








































































































































































































































































































































































































Author: Родин П.Р.
Tags: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы отдельные машиностроительные и металлообрабатывающие процессы и производства машиностроение металлорежущие станки
ISBN: 5-11-001908-8
Year: 1990




DOON
Г\
rp родин P6O
POKWPOMIW
режущих
инструментов
Допущено Министерством
высшего и среднего
специального образования УССР
в качестве учебника
для студентов вузов,
обучающихся по специальностям
«Технология машиностроения»,
«Металлорежущие станки
и инструменты»
КИЕВ
«ВЫЩА ШКОЛА>
1990
ББК 34.63—5—02я73
Р60
УДК 621.91.02(075.8)
Рецензенты: д-р техн, наук проф. Ю. Н. Сухоруков (Одесский
политехнический институт), д-р техн, наук проф. В. И. Дрожжин
(Харьковский политехнический институт)
Редакция литературы по машиностроительному комплексу
Редактор Т. Г, Снятынская
Родин П. Р.
Р60 Основы проектирования режущих инструментов : Учеб-
ник.— К.: Выща шк., 1990.— 424 с.
ISBN 5-11-001908-8
Изложены общие принципы конструирования режущих инстру-
ментов. Представлены методы решения задач, которые возникают при
конструировании всевозможных режущих инструментов, "'приведены
способы образования и определения исходных инструментальных по-
верхностей и проектирования на их основе высокопроизводительных
режущих инструментов. Проанализированы условия формообразова-
ния, при соблюдении которых возможна обработка заданной поверх-
ности детали. Дана методика решения задач нахождения множества
инструментов для обработки заданной поверхности.
Описаны методы расчета и конструирования всевозможных зубо-
резных инструментов, предназначенных для обработки цилиндриче-
ских зубчатых колес.
Для студентов вузов, обучающихся по специальности «Техноло-
гия машиностроения», «Металлорежущие станки и инструменты».
„ 2705030000-063
РМ211(04)-90 131'90
ISBN 5-11-001908-8
ББК 34.63—5—02я73
© П. Р. Родин, 1990
ОГЛАВЛЕНИЕ
Предисловие . ................................................. . . 6
Введение . . * ...........................,...........................8
Глава 1. Инструментальные материалы 15
1.1, Общие сведения 15
1.2. Инструментальные стали........................................ 15
1.3. Твердые сплавы.............................................. 17
1.4. Минералокерамические материалы.............................. 19
. 1,5, Абразивные материалы...........................................20
1.6. Сверхтвердые материалы ...................................... . 22
Глава 2. Основные типы режущих инструментов . t . 24
2.1. Резцы . ....................................................... 24
2.2. Фасонные резцы.................................... . . t ♦ « , 30
2.3. Осевые универсальные инструменты для обработки отверстий . * , , 33
2.4. Фрезы............................. .......................... . , 43
,2.5. Протяжки .......................... * » * в i 51
2.6. Инструменты для нарезания резьбы 58
2.7. Инструменты, работающие методом обкатки 1 64
2.8. Абразивные инструменты . ...............................* . . . 71
2,9. Комбинированные инструменты . . . 81
Глава 3. Основные части металлорежущего инструмента и их конструк-
; тивные особенности....................( 85
3.L Составные части инструментов 85
3.2. Рабочая часть инструмента.........к..............................88
- 3.3. Крепежная часть инструментов ........... » , . . » 94
Глава 4. Общие сведения о процессе формообразования поверхностей
резанием........................................................ . 99
4.1. Понятие о исходной инструментальной поверхности............, . 99
,4.2. Способы образования исходных инструментальных поверхностей , в , 101
* Глава 5. Огибающие семейства плоских кривых и поверхностей ..... 106
- , 5.1. Общий аналитический способ определения огибающих поверхностей . .106
' 5.2. Кинематический способ определения огибающей семейства поверхностей 111
5.3. Основные виды движения поверхностей и их огибающие..............116
Глава 6. Условия формообразования поверхности детали при обработке
резанием . , ......... s . . .......................................120
6.1.
6.2.
6.3.
6.4.
Общие положения . . . . . .........................................
Условие существования исходной инструментальной поверхности . .
Условие соприкосновения исходной инструментальной поверхности с обра-
ботанной поверхностью без внедрения в тело детали . . .............
Условие непересечения друг с другом смежных участков исходной инстру-
ментальной поверхности (переходные кривые)
120
121
123
132
_ 3
Глава 7. Способы превращения тела, ограниченного исходной поверхностью,
в инструмент . Ш
7.1. Общие положения . ...... * . . . • .... . .... 141
7.2. Инструмент, у которого режущая кромка совпадает с характеристикой 145
Глава 8. Геометрические параметры режущей части инструмента . . . .148
8.1. Общие сведения ..................................... .... 148
8.2. Оптимальные величины геометрических параметров и их выбор «... 156
8.3. Определение геометрических параметров режущей части инструмента . 161
8.4. Геометрия резцов с многогранными пластинами . ...............170
8.5. Совершенствование инструментов за счет создания целесообразных гео-
/ метрических параметров на режущей части 175
/Г лава 8. Основы теории затылования ........................... 182
9.1. Общие положения . .......................................... 182
9.2. Формы перетачиваемых поверхностей режущей части инструмента ... 184
9.3. Формы неперетачиваемых поверхностей режущей части инструмента . . 189.
Глава 10. Загрузка режущих кромок металлорежущего инструмента f . 203
10.1. Общие сведения . .............. / . « . . .203
10.2. Схемы срезания материала заготовки инструментом г ...... . 208
10.3. Анализ загрузки режущей части металлорежущего инструмента . , . 213
10.4. Распределение работы резания у инструментов с конструктивной подачей 218
Глава 11. Профилирование фасонных режущих инструментов ..... 222
11.1. Общие положения , ..................................... . . 222
11.2. Фасонные резцы ........................................... 224
11.3. Фасонные затылованные фрезы ................"...............237
11.4. Фрезы для обработки винтовых поверхностей.................* 244
11.5. О геометрически точных фасонных затылованных фрезах , ..... 253
Глава 12. Профилирование инструментов, работающих методом обкатки . 255
12.1. Общие сведения.......................................... 255
12.2. Графическое профилирование обкаточных инструментов . , , . . . 258
12.3. Аналитическое профилирование обкаточных инструментов........262
12.4. Графоаналитическое профилирование обкаточных инструментов . . . 269
12.5. Об определении радиусов начальных окружностей обкаточных ин-
струментов 276
Глава 13. Конструктивные элементы режущего инструмента , . » . . .279
13.1. Габаритнь/е размеры инструмента 279
13.2. Размеры режущих зубьев и стружечных канавок ......... 282
13.3. Расчет параметров установки ножей в корпусе инструмента . . , . . 295
13.4. Расчет крепежной части инструмента ............. 299
Глава 14. Об определении множества инструментов для обработки задан-
ной детали ....................................................... , . 304
14.1. Общие сведения .............................................. 304
14.2. Кинематические схемы формообразования поверхностей деталей . , . 306
14.3. Обзор принципиальных кинематических схем резания...............310
14.4. Общие принципы построения множества инструментов, предназначенных
Хля обработки заданной детали...................................312
Глава 15. Типы инструментов для обработки прямозубых цилиндрических
зубчатых колес..................................................... 316
15.1. Инструменты, основанные на схемах формообразования первого класса 316
15.2. Зуборезные инструменты, основанные на. схемах формообразования вто-
рого класса....................................................... 329
4
15.3. Зуборезные инструменты, основанные на схемах формообразования
третьего класса ....................................................... 358
Глава 16. Особенности конструирования режущего инструмента для авто-
матизированного производства 383
16.1. Общие сведения................................................. 383
16.2. Режущие инструменты ...................................... . 387
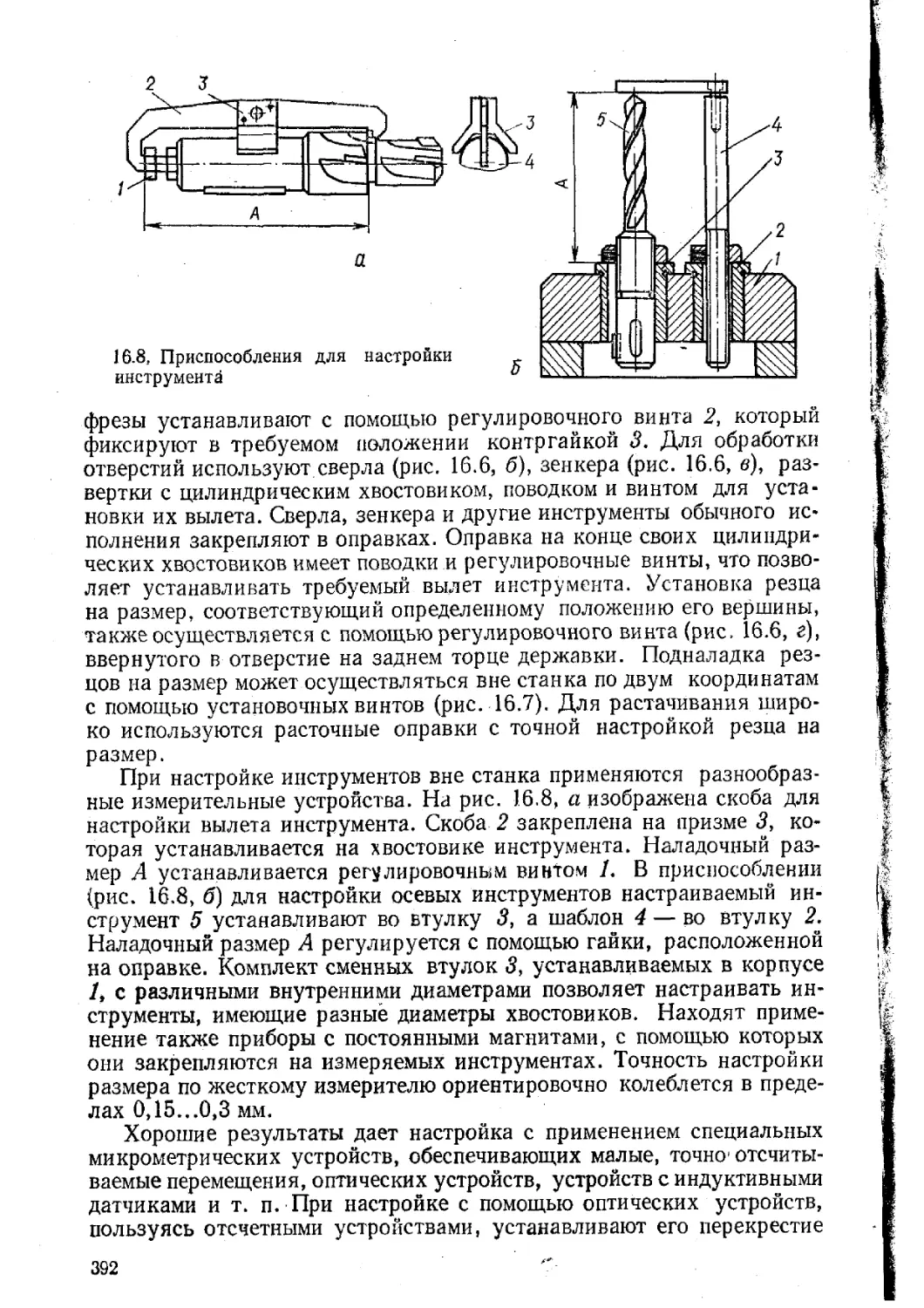
16.3. Вспомогательный инструмент..................................... 394
Глава 17. Применение ЭВМ при проектировании режущих инструментов 400
.*,17.1. Общие сведения .................................... 400
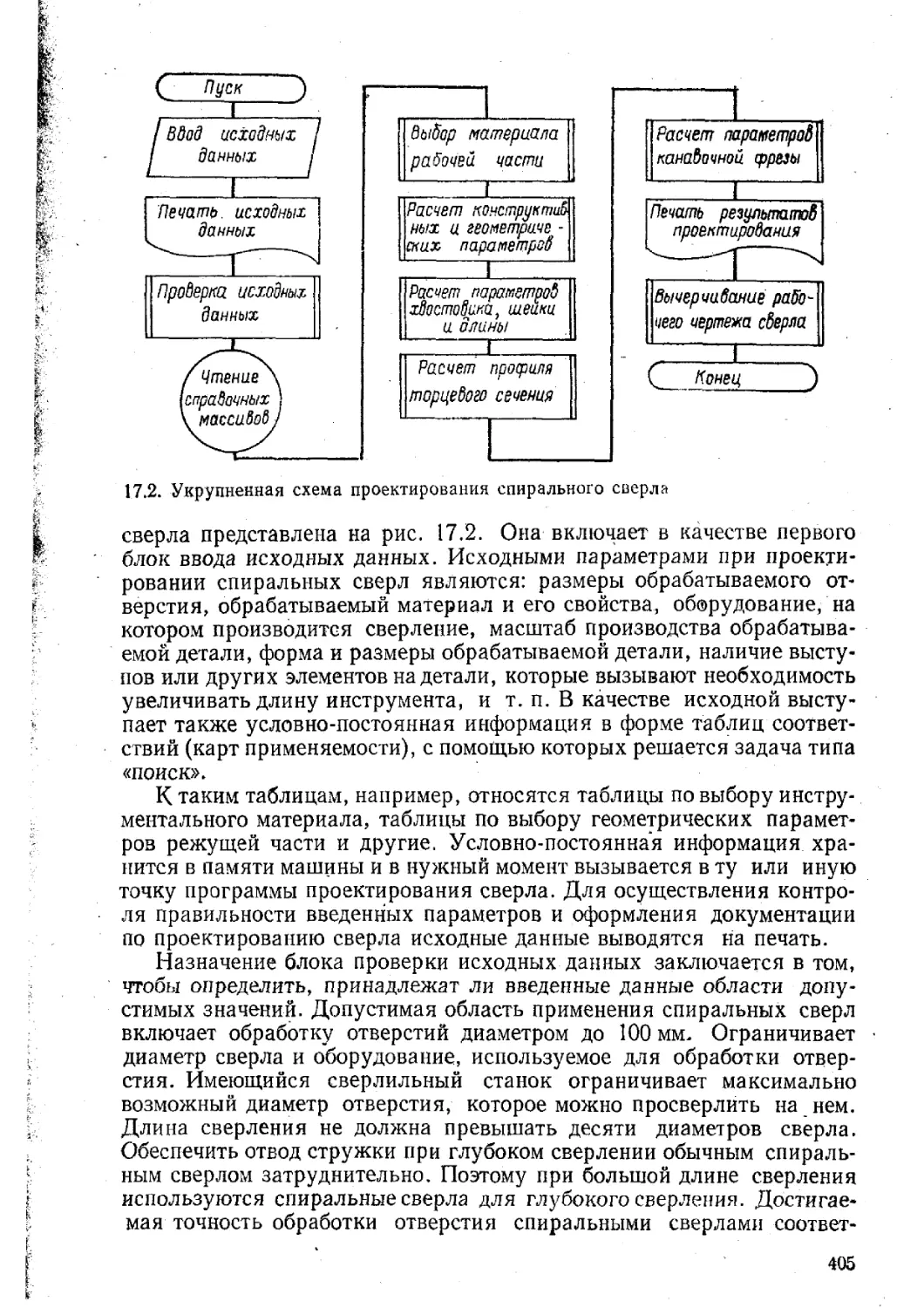
17.2. Автоматизированное проектирование металлорежущего инструмента . 404
17.3. Оптимизация решений при проектировании режущего инструмента . . 415
Список использованной и рекомендуемой литературы .....................z-21
. Предметный указатель.................................................. 422
ПРЕДИСЛОВИЕ
. В 30-х годах, когда инструментальное производство в СССР по-
лучило интенсивное развитие, благодаря трудам советских ученых на-
чал формироваться курс «Режущий инструмент» как самостоятельная
дисциплина. В этот период дисциплина «Режущий инструмент» носила
в основном рецептурный характер и отражала опыт отдельных спе-
циалистов, связанных с проектированием и производством режущих
инструментов. По мере накопления опыта и его обобщения, а также
в связи с возрастающими требованиями, выдвигаемыми машинострое-
нием, назрела необходимость в решении ряда проблем, касающихся
проектирования таких сложных инструментов, как зуборезные, рабо-
тающие методом обкатки и др. В связи с этим начинают интенсивно
развиваться исследовательские работы, посвященные вопросам про-
ектирования какого-либо одного конкретного инструмента. Эти тру-
ды повлияли на развитие дисциплины «Проектирование металлорежу-
щих инструментов», позволили правильно понять конструктивные
особенности сложных инструментов, дали возможность конструктору
сознательно подходить и грамотно решать вопросы проектирования,
производства и эксплуатации конкретных типов режущих инструмен-
тов. Большинство этих работ является ценным фондом для специали-
стов инструментального производства. Их результаты нашли отраже-
ние в учебных пособиях.
Большая роль в развитии курса «Режущие инструменты» как само-
стоятельной научной дисциплины принадлежит заслуженному деяте-
лю науки и техники РСФСР, лауреату Государственной премии
СССР, профессору, доктору технических наук И. И. Семенченко, ко-
торый в 1930 г. возглавил кафедру «Инструментальное производство»
Московского станкоинструментального института. В учебном посо-
бии И. И. Семенченко «Режущий инструмент» (в 4 томах), которое не
имеет себе равных, последовательно рассматриваются отдельные типы
режущих инструментов. Однако в настоящее время объем накоплен-
ных знаний в области инструментального производства чрезвычайно
возрос и в одном курсе невозможно рассмотреть все типы режущих ин-
струментов, применяемых на практике. Поэтому актуальной стала
проблема разработки общих теоретических основ конструирования
режущих инструментов. Фундаментальная работа проф. Г. И. Гра-
новского «Кинематика резания» (1948) посвящена разработке общих
вопросов конструирования всевозможных инструментов. Вопросы об-
щей теории проектирования режущих инструментов были изложены
в монографии проф. В. В. Шишкова «Образование поверхностей реза-
нием по методу обкатки» (1951). В ней он показал преимущества кине-
матических методов решения геометрических задач, возникающих
при конструировании инструментов.
6
По разработке общих проблем профилирования режущих инстру-
ментов известны оригинальные работы профессоров: С. С, Петрухина
«Основы проектирования режущей части металлорежущих инстру-
ментов» (1960), П. Р. Родина «Основы теории проектирования режу-
щих инструментов» (1960), Ю. В. Цвиса «Профилирование режущего
обкатного инструмента» (1961), С. И. Лашнева «Формообразование
зубчатых деталей реечными и червячными инструментами» (1971),
Г. Н. Кирсанова «Проектирование инструментов. Кинематические
методы» (1978), Б. А. Перепелицы «Отображения аффинного простран-
ства в теории формообразования поверхностей резанием» (1981),
Г. Н. Сахарова «Обкаточные инструменты» (1983) и др.
При проектировании инструментов важным является выбор схем
обработки, обеспечение на режущей части оптимальных геометриче-
ских параметров, что существенно влияет на режущую способность
инструмента. Эти вопросы решались многими исследователями.
Ценные обобщения сделали профессора: М. Н. Ларин «Оптималь-
ные геометрические параметры режущей части металлорежущего ин-
струмента» (1953), Н. А. Шевченко «Геометрические параметры режу-
щей кромки инструментов и сечения среза» (1957), В. Ф. Бобров
«Влияние угла наклона режущей кромки на процесс резания» (1962),
В. Н. Подураев «Резание труднообрабатываемых материалов»
(1974)и др.
Существенный вклад в разработку проблем прочности режу-
щего инструмента внесли профессора В. А. Остафьев «Расчет динами-
ческой прочности режущего инструмента» (1979), Т. Н. Лоладзе «Проч-
ность и износостойкость режущего инструмента» (1982) и др.
Оптимизации конструкций режущих инструментов способствовало
применение ЭВМ при их проектировании. В этой области известны
работы профессоров С. И. Лашнева и М. И. Юликова «Расчет и кон-
струирование металлорежущих инструментов с применением ЭВМ»,
профессора П. И. Ящерицина, доцентов Б. И. Синицина, А. И. Жигал-
ко и др.
К настоящему времени накоплен обширный материал по разра-
ботке научных основ проектирования режущих инструментов. Резуль-
, таты исследований общих принципов конструирования инструментов
позволили во многих вузах приступить к разработке соответствующе-
го курса для студентов, специализирующихся по инструментальному
производству. Книга «Основы проектирования режущих инструмен-
тов» написана по материалам лекционного курса, который на протя-
: жении ряда лет читает автор в Киевском политехническом институте.
Ее можно использовать как для изучения теоретической части курса,
так и при выполнении студентами исследовательских работ, курсовых
и дипломных проектов.
В данном учебнике обобщающий материал по проектированию ре-
жущих инструментов для обработки заданной поверхности детали
иллюстрируется соответствующими призерами. Значительное внима-
ние отводится наряду с аналитическими графическим способам реше-
ния задач конструирования инструментов (наглядность способствует
более глубокому усвоению излагаемого материала).
ВВЕДЕНИЕ
Металлорежущий инструмент является одним из важнейших ору-
дий производства. Он используется при обработке резанием всевоз-
можных деталей на металлорежущих станках. Режущая часть ин-
струмента непосредственно соприкасается с материалом заготовки
и срезает его в виде стружки. В результате срезания части материала
заготовки формируется обработанная поверхность детали.
Инструменты появились на ранней ступени развития человече-
ского общества, когда первобытный человек в помощь себе начал соз-
давать первые орудия из камня, кости, дерева и других материалов.
Уже в эпоху неолита человек достиг большого мастерства в изготовле-
нии самых разнообразных каменных орудий; скребков, резцов, нако-
нечников, топоров, долот. Однако их дальнейшее развитие требова-
ло нового, более прочного материала, так как каменные орудия были
хрупкими и часто ломались. Замечательным достижением первобыт-
ного человека было освоение огня. С его помощью в III...I тысячеле-
тиях до н. э. люди научились получать медь и олово и выплавлять из
них бронзу. Однако достоинство бронзы, заключающееся в ее сравни-
тельно высокой прочности, было не настолько большим, чтобы бронзо-
вые инструменты могли полностью заменить каменные. Каменные
и бронзовые орудия дополняли друг друга, но даже вместе они не
могли удовлетворить возрастающие производственные потребно-
сти людей. Революционизирующую роль в развитии инструментов
сыграло железо. Оно дало ремесленнику инструменты такой твердости
и остроты, которым не мог противостоять ни один из известных тогда
материалов. В средние века по мере развития ремесленного производ-
ства номенклатура инструмента стала расширяться (использовались
такие инструменты, как всевозможные напильники, резцы, перовые
сверла, метчики и плашки, шлифовальные круги). На смену ремес-
ленному производству пришел мануфактурный период. Он ознаме-
новался тем, что производство было разделено на ряд операций и каж-
дая операция выполнялась отдельным рабочим. Дифференциация про-
изводственного процесса на отдельные операции способствовала
специализации инструментов, приспособлению их к определенным
операциям, созданию и применению станков. В этот период станки
были сравнительно простыми. Использовались главным образом то-
карные и сверлильные станки. Режущий инструмент при работе на
них рабочий держал в своих руках. Работа на таких станках требовала
большого мастерства и физической силы и не обеспечивала высокой
точности изготовления изделий и производительности труда.
8
I Резкий скачок в развитии производительных сил общества наблю-
” дается при переходе от мануфактурного производства к машинной
J индустрии. В инструментальном производстве сущность промыш-
I ленной революции XVIII в. заключалась в переходе от ручного к ма-
| шинному инструменту. Это стало возможным благодаря изобретению
| суппорта — механизма, который держал резец и заменил таким об-
I разом руки человека.
г Токарные станки с суппортом впервые были построены в России
А. К- Нартовым (1693—1756). Коллекция А. К. Нартова в Эрмитаже
насчитывает более 50 типов инструментов.
г; „ Внедрение станков и машинных инструментов позволило вывести
г мощность орудий труда далеко за пределы физических возможностей
человека. Если рабочий-ремесленник держал инструмент в руках и не
| мог развивать большие усилия, то применение машин сняло эти огра-
ничения, что позволило резко поднять мощности станков и обеспечить
| рост производительности труда. Примером могут служить тяжелые то-
/ х карные станки, резцы которых могут снимать стружку площадью се-
£•• чения до 120 мм2, что соответствует нагрузке на резец порядка 15....
< 20 т. Изготовляются протяжные станки с усилием 100 тс, карусель-
' ные станки высотой с трехэтажный дом и др.
. Рабочий-ремесленник не мог одновременно вести обработку не-
£ ••• сколькими инструментами. Внедрение машинных инструментов позво-
В
J-
лило создавать и успешно эксплуатировать станки с большим числом
инструментов, с большим числом «железных рук». Так, при обработ-
ке отверстий применяются многошпиндельные сверлильные станки,
число шпинделей у которых достигает нескольких десятков.
Переход к машинной индустрии привел к чрезвычайно бурному
развитию инструментов и созданию новых их типов.
Во второй половине XIX в. появляются такие инструменты, как
спиральное сверло, развертка, зенкер, разнообразные фрезы, в том
числе затылованные фасонные фрезы. В конце ХГХ — начале XX в.
стали использоваться в производстве такие сложные инструменты, как
червячные фрезы, зуборезные долбяки, гребенки и др. Двадцатые
годы XX в. характеризуются внедрением такого инструмента, как
, протяжка, которая в настоящее время находит широкое применение
В силу высокой производительности и качества обработки. В этот же
Период начинают применять всевозможные комбинированные инстру-
Й2Ж; Менты, наборы инструментов, позволяющие совмещать различные
Операции.
Создание новых станков и инструментов способствует повышению
^Неэффективности обработки всевозможных деталей машин. Практика
"показывает, какое огромное влияние оказывает инструмент на разви-
^1^/тие техники обработки материалов резанием. Так, на примере из исто-
рии развития зуборезного производства можно показать, как усовер-
; Шенствование инструмента, изобретение его новых типов влекут за
собой новые конструкции станков. Известно, что вначале зубчатые
.Колеса изготовлялись с помощью литья. Когда же потребовалась ббль-
-Й1ая точность, был разработан метод обработки колес копированием
фасонной зуборезной фрезой на фрезерном старке. После фрезерования
9
одной впадины заготовку поворачивают на один зуб и производят об-
работку следующей впадины. Цикл повторяется до тех пор, пока не
будут обработаны все впадины зубьев. К концу XIX в. зуборезная
фасонная фреза по точности и производительности обработки зубча-
тых колес перестала удовлетворять возросшим требованиям промыш-
ленности. Это привело к созданию нового метода непрерывной обра-
ботки зубчатых колес—метода обкатки, который/позволил резко по-
высить производительность и точность обработки зубчатых колес.
На смену фасонной зуборезной фрезе пришла червячная, которая на
сегодняшний день является самым распространенным зуборезным
инструментом. Червячная фреза привела к созданию специального
зубофрезерного станка.
В начале XX в. появляются два новых метода обработки колес
с помощью зуборезных гребенок и долбяков, которые превосходят чер-
вячную фрезу по точности эвольвентного профиля нарезаемого- коле-
са. В результате зубодолбежные и зубострогальные станки начали,
в частности в автомобилестроении, вытеснять зубофрезерные.
С 1932 г. быстро распространяется в зуборезном производстве про-
цесс шевингования для окончательной обработки незакаленных зуб-
чатых колес и соответствующие зубошевинговальные станки. В связи
с внедрением процесса шевингования возросла роль червячной фрезы,
поскольку обработка колес такими инструментами более производи-
тельна по сравнению с обработкой долбяками, а точность, которую
дает червячная фреза, удовлетворяет требованиям, предъявляемым
к колесам, подвергающимся шевингованию. Изобретение зубодолбеж-
ных головок для одновременной обработки методом копирования всех
впадин зубчатого колеса, зуборезных обкаточных резцов, цепных про-
тяжек для протягивания колес методом обкатки способствовало появ-
лению новых зуборезных станков.
Одной из основных прогрессивных тенденций развития металло-
режущих инструментов явилась разработка новых инструментальных
материалов, позволяющих увеличивать скорости резания и соответ-
ственно повышать производительность труда.
До начала XX в. основным инструментальным материалом была
углеродистая инструментальная сталь. Инструменты, изготовленные
из этого материала, работали со скоростями резания около 5....
10 м/мин. Развитие инструментальных материалов привело к появле-
нию быстрорежущей стали, инструменты из которой позволили повы-
сить скорость резания до 30....40 м/мин. Подобное повышение скоро-
сти резания не могло не отразиться на конструкции металлорежущих
станков. Станки, имеющие большую частоту вращения, стали более
жесткими, более массивными. Групповой трансмиссионный привод был
заменен индивидуальным. Примером наиболее совершенного токар-
ного станка, предназначенного для обработки деталей машин быстро-
режущими резцами, может служить станок ДИП завода «Красный про-
летарий». Первая партия из 10 токарно-винторезных станков ДИП-200
была выпущена к 1 мая 1932-г. Эти станки с высотой центров 200 мм
имели индивидуальный электропривод, обеспечивающий максималь-
ную частоту вращения шпинделя 600 об/мин.
10
Дальнейший nporpecG машиностроения связан с применением твер-
дых сплавов в качестве материала режущих инструментов. Использо-
вание твердых сплавов позволило увеличить скорости резания в 3...4
раза по сравнению со скоростями быстрорежущих инструментов.
Подобное резкое увеличение скорости резания настоятельно потре-
бовало создания новых металлорежущих станков, соответствующих
возможностям новых инструментов. Поэтому на заводе «Красный про-
летарий» был создан и в ноябре 1956 г. запущен в производство станок
1К62 с частотой вращения от 12,5 до 2000 об/мин. Таким образом,
внедрение новых, более совершенных инструментальных материалов
. приводит к соответствующему изменению конструкций металлоре-
жущих станков, заставляет проектировать их более мощными и жест-
кими.
Режущий инструмент не только влияет на конструкцию станков,
технологию изготовления изделий, но и в определенной степени воз-
действует на конструктивные формы деталей машин. Так, появление
и широкое распространение в машиностроении шлицевых соединений
стало возможным благодаря применению метода протягивания.
Говоря о влиянии режущего инструмента на конструкцию станков,
технологию машиностроения, нельзя забывать о их диалектической
взаимосвязи. Приведем ряд примеров, показывающих, как развитие
технологии машиностроения и станков влияет на развитие инструмен-
тального производства. Например, развитие тяжелого станкостроения
потребовало создания новых конструкций крупногабаритных инстру-
ментов. Потребность в обработке с высокой точностью и большой про-
изводительностью мелкомодульных зубчатых колес поставила перед
инструментальщиками задачу создания соответствующих мелкомо-
дульных зуборезных инструментов — долбяков и шеверов т - 0,4...
...1,0 мм, которая была успешно решена на Московском инструмен-
тальном заводе.
Создание автоматического завода поршней потребовало разработки
режущих инструментов с высокой размерной стойкостью, способных
обрабатывать детали в течение не менее одной смены. Эта задача ус-
пешно была решена Всесоюзным научно-исследовательским инстру-
ментальным институтом. В современных же условиях скоростного ре-
зания время, необходимое для вспомогательных процессов, стало ока-
зывать большое влияние на производительность труда. Например, при
токарной обработке быстрорежущими резцами машинное время
составляло 9,6 мин, а вспомогательное — 5 мин. В результате внед-
рения скоростного резания машинное время сократилось до 1 мин,
. поэтому в течение 1 ч токарь стал физически трудиться 50 мин,
а станок — только 10. В настоящее время для повышения производи-
тельности труда, облегчения условий работы возникла потребность
широкого внедрения автоматизированных производственных процессов,
где все функций станочника заменяются техническими средствами,
созданными на основе достижений науки. В автоматизированном про-
изводстве используются как стандартные инструменты универсаль-
ных станков, так и специальные инструменты с обновляющейся в про-
цессе резания режущей кромкой, инструменты с автоматической под-
L 11
'наладкой, инструменты с настройкой на размер вне станка, устрой-
ства для автоматической замены изношенного инструмента в процессе
работы. Инструментальное производство тесно связано с развитием
машиностроения. Успешное развитие любого машиностроительного
производства в значительной степени зависит от того, насколько оно
обеспечено надлежащим количеством инструмента.
Инструментальное производство в СССР развивается по двум на-
правлениям:
1. Организация специальных инструментальных заводов, постав-
ляющих на рынок нормализованный инструмент.
2. Организация внутризаводского производства инструмента,
сосредоточенного в инструментальных цехах машиностроительных
предприятий.
В дореволюционное время в -России не было ни одного специализи-
рованного инструментального завода. Режущий инструмент для соб-
ственных нужд изготовляли Тульский, Путиловский, Ижевский, Зла-
тоустовский, Обуховский и другие заводы. В результате около 90 %
всего потребляемого инструмента ввозилось в Россию из-за гра-
ницы.
В 1919 г. был организован специализированный государственный
. Московский инструментальный завод (МИЗ). Его основными изделия-
ми стали*фрезы, метчики, плашки, развертки, сверла. Производство
инструмента было организовано на основе разделения процесса про-
изводства на ряд элементарных операций и выполнения каждой опе-
рации отдельным рабочим на определенном станке, оснащенном спе-
циальным приспособлением. Благодаря этому завод добился эффек-
тивных результатов, не имея рабочих-инструментальщиков высокой
квалификации. Эти методы впоследствии были использованы как при
организации новых, так и при реконструкции действующих предприя-
тий. В период восстановления народного хозяйства наряду с Москов-
ским инструментальным заводом функционировали также заводы
им. Воскова в Сестрорецке, им. Ленина в Златоусте, завод режу-
щих инструментов в Харькове, напилочные заводы в Миассе и" Лу-
ганске.
Главным достижением первой пятилетки в инструментальном про-
изводстве были постройка и пуск крупнейшего завода режущих ин-
струментов «Фрезер» им. М. И. Калинина. После пуска завода «Фре-
зер» завод МИЗ прекратил производство сверл, метчиков, разверток
и приступил к освоению таких сложных и точных инструментов, как
зуборезные гребенки, зубострогальные резцы для конических колес,
долбяки, протяжки, шлицевые и специальные фрезы.
Несмотря на значительный рост, специализированная инструмен-
тальная промышленность к началу Великой Отечественной войны
удовлетворяла лишь небольшую часть потребности страны в металло-
обрабатывающем инструменте. Преобладающая часть инструмента
производилась в инструментальных цехах машиностроительных заво-
дов. Крупные инструментальные цехи были созданы на тракторных,
автомобильных, авиационных и других заводах. К концу 1940 г. наша
страна отказалась от импорта режущего инструмента.
12
В годы Великой Отечественной войны в результате перебазирова-
ния промышленности на восток страны количество специализирован-
• ных инструментальных заводов почти удвоилось. Были созданы ин-
струментальные заводы в Томске, Новосибирске, Оренбурге, Сверд-
ловске.
В послевоенный период расширение производства инструмента
шло по пути внедрения прогрессивных методов их изготовления и ор-
ганизации новых инструментальных заводов в Виннице, Львове,
Минске, Вильнюсе, Белгороде, Фрунзе и других заводах. Были до-
стигнуты положительные результаты в повышении технического уров-
ня выпускаемого инструмента. Увеличился выпуск инструмента из
быстрорежущих сталей повышенной производительности, цельного
твердосплавного инструмента, инструмента с непер стачиваемыми пла-
стинами, прецизионного, повышенной точности.
В дореволюционный период в стране не было заводов по производ-
ству абразивного инструмента. Первой такой завод «Ильич» был по-
- строен в 1922 г. в Ленинграде, а первые в СССР цехи по производству
электро корунда и карбида кремния были пущены на этом же заводе
в 1931 г. В 1933 г. вступил в строй Челябинский, а в 1939 г. Запорож-
ский абразивные заводы.
Большое влияние на ускорение темпов технического прогресса
в машиностроении оказало внедрение алмазных и других инструмен-
тов из сверхтвердых материалов. Новая подотрасль промышленности
по производству сверхтвердых материалов и инструментов из них была
сформирована в нашей стране еще в восьмой пятилетке. В девятой
пятилетке в промышленность были широко внедрены новые поликри-
сталлические инструментальные материалы на основе алмаза и куби-
ческого нитрида бора. Благодаря этому была создана гамма лезвийных
инструментов (резцов, фрез) для обработки деталей из цветных метал-
лов, твердого сплава, закаленных сталей и т. д. По объему производ-
ства сверхтвердых инструментальных материалов и инструмента из
них наша страна вышла на первое место в мире. Инструменты из
; сверхтвердых материалов выпускают такие заводы, как Полтавский
искусственных алмазов и алмазного инструмента, Ленинградский
. абразивный («Ильич»), Львовский и Томилинский алмазного инстру-
мента, Ташкентский абразивный комбинат и др. Таким образом, за
годы Советской власти в СССР создано мощное инструментальное
/ . производство, способное изготовлять любые режущие инструменты.
, Если дореволюционная Россия ввозила инструменты из-за границы,
_ то теперь СССР не только обеспечивает свои потребности в нем, но
и экспортирует его в десятки стран мира.
Значительное развитие исследования в области обработки метал-
лов режущими инструментами получили в нашей стране после Вели-
кой Октябрьской социалистической революции. Большой вклад в раз-
f работку теории процесса резания, проектирования режущих инстру-
Ц ментов внесли лаборатории вузов, в частности Московского высшего
технического училища им. Баумана, Московского станкоинструмен-
££• тального и авиационного институтов, Харьковского, Киевского, Ле-
'М- нинградского, Томского политехнических институтов и др.
Значительные творческие работы проведены также коллективами
заводов и их технологическими лабораториями.
Исследования по обработке металлов резанием широко развер-
нуты также в отраслевых научно-исследовательских институтах
(ВНИИ, ЭНМИСе, ЦНИИТМаше).
Параллельно с развитием социалистического народного хозяйства
в Советском Союзе успешно решается задача подготовки инженерно-
технических кадров. В 1930 г. был создан Московский станкоинстру-
ментальный институт. В этот же период началась подготовка инжене-
ров, специализирующихся в области станкостроения и инструменталь-
ного производства в МВТУ им. Баумана, Киевском, Харьковском, Одес-
ском политехнических институтах и др. При обработке резанием необ-
ходимо учитывать ее высокую маневренность и гибкость, возможность
изготовления самых разнообразных деталей, ограниченных сложными
фасонными поверхностями, относительно малое влияние свойств обра-
батываемого материала на точность и качество обработки, более высо-
кую точность размеров по сравнению с другими методами обработки,
сравнительно малую стоимость инструмента, большую гибкость стан-
ков при переналадке, малые удельные затраты энергии.
Совершенствование заготовительных процессов приводит к увели-
чению доли чистовой обработки, но не исключает обработку резанием.
Усложнение конструкций машин, повышение их точности и каче-
ства приводят к тому, что, несмотря на развитие других методов об-
работки металлов, доля обработки резанием в машиностроении суще-
ственно не изменяется, а объем ее значительно возрастает. В ближай-
шем обозримом будущем резание останется наиболее распростра-
ненным видом обработки, в решающей степени определяющим эконо-
мические показатели машиностроения, трудоемкость изготовления
и качество машин.
Глава 1
ИНСТРУМЕНТАЛЬНЫЕ МАТЕРИАЛЫ
1.1. Общие сведения
В настоящее время в инструментальном производстве применяются
следующие материалы:
1. Инструментальные стали (углеродистые, легированные, быстро-
режущие).
2. Твердые спеченные сплавы.
3. Минерало керами чес кие твердые материалы.
4. Сверхтвердые материалы.
К особой группе инструментальных материалов относятся абра-
зивные материалы, идущие на изготовление шлифовальных инстру-
ментов. Наиболее распространенным инструментальным материалом
является быстрорежущая сталь и твердые сплавы. Из этих материа-
лов изготовляется около 98 % инструмента .'По сравнению с конструк-
ционными материалами к материалам режущих инструментов предъяв-
ляются более высокие требования. Инструментальные материалы
должны иметь твердость, превышающую твердость обрабатываемых
материалов, быть прочными и износостойкими, обладать высокой
теплостойкостью (красностойкостью) и теплопроводностью и малочув-
ствительностью к циклическим колебаниям температуры. Инструмен-
тальные материалы должны обладать и определенной технологично-
стью. к числу наиболее важных технологических свойств относятся
закаливаемость, прокаливаемость, устойчивость против перегрева,
окисления, отсутствие склонности к образованию трещин при на-
пайке и заточке, свариваемость, шлифуемость и т. п. При выборе ин-
струментального материала необходимо считаться также с его стоимо-
стью. Если принять стоимость углеродистой инструментальной стали
за единицу, то стоимость быстрорежущей стали будет приблизитель-
но 10, а твердых сплавов — 100 единиц. При выборе инструменталь-
ного материала необходимо учитывать, что между качеством инстру-
мента и свойствами инструментального материала нет простой зави-
симости. Стойкость инструмента не является исключительным свой-
ством инструментального материала, а характеризует сложное взаимо-
действие инструмента и материала заготовки. Поэтому при выборе ин-
струментальных материалов необходимо учитывать не только их свой-
ства, но и разнообразные условия обработки металлов резанием.
1.2. Инструментальные стали
Углеродистые инструментальные стали марок У10А, УНА, У12А
применяются для изготовления режущих инструментов, работающих
с малыми скоростями резания. После закалки и отпуска они имеют
15
твердость в пределах 60...63 HRC3. При температурах порядка 220 °C
твердость резко снижается и инструменты теряют свои режущие свой-
ства. В процессе термической обработки углеродистая инструменталь-
ная сталь склонна к образованию трещин и значительно деформирует-
ся. Инструмент, изготовленный из этой стали, весьма чувствителен
к отжигу режущих кромок при его заточке.
Основными преимуществами углеродистых сталей по сравнению
с другими инструментальными сталями являются их хорошая обраба-
тываемость в отожженном состоянии, а также невысокая стоимость.
Из углеродистой инструментальной стали изготовляются дисковые
пилы, сверла небольших диаметров, зенкера, развертки, фрезы ма-
лого диаметра, метчики, круглые плашки и т. п. Не рекомен-
дуется изготовлять из этих сталей вследствие больших деформа-
ций при термообработке и склонности к обезуглероживанию ин-
струменты большой длины, а также инструменты, имеющие сложный
профиль.
Легированные инструментальные стали имеют в своем составе
в небольших количествах хром, вольфрам, ванадий и др. Введение
легирующих элементов повышает теплостойкость инструментальной
стали до 250...300°C. Это позволяет повысить скорость резания по
сравнению с инструментом из углеродистой стали в 1,1...1,4 раза.
Наибольшее распространение для изготовления режущего инстру-
мента получили стали 9 ХС, ХВСГ, ХВГ.
У стали 9ХС наблюдается равномерное распределение карбидов
по сечению, что позволяет использовать ее для изготовления инстру-
ментов относительно больших размеров, а также инструментов с более
тонкими режущими элементами. Вместе с тем сталь 9ХС плохо шли-
фуется, имеет повышенную чувствительность к обезуглероживанию
при нагреве. Сталь 9ХС применяют для изготовления сверл, развер-
ток, метчиков, плашек, фрез. Сталь ХВГ отличается малым коробле-
нием при термообработке, поэтому из нее изготовляют инструменты
сравнительно большой длины» протяжки, развертки, метчики и др.
Сталь ХВСГ используется при изготовлении круглых плашек, раз-
верток и др.
Быстрорежущие стали являются основными сталями для изготов-
ления режущих инструментов. В зависимости от химического состава
различают следующие стали» 1) вольфрамовые — Р18, Р12, Р9, воль-
фрамомолибденовые — Р6МЗ, Р6М5, 10Р6М5 и др. и вольфрамована-
диевые — Р18Ф, Р12ФЗ и др., имеющие красностойкость — 620...
630 °C; 2) вольфраме кобальтовые — Р9К5, Р9К10, вольфрамована-
диевые с кобальтом — Р18К5Ф2, Р18Ф2К8М, Р12Ф4К5 и др. вольфра-
мокобальтомолибденовые — Р6М5К5 и др. и вольфрамомолибдено-
ванадиевые стали с кобальтом — Р12МЗФ2К8, Р10М4ФЗК10 и др.,
имеющие красностойкость — 630...640°С; 3) с интерметаллидным
упрочнением (дисперсионного твердения) — В11М7К23, В14М7К25,
25В20К25ХФ и др., имеющие красностойкость 700...725 °C.
Стали, легированные вольфрамом и молибденом, при содержании
ванадия, не превышающем 2 %, относят к сталям нормальной произ-
водительности. Стали с более высоким содержанием ванадия, /а также
16
дополнительно легированные кобальтом относят к сталям повышен
ной производительности.
По сравнению со сталями нормальной производительности высоко-
ванадиевые стали повышенной производительности обладают в основ-
ном повышенной износостойкостью, а кобальтосодержащие — более
р высокой твердостью, красностойкостью и теплопроводностью. Быстро-
I режущая сталь Р18, содержащая 18 % остродефицитного вольфрама,
Г долгое время была наиболее распространенной. В настоящее время
она имеет ограниченное применение. Инструмент, изготовленный из
стали Р18, имеет наибольший интервал закалочных температур, хо-
> рошо шлифуется. Основной недостаток стали Р18 заключается в не-
\ равномерном распределении карбидов по сечению, особенно значитель-
; ный в прутках большого диаметра. Сталь Р9 имеет меньшую, чем сталь
: Р18, карбидную неоднородность, но плохо шлифуется. Применяют
| ее при изготовлении инструментов простой формы, предназначенных
для обработки обычных конструкционных сталей. Сталь Р12 зани-
I мает промежуточное положение между сталями Р18 и Р9 и применяет-
L ся взамен стали Р18 для изготовления различных режущих-инстру-
IL ментов для обработки конструкционных сталей.
g . Вольфрамомолибденовые стали по сравнению с вольфрамовыми
г ? более прочны, имеют меньшую на L..2 балла карбидную неоднород-
|к- ность, но более чувствительны к обезуглероживанию и перегреву.
Сталь Р6М5 среди быстрорежущих сталей обычной производитель-
Цк ности заняла доминирующее положение. Она применяется для изго-
товления всех видов режущих инструментов, предназначенных для
||Х обработки конструкционных сталей. По стойкости инструменты из
К* стали Р6М5 не уступают инструментам из стали Р18.
IR ' При резании труднообрабатываемых сталей, а также при обработ-
ке конструкционных сталей на повышенных скоростях резания при-
Ж-'- меняются быстрорежущие стали повышенной красностойкости и Про-
S' изводительности. Инструменты из кобальтовых сталей применяются
К" для черновых работ, инструменты из высокованадиевых сталей — для
чистовых работ. Инструменты из стали с интерметаллидным упрочне-
' нием применяются для обработки титановых сплавов, жаропрочных,
EjH* нержавеющих и кавитационностойких сплавов с аустенитной струк-
%турой.
g/1.3. Твердые сплавы
s’— В настоящее время в качестве материала режущей части инстру-
мента широко используются спеченные твердые сплавы вольфрамо-
Г, Кобальтовые (ВК), титановольфрамокобальтовые (ТК), титанотан-
£ - таловольфрамокобальтовые (ТТК).
О К одно карбидным сплавам группы ВК относятся сплавы: В КЗ,
^ВК4, ВК6, ВК8, ВК15 и др. В марке этих сплавов цифра показывает
ШЙюоцентное содержание кобальта, остальное — карбиды вольфрама.
Рух твердость 91...98 ВДА, предел прочности при изгибе ои == 1100 ...
ом зерен карбида вольфрама от 3 до
17
5 мкм относятся к крупнозернистым и обозначаются буквой В? на-
пример сплав ВК8-В. Если размер зерен карбида вольфрама не пре-
вышает 0,5... 1,5 мкм, сплавы относятся к мелкозернистым и обозна-
чаются буквой М, например сплав ВК6-М. Сплавы, имеющие 70 %
зерен карбидов вольфрама размером менее 1 мкм, являются особо мел-
козернистыми и обозначаются буквами ОМ, например сплав марки
ВКЮ-ОМ.
К сплавам группы ТК относятся сплавы Т30К4, Т15К6, Т14К8,
Т5К10, Т5К12, В марке сплава цифра после буквы К показывает про-
центное содержание кобальта, после буквы Т — карбидов титана,
остальное— карбидов вольфрама. Они имеют твердость 87...92 HRA
и предел прочности при изгибе сти = 950... 1650 МПа.
К группе ТТК относятся сплавы ТТ7К12, ТТ8К6, ТТ10К8-Б,
ТТ20К9, у которых твердость 87...89 HRA и предел прочности при из-
гибе ои = 1650... 1300 МПа. Сплавы группы ТТК состоятиз зерен твер-
дого раствора карбида титана, карбида тантала, карбида вольфрама
и избыточных зерен карбида вольфрама, сцементированных кобальтом.
В марке сплава цифры (в процентах после букв ТТ указывают суммар-
ную массовую долю карбидов титана и тантала, после буквы К —
массовую долю кобальта, остальное — карбиды вольфрама. Напри-
мер, сплав ТТ20К9 содержит карбидов титана 8 %, карбидов тантала
12 %, 71 % карбидов вольфрама и 9 % кобальта. Кобальт в твер-
дом сплаве выполняет функцию связки, цементирующей соответству-
ющие карбиды. С увеличением содержания кобальта сплав становится
менее твердым, но более вязким и прочным. Сплавы с небольшим
содержанием кобальта, как наиболее твердые и хрупкие, следует при-
менять для чистовой и получистовой обработки при плавной на-
грузке, а с большим содержанием кобальта — при черновой обра-
ботке.
Сплавы группы ВК применяются для обработки материалов, да-
ющих стружку надлома или элементную стружку. Они также исполь-
зуются при резании нержавеющих и жаропрочных сталей и сплавов,
титановых сплавов.
Сплавы группы ТК в основном применяются при обработке кон-
струкционных и легированных сталей обычной обрабатываемости.
При выборе марки сплава группы ТК необходимо учитывать, что
с увеличением содержания карбидов титана твердость, теплостойкость
и износостойкость при обработке стали повышаются, а его прочность
снижается. Сплавы группы ТТК, уступая сплавам группы ТК по теп-
лостойкости, превосходят их по прочности. Карбид тантала существен-
но увеличивает прочность и сопротивление сплава трещинообразова-
нию при резких перепадах температуры и прерывистом резании.
Сплавы группы ТТК используются при черновой обработке и работе
с ударами как сталей, так и чугунов.
Все марки твердых сплавов разбиты по международной класси-
фикации (ИСО) на три группы: К, М и Р. Сплавы группы К предназна-
чены для обработки чугуна и цветных металлов, дающих стружку над-
лома; группы М — для труднообрабатываемых материалов; группы
Р — для обработки сталей. Ориентировочно;
лб
Сплавы Сплавы
по ИСО в СССР по ЙСО в СССР
К01 вкз, вкзм М30 ТТ10К8В, ВК10-0М
кю ТТ8К6, ВК6М М40 ВК100М, ТТ7К12
К20 ВК6, ТТ8К6 Р01 Т30К4
КЗО ВК4, ВК6 РЮ ТТ5К6, ТТ12К8
К40 ВК8; ВК15 Р20 Т14К8
М01 ВК60М Р25 ТТ20К9
М10 ТТ8К6 РЗО Т5КЮ
М20 ТТ10К8Б Р40 ТТ7К12, Т5К12
Твердые сплавы выпускаются в виде пластинок различных форм
и размеров. Используются также монолитные твердосплавные инстру-
менты малых размеров. Такой инструмент изготовляется из пластифи-
цированных заготовок. Спрессованные неспеченные заготовки из
пластифицированного твердого сплава хорошо обрабатываются меха-
нически. Обработанные таким путем заготовки спекаются, а затем
шлифуются и затачиваются. Из пластифицированного сплава фасон-
ная заготовка может быть получена прессованием в пресс-формах, что
оправдывается при изготовлении большой партии инструментов. Мо-
нолитный твердосплавный инструмент может также изготовляться из
окончательно спеченных цилиндрических твердосплавных стержней,
вышлифовыванием профиля алмазными кругами.
Новой группой твердых сплавов являются безвольфрамовые твер-
дые сплавы. Основой этих сплавов являются карбиды титана и ниобия
и карбонитриды титана. В качестве связки используются никель, же-
лезо, молибден. К сплавам этой группы относятся сплавы TH-20,
ТН-25, ТН-30, КНТ-16 и др. Они имеют твердость 90...88,5 HRA
и предел прочности при изгибе ои — 1100...900 МПа. Эти сплавы об-
ладают высокой окалиностойкостью, низким коэффициентом трения,
меньшим по сравнению с вольфрамсодержащими сплавами удельным
весом, но имеют, как правило, более низкую прочность,склонность
к разрушению при повышенных температурах, к трещинообразованию
при напайке, показывают хорошие результаты при получистовом ре-
зании вязких металлов, конструкционных и малолегированных ста-
лей, меди, никеля и др.
Одним из путей повышения эксплуатационных характеристик твер-
дых сплавов является нанесение на режущую часть инструмента тон-
ких износостойких покрытий на основе нитрида титана, карбида ти-
тана, нитрида молибдена, оксида алюминия. Это позволяет повысить
стойкость инструмента при сохранении прочности и вязкости.
1.4. Минералокерамические материалы
В качестве инструментального материала используется керамика
оксидного и оксидно-карбидного типов.
Оксидная керамика ВШ состоит в основном из оксида алюминия
А1аО8 и небольшого количества оксида магния или хрома. Она обла-
19
дает высокой твердостью и красностойкостью, но низкой прочностью
и большой хрупкостью. Так, ВШ имеет предел прочности при изгибе
ои — 500...600 МПа. Существенным недостатком минералокерамики
является ее низкое сопротивление циклическому изменению темпера-
туры. Даже при небольшом числе перерывов в работе на инструмен-
те появляются трещины и он разрушается. Минералокерамика ис-
пользуется при получистовой и чистовой обработке чугуна, закален-
ных и труднообрабатываемых сталей, неметаллических материалов
и цветных металлов и их сплавов с высокими скоростями резания
и ограниченным числом перерывов в работе. Оксидно-карбидную ке-
рамику получают введением в ее состав кроме оксида алюминия кар-
бидов хрома, титана, вольфрама, молибдена и сложных карбидов этих
металлов. Это повышает предел прочности керамики на изгиб, но не-
сколько снижает ее теплостойкость и износостойкость. Оксидно-кар-
бидные керамики В-3, ВОК-60 и ВОК-63 имеют соответственно ои —
~ 450...700; 600...750; 650...750 МПа. Режущие свойства минерало-
керамики оксидно-карбидного типа выше, чем керамики ВШ. Мине-
ралокерамика В-3, ВОК-60, ВОК-63 применяется для получистовой
и чистовой обработки закаленных сталей, высокопрочных чугунов
в прерывистых условиях резания. К минералокерамическим инстру-
ментальным материалам относится силинит Р, созданный на основе
нитрида кремния. Он может использоваться при чистовом точении
сталей, чугуна, алюминиевых сплавов.
1.5. Абразивные материалы
При изготовлении всевозможных шлифовальных инструментов ис-
пользуются абразивные материалы в виде зерен высокой твердости
различных размеров, способные обрабатывать всевозможные мате-
риалы путем царапания. Наиболее распространенными абразивными
материалами являются электро корунды, карбиды кремния и бора.
Электрокорунд представляет собой в основном кристаллический
оксид алюминия, выплавляемый из бокситов или глинозема. Электро-
корунд нормальный 12А, 13А, 14А, 15А, 16А содержит 92...95 %
оксида алюминия. Он применяется для обработки различных материа-
лов повышенной прочности1, углеродистой и легированной сталей,
ковкого и высокопрочного чугуна, никелевых и алюминиевых спла-
вов. Электрокорунд белый (22А, 23А, 24А, 25А) содержит 98...99 %
оксида алюминия. По сравнению с электрокорундом нормальным он
является более твердым, имеет повышенную абразивную способность
и хрупкость. Электрокорунд белый используется для обработки тех
же материалов, что и электрокорунд нормальный. Однако из-за более
высокой стоимости его применяют на более ответственных работах
для операций окончательного и профильного шлифования, резьбо-
шлифования, заточки режущего инструмента.
Электрокорунд хромистый (32А, ЗЗА, 34А) наряду с оксидом алю-
миния А12О3 содержит до 2 % оксида хрома Сг2О3. По прочности
электрокорунд хромистый приближается к нормальному, а по режу-
щим — к белому. Рекомендуется применят^ электрокорунд хроми-
20
'i
1
MF
стый для круглого шлифования изделий из конструкционных и уг-
леродистых сталей при интенсивных режимах, где он обеспечивает
повышение производительности на 20...30 % по сравнению с элек-
трокорундом белым.
Электрокорунд титанистый (37А) наряду с оксидом алюминия со-
держит оксид титана TiO2. Он отличается от электрокорунда нормаль-
i ного большим постоянством свойств и повышенной вязкостью. Это
V позволяет использовать его в условиях тяжелых и неравномерных
нагрузок. Электрокорунд титанистый применяется на операциях
‘ предварительного шлифования с увеличенным съемом металла.
( Электрокорунд циркониевый (38А) наряду с оксидом алюминия
X содержит оксид циркония. Он имеет высокую прочность и применяет-
г': ся в основном для обдирочных работ с большими удельными давле-
. ниями резания.
Ь’ Монокорунд (43А, 44А, 45А) имеет более высокие режущие свой-
рС ства, чем электрокорунд, применяется при шлифовании труднообра-
| батываемых сталей и сплавов.
В Карбид кремния черный (53С, 54С, 55С) «одержит 95...98 % SiC,
к а зеленый (63С, 64С) содержит 97...99 % SiC. Карбид кремния обла-
р/ дает большой твердостью, превосходящей твердость электро корунда,
f высокой режущей способностью. Зеленый карбид кремния имеет не-
сколько большую твердость, обеспечивает большую производитель-
Г .ность, но дороже черного. Зеленый карбид кремния используется для
ДВ тонкого шлифования инструментов, твердых сплавов, керамики, кам-
ня и для правки шлифовальных кругов. Карбид кремния черный при-
Mfe. меняется для шлифования чугуна, цветных металлов, стекла, пласт-
МШ-масс, кожи и резины.
К*. Карбид бора (В4С) имеет твердость, приближающуюся к твердости
алмаза. и высокую абразивную способность. Вместе с тем карбид бора
яЖУбчень хрупок. Он применяется в виде порошка или пасты для отделки
Мюточных поверхностей.
IR'- Абразивные материалы характеризуются такими основными свой-
ИВЕ&твами. как форма абразивных зерен, зернистость, твердость, механи-
яИЁ&Йская прочность, абразивная способность зерен. По форме абразив-
ЯЕ^Вйле зерна могут быть изометричные, пластинчатые и мечевидные. Изо-
дк&давтпичные зерна имеют округлую симметричную форму, а зерна
Д^Жастинчатые и мечевидные — ярко выраженную несимметричную
|И||^рму. Изометричные зерна предпочтительны для инструментов, ра-
ИШ10йтающих при обдирочных режимах с тяжелой переменной нагрузкой
S условиях больших давлений на инструмент. Зерна пластинчатые
Мечевидные, обладающие большей способностью скалывания, само-
Д^^рачивания, белее целесообразны при чистовых операциях и обра-
«И^ке труднообрабатываемых материалов.
Абразивные зерна имеют определенную округленность своих ре-
^ущих элементов. Установлено, что при уменьшении размеров абра-
0ных зерен соответственно уменьшаются как радиусы округлений,
|К.и углы при вершине их режущих элементов. Зерна из электроко-
®Ида имеют радиусы округлений от 4 до 180 мкм. Зерна из карбида
рМния имеют, как правило, меньшие радиусы округлений. Абра-
fc-
Ир1»*
1
зивные материалы по размерам зерна подразделяются на шлифзерно,
шлифпорошки и микро порошки. Номер зернистости шлифзерна
и шлифпорошков выражается в сотых долях миллиметра, а номер
зернистости микропорошков — в микрометрах. Номер зернистости
шлифзерен изменяется от 200 до 16, шлифпорошков —от 12 до 3,
микропорошков — от М63 до Ml. Например, номер зернистости 50
означает, что зерна имеют размер от 630 до 500 мкм. Зернистость абра-
зивного инструмента выбирают в зависимости от его назначения. На-
пример, применяют круги зернистостью: для зачистки заготовок —
125...80; для плоского шлифования торцом круга — 80...50; для чисто-
го шлифования — 32... 16; для отделочного шлифования — 12...6.
Абразивные порошки одной и той же зернистости могут выпускать-
ся с различным содержанием основной фракции. В зависимости от
содержания основной фракции в обозначение порошков после номера
вводят одну из букв В, П, Н или Д. Буква В характеризует порошок
с наиболее высоким содержанием (60...55 %) основной фракции, а бук-
ва Д — с наименьшим (42...36 %). Абразивные материалы характери-
зуются высокой твердостью и теплостойкостью. Так, микротвердость
электрокорунда (18...26) 103 МПа и термостойкость 1300 ...2000°C.
Карбид кремния имеет микротвердость (28..36) 103 МПа и термостой-
кость 1300... 1400 °C.
Абразивные зерна должны быть достаточно прочными, чтобы вы-
держать без разрушения давления резания, когда кромки еще доста-
точно остры, и допускать откалывание от них кусочков лишь тогда,
когда кромки в должной мере затупятся. При обдирочных режимах
с большим съемом металла требуются прочные абразивы, а при чисто-
вом шлифовании и обработке труднообрабатываемых материалов
предпочтительны абразивы с большей хрупкостью и способностью
к самозатачиванию. Абразивная способность характеризуется коли-
чеством материала, сошлифованного испытываемыми зернами за опре-
деленный промежуток времени, отнесенного к массе израсходованного
шлифовального материала. В порядке снижения абразивной способ-
ности абразивные материалы располагают в такой последователь-
ности: карбид бора, карбид кремния, монокорунд, электрокорунд.
1.6. Сверхтвердые материалы
К инструментальным сверхтвердым материалам относятся алмазы
и материалы на основе кубического нитрида бора. Различают при-
родные (А) и синтетические (АС) алмазы. Алмаз является самым твер-
дым из известных инструментальных материалов. Он обладает высо-
кой износостойкостью, хорошей теплопроводностью, малыми коэф-
фициентами линейного и объемного расширения, небольшим коэффи-
циентом трения и малой адгезионной способностью к металлам, за
исключением железа и стали. Однако прочность алмаза невелика.
Твердость и прочность алмаза различная в разных направлениях. Об-
рабатываемость алмаза легче в направлении, параллельном граням
кристалла, так как в этом направлении атомы наиболее удалены друг
от друга. Теплостойкость алмаза характеризуется тем, что при темпе-
22
ратуре около 800 °C в обычных условиях он начинает превращаться
в графит. Вместе с тем алмаз обладает наиболее высокой абразивной
способностью по сравнению с другими абразивными материалами.
К недостаткам алмаза относится его способность интенсивно растворя-
ться в железе и его сплавах при температуре 750...800 °C. Алмазные
инструменты характеризуются высокой производительностью и стой-
костью. Они наиболее эффективно применяются при обработке твер-
дых сплавов, цветных металлов и их сплавов, титана и его сплавов,
а также пластмасс. При этом обеспечиваются высокая точность раз-
меров и качество поверхности.
В природе чаще всего встречаются агрегатные разновидности ал-
маза: борт, карбонадо и баллас. К борту относятся все зернистые и не-
правильные сростки кристаллов алмазов, часто без признаков граней
и ребер.
К карбонадо относятся тонкозернистые, плотные или несколько
пористые агрегаты буровато-черного цвета. Синтетические алмазы мо-
гут быть различных марок, которые отличаются между собой прочно-
стью, хрупкостью, удельной поверхностью и формой зерен.
В порядке возрастания прочности, снижения хрупкости и удельной
поверхности шлифовальные порошки из синтетических алмазов рас-
полагаются так: АС2 (АСО), АС4 (АСР), АС6 (АСВ), АС15 (АСК),
АС32 (АСС). Зерна АС2 хорошо удерживаются в связке и рекомендуют-
ся для изготовления инструментов на органической связке. Зерна
АС4 предназначены в основном для изготовления различного инстру-
мента на металлической и керамической связках, АС6 — для изготов-
ления инструмента на металлических связках, работающего при повы-
шенных удельных давлениях; АС 12 — для обработки камня и других
твердых материалов; АС32 — для правки абразивных кругов, обра-
ботки корунда, рубина и других особо твердых материалов.
Из природных алмазов микропорошки марок AM и АН, а из син-
тетических — АСМ и АСН. Микропорошки AM и АСМ нормальной
абразивной способности предназначены для изготовления абразивного
инструмента, которым обрабатывают твердые сплавы и другие твер-
дые и хрупкие материалы, а также детали из стали, чугуна, цветных
металлов при необходимости получения высокой чистоты поверхности.
Микропорошки АН и АСН, имеющие повышенную абразивную
способность, рекомендуются для обработки сверхтвердых, хрупких,
труднообрабатываемых материалов. Зернистость порошков обознача-
ется дробью, числитель которой, соответствует наибольшему, а знаме-
натель — наименьшему размеру зерен основной фракции. С целью
повышения эффективности работы алмазного абразивного инструмента
применяют алмазные зерна, покрытые тонкой металлической пленкой.
В качестве покрытий используют металлы с хорошими адгезионными
и капиллярными свойствами по отношению к алмазу ™ медь, никель,
серебро, титан и их сплавы. Покрытие повышает сцепление зерен со
связкой, способствует отводу тепла из зоны резания, обеспечивает
возможность ориентации зерен в магнитном поле при изготовлении
инструмента. При обозначении порошка с покрытием к его марке до-
бавляется буква М. В промышленности используются также поли-
23
кристаллические синтетические алмазы типа баллас (АСБ) и карбо-
надо (АСПК) значительных размеров, что позволяет использовать их
для изготовления лезвийных инструментов — резцов, торцевых фрез
и др. Дальнейшее развитие сверхтвердые материалы получили в виде
двухслойных пластин, состоящих из твердосплавного основания и на-
несенного на него слоя поликристаллов сверхтвердых материалов.
Широкое распространение в промышленности получили синтетиче-
ские сверхтвердые материалы на основе кубического нитрида бора.
Этот материал создан человеком. В природе он неизвестен. Кубиче-
ский нитрид бора имеет кристаллическую решетку, аналогичную ре-
шетке алмаза. В отличие от алмаза В кубическом нитриде бора соче-
тается высокая твердость с химической инертностью к железу. Благо-
даря этому кубический нитрид бора весьма эффективен при обработке
стальных деталей. Теплостойкость кубического нитрида бора значи-
тельно превосходит теплостойкость алмаза. Он не теряет режущих
свойств при нагреве до 1300..,1500 °C. Из шлифпорошков и микропо-
рошков кубического нитрида бора изготовляются круги, предназна-
ченные для обработки конструкционных и быстрорежущих сталей.
Отечественная промышленность выпускает гамму поликристалли-
ческих сверхтвердых синтетических материалов на основе нитрида
бора, объединенных общим названием «композиты». Наиболее широ-
кое применение нашли композит 01 (эльбор-Р), композит 10 (гекса-
нит-Р) и композит 05. В меньших объемах выпускаются также компо-
зит 02 (белбор), 03 (исмит) и 09 (ПТНБ). Испытания показали, что рез-
цы из композитов 01, .02, 03 по эксплуатационным свойствам практиче-
ски не отличаются друг от друга. Они применяются при непрерывной
тонкой и чистовой обработке закаленных сталей, высокопрочных чу-
гунов и некоторых труднообрабатываемых сплавов. Однако они обла-
дают повышенной хрупкостью, что делает невозможным их применение
в условиях ударных нагрузок. Инструменты из композитов 09 и 10 бо-
лее устойчивы к удару, эффективны при обработке с тяжелыми режи-
мами и ударными нагрузками закаленных сталей и чугунов. Примене-
ние сверхтвердых синтетических материалов оказывает существенное
влияние на технологию машиностроения, открывая перспективу за-
мены во многих случаях шлифования точением и фрезерованием.
Глава 2
ОСНОВНЫЕ ТИПЫ РЕЖУЩИХ ИНСТРУМЕНТОВ
2.1. Резцы
При обработке всевозможных деталей применяются самые разно-
образные режущие инструменты. Одними из наиболее простых и рас-
пространенных металлорежущих инструментов являются резцы. Они
применяются при точении, растачивании, строгании, долблении. Ки- '
нематика процесса точения (рис. 2.1) характеризуется быстрым вра-
щением заготовки вокруг своей оси (главное движение резания) и мед-
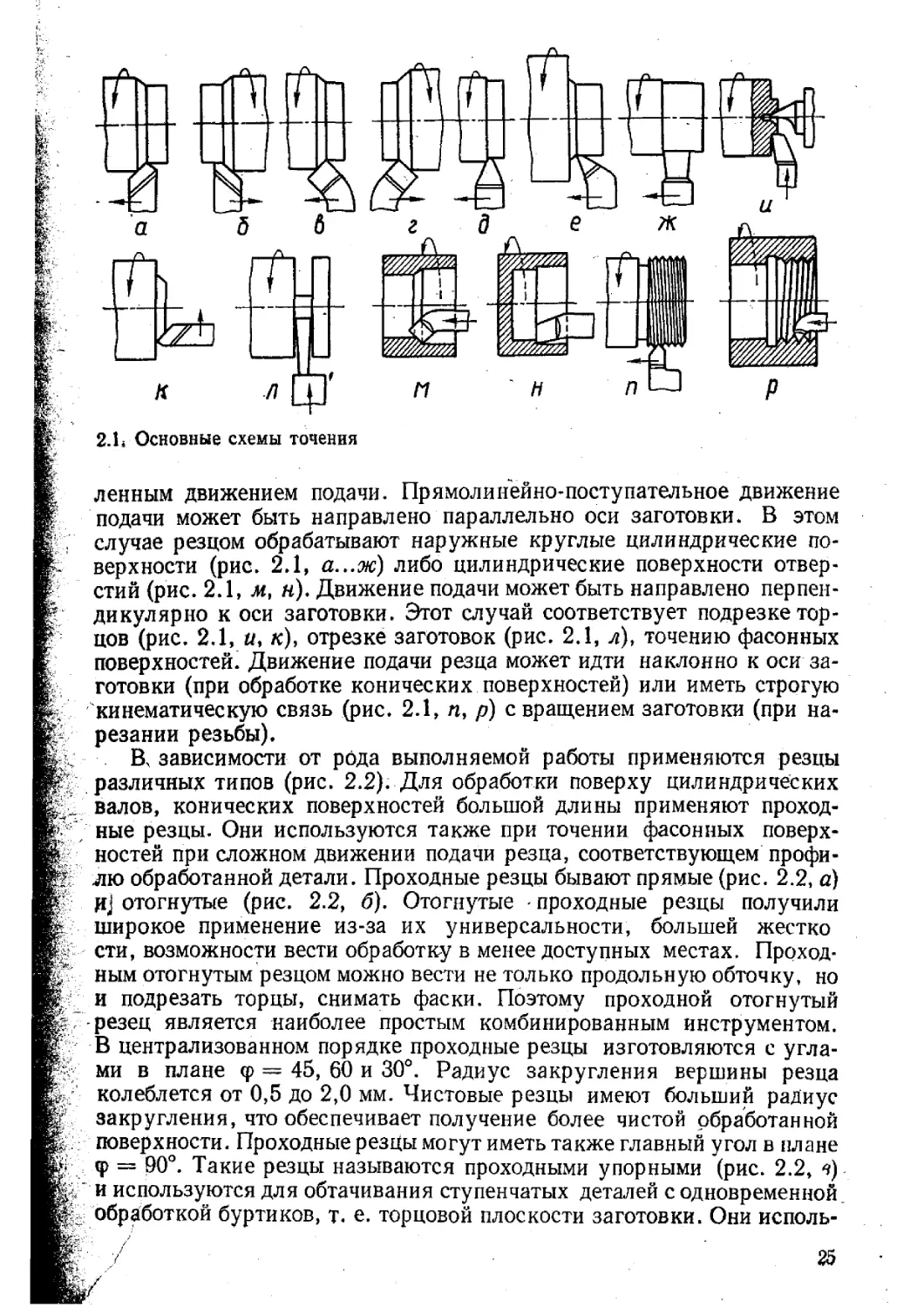
2.14 Основные схемы точения
Г ленным движением подачи. Прямолинейно-поступательное движение
подачи может быть направлено параллельно оси заготовки. В этом
случае резцом обрабатывают наружные круглые цилиндрические по-
-- верхности (рис. 2.1, а...ж) либо цилиндрические поверхности отвер-
стий (рис. 2.1, м, н). Движение подачи может быть направлено пер пен-
t дикулярно к оси заготовки. Этот случай соответствует подрезке тор-
цов (рис. 2.1, w, к), отрезке заготовок (рис. 2.1, л), точению фасонных
поверхностей. Движение подачи резца может идти наклонно к оси за-
готовки (при обработке конических поверхностей) или иметь строгую
кинематическую связь (рис. 2.1, п, р) с вращением заготовки (при на-
резании резьбы).
В, зависимости от рода выполняемой работы применяются резцы
различных типов (рис. 2.2). Для обработки поверху цилиндрических
валов, конических поверхностей большой длины применяют проход-
f ные резцы. Они используются также при точении фасонных поверх-
I ностей при сложном движении подачи резца, соответствующем профи-
Н дю обработанной детали. Проходные резцы бывают прямые (рис. 2.2, а)
отогнутые (рис. 2.2, б). Отогнутые - проходные резцы получили
& широкое применение из-за их универсальности, большей жестко
L сти, возможности вести обработку в менее доступных местах. Проход-
£ ным отогнутым резцом можно вести не только продольную обточку, но
В и подрезать торцы, снимать фаски. Поэтому проходной отогнутый
-резец является наиболее простым комбинированным инструментом.
* В централизованном порядке проходные резцы изготовляются с угла-
ми в плане ф = 45, 60 и 30°. Радиус закругления вершины резца
; колеблется от 0,5 до 2,0 мм. Чистовые резцы имеют больший радиус
b закругления, что обеспечивает получение более чистой обработанной
поверхности. Проходные резцы могут иметь также главный угол в плане
ф = 90°. Такие резцы называются проходными упорными (рис. 2.2, *?)
Е / и используются для обтачивания ступенчатых деталей с одновременной _
Р' обработкой буртиков, т. е. торцовой плоскости заготовки. Они исполь-
В / 25
зуются также при точении нежестких деталей, так как при их работе
возникают относительно небольшие по величине радиальные усилия,
которые отжимают заготовку от резца. Если необходимо получить
особенно чистую и гладкую поверхность, применяют широкие лопаточ-
ные резцы. Эти резцы работают с большой подачей. Однако из-за зна-
чительной длины контакта режущей кромки с заготовкой они склонны
к вибрациям.
Для обточки плоскостей, перпендикулярных к оси вращения за-
готовки и подрезки торцов, применяются подрезные токарные резцы
(рис. 2.2, а).
26
Расточку сквозных и глухих отверстий, подрезку уступов в отвер-
- стиях производят расточными резцами (рис. 2.2, д, е). Они рабо-
тают в менее благоприятных условиях, чем проходные резцы для на-
ружной обточки. Эти резцы должны иметь меньшие поперечные раз-
меры, чем обрабатываемое отверстие. Значительный вылет расточного
резца, который должен быть больше длины растачиваемого отвер-
стия, также снижает его прочность и жесткость. Расточные резцы для
сквозных отверстий изготовляются с углами в плане ф — 45 и 60°
и вспомогательными углами в плане фх= 45 и 30°, а для глухих от-
верстий с ср — 95° и ф! = 15°.
При расточке длинных отверстий и отверстий большого диаметра,
особенно на расточных станках, применяются державки (оправки) со
вставными резцами круглого или квадратного сечения относительно
малых размеров. Пользуясь державками, расточку отверстия можно
производить при помощи одно- или двухстороннего резца, а также
головки, состоящей из нескольких резцов.
По сравнению с односторонними двухсторонние резцы и резцовые
головки позволяют обеспечить более высокую производительность об-
работки. Однако обработка одним резцом имеет и некоторые преиму-
щества. При чистовой обработке и снятии небольших припусков за-
трудняется установка резцов резцовой головки с требуемой точностью,
в результате чего в работе участвуют не все резцы. Кроме того, при
срезании твердых включений ось отверстия будет искривленной вслед-
ствие отклонения всей головки, что может послужить причиной брака.
При работе же одним резцом в таких случаях отклонение резца пове-
дет лишь к уменьшению размеров отверстия, что можно исправить
при дальнейшей обработке.
Соотношение диаметров растачиваемого отверстия и оправки долж-
но быть подобрано так, чтобы обеспечить оптимальный вылет резца.
Большой вылет резца понижает жесткость, способствует возникнове-
нию колебаний и нарушает устойчивость процесса. Малые же зазоры
между поверхностями отверстия и оправки затрудняют выход струж-
ки. На практике соотношение между диаметром резца и диаметром
оправки колеблется в пределах 0,3...0,2. Отношение диаметра оправки
к диаметру растачиваемого отверстия составляет 0,8...0,5.
При обработке отверстий на расточных станках заготовка непо-
движна, а инструмент, закрепленный в оправке, вращается вместе
с ней. По такой схеме обрабатывают отверстия на агрегатных и других
станках. Этот метод обеспечивает более точное отверстие как по форме,
так и по размерам. Однако при вращающемся инструменте сложнее
получить точное положение оси отверстия.
Отрезные резцы служат для отрезания материала от прутков срав-
нительно небольшого диаметра (рис. 2.2, ж). Они выполняются с оття-
нутой головкой, т. е. ширина головки выполняется меньше ширины
тела резца. Длина оттянутрй головки выбирается из расчета свободной
отрезки заготовки. Отрезные резцы работают в тяжелых условиях,
так как их рабочая часть имеет малую жесткость, а отвод стружки из
зоны резания затруднен. Головка резца имеет относительно малую
толщину. Чтобы не ослаблять в значительной степени головку, для от.
27
резных резцов приходится принимать небольшие значения углов (по-
рядка 1...30) в плане фг и задних углов на вспомогательных боковых
режущих кромках. Это приводит к возрастанию трения, особенно при
неточной установке резца или его некачественной заточке. Поэтому
при работе отрезными резцами, оснащенными твердым сплавом, часто
происходят выкрашивания и сколы режущей части, а также отрывы
пластинки от державки резца. Для повышения прочности соединения
пластинки с державкой целесообразно пластинку, снабженную ско-
сами, напаивать в угловой паз державки, что соответственно увели-
чивает площадь прилегания ее к державке. Кроме того, боковые стен-
ки паза препятствуют смещению пластинки под действием боковых
усилий, возникающих в процессе работы резца.
С целью повышения прочности и жесткости головки высота ее де-
лается больше высоты стержня. Отрезной резец при работе обычно не
срезает весь металл среза, так как в определенный момент отрезаемая
заготовка отламывается и в центре остается несрезанный стержень.
Если необходимо полностью обработать один из торцов, не оставляя
на нем центрального стержня, то главную режущую кромку резца
оформляют под углом, ср = 75...80°, в то время как у обычных отрезных
резцов угол в плане ф — 90°.
Находят применение также отрезные резцы с симметричной лома-
ной режущей кромкой с углами в плане ф = 60 ...80°. Такое оформле-
ние режущей части резца облегчает его врезание в заготовку, улуч-
шает условия схода стружки, снижает возможность увода резца.
С этой же целью на отрезных резцах с углом ф — 90° выполняют фаски
f с обеих сторон размером 1... 1,5 мм под углом 45°.
Наряду с токарными используются резцы на строгальных и дол-
бежных станках с прямолинейно-поступательным движением резания.
Строгальные резцы работают в более тяжелых условиях, чем токарные,
так как, врезаясь в обрабатываемый материал с полным сечением сре-
за, резец испытывает удар, что отрицательно сказывается на его стой-
кости .
По роду выполняемой работы строгальные резцы разделяются на
проходные (обдирочные и чистовые), отрезные, подрезные, пазовые
и специальные (рис. 2.3). Проходные строгальные резцы (рис. 2.3, а)
предназначены для строгания плоскостей с горизонтальной подачей,
а подрезные (рис. 2.3, б) — для обработки вертикальных плоскостей
с вертикальной подачей. Отрезные и прорезные строгальные резцы
(рис. 2.3, в) используются при отрезке и прорезке узких пазов, чисто-
вые широкие лопаточные (рис. 2.3, г) — для чистовой обработки плос-
костей с большой подачей. Для плавного врезания и выхода инстру-
мента целесообразно применять строгальные резцы с углом наклона
режущей кромки Л = 10...60° в зависимости от условий обработки.
Строгальные резцы бывают прямые и изогнутые. Прямые резцы
просты в изготовлении, но менее виброустойчивы по сравнению с изог-
нутыми, Поэтому они применяются при малых величинах вылета.
В случае работы с большими вылетами рекомендуется пользоваться
изогнутыми резцами, которые получили широкое распространение
в промышленности. В процессе строгания резец под воздействием уси-
28.
;; 2.3. Типы строгальных и долбежных резцов
лий резания изгибается. При изгибе прямого резца его режущая
часть углубляется в материал заготовки и резец будет работать с заеда-
нием, что снижает качество обработки и дополнительно нагружает
г инструмент. При изгибе же изогнутого резца его режущая часть от-
Г ходит от заготовки и срезает меньший слой металла. Это обеспечивает
более спокойное протекание процесса резания, особенно при резких
| колебаниях усилий резания, вызываемых изменениями сечения сре-
| заемого слоя, локальными изменениями свойств обрабатываемого ма-
| териала и т. п.
| Долбежные резцы применяются при обработке внутренних линей-
[-• чатых поверхностей на долбежных станках в единичном и мелкосерий-
£ ном производстве. В зависимости от характера выполняемой работы
находит применение проходной двухсторонний шпоночный или прорез-
& ной резец (рис. 2.3, д, е).
29
2.2. Фасонные резцы
Для обработки деталей с фасонным профилем применяются фасон-
ные резцы на токарных и револьверных станках, автоматах и полу-
автоматах. Схема обработки поверхности вращения фасонным резцом
показана на (рис. 2.4). В процессе обработки заготовка быстро враща-
ется вокруг своей оси, а резец совершает движение подачи. Наиболее
часто движение подачи является поступательным. Оно может осу-
ществляться в радиальном направлении. Резцы с таким направлением
подачи называют радиальными (рис. 2.4, а). В процессе обработки
направления движения подачи одной или нескольких точек режущей
кромки такого резца пересекает ось детали.
Фасонные резцы с осевой подачей применяют при обработке одно-
сторонних профилей, не имеющих кольцевых канавок или выступов,
а также при обработке торцевых фасонных поверхностей (рис. 2.4, б).
По сравнению с радиальными резцами при обработке ступенчатых дета-
лей рассматриваемые резцы срезают меньшие сечения, а силы резания
будут меньшими. Это позволяет обрабатывать менее жесткие детали.
Направление подачи различных точек режущей кромки фасонного
резца может касаться обработанной поверхности детали. Фасонные
резцы с таким направлением подачи называют тангенциальными фа-
сонными резцами (рис. 2.4, е). Произвольная точка режущей кромки
такого резца начинает резание в точке А, а заканчивает работу в точ-
ке В. При дальнейшем движении подачи резец металла не снимает.
Поэтому детали получаются идентичными по размерам, независимо
от того, в какой момент времени выключено движение подачи.
Некоторое распространение находят фасонные резцы с вращатель-
ным движением подачи. Такие резцы могут быть радиальными и тан-
генциальными. У тангенциальных резцов режущая кромка описывает
поверхность вращения И, касающуюся поверхности детали D. В этом
случае размеры обработанной поверхности детали не зависят от мо-
мента выключения движения подачи.
Часто фасонные резцы используются на строгальных, долбежных
или специальных станках при обработке цилиндрических поверх-
ностей.
2,4. Схемы обработки поверхности вращения фасонными резцами
30
2.5. Типы фасонных резцов
В процессе обработки резец относительно детали совершает посту-
пательное движение резания, направление которого совпадает с об-
разующей цилиндрической поверхности, и движение подачи. Обычно
такие резцы проектируются как резцы радиального типа, у которых
направление поступательного движения подачи перпендикулярно к
образующим. Например, резцы зубодолбежных головок, предназначен-
ные для одновременной обработки всех зубьев цилиндрических зуб-
чатых колес.
Фасонные резцы для обработки цилиндрических поверхностей мо-
гут иметь вращательное движение подачи и проектироваться как рез-
цы тангенциального типа. При вращательном движении подачи режу-
щая кромка резца описывает поверхность вращения, касающуюся
поверхности детали. В результате этого движения любая точка режу-
щей кромки в определенный^ момент времени входит в контакт с ма-
териалом заготовки и срезает его, а затем выходит из соприкосновения
с заготовкой. Поэтому, как и у тангенциальных резцов, в этом случае
момент выключения подачи резца не влияет на размеры детали.
Обработка винтовых поверхностей фасонными резцами произво-
дится при винтовом движении резания. В результате этого движения
винтовая поверхность детали скользит «сама по себе». Кроме движе-
ния резания при обработке винтовых поверхностей фасонный резец
после каждого прохода углубляется в материал заготовки до получе-
ния полного профиля винтовой поверхности. Рассматриваемые резцы
наиболее часто применяют при обработке резьбы.
По форме задней поверхности, особенностям конструкции фасонные
резцы делятся на стержневые, призматические и круглые.
Стержневые фасонные резцы (рис. 2.5, а) подобны обычным токар-
ным резцам, но имеют фасонную режущую кромку, соответствующую
форме поверхности детали. Эти резцы имеют малое число переточек
и в серийном производстве используются редко. Закрепляются они
в суппорте как обычные резцы.
Призматический фасонный резец представляет собой призму (рис.
2.5, б). Одна из боковых граней имеет фасонную цилиндрическую по-
верхность и служит задней поверхностью, а одна из плоских торцевых
граней служит передней поверхностью. Задние углы на фасонной ре-
жущей кромке такого резца создаются за счет его наклонной установ-
ки в державке.
- /
31
2.6. Фасонные резцы с наклонной установкой и винтовой задней поверхностью
Круглый фасонный резец (рис. 2.5, в) является'телом вращения,
у которого вырезан угловой паз, для создания передней плоскости
и пространства для схода стружки. Ось резца устанавливается выше
оси детали, поэтому на фасонной режущей кромке создаются положи-
тельные задние углы. . _
Дисковые фасонные резцы просты в изготовлении и допускают боль-
шое число переточек, но крепятся менее жестко и обычно применяются
для обработки деталей с меньшими глубинами профиля, чем призма-
тические фасонные резцы.
У круглых резцов, ось которых параллельна оси детали, задние
углы на участках режущих кромок, перпендикулярных к оси детали,
равны нулю. На этих участках. задняя поверхность, создающаяся
при вращении режущей кромки вокруг оси резца, является торце-
вой плоскостью. В процессе работы резца эта плоскость соприкасается
с соответствующей торцевой плоскостью детали. Из-за этого на рас-
сматриваемом участке режущей кромки не создается зазор между ма-
териалом заготовки и задней поверхностью, что снижает режущую
способность резца. Такое же явление наблюдается и у призматических
резцов при их обычной установке.
Чтобы получить положительные задние углы на участках режущих
кромок, перпендикулярных к оси детали, применяют круглые фасон-
ные резцы с наклонным расположением оси под углом ср по.отношению
к оси детали и призматические фасонные резцы с наклонным располо-
жением базы крепления (рис. 2.6, а). В необходимых случаях при
наклонной подаче рассматриваемых резцов возможна обработка «под-
нутрений» на детали. Для получения положительных задних углов
у круглых резцов может создаваться также винтовая задняя поверх-
ность (рис. 2.6, б). Такие резцы особенно пригодны для расточки сту-
пенчатых каналов с осевой подачей. Они могут изготовляться с хвосто-
виком, служащим для их крепления.
32
Передняя поверхность фасон-
ных резцов в большинстве слу- /'МА'
чаев является плоскостью. Перед-
няя плоскость может располагать- Ь А
ся под определенным передним \
углом у параллельно оси детали /гИч
(рис. 2.7, а). В общем же случае * кКи
фасонные резцы имеют двойной $/
наклон передней плоскости, когда [__ л .
ее положение характеризуется не "кА
только передним углом у, но и yr- G
ЛОМ наклона режущей кромки А 2.7. Положение передней плоскости
(рис. 2.7, б). Такие резцы исполь- резца
зуются при повышенных требова-
ниях в отношении соблюдения формы и точности обработки коничес-
ких участков поверхностей деталей.
По сравнению с обычными резцами фасонные резцы обеспечивают
большую точность обработки деталей, идентичность формы, так как
они в основном определяются точностью изготовления резца. Они
характеризуются также высокой производительностью, что объясняет-
ся большой активной длиной фасонной режущей кромки, сокращением
времени на установку и наладку резца. Фасонные резцы затачиваются
обычно по одной передней плоскости и допускают большое количество
переточек. Однако из-за большой стоимости фасонные резцы приме-
няются в крупносерийном и массовом производстве при обработке
J относительно коротких поверхностей.
Призматические фасонные резцы обладают, по сравнению с круг-
лыми, лучшими режущими свойствами, что объясняется их более жест-
ким креплением, возможностью выбора больших величин задних углов,
большей прочностью режущей части, лучшим отводом тепла. Однако
’ круглые резцы более технологичны и более широко распространены
; в производстве.
н 2.3. Осевые универсальные инструменты
для обработки отверстий
& К осевым универсальным инструментам, предназначенным для об-
|работки отверстий, относятся сверла, зенкера и развертки. Кинемати-
|ка процесса обработки отверстий осевыми инструментами сводится
винтовому движению инструмента относительно заготовки, ось ко-
|торого совпадает с осью обработанного отверстия. Винтовое движение
г Инструмента относительно заготовки может быть осуществлено за счет
^быстрого вращения заготовки и медленного поступательного движения
| подачи инструмента вдоль оси отверстия. Этот случай соответствует
Сверлению на токарных станках. На сверлильных же станках заготов-
ка неподвижна, а осевой инструмент совершает винтовое движение,
[Которое складывается из главного вращательного движения его во-
Вр£РУг своей оси и медленного движения подачи вдоль оси'инструмента.
ВНа некоторых станках относительное винтовое движение является
В . 9-385 33
е
. 2.8, Типы сверл
- результирующим вращением заготовки вокруг оси отверстия, враще-
f ния инструмента вокруг той же оси и поступательного движения по-
дачи инструмента. Сверла предназначены для обработки отверстий
в сплошном материале либо для рассверливания отверстий. В промыш-
енности получили распространение различные типы сверл. Наиболь-
шее применение находят спиральные сверла (рис. 2.8, а). Они исполь-
• v' дуются при сверлении отверстий диаметром от 0,25 до 80 мм с точно-
стью обработки по 11... 12 квалитетам и шероховатостью Rz = 40...
/^"„.ДбОмкм. Спиральное сверло является двухзубым режущим инстру-
4^4 ментом. Его режущие кромки составляют угол 2<р = 120°. На торце
Ж- сверла располагается поперечная режущая кромка, угол наклона ко-
Ж торой ф — 50...55°. Длина поперечной режущей кромки определяется
величиной диаметра сердцевины, которая колеблется от 0,19 до 0,125
Диаметра сверла. Толщина сердцевины увеличивается по направлению
Miy к хвостовику на 1,4... 1,8 мм на 100 мм длины, что повышает жест-
alfe кость инструмента. Сверло в процессе работы направляется по узкой
шлифованной ленточке, ширина которой колеблется от 0,6 до 2,6 мм
«Еждля сверл диаметром от 5 до 50 мм. Угол наклона кромки ленточки
му 24...30°. Для сверления вязких и мягких металлов со — 35...45°.
Мк, Для уменьшения трения ленточек о стенки отверстия диаметр
НЕЕ сверл уменьшается к хвостовику. Обратная конусность составляет
мШВ .О.ОЗ.. .0.01 мм на 100 мм длины. Спиральные сверла обычно изготов-
КгЛяются из быстрорежущей стали. Находят применение также твердо-
^^^Сплавные сверла, главным образом для сверления чугуна, цветных ме-
И^Таллов и высокопрочных сталей. Рабочая часть этих сверл оснащается
^ККластинками твердого сплава (рис. 2.8, б)._ У сверл малого диамегра
Ий&олностью вся рабочая часть может изготовляться из твердого сплава.
