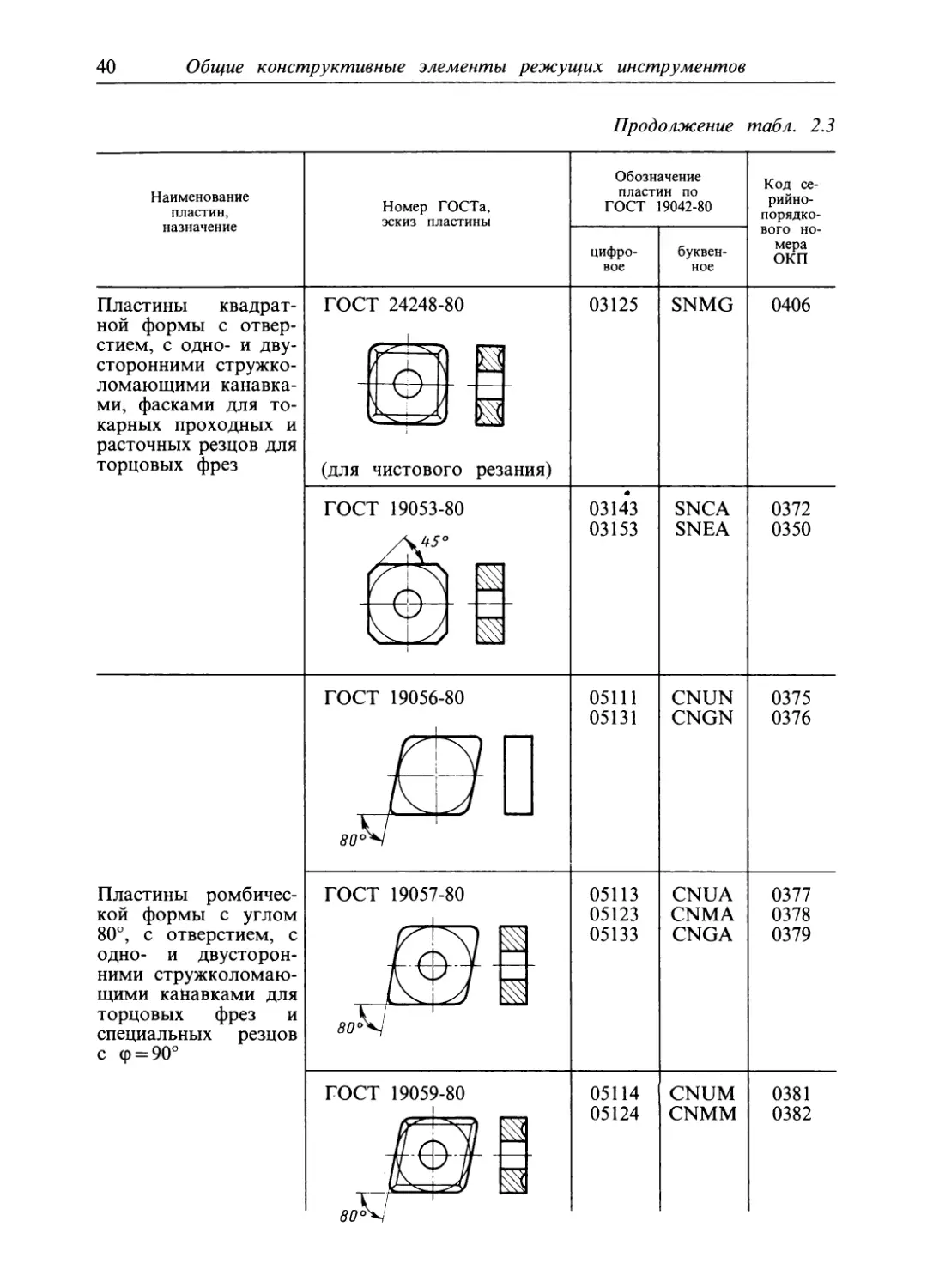
40 Общие конструктивные элементы режущих инструментовПродолжение табл. 2.3Наименованиепластин,назначениеНомер ГОСТа,
эскиз пластиныОбозначение
пластин по
ГОСТ 19042-80цифро¬воебуквен¬ноеКод се-
рийно-
порядко-
вого но¬
мера
ОКППластины квадрат¬
ной формы с отвер¬
стием, с одно- и дву¬
сторонними стружко¬
ломающими канавка¬
ми, фасками для то¬
карных проходных и
расточных резцов для
торцовых фрезГОСТ 24248-8003125SNMG0406&(для чистового резания)ГОСТ 19053-80
/\и'0314303153SNCASNEA03720350■Ф-ГОСТ 19056-800511105131CNUNCNGN03750376Пластины ромбичес¬
кой формы с углом
80°, с отверстием, с
одно- и двусторон¬
ними стружколомаю¬
щими канавками для
торцовых фрез и
специальных резцов
с ф = 90°ГОСТ 19057-80051130512305133CNUACNMACNGA037703780379ГОСТ 19059-800511405124CNUMCNMM03810382
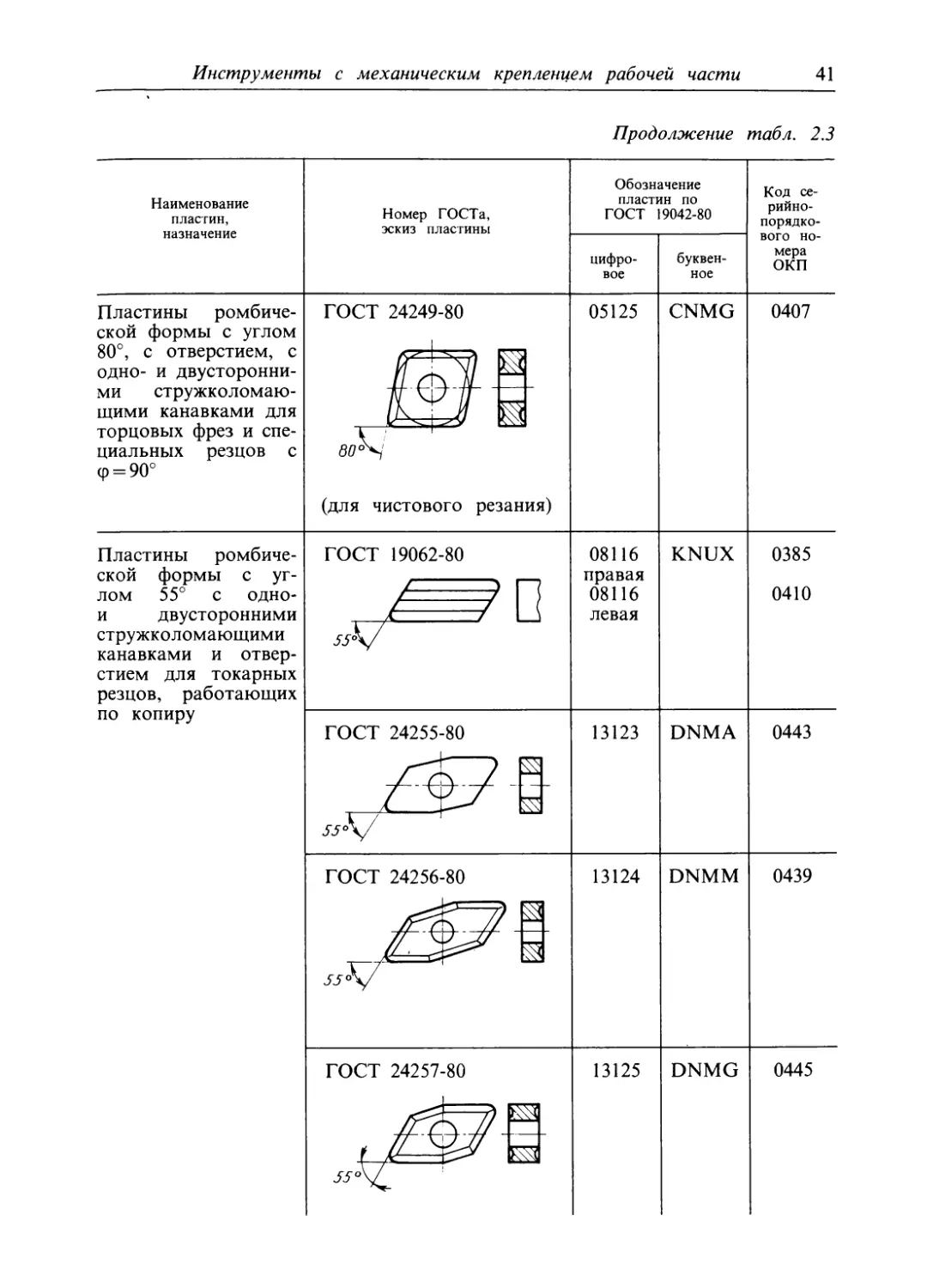
Инструменты с механическим креплением рабочей части41Продолжение табл. 2.3Наименованиепластин,назначениеНомер ГОСТа,
эскиз пластиныОбозначение
пластин по
ГОСТ 19042-80цифро¬воебуквен¬ноеКод се-
рийно-
порядко-
вого но¬
мераокпПластины ромбиче¬
ской формы с углом
80°, с отверстием, с
одно- и двусторонни¬
ми стружколомаю¬
щими канавками для
торцовых фрез и спе¬
циальных резцов с
ср = 90°ГОСТ 24249-8005125CNMG0407(для чистового резания)Пластины ромбиче¬
ской формы с уг¬
лом 55° с одно-
и двусторонними
стружколомающими
канавками и отвер¬
стием для токарных
резцов, работающих
по копируГОСТ 19062-8008116правая08116KNUX03850410ГОСТ 24255-8013123DNMA0443ГОСТ 24256-8013124DNMM0439ГОСТ 24257-8013125DNMG0445
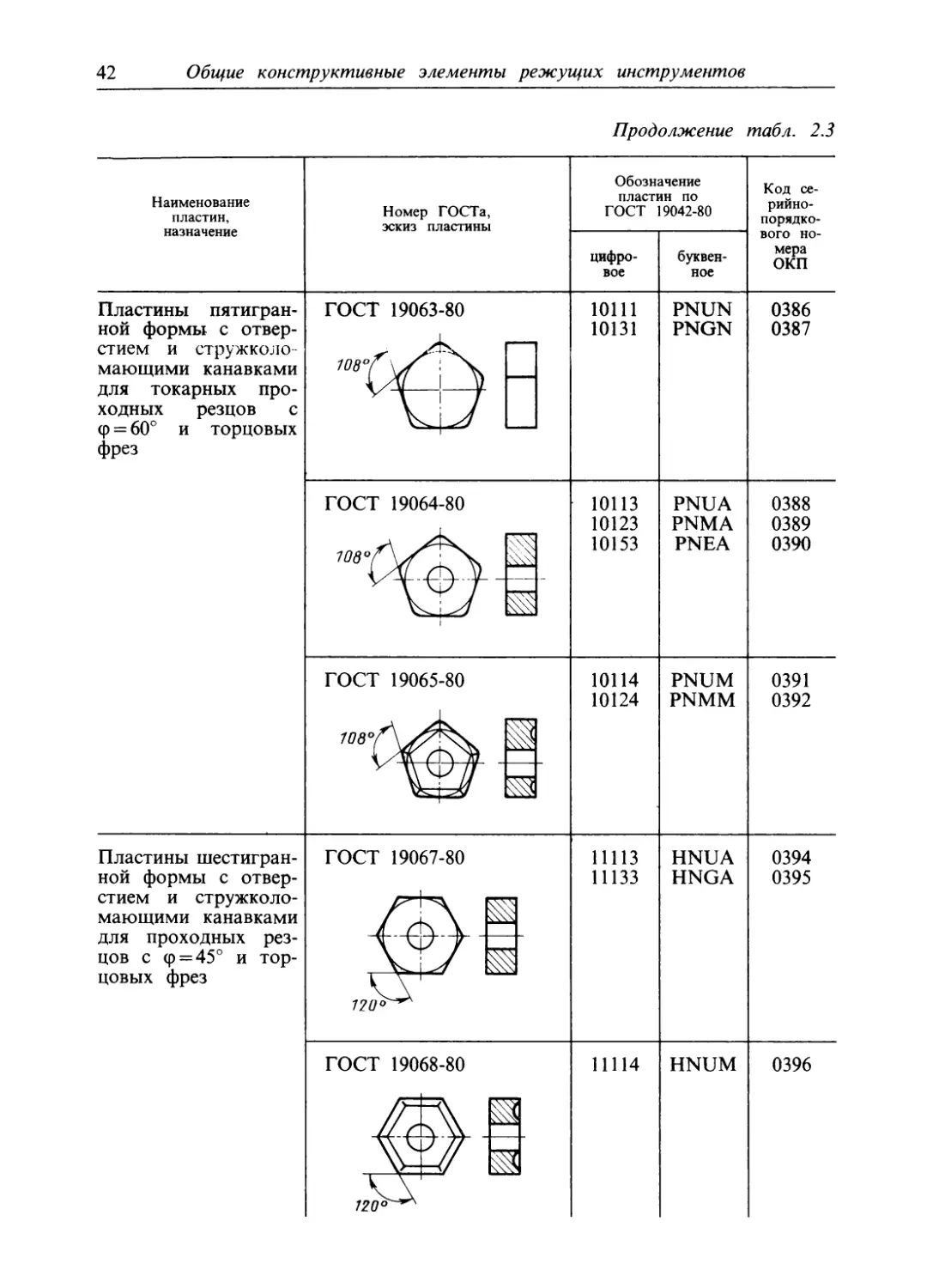
42 Общие конструктивные элементы режущих инструментовПродолжение табл. 2.3Наименованиепластин,назначениеНомер ГОСТа,
эскиз пластиныОбозначение
пластин по
ГОСТ 19042-80цифро¬воебуквен¬ноеКод се-
рийно-
порядко-
вого но¬
мераокпПластины пятигран¬
ной формы с отвер¬
стием и стружколо¬
мающими канавками
для токарных про¬
ходных резцов с
Ф = 60° и торцовых
фрезГОСТ 19063-80108°1011110131PNUNPNGN03860387ГОСТ 19064-8070в°101131012310153PNUAPNMAPNEA038803890390ГОСТ 19065-801081011410124PNUMPNMM03910392Пластины шестигран¬
ной формы с отвер¬
стием и стружколо¬
мающими канавками
для проходных рез¬
цов с ф = 45° и тор¬
цовых фрезГОСТ 19067-801111311133HNUAHNGA03940395120ГОСТ 19068-8011114HNUM0396
Инструменты с механическим креплением рабочей части43Продолжение табл. 2.3Наименованиепластин,назначениеНомер ГОСТа,
эскиз пластиныОбозначение
пластин по
ГОСТ 19042-80цифро¬воебуквен¬ноеКод се-
рийно-
порядко-
вого но¬
мера
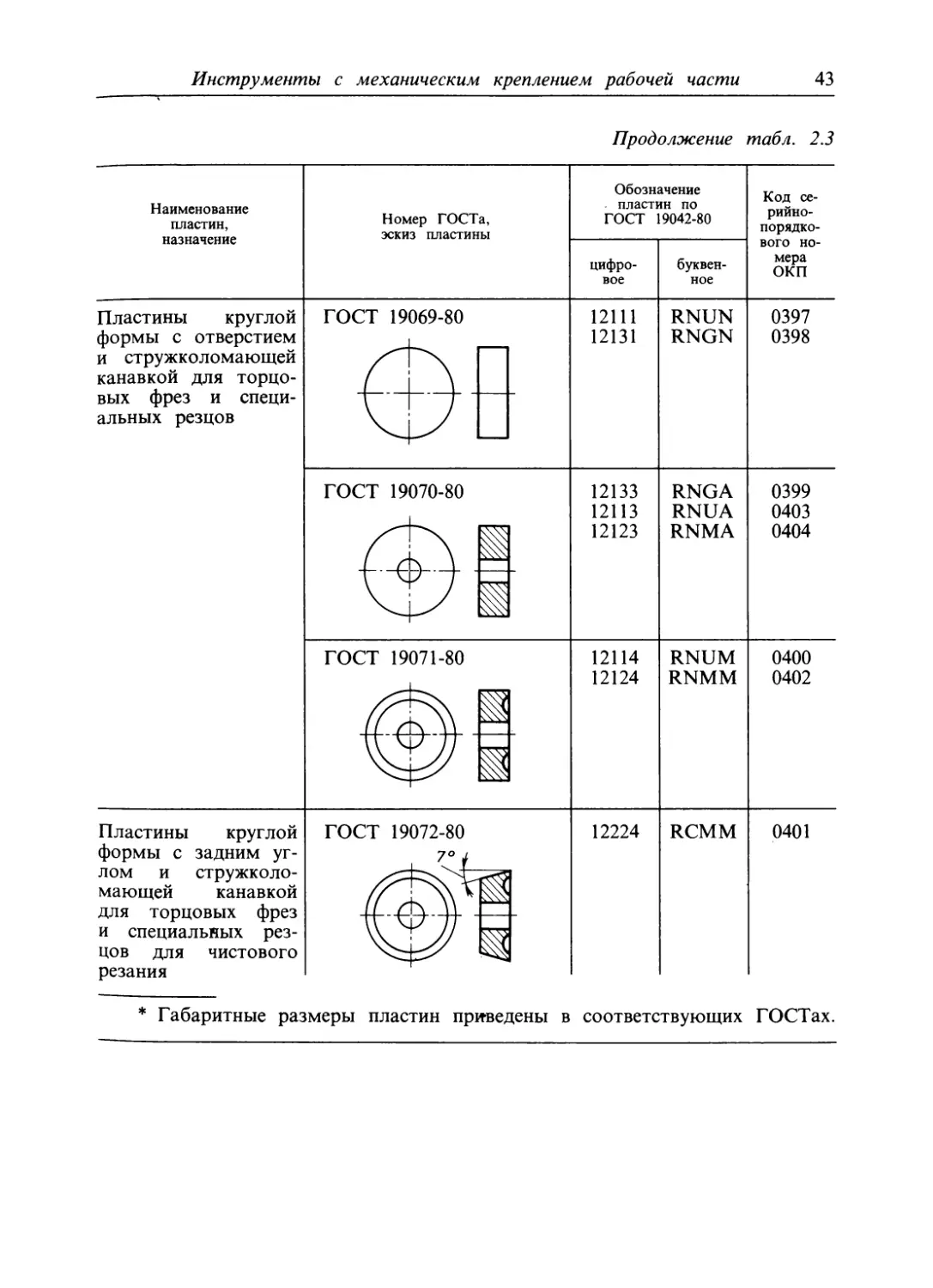
ОКППластины круглой
формы с отверстием
и стружколомающей
канавкой для торцо¬
вых фрез и специ¬
альных резцовГОСТ 19069-80ГОСТ 19070-80йГОСТ 19071-801211112131RNUNRNGN03970398121331211312123RNGARNUARNMA0399040304041211412124RNUMRNMM04000402Пластины круглой
формы с задним уг¬
лом и стружколо¬
мающей канавкой
для торцовых фрез
и специальных рез¬
цов для чистового
резанияГОСТ 19072-8012224RCMM0401* Габаритные размеры пластин приведены в соответствующих ГОСТах.
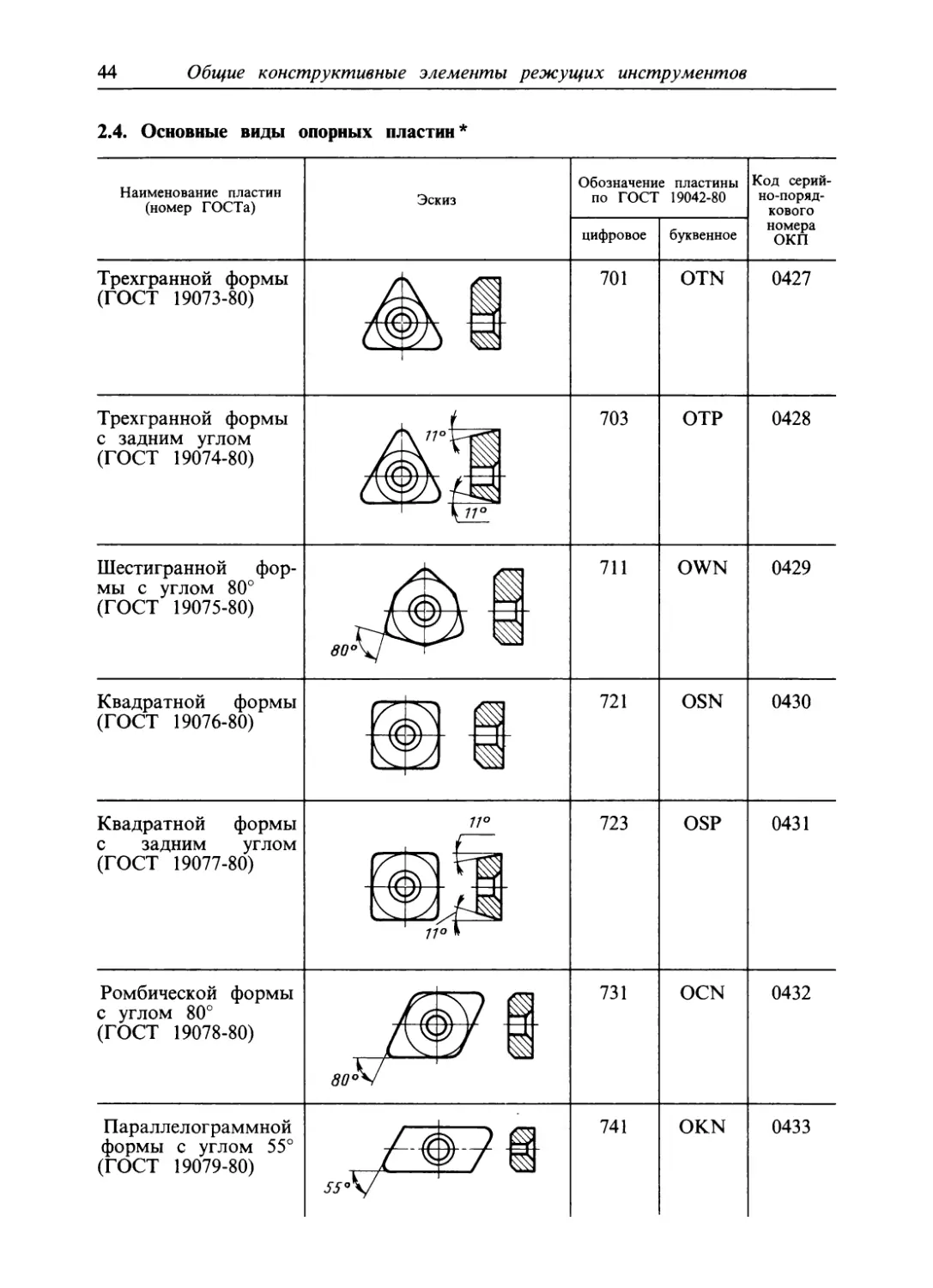
44 Общие конструктивные элементы режущих инструментов2.4. Основные виды опорных пластин*
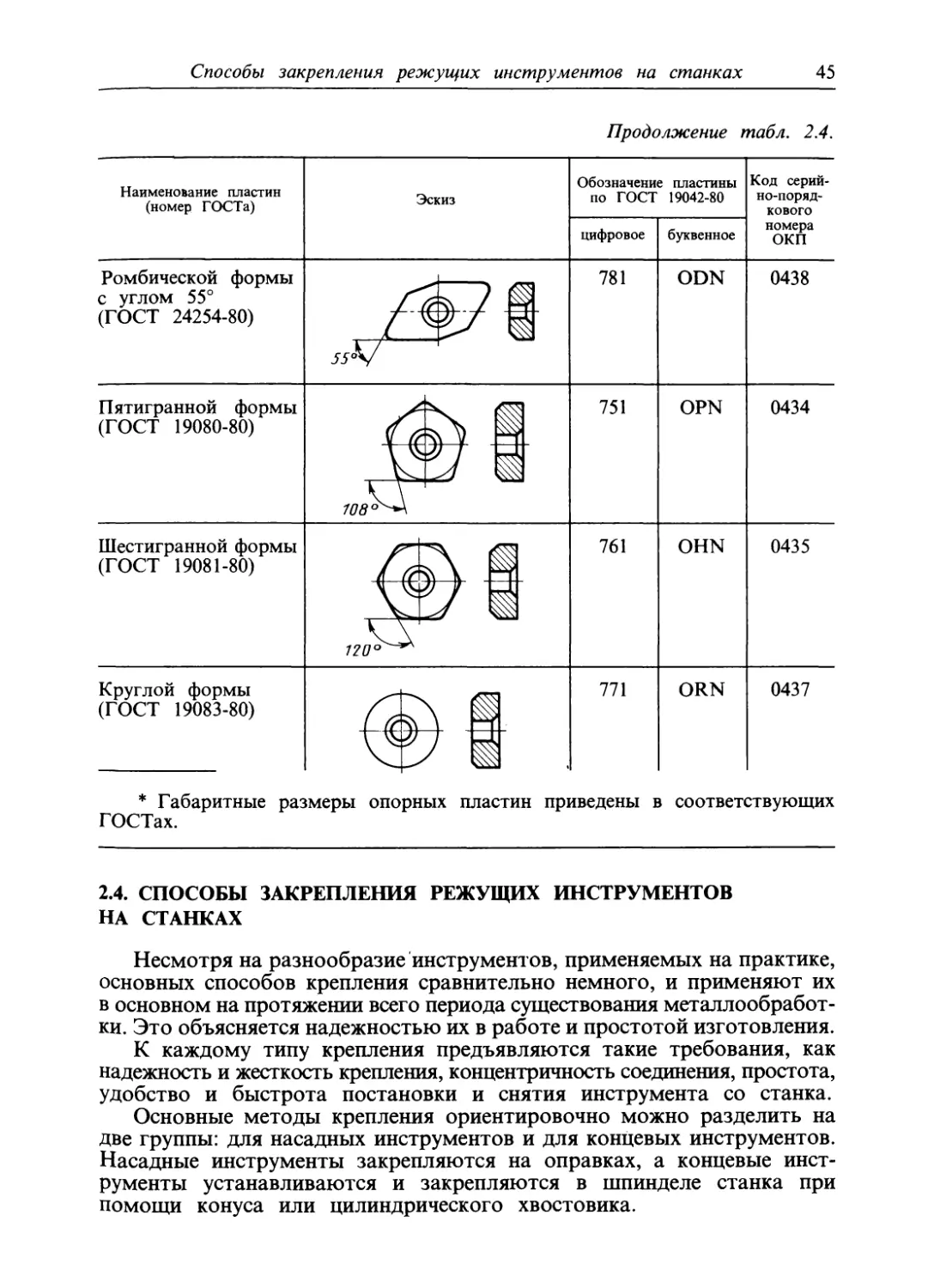
Способы закрепления режущих инструментов на станках 45Продолжение табл. 2.4.* Габаритные размеры опорных пластин приведены в соответствующих
ГОСТах.2.4. СПОСОБЫ ЗАКРЕПЛЕНИЯ РЕЖУЩИХ ИНСТРУМЕНТОВ
НА СТАНКАХНесмотря на разнообразие инструментов, применяемых на практике,
основных способов крепления сравнительно немного, и применяют их
в основном на протяжении всего периода существования металлообработ¬
ки. Это объясняется надежностью их в работе и простотой изготовления.К каждому типу крепления предъявляются такие требования, как
надежность и жесткость крепления, концентричность соединения, простота,
удобство и быстрота постановки и снятия инструмента со станка.Основные методы крепления ориентировочно можно разделить на
две группы: для насадных инструментов и для концевых инструментов.
Насадные инструменты закрепляются на оправках, а концевые инст¬
рументы устанавливаются и закрепляются в шпинделе станка при
помощи конуса или цилиндрического хвостовика.
46 Общие конструктивные элементы режущих инструментовКрепление инструмента на оправке. Насадные инструменты закреп¬
ляются (устанавливаются) на цилиндрическую или коническую опра¬
вку. Соответственно этому они снабжаются базовым отверстием
цилиндрической или конической формы.К инструментам с цилиндрическим отверстием относятся насадные
фрезы, дисковые шеверы, дисковые зуборезные долбяки, накатные
ролики, круглые фасонные резцы, зубонарезные гребенки.К инструментам с коническим отверстием относятся насадные
зенкеры и развертки, резцовые головки для конических колес.ГОСТ 9472-90 устанавливает три типа крепления инструмента на
оправках:на цилиндрической оправке и осевой шпонке (тип 1);на цилиндрической оправке и торцовой шпонке (тип 2);на конической оправке и торцовой шпонке (тип 3).Согласно ГОСТ 9472-90 для насадных инструментов применяется
ряд диаметров отверстий от 8 до 100 мм (см. табл. 2.5). Этот ряд
принят в качестве стандартного.Диаметр оправки оказывает большое влияние на работу инструмен¬
та, например фрезы. В процессе фрезерования оправка находится под
действием крутящего и изгибающего моментов. Поэтому при выборе
диаметра оправки необходимо выполнять проверочный расчет на
прочность.На зуб прямозубой фрезы действуют окружная сила Р, касательная
к траектории движения точки ее приложения, и радиальная сила PR,
направленная по радиусу (рис. 2.6) [13]. Равнодействующая этих сил
R вызывает изгибающий момент оправки.Окружная сила Р является основной при фрезеровании. Она
определяет эффективную мощность и служит для расчета углов
главного движения фрезерного станка при работе фрез с прямыми
и винтовыми зубьями.Рассмотрим сначала фрезу с прямыми зубьями. Сила Р зависит от
удельной силы резания р и сечения снимаемой стружки, т. е.Рис. 2.6. Силы, действующие на фрезу с прямым ЮЩИЙ СВОЙСТВа обрабатывае-zгде В—ширина фрезерования,
мм; ах—толщина среза, мм;
Sz—подача на зуб, мм/зуб;
\\fx—угол поворота от началь¬
ного до мгновенного положе¬
ния зуба (при работе одним
зубом он равен углу контакта
ф); С—коэффициент, учитыва-зубоммого материала и величину
Способы закрепления режущих инструментов на станках 47переднего угла; к—показатель степени, учитывающий свойства мате¬
риал ад износ фрезы и влияние СОЖ он всегда имеет знак минус.ЕслУ в процессе резания участвуют не один, а несколько зубьев, то
суммарная окружная сила будет равна сумме окружных сил, действу¬
ющих Щ каждый зуб в отдельности\Рсум = 1 £ [sinfc+11(/1 + sinfe+Ч2 +... + Sinfc+1где \|/i, \|/2, v|/i — углы поворота соответствующих зубъев от начала
фрезерования. Зная Рсум, можно определить суммарный крутящий
момент.Аналогично можно определить и изгибающий момент, полученный
в результате равнодействующих сил R, приложенных к каждому зубу
фрезы,Ri=^Pi+Pr,', Ri = s/P2 + Pr2 и т.д.;Ri = sJP} + Pr, или RcyM = ^/Рсум + Рясум-На основании экспериментальных работ можно принять:PRcyM = ^ ^>8) ^сум.Рассмотрим силы, действующие на фрезу с винтовыми зубьями.
Кроме сил Р и PR здесь действует еще сила Р0, вызываемая наклоном
режущей кромки (рис. 2.7). Направление ее меняется в зависимости от
направления винтовых зубьев и направления резания (правое или левое).Рис. 2.7. Силы, действующие
на фрезу с винтовыми зубья¬
ми
48 Общие конструктивные элементы режущих инструментовСилы Р и PR дают равнодействующую R, а силы Р и/ Р0 —
равнодействующую RQ, направленную перпендикулярно к режущей
кромке. /В связи с тем, что толщина среза dx является переменной ip длине
режущей кромки, сила Р определяется путем интегрирования./Элемен-
тарная сила dR0, действующая в плоскости, нормальной к/режущей
кромке, определяется по удельной силе и сечению стружки .у Выделим
на режущей кромке бесконечно малый участок d b, на котором
действует элементарная сила d RQ, равная p-dxdb. ; Так какdP = dR0cos(o и db= (рис. 2.7,6), можно записать
2sincod Р = Сш С у ctg со • +1 sin*1 +1 \|/d v|f,где Сш — коэффициент, учитывающий влияние угла наклона со зубьев
(входит в формулу для определения удельной силы р).Общая сила Р может быть определена путем интегрирования по
всей длине режущей кромки, т. е.Р = СшС — ctgco - Skz+1 j sinfc +1 vj/dxj/.2Полученный интеграл может быть решен приближенно различными
способами [10].Тогда мгновенная окружная сила Р0, отнесенная к одному зубу,
будет равна:Коэффициенты Ст, С и показатель степени к определяются на
основании экспериментальных работ [12].Зная Рсум, можно найти /)Ясум = (0,6 —0,8)Рсум иОправка подвергается сложному изгибу из-за наличия крутящего
и изгибающего моментов (как балка, защемленная одним концом):т, D
Md Рсум ~ •Оправка находится под действием изгибающего момента, равного
сумме моментов:MbR от равнодействующей силы RcyM, сил PCVM и PrC}.u, действующих
в плоскости xz (рис. 2.6), причем RcyM = y/PlyM + Pr ;МЪро от осевой силы Росум> действующей в плоскости ху, гдеЛ, сум -^сум tg to.
Способы закрепления режущих инструментов на станках 49\Следовательно, Mb = MbR±Mbpo, причем знак плюс принимается
в случае, если осевая сила направлена к шпинделю, а знак минус — от
шпинделя.Изшбающий момент от силы R\ M=Rl=(3/\6-\/4)RL,где /—расстояние между точками приложения силы R и максималь¬
ного изгибающего момента, мм; L—расстояние между опорами, мм.Изгибающий момент от силы Росум:\ D DМЬр^ -^осум ^CyM^gW—.Ориентировочно можно считать-Росум =(0,4 4-0,6) Рсум.Расчетный момент, принимаемый по IV теории прочности, будет
равен-Мрасч = \JMl + Mj .Найденный расчетный момент и является основой для определения
диаметра оправки, т. е.do=V сгв • 0,1Полученный диаметр оправки округляется в большую сторону.
Передача крутящего момента осуществляется через продольную
(рис. 2.9, а) или торцовую шпонки (рис. 2.9,6, в). Размеры сопрягаемой
пары приведены в табл. 2.5.Конструкции и основные размеры оправок для насадных фрез
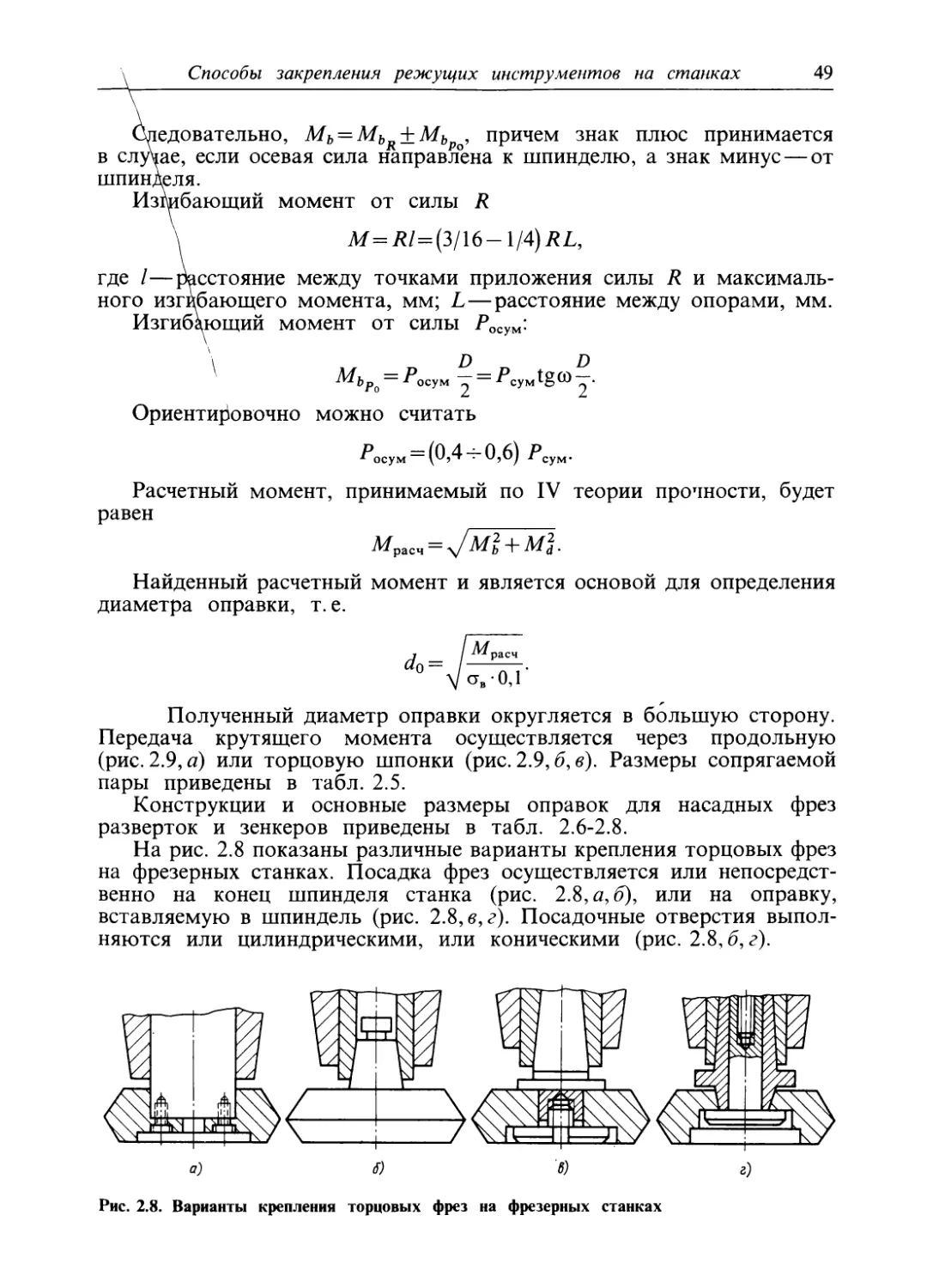
разверток и зенкеров приведены в табл. 2.6-2.8.На рис. 2.8 показаны различные варианты крепления торцовых фрез
на фрезерных станках. Посадка фрез осуществляется или непосредст¬
венно на конец шпинделя станка (рис. 2.8, а, б), или на оправку,
вставляемую в шпиндель (рис. 2.8, в, г). Посадочные отверстия выпол¬
няются или цилиндрическими, или коническими (рис. 2.8,6, г).Рис. 2.8. Варианты крепления торцовых фрез на фрезерных станках
тип ге*45° extf*-Щ17лиWA \TZ/2\A |Тип 36)ОсновнаяИ ИЦтг/2 А1 'О.|(— 4--Рис. 2.9. Типы крепления инструментов на оправке:1 — инструмент; 2 — оправка; 3 — шпонкаКонцы шпинделей всех типов универсальных, сверлильных, расточ¬
ных и фрезерных станков, в том числе с ЧПУ, с коническими
посадочными поверхностями (кроме шпинделей с цанговым креплени¬
ем инструмента) изготовляются в восьми исполнениях по ГОСТ
24644-81.Исполнения 1-3 — с конусами Морзе и метрическими конусами;
исполнение 4—с внутренним и наружным конусами с конусностью
7:24; исполнения 5—8 — с конусностью 7:24. Концы шпинделей для
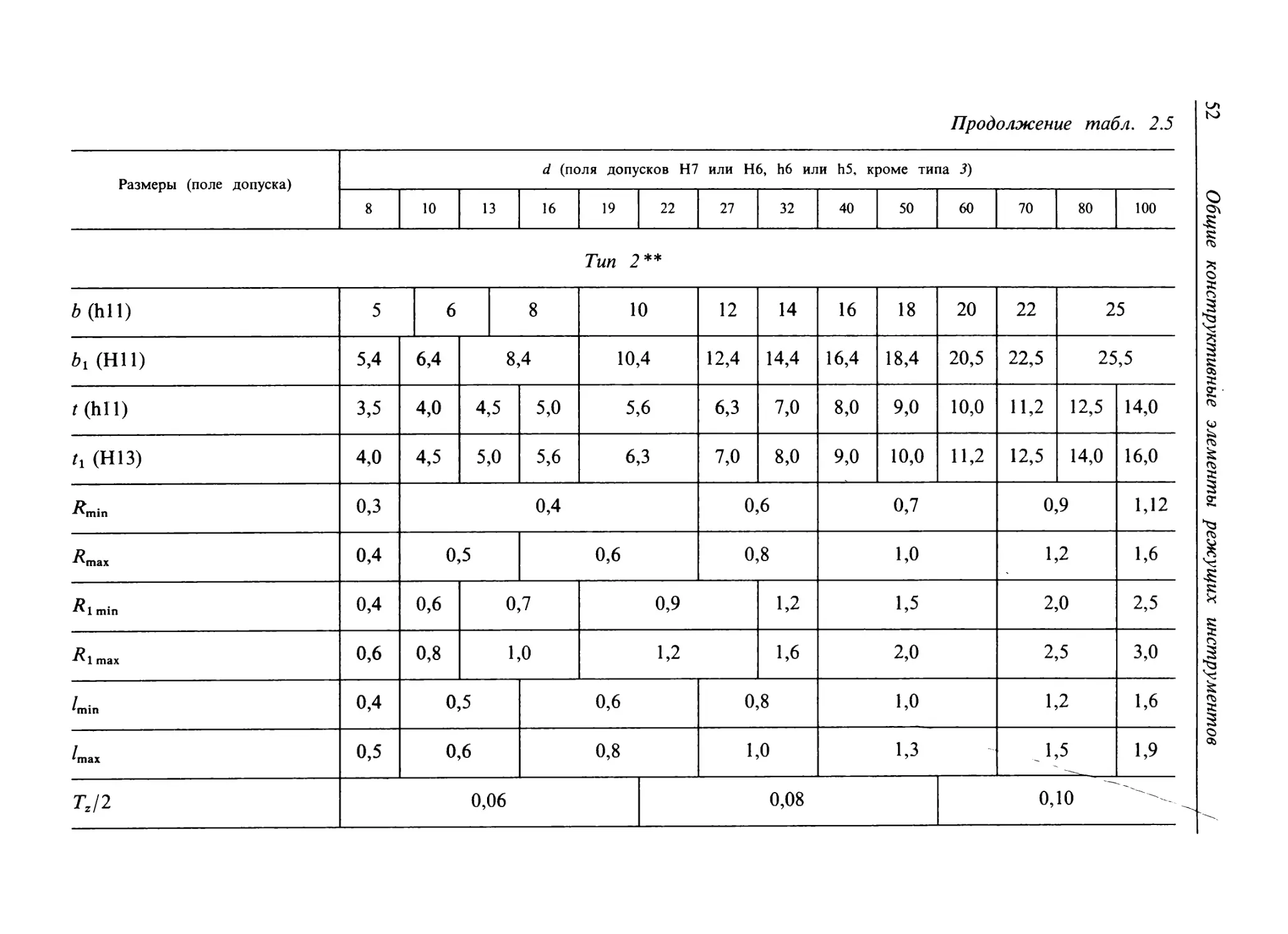
2.5. Основные размеры сопрягаемых элементов инструмента и оправки, мм (рис. 2.9)Размеры (поле допуска)d (поля допусков Н7 или Н6, Ь6 или h5, кроме типа 3)4050607080100Тип 1 *h (hi 1)2345678101214161825t (номинальное значение)6,78,211,213,215,617,622,027,034,544,554,063,073,091,0t (предельное отклонение)-0,1-0,2h (Н12)8,911,514,617,721,124,129,834,843,553,564,275,085,5107,0D-lvmin0,30,40,70,91,11,52,0D'■max0,40,61,01,21,62,02,5-^1 min0,080,160,250,4^lmax(^x45°)0,160,250,400,60TJ20,070,090,12Способы закрепления режущих инструментов на станках
Продолжение табл. 2.5Размеры (поле допуска)d (поля допусков Н7 или Н6, Ь6 или Ь5, кроме типа 3)16 19 22 273250 60 70 80100Тип 2**Ъ (hi 1)5 6 81012141618202225bi (НИ)5,46,48,410,412,414,416,418,420,522,525,5r(hll)3,54,04,55,05,66,37,08,09,010,011,212,514,0h (Н13)4,04,55,05,66,37,08,09,010,011,212,514,016,0J>0,30,40,60,70,91,12DЛтах0,40,50,60,81,01,21,6■^1 min0,40,60,70,91,21,52,02,5^1 max0,60,81,01,21,62,02,53,0Anin0,40,50,60,81,01,21,6^max0,50,60,81,01,31,9TJ 20,060,080,10Общие конструктивные элементы режущих инструментов
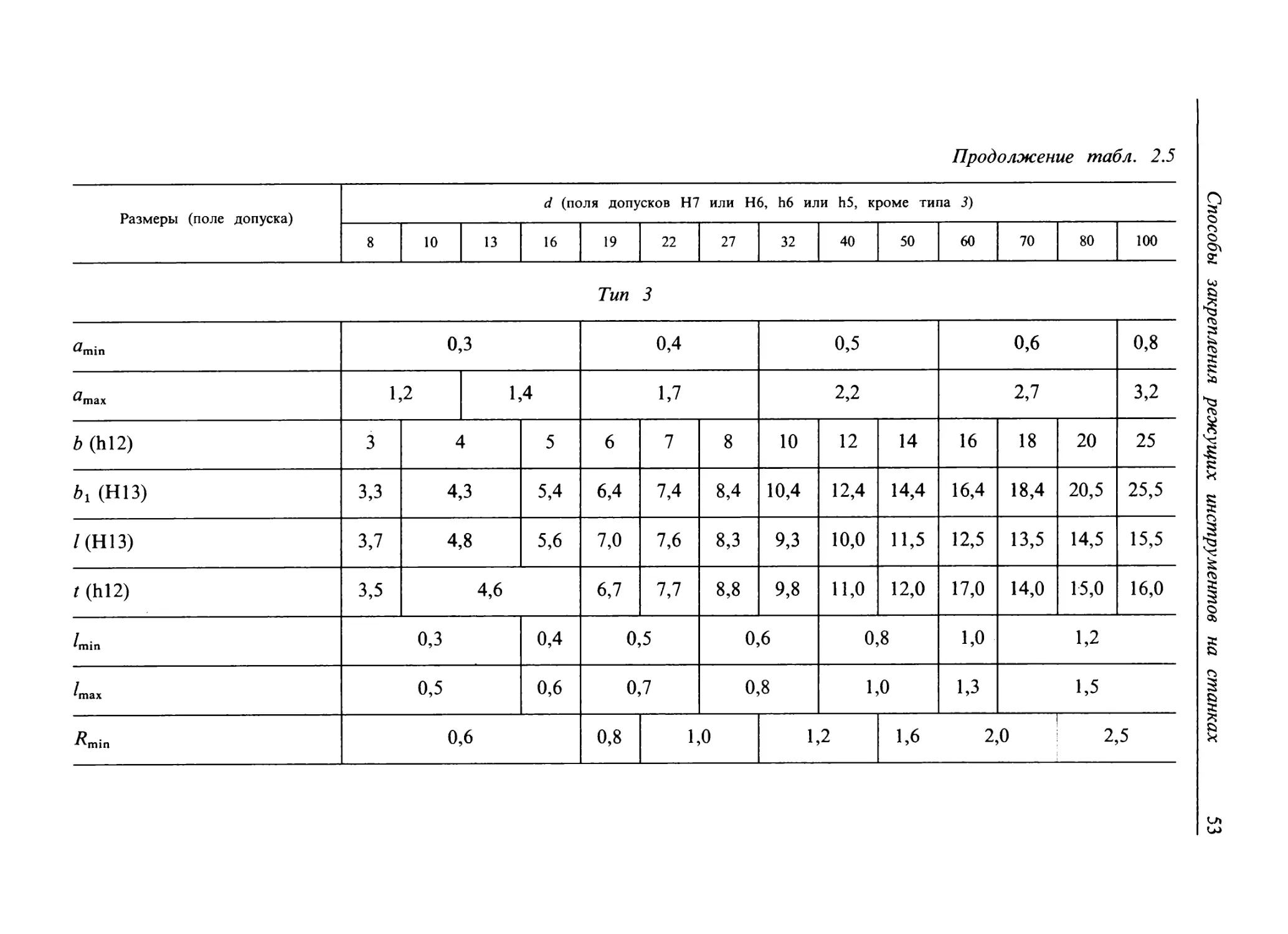
Продолжение табл. 2.5Размеры (поле допуска)d (поля допусков Н7 или Н6, Ь6 или Ь5, кроме типа 3)10222732405060100Тип 3^min0,30,40,50,60,8^шах1,2 1,41,72,22,73,2Ъ (hi2)34567810121416182025Ь! (Н13)3,34,35,46,47,48,410,412,414,416,418,420,525,5/ (Н13)3,74,85,67,07,68,39,310,011,512,513,514,515,5/(hi 2)3,54,66,77,78,89,811,012,017,014,015,016,0Anin0,30,40,50,60,81,01,2Anax0,50,60,70,81,01,31,5^min0,60,81,01,2I1,6 2,02,5Способы закрепления режущих инструментов на станках
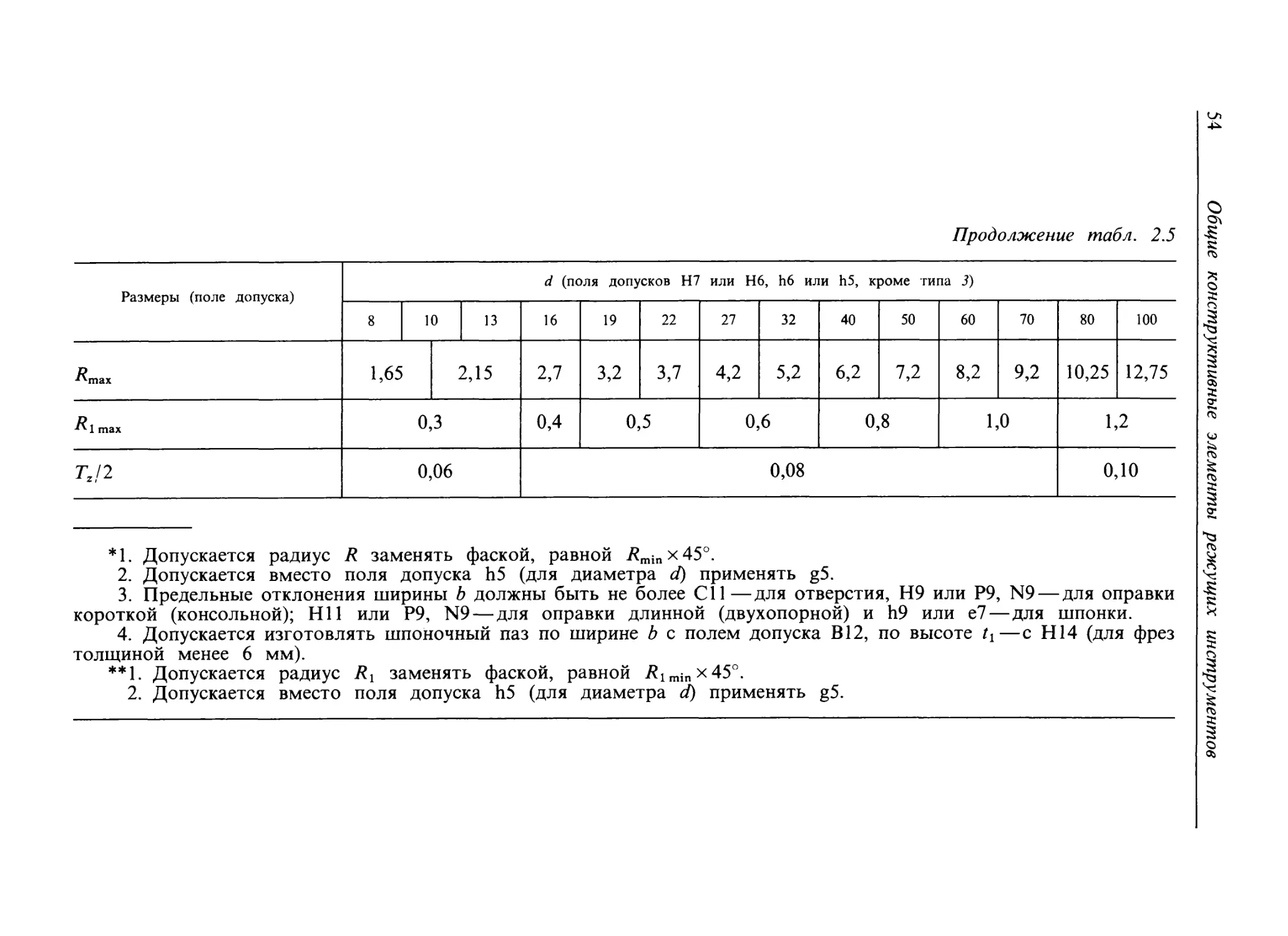
-р-Продолжение табл. 2.5Размеры (поле допуска)RmT.I21,652,150,30,06d (поля допусков Н7 или Н6, h6 или h5, кроме типа 3)2,70,43,23,74,2325,26,2507,2608,2709,28010,2510012,750,50,60,81,00,081,20,10*1. Допускается радиус R заменять фаской, равной i?minx45°.2. Допускается вместо поля допуска h5 (для диаметра d) применять g5.3. Предельные отклонения ширины Ъ должны быть не более СП—для отверстия, Н9 или Р9, N9 — для оправки
короткой (консольной); Н11 или Р9, N9 — для оправки длинной (двухопорной) и h9 или е7—для шпонки.4. Допускается изготовлять шпоночный паз по ширине b с полем допуска В12, по высоте —с Н14 (для фрез
толщиной менее 6 мм).**1. Допускается радиус Rx заменять фаской, равной i?iminx450.2. Допускается вместо поля допуска h5 (для диаметра d) применять g5.Общие конструктивные элементы режущих инструментов
Способы закрепления режущих инструментов на станках552.6. Основные размеры оправок с продольной шпонкой и коническим хвостовиком
с лапкой для торцовых фрез (для расточных станков) (ГОСТ 13042—83), ммИсполнение 1 Исполнение 21 — конус; 2—винт; 3 — шпонкаИспол¬нениеОбозначениеконусаdDL/ЛDxШпонка
сbxhxl)
(ГОСТ
22360-86)Винт (номиналь¬
ный диаметр резь¬
бы х высота го¬
ловки винта Ь)
(ГОСТ 13039-83)1Морзе № 41636160175162858,5(60)—4х4х 10
4x4x22М8 X 6221601801836бхбх 14
6 х 6 х 32М10 х 72740170190170210224526607х7х 167 х 7 х 408 х 7 х 20
8 х 7 х 56М12 х 83246М16 х 92Морзе №51636190161836224563,5(75)44,74 х4 х 10
6 х 6 х 14
6 х 6 х 32М8 х 6М10 х 72221020022027407x7 х 167 х 7 х 408 х 7 х 20
8 х 7 х 56М12 х 832462102402660М16-Х 9140562102810 х 8 х 22М20х 102406010 х 8 х 562Морзе №627402602257(85)63,8'7x7x16М12 х 8280457x7x403246260268 х 7 х 20М16 х 9
56 Общие конструктивные элементы режущих инструментовПродолжение табл. 2.6Испол¬нениеОбозначениеконусаdDL/hDiШпонка
Сbxhxl)
(ГОСТ
22360-86)Винт (номиналь¬
ный диаметр резь¬
бы х высота го¬
ловки винта Ь)
(ГОСТ 13039-83)2Морзе № 632463006057(85)63,88 х 7 х 56М16 х 940562702810 х 8 х 22М20х 1030060010x8x562Метричес¬
кий 8032462802664(100)80,48 х 7 х 20М16 х 9310608 х 7 х 5640562802810x8x22М20х 103106010x8x56Примечание. В скобках даны размеры для станков, выпущенных до 1974 г.2.7. Основные размеры оправок с торцовой шпонкой и коническим хвостовиком
с лапкой для торцовых фрез (для расточных станков) (ГОСТ 13041—83), ммИсполнение 1 Исполнение 27 —корпус; 2—поводок (ГОСТ 13038-83); 3 — винт (ГОСТ 13039-83)Испол¬нениеОбозначе¬
ние конусаdDL/иD,Поводок(dxH)Винт (номи¬
нальный диа¬
метр х высота
головки винта)1Морзе
№ 422401651858,5(60)22x18М10 X 727501752027x32М12 X 8
Способы закрепления режущих инструментов на станках57Продолжение табл. 2.7Испол¬нениеОбозначе¬
ние конусаdDL/иD1Поводок
(■dxH)Винт (номи¬
нальный диа¬
метр х высота
головки винта)1Морзе
№ 4326019022,26,
3258,5(60)—32x 36, 32x32М16 х 9407020026,3240 х 36, 40 х 30М20х 10Морзе
№ 527502102063,5 (75)27x22М12 х 8326022522,26,
3232x36, 32x32,
32x36М16 х 9407023526,3240 х 36, 40 х 30М20 х 10509024528,3250x42, 50x38М24х 10*2Морзе
№ 6326029022,26,
3257(85)63,832x36, 32x 32,
32x26М16 х 9407030026,32—40 х 36, 40 х 30М20х 101509031028,3280,450x42, 50x38М24х 10*2Метри¬ческий80326030022,26,
3264(100)32x36, 32x32,
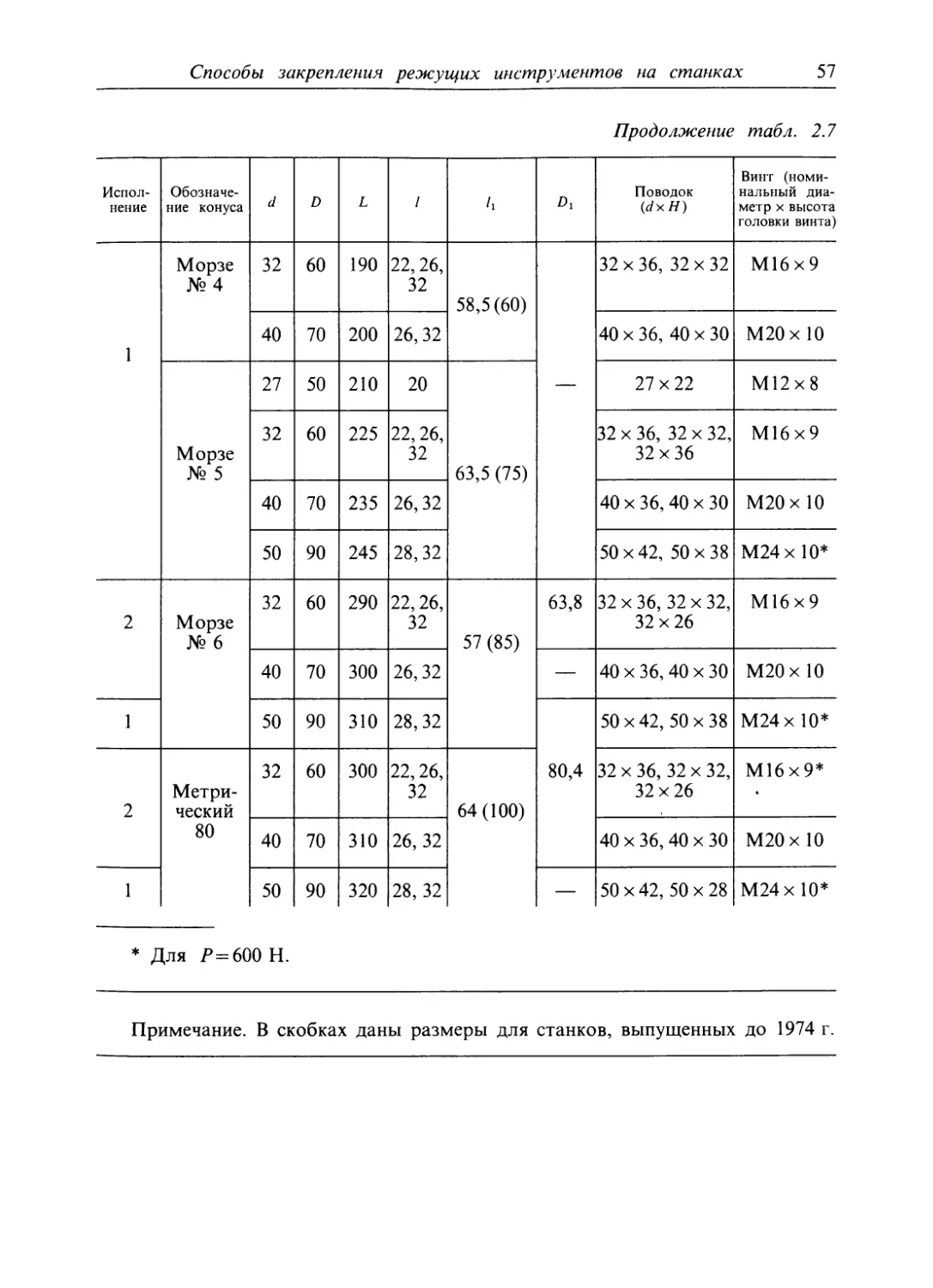
32x26М16 х 9*407031026, 3240 х 36, 40 х 30М20х 101509032028, 32—50 х 42, 50 х 28М24х 10** Для Р=600 Н.Примечание. В скобках даны размеры для станков, выпущенных до 1974 г.
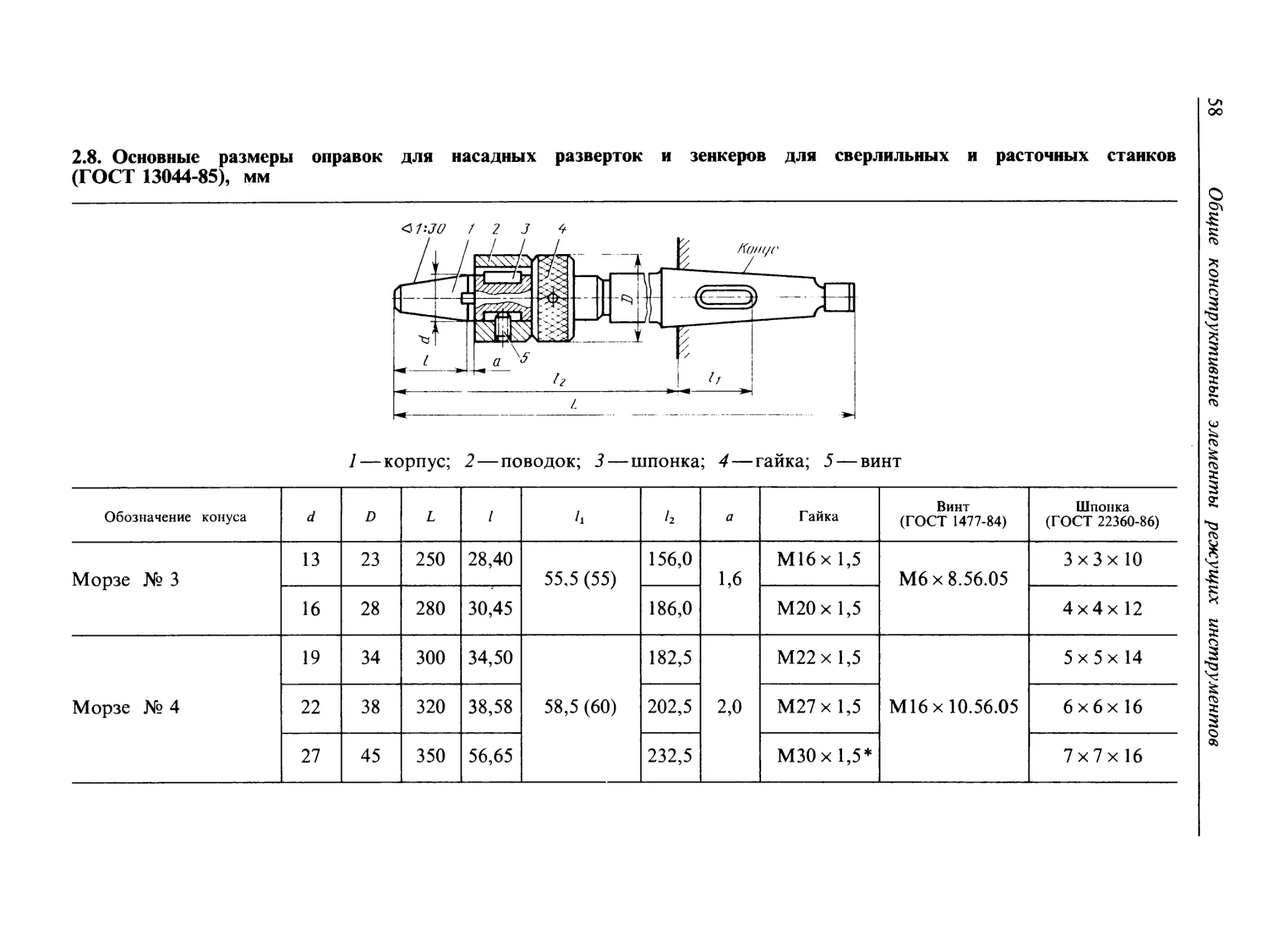
2.8. Основные размеры оправок для насадных разверток и зенкеров для сверлильных и расточных станков
(ГОСТ 13044-85), мм<11:30 / 2 J *1 — корпус; 2 — поводок; 3— шпонка; 4 — гайка; 5 — винтОбозначение конусаdDL/hhаГайкаВинт
(ГОСТ 1477-84)Шпонка
(ГОСТ 22360-86)Морзе № 3132325028,4055,5 (55)156,01,6М16х 1,5Мб X 8.56.05ЗхЗх 10162828030,45186,0М20х 1,54х4х 12193430034,50182,5М22х 1,55х5х 14Морзе № 4223832038,5858,5 (60)202,52,0М27х 1,5М16х 10.56.056x6x16274535056,65232,5МЗОх 1,5*7х7х 16Общие конструктивные элементы режущих инструментов
Продолжение табл. 2.8Обозначение конусаdDL/ЛhаГайкаВинт
(ГОСТ 1477-84)Шпонка
(ГОСТ 22360-86)Морзе № 5325538060,7563,5 (75)230,52,5МЗбх 1,5*М8х 12.56.058 X 7 X 20406540065,85250,5М45х 1,5*10x8x225080 .40065,95250,5М56 х 2*М18х 14.56.0512 х 8 х 32Морзе № 6508045065,9557 (85)240,92,5М56 х 2*М8х 14.56.0512x8x326090753,2М64 х 2*14 х 9 х 36Метрический 80508045065,9564(100)230,02,5М56 х 2*М8х 14.56.0512x8x326090420752003,2М64 х 2*14x9x3680120100М85 х 2*М8х 20.56.0518 х 11 х 50* Гайки, изготовленные по ГОСТ 13040-67.Примечание. В скобках даны размеры для станков, выпущенных до 1974 г.Способы закрепления режущих инструментов на станках
60 Общие конструктивные элементы режущих инструментовсверлильных станков также изготовляются с наружными конусами
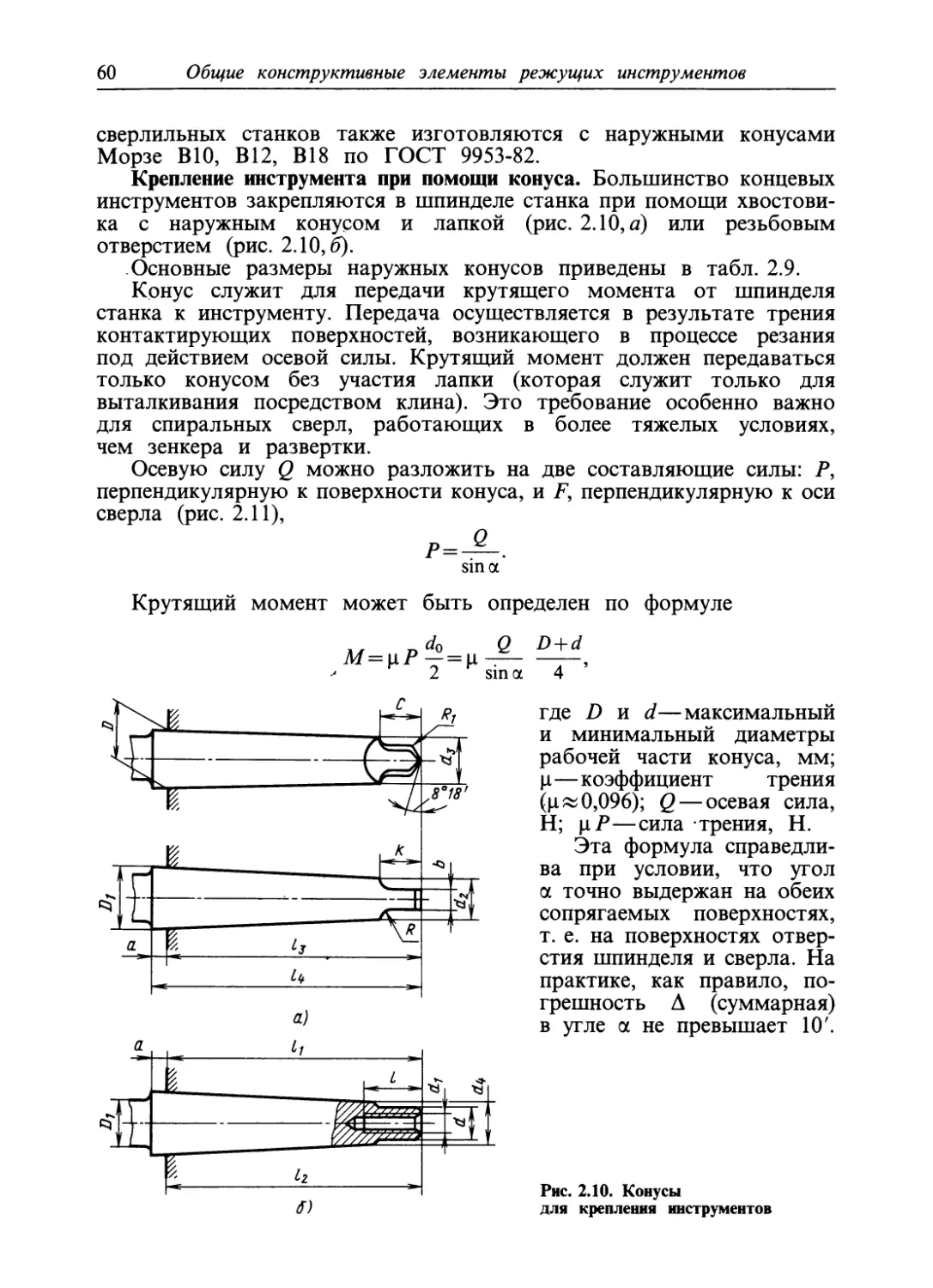
Морзе В10, В12, В18 по ГОСТ 9953-82.Крепление инструмента при помощи конуса. Большинство концевых
инструментов закрепляются в шпинделе станка при помощи хвостови¬
ка с наружным конусом и лапкой (рис. 2.10, а) или резьбовым
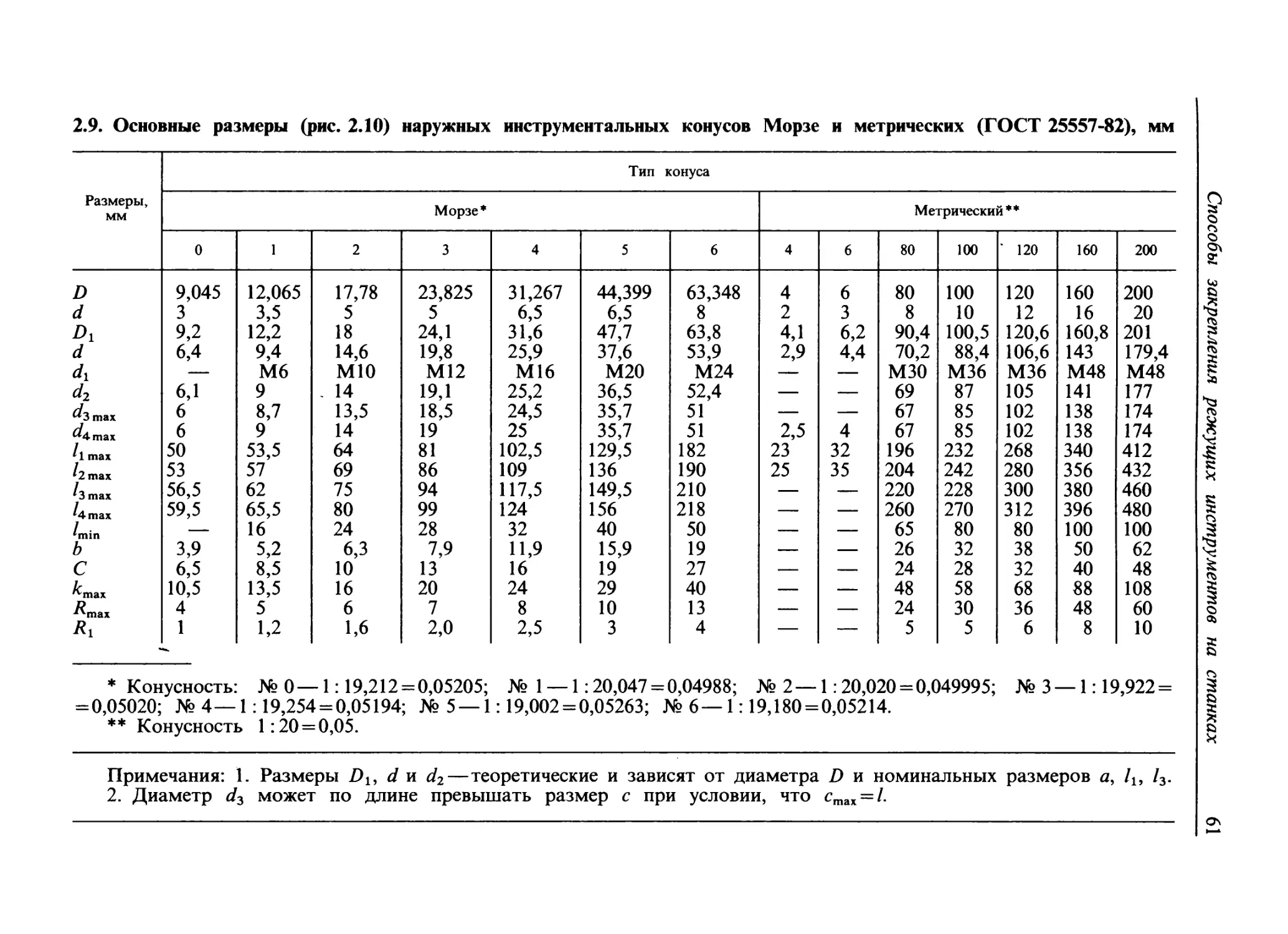
отверстием (рис. 2.10, б).Основные размеры наружных конусов приведены в табл. 2.9.Конус служит для передачи крутящего момента от шпинделя
станка к инструменту. Передача осуществляется в результате трения
контактирующих поверхностей, возникающего в процессе резания
под действием осевой силы. Крутящий момент должен передаваться
только конусом без участия лапки (которая служит только для
выталкивания посредством клина). Это требование особенно важно
для спиральных сверл, работающих в более тяжелых условиях,
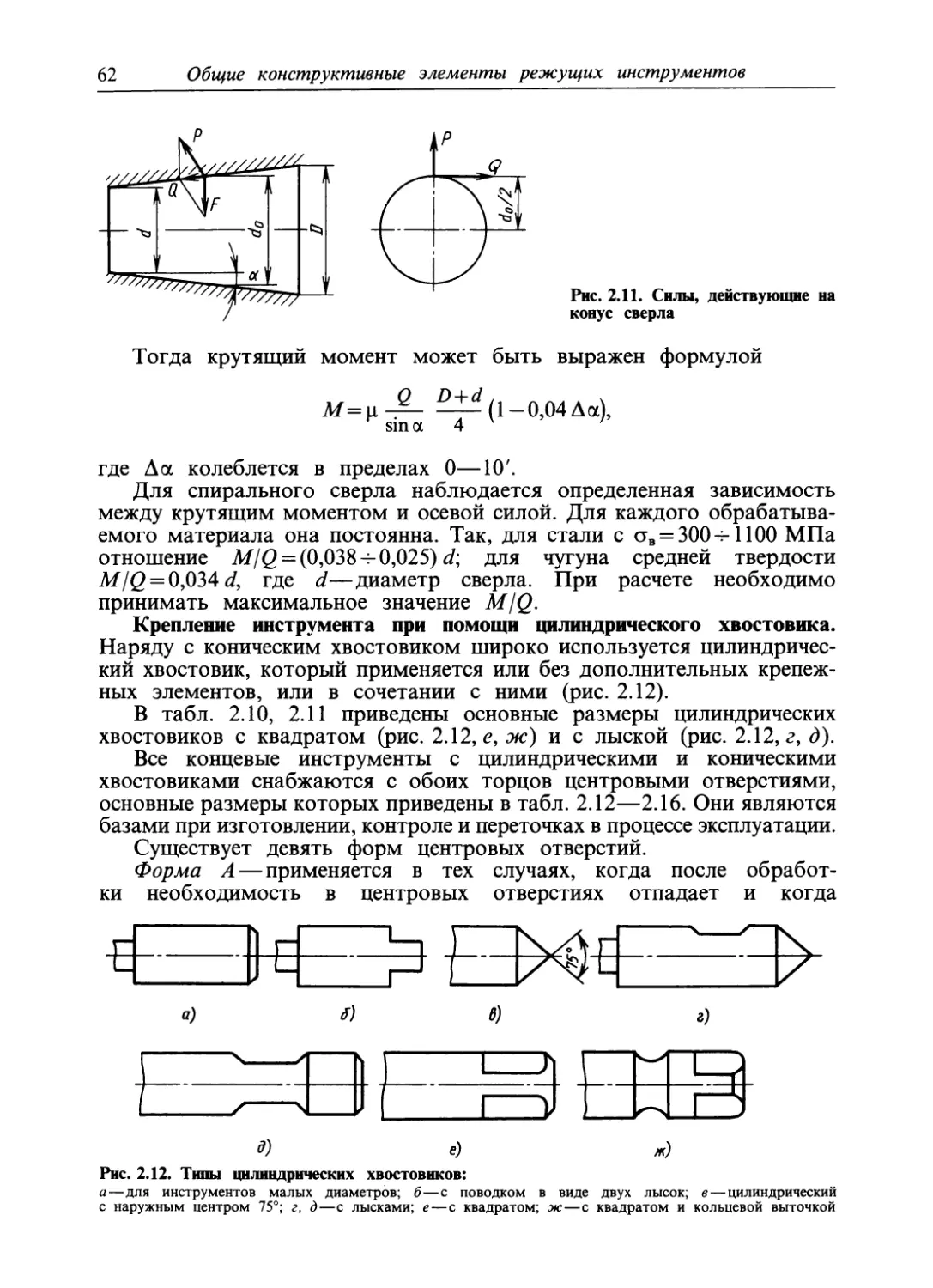
чем зенкера и развертки.Осевую силу Q можно разложить на две составляющие силы: Р,
перпендикулярную к поверхности конуса, и F, перпендикулярную к оси
сверла (рис. 2.11),р=—.sin осКрутящий момент может быть определен по формуле@ D + dM=\iP- = \i- —,2 sin а 4a)с*7'sF>'1— 43%JLк ^о-Т«ч\Lа1 h\*1*где D и d—максимальный
и минимальный диаметры
рабочей части конуса, мм;
(I—коэффициент трения
(j.1^0,096); Q — осевая сила,
Н; |хР—сила трения, Н.Эта формула справедли¬
ва при условии, что угол
а точно выдержан на обеих
сопрягаемых поверхностях,
т. е. на поверхностях отвер¬
стия шпинделя и сверла. На
практике, как правило, по¬
грешность А (суммарная)
в угле а не превышает 10'.Рис. 2.10. Конусыдля крепления инструментов
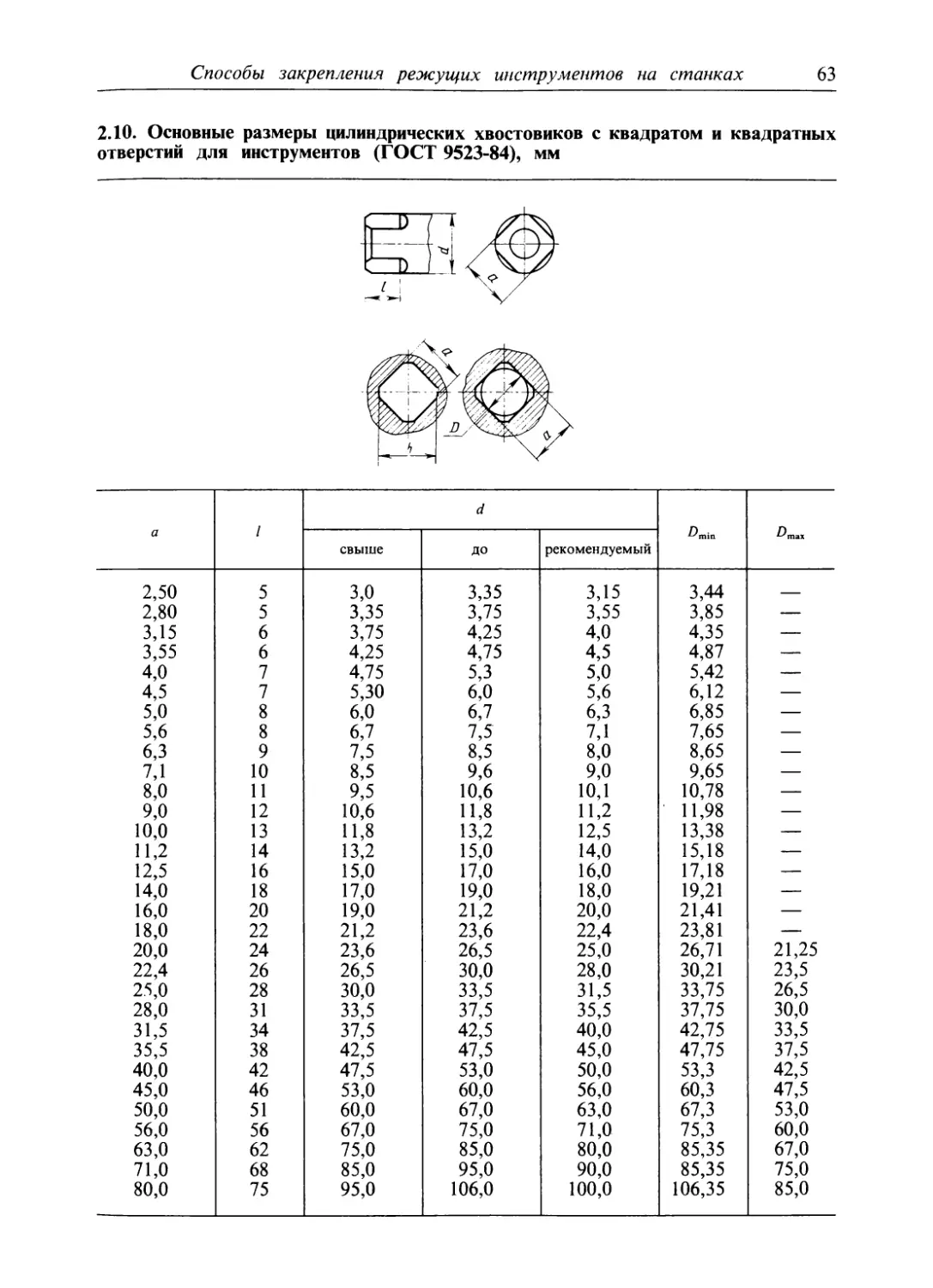
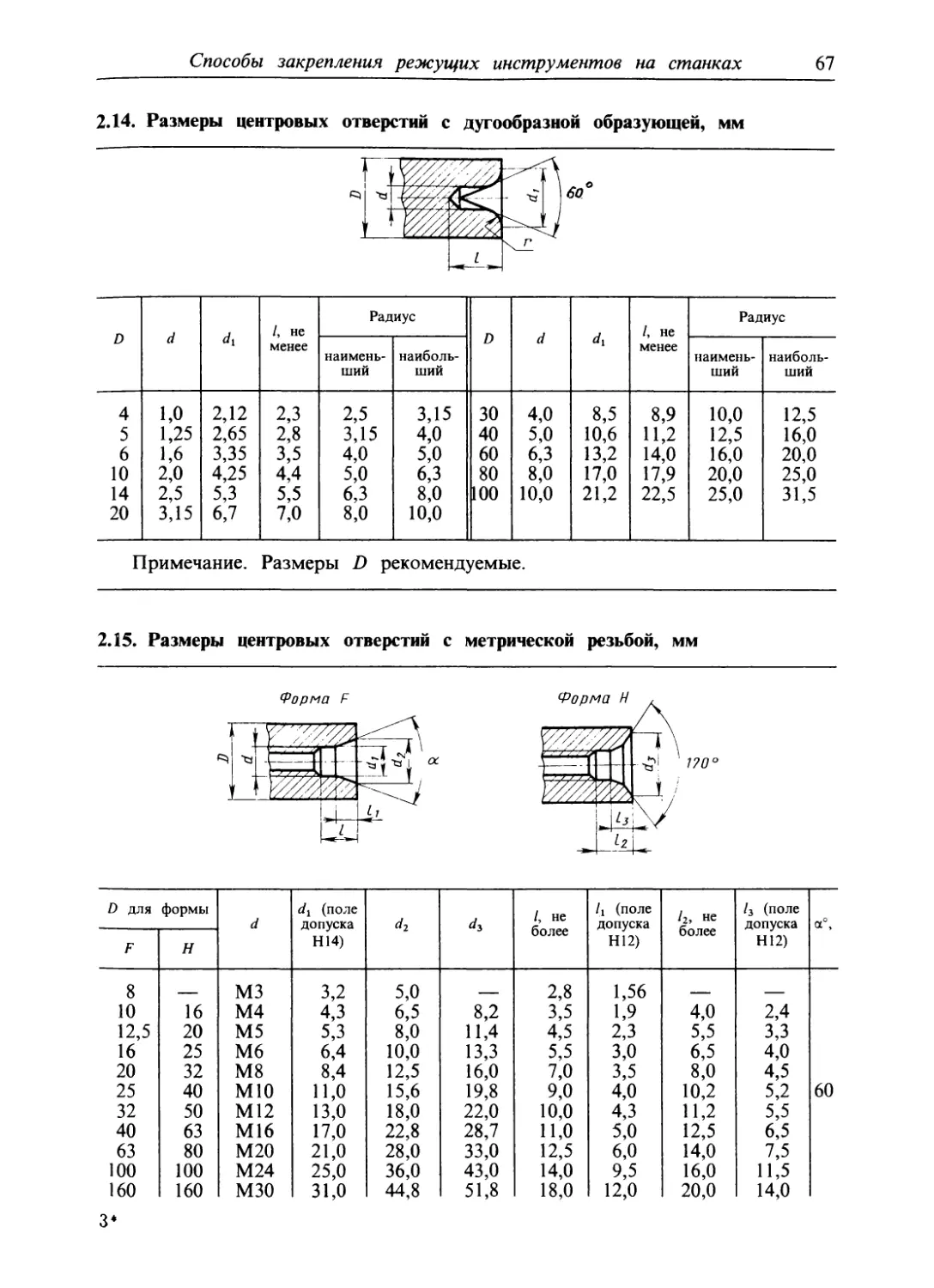
2.9. Основные размеры (рис. 2.10) наружных инструментальных конусов Морзе и метрических (ГОСТ 25557-82), ммТип конусаРазмеры,ммМорзе*Метрический**0l234564680100' 120160200D9,04512,06517,7823,82531,26744,39963,3484680100120160200d33,5556,56,5823810121620D19,212,21824,131,647,763,84,16,290,4100,5120,6160,8201d6,49,414,619,825,937,653,92,94,470,288,4106,6143179,4dxМбМ10М12М16М20М24——МЗОМ36М36М48М48d26,19. 1419,125,236,552,4——6987105141177dz max68,713,518,524,535,751——6785102138174^4 max6914192535,7512,546785102138174^1 max5053,56481102,5129,51822332196232268340412^2 max535769861091361902535204242280356432^3 max56,5627594117,5149,5210——220228300380460^4 max59,565,58099124156218——260270312396480Ailin—162428324050——658080100100b3,95,26,37,911,915,919——2632385062с6,58,51013161927——2428324048^max10,513,51620242940——48586888108DAmax456781013——2430364860Ri11,21,62,02,534——556810* Конусность: № 0 — 1:19,212 = 0,05205; № 1 — 1:20,047 = 0,04988; № 2-1:20,020 = 0,049995; № 3-1:19,922 =
= 0,05020; № 4—1:19,254 = 0,05194; № 5 — 1:19,002 = 0,05263; № 6—1:19,180 = 0,05214.** Конусность 1:20 = 0,05.Примечания: 1. Размеры Du d и d2—теоретические и зависят от диаметра D и номинальных размеров а, /ь /3.
2. Диаметр d3 может по длине превышать размер с при условии, что стах = /.Способы закрепления режущих инструментов на станках
62 Общие конструктивные элементы режущих инструментовРис. 2.11. Силы, действующие на
конус сверлаТогда крутящий момент может быть выражен формулойЛ/=ц— ^^(1—0,04 Дос),
sm а 4где А ос колеблется в пределах 0—10'.Для спирального сверла наблюдается определенная зависимость
между крутящим моментом и осевой силой. Для каждого обрабатыва¬
емого материала она постоянна. Так, для стали с ав = 300 -г-1100 МПа
отношение M/Q = (0,038 ч- 0,025) d; для чугуна средней твердости
M/Q = 0,034 d, где d—диаметр сверла. При расчете необходимо
принимать максимальное значение M/Q.Крепление инструмента при помощи цилиндрического хвостовика.
Наряду с коническим хвостовиком широко используется цилиндричес¬
кий хвостовик, который применяется или без дополнительных крепеж¬
ных элементов, или в сочетании с ними (рис. 2.12).В табл. 2.10, 2.11 приведены основные размеры цилиндрических
хвостовиков с квадратом (рис. 2.12, е, ж) и с лыской (рис. 2.12, г, д).Все концевые инструменты с цилиндрическими и коническими
хвостовиками снабжаются с обоих торцов центровыми отверстиями,
основные размеры которых приведены в табл. 2.12—2.16. Они являются
базами при изготовлении, контроле и переточках в процессе эксплуатации.Существует девять форм центровых отверстий.Форма А — применяется в тех случаях, когда после обработ¬
ки необходимость в центровых отверстиях отпадает и когдао)б)9) е) ж)Рис. 2.12. Типы цилиндрических хвостовиков:а—для инструментов малых диаметров; б—с поводком в виде двух лысок; в — цилиндрический
с наружным центром 75°; г, д—с лысками; е — с квадратом; ж—с квадратом и кольцевой выточкой
Способы закрепления режущих инструментов на станках 632.10. Основные размеры цилиндрических хвостовиков с квадратом и квадратных
отверстий для инструментов (ГОСТ 9523-84), ммLа/dDmin£>ma*свышеДОрекомендуемый2,5053,03,353,153,44 2,8053,353,753,553,85 3,1563,754,254,04,35 3,5564,254,754,54,87 4,074,755,35,05,42 4,575,306,05,66,12 5,086,06,76,36,85 5,686,77,57,17,65 6,397,58,58,08,65 7,1108,59,69,09,65 8,0119,510,610,110,78 9,01210,611,811,211,98 10,01311,813,212,513,38 11,21413,215,014,015,18 12,51615,017,016,017,18 14,01817,019,018,019,21 16,02019,021,220,021,41 18,02221,223,622,423,81 20,02423,626,525,026,7121,2522,42626,530,028,030,2123,525,02830,033,531,533,7526,528,03133,537,535,537,7530,031,53437,542,540,042,7533,535,53842,547,545,047,7537,540,04247,553,050,053,342,545,04653,060,056,060,347,550,05160,067,063,067,353,056,05667,075,071,075,360,063,06275,085,080,085,3567,071,06885,095,090,085,3575,080,07595,0106,0100,0106,3585,0
64 Общие конструктивные элементы режущих инструментовПродолжение табл. 2.10Примечания: 1. Поле допуска размера d (квадрат): для хвостовика h 12; для
отверстия D11.2. Поле допуска размера d.h9, f8 или hll.2.11. Основные размеры цилиндрических хвостовиков с лыской
(ГОСТ 9523-84), ммГ"h ь ,И1 W5-6dа (поле до¬h (поле до¬Ь (поле до¬свышеДОсреднийпуска hll)пуска R16)пуска Н16)1,92,122,01,82,122,362,242,02,362,652,502,2436—2,653,02,802,53,03,353,152,803,353,753,553,153,754,254,03,154,254,754,503,354,755,305,04,0580,5
Способы закрепления режущих инструментов на станках65Продолжение табл. 2.11dа (поле до¬
пуска hll)И (поле до¬
пуска R1j6)Ь (поле до¬
пуска Н16)ссвышеДОсредний5,306,05,604,5.0580,56,06,756,305,06,707,507,105,67,508,508,06,307100,58,509,509,07,109,5010,6010,08,010,6011,8011,209,011,8013,2012,5010,09121,013,2015,014,011,2015,017,016,012,5017,019,018,014,019,021,2020,016,021,2023,6022,4018,011161,023,6026,5025,020,026,5030,028,022,4030,033,5031,5025,01433,5037,5035,5028,01,537,5042,5040,031,503 Зак. 533
66 Общие конструктивные элементы режущих инструментов2.12. Размеры центровых отверстий с углом конуса 60°, мм60° max456
10
14
20
30
40
60
801001201602403601,01,251,62,02,53,154.05.0
6,38.0
10
12
16
20
25dy2,122,653,354,255,36,78,510,613.217.021.225.4
33,942.453.03,154.05.0
6,38.0
10,0
12,5
16,0
18,022.4
28,0
33,042.551.6
63,3d3 (поле до¬
пуска HI 4)79121620253236/, не менее1.3
1,6
2,0
2,53.1
3,95.06.38.010.1
12,8
14,6
19,225.032.0Л (поле до¬
пуска H12)0,971,211,521,952,423.07
3,9
4,85
5,98
7,799.7
11,6
15,5
19,4
24,0/2 (поле до¬
пуска H12)1,271,601,992,543.24.03
5,06
6,41
7,36
9,3511,6613,818,022,027,0/3, не менее0,60,80,91,21,61,82,02,5Примечание. Размеры D рекомендуемые.2.13. Размеры центровых отверстий с углом конуса 75°, ммDddid2/, не менееli (поле до¬
пуска Н17)/2 (поле до¬
пуска H17)120823,330,2101012,01801236,645,4151618,52602060,070,3222629,03603091,4105,0324044,050040120,0137,0435257,080050150,0170,0526571,0120063186,0213,7658088,0Примечание. Размеры D рекомендуемые.
Способы закрепления режущих инструментов на станках672.14. Размеры центровых отверстий с дугообразной образующей, ммDddy/, не
менееРадиусDddi/, не
менееРадиуснаимень¬шийнаиболь¬шийнаимень¬шийнаиболь¬ший41,02,122,32,53,15304,08,58,910,012,551,252,652,83,154,0405,010,611,212,516,061,63,353,54,05,0606,313,214,016,020,0102,04,254,45,06,3808,017,017,920,025,0142,55,35,56,38,010010,021,222,525,031,5203,156,77,08,010,0Примечание. Размеры D рекомендуемые.2.15. Размеры центровых отверстий с метрической резьбой, ммФорма F
F^-V/777;>■шФорма Ишщ*>! ио°\hD дляформыddi (поле
допуска
Н14)d2d3/, не
более1Л (поле
допуска
Н12)/2, не
более/3 (поле
допуска
Н12)а0,FЯ8 М33,25,0 2,81,56 1016М44,36,58,23,51,94,02,412,520М55,38,011,44,52,35,53,31625Мб6,410,013,35,53,06,54,02032М88,412,516,07,03,58,04,52540мю11,015,619,89,04,010,25,2603250М1213,018,022,010,04,311,25,54063М1617,022,828,711,05,012,56,56380М2021,028,033,012,56,014,07,5100100М2425,036,043,014,09,516,011,5160160мзо31,044,851,818,012,020,014,03*
68 Общие конструктивные элементы режущих инструментовПродолжение табл. 2.15D дляформыddi (поле
допуска
Н14)d2dз/, не
болееli (поле
допуска
Н12)/2, не
более/3 (поле
допуска
Н12)а°,FЯ250250M3637,553,060,020,013,522,015,560400400M4243,559,770,522,014,025,017,0___630630М4849,574,088,024,016,028,020,0900900М5658,085,699,527,018,031,022,0М6466,095,0112,529,019,034,024,075М72 х 674,0104,7122,031,020,036,025,0Ср.М80 х 682,0115,7133,034,022,039,027,01200МЮОхб102,0140,0160,036,024,042,030,0Примечания: 1. Размеры D рекомендуемые.2. Формы F и Н не применять для режущего инструмента с коническими
хвостовиками и конусностью 1:10, 1; 7, 7:24, конусами метрическими и Морзе.2.16. Размеры центровых отверстий с метрической резьбой, ммФорма РОбозначение конусаddi (поле до¬
пуска Н14)d2d3L, не
менее/и12, не
менееМетри¬ческийМорзегост9953-82гост7343-72—1В12—Мб6,48,08,5163,51,53—2В18мю10,512,513,2244,51,9—3В24M1213,015,017,0286,02,30,64В32M1617,020,022,0328,03,2—5В4580М2021,026,030,04010,05,51,190
Способы закрепления режущих инструментов на станках 69Продолжение табл. 2.16Обозначение конусаd| (поле до¬L, неh/2, неМетри¬ческийМорзеГОСТ9953-82ГОСТ7343-72dпуска Н14)d2dzменее/менее—6——М2425,031,0■jgk36,05011,06,01,4100Г-*80——120мзо31,038,045,06514,08,02,0140100160М3637^045,052,080 .15,09,02,0120200160М4850,060,068,010018,011,02,3200гарантируется их сохранность в процессе эксплуатации соответ¬
ствующей обработкой.Форма В—применяется в тех случаях, когда центровые отверстия
являются базой для многократного использования или сохраняются
в готовых изделиях.Форма Т—применяется в оправках и калибрах-пробках.Форма С—применяется в крупных валах (то же, что форма А).Форма Е—применяется в крупных валах (то же, что и форма В).Форма Р—применяется при необходимости повышенной точности
обработки.Формы F и Н—применяются для монтажных работ, транспор¬
тирования, хранения и термообработки деталей в вертикальном
положении.Форма Р—применяется в различных конусах инструмента.
Глава 3КОНСТРУКЦИИ РЕЗЦОВРезцы относятся к наиболее распространенной группе режущих
инструментов. Они отличаются большим многообразием как по
форме, так и по назначению.Согласно классификации, принятой в нашей стране, резцы делятся
на множество типов и исполнений:в зависимости от технологических групп станков — токарные,
строгальные, долбежные, расточные;в зависимости от вида выполняемых работ—проходные, подрез¬
ные, прорезные и отрезные, резьбовые, расточные и т. д.;
по форме—призматические и круглые;по конструктивному исполнению—цельные с напайными пластина¬
ми, сборные, комбинированные и т. д.;по установке относительно обрабатываемой заготовки—радиаль¬
ные и тангенциальные;по направлению подачи—правые и левые;по материалу режущей части—из быстрорежущей стали, с пластин¬
ками из твердого сплава, минералокерамики, сверхтвердых материалов
и алмазов.Радиальные резцы получили наибольшее распространение ввиду
простоты их крепления и выбора геометрических параметров режущей
части.Тангенциальные резцы в основном применяются там, где необ¬
ходимо получить высокое качество обработанной поверхности, и ис¬
пользуются на токарных автоматах и полуавтоматах.Резец является простым инструментом с одной или несколькими
режущими кромками, но к нему предъявляется ряд требований.
Наиболее важным из них является эффективность резца, влияющая на
повышение производительности труда и зависящая от ряда факторов:
материала режущей части;формы, размеров и положения пластин на резце (напайных
и многогранных);геометрических параметров режущего лезвия резца;
элементов стружкодробления;прочности и виброустойчивости державки и режущих кромок.
Основные типы стандартизованных и выпускаемых промышлен¬
ностью резцов и области их применения приведены в табл. 3.1 и 3.2,
а их габаритные размеры — в табл. 3.3.
Конструкции резцов713.1. Основные типы резцов токарных и строгальных с напайными пластинамиТип резцов (номер ГОСТа)ЭскизПрименениеРезцы токарные проходные
прямые с ф = 45, 60 и 75°;
ф!=45, 30 и 15° соответст¬
венно с пластинами из
быстрорежущей стали(ГОСТ 18878-73) и твердого
сплава (ГОСТ 18878-73).
Пластины быстрорежущие
по ГОСТ 2379-77, № 5601 —
5608 и 5701—5708; твердо¬
сплавные по ГОСТ 25426-
82, тип 07, 67к:Точение деталей
по наружному
диаметру7 = 0 или 10—12°; а = 8°. Раз¬
меры—см. в табл. 3.3 (быст¬
рорежущие—пп. 1—4,6—8,11, 15, 18, 22; твердосплав¬
ные—п. 1, 2, 5, 7, 9, 10, 13, 15,16, 19, 20, 24, 26, 28, 32, 35)Резцы токарные проходные
отогнутые с ср = 45° с пла¬
стинами из быстрорежущей
стали (ГОСТ 18868-73) и
твердого сплава (ГОСТ
18877-73). Пластины быст¬
рорежущие по ГОСТ 2379-
77 № 4101—4105; твердо¬
сплавные по ГОСТ 25395-
82, тип 0,1, 02, 61, 62Точение деталей
по наружному
диаметру, подре¬
зание торцов, рас¬
тачивание корот¬
ких отверстий
больших диамет¬
рову = 0 или 10—12°, а = 8°. Раз¬
меры—см. табл. 3.3 (быстро¬
режущие— пп. 7, 11, 18, 22, 25;
твердосплавные—п. 4, 8, И,12, 16, 23, 26, 30, 36, 40, 45,
46, 48, 50)Резцы токарные проходные
упорные с пластинами из
быстрорежущей стали(ГОСТ 18870-73) и твердо¬
го сплава (ГОСТ 18879-73
и ГОСТ 18880-73). Плас¬
тины быстрорежущие по
ГОСТ 2379-77, № 5801 —
5804—для типа 1 и
№ 4102—4106—для типа 2;Тип 1жиТочение ступенча¬
тых деталей,
подрезание бур¬
тиков и торцов,
точение деталей с
большим отноше¬
нием длины к
диаметру
72Конструкции резцовПродолжение табл. 3.1Тип резцов (номер ГОСТа)ЭскизПрименениетвердосплавные по ГОСТ
25426-82, тип 07; 67—для
резцов типа 7; по ГОСТ
25397-90, тип 06, 66 — для
резцов типа 2Тип 2Точение ступенча¬
тых деталей, под¬
резание буртиков
и торцов, точение
деталей с боль¬
шим отношением
длины к диаметруу = 0 или 10—12°, сх = 8°. раз¬
меры—см. табл. 3.3 быстро¬
режущие—пп. 1—4, 6, 8, 10,
14, 17, 21 для типа 1 и пп. 1,
7, 11, 18, 22, 25 для типа 2;
твердосплавные—пп. 1, 2, 5,
10 для типа 7, пп. 11, 12, 23,
36, 38, 45, 49, 50, 51, 53 для
типа 2Резцы токарные расточные
с пластинами из твердого
сплава с ср = 60° (ГОСТ18882-73). Пластины по
ГОСТ 25395-82, тип 01, 02,
61, 62JРастачивание
сквозных отвер¬
стий диаметромРазмеры—см. табл. 3.3,
пп. 13, 17, 19, 20, 27, 31, 33,
34, 41, 42, 47, 52Резцы токарные расточные
с пластинами из твердого
сплава с ср = 95° (ГОСТ18883-73). Пластины по
ГОСТ 25379-82, тип 06, 66.Растачивание глу¬
хих отверстий
диаметром Dmin =
= 10-г 110 ммРазмеры—см. табл. 3.3, пп. 8,17, 19, 20, 31, 33, 34, 41, 42
Конструкции резцов13Продолжение табл. 3.1Тип резцов (номер ГОСТа)ЭскизПрименениеРезцы токарные прорезные
и отрезные с пластинами
из быстрорежущей стали
(ГОСТ 18874-73) и твер-
го сплава (ГОСТ 18884-73).
Пластины быстрорежущие
по ГОСТ 2379-77, твердо¬
сплавные по ГОСТ 17163-90,
тип 13Отрезка загото¬
вок диаметром
10—60 ммРазмеры—см. табл. 3.3 (быст¬
рорежущие—пп. 2, 3, 4, 6, 7,
11, 18, 22; твердосплавные —
пп. 15, 22, 36, 45, 50)Резцы автоматные отрез¬
ные пластинчатые быстро¬
режущие (правые и левые)
(ТУ 2-035-491-76) а=12°,
а, =2°Г*1^ BfaJL\-U-Отрезка загото¬
вок или прореза¬
ние канавокРазмеры, мм:Н...12, 18, 12, 20, 25, 25
В, а...3, 4, 5, 5, 5, 6
L...85/100, 125/150
у°...8—10, 12, 12, 12, 12
здесь а—ширина режущего
лезвия инструмента; В—ши¬
рина державки (В=а)Резцы автоматные отрезные
из быстрорежущей стали
(ТУ 2-035-491—76) ос = а1 == 8°, у = 12°Отрезка загото¬
вок или прореза¬
ние канавокРазмеры НхВха, мм:
8х8х1,5; 8x8x2; 10x10x1,5;
10x12x2; 10x10x2,5;
12x12x1,5; 12x12x2;
12x12x2,5; 12x12x3;
16x16x3
74Конструкции резцовПродолжение табл. 3.1Тип резцов (номер ГОСТа)ЭскизПрименениеРезцы автоматные проход¬
ные (левые и правые) быст¬
рорежущие с ср = 30, 45, 75°
(ТУ 2-036-491—76) 01 = 01! =
= 8°; у=12°УщQO^ LТочение деталей
по наружному
диаметруРазмеры—см. табл. 3.3,
пп. 3, 4, 6, 8, 14Резцы револьверные под¬
резные быстрорежущие
(ТУ 2-035-491—76) ос = ос1 =
= 8°, у=12°Точение ступен¬
чатых заготовок,
подрезка бурти¬
ков и торцовРазмеры HxBxL, мм:
8x8x30/50/70/120/150;10 х 10x60/65/100/110;12x 12x65/70/110/120/175;
16x16x80; 20x20x 100Резцы токарные резьбовые
быстрорежущие (ГОСТ
18876-73) и с пластинами
твердого сплава (ГОСТ
18885-73). Пластины быст¬
рорежущие по ГОСТ 2379-
77 для типов 1 и 2—
№ 6101—6104, 6201—6208,
для типов 3 и 4—№ 4702,
4703, 5501, 5503—5505;
твердосплавные по ГОСТ
25398-82, тип 11 для типов
1 и 2, по ГОСТ 25422-82,
тип 4 для типов 3 и 4Исполнение 1, типы 1 и 2Тип 1—для наре¬
зания наружной
метрической резь¬
бы с шагом 0,5—
6 мм; тип 2 — для
наружной трапе¬
цеидальной резь¬
бы с шагом 2—
24 ммИсполнение 2, типы 3 и 4Размеры—см. табл. 3.3:
тип 1—пп. 10, 22, 36, 45;
тип 2 — пп. 22, 36, 45, 50;
тип 3—пп. 6, 9, 20, 34, 42
Конструкции резцов75Продолжение табл. 3.1Тип резцов (номер ГОСТа)ЭскизПрименениеРезцы строгальные проход¬
ные изогнутые с пластина¬
ми из быстрорежущей ста¬
ли с ф = 45°, ф1 = 10° (ГОСТ
18887-73). Пластины по
ГОСТ 2379-77, № 4401 —
4411ГГ/]]V—L10°к\нСтрогание плос¬
костейРазмеры—см. табл. 3.3,
пп. 13, 20, 24, 29, 31Резцы строгальные под¬
резные (прямые и изогну¬
тые) с пластинами из быст¬
рорежущей стали (ГОСТ18889-73)Строгание торцо¬
вых поверхностей,
уступовРезцы строгальные отрез¬
ные и прорезные изогнутые
с пластинами из быстроре¬
жущей стали (ГОСТ18890-73). Пластины по
ГОСТ 2379-77, № 4902—
4907Размеры — см. табл. 3.3,
пп. 12, 19, 23, 26, 28, 30Размеры—см. табл. 3.3,
пп. 13, 20, 24, 27, 29Отрезание загото¬
вок, прорезание
канавокРезцы строгальные подрез¬
ные с пластинами из твер¬
дого сплава (ГОСТ 18893-
73). Тип 1—подрезные,
изогнутые; тип 2—под¬
резные прямые. Пластины
те же, что и для резцов
строгальных проходныхРазмеры те же, что и для
резцов строгальных проход¬
ныхСтрогание боко¬
вых плоскостей,
уступовПримечание. Конструкции и геометрические параметры приведены в соответ¬
ствующих ГОСТах.
76Конструкции резцов3.2. Основные типы резцов с механическим креплением многогранных пластинТипы резцов (номер ГОСТа)ЭскизПрименениеРезцы токарные сборные
для контурного точения,
правые и левые (ГОСТ
20872-80). Тип 1 (<р =
= 93°) и тип 2 (ф =
= 63°)—с режущими
пластинами параллело-
граммной формы по
ГОСТ 19062-80, опорная
пластина по ГОСТ
19079-80. Тип 3 (ф =
=93°) и тип 4 (ф = 63°)—
с режущими пластинами
правильной трехгранной
формы по ГОСТ 19046-80, опорная пластина по
ГОСТ 19073-80Типы 1 и 2н133/Конструктивное исполнение узла
крепления—см. рис. 2.5,6Типы 3 и 4нРезцы типов 1 и
3 обеспечивают
точение с углами
врезания до 32°,
подрезание тор¬
цов «от центра»,
точение фасок;
резцы типов 2 и
4—точение сфе¬
рических поверх¬
ностей с углом
врезания до 51°.ф\ .’-'Л
1#ээLКонструктивное исполнение узла
крепления—см. рис. 2.5, д
Размеры для типов 1—4—см.
табл. 3.3, пп. 37, 39, 42—45Резцы токарные с меха¬
ническим креплением
многогранных пластин
(20 типов) — ГОСТ26611-85.Типы 1—4, 9 и 10—
резцы проходные (пра¬
вые и левые) и типы 15,
16—проходные с пла¬
стинами трехгранной
формы: твердосплавны¬
ми по ГОСТ 19043-80
и ГОСТ 19045-80, мине¬
ралокерамическими по
ГОСТ 25003-81. Опор¬
ные пластины по ГОСТ19073-80 и ГОСТ 19074-
80; стружколом по
ГОСТ 19084-80Конструктивное исполнение узла
крепления — см. рис. 2.5, з
Размеры резцов всех типов—см.
табл. 3.3,пп. 8, 15, 30, 40, 46, 48, 52
Типы 1—4, 9—109iТочение деталей
по наружному
диаметру, подре¬
зание торцов,
буртиков—1Jis§!°°\LТипы 15, 16н9ЛА*1"I t
Конструкции резцов11Продолжение табл. 3.2Типы резцов (номер ГОСТа)ЭскизПрименениеТипы 5—8, 11—14—
резцы проходные (пра¬
вые и левые) и типы 17,
18—резцы подрезные
с пластинами квадрат¬
ной формы: твердо¬
сплавными по ГОСТ
19049-80 и ГОСТ 19050-80, минералокерамиче-
скими по ГОСТ 25003-81. Опорные пластины
по ГОСТ 19076-80
и ГОСТ 19077-80, струж-
колом по ГОСТ 19085-
80Тип 19—: резцы проход¬
ные отогнутые с пласти¬
нами ромбической фор¬
мы: твердосплавными
по ГОСТ 19056-80, мине¬
ралокерамическими по
ГОСТ 25003-81. Опор¬
ные пластины по ГОСТ
19078-80Тип 20—резцы проход¬
ные отогнутые с пласти-Типы 1 и 3 — ф = 90°, ф! = 3°. Тип9—Ф = 60°, ф! = 33°, у = — 5°,
а=5°. Типы 2 и 4—ф = 90°. Тип10—ф = 60°, у = 5°, а=6°. Типы
15 и 16—ф = 90°, ф! = 3°, у = — 5°
и а = 5°, у = 5° и а = 6°.Форма пластин и стружколо-
мов—см. табл. 2.2—2.4Типы 5—8, 11—14Типы 17, 18Типы 5 и 7 — ф = 75°, фх = 15°,
7= — 5°, ос = 5°. Типы 11
и 13 — ф = ф1=45°, у= —7°, а=7°.
Типы 6 и 8 — ф = 75°, ф1 = 15°.