Ии||вердосплавные сверла изготовляются с прямыми, винтовыми и на-
35
клонными канавками. Сверла с прямыми канавками просты в изготов-
лении, но при сверлении отверстий большой длины они не обеспечи-
вают свободного отвода стружки. Поэтому этими сверлами обрабаты-
вают короткие отверстия. Основным типом твердосплавных сверл
являются сверла с углом наклона винтовой канавки = 20°. Сверла
с наклонными, косыми канавками имеют небольшую длину канавок
и применяются в основном для сверления отверстий в листовом ма-
териале. Длина твердосплавных сверл принимается значительно мень-
шей, чем у сверл из быстрорежущей стали, так как они имеют ограни-
ченное число переточек, соответствующее длине пластинки твердого
сплава. Кроме того, уменьшение длины способствует повышению жест-
кости сверла. Для увеличения прочности и жесткости твердосплав-
ные сверла имеют повышенный диаметр сердцевины, равный 0,22...
0,3 диаметра сверла. Обратная конусность на длине пластины твер-
дого сплава составляет 0,6...0,8 мм на 100 мм длины, что способствует
увеличению стойкости инструмента. С точки зрения стойкости во всех
случаях целесообразно применять сверла с минимально возможной
длиной. Рекомендуется для сверления труднообрабатываемых сталей
длину вылета инструмента выбирать не более десяти диаметров сверла,
а при обработке титановых сплавов — не более шести.
Перовые сверла (рис. 2.8, <?) являются наиболее простыми по кон-
струкции. Они применяются при обработке твердых поковок, а также
ступенчатых (рис. 2.8, г) и фасонных отверстий.
Рабочая часть этих сверл выполняется в виде пластинки, снабжен-
ной у торца режущей частью. Режущая часть имеет две режущие
кромки, угол между которыми 2<р = 90° — для обработки мягких
материалов и 140° — для твердых. В результате пересечения задних
плоскостей обоих режущих кромок создается поперечная режущая
кромка. Угол наклона ее обычно равен 55...60°. Для уменьшения тре-
ния калибрующая часть сверла имеет фаску / шириной 0,2. .0,5 мм,
вспомогательный боковой задний угол cxj = 5...8° и утонение по
диаметру в пределах 0,05...0,10 мм по всей длине сверла.
К недостаткам перовых сверл относятся большие отрицательные
передние углы, плохое направление сверл в отверстии, затруднитель-
ные условия отвода стружки, малое число переточек. Для улучшения
процесса резания передняя поверхность снабжается лункой, но это
приводит к соответствующему снижению прочности режущей части.
Перовые сверла больших диаметров обычно изготовляются со встав-
ной рабочей частью. Для облегчения процесса резания у сверл боль-
ших диаметров на режущих кромках делают стружкоразделитель-
ные канавки.
Многие детали имеют отверстия, длина которых превышает диаметр
сверла в 5... 10 раз. Сверление таких отверстий связано с большими
трудностями по отводу стружки и подводу смазывающе-охлаждающей
жидкости в зону резания, необходимостью обеспечения более точного
направления сверла при работе и т. п. Эти требования в отношении
глубокого сверления можно выполнить с помощью специальных сверл:
пушечных, ружейных и др. Рабочая часть пушечного сверла представ-
ляет собой полукруглый стержень, плоская поверхность которого яв-
36
ляется передней поверхностью (рис. 2.8, д). На торце стержня пер-
пендикулярно к оси сверла создается режущая кромка. Задняя тор-
цевая плоскость сверла затачивается под углом а = 10...20°.
Для лучшего направления сверло имеет цилиндрическую опорную
поверхность, на которой срезаются лыски под углом 30... 45° и делается
обратная конусность порядка 0,03...0,05 мм на 100 мм длины рабочей
части. В результате этого уменьшается трение сверла о стенки обраба-
тываемого отверстия. Пушечное сверло работает в тяжелых условиях,
имеет неблагоприятную геометрию передней поверхности, не обеспе-
чивает непрерывного процесса резания, так как для удаления стружки
приходится периодически выводить сверло из отверстия. Более совер-
шенными сверлами для глубокого сверления являются ружейные
сверла (рис. 2.8, е). Они имеют рабочую часть 1 и стебель 2. Рабочая
часть представляет собой трубку с продольным прямолинейным па-
зом. Через отверстие в трубку подводится к режущей части сверла
смазывающе-охлаждающая жидкость, которая выходит по продоль-
ному пазу наружу, увлекая при этом и стружку. Для облегчения ре-
зания и лучшего направления вершина сверла смещена относительно
его оси на 0,25 диаметра сверла. Сверло имеет одну режущую кромку,
состоящую из наружной и внутренней частей. Угол в плане на обоих
участках кромки обычно принимается равным 60°, а задний угол —
12... 15°. Для уменьшения трения сверла о стенки отверстия на рабо-
чей части делается обратная конусность 0,1...0,3 мм на 100 мм дли-
ны, а также снимаются лыски.
Такие сверла по сравнению с пушечными сверлами имеют лучшее
направление, отвод стружки и подвод к зоне резания смазывающе-
охлаждающей жидкости, что приводит к повышению стойкости инстру-
мента. Они обеспечивают непрерывный процесс резания и высокое
качество обработанной поверхности. Эти сверла имеют лишь одну ре-
жущую кромку, что снижает их производительность.
При глубоком сверлении отверстий, диаметр которых более 20 мм,
применяется сверло, имеющее четыре направляющие ленточки. Это
способствует лучшему центрированию его в отверстии. Для подвода
смазывающе-охлаждающей жидкости в стебле сверла предусмотрено
отверстие, которое соединяется с мелкими отверстиями, распределя-
ющими жидкость по режущим кромкам. На главных режущих кром-
ках делаются стружкоразделительные канавки, которые способствуют
4 раздроблению стружки и лучшему вымыванию ее охлаждающей жид-
' костью.
Глубокое сверление отверстий сравнительно малого диаметра про-
изводится удлиненными спиральными сверлами. Наиболее удачными
являются спиральные сверла с отверстиями для подачи охлаждающей
жидкости под давлением в зону резания, что улучшает отвод стружки
и повышает стойкость инструмента. Однако при сверлении на глуби-
ну, равную восьми диаметрам и более, стабильный отвод стружки
этими сверлами не обеспечивается.
Чтобы обеспечить удаление большого количества стружки из обра-
батываемого отверстия, обработку производят с периодическими вы-
. водами сверла. Этот процесс характеризуется малой производитель-
37
ностью в силу значительной затраты времени на периодические выво-
ды сверла из отверстия. Стремление приспособить конструкцию стан-
дартного сверла для глубокого сверления не приводит к желательным
результатам.
При глубоком сверлении одновременно трудно обеспечить надеж-
ный отвод стружки из зоны резания и создать на режущей части свер-
ла требуемые величины геометрических параметров. Поэтому целесо-
образно разработать конструкцию сверла для глубокого сверления,
у которой форма винтовой канавки определяется исходя из условия
нормального отвода стружки, а необходимые геометрические пара-
метры режущей части создаются заточкой передних и задних поверх-
ностей. Примером подобной конструкции могут служить шнековые
сверла для обработки отверстий глубиной до 30...40 диаметров в чу-
гуне (рис. 2.8, ж).
В отличие от стандартных шнековые сверла имеют увеличенные
угол наклона винтовых канавок со = 60° и толщину сердцевины, рав-
ную 0,3...0,35 диаметра сверла. Диаметр сердцевины не изменяется
по длине сверла, в то время как у стандартных сверл он увеличивается
при перемещении от режущей части к хвостовику. Стружечные канав-
ки шнекового сверла имеют в осевом сечении прямолинейный тре-
угольный профиль с закруглением во впадине. Образующая рабочей
стороны канавки идет перпендикулярно к оси сверла. Канавка сверла
плавно переходит в спинку зуба, идущую под углом к оси, образуя
ленточку заданного размера. У шнековых сверл ширина ленточки бе-
рется равной 0,5...0,8 ширины ленточки стандартного сверла.
Увеличенный угол наклона винтовых канавок и их соответствую-
щий профиль обеспечивают при глубоком сверлении надежное удале-
ние стружки из зоны резания без выводов сверла из отверстия. Тре-
буемые величины геометрических параметров на режущей части шне-
кового сверла создаются подточкой передней поверхности и заточкой
задней. При обработке чугуна геометрические параметры таковы:
статический передний угол 12... 18°, задний угол 12... 15°, угол при
вершине сверла 2<р = 120... 130°. При обработке стали передний и зад-
ний углы берутся в пределах 12...15°, а угол при вершине 90°. Глубо-
кое сверление высокопрочной стали типа 1Х18Н9Т производится
шнековыми сверлами, имеющими угол наклона винтовой канавки
со = 35°, угол при вершине сверла 2<р = 120°, задний угол 8... 10°,
передний угол 12... 15°.
При обработке глубоких отверстий сравнительно больших диамет-
ров применяются сверла для кольцевого сверления (рис. 2,8, и).
Кольцевое сверло представляет собой полый цилиндр, на торце кото-
рого закреплены режущие зубья, число которых колеблется от трех
до двенадцати. На наружной поверхности кольцевого сверла проре-
заны стружечные канавки, расширяющиеся к нерабочему торцу, для
облегчения удаления стружки.
При проектировании кольцевых сверл можно применять различ-
ные схемы резания: деление ширины резания; деление подачи; комби-
нированную. По схеме деления ширины резания подача, приходящая-
ся на каждый зуб, равна подаче в целом на инструмент. Каждый
38
зуб срезает стружку небольшой ширины, в совокупности же все зубья
инструмента снимают полную ширину резания. Схема деления пода-
чи обеспечивает срезание полной ширины резания каждым зубом ин-
струмента. Благодаря этому значительно увеличивается подача на
оборот инструмента в целом, которая равна произведению подачи на
зуб на число зубьев. Однако условия работы инструмента, сконструи-
рованного по схеме деления подачи, затруднительно, так как при
полной ширине резания стружка своими торцами соприкасается с бо-
ковыми поверхностями отверстия, усложняя ее отвод. Поэтому чаще
всего используется комбинированная схема резания, когда происхо-
дит разделение и ширины реза и подачи между отдельными зубьями.
На работу инструмента влияют стружколомы или выкружки на
передней поверхности зубьев, которые обеспечивают получение дроб-
леной стружки с эффективным отводом ее из зоны резания. Отвод
> стружки при кольцевом сверлении происходит во взвешенном состоя-
нии в потоке охлаждающей жидкости, подаваемой под давлением в зо-
ну резания.
• Ф. Для глубокого кольцевого сверления рекомендуются следующие
размеры выкружек: радиус выкружки (20...25) 5г, высота (12... 16) Sz
и длина (22...28) Sz> где S, — подачи на зуб.
Надежным методом дробления стружки является кинематический,
когда обработка ведется с принудительными вибрациями, создавая
гЧлпрерывистое резание, что особенно эффективно при кольцевом свер-
* лении легированных сталей и других материалов.
Величины задних углов на режущих кромках выбираются неболь-
%«^'щие, около 3...50, так как большие задние углы дают неплавное реза-
4^7 ние в начале работы инструмента. По мере затупления инструмента
fe; вибрации постепенно прекращаются.
Применение кольцевых сверл обеспечивает по сравнению со сплош-
ным сверлением значительное повышение производительности труда.
ЯВ Особую группу сверл составляют центровочные сверла, предназна-
« ценные для обработки центровых отверстий. Они бывают простые
2.8, к), комбинированные (рис. 2.8, л), комбинированные с пред-
ЗЕ^рхранительным конусом (рис. 2.8, м).
'* Простые спиральные сверла отличаются от обычных спиральных
сверл только меньшей длиной их рабочей части, так как ими сверлятся
^^^Ютверстия небольшой длины. Они применяются при обработке вы-
|®юкопрочных материалов, в то время как комбинированные сверла
^^fe^acTo ломаются.
Комбинированные сверла изготовляются двухсторонними и пред-
г^Ж&азначены для одновременной обработки как цилиндрической, так
конической поверхностей центрового отверстия. Это приводит к по-
®|Вйлцению производительности обработки.
Комбинированные сверла с предохранительным конусом позволяют
^ф^фбрабатывать не только цилиндрическую и коническую поверхности
жйЕфентрового отверстия, но и поверхность предохранительного конуса
ЯИВ^Углом при вершине, равным 120°.
В промышленности используются различные типы зенкеров (рис.
Наибольшее распространение получили зенкера для расширения
39
2.9. Типы зенкеров
на 1...8мм цилиндрических отверстий (рис. 2.9, д). Они позволяют
получить точность обработки отверстий по 11 квалитету и шерохова-
тость обработанной поверхности Rz — 10...80мкм. При обработке
более точных отверстий зенкера являются промежуточным инстру-
ментом между сверлами и развертками.
По сравнению с обработкой отверстий расточными резцами зенке-
рование имеет такие преимущества:
40
1. Отпадает необходимость выставлять инструмент для врезания,
что позволяет повысить производительность и использовать рабочих
более низкой квалификации.
2. Зенкер имеет большое число зубьев (3...4 зуба), что повышает
его стойкость; медленнее теряет размер по диаметру; оказывает мень-
шее изгибающее усилие на шпиндель станка.
Цельные зенкера подобно сверлам имеют винтовые стружечные
канавки с углом наклона со — 15...25°, зенкера сборные выполняются
с наклонными прямыми канавками. Режущие кромки зубьев зенкера
сего осью составляют угол ф = 45...60°. Для повышения стойко-
сти, особенно твердосплавных зенкеров, затачивают переходную кром-
ку на периферии зуба с углом ф0 = 30°, длиной 0,3... 1,0 мм.Диаметр
сердцевины равен (0,45...0,8) d, где d — диаметр зенкера. Для направ-
ления зенкера каждый его зуб снабжается цилиндрической ленточкой
шириной (0,1...0,05) d. Для уменьшения трения в процессе работы
ленточки выполняются с обратной конусностью 0,04...0,10 мм на
100 мм длины. Диаметр в начале режущей части зенкера делается
меньше диаметра предварительно обработанного отверстия, что
обеспечивает плавное вхождение зенкера в обрабатываемое отверстие.
Зенкера для обработки цилиндрических углублений под головки вин-
тов (рис. 2.9, е) имеют винтовые зубья и режущие кромки на торце
с углом ф — 90°. Они имеют направляющую цилиндрическую часть—
цапфу, которая при обработке перемещается по предварительно обра-
ботанному отверстию и обеспечивает соосность обработанного и на-
правляющего отверстий. Цапфа может быть выполнена как одно целое
с зенкером или быть съемной. Съемные цапфы имеют разные диа-
метры, что расширяет возможности применения зенкера. В этом слу-
чае упрощается заточка торцевых зубьев, так как она производится
при снятой цапфе. Зенкера для обработки конических углублений
(рис. 2,9, дат) представляют собой конус, на наружной поверхности
которого прорезаны прямые зубья (число их колеблется от 2 — для
малых диаметров до 12 — для больших).
У зенкеров для обработки торцевых плоскостей бобышек, раз-
личных приливов и т. п. (рис. 2,9, и) зубья располагаются только на
торце. Число их колеблется от 4 до 8. Чтобы зубьям зенкера было
легче обрабатывать большие поверхности, стружкоразделительные ка-
навки располагают в шахматном порядке. Зубья торцевых зенкеров
часто выполняются твердосплавными, особенно при обработке чугун-
ных заготовок.
Для чистовой обработки отверстий после сверления, зенкерования
или растачивания применяют развертки (рис. 2.10). Развертывание
позволяет получить точность обработки отверстий по 7...9-му квали-
тетам и с шероховатостью Ra = 0,32... 1,25 мкм. Припуск под развер-
тывание на сторону черновых разверток колеблется в пределах 0,15...
0,50 мм, а для чистовых — 0,05...0,25 мм. Высокая точность и каче-
ство поверхности при развертывании обеспечиваются малыми при-
пусками и срезанием весьма тонких стружек, благодаря наличию
у разверток сравнительно большого числа режущих зубьев (6... 14).
Наибольшее распространение получили цилиндрические развертки,
41
предназначенные для обработки цилиндрических отверстий. Они могут
быть ручными и машинными. Режущие кромки зубьев развертки с ее
осью составляют угол <р. У ручных разверток угол <р = 1.. .2°, а у ма-
шинных при обработке стали ф= 12... 15°. Используются развертки
с другими .величинами углов <р. Стандартные развертки изготовляются
е неравномерным окружным шагом, что способствует повышению точ-
ности обработки. Обычно канавки у разверток выполняются прямыми,
что упрощает их изготовление и контроль. Для обработки отверстий,
прерывающихся по длине или имеющих продольные канавки, целесооб-
разно применять развертки с винтовыми зубьями. Угол наклона вин-
товых зубьев у разверток доходит до <р — 30...45°. Направление вин-
товых канавок делается обратным направлению вращения для устра-
нения самозатягивания и заедания развертки в отверстии. Развертки
с винтовыми канавками используются для получения малой шерохо-
ватости обработанной поверхности, но при этом необходимы значи-
тельные усилия подачи. Развертки относительно малого диаметра из-
готовляются с коническим или цилиндрическим хвостовиком, который
служит для ее закрепления. Насадные развертки снабжаются цент-
ральным отверстием и закрепляются на оправках.
Находят применение разжимные и сборные развертки с быстроре-
жущими и твердосплавными вставными зубьями, которые после из-
носа и переточек могут быть отрегулированы на требуемый размер,
что повышает срок службы их. Разжимные развертки используются
при ремонте всевозможных машин (рис. 2.10, а). Они позволяют
в определенных пределах регулировать размер диаметра. Это дает
возможность применять одну и ту же развертку при обработке отвер-
стий различных диаметров.
42
Рабочая часть разжимных разверток снабжена отверстием, ось
которого совпадает с осью инструмента и продольными прорезями.
Диаметр разверток регулируется с помощью шарика, который встав-
ляется в коническое отверстие и поджимается регулировочным вин-
том. Такие развертки изготовляются диаметром от 6 до 50[мм и поз-
воляют изменять его в пределах 0,15...0,50 мм.
Для восстановления размера диаметра по мере износа применяют-
ся конструкции сборных разверток, с креплением зубьев в корпусе
с помощью рифлений, винтов и т. п. Развертка, у которой вставные
зубья с рифлениями закрепляются с помощью клина, допускает ре-
гулировку по диаметру перестановкой зубьев на рифлениях с их
последующим шлифованием по диаметру и заточкой (рис. 2.10,6).
Во избежание осевого сдвига предусматриваются упорные кольца.
Для обработки конических отверстий применяют конические раз-
вертки (рис. 2.10, а). При этом отверстие, предварительно обработан-
ное, может быть цилиндрическим или коническим. Отверстия с неболь-
шим припуском развертываются на конус за один проход. При обра-
ботке же конических отверстий, когда требуется снимать значительный
припуск, используют комплект конических разверток.
Черновая развертка имеет ступени на зубьях, расположенные по
винтовой линии. Торцевыми кромками каждой ступени развертка
срезает узкие стружки, свободно размещающиеся в канавках. Эта раз-
вертка превращает цилиндрическое отверстие в ступенчатое. Вторая
развертка снимает припуск меньше, чем черновая. Режущие кромки
промежуточной развертки снабжены стружкоразделительными канав-
ками, которые образуются нарезанием прямоугольной резьбы. Чисто-
вая развертка выполняется без стружкоразделительных канавок и сни-*
мает стружку всей прямолинейной режущей кромкой, расположенной
на образующей конуса. Зубья развертки имеют плоскую переднюю
поверхность, совпадающую с осевой плоскостью инструмента, т. е.
передний угол чистовой развертки берется равным нулю.
Для развертывания отверстий в металлических листах применяют
котельные развертки (рис. 2.10, г).
2.4. Фрезы
Фрезерование является одним из наиболее распространенных ме-
тодов обработки. По уровню производительности фрезерование пре-
восходит строгание и в условиях крупносерийного производства усту-
пает лишь . наружному протягиванию. Кинематика процесса фрезе-
рования характеризуется быстрым вращением инструмента вокруг его
оси и медленным движением подачи, которое может быть прямолинейно-
поступательным, вращательным или винтовым. При прямолинейном
движении подачи фрезами производится обработка плоскостей, все-
возможных пазов и канавок, фасонных цилиндрических поверхностей
(рис. 2.11).
При вращательном движении подачи фрезерованием обрабатывают-
ся поверхности вращения, а при винтовом — всевозможные винтовые
2.11. Схемы фрезерования
поверхности, например, стружечные канавки инструментов, впадины
косозубых колес и т. п.
Фреза представляет собой исходное тело вращения, которое в про-
цессе обработки касается поверхности детали и на поверхности кото-
рого образованы режущие зубья. Форма исходного тела, вращения за-
висит от формы обработанной поверхности и расположения оси фрезы
относительно детали. Меняя положение оси инструмента относительно
обработанной поверхности, можно спроектировать различные типы
фрез, предназначенных для изготовления заданной детали. Многооб-
разие операций, .выполняемых на фрезерных станках, обусловило раз-
нообразность типов, форм и размеров фрез.
Цилиндрические фрезы применяются на горизонтально-фрезерных
станках при обработке плоскостей. Эти фрезы могут быть с прямы-
ми и винтовыми зубьями. Фрезы с винтовыми зубьями рабо-
тают плавно, они широко применяются на производстве. Фрезы с
прямыми зубьями используются лишь для обработки узких плоско-
стей, которые трудно обработать фрезами с винтовым зубом. При ра-
боте цилиндрических фрез с винтовыми зубьями возникают осевые
усилия, которые при угле наклона зуба <о—30...45° достигают значи-
тельной величины. Поэтому применяют цилиндрические сдвоенные
фрезы (рис. 2.12, а), у которых винтовые режущие зубья имеют разное
направление наклона. Это позволяет уравновесить осевые усилия,
действующие на фрезы в процессе резания. В месте стыка фрез пред-
усматривается перекрытие режущих кромок одной фрезы режущими
кромками другой. Цилиндрические фрезы изготовляются из быстро-
44
а,
режущей стали и оснащаются твердосплавными плоскими и винто-
выми пластинками (рис. 2.12, б).
Торцевые фрезы широко применяются при обработке плоскостей
на вертикально-фрезерных станках. Ось их устанавливается перпенди-
кулярно к плоскости обрабатываемой детали. В отличие от цилиндри-
ческих фрез, где все точки режущих кромок являются профилирую-
щими, т. е. формируют обработанную поверхность, у торцевых фрез
только вершины режущих кромок зубьев являются профилирующи-
ми. Торцевые режущие кромки являются вспомогательными. Глав-
ную работу резания выполняют боковые режущие кромки, располо-
женные на наружной поверхности.
Поскольку на каждом зубе только вершинные зоны режущих кро-
мок являются профилирующими, формы режущих кромок торцевой
фрезы, предназначенной для обработки плоской поверхности, самые
разнообразные. В практике находят применение торцевые фрезы с ре-
жущими кромками в форме ломаной линии либо окружности. Углы
в плане торцевых фрез могут изменяться в широких пределах. На
торцевых фрезах наиболее часто принимается ср = 90° или 45...60°.
С точки зрения стойкости фрезы <р целесообразно выбирать наимень-
шей величины, обеспечивающей достаточную виброустойчивость про-
цесса резания и заданную точность обработки детали.
Торцевые фрезы обеспечивают плавную работу даже при неболь-
шой величине припуска, так как угол контакта с заготовкой у тор-
цевых фрез не зависит от величины припуска и определяется шириной
фрезерования и диаметром фрезы. Торцевая фреза может быть более
массивной и жесткой по сравнению с цилиндрической фрезой, что поз-
воляет удобно размещать и надежно закреплять режущие элементы
и оснащать их твердыми сплавами.
Наибольшее распространение в промышленности получили сбор-
ные твердосплавные фрезы. Фрезы относительно малых размеров из-
готовляются в большинстве случаев с твердосплавными пластинами,
припаянными непосредственно к корпусу (рис. 2.12, в). Эти фрезы об-
ладают тем недостатком, что при выкрашивании или большом износе
одной или нескольких пластин приходится затачивать все зубья.
Операция заточки твердосплавной пластины весьма трудоемка из-за
плохой шлифуемости пластин твердого сплава. Поэтому широкое рас-
пространение находят сборные фрезы со вставными ножами (рис.
2.12, а). Ножи, оснащенные тверды^ сплавом, закрепляются в пазах
корпуса инструмента. По своей конструкции ножи напоминают резцы
с припаянными пластинками из твердого сплава. Предварительная
заточка ножей может осуществляться отдельно от корпуса, а окон-
чательная — в собранном виде.
В последнее время широкое распространение получили фрезы с ме-
ханическим креплением многогранных или круглых неперетачивае-
мых пластинок твердого сплава. Такие фрезы просты в эксплуатации,
обеспечивают повышение стойкости, сокращение затрат на инструмент.
На рис. 2.12, д показана разработанная Всесоюзным научно-исследо-
вательским инструментальным институтом (ВНИИ) конструкция фре-
зы с механическим креплением неперетачиваемых твердосплавных
45
2.12. Типы фрез
круглых пластинок. Фреза состоит из корпуса Л кольца, 2 вставных
ножей 5 с запрессованными штифтами <?, на которых свободно сидят
круглые пластинки 4. При ввертывании винтов 7 ножи перемещаются
в осевом направлении, благодаря чему пластинки прижимаются
к базовой поверхности корпуса. Для удобства сборки пластинки пред-
варительно прижимаются к корпусу пружинами 6. После износа пла-
стинку поворачивают вокруг своей оси и вводят в работу неизношен-
ную часть режущей кромки. При полном же износе режущих кромок
производится смена комплекта пластин. Требуемая точность разме-
ров пластинок достигается их шлифованием по диаметру и торцу.
У фрезы, оснащенной пятигранными неперетачиваемыми твердо-
сплавными пластинами, при износе одной из режущих граней пластинка
поворачивается и в работу вступает следующая грань (рис. 2.12, е). За-
менять или поворачивать пластинки можно непосредственно на станке.
При снятии значительных припусков целесообразна ступенчатая
установка ножей. Преимущества ступенчатой схемы резания известны
давно. Но эти фрезы не нашли широкого применения из-за сложности
заточки. Этого недостатка лишены ступенчатые фрезы (рис. 2.12, ж)
с механическим креплением многогранных неперетачиваемых пласти-
нок. Фреза состоит из корпуса 3, в который вставляется кольцо 2,
фиксируемое винтами 1. Ножи 8 имеют штифты 7, на которые оде-
ваются многогранные пластины 9. Пластинки к базовым поверхно-
стям ступенчатого кольца и корпуса прижимаются винтом 6 через
кольцо 5. Для удобства сборки применяются пружины 4. Базы под
пластинки благодаря съемности кольца легко восстанавливаются про-
точкой. Ступенчатая схема резания позволяет снимать повышенные
припуски, обеспечивая без вибрационную работу инструмента, что
особенно важно для фрез, оснащенных твердым сплавом. Торцевое
фрезерование обеспечивает обычно большую производительность, чем
цилиндрическое. Поэтому в настоящее время большинство работ по
фрезерованию плоскостей выполняется торцевыми фрезами.
Дисковые фрезы пазовые, двух- и трехсторонние используются при
фрезеровании пазов и канавок. Пазовые дисковые фрезы имеют зубья
только на цилиндрической поверхности и предназначены для обработ-
ки относительно неглубоких пазов (рис. 2.12, и). Для уменьшения
47
трения по торцам на пазовых фрезах предусматривается вспомогатель-
ный угол в плане « 30', т. е. толщина фрезы на периферии больше,
чем в центральной части у ступицы. Важным элементом пазовой фре-
зы является ее толщина, которая выполняется с допуском 0,04...
0,05 мм. По мере стачивания зубьев, в результате поднутрения, тол-
щина фрезы уменьшается. Однако это не имеет практического значе-
ния, так как величина уменьшения невелика.
Дисковые двухсторонние (рис. 2.12,/с) и трехсторонние (рис.
2.12, л) фрезы имеют зубья, расположенные не только на цилиндри-
ческой поверхности, но и на одном или обоих торцах. Главные режу-
щие кромки располагаются на цилиндре. Боковые режущие кромки,
расположенные на торцах, принимают незначительное участие в ре-
зании и являются вспомогательными. Дисковые фрезы имеют прямые
или наклонные зубья. У фрез с прямыми зубьями на торцевых кром-
ках передние углы равны нулю, что ухудшает условия их работы. Что-
бы получить у двухсторонних фрез на боковых кромках положитель-
ные передние углы, нужно применять фрезы с наклонными зубьями.
С этой же целью трехсторонние фрезы выполняются с разнонаправ-
ленными зубьями (рис. 2.12, м). Они работают всеми зубьями, распо-
ложенными на цилиндре. На торцах же половина зубьев, имеющих
отрицательные передние углы, срезана. Однако эти фрезы обладают
высокой производительностью, несмотря на частично срезанные зубья.
Для прорезания узких пазов и шлицев на деталях, а также разреза-
ния материалов применяются тонкие дисковые фрезы, которые назы-
вают пилами. У таких фрез поочередно то с одного, то с другого торца
затачиваются фаски под углом 45°. Фаска срезает обычно 1/5. ..1/3 дли-
ны режущей кромки. Поэтому каждый зуб срезает стружку, ширина
которой меньше ширины прорезаемого паза. Это позволяет более сво-
бодно размещаться стружке во впадине зуба и улучшает ее отвод. При
ширине среза, равной ширине паза, торцы стружки соприкасаются
с боковыми сторонами прорезаемого паза, что затрудняет свободное
завивание и размещение стружки во впадине зуба и может привести
к заклиниванию зубьев и поломке фрезы.
Угловые фрезы используются при фрезеровании угловых пазов
и наклонных плоскостей. Одноугловые фрезы (рис. 2.12, н) имеют
режущие кромки, расположенные на конической поверхности и торце.
Двухугловые фрезы (рис. 2.12, о) имеют режущие кромки, располо-
женные на двух смежных конических поверхностях. Угловые фрезы
находят широкое применение в инструментальном производстве для
фрезерования стружечных канавок различных инструментов. В про-
цессе работы одноугловыми фрезами возникают осевые усилия реза-
ния, так как срезание металла заготовки производится в основном
режущими кромками, расположенными на конической поверхности.
У двухугловых же фрез осевые усилия, возникающие при работе двух
смежных угловых кромок зуба, несколько компенсируют друг друга,
а при работе симметричных двухугловых фрез (рис. 2.12, п) они
взаимно уравновешиваются, Поэтому двухугловые фрезы работают
более плавно. Угловые фрезы малых размеров изготовляются конце-
выми с цилиндрическим или коническим хвостовиком.
48
Толщина среза угловых фрез изменяется по длине кромки. Она
имеет максимальное значение на вершине зуба и уменьшается при уда
лении от нее вдоль режущей кромки, т. е. при уменьшении радиуса
рассматриваемой точки кромки. Это может привести к тому, что
участками кромок, расположенными у малых торцов, могут срезаться
незначительные толщины среза, соизмеримые с радиусом округления
режущей кромки. Это неблагоприятно отражается на характере про-
текания процесса резания, так как при значительных отрицательных
. передних углах на радиусе округления в зоне контакта наблюдаются
значительный нагрев, большие усилия и быстрый износ инструмента.
Чтобы на этих участках обеспечить нормальные условия работы, це-
лесообразно уменьшить число работающих зубьев вдвое, срезая их
через один зуб. Необходимость уменьшения числа зубьев на малых
диаметрах иногда вызывается тем, что при проектировании угловых
фрез возникают затруднения в выборе числа зубьев. В зоне, располо-
женной ближе к центру, трудно бывает разместить число зубьев,
. равное числу зубьев на вершине фрезы. Это объясняется большой раз-
ницей в окружных шагах зубьев на наибольшем и наименьшем диа-
метрах фрезы. Зубья, расположенные на меньшем диаметре, получают-
ся небольшими по высоте, что может привести к забиванию канавок
стружкой. Вершину угловой фрезы необходимо закруглять во избе-
жание быстрого износа.
г Концевые фрезы (рис. 2.12, р) применяются для обработки глубо-
ких пазов в корпусных деталях, контурных выемок, уступов, взаимно
перпендикулярных плоскостей. Концевые фрезы в шпинделе станка
' крепятся коническим или цилиндрическим хвостовиком. У этих фрез
f основную работу резания выполняют главные режущие кромки, рас-
положенные на цилиндрической поверхности, а вспомогательные тор-
Is цевые режущие кромки только зачищают дно канавки. Такие фрезы,
как правило, изготовляются с винтовыми или наклонными зубьями.
Угол наклона зубьев доходит до 30...45°. Диаметр концевых фрез вы-
бирают меньшим (до 0,1 мм) ширины канавки, так как при фрезерова-
нии наблюдается разбивание канавки. Разновидностью концевых фрез
являются шпоночные двухзубые фрезы (рис. 2.12, с, у). Рассматриваемые
шпоночные фрезы, подобно сверлу, могут углубляться в материал
заготовки при осевом движении подачи и высверливать отверстие, а
затем двигаться вдоль канавки. В момент осевой подачи основную
работу резания выполняют торцевые кромки. Одна из них должна
доходить до оси фрезы, чтобы обеспечить сверление отверстия.
Переточка таких фрез производится по задним поверхностям тор-
цевых кромок, поэтому их диаметр сохраняется неизменным.
Для обработки Т-образных пазов, часто встречающихся в станко-
строении, применяют Т-образные фрезы (рис. 2.12, т). Они работают
в тяжелых условиях и часто ломаются, что объясняется затрудненным
отводом стружки. Каждый зуб работает два раза за один оборот фрезы.
, Такие фрезы делаются с разнонаправленными зубьями и имеют поднут-
рения с углом = Г 30'...2° на обоих торцах. Для улучшения усло-
вий размещения стружки производят заточку фасок на зубьях то
с одного, то с другого торца под углом 30° и шириной 0,5 мм(
49
Фасонные фрезы получили значительное распространение при об-
работке разнообразных фасонных поверхностей. Преимущества при-
менения фасонных фрез особенно сильно проявляются при обработке
заготовок с большим отношением длины к ширине фрезеруемых по-
верхностей. Короткие фасонные поверхности в условиях крупносерий-
ного производства лучше обрабатывать протягиванием.
Фасонные фрезы по конструкции зубьев разделяются на фрезы
с затылованными зубьями и с остроконечными (острозато ценными)
зубьями.
Фасонные затылованные фрезы (рис. 2.13, а) имеют плоскую перед-
нюю поверхность, по которой перетачиваются в процессе эксплуата-
ции. Новой и переточенной фрезой можно обрабатывать одни и те же
детали, если форма фасонной режущей кромки при переточках не из-
меняется. Это обеспечивается за счет выбора соответствующей формы
задней поверхности зуба фрезы.
Задняя поверхность зуба затылованной фрезы с передним углом
у ~ 0 — это совокупность фасонных режущих кромок, постоянных
по форме и размещенных в радиальных плоскостях Р на различных
расстояниях от оси фрезы. При переходе от передней плоскости новой
фрезы к спинке зуба расстояние от оси до режущей кромки уменьша-
ют, чтобы обеспечить получение положительных задних углов на
режущей части.
Фасонные фрезы с остроконечными зубьями (рис. 2.13, б), в отли-
чие от затылованных фрез, затачивают по задним поверхностям зубьев.
Остроконечные фасонные фрезы дают более чистую поверхность,
50
имеют повышенную стойкость по сравнению <з затылованными фа-
сонными фрезами. Однако изготовление и переточка этих фрез тре-
буют специальных приспособлений и копировальных устройств,
обеспечивающих получение точного контура фасонных режущих кро-
? мок, как при их изготовлении, так и при их перетачивании. Поэтому
фасонные фрезы с остроконечными зубьями применяются в условиях
крупносерийного и массового производства.
Находят применение также сборные фасонные фрезы, у которых
требуемый фасонный профиль создается как огибающая кривая к со-
вокупности простых по форме кромок отдельных ее режущих элемен-
/ тов. Так, на рис. 2.13, в приведена конструкция сборной фасонной
фрезы с круглыми пластинками твердого сплава для обработки про-
филя железнодорожных колес. Фреза состоит из корпуса 1, в пазах ко-
- торого крепятся рейки 2 с закрепленными на них круглыми твердо-
[ сплавными пластинами диаметром 12... 16 мм. Для получения необхо-
димой чистоты обработанной поверхности гнезда под пластинки на
г? смежных рейках смещены относительно друг друга на 1,5...2,0 мм.
h.
С
2.5. Протяжки
I? Протягивание является одним из наиболее производительных ви-
fc' дов обработки металлов резанием. Высокая производительность при
Ь протягивании объясняется большой суммарной длиной режущих кро-
I мок, одновременно участвующих в срезании металла.
Протягивание позволяет получить обработанные поверхности
с высокой степенью точности. Внутренние протяжки предназначались
Г < сначала для обработки цилиндрических и фасонных отверстий. Сей-
|, час протягивание стало применяться и для обработки наружных по-
Ц верхностей. Вначале с помощью протягивания обрабатывали только
к плоские поверхности, а затем по мере развития и усовершенствова-
Б ния методов наружного протягивания стали обрабатывать поверхно-
г ' ст и, имеющие сложную конфигурацию.
[ Протяжки являются сложным и дорогостоящим специальным ин-
L струментом, изготовляемым для обработки определенных деталей.
£ Поэтому экономическая эффективность от их применения в полной
f мере выявляется лишь при массовом и серийном характере производ-
J ства. Однако на предприятиях с единичным и мелкосерийным выпус-
| ком изделий протяжки могут дать весьма значительный экономиче-
| ский эффект, если формы обрабатываемых поверхностей и их размеры
нормализованы.
г Методы протягивания и протяжной инструмент непрерывно совер-
шенствуются. В настоящее время в промышленности применяется не-
I сколько схем протягивания. Наиболее простой является схема протя-
| гивания, при которой осуществляется возвратно-поступательное от-
В носительное движение инструмента и заготовки (рис. 2.14). Эта схема
f используется как при обработке внутренних, так и при обработке
к наружных поверхностей на универсальных протяжных станках.
Б Для обработки отверстий протяжка имеет форму стержня, попе-
Б речное сечение которого соответствует поперечному сечению обрабо-
51
и
2.14. Схемы протягивания
тайной детали. На наружной, рабочей поверхности исходного стерж-
ня создаются режущие зубья, диаметральные размеры которых уве-
личиваются к концу протяжки. За счет постепенного увеличения диа-
метральных размеров зубьев происходит срезание металла только
при поступательном движении протяжки относительно детали. По-
следние профилирующие зубья протяжки имеют режущие кромки,
расположенные на поверхности исходного стержня, что и обеспечи-
вает формирование заданной поверхности детали.
Протягивание отверстий производится в такой последовательно-
сти: заготовка с предварительно просверленным отверстием насажи-
вается на переднюю направляющую часть протяжки, которая своим
хвостовиком присоединяется к тяговому патрону станка. В процессе
рабочего хода протяжка протягивается кареткой станка сквозь отвер-
стие в заготовке, которая при этом упирается в опорную плоскость
52
станка или приспособления и удерживается на ней силой трения.
Когда протяжка пройдет сквозь отверстие в заготовке, обработанная
деталь падает в корыто станка либо рабочий снимает ее со стола. За-
тем дается обратный ход, отсоединяется протяжка от тягового патро-
на, очищается от стружки, после чего весь цикл работы повторяется.
При обработке отверстий на вертикальном станке со вспомога-
тельным верхним цилиндром после протягивания очередной заготовки
протяжка своим задним хвостовиком автоматически присоединяется
к вспомогательному патрону, отсоединяется от тягового патрона и под-
нимается в исходное положение для обработки новой заготовки. За-
тем рабочий устанавливает на столе станка обрабатываемые детали
и после включения рабочего хода протяжка при помощи верхнего
вспомогательного цилиндра вводится в предварительно обработанное
отверстие, захватывается тяговым патроном и протягивается сквозь
заготовку, после чего цикл повторяется. В этом случае произво-
дят только смену обрабатываемых заготовок и очищают протяжку
от стружки, если она не смывается струей смазывающе-охлаждающей
жидкости. По аналогичному полуавтоматическому циклу работают
и некоторые горизонтально-протяжные станки.
Протяжка, предназначенная для обработки наружных поверхно-
стей, представляет собой призматическое тело, на рабочей поверхно-
сти которого образованы режущие зубья. Высотные размеры режущих
зубьев увеличивают к концу протяжки. Благодаря этому происходит
срезание металла только при поступательном движении протяжки от-
носительно заготовки.
Наружные протяжки, а также заготовки жестко закрепляются
на вертикально-протяжных станках, за счет чего и обеспечивается
определенное относительное движение и расположение инструмента
и детали в процессе обработки. Определенное взаимное располо-
жение и относительное перемещение инструмента и заготовки созда-
ф. ются с помощью соответствующих приспособлений и на горизонталь-
h но-протяжных станках при работе наружными протяжками. Из на-
? ружных протяжек наиболее распространены плоские протяжки для
ф обработки одной или нескольких плоских поверхностей. Конструкция
| протяжки и ее размеры в значительной степени предопределяются
| принятой схемой резания.
I' В настоящее время широко используются обыкновенные плоские
I протяжки с профильной схемой резания (рис. 2.15, а). В этом случае
| стружка срезается параллельными слоями во всю ширину протяги-
ваемой поверхности. Для разделения стружки по ширине на режущих
| зубьях протяжки профильной схемы резания в шахматном порядке вы-
| полняют стружкоразделительные канавки. При протягивании узких
| плоскостей шириной менее 10... 12мм протяжки можно не снабжать
I стружкоразделительными канавками. Толщина среза при проектиро-
I вании профильных протяжек выбирается в зависимости от свойства
I обрабатываемого материала в пределах 0,04...0,2 мм. Первый зуб
| протяжки при обработке черных поверхностей выполняется усилен-
I ным, с шагом в 1,5.. .2,0 раза большим шага остальных режущих зубьев,
J так как зуб обычной формы часто выкрашивается или ломается при
53
2.15, Наружные протяжки
встрече с твердой коркой. Для большей плавности работы и лучшего
схода стружки зубья плоских протяжек делают наклонными. Угол
наклона зубьев X = 10 ...45°. Направление наклона зубьев желатель-
но выбирать таким, чтобы боковая составляющая силы резания была
направлена на более прочную часть детали. Необходимо также, чтобы
боковая составляющая силы резания, действующая на протяжку,
воспринималась жесткой опорной и не была направлена на элементы
крепления. Для уравновешивания боковых усилий при протягива-
нии широких плоскостей целесообразно применять две протяжки
с различным направлением наклона зубьев. Из-за малых толщин
среза протяжки профильной схемы резания получаются значитель-
ной длины и относительно быстро изнашиваются. Поэтому подобно
внутренним протяжкам для наружных протяжек характерна тенден-
ция замены профильной схемы резания на другие схемы, обеспечива-
ющие большую толщину и меньшую ширину среза. Применяются,
в частности, плоские протяжки с последовательной (генеральной)
схемой резания. Эти протяжки предназначены для обработки загото-
вок относительно небольшой ширины после ковки или штамповки,
54
Kr имеющих на поверхности корку. Такие протяжки для широких плос-
Ж костей получаются довольно большой длины,что усложняет их конст-
рукцию и эксплуатацию. Рассматриваемые протяжки подразделяются
у?; на прямые односторонние (рис. 2.15, 6), прямые двусторонние (рис.
If. 2.15, в), наклонные односторонние (рис. 2.15, г) и наклонные сдвоен-
ные (рис. 2.15, д). Протяжки с последовательной схемой резания сни-
мают припуск боковыми кромками в виде узких слоев, расположен-
, > ных нормально или наклонно под углом гр к обрабатываемой поверх-
-j ‘ ности. На таких протяжках угол гр = 60...90°.
1“
Протяжки имеют равные по высоте, но разные по длине режущие
зубья. Толщина среза при рассматриваемой схеме обработки в не-
сколько раз больше, чем у протяжек профильной схемы резания.
При обработке стали и чугуна она колеблется в пределах 0,15... 1,0 мм.
Наклонные протяжки кроме главных режущих зубьев имеют также
зачищающие вспомогательные зубья на стороне протяжки, прилега-
ющей к обрабатываемой поверхности. Позади черновых наклонных
протяжек устанавливается обычная плоская протяжка профильной
схемы резания, которая имеет 6... 10 зубьев и производит чистовую
обработку. Протяжки рассматриваемых конструкций при обработке
Широких плоскостей получаются значительной длины. Поскольку каж-
дый зуб протяжки имеет относительно небольшую активную длину
режущей кромки, то основное преимущество протяжек как высокопро-
изводительного инструмента, имеющего огромную длину одновремен-
но работающих кромок, ослабляется. С этой точки зрения более целе-
сообразна трапецеидальная схема резания (рис. 2.15, ё), у которой
< ^первая группа зубьев вырезает в припуске относительно узкие трапе-
) цеидальные канавки, а следующая за ними группа зубьев с прямыми
^гладкими режущими кромками срезает оставшиеся выступы. Послед-
ний зуб второй секции протяжки меньше на 0,04...0,02 мм, чем послед-
ний зуб первой секции протяжки. Трапецеидальные шлицы первойсек-
*ции протяжки фрезеруются и шлифуются на проход. Шлифование осу-
ществляется при поднятом на 1... 1,5 мм заднем конце протяжки, бла-
годаря чему создаются положительные задние углы на вспомогатель-
боковых режущих кромках трапецеидальных зубьев. Протяжки
^ трапецеидальной схемой резания просты в изготовлении, допускают
эльшое количество переточек, имеют благоприятную геометрию
Зубьев и соответственно высокую стойкость.
При обработке длинных деталей актуальной является задача не-
прерывного удаления стружки из зоны резания. Эта задача выполни-
ла, если наклон дна стружечной канавки равен 1О...35°и угол наклона
>ежущей кромки л = 10...30°.
Протяжки для обработки наружных фасонных поверхностей могут
Цакже проектироваться на базе профильной и последовательной (гене-
раторной) схем резания (рис. 10.4).
Е<; 1 В настоящее время в связи с широким распространением протяги-
вания деталей из жаропрочных и нержавеющих труднообрабатываемых
Вталей и сплавов большое внимание уделяется вопросам разработки
Ж совершенствования конструкций твердосплавных протяжек. Твердо-
главная протяжка, как правило, является сборным режущим
В 55
' . V
ч
ж
л»
s
инструментом, состоящим из корпуса и твердосплавных режущих
элементов. .
Для повышения производительности труда используются схемы не-
прерывного протягивания. В этом случае заготовки перемещаются от-
носительно неподвижной протяжки. Чтобы обеспечить прямолиней-
ное движение обрабатываемых деталей относительно неподвижной про-
тяжки, необходимо использовать замкнутую цепь с рядом приспособ-
лений, которые скользят по' направляющим станины (рис. 2.14, б).
Закрепление заготовок в приспособлениях и их освобождение после
обработки осуществляются автоматически или вручную.
Относительное движение протяжки и детали может быть враща-
тельным. При этом заготовки закрепляются на вращающемся круглом
столе и проходят под протяжкой, прикрепленной к неподвижному
кронштейну (рис. 2.14, в).
Вращательное движение относительно неподвижной заготовки
может совершать также протяжка, представленная на рис. 2.14, а.
При круговом протягивании обработанная поверхность детали созда-
ется в форме поверхности вращения. В частном случае она может
быть плоскостью, которую можно рассматривать как поверхность
вращения прямой линии вокруг оси, ей перпендикулярной. Прибли-
женно, обработанную поверхность детали можно считать цилиндриче-
ской, когда расстояние от оси вращения до зоны обработки будет
большим.
Чтобы в процессе кругового протягивания получить требуемую
поверхность, необходимо расположить профилирующие участки ре-
жущих кромок зубьев протяжки на поверхности детали. Зубья, всту-
пающие в работу раньше профилирующих, должны в момент резания
располагаться на различных, постепенно увеличивающихся, расстоя-
ниях от поверхности детали, чтобы обеспечить целесообразную тол- /•
щину среза. При круговом протягивании отсутствует обратный ход, jL
что соответственно ускоряет процесс обработки. 5'
Относительное движение протяжки и заготовки может быть $
винтовым, что используется при протягивании винтовых канавок. |г
Винтовое движение является совокупностью поступательного и враща- Ж
тельного движений. Вращательное движение принудительно сообща- ж
ется протяжке или заготовке. Может использоваться также самовра- Н
щение протяжки или заготовки. Принудительное вращение протяжки
обеспечивается различными способами, например с помощью пальца ж
(рис, 2.14, д) или ролика, скользящего по винтовой канавке на про- В
тяжке, копирной линейки, от копирного винта через зубчатую пару, М
путем настройки соответствующей кинематической цепи станка и т. п. ж
Обработку винтовых канавок с углом наклона до 10° можно произво- К
дить при самовращении протяжки или детали, соответственно установ- Ш
ленных на шариковых опорах. Протягивание с самовращением при- К
меняют при сравнительно невысоких требованиях к точности обра-
ботки. Л
Для получения требуемой поверхности при обработке необходимо, Mt
чтобы профилирующие участки режущих кромок зубьев протяжки М
располагались на поверхности детали и при винтовом движении ин к
56
струмента относительно заготовки описывали требуемую поверхность.
Постепенное углубление зубьев протяжки в материал заготовки обес-
печивается режущими кромками зубьев,расположенных на различных
(выбранных определенным образом) расстояниях от поверхности де-
тали. Винтовое протягивание находит применение при обработке вин-
товых шлиц, при нарезании резьбы специальных профилей в гайках
с помощью метчиков-протяжек и т. п.
Протягиванием обрабатываются также наружные поверхности тел
вращения с прямолинейными или криволинейными образующими.
Схема такой обработки (рис. 2.14, ё) включает относительно быстрое
вращение заготовки вокруг своей оси, которое является главным дви-
жением резания. Наряду с этим протяжка движется прямолинейно,
касаясь обрабатываемой поверхности. Каждый зуб такой протяжки
можно рассматривать как тангенциальный фасонный резец. Постепенное
углубление при работе зубьев протяжки в материал заготовки обес-
печивается режущими кромками зубьев, расположенных на различ-
ных расстояниях от опорной плоскости инструмента. Благодаря этому
минимальное расстояние от режущих кромок до оси заготовки от зуба
к зубу меняется, что и определяет размеры слоев металла, срезаемых
каждым зубом.
Протягивание поверхностей вращения может производиться также
спиральными протяжками (рис. 2.14,ж). При обработке осуществляет-
ся быстрое вращение детали вокруг своей оси и относительно медлен-
ное вращение протяжки вокруг ее оси. Обработка производится за
один оборот протяжки. Постоянное углубление зубьев протяжки в ма-
териал заготовки происходит в результате расположения режущих
кромок зубьев на спиральной поверхности, т. е. на разных расстоя-
ниях от оси. Чтобы при обработке получить требуемую поверхность,
' необходимо профилирующие участки режущих кромок зубьев распо-
f ложить на поверхности вращения. Ось этой поверхности совпадает
у с осью протяжки, и она при обработке касается поверхности детали.
I При обработке внутренних поверхностей вращения используются
4 спиральные протяжки, а наружных поверхностей вращения — коль-
цевые протяжки с внутренними зубьями. Режущие кромки зубьев та-
кой протяжки располагаются на разных расстояниях от оси, что поз-
< воляет последовательно углубляться зубьям инструмента в материал
' заготовки По сравнению со спиральными протяжками кольцевые про-
' тяжки имеют увеличенную дугу контакта каждого зуба с материалом
заготовки, что способствует повышению производительности.
В последнее время получили распространение более сложные схе-
г мы протягивания методом обкатки фасонных поверхностей двойной
J кривизны, конических прямозубых колес и других деталей. При
‘ протягивании по методу обкатки прямозубых цилиндрических зубча-
; тых колес (рис. 2.14, и) в качестве инструмента используется реечная
протяжка, которая совершает прямолинейное движение. Скорость
<• этого движения составляет определенный угол с осью реечной про-
г тяжки. Заготовка принудительно вращается вокруг своей оси. Ско-
X рость этого вращения должна быть согласована со скоростью движе-
? ния инструмента. Составляющая скорости инструмента в плоскости,
57
перпендикулярной к оси детали, должна быть равна окружной скоро-
сти заготовки на делительной окружности. Этим обеспечивается усло-
вие обкатки заготовки по рейке-инструменту.
При протягивании прямозубых колес ось заготовки наклоняется
под тем углом, под которым расположены зубья рейки-инструмента.
Каждый зуб рейки-инструмента снимает материал одной определенной
впадины колеса. Чтобы обеспечить обработку всех зубьев колеса, не-
обходимо иметь широкую и длинную протяжку. Поэтому обычно при-
меняют протяжки с двумя-тремя реечными выступами, проводя работу
в несколько проходов.
2.6. Инструменты для нарезания резьбы
В настоящее время при обработке резьбы резанием наиболее широ-
кое распространение получили две схемы обработки, одна из которых
соответствует точению, а вторая — фрезерованию.
При схеме, соответствующей точению, инструмент относительно
заготовки совершает винтовое движение, ось которого совпадает с осью
резьбы, а параметр — равен параметру резьбы. Движение винтовой
поверхности резьбы детали относительно инструмента будет сводиться
к скольжению поверхности детали «самой по себе», аналогично сколь-
жению винтовой поверхности гайки по винтовой поверхности болта.
В результате исходная инструментальная поверхность будет совпа-
дать с поверхностью детали. Наиболее простым инструментом, рабо-
тающим по рассматриваемой схеме, является резьбовой фасонный ре-
зец (рис. 2.16). Резьбовые резцы служат для нарезания наружной
и внутренней резьбы остроугольного, трапецеидального, прямоуголь-
ного профилей. По конструкции они разделяются на стержневые (рис.
2.16, а), призматические (рис. 2.16,6) и круглые (рис. 2.16, в). Все
они характеризуются тем, что в момент окончательного оформления
резьбы (при последнем проходе) их режущая кромка располагается на
винтовой поверхности резьбы. Поэтому рассматриваемые резцы от-
личаются друг от друга только формой и размерами задней поверхно-
сти и способами закрепления на станке. Круглые резьбовые резцы мо-
гут быть насадные и хвостовые. Хвостовые резцы имеют меньший диа-
метр рабочей части и применяются при обработке внутренних резьб.
Нарезание резьб с помощью резцов осуществляется за несколько
проходов. Чтобы уменьшить число проходов и повысить производи-
тельность труда при рассматриваемой схеме обработки, применяют
резьбовые гребенки.
Резьбовые гребенки используются главным образом при нареза-
нии резьбы мелкого шага и в мягких материалах. Гребенками можно
нарезать резьбу за один или несколько проходов. Резьбовая гребенка
представляет собой несколько объединенных в единой конструкции
резьбовых резцов. Аналогично резьбовым резцам резьбовые гребенки
могут быть стержневые (рис. 2.16, г), призматические (рис. 2.16, д)
и круглые (рис.2.16, е). Чтобы распределить нагрузку между несколь-
кими зубьями, на гребенке создается режущая часть с углом
<р = 25 ... 30°.
58
2.16. Резьбонарезной инструмент
Благодаря этому вершины отдельных зубьев располагаются на раз-
личных расстояниях от оси заготовки и последовательно срезают ма-
териал впадины резьбы. Для зачистки резьбы гребенка имеет калиб-
рующую часть, состоящую из 4...6 однотипных зубьев.
Наиболее широко распространены круглые гребенки, как более
; простые в изготовлении и допускающие достаточно большое количе-
f ство переточек. Круглые гребенки обычно проектируются с винтовой
задней поверхностью, с углом подъема, равным углу подъема резьбы
детали, и только при небольших углах подъема обрабатываемой резь-
? бы они изготовляются с кольцевыми витками. Для деталей с правой
59
наружной резьбой применяются гребенки с левой резьбой, а для де-
талей с левой наружной резьбой — гребенки с правой резьбой.
Гребенки с винтовой нарезкой обеспечивают лучшие условия ре-
зания и просты в изготовлении. При работе гребенку можно устанав-
ливать различным образом относительно заготовки: впереди, сзади,
внизу, вверху и т. п. Следовательно, на станке можно установить одно-
временно несколько гребенок, что увеличит суммарную длину актив-
ных режущих кромок. Ряд гребенок можно соединить в единую конст-
рукцию. Инструменты, у которых в единой конструкции объединено
несколько резьбовых гребенок, называют метчиками и плашками.
Метчики (рис. 2.16, ж) используются для обработки внутренних
резьб, а плашки — наружных. Метчик представляет собой винт,
сопряженный с нарезаемой резьбой, в котором прорезаны три-четыре
стружечные канавки и прозатылованы зубья. Основными парамет-
рами, характеризующими размеры канавок, являются: диаметр серд-
цевины,ширина зуба и угол у нерабочей кромки зуба. Рекомендуемые
величина диаметра сердцевины колеблется в пределах 0,4...0,6 диа-
метра метчика, ширина зуба 0,4...0,25 диаметра метчика, угол ц —
= 85...70°. Метчики обычно изготовляются с прямыми канавками.
Для улучшения отвода стружки применяют метчики с углом наклона
винтовых канавок 10...20°. Нарезание резьбы в легких сплавах целе-
сообразно вести метчиками с повышенными углами наклона стружеч-
ных канавок, равными 30...40°.
Резьбу передней части метчика срезают на конус под углом ср, ко-
торый определяют по формуле
tg<₽ = ?.
где а — толщина среза; п — число канавок метчика; р — шаг резьбы.
При обработке стали рекомендуется толщину среза принимать
0,02...0,05 мм, а при обработке чугуна — 0,04...0,07 мм. Вершинные
кромки метчика затылуются и таким путем создаются задние поверх-
ности зубьев.
Круглая плашка предназначена для нарезания наружных резьб
невысокой точности за один проход (рис. 2.16, и). Рабочая часть
круглой плашки имеет с обоих торцов режущую 1г или заборную часть,
что дает возможность нарезать резьбу как одной, так и другой сторо-
ной. Для распределения работы резания между отдельными режущи-
ми элементами плашка имеет угол в плане (р на режущей части. Для
калибрования резьбы и обеспечения правильного направления в рабо-
те плашка снабжается калибрующей частью /2- В отличие от метчиков
плашка не имеет хвостовика. Для установки и закрепления предусмот-
рены на наружной поверхности конические гнезда, в которые входят
крепежные винты и прижимают плашку нерабочим торцом к торцу
плашкодержателя. После нарезания резьбы метчиками или плашками
приходится свинчивать инструмент с детали. Для повышения произво-
дительности при нарезании наружных и внутренних резьб применяют
сборные «метчики и плашки», называемые резьбонарезными головка-
ми. В корпусе резьбонарезной головки монтируются гребенки, которые
60
после нарезания резьбы выводятся из зацепления с заготовкой, что
позволяет быстро отвести инструмент в исходное положение без ревер-
сирования вращения. При нарезании наружной резьбы вывод гребенок
из зацепления с заготовкой производится путем развода гребенок,
т. е. их быстрого удаления от оси головки. При обработке же внутрен-
ней резьбы гребенки в конце обработки быстро сводятся к оси ин-
струмента .
Резьбонарезные головки в зависимости от расположения и конст-
рукции гребенок разделяются на головки с плоскими радиально уста-
новленными гребенками (рис. 2.16, к), головки с плоскими тангенци-
ально установленными гребенками (рис. 2.16,л) и головки с круглыми
гребенками (рис. 2.16, м). При нарезании наружных резьб наиболее
широко применяются головки с круглыми гребенками, которые допус-
кают большее количество переточек, чем головки с плоскими гребен-
ками. Внутренние резьбы чаще всего нарезаются головками с плоски-
ми радиальными гребенками (рис. 2.16, я), что упрощает конструкцию
и эксплуатацию инструмента. Резьбонарезные головки позволяют
в нужных пределах регулировать средний диаметр нарезаемой резь-
бы, устанавливать в одном корпусе различные гребенки и, как правило,
нарезать резьбу за один проход.
Рассмотренные инструменты (резцы, гребенки, метчики, плашки
и головки) обрабатывают резьбу по одной и той же схеме формообра-
зования, когда движение инструмента относительно заготовки сводит-
ся к винтовому движению и исходная инструментальная поверхность
совпадает с поверхностью нарезаемой резьбы. Поэтому профилирую-
щие участки режущих кромок этих инструментов располагаются на
одной и той же исходной поверхности резьбы детали. При обработке
относительное винтовое движение может быть сообщено непосредствен-
но инструменту, что имеет место при нарезании резьбы на сверлиль-
ных станках метчиками, плашками или головками. Требуемое отно-
сительное винтовое движение может быть получено также в резуль-
тате различных сочетаний движений инструмента и детали. Напри-
мер, на токарном станке при нарезании резьбы вращается заготовка
и поступательно двигается вдоль оси заготовки резец. Рассматривае-
мая схема обработки является универсальной и наиболее распростра-
ненной при нарезании резьбы.
Значительное использование при обработке резьбы получило также
фрезерование. Схема резьбофрезерования включает быстрое враще-
ние инструмента вокруг его оси, чем обеспечивается требуемая ско-
рость резания. Наряду с этим имеет место также медленное винтовое
движение подачи, ось которого совпадает с осью детали, а параметр
равен параметру нарезаемой резьбы.
Ось инструмента относительно резьбы детали может занимать раз-
личные положения. В зависимости от установки оси фрезы относитель-
но обрабатываемой детали различают несколько типов инструментов
и соответствующих им способов фрезерования резьбы.
Для нарезания трапецеидальных резьб с крупным шагом, большо-
го диаметра, резьб, пересеченных шпоночными пазами или лысками,
и резьб на тонкостенных деталях применяются дисковые резьбовые
61
2.17. Схемы фрезерования резьбы
3
f
фрезы. Установка и схема работы дисковой резьбовой фрезы показана
на (рис. 2.17, а). Ось дисковой фрезы обычно располагается в'плоско-
сти 5, перпендикулярной к средней линии впадины резьбы. В проек-
ции на плоскость S ось детали может занимать положение параллель-
ное оси фрезы (рис. 2.17, б) или наклонное (рис. 2.17, в).
В первом случае фреза имеет симметричный профиль, во втором —
несимметричный. Фрезы с несимметричным профилем в результате
наклона шпинделя можно проектировать с меньшим диаметром, чем
фрезы с симметричным профилем. У них создаются различные условия
резания на боковых кромках. Меняя угол наклона, можно перерас-
пределять нагрузку на режущих кромках таких фрез. Эти фрезы мо-
гут использоваться на станках, имеющих наклонный шпиндель.
Ось фрезы может идти перпендикулярно к оси детали и совпадать
с осью симметрии нарезаемой впадины резьбы. Этот случай соответ-
ствует фрезерованию крупногабаритных резьб пальцевыми фреза-
ми (рис. 2.17, а), которые не получили распространения в промышлен-
ности вследствие их недостаточной жесткости, малой производитель-
ности и малой стойкости.
Фрезерование крупногабаритных резьб можно производить также
торцевыми фрезами, ось которых при обработке коротких резьб мо-
62
2.18. Резьбовая фреза с круглыми гребенками
t
жет быть перпендикулярна к оси нарезаемой заготовки. При нареза-
нии же длинных резьб, для того чтобы исключить резание при пово-
роте зубьев на 180° от зоны, в которой происходит формирование вин-
товой канавки, а также обеспечить при относительно небольшом диа-
метре правильное касание исходной поверхности вращения режущих
'• кромок вокруг оси фрезы и поверхности резьбы без их взаимного внед-
£ рения, используют установку оси торцевой фрезы под углом к оси
детали (рис. 2.17, д). Наконец, ось фрезы может идти параллельно
оси детали. Такая установка оси фрезы соответствует обработке ко-
ротких резьб гребенчатыми фрезами. Схема работы гребенчатой фрезы
показана на рис. 2.17, е. В процессе обработки фреза и деталь враща-
ются вокруг своих осей. Кроме того, фреза за один оборот детали пере-
мещается поступательно вдоль ее оси на шаг резьбы. Длина фрезы
выполняется несколько больше длины обрабатываемой резьбы, что
позволяет вести фрезерование одновременно по всей длине и закончить
его за 1,26 оборота заготовки.
Наряду с рассмотренными фрезами внешнего касания используются
также фрезы внутреннего касания. Так, для фрезерования длин-
ных резьб используется вихревой метод нарезания дисковыми фреза-
ми внутреннего касания. Фреза представляет собой сборный инстру-
мент, в кольцевом корпусе которого закреплены резцы (рис. 2.17, ж).
Вершины резцов при нарезании однозаходной резьбы располагаются
в одной плоскости, перпендикулярной коси инструмента. При быстром
вращении фрезы режущие кромки резцов описывают поверхность вра-
щения, которая вводится в соприкосновение с обрабатываемой деталью
и при медленном винтовом движении подачи формирует резьбу.
Для фрезерования коротких резьб применяют гребенчатые сбор-
ные охватывающие фрезы. На рис. 2.18 показана сборная фреза
с круглыми гребенками, подобными гребенкам резьбонарезных голо-
вок. Гребенки 4 закрепляются в корпусе 5 звездочками 2, втулкой 1
и винтом 3. Для крепления служит конический хвостовик 6.
При проектировании охватывающих фрез их диаметр, на котором
располагаются вершины зубьев, выбирают несколько большим наруж-
ного диаметра резьбы. С увеличением разницы диаметров фрезы и де-
тали уменьшается угол контакта зубьев инструмента с заготовкой
и соответственно снижается производительность.
63
Больший угол контакта зубьев фрезы с заготовкой при охватыва-
ющем фрезеровании увеличивает число одновременно работающих
зубьев, длину зоны контакта режущих кромок инструмента с заготов-
кой, автоматически обеспечивает дробление стружки, что особенно важ-
но при применении твердосплавного инструмента. Это позволяет выби-
рать повышенные значения подач на зуб, что приводит к увеличению
производительности процесса.
По схемам, аналогичным фрезерованию, производится шлифова-
ние резьб однониточными или многониточными кругами.
2.7. Инструменты, работающие методом обкатки
Различают следующие типы инструментов, работающих методом
обкатки: долбяки, чашечные резцы, гребенки и червячные фрезы.
Схема обработки долбяками (рис. 2.19, а) включает взаимосвязанные
вращения долбя ка и заготовки вокруг своих осей. Обычно оси дол бяка
и заготовки устанавливаются параллельно. Относительное движение
в этом случае будет обкаткой, качением без скольжения начального
цилиндра, связанного с заготовкой, по начальному цилиндру, связан-
ному с инструментом. Кроме движения обкатки долбяк совершает воз-
вратно-поступательные движения резания вдоль оси заготовки.В плос-
кости, перпендикулярной к осям долбяка и заготовки, относительное
движение профиля детали и профиля долбяка сводится к качению без
скольжения начальной окружности детали по начальной окружно-
сти инструмента. В результате этого движения профиль детали отно-
сительно инструмента занимает ряд последовательных положений,
огибающая к которым будет профилем долбяка, и наоборот, профиль
долбяка относительно заготовки занимает ряд последовательных поло-
2.19. Схемы обработки обкаточными инструментами
64
- жений, огибающая к которым будет профилем детали. Иными словами,
профили детали и инструмента являются взаимносопряженными.
Поэтому долбяк представляет собой диск, профиль которого является
сопряженным с профилем детали, превращенный в режущий инстру-
мент путем заточки его рабочего торца по конической поверхности
и создания соответствующей задней поверхности.
Схема процесса точения по методу обкатки показана на рис. 2.19, в.
При обработке заготовка быстро вращается вокруг своей оси. Это
главное движение резания. Чашечному резцу сообщают сложное дви-
жение подачи, складывающееся из его вращения вокруг своей оси
и одновременного прямолинейно-поступательного движения. Это мед-
ленное движение подачи сводится к обкатке начальной окружности,
связанной с профилем инструмента, по начальной прямой, связанной
с профилем детали, занимающим ряд последовательных положений
относительно инструмента, огибающая к которым будет профилем
резца. Обкаточными фасонными резцами можно производить также то-
чение винтовых поверхностей (рис. 2.19, г). В этом случае вращение
заготовки вокруг своей оси должно быть кинематически связано с вра-
щением и прямолинейно-поступательным перемещением резца. При
обработке однозаходных винтовых канавок настройку соответству-
ющих кинематических цепей станка можно вести, исходя из следу-
ющих соображений: при одном обороте детали резец должен повер-
нуться вокруг своей оси на один зуб, если его ось будет неподвижна;
при перемещении же оси невращающегося резца вдоль оси детали
на величину шага заготовка должна сделать один оборот вокруг своей
оси. В результате рассматриваемых движений в процессе обработки
наблюдается качение без скольжения начальной прямой, связанной
с профилем детали по начальной окружности, связанной с профилем
инструмента.
При работе гребенки (рис. 2.19, д) заготовка вращается вокруг
своей оси и одновременно двигается прямолинейно-поступательно,
перпендикулярно к своей оси. Это медленное движение подачи мож-
но представить как обкатку, качение без скольжения цилиндра, свя-
занного с деталью по плоскости, связанной с заготовкой. Движение
резания осуществляется возвратно-поступательными движениями гре-
бенки вдоль оси заготовки. В результате этого движения режущая
кромка гребенки описывает поверхность рейкисопряженную с по-
верхностью детали. Поэтому гребенка представляет собой рейку,
сопряженную с деталью, превращенную в режущий инструмент пу-
тем заточки ее по передней плоскости и создания задней поверхности.
Число зубьев гребенки меньше числа зубьев нарезаемого колеса. Огра-
ниченная длина гребенки влечет за собой не беспрерывное, а периоди-
ческое нарезание зубьев колеса. Поэтому после обработки нескольких
впадин происходит процесс пересопряжения зубьев гребенки и детали.
Гребенки являются наиболее простыми инструментами, работающими
г методом обкатки.
Большое распространение в машиностроении, в силу высокой про-
изводительности, получили червячные фрезы. При обработке нилинд-
( рических фасонных поверхностей, т. е. деталей с прямыми зубьями,
t 3 9-385 65
фреза и заготовка вращаются вокруг своих осей и одновременно осу-
ществляется продольное движение подачи фрезы вдоль оси заготовки
(рис. 2.19, да, ё). Вращательные движения фрезы и заготовки кинема-
тически связаны друг с другом. Одному обороту однозаходной червяч-
ной фрезы соответствует поворот, заготовки на один зуб. Червячная
фреза представляет собой исходный червяк, превращенный в режу-
щий инструмент путем прорезания стружечных канавок и затыло-
вания зубьев. При обработке происходит зацепление исходного чер-
вяка и детали. Зубофрезерование червячными фрезами представляет
непрерывный процесс, чем и объясняется его высокая производитель-
ность. Приближенно зацепление червячной фрезы и детали рассматри-
вается как зацепление рейки с деталью в плоскости N, которая про-
ходит перпендикулярно к оси детали через точку скрещивания осей де-
тали и инструмента. В плоскости N при вращении червячной фрезы
ее режущие кромки будут непрерывно смещаться. Это объясняется
тем, что режущие кромки червячной фрезы располагаются на винтовой
поверхности исходного червяка. Профиль детали в этой плоскости N
будет вращаться вокруг своей оси.
Рассматриваемые движения профиля инструмента и профиля
детали в плоскости Смогут быть сведены к качению без скольжения
начальной прямой, связанной с инструментом, по начальной окружно-
сти, связанной с деталью. Таким образом, процесс обработки червяч-
ными фрезами сводится к процессу нарезания зубчатых деталей гре-
бенками, и профиль червячной фрезы определяется в нормальном се-
чении как профиль рейки, сопряженной с обрабатываемой деталью.
Червячные фрезы применяются для обработки шлицевых, много-
гранных валиков, звездочек, храповых колес и им подобных зубчатых
деталей. Наряду с рассмотренными инструментами на практике ис-
пользуются инструменты, у которых движение обкатки является ка-
чением без скольжения круглого конуса, связанного с деталью, по
круглому конусу, связанному с инструментом. В частном случае круг-
лый конус может быть плоскостью, по которой без скольжения обка-
тывается коническая поверхность. Примером таких способов обра-
ботки служат способы изготовления конических зубчатых изделий,
в частности конических зубчатых колес.
Наиболее распространенным способом обработки прямозубых ко-
нических колес является строгание резцами по методу обкатки (рис.
2.20, а). В основе этого способа лежит принцип воспроизводства на
станке зацепления плоского производящего колеса и заготовки. Плос-
кое производящее колесо является воображаемым. Поверхности зу-
бьев его описываются режущими кромками резцов, двигающихся воз-
вратно-поступательно. В процессе обработки наблюдаются также вра-
щение люльки с резцами вокруг оси производящего колеса и вращение
заготовки вокруг своей оси. Эти два вращения кинематически связа-
ны и приводятся к качению без скольжения начального конуса за-
готовки по начальному конусу производящего колеса. Поскольку
обработка ведется двумя резцами, режущие кромки которых при воз-
вратно-поступательных движениях описывают только одну впадину
плоского производящего колеса и соответственно при зацеплении с за-
66
Воображаемый
начальный П
конус —
^Заготовка
Ось
люльки
Откидная
державка
Люлькам
Поворот
люльки
Плоское колесо
\ Резцовая головка
Зуб головки
^Заготовка
2.20. Способы обработки конических колес
готовкой нарезают один зуб колеса, приходится после каждого цикла
возвращать люльку и заготовку в исходное положение и производить
поворот заготовки на один зуб. В результате происходит переход от
обработки одного зуба к другому. У большинства станков, работающих
данным способом, имеется возможность выключать движение обкатки
и производить черновую обработку зубьев врезанием черновых рез-
цов в заготовку.
Одним из высокопроизводительных способов обработки конических
прямозубых колес является их фрезерование двумя дисковыми фре-
зами методом обкатки. По производительности этот способ в 3...5 раз
производительнее, чем зубострогание. Используется он в условиях се-
рийного производства для сравнительно небольших зубчатых колес
диаметром до 320 мм и модулем до 8 мм. Суть способа заключается
в том, что боковые поверхности зубьев воображаемого плоского про-
изводящего колеса описываются торцевыми режущими кромками дис-
ковых фрез (рис. 2.20, б) при их вращении вокруг своей оси. Наре-
зание колес рассматриваемым способом происходит без подачи фрез
вдоль зуба, поэтому при обработке создается вогнутое дно впадины
зуба. В процессе обработки люлька вместе с фрезами вращается вокруг
оси производящего колеса. Заготовка вращается согласованно с вра-
щением люльки, в результате наблюдается качение без скольжения на-
чального конуса производящего колеса и начального конуса заготов-
ки. В результате этого движения зуб плоского производящего колеса
занимает ряд последовательных положений относительно заготовки
и формирует впадину зуба колеса. После этого происходит пересо-
пряжение зубьев, т. е. ввод в зону резания следующего необработан-
ного участка заготовки. Две вращающиеся фрезы описывают своими
режущими кромками полностью один зуб производящего колеса.
Чтобы обеспечить одновременную работу двух фрез, зубья одной фре-
зы в зоне обработки входят во впадины другой и не задевают друг
Друга.
Зубья, нарезанные парными дисковыми фрезами, могут иметь обыч-
ную (не бочкообразную) форму. В этом случае их режущие боковые
кромки должны располагаться в плоскости, перпендикулярной к оси
фрезы, совпадающей при обработке с боковой поверхностью зуба, про-
изводящего колеса.
3*
67
Чтобы получить бочкообразные зубья конических колес, необхо-
димо фрезы изготовлять с поднутренными режущими кромками. При
вращении такой фрезы режущие кромки описывают коническую по-
верхность, которая только в средней зоне соприкасается с боковой
плоскостью зуба производящего колеса. В результате нарезаемые
зубья получают бочкообразную форму.
При известном диаметре фрезы требуемая величина бочкообразно-
сти зуба может быть обеспечена соответствующим выбором угла под-
нутрения. Обычно угол поднутрения колеблется от 1 до 5 °, причем
меньшая величина его принимается для колес, имеющих больший
модуль.
Дисковая зуборезная фреза представляет собой корпус, в пазах
которого установлены отдельные зубья, закрепленные винтами. Ши-
рина головки зуба больше ширины его державки. Поэтому на зубьях
создается уступ, которым они опираются на корпус фрезы. Таким об-
разом фиксируется положение зубьев в радиальном направлений.
Конические колеса с криволинейными круговыми зубьями обраба-
тываются резцовыми головками. В основе нарезания резцовыми голов-
ками по методу обкатки конических колес с круговыми зубьями лежит
качение заготовки по воображаемому плоскому производящему ко-
лесу (рис. 2.20, в). Резцовая головка, закрепленная на люльке стан-
ка, вращается вокруг своей оси. Число оборотов резцовой головки вы-
бирается таким, чтобы обеспечить определенную скорость резания,
величина которой зависит от материала и размеров обрабатываемых
колес, материала режущей части инструмента.
При рассматриваемом вращении режущие кромки зубьев головки
описывают поверхность зуба производящего колеса. В процессе наре-
зания зубьев люлька с вращающейся головкой медленно вращается
вокруг оси производящего колеса, а заготовка — вокруг своей оси.
Вращения люльки и заготовки кинематически связаны между собой,
благодаря чему осуществляется движение обкатки начального конуса
производящего колеса по начальному конусу заготовки. За один цикл
обрабатывается одна впадина. Для нарезания следующего зуба произво-
дится пересопряжение зубьев плоского производящего колеса и заго-
товки.
Резцовая головка представляет собой торцевую фрезу специаль-
ного назначения. Головки малых размеров изготовляются цельными,
а головки больших размеров — сборными (рис. 2.21).
В зависимости от характера обработки резцовые головки делятся
на черновые и чистовые, левого и правого вращения, односторонние
и двухсторонние. Односторонние головки имеют либо наружные резцы
для нарезания вогнутой стороны зуба, либо внутренние резцы для на-
резания выпуклой стороны.
Двухсторонние головки снабжены чередующимися наружными
и внутренними резцами. Каждый резец обрабатывает соответствующую
боковую сторону и часть впадины зуба. Основной частью головки (рис.
2.21, а) является цилиндрический корпус 6, в пазы которого вставля-
ются резцы 8, закрепляемые винтами 7. Резец в радиальном направ-
лении регулируется прокладкой 2 и клином 3. Перемещение клина
68
производится винтом 4. Один из клиньев у односторонних и два сосед-
них клина у двухсторонних головок не имеют регулировки. В этих
пазах устанавливаются базовые резцы и относительно них производит-
ся выверка остальных резцов головки. В качестве опорной базы у рез-
цов используется выступ с противоположной стороны режущей кром-
ки, которым резец опирается на торец корпуса. Количество резцов
в резцовой головке зависит от диаметра головки и ее назначения. Го-
ловки малого размера имеют два резца, а большого — до 32. Для сня-
тия головки со станка предусмотрены два винта 5. В корпус головки
ввинчивается пробка 1, на торец которой наносится маркировка.
Корпус головки имеет отверстие с конусностью 1 : 24 для центри-
рования при посадке на шпиндель станка. Для повышения точности
на корпусе головки выполняют кольцевую выточку (рис. 2.21,6),
используя закрепление головки одним центральным винтом с откид-
ной планкой, что уменьшает деформацию корпуса при закреплении
головки на шпинделе станка. Винты для крепления резцов распола-
гаются под углом 10° к торцевой плоскости корпуса, что способствует
лучшему прилеганию заплечиков резцов к опорному торцу корпуса.
Конические колеса с криволинейными зубьями могут также наре-
заться червячными коническими фрезами. При обработке происходит
зацепление производящего колеса и заготовки (рис. 2.20, а). Зубья
производящего колеса образуются при помощи двигающихся опреде-
ленным образом режущих кромок инструмента. Движения заготовки
и инструмента происходят по следующей схеме:
А — вращение конической червячной фрезы вокруг своей оси;
5-/ — вращение фрезы вокруг оси производящего колеса;
Б-2 — вращение заготовки вокруг ее оси, состоящее из делитель-
ного, определяемого вращением фрезы, и обкаточного, связанного
с движением Б-1. Оба движения суммируются при помощи дифферен-
циала, имеющегося в кинематической цепи станка. Способ отличается
высокой производительностью и универсальностью и позволяет одной
червячной фрезой нарезать конические колеса с различным числом
зубьев определенного модуля. Однако он дает менее благоприятную
форму зубьев по сравнению с коническими колесами с круговыми
зубьями, которые сложно шлифовать и притирать после термической
обработки.
Коническая червячная фреза представляет собой исходный червяк
с витками, расположенными на усеченном конусе с углом 60° при
вершине. Превращение исходного червяка в инструмент происходит
путем прорезания стружечных канавок и затылования зубьев. Стру-
жечные канавки (8... 10) фрезеруются прямыми зубьями с передней
плоскостью, проходящей через ось фрезы. Профиль зубьев фрезы
в передней плоскости соответствует профилю зуборезной рейки. Тол-
щина зубьев у червячных конических фрез имеет переменную вели-
чину. От среднего зуба к обоим торцам она постепенно возрастает.
Это позволяет получить зубья нарезанных колес бочкообразной фор-
мы, что улучшает их эксплуатационные качества.
70
2,3, Абразивные инструменты
К абразивным инструментам относятся шлифовальные круги, го-
ловки, бруски, сегменты, шкурки, порошки, пасты.
Шлифовальные круги являются самой распространенной группой
абразивных инструментов. Они представляют собой тела вращения,
состоящие из зерен абразивного материала, сцементированных связ-
кой- Такой шлифовальный круг при обработке вращается вокруг своей
оси с определенной скоростью резания. При обработке рабочая по-
верхность круга приводится в соприкосновение с поверхностью дета-
- ли. В результате на поверхности детали будет сформирована линия
(участок) ее касания с поверхностью круга. Чтобы образовать полно-
- стью поверхность детали, схема обработки должна включать также
, движения скольжения поверхности детали «самой по себе».
а , Движение сближения круга и детали до их соприкосновения,
а также скольжение поверхности детали «самой по себе» могут осу-
ществляться различными комбинациями составляющих движений
S ' круга и заготовки. Так, при шлифовании наружной цилиндрической
Ж- поверхности может использоваться способ обработки с продольной
у подачей (рис. 2.22, а), при котором движение поверхности детали «са-
Яр мой по себе» осуществляется за счет ее вращения вокруг своей
Ж оси и возвратно-поступательных движений вместе со столом
Ж станка.
Др Движение сближения круга и детали до требуемого положения
Ж/ создается перемещением круга к оси заготовки на небольшую вели-
Яг чину по окончании каждого одинарного или двойного хода стола.
Яг В этом случае припуск снимается за несколько проходов. Шлифова-
Я| ние с продольной подачей применяется при обработке относительно
длинных деталей. Черновое круглое шлифование с продольной пода-
Я/ чей производится по глубинному способу (рис. 2.22, б), при котором
'jMh весь припуск снимается за один-два прохода при увеличенной глубине
Мг резания и уменьшенной продольной подаче. В этом случае шлифоваль-
ИВ ному кругу придается при правке скошенный или ступенчатый про-
ЯВ филь. Глубинное шлифование применяют при обработке относи-
|Я| тельно жестких деталей. Этот способ шлифования является более
ДК производительным, чем шлифование с продольной подачей.
Иу Шлифование способом врезания (рис. 2.22, в) используется при об-
М| работке деталей небольшой длины. При этом способе наряду с враще-
Щг нием шлифовальный круг получает поперечное перемещение, прибли-
жаясь к оси заготовки. Заготовка только вращается вокруг своей оси.
Ширина круга обычно принимается равной длине обработанной
Hr поверхности. Иногда для равномерности износа и лучшей чистоты по-
верхности круг получает возвратно-поступательное перемещение с не-
большим ходом вдоль оси детали. Способ шлифования врезанием при^
меняется часто в случаях, когда шлифуемая часть детали ограничена
М| с Двух сторон буртиками.
Ось шлифовального круга относительно зоны шлифования детали
Н|. занимает разнообразные положения. Каждому положению оси соот-
Щ ветствует определенная форма круга, рабочая поверхность которого
К 71
в
2.22. Схемы шлифования
будет определяться как поверхность вращения, касающаяся поверх-
ности детали.
Шлифовальные круги предназначены для обработки винтовой по-
верхности при различных расположениях оси инструмента: пальце-
вые (рис. 2.22, г) и дисковые (рис. 2.22; д) — для полной обработки
одной впадины; чашечные (рис. 2.22, е), тарельчатые (рис. 2.22, ж)
и кольцевые (рис. 2.22, и) — для обработки только одной стороны впа-
дины; разнообразные, охватывающие круги,— для обработки одной
стороны впадины или с обеих сторон. При охватывающем шлифовании,
когда рабочей поверхностью круга является внутренняя поверхность
отверстия, круг устанавливается в прочное металлическое кольцо. Ме-
таллическое кольцо охватывает круг по периферии, что повышает
прочность конструкции и позволяет вести обработку с повышенными
скоростями резания и соответственно более производительно.
72
2,23. Типы шлифовальных кругов
К Наряду с рассмотренными схемами шлифования находят примене-
§ ние схемы шлифования методом обкатки. Так, подобно обработке зуб-
чатых колес червячными фрезами шлифование зубчатых колес произ-
I водят абразивным эвольвентным червяком. Этот способ является про-
| изводительным, но в силу относительно низкой стойкости инструмента
8 он используется главным образом при шлифовании мелкомодульных
g колес и зуборезных инструментов: долбяков, шеверов. Основными
характеристиками шлифовальных кругов являются: форма и размеры
Г круга, материал зерна, зернистость, связка, твердость и структура.
F В соответствии с разнообразными условиями работы шлифоваль-
I ные круги изготовляются различных форм и размеров (рис. 2.23).
| Наиболее широкое применение имеют круги плоские прямого профиля
| (рис. 2.23, а), используемые для круглого наружного, внутреннего,
| бесцентрового и плоского шлифования. Отрезные работы и шлифова-
I ние узких пазов производятся тонкими кругами — дисками (рис.
I: 2.23, б). Для плоского шлифования торцом круга применяются круги-
I кольца, имеющие относительно большое отверстие и сравнительно
| тонкие стенки (рис. 2.23, е). Кругами этих форм могут выполняться все
t основные виды шлифования.
L Большинство форм остальных кругов являются модификациями
| рассмотренных. Так, для увеличения прочности крепления кругов
| колец к планшайбе с помощью цементирующего вещества применяют
| круги с конусообразной выточкой (рис. 2.23, г). Более прочное креп-
J ление при небольшой толщине стенки круга-кольца достигается при
I . 73
использовании чашечных кругов, закрепляемых на шпинделе с помо-
щью зажимных фланцев (рис. 2.23, д...л).
Для более надежного крепления круга прямого профиля во флан-
цах используют плоские круги с выточкой в виде ласточкина хвоста.
В тех случаях, когда зажимные фланцы могут помешать подводке
круга прямого профиля к шлифуемой зоне, для них с одной или двух
сторон предусматривают выточки (рис. 2.23, е, ж). Для уменьшения
зоны шлифования, что уменьшает тепловыделение и улучшает отвод
стружки, при подрезке фланцев и буртиков на круглошлифовальных
станках применяют круги плоские прямого профиля с коническими
выточками на боковых поверхностях (рис. 2.23, и, к), а для плоского
шлифования — круги, имеющие рифленую рабочую поверхность.
В том случае, когда кругами-кольцами или чашками цилиндрически-
ми невозможно подойти к обрабатываемой поверхности, как, напри-
мер, при заточке фрез по передней поверхности, выбирают круги-
чашки конические (рис. 2.23, л) или круги-тарелки (рис. 2.23, л*...о).
На кругах прямого профиля для аналогичных операций предусматри-
вают конический профиль (рис. 2.23, /г...с).
Кроме рассмотренных кругов, используемых на различных опера-
циях, применяются круги специального назначения, предназначенные
для обработки определенных деталей и имеющие соответствующую
им форму.
В некоторых случаях целесообразно применять сборные конструк-
ции шлифовальных инструментов. Так, круги, состоящие из отдель-
ных сегментов, которые закреплены тем или иным способом в головке,
применяются при шлифовании плоскостей. При повреждении одного
из сегментов он легко заменяется другим; при повреждении же части
целого круга необходимо заменять весь круг.
Сборная конструкция шлифовальных инструментов облегчает так-
же подвод смазочно-охлаждающей жидкости в зону резания, а также
отвод стружки и отработанных частиц круга. Для создания сборных
конструкций шлифовальных инструментов используются шлифоваль-
ные сегменты и бруски.
Шлифовальные круги малых размеров (диаметром до 50 мм) назы-
вают шлифовальными головками, которые бывают цилиндрическими,
угловыми, коническими, сводчатыми, шаровыми. Они закрепляются
обычно на гибком валу и используются для зачистки фасонных по-
верхностей и снятия заусенцев.
Для понижения температуры в зоне шлифования и улучшения экс-
плуатационных характеристик обработанных поверхностей приме-
няют круги, имеющие на рабочей поверхности ряд чередующихся
выступов и впадин шириной от 2 до 45 мм. Они особенно целесообраз-
ны при шлифовании сталей, предрасположенных к образованию при-
жогов и трещин. При шлифовании кругами с прерывистой рабочей
поверхностью температура в зоне резания уменьшается в результате
прерывания процесса резания, уменьшения интенсивности теплового
источника и улучшения режущей способности круга. Кроме того,
прерывистые круги, особенно с радиальным расположением впадин,
имеют высокую вентилирующую способность и подают в зону реза-
74
ния мощную струю воздуха. Это способствует выдуванию стружки
и уменьшению засаливания круга. Струя воздуха интенсифицирует
также процесс окисления и сгорания стружки. При прерывистом шли-
фовании по сравнению с обычным силы резания снижаются на 20...
30 %. Для сохранения кромкостойкости твердость прерывистых кру-
гов берется на 1...2 степени выше. Соединение абразивных зерен в це-
лое тело производится с помощью связок, которые подразделяются
на органические (бакелитовая, глифталевая и вулканитовая) и неор-
ганические (керамическая, магнезиальная, силикатная).
Бакелитовая связка приготовляется на основе бакелита (искус-
ственной смолы) и формалина. Круги на этой связке обладают высокой
прочностью и упругостью, допускают большие окружные скорости.
Бакелитовая связка оказывает полирующее действие, что уменьшает
шероховатость поверхности; по сравнению с другими связками она
меньше нагревает обрабатываемые изделия. Круги на бакелитовой
связке недостаточно устойчивы против действия охлаждающих жидко-
стей, особенно содержащих щелочи. Они имеют малую пористость, что
затрудняет удаление стружки. При повышенных температурах (200...
250°) прочность рассматриваемой связки и сила ее сцепления с абра-
зивными зернами падает, что ускоряет износ круга. Бакелитовая связ-
ка бывает трех основных видов: жидкий бакелит Б1, пульвербакелит
Б2 и БЗ. Круги на бакелитовой связке применяются при плоском шли-
фовании торцом круга, отрезке заготовок и прорезке пазов, отделочном
шлифовании мелкозернистыми абразивными инструментами.
Глифталевая связка ГФ применяется для изготовления шлифоваль-
ных кругов, предназначенных для отделочного шлифования деталей
из закаленных сталей. Глифталь — это синтетическая смола из глице-
рина и фталевого ангидрида. Круги на глифталевой связке обладают
повышенной упругостью.
Вулканитовая связка состоит из искусственного каучука с вулка-
низирующими добавками. Абразивные инструменты на вулканитовой
связке имеют большую упругость и плотность, обладают повышенным
полирующим действием по сравнению с инструментами на бакелито-
вой связке, но они менее прочны и теплостойки.
Керамическая связка является самой распространенной. На кера-
мической связке можно получить круги почти для всех видов шлифо-
вания. Эта связка огнеупорна, водостойка, обладает химической стойко-
стью, имеет относительно высокую прочность. Инструменты на кера-
мической связке чувствительны к ударам и изгибающим нагрузкам
и поэтому не могут использоваться при обрезке и прорезке узких
пазов.
Керамическую связку приготовляют из огнеупорной глины, поле-
вого шпата, кварца, талька, мела, жидкого стекла и других веществ,
взятых в определенных пропорциях. Керамические связки разде-
ляются на плавящиеся (стекловидные) и спекающиеся (фарфоровид-
ные). Первые используются при изготовлении электро корундовых
кругов, а вторые — кругов из карбида кремния.
Магнезиальная связка (М) приготовляется из магнезита и хлори-
стого магния. Шлифовальные круги на этой связке гигроскопичны,
75
имеют повышенный износ, нестойкий профиль, но работают с относи-
тельно, небольшим нагревом шлифуемой поверхности. Они применя-
ются ограниченно: для плоского шлифования, заточки бритв и т. п.
Силикатная связка (С) приготовляется из жидкого стекла, глины,
мела и т. п. Инструменты на этой связке работают с малым нагревом
деталей и имеют преимущества при тех операциях, где нагрев дета-
лей недопустим. Эта связка используется ред^о. Предложено в каче-
стве связки использовать также воду или другую соответствующим
образом подобранную жидкость. Изготовление кругов в этом случае
производится замораживанием воды вместе с абразивными зернами.