Типы 12 и 14—ф = ф1=45°,
у = 5°, а = 6°. Типы 17 и 18 —
ф = 75°, ф! = 15°.7= -^5°, а=5° и 7 — 5°, а = 6°
Форма пластин и стружколо-
мов—см. табл. 2.2—2.4
Форма пластин—см. табл. 2.2
и 2.3Ф = 95°, ф! = 5°, 7= -5°, а = 5°Форма пластин-
и 2.3-см. табл. 2.2Точение деталей
по наружному
диаметру, подре¬
зание торцов, бу¬
ртиков
78Конструкции резцовПродолжение табл. 3.2Типы резцов (номер ГОСТа)ЭскизПрименениенами круглой формы:
твердосплавными по
ГОСТ 19069-80, минера¬
локерамическими по
ГОСТ 25003-81. Опор¬
ные пластины по ГОСТ
19083-80Ф = 45°, ф1 = 15°, у=-5°, а = 5°Точение деталей
по наружному
диаметру, подре¬
зание торцов, бу¬
ртиковРезцы расточные (шесть
типов) с механическим
креплением многогран¬
ных пластин (ГОСТ26612-85).Типы 1 и 2 — резцы с
пластинами трехгранной
формы: твердосплавны¬
ми по ГОСТ 19043-80
и ГОСТ 19045-80, мине¬
ралокерамическими по
ГОСТ 25003-81. Опор¬
ные пластины по ГОСТ19073-80 и ГОСТ19074-80, стружколом по
ГОСТ 19084-80Типы 3—5 — резцы с
пластинами квадратной
формы: твердосплавны¬
ми по ГОСТ 19049-80,
ГОСТ 19050-80 и ГОСТ
24252-80, минералоке¬
рамическими по ГОСТ
25003-81 тип 3. Опорные
пластины по ГОСТ
19076-80 и ГОСТ 19077-
80, стружколом по
ГОСТ 19085-80
Тип 6—резцы с пласти¬
нами ромбической фор¬
мы: твердосплавными
по ГОСТ 19056-80, мине¬
ралокерамическими по
ГОСТ 25003-81. Опор¬
ные пластины по ГОСТ
19078-80Конструктивное исполнение узла
крепления см. на рис. 2.5, з
Размеры резцов всех типов:L= 170, 180, 200, 250, 350 мм;
</=20, 25, 32, 50 ммТипы 1 и 2Тип 1—ф = 90°, 7= -7°, а = 7°
Тип 2 — ф = 90°, 7 = 5°, а = 6°
Форма пластин и стружколома —
см. табл. 2.2—2.4Типы 3—5R1_1Тип 3 — ф = 75°, 7= -7°, а = 7°.
Тип 4 — ф = 75°, 7 = 5°, а = 6°. Тип5 — Ф = 45°, 7 = 0°, а= 11°Форма пластин и стружколома —
см. табл. 2.2—2.4
Ф = 95°, 7 = —7°, а = 7°Форма пластин—см. табл. 2.2—
2.3Растачивание глу¬
хих отверстий
Лып = 40мм (тип
О и Dmi„ = 25MM
(тип 2)Растачивание
сквозных отвер¬
стий Дшп = 40 мм(ТИП 3), Аш„ == 25 мм (типы 4 и5)Растачивание
сквозных отвер-Примечание. Конструкции резцов и геометрические параметры приведены
в соответствующих ГОСТах.
Расчет резцов на прочность и жесткость193.3. Габаритные размеры резцов, мм (к табл. 3.1 и 3.2)Номер
по пор.явLНомер
по пор.явLНомер
по пор.явL144501916161403725162002665020161617038252014038850212012100392525140410106022201212040252515051010902320121254125252006101012024201217042252524071212802520121904329201408121210026201612044292514091212140272016200453220170101610100282020100463225170111610110292020120473225280121612100302020125483232170131612170312020140493625170141616803220201505040252001516161003320201705140322001616161103420202005240402101716161203522161205350322401816161253625161405450322803.1. РАСЧЕТ РЕЗЦОВ НА ПРОЧНОСТЬ И ЖЕСТКОСТЬДержавки резцов характеризуются формой и размерами попереч¬
ного сечения, материалом, твердостью. Форма сечения—прямоуголь¬
ная, квадратная или круглая.Для резцов с напайными пластинами целесообразно применять
державки прямоугольного сечения с отношением высоты державки к ее
ширине Н:В= 1,6 для чистовых и получистовых резцов и Н:В= 1,25
для черновых резцов.Державки квадратного сечения лучше сопротивляются деформаци¬
ям сложного изгиба и рекомендуются для револьверных и расточных
резцов. Державки круглого сечения применяются в расточных и резь¬
бовых резцах.Размеры поперечного сечения державки выбираются из условия
равенства действующего изгибающего момента и максимального
момента, допускаемого сечением державки, т. е. Мтт = М'1ЛЗГ.В свою очередь,МюТ = Р21, Н м;Af изг = о^и W, Н * м,где /—вылет резца, мм (рис. 3.1); аи—допустимое напряжение на изгиб
материала державки, МПа (для незакаленной углеродистой конструкци¬
онной стали с <7В = 600 ч- 700 МПа, сти = 200^-250 МПа; для державок из
углеродистой стали, подвергнутых термической обработке по режиму
для быстрорежущей стали, допустимое напряжение на изгиб до 2 раз
выше); W—момент сопротивления в сечении державки резца, мм3.
80Конструкции резцовоткудавн2 =Рис. 3.1. Схема определения размеров сече¬
ния державки резцаМомент сопротивления прямо¬
угольного сечения:wJ*,6где В и Н—соответственно шири¬
на и высота державки резца
в опасном сечении, мм.На основании изложенного
выше имеемх, , вн2Pzl = ——a и,О6 PJВ державках прямоугольного сечения при высоте #=1,6#В(1,6В)2=^^-, тогда В= з/-^-мм.
сти \/2>56сг иДля державок квадратного сечения, когда Н=В, имеем
тогдаМомент сопротивления для державок круглого сеченияи/ nd* з
W=— мм,32а поэтомуоткуда_ , nd3
Pzl= — аи
32, /32 РЖ1а=ъ / мм.Приведенный расчет державки на плоский изгиб выполнен с учетом
только одной силы Рг. Действие всех трех составляющих силы резания
PZ9 Ру, Рх вызывает в державке сложное сопротивление, которое
примерно в 2 раза выше при плоском изгибе.В табл. 3.4 даны допустимые напряжения при расчете на изгиб
с учетом сложного сопротивления.
Расчет резцов на прочность и жесткость81В некоторых случаях проводят поверочный расчет по жесткости
державки резцагде Р2ж—максимальная нагрузка, допускаемая жесткостью резца, Н;
/—допускаемая стрела прогиба резца, мм (/«0,1 мм—предваритель¬
ное точение,/^0,05 мм—чистовое); Е—модуль упругости материала
державки резца, МПа (для углеродистой конструкционной стали
£=200 000 — 220 000 МПа); J—момент инерции державки (для кругло¬
го сечения /=0,05^4, где d—диаметр державки, мм; для прямоуголь¬
ного сечения J=BH3/12).Расчет размеров сечения державки выполнен для опасного сечения,
отстоящего от вершины на расстояние /, равное вылету резца из
резцедержателя [/~(1 -г-1,5) Я]. Однако опасным сечением является
сечение I—I (см. рис. 3.1), т. е. место вырезки под режущую пластину,
а поэтому расчет необходимо вести в наиболее слабом сечении
державки.Расчет сечения державок можно выполнить по площади сечения
среза стружки с учетом вылета резца и материала державки:
прямоугольногогде /с — площадь поперечного сечения среза стружки, мм2; Р—
удельная сила резания, МПа; /—вылет резца из резцедержателя, мм;
аи—допустимое напряжение на изгиб материала державки, МПа.В основу этого расчета положен плоский изгиб от действия только
одной составляющей силы резания Pz, что неверно, так как на резец
действуют еще две составляющие силы резания—радиальная
Ру и осевая (сила подачи) Рх.По мере изнашивания резца составляющие силы резания
Ру и Рх растут и достигают значения 0,75 Р2 и даже выше до полного
значения Р2.С увеличением угла в плане ср сила Рх значительно увеличивается,
сила Ру уменьшается, а сила Pz почти не изменяется.В большинстве случаев поперечное сечение державок выбирают на
основании опытных данных в зависимости от срезаемого слоя металла
(табл. 3.5) или высоты центров станка (табл. 3.6).Ъ/EJ/3 ’квадратногокруглогоПри ф = 45°, А. = 0°, у = 15°/>, = (0,4-г0,5)Л; Р, = (0,3-5-0,4)Р,.
82Конструкции резцов3.4. Допустимые напряжения <ти, МПа, для державок из углеродистых конструкци¬
онных сталей при плоском изгибе (с учетом сложного сопротивления)Угол в плане <р, 0Состояние державок304560759045 (ото¬
гнутый)Незакаленные120100806555130Закаленные240200101301102603.5. Размеры державок в зависимости от сечения срезаемого слоя и глубины
резанияМатериалпластинокРазмеры державокБыстрорежущая стальТвердый сплавПрямоугольныхКвадратныхНхВ, ммВхВ, мм/с, мм2t, мм/с» ММ2t, мм1,53 10 х 16122,54 —12x20164,054,0616x25206,068,01020x30259,07181325x4030168251830x45402512402540x6050——603650x8065Примечания: 1. В таблице приведены максимальные значения величин.2. Данные рекомендуются для обработки стали с ав^750 МПа, проход¬
ными резцами с ср = 45°.3. Поперечное сечение державок резцов, применяемых на револьверных
станках, токарных полуавтоматах и автоматах, выбирать меньше размеров
посадочных гнезд резцедержателя.3.<>. Размеры державок резцов Нх В в зависимости от высоты центров
станков, ммУстановка резцаПоперечное сечение
державокВысота центров, мм150180—200260300350—400В четырехрезцовой
головкеПрямоугольное12x2012x2016x2520x3025x40Квадратное1616202530В суппортеПрямоугольное12x20.16x2520x3020x3025x40Квадратное1620252530
Геометрические параметры режущей части83В качестве материала для державок резцов используются конструк¬
ционные стали марок 45, 50 (ГОСТ 1051-73 или ГОСТ 1050-88), стали
40Х, 45Х (ГОСТ 4543-71) или инструментальные стали У8, У10.3.2. КРЕПЛЕНИЕ РЕЖУЩИХ ПЛАСТИН НА ДЕРЖАВКЕРежущая часть с корпусом соединяется посредством сварки
(быстрорежущие пластины), пайки (твердосплавные пластины и режу¬
щие элементы из СТМ), механическим креплением (твердосплавные
и минералокерамические многогранные пластины, режущие элементы
из СТМ).Для установки и крепления режущих пластин гнезда выполняются
открытыми, закрытыми, полузакрытыми и врезными (см. рис. 2.2).
Полузакрытые применяются для крепления твердосплавных пластин.
Закрытые и врезные гнезда обеспечивают более надежное крепление
пластины в державке, особенно пластин малых размеров. Размеры
гнезд приведены в гл. 2.2.В последнее время режущие пластины в гнездах закрепляют при
помощи клея. Форма и размеры гнезд под клеевое соединение
приведены в табл. 2.1.Схемы механического крепления режущих пластин приведены на
рис. 2.4, типовые узлы—на рис. 2.5, а основные виды многогранных
пластин в табл. 2.2.3.3. ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИГеометрические параметры резца влияют на силы резания и износ
режущих кромок лезвия.Термины и определения элементов резцов приведены
в ГОСТ 25751-83.Элементы рабочей части резцов приведены на рис. 3.2.Геометрические параметры головки резца определяют положение
его передних и задних поверхностей относительно основной опорной
поверхности.Угол наклона X главной режущей кромки может быть положитель¬
ным, отрицательным или равным нулю. От угла X зависят форма
стружки, направление ее схода по передней поверхности лезвия
и упрочнение. Если главная режущая кромка совпадает с основной
плоскостью, проходящей через вершину лезвия, ?i = 0, если направлена
вверх, угол X положительный, если вниз, угол X отрицательный.Главный угол в плане ф определяет соотношение между шириной
и толщиной среза при постоянных значениях подачи и глубины
резания. Рекомендуемые значения углов в плане ср приведены
в табл. 3.7.Вспомогательный угол в плане (pi рекомендуется при жесткой
системе принимать в пределах 10—15°, при нежесткой системе 20—30°,
при обработке деталей с врезанием 30—45°.
84Конструкции резцовРис. 3.2. Основные элементы н геометрия резца:1—передняя поверхность; 2—главная режущая кромка; 3—вспомогательная режущая кромка; 4 —
вершина лезвия; 5—вспомогательная задняя поверхность; 6—главная задняя поверхность; 7—головка
резца; 8—корпус (державка) резца; 9—переходная режущая кромка; 10—основная плоскость; 11 —
плоскость резания; 12—главная секущая плоскость; 13—вспомогательная секущая плоскостьПереходную режущую кромку выполняют или по радиусу или
в виде фаски под углом ф0 = ф/2 и длиной /=0,5 н- 3,0 мм в зависимости
от размеров резца. Задний угол на переходной кромке а0 = а.Главный передний угол у уменьшает деформацию стружки и об¬
рабатываемой поверхности, влияет на величину и направление сил
резания, прочность режущей кромки, стойкость резца и качество
обработанной поверхности.Главный задний угол ос выбирают в зависимости от обрабатыва¬
емого материала.Вспомогательный задний угол а! назначают одинаковым с приня¬
тым задним углом а. Для отрезных и прорезных резцов = 1^-2°.Радиус вершины лезвия влияет на работу резца так же, как угол ф1#
С увеличением радиуса скругления повышаются качество обработан-3.7. Рекомендуемые значения углов ф, °ОбработкаltdфЧистовая в жестких условиях—10—20Черновая в жестких условияхДо 630—45Черновая в нежестких условиях6—1260—75Длинных заготовок малого диаметраБолее 1290
Геометрические параметры режущей части853.8. Радиус вершины резца, ммРезцыТипыСечение державок Нх В, мм6x6,8x810 х 16,
12* 2016x25,20x2525 х 25,
20x3025 х 40,
30 х 3030 х 45,
40 х 40,
40x60Проходные прямые
и отогнутые, ср = 45°Чистовые1,02,02,03,0Обдирочные0,51,01,01,5Упорные ф = 90°Чистовые0,1; 0,3; 0,5; 0,8; 1,0; 1,5; 2,0; 3,0Обдирочные— 0,5 1,0 1,0 1,5 —Расточные для сквоз¬
ных отверстийЧистовые1,01,51,5Обдирочные0,51,01,01,5Расточные для глухих
отверстийЧистовые0,1; 0,3; 0,5; 0,8; 1,0; 1,5; 2,0; 3,0Обдирочные0,5 1,0 1,0Примечание. Радиусы при вершине лезвия строгальных резцов аналогичны
радиусам при вершине лезвия токарных резцов.ной поверхности и стойкость резца. Увеличение радиуса возможно
только при жестких условиях работы во избежание вибраций.
Рекомендуемые радиусы вершины приведены в табл. 3.8.Главная режущая кромка выполняет основную работу резания
и теоретически должна быть острой. Практически же всегда имеется
некоторый радиус, называемый радиусом скругления режущей кромки
р (рис. 3.3). При работе с малой толщиной среза а радиус скругления
существенно влияет на процесс резания, так как изменяет передний
угол.Значение радиуса р зависит от зернистости инструментального
материала и способа обработки передней и задней поверхностей:
р = 6н-8 мкм для резцов из быст¬
рорежущих сталей, алмазов,СТМ; р=1,5н-17мкм для резцов
с пластинами из твердого сплава
и р = 30^-40 мкм для резцов, осна¬
щенных минералокерамическими
пластинами.Рис. 3.3. Форма режущей кромки в попереч¬
ном сечении и ее влияние на передний угол
86Конструкции резцов3.10. Форма заточки передней поверхности лезвия резцов из быстрорежущей сталиФорма передней поверхностиОбрабатываемый материалВидНомерЭскизПлоская с поло¬
жительным перед¬
ним угломIОЧ vLJ\ W° ftСталь с ств>800 МПа,
серый чугун, НВ > 220,
бронза и другие хруп¬
кие материалы1 1
-£1IIСталь с ав^800 МПа,
чугун, НВ ^ 220Криволинейная
с фаскойIII0-5°J-f8°fUA-~i I
I r> \Сталь с ств^800 МПа,
вязкие цветные металлы
и легкие сплавы, при
необходимости завива¬
ния стружки
Геометрические параметры режущей части87Продолжение табл. 3.10Форма передней поверхностиОбрабатываемый материалВидНомерЭскизКриволинейнаяIVМатериалы с ств = 800ч-
1000 МПаПримечание. Обработку передней и задней поверхностей выполнять
с Ra = 32 мкм, канавок—с Ra= 1,25 мкм.3.11. Форма заточки передней поверхности лезвия резцов с напайными пластинами
из твердого сплаваФорма передней поверхностиОбрабатываемыйматериалВидНомерЭскизПлоская с положи¬
тельным передним
угломIj8°j 10°Серый чугун, бронза
и другие хрупкие ма¬
териалыПлоская с отрица¬
тельной фаскойII1И'Ковкий чугун, сталь
и стальные отливки с
ств^800 МПа, обра¬
ботка при нежесткой
технологической си¬
стемеПлоская с отрица¬
тельной фаской и ус¬
тупомIIIСталь с ств^800 МПа
с обеспечением дроб¬
ления и завивания
стружки
88Конструкции резцовПродолжение табл. 3.11Форма передней поверхностиОбрабатываемыйматериалВидНомерЭскизПлоская с отрица¬
тельным передним
угломIV7-4Сталь и стальные от¬
ливки с ств = 800 МПа,
черновая обработка
по корке. Работа с
ударами в условиях
жесткой технологиче¬
ской системыКриволинейная с от¬
рицательной фаскойV,VI*с, аКоррозионно-стойкая
сталь с ств — 850 МПаПлоская с отрица¬
тельным передним
угломVIIВысокопрочные ста¬
ли с ав> 1200 МПа* Заточку выполнять с А =4 мм; г= 10 мм; у =12°.Примечание. Обработку передней и задней поверхностей выполнять
с Ra = 0,32 мкм, канавок — с Ra= 1,25 мкм.3.12. Рекомендуемые значения параметров заточки резцов из быстрорежущей
стали, мм (к табл. 3.10)ПараметрзаточкиСечение резцов НхВ, мм12x12,
16 х 1016 X 16,20 х 1220 х 20,
25 х 1625 х 25,
32x2032 х 32,
40x2540x40,50x32Ширина фаски /0,20,40,60,81,01,20,1<й0А0^50,6—Радиус канавки г358121518Ширина канавки А2,547101315
Износ и переточки твердосплавной режущей пластины89Продолжение табл. 3.12Примечание. В числителе даны значения / для проходных и подрезных
резцов, в знаменателе—для расточных резцов.3.13. Рекомендуемые значения параметров заточки резцов из твердого сплавав зависимости отпределапрочности обрабатываемойстали(к табл. 3.11)сг , МПаРазмеры,ммУглы, °А/hгУaЬ<8503,50,2—0,31—261683700—10000,1—0,31012о-(-5)До 120040,15—0,42—363—5100-(-5)До 13008—10/Необходимая длина главной режущей кромки приведена в табл. 3.9.Передняя поверхность лезвия выполняется плоской или криволиней¬
ной. Плоскую поверхность применяют для обработки хрупких и очень
твердых материалов, криволинейную—для обработки вязких, мягких
и средней твердости материалов. Передняя поверхность снабжается
упрочняющей ленточкой /= 0,2 ч-1,0 мм (меньшие значения—для ма¬
лых подач). Формы заточки передней поверхности лезвия приведены
в табл. 3.10 и 3.11.Размеры фасок, канавок зависят от режимов резания и в основном
от подачи. Большей подаче соответствуют большие значения /, г и А.Рекомендуемые значения параметров заточки резцов из быстро¬
режущей стали приведены в табл. 3.12, для твердосплавных резцов — в
табл. 3.13.3.4. ИЗНОС И ПЕРЕТОЧКИ ТВЕРДОСПЛАВНОЙ
РЕЖУЩЕЙ ПЛАСТИНЫРезцы, оснащенные режущими пластинами из твердых сплавов,
подвергаются износу по передней и задней поверхностям. Резец
рационально затачивать по обеим поверхностям (рис. 3.4).Опорную плоскость поверхности режущей пластины рационально
располагать параллельно линии 00 Тогда угол врезания пластины
9 определяется по формуле_ Ah sin у + Ac cos а
A/*cosy + Acsina
90Конструкции резцовРис. 3.4. Схема переточек режущей пластины
после износа: Ас—величина стачивания по
передней поверхности; Ah — величина стачи¬
вания по задней поверхности; 00 х—линия
смещения вершины резца по мере ее пере¬
точкиЛиния Вершины
нового резца.\ Центровая линия1 \ станкак.«иь5:Рис. 3.5. Расположение режущей пластины
в державке резцаВеличина стачивания в резуль¬
тате изнашивания задней поверх¬
ности может быть определена из
формулы»/ I sin а / \Яэ = Яз cosla + y).cos уУгол врезания 0 твердосплавной пластины для напайных резцов
зависит от следующих факторов (рис. 3.5):расстояния Е от основной плоскости резца до вершины его лезвия
(для нового резца);расстояния F от центровой линии станка до основной плоскости
резца;наименьшего расстояния G от основной плоскости резца до
опорной плоскости державки под пластину в опасном сечении;
поперечного сечения державки резца;
величины переднего угла;
оптимальной схемы переточки резца.С увеличением размера Е повышается количество переточек,
увеличивается размер G, что упрочняет тело державки резца в опа¬
сном сечении. Однако увеличение размера Е может привести к то¬
му, что новый резец нельзя будет использовать на станках с мень¬
шим расстоянием F. В связи с этим на практике принято распола¬
гать вершину резца на уровне линии центров или на 1—2 м выше
нее.Целесообразно с точки зрения оптимальной схемы переточки
выбирать угол 0 не менее 25—30°, однако для напайных резцов он
слишком велик, так как при этом нарушается условие выбора
Е и G при заданном размере с пластины. Кроме того, большой угол0 не может быть принят по следующим причинам:при переточках высота Е вершины резца до опорной плоскости
резко понижается;при пайке в закрытом пазе пластина приобретает дополнительные
напряжения, снижающие стойкость резца;сходящая стружка образует большую лунку в державке резца около
пластины; может спакетироваться в ней и вызвать поломку резца.
Поэтому угол врезания 0 выбирается в пределах 12—16°.
Форма и размеры пластин для напайных резцов91Можно рекомендовать такое расположение пластины, при котором
величина врезания т (для резцов с у<Ю°) принимается равной
толщине пластины с или (для резцов с у> 10°) несколько выше, но при
условии, чтобы нижняя точка М переднего конца пластины была
расположена приблизительно на одной линии с верхней плоскостью
державки (см. рис. 3.5).В общем случае, когда ЕФН, величина т врезания пластины
и расстояние G определяются по формулам:, Л Е-Н H-Gm = c + b tg 0 и т = ,cos 0 cos 0где b—ширина пластины, мм; G = E—Z?sin0 — ccos0.При т = с и ЕфН угол врезания 0 определяется по формуле. Л Е-Нsin 0 = .bРекомендуется для увеличения прочности державки резца в опа¬
сном сечении расстояние G принимать не менее 2/3 высоты
державки Н.3.5. ФОРМА И РАЗМЕРЫ ПЛАСТИН ДЛЯ НАПАЙНЫХ РЕЗЦОВРежущие пластины для напайных резцов приведены в ГОСТ
25393-82.Для рационального использования твердого сплава и уменьшения
его расхода необходимо устанавливать правильное соотношение между
толщиной с и шириной Ъ пластины. Из условия равенства числа
переточек по толщине и ширине получаем:b — bo с—СоAh = Ас ’где Ь0, с0 — остаточные размеры по ширине и толщине пластины после
всех переточек, мм.При Cq = 0,4с и bo = 2co = 0,Sc отношение между Ъ и с зависит от
размера стачивания по задней A h и передней А с поверхностям:г>=с|о,8—о,б^).Величины Ah и Ас зависят от многих факторов и могут быть
подсчитаны в зависимости от заданных условий работы.На практике для универсальных резцов отношение b/с выбирают
равным 1,6 (для обработки сталей и чугунов). Это значение устанавли¬
вает правильное соотношение между шириной и толщиной пластины,
что приводит к снижению расхода твердого сплава.
92Конструкции резцов3.6. СТРУЖКОЛОМЫСтружколомание и стружкозавивание приобретают значение при
скоростном точении, при точении труднообрабатываемых материалов,
и особенно на станках с ЧПУ, автоматических линиях и т. д.Следует считать, что стружка, завитая в спираль длиной до 200 мм,
наиболее полно отвечает требованиям, предъявляемым к ней при
работе на токарных станках с ЧПУ и автоматических линиях.Дробленую стружку в виде колец и полуколец диаметром10—15 мм и более следует рассматривать как хорошую.Мелкодробленая стружка считается удовлетворительной.Формирование стружки в виде непрерывной спирали, прямой ленты
и путаного клубка необходимо исключить из процесса обработки.На практике наиболее распространены следующие способы струж-
коломания:подбор специальной геометрии режущего лезвия резца;затачивание уступа на передней поверхности режущего лезвия;использование накладных стружколомов специальной конструкции.При подборе геометрии режущего лезвия резца изменяют главный
угол в плане. При увеличении этого угла при неизменной глубине
резания и подаче стабилизируется и процесс дробления стружки. При
угле в плане ф = 90° обеспечивается дробление стружки в широком
диапазоне режимов резания (подачи и глубины резания).В табл. 3.14 приведены геометрические параметры режущего лезвия
резцов, обеспечивающие стружколомание.Уступы на передней поверхности обеспечивают ломание при
подачах на оборот свыше 0,25 мм. Ширина а уступа (табл. 3.15,
рис. 3.6) зависит от режима резания и твердости обрабатываемого
материала. При изготовлении уступа под углом т = 8-н10° (тип II)3.14. Параметры резцов, обеспечивающие стружколоманиеРезецГеометрические параметры, 0/, ммФУьПроходной450-504*6010-2+ 182,570-10—+ 121,5**Подрезной90-3-5049015-5+ 151,5* При 4 мм и 5^0,3 мм.
** При t/s^ 10 и S^0,4 мм.
Стружколомы933.15. Ширина уступа а, ммГлубина резания t, ммПодача So, мм/обдо 0,30,3—0,450,45—0,60OS1©0,7—1,0До 1,51,52,02,53,03,51,5—6,02,53,04,04,55,06,0—123,04,05,05,56,012—204,05,05,56,06,5Примечание. Ширина уступа а приведена для высоты уступа h = 0,5 ч- 0,6 мм.А-АРис. 3.6. Типы уступов:/—при различной глубине резания в процессе точения; II—при растачивании; III—для чистового точения
при средних подачах резцами с большим радиусом при вершине; IV—для чистового точения с глубиной
резания до 0,8 ммс радиусом при вершине г = 0,25 ч- 0,75 мм улучшается процесс завива¬
ния и ломания стружки. Меньшие значения радиуса принимают для
уступов малой ширины.Завивание и ломание стружки можно получить и при помощи лунки
на передней поверхности лезвия резца (рис. 3.7).В табл. 3.16 приведены размеры лунки при изготовлении ее
шлифовальным кругом для резцов, работающих при глубине резания
до 6 мм и скорости резания до 500 м/мин.3.16. Размеры лунки, ммПодача S , мм об0,30,50,70,91,21,4Ширина лунки В2,53,55,07,08,59,5Радиус скругления R2,54,05,06,59,510Глубина лунки h0,30,40,70,951,01,2Ширина ленточки /0,20,30,450,550,60,8
94Конструкции резцовА-АРис. 3.8. Накладной нерегулируемый стружколом3.17. Удаление стружколома от главной режущей кромки, ммПодача So, мм /об0,20,30,40,50,61—24—54,8—5,85,5—6,53,5—4,53,8—4,83—44,5—5,55,3—6,36—73,8—4,84—55—65—66—76,5—7,54—54,3—5,3Угол 8, °105115На практике применяются нерегулируемые накладные стружколо-
мы, изготовленные из твердого сплава и припаянные к передней
поверхности режущей пластины (рис. 3.8).Удаление стружколома К от главной режущей кромки (табл. 3.17)
зависит в основном от подачи и в меньшей степени от глубины
и скорости резания.Угол т между стружколомом и главной режущей кромкой влияет на
форму и направление схода стружки. Угол х зависит от главного угла
в плане и глубины резания; так, при t^6 мм:т = 5° при ф = 45°; т=10° при ф = 60°; т = 20° при ф = 90°.
Наиболее универсальными являются регулируемые накладные стру-
жколомы. Широкий диапазон регулирования положения стружколома
относительно главной режущей кромки обеспечивает эффективное их
применение при различных режимах резания.3.7. ВЫБОР ФОРМЫ И РАСЧЕТ ПАРАМЕТРОВ УСТАНОВКИ
МНОГОГРАННОЙ ПЛАСТИНЫФорма многогранной пластины характеризуется числом граней (режу¬
щих кромок) п. Выбор формы пластин обусловлен углами в плане ф и ф^360п = -Ф + Ф1
Выбор формы и расчет многогранной пластины95К КРис. 3.9. Резец с механическим креплением пятигранной твердосплавной режущей пластиныЕсли значение п по формуле получается дробным, то оно округля¬
ется до целого числа с последующей корректировкой угла в плане
На рис. 3.9 показано положение многогранной пластины на
державке резца. Положение пластины определяется поворотом ее
относительно основной плоскости вокруг оси ОО на угол ц. Ось
поворота ОО повернута на угол \|/ относительно направления подачи.
Поворот выполняется в плоскости BF (нормальной оси ОО и основной
плоскости) и расположенной под углом р к проекции главной режущей
кромки АВ. Поворот пластины на угол \х обеспечивает необходимые
задние углы а и аь определяемые соответственно в главной (сечениеI—I) и вспомогательной (сечение II—II) секущих плоскостях.Определение параметров установки многогранной пластины на
державке сводится к нахождению углов \i и р. Для этого рассечем
пластину плоскостью, параллельной основной плоскости и отстоящей
от вершины резца В на расстояние h. В сечениях I—I и II—II точки
и Z>! являются следами пересечения этой плоскостью с задними
поверхностями. Точки Ех и Dx в проекции пластины на основную
плоскость изображены линиями ЕР и DP, параллельными соответст¬
вующими проекциями режущих кромок на основную плоскость.Из прямоугольных треугольников ВОР и ВЕР без учета угла имеемBD BEDD sin (rj — Р) sin рТак как 5D = /ztga1; BE=htg&, то, подставляя эти значения
в формулу и решая полученное уравнение относительно Р, получимtg a sin г|tgp=где n=s=180 — ((p + tpi).tgai+tgacosr|
96Конструкции резцов3.18. Геометрические параметры резцов с механическим креплением многогранных
пластинФорма пластиныГ еометрические; параметры,°фФ1YycTУаaiТрехгранная90101212—177,57,5Четырехгранная45451010—15104Пятигранная6012101288Шестигранная45151010105Значение угла jj, определяем по формулеВРШ-Т.Подставляя значение BE=htgoi в формулу, получимГеометрические параметры резцов с механическим креплением
многогранных пластин приведены в табл. 3.18.3.8. РЕЗЦЫ, ОСНАЩЕННЫЕ ПОЛИКРИСТАЛЛИЧЕСКИМИ
СВЕРХТВЕРДЫМИ МАТЕРИАЛАМИ (ПСТМ) И КЕРАМИКОЙРациональное применение инструментов, оснащенных керамикой
и ПСТМ, позволяет: реализовать принцип концентрации операций;
усовершенствовать или полностью перестроить технологию обработки;
уменьшить в 2—10 раз основное время обработки заготовки;
упростить технологический цикл, исключив или сократив по времени
некоторые операции (переходы); улучшить качество обработанной
поверхности (низкая шероховатость, отсутствие микротрещин, прижо-
гов и т. п.); высвободить рабочих, оборудование и производственные
площади.К ПСТМ относятся материалы на основе поликристаллического
нитрида бора (ПКНБ) и поликристаллического алмаза (ПКА).Эффективное применение инструмента, оснащенного ПСТМ, во
многом зависит от правильного выбора режимов резания (табл. 3.19).При использовании данных табл. 3.19 следует учитывать следу¬
ющее:скорость резания выбирается из рекомендуемых диапазонов мак¬
симальной; меньшие значения принимаются при максимальных значе¬
ниях твердости обрабатываемого материала (из приведенного диапазо¬
на), а также максимальных значениях подачи и глубины резания (при
точении с ударом сечение среза должно быть уменьшено);максимальные значения подачи рекомендуется назначать при
минимальных значениях глубины резания;
Резцы, оснащенные ПСТМ и К913.19. Рекомендуемые режимы резания инструментом, оснащенным ПСТМ, при
точении и растачиванииРежим резанияОбрабатываемый материалМарка композитаСкорость
резания и,
м/минПодача S0,
мм/обГлубина ре¬
зания ар, ммСтали конструкционные легиро¬
ванные, инструментальные, зака¬
ленные до твердости HRC335—
50Стали конструкционные и инст¬
рументальные, закаленные до
твердости HRC350—6001; 02; 05; 06;
10; 10Д; кибо-
рит; Томал-1060—1800,03—0,200,05—3,001; 02; 05; 06;
10Д; киборит;
Томал-1050—1500,03—0,100,05—1,5Стали быстрорежущие, инстру¬
ментальные, цементованные, за¬
каленные до твердости HRC3
58—7001; 02; 10;
10Д; киборит50—1200,03—0,100,05—0,8Чугуны серые твердостью НВ
120—140, цветные сплавы на ос¬
нове меди01; 02; 05; 06;
10Д; киборит;
Томал-10600—12000,03—0,50,05—4,0Чугуны серые и высокопрочные
твердостью НВ150—30001; 02; 05; 06;
10; 10Д; кибо¬
рит; Томал-10400—10000,03—0,40,05—3,0Чугуны отбеленные, закаленные
твердостью НВ400—60001; 02; 05; 06;
10; 10Д; кибо¬
рит; Томал-1050—2000,03—0,20,05—2,0Спеченные твердые сплавы с со¬
держанием кобальта не менее
15% твердостью HRA80—8601; 02; 10;
10Д; киборит5—200,03—0,10,05—1,0Износостойкие покрытия на ос¬
нове никеля (плазменное нанесе¬
ние) твердостью HRC347—57
(восстановление изношенных де¬
талей)01; 02; 10;
10Д; киборит50—1000,03—0,150,1—0,5подача может быть лимитирована требуемым качеством обработки;
рекомендуется использовать инструмент, оснащенный ПСТМ, на
высокоскоростном, жестком, мощном и виброустойчивом оборудова¬
нии, поскольку стойкость этого инструмента находится в прямой
зависимости от указанных характеристик станков.При точении вначале устанавливаются глубина резания (исходя из
припуска) и подача (исходя из максимальной производительности при
заданной шероховатости обработанной поверхности), а затем назнача¬
ется скорость резания, обеспечивающая необходимую стойкость. При
точении с ударом, особенно сталей и чугунов высокой твердости,
точении по корке для надежной работы резцов из ПСТМ необходимо
наличие радиуса при вершине не менее 0,8—1,0 мм, желательно также
сделать стандартную защитную фаску шириной 0,05—0,20 мм на
передней поверхности под углом у =—20°.4 Зак. 533
98Конструкции резцовПри обработке ферритных ковких чугунов и незакаленных кон¬
струкционных сталей керамика имеет преимущество перед ПСТМ на
основе нитрида бора, так как при обработке этих материалов при
скорости свыше 250 м/мин ПСТМ неработоспособны.В табл. 3.20 представлены рекомендуемые режимы резания инст¬
рументом, оснащенным керамикой, при точении и растачивании.В табл. 3.21 представлены рекомендуемые режимы резания инст¬
рументом, оснащенным ПКА, при точении и растачивании.При использовании данных табл. 3.21 следует учитывать, что
приведены рациональные скорости резания, обеспечивающие повыше-3.20. Рекомендуемые режимы резания резцами, оснащенными пластинами из
керамикиРежим резанияОбрабатываемый материалТвердостьСкорость ре¬
зания и,
м/минПодача 50,
мм/обГлубина реза¬
ния ар, ммСтали качественные конст¬
рукционныеНВ < 229300—700150—3000,5—0,150,5—0,100,5—1,5
1,0—5,0Стали конструкционные ле¬
гированныеНВ < 269300—700100—3000,5—0,150,5—0,100,5—1,5
1,0—4,0Стали улучшенныеНВ229—380300—600100—3500,4—0,100,35—0,100,5—1,0
1,0—3,0HRC336—
45100—30070—1800,25—0,100,60—0,100,5—1,5
1,0—3,0Стали цементованные, зака¬
ленныеHRC348—
5760—1500,15—0,050,15—0,080,3—1,0
1,0—2,5HRC3 57—
6440—1200,12—0,040,15—0,080,3—1,0
1,0—2,0Чугуны серыеНВ143—278300—900200—5000,5—0,100,5—0,100,5—1,5
1,0—5,0НВ 140—269200—400100—2500,35—0,100,4—0,150,5—1,5
1,0—3,0Чугуны ковкиеНВ163—269200—100150—2500,35—0,100,40—0,150,5—1,5
1,0—3,0Чугуны отбеленныеНВ400—65040—15015—400,15—0,080,30—0,100,5—1,5
1,0—2,5
Резцы, оснащенные ПСТМ и К993.21. Рекомендуемые диапазоны режимов резания резцами, оснащенными ПКАОбрабатываемый материалСкорость реза¬
ния и, м/минПодача S0,
мм/обГлубина реза¬
ния ар, ммАлюминий и алюминиевые сплавы600—30000,03—0,30,05—1,0Алюминиево-кремниевые сплавы (10—
20% Si)500—15000,03—0,30,05—1,0Медь и медные сплавы300—10000,03—0,30,05—1,0Углепластики, стеклопластики и тому
подобные композиционные материалы200—10000,03—0,30,05—1,0Полуспеченные твердые сплавы и кера¬
мика100—3000,03—0,15оооСпеченные твердые сплавы15—400,03—0,10,05—1,0Горные породы (песчаник, гранит)50—4000,03—0,30,05—1,0ние интенсивности съема припуска. Вместе с тем инструмент из ПКА
в отличие от инструмента из ПКНБ можно эксплуатировать и на
низких скоростях, при которых работает твердосплавный инструмент,
обеспечивая многократное (в 50—100 раз) увеличение стойкости
резцов.Более подробные и конкретные рекомендации по выбору режимов
резания содержатся в каталогах и проспектах изготовителей инст¬
рументов из керамики и ПСТМ, а также в инструкциях по
эксплуатации.Современные токарные станки с ЧПУ и закрытой рабочей зоной
обладают характеристиками, необходимыми для эффективной экс¬
плуатации инструмента из ПСТМ и керамики при высокоскоростном
резании. Например, станок мод. Heynumat 5 фирмы «Хейлигенштедт»
(ФРГ) оснащен главным приводом, развивающим мощность до 53 кВт
при частоте вращения шпинделя до 5000 мин-1; при этом скорость
резания для наибольшего диаметра заготовки 330 мм около 5200
м/мин (наибольшая длина заготовки 850 мм). Большая мощность
привода позволяет вести на этом станке высокоскоростную черновую
и грубую обработку заготовок из чугуна и конструкционной стали,
алюминиевых сплавов и других материалов. Принципиально новым
решением является размещение в рабочей зоне этого токарного станка
четырехкоординатной высокоскоростной (« = 36 000 мин-1; N=25 кВт)
фрезерной головки, позволяющей с наивысшей производительностью
обрабатывать детали из тех материалов, которые при точении дают
недопустимую сливную стружку.Фирма «Хеллер» (ФРГ) разработала жесткие станки с мощностью
привода главного движения около 90 кВт, встраиваемые в автомати¬
ческую линию по обработке 2-, 3- и 4-цилиндровых блоков автомо¬
бильных моторов, для высокоскоростного чернового растачивания
внутренних диаметров цилиндров. Например, отверстия 0 83,6 мм
Длиной 142 мм в отливке из серого чугуна растачиваются пятизубой
головкой с механическим креплением квадратных пластин из керамики
на основе Si3N4 при и= 1420 м/мин (« = 5400 мин-1), Sz = 0,18 мм
(SM = 4800 мм/мин), др = 3,0 мм с интенсивностью съема припуска4*
100Конструкции резцовQ = 3800 см3/мин всего за 0,03 мин (2 с). Важно, что при этой грубой,
но мгновенной обработке почти вся возникающая теплота отводится
со стружкой и деталь практически не нагревается. В результате
отклонение от цилиндричности не превышает 0,01 мм, что позволило
исключить получистовую обработку и сразу после обдирки выпол¬
нять чистовую расточку. Вместо применявшихся ранее многошпин¬
дельных станков (обработка отверстий является лимитирующей
операцией и обусловливает длительность такта линии) теперь
используются новые одношпиндельные, что обеспечивает гибкость
автоматической линии (на ней можно обрабатывать блоки с раз¬
личным числом цилиндров). Чистовая обработка выполняется
однозубыми головками, также оснащенными квадратными керамиче¬
скими пластинами; обеспечивается отклонение от цилиндричности
в пределах 0,005 мм.Способы закрепления пластин. При конструировании инструментов
из ПСТМ особенно важен выбор способа закрепления поликристалла.
Лучшими способами являются:механическое крепление шлифованной режущей пластины;
пайка низкотемпературными припоями на основе серебра;
вакуумная пайка поликристаллов адгезионно-активными припоями.
Наиболее перспективен инструмент с механическим креплением
круглых и многогранных пластин, производство которого интенсивно
расширяется на заводах инструментальной промышленности.В сравнении с напайными конструкциями резцов и фрез инструмент
с механическим креплением пластин из ПСТМ имеет следующие
преимущества:более высокую надежность закрепления режущего элемента;
повышение качества режущего элемента в связи с отсутствием
нагрева поликристалла при пайке;увеличение в 2—4 раза числа периодов стойкости круглых пластин
(напайные вставки можно перетачивать не более 4—5 раз, а пластины
имеют до 20 периодов стойкости);уменьшение в несколько раз расхода алмазных кругов на заводах-
изготовителях и исключение переточек и потребности в этих кругах
у потребителей;возможность утилизации и повторного использования изношенных
цельных пластин (например, для изготовления абразивных кругов
из дробленого крупнозернистого ПСТМ).Перетачиваемый инструмент рекомендуется лишь в тех случаях,
когда конструкция с механическим креплением пластин технически
невозможна.Керамика плохо подвергается пайке и выпускается только в виде
сменных многогранных пластин (СМП) для инструмента с механиче¬
ским креплением.Одними из важнейших требований, предъявляемых к конструкции
и технологии изготовления инструмента с СМП из керамики и ПСТМ,
являются высокая контактная жесткость «СМП—корпус резца»
и равномерное распределение нагрузки закрепления пластины в зоне
«прихват—СМП».
Резцы, оснащенные ПСТМ и К101В настоящее время для резцов трехгранной, квадратной, ромбиче¬
ской и круглой форм из ПКНБ и керамики изготовляют пластины,
шлифованные по всем поверхностям, классов допусков U, М, G.Формы и марки серийно изготовляемых режущих пластин на основе
нитрида бора представлены в табл. 3.22—3.27, а номенклатура режущих
пластин из керамики—в табл. 3.28. В табл. 3.27 приведены размеры
трехгранной и квадратной пластин с корпусом из конструкционного
материала (закаленная сталь, твердый сплав) и напайным режущим
элементом из ПСТМ. Такие пластины удобны возможностью использо¬
вания их в держателях для керамических пластин аналогичных размеров.Конструкции резцов. В табл. 3.29—3.47 приведена номенклатура
резцов, оснащенных ПСТМ и керамикой, конструкции которых
разработаны во ВНИИинструменте. По желанию заказчиков специ¬
алисты института разрабатывают любые другие конструкции резцов
применительно к конкретным технологическим условиям, обеспечива¬
ют их изготовление и внедрение.В зарубежной практике используются в основном именно такие
стандартные пластины с напайным режущим элементом из ПСТМ.
В связи с увеличением применения алюминиево-кремниевых сплавов
пластины, оснащенные ПКА, заняли прочное место в автомобиле-
и авиастроении благодаря непревзойденной стойкости. Например,
в фирме «Фольксваген» (ФРГ) доля обработки алюминиево-кремни-
евых сплавов достигает 30%, при этом в общей трудоемкости
торцовое фрезерование составляет 20%, тонкое растачивание—15%,
развертывание—10% (указаны операции, при которых применяются
пластины, оснащенные ПКА). При фрезеровании скорости резания
составляют 2500—3000 м/мин, сейчас решается задача увеличения
до 6000 м/мин (100 м/с). При растачивании скорость резания не
выше 500 м/мин, так как в случае ее увеличения в результате
вибрации борштанг нарушается точность обработки.3.22. Формы и марки режущих пластин на основе нитрида бораФормапластиныМаркакомпозитаДиаметр
вписанной
окружности
пластины, ммФормапластиныМаркакомпозитаДиаметр
вписанной
окружности
пластины, мм05; 064,76; 5,56ЮД3,97ТрехграннаяКиборит3,97КвадратнаяКиборит4,76Томал-106,3505; 065,56; 6,35Томал-109,52; 12,701; 023,6юд3,97юд5,56Киборит3,97Круглая05; 066,35; 7,0; 8,0Ромбическая05; 063,97Киборит7,0Томал-105,5605; 069,5205; 066,35Томал-1012,7Томал-109,5212,7
102Конструкции резцов3.23. Пластина режущая из ПКНБ правильной трехгранной формыРазмеры, мм
60°Обозначение пластины1-й ряд2-й рядTNGNTNGNTNGNTNGNTCGNTCGNTCGNTCGNTPGNTPGNTPGNTPGN08Т30208Т30408Т30808Т31208Т30208Т30408Т30808Т31208Т30208Т30408Т30808Т3124,768,243,973,180000777711И11110,20,40,81,20,20,40,81,20,20,40,81,27.1406.7406.3405.9407.1406.7406.3405.9407.1406.7406.3405.940TNGNTNGNTNGNTCGNTCGNTCGNTPGNTPGNTPGNTPGNTPGN09Т30409Т30809Т31209Т30409Т30809Т31209Т30409Т30809Т31009Т31209Т3205,569,633,973,180,40,81,20,40,81,20,40,81,01,22,08,1417.5407.1408.1417.5407.1408.1417.540
7,340
7,140
6,300TNGNTNGNTNGNTCGNTCGNTCGNTPGNTPGNTPGN11Т30411Т30811Т31211Т30411Т30811Т31211Т30411Т30811Т3126,3511,04,763,180007771111110,40,81,20,40,81,20,40,81,29.1288.7258.3259.1288.7258.3259.1288.7258.325
Резцы, оснащенные ПСТМ и К1033.24. Пластина режущая из ПКНБ квадратной формыРазмеры, ммОбозначение пластиныdSа, °гт1-й ряд2-й рядSNGN04Т3023,973,97 00,20,824SNGN04Т3043,973,97—00,40,656SNGN05030200,21,068SNGN05030400,40,985SNGN05030800,80,820SNGN05031201,20,653SCGN05030270,21,068SCGN0503045,563,183,9770,40,985SCGN05030870,80,820SCGN05031271,20,653SPGN050302110,21,068SPGN050304110,40,985SPGN050308110,80,820SPGN050312111,20,653SNGN06Т30400,41,151SNGN06Т30800,80,983SNGN06Т31201,20,818SCGN06Т30470,41,151SCGN06Т3086,353,973,1870,80,983SCGN06Т31271,20,818SPGN06Т304110,41,151SPGN06Т308110,80,983SPGN06Т312111,20,818SNGN09040800,81,644SNGN09041201,21,474SNGN09041601,61,308SCGN09040870,81,644SCGN0904129,524,763,18; 3,9771,21,474SCGN09041671,61,308SPGN090408110,81,644SPGN090412111,21,474SPGN090416111,61,308
104Конструкции резцов3.25. Пластина режущая из ПКНБ ромбической формы с углом 80°Размеры, ммОбозначение пластиныd/SОС, °гт1-й ряд2-й рядCNGN04030200,20,991CNGN0403043,974,033,183,9700,40,880CNGN04030800,80,658CNGN05030200,21,442CNGN05030400,41,321CNGN05030800,81,099CNGN05031201,20,825CCGN05030270,21,442CCGN0503045,565,643,183,9770,41,321CCGN05030870,81,099CCGN05031271,20,825CPGN050302110,21,442CPGN050304И0,41,321CPGN050308110,81,099CPGN050312111,20,825CNGN06Т30400,41,544CNGN06Т30800,81,318CNGN06Т31201,21,096CCGN06Т30470,41,544CCGN06Т3086,356,453,973,1870,81,318CCGN06Т31271,21,096CPGN06Т304110,41,544CPGN06Т308110,81,318CPGN06Т312111,21,096CNGN09040800,82,205CNGN09041201,21,976CNGN09041601,61,754CCGN09040870,82,205CCGN0904129,529,664,763,18; 3,9771,21,976CCGN09041671,61,754CPGN090408110,82,205CPGN090412111,21,976CPGN090416111,61,754
3.26. Пластина режущая из ПКНБ круглой формыРазмеры, ммОбозначениеd5а,°ОбозначениеdSпластины1-й ряд2-й рядпластины1-й ряд2-й рядRNGK0303003,603,182,380RNGNRCGN0804000804008,04,763,18;3,9707RNGNRCGNRPGN0503000503000503005,563,183,970711RPGN08040011RNGNRCGNRPGN06Т30006Т30006Т3006,353,973,180711RNGNRCGNRPCN0904000904000904009,524,763,18;3,970711RNGNRCGNRPGN0704000704000704007,03,973,18;5,007113.27. Пластины режущие из ПСТМ с корпусом из конструкционного материалаРазмеры, мм
Трехгранной формы60°
106Конструкции резцовПродолжение табл. 3.27Обозначение по ISOdms/*Ra, не
менееМаркаПСТМTNGN1604 0413,891 ±0,0250,41,9KOITNGN1604 089,525 ±13,494 ±0,0254,76 ±16,50,81,6TNGN1604 04±0,02513,891 ±0,025±0,130,44,3К05TNGN1604 0813,494 ±0,0250,84,0Квадратной формыОбозначение по ISOdmsRa, не
менееМаркаПСТМSNGN1204 082,301 ±0,0250,82,5KOISNGN1204 1212,700 + 0,0252,137 ±0,0254,76 + 0,131,2SNGN1204 082,301 ±0,0250,85,1К05SNGN1204 122,137 ±0,0251,23.28. Номенклатура пластин из керамикиФорма пластиныОбозначениеПрименяемость марки керамикиВОК-71;BCK95CОНТ-20ВО-13;
ВО-18Л пTNGN 110302++/\TNGN 110304++L л 1—1TNGN 110308++TNGN 110312++TNGN 110404+++TNGN 110408+++TNGN 110412++TNGN 160402++
Резцы, оснащенные ПСТМ и К107Продолжение табл. 3.28Форма пластиныОбозначениеПрименяемость марки керамикиВОК-71;ВСК95СОНТ-20ВО-13;
ВО-18TNGN160404+++TNGN160408++TNGN160412+++TNGN160416+++TNGN160420++TNGN160425++TNGN160804++TNGN160808++TNGN160812+++TNGN160816+++TNGN160820++TNGN160825++TNGN220408++TNGN220412++TNGN220416++TNGN220808++TNGN220812+++TNGN220816+++TNGN220820++1—1 Г~1SNGN090304++SNGN090308++ иSNGN090312++SNGN090404++SNGN090408++SNGN090412++SNGN090416++SNGN090420++SNGN120404++SNGN120408++SNGN120412+++SNGN120416+++SNGN120420++SNGN120425++SNGN120430++SNGN120804++SNGN120808++SNGN120812+++SNGN120816+++SNGN120820++SNGN120825++SNGN150408+++SNGN150412++SNGN150416++SNGN150808+++SNGN150812+++SNGN150816+++SNGN150820++
108Конструкции резцовПродолжение табл. 3.28Форма пластиныОбозначениеПрименяемость марки керамикиВОК-71;BCK95CОНТ-20ВО-13;
ВО-18См. эскиз на стр. 107SNGN150825++SNGN150830++SNGN190312+++SNGN190816+++SNGN190820+++SNGN190825++1—1SCGN090408++1SCGN090412++1 | иSCGN120408++SCGN120412++ .ЛSCGN120808++SCGN120812++SCGN120816+SCGN150408+SCGN150412+SCGN150416+SCGN150812++SCGN150816++SCGN150820+SCGN190408+SCGN190412+SCGN190416+SCGN190816++SCGN190820++Л г-»TCGN110302+/\ ITCGN110304+/ \ иTCGN160402+TCGN160404++TCGN160408++TCGN220408+TCGN220412+TCGN220416+TCGN220808++TCGN220812++TCGN220820++/—7 ПCNGN120404++/ /CNGN120408+++L / UCNGN120412+++CNGN120808++CNGN120812+++CNGN120816+++CNGN160408++CNGN160412++CNGN160416++
Резцы, оснащенные ПСТМ и К109Продолжение табл. 3.28Форма пластиныОбозначениеПрименяемость марки керамикиВОК-71;ВСК95СОНТ-20ВО-13;
ВО-18CNGN160812+++CNGN160816+++CNGN160820++CNGN160825++ПRNGN090400++( )RNGN120400+++RNGN120800+++RNGN150800+++RNGN190800++3.29. Резцы токарные сборные проходные с механическим креплением круглых
негативных пластин из ПКНБ с горизонтальной осью крепежного винта; <р = 75°
(резцы могут быть изготовлены также с вертикальной осью винта)Размеры, ммМарка ПКНБявL/DS01; 0220252025125150202522273,63,18юд20252025125150202522285,563,9705; 06; киборит252515025287,03,18
110Конструкции резцовПродолжение табл. 3.29Марка ПКНБявLНг/DS05; 06252515025299,523,18; 4,76Томал-10323217032369,52;12,703,18; 4,763.30. Резцы токарные сборные проходные с механическим креплением квадратных
негативных пластин из ПКНБРазмеры, ммИсполнение 1Марка ПКНБявLНх/ф.°Фг°DSЮД20252025125150202516,0;10,020,0;12,575; 45
75; 4515; 45
15; 453,973,9705; 0625251502520,0;12,575; 4515; 455,56;6,353,18
Резцы, оснащенные ПСТМ и К111Продолжение табл. 3.30Марка ПКНБЯвL/ф.°ф/D5Томал 1025322532150170253220,0;12,525,0;16,075; 45
75; 4515; 45
15; 459,52;12,74,76Примечание. Исполнение 1 — ось крепежного винта горизонтальная, ис¬
полнение 2—ось крепежного винта вертикальная.3.31. Резцы токарные сборные проходные с механическим креплением трех¬
гранных негативных пластин из ПКНБ (<р = 95°)Размеры, ммЛ-АО'Исполнение 1Марка ПКНБявL/D*s05; 06252515025304,763,18Томал-1025251502530S3,18; 4,7632321753238* D—диаметр вписанной окружности режущей пластины.См. примечание к табл. 3.30
112Конструкции резцов3.32. Резцы токарные сборные проходные подрезные с механическим креплением
ромбических негативных пластин из ПКНБ (<р = 95°)Размеры, ммА-А O'Исполнение 1Марка ПКНБявL/DSЮД; киборит202012520243,973,972525150253005; 06252515025305,563,18Томал-10252515025309,524,7632321703238Примечание. Исполнение 1—ось крепежного винта горизонтальная, ис¬
полнение 2 — ось крепежного винта вертикальная.
Резцы, оснащенные ПСТМ и КИЗ3.33. Резцы токарные сборные для контурного точения с механическим креп¬
лением круглых негативных пластин из ПКНБ (могут быть и с ромбическими
пластинами с <р = 80°)Размеры, ммА — АСУБ —Б O'Марка ПКНБявL/DS01202012520103,63,1825251502512,53,63,18юд202012520105,563,9705; 06; киборит25251502512,57,03,18Томал-1032321703216,09,523,18; 4,76
114Конструкции резцов3.34. Резцы токарные сборные расточные с механическим креплением квадратныхнегативных пластин из ПКНБ (<р=75°)Размеры, ммМарка ПКНБdLhь/dlminDsюд16202002507,59,0151815,519,0111320253,973,9705; 0620252503009,011,5182319.024.0131725325,563,18Томал-10253230035011,515,0233024.031.0172232409,523,18;4,764040019,03839,02750Примечание. Изготовляются аналогичные расточные резцы с круглыми,
трехгранными (ср = 90°), ромбическими (ф = 93°) пластинами, в том числе
с задним углом 7° (передний угол резца у = 0).
Резцы, оснащенные ПСТМ и К1153.35. Вставки резцовые сборные расточные квадратного сечения с механическим
креплением ромбических негативных пластин из ПКНБРазмеры, ммМарка ПКНБъА/Ксф,°<Рг°D*SЮД101210125060566,57,045553,973,1805; 06101210125060566,07,04555С3,1816201620801008108,010,06040J,JO3,97* D—диаметр вписанной окружности режущей пластины.Примечание. Изготовляются аналогичные расточные вставки с круглыми
пластинами, а также с ромбическими пластинами с задним углом 7° (передний
угол резца у = 0).
116Конструкции резцов3.36. Вставки резцовые сборные расточные круглого сечения с механическимкреплением негативных пластин из ПКНБРазмеры, ммГ-лгг-гБ-Б O'В~В ОФормы пластин
Круглая Трехгранная КвадратнаяМарка ПКНБd1hсDSИсполнение105; 06106064,53,1812166080795.57.5475,563,97Исполнение2ЮД1 12 1
1 16 1I 60
1 801 7 1
1 9 16 I
8 1305,563,9705; 0605; 0612166080Исполнение 31 I 79 I 9Исполнение 467 | 4,76 | 3,97
3,18105064,5126075,5375,56168097,53,97Примечание. Изготовляются также с пластинами с задним углом 7°
(передний угол резца 7 = 0).
Резцы, оснащенные ПСТМ и К1173.37. Резцы токарные сборные проходные с напайными вставками, оснащеннымиПКНБРазмеры, ммМарка ПКНБЯвL162612001; 102016120252017032201703.38. Вставки, оснащенные ПКНБ, к токарным сборным резцам
118Конструкции резцов3.39. Резцы токарные сборные подрезные со вставками, оснащенными ПКНБРазмеры, ммМарка ПКНБнвL161612001; 10201615025201703220170
Резцы, оснащенные ПСТМ и К1193.40. Резцы токарные сборные резьбовые со вставками, оснащенными ПКНБРазмеры, ммМарка ПКНБЯвLh01; 10161612516202012520252515025323217032Примечания: 1. Изготовляются также резьбовые резцы с механическим
креплением трехгранных пластин из ПКНБ.2. Резцы предназначены для нарезания наружных метрических резьб шестой
степени точности на деталях из инструментальных сталей, закаленных до
твердости HRC3 57—60 взамен резьбошлифования. Возможно предварительное
нарезание резьбы с последующим окончательным шлифованием профиля.
120Конструкции резцов3.41. Резцы токарные сборные расточные со вставками, оснащенными ПКНБРазмеры, мм - ^-. IIМарка ПКНБЯвLМарка ПКНБявL161612001; 10252017001; 102016120322017020201503.42. Резцы составные координатно-расточные, оснащенные ПКНБРазмеры, ммИсполнение 1 Исполнение 2
Резцы, оснащенные ПСТМ и К121Продолжение табл. 3.42Марка ПКНБD/Ld'minф, 05—10124036—12154547—14205058—142060610—142560710—2040808Для исполнения 112—2540801001; 1012—2545801290; 93; 9518—2550901618—25601052018—258012022Для исполнения 218—25901302518—251001402845; 60; 7518—2511015032«min—минимальным диаметр растачиваемого отверстия.Примечание. Исполнение 1—обработка глухих отверстий; исполнение 2 —
обработка сквозных отверстий.3.43. Вставки составные круглого сечения, оснащенные ПКНБ, для прямого
крепления в борштангах или оправках (аналогичные регулируемые вставки
имеют на торце скос или резьбовое отверстие)Размеры, ммГ=оМарка ПКНБDяLу.ф.016,21886,72501; 1086,7355—1010; 15; 35; 40; 50107,740
122Конструкции резцовПродолжение табл. 3.43Марка ПКНБDнLу.0<р.001; 1012168,710,750805—1010; 15; 35; 40; 5075,51886,52586,53501; 10108,040010; 15; 35; 40; 501210,0601612,0802016,0100Примечание. Аналогичные напайные вставки оснащаются ПКА (карбонадо,
СКМ-Р, СВБН и т. п.). С точки зрения эксплуатации они отличаются от
вставок с ПКНБ существенно более высокой трудоемкостью переточек.3.44. Резцы токарные сборные проходные с механическим креплением пластин
из керамики квадратной формы <р = 75°Размеры, ммJ^=k 1Цvи -*1Обозначение резцаh = hlъЛ2/'i'2/Обозначение режущей
пластиныCSBNR/L 1616 Н09-Н1161624091002517SN..N -0903..CSBNR/L 1616 Н09-Н2161624091002517SN..N -0904..CSBNR/L 2020 К12-Н1202030121253622SN..N -1203..CSBNR/L 2020 К12-Н2202030121253622SN..N -1204..CSBNR/L 2525 М12-Н2252535121503627SN..N -1204..
Резцы, оснащенные ПСТМ и К123Продолжение табл. 3.44Обозначение резцаh = hlьК/К'2/Обозначение режущей
пластиныCSBNR/L2525М12-Н4252535121503627SN..N-1208..CSBNR/L2525М15-Н2252535151504027SN..N-1504..CSBNR/L3225Р12-Н2. 322542121703627SN..N-1204..CSBNR/L3225Р12-Н4322442121703627SN..N-1208..CSBNR/L3225Р15-Н2322542151704027SN..N-1404..CSBNR/L 3232Р15-Н4323242151704035SN..N-1508..CSBNR/L3232Р15-Н2323242151704035SN..N-1504..CSBNR/L3232Р19-Н2323242191704535SN..N-1904..CSBNR/L3232Р19-Н4323242191704535SN..N-1908..CSBNR/L 4040Р15-Н2404050152004043SN..N-1504..CSBNR/L 4040Р15-Н4404050152004043SN..N-1508..CSBNR/L 4040Р19-Н4404050192004543SN..N-1908..Примечание. Выпускаются проходные резцы аналогичных конструкций
и типоразмеров с квадратными пластинами без отверстия с ф = 45° (в том
числе с задним углом а=7°), подрезные отогнутые с ф = 75°, расточные
с ф = 75° (пластины негативные и с а = 7°).3.45. Резцы токарные сборные проходные с механическим креплением пластин
из керамики ромбической (е = 80°) формы, ф = 95°, отогнутыеРазмеры, мм
124Конструкции резцовПродолжение табл. 3.45Обозначение резцаh = h.Обозначение режущей
пластиныCCLNR/LCCLNR/LCCLNR/LCCLNR/LCCLNR/LCCLNR/LCCLNR/LCCLNR/LCCLNR/LCCLNR/L3225322532253225323232323232404040404040Р12-Н2Р12-Н4Р16-Н2Р16-Н4Р12-Н2Р12-Н4Р16-Н2Р12-Н2Р12-Н4Р16-Н432323232323232404040170170170170170170170200200200CN..NCN..NCN..NCN..NCN..NCN..NCN..NCN..NCN..NCN..N-1204.-1208.-1604.-1608.-1204.-1208.-1604.-1204.-1208.-1608.Примечание. Выпускаются токарные сборные расточные резцы с ром¬
бическими пластинами с ср = 95°. Освоено производство токарных сборных
проходных резцов с пластинами из керамики ВО 18 с отверстием, ср = 95°,
крепление стандартное L-образным рычагом.3.46. Резцы токарные сборные проходные с механическим креплением пластин
из керамики трехгранной формы (<р = 90°)Размеры, ммОбозначениеh = hlьК/'i'2/Обозначение режущей
пластиныCTANR/L 1212 Г11-Н112122011802512,5TN..N -1103..CTANR/L 1616 Н16-Н2161624161003216,5TN..N -1604..CTANR/L 2020 К16-Н2202030161253220,5TN..N -1604..CTANR/L 2525 М16-Н2252535161503225,5TN..N —1604..CTANR/L 2525 М16-Н4252535161503225,5TN..N -1608..CTANR/L 3225 Р18-Н2322542161703225,5TN..N -1604..CTANR/L 3225 Р16-Н4322542161703225,5TN..N -1608..CTANR/L 3225 Р22-Н2322542221703625,5TN..N -2204..CTANR/L 3232 Р16-Н2323242161703233,0TN..N -1604..
Резцы, оснащенные ПСТМ и К125Продолжение табл. 3.46Обозначениеh = h./Обозначение режущей
пластиныCTANR/LCTANR/LCTANR/LCTANR/LCTANR/LCTANR/L32323232Р16-Н4
Р22-Н2
3232 Р22-Н4
4040 Р16-Н4
Р22-Н2
Р22-Н44040404032323240404017017017020020020033.033.033.041.041.041.0TN..N -1608.
TN..N -2204.
TN..N -2208.TN..NTN..N-1608.-2204.TN..N -2208.Примечание. Выпускаются также сборные проходные резцы с трехгранными
пластинами с <р = 60°, проходные отогнутые резцы с (р = 90°, подрезные с ср = 90°.3.47. Резцы токарные сборные расточные с механическим креплением пластин
из керамики трехгранной формы с задним углом а = 7°, <р = 90°, отогнутыеРазмеры, ммОбозначение резцаdЛК/Dm inОбозначение режущей
пластиныS32S — CTFCR/L—1632302502240TC..N -1604..S32S — CTFCR/L—1632301702240TC..N -1604..S50Т — CTFCR/L—1650473003563TC..N -1604..S50U — CTFCR/L—1650473503563TC..N -1604..Примечание. Выпускаются расточные резцы и с негативными пластинами
без заднего угла.
126Конструкции резцов3.9. ФАСОННЫЕ РЕЗЦЫФасонные резцы широко применяются в серийном, крупносерийном
и массовом производстве при обработке фасонных деталей на
автоматах, полуавтоматах и других станках. Применяются призма¬
тические, круглые и тангенциальные резцы из быстрорежущей стали
или с пластинами из твердого сплава. Точно изготовленные фасонные
резцы при правильной установке их на станках обеспечивают высокую
производительность, точность формы и размеров обрабатываемых
деталей по ГГ8-^ГГ12 и поверхность с Ra = 0,63 ч- 2,5 мкм.Рис. 3.10. Типы фасонных резцов:D—деталь; К—круглые; П—призматические резцы; 1—2—режущая кромка; Dr—главное движение;
Ds—движение подачи
Фасонные резцы127Фасонные резцы можно разделить на следующие группы (рис. 3.10):
по форме—резцы круглые (я, г, е, ж, и) и призматические (б, в,
д, з); по виду обрабатываемой поверхности—наружные (а—в, д — и)
и внутренние (г); по установке к направлению подачи относительно
обрабатываемой детали—радиальные (а, б) и тангенциальные (в);
по расположению резца относительно детали—с параллельным
расположением осей или базы крепления (а—г) и с повернутым
расположением осей или базы крепления под углом ц (<), е); по
расположению передней поверхности — без наклона (а—е, и) или
с наклоном под углом X (ж, з); по форме образующих фасонных
поверхностей—кольцевые (а, г, е, ж) и винтовые (и). Фасонные
резцы обладают следующими преимуществами по сравнению с обыч¬
ными токарными резцами: большой производительностью, высокой
точностью профиля и размеров обработанной детали, большим
сроком службы, простотой заточки и переточки, не требуют при
эксплуатации рабочих высокой квалификации. Однако фасонные резцы
имеют недостатки; трудоемкость проектирования, сложность изготов¬
ления, необходимость точной и определенной установки, большая
стоимость, разные условия резания и износ точек режущей кромки.Призматические резцы применяются для обработки наружных
поверхностей, обладают повышенной жесткостью и надежностью
крепления, повышенной точностью обработки, лучше отводят теплоту,
проще в установке на станках по сравнению с круглыми.Круглые (дисковые) резцы применяются для обработки наружных
и внутренних поверхностей, они более технологичны при изготовлении,
но сложнее в установке, имеют большее количество переточек
и повышенный срок службы по сравнению с призматическими.Радиальные фасонные резцы имеют подачу, направленную по
радиусу, а тангенциальные—подачу, направленную по касательной
к внутренней поверхности детали. В производстве наибольшее рас¬
пространение получили фасонные резцы с радиальной подачей, так
как они проще в эксплуатации и настройке.Многообразие типов фасонных резцов связано с особенностью
профиля обрабатываемых деталей и условиями их работы. При
обработке простых и сложных профилей широко применяются круглые
и призматические резцы с осью или базой крепления, параллельной
оси детали (см. рис. 3.10, а, б, г). При обработке деталей, имеющих
участки с углом профиля 90° (см. рис. 3.10, д,е участок а'—bf),
рекомендуется применять резцы с осью или базой крепления,
наклоненной под углом ji=10h-20° к оси детали. В этом случае на
участке а' — Ь' образуются передние и задний углы, а резцы имеют
значительно меньший износ по сравнению с обычными резцами.Для получения на профиле детали точного конического участка
рекомендуется применять фасонные резцы с наклоном передней
поверхности под углом X (рис. 3.10, ж,з). Это приводит к тому,
что режущая кромка резца (1—2) будет расположена на оси детали
и погрешность детали на этом участке будет минимальной.Круглые. фасонные резцы с винтовой задней поверхностью (см.
рис. 3.10, и), хотя и улучшают условия работы на участке по
128Конструкции резцовРис. 3.11. Чертеж детали (а), схема полей допусков {б) и углы профиля в разных точках
детали (в)сравнению с обычными круглыми резцами, но не нашли широкого
распространения из-за сложности их изготовления.Подготовка расчетных размеров детали для проектирования. Перед
проектированием фасонных резцов изучается чертеж детали и опре¬
деляется возможность обработки ее по всему профилю фасонных
резцов выбранной конструкции на применяемом оборудовании.На профиле детали обозначаются характерные узловые точки 7,2, 3 и др. (рис. 3.11, я). По чертежным диаметрам детали (с1ц1, d 2
и др.) определяются соответствующие им расчетные диаметры а1;
d2 и др. в характерных точках с учетом симметричности расположения
полей допусков (поля допусков на диаметры на рис. 3.11,6 заштри¬
хованы). Например, если <^2 = 20^8’,о2, то допуск равен 0,12 мм,
расчетный диаметр d2 = 20.04 мм, а симметричный допуск
Т2 = ±0,06 мм, т. е. d2 = 20,04±0 . Аналогичным образом определяются
и другие расчетные диаметры детали, которые будут необходимы
для дальнейших расчетов.Симметричное расположение полей допусков на диаметры очень
удобно при расчете допусков на высотные размеры детали, по
которым в дальнейшем определяются допуски на высотные размеры
резца.При необходимости также пересчитываются линейные размеры
детали (/д1, /д2 и др.), которые часто задаются конструктором от
одной базы (в данном случае от торца детали, см. рис. 3.11, а),
в расчетные линейные размеры (/15 /2 и др.; см. рис. 3.11,6). При
этом следует учитывать, к какому виду размеров относится линейный
размер, к входящему (участки 1—2, 2—3 и 5—6) или охватывающему
(участок 3—4—5) по отношению к режущей кромке резца. В данном
случае расчетные линейные размеры будут следующими: /i = /дi;
/2 = /д2 —/Д1 и др. Допуск на охватывающие линейные размеры
принимается в «плюс», а ца входящие—в «минус». Это связано
с тем, что при обработке входящие линейные размеры детали за
Фасонные резцы129счет осевого биения шпинделя станка уменьшаются, а охватыва¬
ющие—наоборот, увеличиваются.На конических (7—2) и дуговых (3—4—5) участках вводятся
дополнительные точки 7 и 8 и определяются их координатные
положения, необходимые для расчета погрешности в этих точках
при обработке. Например, на коническом участке 1—2 положение
точки 7 определяется линейным размером /6 и диаметром d5. Для
определения d5 рекомендуется задаваться значениями /6«(0,5 -=- 0,6) /х
и рассчитывать его по формуле d5 = d1+l6(d2 — d1)/ll. На дуговом
участке 3—4—5 положение дополнительной точки 8 определяется
линейным размером /7 и диаметром d6. Для определения величины
d6 также рекомендуется задаваться значением /7 »(0,5 ч-0,6)/4 и рас¬
считать его по формуле</6 = </3-2[гд—Уг;;—(/4—/7)2].Аналогичным образом определяются / и d для других принятых
дополнительных точек участков детали.В характерных точках конических и дуговых участков рассчитыва¬
ются углы профиля ох. На коническом участке 1—2 (рис. 2,в), если
угол не задан, его находят по формуле tg<j1 = (d2 — dl)/(2l1). На
дуговом участке 3—4—5 в точке 4 а4 = 90°, в точках 3 и 5 d2 = d4,
поэтому а2 = а4 и определяются по формуле tga2 =
= Ullrn~0,5(J2 — 53)1. В точке 8tgo3=(U-l7)l[ra-0,5(d6-d3)lДопуск на высотные размеры детали определяется по формуле
ThJl = 0,5(Tdn + Tdn+1) и ведется от расчетной точки до каждой
последующей, где Tdn и Тdn+1—соответственно допуски на диаметры
dn и dn + 1. При этом допуск располагается симметрично по отношению
к /*д. По значению Т hA в дальнейшем рассчитывают допуски на
высотные размеры резца и калибра.Расчетные значения диаметров и осевых размеров определяются
с точностью до 0,001 мм, угловых размеров—до Г, а допусков—до
0,0001 мм, после чего в зависимости от размера допуска эти значения
могут округляться.Проектирование и расчет параметров фасонных резцов. При
проектировании фасонных резцов выбираются инструментальный
материал и конструкция резца, геометрические и конструктивные
параметры, от которых зависят производительность и точность
обработки, стойкость и экономическая эффективность операции
фасонного точения.Для изготовления фасонных резцов рекомендуется применять
быстрорежущие стали Р6МЗ, Р6М5К5, Р9К10, Р10К5Ф5 и др.
и твердые сплавы ВК10-М, ВК8, Т15К6 и др. При обработке сталей
экономически выгодно использовать резцы из следующих марок
быстрорежущих сталей (в порядке убывания экономии): Р10К5Ф5,
Р18М, Р18, Р9К10, Р18К5Ф2, Р9К5 и Р6МЗ.При обработке сталей наилучшие результаты показывают резцы
из твердого сплава ВК10-М. Этот сплав обладает высокой твердостью,53ак. 533
130Конструкции резцов3.48. Рекомендуемые значения заднего и переднего углов фасонных резцов, °
(по данным ВАЗ)Материал резцаОбрабатываемый материалБыстрорежущая стальТвердый сплаваУаУУглеродистые и легированные стали с
пределом прочности, МПа:до 1100810—156—80—10свыше 1100810—156—80—6Высоколегированные стали——620—24Титановые сплавы——11 — 120—( — 5)Серый чугун:НВ < 2206—86—126—810—15НВ > 22060—66—80—10Медь, латуньДо 1415—2510—1510—20Бронзы610—208—105—10Алюминиевые сплавы:НВ<60До юДо 401020—35НВ>6010До 258—1010—20Силумины (9 —13 % Si)1010—188—108—15менее хрупок и более теплопроводен, менее чувствителен к микро¬
трещинам и выкрашиванию, чем сплав Т15К6, что создает более
благоприятные условия при шлифовании профиля резцов. Фасонные
резцы, оснащенные сплавом ВК10-М, при обработке деталей из
стали 45 работают со скоростью резания в 1,5—2 раза выше, чем
резцы из быстрорежущей стали.Передние (у) и задние (а) углы рекомендуется выбирать для
базовой точки в зависимости от материала резца и свойств об¬
рабатываемого материала по табл. 3.48.При проектировании оформляются при необходимости допол¬
нительные режущие кромки резцов, осуществляющие обработку фаски
с углом фф (рис. 3.12, а) и кольцевой канавки под отрезной резец.
Для облегчения условий работы отрезного резца фасонный резец
обрабатывает кольцевую канавку размером Ь0 (рис. 3.12, я), а для
уменьшения трения на участках резца, перпендикулярных к оси
детали, делается поднутрение под углом ф2 (рис. 3.12,6) или ленточка
размером 0,5 мм (рис. 3.12, в).Размеры дополнительных кромок выбираются по следующим
рекомендациям:ах—ширина дополнительного участка упрочняющей кромки 2—4 мм;Ь0 — ширина под отрезку должна быть больше или равна ширине
режущей кромки отрезного резца 3—6 мм;/д—длина детали (размер условно показан для случая подрезки
без фаски);
Фасонные резцы131Рис. 3.12. Оформление дополнительных режущих кромок фасонных резцов под обработку
фаски и кольцевой канавки под отрезной резец (а); подрезку торцовых участков (б и в):1 — резец; 2—деталь<Pi — угол под отрезку равен 15°, tx — высота кромки под отрезку;Ф2—угол бокового поднутрения, равный 1—3°.Приведенные виды оформления дополнительных кромок обычно
применяются у фасонных резцов с осью или базой крепления
параллельной оси детали.Для призматических и круглых резцов с посадочным отверстием
общая длина Lp и L0 рассчитывается с учетом /д и принятых
дополнительных режущих кромок.Для круглых резцов, имеющих хвостовую часть диаметром d1,
общая длина LQ принимается с учетом длины хвостовой части (см.
рис. 3.13). Для резцов с повернутым расположением осей или базы
крепления под углом расчет общей длины проводится с учетом угла
[i разворота.Габаритные и конструктивные размеры фасонных резцов рекомен¬
дуется выбирать в зависимости от максимальной глубины профиля
обрабатываемой детали км = гатах — глт{п по табл. 3.49 и 3.50. Приз¬
матические резцы закрепляются в державках с помощью хвостовой
части в виде «ласточкина хвоста», а круглые резцы на оправке
с помощью специальных рифлений или штифтов. Для облегчения
установки и крепления на оправке у круглых резцов на одном торце
изготовляются рифления с числом зубчиков z = 34. В общем случае
для круглых фасонных резцов наружный диаметр можно рассчитать
по формуле £>H«d0 + 2(hM + t + m), где m = 0,\DH и Do&0,3DH. После
подстановки имеем: DH&4(hM + t), при этом / = 3-1-8 мм.Круглые фасонные (дисковые) резцы для внутренней обработки
из-за небольших габаритных размеров могут выполняться с посадкой
на оправку диаметром d0 (рис. 3.13,6) или на хвостовую часть
диаметром di (рис. 3.13, я), выполненную цельной или сварной.Наружный диаметр резца DH^(0,75-н0,8)d3ar, где J3ar — минималь¬
ный диаметр отверстия у заготовки. Для повышения жесткости
закрепления резца рекомендуется, чтобы dx^d0. Для облегчения
ввода резца в отверстие заготовки верхняя часть резца срезается
132Конструкции резцов3.49. Резцы фасонные призматическиеРазмеры, ммПримечания: 1. Допускается изменение габаритных размеров для принятых
значений Лм.2. При наличии контрольных роликов других d размер М рассчитывается
по формулеM=A + d( 1 + ctg 30°) - 2Fctg 60°.3. При ширине резца Lp> 2,5 А допускается применение хвостовиков
большего размера.под углом vi = 50°. Размер среза обычно определяется графическим
способом с учетом размеров J3ar, DB, hM и др.Диаметр посадочного отверстия (do) рассчитывается по формуле0,1|«т.ггде Мэ—эквивалентный момент, Н мм; |сти|—допустимое напря¬
жение материала оправки на изгиб (для конструкционных сталей
Фасонные резцы1333.50. Резцы фасонные круглые с торцовыми рифлениямиЛм 1 ммРазмеры резцаРазмерырифленийD„ (h8 — hi 2)d0( Н9)diЬMtrd2b2До 4301016731 64013201031203850162512412631060162514423231270223417523541580223420524041890223423524552110027402652505Примечания: 1. Размеры и Ь3 выбираются в следующих пределах:
Ь, =(0,25-0,5)L0; 63 = 0,25Z>.2. Для резцов с у <15° v = 80° и с у ^15° v = 70°.3. Допускается изменение значения DH для принятых величин hM.200—250 МПа). При консольном креплении Мэ«0,5 ^/(RLp)1+(PZDH)2,а при двустороннем креплении Мэ« 0,25 >/0,25 (Л£Р)2+(PZDн)2, гдеравнодействующая сила R = у/Р1 + Р 2 Н (расчет сил Pz и Ру см.
ниже). Аналогичным образом рассчитывается диаметр d\ при кон¬
сольном креплении резца в державке. При Lv > 30 мм рекомендуется
применять державки с двусторонним креплением, обеспечивающие
требуемую жесткость и надежность закрепления резца при работе.
После расчета значения DH, do и d\ округляются до ближайшего
большего значения из нормального ряда чисел.Для совершения процесса резания фасонные резцы имеют задние
и передние углы. У призматических резцов задний и передний углы
получаются за счет установки и поворота резца относительно базовой
134Конструкции резцовРис. 3.13. Круглые фасонные резцы для внутренней обработки с цилиндрическим хвостовиком
(а) и с торцовыми рифлениями {б)точки 1 обрабатываемой детали (рис. 3.14), для чего передняя
поверхность резца при изготовлении затачивается под углом
г = у + ос. У круглых фасонных резцов (рис. 3.15, рис. 3.16) задний
угол а создается за счет смещения центра резца Ор на величину
К относительно оси детали Од, а передний угол у образуется за
счет заточки передней поверхности резца. Из-за наличия угла
8 профиль сечения у призматических и круглых фасонных резцов,
перпендикулярный к их задним поверхностям (рис. 3.14, сечение
А — А), не совпадает с профилем детали в диаметральном сечении.
Поэтому для определения размеров резца в сечении А — А, по
которому будет изготовляться и контролироваться резец, необ¬
ходимо проводить коррекционный расчет. Схемы для расчета
параметров фасонных резцов приведены на рис. 3.14—3.16, на
которых резцы при обработке показаны в конечном положении.
Точка 1 является базовой, а точки 2, 3, 4 — характерные точки
профиля детали, которые будут соответственно обрабатываться
характерными точками 1р, 2Р, Зр и 4Р режущей кромки резца. Для
удобства расчета вводится текущая точка профиля детали X и соот¬
ветствующая ей текущая точка режущей кромки резца Хр, для
которой в дальнейшем будут приведены формулы для расчета
геометрических параметров фасонных резцов. На расчетных схемах
приняты следующие обозначения:РПС1 и Рпсх — соответственно статические плоскости резания в ба¬
зовой 1 и текущей X точках режущей кромки;
Фасонные резцы135Рис. 3.14. Расчетная схема параметров призматического резца для наружной обработкиPvd и Pvcx — соответственно основные плоскости в базовой 1 и те¬
кущей х точках режущей кромки;Vi и vx — векторы скорости резания соответственно в базовой
и текущей точках;
136Конструкции резцовРис. 3.15. Расчетная схема параметров круглого фасонного резца для наружной обработкигъ и гх — радиусы соответственно в базовой 1 и текущей
точках профиля детали;
у 1 = у, ai=a — соответственно рекомендуемые значения переднего
и заднего углов в базовой точке режущей кромки;
ух и а* — передние и задние углы в секущей плоскости в точке
х режущей кромки;Сх — размер резца по передней поверхности от базовой
точки 1 до текущей точки х;
Фасонные резцы137Рис. 3.16. Расчетная схема параметров круглого фасонного резца для внутренней обработкиRx — наружный радиус в точке х режущей кромки круглого
резца;hpx — высота профиля резца в сечении А — А;К и Я — соответственно высота установки и радиус заточки
круглых резцов.
u>ОО3.51. Формулы для расчета параметров фасонных резцовТип резцаСхема расчетаИсходныеданныеРасчетные формулыПроверочныеусловияПризматический для наружной обра¬
ботки (ПН)Рис. 3.14у; а;
гбиКх = гх-гй;e = yi + ai -y + a;
sin yx = rg siny/rx;Ду*=у-у*;Cx = rx sin у*/sin у;
ax = a+Ay;
hpx = Cx cos erx>rb;Ух<Ъax>a;^р* ^ hnxКруглый для наружной обработки
(КН)Рис. 3.15
К; гху; аВеличины Ад*, e, у*, Ay, и Cx рассчитыва¬
ются по формулам для ПНK=RH sin a;H=RB sin e;Rx = y/R% + С x — 2RHCxcos e;
hpx = RK-Rx‘,Cx sin e
tg Actx = ;Rn — Cx cose
ах = а+Аах+ДухГд:>г8’y*<y!<Xx>CLRX<RB;hpx ^ haxКруглый для внутренней обработки
(КВ)Рис. 3.16у; аВеличины e, yx, Cx, К, H, Rx, hpx рассчитыва¬
ются по формулам для КН
hax = r8-rx-Ду=ух-у;A dx = a + Aax — Ayxr*<r8;Ух>Т,ax>a;RX<Rhpx ^Примечание. Расчет проводится от базовой точки 1 для каждой характерной точки профиля х.Конструкции резцов
Фасонные резцы139На практике применяются несколько аналитических методов
расчета профиля фасонных резцов, например метод трехчленных
уравнений, метод с применением специальных таблиц.В табл. 3.51 приведены формулы расчета тригонометрическим
методом, в котором используется наименьшее число формул. При
этом некоторые расчетные формулы являются общими для призма¬
тического и круглых резцов, что упрощает разработку программ
САПР фасонных резцов.Расчет параметров резца проводится от базовой точки 7, рас¬
положенной на линии центра детали, для всех характерных точек
(7, 2 и др.) профиля резца. При этом расчет проводится по текущему
радиусу гх характерных точек профиля детали, который изменяется
при наружной обработке от rmin до rmax, а при внутренней обработке,
наоборот, от rmax до rmin. Следовательно, для каждой характерной
точки резца определяются ух, Аух, ос*, Сх, hpx и другие величины.
Размеры hpx проставляются на рабочем чертеже резца. Из анализа
приведенных формул видно, что передний и задний углы зависят
от положения точки, плоскости резания и основной плоскости.
У призматических и круглых фасонных резцов для наружной об¬
работки с увеличением гх передний угол уменьшается, а задний,
наоборот, увеличивается. У круглых фасонных резцов для внутренней
обработки с уменьшением гх углы ос * и ух увеличиваются, что
улучшает условия резания. Расчет нормальных углов (yNx и осNx)
проводится по формулам:tgYNx^tg ух sin Ф*иtg ОСлГх ~ tg ос* sin ф*,где ф* — угол в плане в точке х.Радиус дугового участка резца (гр) и его координаты (х0 и >>о)
рассчитываются по координатам трех выбранных точек профиля 7Р,
2Р и Зр (рис. 3.17,6, сечение А — А) в принятой системе координат
х2ру. В общем случае для несимметричного профиля с одним
участком окружности составляется система трех уравнений:
для точек 7Р (координаты hp i, /pi)(xo-/zpi)2+(>'o-/pi)2 = rp;для точек 2Р(0, О)хо+уо = гр;для точек 3p(hp2, lpi){хо - hp2)2 + (уо - lh) = г р.При этом линейные размеры принимаются равными размерам
детали, а высотные hp i и hp2 определяются расчетом. Решая
систему приведенных уравнений методом последовательного ис¬
ключения неизвестных, можно определить требуемые величины.
Для несимметричного профиля с двумя сопряженными участками
140Конструкции резцовДеталь6)Рис. 3.17. Схема для расчета погрешности обработки на коническом (а) и торцовом (б)
участках детали:А А—сечение, перпендикулярное к задней поверхности фасонного резцаокружности составляются две системы уравнений, которые решаются
раздельно, и также определяются радиусы и их координаты.Величины х0 и у0 могут иметь знак плюс или минус в зависимости
от принятого направления системы координат. На рабочем чертеже
Фасонные резцы141фасонных резцов эти величины принимаются с положительным знаком
и проставляются от базовой точки.Расчет погрешности обработки фасонными резцами и износ резцов.В производстве наибольшее распространение получили фасонные
резцы, у которых базовая (одна или несколько) точка режущей
кромки расположена на линии центров детали. При обработке такими
резцами деталей, имеющих конические (7—2) и торовые (7—2—3)
участки (см. рис. 3.17), возникают погрешности. Это связано с тем,
что из-за наличия угла у режущие кромки резцов, обрабатывающие
эти участки, не лежат на линии центров детали.Теоретически для исключения погрешности на коническом и то-
ровом участках необходимо профиль резца в сечении А—А
изготовлять по сложным кривым 2-го порядка. Например, участок
профиля фасонных резцов 7Р—2Р должен быть изготовлен по
гиперболе, а участок профиля 7Р — 2Р—Зр должен быть частью
эллипса. По приведенным выше формулам можно теоретически точно
рассчитать высоту профиля характерных точек резца, а затем по
их координатам определить уравнения этих кривых. Однако изготов¬
ление резцов с таким сложным профилем связано с большими
трудностями. Поэтому на практике для облегчения изготовления
резцов на участке 7Р—2Р профиль изготавливается по прямой с углом
ар, а на участке 7Р — 2^—Зр—по дуге окружности радиусом
гр с координатами х0 и у0. Это приводит к образованию на профиле
резца в точке хр погрешности Ахр, которая при обработке переносится
на деталь с образованием на профиле в точке х погрешности Ах.
При этом если профиль резца имеет погрешность в выпуклую
сторону, то на детали погрешность будет в вогнутую сторону,
и наоборот.В табл. 3.52 приведены формулы для расчета погрешности на
коническом участке детали при обработке призматическими и круг¬
лыми резцами. Расчет погрешности в точке х детали, имеющей
торовые поверхности, после обработки фасонными резцами проводит¬
ся в следующей последовательности:по координатам трех точек 7Р—2Р—Зр профиля резца в сечении
А — А рассчитываются величины гр, х0 и у0:на профиле детали выбирается точка х с длиной 1У от базовой
точки 2 и рассчитывается величина гх по формуле гх = г2 + гл — ^/г\ — 1у,
точку х рекомендуется выбирать на большем по длине участке
(участок 2—3), а 1РУ = 1У = 0,4/2 + А/ (в первом расчете А/=0, а в даль¬
нейших увеличивается с шагом, равным 0,2—0,4 мм);по величине гх и параметрам резца по формулам определяется
теоретическая высота профиля резца Ирх от базовой точки 2;рассчитывается величина hpx для точки хр, расположенной на
участке окружности резца радиусом гр, по формулеАрх=*0 - \/хо + 2у01у~1у-Погрешность профиля резца в точке хр будет равна Axp = hpx — h'px,
а знак погрешности зависит от положения точки и величин гр, х0 и у0.
142Конструкции резцов3.52. Формулы для расчета погрешности в точке jc детали после обработку
резцами, у которых одна базовая точка расположена на оси деталиТип фасонного резцаИсходныеданныеПорядок и расчетные формулыОпределяемыевеличиныПризматическийп,1. е = у + а. 2. sin ун = rs sin у / гнк.h-рхчдля наружнойоя; 1,1у,3. CH = rHK sin (у — ун) / sin у.у; amобработки (ПН)у и а(ГИК<ГШ)4. Лн = Сн cos е.5. sinyK = r6siny/rKK.6. CK = rKKsin (у —yK)/siny.
7. hK = CKcose.8. tgcrр=(/гк-/;„)//.9. Cx = /j,tgap/cose.10. ^Л = Сх + г8созу.11- '•*,=V^x + (''ssiny)2.
12. rrx = rt + l, tgCT„.13. Д*=гТ1-гф1Круглый дляг&; гт;Величины 8, ун, Сн, ук и СкR-hki 7?KK,наружной^*кк?определяются по формулам^рд» ^рэобработки (КН)U 1у\ПН 6. Лнк =Ам;у и а= У^ + С2-2ЛнСнсо8 8.(''нк<'*кк)7. ~^R ^ + С2—2Ск cos в.
8- Лр, = Лн,-Лкк. 9. tgap = *„.//.
10. Rx = RaK-lytgop.11. Сх = Лн COS 8 —— V Л2 —(i?„sine)2.12. w = r5siny.13. Bx = r&cosy. 14. i4x=Cx + 5Jc.15. Гфх=у/т2 + Ах.16. ГТ-Х17. Ах = гтх-гфхB-HK ''> ^KKКруглый для^5? ^*нк5Величины е; ун; ук определя¬внутренней обра¬ются по формулам ПНботки (КВ)Л„; у; а;4. С„ = rH, sin (у„—у)/sin у.5- Лн^УЛн + С^-гЛнСнСозе.6. CK = rKKsin(ylt —y)/siny.7. Л1С1, = л/Л2 + С2-2ЛнСксо5е.8. h„K = RHK-R^. 9. tga„=hpJl.10. ^x=«H1[-/),tgCTp.11. CX = RH COS 8 —- ч/Лsine)2.12. m = r8siny.13. A1 = r6cosy.
Фасонные резцы143Продолжение табл. 3.52Тип фасонного резцаИсходныеданныеПорядок и расчетные формулыОпределяемыевеличиныКруглый для внут¬
ренней обработки
(КВ)14. Bx = At — Cx.15. ГфХ=^/в1+т2.16. rTX=rm-lytgcv
17. Дх=гтх-гфхПримечания: 1. г6, гнк и гкк — соответственно радиусы базовой точки,
начала и конца точек конического участка детали; гТХ и гфл—соответственно
теоретический и фактический радиусы детали в точке х; остальные обозначения
см. рис. 3.17.2. Для определения максимальной погрешности на детали (Дм) и ее
положения рекомендуется принимать /У = 0,4/+Д/; в первом расчете А/ = О,
а в последующих увеличивается на шаг, равный 0,2—0,4 мм.Для определения максимальной погрешности необходимо задавать¬
ся значениями А/, и проводить расчеты до получения максимальной
величины Ахр.Погрешность профиля на детали в точке х можно принять
Ax»AjcP, это значительно упростит дальнейшие расчеты и внесет
погрешность до 8%, что вполне достаточно для практики. Расчеты
показывают, что максимальная погрешность при обработке зависит
от размеров детали, параметров и типа фасонного резца.При обработке обычными круглыми резцами, имеющими одну
точку на оси детали, погрешность на конических и торовых поверх¬
ностях деталей несколько больше, чем после обработки призматиче¬
скими резцами. Например, после обработки круглым резцом
с RH = 50 мм, у=15° и а =10° детали, имеющей конический участок
(гнк = 30 мм, гкк = 50 мм, /=20 мм, />,= 10 мм и ад = 45°), погрешность
составляет 0,456 мм, что превышает допуск на диаметр 60 мм по
hi2, который равен 0,3 мм.Для снижения погрешности на деталях целесообразно у призма¬
тических резцов уменьшать углы у и а, а у круглых уменьшать
углы и увеличивать RH. Погрешность на конических участках детали
можно уменьшить, применив фасонные резцы с углами у и X, за
счет чего режущая кромка будет расположена на линии центров
детали. После обработки призматическим резцом такой конструкции
погрешность на коническом участке детали будет равна нулю, а после
обработки круглым резцом уменьшится в 3—5 раз по сравнению
с погрешностью, возникающей при обработке круглым резцом
обычной конструкции. Расчеты показывают, что погрешность на
детали после обработки круглыми резцами с углом X будет все же
в несколько раз больше, чем после обработки обычными призма¬
тическими резцами.Для повышения точности обработки торовых поверхностей детали
резцы можно изготовлять с двумя радиусными участками.
144Конструкции резцовПри окончательной обработке деталей, имеющих участки коничес¬
ких и торовых поверхностей, рекомендуется рассчитывать погрешность
обработки и выбирать тип и параметры фасонного резца, обес¬
печивающих требуемую точность детали.Максимальные погрешности на конических и торовых поверхностях
деталей после обработки фасонными резцами Лм^ (0,5— 0,6) где
Ti—допуск на радиус детали. Если это условие не выдерживается,
то необходимо менять параметры или тип фасонного резца.При работе фасонные резцы изнашиваются по задней и передней
поверхностям с образованием площадок износа. Превалирующим
является износ по задним поверхностям, от которого зависят размер
припуска при переточках, общее количество переточек и срок службы
инструмента. Кроме того, износ влияет также на точность обработки
и период размерной стойкости резцов.Износ по задним поверхностям имеет немонотонный характер
(рис. 3.18), что объясняется разными путями и скоростями резания
участков лезвия, а также разными задними углами и силами резания.
Опыт показывает, что наибольший износ имеют обычно участки,
имеющие минимальные углы aNx и фх = 0 (участок 4—5) и мак¬
симальные пути резания (участок 3—4), а наименьший износ—участки
с (pjc = 90° и минимальными путями (участок 1—2 и 5—6). Большое
влияние на износ оказывает также конфигурация профиля резца.
Хорошую износостойкость показывают участки с ср = 45°, а износ
сопряженных участков зависит от угла сопряжения со (рис. 3.18, в).
С уменьшением угла со от 180° (участки, параллельные детали) до
60° стойкость резцов из быстрорежущих сталей уменьшается в 10 раз.Период стойкости Т является важнейшей характеристикой резцов.
Установлено, что Т лимитируется часто участком лезвия, первым
вступающим в резание или работающим в наиболее тяжелых условиях
(ос*^Г, ю = 40-60о).Точка режущего лезвия, имеющая минимальный период стойкости,
и будет определять эксплуатационный период стойкости резца при
работе. При процессе резания фасонными резцами толщина срезаемыхРис. 3.18. Характер износа задней поверхности (а), обозначение углов в плане ф(б) и углов
сопряжения to (в) на участках 1—6 лезвия призматического резцаШе=180°в) 3 *
Фасонные резцы1453.53. Высотные размеры и схема полей допусков на резец и калибр, формулы
для расчета1. Калибр имеет входящий размер'llhY^ 1:1А* ^^к — (hp + 0,5Thp — С)_2. Калибр имеет охватывающий
размерЛК = (/*Р-0,5Т/*Р + С)+ ТЛТ hp и Т Ик— допуск соответственно на высоту резца и калибра
[Т/гр = (0,5 0,3) Т/га]; а—допуск на износ калибра (а = 0,5 Thp); С—размер на
компенсацию «светового зазора».При ТЛР^0,05 мм ТАк = 0,4ТЛр; С=0,1ТЛР.При ТЛр = 0,06-0,1 мм ТЛК = 0,35ТАр; С=0,15ТЛР.При ТЛР>0,1 мм ТЛк = 0,ЗЛр; С=0,2ТЛР.слоев материала соизмерима с радиусом скругления режущего лезвия
р. Установлено, что максимальную стойкость показывают резцы,
у которых передние и задние поверхности имеют Ra^ 0,32 — 0,16 мкм,
а р = 25 — 30 мкм. Поэтому эти значения должны быть указаны
в рабочих чертежах фасонных резцов, а при разработке технологиче¬
ского процесса их изготовления целесообразно вводить операцию
доводки его поверхностей.Расчет исполнительных размеров и допусков на высотные и осевые
размеры фасонных резцов и калибров. Исполнительные размеры
и допуски во многом определяют размерную стойкость и срок
службы фасонных резцов. При этом имеются существенные отличия,
которые необходимо обязательно учитывать при расчете высотных
и линейных размеров фасонных резцов и калибров.При расчете высотных размеров калибров (hK) необходимо подраз¬
делять их на охватывающие и входящие, так как они имеют разные
условия работы и износ при эксплуатации (табл. 3.53).При контроле профиля резца калибром, имеющим входящий
размер, его износ будет происходить по поверхности А. В этом
случае размер hK будет уменьшаться, поэтому размер высоты профиля
калибра следует назначать, ориентируясь на максимально допустимый
размер высоты профиля резца. На компенсацию «светового зазора»
необходимо оставить часть допуска размером С, откладывая его
вниз от максимального размера.При контроле профиля резца калибром, имеющим охватывающий
размер, его износ будет происходить по поверхности А. В этом
146Конструкции резцов3.54. Линейные размеры и схема полей допусков на деталь, резец и калиб1. Деталь имеет охватывающий
линейный размерДопуск на
/ раздивкуЖЖ-а к■Т1К/р=(/д+0,5Т/д)_т/р;
/ж=(/р-Т/р+С1)+и2. Деталь имеет входящий ли¬
нейный размерРезецДопуск на
разбивку/р=(/д-0,5Т/я)+т/’;
/« = (/р + Т/р-С1)_Т/1Т/д, Т/р и Т/к—допуски соответственно на линейные размеры детали,резца и калибра (Т7Р = 0,4Т/Д; Т/К = 0,4Т/Р); —размер на компенсациюсветового зазора (Ci=0,lT/p); ар и ах—допуски на износ резца и калибра
(ар = 0,1Т/д, дк = 0,5Т/р).случае размер hK будет увеличиваться, поэтому размер высоты
профиля калибра следует назначать, ориентируясь на минимально
допустимый размер высоты профиля резца. На компенсацию «све¬
тового зазора» необходимо оставить часть допуска размером С,
откладывая его вверх от минимального размера. Расчет проводится
для каждой характерной точки калибра от принятой базовой точки.Расчет осевых исполнительных размеров резца и калибра ведется
от осевых исполнительных размеров и допуска 77д детали. При
этом необходимо учитывать изменение размеров за счет осевого
биения шпинделя станка с закрепленной в нем деталью, износа
резца и калибра, а также учитывать, какой линейный размер имеет
деталь — охватывающий или входящий. Если деталь имеет охваты¬
вающий размер /д (табл. 3.54 п. 1), то резец имеет входящий размер,
в калибр—охватывающий размер. В процессе эксплуатации резей
будет изнашиваться и его линейный размер /р будет уменьшаться,
а у калибра, наоборот, линейный размер /к будет увеличиваться.
Поэтому резец необходимо изготавливать с максимальным осевым
размером, учитывая при этом «разбивку» шпинделя станка, а калибр
с минимальным осевым размером, но при этом следует также
учитывать «световой зазор» Ct.Аналогичным образом определяются линейные размеры резца
и калибра с учетом входящих осевых размеров детали (табл. 3.54 п. 2).Резцы и калибры, изготовленные с высотными и осевыми раз¬
мерами, рассчитанными по приведенным выше формулам, будут
иметь при эксплуатации максимальный срок службы.
Фасонные резцы147Особенности конструирования фасонных резцов. Для изготовления
фасонных резцов применяют быстрорежущие стали и твердые сплавы.
Резцы могут быть цельными (рис. 3.19, а; рис. 3.20, а) или составными
(рис. 3.19, б, в; рис. 3.20, в). Фасонные резцы небольших размеров
рекомендуется изготовлять цельными из пластифицированных заго¬
товок твердого сплава требуемых размеров и формы (для круглых
резцов заготовка цилиндрической формы, а для призматических
резцов—в виде четырехгранного прямого параллелепипеда). Такие
заготовки легко обрабатываются металлорежущим инструментом,
а затем окончательно спекаются в печах. После этого производятся
операции шлифования и заточки. У цельных твердосплавных приз¬
матических резцов базой крепления является призматическое тело
(см. рис. 3.19, а), а у круглых — посадочное отверстие и отверстие
под штифт (рис. 3.20, а).Призматические резцы с пластинами из твердого сплава должны
иметь переднюю поверхность с разными углами по пластине и корпусу
(см. рис. 3.19, в), что облегчает операцию заточки и переточки. Для
внутренней обработки применяют круглые фасонные резцы с 2—
4-твердосплавными пластинами (см. рис. 3.20,6), количество которых
зависит от возможности их размещения при выбранном DH резца
в обрабатываемом отверстии. Крепление резцов осуществляется за
счет цилиндрического хвостовика.При неглубоких профилях резцов задняя поверхность корпуса
может не повторять профиль твердосплавной пластины, но пластина
должна выступать над задней поверхностью на величину /=2 — 5 мм.Рис. 3.19. Конструкции цельного (а) и составных (бив) твердосплавных призматических
фасонных резцов:1 — винт; 2—клин; 3—державка; 4 — режущая пластина; 5 — корпус резца; П—линия предела переточки
148Конструкции резцовб)Рис. 3.20. Конструкции цельного
(а) и составного (б) твердосплав¬
ных круглых фасонных резцов:1 — корпус; 2 — режущая пластина;
П—линия предела переточкиРекомендации по выбору
габаритных и конструк¬
тивных размеров приве¬
дены выше.В процессе эксплуата¬
ции фасонные резцы
перетачиваются по пе¬
редней поверхности на
универсально - заточных
станках. При этом
у призматических резцов
передняя поверхность за¬
тачивается под углом 8,
а у круглых резцов перед¬
няя поверхность должнабыть касательна к окружности заточки радиусом Н.Количество переточек Кп во многом зависит от размеров резцов
и снимаемого припуска при переточках: /п = дн + 0,1 — 0,3 мм.Для призматического резцаК — —‘пгде /п—размер режущей части резца, мм, подлежащий переточке,
а <7 = 3 — 8 мм.Для круглого цельного резца (рис. 3.20, а)(2л — 0 — 0О) RHа для круглого резца с напайными пластинами (рис. 3.20,6)г 0п*н ттгде углы 0, 0О, 0П принимаются в рад., RH— в мм, ти—количество
напайных пластин.Общий срок службы фасонных резцов Т0 = Т(КП+1) мин.Для закрепления фасонных резцов на применяемом оборудовании
в настоящее время используют разнообразные конструкции державок,
которые разработаны в зависимости от возможности их размещения
на суппортах станков, от размеров посадочных мест резцов, а также
от требуемой точности установки и регулировки положения резца
относительно обрабатываемой детали.
Резцы специальных конструкций1493.10. РЕЗЦЫ СПЕЦИАЛЬНЫХ КОНСТРУКЦИЙВ производстве используются резцы, разработанные изобрета¬
телями, новаторами производства.Резец токарный проходной новатора М. А. Зайцева (рис. 3.21)
состоит из корпуса 7, режущей пластины 2, опорной пластины 3,
винта 4 с эксцентрической головкой. Пластина 3 имеет отверстие
под эксцентрическую головку винта 4 и выступ, входящий в паз
режущей пластины 2.При повороте винта 4 его эксцентрическая головка перемещает
опорную пластину 3, а последняя, контактируя с режущей пластиной
2 выступом, прижимает ее к базовым поверхностям гнезда корпуса
и закрепляет. В резце могут быть использованы как стандартные
пластины (с некоторой доработкой), так и специальные пластины
из различных инструментальных материалов.На рис. 3.22 показано сечение режущего лезвия проходного резца
с ф = 90° с креплением режущей пластины при помощи сил, дейст¬
вующих при резании.На пластину 2, свободно расположенную в гнезде державки 7,
действуют тангенциальная сила резания Р2 и Ри—равнодействующая
сил Рх и Ру, отталкивающая резец от поверхности резания.Равнодействующая этих сил R направлена под углом \|/. При a<i|/<5
равнодействующая R проходит через опорную поверхность и прижимает
пластину 2 к державке; при \|/ < а пластина опрокидывается вниз (против
часовой стрелки), а при \|/ > 5 пластина поднимается (по часовой стрелке).Установлено, что при \|/min=19° и v|/max = 65° легко соблюдается
условие а<\|/<5.Стружкозавиватель 3 имеет двойную поверхность под углами 30
и 60°, что обеспечивает устойчивое завивание или дробление стружки.3 2 1Рнс. 3.22. Закрепление пластины при
помощи сил, действующих на резец
при резании (конструкция ВНИИ),
и схема действующих сил на режу¬
щую пластинуРис. 3.21. Проходной резец новатора
М. А. Зайцева (сечение режущего лез¬
вия)Pzl **
150Конструкции резцовРис. 3.23. Строгальный резец для чистовой обработкиТакая конструкция резца наиболее эффективна в станках авто¬
матических линий в связи с быстрой заменой пластины и настройкой
инструмента на необходимый размер.Строгальный резец для чистовой обработки (рис. 3.23) имеет
режущую кромку с двумя участками; один с малым углом ф = 1 °
и второй зачистной с увеличенной длиной / с углом ф = 0. Режущая
кромка имеет также увеличенный угол наклона Х=\5°.Резец применяется для окончательной обработки взамен шабрения
или шлифования и обеспечивает, например, при обработке чугунных
плоскостей Ra = 1,25 мкм и отклонение от плоскостности до 0,1 мм
на 1000 мм длины при "высокой производительности. Высокая произ¬
водительность достигается за счет больших поперечных подач
S2x^0,5/! мм; S2x = (0,45 -г- 0,5) /х мм для предварительной обработки;
^2х = (0,35 н- 0,4) /i мм для окончательной обработки.Резцы фирмы «Карболой» (США), приведенные на рис. 3.24, а
и б, и фирмы «Сандвик Коромант» (Швеция), приведенные на
рис. 3.24, в и г, предназначены для оснащения автоматических линий,
автоматизированных станков с ЧПУ и обеспечивают замену режущих
пластин без подналадки станка. Это достигается за счет точного
выполнения базовых поверхностей гнезда под пластину относительно
шлифуемых базовых поверхностей, А и Б державки резца и примене¬
нием режущих пластин повышенной точности. Погрешность позици¬
онирования в этом случае составляет не более ±0,025 мм по каждой
из двух координат.В резцах фирмы «Сандвик Коромант» подналадка на размер
осуществляется вне станка по двум координатам при помощи
установленных винтов.Резец фирмы «Имперо» (Италия), приведенный на рис. 3.25,
состоит из державки резца 7: сменной режущей вставки 2, установ¬
ленной в державке 1 на оси 3 и закрепляемой винтом. Каждая
вставка имеет две режущие кромки. После износа режущие вставки
Резцы специальных конструкций151юг)Рис. 3.24. Резцы для автоматизированных станковперешлифовываются. Сечение державки резца 28x 16—68x60, длина
180—600 мм. Диаметр отверстия в державке под ось 10—42 мм.Резцы применяются на токарных, строгальных и других станках.Режущая вставка может быть установлена в различные положения
в зависимости от формы обрабатываемой поверхности (при одной
установке резца на станке).На рис. 3.26, а представлена конструкция резца с креплением СМП
сползающим прижимом. Режущая пластина 4 прижимается не только
к штифту 2, но и к опорной поверхности подкладки 3, тем самым
достигаются высокие прочность и надежность зажима. Прижим
7 выполнен в виде клина с отверстием
под винт 8. Своими кромками5 и 6 он контактирует с верхней
и боковой поверхностями пластины,
а кромкой 9—с наклонной поверх¬
ностью державки 1.Стойкость этих резцов выше
в 1,5—2 раза, а производитель¬
ность— в 1,2 раза по сравнению с па¬
раметрами резцов с клиновым зажи¬
мом (см. рис. 2.5, д).В другом варианте резца
(рис. 3.26Jo) крепление режущей пла¬
стины 3 осуществляется прижимом5 с силовым замыканием пластины
на опорную и боковые поверхности
державки резца. Прижим 5 имеет
выступ 4 в виде срезанного цилиндра, лия)
152Конструкции резцов/4-/4 O'Рис. 3.27. Резцы сборные с перетачиваемой режущей пластиной и накладным регулируемым
стружколомом
Резцы специальных конструкций153входящего в отверстие режущей пластины. Противоположная опора
7 прижима контактирует с конической плоскостью 8 державки 7. При
завинчивании винта 6 прижим скользит по плоскости 8 и, смещаясь
в сторону наклонной плоскости, своим выступом притягивает пластину
к боковым граням гнезда державки резца с одновременным прижимом
пластины сверху к опорной пластине 2. Такая конструкция обеспечива¬
ет высокую точность базирования, что во многих случаях позволяет
проводить обработку без размерной поднастройки.На рис. 3.27 показаны резцы с механическим креплением твер¬
досплавных перетачиваемых пластин и накладным регулируемым
стружколомом. В гнезде державки 7 на опорной пластине установлены
режущая пластина 2 и регулируемый накладной стружколом 3.
Закрепление пластины и стружколома осуществляется прихватом
4 и винтом 5. Особенностью конструкции данных резцов является
то, что режущие пластины после износа перешлифовываются, а износ
при их установке компенсируется регулируемой опорой 6.Криволинейная форма стружколома обеспечивает в отличие от
известных конструкций стружколомов стабильное дробление или
завивание стружки в широком диапазоне режимов резания и марок
обрабатываемых материалов.Удаление стружколома Вс от главной режущей кромки выбирается
в зависимости от вида обработки (5С = 0,8—4 мм).А-АРис. 3.28. Резцы с механическим крепле- Рис. 3.29. Резец с клеевым соединением режущей
ннем ромбической режущей пластины пластины
154Конструкции резцовIРис. 3.30. Отрезные резцы с усиленной го- Рис. 3.31. Отрезной резец для отрезки труд-
ловкой: необрабатываемых материалова—призматической формы; б—закругленной формыНа рис. 3.28 представлены резцы с механическим креплением
твердосплавной ромбической пластины и предназначены для работы
на токарных и карусельных станках при черновом точении деталей
из труднообрабатываемых материалов.Пластины после износа пере¬
шлифовываются как по передней,
так и по задней поверхностям.
Форма режущей пластины обес¬
печивает ее использование в рез¬
цах с углами в плане от 0 до 95е.На рис. 3.29 приведена кон¬
струкция проходного упорного
резца с клеевым соединением ре¬
жущей пластины и корпуса резца.
Пластина вклеена в полузакры¬
тый паз корпуса резца, выполнен¬
ного в виде «ласточкиного хво¬
ста». Установка пластины в пазу
позволяет увеличить прочность
клеевого соединения и повысить
надежность крепления режущей
пластины.Опасным сечением у отрезных
резцов является узкая часть сече¬
ния головки резца £ь располо¬
женное на расстоянии /. Для по¬
вышения прочности головки дела¬
ют большего размера по высоте,
чем высота державки, т. е. Н1>НА-АРис. 3.32. Резец отрезной сборный
Резцы специальных конструкций155Рис. 3.33. Резец отрезной сборный(рис. 3.30). Усиленная часть головки имеет призматическую или
закругленную форму.Отрезной резец (рис. 3.31) предназначен для отрезки деталей из
труднообрабатываемых материалов. Специальная его заточка обес¬
печивает разделение стружки и исключает ее перемещение в одной
плоскости. Наличие фаски на прорезной части режущего лезвия
резца повышает его стойкость и прочность, уменьшает радиус
завивания стружки, что облегчает доступ СОЖ в зону резания.Ширина прорезной части bY =(0,5 4- 0,7)6.На рис. 3.32 представлена конструкция сборного отрезного резца
для отрезки заготовок, диаметр
которых зависит от размеров ре¬
жущей вставки. Резец состоит из
державки 7, режущей четырехлез¬
вийной вставки 2, прижимной
планки 3 и винта 4. Режущая
вставка снабжена режущими
кромками 5.Резец обладает повышенной
жесткостью и может работать на
повышенных подачах по сравне¬
нию с обычными отрезными рез¬
цами.Резец (рис. 3.33) состоит из
державки 7, опорной пластины 2,
установленной в корпусе на трехрегулируемых В вертикальной риС# 3.34. Пластина режущая для отрезных
ПЛОСКОСТИ ОПОрах 3, 7 И 8. В ка- канавочных и резьбовых резцов
156Конструкции резцов^ , к1)cd сРис. 3.35. Резец для отрезки крупногабаритных заготовокчестве режущей пластины используется быстросменная вставка6 (рис. 3.34) с тремя режущими кромками. Закрепление режущей
вставки в корпусе резца осуществляется прихватом 4 и винтом 5.Форма режущей вставки, с учетом ее переточки, увеличивает
общий срок службы резца в 10—15 раз по сравнению с напайными
резцами.На рис. 3.35 показан отрезной резец для отрезки крупногабаритных
заготовок. Резец состоит из корпуса 5, плоской пластины 2 с режущим
элементом 7, конических штифтов 5 с гайками 4. Плоская пластина2 устанавливается на рабочем торце корпуса резца и при помощи
конических штифтов (при их затягивании гайками) растягивается
в осевом направлении (сила Рр) и одновременно прижимается к торцу
корпуса (сила Р0). Натяжение плоской пластины, несущей режущий
элемент, обеспечивает высокую стойкость последнего, исключает
поломку пластины и ее увод в процессе резания.
Глава 4РАСТОЧНОЙ ИНСТРУМЕНТДля расточных операций применяют следующие типы инструмен¬
тов: стержневые резцы с одной режущей кромкой; двусторонние
пластинчатые резцы (резцы-блоки) с двумя или более режущими
кромками; расточные головки с одной или несколькими режущими
кромками.Расточные инструменты изготовляют из быстрорежущей стали
и оснащают пластинами из твердых сплавов. Их применяют на
токарных, револьверных, расточных станках, автоматах, автоматичес¬
ких линиях и многоцелевых станках.При работе на станках токарной группы инструмент не вращается,
вращается заготовка.При работе на многоцелевых, расточных станках и частично на
станках, встроенных в автоматические линии, заготовка неподвижно
закреплена на столе станка, а вращается инструмент.4.1. СТЕРЖНЕВЫЕ РЕЗЦЫСтержневые резцы с одной режущей кромкой применяют для
растачивания отверстий как при вращающейся, так и при неподвижной
заготовке. Резцы крепят непосредственно в суппорте стола или
устанавливают на оправке. Резцы оснащают пластинами из быстро¬
режущей стали или твердого сплава, а также многогранными
пластинами из твердого сплава с отверстием или без него. Державки
выполняют различной формы: круглой, квадратной, прямоугольной.Резцы расточные с цилиндрическим хвостовиком широко применя¬
ются для растачивания точных отверстий диаметром от 3 до
100—150 мм в корпусных деталях. Резцы закрепляются в специальных
патронах (резцедержателях), обеспечивающих микрометрическую ре¬
гулировку диаметра растачивания с точностью до 0,01 мм.Конструкция расточных твердосплавных резцов с цилиндрическим
хвостовиком для обработки отверстий диаметром от 6 мм и выше
стандартизирована (ГОСТ 25987-83). Конструктивные размеры резцов
по указанному стандарту приведены на рис. 4.1 и в табл. 4.1.Предусмотрено два типа резцов. Тип 1—резцы с главным углом
в плане ср = 60° для чернового растачивания сквозных отверстий.
Резцы типа 2 имеют главный угол в плане ср = 90°, что обеспечивает
обработку ступенчатых, глухих отверстий. Резцы данного типа
являются более универсальными при обработке разных форм от-
158Расточной инструментТип 1-ЙЕРис. 4.1. Расточные резцы с цилиндрическим хвостовикомверстий. Они также виброустойчивы. Это связано с тем, что у резцов
с главным углом в плане ср = 90° сила резания направлена более
благоприятно по отношению к корпусу инструмента, закрепленного
в патроне, и радиальная составляющая незначительна.У твердосплавных резцов для обработки стали передний угол
7 = 5 — 15°, задний угол а = 8—10°, для обработки чугуна передний
угол у = 0—10о, задний угол а = 6 — 8°.4.1. Расточные резцы с цилиндрическим хвостовикомРазмеры, ммdrL/тДиаметр наимень¬
шего растачива¬
емого отверстия DТип 1Тип 2Тип 1Тип 2104,54,563250,866,06,080401,00,5127,07,090321,51011063169,09,0100502,01,014125802016,012,0110634,0181801252,02520,016,0125805,025210160
Стержневые резцы159Резцы расточные держа-
вочные, особенно с напаян¬
ными твердосплавными пла¬
стинами, являются основ¬
ным инструментом для
растачивания отверстий диа¬
метром свыше 40—50 мм
в корпусных деталях. Резцы
имеют квадратное сечение
и закрепляются в гнездах
расточных оправок (держа¬
вок) в перпендикулярном
или наклонном по отноше¬
нию к оси оправки положе¬
нии (5 = 45, 60 и 90°).Основные размеры рас¬
точных державочных рез¬
цов, оснащенных сплавом,
стандартизированы (ГОСТ
9795—84).На рис. 4.2 показана ти¬
повая конструкция, а в
табл. 4.2 приведены основ¬
ные размеры и геометричес¬
кие параметры режущей ча¬
сти резцов для получисто-
вого и чистового раста¬
чивания при закреплении их
в оправках под углом 45°.Резцы для обработки стали
должны дополнительно иметь на передней поверхности стружкоза¬
вивающую канавку глубиной 0,5—1,2 мм, а на главной режущей
кромке—фаску с передним углом 0-н— 5° и шириной 0,2—0,3 мм.Для чернового растачивания рационально радиус вершины уве¬
личить до 0,8—1,0 мм, а главный угол в плане применять 60—75°.
Это обеспечит повышенную прочность резцов при черновой расточке,
характеризующейся наличием ударной нагрузки.Марки твердых сплавов и формы пластин выбирают так же как
и для резцов, используемых для точения.Резцы для обработки фасок, угловых выточек и тому подобные
отличаются главным углом в плане.Державки резцов для обработки широких торцов для большей
жесткости выполняют прямоугольного сечения.При расположении резца относительно оси отверстия под неко¬
торым углом £ углы в плане у резца меняются: фн = Ф + £, <PiH = <Pi+5
(рис. 4.3). Это надо учитывать при проектировании резца.Для обеспечения необходимых углов а и у надо установить резец
в оправке так, чтобы его вершина была расположена на оси
обрабатываемого отверстия. Для растачивания точных отверстий
160Расточной инструмент4.2. Расточные державочные резцыРазмеры, мм□flfhllLт/га, °у, °ДЛЯсталиДЛЯчугунаДЛЯсталиДЛЯчугуна8x825560,255018324010x10327100,255018405012x12407100,258016506316 х 16639120,2580168020x20809160,35801510025x2510011200,358015125в случае необходимости подналадки размера на станке применяют
расточные оправки, оснащенные микробором. Оправки такой кон¬
струкции позволяют растачивать отверстия, начиная с диаметра
20 мм. Точность установки резца 0,010—0,005 мм. Установку резца
контролируют по нониусу. Для использования в микроборах применя¬
ют резцы с напайными пластинами из твердого сплава и оснащенные
многогранными пластинами.
Стержневые резцы161Рис. 4.3. Расположение расточных резцов при креплении их в оправкахКрепление державочных резцов в гнездах оправок и борштанг
выполняется нерегулируемым и регулируемым. Нерегулируемое креп¬
ление резцов применяется в тех случаях, когда нет необходимости
в точной настройке резца на заданный размер. Резец при таком
креплении устанавливается в гнезде и закрепляется одним или двумя
винтами (рис. 4.4, а). Простейшие конструкции регулируемого креп¬
ления резцов предусматривают выдвижение резца при настройке
с помощью упорных винтов, что позволяет устанавливать резцы
с погрешностью, достаточной для расточки отверстий до 8-го
квалитета точности включительно.Упорный винт может быть установлен по оси паза (рис. 4.4,б)
или под углом к пазу и резцу (рис. 4.4, в). В последнем случаеб)Рис. 4.4. Способы крепления резцов в оправках6 Зак. 533*)
162Расточной инструментрегулировочное смещение резца выполняется фаской головки винта.
Смещение резцов при настройке с помощью дифференциального
винта (рис. 4.4, г) повышает точность регулировки, однако применение
дифференциальных резьб требует повышения точности изготовления
и соосности резьб. Упорный винт с проточкой, в которую входит
выступ резца (рис. 4.4, д), позволяет смещать резец при настройке
в обоих направлениях, что в ряде случаев является очень удобным.
Большая часть видов крепления резцов в оправках и борштангах
нормализована.Некоторые виды крепления инструмента в борштангах и оправках
предусматривают применение специальных резцов. Расточной резец
с твердосплавной пластиной выполнен в виде резьбового стержня
с отверстием, в котором на резьбе расположен винт стопорения.
На торце стержня имеются два шпоночных выступа, входящих
в пазы посадочного отверстия и предохраняющих резец от проворота
(рис. 4.4, е). На переднем конце стержня резца 1 навинчена гайка-лимб2, снабженная делениями для точной настройки. Вылет резца на
задний размер устанавливают вращением лимба, после чего резец
закрепляется (затягивается) стопорным винтом 3.Точная настройка резца выполняется с помощью подвижного
плунжера в узле установки и крепления специальных расточных
резцов, имеющих рифленую боковую поверхность (рис. 4.4, ж). Риф¬
ления на резце 1 нарезаны под углом и находятся в соединении
с рифлениями плунжера 2, расположенного в гнезде борштанги
перпендикулярно к плоскости резца и связанного с винтом-лимбом3. При вращении винта-лимба плунжер смещается и рифлениями
передвигает резец. Крепление установленного резца выполняется
сторонним винтом 4. Цена деления шкалы на головке регулировочного
винта равна 0,01 мм. Такая точность настройки позволяет применятьА -АРис. 4.5. Оправка с микрометрической регулировкой вылета резца с помощью резьбовой пары
Стержневые резцы163данный узел в борштангах, предназначенных для расточки отверстий
6-го и 7-го квалитетов точности.Одной из простых и надежных конструкций расточного инст¬
румента является разработанная во ВНИИинструменте конструкция
оправки с микрометрической регулировкой вылета державочного
резца. Конструкция (рис. 4.5) состоит из корпуса 7 с конусом 7/24
по ГОСТ 25827—83. В корпусе на переднем торце имеется наклонное
(под углом 53°) точно выполненное отверстие, в котором расположена
державка 2 с квадратным сквозным отверстием для резца 9. На
державке образована точная резьба, на которую навинчена лимб-гайка3 со шкалой. Державка от проворота снабжена шпонкой 6, которая
скользит по шпоночному пазу, имеющемуся в отверстии корпуса 7.
Пружина 4 и толкатель 5 осуществляет постоянный прижим лимб-
гайки 3 к плоскости корпуса 7. Резец 9 предварительно устанавливается
в пазу державки 2 и закрепляется винтом 7, соединяющим жестко
резец с державкой. Регулирование вылета резца осуществляется
посредством поворота лимба-гайки на некоторый угол, соответст¬
вующий определенному числу делений лимба. Цена одного деления
лимба соответствует радиальному перемещению резца на 0,01 мм.
Винт 8 служит для фиксирования державки и резца в заданном
положении. Предварительная настройка на размер производится вне
станка на приборе, а окончательная 1юдналадка—по пробному
проходу.Как показал опыт эксплуатации данных головок, они обеспечивают
надежную точность регулирования резца при растачивании отверстий
по 7-му квалитету. Конструкция головки отличается высокой жест¬
костью и успешно применяется при получистовом растачивании
с припуском до 3—5 мм. Применение одних и тех же конструкций
расточных инструментов для получистовой и чистовой обработки
весьма эффективно. Основные размеры головок представлены
в табл. 4.3.Конструкция оправки с микрометрической регулировкой вылета
державочного резца с помощью клиновой пары представлена на
рис. 4.6. Такие головки применяются в диапазоне диаметров 30—
125 мм. В качестве режущего элемента использованы сменные
трехгранные твердосплавные пластины 9, закрепленные специальным
винтом 10 через тороидальное отверстие. Пластина закреплена
в базирующем гнезде державки 2 круглого сечения с лысками на
боковых сторонах, имеющей угловой паз, которым она контактирует
с призматическим выступом на сухаре 6. Сухарь имеет на наружной
цилиндрической поверхности резьбу 7, находящуюся в зацеплении
с внутренней резьбой на обойме 4. При вращении обоймы сухарь6 перемещается вдоль оси и своим выступом перемещает державку
2 в радиальном направлении. Крышка 3 крепится к корпусу7 винтами 77 и закрывает головку спереди. Кольцо 5 является
стопорным и имеет нониусную шкалу. Все детали закалены
и выполнены с высокой точностью, исключающей зазоры, и фик¬
сируется винтом 8. Основные размеры данных головок представлены
в табл. 4.4.G*
164Расточной инструмент4.3. Оправки с микрометрической регулировкой вылета резцаРазмеры, ммДиаметр растачивания DpacTD hl2LСечение резца Dd45—654016010x1025065—855016012x1230085—1106316012x12350110—1408016016x16350140—18010016020x20250Рис. 4.6. Оправка с микрометрической регулировкой вылета резца с помощью клиновой пары
Двусторонние пластинчатые резцы1654.4. Оправки с микрометрической регулировкой вылета резца с помощью
клиновой парыРазмеры, ммЯрастL/d%5d, d630—39100—1094018М1638—49115—12648—62135—1494225М2460—77160—1774530М2775—98205—2285540М3695—124245—2754.2. ДВУСТОРОННИЕ ПЛАСТИНЧАТЫЕ РЕЗЦЫДвусторонние пластинчатые резцы и блоки применяются для
растачивания отверстий диаметром более 40 мм. По сравнению
с однолезвийным инструментом они обладают большей производи¬
тельностью. Пластинчатые резцы изготовляют целиком из быстро¬
режущей стали, а также оснащают пластинами из этой стали или
из твердого сплава. Для лучшего использования и продления срока
службы пластинчатые резцы изготовляют сборной конструкции из
двух частей. Такая конструкция резцов позволяет регулировать
рабочий размер.Пластинчатый расточной резец цельной конструкции показан на
рис. 4.7. Главные режущие кромки прямолинейны и наклонены к оси
под главным углом в плане, выбираемым в пределах 30—60°. На
калибрующей части делают обратную конусность в пределах 0,04—
0,15 мм на 100 мм длины, на нерабочем торце резца—центрирующий
паз для фиксации его на оправке.Пластинчатый резец сборной конструкции приведен на рис. 4.7, а—в.
В конструкции, показанной на рис. 4.7, б обе половины резца
соединены пружиной и устанавливаются на размер винтом с кониче¬
ским наконечником.На рис. 4.7, в изображен пластинчатый резец для чистовой об¬
работки, состоящий из двух половинок, которые снабжены рифле¬
ниями. Пластинчатый резец настраивают на размер после изнашивания
путем перестановки половинок на одно или несколько рифлений
относительно друг друга. Затем пластинчатый резец шлифуют на
заданный размер по диаметру и затачивают. Режущая кромка
пластинчатого резца состоит из четырех частей: направляющей фаски
h под углом 45°, режущей части /2, калибрующей части /3 и участка
166Расточной инструментДвусторонние резцы и блоки
Двусторонние пластинчатые резцы167с обратной конусностью. По задней поверхности вдоль калибрующей
части образуются цилиндрические ленточки /=0,2 4- 0,5 мм.Расточные блоки состоят из корпуса с одной или несколькими
парами регулируемых на необходимый размер резцов. Их применяют
для предварительной и окончательной обработки отверстий в кор¬
пусных деталях.Сборный расточной блок для предварительной и окончательной
обработки приведен соответственно на рис. 4.7, г и д. Паз ВН7
блока для предварительной обработки служит для центрирования
блока относительно оси отверстия. Рифления позволяют переставлять
вставки для восстановления необходимого диаметра при переточках.
Блок для окончательной обработки крепят в расточной оправке
штифтом 7, который с помощью конического скоса прижимает блок
через вкладыш 2 к оправке. Вкладыш 2 ускоряет смену блока, для
этого выдвигают штифт, выталкивают вкладыш и блок свободно
вынимают из гнезда оправки. Трапецеидальные ножи 3 входят в пазы
корпуса и их крепят в нем винтом 4. Вылет ножа регулируют
винтом 5. Для предохранения блока от выпадания в нерабочем
положении предусмотрен шарик 6 с пружиной 7 и предохранительным
винтом 8.Конструкция расточного блока с многогранными твердосплавными
пластинами (рис. 4.7, е) состоит из корпуса 7, двух четырехгранных
пластин 3, двух подкладок 4 и крепежных деталей 2 и 5. Этот
блок применяют при растачивании отверстий диаметром 50—150 мм.
Расчет углов установки многогранных пластин в корпусе аналогичен
расчету углов для зенкеров.При установке блока в обрабатываемом отверстии вершина
пластинчатого резца, или блока, смещена относительно оси отверстия
(рис. 4.7, ж), поэтому углы ук и ак будут отличаться от углов
у и а, полученных при заточке пластины,Ук = У~А; оск = ос + Д,где Л определяют из выражения sin A = B/d.Типы крепления пластинчатых резцов в оправках показаны на
рис. 4.8. Резец 7 (рис. 4.8, а) устанавливают в паз оправки, снабженный
лысками, на которые заходят заплечики пластины с посадкой H7/h6.
Крепят резец клином 4. Недостатком этой конструкции является
быстрое изнашивание оправки по лыскам вследствие нажима на них
заплечиков пластинчатого резца. На рис. 4.8, б показано крепление
резца 7 с помощью клина 4, прижимающего резец к центрирующему
штифту 2. На рис. 4.8, в показан другой вариант этого крепления.
Резец 7 имеет полукруглый паз, в который входит центрирующий
выступ вкладыша 3. Точное фиксирование и закрепление резца
обеспечиваются коническим штифтом 4. На рис. 4.8, г показано
крепление гайкой 5 и контргайкой 6. Это крепление надежно, но
сложно в изготовлении. На рис. 4.8, д представлено крепление винтом
7 с торца оправки. В конструкции на рис. 4.8, е резец 7 крепят
с помощью вкладыша 8, упирающегося в коническую часть винта
168Расточной инструментРис. 4.8. Крепление пластинчатых резцов9. Винт 10 предохраняет вкладыш от выпадания при вынимании
резца. На рис. 4.8, ж представлено плавающее крепление пластин¬
чатого резца 1 в оправке 11. Этот способ широко применяют при
креплении чистовых пластинчатых резцов. Резец устанавливают в пазу
с посадкой H7/h6 по ширине В и длине L, он может самоустанав-
ливаться по подготовленному под чистовое растачивание отверстие.
Плунжер 12 служит для предохранения пластинчатого резца от
выпадания из оправки в нерабочем положении.Применение пластинчатых резцов уменьшает разбивку отверстия
в процессе обработки и улучшает качество обработки.4.3. РАСТОЧНЫЕ ГОЛОВКИРасточные головки обладают большей производительностью по
сравнению с другими расточными инструментами. Их широко применя¬
ют в автоматизированных производствах, в том числе на станках с ЧПУ.Прогрессивным инструментом являются регулируемые однолез¬
вийные расточные сборные головки, оснащенные сменными многогран¬
ными твердосплавными пластинами.На рис. 4.9 показан пример типичной конструкции однозубых
расточных головок для растачивания отверстий в диапазоне 30—
150 мм.Такие головки состоят из корпуса 2, на передней части которого
имеется угловой паз типа «ласточкин хвост». В пазу по точной
посадке размещена державка 7, которая имеет возможность радиаль¬
ного перемещения. В базирующем гнезде державки закреплена сменная
многогранная твердосплавная пластина 3 трехгранной или четырех¬
гранной формы с задними углами. Крепление пластин в зависимости
от ее конструкции производится с помощью прихвата 5 и винта
или винтом через отверстие в пластина
Расточные головки16918 7 2Рис. 4.9. Однозубая расточная головка для растачивания отверстий диаметром 30—150 ммГеометрические параметры режущей пластины: угол в плане
Ф = 90° при трехгранной пластине и 75° при четырехгранной пластине,
передний угол у = 0, задний угол а = 8ч-10°.Корпус головки снабжен регулировочным винтом 4. По винту
4 перемещается ползушка 6, служащая упором для державки 7. При
вращении винтом 4 ползушка 6 воздействует на штифт 8, а державка
7 перемещается в радиальном направлении, и тем самым обес¬
печивается точная настройка головки на требуемый размер обработки.
После установки на требуемый размер державка 7 жестко фиксируется
в пазу за счет упругой деформации корпуса 2 при затягивании
винтом 7. Для создания возможности деформации паза типа «ласточ¬
кин хвост» корпуса имеют продольную прорезь. Корпус и державка
закалены до HRC3 32—40. Настройка головки на размер обработки
производится на специальном приборе типа БВ2015. Точность настрой¬
ки, доступная в производственных условиях,— от ±0,01 до +0,02 мм
в зависимости от диаметра и опыта оператора.Данная конструкция однозубых сборных расточных головок может
успешно применяться как однолезвййный инструмент для всех видов 4
растачивания, т. е. чернового, получистового и чистового. При
черновой расточке припуск должен быть достаточно равномерным.
Чрезмерно большие ударные нагрузки при расточке такими головками
не рекомендуются.Головка для обработки отверстий диаметром свыше 130 мм
представлена на рис. 4.10. Для увеличения диаметра растачивания
в этой конструкции введена дополнительная деталь—кронштейн 4,
размещенный между корпусом 2 и резцедержателем 7 с помощью
соединения типа «ласточкин хвост». Штифт 3 служит жестким упором
от радиального перемещения кронштейна. При наладке головки на
требуемый диаметр растачивания резцедержатель 7 перемещается
относительно кронштейна 4 вдоль направляющих посредством винта6, ползушки 8 и штифта 7, аналогично головке, показанной на
рис. 2.2. Винты 5 служат для закрепления соединений типа «ласточкин
хвост».
170Расточной инструментРис. 4.10. Однозубая расточная головка для растачивания отверстий диаметром свыше
130 ммДля более производительной обработки отверстий с пониженными
требованиями к точности положения оси рационально применение
расточных головок, имеющих два радиально расположенных режущих
зуба. В этом случае подача может быть увеличена до двух раз
в отличие от подачи при использовании однозубых головок.Конструкция расточных головок с двумя режущими зубьями
позволяет уравновесить радиальную составляющую силы резания
и существенно улучшить динамику процесса растачивания, уменьшить
вибрации. Увеличение числа зубьев расточных головок свыше двух
не рационально, так как значительно усложняет конструкцию инст¬
румента, уменьшает диапазон регулирования по диаметру и, как
показывает опыт, не позволяет работать на повышенных скоростях
резания из-за динамической неустойчивости процесса растачивания.Конструкция двузубых расточных головок по ГОСТ 23022—78,
разработанная на Ивановском станкостроительном производственном
объединении, является эффективной и универсальной для расточных
работ, особенно при обработке заготовок из чугуна.Головки (рис. 4.11) предназначены как для расточки отверстий,
так и для подрезки торцов. Головки, показанные на рис. 4.11, а
(три типоразмера), охватывают диапазон диаметров 40—85 мм.
Головки, показанные на рис. 4.11, б (два типоразмера), предназначены
для обработки отверстий в диапазоне диаметров 80—110 мм. Головки
состоят из корпусов 7 и 2 с посадочным отверстием 3. На переднем
торце корпуса выполнены сквозные радиальные точные пазы, в ко¬
торых с помощью клиновых втулок 5 (угол 15°) и дифференциальных
Расточные головки171та) 3 а)Рис. 4.11. Двузубая расточная головка с напайнымн ножамивинтов 4 закреплены ножи 6 с напаянными на них твердосплавными
пластинами. При ослаблении винтов 4 ножи могут перемещаться
в радиальном направлении и устанавливаться на приборе на требу¬
емый размер обработки с точностью до 0,05 мм.Основные преимущества данных головок—их простота и большая
длина режущих кромок.Головки видоизмененной Конструкции могут использоваться как
насадные для образования комбинированных инструментов для снятия
фасок, обработки торцов и т. п. Геометрические параметры режущей
части этих расточных головок принимают аналогичными параметрам
расточных державочных резцов с главным углом в плане 90°.Оснащение двузубых расточных головок сменными твердосплав¬
ными многогранными пластинами значительно упрощает эксплуата¬
цию головок, так как исключаются переточки после износа и со¬
храняется длина головки. Применение пластин с новыми формами
передней поверхности позволяет решить вопрос стружкоформирования
при обработке стали.Для растачивания коротких отверстий диаметром от 80 до 250 мм
в корпусных деталях на станках с ЧПУ типа обрабатывающего
центра применяются двузубые регулируемые расточные головки,
изготовляемые Оршанским инструментальным заводом. Головки осна¬
щены трех- или четырехгранными стандартными пластинами без
задних углов и рекомендуются в основном для черновой и полу-
чистовой расточек отверстий по 11 — 12-му квалитетам точности.Конструкция головок (рис. 4.12) выполнена сборной, состоящей
из хвостовика, корпуса, державок. Корпус 1 привинчивается винтами
к хвостовику 7 и центрируется по штифту 5. Державки 2 удерживаются
в корпусе в пазу типа «ласточкин хвост» и могут перемещаться
в радиальном направлении посредством винтов, которые имеют
опору на штифт 3. Закрепление державок в требуемом положении
172Расточной инструментРис. 4.12. Двузубая расточная головка для коротких отверстий:крепление на оправке радиальными (а) и торцовыми (6) винтамипосле настройки головки по диаметру осуществляется винтами 4 за
счет деформации корпуса 7. Корпус и державки имеют твердость
HRC 39—45.Режущие пластины 6 закреплены на державках в базирующих
гнездах и методом натяжки на базы посредством штифта, прохо¬
дящего через отверстие в пластине.Обработка отверстий в диапазоне 80—250 мм осуществляется
тремя типоразмерами головок. Равномерная загрузка режущих лезвий
обеспечивается за счет точного выполнения базирующих поверхностей
под пластины и точности самих пластин. Торцовое биение режущих
кромок не должно превышать 0,1 мм.Головки работают при скоростях резания до 120 м/мин, подаче
на оборот до 1,2 мм и глубине резания до 10 мм.На рис. 4.13 представлена конструкция двузубых головок. У кор¬
пуса 2 на передней части выполнен угловой паз типа «ласточкин
хвост» (угол 30°). В пазу расположены две державки 7, имеющие
возможность перемещаться в радиальном направлении под действием
регулировочных винтов 4, воздействующих через штифты, запрес¬
сованные в державке. Закрепление державки в требуемом положении
осуществляется за счет упругой деформации корпуса.Головки оснащены сменными многогранными пластинами 3 из
твердого сплава, которые расположены в базирующих гнездах и за¬
креплены прихватом или винтом через центральное отверстие в за¬
висимости от типа применяемых пластин.Конструкция пластин и их крепление у двузубых головок приняты
такими же как у однозубых головок.Двузубые расточные головки могут выполняться с двумя вариан¬
тами державок и схем резания при растачивании. Первый вариант
используется в том случае, когда вершины режущих трехгранных
или четырехгранных пластин находятся на равном расстоянии от
оси и подача на оборот равномерно распределяется между двумя
зубьями головки. Второй вариант—для трехгранных или ромбических
пластин. В этом случае вершины режущих пластин расположены на
разных расстояниях от оси головки и глубина резания разделена
между двумя режущими лезвиями (главный угол в плане равен 90°).
Расточные головки173Рис. 4.13. Двузубая расточная головка со сменными твердосплавными пластинамиПодача на оборот равна подаче на зуб. Головки оснащены твер¬
досплавными пластинами с задними углами. При этом режущие
торцовые кромки пластины располагаются в единой плоскости. Осевое
биение главных режущих кромок должно быть минимальным. Геомет¬
рические параметры режущих зубьев: главный угол в плане при
трехгранных пластинах ф = 90°, при четырехгранных ф = 75°. Задний
угол а = 7°, передний у = 0.На головках используются пластины трехгранной, ромбической
или четырехгранной формы с задними углами. Марки сплавов
аналогичны тем, которые применяются при точении. Рекомендуется
применение пластйн с износостойким покрытием. Режимы резания
при применении расточных головок с механическим креплением
твердосплавных пластин могут быть увеличены на 30—50% по
сравнению с режимами резания при применении подобных инст¬
рументов с напаянными пластинами из твердого сплава.Некоторые описанные выше конструкции головок (см. рис. 4.9,
4.10 и 4.13) имеют специальную конструкцию хвостовика с наружной
резьбой, позволяющую точно и жестко свинчивать головки с опра¬
вками.Конструкция и основные размеры такого резьбового соединения
представлены на рис. 4.14 и в табл. 4.5.
174Расточной инструментДля принятого резьбового со¬
единения, состоящего из модулей7 и 2, характерно наличие следу¬
ющих элементов: наружные диа¬
метры модулей D; направляющие
цилиндрические участки диамет¬
ром d, длиной /; резьбовые участ¬
ки длиной h, диаметром d\\ тор¬
цы Т. Каждый из перечисленных
элементов соединения рассчитан
и выполняется с особыми требо¬
ваниями. Наружный диаметр мо¬
дуля выбран по предпочтитель¬
ному ряду и определяет все
остальные размеры соединения,
которые приняты исходя из конструкционных соображений. Резьба
d\ предназначена только для создания усилия свинчивания и передачи
крутящего момента, поэтому она выполняется с зазором по среднему
диаметру. Торцы Т должны плотно прилегать в рабочем положении,
так как от этого зависит изгибная жесткость соединения.Все рабочие поверхности резьбового соединения должны быть
закалены (HRC 57—60) и шлифованы. По сравнению с другими
известными конструкциями соединения модулей описанное соединение
наиболее простое и технологичное.В целях обеспечения повышенной жесткости резьбового соединения
необходимо собирать его с натягом резьбы, создавая (в зависимости
от диаметра соединения) крутящий момент 100—300 Н м.Для обеспечения разборки после работы резьбовое соедине¬
ние при сборке рекомендуется смазывать. Сборка и разборка
инструмента с описанной конструкцией резьбового соединения про¬
водятся в специальном приспособлении с помощью стандартных
гаечных ключей.Преимуществом сборного расточного инструмента являются воз¬
можность широкой унификации инструментальной оснастки для4.5. Резьбовое соединение головок и
модулейРазмеры, ммDh8<цg5 .dy/h3218М16 х 216144025М24 х 324165030М27 х 327186340М36 х 440268050М48 х 54228Рис. 4.14. Конструкция резь¬
бового соединения расточных
головок с оправками
Расточные головки175Рис. 4.15. Сборный расточной инструментстанков с ЧПУ и ГПС в масштабах предприятия, а также простота
его изготовления.Система сборного расточного инструмента с использованием
цельных оправок различной длины позволяют варьировать длину
собранного расточного инструмента. Такие системы применяют фирмы
Nikken (Япония), Wonlhaupter (ФРГ) и др.Одно- и двурезцовые блоки Оршанского инструментального завода
закрепляются в универсальных оправках с конусом 7:24 (рис. 4.15,
табл. 4.6). Оправки с цилиндрическим хвостовиком диаметром
d\ =40 мм имеют длину L = 200 мм, диаметр оправки d= 38 мм, вылет
/=100 мм и 6 = 24 мм. Оправки имеют пазы типа «ласточкин хвост»
с углом 75°, в которых могут быть закреплены расточные блоки:
176Расточной инструмент4.6. Размеры универсальных оправок, ммДиаметр растачиваемых
отверстий Z)pacTdL/bКонус 7:2440—6338250156,6244063—1006032100—13595275181,65040—6338282155245063—10060265138,232425298,2100—17095300173,2425298,250170—240125300173,2425298,263—10060500373,232100—17095425298,250500373,2170—240125425298,2500373,2однорезцовый, двурезцовый и с микрометрической регулировкой.
Однорезцовые и двурезцовые блоки предназначены для растачивания
отверстий диаметром £>раСт = 40 н-240 мм.Однорезцовый блок (рис. 4.16) оснащен ромбическими (исполнение
1) или квадратными (исполнение 2) сменными твердосплавными
пластинами 4, которые закреплены в ножах 1 с Цомощью L-образного
рычага 3. Пластина 4 опирается на подкладку 5, закрепленную
в ноже 1 пружинной втулкой 6. Винт 2 приводит в движение
L-образный рычаг. Размеры однорезцового блока приведены
в табл. 4.7. Аналогично устроены двурезцовые блоки.Блок расточной с микрометрической регулировкой (рис. 4.17)
Расточные головки111Исполнение 1А-АИсполнение 2предназначен для чистового растачивания отверстии диаметром
/)раст = 40 и- 240 мм в корпусных деталях из сырых, нормализованных
и улучшенных сталей, серых чугунов, цветных металлов и сплавов.
Цена деления лимба — 0,02 мм на диаметр; цена деления нониуса —
0,002 мм. В корпусе 3 блока с помощью винтов 4 установлена
резцовая вставка 1 со сменным напайным резцом. Резец с державкой
диаметром 8 мм закрепляется во вставке 1 винтом 2. Размеры блока
с микрометрической регулировкой приведены в табл. 4.8.Исполнение 1Исполнение 2Вид Б$Рис. 4.17. Расточной блок с микрометрической регулировкой
178Расточной инструмент4.7. Однорезцовые блокиРазмеры, ммИсполнениеЯр.стУгол в плане, 0LнН\140—63903939,5—27536,2163—1009061,544,5—27541,21100—1359097,554,5—27551,61135—17090115—27551,61170—24090159—27551,64.8. Блоки с микрометрической регулировкойРазмеры, ммИсполнениеДрастDLLx140--63386563--1006070100--135922135--170—65126170--240162
Приспособления для закрепления резцов1794.4. ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАКРЕПЛЕНИЯ РЕЗЦОВОправки расточные с коническими хвостовиками Морзе и конус¬
ностью 7:24, с креплением державочных резцов под углами 45, 60
и 90° регламентированы ГОСТ 21221—75 — ГОСТ 21226—75.Для крепления расточных резцов с цилиндрическим хвостовиком
служат расточные патроны с поперечным перемещением резцедержателя.
На рис. 4.18 показана конструкция патрона, выпускаемого Оршанским
инструментальным заводом. Регулировка положения резца, закрепляемо¬
го в цилиндрическом отверстии резцедержателя 3 через переходную
втулку 6, осуществляется вращением микрометрического винта 2,
установленного без осевого зазора в корпусе 4 с помощью крышки7 и винтов 77. Для устранения зазоров в резьбовом соединении
предусмотрена пружина 8, которая через прокладку 7 создает постоянный
поджим резцедержателя 3 вдоль оси винта 2. Усилие поджима
определяется положением винта 9. После регулировки положения резца
резцедержатель 3 фиксируется относительно корпуса 4 винтом 5 через
прокладку 10. Диапазон регулировки 15 мм, диаметр растачивания
зависит от размера резца и рекомендуется в пределах 5—45 мм.На рис. 4.18 показан цилиндрический хвостовик 13 с трапецеидаль¬
ной резьбой и гайкой 72, позволяющий регулировать расстояние от
вершины резца до торца шпинделя станка. Размеры патрона при¬
ведены в табл. 4.9. Предусмотрены также конические хвостовики
с конусами Морзе 3 и. 4 и с конусностью 7:24.Рис. 4.18. Расточной патрон
180Расточной инструмент4.9. Расточные патроныРазмеры, ммОбозначениеD^трапL/tъ191.151.00949,636x318480—11637,58191.151.01066,648x321084—13149,910Для точной подачи режущих кромок на координатно-расточных
станках с ЧПУ применяются конструкции расточных оправок, в ко¬
торых резец перемещается при помощи эксцентрика (рис. 4.19). Корпус
1 имеет конусный хвостовик для крепления в шпинделе станка
и эксцентрическую расточку, в которую входит оправка 2. На оправке
закреплено червячное колесо 3, которое приводится в движение
червяком 4. На корпусе установлена обойма 5, а на оправке —диск 6.Подналадку резца проводят
в следующем порядке. Устанав¬
ливают предварительный вылет
резца. Затем освобождают винт7, благодаря чему можно повер¬
нуть оправку с диском на необ¬
ходимый угол (до 90°). Так как
оправка вращается вокруг оси, не
совпадающей с осью корпуса (экс¬
центриситет 0,25 мм), то вершина
резца будет смещаться в ради¬
альном направлении от центра
станочного шпинделя, в котором
закреплена расточная оправка.По достижении необходимого
смещения резца, определяемого
по шкале на цилиндрической по¬
верхности обоймы, винт зажима¬
ют. Расточные оправки с эксцен¬
триковой подачей резца использу¬
ются при подналадке положения
резцов с целью компенсации его
размерного износа.В корпусных деталях требует¬
ся обрабатывать торцовые коль¬
цевые площадки вокруг основных
отверстий на внутренних сторонах
стенок. В автоматическом цикле
обработка таких поверхностей
осуществляется патронами с ра¬
диальным перемещением резца
(рис. 4.20). Механизм работаетРис. 4.19. Расточные оправки с эксцентрико¬
вой подачей резца
Приспособления для закрепления резцов181к\АРис. 4.20. Патрон с радиальным перемещением резцаследующим образом. Корпус патрона 77 имеет хвостовик, который
закрепляется в шпинделе станка. Резец 7, вращающийся вместе
с патроном и шпинделем Станка, вводится в отверстие обрабатываемой
детали. При движении патрона вдоль оси упор 3 соприкасается со
стенкой обрабатываемой детали, смещая стакан 8 вместе с цилиндром
9, который при этом поворачивается на подшипниках 10 за счет
перемещения штифта 14, укрепленного в корпусе, по винтовым пазам
цилиндра. В торце цилиндра эксцентрично установлен штырь 75.
При вращении цилиндра относительно стакана происходит радиальное
перемещение ползушки 6 с укрепленными на ней оправкой 2 с резцами.
Упор 3 связан через шарикоподшипник 4 с гайкой 5, котораяРис. 4.21. Обточка (а) и подрезка (б) заднего торца деталей с помощью консольных
борштанг:I — планшайба; 2—шпиндель; 3 — деталь; 4—стол станка; 5 — стойка; 6 — борштанга; 7—державка
182Расточной инструментРис. 4.22. Борштаиги для растачивания и об¬
тачиваниянавинчена на гильзу 7. При обрат¬
ном движении патрона пружина 13
отжимает стакан от корпуса и резцы
выводятся в исходное положение.
Перемещением гайки 5 по резьбе
гильзы выдерживается необходимое
расстояние кольцевой проточки от
торца обрабатываемой детали. Дру¬
гая гайка 12 является регулируемым
упором, определяющим глубину об¬
рабатываемой поверхности.4.10. Борштанги для растачивания
и обтачиванияРазмеры, ммD/D,LСечение резца601508045020 х 207008020010050025x25800100250120600100032x321203001407001000Рис. 4.23. Державки для задней подрезки торцов
Приспособления для закрепления резцов1834.11. Державки для задней подрезки торцовРазмеры, ммDLинdxlСечение резца603502506005009060 х 25016 X 1680450350800700100500370115100087080 х 30020x201208006601201000860Борштанги консольные с цилиндрическим хвостовиком крепятся
в выносных стойках, которые устанавливаются и закрепляются на
радиальном суппорте план-шайбы расточного станка (рис. 4.21). Такая
установка позволяет сообщать инструменту радиальную подачу (сме¬
щение) для внутренней обработки и для наружного обтачивания
(рис. 4.22 и табл. 4.10). Борштанги на хвостовике имеют продольную
лыску для бокового зажима винтами стойки, в гнезде которой
борштанги устанавливаются и крепятся.Державки для задней подрезки торцов (рис. 4.23 и табл. 4.11)
устанавливаются в выносных стойках (рис. 4.24 и табл. 4.12), закреп¬
ленных на суппорте планшайбы. Державки состоят из корпуса
1 с цилиндрическим хвостовиком, который базируется на выносной
стойке, и борштанги 2. В отверстии корпуса борштанга 2 с резцом
размещена на шпонке. Вылет борштанги может быть отрегулирован.
В отверстии корпуса борштанга крепится двумя винтами.Суппорты шпиндельные «летучие» для подрезки торцов и рас¬
тачивания канавок (рис. 4.25 и табл. 4.13) используются в тех случаях,
когда на станке нет планшайбы с радиальным суппортом. Суппорт
«летучий» с коническим хвостовиком 4 крепится в гнезде выдвижного
шпинделя расточного станка и имеет винтовой механизм для
автоматической радиальной подачи резца 10, который закрепляется
винтами в гнезде резцедержателя 9. Резцедержатель направляющей
расположен в пазу корпуса 1, установленного на шпонке на хвостовике4 и закрепленного на нем. Резцедержатель гайкой связан с винтом
11, на конце которого укреплена звездочка 8. При повороте звездочек
184Расточной инструментшРис. 4.24. Выносные стойкирезцедержатель смещается в радиальном направлении по направ¬
ляющей корпуса.На цилиндрической шейке корпуса расположено кольцо 5, имеющее
рукоятку 3 с вставленным в нее деревянным стержнем 2. Кольцо
на шейке хвостовика расположено свободно и остается неподвижным
при вращении суппорта, если оно удерживается рукояткой. По
диаметру кольца расположены четыре винта 7 с цилиндрическими
головками, вылет которых из кольца может быть отрегулирован.
Винты стопорятся гайками 6.При работе суппорта, когда корпус его вращается вместе со
шпинделем станка, кольцо 5 удерживают от вращения рукояткой,
упирая стержень 2 в стол станка или деталь. Если применить4.12. Стоики выносныеРазмеры, ммАLъDАLъD112100126021020022801161501823014025023028100146200188031525015037030036120
Рис. 4.25. Шпиндельный суппортстержень невозможно, то вместо рукоятки ввертывают рым или
болт, который тросом прикрепляют к столу станка, удерживая тем
самым кольцо от вращения. Звездочка 8 поочередно входит в контакт
с цилиндрическими концами винтов 7, поворачиваясь при этом на
некоторый угол и поворачивая винт 77, смещающий резцедержатель
с резцом.Таким образом, в процессе работы резец подается прерывисто,
ступенями. Подача резца за один оборот зависит от угла поворота
звездочки. Максимальную подачу резец получает в случае, если
в контакт с зубьями звездочки вводятся все четыре винта 7 на кольце5 и звездочка поворачивается на угол четыре раза за один оборот
суппорта. Минимальное смещение резцедержателя по направляющим
будет при использовании для поворота звездочки лишь одного винта 7.
186Расточной инструмент4.13. Суппорты шпиндельныеРазмеры, ммДиаметр растачивания D0, ммИ/Нх ВКонус24—5252509016x16Морзе 510—83042511120x20Метрический 808—105550014032x32Метрический 120Борштанги с направлением применяют при обработке отверстий,
расположенных друг от друга на больших расстояниях. Наиболее
часто используют борштанги, один конец которых крепится в шпин¬
деле, а другой имеет опору в люнете задней стойки станка. В этом
случае борштанга (рис. 4.26, а) имеет конический хвостовик и направ¬
ляющую часть. На практике встречаются универсальные борштанги,
имеющие конические хвостовики разных размеров с двух сторон
(рис. 4.26, б), что позволяет использовать борштангу на двух различныхг)Рис. 4.26. Борштанги с направлением
Приспособления для закрепления резцов187УЛliN—Гг*т
—1■оРис. 4.27. Патроны поводковые (а), втулки переходные поводковые (б) и втулки переходные
с конусным отверстием (в)станках. При работе такой борштангой на данном станке используется
лишь один хвостовик борштанги, а второй хвостовик цилиндрической
частью входит в отверстие втулки люнета задней стойки.Борштанги для работы с кондукторами в ряде случаев имеют
две опоры в направляющих втулках кондуктора. Такие борштанги
(рис. 4.26, в) имеют хвостовик со штифтом и соединяются со шпин¬
делем станка посредством поводкового патрона. При несоответствии
диаметра хвостовика борштанги диаметру отверстия патрона применя¬
ют переходную поводковую втулку. Если применяемая борштанга
имеет конический хвостовик, то соединение ее с поводковым патроном
выполняется с помощью переходной втулки с коническим отверстием
(рис. 4.26, г). Эти же переходные втулки применяются для соединения
с поводковым патроном разверток, работающих в кондукторе с двумя
опорными направляющими втулками. Патроны поводковые
(рис. 4.27, и и табл. 4.14), втулки переходные с конусным отверстием
(рис. 4.27, в и табл. 4.14) стандартизованы.Борштанги с направлением являются специальным вспомогатель¬
ным инструментом, который обычно проектируется вместе с рас¬
точным приспособлением. Однако размеры диаметров, конструкции
направляющих частей борштанг, передние концы борштанг, кон¬
струкция крепления пластинчатого инструмента в гнездах борштанги
стандартизованы, а ряд других элементов нормализован. Диаметры
борштанг и расточных оправок должны соответствовать следующему
ряду: 12, 16, 20, 25, 32, 40, 50, 63, 80, 100, 125, 160, 200, 250 и 300 мм.Борштанги всех размеров имеют квадратные (или цилиндрическйе)
окна для установки резцов и микрометрических б доков. Наряду
с квадратными окнами в борштангах делают плоские окна для
188Расточной инструмент4.14. Патроны поводковые и втулки переходныеРазмеры, ммПатроны поводковыеВтулки переходные
поводковыеВтулки переходные с
конусным отверстиемd/LКонусd/doIqd/DКонусМорзе25382004324225382538363240545484843242210Морзе460553632455454832424548265605532424843256706260552855605563534567062454870623708075484380Метри¬ческий8080756055454880753907062635плавающих пластин и двусторонних плоских резцов. Окна выполня¬
ются перпендикулярно к оси борштанги и симметрично ее сечению.
С переднего торца окон в ряде случаев рекомендуется делать пазы
продолговатой формы, позволяющие вводить в них штихмассы,
используемые для измерения диаметров обрабатываемого отверстия,
не снимая борштанги со станка.Борштанги диаметром более 70 мм имеют сквозной шпоночный
паз для фиксации разъемных расточных блоков или суппортов
с радиальной подачей резца. Некоторые борштанги, предназначенные
для обработки глухих или ступенчатых отверстий и для подрезки
торцовых поверхностей, имеют по концам резьбу для установки
упорных ограничительных гаек (см. рис. 4.26, в) или цилиндрические
отверстия для установки винтовых упоров.4.5. ТОЧНОСТЬ ПОЗИЦИОНИРОВАНИЯ И ПОДАТЛИВОСТЬ
РАСТОЧНОГО ИНСТРУМЕНТАТочность обработки отверстий растачиванием в значительной
степени зависит от точности позиционирования вершины режущего
лезвия резца относительно обрабатываемой детали. При схеме
Точность позиционирования расточного инструмента1894.15. Допустимое биение расточных оправок после установки в шпинделе и их
допустимая податливостьВид инструментаДопустимое биение,
ммДопустимая подат¬
ливость, мкм/НРасточные оправки для предварительной об¬работки диаметром, мм:20—800,0300,15380—1800,0300,110Расточные оправки для чистовой обработкидиаметром, мм:40—800,0050,11580—1800,0100,073обработки с вращающимся инструментом положение резца определя¬
ется конструкцией и точностью изготовления присоединительных
поверхностей. Источником погрешностей позиционирования являются
относительные биения присоединительных поверхностей, перекосы
в соединениях из-за наличия в них радиальных и угловых зазоров,
отклонений от правильной геометрической формы и т. п.Применение теоретико-вероятностного метода позволяет рассчи¬
тать погрешность установки расточного инструмента с известными
погрешностями изготовления или, наоборот, установить требования
к точности присоединительных поверхностей, задавшись требованием
и к точности установки инструмента (табл. 4.15).Угловые погрешности составляющих звеньев (перекосы осей)
и векторные погрешности (параллельное смещение осей) суммируются
путем приведения перекосов осей к векторному виду в плоскости
замыкающего звена (отклонения положения режущей кромки) через
передаточные отношения, которые учитывают фактическую длину
расточного инструмента (вылет).Так, если известно, что биение оправки длиной 100 мм, закреп¬
ленной с помощью конуса 7:24, выполненного с точностью по АТ6
(см. табл. 4.17), составляет 2,6 мкм, то биение оправки с таким же
конусом, но длиной 250 мм будет в 2,5 раза больше и для данной
конструкции передаточное отношение А = 250/100 = 2,5.Погрешность позиционирования вершины лезвия резца (половину
биения оправки при ее установке в шпиндель) можно рассчитать
по формуле<4л>где ё£—половина значения биения оправки как замыкающего звена;—коэффициент относительного рассеяния замыкающего звена; п —
число элементов расточного инструмента, влияющих на точность
позиционирования; et—элементарная величина биения, зависящая от /-го
элемента; А х—передаточное отношение; К(—коэффициент относительного
рассеяния размеров присоединительных поверхностей при их изготовлении.
190Расточной инструмент4.16. Характеристики распределения производственного допуска при обработке
присоединительных поверхностей вспомогательного инструментаСпособ получения поверхностиВид поверхностиKiКонус Морзе1,17Конус 7:241,51Наружное шлифование в центрахКонус 1:51,37Цилиндрическая1,09Конус Морзе1,17Конус 7:241,17Внутреннее шлифованиеКонус 1:51,21Цилиндрическая1,09Бесцентровое шлифованиеКонус Морзе1,034.17. Значения биения 2е инструмента на вылете 100 мм в зависимости от
погрешности изготовления конусов, мкмКонусностьСтепень точности конусовAT3AT4AT5АТ6АТ7АТ8АТ9АТ107:2411,21,32,65,012,0 1:20 (конус Морзе)——9,510,515,018,020,024,51:5——8,09,010,012,013,017,0Характеристика замыкающего звенаi=iДля каждого звена необходимо определять характеристики рас¬
пределения К{. Для деталей, обрабатываемых шлифованием и кон¬
тролируемых с помощью универсальных средств измерения, значения
коэффициента Кь приведены в табл. 4.16. Значение биения инструмента,
закрепленного с помощью конусов, в зависимости от погрешности
изготовления угла конуса приведены в табл. 4.17.Для цилиндрических соединений D = 30 — 50 мм с боковым зажимом
винтами значения перекоса е в зависимости от погрешности изготов¬
ления приведены ниже.Квалитет точности IT4 IT5 IT6 IT7 IT8 IT9Перекос е, мм 1,0 1,6 3,2 4,3 6,0 12,0Пример. Расчет биения 2е оправки длиной /=250 мм, закрепленной
Точность позиционирования расточного инструмента 191Рис. 4.28. Схемы крепления оправки в шпинделе
станка (а), ее нагружения составляющей силы
резания (б), стрелы прогиба (в) и стрелы прогиба
совместно с контактными деформациями в стыке
(г)в шпинделе расточного станка
(рис. 4.28). Биение конического от¬
верстия шпинделя станка класса точ¬
ности IT4 у торца составляет0,008 мм, на вылете 300 мм —0,010 мм, т. е. допустимый перекос
равен 0,001 мм на 300 мм длины.Погрешность изготовления кони¬
ческих поверхностей с конусностью
7:24 принимаем по АТ7, что соот¬
ветствует максимальной разности уг¬
лов внутреннего и наружного кону¬
сов 16" и значению перекоса в ко¬
ническом соединении 0,0025 мм на
вылете 100 мм (см. табл. 4.17).По формуле (4.2) и данным
табл. 4.16 определяем значение
^кх) = 1,11- Биение оправки находим
по формуле (4.1)2^00 = -^-ч/(1 0,83 • 1,09)2 + (4 • 1 • 1,17)2+(2,5 • 1,51 -2,5)2 = 9,5 мкм,
1,11/=250 , /=250
где А1=— = 0,83; Л2=1; А3= = 2,5.1 300 2 3 100Биение 2е расточной оправки составляет 0,0095 мм на вылете
250 мм от торца шпинделя. Сравнение этого значения с данными
табл. 4.15 показывает, что при указанных допускаемых отклонениях
возможна предварительная обработка, а для чистовой обработки
отверстий целесообразно повысить точность конусов 7:24 до степени
АТ5 (ГОСТ 19860—74).В результате воздействия силы тяжести, дисбаланса масс, воз¬
действия сил резания расточной инструмент деформируется. Дефор¬
мация расточного инструмента регламентируется допустимой пода¬
тливостью, т. е. деформацией в точке приложения силы, отнесенной
к величине этой силы (мкм/Н). Допустимая податливость расточного
инструмента приведена в табл. 4.15.Деформация системы шпиндельный узел — оправка выражается
суммой двух величин (см. рис. 4.28)Y =Y + У1 СИСТ И I 1 К J(4.3)где Уи—деформация при изгибе оправки; Ук — упругое перемещение
оправки в результате деформаций контактирующих поверхностей
в месте соединения.
192Расточной инструмент4.18. Коэффициент контактной
податливости 0 • 10_6 (кН-1 • м~
в конусах 7:24(кН-1 м1)Стрелу прогиба (упругую де¬
формацию) консольной оправки
(рис. 4.28) определяют по фор¬
мулеКонус 7:240 в зависимости от точности
изготовленияAT5 АТ6 AT7 AT840 1,21 1,33 1,42 1,91
50 0,20 0,27 0,35 —а податливость соответственно по
формулегде Ру—составляющая силы резания, Н; /—вылет оправки, мм;
Е—модуль продольной упругости материала оправки (для углеродис¬
той стали £=2,1 • 102 ГПа); J—момент инерции сечения тела оправки
(для круглого сечения /=0,(Ш4).Контактная податливость в соединениях также определяет дефор¬
мации в местах приложения сил резания. Контактные деформации
зависят от многих факторов: величины и вида нагружения, значения
и распределения давлений, размера зазоров, точности обработки,
размеров и шероховатости сопрягаемых поверхностей. Перемещения
в стыках деталей расточного инструмента вызывают существенные
перемещения в точке приложения составляющей силы резания, в ряде
случаев соизмеримые и даже большие, чем стрела прогиба. Упругое
перемещение расточного инструмента под действием силы
Ру в результате контактных деформацийгде 0f—коэффициент контактной податливости /-го соединения,
кН-1м-1 (табл. 4.18—4.20).Пример. Расчет перемещения режущей кромки в точке приложения
нагружающей силы Ру (см. рис. 4.28) с учетом контактной пода¬
тливости в коническом соединении оправка—шпиндель. Деформацию
оправки определяем по формулам (4.3), (4.4) и (4.6)Принимаем, что точность изготовления конуса 50 с конусностью
7:24 соответствует степени АТ7; диаметр оправки d= 40 мм; вылет
оправки /=250 мм; Ру= 1 кН:¥К = РУЫ2,(4.6)Г,сист+1 '0,35 * 10_б - 2502 == 0,00019 + 0,02188 = 0,022 мм.Податливость системы 5СИСТ = 0,022 мкм/Н.
Точность позиционирования расточного инструмента 1934.19. Коэффициент контактной податливости 02* 10 6 (кН !-м 1)
в цилиндрических соединениях с боковым зажимом винтамиДиаметр соединения,Зазор в соединении,02 в направлении силы02 перпендикулярно силеммммзатяжки винтовзатяжки винтов0,0143,26,0J О0,0374,17,90,0141,01,4480,0261,23,20,0481,66,24.20. Коэффициент контактной податливости 03 * 10 6 (кН 1 м ') в конусах МорзеКонус МорзеИсполнение0 в зависимости от точностиизготовленияAT7AT8АТ91С лапкой201,2209,7211,02С резьбой43,343,646,2С лапкой47,747,649,93С резьбой11,812,413,6С лапкой12,414,115,74 *С резьбой3,43,84,6С лапкой4,65,25,55С резьбой—0,80—6С резьбой—0,27—Для оправок, в которых установлен резец с микрометрической
регулировкой (см. рис. 4.4, е), целесообразно учитывать контактные
деформации (мкм) опорной поверхности регулировочной гайки
Гг и в резьбовом соединении гайки со стержнем резца Yv\YT = (0,4 +120 F+ 0,004/?z - 0,0016HRC) р2/3, (4.7)где F—площадь контакта, м2; Rz — параметр шероховатости поверх¬
ности, мкм; р — удельное давление на контактирующих поверхностях,
МПа; HRC — твердость материала по Роквеллу;Гр = ^-0,07^Р„ (4.8)где dp — наружный диаметр винта, мм; Ру — составляющая силы
резания, Н.7 Зак. 533
194Расточной инструментПример. Определим контактную деформацию резцовой вставки
при площади контакта опорной поверхности гайки с соответствующей
поверхностью оправки .Р=5 10_4м2, параметре шероховатости
этих поверхностей Rz = 2,5 мкм и диаметре микрометрического
винта dp = M\2. При 7г=5см2; Rz = 2,5 мкм; HRC = 60 ир = -^ = ^ jq-4 = 2 ‘ 1Q6 Н/м2 = 2 МПа деформация этого соединения со¬
ставит [по формуле (4.7)]:Контактная деформация резьбового соединения микрометрического
винта с гайкой равна [по формуле (4.8)]:Суммарное перемещение Уобщ режущей кромки в случае дефор¬
мации консольной расточной оправки с микрометрической вставкой
в направлении составляющей силы резания />у=1кН:^общ = ^сист "Ь “I- = 0,022 -Ь 0,001 -Ь 0,205 = 0,228 ммили податливость 5 = 0,228 мкм/Н, что не удовлетворяет требованиям
табл. 4.15.4.6. РАСТОЧНЫЕ ГОЛОВКИ, ОСНАЩЕННЫЕ ПЛАСТИНАМИ
ИЗ ПСТМНа рис. 4.29 приведена конструкция регулируемой расточной
головки с механическим креплением пластин из ПСТМ, предназ¬
наченной для расточки отверстий в деталях из чугунов любой
твердости, а в табл. 4.21—ее размеры. Головка снабжена резцедер¬
жателями трех исполнений (на рис. 4.29 показано одно исполнение
резцедержателя, оснащенного квадратными пластинками).Исполнение 1—резцедержатели, оснащенные круглыми пласти¬
нами из композита 10Д (диаметр вписанной окружности пластины
*4п = 5,56 мм); исполнение 2 — резцедержатели, оснащенные квад¬
ратными пластинами из композита Томал-10 (dBn = 9,52 мм, задний
угол на пластине а = 0); исполнение 3 — резцедержатели, оснащенные
квадратными пластинами из композита Томал-10 (dvn = 9,52 мм,Расточная головка содержит хвостовик 8 и два резцедержателя
с режущими пластинами 3. Резцедержатели, состоящие из корпуса
5, прихвата 4, крепежного винта 2 и штифта 6, крепятся в пазу
хвостовика винтами 1. Крепление режущей пластины в резцедержателе
осуществляется прихватом с помощью винта с коническим торцом.Yr = (0,4 +120 • 5 • 10 ~ 4 + 0,004 • 2,5 - 0,0016 ■ 60) 2 2/3 =
= 0,60 мкм ^ 0,001 мм.мкм = 0,205 мм.а = 7°).
Расточные головки, оснащенные пластинами из ПСТМ1951 чРис. 4.29. Расточная головка с механическим креплением пластин из ПСТМРезцедержатели могут быть исполнены для крепления пластин любых
форморазмеров.Радиальная регулировка резцедержателей для настройки на размер
обрабатываемого отверстия производится следующим образом. При
ослаблении крепежных винтов 1 резцедержатели могут взаимно
перемещаться вдоль наклонных направляющих хвостовика; раздвижка
их осуществляется при вращении регулировочного винта 7, который
перемещает запрессованный в резцедержатель штифт (см. рис. 4.13).Важной положительной4.21. Головки расточные регулируемые,
оснащенные пластинами из ПСТМРазмеры, ммИсполнениеDLdgSdv d658—755413830М 271, 2, 372—1006816040М 3697—1309018040М 36особенностью практическо¬
го применения инструмен¬
та из ПСТМ является от¬
носительно (по сравнению
с зарубежными аналогами)
невысокая его стоимость.
Поэтому область эффек¬
тивного использования
этого инструмента весьма
широка.
Глава 5РАСЧЕТ И КОНСТРУИРОВАНИЕ
ОСЕВОГО ИНСТРУМЕНТАДля обработки отверстий применяются различные лезвийные
инструменты в зависимости от служебного назначения детали и тех¬
нологического процесса ее изготовления.Наиболее распространенными инструментами являются сверла,
зенкеры, зенковки, развертки. Выбор типа осевого инструмента
зависит от параметров отверстия: диаметра, глубины, точности
и требований к расположению геометрической оси, а также от
физико-механических свойств обрабатываемого материала, произво¬
дительности процесса обработки.5.1. КЛАССИФИКАЦИЯ ОСЕВОГО ИНСТРУМЕНТАОсевой инструмент отличается большим разнообразием типов
конструкций (особенно сверла). Существующие виды инструментов
разделены на стандартные и специальные. В международной практике
инструменты специального назначения (для легких сплавов, коррози¬
онно-стойких и жаропрочных сплавов и сталей) не стандартизируют.
В основном это инструменты универсальные. К специальным можно
отнести стандартные конические сверла и развертки.Множество разных конструкций стандартных инструментов объясня¬
ется необходимостью иметь инструменты длинные и короткие (различа¬
ются сериями), из быстрорежущей стали и оснащенные твердым
сплавом, больших и малых диаметров (ряды диаметров), цельные или
составные (или сборные), с цилиндрическим и массивным коническим
хвостовиком, с левым и правым направлениями винтовой стружечной
канавки, с прямой и винтовой канавками с простой и сложной заточками
режущей части, с центровыми отверстиями и внешними конусами,
с цилиндрической и конической рабочими частями. Многообразны
формы заходной и режущей частей, формы заточки (или зуба).
Существуют и другие признаки отличий в элементах конструкций.Сведение всех признаков отличий в один классификационный ряд
усложняет их рассмотрение. Проще анализировать конструкции осевых
инструментов по группам признаков. В табл. 5.1 приведена совокупность
признаков по конструктивно-технологическим свойствам, которые чаще
встречаются в стандартах и определяют самостоятельный их номер.
Каждому возможному сочетанию из трех признаков присвоен тройной
код. Согласно этим кодам в дальнейшем приведено описание конструкций
сверл, зенкеров и разверток, выпускаемых инструментальными заводами.
Расчет и конструирование сверл1975.1. Классификационный код сверл, зенкеров и развертокКонструкция
режущей частиМатериал режущей
частиХвостовикНасадныецилиндри¬
ческий ф*коничес¬
кий (2)*ЦельныеСтальф*1.1.1.1.1.2.1.1.3.ф*Твердый сплавф*1.2.1.1.2.2.1.2.3.С пластинамиСтальф*2.1.1.2.1.2.2.1.3.Ф*Твердый сплавф*2.2.1.2.2.2.2.2.3.С ножамиСтальф*3.1.1.3.1.2.3.1.3.Твердый сплавф*3.2.1.3.2.2.3.2.3.* Номера групп, определяющих код инструмента.5.2. РАСЧЕТ И КОНСТРУИРОВАНИЕ СВЕРЛСпиральное сверло относится к основным и наиболее распрост¬
раненным видам режущего инструмента, применяемым при изготов¬
лении отверстий.Конструкция спирального сверла соответствует двоякому назначе¬
нию— быть режущим инструментом и шнеком, транспортирующим
стружку из зоны резания.Основные размеры и углы лезвия стандартизированы. Некоторые
геометрические элементы рабочей части сверл в зависимости от
условий обработки можно выбрать по табл. 5.6. Форма и размеры
заточки режущей части указаны в табл. 5.5. Технические требования
на изготовление приведены в ГОСТ 2034-80.Однако отдельные конструктивные элементы сверла и оптимальное
соотношение между ними еще далеки от совершенства. Правильное
изготовление канавки сверла влияет на геометрию режущей части,
а повышение точности исполнительных размеров—на стойкость
инструмента.Рассмотрим методику расчета осевых инструментов, которые
имеют стружечную канавку, полученную методом фрезерования или
вышлифовывания.Построение профиля фрезы для образования винтовой канавки
сверла. Геометрия режущей части сверла определяется рядом эле¬
ментов, среди которых существенную роль играет форма профиля
и угол наклона канавки. Для получения оптимального профиля
канавки необходимо правильно определить профиль зуба фрезы
(инструмента второго порядка). Существует несколько методов
нахождения профиля фрезы: эмпирический, графический, графоа¬
налитический, аналитический.
198Расчет и конструирование осевого инструментаРис. 5.1. Схема исходного положения фрезы и сверлаНаиболее распространенным является графоаналитический метод.
Сущность этого метода состоит в применении секущих плоскостей,
пересекающих одновременно сверло и фрезу перпендикулярно к их
осям. Зная расстояние между осями фрезы и сверла, определяют
форму профиля зуба фрезы и все остальные параметры конструкции.Исходное положение фрезы по отношению к заготовке сверла
должно быть определено схемой, приведенной на рис. 5.1, где 5—угол
скрещивания между осями фрезы и винтовой канавки сверла;
Т—расстояние от точки скрещивания осей до точки пересечения
оси заготовки с винтовой линией канавки сверла.НРис. 5.2. Исходные данные для расчета профиля фрезы
Расчет и конструирование сверл199При образовании канавки режущие зубья фрезы касаются винтовой
поверхности по сложной пространственной кривой. Следовательно,
фреза и канавка в любой момент времени имеют общую точку
касания. Совокупность этих точек контакта дает линию касания
фрезы с заготовкой, а радиусы, приведенные в общую точку касания,
являются радиусами точек профиля зуба фрезы. Геометрические
места точек пространственной кривой, спроектированные в одну
плоскость (диаметральную), воспроизводят профиль зуба фрезы.Для расчета профиля фрезы по данному методу необходимы
следующие данные (рис. 5.2):
наружный диаметр сверла D;диаметр сердцевины у вершины сверла ^O = (0,15^-0,20)D;
угол при вершине режущей части 2ср;
ширина канавки, заданная центральным углом 0;
угол наклона винтовой канавки к оси заготовки со;
угол между осью заготовки и оправкой фрезы 5 = 90 —(со+1 °);
утолщение сердцевины заготовки, равное 1,75 мм на 100 мм ее длины,
тогда как для торцового сечения I — I (на стыке цилиндрической
и конической частей) d= do + 0,0085Z) tgcp;
шаг спирали Н = nD ctg(p;параметр винтовой поверхности Р=Н/(2л), где 2тс = 360°;
угол наклона радиуса в торцовой проекции для точек режущей
кромки к диаметральной плоскости сверла:sin &i = t/ р,где t—смещение точек режущей кромки относительно диаметральной
плоскости сверла; р—текущий радиус сверла d/2^p^D/2.
Нахождение профиля зуба состоит из следующих этапов:
построение контура торцового сечения канавки в плоскости,
перпендикулярной к оси заготовки;построение линий сечения винтовой канавки плоскостями, пер¬
пендикулярными к оси оправки фрезы;определение профиля зуба фрезы, наружного диаметра (оконча¬
тельно) с помощью кальки с коническими окружностями.Построение контура торцового сечения канавки. Контур торцового
сечения канавки состоит из двух участков:участка, образованного прямолинейной режущей кромкой;
участка, образованного дугой окружности.Уравнение торцового сечения канавки получим путем совместного
решения уравнений винтовой поверхности и секущей плоскости. Для
участка AN (рис. 5.3) имеем:Ar=pcos (0 + v),У = р sin (0 + v),р sin 0 ctg ф
200Расчет и конструирование осевого инструментаДля определения координат точек
участка профиля торцового сечения за¬
даемся рядом значений р и находим
из уравненияcos 0 = г/рзначение 0.Подставляя значения р, v и 0 в ис¬
ходную систему уравнений, получим
координаты точек профиля торцового
сечения канавки сверла. Количество
точек должно быть не менее 10, а мас¬
штаб от 10:1 до 50:1 (в зависимости
от размеров сверла). Участок линии
торцового сечения NB оформляется
в виде дуги окружности. Радиус этой
окружности и положение центра нахо¬
дим, исходя из следующих условий.1. Дуга окружности радиусом R2 касается окружности сердцевины
сверла диаметром 2г.2. Центр окружности 02 находится на радиальной прямой, про¬
ходящей через конечную точку N кривой AN.3. Центральный угол 0, охватывающий канавку, обычно задается
и изменяется в пределах от 30 до 90°.Отложив от линии О А по часовой стрелке угол 0, находим на
наружном диаметре точку В. Соединив точку В с точкой N прямой
линией и восстановив из середины этой прямой перпендикуляр до
пересечения его с радиальной прямой, проходящей через конечную
точку N кривой AN, получим центр окружности 02.Построение линий АА и ВВ. Линии АА и ВВ (рис. 5.4, проекция I)
представляют собой линии пересечения цилиндрической наружной
поверхности заготовки сверла с канавкой. Уравнения линий А А и В В
в прямоугольной системе координат XYZ в проекции на плоскость
XOZ имеют следующий вид:уравнение линии А АDХ=— cos v;2Z = Pv,где O^v^rc;уравнение линии ВВХ=—cos (v — 0);Z=Pv.Точка А о—пересечение линий А А с осью заготовки сверла—принята
за начало отсчета.
Расчет и конструирование сверл201Рис. 5.4. Построение линий сечения винтовой канавки заготовки плоскостями, перпендикуляр¬
ными к оси оправки фрезыПроекции линий ЛА и ВВ на плоскость, перпендикулярную к оси
фрезы, т. е. X'OY', дают новые линии А 'А' и ВВ\ уравнения
которых имеют следующий вид (рис. 5.5):для линии А'А'для линии В'В'v' D ■Y = — sinv;2Z = — у cos vcos5 + Pvsin 5;Y' = ——-sin(v —0);Z'= — yCos(v — 0)cos5 + Pvsin 5.Построение этих линий дает возможность впоследствии найти гранич¬
ные точки, принадлежащие наружной поверхности сверла (изделия).
202Расчет и конструирование осевого инструментаРис. 5.5. Схема определения уравнений линий граничных точек наружной поверхности сверлаОпределение координат точек линий сечения винтовой канавки
плоскостями, перпендикулярными к оси фрезы. Определение координат
производим в прямоугольной системе координат XYZ следующим
образом (рис. 5.6).1. Проводим секущие плоскости, перпендикулярные к оси изделия
(на рисунке показаны три плоскости Qn, Q14, Qi7).2. Проводим секущие плоскости, перпендикулярные к оси оправки
фрезы (на рисунке показана одна плоскость Рю).Рассмотренные выше четыре плоскости, перпендикулярны к плос¬
кости XOZ. Ось изделия совпадает с осью OZ системы координат
XYZ. На линии пересечения этих плоскостей Р и Q лежат точки
Fi, F2, F3, принадлежащие линии пересечения плоскостей
Pi о с канавкой изделия. Определяя координаты этих точек, построим
линию пересечения плоскости Р10 с канавкой изделия.Для этого на проекции I (см. рис. 5.4) от точки А0 проводим
прямые линии 7, 2, 3, 4, ... и так далее перпендикулярно к оси
изделия ZZ на расстоянии а, равном Я/64 (где Я—шаг спирали).
Эти линии представляют собой следы плоскостей Q на плоскость XOZ.Далее через точку А0 проводим линию под углом 5 к оси ZZ,
эта линия параллельна оси оправки фрезы.
Расчет и конструирование сверл203Рис. 5.6. Схема определения координатных точек линии сечения винтовой канавкиЧерез точки 1, 2, 3, 4 проводим прямые I, II, III, IV перпен¬
дикулярно к оси оправки фрезы, они являются следами сечения
плоскостей Р плоскостью XOZ.Расстояние от начала координат А0 до какой-либо торцовой
плоскости Q (1, 2, 3, 4, ...) может быть выражено произведением
ап, где п—номер сечения канавки плоскостями Q.По аналогии расстояние от начала координат Л0 до какой-либо
из плоскостей I, II, III, IV, ..., измеренное вдоль оси OZ,
может быть выражено произведением aN, где N—номер сечения
плоскостью Р.Найдем абсциссы X точек пересечения этих плоскостей на
координатной плоскости XOZ. Из треугольника FMK (см. рис. 5.4)
следует:x = MF=MKc\gb = (MA0-KA0)ctgb == (ап — aN) ctg 5 = a ctg 5 (п — N).(В нашем случае для точки F х = a ctg 5(12 — 8) = 4а ctg 5 ).Обозначив a ctg 5 через Ь, получимx = b(n — N).В этом уравнении b будет постоянной величиной для всех точек
винтовой поверхности. Подставляя в это уравнение значения п и N,
начиная от 0, определим значения х.
204Расчет и конструирование осевого инструментаРис. 5.7. Торцовое сечение сверла (а) н построение прямых линий пересечения плоскостей,
перпендикулярных к оси оправки фрезы (б)Далее на рис. 5.7,6 по обе стороны от оси OY проводим прямые
параллельно OY на расстоянии Ъ, 2Ь, 3Ь, 4Ь, ... и соответственно
— Ь, —2Ь, — 3Ь, —4Ь, ... Эти прямые являются проекциями линий
пересечения плоскостей 7, 2, 3, 4, ... с плоскостями 7, II, III, IV, ...,
перпендикулярными к плоскости JfOZ.Для определения ординат Y точек линий сечения канавки
плоскостями, перпендикулярными к оси оправки фрезы, переносим
на кальку профиль торцового сечения канавки сверла диаметром
на 20% больше заданного (рис. 5.7, а). Отдельно на листе чертеж¬
ной бумаги вычерчиваем окружность диаметром, равным диамет¬
ру сверла, на которую наносим сетку величин Ь. На этом
чертеже по наружной окружности сверла в обе стороны от точки
А о откладываем дуги окружности, равной nD/m, где D — наруж¬
ный диаметр сверла, т—число делений (рекомендуется принимать
не менее 64).Точки на окружности, расположенные от А0 против часовой
стрелки, обозначим через 7, 2, 3, 4, ..., а точки, расположенные от
А0 по часовой стрелке,— через —7, —2, —3, —4, ... На построенный
таким образом чертеж накладываем кальку с торцовым сечением
канавки. Поворачивая кальку, добиваемся того, чтобы профиль
торцового сечения канавки проходил через одну из точек 7, 2, 3,4, ... или —7, —2, —3, —4, ... Пересечение торцового профиля
с соответствующей абсциссой X дает одну из ординат Y. Для
определения абсцисс Z точек линий сечения винтовой поверхности
канавки изделия (см. рис. 5.4) необходимо сделать пересчет значений
абсцисс X из системы координат XYZ к системе координат X'Y'Z\
которая повернута к системе XYZ на угол 5.
Расчет и конструирование сверл205Абсцисса Z некоторой точки F в системе X'Y'Z' определяется
как сумма проекций отрезков FM и МА0 на направление, параллельное
оси Z':Z' = MA0 sin 5 + FM cos 5 = an sin 5 + Xcos 5 == an sin 5 + a ctg 5 (n — N) cos 5илиa(n — N)cos2 Ь
sin 5Процесс подсчета большого количества значений Z' по этой формуле
и их нанесение на чертеж для построения искомых линий сечения
весьма трудоемкий. Упрощение возможно при учете следующего:sin 5 sin 5если множитель при п обозначить через Сь а множитель при
N через С2, то получим:Z' = C1n — C2N.Для каждого конкретного
случая профилирования
Ci и С2 постоянны. В си¬
лу этого подсчет большо¬
го количества абсцисс
и их нанесение на чертеж
(см. рис. 5.4) могут быть
заменены наложением
двух шкал С in и C2N, из
которых одна шкала C2N
строится на ватмане для
построения в дальней¬
шем искомых линий сече¬
ния (рис. 5.8, а), другая
С in—на кальке (рис.5.8, б) с изображением
линий, перпендикулярных
к оси Z', на которые
следует накладывать зна¬
чение ординат.Построение линий се¬
чения канавки сверла
плоскостями, перпендику¬
лярными к оси оправки
фрезы. На отдельном ли¬
сте чертежной бумагиc2nz'уz'O’Д ШИ шхш ш<0Рис. 5.8. Координатные сетки для
построения канавки сверлаб)
206Расчет и конструирование осевого инструмента(см. рис. 5.8, а) проводим оси координат О 'Y' и O'Z'. Начало
координат—точка О'—располагается на расстоянии, равном пример¬
но 1/4 длины листа. При построении линий сечения ординаты Y'
определяются описанным выше способом и переносятся на данный
чертеж.За положительное направление оси абсцисс Z' примем направление
справа налево от точки О'. Тогда, учитывая знак минус второго
члена уравнения, следует откладывать значения C2N по оси Z'Z'
вправо от начала О'.На кальке строим аналогичные оси координат O'Y' и O'Z' (см.
рис. 5.8, б). От начала координат О' откладываем вдоль оси Z'Z'
значения С^п в направлении справа налево. Полученные точки
обозначаем цифрами 1, 2, 3, 4, ... соответственно значениям номера
торцового сечения. Для отрицательных значений п величины от¬
кладываются в обратном направлении: —1, —2, —3, —4, ...Из полученных на оси Z'Z' (калька) точек, соответствующих
значениям С^п, восстанавливаем перпендикуляры к оси Z'Z'.Пример. Необходимо построить линию сечения канавки сверла плоскостью
IV, т. е. N=4. Для этого накладываем кальку (см. рис. 5.8, б) на чертеж
(см. рис. 5.8, а) таким образом, чтобы оси координат Z'Z' кальки и чертежа
совпали. Затем кальку сдвигаем вдоль оси до совпадения точки IV на
чертеже с точкой О' на кальке. На перпендикуляре, восстановленном из
этой точки, следует отложить циркулем значение ординаты точки пересечения
сечения N=4 и торцового сечения /2 = 0. Ордината для этой точки согласно
формулеx = b(n — N)находится на рис. 5.7 на пересечении линии —4Ъ и профиля торцового
сечения, проходящего через деление на окружности т = 0. Измеряем эту
величину циркулем-измерителем, переносим на кальку и делаем накол-точку.Ордината другой точки, принадлежащей сечению IV и торцовому сечению
т = 1, находится на пересечении линии — ЪЬ с профилем торцового сечения
т= 1 (см. рис. 5.7). Измеряем ординату этой точки на чертеже и откладываем
ее величину на перпендикуляре, восстановленном из точки п = 1 при том же
положении кальки, т. е. N=4 и О' точно совпадают. Итак, продолжая
находить ординаты последующих точек, а затем, соединив их, получим
линию сечения канавки плоскостью IV.Для построения линии сечения N=5 нужно лишь передвинуть кальку
так, чтобы точка О' совпала с точкой V чертежа, а затем повторить
построение, указанное для предыдущего сечения, и т. д.Для более точного нахождения профиля зуба фрезы необходимо
на участке линий сечений, граничащих с наружной поверхностью
сверла, иметь хотя бы по одной точке, лежащей за пределами
наружного диаметра. Достаточно, если эти точки будут лежать на
большем диаметре, равном 1,2 размера диаметра наружной поверх¬
ности сверла.На рис. 5.4 (проекция III) начиная от внутренних точек, лежащих
на наружном диаметре изделия, пунктиром показаны дополнительные
участки профиля за пределами наружной поверхности изделия.На построенных линиях сечения канавки плоскостями, перпен¬
дикулярными к оси оправки фрезы, нужно нанести граничные точки,
Расчет и конструирование сверл207принадлежащие наружной поверхности изделия. Эти точки лежат на
линиях А'А' и В 'В' (см. рис. 5.4), являющихся проекциями винтовых
линий АА и ВВ на плоскость, перпендикулярную к оси оправки фрезы.Построение профиля зуба фрезы. Для нахождения профиля зуба
фрезы необходимо воспользоваться сеткой из концентрических окру¬
жностей (рис. 5.9). Наименьший диаметр окружности сетки должен
быть равен диаметру ступицы фрезы, умноженному на соответст¬
вующий масштаб, а наибольший диаметр принимается несколько
больше наружного диаметра (на 30—40%), что необходимо на
случай, если в процессе профилирования понадобится увеличить
диаметр фрезы.Количество промежуточных окружностей зависит от желаемой
точности. С увеличением количества окружностей точность построения
профиля зуба растет. Рекомендуется принимать расстояние между
окружностями 2,5 мм. Окружности нумеруются.Для построения профиля зуба фрезы, исходя из конструктивных
соображений, назначают: посадочный диаметр фрезы; диаметр ступи¬
цы фрезы в соответствии с выбранным диаметром посадочного
отверстия; удвоенный зазор между диаметром ступицы фрезы и из¬
делием при работе максимально сточенной фрезой; износ по диаметру
фрезы, уменьшение его в связи с переточкой. Кальку с коническими
окружностями накладывают на чертеж (см. рис. 5.4, проекция III)
с постоянными линиями сечения канавки таким образом, чтобы
были осуществлены следующие их относительные положения:Рис. 5.9. Концентрические окружности для построения профиля зуба фрезы
208Расчет и конструирование осевого инструментаокружность, диаметр которой равен сумме диаметров ступицы
фрезы и двойного зазора между изделием и ступицей полностью
изношенной фрезы, не должна касаться и пересекать ни одной из
линий сечения, в том числе и линий А'А' и В В' (чтобы не
загромождать проекцию III, эти линии не показаны);дуга другой окружности (большей, чем указанная выше) должна
касаться одной из начальных линий сечений I, II, III в крайней
точке А, В, С, принадлежащей наружной поверхности изделия;дуга третьей окружности должна касаться линий сечения также
в крайней точке, принадлежащей участку профиля задней канавки
в одном из крайних сечений X, XI. При таком положении концен¬
трических окружностей наибольшая из них, касающаяся самой
глубокой линии сечений V, VI, определяет собой наибольший диаметр
фрезы. Полученный размер диаметра округляется до целого числа.Наибольшее относительное положение канавки изделия и фрезы
нужно зафиксировать следующим образом: опускаем перпендикуляр из
центра окружности канавочной фрезы на проекцию оси изделия Z'Z'.
Точку пересечения обозначаем буквой т2. Если центр фрезы находится
вне пределов чертежа, то находим пересечение какой-либо окружности
с проекцией оси изделия Z'Z'. Пусть такими точками являются
К2 и h2. Середина хорды, т. е. точка т2, также будет основанием
перпендикуляра, опущенного из центра концентрических окружностей.Расстояние от начала координат А0 до найденной точки
т2 обозначим буквой К. Перенесем точку т2 на проекцию I в направ¬
лении, параллельном оси оправки фрезы, до пересечения с осью
изделия ZZ в точке S. Полученная точка является точкой скрещивания
осей изделия и фрезы, а ее расстояние до точки А0 определяется так:sin 5Для определения расстояния L между осями канавочной фрезы
и изделия необходимо найти расстояние от наинизшей точки окру¬
жности (наибольшего диаметра фрезы) до оси изделия. Это расстояние
определяется непосредственно с учетом масштаба. Не двигая наложен¬
ную кальку с концентрическими кругами относительно чертежа
с линиями сечения винтовой канавки, измеряем радиусы окружностей,
касающиеся линий сечения канавки в различных промежуточных
сечениях канавки (II, III, IV, V). Если окружности концентрических
кругов кальки не будут касаться некоторых линий сечений, то их
радиусы определяются интерполированием. Значения всех радиусов
найденных окружностей заносятся в таблицу.Базой для построения профиля зуба фрезы может служить ось
оправки фрезы или линия, ей параллельная. За базу удобно принять
линию, отстоящую от оси оправки на расстояние L, равном
расстоянию между осями фрезы и изделия (см. рис. 5.1). Тогда
высота профиля для различных секущих плоскостей определяется
расстояниями, равными разности L — R, где R — радиус концентриче¬
ской окружности, касающейся сечения винтовой канавкй.
Расчет и конструирование сверл209Рис. 5.10. Построение профиля зуба фрезыДля построения профиля проводим линию, параллельную оси оправки
фрезы. На этой линии Z2Z2 (рис. 5.10) откладываем отрезки (яcos 5..
равные расстоянию между секущими плоскостями /, II, ///, IV. Из
полученных точек восстанавливаем перпендикуляры, которые будем
рассматривать как следы секущих плоскостей /, II, III, IV, ... На этих
перпендикулярах откладываем отрезки длиной L—R. Соединив полученные
точки плавной кривой, получим искомый профиль зуба дисковой фрезы.Расчет конического хвостовика осевого инструмента, площади по¬
перечного сечения и длины рабочей части сверла. Для определенного
диаметра сверла рассчитываем режим резания по нормативам. Затем
определяем силу резания:Px = CpDxpSyp,где Ср — коэффициент, зависящий от условий обработки; D—диаметр
сверла, мм; S0 — подача на оборот сверла, мм; хр\ ур — соответственно
показатели степени у диаметра и подачи. Для возведения чисел
в степень воспользуемся номограммой (рис. 5.11, 5.12).Определяем момент сил сопротивления резанию (крутящий момент)M=CMDx*SyСм, хм, ум находим по нормативам.Момент трения между хвостовиком и втулкой равен (рис. 5.13)Mv='lPx}DY- (1 -о,о4де).н 4sin0 v 'Приравниваем момент трения к максимальному моменту сил со¬
противления резанию, т. е. к моменту, создающемуся при работе
210Расчет и конструирование осевого инструментаРис. 5.11. Номограмма для возведения в степень чисел меньше 1
Расчет и конструирование сверл211Рис. 5.12. Номограмма для возведения в степень чисел больше 1
212Расчет и конструирование осевого инструментаРис. 5.13. Расчетная схема для конуса-хвостовиказатупившимся сверлом, который увеличивается до трех раз по
сравнению с моментом, принятым для нормальной работы сверла,3 Мср = МТР = (1 - 0,04 А 9),4 sin 0где 0 — угол конусности хвостовика.Средний диаметр конуса хвостовика, D1+d2 , 6 Мср sin 0«СП = ИЛИ acv = : г.р 2 ср цР*(1—О,О4Д0)По ГОСТ 25557—82 выбираем ближайший больший конус и осталь¬
ные конструктивные размеры.На стойкость сверл существенное влияние оказывает жесткость,
определяемая площадью поперечного сечения сверла и длиной рабочей
части. Сверло представляет собой стержень сложной формы, нагружен¬
ный силами резания. Площадь поперечного сечения сверла определя¬
ется по зависимостиF=0,58/)1,9,где D—диаметр сверла, мм.Площадь стружечной канавки сверла определяет два параметра:
ширину пера В и толщину перемычки К. Для обработки черных
металлов и сплавов 2?=0,63/) °’95, для сплавов алюминия B=0,46D° 98.
Толщина перемычки у вершины сверла K=0,2D0,9 мм.Заточка сверл по передней поверхности. Формообразование задних
поверхностей при заточке сверл определяется диаметром инструмента,
инструментальным и обрабатываемым материалом, режимом резания
и другими условиями работы.В настоящее время существуют следующие формы заточек:
одноплоскостная, двухплоскостная, коническая, цилиндрическая, вин¬
товая.
Расчет и конструирование сверл213Рис. 5.14. Радиусная подточка передней по¬
верхности сверлаРис. 5.15. Элементы стружколомателыюго
порожкаДля более производительной работы, надежного стружколомания,
получения оптимального значения переднего угла производят подточку
передней поверхности сверла (рис. 5.14).Для заточки сверло устанавливается в универсальной головке,
укрепленной на столе станка или в специальном приспособлении.
Головка разворачивается так, чтобы главная режущая кромка сверла
расположилась параллельно плоскости вращения абразивного круга,
т. е. на угол ср (угол заборного конуса). Главные режущие кромки
после заточки должны располагаться горизонтально. Для этого
вершина лезвия незаточенного сверла устанавливается выше горизон¬
тальной плоскости, проходящей через его ось.Рассмотрим лезвие в нормальном сечении (рис. 5.15), где Л —
вершина незаточенного лезвия; С—вершина заточенного лезвия;О—центр радиуса заточки лезвия сверла; Е—смещение центра радиуса
желобка стружколомательного порожка у незаточенного сверла;
/—смещение центра радиуса желобка стружколомательного порожка
у заточенного сверла. Качество заточки зависит от параметров Е и X,
которые влияют на размер переднего угла и радиуса желобка:К cos a sin (у — уп + т)Е=^ cos (а + у)К sin (у — уп + х) sin а
cos (а+у)+ Psinyn,
КtgcotgY = -—> sinT=Sz>’
sin ф 2 Rгде R—радиус стружколомательного желобка; уп—передний угол
после заточки; у—передний угол до заточки; К—ширина радиусного
желобка; а—задний угол; со—угол наклона винтовой канавки сверла;
Ф—половина угла заборного конуса.
214Расчет и конструирование осевого инструмента5.3. КОНСТРУКЦИИ СВЕРЛ, ЗЕНКЕРОВ И РАЗВЕРТОКГеометрические параметры, форма режущей части и заточки сверл.Диаметр сверл выбирается по ГОСТ 885—77 из ряда размеров:0,25; 0,28; 0,30; 0,32; 0,35; 0,38; 0,40; 0,42; 0,45; 0,48; 0,50; 0,52;0,55; 0,58; 0,60; 0,62; 0,65; 0,68; 0,70; 0,72; 0,75; 0,78; 0,80; 0,82; 0,85;0,88; 0,90; 0,92; 0,95; 0,98.От 1,00 до 2,95 с интервалом через 0,05 мм, от 3,00 до 13,90
с интервалом через 0,10 мм, от 14,0 до 31,75 с интервалом через0,25 мм, от 32,0 до 50,50 с интервалом через 0,50 мм, включая
33,25 мм, от 51,0 до 80,0 с интервалом через 1,0 мм.Сверла диаметром 3,15; 3,55; 4,25; 15,40; 17,40; 19,40; 20,90; 23,90;
32,35; 36,25; 38,25; 39,25; 41,25; 43,25; 45,25 и 51,50 мм изготовляются
по согласованию с потребителями. Сверла, отличающиеся диаметром
от стандартных, считаются специальными.Длина сверла складывается из длины / канавки, взятой вдоль
оси сверла, длины шейки и длины хвостовика. Длина сверла
определяет его жесткость и зависит от диаметра d, материала сверла,
конструкции поперечного сечения. Длина / выбирается исходя из
глубины обрабатываемого отверстия, стойкости сверла и числа
переточек. Эта длина указывается в стандартах и ТУ конкретных
конструкций сверл и по большей мере характеризует название серии,
если она выдерживается в наименовании НТД. Специальной клас¬
сификации длин сверл нет, поэтому выбор длины / рекомендуется
делать по табл. 5.2, составленной по существующим НТД. В таблицу
внесены условные градации длины /, для которых в НТД приведены
числовые ряды, более или менее закономерно построенные: сверх¬
короткая (ск. с.), короткая (к. с.), укороченная (ук. с.), средняя (с. с.),
длинная (д. с.), удлиненная (уд. с.) и сверхдлинная (сд. с.) серии.
Последняя серия не имеет последовательно нарастающего ряда,
однозначной зависимости длины / от диаметра сверла d—см. с. 61
(ТУ 2-035-1066-86). К длинной серии отнесены два ряда согласно
ГОСТ 886—77 и ГОСТ 12121—77. В некоторых НТД на сверла
(например, в ТУ 2-035-402-75) установлены ряды длин, промежуточные
между указанными сериями в табл. 5.2. Ряды длин по сериям
построены без очевидного критерия, не имеют простого закономерного
построения, хотя и являются условными. Так, наиболее разработанная
средняя серия аппроксимируется для длины / следующим образом:/=258-257,7e“°’0383dили упрощенно/=258(l-e-°’0383d).При этом значения /, полученные по формуле, в ряде случаев
имеют расхождение с табличными до 4 мм, а также по формуле
нельзя получить значения /, большие 258 мм (так как число в
скобках не может быть больше 1) и таким образом продолжить
ряд.
Конструкции сверл,зенкеров и разверток2155.2. Серии длин / сверл, ммd, ммСк. с.К. с.Ук. с.С, с.Д. с.Уд. с.Св.0,24ДО0,30 1,7 3 »0,30»0,38—2,244——»0,38»0,48—2,555——»0,48»0,53—3,066——»0,53»0,60—3,587——»0,60»0,67—4,0—8——»0,67»0,75—4,5—9——»0,75»0,85 5,010 »0,85»0,95—5,591129—»0,95»1,06—6,01233/25—»1,06»1,18 7 1437/28 »1,18»1,32—8—1641/30—»1,32»1,50—9—1845/32—»1,50»1,70510—2050/35—»1,70»1,90—11—2253/38—»1,90»2,12812—2456/40—»2,12»2,36—13—2759/45—»2,36»2,651014 3062/45 »2,65»3,0016—3366/48—»3,00»3,351218243669/50 »3,35»3,7520283973/55—»3,75»4,251622304378/60 »4,25»4,7524324782/65—»4,75»5,302026365287/70 »5,30»6,0028405791/80145»6,00»6,702531426397/85150»6,70»7,50—344569102/90155»7,50»8,50—375275109/100160»8,50»9,50—405581115/110165»9,50»10,60—436087121/120170»10,60»11,80—476594128/130175»11,80»13,20—5170101134/140180»13,20»14,00—5470108140/150185»14,00»15,00—6575114144/155190»15,00»16,00—5880120149/160195»16,00»17,00—6085125154/165200»17,00»18,00—6290130158/170205»18,00»19,00—6495135162/175210»19,00»20,00—66100140166/180220»20,00»21,20——105145177/185230
216Расчет и конструирование осевого инструментаПродолжение табл. 5.2d, ммСк. с.К. с.Ук. с.С. с.Д. с.Уд. с.Св21,20до 22,40 110150190235»22,40» 23,20———155195240»23,20» 23,60——110155200240»23,60» 25,00——115160203245»25,00» 26,50——115165215255»26,50» 28,00——120170225265»28,00» 30,00——125175230275»30,00» 31,50———180——»31,50» 31,75———185——»31,75» 33,50———185——»33,50» 35,50———190——»35,50» 37,50———195——»37,50» 40,00———200——»40,00» 42,50———205——»42,50» 45,00———210——»45,00» 47,50———215——»47,50» 50,00———220——»50,00» 53,00———225——»53,00» 56,00———230——»56,00» 60,00———235——»60,00» 63,00———240——»63,00» 67,00———245——»67,00» 71,00———250——»71,00» 75,00———255——»75,00» 80,00———260——Значения длин по сериям относятся к новым сверлам, а по мере
расходования сверла длина уменьшается, диаметр изменяется из-за
наличия обратной конусности, и если сверло может в дальнейшем
использоваться, то оно будет относиться к другой серии. Обычно
глубину сверления выражают числом диаметров, поэтому и серии сверл
можно выразить таким жге критерием, задав для него диапазон чисел.
В то же время стандартные значения этих чисел не одинаковы для
разных диаметров сверл одной серии, но от серии к серии отличаются
для одинаковых диаметров. Это свидетельствует о сложном характере
построения рядов серий и о сложном отнесении сверла к той или иной
серии. Поэтому при проектировании сверл таблицу длин следует
считать рекомендательной, отвечающей требованиям унификации.Диаметр хвостовиков цилиндрической формы у сверл, как правило,
равен диаметру сверла. Малоразмерные сверла по ГОСТ 8034—76
имеют утолщенный хвостовик. Конические хвостовики выбирают по
ГОСТ 25557—82 с допусками по ГОСТ 2848—75. Укороченные конусы
для хвостовиков должны соответствовать ГОСТ 9953—82.Длина цилиндрических хвостовиков может быть нормальной и уко¬
роченной. Она приводится в НТД на конструкции и размеры сверл.Форма режущей части сверл. Режущая часть изготовляется с оди¬
нарной (с углом при вершине 2ср) или двойной режущей кромкой
Конструкции сверл, зенкеров и разверток217А-АРис. 5.16. Четырехленточное сверло для обработки жаропрочных материалов с подточкой
поперечной кромки и ленточек, с фаской на передней поверхности(с углом при вершине 2ср и вторым углом конуса 2ф0). При двойной
заточке увеличиваются длина режущей кромки и угол между главной
режущей кромкой и фасочной кромкой (примыкающей к ленточке),
в результате чего возрастает стойкость инструмента. Рекомендуется
затачивать второй угол конуса 2фо = 70-^75° на длине 0,2d.Ленточка вблизи режущих кромок уменьшает трение сверла
в отверстии и способствует повышению точности его направления
при заглублении. При обработке труднообрабатываемых материалов
применяют сверла с двумя дополнительными ленточками, расположен¬
ными на другой стороне спинки (рис. 5.16).Форма заточки сверл. Формы заточки лезвия и ленточек разно¬
образны и представляют собой сочетание определенных геометричес¬
ких элементов сверла. К ним
относятся: задний угол ос на глав¬
ной режущей кромке; задний угол
oti на корпусе сверла, оснащен¬
ного твердосплавной пластиной
(ТСП); подточка поперечной
кромки (ППК) (рис. 5.17); подточ¬
ка ленточки (ПЛ) (рис. 5.18); срез
поперечной кромки (без ПК)(рис. 5.19); фаска вдоль режущей
кромки, которую делают на твер- Рис> 517. Параметры подточки поперечной
досплавных сверлах (рис. 5.20). кромки сверла(0,3-ом
218Расчет и конструирование осевого инструментаРис. 5.18. Параметры подточки ленточек сверлаИз шести указанных элементов образуются десять вариантов
заточки сверла (табл. 5.3). Использование этих вариантов для стан¬
дартных сверл с тремя вариантами формы режущей части дает
возможность создания 16 конструкций рабочей части.Значения конструктивных элементов быстрорежущих сверл общего
применения рекомендуется назначать по табл. 5.4, составленной по
ГОСТ 4010—77.Состав и характеристика классификационных групп сверл. В соот¬
ветствии с данными табл. 5.1 инструментальными заводами выпуска¬
ются следующие виды сверл.Рис. 5.19. Параметры подточки и среза поперечной кромки сверла с двойной заточкой задней
поверхности
Конструкции сверл, зенкеров и разверток219Цельные сверла из быстрорежущей сталиСверла с цилиндрическим хвостовиком1. Для обработки конструкционных и легированных сталей, чугунов,
цветных металлов; технические требования по ГОСТ 2034—80:малоразмерные с утолщенным хвостовиком, правые и левые.
Короткая серия (d= 0,1 —1,5 мм; /=0,6-=-9 мм), длинная серия
(d= 0,1-1,0 мм; /=1,2-9 мм; L= 14-22 мм) по ГОСТ 8034—76;короткая серия (d= 0,5 — 20 мм; /=3 — 66 мм; L = 20 — 131 мм) правые
и левые по ГОСТ 4010—77;средняя серия (d= 0,25 —20 мм; /=3—140 мм; L = 19 — 205 мм), пра¬
вые и левые по ГОСТ 10902—77;длинная серия (d= 1—20 мм; /=33 — 166 мм; L = 56 — 254 мм), правые
по ГОСТ 886—77;длинная серия под кондукторные втулки (d= 1—9,5 мм;
/=25-111 мм; L = 48 —155 мм) по ГОСТ 12122—77;сверхдлинная серия (d= 6,1 — 10 мм; /=180 — 250 мм;
L = 220 — 400 мм), глубина отверстия до 10d по ТУ 2-035-1066—86.2. Для обработки труднообрабатываемых материалов; технические
требования по ГОСТ 20698—75:короткая серия (^=3—10 мм; /=16 —45 мм; L = 45 — 90 мм);
2 и 4 направляющие ленточки по ГОСТ 20694—75;средняя серия (^=3 —10 мм; /=32 — 90 мм; L = 60—135 мм) по
ГОСТ 20695—75.3. Для обработки легких сплавов; технические требования по
ГОСТ 19548—88:А-АРис. 5.20. Параметры фаски на передней поверхности сверла
220Расчет и конструирование осевого инструмента5.3. Варианты форм режущей и рабочей частей сверлВариантзаточкиМатериалрежущейчастиЭлементы заточкиВариант формы режущей частиаaiппкплбез ПКфаска2 ленточки4 одиночные
ленточкиодиночныедвойные1БС++--2+—+---+++3+—++--+++4+---++-+-5ТС+----++--6+-+--++--7+-++-++--8ТСП++-+--++-9++++--++-10++-+-++--Примечание. БС — быстрорежущая сталь; ТС — твердый сплав; ТСП —
твердосплавные спаяные пластинки. Знак « + »— применяемость элементов
сверла при различных вариантах заточки.средняя серия (d= 1 — 12 мм; /= 12 — 101 мм; L = 34-М51 мм;
со = 34ч-40°) по ГОСТ 19543—74;длинная серия (d= 1,95ч-12 мм; /=56-И34 мм; L = 85 —205 мм;
0 = 36-40°) по ГОСТ 19544—74;средняя серия, левые (d= 1—20 мм; /=12—140 мм; L = 34 — 205 мм;
со = 34 -г- 40°) по ГОСТ 19545—74.Сверла с коническим хвостовиком1. Для обработки конструкционных сталей, чугунов, цветных
металлов; технические требования по ГОСТ 2034—80; формы заточки
по ГОСТ 4010—77:средняя серия (d=6 — 80 мм; /=57 — 260 мм; L= 138 — 514 мм), двой¬
ная заточка по ГОСТ 10903—77;
Конструкции сверл, зенкеров и разверток2215.4. Конструктивные элементы сверлРазмеры, ммДиаметр сверла dЗаднийугола,0ппкДлинаплиБезПКДлинавторойкромкиЪДлинаПКаДлинаподточки1ГлубинасрезаАРазмер по
кромкекСв. 0,24 до 0,6020» 0,60» 0,95» 0,95» 1,7018» 1,70» 3,00» 3,00» 7,5016» 7,50» 9,501,02,0————» 9,50» 11,80121,22,5————» 11,80» 16,001,52,5/3*1,51,52,32,5» 16,00» 20,002,03,5/42,02,93,5» 20,00» 25,002,54,5/52,02,53,64,5» 25,00» 31,503,05,5/63,34,55,5» 31,50» 40,003,56,0/73,03,57,0» 40,00» 50,00И5,08,0/95,39,0» 50,00» 63,006,010,0/114,011,0» 63,00» 71,00Ifi12,0/134,013,0» 71,00» 80,008,014,0/1515,0* Второй ряд—при двойной заточке.длинная серия (</=6 — 30 мм; /=80-=-230 мм; L = 160 — 350 мм), под
кондукторные втулки по ГОСТ 12121—77;удлиненная серия (d= 6 — 30 мм; /=145 — 275 мм; L = 225 — 395 мм)
по ГОСТ 2092—77;
222Расчет и конструирование осевого инструментадлинная серия (<i=32 — 50 мм; /=235 — 290 мм; L = 400— 450 мм)
для отверстий для охлаждения; для глубоких отверстий до 6d по
ТУ 2-035-721—80.2. Для обработки труднообрабатываемых материалов; технические
требования по ГОСТ 20698—75;короткая серия (d= 6 — 20 мм; /=30 — 80 мм; L = 105 — 180 мм) по
ГОСТ 20696—75;средняя серия (d = 6 — 20 мм; /=60 — 140 мм; L = 140 — 240 мм) по
ГОСТ 20697—75.3. Для обработки легких сплавов; технические требования по
ГОСТ 19548—88:средняя серия (б/=6 —30 мм; /=57— 175 мм; L= 138 — 324 мм;
со = 40°) по ГОСТ 19546—74;удлиненная серия (d= 6 — 30 мм; /=145 —275 мм; L = 225 —420 мм;
со = 40°) по ГОСТ 19547—74.Цельные твердосплавные сверлаСверла с цилиндрическим хвостовиком, правые и левыеДля обработки труднообрабатываемых материалов; технические
требования по ГОСТ 17277—71:сверхкороткая серия (d= 1,6 — 6,5 мм; /=5 — 25 мм; L = 35 — 65 мм);
правые и левые по ГОСТ 17273—71;короткая серия (d= 1 — 12 мм; /=6 — 50 мм; L = 32—100 мм); правые
и левые по ГОСТ 17274—71;средняя серия (d= 3 — 12 мм; /=24 — 70 мм; L = 55 —120 мм); правые
и левые по ГОСТ 17275—71.Сверла с коническим хвостовикомДля обработки труднообрабатываемых материалов; технические
требования по ГОСТ 17277—71:укороченная серия (d= 6—12 мм; /=40 — 70 мм; L = 120 — 150 мм)
по ГОСТ 17276—71.Сверла, оснащенные быстрорежущими пластинамиК этой группе относятся перовые сборные сверла. Пластины
привертываются к корпусу. Изготовляются по ГОСТ 25526—82 из
быстрорежущих сталей Р6АМ5, Р6М5К5, Р9К5 по ГОСТ 19265—73.
Сверла предназначены для обработки конструкционных сталей и чугунов:
d= 25 — 130 мм; /=91 — 182 мм; L= 190 — 400 мм; глубина сверления
до \d. Хвостовик с конусом Морзе 3—6 по ТУ 2-035-741—81;глубина сверления до 3d с охлаждением по отверстиям в сверле,
диаметры d= 25 — 130 мм; три серии длин по ТУ 2-035-964—84.Сверла с цилиндрическим хвостовикомКороткая серия: Li = 100 —190 мм; L = 260 — 390 мм.Средняя серия: Li = 200 — 290 мм; L = 360 — 490 мм.Длинная серия: Li = 375 —460 мм; L = 535 — 660 мм.
Конструкции сверл, зенкеров и разверток223Сверла с коническим хвостовикомКороткая серия: Li = 90 —185 мм; L = 240 — 480 мм.Средняя серия: Li = 190 —285 мм; L = 340 —580 мм.Длинная серия: Ь\ = 365 — 455 мм; L = 515 — 750 мм.Сверла, оснащенные твердосплавными пластинами (ТСП)Сверла с цилиндрическим хвостовиком1. Для обработки чугунов; технические требования по ГОСТ 5756—81:укороченная серия (^=5—16 мм; /=36 —80 мм; L = 70 —138 мм);
средняя серия (d=5 —16 мм; /=52— 120 мм; L = 86—178 мм) по
ГОСТ 22735—77.2. Для деталей на станках с ЧПУ; технические требования по
ГОСТ 27724—88:механическое крепление ТСП (МС 121 и МС 2210; ав^ 800 МПа
и ав^ 900 МПа), d= 18,5 — 60 мм; /=60—165 мм; L= 108 — 230 мм по
ГОСТ 27724—88.Сверла с коническим хвостовикомДля обработки чугунов; технические требования по ГОСТ 5756—81;
d= 10 — 30 мм двух серий — укороченной (/=60 — 125 мм;
L= 140 — 275 мм) и средней (/=87— 175 мм; L= 168 — 324 мм) по
ГОСТ 22736—77.Геометрические параметры, форма режущей части и заточки зенкеров.
Диаметр зенкеров зависит от оптимальных режимов резания для
данной конструкции, главным образом от глубины резания, и от
диаметра предварительно просверленного отверстия. Чистовой зенкер
с полем допуска и8 должен обеспечивать диаметр отверстия с полем
допуска Н11. Его номинальный диаметр, выбираемый из стандартов,
определяется режимом обработки. Зенкер с полем допуска h8 для
предварительной обработки должен иметь номинальный диаметр,
близкий к номинальному диаметру отверстия, с учетом глубины
резания, рекомендуемой для чистовых разверток.Длина зенкера выбирается подобно длине сверла, но в отличие от
нее зависит от конструкции зенкера. Зенкеры малых размеров делают
цельными с хвостовиком, а больших—сборными с насадной частью,
которую выполняют цельной или сборной с ножами из быстрорежу¬
щей стали и ножами, оснащенными ТСП. Длина рабочей части
насадных зенкеров определяется длиной ножей (для d= 30 — 60 мм;
L = 26 мм; для d=62— 100 мм; L = 35 мм). Длина / хвостовых конструк¬
ций для большинства стандартных зенкеров унифицирована по общему
ряду чисел (табл. 5.5). Длина цельных твердосплавных (ТС) зенкеров
намного короче. Зенкеры, оснащенные твердосплавными пластинами
(ТСП) для обработки просверленных отверстий в отливках, поковках
и штамповках из конструкционных сталей и чугунов диаметром до
32 мм имеют длину / из общего ряда, а диаметром свыше 32 мм—из
дополнительных рядов (первого или второго).
224Расчет и конструирование осевого инструмента5.5. Длина / хвостовых зенкеров, ммДиаметр зенкера, ммМатериал режущей
частиДиаметр зенкера, ммМатериал режущей частитсБС, ТСПБС, ТСПСв. 3,0 до 3,31233Св. 29,0 до 20,0140» 3,3 » 3,81439» 20,0 » 21,2145» 3,8 » 4,31443» 21,2 » 22,4150» 4,3 » 4,81647» 22,4 » 23,6155» 4,8 » 5,81652» 23,6 » 25,0160» 5,8 » 6,81857» 25,0 » 26,5165» 6,8 » 7,81869» 26,5 » 28,0170» 7,8 » 8,575» 28,0 » 30,0175» 8,5 » 9,52081» 30,0 » 31,5180» 9,5 » 10,687» 31,5 » 33,5185» 10,6 » 11,82294» 33,5 » 35,5190» 11,8 » 13,222101» 35,5 » 37,5195» 13,2 » 14,0—108» 37,5 » 40,0200» 14,0 » 15,0—114» 40,0 » 42,5205» 15,0 » 16,0—120» 42,5 » 45,5210» 16,0 » 17,0—125» 45,0 » 47,5215» 17,0 » 18,0—130» 47,5 » 50,0220» 18,0 » 19,0—135Примечание. ТС—твердый сплав; БС — быстрорежущая сталь; ТСП —
твердосплавные пластины.Длина / насадной части, оснащенной ТСП, у зенкеров, предназ¬
наченных для обработки коррозионно-стойких и жаропрочных сталей
и сплавов, увеличена (табл. 5.6) по сравнению с аналогичными
конструкциями, применяемыми для обработки других материалов,
в том числе и легких сплавов.Диаметр d0 посадочного отверстия (с конусностью 1:30) выбирается
по табл. 5.6 так же, как и длина /.Диаметр цилиндрического хвостовика номинально равен диаметру
рабочей части зенкера с предельными отклонениями по h9. Длина
хвостовиков приводится в НТД на конструкции и размеры зенкеров.
Конические хвостовики соответствуют ГОСТ 25557—82 с допусками
по ГОСТ 2848—75.Форма режущей части зенкеров. Она различается у зенкеров,
предназначенных для обработки сквозных или глухих отверстий.
У последних затачиваются торцовые зубья. Твердосплавные зенкеры
из группы ВК изготовляют с углом при вершине <р; если применяется
сплав группы ТК, то угол в месте перехода с режущей части на
калибрующую притупляется фаской 0,8—1 мм, которая становится
дополнительной режущей кромкой. У зенкеров небольших диаметров
начало режущей части выполняется в виде конуса с углом 75 или
Конструкции сверл, зенкеров и разверток2255.6. Диаметры d0 посадочных отверстий и рабочие длины / насадных зенкеров
и их применяемостьРазмеры, ммБС, ТСП, сталь,БС, легкиеТСП, жаропрочныеС ножамиdчугунсплавыматериалыБС,ТСПТСП, лег¬
кий сплавdo/do/do1dodoСв. 23,6 до30,01345——1650——» 30,0 »35,5————» 35,5 »42,5165016501956—16» 42,5 »45,0—» 45,0 »47,519562263—» 47,5 »50,0195619» 50,0 »52,5225622» 52,5 »55,02771» 55,0 »60,5226322» 60,5 »64,0276027» 64,0 »70,02771328027» 70,0 »75,03265409032» 75,0 »80,0328032» 80,0 »100,040—120°. На торцовых зенкерах периферийный угол делается либо
острым, либо с фаской 0,2x45° (как, например, у зенкеров для
обработки легких сплавов).Таким образом, на стандартных зенкерах встречаются пять
вариантов формы профиля зуба: 1—угол ср и фаска (рис. 5.21);2 — угол ф, фаски нет (рис. 5.22); 3 — угол ср, конический центр8 Зак. 533
226Расчет и конструирование осевого инструментаГLГА - АБ-Бв-вРис. 5.21. Насадной зенкер с переходной кромкой, оснащенный ТСП(рис. 5.23); 4 — торцовые зубья с фаской; 5—торцовые зубья, фаски
нет (рис. 5.24).Формы заточки зенкеров. Существует 8 форм заточки, определяющих6 элементов, наиболее часто применяемых в практике конструирования:
задний угол оср на режущем участке (делается одна или две
задних поверхности);задний угол ав на вспомогательном участке;
ленточка размером /в на вспомогательном участке, заточенная
по цилиндру (с образованием заднего угла, равного нулю);задний угол ак на калибрующем участке (делается одна, две или
три задние поверхности);подточка ленточки на калибрующем участке с уменьшением ее
размера до /пл и с образованием заднего угла апл;ff по цилиндруРис. 5.22. Насадной зенкер с подточкой торца, без переходной кромки
Конструкции сверл, зенкеров и разверток 227Рис. 5.23. Цельный твердосплавный зенкер с прямым центромподточка сердцевины на торцах зенкеров, обеспечивающая проход
стружки в канавку (ПС).При сочетании вариантов форм заточки с пятью формами
режущего участка образуются 12 видов конструкции рабочей части
(табл. 5.7). Числовые значения сочетающихся параметров указаны
в конкретных стандартах конструкций и размеров зенкера.Состав и характеристика классификационных групп зенкеров. В соот¬
ветствии с табл. 5.1 изготовляются стандартные зенкеры, предназ¬
наченные для обработки отверстий в следующих заготовках.