Сопротивляемость связки вырыванию абразивных зерен с поверх-
ности круга под действием внешних сил характеризуется твердостью
шлифовального круга. По твердости абразивные инструменты разде-
ляются на весьма мягкие ВМ (номер твердости 0,1), мягкие М (2, 3, 4),
среднемягкие (5,6), средние С (7,8), среднетвердые СТ (9, 10, 11),
твердые Т (12, 13), весьма твердые ВТ (14, 15), чрезвычайно твердые
ЧТ (16, 17). Круг относится к мягким, если его зерна относительно
легко вырываются из связки, и, наоборот, к твердым, если зерна проч-
но удерживаются связкой. Цифры 1, 2, 3 в обозначении номера твер-
дости характеризуют твердость в порядке ее возрастания. Твердость
абразивных инструментов зависит от количества и качества связки,
вида абразивного материала, степени шероховатости и конфигурации
абразивных зерен и технологического процесса изготовления...
Правильный выбор круга по твердости имеет огромное значение
для его работоспособности. Если выбран слишком твердый круг, будут
возникать прижоги шлифуемой поверхности и засаливание круга,
так как в этом случае затупившиеся зерна, несмотря на возросшие
усилия резания, воздействующие на них, будут удерживаться на по-
верхности круга. При слишком мягком круге происходит осыпание
еще работоспособных зерен и круг быстро теряет свой профиль.
При подборе кругов по твердости следует учитывать, что при шли-
фовании мягких материалов абразивные зерна незначительно изнаши-
ваются; в этих случаях применяются более твердые круги. При обра-
ботке твердых и закаленных материалов берут круги на 1...2 степени
мягче. Исключение составляют такие очень вязкие и мягкие материа-
лы, как свинец, медь и латунь, для обработки которых следует приме-
нять мягкие круги, так как вязкая стружка быстро заполняет поры
твердого круга и он засаливается. При обдирочных работах, когда
снимаются большие припуски (особенно при шлифовании черной по-
верхности) применяются круги большей твердости, чем при чистовых
операциях.
При шлифовании одной и той же стали мелкозернистые круги
должны быть более мягкими, чем крупнозернистые, так как у послед-
них на каждое зерно прихбдится относительно большая нагрузка.
Важно при выборе твердости круга учитывать состояние станка. Если
обработка производится на изношенном станке, необходимо выбирать
круг с повышенной твердостью. Твердость кругов должна понижаться
с увеличением площади зоны шлифования, с уменьшением разницы
между диаметрами круга и заготовки, с повышением скорости реза*
76
ния и подачи, жесткости и виброустойчивости станков. Основные шли-
фовальные операции производятся кругами, твердость которых лежит
в пределах от мягких до среднетвердых.
Количественное соотношение в круге зерен, связки и пор характе-
ризует структуру круга. Структура определяет число режущих зерен,
приходящихся на единицу рабочей площади круга, а также число
и размер пор между зернами. Принято обозначать~структуры номе-
рами. Чем меньше номер структуры, тем больше плотность располо-
жения зерен. В структуре № 1 объемное содержание зерна состав-
ляет 60 %. Каждый последующий номер структуры имеет объемное
содержание зерен на 2 % меньше предыдущего номера. Структуры
№ 0...4 относят к плотным. Они имеют наиболее высокое содержа-
ние абразивных зерен. Структуры № 5...8 включительно называют
среднеплотными, а —№ 9...12 — открытыми. Бывают и более вы-
сокие номера структур у высоко пор истых кругов. Открытая структура
обеспечивает большое расстояние между абразивными зернами, луч-
ший отвод стружки и позволяет работать на повышенных режимах.
Однако круги открытой структуры обладают меньшей прочностью.
Следует выбирать круги с меньшим номером структуры при увеличе-
нии твердости обрабатываемого материала, при переходе от грубой
к чистовой обработке. Для обычных работ рекомендуется применять
круги со структурой № 5...8.
В процессе шлифования круг периодически правится для удаления
затупившихся зерен и сохранения требуемой формы профиля. Правка
производится алмазами, закрепленными в специальные оправки, ал-
мазными карандашами, состоящими из алмазных зерен и металли-
ческой связки, кругами из карбида кремния, твердосплавными диска-
ми либо чугунными и стальными гофрированными дисками.
Крепление кругов на станках, за исключением кольцевых, состоит
в том, что круг своим отверстием надевается с зазором на цилиндри-
ческую посадочную часть и зажимается между фланцами или другими
деталями с помощью гаек или винтов. Между кругом и фланцами по-
мещают прокладку из эластичного материала для более равномерного
распределения давления по поверхности соприкосновения.
Алмазные круги состоят из корпуса и алмазоносного слоя, закреп-
ленного на нем. Корпус круга изготовляют из стали 45 или СтЗ, алю-
миниевого сплава АК6, алюмобакелитового пресс-порошка и керами-
ки. Алмазоносный слой состоит из алмазов, связки и наполнителя.
Толщина алмазоносного слоя у большинства кругов находится в пре-
делах 1,5...3,0 мм. В некоторых случаях у больших инструментов тол-
щина алмазоносного слоя повышается до 5 мм и более. Ширина алма-
зоносного слоя зависит от условий работы круга и может колебаться
в значительных пределах.
Для изготовления алмазно-абразивного инструмента применяются
в основном органическая, металлическая и керамическая связки.
Роль связующего вещества у кругов на органической связке выпол-
няют фенолформальдегидные смолы и различные наполнители. В ка-
честве наполнителя используются абразивные материалы, металличе-
ские порошки и более сложные композиции. Чтобы исключить влия-
77
ние наполнителя на чистоту обработанной поверхности, его зернистость
выбирают на 2...3 степени мельче зернистости алмазного порошка.
В зависимости от наполнителя различают несколько марок органиче-
ских связок: Б1—с карбидом бора, Б2 — с железным порошком,
БЗ — с электрокорундом белым, Б4 — с карбидом кремния зеленым,
Т02 и Б156 — с медным и оловянным порошками, карбидом бора и др.
Наполнитель влияет на физико-механические свойства алмазного
слоя — прочность, теплостойкость, износоетойкость; он создает проч-
ную и жесткую опору для алмазных зерен. Алмазные круги на орга-
нической связке с наполнителем из железного порошка являются бо-
лее стойкими, чем круги с наполнителями из карбида бора. Это объяс-
няется тем, что железный порошок, обладая способностью деформи-
роваться, создает максимальный поверхностный контакт с алмазными
зернами, в результате чего алмазы лучше удерживаются в связке.
Круги на органической связке обладают хорошими режущими свой-
ствами, обеспечивают высокую чистоту обработанной поверхности,
более низкие температуры и силы резания, чем круги на других
связках.
Однако алмазоносный слой у этих кругов менее прочный. Поэтому
инструменты на этой связке имеют повышенный расход алмазов и при-
меняются в основном на чистовых операциях.
Металлическая связка применяется в кругах, предназначенных
для предварительного и фасонного шлифования. Металлические связ-
ки могут быть на медно-оловянной, железо никелевой, вольфрамоко-
бальтовой и других основах. Наиболее распространены металличе-
ские связки Ml и М5.
Связка Ml состоит из 80 % меди и 20 % олова, а связка М5 имеет
цинково-алюминиевую основу. Круги на металлической связке обла-
дают высокой износоустойчивостью, прочно удерживают алмазные
зерна, но быстро засаливаются и, как правило, работают с охлажде-
нием. Круги на связках МО13 и МС6 обладают меньшей склонностью
к засаливанию, допускают обработку твердого сплава без охлаждения.
Круги на керамической связке К1 и Кб в основном предназначены
для одновременной обработки твердого сплава и стальной державки,
а также для обработки некоторых высоколегированных сплавов.
Эффективность работы алмазными кругами определяется концент-
рацией алмазов, т. е. количеством алмазного зерна в одном кубическом
миллиметре алмазоносного слоя. Круги бывают 25, 50, 100, 150 и
200 %-й концентрации. Концентрацию считают 100 %-й, если в одном
кубическом сантиметре алмазоносного слоя содержится 0,878 мг алма-
за, или 4,39 кар.
При 100 %-й концентрации алмазный порошок фактически зани-
мает только 25 % объема круга, а 75 % приходятся на долю связки
с наполнителем и порошком.
Наиболее распространены круги 50, 100 и 150 %-й концентрации.
С увеличением концентрации повышаются стойкость кругов и способ-
ность сохранять первоначальную форму.
Зернистость алмазных кругов выбирается в зависимости от вида об-
работки и требуемой чистоты поверхности. С увеличением зернистости
78
повышается производительность обработки, снижается расход алмазов,
но повышается шероховатость обработанной поверхности.
Для предварительного шлифования выбирают алмазные круги
зернистостью 63/50...50/40, чистового — 40/28... 14/10.
Перспективным является применение алмазных кругов с ориенти-
рованными и равномерно расположенными алмазными зернами в кру-
ге, что позволяет, по сравнению с хаотическим расположением зерен,
улучшить условия шлифования и соответственно повысить стойкость
инструмента. Ориентация алмазных зерен, которые вначале закреп-
ляются на рабочей поверхности инструмента синтетическим клеем,
производится в электрическом поле.
Алмазоносный слой прочно соединяется с корпусом путем совмест-
ного прессования корпуса и алмазоносного слоя, приклеивания алма-
зоносного слоя синтетическим клеем, напрессовывания технологиче-
ского кольца, имеющего алмазоносный слой.
Алмазные шлифовальные круги по форме аналогичны абразивным
кругам из Электр о корунда и карбида кремния. Они могут быть пло-
ские прямого профиля (обозначение — 1А1), плоские с одной или
двумя выточками 6А2, 9АЗ, чашечные круги конические с углом 45°
(12А2-45), тарельчатые круги 2А-20 и др.
Фасонные алмазные круги могут быть получены путем прессования
в фасонных пресс-формах и спекания. Пластическим деформированием
алмазоносного слоя в ненагретом состоянии могут быть получены та-
кие фасонные алмазные круги, как многониточные круги для резьбо-
шлифования. Формирование профиля этих кругов производится мето-
дом накатывания роликами алмазных кругов прямого профиля.
Прогрессивным процессом обработки деталей абразивным инстру-
ментом является ленточное шлифование. К основным преимуществам
этого процесса относятся: высокая производительность из-за большой
режущей поверхности, легкая приспосабливаемость к условиям обра-
ботки, обеспечение достаточно высокой точности и чистоты, относи-
тельная простота конструкции станков, отсутствие необходимости
в балансировке и правке лент, возможность их быстрой и легкой
замены, обеспечение более равномерной отделки поверхности с при-
ложением меньшего усилия и меньшей опасности прижогов обрабаты-
ваемой поверхности по сравнению с обработкой кругами.
Ленты, обладая большой эластичностью, позволяют успешно
обрабатывать разнообразные поверхности, в том числе сложные криво-,
линейные поверхности с образующими переменного вида.
Абразивные ленты изготовляют из шлифовальной шкурки разре-
занием на полосы требуемой ширины и склеиванием концов либо нане-
сением клея и абразивных зерен на бесконечную тканевую, бумажную
или другую основу.
Для обработки абразивными лентами создано большое количество
разнообразных станков. При ленточном шлифовании натянутая между
шкивами бесконечная лента движется с большой скоростью, соответ-
ствующей принятой скорости резания, а обрабатываемая заготовка 2
получает те или иные движения подачи в зависимости от вида шлифо-
вания. В месте контакта с заготовкой лента 1 поддерживается роликом
79
3, плитой (рис. 2.22, kJ или копиром, воспринимающими усилия при-
жима детали к рабочей поверхности ленты. Выпускаются также стан-
ки, у которых шлифовальная лента соприкасается с заготовкой на
свободной ветви в зоне, расположенной между ведущим и натяжным
шкивами. Ленточное шлифование используется для очень большого
диапазона размеров деталей; можно вести внутреннее шлифование
отверстий в трубах длиной в несколько метров. В этом случае абразив-
ная лента вводится в обрабатываемое отверстие, затем сшивается или
склеивается. Полученная таким образом бесконечная лента, одна ветвь
которой располагается в обрабатываемом отверстии, натянутая на
ведущий и натяжной шкивы, перемещается относительно заготовки,
благодаря чему создается определенная скорость резания. Чтобы об-
работать всю поверхность отверстия, заготовке сообщают вращение
вокруг оси отверстия. Прижим ленты к обрабатываемой поверхности
осуществляется с помощью контактного ролика, закрепленного на
штоке и передвигающегося возвратно-поступательно внутри отверстия.
Ленточное шлифование позволяет вести обработку фасонных поверх-
ностей.
Для обработки фасонных поверхностей методом копирования ис-
пользуются фасонные контактные плиты, рабочая поверхность кото-
рых является копией поверхности детали. Находит применение также
ленточное шлифование методом обкатки.
В технике находит применение также обработка незакрепленными
абразивными зернами всевозможных деталей, в частности гйдроабра-
зивная обработка, вибрационная обработка деталей в абразивной
среде и т. п.
Сущность процессов гидроабразивной обработки состоит в том, что
струя жидкости, включающая абразивные зерна, направляется на об-
рабатываемую поверхность детали. При ударе о поверхность заготов-
ки абразивные зерна снимают с нее частицы материала и таким образом
формируют ее поверхность. Так можно обрабатывать детали, имеющие
сложную конфигурацию. Обработка фасонных поверхностей закрыто-
го типа, глубоких и особенно профильных отверстий может осуществ-
ляться способом гидроабразивной прокачки. В этом случае жидкость,
насыщенная абразивным порошком, подается под давлением к рабо-
чему месту и, проходя по каналам заготовки, обрабатывает их поверх-
ности.
Для деталей типа рабочих колес центробежных насосов целесооб-
разно применять способ гидроабразивной обработки, при котором об-
рабатываемая заготовка погружается в бак с абразивной суспензией
и приводится во вращение с большой скоростью. При вращении колесо
засасывает суспензию, которая, проходя по каналам колеса, произво-
дит их обработку.
Вибрационная обработка в абразивной среде представляет собой
механический или химико-механический процесс съема мельчайших
частиц материала с обрабатываемой поверхности частицами рабочей
среды. При обработке заготовки загружаются в камеру, заполненную
рабочей средой. В зависимости от назначения выполняемой операции
состав рабочей среды может быть различным. Основную роль в рас-
сматриваемом процессе выполняют абразивные материалы, такие как
электрокорунд, карбид кремния и др.
Кроме абразивных материалов в состав рабочей среды входят на-
полнители: стальная и чугунная дробь, звездочки, рубленая прово-
лока, стальные шлифовальные шарики, древесная крошка и т. п. В ка-
честве жидкости используются водные растворы химических соедине-
ний с различными добавками, обладающие травящими, блескообразу-
. ющими и другими свойствами. Смонтированной на пружинах рабочей
камере, заполненной средой и заготовками, сообщаются определенные
вибрации и таким путем обеспечивается колебание всей загруженной
' массы. В результате частицы рабочей среды наносят удары по обраба-
тываемой поверхности и производят микрорезание. Обработка может
протекать всухую или с подачей жидкого раствора.
Наряду с обработкой свободно загруженных деталей вибрационная
отделка может происходить при закрепленных деталях, которым сооб-
щаются принудительные дополнительные движения, способствующие
t повышению интенсивности и точности обработки.
( Виброобработка позволяет осуществлять такие операции, как
; очистка литья,-снятие заусенцев, скругление острых кромок, декора-
* тивное полирование и т. п.
Для доводки и полирования поверхностей деталей с целью повыше-
£ ния точности и улучшения их качества применяются абразивные пас-
? ты. Абразивные пасты представляют собой смеси абразивных мате-
г риалов с различными наполнителями.Они могут быть жидкие, мазе-
' образные и твердые. При доводке пасты наносятся на специальный ин-
|. струмент — притир, которому сообщают перемещение относительно
L обрабатываемой поверхности с одновременным его прижимом к ней
Г с давлением 0,15...0,2 МПа.
Притиры изготовляются из чугуна, стали, меди, бронзы, стекла
| и других материалов. Их рабочие поверхности выполняются сопря-
I женными с обработанными поверхностями деталей. Так, при обработке
Г- отверстий притир выполняется в виде стержня, а при обработке плос-
I костей — в виде плиты или вращающегося диска.
|19- Комбинированные инструменты
Одним из возможных путей повышения производительности труда,
f качества изделий при обработке материалов в машиностроении являет- •
Е ся применение комбинированных инструментов. Комбинированные
| инструменты применяются для однородной обработки нескольких по-
। верхностей. В этом случае они состоят из инструментов одного и того
Г же типа. .Они могут предназначаться также для различных видов об-
К работки, например, для сверления и зенкерования отверстия, для
Ц сверления и нарезания резьбы и т. п. Комбинированные инструменты
1 применяются в массовом и крупносерийном производстве. К наибо-
к лее распространенным комбинированным инструментам относятся Ha-
К. боры инструментов. Набор инструментов представляет собой ряд ин-
струментов, подобранных по типу, форме и размерам и закрепленных
В на общей оправке или в соответствующем корпусе. На рис. 2.24, а
В м
изображен набор фрез, состоящий из угловых фрез, закрепленных на
оправке. Для расположения фрез на определенном расстоянии друг
от друга пользуются установочными кольцами различной ширины.
Плавная работа набора может быть достигнута специальной установ-
кой фрез друг относительно друга. Для этого шпоночные канавки
у фрез набора имеют различное расположение по отношению к зу-
бьям. В результате этого зубья отдельных фрез входят в работу в раз-
личные моменты времени, и весь набор образует как бы фрезу с винто-
выми зубьями. Для заточки фрезы набора снабжаются второй шпо-
82
ночной канавкой, которая у всех фрез располагается единообразно от-
носительно зубьев.
При обработке соприкасающихся поверхностей фрезы набора
имеют перекрытие зубьев во избежание образования заусенцев на де-
тали. Перекрытие обеспечивается различными способами. В том слу-
чае, когда набор состоит из фрез разного диаметра, ограничиваются
поднутрением или выточкой на торце большой фрезы, куда входит
фреза меньшего диаметра. Для перекрытия зубья фрез могут на олре-
" деленную величину входить во впадины соседних фрез. Для повыше-
ния жесткости набора следует стремиться выбирать увеличенные диа-
метры оправок, а также применять поддерживающие втулки.
Фасонные поверхности деталей могут также обрабатываться набо-
ром протяжек (рис. 2.24, б). Набор для притягивания двух плоско-
стей и круглой цилиндрической поверхности детали состоит из корпу-
са, в котором закреплены две плоские и одна круглая протяжки. Две
плоские протяжки одновременно производят протягивание плоско-
j стей, а затем вступает в работу круглая протяжка. Плоские протяжки
I крепятся к корпусу плоским клином и винтами, круглая — с помощью
I стоек, имеющих полукруглые седла. Протяжка опирается цилиндри-
L ческими шейками на седла и закрепляется винтами. После износа
fe зубьев с одной стороны протяжку поворачивают на 180° и работают
I Другой стороной. От осевого сдвига протяжки удерживаются концевы-
I ми упорами, имеющими форму призматических брусков. Они поме-
I.• щаются в прямоугольном пазу, прорезанном поперек корпуса, и за-
Ц крепляются двумя винтами. Конструкция набора позволяет регули-
ровать высоту плоских протяжек для получения при обработке необ-
' ходимых размеров детали с помощью регулировочных клинов с углом
наклона, равным Г 30' ...2°, путем продвижения их с помощью винта
I вдоль плоских протяжек. Набор протяжек закрепляется на салазках
вертикально-протяжных станков винтами.
| При обработке отверстий используются составные комбинирован-
L ные инструменты, которые представляют собой наборы простых ин-
струментов, закрепляемых на общей оправке. Преимущества этих ин-
Г струментов заключаются в простоте их изготовления и заточки, а также
J в возможности легкой замены отдельных частей при их износе или полом-
ке. Примером такого инструмента может служить комбинированный
; составной зенкер (рис. 2.24, в), предназначенный для обработки торца и
t ступенчатого отверстия. Он состоит из трех инструментов. Крутящий
момент различным инструментом набора передается поводковой частью
\ оправки с помощью торцевых шпонок и крестообразного поводка,
L размещенного на оправке между зенкерами. Число ступеней комбини-
Г рованного инструмента для обработки отверстий может доходить до
| шести. Ими могут обрабатываться многоступенчатые отверстия слож-
ного профиля, а также соосные отверстия, находящиеся на некотором
J , расстоянии друг от друга. При конструировании комбинированных ин-
L струментов важно обеспечить надежный отвод стружки, так как ина-
; че может произойти поломка инструмента при работе из-за пакети-
t рования стружки в канавках. Улучшить отвод стружки из зоны реза-
; ния можно за счет увеличения объема стружечных канавок, уменыле-
83
2.25. Расточная головка
ния соответственно числа зубьев,
увеличения угла наклона винто-
вых канавок, дробления стружки,
вымывания ее смазывающе-охлаж-
дающей жидкостью, подаваемой
под давлением в зону резания. На
пути движения стружки нельзя
предусматривать в конструкции
инструмента различные преграды
в форме уступов, углублений и
т. п., так как они могут вызывать
забивание канавок стружкой. Ком-
бинированные инструменты могут
также проектироваться для того,
чтобы сообщать режущим эле-
ментам дополнительные движения,
не предусмотренные кинематикой
станка. Это расширяет технологи-
ческие возможности станков, по-
зволяет обрабатывать крупногаба-
ритные изделия на простых стан-
ках, что оказывается целесообраз-
ным при отсутствии станков для обработки заданных изделий некомби-
нированным инструментом или при их чрезмерной загрузке. Наиболее
часто в качестве дополнительных перемещений используются враща-
тельные либо прямолинейно-поступательные. Для этого в конструкциях
таких инструментов предусматриваются механизмы, которые позволя-
ют изменять направление прямолинейного движения, преобразовывать
вращательное движение в поступательное и наоборот поступательное
во вращательное. Изменение направления прямолинейного движения
обычно в рассматриваемом случае достигается за счет наклонных на-
правляющих или рифлений, по которым перемещаются сопряженные
элементы. Преобразование прямолинейно-поступательного движения
во вращательное в комбинированных инструментах может осуществ-
ляться при помощи резьбы с большим шагом, рейки и сопряженного
с ней зубчатого колеса и т. п. ~
Для расточки сферы применяют инструмент (рис. 2.25), в котором
прямолинейно-поступательное движение преобразуется во враща-
тельное движение резца с помощью зубчатого колеса и сопряженной
рейки. Втулка 4 неподвижно соединена с корпусом 5. На корпус 5
надевается направляющая втулка 1. При перемещении хвостовика 3
в осевом направлении втулка 4 упирается во втулку 1 и корпус 5 оста-
навливается. При дальнейшем движении шпинделя вдоль оси рейка
2 вращает зубчатое колесо 7, на котором смонтирован резец 6, и про-
' исходит обработка сферы. При движении шпинделя вдоль оси в об-
ратном направлении происходит возврат деталей в исходное положе-
ние с помощью пружины.
84
Глава 3
ОСНОВНЫЕ ЧАСТИ МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА
И ИХ КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ
3.1. Составные части инструментов
Режущие инструменты предназначены для срезания материала
заготовки и формирования обработанной поверхности детали в соот-
ветствии с заданными ее размерами, требованиями к точности и каче-
ству обработки. Составные части и конструктивные элементы наибо-
лее распространенных режущих инструментов изображены на
рис. 3.1.
Срезание материала заготовки, предписанного припуском на обра-
ботку, осуществляется режущей частью инструмента. Она имеет один
или несколько режущих зубьев, которые непосредственно внедряются
в материал заготовки и срезают его в форме стружки. Это основная
и неотъемлемая часть любого режущего инструмента. Так, у,обычных
резцов режущей частью служит головка резца с ее режущими кром-
ками. У сверл режущая часть расположена на торце и имеет два зуба.
У фрез, протяжек режущая часть представляет собой совокупность
режущих зубьев с соответствующими режущими кромками. У про-
тяжек режущие зубья имеют разные диаметры, а у фрез режущие
кромки зубьев располагаются на одном и том же расстоянии от оси
инструмента.
Режущая часть цилиндрической развертки представляет собой
совокупность зубьев, режущие кромки которых располагаются на ко-
нической поверхности. Если на такой режущей части нарезать цилинд-
рическую резьбу, то будет образована одна из возможных конструк-
ций режущей части метчика. Некоторые инструменты имеют несколь-
ко режущих частей, которые периодически вводятся в работу. Так,
круглая плашка, предназначенная для обработки наружных резьб,
имеет режущие части с двух сторон. Это дает возможность нарезать
резьбу как одной, так и другой стороной. Наличие двух режущих час-
тей повышает возможное время работы инструмента между переточ-
ками. Непосредственное формирование обработанной поверхности
детали производится калибрующей частью. У одних инструментов
эта часть ярко выражена, у других режущая и калибрующая части
представляют одно целое. У обычных резцов калибрующей частью
служит вершина резца. У сверл, зенкеров, разверток калибрующая
часть следует за режущей и представляет собой цилиндрический стер-
жень, на котором образованы стружечные канавки, кромки ленточек
которых являются вспомогательными режущими кромками. У круг-
лых протяжек калибрующая часть следует за режущей и включает 4
...8 зубьев постоянного диаметра. У метчиков и плашек калибрующая
часть — это часть с полным профилем резьбы. У фрез калибрующая
и режущая части совпадают. Так, у цилиндрических фрез с винтовым
зубом все точки режущей кромки последовательно формируют обра-
ботанную поверхность детали, становясь «вершинами». В процессе
85
SS
Передняя поверхность
Задняя
поверхность
Вспомогательная
Режущая кромка
вспомогательная
вершина
резца
2<Р
Режущая
Ленточка
Поперечная кромка
Режущие
кромки
Передняя
поверхность
Задняя
поверхность
Ленточка
Режущая Кромка главная
Задняя поверхность главная
9и
Тело резца
а
Рабочая часть
Канавка
Направляющая часть
Поводок
Хвостовик
Шейка
Вид В
хвостовик z Шейка
Лапка
5
Режущая
часть
Направляющая часть
рабочая часть
Режущая
часть
Шейка
/ Хвостовик
Рабочая часть.
' Калибрующий
участок
Лапка
Калибрующая часть
Гл а оная
режущая
кромка
Угол в плане
Сердцевина
Режущая
кромка
Ленточка
Угол наклона
винтовой
канавки
Задняя
поверхность'
Передняя
поверхность
режущая Калибрующая
часть
часть
Заборная
часть.
Ленточка ^^^налравля!
Передняя конус
поверхность 2<р-
Задняя
\ поверхность
Рабочая часть
хвостовик
Шейка
г
центровое отверстие
Рабочая часть
т
Торцовый зуб Шейка
Отверстие
фрезы
Хвостовик
Зуб Передняя поверхность
Задняя
поверхность/
Торцовый-
шпоночный
паз
Режущая кромка
Нож
Корпус
сррезы
Квадрат Pfffe
канавка
Сердцевина
Хвостовик
шп|щшнтщиш1шштп
УУЦуУУЦШУШММЖММШ’
Заборная часть
„ \ Калибрующая часть
Угол уклона \ \
заборной \ \ Нитка(биток)
части
Рабочая часть
Угол конуса 2<р
заборной части
центровое
отверстие
3.1. Основные части режущих инструментов
работы такой фрезы «вершина» зуба не является постоянной точкой
кромки, а перемещается вдоль нее.
Назначение калибрующей части не ограничивается формированием
и зачисткой обработанной поверхности. У ряда инструментов она слу-
жит также для восполнения режущей части при переточках, для созда-
ния направления при работе инструмента, для отвода стружки из зоны
резания. Примерами таких инструментов могут служить сверла,
зенкера и т. и. У внутренних протяжек при переточках диаметры
режущих зубьев уменьшаются, и последовательно калибрующие зубья
восполняют режущие.
В совокупности режущая и калибрующая части составляют рабо-
чую часть инструмента. Для соединения инструмента с технологиче-
ским оборудованием служит его крепежная часть. Несмотря на раз-
нообразие инструментов, применяемых на практике, основных спосо-
бов крепления сравнительно немного. Крепежной частью призмати-
ческих инструментов типа токарных резцов, зуборезных гребенок,
плоских протяжек, зуборезных резцов является призматический кор-
пус квадратного, прямоугольного либо трапецеидального сечения.
При закреплении инструмент прижимается либо к одной, либо к двум
смежным плоскостям корпуса.
Крепежной частью инструментов типа сверл, зенкеров, разверток,
метчиков и им подобных служит цилиндрический либо конический
хвостовик. Цилиндрический хвостовик является распространенным
видом крепежной части. Его преимущества заключаются в техноло-
гичности и простоте конструкции, в возможности регулирования осе-
вого положения инструмента при его закреплении.
87
3.2. Формы центровых отверстий инструмента
По сравнению с цилиндрическими конические хвостовики обеспе-
чивают лучшее центрирование инструмента, более надежное закреп-
ление.
Насадные инструменты устанавливаются и закрепляются на оправ-
ках. Оправки бывают цилиндрические либо конические.
Большинство хвостовых инструментов на обоих торцах имеют
центровые отверстия, которые в процессе эксплуатации используются
при переточках. Формы центровых отверстий (рис. 3.2) применяются:
А — в тех случаях, когда отпадает необходимость в центровых отвер-
стиях после изготовления инструмента, В — когда в процессе экс-
плуатации инструмент устанавливается в центрах при его эксплуата-
ции, R — для инструментов с повышенной точностью. Форма R обес-
печивает наиболее точное базирование инструмента при установке
в центрах.
3.2. Рабочая часть инструмента
Рабочая часть любого режущего инструмента состоит из одного
или нескольких зубьев. Зуб инструмента имеет клиновидную форму.
Он ограничен передней поверхностью, по которой сходит стружка,
и задней. Линией пересечения передней и задней поверхностей явля-
ется режущая кромка. В процессе обработки зубья инструмента, дви-
гаясь относительно заготовки, врезаются режущими кромками в ма-
териал и срезают его в виде стружки. По конструкции режущей части
инструменты подразделяются на цельные, составные и сборные. Цель-
ный инструмент изготовляется в виде детали полностью из инструмен-
тального материала. Составной инструмент, как правило, выполняет-
ся сварным. Рабочая часть изготовляется из быстрорежущей стали,
а крепежная (хвостовик) — из конструкционной. У составного твер-
досплавного и сверхтвердого режущего инструмента крепление пла-
стинок инструментального материала к корпусу осуществляется с по-
мощью пайки. Преимущества напаянного инструмента заключаются
в том, что такая конструкция позволяет разместить на корпусе отно-
сительно большее число зубьев и создать большее пространство для
помещения стружки по сравнению с инструментами с механическим
креплением зубьев. Благодаря своей монолитности они обладают более
высокой виброустойчивостью. Однако процесс напайки сопровождает-
ся появлением дополнительных напряжений, которые могут вызвать
3.3, Варианты крепления ножей сборных быстрорежущих инструментов
в процессе пайки и эксплуатации инструмента трещины на пластин-
ках твердого сплава. При поломке хотя бы одного зуба инструмент ста-
новится непригодным к работе. Из-за неточной установки пластинок
при пайке усложняется процесс заточки, так как соответственно уве-
личиваются припуски, возрастает трудоемкость операции. Несмотря
на отмеченные недостатки, многозубые инструменты с напаянными
твердосплавными пластинками относительно небольших размеров по-
лучили широкое распространение в промышленности.
Составные инструменты могут быть получены также склеиванием,
наплавкой быстрорежущей сталью пазов корпуса, центробежной от-~
ливкой биметаллических заготовок и их последующей обработкой,
заливкой легированной сталью или модифицированным чугуном фор-
мы с установленными в ней пластинками для зубьев из быстрорежущей
стали или твердого сплава. Однако эти методы не получили широкого
распространения в промышленности. Сборные многозубые инструмен-
ты разделяются на две группы: а) с механическим креплением пласти-
нок инструментального материала; б) с механическим креплением но-
жей, состоящих из стального стержня (державки) с припаянной или
приклеенной к нему пластинкой инструментального материала. Сбор-
ные быстрорежущие инструменты чаще всего изготовляются с механи-
ческим креплением пластин. В зависимости от типа инструмента фор-
ма пластин может быть различной. Оправдало себя крепление быстро-
режущих зубьев с помощью рифлений (рис. 3.3), которые часто дела-
ются на зубьях клиновидной формы с углом уклона 5°. Рифления
могут идти перпендикулярно к оси инструмента, параллельно ей или
89
под углом 10...15°. Выбор расположения рифлений зависит от назначе-
ния инструмента,характера его износа и принятого способа переточек.
Так, дисковые трехсторонние фрезы, для которых важно соблюдать
в процессе эксплуатации неизменной ширину фрезерованного паза,
имеют радиальные рифления. При перестановке на рифлениях зубья
раздвигаются вдоль оси и таким образом создается припуск на пере-
точку фрез по торцам и соблюдение при этом требуемой ширины
фрезы.
Угловое расположение рифлений позволяет выдвигать зубья в осе-
вом и радиальном направлениях. Однако в силу сложности изготовле-
ния оно не получило распространения. Осевое расположение рифлений
получило большее распространение по сравнению с радиальным, так
как его проще изготовить путем протягивания. Кроме того, износ
зубьев чаще происходит по их вершинам. При осевом расположении
рифлений перестановка зубьев приводит к увеличению диаметра и та-
ким образом компенсирует износ кромок.
На практике применяется крепление при помощи рифлений, рас-
положенных на зубьях, имеющих двойной клиновой уклон. Зубья
и пазы с двойным клиновым уклоном обеспечивают выдвижение одно-
временно в осевом и радиальном направлениях при перестановке зу-
бьев на рифлениях. Это крепление не нашло широкого распростране-
ния в силу сложности изготовления.
Клиновидные зубья, в особенности крупных размеров, приводят
к излишнему расходу инструментального дорогостоящего материа-
ла. Поэтому выполняют зубья из инструментального материала приз-
матической формы и клинья, изготовленные из конструкционной
стали. Клин с радиальным уклоном 5° и зуб могут быть соединены
осевыми рифлениями. Конструкция позволяет осуществлять регули-
рование по торцу и по диаметру.
Призматический зуб может иметь с одной стороны продольные
рифления для соединения с корпусом и радиальные рифления для
соединения с клином. Крепление осуществляется клином с продоль-
ным уклоном 3...50. Конструкция позволяет осуществлять регулиро-
вание по торцу и по диаметру. Недостатком конструкций, в которых
клиновидный зуб заменен составным, состоящим из призматического
зуба и клина, является сложность изготовления, а также недостаточ-
но жесткое и надежное закрепление зубьев. Это крепление требует
точной пригонки клиньев и пазов. Известно много способов механиче-
ского крепления твердосплавных пластин и ножей на корпусе инстру-
мента. Наиболее простым является крепление ножей непосредственно
торцами винтов. Однако при многократном зажиме на поверхностях
ножей, соприкасающихся с винтами, образуются лунки, затрудняющие
точную установку. Поэтому более целесообразно передавать усилие
зажима через промежуточную планку или пружинящую стенку кор-
пуса. Надежное крепление ножей в корпусе инструмента обеспечи-
вается с помощью клинов трапецеидальной формы с углом 5°. Такая
форма придана ножам для того, чтобы возникающие при работе ра-
диальные силы резания не вырвали нож из корпуса. Крепление зубьев
при помощи плоского клина требует тщательного изготовления эле-
90
3.4. Схемы механического крепления пластинок
ментов для плотного прилегания соприкасающихся поверхностей и на-
дежного закрепления ножей. Зажим ножей может осуществляться
также клиновыми планками с помощью винтов. Одним из прогрессив-
ных направлений в развитии сборных инструментов является приме-
нение многогранных пластин твердого сплава, на базе которых созда-
ются разнообразные режущие инструменты. Имеется много конструк-
ций крепления неперетачиваемых пластин в корпусе инструмента, ко-
торые можно свести к нескольким схемам (рис. 3.4). Крепление при-
хватом (рис. 3.4, а) применяют для пластин без отверстий. Пластину
устанавливают в закрытый паз и базируют по его опорной и боковым
поверхностям. По схеме, изображенной на рис. 3.4, б, пластина под-
жимается через отверстие к боковым базовым плоскостям закрытого
паза державки. Такое крепление обеспечивает высокую точность бази-
рования, однако не гарантирует плотного прилегания опорной по-
верхности пластины к гнезду корпуса инструмента. Поэтому при затя-
гивании крепления пластину необходимо прижимать к опорной плос-
кости.
Пластины, имеющие коническое отверстие (рис. 3.4, е), крепятся
винтом с конической головкой. Поскольку ось винта смещена с оси
отверстия, обеспечивается прижим пластинки к опорной и боковым
сторонам паза. Крепление пластины производится ее прижимом через
отверстие к боковой стороне паза и одновременным поджимом к опор-
ной поверхности (рис. 3.4, а). Некоторые конструкции крепления мно-
гогранных пластин приведены на рис. 3.5. Пластинка 1 (рис. 3.5, а),
имеющая отверстие, заклинивается между скосом корпуса 2 и бочко-
образной головкой штифта 3 с помощью клиновой планки 5 и винта 4.
Бочкообразная форма головки штифта обеспечивает пятно контакта
головки с пластинкой и снижает требования к точности изготовления
как штифта, так и отверстия в опорной поверхности гнезда корпуса.
Аналогичная конструкция изображена на рис. 3.5, б, но в ней между
корпусом И режущей пластинкой установлена опорная пластина 6.
Опорные пластины выполняются из твердых сплавов или закаленных
сталей. Они повышают жесткость стыка, срок службы корпусов ин-
струмента и его стойкость.
Конструкция узла крепления квадратной пластинки 1 с отверстием
нашла применение в автоматных резцах (рис. 3.5, в). Пластинка за-
клинивается между боковой поверхностью гнезда в корпусе 2, голов-
кой штифта 3 и торцом винта 4. Пластинка 1 без отверстия (рис. 3.5, г)
крепится путем прижима ее к опорной плоскости гнезда корпуса 2
91
3,5. Конструкции узлов механического крепления пластинок
с помощью прихвата 5 и винта 4. Опорная пластина 6 закрепляется
на корпусе винтом 3.
Пластинка 1 (рис. 3.5,0) прижимается к опорной и боковой плоско-
стям гнезда корпуса 2 косой тягой 3 с помощью винта 4, а пластинка
1 (рис. 3.5,ё) прижимается к упорной поверхности корпуса 2 головкой
качающегося рычага 3 под действием винта 4. Для закрепления опор-
ной пластины 5 служит пружинящая втулка 6, Пластина 1 без отвер-
стия (рис. 3.5, ж) крепится к корпусу 2 с помощью прижима <?и винта
4. Резец может быть снабжен стружколомом 5 и опорной пластиной 6.
Такая конструкция позволяет закреплять пластинки из разнообразных
инструментальных материалов, в том числе из минералокерамики
и сверхтвердых материалов.
Пластины с коническим отверстием крепятся винтом с конической
головкой (рис. 3.5, к). Такое крепление применяется на резцах, фре-
зах, сверлах и расточном инструменте. Для увеличения долговечности
корпусов и упрощения их технологии изготовления находят приме-
нение конструкции, в которых пластинки устанавливаются не непо-
средственно в корпус, а в соответствующие промежуточные элементы —
подкладки (рис. 3.5, и).
92
3,6. Конструкции инструментов с механическим креплением пластинок
| Резцы (рис. 3.6, а) имеют многогранную пластину насаженную
В на штифт 2, запрессованный в корпусе 4. Крепление осуществляется
г с помощью клина 3. Аналогичное крепление имеет сверло (рис. 3.6, б)
г с тремя четырехгранными пластинами. При сверлении сплошного ма-
I териала вершину одной из них устанавливают по оси инструмента.
I Распределение припуска между отдельными пластинами осуществля-
I ется за счет их определенного расположения. Таким путем можно так-
93
же влиять на форму поверхности резания и геометрию инстру-
мента.
На рис. 3.6, в изображен зенкер с многогранными твердосплав-
ными пластинками. У торцевой фрезы (рис. 3.6, г) твердосплавная
пластинка 3 устанавливается в стальную подкладку 2 и закрепляется
в корпусе 1 клиньями 4, затягиваемыми винтами 5.
Наиболее часто твердосплавные пластинки располагаются* вдоль
передней поверхности или под небольшим углом к ней. Предельно до-
пустимая толщина среза может быть увеличена за счет расположения
пластинки вдоль задней поверхности. Это расположение пластинки
особенно эффективно при черновой обработке.
На рис. 3.6, д изображена торцевая фреза с тангенциальным рас-
положением твердосплавных четырехгранных пластин. В пазах кор-
пуса 1 устанавливаются пластины 2, которые крепятся винтом 3, шари-
ком 4 и гайкой 5 При затягивании винта 3 гайкой 5 шарик 4 скользит
по канавке, отклоняет винт, который прижимает пластинку к базовым
поверхностям корпуса. При выборе пластинок, располагаемых вдоль
задней поверхности, отношение их ширины к толщине принимается
в пределах 1,5:2.
Механическое крепление многогранных пластинок в инструменте
позволяет получить значительный экономический эффект от повыше-
ния производительности труда за счет повышения скоростей резания,
снижения потерь рабочего времени на замену затупившейся режущей
кромки, затрат на переточку инструмента. К недостаткам инструмен-
тов с механическим креплением многогранных пластинок относятся:
некоторая ограниченность в изменении геометрии инструмента
в зависимости от условий обработки, затрудненный стружкоотвод при
креплении пластинок со стороны передней поверхности, увеличенные
габаритные размеры, вызванные необходимостью размещения на кор-
пусе не только пластинок, но и элементов их крепления; удорожание
инструмента за счет применения более точных пластинок и более
точного изготовления других деталей инструмента.
3.3. Крепежная часть инструментов
Конструкция крепежной части инструмента должна обеспечить
быструю установку и снятие инструмента, надежное закрепление на
станке. Она должна быть достаточно прочной и жесткой, простой и тех-
нологичной.
Наиболее простой по конструкции является крепежная часть рез-
цов. Она является призматическим телом квадратного или прямо-
угольного поперечного сечения. Базовой поверхностью служит осно-
вание —- его опорная плоскость. Крепление резца осуществляется
обычно двумя винтами. Резец, установленный на опорную плоскость,
имеет возможность перемещаться по этой плоскости. В результате при
установке в суппорте станка могут возникать соответствующие по-
грешности. Однако они не влияют на точность обработки, так как за
счет продольных и поперечных перемещений резца его вершина может
быть приведена в требуемое для обработки заданной поверхности де-
94
# 3.7. Способы крепления наружных протяжек
!тали положение. Чтобы обеспечить более точную установку инстру-
ментов, имеющих призматическую форму крепежной части, базирова-
; ние их при установке производится по двум плоскостям, к которым
инструмент прижимается винтами, клиньями, планками. Примером
таких инструментов служат призматические фасонные резцы, наруж-
I ные плоские протяжки, зубострогальные резцы. Наиболее распростра-
| ненные способы крепления наружных протяжек изображены на рис.
| 3.7. Для закрепления протяжек различного типа применяют клино-
I видные прижимные планки (рис. 3.7, а), которые затягиваются в паз
винтами и прижимают протяжку к стенке корпуса. При одновре-
L менной работе двумя протяжками применяют крепление, показанное
i. на рис. 3.7, б, где обе протяжки прижимаются к основанию и боко-
> вым стенкам корпуса одной планкой. На рис. 3.7, в изображена схе-
мл крепления двух рядом расположенных протяжек; одна прижимает-
ся к основанию винтами, а другая крепится клинообразной планкой.
Двухсторонние протяжки крепятся к корпусу винтами, которые раз-
мещаются с обеих опорных сторон (рис. 3.7, г). Компактная конструкция
получается при креплении винтами сверху по концам протяжек либо
винтами снизу (рис. 3.7, 5). Переточка и настройка протяжек в по-
следнем случае требуют снятия корпуса со станка. Этот недостаток
устранен при креплении протяжек снизу в державке, которую, в свою
очередь, прикрепляют к корпусу винтами сверху (рис. 3.7* г). При
износе инструмента державка раскрепляется и производится переточ-
ка протяжки. Полуцилиндрические протяжки устанавливают в паз
державки с помощью продольного выступа и закрепляют винтами
снизу (рис. 3.7, и). Это крепление применяется при протягивании
поверхностей е радиусом, меньшим 15 мм. При обработке поверхно-
стей, у которых радиус профиля больше 15 мм, применяют крепление
на седлообразных подставках с помощью винтов (рис. 3.7, ж). После
износа зубьев с одной стороны протяжку поворачивают на 180° и ра-
ботают другой стороной. Подобным образом производится крепление
и других инструментов, имеющих призматическую форму. При рас-
сматриваемых способах крепления инструментов регулирование их
положения по высоте производится с помощью подкладок либо кли-
ньев. Наиболее часто крепежную часть инструмента выполняют в фор-
ме цилиндрического или конического хвостовика. Диаметры цилинд-
рических хвостовиков колеблются от 1,12 до 160 мм. С целью облег-
чения технологии изготовления у инструментов, подобных сверлу,
диаметр цилиндрического хвостовика совпадает с диаметром рабочей
части. Передача крутящего момента от шпинделя станка к инструмен-
ту осуществляется за счет сил трения между цилиндрической поверх-
ностью и зажимными элементами станка. Для увеличения крутящего
момента, передаваемого хвостовиком, на его конце выполняют квадрат
или поводок в форме двух лысок. Сторона квадрата для указанного
диапазона диаметров хвостовиков колеблется от 0,9 до 80 мм. Цилинд-
рические хвостовики изготовляются с допусками на диаметр Zi9, /8 или
hl 1. Наряду с обычными хвостовиками находят применение разнооб-
разные цилиндрические хвостовики с быстродействующими замками.
Цилиндрический хвостовик (рис. 3.8, д) имеет кольцевую канавку,
куда под действием кольцевой пружины входит штифт патрона, фикси-
руя правильное положение инструмента, предохраняя инструмент
от выпадения и обеспечивая быстрое и удобное закрепление хвостови-
ка в патроне. Второй штифт, имеющийся в корпусе патрона, входит
в соответствующий паз инструмента и при вращении патрона ведет
инструмент. Хвостовики данной конструкции можно применять для
комбинированного инструмента, включающего сверла, зенкера, раз-
вертки и т. п. Наряду с цилиндрическими используются также
конические хвостовики, которые могут заканчиваться лапкой (рис.
3.8, е) или отверстием с резьбой (рис. 3.8, б). Лапка предназначена для
выбивания инструмента из шпинделя станка, так как эта операция
требует значительных усилий. Резьбовое отверстие предназначается
для затяжного болта, пропускаемого через полный шпиндель станка.
96 •
slur
5
ж
3.8. Некоторые конструкции хвостовиков режущих инструментов
Такая конструкция обеспечивает более надежное закрепление по
сравнению с конусом с лапкой. Это особенно важно для инструментов ’
Иктина концевых фрез, при работе которых возникают осевые усилия,
стремящиеся при соответствующем направлении винтовых зубьев вы-
цвести хвостовик из шпинделя станка. Конические хвостовики имеют
/угол наклона около 3°. Они обладают свойством самоторможения
и могут удерживать инструмент и передавать крутящий момент за счет
; сил трения.
При тяжелых работах применяются хвостовики (рис. 3.8, ж) с ко-
| нусностыо 7: 24. Для передачи крутящего момента они снабжаются
.торцевыми шпонками. С целью уменьшения габаритных размеров ин-
Ц струмента применяются укороченные конические хвостовики. Они
г заканчиваются лапкой или квадратом, которые служат поводком
Ц и передают крутящий момент инструменту. Конуса с квадратным по-
/ водком рекомендуются для инструментов, испытывающих большие
ЦТ нагрузки. Насадные инструменты устанавливаются и закрепляются
на оправках.
Оправки могут быть цилиндрические либо конические. Номиналь-
h ные диаметры цилиндрических отверстий у насадных инструментов
4 9.385 97
выбираются из следующего ряда: 8, 10, 13, 16, 22, 27, 32, 40, 50, 60,
70, 80 и 100 мм. Крутящий момент наиболее часто передается про-
дольной шпонкой. Для уменьшения поверхности соприкосновения
оправки и отверстия инструмента (при длине более 20 мм) в середине
отверстия выполняется нешлифованная выточка. Длина выточки при-
нимается 0,2...0,6 длины отверстия. С целью уменьшения биения
зубьев торцы насадного инструмента должны быть параллельны и пер-
пендикулярны к оси отверстия. Такие насадные инструменты, как зен-
кера, развертки и т. п., закрепляются на конической оправке с конус-
ностью 1 : 30. Передача крутящего момента осуществляется торцевы-
ми шпонками, так как толщина ступицы рассматриваемых инструмен-
тов невелика и продольная шпонка может ослабить конструкцию.При
установке на оправке передача крутящего момента может осуществ-
ляться с помощью рифлений на торце инструмента. Такой способ
крепления используется у круглых фасонных резцов, круглых гребе-
нок резьбонарезных головок. В корпусе державки на опорный болт
устанавливается круглый резец так, чтобы его рифления вошли
в рифления регулировочного сектора. Регулировка резца по высоте
центра детали осуществляется винтом, с помощью которого поворачи-
вается регулировочный сектор и вместе с ним резец вокруг своей оси.
Закрепляется резец на опорном болте гайкой.
Установка и закрепление некоторых видов инструмента могут
производиться на оправке без шпонок. Примером бесшпоночного со-
единения может служить крепление зуборезных долбяков. Базой для
крепления дисковых долбяков являются отверстие и опорная плос-
кость. Долбяк устанавливается в оправку и опирается на подкладку,
которая должна быть достаточного диаметра для устойчивого и жестко-
го соединения. Крепление долбяка осуществляется гайкой. Во избе-
жание перекоса при затяжке гайкой долбяк должен плотно входить на
конец шпинделя. Торцы подкладки, шайбы и гайки должны быть точ-
но отшлифованы.
На работу элементов крепления влияют точность изготовления
и качество сопряженных поверхностей инструмента и станка. Требуе-
мая шероховатость опорных и установочных поверхностей (посадоч-
ных отверстий, опорных торцов, хвостовиков) зависит от точности ин-
струмента. Для высокоточных инструментов типа зуборезных долбя-
ков, шеверов рекомендуемые параметры шероховатости установочных
и опорных поверхностей находятся в пределах от 0,16 до 0,08 мкм
(по ₽а). У этих инструментов допуски на размеры мест крепления вы-
бираются по 6-му квалитету. Обычно параметры шероховатости уста-
новочных поверхностей колеблются от 0,32 до 1,32 мкм (по Ra), а до-
пуски на их размеры выбираются по 6...7-му квалитетам. Параметр
шероховатости Ra установочных поверхностей таких инструментов,
как токарные резцы, принимается от 1,25 до 2,5 мкм.
98
Глава 4
ОБЩИЕ СВЕДЕНИЯ О ПРОЦЕССЕ ФОРМООБРАЗОВАНИЯ
ПОВЕРХНОСТЕЙ РЕЗАНИЕМ
4.1. Понятие о исходной инструментальной поверхности
При обработке резанием режущая часть инструмента внедряется
в материал заготовки и срезает его в виде стружки. В результате про-
исходит формирование обработанной поверхности детали. Поэтому
форма этой поверхности зависит от формы и размеров режущих кро-
мок инструмента и характера их движений относительно заготовки.
Однако этот основной процесс формообразования поверхности детали
усложняется сопутствующими явлениями. К ним относятся деформа-
ции заготовки, инструмента, станка и приспособления при обработке,
которые могут происходить под действием усилий резания, веса отдель-
ных частей и других нагрузок. Деформации могут также вызываться
тепловыми явлениями, которые имеют место при резании. Величины
деформаций отдельных звеньев технологической системы влияют на
точность образования заданной формы детали. Они зависят от жестко-
сти элементов станка, приспособления, заготовки и инструмента,
а также от величин воздействующих на них усилий. Усилия резания
зависят от многих факторов: режимов резания, геометрических пара-
метров режущей части, свойств обрабатываемого материала, износа
инструмента и т. п.
На точность обработки влияет также износ инструментов, что
имеет особое значение при работе на станках-автоматах и автоматиче-
ских линиях, где для обеспечения необходимой размерной стойкости
приходится в ряде случаев конструировать соответствующие режущие
инструменты. Точность обработки непосредственно связана с точно-
стью изготовления режущего инструмента, геометрической неточно--
стью станка, неточностью измерений в процессе обработки и настройки
на размер и с другими факторами. Учесть при проектировании режу-
щего инструмента все факторы, влияющие на форму обработанной по-
верхности детали, затруднительно. Поэтому рассматривается модель
процесса, основной процесс формообразования. Считается, что деталь,
инструмент, станок и приспособление являются абсолютно жесткими.
Элементы крепления инструмента и заготовки обеспечивают их идеаль-
ное расположение в пространстве. Отклонений от принятого закона
движений инструмента и заготовки в процессе обработки не наблюда-
ется. При проектировании режущего инструмента, предназначенного
для обработки заданной поверхности детали Д, пренебрегаем также
влиянием износа и тепловых явлений на форму обработанной поверх-
ности Д.
В рассматриваемого идеальном процессе обработки поверхность Д
детали совершает определенное движение относительно неподвижного
инструмента. В результате этого движения обработанная поверхность
занимает ряд последовательных положений. Поверхность, касатель-
ную к рассматриваемым последовательным положениям обрабо-
9Э
4*
тайной поверхности, назовем исходной инструментальной поверх-
ностью И.
Чтобы режущие кромки формировали обработанную поверхность,
необходимо их располагать на исходной инструментальной поверх-
•ности. Это профилирующие участки режущих кромок. На режущих
кромках инструмента могут быть такие участки, которые, срезая часть
припуска, в процессе обработки не соприкасаются с обработанной по-
верхностью детали и не формируют ее. Это непрофилирующие участки
режущих кромок. Они располагаются внутри тела, ограниченного
исходной инструментальной поверхностью. Если режущие кромки
инструмента будут выходить за пределы исходной поверхности И, то
при обработке режущие кромки будут внедряться в обработанную по-
верхность Д и срезать большие, чем требуется, слои заготовки, в ре-
зультате чего не будет обработана заданная деталь в соответствии
с чертежом.
Деталь и инструмент, установленные на металлорежущем станке,
можно представить как своеобразный механизм, состоящий из двух
звеньев — тел, ограниченных сопряженными поверхностями: обрабо-
танной поверхностью Д и исходной инструментальной поверхностью
И, В процессе обработки, т. е. при определенных движениях инстру-
мента и заготовки, эти поверхности касаются друг друга. Так, рассмот-
рим процесс шлифования плоскости периферией цилиндрического
круга. При шлифовании инструмент вращается вокруг своей оси, а за-
готовка совершает возвратно-поступательное движение. В результате
движение плоскости Д детали относительно инструмента складывается
из поступательного движения со скоростью, перпендикулярной к оси
инструмента, и вращения вокруг этой оси. При поступательном дви-
жении плоскость Д скользит «сама по себе». Поэтому это движение
можно не учитывать. Оно не влияет на последовательные положения
плоскости Д относительно оси инструмента. Вращаясь вокруг оси
инструмента, плоскость Д занимает ряд последовательных положений,
огибающая к которым будет круглой цилиндрической поверхностью.
Она является исходной инструментальной поверхностью И шлифо-
вального круга. Круг будет представлять собой тело, ограниченное
поверхностью И. В процессе обработки цилиндрическая поверхность
И круга и обработанная плоскость Д будут касаться друг друга по
линии и скользить друг по другу. В общем случае режущий инстру-t
мент можно рассматривать как тело, ограниченное исходной инстру-
ментальной поверхностью И, которой приданы режущие свойства, т. е.
способность срезать соприкасающийся с ней материал. Поэтому про-
цесс проектирования инструментов, предназначенных для обработки
заданной детали, можно разделить на два этапа:
1. Определение исходной инструментальной поверхности, сопря-
женной с поверхностью детали при выбранной схеме обработки.
2. Превращение тела, ограниченного исходной поверхностью,
в работоспособный инструмент.
На первом этапе необходимо обеспечить возможность образования
заданной поверхности детали с помощью исходной инструментальной
поверхности, т. е. необходимо,чтобы в процессе обработки наблюдался
100
контакт любой точки поверхности детали с исходной поверхностью
и любая точка поверхности детали могла бы быть сформирована. На
втором этапе, для того чтобы получить работоспособный режущий
инструмент, необходимо выбрать соответствующий инструментальный
материал режущей части; создать целесообразные величины геомет-
рических параметров режущей части, т. е. углы резания; образовать
такие передние и задние поверхности, которые могли бы обеспечить
возможность переточек инструмента для того, чтобы новым и перето-
ченным инструментом можно было бы обрабатывать одни и те же де-
тали; распределить рационально работу резания между отдельными
участками режущих кромок; обеспечить свободный отвод стружки
в желаемом направлении; создать достаточно прочную и жесткую кон-
струкцию, обеспечить обработку заданной поверхности детали с тре-
буемой точностью и т. п.
4.2. Способы образования исходных
инструментальных поверхностей
Исходные инструментальные поверхности И и обработанные по-
верхности Д деталей являются сопряженными поверхностями. Спо-
собы образования сопряженных поверхностей рассматриваются в тео-
рии механизмов и машин применительно к проектированию зубчатых
передач. Один из способов образования сопряженных поверхностей
зубьев зубчатых колес с линейным касанием заключается -в том, что
задается поверхность зубьев одного из колес передачи. Рассматривает-
ся движение этого колеса относительно второго колеса передачи. При
этом движении заданная поверхность зубьев первого колеса занимает
ряд последовательных положений, огибающая к которым принимается
за сопряженную поверхность зубьев второго колеса. Аналогично
определяются по первому способу исходные инструментальные' по-
верхности И, сопряженные с обработанной поверхностью Д детали.
Известными считаются обработанная поверхность Д детали и схема,
обработки, т. е. движения, совершаемые инструментом и заготовкой
в процессе формирования обработанной поверхности детали. Исход-
ная инструментальная поверхность находится как огибающая к по-
следовательным положениям обработанной поверхности Д, которые
она занимает при движении (Д1Й) детали относительно неподвижного
инструмента. При образовании исходной поверхности И как огиба-
ющей обработанной поверхности Д наблюдается их взаимное касание
по линии Е, называемой характеристикой.
Рассмотрим пример образования исходной инструментальной по-
верхности И по первому способу для круглой цилиндрической по-
верхности Д при ее обработке на зубофрезерном станке. Схема обра-
ботки включает вращение юд заготовки вокруг ее оси (рис. 4.1, а),
вращение инструмента вокруг своей оси и его поступательное дви-
жение подачи вдоль оси заготовки. Кроме этих движений на зубофре-
зерном станке осуществляются и другие движения, в частности движе-
ние радиальной подачи, в результате которого фреза устанавливается
на требуемом расстоянии от оси детали. Но это установочное пере-
101
4.1. Способы образования исходных инструментальных поверхностей
мещение не учитывается, так как оно происходит не во время форми-
рования обработанной поверхности детали. Как указано выше, при об-
разовании исходных инструментальных поверхностей рассматрива-
ются только те движения заготовки и инструмента, которые происхо-
дят тогда, когда формируется обработанная поверхность детали Д,
и не учитываются установочные перемещения, движения врезания
и другие движения, такие как движения деления заготовки, совер-
шаемые не в процессе формирования обработанной поверхности де-
тали. В рассматриваемом примере движение обработанной цилиндри-
ческой поверхности Д относительно неподвижного инструмента будет
складываться из двух вращений и поступательного движения. Но
при поступательном движении подачи поверхность Д скользит «сама
по себе», поэтому это движение при определении огибающей можно не
учитывать. Аналогично движение вращения заготовки вокруг своей
оси приводит к скольжению круглой цилиндрической поверхности Д
«самой по себе». Оно при определении исходной поверхности И также
не учитывается. Таким образом, последовательные положения относи-
тельно неподвижного инструмента обработанная поверхность будет
занимать в результате только ее вращения вокруг оси инструмента.
Будем считать, что ось инструмента перпендикулярна к оси Oj. заго-
товки. Тогда исходная инструментальная поверхность И как огиба-
ющая цилиндрической поверхности Д детали при ее движении относи-
тельно инструмента будет поверхностью тора. Она образуется враще-
нием характеристики Е, являющейся окружностью, вокруг оси О2
инструмента.
При образовании исходных инструментальных поверхностей рас-
смотренным способом может иметь место такой случай, когда исходная
инструментальная поверхность будет совпадать с обработанной по-
верхностью Д детали. В этом случае в процессе формообразования ис-
ходная инструментальная поверхность И и обработанная поверхность
Д скользят друг по другу подобно поверхности гайки, скользящей по
сопряженной поверхности винта. Превращая гайку в режущий ин-
струмент путем образования стружечных отверстий и затылования
102
зубьев на режущей части, получаем круглую плашку, предназначен-
ную для нарезания резьбы.
Широкими возможностями обладает способ образования сопряжен-
ных поверхностей зубьев зубчатых колес с помощью общей произво-
дящей поверхности, форма которой выбирается и считается известной.
Однако непосредственно применить этот способ к образованию исход-
ной инструментальной поверхности невозможно, так как при обработ-
ке заданной детали известной является обработанная поверхность Д,
а не вспомогательная производящая поверхность. Поэтому второй
способ образования исходных инструментальных поверхностей вклю-
чает нахождение вспомогательной производящей поверхности 71, а за-
тем исходной поверхности И. Известными считаются обработанная
поверхность детали Д и схема обработки, т. е. движения, совершаемые
в процессе формообразования инструментом и заготовкой в выбран-
ной системе координат xyz. Системе xyz сообщим некоторое движение.
Рассмотрим движение поверхности Д относительно системы xyz.
В результате этого движения поверхность Д будет занимать ряд по-
следовательных положений, огибающую к которым можно принять
за вспомогательную производящую поверхность Т. Производящая
поверхность Т и поверхность Д детали в любой момент времени, как
правило, будут касаться друг друга по линии — характеристике Ег.
Зная производящую поверхность Т, рассмотрим ее последовательные
положения при движении системы xyz относительно неподвижного
инструмента. Огибающая к этим последовательным положениям будет
искомой исходной инструментальной поверхностью, сопряженной
с поверхностью Д детали, т. е. соприкасающейся в процессе формооб-
разования с поверхностью Д'. Действительно, вспомогательная произ-
водящая поверхность Т в процессе рассматриваемых движений сопри-
касается с поверхностью Д по характеристике Ег. В то же время она
соприкасается с исходной поверхностью И по характеристике Е2,
так как поверхность И находилась как огибающая поверхности Т.
Таким образом, на вспомогательной производящей поверхности рас-
полагаются две линии Ег и Е2, пересекающиеся друг с другом в точке
К, в которой наблюдается касание трех поверхностей Д,Т и И. Итак,
в процессе формообразования найденная поверхность И касается
поверхности Д, а следовательно, может быть принята за исходную
инструментальную поверхность И, которая имеет точечный контакт
с поверхностью Д детали. В частном случае характеристики Ег и Е2
совпадут друг с другом. В этом случае наблюдается линейный кон-
такт поверхности Д детали и исходной инструментальной поверх-
ности И. Характеристики Ег и Е2, расположенные на поверхности
Т, могут не пересекать друг друга. Тогда в процессе формообразо-
вания поверхности Д и И не будут соприкасаться друг с другом
и обработка заданной поверхности детали с помощью найденной
исходной инструментальной поверхности И окажется невозможной.
Принять такую, поверхность за исходную поверхность И при
проектировании режущего инструмента нельзя. При обработке
круглой цилиндрической поверхности Д на зубофрезерном станке
сообщим системе xyz (рис. 4.1, б) поступательное движение со
103
скоростью v, параллельной оси инструмента. В результате
поступательного движения со скоростью v поверхность Д в системе
xyz займет ряд последовательных положений, огибающая к-
которым является производящей поверхностью Т. Это будет плос-
кость, касающаяся поверхности Д, идущая параллельно оси инстру-
мента. Опа по характеристике Ег касается круглого цилиндра Д. Ха-
рактеристика Ег является образующей цилиндра Д, проходящая че-
рез точку К перпендикулярно к плоскости чертежа. Движение плос-
кости Т вместе с системой xyz относительно инструмента складывается
из вращения вокруг оси инструмента и поступательного движения со
скоростью v. Последнее движение можно не учитывать, так как оно
сводится к скольжению плоскости Т «самой по себе». Поэтому исход-
ная инструментальная поверхность как огибающая последовательных
положений плоскости Т при ее вращении вокруг оси инструмента будет
круглой цилиндрической поверхностью И. Соприкосновение исходно-
го цилиндра И и плоскости Т наблюдается по характеристике Е2-
Линии Е± и Е2, расположенные на плоскости Т, пересекаются в точ-
ке К, в которой наблюдается контакт обработанной Д и исходной И
поверхностей. Если изготовить инструмент в форме шлифовального
круга, ограниченного исходной инструментальной поверхностью И,
то по рассматриваемой схеме на зубофрезерном станке будет обрабо-
тана заданная поверхность-Д детали. Рассматриваемый случай соот-
ветствует работе вершинных кромок червячной фрезы, которые рас-
полагаются на круглой цилиндрической поверхности и обрабатывают
часть профиля зуба зубчатого колеса, соответствующую окружности
впадин.
Скорость v прямолинейно-поступательного движения можно на-
править под определенным углом к оси инструмента (рис. 4.1, в). Тогда
вспомогательной производящей поверхностью будет плоскость Т, на-
клонная к оси инструмента. Она касается поверхности вдоль ее обра-
зующей и идет параллельно скорости и. Двигаясь вместе с системой
xyz относительно инструмента, плоскость Т займет ряд последователь-
ных положений. Огибающая к ним будет конической поверхностью И,
которая может быть принята за исходную инструментальную поверх-
ность. Этот случай соответствует работе вершинных режущих кромок
конической червячной фрезы, предназначенной для обработки цилинд-
рических зубчатых колес. Если системе xyz сообщить прямолинейно-
поступательное движение со скоростью и, идущей перпендикулярно
к осям инструмента и детали, то вспомогательная производящая по-
верхность будет плоскостью Т, перпендикулярной к оси инструмента.
Она будет касаться поверхности Д по ее образующей Elf проходящей
через точку К (рис.4.1, а). Плоскость Т, двигаясь относительно инстру-
мента, скользит «сама по себе». Поэтому исходная инструментальная
поверхность И совпадает с поверхностью Т. В процессе обработки на-
блюдается линейчатый контакт поверхности Д и поверхности И.
Этот случай соответствует шлифованию круглой цилиндрической по-
верхности торцом круга. При образовании исходной инструменталь-
ной поверхности И системе xyz можно сообщать разнообразные дви-
жения. Считаем, что система xyz вращается вокруг оси, параллельной
104
оси детали и пересекающейся с осью инструмента. Тогда вспомога-
тельная производящая поверхность будет круглым цилиндром, а ис-
ходная инструментальная поверхность — поверхностью шара, сопри-
касающейся в точке с поверхностью Д. Третий способ образования
исходных инструментальных поверхностей заключается в нахождении
по первому способу исходной инструментальной поверхности как
огибающей поверхности Д детали при ее движении относительно ин-
струмента. Поверхности сообщается некоторое движение, при ко-
тором она занимает ряд последовательных положений. Огибающая
к этим последовательным положениям поверхности и может быть
принята за исходную инструментальную поверхность И3. В процессе
обработки поверхности Иг и Д касаются по характеристике Elf а по-
верхности и И3 — по Е2. Линии Ег и Е2, расположенные на по-
верхности в общем случае пересекаются. В точке их пересечения К
наблюдается контакт всех трех поверхностей Д, и и обрабо-
танная поверхность Д имеет точечный контакт с поверхностью И3.
Может иметь место случай, когда линии Ех и Е2 совпадут. Тогда обра-
ботанная поверхность Д имеет линейный контакт с исходной поверх-
ностью.
Рассмотрим пример обработки круглой цилиндрической поверхно-
сти Д на зубофрезерном станке. Сообщим поверхности тора (рис.
4.1, д) прямолинейно-поступательное движение под углом к оси ин-
струмента. Тогда огибающей к последовательным положениям поверх-
ности будет сложная цилиндрическая поверхность И3, которая в
любой момент времени имеет точечный контакт с обработанной поверх-
ностью Д. Однако в отличие от предыдущих случаев точка контакта
/< в процессе обработки может изменять свое положение на профиле
детали. Третий способ образования исходных инструментальных по-
верхностей при проектировании режущих инструментов используется
редко. Его выбор, приводящий к удачным решениям, в значительной
степени зависит от интуиции конструктора. Примером образования
исходной инструментальной поверхности по третьему -способу может
служить обработка по методу обкатки конических прямозубых колес
зуборезными головками, которые по конструкции напоминают диско-
вые фрезы и применяются в основном в массовом и крупносерийном
производстве.
При точечном контакте практически всегда в оформлении обрабо-
танной поверхности Д участвует некоторая область сопряженной ис-
ходной инструментальной поверхности, расположенная в окрестности
точки контакта Д. Поэтому на обработанной поверхности могут обра-
зовываться соответствующие неровности. Величины этих неровностей
зависят от скоростей движений, совершаемых заготовкой и инстру-
ментом. Они могут быть доведены до допустимых пределов за счет
выбора соответствующих режимов обработки.
Таким образом, по выбранной схеме обработки могут быть образо-
ваны всевозможные исходные инструментальные поверхности и на
их базе спроектированы разнообразные инструменты, предназначен-
ные для обработки заданной поверхности детали. Определение исход-
ных инструментальных поверхностей сводится к нахождению огиба-
105
ющих поверхностей. Поэтому теория огибающих семейства кривых
и поверхностей занимает важное место в проектировании режущих
инструментов.
Глава 5
ОГИБАЮЩИЕ СЕМЕЙСТВА ПЛОСКИХ КРИВЫХ И ПОВЕРХНОСТЕЙ
5.1. Общий аналитический способ
определения огибающих поверхностей
Пусть в системе координат xyz семейство поверхностей, зависящее
от одного параметра /, записывается уравнением в неявной форме вида
F (xyzt) — 0. Как известно -из дифференциальной геометрии, огиба-
ющая этого семейства поверхностей, если она существует, выражается
уравнениями
F(xyz/) = 0; =
Соответственно для семейства плоских кривых F (х, у, /) = 0
огибающая будет выражаться уравнениями
F(xyt) = 0\ = 0.
Рассмотрим пример определения огибающей семейства кривых,
заданного уравнением у3 — (х — Z)2 == 0.
Огибающей этого семейства будет кривая, определяемая уравне-
ниями
у3 — (%— О3 = 0; — 2 (х~ 0 - 0.
Исключив параметр t, получим у3 = 0.
Таким образом получили ось х, с которой соприкасаются кривые
рассматриваемого семейства (рис. 5.1, а). В данном случае наблю-
дается кромочное соприкосновение оси х и кривых семейства, которые
5.1. Определение огибающих семейства кривых и поверхностей
106
образуются в результате движения кривой у3 == х2 вдоль оси х. Если
изготовить шлифовальный круг с профилем, выполненным по рассмат-
риваемой кривой, то им можно будет обработать прямую, совпада-
ющую с осью х. Однако такой инструмент быстро изнашивается
и практически неработоспособен. Образовать же прямой х кривую
г/3 == х3 невозможно, так как она при рассматриваемых движениях
соприкасается только с одной точкой возврата.
Однопараметрическое семейство поверхностей может быть задано
параметрическими уравнениями вида
х — fx (uvt); у — /2 (wvZ); 2 = /3 (uvt)
или одним векторным уравнением
г — ix 4- jy 4- kz = ifi (uvt) 4- jf.2 (uvt) 4- kf3 (uvt) =
= M (uvt),
где и, v — криволинейные координаты на поверхности.
Огибающая рассматриваемого семейства
xi — fi У = f 2 (ио0; 2 = f3 (пу/)
'дх dy dz
du du du
dx dy dz
—— A
du dv dv = u.
dx dy dz
dt dt dt
При задании семейства поверхностей векторным уравнением огиба-
ющая определяется системой уравнений
г = М (uvt);
[MuxMv]Mt=0,
д г гл дг г-л дг
где Ми —
Для семейства плоских кривых, уравнение которых задано пара-
метрически х =fi (ut) и у — /2 (ut), огибающая определится системой
следующих уравнений:
х = fi (ut); у =f2 (uf);
дх ду
ди ди
л Л = 0.
дх ду
dt dt
Найдем огибающую семейства поверхностей, заданного парамет-
рическими уравнениями
х = с sin р sin t cos р;
у = с 4- с sin р cos t;
z — с sin р sin t sin p.
107
В этих уравнениях с, t и р — переменные величины, ар — посто-
янная. Определитель, составленный из частных производных, будет
sin р sin t cos р 1 + sin р cos t
c sin p cos t cos p —c sin p sinf
—c sin p sin t sinp 0
sin p sin t sin p
c sin p cos t sin p
csinpsin/cos p
Раскрывая определитель, после преобразований получим
cos t = —sin p.
Тогда уравнения огибающей поверхности в параметрической форме
будут ________
x = csinpprl — sin2 р cos р;
у = с-\-с(— sin2p);
z = esinpV<l—sin2 р sinp.
Возведя первое и третье равенства в квадрат и подставив вместо с
его значение, определенное из второго равенства, получим
х2 ф- z2 — у2 tg 3 р.
Таким образом, получили уравнение огибающей поверхности, яв-
ляющейся конической поверхностью, осью которой служит ось у.
Угол при вершине, расположенной в начале координат, равен 2р
(рис. 5.1, б). В рассматриваемом примере семейство поверхностей
является семейством шаров, центры которых располагаются на оси у,
радиус R которых увеличивается пропорционально расстоянию с от
начала координат до центра шара и равен Я = с sin р.
Рассмотрим пример определения огибающей при прямолинейно-
поступательном движении конической поверхности со скоростью v,
направленной под углом к оси круга (рис. 5.2, п). Введем следующие
системы координат:
xyz— система, связанная с конической поверхностью, с осью z,
идущей по ее оси;
х1У1г1— система, связанная с конической поверхностью, с осью zlt
идущей параллельно скорости v поступательного движения;
xQy0z0 ~~ неподвижная система координат, оси которой идут па-
раллельно соответствующим осям системы х^^.
В системе xyz уравнение конической поверхности в параметриче-
ской форме выразится так:
х — h sin р ~ I tg р sin р;
у = h cos р — / tg р cos р;
z ~ —I.
Формулы перехода от системы xyz к системе xoyozo:
х0 = х cos е + z sin е;
Уо = у;
гй — z cos е — х sin 8 + с.
108
5.2. Огибающая семейства конических поверхностей
Уравнения семейства конусов в системе хо//ого:
х0 = I tg р sin р cos 8 — I sin е;
Уо = / tg р cos р;
zQ = о — I cos е — I tg р sin р sin 8.
Частные производные рассматриваемых функций
~ = I tg р cos р cos е;
= _/ tg р sin р;
|^° = — Z tg р cos р sin е;
~ tg р sm р cos 8 — sin е;
= tg р cos р;
— —cos 8 — tg р sin р sin 8;
d*o _ __п. dzp _ i
dl ~ дс. * дс
Определитель, составленный из частных производных,
/tgpcospcoss — Z tg р sin р —Z tg р cos р sine
tgрsin рcose— sin 8 tgpcosp —cose — tgpsinpsine
0 0 1
Раскрыв определитель и преобразовав, получим
sin р = tg р ctg 8.
109
Это соотношение определяет положение характеристики на поверх-
ности конуса. Следовательно, уравнение огибающей поверхности
определяется системой уравнений
х0 = Z tg р sin pcos е — Z sin e;
Уо = Ztgpcosp;
zQ = c — I cos 8 — Ztgpsin psine;
sin p = tgpctg 8.
Таким образом, координата г0 может принимать произвольное зна-
чение, а координаты х0 и у0 связаны зависимостью
XQ Z tg2 р COS2 8—Z sin 8
Уй sin е I tg p /1 — tg2 p ctg2 £
Преобразовав это выражение, получим
Хо -1 Г sin2 8 J
У о V sin2p
Таким образом, отношение х0/у0 является постоянной величиной.
Следовательно, огибающая поверхность в рассматриваемом случае
будет плоскостью Д, которая идет параллельно оси 20. Угол 0 между
этой плоскостью и осью у0 находят по формуле
sin3 8
sin2 p
Переходя к cos 0, получаем
sin 8 cos р = sin р.
Подобная задача решается при анализе способов заточки сверл
двумя шлифовальными кругами, установленными на одной оси (рис.
5.2, б). При заточке шлифовальные круги, как обычно, вращаются
вокруг своей оси. Затачиваемое сверло совершает возвратно-поступа-
тельные движения под углом к оси кругов. В этом случае шлифоваль-
ные круги, установленные на определенном расстоянии «6» друг отно-
сительно друга, обрабатывают две пересекающиеся плоскости. С эти-
ми двумя плоскостями совмещаются при установке затачиваемые
задние плоскости сверла.
Требуемый угол р наклона плоскости Д зависит от углов р и е.
Пусть угол 8 = 90°, тогда cos р = sin р, следовательно, р = 90° — р,
т. е. в этом случае профиль поверхности Д будет точно копировать
профиль конической поверхности И.
Пусть е = р, тогда cos р = 1; 0 = 0; sin р = tg р ctg р = 1; р =
= 90°; х0 — 0; уй = 0; г0 = с — Z/cos р.
В данном случае профиль огибающей поверхности Д вырождается
в точку с координатами х0 = 0 и z/0 ~ 0. Таким образом, существуют
такие сочетания углов ри е, при которых огибающей поверхности Д,
сопряженной с конической поверхностью 'И, не существует. Предель-
ными значениями cos 0 и sin р могут быть ±:1. Тогда 8 = Ltp.
Отсюда область, в которой не существует огибающая поверхность Д,
НО
сопряженная с конической поверхностью И при ее прямолинейно-по-
ступательном движении, ограничивается значениями угла 8, лежаще-
го в следующих пределах:
—Р > е >> 1р.
Семейство поверхностей может быть двухпараметрическим. В этом
случае оно определяется уравнением
F (xyzto) = 0.
Огибающая рассматриваемого семейства определяется системой
уравнений
F(xyzlp)—- 0;
dF (xyztp) _
dt ’
d/7 (х^г/р) _ n
dp
Семейство поверхностей может быть задано также- параметриче-
скими уравнениями:
х = Л (uvtp)', у = /2 (uvtpy> z = f3 (uvtp).
Огибающая рассматриваемого семейства определяется системой
уравнений
X = - A (uvtpy дх ду дг ди ди ди дх ду дг ди ди ди дх ду дг dt dt dt У = fi ( ^0; uvtpy дх ду ди ди дх ду ди ди дх ду др др Z — дг ди дг ди дг др /з (uvtp) = 0.
5.2. Кинематический способ определения огибающей
семейства поверхностей
Частным случаем образования семейства поверхностей является
движение одной неизменной поверхности, при котором она занимает
ряд последовательных положений. В этом случае можно использо-
вать кинематический способ определения огибающих поверхностей.
Рассмотрим процесс шлифования плоскости цилиндрическим кругом
(рис. 5.3). При обработке круг двигается относительно заготовки, его
исходная цилиндрическая поверхность И занимает ряд последователь-
ных положений, огибающая к которым будет обработанной поверхно-
стью Д, т. е. плоскостью. Движение круга складывается из его враще-
ния вокруг своей оси и прямолинейно-поступательного движения.
В результате вращения исходная поверхность И скользит «сама по
себе». Поэтому это движение при определении огибающей можно не
учитывать, так как оно не влияет на последовательные положения
поверхности И. Тогда скорости всех точек круга равны скорости
5.3. Определение точки контакта
сопряженных поверхностей
не перпендикулярна к скорости
прямолинейно-поступательного
движения. Рассмотрим точку М
круга. Скорость этой точки разло-
жим на направление нормали к ис-
ходной поверхности круга и каса-
тельной:
о == vn 4- vx.
В результате движения со ско-
ростью окрестность точки М ис-
ходной поверхности скользит «са-
ма по себе». При движении же со
скоростью vn окрестность точки М.
внедряется в материал заготовки
и его срезает. В точке же А по-
верхности круга нормаль N также
'}. Но в этой же зоне окрестность
точки А перемещается внутрь круга со скоростью vn и отходит от
заготовки. Эта зона не будет срезать материал заготовки. В точке В
круга нормаль N перпендикулярна к скорости й. Составляющая ско-
рости по нормали Ъп = 0. В результате окрестность точки В поверх-
ности круга скользит «сама по себе» и не внедряется ни в материал
заготовки, ни в материал круга. Точка В будет точкой контакта со-
пряженных поверхностей круга И и • обработанной поверхности Д
детали, т. е. плоскости._Тогда N « v = 0 является условием перпен-
дикулярности векторов V и и. Это условие контакта справедливо и
в общем случае. Оно определяет точки контакта сопряженных поверх-
ностей. Взятые в определенный момент времени точки контакта оп-
ределяют характеристику — линию соприкосновения сопряженных по-
верхностей. Совокупность характеристик, определенных в различные
моменты времени, в системе координат, связанной с инструментом,
дает исходную инструментальную поверхность, а совокупность харак-
теристик в системе координат, связанной с заготовкой, дает обрабо-
танную поверхность детали.
Уравнение контакта N • v « 0 можно вывести аналитически.
Пусть в системе xyz, связанной с деталью, задано уравнение поверх-
ности Д ’ F (xyz) = 0.
Поверхность Д вместе с системой xyz двигается в системе вд0г0.
Будем считать, что положение системы xyz в системе хйу^гй определяет-
ся одним параметром t. Запишем формулы преобразования в общем
виде:
х = /1 (х0 yozot); у = /2 (xQy^Qt)\ z = fs (xoyoZot).
Тогда уравнения семейства поверхностей Д в системе хоу^о можно
записать таким образом:
f [/1 (х0Уо2оО> fz /3 (ХоУд2р/)] — 0.
112
Частная производная этой сложной функции
df _ OF а/1• dF d/_2 dF dfj
dt ~ dfA dt + dft dt + dfs dt :
Частные-производные
dJL — dZ
д[г dx * df2 dy ’ dfs dz
могут быть найдены из уравнения поверхности Д в системе xyz, т. е.
t; Is могут
Известно, что
уравнения F (xyz) — 0. Частные же производные ;
быть найдены из формул преобразования координат,
вектор скорости относительного движения
1 dt * dt dt *
а вектор нормали к поверхности Д
-.dF , tdF . т dF м
t -— 1 — & тг~ — А/.
дх 1 1 ду 1 dz
Тогда
dx dt ' ду dt ' dz dt ’
Таким образом, уравнение А/ • й — О равнозначно уравнению
- = 0
dt — и-
Уравнение контакта N • v = О означает, что в точках контакта
сопряженных поверхностей общая нормаль N перпендикулярна к ско-
рости относительного движения v,
Поверхность F(xyz) = 0 может совершать сложное относительное
движение. В этом случае скорости точек поверхности определяются
как сумма скоростей составляющих движений! т. е.
уравнение контакта будет N • -р Af • и2 = 0.
В одном из составляющих движений поверхность F(xyz) = 0 мо-
жет скользить «сама по себе». Это движение со скоростью, например
52, можно не учитывать, так как N * v2== 0. Тогда уравнение кон-
такта У • иг = 0.
Итак, если известная поверхность Д двигается и образует огиба-
ющую поверхность И, то характеристику можно определить как ли-
нию, в каждой точке которой вектор относительной скорости направлен
по касательной к поверхности Д.
Рассмотрим пример определения поверхности, которая создается
плоским торцом И шлифовального круга (рис. 5.4) при его винтовом
движении. Параметр винтового движения пусть будет р, а угол, со-
ставляемый плоскостью И с осью винтового движения у, равен ф.
С плоскостью И свяжем систему координат xyz, ось х расположим
в плоскости И. Выберем также неподвижную систему координат
xoz/ozo. В системе xyz уравнение плоскости И будет
F(xyz) = z — у tg ф = 0.
113
6
5.4. Огибающая яря винтовом движении плоскости
Взаимное расположение систем координат xyz и адого в произволь-
ный момент времени изображено на (рис. 5.4, б). Формулы преобра-
зования координат в этом случае записываются таким образом:
Л'о = х cos 8 4- г sin a; yQ = у 4- ре; z0 = z cos e — x sin e.
Обратные формулы преобразования координат:
х = х0 cos 8 — z0 sin e; у — y0 — ре; z ~ z0 cos е + х{) sin е.
ТТ dF , . dF .
Частные производные = —tg ф; == 1.
Вектор нормали к плоскости И
N = — / tg Ф + k.
В соответствии с формулами преобразования координат определя-
ются частные производные:
дх
— —х0 sin е — z0cose;
ду
V = —р:
де
дг . .
—zo Sin 8 4- Xq COS 8.
114
Следовательно, вектор скорости относительного движения
- ~ 4 —
v — i (—х0 sin е — zQ cos &) — /р + k (x0 cos e — z0 sin s).
Тогда уравнение контакта N • й = 0 будет иметь вид
р tg ф + хй cos e — z0 sin e = 0,
или.
P tg ф 4 x ~ 0.
Таким образом, характеристикой будет прямая, расположенная
на линии пересечения плоскости И (z = г/ tg Д) и плоскости х —
= —р tg'vp. Она параллельна плоскости zy и отстоит от нее на расстоя-
нии р tg ф. Ее положение не зависит от угла s. Она занимает неизмен-
ное положение в системе xyz. По формулам преобразования коорди-
наты этой прямой в системе x0z/0z0 таковы:
х0 — —р tg ф cos 8 4 у tg ф sin е;
i/o = У + ре;
г0 = У tg ф cos е 4 Р tg ф sin 8.
Эти уравнения выражают искомую огибающую винтовую поверх
ность Д.
Рассмотрим сечение г/0 = 0 = у 4 р&. Отсюда у = ~ръ.
Тогда
= —р tg ф cos в — р & tg ф sin е;
z0 = —р tg ф cos е 4 р tg ф sin е.
Эти уравнения являются уравнениями эвольвенты окружности
с радиусом основной окружности г$~р tgф.
Таким образом, при винтовом движении плоскости И создается
огибающая эвольвентная винтовая поверхность, параметр которой
равен р, а радиус основного цилиндра г0 = р tgф.
Решение рассматриваемой задачи можно упростить разложением
винтового движения на составляющие (рис. 5.4, в). Винтовое движе-
ние плоскости И будем рассматривать как совокупность прямолиней-
но-поступательного движения со скоростью и вдоль оси уй и вращения
вокруг этой оси с угловой скоростью б). Поскольку при нахождении
характеристики важно направление скорости относительного движе-
ния, а не ее величина, можно принять длину вектора со= 1. Тогда
® = j, a v — jp. Поступательное движение со скоростью v разложим
на два движения: v = ^4 v2. Скорость прямолинейно-поступатель-
ного движения направим по линии пересечения плоскости И и плос-
кости zy, а скорость и2 — по оси zlt Движение со скоростью vL при-
водит к скольжению плоскости И «самой по себе», поэтому его можно
не учитывать. Длина вектора п2 будет равна = г^ф.
Поступательное движение со скоростью v2 представим как пару
вращения с угловыми скоростями со2 и —со2 и расстоянием между
ними I. Тогда справедливо соотношение и2 = <о2/.
115
Длину вектора со2 можно выбирать произвольно и соответственно
определять расстояние /. Примем ~ Тогда
/ = ш
Таким образом, движение плоскости И сведено к трем вращениям
с угловыми скоростями <о,‘(о2 и — w3. Но два вращения с угловыми
скоростями со и ©2 взаимно компенсируют друг друга, так как векторы
угловых скоростей направлены в противоположные стороны и их
длины равны. Следовательно, при определении характеристики можно
рассматривать только вращение ©а плоскости И вокруг оси, располо-
женной в плоскости ху и отстоящей от оси у на расстоянии I ~
— ptgxp. Тогда характеристикой будет прямая Е пересечения плос-
кости с плоскостью х =—р tgip, в которой лежит вектор й2. Ско-
рость любой точки прямой Е при ее вращении с угловой скоростью
сб2 будет лежать в плоскости И, т. е. на прямой Е будет соблю-
даться условие контакта АЛ • а = 0 или условие перпендикулярности
векторов N и v, В результате заданного винтового движения харак-
теристики Е образуется эвольвентная винтовая поверхность, которая
является огибающей плоскости при ее винтовом движении с парамет-
ром р. При этом линия Е (рис. 5.4, а) всегда касается основного
цилиндра радиуса Точка касания на основном цилиндре
образует винтовую линию, угол ©0 наклона которой определяют по
формуле tgw0 =~ = tgij). Поэтому, если взять плоскость А, касатель-
ную к основному цилиндру, и в ней прямую В, составляющую угол
ф с осью, то при качении без скольжения плоскости А по основному
цилиндру прямая Е опишет в пространстве рассматриваемую эволь-
вентную винтовую поверхность.
5.3. Основные виды движения поверхностей и их огибающие
Поверхности деталей относительно инструмента могут совершать
самые разнообразные движения. Характерными движениями являются
прямолинейно-поступательное, вращательное и винтовое. Рассмотрим
прямолинейно-поступательное движение поверхности Д. В этом
случае все точки поверхности имеют одну и ту же скорость v, направ-
ление которой в процессе движения не изменяется. Выберем неподвиж-
ную систему координат хоу^ так, чтобы ось х0 была параллельна
скорости й. Рассмотрим плоское сечение z0 = const (рис. 5.5, а). Это
сечение пересекается с поверхностью Д по кривой 1, которая со скоро-
стью v движется прямолинейно-поступательно. Точкой контакта на
кривой 1 будет точка 2, в которой нормаль N перпендикулярна к ско-
рости v и касательная 23 параллельна оси х0. При поступательном
движении точка контакта 2 на кривой 7 не меняет своего положения
и формирует прямую 23, которая является образующей огибающей по-
верхности. Совокупность таких образующих, расположенных в раз-
личных сечениях z0 = const, будет огибающей поверхностью. Таким
116
5.5. Точки контакта сопряженных поверхностей при различных движениях
5.6. Огибающая при прямолинейно-поступательном движении
конуса
образом, при прямолинейно-поступательном движении произвольной
поверхности Д огибающей будет цилиндрическая поверхность, обра-
зующие которой идут параллельно скорости и и касаются поверхности
Д. В этом случае характеристика на поверхности Д не меняет своего
положения. Поскольку скорость v идет параллельно оси х0, уравнение
контакта N • v = 0 приводится к виду Nx = 0, т. е. проекция норма-
ли на ось х0 в точке контакта равна нулю, а касательная кривой 1 идет
параллельно оси х0. Следовательно, характеристика на поверхности
Д находится как такая линия Е, в которой соблюдается условие
= 0. Например, определим огибающую при прямолинейно-посту^
пательном движении конической поверхности (рис. 5.6). Рассмотрим
произвольное плоское сечение /, перпендикулярное к оси конической
поверхности. В сечении 1 конуса образуется окружность радиуса Д.
Если в каждой точке этой окружности провести нормали к кониче-
117
ской поверхности, то получим дополнительный конус нормалей. Ось
конуса нормалей совпадает с осью конической поверхности, а верши-
ной является точка /<. Через вершину /< конуса нормалей проведем
плоское сечение Л, перпендикулярное к скорости v. Сечение Л пере-
секается с конусом по нормали КВ. Следовательно, в точке В нор-
маль к конической поверхности КВ перпендикулярна к скорости и,
т. е. соблюдается условие контакта N • и = 0.
Таким образом, точка В является точкой контакта конической по-
верхности И и ее огибающей Д, а образующая ОВ конической по-
верхности — характеристикой, т. е. лрнией контакта поверхностей
И и Д. При прямолинейно-поступательном движении прямой ОВ соз-
дается плоскость Д — огибающая конической поверхности. Угол р,
определяющий положение характеристики на конической поверхно-
сти, находится таким образом: из д О1С1Е1 получим OjCj. = R ctg р,
а из д EtKiCi имеем ККД ~ R tg р. Из д KiC1B1 получим В1С1 =
— KiCi ctg е = R tg р ctg в, а из ДО2В2Л42 имеем М2О2 = Я cos р и
dn и - -
sinp,“O2B2 ~R ’
Следовательно, sin р == tg р ctg е. Эта формула была получена ра-
нее при аналитическом решении рассматриваемой задачи. Угол 0 опре-
деляется из д Л3В3О3 по формуле
tg₽«
Л3О3
А3В3
По построению Л303 = В^. Проецируя замкнутую ломаную
линию OCiBjPO на направление В-J3!, получим
ВД\ = OiG sin 8 — BlC1 cos 8,
или
Л3О3 = R ctg р sin 8 — R tg р ctg 8 COS 8.
Следовательно,
1 о . flctgp sine — # tgpctgecos e
® P R cos jn *
ИЛИ
, q__ctg p sin2 8 — tg p cosa e
sin e К1 — tg2 p ctg2 e
Преобразовав это выражение, имеем
sin 8 cos p = sin p.
Это соотношение было получено ранее другим путем. Если счи-
тать, что сечение 1 является крайним сечением реальной конической
поверхности шлифовального круга, то величина Д, равная половине
максимального расстояния б между двумя кругами, расположенными
на одной оси, при котором обеспечивается перекрытие шлифованных
поверхностей Д
А = BiCj ctg е = R tg p ctg2 8.
118
Отсюда 6 = 2/? tg р ctg2 8.