Заготовки из конструкционных и легированных сталей и чугунов
ОСТ И22-1-801.1.1. </=9,8-20 мм; /=87-140 мм; Ь= 133-205 мм;1.1.2. </=9,8 — 40 мм; /=87 — 200 мм; L= 168 —349 мм.Технические требования по ОСТ И22-1—80. Применяются на станках
с ЧПУ для обработки предварительно просверленных отверстийГОСТ 12489—711.1.2. </=7,8 — 50 мм; /=75 — 220 мм; L= 156 — 369 мм; z = 3.1.1.3. </=24,7-50 мм; /=45-56 мм; z = 4; со=15°.Для глухих отверстий Д-Д Г-Г Б~ВРис. 5.24. Торцовый зенкер8*
228Расчет и конструирование осевого инструмента5.7. Варианты конструкций рабочей части стандартных зенкеровВариантформыПоказателизаточкиВариант формы заточки
режущего участказаточкиосра/восапл’ /плПС12345121111——11—1—++++——j452Т2Т——I1111——++6221———++———72211——++———813++Примечание. Знак « + »— применяемость формы заточки режущего
участка.Технические требования по ГОСТ 1677—75. Для отверстий, просвер¬
ленных в отливках, поковках или штамповках.ГОСТ 2255—713.1.3. </=50 + 100 мм; L = 60 + 76 mm; z = 4 и 6; со=10°. Технические
требования по ГОСТ 1677—75.ГОСТ 3231—712.2.2. </=11,75 + 50 мм; /=94 + 210 мм; Ь= 175 + 355 мм; z = 3; юТсп=Ю°;
со = 20°.2.2.3. 31,6 + 80 мм; /=46 + 65 мм; z = 4; сотсп = 10°; со =15°. Для
просверленных отверстий, а также в отливках, поковках и штамповках.
Технические требования по ГОСТ 12509—75.ОСТ 2 И23-3—873.2.2. й?=30 + 50 мм; L = 262,5+ 308 мм; z = 3 и 4; со=10°;3.2.3. d= 50 +100 мм; L = 58+ 74 мм; z = 4 и 6; со =10°. Технические
требования по ГОСТ 12509—75.Заготовки из легких сплавовГОСТ 21579—761.1.1. </=3 + 9 мм; /=33 + 81 мм; L = 61 + 125mm; z = 2; со = 20°. Тех¬
нические требования по ГОСТ 1677—75.ГОСТ 21580—761.1.1. С торцовыми зубьями. Параметры те же, что и по ГОСТ
21579—76.ГОСТ 21581-761.1.2. d= 10 + 35 мм; /=87+190 мм; L=168 + 339 mm; z = 3; со = 30°.
Технические требования по ГОСТ 1677—75.ГОСТ 21582-761.1.2. С торцовыми зубьями. Параметры те же, что и по ГОСТ 21581-76.
ГОСТ 21584-761.1.3. ^=36 + 80 мм; L = 50 + 80 mm; z = 3 + 5; со = 30°. Технические
требования по ГОСТ 1677-75.
Конструкции сверл, зенкеров и разверток229ГОСТ 21583-762.2.2. </= 18 — 35 мм; /=130— 190 мм; Ь = 228 —339 мм; z = 3; со = 30°.
Технические требования по ГОСТ 12509-75.ГОСТ 21585-762.2.3. </=36 — 80 мм; L=50 — 80 мм; z = 3 — 5; со = 30°. Технические
требования по ГОСТ 12509-75.Заготовки из коррозионно-стойких и жаропрочных сталей и сплавов
ГОСТ 21543-761.2.1. </=3 —10 мм; /=12 — 20 мм; L = 61 —133 мм; z = 3; со=10°. Тех¬
нические требования по ГОСТ 21545-76-ГОСТ 21544-761.2.2. </=7,8— 12 мм; /=18 — 22 мм; L= 156—182 мм; z = 3; со=10°.
Технические требования по ГОСТ 21545-76.ГОСТ 21540-762.2.2. </=12 — 50 мм; /=101—220 мм; L= 182 — 369 мм; z = 3; со=10°.
Технические требования по ГОСТ 21542-76.2.2.3. </=50 — 80 мм; L = 58 —69 мм; z = 4 и 6. Технические требования
по ГОСТ 21542-76.ГОСТ 21541-763.2.2. </=30 — 50 мм; L = 262,5 — 308 мм; z = 3 и 4; со=10°.3.2.3. </=50 — 80 мм; L = 58 — 69 мм; z = 4 и 6; со=10°. Технические
требования по ГОСТ 21542-76.Геометрические параметры, форма режущей части и заточки раз¬
верток. Диаметр чистовых разверток рассчитывается по методике,
изложенной в п. 5.5, исходя из заданного поля допуска отверстия.
Чистовые развертки применяют после обработки отверстия зенкером,
предельные отклонения кото¬
рого соответствуют полю до¬
пуска h8, а номинальный диа¬
метр назначается с учетом при¬
пуска под развертывание.Черновые развертки изготовля¬
ют с предельными отклонени¬
ями диаметра, которые опре¬
деленным образом увязаны
с полем допуска отверстия U8
и выбираются из ГОСТ 13779-
77. На рис. 5.25 приведены раз¬
меры чистовой, черновой
и с припуском под доводку
разверток, предназначенных
для обработки отверстия с по¬
лем допуска Н7.Длина разверток, как и зен¬
керов, зависит от их конструк-Рвс. 5.25. Схема расположения полей до¬
пусков отверстия диаметром 80Н7 и раз¬
верток для его обработкиС припуском
под доводку+30Тр+50+.36
Чистовая
+25-Н8Черновая-109425
230Расчет и конструирование осевого инструмента5.8. Серии длин / хвостовых разверток, ммДиаметр развертки
d, ммНомер рядаТСПБСТСБСручныеудлиненныеудли¬ненныекотельныеОтСв.1,00 до1,151,15 »1,501,50 »1,701,70 »1,901,90 »2,122,12 »2,362,36 »2,652,65 »3,003,00 »3,403,40 »3,803,80 »4,254,25 »4,804,80 »5,255,25 »5,505,50 »6,006,00 »6,706,70 »7,507,50 »8,508,50 »9,509,50 »10,4010,40 »11,8011,80 »13,2013,20 »14,0014,00 »15,0015,00 »16,0016,00 »17,0017,00 »18,0018,00 »19,0019,00 »20,0020,00 »21,2021,20 »22,4022,40 »23,6023,60 »25,0025,00 »26,5026,50 »28,0028,00 »30,0030,00 »31,5031,50 »33,5033,50 »35,5035,50 »37,5037,50 »40,0040,00 »42,5042,50 »45,0045,00 »47,5047,50 »50,0050,00 »52,5052,50 »60,0060,00 »67,5067,00 »72,501214161820161622192218202225—18—20—21—2311251227142915311633183519382141234426313336384144475052545658606264687071
73
75777879
81
828384
864750—75549580581008062105—66110—7112010076125105818793100107115124133142152163174184194203130140150160170180190200210125135140150160175190205220220230
Конструкции сверл, зенкеров и разверток2315.9. Диаметры посадочных отверстии dQ и рабочие длины / насадных
разверток, ммДиаметрразвертки dБСтспС ножамиБСтспd0/d0/d0doОт25до3013321336 —Св.30»3516361336——»35»4219401640—»42»452245164016—»45»5022451945»50»5219451922»52»572750»57»6022502227»60»633256»63»672227»67»713256275627»71»75406327»75»80406332633232»80»100————4040»100»145—————50»145»225—————60»225»300—————80тивного Исполнения (цельные или сборные). Хвостовые и насадные
развертки больших размеров состоят из стального корпуса и закреп¬
ленных на нем ножей из быстрорежущей стали или оснащенных ТСП.
Ножи из быстрорежущей стали (БС) изготовляют по ГОСТ 16602-80;
оснащенные ТСП, привертываемые—по ГОСТ 16806-71; оснащенные
напаиваемыми ТСП — по ГОСТ 21527-76. Длина ножей из БС и длина
/ рабочей части насадных разверток составляют: для </= 40 — 45 мм
/=40 мм; </=45 — 65 мм /=45 мм; </=65 —80 мм /=50 мм; d—
= 80—100 мм /=56 мм; хвостовых разверток: для </=32 — 35 мм /=
= 38 мм; </=36 — 42 мм /=42 мм; </=45 — 50 мм /=45 мм.Длина / рабочей части насадных разверток с привертываемыми
ножами, оснащенными ТСП, составляет: для </=62 мм /=25 мм;
</=52— 145 мм /=32 мм; </=145 —300 мм /=58 мм; с напаиваемыми
пластинами—для </=50 — 52 мм /=26 мм; </=55 — 80 мм /=32 мм.Длина / хвостовых разверток выбирается по табл. 5.8, а насадных —
по табл. 5.9.Диаметр цилиндрического хвостовика примерно равен диаметру
рабочей части развертки (предельные отклонения по h9), но не менее3 мм. Он унифицирован для диапазона размеров, регламентируемых
стандартами. Длина хвостовика машинных разверток принимается
равной 22 мм для </ свыше 2,8 до 5,5 мм, равной 25 мм для </ свыше
5,5 до 10 мм. У разверток из твердого сплава диаметром </= 1 —2,8 мм
Длина хвостовика увеличена (35 мм) с целью повышения жесткости
за счет сокращения размера шейки.
232Расчет и конструирование осевого инструментаФорма режущей части разверток. Форма профиля зуба цилинд¬
рических разверток характеризуется сочетанием одинарного (р или
двойного ф и ф! угла при вершине с заходной фаской или полным
конусом, используемым для базирования развертки при заточке.
Вместо конического режущего участка иногда делают кольцевой
ступенчатый. Применяют также развертки с торцовым режущим
участком. Таким образом, на стандартных развертках встречаются
семь вариантов формы профиля зуба:1—угол ф и фаска сх45° (рис. 5.26);2—угол ф, фаски нет (рис. 5.27);3—угол ф, полный конус (конический центр, рис. 5.28);4—углы ф и ф: и фаска сх45° (рис. 5.29);5 — углы ф и фь фаски нет;6—ступенчатая кольцевая заточка с фаской сх45° (рис. 5.30);7 — торцовые зубья с фаской сх45° (рис. 5.31).Периферийная часть зубьев может иметь прямое, левое и правое
направления вдоль оси развертки.Форма заточки разверток. Рабочая часть разверток состоит из
четырех участков: заходного, режущего, калибрующего и выходного,
выполненного с обратной конусностью. На первых трех участках
затачивают задние поверхности, а на калибрующем, как правило,
оставляют направляющую ленточку с углом а = 0. Задние поверхности
делают плоскими или затылованными (с величиной затыловывания
К), а также радиусными (R) (рис. 5.32). На торцовой части зуба
делают задний угол (Г) так же, как на режущем участке.Сочетание различных заточек задних поверхностей на участках
зуба наиболее распространенных разверток показано в табл. 5.10.
Цифры в таблице означают количество ступеней на задней поверхности
с разными задними углами а. При совмещении заходного и режущего
участков значение угла а относится к режущему участку. Знак
вопроса означает, что значения углов не регламентированы в НТД.При сочетании вариантов форм заточки с вариантами форм
профиля зуба образуется 23 вида конструкций рабочей части (см.Цилиндрическая частьРис. 5.26. Развертка с раздельными заходным н режущим участками
Конструкции сверл, зенкеров и разверток233Рис. 5.27. Развертка с совмещенными заходным и режущим участками. -iА-АФорма заточки 1 Форма заточки 2
0,2 по цилиндру ^ 2Рис. 5.29. Развертка с переходной кромкой на режущем участке
234Расчет и конструирование осевого инструментаА^ Б В ,
N 2 L LКалибрующая
частьВ~В2S7ZZZZZ~
•IA у*'D 6А-АИсполнение 1 Исполнение 2
Б-Б КГ2'Б-БРис. 5.30. Развертка со ступенчатой затылованной (исполнение 1) и кольцевой (исполнение 2)
режущими частямитабл. 5.10). Числовые значения сочетающихся параметров указаны
в конкретных стандартах конструкций и размеров разверток, а также
приводятся в стандартах технических требований (условий), распрост¬
раняющихся на данную конструкцию развертки.Состав и характеристика классификационных групп разверток.
Конструкция развертки и форма лезвия зуба выбираются в зависи¬
мости от обрабатываемого материала. Поэтому стандарты на те
или иные конструкции общего применения содержат рекомендации
и требования для создания конкретной развертки, которую изготов¬
ляют инструментальные заводы по заказу потребителя. Наряду с этимРис. 5.31. Развертка с торцовой режущей частью и заходной фаской
Конструкции сверл, зенкеров и разверток235Рис. 5.32. Котельная развертка с удлиненным режущим участком с радиусной (исполнение 1)
и плоской (исполнение 2) спинкамиимеются стандартные конструкции разверток, предназначенные для
обработки легких и труднообрабатываемых материалов. Классифи¬
кация конструкций соответствует данным табл. 5.1.Для обработки конструкционных сталей и чугунов применяют
развертки:машинные, для точных отверстий после сверления, расточки
и зенкерования по ГОСТ 1672-80. Технические требования по
ГОСТ 1523-81:1.1.1. d= 2—16 мм; /=11—52 мм; z = 6; L = 49 — 170 мм;1.1.2. <i=5,5 — 50 мм; /=26 — 86 мм; L= 138 — 344 мм; z = 6—12;1.1.3. £/=25 — 50 мм; /=32 — 45 мм; L = 45 —63 мм; z = 8 —12;
машинные удлиненные по ГОСТ 11172-70. Технические требованияпо ГОСТ 1523-81:1.1.1. ^/=3 —10 мм; /=25 — 80 мм; L = 80— 140 мм;1.1.2. £/=7-50 мм; /=54-210 мм; L=134-334 mm; z = 6-12;
машинные котельные, для отверстий под заклепки в котельныхлистах, для корабельных и мостовых работ по ГОСТ 18121-72.
Технические требования по ТУ 2-035-447-76:1.1.2. d= 6,4 —40 мм; /=75 — 30 мм; L = 155 — 375 мм; z = 4; со = 25°;
машинные с ножами из БС, для точных отверстий в хрупкихи вязких материалах после сверления, расточки и зенкерования по
ГОСТ 883—80. Технические требования по ГОСТ 1523—81:3.1.2. d= 32-50 мм; /=38-45 мм; L = 292-344 mm; z = 6;3.1.3. <i=40— 100 мм; /=40 — 56 мм; L = 63 — 90 мм; z = 6—10;
236Расчет и конструирование осевого инструмента5.10. Варианты конструкций рабочей части стандартных развертокВариантформызаточкиПоказателизаточкиВарианты формы режущейчастиМатериалрежущейчастиОзара*/«12345671 11 + 2011++3101++—4111++++————51к1++—БС6102++—7—22+—+8112++91к2++—10Иi?1Т2 R
2+++12113++++——+—131к3++—14222++——+———15?32+———++——ТСП16?33————++——Примечание. Знак « + »— применяемость формы режущей части.машинные, оснащенные ТСП, для точных отверстий после расточки
и зенкерования без кондукторных втулок; направление канавок прямое,
винтовое левое или правое по ГОСТ 28321—89. Технические требова¬
ния по ГОСТ 5735—81:2.2.3. £/=32 — 50 мм; /=36 — 45 мм; L = 45 — 56 мм; z = 6 —10; со=10°;
насадные с привернутыми ножами, оснащенными ТСП по ГОСТ11176—71:3.2.3. £/=52 — 300 мм; /=25 — 58 мм; L = 55— 100 мм; z = 6—18;
ручные цилиндрические, прямые и винтовые канавки по ГОСТ7722—77. Технические требования по ГОСТ 1523—81, материал 9ХС:1.1.1. £/=1—71 мм; /= 18 — 203 мм; £ = 38 —406 мм; z = 4— 12; со = 6°.
Для работы легких сплавов применяют развертки:
машинные без кондукторных втулок по ГОСТ 19267—73. Тех¬
нические требования по ГОСТ 1523—81:1.1.1. £/=6 — 9,5 мм; /=26 — 36 мм; L = 93 — 125 мм; z = 4;
машинные, без кондукторных втулок. Два исполнения по ГОСТ19268—73. Технические требования по ГОСТ 1523—81:1.1.2. d= 10 — 32 мм; исполнение 1—/=38 — 77 мм; L= 168 — 317 мм;
исполнение 2 — /=16 — 35 мм; L = 170 — 240 мм; z = 4 и 6;машинные, насадные, без кондукторных втулок; прямозубые,
с винтовыми канавками и торцовыми зубьями по ГОСТ 20388—
74 — ГОСТ 20390—74. Технические требования по ГОСТ 1523—81:1.1.3. £/=25 — 80 мм; /=32 — 63 мм; L = 45 —90 мм; z = 6, 8 и 10; со=12°;
машинные, насадные, без кондукторных втулок по ГОСТ 20392—74. Технические требования по ГОСТ 1523—81:3.1.3. £/=40-80 мм; /=28-36 мм; L=54-84 mm; z = 6-10;
Специальные конструкции осевого инструмента237машинные, твердосплавные, без кондукторных втулок по ГОСТ19269—73. Технические требования — по ГОСТ 16088—70:1.2.1. </=6 + 9,5 мм; /=18 и 20 мм; L = 93 +125 мм; z = 4;
машинные, оснащенные ТСП; без кондукторных втулок. Прямо¬
зубые и ступенчатые по ГОСТ 28321—89. Технические требования
по ГОСТ 5735—81:2.2.2. </=16 + 23 мм; /=19 мм; L = 170 + 200 мм; z = 4;2.2.3. </=25 + 80 мм; /=36 + 63 мм; L = 45 + 80 мм; z = 6—10.Для обработки труднообрабатываемых материалов
с ав< 1600 + 2000 МПа (закаленные, коррозионно-стойкие стали, жаро¬
прочные сплавы, серые чугуны, пластмассы с абразивными напол¬
нителями) применяют развертки:машинные цельные из твердого сплава, с прямыми и винтовыми
канавками по ГОСТ 16086—70. Технические требования по ГОСТ
16088—70:1.2.1. Канавки прямые: </=1 + 10 мм; винтовые </=3 + 10 мм;
/=12 + 20 мм; L = 60+100 мм; z = 4 и 6; со=10° (по ГОСТ 16087—70
характеристика та же, что и по ГОСТ 16086—70);1.2.2. </=6,5 +12 мм; /=18 + 22 мм; Ь= 120+150 мм; со=10°;
машинные, оснащенные ТСП, с прямыми канавками (исполнение1), с левыми (исполнение 3) и правыми (исполнение 4) направлением
канавки по ГОСТ 28321—89. Технические требования по ГОСТ
21528—76:2.2.2. </=10 + 32 мм; /=16 + 22 мм; L= 140 + 240 мм; z = 4 и 6; со=10°;2.2.3. </=32 + 50 мм; /=36 + 45 мм; L = 45 + 56 mm; z = 6+10; со=10°;
машинные, насадные, с ножами, оснащенными ТСП, канавки прямыепо ГОСТ 21527—76. Технические требования по ГОСТ 21528—76:3.2.3. </=50 + 80 мм; Ь = 26 и 32 мм; z = 6 + 8.5.4. СПЕЦИАЛЬНЫЕ КОНСТРУКЦИИ ОСЕВОГО
ИНСТРУМЕНТАОсновными направлениями развития специальных конструкций
осевого инструмента являются увеличение динамических характеристик
инструмента (жесткости, прочности, виброустойчивости); изыскание
оптимальных марок инструментальных материалов, улучшение микро-
и макроструктуры и термообработки, изыскание экономичных кон¬
струкций, увеличение точности выполнения геометрических параметров
режущей части сверла и чистоты их обработки.Сверла для обработки высокопрочных материалов (рис. 5.33) спи¬
ральные быстрорежущие с цилиндрическим и коническим хвостовиком
с углом спирали 45°. Диаметр сердцевины составляет 0,4—0,5
наружного диаметра. На спинке пера имеются каналы для подвода
технологической жидкости в зону обработки. Угол обратного конуса
(2ф) режущей части инструмента выбирают, исходя из требуемой
формы дна отверстия, а также из условия надежного врезания
инструмента в начальный момент касания заготовки конической
формы. Диаметр сверл 4—12 мм.
238Расчет и конструирование осевого инструментаВРис. 5.34. Сверло повышенной производительностиСверла повышенной производительности (рис. 5.34) имеют три
режущие кромки, одна из которых проходит через центр вращения,
а две другие не доходят до центра вращения. Сверла спиральные
быстрорежущие с цилиндрическим или коническим хвостовиком. Угол
обратного конуса составляет 120—150°. Диаметр сверл 6—18 мм.Сверла для труднообрабатываемых материалов (рис. 5.35) спираль¬
ные (угол спирали 45°) быстрорежущие с цилиндрическим и кониче¬
ским хвостовиком. На спинке пера имеется канал для подвода
охлаждающей жидкости. Диаметр сердцевины d составляет 0,4—0,55
наружного диаметра сверла D. Режущая часть выполнена с двойной
заточкой 90 и 140°, угол 90° выполняется на длине, равной 1/5Каналы для СОЖРис. 5.35. Сверло для труднообрабатываемых материалов
Специальные конструкции осевого инструмента239Рис. 5.37. Сверло твердосплавное, бесканавочноедлины режущей кромки. Передняя поверхность имеет радиусную
подточку.Сверла повышенной прочности (рис. 5.36) спиральные быстрорежу¬
щие с коническим и цилиндрическим хвостовиком, имеют четыре
ленточки и канал для охлаждающей жидкости. Режущая часть имеет
двойную заточку по задней поверхности и подточку передней
поверхности. Угол спирали 45°.Сверла бесканавочные твердосплавные (рис. 5.37) с коническим
и цилиндрическим хвостовиком. Сверла имеют прямую канавку на
длине £ = (2,5 — 3,0) Д предназначенную для схода стружки. Диаметр
сверла 6—18 мм.Однокромочные сверла фирмы WEMAR (рис. 5.38) спиральные
быстрорежущие с цилиндрическим хвостовиком. Предназначены дляРис. 5.38. Однокромочное сверло
240Расчет и конструирование осевого инструментаРис. 5.39. Сверло для обработки легких сплавовсверления отверстий в алюминиевых материалах. Диаметр сверл3—12 мм. Наличие только одного пера значительно увеличивает
пространство для размещения стружки.Сверла для обработки легких сплавов (рис. 5.39) спиральные,
быстрорежущие. Угол наклона спирали 45°. Рабочая часть сверла
условно разделена на две части—режущую и транспортирующую,
а главные режущие кромки расположены ниже диаметральной плос¬
кости. Занижение режущих кромок создает положительное значение
переднего угла и более благоприятное направление схода стружкик сердцевине сверла. Угол на¬клона канавок 45°, а их форма
радиусная. Ширина пера со¬
ставляет 0,2—0,4 диаметра ин¬
струмента.Сверло перовое с неперета-
чиваемыми пластинами по
ГОСТ 27724—88 из твердого
сплава (рис. 5.40) применяется
для обработки труднообраба¬
тываемых материалов. Диа¬
метр сверл 35—125 мм. В цен¬
тре этого сверла использовано
быстрорежущее спиральное
сверло стандартной конструк¬
ции диаметром d.Кольцевое сверло для глу¬
бокого сверления (рис. 5.41)
оснащено неперетачиваемыми
твердосплавными пластинами
трех-, четырехгранной или
ромбической формы. Предназ¬
начено для получения отвер¬
стий диаметром 63—125 мм.
В процессе работы применяют
люнет.Рис. 5.40. Сверло перовое с неперетачи¬
ваемыми пластинами
Специальные конструкции осевого инструмента241А_~7“—^в-А-АРис. 5.42. Развертка с укороченной рабочей частьюРазвертки твердосплавные с укороченной рабочей частью (рис. 5.42).
Для улучшения условий работы развертки ее передняя поверхность
находится ниже диаметральной плоскости на величину h. Диаметр
разверток 6—12 мм. Развертка работает без «плавающих» устройств.
Соединительная шейка удлиненная, ее длина более 10 диаметров.Развертка твердосплавная с эллипсоидной формой рабочей части
(рис. 5.43) состоит из трех участков: FM—режущий участок (эллип¬
соид), MN—калибрующий участок с большим радиусом кривизны,
чем на режущем участке, NK—участок с обратной конусностью.
Инструмент работает без плавающих устройств, диаметр 6—16 мм.
Сверло изготовляют с увеличенной длиной соединительной шейки,
не менее 10 диаметров.Развертка твердосплавная с шаровой формой рабочей части
(рис. 5.44) имеет длину рабочей части, равную 0,45—0,50 наружного
242Расчет и конструирование осевого инструментаРис. 5.43. Развертка с эллипсоидной формой рабочей частиА XX—!1———у—\ь— АУX—1рРис. 5.44. Развертка с шаровой формой рабочей частидиаметра. Калибрующий участок имеет цилиндрическую форму раз¬
мером не более 1,1 —1,2 подачи. Геометрия режущего участка зуба
развертки определяется из условий обработки. Диаметр 6—14 мм.
Эта конструкция подобна конструкции предыдущей развертки, но
эллипсоид на режущем участке заменен сферой, а калибрующий
участок—цилиндрической поверхностью длиной 1,25.
Глава 6
ФРЕЗЫФрезы являются одним из самых распространенных видов ин¬
струмента. Предназначены они для черновой, получистовой и чистовой
обработки простых и фасонных поверхностей. Фрезами, оснащенными
минералокерамикой и сверхтвердыми материалами, можно обрабаты¬
вать закаленные стали (до HRC3 60), исключая при этом шлифование.Промышленностью выпускается широкая номенклатура фрез, кото¬
рую можно подразделить на две группы: фрезы цельные и фрезы сборные.По конструкции зубьев они делятся на фрезы с остроконечными
(острозаточенными) зубьями и фрезы с затылованными зубьями.6.1. КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ФРЕЗ
С ОСТРОЗАТОЧЕННЫМИ ЗУБЬЯМИВсе типы фрез имеют много общего в оформлении конструктивных
элементов. К общим конструктивным элементам относятся: диаметр
фрезы, посадочные размеры, число зубьев, углы тела зуба и впадины,
форма зуба и углы режущей части зуба фрезы.Диаметр фрезы — важный конструктивный элемент. От диаметра
фрезы зависят отвод теплоты, толщина стружки, число и форма
режущих зубьев и диаметр посадочного отверстия под оправку. При
выборе диаметра фрезы необходимо учитывать толщину тела фрезы.
Для этого пользуются зависимостью£>i = (l,6-2,5Kгде D1—диаметр окружности впадин между зубьями, мм; d—диаметр
отверстия фрезы, мм.Размерный ряд диаметров фрез стандартизован и состоит из
следующих значений: для торцовых, дисковых, концевых и цилиндри¬
ческих фрез — 3,0; 4,0; 5,0; 6,0; 8,0; 10,0; 12,0; 16,0; 20,0; 25,0; 32,0; 40,0;
50,0; 63,0; 80,0; 100,0; 125,0; 160,0; 200,0; 250,0; 320,0; 400,0; 500,0; 630,0;
800,0 и 1000,0 мм, для прорезных и отрезных фрез—4,0; 6,0; 10,0; 16,0;
25,0; 40,0; 62,0; 100,0; 160,0; 250,0; 400,0; 630,0 и 1000,0 мм.Посадочные размеры. Для насадных фрез к посадочным размерам
можно отнести диаметр отверстия, шпоночную канавку и выточки.
Посадочные размеры фрез, мм:Диаметр фрез 40 50-62 62 80-100 100-125 125-160 160-200 250-630
Диаметр отвер¬
стий 16 22 27 32 40 50 60 60 с вы¬
точками
244Фрезыбьями, предназначенных для
чистовой обработки, диаме-
ТРЫ оправок могут быть
ч меньше, чем для фрезДля фрез, оснащенных
твердым сплавом, и для об¬
работки труднообрабатыва¬
емых материалов диаметры
оправок должны быть боль¬
шими.с крупными зубьями.Для фрез с мелкими зу-Рнс. 6.1. Условие равномерности фрезерования для
цилиндрических фрез с прямыми (а) и винтовыми (б)
зубьямиФрезы, оснащенные твер¬
дым сплавом, больших диа¬метров (250 — 630 мм, кроме отверстия диаметром 600 мм), снабжают¬
ся еще выточками для посадки на шпиндель станка. Фрезы изготовля¬
ют в двух вариантах: с диаметром выточки 128,57 мм для всего
диапазона диаметров и с диаметром выточки 221,44 мм для фрез
диаметром 400—630 мм.Число зубьев фрезы (рис. 6.1) влияет на процесс резания. При
выборе числа зубьев фрезы необходимо соблюдать условие равномер¬
ности фрезерования. Для фрез с прямыми зубьями (рис. 6.1, а) это
условие обеспечивается, если одновременно работают не менее двух
зубьев, т. е.та, определяемый в зависимости от наружного радиуса фрезы
R и глубины резания t; е— угол, соответствующий шагу зубьев, т. е.При малой глубине резания, заданных D и z, не всегда можно
добиться равномерности фрезерования. Для цилиндрических фрез (в
том числе и концевых) с зубьями, расположенными на периферии по
винтовой, равномерность зависит от угла наклона винтовых канавок
со и ширины фрезерования В (рис. 6.1,6).Процесс фрезерования будет равномерным при условии, если
величина В кратна осевому шагу фрезыФЗдесь £ = — ^2 — коэффициент равномерности, где ср — угол контак-360° , t8 = ; cos ср= 1—.ZnD ctg соzгде с—целое число.
Конструктивные элементы фрез245NcnDctg соУглы тела зуба и впадины. Прочность зуба и пространство для
размещения стружки характеризуются углами г| и 5 (рис. 6.2, а).Для остроконечных монолитных фрез угол г| не должен быть
меньше 47—52° и только в исключительных случаях он выполняется
в пределах 30—40°, например для фрез концевых и прорезных.Угол впадины 5 для большинства фрез равен углу рабочей фрезы,
кроме фрез с винтовыми зубьями. Выбор угла 5 зависит от диаметра
фрезы, числа, формы и размеров зубьев. Для сокращения номенк¬
латуры фрез установлен размерный ряд на угол 5 в пределах 45—100°
через каждые 5°. Углы 5 и г\ связаны друг с другом:Г| = 5-8,где_360°zЭто соотношение справедливо и для режущих зубьев, снабженных
передними углами.Для фрез с винтовыми зубьями угол т| определяется в плоскости
NN, перпендикулярной к винтовым зубьям (рис. 6.2,6).В этом случаеЛ = 6-8 £,где вi — угол, соответствующий шагу зубьев при приведенном их
количестве, т. е.360°
246ФрезыПриведенное количество зубьев zf есть то число, которое имеет
фреза с радиусом Ri9 соответствующим радиусу кривизны эллипса
в направлении малой его осиb COS со2kR-Так как zf = -, где SN = 2nR/z cos со—шаг зубьев в нормальномSNсечении, то zf = z/cos 2 со.Во избежание поломки зубьев угол ri должен быть не менее
приведенных выше значений.Форма зубьев и впадин. Число зубьев фрезы влияет на форму,
размеры зуба и впадины.Форма зубьев и впадин должна обеспечивать прочность зубьев,
получение достаточного пространства для размещения стружки, гаран¬
тировать лучший отвод стружки из зоны резания и допускать
максимально возможное количество переточек.Для остроконечных фрез наиболее распространенной является
первая форма в виде трапеции (рис. 6.3, а). Принимается в основном
для фрез, работающих на чистовых операциях. Затачивание произ¬
водится по задней поверхности. Высота зуба h принимается равной
0,5—0,65 окружного шага; радиус у дна впадины г = 0,5 — 2,0 мм.Для фрез с крупными зубьями принимается вторая или третья
(рис. 6.3, 6, в) форма. Высота зуба h = 0,3 — 0,45 окружного шага;
г = 0,4 —0,75А (больший коэффициент обычно принимается для фрез
малого диаметра). Однако выбор его ограничивается высотой зуба
и прямолинейным участком /, характеризующим возможное количест¬
во переточек при условии сохранения принятого переднего угла у.Спинка зуба (см. рис. 6.3, в) выполняется по дуге окружности
радиусом R = 0,3 — 0,45/). При выборе его необходимо, чтобы касатель¬
ная в точке А сопряжения ее с ленточкой / проводилась под углом
а! на 10—15° больше, чем задний угол а.Форма зуба (см. рис. 6.3,6) имеет спинку, выполненную под двумя
углами: ос—задний угол, ах =20 — 30° — угол среза спинки. Высота зуба
h и радиус скругления г выбираются в тех же пределах, что и для зуба
третьей формы.FРис. 6.3. Форма остроконечных зубьев
Конструктивные элементы фрез247В зависимости от размеров зуба фаску / выполняют равной1—2 мм, а дополнительную величину затылка F определяют графиче¬
ским путем.Углы режущей части зуба. Выбор оптимальных углов режущих
элементов фрез зависит главным образом от назначения фрезы,
свойств обрабатываемого материала и технологических условий
обработки.Задний угол предназначен для устранения трения задней поверх¬
ности зуба об обрабатываемую поверхность в процессе резания.Главный угол ос и вспомогательный угол осх (см. рис. 6.3) за¬
дают в нормальном сечении к оси цилиндрической или угловой
фрезы.Задний угол в нормальном сечении на винтовых зубьях определяет¬
ся по формулеЗадний угол на фасках прорезных и дисковых фрез в сечении,
параллельном фаске, определяется по формулеtg ocN = tg ос sin ф,где ф — угол фаски.Для фрез с мелкими зубьями (снятие небольших припусков) задний
угол принимается равным 16°, для фрез с крупным зубом—12°, для
фрез дисковых, прорезных (шлицевых)—до 30°.Для получения высокого класса чистоты обрабатываемой поверх¬
ности рекомендуется для фрез из твердого сплава задний угол
выбирать в пределах 5—8°.Кроме главной режущей кромки некоторые типы фрез имеют еще
и вспомогательную. Задний угол осх на вспомогательной кромке
принимается в пределах 4—8°.Для концевых фрез выбор угла осх связан с углом в плане
ф! вспомогательной режущей кромки. Если фреза снабжена торцовыми
зубьями с ф^РЗО', то а! в этом случае берется равным 6—10°. При
отсутствии торцовых зубьев угол ф! увеличивается до 8°, а угол ах=0,
так как угол фг частично выполняет роль угла осх.Передний угол предназначен для уменьшения нагрузки на режущую
кромку в процессе резания. Он выбирается в зависимости от
физико-механических свойств обрабатываемого материала и харак¬
теристики материала инструмента. Значения передних углов в нормаль¬
ном сечении приведены в табл. 6.1.Для фрез с винтовым зубом выбор переднего угла у связан с углом
наклона режущих зубьев со. С увеличением угла наклона зубьев
разница между фактическим передним углом уф и углом в нормальном
сечении yN резко возрастает. Ее можно определить по формуле
248Фрезы6.1. Значения переднего угла фрезОбрабатываемый материалЗначения углаУн для фрезбыстрорежущихтвердосплавныхаи до 60 МПа2015Стальав = 600 ч-1000 МПа15+•I-1ав>1000 МПа12—100•I-1Чугун5—15+•I-16.2. Значения фактического переднего угла фрезIn, 0УголУф при углесо, 0510203040506055°6°30'11°17°50'27°37°30'49°30'1010°11°20/15°10'2Г20'29°30'39° 15'50°30'1515°16°10'19°20'24°50'32°41°51°30'Угол yN можно выбирать незначительным для фрез с со = 40 — 60°.
При этом фактический передний угол уф окажется достаточно большим
(см. табл. 6.2) при минимально допустимом ослаблении режущей
кромки, что особенно важно при конструировании фрез для обработки
высокопрочных материалов.Угол в плане ф определяет соотношение между толщиной и шири¬
ной снимаемого слоя металла в зависимости от подачи и глубины
резания, а угол фх влияет на качество обрабатываемой поверхности.В табл. 6.3 приведены углы в плане для фрез основных типов.Угол наклона режущей кромки X расположен между вектором
скорости v в данной точке и нормалью N к главной режущей кромке
в той же точке и измеряется в плоскости резания.Угол X принимается положительным, если вектор скорости
находится справа от нормали, и отрицательным, если вектор скорости
располагается слева от нормали.Углом X снабжаются все фрезы с угловой режущей кромкой
(торцовые, дисковые, трех- и двусторонние). Для цилиндрических фрез
с винтовыми или наклонными зубьями угол наклона со является углом
X. Угол X способствует упрочнению зуба. При X больше нуля
первоначальный контакт зуба и заготовки удаляется от вершины зуба
и тем самым предохраняет от сколов наиболее ослабленное место. Для
фрез с пластинами твердого сплава X выбирается в пределах 12—15°,
а для быстрорежущих фрез угол X может быть уменьшен до 10°.
Конструктивные элементы фрез2496.3. Углы в плане фрез основных типов, °20—3045—602—32—3Характеристика фрезТорцовые фрезы с
D ^ 150 мм для грубой
обработки с глубиной
резания до 3 ммПри глубине резания до
3 мм45—602—3Торцовые фрезы с
150 мм для чистовой
обработки при больших
подачах. Вспомогатель¬
ная кромка выбирается
равной /0 = (46) S*45—602—3Торцовые фрезыс D < 150 мм для чисто¬
вой обработки с одним
зачистным зубом, возвы¬
шающимся над осталь¬
ными на 0,06 мм. Фрезы
с D> 250 мм имеют два
зачистных зуба. Длина
/0>52, но не менее 30
мм. Угол фх на зачист¬
ных зубьях равен нулю
при обработке чугуна
и ф!=6-н12' — при обра¬
ботке стали90451—3Торцовые фрезы для об¬
работки взаимно перпен¬
дикулярных плоскостей,
пазов и канавок. Фаска
/0 = 0,5 и-1,5 мм в зависи¬
мости от диаметра фрез90451—2Фрезы дисковые дву-
и трехсторонние. Фаска
/0 = 0,5 -=-1,5 мм, если не
задана чертежом90Прорезные (шлицевые)
фрезы с £> = 40-н60 мм;
при ширине до 0,8 мм
Ф^^', свыше 0,8 мм
Ф1 = 30'
250ФрезыПродолжение табл. 6.3фФоФ1Характеристика фрезСм. эскиз на стр. 24990Прорезные (шлицевые)
фрезы с D = 15 мм; при
ширине 2—3 мм ф! = 1°;
свыше 3 мм ф! = 1°30'Примечания: 1. Высоту h угловой режущей кромки принимают на
0,5— 1,0 мм больше глубины резания t. Для фрез с углом ф = 45 60° h = 3 + 7 мм.2. У дисковых фрез, предназначенных для обработки точных (мерных) пазов
за один проход ф! определяется по формулеА Вгде А В—допустимое уменьшение ширины фрезы после переточек; /*х — высота
стачиваемой части зуба.Угол наклона винтовых зубьев со способствует улучшению условий
работы фрезы, увеличению ее стойкости и влияет на направление схода
стружки. С увеличением угла наклона со от 10 до 60° стойкость фрезы
возрастает от 3 до 5 раз.В зависимости от направления винтовых зубьев и вращения фрезы
(правое или левое) в процессе резания возникает осевая сила Ра,
действующая на опору шпинделя станка и обрабатываемую деталь.Рис. 6.4. Направление винтовых зубьев
Фрезы с острозаточенными зубьями из быстрорежущей стали 251Направление винтовых зубьев
фрез, приведенных на рис. 6.4, а
и 6, при правом вращении фрезы
должно быть правое, а при ле¬
вом—левое. Направление винто¬
вых зубьев фрез, приведенных на
рис. 6.4, в и г, при левом враще¬
нии фрезы должно быть правое,
а при правом—левое.При выборе больших величин
со необходимо учитывать напра¬
вление отвода стружки и кон¬
фигурацию обрабатываемой по¬
верхности. Например, при фрезеровании закрытых пазов и уступов
(см. рис. 6.4, а и б) фрезой с левым наклоном зубьев при
левом направлении стружка направляется к торцу фрезы (рис. 6.4, е),
защемляется и пакетируется между зубьями, что приводит к поломке
инструмента. Для устранения этого явления необходимо, например,
при левом вращении фрезы зубья выполнять с правым наклоном.В табл. 6.4 приведены рекомендуемые углы наклона зубьев для
различных типов фрез.6.2. ФРЕЗЫ С ОСТРОЗАТОЧЕННЫМИ ЗУБЬЯМИ
ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИДанные фрезы представляют собой наиболее значительную группу,
как по разнообразию типов, так и по назначению: цилиндрические,
дисковые, угловые, концевые, торцовые, отрезные и пилы по металлу.Фрезы цилиндрические и торцовые. Для легких и отделочных работ
применяют цилиндрические и торцовые фрезы с мелкими зубьями
с углом наклона стружечных канавок со = 30— 35°. Фрезы с крупным
зубом делают с углом наклона канавок 40°. Форму зуба очерчивают по
кривой или двумя прямыми с радиусом скругления 2—3 мм (см. рис.6.3, б, в).При фрезеровании широких плоскостей целесообразно применять
наборы фрез (табл. 6.5), состоящие из двух фрез: одной с правыми,
другой с левыми винтовыми зубьями. Данные фрезы предназначены
для нормальных условий работы. Для тяжелых работ предназначены
наборы фрез с уменьшенным числом зубьев, форма зуба криволиней¬
ная (параболическая).Торцовые фрезы со вставными ножами из быстрорежущей стали
изготовляются диаметром 80—250 мм.Фрезы концевые цилиндрические. Области применения этих фрез
весьма разнообразны — обработка плоскостей, уступов, прямоугольных
пазов, колодцев и т. д.Для чернового фрезерования широких поверхностей и пазов
с большими припусками под механическую обработку предназначены
концевые обдирочные (кукурузные) фрезы по ГОСТ 15086-69. Фрезы6.4. Углы наклона режущих зубьев
фрезТипы фрезУгол (о,Цилиндрические:насадные45—60концевые30—60мелкозубые25—30Дисковые дву- и трех¬15—20сторонниеТорцовые мелкозубые25—30
252 Фрезы6.5. Размеры набора цилиндрических фрез, ммLDLd (откл. Н7)/±0,36Zи63—7060—12027710870—85100—15032712985—100150—2504071410100—125250—3005091611Примечания: 1. Передние и задние углы выбирают в зависимости от
обрабатываемого материала.2. Шаг зубьев неравномерный.выполняют с торцовыми зубьями
и без них, с конусом Морзе
(нормальные и укороченные)
и метрическим конусом 80 (фрезы
диаметром 80 мм). Зубья снабжа¬
ют стружкоразделительными ка¬
навками, расположенными в шах¬
матном порядке, обеспечивающи¬
ми разделение стружки по ширине
и способствующими гашению ви¬
браций. Размеры обдирочных
фрез предусмотрены стандартом
(табл. 6.6).Концевые фрезы из быстро¬
режущей стали с цилиндрическим хвостовиком по ГОСТ 17025-71
выпускаются диаметром 2—28 мм, с коническим хвостовиком по
ГОСТ 17026-71—диаметром 10—63 мм. Фрезы выпускаются двух
типов: тип 1—с нормальным зубом, тип 2—с крупным зубом. Число
зубьев в зависимости от диаметра фрезы приведено в табл. 6.7.Для обработки легких сплавов используют концевые фрезы
с цилиндрическим и коническим хвостовиками по ГОСТ 16225-81,
с резьбовым хвостовиком по ГОСТ 16226-81, с коническим хвостови¬
ком и радиусной режущей частью по ГОСТ 16231-81 (см. рис. 6.6, г).На рис. 6.5 показаны типовая конструкция и геометрические
параметры стандартных концевых фрез из быстрорежущих сталей для
обработки стали и чугуна, а в табл. 6.8 — ширина ленточки на режущих
кромках зубьев фрезы.6.6. Основные габаритные размеры
концевых обдирочных фрез
по ГОСТ 15086-69Диаметр фрезы
D, ммДлина режущей
части /, ммЧисло режущих
зубьев z2550, 8033255, 80, 13044065, 100, 16045070, 120, 18046380, 125, 20058090, 140, 2207
Фрезы с острозаточенными зубьями из быстрорежущей стали 2536.7. Число режущих зубьев для фрез по ГОСТ 17025-71 и ГОСТ 17026-71Диаметр фрезы D, ммТип 1Тип 2Диаметр фрезы D, ммТип 1Тип 2Фрезы с цилиндрическим хвостовикомФрезы с коническим хвостовиком2—2,52210—18433—114320—285312—145432—506416—286456—63856.8. Ширина ленточки на режущих кромках зубьев фрезы, ммДиаметр фрезы
D, мм/ЛЛДиаметр фрезы
D, мм/ЛЛ3—910—261,01,50,3—0,7
1,0—1,50,2—0,5
0,6—1,228—4242—632,02,5оХл
1 1
О О1,5—1,8
1,8—2,0Все концевые цилиндрические фрезы имеют различные формыторцовой части фрез (рис. 6.6). Как видно на рисунке, формыдостаточно просты и не требуют специальных пояснений. Важноезначение на работоспособность фрезы оказывает переходный участок
от торцовой режущей кромки к цилиндрической.Рис. 6.5. Конструкция и геометрические параметры концевой фрезы
254ФрезыРис. 6.6. Форма торцовой части кон¬
цевых быстрорежущих фрезНе менее важным явля¬
ется распределение зубьев
по окружности наружного
диаметра—равномерное с
одинаковым угловым ша¬
гом и неравномерное с не¬
одинаковым угловым ша¬
гом между соседними зубь¬
ями. Последнее рекоменду¬
ется для снижения вибраций
в процессе резания. Вели¬
чина угловых шагов зависит
от числа зубьев (табл. 6.9).Профилирование цилинд¬
рических и концевых фрез
с винтовыми канавками. Правильная форма винтовой канавки фрезы
зависит в основном от профиля рабочей фрезы (инструмента второго
порядка) и ее установки при фрезеровании относительно оси заготовки.Построение профиля рабочей фрезы для нарезания винтовых
канавок удобнее вести по графоаналитическому методу профилирова¬
ния, разработанному В. М. Воробьевым.Профилирование ведется поэтапно:аналитическое определение кривой винтовой поверхности в тор¬
цовом сечении;построение кривых поверхности канавки в сечениях, перпендикуляр¬
ных к оси оправки фрезы;построение профиля фрезы.Введем следующие обозначения: диаметр заготовки D, диаметр
отверстия заготовки d, число зубьев z, угол наклона винтовой канавки
со, высота зуба h, радиус скругления основания г, радиус спинки зуба R,
передний угол в торцовом сечении ут.Сущность метода и техника построения профиля канавки фрез
описаны в гл. 5.2. В этой главе рассмотрены только отличительные6.9. Величина неравномерности окружного шагаЧислозубьевУглы., соответствующие шагу, 0<piФ2ФзФ4Ф5ФбФ7ф83110123127490859095 — —56872766876— —6576357635763 —84248424842484248
Фрезы с острозаточенными зубьями из быстрорежущей стали 255Рис. 6.7. Торцовое сечение фрезы (а); построение прямых линий пересечения торцовых
поверхностей и плоскостей, перпендикулярных к оси оправки фрезы (б)особенности построения профиля канавки для фрез, обусловленных
формой стружечных канавок и большим углом наклона винтовых
зубьев.Исходным сечением канавки при профилировании фрезы для любого
инструмента является форма торцового профиля фрезы для заготовки
с большим углом наклона зубьев при большой глубине канавки и малом
радиусе скругления ее основания. Имеют место отклонения между
заданным и полученным при построении профиля. Поэтому заданную
форму профиля в торцовом сечении рассматривают как ориентировоч¬
ную, подлежащую корректировке в процессе профилирования.На рис. 6.7, а приведено торцовое сечение фрезы, которое вычер¬
чивается на кальке.Угол установки рабочей фрезы 0 относительно заготовки (угол
между осями) для угла со = 45° выбирают равным 40°, а при большом
угле наклона принимают равным 0,9 (90 —со).Окружность (рис. 6.1,6) разделена на части, равные 1/48 ее длины.
Точки деления (от —11 до +18) являются проекциями точек,
полученных от пересечения с окружностями ряда торцовых сечений,
отстоящих друг от друга на 1/48 шага винтовой канавки. В каждом
сечении находятся две точки, но на окружность наносится только одна
точка, которая соответствует участку, расположенному у режущей
кромки заготовки. Кроме того, параллельно оси Y—Y проведены на
расстоянии b = a ctgO друг от друга прямые, представляющие собой
линии пересечения торцовых плоскостей и плоскостей, перпендикуляр¬
ных к оси оправки.На рис. 6.8 приведено построение линий сечений винтовой канавки
заготовки плоскостями, перпендикулярными к оси оправки фрезы.
Кривые А'А' и В'В' являются проекциями винтовых линий, ограничи¬
вающих канавку.
256ФрезыРис. 6.8. Построение линий сечений винтовой канавки заготовки плоскостями, перпендикуляр¬
ными к оси оправки фрезыС целью упрощения конструирования и изготовления профиль
рабочей фрезы должен состоять из двух прямолинейных участков,
образующих переднюю поверхность. Он должен быть прямолинейным
и достаточным по высоте. Это условие является основным. Теоретичес¬
кий участок контура режущей кромки рабочей фрезы, образующий
переднюю поверхность заготовки, должен быть криволинейным.
Практически же его оформляют в виде прямой, внося небольшую
погрешность в форму передней поверхности заготовки.При профилировании установлено, что прямолинейный участок на
передней поверхности можно получить при минимально допустимом
диаметре рабочей фрезы. Но в этом случае уменьшается диаметр
оправки, что ведет к понижению жесткости и виброустойчивости
фрезы. С целью устранения этого явления надо увеличивать диаметр
фрезы, но при условии сохранения прямолинейного участка, а это
возможно только при некотором срезании профиля спинки зуба, не
оказывающим влияния на прочность зуба.Из центра фрезы 0\ (см. рис. 6.8) проведены радиусы Rb, Ra, ...
..., Rh окружностей, касательных к соответствующим линиям сече¬
ний III, IV, V,...,X. Радиус Rb касается линии сечения IV в точке
b примерно в середине передней поверхности канавки. В сеченииV точка касания с переносится на кривую спинки канавки. Следую¬
щие точки соприкосновения располагаются примерно по прямой
(линия контакта с, d, /,..., h). В крайнем сечении X точка контакта
не находится на наружной окружности заготовки, поэтому часть
профиля канавки, прилегающая к этому участку, не будет обработана
фрезой.
Фрезы с острозаточенными зубьями из быстрорежущей стали 2572.SсPi1X IX I VII ) v/ш
VIII VI IVXV I¥"jy, IV IIIa)Рис. 6.9. Построение профиля фрезыНа основании рис. 6.9 можно построить профиль фрезы. Получен¬
ный участок аЪ остается неизменным, а участок ch подлежит
корректировке. Корректировка выполняется для сохранения постоян¬
ной длины участка ab при соединении обоих участков радиусом
г (рис. 6.9, а).Во избежание сокращения длины участка аЪ необходимо значение
г выбирать такое, чтобы начало скругления находилось в точке Ъ.
Тогда профиль фрезы будет ограничен прямой c\h вместо найденной
по построению прямой ch. Такая замена вызовет изменение в заданном
профиле спинки впадины заготовки в торцовом сечении.Для определения величины искажения спинки зуба в торцовом
сечении необходимо выполнить обратное построение, т. е. найти
интересующий нас участок профиля заготовки и установить, насколько
велика величина искажения и можно ли ею пренебречь.Определяем сначала новые радиусы Rh,...,Rg, Rf и тому
подобные, соответствующие точкам нового профиля hpi (рис. 6.9,6),
для чего определяем положение сечений IV' и IV", на которых лежат
точки ри ki. Из рис. 6.9,6 находимсc = tfcos0; tga = ; x' = rcosa;В Rb-Rax" = r(cosa+cosoti);har sin a2; hu = 6a cos0 —x',9 Зак. 533
258Фрезыгде а—расстояние, равное J/48 шага винтовой канавки; с—расстояние
между сечениями III и IV; hu — расстояние между осью профиля фрезы
и сечением X.Цифра 6 в формуле для hu указывает число делений, на которое
отстоит сечение IV от сечения X на рис. 6.8.Радиусы Ra, Rb, Rh определяем графически. Для найденных значений
х' и х" находим дополнительные кривые сечений IV' и IV". Для этого
первоначально определяем номера сечений NIV> и NIV-:NJv = Nlr+-^—; NIV- = NIV+- Х”Я COS0Затем находим значения абсцисс Ь'5 и Ь'6 для торцовых сечений V и VI:
Z>5=tf'ctg0; Z)5 = a"ctg0;
b'6 = b'5 + actgQ; ^6 = ^5 + «Ctg0.Радиусы фрезы для сечений IV', IV" и VI определяем по формулам
Rkl = Rb + г (sin а! — sin а);RCI = Rki — (acos0 — x") ctga^
p _p RCl~Rh,_2(RC-Rh)'~ 5 ’3 (R'-Rh).К/1~КС, ? >R -RKg i — -*41 ^При определении фактического профиля канавки может оказаться,
что окружность рабочей фрезы пересекает кривую заготовки
(рис. 6.10,6). В пределах их пересечения всегда известны координаты z'
и у' точек тип, при помощи которых была построена кривая. Через
эти точки проводим прямые, перпендикулярные к оси z'z'. Тогда
отрезки п2пъ и т2тъ будут ординатами точек фактической кривой
канавки, а отрезки тът и пъп — поправками к заданному профилю
в торцовом сечении. Зная для этих точек номера п торцовых сечений
и номера N сечений канавки плоскостями, перпендикулярными к оси
оправки фрезы, и откладывая эти значения поправки на соответству¬
ющих ординатах заданного профиля канавки (рис. 6.10, а), находим
соответствующие точки и тъпъ из фактического профиля.Аналогичным путем определяем отклонения для всех точек (сь bu
li и т. д.) и по ним находим фактический профиль канавки в торцовом
сечении.
Фрезы с острозаточенными зубьями из быстрорежущей стали 259 Ъ—Ъ z z -) А—6 / т2 п2 / т2 П2
Проекция оси заготовки Проекция оси заготовки z74*)5)в)Рис. 6.10. Корректирование профиля канавки фрезыПроверке подлежит и часть кривой канавки, образующая переднюю
поверхность зуба, и особенно у основания зуба (на участке между
сечениями IV—V). В этом случае возможно расположение окружности
фрезы и кривой заготовки, приведенное на рис. 6.10, в.Таким образом, находят поправки ттх и пп1 и переносят их на
торцовое сечение канавки. Полученный профиль канавки может
отличаться от заданного и поэтому рассматривается как приближен¬
ный, подлежащий уточнению только в процессе профилирования.Для получения одинаковой по размеру ленточки / на задней
поверхности фрез с остроконечными винтовыми зубьями (рис. 6.11)
необходимо фрезерование вести на копировально-фрезерных станках,
которые обеспечивают обработку не по ломаной линии AAXBYB, а по
кривой с учетом профиля зуба. При отсутствии таких станков
фрезерование профиля ведется в три прохода по прямым ААи
А^В^ и ВхВ, что увеличивает трудоемкость и ухудшает конструкцию
фрезы.Заточка этих фрез производится в специальных приспособлениях по
копиру, форма которого соответствует форме профиля фрезы.Фрезы дисковые. В зависимости от наружного диаметра и ширины
зуба эти фрезы изготовляются цельными и сборными—со вставными
ножами или сегментами.К дисковым фрезам относятся пазовые, трех- и двусторонние,
фрезы с зубьями переменного направления, угловые и др.Пазовые фрезы (рис. 6.12) по
ГОСТ 3964-69 применяются для f
фрезерования неглубоких пазов.вает точность размера паза и воз¬
можность контроля толщины
фрезы.Размеры пазовых фрез состав- рис> б#ц. Формирование зуба фрезы по про-ляют: ширина 5=3—16 мм; на- филюДля уменьшения трения они снаб¬
жены углом ср1 = 1о30,н-2° по обо¬
им торцам фрезы с оставлением
кольцевой ленточки шириной
1,0—1,5 мм. Ленточка обеспечи-9*
260Фрезы_П_Рис. 6.12. Фрезы пазовые:а—с прямым зубом; б—с разнонаправленными
зубьями; в—сдвоенныеМВРис. 6.13. Фрезы дисковые двухсторонние:а — цельные; б—со вставными ножамиружный диаметр /) = 50+100 мм; диаметр посадочного отверстия
<4= 16 + 32 мм, число режущих зубьев z= 14 + 20.Фрезы дисковые двусторонние (рис. 6.13) применяются в основном
для обработки взаимно перпендикулярных плоскостей. Наружный
диаметр D и ширина В назначаются в зависимости от размеров
обрабатываемой детали или при наборе фрез в соответствии с со¬
пряженными их диаметрами.В табл. 6.10 приведены основные размеры двусторонней дисковой
мелкозубой фрезы.Фрезерование широких пазов можно производить наборами двусто¬
ронних цельных фрез с левым и правым углами наклона зубьев.Для обработки легких сплавов применяются дисковые двусторон¬
ние фрезы по ГОСТ 16229-81.Фрезы дисковые трехсторонние (рис. 6.14) предназначены для
фрезерования пазов 9JT.Размерный ряд ширины фрез стандартизован и состоит из
следующих значений: 4—10 мм через 1 мм; 10—20 мм через 2 мм и 22,
25, 28 мм.
Фрезы с острозаточенными зубьями из быстрорежущей стали 2616.10. Размеры двусторонней дисковой мелкозубой фрезы, ммDвd Н7did2zа60—808—16223545—6014—182—2,580—9010—202735—4060—7516—202,590—10015—2027457518—202,5100—12515—25324575—9020—222Д—3Фрезы с прямыми зубьями по ГОСТ 28527-90 изготовляются
диаметром 50—125 мм, а с разнонаправленными по ГОСТ 9774-81
и ГОСТ 16227-81 (для легких сплавов)—диаметром 63—125 мм,
наклон зубьев со = 15 + 20°.Для получения на торцовых зубьях (дву- и трехсторонних)
фрез фаски / одинаковой ширины определяют угол установки
р (рис. 6.15) шпинделя делительной головки при обработке угловой
фрезой с углом v:cos р = tg е ctg v.Глубину фрезерования можно вычислить по формулеcosРис. 6.14. Фрезы дисковые трехсторон¬
ние:а—с правым зубом; б—с разнонаправлен¬
ными зубьямиШ £ J
tg и sin р9Рис. 6.15. Схема фрезерования торцовых зубьевдисковой фрезой
262Фрезы6.11. Углы установки шпинделя делительной головки
при фрезеровании торцовых фрез (см. рис. 6.15)Число зубьев zЗначение угла р при угле и рабочей фрезы,85757065601012141618202224268Г17'
84° 59'
86°2Г
87°06'
87°35'
87°55'
88°10'
88°22'
88°32'
88°39'
88°46'72° 18'
79°51'
82°38'
84°09'
85°08'
85°49'
86° 19'
86°43'
87°02'
87° 18'
87°30'62°2Г74°27'78°59'81 °06'82°35'83°38'84°24'85°85°30'85°53'86°13'50°55'68°39'74°40'77°52'79°54'81°20'82°27'83°12'83°52'84°24'84°5Г36°08'
62° 12'
70° 12'
74°23'77°0г78°52'
80° 14'
81 ° 17'
82°08'
82°49'
83°24'54°44'
65°12'
70°32'
73°51'
76° 10'
77°52'
79°11'
80° 14'
81°06'
81°49'где г—радиус, на котором определяют глубину фрезерования, мм;
/—ширина фаски на торцовом зубе, мм.В табл. 6.11 даны углы установки шпинделя делительной головки
для обработки торцовых зубьев фрезы. К дисковым трехсторонним
фрезам со вставными ножами из быстрорежущей стали для обработки
сталей и чугунов относятся фрезы по ТУ2.035.0224638.1156—88, а для
обработки легких сплавов — по ГОСТ 16228-81.Дисковые фрезы дву- и трехсторонние с клинообразными ножами
с рифленой опорной поверхностью получили наибольшее распрост¬
ранение. Ножи вставляются со стороны наружного диаметра, имеют
запас на переточку, определяемый величиной вылета ножа из корпуса.
Для получения оптимального запаса на заточку ножей при констру¬
ировании необходимо предусмотреть выполнение рифлений в корпусе
фрезы со смещением относительно следующих пазов на величинуa = S/z,где S—шаг рифлений, мм; z—число ножей в корпусе.Размеры корпуса трехсторонних дисковых фрез (см. рис. 6.14)
приведены в табл. 6.12.При конструировании двусторонних правых и левых фрез могут
быть использованы конструктивные и геометрические данные трех¬
сторонних фрез.Размеры а и Н, определяющие расположение паза под нож, находят
по формулама = у siny-h/г tgco; Н= ^ cosy — (L + A),где h—вылет ножа на торце, мм; D—наружный диаметр фрезы, мм;
L—длина ножа, мм; А—зазор между дном паза и торцом ножа
(А = 2 — 3 мм).
Фрезы с острозаточенными зубьями из быстрорежущей стали 2636.12. Размеры корпуса трехсторонних дисковых фрез со
вставными ножами, ммРазмеры фрез01Тип АТип ВDвL + 0,07l;0-07кL + 0,07/ -0.07F80—100,100—12512—15D-92,753,05122,753,05114—20D-113,754,05163,754,05121—28D— 144,664,96184,664,962125—16012—15£>-113,754,05163,754,05116—19D— 144,664,96183,754,05220—25D- 144,664,96184,664,96325—32———160—18014—17D-143,754,05153,754,05118—224,664,96184,664,96223—36D-16 —
Продолжение табл. 6.12Размеры фрезТип АТип ВDвL + o.oiТ -0.07кL + °.°7L-o.oiF180—20012—15£-113,754,05163,754,05116—25£-144,664,96184,664,96226—32£-16———200—22412—15£ —143,754,05153,754,05116—254,664,96226—32£-164,664,9618———33—40£-186,666,9621———224—25014—17£-143,754,05153,754,05118—224,664,96184,664,96223—28329—36£-186,666,9621———250—31518—21£-144,664,96184,664,96222—28329—45£-186,666,9621———315—35020—25£-144,664,96184,664,96226—32333—40£-186,666,9621———41—50———Примечание. Для фрез с £ < 125 мм п = 1 мм, Rr= 6 мм, п1 = 12 мм,
Л = 8 мм; для фрез с D ^ 125 мм «=10 мм, ^ = 8 мм, п1 =20 мм, Л=16мм.
Фрезы с острозаточенными зубьями из быстрорежущей стали 2656.13. Размеры ножей клиновых рифленых для дисковых
дву- и трехсторонних фрезОбозначение ножейГабаритные размеры, ммаРазмеры пла¬
стинок, ммправыхлевыхLвв,^-0.1^1 - 0,07сь2020—01512020—01521112,73015301541314,807°30'0155015616,81516,873,723,4——0157015818,520,4915°0159016022,524,63016101621113,130163016423,813, 15,204,724,47°30'2,510016501661517,27016701681517,627°30'0021002218,521,240023002428,322,525,385,725,415°3,012,00169017026,529,530171017228,531,600025002633,825,529,137,727,415°3,012
266ФрезыПродолжение табл. 6.13Обозначение ножейГабаритные размеры, ммаРазмеры пла¬
стинок, ммправыхлевыхLВ^-0,1^1 - 0,07сь0173017433,832,536,387,727,415°4,015017501764246,22Размеры ножей для дву- и трехсторонних дисковых фрез приведены
в табл. 6.13.Фрезы угловые (рис. 6.16) изготовляются только монолитными
и применяются в основном в инструментальном производстве для
фрезерования стружечных канавок различных инструментов, а также
для фрезерования различных пазов и скосов.Одноугловые фрезы (рис. 6.16, а) делаются с углом конуса ср в пре¬
делах 55—90° через каждые 5°.Двухугловые фрезы (рис. 6.16, в) изготовляются с общим углом
конуса ф в пределах 55—100° через каждые 5°, причем меньший угол
принимается в пределах 15—25° в зависимости от размера общего угла.Для фрезерования канавок у затылованных прямозубых фрез
применяются одноугловые фрезы (рис. 6.16,6) с углами конуса ср = 18,
22, 25 и 30°, а для фрез с винтовыми затылованными зубьями—фрезы
с симметричной формой (рис. 6.16, г) с теми же углами ср.Ширина В и Ъ и угол ср устанавливаются в зависимости от
обрабатываемого материала. Для фрезерования стружечной канавки на
конической поверхности фрезы необходимо знать угол установки
р шпинделя делительной головки (рис. 6.17).Известно, что5 = —ZВ)Рис. 6.16. Фрезы угловые:а, 6—одноугловые; в, г—двухугловые
Фрезы с острозаточенными зубьями из быстрорежущей стали 267Угол установки шпинделя
делительной головкиР = Pi — р2 •Глубина фрезерованияh = Rcos(6 + р)/ cos5.При наличии фаски / глу¬
бину h берут несколько мень¬
шей.Фрезы прорезные (шлице¬
вые) и отрезные (пилы). Про¬
резные и отрезные фрезы —
это инструменты, работающие
в весьма сложных условиях
резания. Нежесткая рабочая
часть, наличие двух вспомога¬
тельных режущих кромок при
весьма короткой главной режу¬
щей кромке и без задних углов и весьма малые вспомогательные углы
в плане ц>1—все это является причиной частых поломок инструмента,
появления вибраций и работы при малых подачах. Поэтому очень
важны правильное назначение геометрических параметров фрезы и ее
заточка.В зависимости от габаритных размеров эти фрезы изготовляют
цельными или сборными.Прорезные (шлицевые) фрезы (ГОСТ 2679—73) по конструкции
мало чем отличаются от отрезных монолитных фрез. Они предназ¬
начены для прорезания неглубоких шлицев, разрезки тонких деталей,
тонкостенных трубок и т. д. Число зубьев у прорезных фрез
принимается значительно больше, чем у отрезных. Например, для
шлицевых фрез диаметром 40—75 мм число зубьев составляет
108—72, а для отрезных — 72—50. Для повышения стойкости фрез
зубья затачиваются без ленточки. Угол поднутрения по торцам
составляет 5°— 1 °30'.Фрезы отрезные (пилы) предназначены для разрезки заготовок
различного профиля. В настоящее время выпускается широкая номенк¬
латура отрезных фрез по ГОСТ 2679—73 (рис. 6.18). В зависимости от
числа зубьев отрезные фрезы разбиты на три типа.Тип 1 (с мелким зубом): Z> = 20 — 315 мм; <i0 = 5 — 40 мм,
5=0,2-6,0 мм, z = 32 — 200; у = 0+10°, ос = 20°, ф1 = 5-30/.Тип 2 (со средним зубом): D = 50 — 315 мм; d0 = 13 — 40 мм,
5=0,5-6,0 мм, z = 24 —100, у = 0-10о, ос = 20°, ф, = 10-30'.Тип 3 (с крупным зубом): /) = 50 — 315 мм; d0= 13 — 40 мм,
5=1,0-6,0 мм, z = 16 — 48, у = 5-10о, ос = 20°, ф^ЗО'-Г.Для отрезных фрез предусмотрены две формы зубьев.Фрезы с мелким зубом имеют форму зубьев, показанную на
рис. 6.19,а, с малым радиусом (г = 0,1 —0,5 мм) для всего диапазона
фрез.
268ФрезыРис. 6.18. Фреза отрезнаяФрезы со средним зубом имеют две формы зубьев—первая форма
такая же, как и у фрез с мелким зубом, вторая (рис. 6.19,6) имеет
ленточку по задней поверхности с задним углом а = 20°.Фрезы с крупным зубом имеют увеличенные радиус впадины
и объем стружечной канавки.В серийно выпускаемых фрезах всех трех типов шириной В ^ 1,6 мм
режущие зубья не имеют переходных режущих кромок (рис. 6.20, а).Для фрез со средним и крупным зубьями с шириной В > 1,6 мм
предусмотрены две формы заточки переходных режущих кромок —
форма 1 и форма 2 (рис. 6.20,6 и в).Для фрез с крупным шагом предусмотрена форма 3 (рис. 6.20, г).
Особенностью заточки является расположение смежных зубьев на
разных диаметрах, отличающихся на размер 2h. Кроме того, на одном
из смежных зубьев (прорезном) имеются широкие фаски с, а на
другом—защищающем — небольшие фаски Это обеспечивает при
фрезеровании деление стружки на три части по ширине, равной 1/3В
каждая, что обеспечивает производительность обработки, особенно при
отрезке заготовок большой толщины.Размеры переходных режущих кромок зубьев отрезных фрез даны
в табл. 6.14.Стойкость и производительность отрезных фрез шириной более
2 мм можно повысить, если наряду с разделением стружки по ширинеfразгрузить угловые участки режу¬
щей кромки. Такая фреза показа-'° на на рис. 6.21.Рис. 6.19. Форма зубьев отрезных фрезФреза на одном из каждой
пары смежных зубьев имеет
канавку шириной Ь=\/ЗВ, на
другом—режущая кромка обни-
жена с обеих сторон на 0,2—
0,3 мм. Обнижение выполняется
сошлифовкой вспомогательных
поверхностей под углом 30'—1°.
Глубина канавки равна ее ши¬
рине.
Фрезы с острозаточенными зубьями из быстрорежущей стали 269Рис. 6.20. Форма заточки режущих кромок отрезных фрез6.14. Размеры переходных режущих кромок отрезных фрез
по ГОСТ 2679—73, ммШирина фрезы
В, ммсИФорма 1Форма 2Форма 3Форма 31,50,50,30,50,150,122,00,60,40,60,200,152,50,80,50,80,250,203,0; 3,51,00,61,00,300,254,0; 4,51,20,81,20,400,305,0; 5,51,51,01,50,500,406,01,81,21,80,600,50В процессе фрезерования такой фрезой происходит перераспределе¬
ние нагрузки на зубья, как показано на рис. 6.22.Зуб, имеющий канавку, профилирует паз. Он снимает две стружки
толщиной а и на участках шириной 0,2—0,3 мм—две стружки
толщиной 2а, т. е. этот зуб разгружен на 1/3 общей нагрузки.А-А
Вв-ввЪ-Q-fпРис. 6.21. Отрезная фреза со | г ! Л 1
стружкоразделительными ка- 1
навками на зубьях/
270ФрезызубьяхРис. 6.23. Отрезная фреза с ломаной режу¬
щей кромкой на зубьяхВторой зуб, который занижен с двух сторон, не профилирует стенок
паза. Этот зуб в средней части снимает стружки толщиной 2 а. Таким
образом, если первый зуб снимает 1/3 объема стружки, то второй—
2/3. Ширина стружки меньше ширины паза, и поэтому она свободно
сходит и свободно удаляется из зоны резания.Более технологичная отрезная фреза, работающая по аналогичной
схеме, приведена на рис. 6.23.Особенностью этой фрезы является то, что режущие зубья
выполнены двусторонними, а сочетание право- и леворежущих зубьев
образует фрезу трехстороннего резания. Каждый зуб имеет ломаную
режущую кромку, центральный участок которой параллелен оси фрезы,
а боковые участки наклонены к ней.Участок со стороны угла ср выбирается равным половине ширины фрезы.
Меньший угол ср назначается конструктивно, но не более 25°, так как больший
угол (р2 является производным, от угла ср и определяется по формуле_ Btgg> + 2SZ
B—2(f+m)’где В—ширина фрезы, мм; /—размер цилиндрического участка
режущей кромки, мм; т — величина занижения вспомогательной
режущей кромки со стороны угла ср2, мм; Sz — подача на зуб, мм.Размер участка / выбирается для гарантированного разделения
стружки и определяет наружный диаметр фрезы, его находят по формуле/= — + 0,2.
tg<PПилы сегментные (ГОСТ 4047—82) — это разновидность отрезных
фрез, применяемых на фрезерно-отрезных станках. Пилы диаметром
более 250 мм делают сборными. Корпус пилы выполнен в виде диска
из конструкционной стали, на периферии которого имеется тонкий
Фрезы с острозаточенными зубьями из быстрорежущей стали 271кольцевой выступ (рис. 6.24, а). По всей окружности к диску прикреп¬
лены сегменты из быстрорежущей стали (рис. 6.24,6), имеющие
профиль зубьев, показанный на рис. 6.24, в. Сегменты снабжаются
4-мя, 6-ю и 8-ю зубьями. Для разрезки больших заготовок применяют¬
ся сегменты с крупным шагом (четыре зуба). Сегмент к диску крепится
при помощи заклепок, расположенных симметрично или несимметрич¬
но. Последний тип повышает прочность крепления передней части
сегмента и облегчает установку сегмента на диске при монтаже.Угол поднутрения (рх принимается равным 2°30'—2° 15'. Кроме того,
для уменьшения трения и облегчения подводки СОЖ каждый зуб на
обоих торцах имеет выемки mxl глубиной /7=0,5 мм. Спинка зуба
образуется дугой окружности R = (1,05 —1,1)5. Передний угол у выбира¬
ется в зависимости от обрабатываемого материала в пределах 0—25°,
задний угол а = 12—16°, г = 0,6Л, высота зуба h=0,45. Заточку зубьев
проводят по схеме, приведенной на рис. 6.20, г, при этом занижение
h1 одного зуба относительно другого выбирается в пределах 0,5—0,8 мм.Фрезы отрезные сборные с ножами из быстрорежущей стали
(табл. 6.15). Размеры а и h, определяющие расположение паза
в корпусе фрезы, находят в зависимости от угла у = 8° по формуламD • и D
а=—siny; h=—cosy.2 2
272Фрезы6.15. Фрезы сборные отрезныеРазмеры, ммDвZРазмеры корпуса фрезыНомерножейD15i(f9)а ±0,5Л ±0,2пR1255101113,010,532,2140,1; 163,502; 21606101463,013,148,8950,2; 273,503; 32007121864,016,168,6950,3; 385,004; 4Примечание. Материал корпуса — сталь 40Х, твердость HRC3 40;
материал ножей — быстрорежущая сталь, твердость HRC3 62—65.Исполнительные размеры ножей приведены в табл. 6.16.Для отрезки заготовок из легких сплавов применяются отрезные
фрезы по ГОСТ 16230—81.
Определение профиля дисковых фрез2736.16. Ножи для отрезных сборных фрезРазмеры, ммJ°±5'Номер ножа01020304г (Н8)4.5
5,05.56.53.0
3,54.04.06.3. ОПРЕДЕЛЕНИЕ ПРОФИЛЯ ДИСКОВЫХ ФРЕЗ
ДЛЯ ОБРАБОТКИ ВИНТОВЫХ ПОВЕРХНОСТЕЙМетод основан на использовании плоских центроид обработки [12].
Ими являются удлиненная эвольвента для детали в торцовом сечении
и гипербола для инструмента в осевом сечении. Согласно обобщению
теоремы Виллиса на область пространственных зацеплений [12] для
пары инструментальная поверхность вращения — обрабатываемая вин¬
товая поверхность детали существует полюсная ось профилирования
П0. Роль ее аналогична роли полюса для плоского зацепления:
нормали в точках характеристики—линии касания поверхностей
инструмента и детали — проходят через ось 770. Положение полюсной
оси П0 относительно оси детали, определяемое расстоянием а и углом
а между ними, находится из соотношенияР = я tg Е = tg а, (6.1)где aw и £ — расстояние и угол между осями фрезы и детали;
р — винтовой параметр детали, равный Я/(2тг), Н—ход винтовой
поверхности.Центроидой детали является кривая Цц (рис. 6.25), представляющая
собой винтовую проекцию полюсной оси П0 на исходную торцовую
плоскость детали /7Т, проходящую через общий перпендикуляр к осям
инструмента и детали.Поскольку поверхность детали является винтовой, то в исходной
плоскости Пт надо оперировать с винтовыми проекциями нормалей
Nt на эту плоскость — со следами, оставляемыми на этой плоскости
в их винтовом движении.
274ФрезыРис. 6.25. Профилирование дискового инструмента для обработки винтовых поверхностей
деталей (плоскость Q должна быть перпендикулярна к оси инструмента)
Определение профиля дисковых фрез275Построения указанных следов на плоскость 77т рассмотрим на
примере нормали Nt к винтовой поверхности в произвольной точке ix.
Положение нормали определяется в пространстве следующим образом.
Она перпендикулярна в точке ix к торцовому профилю и скрещивается
с осью детали под углом v, который согласно геометрии винтовых
поверхностей определяется из соотношенияр = п tgv, (6.2)где п—расстояние между нормалью и осью детали.Для нормали Ni следом ее произвольной точки а будет точка ас,
которая получается поворотом точки а вокруг оси детали на угол
Ф = На /р, где На—расстояние точки а от плоскости Пт. Совокупность
построенных точек и является следом Nic нормали, или ее винтовой
проекцией. Аналогично строится и центроида ЦД.Точка S пересечения винтовой проекции Nt с центроидой
Цж предопределяет точку искомой характеристики. Точке S соответ¬
ствуют: на полюсной оси П0 точка Sn и на исходном положении
нормали Ni точка SN. Точки 5П и SN лежат на окружности радиусом
г = OlS. В точке Sn оси П0 пересечется точкой SN нормаль Nt при
винтовом перемещении ее вместе с принятой точкой торцового
профиля детали. Величина этого винтового перемещения, после
которого точка ^ станет точкой ix характеристики, определяется на
плоскости проекции Н углом поворота ф*= LSNOiSn. Тогда точка
ix характеристики для произвольно принятой точки профиля детали
находится следующим образом. На плоскости проекции Н она
получается поворотом точки на угол фх. Поскольку точка ix вместе
с Ni перемещается винтовым движением, то на плоскости проекцийV точка ix будет отстоять от плоскости Пт на расстоянии рух.Аналогично находят точки характеристики и для других точек
профиля детали. Искомая инструментальная поверхность получается
вращением характеристики вокруг оси инструмента. Профиль инстру¬
мента в осевом сечении (плоскость проекции Т) получается как след,
оставляемый в плоскости осевого сечения характеристикой при ее
вращении вокруг оси инструмента. Для этого строят дополнительную
проекцию на плоскость Q, перпендикулярную к оси инструмента. Тогда
искомый радиус rt точки /0 профиля инструмента находится на плоскости
проекции Q как расстояние точки ix от оси инструмента. Описанные
приемы графического способа с помощью центроид обработки лежат
в основе следующего аналитического метода профилирования.Для упрощения расчета и получения решения в общем виде,
пригодном для любых винтовых поверхностей, целесообразно задавать
поверхность детали винтовым параметром р и обобщенными коор¬
динатами т, п, \|/ точек профиля ее в торцовом сечении (рис. 6.26),
означающими для каждой точки i^: т—расстояние касательной
к профилю от оси детали; п — расстояние нормали Nt к винтовой
поверхности детали от оси детали; v|/ — угол между положительными
направлениями оси Х0 и касательной к профилю; р = Н/(2к), где
Н—ход винтовой поверхности детали.
276Проекция IIРис. 6.26. Схема расчета профиля дискового инструмента для обработки винтовых поверх¬
ностей (здесь у =у)
Определение профиля дисковых фрез277Знаки этих координат условимся принимать следующим образом.
При обходе профиля в направлении от точки е к точке / вектор
касательной направлен навстречу обходу. При этом т>О, если центр
01 детали находится справа от касательной, и п>О, если центр
01 располагается выше Nt.Нормаль Ni в винтовом движении относительно оси детали
воспроизводит поверхность, которая в правой системе координат
Х0 Y0Z0 записывается уравнениями:X0 = ncos(y — \|/) + (Zotgv + m)sin((p-\|/);Г0 = я sin (ср — \J/) — (Z'o tgv + m) cos (ф — \|/); > (6.3)Zo = Zo+/^, Jгде Z'o — аппликата текущей точки Nt в ее исходном положении;
ф — независимый угловой параметр; v—угол скрещивания нормали
с осью детали, v = arctg(р/п).Из совместного решения уравнений винтовой проекции нормали,
получающихся из уравнений (6.3) при Z0 = 0, или ф = —Z'0/p, и уравне¬
ний центроиды, получающихся аналогичным путем, имеем следующее
выражение для нахождения точки искомой характеристики:sin ф + п2 cos ф — п3 ф sin ф + п4ф cos ф — п5 = 0, (6.4)где =sin\|/(«tga + fltgv) + mtgacos\|/;«2 = cos\|/(«tga + fltg v) — mtgocsin v|/;«3=jptgatgvcos\l/;«4 =p tg a tg v sin v|/;
n5=p + aiga.Решение этого уравнения методом касательных дает следующую
формулу для расчета значений его корней в (л+1)-м приближении:Фп + i = фл— Т, (6.5)где у, П\ sin фп-j-л2cos фп—w3фи sin ф„Н-cos фпфл—п$(«1 + п4) cos ф„ - («2 + «з) sin фи - ф„ cos фп «з - ф„ sin ц>пп4Для определения искомого значения корня характеристического
уравнения (6.4) по формуле (6.5) надо знать первое приближенное
значение угла ф„. Выбор фп целесообразно проводить на основе
использования мгновенной центроиды обработки детали. Последняя
получается при разложении винтового движения оси П0 на два
составляющих движения, одно из которых является поступательным
вдоль оси 770. В этом случае другим составляющим будет вращатель¬
ное движение вокруг оси Z', параллельной оси детали и отстоящей от
нее на расстоянии b=ptga. Поступательное движение оси П0 само по
себе не меняет положения ее в пространстве, и его можно не принимать
во внимание. Поэтому остается только вращательное движение вокруг
оси Z'. Если принять положение оси Z' постоянным, то возникает
278ФрезыРис. 6.27. Схема алгоритма решения трансцендентного
уравнения (6.4)погрешность определения угла ср„. Однако
такое допущение вполне возможно, ибо на
первом этапе расчета требуется определе¬
ние приближенного значения ср„. При этом
значение ср„ получается таким, от которого
приближение к требуемому значению кор¬
ня по формуле (6.5) происходит очень
быстро.Из условия пересечения оси П0 при
вращении ее вокруг оси Z' с нормалью Nh
например, в точке j для произвольной нормали Nt (см. проекцию III)
cp„ = v|/-£ + CT, где tg% = ( —Z'jv + Zojv)tgv/(H + />cos\|/), tga = (-Zhtga)/
(a + b)-Входящие в последние формулы значения координат находятся как
аппликата точки скрещивания нормали Nt с осью Z' (проекции I и III)
Z'ON = ( — m + b sin\|/)ctgv и аппликата точки пересечения оси П0 и Л^:Z'n = ZJv = -^ [tg v (— га + Z? sin \|/)] +±yj( — m + bsin vj/)2-htg2 a — [(я+ 6cos v|/)2 — {a + b)2] A], (6.6)где A = tg2v — tg2a.Из двух значений ф„, обусловленных двумя корнями уравнения
(6.6), для решения задачи надо принять то, которое соответствует
пересечению центроиды обработки с участком нормали Nb рас¬
положенным не в теле детали. Это условие формализуется так: точкам
профиля детали, определяемым значениями п> О, соответствует значе¬
ние Z'N<0, и наоборот, для точек профиля детали с п<0 соответствует
значение ZJN> 0. Данный метод нахождения ф„ позволяет минимизиро¬
вать число итераций I при решении трансцендентных уравнений. В ряде
случаев при углах наклона винтовых поверхностей до 20—30°, при
значениях этих углов более 60° и задании винтовой поверхности детали
профилем в осевом сечении и др. уже первое значение ф„ оказывается
достаточным для точного профилирования инструмента, т. е., по
существу, получаются простые методы расчета без решения трансцен¬
дентного уравнения (6.4). При необходимости решения уравнения (6.4)
целесообразно воспользоваться программой для расчета на ЭВМ
(рис. 6.27).Координаты точек профиля инструмента рассчитывают так: при
найденном значении ф уравнения точки ix характеристики, соответст¬
вующей точке ix профиля детали, в системе координат XUYUZU (см.
рис. 6.26) имеют вид:Xu = n cos (ф — \|/) f т sin (ф — \J/) — aw; 1Yu= — pipsinU — cosE[ — тсоз(ф — \|/) + я8т(ф — v|/)]; > (6.7)
Zu= — /^cosE + sinE [ — тсоз(ф — \|/) + л8т(ф — \|/)]. J
Фрезы с затылованными зубьями279Тогда профиль инструмента в осевом сечении
Z„= -/?9COsZ + sinl[-wcos((p-v|/) + /tsin((p — \|/)], r^yJxl+Yl, (6.8)где rt — радиус точки iQ профиля инструмента в осевом сечении (см.
рис. 6.25).Приведенная методика может быть основой при разработке схемы
для расчета инструментов на ЭВМ.6.4. ФРЕЗЫ С ЗАТЫЛОВАННЫМИ ЗУБЬЯМИФрезы с затылованными зубьями получили широкое распростране¬
ние в промышленности и применяются в основном для обработки
деталей с фасонным профилем.В основном все фрезы с затылованными зубьями стандартизованы:
фрезы полукруглые выпуклые и вогнутые (ГОСТ 9305—69), фрезы
пазовые (ГОСТ 8543—71), фрезы концевые обдирочные, фрезы для
нарезания зубчатых колес (см. гл. 9) и др.Особенности конструкции. Фрезы с затылованными зубьями обес¬
печивают неизменный и идентичный профиль обрабатываемой детали
в течение всего периода эксплуатации. Заточка фрез осуществляется по
передней поверхности.Пространство для размещения стружки по мере переточки увеличи¬
вается для затылованных фрез (рис. 6.28, а) и уменьшается для фрез
с остроконечными зубьями (рис. 6.28,6).В качестве кривой для затылования зуба в большинстве случаев
принимается Архимедова спираль (рис. 6.29).Уравнение Архимедовой спирали в полярной системе координат
имеет вид (рис. 6.29, а):р = 60,где р и 0—соответственно радиус-вектор и полярный угол в радианах
рассматриваемой точки спирали; Ъ—постоянный коэффициент (про¬
порциональности), характеризующий размеры спирали. При угле
0 = 2я радиус-вектор р = а, тогда Ь = а/(2п) и уравнение спирали
будет иметь вид:Рис. 6.28. Форма зубьев и заточка затылованных и острозаточенных фрез
280ФрезыРис. 6.29. Архимедова спиральПрименительно к зубу фрезы уравнение Архимедовой спирали по
вершине имеет вид:Р„=я-^е,где R—наружный радиус фрезы.Задний угол а между касательной к спирали S—S и касательной
к окружности W—W, проведенными в точке А (рис. 6.29, б), будет
равенdp dp а а 1tga=^e; rfe=2^; tg0t=2np=eили ctga = 0.Угол а получен с использованием формулы из дифференциальной
геометрии.Подъем спирали К равен a/z, где К—подъем спирали, соответст¬
вующий шагу зубьев; Z—число зубьев фрезы.Следовательно,KZtga =—.2прПолагая р = R, находим зависимость между задним углом на
вершине .-зуба ос*, радиусом R, числом зубьев Z и величиной
затылования фрезыKZТогда величина затылования будет равнаnDK= — tgab,где D—диаметр фрезы.Эту величину можно также выбирать из табл. 6.17.
Фрезы с затылованными зубьями2816.17. Величина затыловання фрез А', ммДля фрез с числом зубьев Zмм6891012141618202224262830353,02,52,01,51,51,51,0403,52,52,52,02,01,51,51,01,0454,03,02,52,52,01,51,51,51,01,0————504,53,53,02,52,02,01,51,51,01,0————555,03,53,53,02,52,02,01,51,51,51,01,01,01,0605,54,03,53,02,52,52,02,01,51,51,51,01,01,0656,04,54,03,53,02,52,02,01,51,51,51,01,01,0706,54,54,03,53,02,52,52,02,01,51,51,51,51,0756,55,04,54,03,53,02,52,02,02,01,51,51,51,5807,05,55,04,53,53,02,52,52,02,02,01,51,51,5857,55,55,04,54,03,03,02,52,02,02,01,51,51,5908,06,05,55,04,03,63,03,02,52,02,02,01,51,5958,56,55,55,04,03,53,03,02,52,52,02,02,01,51009,06,55,55,04,54,03,53,02,52,52,02,02,02,01109,06,56,05,54,54,03,53,02,52,52,02,02,02,012011,08,07,06,55,54,54,03,53,03,02,52,52,52,0130—9,08,07,06,05,04,54,03,53,03,02,52,52,5140—9,58,57,56,55,54,54,03,53,53,03,02,52,5150—10,09,08,06,55,55,04,54,03,53,53,02,52,5Конструктивные элементы затылованных фрез. При проектировании
затылованных фрез необходимо рассматривать: наружный диаметр,
диаметр отверстия, длину фрезы, число зубьев, угол и форму впадины
(рис. 6.30).Наружный диаметр при заданной высоте профиля h определяется
по формуле£ = (2-2,2) <4 + 2,2/* +(2-6),Рис. 6.30. Схема определения конструктивных элементов зуба эатылованной фрезы
282Фрезы6.18. Наружный диаметр D фрез с затылованным зубом, ммd0,ммДля высоты профиля А, мм1020222528 30 32 35 4013162227324045504550505565755560708090105657590951107085951051209010011512595105120130110125135115130140135150140155160165170где d0—диаметр посадочного отверстия, мм; h—высота профиля
(рис. 6.30, я), мм.Меньшие значения коэффициентов при d0 принимаются для фрез
больших диаметров. Полная высота зуба определяется из формулыH=h + r + K.При этом проверяют толщину ступицы фрезы, которая должна
соответствоватьD — d0 — 2H
а = ^0,44,.Для предварительных расчетов наружный диаметр фрез можно
выбирать из табл. 6.18.Номенклатура диаметров затылованных фрез шире, чем остроко¬
нечных. Согласно стандартам, затылованные насадные фрезы изготов¬
ляют диаметром 40—120 мм через каждые 5 мм и до 230 мм
с различными интервалами (10—15) мм.Диаметр отверстия выбирается на основании расчета оправки на
прочность и виброустойчивость и зависит в основном от высоты
профиля /г, а также от ширины фрезерования В.Для обычных условий профильного фрезерования можно использо¬
вать данные табл. 6.19.Радиус скругления дна впади-
6.19. Диаметр отверстия d0 фрезы ны г играет большую роль как
с затылованным зубом под оправку, для прочности зуба, так и для
мм изготовления фрезы (рис. 6.30,6).Скругление дна впадины
(рис. 6.30, в) выполняется от по¬
следней точки М затылования.
Центр скругления должен лежать
посредине дуги / или хорды, стя¬
гивающей центральный угол \|/.Радиус г определяется по фор¬
мулам:r = T?2sin^ (по хорде);Ширина фрезеро¬
вания В, ммd0 для условий работыобычныхтяжелыхДо 613136—12162212—25222725—40273240—60324060—1004050
Фрезы с затылованными зубьями2836.20. Зависимость числа зубьев от диаметра затылованной дисковой зубонарезной
фрезыМодуль т, ммВысота профиля
А, ммВысота зуба Н, ммДиаметр фрезы,
D, ммЧисло зубьев Z1162,2536,06,538,0501701410'• = ^=0,017^ (по дуге),где \|/—центральный угол, °.Радиус окружности R2, проходящий через точку М, определяется по
формулеR2 = 0,5D-h-^K,где £,—коэффициент, учитывающий величину затылования в ме¬
сте выхода резца из соприкосновения с зубом фрезы (например,4 = 4/5).Радиус скругления г в среднем принимается равным 1—5 мм
в зависимости от размера и типа фрезы, а также от характера
обработки профиля (шлифованный или нешлифованный).Длина затылованной фрезы выбирается в зависимости от ширины
профиля детали. Поэтому на практике один и тот же диаметр часто
бывает у целой группы фрез с различной длиной.Число зубьев должно обеспечить: необходимую ширину зуба с точки
зрения его прочности и получения большего количества переточек;
получение ширины канавки, обеспечивающей выход затылованного
резца и стружки.Число зубьевгде т—коэффициент, определяющий прочность зуба, т= 1,3 + 1,5;
Н—высота зуба, мм; H=h + r+K или #=/z + 0,5Z) + (l — 3). Коэффи¬
циент га =1,5 рекомендуется - для фрез, работающих с большой
нагрузкой.В отличие от остроконечных фрез число зубьев затылованных фрез
(например, дисковых зубонарезных) уменьшается по мере увеличения
диаметра. Это объясняется тем, что высота профиля, а следовательно,
и высота зуба растут значительно быстрее, чем диаметр фрезы
(табл. 6.20).Из табл. 6.20 видно, что высота профиля h выросла в 16 раз,
высота зуба Н—в 5,9 раза, тогда как диаметр фрезы — в 3,4 раза. Если
сохранить для диаметра повышение в 5,9 раз, то он будет равен
300 мм. Этот диаметр очень велик для обычных горизонтально¬
фрезерных станков, и поэтому необходимо принимать меньший
диаметр фрезы, а следовательно, и меньшее число зубьев.
284ФрезыА-АРис. 6.31. Схема определения задних угловПри выборе числа зубьев можно пользоваться ориентировочными
данными для фрез с нешлифованным профилем:Число зубьевZ 18 16 14 12 11 10 9 8Диаметр фрезыД мм 40 40-45 50-55 60-75 80-105 110-125 130-140 150-230Определение задних углов. Задний угол (рис. 6.31) в любой точке
профиля фрезы определяется по формулеRtgaN= — tga„cos р,Ггде г—радиус, на котором лежит рассматриваемая точка профиля, мм;
R — радиус фрезы, мм; ав—задний угол на вершине зуба фрезы, °;
р—угол между касательной к профилю в данной точке и осью фрезы, °.
Значения угла aN даны в табл. 6.21.При угле oln<2° следует применять угловое затылование под углом
(рис. 6.31, а).Угловое затылование применяют в следующих случаях:
для открытых профилей (рис. 6.31,6);
для закрытых профилей при разъемных фрезах;
для парных фрез, допускающих регулирование расстояния промежу¬
точными кольцами;для закрытых профилей при допустимых пределах сужения или
расширения профиля фрезы (вдоль оси) после переточки.При угловом затыловании угол поворота т затыловочного суппор¬
та определяют из условия получения приемлемого заднего угла
в неблагоприятной точке А профиля (рис. 6.32):где ola — задний угол в плоскости, перпендикулярный к оси фрезы,
градусы.
Фрезы с затылованными зубьями2856.21. Значения угла aNУголнаклонаР. °при углесв, 0УголнаклонаР. °при угле о1в, °101215101215109°50'11°50'14° 50'506°30'7°30'10°159°40'11 °40'14°30'556°7°9°209°30'1Г30'14°605°6°7°30'259°11°13°30'654°5°6°308°30'10°30'13°703°30'4°5°358е10°12°30'752°30'3°4°407°30'9°12°80Г30'2°2°30'457°8°30'11°851°1°1°30'Примечание. Угол cln<2° применять не рекомендуется.При положении касательной к профилю в точке А под углом е— -tg ав cos еИскажение (сужение) профиля по ширине при переточках для фрез
с закрытым профилем определяют из условия допустимого уменьше¬
ния ширины В на длине стачиваемого участка зуба:7 _ tlD
с”2”2ZДопустимое значение угла ola определяется по формулегде А—допустимое уменьшение размера В, мм.Рис. 6.32. Схема определения задних углов при угловом затыловании
286ФрезыС учетом значения допустимого угла сиА угол т в точке А для
случая, показанного на рис. 6.32, определяют по формулампри 8 = 0A Ztg т = ;а nD tg авпри 0<г<90°A Ztg т = .%D tg ав cos sПри обработке фасонных поверхностей затылованными фрезами
необходимо, чтобы угол aN по всему профилю был не менее 3°.С целью увеличения угла в профиль у торца выпуклых и вогнутых
радиусных фрез очерчивают только в пределах угла 80° по обе стороны
сил симметрии (рис. 6.33). Торцовые выточки С=0,5 мм при
5=5 — 14 мм, С=0,8 мм при 5=15 —24 мм и С= 1 мм при
5= 16 — 60 мм.У фрез для обработки глубоких пазов (рис. 6.34, а) затылуют
наружные выточки, при этом оставляют плоскую ленточку
/=1 — 1,5 мм, глубина выточки h = 0,4— 1мм. Угол ср=1— 2°
(рис. 6.34,6).Угол впадины между зубьями. Согласно рис. 6.30, в, угол впадины
v определяется по формуле1> = |! + \|/.Для достаточной прочности сточенного зуба сторона впадины
у спинки зуба должна быть наклонена под углом ц к радиальнойРис. 6.33. Полукруглые профили зубьевРис. 6.34. Профиль фрез для обработки глубоких пазов
Фрезы с затылованными зубьями287Рис. 635. Зависимости между параметрами зуба фрезы и кулачка для затылованияпрямой, проходящей через последнюю точку на вершине зуба.
Угол ц принимается равным 15—20°. При (1 = 0 толщина зуба
у периферии будет излишне массивной (седловина), что может
вызвать деформацию при термической обработке и трудности
при затыловании и шлифовании.Выбор угла \|/ необходимо проводить в сочетании с параметрами
кулачка для затылования (рис. 6.35).Во избежание смятия вершины зуба при выходе резца или
образования усика из-за преждевременного выхода резца из соприкос¬
новения с зубом фрезы необходимо предусмотреть дополнительные
углы ф! и ф2 на перебег резца.Начало рабочего хода резца совпадает с линией 0—/, а конец—с
линией 0—IV, отстоящей на угол ср2 от линии 0—III, проведенной
через последнюю точку М нижней кривой затылования. Сумма углов
ф1 + ф2 = Я= 1,5 ч-2°. Угол А, равный ф + 5, соответствует рабочему
ходу резца, а угол С—холостому ходу резца. Отношение А/С зависит
от формы кулачка. На практике встречаются кулачки с углом 60 илиА 4-С90°, т. е. =6 или 4.СКулачки с участком холостого хода под углом 60° широко
применяются на практике для фрез с обычной формой впадины,
а 90°—для фрез со шлифованным профилем.При затыловании каждому обороту кулачка соответствует поворот
зуба фрезы на угол А + С, причем на долю рабочего хода приходится
300 или 270°, а на долю холостого хода (для С) 60 или 90°. Тогда
А = (5/6 или 3/4)в; С=(1/6 или 1 /4)е; ф = А — В\ Б=ф!-Нф2; v|/ = e —ф.После расчета угол v округляется до принятого значения: для
червячных фрез—18, 22, 25, 30°, а для резьбонарезных гребенчатых
фрез—45°.Для предварительных расчетов можно принять ширину зуба
(0,65 + 0,7)5, а ширину впадины (0,35 + 0,3)5, где 5—окружной шаг.Фрезы затылованные с передним углом. Затылованные фрезы
в основном изготовляются с передним углом у = 0.
288ФрезыРис. 6.36. Схема определения профиля зуба фрезы с положительным передним угломПрофиль затылованной фрезы с передним углом у>0 проверяют по
передней грани шаблоном и подвергают корректированию.При угле у = 0 профиль формируется одновременно по всем точкам 1,2,3, ... и т. д. (рис. 6.36, б), так как все они расположены в диаметральной
плоскости МО, перпендикулярной к направлению фрезерования.При у>0 точки режущей кромки зуба фрезы вступают в работу
последовательно, по мере совпадения каждой точки фрезы с плоско¬
стью, перпендикулярной к направлению резания.В процессе обработки точка Р перемещается по окружности
радиусом Rx и при пересечении плоскости ОМ образует на профиле
точку L (рис. 6.36, я).При у = 0 отрезки спиралей пересекаются с радиальной прямой ОМ
в точках 7, 2, 3 и т. д., при у>0 они пересекаются с прямой MN
в точках 2', 5' и т. д. (рис. 6.36,6). В этом случае поверхность MN
дает на детали удлиненный профиль, так как высота профиля деталиhR больше высоты профиля зуба
фрезы h. Для того чтобы hIl = h,
необходимо проводить корректи¬
рование профиля фрезы, т. е.
уменьшить его на величину
Kx = ha — h согласно рис. 6.36, в.Величина понижения профиля
зуба фрезы для рассматриваемой
точки Р определяется по формулегдеКх =Kx = hR-h,
KZQX360 ’R sin у _ Л ,
sm г|Л = ——; Rx = R-ha.
Фрезы с затылованными зубьями2896.22. Фрезы цилиндрические затылованныеРазмеры, мм0,5*45°Dd/УголКулачкиshЛ,КонустКктГ11Морзе2523,550—8015° 28'4,54,361,2056,54,533229,055—13016° 55'5,55,381,608,06,044030,565—16014° 29'6,05,891,5069,68,05044,070—18013°48'7,06,3101,6711,510,056380—200010° 17'6,91,2588060,090—22412°23'151,501013,56Примечания: 1. При Z) = 25 — 32 мм аТ = 6°; при £> = 40 — 80 мм ат = 8°.
2. ХВ — направление подачи по ходовому винту; ДК — направление движе¬
ния по кулачку.По этим формулам можно найти величину понижения высоты для
каждой точки профиля фрезы, задаваясь Rx.Искажение высоты профиля приводит к искажению и угла профиля
8. При заданном угле наклона профиля детали угол профиля 8 фрезы
определяется по формуле ^10 Зак. 533 tg 8 = tg 8Д —.
290ФрезыФрезы с двойным затылованием. Такие фрезы применяют при
наличии шлифованного профиля зуба (рис. 6.37).В этом случае шлифование производится не на всю ширину зуба,
а с оставлением некоторой ее части непрошлифованной.Нешлифованная часть затылуется резцом с помощью кулачка,
величина спада которого в 1,5—1,75 раза больше величины спада
К кулачка, используемого для шлифованной части профиля зуба.Величина затылования должна быть отнесена к диаметру Z)l9
несколько большему, чем диаметр фрезы D. Если шлифованная часть
составляет половину ширины зуба, то Dl = D + 2а, где а = Ь = (К1—К)/2.Перед началом затылования резец находится в точке А и начинает
обработку только в точке В, срезая при этом часть спинки зуба по
кривой ВС.Наименьший диаметр шлифовального круга зависит от высоты
шлифуемого профиля hm фрезы, диаметра отверстия d0 круга и ширины
L зажимных фланцев:^кр = 2/гш + 2 L + dQ.Фрезы цилиндрические затылованные. Фрезы (табл. 6.22) применяются
для черновой обработки плоскостей и изготовляются как насадными, так
и концевыми. Для одновременной обработки взаимно перпендикулярных
плоскостей фрезы снабжают торцовыми зубьями. Режущие кромки зубьев
Находятся на кольцевых выступах трапецеидальной формы, которые
смещены относительно друг друга на величину х. Последнюю выбирают
такой, чтобы кольцевые выступы каждых следующих друг за другом
зубьев перекрывали друг друга. Обычно х= 1,2-н 1,67 мм. Вершины
режущих кромок располагаются по винтовой линии с шагом S=xz.Спад К кулачка и угол установки т суппорта при затыловании
определяют по формулам:К0 х хz „ Кт nD tg аtg т = — = — = ; К= —-= —,Kr Кт %D tg а cos х Z cos xгде KQ — величина затылования в направлении, параллельном оси
фрезы, которая с целью получения кольцевого направления витка
должна равняться величине х, мм; Кт—величина затылования в на¬
правлении, перпендикулярном к оси фрезы, мм; а = 6 + 8° — задний угол.6.5. КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ ФРЕЗ
С ОСТРОЗАТОЧЕННЫМИ ЗУБЬЯМИ ИЗ ТВЕРДЫХ СПЛАВОВКонструктивные особенности данных фрез обусловлены оснащени¬
ем их режущими пластинами из твердого сплава различной формы:
коронки, призматические и винтовые пластины, многогранные пласти¬
ны. По конструктивному исполнению фрезы выпускаются монолит¬
ными, с напайными пластинами, сборными, оснащенными ножами или
многогранными пластинами.Монолитные фрезы из твердого сплава. Фрезы выпускаются по
ГОСТ 18372-73 двух типов.
Конструктивные особенности фрез с острозаточенными зубьями 291В>6LLРис. 6.38. Фреза концевая, ос¬
нащенная монолитной корон¬
кой из твердого сплава:А-А . Б-Б ft1 — коронка; 2—хвостовик; 3 —
шпонкаТип 1 (цельные): d= 3 + 12 мм, L = 28 + 60 мм, /=8 + 25 мм, Z=3 + 5,
Улг = 5°, а= 15°, со = 30+ 40°.Тип 2 (со стальным хвостовиком): d= 5+12 мм, Ь = 58 + 103 мм,
/=24 + 53 мм, Z=3 + 5, yN = 5°, а=15°, ю = 30 + 40°.На рис. 6.38 приведена конструкция концевой фрезы (ГОСТ
20539-75), оснащенная твердосплавной коронкой. Фрезы выпускаются
диаметром 5—22 мм.Режущая твердосплавная часть (коронка) имеет коническое отвер¬
стие и после установки на оправке припаивается. Для более надежного
крепления коронки на оправке предусмотрена торцовая шпонка.Число зубьев фрезы 3—8 в зависимости от диаметра фрезы
и обрабатываемого материала.Фрезы с винтовыми твердосплавными пластинами. Фрезы широко
применяются для фрезерования широкой номенклатуры обрабатыва¬
емых материалов. Это в основном различные фрезы, выпускаемые по
ГОСТ 20536-75 —ГОСТ 20538-75 и ГОСТ 24637-81.Основными преимуществами фрез с винтовыми пластинами явля¬
ются большая их стойкость и высокая производительность.В зависимости от обрабатываемого материала передний угол
в торцовом сечении изменяется в пределах —20++20° (и выше).Стыки между напаянными на инструменты пластинами оформля¬
ются в виде стружколомателей, которые должны быть размещены
в шахматном порядке. Для этой цели выпускаются пластины
нормальной и укороченной длины.В табл. 6.23 приведена номенклатура винтовых пластин.При постоянном шаге угол наклона зубьев со на фрезе наружного
диаметра D, отличного от наружного диаметра Dх винтовой пластины
с углом наклона coi? определяется по формуле10*D1Ctg СО = Ctg СО! —- .
292Фрезы6.23. Типовая номенклатура винтовых пластин (рис. 6.39)Размеры, ммДиаметр
фрезы D, ммДиаметрыпластинысо, °ВысотаЬТолщинааДлина/D,d1515820—4542152020820—4562,52030301420—60842850503220—6094,52875755520—60105321001008020—601053415015013020—6010534Номенклатура выпускаемых винтовых пластин позволяет изготов¬
лять различные типы фрез (концевые, цилиндрические и др.) диамет¬
ром 10—200 мм и выше с углами наклона зубьев со = 20 + 60°, а иногда
и до 70° (применяется для труднообрабатываемых сталей и сплавов).Фрезы дисковые с ножами, оснащенными пластинами твердого
сплава. Фрезы (ГОСТ 5348-69, ГОСТ 5808-77 и ГОСТ 6469-69)
изготовляются дву- и трехсторонними.Фрезы дисковые двусторонние изготовляют право- и леворежущи¬
ми. Конструктивное исполнение узлз крепления ножа позволяет
проводить регулировку по диаметру и ширине фрезы. Конструктивное
исполнение и основные размеры корпуса дву- и трехсторонних фрез
приведены в табл. 6.24, а размеры и применяемость ножей и клиньев
для их крепления — в табл. 6.25 — 6.27.А-А20°жа/2Рис. 6.39. Форма винтовой пластины
6.24. Размеры корпусов дву- и трехсторонних фрез, ммDв1g+°.°7Sc - 0,07i2'зиФрезы типаАБа ±0,5Л ±0,2аh130—150D-12142115,2815,69,513,010123.54.5169,239,221,337,3150—17514219,513,010123.54.510, 49,223,846,9Конструктивные особенности фрез с острозаточенными зубьями 293
Продолжение табл. 6.24ФрезытипаDDi*+0-070,074h'эиАБа ±0,5Л ±0,2аh175—200Д-13142115,2815,69,513,010123.54.51611,161,627,159200—22517212511,869,129,966,1225—250£>-1517212517,8318,1513124,52112,981,533,178,2250—300172125149436,390,2300—350212516,1118,942,8114,4350—400212518,3143,849,3138,5Примечание. Тип А — фрезы для обработки сталей с ав^ 1400 МПа; тип Б—для обработки сталей
с ств= 1400-1800 МПа.Фрезы
Конструктивные особенности фрез с острозаточенными зубьями 2956.25. Размеры ножей к фрезам дву- и трехсторонним, ммТип А Тип бПрадый ЛевыйТипфрезLв£-0,1- 0,07АБТип АТип БОбозначение ножаПравыйЛевыйПравыйЛевый010251521010,5030504065355545622121412.514.5109,68070857581616,5091059601212,5И126162'1414,5131463641616,5151716186567666825182018.520.51211,68192069702222,5212271722424,5232473742626,5252675763030,0272877781414,5293079801616,5313281821818,533348384302020,51514,68353685862222,5373887882424,5394089902626,5414291923030,5
296ФрезыПродолжение табл. 6.25Тип фрезLв£-0.1Sc - 0,07АБТип АТип БОбозначение ножаПравыйЛевыйПравыйЛевый43449394303030,51514,68Примечание. Режущие пластины по ГОСТ 2209—90.6.26. Размеры клиньев к дву- и трехсторонним фрезам, ммНомерклина/ь^ - 0,05гк/Номерклина/ъ^ - 0,05гк/010203131516511,5101112131516511,50414184,33,51319183,8505181,514183,5060720206,593.51.51516206,591.53.5080924243,51718241.53.5
6.27. Применение ножей и клиньев в дву- и трехсторонних дисковых фрезахТип фрезыДвусторонниеТ рехсторонниеZ) , мм
фр’ZНомер ножаНомерклинаВфр,Номер ножаНомерммТипАТип БммТип ,4Тип .БклинаПравыйЛевыйПравыйЛевыйПравыйЛевыйПравыйЛевый130—1508181516656601182022151719161820656769666870010203150—17510262324737406—07242122717204—05175—2002630232524267375747606—0708—09200—22512183132818210225—250203334838411250—300/142226303539433640448589938690941315—1617—18222435373638858786881213—14300—35018263940899015—16263940899015—16350—40020304344939417—18304142919217—18Конструктивные особенности фрез с острозаточенными зубьями 297
298Фрезы6.28. Узлы крепления режущих пластин из твердого сплаваХарактеристика фрезыФрезы двузубые с пластинами твердого сплава по
ГОСТ 2209-90, форма 50. Пластины (/=26 мм,
Ь— И мм, 5=4 мм) устанавливаются в пазы корпуса
и крепятся винтом, сжимающим пружинящую часть
корпуса. Диаметр фрез £> = 20 -г- 30 мм. Заточку режу¬
щих пластин производят в сбореЧетырехзубая торцовая фреза с пластинами твердого
сплава по ГОСТ 2209-90, форма 50. Пластины крепят¬
ся двумя фасонными планками, плотно прилегающи¬
ми к пластинам с помощью двух винтов. Заточка
осуществляется в сбореКрепление твердосплавных пластин двумя конусными
сухарями с помощью дифференциального винта.
Данное крепление можно осуществлять для трехзубой
фрезы (£> = 38 — 50 мм и четырехзубой —
/) = 50-65 мм). Размеры: Я=26 мм, 5=4 мм, h —
конструктивный
Конструктивные особенности фрез с острозаточенными зубьями 299Продолжение табл. 6.28Характеристика фрезыКрепление предназначено ■&№ фрез, оснащенных
напайными резцами. Резец устанавливается в наклон¬
ном пазу корпуса фрезы и прижимается к основанию
и боковой стороне с помощью двух винтов, упира¬
ющихся в поверхность резца. Размеры фрез:
£> = 75 — 100 мм, z = 6; £> = 120—150 мм, z = 8;
£> = 200 мм, г = 10; £> = 250 мм, z= 12Фрезы торцовые. Торцовые фрезы, оснащенные твердым сплавом,
получили наиболее широкое распространение в металлообработке.
Торцовые фрезы по сравнению с цилиндрическими имеют значитель¬
ный угол контакта с обрабатываемой поверхностью, что приводит
к повышению равномерности процесса фрезерования. Фрезы обеспечи¬
вают высокую производительность при наименьшем расходе энергии.Равномерность фрезерования обеспечивается, если в процессе
резания одновременно находится не менее двух зубьев. При симмет¬
ричном фрезеровании это условие будет соблюдаться приJLJ ^ X/ dill )Zгде В—ширина обрабатываемой поверхности, мм; £>—диаметр
фрезы, мм.При конструировании наибольшее внимание уделяется фрезам
с механическим креплением пластин твердого сплава, в том числе
и неперетачиваемых, узлы крепления которых приведены в табл. 6.28.При конструировании торцовые фрезы подразделяются на концевые
и насадные.Концевые фрезы (табл. 6.29) предназначены для фрезерования на
черновых и полу чистовых операциях. Передние углы ур и уос обеспечи¬
вают установкой резца соответствующего номера.Пазы для установки и крепления резцов имеют рифления,
позволяющие регулировать положение резцов после переточек. Резцы
крепятся с помощью клина и двумя винтами (см. табл. 6.29).Насадные торцовые фрезы (рис. 6.40) по своим предельным раз¬
мерам представляют широкую номенклатуру. Так, в качестве стандарт-
300Фрезы6.29. Торцовые концевые фрезы с ножами, оснащенными
пластинами твердого сплаваПримечание, уР— радиальный угол, уос— осевой угол.ных фрез изготовляются фрезы диаметром 100—630 мм по ГОСТ
24359-80. Иногда изготовляются фрезы диаметром до 1000 мм и более.
Конструктивные особенности фрез с острозаточенными зубьями 301Рис. 6.40. Базовая конструкция торцовой насадной фрезы6.30. Основные размеры элементов торцовых насадных фрезДиаметр
фрезы D,
ммЧисло
зубьев zСечение
державки
Ну. В, ммВылет
ножа /, ммНомерпластиныУгол в
плане ф, 0Переднийугол у, 0Угол на¬
клона ре¬
жущей
кромки X, 0100812x18102003Q125814x20122005У1601014x20122005605882001214x201220052501416x2815200775773201816x281520074002018x321720095002618x3217200990856303018x32172009Ножи фрез имеют трапециевидное поперечное сечение для того,
чтобы возникающие при работе фрезы радиальные силы не вырывали
нож из паза корпуса фрезы. Они крепятся в клиновидном пазу корпуса
гладкими клиньями с углом 5°. Как ножи, так и пазы имеют гладкие
контактируемые поверхности, без рифлений.В табл. 6.30 приведены элементы торцовых насадных фрез.Для фрезерования легких сплавов применяются торцовые насадные
фрезы, изготовляемые по ГОСТ 16222-81 и ГОСТ 16223-81.Фрезы торцовые с двойным уклоном (рис. 6.41) отличаются от ранее
рассмотренных тем, что клиновидный нож и паз в корпусе имеют два
угла: продольный угол 5° и угол 2°30', т. е. паз в корпусе расширяется
302ФрезыПоложение^
Положение Ш \ Положение Т2°30по направлению ко дну. Угол
2°30' позволяет дополнительно
выдвинуть нож из корпуса при
перестановке ножей на следующее
рифление.Если нож, имеющий один угол
5°, переставить на одно рифление,
то он займет положение II (см.
рис. 6.41, заштриховано) и вылет его
при этом не изменится. Если нож
и паз имеют двойной угол (угол 5°
и угол 2°30'), то при перестановке на
одно рифление нож в корпусе
займет положение III и вылет его из
корпуса увеличится, т. е. он выдви¬
нется по диаметру на шаг рифления,
а по торцу на величину Ag&0,5S,
где S—шаг рифления.Применение ножей с двойным уклоном рекомендуется для тор¬
цовых фрез двух типов, отличающихся формой режущей части ножа.
Фрезы типа А предназначены для фрезерования на проход, типа
Б—для фрезерования поверхностей с уступом.Основные размеры фрез соответствуют мелкозубым фрезам, осна¬
щенным твердым сплавом, выпускаемым по ГОСТ 9473-80.В зависимости от свойств обрабатываемого материала принимают
соответствующие углы у и со положения ножей в корпусе, при этом
углы не должны превышать 15°.Рис. 6.41. Схема расположения ножа с двой¬
ным углом клина6.6. ФРЕЗЫ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ
СМЕННЫХ МНОГОГРАННЫХ ПЛАСТИНФрезы с механическим креплением сменных многогранных пла¬
стин (СМП) широко применяются для обработки различных матери¬
алов.Преимущество данных фрез по сравнению с фрезами с напайными
ножами состоит в повышении стойкости в 2 раза, сокращении до 3 раз
количества фрез, находящихся в обращении. Исключение операции
пайки и заточки ножей снижает количество брака при изготовлении,
дает возможность использования новых марок твердого сплава, в том
числе трудно поддающихся пайке.Централизованно выпускаются стандартные фрезы с пятигранными
(ГОСТ 22087-76) и круглыми (ГОСТ 22088-76) пластинами диаметром
60, 63 и 80 мм с коническим хвостовиком. Насадные торцовые фрезы
с СМП (ГОСТ 26595-85) выпускаются диаметром 80, 100, 125,
160—200 мм и более.Для снятия больших припусков применяются ступенчатые торцовые
фрезы, обеспечивающие снятие больших припусков (до 25 мм) за один
проход без возникновения вибраций, снижение мощности на резание до
Фрезы с механическим креплением СМП303Рис. 6.42. Фреза торцовая с механическим
креплением пятигранных неперетачиваемых
пластинРис. 6.43. Фреза торцовая двухступенчатая
с механическим креплением пластин20—30% и увеличение произ¬
водительности труда по отно¬
шению к одноступенчатым фре¬
зам в зависимости от количества
ступеней.Все более широкое распрост¬
ранение в металлообработке по¬
лучают торцовые фрезы, оснащен¬
ные СМП из минералокерамики
и пластинами из композита.Применение фрез с пластина¬
ми из минералокерамики и ком¬
позита наиболее целесообразно при получистовой и чистовой обработ¬
ке закаленных сталей и чугунов. Обработка данными фрезами
обеспечивает высокое качество обработанной поверхности деталей, во
многих случаях заменяет шлифование и в 2—3 раза увеличивает
производительность труда.Конструкция и геометрические параметры фрез с СМП. На рис. 6.42
показана типовая конструкция стандартной фрезы с СМП. В корпусе
фрезы 1 выполнены пазы, в которые устанавливаются державки 6 со
штифтом 7, на которые надеты режущие пластины 8. На корпусе
расположено кольцо 2, имеющее отверстия для зажимных винтов 5,
ввернутых в хвостовик державок 6. Для сборки фрезы предусмотрены
пружины 3 и шайбы 4, поджимающие режущую пластину к базовым
поверхностям корпуса и державки. Окончательно пластины закрепля¬
ются винтом 5 при втягивании державки в паз корпуса, которая
штифтом прижимает режущую пластину к фаскам 9, выполненным
в кольцевом желобе 10. Кольцевой желоб выполняется на торце
корпуса фрезы и по форме соответствует форме пластины.По этому же принципу устроены и ступенчатые (двух и трехступен¬
чатые) фрезы с СМП. Их отличие от неступенчатых заключается в том,
что их режущие зубья расположены волнообразно как в радиальном,
так и в осевом направлении (рис. 6.43).Фреза снабжена дополнительным кольцом 3 с пазами и внешней
ступенчатой конусной поверхностью, закрепляемой в корпусе 2 вин¬
тами 6. Аналогичные прорези и внутреннюю ступенчатую поверхность
304Фрезыимеет корпус 2 фрезы. Сочетание ступенчатых поверхностей кольца
и корпуса образует ступенчатые гнезда под режущие пластины. После
закрепления режущие кромки смежных зубьев 4 и 5 оказываются
смещенными в радиальном направлении на Лр=1 мм, в осевом—на
величину h0 (/г0 = 7 + 9мм для двухступенчатых и h0 — 6,5 мм для
трехступенчатых фрез).Геометрические параметры фрез зависят от типа СМП и их
расположения в корпусе фрезы.Передний угол у образуется за счет наклона пластины в державке
под углом уу= —11° и смещения положения пластины относительно
диаметральной плоскости с образованием ^ = 7 — 8°. Пластины с плос¬
кой передней поверхностью при этом будут иметь у = —10°, а пластины
со стружколомающей канавкой и углом уп = 20° после установки будут
иметь у =10°.Фрезы с положительным передним углом рекомендуется применять:для обработки нежестких деталей или на нежестких станках;в условиях обработки на станках с недостаточной мощностью;при обработке вязких металлов.При обработке чугуна, особо твердых материалов и в условиях
больших ударных нагрузок необходимо применять фрезы с от¬
рицательным передним углом.Задний угол а получается за счет установки режущей пластины
в корпусе (а« 10° для всех типов фрез).Углы в плане ср и ф! для многогранных пластин указаны ниже:Число граней пластины 4 5 6Главный угол в плане ф,° 75 67 55Вспомогательный угол в плане ф15° 15 5 5Значения углов в плане ф и фх для круглых пластин зависят от
глубины резания.При проектировании фрез с механическим креплением СМП
параметры, ориентирующие режущую пластину в корпусе фрезы
в зависимости от заданной рабочей геометрии лезвия, можно
определить из представленной на рис. 6.44 схемы в следующей
последовательности.Выбираются передние и задние углы yN и и угол в плане ф по
действующим нормативам в зависимости от марки обрабатываемого
материала, определяется радиальный передний угол урад по формулеtg Урад-tgyN sin ф.Затем подсчитываются:боковое смещение пластиныжу -^ФрК= sin Урад;радиальное смещение-^Фр~y~ cos урад;
Фрезы с механическим креплением СМП305А N_ tg otjy + tg улг sin2 ф
(1— tga^ tg yN)cos фУстановочный угол в плане фу с допустимой для практики
точностью принимается равным углу в плане ф:фу^ф.Угол наклона режущей кромки определяется из уравнения
tg X. = tg(v|/- Трад) cos ф,где tg \|/ = tg ф sin у0.На основании полученных параметров рассчитывают базовые
размеры flj и В.Прогрессивные конструкции торцовых фрез с механическим креплени¬
ем СМП. Наряду со стандартными фрезами на производстве широко
применяются торцовые фрезы с механическим креплением СМП,
разработанные новаторами производства.На рис. 6.45 приведена торцовая фреза с коническим хвостовиком
конструкции М. А. Зайцева, отличающаяся минимальным количеством
зажимных элементов.Закрепление режущих пластин 2 осуществляется пружинящим
коническим штифтом 4. Пружинящий эффект достигается за счет
смещения оси отверстия под штифт в сторону опорной боковой базы
корпуса 1 по отношению к оси отверстия пластины. В качестве
боковых баз используются поверхности конической втулки 3 и боковая
поверхность гнезда в корпусе. Втулка 3 устанавливается в центральном
отверстии корпуса и закрепляется винтом 5.Конструктивное исполнение обеспечивает изготовление фрез диаме¬
тром 40, 50 и 63 мм с числом зубьев 4 и 5, оснащенных пятигранными
пластинами.
306ФрезыРис. 6.45. Торцовая фреза конструкции Рис. 6.46. Фреза торцовая концевая с пяти-
М. А. Зайцева гранными пластинамиФреза имеет геометрические параметры: передний радиальный угол
ур = 3°, передний осевой угол у0=11°, задний угол а = 3°.На рис. 6.42—6.51 приведены конструкции торцовых фрез, оснащен¬
ных режущими пластинами трех-, четырех- и пятигранной формы.
Основной отличительной особенностью данных фрез от стандартных
является то, что базой при закреплении пластин является коническая
поверхность корпуса, а не кольцевой желоб. Такое конструктивное
исполнение обеспечивает получение различных значений углов в плане
Ф и ф! при использовании пластин одной формы за счет изменения
угла конуса базовой поверхности корпуса.На рис. 6.46 приведена конструкция фрезы диаметром 45 мм
с числом режущих зубьев 5.Фреза состоит из корпуса 7, кольца 2, державок 4, в которых на
штифтах установлены режущие пластины 5. Узел крепления, как
и у стандартных фрез, включает винт 6, пружину 7 и шайбу 8. Базовая
коническая поверхность на корпусе 3 выполнена под углом 21°
Фрезы с механическим креплением СМП307Рис. 6.47. Фреза торцовая концевая
с креплением пятигранных пластин с
торца/1 -Аи обеспечивает при установке
пластин в корпусе углы ср = 57°
и ф! = 13°. Резьбовые отверстия
под винты в державках 4 сме¬
щены относительно их осей
в сторону наружного диаметра
корпуса фрезы. Это дает воз¬
можность изготовлять фрезы
небольших размеров. Для пре¬
дохранения от поворота дер¬
жавка снабжена штифтом 9,
входящим в паз корпуса фре¬
зы.Торцовая фреза (рис. 6.47)
отличается от рассмотренной
конструкции тем, что винты
для крепления державок уста¬
новлены со стороны рабочего
торца фрезы.Фреза состоит из корпуса 7,
в отверстиях которого установ¬
лены державки 2, оснащенные
режущими пластинами 5. За¬
крепление пластин осуществля¬
ется при помощи винтов4 с конической головкой 3.Винты установлены параллельно осям державок и своими коническими
головками контактируют с продольными коническими лысками на
державках. На конической поверхности корпуса выполнены лыски
б для базирования режущих пластин. Лыски выполнены параллельно
образующей конуса.На рис. 6.48 приведена конструкция торцовой насадной фрезы,
оснащенной четырехгранными режущими пластинами.Фреза состоит из корпуса 7, в отверстиях которого установлены
и закреплены при помощи винтов 3 державки 2 с режущими
пластинами 4. Режущие пластины одной своей гранью базируются на
внутренний конус корпуса фрезы, который имеет уклон, обеспечива¬
ющий при установке пластины углы в плане ф = 75° и ф! = 15°.Фрезерная головка (рис. 6.49), оснащенная трехгранными режущими
пластинами, предназначена для фрезерования плоскостей с уступом
под углом 90°.Фреза состоит из корпуса 7, кольца 2, державок 3, оснащенных
режущими пластинами 4. Закрепление державок с пластинами осущест¬
вляется винтом 5. Резьбовые отверстия в державках 3 под винтом5 выполнены со смещением в сторону наружного диаметра корпуса.
308ФрезыРис. 6.48. Фреза торцовая насадная с четырехгранными Рис. 6.49. Фреза торцовая кон-
пластинами цевая с трехгранными пластинамиОтверстия под державки вскрыты со стороны наружного диаметра
корпуса фрезы, а державки имеют лыски, что обеспечивает выступание
режущих пластин за корпус фрезы. Режущие пластины одной своей
гранью базируются на наружную коническую поверхность корпуса,
обеспечивающую угол в плане ср = 90°.Такое конструктивное решение позволяет обрабатывать не только
плоскости, но и различные выемки типа карманов в корпусных
деталях.На рис. 6.50 показана конструкция торцовой двухступенчатой
фрезы, оснащенной пятигранными режущими пластинами.Фреза состоит из корпуса /, в котором выполнены сквозные
отверстия 2 под державки пластин 5. Отверстия выполнены двух
диаметров Dx и Z)2. Рабочий торец корпуса фрезы выполнен в виде
усеченного конуса с углом фк = 26°, на котором параллельно его
образующим имеются базовые поверхности 3 под режущие пластины
4. Закрепление державок осуществляется винтами 8. Для удобства
сборки фрезы в конструкции предусмотрены конические пружины6 и шайбы 7. Использование конических пружин исключает промежу¬
точное кольцо.
Фрезы с механическим креплением СМП309Рис. 6.50. Фреза торцовая насадная двух¬
ступенчатая с пятигранными пластинамиФреза предназначена для
снятия припуска до 7,0 мм,
т. е. по 3,5 мм каждой ступе¬
нью. При снятии припуска5,0 мм первой ступенью общий
припуск составит 8,5 мм. Из¬
меняя угол конуса корпуса
фрезы, можно значительно рас¬
ширить диапазон снимаемых
припусков, не увеличивая диа¬
метр фрезы.Конструкция торцовой двух¬
ступенчатой фрезы (рис. 6.51)
расширяет технологические
возможности фрезы за счет
регулировки режущих элемен¬
тов второй ступени.Фреза состоит из корпуса 7,
рабочий торец которого выпол¬
нен в виде усеченного конуса
с углом фк = 26°. В отверстиях
корпуса установлены резцовые
державки 3 с пластинами 4, которые закрепляются в корпусе вин¬
тами 5. Параллельно образующей конуса установлены регулиро¬
вочные элементы 7 для настройки режущих пластин второй сту¬
пени.Регулировочный элемент выполнен в виде четырехгранника, каждая
грань которого является опорной поверхностью для режущих пластин.
Для базирования в отверстии корпуса регулировочный элемент имеет
два цилиндрических пояска 8 и 9. Опорные поверхности оси вращения
поясков выполнены с шагом, обеспечивающим равную прочность
элемента 7 в сечении. Шаг каждой опорной поверхности относительно
друг друга увеличивается на 0,5 мм.Ориентация каждой опорной поверхности относительно боковой
грани режущей пластины осуществляется при помощи запорного
конуса 10, выполненного в виде усеченной пирамиды с числом граней,
соответствующих числу опорных поверхностей. Запорный конус сво¬
ими гранями развернут относительно опорных поверхностей на угол а,
равный заднему углу резания. Под действием пружины 77 регулировоч¬
ный элемент одной из граней прижимается к штифту 12, установлен¬
ному в корпусе фрезы. Поворот регулировочного элемента осуществля¬
ется при помощи квадрата 13.Регулировка пластин второй ступени увеличивает осевое смещение
h0 вершин режущих пластин второй ступени относительно вершин
режущих пластин первой ступени, а именно с К = 3,5 мм до
/г04 = 5,0 мм, т. е. обеспечивается снятие припуска 7—10 мм.
310ФрезыБ-Б аYrРис. 6.51. Фреза торцовая насадная двухступенчатая с регулировкой пятигранных пластинок
Фрезы, оснащенные режущими элементами из ПСТМ 3116.7. ФРЕЗЫ, ОСНАЩЕННЫЕ РЕЖУЩИМИ ЭЛЕМЕНТАМИ
ИЗ ПСТМВ разделах 1.5 и 1.6 было показано, что инструмент, оснащенный
ПСТМ и керамикой, предназначен в первую очередь для высокоско¬
ростного резания, такого, при котором скорость возрастает в 10 раз
и более (на порядок) по сравнению с уровнем, установившимся для
данного обрабатываемого материала и твердосплавного инструмента.
В настоящее время наибольшее распространение высокоскоростное
резание находит при фрезеровании инструментом из ПСТМ. Привлека¬
тельность фреусроьаштй для работы на автоматизированных станках
с высокими скоростями объясняется тем, что концевые и торцовые
фрезы осесимметричны, обладают приемлемыми размерами и массой,
легко подвергаются балансировке; кроме того, при фрезеровании нет
проблемы стружкодробленйя.Превосходство ПКНБ над твердыми сплавами при рекомендуемых
для ПКНБ сечениях среза очевидно. Процесс фрезерования чугунов
и сталей инструментом из ПКНБ принципиально отличается от
обработки твердосплавными фрезами: 1) скорости резания сталей
в 4—8 раз, а чугунов в 10—20 раз выше; 2) подачи на зуб в 2—4 раза
меньше, а минутная подача в 2—5 раз больше; 3) силы резания в 2—4
раза меньше; 4) потребляемая мощность в 3—8 раз больше,
а удельный расход электроэнергии на деталь остается неизменным; 5)
неплоскостность и шероховатость обработанной поверхности в 2—4
раза ниже; 6) отсутствует наклеп (из-за высоких температур в зоне
резания, превышающих 1000° С); 7) производительность съема припус¬
ка в 1,5—5 раз выше.Точение и фрезерование инструментом из ПКНБ по ряду парамет¬
ров также различаются. Более распространенные знания о точении
часто механически переносятся на фрезерование, что может приводить
к отрицательным результатам. Чтобы избежать этой ошибки, нужно
помнить следующее: 1) точение сырых сталей резцами из ПНКБ
осуществляется на скорости 100—200 м/мин, что экономически невы¬
годно в сравнении с твердосплавными резцами; фрезерование прово¬
дится на скорости 400—900 м/мин, при этом обеспечиваются высокое
качество обработки и в отдельных случаях экономический эффект; 2)
скорости резания при фрезеровании закаленных сталей и чугунов
инструментом из ПКНБ в 3—4 раза выше, чем при точении; 3)
невозможно фрезерование закаленных быстрорежущих сталей HRC
60—70 инструментом из ПКНБ, тогда как непрерывное точение этих
сталей (без удара) чрезвычайно эффективно; 4) предварительное
фрезерование чугунов по корке эффективно и находит все более
широкое применение, а точение по корке пока применяется ограничен¬
но; 5) резцы из композита 01 не рекомендуются для точения с ударом
закаленных сталей, а при фрезеровании композит 01 очень эффективен
при обработке чугунов и сталей любой твердости; 6) резцы с пластина¬
ми из композитов 05 и 06 одинаково эффективно обрабатывают
и чугуны и закаленные стали, а торцовые фрезы предназначены только
для обработки чугунов; 7) при точении определяющее влияние на
312Фрезы6.31. Рекомендуемые диапазоны режимов резания инструментом из ПКНБ
(торцовое фрезерование)Режим торцового фрезерованияОбрабатываемый материалМарка ПКНБСкоростьрезания,м/минПодача
на зуб,
ммГ лубина,
ммСтали конструкционные и леги¬
рованные нетермообработанные,
HRC<30 (в состоянии поставки)Ю; 01; 10Д;
02; киборит400—9000,01—0,100,05—2,0Стали конструкционные, легирован¬
ные, инструментальные закаленные,
HRC 35—5510; 01; 10Д; 02
киборит200—5000,01—0,070,05—1,2Стали закаленные, цементованные,
HRC 55—70 (кроме быстрорежущих
и высокохромистых сталей)10; 01; 10Д; 02;
киборит80—2000,01-0,050,05—1,0Чугуны серые и высокопрочные, НВ
150—300 (в том числе по литейной
корке)05; 10; 10Д; 01;
02; Томал-10;
киборит500—40000,01—0,100,05—6,0Чугуны отбеленные, закаленные, НВ
400—60010; 01; 10Д; 02;
Томал-10; ки¬
борит200—5000,01—0,050,05—2,0стойкость инструмента из ПКНБ оказывает скорость резания, а при
фрезеровании—подача на зуб. Поэтому при заданной глубине резания
в случае точения сначала назначают подачу на оборот, максимальную
по критерию точности и качества обработки, а затем подбирают
экономически эффективную скорость резания. В случае фрезерования,
наоборот, сначала назначается максимально возможная скорость
резания, а затем подбирается подача на зуб, обеспечивающая
требуемое качество поверхности.В табл. 6.31 представлены усредненные рекомендуемые режимы
резания инструментом, оснащенным ПКНБ, при торцовом фре¬
зеровании.При использовании ступенчатых фрез максимальная глубина
резания может быть увеличена в 1,5—2 раза.Для эффективной эксплуатации фрез из ПСТМ создается оборудо¬
вание, в полной мере отвечающее требованиям этого инструмента
в части скоростной характеристики, мощности, жесткости и вибро¬
устойчивости. Так, фирма Heiliegenstaedt (ФРГ) разработала новый
тяжелый высокоскоростной (л^50 тыс. мин-1; 5М<35 тыс. мм/мин)
портальный продольно-фрезерный станок с длиной зоны обработки5 м, на котором скорость резания фрезой диаметром 80 мм может
достигать 12 тыс. м/мин (200 м/с), что характерно уже для сверх¬
скоростной обработки; причем при SM = 35 тыс. мм/мин подача на
оборот *S0 = 0,7 мм, что обеспечивает высокое качество обработанной
поверхности.Фирма Heller (ФРГ) создала фрезерные станки для высокоскорост¬
ной предварительной (по корке) обработки привалочных плоскостей
Фрезы, оснащенные режущими элементами из ПСТМ313чугунных блоков двигателей автомобилей фрезами диаметром 315—
500 мм с пластинами из ПКНБ или нитридной керамики при глубине
резания до 5,0 мм и продольной подаче £м = 5000 мм.При конструировании подобных станков фирма особое внимание
уделяет обеспечению максимальной статической и динамической
жесткости.Таким образом, наблюдается вполне сформировавшаяся тенденция
не только увеличения скорости вращения шпинделей до 30—
60 тыс. мин- и подач до 20—50 м/мин, но и повышения мощности
главных приводов до 30—50 кВт, что создает базу для широкого
внедрения в машиностроении высокоскоростного обдирочного, получи-
стового и чистового резания с применением новых инструментальных
материалов. Увеличение скорости резания позволяет снизить силы
резания и уменьшить наклеп, снизить подачу на оборот при
увеличенной минутной подаче и тем самым уменьшить шероховатость
обработанной поверхности, улучшить показатели точности, предъявля¬
емые к корпусным деталям. Установлено также, что скорость резания
является важнейшим резервом повышения не только производитель¬
ности обработки, но и — в силу особенностей физико-механических
свойств ПСТМ и керамики — надежности процесса фрезерования.Значимость процесса торцового фрезерования в технологии метал¬
лообработки подтверждают результаты анализа значительного количе¬
ства наименований деталей, обрабатываемых на станках с ЧПУ,
многоцелевых станках и комплексно-автоматизированных участках:
корпусные детали составляют 27% общего числа изготовляемых
деталей, а трудоемкость их обработки — около 60% суммарной
трудоемкости. Существенная доля этой трудоемкости приходится на
обработку плоскостей, к большинству которых предъявляются следу¬
ющие требования по точности и качеству: непараллельность плоско¬
стей и их неплоскостность не более 0,01 мм на длине 100 мм;
шероховатость обработанных поверхностей Ra= 1,25 + 2,5 мкм.Во ВНИИинструменте разработана гамма насадных и хвостовых
торцовых фрез диаметром 20—800 мм, в том числе регулируемых
и переналаживаемых, с механическим креплением сменных круглых
и многогранных пластин из ПСТМ, а также из керамики и твердых
сплавов для скоростной высокопроизводительной обработки плоско¬
стей деталей на автоматизированном оборудовании.Для фрезерования плоскостей малогабаритных корпусных деталей
разработана конструкция хвостовых торцовых фрез диаметром 20—
63 мм с механическим креплением пластин из ПСТМ.Фреза (рис. 6.52, табл. 6.32) состоит из корпуса 1 и режущих
пластин 2, закрепляемых в корпусе прихватом 3 посредством винта 4.Гамма нерегулируемых сборных торцовых фрез диаметром 80—
160 мм (рис. 6.53, табл. 6.33) разработана уже по кассетному принципу.
Фреза состоит из корпуса 1 и кассет с режущими пластинами 4.
Пластины крепятся в гнезде державки 3 прихватом 5, который
прижимает пластину посредством винта 2. Кассета крепится в корпусе
фрезы винтом 6. Винт 7 осуществляет подтягивание кассеты до упора
в корпус фрезы для выборки возможных зазоров, а также осевое
314Фрезыti"<3 Морзе
\Число6.32. Фрезы (право- и леворежу¬
щие), оснащенные круглыми
(форма А) и ромбическими
(форма Б) пластинамиРазмеры, ммDОбозначение
конуса МорзеL2025312513215040504155236351954Рис. 6.52. Хвостовые торцовые фрезы диаметром
20—63 мм с механическим креплением пластин из
ПСТМ6.33. Фрезы торцовые не¬
регулируемыеРазмеры, ммРис. 6.53. Насадные сборные торцовые фрезы диаметром
80—160 мм с механическим креплением пластин из ПСТМПримечание. Фрезы
(право- и леворежущие)
оснащаются кассетами
трех исполнений: А —
кассеты с гнездом под
круглые пластины; Б —
кассеты с гнездом под
ромбические пластины;
В—кассеты с гнездом
под квадратные пластины
с главным углом в плане
75°.
Фрезы, оснащенные режущими элементами из ПСТМ315Мсло/гненае /Рис. 6.54. Насадные сборные
торцовые фрезы диаметром
125—800 мм с осевым регу¬
лированием и настройкой по¬
ложения режущих кромок
пластин из ПСТМ и керамикиИсполнение 2микрорегулирование кассет. За счет точного исполнения соответству¬
ющих размеров и использования режущих пластин высокой точности
осевое и радиальное биения режущих кромок не превышают 0,05 мм.Главным направлением развития конструкций торцовых фрез
с пластинами из ПСТМ и керамики является создание и освоение
выпуска инструмента, построенного по кассетному принципу и осна¬
щенного механизмами точного регулирования положения режущих
кромок. Насадные регулируемые кассетные фрезы диаметром 125—
250 мм, в том числе ступенчатые, с пластинами из ПКНБ
(рис. 6.54, табл. 6.34) предназначены прежде всего для сверлильно-
фрезерно-расточных станков с ЧПУ, а диаметром 315—800 мм—для
316Фрезы6.34. Насадные регулируемые кассетные фрезыРазмеры, ммИсполнениеDD,dяЛhZ125130401011602001652055063——14181602001652054066,714182502552423154005003204055056080101,6177,8304050630800635805—6080Примечание. Фрезы (право- и леворежущие) оснащаются кассетами двух
исполнений: А — кассеты с гнездом под круглые пластины; Б — кассеты
с гнездом под квадратные пластины с главным углом в плане 75°.специальных тяжелых станков и станков, встроенных в автоматические
линии.Фреза состоит (см. рис. 6.54) из корпуса 1 и кассет с режущими
пластинами 8. Кассеты крепятся в пазах корпуса винтами 2 и состоят
из державки 6, прихвата 9, крепежного винта 7, сухаря 4 и регулиро¬
вочного винта 3 с ограничительной шайбой 5. В табл. 6.34 приведены
конструктивные размеры фрез.Конструкция фрезы предусматривает осевое регулирование кассет.
Настройка осуществляется в два этапа. Предварительно винтами 8 при
легком поджатии державок винтами 2 вершины пластин выравнивают¬
ся в пределах 0,02 мм. Затем винты 2 закрепляются. Окончательно
осевое регулирование осуществляется только в направлении перемеще¬
ния кассет к рабочему торцу. В результате достигается осевое биение
режущих кромок не более 0,005 мм, что обеспечивает высокопроиз¬
водительную работу фрез с большими подачами и высоким качеством.
Несмотря на кажущуюся сложность настройки, в среднем на регули¬
ровку одной кассеты требуется не более 1 мин. Малое радиальное
биение режущих кромок (0,04—0,10 мм в зависимости от диаметра
фрезы) обеспечивается точностью исполнения соответствующих раз¬
меров корпусов фрез и державок кассет, а также использованием
прецизионных режущих пластин класса допуска Е и Н.
Фрезы, оснащенные режущими элементами из ПСТМ317Кассеты представляют собой взаимозаменяемые сборные узлы
конструкции фрезы, их различные исполнения отличаются лишь
формой и размером гнезд под режущие пластины и могут комплек¬
товаться пластинами круглой и квадратной формы, в том числе со
специальными радиусными зачистными фасками, или любой другой
формы из разных марок ПСТМ и керамики.Конструктивное исполнение узла регулировки позволяет переналажи¬
вать фрезы на ступенчатую схему съема припуска, размер которого
в двухступенчатом варианте фрезы при обработке чугуна или легкого
сплава может быть увеличен в 1,5—1,8 раза, а при обработке закаленной
стали—в 1,3—1,6 раза. Ступенчатые фрезы способны за один проход
обработать поверхность окончательно, причем если к данной плоскости
предъявляются повышенные требования, например, по шероховатости, то
чистовую ступень следует оснащать кассетами с пластинами квадратной
формы с зачищающими режущими кромками (рис. 6.55, табл. 6.35).Таким образом, фрезы кассетной конструкции наиболее выгодно
использовать в условиях гибкого автоматизированного производства,
отличающегося быстрой обновляемостью номенклатуры изделий
и требующего особой мобильности в вопросах обеспечения необ¬
ходимой инструментальной оснасткой.Фрезы большого диаметра должны подвергаться статической
и динамической балансировке до установки на шпиндель станка.
Предельное значение допустимого дисбалансирования при статической
балансировке (по аналогии с алмазными шлифовальными кругами) для
фрез диаметром 200 мм—40 г-см; 250 мм — 50 г см; 315 мм —
60 г см; 400 мм—80 г-см; 500 мм—100 г-см; 630 мм—120 г см;
800 мм—160 г-см. Для облегчения пользования тяжелыми фрезами
диаметром свыше 315 мм разработана составная конструкция, преду¬
сматривающая наличие массивного маховика, постоянно установлен¬
ного на шпинделе и создающего необходимый момент инерции,
и относительно легкого сменного венца с кассетами.Кассетный принцип обеспечивает исключительную гибкость фре¬
зы—на базе одного корпуса при наличии комплектов кассет разных
исполнений можно собирать фрезы, максимально отвечающие требова¬
ниям той или иной технологической операции, будь то предварительная
или окончательная обработка или обработка различных материалов.
318Фрезы6.35. Режущие пластины из ПСТМ квадратной формы с зачистными режущими
кромкамиРазмеры, ммОбозначение пластиныd5<*, 0гтсSNEN 05T3100N
SNHN 05T3100N5,563,970100,162SNEN 06T3140N
SNHN 06T3140N6,353,970140,1262,5Исполнение /Исполнение 2Рис. 6.56. Насадные сборные переналаживаемые торцовые фрезы диаметром 125—800 мм
с осевым регулированием и настройкой положения режущих кромок пластин из ПСТМ,
керамики, твердых сплавов
Фрезы, оснащенные режущими элементами из ПСТМ3196.36. Фрезы торцовые переналаживаемыеРазмеры, ммИсполнениеDDidн/ifi-1111251602001602002501301652051652052554050504063—81012101214266,7222223154005006303204055056356080101,6177,8182430362Поэтому на базе кассетных регулируемых фрез создана конструкция
переналаживаемых торцовых фрез диаметром 125—800 мм (рис. 6.56,
табл. 6.36), которая значительно расширяет технологические возмож¬
ности вышеописанной конструкции. В переналаживаемых фрезах
кассеты выполнены так, что осевой и радиальный задние углы
задаются на державке, а пазы в корпусе фрезы выполнены симметрич¬
но относительно оси фрезы. Такое решение открывает широкие
возможности для оснащения корпусов фрез кассетами с пластинами из
ПКНБ, ПКА, режущей керамики и твердых сплавов, поскольку
оптимальная геометрия режущего клина из того или иного инструмен¬
тального материала при обработке различных материалов отражается
непосредственно в кассете. Кассеты (рис. 6.57) для переналаживаемых
фрез могут оснащаться, например, круглыми и квадратными, в том
числе с радиусными зачистными фасками, пластинами с диаметром
вписанной окружности до 12,7 мм, и с задними углами, а также
пластинами любых других форморазмеров.В целях дальнейшего повышения производительности и качества
обработки, надежности работы инструмента разработаны торцовые
фрезы с осевой и радиальной регулировками кассет, оснащенных
сменными режущими пластинами из ПСТМ (рис. 6.58). Фреза состоит
из корпуса 7, в пазах которого установлены кассеты с режущими
пластинами 2, размещенными в гнездах державок 3 кассет и закреп¬
ленными с помощью прихватов 4 и винтов 5. Крепление самой
кассеты осуществляется винтами б и 7. В пазах корпуса под кассетами
размещены регулировочные клинья 8, связанные с корпусом винтами9. Осевой опорой кассет служит сухарь 10, расположенный в гнезде
корпуса и входящий своим поводком в паз кассеты. Осевая
регулировка осуществляется путем перемещения сухаря винтом 11
за счет наличия угла между направлением указанного перемещения
и осью паза кассеты. Радиальная регулировка осуществляется за
счет перемещения регулировочного клина 8 винтом 9 вдоль паза
корпуса.
Рис. 6.57. Пример оснащения кассет переналаживаемых фрез пластинами различных формо-
размеровПорядок регулировки рекомендуется следующий: в первую очередь
производится предварительная (с точностью 0,01—0,02 мм) осевая
регулировка, затем радиальная (с точностью 0,005—0,01 мм) и оконча¬
тельная осевая (0,005 мм). Во время радиальной регулировки при
необходимости ослабляется крепежный винт 6, винт 7 отпущен. При
предварительной осевой регулировке винт 6 должен быть слегка поджат,
винт 7 отпущен. Во время окончательной осевой регулировки винт
6 должен быть полностью затянут. Регулировка должна производиться
только перемещением кассет к рабочему торцу фрезы, а по окончании ее
должен быть зажат винт 7. После окончательной осевой регулировки
желательно проверить радиальное биение режущих кромок, при
неудовлетворительном результате регулировку надо повторить.Для инструмента с высокоизносостойкими пластинами из ПТСМ
разработаны наиболее совершенные фрезы с осевой, радиальной
и угловой регулировками кассет (рис 6.59). Фреза состоит из корпуса7, в пазах которого установлены кассеты с режущими пластинами2, размещенными в гнездах державок 3 кассет и закрепленными
с помощью прихватов 4 и винтов 5. Крепление самой кассеты
в корпусе осуществляется винтами 6 и 7. В пазах корпуса под
кассетами размещены регулировочные клинья, состоящие из двух
частей 8 и 9, связанных между собой винтом 10 и с корпусом
винтом 11. Осевой опорой кассет служит сухарь 72, расположенный
в гнездах корпуса и входящий своим поводком в паз кассеты.
Осевая регулировка осуществляется путем перемещения сухаря винтом
13 за счет наличия угла между направлением указанного перемещения
Фрезы, оснащенные режущими элементами из ПСТМ321Рис. 6.58. Насадные сборные торцовые фре¬
зы диаметром 125—630 мм с двойным и ра¬
диальным регулированием и настройкой по¬
ложения режущих кромок пластин из ПСТМ
и керамикиРис. 6.59. Насадные сборные торцовые фре¬
зы диаметром 125—630 мм с тройным осе¬
вым, радиальным и угловым регулированием
и настройкой положения режущих пластин из
ПСТМ и керамикии осью паза кассеты. Радиальная регулировка осуществляется за
счет перемещения регулировочного клина винтом 11 вдоль паза
корпуса. Для регулировки углового положения кассеты, которая
производится в случае необходимости установки зачистной кромки
строго параллельно обрабатываемой поверхности, при помощи винта
10 перемещают часть клина 9 относительно части 8, зафиксированной
винтом 11.Порядок регулировки рекомендуется следующий: в первую очередь
производится угловая регулировка кассет, потом предварительная
осевая регулировка (с точностью 0,01—0,02 мм), радиальная регу¬
лировка (с точностью 0,005—0,01 мм) и окончательная осевая
(0,005 мм). Во время угловой и радиальной регулировок при необ¬
ходимости ослабляется крепежный винт б, винт 7 отпущен. При
предварительной осевой регулировке винт 6 должен быть слегка
поджат, винт 7 отпущен. Во время окончательной осевой регулировки
винт 6 должен быть полностью зажат, регулировка должна произ¬
водиться только перемещением кассет к рабочему торцу фрезы, а по
окончании регулировки должен быть зажат винт 7. После окон¬
чательной осевой регулировки желательно проверить радиальное
биение режущих кромок. При неудовлетворительном результате
регулировку повторить.11 3ак.533
322ФрезыФрезы как с двойной, так и с тройной регулировкой имеют
следующие типоразмеры:Диаметр фрезы, мм 125 160 200 250 315 400 500 630Диаметр отверстия, мм 40 40 60 60 60 60 60 60Число зубьев (кассет) 6 8 10 12 15 20 25 30Регулируемые торцовые фрезы со вставными напайными ножами,
оснащенными композитом 01, предназначены для чистового и тонкого
фрезерования открытых и ступенчатых, в том числе типа «ласточкин
хвост», поверхностей деталей из сталей и чугунов любой твердости.
Фрезы изготовляются одноступенчатыми — тип 1 (табл. 6.37) и мно¬
гоступенчатыми—тип 2 (табл. 6.38) в исполнениях для фрезерных
(рис. 6.60) и шлифовальных (рис. 6.61) станков. Причем в исполнении
для шлифовальных станков одноступенчатые фрезы изготовляются
с различными вариантами крепления на станке: ножами от шпинделя
и ножами к шпинделю станка. Многоступенчатые фрезы (в исполнении
для шлифовальных станков) от D = 160 мм и более имеют два
опорных торца А и Б, что позволяет устанавливать их на станке
в зависимости от вида обрабатываемой поверхности в положении
ножами от шпинделя станка или ножами к шпинделю станка.Фрезы изготовляются право- и леворежущими.Разработанные ВНИИинструментом конструкции торцовых фрез
охватывают практически весь диапазон диаметров фрез, необходимых
для комплектации станков с ЧПУ, многоцелевых станков и авто¬
матических линий.На основании аналитических исследований предлагается оценивать
целесообразность и эффективность внедрения новых фрез на станкахс ЧПУ и многоцелевых стан¬
ках взамен старого инструмен¬
та, оснащенного твердым спла¬
вом, путем сравнения относи¬
тельного показателя a = QH/Qc
(здесь и далее индексы «н»
и «с» соответственно обознача¬
ют новый и старый инстру¬
мент) с расчетным показателем
а'. Необходимым граничным
условием эффективного приме¬
нения новых фрез является
условие а>а'. Относительный
показатель a = QH/Qc, где Q —
интенсивность съема припуска
при торцовом фрезеровании,
характеризует повышение про¬
изводительности процесса ре¬
зания при внедрении новых
фрез. Интенсивность съема
припуска Q при фрезеровании
рассчитывается по формуле6.37. Фрезы одноступенчатыеРазмеры, ммяDdНожи к шпин¬
делю станкаНожи от
шпинделя
станкаZ8027610032 1251603282003410801002732612516020032—348—10
Фрезы, оснащенные режущими элементами из ПСТМ3236.38. Фрезы многоступенчатыеРазмеры, ммDdнZДля шлифо¬
вальных стан¬
ковДля фре¬
зерных
станковДля шлифо¬
вальных стан¬
ковДля фрезер¬
ных станковДля шлифо¬
вальных стан¬
ковДля фре¬
зерных
станков801001212516020032321824368032526100125160—40—38,5—122005043,518Q = BSMap, где В—ширина обрабатываемой поверхности, мм;
SM = Szzn— продольная подача, мм; Sz—подача на зуб фрезы, мм;
z—число зубьев фрезы; п—частота вращения шпинделя, мин-1;
ар—глубина резания, мм. Расчетный показатель а' для станков
с ЧПУ и многоцелевых станков определяется по формуле\+CJ[SqG(Kc+l)Tey К )где <7н, qc—число периодов стойкости режущей пластины, использу¬
емой соответственно в новой или старой фрезе, до полного износа;
Кн, Кс—число запасных комплектов режущих пластин, поставляемых
с фрезой; Сн, Сс—цена комплекта фрезы при поставке, руб.; Гн,
Тс—средний период стойкости фрезы (чистое время резания) между
поворотами режущих кромок, мин; S—стоимость одной станко¬
минуты работы оборудования, на котором применяются фрезы,
руб/мин.Анализ выражения (6.9), представленного графически (рис. 6.62)
как зависимость расчетного коэффициента а' от стоимости станко¬
минуты S при условии Сн/Сс = 20 (поз. 7), Сн/Сс=10 (поз. 2),
Сн/Сс = 5 (поз. 3) и равных прочих показателях позволяет сделать
наглядный вывод о том, что с увеличением значения 5, т. е.
в соответствии с имеющим место в настоящее время процессом
оснащения производства наиболее современным и дорогостоящим
оборудованием, в целом эффективность внедрения нового инструмента
возрастает (в пределе а'-> 1), а в частности, при этом влияние
стоимости С нового инструмента на эффективность его внедрения
уменьшается.
324Рис. 6.60. Насадные сборные торцовые фрезы диаметром 80—200 мм с регулируемыми
в осевом направлении вставными напайными ножами, оснащенными композитом 01, для
фрезерных станковОпыт внедрения на ряде автомобиле- и станкостроительных
заводов новых торцовых фрез, оснащенных пластинами из ПКНБ,
для станков с ЧПУ и многоцелевых станков красноречиво свидетель¬
ствует о целесообразности и эффективности замены ими твердосплав¬
ного инструмента при чистовой и получистовой обработке корпусных
деталей.Так, использование регулируемых фрез кассетной конструкции,
оснащенных пластинами из композита 10Д, взамен фрез с ножами
и пластинами из твердого сплава на операциях чистового и полу-
чистового фрезерования плоскостей деталей типа блока цилиндров
и крышек подшипников из чугунов различных марок на современных
многоцелевых станках с ЧПУ и автоматических линиях
(i> = 800 -г- 2000 м/мин и SM = 500 ч- 2000 мм) позволило повысить произ-
Фрезы, оснащенные режущими элементами из ПСТМ325Рис. 6.61. Насадные сборные торцовые фрезы диаметром 80—200 мм с регулируемыми
в осевом направлении вставными напайными ножами, оснащенными композитом 01, для
шлифовальных станков
326ФрезыРис. 6.62. График эффективности применения торцовых фрез с пластинами из ПКНБ
и керамики взамен действующего инструмента в зависимости от стоимости станкоминуты
(т. е. стоимости оборудования и его эксплуатации)водительность обработки в 1,8—5 раз при обеспечении на чистовых
операциях шероховатости поверхности Ra= 1,25 мкм, а на пред¬
варительных— Ra = 2,5 мкм. Стойкость одной режущей кромки пла¬
стин составляет 300—450 мин.Применение ступенчатых нерегулируемых фрез, оснащенных круг¬
лыми пластинами из композита 05, на операции чернового фрезерова¬
ния по корке (Яр^б мм) таких чугунных деталей, как, например,
подмоторная плита станка (v = 600 м/мин, SM = 800 мм), взамен твер¬
досплавных фрез обеспечило увеличение производительности на 280%.
Глава 7РАСЧЕТ И ПРОЕКТИРОВАНИЕ ПРОТЯЖЕК И ПРОШИВОКПротягивание — один из наиболее эффективных методов механиче¬
ской обработки, позволяющий получать изделия высокой точности
(до 6-го квалитета) и шероховатость обработанной поверхности до0,32 мкм. Протягивание в основном применяют в крупносерийном
и массовом производстве, однако этот метод успешно используют
и в мелкосерийном и даже единичном производстве, когда протягива¬
ние является единственно возможным или наиболее экономичным
способом обработки.В качестве режущего инструмента при протягивании используются
различные типы протяжек. Протяжка — многолезвийный инструмент
с рядом последовательно выступающих одно над другим лезвий
в направлении, перпендикулярном к направлению скорости главного
движения, предназначенный для обработки при поступательном или
вращательном главном движении резания и отсутствии движения
подачи.Протягивание применяют для обработки внутренних (замкнутых)
и наружных (открытых) поверхностей. Соответственно различают
внутренние и наружные протяжки. Разновидностью протяжек являются
прошивки, конструкция которых принципиальцо не отличается от
конструкции протяжек, однако в процессе резания прошивки подвер¬
гаются в основном сжимающим усилиям, в то время как протяжки
работают на растяжение. Области применения протягивания весьма
разнообразны. Внутреннее протягивание применяют для обработки
отверстий различной формы, в том числе круглых, квадратных,
многогранных, шлицевых со шлицами различного профиля, а также
шпоночных и других пазов. Наружными протяжками в основном
обрабатывают плоские и фасонные поверхности, пазы, уступы,
рифления и др.7.1. ОСНОВНЫЕ КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
ВНУТРЕННИХ ПРОТЯЖЕКНесмотря на разнообразие внутренних протяжек различные их
разновидности содержат в основном те же конструктивные элементы,
что и протяжки для обработки круглых отверстий (рис. 7.1).Хвостовик служит для закрепления протяжки в патроне станка.
Конструкция хвостовика зависит от типа протяжки и конструкции
патрона (рис. 7.2). Типы и основные размеры хвостовиков приведены
в табл. 7.1. Для крепления протяжки в патроне каретки обратного
328Расчет и проектирование протяжек и прошивокРис. 7.1. Протяжка (а) и прошивка {б) для обработки круглого отверстия:1У—длина хвостовика; /2—длина шейки; /3—длина переходного направляющего конуса; /4—длина
передней направляющей; /5—длина рабочей части, состоящей из участков: /6—с черновыми зубьями,
/7—с переходными и чистовыми зубьями, /8 — с калибрующими зубьями; /9—длина задней направ¬
ляющей; /10—длина заднего хвостовикахода на станках, работающих по полуавтоматическому или автомати¬
ческому циклу, хвостовик может выполняться и со стороны калибру¬
ющей части (задний хвостовик). Форма и размеры заднего хвостовика
принимаются такими же, как и переднего. Для ориентации протяжки
относительно обрабатываемой заготовки задний хвостовик может
выполняться с соответствующими ориентирующими элементами.Хвостовики могут изготовляться как единое целое с протяжкой
(цельные протяжки), сварными или крепиться к протяжке при помощи
резьбовых соединений или механических устройств. Преимуществом
съемных хвостовиков является экономия быстрорежущей стали и мень¬
шая трудоемкость изготовления протяжек. Материал сварных хво¬
стовиков и с механическим креплением—сталь 40Х либо другая
конструкционная или инструментальная сталь по ГОСТ 4543-71 или
ГОСТ 5950-73. После термообработки твердость переднего хвостовика
из быстрорежущей стали HRC3 42—56.Шейка и переходный конус являются связующими звеньями между
хвостовиком и передней направляющей частью. На шейку обычно
наносят маркировку протяжки, здесь же располагается сварной шов
в случае сварных протяжек. Диаметр шейки принимается на 0,5—1,0 мм меньше диаметра хвостовика, а ее длина зависит от кон¬
струкции станка, в частности от толщины опорного стола, а также
от размеров приспособления для крепления обрабатываемой заготов¬
ки. В ряде случаев, например для шпоночных протяжек, шейка
специально не выделяется, а выполняется заодно с хвостовиком.
Основные конструктивные элементы внутренних протяжек 329Тип 1Рис. 7.2. Формы хвостовиков протяжекПередняя направляющая часть служит для ориентации протяжки
относительно оси обрабатываемой заготовки в начальный момент
резания. Форму поперечного сечения и размеры передней направ¬
ляющей выбирают в соответствии с формой и размерами об¬
рабатываемой поверхности. Диаметр передней цилиндрической направ¬
ляющей выполняется по посадке H7/f7, а длина находится в пределах0,7—1,0 длины протягивания.Задняя направляющая часть обеспечивает направление и цент¬
рирование детали в момент окончания обработки, а также предот¬
вращает перекос протяжки и повреждение обработанной поверхности.
В тех случаях, когда протяжка имеет значительную массу, для
поддержания протяжки во время рабочего и холостого хода задняя
направляющая изготовляется с опорной цапфой, которая располага-
330Расчет и проектирование протяжек и прошивок7.1. Основные размеры хвостовика, мм (рис. 7.2)Хвостовики плоские типа 1 (ГОСТ 4043-70)вън/К'2вън/К'а452.4
3,244.5511120221516,51819456715161420162425501725228182821551072232241214168101228303617251836404528323660203028181340225040284036Хвостовики плоские типа 2 (ГОСТ 4043-70)нвъ/К'2нвь/К'24231,5115855342,514201615166710671420166188128746422101510Хвостовики круглые типа 1 (ГОСТ 4044-70)DdгF, мм2DdГF, мм253,414,385,4436,35,53,8'Х17,696,0545,364,0J20,1106,8657,274,7427,6117,5869,4ется в специальном люнете. Задняя направляющая выполняется
с отклонениями по посадке H7/f7, ее длина принимается 0,5—1,0
длины протягиваемого отверстия.Рабочая часть протяжки состоит из режущих и калибрующих
зубьев. Режущая часть протяжки осуществляет срезание основного
припуска с обрабатываемой поверхности заготовки. Режущая часть
включает черновые, получистовые и чистовые зубья. Назначение
Схемы резания при протягивании331Продолжение табл. 7.1Хвостовики круглые типа 2 (ГОСТ 4044-70)DD2аd'iF, мм2Dя2аdF, мм243,823,76,687,857,51635,454,834,613,2109,869,561,55,55,33,35,1i а15,81211,7811,585,265,845,61020,91413,7813,52096,176,84,26,523,81615,71015,51451817,71217,5193Хвостовики круглые типа 3(ГОСТ 4044-70)DDi/К12ИF, мм2D/'i'2hF, мм212810,550,34534on'I'j39,0907,9149,512172012,570,95038zujZjZ43,51134,116И14,095,0554248,51385,4181316,0132,7564248,51385,4201517,0176,7604525404055,01590,422171 А.о 119,0227,0634855,01809,6251910Z121,5283,5705361,02206,2282224,0380,1806069,52827,4322527,5490,9907032505078,53848,43640283220323231,034,5615,7804,21007587,04417,9калибрующих зубьев—окончательное формирование обработанной
поверхности заготовки. Калибрующие зубья используются также
в качестве резерва режущих зубьев и увеличения таким образом
срока работы протяжки.7.2. СХЕМЫ РЕЗАНИЯ ПРИ ПРОТЯГИВАНИИСхема резания при протягивании характеризует последовательность
удаления срезаемого слоя отдельными зубьями протяжки. Схему
резания выбирают в зависимости от формы, размеров и состояния
обрабатываемой поверхности. От рационального выбора схемы реза¬
ния зависят конструкция протяжки, ее длина и работоспособность,
качество обработанной поверхности, производительность и экономич¬
ность процесса. При проектировании протяжек применяют профиль¬
ную (одинарную), генераторную и прогрессивную (групповую) схемы
резания (рис. 7.3).Протяжки, работающие по профильной схеме резания, имеют
в поперечном сечении профиль зубьев, подобный профилю об-
332Расчет и проектирование протяжек и прошивокРис. 7.3. Схемы резания при протягиваниирабатываемой поверхности. При этом за счет превышения высоты
предыдущего зуба по отношению к высоте последующего срезаются
относительно тонкие и широкие слои металла по всему периметру
обработанной поверхности.Изготовление точного профиля на всех зубьях протяжки и особенно
на рабочих, имеющих различные размеры, а также заточка протяжки
связаны со значительными трудностями, поэтому профильная схема
резания применяется в основном для протяжек, предназначенных для
обработки поверхностей простых форм, например цилиндрических.Особенностью генераторной схемы резания является то, что
срезание припуска производится режущими зубьями, имеющими
переменный профиль, постепенно переходящий от прямолинейной
или круглой формы к заданному профилю. Окончательное форми¬
Расчет конструктивных элементов круглых протяжек333рование поверхности изделия производится зубьями, имеющими
в поперечном сечении профиль, совпадающий с заданным. Сущест¬
венным преимуществом генераторных протяжек является их тех¬
нологичность; недостатком—трудность получения задних углов на
вспомогательных поверхностях режущих лезвий и более низкая по
сравнению с профильной схемой геометрическая точность профиля.Прогрессивная (групповая) схема резания характеризуется тем,
что удаляемый слой металла разделяется на части между отдельными
зубьями, образующими секцию (группу), состоящую из 2—5 зубьев
одинакового диаметра или высоты.В зависимости от вида принятых разделительных устройств (шлицы,
лыски, выкружки, фаски и др.) различают ряд вариантов прогрессивной
схемы резания: шахматный, многогранный, переменного резания и др.Наряду с указанными схемами получило распространение также
комбинированное протягивание, когда обработка производится по
двум или трем схемам резания. Комбинированное протягивание
применяется как при работе одной протяжкой, так и при использова¬
нии комплектных протяжек. Например, при протягивании прямобоч-
ных треугольных и эвольвентных шлицев могут использоваться
протяжки, у которых часть зубьев работает по генераторной схеме,
а часть—по профильной. При протягивании соединения лопаткй
газовой турбины с диском первая секция первой протяжки и вторая
протяжка работают по профильной схеме, а вторая секция первой
протяжки—по генераторной.7.3. МЕТОДИКА ВЫБОРА И РАСЧЕТА
КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ КРУГЛЫХ ПРОТЯЖЕКОсновными параметрами протяжек являются подача на зуб или
группу зубьев Sz, шаг t, высота h зубьев и число зубьев в группе zc.
Параметры SZ9 t, h и zc зависят от многих факторов и поэтому при
обычных методах расчета первоначально учитывают 1—2 фактора,
а на последующих этапах расчета полученные значения указанных
параметров корректируются с учетом всех ограничивающих факторов.Более целесообразным в данном случае является использование
методов линейного программирования, позволяющих на основе ана¬
лиза оптимизационной математической модели конструкции протяжки
учесть одновременно практически все основные факторы, определя¬
ющие эффективность процесса протягивания.Ниже приведена возможность последовательности выбора и расчета
основных конструктивных элементов круглых протяжек, работающих
по одинарной и групповой схемам резания. В качестве базовой
конструкции групповых протяжек приняты протяжки переменного
резания, обладающие рядом существенных преимуществ перед другими
конструкциями (методика расчета указанных протяжек подробно
рассмотрена в работе [17]).1. Определение припуска под протягивание производится согласно
данным табл. 7.2.
7.2. Припуски на протягивание круглыми и шлицевыми протяжкамиРазмеры, ммU)U)Номи¬наль¬ныйдиа¬метрптH7--Н9Н7--H9H12^птdodАdodАdodАdodАсвер¬лазенке¬рарас¬точкисвер¬лазенке¬рарас¬точкисвер¬лазенке¬рарас¬точкисвер¬лазенке¬рарас¬точкиПод круглые протяжкиПод шлицевые протяжки109,769,19,2—0,669,49,5——————————и10,7610,110,2—0,6610,410,5—0,610,610,7—0,410,9И—0,31211,7611,111,2—0,6611,411,5——————————1312,7612,1—12,20,6612,412,5—0,612,612,7—0,412,913—0,31413,7613,113,2—0,6613,413,5—0,6————————1514,7614,114,25—0,6614,514,5—0,6————————1615,7615,115,25—0,6615,415,5—0,615,415,5—0,615,415,5—0,81716,7616,116,25—0,6616,416,5—0,6————————1817,7617,117,25—0,6617,417,5—0,617,417,5—0,617,417,5—0,81918,7217,8—17,90,9218,118,25—0,917,417,5——————2019,7218,8—18,91,1219,119,25—0,9————————2120,7219,6—19,71,1219,920—20,217,520,30,820,6520,75—0,62221,7220,6—20,71,1220,921—————————2322,7221,6—21,71,1221,922—22,2—22,30,822,6522,75—0,62423,7222,6—22,71,1222,923—2524,7223,6—23,71,1223,924—2625,7224,6—24,71,1224,925—25,2—25,30,825,425,5—0,852726,7225,6—25,71,1225,926——————————2827,7226,6—26,71,1226,927—27,2—27,30,827,427,5—0,853029,7228,6—28,71,1228,929—————————3231,6630,5—30,61,1230,8—30,91,231,1—31,20,931,431,531,50,93433,6632,5—32,61,1232,832,932,91,23534,6633,5—33,61,1633,8—33,91,2————————3635,6634,5—34,61,1634,834,934,91,235,1—35,20,935,6535,7535,750,65Расчет и проектирование протяжек и прошивок
Продолжение табл. 7.2Номи¬наль¬ныйдиа¬метрптН7—-Н9Н7--Н9Н12dodАdodАdodАdodАсвер¬лазенке¬рарас¬точкисвер¬лазенке¬рарас¬точкисвер¬лазенке¬рарас¬точкисвер¬лазенке¬рарас¬точки3837,6636,5 36.()1,1636,836,936,91,24039,6638,5—38,61,1638,838,938,91,24241,6640,440,540,51,2640,7—40,81,341,1—41,20,941,441,541,50,94544,6643,443,5' 43,51,2643,7—43,81,3————————4645,6644,444,544,51,2644,7—44,81,345,1—45,20,945,545,645,60,84847,6646,446,546,51,2646,7—46,81,35049,6548,448,548,51,2648,7—48,81,35251,650,2—50,31,450,6—50,71,451—51,1151,551,651,60,855554,653,2—53,31,453,6—53,71,45655,654,2—54,31,454,6—54,71,455—55,1155,4—55,50,955857,656,2—56,31,456,6—56,71,46059,658,2—58,31,458,6—58,71,46261,660,2—60,31,460,6—60,71,461—61,1161,4—61,50,956362,661,2—61,31,461,6—61,71,46564,663,2—63,31,463,6—63,71,47069,668,2—68,31,468,6—68,61,412-71,670,1—70,21,570,5—70,61,471—71,1171,4—71,50,95lS74,673,1—73,21,573,5—73,61,48079,678,1—78,21,578,5—78,61,48281,5480,0—80,11,5480,5—80,61,581—81,1181,4—81,518584,5483,0—83,11,5483,5—83,61,59089,5488,0—88,11,5488,5—88,61,5Примечание. ПТ—припуск технологический под шлифование; dnT—диаметр отверстия после протягивания с ПТ
под шлифование; А — полный припуск на протягивание; d0 — наименьший диаметр отверстия до протягивания;
*4 — номинальный диаметр отверстия; d—номинальный диахметр инструмента.Расчет конструктивных элементов круглых протяжек
336Расчет и проектирование протяжек и прошивок2. Материал режущей части протяжки выбирают в зависимости
от группы обрабатываемости заготовки и типа производства.3. Протяжки из быстрорежущих стадей диаметром менее 15 мм
и протяжки из стали ХВГ всех диаметров изготовляются цельными,
диаметром 15—40 мм—сварными, а диаметром более 40 мм — свар¬
ными или сборными. Материал хвостовика—сталь 45Х или 40Х.
Тип и основные размеры хвостовиков выбирают согласно данным
табл. 7.1. Диаметр хвостовика должен быть максимальным из
диаметров хвостовиков, проходящих через предварительное отверстие
в заготовке. Сила, допустимая хвостовиком,Лв = [а]рЛ.х, (7.1)где [а]р—допустимое напряжение при растяжении (для хвостовиков
из быстрорежущих сталей [а]р = 400 МПа; для хвостовиков из сталей
ХВГ и 40Х [а]р = 300 МПа); Fo x — площадь опасного сечения хвостови¬
ка (см. табл. 7.1).Сила резания ограничивается также прочностью протяжки по
впадине перед первым зубом. Наибольшая сила, допустимая протяж¬
кой на прочность по первому зубу, определяется по формулеPo.n = F0.„ [ст]р, (7.2)где F0 п—площадь опасного сечения перед первым зубом, F0 п = 0,785 х
x(D0-2h)2.Средние значения [ст]р для протяжек из быстрорежущих и ле¬
гированных сталей соответствуют приведенным выше. Наименьшее
из Рхв и Р0<п принимается в качестве максимально допустимой силы
резания Рд. Принятое значение Рд необходимо сопоставить с тяговым
усилием станка Рс: Рд = (0,8ч-0,9)РС.В общем случае осевая сила резания при протягивании определя¬
ется согласно зависимостиPz = q0£lPKp, (7.3)где q0—осевая сила резания, приходящаяся на 1 мм длины режущего
лезвия; /р—суммарная длина режущих лезвий зубьев, одновременно
участвующих в работе; Кр—поправочный коэффициент на измененные
условия обработки. Значения q0 и Кр приведены в табл. 7.3 и 7.4.4. Предварительное значение шага режущих зубьев определяется
согласно зависимости tp = m^/~l, где т= 1,25 ч-1,5 для одинарных
протяжек, т— 1,5ч-1,9 для групповых протяжек.5. Число одновременно работающих зубьев определяется по
формуле*0=4+1- <7-4)Минимальное количество одновременно работающих зубьев долж¬
но быть не менее трех. При небольшой длине протягиваемого
отверстия допускается z0 = 2; обычно принимают z0 = 44-5. Окон¬
чательный размер шага и число одновременно работающих зубьев
Расчет конструктивных элементов круглых протяжек3377.3. Осевая сила резания qQ9 Н, приходящаяся на 1 мм длины режущей кромки при
протягивании конструкционных углеродистых и легированных сталей
в нормализованном, отожженном и горячекатаном состоянииПодача на
зуб Sz, ммПередний угол у, °Подача на
зуб Sz, ммПередний угол у, °5101520255101520250,0178483730260,194924193853623420,01591604739340,205134334043803640,02100705648430,215334624233983810,025ИЗ806657510,225584834434163980,03124917667600,235785044624344160,0351361018575690,246025254814534330,04148112-9584770,256265415014714510,04516012210593860,266455625204944680,05171132114103950,276695835395124910,061951531341211120,286936045595315080,072181741531391300,297116245795495260,082411951721571460,307356455975675440,092642161911761650,317526666175865610,102892362121941810,327766876286045790,113112582302122000,338007086556235960,123342772492322170,348237226756416140,133582982692502370,358407436946596310,143803202882682530,368637637136786490,154033383122862710,378877847336966670,164253603273042910,389108057527146840,174463813463253080,399338257717337020,184684023653433250,409578467917517197.4. Поправочный коэффициент на осевую силу резания для различных условий
работыВ зависимости от состояния и твердости обрабатываемого материалаОбрабатываемые материалыТвердостьНВКоэффициент*рмСтали I—V группПосле закалки и отпуска<2851,3обрабатываемости285—336336—3751.31.4В отожженном, нормализо¬
ванном и горячекатаном со¬
стоянии130—3211,0Инструментальные, легированные и быстрорежу¬
щие стали204—2291,4Чугуны серые, ковкие, антифрикционные VI и VII
групп обрабатываемости<2290,5^2290,7
340Расчет и проектирование протяжек и прошивокПродолжение табл. 7.7
Протяжки с групповой схемой резанияШаг зубьевПодача Sдо 0,050,05—0,1св. 0,14,5--83,3з,о2,510--143,02,72,216--252,82,52,07.8. Профиль и размеры зубьев
Расчет конструктивных элементов круглых протяжек341Продолжение табл. 7.8Номер профиляРазмеры, ммАктивная площадь
.F, мм2tАгьR42,51,34,04,04,9058,03,01,53,35,07,1063,61,82,55,59,604У2,51,34,04,04,959,03,01,54,35,07,163,61,83,55,56,65У3,01,54,35,07,16103,61,84,55,59,674,02,03,56,012,66У113,61,8А S5,59,67114,02,0Ч, J6,012,66У3,61,8А ^5,59,67114,02,06,012,684,52,34,07,015,974,02,05,56,012,68124,52,35,07,015,995,02,54,08,019,67У4,02,05,56,012,68134,52,36,07,015,995,02,55,08,019,68У4,52,37,015,99145,02,5о,и8,019,6106,03,04,510,028,38У4,52,36,07,015,99155,02,57,08,019,6106,03,05,510,028,39У5,02,57,08,019,610166,03,06,510,028,3117,03,55,011,038,59У5,02,57,08,019,610176,03,07,510,028,3И7,03,56,011,038,5
342Расчет и проектирование протяжек и прошивокПродолжение табл. 7.8Номер профиляРазмеры, мм[Активная площадьthгьRF, мм2106,03,08,510,028,3и187,03,57,011,038,5128,04,06,012,050,310У63,08,510,028,3111973,58,011,038,51284,07,012,050,31173,59,011,038,5122084,08,012,050,31394,56,014,063,611У73,59,011,038,5122184,09,012,050,31394,57,014,063,611У73,59,011,038,512У2284,09,012,050,31394,58,014,063,612У84,09,012,050,3132494,510,014,063,614105,08,516,078,512У84,010,012,050,313У2594,510,014,063,614105,09,516,078,512У84,010,512,050,313У2694,510,014,063,614105,010,516,078,513У94,510,514,063,614У28105,010,516,078,515126,09,520,0113,113У14У309104,55,01214.016.063,678,515126,011,520,0113,113У14У329104,55,012,014.016.063,678,515У126,020,0113,1
Расчет конструктивных элементов круглых протяжек343Продолжение табл. 7.8Примечания: 1. Удлиненная форма профиля У выполняется тем же
резцом при его продольном перемещении.2. Шаги чистовых и калибрующих зубьев (tly t2, /3) неравномерные
и устанавливаются в соответствии с данными табл. 7.8.Коэффициенты заполнения стружечной канавки К для одинарных
и групповых протяжек приведены в табл. 7.7. По полученному
значению h из табл. 7.8 выбирают ближайшее большое значение
указанного параметра, а также остальные размеры стружечной
канавки: b, R, г. По этой же таблице принимают уточненное значение
шага черновых зубьев to.8. Число зубьев в группе zc определяется по формулеnDq0z0Kp .zc = Е, (7.7)^ Дгде Кр— произведение поправочных коэффициентов, приведенных
в табл. 7.4Обычно zc = 2-г-5. Если zc< 2, то принимают zc = 2. Дробное
значение zc, больше двух, округляют до ближайшего большего
целого (3, 4 или 5).7.9. Подъем, припуск на диаметр и число переходных зубьевКруглые протяжкиПодъем на черно¬
вых зубьях на
сторону, ммЧислочерновыхзубьевПодъемSzn на сторону на переходных
зубьях, ммПрипуск
на диаметр
Ак п, ммЧисло
переход¬
ных ^зубьевпервуювторуютретьючетвертуюДо 0,032—3A S——————0,04—0,06н—J2—3А Ъ0,02———0,0420,07—0,10Ч J2—30,040,03 0,1444—50,02———0,0420,11—0,152—30,050,03——0,1644—50,03———0,0620,16—0,202—30,080,060,06—0,1644—50,050,030,03—0,1640,21—0,252—30,110,090,060,030,5884—50,070,050,03—0,3060,25—0,302—30,140,090,060,030,6484—50,090,060,03—0,3660,30—0,402—30,170,120,060,030,7684—50,110,060,03—0,406
344Расчет и проектирование протяжек и прошивокПродолжение табл. 7.9Шлицевые протяжкиПодъем на черно¬
вых зубьях на
сторону, ммПодъем на сторону на пере¬
ходные зубья, ммПрипуск на
диаметрА ш » ммЧисло пере¬
ходных зубьев
шлицевых zm пЧисло пере¬
ходных зубьев
круглых Z*.20,045 0,080,03 0,06210,140,060,030,18420,140,080,040,24427.10. Подъем, припуск и число чистовых зубьев, число калибрующих зубьевКруглые и плоские протяжкиГ руппа
качестваЧисло секций из двух зубьев
при подаче 5г4, ммОбщее число
чистовых
зубьев zПрипуск на
чистовую
часть на
диаметр
Аж ч, ммЧисло ка¬
либрующих
зубьев zk t0,020,010,0051222120,1412122100,106312—60,085411—40,064Шлицевые протяжкиЗубьяГ руппа
качестваЧисло зубьев или число
групп из двух зубьев
при подъеме Sz4, ммОбщее число
зубьев или
число групп
из двух
зубьев zm чПрипуск
на диаметр
Ашч, ммЧисло калиб¬
рующих
зубьев zm ж0,020,01Шлице¬12350,145вые21230,08432—20,083Круглые1, 22240,12432130,1039. Число групп черновых зубьев определяют по формулегде А0—припуск на черновые зубья А0 = А — (АП + АЧ). Размер припуска
на переходные Ап и чистовые зубья Ач выбирается по табл. 7.9 и 7.10.
Число черновых зубьев z0 = nzc.
^Расчет конструктивных элементов круглых протяжек345Число переходных, чистовых и калибрующих зубьев выбирают
по табл. 7.9 и 7.10, а их шаг по табл. 7.11. Геометрические параметры
зубьев протяжек приведены в табл. 7.12.7.11. Шаги чистовых и калибрующих зубьев, ммtj tz tjььь' 1 >rJiГ\ )\\frt'з*2'it*3'2'14,04,015114,54,016115,04,017125,54,018136,0*1 +1*i +0,54,519146,55,020147,05,521fi + 2*i + l158,06,022169,06,0241710,07,0251811,07,0261912,0*i + 2*i + 18,0282013,09,0302014,010,032*i+4*i+222Примечание. Размеры профиля чистовых и калибрующих зубьев А, Ъ,
г устанавливают для всех трех шагов одинаковыми в зависимости от шага
черновых зубьев t.Общая длина рабочей части протяжки/р = t (zi + ^) + Х + Х (7-9)где и — суммы переменных шагов соответственно чистовых
и калибрующих зубьев.Расстояние от переднего торца протяжки до первого зуба определя¬
ют по формуле/' = /1+/2 + /з + /+25. (7.10)Размер /х принимают в зависимости от диаметра D хвостовика:Dxb, мм2 12—20 22—28 32—50 55—70/ь мм 115 150 160 205
346Расчет и проектирование протяжек и прошивок7.12. Геометрические параметры режущей части протяжекКруглые ШлицевыеПрямодочные Треугольные Эвольбент-Форма А Форма б Форма ВЗубьяУсловия протягиванияГруппазаточкизубьевчерновые
и переход¬
ные; у, °чистовыеи калибрующиеформаY. °V 0Сталь I группы обрабатывае¬
мости и материалы X группы
обрабатываемостиI2020—Сталь II и III групп обрабаты¬II15А18ваемостиСтали IV и V групп обрабаты¬
ваемостиIII1010Чугун ковкий VI и VII групп
обрабатываемостиIV10Б100—5Чугун серый VI и VII групп
обрабатываемости, бронза,
латунь VIII и IX групп обраба¬
тываемостиV10В10-5—0Примечания: 1. Для протяжек диаметром до 20 мм допускается передний угол 7=10°.
2. Задний угол для черновых и переходных зубьев а = 3°, чистовых—а = 2°, калиб¬
рующих— а= 1°.
Расчет конструктивных элементов круглых протяжек347Для протяжных станков 7Б64, 7Б65, 7Б66, 7Б66-1, 7623, 7633,
7723 /2 = 15 мм, /3 = 50мм, а для станков 7Б55, 7Б56, 7Б57, 7733
/2 = 25 мм, /3 = 40 мм.Общая длина протяжки£ = /' + /р+/,н + /,хв. (7.11)Общая длина протяжки не должна превышать хода протяжного
станка и наибольшего расстояния между центрами шлифовального
и заточного станков. Следует также учитывать размеры ванн
и устройств для термообработки. В случае необходимости обработку
следует вести комплектом из двух протяжек.10. Для облегчения формирования и удаления стружки на режущих
зубьях одинарных протяжек изготовляются стружкоразделительные
канавки. Число и размеры стружкоразделительных канавок приведены
в табл. 7.13, 7.14.11. Припуск, срезаемый каждым зубом протяжки переменного
резания, равномерно распределяется между расположенными на
равном расстоянии друг от друга режущими секторами, число которых,
а следовательно, и число выкрушек N определяется по формулеi=\, (7-12)где /2 = часть периметра, приходящегося на каждый зуб секции;zcb—ширина режущего сектора; 6 = (1,1 н-1,3) ^[Ъ при D< 100 мм7.13. Число и размеры стружкоразделительных канавок для шпоночных, шли¬
цевых и многогранных протяжекШирина зубьев протяжек, ммЧисло канавок пРазмеры канавок, ivTMКгж6—7,918—10110—2020,8—10,5—0,70,2—0,320—30330—45445—60660—7581 — 1,20,7—0,80,3—0,475—10010100—12512125—15014
348Расчет и проектирование протяжек и прошивок7.14. Число и размеры стружкоразделительных канавок для круглых протяжекДиаметр протяжек, ммЧисло канавок пРазмеры канавок, iимSжКгк10—136ОЪ\1о000,4—0,613—16816—201020—251225—30140,8—1,00,5—0,70,2—0,330—351635—401840—452045—502250—552455—602860—65301,0—1,20,7—0,80,3—0,465—703270—753475—8036и 6= 10 ч-12 мм при D>100 мм. Подставив в формулу (7.12) значения
lz и Ъ, получим:для /)<100ммдля £>>100 ммN=(2,4-=-3,1) у/ЪN=(0,25-н 0,3) у/Ъ(7.13)(7.14)Значения N определяют до ближайших больших четных чисел.
Ширину выкружки определяют по формулеа =nD(zc-1)Nzc(7.15)
Расчет конструктивных элементов круглых протяжек3497.15. Число и размеры, мм, выкружек на черновых зубьях круглых протяжекЛЛДиаметр зубьев, мм2С == 2ZC-= 3Zc= 4zc. = 5Nя.NахNахNак6—72,57—83,08—93,59—104,010—1144,5——11 — 125,012—135,514—156,015—164,08,0 16—174,58,517—185,09,018—195,09,519—2065,0410,020—225,511,022—246,012,024—256,513,025—2685,069,0415,0
350Расчет и проектирование протяжек и прошивокПродолжение табл. 7.15Диаметр зубьев, ммzc == 2zc == 3= 4zc-5NахNакNNах26—285,59,516,028—306,010,017,030—326,011,018,032—3486,511,5419,034—367,0612,020,0——36—387,513,021,038—407,513,022,040—426,514,024,042—457,015,026,045—48107,516,028,030,048—507,517,028,030,050—528,018,020,032,052—558,519,021,034,055—607,515,022,036,060—638,016,024,0438,063—65128,517,025,040,065—709,018,0626,042,070—759,5819,028,045,075—809,020,030,032,080—859,521,032,034,085—901410,022,034,036,090—9510,524,036,038,095—10011,025,036,040,0100—10510,021,030,0642,0105—11011,022,032,045,0110—12011,524,034,048,0120—1251612,01 п26,0836,052,0125—13012,01U26,038,055,0130—14013,028,040,055,07.16. Число и размеры, мм, выкружек на чистовых зубьях круглых протяжекДиаметры
зубьев
протяжки, ммzc =2Диаметры
зубьев
протяжки, ммzc == 2Диаметры
зубьев
протяжки, ммzc =2Nа\NахN6—77—841,82,025—2626—2883,54,065—7070—75146.57.5
Расчет конструктивных элементов круглых протяжек351Продолжение табл. 7.16Диаметры
зубьев
протяжки, ммzc — 2Диаметры
зубьев
протяжки, ммzc = 2Диаметры
зубьев
протяжки, ммzc = 28—99—10
10—11
11 — 1212—1313—1414—1515—1616—1717—1818—1919—2020—22
22—24
24—252,22.53.03.54.04.04.53.03.53.53.53.54.04.55.028—3030—3232—3434—3636—3838—4040—4242—4545—4845—5050—5252—5555—6060—6363—6510124.54.55.05.05.55.54.55.05.55.56.06.55.5
6,06.575—8080—8585—9090—9595—100100—105105—110110—120120—125125—130130—14014167.07.58.08.59.07.08.08.59.09.0
10,07.17. Максимальный радиус выкружки RB, и радиус шлифовального круга
RK в зависимости от диаметра протяжки и ширины выкружкиРазмеры, мм, не болееДиаметр протяжки, ммШирина вы¬
кружки аТ, ммДо1010--1818--3030--5050--8080--120120--180RKRBЛ.Л.я.RbкКя.Лвя.R,R,До з
3—4— 22,52722,527 4—6253025306—8 25308—10 3036
352Расчет и проектирование протяжек и прошивокПродолжение табл. 7.17Диаметр протяжки, ммШирина вы¬
кружки ат, ммДо1010--1818--30зо--5050--8080--120120--180КкЯкД»ЯкЯкКRKКЯкЯвЯ.яв10—1230363036——12—1515—20303635423540424840454854Рис. 7.4. Комбинированная про-
тяжкаЧисло выкрушек и ширина черновых и чистовых зубьев приведены
соответственно в табл. 7.15, 7.16; радиусы выкружек и наибольшие
допустимые радиусы шлифовальных кругов — в табл. 7.17.Повышение качества обработанных поверхностей может быть
достигнуто использованием комбинированных протяжек, в которых
после режущих и калибрующих зубьев размещаются выглаживающие
элементы. Все комбинированные протяжки изготавлираются сборными.
В зависимости от конструкции и точности обработки рабочие элементы
устанавливаются на базовую поверхность по посадкам H7/h6, H6/h5,
H6/g5. Возможны два варианта конструктивного выполнения таких
протяжек: жестким (резьбовым) и подпружиненным креплением выгла¬
живающей части (рис. 7.4). Режущая часть таких протяжек может быть
выполнена из быстрорежущей стали или твердого сплава.7.4. ШЛИЦЕВЫЕ ПРОТЯЖКИПротягивание является самым распространенным методом об¬
работки отверстий с прямоблочным, эвольвентным и треугольным
профилем. Формирование шлицевого отверстия может осуществляться
раздельным и комбинированным способами. При раздельном способе,
сначала обрабатывают отверстие, а затем протягивают шлицы. Более
эффективным, в том числе и с точки зрения точности обработки,
является комбинированное протягивание, при котором все элементы
шлицевого соединения протягиваются одной протяжкой. Такая про¬
тяжка содержит фасочные (Ф), круглые (К) и шлицевые (Ш) зубья.
Возможны следующие основные варианты построения комбинирован¬
ных шлицевых протяжек: Ф — К — Ш, К — Ф — Ш и Ф—III — К.
Шлицевые протяжки353Наибольшее распространение прлучила схема Ф — К — Ш. Как пра¬
вило, эта схема применяется при центрировании шлицевых соединений
по наружному диаметру. Схема К — Ф — Ш применяется в том
случае, когда заготовка имеет большой припуск на обработку или
обрабатывается отверстие, полученное непосредственно после заго¬
товительной операции.Ниже приведена последовательность выбора и расчета основных
конструктивных элементов шлицевых протяжек переменного резания.1. Определяют число зубьев в секции zc. Число черновых зубьев
на шлицевой части обычно принимают не менее двух, а на фасочной
и круглых частях—с учетом условий нормального стружкообразова-
ния и допустимых усилий протягивания. В целях уменьшения длины
протяжки желательно принимать zc = 1. Наибольшая допустимая без
разделения стружки длина режущих лезвий на круглых и фасочных
зубьях шлицевых протяжек указана ниже:Диаметр протяжки D, мм До 25 20—50 Св. 50Длина режущих лезвий Вк, 5Ф, мм 7 9 12Если Втах превышает значения, приведенные выше, необходимо
принимать zc = 2 и использовать для разделения стружки выкружки.
Для схем расположения зубьев Ф — К — Ш и Ф—Ш — К число зубьев
в группе, допустимое максимальной силой резания,Для схемы К — Ф — Ш число зубьев на круглой части рассчитывают
по формуле (7.7).2. Распределяют припуск на протягивание между круглой, фасочной
и шлицевой частями протяжки. Припуск на фасочную часть для
схем Ф — К — Ш и Ф — Ш — К определяют по формулеПрипуск на переходные и чистовые круглые зубья принимают
соответственно по табл. 7.9 и 7.10.Припуск на шлицевые зубья для протяжек всех схемгде Dml—диаметр первого шлицевого зуба.Припуск между черновыми, чистовыми и переходными шлицевыми
зубьями распределяется следующим образом:Значения АШ^П и Лш,ч приведены соответственно в табл. 7.9 и 7.10.(7.16)d0 min •Припуск на круглую часть протяжек всех схем^max d0 mjn.Припуск на черновые зубья круглой части^к. ч (-^к. п ^к. ч)*(7.17)(7.18)(7.19)(7.20)(7.21)12 Зак. 533
354Расчет и проектирование протяжек и прошивок3. Число групп черновых зубьев на всех частях протяжки пред¬
варительно определяют по формуле (7.8), подставив в нее соответ¬
ствующие значения Ачерн и Sz черн- Полученное дробное число групп
черновых зубьев округляют до ближайшего меньшего целого значения.4. Общее число зубьев протяжек определяют по формуле^z = z^ + zK + zm;
zK —zK4epH-{-zKn-{-zK4-{-zKK, (7.22)Zui черн ”b Zm п -J- ZU1 4 + Zm K .Число переходных, чистовых и калибрующих зубьев выбирают
согласно рекомендациям, приведенным в табл. 7.9 и 7.10.5. Подъемы переходных и чистовых зубьев круглой и шлицевой
частей принимают из табл. 7.9 и 7.10.6. Определяют длину режущей части протяжки Lp, шаг t и профиль
чистовых зубьев= "I- L Ап 9 (7.23)где/ф= t0z$\Ас = ^0 (*« черн Н" 2КП ) Н“ t4 (zK ч + Zx, к 1),Ан = ^0 (^шчерн + п + 1) + ^ч (^ш.ч !)•Шаг чистовых и калибрующих зубьев выбирают из табл. 7.8.
По принятой величине шага из табл. 7.18 выбирают размеры профиля
зубьев.7. Силу резания при протягивании на фасочной, круглой и шли¬
цевой частях рассчитывают соответственно по формуламр 7?фтах^ш ^ (7 24)Ф 2с.фр Вх тах zш q0zp Кр ' ^ 25)ZC.Kр BuimaxzulqQZpKp ^ 26)*с. ш8. Определяют число, ширину и радиус выкружек. Число выкружек
на шлицевых протяжках равно числу впадинN^ = Nul = z1I1. (7.27)Ширину режущих секторов определяют по формулеВф = Ьш = Ь-2/9 (7.28)где /—ширина фаски на шлицевом зубе.Размеры фасок на прорезных шлицевых зубьях приведены ниже:Ширина шлицев, мм .... До 3 До 4 До 7 До 9 До 10 До 14 До 16 До 20Ширина фасок, мм 0,5 0,8 1,0 1,5 2,0 2,5 3,0 5,0Радиус круга RK и радиус выкружек RB определяют по табл. 7.17.
Шпоночные протяжки355Чистовые и калибрующие круглые зубья выполняются без вы¬
кружек.9. Диаметр и длину передней направляющей переходного конуса,
расстояние от переднего торца шлицевой протяжки до первого зуба
определяют так же, как для круглых протяжек.10. Диаметр задней направляющей принимают равным диаметру
впадины шлицев протяжки с тем же полем допуска.11. Общая длина протяжкиL = /i + /p + /3h. (7-29)При необходимости используют комплект из двух протяжек.
В этом случае переднюю направляющую второй протяжки изготав¬
ливают с шлицевыми выступами.7.5. ШПОНОЧНЫЕ ПРОТЯЖКИШпоночные протяжки служат для изготовления шпоночных пазов
в отверстиях заготовок. Стандартами предусмотрено применение
четырех типов шпоночных протяжек: протяжки шпоночные (ГОСТ18217—90) для обработки шпоночных пазов шириной Ь = 6 ч- 50 мм
Н= 16 ч- 60 мм; /= 565 ч-1550; протяжки с утолщенным телом (ГОСТ18218—90) для обработки за один проход шпоночных пазов шириной
6 = 3 ч-10 мм; Н= 6 ч- 22 мм; /=475 ч-1150 мм; шпоночные протяжки
с фасонными зубьями для обработки шпоночных пазов со снятием
заусенцев (ГОСТ 18219—90), 6 = 3 — 10 мм; Н= 6—22 мм;
/=495 ч-1255 мм; протяжки шпоночные для обработки пазов с ше¬
роховатостью поверхности Ra^ 2,5 мкм (ГОСТ 18220—90),
b = 6 ч- 50 мм; / = 565 ч-1550. Для одновременной обработки отверстия
и паза применяют комбинированные сборные протяжки. Для про¬
тягивания шпоночных пазов, как правило, используется генераторная
схема резания.Протягивание шпоночных пазов производится при установке
заготовки на специальную втулку (адаптер), закрепленную на план¬
шайбе станка и имеющую продольный паз для направления протяжки.
При необходимости формирования шпоночного паза одной протяжкой
в несколько проходов н!а основание направляющего паза помещают
соответствующие прокладки, а для компенсации износа протяжки
применяют клин. Исходные данные для расчета шпоночных протяжек
кроме указанных ранее для круглых протяжек включают: диаметр
отверстия d, ширину шпоночного паза b и глубину шпоночного паза t\.Припуск под протягивание A0 = tm7iX — d+fo, где /0 = (1/2)х
x(d—yjd2 — b2)', fmax = f + S — Лпах- Здесь 5—допуск на размер t по
соответствующему квалитету; максимальная разбивка. Припуски на
протягивание шпоночными протяжками приведены в табл. 7.2.Методика выбора и расчета основных конструктивных элементов
в основном аналогична приведенной выше для круглых протяжек.
Средние значения подачи на зуб Sz для стали—0,08—0,15 мм для12*
356Расчет и проектирование протяжек и прошивокбронзы и латуни—0,08—0,20 мм; алюминия — 0,05—0,08 мм. Ори¬
ентировочное значение шага режущих зубьев принимается из условия
получения достаточного числа режущих зубьев, находящихся одно¬
временно в работе.По шагу зубьев находят размеры стружечных канавок согласно
табл. 7.8. Принятое значение шага уточняется исходя из условия
нормального формирования и размещения стружки в стружечной
канавке и по результатам расчета протяжки на прочность. Для
обеспечения нормального размещения стружки расчетные значения
К должны быть равны или больше значений, приведенных в табл. 7.7.
При расчете шпоночных протяжек на прочность определяется ми¬
нимальная площадь поперечного сечеция предварительно выбранного
хвостовика согласно табл. 7.3 и поперечного сечения протяжек по
первой стружечной канавке. Для определения силы резания использу¬
ется зависимость (7.3). Для шпоночных протяжек
I/P = Aw*o — согласно табл. 7.4. Допускаемые напряжения на рас¬
тяжение для шпоночных протяжек из легированных инструментальных
сталей равны [а]р=150 МПа, для протяжек из быстрорежущих сталей
[а] =200 МПа.На основании полученных результатов уточняются значения.
Конструктивное оформление зубьев шпоночных протяжек аналогично
оформлению зубьев шлицевых протяжек. Группы заточки и форма
передней грани зубьев приведены в табл. 7.12, форма и размеры
стружкоразделительных канавок—в табл. 7.13. Предельные отклоне¬
ния размеров шпоночных протяжек: по высоте режущей части —
0,02 мм, по ширине—0,015 мм.Обработка пазов с малой шероховатостью поверхности произ¬
водится комплектом протяжек: предварительной и окончательной.
Исполнительные размеры предварительных протяжек соответствуют
ГОСТ 18217—80, ширина режущей кромки by уменьшается на размер
припуска под окончательное протягивание А0, который назначается
согласно данным табл. 7.2. Окончательные протяжки формируют
боковые стенки паза по профильной схеме.7.6. ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ ГРАННЫХ ПРОТЯЖЕКРасчет гранных протяжек (квадратных, шестигранных и т. п.)
проводится в той же последовательности, что и круглых (рис. 7.5).
Характерной особенностью этих протяжек, работающих по генератор¬
ной схеме резания, является то, что при постоянном подъеме на
зуб ширина режущих лезвий Ьх и площадь поперечного сечения
срезаемого слоя постепенно уменьшаются к концу протяжки. Соот¬
ветственно изменяется и сила протягивания. Длину протяжки можно
значительно уменьшить, если подъем на зуб увеличивать пропорци¬
онально уменьшению ширины среза при постоянной площади попереч¬
ного сечения среза. Обычно Sz увеличивают не на каждый зуб,
а на группу зубьев и соответственно разбивают все зубья протяжки
на 2—4 группы с постоянной подачей в пределах каждой группы.
Особенности проектирования гранных протяжек357Ориентировочные значения подач на группу зубьев для квадратных
и шестигранных протяжек приведены в табл. 7.5.Число режущих зубьев в каждой группе, кроме последней,
определяется по формуле_(dm+i—2Szm + ]) — (dm — 2Szm)Zm ? (/.JUJzmгде dm+1 и —диаметр и подача на первом зубе последующейгруппы; dm и Szm—то же, на первом зубе рассматриваемой группы.Для последней ступениZm = d"~(dr~2Szm)+( 2 + 4), (7.31)zmгде dn—диаметр последнего зуба протяжки.Отверстие под протягивание, как правило, делают круглым. Его
диаметр соответствует диаметру окружности, вписанной в многогран¬
ный профиль готового отверстия. Обработка ведется обычно ком¬
плектом из двух, трех протяжек и более. Первая протяжка имеет
круглую переднюю направляющую и несколько круглых зубьев,
работающих по профильной или прогрессивной схеме резания. Расчет
этой части протяжки проводится в соответствии с приведенными
выше рекомендациями для круглых протяжек. Диаметр первого зуба
первой ступени генераторной части dx=S, а диаметр последнего
режущего и калибрующих зубьев dn = Dmax—pmax, где Z)max — наиболь¬
шая диагональ протягиваемого многогранника (диаметр описанной
окружности), ртах—разбивка отверстия. Прямые стороны зубьев
являются вспомогательными кромками, расстояние между ними
Sn постоянно по всей длине рабочей части протяжки и принимается
равным Sn = Smax—pmax, где 5тах—наибольшее допустимое расстояние
358Расчет и проектирование протяжек и прошивокмежду сторонами протягиваемого отверстия. Допустимое отклонение
на размер 5П принимается равным 1/3—1/4 допуска на отверстие,
но не более отклонения по h8.Определение шага режущих зубьев, числа одновременно работаю¬
щих зубьев, а также выбор размеров стружечной канавки и ее проверка
на возможность размещения стружки проводятся в соответствии
с рекомендациями, приведенными выше для круглых протяжек.При обработке гранных отверстий форма и размеры передней
направляющей второй и последующих протяжек должны соответ¬
ствовать форме и размерам отверстия, полученного на предыдущем
этапе обработки.7.7. НАРУЖНЫЕ ПРОТЯЖКИНаружные протяжки применяются для обработки наружных по¬
верхностей, пазов, уступов, фасонных поверхностей, зубьев колес
и др. Сърм припуска этими протяжками может производиться по
профильной, генераторной и прогрессивной схемам резания. Схему
резания выбирают в зависимости от формы и размеров обрабатыва¬
емой поверхности, а также возможности обеспечения равномерности
протягивания, удобства размещения режущих элементов и надежности
их крепления. Профильную схему обычно применяют при обработке
нешироких поверхностей (В ^5 мм) с небольшим припуском, а также
круглых фасонных поверхностей. При больших припусках под про¬
тягивание, в частности, при обработке заготовок, полученных ковкой
и штамповкой, используется генераторная схема. Для обработки
широких плоскостей более целесообразной является групповая (тра¬
пецеидальная) схема резания.а) 6) в) г)У е)Рис. 7.6. Крепление секций к корпусу наружной протяжки
Проектирование прошивок359А-АРис. 7.7. Протяжка с механическим креплением твердосплавных пластинНаружные протяжки могут быть цельными и сборными, состо¬
ящими из режущих элементов (секций или отдельных зубьев),
расположенных в корпусе последовательно, параллельно или пос¬
ледовательно-параллельно. Порядок расположения режущих элементов
в основном определяется характеристиками станка и возможностью
свободного размещения стружки.Крепление секций к корпусу может осуществляться различными
способами: винтами сверху по концам секции или через секцию
(рис. 1.6, а), винтами снизу (рис. 7.6,6), боковыми винтами (рис. 7.6, г),
клиньями (рис. 1.6,д,е), через промежуточную плиту. Для регулирова¬
ния рабочих размеров протяжки и компенсации износа отдельных
секций применяют подкладки и клинья с углом наклона 1°30'—2°,
для перемещения которых применяют специальные винты.Для обработки труднообрабатываемых материалов (жаропрочных,
коррозионно-стойких и др.), а также чугуна применяют протяжки
с твердосплавными пластинами, припаянными непосредственно к кор¬
пусу протяжки или зубьям (ножам) или с механическим креплением
пластин (рис. 7.7).Методика расчета режущей части наружных протяжек в основном
сохраняется такой же, как и для круглых протяжек.7.8. ПРОЕКТИРОВАНИЕ ПРОШИВОКПрошивки являются прогрессивным режущим инструментом, ко¬
торый во многих случаях могут успешно заменить протяжки. Процесс
прошивания можно автоматизировать и исключить вспомогательное
360Расчет и проектирование протяжек и прошивоквремя, связанное с закреплением инструмента, так как прошивка
закрепляется в патроне станка и эксплуатируется в течение заданного
периода стойкости или обработки требуемой партии деталей. Это
открывает большие возможности применения их в гибких производ¬
ственных системах и позволяет повышать производительность труда.
Процесс прошивания особенно эффективен при обработке многочис¬
ленных окон в сепараторах из цветных металлов и сплавов. В этом
случае применяются специальные станки, работающие по автоматичес¬
кому циклу, с жестким закреплением детали в делительной головке.
Цикл заканчивается после последовательной обработки комплектом
прошивок всех отверстий в детали.Прошивки, входящие в комплект (2—5 шт.), более технологичны
при изготовлении, чем протяжки, которые при большой длине имеют
коробление, нежесткость и сложны в изготовлении. По характеру
обработки различают прошивки режущие, выглаживающие и ком¬
бинированные. Выглаживающие прошивки обрабатывают отверстия
методом поверхностно-пластического деформирования в стальных
деталях после их термообработки. Режущие прошивки применяются
для обработки деталей из незакаленных сталей, цветных металлов
и сплавов. Комбинированные прошивки срезают заданный припуск
и выглаживают поверхность отверстий, но имеют ограниченное
применение. Прошивки в зависимости от характера обработки,
конструкции и схемы резания обеспечивают точность отверстий от
JT11 до JT7 и шероховатость поверхности Ra = 2,5 ч- 0,25 мкм.Прошивки отличаются от протяжек в основном различным
направлением тяговых сил в процессе обработки, ^сли протяжки
работают на растяжения, то прошивки—на сжатия, что приводит
к ряду особенностей при их расчете и проектировании.Прошивка, закрепленная в патроне станка, перемещается с рабочей
скоростью резания v и обрабатывает отверстия заданного профиля
в детали, после чего она перемещается в обратном направлении со
скоростью холостого хода vx (рис. 7.8). При этом могут обрабатывать¬
ся детали, которые своими конструктивными размерами (£)д) ограничи¬
вают перемещение и длину прошивки (рис. 7.8, а), и детали, которые
не ограничивают перемещение и длину прошивки (рис. 7.8,6). Огра¬
ничение длины инструмента в ряде случаев приводит к увеличению
количества прошивок в комплекте и повышает общее время обработки.Процесс прошивания с точки зрения резания аналогичен процессу
протягивания, поэтому все основные закономерности и рекомендации
по выбору параметров протяжек могут быть использованы и при
проектировании прошивок.От схемы резания во многом зависят длина режущей части,
износ зубьев, усилия резания и качество обработки. Наибольшее
распространение получили профильная (одинарная) и генераторная
схемы резания. При обработке круглых отверстий целесообразно на
всех прошивках комплекта применять профильную схему, а при
обработке квадратных или прямоугольных отверстий на первых
прошивках комплекта надо применять генераторную, а на последних —
профильную схему, т. е. разделять общий припуск на части. Это
Проектирование прошивок361Рис. 7.8. Схемы работы прошивок
при обработке окон сепаратора под¬
шипников (а) и втулки (б):1 — прошивка; 2—патрон станка; 3—де¬
тальпозволит сократить общее ко¬
личество прошивок в компле¬
кте, повысить точность и ка¬
чество обработанных отвер¬
стий.При выборе подачи на зуб
(Sz) учитываются выбранная
схема резания, тип прошивки,
свойства обрабатываемого
материала и особенности де¬
тали. При прошивании от¬
верстий в «нежестких» дета¬
лях, например в сепараторах,
имеющих сравнительно тон¬
кие стенки между окнами, величину Sz необходимо корректировать
с учетом возможной деформации стенок и получения заданной
точности обработки. Для этого рекомендуется изготовить несколько
прошивок с разными Sz и по результатам производственных ис¬
пытаний выбрать максимально допустимое значение.Основная рабочая длина (/0) является важным конструктивным
размером прошивок и ее необходимо рассчитывать с учетом 2-х
условий: возможности обработки деталей (типа сепаратора или
кольца), которые своими размерами ограничивают перемещения
прошивки, и устойчивости прошивки при резании. При соблюдении
первого условия должно быть выдержано неравенство/о ^/)д + /д — С,где с—зазор между деталью и концом прошивки (с = 1ч- Змм);
/д—длина (толщина) детали.Из второго условия—устойчивости инструмента при резании —
имеем/20 EJгде Е—модуль упругости (для стали £*=2 • 105 МПа), Р2 — осевая
сила резания (Н), J—момент инерции площади поперечного сечения
прошивки перед первым зубом (см4).Из рассчитанных по формулам принимают наименьшее значение
/о, которое будет ограничивающим. По величине /0 определяется
длина режущей части прошивки
362Расчет и проектирование протяжек и прошивокгде /ь /2, /з—соответственно длины передней и задней направляющих
и шейки, находящейся между задней направляющей и хвостовиком.
Размеры /ь /2, /3 целесообразно принимать минимальными, что
позволит иметь /р максимальным, а следовательно, и максимальное
количество черновых, чистовых и калибрующих зубьев.В общем случае/р=zt + z414 + zK tK, (7.32)где z, z4 и zK—соответственно число черновых, чистовых и калиб¬
рующих зубьев; t, t4 и tK—соответственно шаг черновых, чистовых
и калибрующих зубьев.Наличие тех или иных зубьев зависит от конструкции и количества
прошивок в комплекте, точности обработки. Например, если комплект
состоит из трех прошивок, то первая должна иметь только черновые,
вторая—черновые и 2—3 чистовые, а последняя прошивка—черно¬
вые, 2—5 чистовых и 3—8 калибрующих зубьев, число которых
зависит от квалитета точности обрабатываемого отверстия. При JT6, 7, 8, 9, 10 и выше рекомендуется zK принимать соответственно
равным 8, 7, 6, 5, 4 и 3.Задаваясь значением z4, zK, t, t4 и tK, по формуле (7.32) можно
рассчитать число черновых зубьев и общий снимаемый припуск
комплектом прошивок, который должен быть равным заданному.
Размеры зубьев и их форма зависят от обрабатываемого отверстия
и рассчитываются так же, как и для протяжек.
Глава 8ИНСТРУМЕНТЫ ДЛЯ ОБРАЗОВАНИЯ РЕЗЬБЫНаружную и внутреннюю резьбу на деталях получают следующими
основными способами:нарезанием профиля резьбы режущим инструментом;
выдавливанием профиля резьбы выдавливающим инструментом;
накатыванием профиля резьбы накатным инструментом.
Нарезание резьбы осуществляют резьбовыми резцами, гребенками,
метчиками, резьбовыми плашками, резьбонарезными головками, резь¬
бовыми фрезами, шлифовальными кругами. В процессе резания
происходит вырезание слоев металла по профилю впадины.Процесс выдавливания характеризуется наличием больших сил трения,
так как инструмент и деталь работают по принципу пары скольжения без
зазора. На этом принципе работают бесстружечные метчики для
внутренних резьб и выдавливающие сборные плашки для наружных резьб.Накатывание профиля резьбы осуществляют при силовом качении
инструмента по поверхности заготовки. Накатывание отличается от
выдавливания тем, что инструмент и деталь образуют пару качения,
а не пару скольжения, в результате значительно уменьшаются силы
трения. К инструментам для накатывания относятся резьбонакатные
плоские и сегментные плашки, резьбонакатные ролики, резьбонакатные
головки аксиального, тангенциального и радиального типов.При выдавливании и накатывании профиль резьбы образуется
за счет пластического деформирования металла.8.1. СХЕМЫ НАРЕЗАНИЯ РЕЗЬБСхемы нарезания резьб различными видами инструмента приве-
дейы на рис. 8.1. Несмотря на многообразие резьбонарезного инст¬
румента, можно выделить ряд общих признаков, на основе которых
строят обобщенную модель образования резьбы.Оформление лезвия по передней и задней поверхностям возможно
по четырем вариантам (см. рис. 8.1): Ф1—плоскость и плоскость
(резцы, дисковые фрезы, метчики); Ф2 — плоскость и цилиндрическая
поверхность (резцы круглые, гребенки и резьбонарезные головки);
Фз — плоскость и Архимедова цилиндрическая или коническая поверх¬
ности (фрезы гребенчатые, метчики); Ф4 — цилиндрическая и цилин¬
дрическая или коническая Архимедова поверхность (плашки, метчики).Число лезвий, расположенных относительно одного витка резьбы:
для однозубого инструмента (резцы) пв= 1; для многозубого инст-
364Инструменты для образования резьбыРис. 8.1. Обобщенная модель образования резьбы резьбонарезным инструментомрумента (дисковые фрезы, головка для скоростного нарезания, метчики
и др.) nB = z.Число режущих элементов, расположенных вдоль оси резьбы:
для однозубого и одновиткового инструмента (резцы, дисковые
фрезы, головки для скоростного нарезания) п0= 1; для многовиткового
инструмента (гребенчатые фрезы) п0 = 1р/Р, где /р—длина рабочей
части инструмента; Р—шаг резьбы; для инструмента, имеющего
заборный (режущий) участок (метчики, плашки, резьбонарезные голов¬
ки, многопрофильные резцы-гребенки), n0 = h/P+l, где h—режущий
участок инструмента.Число режущих элементов, одновременно участвующих в резании,
влияет на производительность, стойкость и силовую нагрузку на
режущий инструмент. Чем больше п, тем выше стойкость и произ¬
водительность при резьбообработке, но при этом увеличиваются
силы резания.Число режущих элементов для однозубого инструмента п = п0
(резцы однопрофильные и многопрофильные).Число элементов для многозубых инструментов определяется по
формулеп = 1тлхпвп0 /(nd),где /тах—дуга окружности, определяющая максимально возможную
зону обработки. В данной формуле соотношение lmaxnB/(nd) = nmax
Схемы нарезания резьб365определяет максимально возможное число зубьев, одновременно
участвующих в резании по одному витку, и расчетная величина
«шах округляется до ближайшего наименьшего целого числа.На основании обобщенной формулы можно определить число
режущих элементов для любого инструмента:для метчикап = пвп0 = Z (/i/P+1),так как lm^/(ndj = 1;для дисковои фрезыИ — /тахЯв/(7Е^) — /тах^ / (^^)>для гребенчатой многониточной фрезыН = ImaxZ Ip / (jtd Р j.Толщина слоя металла, снимаемого одним режущим элементом,
для всех резьбообразующих инструментов, кроме инструментов,
работающих по принципу резьбофрезерования, определяется по фор¬
мулеtfz = /*3COS(p/«,где /*з—глубина профиля резьбы.Для инструментов, работающих по принципу резьбофрезерования,
az определяется величиной подачи на один зуб.Движения режущего элемента относительно детали также определя¬
ют тип режущего инструмента.Главное движение Dr—движение вращения режущего элемента
относительно детали—и движение подачи Ds вдоль оси заготовки
присущи всем видам резьбообразующих инструментов.Различные сочетания других видов движения в дополнение к ос¬
новным DT и Ds характеризуют кинематику процесса резания для
различных типов резьбообразующего инструмента (см. рис. 8.1).Сочетание движений DT ь Ds 2— обработка резцом; DT1, Ds 2,
DS3 — обработка обкаточным резцом; £>г 1, ^*4 — обработка много¬
профильными резцами (гребенками); DT4, Ds4 — обработка метчиками,
резьбонарезными головками, плашками; Drь Вг2, Дь Dss — обработка
охватывающими резьбовыми фрезами, головками для скоростного
охватывающего нарезания наружной резьбы; DT4; Dr5, Дь Ds5 — то
же, для внутренних резьб.Значение подачи определяется шагом нарезаемой резьбы—за один
оборот заготовки режущий элемент (или заготовка) перемещаются
на один шаг резьбы. Подача осуществляется или за счет кинематики
станка, когда движения DT и Ds взаимосвязаны, или за счет процесса
самозатягивания.Таким образом, обобщенная модель характеризует работу по
всем основным параметрам резьбонарезного инструмента любого
типа.
366Инструменты для образования резьбы8.2. РЕЗЬБОНАРЕЗНЫЕ РЕЗЦЫРезцы для нарезания резьбы представляют собой резьбонарезной
однолезвийный фасонный режущий инструмент, все точки режущей
кромки которого при обработке образуют профиль резьбы.Резцы предназначаются для нарезания наружных и внутренних резьб
различного профиля. Основные преимущества резцов по отношению
к другим резьбонарезным инструментам: простота конструкции и техно¬
логии их изготовления; универсальность — возможность одним и тем же
резцом нарезать резьбы различного диаметра и шага; высокая точность
взаимного расположения оси обработанной резьбы по отношению
к цилиндрическим и торцовым поверхностям заготовки; возможность
обработки резьб с переменным шагом и на конической поверхности.Типы резцов. Выбор типа резца для заданного технологического
процесса зависит от многих факторов: размеров профиля резьбы;
диаметра и шага; вида резьбы (наружная или внутренняя); материала
режущей части резца; серийности производства деталей с резьбой;
типа станка и его состояния.Б-БРис. 8.2. Резьбонарезные резцы:а—составные с напаянной пластинкой твердого сплава; б—сборные с призматической вставкой из
быстрорежущей стали; в—сборные с трехгранной неперетачиваемой твердосплавной пластинкой;
г — сборные с пластинкой твердого сплава, выполненной с задним углом; д — круглый с кольцевой
нарезкой; е—круглый с винтовой нарезкой; ж—сборный с многопрофильными вставками; 1 — корпус
резца; 2—вставка; 3—прихват; 4—болт; 5—прокладка; 6—штифт
Резьбонарезные резцы 367Рис. 8.3. Виды резцов по типу нарезаемой резьбыРезцы подразделяются на типы:а) по конструкции—стержневые (рис. 8.2. а, в, г); призматические
(рис. 8.2,6); круглые с кольцевой нарезкой (рис. 8.2, д); с винтовой
нарезкой (рис. 8.2, е);б) по форме режущей кромки — однопрофильные (рис. 8.2,а,б,в,г),
многопрофильные (рис. 8.2, д,е, ж);в) по исполнению режущего элемента—цельные, составные
(рис. 8.2, а), сборные (рис. 8.2,б,в,г);г) по виду работы—черновые, чистовые;д) по типу нарезаемой резьбы: резцы для нарезания наружной
метрической резьбы типа 1 (рис. S3, а); резцы для нарезания внут¬
ренней метрической резьбы (е = 60°) типа 2 и трапецеидальной (г = 30°)
типа 4 (рис. 8.3,6); резцы для нарезания наружной трапецеидальнойТип 1Гнездо
под пластинукРис. 8.4. Размеры гнезда под пластинку резьбовых резцов для наружных резьб
368Инструменты для образования резьбыРис. 8.5. Размеры гнезда под пластинку резьбовых резцов для внутренних резьбИсполнение 1 Исполнение Z6Рис. 8.6. Элементы конструкции и геометрические параметры гребенок
Резьбонарезные резцы369резьбы типа 3 (рйс. 8.3, в). В табл. 8.1 приведены габаритные размеры
державок. Размеры гнезд под пластину твердого сплава (рис. 8.4
и 8.5) представлены в табл. 8.2 и 8.3; в табл. 8.4 даны основные
размеры резцов многопрофильных призматических (гребенки) для
нарезания метрической, трубной и дюймовой резьб (рис. 8.6).Нарезание резьб мелкого профиля осуществляется за один проход.
В этом случае глубина резания tp равна высоте профиля резьбы
Нз (рис. 8.7, а). При нарезании многопрофильным резцом (гребенкой)
глубина резания для каждого элементарного резца уменьшается
в несколько раз (рис. 8.7, д)tp = [h3P/{h+P)] coscp,
где h—длина режущей части; Р—шаг резьбы; ф — угол режущей части.8.1. Габаритные размеры державок резьбовых резцов, мм (см. рис. 8.3)СечениеТип 1Тип 2Тип 3Тип 4Обозначе¬резца
(высота х
ши¬
рина)ДлинарезцаLШагрезьбыРДлинарезцаLШагрезьбыРДиа¬
метр
наимень¬
шего
отвер¬
стия DДлинарезцаLШагрезьбыРДлинарезцаLШагрезьбыРДиа¬
метр
наимень¬
шего
отвер¬
стия Dние пла¬
стины погост25398—8210x10——1200,75—2,518——1202—4161115012х 12——1401—324——1402—8221115016 х 101000,52,51113016 х 16—1701,5—л30’——1703—10301119020x121200,8—3,0——1202—5———1119020x20——2002—542——2003—12441121025 х 161401,25—
5,0———1406—10———1121025x25——2403—652——2404—16621123032x201702—6———17012—16———1123040x2520020—24112308.2. Размеры гнезд под пластину твердого сплава, мм (см. рис. 8*4)Сечение резца
hxbапhКкОбозначение пластин
по ГОСТ 25398—8216 х 1039,313,515,5131113020x12615,016,019,0191119025 х 16818,620,022,5241121032x201023,326,029,02911230
370Инструменты для образования резьбыПродолжение табл. 8.2Шаг резьбы SГтах*"minШаг резьбы SГтах^"min0,500,0720,0472,000,2880,2490,750,1080,0792,500,3600,3170,800,1150,0853,000,4320,3891,000,1440,1133,500,5040,4591,250,1800,1464,000,5760,5291,500,2160,1794,500,6480,6011,750,2520,2135,000,7200,6705,500,7920,7426,000,8700,8128.3. Размеры гнезд под пластину твердого сплава, мм (см. рис. 8.5)Сечение резца
hxbаКЛзОбозначение
пластин по
ГОСТ 25398—8210x1012x1245.57.55.06.08,510,51115016х 1669,59,013,51119020x20812,511,517,51121025x251016,015,022,0112308.4. Основные размеры многопрофильного резца, мм (см. рис. 8.6)Резьбаметрическая,
шаг Ртрубная, число
шагов на длине
25,4 ммдюймовая,
число ниток
на Г/'l.±0,1сКRРоликd1—219,1420—105014,22,812,53,01—219,14,20—10751110017,73,017,00,32,51—4,519,14,119—675К)14^—9—61004—6—6—410030,65,029,00,54,5
Рис. 8.7. Схема резания:а — при обработке однопрофильными резцами; б—при обработке многопрофильными резцами с радиаль¬
ным врезанием; в — при обработке многопроходными резцами с боковым врезанием; г—комбинирован¬
ная; д — при обработке многопрофильными резцами; ж, з — геометрия резцов; и — зависимость между
размерами резца и деталиМногопроходное нарезание резьбы осуществляется по схеме ради¬
ального (рис. 8.7,6) или бокового врезания (рис. 8.7, в). При боковом
врезании одна из режущих кромок работает с уменьшенной нагрузкой,
что облегчает процесс резания, но при этом ухудшается качество
обрабатываемой поверхности. Этот недостаток можно устранить,
применяя комбинированную схему резания (рис. 8.7, г).Толщина слоя, срезаемого вершиной, боковой левой и боковой
правой режущими кромками резца (рис. 8.7, а), равна:при радиальном врезании. е= @л = @п = Sin —,при боковом врезании£aB = tp; an = 2tpsin-; ап = 0.При нарезании резьб глубокого профиля (трапецеидальной, прямо¬
угольной и т. п.) применяют последовательное многопроходное точе¬
ние несколькими резцами различных профилей, причем полный
372Инструменты для образования резьбыпрофиль нарезаемой резьбы имеет последний чистовой резец
(рис. 8.7, е).Геометрия резьбовых резцов. При малом угле подъема (рис. 8.7, ж)
резец устанавливают таким образом, чтобы ось симметрий профиля
резца была расположена перпендикулярно к оси заготовки. Задние
углы на боковых режущих кромках выполняются одинаковыми для
резцов как из быстрорежущей стали, так и из твердых сплавов:
в пределах 4—6° для предварительного нарезания и 8—10° для
окончательного нарезания. Задний угол на вершине принимается
равным 15—20°.Если угол подъема нарезаемой резьбы т^Зч-4°, то резец наклоня¬
ют к оси заготовки под углом Х = х и передние углы на боковых
режущих кромках ул и Уп принимаются одинаковыми (рис. 8.7, з),
в противном случае ул<0 и уп>0—для правого направления резьбы.Геометрические параметры по левой и правой сторонам режущей
кромки изменяются вследствие изменения угла подъема винтовой
линииtgx i = ndi/P,где тi—угол подъема винтовой линии на диаметре d{.В первом приближении передние и задние углы для различных
точек профиля определяются по формуламYi = Yy + (^—Т;);OLi = OLy±('k — Т,-),где верхний знак—для левой стороны профиля, а нижний—для
правой при правом направлении резьбы; yh af — передний и задний
углы в сечении по цилиндру; уу, ау—передний и задний углы
в расчетном сечении, по которому устанавливается угол наклона
резца X.Минимальное значение заднего угла a/min^2-b3°. Если это условие
не выполняется, изменяется угол X или ау. В большинстве случаев
угол Х = хср, где тср—угол подъема винтовой линии, лежащей на
цилиндре, рассекающем профиль резьбы по высоте на две равные
части.Профиль резца. Профиль резьбового резца по передней поверхности
совпадает с профилем в осевом сечении заготовки при у = 0 и >- = 0.