Если два шлифовальных круга, установленные на одной оси, имеют
разные углы при вершине, то максимальное расстояние 6, при котором
обеспечивается перекрытие огибающих поверхностей Д, рассчитывает-
ся по формуле
6 = 2/? ctg2 в (tg р2 + tg ра).
Рассмотрим вращательное движение поверхности Д вокруг не-
подвижной оси. Выберем неподвижную систему координат xo#ozo так»
чтобы ось z0 совпадала с осью вращения. В любой точке поверхности
Д скорость и будет перпендикулярна к плоскости Р, проходящей че-
рез рассматриваемую точку и ось вращения. В точках характеристики
скорость у должна быть перпендикулярна к вектору нормали N. По-
этому в точках характеристики нормаль У к поверхности Д должна
лежать в плоскости Р. Следовательно, нормаль N пересекает ось
вращения z0. Таким образом, при относительном вращательном дви-
жении в точках контакта сопряженных поверхностей общая нормаль
проходит через ось вращения. Иными словами, характеристика Е
является ортогональной проекцией оси вращения на поверхность Д.
Ось Вращения относительно поверхности Д не меняет своего положе-
ния. Поэтому характеристика Е будет постоянной линией на поверх-
ности Д. При вращении характеристики Е образуется огибающая
поверхность вращения.
Условие контакта в случае вращательного движения профиля 1
в плоскости вокруг полюса р сводится к известному свойству общих
нормалей (рис. 5,5, б). При вращении профиля 1 вокруг точки р ско-
рость v произвольной точки М перпендикулярна к радиусу рМ. Что-
бы соблюдалось условие контакта N V = 0 и нормаль N была пер-
пендикулярна к скорости v, нормаль в точке контакта К должна совпа-
дать с радиусом рД. Отсюда следует, что при вращательном движении
в точках контакта сопряженных профилей общая нормаль проходит
через центр (полюс) вращения. Это свойство общих нормалей широко
используется при профилировании режущих инструментов и объяс-
няется тем, что произвольное движение профиля в плоскости можно
рассматривать как последовательность мгновенных вращений вокруг
соответствующих полюсов.
Рассмотрим винтовое движение поверхности Д. Считаем, что ось х
винтового движения неподвижна, а его параметр равен р. Возьмем
произвольную прямую АВ. Примем, что при винтовом движении ско-
рость Ед точки А перпендикулярна к прямой АВ. Тогда при опреде-
лении скорости движение произвольной точки В можно рассматривать
как результат поступательного движения прямой со скоростью Ед и
вращательного движения точки В вокруг А со скоростью vab. Учи-
тывая, что va и Vab перпендикулярны к АВ, то и скорость vb точки
В также перпендикулярна к АВ. Таким образом, если при винтовом
движении прямой АВ есть точка на ней, в которой скорость идет
перпендикулярно к прямой АВ, то во всех других точках прямой А В
скорости будут также перпендикулярны к ней. При винтовом движе-
119
нии произвольная точка пространства описывает винтовую линию ТИЛ
(рис. 5.5, в), скорость vm точки М составляет с осью винта угол т,
„ , юг г
равный tg т — — .
В соприкасающейся плоскости к винтовой линии МА проведем
перпендикулярную к скорости прямую МВ, которая с осью винта
составляет угол 8 = 90° — т. Следовательно, tgs . Поэтому если
прямая МВ является нормалью к поверхности Д детали в точке С,
то точка С будет точкой характеристики, так как в этой точке нор-
маль К поверхности Д перпендикулярна- к скорости vc точки С. Сле-
довательно, если произвольная поверхность Д совершает винтовое
движение, то характеристику £ можно определить как совокупность
точек на поверхности Д, в которых нормаль к поверхности Д состав-
ляет угол 8 с осью винтового движения. Угол 8 подсчитывается по
формуле
’ tge = i,
где р — параметр винтового движения поверхности; г — кратчайшее
расстояние между рассматриваемой нормалью и осью винтового дви-
жения.
Ось винтового движения не меняет своего расположения относи-
тельно поверхности Д. Поэтому характеристика Е остается неизмен-
ной. В результате ее винтового движения вместе с поверхностью Д
образуется огибающая винтовая поверхность.
Рассмотрим пример определения характеристики при винтовом
движении плоскости Д. Пусть ось винтового движения составляет
угол ф с плоскостью Д. Тогда в любой точке плоскости Д нормаль со-
ставляет с осью винтового движения угол 90°—ф.
В точках характеристики имеем tg (90° — ф) — -у , или г = р tg ф.
Следовательно, характеристика будет прямой, составляющей угол
ф с осью винта и отстоящая от нее на расстоянии г. Этот же резуль-
тат был получен ранее другим путем.
Глава 6
УСЛОВИЯ ФОРМООБРАЗОВАНИЯ ПОВЕРХНОСТИ ДЕТАЛИ
ПРИ ОБРАБОТКЕ РЕЗАНИЕМ
6.1. Общие положения
Обработка заданной поверхности Д не всегда возможна в точном
соответствии с чертежом. Имеют место такие условия, когда невоз-
можно обработать заданную поверхность Д детали на выбранном ме-
таллорежущем станке или при обработке срезается часть материала
детали (явление подрезания), или обратное явление; когда часть
припуска остается иесрезанной. Нарример, невозможно профрезеро-
120
вать винтовую канавку сверла, если ось фрезы установить параллель-
но оси сверла. Нельзя без закругления во впадине обработать резьбу
гребенчатой фрезой. При фрезеровании шлицевых валов червячными
фрезами у основания шлица также образуется переходная кривая.
При обработке зубчатых колес червячными фрезами, гребенками
и долбяками может иметь место подрезание ножки зуба колеса и т. п.
Выяснение причин отклонения обработанной поверхности Д от
ее заданных размеров и определение условий, при которых указанные
отклонения не имеют места либо лежат в допустимых пределах, явля-
ются первостепенной задачей.
Анализируя возможность образования поверхности детали при ее
обработке резанием, считаем известной принятую кинематическую
схему обработки, т. е. движения, совершаемые в процессе обработки
инструментом и заготовкой. Считается также, что в процессе обра-
ботки полностью воспроизводится исходная инструментальная поверх-
ность, если она существует. Это может достигаться созданием инстру-
мента в форме шлифовального круга, рабочая поверхность которого
будет исходной инструментальной поверхностью. Полностью исход-
ную инструментальную поверхность в ряде случаев можно воспроиз-
вести за счет соответствующего движения режущих кромок, в резуль-
тате которого они описывают исходную поверхность.
6.2. Условие существования исходной
инструментальной поверхности
Для образования заданной поверхности Д детали необходимо,
чтобы существовала сопряженная исходная инструментальная поверх-
ность, т. е. чтобы каждая точка поверхности Д в процессе обработки
соприкасалась с исходной поверхностью и в ней соблюдалось условие
контакта N • и= 0. Если исходная инструментальная поверхность
не существует, то, естественно, невозможно создать инструмент, с по-
мощью которого можно было бы обработать поверхность Д. Рассмотре-
ние уравнения контакта N • у = 0 показывает, что при обработке за-
данной поверхности Д можно влиять на него только изменением ско-
рости v относительного движения. Направление же вектора нормали
N при заданной поверхности детали Д является определенным и изме-
нить направление вектора А, не меняя форму обработанной поверхно-
сти, невозможно. Поэтому при конструировании инструментов, стре-
мясь обеспечить возможно полную обработку поверхности Д, можно
изменять направление скорости относительного движения. Изменить
направление скорости в различных точках поверхности Д можно за
счет изменения установки (положения) детали на станке или измене-
ния скоростей движений, совершаемых инструментом и заготовкой
при сложных схемах обработки. Так, представим себе плоскость Р,
которая совершает прямолинейно-поступательное движение со скоро-
стью v, перпендикулярной к плоскости Р. Тогда во всех точках плос-
кости Р нормали параллельный и условие А • v — 0 не соблюдается,
а сопряженная исходная поверхность не существует. Обработка плос-
121
кости Р при рассматриваемых движениях невозможна. То же имеет
место и в том случае, когда скорость v направлена под некоторым уг-
лом к плоскости Р. Только в том случае, когда скорость v параллель-
на плоскости Р, во всех ее точках одновременно выполняется условие
• v = 0. В этом случае исходная инструментальная поверхность И
будет совпадать с плоскостью. При обработке плоскость Р скользит
по плоскости И. Такая схема образования плоскости Р соответствует
ее обработке протягиванием и строганием.
Рассмотрим второй пример обработки плоскости Д, когда движе-
нием заготовки относительно инструмента будет вращение вокруг по-
стоянной оси А. Считаем, что ось вращения А лежит в плоскости Д.
Тогда скорость v любой точки плоскости Д будет ей перпендикулярна.
Следовательно, нормали У к плоскости Д параллельны скорости v
и условие контакта N • и = 0 не соблюдается. Поэтому в этом случае
исходная инструментальная поверхность не существует и обработка
плоскости Р невозможна. Чтобы выполнить условие контакта и изме-
нить направление скорости й относительного движения Д1И, попы-
таемся изменить положение оси вращения Л. Расположим ось А па-
раллельно плоскости Д на расстоянии гот нее. Тогда проекция оси А
на плоскость Д является характеристикой Е. Вращаясь вокруг оси Л,
характеристика Е опишет исходную инструментальную поверхность,
которая будет круглым цилиндром. Этот случай соответствует фрезе-
рованию плоскости цилиндрической фрезой.
Условие контакта N • у — 0 можно конкретизировать для отдель-
ных схем обработки, учитывая их особенности. Так, если поверхность
Д совершает прямолинейно-поступательное движение, то для суще-
ствования сопряженной поверхности И необходимо, чтобы нормали
в каждой точке поверхности Д при обработке в какой-то момент вре-
мени были перпендикулярны к скорости v поступательного движе- s
ния. Учитывая это положение, выбираем направление скорости v отно-
сительно заданной поверхности Д, при котором существует исходная
инструментальная поверхность Й, т. е. при котором возможна обработ-
ка поверхности Д. Так, при прямолинейно-поступательном движении
Д/И возможна обработка цилиндрической фасонной поверхности Д
только в том случае, когда скорость v параллельна прямолинейной
образующей поверхности Д. При этом исходная поверхность И совпа-
дает с поверхностью Д. В процессе обработки поверхность И сколь- 1
зит по поверхности Д, что соответствует протягиванию фасонных по-
верхностей. *
При обработке винтовой поверхности Д направление поступатель- j
ного движения также должно составлять с осью поверхности Д угол,
приблизительно равный углу наклона винтовой поверхности, в про-
тивном случае обработка заданной поверхности невозможна. Движе-
ние поверхности Д в любой момент времени может быть мгновенным i
вращением вокруг соответствующей оси А. Совокупность осей А мгно- ;
венного вращения, связанных с поверхностью Д, образует аксоид
поверхности Д, а совокупность осей А в системе, связанной с инстру-
ментом,— аксоид инструмента. В процессе обработки аксоид детали
122
катится без скольжения по аксоиду инструмента. В точках контакта
нормаль к поверхности Д должна проходить через ось вращения.
Поэтому для существования исходной инструментальной поверхности,
сопряженной с поверхностью Д, необходимо, чтобы нормали в каждой
точке поверхности Д пересекали аксоид детали. Используя это по-
ложение, относительно просто уточняется возможное положение по-
верхности Д и размеры аксоида детали, при которых существует ис-
ходная инструментальная поверхность и возможна обработка задан-
ной поверхности Д. При мгновенном винтовом относительном движе-
нии геометрическая интерпретация условия существования исходной
инструментальной поверхности И более сложна и не так наглядна.
Она основывается на понятии комплекса лучей винтового относитель-
ного движения. Комплексом лучей винта называют совокупность пря-
мых линий (лучей), у которых при рассматриваемом винтовом движе-
нии скорости всех точек перпендикулярны к самим линиям. Лучи ком-
плекса винта можно определить как прямые, которые образуют с осью
винта угол 8:
‘ёе = 7>
где р — параметр винта; г — кратчайшее расстояние прямой от оси
винта.
При винтовом относительном движении рассматриваемая точка
поверхности детали Д будет профилирующей тогда, когда нормаль
к поверхности Д в этой точке принадлежит к комплексу лучей винта.
Иными словами, в этой точке наблюдается касание поверхностей Д
и И. Следовательно, для существования исходной инструментальной
поверхности, сопряженной с поверхностью Д, необходимо, чтобы нор-
мали в каждой точке поверхности Д принадлежали в определенные
моменты времени и комплексу лучей винта.
6.3. Условие соприкосновения исходной
инструментальной поверхности с обработанной поверхностью
без внедрения в тело детали
Исходная инструментальная поверхность И и поверхность детали
Д при обработке касаются друг друга. Касание это может быть внеш-
ним, т. е. поверхность И, касаясь обработанной поверхности Д, может
располагаться вне тела детали. В этом случае обработанная поверх-
ность будет сформирована в соответствии с чертежом и подрезание де-
тали не происходит. Но исходная инструментальная поверхность И,
касаясь поверхности детали, может в зоне контакта либо за пределами
этой зоны проходить в теле детали и вырезать соответствующие ее час-
ти. В результате при обработке образуется деталь, размеры которой
отличаются от заданных чертежом. Так, рассмотрим процесс фрезе-
рования концевой фрезой фасонного контура (рис. 6.1, а), ограничен-
ного двумя окружностями. Одна окружность ограничивает выпуклую
часть профиля, а вторая — вогнутую часть. На выпуклой части кон-
тура при любом размере диаметра фрезы наблюдается внешнее каса-
123
6.1. Схемы взаимного расположения сопряженных поверхностей
ние и его обработка осуществляется в точном соответствии с черте-
жом. Другая картина наблюдается при обработке вогнутой части кон-
тура. Если радиус фрезы меньше радиуса вогнутой части контура, то
имеет место внешнее касание исходной инструментальной поверхности
И и поверхности Д и ее обработка возможна. Если же радиус фрезы
больше радиуса вогнутой части контура, то происходит внутреннее
касание исходной инструментальной поверхности И и поверхности Д
детали и ее обработка в соответствии с чертежом невозможна. При-
чем в результате обработки срезается не только часть материала
детали с вогнутым контуром, но и часть материала, ограниченного
выпуклым профилем, т. е. происходит подрезание выпуклого участка
контура детали.
Рассмотрим шлифование конической поверхности торцевой плос-
костью шлифовального круга (рис. 6.1, б). Схема обработки включает
вращение заготовки вокруг ее оси и вращение круга вокруг его оси.
Плоскость И торца круга и коническая поверхность касаются друг
друга по образующей конуса — характеристике. При обработке
наружной конической поверхности в любом сечении, перпендику-
лярном к оси конуса, т. е. в любой точке характеристики, наблюда-
ется внешнее зацепление рассматриваемых сопряженных поверхно-
стей. Внедрения их не происходит. Таким образом, с помощью плоско-
сти И круга можно прошлифовать наружную коническую поверхность.
При обработке внутренней конической поверхности (рис. 6.1, в) в лю-
бой точке контакта наблюдается внедрение торцевой плоскости И
круга в тело детали и обработка заданной поверхности невозможна.
Характер соприкосновения исходной инструментальной поверхности
И и обработанной поверхности Д исследуется при проектировании ин-
струментов с помощью плоских сечений. В секущих плоскостях могут
быть различные картины соприкосновения сопряженных профилей.
Так, выпуклый профиль (рис. 6.2, а) может контактироваться без
внедрения с выпуклым же профилем при любых радиусах кривизны.
Выпуклый профиль может контактироваться с вогцутым (рис. 6.2, б).
В этом случае соприкосновение будет без внедрения сопряженных про-
филей, если радиус кривизны выпуклого профиля меньше радиуса
кривизны вогнутого профиля. Сопряженный профиль может иметь
точку возврата (рис. 6.2, в). В этом случае внедрения сопряженных
124
а 5 6
6.2. Виды контакта сопряженных поверхностей
г
профилей можно избежать, если использовать только часть профиля
до точки возврата. Точка возврата будет границей практически прием-
лемого профиля инструмента. Таким образом, исследуя характер со-
прикосновения сопряженных профилей в соответствующих секущих
плоскостях, необходимо уметь определять радиусы кривизны профи-
лей и их особые точки.
Если задана плоская кривая у = f (х), то радиус кривизны
toV]372
\dx/ J
&у *
dx2
Если уравнение плоской кривой задано в параметрической форме
х = ф-j (/), у — (р2 (/), то радиус кривизны
М’-рт
__it]
dx dy
dt dt
dzx dzy
~dt2 dF2
г = -
/ dx' 2
\ dt
г = -
а если в полярных координатах р — р (0), то радиус кривизны
[^У+рф'2
ие/
2/^ру_р^Р + р2
\dQ) -
Например, в инструментальном производстве одной из распространен-
ных кривых является архимедова спираль, по которой оформляются
затылованные поверхности режущей части всевозможных инстру-
ментов.
Уравнение архимедовой спирали, используемой в качестве кривой
затылования,
р = л;-^0 = я-се,
где /? — радиус инструмента; Д’ — величина затылования.
Продифференцировав, получаем
de ~ ° ’ d08 “ и *
125
Следовательно,
_ [с2+(/? —се)2]3/2
Г “ 2 с2 4-(Я — с0)2 •
Для точки, у которой р = R, 0 = 0, радиус кривизны
Г P + W/2
2с3 + 7?3 •
Величина с обычно значительно меньше величины R. Поэтому
в инструментальном производстве архимедову спираль заменяют при-
ближенно дугой окружности радиуса R, проходящей через точку
р ~ R и 0 = 0.
В инструментальном производстве распространенной кривой явля-
ется также эвольвента окружности. Уравнения эвольвенты окружно-
сти в параметрической форме:
х = R sin ф —R ср cos ср;
у ~ R cos ф + /?ф sin ф.
Продифференцировав, получим
dx I-* •
Ч> sin ф;
= R ф cos <р;
d2x
^=/?фсозф + /?зшф;
G ГЛ • । гл
= — я Ф sin ф -ь R cos ф.
Следовательно,
г — ’
2 ф2 sin2 ф -J- R2 Ф2 cos2 ф]3/2
Отсюда
R <р sin ср R ф cos ф
R Ф cos ф 4- R sin ф — R ф sin ф 4- R cos ф
г = ±Яф.
Таким образом, радиус кривизны в произвольной точке М эволь-
венты окружности равен расстоянию, измеренному по касательной
к основной окружности, от точки М до точки основной окружности
В, т. е. г = МВ.
Решение задач инструментального производства в ряде случаев
упрощается при применении известных формул Эйлера и Менье.
В заданной точке поверхности можно найти главные радиусы кривиз-
ны, т. е. наибольшее rL и наименьшее г2 значения. Они измеряются
в главных нормальных сечениях и С2 поверхности, которые являют-
ся взаимно перпендикулярными и проходят через вектор N нормали
в исследуемой точке поверхности. По формуле Эйлера радиус кри-
визны г в произвольном нормальном сечении, составляющем угол s
с сечением Clt определяется по формуле
1 cos2 е . sin2 е
----------------.
г Г1 Г2
126
6.3. Образование конуса цилиндрической поверхностью
В соответствии с теоремой Менье радиус г кривизны наклонного
сечения поверхности по известному радиусу кривизны нормального
сечения, проходящего через ту же касательную, что и наклонное се-
чение, определяется по формуле
г — Гм cos о,
где о — угол между рассматриваемыми сечениями.
Например, рассмотрим процесс шлифования цилиндрическим кру-
гом внутренней конической поверхности (рис. 6.3, а). При обработке
движение поверхности Д детали относительно круга складывается
из двух вращений: вокруг оси детали и вокруг оси инструмента. Вра-
щение вокруг оси детали приводит к скольжению конической поверх-
ности Д «самой по себе», поэтому это движение при нахождении огиба-
ющей поверхности И можно не учитывать. Исходная инструменталь-
ная поверхность будет огибающей к последовательным положениям
поверхности детали Д при ее вращении вокруг оси инструмента. Счи-
127
таем, что оси детали и инструмента пересекаются. Тогда исходной ин-
струментальной поверхностью будет круглый цилиндр, касающийся
конической поверхности вдоль общей образующей — характеристики
Е. Это следует из того, что в точках характеристики Е нормали к по-
верхности детали пересекают ось инструмента.
Чтобы исследовать характер соприкосновения поверхностей Д
и И, проведем ряд секущих плоскостей 1,11 и III, перпендикулярных
к характеристике Е. Коническая поверхность Д пересекается с плос-
костями I, II, III по эллипсам L2 и L3. Цилиндрическая же поверх-
ность И в сечениях дает окружности К постоянного размера.Таким об-
разом, в рассматриваемых секущих плоскостях происходит соприкос-
новение выпуклого профиля инструмента с вогнутым профилем детали.
В сечении I радиус кривизны вогнутого профиля больше радиуса кри-
визны выпуклого профиля, а в сечении II они равны, т. е. на участке
AM характеристики не наблюдается внедрения сопряженных профи-
лей и он может быть обработан в точном соответствии с чертежом. На
участке же ниже точки М происходит внедрение сопряженных про-
филей детали и инструмента,-и он не может быть обработан в соответ-
ствии с чертежом. Если попытаться продлить исходную инструмен-
тальную поверхность цилиндра за пределы граничного сечения II, то
при обработке срезается часть материала детали не только ниже гра-
ничного сечения II, но и выше его (рис. 6.3, б), т. е. срезается участок
поверхности Д выше точки М, который можно было бы обработать
при выборе соответствующей длины цилиндра. Подрезанный участок
поверхности детали Д будет сферой, которая создается при вращении
пограничной окружности, расположенной на торце цилиндрического
круга, вокруг оси детали. Радиус этой сферической поверхности равен
расстоянию /<2^2от точки К пересечения осей круга и детали до гра-
ничной окружности цилиндрического круга. На подрезанном участке
поверхности детали Д наблюдается кромочное соприкосновение сопря-
женных поверхностей — поверхности сферы и пограничной окруж-
ности шлифовального круга. Чтобы определить граничную точку М
характеристики (рис. 6.4, а), рассмотрим нормальное сечение JV, пер-
пендикулярное к характеристике, и сечение /, перпендикулярное
к оси конической поверхности Д. В сечении / радиус детали обозна-
чим г. Тогда по теореме Менье радиус кривизны в нормальном се-
чении N - . -
г
Г N *= -।
cos р ’
где 2р — угол при вершине конической поверхности Д. Чтобы не
было внедрения круга в тело детали, радиус должен быть больше
либо в предельном случае равен радиусу шлифовального круга;
~ г
Гд .
cos р
По этой формуле определяется радиус цилиндрического круга при
обработке внутренней конической поверхности.
Рассмотрим заточку круглой протяжки. Определим радиус шлифо-
вального круга при обработке внутренней конической (рис. 6.4, б) по-
128
6.4, Образование конуса с помощью конуса
верхности с помощью конического круга. Прошлифовать такую по-
верхность цилиндрическим кругом нельзя, так как такой круг будет
срезать смежный с затачиваемым зуб протяжки. Поэтому заточку
ведут конической стороной шлифовального круга. При заточке про-
тяжка и круг вращаются вокруг своих осей. Ось круга и протяжки
пересекаются в точке О. В этом случае исходная поверхность И опре-
деляется как огибающая передней конической поверхности Д протяж-
ки при ее вращении вокруг оси инструмента, так как вращение вокруг
оси протяжки приводит к скольжению поверхности Д «самой по себе».
Линией контакта сопряженных поверхностей (характеристикой) будет
образующая ДА конической поверхности. Она лежит в плоскости,
в которой располагаются оси круга и протяжки. При вращении харак-
теристики ДА вокруг оси круга создается коническая исходная ин-
струментальная поверхность. Итак, первое условие формообразова-
| ния выполнено. Однако в сечениях Nlt перпендикулярных к харак-
теристике, наблюдается соприкосновение вогнутого профиля детали
с выпуклым профилем шлифовального круга. Чтобы определить раз-
меры круга, рассмотрим наиболее опасное сечение проходящее
через точку передней поверхности. В этом сечении радиус кривизны
профиля детали будет наименьшим, а радиус кривизны профиля кру-
га — наибольшим. Радиус rN кривизны в сечении плоскостью
конической поверхности протяжки, по теореме Менье,
_________г__________г
rN cos (90°—у) sin у *
где г — радиус кривизны конической поверхности протяжки в сечении
/—/; у — передний угол протяжки.
129
Радиус Ям кривизны конической поверхности шлифовального кру-
га в том же сечении
р___________Я_________ R
N cos [90° — ф —?)] sin (Р — у)’
где Я— радиус шлифовального круга в сечении //—//; 0 —угол
между осями круга и протяжки.
В предельном случае радиусы кривизны профиля детали и инстру-
мента в рассматриваемом сечении равны друг другу. ‘Следователь-
но,
. # = г
sin (Р'— т) sin -у ’
Максимально допустимый размер радиуса Я шлифовального круга,
которым можно обработать без подрезания переднюю коническую
поверхность протяжки, определяется по формуле
r sin Ф — V)
sin у
Рассмотрим схему соприкосновения эвольвентного профиля дол-
бяка и боковой стороны рейки (рис. 6.5). В начальный период наблю*
дается касание без внедрения прямой профиля рейки, занимающей
последовательные положения а2Ь2, ... с эвольвентным профилем
долбяка. Уравнение эвольвентного профиля в параметрической форме
в системе координат, связанной с долбяком, записывается в виде
х = Я sin ф — Я <р cos ф; у == Я cos ф -ф sin ф.
130
a 5
6.6. Схема фрезерования фасонной канавки
Особая точка этой кривой находится по формулам
— R ср sin Ф = 0 ; = R ср cos ср = 0.
dtp ’ dtp т
Из этих уравнений ф = 0. Следовательно, координаты особой точ-
ки Мо кривой х0 — 0 и у0 — R, т. е. особая точка эвольвенты окруж-
ности лежит на основной окружности. В положении а4Ь4 прямая про-
филя рейки соприкасается с профилем инструмента в точке возврата
С4. В последующем наблюдается внутреннее касание второй ветви
эвольвенты и прямой профиля рейки. Поэтому в рассматриваемом слу-
чае границей возможного участка обработки на поверхности детали
будет точка, соприкасающаяся с точкой возврата С на профиле инстру-
мента. Таким образом, для обработки поверхности детали в соответ-
ствии с чертежом необходимо, чтобы исходная инструментальная по-
верхность не внедрялась в тело детали. Если рассматриваемое условие
не выполняется, то необходимо изменить характер контакта сопряжен-
ных поверхностей D и И путем изменения габаритных размеров ин-
струмента и расположения поверхности детали относительно инстру-
мента. Например, при установке фрезы относительно детали, соответ-
ствующей рис. 6.6, а, обработка заданной канавки на участке Ьс не-
возможна. В этой зоне наблюдается внедрение в тело детали исходной
инструментальной поверхности. Если же установить деталь наклонно,
как показано на рис. 6.6, б, взаимного внедрения сопряженных по-
верхностей D и И не будет и деталь может быть профрезерована в со-
ответствии с ее заданными размерами.
Рассмотрим также процесс фрезерования угловой фрезой плоско-
сти (рис. 6.7, а). Ось фрезы 00 устанавливается наклонно к обраба-
тываемой плоскости Д. Характеристикой Е будет ортогональная про-
екция оси 00 на плоскость Д. Вращая характеристику Е вокруг оси
00, получим исходную коническую поверхность И. До точки S на-
блюдается внешний контакт поверхности И± и детали, после точки S
поверхность И % внедряется в тело детали и касается поверхности Д
с противоположной стороны. В точке S меняется сторона касания
5*
131
о
/ У \
D s/z \
/
О 7 \ /
а
6.7. Схема соприкосновения конуса и плоскости
поверхности Д и исходной поверхности И, и обработка заданной детали
оказывается невозможной. Если же увеличить размеры инструмента
(рис. 6.7, б), то на всем протяжении поверхности детали обеспечивает-
ся внешнее касание сопряженных поверхностей Д и И и возможна об-
работка в соответствии с чертежом. В случае соприкосновения выпук-
лого профиля с вогнутым отсутствием внедрения сопряженных поверх-
ностей, как правило, обеспечивается изменением размеров инстру-
мента. Обычно уменьшение размеров инструмента приводит к сниже-
нию радиусов кривизны его профиля, а возрастание — к повышению.
При наличии точки возврата на профиле инструмента необходимо стре-
миться к тому, чтобы она обрабатывала крайнюю точку профиля де-
тали.
Таким образом, при образовании различных поверхностей может
наблюдаться взаимное внедрение сопряженных поверхностей Д и И,
и обработка заданной поверхности детали в соответствии с чертежом
невозможна. Взаимное внедрение сопряженных поверхностей может
наблюдаться как в зоне их контакта, так и за ее пределами. Последний
случай имеет место при обработке долбяками колес внутреннего за-
цепления. Взаимное внедрение сопряженных поверхностей Д и И мо-
жет наблюдаться при сближении поверхностей Д и И до их касания,
что имеет место при обработке червячных колес червячными фрезами
при радиальном врезании.
6.4. Условие непересечения друг с другом смежных участков
исходной инструментальной поверхности (переходные кривые)
Обработанные поверхности деталей состоят из ряда смежных
участков. Например, двумя винтовыми поверхностями ограничивается
поверхность метрической резьбы. Сопряженная исходная инструмен-
тальная поверхность также состоит из совокупности смежных поверх-
ностей, соприкасающихся с различными участками поверхности де-
тали. Различные участки инструментальной поверхности могут зани-
мать разнообразные положения друг относительно друга (рис. 6.8).
Они могут пересекаться друг с другом (рис. 6.8, а), соприкасаться
132
6.8. Расположен’:? смежных участков исходной поверхности
6.9. Схема фрезерования поверхности вращения
друг с другом (рис. 6.8, б), быть удаленными на определенное расстоя-
ние друг относительно друга (рис. 6.8, в). Если наблюдается пересе-
чение смежных участков инструментальной поверхности, осуществить
их полностью в металле невозможно. Поэтому те участки профиля де-
тали, которые соответствуют неосуществленным в металле участкам
исходной поверхности, не будут обработаны. В результате на детали
в зоне границы соприкасающихся участков образуется переходная
поверхность. Если смежные участки исходной поверхности соприка-
саются друг с другом или отстоят друг от друга на определенном рас-
стоянии, в металле можно осуществить все участки исходной инстру-
ментальной поверхности. В этом случае поверхность детали обрабаты-
вается в точном соответствии с чертежом без переходных кривых на
границах участков.
Рассмотрим пример обработки фрезерованием поверхности детали,
состоящей из трех смежных участков (рис. 6.9, а): цилиндрических
Дх и Д3 и торцевой плоскости Д2. При формообразовании поверхности
детали происходят следующие движения заготовки и инструмента:
вращение заготовки вокруг оси детали и вращение инструмента вокруг
его оси. Исходная инструментальная поверхность И определяется как
133
огибающая поверхности детали Д при движении Д!И поверхности
детали относительно инструмента. В этом случае движение вращения
заготовки вокруг ее оси можно не учитывать, так как оно приводит к
скольжению поверхности детали «самой по себе». Таким образом, ис-
ходная инструментальная поверхность И будет огибающей последова-
тельных положений поверхности детали D при ее вращении вокруг оси
инструмента. Считаем, что оси детали и инструмента взаимно перпен-
дикулярны. Тогда на участке Дг характеристикой будет линия Е1
(ее проекции Е[ и Е12). В точках характеристики Е1 нормали к поверх-
ности Дг идут параллельно оси инструмента. Скорости же вращения
точек характеристики Е1 располагаются в плоскости, перпендикуляр-
ной коси инструмента, т. е. линия Е1 действительно является характе-
ристикой, так как в точках, расположенных на этой линии, соблюдает-
ся условие контакта сопряженных поверхностей N * й = 0. Вращая
характеристику Е1 вокруг оси инструмента, получим торцевую плос-
кость фрезы, которая является первым участком исходной инстру-
ментальной поверхности. На торцевой плоскости детали Д2 характе-
ристикой будет прямая £2 (ее проекции Е[ и Е%). Она является линией
пересечения торцевой плоскости детали Д2 и плоскости, которая про-
ходит через оси детали и инструмента. В точках характеристики
также соблюдается условие контакта N • v = 0. Вращая характери-
стику £2 вокруг оси инструмента, получим круглую цилиндрическую
поверхность, которая будет вторым участком исходной инструмен-
тальной поверхности. В рассматриваемом случае смежные участки
и И2 исходной инструментальной поверхности соприкасаются друг
с другом, и обработка заданной поверхности детали возможна без от-
клонений от чертежа. Характеристики Е1 и Е3 также соприкасаются
друг с другом в точке М, в которой скорость ее вращения вокруг оси
инструмента касается окружности пересечения смежных участков Дг
и Д2 поверхности детали. Поэтому нормали в точке М как к поверхно-
сти Д1У так и к поверхности Д2 одновременно идут перпендикулярно
к скорости и относительного движения Д!И, т. е. в точке М соблюдает-
ся условие контакта N • v ~ 0 как для участка Дг поверхности де-
тали, так и для участка Д2.
Иная картина наблюдается в том случае, когда оси детали и инстру-
мента являются скрещивающимися прямыми (рис. 6.9, б). На участке
Д1 поверхности детали характеристикой будет прямая Я5, в точках
которой нормали к поверхности детали идут параллельно оси инстру-
мента. Скорости же вращения точек этой характеристики АВ лежат
в плоскости, перпендикулярной к оси инструмента. Таким образом,
на прямой АВ соблюдается условие контакта N • v = 0. Вращая ха-
рактеристику АВ вокруг оси инструмента, получим плоское кольцо,
которое будет первым участком исходной инструментальной поверх-
ности Оно ограничено наружной окружностью, радиус В которой
равен расстоянию OjA]^ от оси фрезы до крайней точки характеристики
АВ. Радиус внутренней окружности, ограничивающей первый коль-
цевой участок Их исходной поверхности, равен расстоянию К между
осями детали и инструмента. Если на инструменте воспроизвести коль-
134
цевой участок Иг исходной поверхности, то при рассматриваемых
движениях заготовки и инструмента будет сформирована заданная
поверхность детали в соответствии с чертежом. На торцевой плоско-
сти детали Д характеристикой будет прямая СЕ, которая является ор-
тогональной проекцией оси инструмента на плоскость Д2. В точках
прямой СЕ нормали к плоскости Д2 пересекают ось инструмента и
идут перпендикулярно к скоростям их вращения вокруг оси инстру-
мента, т. е. на прямой СЕ соблюдается условие контакта N • о = 0.
Вращая характеристику СЕ вокруг оси инструмента, получим круглую
цилиндрическую поверхность, которая является вторым участком И2
исходной инструментальной поверхности, сопряженным с участком
Д2 поверхности детали. Если на инструменте воспроизвести этот
участок И2 исходной поверхности, то при рассматриваемых движениях
заготовки и инструмента формируется заданная поверхности детали
Д2 в соответствии с чертежом. В рассматриваемом случае необходимо
обработать одновременно оба участка поверхности детали и воспро-
извести на инструменте оба участка Иг и И2 исходной инструменталь-
t ной поверхности. Однако они пересекают друг друга и поэтому вос-
произвести их полностью на инструменте невозможно. Считаем, что на
инструменте воспроизводятся смежные участки исходной поверхности
j до линии их пересечения. Тогда части участков и И2 не воспроизво-
дятся инструментом и сопряженные им зоны поверхности детали не
будут обработаны в соответствии с чертежом. В зоне перехода от одно-
го участка Дх поверхности детали до другого Д2 при обработке обра-
зуется переходная поверхность. Реальными отрезками характеристик,
которые воспроизводятся на инструменте, являются отрезки ЕМ и
ВР. При вращении этих отрезков характеристик вокруг оси детали
в соответствии с чертежом образуются участки поверхности детали.
Переходная же поверхность образуется дугой окружности пересечения
участков И1 и И2 при ее вращении вокруг оси детали. Таким образом,
1 в рассматриваемом случае обработки «впадины» на детали, характе-
ристики на границе смежных участков поверхности детали терпят, раз-
S рыв и в этом месте на детали образуется переходная поверхность. Про-
анализируем обработку «выступа» на детали, т. е. обработку участков'
Дг и Д3. Па участке Д3 (рис. 6.9) поверхности детали характеристикой
будет прямая АВ, в точках которой нормали к поверхности детали
идут параллельно оси инструмента. Вращая характеристику АВ
вокруг оси инструмента, получим плоское кольцо, которое будет тре-
тьим участком исходной инструментальной поверхности И3. Как
видно, участок И3 отстоит от участка И2 исходной инструментальной
v поверхности. Поэтому участок И3 можно полностью воспроизвести на
| инструменте и сформировать обработанную поверхность на участке Д3
К в полном соответствии с чертежом. Переходную от участка И3 до уча-
J стка И2 поверхность необходимо оформить так, чтобы она не срезала
t материала детали. Исходя из этого условия, предельной переходной
В' поверхностью будет поверхность, образованная граничной окружно-
стью детали при ее вращении вокруг оси инструмента. В этом случае
J наблюдается кромочное соприкосновение граничной окружности
L детали и переходной поверхности инструмента.
Г 135
6.10. Определение сопряженных поверхностей способом общих нормалей
Рассмотрим процесс фрезерования призмы, поверхность которой
ограничена двумя взаимно перпендикулярными плоскостями Дг и Д2
(рис. 6.10). Угол установки оси фрезы обозначим е. Характеристи-
ки Ех и Ег на плоскостях Д± и Д2 определим, пользуясь свойством об-
щих нормалей: в точках характеристик нормали к поверхности детали
проходят через ось фрезы.
Изобразим на плоскости V, идущей перпендикулярно к подаче фре-
зы, заданный профиль детали, который на эту плоскость проецирует-
ся в истинную величину. За плоскость Н примем опорную плоскость
призмы, а за плоскость W — плоскость, перпендикулярную к оси
фрезы 00. Определим характеристику Ег на плоскости Дг. Рассмотрим
нормали к поверхности Дг вдоль образующей АВ. Они образуют плос-
кость JVp перпендикулярную к плоскости V. Плоскость Nr пересе-
кает ось фрезы в точке Д. Через точку Д проводим нормаль ДА
к плоскости Дг. Точка А пересечения этой нормали с плоскостью Дг—
это первая точка характеристики Et. Через вторую крайнюю точку С
профиля детали проведем плоскость в которой располагаются нор-
мали к плоскости Дг в точках ее второй крайней образующей. Плос-
кость TVg пересекается с осью фрезы в точке М. Нормалью к плоскости
Дъ проходящей через точку М оси фрезы, будет прямая МС, Следо-
вательно, второй крайней точкой характеристики Ег является точка С,
в которой нормаль к поверхности детали пересекает ось фрезы 00.
Отрезок ДС является характеристикой Ех, т. е. линией касания поверх-
ности Dr с исходной инструментальной поверхностью вращения. Ха-
рактеристика Ег будет прямой линией, так как она является ортого-
нальной проекцией оси фрезы на плоскость Дг. Характеристика Et
и ось фрезы являются пересекающимися прямыми. При вращении ха-
136
рактеристики Еу вокруг оси фрезы образуется коническая исходная
инструментальная поверхность Пу, касающаяся плоскости Ду. Чтобы
определить профиль этой поверхности И у, введем новую систему плос-
костей проекций Q/H, приняв за плоскость Q плоскость, параллель-
ную оси фрезы и перпендикулярную к плоскости Н. Окружность вра-
щения точки А вокруг оси фрезы пересекается с плоскостью, проходя-
щей через ось фрезы параллельно плоскости Q, в точке Т. Окружность
вращения точки С пересекается с той же плоскостью, проходящей че-
рез ось фрезы, в точке F. Линия TF будет искомым профилем исход-
ной инструментальной поверхности Иу. В истинную величину этот
профиль T3F3 проецируется на плоскость Q и находится по правилу
перемены плоскостей проекций. Аналогично на плоскости Д2 опреде-
ляется прямолинейная характеристика Е2. Вращая ее вокруг оси фре-
зы, получаем коническую исходную инструментальную поверхность
Икасающуюся при обработке плоскости Д2. Профилем этой поверх-
ности будет прямая P3S3. Как следует из построения, участки Иу и
И2 исходной поверхности пересекают друг друга, поэтому полностью
оба этих участка воспроизвести на фрезе нельзя. Чтобы не врезаться
в тело детали, участки И у и И2 на фрезе можно воспроизвести только
до окружности их пересечения. Тогда профилем исходной поверхно-
сти, сопряженной с участками Ду и Д2 поверхности детали, будет ло-
маная линия Т3С3Р3. Поскольку части C3S3 и C3F3 инструменталь-
ных поверхностей не будут воспроизведены на инструменте, на обра-
ботанной детали образуется переходная поверхность на границе участ-
ков Ду и Д2‘ Переходная поверхность имеет эллиптический профиль.
Она сформируется дугой окружности пересечения участков Иу и И2
инструментальной поверхности в результате движения подачи. На про-
филе исходной инструментальной поверхности этой окружности со-
ответствует точка С;3, а на профиле детали она образует точку С2 —
наинизшую точку профиля детали. Отметим, что и в рассматривае-
мом случае на линии пересечения смежных участков Ду и Д2 поверх-
ности детали характеристики Еу и_Е2 имеют разрыв, что и приводит
к образованию переходной поверхности при обработке.
Рассмотрим обратную задачу. Считаем призму инструментом, на-
пример шлифовальным бруском, имеющим фасонный профиль A 2C2Af2.
Деталь же ограничится двумя коническими поверхностями с профи-
лем Т3С3Р3. В этом случае обрабатывается не «впадина» на детали,
а «выступ». Характеристиками, расположенными на двух конических
участках, будут отрезки прямых Еу и Е2. Их граничные точки распо-
лагаются на окружности пересечения конических поверхностей, со-
ответствующей точке С'.л профиля. На этой граничной окружности ха-
рактеристики терпят разрыв, что особенно четко просматривается
в проекциях на плоскости И и W. При поступательном движении по-
дачи реальные отрезки характеристик формируют участки плоскостей
Ду и Д2, профиль которых не включает переходную поверхность. Они
отстоят на определенном расстоянии друг от друга и не пересекаются.
Поэтому они полностью могут быть осуществлены при конструиро-
вании инструмента, что позволяет обработать заданную поверхность
без отклонений от чертежа. Рассмотренные примеры показывают, что
137
6.11. Взаимное расположение сопряженных поверхностей детали и инструмента.
не всегда в соответствии с чертежом могут быть обработаны зоны пере-
ходов на детали от одного участка к другому. Считаем, что необходимо
обработать деталь, поверхность которой состоит из двух участков Дг
и Д2 (рис. 6.11, а). Границей участков является линия АВ. В каждой
точке этой линии можно провести две нормали и N2 соответственно
к поверхностям Дг и Д2. Нормали Л\и ЛГ3 не совпадают друг с другом.
Отсюда в общем случае характеристики на линии АВ имеют разрыв.
Это объясняется тем, что векторы и N2 в общем случае одновремен-
но не могут быть перпендикулярны третьему вектору скорости V,
т. е. одновременно оба условия контакта • V = 0 и N2 • V О
в одной точке линии АВ не выполняются. Считаем, что производится
обработка выступа детали (рис. 6.11, б), у которой углы в сечениях,
перпендикулярных к границе АВ при их измерении в теле детали, мень-
ше 180°. Характеристиками, имеющими разрыв на границе АВ, пусть
будут линии Et и Е2. Тогда участки исходных инструментальных по-
верхностей и И2, касающиеся в точках характеристик Ег и Е2 по-
верхности детали, расположатся по обе стороны детали. В рассматри-
ваемом случае смежные участки исходной инструментальной поверх-
ности будут на определенное расстояние отдалены друг от друга,
и обработка заданной детали в соответствии с чертежом окажется воз-
можной.
Иная картина наблюдается при обработке «впадины» на детали
(рис. 6.11, в). Оба участка исходной инструментальной поверхности
Иг и И % располагаются во впадине, касаясь поверхностей детали в точ-
ках характеристик Е1 и Е2, а затем отходить от них. Поскольку харак-
136
теристики имеют разрыв, то смежные участки ^и И2 пересекают друг
друга. Следовательно, с точки зрения пересечения смежных участков
исходных инструментальных поверхностей и появления переходных
поверхностей на детали более опасным случаем будет обработка впа-
дин. На переходной поверхности наблюдается кромочное соприкосно-
вение исходной инструментальной поверхности и сопряженной поверх-
ности детали. Размеры переходной поверхности зависят от формы де-
тали и от характера относительного движения инструмента и заготов-
ки в процессе обработки. Меняя параметры относительного движения,
можно изменять размеры переходных поверхностей и в особых случаях
сводить их к нулю. Смежные участки исходной инструментальной по-
верхности при обработке впадины не пересекают друг друга тогда,
когда характеристики на границе участков поверхности детали не
имеют разрыва (рис. 6.11, а). Это будет тогда, когда вектор скорости v
относительного движения в точке М пересечения характеристик с гра-
ницей АВ участков поверхности детали направлен по касательной к АВ
либо равен нулю. В этом случае точка М находится одновременно
в контакте независимо от того, принадлежит ли она участку Дг или
участку Д2 поверхности детали. Это объясняется тем, что вектор ско-
рости v в точке М перпендикулярен к обеим нормалям Л\ и N2- Следо-
вательно, в точке М соблюдаются одновременно оба уравнения кон-
такта Л\ • V — 0 и TV2 • V = 0. В этом случае возможна обработка
заданной впадины детали в соответствии с чертежом без переходных
поверхностей. Так, при фрезеровании призмы (рис. 6.10) это имеет
место тогда, когда ось фрезы перпендикулярна к границе участков —
прямой пересечения плоскостей Д± и Д2, т. е. угол е = 90°. Тогда
в точке скрещивания оси фрезы и прямой пересечения плоскостей
и Д2 скорость вращения вокруг оси 00 направлена по границе участ-
ков и разрыва характеристик Е± и Е2 нет. Профиль исходной инстру-
ментальной поверхности совпадает е профилем детали, так как харак-
теристика будет линией пересечения поверхности детали и плоско-
сти, проходящей через ось фрезы параллельно плоскости проекций V.
В этой плоскости все нормали к поверхности детали пересекают ось
фрезы. Такая исходная инструментальная поверхность позволит точно
обработать оба участка поверхности детали без переходных поверх-
ностей. Однако уменьшая переходные поверхности в некоторой зоне,
можно вызвать нарушение необходимых условий формообразования
на других участках поверхности детали, что недопустимо.
Подобная картина наблюдается при фрезеровании резьбы гребен-
чатыми фрезами, когда ось инструмента устанавливается параллельно'
оси детали. В зоне обработки впадина резьбы может быть приближенно
заменена цилиндрической поверхностью, подобной вйадине призмы.
Направление образующих этой цилиндрической поверхности совпа-
дает с направлением витков резьбы, которые идут под углом к оси де-
тали, а следовательно, и к оси инструмента. Из-за наклона оси фрезы
к направлению обрабатываемого витка во впадине резьбы образуется
переходная поверхность и образование остроугольного профиля впа-
дины невозможно. Чтобы образовать поверхность резьбы без закругле-
139
ния во впадине, необходимо ось фрезы установить в плоскости S,
перпендикулярной к винтовой линии АВ, являющейся границей смеж-
ных участков винтовой поверхности впадины резьбы. В этом случае
скорость вращения точки М пересечения винтовой линии АВ и плос-
кости S вокруг оси фрезы идет по касательной к линии АВ. Поэтому
точка М будет профилироваться одновременно независимо от того,
какой участок поверхности впадины резьбы рассматривается. Ха-
рактеристики в точке М соприкасаются друг с другом и нет разрыва
характеристик на границе участков поверхности детали. Остроуголь-
ный профиль впадины резьбы будет сформирован без переходной по-
верхности. Однако такая установка возможна только для дисковых
фрез и однониточных шлифовальных кругов, предназначенных для
обработки резьбы. При подобной установке гребенчатой фрезы или
многониточного шлифовального круга, когда их оси не параллельны
оси детали, формируется резьба не на цилиндре, а на гиперболоиде
вращения, так как вйтки исходной поверхности рассматриваемых ин-
струментов находятся на разных расстояниях от оси детали. Поэтому
такая установка гребенчатой фрезы или многониточного шлифовального
круга не может быть принята, так как нарушаются условия формиро-
вания резьбы в смежных ее впадинах.
Смежные участки И± и И2 исходной инструментальной поверхности
могут располагаться один внутри другого. Так, если ось пальцевой
фрезы установить несимметрично относительно боковых сторон обра-
батываемой впадины, то один участок исходной инструментальной
поверхности находится внутри другого. В этом случае обработка за-
данной поверхности детали в соответствии с чертежом невозможна. При
конструировании инструментов такого положения следует избегать.
При сложных схемах формообразования, когда поверхность дета-
ли Д относительно инструмента совершает сложное движение, характе-
ристика на поверхности детали может менять свои форму и положение
в процессе обработки. В этом случае необходимо анализировать,
соблюдаются ли условия формообразования на протяжении всего
процесса обработки заданной детали.
Необходимо учитывать, что в ряде случаев целесообразно вести об-
работку деталей при кромочном соприкосновении исходной инструмен-
тальной поверхности с поверхностью детали, т. е. по переходным по-
верхностям. Это может расширить технологические возможности при-
меняемых инструментов, упростить их конструкцию и обеспечить
обработку относительно простым инструментом сложных фасонных
поверхностей. Так, при наклонной установке оси фрезы (рис. 6.10)
относительно простым инструментом можно обработать сложную ци-
линдрическую поверхность эллиптического профиля.
Рассмотренные условия формообразования поверхности детали при-
водят часто к неоднозначным решениям. Можно спроектировать ряд
инструментов, с помощью которых обрабатывают заданную деталь.
Из совокупности возможных инструментов, обеспечивающих обработ-
ку заданной детали с требуемой точностью, необходимо принять для
практического использования лучшие, которые обеспечили бы высокую
производительность труда при минимальной себестоимости.
140
Глава 7
СПОСОБЫ ПРЕВРАЩЕНИЯ ТЕЛА,
ОГРАНИЧЕННОГО ИСХОДНОЙ ПОВЕРХНОСТЬЮ, В ИНСТРУМЕНТ
7.1. Общие положения
При обработке деталей режущий инструмент, двигаясь относи-
тельно заготовки, внедряется в ее материал и срезает его в форме
стружки. Чтобы не происходило внедрение режущих кромок за преде-
лы обработанной поверхности и в то же время чтобы режущие кромки
формировали обработанную поверхность, необходимо располагать ре-
жущие кромки на исходной инструментальной поверхности, касаю-
щейся при обработке заданной поверхности детали. Поэтому любой
режущий инструмент можно считать телом, ограниченным исходной
инструментальной поверхностью, которой приданы режущие свойства,
если при соприкосновении с заготовкой он срезает ее материал.
Общая схема проектирования всевозможных режущих инструментов
следующая:
определяется исходная инструментальная поверхность как поверх-
ность, сопряженная с поверхностью детали при рассматриваемой схеме
обработки;
тело, ограниченное исходной поверхностью, превращается в режу-
щий инструмент, т. е. исходной поверхности придаются режущие
свойства.
На практике используется несколько способов превращения тела,
ограниченного исходной поверхностью, в режущий инструмент. Мож-
но воспроизвести полностью исходную инструментальную поверхность,
обладающую режущими свойствами, создав, например, шлифоваль-
ный круг требуемых размеров и формы. У таких инструментов, как
шеверы, исходная поверхность полностью воспроизводится как сово-
купность большого числа близко расположенных друг к другу режу-
щих кромок. Исходная инструментальная поверхность может также
полностью создаваться с помощью абразивной ленты, скользящей по
профильному кулаку, либо описываться режущей кромкой инстру-
мента при его соответствующем движении. Так, у фасонных фрез ре-
жущие кромки зубьев, вращаясь вокруг оси инструмента, описывают
исходную инструментальную поверхность.
Исходная инструментальная поверхность может быть воспроизве-
дена на инструменте как совокупность ограниченного числа режущих
кромок, расположенных на рассматриваемой поверхности. Примера-
ми таких инструментов могут служить фасонные резцы, червячные
фрезы и др.
В промышленности используются также инструменты, у которых
исходная -инструментальная поверхность воспроизводится как сово-
купность ряда точек режущих кромок, расположенных на ней. Приме-
ром подобных инструментов могут служить торцевые фрезы, у которых
режущие кромки имеют вершины зубьев, расположенные на исходной
141
поверхности и формирующие поверхности деталей. К подобным инстру-
ментам относятся также сверла, зенкера, токарные проходные
резцы и др. Превращая тело, ограниченное исходной поверхностью,
в режущий инструмент, необходимо прежде всего обеспечить обра-
ботку заданной поверхности детали с требуемой точностью.
Рассмотрим, какие условия необходимо соблюдать для этого. Счи-
таем, что для исходной инструментальной поверхности, соприкаса-
ющейся при обработке с поверхностью детали, выполняются условия
формообразования, и эта поверхность позволяет вести обработку за-
данной детали без отклонений от чертежа. Если полностью воспроиз-
водится требуемая исходная инструментальная поверхность, то при
указанном условии формирование заданной поверхности детали бу-
дет обеспечено. Если же исходная инструментальная поверхность
воспроизводится одной или совокупностью точек или линий (режу-
щих кромок), то необходимо исследовать характер контактирования
сопряженных поверхностей Д и И.
Точки контакта на исходной инструментальной поверхности могут
располагаться различным образом. Все точки исходной поверхности
И могут быть профилирующими. Это имеет место при совпадении по-
верхности детали и исходной поверхности, а также при линейном их
касании. Характер контактирования сопряженных поверхностей И
и Д может быть при этом различным. Любая точка поверхности детали
соприкасается только с одной соответствующей ей точкой исходной
поверхности и никакая другая точка исходной поверхности не может
сформировать рассматриваемую точку поверхности детали, т. е. все
точки исходной поверхности будут невзаимозаменяемыми. В этом
случае при обработке необходимо воспроизвести всю исходную инстру-
ментальную поверхность И для того, чтобы сформировать все точки
заданной поверхности детали. Например, исследуемый вид контакта
сопряженных поверхностей имеет место при обработке сложного фа-
сонного профиля (рис. 7.1), когда начальная окружность, связанная
с профилем детали, катится без скольжения по начальной окружности,
связанной с профилем инструмента. В этом случае точки профиля де-
тали последовательно вступают в контакт с сопряженными точками
профиля инструмента. Поэтому для того чтобы образовать заданную
поверхность детали Д, необходимо воссоздать всю исходную инстру-
ментальную поверхность И. Этого можно достигнуть с помощью абра-
зивной ленты 3, скользящей по исходной инструментальной поверхно-
сти 2 кулака. На этом принципе основаны специальные ленточно-
шлифовальные станки, предназначенные для обработки сложных
фасонных поверхностей. Если в рассматриваемом случае, т. е. когда все
точки исходной поверхности являются профилирующими и невзаимо-
заменяемыми, исходную инструментальную поверхность воспроизве-
сти как совокупность ограниченного числа режущих кромок, то по-
верхность детали будет обработана с соответствующими отклонениями
от чертежа. Число режущих кромок, а также другие конструк-
тивные элементы инструмента и режимы резания необходимо вы-
бирать так, чтобы указанные отклонения лежали в допустимых пре-
делах.
142
При второй разновидности контакта сопряженных поверхностей Д
и И у т. е. когда все точки исходной поверхности являются профилиру-
ющими, с выбранной точкой поверхности детали могут соприкасаться
различные точки исходной поверхности. На исходной поверхности
можно отыскать линию L, все точки которой могут быть введены в со-
прикосновение с одной исследуемой точкой поверхности детали и ее
сформировать. Исходная инструментальная поверхность тогда будет
совокупностью линий L. Чтобы обработать заданную поверхность де-
тали при таком виде контакта сопряженных поверхностей, необходи-
мо на инструменте воспроизвести .хотя бы по одной точке режущей
кромки каждой линии L. Поэтому режущая кромка подобных инстру-
ментов может выбираться несколько произвольно, но так, чтобы она
включала хотя бы по одной точке всей совокупности линий L. Таким
образом, в рассматриваемом случае можно воспроизвести не полно-
стью всю исходную поверхность, а только одну линию, расположенную
на ней. Примером таких инструментов служат фрезы, предназначен-
ные для обработки прямых канавок. Считаем, что ось фрезы идет пер-
пендикулярно к направлению канавки. Исходная инструментальная
поверхность вращения имеет профиль abc (рис. 7.2), совпадающий
с профилем детали. Тогда линиями L будут окружности пересечения
исходной поверхности плоскостями, перпендикулярными к ее оси.
Все точки этих окружностей взаимозаменяемы и соприкасаются с со-
ответствующими точками профиля детали. Поэтому для того чтобы
сформировать заданную поверхность детали, достаточно на фрезе
иметь один зуб с фасонной режущей кромкой, включающей по одной
точке каждой линии рассматриваемой их совокупности. В качестве
143
контакта исходной
7.2. Характер
поверхности фрезы с поверхностью
детали
т. е. любая точка
режущей кромки зуба инструмента
в аналогичных случаях можно при-
нять характеристику Е, т. е. линию
контакта поверхности детали Д и ис-
ходной инструментальной поверхнос-
ти И. Это позволяет проектировать
инструменты, находя в определенные
моменты времени характеристики Е
и принимая их за режущие кромки.
При этом не определяется полностью
вся исходная инструментальная по-
верхность, что в ряде случаев упро-
щает решение задач проектирования
режущих инструментов, предназна-
ченных для обработки заданной по-
верхности детали.
При третьей разновидности кон-
такта сопряженных поверхностей И
и Д все точки исходной поверхности
профилирующие и взаимозаменяемые,
поверхности вводится в' контакт
с любой точкой поверхности детали и ее формирует. В этом случае
достаточно на инструменте воспроизвести хотя бы одну профилиру-
ющую точку режущей кромки, расположенную на исходной поверх-
ности. Примером подобных инструментов могут служить токарные
проходные резцы, предназначенные для обработки цилиндрической
поверхности детали Д. Исходная инструментальная поверхность бу-
дет совпадать при точении с цилиндрической поверхностью детали
и любая точка исходной поверхности может быть введена в контакт
с любой точкой поверхности детали вращением заготовки вокруг ее
оси и поступательным перемещением подачи инструмента вдоль оси
детали. Поэтому теоретически достаточно на резце иметь одну профи-
лирующую точку режущей кромки, чтобы сформировать заданную
поверхность детали. Практически в формировании цилиндрической
поверхности детали при точении проходными резцами участвует не-
большой участок вершинной кромки.
Исходная инструментальная поверхность и поверхность детали
могут касаться друг друга в одной точке. Совокупность точек контакта
сопряженных поверхностей И и Д образует на исходной поверхности
линию Л. В рассматриваемом случае возможны две разновидности кон-
тактирования сопряженных поверхностей Д и И. Во-первых, точки
линии Л могут быть взаимозаменяемыми и произвольная точка поверх-
ности детали может обрабатываться любой из точек линии Л. Для об-
разования поверхности детали "достаточно создать на режущей части
инструмента одну формообразующую точку режущей кромки, распо-
ложенную на линии Л. Во-вторых, точки линии Л могут быть невза-
имозаменяемыми и произвольная точка поверхности детали Д может
быть образована только одной соответствующей ей точкой линии Л,
Поэтому на режущей части инструмента необходимо воспроизвести
всю линию Л, чтобы в точном соответствии с чертежом обработать за-
данную поверхность детали. На практике, однако, применяются ин-
струменты, у которых линия Л воспроизводится как совокупность ее
точек, в результате чего поверхность детали имеет соответствующие
погрешности — огранку. Проектируя инструменты и выбирая режимы
резания, необходимо добиваться того, чтобы эти погрешности лежали
в допустимых пределах. В случае точечного контакта исходной инстру-
ментальной поверхности и поверхности детали наряду с многозубыми
можно создавать однозубые инструменты приняв за режущую кромку ли-
нию Л. Таким образом при определении формы и размеров режущей час-
ти, необходимо рассмотреть условия контактирования сопряженных по-
верхностей Ди N воспроизвести на режущих кромках инструмента про-
филирующие точки исходной поверхности Z7, с помощью которых
можно сформировать с требуемой точностью заданную поверхность
детали.
7.2. Инструмент, у которого режущая кромка совпадает
с характеристикой
Как было рассмотрено, в ряде случаев в качестве режущей кромки
зуба инструмента можно принять характеристику, т. е. линию кон-
такта поверхности детали Д и исходной инструментальной поверхно-
сти, найденную в определенный момент времени при определенном
взаимном расположении поверхности детали Д и исходной инструмен-
тальной поверхности И.
Рассмотрим одну из наиболее^ общих схем формообразования,
включающую два равномерных вращения вокруг скрещивающихся
осей. Считаем, что ось инструмента и ось заготовки взаимно перпенди-
кулярны. Выберем неподвижную систему координат xyz, направив
ось х по оси детали, и систему хи уи za, направив ось ук по оси инстру-
мента (рис. 7.3). Спроектируем фрезу для обработки зубчатого изде-
лия на базе исходной инструментальной поверхности с линейным кон-
тактом, которая определяется как
положениям поверхности детали
при ее движении относительно ин-
струмента.
Поверхность детали пусть будет
плоскостью Д, которая от оси Оде-
тали отстоит на расстоянии h и со-
ставляет угол в с осью у. Радиус-
вектор произвольной точки М
(проекции ееЛ^и Л12) плоскости Д
г = h -р L 4- с,
или
г — ic 4- / (h sin е 4- L cos 8) 4-
-b&(Lsme — Л cose).
огибающая к последовательным
7.3. Определение характеристики при
двух взаимосвязанных вращениях
плоскости
145
Векторы, касательные к плоскости Д,
дт
дс
— i и -ту = / cos е + k sin 8 .
dL J
Нормаль к плоскости Д
ЫМ' =
дс dL
i / k
1 О О
О COS 8 sin 8
~ — / sin 8 -J- k COS 8 .
При обработке на зубофрезерном станке деталь вращается вокруг
своей оси с угловой скоростью = twp Инструмент вращается вокруг
его оси с угловой скоростью (он. Тогда движение плоскости Д относи-
тельно инструмента складывается из вращения с угловой скоростью
«1 вокруг оси детали и вращения вокруг оси инструмента с угловой
скоростью о>2 = —сон- Скорость вращения произвольной точки М
плоскости Д вокруг оси заготовки будет:
V1 = [<01 X rj =
i / &
(ох О О
Гх Гу Г2
= — / <0х <01 Гу,
или
t»x = — / ®х (L sin 8 — h cos е) + k (ox (h sin e 4- L cos e).
Скорость u2 произвольной точки M плоскости Д при ее вращении
вокруг оси инструмента с угловой скоростью ю2 = —определяется
по формуле
и2 = [(о2 X рл1].
Радиус-вектор, соединяющий ось инструмента с произвольной точ-
кой М плоскости Д,
рм = г — А,
где A'— kA, А — межосевое расстояние. Следовательно,
рЛ1 = ic-ф f(hsine + Lcoss) 4- k(Lsine — Zicoss— A),
Отсюда
P-Mx PMy РМг
или
== — i (O2pMz + k ю2рШ,
u2 — — i (o2 (L sin e — h cos e — Л) 4- k od2 c.
Суммарная скорость движения точки М относительно инструмента
v 4- v2 ~ i со2 (Л — L sin е 4- h cos е) — / oix
(Lsine-г-hcose) 4- fe[(o2e4-(Oi (hsine 4- Lcose)].
146
Точки контакта сопряженных поверхностей детали и инструмента*
т. е. характеристика Е на плоскости Д, определяются по уравнению
контакта N • и = 0. Следовательно,
Wjsin е (L sin е — h cos 8)' 4~ cos & Ico2C 4- sin 8 4- L cos s)J = 0.
Отсюда c == — ~ .
co2 cose
Эта формула совместно с уравнением плоскости Д определяет ха-
рактеристику, которая принимается за прямолинейную режущую
кромку инструмента.
В системе xyz определяем координаты точек характеристики в рас-
сматриваемый момент времени:
х = с ——— ; у =/г sin 8 4- Leos 8; z = Lsins—Л cos 8.
(й2 COS 8 3 1 *
В системе хку#гл координаты точек характеристики определяются
по формулам преобразования координат:
яй = х; уя = у; гй — г—А.
Следовательно,
хн = с = — -1 —~ ; уи = h sin 8 4- L cos в; zB =
' (ог cose s 1 ’
= Lsine — Л cose —4.
По этим формулам рассчитываются координаты течек характе-
ристики при выбранном значении отрезка L. Эти характеристики при-
нимают за режущие кромки инструмента.
Рассмотрим частный случай, когда угол s = 180°. Тогда
~ L ; уя — — L ; zH — — А h,
или
(Й„
Таким образом, характеристикой в рассматриваемом случае, когда
плоскость Д занимает горизонтальное положение, будет прямая, со-
ставляющая с осью у угол е, который определяется из соотношения
Предположим, что проектируется однозубая фреза для обработки
квадратного вала. За режущую кромку примем характеристику,
считая, что рассматривается момент времени, когда плоская обраба-
тываемая грань квадрата располагается параллельно оси инструмен-
та. За один оборот фрезы заготовка должна поворачиваться на один
зуб, т. е. на четвертую часть оборота. Таким образом, при обработке
квадратного вала передаточное отношение равно 0,25, а угол 8—
= 14,04°. Однозубая фреза, предназначенная для обработки квад-
147
7.4. Фреза для обработки квадратно-
го вала
ратного вала методом обкатки, изо'
бражек а на рис. 7.4. В соответствии
с рассмотренной методикой могут
проектироваться дисковые фрезы
постоянной установки, предназна-
ченные для обработки многозубых
изделий на зубофрезерных стан-
ках. Они оказываются особенно
эффективными при обработке таких
деталей, как зубья храповых ко-
лес, зубья острошлицевых соеди-
нений и т. п. При большом числе
зубьев приемлемой является установка оси фрезы перпендикулярно
к оси детали. При относительно небольшом числе зубьев детали и при
взаимно перпендикулярных осях заготовки и инструмента возникают
сравнительно большие по размерам переходные поверхности, чтпзача-
стую неприемлемо. Чтобы уменьшить размеры переходных поверхно-
стей, используют наклонную установку оси фрезы по отношению к оси
заготовки.
Глава 8
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ
РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА
8.1. Общие сведения
*
Чтобы тело, ограниченное исходной поверхностью И, превратить
в работоспособный инструмент, необходимо на его режущей части
создать оптимальные геометрические параметры в соответствии с ре-
жимными условиями его эксплуатации. Режущая часть любого инстру-
мента представляет собой один или несколько режущих зубьев клино-
видной формы. Они ограничены передней поверхностью 1, по которой
сходит стружка, и задней поверхностью 2 (рис. 8.1, а). Поверхность 3,
по которой происходит отделение стружки от заготовки, называют по-
верхностью резания. Она создается при движении режущей кромки
относительно заготовки. Поэтому плоскость 4, проходящая через ка-
сательную к режущей кромке и вектор скорости резания v (скорости
результирующего движения резания), будет плоскостью резания, ка-
сательной к поверхности резания.
Положение передней поверхности относительно поверхности реза-
ния характеризуется передним углом у. Он заключен между нормалью
Wp к поверхности резания и передней поверхностью.
Относительное положение поверхности резания и задней поверх-
ности режущего клина в исследуемой точке режущей кромки харак-
теризуется задним углом ос. Он заключен между плоскостью, каса-
тельной к задней поверхности, и плоскостью резания. При прямо-
угольном резании, когда вектор скорости резания v перпендикулярен
148
8.1. Геометрия режущей части инструмента
к режущей, кромке, плоскость измерения передних у и задних а углов
проводится перпендикулярно к режущей кромке. При косоугольном
резании (рис. 8.1, б) нет единого мнения по вопросу о положении
плоскости измерения переднего и заднего углов. Это вызвано тем, что
до сих пор еще недостаточно изучено влияние' геометрических пара-
метров инструмента на физические явления, происходящие в процессе
резания. Направление перемещения режущей кромки инструмента
по поверхности резания характеризуется углом наклона К режущей
кромки. Он измеряется в плоскости резания. Угол наклона X заклю-
чен между нормалью п к режущей кромке в исследуемой ее точке и век-
тором скорости резания и. Между режущей кромкой и скоростью ре-
зания v угол равен 90° —- %. При произвольной величине угла X глав-
ную секущую плоскость, в которой измеряют передние у и задние а
углы, часто проводят через вектор скорости резания v перпендикуляр-
но к плоскости резания. Наряду с этим считается, что измерять перед-
ние у и задние а углы (рис. 8.1, в) следует в нормальном к режущей
кромке сечении и при произвольном значении угла наклона режущей
кромки %. Многие исследователи полагают, что кинематический глав-
ный передний угол у заключен между плоскостью, перпендикулярной
к вектору скорости резания и, и линией, определяющей направление
схода стружки по передней поверхности.
Определим величины передних у и задних а углов при их измерении
в главной секущей плоскости. Известны величины углов удг и aN при
их измерении в нормальном к режущей кромке сечении и угол наклона
режущей кромки X. Проведем оси координат xyz. Ось х направим по
режущей кромке, ось z — по нормали к поверхности резания. В этом
случае сечение плоскостью yz перпендикулярно к режущей кромке
и в нем будет измеряться ух и ад/. В плоскости yz проведем вектор
Л, расположенный на задней плоскости инструмента (плоскости, каса-
тельной к задней поверхности инструмента). Длину вектора А выберем
таким образом, чтобы величина его проекции на ось z была равна
единице. Тогда
А — j ctg ад/ -Ь £•
149
В главной секущей плоскости проведем вектор В» расположенный
на задней плоскости инструмента. Длину вектора /Гвы берем так, чтобы
величина его проекции на плоскость ху была равна единице. Тогда
В = — i sin X — / cos X -|- k tg а,
где Г, /7 Г—единичные векторы системы.
Три вектора А, В и i лежат в задней плоскости инструмента.
Поэтому их векторно-скалярное произведение равно нулю. Следова-
тельно,
I 0 0
0 — ctga^ 1 = 0.
— sinX cos а tga
Раскрывая определитель и определяя угол aNt имеем
ctg ах — ctg a cos X.
Аналогично получаем зависимость для подсчета угла;
tg?№tgycosX.
Приближенно считаем, что направление схода стружки состав-
ляет в передней плоскости угол X с перпендикуляром к режущей
кромке, т. е. с плоскостью yz. Под передним углом у?- понимается
угол между плоскостью, перпендикулярной к вектору V, и линией на
передней поверхности, проведенной в направлении сбега стружки. По
направлению сбега стружки проведем в передней плоскости вектор N.
Длину его выберем так, чтобы величина его проекции на плоскость
yz была равна единице. Тогда
М =—i tgX — / sin y^v +/г cos у#.
Вектор скорости резания на длине, равной единице,
v = i sinX + jcosX.
По определению угол между векторами N и v равен 90° + ут-
Следовательно, sin ут = * - •
И’Ы
Скалярное произведение (N • и) — — sin X tg X — cos X sin у#.
Длина вектора | N | =Д/tg2 X + sin2 yN 4- cos2 = 1/cos X.
Таким образом, sin ут — sin y# cos2 X + sin2 X.
Многочисленными экспериментами и данными производства дока-
зано, что одним из важных путей совершенствования инструментов
и повышения производительности обработки является создание опти-
мальных геометрических параметров на режущей части. Оптималь-
ными величинами геометрических параметров наиболее часто считают-
ся такие, которые обеспечивают наивысшую стойкость инструмента при
определенных условиях его эксплуатации. Появление различных си-
стем измерения переднего угла было вызвано, в частности, стремлением
180
решить одну из проблем косоугольного резания, а именно, проб-
лему подбора переднего угла, соответствующего переднему углу при
прямоугольном резании. Исследования показывают, что постоянство
переднего угла, измеренного в направлении схода стружки или в глав-
ной секущей плоскости, не обеспечивает при изменении угла X постоян-
ства периода стойкости инструмента. Поэтому необходимо угол на-
клона режущей кромки X считать самостоятельным фактором стружко-
образования. Его влияние на процесс резания нельзя рассматривать
только как результат изменения переднего угла. Нет существенных
оснований отказываться от измерения передних и задних углов в плос-
кости, перпендикулярной к режущей кромке.
Рассматриваемые углы, характеризующие взаимное положение ре-
жущего клина инструмента и поверхности резания, наблюдаемое при
обработке, принято считать кинематическими углами, или геометри-
ческими параметрами режущей части инструмента. Целесообразно гео-
метрическими параметрами режущей части инструмента при резании
считать передние у# и задние а# углы, измеряемые в нормальном к ре-
жущей кромке сечении, и угол наклона X. Проектируя режущий ин-
струмент, конструктор должен назначить определенные величины
передних и задних углов в выбранной системе координат, удобной для
контроля и изготовления инструмента. Геометрические параметры
в этой системе координат называют инструментальными. Поэтому на
практике возникает задача определения кинематических углов при
известных инструментальных углах и обратная задача определения
инструментальных углов при выбранных величинах кинематических
углов. При решении вопроса выбора инструментальных геометриче-
ских параметров конструктор должен опираться на накопленный опыт
в области обработки металлов резанием, на найденные эксперимен-
тальным путем оптимальные величины кинематических углов для
определенных режимов работы различных инструментов. Проекти-
руя инструмент, приходится учитывать, в какой системе отсчета необ-
ходимо сохранить найденные опытным путем оптимальные величины
геометрических параметров. Было бы целесообразно, чтобы резуль-
таты рассматриваемых исследований как рекомендации конструктору
инструмента выдавались в одной единой системе отсчета. Такой единой
системой отсчета передних и задних углов инструмента целесообразно
выбирать нормальное сечение, перпендикулярное к режущей кромке.
Инструментальные геометрические параметры режущей части метал-
лорежущего инструмента, подобно кинематическим параметрам, ха-
рактеризуют положение передних и задних поверхностей. Однако
если кинематические геометрические параметры определяют положе-
ние передних и задних поверхностей относительно поверхности реза-
ния и предопределяют режущую способность инструмента, то ин-
струментальные геометрические параметры характеризуют форму
и положение передних и задних поверхностей относительно базовых
поверхностей, которые используются при изготовлении и контроле
инструмента.
Выбор наиболее приемлемой системы инструментальных геометри-
ческих параметров предопределяется, таким образом, формой перед-
151
них и задних поверхностей инструмента и его базирующих поверхно-
стей. Поскольку у всевозможных инструментов формы рассматривае-
мых поверхностей могут быть различными, инструментальные геомет-
рические параметры для каждого типа инструмента несколько отли-
чаются. Более того, для одного и того же типа инструмента они могут
быть различными. Так, у проходных резцов могут задаваться углы
в инструментальной секущей плоскости наряду с углами в продольном
и поперечном сечениях. Иными словами, может быть многообразие
различных возможных вариантов инструментальных геометрических
параметров в соответствии с различными возможными вариантами
задания поверхностей. Отсюда возникает задача пересчета инструмен-
тальных параметров из одной системы отсчета в другую.
Основой для определения инструментальных геометрических пара-
метров служит представление об инструментальной основной плоско-
сти, инструментальной плоскости резания и инструментальной систе-
ме координат xyz. При анализе геометрии всевозможных инструментов
положение инструментальной системы координат xyz может выбирать-
ся произвольно. У одного и того же инструмента при решении различ-
ных задач можно выбирать различные инструментальные системы ко-
ординат. Целесообразно положение инструментальной системы ко-
ординат xyz принимать таким, чтобы решения всевозможных вопросов
исследования работы металлорежущего инструмента были бы наибо-
лее простыми. Обычно принято за инструментальную основную плос-
кость ху токарных резцов принимать их опорную плоскость, а инстру-
ментальную плоскость резания проводить ей перпендикулярно через
режущую кромку (рис. 8.2). Угол в плане <р будет углом между осью х
и проекцией режущей кромки на основную плоскость ху. В инстру-
ментальной главной секущей плоскости определяются передний у и
задний а углы, а угол X — в инструментальной плоскости резания.
Величины углов ср, у, а, X определяют положение двух прямых , распо-
ложенных в передней плоскости, и двух прямых, расположенных
в задней плоскости. Такими прямыми служат режущая кромка, поло-
жение которой характеризуется углами ср и %, и линии пересечения
секущей плоскости с передней у и задней а плоскостями. Можно выб-
рать две прямые на передней и две прямые на задней плоскости в се-
чениях плоскостями zx (поперечное сечение) и гу (продольное сечение)
и задать положение передних и задних плоскостей системой продоль-
ных и поперечных углов. Как было указано выше, инструментальную
систему координат xyz можно выбирать произвольно, а когда это це-
лесообразно, переходить от одной системы координат к другой. Одна-
ко для упрощения проектирования инструмента желательно, чтобы
инструментальные геометрические параметры были близки к кинема-
тическим параметрам и в определенной степени характеризовали про-
цесс стружкообразования. С этой точки зрения, особенно для профи-
лирующих точек режущих кромок, инструментальной поверхностью
резания следует считать исходную инструментальную поверхность.
Ось z желательно выбирать так, чтобы она слабо отклонялась от ско-
рости результирующего движения резания. Если в процессе резания
скорость результирующего движения и исследуемой точки кромки бу-
152
<|Z
C4
8.2. Статические геометрические параметры резцов
дет направлена по оси z, то отличия кинематических углов от инстру-
ментальных параметров не будет, так как инструментальная плоскость
резания будет совпадать с кинематической плоскостью резания.
Если принять исходную поверхность И за инструментальную по-
верхность резания, то инструментальные геометрические параметры
будут равны параметрам в процессе резания в тот момент, когда ис-
следуемая точка режущей кромки будет профилирующей, т. е. в мо-
мент формирования исследуемой точкой кромки обработанной поверх-
ности детали. В этот момент поверхность резания касается обработан-
ной поверхности детали, при этом наблюдается также касание поверх-
ности детали и исходной поверхности И. Поэтому кинематическая
плоскость резания, в рассматриваемый момент касательная к по-
верхности резания, будет касаться и исходной поверхности И.
Таким образом, при принятой инструментальной поверхности ре-
зания, совпадающей с исходной поверхностью И, инструмен-
тальные геометрические параметры будут в определенной степени
характеризовать процесс резания, особенно процесс резания профи-
лирующими участками режущих кромок. В общем случае кинемати-
ческие геометрические параметры не совпадают с инструментальными
153
8.3. Взаимосвязь кинематических и инструментальных параметров
геометрическими параметрами. Отличие кинематических параметров
от инструментальных объясняется тем, что вектор скорости и резуль-
тирующего движения резания отклоняется от нормали к инстру-
ментальной основной плоскости ху. Направление вектора скорости
резания в общем случае может быть задано его координатами, т. е. про-
екциями vx, vy, и2наоси координат xyz. Зная направление скорости’реза-
ния, определим угол т, на величину которого инструментальные перед-
ний и задний углы отличаются от аналогичных кинематических углов.
Угол и заключен между инструментальной плоскостью резания и ки-
нематической плоскостью резания. Инструментальная плоскость
резания проходит через режущую кромку перпендикулярно к плоско-
сти ху и идет параллельно выбранной плоскости проекции S (рис. 8.3).
Положение кинематической плоскости резания определяется вектором
скорости резания И и вектором Р, идущим по режущей кромке. Угол
т будем определять в нормальном сечении W, которое идет перпенди-
кулярно к режущей кромке. Точка В будет точкой пересечения режу-
щей кромки с плоскостью N, а точка Е — скорости резания с плоско-
154
стыо N. Истинное расположение линии BE находится совмещением
плоскости N с плоскостью проекции Н при вращении вокруг горизон-
тального следа Nh. Угол между линией BE и осью проекций S/Н будет
искомым углом т.
При аналитическом определении угла т в системе xyz
Р == i cos ф + / sin ф 4- k tg X.
Вектор скорости резания
v — Fvx + foy 4-
Два вектора Ри v определяют положение кинематической плоско-
сти резания. Нормаль Мр к ней определяется как векторное произве-
дение векторов v и Pi
i j k
Vx Vy vz .
cos ф sin ф tg X
Раскрывая определитель, получаем
Np =* Г(па tg X — v2 sin ф) —J(vx tg X — Vz cos ф) +
Np [v X P} ~
k
Ми = [fc X P] —
Инструментальная плоскость резания проходит через режущую
кромку и ось г. Поэтому нормаль М к ней будет
* 1
О О
cos ф sin ф tg X ]
Раскрывая определитель, получаем
Nn 5=5 i (— sin ф) 4- / cos ф.
Угол г, заключенный между кинематической и инструментальной
плоскостями резания, равен углу, заключенному между нормалями
Np и Nи к этим плоскостям. Следовательно,
(ЛГ„ • NP>
Выражая это соотношение в координатной форме, после преобра-
зований получаем
ф _______vx sin <р — cos ср____
® иг cos h — sin X (vy sin qp -f- vx cos <p) *
Величины vy) vz являются координатами вектора произвольной
длины, направление которого совпадает с направлением скорости
резания. Эта формула позволяет определить взаимосвязи кинематиче-
ских геометрических параметров и инструментальных параметров
у различных инструментов.
155
8.2. Оптимальные величины геометрических параметров
и их выбор
Под оптимальными величинами геометрических параметров обычно
понимают такие, которые обеспечивают наибольшую стойкость инстру-
мента при определенных режимах обработки. Однако при некоторых
конкретных условиях эксплуатации инструмента целесообразно от-
ходить от подобного выбора геометрических параметров и определять
их в зависимости от других факторов. К таким факторам относятся
высокая размерная стойкость инструмента, что особенно важно для
работы автоматизированного оборудования, необходимость обеспече-
ния требуемой точности обработки и заданной шероховатости обрабо-
танной поверхности и т. п.
Передние углы, как показывают многочисленные исследования, за-
висят в основном от свойств обрабатываемого материала и материала
инструмента. С увеличением прочности и твердости обрабатываемого
материала оптимальный передний угол уменьшается, а с увеличением
прочности инструментального материала — возрастает. Ориентиро-
вочно при обработке инструментом из быстрорежущей стали алюми-
ниевых и магниевых сплавов и красной меди передние углы > =
~ 20... 30°, сталей с щ = 1200 ... 800 МПа yN = 5 .. . 15°, сталей с
щ = 800 ... 500 МПа ум == 15. .. 25°, сталей с Щ < 500 МПа ум =
= 20... 30°, чугуна с НВ = 250 ... 200 ум = 0 ... 8°, чугуна с НВ =
200 .., 150 >=8 . .. 12°, чугуна с НВ = 150 ум = 10 . .. 15°, латуни
ум == 0 ... 10°, бронзы удг = 0 .. .5°, титановых сплавов ум = 3 .. . 8°.
Для инструментов твердосплавных ориентировочно передние углы
принимаются при обработке алюминиевых, магниевых сплавов ум =
« 5 ... 10°, при обработке сталей с 600 МПа ум = 5.. . 15°,
сталей с вь = 600.. . 1000 МПа yN = + 5 ... — 5°, сталей с вь =
— 1000 МПа у№ — 10... — 15°, закаленных сталей с HRC3 50.. .
65 ум •= — 20... — 30°, титановых сплавов ум = + 5 ... — 5°, чугу-
на yN — + 10. .. — 5°.
При режимах резания с толщиной среза а > 0,2 мм целесообразно
переднюю поверхность на инструменте создавать с резким перегибом
в зоне стружкообразования в форме небольшой по ширине фаски,
примыкающей к режущей кромке, и большим передним углом за
фаской. Ширина фаски должна примерно равняться толщине срезаемо-
го слоя для быстрорежущих инструментов и в 1,5...2 раза превышать ее
для инструментов, оснащенных твердым сплавом. Передний угол за фас-
кой для инструментов из быстрорежущей стали берется равным 25...
30°, для твердосплавных инструментов— 10...25°. Передний угол на
фаске для инструментов из быстрорежущей стали берется равным
О...5°, а для твердосплавных инструментов —5...—10°. Находит
применение криволинейная форма передней поверхности с фаской. Ее
профиль в сечении, перпендикулярном к режущей кромке, очерчива-
ется по дуге окружности. Такая форма передней поверхности способ-
ствует завиванию стружки. Размеры криволинейной выточки зависят
в основном от толщины срезаемого слоя. Чем больше толщина среза,
тем больше радиус выемки и ее ширина.
156
При малой толщине среза, соизмеримой с радиусом округления
режущей кромки, величина переднего угла существенно не влияет
на процесс резания, так как соприкосновение с материалом заготовки
наблюдается в основном на округленном участке кромки. В этом слу-
чае передние углы, даже у быстрорежущего инструмента, рекомен-
дуется принимать равными 0...50. Так, передний угол у чистовых
разверток колеблется от 0 до —5°, что способствует получению глад-
кой поверхности с малой шероховатостью. Передние углы yjv= 0 за-
частую выбираются при проектировании фасонного инструмента.
В этом случае упрощаются расчеты, связанные с профилированием
инструмента. Кроме того, у ряда фасонных инструментов величина
переднего угла влияет на точность обработки. Так, возрастание перед-
них и задних углов зуборезных долбяков при их стандартной конст-
рукции приводит к увеличению погрешностей обработки зубчатых
колес. Поэтому приходится выбирать небольшие величины передних
и задних углов, не превышающих 5°. Передние углы заметно влияют
на интенсивность вибраций. С их уменьшением вибрации усиливаются.
Поэтому при появлении вибраций приходится увеличивать передние
углы или устранять вибрации иными средствами.
В ряде случаев конструктивные особенности инструмента или тех-
нологические требования приводят к тому, что принимаемые значения
передних углов отличаются от рекомендуемых. Так, выбор больших
передних углов на круглых протяжках малого диаметра ограничива-
ется затруднениями в их заточке. Задний угол а является важным
элементом конструкции инструмента. Он служит для уменьшения
трения между задней поверхностью инструмента и поверхностью ре-
зания. Чрезмерное увеличение заднего угла приводит к ухудшению
теплоотвода и снижению прочности режущей части. Опыты показы-
вают, что оптимальные значения задних углов, обеспечивающих наи-
высшую стойкость инструмента, определяются главным образом тол-
щиной среза. Оптимальный задний угол увеличивается с уменьшением
толщины среза. При обработке особо твердых материалов высокой
прочности величины задних углов снижаются, а при обработке легких
сплавов — увеличиваются. В случае появления вибрации при обра-
ботке приходится уменьшать задние углы. У резцов для гашения низ-
кочастотных колебаний применяют виброгасящую фаску на задней по-
верхности шириной 0,1...О,Змм с отрицательным задним углом от 0
до —10°. У большинства инструментов задние углы ау= 5... 15°. Мень-
шие величины выбираются для черновых, а большие — для' чистовых
инструментов. У инструментов, работающих с малыми толщинами
среза, величины задних углов увеличиваются до 30°. К таким инстру-
ментам относятся фрезы с мелким зубом и др.
При обработке стали и чугуца ориентировочно величины задних
углов aN выбирают по графику (рис. 8.4). Величины этих углов обес-
печивают высокую стойкость инструмента, если доминирующий из-
нос происходит по задней поверхности. При черновой обработке,
когда износ происходит в основном по передней поверхности, задние
углы выбираются в пределах 6...8°. При выборе задних углов необхо-
димо учитывать, что с их увеличением шероховатость обработанной
157
8.4. Рекомендуемые значения задних
углов
поверхности возрастает, а при
уменьшении задних углов до
1...3° происходит ослабление
вибраций. Поэтому, если к ше-
роховатости обработанной по-
верхности и точности предъяв-
ляются повышенные требования,
рекомендуется снижать величи-
ны задних углов до 3... 10°. Так,
у чистовых разверток задние
углы принимаются малыми от 5
до 8°, что снижает вибрации
и шероховатость обработанной
поверхности.
В некоторых случаях при выборе величин задних углов приходит-
ся учитывать специфические особенности конструкции проектируемо-
го инструмента. У круглых протяжек после каждой переточки по
передней поверхности уменьшаются диаметры зубьев. Это уменьшение
происходит тем интенсивнее, чем больше задний угол. Поэтому, чтобы
увеличить возможное количество переточек и срок службы у внутрен-
них протяжек, задний угол выбирается равным 2...4°. При проекти-
ровании затылованных фрез задние углы на вершине зуба принимаются
равными 10... 12°, допускается увеличивать их до 16... 18°. Это объяс-
няется тем, что с увеличением заднего угла возрастает высота зуба,
что снижает его прочность и число возможных переточек.
При проектировании инструментов необходимо на их режущей
части во всех точках режущих кромок создавать положительные зад-
ние углы адг, минимальная величина которых должна превышать
3...4Q. В некоторых случаях допускается минимальную величину зад-
них углов otjv в отдельных точках режущих кромок снижать до Г, а
иногда и до нуля. При заднем угле aw= 0 возможно взаимное распо-
ложение поверхности резания и задней поверхности трех характер-
ных типов. Задняя поверхность (рис. 8.5, а) может совпадать с по-
верхностью резания на всем ее протяжении. В этом случае для умень-
шения зоны соприкосновения задней поверхности с материалом
заготовки необходимо оставлять на задней поверхности фаску (рис.
8.5, б), а остальную ее часть удалять, чтобы при работе обеспечить за-
зор между задней поверхностью и материалом заготовки. Такие фаски
создаются на калибрующей части развертки, на кромках ленточек
8.5, Взаимное расположение поверхности резания и задней поверхности (а = 0)
158
сверла. Если задняя поверхность внедряется в материал заготовки
(рис. 8.5, в), то такое оформление задней поверхности является недопу-
стимым. Задняя поверхность (рис. 8.5, г), касаясь поверхности реза-
ния у режущей кромки, в последующем может отходить от нее. Ра-
бота подобного инструмента оказывается возможной. Рассматривае-
мый случай имеет место на режущих кромках зуба шевера в момент
формирования ими обработанной поверхности зубчатого колеса.
Угол наклона режущей кромки X сильно влияет на процесс струж-
кообразования, на соотношение проекций силы резания, на равномер-
ность процесса резания и на направление схода стружки. Рекоменду-
емая величина угла наклона режущей кромки % для различных инстру-
ментов колеблется от 0 до 45...60°. Обработка с большими углами на-
клона режущей кромки X особенно э^ективна при срезании тонких
стружек. В этом случае значение угла достигает 60...80°. Чтобы обес-
печить отвод стружки в требуемом направлении, угол % выбирают
в пределах от 5 до 15°. Так, при нарезании резьбы метчиками, когда
X ~ 10... 12°, можно заставить стружку идти в предварительно обра-
ботанное отверстие, т. е. спроектировать так называемый бесканавоч-
ный метчик. У таких инструментов, как твердосплавные проходные
резцы, торцевые фрезы, X == 10... 15°, благодаря чему удаляется от вер-
шины зуба место соприкосновения в начале резания материала заго-
товки и инструмента. Это предохраняет пластину твердого сплава от
скалывания. Наличие углов % на проходных резцах и торцевых фрезах
вместе с тем приводит к ухудшению условий резания на вершине и
вспомогательной кромке, так как снижаются величины передних уг-
лов на этих кромках. Увеличение угла X до 30...45° в этом случае
приводит к резкому снижению стойкости и интенсивному износу
вспомогательной режущей кромки.
Для цилиндрических и концевых фрез рекомендуемые величины
угла наклона режущей кромки X = 30...45°, что обеспечивает более
равномерное фрезерование, так как каждый зуб постепенно входит
и постепенно выходит из соприкосновения с заготовкой. Для нежест-
ких инструментов и при обработке нежестких деталей рекомендуется
величины углов наклона режущей кромки X снижать. Угол X влияет'
на увеличение номинальной контактной площадки на передней поверх-
ности, что вызывает изменение силовой и тепловой напряженности ре-
жущей части инструмента. Это используется для создания инструмен-
тов с углом X — 20...24°, предназначенных для обработки закаленных
сталей. Наличие углов X =# 0 приводит к появлению при резании
усилий, действующих вдоль режущей кромки, что в некото-
рых условиях работы инструмента оказывается полезным. Так, раз-
вертки, предназначенные для обработки отверстий в листовом мате-
риале, имеют винтовые режущие кромки с углом X = 25...30°. Винто-
вые кромки, имеющие направление, обратное направлению вращения
развертки, устраняют возможность заедания ее в отверстии и обеспе-
чивают получение малой шероховатости обработанной поверхности, но
при этом требуются значительные усилия подачи.
Сложность выбора величин угла наклона режущей кромки X объяс-
няется тем, что зачастую изменение на режущей части величин углов X
159
приводит к соответствующему изменению величин передних и за-
дних углов, а также толщины среза на протяжении режущей
кромки.