Если у/0 и А,#0, то профиль резца отличен от профиля резьбы.Зависимость между размерами по высоте профиля заготовки
и резца в плоскости передней поверхности (рис. 8.7,и) при у^Оtn = yjr2-(г-h3)2 sin2 y-(r-h3)cosy,где г—наружный радиус детали; у — передний угол при вершине;
У1—передний угол резца на окружности радиуса rt.Абсциссы точек у основания профиля определяются по формулеza = z±PB{ y-Ji),
Резьбонарезные резцы373где Рь—параметр винтовой поверхности. Знак « + » принимается для
правой стороны профиля и знак « —»—для левой. Углы профиля
для правой и левой сторон профиляЕсли профиль резца в плоскости передней поверхности принимается
равным профилю резьбы, то профиль резьбы отличается от те¬
оретически заданного и тогда координаты действительного профиля
резьбы определяются по формуламПри небольшой высоте профиля резьбы рассчитывают координаты
двух точек 7 и 2, так как 3 и 4 совпадают (см. рис. 8.7, и). Если
глубина профиля значительная, то можно выбрать несколько точек
на профиле.Наличие угла X также вызывает необходимость перерасчета
координат:для профиля резца* = 1 </*1+(г1 sin у)21;
z = zi ±^b(y —Yi)-для профиля деталиХ = \ ,/x:? + (zisinA.)2|;
Z = Zi COS ^.±/>в(у — Yi),гдеИЛИ
374Инструменты для образования резьбыЕсли у Ф 0 и X Ф О, то используются зависимости:
для профиля резцах1=хCOS Л,Zi= r + -P,(Y-Yi);cos Xдля профиля деталиxl + r-^ + z.smXУ у COS Л,z = z1cosX±PB(y-y1),гдеилиУх = arccosl -
\хух = arccoslx2_c^n+ztgXcosXXilxlJrJ^l+zlsinx]cosX8.3. МЕТЧИКИМетчики предназначаются для образования резьбы в отверстиях.
По принципу работы метчики подразделяются на метчики, об¬
разующие профиль резьбы путем снятия стружки, и метчики бес-
стружечные, образующие профиль без снятия стружки.По конструкции и применению метчики подразделяются на
следующие типы:1) машинно-ручные—для нарезания резьб как вручную, так и на станке
(ГОСТ 3266—81); с шахматным расположением зубьев для обработки
коррозионно-стойких и жаропрочных сталей (ГОСТ 17927—72); то же, для
обработки легких сплавов (рис. 8.8) (ГОСТ 17928—72); бесстружечные;2) машинные—для нарезания резьбы на станке (метрической
резьбы диаметром 0,25—0,9 мм); метчики с укороченными канавками
(ГОСТ 17931—72, ГОСТ 17930—72); с винтовыми канавками (рис. 8.9)
(ГОСТ 17932—72, ГОСТ 17933—72);3) гаечные—для нарезания резьб в гайках на гайконарезных станках:
с изогнутым хвостовиком (рис. 8.10, а) (ГОСТ 6951—71); с прямым
хвостовиком (рис. 8.10,6) (ГОСТ 1604—71); бесстружечные с изогнутым
хвостовиком (ГОСТ 18840—73); с шахматным расположением зубьев
для обработки коррозионно-стойких и жаропрочных сталей (ГОСТ
17929—72); бесстружечные с прямым хвостовиком (ГОСТ 18840—73);4) конические (рис. 8.11)—для нарезания конических дюймовых
резьб (ГОСТ 6227—80). Основные размеры приведены в табл. 8.5;
Метчики375Исполнение 1А-А75°Последний зуб по' заборной части Последний зуб заборной части2-й полный зуб калиб-'р^щеи части _Х/"\/\/\/\Л/‘ ^ П'Р°1-ое перо' ЛАДА/ 2-" перо2-ое пероIwyVWVy 3-е пероrW'^AAA/V'V''3-е перо
к 4-ое перо/t-й полный зуб калибрующей’ части / ,_й n0J,Hi/d svf^^Z.S полнь,й 3uf да.калибрующей части либрующсй части6)*)Рис. 8.8. Метчики с шахматным расположением зубьев для обработки легких сплавов:а—варианты исполнения; б—схемы вырезания зубьев для трехперых метчиков, начиная с третьего
полного зуба; в—то же для четырехперых5) метчики для трубной резьбы (рис. 8.12);6) метчики сборной конструкции нерегулируемые, регулируемые
(резьбонарезные головки для внутренней резьбы);7) специальные комбинированные (сверло-метчик), ступенчатые и др.
Выбор типа метчика, определение числа метчиков в комплекте,распределение нагрузки между метчиками в комплекте, выбор схемы
резания и назначение конструктивных элементов выполняются с уче¬
том размеров резьбы, вида отверстия (глухое, сквозное), материала
детали и условий производства.Конструктивные элементы метчиков, их назначение и расчет раз¬
меров. К основным конструктивным элементам метчиков относятся
376Инструменты для образования резьбыА-А ОДля диаметров d сбыше 10ммТ7ЮLLДля диаметров d от 3 до 10 ммВариант для диаметров d от 3 до 8 ммLРис. 8.9. Метчики с винтовыми канавками(см. рис. 8.13): режущий и калибрующий участки; хвостовик с элемен¬
тами крепления; формы зуба и стружечной канавки и их направление;
геометрические параметры режущей и калибрующей частей; профили
резьбы метчика и его размеры.Режущий участок предназначен для вырезания слоев металла по
всему контуру профиля резьбы. Калибрующий участок служит для
окончательного формирования профиля (первым калибрующим вит¬
ком), направления и подачи метчика под действием сил самозатягива-
ния и является запасом на переточку при заточке метчика по
режущему участку. Хвостовик метчика предназначен для передачи
крутящего момента от шпинделя станка.Режущий участок метчика. Им вырезают слои металла или по
генераторной схеме (рис. 8.13,6), или по профильной (рис. 8.13, в).
В большинстве случаев применяется генераторная схема (машинные,
гаечные и другие метчики). Профильную схему применяют для
калибрующих и конических метчиков.Основные параметры режущего участка: его длина от торца до
начала калибрующего участка /ь угол конуса ср, длина режущего
участка, который непосредственно участвует в резании /2.Взаимосвязь между этими параметрами определяется по формуламгде dc—диаметр отверстия под резьбу (dc>D1); dT—диаметр по
торцу; d—наружный диаметр метчика.2tg<p ’ 2 2tg<p ’
Для диаметров d свыше в ммРис. 8.10. Метчнки гаечные с хвостовиком:а — изогнутым; б—прямым
378Инструменты для образования резьбыРис. 8.11. Метчики для нарезания конических
дюймовых резьбДиаметр по торцу и фаска обес¬
печивают плавный вход метчика
в отверстие, dr = D1 —(0,1 н-0,35) мм.Во многих случаях длина за¬
дается и тогда ф уточняется по
формулеtg<P = (^-<4)/(2/i).Длина /i назначается в зависимости от вида отверстия (глухое,
сквозное), типа метчика (машинный, гаечный и т. п.), номера метчика
в комплекте. Например, для машинных метчиков при нарезании
резьб в глухих отверстиях вследствие сбега резьбы 11 = 2Р; для
комплектных метчиков из трех штук /х=6 Р—черновой (первый),
li=4P—второй, U = 2Р—чистовой (третий).8.5. Основные размеры пера конического метчика, ммОбозначение размера
резьбы, дюймыdc (пред.
откл. hi4)2FкК1К1/163,633,20,50,10К1/84,63,80,750,15К1/46,15,31,00,20КЗ/89,64,31,5К1/211,85,80,25КЗ/413,347,01,750,30К116,68,82,00,40К1 1/421,011,72,50,50К1 1/230,068,72,00,40К237,510,12,50,50
Метчики379Рис. 8.12. Конструкция и размеры метчиков для трубной резьбыПараметры /2 и ср влияют на толщину стружки az, снимаемой
одним режущим элементом метчика, число которых определяетсяпо зависимости п = (^+ l^z, где z—число зубьев метчика. Следова¬
тельно, аг = Ьъ cos (p/я, где къ — высота профиля резьбы. Оптимальный
диапазон величины az = 0,02 0,15 мм. Минимальная толщина стружки
380Инструменты для образования резьбыРис. 8.13. Конструктивные элементы метчиков:а — общий вид метчиков; 1 — режущая часть; 2 — калибрующая часть; 3 — хвостовик; 4 — выемка для
удержания метчика в быстросменном патроне; 5—квадрат для передачи крутящего момента; 6—зуб
метчика; 7—стружечная канавка; б—генераторная схема резания; в—профильная схема резания;
г — геометрические параметры метчикадолжна быть сравнима с величиной округления режущей кромки
метчика (az> р = 0,015 мм). Для стали az = 0,02 н- 0,05 мм, для чугуна
az = 0,06 ч-0,07 мм.На рабочем чертеже метчика проставляются размеры и ср.
Последний определяется по формулеsin <p = azz/Р.На длине режущей части метчик затачивается по задней
поверхности с углом конуса ср. Форма кривой затылования метчика
выбирается в зависимости от типа и размеров метчика, условий
работы. Наиболее распространенной формой кривой затылования
является Архимедова спираль (рис. 8.13, г), и величина затылования
Метчики381где ос—задний угол, равный 4—20° на наружном диаметре метчика.
В любой другой точке на конусе режущей части задний угол а; равенtga i = Kzl(ndi),где ф—диаметр окружности соответствующего сечения конуса.Задние углы oln и <xN3 в сечении, нормальном к режущим кромкам
метчика, соответственно равныtg ^ = tg af sin (e/2); tg aN3 = tg af sin (90 - (p),где e/2—половина угла профиля резьбы. Угол aN определяется для
метчиков, шлифованных по профилю (профильная схема резания).При достаточно больших углах а ослабляется тело зуба и ухуд¬
шаются условия переточки. В этом случае применяют комбинирован¬
ное затылование, задняя поверхность затылуется на участке, приле¬
гающем к режущей кромке, а на остальной части зуба оформляется
по конусу.Кинематический задний угол ак режущей части может значительно
отличаться от статического:РtgaK = tgotf—-tgcp.
ndiПри значительном уменьшении угла ак по отношению
к е/Li необходимо увеличить угол а при вершине.Передний угол у на режущей и калибрующей частях принимается
одинаковым и выбирается в зависимости от материала детали от
5 до 30°. Угол у меняется по высоте профиляdtg Y£ = tgy—.
diВ сечении, нормальном режущей кромке, передние углы
(рис. 8.13, г) определяются по формуламtgyN = tgyfsin^;tg Yjvs = tg у,- sin (90 — ф).При обработке сквозных отверстий для перемещения стружки
в направлении подачи режущую часть выполняют с отрицательным
углом наклона X режущей кромки (рис. 8.14, а) или применяют
винтовое направление зуба с углом наклона со (рис. 8.14, б, в).После заточки по передней и задней поверхностям биение зубьев
на режущей части по наружному диаметру не должно превышать
для машинных метчиков 0,03—0,04 мм, для гаечных — 0,05—0,06
мм. При большей величине биения создается неравномерная нагрузка
на каждый режущий элемент, что понижает стойкость метчиков.Калибрующая часть. Окончательные размеры и качество нареза¬
емой резьбы определяются качеством исполнения калибрующей части.
382Инструменты для образования резьбыуф)ж)г) д) е)Рис. 8.14. Конструктивное оформление режущего и калибрующего участковДлина калибрующей части /к (рис. 8.13,д) назначается с учетом
длины нарезаемой резьбы и запаса на переточку при заточке по
задней поверхности. Общая длина рабочей части метчика /p = /i+/K.
После всех переточек длина калибрующей части должна составлять
не менее 0,5 диаметра нарезаемой резьбы.Метчики по калибрующей части могут изготавливаться без
затылования по профилю, с затылованием на 2/3 ширины пера или
с затылованием по всей ширине пера на величину АГ= 0,01 -г- 0,02 мм.
Метчики диаметром до 10 мм в большинстве случаев выполняются
незатылованными (рис. 8.14, г). Гаечные метчики затылуют на 2/3
ширины пера, что ухудшает направление метчика в процессе работы
(рис. 8.14, д). В остальных случаях выполняют затылование по всей
ширине зуба F (рис. 8.14, ё).Передний угол калибрующей части обычно принимают равным
переднему углу режущего участка.Для лучшего направления метчика и устранения подрезания витков
резьбы на ведущем калибрующем участке на длине /3 (рис. 8.14, ж)
резьбовые витки метчика выполняются с бочкообразными элементами
резьбы. Направляющий участок 2, расположенный у передней поверх¬
ности 7, смещается на середину пера 3.Резьба калибрующей части выполняется с обратной конусностью
по наружному диаметру с целью уменьшения трений и разбивки
резьбы. Значение обратной конусности на 100 мм длины 0,04—0,08
мм. При нарезании резьбы в пластичных материалах рекомендуется
применять метчики с вырезанной в шахматном порядке ниткой на
калибрующей части на всей длине, включая и режущий участок (см.
рис. 8.8).Форма стружечных канавок, зубьев и их направление. Стружечные
канавки служат для размещения стружки и ее транспортирования,
что обусловливает их направление и форму. Угол наклона канавок
Метчики383Рис. 8.15. Форма зуба и стружечных канавок метчикасо у основной массы выпускаемых метчиков равен нулю. Для лучшего
удаления стружки метчики следует делать с винтовыми канавками
левого направления (рис. 8.14,6); для сквозных отверстий с целью
выталкивания стружки из отверстий (при правом направлении резьбы)
и правого направления для глухих отверстий с целью отвода стружки
из отверстий в направлении хвостовика (рис. 8.14, в). Предельное
значение угла со =10-^35°.Число стружечных канавок влияет на толщину среза, усилие
и мощность, затрачиваемые на резание, на объем пространства для
размещения стружки, на величину крутящего момента от усилий
трения, на технологичность изготовления метчиков и выбор средств
контроля параметров резьбы. Число канавок назначается 2—6 при
изменении наружного диаметра в пределах 2—52 мм.Профиль поперечного сечения канавки (рис. 8.15) зависит от числа
зубьев (или числа канавок), наружного диаметра метчика, материала
заготовки, условий работы (без вывинчивания, с вывинчиванием из
обрабатываемого отверстия), способа подвода СОЖ.В общем случае форма поперечного сечения канавки должна
обеспечивать: достаточное пространство для размещения стружки;
достаточную прочность зуба и метчика в целом; оптимальные
геометрические параметры; отсутствие среза стружки при выво¬
рачивании.Основными параметрами профиля канавки являются: передний
угол у, диаметр сердцевины dcep, радиус у основания зуба R, радиус
по спинке зуба г, ширица пера F и угол нерабочей кромки |х (см.
рис. 8.15).В процессе резания резьбы суммарный крутящий момент равен
^рез = Мр + Мс + Мт,где Мр—крутящий момент, расходуемый на «чистое» резание;
Мс—крутящий момент трения стружки о канавку метчика; МТ—
крутящий момент трения боковых сторон профиля метчика о резьбу.Параметры профиля канавки влияют на суммарный крутящий
момент: передний угол у—непосредственно на величину Мр\ радиус
у основания зуба г—на величину Мс\ ширина пера—на величину Мт.
384Инструменты для образования резьбыПередний угол у выбирается в зависимости от материала детали.
Параметры R, г, F, dcep, |я зависят от размеров метчика и числа
канавок. Форма канавок для четырех-, дву- и трехзубых метчиков
приведена на рис. 8.15, а, б, в.Для стандартных метчиков сечение стружечной канавки на всем
протяжении рабочей части метчика остается постоянным или не¬
сколько уменьшается к хвостовику. На глубину и объем стружечных
канавок влияют диаметр сердцевины dcep и ширина пера F. С умень¬
шением параметров dccp и F увеличиваются глубина и объем
стружечной канавки, уменьшаются силы трения (МТ), но также
уменьшаются прочность зуба и прочность метчика в целом, и на¬
оборот— с увеличением dccp и F увеличивается прочность метчика,
но уменьшается объем стружечной канавки и увеличиваются силы
трения, что может привести к поломке метчика.В зависимости от числа зубьев назначают dcep и F:
при z = 3 dcep = (0,35 ч- 0,4) d, F=0,3d;
при z = 4 dcep = (0,4-h0,5)d, F=0,2d;
при z = 6 dcep = (0,5-h 0,55) d, F=0,16d.Профили канавок должны иметь плавные переходы между пря¬
молинейными и криволинейными участками, и радиусы кривизны
R и г выбираются наибольшими с целью уменьшения концентрации
напряжений в канавках.Угол нерабочей кромки |1 = 80ч-85°, что позволяет при вывин¬
чивании метчиков из отверстия срезать корни стружек и устранять
возможность их заклинивания.Хвостовик метчика. Для передачи крутящего момента на хвостови¬
ке выполняется квадрат (см. рис. 8.13, а). Диаметр хвостовика
dx = di — (0,25ч-1,5) мм для диапазона диаметров й?=7ч-52 мм. При
таком соотношении метчик свободно проходит через обработанное
отверстие. Для метчиков малого диаметра dx>d, что уменьшаетколичество поломок.Размеры и допуски на профиль
резьбы метчика. Назначение раз¬
меров и допусков на профиль
резьбы метчика зависит от про¬
филя, размеров и точности на¬
резаемого отверстия. На схеме
(рис. 8.16) даны совмещенные по¬
ля допусков на гайку (Г), болт
(Б) и метчик (М). Резьбовое соот¬
ношение выполнено по посадке
скольжения. Номинальные значе¬
ния диаметров метчика и гайки
наружных (d, D), средних (d2, D2)
и внутренних (di, Dх)—одинако¬
вы. Размеры профиля резьбы
определяются высотой теоретиче¬
ского профиля резьбы Н, шагом
резьбы Р и половиной угла про-Рнс. 8.16. Совмещенная схема допусков на
гайку (Г), болт (Б) и метчик (Л/)
Метчики385филя е/2 (для метрических резьб 8 = 60°). В соответствии со стандартом
на резьбы размеры для метрических резьб определяются по соот¬
ношениям: tf=0,8680254P; Н, =0,5412659Р; Д = 0,1443276Р.Допуски на элементы резьбы метчиков — d, d2, dl9 Р, е/2
назначаются согласно следующим стандартам: для машинно-ручных
метчиков — ГОСТ 3266—81; для гаечных метчиков — ГОСТ 1604—71;
для машинных с укороченными канавками — ГОСТ 17931—72; для
машинных метчиков с винтовыми канавками — ГОСТ 17933—72.
Размеры допусков зависят от точности резьбы гайки:Степень точности нареза¬
емой резьбы 4Н, 5Н6Н, 6Н 6Н, 7Н 6G 6G, 7G4Н5Н, 5Н 6НКласс точности метчика 1 2 3 4 1 2Обозначение допуска резьбы и гайки образуется сочетанием
степени точности и основного отклонения по среднему и внутреннему
диаметрам, при этом степень точности при отклонении по среднему
диаметру ставится на первом месте, например 5Н6Н.Указанные поля допусков нарезаемых резьб могут быть получены
с помощью метчиков при эксплуатации их на станках, удовлетворя¬
ющих предъявляемым к ним нормам точности, с применением
патронов, обеспечивающих самоустановку метчиков в радиальном
направлении и компенсирующих несоосность отверстий и метчика.Точность нарезаемых резьб зависит также от обрабатываемого
материала, скорости резания, СОЖ и других факторов, что допускает
выбор других классов метчиков для обеспечения требуемой точности
резьбы.Средний диаметр резьбы метчика d2 является основной величиной,
характеризующей степень точности метчика, допуск, на который Тd2
назначается с учетом погрешностей d2, Р, е/2 гарантированного
запаса на износ и величины разбивки,Trf2 = 0,2TZ>2(5),где ТD2—допуск на средний диаметр резьбы степени точности 5 по
ГОСТ 16093—81.Нижнее отклонение (см. рис. 8.16) определяется по формулам:
для метчиков класса точности 1—€\d2 = +0,1TZ)2(5);
для метчиков класса точности 2—ek/2= +0,ЗТ£>2(5);
для метчиков класса точности 3—eu/2= +0,5TZ>2(5);
для метчиков класса точности 4 — ek/2= + 0,3TZ)2(5).Верхнее отклонениеes d2 = ei d2 -b Td2.Величина гарантированного запаса на износ по среднему диаметруA2 = esd2—eid2.Величина разбивки62 = Z)2max —es d2.1 ЗЗак. 533
386Инструменты для образования резьбыПредельные отклонения по наружному диаметру метчика определя¬
ются размерами профиля резьбы и более итенсивным износом по
вершинам профиля в процессе резания.Нижнее отклонениеeid=0,4TD2 (5).Верхнее отклонение esd не проставляется при d^6 мм ввиду
большого заострения. В остальных случаях для уменьшения заострения
вершины профиля es d назначаются на метчики для метрических
резьб по ГОСТ 16925—71.Внутренним диаметром метчик не должен срезать стружку,
и поэтому верхнее отклонение es ^ 0. Дно впадины профиля резьбы
может быть произвольной формы, но не должно заходить за линию
номинального профиля резьбы. Нижнее отклонение внутреннего
диаметра резьбы метчика ei di не устанавливается. Внутренний диаметр
метчика dlmax = Dl.Отклонение на угол профиля резьбы в назначается с учетом
обеспечения симметричности профиля (допуск назначается на половину
угла профиля е/2), погрешностей термообработки, возможностей по
точности инструментов второго порядка (резцы, шлифовальные круги
и т. п.). При шаге резьбы 0,25—5,0 мм допуск на половину угла
£профиля Т-= + (40н-15') для метчиков класса точности 1, 2,
£3 и Т-= ± (80-^20') для метчиков класса точности 4.Отклонение шага резьбы Р зависит от точности механизма
резьбошлифовального станка и погрешностей термообработки. Для
метрических резьб у шлифованных метчиков класса точности 4 пре¬
дельные отклонения по шагу на длине 25 витков ±0,05 мм для
всего диапазона диаметров и шагов и класса точности 1, 2,
3 0,006-^0,012 мм.Комплекты метчиков. Количество метчиков в комплекте зависит
от размеров профиля нарезаемой резьбы и свойств обрабатываемого
материала.Схема вырезания профиля комплектными метчиками назначается
с занижением только наружного диаметра (рис. 8.17, в) для неточных
резьб и с занижением по наружному и среднему диаметрам для
точных резьб (рис. 8.17,6). Во втором случае последний метчик
в комплекте обеспечивает обработку по всему профилю, что позволяет
повысить точность нарезаемой резьбы.Нагрузка на метчики в комплекте по вырезаемой площади профиля
резьбы назначается без учета принятой схемы резания: 50% — первый
метчик; 35% — второй метчик; 15%—третий метчик.Размеры режущей части каждого метчика, длина /i и угол конуса
Ф определяются количеством шагов для каждого метчика. На схеме
(рис. 8.17,а) длина первого метчика 1ц=6Р, второго — /12 = 4/), третье¬
го— /13 = 2Р. Диаметр по торцу dT и внутренний диаметр di одинаковы
для всех метчиков в комплекте. Наружный диаметр первого
Метчики387Рис. 8.17. Комплекты метчиков:а—конструктивное оформление режущего участка комплектных метчиков; б, в—схемы вырезания
профиля резьбы; г, д—схемы допусков на комплектные метчикиda) и второго d{2) метчиков соответственно равныd(i) = d(3) — 0,5P;d(2) = d(3) — 0,\5P,где d{3) — наружный диаметр третьего метчикаСредние диаметры первого и второго метчиков занижаются, по
отношению к среднему диаметру третьего метчикаdi (1) = d2 (3)— ОД $Р\134 d2 (2)= d2 (3) 0,01 Р.
388Инструменты для образования резьбыДопуски по среднему диаметру на первый и второй метчики
(Тd2(1)? Т^2(2)) назначаются с учетом занижения среднего диаметра
первого и второго метчиков по отношению к третьему (рис. 8.17, г).
Если занижение близко по своему значению к допуску на средний
диаметр гайки, то допуски Тd2(2) и Td2{1) принимаются равными
допуску Td2{3). Если занижение больше допуска на гайку, то допуски
Т^2(2)> Т^2(1) увеличиваются во столько же раз.Допуски на наружные диаметры Td{2), Тd{1) назначаются в два-три
раза меньше по отношению к занижению по наружному диаметру,
причем нижнее отклонение равно или меньше номинала (рис. 8.17, д).Бесстружечные метчики. При обработке вязких материалов при¬
меняются бесстружечные метчики. Вместо стружечных канавок рабочая
часть в сечении имеет многогранник (рис. 8.18), на заборном конусе
резьба шлифована на конус, затылование отсутствует. При форми¬
ровании резьбы происходит выдавливание по всему профилю. Метчики
в процессе эксплуатации не перетачиваются.Для d свыше 10 мм
АА-АV —1 , --и-liriILд Для d от 3 до 18 ммА-АВА Для d до 2,f мм
-1А-АРис. 8.18. Бесстружечные машинно-ручные метчики
Метчики3895-6уРис. 8.19. Твердосплавные метчики:а—с напайными пластинками твердого сплава;-со вставным режущим участкомТвердосплавные метчики. При обработке сталей и сплавов, име¬
ющих прочность ав = (180н-210) 104 Па и HRC 48—53, и некоторых
неметаллических материалов применяются твердосплавные метчики.
Для резьб диаметром 6—12 мм метчики изготовляются цельными
и составными с припаянными твердосплавными пластинами
(рис. 8.19, а). Для резьб диаметром 2—4 мм метчики выполняют со
вставной режущей частью (рис. 8.19,6). Режущий материал ВК6М
и ВК10М обеспечивает наибольшую стойкость.Метчики должны быть затылованы по профилю на всей длине
рабочей части при обратной конусности 0,02 мм на 10 мм длины.Дно канавки выполняют с уклоном 2—3° для увеличения прочности
метчика.Метчики-протяжки. Нарезание резьб крупного профиля производят
комплектом из нескольких метчиков или одним метчиком-протяжкой
(рис. 8.20). Метчик предварительно вставляют в нарезаемую заготовку,
как при протягивании. Длина хвостовика /х = /д + 50 мм, где /д—длина
детали. Длина режущего участка l1 = Pt/(zdz), где t—высота профиля
резьбы. Длина калибрующего участка /К = 4Р. Диаметр хвостовика
dx = dH = dQ, где dH—диаметр задней направляющей; dQ—наименьший
диаметр отверстия под резьбу. Угол профиля канавок \|/ = 80ч-90°.Профиль резьбы не затылуется, поэтому по наружному диаметру
оставляется ленточка /= 0,5 ч-0,8 мм. Заднюю поверхность затачивают
под углом а=12ч-15° на ширину /1=3-н5 мм и под дополнительным
углом а! = 30ч-60°. Угол наклона канавок со = 2т, где т—угол подъема
390Инструменты для образования резьбыБ^1резьбы. Диаметр сердцевины метчика dcep = 0,5d, ширина пера
F= (0,25 0,35) d, где d—наружный диаметр метчика. Нарезание
резьбы производится без реверсирования.Прогрессивные конструкции метчиков и основные направления их
совершенствования. К специальным видам метчиков относятся: метчики
с передней и задней цилиндрическими направляющими, позволяющими
повысить точность нарезания резьб; метчики с режущими и выгла¬
живающими зубьями; метчики с внутренним подводом СОЖ; метчики
сборной конструкции с регулированием по диаметру нарезаемой
резьбы; метчики для нарезания резьб крупного профиля с передачей
крутящего момента с двух торцов; комбинированный метчик-сверло
для одновременного сверления отверстия и нарезания резьбы в нем.
Названные виды метчиков отражают и основные направления их
совершенствования. Особое место занимают метчики для нарезания
резьб повышенной точности. В качестве примеров рассмотрим
несколько оригинальных конструктивных решений.Метчик (А.с. 288519) с блочным расположением режущих и вы¬
глаживающих (деформирующих) перьев, устойчиво обеспечивающий
получение резьб выше 5-й степени точности (по ГОСТ 16093-81)
применяется для обработки резьб в отверстиях нормальной (группы
N по указанному ГОСТу) и большой (группы L) длины, диаметром
12 мм и более за один проход с устранением возникающего при
обработке базовым метчиком явления пакетирования стружки.В зависимости от размера нарезаемой резьбы он выполняется
цельным (с хвостовиком или насадным) или сборным. Метчик такой
конструкции, имеющий три блока перьев и предназначенный для
обработки резьб диаметром 12—24 мм, показан на рис. 8.21. Каждый
Метчики391Б-БРис. 8.21. Метчики с режущим и выглаживающим участками:а—конструкция метчика; б—схема образования профиляблок состоит из одного режущего пера, расположенного первым по
направлению рабочего движения, и одного выглаживающего (дефор¬
мирующего).Зубья режущих перьев имеют обычное затылование по профилю
на величину , рекомендуемую нормалями машиностроения для
машинных метчиков, а зубья выглаживающих перьев—двустороннее
затылование с середины пера. Величина затылования К2 определяется
шагом нарезаемой резьбы и изменяется в пределах 0,03—0,08 мм
на сторону на ширине пера. При этом средний диаметр резьбы
d2B на всей длине выглаживающих перьев больше d2p режущих.
Перепад профилей зубьев режущих и выглаживающих перьев
Al=0,5(d2b^d2p) зависит от свойств обрабатываемого материала
и шага нарезаемой резьбы и находится в пределах 0,005—0,020 мм.В пределах режущей части 1г режущие перья блоков обрабатывают
затылованием по наружному диаметру по Архимедовой спирали,
а выглаживающие выполняются без затылования, т. е. имеют поверх¬
ность усеченного конуса, При этом наружный диаметр режущих
зубьев больше диаметра выглаживающих на величину перепадаAmin = r—-tgcp + Ta,2z6.nгде Р—шаг резьбы метчика; z6>n — число блоков перьев; ср — угол
заборного конуса метчика; Та—допуск на биение ее задней поверх¬
ности. При переточках метчика по передней поверхности режущих
перьев величина А уменьшается, поэтому для вновь изготовленных
метчиков следует принимать А = (2 -н 3) Amin.
392Инструменты для образования резьбыВ пределах каждого блока перья разделены между собой про¬
дольной канавкой для подвода СОЖ в рабочую зону деформирующих
зубьев. Ширина этой канавки Вк = (0,03-^0,04) п а глубина
h = h3 + 0,03nd, где d—диаметр метчика; h3 — высота профиля резьбы.
Благодаря блочному расположению перьев у этого метчика по
сравнению со стандартными машинными метчиками в 2—2,6 раза
возрос объем стружечных канавок за счет их расширения и увеличения
глубины (т. е. уменьшение размера сердцевины dc) на 20—25%. При
этом прочность блока перьев выше прочности единичного пера
обычного метчика, что значительно расширило технологические
возможности инструмента. Возможность пакетирования стружки прак¬
тически исключена даже при обработке глухих отверстий на станках
с горизонтальным расположением оси шпинделя.Для повышения точности резьбонарезания разработаны метчики
специальной конструкции с зауженными режущими зубьями. Суть
конструктивного решения заключается в том, что при подрезании
верхних сторон резьбовых впадин отверстия (подача меньше шага
резьбы) заужают режущие зубья со стороны хвостовика метчика
(рис. 8.22, а). При подрезании нижних сторон резьбы (подача больше
шага резьбы) заужают зубья со стороны заборного конуса инструмента
(рис. 8.22,6). Заужение а'Ь' возрастает от калибрующей части к первому
режущему зубу метчика. Его изменение от зуба к зубу может быть
постоянной или переменной величиной. Зауженными выполняются
либо все режущие зубья метчика, либо часть из них на отрезке
заборного конуса с первого режущего зуба. В некоторых случаях
часть режущих зубьев может быть выполнена с одинаковой величиной
заужения, если такие зубья располагаются между зубьями с изменя¬
ющейся величиной заужения.При работе такими метчиками за счет дополнительного резания
боковыми кромками зауженной стороной зубьев создается осевая
сила, которая противодействует осевым подрезаниям резьб. Для
расчета заужений необходимо знать значение удельных сил резания,
действующих на боковых кромках зубьев. Наибольшее влияние на
изменения удельных осевых сил при отсутствии внешних факторов
воздействия оказывает изменение угла заборного конуса метчика.
При уменьшении этого угла у метчиков М14х1,5 с тремя перьями
Метчики393А-АРис. 8.23. Метчики прогрессивной конструкции:а—для точных резьб; б—выдавливающий; в—для конической резьбыс ср = 20° до ф = 6° удельные силы при обработке стали 45 (НВ 196)
уменьшаются.При работе метчиком М14х 1,5 (ф = 20°) с числом режущих зубьев
п = 5 для исключения осевых подрезаний от сил резания в момент
захода в отверстие первых калибрующих зубьев необходимо первый
режущий зуб метчика заузить со стороны хвостовика на 0,15 мм.
Каждый последующий зуб меньше предыдущего на 0,03 мм. При
наличии внешних осевых сил в зависимости от их направления
заужение режущих зубьев метчика корректируется в ту или иную
сторону.При работе предлагаемыми метчиками точность обработки по¬
вышается на 1—2 класса, значительно уменьшается шероховатость
поверхности с подрезаемой стороны. Заужения режущих зубьев
выполняются на резьбошлифовальных станках посредством допол¬
нительного прохода с помощью копирной линейки.С целью повышения стойкости метчиков (рис. 8.23, а) для нарезания
точных резьб в глухих отверстиях большого диаметра предлагается
ведущие зубья на заборной части инструмента выполнять по наруж¬
ному диаметру с левым затылованием (а.с. 522009).Ведущие зубья (перья 2, 4, 6) выполняют с левым затылов'анием
по наружному диаметру; они занижены по кромкам у спинки перана величину Д+5, где 5—допуск; А = 0,5я2( 1 +— ), где az — толщинаV ®i/среза, приходящаяся на режущие зубья (перья 7, 3, 5); ©i — окружной
шаг между перьями; со2 — окружной шаг, соответствующий ширине
пера. Приближенно А»0,6а2.Ведущие зубья не принимают участия в нарезании резьбы,
обеспечивая своими бочкообразными сторонами перемещение метчика
394Инструменты для образования резьбыпо отверстию с минимальными отклонениями. При вывинчивании
метчика из глухого отверстия ведущие зубья срезают кромками на
спинках остающиеся корни стружек на диаметре резьбового отверстия,
соответствующего наружному диаметру режущих зубьев метчика.
Этим обеспечивается беспрепятственное прохождение режущими зу¬
бьями участка с неотделенными корнями стружек, что исключает
сколы главных кромок режущих зубьев. Последнее позволяет увеличи¬
вать задние углы а у метчика до значений, применяемых при
обработке сквозных резьб, что облегчает процесс резания и увеличи¬
вает износостойкость режущих зубьев инструмента Задние углы
di на перьях с ведущими зубьями не должны быть оольше задних
углов а.Для обеспечения постоянства величины Л в течение всего периода
эксплуатации метчика ведущие перья при заточке (при = а)
стачивают со стороны спинки на величину, равную сточенной величине
на режущих перьях, либо ведущие зубья на заборной части пере-
затыловывают по наружному диаметру. Метчики с ведущими перьями
за счет повышения работоспособности их режущих зубьев позволяют
увеличить стойкость в 1,5—2 раза при обработке резьб в глухих
отверстиях.Обработка внутренних резьб бесстружечными метчиками обес¬
печивает стабильность размеров, снижение шероховатости профиля,
повышение стойкости инструмента и производительности на операциях
резьбообразования по сравнению с получением резьб режущими
метчиками.При формировании резьб стандартными бесстружечными мет¬
чиками происходит более интенсивный износ по наружному диамет¬
ру метчика, чем по среднему. Метчик, который представлен на
рис. 8.23,6, позволяет получить практически одновременный окон¬
чательный износ по наружному и среднему диаметрам резьбы. Это
достигается благодаря тому, что в поперечном сечении резьбовой
части метчика величина затылования Кп деформирующих граней по
наружному диаметру меньше величины затылования Кср этих граней
по среднему диаметру К„ = (0,2 ч- 0,8) Кср. Это позволяет при заты-
ловании метчиков по наружному диаметру получить больший ради¬
ус вершин деформирующих граней, что увеличивает длину контакта
граней с металлом и уменьшает интенсивность износа по наруж¬
ному диаметру.Незначительное увеличение крутящего момента при получении
резьбы за счет увеличения радиуса вершин деформирующих граней
по наружному диаметру практически не оказывает влияния на процесс
резьбообразования. Форма поперечного сечения резьбовой части
метчика получается на операции резьбошлифования от затыловочных
кулачков с профилем рабочей части. Такая форма метчика (а.с.
782940) по сравнению с формой стандартных метчиков позволяет
повысить прочность поперечного сечения резьбовой части в среднем
на 20—30%, что обеспечивает возможность получения резьб не
только в цветных металлах и сплавах, но и в конструкционных,
коррозионно-стойких и жаропрочных сталях, а также в ковких чугунах.
Метчики395При обработке конических резьб в хрупких материалах типа
серых чугунов применяемые метчики обычно имеют невысокую
стойкость, что выражается в быстром образовании выкрашиваний
и сколов их полнопрофильных режущих зубьев, а также полного
скола ряда зубьев. В то же время зубья заборного конуса метчика,
как правило, остаются целыми в течение работы.Для повышения стойкости конических метчиков (рис. 8.23, в) при
нарезании резьб в серых чугунах предлагается выполнять скосы со
стороны передней поверхности на всех полнопрофильных зубьях
инструмента, формируя таким образом отрицательный передний угол.
При этом для обеспечения угла профиля нарезаемой резьбы в задан¬
ных пределах угол профиля всех зубьев метчика уменьшается
пропорционально величине угла скоса и падению затылка зубьев
по профилю резьбы.Метчик (рис. 8.23, в) имеет режущую заборную часть 7, режу¬
щую часть 2 с зубьями полного профиля резьбы и хвостовик 3.
Режущие зубья полного профиля резьбы на высоте Л3 на всех перьях
выполнены со стороны передней поверхности со скосами, обра¬
зующими отрицательный угол, который в зависимости от конкрет¬
ных условий резьбонарезания варьируется в пределах 40—60°.
На режущих зубьях заборного конуса передний угол у остается
положительным. Все зубья метчика, в том числе и на заборном
конусе, выполняются с уменьшенным (по сравнению с нормальным
углом в) углом профиля Si. Уменьшение угла профиля на А (е/2)
предотвращает увеличение угла профиля резьбы отверстия за до¬
пустимые пределы и может быть рассчитано с помощью следующего
выражения:Aa = arctg0,SSzKi tgyx
ndгде d—наружный диаметр метчика; К1 — величина падения за¬
тылка зубьев по профилю резьбы метчика; z—число зубьев
метчика.Скосы на зубьях полного профиля метчиков могут быть об¬
разованы на универсально-заточных станках, например, периферией
шлифовального круга при установке оси круга параллельно оси
метчика или под углом к ней. Возможный срез последних зубьев
заборной части инструмента, не сказывается отрицательно на работо¬
способности метчиков.При работе метчика зубья его заборного конуса вырезают резьбу
с уменьшенным углом профиля и являются направляющими. Сле¬
дующие за ними зубья с полным профилем резьбы за счет наличия
скосов формируют резьбу без искажения по углу профиля. Сыпучая
стружка свободно выходит из зоны резания в стружечные канавки
и вымывается СОЖ. Отсутствие консоли на зубьях со скосами
и увеличение сечений, по которым могло произойти скалывание,
удлиняют в несколько раз срок службы метчика до начала выкрашива¬
ний и сколов полнопрофильных зубьев.
396Инструменты для образования резьбы8.4. ПЛАШКИПлашки предназначаются для нарезания наружных резьб. По
типу нарезаемой резьбы плашки подразделяются: на плашки круглые
(ГОСТ 9740-71) для метрической резьбы; плашки круглые для круглой
резьбы; плашки круглые (ГОСТ 6228-80) для конической резьбы и др.К основным конструктивным элементам круглых плашек относятся:
режущая часть, калибрующая часть, число, диаметр и расположение
стружечных отверстий, ширина и форма пера, наружный диаметр
Z), ширина плашки Я, элементы крепления.Режущая часть. Плашки имеют две режущие части (рис. 8.24, а)
с каждого ее торца длиной /х = /2, что обеспечивает увеличение срока
ее службы. Режущая часть выполняет основную работу по удалению
металла из впадины резьбы. Угол конуса ф и длина режущей части
зависят от материала заготовки. При обработке высокопрочных
сталей 2ф = 30°, а легких сплавов и цветных металлов 2ф = 50 и 70°
соответственно. В общем случае величина 2ф назначается в пределах
25—90°.Длина режущей части /х определяется по формуле
/1 = (d-rf1+2/)/(2tg9),СЮ'4 ,Рис. 8.24. Конструкция резьбонарезной плашки:а—общий вид; б—режущая часть; в—стружечное отверстие;-схема крепления плашки
Плашки397где d—наружный диаметр резьбы; — внутренний диаметр резьбы;
I—величина, гарантирующая плавный вход заготовки в отверстие
плашки. Величина /=0,2ч-0,4 мм (рис. 8.24, б).Толщина среза az для плашек определяется так же, как и для
метчиков. Но по отношению к метчику эта величина (0,04—0,38 мм)
значительно больше из-за малой длины режущей части плашек
(/1 = 3-4ПРежущую часть плашек затачивают по передней и задней поверх¬
ностям. Угол у задают на внутреннем диаметре резьбы и назначают
в зависимости от материала детали от 10 до 30°.Задний угол на режущей части задают также по внутреннему
диаметру, и он равен а = 6— 9°. Угол а определяется величиной
затылованияКалибрующая часть. Длина калибрующей части плашки /к принима¬
ется равной 3 — 5 Р; таким образом, общая длина режущей и калиб¬
рующей частей составляет (бн-Ю)Р, что и определяет ширину плашки
Я. При #>(6-М0)Р в процессе термообработки возникают значитель¬
ные погрешности по шагу и у плашек для мелких резьб с торца
делают выточку для уменьшения числа ниток.По калибрующей части плашки не затылуются, и угол ос = 0.Плашки не шлифуются по профилю, поэтому они нарезают
резьбы не выше степени точности 6h; 8h (резьбы с посадками
скольжения) и 6g; 6е; 6d (резьбы с посадками с зазором).Наружный диаметр плашки и форма пера. Наружный диаметр
плашки D и ширина пера F определяются внутренним диаметром
резьбы di, диаметром стружечных отверстий dc и величиной Е,
определяющей прочность корпуса плашки (рис. 8.24,а),D — d\-\- 2 dc + 2Е.По наружному диаметру D и ширине Н плашки унифицированы.Централизованно выпускаемые плашки имеют цилиндрическую
форму стружечных отверстий, образуемых сверлением. На рис. 8.24,6
дана схема определения диаметра стружечных отверстий. Определя¬
ющими размерами являются ширина пера F и расстояние между
перьями с. Соотношение Fjc должно удовлетворять условиям про¬
чности и жесткости пера, обеспечивать надежное центрирование
и направление плашки в работе, несколько переточек и достаточное
пространство для размещения стружки. Оптимальное соотношение
F/c = 0,65 -0,8.Если известно число перьев z и соотношение F/c, то величину
с определяют по приближенной формулеc&ndi (1,65-н 1,8)z,где z назначается в зависимости от диаметра резьбы. При изменении
диаметра резьбы d от 1 до 80 мм число перьев принимается z = 3 —12.
398Инструменты для образования резьбыРис. 8.25. Резьбовые фрезы:а—гребенчатая насадная фреза; б—дисковая фреза; в — охватывающая фреза; г—схема работы головки
для скоростного нарезанияЗная размер с, из точки а, лежащей на внутреннем диаметре
резьбы плашки (рис. 8.24, в), проводим прямую ab под углом
у к лучу Of. К отрезку ab в точке а восстанавливаем перпен¬
дикуляр до пересечения с осевой линией ООх. Точка пересечения
Oi определяет центр стружечного отверстия, а отрезок аОх—его
радиус.Диаметр стружечного отверстияdc = c/ cos (0 + у),где 0—угол между прямыми ООt и аО sin0 = c/*/1.Диаметр Du на котором располагаются центры стружечных
отверстий,£>i = c[tg (6+y)+ctg 9].Элементы крепления плашек. Плашки закрепляются или в ворот¬
ке (при ручной работе), или в патроне. Для крепления плашки на
ее наружной поверхности выполняют три или четыре конических
углубления (рис. 8.24, г). Нижние гнезда с углом конуса 60°
выполнены под установочный винт 1. Верхние гнезда с углом 90°
поджимные, они смещены от оси на величину е = 0,5 ч- 2 мм для
лучшего закрепления плашки винтами 2 и 3. У новых плашек
вверху делается паз, перемычка которого разрезается после двух¬
трех переточек. Поджимные гнезда после удаления перемычки
позволяют с помощью винтов 2, 3, 4 регулировать диаметр
нарезаемой резьбы.
Резьбовые фрезы3998.5. РЕЗЬБОВЫЕ ФРЕЗЫРезьбовые фрезы по конструкции подразделяют на типы: гребен¬
чатые цилиндрические фрезы для нарезания резьб неглубокого профиля
с шагом 0,5—6 мм (рис. 8.25, а); дисковые фрезы для нарезания
резьб крупного профиля (рис. 8.25, б); гребенчатые сборные охваты¬
вающие фрезы (рис. 8.25, в); головки для скоростного фрезерования
резьбы для обработки резьбы с крупным шагом, больших диаметра
и длины (рис. 8.25, г).Гребенчатые резьбовые фре^ы. Фрезерование резьб в несколько
раз производительнее по сравнению с оорабохкой резьоы резцами,
но из-за наличия кольцевых витков профиль резьбы искажается,
поэтому гребенчатые резьбовые фрезы (см. рис. 8.25, а) применяют
в основном для нарезания крепежных резьб.Основными конструктивными элементами фрез являются: диаметр
фрезы, диаметр отверстия, длина фрезы, число зубьев, форма зуба
и впадины, направление стружечных канавок, размеры профиля
резьбы.Диаметр фрезы определяется таким же образом, как и для других
затылованных фрез, т. е.d= Ат» + 2Е+ 2Н,где DOTB—диаметр посадочного отверстия; Е—толщина корпуса
фрезы, принимается 0,3—0,4 диаметра отверстия; Н—глубина стру¬
жечной канавки,Н—h3-\- К-\- г -\-е,здесь h3—глубина профиля резьбы; К—величина затылования на
шлифованном участке; г—радиус стружечной канавки у основания
зуба; е=\—2мм—дополнительный размер. При выборе диаметра
фрезы необходимо учитывать размеры деталей крепления на станке.
У насадной фрезы по торцу предусмотрена выточка диаметром
D1 и глубиной /i для размещения элементов крепления.При обработке внутренней резьбы диаметр фрезы должен быть
не менее 0,85—0,90 диаметра отверстия.Длина фрезы/=/, + (2 + 3) А’,где Iд—длина нарезаемой резьбы; i—число заходов резьбы.Длина фрезы не должна превышать 100 мм, так как с увеличением
длины при термической обработке возможны большие искажения по
шагу и профилю резьбы.Число зубьев зависит от величины наружного диаметра:z = (1,6 -1,8)^.Для уменьшения вибраций рекомендуется фрезы выполнять с углом
наклона стружечных канавок со=5—10°.Фрезы затачиваются по передней поверхности под углом у,
который назначается в зависимости от материала детали: у = 0 для
400Инструменты для образования резьбычугуна, латуни, бронзы и твердой стали; у = 5° для стали средней
твердости и у = 10 н-15° для легких сплавов и мягких сталей.
Затылование по задней поверхности должно обеспечить задний угол
при вершине а = 8ч-10° и на боковых сторонах а = 4ч-5°.Для обеспечения выхода резца при затыловании и круга при
шлифовании профиля резьбы впадину делают как можно шире
(0,35—0,40 окружного шага фрезы) и угол 0 = 30 ч-45°.Величина затылования назначается 1,25—3,0 мм при изменении
диаметра от 15 до 90 мм, и задние углы на вершинах и боковых
сторонах профиля определяются по формуламKz d . еtgaB=—; tgocN=- tg a sin -,
па di 2где d—наружный диаметр фрезы; dt—диаметр окружности, на
которой располагается расчетная точка; е/2 — половина угла профиля
резьбы.Размеры профиля резьбы контролируют по передней поверхности.
При у = 0 высота головки фрезы ^=0,288^, высота ножки /2 = 0>325Р
для наружных резьб. Допуск на высоту головки назначается с учетом
погрешностей изготовления и запаса на износ.При наличии переднего угла у проводится корректировка профиля
в плоскости передней поверхности.Высота головки в плоскости передней поверхностиr'i =.Rcos Y — I — fi)2 —(/г sin 7)21.Высота ножкигде t'—полная высота профиля в плоскости передней поверхности,
t' = Rcosy-\^/(R-h3)2-(R siny)21.Угол профиля в плоскости передней поверхностигде е1/2—скорректированная половина угла профиля.Дисковые фрезы. Для нарезания трапецеидальных резьб с крупным
шагом большого диаметра применяются дисковые резьбовые фрезы
(см. рис. 8.25,6). По форме зуба фрезы выполняются острозаточен¬
ными с чередующимися зубьями. Для проверки профиля после
перетачивания один зуб изготовляют с полным профилем.Охватывающие резьбовые фрезы. Для фрезерования коротких резьб
применяют гребенчатые сборные охватывающие фрезы, оснащенные
круглыми гребенками (см. рис. 8.25, в). Гребенки 1 закрепляются
в корпусе 2 звездочками 3, втулкой 4 и винтом 5. Для крепления
на станке служит конический хвостовик 6.Угол контакта зубьев фрезы \|/ с заготовкой 7 при охватывающем
фрезеровании значительно больше, чем при фрезеровании гребен¬
Резьбонарезные головки401чатыми фрезами, что позволяет увеличить число одновременно
работающих зубьев и, следовательно, производительность головки.Головки для скоростного фрезерования. Для обработки наружных
резьб большого диаметра применяют головки для скоростного
фрезерования, которые представляют собой сборный инструмент (см.
рис. 8.25, г), оснащенный резцами с пластинами твердого сплава.
В корпусе головки размещаются 2—12 резцов. Центр головки
Оя смещен относительно центра заготовки О на величину Н. Резцы
вступают в контакт с заготовкой в точке 1 и выходят из контакта
в точке 2. Фрезерование производится за один рабочий ход на
токарном станке. Производительность обработки повышается в 2,5—3
раза по сравнению с фрезерованием дисковыми фрезами.8.6. РЕЗЬБОНАРЕЗНЫЕ ГОЛОВКИРезьбонарезные головки представляют собой сборный инструмент
сложной конструкции, оснащенный комплектом круглых гребенок
(рис. 8.26, а) или плоских плашек (рис. 8.26, б, в). Головки обеспечивают
высокую производительность благодаря применению повышенной
скорости резания и быстрого отвода после нарезания.По конструкции головки подразделяются на следующие типы:
а) по расположению плашек относительно нарезаемой детали: ради¬
альные (рис. 8.26, а, в) и тангенциальные (рис. 8.26, б); б) по кинема¬
тике движения: вращающиеся для токарных полуавтоматов и не-
вращающиеся для револьверных и резьбонарезных станков; в) по
виду обрабатываемой резьбы: для обработки наружных и внутренних
резьб.В производстве наибольшее распространение имеют самооткрыва-
ющиеся головки с круглыми гребенками.В зависимости от размеров нарезаемых резьб головки обознача¬
ются IK — 5К (невращающиеся) и 1КА—5КА (вращающиеся).Рис. 8.26. Схема работы резьбонарезных головок:а — с круглыми гребенками; б—с плоскими тангенциальными плашками; в—с плоскими радиальными
плашками
402Инструменты для образования резьбыРезьбонарезная головка с круглыми гребенками (рис. 8.27, а) нев-
ращающегося типа имеет четыре круглые гребенки 1 с кольцевой
резьбой, закрепленные винтами 2 на кулачках 3.Последовательность перемещения гребенки с кулачком представ¬
лена на циклограмме (рис. 8.27,6). Исходное положение гребенки
1 на циклограмме обозначено точкой а. Плашки сведены, и головка
движется вместе с суппортом, нарезая резьбу (участок ab). При
Резьбонарезные головки403остановке суппорта (или остановке корпуса 4 упором) остановится
хвостовик 5 (точка Ь). Плашкодержатель 6 под действием сил
самозатягивания перемещается вперед на величину А, сжимая пружины
7 кольцом 8, закрепленным винтами 9. Корпус 4 остановится,
упираясь в выступ А на хвостовике, а плашкодержатель продолжает
перемещаться (участок Ьс). В точке с, как только плашкодержатель
выйдет на величину / из корпуса 4, кулачки 3 вместе с гребенками1 под действием пружин 10, нажимающих на штифты 11 и шпильки
12, разойдутся (участок cd), перемещаясь в точку d. Головка раскрыта,
и в раскрытом состоянии она перемещается на расстояние de
обратного хода. В точке е вручную (или с помощью упора)
плашкодержатель вдвигают в корпус 4 рукояткой 13, на которую
нажимает пружина 14. Корпус 4, скользя по скосам кулачков В,
сводит гребенки в рабочее положение (участок циклограммы fa).Головка регулируется на диаметр нарезаемой резьбы. Для этого
необходимо с помощью регулировочных винтов поворачивать плаш¬
кодержатель 6 относительно корпуса 5 по направлению стрелки С.
За счет лыски на внутренней поверхности корпуса 4 и затылованной
поверхности на кулачке гребенка вместе с кулачком удаляется или
приближается к центру головки.Режущая кромка гребенки должна устанавливаться относительно
заготовки в определенное положение, обеспечивая соответствующую
обрабатываемому материалу геометрию. Для этого между кулачком
и гребенкой установлена двухвенцовая звездочка 15. Число зубьев
Zi на венце, который вставляется в отверстие звездочки, на один
зуб больше по отношению к числу зубьев z2 на малом венце. Если
повернуть звездочку вместе с гребенкой на величину 1 jz^ по часовой
стрелке, а затем гребенку на величину l/z2 против часовой стрелки,
то перемещениеa = nd(llzl-\lz2),где d—наружный диаметр гребенки.Перемещение вершин гребенок относительно заготовки составляет0,2—0,3 мм, что позволяет с помощью специального прибора произ¬
вести точную настройку на заданные геометрические параметры.Размеры кулачков и гребенок определяются шагом Р и углом
подъема резьбы т. Опорная поверхность кулачка наклонена на угол
Ti =т±(10-ч 15), так как гребенка имеет кольцевую нарезку
(рис. 8.28,6). Угол подъема резьбы tgx = P/(nd2).При расположении гребенок относительно детали необходимо, чтобы
кольцевые нарезки соседних гребенок располагались со смещением8 = P/z,где z—число гребенок. Для этого необходимо, чтобы каждая гребенка
в комплекте имела определенное расположение нарезки относительно
опорного торца. Наружный диаметр гребенки d должен быть
достаточно большим, чтобы обеспечить необходимую прочность
гребенки, но при этом следует учитывать величину развода кулачков,
диаметр головки /)гол и зазор между плашками Ап при их сближении.
404Инструменты для образования резьбыРис. 8.28. Определение размеров конструктивных элементов резьбонарезной головкиДиаметр гребенкиd=DK — 2c — d1 + 2t,где /)к—внутренний диаметр нажимного кольца головки; с—размер
кулачка от центра звездочки до центральной точки опорной поверх¬
ности; d\—внутренний диаметр резьбы детали; г—постоянная вели¬
чина, зависящая от размера заготовки.Ход кулачка /х необходимо учитывать при расчете d и проводить
проверку по формуле2 (d+ lx) + di ^ DTол.В сведенном состоянии между гребенками выдерживают минимально
допустимый зазор Дп, размер которого должен удовлетворять неравенству^(^И+*+л~где R—минимальный радиус скругления срезанной части плашки.В рабочем положении режущая кромка гребенки располагается
относительно центра нарезаемой детали с некоторым превышением
а относительно оси детали. Из-за наличия углов наклона режущей
кромки X (рис. 8.28, а), переднего угла у и угла скоса кулачка
Т! величина превышения является переменной величиной в каждом
сечении гребенки. Поэтому величину превышения задают в сечении
N—N, т. е. в сечении первого полного витка гребенки, и задний
угол а в этом сечении определяют по формулеsincL = 2(h — a)/d,где h—смещение центра гребенки относительно оси детали.
Инструменты для накатывания резьбы405Смещение оси гребенки относительно детали и превышение
вершины режущей кромки гребенки приводит к изменению задних
и передних углов в различных сечениях (рис. 8.28,6).
ак = а, ук = у при а = 0;
ак = а — Да, ук = у + Ду при а>0;ак = а + Да, ук = у —Ду при а< 0, где ак, ук—новые значения
соответственно заднего и переднего углов; Да, Ду—приращение
заднего и переднего углов.Длина гребенки /=/i + /2 = (7 — 8)Р, где —длина режущей части;
/2—длина калибрующей части. Угол режущей части ф принимяют
равным 20°.Для лучшего отвода стружки и обеспечения процесса самозатягива-
ния режущая кромка наклонена по отношению к оси детали под угломХ-1 = Ti Н- X,где X—угол наклона режущей кромки по отношению к оси гребенки.Угол Х1 принимают от 1°30' до 7° в зависимости от длины
нарезаемой резьбы и ее типа (цилиндрическая или коническая).8.7. ИНСТРУМЕНТЫ ДЛЯ НАКАТЫВАНИЯ РЕЗЬБЫНакатывание резьбы—наиболее производительный способ обра¬
зования резьбы на деталях без снятия стружки методом пластического
деформирования.Преимущества резьбонакатывания по сравнению с резьбонарезанием
следующие: улучшение физико-механических свойств поверхностного
слоя металла, так как в результате наклепа усталостная прочность резьбы
повышается на 20—40%; экономия металла (10—30%), так как диаметр
заготовки под резьбу меньше диаметра получаемой резьбы; высокая
точность и низкая шероховатость поверхности резьбы; производитель¬
ность при накатывании в десятки раз выше, чем при резьбонарезании.Типы инструментов и способы накатывания резьб:1) резьбонакатные ролики для накатывания резьб по способу
радиальной подачи роликов (рис. 8.29), тангенциальной подачи за¬
готовок (рис. 8.30, а, б) и с осевой подачей заготовок (рис. 8.30, в, г);2) резьбонакатные головки, оснащенные комплектом роликов:а) головки аксиального типа с осевой подачей заготовки
(рис. 8.31, а, б); б) головки тангенциального типа (рис. 8.31, в); в) голов¬
ки радиального типа с радиальной подачей роликов на заготовку;3) резьбонакатные плашки: а) плоского типа (рис. 8.32); б) сегмент¬
ного типа; в) выдавливающие сборные плашки.Выбор типа инструмента и способа накатывания зависит от типа
резьбы и ее размеров, точности, длины и материала заготовки.Для улучшения процесса накатывания и увеличения стойкости
инструмента диаметр ролика D должен быть как можно больше. Выбор
его ограничивается конструкцией станка и числом захода /, которое не
должно превышать 70. При />70 ухудшается шлифование резьбы роликов.
406Инструменты для образования резьбыа)1г\ _ \7ГЯСр \ якS)Рис. 8.29. Схема ^акатывания резьбонакатными роликами:а—расположение роликов относительно заготовки; б—развертка витков резьбы заготовки и роликаРис. 8.30. Способы резьбонакатывания
Инструменты для накатывания резьбы407Рис. 8.31. Резьбонакатные головкиЧисло заходов ролика определяется из соотношений (см. рис. 8.29)Р« Рtgi„ = ; tg х = .5 uDCp 5 ndcpПри равенстве углов хи и хР dc рЧисло заходов i должно быть целым.Рис. 8.32. Схема образования резьбы резьбонакатными плашками
408Инструменты для образования резьбыСредний диаметр ролика назначается с учетом числа заходов
(Dcp = dcpi), конструкции станка и запаса на износ. Новый ролик
имеет завышенный средний диаметр, а перешлифованный — занижен¬
ный средний диаметр-Оср.нов. =Z>Cp±AZ)Cp,
ср. изнош.где А назначают в зависимости от диаметра самого ролика и диаметра
резьбы. Ориентировочно А = 0,017 ч-0,018.Наружный диаметр нового ролика-^нов Дф. НОВ. “Ь 2 t и,где t и — высота головки резьбы ролика.Ширина роликаLH = /+(2-3)P,где /—длина заготовки.Накатывание с тангенциальной подачей заготовок. При данном способе
накатывания ролики находятся на постоянном межосевом расстоянии
aw и накатывание осуществляется с помощью подающих устройств —
сепараторов (см. рис. 8.30, а). Заготовки 1 принудительно подаются из
бункера 2 в непрерывно вращающийся сепаратор 3, который переносит
заготовки в рабочую зону и удаляет их по окончании накатывания.Тангенциальное накатывание возможно двумя роликами с разными
окружными скоростями v1 и v2 (см. рис. 8.30,5). При одинаковых
диаметрах роликов и D2 это достигается различной частотой
их вращения и п2, а при одинаковой частоте вращения роликов —
различными их диаметрами.Накатывание с осевой подачей заготовок. Детали большой длины
накатываются с осевой подачей, которая осуществляется за счет
осевой составляющей силы накатывания, возникающей при скрещива¬
ющемся расположении осей роликов. Скорость осевой подачи до¬
стигает 9000 мм/мин.Наиболее распространенной схемой накатывания является нака¬
тывание двумя (см. рис. 8.30, в, г) или тремя (см. рис. 8.30,<)) роликами
с кольцевой или винтовой нарезкой.При наличии кольцевой нарезки оси роликов наклонены по
отношению к оси заготовки на угол т накатываемой резьбы. При
этом способе одним комплектом возможно накатывание как правых,
так и левых резьб различного диаметра путем изменения угла
наклона шпинделей роликов.Резьбонакатные головки аксиального типа. Нераскрывающиеся
головки выполнены в виде сборного инструмента, на корпус 1 ко¬
торого установлены на осях ролики 2 (см. рис. 8.31,а). Ролики
вращаются вокруг своих осей и наклонены под углом ти, равным
углу подъема резьбы. По окончании накатывания головка свинчива¬
ется. Все ролики имеют заборную часть и по шагу смещены
относительно друг друга на величину 1/я, где п—число роликов.
Инструменты для накатывания резьбы409Наибольшее распространение получили резьбонакатные самораск-
рывающиеся головки (см. рис. 8.31,6). В конце накатывания ролики
расходятся и заготовка освобождается. Головки подразделяются на
вращающиеся и невращающиеся. Вращающиеся головки устанавли¬
вают на агрегатных станках и станках-автоматах, а невращающиеся —
на револьверных станках.Наиболее распространенной конструкцией резьбонакатных головок
являются головки типа ВНГН-2, ВНГП-3, ВНГН-4, ВНГН-5, предназначен¬
ные для накатывания резьб диаметром 4—52 мм, с шагом 0,7—5 мм. Для
накатывания трапецеидальных резьб диаметром 16—43 мм выпускают
головки типа ВНГН-трап. 1, ВНГН-трап. 2, ВНГН-трап. 3, ВНГН-трап. 4.Накатывание тангенциальными головками. Двухроликовая танген¬
циальная головка (см. рис. 8.31, в) применяется на станке токарной
группы. Вращение роликов 7 и 2 осуществляется под действием
принудительно-вращающейся заготовки 3. Окончание накатывания
произойдет тогда, когда оси роликов и заготовки окажутся в одной
плоскости, а вершины ниток одного ролика будут точно расположены
против впадин другого ролика.Тангенциальные головки моделей ТНГВ, ТНГС-1, ТНГС-2 соответст¬
венно для накатывания резьб диаметром 3—6 мм, 6—20 мм, 24—52 мм.Тангенциальная головка с точной установкой роликов представлена
на рис. 8.33, а.Рычаги 2 и 4 головки с резьбонакатными роликами 5 установлены
на одной оси 3. Ролики соединены между собой червячной парой
и двумя рядами шестерен. Головку центрируют по оси накатываемой
детали регулировкой усилия пружины 7.В процессе накатывания резьбы головка с роликами перемещается
вдоль оси 3 относительно неподвижной в осевом направлении детали.
Осевое перемещение головки с роликами зависит от режимов
накатывания: тангенциальной скорости перемещения головки, частоты
вращения детали, диаметром резьбонакатных роликов и шага резьбы.а)б)в)Рис. 8.33. Резьбонакатные головки тангенциальные:а—с точной установкой роликов; б, в—с возвратно-поступательным перемещением
410Инструменты для образования резьбыПосле окончания накатывания резьбы пружина (на рисунке не
показана) возвращает головку в исходное положение.Точная установка роликов со смещением их витков на полшага
осуществляется вращением одного из роликов с помощью червяка.
Проверку проводят сближением роликов до тех пор, пока выступы
витков одного из них не войдут во впадины другого. Для компенсации
неточности установки ролики в пазах рычагов установлены с зазором.Настройка головки с целью получения необходимого среднего
диаметра накатываемой резьбы обеспечивается путем изменения
межцентрового расстояния.Тангенциальные резьбонакатные головки формируют резьбу на
деталях при рабочей подаче головки из исходного положения до
плоскости, в которой расположена ось детали, и в этом положении
происходит калибрование резьбы. Однако обеспечить точное совпаде¬
ние в одной плоскости оси детали и осей роликов во время
калибрования сложно, так как для этого требуется применение
дополнительных устройств, а при калибровании вне этой плоскости
не достигается необходимая точность резьбы.В конструкции головки (а.с. 659258) резьбонакатные ролики 2 раз¬
мещены в корпусе 3, который установлен на державке 4, что
обеспечивает возвратно-поступательное перемещение, и поджат к ней
пружиной 5 и винтом 6 (рис. 8.33, б, в).Из исходного положения резьбонакатная головка, закрепленная
державкой 4 на суппорте станка, подается на вращающуюся заготовку
7, причем корпус 3 прижат к торцу державки пружиной 5 (рис. 8.33,6).
На рабочей подаче головка проходит за вертикальную плоскость
оси детали и деформирует профиль резьбы резьбонакатными роликами2. Размер резьбы при этом получается больше, чем размер по
роликам, вследствие упругих деформаций заготовки.При обратном ходе головки (рис. 8.33, в) резьбонакатные ролики
повторно контактируют с профилем резьбы детали. Разность размеров
по роликам и резьбе создает усилие, которое затормаживает движение
корпуса, и происходит калибрование резьбы. Державка продолжает
перемещаться с суппортом станка, сжимая пружину до тех пор,
пока размер резьбы не станет равным размеру по роликам и усилие
сжатия пружины не превысит усилие, затормаживающее корпус.
После этого корпус возвращается пружиной в исходное положение
(до упора в торец державки).8.8. РЕЗЬБОНАКАТНЫЕ ПЛАШКИПлоские резьбонакатные плашки. Плоские плашки универсальны
и просты по конструкции, но не обеспечивают стабильности диаметра
накатываемой резьбы, и поэтому применяются для накатывания
резьбы на болтах, винтах, шурупах, шпильках. На рис. 8.32 показан
способ накатывания резьб двумя плашками, из которых одна
неподвижна 7, а подвижная 3 совершает возвратно-поступательное
Резьбонакатные плашки411движение. При главном движении DT производится накатывание резьбы
на заготовке 2. Движение плашки £>в—холостой ход, в конце которого
следующая заготовка с помощью толкателя устанавливается между
плашками. Благодаря наличию на плашке заборной части заготовка
заклинивается, а затем прокатывается между плашками. Плашки
располагаются строго параллельно, а витки резьбы смещены относи¬
тельно друг друга на 0,5 Р. Расстояние между плашками в процессе
накатывания равно внутреннему диаметру накатываемой резьбы.Длина подвижной плашкиL2 = Lx + (15ч-25 мм),где —длина неподвижной плашки.При таком соотношении и Ь2 обеспечивается гарантия сброса
заготовки с неподвижной плашки в конце рабочего хода.Общая длина неподвижной плашкиLi = /1 +12 + /3 = (5 и- 8) TidCp,где 11—длина заборного участка; /2 — длина калибрующего участка;
/3—длина сбрасывающего участка.Заборный участок выполняет основную работу по формированию
профиля резьбы и должен обеспечивать достаточную точность резьбы
и стойкость самой плашки. Принимают l1=l3 = (3^4)ndcp. Величина
среза а в начале заборной части для обеспечения полного захвата
заготовки определяется по формулегде л: принимают в пределах 0,07—0,2 мм при шаге 3—24 мм.Калибрующий участок окончательно формирует резьбу иl2 = (1^3)ndcp.Ширина плашек устанавливается с учетом возможности использова¬
ния плашек с перестановкой по ширине не более двух раз, но не
должна превышать 70 ммЯ=2/р + (2-3)Лгде /р—длина накатываемой резьбы; (2-чЗ)Р—величина, гарантиру¬
ющая обработку заготовки по длине.Толщину плашек принимают с учетом их перешлифовки,
и Н1=Н2 = 25 ч- 50 мм, где HY — толщина подвижной плашки;
Н2—толщина неподвижной плашки.Допуски на элементы резьбы плашек и роликов. Допуски назначают
на половину угла профиля в пределах 25—10' для точных деталей
(винтов, шпилек и т. п.); на шаг резьбы на длине 10 мм—для
точных деталей 0,01 мм, для неточных 0,015 мм. Высота головки
определяется с учетом запаса на износ и допустимой минимальной
величины заострения резьбы на вершине. Высота ножки назначается
с учетом того, что основание впадины инструмента не должно
соприкасаться с обрабатываемым материалом.
Глава 9КОНСТРУКЦИИ ЗУБОРЕЗНОГО ИНСТРУМЕНТА9.1. ОБЩИЕ ПОЛОЖЕНИЯ И СВЕДЕНИЯЗубообрабатывающие инструменты по характеру формирования
профиля бывают двух видов: работающие по методу огибания
и работающие по методу копирования. При обработке инструментами
первого вида профиль зуба образуется как огибающая последователь¬
ных положений исходных инструментальных поверхностей (для да¬
вящих и абразивных инструментов) либо как огибающая семейства
поверхностей резания (для лезвийных инструментов) (рис. 9.1, а).
К ним относятся: гребенки, червячные фрезы, долбяки, обкаточные
резцы, зубчатые хоны, шеверы. При лезвийном исполнении инст¬
рументов часть исходной инструментальной поверхности оказывается
удаленной, а число производящих элементов (кромок или вершин)
на инструменте—ограниченным, что приводит к образованию об¬
работочных неровностей—огранки поперек зубьев и гребешков вол¬
нистости вдоль зубьев. Это необходимо учитывать при констру¬
ировании инструментов (выборе зубьев и их оформлении) и назначении
режимов обработки.В частном случае, когда профиль обрабатываемых зубьев в каком-
либо сечении определяется только одним положением инструмен¬
тальной поверхности или же образуется только одной какой-либо
режущей кромкой инструмента, обработка происходит по методу
копирования (рис. 9.1,6). К инструментам, работающим этим ме¬
тодом, относятся дисковые и пальцевые фрезы, зубодолбежные
головки и др.При формировании поверхности зуба в обоих направлениях (по
образующей и направляющей) все инструменты независимо от вида
профилирования работают по методу огибания (частным случаем
которого является копирование или след).Метод копирования при профилировании и его реализация в кон¬
струкции инструмента обусловливают в большинстве случаев специ¬
альное назначение инструмента, пригодное для обработки конкретного
колеса (или нескольких колес, но мало различающихся по своим
размерам). Метод огибания расширяет технологические возможности
и делает инструмент более универсальным. Например, дисковые
фрезы используются для нарезания зубчатых колес с определенным
числом зубьев z\. Наоборот, червячные фрезы применимы для
нарезания колес с любым z\.Реализация конструкций инструмента различного метода профи¬
лирования зависит от внутренних связей процесса обработки —
характера относительного движения (Фотн) инструмента и заготовки.
Общие положения и сведения413Рис. 9.1. Образование профиля зубьев колес при обработке методами огибания (а) и копирова¬
ния (б)Если это движение совпадает с движением Фь посредством которого
образующая поверхности изделия воспроизводит ее, то профилирова¬
ние происходит по методу копирования, если же не совпадает,— по
методу огибания.На практике применяется большое многообразие различных
зубообрабатывающих инструментов, обусловленное разнообразием
форм и размеров обрабатываемых зубчатых деталей, разными
требованиями к качеству обработки, особенностями построения
технологического процесса зубообработки, различными видами
414Конструкции зуборезного инструментаметаллообрабатывающего оборудования, характером производства
(единичное, серийное или массовое), требованиями к его мобильности
и др.Между методом обработки, конструкцией инструмента и количе¬
ством исполнительных движений, определяющих кинематическую
структуру станка, имеется внутренняя связь, которую надо учитывать
при построении технологической схемы обработки, проектирования
оборудования и инструмента для его осуществления.Для реализации единых методологических основ расчета различных
зубообрабатывающих инструментов все существующее их многообра¬
зие целесообразно систематизировать на основе учета главной функци¬
ональной связи процесса формообразования следующим образом.1. Инструменты, работающие методом копирования, у которых
движение относительно заготовки (Фотн) совпадает с движением (Фх)
поверхности обрабатываемого зуба «самой по себе», т. е. при
ФОТЯ = Ф 1. Они бывают 2-х разновидностей.А. Инструменты, у которых инструментальная поверхность и по¬
верхность детали имеют поверхностный контакт. Они характеризуются
большой производительностью. Если транспортное движение деления
заготовки на зуб материализовать в конструкции инструмента, то
получаются очень высокопроизводительные инструменты (зубодол¬
бежные многорезцовые головки, см. рис. 9.7, протяжки для прямо-
и косозубых колес). Эти инструменты применяются в крупносерийном
и массовом производстве колес и являются специальными. При
обработке этими инструментами отдельное движение подачи отсут¬
ствует, при этом имеется всего лишь одно формообразующее
движение, выполняющее одновременно роль и главного и движения
подачи.Б. Инструменты с линейным контактом их исходной поверхности
с поверхностью детали: пальцевые и дисковые фрезы, шлифовальные
круги. Они работают методом единичного деления и менее про¬
изводительны, имеют узкую область применения: индивидуальное
производство и некоторые случаи массового производства колес
9—12-й степеней точности, обработка крупномодульных колес
(m > 20 мм), когда затруднено изготовление и применение инст¬
рументов, работающих методом огибания. Здесь имеется одно
движение подачи, совпадающее с Фот н, которое функционально
не связано с главным движением резания — вращением инструмента
вокруг своей оси.2. Инструменты, работающие методом огибания (Фотн^ФД бы¬
вают 2-х разновидностей.А. Инструменты с точечным контактом инструментальной поверх¬
ности с поверхностью детали: различные червячные фрезы, обычные
шеверы, зубчатые зоны, червячные абразивы и др. Эти инструменты
обеспечивают высокопроизводительную обработку колес в диапазоне
га = 0,1 н-40 мм с точностью в пределах 5—11-й степени и применяются
в индивидуальном, серийном и массовом производстве. Помимо
конструктивной вершины зубьев у этих инструментов различают
кинематическую вершину, являющуюся точкой касания режущей
Общие положения и сведения415кромки с обрабатываемой поверхностью детали. Эта вершина раз¬
деляет режущую кромку на главную и вспомогательную, а геомет¬
рическое место кинематических вершин на всех зубьях разделяют
заборную и калибрующую части инструмента. Эти инструменты
совершают два движения подачи. Одно из них функционально связано
с главным движением определенным значением передаточного от¬
ношения станочной пары инструмент—деталь. В этом недостаток
схем обработки этими инструментами, являющийся одной из причин,
ограничивающей эффективное оснащение их твердыми и сверхтвер¬
дыми материалами. В результате этой подачи точка касания вершины
инструмента с боковой стороной обрабатываемого зуба колеса,
перемещаясь по последней, воспроизводит на ней активную дейст¬
вующую линию, которая для лезвийных инструментов носит диск¬
ретный характер, что и обусловливает появление огранки на об¬
рабатываемых поверхностях зубьев. За счет движения второй подачи
Фх—движения обрабатываемых поверхностей зубьев «самих по се¬
бе»— активная действующая линия, перемещаясь вдоль оси колеса,
полностью воспроизводит боковые стороны его зубьев.Б. Инструменты с линейным контактом инструмента и детали:
зуборезные долбяки (см. рис. 9.13), гребенки, зубострогальные резцы,
резцовые головки, обкаточные резцы, работающие по методу зуботоче-
ния. За исключением последних, все эти инструменты имеют полюсную
ось профилирования, расположенную параллельно оси детали, вслед¬
ствие чего их инструментальная поверхность имеет неизменяемую
образующую и получаются регулярными, такими, которые могут
перемещаться «сами по себе». Они совершают два движения подачи.
Поскольку одно из движений подачи совпадает по направлению
с главным движением резания, гребешки волнистости обработки
отсутствуют и обработочные неровности получаются меньше по
сравнению с обработкой инструментами с точечным контактом.
Однако из-за наличия обратных холостых ходов этих инструментов
производительность обработки ими несколько снижается.Если одно из движений подачи материализовать в конструкции
инструмента, то получаются весьма высокопроизводительные специ¬
альные инструменты, работающие по методу зуботочения [28 ],
имеющие только одно движение подачи, являющееся кинематическим
винтом Ф1 (/7Х), которым определяется обрабатываемая поверхность
детали. При обработке же некоторых колес при назначении соответ¬
ствующих размеров инструмента отдельное движение подачи как
таковое может вообще отсутствовать. Например, это имеет место
при использовании облегающих шеверов типа SICMAT (Италия),
работающих по методу «короткого хода». Чаще всего эти инст¬
рументы являются многозубыми, работающими по методу непрерыв¬
ного обката, каждый зуб которых, в отличие от червячных фрез,
имеет непрерывное касание с обрабатываемой поверхностью детали
в течение всего времени взаимодействия с заготовкой. Линейный
контакт исходных поверхностей инструмента и детали и винтовое
мгновенное относительное движение инструмента и детали предо¬
пределяют весьма высокую производительность обработки данными
416Конструкции зуборезного инструментаинструментами. К этой же группе относятся также червячные фрезы
для червячных колес и др. Особенностью всех инструментов этой
группы является непрерывно изменяющаяся в процессе взаимодействия
линия контакта их поверхностей с поверхностью детали, что и опре¬
деляет сложный нерегулярный их характер. Нерегулярный характер
исходной инструментальной поверхности обусловливает нетехнологич-
ность его конструкции—большую сложность в изготовлении, чем
и объясняется малое распространение этих инструментов в прошлом.
Внедрение в инструментальное производство станков с ЧПУ, а также
применение в обработке методов гибкого кинематического формооб¬
разования создают благоприятные возможности для перспективного
их использования.С точки зрения общего характера образования поверхностей при
их обработке все инструменты независимо от вида профилирования
работают по методу огибания.Геометрическое место осей мгновенного относительного движения
инструмента и детали в системах, связанных с перемещающимися
в процессе обработки инструментом и деталью, образуют начальные
поверхности инструмента и детали—аксоиды. Характер взаимодей¬
ствия аксоидов, заключающийся в определенном перемещении их
друг по другу, характеризует собой понятие обката. Поскольку
относительное движение инструмента и детали в общем случае
является винтовым, то самым общим видом взаимодействия аксоидов
является качение с одновременным скольжением их относительно
общей образующей (например, для станочных пар типа червячные
фрезы — обрабатываемые колеса и др.). В частном случае оно сводится
к их чистому качению (например, для пар зуборезные долбяки—
нарезаемые колеса и др.) или к чистому скольжению. Схемы
обработки, построенные на основе аксоидов качения и скольжения,
обеспечивают непрерывность основных профилирующих движений как
совмещенных с движением деления заготовки на зуб, являются
вследствие этого более производительными, а стало быть, и более
предпочтительными. Если перемещающийся относительно своей оси
инструмент жестко связать с его аксоидом и сообщить последнему
перемещение по аксоиду детали, то получим картину, характерную
для любой обкаточной обработки. С этой точки зрения все зубооб¬
рабатывающие инструменты являются обкаточными. Только термин
«обкат» следует понимать в более широком смысле—как в общем
случае взаимное качение аксоидов с одновременным проскальзыванием
вокруг и вдоль их общей образующей. Поверхности аксоидов
материально не существуют; как воображаемые они воспроизводятся
кинематикой соответствующих механизмов станков. Обкаточное дви¬
жение— всегда движение станочное, так как первоисточником движе¬
ния является привод станка.В сечениях аксоидов принятыми плоскостями являются центроиды
обработки детали и инструмента. Использование их позволяет
подвести единую методологическую основу под теорию профилирова¬
ния самых различных зубообрабатывающих инструментов согласно
приведенной выше их систематики.
Общие положения и сведения417Вид инструмента, его конструктивные особенности, технико-эко¬
номические показатели, возможность правильной обработки им де¬
тали, особенно сложной формы, зависят от геометрической формы
аксоидов обработки (центроид) и их размеров. Правильная обработка
детали данным инструментом и его работоспособность возможны
при выполнении следующих условий.1. Оптимальные размеры аксоида детали являются такими, при
которых нормали к обрабатываемой поверхности детали во всех ее
точках являются лучами винтов Фотн, оси которых—образующие
аксоида детали. Лучом любого винта ФОТя(р) с параметром р принято
считать любую прямую в производстве, расстояние п и угол v между
которой и осью винта Фотн(р) удовлетворяет соотношению: р = п tgv.
При /?отн = 0 нормали к поверхности детали должны пересекать аксоид
или центроиду детали.2. Нормали к поверхности детали пересекают центроиду в пос¬
ледовательном порядке. В противном случае применительно к зуб¬
чатым деталям со сложным профилем, состоящим из отдельных
участков, при обработке возникает опасность образования переходных
кривых в местах перехода от одного участка профиля к другому.3. Из двух возможных точек пересечения нормали к поверхности
детали с центроидой (аксоидом) для правильного профилирования
следует выбирать ту, которая соответствует точке нормали, наиболее
удаленной от тела детали. В противном случае имеет место нереальное
сопряжение инструмента и детали, когда инструмент касается внутренней,
телесной стороны поверхности детали, что приводит к ее подрезанию.При окончательном выборе размеров аксоидов или центроид
надо учитывать и другие, дополнительные условия.1. Зубья инструмента для обеспечения их оптимальной стойкости
должны иметь достаточную ширину площадки при их вершине
с учетом их высоты, требуемой для обработки впадин зубьев детали
на нужную глубину.2. Размеры переходных кривых, образующиеся у основания профиля
зубьев, не должны превышать значения, допустимого по условиям
эксплуатации детали. С целью их уменьшения размеры центроид
обработки следует назначать по возможности меньшими и в каждом
конкретном случае определять соответствующими расчетами (см. ниже).3. Получение углов профиля зубьев инструмента (не менее 8—10°)
с целью обеспечения достаточных значений задних углов резания
(что особенно важно для затылованных инструментов) и повышения
их суммарной стойкости.Инструментальная (производственная) рейка. Она играет такую же
роль для инструментов, построенных на основе инструментальных
колес, как и зубчатая рейка для цилиндрических колес, т. е. лежит
в основе образования исходных инструментальных поверхностей
и служит для определения основных размеров зубьев инструмента.
По своему рабочему профилю обе эти рейки конгруэнтны.Определение профиля инструментальной косозубой рейки для зуб¬
чатых деталей с винтовыми зубьями произвольного профиля. На
рис. 9.2 представлена схема пространственного (точного) способа14 Зак.БЗЗ
418Конструкции зуборезного инструментаРис. 9.2. Косозубая инструментальная рейка для деталей произвольного профиляпрофилирования рейки для обработки зубчатой детали с произволь¬
ным профилем 1—9 в торцовом сечении. Центроидой детали является
окружность радиусом г„1 = 01П, центроидой рейки — прямая, прохо¬
дящая касательно к окружности в полюсе 77. Определение линии
касания рейки и детали — характеристики Хр—показано на примере
Общие положения и сведения419нахождения ее точки для произвольной точки торцового профиля
детали—точки 3. Винтовое перемещение точки 3, после которого
она станет точкой Зх характеристики, определяется на плоскости
проекций Я углом поворота срх3= LTIOyS, где S—точка пересече¬
ния нормали N3 к винтовой поверхности зуба в точке 3 с на¬
чальной окружностью детали. Тогда точка Зх находится на плос¬
кости проекций Я поворотом точки 3 на угол срх3, а на
плоскости проекций V—перемещением от торцовой плоскости
П на расстояние z=p1q>x3, где р1 — винтовой параметр детали
/?! = Pz/(2n) = rwl ctg pWl. Здесь Pz—ход винтовой поверхности зуба
детали, pwi — угол наклона винтовой линии зуба детали на ее
начальном цилиндре радиуса rwl. Совокупность построенных та¬
ким образом различных точек (для других точек профиля детали)
является искомой точкой Хр.Искомая поверхность рейки Пр воспроизводится поступательным
перемещением Хр в направлении ее прямолинейных образующих,
расположенных под углом pwi к оси детали. Профиль рейки
в нормальном сечении плоскостью ОрОр, расположенной под углом
Ep = arctg/?1/rH,1 к оси 010^ детали, находится как след, который
оставляет точка Хр на плоскости сечения при указанном ее перемеще¬
нии. На рис. 9.2 построение профиля показано на плоскости проекций
Г, перпендикулярной к направлению перемещения. На плоскости
Т вычерчивается начальная прямая параллельно линии ОрОр на
плоскости V. Через точки Хр на плоскости V проводятся прямые,
перпендикулярные к линии ОрОр, до пересечения их с начальной
прямой на плоскости Т. На этих прямых от точек их пересечения
с начальной прямой откладывают отрезки, равные расстояниям
соответствующих точек Хр до начальной прямой на плоскости
Я (например, отрезок Хя3 для точки Зх). Геометрическое место
концов этих отрезков и образует искомый профиль рейки. Аналитичес¬
кое описание данного графического метода дает следующую расчетную
методику профилирования.Для упрощения решения задачи профилирования и получения его
в обобщенном виде, пригодном для зубчатых деталей любых профилей
(как эвольвентных, так и различных неэвольвентных), целесообразно
поверхность зубчатой детали задавать винтовым параметром р1 и си¬
стемой обобщенных координат m, п, \|/ точек профиля детали
в торцовом сечении (рис. 9.2), означающими для каждой точки it:
т — расстояние касательной к профилю от оси детали; п — расстояние
нормали Nt к поверхности детали от оси детали; \[/—угол между
положительными направлениями оси Хц и касательной к профилю.
Знаки этих координат принимаются условно следующим образом.
При обходе профиля в направлении от точки 1 к точке 9 вектор
касательной направлен навстречу обхода. При этом т>О, если центр
01 детали находится справа от касательной, и п>0, если центр01 располагается выше Nt.В произвольной точке Хр угол между касательной к профилю
зуба детали и осью Ха и угол между профильной нормалью и осью
Уд равны углу (pi = arccosТогда уравнения Хр в системе XJlYaZaW
420Конструкции зуборезного инструмента(рис. 9.2) как суммы проекций отрезков mh nh (ф/ — v|/f) на соответ¬
ствующие оси принимают видПрофиль рейки в нормальном сечении как ортогональная проекция
Хр на нормальную плоскость (следом которой на плоскости W яв¬
ляется линия ОрОр) определяется в системе X^Y^Z^ уравнениямиЗубья инструментальной рейки определяются размерами: торцовыйтолщина зубьев (по начальной прямой) Stw0=pt0 — 2\J/rwl; нормальная
толщина зубьев (по начальной плоскости) Snw0 = Stw0cos pwl; высота
начальной головки зуба рейки без коррекции ее из условия получения
переходных кривых указанных величин ha0 = hwfi =rwl — rfl; высота
начальной ножки зуба hwf0 = hwal+c. Здесь и далее —число зубьев
детали, 2\(/—угловая толщина зуба детали по начальной окружности,
hwf 1 — высота начальной ножки зуба детали, rfl—радиус впадин
зубьев колеса, hwal — высота начальной головки зуба детали,
га1—радиус вершин зубьев детали, с—радиальный зазор между
наружным цилиндром детали и прямой впадин рейки, принимаемый
равным 1,5—3,0 мм при наличии заднего угла по дну канавок между
зубьями рейки.Размеры зубьев инструментов, обрабатывающих эвольвентные ци¬
линдрические колеса, определяются параметрами исходной инст¬
рументальной рейки (рис. 9.3), элементы которой пропорциональны
модулю, мм,где рп—шаг зубьев по нормали на делительном цилиндре.Высота начальной головки и ножки зуба инструментальной рейкигде Л* = 1,0 или 0,8—коэффициент высоты; с* = 0,25 или 0,3—коэф¬
фициент радиального зазора.Толщина зуба рейки принимается с учетом обеспечения в зубчатой
передаче обязательного бокового зазора(9.1)(9.2)т=рп/к,(9.3)hao = hfo = (h*a + c*)m,(9.4)S0 = nm/2-\-AS,(9.5)где AS—утолщение зуба рейки (табл. 9.1).
Общие положения и сведения421Рис. 9.3. Исходный контур инструментальной рейки для эвольвентных зубчатых колесУ инструментов для предварительной обработки вьк*чу
ha0 увеличивают примерно на 0,1 у/m с целью разгрузки от работ
вершин зубьев чистовых инструментов, а толщину зубьев уменьшают на
величину припуска А5П под последующую обработку. Величина ASn
принимается 1,2 \Jmn tga—для чистового зубофрезерования или зубодол-
бления; 0,5 \fmn\.gQL—для шлифования; 0,035т,,—для шевингования [4].Размеры флангов инструментальной рейки лф0, /гф0 и аф0 принима¬
ются в соответствии с размерами их у стандартной зубчатой рейки.Профиль зубьев универсальных инструментов для обработки цилин¬
дрических колес зацепления Новикова. Для колес Новикова с двумя
линиями зацепления профиль зубьев определяется исходным контуром
инструментальной рейки (см. рис. 9.4).Инструментальная рейка отличается от зубчатой высотой головки,
которая берется больше на размер радиального зазора в передаче,
и толщиной зуба, принимаемой из условия обеспечения бокового зазора
в передаче и припуска под последующую обработку зубчатых колес.Пофиль рейки принимается за профиль зубьев зубострогальных
гребенок в проекции на торцовую плоскость заготовки, а также9.1. Утолщение зуба инструментальной рейки и допуск на толщину зуба
инструмента, ммтASДопуск для
класса точноститASДопуск для
класса точностиАвАв1—20,100,0250,0329—100,260,0500,0632,25—3,750,140,0320,04011 — 160,340,0630,0804,0—5,50,160,0400,050180,370,0800,10060,200,0400,050200,420,0800,1006,5—80,220,0500,06322—250,460,0800,100
422Конструкции зуборезного инструментаРис. 9.4. Исходный контур инструментальной рейки для цилиндрических зубчатых колес
зацепления Новиковаможет быть принят за профиль зубьев червячных фрез в нормальном
сечении, если к точности их не предъявляют повышенных требований.
В других случаях он используется в качестве исходных данных для расчета
профиля зубьев инструмента.В машиностроении наибольшее распространение получили зубчатые
передачи с эвольвентным зацеплением. При расчете инструментов
для их изготовления необходимо знать геометрические параметры
зубчатых колес и их зацепления.Геометрические параметры цилиндрических эвольвентных зубчатых
колес и их зацепления.Торцовый модульw,i=aw„i/cosPi при Pi =0 тп=тп1. (9.6)Делительный диаметрdl=mnz1. (9.7)Профильный угол в торцовом сеченииotf 1 = arctg (tg oc„i /cos pi). (9.8)Радиус основного цилиндрагы = 7*i cos ап = di/(2 cos ocfi). (9.9)Угол давления эвольвенты на цилиндре произвольного радиуса гцa,i =arccos гы/га-(9.10)
Общие положения и сведения423Угол развернутости эвольвенты зуба (см. рис. 9.10)v = tga. (9.11)
Эвольвентный угол профиля зуба (см. рис. 9.10)inv а = tg а — 1. (9.12)
Угол Ра наклона зуба колеса на цилиндре произвольного радиуса гцtg P/i =гц tg Pi/^i. (9.13)Угол pwi наклона зуба колеса с профильным углом a„i на
начальном цилиндре при обработке инструментом с профильным
углом а„о (в общем случае, когда rwi^ri)sin Pwi = sin Pi cosa„i/cosa„o. (9.14)Профильный угол arwi зуба колеса на начальном цилиндре
обработки в торцовой плоскостиtg a,wi = tg оспо / cos pwi (9.15)(для прямозубых колес, т. е. при pi=0, a,wi=oc„o).Радиус начального цилиндра обработки колесаrwi = rM/cosafwi. (9.16)Толщина зуба корригированного колеса в сечении, нормальном
к винтовой линии на делительном цилиндре, при коэффициенте
смещения исходного контура л:5„i=^i-A5+2xwBltganl. (9.17)Высота делительной головки зуба корригированного колесаhalK = hal+xm = (h*a + x)m. (9.18)Высота делительной ножки зуба корригированного колесаhfiK = hfl —xm = (h}1 + с* — х)т. (9.19)Радиус окружности вершин зубьевrai=ri+hal]li. (9.20)Радиус окружности впадин зубьевrfl=rl-hflK. (9.21)Толщина зуба колеса в сечении, нормальном к винтовой линии
зуба на начальном цилиндре,
424Конструкции зуборезного инструментаУгол зацепления корригированных колесinv atwl2 = inv а, + 2 *1+*2 tg а,. (9.23)Zi+Z2Если сопряженные колеса заданы окружными делительными тол¬
щинами их зубьев St 1 и 5,2, то, Sn+St2-nm ,тл\inv ottwl2 = inv ос, + —■—г-. (9.24)m(z1+z2)При известном угле зацепления a,w диаметры начальных окру¬
жностейcos at cos а,
dn^mzi ; dw2 = mz2 , (9.25)COS 0Ltw COS 0Ltwa межцентровое расстояниеdwl+dw2 m(zl+z2) cos a,aw 12= г =—Цг— -• (9.26)2 2 cos at)VПриведенные формулы пригодны также и для расчета параметров
колеса с z2, сопряженного с обрабатываемым колесом, и для расчета
зуборезного инструмента. При этом следует присваивать определя¬
емым величинам, относящимся к парному колесу, индекс 2, к ин¬
струменту—индекс 0, а величинам, относящимся одновременно к обо¬
им элементам рассматриваемой пары, соответственно индексы 12,
10, 20. Например, при определении параметров сопряжения пары
зубчатая деталь—инструмент в последних формулах надо заменить
параметры, характеризующие сопряженное колесо z2, параметрами
инструмента.При проектировании зубообрабатывающих инструментов прихо¬
дится решать задачи, связанные не только с обеспечением нужной
точности обработки эвольвентных участков зубьев, но и с получением
требуемых размеров других их участков: срезов на вершинах зубьев
и соответствующих им фланков на зубьях инструмента, различного
рода модификаций у ножек зубьев и соответствующих им профилей
на вершинах зубьев инструмента и др. Это относится к инструментам
с различными конструктивными и технологическими модификациями
профиля зубьев. В связи с этим возникает необходимость в определе¬
нии сопряженных участков профилей зубьев колес и инструмента.Определение сопряженных участков профилей зубьев эвольвентных
колес и инструментов. Размеры их для пары инструментальная
рейка—колесо находятся из схемы зацепления этой пары в торцовом
сечении (рис. 9.5), на которой показано: 77—полюс профилирования,
А1В1— часть линии профилирования, соответствующая образованию
эвольвентного профиля на зубе колеса, А0В0 — участок зуба рейки
высотой ho + /zo, необходимый для обработки эвольвентного участка
h\ + h\ зуба колеса, скругление hо при вершине и утолщение высотой
/г* у основания ножки зуба. Эти участки должны быть сопряженными
Общие положения и сведения425Рис. 9.5. Схема зацепления инструментальной рейки с эвольвентным колесомс соответствующими участками профиля зуба колеса. Эта схема
характеризует общий случай, когда угол а,0 профиля рейки отличен
от угла а,! профиля нарезаемого колеса, при этом радиус начальногоцилиндра обработки колеса rwl =r1 cosa-1. Исходя из геометрическихcos af0соотношений (рис. 9.5) размеры сопряженных участков определяются
следующими зависимостями:ho= sin а,о \_Jr2wi sin2 al0 + 2rwlh\ +(h\)2-rwl sina,0], (9.27)hT0= sina,0 [rwl sina(0-^/rh sin2 a.t0-2rwlhH1+(h*)2~\, (9.28)h\=Jrh+2rwlhl + (ht)2 esc2 ^0-rwU (9.29)h1 = rwl -y/rh-2rwlhr0 + (hT0)2 csc2 ar0. (9.30)Высота переходной кривой, образующейся при обработке рейкой
у основания зуба колеса,Ап.кр = А/1-А?. (9-31)Радиусы окружностей, проходящих через верхние и нижние точки
активных профилей зубьев колеса, равныrhi=rwi+h\ = s/rli+2rwlhl + (hl)2 csc2 al0; (9.32)rpi=rwl-hH1 = s/rl1-2rwlhT0 + (hT0)2 csc2 a(0. (9.33)
426Конструкции зуборезного инструментаДля пары колес сопряженные участки профилей их зубьев находятся
через соответствующие им сопряженные точки профиля, которые
определяют следующим образом. Если на профиле зуба колеса z2 дана
произвольная точка Е, характеризуемая радиусом гЕ2 проходящей через
нее окружности, то радиус окружности, проходящей через сопряженную
с ней точку К профиля зуба парного колеса zb равен:Гк1 = \Ам. + (я*>12 sin a,wl2 — rb2 tg a£2)2, (9-34)где cosa£2 = rb2/rE2 = mz2 cosOf2/(2r£2); awl2 и atwl2 определяются no
формулам (9.23), (9.24) и (9.26).Во избежание интерференции обработанных колес при их зацеп¬
лении необходимо, чтобыгР12>гр10, (9.35)где гр12 и гр10—радиусы окружностей нижних точек активного
профиля колеса при зацеплении его с колесом z2 и обрабатывающим
инструментом z0. Их рассчитывают по формуле (9.34), в которой
при расчете гр10 индексы 2 следует поменять на индексы 0.9.2. ИНСТРУМЕНТЫ ДЛЯ ОБРАБОТКИ
ЦИЛИНДРИЧЕСКИХ КОЛЕС МЕТОДОМ КОПИРОВАНИЯВысокопроизводительные многозубые инструменты специального на¬
значения. К этим инструментам относятся протяжки (рис. 9.6), а также
зубодолбежные головки (рис. 9.7), представляющие собой сложные
сборные конструкции, применяемые на специальных станках мод.
5110 и 5120. Обработка головками производится за счет возвратно¬
поступательного движения заготовки и периодического выдвижения
резцов головки в радиальном направлении.Дисковые фрезы (рис. 9.8) применяются для нарезания колес
с прямыми, косыми и шевронными зубьями (при наличии канавки
между зубчатыми венцами на ободе для выхода фрезы) 9-й (и
грубее) степени точности. Иногда их используют для предварительного
нарезания прямозубых конических колес. В производстве эвольвентных
колес применяются следующие типы дисковых фрез.Стандартные фрезы изготовляют комплектами, состоящими из
восьми фрез (для нарезания колес с модулем до 8 мм включительно)
и 15 фрез (для колес с модулем свыше 8 мм). Они предназначаются
для обработки колес с z1 = \2 — co. Каждая фреза комплекта пред¬
назначена для нарезания колес в определенном диапазоне zx (табл. 9.2).
Эти фрезы применяются в основном в единичном неточном произ¬
водстве. Зубья их после термообработки не шлифуются по профилю,
поэтому делать их из быстрорежущей стали нельзя из-за наличия
обезуглероженного слоя; выполняют их из легированных инструмен¬
тальных сталей.Специальные чистовые фрезы выполняются с профилем зубьев,
полностью соответствующим профилю впадин обрабатываемого ко¬
леса.
Инструменты для обработки цилиндрических колес427Рис. 9.6. Протяжки для зубчатых колесВ целях повышения стойкости и производительности эти фрезы
в отличие от стандартных проектируют с увеличенным наружным
диаметром и числом зубьев.Черновые фрезы (рис. 9.8, в) делаются с прямолинейным профилем
режущих кромок с достаточным углом профиля, что обеспечивает
повышение их стойкости. Для повышения производительности предва¬
рительную обработку производят иногда набором черновых фрез из
нескольких штук. Каждая из фрез касается профиля зуба в соответству¬
ющей впадине между зубьями нарезаемого колеса. Поэтому каждая
боковая сторона зуба колеса получается как образованная несколькими
положениями режущих кромок фрез. После прохода впадин набором
фрез нарезаемое колесо поворачивается на зуб.Пальцевые фрезы (рис. 9.9) применяются для нарезания шевронных
и зубчатых колес и червяков крупных моделей. Это инструменты
малой производительности из-за малого числа зубьев и низкой
точности вследствие значительного изменения профиля при переточках.
Используются пальцевые фрезы тогда, когда колесо не может быть
изготовлено другими инструментами.Проектирование инструментов для эвольвентных прямозубых колес.
Расчет координат точек эвольвентной части профиля проводится
согласно схеме (рис. 9.10) в следующей последовательности:задаются рядом точек (от 6 до 25 в зависимости от требуемой
точности профилирования) на эвольвентном профиле зуба колеса,
определяемых радиусами rt; определяют: 1) cos af = rfc/rf; 2) et = nm — St\3) \|/j = et/(2r) — inv а + inv a,-; 4) jc* = rf sin \|/f; 5) ^^cosi)/,-.
428Конструкции зуборезного инструментаРис. 9.7. Зубодолбежная головкаНеэвольвентный участок профиля инструмета при zy<\l оформ¬
ляют по прямой, касательной к удлиненной эвольвенте, описываемой
вершиной рейки при зацеплении с колесом. Эта прямая наклонена
к оси симметрии впадины зубьев под углом 5°.Размеры неэвольвентной части профиля фрез, число их зубьев
z0, наружный диаметр da0 и другие размеры следует выбирать по
рекомендациям ГОСТ 13838—68.Ширина фрезы В определяется с учетом максимальной ширины
впадины между зубьями колеса.Величина затылованияjr ndoК= — tgocB,*0где задний угол при вершине зуба ав=10+12°.Высота профиля зуба h0 = ra — rf.Полная высота зуба #=/г0 + Л^+(0,5 + 2,0) мм.Проектирование дисковых и пальцевых фрез для эвольвентных
косозубых колес и червяков. При невысоких требованиях к точности
Инструменты для обработки цилиндрических колес 429Рис. 9.8. Дисковые зуборезные фрезы:а — с прямой канавкой; б — с иодфрезерованной канавкой; а — с прямыми режущими кромками для
черновой обработки9.2. Номера фрез и числа зубьев обрабатываемых ими колесНомерфрезыЧисло фрезв комплектеНомерфрезыЧисло фрезв комплекте815815112; 1312526—3426—2911/2—1351/2—30—34214—1614.635—5435—4121/2—15; 1661/2—42—54317—2017; 18755—13455—7931/2—19; 2071/2—80—134421—2521; 228135135—ос41/2—23—25обработки колеса с zx номер фрезы из набора фрез подбирают
по приведенному числу зубьев условного прямозубого колесаZnp = Zi/cos3 Р,где Р — угол наклона зубьев колеса.Для точных дисковых фрез профиль их зубьев в осевом сечении,
характеризуемый координатами zM и ри, определяется согласно
расчетной схеме (рис. 9.11) в следующем порядке:
430Конструкции зуборезного инструментаРис. 9.9. Пальцевая зуборезная фрезана эвольвентной части профиля зуба задаются рядом точек
h радиуса г; (га^г^гр);
определяют:1) cosa.i = rb/ri;2) v\ft = (кт — St)/(2r) + inv at — inv а + af;3) Vj = arctg (r ctg p /rb) = arctg (ctg p/cos a);4) aw = ra0 + rf, где ra0—наружный радиус фрезы;5) tgZn = tgZcos\|/I = ctgpcosv|/i, где E — угол скрещивания осей
фрезы и колеса;6) Zx = ctg \)п (гъ - aw cos v|/£) [ctg E„ - (1 + ctg ctg vf) sin v£ cos v, ] ++ (aw sin \|/£ - rb tg a,-) sin vf cos v*;7) Xx = rb cos \|/; + (r„ tg a,- + Zx tg vf) sin \|/£;8) Yx = (rb tg a,- + Zx tg vf) cos \|/f - rb sin \|/f;9) Zu= Уд-sinE — ZxcosZ;10) pu = \/ (a* — Xx)2 + (Yx cos 'L + Zx sin I)2.Остальные конструктивные
размеры принимаются так же,
как и у фрез для прямозубых
колес.Точный расчет профиля паль¬
цевой фрезы—координат ri0
(радиуса фрезы в торцовом сече¬
нии) и высоты hi0 профиля (рас¬
стояния от торцового сечения до
линии выступа зуба) (рис. 9.12) —
проводится в следующей после¬
довательности:Рис. 9.10. Схема для расчета профиля диско¬
вых и пальцевых фрез для эвольвентных
X прямозубых колес (здесь <р, = \|/,)
Инструменты для обработки цилиндрических колес 431Рис. 9.11. Схема для расчета профиля дискового инструмента для косозубых колес
и эвольвентных червяковвеличины rf, ос,-, \|/,, v, рассчитываются так же, как и для дисковой
фрезы;определяют:1) A = rb (tg v(/(- — tg а*);2) Zx = ^(sinvicosv/;3) Yx = — A sin2 vf cos vj/f;4) ri0 = у/ Z2 + Y2 = A sin vf yj cos2 vf + sin2 vf cos2 \J/t*;5) Ыо = rbl cos y\fi —A sin2 v,- sin \|/,* — rf.Число зубьев фрез z0 = 4 при </fl0 = 40 + 70 мм, z0 = 6 при
<4о = 75 +140 мм, z0 = 8 при с/а0 = 160 + 220 мм.Угол профиля основной стружечной канавки принимается 60—70°,
радиус скругления основания 1—2 мм; угол профиля канавки на
торце 18—20°, радиус скругления 0,5—1,0 мм.
432Конструкции зуборезного инструментаРис. 9.12. Схема для расчета профиля пальцевого инструмента для косозубых колес
и эвольвентных червяков9.3. ЗУБОРЕЗНЫЕ ДОЛБЯКИВ основу конструкций долбяков положено цилиндрическое инст¬
рументальное колесо с непрерывно изменяющейся высотной коррек¬
цией его зубьев от одного торцового сечения к другому, что
необходимо для создания на нем задних углов резания. В пода¬
вляющем большинстве случаев ось долбяка располагается параллельно
оси нарезаемого колеса. Долбяки применяют для нарезания колес
с прямыми и винтовыми зубьями, с внешним и внутренним их
расположением. Долбяками можно нарезать блочные и шевронные
колеса. Особенно эффективно применять их при обработке колес
с узким ободом, имеющих большое z: с модулем т до 2 мм.
Вопрос о рациональном применении долбяка в случаях, когда
возможно использование червячной фрезы, должен решаться на
основе сравнения машинного времени обработки.
Зуборезные долбяки433Рис. 9.13. Типы зуборезных долбяков:а—дисковый прямозубый; б—чашечный; в — хвостовой; г — дисковый для косозубых колес; д — дисковый
для шевронных колесДля эвольвентных колес зуборезные долбяки (ГОСТ 9323-79)
выпускаются трех классов точности и следующих типов (рис. 9.13).1. Дисковые прямозубые классов точности АА, А и В для
нарезания колес, главным образом, с наружными зубьями, с номиналь¬
ными делительными диаметрами d0 = 15, 100, 125, 160 и 200 мм
и т— 1-^12 мм (рис. 9.13,а).2. Чашечные прямозубые классов точности А А, А и В с d0 = 50, 75, 100
и 125 мм ит=1 -^9 мм (рис. 9.13, б), предназначенные для нарезания колес
с закрытыми венцами и колес с внутренними зубьями средних модулей.3. Хвостовые прямозубые классов точности В с d0 = 25 и 38 мм,
га=1-^4 мм (рис. 9.13,в) и косозубые классов точности В с d0 = 38 мм,
углами наклона зубьев 15 и 23° и т= 1-^-4 мм, применяемые для
колес внутреннего зацепления.4. Дисковые косозубые классов точности А и В с номинальным
диаметром до 200 мм (для косозубых колес) и до 360 мм (для
шевронных колес) с углами наклона зубьев (30=15 и 23° (рис. 9.13, г).Конструктивные параметры мелкомодульных долбяков
(га = 0,1 ч-0,9 мм) определяются по ГОСТ 10059-81Е. Они выпускаются
трех классов точности и двух типов: 1) дисковые прямозубые с d0 = 40
и 63 мм классов точности АА, А и В; 2) хвостовые прямозубые
с = 12, 16 и 25 мм классов точности А и В.Долбяки класса точности АА предназначены для колес 6-й степени
точности, класса точности А —7-й и класса точности В — 8-й степени
точности.Долбяки изготовляют из быстрорежущих сталей, реже из твердых
сплавов.Для получения задних углов на боковых режущих кромках долбяк
выполняется как производящее зубчатое колесо с непрерывно изменя¬
ющейся высотной коррекцией зубьев по их длине. Поэтому диамет¬
ральные размеры^ венца долбяка и размеры зубьев меняются по
длине зуба. В плоскости переднего торца обычно коэффициент
смещения хо>0 и уменьшается к заднему торцу долбяка. Сечение,
в котором хо = 0, называется исходным, а расстояние А от него до
плоскости переднего торца называется смещением исходного сечения:
А = х0тctg ось, где аь — задний угол на вершине зуба долбяка.
434Конструкции зуборезного инструментаРазмер | + Л| + | — А\ определяет число возможных переточек дол¬
бяка. В целях повышения срока его службы целесообразно назначать
составляющие этого размера возможно большими с учетом следующих
ограничений: при большем \ + А\ увеличивается опасность заостренных
зубьев долбяка и неполной обработки рабочего профиля зубьев
колеса вследствие возрастания у их основания переходных кривых;
при большем значении \ — А\ возникает опасность подрезания профиля
зубьев колеса у их головок и ножек.Исходными данными для проектного и контрольного расчета
долбяков являются параметры зубодолбежного станка и пары сопря¬
женных колес: профильный угол а„, модуль нормальный тп1, число
зубьев Zi и z2, угол Р наклона зубьев, коэффициенты смещения
исходного контура хх и х2, толщины зубьев по нормали на делительных
цилиндрах Snl и Sn2, диаметры вершин зубьев dai и da2, диаметры
впадин зубьев dfl и df2, межосевое расстояние awl2 в передаче.При проектировании долбяков их конструктивные размеры (число
зубьев, номинальный делительный диаметр, углы резания) являются
обычно исходными (задаваемыми) данными. Поэтому при использова¬
нии различных методик расчет долбяков в основном заключается
в определении значений исходных расстояний А, оптимальных для
принимаемых условий обработки.Имеется несколько способов определения величины А.1. Из условия обеспечения заданной толщины зуба Sa0 долбяка
в плоскости переднего торца на основе использования формулыВ. Ф. Романова:^ (^аО исх SОо) daQ исх7 dloncxZ tg 0СВ f daQ исх tg ОСдО исх SqO исх “I tg otгде ав—задний угол при вершине зуба.2. На основе использования графических зависимостей (рис. 9.14),
установленных для долбяков определенных параметров, предназначен¬
ных для нарезания колес с а = 20°, высотой ножки 1,25т и толщиной^ _ пт _ ^ .зуба Si= — . По принятым значениям величины Sa0/m и числузубьев долбяка z0 находят х0 и A = x0mctgaib.3. Задаваясь двумя значениями А1 и А , определяют соответст¬
вующие им толщины зуба Sag nSao на окружности выступов. По
полученным значениям *Sa0, Sa0 и требуемой толщине зуба Sa0 по
условию достаточной стойкости долбяка интерполированием находят
искомую величину А. При этом зависимость Sa0 от А может быть
принята прямолинейной.Для стандартных долбяков коэффициент смещения исходного
контура л:о = 0,01 (z0—10), для мелкомодульных долбяков (т^0,9 мм)
хо = 0,3.Проектный расчет прямозубых долбяков для нарезания заданной
пары сопряженных колес с внешним зацеплением. Число зубьев долбяка
z0 = d0/m, где номинальный делительный диаметр d0 выбирается из
Зуборезные долбяки435Sao/mРис. 9.14. Зависимость коэффициента смещения от ширины площадки при вершине зуба
долбякаимеющегося нормированного ряда в зависимости от модели зубодол¬
бежного станка (табл. 9.3). Расчетное число округляется до ближай¬
шего целого z0 и по нему определяется диаметр делительной
окружности долбяка d0 = mz0.Определяют размеры долбяка в исходном сечении, характеризу¬
емом значением А = 0:высота головки Иа0исх и ножки кГОиСх зуба рассчитываются по
формуле (9.4);диаметры окружностей выступов и впадинdaoисх= do“Ь2haоисх, dfovicx = do 2hfoисх,9.3. Основные параметры зубодолбежных станков, ммМоделистанковПараметр51115А12,5В12,5M125121,5122,
5122В5122Б514,5М1451405140Б5150,5А150,5В150,5М1505161,5М161,5Б161,5В161Наибольший модуль
нарезаемого колеса1454,5681212Наибольший диаметр
заготовки802082002005005008001250Наибольшая ширина
венца зубчатого колеса20505030105100160160Делительный диаметр
долбяка4080100100100100200200Диаметр посадочного
отверстия долбяка31,7544,4544,4544,4544,5101,6101,6
436Конструкции зуборезного инструментатолщина зуба по дуге делительной окружностиSo исх = *^15угол давления эвольвенты на головке зубаcos (хао исх djjQ f daQисх d0 cos ос/daQ исх,толщина зуба на окружности выступов*S*a0 исх daQ исх ^ — Ь inv ос inv 0tflo иМинимально допустимая по условию стойкости ширина головки
зуба новою долбяка$,0 = 0,51 у/т.Величина А смещения исходного сечения определяется способами,
указанными выше, например на основании зависимости (9.36).Делают проверку отсутствия интерференции зубчатых колес zx и z2,
нарезанных спроектированным долбяком, по условиюawl2 sin oc,wl2 — rb2 tg ocfl2 ^awl0 sin ocfwlo - rb0 tg ocfl0. (9.37)Входящие в эти формулы параметры atw, aW) aa рассчитываются
соответственно по формулам (9.24), (9.26) и (9.10) с соответствующей
заменой в них индексов, причем параметры, относящиеся к паре
колесо Zi—долбяк z0, рассчитываются из условия зацепления колеса
с долбяком в плоскости его переднего торца.При невыполнении этого условия произойдет интерференция
траектории вершины зуба колеса z2 с переходной кривой, образован¬
ной у ножки зуба нарезанного парного колеса zx. Во избежание
этого следует или увеличить число z0 зубьев долбяка, если это
допустимо по условию выбора другого значения делительного
диаметра долбяка, или уменьшить коррекцию зубьев долбяка, т. е.