Для определенных конкретных условий существуют оптимальные
геометрические параметры режущей части, обеспечивающие его наи-
высшую стойкость. Поэтому отклонение любого из параметров от его
оптимального значения приводит к необходимости изменять величины
других параметров. Так, увеличение переднего угла приводит к необ-
ходимости уменьшать задний угол и наоборот. Увеличение угла на-
клона режущей кромки вызывает уменьшение целесообразной величи-
ны переднего угла у. Например, при обработке стали средней твердо-
сти быстрорежущим инструментом с передним углом у№= 30...35 °
задний угол должен быть уменьшен до 4...6°. При свободном точении
стали ЗОХГСА резцами, оснащенными пластинками из сплава Т15К6,
увеличение угла наклона режущей кромки от О до 30° приводит к из-
менению оптимального значения переднего угла от —1 до —6°, а зад-
него— от 4-9 до 4-13°. Отклонения геометрических параметров от
оптимальных значений приводят к значительному снижению стойко-
сти инструмента. Например, отклонение величины переднего угла
на 5° от его оптимального значения может привести к снижению стой-
кости у резцов до 3 раз, у фрез —-до 2 раз; отклонения величины зад-
него угла на 5° вызывают уменьшение стойкости у резцов в 2 раза,
у фрез — до 5 раз и приводят в случае увеличения задних углов к вы-
крашиванию режущих кромок. Геометрические параметры инстру-
ментов в различных точках режущей кромки нельзя выбирать произ-
вольными. Величины геометрических параметров в одной или не-
скольких точках режущей кромки определяют геометрические пара-
метры в других точках и характер их изменения вдоль режущей
кромки.
В первом приближении в базовых, наиболее загруженных точках
кромки либо в точках, расположенных на наиболее ответственных ее
участках, можно принимать оптимальные величины геометрических
параметров. Если же наблюдается резкое изменение геометрических
параметров, то целесообразно в базовых точках создавать такие геомет-
рические параметры, чтобы их средние величины были близки к опти-
мальным.
При изготовлении инструментов важно обеспечить соблюдение при-
нятых оптимальных величин геометрических параметров,так как от-
клонения от них приводят к падению стойкости, ухудшению чистоты
обработанной поверхности и т. п. Однако абсолютно точно ни опреде-
лить, ни воспроизвести на инструменте оптимальные геометрические
параметры невозможно. Поэтому если точность изготовления геомет-
рических параметров существенно не влияет на точность обработки,
то допуски на углы режущей части инструмента принимаются обычю
равными ±1...2°. Для малых же величин углов (до 3°) допуск берется
=t30'. Если же точность изготовления геометрических параметров
влияет на точность обработки, то допуски на них зависят от допусков
на изготовление деталей и выбираются в более узких пределах. На-
пример, для зуборезных гребенок, предназначенных для обработки
160
зубчатых колес, допуск на передний и задний углы принимается рав-
ным ±10'.
При выборе геометрических параметров режущей части инструмен-
та необходимо иметь в виду, что излишняя их дифференциация в соот-
ветствии с конкретными условиями работы инструмента усложняет
инструментальное хозяйство. Поэтому целесообразно устанавливать
определенные- группы геометрических параметров применительно
к найболее распространенным условиям работы.
8.3. Определение геометрических параметров
режущей части инструмента
Чтобы спроектировать режущий инструмент и оценить его работо-
способность, необходимо уметь определять величины геометрических
параметров на режущей части. Часто величины геометрических пара-
метров не остаются постоянными при переходе от одной точки режу-
щей кромки к другой и не всегда возможно обеспечить независимые
величины геометрических параметров в различных точках кромки.
В фиксированной исследуемой точке кромки геометрические парамет-
ры могут изменяться-во времени. При изготовлении и контроле режу-
щего инструмента может возникнуть необходимость пересчета углов,
рассматриваемых в различных секущих плоскостях. Так, определе-
ние передних и задних углов в продольном и поперечных сечениях
имеет большое практическое значение при заточке резцов, фрез, кон-
струирований сборных инструментов.
Подобные задачи анализа геометрических параметров режущей
части инструмента можно решать графически, используя методы на-
чертательной геометрии. Например, графически проанализируем гео-
метрию передней поверхности резца (рис. 8.6). Заданными считаем:
угол в плане ср, вспомогательный угол в плане cpi, передний угол у
и угол наклона режущей кромки %. Необходимо определить попереч-
ный передний угол уп, продольный передний угол упр> передний угол
на вспомогательной режущей кромке угол наклона вспомогатель-
ной режущей кромки Выберем систему плоскостей проекций V,
/7, W. За плоскость Н примем опорную плоскость резца. Считаем, что
скорость резания в вершинной точке режущей кромки резца идет пер-
пендикулярно к опорной плоскости. Тогда опорная плоскость будет
основной плоскостью. За плоскость V примем плоскость, параллель-
ную плоскости резания, которая проходит через режущую> кромку
и вектор скорости резания. За плоскость W примем плоскость^ парал-
лельную главной секущей плоскости. В выбранной системе плоскостей
проекций изображаем режущую кромку АВ. Положение ее проекции
AiBi на плоскость Н определяется углом в плане ср, а на плоскость
- V — углом наклона режущей кромки X. Через точку А проводим в се-
кущей плоскости V, идущей параллельно плоскости W, прямую ЛС,
расположенную в передней плоскости. Она проецируется на плос-
кость W в прямую Л3С3, идущую под углом у к оси проекций W!H.
Две прямые АВ и ЛС определяют на чертеже положение передней
6 9-385 161
8.6. Графическое определение продольных и поперечных углов
плоскости резца. Через точку В проводим поперечное сечение I. Оно
пересекается с прямой АВ в точке В, а с прямой АС — в точке С.
Линия ВС — это линия пересечения передней плоскости с поперечным
сечением I. Чтобы определить истинную величину поперечного угла
уп, введем новую систему плоскостей проекции Q/H, проведя плоскость
Q параллельно поперечному сечению 7. По правилу перемены плоско-
стей проекций находим проекцию В4С4 линии ВС на плоскость Q. По-
ложение прямой В4С4 и определяет искомый поперечный передний
угол уп.
Через точку А проводим продольное сечение II, которое пересе-
кается с прямой ВС в точке М. Поэтому прямая AM является линией
пересечения передней плоскости и продольного сечения II. Чтобы
определить истинную величину продольного переднего угла, введем
новую систему плоскостей проекций H/S. Плоскость В проведена па-
раллельно продольному сечению II. По правилу перемены плоско-
стей проекций находим проекцию Л5Л4а линии AM на плоскость В.
Положение прямой Лб/И5 определяет искомый продольный передний
угол уПр. Он заключен между прямой и следом H/S, который
в данном случае отрицательный.
162 .
Чтобы определить вспомогательный передний угол у1( проводим
через точку Л секущую плоскость III, перпендикулярную к проекции
АХЕ^ вспомогательной режущей кромки АЕ на плоскость Н. Секущая
плоскость III с прямой ВС пересекается в точке К. Прямая АК будет
линией пересечения передней плоскости и сечения III. Чтобы опреде-
лить истинную величину вспомогательного переднего угла введем
новую систему плоскостей проекций Н/Т. Плоскость Т проведем па-
раллельно сечению III. По правилу перемены плоскостей проекций
находим проекцию Л6/(б линии АК на плоскость Т. Положение пря-
мой Л6/<0 определяет искомый вспомогательный передний угол yf,
он заключен между прямой Л6/(0и осью проекций Н/Т. В рассматри-
ваемом случае он является отрицательным.
Для определения угла наклона Х4 вспомогательной режущей кром-
ки рассмотрим сечение IV , проходящее через вспомогательную режу-
щую кромку перпендикулярно к плоскости Н. Это сечение с прямой
ВС, лежащей в передней плоскости, пересекается в точке Е. Линия
АЕ является вспомогательной режущей кромкой. Чтобы определить
угол ее наклона Xlf введем новую систему плоскостей проекции H/R.
Плоскость R проведем параллельно сечению IV. По правилу перемены
плоскостей проекций находим проекцию А7Е7 линии АЕ на плоскость
R. Положение прямой А7Е7 определяет искомый угол Х4 наклона
вспомогательной режущей кромки. Он заключен между прямой А7Е7
и осью проекций Н/R. В рассматриваемом случае угол наклона
вспомогательной режущей кромки является отрицательным.
Рассматривая приведенное графическое построение, получаем фор-
мулы для расчета углов резца.
Так, из д Лз^зОз имеем
F3O3 = ЛзЛ ctg у,
а из д
cos<р.
По построению ЛХС4 — Г3С3. Поэтому В1С1 ?= ; А-^ »
_ Л3Г3 cos q)
tg у sin ф ‘
По построению Л1В1 = A2L2.
Из ДЛ2В2£2 имеем
B2L2 = H2BatgZ = ^M^.
2 2 Л 2 Ь fg Y Sin ф
По построению В4Р4 ==. A3FS + B2L2, = ВК\.
Из д В4Р4С4 получим
f . = ^4^4 Аз?з Cg ? sin ф + tg X cos Ф) tg у sin ф
й,п Р4С4 A8F8tgYsin(p
Таким образом,
tg Yn “ tg Y sin Ф + tg X cos <p.
6* 163
8.7. Определение продольного заднего угла
Аналогично получим
tg Тпр = tg у cos ф — tg Л sin ф;
tg Yi = tg у cos (ф + фО — tg X sin (ф + ф^ь
tg = tg у sin (ф + фх) + tg X cos (ф + фх).
При анализе геометрии режущих инструментов в ряде случаев це-
лесообразно использовать кинематический способ. Например, опреде-
лим продольный задний угол сспр резца, если известны главный
задний а, угол наклона кромки % (рис. 8.7) и угол в плане ф.
Главная задняя плоскость резца создается при прямолинейно-посту-
пательном движении режущей кромки со скоростью V. Это, движение
разложим на два движения со скоростями и v2. Скорость и1 напра-
вим по оси z. Угол между векторами и v2 будет заданным задним
углом а. Тогда tga = ^.
Горизонтальный вектор v2 разложим на два горизонтальных^векто-
ра и3 и v4. Вектор v3 лежит в продольном сечении, а вектор v4 идет
вдоль проекции ЛХВХ режущей кромки АВ на плоскость_ху. Вектор
в плоскости гх раскладывается на два вектора v5 и пв. Следова-
тельно, =;= Ug -|~ Vg Vg.
Таким образом, движение режущей кромки Л В со скоростью v
при образовании главной задней поверхности разложено на четыре
составляющих движения. Но движение со скоростью v& приводит к
перемещению режущей кромки АВ «самой по себе». Поэтому это дви-
жение не влияет на форму главной задней поверхности и при анали-
зе геометрии задней поверхности его можно не учитывать. Тогда
4~ ^3 + V6-
Векторы и й6 лежат в продольном сечении /. Их суммарный век-
тор и8, который касается задней поверхности резца, также лежит в сечении
164
8.8. Геометрия резцов с дополнительной
кромкой
/. Векторы и ve идут по оси z.
Их суммарный вектор v7 = vx—
— ve. По определению угол меж-
ду вектором v7 и вектором v8 будет
задним углом . апр. Рассматривая
соответствующие векторные тре-
угольники, имеем
v2 = Vi tg a; v3 = ,
i ь » a cos ф»
04 = М£Ф; уб = v4tgX;
u7 = Vi — v6; ctg anp = v7/v3.
Следовательно,
rry __ fi (1 — tg a tg <p tg Л) cos ф
ctg ----------“Mg a------'---'
После преобразований получим
ctg anp = ctg a cos ф — tg X sin <p.
Аналогично выводится формула для определения поперечного зад-
него угла:
ctg ап == ctg gc sin ф + tg а cos <р.
Для вспомогательной режущей кромки
ctg апх ctg aL sin <рх — tg %! cos q>x;
ctg anP1 = ctg a2 cos <px + tg sin <px.
При решении задачи определения углов в различных секущих
плоскостях можно воспользоваться положением о том, что смешанное,
вектор но-с кал яр ное произведение трех векторов, лежащих в одной
плоскости, равно нулю. Используя это положение, спроектируем ре-
зец с дополнительной режущей кромкой, которую расположим парал-
лельно оси обрабатываемой заготовки. Это позволяет вести обработку
деталей с повышенными величинами подач. Определим, какой величины
необходимо выбрать геометрические параметры главной режущей
кромки, т. е. углы ф, у и X, для того чтобы получить дополнитель-
ную режущую кромку, расположенную параллельно оси заготовки
(рис. 8.8). В системе xyz запишем вектор Р — I + &tg%.
По линии пересечения передней плоскости с секущей плоскостью
zy проведем вектор
77 = j —£tgy.
По дополнительной режущей кромке проведем вектор
Ро = — i cos <р 4- / sin ср -j- k tg Xo.
1 Все рассматриваемые векторы лежат в одной передней плоскости,
поэтому их смешанное произведение равно нулю:
[Т7хР1Ро = О.
165
8.9. Геометрия резца при установке выше центра
В координатной форме это произведение записывается так:
О 1 — tg-y
1 0 tgX
— cos ф sin ф tg
Раскрывая определитель, получаем
tg X cos ф -J- tg Хо + tg у sin ф = 0.
В рассматриваемом случае дополнительная режущая кромка долж-
на идти параллельно оси заготовки, угол ~ 0. Тогда
tg 1 cos ф + tg у sin ф = 0.
По этому соотношению выбираются углы у, ф, % при проектирова-
нии резцов с дополнительной зачищающей режущей кромкой. Из трех
величин углов у, ф и X две можно выбирать произвольно, а третью рас-
считывать по приведенной формуле. Так, если выбрать углы ф и у, то
угол X необходимо определять по формуле tg X — —tg ф tg у.
В частном случае, если принять угол 1 = 0, то при любом значе-
нии угла ф =/= 0 передний угол у — 0.
Определяя взаимосвязи кинематических геометрических парамет-
ров с инструментальными, воспользуемся ранее выведенной формулой
для подсчета угла т между кинематической и инструментальной плос-
костями резания. Например, рассмотрим проходной резец, у которого
К = 0, установленный выше центра (рис. 8.9). Задний угол в нормаль-
ной секущей плоскости при резании
ОСЛ ==: OCjV — Т •
Передний угол
у„ = yjv + т,
166
8.10. Угол р спирального сверла
где ах, Yv— инструментальные
задний и передний углы в нор-
мальном сечении.
Рассмотрим точку С режущей
кромки. Превышение резца над
осью детали обозначим через h,
а радиус точки С через Rx.
Тогда угол р определяем по
формуле
. h
sinp = — .
Вектор скорости резания в
точке С, если пренебречь движе-
нием подачи и рассматривать
только вращательное движение,
V — ftg р + k.
Подставив в формулу для
подсчета углах координаты век-
тора v и учитывая, что угол
Хи — 0, имеем
tg Т = tg [1 cos <р.
По этой формуле рассчитываем
угол т и соответственно передние
у1г и задние ап углы при установке проходного резца с X = 0 выше
центра.
В ряде случаев при анализе геометрии режущих инструментов возни-
кает необходимость -Определять углы между двумя векторами. Угол
в между векторами Л и В может быть подсчитан по формуле
(Л - б)
cos 8 = 77====== .
Например, определим угол наклона режущей кромки X в произ-
вольной точке С спирального сверла (рис. 8.10). По определению меж-
ду режущей кромкой и скоростью резания v будет угол, равный 90°—X.
По режущей кромке сверла направим единичный вектор
Р — /sin (р — kcos ф.
Единичный вектор скорости вращения точки С вокруг оси сверла
v — i cos р 4- /sin р.
Следовательно,
cos (90° — %) = —sin р sin ф = sin X.
По этой формуле подсчитываем угол X наклона режущей кромки
в любой ее точке у спирального сверла. Угол р определяем по формуле
sin р = r/Ri)
167
8.11. Передний угол сверла
ад/, который определяют по формуле
где г — радиус сердцевины
сверла; Ri — радиус произ-
вольной точки режущей
кромки.
Передние и задние уг-
лы в нормальном к режу-
щей кромке сечении опре-
деляем, зная положение
нормалей к поверхности ре-
зания Ур, к передней по-
верхности и к задней
поверхности N3. Угол меж-
ду нормалями-ДОр и Уп ра-
вен 90° — уv и находим по
формуле
Ь м — - * ^п>
№ ЙрХЛГп]|’
Между нормалями 17р
и N3 находится задний угол
tg«№
|[Ур X Уз]| .
(Ур • Уз)
Нормаль Мр к поверхности резания определяют как векторное
произведение вектора Р, идущего по режущей кромке, и вектора
скорости резания и: _ _
Ур=[Рхи].
Нормаль к передней поверхности Nn определяют как векторное
произведение вектора Р и любого вектора 77, касательного к пе-
редней поверхности:
19п = [Рх77].
Нормаль к задней поверхности N-3 может быть определена как
векторное произведение вектора Р и любого вектора 3, касательного
к задней поверхности:
N3 = [Р X 3].
Например, определим передние углы в нормальном к режущей
кромке сечении у спирального сверла (рис. 8.11). По режущей кромке
сверла направим единичный вектор ’'
Р =—isincpsinp — у sin <р cos<р — &cos<p.
Единичный вектор скорости вращения точки С вокруг оси сверла
v = i.
168
Вектор П, идущий по касательной к передней поверхности в плос-
кости xz, будет
П — i tg ©/ 4- k,
где tg©/ =^tg<o;
to — угол наклона винтовой канавки сверла, измеряемый по кромкам
ленточки.
Вектор нормали к поверхности резания
Л/Р = [Р X v] =
i / k
— sin <psin p — sin <pcos p— cos ф
1 0 0
Отсюда Np — — / cos ф -J- k sin ф cos p.
Вектор нормали к передней поверхности сверла
Л/п = \р X п] =
i /* k
— sin <р sin р — sin ф cos р — cos ф
tg со/ 0 1
Раскрыв определитель, получим
Nn = i sin ф cos р + 7 (sin ф sin р — tg ©/ cos ф) + Л tg to sin ф cos p.
p X 2Vn] —
Скалярное произведение векторов
(Л/р • #п) = tg (dt cos2 ф — sin Ф sin p cos Ф 4- tg to/ sin2 ф cos2 p.
Векторное произведение векторов
i / k
0 —СОЭф sin Ф cos p
— sin ф cos p (sin ф sin p — tg tox cos ф) tg to/ sin Ф cos p
Раскрыв определитель, после преобразования получим
[Мр х Л/п] — i (— sin2 Ф sin рcos р) — j sin2 ф cos2 p — k sin Ф cos ф cosp
Модуль рассматриваемого произведения
1[Мр X Мп]I = К sin4 ф sin2 р cos2 р + sin4 ф cos4 р 4- sin2 ф cos2 ф cos2 р,
или
|[Л/Р X Л/п]| = sin ф cos р.
Следовательно, передний угол yN в нормальном к режущей кромке
сечении определяют по формуле
tg?A' =
tg СО/ (sin2 ф COS2 р 4- COS2 ф) — sin <р sin р COS ф
sin Ф cos р
169
После преобразований получим
, , 1—sin8 <р sin2 ц ,
tg V = tg (0,--:---\----- — tg р COS ф.
& 'ЛГ 1 Sin ф cos р ® г
По этой формуле можно подсчитать величины передних углов
в различных точках режущих кромок сверла.
8.4. Геометрия резцов с многогранными пластинами
В последнее время получили широкое распространение сборные
резцы с многогранными пластинками твердого сплава. Многогранные
пластинки изготовляются без заднего угла, т. е. а = 0, а также с зад-
ними углами ос — 11 и 20°. Если пластина является правильным много-
угольником, то угол при его вершине (рис. 8.12, а)
_ 180° (п —2)
/г
где п — число сторон многоугольника.
При выборе формы многогранной пластины приближенно можно
считать, что
ф + + Ф1 = 180°.
Отсюда
т] = 180° — (ф + Ф1).
Следовательно,
?? = 180° —(<р—<fa).
Решая это соотношение относительно п, имеем
360е
п = —;----
Ф Ч- Ф1
Наиболее часто расчет по этой формуле приводит к дробному числу
граней. Его округляют до целого числа, соответствующего числу гра-
ней имеющихся пластинок. Если в этом случае резец проектируется
с главным углом в плане ф, то вспомогательный угол в плане
360° — пф
ф =---------х.
Т1 п
Положение многогранной пластинки на державке резца опреде-
ляется тремя параметрами, величины которых выбираются независимо
друг от друга. Такими параметрами будут: главный угол в плане <р,
задний угол ос, угол наклона режущей кромки %. Считаем, что много-
гранные пластинки изготовлены с задним углом, равным нулю. Задний
угол на резце может задаваться в главной секущей плоскости ос или
в-нормальном к режущей-кромке сечении aN.
Определим продольный и поперечный углы на опорной плоскости плас-
тины, а также геометрические параметры на вспомогательной режущей
кромке резца. Продольный и поперечный углы на опорной плоскости
170
пластины необходимы для изготовления гнезда в державке резца. Они
будут равны передним продольному и поперечному углам резца, если
считать, что многогранная пластина имеет переднюю плоскость, кото-
рая идет параллельно опорной плоскости пластины. С многогранной
пластиной (рис. 8.12, б) свяжем систему координат xyz. Устанавливая
пластинку на державку резца, поворачиваем ее вокруг оси z до тех
пор, пока на режущей части резца не образуется требуемая величина
угла в плане ср (рис. 8.12, в). В этом положении система xyz, связанная
с пластинкой, совпадает с системой xoyozo, связанной с державкой рез-
ца. Чтобы на резце получить требуемый угол наклона X, систему xyz,
связанную с пластинкой, повернем на угол X вокруг оси уп. Тогда си-
стема xyz совместится с системой х^у^ связанной с державкой резца.
А чтобы создать на режущей части резца необходимый задний угол адг,
повернем пластинку вокруг режущей кромки, т. е. вокруг осн xt на
угол адг. Тогда система координат, связанная с пластинкой, займет по-
ложение системы xyz.
171
Запишем формулы перехода от системы xyz к системе хог/ого: ;;
x0=xcosX— sinX(2cosce,v4-/7sina,v); Д
z/0 = z/cos a#—zsinajv;
zQ= x sin X + cos % (z cos aN 4- у sin aN).
По этим формулам, зная координаты любой точки многогранной
пластины в системе xyz, определим координаты выбранной точки в си- {
стеме хоУ(^о, связанной с державкой резца, т. е. найдем положение пла- J
стины на державке резца.
Нормалью N к опорной плоскости пластины в системе xyz бу-
дет вектор k. По формулам преобразования координат проекции
этого вектора N на оси xoyozo
NXo ——cosa7vsin%; >
sina^: ff
NZo == cos «дг cos %.
Таким образом, нормаль к опорной поверхности в системе x0yoZQ
I
N — iQ(—cos ajv sin X) 4~/о (—sinaw) 4- & cos a# cos %,
где Iq, /o, — единичные векторы по осям xQybzQ.
Параллельный вектор
MgX+TJtgaA/-^- —Fo. j
Вектор /7Пр запишем так: f
Z7np == TQ sin ср + /0cos ср — Io tg уяр.
Векторы Afn и Ппр взаимно перпендикулярны. Поэтому их скаляр-
ное произведение равно нулю. Следовательно, *
tg aw cos ф
tgXsinq>4---—jj— + t Tnp = 0.
Отсюда
sin X sin ф + tga»r cos <p
tgVnp == >
где уПр — продольный передний угол опорной плоскости многогран- i
ной пластины. [
Вектор в поперечном сечении резца
Пи = — i0 cos ср 4- /0 sin ср — k0 tg уп. I
А
Векторы А4 и Пп взаимно перпендикулярны. Следовательно,
tg осл; sin ф
— tgXcos ср 4- ё т 4- tg7п = 0.
VUO л в
172
Отсюда
, , , *•' tgawsinfP
tgTn = tgUosq>------3575—.
где yn — поперечный передний угол опорной плоскости многогранной
пластины.
В системе xyz вектор, идущий по вспомогательной режущей
кромке, _ _ _
/ tg(180°-n).
В системе xoyozo по формулам преобразования координат вектор
Рг = /j—cos X —sink tg (180° — в) sin ajy] + /0 tg(180° — в) cosa^ +
+ ^o [—sink 4~cosk tg(180° — в) sin a#].
Введем дополнительную систему координат x2y2z2. Ось z2 будет
совпадать с осью z0, а оси х2 и у2 будут располагаться соответственно
в поперечном и продольном сечениях. Переход от системы х0//0г0 к си-
стеме x2y2z2 осуществляется по формулам преобразования координат;
х2 —Xq cos <р — у0 sin ф;
у2 = у0 cos ф — х0 sin ф;
г2 = z0.
Вектор Pi в системе х2у2г2 запишется так:
= i2 {[— cos X — sin X tg в sin cos ф — tg r| cos aN sin ф} -f-
+ /2 {tg В cos a# cos ф -И— cos X — sin X tg в sin a,y] sin ф} 4*
4- k2 (— sin X 4- cos X tg y] sin a.v)-
Вспомогательный угол в плане фх определяют по формуле
tg i] cos cos ф — sin ф (cos X 4- sink tg 4 sin
tg Ф1 — cos ф (cos sin x tg T] sin av) 4- sin <p tg 4 cos aw’
ИЛИ
tgrjcosa^—tg cp (cos Xsin X tg t] sin ocjy)
1 cos sin X. tgr] sina^ 4-tg9 tgr| cosa^
Вспомогательный угол в плане фг определяем таким же образом.
Зная вектор Plt в системе xQyQzQ находим угол в (рис. 8.12) по фор-
муле
cos X 4- sin X sin aN tg (180° — r])
tge — coso^tg (180° — Tj)
Отсюда tg 8 = tg ссд-sin a 4“
_______cos X_______
cosaw tg(180= — n)
По построению угол Ф! = 90° — ф — е, откуда 8 — 90° — (ф 4- по-
следовательно,
ctg (q> + <₽,) = tg ЗД Sin X + cosXjvtg(180o_-^
173
В частном случае при А— 0 и Ад, = 0 имеем
ctg(q> + <Pi) = tgd^-rij’
откуда 180° — ц 4- <р 4~ Фр
Определим угол наклона вспомогательной режущей кромки Ах.
По вспомогательной режущей кромке проведем вектор Pf. В систе-
ме хоуого _ ~ _ __
Pi = — j0 s in 8 4~ / о cos 8 — k0 tg Aj.
Для нашего случая вектор, идущий по вспомогательной режущей
кромке Р*, и вектор нормали Nn к опорной плоскости взаимно пер-
пендикулярны. Поэтому
tg cos 8
— tg A sin 8 -|---т----h tg А^ = 0.
ь i cos % & 1
Отсюда
tg аЛ/ COS 8
tg Ajl = tg % sin e-------,
или
. _ . . , , tgo^sin (Ф-f-ф1)
tg At = tg A cos (<p + <px)---—r-------.
По этому соотношению определяем угол наклона вспомогательной
режущей кромки.
Во вспомогательной статической секущей плоскости проведем
вектор Длину его проекции на плоскость зд0 примем равной
единице. Тогда
Зх = z’o cos s + /о sin s — k ctg at
Векторы P\’Nn и Зг лежат в одной вспомогательной задней пло-
скости. Поэтому
— sin 8 COS 8 —- tg Aj
tgb -1 = 0.
cos a
cose sins —ctgai
Раскрыв определитель, получим
/ tga^ \ / \
cos 81 — cos е И- tg Ах I — sin е I sin е 4~ tg A tg Ах I —
/ sin 8 tg ot*> \
— ctg a,----------x-----tg A cos e=0.
& 1 \ -COS л ъ /
Определяя отсюда alf получим
cos A 4- tg Aj sin A sin e — tg a,v tg cq cos e
ctg Ct 1 — -----г-----—---:—--------------- i
6 1 tg Лд, Sin 8 + Sin A COS 8 ’
174
или
__ tg aN cos (ф + (pi) 4- sin X sin (ф + epi)
— cos % -[- tg M sin % cos (ф -{- фх) — tgo^'sin (<p -f- (pj)'
Определим передний статический угол считая,что многогранная
пластинка имеет плоскую переднюю поверхность, которая идет парал-
лельно опорной плоскости пластины. Во вспомогательной статической
секущей плоскости проведем вектор Пг. Длину его проекции на плос-
кость xoyQ примем равной единице. Тогда
/7Х == iQ cos в + /0 sin в — k0 tg
Вектор П1 и вектор нормали #п к опорной плоскости пластины
взаимно перпендикулярны. Поэтому
. я tgaiu sin е
COSEtgX + _—_+tg71 = 0.
tgaN sin.e
Отсюда tg ft =-----—7— — tg X cos в.
LUo /V
8.5. Совершенствование инструментов за счет создания
целесообразных геометрических параметров на режущей части
Многочисленными экспериментами и данными. производства дока-
зано, что одним из возможных путей совершенствования инструментов
и повышения производительности обработки является создание целе-
сообразных геометрических параметров на их режущей части. Чтобы
находить рациональные конструкции инструмента, необходимо опре-
делить характер изменения геометрических параметров вдоль режу-
щей кромки и во времени, от каких факторов он зависит и каким об-
разом можно его изменить в целесообразную сторону.
Рассмотрим, например, тангенциальные фасонные резцы с прямо-
линейным поступательным движением подачи S (рис. 8.13, а). При
точении заготовка быстро вращается вокруг своей оси с угловой ско-
ростью со, а резец совершает медленное движение подачи 5. Исследу-
емая точка С режущей кромки резца в результате движения подачи
в точке А начинает соприкасаться с заготовкой и срезать заданный при-
пуск величиной 6. В точке В процесс резания заканчивается и при
дальнейшем движении подачи резец металла не срезает. Определим
передние углы в выбранной точке С режущей кромки. При определе-
нии поверхности резания движением подачи можно пренебречь и счи-
тать, что в исследуемый момент времени поверхностью резания являет-
ся поверхность вращения режущей кромки вокруг оси заготовки.
В тот момент, когда точка С попадает в точку А, нормаль к поверхно-
сти резания будет линией ОА. От вертикального направления она
отклоняется на угол Поэтому в точке А передний угол в процессе
резания в рассматриваемом сечении
Yp = Y — Hi-
175
8,13, Геометрия тангенциального резца
Когда исследуемая точка режущей кромки попадет в точку В, нор-
маль к поверхности резания будет линией ОВ и передний угол равен
<у. Таким образом, передний угол в процессе резания ур уменьшается
по сравнению со статическим углом у. Амплитуда колебаний передне-
го угла при точении равна углу pi. Угол подсчитываем по соотно-
шению
cos рг — # »
где R — радиус обработанной поверхности детали; 6 — припуск, сни-
маемый при тангенциальном точении.
Соответственно задние углы ар при точении будут увеличиваться
по сравнению со статическим задним углом а. В точке А угол
ар^а-l-pj, В точке В задний угол ар при резании равен статиче-
скому заднему углу а. В силу изменения углов резца при его
проектировании задний угол а берут небольшой величины, равной
2...8°, а переднийхугол у соответственно увеличивают.
Анализ приведенной формулы показывает, что амплитуда колеба-
ний. угла а следовательно, передних и задних углов при точении
зависит от припуска 6. Чем больше припуск 6, тем больше угол рх.
Поэтому для того чтобы амплитуда колебания угла рх была неболь-
шой, рекомендуется тангенциальные резцы применять при чистовом
точении, т. е. при снятии небольших припусков. Если же необходимо
снимать значительный припуск, то приходится распределять работу
резания между несколькими следующими друг за другом резцами,
установленными на разной высоте. Таким образом, приходится вместо
тангенциального точения переходить на протягивание поверхностей
вращения плоскими протяжками. Этот способ обработки в ряде слу-
чаев наиболее целесообразен.
Движение подачи при тангенциальном точении может быть вра-
щательным (рис. 8.13, б). Вращаясь медленно вокруг оси О2, исследу-
емая точка режущей кромки резца, попадая в точку А, начинает сре-
зать материал заготовки, а в точке В заканчивает процесс резания.
176
В точке В нормаль к поверхности резания, если пренебречь движением
подачи, будет линией OBt а передние ур и задние ар углы равны
статическим углам у и а. В точке А нормаль к поверхности резания
является линией О А, а передний угол ур==у — ц2, задний угол
ctp — а 4* р3.
Рассмотрение чертежа показывает, что угол р2 существенно мень-
ше угла т. е. при вращательном движении подачи амплитуда коле-
баний передних и задних углов при точении уменьшается по сравне-
нию с точением при прямолинейно-поступательном движении подачи.
Рассматривая треугольник ООгА, по теореме косинусов получим сле-
дующую формулу для расчета угла р2;
(Я + 6)а-НЯ+й)2—Л*
COS Р-2— 2(7?+б) (/? + Л) *
где h — расстояние между осью заготовки и осью вращательного дви-
жения подачи резца.
Если выбрать направление вращательного движения подачи, об-
ратное рассмотренному (рис. 8.13, в), то в момент начала резания
в точке А передний угол ур будет больше статического переднего
угла у, а задний otp меньше статического заднего угла а:
уР = у + р3; ар=а — р3.
Угол р3 подсчитывается по тому же соотношению, что и угол р2:
Из == Р-2-
Таким образом, приходим к схеме попутного точения. Углы р2 и р3 за-
висят от припуска б. Чтобы процесс резания был более стабильным,
рассматриваемые тангенциальные резцы рекомендуется применять
при снятии небольших припусков б. Если необходимо снимать значи-
тельные припуски, то целесообразно переходить к протягиванию тел
вращения круговыми протяжками, т. е. распределять работу срезания
припуска на ряд зубьев (резцов) круговой протяжки.
У ряда инструментов геометрические параметры изменяются не
во время процесса резания, а при переходе от одной точки режущей
кромки к другой. В этом случае приходится решать задачу выравни-
вания геометрических параметров по длине кромок. Примером таких
инструментов могут служить фасонные затылованные фрезы, фасон-
ные радиальные резцы, спиральные сверла и другие.
Рассмотрим, например, геометрию режущей части спирального
сверла. Расчеты показывают, что по длине режущих кромок сверла
резко изменяются передние углы; задние углы и углы наклона режу-
щей кромки. Так, у стандартного спирального сверла передние углы
при их измерении в нормальном к режущей кромке сечении изменя-
ются от 4 30,5Q на периферии до — ЗГ в центральной зоне сверла,
задние углы возрастают соответственно от 6... 12° до 25... 30°, углы
наклона режущей кромки К — от 7° 30' до 45°. При расчетах указан-
ных геометрических параметров было принято, что спиральное сверло
имеет угол при вершине 2<р = 120°, радиус сердцевины сверла г =*
177
= 0,157?, угол наклона винтовой канавки <о = 30°, угол наклона по-
перечной кромки ф —55°. Выясним причины, которые вызывают столь
резкое изменение геометрических параметров. Проанализируем геомет-
рию задней поверхности зуба сверла. Считаем, что сверло заточено
по плоскости. Изобразим режущую часть спирального сверла (рис.
' 8.14). За плоскость проекций Н примем плоскость, перпендикулярную
к оси сверла, за плоскость V—плоскость симметрии режущей части
сверла. По определению задний угол а заключен между задней по-
верхностью и поверхностью резания. За поверхность резания при свер-
лении, пренебрегая движением подачи, примем поверхность вра-
щения режущей кромки АВ вокруг оси СЕ сверла. Определим
нормали Na и Nb к поверхности резания в двух точках А и В
режущей кромки. Поскольку режущая кромка АВ лежит на поверх-
ности резания, то нормали Na и Nв в точках А и В расположатся
в плоскостях, перпендикулярных к режущей кромке. Режущая кромка
АВ располагается параллельно плоскости проекций V, поэтому рас-
сматриваемые нормали лежат в вертикально-проецирующих плоскос-
тях, следы которых обозначены через Nyt и NVi. С другой стороны,
известно, что нормали к поверхности вращения пересекают ее
ось. Плоскость Nt пересекает ось сверла в точке С. Поэтому линия
АС (ее проекции и ЛаС2) является нормалью к поверхности
резания в точке А режущей кромки, линия BE — нормалью NB к по-
верхности резания в точке В режущей кромки. Чтобы изобразить
истинное расположение нормалей Na и Nb, в нормальных к режущей
кромке сечениях введем новую систему плоскостей проекций V/1F.
Плоскость W проведем параллельно плоскостям и N2. По пра-
вилу перемены плоскостей проекций находим проекции А3С3 и В3Е3
нормалей Na и NB на плоскость 1Г. Рассмотрение чертежа (рис. 8.14)
показывает, что нормаль к поверхности резания меняет свое поло-
жение при переходе от одной точки режущей кромки к другой. При
перемещении от периферии к центру угол т, характеризующий поло-
жение нормалей, возрастает, т. е. нормаль к поверхности резания
вращается вокруг режущей кромки, что и приводит к возрастанию
задних углов от периферии к центру сверла. При заточке сверла по
задней плоскости 3, след которой обозначен 3^, положение проекции
(второй линии пересечения задней плоскости и нормального сече-
ния), ограничивающей задний угол ап, не меняется при переходе от
периферии к центру. Таким образом, в рассматриваемом случае изме-
нение задних углов вдоль режущей кромки сверла объясняется только
изменением положения нормали, а следовательно, и плоскости реза-
ния, при переходе от одной исследуемой точки к другой.
При заточке по коническим и винтовым поверхностям касательная
к задней поверхности в нормальном сечении будет менять свое поло-
жение, но это не окажет существенного влияния на характер изме-
нения задних углов вдоль режущей кромки сверла. Величины передних
углов уп в нормальных к режущей кромке сечениях резко изменяются
по длине кромки по двум причинам. Во-первых, нормаль к поверхно-
сти резания изменяет свое положение. При переходе от периферии
178
8.14. Геометрия спирального сверла
к центру сверла нормаль к поверхности резания приближается к пе-
редней поверхности и на определенном участке кромки внедряется
в тело сверла. Это приводит к уменьшению передних углов к центру
сверла и к отрицательным передним углам в центральной зоне режу-
щих кромок. Во-вторых, при переходе от периферии к центру меняет-
ся положение касательной к передней поверхности. На произвольном
цилиндре радиуса Ri угол наклона винтовой линии его пересечения
с передней винтовой поверхностью сверла
К центру сверла угол уменьшается, что приводит к уменьшению
передних углов у# вдоль режущей кромки при перемещении от пери-
ферии к центру.
Рассмотрение формулы для определения переднего угла уд? в нор-
мальном к режущей кромке сечении показывает, что он зависит от
угла в плане ср, угла наклона винтовой канавки со, угла р, измеряемо-
го между радиусом рассматриваемой точки и проекцией, касательной
к режущей кромке на плоскость, перпендикулярную к оси сверла.
Для улучшения режущей способности сверла и выравнивания величин
передних углов используются всевозможные способы подточки
179
передней поверхности. Хорошо зарекомендовали себя подточка перед-
ней поверхности под углом 18...20° вдоль всей режущей кромки с остав-
лением фаски, разнообразные способы подточки передней поверхности
в центральной зоне с уменьшением длины поперечной кромки до 0,1
’диаметра сверла. В этом случае изменяется положение касательной
к передней поверхности сверла, благодаря чему выравниваются ве-
личины передних углов вдоль режущих кромок.
Чтобы снизить интенсивность изменения передних и задних углов
на режущей части, разработаны сверла с диаметрально расположен-
ными кромками. У этих сверл угол ц = 0 и передний угол -у# подсчи-
тывается по формуле
sin ф ’
т. е. на всем протяжении диаметрально расположенной режущей кром-
ки он будет положительным; Однако на небольшом участке в централь-
ной зоне неблагоприятная геометрия сохраняется. Кроме того на пери-
ферии величины передних углов по сравнению со стандартными свер-
лами также возрастают, что нецелесообразно. У сверл с диаметрально
расположенными прямолинейными режущими кромками поверхность
резания будет конической, если пренебречь движением подачи. В этом
случае нормали в различных точках режущей кромки, которая идет
по образующей конической поверхности резания, займут идентичные
положения в осевой плоскости сверла. В результате ликвидируется
одна из причин резкого изменения передних углов, наблюдаемая
у стандартных сверл. Чтобы уменьшить большие величины передних
углов на периферии, в этой зоне создают участки режущих кромок
с повышенными величинами углов р = 20...30°. Установлено, что
стойкость таких сверл с ломаными режущими кромками выше стойко-
сти сверл стандартной конструкции при обработке нержавеющих ста-
лей. Более целесообразный, чем у стандартных сверл, характер изме-'
нения передних углов на режущей части можно получить за счет уве-
личения угла при вершине сверла 2<р.
Если для сверла с углом 2<р — 120° поверхность резания является
гиперболоидом вращения, то для сверла с углом 2ф = 180° — плоско-
стью вращения режущих кромок вокруг оси сверла. В этом случае
нормали к поверхности резания во всех точках режущих кромок идут
параллельно оси сверла и не меняют своего расположения, что и при-
водит к более плавному изменению передних углов на режущей части.
Увеличение углов при вершине 2ср при обычных методах заточки
сверл одновременно с улучшением геометрических параметров в цент-
ральной области режущих кромок вызывает ухудшение геометриче-
ских параметров поперечной кромки сверла — уменьшение передних
и задних углов на этой кромке. Для увеличения передних углов на
поперечной кромке прорезается канавка. Однако и в этом случае
у сверла с углом при вершине 2tp = 180° трудно создать необходимые
задние углы в точке соприкосновения поперечной и режущих кромок.
Поэтому угол при вершине в центральной области сверла может быть
увеличен до 16О..Д7О0.
180
8.15. Инструменты с подточенной передней поверхностью
Как показали испытания, стойкость рассматриваемых сверл в не-
сколько раз выше стойкости стандартных сверл, а усилия подачи
в 2,5...3,0 раза ниже. Однако во время работы рассматриваемых сверл
со специальной заточкой, особенно при работе новыми сверлами
сравнительно большой длины, наблюдаются их частые поломки,
главным образом в зоне поперечной кромки. Чтобы усилить эту зону,
нужно перейти на сверла с обратным углом при вершине в централь-
ной зоне. Эти сверла более надежные. Применение рассматриваемых"
способов заточки сверл может быть успешным только при большой
жесткости системы станок — приспособление — инструмент — де-
таль.
Хорошие результаты при сверлении мягких сталей с относительно
большими подачами дает специальная заточка, при которой каждый
зуб сверла имеет своеобразный фасонный профиль. Благодаря, этому
один зуб сверла снимает стружку выступом , расположенным в середи-
не, а смежный зуб — две стружки по краям.
Режущие кромки при рассматриваемом способе заточки на большей
своей части располагаются под углом ф к оси сверла, близким к 90°.
Это облегчает образование стружки, так как увеличиваются передние
углы. Несмотря на значительные преимущества, в силу сложности и тру-
дности выполнения этот вид заточки не получил распространения. Чтобы
181
снизить амплитуду колебания передних углов на режущих кромках,
целесообразно оформить режущие кромки в виде дуги окружности. Если
считать, что центр радиусных режущих кромок проецируется на
плоскости V (рис. 8.14) на ось сверла, то величины углов тдля различ-
ных точек режущих кромок будут одинаковыми. В результате одна
из причин резкого изменения передних углов на режущей части свер-
ла ликвидируется. Такие сверла имеют также более целесообразное
распределение толщины среза по длине режущих кромок. Они обеспе-
чивают на периферии сверла, наиболее быстро изнашивающейся, ми-
нимальные величины толщин среза. Испытания сверл с «радиусной»
заточкой показывают, что их стойкость в несколько раз превышает
стойкость сверл с обычной заточкой как при обработке чугуна, так
и при обработке стали.
У ряда инструментов геометрические параметры режущей части
существенно влияют на точность обработки деталей. У таких инстру-
ментов для обеспечения требуемой точности обработки деталей при-
ходится выбирать неблагоприятные, с точки зрения стойкости, вели-
чины геометрических параметров режущей части. Так, малые величи-
ны передних и задних углов из этих соображений выбираются у зубо-
резных долбяков, передние углы, равные нулю, принимаются у резьбо-
вых резцов. Для улучшения в подобных случаях геометрии передней
поверхности ее подточку проводят так, чтобы режущая кромка
сохранялась нетронутой. Такая фасонная форма передней поверхно-
сти создается на резьбовых резцах (рис. 8.15, с), зуборезных гребенках
(рис. 8.15, б, в), многогранных неперетачиваемых пластинках (рис.
8.15, г) и других инструментах.
Глава 9
ОСНОВЫ ТЕОРИИ ЗАТЫЛОВАНИЯ
9.1. Общие положения
Передние и задние поверхности режущей части инструментов имеют
разнообразные формы. Выбирая форму передней или задней поверх-
ности, при проектировании инструмента конструктору приходится
учитывать ряд требований. Основными из них являются следующие:
поверхности режущей части инструмента должны быть достаточно
простыми с тем, чтобьГих на существующем оборудовании можно
было относительно легко изготовить;
форма и расположение поверхностей режущей части должны обес-
печивать благоприятные величины геометрических параметров, т. е.
высокие эксплуатационные качества инструмента;
поверхности режущей части должны быть выбраны такими, чтобы
они позволяли перетачивать инструмент и чтобы новым и переточенным
инструментом можно было бы эффективно обрабатывать одни и те же
детали. Последняя задача главным образом и рассматривается в тео-
рии затылования.
182
По методу переточек инструменты подразделяются: на неперетачи-
ваемые в процессе эксплуатации; на перетачиваемые одновременно
и по передним, и по задним поверхностям; на перетачиваемые только
по передней поверхности; на перетачиваемые только по задней поверх-
ности.
К неперетачиваемым в процессе эксплуатации относятся разнооб-
разные режущие инструменты, оснащенные многогранными, обычно
твердосплавными, пластинами. Это сборные резцы, фрезы, сверла,
зенкера и др. Они находят все более широкое применение в силу их
эксплуатационных преимуществ. Эти инструменты в результате пере-
- становки пластинок и введения в работу новой неизношенной вер-
шины обеспечивают обработку идентичных изделий в процессе всего
периода их эксплуатации, т. е. при выборе их передних и задних по-
верхностей обеспечивать возможность переточек инструмента нет
нужды. К подобным же инструментам относятся и те, которые при
эксплуатации перетачиваются по передней и задней поверхностям.
В этом случае форма режущей части в процессе переточек сохраняется.
Поэтому при эксплуатации идентичные новая и переточенная режущие
части могут обеспечить обработку одних и тех же деталей. Например,
токарные проходные резцы могут перетачиваться по передней поверх
ности, главной задней и вспомогательной задней поверхностям. При
переточках сохраняется форма режущей части инструмента, которая
позволяет утверждать, что такой переточенный инструмент может
обеспечить обработку заданной детали аналогично новому. Но для
этого резец необходимо так установить на станке, чтобы переточенная
режущая часть заняла относительно заготовки то положение, которое
занимала режущая часть нового резца, т. е. переточенный резец нуж-
но несколько подвести к оси заготовки, чтобы обеспечить обработку де-
тали заданного диаметра. Таким образом, у рассматриваемых инстру-
ментов формы поверхностей режущей части выбираются из техноло-
гических соображений и необходимости обеспечения на инструменте
требуемых величин геометрических параметров.
Большую группу составляют инструменты, которые перетачивают-
ся по одной передней или задней поверхности. К ним относятся все-
возможные фасонные резцы, сверла, фасонные фрезы и другие. В этом
случае приходится решать задачу определения форм перетачиваемых
и неперетачиваемых поверхностей, обеспечивающих эффективную об-
работку новым и переточенным инструментом одних и тех же деталей.
Однако вместо сохранения неизменной обработанной поверхности де-
тали при проектировании инструмента поверхности его режущей
части выбирают такими, чтобы при переточках форма и размеры его
режущей кромки не менялись. При установке переточенного инстру-
мента на станок как бы «совмещают» режущую кромку переточенного
инструмента с положением, которое занимала режущая кромка нового
инструмента. В процессе обработки режущая кромка переточенного
инструмента должна относительно заготовки совершать точно такие
же перемещения, что и режущая кромка нового. Только в этом случае
можно утверждать, что новым и переточенным инструментом будет
обеспечена обработка одних и тех же деталей. Следует учитывать, что
183
режущие инструменты с идеально точной и неизменной при переточ-
ках режущей кромкой не всегда обеспечивают точную обработку за-
данной поверхности детали. Это объясняется тем, что при обработке
переточенным инструментом кинематика резания может изменяться
по сравнению с работой нового инструмента, т. е. могут изменяться
траектории движения различных точек режущих кромок относитель-
но заготовки. Так, при переточках целых фрез, предназначенных
для обработки винтовых фасонных канавок, уменьшается диаметр
инструмента, что вызывает изменения в траекториях движения режу-
щих кромок относительно заготовки. В результате при переточках
меняется и форма обработанной винтовой канавки. Однако изменения
формы обработанной канавки незначительны и ими пренебрегают при
проектировании инструмента.
9.2. Формы перетачиваемых поверхностей
режущей части инструмента
Формы перетачиваемых поверхностей режущей части инструмента
выбираются из технологических соображений и необходимости обес-
печения на режущей части инструмента требуемых величин геометри-
ческих параметров — передних у и задних а углов и угла наклона
режущей кромки X. Если перетачиваемая поверхность будет задней
поверхностью, то при ее выборе и расположении на режущей части не-
обходимо обеспечить целесообразные положительные величины задних
углов а. Если же в качестве перетачиваемой поверхности выбирается
передняя, то при ее расположении на режущей части инструмента не-
обходимо обеспечить целесообразные величины передних углов. Наи-
более простой с точки зрения изготовления является плоская поверх-
ность. Она широко используется в качестве перетачиваемой поверхно-
сти у различных инструментов. К таким инструментам относятся
сверла, фасонные затылованные фразы, всевозможные фасонные рез-
цы, резцовые головки и зубострогальные резцы для обработки кониче-
ских прямозубых колес, резцовые, головки для обработки спирально-
зубых конических колес и другие инструменты. В том случае, когда
плоская поверхность оказывается неприемлемой, переходят на другие
формы перетачиваемых поверхностей режущей части.
Относительно простыми, с точки зрения их обработки на существу-
ющих станках, являются такие поверхности вращения: круглые кони-
ческие и цилиндрические поверхности, которые также используются
в качестве перетачиваемых поверхностей режущей части инструмен-
тов. Так, если у круглых протяжек выбрать в качестве перетачиваемой
передней поверхности плоскость, перпендикулярную к оси инстру-
мента, то передний угол в любой точке режущей кромки у = 0, что
зачастую является нецелесообразным. Если же переднюю плоскость
установить наклонно к оси протяжки, то передние углы у будут раз-
личными в разных точках режущей кромки зуба, что также нерацио-
нально. Поэтому у круглых протяжек выбирается коническая перед-
няя поверхность, по которой инструмент перетачивается в процессе
184
эксплуатации. Ось конической передней поверхности совпадает с осью
протяжки. Коническая поверхность позволяет создать в любой точке
режущей кромки положительные передние углы, чего нельзя получить
при плоской передней поверхности. Чтобы создать на режущей части
инструмента положительные передние углы, за перетачиваемую при-
нимают коническую переднюю поверхность у зуборезных долбяков,
предназначенных для обработки прямозубых цилиндрических зубча-
тых колес. Цилиндрическая поверхность наряду с плоской использует-
ся в качестве перетачиваемой передней поверхности у метчиков. Пло-
ская форма передней поверхности более распространена, так как
упрощает заточку. Цилиндрическая же передняя поверхность метчика
способствует лучшему образованию и отводу стружки, в особенности
при обработке вязких материалов. Перетачиваемая передняя поверх-
ность круглых плашек зачастую является круглой цилиндрической
поверхностью, образующейся при сверлении стружечных отвер-
стий. "
Перетачиваемой поверхностью режущей части инструмента может
быть также винтовая поверхность постоянного шага. Она использует-
ся для оформления перетачиваемой поверхности режущей части ин-
струментов, имеющих режущие кромки в форме винтовых линий по-
стоянного шага. К таким инструментам относятся цилиндрические
фрезы с винтовыми канавками, развертки с винтовыми зубьями и им
подобные инструменты. Винтовая перетачиваемая передняя поверх-
ность часто используется при конструировании инструментов, у ко-
торых исходная инструментальная поверхность является винтовой.
Примером таких инструментов могут служить червячные фрезы, пред-
назначенные для обработки зубчатых колес, шлицевых валов и других
подобных деталей. Технологически переднюю поверхность червячной
фрезы наиболее просто получить в форме плоскости. При малом угле
подъема резьбы исходного червяка такая передняя поверхность явля-
ется предпочтительной по сравнению с винтовой передней поверхно-
стью, так как обеспечивает получение более точного инструмента.
Однако если при сравнительно больших углах подъема резьбы исход-
ного червяка принять плоскую переднюю поверхность, параллельную
оси фрезы, то передний угол на одной из боковых сторон будет положи-
тельный и соизмеримый по величине с углом подъема резьбы исходного
червяка, а на другой — отрицательный. Чтобы получить на обеих
сторонах зубьев одинаковые передние углы, червячные фрезы выпол-
няются с винтовой передней поверхностью, по которой они перетачи-
ваются в процессе эксплуатации. При относительно малых углах
(3...50) подъема резьбы исходного червяка червячные фрезы проекти-
руются с плоской передней поверхностью, так как в этом случае гео-
метрия на боковых кромках мало отличается друг от друга. Таким об-
разом, при проектировании режущего инструмента необходимо преж-
де всего проанализировать возможности плоской формы перетачивае-
мой поверхности режущей части. Переход от плоской формы к круглой
конической или цилиндрической поверхности, а также к винтовой по-
верхности, принимаемых в качестве перетачиваемых в процессе экс-
плуатации поверхностей, вызывается стремлением обеспечить более
185
целесообразные величины геометрических параметров в различных
точках режущих кромок, лучшие условия стружкообразования и ее
отвода, т. е. создать более технологичную конструкцию инстру-
мента.
У одного и того же инструмента могут выбираться разнообразные
по форме перетачиваемые поверхности, включающие его режущую
кромку и обеспечивающие создание на режущей части рациональных
геометрических параметров. Так, спиральные сверла перетачиваются
по задней поверхности, которая может быть плоской, круглой кони-
ческой и цилиндрической поверхностями, а также винтовой. Преиму-
ществом плоской формы является универсальность и простота ее из-
готовления при использовании простого оборудования. Заточка же
сверл по винтовым поверхностям характеризуется непрерывностью
процесса, что позволяет этот способ заточки использовать при проек-
тировании станков, работающих по автоматическому циклу. С точки
зрения стойкости сверл все указанные способы почти равноценны,
так как практически одинаковые геометрические параметры могут
воспроизводиться на их режущей части при различных способах за-
точки. Для улучшения геометрических параметров и условий стружко-
образования применяют всевозможные методы подточек перетачива-
емой поверхности. Как правило, при всевозможных подточках режу-
щая кромка сохраняется нетронутой, не подтачивается. Так, для созда-
ния благоприятной геометрии у резьбовых резцов (рис. 8.15, а) подта-
чивается передняя поверхность. Форма фасонного шлифовального
круга определяется из условия получения в сечении, перпендику-
лярном к оси круга, выбранной величины переднего угла у и сохра-
нения при подточке неизменной режущей кромки.
Режущая кромка резца СВАР изображена на рис. 9.1. В сечении 1
задан передний угол у, который необходимо получить в вершинной
точке А режущей кромки. Он проецируется в истинную величину на
плоскость V. Ось шлифовального круга расположим перпендикулярно
к сечению 7, которое пересекается с поверхностью круга по окружно-
сти, которая в натуральную величину проецируется на плоскость V
и касается прямой AL в точке А. Проведя в точке А2 перпендикуляр
к прямой А2^2 на расстоянии /?, равном радиусу круга от точки А2,
находим проекцию О2 оси круга на плоскость V, Вращая точки СВАР
вокруг оси круга, получаем совокупность окружностей, которая на
чертеже изображает искомую поверхность шлифовального круга. Эти
окружности в истинную величину проецируются на плоскость V и ле-
жат в сечениях 7, 77, 777... Они пересекаются с плоскостью 5, парал-
лельной плоскости W и проходящей через ось шлифовального круга.
Так, окружность пересекается с плоскостью S в точке £. Линия КЕМ
пересечения рассматриваемой совокупности окружностей с плоскостью
3 и будет искомым профилем шлифовального круга. Он в натуральную
величину проецируется на плоскость W в линию К3Е3М3. При анали-
тическом определении профиля круга в системе xyz задаются уравне-
нием режущей кромки 2 = 0 и у = х ctg , где е/2 — половина угла
при вершине резца. В соответствии с этим уравнением на режущей
186
кромке выбирают ряд точек с координатами xyz. Формулы перехода
от системы xyz к системе хъу^\
ха = х\ £/и “ у — R sin у; ги = z-\- Rcosy.
Радиус вращения выбранной точки режущей кромки вокруг оси
хи круга
Ri = V + t/и /(Я cos у)2 + (у — 7? sin у)2.
Тогда в системе хггг координаты точек профиля круга
Xi = х;___________
zt = R — V't^cos у)2 4- (у — T^siny)2.
По этим формулам, выбрав координаты х, у} г = 0 ряда точек в.
режущей кромке, рассчитывают координаты соответствующих точек
на профиле круга. Обычно определяют три точки профиля круга и че-
рез них проводят дугу окружности. В произвольной точке режущей
187
9.2. Кинематический передний угол резь-
бового резца
сательной к передней поверхности в
кромки передний угол у, в се-
чении, перпендикулярном к оси
круга, находят по формуле
& '1 R cos у
— tg "У-----—
® ' R cos у *
где R — радиус круга в сече-
нии, проходящем через начало
координат системы; у — коор-
дината рассматриваемой точки
режущей кромки.
Чтобы определить передний
угол yN в нормальном к режущей
кромке сечении в системе х2у2г.г
(рис. 9.2), проведем три вектора.
Вектор i идет по режущей кромке,
вектор А = / — £ tg yN — по ка-
сечении плоскостью z2y2, вектор
— — g — g —
П = i cos 4~ / sin v — k tg — по касательной к передней поверх-
ности в сечении, перпендикулярном к оси круга.
Все три вектора i, А и П лежат в одной плоскости, касательной
к передней поверхности в исследуемой точке режущей кромки. По-
этому
1 О
О 1
е . s
COS -s- Sin 7Г
о
Раскрыв определитель, получим
“tg у, ф-tg sin — = 0.
Отсюда
° . е
- Siny
По этой формуле рассчитывают величины статических передних
углов ул, резца при их измерении в нормальном к режущей кромке се-
чении. В процессе же резания в силу того, что при обработке резьбы
поверхность резания будет винтовой, на одной из боковых кромок перед-
ние углы увеличиваются, а на второй — уменьшаются. Обозначим
угол подъема резьбы в исследуемой точке режущей кромки Тогда
в сечении, проходящем через ось z2 параллельно оси круга, величина
188
изменения переднего угла Ayz =s т;. В этом сечении проведем век-
тор С:
G = — 7 sin у + / cos + k tg тг..
Вектор С и вектор, идущий по режущей кромке, определяют плос-
кость N, которая перпендикулярна к плоскости резания в процессе
обработки резьбы. В плоскости Af проведем вектор в нормальном к ре-
жущей кромке сечении Е — / + & tg Ду.
Три вектора г, С и Е лежат в одной плоскости и их смешанное
произведение
1 0 0
0 1 tg Ду = 0.
-sin| cos| tg*.
tg Ду
Раскрыв определитель, получим
tg = tg Ду cos у.
Отсюда
tg Т/
е
cos-
Кинематический передний угол при резании в нормальном к боко-
вым режущим кромкам сечении
Vp = V.V - Ат-
По этому соотношению подсчитываются передние углы на боковых
кромках резьбового резца в процессе резания при их измерении в нор-
мальном сечении.
9.3. Формы неперетачиваемых поверхностей
режущей части инструмента
При известной перетачиваемой поверхности неперетачиваемая по-
верхность режущей части инструмента, обеспечивающая сохранение
формы и размеров режущей кромки при переточках, может быть обра-
зована следующим образом. Заставим перетачиваемую поверхность
А с расположенной на ней режущей кромкой совершать определенное
движение. Режущая кромка при этом опишет в пространстве некоторую
поверхность В, которая может быть принята за неперетачиваемую по-
верхность. В этом случае неперетачиваемая поверхность В представ-
ляет собой совокупность режущих кромок. При переточках каждый
раз срезается одна из кромок й обнаруживается новая, той же формы
и размеров. Меняя характер движения перетачиваемой поверхности
Д, получим самые разнообразные непер стачиваемые поверхности В.
Из всего разнообразия поверхностей В за реальную поверхность
189
9.3. Задняя поверхность призматического резца
режущей части инструмента примем только ту, которую легко можно
изготовить и которая обеспечит целесообразные величины геометри-
ческих параметров на режущей части.
С точки зрения простоты изготовления поверхности В целесообраз-
но сообщать перетачиваемой поверхности А сравнительно простые
движения: прямолинейно-поступательное, вращательное, совокуп-
ность вращательного и прямолинейно-поступательного. В соответствии
с принятым движением поверхности Л, на которой расположена режу-
щая кромка, формы неперетачиваемых поверхностей могут быть раз-
личными.
Так, в результате прямолинейно-поступательного движения режу-
щая кромка описывает цилиндрическую фасонную поверхность, за на-
правляющую которой принимаем режущую кромку, а образующие
идут параллельно скорости рассматриваемого прямолинейно-поступа-
тельного движения. Примером инструментов с неперетачиваемой ци-
линдрической задней поверхностью служат тангенциальные фасонные
резцы, зуборезные гребенки, призматические фасонные радиальные
резцы. У этих инструментов передняя поверхность, по которой они
перетачиваются в процессе эксплуатации, является плоскостью. У фа-
сонных призматических радиальных резцов в передней плоскости рас-
полагается режущая кромка СЕ (рис. 9.3). Неперетачиваемая задняя
поверхность Ла призматического резца создается в результате прямо-
линейно-поступательного движения режущей кромки СЕ вместе
с передней плоскостью Л7. Скорость v этого движения обычно рас-
полагается в сечении, перпендикулярном к оси детали. Если направ-
ление скорости v выбирать как изображено на рис. 9.3, а, то
в результате этого движения создается поверхность Аа и задние
а = 0, что неприемлемо. Если направление скорости v принять в соот-
ветствии с рис. 9.3, б, то задние углы будут отрицательными, что
также неприемлемо. Только в случае выбора направления скорости и
в соответствии с рис. 9.3, в будет создана задняя поверхность Аа,
обеспечивающая получение на режущей части инструмента положи-
тельных величин задних углов а. Такое направление скорости v
является приемлемым. В этом случае задняя поверхность Аа будет
фасонной цилиндрической поверхностью, образующие которой идут
190
п'араллелыто скорости V, а направ-
ляющей служит режущая кромка
СЕ. Однако при обработке торце-
вых плоскостей на участке режущей
кромки ЕЕ (рис. 9.3, г) задние уг-
лы при такой конструкции инстру-
мента ctN = 0. На этом участке тор-
цевая плоскость детали совпадает
с задней плоской поверхностью.
В этой зоне при резании возникает
большое трение, что неблагопри-
ятно отражается на работе резца.
Чтобы исключить это неблагопри-
ятное явление, при обработке подоб-
ных деталей применяют фасонные
призматические резцы с наклонным
расположением базы крепления (рис.
чины задних углов aN
9.4. Задние углы призматического
резца
9.3, д). Определим, какие вели-
при их измерении в нормальном к режущей
кромке сечении создаются у таких резцов с наклонным расположе-
нием базы крепления. Считаем, что рассматриваемые резцы имеют
передний угол у = 0 и их передняя плоскость проходит через ось
детали. Создавая заднюю поверхность, заставим режущую кромку
двигаться прямолинейно-поступательно со скоростью Ъ. Расположим
скорость и в плоскости 5, составляющей угол т с плоскостью, перпен-
дикулярной к оси детали (рис. 9.4). В проекции на_плоскость V,
параллельной плоскости S, изобразим вектор скорости v, выбрав его
направление таким образом, чтобы получить требуемую величину зад-
него угла а, который считаем известным. Движение со скоростью и
разложим на два движения:
v = V1 4- v2
Скорость vt направим перпендикулярно к плоскости Н. Она ка-
сается поверхности резания при точении рассматриваемым резцом.
По линии пересечения плоскостей 5 и И направим скорость и2, ко-
торая проецируется в истинную величину на плоскости проекций V
и И. Поскольку скорость v касается задней поверхности, то угол
между этим вектором v и вектором v± по определению будет задним
углом а, измеренным в плоскости S. Движение со скоростью v2,
разложим на два движения:
va v3 + v4.
Скорость направим по режущей кромке. В результате этого дви-
жения прямолинейная режущая кромка будет скользить «сама по
себе». Поэтому это движение не будет влиять на форму образующейся
задней поверхности и его можно не учитывать, анализируя ее форму.
Тогда скорость исследуемой точки С режущей кромки
й' = 4- Vg.
191
Скорость и' касается задней поверхности, а скорость — поверх-
ности резания. Угол между ними будет задним углом aN, опреде-
ляемым по формуле
где == v2 cos [90° — (<р + т)] « v2 sin (<р 4- т).
Отсюда tg aN =* ~ sin (ф 4- т) = tg a sin (cp 4- t).
При обработке торцевой плоскости таким резцом задний угол будет
больше нуля и равен
tg ajv = tg a sin и.
Таким образом, наклонная установка резца позволяет создавать
положительные величины задних углов на режущих кромках, обраба-
тывающих торцевые плоскости. Переточка фасонных призматических
резцов ведется по передней плоскости и каждый раз обнаруживается
постоянная по форме режущая кромка резца. Сообщая резцу при его
установке движение со скоростью v, заставляют цилиндрическую
заднюю поверхность скользить «саму по себе» до тех пор, пока перед-
няя плоскость переточенного резца не совместится с положением, ко-
торое относительно заготовки занимала передняя плоскость нового
резца. В результате будет обеспечена обработка новым и переточенным
резцом одних и тех же деталей. Таким образом, конструкция приспо-
собления для крепления резца должна быть такой, чтобы позволяла
мысленно совмещать режущую часть переточенного инструмента с ре-
жущей частью нового инструмента, т. е. она должна обеспечить уста-
новочные перемещения, обратные тем, которые были приняты при об-
разовании задней поверхности движением режущей кромки инстру-
мента.
Если при образовании неперетачиваемой поверхности режущей
кромки сообщить вращательное движение, то неперетачиваемая
поверхность будет поверхностью вращения. Примером таких инстру-
ментов могут служить круглые фасонные резцы. Эти резцы имеют
плоскую переднюю поверхность, по которой они перетачиваются в про-
цессе эксплуатации. Считаем, что режущая кромка СЕ резца распо^
лагается в передней плоскости, которая совпадает с осевой плоскостью
детали, т. е. резец имеет углы у == 0 и А, = 0. Ось резца, т. е. ось вра-
щения режущей кромки при образовании неперетачиваемой задней
поверхности, занимает различное положение. Так, ось резца О2 (рис.
9.5, а), располагаясь в осевой плоскости детали, совпадает с передней
плоскостью резца. Тогда при вращении режущей кромки СЕ вокруг
рассматриваемой оси образуется задняя поверхность резца, касающа-
яся вдоль этой кромки СЕ поверхности резания, т. е. поверхности вра-
щения кромки СЕ вокруг оси Ог детали. В этом случае задние углы
«г-О. Чтобы получить положительные задние углы, ось резца О2
необходимо расположить выше оси детали (рис. 9.5, б)’ на величину
h — R sin ссг,
192
2
9.5. Задняя поверхность круглого резца
где R — радиус резца в выбранной точке С режущей кромки; ат —
задний угол в точке С при его измерении в сечении, перпендикулярном
к оси резца.
Наиболее часто ось резца идет параллельно оси детали. Однако
в общем случае ось фасонного резца составляет с осью детали угол
Зная задние углы резца в сечении, перпендикулярном к его оси,
определим задние углы в нормальном к режущей кромке сечении.
Считаем, что передняя плоскость резца проходит через ось детали D,
т. е. передний угол у = 0 и угол наклона режущей кромки АС (рис.
9.6) X — 0. Плоскость резания в рассматриваемом случае, если прене-
бречь медленным движением подачи резца, будет горизонтально про-
ецирующей плоскостью, проходящей через режущую кромку АС. Зад-
няя поверхность резца является поверхностью вращения режущей
кромки вокруг оси резца. Вектор скорости v вращения произвольной
точки С режущей кромки касается траектории ее движения, т. е.
задней поверхности резца. Вектор v разложим на два вектора;
y = v14-v2.
Вектор Uj идет перпендикулярно к горизонтальной плоскости и,
следовательно, расположен в плоскости резания. По определению угол
между векторами и v будет заданным задним углом ост в торце-
вом сечении и в сечении, перпендикулярном к оси резца.
Вектор уа идет параллельно горизонтальной плоскости проекций
Я и на нее проецируется в истинную величину. Вектор v2 раскла-
дываем также на два:
и* = йз +
Вектор и3 идет горизонтально в нормальном к режущей кромке
сечении, а вектор v4 — вдоль режущей кромки ЛС. Перемещение
режущей кромки АС со скоростью и4 приводит к ее скольжению
«самой по себе». Это движение не влияет на форму задней поверх-
ности, которая описывается режущей кромкой. Поэтому движение
кромки со скоростью v4 при анализе геометрии задней поверхности
можно не учитывать. Тогда скорость точки С
Щ
7 9-385
193
9.6. Задние углы круглого резца
Все три рассматриваемых вектора лежат в плоскости Л/ и проеци-
руются в истинную величину на плоскость W. Вектор vn касается
задней поверхности. Поэтому угол между векторами vn и будет
задним углом aN в нормальном к режущей кромке сечении. Рассмат-
ривая соответствующие векторные треугольники, выведем формулу
для определения заднего угла aN в нормальном к режущей кромке
сечении при известном заднем угле ос* в торцевом сечении. Так,
длина вектора й2
V2 = vi
Длина вектора о3
v3 ~ v2 cos в — tg ост cos в.
По определению
. и3 14 tga cose
----£----=-tgarC0SB.
По построению угол
Р>
где р — половина угла при вершине обрабатываемой конической по-
верхности.
194
-
Таким образом,
tgaw = tgaTcos(0 — р).
По этой формуле рассчитываем величины задних углов в нормаль-
ном к режущей кромке сечении у круглого фасонного резца с наклон-
ной осью.
Для резца, ось которого параллельна оси детали, угол 0 = 0.
Запишем формулу для определения заднего угла av:
= tgaTcosp.
Для участков режущих кромок, обрабатывающих торцевые плос-
кости детали, получим р = 90° и аЛ, = 0. Подобные величины задних
углов aN являются неблагоприятными, так как в процессе работы
на рассматриваемом участке кромки наблюдается соприкосновение
и усиленное трение задней поверхности резца и поверхности детали.
Наклонная же установка оси резца в этом случае позволяет создавать
положительные задние углы aN.
При обработке фасонных поверхностей вращения, для которых
угол р близок к нулю, целесообразно ось резца устанавливать парал-
лельно оси детали. При обработке же фасонных поверхностей враще-
ния, для которых угол р близок к 90°, целесообразно ось круглого фа-
, г сонного резца устанавливать перпендикулярно к оси детали. Перетачи-
! зп вают круглый фасонный резец по передней плоскости. При переточках
обнажается одно из положений передней плоскости, которое она зани-
мала при вращении вокруг оси резца, и неизменная по форме режу-
щая кромка. Устанавливая переточенный резец на станок, сообщаем
ему обратное вращение вокруг своей оси до тех пор, пока переточенная
передняя поверхность не займет положение, которое относительно за-
готовки занимала передняя плоскость нового резца. В результате ре-
жущая часть переточенного резца совмещается с режущей частью но-
вого и новым и переточенным инструментом обеспечивается обработка
одних и тех же деталей. При образовании неперетачиваемой поверх-
£ ности режущей части инструмента сообщим перетачиваемой поверхно-
- сти с расположенной на ней режущей кромкой сложное движение,
являющееся суммой прямолинейно-поступательного и вращатель-
Ч'' ного движения. Примером инструментов, у которых неперетачиваемая
поверхность создается при сложном движении режущей кромки, слу-
' жат фасонные затылованные инструменты. Рассмотрим образование
£ задней неперетачиваемой поверхности фасонной затылованной фре-
зы, у которой передняя перетачиваемая поверхность является плос-
. J костью, проходящей через ее ось, т. е. передний угол у = 0 и угол на-
клона режущей кромки X = 0.
\ . Задняя поверхность зуба фрезы создается при вращении передней
u плоскости и расположенной на ней режущей кромки вокруг оси фрезы
л и их прямолинейно-поступательном перемещении. Направление пря-
молинейно-поступательного движения может быть различным. Оно
‘ может быть направлено перпендикулярно й оси фрезы. Такой способ
Ж образования задней поверхности называют радиальным затылованием.
Ж;-
ft. ’7* 195
9.7. Схема радиального затылования
В этом случае траектория
движения любой точки режу-
щей кромки лежит в плоскос-
ти, перпендикулярной к оси
фрезы, которую называют
кривой затылования. В зави-
симости от характера враща-
тельного и прямолинейно-по-
ступательного движения кри-
вые затылования могут иметь
разнообразную форму. Если
скорость прямолинейно-по-
ступательного движения и =
= 0, то кривой затылования
будет окружность 2 (рис. 9.7, а) и задние углы в процессе фрезерова-
ния таким образом спроектированной фрезой будут равны нулю.
Поэтому окружность 2 нельзя считать практически приемлемой кри-
вой затылования.
Если при вращении вокруг оси фрезы режущая кромка в резуль-
тате прямолинейно-поступательного движения удаляется от оси, то
кривой затылования будет кривая 7. Этот случай оформления задней
поверхности неприемлем, так как задние углы будут отрицательными.
Поэтому практически приемлемым будет такой случай образования не-
перетачиваемой задней поверхности зуба, когда при вращении вокруг
оси фрезы режущая кромка приближается к ней. В зависимости от
законов вращательного и прямолинейно-поступательного движений
кривые затылования могут быть разнообразными. В практике наи-
большее распространение получила кривая затылования 3 в форме
Архимедовой спирали. В этом случае при равномерном вращении
вокруг оси фрезы режущая кромка совершает также равномерное
прямолинейно-поступательное движение, приближаясь к оси инстру-
мента. В качестве кривой затылования находит применение также пря-
мая 4. Теоретический интерес представляет затылование по логариф-
мической спирали.
Определим, какие величины задних углов создаются при рассмат-
риваемом способе образования задней поверхности. Измерим задние
углы в сечениях, перпендикулярных к оси фрезы. Считаем известными
угловую скорость w вращательного движения режущей кромки и ско-
рость v ее поступательного движения (рис. 9.7, б). Тогда скорость
произвольной точки А режущей кромки
где — радиус рассматриваемой точки режущей кромки.
Все рассматриваемые векторы лежат в сечении, перпендикулярном
к оси фрезы, и в натуральную величину проецируются на плоскость
V, Вектор vA касается кривой затылования, т. е. касается задней
поверхности зуба фрезы. Вектор же касается поверхности враще-
ния режущей кромки вокруг оси фрезы, которую при фрезеровании,
196
пренебрегая медленным движением подачи, принимают за поверхность
резания. Поэтому по определению угол между векторами vA и (от-
будет задним углом at-, измеренным в торцевом сечении:
X и
tga, = -^==г-.
s ‘ <0/?f
В вершинной точке В режущей кромки задний угол аь находят по
формуле
, V
Следовательно, задний угол в произвольной точке режущей
кромки будет:
=^-tgafc.
Эта формула справедлива для любых кривых затылования, так
как никаких ограничений на закон вращательного и закон поступа-
тельного движений не накладывалось.
Обычно при затыловании по Архимедовой спирали задаются не
скоростями v и со, а величиной затылования А — это путь режущей
кромки при ее прямолинейно-поступательном движении за время t
поворота фрезы вокруг своей оси на один зуб. При затыловании по
Архимедовой спирали скорости v и со постоянны. Поэтому из урав-
нения равномерного прямолинейно-поступательного движения
К = vt.
Из уравнения равномерного вращательного движения имеем
2л ,
— = <ot,
Z ’
где z—число зубьев фрезы.
Поделив одно соотношение на другое, получим
__ %2
со 2л
Подставив это выражение в формулу для подсчета заднего угла аь
в вершинной точке, получим
tg 2л/? ‘
По этой формуле подсчитаем задний угол на вершине фрезы, зная
величину затылования /С Однако при проектировании затылованных
фрез задаются величиной заднего угла аь = 10... 12° и определяют ве-
личину затылования К'
гл л/) I
= Vtg
где D — диаметр фрезы.
197
Величину К округляют до стандартного значения, а затем уточ-
няют действительную величину заднего угла аь.
Практически обработка задней затылованной поверхности зуба
фрезы производится на токарно-затыловочных станках фасонным рез-
цом. Обычно фасонный резец имеет плоскую переднюю поверхность,
которая совмещается с передней поверхностью зуба фрезы. Резец
имеет режущую кромку, которая совпадает с режущей кромкой зуба
фрезы. При затыловании фреза равномерно вращается вокруг своей
оси, а резец совершает возвратно-поступательные движения. Непо-
средственно при обработке зуба он приближается к оси фрезы, а попа-
дая в стружечную канавку, возвращается в исходное положение.
Возвратно-поступательные движения затыловочный резец получает
с помощью соответствующего кулачка. Имеется набор кулачков с
определенными величинами затылования К- Поэтому для того чтобы
не проектировать и не изготовлять специальных кулачков, величину
затылования К необходимо согласовывать с имеющимся набором ку-
лачков для затылования.
Чтобы обоснованно оценить режущие качества затылованного ин-
струмента, необходимо знать задние углы в нормальном к режущей
кромке сечении в ее различных точках. В вершинной точке фасонной
фрезы наиболее часто угол ср — 90° и сечение, перпендикулярное
к оси фрезы, совпадает с нормальным сечением, т. е. в этом случае
задний угол в нормальном сечении совпадает с задним углом аь. В дру-
гих же точках этого совпадения нет, поэтому и возникает задача опре-
деления задних углов aN в нормальном у режущей кромке сечении.
Рассмотрим угловую затылованную фрезу (рис. 9.8), у которой
передний угол и угол наклона режущей кромки равны нулю и перед-
няя плоскость, совпадающая с плоскостью чертежа, проходит через
ось фрезы. Задняя поверхность зуба описывается режущей кромкой
АВ при ее вращении с угловой скоростью w вокруг оси фрезы и прямо-
198
линейно-поступательном движении со скоростью и, направленной
перпендикулярно к оси заготовки. Тогда скорость vc произвольной
точки С режущей кромки, расположенной на радиусе /?д-,
ис = v н-
Поступательное движение разложим на два движения:
v = vx + v2.
Скорость Uj направим по линии пересечения передней плоскости
и нормального к режущей кромке сечения, а скорость й2 — по режу-
щей кромке. Движение со скоростью и2 приводит к перемещению режу-
щей кромки «самой по себе». Оно не влияет на форму задней поверх-
ности и поэтому его можно не учитывать при определении заднего
угла. Тогда скорость точки С режущей кромки
Vc = Vi +
Все эти три вектора лежат в нормальном к режущей кромке се-
чении. Вектор v'c касается задней поверхности зуба фрезы, а вектор
©/^. — поверхности резания при фрезеровании. Поэтому по определе-
нию угол между векторами vc и будет задним углом aN. Он
равен
. fl
tg аЛ, = .
По построению длина вектора v±
= t? sin ф.
Отсюда
tS“A'=WSin4>’
r№-^7 = tS“-
Следовательно,
tga.v tga&sinq).
Эта формула справедлива для фасонных фрез при их радиальном
затыловании, так как фасонную фрезу можно рассматривать как набор
угловых фрез, если их число стремить к бесконечности. При этом будут
меняться углы <р у набора угловых фрез. В пределе углы ф будут за-
ключены между плоскостью, перпендикулярной к оси фрезы, и каса-
тельной к режущей кромке в исследуемой ее точке. Как следует из
полученной формулы, задние углы при их измерении в нормальном
к режущей кромке сечении в сильной степени зависят от величины
угла ф. Так, при ф = 0 задний угол сеЛ, = 0, что отрицательно влияет
на работу фрезы. Обычно считают, что минимально допустимое зна-
. чение угла aN = 2...4°. Чтобы получить необходимые положительные
величины задних углов aN, на участке режущей кромки с углами
199
9.9. Схема наклонного затылования
в плане ф, близкими к нулю,
применяют угловое или наклон-
ное затылование.
При наклонном затыловании
скорость Ъ поступательного дви-
жения режущей кромки направ-
ляется под некоторым, углом т
к оси фрезы. Определим при на-
клонном затыловании задние углы
в нормальном к режущей кром-
ке сечении у угловой фрезы
(рис. 9.9) в исследуемой точке С,
расположенной на радиусе
Скорость vc точки С будет рав-
на геометрической сумме ско-
рости поступательного движе-
ния v и скорости вращательного движения
= v + со/?..
Поступательное движение со скоростью и разложим на два дви-
жения: * _ _ _
v = V! -J- v2.
Скорость Ut направим по передней плоскости перпендикулярно
к режущей кромке, a v2 — по режущей кромке. Поступательное дви-
жение со скоростью и2 приводит к скольжению режущей кромки
«самой по себе», поэтому- его при определении задних углов можно
не учитывать. Тогда скорость и'с точки С можно определить так;
и' = vj 4- со/?,.
Все три вектора лежат в нормальном к режущей кромке сечении.
Вектор v'c касается задней поверхности зуба фрезы, а вектор со/?( —
поверхности резания. Поэтому угол между векторами vc и со/?{- будет
задним углом aN в нормальном к режущей кромке сечении:
tg .
° N (аД-
Но = v cos 190° — (ф + т)] = и sin (<р + т).
Следовательно,
tg sin (ф + т) = tg sin <ф + т)’
но при затыловании по архимедовой спирали
У, kz
Таким образом, при наклонном затыловании задние углы в нор-
мальном к режущей кромке сечении определяются по формуле
tga* ’= 2^Гsin (ф +
200
При проектировании фрез, затылованных под углом, задаются ве-
личинами задних углов й двух точках режущей кромки и определяют
угол т и величину затылования К- Считаем, что в вершинной точке
режущей кромки, расположенной на радиусе Rlf угол фх = 90°, а зад-
ний угол принят равным а^. Тогда для этой точки
^“1«=-адГсозт-
Для второй точки режущей кромки, расположенной на радиусе
ДС, пусть угол в плане ф2 = 0, а задний угол принят равным а2Д/.
Тогда
. Кг
2л/?2 SinT‘
Поделив одно уравнение на другое, получим формулу для опреде-
ления угла т, когда фх = 90°, а ф2 ~
К2 tgaN2
gT ^itgauv'
Величину затылования К определяем по одной из формул:
„ __ 2я^1
v Z COST ’
или
2 sin T *
В общем случае в двух выбранных точках режущей кромки зуба
затылованной под углом фрезы углы <р могут быть различной величины.
Тогда для первой точки
‘8“1Л = sin (<₽1 + т)'
для второй точки
tg а2« = 2S;sin (Фа +
Решив эти уравнения относительно угла т, получим
__ tg а1Л, sin <ра — Да tg а2Л/ sin (рх
» ~ tg a2N cos <pi — tg aiyv cos <p2
Величина затылования
К — tg „ 2ji7?2
Л г sin (q>x + т) г sin Дра + т) '
При осевом затыловании v направлена вдоль оси инструмента.
В этом случае при движении режущей кромки описывается винтовая
неперетачиваемая поверхность. Параметр этой винтовой поверх-
ности
v Кг
~ о ~ 2л '
201
В этом случае т = 90° и формула для подсчета заднего угла aN
в нормальном к режущей кромке сечения такова:
tgал/ =“ 2^ Sin (9°° + = C0S ф'
Анализ характера изменения задних углов подлине режущей кром-
ки позволяет выбрать наиболее приемлемый способ затылования.
Чтобы увеличить задние углы а^в различных точках кромки, допус-
кается повышать величину заднего угла на вершине зуба фрезы до
15... 16°. При большем значении заднего угла зуб инструмента полу-
чается неконструктивным, большой высоты, недостаточно прочным
и жестким. Одной из возможных неперетачиваемых поверхностей
режущей части инструмента является плоскость. Ее можно рассматри-
вать как поверхность, образованную при прямолинейно-поступатель-
ном движении режущей кромки в форме плоской кривой. Причем ско-
рость этого движения располагается в той же плоскости, что и режу-
щая кромка инструмента. .Наиболее часто плоскость принимается за
неперетачиваемую переднюю поверхность. Такой инструмент перета-
чивают по задней поверхности. Если режущая кромка инструмента
криволинейная, то задняя поверхность будет сложной фасонной по-
верхностью. Чтобы создать при переточках инструмента такую
поверхность, применяют специальные копировальные приспособления
или станки, что экономически оправдывается ^ массовом либо крупно-
серийном производстве. Следует учитывать, однако, что такие инстру-
менты по сравнению с затылованными имеют большую стойкость и обес-
печивают обработку с более высокой производительностью. Это
объясняется тем, что у них можно создать более целесообразный ха-
рактер изменения задних углов вдоль режущей кромки, а также меньшие
величины радиусов округления режущей кромки.
Таким образом, задача определения форм поверхностей режущей
части инструмента, обеспечивающих возможность переточек его при
эксплуатации, неоднозначна. Можно спроектировать множество ин-
струментов, обеспечивающих обработку новым и переточенным инстру-
ментом одних и тех же деталей. Пути нахождения этого множества
включают выбор разнообразных форм перетачиваемых поверхностей
и определение всевозможных форм неперетачиваемых поверхностей
режущей части. Форма перетачиваемой поверхности инструмента мо-
жет быть различной. При конструировании инструментов она, как
правило, выбирается в форме плоскости, круглых конической, цилинд-
рической или винтовой поверхностей. Всевозможные формы непере-
тачиваемых поверхностей и соответствующие им типы инструментов
находятся путем изменения характера и направления движения ре-
жущей кромки при образовании рассматриваемой поверхности режу-
щей части. Наиболее часто в качестве неперетачиваемых поверхностей
режущей части используются плоские, фасонные цилиндрические вра-
щения, винтовые и затылованные поверхности.
202
Глава 10
ЗАГРУЗКА РЕЖУЩИХ КРОМОК
МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА
10.1. Общие сведения
В процессе резания инструмент изнашивается. При определенной
величине износа, соответствующей принятой величине критерия за-
тупления, инструмент снимают со станка и перетачивают. Наиболее
часто наблюдается неравномерный износ инструмента вдоль режущих
кромок. Например,наиболее интенсивно изнашивается вершина резца,
уголки на периферийных участках режущих кромок сверла. Суммар-
ный периметр режущих кромок зубьев червячной фрезы модуля 5 мм
приблизительно равен 1500 мм. До полного же износа, после которого
производят переточку, доводят только около 5...6 мм длины режущих
кромок. Это вершины трех-четырех зубьев, расположенных ближе
к центру заготовки. Причина такого неравномерного износа режущей
части заключается в том, что отдельные участки режущих кромок за-
гружены неравномерно. Интенсивный износ имеет место на тех уча-
стках, где условия работы наиболее тяжелые. Однако, при резании
наблюдается взаимное влияние друг на друга различных участков
режущих кромок. Так, опыты показывают, что стойкость сверл при
рассверливании, при постоянных режимах резания существенно сни-
жается, если уменьшать диаметр предварительно обработанного от-
верстия и вводить в работу более длинную режущую кромку. При
этом наиболее интенсивный износ наблюдается на периферии сверла,
хотя загрузка этой зоны режущих кромок сохраняется неизменной.
Известно также, что улучшение геометрии центральной зоны сверла,
например подточкой поперечной кромки, снижает интенсивность из-
носа периферийной зоны режущих кромок и приводит к соответству-
ющему повышению стойкости инструмента.
Поэтому для успешного решения задачи создания совершенных t
конструкций инструментов необходимо знать характер загрузки раз'-
личных участков режущих кромок. Нагрузка же исследуемой точки
режущей кромки при обработке заданной заготовки известным ин-
струментом определяется главным образом скоростью резания и, тол-
щиной среза а, а также продолжительностью ее контакта с материалом
заготовки, т. е. временем резания и отдыха. Однако на интенсивность
износа и стойкость инструмента наиболее сильно влияет скорость ре-
зания и в меньшей степени толщина среза.
Ощ>иы показывают, что при увеличении скорости резания на 15 %
стойкость быстрорежущего инструмента уменьшается ориентировоч-
но на 300 %. Скорость резания в исследуемой точке режущей кромки
инструмента определяется движением этой точки относительно заго-
товки. В практике металлообработки используются разнообразные
процессы резания: точение, сверление, фрезерование и т. п. В большин-
стве случаев они основаны на сочетании элементарных движений, со-
вершаемых инструментом и заготовкой на станке. Наиболее часто
203
рассматриваемые элементарные движения являются прямолинейно-
поступательными и вращательными равномерными движениями. Как
известно, при поступательном движении все точки твердого тела имеют
одинаковые по величине и направлению скорости v.
Вращательное движение тела вокруг некоторой оси О характери-
зуется вектором угловой скорости ю, направленным по оси вращения
так, чтобы наблюдатель, смотрящий с конца этого вектора, видел вра-
щение против движения стрелки. Скорость точки М тела, вращающе-
гося вокруг оси О с угловой скоростью со, определяется как вектор-
ное произведение вектора со и радиуса г точки М, т. е. радиуса,
соединяющего точку М с произвольной точкой О оси вращения. При-
мем точку О за начало прямоугольной системы координат. Тогда
скорость точки М
где i, /, k — орты соответствующих осей; сох, со^, oj2— проекции век-
тора со на оси координат; х, у, z— координаты точки М.
Наиболее простой совокупностью поступательного и вращатель-
ного движения является винтовое, когда вектор скорости поступатель-
ного движения и направлен по оси вращения. Тогда скорость любой
точки тела
йм = v + I® X ']•
Винтовое движение инструмента относительно заготовки наблю-
дается при точении круглых цилиндрических поверхностей, сверле-
нии, зенкеровании, развертывании и т. п. Однако во всех рассматри-
ваемых случаях скорость поступательного движения мала по сравне-
нию со скоростью вращения и при расчете скорости резания ею пре-
небрегают. При точении, сверлении, зенкеровании, развертывании,
фрезеровании скорость резания определяют как скорость вращения
инструмента относительно заготовки, а за поверхность резания прини-
мают поверхность вращения режущей кромки вокруг оси заготовки.
В случае, когда движение инструмента относительно заготовки
складывается из ряда элементарных движений, определяют векторы
скоростей исследуемой точки кромки при каждом из составляющих
движений. Тогда скорость резания будет геометрической суммой век-
торов скоростей составляющих движений.
Толщина среза а в рассматриваемой точке режущей кромки инстру-
мента есть расстояние от поверхности резания до внешней поверхности
срезаемого слоя материала заготовки в данный момент. Толщина среза
измеряется по нормали к поверхности резания. Внешней поверхно-
стью срезаемого слоя могут быть обрабатываемая поверхность заго-
товки, поверхность резания предыдущего прохода либо поверхность
резания, образующаяся режущей кромкой, смежной с исследуемой.
Определяя толщину среза а, как правило, вначале находим вектор
подачи S, равный расстоянию между поверхностью резания и внеш-
204
ней поверхностью срезаемого слоя,
которое измеряется по произволь-
ному направлению. Затем находим
толщину среза а. Вектор подачи
S либо задается для определенных
процессов резания, либо опреде-
ляется.
Например, при точении круглых
цилиндрических поверхностей зада-
ется вектор подачи S как величи-
на перемещения резца вдоль оси
детали за один ее оборот. При
фрезеровании с прямолинейно-посту-
пательным движением подачи век-
тор подачи <$ равен подаче на зуб
Sz. Угол между вектором нормали
N к поверхности резания и векто-
ром S обозначим е. Тогда прибли-
женно толщина среза
а = S cos е.
У гол в между векторами # и
S определяем по формуле
cose =
Следовательно, толщина среза
а =
10,1. Толщина среза при точении вин-
товой поверхности
S)_
mxisi *
Например, найдем толщину среза а при точении резцом винтовой
поверхности (рис. 10.1). Считаем, что резец после каждого прохода
углубляется под углом б к оси заготовки на величину S. Тогда вектор
подачи
5 = iScos6—jS sin б.
Для точки С режущей кромки скорость резания при винтовом Дви-
жении резца относительно заготовки
= v + [ш х ЯД
где — радиус-вектор точки С (о, у, о),
Тогда
= №
vc — iv +
* 1
со 0
0 у
k
0
0
= iv k®y.
203
Вектор, идущий по режущей кромке,
Р = 1 cos ф + / sin ф 4-И tg %.
Нормаль N к поверхности резания определится как векторное
произведение векторов vc и Р, касающихся поверхности резания:
i
cos ф
V
N = [Р х и] =
1 k
sin ф tg %
О (£>у
Раскрыв определитель, получим
N ~ i sin фок/ — / (coz/ cos ф — v tg %) — kv sin ф.
Длина вектора W
|JV | = V®2у2 sin2 ф + (a>y cos ф — и tg X)2 4- у2 sin2 ф.
Учитывая, что v/& = р — параметр обрабатываемой винтовой по-
верхности, получим
[ N | = со У у* 4- р2 tg2 X — 2ру cos ф tg % 4- Р2 sin2 ф.
Следовательно, толщина среза
__ (ayS sin <р cos 6 4~ sin 6 (®У cos Ф.— Рм *6 Д)
СО Уу2 2)2 tg2 % — 2ру COS ф tg X 4" Р2 SIH2 Ф *
ИЛИ
&__________Sy sin (ф —6) — Sp sin 6 tg %_
V у2 4- p2 tg3 ft — 2py cos ф tg ft 4- pa sin2 ф
Если взять произвольную точку режущей кромки резца, то
= il cos \ cos ф 4- / (I cos ft sin ф 4- У) 4- sin ft,
где I — расстояние от вершинной точки С до исследуемой точки режу-
щей кромки. Обычно расстояние I мало по сравнению с велйчиной у.
Поэтому если пренебречь размером /, то можно считать толщину среза
а во всех точках режущей кромки постоянной, которая определяется
по приведенной выше формуле. Для случая, когда угол ft = О,
а в sysin (Ф + Д)
tzz/2 4* Р2 sin2 ф
При точении круглых цилиндрических поверхностей с продольной
подачей 6 = 0. Обычно за поверхность резания при точении прини-
мают поверхность вращения режущей кромки вокруг оси заготовки,
т. е. р = 0. Тогда формула для подсчета толщины среза
„ Sysincp о .
а = т =S sin ф.
Vy2
Условия протекания процесса резания ограничивают как макси-
мальные, так и минимальные толщины среза. При незначительных
толщинах среза в результате округления режущей кромки резание
206
происходит с большими по величине отрицательными передними уг-
лами, вследствие чего наблюдаются высокая температура в зоне кон-
такта, повышенные усилия резания, быстрый износ инструмента. Ре-
комендуется минимальную толщину среза для обычных условий об-
работки выбирать не менее 0,015 мм. Максимальная толщина среза
ограничивается прочностью инструмента и элементов станка, точ-
ностью обработки, шероховатостью обработанной поверхности, пото-
му что при повышении толщины среза возрастают усилия и темпера-
тура резания, деформации технологической системы, вибрации при
резании.
Загрузка режущей части инструмента в целом наряду с величинами
толщин среза, скоростей резания характеризуется также величиной
активной длины режущих кромок. Активная длина — это та часть
режущей кромки, которая соприкасается с материалом заготовки
и срезает его в виде стружки. С точки зрения производительности тру-
да обработку целесообразно вести при больших активных длинах ре-
жущих кромок. В этом случае в единицу времени будет срезаться боль-
ший объем материала заготовки и обрабатываться будет большее число
деталей.
Одним из инструментов с наиболее развитой длиной активных ре-
жущих кромок являются протяжки. Длина режущих кромок четырех
одновременно работающих зубьев круглой протяжки при ее диаметре,
равном 20 мм, составляет 250 мм. Это обеспечивает высокую произво-
дительность труда при протягивании. Однако увеличение активной
длины режущих кромок приводит к повышению сил резания, необхо-
димой мощности привода станка, деформаций системы станок — при-
способление— инструмент — заготовка. Поэтому при увеличении
активной длины режущих кромок прочность инструмента, элементов
станка и детали может оказаться недостаточной, могут появиться виб-
рации при обработке и повысится интенсивность износа. Таким обра-
зом, при выборе активной длины режущей кромки приходится учиты-
вать противоположно действующие факторы. Это приводит к выбору
наиболее целесообразной для определенных условий обработки длины
активных участков режущих кромок.
При обработке токарными проходными резцами увеличение актив-
' ной длины режущих кромок достигается уменьшением угла в плане
ф. Но при этом возрастают усилия резания, и в частности радиальная
составляющая усилия резания, что при обработке особенно нежестких
деталей может привести к появлению вибраций и резкому снижению
стойкости инструмента. Поэтому при обработке нежестких деталей
применяют резцы с углами в плане ф = 90°. При выборе углов в пла-
не ср на резцах для конкретных условий обработки принимают мини-
мально возможное значение угла в плане ср, при котором не наблюда-
ется появления вредных вибраций при обработке. Однако нужно
f также учитывать, что при уменьшении угла в плане ф увеличивается
/ путь врезания инструмента в заготовку, что соответственно вызывает
снижение производительности труда.
У фасонных резцов активная длина режущей кромки ограничена,
как правило, прочностью и жесткостью детали, возможностью появле-
207
10.2. Инструменты со стружкоразделительными канавками
ния нежелательных вибраций при обработке. Допустимая ширина
профиля круглого резца при диаметре обрабатываемой детали, равном
10... 15 мм, колеблется в зависимости от величины подачи, свойств об-
рабатываемого материала и т. п. от 10 до 25 мм, а при диаметре детали,
равном 20...30 мм, приблизительно равна 40...75 мм. Максимально
допустимую длину активных участков режущих кромок можно уве-
личить, применяя многозубые инструменты со стружкоразделитель-
ными канавками. Например, значительным шагом в развитии напиль-
ников явилось появление второй насечки на зубьях. Напильником
с перекрестной насечкой стало легче работать, возросла производи-
тельность труда. Применяют так называемые затылованные (кукуруз-
ные) фрезы (рис. 10.2, а), у которых на режущих кромках создаются
стружкоразделительные канавки, разделяющие широкую стружку на
ряд мелких. Особенно хорошо обрабатывать этими фрезами глубокие
пазы. Фрезы обеспечивают возможность работы с относительно высо-
кими режимами резания, пониженными усилиями, при сравнительно
малом расходе энергии для фрезерования. Положительный эффект
дают стружкоразделительные канавки на сверлах (рис. 10.2, б) и дру-
гих инструментах.
Производительность обработки резанием, а следовательно, и за-
грузка. режущей части в сильной степени определяются скоростью
резания. На практике повышение производительности труда за счет
увеличения скорости резания обеспечивается применением новых
инструментальных материалов.
10.2. Схемы срезания материала заготовки инструментом
Целесообразное распределение нагрузки на режущие кромки ин-
струмента является одним из важных факторов, влияющих на произ-
водительность, точность изготовления деталей, шероховатость обра-
ботанной поверхности. Распределение работы резания между отдель-
ными режущими кромками и их участками определяется принятой
схемой срезания припуска, которая существенно влияет на конструк-
цию инструмента и его стойкость.
208
Схемы срезания припуска характеризуют принятые размеры слоев
и порядок их срезания с различных участков обрабатываемой заго-
товки. Изображение схем срезания припуска может быть объемным
и плоским. Объемная схема срезания припуска представляет собой
изображение в пространстве слоев металла, последовательно срезаемых
инструментом. Схема срезания припуска на плоскости представляет
собой плоское сечение объемной схемы. При построении плоской схе-
мы срезания припуска выбирают наиболее характерное сечение, рас-
смотрение которого позволяет судить о загрузке и участии режущих
кромок при резании. Так, при фрезеровании плоскостей цилиндриче-
скими фрезами берут сечение, перпендикулярное к оси фрезы. Среза-
ние слоев металла с заготовки в этом случае будет тождественным во
всех сечениях, параллельных рассматриваемому. Поэтому выбранное
плоское сечение в полной мере характеризует последовательность
срезания слоев металла режущими кромками инструмента. При проек-
тировании инструментов применяются две основные схемы срезания
материала заготовки: профильная и последовательная. Профильная
схема срезания материала получила широкое распространение при
проектировании фасонных режущих инструментов, таких как фасон-
ные резцы, фасонные фрезы, зуборезные гребенки, долбяки и др.
Инструменты с профильной схемой срезания материала характеризу-
ются тем, что режущие кромки их зубьев лежат на исходной инстру-
ментальной поверхности. Поэтому при проектировании таких инстру-
ментов режущие кромки зубьев определяются как линии пересечения
исходной поверхности е выбранной передней (иногда задней) поверх-
ностью. Иными словами, превращая тело, которое ограничено исход-
ной поверхностью, в инструмент, создают переднюю поверхность и
пространство для схода стружки. Это достигается вырезанием части
материала исходного тела при создании однозубых инструментов
или прорезанием нескольких стружечных канавок многозубых ин-
струментов.
Так, при профильной схеме образования резьбы резец постепенно
внедряется в заготовку, в соответствии с движением поперечной по-
дачи, и при чистовом проходе формирует резьбу (рис. 10.3). Все
точки активного участка режущей кромки в этот момент являются
профилирующими. Они формируют поверхность резьбы, располагаясь
на исходной поверхности. Аналогично происходит образование поверх-
ностей вращения фасонными радиальными резцами. В общем случае
точки режущих кромок рассматриваемых инструментов могут форми-
ровать обработанную поверхность в различные моменты времени. Это
наблюдается, например, при обработке плоскостей цилиндрическими
фрезами с винтовыми зубьями.
При обработке на горизонтально-фрезерном станке плоскости ци-
линдрической фрезой с прямыми канавками все точки режущей кром-
ки любого зуба одновременно оформляют поверхность детали в тот мо-
мент, когда режущая кромка занимает наинизшее положение. Если
же взять цилиндрическую фрезу с винтовыми канавками, то в этом
случае точки режущей кромки любого зуба оформляют поверхность
детали в различные моменты времени, последовательно сменяя одна
209
10.3, Схемы срезания материала при обработке резьбы
10.4. Схемы срезания материала при обработке фасонными протяжками
другую. Подобное же явление наблюдается при работе червячных
фрез, зуборезных долбяков, гребенок и им подобных инструментов.
При проектировании инструментов находит распространение последо-
вательная (генераторная) схема резания. У этих инструментов исход-
ная поверхность на режущей части создается как совокупность от-
дельных профилирующих режущих точек, расположенных на ней.
Профилирующие точки принимаются за граничные точки режущих
кромок инструмента. Режущие кромки выбираются сравнительно про-
стой формы в виде прямой или дуги окружности и располагаются в те-
ле, сопряженном с обработанной поверхностью, которое ограничено
исходной инструментальной поверхностью.
Схема образования резьбы метчиком приведена на рис. 10.3, б.
Прямолинейные режущие кромки АВ зубьев метчика, срезая изоб-
раженные слои материала заготовки, только своими крайними точками
А и В формируют поверхность резьбы. Ввиду простоты изготовления
рассматриваемые метчики широко применяются в промышленности.
Протяжки для обработки-наружных фасонных поверхностей могут
также проектироваться на базе профильной (рис. 10.4, а) и последова-
тельной (генераторной) схем резания (рис. 10.4, б).
Фасонная протяжка представляет собой превращенное в инстру-
мент исходное тело в форме длинной призмы, которая имеет фасонную
рабочую инструментальную поверхность, являющуюся копией поверх-
ности детали. При протягивании инструментальная исходная поверх-
ность скользит по поверхности детали подобно поверхности резьбы
гайки, скользящей по поверхности резьбы винта.
210
Проектируя протяжку с профильной схемой резания (рис. 10.4, в),
создаем на рабочей стороне исходной призмы режущие зубья прореза-
нием поперечных стружечных канавок и образованием задних поверх-
ностей. В результате пересечения стружечных канавок с исходной
поверхностью получаются режущие кромки зубьев, форма которых со-
ответствует профилю детали. При этом профиль дна стружечных кана-
вок выполняется эквидистантным режущей кромке.
Если у рассматриваемой протяжки оставить размеры пег высоте
всех зубьев одинаковыми и расположить их режущие кромки на ис-
ходной инструментальной поверхности, то первый зуб будет снимать
весь припуск, а последующие не будут работать. Чтобы распределить
работу на все режущие зубья, режущие кромки каждого предыдуще-
го зуба занижаются на величину подъема на зуб по сравнению с после-
дующим зубом. При протягивании такой протяжкой металл, удаляе-
мый с заготовки, срезается слоями, эквидистантными обработанной
поверхности, и формирование поверхности детали производится толь-
ко последним режущим зубом. Изготовление и эксплуатация таких
протяжек сопряжены с большими трудностями, особенно в тех слу-
чаях, когда профиль детали имеет значительную кривизну. Этого не-
достатка лишены протяжки с последовательной схемой резания. Про-
ектируя протяжку с последовательной схемой резания (рис. 10.4, г),
рабочую сторону исходной призмы на высоте ее профиля срезают на-
клонной плоскостью и создают на ней режущие зубья прорезанием
поперечных стружечных канавок и образованием задних поверхно-
стей. В результате пересечения наклонной плоскости со стружечными
канавками образуются прямолинейные режущие кромки, граничные
точки которых располагаются на исходной инструментальной поверх-
ности и являются профилирующими. Поэтому при конструировании
такой протяжки создается обычная плоская протяжка, предназна-
ченная для срезания всего профиля обработанной поверхности детали.
У нее вдоль всех зубьев изготовлена продольная канавка, профиль
которой совпадает с профилем детали. При шлифовке этой канавки
задний конец протяжки приподнимается на 0,03...0,1 мм, что позво-
ляет при установке протяжки в рабочее положение на вспомогатель-
ных режущих кромках, формирующих поверхность детали, создавать
небольшие задние углы. Это способствует уменьшению трения и устра-
нению налипания металла.
В частном случае при последовательной схеме резания инструмен-
ты могут иметь одну профилирующую точку на режущих кромках.
К таким инструментам относятся резцы, сверла, зенкера, развертки,
торцевые фрезы. У этих инструментов длину активной части режущих
кромок можно изменять за счет выбора величины угла в плане ср и та-
ким путем распределять нагрузку на большую или меньшую длину
режущей кромки. Форма их режущих кромок не зависит от формы об-
работанной поверхности детали D и может поэтому варьироваться
в широких пределах.
Отличительной особенностью инструментов с дифференцированной
схемой резания является наличие различных по назначению режущих
зубьев: предварительных и профилирующих. Предварительные зубья
не участвуют в оформлении обработанной поверхности. Поэтому форма
их режущих кромок может быть произвольной. Они располагаются
в пределах пространства, ограниченного исходной поверхностью, и не
имеют профилирующих точек. Точность изготовления предваритель-
ных зубьев может быть пониженной. Профилирующие или чистовые
зубья рассматриваемых инструментов формируют обработанную по-
верхность D в соответствии с профильной или последовательной схе-
мой резания. Примером инструмента с этой схемой срезания припуска
служат обычные круглые протяжки. Дифференцированную схему ре-
зания можно осуществить путем применения предварительных чер-
новых инструментов и профилирующих чистовых инструментов. Так,
при обработке зубчатых колес на обычных фрезерных станках с дели-
тельной головкой применяют черновые фрезы трапецеидального про-
филя и чистовые фасонные фрезы с профильной схемой резания. При
нарезании резьбы применяют зачастую комплекты метчиков с целью
повышения точности обработки, уменьшения усилий резания, которые
могут быть значительными и вызывать срывы резьбы и поломки ин-
струмента (рис. 10.3, в). Обычно черновые метчики комплекта удаляют
80...90 % припуска и на долю чистового метчика приходится сравни-
тельно небольшая работа по зачистке и калиброванию резьбы. Для
перераспределения загрузки отдельные участки режущих кромок мо-
гут срезаться на инструментах как с профильной, так и с последова-
тельной схемами резания. Так, на'дисковых пилах, предназначенных
для разрезки металлов, Т-образных фрезах, шпоночных протяжках
срезают фаски на зубьях то с одного, то с другого торца. В результа-
те этого каждый зуб срезает стружку, ширина которой меньше ширины
прорезаемого паза. Это позволяет свободно деформироваться и разме-
щаться стружке во впадине зуба. При ширине среза, равной ширине
паза, торцы стружки соприкасаются с боковыми сторонами прореза-
емого паза, что затрудняет свободное завивание и размещение стружки
во впадине зуба и может привести к заклиниванию зубьев и поломке
инструмента. На практике при обработке деталей, ограниченных раз-
личными поверхностями, может оказаться целесообразной смешанная
схема срезания материала заготовки, когда отдельные участки поверх-
ности детали формируются в соответствии с профильной, а другие —
в соответствии с последовательной схемой резания. Это имеет место,
например, при протягивании шпоночными, шлицевыми и им подобны-
ми протяжками. Боковые стороны шлицев формируются по последова-
тельной схеме, а цилиндрические поверхности — по профильной схеме.
При точении резьбы резец может подаваться под углом к оси заго-
товки (рис. 10.3, а) и формировать одну сторону резьбы по профиль-
ной, а вторую—по последовательной схеме срезания припуска. Усло-
вия образования стружки при этом будут более благоприятными, чем
при точении резьбы по профильной схеме резания. Стружка будет ме-
нее деформироваться и легко выходить из канавки. Обработку деталей,
когда необходимо удалять значительный объем материала, целесооб-
разно проводить в соответствии с контур)ной схемой срезания мате-
риала заготовки. В этом случае вырезается относительно небольшая
часть припуска по контуру детали либо близкому к нему профилю.
212
По этой схеме предварительно
обрабатываются крупногабарит-
ные зубчатые колеса прорезны-
ми фрезами (рис. 10.5),сверлятся
отверстия кольцевыми сверлами.
Применение инструментов с та-
кой схемой резания резко сни-
жает усилия резания, обеспе-
чивает значительное повышение
производительности труда.
Выбирая различные схемы
срезания материала заготовки,
можно спроектировать разнооб-
разные инструменты, предназ-
наченные для обработки задан-
10.5. Обработка впадин зубчатых колес
прорезными фрезами
ной детали. Выбор той или иной схемы следует производить с
учетом требований экономики и организации производства для опре-
деленных заводских условий.
10.3. Анализ загрузки режущей части
металлорежущего инструмента
Одним из возможных путей совершенствования инструментов
является выравнивание нагрузки по длине режущих кромок, разгруз-
ка наиболее нагруженных участков режущих кромок и дополнитель-
ная нагрузка малозагруженных участков. Чтобы решать эти вопросы
применительно к конкретному инструменту, необходимо определить,
как загружены отдельные участки режущих кромок, т. е. определить
скорость резания и толщину среза
в различных исследуемых точках
кромок.
Проанализируем, например, за-
грузку режущих кромок спираль-
ного сверла (рис. 10.6). При свер-
лении сверло относительно заготов-
ки совершает два движения: вра-
щение вокруг своей оси с угловой
скоростью « — главное движение
резания и поступательное движе-
ние подачи сверла вдоль его оси.
Движение подачи происходит мед-
ленно. Поэтому без большой по-
грешности при определении скорос-
ти резания и формы поверхности
резания можно не учитывать дви-
жения подачи. Тогда поверхность
резания при сверлении будет по-
верхностью вращения режущих
10.6.3 агрузкд режущих кромок сверла кромок сверла вокруг его ОСИ.
213
Скорость же резания в зависимости от радиуса R( исследуемой точки
режущей кромки
v = <t)R£.
Таким образом, эпюра скоростей резания будет треугольной.
Скорость на оси сверла равна нулю, а на периферии будет максималь-
ной:
nDn
71 ~ __-
1000’
где D — диаметр сверла, мм; п — частота вращения сверла, об/мин.
Чтобы определить толщину среза в произвольной точке С режущей
кромки, проведем два вектора, касающихся поверхности резания.
Один вектор Р направим по режущей кромке. Вторым вектором бу-
дет вектор скорости и вращения точки С вокруг оси сверла. В си-
стеме xyz
Р = i sin ср + / cos ср;
v = —i tg p 4- k.
Вектор нормали к поверхности резания
W == [Р X v] —
/ / k
sin ср cos ср О
—tg р. _0 1
Раскрыв определитель, получим
У — Zcos ср — / sin ср k tg p cos ср.
Длина вектора
| У ] = У1 4- tg2pcos2 ср.
Вектор подачи при сверлении
5 =-/у.
Тогда толщина среза
а-М..
|ЛЧ
Подставляя вместо N и S их значения, получим
Ssinq)
2 у 1 4- tga р. cos3 <р
По этой формуле подсчитываются в различных точках режущей
кромки сверла толщины среза а.
Угол р, характеризующий положение исследуемой точки режущей
кромки, находят из формулы
sin р = ,
214
10.7. Сверла с улучшенным характером загрузки режущей части
где г — половина диаметра сердцевины сверла; Ri — радиус ис-
следуемой точки режущей кромки.
£ Для сверла с диаметрально расположенными режущими кромка-
Ж ми, когда угол р, = 0, толщина среза
Ж s .
Ж a=="2Sin<p-
. Для стандартного сверла, имеющего диаметр сердцевины 2г =
10,15D, угол при вершине ср = 60°, угол наклона поперечной кром-
; ф — 55°, толщина среза изменяется от 0,43S на периферии до
35S в точке пересечения режущей кромки с поперечной. Эпюра из-
;нения толщины среза вдоль режущей кромки сверла приведена на
[с. 10.6. Как видно, наиболее загруженным участком режущей кром-
! будет ее периферийная зона. На периферии режущей кромки имеют
сто максимальная скорость резания и максимальная толщина среза,
юрость резания на периферии изменить за счет изменения конструк-
1И сверла не представляется возможным. Поэтому, чтобы разгрузить
риферийную зону режущих кромок сверла за счет изменения его
шструкции, нужно идти только по пути уменьшения толщины среза
Формула для подсчета толщины среза а показывает, что уменьшить
лщину среза а можно за счет уменьшения угла при вершине в этой
не. Это достигается двойной заточкой сверла (рис. 10.7, а), когда
i периферии сверла создается переходная режущая кромка длиной
2D сверла с углом при вершине 2<р0 — 70...75°.
Применение двойной заточки усложняет конструкцию, повышает
•удоемкость заточки инструмента, но одновременно с этим приво-
215
ДИт к увеличению стойкости сверл. Двойная заточка сверл диаметром
более 12 мм при обработке обычной конструкционной стали дает повы-
шение стойкости до 2,5...3 раз, а при обработке чугуна — до 3...5
раз по сравнению с обычной. Для малых диаметров она эффекта не
дает. Положительных результатов также не дает двойная заточка при
обработке нержавеющих и жаропрочных сталей и сплавов. Это,
по-видимому, обусловлено тем, что на периферии сверла создаются
в рассматриваемом случае очень малые толщины среза, которые при
повышенной способности этих материалов к наклепу вызывают интен-
сивный износ инструмента.
Переходные кромки в виде отрезка прямой длиной 1...4 мм с умень-
шенными углами ср либо в виде дуги окружности сравнительно неболь-
шого радиуса, равного 0,5...3,0 мм, выполняются также на вершине
проходных резцов, на периферии зенкеров, на вершинах зубьев тор-
цевых фрез и других инструментах. Переходные кромки снижают ин-
тенсивность их загрузки, уменьшают толщину среза, улучшают отвод
тепла и приводят к повышению стойкости инструмента до двух-трех
раз. Анализ формулы для подсчета толщины среза показывает, что
уменьшить толщину среза а можно увеличением угла р, между радиу-
сом, соединяющим исследуемую точку с осью сверла, и проекцией
касательной к режущей кромке на плоскость,перпендикулярную к оси
сверла. Этого можно достичь за счет винтовой подточки передней по-
верхности (рис. 10.7, б). По сравнению со стандартными такие сверла
имеют на периферии увеличенную активную длину режущих кромок,
уменьшенную толщину среза, более целесообразные величины перед-
них углов при их измерении в нормальном к режущей кромке сечении.
Рациональное распределение толщины среза вдоль режущих кромок
сверла дает также радиусная заточка (рис. 10.7, в). Радиус профиля
может приниматься р = 0,5...1,2£) сверла. Криволинейная форма ре-
жущей кромки позволяет уменьшить толщину среза на периферии
сверла, где скорость резания наибольшая, и увеличить ее в централь-
ной зоне, где скорость резания минимальная. Благодаря этому умень-
шается нагрузка на периферии (в зоне наиболее интенсивного износа
сверла).
Испытания сверл с радиусной формой заточки показывают, что их
стойкость в несколько раз превышает стойкость сверл с обычной за-
точкой при обработке как чугуна, так и стали. Большое влияние на
интенсивность износа инструмента, а следовательно, и на загрузку
режущей части оказывает форма поперечного сечения среза. Она мо-
жет иметь форму параллелепипеда или треугольника (рис. 10.8, а),
быть Г-образной (рис. 10.8,6) и П-образной (рис. 10.8, в). Наиболее
неблагоприятная П-образная форма сечения среза, где имеют место
очень сложные условия стружкообразования и ее завивания. Наилуч-
шие условия стружкообразования наблюдаются в том случае, когда
сечение среза имеет форму параллелепипеда или треугольника. По-
этому проектируя инструменты, стремятся перейти от П-образной
стружки к Г-образной, а если возможно — и к сечению среза в. форме
параллелепипеда или треугольника. Так, неблагоприятная форма
стружки наблюдается при фрезеровании фрезами, имеющими трапецеи-
216
дальний профиль. Такие фре-
зы применяются при черно-
вом прорезании впадин зубьев
зубчатых колес, при фрезе-
ровании червяков. У фрезы
трапецеидального профиля с
одинаковыми зубьями каж-
дый зуб срезает стружку вер-
шинной и обеими боковыми ре-
жущими кромками, т. е. в ю.8. Формы поперечного сечения среза
этом случае образуются на-
иболее неблагоприятные 11-
образные сечения среза. Найдем толщину среза на боковой режущей
кромке такой фрезы (рис. 10.9). При определении поверхности резания
пренебрегаем движением подачи. Тогда поверхность резания будет
поверхностью вращения режущей кромки вокруг оси фрезы. Нормаль
N к поверхности резания в точке С лежит в осевой плоскости лу
фрезы и перпендикулярна к боковой режущей кромке. Примем длину
вектора нормали = Тогда толщина среза
а = (N • 5).
Вектор подачи
S — i — sin р,fe — cos р,
Z 2*
где So— подача на оборот фрезы; z — число зубьев фрезы.
217
Единичный вектор нормали к поверхности резания
N ~ i sin Ф + / cos ф.
Тогда
So
а = у sin ц sin ф.
На вершинной режущей кромке, у которой угол ф = 90°, толщина
среза
a=-^sinp.
Таким образом, боковая режущая кромка срезает гораздо меньшие
толщины среза, чем вершинная, наиболее нагруженная режущая кром-
ка. Рассмотрение формулы для подсчета толщины среза показывает,
что изменить толщину среза на боковой кромке можно только изменяя
число г боковых режущих зубьев. Изменить угол в плане ф невозмож-
но, так как в этом случае изменится профиль детали. Поэтому для того
чтобы несколько выровнять загрузку режущих кромок у трапецеи-
дальной фрезы, срезают то с одного, то с другого торца боковые режу-
щие кромки. Каждый зуб такой фрезы работает вершинной и одной
боковой режущей кромками. В результате сечение среза трансформи-
руется из П-образного в Г-образное. Благодаря частичному срезанию
боковых зубьев на боковых малозагруженных режущих кромках тол-
щина среза увеличивается в 2 раза при сохранении общей площади
поперечного сечения среза, снимаемого зубом. Это приводит к сниже-
нию усилий резания, повышает стойкость инструмента и соответствен-
но производительность обработки.
Чтобы обеспечить срезание режущими кромками рассматриваемой
фрезы сечений среза в форме параллелепипеда или треугольника,
в конструкцию фрезы вносят следующие изменения. Один зуб выпол-
няют завышенным по высоте, но уменьшенным по ширине. Он срезает
материал заготовки только вершинной режущей кромкой. Смежный
зуб, наоборот, выполняется с уменьшенной высотой и с требуемой ши-
риной. Он срезает материал заготовки только боковыми режущими
кромками.
Аналогичная картина имеет место при обработке зубчатых дета-
лей червячными фрезами. Опыты показывают, что стойкость червяч-
ных фрез, у которых часть зубьев срезает стружку только вершинны-
ми кромками, а другая — только боковыми, в 2...4 раза выше стойко-
сти стандартных фрез. Таким образом, за счет целесообразной загрузки
отдельных участков режущих кромок и обеспечения благоприятной
формы поперечного сечения среза можно создавать прогрессивные
конструкции инструмента.
10.4. Распределение работы резания у инструментов
с конструктивной подачей
Толщина среза у многих инструментов зависит от режимов резания
и регулируется в требуемых пределах изменением скорости движения
подачи. Наряду с такими инструментами есть группа инструментов
218
a 5
10.10, Схемы срезания припуска метчиком
(метчики и протяжки), у которых толщина срезка не зависит от ре-
жимов резания. Проектируя такие инструменты, необходимо распре-
делить работу резания между отдельными режущими кромками и обес-
печить рекомендуемые толщины среза а за счет соответствующей кон-
струкции режущей части.
Метчик представляет собою исходный винт, сопряженный с наре-
заемой резьбой, превращенный в режущий инструмент. Для этого
винт прорезается стружечными канавками, благодаря чему создаются
передняя поверхность и пространство для схода стружки. Но если
винтом с продольными канавками нарезать резьбу, то первый его зубец
с полным профилем будет срезать весь припуск, будет перегружен
и поломается либо быстро износится. Поэтому, для того чтобы рас-
пределить работу резания между режущими зубьями, на метчике соз-
дают соответствующую режущую часть. По конструкции режущей
части метчики бывают с цилиндрической и конической режущей час-
тью. У метчиков с цилиндрической режущей частью нарезается ци-
линдрическая резьба с неизменными по длине диаметральными разме-
рами, а затем она срезается и создаются вершинные режущие кромки
(рис.- 10.10). Схема срезания материала заготовки в ее осевом сечении
цилиндрической режущей частью метчика приведена на рис. 10.10, а.
Прямолинейные вершинные режущие кромки зубьев метчика срезают
изображенные слои материала заготовки и своими крайними точками,
расположенными на исходной поверхности, формируют поверхность
резьбы по последовательной схеме. Боковые режущие кромки зубьев
являются вспомогательными и срезают материал заготовки на очень
небольшой длине. Толщину среза а на метчике измеряют в его осевом
сечении. На вершинной кромке
_ psin ф
С/t *
2 9
где р — шаг резьбы; z — число стружечных канавок; ср — угол в пла-
не на режущей части.
Таким образом, толщина среза а при нарезании резьбы зависит
от конструктивных элементов метчика и не зависит от режимов реза-
ния. Чтобы обеспечить на режущей части метчика рекомендуемые
219
толщины среза а, нужно выбрать соответствующее значение угла
в плане ф и длины режущей части L:
• Я? Г , L
5Шф = —; L-/ctg(p,
где / —высота профиля обрабатываемой резьбы.
С уменьшением угла заборного конуса ф уменьшается тол-
щина среза а и повышается стойкость метчика. Однако при чрезмерно
малых толщинах среза порядка 0,008...0,015 мм процесс резания за-
трудняется, радиус округления режущих кромок становится соизме-
римым с толщиной среза и стойкость метчиков снижается. Наибольшая
толщина среза определяется прочностью режущих кромок, стойкостью
метчика и чистотой поверхности резьбы. Максимально допустимая тол-
щина среза равна 0,2 мм. Возможна работа и с большими толщинами
среза, но при этом уменьшается стойкость метчиков, значительно
ухудшаются условия образования и размещения стружки в канавках,
ухудшается качество нарезаемой резьбы.
Толщину среза а рекомендуется принимать: для стали — 0,02...
0,05, для чугуна — 0,04...0,07 мм, для высокопрочных сталей, жаро-
прочных и титановых сплавов — 0,015...-0,02 мм, для алюминиевых
сплавов — 0,05...0,06 мм. При нарезании резьбы в глухих отверстиях
длину режущей части выбирают равной двум шагам нарезаемой резьбы,
а в сквозных отверстиях— шести. У гаечных метчиков длина режущей
части равняется 12 шагам нарезаемой резьбы.
Схема срезания материала заготовки метчиком с конической забор-
ной части показана на рис. 10.10, 6. В этом случае на режущей части
создается коническая резьба с увеличивающимися к хвостовику мет-
чика диаметральными размерами. Чтобы повысить стойкость, вершины
резьбы нужно срезать на небольшую величину. При этом металл
срезается вершинными и боковыми режущими кромками и формиру-
ется поверхность резьбы по профильной схеме срезания припуска.
Толщина среза при нарезании резьбы метчиком с конической забор-
ной частью на боковых режущих кромках
Р tg ф sin е/2
С4 __ . *
Z
где е — угол профиля нарезаемой резьбы.
По сравнению с метчиками с цилиндрической режущей частью мет-
чики с конической режущей частью лучше обеспечивают самозатяги-
вание метчика при нарезании резьбы, имеют большую активную длину
режущих кромок. Однако метчики с цилиндрической режущей частью
более просты в изготовлении. У них задние положительные углы соз-
даются затылованием только на главных вершинных режущих кром-
ках. Метчики же с конической режущей частью затылуются по всему
профилю резьбы, что существенно усложняет процесс их изготовле-
ния. Поэтому при обработке обычных конструкционных материалов,
как правило, используются метчики с цилиндрической режущей
частью.
220
Инструментом с конструктивной подачей являются также протяж-
ки. Например, у круглой протяжки исходное тело инструмента пред-
ставляет собою круглый цилиндр, совпадающий с поверхностью де-
тали. Если, превращая этот исходный цилиндр в режущий инстру-
мент, создать один зуб протяжки, расположив его режущую кромку
на исходном цилиндре, то первый зуб срежет весь припуск, т. е. будет
перегружен, что приведет к поломке инструмента. Поэтому для того
чтобы распределить работу резания на режущие кромки, на протяж-
ке создается ряд последовательных зубьев постепенно увеличивающе-
гося диаметра. Диаметр первого зуба принимается равным наимень-
шему диаметру предварительного отверстия, а диаметр каждого
последующего зуба увеличивается на определенную величину
Ad ~ 2а.
Толщина среза а, равная подъему на зуб, оказывает большое влия-
ние на процесс протягивания. Чем больше будет она, тем короче будет
протяжка, меньше ее стоимость и выше производительность про-
тягивания. Вместе с тем при увеличении толщины среза возрастают
усилия резания, что может привести к разрыву протяжки, ухудшает-
ся чистота обработанной поверхности, повышается интенсивность из-
носа инструмента. Однако при очень малой толщине среза радиус
округления режущей кромки становится соизмеримым с толщиной
среза и отдельные зубья протяжки вместо резания производят вдавли-
вание материала заготовки. Это приводит к возрастанию усилий реза-
ния, интенсивности износа, неравномерной загрузке режущих зубьев,
ухудшению качества протянутой поверхности. Поэтому не следует
брать толщину срезаемого слоя меньше 0,015 мм. Для рассматривае-
мых цилиндрических протяжек ориентировочные значения толщин
среза а при обработке стали 0,02...0,04 мм, чугуна 0,03...0,1 мм, алю-
миния 0,02...0,05 мм, бронзы и латуни 0,05...0,12мм. Толщина среза
существенно влияет на процесс завивания стружки и ее размещение
во впадине зуба.
При большой толщине среза жесткость стружки мешает ей зави-
ваться во впадине зуба, стружка упирается в дно впадины, ее виток
. получает непрерывную форму, что в последующем приводит к закли-
ниванию стружки и даже поломкам протяжек.
По опытным данным предельные значения толщин среза из условий
правильного завивания стружки при обработке сталей средней твер-
дости колеблются от 0,05 до 0,35 мм и зависят от глубины впадины
и ширины среза. С увеличением глубины впадины и уменьшением ши-
рины среза предельные толщины среза возрастают. Рассмотренная
схема срезания материала заготовки является неприемлемой, так как
после протягивания одной детали в каждой впадине зуба будет обра-
зовано кольцо стружки, которое удалить будет трудно. Поэтому на
режущих зубьях протяжки выполняют стружкоразделительные
канавки. В этом случае обеспечивается легкое удаление стружки из
впадин зубьев и высокопроизводительное протекание процесса протя-
гивания. Однако из-за стружкоразделительных канавок сечение
среза меняет свою форму и стружка получает как бы ребро жесткости,
что отрицательно сказываетсяна процессе стружкообразования и ее
221
размещении во впадине зуба. По-
этому были предложены всевозмож-
ные прогрессивные схемы срезания
припуска при протягивании.
Удачной схемой является схема
переменного резания. Протяжки
переменного резания являются про-
тяжками с групповой схемой среза-
ния слоев металла, при которой
режущие зубья работают группами
и срезают слой заданной толщины
за счет уширения режущей кромки
последующего зуба по отношению к предыдущему. В каждой секции
протяжки переменного резания прорезные зубья, равные по диаметру,
имеют на задней поверхности выкружки, расположенные в шахматном
порядке (рис. 10.11). Ширина выкружки с учетом срезания стружки
равна 8...12 мм. Стружка имеет приблизительно прямоугольное се-
чение без ребра жесткости. Это обеспечивает улучшение условий зави-
вания стружки и более плотное ее размещение в канавках. Последний
зачищающий зуб каждой секции выполняется без выкружек. Во избе-
жание снятия этим зубом замкнутой кольцевой стружки его диаметр
выполняется на 0,03...0,05 мм меньше диаметра остальных зубьев сек-
ции. Число зубьев в секции колеблется обычно от двух до пяти. Вместо
выкружек образование отдельных участков режущих кромок может
производиться менее глубокими прямолинейными лысками. В этом
случае каждый прорезной зуб протяжки напоминает многогранник.
Протяжки с лысками более просты в изготовлении, так как они могут
шлифоваться на проход. Однако у протяжек с лысками удлиняется
вспомогательная кромка, в результате уширяется стружка и умень-
шается ее толщина, что снижает эффект групповой схемы резания.
Благоприятная геометрия режущей части зубьев протяжек пере-
менного резания позволяет увеличить подъемы на секцию зубьев при
обработке сталей до 0,3...0,4 мм, чугуна до 1,0... 1,2 мм.
Для обеспечения высокой степени чистоты обработанной поверх-
ности режущая часть заканчивается чистовыми зубьями с малым подъ-
емом на каждый зуб.
Глава 11
ПРОФИЛИРОВАНИЕ ФАСОННЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ
11.1. Общие положения
Задача профилирования режущих инструментов заключается
в определении формы и размеров режущей части инструмента, пред-
назначенного для обработки заданной поверхности детали, в соответ-
ствии с техническими условиями на ее изготовление. Наряду с этим
учитывается необходимость создания работоспособного инструмента,
222
имеющего на режущей части целесообразные величины геометрических
параметров, который можно было бы перетачивать в процессе эксплу-
атации.
Однако основным условием, из которого исходят при профилиро-
вании инструмента, является условие обработки спроектированным
инструментом заданной поверхности детали при известных движениях,
совершаемых при обработке заготовкой и инструментом. Форма и раз-
меры режущей части инструмента характеризуются формой и разме-
рами передней и задней поверхностей и режущей кромки. Профили-
рование режущих инструментов включает два этапа:
1. Определение исходной инструментальной поверхности, сопря-
женной с поверхностью детали при заданной схеме обработки.
2. Превращение тела, ограниченного исходной инструментальной
поверхностью, в работоспособный инструмент.
При известной исходной поверхности И решение задачи профили-
рования инструмента зависит от принятой схемы срезания материала
заготовки. В большинстве случаев фасонные режущие инструменты
проектируются с профильной схемой срезания припуска, когда режу-
щие кромки располагаются на исходной поверхности. Последователь-
ность профилирования рассматриваемых инструментов следующая:
определяется исходная инструментальная поверхность И, сопря-
женная при принятой схеме обработки с поверхностью детали;
выбираются перетачиваемая поверхность, режущей части инстру-
мента и ее расположение относительно поверхности И, обеспечивающее
создание на режущей части целесообразных величин геометрических
параметров;
находится режущая кромка как линия пересечения перетачива-
емой поверхности с исходной инструментальной поверхностью И‘,
создается неперетачиваемая поверхность режущей части и опреде-
ляется ее профиль.
В качестве перетачиваемой поверхности режущей части фасонных
инструментов наиболее часто принимается передняя поверхность, по-
ложение которой относительно поверхности И выбирают таким, чтобы
обеспечить целесообразные величины передних углов и углов наклона
режущей кромки на режущей части инструмента. При этом за статиче-
скую поверхность резания целесообразно принимать исходную инстру-
ментальную поверхность. Ориентированные таким образом величины
геометрических параметров будут равны геометрическим параметрам
в процессе резания в тот момент, когда исследуемая точка режущей
кромки формирует обработанную поверхность детали. В этот момент
наблюдается взаимное касание в исследуемой точке исходной инстру-
ментальной поверхности, поверхности детали и реальной поверхности
резания. При профилировании рассматриваемых инструментов в каче-
стве перетачиваемой поверхности можно выбирать заднюю поверх-
ность сравнительно простой формы и определять режущую кромку
как линию пересечения исходной поверхности И и задней поверхно-
сти. Однако часто этот путь приводит к практически неприемлемым
результатам, так как передняя поверхность стружечных канавок ин-
струмента получает сложную форму нее изготовление оказывается не-
223
оправданно трудным. Кроме того, в этом случае сложно обеспечить це-
лесообразные величины геометрических параметров в различных точ-
ках кромки. Из всего многообразия фасонных режущих инструментов
наибольшее распространение получили фасонные резцы, фасонные
затылованные фрезы, инструменты, работающие методом обкатки, ти-
па чашечных резцов, червячных фрез, долбяков.
Задачу профилирования фасонных режущих инструментов можно
решать, используя приведенную методику, как графически, так
и аналитически. Графические решения наиболее наглядны, позволяют
понять суть рассматриваемых вопросов, зачастую являются базой для
аналитических решений. Они основываются на методах начертатель-
ной геометрии. Их недостаток — малая точность, зачастую неудов-
летворяющая производство. Аналитические решения являются наи-
более точными, но недостаточно наглядными. Их роль и значение
существенно возросли в связи с появлением электронных вычисли-
тельных машин и разработкой систем автоматизированного проекти-
рования режущих инструментов.
Проверка профилирования инструмента, т. е. определение профи-
ля детали, который будет обработан спроектированным инструментом,
производится путем решения обратной задачи. В этом случае известны-
ми считаются инструмент и схема формообразования, т. е. движения,
совершаемые инструментом относительно заготовки. Эта задача имеет
и самостоятельное значение. Ее решение позволяет находить возмож-
ные типы поверхностей, которые могут быть обработаны на существу-
ющем оборудовании освоенными и апробированными в промышленно-
сти инструментами. Такие технологичные поверхности конструкторы
могут использовать при проектировании всевозможных деталей ма-
шин.
11.2. Фасонные резцы
Фасонные резцы используются при строгании фасонных цилиндри-
ческих поверхностей (прямых канавок), при точении поверхностей вра-
щения и винтовых поверхностей.
Схема обработки цилиндрической поверхности Д фасонным стро-
гальным резцом (рис. 11.1, а) включает прямолинейно-поступатель-
ное движение резания и движение подачи 5. Скорость v прямолиней-
но-поступательного движения резания направлена вдоль образующей
цилиндрической поверхности детали Д. В результате движения пода-
чи происходит периодическое углубление инструмента в материал за-
готовки до тех пор, пока режущая кромка не выйдет на поверхность
детали. В момент формирования поверхности детали Д движение по-
дачи выключается. Задача профилирования строгальных фасонных
резцов сводится к определению формы режущей кромки и профиля
задней поверхности резца в нормальном сечении N. Известными счи-
таются форма и размеры поверхности детали, передние у и задние
углы а.
При рассматриваемой схеме обработки исходная инструменталь-
ная поверхность И совпадает с поверхностью детали, так как прямоли-
224 .
11.1. Профилирование строгального фасонного резца
нейно-поступательное движение резания приводит к скольжению ци-
линдрической поверхности детали Д «самой по себе». Поэтому методи-
ка профилирования строгального фасонного резца будет следующей:
выбирается в качестве перетачиваемой поверхности передняя плос-
кая поверхность, положение которой определяется передним углом,
у и X — 0;
определяется режущая кромка как линия пересечения исходной
инструментальной поверхности, т. е. поверхности детали Ди передней
плоскости;
создается цилиндрическая фасонная задняя поверхность, которая
описывается режущей кромкой при ее прямолинейно-поступательном
движении. Направление этого движения выбирается таким, чтобы по-
лучить на инструменте заданную величину заднего угла а. Иными
словами, задняя поверхность призматического строгального фасонно-
го резца проецируется как цилиндрическая поверхность, образующие
которой идут под углом а, а направляющей служит режущая кромка;
находится профиль задней поверхности как линия пересечения
ее с плоскостью, перпендикулярной к образующим.
Пример графического профилирования фасонного строгального
резца показан на рис. 11.1, б. За плоскость проекций W принята плос-
кость, перпендикулярная к образующихМ фасонной цилиндрической
поверхности детали, за плоскость V — плоскость, параллельная на-
правлениям движения резания и движения подачи. В принятой систе-
ме плоскостей проекций изображается заданная цилиндрическая по-
верхность детали Д. Профиль этой поверхности будет линией Л2/С2В2.
Он изображается в натуральную величину на плоскости IF. Под углом
у проводится вертикальный след Ру передней плоскости. Горизонталь-
ный след Ph передней плоскости идет перпендикулярно к оси проекций
V777, так как принятый угол наклона режущей кромки А, = 0. Режу-
щей кромкой резца будет линия пересечения поверхности детали Д
и передней плоскости Р. Поскольку поверхность детали Д является
профильно-проецирующей, а передняя плоскость — верти кал ьно-про-
ецирующей, их линией пересечения будет кривая АКВ (ее проекции
обозначены ЛДуДх и ЛаДД^). Истинная форма и размеры режущей
8 9-385 225
кромки определяются поворотом передней плоскости вокруг горизон-
тального следа Рл до совмещения с плоскостью Н. Это линия ЛХВ.
Чтобы образовать заднюю фасонную цилиндрическую поверхность
резца в сечениях /, II, III. . ., через точки режущей кромки
проводим под углом ос к плоскости Н образующие задней поверхности
АС, КЕ . . . Совокупность этих образующих на чертеже изобразит
фасонную цилиндрическую заднюю поверхность резца. Профиль рез-
ца определяется как линия пересечения задней поверхности с вер-
тикально-проецирующей плоскостью /V, перпендикулярной к образу-
ющим задней поверхности. На плоскости V проекция С1Е1В1 профиля
резца расположится на вертикальном следе Му плоскости N. На плос-
кости W проекцией профиля резца будет линия С2Е2В2. Натураль-
ная величина профиля резца находится поворотом плоскости N вокруг
горизонтального следа Nh до совмещения с плоскостью И.
Рассматривая это графическое построение, получим зависимости
для аналитического расчета профиля резца и формы его режущей
кромки.
Размеры длины профиля детали, измеренные вдоль оси х, без ис-
кажения переносятся на профиль резца в нормальном сечении и на
профиль резца в передней плоскости:
' I = 1р — /к*
Размеры по высоте соответственно искажаются. Высота профиля
в передней плоскости
, h
fig — ,
cos у
где h — высота соответствующей точки на профиль детали.
Высота профиля резца в нормальном сечении
р cos у
Фасонные резцы получили широкое распространение при точении
поверхностей вращения. Рассмотрим профилирование радиального
призматического фасонного резца, предназначенного для обработки
поверхности вращения. Задача профилирования такого инструмента
(рис. 11.2, а) заключается в определении формы и размеров его режу-
щей кромки, т. е. профиля резца в передней плоскости и профиля
задней поверхности резца в нормальном сечении N. Известными при
профилировании считаются размеры и форма поверхности детали Д
и геометрические параметры режущей части, т. е. углы сс, у, X.
Методика профилирования радиальных призматических резцов ос-
новывается на анализе процесса формирования обработанной поверх-
ности детали Д. Схема обработки поверхности вращения Д радиаль-
ным резцом включает быстрое вращение заготовки вокруг своей оси.
Это главное движение резания. Поступательное движение поперечной
подачи резца S направлено перпендикулярно к оси детали. В резуль?-
тате движения подачи происходит внедрение резца в материал заго-
товки, пока режущая кромка не выйдет на поверхность детали. В мо-
226
11,2. Профилирование призматического радиального резца
мент формирования поверхности детали Д движение подачи выклю-
чается. Исходная инструментальная поверхность будет совпадать с по-
верхностью детали, так как при вращении заготовки вокруг своей оси
поверхность детали скользит «сама по себе».
Методика профилирования призматического фасонного радиаль-
ного резца такова:
выбирается в качестве перетачиваемой поверхности передняя
плоская поверхность, положение которой определяется углами у и X;
определяется режущая кромка как линия пересечения поверхно-
сти детали и передней плоскости;
создается фасонная задняя цилиндрическая поверхность резца,
образующие которой идут под углом а, а направляющей служит режу-
щая кромка;
находится профиль задней поверхности как линия пересечения ее
с плоскостью N, перпендикулярной к образующим.
Пример графического профилирования призматического радиаль-
ного резца, предназначенного для обработки поверхности вращения
Д, приведен на рис. 11.2, б. За плоскость проекций V принята плос-
кость, перпендикулярная к оси детали. Плоскость /7 параллельна на-
правлению подачи резца и оси детали. В принятой системе плоскостей
проекций изображается заданная поверхность детали Д как совокуп-
ность окружностей, расположенных в секущих плоскостях /, //,
III... Профиль этой поверхности—линия АВС — в натуральную
величину проецируется на плоскость Н в линию Л1В1С1. Через выб-
ранную на уровне оси детали точку Е проводим переднюю плос-
кость Р. Примем угол X = 0, т. е. передняя плоскость идет парал-
лельно оси детали. Ее положение определяется величиной угла у.
Передняя плоскость будет верти кал ьно-проецирующей плоскостью,
след Ру которой пройдет через точку Е под углом у. Режущая
кромка находится как линия пересечения передней плоскости Р
и поверхности детали Д. Первой точкой режущей кромки яв-
ляется точка Е. Чтобы найти произвольную точку режущей
кромки, рассмотрим произвольное сечение //, перпендикулярное
к оси детали. Оно пересекается с поверхностью детали по ок-
ружности радиуса которая в натуральную величину проецирует-
ся на плоскость V. На плоскость Н эта окружность проецируется на
след сечения II. Сечение II пересекается также с передней плоско-
стью Р по прямой, которая на плоскость V проецируется в след Ру
передней плоскости, а на плоскость Н — в след сечения II. Эта
прямая пересекается в точке К с окружностью радиуса которая
ч также лежит в сечении II. Точка А (ее проекции и А2) — это ис-
комая точка режущей кромки резца, так как она лежит и на поверхно-
сти детали, и на передней плоскости, т. е. является точкой, принадле-
жащей линии их пересечения. Аналогично рассматривая сечение III,
находим точку L режущей кромки. Линия EKL будет режущей кром-
кой резца. Натуральную величину режущей кромки находим путем
перемены плоскостей проекции от V/Н к V/W. Плоскость W проводим
параллельно передней плоскости Р, поэтому проекция E3K3L3 режу-
щей кромки на эту плоскость будет ее искомой натуральной величи-
ной, т. е. профилем резца в передней плоскости.
Чтобы образовать заднюю фасонную цилиндрическую поверхность
резца, в сечениях /, II, III, ... через точки Е, Д, L, ... режущей кром-
ки проводим под углом а образующие задней поверхности ЕМ, KF*
LQ, .... Совокупность этих образующих на чертеже изобразит фасон-
ную цилиндрическую заднюю поверхность резца. Профиль резца опре-
деляется как линия пересечения задней поверхности с вертикально-
проецирующей плоскостью N, перпендикулярной к образующим
задней поверхности. Образующая задней поверхности ЕМ пересекает-
ся с плоскостью N в точке М. Точка М — это первая точка профиля
резца в нормальном сечении. Аналогично рассматривая другие обра-
зующие задней поверхности, находим другие точки F, Q профиля
резца.
Натуральная величина MFQ профиля резца в нормальном сечении
находится поворотом плоскости N вокруг горизонтального следа Ад
до совмещения с плоскостью Н. Рассматривая приведенное графиче-
ское построение, выведем формулы для аналитического расчета про-
филя резца и формы его режущей кромки. По построению размеры
длины профиля детали, измеренные вдоль оси детали, без искажения
переносятся на профиль E3K3L3 резца в передней плоскости и на про-
филь MFQ резца в нормальном сечении:
=
Размеры по высоте соответственно искажаются. Для определения
высоты профиля резца в передней плоскости рассмотрим д O2E2L2
(рис. 11.2, в), в котором при вершине Е2 угол равен 180° — у, при
вершине О2 угол 6 и при вершине La угол у—6. Отрезок О2Е2 — это
радиус г резца в базовой точке Е, О2Ь2 —радиус Pt- произвольной
точки С профиля детали, a E2L2~hK— глубина профиля резца
в передней плоскости. По теореме синусов
228
_ Г пк
sin у sin (у — 6") 'sin6'
Отсюда угол б находится из соотношения
. / сч г sin у
Sin (у — о) —--D-1 •
ixi
Высота профиля резца в передней плоскости
. /? sin 6
liK = ~.
sin у
Для определения высоты hp профиля резца в нормальном сечении
рассмотрим прямоугольный треугольник E2L2T2, в котором при вер-
шине Д2 угол равен а ф- у, отрезок T2L2=hp — высоте профиля
резца в нормальном сечении. Следовательно,
/гр — hKcos(a 4- у),
или
, Sin 6 / , ч
hD = ----cos (а ф- у),
р sin у v 1 f/
По этим формулам, не проводя построение, аналитически можно
рассчитать профиль резца в передней плоскости и профиль резца
в нормальном сечении. По сравнению с радиальными призматическими
резцами более технологичными по конструкции являются круглые
радиальные фасонные резцы, предназначенные для обработки поверх-
ностей вращения.
' Задача профилирования такого инструмента (рис. 11.3, а) заклю-
чается в определении формы и размеров его режущей кромки и про-
филя задней поверхности резца в его осевом сечении Af. Известными
при профилировании считаются размеры и форма поверхности дета-
229
ли Д, геометрические параметры режущей части, т. е. углы а, у, Л
и радиус Q резца в базовой точке режущей кромки. Методика профи-
лирования круглых фасонных резцов основывается на анализе процес-
са формообразования обработанной поверхности детали Д. Схема
обработки поверхности вращения Д круглым фасонным резцом вклю-
чает быстрое вращение заготовки вокруг своей оси. Это главное
движение резания. Поступательное движение поперечной подачи 5
резца направлено перпендикулярно к оси детали. В момент форми-
рования поверхности детали Д движение подачи резца выключается.
В результате же вращения заготовки вокруг своей оси поверхность
детали скользит «сама по себе». Поэтому исходная инструментальная
поверхность совпадает с поверхностью детали. Отсюда методика
профилирования круглого фасонного резца такова:
выбирается в качестве перетачиваемой поверхности передняя плос-
кая поверхность, положение которой определяется углами у и X;
определяется режущая кромка как линия пересечения поверхно-
сти детали и передней плоскости резца;
создается задняя поверхность резца как поверхность вращения ре-
жущей кромки вокруг оси резца;
находится профиль задней поверхности как линия пересечения ее
с плоскостью N, проходящей через ось резца.
Пример графического профилирования круглого радиального фа-
сонного резца, предназначенного для обработки поверхности враще-
ния Д, приведен на рис. 11.3, б. За плоскость проекций V принята
плоскость, перпендикулярная к оси детали. Плоскость Н проводится
параллельно направлению подачи резца. Подобно профилированию
призматических радиальных резцов в принятой системе плоскостей
проекций изображается заданная поверхность детали Д как совокуп-
ность окружностей, расположенных в секущих плоскостях /, II,
III... Каки при проектировании призматического радиального резца,
режущая кромка EKL определяется как линия пересечения передней
плоскости Р и поверхности детали. На плоскость W, которая идет па-
раллельно передней плоскости резца, режущая кромка проецируется
в истинную величину Е3Д3Ь3. На чертеже рассмотрен случай, когда
угол X ~ 0 и передняя плоскость идет параллельно оси детали.
Чтобы образовать заднюю поверхность вращения, на чертеже
изображаем ось резца Ор. Считаем, что она идет параллельно оси де-
тали и проецируется на плоскость V в точку Ора, а на плоскость И
в прямую, перпендикулярную коси проекций. Ось резца располагает-
ся на величину h == Q sin а выше оси детали. Расстояние от точки Е2
до точки ОР2 равно радиусу резца Q в его базовой точке Е режущей
кромки. При вращении режущей кромки вокруг оси резца каждая ее
точка Е, L будут описывать окружности ЕМ, KF, LC, ..., располо-
женные в секущих плоскостях I, II, III, ... Совокупность этих окруж-
ностей на чертеже изобразит фасонную заднюю поверхность враще-
ния круглого резца.
Профиль резца в осевом сечении определяется как линия пересе-
чения задней поверхности вращения с плоскостью JV, проходящей че-
рез его ось. Окружность ЕМ, расположенная на задней поверхности,
230
пересекается с плоскостью N в точке М (ее проекции Afj и М2)- Точка
М — это первая точка профиля резца в его осевом сечении. Аналогич-
но находятся другие точки С, F профиля резца в осевом сечении. На-
туральная величина MFC профиля резца в осевом сечении находится
поворотом плоскости N вокруг вертикального следа Ny до совмещения
с плоскостью проекций V.
Рассматривая приведенное графическое построение, выведем фор-
мулы для аналитического расчета профиля круглого резца, в его осе-
вом сечении и формы его режущей кромки. Форма режущей кромки
круглого фасонного радиального резца определяется аналогично опре-
делению режущей кромки призматического радиального резца. Раз-
меры длины профиля, измеренные вдоль оси детали, без искажения
переносятся на профиль резца в передней плоскости, т. е. lK = I.
Высота профиля резца в передней плоскости
, R{ sin 6
Лк == —•--->
sin у
где sin (у — 6) — r s^n ?; r — радиус базовой точки E детали; Ri —
радиус произвольной точки профиля детали; I—расстояние, измерен-
ное вдоль оси детали, от базовой точки Е до той же произвольной
точки профиля детали.
Для определения высоты /гр профиля резца в осевом сечении рас-
смотрим \O2pE2L2. Угол при вершине 0р2 в этом треугольнике обоз-
начим 6р. Тогда угол при вершине L2 будет 180°—[(a-j- у) + 6Р].
Отрезок E2LZ равен высоте hK профиля резца в передней плоскости,
а Е2ОР2 — радиусу Q резца в базовой точке. Отрезок L20p2 обозначим (ц.
Это радиус резца в произвольной точке его профиля. По теореме
синусов
hK __________2_______—
sin 6р sin [(а + у) + 6р] sin (а + у) *
Тогда /iKsin [(а + у) + 6Р] = Qsin6p.
Определяя отсюда угол 6Р, получим
. . __ sin (а + у)
р Q — ft к cos (ос 4" ?) *
Радиус в произвольной точке профиля резца
ftKsin(oc-f-y)
” sin 6р ’
Высота профиля резца в осевом сечении
hp — Q
По приведенным формулам рассчитывается профиль крутого фа-
сонного радиального резца, предназначенного для точения фасонных
поверхностей вращения.
Важной областью применения фасонных радиальных резцов явля-
ется обработка конических поверхностей деталей. На рис. 11.4, а
231
б
11.4. Обработка радиальными резцами конических поверхностей
спроектирован призматический радиальный резец, предназначенный
для обработки конической поверхности детали. Рассмотрим случай,
когда передняя плоскость резца идет параллельно оси детали. Режу-
щей кромкой резца будет прямая АВ, а профилем резца в нормальном
сечении—отрезок прямой СВ. Такой резец с прямолинейным профилем
в нормальном сечении можно просто изготовить. Однако им точно
обработать коническую поверхность детали невозможно. Это объяс-
няется тем, что передняя плоскость резца не проходит через вершину
конической поверхности детали. Поэтому линией пересечения этой
плоскости с конической поверхностью Д является кривая второго
порядка, а у теоретически точного резца, предназначенного для обра-
ботки конической поверхности, режущая кромка должна быть кривой
232
второго порядка. При проектировании же рассматриваемого резца
по технологическим соображениям режущая кромка была принята
прямолинейной, что и привело к соответствующим погрешностям об-
работки заданной поверхности детали. Чтобы повысить точность об-
работки конической поверхности, изменим положение передней плос-
кости (рис. 11.4, б). Через базовую точку Л режущей кромки проведем
две прямые АВ и ЛС. Прямую АВ направим по образующей кониче-
ской поверхности, а прямую АС направим в сечении / под требуемым
передним углом у. Плоскость, определяемую пересекающимися пря-
мыми АВ и АС, примем за переднюю плоскость резца. Тогда линией
пересечения этой плоскости с конической поверхностью Д будет пря-
мая АВ, которую принимаем за режущую кромку резца. При прямо-
линейно-поступательном движении, направление которого обеспе-
чивает создание требуемого заднего угла а, режущая кромка АВ об-
разует плоскую заднюю поверхность, профиль которой есть прямая
KJE. Таким образом, спроектированный призматический радиальный
резец технологичен и сможет теоретически точно обрабатывать кони-
ческий участок поверхности детали. Передняя плоскость его имеет
двойной наклон. В сечениях, перпендикулярных к оси детали, угол
наклона равен переднему углу у, а в сечениях, перпендикулярных
к направлению поперечной подачи резца, угол наклона передней плос-
кости будет статическим углом наклона режущей кромки Л.
Спроектируем круглый радиальный резец для обработки кониче-
ской поверхности детали с двойным наклоном передней плоскости
(рис. 11.4, в), У этого резца режущая кромка также прямая АВ (ее
проекции A±Bt и Л2В2). При вращении вокруг оси резца точка Д ре-
жущей кромки описывает окружность АС, а точка В — окружность
BE. Совокупность этих окружностей определяет заднюю поверхность
резца. С плоскостью N эти окружности пересекаются в точках С
и Е. Прямая СЕ будет профилем резца в осевом сечении. Однако таким
круглым радиальным резцом с прямолинейным профилем в осевом
сечении точно обработать коническую поверхность детали невозмож-
но. Это объясняется тем, что прямая режущая кромка АВ и ось резца
являются скрещивающимися прямыми. Расстояние между ними рав-
но h. Известно, что если одну из скрещивающихся прямых вращать
вокруг другой, то образуется гиперболоид вращения. Следовательно,
задняя поверхность рассматриваемого резца должна быть гиперболои-
дом вращения. При проектировании же резца по технологическим со-
ображениям была принята задняя поверхность в форме конической
поверхности, что и привело к соответствующим погрешностям. Фасон-
ные призматические радиальные резцы с большей точностью обраба-
тывают конические поверхности, чем круглые радиальные резцы.
Чтобы круглым резцом точно обработать коническую поверхность,
необходимо ось резца установить параллельно режущей кромке А В.
Тогда задняя поверхность резца будет круглым цилиндром. Такой
резец будет технологичным, но с точки зрения его установки и закреп-
ления на станке более сложным.
Наряду с радиальными резцами в практике находят применение
тангенциальные фасонные резцы. Задача профилирования танген-
233
S’
11.5. Профилирование тангенциального фасонного резца
циального призматического фасонного резца, предназначенного для
обработки поверхности вращения, заключается в определении про-
филя задней поверхности резца в нормальном сечении (рис. 11.5, а).
Известными считаются размеры поверхности детали Д и геометриче-
ские параметры режущей части, т. е. углы у, X и а.
Методика профилирования тангенциальных призматических рез-
цов основывается на анализе процесса формирования обработанной
поверхности детали Д. Схема обработки поверхности вращения танген-
циальным призматическим резцом включает быстрое вращение заго-
товки вокруг своей оси. Это главное движение резания. Движение
подачи 5 резца является медленным прямолинейно-поступательным.
Оно направлено перпендикулярно к оси детали. В результате прямо-
линейно-поступательного движения подачи точка А режущей кромки,
попадая в точку С, начинает соприкасаться с материалом заготовки
и срезать его, пока не дойдет до точки В. Когда рассматриваемая точка
режущей кромки займет положение точки В, произойдет формирова-
234
ние обработанной поверхности детали Д. При дальнейшем движении
подачи резец выходит из соприкосновения с заготовкой и не режет.
Исходная инструментальная поверхность тангенциального резца опре-
деляется как огибающая поверхность детали Д при ее движении отно-
сительно инструмента. Оно складывается из вращения детали вокруг
ее оси с угловой скоростью со и прямолинейно-поступательного дви-
жения со скоростью 5, направление которого идет параллельно пода-
че, но в другую сторону. В результате движения вращения с угловойг
скоростью S поверхность детали скользит «сама по себе». Поэтому
это движение при определении огибающей можно не учитывать. При
прямолинейно-поступательном движении со скоростью v поверхность
детали Д занимает ряд последовательных положений, огибающая к ко-
торым будет исходной инструментальной поверхностью И. Это и есть
фасонная цилиндрическая поверхность, касающаяся поверхности де-
тали Д. Контакт сопряженных поверхностей И и Д наблюдается по
характеристике Е, которая является линией пересечения поверхности
детали плоскостью Q, проходящей через ее ось перпендикулярно к ско-
рости v. В точках характеристики нормали к поверхности детали ле-
жат в плоскости Q, так как нормали к любым поверхностям вращения
располагаются в осевых плоскостях. Скорость v относительного дви-
жения Д/И перпендикулярна к плоскости Q. Поэтому в точках харак-
теристики Е соблюдается условие контакта сопряженных поверхно-
стей N • V — 0 и она действительно является линией контакта по-
верхности детали Д и исходной инструментальной поверхности И.
Таким образом, при тангенциальном точении с прямолинейно-посту-
пательным движением подачи исходная инструментальная поверхность
будет цилиндрической поверхностью, профиль которой совпадает
с профилем детали и образующие которой идут параллельно направ-
лению подачи 5.
Методика профилирования тангенциального фасонного резца с пря*
мол инейно-поступательным движением подачи следующая:
определяется исходная инструментальная поверхность И‘,
выбирается в качестве перетачиваемой поверхности передняя
плоскость, положение которой определяется углами у и X;
находится режущая кромка как линия пересечения исходной
инструментальной поверхности И и передней плоскости;
создается фасонная задняя цилиндрическая поверхность, образу-
ющие которой идут под углом а, а направляющей служит режущая
кромка;
находится профиль задней поверхности резца как линия пересече-
ния ее с плоскостью N, перпендикулярной к образующим.
Пример графического профилирования тангенциального фасонного
резца с прямолинейно-поступательным движением подачи, предназна-
ченного для обработки поверхности вращения Д, приведен на рис.
11.5, б. За плоскость проекции V принята плоскость, перпендикуляр-
ная к оси детали. Плоскость Н проводится параллельно направлению
подачи и оси детали. В принятой системе плоскостей проекций изобра-
жается заданная поверхность детали Д как совокупность окружно-
235
стей, расположенных в секущих плоскостях /, II, III, ... В этих
плоскостях проводятся по касательным к совокупности окружностей
прямые АЕ, ВК, CL, параллельные подаче S. Их совокупность на чер-
теже изобразит исходную инструментальную поверхность И. Далее
проводится передняя плоскость Р, следы которой Pv и Ph идут под за-
данными углами v и X. Угол у выбирается у тангенциального резца
значительно большим по величине, чем у обычных токарных резцов.
Как было показано ранее, передний угол у тангенциальных фасонных
резцов в процессе резания резко уменьшается, а задний угол а воз-
растает. Угол Z. может доходить до 45°, что обеспечивает постепенное
врезание режущей кромки в материал заготовки и позволяет при тан-
генциальном точении обрабатывать сравнительно нежесткие длинные
детали.
Чтобы определить режущую кромку резца, рассмотрим сечения
I, II, III, ... . Так, сечение I пересекается с исходной поверхностью
И по ее образующей АЕ, а с передней плоскостью Р — по фронтали
SE. Точка Е является точкой пересечения исходной инструменталь-
ной поверхности с передней плоскостью, т. е. точкой режущей кромки
тангенциального резца. Рассматривая сечения II, III, ..., аналогично
находят другие точки режущей кромки KL. Линия EKL будет искомой
режущей кромкой резца.
Чтобы образовать заднюю фасонную цилиндрическую поверхность
резца в сечениях /, II, III, ..., через точки Е, К, L режущей кромки
проводят под углом а = 2...8° образующие задней поверхности LF,
КТ, ЕМ, Совокупность этих образующих на чертеже изобразит фасон-
ную цилиндрическую заднюю поверхность резца. Профиль резца на-
ходится как линия пересечения задней поверхности с вертикально
проецирующей плоскостью N, перпендикулярной к образующим зад-
ней поверхности. Образующая задней поверхности ЕМ пересекается
с плоскостью N в точке М. Точка М будет точкой профиля резца
в нормальном сечении. Аналогично рассматривая другие образующие
задней поверхности, определяем точки Т, F профиля резца. Натураль-
ная величина профиля MTF резца в нормальном сечении находится
поворотом плоскости N вокруг горизонтального следа Nh до совмеще-
ния с плоскостью Н.
Рассматривая приведенное графическое построение, выведем фор-
мулы для аналитического расчета профиля резца. По построению раз-
меры длины профиля детали, измеренные вдоль ее оси, без искажения
переносятся на профиль резца:
М.
Размеры по высоте соответственно искажаются. Для определения
высоты hp профиля резца рассмотрим прямоугольный треугольник
51£1D1, где LjDj = ZtgX. По построению L^ — UzL^ Из точки La
опустим перпендикуляр L2O2 на прямую Е2М2 (рис. 11.5, в). Спрое-
цируем замкнутую ломаную линию L2U2E2O2L2 на направление 02L3i
E2U2vos(a + у) —U2L2 sin а — O2L2 = О,
236
но E.U2 ~
h
cos у
O2L2 = hp. Таким образом,
ftcos(a + T)._zt
cos Y p
Отсюда высота профиля резца
, ft cos (a + y) •
h —------L_J__LL — Z tg X sin a.
p cos y °
По приведенным формулам аналитически рассчитывается профиль
тангенциального фасонного резца с прямолинейно-поступательным
движением подачи, предназначенного для точения фасонных поверх-
ностей вращения. Фасонные тангенциальные резцы используются при
чистовой обработке поверхностей деталей, так как при снятии значи-
тельных припусков на их режущей части наблюдается резкое измене*
ние геометрических параметров, а именно: передних и задних углов.
Чтобы обеспечить срезание значительных припусков, можно создать
ряд рассматриваемых фасонных резцов и установить их друг за другом
на разных строго определенных расстояниях от поверхности детали.
В результате получим многозубый инструмент, представляющий со-
бой фасонную протяжку с профильной схемой срезания припуска.
Такой инструмент в процессе резания будет иметь возвратно-посту-
пательное движение. Распределение работы реЗания между зубьями
обеспечится принятой конструкцией инструмента. Подобный способ
протягивания в последнее время получает некоторое распростране-
ние в промышленности.
Наряду с прямолинейно-поступательным движением подачи тан-
генциальные фасонные резцы могут проектироваться с вращательным
движением подачи. В этом случае исходная инструментальная поверх-
ность будет поверхностью вращения, сопряженной с поверхностью
детали Д. Точно так же, как и в предыдущем случае, на базе такой
исходной поверхности можно спроектировать круговую протяжку
для обработки поверхностей вращения.
11.3. Фасонные затылованные фрезы
Рассмотрим профилирование фасонных затылованных фрез, пред-
назначенных для фрезерования прямых канавок, т. е. фасонных цилинд-
рических поверхностей. Задача профилирования такого инструмента
(рис. 11.6, а) заключается в определении режущей кромки, т. е. про-
филя фрезы в передней плоскости и профиля задней поверхности зуба
фрезы. Известными при профилировании считаются: размеры и форма
поверхности детали, геометрические параметры режущей части (углы
а, у, % и радиус фрезы R). Методика профилирования фасонных заты-
лованных фрез основывается на анализе процесса формирования обра-
ботанной поверхности детали Д при фрезеровании. Схема фрезерова-
ния фасонной цилиндрической поверхности включает быстрое враще-
ние фрезы вокруг своей оси и прямолинейно-поступательное движение
подачи 5 вдоль образующих поверхности детали. Исходная инстру-
237
11.6. Профилирование затылованной фрезы
ментальная поверхность определяется как огибающая поверхности
детали Д при ее движении относительно инструмента. Движение по-
дачи приводит к скольжению поверхности детали Д «самой по себе».
Поэтому это движение при определении огибающей исходной поверх-
ности И можно не учитывать. Примем, что ось фрезы располагается
в плоскости, перпендикулярной к образующим поверхности детали.
При вращении вокруг оси фрезы поверхность детали занимает ряд по-
следовательных положений, огибающая к которым является поверх-
ностью вращения И. Профиль исходной инструментальной поверхно-
сти и профиль поверхности детали совпадают. Это следует из того, что
касание поверхности детали Д и сопряженной исходной инструмен-
тальной поверхности И происходит в плоскости Q, проходящей через
ось фрезы перпендикулярно к образующим поверхности детали. Линия
касания (характеристика Е) при этом будет и профилем поверхности
детали, и профилем исходной инструментальной поверхности J/.
В точках характеристики Е нормали к поверхности детали пересекают
ось фрезы и, следовательно, в этих точках соблюдается условие кон-
такта W • V = 0, т. е. нормали к поверхности детали перпендикуляр-
ны к скоростям v вращения точек поверхности детали вокруг оси ин-
струмента.
Методика профилирования фасонных затылованных фрез, пред-
назначенных для обработки фасонных цилиндрических поверхностей,
такова:
определяется исходная инструментальная поверхность вращения,
сопряженная с поверхностью детали;
выбирается в качестве перетачиваемой поверхности передняя плос-
кость, положение которой определяется углами К и у;
находится режущая кромка как линия пересечения исходной по-
верхности вращения И и передней плоскости;
создается путем радиального затылования задняя поверхность,
которая описывается режущей кромкой при ее вращении вокруг оси
238
г
к
fc.
s?f.' .
инструмента и прямолинейно-поступательном движении, направлен-
fном перпендикулярно к оси инструмента;
У определяется профиль задней поверхности как линия ее пересече-
ния с плоскостью, проходящей через ось фрезы.
Графическое решение рассматриваемой задачи, в соответствии
? ч с указанной методикой, представлено на рис. 11.6, б. Плоскость про-
1 екции V перпендикулярна к оси фрезы, а плоскость W перпендикуляр-
f на к направлению движения подачи, плоскость И параллельна перед-
ней плоскости резца. В принятой системе плоскостей проекций V/W
7 изображается профильно-проецирующая поверхность детали. Ее про-
“ филь АС в натуральную величину проецируется на плоскость W в ли-
Ь; нию А3С3. В сечениях плоскостями /, II, ... поверхности детали Д
$ располагаются ее образующие АВ, СМ, ..., которые идут перпенди-
кулярно коси проекций V/W. Совокупность этих образующих на чер-
“£ теже изображает заданную поверхность детали Д. Исходная инстру-
ментальная поверхность И будет поверхностью вращения профиля
АС вокруг оси фрезы. Вращаясь вокруг оси фрезы, точка А профиля
описывает окружность радиуса Д, расположенную в сечении /, а точ-
Е ка С — окружность радиуса Rt, расположенную в сечении II. Сово-
L купность таких окружностей на чертеже изобразит исходную инстру-
ментальную поверхность И. Примем угол наклона режущей кромки
X i= 0 и передняя плоскость Р параллельна оси фрезы. Поэтому под
заданным углом у проводим вертикальный след Pv вертикально-про-
- ецирующей передней плоскости Р. Чтобы определить режущую кром-
ку как линию пересечения исходной инструментальной поверхности
Я и передней плоскости Р, рассмотрим сечения I, II. Так, сечение II
пересекается с исходной поверхностью И по окружности СЕ, а с перед-
ней плоскостью—по прямой ЕД. Точка Е будет точкой режущей кром-
j ки. Она располагается как в передней плоскости, так и на исходной
i поверхности. Аналогично точке Е, рассматривая сечения, перпенди-
I кулярные к оси фрезы, находят другие точки режущей кромки АЕ.
[ Натуральная форма и размеры режущей кромки определяются
< в проекции на плоскость Н, которая строится по правилу перемены
плоскостей проекции по известным проекциям А2Е2 и А3Е3 в систе-
ме V/W.
; Чтобы образовать заднюю затылованную поверхность, через
точки АЕ режущей кромки в сечениях I, II, ... , перпенди-
кулярных к оси фрезы, проводим кривые затылования—траектории
з точек режущей кромки затыловочного резца в процессе формирования
I задней поверхности. Так, кривой затылования, проведенной через точ-
ку Е режущей кромки, будет архимедова спираль EF. При графиче-
. ском профилировании архимедову спираль можно заменить дугой
7 окружности, проведенной из смещенного центра О'.?Положение сме-
щенного центра О' находится на прямой А2О', идущей под углом а, на
расстоянии Д от точки А2. Совокупность кривых затылования, распо-
ложенных при радиальном затыловании в плоскостях, перпендикуляр-
Г' ных к оси фрезы, образует заднюю поверхность зуба. Профиль задней
". поверхности, обычно совпадающей с формой режущей кромки затыло-
вочного резца, находится как линия пересечения задней поверхности
239
с плоскостью Q, проходящей через ось фрезы параллельно плоскости
проекций ТГ. Кривая затылования EF пересекается с плоскостью ф
в точке F. Точка F будет точкой профиля зуба. Аналогично рассматри-
вая другие кривые затылования, находим другие точки профиля AF
зуба фрезы. Натуральная величина профиля зуба фрезы будет его про-
екций A3F3 на плоскость W, так как плоскость Q идет параллельно W.
Рассматривая приведенное графическое построение, выведем фор-
мулы для аналитического расчета координат точек режущей кромки
и профиля задней поверхности зуба фрезы в ее осевом сечении. По
построению размеры длины профиля детали, измеренные вдоль оси
фрезы, без искажения переносятся на профиль фрезы в передней плос-
кости (на режущую кромку) и на профиль зуба фрезы в осевом сече-
нии! I = Iq = /к.
Размеры по высоте соответственно искажаются. Для определения
высоты /1к профиля фрезы в передней плоскости рассмотрим A O2A2E2t
в котором угол при вершине О2 обозначим 6. Тогда при вершине Е2
угол равен 180° — (6 4* у)- Отрезок А2О2 — это радиус фрезы R, а
А2Е2 — высота 7iK режущей кромки. По построению
О2Е2 = R — h,
где h — высота профиля детали.
По теореме синусов
R „F—hК
sin (у 4- 6) sin у sin 6 *
Отсюда
• / , ex 7? sin у
Sin(y4-6) = ^rs!-,
___ (7? — ft) sin 6
R sin у *
По этим формулам рассчитывается профиль фрезы в передней
плоскости, т. е. форма режущей кромки. Взяв на профиле детали ряд
точек с координатами I, h, рассчитаем координаты соответствующих
точек режущей кромки /к, hKt совокупность которых выражает режу-
щую кромку зуба фрезы. Примем, что рассматриваемая фреза заты-
луется по архимедовой спирали. При этом любая точка режущей кром-
ки перемещается по кривой затылования в результате вращения во-
круг оси фрезы с угловой скоростью со = const и поступательного
перемещения в радиальном направлении со скоростью о — const. Так,
точка Е режущей кромки, для того чтобы попасть в осевую плоскость
Q, должна повернуться вокруг оси на угол 6. Этому повороту соответ-
ствует перемещение ее в радиальном направлении на величину
CF = Д.
Из уравнения равномерного вращательного движения
6 =s (oZj
где t — время поворота на угол 6.
240
R-.
w'
< Из уравнения равномерного прямолинейно-поступательного пере-
мещения А = vt. Тогда
, Д __ v
д Сй *
Но при затыловании по архимедовой спирали ~ • Следова-
тельно,
Д = ^
А 2л ’
где К — величина затылования; z — число зубьев фрезы; 6 — угол»
рад.
По построению высота профиля задней поверхности зуба фрезы
> t, t, Л I. ^5
rtn — h —— А = h — -5— •
0 2л
Если угол б измерять в градусах, то
ho~h збо •
Анализ полученных зависимостей показывает, что профиль фрезы
в передней плоскости и профиль зуба в осевом сечении зависят от ра-
диуса фрезы R. В процессе переточек по передней плоскости радиус
; ; фрезы уменьшается. Поэтому профиль зуба фрезы в осевом сечении
< должен был бы соответственно изменяться. Однако в действительности
при затыловании резцом профиль зуба фрезы в осевом сечении сохра-
няется неизменным. В результате переточенными фрезами обрабаты-
ваются заданные поверхности Д с некоторыми погрешностями. Однако
эти погрешности невелики и обычно ими пренебрегают.
Рассмотрим частный случай, когда угол у — 0. Тогда б = 0 и hG =
= hi т. е. в этом случае профиль задней поверхности зуба фрезы не
зависит от радиуса фрезы и совпадает с профилем детали. Такой фре-
- вой, как новой, так и переточенной, можно теоретически точно обраба-
тывать заданные детали. Однако условия резания при этом не будут
рациональными, так как только в исключительных случаях оптималь-
ное значение переднего угла равно нулю.
/ Наряду с фасонными фрезами, затылованными по архимедовой
У спирали, находят применение сборные фрезы, «затылованные по
;; окружности». Схема затылования сборных фрез по окружности при-
ведена на рис. 11.7, а, В корпусе 1 фрезы закрепляются ножи 2. Об-
разование задней поверхности на ножах 2 осуществляется в приспо-
соблении 3 обточкой по поверхности вращения либо шлифованием на
круглошлифовальном станке. Причем в момент формирования задней
поверхности фасонный резец не двигается, а приспособление с ножами,
как обычно на токарном станке, вращается вокруг своей оси. В ре-
4 зультате фасонный резец сформирует на заготовке фасонную поверх-
ность вращения. После обточки в приспособлении 3 нож 2 перестав-
ляется в корпус 1 фрезы. Приспособление напоминает корпус фрезы
Ж. со смещенными на величину h с оси пазами. При затыловании фрезы
К; 241
к л
11.7. Фрезы, затылованные по окружности
с передним углом у = 0 величина смещения паза в корпусе приспособ-
ления
h — R sin а,
где R — радиус фрезы; а — принятый задний угол в точке А режущей
кромки.
Такой способ обработки задней поверхности зубьев фрез является
более производительным и технологичным по сравнению с радиальным
затылованием, когда на токарно-затыловочном станке затыловочный
резец совершает возвратно-поступательные перемещения при сравни-
тельно медленном вращении заготовки. Однако в этом случае при пере-
точках фрезы по передней плоскости с передним углом у — 0 форма
режущей кромки изменится, что повлечет соответствующие погреш-
ности обработки заданной поверхности детали. Это объясняется тем,
что переточка производится по плоскостям, проходящим через ось фре-
зы. Профиль же задней поверхности сохраняется неизменным в других
плоскостях, а именно: в плоскостях, проходящих через ось приспособ-
ления. Как показывает анализ, эти погрешности невелики и ими мож-
но пренебречь.
При проектировании такого инструмента возникает задача опреде-
ления профиля поверхности вращения, которая формируется при об-
точке в приспособлении по известной форме режущей кромки фрезы
242
и геометрических параметрах режущей части. Графическое решение
этой задачи, когда величины переднего угла у и угла 1 равны нулю,
приведено на рис. 11.7, б. За плоскость проекций V принята плос-
кость, перпендикулярная к оси фрезы, а за плоскость W — плоскость,
параллельная передней плоскости. Поэтому режущая кромка АВ про-
ецируется в натуральную величину на плоскость V7 в линию Л3В3.
Вертикальная проекция А2В2 режущей кромки лежит на следе Ру
вертикально-проецирующей передней плоскости. В проекции на плос-
кость V определяется проекция О* оси приспособления. Она лежит
на прямой Л2О1, составляющей заданный задний угол а с передней
плоскостью. Если вращать режущую кромку вокруг оси приспособ-
ления, то она опишет заднюю поверхность. При этом каждая точка
режущей кромки описывает окружность, расположенную в плоскости,
перпендикулярной к осям приспособления и фрезы. Так, точка С режу-
щей кромки опишет окружность ВС. Совокупность таких окружно-
стей на чертеже изобразит заднюю поверхность. Профиль задней по-
верхности определяется как линия пересечения с плоскостью Q окруж-
ностей вращения точек режущей кромки вокруг оси приспособления.
Плоскость Q является вертикально-проецирующей плоскостью, про-
ходящей через ось приспособления. Так, окружность ВС пересекается
с плоскостью Q в точке С, которая будет точкой профиля задней по-
верхности. Аналогичным образом, рассматривая другие окружности»
расположенные на задней поверхности, находят их точки встречи
с плоскостью Q, которые и определяют искомый профиль задней по-
верхности. Он проецируется в натуральную величину на плоскость Я,
которая проведена параллельно плоскости Q. Проекция А^ профиля
задней поверхности на плоскость Н находится по правилу перемены
плоскостей проекций.
Рассматривая приведенное графическое построение, можно выве-
сти формулы для аналитического расчета координат точек профиля
задней поверхности, затылованной по окружности сборной фрезы. На
режущей кромке возьмем произвольную точку В3 с координатами ху.
Ей соответствует точка на профиле задней поверхности, координаты
которой будут хг и ух. По построению Xj, = х, а у± у. Для определе-
ния координаты ух рассмотрим А А2В2О\. В этом треугольнике при
вершине А2 угол а. При вершине О? угол обозначен 6. Тогда при
вершине В2 угол равен 180° — (а + б). В этом треугольнике сторона
А2В2 = У, сторона О?А3 = R.
По теореме синусов
__________у ____
sin (а + 6) sin 6 sin а *
Отсюда R sin б=у (sin а cos б -J- cos а sin б),
t б У sin а
о - Я—z/cosa*
243
При известном угле 6 отрезок OlB2 находится по соотношению
Л 2 sin 6
По построению OiB2 = OiC2, а координата
t/i “ OiA — OiC2 = А2С2.
Следовательно,
м 7? ^sina
У1 ” sin 6 *
По этим формулам, беря на режущей кромке Л3В3 ряд точек
с координатами х, у, рассчитываем координаты xlt у± точек профиля
задней поверхности вращения сборной фрезы, затылованной по
окружности.
11.4. Фрезы для обработки винтовых поверхностей
Фасонные фрезы широко используются при обработке всевозмож-
ных винтовых поверхностей. В инструментальном производстве они
применяются при обработке винтовых стружечных канавок инстру-
ментов. Схема фрезерования винтовой поверхности включает вращение
фрезы вокруг ее оси. Это главное движение резания. Наряду с этим
в процессе фрезерования происходит также винтовое движение пода-
чи, параметр которого равен параметру обработанной винтовой
поверхности. При винтовом движении подачи винтовая поверхность де-
тали скользит «сама по себе». Поэтому это движение, определяя исход-
ную инструментальную поверхность, можно не учитывать. В резуль-
тате вращения вокруг оси фрезы винтовая поверхность детали зани-
мает ряд последовательных положений, огибающая к которым будет
исходной инструментальной поверхностью. Это будет поверхность вра-
щения, ось которой совпадает с осью фрезы, и которая в процессе фре-
зерования касается винтовой поверхности детали. Ось фрезы относи-
тельно винтовой поверхности детали может располагаться различным
образом. Благодаря этому по рассматриваемой схеме обработки можно
образовать различные типы исходных инструментальных поверхно-
стей и на их основе соответственно пальцевые, торцевые и дисковые
фрезы. При фрезеровании винтовых канавок наибольшее применение
нашли дисковые фрезы.
Рассмотрим профилирование такого инструмента. Задача профили-
рования заключается в определении формы и размеров фрезы для об-
работки заданной винтовой канавки.
Известными при профилировании считаются форма и размеры про-
филя винтовой канавки, угол между осями заготовки и фрезы. Угол
между осями заготовки и фрезы обычно
6 = 90° — со — (1...40),
где со — угол наклона обрабатываемой винтовой канавки.
244
В особых случаях угол б можно выбирать иным. Например, если
угол 6 значительно отличается от угла <о, можно обеспечить обработку
фасонных винтовых канавок относительно простыми угловыми фре-
зами с прямолинейными режущими кромками.
Методика профилирования фрез для обработки винтовых канавок
основывается на анализе процесса формообразования поверхности
детали. Фреза, вращаясь вокруг своей оси, описывает своими режущи-
ми кромками исходную поверхность вращения И. Поверхность винто-
вой канавки и поверхность И вращения режущих кромок вокруг оси
фрезы будут взаимокасательными поверхностями. Линию Е касания
рассматриваемых поверхностей называют характеристикой. Она рас-
полагается как на поверхности детали, так и на поверхности вращения
И. Поверхность винтовой канавки детали будет образовываться при
обработке в результате винтового движения характеристики £, а по-
верхность И будет представлять собой поверхность вращения харак-
теристики Е вокруг оси фрезы. В точках контакта поверхностей де-
тали Д и исходной поверхности вращения И (в точках характеристики
Е) можно провести одну общую касательную плоскость и одну общую
нормаль к соприкасающимся поверхностям И и Д.
Известно, что нормаль в любой точке поверхности вращения про-
ходит через ее ось. Поэтому нормали в точках контакта сопряженных
поверхностей И и Д проходят через ось фрезы. Следовательно, харак-
теристику Е можно определить как ортогональную проекцию оси
фрезы на поверхность винтовой канавки.
Иными словами, чтобы отыскать характеристику Е, необходимо
провести нормали к поверхности винтовой канавки в различных ее
точках и отобрать те из них, которые пересекают ось фрезы. Совокуп-
ность точек винтовой поверхности, в которых нормали пересекают
ось фрезы, и будет характеристикой Е. Вращая характеристику во-
круг оси фрезы, получим искомую поверхность И.
Базируясь на указанном свойстве общих нормалей, можно вести
определение исходной поверхности вращения фрезы И. Однако на
практике при графическом профилировании фрез чаще используется
метод определения поверхности И как совокупности касающихся по-
верхности детали окружностей, расположенных в секущих плоско-
стях, перпендикулярных к оси фрезы.
При графическом профилировании фрезы для обработки заданной
винтовой канавки изображается обработанная поверхность Д как со-
вокупность линий, расположенных на этой поверхности.
На выбор способа изображения винтовой поверхности решающее
влияние оказывает конфигурация и ее размеры. Если шаг значителен
по величине, то обычно вычертить торцевое сечение нетрудно, в то
время как осевое сечение, имеющее большие размеры, изобразить
затруднительно, а иногда и невозможно из-за ограниченного поля
чертежа. На деталях, например сверлах, форма рассматриваемой вин-
товой поверхности задается ее торцевым сечением. В случае винтовых
поверхностей малого шага, например резьбы, предпочтение отдают
осевым сечениям. В некоторых случаях используется как бы комби-
нированный способ изображения винтовой поверхности, когда на чер-
•245
11.8. Графическое определение профиля фрезы для обработки винтовой канавка
теже наносятся и осевые или торцевые сечения и винтовые линии, рас-
положенные на этой поверхности. Этим достигается большая нагляд-
ность изображения.
Графическое решение рассматриваемой задачи, при котором винто-
вая поверхность изображена как совокупность ее торцевых сечений,
приведено на рис. 11,8. За плоскость проекций V принята плоскость,
перпендикулярная к оси детали. Плоскость Н проводят через ось де-
тали параллельно оси фрезы.
На расстоянии / друг от друга проводят секущие плоскости /, II,
III, перпендикулярные к оси детали. Это расстояние обычно I =
«= (0,02...0,01) Р, где Р— шаг винтовой канавки. Уменьшение вели-
чины I приводит к большему числу секущих плоскостей и более пол-
ному изображению винтовой обрабатываемой поверхности.
В плоскостях 1,11, III располагаются торцевые сечения винто-
вой канавки. Проекции торцевых сечений на плоскость //совпадают
с горизонтальными следами этих плоскостей. На плоскость Vторце-
вые сечения проецируются в истинную величину. В смежных секущих
плоскостях они повернуты друг относительно друга вокруг оси детали
на угол е = 360° .
246
Совокупность граничных точек торцевых сечений будет винтовыми
линиями А'А" и В'В" пересечения винтовой канавки с наружным ци-
линдром заготовки. Вводится новая система плоскостей проекцией
Q/Н с плоскостью Q, перпендикулярной к оси фрезы, и строятся линии
L пересечения поверхности винтовой канавки с плоскостями, перпен-
дикулярными к оси фрезы.
Для построения кривых L на плоскости Н проводим следы секущих
плоскостей VII, VIII, IX под углом 90° — 6 к оси детали.
Расстояние между соседними плоскостями VII, VIII, IX, измеренное
в проекции на плоскость Н, в направлении, перпендикулярном к оси
детали, целесообразно принять равным Cj — I ctg 6. Соответственно
расстояние между плоскостями VII, VIII, IX, измеренное по норма-
ли к ним, Сп = I cos б. В этом случае число необходимых линий по-
строения сокращается, так как на плоскости Н соответствующие точки
пересечения следов различных плоскостей I, II, III, перпендикуляр-
ных к оси заготовки, и плоскостей VII, VIII, IX, перпендикулярных
к оси фрезы, будут располагаться на общих прямых, параллельных
оси заготовки. Плоскости VII', VIII, IX, пересекаясь с винтовой ка-
навкой, дают кривые L.
Рассмотрим построение кривой пересечения плоскости VIII с вин-
товой поверхностью. Плоскость VIII пересекает сечение II, перпен-
дикулярное к оси детали по прямой, которая на плоскость Н проеци-
руется в точку Ci, а на плоскость V — в прямую, перпендикулярную
к оси проекций V/Н. Эта прямая с торцевым сечением канавки, распо-
ложенным в сечении II, пересекается в точке С2. Таким образом, точ-
ка С является первой точкой линии Л8. Ее проекция С3 на плоскость
Q находим по правилу перемены плоскостей проекций. Аналогично
определяем проекции на плоскость Q других точек линии Ls, совокуп-
ность которых даст проекцию линии Ь8 на плоскость Q. Подобно линии
L& находим в проекции на плоскости Q линии 47, L9, Ь19, ... пересе-
чения винтовой канавки с плоскостями, перпендикулярными к оси
фрезы.
Определение радиусов окружностей фрезы, касательных к кривым
L сечений канавки плоскостями, перпендикулярными к оси фрезы,
наиболее удобно вести с помощью кальки с концентрическими окруж-
ностями. Кальку накладываем на чертеж и, перемещая по проекции
на плоскость Q, наблюдаем характер касания окружностей кальки
и линий L. Положение кальки подбираем такое, при котором окруж-
ности кальки, соответствующие исходной поверхности вращения ре-
жущих кромок вокруг оси фрезы, в каждом из сечений VII, VIII, IX
соприкасались бы с линиями L, но их не пересекали.