принять уменьшенную величину Аум.Окончательно принимаемая при проектировании долбяка величина
исходного расстояния Л = Лум, если у!ум<0,5Я, и Л = 0,5#, если
^Ум^0,5Я, где Н—высота долбяка по стандарту [при выполнении
условия (9.37) в последних формулах Аум = Арлсч].Рассчитывают размеры долбяка в плоскости его переднего торца:Аао = Ааоисх "ЬЛ. tg осв, hfo = hfoисх A tg ав,
dao = daо исх “I- 2 A tg осв, dfo = df$ исх + 2A tg ocq ,So Sg исх 2A tg оi tg ocb ,где aB—задний угол при вершине зуба, обычно ав = 6°.Высота головки зуба по передней поверхностиAaO = Aa0/cOSy,где у — передний угол; у = 5° для чистовых долбяков, у =10° — для
черновых долбяков.
Зуборезные долбяки437Для уменьшения искажений профиля режущих кромок долбяка
от наличия углов а и у корректируется профильный угол а0 долбяка
по формулеtga0= tga - (9.38)l-tgaBtgyBЗнание значения угла а0 необходимо для изготовления долбяка, так
как а0 принимается и в качестве профильного угла инструментальной
рейки для образования зубьев долбяка.Фактический диаметр db0 основного цилиндра долбякаdb0 = mz0 cos a0.Контрольный расчет долбяков. Этот расчет применяется для
проверки возможности использования долбяков для нарезания пары
колес с заданными параметрами. Для стандартных долбяков он
заключается в следующем (в приведенных ниже формулах верхние
знаки относятся к внешнему зацеплению, нижние—к внутреннему,
для прямозубых колес надо принимать (3 = 0, mt = m, a, = a).1. Определяют геометрические параметры пары нарезаемых колес.
Торцовый модуль mt и профильный угол cttwl (только для колес
с винтовыми зубьями) по формулам (9.6) и (9.15)т,=т„1 cosи tga,wl =^^-;COS Piугол arwi2 зацепления колес в передаче по формулам (9.23), (9.24),
(9.26) илиmt(zl±z2)cos ottwcosarw!2 = - - - •2flwl2Диаметры dbl и db2 основных цилиндров колес по формулам (9.9)
db\ =mzi cos a,wl; db2 = mz2 cos oc,w2 •Радиус окружности нижних точек активных профилей зубьев колеса zxГр 12 = у (db 1 / 2) ■2 + (± aw! 2 sin a,w х 2 + db2 / (2tg аса2)) ^2,где cos ae2 = db2 / (2га2 ) = db2lda2.2. Определяют следующие параметры станочной пары долбяк —
нарезаемое колесо. Угол зацепления станочной пары по формуле
(9.24) с заменой индекса «2» на «0»Sl + S0 — пт
inv a,wl0 = inv afwl +—,■ г»
nh(zi±z2)где Si и S0—толщины зубьев на делительных цилиндрах колеса
и долбяка в плоскости переднего торца.
438Конструкции зуборезного инструментаМежосевое расстояние по формуле (9.26) с заменой индекса «2»
на «О»(<*i±</o)cosa,wlaw ю =1-тг- •2 COS QCfwi оДиаметр впадин зубьев колеса после нарезания долбякомdfi ф = 2awl0 + da0.При исходном контуре по ГОСТ 13755-81 допускается уменьшение
^пф не более чем на 0,2т против df1=d1 — 2(h} + c'—x1)m, где
с—коэффициент радиального зазора передачи, — коэффициент
смещения нарезаемого колеса.Радиус окружности нижней точки активного профиля зуба колеса zxгР10 = s/(dbi/2)2 + (awl0 sin a(wl 0 - da0/( 2 tg aa0))2,где cos<xa0=db0lda0.3. Делают проверку отсутствия интерференции колес передачи,
нарезанных принятым долбяком, на основе выполнения условия (9.35)
или условий:Гри^Грю—Для колес внешнего зацепления,Гри^Грю—Для колес внутреннего зацепления. (9.39)4. Проверяют отсутствие подрезания зубьев колеса на соблюдение
условияV Гьо + {а„1о$т<х,„10)2>га0. (9.40)Опасность подрезания зубьев колеса увеличивается с уменьшением
Zi и величины А, т. е. по мере стачивания долбяка.5. Проверяют отсутствие срезания долбяком головок зубьев колеса
по уравнению\/ГЬ2+{а*>20 sin 0^w2o)2 ^rh2> (9.41)где rh 2—радиус окружности верхних точек активных профилей зубьев
колеса.Если долбяк с модифицированным профилем у ножек зубьев
и известен радиус гд0 окружности, проходящей через начало моди¬
фикации, то условие отсутствия срезания головок зубьев колеса
имеет видaw20 sin OCfw20 \/гд0~гЬ0 ^л/rh2~fb2’ (9.42)Опасность срезания головок зубьев возрастает с увеличением
z2 и при работе предельно сточенным долбяком.На основании проверок (9.40) и (9.41) или (9.42) можно определить
такое расстояние А', на которое отстоит от исходного сечения
долбяка плоскость, до которой можно его перетачивать.При проверке косозубого долбяка помимо равенства модулей
w„o = wni и профильных углов ап0 = аЛ1 требуется еще выполнение
условия равенства углов р наклона зубьев колеса и долбяка (равенства
Зуборезные долбяки439шагов Р винтовой линии зубьев долбяка и винтового копира зуба
долбежного станка), исходя из которого число зубьев долбякагде Ркоп—шаг винтового копира. Стандартные долбяки предназначены
для нарезания колес с Pi = 15 и 23°. Они выполняются комплектами
из двух штук (правого и левого направлений) и рассчитаны на
применение копиров с Ркоп=1198, 0004 и 751, 9566 мм.Для долбяков, имеющихся в наличии, а также бывших в упот¬
реблении (сточенных до определенной степени), поверочный расчет
проводится в следующем порядке.Измеряются наружный диаметр da0(ra0) и толщина хорды S'x зуба
на произвольной его высоте h'x (рис. 9.15). Подсчитывается размер
дуги S'g, соответствующий хорде S'x,где cosoix = rb0/rx, a—номинальный профильный угол долбяка.Далее проводят проверку на отсутствие интерференции профилей
пары колес по уравнению (9.39), на отсутствие подрезания ножки
зуба колеса zx по уравнению (9.40) и на отсутствие срезания головки
зуба колеса z2 по уравнению (9.41) или (9.42).Долбяки для нарезания колес с внутренними зубьями. По кон¬
струкции они не отличаются от долбяков для колес с внешними
зубьями и могут быть прямозубыми и косозубыми. Стандартные
долбяки могут также применяться для нарезания колес с внутренними
зубьями.Особенностью обработки колес с внутренними зубьями является то,
что для нарезания колес , с заданным zx должен быть принят долбяк,
число зубьев z0 которого не превышает определенного значения.
Минимальное число zlmin зубьев колеса, которое может быть нарезано
долбяком с числом зубьев z0, может быть определено по рис. 9.16 [7].Если разность (гх—г0) получается меньше, то проводят проверку
на срезание вершин зубьев колеса. Срезания не будет, если в любой
момент взаимодействия станочной пары выполняется условие у>х
(рис. 9.17). Для этого предварительно находят угол 0О головки зуба
долбяка и угол 0 впадины между вершинами зубьев колесаzo =Ркоп sin РоПГПпОГаО-hxCOS соS’g = 2rx(3).Определяется коэффициент смещенияQ0 = S0,/d0 + inv a0, - inv оia0,;9= Тьпи/di. +inv ai, —inv uall,
440Конструкции зуборезного инструментаЧисло зубьев долбяка z0
Рис. 9.15. Размеры зуба долбяка по передней поверхностиРис. 9.16. График для определения чисел зубьев долбяков для колес с внутренними зубьями:1 — при а = 20° с высотой головки зуба 0,8 от нормальной; 2—при а = 20° с нормальной высотой головки
зуба; 3— при а=14,5° и 15° с нормальной высотой головки зуба (нумерация линий идет справа налево)где Тъпи и S0t—соответственно ширина впадины и толщина зубьев
колеса и долбяка; afl0r = arccos rb0/ra0, afllf = arccos rbl/ral.Затем рассчитывают углы поворота (0окр + фо) долбяка и (0 + фоО
колеса, при которых может произойти срезание зубьев,sin (0Окр + Фо) =-л2/2
1 -i2; sin(0 + срог) =sin (0окр + фо)где T\ = dal/da0, i=z0/z1.Из этих формул определяют критическую величину угла 0Окр. Если
0окр<9(ь то имеет место срезание и долбяк оказывается непригодным
для нарезания данного колеса. Уменьшить или исключить срезание
можно уменьшением размера смещения исходного сечения долбяка.Долбяки для нарезания колес под шевингование. Они являются
специальными инструментами, предназначенными для обработки колес
с определенным zx либо в весьма узком диапазоне Z\. Особенностью
их является модификация профиля зубьев, служащая для получения
благоприятного распределения припуска под последующее шевингова¬
ние по высоте зубьев колес. Для нарезания колес под шевингование
применяются две разновидности долбяков в зависимости от формы
модификации их зубьев.1. Долбяки с «усиком» в виде утолщения на головке зуба.
Основные конструктивные размеры их назначаются, как и для
Зуборезные долбяки441Рис. 9.17. Схема проверки долбяка при нарезании
колеса с внутренними зубьямиРис. 9.18. Модификация профиля зуба долбяка под
шевингование (гф = гр0)обычных долбяков, за исключением размеров «усика». Последние
рассчитываются из условия образования ими подреза у основания
зуба колеса, который не должен распространяться на активную часть
его профиля. Расчет может быть выполнен следующим образом
(рис. 9.18).Радиус кривизны профиля зуба нарезаемого колеса zx в точке
начала его активной частиРр 1 — aw 12 sin 12 — у/ rh2~rb2 •Радиус окружности, проходящей через начало «усика»,rhо = Уrlo + {awlo sin а,10-рР1 )2.Угол развернутости «усика» x,,=tg ao0—tg а,,, где
а„о = arccos (rbolrao), а, = arccos (rb0/rh0).Угол развернутости до начала фланкаT+ = tg аа0 —tg аф— "r0 cos а0где а0 — профильный угол долбяка (9.38); аф = arccos (гЬ0/гр0); и =
= Д5/2+(0,02 0,03); AS—размер припуска на шевингование.При обработке таким долбяком в некоторых случаях возможно
распространение подрезания и на активную часть профиля зубьев
колес. Проверка на отсутствие подрезания проводится по условию:n<Kcos аа0-
442Конструкции зуборезного инструментаЗначение входящего в него параметра К определяется в следующей
последовательности: гр х = у/,г I х + р р i;л ^wlO“^“^pl 1“аО л л Гр1 IcosА,= - ; sinA0 = smA, —; cosapl =rbl/rpl;2awl0rpl va оcp = ^-hinvafl0 —invapl; ср0 = ф—; A:=rfl0(inva0-inv а,10-фо + ^0).^0Уменьшить подрезание ножки зуба колеса можно путем умень¬
шения высоты «усика» п.Применительно к условиям крупносерийного и массового произ¬
водства колес, когда в эксплуатации находится большое количество
долбяков с разной степенью сточенности, целесообразно применять
метод расчета долбяков с «усиками», при котором задний угол
Ов долбяка не задается, а рассчитывается исходя из условия посто¬
янства размера зуба колеса и его подрезания при любой степени
сточенности (независимо от переточек) долбяка.2. Долбяки с уменьшенным углом профиля применяются реже для
нарезания колес под шевингование и изготовляются с т = 1 н- 3 мм.
Изменение угла профиля долбяков обусловливает получение формы
припуска на шевингование в виде запятой—с большей величиной его на
вершине зуба колеса и постеденным уменьшением его в направлении
к ножке зуба. Отличие расчета этих долбяков от расчета обычных
заключается в том, что размеры зубьев в исходном сечении—толщина их
и угол профиля исходного контура—определяются из условия получения
следующего припуска на толщину зуба по окружности вершин зубьев:т, мм 1,0—1,375 1,5—2,0 2,25—3,0AS, мм 0,1 0,12 0,15В табл. 9.4 приведены основные размеры дисковых прямозубых
долбяков с т = 1 н- 3 мм с уменьшенным профильным углом. Долбяки
рассчитываются с учетом высоты головки зуба в исходном сечении
ha0=\,35mn.Технические требования, предъявляемые к долбякам. Они назнача¬
ются в соответствии с ГОСТ 9323-79. Согласно ему принимаются
общие конструктивные размеры долбяков—толщина, диаметр поса¬
дочного отверстия и др. Долбяки изготовляют из быстрорежущей
стали, а специальные их конструкции в целях повышения произ¬
водительности и стойкости — из твердых сплавов. Твердость режущей
части из быстрорежущей стали HRC3 63-66, из быстрорежущей стали
повышенной производительности HRC3 64-68.Шероховатость поверхностей долбяков не должна превышать:
передних и задних—Rz= 1,6 мкм для классов точности АА,
А и Rz = 2,5 мкм для класса точности В; базовой опорной поверх¬
ности— 7to = 0,16 мкм; внутренней опорной поверхности —
Ra = 0,63 мкм; посадочного отверстия—Ra = 0,\6 мкм для класса точ¬
ности АА и Ra = 0,25 мкм для классов точности А и В; остальные
поверхности—Ra = 2,5 мкм.
Зуборезные долбяки4439.4. Основные размеры по передней поверхности дисковых прямозубых
долбяков с уменьшенным углом профиля, ммУгол профиляОо1,001,1251.250
1,3751.5001.750
2,0002.2502.5002.750
3,00018°49'
18°58'
19°06'
19°1Г
19°05'
19°14'
19°2Г
19°16'
19°21'
19°26'
19°29'75Too76Too67
90
60
80
56
73
5068
43
58
38
50
34
45
30
40
28
36
25
342,052332,282^542,512j32,732^962,92ЗЛ63.35
3^593.77
3^99
3,96
4^404.35
4/724.77
5Л2
5,09
5М1,982Д02,202^572,412/742,602^942,78злз3,173~523,543^863,634Д53,95М84,324/824,705019.5. Предельные отклонения параметров долбяковПараметр и его обозначениеd0, ммКлассточностиДопуски, мкм,при тп 0,ммот 1
до 3,5св. 3,5
до 6св. 6
до 10св. 10Отклонение от параллель¬50А56ности опорных поверхностейВ810ЛСв. 50АА344до 125А566—В81010
444Конструкции зуборезного инструментаПродолжение табл. 9.5Параметр и его обозначениеd0, ммКлассточностиДопуски, мкм,при тпо,ммот 1
ДО 3,5св. 3,5
до 6св. 6
ДО 10св. 10Отклонение от параллель¬Св. 125АА56ности опорных поверхно-до 200А——88стей fxВ1212Торцовое биение переднейДо 50А1414поверхности fytВ2020——Св. 50АА121212до 125А161616—В252525Св. 125АА202020до 200А—282828В404040Биение окружности вершинДо 50А1216зубьев /гга0В2025Св. 50АА101212до 125А162020—В253232Св. 125АА1620до 200А——2532В4050Погрешность профиля //0—АА3—4466А4—57710В8—10121216—20Разность соседних окружных АА3—4445шагов /ы0А5—6668В8—10101012Накопленная погрешность АА9—11111114окружного шага FP0А14—18181822В20—24303036Радиальное биение зубчато¬До 50А14—1616 го венца Fr0В20—2426Св. 50АА12—141414 до 125А16—182020В24—263232
Зуборезные червячные фрезы445Продолжение табл. 9.5Параметр и его обозначениеd0, ммКлассточностиДопуски, мкм,при тпо,ммот 1
до 3,5св. 3,5
до 6св. 6
ДО 10св.10Радиальное биение зубчато¬Св. 125АА1820го венца Fr0А——24—В3640Допуски и предельные отклонения параметров долбяков приведены
в табл. 9.5.9.4. ЗУБОРЕЗНЫЕ ЧЕРВЯЧНЫЕ ФРЕЗЫЧервячные зуборезные фрезы применяют для черновой, получи-
стовой и чистовой обработки прямозубых и косозубых цилиндрических
зубчатых колес с эвольвентным профилем с модулем 0,1—40 мм
и изготовляют классов точности ААА, АА, А, В, С и D, которые
соответственно предназначены для нарезания зубчатых колес 5—9-й
и 11-й степеней точности (ГОСТ 1643-81).Червячные фрезы являются многолезвийным инструментом с кон¬
структивным обкаточным движением. При обработке ось фрезы
и ось нарезаемого колеса (шестерни) перекрещиваются.Метод зубофрезерования является высокопроизводительным, уни¬
версальным и достаточно точным, поэтому червячные фрезы получили
большое распространение в промышленности при всех типах произ¬
водства. При обработке применяют специальные зубофрезерные станки
отечественного производства мод. 53А10, 5К310, 5А324П и др.,
а также станки зарубежных фирм. Точность зубонарезания колес
зависит от класса точности применяемой червячной фрезы и точности
станка.В основу червячных фрез для нарезания эвольвентных цилинд¬
рических зубчатых колес положен эвольвентный червяк. Для точного
нарезания зубьев колеса необходимо, чтобы режущие кромки чер¬
вячной фрезы находились на поверхности эвольвентного червяка.
Однако такие фрезы применяются очень редко из-за сложности их
изготовления и контроля.Широкое распространение получили фрезы, разработанные на
приближенных методах профилирования, с расположением боковых
режущих кромок на винтовых поверхностях, достаточно близких
к эвольвентной винтовой поверхности.Наибольшее распространение получили следующие приближенные
методы профилирования: профиль зубьев принимается прямолинейным
в осевом сечении (Архимедов червяк) и профиль зубьев принимается
прямолинейным в нормальном сечении (конволютный червяк). В этих
сечениях задаются углы профиля фрезы. При этом режущие кромки
446Конструкции зуборезного инструментазубьев фрезы уже не находятся на поверхности основного эвольвент¬
ного червяка, в результате чего возникает погрешность профиля
зуба нарезаемого колеса. Погрешность профилирования у фрезы,
спроектированной на основе Архимедова червяка, меньше, чем
у фрезы, спроектированной на основе конволютного червяка. В обоих
случаях погрешности приближенного профилирования направлены из
тела зубьев фрезы, за счет чего получаются небольшие срезы профиля
у головок и ножек зубьев нарезаемых колес. Однако по своему
характеру и числовому значению погрешности профиля зубчатых
колес иногда бывают больше размеров срезов, допустимых на
исходный контур.Погрешность профилирования червячных фрез по нормальному
сечению можно уменьшить путем корректирования угла профиля.
При профилировании по нормальному сечению с углом профиля
20° для фрез с модулем т0, равным 3, 5, 8, 12 и 16 мм, погрешность
соответственно составляет 2, 6, 16, 34 и 72 мкм, а для фрез с углом
профиля 20° 3' при тех же модулях соответственно равна 2; 4,2;11,4; 28 и 55 мкм, т. е. меньше для фрез с т0>5мм в среднем
в 1,3 раза, чем в первом случае.Червячные фрезы изготовляются насадными и хвостовыми. Насад¬
ные получили наибольшее распространение, а хвостовые применяются
только для нарезания червячных колес.По направлению витков червячные фрезы делятся на право-
и левозаходные, а по числу заходов (z10) на однозаходные и мно-
гозаходные.По ГОСТ 9324-80Е чистовые червячные фрезы классов точности
ААА, АА и А изготовляются с модификацией профиля зубьев и без
модификации. Фрезы должны изготовляться трех типов: тип 1 —
цельные прецизионные с т0 = 1-^10 мм, классов точности ААА и А А;
тип 2—цельные общего назначения в зависимости от т0= 1-^20 мм
классов точности от АА до D; тип 3 — сборные с т0 = 8-н25 мм
классов точности А, В, С и D.Фрезы типа 2 изготовляются нормальной и увеличенной длины,
а типа 3 — нормальных и уменьшенных габаритов. Червячные фрезы
типов 2 и 3 могут изготовляться с заборным конусом.Мелкомодульные червячные фрезы с то = 0,15н-0,9 мм (ГОСТ
10331-81) изготовляются классов точности ААА, АА, А и В.При проектировании и расчете червячных фрез исходными данными
являются следующие параметры колеса: тп, ос, hai hf, Sn, z2, направление
(правое или левое) и угол наклона зубьев р2, обрабатываемый материал,
его твердость и сгв, степень точности, шероховатость поверхности Ra
(Rz), вид последующей обработки, размеры модификации профиля
зубьев. При этом необходимо также учитывать конструкцию и техничес¬
кие характеристики применяемого зубофрезерного станка.Выбор и порядок расчета основных конструктивных параметров.
Наружный диаметр новой фрезы da0. С увеличением
da0 уменьшается погрешность профилирования у однозаходных и мно-
гозаходных фрез. Например, у однозаходных фрез с т0 = 2н-8 мм
и Ydo = 0 увеличение наружного диаметра в 1,5 раза уменьшает
Зуборезные червячные фрезы447погрешность профилирования в 3—5 раз. При больших значениях
диаметра появляется возможность увеличения числа зубьев по окру¬
жности z0 и посадочного диаметра отверстия d, что способствует
повышению прочности и жесткости фрезы. Все это приводит к повыше¬
нию производительности зубофрезерования, уменьшает шероховатость
Ra и огранку по профилю зуба обработанного колеса. При этом
также увеличивается количество переточек, а следовательно, и срок
службы фрезы. Однако с увеличением da0 повышаются расход
инструментального материала, момент резания, длина и время
резания, а также трудоемкость изготовления и стоимость фрезы.
Поэтому для прецизионных фрез da0 рекомендуется принимать
большим, а для фрез общего назначения—меньшим. Для сборных
и составных фрез с т0 > 8 мм диаметр выбирается с учетом выбран¬
ного числа зубьев, способа их крепления и конструктивных особен¬
ностей, обеспечивающих достаточную жесткость и виброустойчивость.Основные габаритные размеры (da0, d и др.) червячных фрез
(рис. 9.19) можно выбрать по табл. 9.6.При daO^2(H+p + C1—0,5d), где Я—высота зуба; р—толщина
тела фрезы в опасном сечении, р = (0,25 0,3) d\ с л—размер шпоночной
канавки (ГОСТ 9472-90); у обычных фрез d&20m ,37, а у прецизионных
d*21m°-\По значению d выбираются тип крепления на станке и размеры
осевого или торцового шпоночного паза (ГОСТ 9472-90).Число заходов фрезы (z10). Однозаходные червячные фрезы
(z10 = 1) получили наибольшее распространение, так как они дают
высокую точность обработки, проще в изготовлении и эксплуатации,
чем многозаходные.Многозаходные фрезы применяются с целью повышения произ¬
водительности зубонарезания, но при этом снижается точностьLТтоРис. 9.19. Основные конструктивные размеры цельной червячной фрезы
448Конструкции зуборезного инструмента9.6. Основные размеры червячных фрез по ГОСТ 9324-80Е, ммda0dLZoт, ммТип12312312312314016321,12571711,2550221637401,3751,580801,756350122,090902,2527562,510071100632,75403,01128011271143,541259032125804,550901051401001401005,5616011215511271184012581251806050175132165129918014020060180150170
Зуборезные червячные фрезы449Продолжение табл. 9.6da оdLZoт, ммТип12312312312310180150200606018017021012911160212180215121702255020024014190250702242401016—212265——250270—1823628060280290820250300803003102232033025340360Примечание. У фрез типа 2 приведены значения L, а у фрез типа 3 все
размеры приведены для 1 исполнения.обработки и увеличивается значение шероховатости Ra на обработан-
цой поверхности. Число заходов не должно быть кратным числу
зубьев нарезаемого колеса z2 и числу z0. При одновременной
некратности z ю, zo и z2 через каждый оборот колеса профилирование
будет производиться различными заходами фрезы и на разных
участках обрабатываемых зубьев, что аналогично профилированию
большим количеством реек, чем их имеется на многозаходной фрезе.
Многозаходные фрезы рекомендуется выполнять длиной в 1,25—1,5
раза большей длины стандартных фрез, что обеспечивает работу
этих фрез с передвижкой.Для нарезания цилиндрических колес можно применять конструк¬
цию многозаходных (zio = 2-н4) червячных фрез четырех типов
с гао = 1-М0мм. Фрезы изготовляются нормальной и увеличенной
длины с передними углами на вершине зуба, равными 0 и 5°. При¬
чем фрезы с уао>0 могут иметь прямые осевые и винтовые
стружечные канавки.Предельные отклонения параметров многозаходных фрез рег¬
ламентируются для классов точности А, В, С и D по ГОСТ 9324-80Е15 Зак. 533
450Конструкции зуборезного инструментаРис. 9.20. Размеры профиля зубьев фрезы без модификации в нормальном (а) и осевом (б)
сеченияхза исключением предельных отклонений шага захода и шага между
заходами, которые регламентируются отраслевым стандартом. Расчет
параметров многозаходных фрез аналогичен расчету обычных одно-
заходных фрез, за исключением осевого и нормальных шагов.Параметры зуба фрезы. Профиль и размеры зуба фрезы
принимаются по размерам инструментальной рейки, зависят от
модификации профиля и назначения фрезы. По ГОСТ 9326-90Е зубья
изготовляются без модификации (рис. 9.20) и с модификацией
(рис. 9.21, а). Профиль зубьев у многозаходных фрез по отраслевому
стандарту имеет модификацию на вершине зуба—утолщения в виде
«усиков» (рис. 9.21, 6) или утолщения в виде «усиков» на ножке
зуба—в виде фланков (рис. 9.21, в). Основные рекомендуемые значения
hy, п, cty и др. приведены для каждого модуля в отраслевом
стандарте. Модификация профиля значительно облегчает и улучшает
процесс последующей обработки зубьев колес.Основные размеры зубьев рассчитываются по формулам.Нормальный шаг Pno = nmoZio и осевой шаг Pxo = Pno/cos ут0, где
Тшо—угол подъема винтовой линии на делительном диаметре в рас¬
четном сечении. Толщина зуба в нормальном сечении на начальнойРис. 9.21. Размеры профиля зубьев в нормальном сечении с разной модификацией
Зуборезные червячные фрезы451прямой для прецизионных и чистовых фрез Sno = Pno — S„, а для
черновых фрез Sno = Pno — Sn — a, где Sn—толщина зуба колеса по
дуге делительной окружности с учетом требуемого бокового зазора
в зубчатой передаче (ГОСТ 9178-81), а—припуск под последующую
обработку. Значение а зависит от т0 и вида последующей обработки.
Например, с увеличением модуля от 2 до 10 мм при последующем
шлифовании колес а соответственно изменяется от 0,25 до 0,6 мм,
а при последующем шевинговании — от 0,1 до 0,18 мм.Высота головки hao = h*aom и высота ножки hfo = hfom, где
h*ao и h}o—соответственно коэффициент высоты головки и ножки
зуба (для некорригированных колес h*a0 = Л/о = 1,25). Высота зуба
ho = hao + hfo. Радиусы переходной кривой у головки рао = роо^о
и у ножки P/o = P/ow (коэффициент радиуса на головке зуба рдо = 0,38
и коэффициент радиуса у ножки р/О = 0,3).Геометрия зубьев фрезы. Стандартные червячные фрезы
имеют передний угол на вершине зуба уао = 0, а задний угол на
наружном диаметре адо = 9н-12°. При нулевом уао облегчаются расчет
параметров, контроль и технология изготовления фрез. Однако
с увеличением переднего угла улучшаются условия резания и повыша¬
ется стойкость фрезы. При этом точность обработки фрезами с yflo>0
может быть значительно повышена за счет выбора оптимального
переднего угла. Например, у фрез с то, равным 4, 6, 12 и 14 мм,
оптимальный передний угол, исключающий погрешность профили¬
рования, будет соответственно равен 2,5; 3; 5 и 7,5°. Поэтому при
проектировании червячной фрезы целесообразно уао выбирать в за¬
висимости от обрабатываемого материала и назначения фрезы. Так,
при обработке зубчатых колес из конструкционных и легированных
сталей для черновых фрез угол уао следует выбирать в пределах
8—15°, что обеспечит увеличение их стойкости до 1,5—2 раз по
сравнению с фрезами с уао = 0. Для прецизионных и чистовых фрез
уао выбирается в зависимости от то равным 2,5—7,5°, что обес¬
печивает их повышенную точность.Задние углы на вершине и боковых сторонах зубьев получают
с радиальным затылованным зубом по Архимедовой спирали, что
не позволяет иметь широкого выбора значений заднего угла. Па¬
дение затылка при выбранном значении aflo определяется по
формулеТ£с1а оК= tgaa0-Фрезы с острозаточенным зубом позволяют увеличить угол оса0,
что приводит, как правило, к повышению их стойкости, но при
этом усложняется переточка.Задние углы на боковых сторонах режущих кромок в нормальном
сечении рассчитываются по формулеtg ae0«re0 tg afl0 sin ctn0/ry,
где ry—радиус окружности в любой точке профиля зуба.
452Конструкции зуборезного инструментаРекомендуется, чтобы боковые задние углы были больше 2°, так
как при меньших углах наблюдаются интенсивный износ зубьев по
задним поверхностям и снижение периода стойкости фрез.Число стружечных канавок (число зубьев по ок¬
ружности) и размеры канавок. Выбор z0 зависит от
назначения фрезы, модуля, da0 и других параметров. В табл. 9.6
приведены значения z0 для стандартных фрез типов 1—3 при различных
значениях т0 и da0. От числа зубьев зависят размеры окружного шага
и стружечной канавки зубьев. С увеличением z0 при постоянном
da0 уменьшаются огранка и волнистость поверхности, повышается
производительность обработки. При этом уменьшаются ширина
и прочность зуба, сокращается число переточек. Поэтому для
прецизионных фрез типа 1 число зубьев выбирается большим, а для фрез
типа 2 — меньшим. Для обеспечения требуемой точности профиля
и повышения стойкости фрезы задние поверхности зубьев шлифуются.
Длина шлифованной части должна быть у стандартных фрез с т0 < 4 мм
не менее 1/2, а у фрез с т0> 4 мм не менее 1/3 длины зуба по окружности
его вершины.Зуб со шлифованным профилем имеет первый по зубу затылок
величиной К и второй затылок величиной ATj. =(1,2н-1,5) АГ. Расчетные
значения округляются в большую сторону до 0,5 мм при т0 < 7 мми до 1 мм при т0>8 мм. Угол v принимается равным 22, 25 и 30°,
а радиус скругления канавки г' выбирается из ряда 0,5; 1; 1,5; 2 и т. д.Размеры стружечной канавки фрезы должны выбираться из условий
свободного выхода затыловочного резца и шлифовального круга
при изготовлении фрезы, размещения срезаемой стружки. Размеры
абразивного круга должны быть такими, чтобы при шлифовании
задних поверхностей круг не задевал соседний зуб. При этом диаметр
круга (Z)K) должен быть не менее 60 мм.Окончательные значения величин z0, da0, К и другие принимаются
после прочерчивания зуба канавкой и определения величины DK при
затыловании фрезы.Высота канавки у фрез с нешлифованным профилем H=h0 + K+r\
а у фрез со шлифованным профилем H=ho + 0,5(K+Kl ) + г'.Диаметр начального (делительного) цилинд¬
ра dm0. Начальный диаметр является исходной величиной для расчета
основных параметров червячной фрезы. По мере переточки фрезы
с затылованным зубом по передней поверхности величины ha0,
hf0 и Рхо остаются постоянными, а изменяются величины da0, dm0,
Л»о и ут0, что приводит к изменению нормального шага фрезы на
величину А и возникновению погрешности при зубонарезании. По¬
этому, чтобы дольше сохранить близкими к расчетным значения
Л»о и ут0 у фрезы и использовать положительную и отрицательную
части допуска на окружной шаг колеса (ТРг), необходимо расчетное
сечение у фрезы располагать внутри зуба на угле 8 от передней
поверхности инструмента (рис. 9.22, а). В этом случае предел переточки
располагается на угол 2е от передней поверхности фрезы.Рекомендуется принимать 8 = (0,1 — 0,25)0, а центральный угол0 = 36O°/zo.
Зуборезные червячные фрезы453В табл. 9.7 приведена методика расчета основных параметров
фрезы при ее переточках. Исходными данными при расчете являются
величины da0, К, ha0, Рп0, 8 и 0.Расчет рекомендуется проводить для прецизионных и чистовых
червячных фрез с т0< 5 мм и определять величину А = Рп0 — Р^0‘
Параметры фрезы выбраны правильно, если выдерживается условиеА ^ (0,3 н-0,5) TPt,где допуск TPt выбирается в зависимости от степени точности,
модуля и размеров нарезаемого колеса. По ГОСТ 1643-81 на шаг
колеса задаются два предельных отклонения (±fpt), а допуск TPt = 2fpt.
В случае, если требуемое условие не выполняется, необходимо
уменьшить значения аа0 и 8 или увеличить da0. Например, у колес
с т0 = 6 мм диаметром 125 мм 5-й и 6-й степеней точности величина
ТРХ соответственно составляет 0,016 и 0,026 мм, а у червячных фрез
с тем же модулем da0 = 90 мм, z0 = 12, уаО = 0, оса0 = 12° и е = 7,5°,
А = 0,007 мм, т. е. TPt составляет достаточное значение.Направление, угол наклона (>-ш0) и ход винтовых
стружечных канавок (Р2). Направление стружечных канавок
при нарезании прямозубых колес не имеет значения, поэтому обычно
проектируются правозаходные фрезы. Для колес с правым направ¬
лением зубьев применяются правозаходные, а для колес с левым
направлением зубьев—левозаходные фрезы.Червячные фрезы изготовляются с прямыми осевыми (А,тО = 0) или
винтовыми (^то = Уто) стружечными канавками, которые выполняются
нормально к виткам червяка и имеют противоположное направление.При прямых осевых канавках в процессе фрезерования передние
углы на боковых режущих кромках с одной стороны зуба получаются
положительными, а с другой — отрицательными, что создает разные
условия резания. Прямые канавки обеспечивают большую равномер-
454Конструкции зуборезного инструмента9.7. Методика расчета параметров червячной фрезы с учетом переточекВид сеченияФормулы для расчета параметровРасчетное сечение фрезы1. d'aQ = daQ — 0,5К. 2. d'mQ = d'aQ — 2/zd0-
3. sin y'm0 = Pnolind'no). 4. Px0 = P„o/cos y'm0Сечения у новой фрезы1. dm0 = da0-2ha0. 2. tgym0 = Ps0l(ndm0).
3. P„0 = Px0cosym0Сечение в пределе пере¬
точки у изношенной фрезы1 • daQ daQ K. 2. dmQ daо 2haQ.3- tg YmO = PnO/i^d'mO )• 4. P'nO = PxO COS Y^OПримечание. ПринятоY„o = 0; 8 = 0,250 и 0 = 360°/z0.ность фрезерования посравнению с фрезами, имеющими винтовыеканавки, при этом значительно упрощаются операции заточки и пе¬
реточки. Фрезы с углом подъема витка у™ о =^6° могут быть изготов¬
лены с прямыми осевыми стружечными канавками. У фрез с вин¬
товыми канавками уао = 0 передние углы на боковых кромках равны
нулю, режущие кромки зубьев одновременно вступают в контакт
с заготовкой, что вызывает некоторую неравномерность фрезерования,
однако с помощью таких фрез достигается большая точность
обработки.Ход (шаг) винтовых стружечных канавок Pz = ndmoCtgXmo-Профильный угол исходного контура инструмен¬
тальной рейки фрезы (угол профиля зуба). Угол профиля
зуба является важным параметром и выбирается в зависимости от
принятого основного червяка и назначения фрезы.Для червячной правозаходной фрезы на основе Архимедова
червяка углы профиля задаются в осевом сечении и определяются
по формулеctgaxL0 =ctg ur±Kzo/ Pz,(xR 0)где знак « + » принимается для левой, а знак « —» для правой
сторон профиля зуба, аг—профильный угол основного червяка
(ctg ar^ctg a cos ym0).Для левозаходных фрез вторые члены в формулах меняют знаки
на обратные.Профильные углы у стандартных фрез типов 1 и 2 с модулем1—20 мм изменяются для olxR0 от 20°0Г до 20°14' и для ar от
19°58' до 19°57\Для червячной правозаходной стандартной фрезы на основе
конволютного червяка углы профиля для левой и правой сторон
принимаются равными между собой и задаются в нормальном
сечении фрез (а„о = 20°). Для повышения точности обработки рекомен¬
дуется у фрез, имеющих ушо^З° увеличить угол а„о на величину
Зуборезные червячные фрезы455Да. У фрез с уш0, равным 3; 4; 5; 6 и 7°, Да соответственно
принимается Г; 1,5'; 2,5'; 4' и 6'.Червячные фрезы могут иметь уменьшенный профильный угол,
что способствует увеличению продолжительности зацепления фрезы
при нарезании, приводит к снижению шероховатости поверхности
Ra и гранности обработанной поверхности. При этом создаются
благоприятные условия для увеличения числа заходов фрезы, а сле¬
довательно, и производительности зубофрезерования. Практика по¬
казывает, что профильный угол не рекомендуется принимать меньше
12°, так как на боковых сторонах зуба получаются углы меньше
2°. С уменьшением угла профиля фрезы наблюдаются подрезания
профиля у колес с db>df, что в ряде случаев является недопустимым.Размеры профиля зуба фрезы по передней поверхности необходимы
для контроля профиля зуба новой фрезы с помощью профильных
калибров и расчета их исполнительных размеров.Для фрез с уао= 0 размеры hao, h0 и Sn0 остаются без изменения,
а у фрез с уао>0 высота головки h'aо и высота зуба ho по передней
поверхности у новой фрезы (см. рис. 9.22, б) определяются по формулам:da0 — 2ha0 sin(ym —Yao)haO = — - 2 sinyfl0_da0-2h0 sin (уу Yao)no~ z : >2 sinyfl0где sinym = 2ryl(da0 — 2ha0); siny/ = 2ry/(Ja0-2/z0); ry = 0,5<4osin уя0.Общая длина фрезы L = L1+2l1, где Lx—длина нарезанной
части и /х—длина буртиков, равная 3—6 мм.Диаметр буртиков d1=da0 — 2Н—(Ъ н- 5) мм. Буртики шлифуются
по диаметру и служат для контроля биения фрезы при изготовлении
и точности установки ее на оправке шпинделя станка. Длина
L1«2Ae0ctga„0H-Ar7cw0, где X—коэффициент, выбирается в зависимос¬
ти от т0:т0, мм До 2 Св. 2 до 5 Св. 5 до 15 Св. 15X 13—7 5,5—3,5 3—2 1,8—1,4При работе с передвижками рабочую длину рекомендуется уве¬
личить в 1,2—1,8 раза, что повышает общий срок службы фрезы.При нарезании косозубых колес с (3 > 20° на червячные фрезы[>екомендуется делать заборный конус с углом 7—10° и длиной
5ч-7)т0, что позволяет более равномерно распределить работу между
зубьями. Для правозаходных фрез заборный конус делается на левой
стороне, а для левозаходных — на правой стороне фрезы, если
смотреть на ее переднюю поверхность. Длина поясков на посадочном
диаметре отверстия /=(0,25 -f-0,3) L.После расчета общей длины фрезы проводится проверка воз¬
можности применения выбранного зубофрезерного станка.Допуски и технические требования на параметры и размеры
червячных фрез рекомендуется выбирать с учетом степени точности
456Конструкции зуборезного инструментанарезаемого колеса и действующих государственных стандартов
(ГОСТ 9324-80Е, ГОСТ 10331-81).Выбор марки инструментального материала. Цельные червячные
фрезы и зубчатые рейки к сборным фрезам изготовляются из
быстрорежущих сталей Р6М5, 10Р6М5, Р9К10, Р6М5К5, Р6М5Ф2К8
и др. (ГОСТ 19625-83). Фрезы из стали Р6М5 и 10Р6М5 рекомендуется
применять для обработки углеродистых и легированных конструкци¬
онных сталей (аь< 900-^ 1000 МПа), а сложнолегированные быстро¬
режущие стали Р9К10, Р6М5К5 и другие целесообразно применять
для фрез, предназначенных для обработки труднообрабатываемых
материалов (аь> 1000 МПа). Твердость рабочей части фрезы HRC3
63—66. Для повышения стойкости в 1,3—2 раза и срока службы
червячных фрез из быстрорежущих сталей рекомендуется при их
изготовлении наносить на передние и задние поверхности износостой¬
кие покрытия (карбид и нитрид титана, карбид ниобия и др.)
толщиной 0,004—0,008 мм.Для сборных червячных фрез, предназначенных для высокоскорост¬
ного нарезания зубьев зубчатых колес из конструкционных и труднооб¬
рабатываемых сталей и сплавов, чугунов и других материалов (HRC3
45—60), рекомендуется применять твердые сплавы ВК6М, ВК8,
ВК10—ОМ, Т5К10, ТТ7К12 и др. Твердосплавные фрезы позволяют
в ряде случаев заменить трудоемкую операцию зубошлифования
чистовым фрезерованием. При этом производительность и стойкость
таких фрез в зависимости от обрабатываемого материала и режимов
резания в 2—20 раз больше, чем у фрез из быстрорежущих сталей.
К недостаткам твердосплавных фрез следует отнести большую
трудоемкость и сложность их изготовления, обязательное применение
при обработке высокоскоростных зубофрезерных станков, обладающих
повышенной жесткостью и точностью.Схемы резания и конструкции червячных зуборезных фрез. Зубья
стандартных червячных фрез работают в тяжелых условиях и срезают
слой по замкнутому контуру ABCD (рис. 9.23, а). При этом наиболее
погруженными являются вершинные режущие кромки, срезающие до
80% общего припуска. В процессе работы наблюдается неравномерный
износ зубьев по передней поверхности с образованием лунок и по
задней поверхности с образованием неравномерных по профилю
площадок износа. Максимальный износ, как показывает практика,
имеют задние поверхности в уголках выходной режущей кромки,
что связано с торможением свободного схода и взаимодействия
стружек, снимаемых вершиной и двумя боковыми кромками. При
этом усиливаются наростообразование, дробление и нестабильность
процесса резания, что снижает точность и качество обработки. Для
исключения этих недостатков и уменьшения износа зубьев можно
применять схемы резания, отличающиеся от схемы резания стан¬
дартных фрез, и предназначенные в основном для черновых и по-
лучистовых фрез.При прогрессивной схеме резания (рис. 9.23,6) все четные зубья2 имеют уменьшенную высоту и номинальную толщину, а все
нечетные зубья—нормальную высоту и уменьшенную толщину, что
Зуборезные червячные фрезы457Рис. 9.23. Схема резания стандартной фрезой (а) и профиль зубьев (б—г) у фрез с новыми
схемами резанияприводит к более равномерному износу зубьев при работе. При
вершинонагруженной схеме (рис. 9.23, в) все зубья имеют одинаковую
номинальную толщину, но все нечетные зубья 1 занижены по высоте
относительно четных зубьев 2, что улучшает условия резания.
Применение на зубьях фрезы фасок (рис. 9.23, г) на правой стороне
нечетных зубьев 1 и на левой стороне четных зубьев 2 способствует
разделению стружки на две части, а также уменьшает их износ.Изготовление червячной фрезы по описанным схемам сложнее
и требует изготовления зубьев с разными размерами по профилю.Цельные фрезы нашли широкое применение, так как просты
в изготовлении и эксплуатации, обладают достаточной жесткостью
и виброустойчивостью.Перспективным является применение составных и сборных уже
известных конструкций, а также создание новых прогрессивных
конструкций.Составные червячные фрезы являются переходными по своим
конструктивным особенностям между цельными и сборными кон¬
струкциями. В составных фрезах соединение режущих элементов
с корпусом производят пайкой или склеиванием. Метод склеивания
с помощью термостойких клеев является достаточно надежным
и простым. На рис. 9.24 показана одна из таких конструкций,
состоящая из корпуса 7, зубчатой рейки 2 и двух опорных крышек3. Все детали перед склеиванием подвергаются требуемой термооб¬
работке. Пастообразный клей марки УП-5-207 наносится по всему
периметру базовых поверхностей, после чего зубчатые рейки устанав¬
ливаются в пазы со взаимным центрированием и базированием по
конической поверхности одной из крышек, а затем одевается вторая
крышка.Собранная фреза выдерживается в течение двух часов при
температуре 150—170 °С, в результате чего происходит отверждение
клея. В дальнейшем обработка фрезы производится по обычной
технологии.
458Конструкции зуборезного инструментаРис. 9.24. Составная червячная фреза клееной конструкцииИз сборных конструкций фрез широкое распространение получили
фрезы с поворотными зубчатыми рейками с модулем 1 —12 мм на
основе Архимедова червяка с прямыми осевыми стружечными канав¬
ками классов точности А и В. Особенность этих фрез состоит
в том, что шлифование профиля зубчатых реек производится не на
затыловочных, а на резьбошлифовальных станках без затылующего
движения. Это становится возможным при определенной установке
реек в специальных технологических или рабочих корпусах, когда
поверхности вершин зубьев находятся на цилиндрической поверхности
основного червяка, а боковые—на винтовой. Обработка по такой
схеме позволяет изготовить профиль зуба с высокой производитель¬
ностью и точностью. После этого рейки переносятся в требуемое
рабочее положение и закрепляются в корпусе.Фрезы таких конструкций по сравнению с обычными затылован¬
ными фрезами имеют в 2—2,5 раза больше переточек, увеличенные
задние углы и повышенную производительность. К недостаткам их
относятся высокие требования к точности изготовления посадочных
мест в корпусах и самих реек, при этом требуются их взаимное
центрирование и надежность крепления.Червячная фреза конструкции фирмы «Клингельберг» (ФРГ) —
КазАЗ (рис. 9.25, а) состоит из корпуса 1 с прямоугольными пазами,
в которых по глухой посадке устанавливаются взаимно выставленные
в осевом направлении зубчатые рейки 2. После этого они окончательно
фиксируются крышками 3. Сборная фреза конструкции ВНИИинст-
румент (рис. 9.25,6) отличается от предыдущей конструкции тем,
что в корпусе 1 имеются пазы в форме трапеции. Крепление
зубчатых реек 2 производится с помощью радиальных клиньев 3,
обеспечивающих надежное центрирование их по основанию и боковым
сторонам пазов, а также быструю сборку и разборку фрезы.
Окончательное закрепление реек с торцов осуществляется крышками.Особенностью червячной фрезы фирмы «Сампутенсили» (Ита¬
лия)— ВАЗ (рис. 9.25, в) является наличие в корпусе 1 пазов трапеци¬
евидной формы, по сторонам которых базируются зубчатые рейки2. Крепление реек производится с торцов крышками с помощью
Зуборезные червячные фрезы459О)Рис. 9.25. Конструкции сборных червячных фрез с поворотными рейкамивинтов. Недостатком конструкции является малая жесткость зубчатых
реек.Перспективным является применение получистовых и чистовых
твердосплавных червячных фрез, которые в зависимости от модуля
выполняются цельными, составными или сборными. Задние поверх¬
ности изготовляются с острозаточенным или затылованным зубом.Цельные твердосплавные червячные фрезы изготовляются
с т0 = 0,1—2,5 мм, £/а0 = 25-^70 мм и не имеют особых конструктивных
особенностей.Составные и сборные червячные фрезы (гао=1,5н-10 мм) позволяют
значительно экономить дорогостоящий твердый сплав и снижать
стоимость.При обработке закаленных (HRC3 48—62) зубчатых колес
с т0> 4 мм можно применять составные твердосплавные червячные
фрезы с отрицательным передним углом 10—30°. Фреза состоит из
корпуса 1, к зубьям которого прикрепляются режущие твердосплавные
пластины 2 с помощью пайки или клея (рис. 9.26). Профиль зубьев
выполняется затылованным. Особенность этой конструкции заключа¬
ется в расчете углов профиля и высоты зуба фрезы по передней
поверхности по специальной методике.Существуют разнообразные конструкции сборных червячных фрез
с поворотными твердосплавными неперетачиваемыми пластинами.
В этих конструкциях можно поворачивать пластины, а также перестав¬
лять зубья из зоны интенсивного изнашивания в зону их меньшего
изнашивания, что повышает их срок службы и эффективность
применения всей фрезы в целом.Эксплуатация червячных фрез. Эффективность применения червяч¬
ных фрез во многом зависит от правильной эксплуатации, применя¬
емых режимов и условий обработки. Практика показывает, что
критерием затупления является износ зубьев фрезы (h3) по задней
поверхности, которому соответствует оптимальный период стойкости
Т. Рекомендуемое значение /z3 у фрез, предназначенных для черновой
и получистовой обработки, 0,9—1,0 мм, а для чистовой 0,3—0,4 мм.
460Конструкции зуборезного инструмента7ао<0LРис. 9.26. Червячная фреза с твердосплавными пластинками для обработки закаленных
зубчатых колесКоличество переточек червячных фрез п с затылованным зубом
рассчитывается по формуле n^ndaOe/(\S0h), где h — величина съема по
передней поверхности зуба при переточках с учетом износа зубьев по
задней, поверхности (h = h3 + 0,2 ч-0,4 мм). Общий срок службы фрезы
Т0 = Т(т+1). Выбор режимов обработки проводится с учетом парамет¬
ров и назначения фрезы, обрабатываемого материала и шероховатости
Rz обрабатываемых поверхностей. При зубофрезеровании на поверхности
зубьев шестерни образуются огранка (отклонение профиля от эвольвен¬
ты) 5у и волнистость (обработочные гребешки) на боковой стороне зуба
8Х, значения которых не должны превышать требуемых значений Rz.Огранка на делительном диаметре по профилю зубьев при
w0=l мм определяется по формуле by^K2zl0sin(x/(4zQZl), а вол¬
нистость по формуле 5x«5,osinano/(4^flocos2 уш0).Максимально допустимую осевую подачу при зубофрезеровании
можно определить по формулеПри проектировании чистовых фрез необходимо обязательно
рассчитывать значения 5У в зависимости от z0, z10, zu а при выборе
осевой подачи фрезерования учитывать параметры фрезы.9.5. ШЕВЕРЫШеверы применяются для чистовой обработки цилиндрических
колес w = 0,2 ч-8,0 мм с прямыми и винтовыми зубьями наружного
и внутреннего зацепления. Шевингование повышает точность колес,
как правило, примерно на одну степень, при этом исправляются
Шеверы461профиль зубьев, шаг, направление зубьев, биение зубчатого венца,
а шероховатость поверхности зубьев снижается с = 3,0 ч-2,5 мкм
до Ra = 0,63 ч-0,32 мкм. Хуже исправляется накопленная погрешность
шага. Шеверы бывают дисковые и реечные для обработки цилинд¬
рических колес и червячные для обработки червячных колес. Наи¬
большее применение имеют дисковые шеверы.Станочная пара шевер — колесо, элементы которой вращаются
вокруг скрещивающихся под углом Е осей, воспроизводит зацепление
либо винтовой передачи с точечным контактом (для обычного
шевера), либо пространственной передачи с линейчатым контактом
(для облегающего шевера). Из-за скрещивания осей шевера и колеса
возникает при зацеплении относительное скольжение профилей их
зубьев — главное движение резания, при котором режущие кромки
шевера снимают с заготовки тонкие волосообразные стружки.При шевинговании осуществляются также продольное перемещение
(подача Snp) колеса в направлении его оси и периодическая радиальная
подача (5рад)—сближение осей шевера и колеса в конце продольного
прохода. Для облегчающих шеверов 5пр отсутствует и обработка
производится по методу короткого хода. Режимы резания шеверами
из быстрорежущей стали: окружная скорость на начальном цилиндре
v0= 100 140 м/мин; продольная подача на оборот заготовки
^пР = 0,150,25 мм при Z! = 17^-20 и 5пр = 0,45—0,60 мм при
Zi = 50ч-100; подача на двойной ход 5рад = 0,02-^0,04 мм. Припуск на
обработку по толщине зубьев колес средних модулей AS=0,03 5 wvДисковые шеверы представляют собой цилиндрическое зубчатое
колесо с высотной коррекцией зубьев, величина которой изменяется
при эксплуатации шевера в связи с его переточками.Шеверы общего назначения—для эвольвентных некорригированных
колес (ГОСТ 8570—80Е),— применяемые обычно в единичном и мел¬
косерийном производстве, выпускаются с номинальными делитель¬
ными диаметрами: 85 мм для т= 1ч-1,5 мм с углом наклона зубьев
Ро=10°; 180 мм для т=1,25ч-6мм; 240 мм для га = 2-^8 мм с углом
Р0 = 5 и 15°. Для колес с т = 0,2 ч- 0,9 мм дисковые шеверы (ГОСТ
10222—81Е) делаются с номинальным делительным диаметром 85 мм
и углом Р0 =10.В массовом производстве используют шеверы, специально спро¬
ектированные для обработки колес определенных заданных размеров.Проектный расчет дискового шевера (рис. 9.27). Исходными дан¬
ными для расчета являются параметры пары сопряженных колес
и размеры зубьев в нормальном сечении к их направлению: тп, рп,Pi’ Afll, h,, zx, z2.Расчет шевера заключается в определении его размеров и проверке
правильности зацепления обработанных им колес.Угол наклона линии зубьев шевера ро = р1— Е, где Е— угол
скрещивания осей колеса и шевера рекомендуется назначать в пределах
5—20°. При обработке блочных колес из-за ограничения продольного
хода шевера принимается меньшее значение Е = 5-М0°. С увеличением
угла Е улучшаются условия резания, увеличивается скорость резания
(скольжение), уменьшается нормальная составляющая силы резания,
462Конструкции зуборезного инструментаРис. 9.27. Шевер дисковыйно также уменьшается пятно касания зубьев шевера и колеса,
ухудшается исправляемость колес по направлению зубьев и увеличива¬
ется машинное время обработки. Направление зубьев шевера обычно
принимается противоположным направлению зубьев колеса.Число зубьев шевера предварительно рассчитывается по формуле_ (da о шах - Ътп) cos (30где da о max—максимальный наружный диаметр шевера, допустимый
для данной модели зубошевинговального станка (см. табл. 9.8)
или по ГОСТ 8570-80Е. Окончательно принятое число зубьев (в
целях повышения точности обработки зубчатых колес) не долж¬
но быть кратным или иметь общих множителей с zb а должно
Шеверы4639.8. Техническая характеристика зубошевинговальных станковМодели станковПараметр5712,5701571Б5А714,5М7145702,5702А,5702Б5703Максимальный модуль т, мм
Диаметр обрабатываемого ко¬
леса daU мм1,5666810—12540—23235—32035—32090—500Межосевое расстояние пары
шевер—колесо di0, мм36—105104—200102—30536—2400—398Максимальный диаметр шевера
dao, мм120190290300300Наибольшая длина обрабаты¬
ваемого зуба, мм40——100150Диаметр посадочного отвер¬
стия шевера, мм31,74363,563,563,563,5быть по возможности простым числом: 29, 31, 37, 41, 47, 53, 61,
67, 71, 73, 83. Для мелкомодульных шеверов возможно число z0,
образованное двумя или тремя множителями. Наиболее употребитель¬
ные числа зубьев z0 приведены в ГОСТ 8570-80Е и ГОСТ 10222-81Е.Торцовый модуль шевера mt = mn/cosp0; диаметр делительного
цилиндра d0 = mtz0; торцовый профильный угол tg a,0 = tga/cos р0;
диаметр основного цилиндра db0 = d0cosat0.Размеры и форма зубьев шевера. Толщина зубьев S0 в нормальном
сечении на делительном цилиндре для шеверов типа 1 со сквозными
стружечными канавками (см. рис. 9.29, д) при т = 0,3 ч-1,75 мм равна
птп — Snlt2', для шеверов типа 2 с прорезанными несквозными
стружечными канавками при т > 1,75 мм S0НОв= ктп ~~ $п i,2 ± гДе
Sn 1,2—нормальная толщина зуба на делительном цилиндре колеса
Zx (парного колеса z2), А — припуск на переточку на обе стороны
зуба, знак « + »—для нового шевера, знак « —»—для изношенного
шевера.Припуск А на переточку шевера влияет на размеры его зубьев
(So, ha0), срок службы шевера, ширину впадины между зубьями по
окружности впадин. При выборе его следует руководствоваться тем,
чтобы толщина зубьев Sa0 нового шевера на окружности выступов
была достаточной для обеспечения их прочности, а минимальный
диаметр рабочей окружности впадин переточенного шевера был
больше диаметра его основной окружности не менее чем на 2 мм
(см. ниже). На этапе предварительного расчета расположение припуска
на переточку шевера (рис. 9.28) принимается симметричным относи¬
тельно номинального профиля зуба (хо = 0), а величина его в нор¬
мальном сечении в зависимости от модуля назначается:т, мм
А, мм2—2,75 3 3,25—6 6,5—80,25 0,30 0,40 0,45
464Конструкции зуборезного инструментаВысота ножки зубьев изношенного шевера hfo = haia-\-0,25mn (длятипа 1) и hf0 = hal'2+- ctg а+ 5 (для типа 2), где halt2— высота головкизуба колеса zx (парного колеса z2), 5 — запас на величину возможного
увода сверла при сверлении отверстий dCB в основании впадин зубьев
шевера (рис. 9.28, б), принимаемый в зависимости от модуля:т, мм
5, мм2—2,50,352,5—2,750,503—3,50,753,75—8,01,0Диаметр окружности впадин зубьев
df0 in = d0 — 2hf0. Для качественной об¬
работки боковой поверхности зубьев
колеса должно выполняться условие
dfomin^dbo + 2. В противном случае вы¬
полняется дополнительное высотное
корригирование зубьев шевера на вели¬
чину y = (db0 — df omin), после чего про¬
водится перерасчет" размеров шевера:^0 НОВ. скор Sq нов+ 2у tg а;^/0ckop = ^/0+J;; df о скор = df0 + 2y.Высота головки зубьев нового ше¬
вера ha0 = l,lha2fl (для типа 1)и ha0=\,lha2fl+- ctg а или ha0 скор == U*e2,i+“Ctga+.y (для типа 2), гдеha 2t 1 — высота головки колеса, зацеп¬
ляющегося с обрабатываемым.
Диаметры вершин зубьевda о do Н- 2ha о, da о скор do “Н 2ha о скор*Торцовая толщина зуба нового
шевера по делительному цилиндру
St0 = (S0 нов + 2у tg a) cos ро, где при от¬
сутствии дополнительного корригиро¬
вания зубьев шевера ^ = 0.Толщина зуба на окружности выс¬
тупов нового шевераSta o = da0 тах ^+inv a, 0 - inv ata 0где ata о = arccos db0ldaО max*Рис. 9.28. Размеры зубьев шевера:а—в нормальном сечении; 6—с учетом припуска на
переточку; в—с учетом несимметричного расположения
припуска на переточку
Шеверы465Рис. 9.29. Форма канавок на зубьях шевераДля обеспечения прочности зуба должно выполняться следующее
условие (рис. 9.29, е):р' = Sta0 — 2l/ cos ata о ^ 0,1 мм,где /—глубина стружечных канавок шевера. При несоблюдении этого
условия следует изменить расположение припуска относительно но¬
минального профиля зуба, размер припуска А или уменьшить глубину
канавки /.Стружечные канавки, образующие режущие кромки на боковых
поверхностях зубьев шеверов при т = 2 ч-8 мм (рис. 9.29, а), вы¬
полняются следующих форм: с боковыми сторонами, параллельными
торцу шевера (рис. 9.29, б); со сторонами, нормальными к направлению
зуба (рис. 9.29, в); трапецеидальной формы, одна сторона которых
параллельна торцу шевера, а другая—нормальна к направлению
зуба (рис. 9.29, г). При первой форме канавок передний угол на
одной стороне положителен, на другой стороне отрицателен. При
второй форме передние углы шевера на обеих сторонах канавок
466Конструкции зуборезного инструмента9.9. Размеры канавок шеверов при т<2 мм, ммтt/ъЧисло канавокОт 0,2 до 0,281,41,00,76Св. 0,28 до 0,51,71,5Св. 0,5 до 0,72,00,650,82,12,50,7/0,93,00,661,01,255; 1,252,74,50,851,375; 1,55,01,753,05,60,96имеют нулевое значение. Рекомендуемые размеры канавок: шаг
канавок (см. рис. 9.29,б) tK= 1,8 мм или (см. рис. 9.29,б)
tK = 2,2 -н 2,4 мм, глубина канавок /=0,6 -г-1,0 мм, ширина SK = 0,5tK.У шеверов при т< 2 мм канавки делаются сквозными, перере¬
зающими зубья, прямоугольной им трапецеидальной формы с углом
5 = 8° (рис. 9.29, д). Размеры их приведены в табл. 9.9.Для шеверов типа 2 (с несквозными канавками) выполняют
проверку достаточности ширины впадины по окружности впадин для
прохождения гребенки при строгании канавок по условиюetf0 = df0(n/z0 — St0ib/d0 — inv а, 0 + inv а,/0) > мм,где а,/0 = arccosdb0ldf0, а St0^—торцовая толщина зуба шевера после
фрезерования по делительному цилиндру, *$'г0ф = *5,,0 + А5,/со8 р0. При¬
пуск AS принимают в зависимости от т:т, мм 2—2,5 2,5—3,75 4,0—8,0AS, мм 0,35 0,45 0,50Диаметр отверстий в основании впадин зубьев шевера для выхода
гребенкиdCB^etfo + 2/+0,5и принимается с округлением до ближайшего целого числа.Диаметр окружности расположения центров отверстий для выхода
гребенкиДц df о min yjd св е tf о •Условия свободного выхода гребенки окончательно проверяются
прочерчиванием. При неудовлетворительном результате корректируют
и вновь определяют Dn.
Шеверы 467Угол наклона оси отверстия Р' равен углу наклона винтовой
ринии зуба шевера на цилиндре диаметром Dn\tgp' = Z)4tg Ро ld0,обычно Р' = Р0 —1°.Ширина В рабочей части зубьев шевера и диаметр d0TB посадочного
отверстия принимаются следующих размеров, мм:d0 85 180 250В 15 20 25dOTB 31,75 63,5 63,5Полная ширина шевера с учетом ступицы В1=В+\.На торцах шевера делают круговую канавку глубиной 1—2 мм
для разделения плоскости точно обработанного торца ступицы от
торца обода.Расчет эксплуатационных параметров станочной пары шевер—колесозаключается в проверке возможности правильного зацепления колес,
обработанных шевером. Для этого необходимо, чтобы активная часть
профилей их зубьев в паре zx—z2 была меньше активной части
профилей зубьев колес в станочной паре, т. е. при зацеплении их
с обрабатывающим шевером. Если картину пространственного зацеп¬
ления станочной пары спроектировать на торцовую плоскость колес,
то условие примет вид:Рр 12 ^ Рр10 +А#»где Рр 12—радиус кривизны эвольвентной поверхности зуба колеса
(zi) в его торцовой плоскости в нижней точке активного профиля
при зацеплении с парным колесом (z2); ррю—то же, при зацеплении
с обрабатываемым шевером (z0); Ag—необходимое перекрытие об¬
работкой активной части профиля, принимаемое равным:
Ag = (0,15 -г- 0,20) mt/ sin af х.Значение рр 12 = ^12 sin иц2 — у/г12 — гъ2, где а12—межосевое рассто¬
яние передачи; atl2 — угол зацепления в передаче, определяемые по
формулам (9.23), (9.24) и (9.26).Значение рр х 0 = (g 10 - Р„ о / sin уь 0) sin уЬ1.Здесь g10—длина линии зацепления станочной пары,\/^w0 ^*Ь0 . Г w 1 Г ь\gio=—. +-^4 ;Sin Уьо SinyblPa о—радиус кривизны профиля зуба шевера в его торцовом сечении
на окружности выступов,РсО = у/Га0-Гь0',Уьо и Уы — углы подъема винтовых линий зубьев шевера и колеса
на основных цилиндрах радиусов гьо и гЬ1,cos уь о = cos ос sin р0;cos уы = cos a sin р^
468Конструкции зуборезного инструментаВ формуле при определении длины линии зацепления станочной
пары rw0 — радиус начального цилиндра шевера: rw0 = r0—для шевера
Атипа 1, rw0 = r0 + - ctg а+.у—для нового шевера типа 2 и rw0 =
А= r0— -ctgа—у—для изношенного шевера типа 2; rwl—радиус на¬
чального цилиндра колеса: rwl = r^ tg Pwi/tg Pi при Pit^O
и rwl = dbl /cos ainw при Pi=0. Входящие в эти формулы значения
углов согласно формулам (9.13) и (9.14) находятся как:tg Pwo = — tg Ро;гоcos Уьоcos anw =sin pwl =sin pw0’
cosyblПри несоблюдении условия ppi2^Ppio + Ag необходимо пересчитать
радиус вершин зубьев шевера:ГаО = \/ PaOmax“t-^bO»где Ра о max—наибольший радиус кривизны профиля зуба в торцовом
сечении с учетом перекрытия обработкой активной части профиля
зуба колеса:/ рр12-дЛ .PflOmax glO I Sin yb0-\ sinybl JНеобходимо пересчитать также высоту и толщину головки зуба.
Для качественной обработки шевером коэффициент перекрытия
должен быть не менее 1,1:7iwsinybl cos аТребование по точности конструктивных элементов шеверов уста¬
навливаются в зависимости от требуемой точности обработанных
колес: для колес 5-й степени точности—шеверы класса точности
АА, для колес 6-й степени—шеверы класса А, для колес 7-й степени —
шеверы класса В. Допускаемые отклонения параметров шеверов
классов точности АА, А и В (по ГОСТ 10222—81Е и ГОСТ 8570—80Е)
приведены в табл. 9.10.Шероховатость рабочих поверхностей шеверов не должна превы¬
шать: боковых поверхностей зубьев — Rz= 1,6 мкм, опорных торцовых
поверхностей—Ra = 0,40 мкм, посадочного отверстия — Ra = 0,20 мкм
для классов точности АА и А и Ra = 0,32 мкм для класса точности В.Шеверы изготовляются из быстрорежущих сталей марок Р6М5,
Р6М5К5, Р18. Твердость режущей части должна быть HRC3 63—66.
Шеверы4699.10. Предельные отклонения параметров шеверов, мкмПараметр и обозначение его отклоненияСтепеньточности шеверов классаАААвДиаметр посадочного отверстия, fd555—8Профиль зубьев, ff03—44—65—8Высота головки зуба, fha0+ (12—20)+ (10—25)+ (15—25)Диаметр окружности выступов, fda0+ 200+ 400+ 400Разность окружных шагов, fvpt0334—5Накопленная погрешность окружного
шага, Fp0Радиальное биение зубчатого венца,ZT8—1012166—81018г OrНаправление зуба, /р0±(6—8)+ 9+ 11Параллельность торцовых поверхно¬
стей, /д-5810Отклонение от перпендикулярности тор¬
цовых поверхностей отверстия, fxy578При обработке зубчатых колес с т — 2 ч-6 мм из улучшенных
и термически обработанных сталей до твердости HRC3 35—48 и выше
шеверы выполняют с твердосплавными зубьями, закрепляемыми
пайкой (рис. 9.30, а), с помощью специального клея, механически
клиньями или винтами (рис. 9.30, б). Для обработки закаленных до
высокой твердости колес применяют шеверы с режущим слоем из
абразивных, алмазных и композиционных материалов (рис. 9.30, в).
Они выполняются составных конструкций. Зубчатый венец делают
из этих материалов или же на металлические зубья корпуса наносят
слой из указанных материалов.Контрольный расчет дисковых шеверов необходим для оценки
возможности применения имеющегося в наличии или стандартного
шевера для обработки заданной пары колес zi и z2.Сначала устанавливается наличие равенства нормальных профиль¬
ных углов и модулей шевера и колеса. Разность углов наклона их
зубьев, определяющая угол скрещивания осей X = 3i —Ро, допускается
в пределах 5—20°, хотя оптимальное значение £= 10ч-15°.Ниже приведен порядок расчета.1. Вспомогательные величиныК=( S° +туа,0)+( Sl R +inva,1--N)\docos Pо / \dl cos p! zly/zoinVCCnZ!M = - ,inv a, 0z0где S0, Sb a(0, а,ь p0 и px—нормальные толщины зубьев, торцовые
профильные углы и углы наклона зубьев на делительных цилиндрах
шевера и колеса.
470Конструкции зуборезного инструмента|\\ /|л z/iв)Рис. 9.30. Шеверы дисковые:а, б—твердосплавные; в—алмазные2. Станочный угол зацепления шевера (на начальном цилиндре)Кinvoc,wlo =1+М3. Радиус начального цилиндра шевераf\v О О / COS 0CfW jo?где гьо—радиус основного цилиндра шевера.4. Угол наклона зуба на начальном цилиндре шевераtg PwO =''H.otgPoГ о5. Углы подъема винтовых линий на основных цилиндрах шевера
и колесаcos уьо = cos a sin |30;
cos у ы = cos а sin Pi.6. Станочный угол зацепления (на начальных цилиндрах) в нор¬
мальном сеченииcos ос„ =-cos Уьоsin pw0’
Шеверы4717. Угол наклона зуба колеса на начальном цилиндре_ COS уь 1Sin Pw 1 — •cos anw8. Радиус начального цилиндра колеса'•'*i=r‘tgffwl при Pi#0
tg PiИf"b 1 о /Лrw 1= при Pi =0.cosanw9. Проверка размера радиального зазора в станочной паре по
условиюAr = rwl + rwO-raO-rfl^0,\m.При невыполнении этого условия шевер следует прошлифовать по
наружному цилиндру.10. Проверка величины А/ перекрытия обработкой активной части
профиля зуба:Л 7 ( \/ГаО~Гьо\ . ^ ЛЛ/=рР12-[gio-—. I sin Уы > 0,\ sin у ь о )где рР12 и gio определялись при расчете эксплуатационных параметров
станочной пары шевер—колесо. При несоблюдении этого условия
необходимо уменьшить толщину зуба шевера на величинуAS=(A/sin a*! + 5m) tg a,где 5 = (0,9 0,12) w; АI—абсолютная величина полученного отрица¬
тельного перекрытия.Особенности конструкций дисковых шеверов для других методов
шевингования. В зависимости от направления подачи различают методы
шевингования: обычно применяемое параллельное (продольное)
(рис. 9.31, а), когда угол между направлением подачи и осью заготовки
8 = 0; диагональное при 0<е<(л/2 — £) (рис. 9.31, б, в), с минимальной
подачей при е = л/2 — £ (рис. 9.31, г) и касательное при е = я/2
(рис. 9.31, д). Наименьшая длина хода стола (без врезания и перебега)
и ширина В0 зубчатого венца шевера определяются зависимостямиSi sin ^ _ В! sin6I— /V» “V #0- /V- . vT/XiJOjsin(L + e) cos(2^ + e)где Вi—ширина зубчатого венца колеса, А5=ч/^0_4х
xcosarwlosin^(a,wio—угол зацепления шевера с колесом в торцовом
сечении).Из последней формулы следует, что при параллельном методе
ширина шевера не зависит от ширины венца колеса. Для касательного
шевингования шевер должен иметь режущие кромки (канавки) на
боковых сторонах зубьев, расположенные по винтовой линии.
472Конструкции зуборезного инструментаЕсли ширина В шевера и ширина В± зубчатого венца колеса
заданы, то максимально возможный угол 8 направления подачи
находят по формулеtcc (д-дд)5'п1
ё Bl-(B-bB)cosYJ’Ввиду сложности изготовления шеверов с большой шириной
диагональное и касательное шевингование целесообразно использовать
для сравнительно узких зубчатых колес.Повышение производйтельности шевингования может быть до¬
стигнуто также за счет реализации движения проходов в конструкции
шеверов. К таким конструкциям относятся однопроходные шеверы,
работающие без радиального сближения осей шевера и колеса. Зубья
их на длине, примерно равной 2/3 ширины шевера, постепенно
уменьшаются по толщине в направлении к торцу шевера (рис. 9.32).
Они образуют заборную часть шевера Врсж. Оставшаяся часть зубьев
является калибрующей Вкал. Обработка осуществляется за один
двойной ход. При первом—прямом—ходе происходит удаление
припуска заборной частью шевера, при прямом и обратном ходе
калибрующая часть окончательно профилирует зубья колеса.Облегающие шеверы. При рассмотренных выше методах шевин¬
гования станочная пара характеризуется точечным контактом исходной
Шеверы41Ъинструментальной и обработанной
эвольрентной поверхностей зубьев
колеса, при этом имеются две пода¬
чи: одна из них — перемещение точки
контакта вдоль активной действу¬
ющей линии, вторая—перемещение
шевера по оси колеса для распрост¬
ранения этой активной линии на
всю поверхность зуба колеса и фор¬
мирования последней. Если синте¬
зировать указанную станочную пару
с линейчатым контактом ее элемен¬
тов, то остается только одно движе¬
ние подачи, а другое оказывается
«зашитым» в конструкции инструмента; в результате получаются
очень высокопроизводительные конструкции шеверов, получивших
название облегающих шеверов, или работающих по методу короткого
хода (SICMAT) в направлении сближения осей шевера и колеса.
Зубья таких шеверов имеют вогнутую форму в продольном направ¬
лении (рис. 9.33). Машинное время обработки ими значительно
меньше, чем для обычных шеверов. Эти шеверы при соответствующем
увеличении стрелы прогиба зубьев можно применять для получения
бочкообразной формы зубьев колес. Облегающие шеверы целесооб¬
разно выполнять со стружечными канавками, расположенными по
винтовой линии.Создание стружечных канавок на зубьях шеверов, расположенных
по винтовой линии, является перспективным направлением развития
и всех других конструкций дисковых шеверов. Такое расположениеУгол заборной частиРис. 9.32. Продольная форма зуба одно¬
проходного шевераСечение плоскостью РРис. 9.33. Продольная форма зуба облегаю- Рис. 9.34. Зубья червячного шевера
щего шевера
474Конструкции зуборезного инструментарежущих кромок способствует значительному увеличению суммарного
количества профилирующих резов, более равномерному съему припус¬
ка, повышению качества и производительности обработки.Дисковые шеверы используются также для обработки колес
с внутренними зубьями. Такие шеверы выполняются с зубьями
бочкообразной формы.Реечные шеверы. Их изготовляют сборными—из отдельных зубьев
рейки, насаженных на штангу и закрепленных с торцов планками.
Для колес с Pi=0 шевер делается прямозубым, а для колес с Рх до
30°—прямозубым. Угол скрещивания при обработке колес £ = 20 + 25°.Профильный угол шевера при переточках не меняется. Размеры
его зубьев независимо от степени сточенности должны быть посто¬
янными. Расчет шевера ведется в следующей последовательности:
1) угол наклона зубьев рейки Po = Pi— У; 2) модуль косозубой шевер-
рейки в продольном сечении m,0 = ^i/cos р0; 3) длина шевера-рейки
Lpa6 = icwf0zi/I, где л ^2 + 3, —число зубьев обрабатываемого колеса;
4) ширина шевера-рейки i?0 = (3 + 4)i?1, где Вг—ширина обрабатыва¬
емого колеса.Червячные шеверы. Они применяются для чистовой обработки
червячных колес и представляют собой червяки (насадного или
хвостового типа), на витках которых выполнены канавки для
образования режущих кромок (рис. 9.34).Параметры инструментального червяка шевера полностью иден¬
тичны параметрам червяка, зацепляемого с обрабатываемым колесом.
Для обеспечения этого шлифование витков шевера и червяка следует
производить с одной установки (на одном станке) одинаково заправ¬
ленным кругом.Форма и размеры канавок у шеверов с т = 3 + 5 мм показаны
на рис. 9.34. Ленточка /, в пределах которой задний угол а = 0,
делается шириной не более 0,3 мм. Высота головки зуба шевера
h'o делается на 0,1 больше высоты головки зуба червяка, но не
более высоты головки зуба предварительной червячной фрезы.
Толщина зуба S0 шевера, работающего с радиальной подачей, равна
ширине впадины зубьев колеса, а у шевера, работающего с танген¬
циальной подачей, несколько меньше ее. Канавки на боковых сторонах
витков наносятся в радиальном направлении или под углом к радиусу
А, = 7+10°. У основания витков делается винтовая канавка (е, д) для
выхода долбежного резца.9.6. ЗУБОСТРОГАЛЬНЫЕ РЕЗЦЫ ДЛЯ НАРЕЗАНИЯ
КОНИЧЕСКИХ КОЛЕСТакие резцы применяют для чернового и чистового нарезания
прямозубых конических колес с т = 0,3 + 20 мм, осуществляемого на
специальных зубострогальных станках. Обработка производится ме¬
тодом прерывистого обката, в процессе которого воспроизводится
беззазорное зацепление плосковершинного производящего колеса (кру¬
говой рейки) 1 и заготовки 2 (рис. 9.35), периодически прерываемое
Зубострогальные резцы для нарезания конических колес475для осуществления деления заготов¬
ки на зуб. Боковые поверхности
зубьев получаются как огибающие
семейства поверхностей резания, вос¬
производимых режущими кромками
двух резцов 3, совершающих попе¬
ременно возвратно-поступательные
движения. Траектория их проходит
через вершину конуса заготовки
и пересекает ось 4 производящего
колеса.Обкаточное движение начального
конуса заготовки по начальному ко¬
нусу 5 производящего колеса осу¬
ществляется за счет вращения сол люльки вокруг оси производящего
колеса и вращения сох заготовки. Эти два вида вращения функци¬
онально связаны между собой. Зуб заготовки обрабатывается с двух
сторон одновременно двумя резцами, воспроизводящими впадину
между зубьями производящего колеса.Стандартные чистовые резцы (ГОСТ 5392—80Е) изготовляют че¬
тырех типов (рис. 9.36 и табл. 9.11):тип 1 (исполнение 1), mo = 0,3-f-2,5—к станкам 523, 5П23Б,
5П23БП (СССР), «Глисон 3», № 103 (США), 12Н (фирмы Г. Гарбек,
Германия);тип 1 (исполнение 2), гао = 0,3-^2,5—к станку 5Т23В (США);
тип 2, то = 0,5-^5,5—к станкам 15КН, 15KHS, 26Н (фирмы
Г. Гарбек, Германия);тип 3, га0= 1,0-^-10,0—к станкам 5А26, 526, 5А250, 5А250П,
5С276П (СССР), «Глисон 12», «Глисон 14», № 14 и № 710 (США),
25КН, 25KHS, 50КН, 50KHS, 60Н (фирмы Г. Гарбек, Германия);тип 4, т0 = 3-П2 — к станкам 5282, 5С286П (СССР), «Глисон
24 А» (США), 90Н, 75КН, 75KHS (фирмы Г. Гарбек, Германия).Резцы типа 1 (исполнение 2) предназначены для работы на
станках в одной впадине зуба. Все другие резцы — типов 1 (исполнение
1), 2, 3 и 4—применяют для нарезания соседних впадин зубьев.Резцы выполняются в виде призматического тела без затылования
по задней поверхности. Задние углы на вершине и боковой режущей
кромке получаются при установке резца в резцедержателе станка
под углом 12° к направлению его движения. Опорную плоскость
державки выполняют под углом 5 = 70°—для резцов типа 1 (испол¬
нение 2); 5 = 73°—для резцов типов 1 (исполнение 1), 2 и 3;
5 = 75°—для резцов типа 4.Расчет резцов. Исходными данными являются модуль колеса та,
относящийся к большему основанию делительного конуса, угол
зацепления а, ширина впадины между зубьями колеса на малом
торце efmin и на большом торце efmsiX, модель зубострогального
станка.Ширина площадки при вершине зуба резца Sa0 должна быть
такой, чтобы резец проходил во впадине между зубьями колеса наРис. 9.35. Схема нарезания прямозубого
конического колеса
476Конструкции зуборезного инструментаА-Аф) ф ф фРис. 9.36. Размеры зубострогальных резцовего малом торце, и быть больше половины ширины впадины на
большем торце, т. е.£f min -'> Sa0 > (max /2).Этому условию удовлетворяет условие 5eO«0,4we при а = 20°
и 5аО~0,5та при ос =15°. При выполнении этого условия и равенстве
углов профиля одним комплектом резцов можно нарезать колеса
с широким диапазоном модулей, что особенно эффективно в единич¬
ном и мелкосерийном производстве.Радиус скругления вершины резца на рабочей стороне профиля
Ро = тас (1— sin а), где с —коэффициент радиального зазора в паре;
на нерабочей стороне профиля po~0,3ma.Высота режущей кромки резца h0 равна Ъта при малых модулях
и 2,5та при больших модулях.Высота опорной плоскости резца Н^^Н—h0, где И—высота
резца, зависящая от модели станка и выбираемая по табл. 9.11.Толщина резца В зависит от толщины зуба нарезаемого колеса
по начальному конусу и вычисляется по формулеВ=——(H-h0) tg а,
cos агде К—базовый размер резца, определяющий положение режущей
кромки относительно опорного клина. Он постоянен для каждой
модели станка и принимается согласно его характеристике (см.
табл. 9.11).Угол профиля резца а0 = а. Установка резца под углом ав=12°
вызывает некоторое искажение угла профиля, однако это не приводит
к нарушению правильности зацепления, так как оба колеса пары
нарезаются резцами с одинаковым искажением угла профиля.Передний угол ун в плоскости, перпендикулярной к режущей
кромке, принимается равным 10—25° в зависимости от обрабатыва¬
емого материала. Для стандартных резцов ун = 20°.Остальные конструктивные размеры резцов следует назначать по
рекомендациям ГОСТ 5392—80Е.В единичном и мелкосерийном производстве чистовые резцы
могут использоваться для черновой обработки способом одинарного
Зубострогальные резцы для нарезания конических колес4779.11. Основные размеры, мм, зубострогальных резцов (ГОСТ 5392—80Е)Модуль, т*ВЛо■SoРоМодуль, т*ВЛоS.oРоРезцы типа 1: К= 18,63, #=27;
L = 400,30;0,3510,3612,181,02,00,120,081,0; 1,12511,0912,463.04.00,400,300,40;0,4510,4412,221,22,20,160,121,25; 1,37511,1812,56з,з4,50,500,38о1/1О0,5510,5112,261.42.50,200,151,50; 1,75011,5312,664,25,50,600,450,60;0,7010,6612,30м3,00,240,182,0; 2,25011,9312,865,36,00,800,60оооО0,9010,8012,382,23,50,320,242,512,1813,066,01,00,75Резцы типа 2: К= 25,85; #= 33; L = 150,50;0,5516,011,40,200,152,50;2,7517,866,01,000,750,60;0,7016,161,80,240,183,00;3,2518,277,61,200,800,80;0,9016,302,20,320,243,50;3,7518,708,81,401,001,00;1,12516,593,00,400,304,00;4,25;19,3610,61,601,201,25;1,37516,683,30,500,384,51,50;1,7517,034,20,600,45оо5,5020,2413,02,001,502,00;2,2517,435,30,800,60Резцы типа 3: К =21,39; #= 43; L=1001,00;1,12514,593,00,40,301,25;1,37514,703,30,50,385,00; 5,5018,2313,02,01,501,50;1,7515,034,20,60,456,00; 6,5019,1415,52,41,802,00;2,2515,595,30,80,607,0019,5116,52,82,102,50;2,7515,876,51,00,758,0020,4219,03,22,403,00;3,2516,277,61,20,809,0021,3321,53,62,703,50;3,7516,708,81,41,0010,022,2424,04,03,04,00;4,25;17,3610,61,61,24,5Резцы типа4: К=39,78; #=60для т[ = 3н-12; #=75 длят= 14-20; i1=\.3,00; 3,2523,277,61,20,88,027,4219,03,22,43,50; 3,7523,708,81,41,09,028,3321,53,62,74,0; 4,25;24,3610,61,61,210,029,2424,04,03,04,511,029,8925,84,43,35,0; 5,525,2313,02,01,512,030,7328,14,83,66,0; 6,526,1415,52,41,814,032,4432,85,64,25,00; 5,5018,2313,02,01,5016,034,1537,56,44,86,00; 6,5019,1415,52,41,8018,035,8642,27,25,47,026,5116,52,82,120,037,6147,08,06,0
478Конструкции зуборезного инструментаПродолжение табл. 9.11* Значения модулей, указанных первыми, за исключением 3,5; 7,0; 9,0;
11,0; 14,0; 18,0 являются предпочтительными.Примечание. В числителе даны размеры для резцов исполнения 1,
в знаменателе—для резцов исполнения 2.деления за несколько проходов с малыми режимами резания.
В массовом и крупносерийном производстве применяют черновые
резцы с трапециевидным и криволинейным профилями.Допускаемые отклонения на изготовление резцов принимаются: по
углу профиля в пределах от ±6' (для т = 0,3 ч-1,125 мм) до ±2' (для
т= 1020 мм); по базовому размеру К= ±0,03 мм для резцов типа 1,
К= +0,05 мм для резцов типа 2 и 3, К= ±0,10 мм для резцов типа 4.Шероховатость поверхностей резцов должна быть: рабочей стороны
профиля и передней поверхности — Ra^ 0,32 мкм, нерабочей стороны
профиля, поверхности при вершине и поверхности под углом
5 — Лд^0,63 мкм, поверхности основания и широкой небазовой поверх¬
ности— Ra^ 1,25 мкм, остальных поверхностей — Rz^20 мкм.9.7. ЧЕРВЯЧНЫЕ ФРЕЗЫ ДЛЯ НАРЕЗАНИЯ
ЧЕРВЯЧНЫХ КОЛЕСЭти фрезы работают с радиальной и тангенциальной подачами
(рис. 9.37, я, б). Тангенциальный метод нарезания менее производите¬
лен, чем радиальный, но обеспечивает повышение чистоты обработан¬
ной поверхности зубьев за счет увеличения числа профилирующих
зубьев фрезы, а также повышение стойкости фрез за счет рас¬
пределения нагрузки на большее число зубьев фрез.При проектировании фрезы и выборе направления подачи надо
учитывать условия формообразования колес и сборки их с червяками.
При радиальной подаче у колес, зацепляющихся с Архимедовыми
и конволютными червяками с большими углами подъема витков,
малыми диаметрами и углами профиля, возможно срезание части
рабочего профиля у вершины головок зубьев на их выходных
сторонах. Это явление отсутствует при соблюдении условияtgootgT v/''°1~r , (9.43)Га 1где а—угол профиля червяка: т—угол подъема винтовой линии
червяка на делительном цилиндре; га1 и г—наружный и делительный
радиусы червяка.Червячная передача в редукторе может собираться с радиальным
и тангенциальным вводом червяка. Радиальная сборка с колесом,
нарезанным при тангенциальной подаче, возможна с Архимедовым
Червячные фрезы для нарезания червячных колес479Рис. 9.37. Червячные фрезы для обработки червячных колес:а—фреза, работающая с радиальной подачей; б—фреза, работающая с тангенциальной подачей;
в—концевая фрезачервяком при соблюдении условия (9.43) и с конволютным червяком
при а ^10°. Для эвольвентных червяков нет ограничений при сборке.Для обеспечения правильного зацепления нарезанного колеса
с червяком фреза должна быть спрофилирована идентично профилю
витков червяка. Выбор и расчет профиля проводятся по методике,
приведенной в разд. 9.4. Исходные данные для расчета фрезы задаются
в осевом сечении червяка; модуль т или питч Р, угол зацепления
ос, осевой шаг рх, осевая толщина зуба Sx, наружный диаметр daU
средний диаметр dm, угол наклона линии зуба на среднем диаметре
ут, число заходов червяка zb число зубьев колеса z2, радиальный
480Конструкции зуборезного инструментазазор передачи с, наибольший радиус окружности выступов червячного
колеса га2тах, направление витков червяка.Расчет фрез ведется в следующей последовательности.1. Средний расчетный диаметр dm0 = dm.2. Осевой шаг зубьев фрезы рхо=рх•3. Наружный диаметр da0 = dal + 2(с + я),
где а = 0,1т — запас на переточку фрезы.Фрезы в зависимости от модуля могут быть насадными (цельными
и сборными) и концевыми, выполняемыми вместе с оправкой. Так
как червяки обычно делаются небольших диаметров, то и червячные
фрезы также получаются небольших размеров, поэтому их часто
выполняют концевыми с коническим хвостовиком (рис. 9.37, в), раз¬
меры которого определяются посадочными местами станка.Для насадных фрез, если толщина их тела оказывается меньше0,3 диаметра отверстия под оправку, шпоночный паз выполняется
не продольным, а торцовым.4. Наружный диаметр переточенной фрезы da0ntv = dal + 2с.5. Осевая толщина зуба новой фрезыSx о нов = я т / 2 + AS -Ь Д„,где Ап = 0,03 -г- 0,06 мм для т = 1 -г-10 мм — величина, учитывающая
утонение зуба фрезы при ее переточках, что обеспечивает образование
бокового зазора в передаче.6. Число заходов фрезы z10 = z1. При проектировании многозаход¬
ных фрез в ряде случаев получаются большие углы подъема витков
(до 30—40°), что затрудняет их изготовление.7. Число зубьев фрез360°Z° arccos (1 — 4,4 т / da0)У фрез, работающих с радиальной подачей, с целью повышения
чистоты обработки z0 выбирают так, чтобы оно не имело общих
множителей с z10, а число зубьев колеса не было кратным числам
z10 и z0, при этом z0 должно быть не меньше: 12—для колес 6-й
степени точности; 10—для колес 7-й степени точности; 8—для колес
8-й степени точности и 6—для колес 9-й степени точности.У фрез, работающих с тангенциальной подачей, при целом
передаточном числе червячной передачи z0 может быть любым с учетом
конструктивного исполнения фрезы. При дробном передаточном числе
z0 должно делиться на z10 или иметь с ним общий множитель.8. Длина рабочей части фрезы L = l+nm, где /—длина рабочей
части червяка. Длина рабочей части фрезы с тангенциальной подачей
£ = (4,5 — 5)/?*, причем входная сторона ее в целях лучшего врезания
и исключения перегрузки зубьев, первыми вступающих в работу,
делается конической на длине /* = (2,5^3)/?* с углом фк = 11 н-13°.9. Общая длина концевой фрезы L0 = lx + L + ln + lull + lul2, где /х—
длина хвостовика; /ц—длина цапфы, /ш1 и /ш2—длины шеек.Остальные конструктивные размеры фрез берутся так же, как
и для червячных фрез для цилиндрических колес (см. разд. 9.4).
Обкатные инструменты481В единичном и ремонтном производстве зубья червячного
колеса могут быть нарезаны резцами-летучками, представляющими
собой однозубую червячную фрезу, работающую с тангенциальной
подачей [7].Для чистовой обработки зубьев червячных колес применяют
червячные шеверы (см. разд. 9.5).9.8. ОБКАТНЫЕ ИНСТРУМЕНТЫ ДЛЯ ОБРАБОТКИ
ЗУБЧАТЫХ ДЕТАЛЕЙ С НЕЭВОЛЬВЕНТНЫМ ПРОФИЛЕМК таким инструментам относятся червячные фрезы, долбяки,
обкаточные резцы, применяемые для обработки самых разнообразных
поверхностей деталей по методу огибания (рис. 9.38) с различными
профилями (образующими): прямолинейными, в виде дуг окружностей
и других кривых с разной кривизной — и с направляющими: прямыми
(цилиндрические поверхности), круговыми (поверхности вращения)
и винтовыми линиями (винтовые поверхности). Обрабатываемые
поверхности могут быть как сравнительно простыми — с элементар¬
ным профилем, так и сложными, у которых общий фасонный
профиль представляет собой комбинацию указанных выше элементар¬
ных профилей.В ряде случаев с учетом условий эксплуатации предъявляются
повышенные требования к точности изготовления не только основных
рабочих профилей деталей, но и переходных кривых, образующихся
при обработке обкатными инструментами. Эти требования выража¬
ются в задании радиуса скругления профиля рс у его основания.
Это означает, что переходные кривые, образующиеся при обработке,
по своим размерам не должны выходить за пределы скругления
указанного радиуса. Наиболее часто для обработки указанных деталей
применяются червячные фрезы.Проектирование обкатных инструментов осуществляется в следу¬
ющем порядке.1. Установление возможности обработки заданной поверхности
зубчатой детали принимаемым инструментом.2. Расчет профиля режущих кромок инструмента.3. Назначение конструктивных размеров, геометрических парамет¬
ров и технических требований к конструкции инструмента.Возможность правильной обработки фасонного профиля методом
огибания, размеры переходных кривых, форма режущей кромки
инструмента, ее геометрия и другие параметры обработки в большой
степени зависят от правильного выбора формы и положения (раз¬
меров) центроид (аксоидов) обработки. Центроидой инструментов
реечного типа является прямая, центроидой долбяка—окружность.
Форма центроиды детали при обработке принимается в зависимости
от ее конструкции. Для зубчатых деталей в качестве центроиды
принимается окружность, называемая начальной.Радиус rwl начальной окружности обработки зубчатых деталей
с часто применяемыми элементарными профилями необходимо на¬1 б Зак. 533
482Конструкции зуборезного инструментаЗаготовкаб)Рис. 9.38. Обработка фасонных деталей обкатными инструментами:а—виды изделий, обрабатываемых обкатными инструментами; б—принципы обкатной обработки по
методу огибаниязначать согласно требованиям правильного формообразования (см.
разд. 9.1) следующим образом.1. Для деталей с прямолинейным профилем (рис. 9.39, а):а) из условия обработки методом огибания прямой профиля до
самой удаленной от центра детали точки, определяемой наибольшим
значением радиуса rfllmax окружности вершины зубьев,
Обкатные инструменты483где \|/а1 — угол профиля на окружности выступов; т—расстояние от
прямой профиля до центра детали (длина перпендикуляра,
опущенного из центра детали на прямолинейный профиль или его
продолжение); sin\(/а1 =m/rfllmax;б) из условия обеспечения минимально необходимых значений
задних боковых углов а6н в нормальном сечении к профилю зуба
фрезыr„l ^«max/COS (pnpmin, (9.44)где (Pnpmin — минимальный угол профиля зуба фрезы в его точке,
сопряженной с точкой профиля детали, наиболее удаленной от ее
центра, и определяемой параметром лтах; птах — расстояние от центра
детали до нормали к профилю, восстановленной в точке, наиболее
удаленной от центра; связь между а5н и (pnpmin выражается зависи¬
мостью tga6H = tgaBsin cpnpmin, где aB—задний угол при вершине зуба
фрезы. Обычно угол ав = 9ч-12°. Для обеспечения процесса резания
необходимо, чтобы a5Hmin^ 1,5 ч-2°.Для средних значений геометрических параметров формула (9.44)
принимает вид rwl ^ 1,01ятах;в) из условия получения переходных кривых в пределах требуемого
скругления радиуса р3^«nr/ + mv/2p3(^-«^)(r/-m)2 ’»/где nj = rj-m2; n2 = nj + 2p,(rf-m);г) из условия получения ширины площадки при вершине
зуба фрезы, достаточной для обеспечения его стойкости, значение
rwl должно удовлетворять выражениюSao = 2rwl [n/zi—S + (sin 5- sin v|/fll)cos 5] ^(0,35 ч-0,4) y/{ra-rf),где5 = arcsin (m/2rwl + y/m2/4rh —rf/rwl + l).Окончательный выбор значений rwl проводится с учетом удов¬
летворения его всем названным условиям. В случае невозможности
этого необходимо либо внести изменения в профиль детали, если
это допустимо по условиям ее эксплуатации, либо использовать
другой метод обработки или иное конструктивное исполнение ин¬
струмента.2. Для деталей с дуговым профилем радиуса г (рис. 9.39,6):а) из условия возможности обработки методом огибания дугового
профиля до его точки, определяемой угловым параметром со,rw^rncosco, (9.45)где гц—радиус окружности расположения центров дуговых профилей;б) из условия (9.45) получения профиля зубьев фрез с минимально
допустимым значением профильного угла (pnpmin
484Конструкции зуборезного инструментаРис. 9.39. Схема к определенно
значения радиуса rwl начальной
окружности обработки деталей
с прямолинейным (а) и с дуговым
(б) профилямигде со—угловой пара¬
метр точки начала дуго¬
вого профиля. При ав =
= 10-4-12° и минимально
допустимом а5 = 2° rwl =
= (1,019-4- l,012)rucos со;в) из условия получе¬
ния переходной кривой,
не выходящей за пределы
окружности радиуса гр
(рис. 9.39,6), значение
rwl должно удовлетво¬
рять выражениюг sin (со -I- ф) -I- гц cos ф — rf ^ъ» и3^ п Omin>профиля; sinco = -2 ггпФ = arccosГ'- 1—cos со -К* Jгде г—радиус дуговогою; Лотт—высота скру¬гленной части головки зуба фрезы при минимально допустимом
значении радиуса скругления рз0.При асимметричных профилях деталей сначала определяется
область возможных значений rwl для обеспечения обработки одной
стороны зуба, а затем — область возможных значений для другой
стороны зуба. Из этих найденных значений rwl выбирается окон¬
чательное, пригодное для обработки обеих сторон профиля зуба
детали. Для сложных профилей, образованных сочетанием различных
элементарных, выбор проводится с учетом всех перечисленных условий
для каждого составляющего элементарного профиля.Определение профиля режущей кромки инструмента. Для инст¬
рументов реечного типа за профиль их зубьев может быть принят
профиль рейки, сопряженной с обрабатываемой деталью. Для ин¬
струментов с главным вращательным движением (типа червячных
фрез) такой способ профилирования (плоскостной) является прибли¬
женным, обусловливающим определенные погрешности. Поэтому его
рекомендуется применять для проектирования червячных фрез либо
черновых, либо с небольшими углами подъема их витков уот0 (до
5—6°). В этом случае, чтобы определить профиль инструмента для
обработки цилиндрических зубчатых деталей с произвольными вин¬
товыми поверхностями, надо воспользоваться расчетной методикой,
приведенной в разд. 9.1.
Обкатные инструменты485Широкое распространение в машиностроении имеют цилиндричес¬
кие детали с прямолинейным профилем—различные валики для
шлицевых соединений (ГОСТ 1139—80), храповые колеса и др. Расчет
профиля зубьев инструмента для них (по плоскостному методу)
выполняется в следующей последовательности.1. Расчетный наружный радиус детали0,1 Tq\ max ^min>где rfllmax—максимальный наружный радиус детали; cmin—минималь¬
ный размер фаски.2. Расчетный внутренний радиусrfp = rfmiB+0,\25Euгде rfmin—минимальный внутренний радиус; Ег—допуск на внут¬
ренний диаметр детали.3. Расчетное значение параметра тmp=m—0,S75E,где Е—допуск на ширину зуба (шлица); т—номинальная длина
перпендикуляра, опущенного из центра детали на продолжение прямой
профиля; w = rsin\|/, где \|/—угол профиля детали на окружности
радиусом г.Координаты профиля зуба инструмента в системе XOY (рис. 9.40)
определяются по формуламx = rwi ф—wsinф—mcos<p;y=rwl — wcos<p+/и sin ф,где ф = arccos n/rwl.Рис. 9.40. Аппроксимация теоретического профиля зуба фрезы:а—дугой одной касательной окружности; б—дугами двух касательных окружностей
486Конструкции зуборезного инструментаВходящий в эти и последующие формулы параметр т [согласно
принятому правилу знаков (см. разд. 9.1)] следует назначать с от¬
рицательным знаком, а параметр п задается через каждые 0,6—0,8 ммв пределах от y/r\x —ml до \/г}Р — т1 для фрез с «усиками»и в пределах от y/r%i —т2р до rwiCOS<pmax для фрез без «усиков».
Здесьcpmax = arcsin-wp+n/'”p + 4''*i('-h,i-'7,) (9 46)2rwlСовокупность рассчитанных таким образом точек образует ак¬
тивный участок профиля зуба инструмента. При невозможности
изготовить теоретический профиль зуба по координатам точек его
аппроксимируют дугами одной или нескольких окружностей.Обычно если rhl—rwl^0,12rwl, то истинный профиль инструмента
заменяется дугой одной окружности, если rhl — rwl >0,12rwl, то дугами
двух окружностей.Радиус ро дуги одной окружности и координаты хц и уц его
центра (рис. 9.40, а) определяют по формуламРо=(у2-yi)l\2 sin <7э sin (ах - а2)];*0 = *2 + Posin(a3 + a2-ai);Уц = У 2 ~ Ро cos (ст3 + а 2 - Oi),где tgul=yjx1; tgG2=y2lx2; tgа3 = хи и х2, у2—координатых2-х,двух точек теоретического профиля зуба, для третьей точки х = 0 и ^ = 0.Для большей точности аппроксимации теоретического профиля
угловые параметры <р рекомендуется принимать:
для точки 1ф1 =v|/wi + ATi (qw-Ki);для точки 2ф2 = tywl + Кг (фтах - 'I'wl),/ г 2 _т2где АГХ^0,35; Л^0,8; \|/wl = arcsinmp/rwl; фтах = arccos—— -—для1фрез с «усиками»; фтах принимаются по формуле (9.46)—для фрез
без «усиков».Погрешность замены расчетного теоретического профиляAp = rwl (sin cpm - sin \J/Wl) —у а/ sin cpm - p0.Наибольшие отклонения Ар имеют место в точках, определяемых
параметрамиФш1 = А + у/А2 + В и фШ2 = А — у/А2 + В,гдел= rwly\fw + xu уц2[rwl+(l/3)^]’ rwl+(l/3)^’
Обкатные инструменты487Координата уц подставляется со своим знаком (обычно с минусом).Необходимо, чтобы сумма |Лр1| + |Др2| была меньше 2/3 допуска
на непрямолинейность профиля детали. В противном случае проводит¬
ся перерасчет параметров заменяющей окружности, при котором
изменяют параметры фх и ср2 так, чтобы точки теоретического
профиля, принимаемые для расчета заменяющей окружности, сме¬
щались в сторону получения меньших отклонений Др. При неудов¬
летворительных результатах теоретический профиль аппроксимируют
дугами двух окружностей (рис. 9.40,6). Точка Л2 их касания сопряжена
с точкой профиля детали радиусаг2 = гм-(0,3-г0,4)/гьгде hi—полная высота профиля детали.Угловой параметр ср2 точки А2Jr22-m2p
COS(p2=-Гм, IУгловой параметр точки А1Ф»1+Ф2<Pt=—2—Радиус ро и координаты л:ц и уц центра первого дугового участка
определяют по указанным выше формулам. Радиус р'0 и координаты
х'п и у ц второго дугового участка рассчитывают по формулам*3-*2Ро =где2 cos ст4 cos (ст4 + е2) ’
^a = ^2 + PoCOS82;Уц=У2 - Ро sin 82,УЗ-У2. У2-Уи
tg а4= ; tge2= .*3-*2 Хп-Х2Координаты точки А3 определяют при фз = фтах- Расчет погреш¬
ностей замены выполняется приведенным выше способом.Для инструментов с высотой головки зубьев ha0 = rwl — rfp проверка
высоты правильно образуемого (прямолинейного) участка профиля
детали и ее соответствия требуемым размерам проводится следующим
образом. Радиус окружности, проходящей через точку начала переход¬
ной кривой, образуемой у основания профиля детали,ГрЮ = Г„1 л/sin2 \|/W1 +COS2 СРшах,где значение фтах принимается по формуле (9.46).
Высота переходной кривойhq = rpl0-rfl.
488Конструкции зуборезного инструментаРис. 9.41. Размеры зубьев червячных
фрез с «усиками»Рис. 9.42. Профиль червячной фрезы
с корригированной линией выступов
зубьевНеобходимо, чтобы гр10 или hq не превышали значений, допуска¬
емых условиями эксплуатации детали, т. е. обусловленных техниче¬
скими требованиями на ее изготовление. В противном случае надо
увеличить высоту прямолинейного участка профиля детали. Это
обеспечивается следующими мероприятиями.1. Увеличение высоты головки зуба инструмента дониями, предъявляемыми к изготовлению детали. При этом уменьша¬
ется диаметр окружности впадин зубьев детали2. Применение червячных фрез с «усиками» на зубьях (рис. 9.41)
при нарезании, например, шлицевых валов с центрированием по
внутреннему цилиндру. У них высота боковых сторон зубьев принима¬
ется увеличенной Иа0уъ, а высота средней части зуба ha0 = hfl. «Усики»
выполняют с размерами: 5ус = (0,3н-0,8)5к; hyc = ha0yB — ha0, 8 = 45°, где
SK—ширина канавки у основания профиля для выхода шлифовального
круга при шлифовании шлицевых валиков. Размер Sn должен быть
достаточным для точного центрирования втулки с обработанным
валиком. Его рассчитывают по формуле3. Использование инструментов определенной установки и об¬
рабатывающих деталь по методу копирования. Эти инструменты
бывают двух разновидностей:а) червячные фрезы с корригированной линией выступов зубьев
(рис. 9.42). Профиль боковых режущих кромок определяется приведен¬ha0yQ = rwl —п cos ф + т sin <р,(9.47)где ф = arccos—, если это допускается техническими требова-Sa = ^-2rfl^f-2S,где sin\|/r = — sinv|/wl.
>7i
Обкатные инструменты489ным выше методом, а высота — по формуле (9.47). Во избежание
срезания внутреннего цилиндра валика образующая наружной поверх¬
ности фрезы на участке ее профилирующих зубьев оформляется не
по прямой линии, а в сечении, нормальном направлению витков
фрезы, по дуге окружности радиуса rfl.. Все профилирующие зубья
как по длине фрезы, так и по ее окружности имеют разную высоту
и форму при вершине (рис. 9.43). Установка таких фрез в определенное
положение относительно заготовки производится по шаблону или
по риске, наносимой с задней стороны зуба фрезы, устанавливаемого
по оси заготовки;б) фрезы, профилирующие изделия по методу копирования. Их
называют еще фрезами-улитками. Они применяются для обработки
храповых колес, шлицевых валов глубокого профиля, колес внутрен¬
него зацепления и других изделий (рис. 9.44). У этих фрез профилирует
впадину только один калибрующий (чистовой) зуб (рис. 9.44). Форма
и размеры других зубьев назначаются из условия несрезания профиляРис. 9.43. Схема работы фрезы определенной установки с корригированной линией выступов
зубьев
490Конструкции зуборезного инструментаЧервячная фрезаРис. 9.44. Зубчатые детали, обрабатываемые фрезами определенной установки с профилирова¬
нием по методу копированияобрабатываемого изделия. Для этого шаг винтовой поверхности
одной стороны зуба делается больше теоретического шага изделия,
а для другой стороны зуба—меньше. В результате зубья фрезы по
мере удаления йх от калибрующего уменьшаются по высоте, а вер¬
шины их располагаются по спирали. Передвижка таких фрез по их
оси недопустима.Методика пространственного профилирования червячных фрез для
зубчатых деталей произвольного профиля. Применяется при повышен¬
ных требованиях к точности фрез. Расчет фрез ведется с использова¬
нием неподвижной правой системы координат Хчя, Учи, Z4II (см.
рис. 9.2) с осью z4H, совпадающей с осью червячной фрезы. Вращения
червячной фрезы и детали с числом зубьев zx связаны соотношением
углов ф их поворотаф0 = мф1= —Ф1, (9.48)*10где и—передаточное число; z10—число зубьев (заходов) фрезы. Для
однозаходных фрез z10 = 1.Угол ф! является углом профилирования детали — углом поворота
ее от исходного положения, после которого принятая точка на
профиле детали с координатами ть \|/£ становится профилирующей,
т. е. точкой линии профилирования (ЛП). Задание координат mh
Обкатные инструменты491rti, \|/, при определении профиля инструментальной косозубой рейки
см. в разд. 9.1. Методика расчета значительно упрощается за
счет того, что ЛП располагается в полярной плоскости, пер¬
пендикулярной к винтовой линии детали, проходящей через полюспрофилирования 77. В системе координат Хя,
этой плоскости имеет видУд, ZR уравнениеYa=-Za tgSp.Тогда с учетом уравнения (9.1) уравнения ЛП принимают видХд = —miSmtpi + riiCOStyi;Уд = — Wfcosq),- — Л2 £ sin ф £;
(mi + rwl sin ер,-)/!;р 1(9.49)где (pi = 3iTCCos(ni/rwl); р1—винтовой параметр детали: р1 =rwl ctg(3wl.Разность в аппликатах Zд для Хр в уравнении (9.1) и ЛП
в уравнении (9.49) определяет собой угол профилированияр 1 р 1где знак «—» принимается для деталей с правым направлением
зубьев, знак « + »—для деталей с левым направлением зубьев.Уравнения ЛП в системе координат ХЧЯ9 Учи, Z4H получаются
с помощью формул перехода к ней от системы Хю Уд, ZaХЧИ Хд Й(0ЧИ5Учи = yflcosZ + ZflsinS;Z4H= — yflsinZ + ZflcosZ,где дшчи и £—расстояние и угол между осями детали и червячной
фрезы.При повороте детали на угол фх в точку ЛП приходит точка
профиля инструмента, которая в силу кинематической связи (9.48)
занимала положение, повернутое относительно оси фрезы на угол
ф0. Отсюда получаются следующие уравнения профиля червячной
фрезы в плоскости X4UZ4Il ее осевого сечения:Р = У^н +YL;
z„ = Z4B+p0(q>o-<Pu),(9.50)где фи = arctg (Учи /Хчл) (- я/2 ^ фи ^ я/2); p0 = Pz0/(2n)—параметр вин¬
товой поверхности фрезы; Pz0—ход винтовой поверхности (червяка)
фрезы.
492Конструкции зуборезного инструментаРис. 9.45. Червячная шлицевая
фреза:а—профиль зубьев в нормальном
" сечении; б—конструктивные размерыУравнения (9.50) слу¬
жат в качестве основы
для расчета профиля
шлифовальных кругов,
предназначенных для за¬
тылования зубьев чисто¬
вых червячных фрез.Расчет геометрических
и конструктивных парамет¬
ров червячных шлицевых
фрез для деталей неэволь-
вентных профилей. Разме¬
ры зубьев фрезы рассчиты¬
вают в сечении, нормаль¬
ном к направлению витков
фрезы (рис. 9.45,а). Они
равны размерам нормаль¬
ного сечения рейки, сопря¬
женной с деталью.Шаг зубьев фрезы
2nrw 1 q
Pnwo— cos Pwb где
ziугол (3wl наклона зубьев
детали на ее начальном
цилиндре определяется по
формуле (9.13). Для пря¬
мозубых изделий pwl =0.Высота головки зуба
фрезы, если она не кор¬
ректируется ограничения¬
ми на размеры переход¬
ных кривых (см. выше),flaO = rwl-rfl.Высота ножки зуба фрезыhfo = hai + (0,5 ч-1,5) = ral — rwl +(0,5 ч-1,5).Толщина зуба по начальной прямойSnwO — Pnw О $п w 19где Snwl—нормальная толщина зуба детали на ее начальном цилиндре.
Для валов с параллельными сторонами шлицев Snw0 = 2(n/z1 — \|/wl)rwl.
Для валов с треугольными шлицами Snw0 = 2(b' — v|/wl)rwl, где 5' —
половина угла впадины между шлицами. Здесь все углы — в радианах.
Обкатные инструменты493Определяют для контроля еще два размера толщины зуба на
высоте у 1 и у2 от начальной прямойSyi = Snwo — 2х±, Sy2 = Snwo — 2x2,где *!, уi и x2, у2—координаты точек, которые были определены
при расчете профиля.У основания профиль зуба фрезы оформляется фаской или скруг-
лением (рис. 9.45,а) в зависимости от формы задания вершины про¬
филя детали. Обычно радиус скругления зуба фрезы принимается рав¬
ным радиусу скругления профиля детали, а центр скругления распо¬
лагается на начальной прямой. Высота фаски /*ф = 2с = 1 -=-2 мм, а угол
фаски бф принимается равным: 35° при z1=4 + 6; 45° при zt = Юн-14;
45—50° при Z\ —16 20.Ширина канавки по дну впадины между зубьями фрезыV =PnwQ - (Snw о+4 с) =pnw о - snw о-(2-ь4) мм.Глубина канавки (при условии ее затылования)и= 1,5 —3,0 мм.Полная высота зуба фрезыho&hao+h$-\- и.Геометрические параметры. Передний угол у назначается в зави¬
симости от условий работы. Обычно у = 0. При у^О профиль зубьев
чистовых фрез необходимо корректировать специальными расчетами.Задний угол при вершине зуба фрезы а. = 9 -4-12°. Фрезы делают
с затылованными зубьями с величиной падения кривой затылованияК— tg осв.Минимальное значение заднего угла а5я в нормальном сечении
у червячно-шлицевых фрез имеет место в самой нижней точке профиля
зуба ро (сопряженной с наиболее удаленной от центра детали точкой ее
прямолинейного профиля) и рассчитывается по формулеtgot5H = rfl0/rpo'tgaBsin ф0,где гро—радиус цилиндра фрезы, на котором располагается точка
Ро, а ф0—угол профиля зуба фрезы в этой точке, равныйФо = arccos———. Угол а5н должен быть не менее 1,5°. В противномГ wlслучае необходимо увеличить угол или радиус rwi.Конструктивные и габаритные размеры фрезы (рис. 9.45,6) должны
соответствовать требованиям ГОСТ 8027-86.Диаметр посадочного отверстия фрезы</отв=14,21/*2’373,где Ли = (^1 max — ''/р) + (0,5-=-1,5) мм. Расчетное значение dorb округляется
до ближайшего большего значения из нормального ряда.