Соединяя точки касания окружностей фрезы (кальки) с линиями L,
получаем линию контакта Е поверхности винтовой канавки и исход-
ной поверхности вращения режущих кромок вокруг оси фрезы. Наи-
большая окружность из числа касающихся линий L дает наружный
диаметр фрезы. Центр концентрических окружностей кальки соответ-
ствует проекции оси фрезы на плоскость Q. Проекция оси фрезы на
плоскость Н будет лежать на перпендикуляре к оси QlH, проведенном
через центр концентрических окружностей кальки.
247
11.9. Аналитическое профилирование фре-
зы для обработки винтовой канавки
На пересечении проекций
осей фрезы и детали на плос-
кость Н находится точка скре-
щивания S. Положение точки
S определяем расстоянием х от
точки 5 до граничной винтовой
линии канавки, измеренное по
направлению оси заготовки.
Для определения кривой про-
филя исходной поверхности вра-
щения И через ось фрезы пер-
пендикулярно к плоскостям Q
и Н проводится плоскость Т
и вводится новая система плос-
костей проекций W/Q. Плос-
кость W проводим параллельно
плоскости Т, Поэтому на плос-
кость W профиль исходной по-
верхности вращения И фрезы
проектируется в истинную величину.
Точки профиля фрезы находятся как точки пересечения окружно-
стей, расположенных на исходной поверхности вращения, и плоско-
сти Т, Они определяются в проекции на плоскость Q как точки встре-
чи окружностей и следа Tq. Горизонтальные проекции рассматривае-
мых точек лежат в точках встречи следа Th и следов VII, VIII, IX
соответствующих секущих плоскостей. Так, окружность радиуса Р8,
касающаяся линии L3i пересекается с плоскостью Т в точке К. Ее
проекции в системе W/Q обозначены К3 и Аналогично точке Д на-
ходятся другие точки профиля фрезы и в проекции на плоскость W
строится истинная форма профиля фрезы. Для удобства изготовления
шаблонов кривая профиля может быть заменена дугами окружностей
и касательными прямыми.
Прямолинейный участок профиля располагается обычно на торцах
фрезы. Часто он не принимает непосредственного участия в оформле-
нии контура канавки и только предварительно срезает часть материа-
ла заготовки. Для обеспечения достаточных задних углов на боковых
кромках затылованных фрез прямолинейный участок профиля
проводится под углом 5... 10° к торцу фрезы так, чтобы при обработке
он не внедрялся в поверхность винтовой канавки.
Рассмотрим аналитическое определение исходной инструменталь-
ной поверхности при фрезеровании винтовой канавки. Пусть в систе-
ме xyz задана обработанная винтовая поверхность детали Д (рис.
11.9). Профиль осевого речения этой поверхности в плоскости//— 0
считаем известным: х0 = f (z0). В выбранной произвольной точке про-
филя (х0, г0) угол наклона касательной обозначим е. Он находит-
ся по формуле
tge =
df (?0)
dz0 '
248
Параметр винтовой поверхности детали обозначен р. Винтовую по-
верхность детали рассматриваем как поверхность, образующуюся при
винтовом движении заданного профиля осевого сечения с парамет-
ром р, ось которого совпадает с осью детали. Любая точка профиля^
совершая винтовое движение, описывает винтовую линию, располо-
женную на винтовой поверхности детали. Рассмотрим движение про-
извольной точки 7И0. Разложим винтовое движение точки Л40 на вра-
щательное вокруг оси детали с угловой скоростью Й и прямолинейно-
поступательное вдоль этой оси со скоростью v. Тогда отношение ско-
ростей = р. Считаем, что точка Л40 повернулась вокруг оси де-
тали на угол 6 и заняла положение точки М± с координатами
*1 = f (z0) cos 6, yr = f (z0) sin 6, 4 = z0.
Повороту на угол б соответствует поступательное перемещение
вдоль оси z детали на величину Д ~ рб, где б — угол поворота, рад.
Таким образом, при винтовом перемещении точка Л1о перейдет в точку
М с координатами
х = f (z0) cos б; у = f (z0) sin 6; z == z0 4- рб.
Радиус, соединяющий произвольную точку М с началом координат,
г =□ if (z0) cos б + tf (z0) sin 6 + k (zQ 4- рб).
Это уравнение винтовой поверхности детали в векторной форме.
Выберем систему координат хиуц£я, направив ось ха по оси х, а ось
za— по оси инструмента. Запишем формулы перехода от системы xyz
к системе xwyaz^;
хи — х — А;
уи = у cos т 4- z sin т;
гн = z cos т — у sin т.
Векторы, касательные к винтовой поверхности
В = = г tg е cos б 4- / tg е sin б + k\
— /Jr "" — _
С = И—/ (z0) sin б] 4- if (z0) cos 6 4- kp.
Вектор нормали N к винтовой поверхности
N = [ВхС] -
1
tgscos6 tgssin6
—xosin6 x0cos6
k
1
P
Раскрыв определитель, получим
N z (p tg £ sin 6 — xG cos 6) — / (p tg e cos 6 4- sin 6) 4- b0 tg e.
При фрезеровании относительное движение поверхности детали
и инструмента сводится к вращению вокруг оси инструмента.
249
Считаем, что угловая скорость со = 1 и направлена по оси zK. Тогда
в системе xyz вектор
ft = —j sin т 4- ~k cos т.
Радиус-вектор, идущий из начала координат системы адиги до про-
извольной точки поверхности детали,
р = г— iA = i (x0cos6—Л) 4-/X sin 6 + & (z0 4-/26),
где А — межосевое расстояние.
Скорости точек винтовой поверхности детали при их вращении
вокруг оси zH будут:
i
V = [со х р] = О
—sin т cost
x0cos6—А х0 sin 6 z0 4- рб
Раскрыв определитель, получим
V = I [—sin т (z0 4- рб) — cos тх0 sin б] — j cos т (х0 cos б — Л) 4-
4- &sin t(x0cos6 — Л).
Уравнение контакта Л/ • V — 0 для рассматриваемого случая:
(р tg 8 sin 6 — х0 cos б) [—sin т (z0 4* рб) — х0 cos т sin 6] 4-
4- cos т (х0 cos б — Л) (—р tg е cos б — х0 sin б) 4-
4- х0 tg s sin т (х0 cos б — Л) = О,
или
—рб sin т (р tg е sin б — х0 cos б) z0 sin т (х0 cos б — р tg е sin б) —
— px0 tg е cos т 4- tg е cos б (Лр cos т 4- xj sin т) 4-
4- Ах0 (sin б cost — tg 8 sin т) = 0.
Это уравнение является трансцендентным относительно искомого
параметра б. Оно решается одним из приближенных способов хорд,
касательных или итераций. Для использования способа итераций рас-
сматриваемое уравнение разрешим относительно б:
tg е cos б (Ар cos т4"хо s*n т) — Рхо tg * 8 cos т+Дх0 (s in б cos т — tg 8 sin т)
p si а т (p tg 8 si л 6 — x0 cos 6) p *
В качестве нулевого приближения принимаем б0, равное
tg б0 = — — cos т sin т.
х0
Последующие приближения определяются по полученной формуле
для расчета угла б. Зная угол б, рассчитываем координаты х, у, z то-
чек линии контакта Е на поверхности детали. Вращая линию контак-
та Е вокруг оси инструмента, получаем исходную инструментальную
поверхность И. Профиль исходной инструментальной поверхности
250
вращения, сопряженной с винтовой поверхностью детали, можно рас-
считать следующим образом:
на заданном профиле поверхности детали выбирают ряд точек с
координатами xozo и углом наклона касательных е;
по уравнению контакта определяют угол 6 для выбранных точек
профиля;
рассчитывают координаты точек контакта на поверхности детали
по формулам
х = х0 cos б; у = х0 sin б; z == z0 -f- рб,
где угол б измеряют в радианах;
по формулам преобразования координат определяют координаты
точек контакта в системе Хирн2и:
хи = х— А; Ун — у cos т 4- 2 sin т; = z cos т — у sin т;
рассчитывают профиль исходной инструментальной поверхности
вращения характеристики (точек контакта) вокруг оси zu.
Координаты хр z{ точек профиля исходной инструментальной по-
верхности
z( = z„; х( = /х* + у}.
Рассмотрим частный случай, когда параметр винтовой поверхности
р ~ 0 и угол т = 0. В этом случае обрабатывается поверхность враще-
ния фрезой, ось которой идет параллельно оси детали. Подставив т —
= 0 и р = 0 в уравнение контакта N • V ~ 0, получим
Ах0 sin 6 — 0.
Отсюда sin б = 0, б = 0, т. е. линией контакта поверхности детали
и исходной инструментальной поверхности будет профиль детали,
расположенный в плоскости у = 0. Профиль исходной инструменталь-
ной поверхности совпадает с профилем детали. Это положение можно
доказать следующим образом. Как известно, при фрезеровании фасон-
ными фрезами в точках контакта нормали N к поверхности детали про-
ходят через ось фрезы. В рассматриваемом случае нормали АГ к поверх-
ности вращения Д как обычно лежат в осевых плоскостях. Осевая
плоскость у = 0 включает ось фрезы. Поэтому линия пересечения
плоскости у = 0 и поверхности детали будет характеристикой, т. е.
линией контакта поверхности детали и исходной инструментальной
поверхности, что и требовалось доказать.
Следует заметить, что задача определения исходной инструмен-
тальной поверхности вращения, сопряженной с винтовой поверхностью
детали, является многовариантной. Определяя исходные инструмен-
тальные поверхности, можно изменять расстояние I от крайней точки
В профиля до оси х, а также варьировать величиной угла т и расстоя-
нием А между осями детали и инструмента. В результате из множества
исходных инструментальных поверхностей выбирают ту, которая обес-
печивает образование поверхности детали в соответствии с чертежом
и позволяет спроектировать высокопроизводительный инструмент.
251
Поэтому для создания рациональной конструкции инструмента необхо-
димо в каждом конкретном случае проанализировать влияние пара-
метров установки инструмента на условия формообразования заданной
винтовой поверхности, на режущие свойства инструмента, его техно-
логичность.
Превращение тела, ограниченного исходной поверхностью враще-
ния, в режущий инструмент производится путем прорезания стружеч-
ных канавок и затылования зубьев. Эта задача рассматривалась ранее,
где были выведены соответствующие формулы для расчета профиля
фрезы в передней плоскости и профиля зуба фрезы в осевом сечении.
Рассмотрим профилирование пальцевой фрезы, предназначенной для
обработки заданной винтовой поверхности радиуса
. 7 = ix6 cos 6 + jx0 sin б + k (z0 4- рб).
Вектор нормали к этой поверхности
N = i (р tg 8 sin 6 — х0 cos 6) — / (р tg е cos б 4~ x0 sin б) + ~kxQ tg 8.
При фрезеровании пальцевой фрезой относительное движение по-
верхностей детали и инструмента будет вращением вокруг оси инстру-
мента, которая совпадает с осью х, т. е. w = г со. Радиус, соединяющий
произвольную точку поверхности вращения с началом координат си-
стемы xyzt
р = ix jy 4- kz = ix0 cos 6 + jxQ sin 6 4- k (z0 + рб).
Скорости точек поверхности детали
и = [to х р] —
i
со
Xq cos б
/ k
О О
xosin б г0 -ф рб
Отсюда
v = —/со (z0 4- рб) 4~ k®xQ sin б.
Уравнение контакта 2V . V = 0 будет
<о (г0 4- рб) (р tg 8 cos б 4- sin б) 4- СОЛ'о s*n б tg s = 0.
Это уравнение является трансцендентным. Для применения при
его решении способа итерации определим
2
fi = _ ?о.__________________________________
Р р? ctg б + pxQ ctg е ’
В качестве нулевого приближения можно принять б0:
tgб0 — — -°- cos т sin т.
х0
Первое и последующие приближения рассчитываются по выведен-
ной из условия контакта формуле для подсчета б. Зная угол б, рас-
считаем координаты х, у, z точек характеристики на поверхности де-
252
тали. Вращая линию контакта вокруг оси х, получаем исходную ин-
струментальную поверхность. Профиль ее определяется по формулам
= 4- 2%
где 7% — радиус окружности, расположенной на исходной инструмен-
тальной поверхности в сечении плоскостью х = const.
11.5. О геометрически точных фасонных затылованных фрезах
Фасонные фрезы с передним углом у =£ 0 при переточках в силу
уменьшения диаметра вносят определенные погрешности в форму
обработанной поверхности. Расчеты показывают, что погрешность
профиля детали при обработке предельно сточенной фрезой зависит от
величины переднего угла и заднего угла и может достигать 0,1 ...
0,05 мм. С уменьшением переднего и заднего угла погрешность обра-
ботки сточенной фрезой уменьшается. Устранить погрешности обра-
ботки деталей, вызываемые заточкой фрез, можно путем придания
передней поверхности криволинейной формы. Пусть профилем детали
является прямая К2М2 (рис. 11.10). При плоской передней поверхно-
сти с передним углом у' профиль задней поверхности зуба фрезы бу-
дет /<2Л2, Однако такая фреза не может точно обработать прямолиней-
ный профиль детали. Поэтому форму профиля передней поверхности
фрезы определим из условия точной обработки профиля детали при
прямолинейной форме К2А2 профиля задней поверхности зуба фрезы.
На профиле детали возьмем точку Е2, которой на профиле зуба фрезы
соответствует точка Р2. Через точку Рг проводим кривую затылования
PjCi (архимедову спираль), расположенную на задней поверхности.
о
11.10. Точная затылованная фреза
253
На этой кривой затылования должна располагаться точка режущей
кромки, обрабатывающая точку Е2 профиля детали. С другой стороны,
эта точка режущей кромки должна располагаться на окружности
EiCi. Таким образом, точка Q — искомая точка профиля передней
поверхности зуба фрезы, точно формирующей прямолинейный участок
профиля детали. Аналогично точке-Сх находятся другие точки профи-
ля передней поверхности зуба фрезы. По построению = hL —
— h3i — liftgs— tgip). Эта величина P^E-l соответствует пути заты-
ловочного резца при повороте фрезы на угол ср. При затыловании
по архимедовой спирали
Кг
где К — величина затылования; г — число зубьев фрезы; аь — задний
угол на вершине зуба фрезы; а — параметр архимедовой спирали, ко-
торая является кривой затылования. Отсюда Z, = tge-^tgfr * e
= йф.
Радиус Rt точки С по построению
R^R-h^R-l^R-^^^^.
Обозначим b «= -t * Тогда = R — by. Это уравнение профиля
передней поверхности рассматриваемой фрезы в полярных координатах.
Оно является уравнением архимедовой спирали с параметром Ь, Высота
на профиле детали hL = R — Rt = by.
Высота профиля зуба фрезы
h3i = Ьф — Р1Е1 = by — ay — hi>
Таким образом, высота профиля зуба фрезы в рассматриваемом слу-
чае не зависит от радиуса фрезы. Поэтому при изменении радиуса фре-
зы во время переточек высота профиля зуба, оставаясь постоянной,
будет давать заданную величину высоты профиля детали. Следователь-
но, рассматриваемые фрезы, затылованные резцом по архимедовой
спирали, являются теоретически точными инструментами. Их пере-
точки не вносят погрешностей в профиль обработанной детали.
Подобно затылованным фрезам за счет изменения формы передней
поверхности можно повысить точность обработки и создать более про-
грессивные конструкции различных типов инструментов.
Решение этих вопросов имеет важное значение, так как развитие
машиностроения приводит к непрерывному повышению требований,
предъявляемых к точности изготовления всевозможных деталей ма-
шин.
254
Глава 12
ПРОФИЛИРОВАНИЕ ИНСТРУМЕНТОВ,
РАБОТАЮЩИХ МЕТОДОМ ОБКАТКИ
12.1. Общие сведения
Первым этапом профилирования любых режущих инструментов
является определение исходных инструментальных поверхностей.
В этом случае рассматривается движение поверхности детали относи-
тельно инструмента, которые совершаются в процессе формирования
обработанной поверхности. Движения поверхности детали относи-
тельно инструмента могут быть разнообразными. Инструментами, ра-
ботающими методом обкатки, называют такие, у которых движение
поверхности детали относительно инструмента сводится к мгновенному
вращению. Такое обкаточное движение может быть представлено как
качение без скольжения аксоида, связанного с деталью, по аксоиду,
связанному с инструментом. Ось мгновенного вращения является
прямой линией, по которой происходит касание аксоида детали и аксо-
ида инструмента.
Аксоидами могут быть разнообразные линейчатые поверхности.
Наиболее часто аксоидами служат плоскость, круглый цилиндр или
конус. При профилировании инструментов, работающих методом об-
катки, широко используется способ сечений плоскостями, перпенди-
кулярными к оси мгновенного вращения. Задача профилирования,
таким образом, сводится к нахождению огибающей семейства кривых,
расположенных в секущей плоскости. Движение профиля детали от-
носительно профиля инструмента в секущей плоскости для наиболее
распространенных обкаточных инструментов сводится к качению без
скольжения прямой по окружности и окружности по окружности,
которые называются начальными. В зависимости от формы начальных
линий детали и инструмента определяется тип инструмента, работа-
ющего методом обкатки. Так, у чашечных резцов начальной линией
инструмента будет окружность, а начальной линией детали — прямая.
Такими чашечными резцами могут обрабатываться многозубые фасон-
ные цилиндрические поверхности типа реек с фасонным профилем,
поверхности вращения и винтовые поверхности. Все названные по-
верхности при обработке скользят «сами по себе». Но это движение при
профилировании инструмента не учитывается. Кроме этого на станке
осуществляются движение обкатки, движение качения без скольже-
ния начальной окружности, связанной с профилем инструмента, по
начальной прямой, связанной с профилем детали. Обработка чашеч-
ными резцами поверхностей вращения может осуществляться на мо-
дернизированном токарном станке. Деталь быстро вращается вокруг
своей оси. Это главное движение резания (рис. 2.19, в). Чашечный ре-
зец совершает сложное медленное движение подачи. Оно складывает-
ся из движения продольной подачи со скоростью и и вращательного
движения со скоростью ш. Это движение можно представить как
255
12.1 # Схема распо-
ложения червячной
фрезы
качение без скольжения начальной окружности,
связанной с инструментом, по начальной прямой.
Радиус начальной окружности
7?н. 0 = V/G).
В результате движения обкатки профиль рез-
ца занимает ряд последовательных положений, оги-
бающая к которым является профилем детали. Ча-
шечными резцами методом обкатки обрабатываются
также винтовые поверхности (рис. 2.19, а).
Преимуществом данного метода обработки по-
верхностей вращения и винтовых поверхностей
являются его высокая производительность и точ-
ность обработки, возможность обработки длинных фасонных по-
верхностей, что невозможно при применении обычных фасонных рез-
цов. Однако обработка обкаточными резцами требует специальных
станков, что ограничивает возможности его применения в промышлен-
ности. У гребенок (рис. 2.19, д), работающих методом обкатки, на-
чальной линией, связанной с профилем инструмента, будет начальная
прямая, а начальной линией, связанной с профилем детали, началь-
ная окружность. Длина гребенки обычно в несколько раз меньше
длины начальной окружности детали. Поэтому после обработ-
ки нескольких зубьев происходит процесс пересопряжения зубьев
гребенки и детали, который в некоторых случаях называют про-
цессом деления. Гребенками могут обрабатываться многозубые
валики типа шлицевых валов, храповых колес и им подобных де-
талей.
Гребенками можно обрабатывать также детали с винтовыми фа-
сонными зубьями. В этом случае гребенка совершает возвратно-по-
ступательные движения резания под углом к оси заготовки, соответ-
ствующим углу наклона обрабатываемых зубьев. К этой группе ин-
струментов относят также червячные фрезы (рис. 2.19, ж). Исходной
инструментальной поверхностью червячной фрезы будет червяк, со-
пряженный с обрабатываемой деталью. В процессе обработки (рис.
12.1) деталь 2 вращается вокруг своей оси и инструмент — червяч-
ная фреза 1 — также вращается вокруг ее оси. Рассматривается плос-
кость N, проходящая через точку скрещивания осей заготовки и фре-
зы, перпендикулярно к оси детали. В этой секущей плоскости наблю-
дается вращение профиля детали вокруг ее оси. Поскольку режущие
кромки зубьев червячной фрезы располагаются на винтовой исходной
поверхности, то в рассматриваемой секущей плоскости будет как бы
наблюдаться прямолинейно-поступательное перемещение режущей
кромки. Причем если фреза однозаходная, то при одном ее повороте
режущая кромка переместится на шаг. Таким образом, движение про-
филя детали относительно профиля инструмента сводится к качению
без скольжения начальной окружности, связанной с профилем детали,
по начальной прямой, связанной с профилем инструмента, подобно
движению зубчатого колеса относительно сопряженной с ним зубча-
той рейки.
256
Различные зубчатые детали фасонного профиля обрабатываются
червячными фрезами на специальных зубофрезерных станках, широ-
ко распространенных в промышленности. Зубофрезерование червяч-
ными фрезами представляет непрерывный процесс, чем и объясняется
его высокая производительность.
У долбяков (рис. 2.19, а, б), работающих методом обкатки началь-
ной линией, связанной с профилем инструмента, будет начальная
окружность, центр которой лежит на оси долбяка. Начальной линией,
связанной с профилем детали, будет вторая начальная окружность,
центр которой лежит на оси детали. В процессе обработки начальные
окружности катятся друг по другу без скольжения, т. е. схема обра-
ботки включает взаимосвязанные вращения долбяка и заготовки
вокруг своих осей.
Долбяк относительно заготовки совершает возвратно-поступатель-
ные движения резания,направление которых выбирается параллельным
оси заготовки при обработке деталей с прямыми зубьями. При нареза-
нии же деталей с винтовыми зубьями долбяк совершает винтовое дви-
жение резания. Способ обработки различных зубчатых изделий дол-
бяками на зубодолбежных станках получил значительное распростра-
нение.
Имеют место случаи, когда обработка зубчатых изделий другим
типом инструмента невозможна или малопроизводительна. Так, внут-
ренние зубчатые изделия в случае несквозного отверстия или его не-
большого диаметра целесообразно обрабатывать долбяками. Они явля-
ются также незаменимыми инструментами при нарезании зубчатых
деталей с уступами в конце зуба, а также зубчатых секторов.
У всех рассмотренных инструментов относительное движение про-
филя детали и инструмента будет мгновенным вращением вокруг полю-
са. Полюсом зацепления является точка касания начальных линий
детали и инструмента. Совокупность полюсов зацепления в системе,
связанной с инструментом, дает начальную линию инструмента, а в си-
стеме, связанной с деталью,— начальную линию детали. Иными сло-
вами, любая точка, например начальной линии детали, при ее качении
без скольжения по начальной линии инструмента в определенный мо-
мент времени становится полюсом зацепления — точкой контакта на-
чальных линий детали и инструмента.
Профилирование инструментов, работающих методом обкатки, про-
изводится графически, аналитически либо графоаналитически. Гра-
фические способы профилирования являются наиболее простыми, на-
глядными и не трудоемкими. Они позволяют наглядно представить
картину обкатки и формирования сопряженных профилей детали и ин-
струмента. Однако они, по сравнению с аналитическими и графоана-
литическими способами, дают меньшую точность. Поэтому они исполь-
зуются как контрольные, позволяющие обнаружить грубые ошибки
аналитических и графоаналитических способов, позволяют сравни-
тельно просто оценить возможность обработки заданного профиля де-
тали и возникающие при этом отклонения от заданного чертежа. Что-
бы оценить отклонения от чертежа, анализируя обработку заданной
детали обкаточным инструментом, проводят обратную обкатку, т. е.
9 9-385 257
решают обратную задачу и определяют профиль детали, считая изве-
стным профиль инструмента. Сравнивая полученный при обратной
обкатке профиль детали с заданным по чертежу, оценивают возника-
ющие погрешности и выводят суждение о возможности обработки об-
каточным инструментом поверхности детали.
Аналитические способы являются наиболее точными. Их роль
в решении задач профилирования сложных обкаточных инструментов
в связи с применением при расчетах ЭВМ возрастает. Графоаналитиче-
ские способы занимают промежуточное положение между аналити-
ческими и графическими. Они в ряде случаев дают удовлетворитель-
ные результаты по точности определения сопряженных профилей.
12.2. Графическое профилирование обкаточных инструментов
В практике используются разнообразные графические способы
профилирования обкаточных инструментов. Наиболее простыми явля-
ются способы копирования последовательных положений профиля де-
тали и проведения графическим путем огибающей к ним, которая бу-
дет профилем инструмента.
Например, рассмотрим профилирование этим способом чашечных
резцов:
на чертежной бумаге в целесообразном масштабе вычерчиваются
профиль детали и ее начальная прямая (рис. 12.2);
на кальке в том же масштабе изо-
бражается начальная окружность.
Радиальными лучами, проведенны-
ми из центра, начальная окружность
делится на ряд равных дуг. Началь-
ную прямую детали также делим на
ряд отрезков, равных соответствую-
щим дугам начальной окружности,
и проводим лучи, перпендикулярные
к начальной прямой. При делении
начальной прямой вместо длины ду-
ги начальной окружности можно
брать длину хорды, стягивающей ду-
гу. Погрешности от такой замены бу-
дут допустимыми, если длина дуги -не
превышает 0,1 радиуса окружности.
Графически обкатку начальной
прямой детали осуществляют по на-
чальной окружности инструмента.
Для этого совмещают первый ра-
диальный луч кальки с первым лучом
на профиле детали так, чтобы началь-
ная окружность инструмента каса-
лась начальной прямой детали.
В этом положении на кальке обводят
профиль детали. Продолжая построе-
258
12.3. Профилирование червячных фрез
способом копирования последователь-
ных положений профиля детали
$
ние подобным образом, совмещают последовательно лучи про-
филя детали с одноименными радиальными лучами кальки, каж-
дый раз копируя профиль детали на кальку. Таким образом, на каль-
ке изображаются последовательные положения профиля детали при
качении начальной прямой, связанной с профилем детали по началь-
ной окружности, связанной с инструментом. Проведя огибающую к
последовательным положениям профиля детали, получаем искомый
профиль резца.
Аналогично обкаточным резцам графическое профилирование чер-
вячных фрез можно вести способом копирования последовательных по-
ложений профиля детали (рис. 12.3). Однако в рассматриваемом слу-
чае на листе чертежной бумаги изображаются профиль детали, началь-
ная окружность и радиальные лучи (рис. 12.3, а). На кальке же изо-
бражаются начальная прямая и лучи, перпендикулярные к ней (рис.
12.3, б). Расстояние между лучами принимается равным соответству-
ющим дугам начальной окружности. Совмещая радиальные лучи про-
филя детали и лучи кальки, графически проводится обкатка начальной
прямой по начальной окружности и при этом копируются последова-
тельные положения профиля детали (рис. 12.3,в). Огибающая к последо-
вательным положениям профиля детали будет профилем инструмента.
При графическом профилировании долбяков способом копирования
последовательных положений профиля детали в выбранном масшта-
бе на чертежной бумаге изображаются профиль детали и начальная
окружность (рис. 12.4, а). Радиальными лучами начальная окружность
9*
259
12.4. Графическое профилирование долбяков
детали радиуса делится на дуги, длины которых принимаются не
более 0,17^.
На кальке в том же масштабе изображается начальная окружность
инструмента радиуса R2. Радиальными лучами начальная окруж-
ность инструмента делится на дуги, длины которых принимаются рав-
ными длинам соответствующих дуг начальной окружности детали
(рис. 12.4, б). Графически воспроизводится обкатка начальной окруж-
ности детали по начальной окружности долбяка. Для этого совмеща-
ется первый радиальный луч кальки с первым лучом детали так,чтобы
начальная окружность инструмента касалась начальной окружности
детали. В этом положении на кальку копируется контур детали.
При качении начальной окружности инструмента по начальной
окружности детали последовательно будет> наблюдаться совпадение
соответствующих радиальных лучей детали и инструмента.
Поэтому для изображения второго последовательного положения
профиля детали необходимо совместить второй луч кальки со вторым
лучом детали так, чтобы начальные окружности касались друг друга.
В этом положении обводится на кальке контур детали и находится
таким образом второе последовательное положение профиля детали.
Продолжая построение, на кальке наносят последовательные положе-
ния профиля детали, огибающая к которым будет искомым “профилем
долбяка.
Наряду со способом копирования последовательных положений про-
филя детали при графическом профилировании обкаточных инструмен-
тов находят применение способы общих нормалей. Они основываются
на известном свойстве: в точке контакта сопряженных профилей их
общая нормаль проходит через полюс зацепления.
Пример графического профилирования червячных фрез способом
общих нормалей для обработки прямолинейного профиля детали по-
казан на рис. 12.5, где изображены начальная окружность I, связан-
ная с профилем детали (участки Д1У Д2), и начальная прямая //,
связанная с профилем инструмента (участки Иг и Я2). Принимаем,
260
что в процессе обработки про-
филь детали, а следовательно,
и начальная окружность вра-
щаются вокруг своей оси. Про-
филь инструмента вместе с на-
чальной прямой движется по-
ступательно. В результате этого
осуществляется обкатка началь-
ной прямой по начальной окруж-
ности. Полюс зацепления р (точ-
ка касания начальной прямой
и начальной окружности в не-
подвижной системе координат
занимает постоянное положение)
12.5. Профилирование червячных фрез
способом общих нормалей
в системе координат, связанной с деталью, будет располагаться на
начальной окружности, а в системе координат, связанной с инстру-
ментом,— на начальной прямой.
Считаем, что в начальный момент времени прямая ра профиля де-
тали проходит через полюс зацепления и отстоит от оси на заданном
расстоянии, равном h, которое при профилировании, например фрез
для обработки шлицевых валов, равно половине ширины шлица.
При вращении детали прямая профиля ра также вращается и за-
нимает ряд последовательных положений 1, 2, 3, касательных
к окружности радиуса h. Начальная прямая, связанная с профилем
инструмента, движется поступательно и занимает ряд последователь-
ных положений 2', 3', ... . Расстояния 1'2', 2'3', ... между последо-
вательными положениями начальной прямой равны о 12,о23, ...
начальной окружности, так как в процессе обработки наблюдается
качение без скольжения начальной прямой по начальной окружности.
Чтобы определить точки контакта при различных последователь-
ных положениях профиля детали и инструмента из точки р (полюса
зацепления), проводим нормали к последовательным положениям пря-
мой профиля детали. Например, к прямой 4Ь проведена нормаль pb.
Точка b в исследуемый момент времени будет точкой контакта профи-
ля инструмента и детали, так как нормаль к профилю детали в этой
точке проходит через полюс зацепления р. Совокупность рассматри-
- ваемых точек контакта даст линию зацепления. Она определена в не-
подвижной системе координат. В системе координат, связанной с де-
талью, точки контакта располагаются на прямой профиля.
Вращаясь вокруг оси детали, точки прямой профиля последова-
тельно проходят через линию зацепления, вступая в этот момент
в контакт с соответствующими точками профиля инструмента. Если
произвольную точку b линии зацепления, соответствующую точке
контакта сопряженных профилей в положении 4Ь прямой профиля,
вернуть в начальное положение вращением вокруг оси детали на угол,
соответствующий ор4, то она попадет в начальное положение прямой
профиля детали в точку С.
Обратным вращением (по отношению к вращению детали в процес-
се обработки) вокруг оси детали точки линии зацепления могут быть
261
приведены на прямую профиля детали ра в ее начальном положении.
Аналогично в системе координат, связанной с инструментом, точки
контакта располагаются на профиле инструмента. Считаем, что произ-
вольная точка b линии зацепления связана с начальной прямой. Что-
бы найти ее положение в начальный момент времени, начальную пря-
мую вместе с точкой b необходимо переместить на расстояние, равное
ор4, в направлении, обратном поступательному движению профиля
инструмента при обработке.
В результате этого перемещения точка b займет положение точки
а профиля инструмента в его начальном положении. Обратным посту-
пательным перемещением вдоль начальной прямой точки линии зацеп-
ления могут быть приведены на искомый профиль инструмента в его
начальном положении. I
Практически при построении на начальной прямой откладывают i
расстояния рГ, Г2’, 2'3', ... , равные <ур1, <у12, о23 ...начальной
окружности. Из точек 1, 2, 3, ... проводят линии, параллельные нор-
малям, к последовательным положениям прямой профиля детали, опу-
щенным из полюса зацепления р. Наносят прямые, параллельные на-
чальной прямой, из точек пересечения нормалей с последовательны-
ми положениями прямой профиля детали. На пересечении рассматри- I
ваемых линий построения находят точки профиля инструмента в его
начальном положении. Этот способ удобен тогда, когда к профилю
детали легко проводятся нормали.
12.3. Аналитическое профилирование обкаточных инструментов
Определим профиль чашечного резца, предназначенного для обра- I
ботки заданного профиля детали. Известным также считаем радиус
начальной окружности RH. о (рис. 12.6, а). С профилем детали свяжем
систему координат yz, а с профилем инструмента — yaza. Считаем, что
при обработке инструмент вращается вокруг своей оси с угловой ско-
ростью со, а профиль детали движется прямолинейно-поступательно вдоль
начальной прямой со скоростью v. Выберем также неподвижную систему ?
у fa, начало координат которой расположим в полюсе зацепления р.
На рис. 12.6, а изображено положение рассматриваемых систем коор-
динат в начальный момент времени. Примем, что система у fa повер- / *
нулась на угол t (рис. 12.6, б). Тогда система yz, двигаясь поступа-
тельно, переместится вдоль начальной прямой при качении без сколь-
жения по начальной окружности на величину А?н. ot (угол t измеряется ;
в радианах). В этом случае формулы перехода от системы у fa к системе
yz и обратно такие:
У = Ув + Ян. о/; г = г0; z/0 = у — /?н. о/.
Формулы перехода от системы yz к системе у fa. |
= — Ян. ot) COS t + (г 4- /?н. о) sin t\
— (г + Ян. о) cos t — (у — 2?н. о^) sin t.
262
12.6. Аналитическое профилирование чашечных резцов
Уравнение заданного профиля детали в системе yz в общем виде
2 = /(!/)•
Тогда уголф наклона касательной определяем по формуле
Уравнение нормали к профилю детали в системе z/ozo
У — —/ sin ф + kcos ф.
Скорость vM относительного движения произвольной точки М про-
филя детали определится как скорость вращательного движения вокруг
полюса р, т. е. вокруг начала координат системы yozQ. Если принять
длину вектора (о — 1, то скорость точки М
“м = —fa) + &/„.
Уравнение контакта N • V = 0, или
zQ sin ф + ро cos ф = 0.
Переходя к системе yz, имеем
z sin ф + (у — 7?н. о0 cos ф = 0.
Определяя отсюда угол /, получаем
I ___ 2 si п ф ф- у cos ф
~ /?н о COS ф *
или
/ — г fg ф + £
R '
мн. е
263
* fi
12.7. Аналитическое профилирование гребенок
По этому уравнению контакта определяется угол поворота системы
t в радианах, при котором выбранная точка профиля детали с коорди-
натами у, z контактирует с сопряженной точкой профиля инструмента.
Совместное рассмотрение уравнения профиля детали, уравнения
контакта и формул преобразования координат дает исходную инстру-
ментальную поверхность.
Профиль инструмента, сопряженный с заданным профилем детали,
при рассматриваемой схеме обработки можно рассчитать следующим
образом:
на профиле детали по заданному уравнению z = f (у) выбирается
ряд точек с координатами у, z, в которых определяется угол наклона
касательных ф;
по уравнению контакта рассчитывается угол t в радианах, при
котором выбранная точка профиля детали будет контактироваться
с сопряженной точкой профиля инструмента:
/ — г tg .
t D 1
^н. о
по формулам преобразования координат находятся точки контакта
в системе yazR, совокупность которых и будет сопряженным профилем
инструмента:
г/и = (У — ₽н. оО cos t Ч- (г + 7?н. о) sin /;
?н = (г 4- 7?н. о) cos t — (у — 7?н. о/) sin /.
Для случая обработки фасонных прямозубых деталей гребенками
движение поверхности детали относительно инструмента сводится
к качению без скольжения начального цилиндра, связанного с де-
талью, по начальной плоскости, связанной с инструментом. С деталью
свяжем систему координат xyz (рис. 12.7, а), а с инструментом—
264
Хиуага. Выберем также неподвижную систему координат хоуо2о. Взаим-
ное положение рассматриваемых систем координат в начальный мо-
мент времени изображено на рис. 12.7, а. Считаем, что при обработке
деталь вращается вокруг своей оси с угловой скоростью со, а инстру-
мент движется прямолинейно-поступательно вдоль оси у0, так что
в процессе этого движения наблюдается качение без скольжения на-
чальной плоскости инструмента по начальному цилиндру детали. До-
пустим, что система xyz повернулась вокруг оси х на угол /. Тогда
система хиг/и2и, двигаясь прямолинейно-поступательно, переместится
на величину ^н.о^ Взаимное расположение рассматриваемых систем
координат в произвольный момент времени изображено на рис. 12.7, б.
В этом случае от системы xyz к системе хоуо2о формулы перехода
таковы:
Л'о = х; у0 — у cos / — г sin /;
г0 = z cos t 4- у sin t ~ RH, 0)
а от системы xyz к системе адиги
хи ~ х; уа ~ у cos t — г sin t 4~ o/;
~и = z cos t -j- у sin t — 7?H. 0-
Уравнение заданной фасонной цилиндрической поверхности детали
г = Ъс 4- ]у 4- kf (г/),
где z = f (г/) — профиль заданной поверхности детали в плоскости
х — const.
Векторы, касательные к поверхности,
- 7. 7? __ д~Г
k d! (у)
. ду
Обозначим —= tg ф,
где ф— угол, заключенный между касательной к профилю детали
и осью у.
Нормаль к поверхности детали
/
О
1
= [Л х В] ==
= —7 tg ф 4-
tg ф
Свободный вектор нормали в системе хйуйгй
N — /0 (—tg ф cos t— sin t) ф (cos t ~ tg фsin t),
или 4-
1 u cos ф 1 u cos ф
Скорость vM относительного движения D/И произвольной точки М
поверхности детали определяется как скорость вращения вокруг мгно-
235
венной оси х0 с угловой скоростью со = г0со. Радиус-вектор произволь-
ной точки М поверхности детали в системе xoyozo
р = Wo + /0^0_+ = i^x + /0 (у cost —z sin t) +
+ (2 cos + У sin t — /?H. o).
Тогда
/о ^0
= [(О X pl = (О 0 0 = ~ 1020« + ^0^0’
Уъ г0
или
vM — —j0 (z cos t 4- у sin t — /?H. o)« + (У cos / — 2 sin t).
Уравнение контакта N • V == 0.
В координатной форме рассматриваемое скалярное произведение
имеет вид
——-V— (г cos t + у sin t — Л>н о) со -4---Т (у cost — z sin t) co = 0.
COS ф 4 ' u Ml. и/ I созф w '
Преобразовав это выражение, получим
z [sin (ф 4- 0 cos t — cos (ф 4~ t} sin /] 4- у [sin (ф + t) sin 14-
4- cos (ф + t) cos t] == /?н. о sin (ф 4- /),
или
z sin ф 4- У cos ф = 7?H. о sin (ф 4~ 0-
Отсюда sin (ф -4 t) —
Z sin ф 4- У COS ф
о
По этому уравнению контакта определяется угол t поворота систе-
мы координат xyz вокруг оси детали, при котором выбранная образу-
ющая фасонной цилиндрической поверхности детали с координатами
у, z будет контактироваться с сопряженной образующей фасонной
цилиндрической исходной инструментальной поверхности И. Совме-
стное рассмотрение уравнения поверхности детали, уравнения кон-
такта и формул преобразования координат дает исходную инструмен-
тальную поверхность. Профиль этой поверхности, сопряженный с за-
данным профилем детали z — f(y), по рассматриваемой схеме обра-
ботки можно рассчитать следующим образом:
на профиле детали выбирается ряд точек с координатами z, у,
в которых определяется уголф наклона касательных к оси у.
tg ф =
df (Д) ,
dy ’
по уравнению контакта рассчитывается угол t, при котором вы-
бранная точка профиля детали контактирует с сопряженной точкой
профиля инструмента:
. , . , 2sinib4-^cos Ф
sin (ф + 0 ;
266
по формулам преобразования координат находятся точки контакта
в системе адиги в плоскости г/иги, совокупность которых является со-
пряженным профилем исходной инструментальной поверхности гребенки:
у» — у cos t — z sin t + /?н> Qt,
где t — угол, рад; zH = г cos t -|- у sin t — o.
Исходная инструментальная поверхность гребенки будет фасон-
ной цилиндрической поверхностью. Чтобы тело, ограниченное такой
исходной поверхностью, превратить в режущий инструмент, создают
переднюю плоскость, положение которой определяется передним уг-
лом у. При пересечении передней плоскости и исходной инструмен-
тальной поверхности образуется режущая кромка гребенки. Застав-
ляя режущую кромку двигаться прямолинейно-поступательно, но
так, чтобы образовался заданный задний угол а, создаем заднюю фа-
сонную цилиндрическую поверхность, профиль которой определяем
в нормальном сечении.
Подобная задача была решена при профилировании строгальных
фасонных резцов. Поэтому для определения профиля гребенки в нор-
мальном к образующим задней поверхности сечении воспользуемся
следующими формулами:
z z cos (а 4- V)
= = с—; - -",
где yk, zk — координаты точек режущей кромки профиля гребенки
в передней плоскости; ур, гр— координаты точек профиля гребенки
в нормальном к образующим задней поверхности сечении.
Как было показано ранее, найденный таким образом профиль ис-
ходной инструментальной поверхности принимается за профиль чер-
вячной фрезы в нормальном к исходному червяку сечении. Для слу-
чая обработки фасонных прямозубых деталей долбяками движение
. поверхности детали относительно инструмента сводится к качению
без скольжения начального цилиндра радиуса #1} связанного с дета-
лью, по начальному цилиндру радиуса R2, связанному с инструментом
(рис. 12.8, а). С деталью свяжем систему координат xyz, а с инструмен-
том— хиг/яги. Выберем также неподвижную систему координат хоуогй.
Взаимное расположение рассматриваемых систем координат в начальный
момент времени изображено на рис. 12.8, а. Считаем, что при обра-
ботке деталь вращается вокруг своей оси с угловой скоростью а
инструмент вокруг его оси — с угловой скоростью ®2. Относительное
движение в данном случае будет мгновенным вращением вокруг оси х0.
Считаем, что система xyz повернулась вокруг оси х на угол t. Тогда
система повернется вокруг оси на угол t2 — Формулы
преобразования координат:
Хи ~~ X,
уи ~ г sin Я* — у cos [t j — ₽2) sin [t ;
+ R2) COS [t j — 2 COS (t У Sin ’
267
12.8. Аналитическое профилирование долбяков
Определим профиль исходной инструментальной поверхности дол-
бяка в сечении плоскостью х — const. Уравнение заданного профиля
детали
2 = / (г/),
где ф— угол наклона касательной к профилю детали (рис. 12.8,6)
в выбранной точке М, который определяется по формуле
Используя свойство общих нормалей, определим угол поворота t.
При этом выбранная точка М профиля детали контактируется с сопря-
женной точкой профиля инструмента. Для этого в точке М проведем
нормаль N к профилю детали. Она пересечет начальную окружность
в точке С. При повороте детали вокруг ее оси на угол t, соответству-
ющий дуге рС начальной окружности, точка С станет полюсом зацеп-
ления. В этот момент нормаль N пройдет через полюс зацепления,
и точка М будет контактировать с сопряженной точкой инструмента.
Чтобы определить угол спроецируем замкнутую ломаную линию
ОАМСО на направление КМ касательной к профилю детали:
прмкОЛЛ4СО = 0;
sin (ф + t) — г sin ф — у cos ф — 0.
гч • / । г wcosib 4- zsin ф
Отсюда sin (ф -ф /) — --.
Совместное рассмотрение этого уравнения контакта, уравнения
профиля детали и формул преобразования координат дает профиль
исходной инструментальной поверхности долбяка, который является
268
кДу' -
Л
’ проекцией его режущей кромки на плоскость, перпендикулярную
? к оси долбяка. Профиль исходной инструментальной поверхности
долбяка, сопряженный с заданным профилем детали, можно рассчи-
i тать следующим образом:
£ на заданном профиле детали выбирается ряд точек с координа-
। тами у, z, в которых определяется уголф наклона касательных к оси у\
по уравнению контакта рассчитываются углы t поворота системы
xyz вокруг оси х, при которых выбранные точки профиля детали Д
контактируют с сопряженными точками профиля инструмента;
по формулам преобразования координат в системе хпу^гъ на плос-
кости уигп находятся точки контакта, совокупность которых даст со-
пряженный профиль исходной инструментальной поверхности долбяка.
Наряду с рассмотренными инструментами, при работе которых
скорости составляющих элементарных движений сохраняются посто-
янными, применяются инструменты, в процессе обработки которыми
скорости составляющих движений изменяются по определенному за-
кону. Изменение скоростей движений, совершаемых инструментом
и заготовкой, происходит за счет настройки станка с изменяющимися
1 передаточными отношениями кинематических цепей. В процессе об-
работки может также меняться взаимное положение инструмента и за-
' готовки в результате изменения межосевого расстояния и угла между
осями детали и инструмента. Все это в определенных условиях рас-
ширяет возможности обработки, позволяет обрабатывать такие профи-
ли, которые при обычных условиях обработки получить невозможно.
Однако модификация движений, совершаемых в процессе обработки
инструментом и заготовкой, приводит к соответствующему усложне-
нию конструкции станка, приспособления или инструмента.
Проектируя инструменты, работающие методом обкатки, их про-
Г филь можно выбрать так, чтобы поверхность детали формирова-
ла только одна точка режущей кромки каждого зуба. Профиль детали
С при обработке такими гребенками или червячными фрезами ограничи-
[ вается удлиненной эвольвентой, а при обработке долбяками — по
> удлиненной эпициклоиде. Таким путем можно обеспечить обработку
методом обкатки деталей с поднутрением, что является его существен-
ным преимуществом.
12.4. Графоаналитическое профилирование
обкаточных инструментов
Графоаналитическое профилирование инструментов, работающих
;• методом обкатки, заключается в изображении последовательных поло-
> жений профиля детали в системе координат, связанной с инструмен-
том, и проведении огибающей к ним, которая является профилем ин-
струмента. Последовательные положения профиля детали определя-
! ются аналитически. Масштаб построения при графоаналитическом
* профилировании обкаточных инструментов выбирается большим, что
£ • позволяет с высокой точностью, зачастую приемлемой для практики,
J определять сопряженный профиль исходной инструментальной по-
L верхности.
269
Положение заданного профиля детали в системе координат, свя-
занной с инструментом, можно задать различным образом. Так,
положение заданного профиля детали Д (рис. 12.9, а) задается поло-
жением двух базовых точек А и В, неразрывно связанных с профилем
детали Д. Если известно, например, положение В{ рассматрива-
емых базовых точек в произвольный момент времени, то по шаблону
легко изображают последовательное положение профиля детали, сов-
мещая точки Д, В шаблона с их последовательным положением Др
В{ в системе координат, связанной с инструментом. В этом случае рас-
считывают координаты z/HzH двух базовых точек в различные моменты
времени.
Положение заданного профиля детали в системе координат, свя-
занной с инструментом, можно задать также положением луча (рис.
12.9, б), неразрывно связанного с профилем детали. Если известно, на-
пример, положение Л;. (z/H, zH) базовой точки начала луча в какой-то
момент времени и направление луча, т. е. угол то на чертеже мож-
но по этим данным изобразить луч и по шаблону, зная положение
луча, начертить последовательное положение профиля детали Д.
Положение заданного профиля детали в системе координат, свя-
занной с инструментом, можно задать также отрезками а, Ь, с (рис.
12.9, в), которые отсекают оси координат у, z, неразрывно связанные
с профилем детали, на осях уи, ги. Зная отрезки а, Ь, с в системе гиук,
изображают систему координат yz, а затем в этой системе вычерчивают
профиль детали. Огибающая к последовательным положениям про-
филя детали станет профилем исходной инструментальной поверхно-
сти. Будем фиксировать последовательные положения профиля дета-
270
ли в системе координат уиги, связанной с инструментом, с помощью
двух базовых точек А и В, положение которых в пределах заданного
профиля детали выбираем произвольно. При обработке изделий ча-
шечными резцами (рис. 12.9, а) положение базовой точки А выберем
в начале координат системы zy. Тогда координаты точки А в системе
zy, связанной с профилем детали, z = 0, у — 0. Вторую базовую точку
В выберем в пределах заданного профиля на оси z на расстоянии L от
точки А. Тогда координаты точки В в системе zy, связанной с профи-
лем детали, у = 0, z — L. Формулы перехода от системы yz к системе
#и?и, связанной с инструментом,
Уя == {у — Ян. о0 cos t + (z + о) sin /;
= (z + Ян. о) cos t — (у — Ян. о 0 sin t.
По формулам преобразования координат находим координаты по-
следовательных положений точки А:
Уи = Ян, о sin t — Ян. ot cos t;
2И = Ян. о COS t + Ян. ot sin t,
т. e. точка А будет описывать эвольвенту начальной окружности ра-
диуса Ян.о. Координаты последовательных положений точки В
Уи = (L 4- Ян. о) sin t — Ян. ot COS t;
ги = (L RH. o) cos t -J- Ян. ot sin
где t — угол, рад.
Последовательность графоаналитического определения профиля
чашечного резца:
при различных значениях угла поворота t рассчитывают по при-
веденным формулам координаты базовых точек Л и В; в выбранном
масштабе (50: 1; 100: 1) в системе гиуи наносят последовательные
положения базовых точек At, Bt;
по шаблону е отмеченными на нем базовыми точками А и В вычер-
чивают последовательные положения профиля детали, совмещая ба-
зовые точки шаблона с последовательными их положениями в системе
координат 2иуи;
графически проводят огибающую к последовательным положениям
профиля детали, которая и будет профилем инструмента.
При обработке заданных деталей гребенкамц или червячными фре-
зами положение базовой точки А (рис. 12.9, д) выберем так, чтобы
в начальный момент времени она совпала с полюсом зацепления.Тогда
координаты точки А в системе zy, связанной с профилем детали,
z = Ян. о, У = 0. Вторую базовую точку В выберем в пределах задан-
ного профиля на оси z на расстоянии L от точки А. Тогда коорди-
наты точки В в системе zy, связанной с профилем детали, у — 0,
z = Ян. о — L. Формулы перехода от системы yz к системе уи2и в рас-
сматриваемом случае имеют вид
ул = у cos t — z sin 14- Ян. ot;
Zu — Z COS t 4- у sin t — Ян. О.
271
По этим формулам преобразования координат находим координаты
последовательных положений точки А в системе г/иги, связанной с про-
филем инструмента:
Уи = Ян. о/ — Яа. о Sin /;
2и = Ян. о cos t —— Rh. о*
Соответственно координаты последовательных положений точки В
в системе уиги> связанной с профилем инструмента,
Уа ~ Ян. ~~ (Ян. о ~~~ В) sin
?и == (Ян. о ~~ COS t — Ян. о*
Последовательность графоаналитического определения профиля
червячной фрезы, предназначенной для обработки неэвольвентных
профилей, следующая:
по приведенным формулам при различных значениях угла поворо-
та t рассчитывают координаты последовательных положений базовых
точек А и В в системе г/а£и;
в выбранном масштабе в системе г/игн наносят последовательные
положения базовых точек Дг- и В/;
по шаблону профиля детали, с отмеченными на нем базовыми точ-
ками А и В, вычерчивают последовательные положения профиля де-
тали. Для этого совмещают базовые точки шаблона с последователь-
ными их положениями в системе #иги и каждый раз копируют профиль
шаблона;
графически проводят огибающую к последовательным положениям
профиля детали, которая является профилем инструмента.
Чтобы определить реальный профиль детали и размеры переходных
кривых, проводят обратную обкатку, т. е. по профилю инструмента
определяют профиль детали. Для червячных фрез профиль ее, как
известно, связан с начальной прямой, а профиль детали, который
необходимо определить, связан с начальной окружностью. Поэтому
обратная обкатка для червячных фрез аналогична прямой задаче
профилирования чашечных резцов. В соответствии с этим и ведется гра-
фоаналитическое определение профиля детали при обработке червяч-
ными фрезами. Для чашечных же резцов обратная обкатка соответ-
ствует прямой задаче графоаналитического определения профиля
червячной фрезы, когда задается профиль, связанный с начальной
окружностью, и определяется сопряженный профиль, связанный
с начальной прямой.
При графоаналитическом определении сопряженных профилей не-
обходимо знать в каких пределах должен изменяться угол /. Очевид-
но, угол t целесообразно выбрать в пределах угла <р обкатки, на кото-
ром наблюдается соприкосновение сопряженных профилей. Эта зада-
ча не требует точного решения. Поэтому угол обкатки ср может быть
определен графически (рис. 12.9, д). Рассмотрим профиль ЕС детали.
В точке С проводим нормаль Nc к профилю, которая пересекает на-
чальную окружность в точке К. По свойству общих нормалей в ют
27?
момент, когда точка А является полюсом зацепления, крайняя точка
профиля детали начнет контактироваться с сопряженной точкой про-
филя инструмента, а вторая крайняя точка Е профиля детали будет
контактировать с сопряженной точкой профиля инструмента в тот
момент, когда точка М начальной окружности станет полюсом зацеп-
ления. Таким образом, угол между прямыми ОМ и ОК и будет углом
обкатки ср, в пределах которого необходимо выбирать угол t. Анало-
гично рассмотренному определяется угол обкатки при обработке де-
талей чашечными резцами и дол бяками.
При обработке заданных деталей долбя ками положение базовой
точки А выберем так, чтобы она в начальный момент (рис. 12.9, е)
совпадала с полюсом зацепления. Тогда координаты точки А в системе
yz, связанной с профилем детали, г = у — 0.
Вторую базовую точку В выберем в пределах заданного профиля
детали на оси z на расстоянии L от точки А. Тогда координаты точки
В в системе yz будут у — 0, z = — L.
Формулы перехода от системы yz к системе г/иги в рассматриваемом
случае имеют вид
Уп = г sin — У cos (t — (/?! — /?а) sin ;
4- cos// — zcosfz—#sin (/ — j.
\ Ад/ \ ^2 f \ А а /
По этим формулам преобразования координат находим координаты
последовательных положений точки А в системе г/иги, связанной с про-
филем инструмента:
= R, sin (/ - (R, - R„) sin (/ ;
ги = (R, + R2) cos (t — R, cos p —•
Соответственно координаты последовательных положений точки В
в системе #и?и
= {Ki — Q sin (t -г (R, — Ra) sin ;
г. = (R, + Ra) cos (ф) - (Rt - L) cos (t •
\ ^2/ \ ^2 i
Последовательность графоаналитического определения профиля ис-
ходной инструментальной поверхности долбяка следующая:
при различных углах поворота t рассчитывают координаты после-
довательных положений базовых точек 4 и В в системе г/иги и наносят
на чертеж;
по шаблону вычерчивают последовательные положения профиля
детали. Для этого совмещают базовые точки шаблона с последователь-
ными их. положениями в системе у^ и каждый раз копируют профиль
шаблона;
273
12.10. Графоаналитическое профилирование червячных фрез
графически проводят огибающую к последовательным положе-
ниям профиля детали, которая является профилем инструмента.
Рассмотрим пример определения профиля червячной фрезы графо-
аналитическим способом. Считаем известными профиль детали D
(рис. 12.10), радиус начальной окружности 7?ц.о= 100, положение ба-
зового луча.
Координаты последовательных положений базовой точки А
" z. = 100(1 — costp);
= Ю0(ф — sin ср).
Величины углов ср при рассматриваемом способе профилирования
выбираются в пределах угла обкатки сопряженных профилей, в интер-
вале которого наблюдается контакт исследуемого участка профиля
детали и соответствующего участка профиля инструмента.
При графоаналитическом профилировании угол обкатки может
определяться графически с относительно небольшой точностью. Угол
поворота детали вокруг своей оси от принятого ее исходного положения
до положения, при котором исследуемая точка К профиля находится
в контакте с соответствующей точкой профиля инструмента, можно
определить, используя свойство общих нормалей.
274
Нормаль МК к профилю детали в точке К пересекает начальную
окружность в точке М. Следовательно, в тот момент, когда точкаМ
станет полюсом зацепления, точка К начнет находиться в контакте,
так как нормаль МК пройдет через полюс зацепления.
Таким образом, угол МОА будет углом поворота детали от ее ис-
ходного положения до положения, в котором исследуемая точка К
находится в контакте.
В исходном положении детали профилирующей точкой является
точка Е, так как нормаль в этой точке проходит через полюс зацеп-
ления.
Угол поворота детали от ее исходного положения до положения,
в котором точка С в контакте, является А ОС — т, где т — угол об-
катки для участка ЕС профиля детали. Аналогично для участка БЕ
профиля детали угол АОВ = —т. Таким образом, чтобы полностью
обкатать профиль ВЕС, необходимо угол обкатки выбирать в преде-
лах —т < ф< т.
Обычно обкатку ведут на несколько больший угол и изображают
одно-два последовательных положения профиля детали за пределами
угла обкатки, когда профиль детали не соприкасается с профилем ин-
струмента.
Рассчитанные координаты yit zt последовательных положений ба-
зовой точки А приведены в табл. 1. Расчет проведен только для поло-
жительных значений угла ф. Последовательные положения точки А
при отрицательных значениях угла <р характеризуются теми же абсо-
лютными величинами координат yt, г(., но координаты yt в этом случае
следует брать с отрицательным знаком, т. е. последовательные поло-
жения базовой точки А при принятом исходном положении располага-
ются симметрично относительно оси г.
По найденным координатам yt, zt, <р в выбранном масштабе изобра-
жаются последовательные положения базового луча А (рис. 12.10, а),
строится шаблон профиля детали и наносится на нем базовый луч
(рис. 12.10, б). Совмещая луч шаблона с последовательными положе-
ниями базового луча, в системе zy по шаблону вычерчиваются после-
довательные положения профиля детали (рис. 12.10, в).. Графически
находится огибающая к ним, которая является искомым профилем ин-
струмента.
Для упрощения изготовления инструмента теоретическую кривую
его профиля заменяют обычно дугой окружности. Наиболее простой
способ замены заключается в проведении окружности через три выбран-
ные точки профиля, одна из которых совпадает с началом координат.
Радиус 7?0 ДУги заменяющей окружности и координаты х0, у0 ее центра
(рис. 12.10, а) определяются по формулам
п________Уз У1.
° 2 sin о3 sin (ох — ай) ’
х0 == Яо sin (с?! + о2 + <*3 ) + -Ч;
Уо = У1 — К cos (а3 — (Д + <т2),
где tg ох = ; tg о3 = ; tg о3 = .
275
Таблица 1. Координаты yit zt последовательных положений базовой точки А
<р° 1—СОЗ ф <р—sin <р У1
1 0,00015 0,00000 0,015 0,000
2 0,00061 0,00001 0,061 0,001
3 0,00131 0,00002 0,131 0,002
4 0,00244 0,00006 0,244 0,006
5 0,00380 0,00011 0,380 0,011
6 0,00548 0,00019 0,548 0,019
7 0,00745 0,00030 0,745 0,030
8 0,00973 0,00045 0,973 0,045
9 0,01231 0,00065 1,231 0,065
10 0,01519 0,00088 1,519 0,088
И 0,01837 0,00118 1,837 0,118
12 0,02185 0,00153 2,185 0,153
13 0,02563 0,00194 2,563 0,194
14 0,02970 0,00242 2,970 0,242
15 0,03407 0,00298 3,407 0,298
16 0,03874 0,00362 3,874 0,362
17 0,04369 0,00433 4,369 0,433
18 0,04894 0,00514 4,894 0,514
19 0,05448 0,00605 5,448 0,605
20 0,06031 0,00705 6,031 0,705
21 0,06642 0,00815 6,642 0,815
22 - 0,07282 0,00937 7,282 0,937
23 0,07949 0,01070 7,949 1,070
24 0,08645 0,01214 8,645 1,214
25 0,09369 0,01371 9,369 1,371
26 0;10121 0,01541 10,121 1,541
27 0,10899 0,01785 10,899 1,785
28 0,11705 0,01922 11,705 1,922
29 0,12538 0,02134 *12,538 2,134
30 0,13397 0,02360 13,397 2,360
12.5. Об определении радиусов начальных окружностей
обкаточных инструментов
Проектируя обкаточные инструменты, радиусы начальных окруж-
ностей выбираем таким образом, чтобы обеспечить обработку заданной
детали в соответствии с чертежом, т. е. обеспечить выполнение трех
условий формообразования. На примере проектирования червячной
фрезы, предназначенной для обработки вала с прямолинейным про-
филем зубьев (типа шлицевых), покажем, как на основе трех условий
формообразования следует подходить к выбору радиуса начальной
окружности детали. В соответствии с первым условием формообразо-
вания все нормали к профилю детали должны пересекать начальную
окружность. Поэтому предельной начальной окружностью при обра-
ботке заданной детали будет окружность радиуса В этом случае
нормаль в крайней точке А (рис. 12.11, а) профиля детали АВ касает-
ся в точке Р окружности радиуса Во всех остальных точках отрез-
ка А В нормали пересекают окружность радиуса Если выбрать
в качестве начальной окружность, у которой радиус больше то
12.11. Определение радиуса начальной окружности червячной шлицевой фрезы
все нормали к профилю детали пересекут начальную окружность. Сле-
довательно, исходя из первого условия формообразования, необхо-
димо выбирать /?н. 0 > По построению — V R* — /ia.
Таким образом, исходя из первого условия формообразования,
Второе условие формообразования — это условие отсутствия внед-
рения в тело детали исходной инструментальной поверхности. Анали-
зируя это условие, рассмотрим последовательные положения прямой
АВ при качении начальной окружности, связанной с профилем дета-
ли, по начальной прямой, связанной с профилем инструмента (рис.
12.11, б). В результате рассматриваемого движения прямая займет
ряд последовательных положений, огибающая к которым, т. е. про-
филь инструмента, состоит из двух ветвей.
Первая с одной стороны соприкасается с профилем АВ, а вто-
рая И2 с противоположной стороны — с профилем АВ, т. е. про-
филь инструмента имеет точку возврата С, в которой меняется сторона
контакта профиля инструмента с профилем детали. Границей практи-
чески приемлемого профиля инструмента будет точка возврата С.
Определим радиус начальной окружности исходя из того, что точка
возврата С профиля инструмента будет соприкасаться и формировать
в процессе обработки крайнюю точку А профиля детали. Уравнение
профиля АВ детали в системе zy бу кеч у — h. Угол наклона касатель-
ной к профилю детали ф = 90°.
Тогда уравнение контакта запишется в этом частном случае таким
°бра30М‘ 5!п(90°+0=.^1п9°С + усозЖ,
*н. о
или cos t = . Отсюда z = Ra. o cos
^н. о
Подставляя в формулы преобразования координат г = 7?н. о cos t
и у = h, получим уравнения профиля исходной инструментальной
поверхности в параметрической форме:
рн = h cos t — 7?н, о cos t sin t 4- Ян. ot;
ги — RH. о cos2/4- ftsin t — 7?H,o.
277
Особая точка такой кривой определяется из условий
dyu л dza
— = О’ — = О
dt * dt V'
В рассматриваемом случае
= — h sin 14- /?н. o-sin21 — Ra, о cos21 4- /?н. 0 = 0;
dz
= —2/?H. o cos t sin t 4- h cos t = 0.
Преобразовав эти уравнения, получим
— sin t (h — 27?H. 0 sin t) — 0;
cos t(h — 2/?H. 0 sin t) = 0.
Следовательно, оба уравнения удовлетворяются, если
h /
sin t = ^75— или cos t = 1 / 1----5— .
2«H. о |/ 0
По уравнению контакта cos t = .
Для точки А имеем
, V ^a-h2
COS t =---5---- .
^н. о
Следовательно,
I/ < о о '
Определяя отсюда радиус начальной окружности, получим
Rn.Q = V^a — 0,75/1®.
Таким образом, исходя из второго условия формообразования, ра-
диус начальной окружности определяем по формуле
«и.о> К/Й —0,75/г2.
Третье условие формообразования — это условие отсутствия пере-
ходных кривых на профиле детали. Переходные кривые при обработке
шлицевых валов червячными фрезами наблюдаются во впадине в месте
перехода прямолинейного участка профиля в окружность впадин ра-
диуса 7?/. Чтобы переходная кривая отсутствовала и была точно обра-
ботана впадина шлицевого вала, необходимо радиус начальной окруж-
ности принять равным радиусу окружности впадин Rf, т. е. третье
условие формообразования запишется таким образом: 7?н. о = Rf-
Рассматривая первое и второе условия формообразования, легко
заметить, что если второе условие выполняется, то первое условие
278
также выполнится. Поэтому при выборе радиуса начальной окружно-
сти детали при ее обработке червячной фрезой учитывают второе и тре-
тье условия формообразования. Обычно радиус начальной окружности
детали определяют по второму условию формообразования и рассчиты-
вают его по формуле
R„. о = ]Лй- 0,75Л2.
Если при обработке шлицевого вала принять радиус начальной
окружности по третьему условию формообразования равным радиусу
окружности впадин, то зачастую на вершине шлица в зоне А не выпол-
няется ни первое, ни второе условия формообразования и обработка
вершины шлицевого вала невозможна. Однако при обработке остро-
шлицевых валов в силу того, что величина h у них соизмерима с радиу-
сом Ra окружности впадин, определение радиуса начальной окруж-
ности, исходя из второго условия формообразования, приводит к ве-
личине, меньшей радиуса окружности впадин. В этом случае целесо-
образно принять . о — Rf, обеспечить выполнение всех трех условий
формообразования и точно обработать червячной фрезой заданную
деталь.
Подобным образом решается задача выбора радиуса начальной
окружности при обработке других деталей разнообразными режущими
обкаточными инструментами.
Глава 13
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ РЕЖУЩЕГО ИНСТРУМЕНТА
13.1. Габаритные размеры инструмента
Наружный диаметр многих инструментов определяется размерами
обрабатываемой ими поверхности. К таким инструментам относятся:
сверла, зенкеры, развертки, фрезы шпоночные, фрезы для станочных
Т-образных пазов, всевозможные расточные инструменты типа пла-
стинчатых, плавающих резцов, расточных блоков, головок, метчики,
круглые плашки, круглые протяжки и др.
У рассматриваемых инструментов, предназначенных для обработ-
ки отверстий, их наружный диаметр зависит от допуска на изготовле-
ние отверстия и величины разбивания р отверстия при обработке.
Схема расположения полей допусков на диаметр такого инструмента
приведена на рис. 13.1.
Рассмотрен случай, когда в процессе обработки происходит увели-
чение диаметра отверстия по сравнению с фактическим размером диа-
метра инструмента. Поэтому для того чтобы получить отверстие в пре-
делах поля допуска, максимальный диаметр инструмента принимается
равным максимальному диаметру отверстия минус величина макси-
мального разбивания отверстия при его обработке. Диаметр предель-
но изношенного инструмента равен минимальному диаметру отверстия
279
13.1. Схема расположения по-
лей допусков на диаметр: Д —
допуск на. обрабатываемое от-
верстие; Р — величина разбива-
ния отверстия; N — допуск на
изготовление инструмента; /->
запас на изнашивание
минус величина минимального разбива-
ния отверстия. Величина разбивания
отверстия определяется опытным путем
и зависит от режимов обработки, разме-
ров заготовки, точности изготовления
инструмента и соответствующего станка
и т. п. В некоторых случаях, особенно
при обработке изношенными инструмен-
тами тонкостенных деталей, изготовлен-
ных из материалов с повышенной плас-
тичностью и вязкостью, может наблю-
даться отрицательное разбивание отвер-
стия. На основании производственного
опыта и исследовательских работ величи-
на разбивания отверстия ориентировоч-
но колеблется при обработке разверт-
ками от 0,004 до 0,02 мм, протяжками
от 0,005 до 0,015 мм, метчиками от
0,07 до 0,1 мм. При точном изготовлении метчиков и тщатель-
ном соблюдении правил резьбонарезания разбивание может быть
уменьшено до 0,04...0,05 мм. При конструировании инструментов,
если нет уточненных опытных данных, ориентировочно максимальную
величину разбивания отверстия выбирают равной 1/3 допуска на от-
верстие. Допуск на изготовление диаметра инструмента должен быть
соразмерен с технологическими возможностями инструментального
производства, т. е. он должен быть выбран такой величины, при ко-
торой изготовление инструмента не представляло бы особых затруд-
нений. Ориентировочно поле допуска на изготовление инструмента со-
ставляет 1/3... 1/4 от поля допуска на соответствующий размер изделия.
У многих инструментов наружный диаметр не определяется одно-
значно в зависимости от размеров обрабатываемой поверхности детали.
К таким инструментам относятся круглые фасонные резцы, фрезы,
круглые плашки и др. Наружный диаметр круглых фасонных резцов
D > l,5d-f- 2Z+ (6...12 мм),
где d — диаметр посадочного отверстия; t — наибольшая глубина
профиля детали.
Дополнительная величина 6... 12 мм необходима для того, чтобы
обеспечить свободный выход стружки при точении фасонным резцом.
Диаметр посадочного отверстия определяется из условия достаточной
прочности и жесткости оправки в зависимости от главной составля-
ющей силы резания Р2. При консольном креплении резца d ==
» 1,24 /°-33/А38} а при двустороннем креплении 1,36 /°-33p°*25t Где
I — длина проекции режущей кромки на ось резца.
Диаметр отверстия d округляют до ближайшего большего значе-
ния из нормального ряда посадочных отверстий. Наружный диаметр
фрез является важным конструктивным элементом:
D == d 2 (т -Ь /7),
280
где d— диаметр отверстия под оправку; т — толщина тела фрезы;
/у — высота зуба.
Диаметр отверстия d под оправку выбирают таким, чтобы обеспе-
чить достаточную прочность и жесткость ее. Практика показывает, что
устойчивая работа фрез обеспечивается при прогибе оправки, не пре-
вышающем 0,2...0,4 мм. Из этих соображений размеры отверстий для
фрез с мелкими зубьями, предназначенных для чистовой обработки,
могут быть приняты меньшими, чем для фрез с крупными зубьями. По
сравнению с быстрорежущими фрезы твердосплавные для увеличения
' жесткости оправок должны иметь увеличенные размеры диаметров по-
садочных отверстий.
Диаметр посадочного отверстия d зависит от конструкции и диамет-
ра фрезы, ширины и глубины снимаемого слоя, свойств обрабатыва-
емого материала и материала инструмента и выбирается из стандарт-
ного ряда значений. В среднем можно принять, что диаметр оправки
в 2,5...3,0 раза меньше диаметра фрезы. Диаметр ступицы Dr фрезы
= d + 2т ~ (1,5...2,5) d.
Ориентировочно высота зуба фрезы И равна глубине профиля об-
рабатываемой детали плюс 5... 10 мм. Практика показывает, что диа-
метр насадных фрез приблизительно в 10 раз превышает глубину про-
филя детали.
Диаметры!) торцевых фрез зависят от ширины В фрезеруемой по-
верхности. Чтобы обработать всю заданную поверхность заготовки,
диаметр торцевой фрезы D должен быть больше ширины В. Для тор-
цевых фрез из быстрорежущей стали ориентировочно D = 1,1 В, а для
твердосплавных фрез D = (1,2...1,6) В. Величина наружного диаметра
у концевых фрез определяется в зависимости от размеров обрабатыва-
емых деталей и равна ширине обрабатываемой канавки с учетом на-
блюдаемого при фрезеровании разбивания.
Диаметры фрез должны соответствовать ряду их стандартных зна-
чений, составленному по геометрической прогрессии со знаменате-
лем, равным 1,26. Поскольку ряд чисел оборотов шпинделей фрезер-
ных станков составляет также геометрическую прогрессию, выбор
диаметров фрез из геометрического ряда обеспечивает рациональное
их использование при наименьшем количестве. Длина инструмента
представляет собой сумму длин отдельных его частей. У многих ин-
струментов она определяется размерами обрабатываемой ими поверх-
ности детали. К таким инструментам относятся фрезы, круглые фасон-
ные резцы и др.
У таких инструментов, как сверла, зенкера, развертки и другие,
длина не определяется однозначно в зависимости от размеров обрабаты-
ваемой детали. Предельные максимальные длины инструментов
обусловливаются рядом факторов: инструмент по длине должен быть
таким, чтобы его можно было установить на станок, на котором ведет-
ся обработка заданной детали. Длина инструмента должна быть согла-
сована с производственными возможностями инструментального про-
изводства, т. е. она должна быть такой, чтобы инструмент можно было
: изготовить на имеющемся оборудовании. Максимальная длина инстру-
мента ограничивается также прочностью и жесткостью инструмента,
р/ ' 281
£
ййч-
Например, предельные длины внутренних протяжек диаметром от
12 мм и выше колеблятся от 700 до 1500 мм. Если при проектирова-
нии длина протяжек получается больше предельных значений, при-
ходится проектировать комплект протяжек и вести обработку в не-
сколько проходов.
Минимально допустимая длина рабочей части инструмента опре-
деляется эксплуатационными требованиями, принятой схемой среза-
ния припуска и распределением загрузки на режущей части инстру-
мента, что предопределяет характер протекания процесса резания
и в конечном счете точность и качество обработки заданных деталей.
Например, длина сверл определяется исходя из глубины обрабатывае-
мого отверстия, из необходимости сверления отверстий в труднодо-
ступных местах и т. п., т. е. минимально допустимая длина рабочей
части сверла определяется эксплуатационными требованиями, а но-
минальная длина устанавливается путем добавления к минимальной
запаса на переточку. При увеличении длины рабочей части сверла
возможное число переточек возрастает, но одновременно возрастает
опасность поломок инструмента, снижается его жесткость, что при-
водит к необходимости занижения режимов резания. Кроме того, при
переточках значительно изменяется стойкость сверл. Поэтому уве-
личение длины рабочей части сверла для увеличения числа переточек
не всегда оправдывается ни с точки зрения производительности свер-
ления, ни с точки зрения повышения общего ресурса работы сверла.
При обработке всевозможных зубчатых деталей червячными фре-
зами длина инструмента должна обеспечить правильное формирование
профилей зубьев и предварительное вырезание металла из впадины
без перегрузки крайних зубьев. Первое условие определяет минималь-
ную длину фрезы, которая равна длине проекции линии зацепления
на начальную прямую. Если длина фрезы меньше длины проекции
линии зацепления, то требуемый профиль изделия не получен при
обработке.
У червячных фрез, кроме профилирующих зубьев, работают зу-
бья, которые вырезают материал заготовки, но не соприкасаются с про-
филем изделия. Поэтому выбирать длину червячной фрезы целесооб-
разно так, чтобы она включала все работающие зубья. Кроме того,
при выборе длины червячной фрезы создают запас на перестановки
фрезы на оправке вдоль ее оси, равный двум-трем шагам. Перестанов-
ки в процессе эксплуатации фрез делаются от 3 до 5 раз, после чего
они перетачиваются, что значительно увеличивает их срок службы.
13.2. Размеры режущих зубьев и стружечных канавок
Число зубьев инструмента выбирается таким образом, чтобы обес-
печить высокую производительность обработки, достаточную проч-
ность зуба, свободный отвод и нормальное размещение стружки, целе-
сообразное количество переточек. При увеличении числа зубьев
при определенных габаритных размерах инструмента уменьшаются их
шаг р, объем стружечных канавок, количество переточек. При этом
увеличивается число одновременно режущих зубьев, что способствует
282
более равномерной и плавной работе инструмента и повышению про-
изводительности обработки. Но уменьшение объема стружечной ка-
навки приводит к необходимости снижения толщин срезаемых слоев
материала заготовки с целью обеспечения свободного размещения
и отвода стружки, что ведет к снижению производительности обработ-
ки. Однако при уменьшении толщин среза повышается, как правило,
качество обработанной поверхности, снижается ее шероховатость. На
выбор числа зубьев влияет, таким образом, характер обработки. Ин-
струменты, предназначенные для чистовой обработки, имеют большее
число меньших по размерам зубьев, чем черновые. У сборных инстру-
ментов элементы и условия крепления ножей требуют дополнительного
пространства для их размещения, что ведет к увеличению шага зубьев
и соответствующему изменению их числа.
На основании многолетнего опыта проектирования и эксплуата-
ции инструмента число зубьев принимается для спиральных сверл
z0 = 2, для ружейных — г — 1, для цилиндрических зенкеров г —
= 3...4. Развертки имеют 6... 14 зубьев для диаметров 3...50 мм.
У фрез с остроконечными зубьями число их определяется по фор-
муле
гдеР — диаметр фрезы; т — коэффициент, зависящий от типа фрезы.
Для фрез с крупным зубом коэффициент т — 0,5... 1,5, а с мелким
зубом т— 2...2,8. Для торцевых фрез сборной конструкции рекомен-
дуется число зубьев определять при обработке стали по зависимостям:
2$ = (0,04...0,06) D при D < 200 мм;
г0 = (0,04...0,06) Р + 2 при D > 200 мм.
При обработке деталей из чугуна число зубьев торцевых фрез
г0 = (0,10...0,18) D.
У фасонных затылованных фрез с увеличением высоты профиля
детали высота зуба возрастает относительно быстрее, чем диаметр. По-
этому для обеспечения достаточной прочности число зубьев у затыло-
ванных фрез в противоположность острозаточенным приходится умень-
шать с увеличением диаметра. У затылованных фрез диаметром
40. ..200 мм число зубьев z0 = 16. ..8. У машинных метчиков диамет-
ром 2...50 мм число зубьев z0 = 2...6, ay круглых плашек г0 = 3...7.
Протяжки относятся к инструментам, у которых число режущих
зубьев г0 зависит от снимаемого припуска на сторону А:
Azc
где zc — число зубьев в секции; а—принятое значение подъема на
зуб, равное толщине среза.
При этом, как было указано выше при рассмотрении габаритных
размеров протяжки, имеются технологические и технические ограни-
чения, которые должны учитываться при определении ее числа зубьев.
283
Размеры зубьев и стружеч-
ных канавок оказывают большое
влияние на работу инструмента.
Объем канавки и ее профиль
должны быть выбраны таким
образом, чтобы стружка свобод-
но выходила, не скоплялась и
не запрессовывалась в канав-
ках. Большинство поломок ин-
струмента происходит вслед-
ствие защемления стружки в ка-
навках. Кроме того, форма и раз-
меры зубьев должны обеспечить
его прочность, достаточное ко-
личество переточек, препятство-
вать появлению концентрации
напряжений, появлению трещин
при термической обработке, тех-
нологичность конструкции и
возможность его изготовления
на имеющемся оборудовании.
Графическое определение
профиля зубьев спирального
сверла в торцевом сечении, пер-
пендикулярном к его оси, изоб-
ражено на рис. 13.2. При по-
строении исходят из условия
получения на инструменте пря-
молинейной режущей кромки, идущей под углом ср к оси свер-
ла. Считаем известными шаг винтовой канавки р, диаметр сердце-
вины и ширину канавки. Шаг винтовой канавки
р — rD ctg со,
гдеЛ — диаметр сверла; со — угол наклона винтовой канавки.
Диаметр сердцевины сверла влияет на жесткость и виброустойчи-
вость сверла в работе, а следовательно, и на его стойкость. С увеличе-
нием диаметра сердцевины жесткость и прочность сверла возрастают,
что способствует увеличению стойкости. Однако при чрезмерном уве-
личении диаметра сердцевины ухудшается отвод стружки, возрастают
длина поперечной кромки, осевое усилие и теплообразование, что вы-
зывает соответствующее снижение стойкости. В результате для опре-
деленных условий обработки можно найти оптимальное значение диа-
метра сердцевины.
Для стандартных сверл универсального назначения диаметры D,
мм, следующие:
Сверло 0,25...1,25
Сердцевина (0,28,,,0,20) О
1,5...12 13...80
(0,19.,.0,15)0 (0,145^,0,125)0
284
Испытания показывают, что при обработке конструкционных ста-
лей универсальными сверлами диаметром до 10 мм можно обеспечить
повышение стойкости за счет увеличения диаметра сердцевины на
15...20 %, не производя подточку поперечной кромки.
При обработке особо твердых материалов высокой прочности це-
лесообразно увеличивать диаметр сердцевины до 0,35...0,5диаметра
сверла. В этом случае, чтобы уменьшить вредное влияние поперечной
кромки на работу сверла, необходимо произвести подточку перемыч-
ки. Диаметр сердцевины стандартного сверла универсального назна-
чения увеличивается к хвостовику на 1,4... 1,8 мм на 100 мм длины.
Ширина канавки в сечении, перпендикулярном к оси сверла, при-
нимается равной ширине зуба, т. е. центральный угол 8 = 90°. Иногда
угол 8 у сверл универсального назначения увеличивают до 92,8 °.
У сверл, предназначенных для сверления легких металлов, по сравне-
нию с универсальными сверлами рекомендуется выполнять канавки,
увеличенные в 1,3—1,5 раза.
Рабочая сторона винтовой канавки, непосредственно примыкающая
к режущим кромкам, будет передней поверхностью. Она образуется
при винтовом движении режущей кромки. Поэтому при переточках
сверла по задней поверхности форма режущей кромки не меняется
и неизменными сохраняются условия стружкообразования. Построение
выполняется в системе плоскостей проекций V/Н. Плоскость Н перпен-
дикулярна к оси сверла, а плоскость V параллельна режущей кромке
АВ (ее проекции Аи Л2В2)> Через периферийную точку А режущей
кромки проведёно сечение /, перпендикулярное к оси сверла, линия
пересечения которого с винтовой поверхностью канавки будет искомым
торцевым сечением канавки сверла. Чтобы отыскать произвольную
точку торцевого сечения канавки сверла, на его режущей кромке вы-
берем произвольную точку С. Эта точка при винтовом движении ре-
жущей кромки АВ опишет в пространстве винтовую линию СС', рас-
положенную на поверхности канавки. Винтовая линия СС' пересе-
кает сечение I в точке С', которая будет точкой торцевого сечения
сверла. Винтовое движение кромки АВ, а следовательно, и рассмат-
риваемой точки С разложим на поступательное движение вдоль оси
сверла и кинематически связанное с ним вращательное движение
вокруг оси сверла. Если обозначить величину поступательного пе-
ремещения вдоль оси через х, то соответствующий этому перемеще-
нию угол поворота
8х =5 360 ,
где Р — шаг винтовой канавки сверла. Точка С за время перемеще-
ния на величину h вдоль оси сверла до сечения I повернется вокруг
оси сверла на угол ед:
eft = 360-y.
Этот угол между радиусами, соединяющими горизонтальные проекции
точек С и С' с центром сверла в истинную величину, изображается
в проекции на плоскости И. Поэтому, повернув вокруг оси сверлаточ-
285
ку С на угол ей, найдем искомую горизонтальную проекцию С' точки
торцевого сечения канавки сверла.
Аналогично точке С', рассматривая последующие точки режущей
кромки, определяются соответствующие им точки торцевого сечения
канавки, совокупность которых и будет профилем рабочего участка
винтовой канавки сверла в сечении, перпендикулярном к его оси.
Для облегчения построения на режущей кромке целесообразно
выбирать ряд равно удаленных точек С, Е, К, отстоящих от сечения
/ на расстоянии h, 2h, 3h. Тогда углы поворота горизонтальных проек-
ций этих точек вокруг оси сверла будут соответственно равны вй,
2ей, 3&{г, Повернув горизонтальные проекции точек вокруг
оси сверла на углы ей, 2&h, Зей, получим искомые точки СЕ'К' тор-
цевого сечения канавки сверла. Полученную кривую можно заменить
дугой окружности радиуса Rx с центром в точке О1#
Вспомогательная часть профиля канавки сверла выбирается таким
образом, чтобы обеспечить получение заданной ширины канавки, т. е.
угла в, плавного сопряжения кривых профиля. Это способствует пред-
отвращению трещин при термообработке сверла. Построив угол е,
найдем вторую крайнюю точку Mi, расположенную на вспомогатель-
ной части профиля. Примем, что вспомогательная часть профиля очер-
чивается по дуге окружности радиуса R2. Чтобы эта окружность ка-
салась сердцевины сверла и окружности в точке их соприкоснове-
ния, ее центр О2 должен лежать на прямой OCR. С другой стороны,
чтобы окружность R2 проходила через точки Т\МЪ ее центр О2 должен
лежать на перпендикуляре к отрезку Мб1\, проведенному через его
середину. Поэтому точка пересечения рассматриваемого перпендику- /
ляра и прямой OCR будет центром О2 второй окружности профиля ка-
навки, радиус которой R2 = О2Тг — О2МХ.
Рассмотрение найденного профиля торцевого сечения сверла пока-
зывает, что вспомогательный участок профиля сверла заканчивается
в точке Mi острым углом.
Некоторые исследователи, изучая прочность сверл, пришли к вы-
воду, что материал сверла в рассматриваемых углах практически не
включается в работу и их необходимо округлять, что способствует луч-
шему использованию материала сверла, снижает концентрацию на-
пряжений и повышает сопротивление кручению.
Основные формы профилей зубьев зенкеров и разверток приведены
на рис. 13.3. У спиральных хвостовых быстрорежущих зенкеров про-
филь канавки аналогичен профилю канавки сверла (рис. 13.3, а) и от-
личается только меньшей глубиной и большим числом канавок. Для
четырехзубых насадных быстрорежущих зенкеров применяется кри-
волинейный профиль канавки (рис. 13.3, б). Угловой профиль кана-
вок также применяется у насадных зенкеров. Изготовление канавок
такого профиля производится угловыми фрезами.
Канавки зенкера должны обеспечить достаточное пространство
для размещения и отвода стружки. При недостаточном объеме канав-
ки стружка сминается и даже пакетируется, что ведет к поломке ре-
жущего инструмента. Глубина канавки h колеблется в пределах й—
286
13.3. Профили зубьев зенкеров и разверток
= (0,27...0,1) d, а диаметр сердцевины — (0,45...0,8) d для зенке-
ров диаметром от 10 до 80 мм.
С целью улучшения направления при работе каждый зуб зенкера
снабжается цилиндрической ленточкой шириной [= (0,1...0,05) d.
Подобно сверлам, у зенкеров ленточки шлифуются не по цилиндру,
а с небольшой конусностью. Величина обратной конусности колеблется
в зависимости от диаметра зенкера от 0,04 до 0,10 мм на 100 мм длины.
На рис. 13.3, в, г показаны профили зубьев зенкеров с напаянны-
ми пластинками твердого сплава. Размеры профилей приняты при-
близительно те же, что и для быстрорежущих зенкеров.
Профили зубьев разверток обрабатываются одноугловой или двух-
угловой (рис. 13.3, д, е) фрезами с углом профиля 6 — 65...1Ю°.Одно-
угловая фреза дает менее чистую переднюю поверхность развертки
по сравнению с двухугловой фрезой. Она неприменима для фрезеро-
вания разверток с винтовыми зубьями. Для средних и крупных разме-
ров используется также профиль с очертанием спинки зуба по радиусу
(рис. 13.3, w). При определении профиля зубьев твердосплавной раз-
вертки необходимо учитывать толщину пластины из твердого сплава
и создавать достаточно жесткую опору под нее. Во избежание появле-
ния трещин при закалке впадина канавки должна быть закруглена
радиусом 0,3...0,8 мм. Развертки, как правило, имеют неравномерное
распределение зубьев по окружности. Например, у развертки с чис-
лом зубьев г0 = 8 угловой шаг принимается равным coj = 42,
со2 = 44, со3 = 46, <d4 48, cd5 — 42, со6 = 44, со7 — 46 и <о8 — 48°
при среднем его значении со = 45°. При таком распределении шага
каждая пара противоположных зубьев лежит на одном диаметре, что
упрощает изготовление и контроль развертки.
Неравномерное распределение способствует повышению точности
и чистоты обработанной поверхности.
Для остроконечных фрез на практике применяют три типа профи-
лей зубьев (рис. 13.4). Для фрез с мелким зубом принята трапецеидаль-
287
13,4. Профили остроконечного зуба
ная форма профиля (рис. 13.4, а). Угол профиля зуба т) принцмаютрав-
ным 45....50°. Тогда угол канавки 0 для фрез с передним углом у = 0
будет
9 = Т] е,
где е — угловой шаг зубьев.
Угол 0 должен соответствовать углу профиля угловой фрезы, с по-
мощью которой фрезеруются канавки. Ширина вершины зуба f =
— 0,5...2,0 мм. Для избежания появления трещин при термической
обработке впадина зуба закругляется радиусом г — 0,5...2,0 мм. За-
тачивание таких фрез производится по задней поверхности. Поэтому
с точки зрения числа возможных переточек, а следовательно, и срока
службы фрезы целесообразно увеличивать высоту зуба. Но в этом
случае уменьшаются прочность и жесткость зубьев. Сопоставление
этих условий обеспечивает выбор оптимальной величины высоты зуба.
Для рассматриваемых фрез она обычно принимается равной 0,5...0,65
окружного шага. /
Для фрез с крупным зубом применяется усиленная форма профиля
(рис. 13.4, б). Канавка зуба такой фрезы обрабатывается сначала
угловой фрезой с углом 0 = 60...65°, а затем зуб срезается по спинке
под углом, большим заднего угла а на 10...20° с оставлением фаски /.
В третьей форме профиля зуба (рис. 13.4, в) ломаная линия затылка
зуба второго типа заменена окружностью радиуса, приблизительно
равного 0,3...0,45 диаметра фрезы. У дна впадины зуба делается за-
кругление радиусом г — (0,4...0,6) //, где Н — высота зуба, равная
0,3....0,45 окружного шага. Фрезерование канавки при криволиней-
ной форме зуба производится за один проход специально спроектиро-
ванной фрезой. Криволинейная форма зуба обеспечивает большее про-
странство и лучшие условия стружкообразования. Зуб такой формы
приближается к балке равного сопротивления, нагруженной усилиями
резания. В результате он может.выдержать большую нагрузку и поз-
воляет применять повышенные режимы резания.
Зубья рассматриваемых фрез затачиваются по задней поверхности
с оставлением контрольной ленточки порядка 0,02...0,03мм, что позво-
ляет обеспечивать небольшое биение зубьев.
В зависимости от типа фрез стружечные канавки располагаются на
исходной цилиндрической либо конической, либо фасонной поверхно-
стях. При фрезеровании таких канавок необходимо так установить
288
13.5. Определение дна стружечной канавки
угловую фрезу относительно заготовки, чтобы получить по всей длине
обрабатываемого зуба фаски f одинаковой ширины.
Рассмотрим форму стружечной канавки фасонной фрезы с остро-
конечными зубьями и найдем профиль дна стружечной канавки. Его
необходимо давать на чертеже фрезы, чтобы по нему можно было по-
строить профиль копира для обработки стружечных канавок. Будем
считать, что передняя плоскость фрезы идет параллельно ее оси и от-
стоит от нее на расстоянии Е (рис. 13.5), благодаря чему создаются
на режущей части положительные передние углы у.
Изобразим режущую часть фрезы. За плоскость W примем плос-
кость, параллельную передней плоскости рассматриваемого зуба, а за
плоскость V — плоскость, перпендикулярную к оси фрезы. Тогда на
плоскость W режущая кромка АВ будет проектироваться в истинную
величину, а на плоскость V — в след Ру передней плоскости.
Зная число зубьев фрезы, проводим след передней плоскости
соседнего зуба. Перпендикулярно к оси фрезы возьмем сечение I—I.
С режущей кромкой рассматриваемого зуба оно пересекается в точке
С, а с кромкой соседнего зуба — в точке К, которая определяется как
точка пересечения передней плоскости R с окружностью СК враще-
ния точки С вокруг оси фрезы.
От точки К по хорде окружности СК откладываем отрезок КО,
соответствующий принятой величине фаски /. Через точку О должна
пройти граница стружечной канавки. Из точки О на переднюю плос-
кость Р опускаем перпендикуляр ОМ, который условно примем за
ось угловой фрезы. В сечении плоскостью I—I профиль этой фрезы бу-
дет ломаной линией о'е'т, имеющей закругление во впадине радиуса
г и угол 0 между прямыми О'Е и ЕМ. Вращаясь вокруг оси ОМ, рас-
сматриваемый профиль будет описывать поверхность, вращения И,
которая и будет формировать канавку фрезы. Дно канавки фрезы бу-
дет создаваться при этом вершинной точкой профиля. Вершинная точ-
ка профиля, вращаясь вокруг оси ОМ, будет описывать окружность
радиуса К, которая в истинную величину будет проектироваться на
плоскость W.