494Конструкции зуборезного инструментаДиаметр окружности впадин между зубьями^ = 1,754).Глубина стружечной канавкигг . K+Kt
HK = h0-\ hr3,где r3—радиус скругления канавки, принимаемый равным 1—4 мм0,6ггпри выполнении условия г3> .z0 — 0,6На зубьях фрез со шлифованным профилем делается второй
затылок с затылованием величиной К1=(1,2+1,5)К, округленной до
0,5 мм.Угол канавки 0—не менее 20°.Так как на данном этапе расчета da0 и z0 являются неизвестными,
то для определения Нк следует воспользоваться соответствующими
данными стандарта (табл. 9.12).Наружный диаметр фрезы dfl0^i+2//K.Число зубьев (стружечных канавок) для фрез с у = 00,967/*! 0,4835^Z° ~ L. 0,4-52 — L 0,452 *
и “иЧисло зубьев фрезы z0 можно выбрать также в зависимости от
высоты шлица и наружного диаметра фрезы da0. Для фрез
с da0 = (55 -г-140) мм число зубьев z0 = 10 ч-14. Большие значения
da0 и меньшие z0 принимаются для валов средней и тяжелой серий.После окончательного выбора da0 и z0 надо уточнить значения
К и Кх расчетом по приведенным формулам с последующим
округлением до ближайших значений из нормального ряда кулачков.
При окончательном назначении da0, d0 и общей длины L фрезы9.12. Основные размеры, мм, чистовых червячных фрез для шлицевых валов
с прямобочным профилем по ГОСТ 8027-86СерияваловLdoлегкаясредняяи тяжелаяdaoZoКdg 0*0к5022———634566370804.55.52770124107032804,59068090 .1005,590100112401001121251455,5611212514012678
Обкатные инструменты495значения их надо согласовать с характеристикой шлицефрезерных
станков (табл. 9.13).Средний расчет диаметра фрезыdmo = daQ — 2 haQ — (0,2 -г- 0,3) К.Угол подъема винтовой линии основного червяка фрезы• Рпм>0Ymo = arcsin—-—•При использовании плоскостных методов профилирования фрез
в целях уменьшения их погрешностей необходимо, чтобы угол
уш0 подъема витков фрезы был не более 6—7°. Из-за большого
размера шага профилей шлицевых валиков угол ут0 может получиться
большим. Поэтому если в качестве исходных данных для проек¬
тирования фрезы принято заданное значение угла подъема витков
уш оз ? то расчет конструктивных размеров фрезы следует вести
в следующем порядке.1. Средний расчетный диаметр фрезы1 Р nw О“тО— : •я Sin ут032. Наружный диаметр фрезыdao = dm0 + 2ha0 + (0,2— 0,3) К.3. Диаметр посадочного отверстияd0 »(0,55 — 0,625) (da 0 — 2НК)с последующим округлением до ближайшего значения из нормального
ряда по ГОСТ 9472—83.4. Осевой шаг витков фрезыРх о =Pnwo secy ш0.5. Шаг винтовой стружечной канавки фрезы pZ0 = Kdm0ctgym0.6. Длина рабочей части фрезы, в пределах которой имеются витки,Li = 2 y/hi(da i — /*i) + (2 — 0,5)/7хО-Величина (2 — 0,5)/7хО является дополнительной для возможности
осуществления перестановок фрезы вдоль оси с целью повышения
ее работоспособности.Для контроля правильности установки фрезы на станке по ее
торцам делаются буртики длиной /б = 3-^-3,5 мм и диаметром
db = da0 — 2НК — (2 — 4) мм.Общая длина фрезы L = L1+2l&, обычно Ь^(Ъ^4)рх0.Наиболее распространенными являются шлицевые соединения по
ГОСТ 1139—80. Фрезы изготовляют классов точности: А — для
-ts»VOON9.13. Технические характеристики шлицефрезерных станковНаибольшие размеры, ммЧастота
вращения
фрезы,
мин"1МощностьглавногоМодель станкаЧисло нарезаемых
шлицевобрабатываемой деталичервячных фрезпривода,кВтДиаметрМодульДлина*4 оL5610—12541190165—38—9553504—106755350А5350Б5350ВКТ-7612; 14—16
18; 20—22
28; 30; 32; 36
4—1015069251425192562514010580—2506,5/7,5ЕЗ-21*ЕЗ-22*6—3619022036010567—1605618А4—363001065014080—280МШ 300—125870010031,5—20011/15* Станки вертикальные.Конструкции зуборезного инструмента
Обкатные инструменты4979.14. Допуски на изготовление червячных шлицевых фрезПараметр и обозначение
его допускаКлассточно¬стиДопуски и отклонения, мкм, при
нормальном шаге зубьев, ммдо 6,3св. 6,3
до 11св. И
до 19св. 19
до 32св. 32Диаметр посадочного отвер¬АН5стия, fdВ и СН6Радиальное биение буртиков,А556810ЛВ68101216С1215202532Торцовое биение буртиков, fА34568В466810С810121620Радиальное биение по верши¬А2025324050нам, frdaВ3240506380С6380100125160Профиль передней поверх¬А2025324050ности, fyВ3240506380С6380100125160Разность соседних окруж¬А2025324050ных шагов, /ы0В3240506380С6380100125160Накопленная погрешностьА40506380100окружного шага стружечныхВ6380100125160канавок, Ер0С125160200250315Направление стружечных ка¬А+ 80навок, fxВ+ 100С±125Винтовая линия фрезы -наА1012162532одном обороте, /й0В1620253240С3240506380Осевой шаг фрезы, fpx0А+ 8+ 9+ 10+ 10+ 12В+ 12+ 16+ 18+ 18+ 20С±20±25±28±32±40Отклонение осевого шагаА+ 16+ 18+ 20±20+ 25между п зубьев (шагов),В+ 25+ 32+ 36+ 36+ 40fpx2 0С+ 40+ 50+ 56±56+ 63
498Конструкции зуборезного инструментачистового нарезания шлицевых валов с полями допусков по толщине
зуба d9, h9, е9, f9 и внутреннему цилиндру е9; В—для чистового
нарезания валов с полями допусков по толщине зуба dlO и внут¬
реннему цилиндру е8 (допуск по наружному цилиндру не лимитиру¬
ется); С—для чернового нарезания валов.Допускаемые предельные отклонения параметров червячных фрез
для валов с прямобочным профилем указаны в табл. 9.14.Шероховатость поверхностей фрез должна быть: задних поверх¬
ностей зубьев, торцовых поверхностей центрирующих буртиков
Rz^ 3,2 мкм; цилиндрической поверхности буртика мкм; по¬верхности посадочного отверстия Ra<,0,32 мкм.9.9. НАПРАВЛЕНИЯ РАЗВИТИЯ
И ПЕРСПЕКТИВНЫЕ КОНСТРУКЦИИ
ЗУБОРЕЗНОГО ИНСТРУМЕНТАНикакой другой фактор не влияет столь сильно на технико¬
экономические показатели зуборезного инструмента, как материал
его режущей части. Поэтому одним из эффективных направлений
совершенствования зуборезных инструментов является применение
новых прогрессивных инструментальных материалов — безвольфрамо-
вых сталей, например 11М5ЮФ (особенно эффективной для червячных
фрез), более широкое использование твердых сплавов, в том числе
и безвольфрамовых, сверхтвердых материалов (СТМ) — алмазов, эль-
бора (например, для шлифовальных кругов, зубчатых хонов, шеверов),
сверхтвердых поликристаллов сравнительно больших размеров (на¬
пример, гексанита и других композитов), что позволяет изготовлять
из них лезвийные инструменты. Лезвийные инструменты, оснащенные
твердым сплавом и поликристаллами КНБ, выступают в роли
революционизирующего фактора, позволяя в ряде случаев заменить
шлифование закаленных до высокой твердости зубчатых колес
лезвийной обработкой—более производительной и экологически чи¬
стой. Это имеет большое значение, так как требование увеличения
скоростей и мощностей современных машин с одновременным
снижением их материалоемкости обусловливает в качестве главной
тенденции в настоящем и будущем переход на термически обработан¬
ные и высокоточные колеса. В связи с этим перспективным является
новый способ обработки, основанный на использовании конструкций
червячных твердосплавных фрез с большим отрицательным передним
углом при вершине зубьев (у от —10° до —30°), что обеспечивает
при работе фрезы большой угол наклона режущих кромок X (рис. 9.46).
Высотные размеры их зубьев назначаются такими, что вершинная
кромка не участвует в работе. Поэтому зубья таких фрез имеют
только кинематическую вершину, находящуюся на боковых сторонах
зубьев в соответствии с расположением активной действующей линии.
Повышение точности фрез обеспечивается конструктивными и тех¬
нологическими мероприятиями. К ним относятся методы точного
профилирования фрез при их расчете, способы минимизации погреш-
Перспективные конструкции зуборезного инструмента 499Рис. 9.46. Твердосплавная червячная фреза для обработки закаленных зубчатых колесностей, возникающих при затыловании фрез кругами, рекомендации
по выбору размеров кругов и оптимизации параметров их установки.
Закаленные колеса после обработки твердосплавными фрезами соот¬
ветствуют 7—8-й степеням точности по ГОСТ 1643—81 и имеют
шероховатость обработанной поверхности Ra = 0,5 -н 1,25 мкм. При¬
менение фрез позволяет либо полностью исключить зубошлифование,
либо значительно сократить припуски (до 0,1 н-0,2 мм на сторону
зуба колеса вместо 0,3 -н 0,6). При этом резко снижаются трудоемкость
изготовления колес, а также себестоимость обработки за счет
сокращения потребности в дорогостоящих зубошлифовальных станках
и рабочих-шлифовщиков высокой квалификации, экологически чистым
становится процесс обработки.Для инструментов с неразъемным соединением режущих элементов
с корпусами перспективными являются конструкции с применением
клеевых соединений (рис. 9.46). Для склеивания применяют клеи
марок «Инструментол», ТК-78, ВК-424. Для приклеивания пластин
из твердого сплава марок ВК8, ВК60М, Т14К8, Т15К6 к корпусам
червячных фрез рекомендуется клей марки УП-5-207. Термостойкость
клеев до 350° и выше. Толщина клеевого шва должна составлять
0,05—0,1 мм, шероховатость склеиваемых поверхностей при их шли¬
фовании Ra = 0,64 -н 0,74 мкм. Пастообразный клей наносится на всю
соединяемую поверхность. Ввиду небольшого временного сопротив¬
ления (50—60 МПа) клеевого соединения при сдвиге следует при¬
менять такие способы базирования режущих зубьев, при которых
силы резания воспринимаются базовыми поверхностями корпуса
инструмента. С помощью клея можно надежно соединять с корпусом
режущие элементы практически из всех видов инструментальных
материалов, в том числе не поддающихся сварке или пайке.
500Конструкции зуборезного инструментаРис. 9.47. Варианты исполнения сбораых кон¬
струкций червячных фрезДолговечность и стойкость инструментов клееной конструкции выше,
чем у напаянных, в связи с возможностью обеспечения твердости
корпуса инструмента HRC3 46—51 и отсутствием внутренних напряже¬
ний в материале, вызываемых пайкой.Широкое распространение получили различные сборные конструк¬
ции зубообрабатывающих инструментов с механическим креплением
отдельных зубьев или реек, в том числе и на основе использования
многогранных пластин. Различные варианты исполнения их для
червячных фрез показаны на рис. 9.47. На рис. 9.48 показана кон¬
струкция червячной фрезы с ромбовидными твердосплавными пла¬
стинами, которые позволяют четырехкратно использовать их без
переточки. Ширина пластины равна осевому шагу зубьев фрезы.
Пластины опираются на твердосплавные подкладки, устанавливаемые
на дно пазов корпуса. Фрезы делают в диапазоне модулей 1,5—4,0 мм
и применяют для обработки колес из стали твердостью НВ до 300
под шевингование или шлифование. Применение многогранных не-
перетачиваемых пластин, механически закрепляемых в конструкции
инструментов, позволяет эффективно использовать твердые сплавы
и режущую керамику с относительно низкой прочностью и высокой
износостойкостью (Т30К4 и др.).Для повышения стойкости зуборезных инструментов весьма эф¬
фективным является нанесение различного рода покрытий толщиной
5—20 мкм из нитридов, карбидов тугоплавких металлов (титана
и др.), осуществляемое методом КИБ, МИРР и др. Они особенно
эффективны до первой переточки инструмента, а также для инст¬
рументов, оснащенных многогранными неперетачиваемыми пласти¬
нами.
Перспективные конструкции зуборезного инструмента 501Рис. 9.48. Сборная червячная фреза с многогранными твердосплавными пластинамиОпределенные резервы создания инструментов повышенной стойко¬
сти и производительности заложены в выборе оптимальной схемы
резания, построенной на принципе разделения стружки по периметру
режущей кромки. На рис. 9.49, а показано оформление зубьев чер¬
вячной фрезы с прогрессивной схемой резания. В соответствии с ней
все четные зубья (2, 4 ...) по окружности фрезы выполняют
с номинальной высотой и уменьшенной толщиной, а все нечетные
зубья (1, 3 ...)—с уменьшенной высотой и номинальной толщиной.
Занижение по высоте и заужение по толщине принимаются на
0,05—0,1 мм больше максимальной толщины срезов, снимаемых
соответствующими кромками. Согласно схеме резания, показанной
на рис. 9.49, б, по толщине все зубья выполняются одинаковыми,
а по высоте через зуб уменьшенными, что способствует более
благоприятным условиям резания.Рис. 9.49. Оформление зубьев червячных
фрез с новыми схемами резания:а — прогрессивная схема; б—вершинонагруженная
схема
502Конструкции зуборезного инструментаРис. 9.50. Червячная фреза с поворотными рейками фирмы «Сампутенсили» (Италия)Эффективным направлением совершенствования зубообрабатыва¬
ющих инструментов является улучшение геометрических параметров
и связанное с этим изменение формы их задних и передних
поверхностей. К числу таких мероприятий относится увеличение
задних углов при вершине зубьев долбяков до 9—12°, применение
в конструкциях долбяков с наклонным расположением их осей
цилиндрических задних поверхностей взамен винтовых, использование
в конструкциях червячных фрез передних поверхностей с криволиней¬
ными образующими в торцовом сечении и расположенными под
большими углами X. Стремление снизить большую трудоемкость
шлифования задних поверхностей зубьев червячных фрез на затыловоч-ных станках, увеличить
задние углы, число пере¬
точек фрез и их работос¬
пособность привело к со¬
зданию таких сборных
конструкций, в которых
в качестве задних поверх¬
ностей принимаются
обычные винтовые, ци¬
линдрические поверхно¬
сти, плоскости. Это по¬
зволяет заменить шлифо¬
вание профиля на заты-Рис. 9.51. Обкаточный резец для
обработки цилиндрических зубча¬
тых колес
Перспективные конструкции зуборезного инструмента 503ловочных станках менее трудоемкими операциями — резьбошлифова-
нием, круглым или плоским шлифованием. К числу таких фрез
относятся конструкции с поворотными рейками (рис. 9.50) фирмы
«Сампутенсили» (Италия) и др. Для обработки профиля на резь¬
бошлифовальных станках рейки устанавливаются в технологический
или рабочий корпус так, что вершинные поверхности зубьев рас¬
полагаются на цилиндрической поверхности основного червяка, а бо¬
ковые—на винтовой.Для повышения производительности зубообработки весьма пер¬
спективным является синтез новых станочных пар и соответствующих
им конструкций инструментов, работающих по способ нетгг^рт.тт>ттот^
обката, с реализацией одного из движений подач в конструкции
инструмента. Это такие обкаточные инструменты, у которых исходная
инструментальная поверхность имеет не точечный, а линейчатый
контакт с боковой поверхностью зуба обрабатываемого колеса.
Производительность обработки такими инструментами повышается
в 3—5 и более раз. К ним относятся облегающие шеверы, шеверы
типа SICMAT (Италия), обкаточные резцы для цилиндрических колес
(рис. 9.51), весьма прогрессивные конструкции сборных двухрядных
обкаточных резцов (рис. 9.52). Последние представляют собой два
обкаточных резца, установленных на одном шпинделе. Один из
них — чистовой — установлен по межосному перпендикуляру, другой —
черновой—смещен с него.Рис. 9.52. Сборный двухрядный обкаточный резец
504Конструкции зуборезного инструментаРис. 9.53. Высокопроизводительный инструмент для обработки цилиндрических колес по
методу Таек фирмы «Глисон» (США):а — конструкция сборного инструмента; б — формы инструментальных блоков (сменных) однорядного
и многорядногоДругим эффективным путем создания высокопроизводительных
конструкций зубообрабатывающих инструментов является увеличение
суммарной длины режущих кромок. Фирмой «Глисон» (США) пред¬
ложен высокопроизводительный процесс Тгас для нарезания цилин¬
дрических колес с прямыми и винтовыми зубьями, основанный на
использовании сборного инструмента конвейерно-цепного типа в виде
гибкого конвейера, несущего инструментальные блоки с большим
числом режущих элементов (рис. 9.53). Этот инструмент представляет
собой комбинацию двух инструментов — червячной фрезы бесконечно
большого диаметра и фрезы-протяжки.
Глава 10ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ ИНСТРУМЕНТА
ДЛЯ СТАНКОВ С ЧПУ И ГПС10.1. ОСНОВНЫЕ НАПРАВЛЕНИЯ РАЗВИТИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВОсновными направлениями развития технологических процессов
в металлообработке в настоящее время являются производительность
и гибкость. Это связано со значительным ростом номенклатуры
деталей в серийном и мелкосерийном производстве и необходимостью
автоматизировать их производство. Этого можно достигнуть путем
широкого применения станков с ЧПУ, в том числе многоцелевых
и гибких производственных систем (ГПС). Современные достижения
микроэлектроники способствуют быстрому развитию этого направ¬
ления в станкостроении.Станки с ЧПУ обеспечивают высокую автоматизацию процесса
обработки деталей, малые затраты времени на переналадку и высокое
качество обработки.Однако дополнительные затраты на автоматизацию приводят
к значительному удорожанию металлорежущего оборудования и росту
стоимости станко-часа. Поэтому возникает необходимость интен¬
сификации процессов обработки на станках с ЧПУ и особенно на
ГПС с целью окупаемости затрат на их приобретение.Наряду с другими мероприятиями интенсивность использования
станков с ЧПУ и ГПС может быть достигнута применением
специальных конструкций инструмента. Критерием оценки необходи¬
мости применения такого инструмента является минимальность се¬
бестоимости операции.Переменная доля себестоимости операции, связанная с инструмен¬
том, зависит от режима резания, потерь времени на установку
и замену инструмента, потерь времени на наладку инструмента на
размер обрабатываемой детали, стоимости инструмента за период
его стойкости, а также связана со случайным (преждевременным)
выходом инструмента из строя из-за разрушения или неудовлет¬
ворительного формирования стружки.Зависимость переменной доли себестоимости операции от скорости
резания и качества инструмента имеет минимум при скорости резания
1>эк, называемой экономической скоростью резания, обеспечивающей
минимальную себестоимость операции.Из сказанного следует, что снижения себестоимости операций,
выполняемых на станках с ЧПУ и ГПС, можно добиться: созданием
инструмента, обеспечивающего повышение экономической скорости
резания (т. е. снижающего переменную долю себестоимости); примене¬
нием устройств, реагирующих на случайный выход инструмента из
строя и на неудовлетворительное формирование стружки.
506 Особенности проект-ния инструмента для станков с ЧПУ и ГПСПовышение экономической скорости резания может быть достиг¬
нуто с помощью применения инструменту, который обеспечивает:а) сокращение потерь времени на установку и замену инструмента
за счет использования конструктивных элементов, взаимодействующих
с механизмами автоматической смены инструмента (АСИ) станка.
Совмещение АСИ со временем холостых ходов станка уменьшает
время замены инструмента до нуля;б) сокращение потерь времени на наладку инструмента на станке.
Достигается созданием инструмента, настраиваемого на размер вне
станка так, чтобы вновь установленный инструмент обеспечивал
получение размеров детали в требуемой зоне поля допуска;в) повышение стойкости инструмента, в том числе размерной.
Стойкость инструмента может быть повышена за счет использования
новых конструктивных решений, применением более износостойких
материалов, в том числе путем нанесения износостойких покрытий.
Существенным фактором повышения стойкости является эффективное
применение СОЖ, направляемой в большом количестве непосредст¬
венно в зону резания. Размерная стойкость может быть повышена
путем применения устройств автоматического восстановления режущих
кромок или автоматической подналадки их положения;г) повышение частоты вращения мелкоразмерного инструмента по
сравнению с максимально достижимой на средних и тяжелых станках.Снижение простоев оборудования, связанных с внеплановым вы¬
ходом инструмента из строя, определяется следующими факторами:повышением надежности инструмента за счет применения сменных
многогранных пластин (СМП) взамен напайных;диагностикой состояния режущих кромок с целью немедленного
выключения подачи, при этом диагностические датчики могут быть
встроены как в сам инструмент, так и в соответствующие узлы станка;Требования к инструменту для оборудования с ЧПУXI- / ■Повышение канонической
скорости резанияs's I$ 5 s.s5 s ^
ч.§ *s 1*11^ & 8 ГIf41 ^ПГТПСнижение простоев оборудования
из-за инструмента11 $§IS$ §Isit**^5 *IIn§!г5—^ Снижение затрат
на амортизацию
инструментаI]lI1|ЦзгУ 1 Г-1А2-* г Ш—1 КонструктивныеПрименение1 ПрименениеметодыСТМ| ИСПРис. 10.1. Требования к инструменту для оборудования с ЧПУ
Инструмент для токарных станков с ЧПУ507применением средств формирования стружки с заданными свой¬
ствами и ее отвода из зоны резания. Для формирования могут
быть использованы как специальные стружколомающие уступы на
передней поверхности СМП, так и методы кинематического дробления
с использованием узлов станков. Отвод стружки осуществляется
обильной подачей СОЖ и отсосом с помощью специальных устройств.Снижение затрат на автоматизацию инструмента за период его
работы достигается использованием в конструкциях унифицированных
деталей и узлов и взаимозаменяемых агрегатов.Перечисленные требования к инструменту для оборудования с ЧПУ
в схематизированном виде представлены на рис. 10.1.Анализ этих требований показывает, что их можно разделить
на требования к режущей части инструмента (блоки 1.2, 2.1, 2.2,
2.5, 3.1 и 3.2 на рис. 10.1) и требования к устройствам, обес¬
печивающим функционирование режущих частей в системе автома¬
тизированного оборудования (блоки 1.1, 1.2, 1.3, 2.1, 2.3, 2.4). При
этом требования, содержащиеся в блоках 3.1 и 3.2, определяют путь
сочетания требований к режущим частям и требований к устройствам.10.2. ВСПОМОГАТЕЛЬНЫЙ И РЕЖУЩИЙ ИНСТРУМЕНТ
ДЛЯ ТОКАРНЫХ СТАНКОВ С ЧПУВ силу того что срок службы режущих частей инструмента
ограничен, экономически целесообразно устройства, обеспечивающие
их функционирование, выделить в отдельные агрегаты, называемые
вспомогательным инструментом.Конструкция вспомогательного инструмента для станков с ЧПУ
и ГПС состоит из двух основных элементов: базовых приспособлений
для установки на станке и присоединительных поверхностей для
установки режущего инструмента. Устройства, осуществляющие авто¬
матическую смену инструмента и его крепление на станке, определяют
конструкцию хвостовика, который должен быть одинаковым для всего
инструмента к данному станку. Для получения заданных размеров
деталей без пробных проходов в соответствии с программой необходи¬
мо введение в конструкцию вспомогательного инструмента устройств,
обеспечивающих регулирование положения режущей кромки.В отечественном машиностроении широко используется система
вспомогательного инструмента для станков с ЧПУ по РТМ 2-
П14-2—84, в которой на основе проведенной унификации содержится
необходимая для практики номенклатура типовых конструкций.Для токарных станков с ЧПУ с револьверными головками типа
16А20ФЗ разработан набор унифицированного вспомогательного ин¬
струмента с цилиндрическим хвостовиком для токарных станков
с ЧПУ (рис. 10.2). Резцедержатели 1—6 позволяют применять резцы
с размерами сечения державок 16x 16 — 40x40 мм. Для обработки
наружных поверхностей можно использовать резцедержатели 7, 4,
5, 6. Резцедержатели 2 и 3 могут быть использованы при обработке
внутренних поверхностей, выточек, расточек и др.
508 Особенности проект-ния инструмента для станков с ЧПУ и ГПСiTliГО~Фй 4-±l FTIII-Ш-т■мРис. 10.2. Набор вспомогательного инструмента для токарных станков с ЧПУКонтурное наружное точение рекомендуется производить инст¬
рументом, закрепленным в резцедержателе 5 с открытым пазом.
Резцедержатель 4 с перпендикулярным открытым пазом предназначен
для закрепления отрезных резцов. Резцедержатели (кроме резцедер¬
жателя 4) имеют левое и правое исполнения и применяютсяв зависимости от распо¬
ложения револьверной
головки и направления
вращения шпинделя (пра¬
вое и левое). Во всех
рассмотренных резцедер¬
жателях СОЖ подводит¬
ся от револьверной го¬
ловки к вершине резца.
Вместе с тем у них от¬
сутствуют какие-либо
выступающие элементы
(винты или трубки), на
которые может навивать¬
ся стружка.Переходная втулка 10
позволяет закреплять ре¬
жущий инструмент или
переходные элементы
круглого сечения диамет¬
ром 16—40 мм.Рис. 10.3. Хвостовики державок
для токарных станков с ЧПУ
Инструмент для токарных станков с ЧПУ50910.1. Хвостовики державок цилиндрические для токарных станков
с программным управлением (ГОСТ 24900—81)Размеры, ммВысота резцаti¬dy (h6)d2 (Н8)d3Aj+0,05А**, не менееК1620le203040146883273628,032,535,042,52532253250601698123455535,042,550,062,5404080201587255,080,0Высота резцаЛ ±0,02b~li/ -0,25
•2 - 0,35/3/4, не более/5162570553048250203285636025371007836563753248125944449040651601246080110* Допускается применение отверстий с */=28, 36 и 48 мм.
** Допускается увеличение размера h2 до 0,5*/3.*** Размеры для справок.Для крепления режущего инструмента с конусом Морзе рекомен¬
дуются переходные жесткие втулки 9.Растачивание отверстий в деталях может производиться либо
резцами, закрепленными во втулках 7, либо с помощью расточных
оправок 8 диаметром 25—60 мм и глубиной расточки 75—250 мм.Базирование и крепление при помощи цилиндрического хвостовика
обеспечивают надежное центрирование инструмента. Базирование
резцедержателя проводится по цилиндру хвостовика и штифту,
обеспечивающему точную угловую установку инструмента; резцедер¬
жатель крепится в револьверной головке при помощи клина, имеющего
рифления, смещенные относительно рифления хвостовика. В результате
вспомогательный инструмент прижимается к револьверной головке
станка с усилием 3—4 кН.На цилиндрические присоединительные поверхности инструмента
и станков разработан государственный стандарт ГОСТ 24900—81
«Хвостовики державок цилиндрические для токарных станков с про¬
граммным управлением. Основные размеры» (рис. 10.3 и табл. 10.1).Типовой резцедержатель с цилиндрическим хвостовиком и с пер¬
пендикулярным открытым пазом под резцы различных типов приведен
510 Особенности проект-ния инструмента для станков с ЧПУ и Г ПСРис. 10.4. Типовой резцедержательна рис. 10.4. Для установки резца на высоте центров служит подкладка
2. Крепление резца осуществляется с помощью винтов и прижимной
планки 3. Подача СОЖ в зону резания осуществляется через канал
в корпусе 7, образованный пересекающимися отверстиями и закан¬
чивающийся шариком 4, позволяющим регулировать направление
пйдачи СОЖ. Винт 5 служит для регулировки положения резца.На многоцелевых токарных станках с ЧПУ, предназначенных
кроме точения еще и для сверлильно-фрезерной обработки, применя¬
ются головки с вращающимся шпинделем, в которых закрепляют
сверла, метчики и другой инструмент, необходимый для обработки
отверстий, не лежащих на оси вращения заготовки.Головка с цанговым зажимом (рис. 10.5) состоит из корпуса
7 и шпинделя 2, установленного в подшипниках 3, 4 и 8, натяг/Рис. 10.5. Головка для вращающегося инструмента
Инструмент для токарных станков с ЧПУ511Рис. 10.6. Резцовая головка BTSкоторых обеспечивается пружинящей гайкой 5. Уплотнение подшип¬
ника 8 со стороны рабочей зоны осуществляется манжетой 9,
расположенной в крышке 13. После регулировки осевого положения
муфты 6, через которую передается крутящий момент, она фиксируется
винтом 7. Для крепления инструмента с цилиндрическим хвостовиком
используются гайка 11 и цанга 10. Подача СОЖ в зону резания
осуществляется с помощью сопла.На токарных станках с ЧПУ, предназначенных для работы без
вмешательства оператора, для автоматической замены изношенного
инструмента или для автоматической переналадки на изготовление
другой детали, применяют специальный инструмент.Характерная особенность такого инструмента заключается в том,
что сменная режущая головка представляет собой рабочую часть
обычного резца, а хвостовая (крепежная) часть условно может быть
отнесена к вспомогательному инструменту.Резцовая головка системы BTS фирмы Sandvik Coromant (Швеция)
(рис. 10.6) имеет две пары взаимно перпендикулярных базовых
поверхностей 7, 2 и 4, 5, между которыми расположен паз 7 Со¬
образной формы. При затягивании цилиндрического штока 3 боковые
базовые поверхности головки распружиниваются и надежно поджима¬
ют головку к четырем плоскостям державки. Снизу головка опирается
на упор 8. Две V-образные канавки 6 на боковых поверхностях
головки служат для ее захвата манипулятором при автоматической
замене.Головки системы BTS хранятся в барабанных и дисковых ма¬
газинах по 12, 18 и 24 инструментов каждого типа.Основой системы FTS фирмы Hertel (ФРГ) является самоцент-
рирующее торцовое зубчатое зацепление с помощью муфты Хирта
(рис. 10.7). Оно обеспечивает плотное соединение между резцовой
головкой и зажимным блоком. Зажимная цанга, состоящая из
металлических лепестков с резиновыми прокладками, может до¬
статочно широко раскрываться в радиальном направлении, что
облегчает установку резцовых головок.При автоматической смене одних и тех же резцовых головок
достигается повторяемость положения вершины режущей кромки
512 Особенности проект-ния инструмента для станков с ЧПУ и ГПСТягаРис. 10.7. Крепление резцовых головок FTSв пределах +0,002 мм как в радиальном, так и в осевом направлениях,
однако при замене различных головок разброс положения возрастает,
что требует введения коррекции по данным датчика контакта.10.3. ВСПОМОГАТЕЛЬНЫЙ И РЕЖУЩИЙ ИНСТРУМЕНТ
ДЛЯ СВЕРЛИЛЬНО-ФРЕЗЕРНО-РАСТОЧНЫХ СТАНКОВ
С ЧПУДля сверлильно-фрезерно-расточных станков с ЧПУ разработан
ГОСТ 25827—83, регламентирующий основные размеры хвостовиков
инструмента конусностью 7:24 для станков с ЧПУ (рис. 10.8
и табл. 10.2). Хвостовик применяется на станках как с автоматической,
так и с ручной сменой инструмента.На рис. 10.9 приведена схема компоновки вспомогательного ин¬
струмента, в том числе сборного, состоящего из агрегатов, соединя¬
емых по цилиндрической посадке с размерами по ГОСТ 26540—85.Вспомогательный инструмент включает: оправки для насадных
фрез 7, 2, предназначенные для крепления торцовых, трехсторонних,
цилиндрических и других фрез с торцовыми или продольнымиРис. 10.8. Хвостовики инструмента с конусом 7:24
Инструмент для сверлильно-фрезерно-расточных станков с ЧПУ 51310.2. Хвостовики инструмента конусностью 7:24 ГОСТ 25827—83Размеры, ммОбозначение размераПредельное отклонениеКонус4050D 44,4569,85£>i-0,144,5069,90d2—55,0085,00D3h 1258,0094,00Z>4+ 0,1563,00100,00d5h869,34107,61dl7НМ16М24diН717,0025,00d3, не более—18,5027,00</4, не более— •19,0028,00d5аЮ25,3039,60d6j55,006,00Lhi 193,40126,80/ь не менее—43,0062,00/2, не менее—32,0047,00/з—8,0011,00и±0,16,609,20h—10,0016,00и-0,318,5030,00вН1216,1025,70t-0,422,5035,30R—1,001,50V—0,060,10шпонками; цанговые патроны 3, 4, 16 для крепления инструмента
с цилиндрическим хвостовиком (стандартных сверл, зенкеров, разверток,
фрез диаметром 3—20 мм и специальных фрез диаметром 20—40 мм);
нерегулируемые переходные втулки 5, 6, предназначенные для инструме¬
нта с конусом Морзе 2—5; оправки 9 для чистовой обработки отверстий
диаметром 50—180 мм, изготовляемые с наклонными гнездами под
резцовые расточные вставки с микрометрическим регулированием;
оправки 7, 8 для предварительного растачивания отверстий диаметром
50—180 мм стандартными державочными резцами.В державках 9 закрепляются переходные цилиндрические втулки
10 и 77, оправки для насадных зенкеров и разверток 12, патроны
для метчиков 13, расточные оправки 14 и расточные патроны 75.При работе на сверлильно-фрезерно-расточных станках с ЧПУ
без вмешательства оператора применяется специальный инструмент,
обеспечивающий автоматизацию вспомогательных операций, к кото¬
рым относятся: установка и регулировка режущего инструмента для
обработки торцов отверстий, расположенных внутри замкнутого
пространства заготовки; подналадка расточных резцов по данным173ак. 533
514 Особенности проект-ния инструмента для станков с ЧПУ и ГПСРис. 10.9. Набор вспомогательного инструмента для сверлильно-фрезерно-расточных станков
с ЧПУпробных проходов при обработке точных отверстий; удаление стружки
с инструмента и детали; подача СОЖ с регулировкой направления
и количества ее подачи.Автоматическая обратная зенковка (рис. 10.10) состоит из корпуса
77, к которому прикреплен фланец 72. В корпусе закреплен сменный12Рис. 10.10. Автоматическая обратная зенковка
Инструмент для сверлильно-фрезерно-расточных станков с ЧПУ 515хвостовик 3, в котором на оси 14 размещен поворотный резец 13.
На хвостовик 3 по шпонке 4 одета сменная обойма 7, которая
с помощью гайки 5 присоединяется к ползуну 6, имеющему
возможность во взаимодействии с пружиной 7 перемещаться по
цилиндрической посадке Н7//7 вдоль оси зенковки. На ползуне6 расположена втулка 8, на которой равномерно размещены шесть
шипов 9. Шипы 9 входят в пазы фланца 72, имеющего на торце
двенадцать зубьев, между которыми расположены впадины в виде
полуцилиндров с радиусом, равным радиусу шипов. Против зубьев
фланцев 72 расположены со смещением на 15° зубья венца 10.В рабочем положении режущая кромка резца 13 расположена
перпендикулярно к оси зенковки и удерживается в этом положении
пружиной 2. По окончании подрезки торца зенковку перемещают
в направлении обрабатываемой детали; после того как гайка 5 упрется
в деталь, ползун 6, сжимая пружину 7, перемещает шипы 9 до их
выхода из пазов фланца 72.Зубья венца 10 направляют шипы 9 во впадины фланца 72,
и все подвижные части зенковки фиксируются в крайнем, ближнем
к корпусу 77 положении. При этом обойма 7 поворачивает (сжимая
пружину 2) резец 13 вокруг оси 14 и удерживает его в пазу
хвостовика 3. В таком положении зенковка может быть извлечена
из отверстия обрабатываемой детали.Для подрезки следующего торца зенковку вводят в отверстие с упором
в деталь до тех пор, пока шипы 9 не перейдут из впадины в пазы фланца
72. Обойма 7 переместится в крайнее, дальнее от корпуса 77 положение,
и резец 13 под действием пружины 2 выдвинется из окна обоймы.Фирмой Bakuer (Италия) разработана система расточных оправок
с подналадкой режущего инструмента по данным измерений. В оправке
Bakuer Flex Bore (BFB), построенной по модульному принципу,
используется регулируемая головка с микрометрической регулировкой
с клиновым механизмом (см. рис. 4.6).Схема оправки BFB приведена на рис. 10.11. Оправка устанавлива¬
ется в шпинделе 2 при помощи конуса 7. На корпусе оправки имеется
кольцо 16 с рифлениями для отсчета числа оборотов шпинделя
с помощью бесконтактного датчика 7. На оправке расположено
коническое колесо 8, во впадины зуба которого может входить
наконечник 6 стопорного устройства. Стопорное устройство работает
от пневмоцилиндра двойного действия, который управляется двухпози¬
ционным трехходовым прямым клапаном с приводом от электромаг¬
нита (на рисунке не показан). Команда на электромагнит поступает от
системы ЧПУ станка. Давление воздуха должно быть в пределах 4—5
бар с тем, чтобы толкающее усилие не превышало 160 Н.Поршень 5 имеет площадь поверхности прямого усилия 3,14 см2,
а обратного — 2,3 см2. Поршень снабжен регулировочной гайкой,
необходимой для установки наконечника 6 таким образом, чтобы
он, входя во впадину колеса 8, находился там с зазором 0,05—0,15 мм.Пневмоцилиндр с поршнем 5 и бесконтактный индуктивный датчик7 располагаются в общем корпусе 4, устанавливаемом на шпиндельной
бабке 3.17*
516 Особенности проект-ния инструмента для станков с ЧПУ и ГПСПодналадка положения резца 13 осуществляется после измерения
обработанного отверстия. По команде устройства ЧПУ наконечник6 входит во впадину колеса 8. Отсчет числа оборотов шпинделя,
необходимого для выдвижения резца на размер коррекции, осущест¬
вляется при частоте вращения шпинделя 4 с-1.Вращение шпинделя 2 через двухступенчатую дифференциальную
передачу с остановленным колесом 8 кинематически преобразуется
Инструмент для сверлильно-фрезерно-расточных станков с ЧПУ 517во вращение стержня 9, вращающего через передачу 10 обойму 77,
на которой нарезана внутренняя резьба. При вращении обоймы 77
сухарь 12 с наружной резьбой перемещается вдоль оси и своим
выступом выдвигает резец 13.Для исключения зазоров резец 13 прижимается к сухарю 12
подпружиненным упором 77. Механизм перемещения резца закрыва¬
ется крышкой 14.При необходимости замены резца или перемещения на несколько
миллиметров необходимо ослабить винты в переходнике 15 с тем,
чтобы стержень 9 вышел из зацепления с выходным валом диф¬
ференциальной передачи. Затем для замены резца следует повернуть
обойму 10 до полного вдвигания резца внутрь головки, после чего
возможно его извлечение. При значительном изменении размера
обработки обойму 77 вращают до необходимого выдвижения резца,
пользуясь градуированной шкалой с ценой деления 0,02 мм.Для подвода СОЖ к режущим кромкам разработаны специальные
патроны, конструкция которых позволяет осуществлять их автома¬
тическую смену и автоматическую стыковку с системой подачи СОЖ
станка.Патрон устроен следующим образом (рис. 10.12). Хвостовик 7 с ко¬
нусом конусностью 7:24 имеет в передней части цилиндрическое
отверстие диаметром d, в котором винтами 10 может закрепляться
инструмент с цилиндрическим хвостовиком. На хвостовике патрона
запорным кольцом 9 закрепляется корпус 5, в котором размещены
подшипники 8, прокладки (кольца 6 и 7) и упор 2 в сборе
с устройством, обеспечивающим его подпружиненный ход.Рис. 10.12. Патрон для подвода СОЖ
518 Особенности проект-ния инструмента для станков с ЧПУ и ГПС10.3. Присоединительные размеры
конца шпинделя для подвода СОЖ, ммКонус 7:24А ±0,02d2^3minтCi406593170165. 45801072001835085133200192Рис. 10.13. Схема установки позициониру¬
ющего блока на шпиндельной бабкеПосле закрепления хвостовика 7 в шпинделе станка упор 2 входит
в позиционирующий блок станка и соединяется с каналом СОЖ.
СОЖ под давлением 0,3 МПа поступает в отверстие упора 2 и от¬
крывает шариковый клапан, состоящий из пружины 3 и шарика 4.
Через отверстие в упоре 2 и отверстие в корпусе 5 СОЖ подводится
к полости корпуса в отверстие в хвостовике 7; откуда поступает
в хвостовик сверла и затем по каналам в корпусе сверла к режущим
кромкам.После включения вращения шпинделя хвостовик 7 вращается
совместно с ним, а корпус 5, остановленный упором 2, остается
в постоянном положении относительно бабки станка. Для повышения
надежности патрона введены подшипники качения 8. Их защита от
СОЖ обеспечивается прокладками из тефлона 6.Упор 2 связан с позиционирующим блоком, установленным на
торце шпинделя.В настоящее время разработаны позиционирующие блоки и узлы
их присоединения к шпиндельным бабкам (рис. 10.13 и табл. 10.3).Упор 2 (см. рис. 10.12) должен входить в позиционирующий блок
на глубину 6 мм и не доходить до линии калибра на величину
Ci (рис. 10.13). Расстояние А для разных моделей станков колеблется.
У станков с конусом 40 в 98% случаев А = 65 мм, а с конусом 50
в 95% случаев .4 = 80 мм.После сверления глухих отверстий в них остается стружка, которую
удаляют с помощью специального устройства. В очищенное отверстие
дозатором подается масло, и затем осуществляется резьбонарезание.Устройство для удаления стружки (рис. 10.14) подключается к ин¬
дустриальному пылесосу через специальный разъем 2. Подвод смен¬
ного наконечника 5 к детали осуществляется при подаче 4—6 м/мин.После упора в деталь наконечника 5 стакан 6 перемещается
относительно хвостовика 7 и через трубу 7 перемещает плунжер4 разъема 2 до срабатывания конечного выключателя 3, который
подает команду на прекращение подачи устройства отсоса к детали.
Инструмент для сверлильно-фрезерно-расточных станков с ЧПУ 519Рис. 10.14. Устройство для
удаления стружкиДозатор для подачи масла (рис. 10.15) пригоден как для станков
с вертикальным, так и с горизонтальным шпинделем. Дозатор
позволяет ввести масло в отверстие или в другие зоны, которые
требуют смазывания и где СОЖ, имеющаяся на станке, не пригодна
для этих механических операций. Вместительность дозатора составляет
400, 600 и 800 см, а доза масла может регулироваться от нуля
до максимум 2 см2.Дозатор (рис. 10.15, а) состоит из хвостовика 1 для установки
в шпинделе станка, который соединяется с емкостью 2. В емкости2 установлен перепускной клапан 3 с запорной иглой 4, который
функционирует как в вертикальном (рис. 10.5,6) положении, так
и в горизонтальном (рис. 10.5, в), однако в последнем случае необ¬
ходима ориентация дозатора по углу вращения шпинделя. Из камеры8 масло поступает в наконечник 5, в котором находится плунжер6 с шариковым клапаном 7. При наличии масла в камере 8 дозатор
со скоростью 4—6 м/мин прижимается к детали до упора форсункой
10. Плунжер 6 перемещается в наконечнике 5, создавая давление
в камере 8. При этом давлении срабатывает шариковый клапан
520 Особенности проект-ния инструмента для станков с ЧПУ и ГПС7 и порция масла выбрасывается в зону предстоящей обработки.
Сменные привертные форсунки 10 имеют различную форму впрыска
для достижения наилучшего эффекта смазывания.После впрыска дозатор отводится от детали и плунжер 6 под
действием пружины 9 возвращается в исходное положение, работая
при этом как поршень насоса. В камере 8 создается разрежение,
клапан 4 открывается, и камера 8 заполняется. Количество масла
определяется размером хода плунжера 5. При максимальном ходе15 мм обеспечивается подача 2 см3 масла.Разработана модификация дозатора масла, позволяющая изменять
положение оси наконечника относительно оси шпинделя в пределах 45°.Для сокращения времени, затрачиваемого на базирование и закреп¬
ление заготовок, применяются сменные угловые головки, в которых
Инструмент для сверлильно-фрезерно-расточных станков с ЧПУ 521Рис. 10.16. Сменная угловая головка {9-шайба)ось шпинделя головки расположена относительно оси шпинделя
станка под углом 90° или под другим необходимым углом а. На
рис. 10.16 представлена конструкция головки с углом а = 45°. На
хвостовике 7 размещена коническая шестерня 6, находящаяся в зацеп¬
лении с шестерней 10, которая закреплена на шпинделе 8 с конусом
Морзе 3. Закрепление инструмента в шпинделе 8 осуществляется
путем вращения гайки 11 и осевого перемещения болта 72. Узел
шпинделя 8 фиксируется в корпусе головки 5 крышкой 7. Необходимая
жесткость головки достигается применением радиально-упорных под¬
шипников, размещенных в стакане 4 и закрытых крышкой 3.
Регулировка положения оси шпинделя 8 относительно шпоночных
пазов хвостовика 7 осуществляется поворотом кольца 16 с раз¬
мещенным в нем упором 14. Во время входа хвостовика 7 в коническое
522 Особенности проект-ния инструмента для станков с ЧПУ и ГПСотверстие шпинделя станка ползун 75
после контакта с позиционирующим
блоком перемещается по упору 14,
сжимая пружину 13. При этом поводок
77, размещенный в кольце 2, выходит
из зацепления с ползуном 75; корпус
головки 5 останавливается в заданном
положении, а хвостовик 7, вращаясь,
передает крутящий момент на шпин¬
дель 8. По окончании работы шпиндель
станка останавливается в определенном
угловом положении. Пружина 13 вы¬
талкивает ползун 75 и в результате
корпус головки 5 оказывается в необ¬
ходимом исходном положении.Ускорительные головки (мультипли¬
каторы) предназначены для обработки
на станках с ЧПУ конструкционных
сталей и чугунов нормальной обраба¬
тываемости концевым твердосплавным
и быстрорежущим инструментом диа¬
метром до 12 мм (сверла, центровки,
зенкеры, концевые и шпоночные фрезы
и т. п.) со скоростью резания, имеющей
оптимальные значения. Необходимость
в таких головках предопределяется тем,
что станки для обработки корпусных
деталей имеют ограниченную частоту
вращения шпинделя, не достаточную
для достижения оптимальной скорости
резания.Они должны обеспечивать возмож¬
ность: автоматической смены инстру¬
мента; установки концевого режущего
инструмента диаметром до 12 мм в цанговом патроне диаметром
менее 32 мм; максимального вылета головки от торца шпинделя
не более 150 мм без учета режущего инструмента. Головки должны
удовлетворять также следующим требованиям: максимальная частота
вращения режущего инструмента—не менее 130 с-1; коэффициент
мультипликации—4—5; максимальное радиальное усилие — не более
1000 Н; максимальное осевое усилие—не более 1000 Н; минимальная
жесткость — не менее 100 Н/мкм; уровень шума не выше 450 дБ;
периодичность смазывания не чаще одного раза в год; максимальный
крутящий момент на режущем инструменте — не более 4 Н м.Перечисленным требованиям наиболее полно отвечают мульти¬
пликаторы с использованием зубчатых планетарных передач. Может
быть применена простая планетарная передача, имеющая одну степень
подвижности. В такой передаче оси сателлитов закреплены на
вращающемся звене—водиле. Сателлиты вращаются каждый относи¬Рис. 10.17. Ускорительная головка
Инструмент для сверлильно-фрезерно-расточных станков с ЧПУ 523тельно своей оси и вместе с водилом относительно центральной
оси. Такая передача имеет большие нагрузочные способности и КПД,
чем зубчатые передачи тех же габаритов с неподвижными осями колес.Пример конструкции ускорительной головки приведен на рис. 10.17.
Корпус 1 выполняет роль водила, в котором на осях 9 закреплены
сателлиты 7. Корпус 1 неподвижно соединен с хвостовиком 3 с ко¬
нусом 7:24, устанавливаемым в шпиндель станка. Сателлиты 7 на¬
ходятся в зацеплении с корончатым колесом 8. Через солнечное
колесо 2 вращение передается на выходной вал 5, который движется
с частотой, в пять раз большей частоты вращения шпинделя. На
открытом конце выходного вала размещен цанговый патрон с цангой
10, которая при помощи гайки 11 зажимает цилиндрический хвостовик
инструмента 12. На другом конце выходного вала 5 с помощью
шайбы 4 закреплен маховик 6, предназначенный для повышения
равномерности вращения инструмента.Ускорительные головки подобного типа могут быть использованы
для обработки мелкоразмерным инструментом на станках, предназ¬
наченных для изготовления крупногабаритных деталей и имеющих
максимальную частоту вращения до 60 с-1. Увеличение скорости
резания до оптимальных значений позволяет значительно повысить
надежность работы инструмента.
Глава 11АВТОМАТИЗИРОВАННОЕ ПРОЕКТИРОВАНИЕ
РЕЖУЩИХ ИНСТРУМЕНТОВ11.1. МОДЕЛИРОВАНИЕ ОРГАНИЗАЦИОННОЙ СТРУКТУРЫ
САПР РИ И ЕЕ ПРОЕКТНЫХ МОДУЛЕЙРаскроем содержание структурных элементов приведенной схемы,
организационной структуры САПР РИ (рис. 11.1).Блок 7 содержит общую характеристику САПР РИ с раскрытием
содержания решаемых задач, что фиксируется одним из программных
модулей.Блок 2 определяет область формирования проектно-программных
модулей (ППМ, блок 4) на конструирование определенной номен¬
клатуры режущих инструментов (блок 3).В блоке 5 формируются базы данных (БД) на режущий инструмент
или его элементы, которые информационно объединены в систему
базы данных (СБД, блок 6).По такому же принципу формируются и системы технологических
процессов (ТП,блок 7) с набором ППМ на проектирование типовых
или оригинальных технологических процессов (ППМ ТП, блок 9),
на заданную номенклатуру инструмента (блок 8). Базы данных (блок
10) для технологических процессов могут содержать информацию
как о типовых технологических процессах, так и об элементах
нетиповых процессов, общих для нескольких однотипных инструмен¬
тов. Эти БД также объединены СБД (блок 11).Отображение структуры задач, решаемых САПР РИ целесообразно
представить в виде схемы набора ППМ, СБД и БД с указанием
функциональных связей.Наличие в САПР РИ ППМ на проектирование элементов инструмен¬
тального производства (блок 12) необходимо при разработке новых
производств. В этом случае на базе спроектированных технологических
процессов формируются ППМ на проектирование производственных
участков по изготовлению инструментов. Общие программные модули
(блок 14) содержат программы по компоновке оборудования, расчету
численности рабочих, расчету производственных площадей и др. Базы
данных (блок 75) содержат информацию о технологических процессах,
оборудовании, контрольно-измерительных приборах, типовых плани¬
ровках участков, цехов и заводов по производству инструмента. Общей
информационной базой является соответствующая СБД (блок 16).Элементы систем конструирования, технологии и организации
производства взаимосвязаны, что на рис. 11.1 отображено связями
fi—fi• Эти связи проявляются при разработке ППМ, что накладывает
определенные требования на последовательность в разработке ППМ.Краткая характеристика указанных связей заключается в следу¬
ющем.
Моделирование организационной структуры САПР РИ 525Рис. 11.1. Схема набора ППМ интегрированной САПР РИСвязь fi отображает влияние выходных параметров ППМ кон¬
струирования на входные параметры ППМ ТП. В зависимости от
условий реализации технологического процесса возможно воздействие
данных технологического процесса на выбор конструктивных элемен¬
тов режущего инструмента, т. е. в данном случае может иметь место
обратная связь.Аналогично связь /6 характеризует влияние выходных параметров
технологического процесса на формирование участка по изготовлению
инструмента. Если имеются определенные ограничения на оборудова¬
ние, производственные площади и другие параметры производства,
то это, в свою очередь, повлияет на структуру технологического
процесса. Аналогично и влияние связи /7 на проектирование участка,
что в некоторых случаях может
предотвратить проектирование
варианта технологического про¬
цесса на инструмент из-за несоот¬
ветствия производственных усло¬
вий выбранной конструкции ин¬
струмента.Несколько другой характер
имеют связи /2, /3, /4, /5. Они
характеризуют взаимодействие
элементов информационной среды
в виде БД на конструирование,
технологию изготовления и про¬
ектирование производственных
участков.С Целью фиксации количест- рИСш ц.2. Мультиграф отображения схемы
венных характеристик структуры набора ппм*1
526 Автоматизированное проектирование режущих инструментоврешаемой задачи схему, представленную на рис. 11.1, можно отоб¬
разить в виде мультиграфа rMci (рис. 11.2) с соответствующей
матрицей смежности*1 Х2 х3 х4 х5 х6 хп*10111000Х21410111Хз1130010х41012001*50000311*60000031Хп0000003гдеГ 0, если
а л = < 1, если|где п — число петель.Числа на главной диагонали определяют количество петель при
вершине, которое соответствует числу ППМ или БД. Числа, рас¬
положенные не на главной диагонали, отображают наличие прямых
и обратных связей между ППМ и БД. Если каждому числу (или
каждой единице числа) присвоить количественный показатель (на¬
пример, требуемый объем памяти, время счета и т. п.), то возможны
оценка предполагаемой структуры САПР РИ и, следовательно,
последующий выбор параметров организационной структуры и тех¬
нических средств.11.2. РАЗРАБОТКА ПРОЕКТНЫХ МОДУЛЕЙ ПО ВЫБОРУ
И РАСЧЕТУ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ РЕЖУЩЕГО
И ВСПОМОГАТЕЛЬНОГО ИНСТРУМЕНТАСтруктура задач конструирования режущего инструмента, предо¬
ставленного на рис. 11.1 набором ППМ, в общем виде не раскрывает
содержания и направлений развития проектных модулей по конкрет¬
ным направлениям. Целесообразно представить схему развития кон¬
струирования как автономную САПР конструирования РИ (рис. 11.3).
По данной схеме САПР конструирования задан в сочетании с САПР
вспомогательного инструмента (САПР ВИ). При сочетании таких
САПР возрастает надежность выбора оптимальной комбинации
режущего и вспомогательного инструмента для заданного технологиче¬
ского процесса и, кроме того, расширяется информативность как
САПР РИ, так и САПР ВИ.Раскроем содержание блоков, приведенных на рис. 11.3.Перечисление номенклатуры инструментов, диапазон их размеров,
материал инструмента и другие параметры, т. е. краткая харак¬
теристика САПР РИ на каждый тип инструмента содержится
в отдельных ППМ (блок 7) или на все инструменты в целом
в одном ППМ.
Разработка проектных модулей527Рис. 11.3. Схема набора ППМ конструирования режущего инструментаВ блоке 2 сосредоточены ППМ на проектирование цельных
режущих инструментов (САПР РИЦ). При разработке конкретных
САПР РИ целесообразно объединять в группы сходные типы
лезвийных инструментов (рис. 11.4), что позволит использовать для
них одни и те же проектно-расчетные модули.В качестве примера можно выделить ППМ цельных сверл
и зенкеров. Большой набор различных типов цельных сверл не
позволяет установить единую методику проектирования. Мелкораз¬
мерные спиральные сверла (диаметром 0,08—1,0 мм) имеют свои
особенности проектирования, а ступенчатые и перовые не укладыва-Рис. 11.4. Схема интеграции проектных модулей для осевой группы инструмента
528 Автоматизированное проектирование режущих инструментовются в рамки методики проектирования обычных спиральных сверл,
однако одинаковые модули по выбору инструментального материала,
назначению размеров хвостовиков и других параметров можно
использовать для двух, трех и более типов инструментов.ППМ конструирования цельного инструмента поддерживается БД
стандартного или нормализованного инструмента (блок j) с соответст¬
вующей системой баз данных (блок 4). В данном случае БД может
быть общей для САПР РИ и некоторого производственного участка.Системы проектирования сборного режущего инструмента (САПР
РИС) функционируют как САПР узлов и деталей сборного режущего
инструмента (блок 5).Если задачей САПР РИЦ является проектирование одной детали,
то САПР РИС предназначена для проектирования нескольких деталей
(от двух и более) с последующей их компоновкой. Следовательно,
САПР РИС по содержанию принципиально отличается от САПР
РИЦ и ППМ, предназначенные для проектирования цельного инст¬
румента, не пригодны для сборного.Сборный инструмент имеет признаки гибкой конструкции, о чем
было сказано выше. Целесообразно выделить ППМ на проектирование
сборного инструмента, отличающегося по степени гибкости. В блоке 6
содержатся ППМ на проектирование сборного нерегулируемого ин¬
струмента; в блоке 7—ППМ на проектирование инструмента, ре¬
гулируемого на размер; в блоке 8—ППМ на проектирование
инструмента с регулировкой по геометрическим параметрам; в блоке9—ППМ на проектирование инструмента, имеющего наивысший
показатель гибкости. Каждый ППМ поддерживается БД (блоки10—13), информационно объединенной в СБД (блок 14).Развитие САПР РИС на предприятии по данной схеме будетспособствовать внедрению конструкций инструмента, соответствующих
уровню автоматизации производства в целом.Характеристика ППМ на проектирование вспомогательного ин¬
струмента содержится в блоке 15 с пос¬
ледующим разбиением ППМ на группы
с учетом степени гибкости вспомога¬
тельного инструмента: оправки стаци¬
онарные с переходниками (блок 16);
оправки-ускорители, позволяющие уве¬
личивать частоту вращения инструмен¬
та по отношению к частоте вращения
шпинделя (блок 17); оправки реверсив¬
ные с изменением направления враще¬
ния на противоположное (блок 18);
оправки с изменением направления дви¬
жения под углом 90°. Каждый ППМ
информационно поддерживается базой
данных (блоки 20—23).Взаимодействие проектирующих си¬
стем между собой и степень их пере¬
крытия друг другом по составляющимРис. 11.5. Схема интеграции ППМ
САПР РИ
Моделирование в проектировании режущих инструментов 529модулям зависят от задачи САПР РИ, типа инструмента, вида
производства и других факторов. Каждая система может функци¬
онировать самостоятельно, однако по мере развития и расширения
возможностей систем, а также их количественного накопления степень
интеграции возрастает (рис. 11.5).11.3. МОДЕЛИРОВАНИЕ В ПРОЕКТИРОВАНИИ
РЕЖУЩИХ ИНСТРУМЕНТОВПри решении задач автоматизации проектирования основные
свойства и характеристики режущих инструментов описывают с по¬
мощью формальных математических моделей, обеспечивающих адек¬
ватность и сохраняющих наглядность и необходимую содержатель¬
ность.Основные требования, предъявляемые к математической модели:
адекватность и простота представления исходного объекта; инфор¬
мационная сложность, т. е. возможность перехода от одной мате¬
матической модели к другой, от объекта к модели и обратно;
удовлетворение требований к объему памяти ЭВМ; простота об¬
работки и наглядность.Выбор варианта математической модели зависит от постановки
задач и проектирования режущего инструмента. При оснащении
технологического процесса инструментом возникают различные уровни
решения задач проектирования: первый уровень — поиск требуемого
типоразмера; второй—корректировка параметров нормализованного
инструмента; третий — проектирование нового специального инстру¬
мента.Ввиду того что задача третьего уровня предполагает проектирова¬
ние инструмента в полном объеме, а задачи первого и второго —
только некоторых параметров, остановимся на формировании ма¬
тематических моделей при решении задач третьего уровня.При анализе и синтезе конструкций инструмента при автомати¬
зированном проектировании определенные удобства представляют
графовые модели, обладающие наглядностью и универсальностью
и допускающие использование ЭВМ.Любую конструкцию режущего инструмента можно представить
в виде графа, показанного на рис. 11.6.В данном графе Г х = (х, Ё) каждая вершина и ребро определяют
часть конструкции инструмента, конструктивный элемент или парамет¬
ры части конструкции или конструктивного элемента.Ребро /: представляет подмножество множества вершин графа
li^x и одновременно 1\ = {хи х2, *3, хА). Если Xi~х4, в своюпочередь, являются множествами, то /х = U xt.i — 1Предметная ориентация ребер и вершин графа характеризуется
выражением Г1=(х, Е). Ребро /х определяет область формирования
основных частей инструмента: (РЧ)) — рабочую часть; х2 (КЧ) —
калибрующую; х3 (НЧ) — направляющую; х4 (КРЧ) — крепежную часть.
530 Автоматизированное проектирование режущих инструментовРебро lxl = U хи формирует область конструктивных элементовf=iрабочей части: (ЛИ)—лезвие инструмента; х12 (ПП)—переднюю
поверхность; х13 (ЗП) — заднюю поверхность. Для конкретных ин¬
струментов этот перечень может быть расширен от Хц до
хп1 в зависимости от числа конструктивных элементов.П2Аналогично ребро lx2 = U x2i определяет объединение конструк-i = 1тивных элементов калибрующей части: х21 (ЛН)—ленточку;
х22 (ТС)— торцовое сечение.пзРебро 1хЪ = U x3i формирует направляющие части: х31(ПН) —г=1переднюю направляющую; х32 (ЗН)—заднюю направляющую.
Моделирование в проектировании режущих инструментов 531Л4Ребро lx4 = U x4i соответствует объединению конструктивных эле-
i = iментов крепежной части инструмента: х41 (ХВ) — хвостовика;
х42 (Ш)—шейки.Таким образом, компоновка режущего инструмента на уровне*
основных его частей определяется объединениемh= U xti=iна уровне конструктивных элементовП П1 П2 ПЗ П4li= U lXi= U хи U x2i U x3i U x4i.
i = 1 i = 1 i — 1 1=1 i = 1Каждый конструктивный элемент характеризуется определенными
линейными, угловыми размерами, числами зубьев и т. д. На графе
это отображается ребрами 1х11, /х12, 1х13, /*2ь L22, hзь /*32, /*4ь
1Х42, а каждое ребро определяет набор параметров, характеризующих
конструктивный элемент инструмента. Например, передняя поверх¬
ность (ПП) х12 задается передним углом у{х\2), углом наклона
винтовой передней поверхности co(xi2), наличием подточки (xi2) и т. д.к2Следовательно, lx 12— U х\2, где к2 определяет число параметров.i — 1Соподчиненность частей инструмента, конструктивных элементов
и их параметров на графе обозначена вершинореберными связями {jtl5
Ixi}, {х2, lx2}, {*3, kз}, {*4, {^11. /ill), {*12, lx 12} и т. д., каждая из
которых является ребром связного графа, множество вершин которого
представлено подмножеством вершин и подмножеством ребер.Некоторые параметры и свойства относятся непосредственно
к какой-либо части инструмента или к инструменту в целом. Область
формирования этих параметров представлена ребрами /£ь 1х2, /^3,
1х4> а для инструмента в целом — ребром /^5. К таким параметрам
могут относиться материал инструмента или его частей, покрытие-
диаметра л ьные размеры.На основании анализаг графовой модели определяются параметры
конструктивных элементов, частей и инструмента в целом как
объединение множеств этих параметров, представленных ребрами
данного графа. В результате операции объединения формируется
множество неповторяющихся параметров. Из данного множества
производится выборка параметров, по которым проектируется ин¬
струмент на ЭВМ. Например, для цельного спирального сверла
множество неповторяющихся параметров включает диаметр сверла
d, его длину /, код инструментального материала (КИМ), геомет¬
рические параметры: передний угол у, задний угол а, угол при
вершине 2ср, угол наклона стружечной канавки со; ширину / и глубину
g ленточки, координаты торцового сечения, параметры хвостовика.Для определения каждого названного параметра необходимо
сформировать исходные данные, которые определяют конструкцию
режущего инструмента в целом.
532 Автоматизированное проектирование режущих инструментовРис. 11.7. Граф отображения исходных дан¬
ных на проектирование инструментаВзаимосвязи исходных данных
с параметрами сверла представим
в виде графа Г2 = (х, Е\ у ко¬
торого х—множество вершин,
Е—множество ребер, причем
каждое ребро lt <^Е представляет
собой некоторое подмножество
вершин и сх (рис. 11.7).Ребро графа является об¬
ластью формирования исходных
данных. Исходные данные раз¬
биты на три группы.Первая группа характеризует
обрабатываемую деталь и опреде¬
ляет непосредственно связи между
заготовкой и инструментом (реб¬
ро /3). Каждая вершина ребра
/3 определяет: материал детали,
его химические, физические и ме¬
ханические свойства (вершина Хх);
требования по шероховатости об¬
рабатываемой поверхности (х2);
точность обрабатываемой детали
(х3); геометрическую форму обра¬
батываемой детали (х4); метод
получения заготовки детали
(штамповкой, литьем и др.) (х5);
габаритные размеры детали и ее
массу (х6); другие дополнитель¬
ные данные (х7).
непосредственно к самому инструменту
отображают: тип инструмента и особен-
габаритные размеры инструмента (х9);характер производства инструмента
требования к переточке инструментаВторая группа относится
(ребро /4). Вершины ребра /4
ности его конструкции (л:8);
материал инструмента (х10);(единичное, серийное) (хп);(xi2); особенности термообработки и методы нанесения износостойких
покрытий на рабочую поверхность инструмента (х13); другие допол¬
нительные данные (х14).Третья группа относится к условиям эксплуатации инструмента
(ребро /5). Вершины ребра /5 описывают: режимы резания (х15),
характер производства деталей (единичное, серийное и др.) (х16),
вид СОЖ и способ подвода ее в зону резания (*17), регламента¬
цию по стойкости инструмента (х18), форму стружки и ее отвод
(х19), вид оборудования, на котором предполагается использование
инструмента и его мощность (х20), другие дополнительные данные
(*2l).
САПР спиральных сверл533Параметры инструмента формируются в области ребра /2, где
вершины ;с22—*3i индексируют данные параметры.Дуги графа (/ь /2), (/3, h), (/4, h), Us, h) фиксируют прямые
связи между исходными данными и параметрами инструмента, а (/2,
h), (h, h), ih, U)» (h, h)—обратные связи. В этом случае ребра
графа играют роль вершин.Одна из сложных задач при проектировании инструмента —
определение числа исходных данных и степени их влияния на каждый
параметр.В качестве примера на графе Г2 = (х, Ё) обозначены дуги (хи х24), (.х9,
*2Д (*i5> *24)X*i6» *24)>(*2<ь *24), указывающие на зависимость выбора
инструментальной стали от материала детали (хх), габаритов инструме¬
нта (х9), скорости резания (х15), серийности производства (х1б),
состояния оборудования (х20). На выбор инструментального материала
влияют исходные данные, принадлежащие всем трем группам (ребра /3,
/4, /5), а также параметры инструмента, ранее определенные (х22).Таким образом, при расчете любого параметра инструмента
используются исходные данные и результаты расчета предшествующих
параметров в структуре графа Г2 = (х, Ё) в соответствии с построенным
алгоритмом решения задачи.11.4. САПР СПИРАЛЬНЫХ СВЕРЛОбоснование разработки САПР РИ-сьерло. Для обработки отвер¬
стий используются следующие типы сверл: спиральные, перовые,
пушечные, ружейные, центровочные, головки для кольцевого сверле¬
ния. Каждый из этих типов имеет свою область применения.Спиральные сверла применяются для обработки отверстий диамет¬
ром до 100 мм, причем длина отверстия не должна превышать
величины 10Д где D—диаметр отверстия. Достигаемая при сверлении
точность обработки отверстия соответствует 11 — 14-му квалитетам.Основные размеры спиральных сверл стандартизованы, например
ГОСТ 885—77 оговаривает диаметры сверл, в ГОСТ 10903—77 или
ГОСТ 4010—77 приведены общая длина сверла, длина рабочей
части, хвостовика и шейки.Однако в реальных условиях не всегда удается выполнить
рекомендации стандартов по тому или иному конструктивному
параметру сверла, что связано с многообразием форм и конструкций
обрабатываемых деталей, например выбрать диаметр сверла из
рекомендуемого ряда, если получаемое отверстие в дальнейшем
обрабатываться не будет, или увеличить длину шейки при наличии
у обрабатываемой детали выступов. В этом случае необходимо
проектировать оригинальную конструкцию, учитывающую все особен¬
ности детали, условия эксплуатации и накладываемые на элементы
сверла ограничения.В этом разделе рассмотрена методика проектирования ори¬
гинальных спиральных сверл в условиях автоматизированного про¬
ектирования.
534 Автоматизированное проектирование режущих инструментовРис. 11.8. Обобщенная блок-схема проекти¬
рования сверлаСтруктура и состав подсистемы
САПР РИ-сверло. Исходной базой
для разработки САПР РИ-сверло
является граф, основные принци¬
пы построения которого изложе¬
ны в предыдущем разделе. На
основе анализа графа можно сде¬
лать вывод о самостоятельности
отдельных этапов проектирования
и целесообразности выделения их
в отдельные подсистемы. К ним
можно отнести, например, подси¬
стему по определению основных
конструктивных элементов, подси¬
стему выбора инструментального
материала и др.Следовательно, САПР РИ-
сверло целесообразно представить
в виде отдельных блоков, каждый
из которых будет функционировать в системе самостоятельно.В состав укрупненной блок-схемы САПР РИ-сверло (рис. 11.8)
помимо модулей, связанных с проектированием инструмента, входят
и сервисные модули, необходимые для организации вычислительного
процесса и удобства работы с системой, например ввод исходных
данных и их контроль.Рассмотрим более подробно некоторые из блоков.Ввод-вывод и контроль исходных данных. При автоматизированном
проектировании спиральных сверл в качестве исходных принимаются
параметры, выявленные на начальном этапе разработки методики
проектирования при вскрытии внешних связей. Причем, с одной
стороны, для создания универсальной системы и получения оп¬
тимальной конструкции сверла необходимо стремиться к расширению
числа учитываемых факторов, а с другой—с целью облегчения
работы с системой следует уменьшать число вводимых параметров.
Поэтому оптимальным является набор необходимых и достаточных
(для заданных условий работы системы) параметров.Исходными параметрами при автоматизированном проектировании
спиральных сверл являются: D — номинальный диаметр отверстия,
мм; НО — нижнее предельное отклонение диаметра отверстия, мм
(с учетом знака); ВО — верхнее предельное отклонение диаметра
отверстия, мм (с учетом знака); /с—длина сверления; КОМ — код
обрабатываемого материала детали; НК — наличие корки, окалины
или альфированного слоя у титановых сплавов (НК = 1 при наличии
корки, окалины, НК = 0 при их отсутствии); ЖСПИД—жесткость
системы СПИД (ЖСПИД=О при пониженной жесткости, ЖСПИД =1
при нормальной жесткости, ЖСПИД = 2 при повышенной жесткости);Q SVERLO^Lисходных данныхРасчет
конструктивных и
геометрических
параметров сверлаL 1_Проверка сверла на
прочность, жесткость
и устойчивость[т7СУ£777 параметров
канавочной фрезыРасчет параметров
хвостовика, шейки и
длины сверлап-//Вычерчивание
на графопостроителе
рабочего чертежа
сверла
САПР спиральных сверл535v — скорость резания (и=1 при обычной скорости, v = 2 при повышен¬
ной скорости); СИЗГ — способ изготовления сверла (канавок) (фрезеро¬
ванием— СИЗГ-1, прокатом — СИЗГ-2, вышлифовкой — СИЗГ-З,
литьем — СИЗГ-4); МП — масштаб производства обрабатываемой де¬
тали (МП-1—единичное и мелкосерийное; МП-2 — среднесерийное,
МП-3 — крупносерийное и массовое); АО — автоматизация оборудова¬
ния, на котором будет производиться сверление (АО-1—обычные
станки: универсальные, специальные и полуавтоматы, АО-2 — автома¬
ты, автоматические линии, станки с ЧПУ); КТС — код типа стружки;
пт—количество точек торцового сечения сверла и др.В качестве исходной выступает также условно-пост». >ши«.и [■.
мация, к которой относятся: таблица по выбору инструментального
материала и таблица коэффициентов и параметров, зависящих от
обрабатываемого материала. Условно-постоянная информация должна
храниться на магнитном диске или магнитной ленте и в нужный
момент вызываться в ту или иную точку программы расчета сверла.Для осуществления контроля правильности введенных параметров
и оформления документации по расчету сверла исходные данные
выводятся на печать.Поскольку программа расчета сверла имеет определенную область
применения, ограниченную допустимыми значениями исходных данных
(например, диаметр отверстия D не должен быть больше 100 мм,
а длина сверления /с не должна превышать 10D), то необходима
проверка исходных данных.Назначение блока проверки исходных данных (блок 3) заключается
в том, чтобы определить, принадлежат ли введенные данные области
допустимых значений. Если все параметры введены правильно, то
выполнение программы продолжается. В противном случае на ви¬
деотерминал выдается диагностическое сообщение о необходимости
проверки той или иной введенной величины, а выполнение программы
приостанавливается до ее исправления.Банк исходных данных по обрабатываемому материалу. Анализ
внешних связей, т. е. действующих факторов, показывает, что многие
геометрические и конструктивные элементы сверла зависят от матери¬
ала обрабатываемых деталей. Это обусловливает необходимость
считать в качестве первоочередной задачи разработку и формирование
обширного банка исходных данных по обрабатываемому материалу.От физико-механических свойств обрабатываемого материала за¬
висят такие геометрические параметры сверл, как угол в плане ср,
угол наклона стружечных канавок со, задний угол и др. В имеющейся
литературе по сверлам и методикам их проектирования нет форма¬
лизованных зависимостей в виде математических формул между
свойствами обрабатываемого материала и значениями геометрических
параметров инструмента. Эти связи между ними даются в форме
табличных рекомендаций, позволяющих назначить значения геомет¬
рических параметров для обработки деталей из различных широко
распространенных материалов.На основе имеющихся в литературе данных не представляется
возможным установить достаточно точное соответствие между значе¬
536 Автоматизированное проектирование режущих инструментовниями углов 2ф и значениями различных параметров, характеризу¬
ющих физико-механические свойства обрабатываемого материала, так
как очень часто эти соответствия приводятся для довольно широкого
диапазона значений параметров. Например, для обработки мягкой
и никелевой стали (с 3,5% Ni) в широком диапазоне твердости
(HRC^32) угол 2ср принимается равным 118°.Если исключить из рассмотрения резко выделяющиеся или широко
рекомендуемые значения параметров, как этого требуют статистичес¬
кие методы обработки экспериментальных данных, то количества
ь информационных материалов оказывается недостаточно, чтобы с по¬
мощью регрессионного анализа получить функциональные зависимо¬
сти для искомых параметров в виде аналитических выражений.Аналогичная ситуация сложилась и с зависимостью от обрабатыва¬
емого материала и других параметров — заднего угла, угла наклона
винтовых стружечных канавок.Из изложенного выше следует, что установить точно детер¬
минированные функциональные связи геометрических параметров
с обрабатываемым материалом в виде аналитических зависимостей
не представляется возможным. Поэтому формализацию этих связей
целесообразно выполнять на основе разработки информационного
массива данных по обрабатываемым материалам в виде многоран¬
говой матрицы. Матрица состоит из / строк и К столбцов. Число
строк определяется количеством соответствующих этим материалам
различных параметров и характеристик. Эта матрица—таблица
взаимно однозначного соответствия—должна содержать в себе не
только информацию о назначении геометрических параметров сверл,
но и определение других параметров, например, характеризующих
физико-механические свойства обрабатываемого материала, которые
требуются для всей системы проектирования сверл.При формировании общей структуры матрицы необходимо пре¬
дусматривать возможность ее последующего постоянного пополнения
как в части расширения количества обрабатываемых материалов,
так и в части накопления по ним другой информации, необходимой
для проектирования специальных конструкций сверл. Построение
САПР сверла, работающей в диалоговом режиме, позволяет, таким
образом, развивать и накапливать банк исходных данных по об¬
рабатываемым материалам.С учетом сказанного составляется карта выбора оптимальной
марки инструментального материала по форме табл. 11.2. Заполнение
табл. 11.2 производится на основании справочных материалов,
нормалей, данных заводов и экспериментальных данных. В табл.
11.1 введены обозначения, число вариантов и диапазон баллов.Число марок обрабатываемых материалов лежит в пределах от10 до 200. Если карты выбора составляются для конкретного
предприятия (отрасли), то и число марок следует ограничить с учетом
потребностей данного предприятия (отрасли). Применение марки
инструментальной стали для обработки материалов различных видов
оценивается по шестибалльной системе—А, 1, 2, 3, 4 и 5. Индексу
А присваивается число баллов — 60 (А = — 60) и его наличие указывает
САПР спиральных сверл53711.1. Данные для составления карты выбора оптимальной марки инструмен¬
тального материалаПараметрОбозначениеЧисловариантовБаллыОбрабатываемый материалКОМ10—200А, 1—5Скорость резанияСР21—5Серийность производстваСП31—4Способ изготовления инструментаСИЗГ41—3Диаметр инструментад31—3Наличие маркиНК21—3Жесткость станкаСЖ31—3Автоматизация оборудованияАО21—3Наличие инструментального материалаКв20,1на неприменяемость инструментальной стали для обработки данного
материала детали.^ Число вариантов по скорости резания (СР) принято 2 — нормальная
и повышенная скорости резания с оценкой в баллах от 1 до 5.Серийность производства предполагает три варианта — единичное,
серийное, массовое с оценкой в баллах от 1 до 4.Изготовление инструмента возможно четырьмя способами: фре¬
зерованием канавок (зубьев), проектированием (накатыванием), штам¬
повкой, литьем заготовки инструмента с оценкой от 1 до 3 баллов.Жесткость станка принята нормальной, повышенной, высокой
с оценкой от 1 до 3 баллов.Автоматизация оборудования в двух вариантах означает — авто¬
матизированное оборудование, неавтоматизированное оборудование.Наличие инструментального материала на предприятии определя¬
ется коэффициентом Кв, и если А^в = 0, то марка не печатается
и сумма баллов для нее не подсчитывается.Пример определения марки инструментальной стали по карте
выбора: КОМ — 1; СР—нормальная; СП — серийное; СИЗГ — фрезе¬
рование; Д = 10; НК—нет; СЖ — повышенная жесткость; АО—неав¬
томатизированное, Къ = 1.Подсчет суммы баллов для каждой марки:У12А —1 + 1 + 1 + 1 + 1+2 + 2=109ХС —2 + 2 + 2 + 2+1 + 1+2+1 = 13Р6М5 —5 + 5 + 4+1+2 + 3 + 2 + 3 = 25Р12 —4 + 4 + 3 + 1+2 + 2 + 2 + 2 = 20Р9 —19Р18 —16Р9К5 —17Р9К10 —13Р12ФЗ —16Р6МЗФЗ—18
538 Автоматизированное проектирование режущих инструментов11.2. Компоновка БД по материаламкомФакторыМаркаВариантыСРСПстали123100нормаль¬повы¬еди¬серий¬массо¬наяшеннаяничноеноевоеУ12М11А1А41А9ХС2212А411Р6М55515А343Р124414А233Р94414А233Р183313А124Р9К544224234Р9К1022215133Целесообразно на печать выдавать шесть марок, имеющих на¬
ибольшую сумму баллов, для того чтобы технолог имел право
выбирать.Пример компоновки БД по материалам детали и инструменталь¬
ным сталям приведен в табл. 11.2.Определение размера наружного диаметра сверла. Исходными
параметрами при определении размера наружного диаметра сверла
являются диаметр обрабатываемого отверстия D и его верхнее ВО
и нижнее НО отклонения, соответствующие квалитету точности
отверстия.При расчете диаметра сверла d предполагается, что линия b—b
номинального диаметра сверла (рис. 11.9) не должна выходить за
пределы участка, ограниченного линиями 1—2 и 3—4.Положение линии 1—2, устанавливающей верхнюю границу d,
определяется максимальной разбивкой отверстия Рщах, вычисляемой
по формулеРтах Аф8(),где Кр—коэффициент разбивки отверстия; принимается равным 0,5
или определяется экспериментально; 50—допуск на отверстие.Линия 3—4 (линия нижней границы d) проходит по линии
наименьшего допустимого диаметра отверстия.Расчет наружного диаметра сверла выполняется в такой после¬
довательности: максимально допустимый диаметр обрабатываемого
отверстия определяется по формуле Dmax = D + ВО; минимально до¬
пустимый диаметр отверстия—Dmin = Z> + HO. Зная верхнее и нижнее
отклонения, определяем допуск на диаметр отверстия.Максимально допустимый диаметр сверла находят как разность
между максимально допустимым диаметром отверстия и разбивкой,
САПР спиральных сверл539Рис. 11.9. Схема определения номинального диаметра сверлаНайденное значение dmax необходимо округлить до ближайшего
меньшего по стандарту с учетом параметра кратности округления
а0. Величина а0 зависит от dmax, при: dmax^3 #o = 0,05; 3^тах<14
а0 = 0,1; 14dmax^32 яо = 0,25; 32Jmax51 яо = 0,5; dmax51 яо=1,0.Если округленнее значение диаметра сверла удовлетворяет условиюdoup ^ -Dmin •>то принимают d—dQкр. В противном случае повторяют округление
dmax с новым параметром округления а1=0,5ао, причем третий знак
после запятой у а! отбрасывается. Если после этого условие d0Kp^Dmin
выполняется, то принимают d=d0кр,' в противном случае d=dmax.В дальнейших расчетах используется значение d с двумя знаками
после запятой.Допуск на наружный диаметр назначается по h9 или h8.Назначение величины обратной конусности Ad по наружному
диаметру на 100 мм длины осуществляется с учетом диаметра сверла: при
d^2 Ad=0,01 -0,025; при 2^10 Ad= 0,03-0,08; при 10^18
Ad=0,05 — 0,1; при 18^63 Ad= 0,06 —0,12; при 63^100 Л£/=0,1—0,2.На основании изложенной методики составляется блок-схема
алгоритма определения диаметра спирального сверла (рис. 11.10).Поскольку процедура расчета диаметра сверла является составной
частью системы автоматизированного проектирования спиральных
сверл, она оформлена в виде подпрограммы, которая вызывается
из основной программы.В результате работы подпрограммы получаем номинальный диа¬
метр сверла d.Вызов процедуры имеет вид: CALL DSVERL (D, ВО, НО, КР,
DM), где DSVERL — имя подпрограммы.Текст подпрограммы по расчету диаметра сверла с учетом
принятых обозначений (табл. 11.3) приведен ниже, описание ее логи¬
ки— в табл. 11.4, описания проектных модулей—на рис. 11.11.
540 Автоматизированное проектирование режущих инструментовГ— 15Округление dmax до
ближайшего значения,
кратного а0.
Получим d0Kp'Q Останов )Рис. 11.10. Блок-схема определения номинального диаметра сверла11.3. Параметры, используемые при определении диаметра спирального сверлаОбозначение параметра
программе (идентификатор)Обозначение параметра в методике
и его наименованиеАМ0, АМ1ВОDDMDMAXDMINDEOРМАХDMMAXDMOKRНОКРа0, ах—параметры, указывающие кратность округле¬
ния диаметраверхнее отклонение диаметра отверстия
номинальный диаметр отверстия
диаметр сверламаксимальный диаметр отверстия
минимальный диаметр отверстия
допуск на отверстие
максимальная разбивка отверстия
максимально допустимый диаметр сверла
округленное значение dmax (с учетом а0 или аг)
нижнее отклонение диаметра отверстия
коэффициент разбивки отверстияВО-D-d-Dmax-T^min “
5о-Лпах-
dmax ~нз:
САПР спиральных сверл54111.4. Логика процедуры определения диаметра сверлаНомераоператоровФункции123—456—78—20212223—2425—262728—3233Заголовок процедуры
Описание переменной
Определение максимального Dw
ров отверстияОпределение допуска на отверстие 50Расчет максимального диаметра сверла dmax исходя из мак¬
симальной разбивки отверстия Ртах
Определение параметра кратности округления а0
Округление dmax с учетом а0Если dOKp^Dmin, то переходим к оператору 23, в противном
случае — к оператору 25Определение диаметра сверла d и выход из процедуры
Определение нового параметра кратности округления а±
Округление dm&x с учетом aYОпределение диаметра сверла в зависимости от выполненияусловия d0,pDminВозврат в основную процедуруПрограмма —
диспетчер
SI/ERL0Диаметр сверлаДлина сверлабанк данных материалов РИбанк данных по а, сиs Параметры ленточкиРасчет на жесткость,
прочность, устойчивостьРасчет координат
торцового сеченияF Расчет геометрических
3 характеристикбанк данных - виды проточекРис. 11.11. Состав основных проектных модулей
542 Автоматизированное проектирование режущих инструментовПодпрограмма расчета номинального диаметра сверлаSUBROUTINE DSVERL (DM)REAL КРTYPE РАСЧЕТ ДИАМЕТРА СВЕРЛА:’1 TYPE ВВЕДИТЕ ПАРАМЕТРЫ ОБРАБАТЫВАЕМОГО
ОТВЕРСТИЯ D, ВО, НО’TYPE 22 FORMAT (10Х,’ D = \ $)ACCEPT *, DIF (D.GT.0.0.AND.D.LE.100.) GOTO 3
TYPE ДИАМЕТР ОТВЕРСТИЯ ВЫХОДИТ ЗА ПРЕ¬
ДЕЛЫ ДОПУСТИМЫХ * ЗНАЧЕНИЙ’GOTO 13 TYPE 44 FORMAT (10Х,’ BO = \ $)ACCEPT *, ВОTYPE 55 FORMAT (10X,’ HO = \ $)ACCEPT *, HOWRITE (12,6) D6 FORMAT (’ ДИАМЕТР ОБРАБАТЫВАЕМОГО ОТВЕР¬
СТИЯ’, T36,’ D = \ F8.3)WRITE (12,7) BO7 FORMAT (T14,’—ВЕРХНЕЕ ОТКЛОНЕНИЕ’, T36,’ BO = ’,
F6.4)WRITE (12,8) НО8 FORMAT (T14,’—НИЖНЕЕ ОТКЛОНЕНИЕ’, Т36,’ НО = ’,
F6.4)TYPE ВВЕДИТЕ КОЭФФИЦИЕНТ РАЗБИВКИ ОТВЕР¬
СТИЯ —КР’TYPE 99 FORMAT (10Х,’ КР = \ $)ACCEPT 10, КР10 FORMAT (F8.4)IF (КР) 11, 11, 1211 KP=.7512 WRITE (12, 13) КР13 FORMAT (’ КОЭФФИЦИЕНТ РАЗБИВКИ ОТВЕРСТИЯ
Т36,’ КР = ’, F6.4)14 DMAX = D + BO
DMIN = D + HO
DEO=ВО-НО
РМАХ = KP*DEODMM АХ = DM АХ - РМАХ
IF (DMMAX — 3.) 19, 19, 1515 IF (DMMAX-14.) 20, 20, 1616 IF (DMMAX —32.) 21, 21, 1717 IF (DMMAX-51.) 22, 22, 18
САПР фасонных резцов54318 AM0 = 1.GOTO 2319 АМ0 = О.О5
GOTO 2320 АМ0 = О.1
GOTO 2321 АМ0 = О.25
GOTO 2322 АМ0 = О.523 DMOKR = AINT (DMM АХ/AM 0)*АМ 0
IF (DMOKR-DMIN) 26, 24, 2424 DM = DMOKRDM = AINT (DM* 1000/100.RETURN25 AMI =O.5*AM0AM-1 = AINT (AM 1 * 100.)/100.DMOKR = AINT (DMMAX/AM 1)*AM 1
IF (DMOKR-DMIN) 30, 28, 2826 DM = DMOKRDM = AINT (DM* 1000/100.RETURN27 DM = DMMAXDM = AINT (DM* 100.)/100.RETURNEND11.5. САПР ФАСОННЫХ РЕЗЦОВАлгоритм полного расчета фасонных резцов, состоящий из 8 мо¬
дулей, приведен на рис. 11.12. Каждый модуль состоит из блоков,
которые решают поставленную задачу с учетом оптимизации кон¬
структивных параметров резцов по минимальной погрешности об¬
работки, максимальной стойкости и др. Для этого в блоках имеются
циклы возврата и задаются оптимизационные условия, а проек¬
тирование ведется в диалоговом режиме, что повышает качество
и ускоряет процесс проектирования. Применение модульного принципа
позволяет также упростить составление программ и в зависимости
от поставленной задачи использовать любой из требуемых модулей.Исходными данными при проектировании являются: обрабатыва¬
емый материал и его свойства (ав); осевые, угловые и диаметральные
размеры детали и допуски на них; передние и задние углы в базовой
точке, расположенной на оси детали; наружный радиус для круглых
резцов и др.Определяются: размеры и допуски на профиль резца, передние
и задние углы в характерных точках лезвия резца; максимальная
погрешность (Дм) при обработке деталей, имеющих торовые и коничес¬
кие участки; допуски, осевые и высотные размеры калибра для
544 Автоматизированное проектирование режущих инструментовРис. 11.12. Укрупненная блок-схема алгоритма расчета параметров фасонных резцов:ПН — призматический резец; КН—круглый для наружной обработки; КВ — круглый для внутренней
обработкиконтроля профиля резца, тангенциальная (Р2) и радиальная (Ру ),
составляющие силы резания, диаметр оправки или хвостовика для{
круглых резцов, мощность резания, период стойкости (Т) в харак-1
терных точках лезвия резца.Трудоемкость расчетов зависит от поставленной задачи, количества
характерных точек профиля, выбранных параметров и типа резца.
Например, время проектирования с использованием основных модулей
(7 или 2) составляет в среднем 3—5 мин, а всех модулей при
расчете круглого резца, имеющего 6 характерных точек, составляет
в среднем до 30 мин.Для расчета параметров призматического резца для наружной
обработки предназначен модуль 7, для круглых резцов для наружной
обработки—модуль 2.7 и внутренней обработки—модуль 2.2. Модули
7; 2.7 и 2.2 являются основными и проводят расчет высотных
САПР фасонных резцов545размеров профиля и геометрических параметров резцов от принятой
базовой точки до всех характерных точек лезвия резца.При разработке алгоритма применяется тригонометрический метод
расчета, в котором используется наименьшее количество формул.
При этом ряд формул является общим для всех типов фасонных
резцов. Размеры профиля резца и допуски рассчитываются с точ¬
ностью до 0,001 мм, а угловые размеры—до Г.Для расчета погрешности на торовых участках детали предназначен
модуль 3, а погрешности на конических участках — модуль 4.
Исходными данными являются: осевые и диаметральные размеры
характерных точек этих участков, параметры и тип применяемого
резца. Максимальная погрешность и ее положение по длине участков
детали определяются методом итерации, для чего задаются осевыми
размерами с выбранным шагом 0,1—0,3 мм. В результате расчета
находится положение точки на профиле детали с максимальной
погрешностью, которая должна составлять часть (0,3—0,5 мм) допуска
на изготовление детали. Если это условие не выдерживается, то
изменяются параметры или тип резца и проводится новый расчет.
Такой расчет необходим при окончательной обработке фасонными
резцами деталей, имеющих точность диаметров по JT8 — JT9, так
как погрешность обработки может превышать эти размеры. Значение
Лм рекомендуется также учитывать и при расчете размера припуска
на последующую технологическую операцию детали.Модуль 5 предназначен для расчета составляющих силы резания
и мощности. Исходными данными являются: обрабатываемый матери¬
ал и его физико-механические свойства, число, ширина, угол в плане
и угол резания участков режущего лезвия, материал фасонного резца
и принятые режимы обработки. По значениям Р2 и Ру рассчитывается
диаметр оправки или хвостовой части у круглых резцов, а по
значению Р2 определяется мощность, расходуемая на резание, и срав¬
нивается с мощностью станка.В модуле 6 проводится расчет периода стойкости (Т) в характерных
точках профиля лезвия резца, который зависит от материала резца,
принятых режимов резания (скорости и подачи), конфигурации
профиля (углов в плане и углов сопряжения лезвия) и нормального
заднего угла в точках лезвия. Точки лезвия, имеющие минимальный
период стойкости, и будут определять эксплуатационный период
стойкости всего резца в целом, после чего резец должен сниматься
со станка и перетачиваться. На этой стадии проектирования кон¬
структору очень важно сделать оценку периода стойкости характерных
точек резца и по принятым режимам и геометрическим параметрам
резца определить его ожидаемую эксплуатационную стойкость. Если
резец работает на автоматах или полуавтоматах, то рекомендуется
его период стойкости согласовать с работой режущих инструментов
на других позициях. В модулях 5 и 6 при определении величин
Р2, Ру и Т применяются эмпирические формулы.Для контроля профиля резца применяются калибры, допуски,
осевые и высотные размеры которых рассчитываются в модуле 7.
При этом учитываются рассчитанные допуски на размеры профиля18 Эак.533
546 Автоматизированное проектирование режущих инструментоврезца и вид (входящий или охватывающий) участков профиля калибра,
а также износ их при эксплуатации. Расчет высотных размеров
ведется от базовой точки до всех остальных точек, а осевых—для
двух соседних характерных точек профиля калибра. Практика показы¬
вает, что калибры с такими размерами имеют при эксплуатации
максимальный срок службы.Разработанная система автоматизированного проектирования с ис¬
пользованием всех модулей позволяет решать комплексную задачу,
связанную с проектированием и эксплуатацией фасонных резцов,
повысить качество проектирования и эффективность применения
резцов в производстве. При этом проектирование ведется с учетом
заданной оптимизации и ускоряется в зависимости от поставленной
задачи от 4 до 10 и более раз.11.6. РАСЧЕТ ОПТИМАЛЬНОЙ ДЛИНЫ
РЕЖУЩЕЙ ЧАСТИ КРУГЛОЙ ПРОТЯЖКИДля конструкции протяжки с групповой схемой обработки харак¬
терно сочетание большого количества различных элементов: материала
режущей и хвостовой части, числа зубьев в секции, шага и высоты
зубьев, распределения срезаемого слоя между зубьями секций и т. д.В результате при проектировании можно получить несколько
десятков вариантов конструкций. Применение ЭВМ позволяет не
только сократить время проектирования, но и оптимизировать
конструкцию на основании анализа результатов проектирования.При расчете необходимо выбрать такое сочетание числа зубьев
в секции zc, шага режущих зубьев /р и высоты канавки Лк, которое
обеспечивает прочность протяжки, хорошее размещение стружки,
минимальную длину режущего участка, требуемое качество обработан¬
ных поверхностей и учитывает условия эксплуатации.В качестве критерия оптимизации выбираем минимальную длину
режущего участка, которая обеспечивает максимальную производи¬
тельность процесса протягивания.Управляющими параметрами являются число зубьев в секции zc,
шаг режущих зубьев протяжки tp и высота канавки hK.Ограничивающими факторами будут силы протягивания, допу¬
стимые прочностью протяжки в опасных сечениях по впадине первого
зуба (Рр) и по наименьшему диаметру хвостовика (Рхв); допустимое
тяговое усилие станка (Рст); допустимые значения толщины срезаемого
слоя по лимитирующей силе протягивания (So), по условиям раз¬
мещения стружки (£стр), по условиям разделения стружки по ширине
№)•Исходными данными являются размеры отверстия до и после
протягивания, материал заготовки, материал режущего и хвостового
участков протяжки и допускаемые напряжения на разрыв Qi и стхв,
а также данные об операции.Принимаем начальное (минимальное) число зубьев в секции zc = 2,
максимальное—zc = 5 (рис. 11.13).
Расчет длины режущей части круглой протяжки547Рис. 11.13. Алгоритм расчета оптимальной длины режущей части протяжки (В блоке 24 число
зубьев в секции определяется: zc'2 max + l)В блоках 4, 5 определяется наибольший шаг черновых зубьев
и максимальное число одновременно работающих зубьевZmax= — + 1.Полученное значение zmax округляется до целого числа.В блоке 7 проводится проверка условия плавности работы
протяжки. Если это условие не выполняется, то принимается
KT = Ki= 0,1 и расчет повторяется.В блоках 8—10 определяется глубина профиля стружечной канавки
и проводится проверка конструкции протяжки на жесткость.18*
548 Автоматизированное проектирование режущих инструментовВ блоке 11 определяется диаметр опасного сечения по впадине
первого зуба.В блоках 12—15 определяются силы резания, допустимые про¬
чностью протяжки по впадине первого зуба (Рр); силы резания,
допустимые прочностью опасного сечения хвостовика (Рхв), и силы
резания, допустимые мощностью станка (РСТ).Лимитирующая сила Рлим определяется как минимальная из трех
значений Рр, Рхъ, Рст.В блоке 16 рассчитывается длина режущих кромок зуба, участ¬
вующих в резании.В блоках 17—19 определяется подача на зуб, допустимая силой
резания Sz, выбираются по таблицам значений подачи на зуб,
допустимые условиями разделения стружки по ширине SB и раз¬
мещением стружки в канавке 5стр. Лимитирующая подача на зуб
определяется как минимальная из трех значений Sz, SB и 5схр.В блоке 20 определяется количество секций Nc, причем это
значение скругляют до большего целого числа.В блоках 21 и 22 рассчитываются число режущих зубьев и длина
режущей части. Затем число зубьев в секции принимается-^max “Ь 1и расчет повторяется.Оптимальным будет принят тот вариант, при котором длина
режущего участка протяжки будет наименьшей.Число рассматриваемых вариантов может быть увеличено за счет
расширения диапазона изменений формы и размеров зубьев. Кроме
того, за критерий оптимизации может быть принята не только
длина режущего участка, но и другие параметры (подача на зуб,
толщина спинки зуба и др.).11.7. ОПТИМИЗАЦИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ДОЛБЯКАПри проектировании долбяка одним из основных элементов
расчета является определение исходного расстояния А у нового
долбяка.С увеличением А снижается шероховатость поверхности зуба
нарезаемого колеса, что обеспечивает уменьшение шума и более
плавное зацепление. Кроме того, с возрастанием величины А у колеса
с малым числом зубьев уменьшается опасность подрезания профиля
по вершинам зубьев.Вместе с тем с увеличением А уменьшается толщина зуба долбяка
на вершине, что значительно снижает его стойкость. Наряду с этим
долбяки с большей величиной исходного расстояния дают у основания
зубьев нарезаемых колес большую высоту переходной кривой.Установлено, что практический выбор величины исходного рас¬
стояния ограничивается в основном заострением вершины зуба
долбяка. Следовательно, при проектировании долбяков необходимо
выбирать наибольшую величину А или максимальный коэффициент
смещения исходного контура X, ограничиваясь допустимой величиной
Г 2/ т, <хы, zu
j <1нОМ, 2 21*Выборинструментальногоматериала4 *j ?о - йном /т- ■ IОкруглить z0до целого числагйЛ—11 do ZqITIл,-35--24-
А =COS &Q2 — ra:
mzz+9<*boIr-25 —h0 = 2(ha + С *)m
hao=(hS+ с *)m+A tg aao
hfo=(hq+c*)m - A tgaaoгаг =
rb2 -
гы =2 ■mz2 cos a
mz. coscnГ Sqo = 0,81т - 0,72'j Выбрать ASг*«Ni c\j
+ 1г-ю-i—9кГ \/Ф(а12 Sin(xrrb2tgatw)2
„ _ db0 . c_ XmCOS ttqo * , i Sf—Qao *■So + St — Ж/пmvo<w= mv<xt+ -/77 (z,+ z0)m(zt+z2) cos off0(0 =X-6+ nc j fSao+2xm fg<X0
Jao ~ 4ao ( 3 +do+ invct0 - invo(a)Останов ^Рис. 11.14. Алгоритм проектирования долбякаОптимизация геометрических параметров долбяка
550 Автоматизированное проектирование режущих инструментовзаострения зуба долбяка и обеспечением правильности зацепления
по условию отсутствия интерференции профилей.Таким образом, критерием оптимизации является максимальное
значение коэффициента смещения исходного контура Хотлх или
максимальное значение А. Ограничивающими факторами являются
допустимая величина заострения зуба долбяка (£ао) и отсутствие
интерференции профилей. Управляющими факторами являются число
зубьев долбяка Zo, высота головки зуба haо.Исходные данные: модуль т, угол зацепления 0Lt(Oi число зубьев
нарезаемого колеса Zi, число зубьев сопряженного колеса Z2.Выбор инструментального материала ИМ долбяка (блок 3)
проводится с помощью таблиц соответствий (рис. 11.14).При выборе ИМ учитываются следующие условия: обрабатывае¬
мый материал, скорость резания, требуемая надежность долбяка,
материал инструмента для заточки, способ изготовления, размеры
профиля.В блоках 8—14 определяется минимально допустимая толщина
зуба долбяка на вершине Saо по условию механической прочности.
Коэффициент смещения исходного контура X определяется методом
последовательных приближений (блоки 16—21).Необходимые начальные граничные значения коэффициента уста¬
навливаются в пределах + 2, что теоретически обеспечивает все
возможные случаи смещения исходного контура долбяка.В блоках 23—34 определяются конструктивные параметры дол¬
бяка.В блоках 35, 36 проводится проверка полученного максимального
коэффициента смещения исходного контура X по условию отсутствия
интерференции профилей.Если это условие не выполняется, то увеличивают число зубьев
долбяка.11.8. ПРОЕКТИРОВАНИЕ ДИСКОВЫХ ШЕВЕРОВИсходными данными для расчета дисковых шеверов являются
параметры обрабатываемого колеса и сопряженного с ним колеса,
определяемые в сечении, нормальном к направлению зубьев колеса:
угол наклона зубьев на делительном цилиндре р; угол зацепления
а г о,; направление зубьев колеса число зубьев шевингу емого колеса
Zi, модуль нормальный тп\ начальный диаметр шевингуемого колеса
d(o i; наружный диаметр колеса da ь толщина зуба по дуге делитель¬
ного диаметра S; высота головки зуба колеса Аа0; высота ножки
зуба колеса А/о; число зубьев сопряженного колеса Z2; наружный
диаметр сопряженного колеса dai\ начальный диаметр сопряженного
колеса d^2\ номинальный диаметр шевера dn\ угол наклона зубьев
шевера Ро.Направление (УШ) и угол наклона винтовой линии зубьев шевера
на делительном цилиндре р0 определяются в блоках 3—19. При
этом направление винтовой линии зубьев у шевера для косозубых
Алгоритм расчета сборных торцовых фрез551колес принимается, как правило, обратным направлению наклона
винтовой линии зубьев колеса, а у шевера для прямозубых колес —
правым (рис. 11.15).В блоках 20—22 вычисляются значения торцового модуля ти
торцового угла зацепления at, число зубьев Zo, диаметры делительной
и основной окружности шевера do, dbo. Угол установки определяется
в блоках 23—27.Для получения эвольвентной поверхности на всей высоте зуба
колеса необходимо, чтобы выполнялось условие в блоке 34. Если
это условие не выполняется, производится высотное корригирование
и определяются параметры корригированного шевера.После изготовления стружечных канавок с обеих сторон зубьев
проверяют заострение вершины зуба (блоки 47—50). Если р <0,1,
то необходимо изменить расположение припуска (уменьшить а).В блоках 58—63 проводится проверка конструкции шевера на
правильность зацепления колес, обработанных шевером. Нормальная
работа зубчатых колес, обработанных шевингованием, обеспечивается,
если активная часть их профилей зубьев при зацеплении будет
меньше активной части профилей зубьев при шевинговании. Это
условие соблюдается, если проекция активной части линии зацепления
на торец сопрягаемых колес при шевинговании будет больше проекции
активной части линии зацепления этих колес в работе.При несоблюдении этого условия (блок 62) необходимо пересчитать
номинальный диаметр шевера и повторить расчет.11.9. АЛГОРИТМ РАСЧЕТА СБОРНЫХ ТОРЦОВЫХ ФРЕЗПри проектировании сборных торцовых фрез исходными данными
являются обрабатываемый материал (ОМ), ширина В и длина
L фрезерования, тип производства, требуемая шероховатость поверх¬
ности детали Rz. Блок-схема расчета представлена на рис. 11.16.В блоках с 3 по 16 проводится расчет конструктивных параметров
корпуса фрезы. В блоке 17 проверяется условие равномерности
фрезерования. Если это условие не выполняется, то наружный диаметр
фрезы D уменьшается. Затем идет выбор инструментального матери¬
ала, формы и размеров МНП и геометрических параметров режущей
части фрезы (а, у, ф, фь А,).В блоках 22—30 происходит расчет режимов резания, которые
корректируются по паспортным данным станка (S, Sz, п, ии, SM).
Далее определяются окружная сила Р2, крутящий момент Мкр и мощ¬
ность резания Npe3.В блоке 34 проводится проверка условия возможности фрезерова¬
ния. Если условие не выполняется, то число оборотов шпинделя
п уменьшается.В блоках 36—40 в зависимости от вида фрезерования (симмет¬
ричное или несимметричное) проводится расчет пути врезания ин¬
струмента в обрабатываемую деталь /ь пути пробега /2 и полной
длины прохода фрезы в направлении подачи.
552 Автоматизированное проектирование режущих инструментов
dgt = mzt cos ott; dg2=mz2 cos <xt;
6 = arc cos a sinfi; 6Q=arccosasinfl0,15mduff + dw2t—OJ J > HCm j dh = ~ 2 (hf0 ~ 0,15m.)Рис. 11.15. Алгоритм проектиро¬
вания дисковых шеверовАлгоритм расчета сборных торцовых фрез
554 Автоматизированное проектирование режущих инструментовС ПУСК )г 2 ♦ ■/ 0M,8;Rz;J / 1 Z=f01йУменьшить JJг/У s-i Выбрать
инструменталь нь/й
материал7 -16[ Г.-у.-р;*I[17-Форпа и размер МНПL18 jL|_Sz=5/zICyJJl*j-my^Xv^yv gUvf-Pv
г-я-i1000 -v
7TJJE-22 1 Скорректировать n©(К,- —
5 лш[-■?« ♦I s„= Sz z n-25-IГгСкорректировать Sm—Ed,; ~ H; l; b;R; R,; /7; /77; сE(^~ Останов ^Рис. 11.16. Алгоритм
с МНПпроектирования сборных торцовых фрез
Алгоритм расчета сборных торцовых фрез555С НачалоИсходные данные /
d ;d,;d2 ; Р; МО; ВО;
/es; ei; esf; ei2; es2;R /г3 —* Выдрать ИМ[d3 = dr (0,2-0,25)1-10 Следует
проектировать
другой инст¬
румент1 1-4/ 11 Л N к = (О,ОН- 0,019) ЬГ Конец j I Нет-26-z - бw I£7 1|| L2=0,8di78 1Г0,38d| di,= 0,42d| di+ = 0,52 dt9-Г. too 1| b^0,32d| ~~b = 0,2dI ~ 'b= 0,18 dp .
or z 1дч>*/ ♦Ll z d,” *Выбрать cx, %, Я* /
к=~- Igad3 ; difi d6 ; L,; L6 ; b \
а, ;г;сс, K; kt;y,dHau6',
йнаим наиб •'_dг наиб ’ d2HauMРис. 11.17. Алгоритм проектирования метчика
556 Автоматизированное проектирование режущих инструментов11.10. ПРОЕКТИРОВАНИЕ МЕТЧИКОВПри проектировании метчиков исходными данными являются
параметры нарезаемой резьбы, материал детали, вид обрабатываемого
отверстия. Алгоритм расчета представлен на рис. 11.17.После выбора инструментального материала блоки 4—10 обес¬
печивают расчет диаметра торца режущей части. В блоках 12—14
проводится определение угла ср в зависимости от вида обрабатыва¬
емого отверстия. Расчет таких конструктивных параметров, как число
перьев z, ширина пера b, диаметр сердцевины d4, длина калибрующей
части /2, проводится в блоках 16—29.Далее определяются толщина сечения среза длина режущей
части /1, углы а и у.В блоках 33—37 определяется кинематический задний угол ак,при
значительном уменьшении ак относительно а необходимо увеличить
угол а при вершине. Блоки 38—43 обеспечивают расчет величины
затылования, обратной конусности и диаметра хвостовика. В блоках
44—51 проводится расчет диаметров резьбы метчика.
СПИСОК ЛИТЕРАТУРЫ1. Автоматизированное проектирование режущего инструмента/В. А. Гре¬
чишников, Г. Н. Кирсанов и др. М.: Мосстанкин, 1984. 107 с.2. Аршинов В. А., Алексеев Г. А. Резание металлов и режущий инструмент:
Изд. 3-е перераб. и доп. Учебник для машиностроительных техникумов. М.:
Машиностроение, 1976. 440 с.3. Высокопроизводительные конструкции инструмента и его рациональная
эксплуатация/Тр. ВНИИинструмента. М.: ВНИИинструмент, 1977. 92 с.4. Грановский Г. И., Панченко К. П. Фасонные резцы. М.: Машиностроение,
1975. 309 с.5. Грановский Г. И., Грановский В. Г. Резание металлов. М.: Высш. шк.,
1985. 304 с.6. Гречишников В. А. Системы проектирования режущих инструментов. М.:
ВНИИТЭМР. Сер. 9, 1987, вып. 2. 52 с.7. Гуляев А. П., Малинкина К. А., Саверина С. М. Инструментальные стали:
Справочник. М.: Машиностроение, 1975. 272 с.8. Дарманчев С. К. Расчеты точности работы фасонных инструментов. М.;
Л.: Машгиз, 1959. 141 с.9. Дьяков А. Г., Ясинский Г. И. Прогрессивный режущий инструмент
в машиностроении. Л.: Машиностроение, 1972. 224 с.10. Иноземцев Г. Г. Проектирование металлорежущих инструментов. М.:
Машиностроение, 1984. 272 с.11. Кацев П. Г. Протяжные работы: Учеб. пос. М.: Высш. шк., 1985. 191 с.12. Кирсанов Г. Н. Проектирование инструментов: Кинематические методы.
М.: Мосстанкин, 1978. 70 с.13. Лакирев С. Г. Обработка отверстий: Справочник. М.: Машиностроение,
1984. 208 с.14. Лашнев С. И., Юликов М. И. Расчет и конструирование металлорежу¬
щих инструментов с применением ЭВМ. М.: Машиностроение, 1975. 392 с.15. Медведицков С. Н. Высокопроизводительное зубонарезание фрезами.
М.: Машиностроение, 1981. 104 с.16. Обработка металлов резанием: Справочник технолога/А. А. Панов,
В. В. Акинан и др.; Под общ. ред. Панова А. А. М.: Машиностроение, 1988. 736 с.17. Протяжки для обработки отверстий/Д. К. Маргулис, М. М. Тверской,
В. И. Ашихлин и др. М.: Машиностроение, 1986. 230 с.18. Режущие инструменты, оснащенные сверхтвердыми и керамическими
материалами и их применение: Справочник/В. П. Жедь, Г. В. Боровский и др.
М.: Машиностроение, 1987. 320 с.19. Родин П. Р. Металлорежущие инструменты. Киев: «Вища школа», 1974.
400 с.20. Романов В. Ф. Расчет зуборезных инструментов. М.: Машиностроение,
1969. 251 с.21. Руководство по курсовому проектированию металлорежущих инст-
рументов/Г. Н. Кирсанов, О. В. Арбузов, Ю. Л. Боровой и др.; Под общ.
ред. Г. Н. Кирсанова. М.: Машиностроение, 1986. 288 с.
558Список литературы22. Сахаров Г. Н., Арбузов О. Б., Боровой Ю. JI. и др. Металлорежущие
инструменты. М.: Машиностроение, 1989. 328 с.23. Семенченко И. И., Матюшин В. М., Сахаров Г. Н. Проектирование
металлорежущих инструментов. М.: Машгиз, 1962. 952 с.24. Справочник инструментальщика/И. А. Ординарцев, Г. Н. Филиппов,
А. Н. Шевченко и др. Д.: Машиностроение, 1987. 846 с.25. Филиппов Г. В. Режущий инструмент. Л.: Машиностроение, 1981. 392 с.26. Фрайфельд И. А. Расчеты конструкции специального металлорежущего
инструмента. М.; Л.: Машгиз, 1959. 195 с.27. Фрумин Ю. Л. Комплексное проектирование инструментальной осна¬
стки. М.: Машиностроение, 1987. 343 с.28. Хает Г. Л. Прочность режущего инструмента. М.: Машиностроение,
1975. 168 с.29. Цвис Ю. В. Профилирование режущего обкатного инструмента. М.:
Машиностроение, 1961. 154 с.30. Шатин В. П., Шатин Ю. В. Режущий и накатной инструмент: Справочник
конструктора-инструменталыцика. М.: Машиностроение, 1975. 456 с.31. Щеглов А. В. Конструирование протяжек. М.: Машгиз, 1960. 352 с.32. Юликов М. И., Горбунов Б. И., Колесов Н. В. Проектирование и произ¬
водство режущего инструмента. М.: Машиностроение, 1987. 296 с.33. Ящерицин П. И., Синицын Б. И., Жигалко Н. И. Основы проектирования
режущего инструмента с применением ЭВМ. Минск: Высш. шк., 1979. 304 с.
СПРАВОЧНИК КОНСТРУКТОРА-ИНСТРУМЕНТАЛЬЩИКА
Под ред. В.И. БАРАНЧИКОВА\Редактор С.М. Макеева
Художественный редактор С.Н. Голубев
Технический редактор Н.М. Харитонова
Корректоры Н.Г. Богомолова, JI.E. СонюшкинаИБ № 7087Лицензия ЛР № 080003 от 15.08.91
Сдано в набор 04.11.92. Подписано в печать 08.09.93. Формат 60x88/16. Бумага
офсетная. Гарнитура тайме. Печать офсетная. Уел. печ. л. 34,3. Усл.кр.-огг. 34,3.
Уч.-изд. л. 36,36. Тираж 10 000 экз. Заказ£33 «С».Ордена Трудового Красного Знамени издательство «Машиностроение», 107076,
Москва, Стромынский пер., 4Отпечатано в московской типографии № 4 Комитета Российской Федерации по
печати, 129041, Москва, Б. Переяславская ул., 46 с диапозитивов, изготовленных в
Государственном ордена Октябрьской Революции, ордена Трудового Красного
Знамени московском предприятии «Первая Образцовая типография» Комитета
Российской Федерации по печати. 113054, Москва, Валовая, 28.