10 9-385
289
13.6. Профиль затылованного зуба 13.7. Профиль канавки метчика
Подобным образом, рассматривая ряд сечений, перпендикулярных
к оси фрезы на плоскости W, получим совокупность окружностей, фор-
мирующих дно стружечной канавки. Профиль дна стружечной канав-
ки определяется как огибающая к совокупности этих окружностей,
Ось реальной одноугловой фрезы должна располагаться в плоско-
сти, проходящей через ось условной фрезы ОМ и линию ее контакта
с поверхностью стружечной канавки. Исходя из этого определяется
положение оси угловой фрезы и строится копир, обеспечивающий не-
обходимое ее перемещение при фрезеровании стружечной канавки фа-
сонной фрезы.
В этом случае у реальной угловой фрезы и условных фрез линии
контакта с поверхностью стружечной канавки будут одними и теми
же , а следовательно, реальной фрезой будет обработана такая же ка-
навка, как и условными фрезами.
Фрезерование стружечных канавок фасонных фрез и требуемые
перемещения одноугловой фрезы могут быть осуществлены также на
станках с программным управлением.
Стружечные канавки фасонных фрез с вогнутым профилем, очер-
ченным дугой одной окружности, можно фрезеровать без копира. Для
этого нужно взять диаметр угловой канавочной фрезы такой величины,
чтобы ее наружная окружность совпала с профилем дна стружечной
канавки либо незначительно отклонялась от него.
Форма профиля зуба затылованной фрезы с нашлифованной задней
поверхностью показана на рис. 13.6. Она характеризуется величиной
затылования К, углом профиля 9, радиусом закругления дна канавки
г и высотой зуба Н. Величина затылования
К = — tg а*.
z0
Радиус г закругления впадины канавки колеблется в пределах
D — 1...5мм. Угол 0 профиля стружечной канавки принимается рдв-
290
ным 0 ~ 18, 22, 25, 30°. Высота зуба фрезы подсчитывается по соот*
ношению
И = h + К + П
где h — высота рабочего профиля фрезы.
Основными параметрами, характеризующими размеры канавок мет-
чиков, являются: диаметр сердцевины, ширина зуба р и угол g у нера-
бочей кромки зуба (рис. 13.7). Диаметр сердцевины выбирается исходя
из двух основных противоречивых требований! 1) необходимо обеспе-
чить достаточное пространство для стружки, уменьшая диаметр серд-
цевины; 2) метчик должен быть достаточно прочным, а следовательно,
иметь увеличенный диаметр сердцевины. Рекомендуемая величина диа-
метра сердцевины колеблется в пределах 0,4...0,6 диаметра метчика.
Большие величины диаметра сердцевины принимаются у метчи-
ков с большим числом канавок, а также при нарезании резьбы в труд-
нообрабатываемых материалах, где особенно важное значение приобре-
тает прочность инструмента.
При выборе ширины зуба р необходимо учитывать, что с увеличе-
нием ширины зуба возрастают усилия трения, повышается опасность
забивания канавки стружкой. Это может привести к поломке метчика.
Однако чрезмерное уменьшение ширины зуба приводит к уменьшению
количества переточек и ухудшает направление метчика при работе.
Рекомендуемое значение ширины зуба дЯя обработки стали и чугуна
колеблется в пределах 0,4...0,25 диаметра метчика. У метчиков, пред-
назначенных для обработки алюминиевых сплавов, увеличивают объем
канавок и величину переднего угла и снижают ширину зуба до 0,3...
...0,22 диаметра инструмента.
Канавки метчика должны быть образованы таким образом, чтобы
при вывинчивании зуб метчика своей обратной стороной не срезал и не
портил нарезанной резьбы. С этой точки зрения целесообразно умень-
шать угол g у нерабочей кромки зуба. Но при малом значении угла g
может наблюдаться защемление стружки при вывинчивании метчика.
Поэтому наиболее часто принимают угол g = 85...70°. Профиль стру-
жечных канавок метчика очерчивают дугами окружностей, а также
плавно сопрягаемыми с ними отрезками прямых.
Метчики обычно изготовляются с прямыми канавками. Для обеспе-
чения лучшего отвода стружки применяют метчики с углом наклона
винтовых канавок 10...20°. При нарезании резьбы в глухих отверстиях
праворежущими метчиками принимается правое направление канавок,
а в сквозных отверстиях — левое направление. Это позволяет отво-
дить стружку в сторону хвостовика при обработке резьбы в глухих
отверстиях, и в противоположном направлении — при обработке
резьбы сквозных отверстий. Нарезание резьбы в легких сплавах и дру-
гих пластичных материалах, обладающих небольшой прочностью, це-
лесообразно вести метчиками с повышенным углом наклона винтовой
канавки до 30...40°. Винтовые стружечные канавки приводят к некото-
рому уравновешиванию осевых усилий резания, облегчают вывод
стружки и подвод смазывающе-охлаждающей жидкости в зону реза-
ния, создают более благоприятные геометрические параметры на ре-
10*
291
13.8. Формы стружечных канавок протяжек
жущей части, способствуют повышению стойкости метчиков. Форма
стружечных канавок протяжек существенно влияет на процесс форми-
рования и схода стружки. Форма впадины зуба должна способство-
вать плавному завиванию стружки в плотный валик и ее свободному
размещению во впадине. Применяемые на практике формы стружеч-
ных канавок показаны на рис. 13.8.
При протягивании сталей и других металлов, дающих сливную
стружку, рекомендуется двухрадиусная форма канавки (рис. 13.8, а),
которая обеспечивает хорошие условия для формирования и размеще-
ния стружки в довольно большом объеме.
Однорадиусная форма с плоской спинкой зуба (рис. 13.8, б) проста
в изготовлении и применяется при обработке хрупких металлов,
а также стали при больших шагах зубьев. Основные размеры стружеч-
ных канавок обеих форм определяются следующими соотношениями,
установленными экспериментально:
h = (0,35...0,45)
g = (0,3...0,4)
г = (0,5...0,55) /г,
7? = (0,65...0,8) t
где t — шаг зубьев.
Двухрадиусная специальная форма с выступом у дна канавки
(рис. 13.8, (?) сложна в изготовлении, но обеспечивает хорошее удале-
ние стружки при обработке пластичных материалов с большими толщи-
нами среза и высокими скоростями резания. Удлиненная форма стру-
жечных канавок (рис. 13.8, г, б) рекомендуется для протяжек, приме-
няемых при обработке длинных деталей.
Шаг t режущих зубьев является важным конструктивным элемен-
том. При выборе шага необходимо учитывать, что с уменьшением его
292
сокращается длина протяжки, сни- ________________ L
жается ее стоимость, повышаются
производительность и качество .
обработанной поверхности. При | 1
уменьшении шага и неизменной *^1 х. ^ВЙйг
толщине среза возрастает число 1
одновременно работающих зубьев.
В результате этого растут усилия ----------------------
протягивания, возникает опасность 13.9. Схема заполнения канавки
разрыва протяжки, уменьшается стружкой
объем стружечной канавки и ухуд-
шаются условия формирования и размещения стружки, сокращаются
число возможных переточек, а следовательно, и долговечность ин-
струмента.
При проектировании протяжек решающими факторами, определя-
ющими величину шага, являются условия вместимости стружки во
впадине зуба и прочности протяжки. Кроме того, при выборе шага
необходимо обеспечить одновременную работу не менее двух зубьев
протяжки. Наиболее часто шаг зубьев определяется из условия доста-
точно свободного размещения стружки. При таком расчете площадь
активной части канавки, в пределах которой может размещаться струж-
ка, приближенно принимается равной площади круга fK радиусом
г = 4 (рис. 13.9), т. е. площади
/к = ^2/4.
Площадь осевого продольного сечения слоя, срезаемого одним зу-
бом,
fcV=aL>
где L — длина протягиваемой поверхности; а — толщина среза, рав-
ная подъему на зуб.
Витки стружки, находясь во впадине зуба, неплотно прилегают
друг к другу. Поэтому для обеспечения свободного размещения струж-
ки необходимо, чтобы площадь впадины /к была больше площади /ср
осевого сечения срезаемого слоя.
Отношение площади активной части канавки к площади осевого
сечения срезаемого слоя называют коэффициентом заполнения стру-
жечной канавки
. _f к _
который всегда больше единицы. Он определяется экспериментально
и зависит от свойств обрабатываемого материала, толщины среза, из-
носа протяжек и т. п. Величина коэффициента заполнения стружечной
канавки колеблется в пределах от 2,0 до 5,5. Меньшие значения коэф-
фициента заполнения соответствуют обработке малолегированных
сталей с малыми толщинами среза. При известном коэффициенте за-
293
полнения k стружечных канавок необходимая глубина впадины h
и шаг между зубьями t определяются по формулам
/I- 1,13^(2,5 ... 2,8)h.
Для получения лучшего качества обработанной поверхности шаг
зубьев выполняется переменным, так как равномерный шаг способ-
ствует появлению поперечных рисок на протягиваемой поверхности.
Это объясняется тем, что при протягивании зубья последовательно
входят и выходят из соприкосновения с заготовкой. В моменты входа
и выхода зубьев наблюдается резкое изменение нагрузки и связанное
с этим периодическое изменение упругой деформации детали и про-
тяжки. В результате «ударов» (изменения нагрузки и деформаций) ре-
жущие кромки зубьев дают отпечатки на протягиваемой поверхно-
сти, которые при равномерном шаге затем усиливаются следующими
зубьями протяжки. Риски значительно уменьшаются по своей вели-
чине и рассеиваются по протягиваемой поверхности при неравномер-
ном шаге зубьев. Величина неравномерности.шага зубьев колеблется
от =±0,3 мм для небольших шагов до =±1 мм при шаге свыше 18 мм.
При обработке протяжки подвергаются сложной деформации (растя-
жению, сжатию, изгибу) и определить действительные напряжения,
возникающие в материале протяжек, с учетом концентраций напря-
жений трудно. При конструировании протяжек обычно учитывают
основную деформацию, возникающую под действием осевой составля-
ющей усилия протягивания, и проверяют прочность инструмента расче-
том на разрыв. В этом случае максимальное напряжение
(У — Р тах]Р mln>
где Pmax — наибольшая величина осевой составляющей усилия протя-
гивания; Ffflin — минимальная площадь поперечного сечения протяж-
ки, определяемая в сечении по первой стружечной канавке или по
хвостовику в том месте, где он наиболее ослаблен выемками под кре-
пежные элементы.
Сила резания при протягивании складывается из суммы сил, прило-
женных ко всем одновременно режущим зубьям. При обычно прини-
маемом количестве стружкоразделительных канавок на каждом зубе
условия деформации узкой полосы срезаемого слоя между соседними
канавками и свертывания его в отдельную стружечную спираль прак-
тически не зависят от кривизны участка режущего лезвия, располо-
женного между двумя канавками. Поэтому усилие протягивания
Р == Qbzk,
где Q — сила резания, действующая вдоль оси протяжкиjia 1 мм дли-
ны режущей кромки; Ъ — ширина среза, т. е. суммарная "дли на режу-
щих кромок одного зуба; z — максимальное количество одновременно
работающих режущих зубьев; k—поправочный коэффициент, учиты-
вающий влияние факторов, не представленных в формулах, например
влияния состава смазывающе-охлаждающей жидкости, степени изно-
са протяжки, величины переднего угла и т. п.;
2~L[t.
294
Максимальное число одновременно работающих зубьев получается
при округлении результата подсчета по этой формуле до целых чисел
в большую сторону.
Величины силы резания на 1 мм длины режущей кромки опреде-
ляются экспериментально. Максимальное усилие протягивания долж-
но быть 0,9...0,7 наибольшего тягового усилия станка, чтобы предот-
вратить его перегрузку и остановку в работе. Величину допускаемого
напряжения для протяжек из быстрорежущей стали принимают при
расчете на прочность не более 300...400 МПа.
В тех случаях, когда протяжка с основной канавкой не удовлетво-
ряет условиям прочности, а пространство для размещения стружки
достаточное, возможно применение более мелких канавок с глубиной,
равной (0,25...0,3) t. В этом случае увеличивается площадь попереч-
ного сечения и соответственно снижаются напряжения. Чтобы умень-
шить усилия протягивания, нужно уменьшить число одновременно
работающих зубьев или снизить принятую при конструировании тол-
щину среза а. При заданной длине детали уменьшение числа одновре-
менно работающих зубьев достигается за счет перехода на больший
шаг режущих зубьев.
Прогрессивным в улучшении условий работы протяжки и сниже-
нии усилий резания при неизменном поперечном сечении среза являет-
ся применение более целесообразных схем срезания металла, в частно-
сти схем резания с увеличенной толщиной среза а и соответственно
уменьшенной шириной среза Ь. Опыты показывают, что увеличение
в 2 раза толщины среза от 0,02 до 0,04 мм и снижение соответственно
в 2 раза ширины среза b приводят (при той же производительности
процесса) к снижению усилия протягивания в 1,3 раза.
13.3. Расчет параметров установки ножей
в корпусе инструмента
При проектировании сборных инструментов возникает задача
определения параметров установки ножей в корпусе инструмента.
Она сводится к определению угла ® наклона и смещения Е паза, в ко-
торый устанавливается твердосплавная пластина или нож, относитель-
но диаметральной плоскости (рис. 13.10). Величины со и Е необходимы
для определения установки корпуса инструмента на станке при фре-
зеровании паза, например трехсторонними дисковыми фрезами. Ука-
занные величины со и Е должны быть такими, чтобы при плоской перед-
ней поверхности, соприкасающейся с боковой плоскостью паза, была
обеспечена заданная геометрия режущей части инструмента.
Рассмотрим графическое определение параметров со и Е установки
ножей в корпусе зенкера. Известными считаем следующие углы в вер-
шинной точке А режущей кромки АВ зенкера: угол в плане <р, перед-
ний угол у, угол наклона режущей кромки X.
Как известно, угол наклона режущей кромки X измеряется в плос-
кости резания. Он заключен между вектором скорости резания и и пер-
пендикуляром N к режущей кромке. На резцах угол X считается по-
ложительным в том случае, когда поворот вектора и к вектору N на
295
13.10. Определение параметров уста-
новки ножей в корпусе осевого ин-
струмента
13.11. Определение параметров
установки ножей в корпусе тор-
цевой фрезы
меньший между ними угол будет происходить по часовой стрелке,
если смотреть на плоскость резания со стороны инструмента. Очевидно,
целесообразно подобное определение знака угла X принять для всех
инструментов, в том числе и для зенкеров. Следует учитывать, что
в некоторых пособиях у зенкеров знак угла X берется обратным.
При построении выбираются следующие плоскости проекции: V,
Н, W, Q. Плоскость Н проводится перпендикулярно к оси зенкера,
V проходит через ось зенкера и вершинную точку А режущей кромки
зенкера, W идет параллельно режущей кромке и перпендикулярно
к плоскости V, Q — перпендикулярно к проекции режущей кромки на
плоскость V. .
В выбранной системе плоскостей проекций изображается режущая
кромка АВ. Ее проекция А2В2 на плоскость V идет под углом в плане
<р к оси зенкера, а проекция Л3В3 на плоскость W — под углом X.
Зная проекции режущей кромки в системе 1Г/К по правилу перемены
плоскостей проекций найдем проекции АгВ1 и Л4В4 кромки на плоско-
сти Н и Q. В системе плоскостей проекций Q/V проводится прямая ВС,
лежащая в передней плоскости. Ее проекция В4С4 на плоскости Q идет
под углом у, а на плоскости V она (В2С2) параллельна оси проекций
Q/V. По правилу перемены плоскостей проекций находим проекцию
296
Cj точки С на плоскость И. Сечение I, перпендикулярное к оси зенке-
ра и проходящее через точку А, пересекает прямую ВС в точке С.
Поэтому линия АС будет горизонталью передней плоскости. Ее поло-
жение определяется углом уг который прямая AiCi составляет с осью
проекций VIН. Повернем переднюю плоскость вокруг оси зенкера ак,
чтобы она была перпендикулярна к плоскости V. При этом горизон-
таль АС передней плоскости займет положение прямой, перпендику-
лярной к плоскости V. В результате этого поворота точка А переме-
стится в точку М, а точка В — в точку Д'. Линия М2К% является вер-
тикальным следом Ру передней плоскости в ее повернутом положе-
нии, а линия Ph— горизонтальным следом. Угол, измеряемый в плос-
кости V между проекцией оси зенкера и следом Pv, будет углом со
наклона паза, а расстояние от точки до проекции оси зенкера —
величиной смещения паза Е.
Рассматривая приведенное графическое построение, получим сле-
дующие зависимости для расчета величин (о и Е:
tg Yj = tg у cos ф 4- tg 1 sin <p;
tg co = (tg X cos ф — tg у sin cp) cos
E — R sin yx + L tg co,
где R — радиус зенкера; L — длина заборной части.
Аналогично графически определяем параметры со и Е установки
ножей торцевых фрез (рис. 13.11). В выбранных системах плоскостей
проекций изображаем переднюю плоскость ножа фрезы, положение
которой определяется двумя прямыми. Одна прямая АВ является ре-
жущей кромкой. Ее положение задается углом в плане <р и углом на-
клона режущей кромки X. Второй прямой является прямая АС, лежа-
щая в секущей плоскости zy. Ее положение определяется передним
углом у. С сечением 7, перпендикулярным к оси фрезы и проходящим
через точку В, прямая АС пересекается в точке С. Линия ВС является
горизонталью передней плоскости. Ее положение определяет угол Yi,
который в истинную величину проецируется на плоскость 77. Поворо-
том вокруг оси фрезы устанавливаем переднюю плоскость в положе-
ние, перпендикулярное к плоскости V. В результате этого поворота
точка А переместится в точку М, а точка В — в точку R. Прямая
М2А2 определяет угол со наклона паза, а расстояние, измеренное
в проекции на плоскость V от оси фрезы до точки пересечения передней
плоскости с торцом корпуса фрезы, обозначим Е. При аналитическом
определении углов ух и со в системе координат xyz запишем вектор,
идущий по режущей кромке:
р ~ i -j- k tg x.
По линии пересечения передней плоскости и плоскости zy проведем
вектор
П-]~- Hgy.
По линии пересечения передней плоскости и сечения I, перпенди-
кулярного к оси фрезы, проведем вектор
Пх ==—i cosф 4- /sin ср — ^tgYp •
297
Три вектора Р, П и Пх лежат в одной передней плоскости. Поэтому
их векторно-скалярное произведение равно нулю:
1 0 tg%
О 1 — tg v
— coscp sin ф —tg
= 0.
Раскрыв определитель и определив угол Yi, имеем
tg = tg у sin q> + tg % cos ф.
Вектор нормали М к передней плоскости будет векторным произ-
ведением векторов Р и П;
N - [Р X П] - 1 О
О 1 — tg у
Раскрыв определитель, получим
N = tg X 4- / tg y + k.
Параллельно оси фрезы проведем единичный вектор Tj
Т = i sin ф 4- / cos ф.
Угол между векторами N и Т равен 90° — со. Он может быть
определен таким образом:
tg (90° — ш) = 1ЙДЛ1
(У • Г)
или
(^ • Т)
tg ш — -4=—=-.
I х Г] |
Скалярное произведение
(N . Т) *= —tg Л sin ф 4- tg y cos ф.
ректорное произведение этих векторов
k
tg у
COS Ф
О
i
[N xT]^ — tgX
sin ф
Раскрыв определитель, имеем
[М X Т] = —i cos ф + j sin ф — ~k tg Yi.
Модуль этого векторного произведения
— 1
Vi —-----
*1 cos Yj
29&
( Подставив полученные выражения в формулу для определения
-' угла оз, получим •
tg ® — (tg у cos ф — tg X sin ф) cos -ft.
ч По построению
Е — R sin ух — L tg (о,
где R — радиус вершинной точки А зуба; L — расстояние, измерен-
ное вдоль оси фрезы, от вершинной точки А зуба до торцевой плоско-
сти корпуса фрезы.
13.4. Расчет крепежной части инструмента
С помощью крепежной части обеспечивается надежное закрепление
инструмента на станке. Способы соединения инструмента с элемента-
ми станка можно подразделить на три основные группы:
1. Фрикционные соединения, в которых передача усилий обеспе-
чивается силами трения.
2. Жесткие соединения, в которых передача усилий обеспечивается
шпонками, штифтами и т. и.
3. Комбинированные соединения, в которых усилия передаются
как жесткими элементами, так и силами трения.
Фрикционные’ соединения проектируются таким образом, чтобы
при работе не наблюдалось проскальзывания крепежной части инстру-
мента относительно посадочных мест станка. К этой группе соедине-
ний можно отнести, в частности, конические хвостовики инструмента.
Определим максимальный крутящий момент , который может пере-
дать конус, т. е. тот предельный момент, по достижении которого на-
блюдается проскальзывание.
Осевое усилие, действующее на конический хвостовик, считаем
равным осевому усилию резания Ро. При сжатии силой Ро двух кони-
ческих поверхностей между ними возникает трение, момент которого
может быть выражен формулой
TH = fpF г прив,
где f — коэффициент трения между трущимися поверхностями; р —
среднее давление; F — площадь соприкасающихся поверхностей;
Лтрив — приведенный радиус сил трения соприкасающихся поверхностей.
Приведенный радиус сил трения соприкасающихся поверхностей
можно принять равным среднему радиусу:
где fj и г2 — максимальный и минимальный радиусы; dlt d2 — соответ-
ствующие диаметры рабочей части конуса.
Ж Величина гПрив зависит от закона распределения элементарных
сил трения трущихся поверхностей, т. е. от точности изготовления со-
пряженных конических поверхностей. Принимая приведенный радиус,
•М' равный среднему, считаем, что при установке обеспечивается полное
299
прилегание конической поверхности хвостовика и сопряженной по-
верхности шпинделя станка.
Расчетный крутящий момент Мр определяют исходя из максималь-
ного крутящего момента резания /Икр, возникающего при обработке:
Л/р = рЛ/кр,
где р — коэффициент запаса сцепления, который должен гарантиро-
вать работу соединения без проскальзывания при уменьшении коэф-
фициента трения или приведенного радиуса сил трения гприв — fcp
против расчетных. При расчете конических хвостовиков инструментов
коэффициент р— 1,25... 1,5.
Чтобы не было проскальзывания, расчетный крутящий момент
должен быть больше или равен крутящему моменту трения:
Р^кр ~ fpFf прив*
Среднее давление р для конических сопряженных поверхностей
связано с осевым усилием Ро соотношением
г fslna'
где а — угол уклона конуса, равный половине угла при вершине ко-
нуса (2а).
При проектировании инструментов размеры хвостовиков выбира-
ются из ряда их стандартных значений. Наиболее распространенные
конусы Морзе:
Номер конуса 1 2 3 4 5 6 7
Средний диа- 7,58 10,518 15,924 21,478 28,21 40,473 57,883
метр, мм
Длина, мм 59,5 65,5 78,5 98,0 123,0 155,5 217,5
Коэффициент трения при работе всухую стали по стали составляет
0,1...0,15.
Рассмотрим пример определения размеров конического хвостовика
у сверл. На основе экспериментальных данных крутящий момент
и осевое усилие при сверлении стали могут быть подсчитаны по фор-
мулам
Мкр - CMD W*;
Ро = CpDS°>7t
где D — диаметр сверла; «$ — подача сверла на один его оборот.
Отношение крутящего момента Л4кр к усилию подачи Ро при свер-
лении конструкционной стали
^ = 0,4П.
"о
Опыты показывают, что при затуплении сверла крутящий момент
повышается, а усилия подачи увеличиваются незначительно. В резуль-
300
тате отношение Л4кр к Ро возрастает до (1, 0 ... 1, 2)D.
условие надежного закрепления сверла
Р О 1
0М<р = /^~гср, или 1,25-р~ = ^гср.
М
Определяя средний диаметр конуса для случая — 1,2 D
dcp = 0,78 D.
Отсюда максимальный диаметр сверла, имеющего нулевой
конуса Морзе,
Тогда
имеем
номер
D = = 9,7 мм:
U,/о
Максимальный диаметр сверла, мм 13,5 20 27,5
Номер конуса Морзе 12 3
36 51,5
4 5
74
7
У стандартных сверл приняты следующие номера конусов Морзе:
Диаметр свер- 6...15,5 15,6...23,5 23,6...32,5 32,6...49,5 49,6...65 68...80
ла, ’мм
Номер конуса 1 2 3 4 5 6
Морзе
Сравнение этих данных показывает, что для некоторых сверл мак-
симально допустимый расчетный диаметр не совпадает с принятым
в практике. Поэтому целесообразно использовать на тяжелых рабо-
тах сверла с усиленным коническим хвостовиком (на один номер боль-
ше). На конической поверхности хвостовика возникают контактные
напряжения сжатия. Однако расчеты показывают, что эти напряже-
ния в несколько раз меньше допускаемых.
Широкое применение находят насадные инструменты, у которых
передача нагрузки обеспечивается шпонками. Основные размеры шпо-
ночных соединений стандартизованы. Поэтому их расчет обычно сво-
дится к проверке напряжений, возникающих на рабочих поверхностях.
Условие ограничения напряжений смятия на поверхности контак-
та боковых граней шпонки с оправкой и корпусом инструмента можно
представить в виде
Мк < F [<тсм] R,
где Мк —крутящий момент, которым может быть нагружено соеди-
нение^ F — поверхность контакта боковой грани шпонки с оправкой
или корпусом инструмента; [осм] — допускаемое напряжение смятия,-
R — условный радиус приложения нагрузки.
Возможным видом разрушения шпонки является срез. Условие
прочности в этом случае имеет вид
где [тср] — допускаемое напряжение на срез; d — диаметр оправки;
Ь — ширина шпонки; I — длина шпонки.
301
13.12. Схема крепления конусом и шпонкой
Комбинированное соединение (рис. 13.12) передает нагрузку как
шпонками, так и силами трения, возникающими на соприкасающихся
поверхностях конического хвостовика и отверстия шпинделя станка.
Крутящий момент, которым может быть нагружено шпоночное сое-
динение,
Крутящий момент, передаваемый силами трения на конусе,
М,
Р sin а ’
где Гер = v — приведенный радиус сил трения.
Эта формула справедлива при условии, что угол а на обеих сопря-
гаемых конических поверхностях точно выдержан. Поэтому при под-
счете крутящего момента М2 необходимо учитывать погрешность Да,
которая равна сумме отклонений углов конусности обоих сопрягаемых
13.13. Расчет сечения державки
резца
конических поверхностей. С учетом по-
грешности изготовления Да крутящий
момент, по экспериментальным данным,
М = М2 (1-0,04Да).
Общий крутящий момент равен сум-
ме моментов Мг и М. Рассматриваемое
комбинированное соединение рекомен-
дуется при тяжелых работах. Оно по-
зволяет передавать значительные кру-
тящие моменты.
Поперечное сечение державки резца
определяют из расчета на прочность,
учитывая только главную составляю-
щую усилия резания Рг (рис. 13.13), ко-
торая вызывает изгиб державки.
802
Максимальный изгибающий момент
М - Pzl.
С другой стороны, изгибающий момент, допускаемый сечением дер-
жавки резца
где [ои] — допускаемое напряжение на изгиб; W — момент сопротив-
ления сечения резца.
Момент сопротивления для прямоугольного сечения Ж — -g-, для
в9
квадратного сечения W == , для круглого сечения W = 0,1 d3.
Принимая М = Mlt определим сечение державки резца из условия
ее прочности. Для державок прямоугольного сечения расчетные фор- -
мулы имеют вид
ВН2 = ^4-
("J
Если принять, что высота сечения резца в 1,5 раза больше шири-
ны В, то
7 &рг1
а = У 2,25 [а„] •
Соответственно для квадратного резца получим
о №
У [OJ •
Диаметр державки круглого резца
, ,7~рТ~
d= У о,1 [OJ •
Приведенный расчет державок на прочность является приближен-
ным, так как учитывалась только одна составляющая усилия резания
Pz и не учитывались составляющие Рх и Ру. Как известно, соотношения
между составляющими усилия Рх, Ру, Р2 зависят от обрабатываемого
материала, степени износа резца, величины главного угла в плане,
радиуса закругления вершины резца и т. п.
С увеличением главного угла в плане ср сила Рх значительно уве-
личивается, а сила Ру уменьшается. Вследствие этого прочность рез-
цов понижается. Поэтому допускаемое напряжение [стн] при расчете
на прочность резцов выбирается различной величины в зависимости
от угла в плане <р. С увеличением угла в плане допускаемое напряже-
ние [ои1 падает. Оно колеблется от 100 до 250 МПа для державок из
углеродистой конструкционной стали. Меньшие значения соответству-
ют незакаленным державкам, а большие — закаленным. В некоторых
случаях производится также проверочный расчет по жесткости дер-
жавки. Максимальная нагрузка, допускаемая жесткостью резца,
р
г z ж — 23 s
303
где Е — модуль упругости материала державки; J — момент инерции
державки; /.— допустимая стрела прогиба.
Допустимая стрела прогиба при черновой обработке принимается
равной 0,1 мм, а при чистовой — 0,05 мм.
Момент инерции державки для прямоугольного сечения
J 12 •
Для круглого сечения державки
J = 0,05rf4,
где d — диаметр державки.
Для станков с высотой центров от 100 до 500 мм размеры попереч-
ного прямоугольного сечения державки резца колеблются от 10 X 16
до 40 X 60 мм, квадратного — от 6 X 6 до 40 X 40 мм, диаметры
круглого сечения — от 10 до 40 мм.
Размеры строгальных резцов для одинаковых сечений стружки
выбираются в 1,25...1,5 раза больше, чем для токарных резцов, так
как они испытывают удары при работе.
Резцы для револьверных станков, полуавтоматов и автоматов имеют
несколько меньшие сечения, чем токарные резцы. Длина резца выби-
рается в зависимости от принятого сечения. Ориентировочно она долж-
на быть в 10 раз больше высоты поперечного сечения резца. Длины
токарных резцов для указанных выше сечений колеблются от 125
до 600 мм.
Глава 14
ОБ ОПРЕДЕЛЕНИИ МНОЖЕСТВА ИНСТРУМЕНТОВ
ДЛЯ ОБРАБОТКИ ЗАДАННОЙ ДЕТАЛИ
14.1. Общие сведения
Задача проектирования инструмента для обработки заданной
поверхности детали неоднозначна, как и многие другие технические
задачи. Можно спроектировать множество режущих инструментов,
которые обеспечат обработку заданной поверхности.
Так, обычную круглую цилиндрическую поверхность можно об-
работать: проходным резцом на токарном станке; фасонным радиаль-
ным резцом призматическим или круглым; тангенциальным фасонным
резцом при поступательном или вращательном движениях подачи;
плоской либо круговой протяжкой при быстром вращении заготовки
и медленном прямолинейно-поступательном либо вращательном дви-
жении инструмента; цилиндрической, угловой либо торцевой фрезой
при быстром вращении инструмента и медленном вращении заготов-
ки; цилиндрической, конической поверхностями либо торцевой плос-
костью шлифовального круга и т. п. Нахождение множества возможных
304
инструментов, предназначенных для обработки заданной детали, яв-
ляется важной задачей. Ее решение позволяет, анализируя воз-
можное множество инструментов, находить их новые прогрессивные
конструкции и выбирать наиболее целесообразные для конкретных
производственных условий.
Выбирая из возможного множества инструментов наиболее целе-
сообразный тип и разрабатывая его конструкцию, необходимо учиты-
вать следующие основные требования, предъявляемые к режущему
инструменту: инструмент должен обеспечивать обработку заданной
поверхности детали е высокой производительностью труда, быть техно-
логичным и дешевым, простым в эксплуатации. Повышение производи-
тельности обработки может быть получено за счет увеличения скоро-
сти резания, подачи, активной длины режущей кромки. История
развития инструментального производства показывает, что основным
путем повышения скоростей резания является применение прогрессив-
ных инструментальных материалов. Так, переход от быстрорежущего
инструмента к твердосплавному позволяет не только в несколько раз
снизить машинное время обработки, но и экономить остродефицитный
вольфрам. Повышение скорости резания может быть обеспечено
также за счет выбора рациональных геометрических параметров режу-
щей части, целесообразного распределения работы резания между от-
дельными участками режущих кромок, высокого качества изготовле-
ния инструмента, в частности уменьшения шероховатости передних
и задних поверхностей, радиуса округления режущих кромок и т. п.
Повышению производительности труда способствует также при-
менение удобных в эксплуатации режущих инструментов. Так, внедре-
ние инструментов с неперетачиваемыми пластинами позволяет повы-
сить производительность обработки до 10 %.
Возможности повышения производительности за счет повышения
подачи ограничены, так как зачастую это ведет к недопустимому по-
вышению шероховатости обработанной поверхности. Этот недостаток
в некоторой мере можно уменьшить за счет применения инструментов
с зачищающей режущей кромкой. Однако необходимо учитывать, что
при увеличении подачи растут усилия резания, деформация технологи-
ческой системы и снижается точность обработки.
Повышение активной длины режущих кромок является возможным
путем повышения производительности, по которому идет практика
металлообработки. Достигается это выбором рациональных схем сре-
зания материала заготовки, применением новых инструментов, новых
схем формообразования. Технологичность конструкции инструмен-
та, как специфического изделия, в основном определяется выбором
простых по форме передних и задних поверхностей, легко обрабаты-
ваемых на современном оборудовании. Процесс резания зависит от
большого числа факторов и конструктору для того, чтобы создать эф-
фективный инструмент в ряде случаев приходится разрабатывать не-
сколько конструкций и выбирать лучший после испытания их в работе.
305
14.2. Кинематические схемы формообразования
поверхностей деталей
Проектирование режущих инструментов включает определение ис-
ходных инструментальных поверхностей И, сопряженных с поверхно-
стью детали Д, и придание поверхности И способности срезать мате-
риал заготовки, превращение тела, ограниченного исходной поверх-
ностью, в работоспособный режущий инструмент. Чтобы определить
исходную инструментальную поверхность Я, рассмотрим движение
поверхности детали относительно инструмента во время формирования
обработанной поверхности. При этом не учитываются движения по-
верхности детали Д «самой по себе», так как они не приводят к измене-
нию положения поверхности детали Д относительно инструмента.
Поэтому для того чтобы найти возможные исходные инструменталь-
ные поверхности и соответствующие режущие инструменты, необходи-
мо рассмотреть различные варианты движений поверхности детали от-
носительно инструмента. Совокупность движений поверхности детали
относительно инструмента считаем кинематической схемой формооб-
разования.
С точки зрения процесса формообразования безразлично, какими
Сочетаниями движений заготовки и инструмента получено на станке
исследуемое относительное движение. Так, при сверлении отверстий
на токарном и сверлильном станках винтовое движение сверла отно-
сительно заготовки обеспечивается различными сочетаниями движе-
ний инструмента и детали, но при этом форма обработанного отверстия
получается идентичной. Выбирая различные движения поверхности де-
тали Д относительно инструмента при определении исходной поверхности
И, приходим к различным возможным кинематическим схемам формооб-
разования. Для получения простых по конструкции металлорежущих
станков целесообразно выбирать сравнительно простые движения по-
. верхности детали Д относительно инструмента. На практике получили
распространение схемы формообразования, основанные главным об-
разом на прямолинейно-поступательном и вращательном движениях
и их сочетаниях. Возможные схемы формообразования, основанные
на сочетании двух равномерных движений поверхности детали Д отно-
сительно инструмента (прямолинейно-поступательного и вращатель-
ного), приведены в табл. 2. Схемы формообразования, сочетающие боль-
шее количество элементарных движений, на практике используются
редко.
К нулевому классу относятся те кинематические схемы формообра-
зования, при которых движение поверхности детали Д относительно
инструмента сводится к ее перемещению «самой по себе», и исходная
инструментальная поверхность И совпадает с поверхностью детали Д.
Примерами таких процессов могут служить точение круглых цилинд-
рических поверхностей проходными резцами, обработка фасонных по-
верхностей призматическими и круглыми радиальными фасонными
резцами, нарезание резьб метчиками и плашками и т. п.
К первому классу отнесены те кинематические.схемы формообразо-
вания, при которых движение поверхности детали Д относительно
206
1
1gt>
г инструмента будет прямолинейно-поступательным, вращательным
либо винтовым. Эти схемы характеризуются тем, что у них подвижный
и неподвижный аксоиды совпадают друг с другом и преобразуются
। в прямую, которая является соответственно осью поступательного
В. движения либо вращения, либо осью винтового движения. Этот класс
F включает три типа кинематических схем формообразования.
К первому типу схем формообразования, при котором движение
поверхности детали относительно инструмента будет прямолинейно-
ж поступательным, относятся процессы протягивания наружных поверх-
ностей вращения, точения тангенциальными фасонными резцами с
Ж прямолинейным движением подачи и др. Примером процессов обра-
ботки, соответствующих второму типу схем формообразования, когда
движением поверхности детали относительно инструмента является
вращение, будет фрезерование фасонных цилиндрических поверхно-
*‘V,' стей, винтовых поверхностей, поверхностей вращения. Третий тип
' Jy схем формообразования соответствует винтовому движению поверх-
ности детали относительно инструмента. В практике этот тип схемы
ф- формообразования используется редко. Примером рассматриваемого
. типа схем формообразования является фрезерование червячными фре-
/Л зами зубчатых реек.
Кинематические схемы формообразования второго класса характе-
Ж, ризуются тем, что у них относительное движение Д!И является мгно-
венным вращательным либо мгновенным поступательным движением.
Этот класс включает четыре типа схем формообразования, при которых
: относительное движение Д!И является мгновенным вращением. В этом
’'Ж£; случае относительное движение Д/И можно представить как качение
без скольжения аксоида детали по аксоиду инструмента. Аксоидами
/Ms могут быть цилиндр и плоскость, цилиндр и цилиндр, конус и плос-
кость, конус и конус. По рассматриваемым схемам проводится обра-
ботка всевозможных зубчатых деталей инструментами, работающими
методом обкатки. В том случае, когда аксоиды имеют различную фор-
му, возможны два варианта схем формообразования в зависимости
от того, какой из аксоидов принят за аксоид инструмента, а какой за
аксоид детали. Например, за аксоид инструмента можно принять
круглый цилиндр, а за аксоид детали — плоскость, что соответствует
обработке всевозможных деталей методом обкатки чашечными рез-
Ж цами. Если же аксоидом инструмента является плоскость, а аксоидом
детали — круглый цилиндр, то это соответствует обработке зубчатых
деталей гребенками либо червячными фрезами.
W Второй класс включает также схему формообразования, у которой
Жч Относительное движение будет мгновенным поступательным движе-
йием, являющимся результатом двух вращений вокруг параллельных
Ж осей с равными и одинаково направленными угловыми скоростями,
Щ- т. е. относительное движение Д!И в этом случае можно представить
11В как паРУ вращений.
.Ж,, Третий класс кинематических схем формообразования характери-
Яв зуется тем, что движение поверхности детали относительно инструмен-
Sb та будет мгновенным винтовым движением, которое является резуль-
ЦЖтатом двух вращений вокруг скрещивающихся осей. В данном случае
307
g Таблица 2. Кинематические схемы формообразования поверхностей при сочетании прямолинейно-поступательного
06 и вращательного движений
Класс схемы Тип схемы Относительное движение изделия и инструмента при профилировании Представление относительного дви- жения с помощью аксоидов Эскиз взаимного располо- жения аксоидов Аксоид
Составл я ющие Суммарное мгновенное инструмента изделия
0 1 Нет
I 1 2 3 Поступательное Вращательное Винтовое Поступательное Вращательное Винтовое Прямая » Прямая » »
1 Вращательное и поступа- тельное, скорость которо- го перпендикулярна к оси вращения Вращательное Качение цилиндра по плоскости (V / - СО Плоскость Цилиндр Цилиндр Плоскость
2 Два вращения вокруг па- раллельных осей, исклю- чая пару вращений ъ Качение цилиндра по цилиндру » Цилиндр
II 3 Два вращения вокруг пе- ресекающихся осей, (угол между осью мгно- венного относительного вращения и осью одного из составляющих враще- ний-прямой) » Качение конуса по плоскости Конус Плоскость Плоскость Конус
—
.. .
Ш
4 Два вращения вокруг пересекающихся осей Качение конуса по конусу
5 Пара вращений Поступательное Скольжение по кольцу
Вращательное и поступа-
тельное, скорость кото-
рого направлена под уг-
лом к оси вращения
Два вращения вокруг
скрещивающихся осей
(угол между одной из осей
вращения и осью резуль-
тирующего винта прямой.
Ось мгновенного винта
и вторая ось вращения
— пересекающиеся пря-
мые)
Два вращения вокруг
скрещивающихся осей
Винтовое
Качение со сколь-
жением цилиндра
по плоскости
Качение со сколь-
жением конуса по
плоскости
Качение со сколь-
жением гиперболо-
ида по гиперболо-
иду
Конус
Кольцо
Плоскость
Цилиндр
Плоскость
Конус
Кольцо
Цилиндр
Плоскость
Конус
Плоскость
Гиперболоид Гиперболоид
8
относительное движение Д1И можно представить как качение со сколь-
жением аксоида детали по аксоиду инструмента. Аксоидами могут быть
цилиндр и плоскость, конус и плоскость, гиперболоид и гиперболоид.
Примером схемы формообразования, при которой плоскость, связанная
с инструментом, катится по цилиндру, связанному с деталью, является
шевингование зубчатых колес шевер-рейкой. При обработке конических
гипоидных колес конус, связанный с заготовкой, катится со скольже-
нием по плоскости, связанной с инструментом.
Наиболее общей схемой формообразования будет схема, основан-
ная на сочетании двух вращений вокруг скрещивающихся осей, отно-
сительное движение Д!Й при которой может быть представлено как
качение со скольжением гиперболоида по гиперболоиду.
Все ранее рассмотренные схемы, являются частными случаями
этой схемы, получаемыми при определенных частных положениях
осей вращения и соответствующих величинах угловых скоростей.
Следует отметить, что, не нарушая кинематическую схему формо-
образования, т. е. не нарушая характер соприкосновения поверхно-
сти детали Д и исходной инструментальной поверхности Я, можно со-
общать поверхностям Д и И движения скольжения «самих по себе».
Движение скольжения поверхности детали и исходной поверхности И
вызывается необходимостью обеспечения определенных режимных
условий работы инструмента обработки всей поверхности детали Д.
Так, например, при фрезеровании исходная инструментальная поверх-
ность вращения определяется как огибающая поверхности детали
при ее вращении вокруг оси фрезы. Но если при обработке осуще-
ствить только вращение фрезы относительно заготовки, то получить
обработанную поверхность Д невозможно. На поверхности детали об-
разуется только одна линия ее контакта с исходной инструменталь-
ной поверхностью. Чтобы образовать всю поверхность Д детали^ необ-
ходимо линию контакта заставить перемещаться вдоль поверхности
детали, т. е. осуществить движение скольжения поверхности детали
«самой по себе». Дополнительное движение скольжения поверхности
«самой по себе» может быть кинематически не связанным с другими
движениями, так как оно не влияет на характер соприкосновения со-
пряженных поверхностей Д и И.
143, Обзор принципиальных кинематических схем резания
Если известны относительные движения заготовки и инструмента
в процессе формирования обработанной поверхности детали, т. е. ки-
нематическая схема формообразования, необходимо решить следу-
ющие вопросы: как осуществить на станке заданное относительное
движение, какие движения нужно сообщить непосредственно инстру-
менту и какие движения должна совершать при этом заготовка. Ины-
ми словами, необходимо решить: каким образом превратить схему
формообразования в принципиальную кинематическую схему реза-
ния. Кинематические схемы резания выражают абсолютные движения*
сообщаемые в процессе резания инструменту и обрабатываемой за-
готовке. Движения холостых циклов, в течение которых инструмент
310
и заготовка не соприкасаются Друг с другом, принципиальными кине-
матическими схемами резания не охватываются.
Задача превращения схемы формообразования в принципиальную
кинематическую схему резания не является однозначной. При одной
и той же схеме формообразования могут быть образованы различные
принципиальные кинематические схемы резания. Так, при схеме фор-
мообразования первого класса первого типа поступательное движение
можно сообщить детали или инструменту. Например, при строгании
плоскостей широким резцом можно заставить поступательно двигать-
ся деталь, как это имеет место на продольно-строгальных станках,
а можно это движение сообщить инструменту, как это имеет место на
поперечно-строгальных станках, хотя в обоих случаях схема формо-
образования будет одной и той же. Различные кинематические схемы
резания на основе одной схемы формообразования можно также по-
лучить изменением направления движений, сообщаемых заготовке
или инструменту. Например, при протягивании поступательное дви-
жение протяжки может происходить в горизонтальном или верти-
кальном направлении. В соответствии с направлением движения ин-
струмента применяются горизонтально-протяжные или вертикально-
протяжные станки. Относительное движение поверхности детали и ин-
струмента в рассматриваемом случае одно и то же, так как в основу
обоих процессов положена одна и та же схема формообразования. Одна-
ко условия работы протяжки на рассматриваемых станках различные.
В частности, под действием собственного веса протяжка на горизон-
.тально-протяжном станке будет изгибаться, в то время как на верти-
кально-протяжном станке^— растягиваться. Площади, необходимые
для установки станка, при горизонтальной и вертикальной компонов-
ке также различны.
Таким образом, для того чтобы охарактеризовать различные методы
обработки деталей, необходимо классифицировать их в соответствии
с движениями, совершаемыми инструментом и заготовкой на станке,
их скоростью, направлением в пространстве и т. п.
В зависимости от количества используемых в кинематической схе-
ме резания движений они делятся на ряд групп.
Первая группа включает одно прямолинейное движение.
Вторая группа включает два прямолинейных движения, которые
можно сообщать как инструменту, так и изделию. Примером рассмат-
риваемых схем служит разрезка металлов ленточными пилами и но-
жовками.
Третья группа, основанная на одном вращательном движении
инструмента или заготовки, не имеет широкого практического приме-
’ нения. Она используется, например, при круговом протягивании
сегментов на вращающемся столе.
Четвертая группа выражает сочетания из двух движений: прямоли-
нейного и вращательного. Схемы этой группы еще на заре развития тех-
ники нашли практическое применение. На них основаны такие распро-
страненные методы обработки, как точение, фрезерование, сверление,
4 зенкерование, развертывание, нарезание резьбы резцами, метчиками,
;плашками и др. Многообразие методов обработки достигается комби-
311
нацией движений сообщаемых инструменту или заготовке, изменением
направления и соотношения скоростей, составляющих движений.
Пятая группа основывается на сочетаниях двух вращательных
движений. По схемам этой группы осуществляются такие методы обра-
ботки, как наружное протягивание тел вращения спиральными про-
тяжками, фрезерование тел вращения и др.
Шестая группа кинематических схем резания основана на двух
прямолинейных и одном вращательном движении, седьмая группа—
на двух вращательных и одном прямолинейном движении, восьмая
группа — на трех вращательных движениях. К этим группам относят-
ся такие методы обработки, как затылование режущих инструментов,
фрезерование винтовых канавок, нарезание конических зубчатых
колес резцовыми головками и др. Возможно построение кинематиче-
ских схем резания при сочетании четырех и большего количества дви-
жений. Однако подобные схемы требуют для своего осуществления
сложного оборудования и используются сравнительно редко.
Усложняя принципиальную кинематическую схему резания вве-
дением необходимых движений управления и вспомогательных дви-
жений, связанных с транспортировкой и зажимом заготовки, установ-
кой, подводом и отводом инструмента и т. п., приходим к принципи-
альной кинематической схеме металлорежущего станка.
Таким образом, разрабатывая процесс обработки заданной поверх-
ности детали, необходимо, в первую очередь, проанализировать воз-
можные схемы формообразования и типы соответствующих инстру-
ментов и обоснованно выбрать наиболее целесообразный вариант.
14.4 Общие принципы построения множества инструментов,
предназначенных для обработки заданной детали
Общая схема проектирования всевозможных режущих инструмен-
тов, предназначенных для обработки заданной поверхности детали,
может быть следующей:
определение исходной инструментальной поверхности Я, сопря-
женной с поверхностью детали, по выбранной схеме формообразова-
ния, т. е. при известных движениях поверхности детали относительно
инструмента, совершаемых в процессе формирования обработанной
поверхности;
придание исходной инструментальной поверхности способности
срезать материал заготовки, т. е. превращение тела, ограниченного
исходной поверхностью И, в работоспособный инструмент.
Возможные типы исходных инструментальных поверхностей при
проектировании режущих инструментов находятся путем последова-
тельного рассмотрения различных схем формообразования в соответ-
ствии с принятой классификацией. Поэтому важной является задача
определения возможных форм поверхностей деталей Д, которые могут
быть обработаны при той или иной схеме формообразования.
Рассмотрим схемы формообразования первого класса. Схема пер-
вого типа включает прямолинейно-поступательное движение поверх-
ности детали Д относительно инструмента. Характеристикой Е будет
312
линия на поверхности детали, в точках которой нормали к поверхно-
сти Д идут перпендикулярно к скорости V относительного движения
Д/И. Поскольку направление скорости V прямолинейно-поступатель-
ного движения Д/И не изменяется в процессе обработки, характери-
стика Е занимает неизменное положение на поверхности детали. По-
этому для полного образования поверхности детали Д необходимо
ее заставить скользить «саму по себе», в результате чего характери-
стика Е опишет поверхность детали Д.. Следователь но, при рассматри-
ваемой схеме формообразования можно обрабатывать только поверх-
ности, допускающие скольжение «самих по себе». К таким поверхно-
стям относятся плоскости, фасонные цилиндрические..поверхности,
поверхности вращения и винтовые поверхности постоянного шага.
Аналогичная картина наблюдается и по другим схемам формооб-
разования первого класса. Так, при вращательном движении поверх-
ности детали Д вокруг оси В инструмента характеристика будет орто-
гональной проекцией оси В на поверхность Д. Поскольку ось В не
меняет своего расположения относительно поверхности Д, характери-
: стика Е на этой поверхности Д занимает неизменное положение. По-
этому для образования поверхности детали Д ее необходимо заставить
скользить «саму по себе». Тогда характеристика Е сформирует задан-
ную поверхность детали Д. Таким образом, и по этой схеме возможна
обработка только поверхностей, допускающих скольжение «самих
по себе». При винтовом движении характеристика Е является геомет-
рическим местом точек на поверхности детали Д', в которых нормаль
к поверхности Д принадлежит комплексу лучей винтового движения.
Ось винтового движения не меняет своего положения относительно по-
верхности детали. Поэтому на поверхности детали Д характеристика
Е занимает вполне определенное неизменное положение и для образо-
вания поверхности ей необходимо сообщить дополнительное движе-
ние скольжения «самой по себе».
Итак, схемы формообразования первого класса позволяют обра-
батывать только поверхности, которые могут скользить «сами по се-
бе». Они не обеспечивают обработку сложных фасонных поверхностей
с образующими переменного вида.
Кинематические схемы формообразования второго и третьего класса
имеют аксоиды в форме поверхностей. В этом случае оси соответ-
ствующего мгновенного относительного движения Д/И меняют свое
положение в системе координат xyz, связанной с поверхностью детали.
Поэтому характеристика Е может иметь переменную форму. Ее можно
рассматривать как своеобразную проекцию оси мгновенного движения
на поверхность Д. Если изменить положение оси, то в общем случае
ее проекция на поверхность Д также изменит свое положение. Отсюда
следует важный для практики вывод, что кинематические схемы фор-
, мообразования второго и третьего классов позволяют обрабатывать
всевозможные поверхности как допускающие скольжение «самих по
себе», так и сложные фасонные поверхности с образующими перемен-
ного вида. Поэтому для того чтобы отыскать множество исходных ин-
струментальных поверхностей, сопряженных с заданной поверхностью
313
в
14.1. Поверхности, сопряженные с поверхностью резьбы детали
детали Д, допускающей скольжение «самой по себе», необходимо по-
следовательно проанализировать все схемы формообразования. Если
же проектируется инструмент для обработки сложной фасонной по-
верхности с образующими переменного вида, то следует проанализи-
ровать схемы формообразования второго и третьего классов и опреде-
лить исходные инструментальные поверхности, сопряженные с задан-
ной поверхностью Д.
Например, рассмотрим ряд схем формообразования наружной резь-
бы — винтовой поверхности детали. При нулевом классе схемы фор-
мообразования движение поверхности детали относительно инстру-
мента сводится к скольжению поверхности детали «самой по себе».
Поэтому в рассматриваемом случае исходным телом инструмента
является гайка, сопряженная с нарезаемой резьбой. Превращая ис-
ходную гайку в режущий инструмент, спроектируем такие режущие
инструменты, как резьбовые резцы, резьбовые гребенки, круглые
плашки, резьбонарезные головки. Эти Инструменты находят широкое
применение на практике. Относительное движение Д1И при схеме
первого класса первого типа является прямолинейно-поступательным.
Исходная инструментальная поверхность И в этом случае будет ци-
линдрической поверхностью (рис. 14.1, а). Превращая тело, ограниче-
ное этой поверхностью, в инструмент, спроектируем протяжку для
обработки резьбы по всей ее длине, подобно гребенчатым фрезам. Од-
нако такой метод обработки не получил распространения в Практике.
На заре развития техники металлообработки резьбу выпиливали вруч-
ную трехгранным напильником, что соответствовало рассматриваемой
схеме обработки.
По схеме формообразования первого класса второго типа относи-
тельным движением Д1И является вращательное. В этом случае исход-
ная инструментальная поверхность будет поверхностью вращения.
Превращая тело, ограниченное этой поверхностью, в инструмент,
314
можно спроектировать всевозможные фрезы и шлифовальные круги,
предназначенные для изготовления резьбы. Эти инструменты полу-
чили большое применение в практике.
Первый класс схем включает также схему, по которой относитель-
ное движение Д!И винтовое. Если ось и параметр этого движения
совпадают с осью и параметром резьбы, то исходная инструменталь-
ная поверхность совпадает с поверхностью детали, т. е. эта схема
в рассматриваемом случае приводит к результатам, аналогичным тем,
которые получены при анализе схемы нулевого класса.
Первый тип схемы формообразования второго класса сводится к ка-
чению без скольжения круглого цилиндра по плоскости. Допустим,
что аксоидом детали есть плоскость, идущая параллельно ее оси,
а аксоидом инструмента — круглый цилиндр. В этом случае исходная
инструментальная поверхность И (рис. 14.1, б) является поверхностью
зубчатого колеса, сопряженного с нарезаемой резьбой. Превращая
тело, ограниченное этой поверхностью, в инструмент, спроектируем
чашечный резец для обработки резьбы. Этот инструмент находит при-
менение при обработке длинных резьб, червяков и других подобных
деталей. Таким образом, последовательно анализируя одну схему
формообразования за другой, можно определить многообразие исход-
ных инструментальных поверхностей, сопряженных с поверхностью
детали, и на их основе спроектировать соответствующее множество
различных типов режущих инструментов. В пределах одной схемы
формообразования возможные исходные инструментальные поверхно-
сти И образуются рассмотренными ранее способами, варьируя разме-
рами и положением аксоидов детали и инструмента, характером и на-
правлением вспомогательных движений, вводимых в схему, яри на-
хождении исходных поверхностей И с точечным контактом.
Например, при фрезеровании резьбы можно менять положение оси
фрезы по отношению к поверхности детали Д (рис. 2. 17). При горизон-
тальном положении оси детали ось фрезы можно установить в плоско-
сти, перпендикулярной к средней линии впадины резьбы, горизонталь-
но. В этом случае исходная инструментальная поверхность I имеет
симметричный профиль (рис. 2Л7, а, б), и на ее основе может быть
спроектирована дисковая фреза для обработки резьбы. В плоскости,
перпендикулярной к средней линии впадины резьбы, можно устано-
вить ось фрезы наклонно (рис. 2.17, в). Тогда профиль исходной инстру-
ментальной поверхности и соответствующей дисковой фрезы будет
несимметричным. Такая наклонная установка оси фрезы позволяет
создать, по сравнению с горизонтальной установкой, более жесткую
конструкцию суппорта станка и используется в специальных станках.
Ось фрезы (рис. 2.17, а) может быть осью симметрии впадины резь-
бы. В этом случае на базе исходной инструментальной поверхности
можно спроектировать пальцевую фрезу, которая используется при
обработке крупногабаритных резьб. Ось фрезы (рис. 2.17, д) может
устанавливаться перпендикулярно к оси детали либо с небольшим
наклоном. Такая фреза может обрабатывать впадину резьбы, от-
стоящую от оси фрезы на значительном расстоянии. На базе такой
исходной поверхности проектируются торцевые фрезы для обработки
315
резьбы. Ось фрезы (рис. 2.17, ж) может быть установлена так, что
исходная инструментальная поверхность может представлять собой
кольцо. На базе этой исходной поверхности проектируют охватыва-
ющие фрезы для обработки резьбы. Ось фрезы (рис. 2.17, ё) можно
установить параллельно оси детали. В этом случае исходная инстру-
ментальная поверхность будет кольцевой поверхностью, профиль ко-
торой соответствует профилю резьбы. На базе такой поверхности про-
ектируют гребенчатые фрезы. Таким образом, при одной и той же
схеме формообразования можно образовать различные исходные ин-
струментальные поверхности и на их основе спроектировать разнооб-
разные типы режущих инструментов.
Превращая тело,, ограниченное исходной инструментальной по-
верхностью, в режущий инструмент, необходимо выбрать материал
режущей части, уточнить, какой инструмент (цельный, составной или
сборный) разрабатывается. Далее, принимая различные схемы среза-
ния материала заготовки, получаем возможность развить множество
инструментов, предназначенных для обработки заданной детали.
Следующим шагом в решении задачи нахождения возможных режу-
щих инструментов для обработки заданной детали являются выбор
различных форм перетачиваемых поверхностей режущей части и опре-
деление соответствующих этим поверхностям режущих кромок и гео-
метрических параметров.
Разнообразие инструментов получается также за счет перехода от
одной формы непер стачиваемой поверхности к другой. Разновидности
сборных режущих инструментов получаются за счет изменения форм
и размеров режущих пластин (ножей), изготовляемых из различных
инструментальных материалов, и способов их крепления на корпусе
инструмента. Так, прогрессивными являются инструменты со всевоз-
можными неперетачиваемыми пластинами, количество типов которых
непрерывно возрастает. Множество видов режущих инструментов мож-
но получить также за счет изменения габаритных размеров, числа
зубьев, выбора различных по форме и размерам крепежных частей,
а также, в случае необходимости, механизмов регулирования разме-
ров режущих частей, механизмов, сообщающих режущим элементам
дополнительные движения, не предусмотренные кинематикой метал-
лорежущего станка.
Глава 15
ТИПЫ ИНСТРУМЕНТОВ ДЛЯ ОБРАБОТКИ ПРЯМОЗУБЫХ
ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
15.1, Инструменты, основанные
на схемах формообразования первого класса
Для нахождения множества инструментов, предназначенных для
обработки зубчатого колеса, рассмотрим ряд схем формообразования.
Определим исходную инструментальную поверхность, сопряженную
316
15.1, Поверхности, сопряженные с поверхностью зубьев колеса при схемах формо-
образования первого класса
с поверхностью зубьев прямозубого колеса, когда относительное дви-
жение Д/И прямолинейно-поступательное со скоростью, направлен-
ной по оси колеса. При таком движении поверхность зубьев колеса
скользит «сама по себе», и исходная инструментальная поверхность
совпадает с поверхностью детали (рис. 15.1, а). На основе такой ис-
ходной поверхности спроектируем инструмент с профильной схемой
срезания припуска. Примем переднюю перетачиваемую поверхность
в форме плоскости, а заднюю неперетачиваемую — в форме фасонной
цилиндрической поверхности. Считаем, что производится обработка
прямозубого некорригированного зубчатого колеса с числом зубьев
2 модуля т. Определим эвольвентный профиль зубьев колеса, который
будет также профилем исходной инструментальной поверхности. Из-
' - вестно, что эвольвента окружности описывается любой точкой прямой,
которая без скольжения катится по основной окружности радиуса
гь (рис. 15.2, я).
Так, при качении без скольжения по окружности гь производящей
прямой точка М ее описывает эвольвенту Af0Mx. По построению MXN ==
= о MqN. Угол <рх, соответствующий дуге M0N, называют углом
; - развернутости эвольвенты: q>x — 0х + ах. Угол 0х между радиусом
МХО произвольной точки эвольвенты и радиусом М0О точки начала
эвольвенты называют эвольвентным. Угол ах между радиусом 0Мк
317
и касательной КК к эвольвенте в исследуемой точке Мх называют
углом давления.
Длина дуги M0N = rb (6Х 4- аД.
Из AMxON определяем отрезок MXN — rbtgax. Следовательно,
гь (Ох + ах) — гь tg аЛ, или 0х — tg ах — ах. Из треугольника MXON
имеем г = Гь ,
cos ад;
Функция tgax —ах называется эвольвентной и обозначается lnvax.
Для определения значения invax составлены специальные таблицы,
подобные таблицам тригонометрических функций. Запишем уравнения
эвольвенты в полярных координатах в параметрической форме:
inv ах = 0Х; гх = Гь -.
л’ COS «я
Расчет профиля впадины зуба зубчатого колеса производится по
следующим известным величинам: z— число зубьев колеса; т — модуль;
a — угол давления эвольвенты на делительной окружности; d—диаметр
делительной окружности; da — диаметр окружности выступов; df —
диаметр окружности впадин; St —толщина зуба колеса по делительной
окружности.
Определение координат узловых точек эвольвентного профиля
впадины зуба колеса будем проводить в системе ху (рис. 15.2, б). На-
чало координат системы ху поместим на оси колеса. За ось у примем
ось симметрии впадины зуба зубчатого колеса. На делительной окруж-
ности радиуса г—шаг зубьев колеса Р = пт.
Ширина впадины зуба на делительной окружности Г — лот — St.
Тогда угол 8t для точки профиля впадины зуба, расположенной
на делительной окружности, определится по формуле
= 2- •
318
Координаты точки MqixQ — rsin6<д y4,= rcos6<7.
Чтобы подсчитать координаты точки В профиля, расположенной
На основной окружности, запишем уравнение эвольвенты для точки
М$, расположенной на делительной окружности:
О = inva; г = -^—.
* cos а
Отсюда гь = г cos а.
Для точки В угол
б0 = 6^ — 9.
Тогда в системе ху координаты точки В начала эвольвентного про-
филя будут
х0 = Гьsin 60; у9 = Гъ cos б0,
Рассмотрим произвольную точку профиля впадины зуба зубчатого
колеса. Считаем, что она расположена на известной окружности ра-
диуса гх. Чтобы исследуемые точки располагались на реальном про-
филе колеса, при вычислениях необходимо радиус гх выбирать в пре-
делах гь <. rx < гat где га — радиус окружности выступов зубчатого
- колеса.
Запишем уравнение эвольвенты для произвольной точки профиля
впадины зуба:
Тогда
cos ах — -р; = 60 + 9»
гх
Координаты произвольной точки эвольвентного профиля впадины
зуба
х — гх sin 6л; у = cos 6Х.
Построение профиля шаблона удобнее вести в системе хаущ кото-
рая проводится параллельно системе ху, но смещена от начала коор-
динат вдоль оси у на расстояние, равное радиусу окружности впа-
дины г?.
Профиль активного участка зуба колеса, на котором наблюдается
соприкосновение профилей сопряженных зубьев при работе передачи,
может состоять только из эвольвентной части. Этот случай имеет место
при нарезании зубчатых колес с большим или средним числом зу-
бьев, когда радиус основной окружности меньше радиуса окружно-
сти, проходящей через крайнюю точку активного участка впадины зу-
ба обрабатываемог колеса.
Чтобы при этом получить высокую прочность зуба обрабатываемо-
го колеса, во впадине зуба создают закругление, обеспечивая плавное
сопряжение активного эвольвентного участка профиля и окружности
впадин. Радиус закругления выбирают таким образом, чтобы создать
условия для беспрепятственного перемещения вершины зуба сопря-
женного колеса во впадине нарезаемого колеса.
319
При обработке колес с ма-
лым числом зубьев радиус
основной окружности может
быть больше радиуса окруж-
ности, проходящей через
крайнюю точку активного
участка впадины зуба.
В этом случае неэволь-
вентный участок профиля,
расположенный между ок-
ружностью впадин и основ-
ной окружностью, оформля-
ется в виде отрезка прямой,
касательной к удлиненной
эвольвенте, которую описы-
вает вершина зуба сопряжен-
ной рейки во впадине зуба
нарезаемого колеса, если не-
известно колесо, в зацепле-
нии с которым будет рабо-
тать обрабатываемое колесо.
15.3. Профилирование строгального резца
для обработки зубьев
Если же известно колесо, сопряженное с нарезаемым, то прямо-
линейный участок профиля проводится по касательной к удлиненной
энциклоиде, которую описывает вершина зуба сопряженного колеса
во впадине обрабатываемого.
Зная профиль зубьев зубчатого колеса, т. е. профиль исходной ин-
струментальной поверхности, находим режущую кромку (рис. 15.3)
как линию пересечения исходной поверхности И с передней плоско-
стью и профиль задней поверхности резца как линию пересечения ее
с плоскостью N, перпендикулярной к образующей. Подобно фасонному
строгальному резцу формулы для аналитического расчета его профиля
в передней плоскости и в нормальном к образующим задней поверхно-
сти сечении имеют вид
х — хк — хр; ук — gqs ; ур —
у cos (а 4- у)
cos у
где х, у — координаты точек профиля исходной инструментальной
поверхности; хк, ук—координаты точек режущей кромки; хр, у?—
координаты точек профиля резца в нормальном к образующим задней
поверхности сечении.
Спроектированным фасонным резцом можно с помощью делитель-
ной головки последовательно впадину за впадиной на строгальном
станке вести обработку зубчатого колеса. Но этот способ малопроиз-
водительный и не нашел применения в практике. Повысить произво-
дительность этого способа обработки можно увеличением активной дли-
ны режущих кромок, одновременным строганием всех впадин зубча-
того колеса. В этом случае инструмент представляет собой резцовую
'головку (рис. 15.4). Зубодолбежная головка — сложный сборный ин-
струмент. Она состоит из корпуса в виде диска, в радиальных пазах ко-
320
t
s
t
I
торого установлены призматические фасонные резцы. Число резцов
равно числу зубьев обрабатываемого колеса. Каждый резец прорезает
только одну впадину.
В процессе зубодолбления заготовка совершает относительно го-
ловки возвратно-поступательное движение, которое обеспечивает тре-
буемую скорость резания. Направление этого движения совпадает
с осью заготовки.
Для распределения работы резания на ряд двойных ходов предус-
матривается периодическое движение подачи резцов в радиальном на-
правлении при каждом рабочем ходе. При холостом ходе резцы отво-
дятся от заготовки для устранения трения задней поверхности резцов
о материал заготовки. Периодические движения резцов в радиальном
направлении осуществляются за счет перемещений сводящего и раз-
водящего колец относительно корпуса головки. Зубодолбежная голов-
ка является специальным и дорогостоящим режущим инструментом.
Она предназначается для обработки одного определенного колеса
на специальном станке при массовом и крупносерийном производстве
зубчатых колес.
Превращая тело, ограниченное исходной поверхностью И, в инстру-
мент, проектируем его на основе последовательной схемы срезания
металла. Таким инструментом будет эвольвентная протяжка, предна-
значенная для обработки зубчатого колеса. Колеса наружного зацеп-
Ц? ления могут обрабатываться сборным инструментом (рис. 15.5, а).
Однако в силу сложности конструкции такие инструменты имеют ог
раниченное применение. На рис. 15.5, б показано протягивание зубчато-
го сектора 3 из заготовки 1 с помощью эвольвентной протяжки 2. За
один ход протяжки протягиваются все впадины сектора. Способ ха-
рактеризуется высокой производительностью, простой кинематикой
станка, однако требует дорогостоящего специального инструмента. При
11 9'385 321
обработке колес внутреннего зацепления используются соответству-
ющие эвольвентные протяжки. Эвольвентные протяжки применяются
также при обработке шлицевых отверстий с эвольвентным профилем.
Эвольвентные протяжки чаще всего проектируются в виде комплекта,
состоящего из двух и более протяжек с различной формой зубьев. Для
увеличения срока службы протяжек с эвольвентным профилем при-
меняются предварительные шлицевые протяжки, имеющие трапецеи-
дальный профиль зубьев. Этим достигается значительное уменьшение
ширины среза для эвольвентной протяжки, что облегчает процесс
резания.
Рассмотрим схему формообразования, при которой движение по-
верхности детали Д относительно инструмента будет вращением во-
круг его оси. Исходной инструментальной поверхностью, которая яв-
ляется огибающей поверхностью при вращении поверхности детали
вокруг оси инструмента, будет поверхность вращения. В зависимости
от положения оси вращения можно получить различные виды исход-
ных инструментальных поверхностей.
Так, ось инструмента (рис. 15.1, б) может располагаться перпенди-
кулярно к оси симметрии обрабатываемой впадины зуба и оси зубча-
того колеса. При таком положении оси инструмента на базе исходной
поверхности проектируются дисковые фасонные зуборезные фрезы
и шлифовальные круги для фасонной обработки зубчатых колес.
Ось инструмента может совпадать с осью симметрии обрабатываемой
впадины зуба колеса (рис. 15.1, в). В этом случае на основе такой ис-
ходной инструментальной поверхности можно спроектировать паль-
цевую фрезу. Такие фрезы используются при обработке крупногаба-
ритных зубчатых колес. Ось инструмента (рис. 15.1, г) может распола-
гаться наклонно по отношению оси симметрии впадины обрабатывае-
322
I мого зуба и расположена таким образом, что исходная инструменталь-
f лая поверхность охватывает обрабатываемое колесо. На практике ши-
рокого распространения подобная исходная инструментальная поверх-
: ность не получила и ее возможности в полной мере не выявлены. На
, базе этой исходной поверхности можно создать соответствующие фа-
/ сонные зуборезные фрезы или протяжки для кругового протягива-
t ния зубьев. Такие инструменты имеют значительную зону контакта
зубьев с заготовкой, что способствует повышению производительно-
; сти обработки. Они автоматически обеспечивают бочкообразную фор-
уму зубьев обрабатываемого колеса. На рис. 15.1, д изображена исход-
ная инструментальная поверхность, соприкасающаяся только с од-
- ной стороной впадины зуба зубчатого колеса. Фрезы, слроектирован-
ные на базе такой исходной инструментальной поверхности, имеют
более благоприятный характер изменения задних углов вдоль режу-
® щей кромки, по сравнению с обычными дисковыми затылованными
I фрезами (рис. 15.1,6).
i Для предварительной обработки зубчатых колес при рассматри-
& ваемой схеме можно использовать набор фрез (рис. 15.1, е) с прямоли-
. нейпым профилем. В этом случае профиль зуба будет ограничен лома-
& ной линией, касающейся заданного профиля зуба колеса в различных
? его точках. Предварительную обработку зубьев можно вести двумя
дисковыми фрезами (рис. 15.1, ж), вырезая только часть материала
|i впадины зуба. Этим способом целесообразно обрабатывать крупномо-
| дульные зубчатые колеса. Он является более производительным, чем
J обработка обычными фасонными зуборезными фрезами. Таким образом,
> по рассматриваемой схеме формообразования могут быть определены
’ различные исходные инструментальные поверхности и на их основе
спроектированы разнообразные зуборезные фрезы и протяжки. Наи-
_ большее распространение в практике получили дисковые и пальцевые
s фасонные зуборезные фрезы.
Схема фрезерования зубчатых колес дисковыми или пальцевыми
г фрезами (рис. 15.6) включает вращение фрезы вокруг своей оси, чем
создается требуемая скорость резания. Заготовка, закрепленная
в шпинделе делительной головки, совершает движение подачи вдоль
обрабатываемой впадины зубьев. После обработки одной впадины за-
готовку отводят от фрезы и поворачивают на один зуб при помощи
делительной головки, после чего производится прорезание следующей
впадины.
Рассматриваемый способ обработки исключительно прост и не тре-
бует применения специальных зуборезных станков, но характеризует-
ся относительно малой производительностью и пониженной точностью
нарезанных колес.
При обработке одного и того же зубчатого колеса размеры паль-
цевой фрезы в несколько раз меньше дисковой. Пальцевая фреза обес-
печивает меньшую производительность и изнашивается быстрее, чем
дисковая, требуя более сложной и частой переточки. Поэтому при-
Г менение пальцевой фрезы для нарезания обыкновенных колес огра-
: ничено. Пальцевые фрезы’ целесообравно использовать при обработке
f колес с большими модулями, когда размеры дисковых фрез получаются
? 11*
323
15.6. Обработка колеса дисковой фрезой
15,7. Профили колес с разными числами
зубьев
недопустимо большими. Чистовые дисковые зуборезные фрезы проек-
тируют как затылованные с передней плоскостью, проходящей через
ось инструмента, т. е. они имеют передний угол у — 0 и угол наклона
режущей кромки % — 0.
Как было показано ранее, профиль зубьев таких фрез совпадает
с профилем исходной инструментальной поверхности И. Профиль же
исходной инструментальной поверхности вращения совпадает с про-
филем детали. Это следует из того, что характеристикой, т. е. линией
Е контакта поверхности детали и исходной инструментальной поверх-
ности, является линия пересечения осевой плоскости фрезы, идущей
перпендикулярно к оси детали. Нормали к цилиндрической поверхно-
сти детали располагаются в плоскостях, перпендикулярных к оси де-
тали. Одна из таких плоскостей включает ось фрезы. В этой плоско-
сти нормали к поверхности детали пересекают ось фрезы. Поэтому ли-
ния пересечения поверхности детали и рассматриваемой плоскости
будет характеристикой Е. Таким образом, профилирование фасонных
зуборезных фрез заключается в определении профиля впадины зуба
прямозубого зубчатого колеса. Профиль зуба зубчатого колеса может
быть определен аналитически либо графоаналитически по известному
сопряженному профилю исходной зуборезной рейки.
Профиль впадины зуба зависит от числа зубьев колеса, модуля,
угла профиля исходной зуборезной рейки. При увеличении числа зу-
бьев радиусы кривизны профиля увеличиваются, и в пределе при бес-
конечно большом числе зубьев зубчатое колесо превращается в рейку
с прямолинейным профилем зуба. Поэтому для каждого модуля, про-
фильного угла и числа зубьев колеса теоретически необходимо иметь
324
особую фасонную фрезу. Для уменьшения ассортимента применяют
комплекты, состоящие из 8 или 15 номеров фрез определенного модуля.
Каждая фреза комплекта предназначается для обработки группы ко-
лес с разным числом зубьев.
При проектировании наборов фрез определяют профили зубьев ко-
лес данного модуля с различным числом зубьев. Так, на рис. 15.7
изображены профили зубьев колес с числом зубьев z = 12 и z = оо.
Дугу АВ наружной окружности делят на примерно равные отрезки,
число которых равно числу фрез в наборе. Каждая фреза набора наре-
зает колеса, число зубьев которых лежит на соответствующем отрезке.
По мере возрастания числа зубьев разница в их профилях непрерывно
уменьшается. Поэтому одной фрезой можно обслужить более широкий
диапазон чисел зубьев. Так, фреза №2 из комплекта, включающего
8 фрез, предназначена для колес с числом зубьев, равным 14... 16,
а фреза № 7 — для колес с числом зубьев, равным 55... 134. Расчет про-
филя фрезы ведется по колесу с наименьшим числом зубьев обрабаты-
ваемой группы колес. В результате обеспечивается меньшая опас-
ность защемления сопряженного колеса и процесс зацепления проте-
кает лучше, чем при проектировании фрез по среднему или большему
числу зубьев нарезаемых колес.
Дисковые зуборезные фрезы могут быть чистовыми и черновыми
и использоваться для предварительного и окончательного нарезания
цилиндрических колес.
Чистовые фрезы изготовляются затылованными. Задняя поверх-
ность у них создается радиальным затылованием по архимедовой спи-
рали. Величина заднего угла на вершине принимается равной 12... 15°.
В этом случае на боковых кромках зуба фрезы величины задних углов
снижаются до Г30'...3°. Основные конструктивные элементы диско-
вой модульной фрезы показаны на рис. 15.8. Они определяются также,
как и размеры фасонных затылованных фрез. Зуб дисковой модульной
фрезы может выполняться без подфрезерования (рис. 15.8, а) и с под-
фрезерованием (рис. 15.8, б). Высота зуба Н для первых фрез
Н = hnp 4- /( + г,
где йпр — высота профиля зуба фрезы.
У вторых фрез И ж hnp. Размер должен быть
Н]. >Лтр + + г.
Цельные дисковые модульные фрезы изготовляются из легирован-
ной или быстрорежущей стали, обычно с нешлифованным профилем.
Мелкомодульные фрезы (до модуля 1,0 мм) изготовляются целиком из
твердого сплава.
При нарезании крупномодульных зубчатых колес наибольший
удельный вес по трудоемкости приходится на долю черновой обра-
ботки. В этом случае целесообразно применять черновые дисковые
зуборезные фрезы, которые могут проектироваться как фасонные фре-
зы с затылованными зубьями. Однако в отличие от чистовых фрез они
имеют передний угол, равный 10°.
325
15.8. Дисковая модульная фреза
Применяются также затылованные дисковые зуборезные фрезы
с разнонаправленными зубьями, у которых создаются положительные
передние углы и на боковых кромках, что обеспечивает повышение
стойкости инструмента. Для дробления стружки на режущей части
фрезы выполняют канавки для стружкоразделения. Канавки распола-
гают в шахматном порядке на задних поверхностях зубьев фрезы.
Черновые затылованные дисковые фрезы с фасонной режущей кром-
кой, соответствующей профилю обрабатываемого зуба, сложны в изго-
товлении и проектировании и имеют незначительные задние углы на
боковых кромках, что снижает их режущие свойства. Поэтому большое
распространение при предварительной обработке крупномодульных
зубчатых колес получили фрезы с острозаточенными зубьями, име-
ющими трапециедальный профиль (рис. 15.9). Такая конструкция
фрезы позволяет создать не только на вершинных, но и на боковых
кромках целесообразные задние углы порядка 8...10°.
Угол профиля зуба рассматриваемой фрезы принимается равным
40...35°. Профиль с углом в 35° обеспечивает более рациональное рас-
положение припуска для чистовой обработки, так как позволяет
326
15.9. Червячная дисковая зуборезная
фреза
15.10. Приведенное число зубьев
косозубого колеса
уменьшить припуск во впадине зуба и за этот счет облегчить работу
чистовой фрезы.
Фасонные зуборезные фрезы могут применяться также для обра-
ботки косозубых колес. Для правильного нарезания таких колес не-
обходимо иметь специально для них спроектированные фрезы. Для
очень грубых передач с небольшим углом наклона зубьев £ можно
применять обычные фасонные зуборезные фрезы. В этом случае косо-
зубое колесо уподобляется прямозубому колесу, имеющему приведен-
ное число зубьев ги. Для определения приведенного числа зубьев ги
рассматривается нормальное сечение зуба косозубого колеса
(рис. 15.10). Радиус кривизны кривой сечения определяется по тео-
реме Эйлера:
1 __cos® р
где R — радиус делительной окружности; р — угол наклона зубьев
' колеса.
Шаг зубьев в нормальном сечении
Рп -^ Р cos р.
Тогда приведенное число зубьев
2л#й
2И = Т~р .
* п
Подставляя вместо и Рп их значения, имеем
__ 2л7?___z
Р COS3 Р COS3 Р ’
По этой формуле подсчитывают приведенное число зубьев za косо-
зубого колеса, по которому выбирают фрезу из набора
Пальцевые фасонные зуборезные фрезы (рис 15.11) применяются
при нарезании зубчатых колес больших модулей Спи представляют
собой тела вращения с режущими зубьями на внешней поверхности.
327
15.11. Пальцевая фреза
15.12. Обработка колес торцевыми фрезами
)
Пальцевая фреза закрепляется на оправке резьбой, выполненной
в корпусе. Точная установка на оправке достигается внутренней
цилиндрической выточкой и торцом или наружным цилиндрическим
направляющим буртиком и торцом. Для навертывания фрезы на
оправку предусмотрены лыски под ключ.
При обработке прямозубых цилиндрических зубчатых колес профиль
исходного тела вращения фрезы представляет собой профиль впади-
ны зубчатого колеса. Число зубьев обычно принимается четным и
равным 2...8 для фрез диаметром 40...220 мм.
Пальцевые модульные фрезы изготовляются с затылованными
зубьями. Они имеют плоскую переднюю поверхность, проходящую че-
рез ось фрезы, по которой и перетачиваются в процессе эксплуатации.
Для получения благоприятных задних углов на протяжении
всей режущей кромки применяют затылование пальцевых фрез
под углом 10... 15° к оси. При заточке таких фрез по передней
плоскости размеры профиля искажаются, и после нескольких пере-
точек фреза не обеспечивает обработку зубчатых колес необходимой
точности.
Для предварительного нарезания зубчатых колес применяют чер-
новые пальцевые зуборезные фрезы, которые могут проектироваться
с затылованными зубьями с фасонным профилем. По конструкции они
мало отличаются от чистовых. На режущих зубьях черновые фрезы
имеют стружкоразделительные канавки, расположенные в шахмат-
ном порядке. Эти канавки выполняются с шагом от 5 до 30 мм, шири-
ной 2...4 мм. Для улучшения условий резания канавки у черновых
фрез рекомендуется делать не прямыми, а винтовыми с углом наклона
8... 15° и передним углом у — 5... 10°.
Одним из недостатков рассматриваемой конструкции пальцевой
фрезы является ее фасонный профиль. Это затрудняет изготовление
таких фрез с остроконечными зубьями, перетачиваемыми по задней
поверхности.
328
Повышение производительности при черновом нарезании зубьев
можно получить за счет применения черновых пальцевых фрез с пря-
молинейным профилем. Эти фрезы изготовляются незатылованными
с целесообразными значениями передних и задних углов, что позволяет
значительно повысить режимы резания и поднять стойкость инстру-
мента.
При большом числе зубьев эвольвентный профиль зубчатого колеса
незначительно отличается от прямолинейного. Поэтому чистовая об-
работка таких колес может производиться торцовыми фрезами
(рис. 15.12).
Первый класс схем формообразования включает также схему, по
которой движение поверхности детали относительно инструмента явля-
ется винтовым. В этом случае исходная инструментальная поверх-
ность как огибающая поверхности детали Д будет винтовой поверхно-
стью . На базе этой поверхности можно создать соответствующие зубо-
резные инструменты. Однако эти инструменты более сложны, чем
ранее рассмотренные и не нашли применения в производстве.
15.2. Зуборезные инструменты, основанные
на схемах формообразования второго класса
Большое распространение при обработке зубчатых колес получили
схемы формообразования второго класса, первого и второго типа, по
которым движение поверхности детали относительно инструмента бу-
дет мгновенным вращением.
Первый тип схемы формообразования характеризуется тем, что
по этой схеме относительное движение Д!И может быть представлено
как качение без скольжения начальной плоскости, связанной с ин-
струментом, по начальному цилиндру, связанному с обрабатываемым
зубчатым колесом. Из теории механизмов и машин известно, что при
рассматриваемой схеме исходная инструментальная поверхность, об-
разованная по первому способу как огибающая эвольвентной цилинд-
рической поверхности зубьев зубчатого колеса, будет поверхностью
исходной зуборезной рейки (рис. 15.13, а). Заданное зубчатое
эвольвентное колесо имеет большое количество сопряженных
е ним реек.
Так, на рис. 15.14 графоаналитически определены рейки, сопряжен-
ные с некорригированным зубчатым колесом z — 35, а = 20°, tn = 20
(рис. 15.14, а) при различных размерах радиуса начальной окружно-
сти: 335 мм (рис. 15.14, б), 350 (рис. 15.14, в), 370 (рис. 15.14, г) и
400 мм (рис. 15.14, д). Из построения (рис. 15.14, в) следует, что при
/?н.о = 300 мм сопряженной рейки не существует. Огибающую к по-
следовательным положениям эвольвентного профиля зуба провести
нельзя. Поэтому при /?н.о ~ 300 м обработка заданного зубчатого ко-
леса невозможна.
Для определения профиля зубьев, сопряженных с рассматриваемы-
ми рейками, была проведена обратная обкатка. На рис. 15.14, ж со-
вмещены профили зубьев, образованные различными рейками. Рас-
смотрение этой фигуры показывает, что при различных радиусах
329
д
15.13. Поверхности, сопряженные с поверхностью зубьев колеса при схемах фор-
• мообразования второго класса
V
— т=20
*~z-35
а
Начальная
прямая
Уг
Ящ)~335
2.4
tn
Начальная
прямая
ь
Начальная
прямая
Те
Начальная
прямая
Hi
Яка*350
Уг
15.14. Рейки, сопряженные с зубчатым колесом
Нц^ОО
д
Rh.q s370
г
f-RHO-,335
2~RM ^350
3 ~Rh.q=370
4-$цО*400
Rn.a "300
4
3
Ж
330
начальной окружности во впадине
зуба создаются разные переход-
ные кривые. При радиусе, равном
400 мм, не обеспечивается образо-
вание профиля впадины зуба на
полную глубину. Поэтому подоб-
ный радиус начальной окружности
принимать нельзя.
Найдем аналитически поверх-
ность рейки как огибающую после-
довательных положений поверх-
ности Д детали при движении дета-
ли относительно системы xyz. Счи-
таем, что производится обработка
цилиндрического прямозубого зуб-
чатого колеса. Уравнения эволь-
венты зуба колеса (рис. 15.15) в
системе 2Лу± можно записать таким
образом:
15.15. Эвольвента окружности
Zi == rb cos (<pjt — 0s. о) + гьУх sin (ср* — ен. о);
У1 = Гь sin (ср* — ен. о) — Гьфх COS (ср* —• 6Н. о).
Уравнение контакта в рассматриваемом случае :
sin(4 + 0^^-co4— — .
^н. о
где ф = 90° — (ср* — 6Н. о).
Подставляя значения у± и zt из уравнений эвольвенты, после пре-
образований получим
sin (ф + 0 = = cos ан. О-
/у __
Отсюда t = ср* — срн. о = tg ос* — tg осн. 0.
Формулы перехода от системы х^^ к системе хиу^ (рис. 12.7):
ги = yr sin t + zx cos t — Дн. o;
z/H —z/iCos/— Zi sin / + Ян.сД.
Подставляя в эти формулы величины, соответствующие эвольвен-
те обрабатываемого колеса, после преобразований имеем
zH = тъ sin ан. 0 (фх — tg осн. о);
sin2 а„ _
t/И = гДср* — tg ав. о) coscta'o .
Поделив одно уравнение на другое, получим
= Уи ctg ОСН. о.
Таким образом, поверхность рейки при обработке эвольвентных
колес имеет прямолинейный профиль. Угол профиля равен углу дав-
331
ления эвольвенты на начальной окружности. При изменении радиуса
начальной окружности угол профиля сопряженной с зубчатым коле-
сом рейки также изменяется.
Профиль зубчатого колеса представляет собой совокупность эволь-
вент, равномерно распределенных по окружности. Сопряженный
с ним профиль рейки состоит из совокупности прямых, параллельных
друг другу. Расстояние между смежными прямыми, измеренное на
начальной прямой, равношагу зубьев детали, измеренному на началь-
ной окружности.
Рассматриваемый шаг
р__о
~ z ’
где 2 — число зубьев обрабатываемого колеса.
Шаг по нормали (расстояние между смежными прямыми, измерен-
ное по перпендикуляру к ним)
Pbn = Р COS ан. о = .
Таким образом, заданное эвольвентное зубчатое колесо имеет
большое количество сопряженных с ним реек Т с разнообразными
углами профиля и различными шагами, измеренными вдоль начальной
прямой. Общим же у всех реек будет шаг по нормали, равный шагу
зубьев зубчатого колеса, измеренному по его основной окружности.
Используя различные сопряженные с заданным зубчатым колесом
рейки, спроектируем разнообразные зуборезные инструменты. Чтобы
образовать исходную инструментальную поверхность с точечным кон-
тактом, сообщим рейке вращательное движение. Тогда получим ис-
ходную инструментальную поверхность вращения, имеющую точеч-
ный контакт с поверхностью детали. В зависимости от расположения
оси вращения исходная поверхность с точечным контактом может
быть внешней (рис. 15.13, б) или внутренней (рис. 15.13, в) охваты-
вающей поверхностью. На базе внешней поверхности вращения осу-
ществляют процесс высокопроизводительного нарезания зубчатых
колес гребенчатой фрезой, профиль которой совпадает с профилем зу-
борезной рейки. Число витков такой фрезы равно или больше числа
зубьев обрабатываемого колеса. При нарезании колеса фреза сравни-
тельно большого диаметра вращается вокруг своей оси, а заготовка
перекатывается от одного конца фрезы на другой так, чтобы обеспе-
чивалось качение без скольжения начального цилиндра заготовки по
начальной плоскости, связанной с инструментом. Процесс происходит
непрерывно при одновременной обработке трех заготовок. Внутрен-
няя исходная поверхность вращения (рис. 15.13, в) не нашла примене-
ния в промышленности, ее возможности, достоинства-и недостатки не
исследованы. Инструментом, спроектированным на базе этой поверх-
ности, можно обеспечить автоматическое изготовление бочкообразных
зубчатых колес.
Ось поверхности вращения можно выбрать перпендикулярно к бо-
ковой поверхности зуба рейки. Тогда исходная поверхность совпадет
332
с боковой плоскостью зуба рейки и будет тор-
цевой плоскостью фрезы. Если угол наклона
оси вращения увеличить, то исходная ин-
струментальная поверхность станет внутрен-
ней конической поверхностью. Две такие
внутренние конические поверхности (рис.
15.13, а) воспроизводят в пространстве один
зуб зуборезной рейки. На базе этих поверх-
ностей можно спроектировать две дисковые
фрезы для обработки методом обкатки одной
впадины зуба зубчатого колеса. При соответ-
ствующем выборе диаметра инструмента и по-
ложения его оси относительно рейки можно
получить на обработанном колесе желаемую
степень бочкообразное™ зуба, Рассматривае-
мые инструменты не получили распростране-
ния при обработке прямозубых цилиндри-
ческих колес, хотя исследования в этой об-
ласти проводятся. Однако подобный способ
нарезания зубьев нашел применение при об-
работке конических прямозубых зубчатых
колес. Он обеспечивает в 3...5 раз более вы-
сокую производительность по сравнению со
строганием колес двумя резцами по методу
обкатки. Наиболее распространенным ин-
15.16. Схема образования
прямозубой гребенки
струментом из рассмотренных являются зуборезные гребенки. Зубо-
резная гребенка представляет собой зуборезную рейку (рис. 15.16, а),
сопряженную с нарезаемым колесом, котора^ превращена в инстру-
мент заточкой передней плоскости под углом у (рис. 15.16, б) и форми-
рованием цилиндрической задней поверхности, образующие которой
идут под выбранным задним углом а/} (рис. 15.16, в). Режущая кромка
гребенки создается в результате пересечения передней плоскости
и боковой поверхности исходной зуборезной рейки.
Схема образования задней поверхности зуба гребенки следующая:
заставим переднюю плоскость с расположенной в ней режущей кром-
кой двигаться прямолинейно-поступательно. Если скорость этого
движения параллельна образующим исходной рейки, то режущая
кромка опишет в пространстве боковую поверхность рассматриваемой
зуборезной рейки, и задние углы у гребенки будут равны нулю. По-
этому при образовании задней поверхности зуба гребенки передней
плоскости сообщают прямолинейно-поступательное движение, скорость
ц3 которого направляют под углом cq, к образующим исходной рейки.
В результате режущая кромка описывает заднюю поверхность, кото-
рая не совпадает с поверхностью исходной зуборезной рейки, что
и обеспечивает создание на режущей части гребенки положительных
задних углов.
Заднюю поверхность можно рассматривать как совокупность ре-
жущих кромок, сдвинутых одна относительно другой. По аналогии
с затылованными фрезами при заточке гребенок по передней плоскости
333
удаляется изношенная режущая кромка и обнаруживается новая
той же самой формы. Это обеспечивает обработку и новой и переточен-
ной гребенками одних -и тех же зубчатых колес. Гребенка является,
с этой точки зрения, идеальным теоретически точным инструментом,
так как ее переточка не вносит никаких погрешностей в профиль наре-
заемого зубчатого колеса.
При проектировании гребенок для обработки заданного зубчатого
колеса определяются форма режущей кромки и профиль гребенки
в нормальном сечении. Известным считается профиль исходной зубо-
резной рейки.
Методика профилирования гребенок следующая!
определяется форма режущей кромки как линия пересечения перед-
ней плоскости с боковой поверхностью исходной зуборезной рейки;
создается цилиндрическая задняя поверхность. За направляющую
этой поверхности принимается режущая кромка, а образующие про-
водятся под углом
определяется профиль гребенки в нормальном сечении как линия
пересечения задней поверхности с перпендикулярной плоскостью к ее
образующим.
Пример графического профилирования прямозубых гребенок при-
веден на рис. 15.17. Изображен профиль А1В1С1Е1 исходной зубо-
резной рейки на перпендикулярной к ее образующим плоскости Н.
Проведена передняя плоскость Р под заданным передним углом у.
Передняя плоскость идет перпендикулярно к плоскости проекций Г,
т. е. передняя плоскость Р является вертикально проецирующей плос-
костью. Поэтому проекция режущей кромки на плоскость V распола-
гается на вертикальном следе Ру плоскости Р. Горизонтальная же
проекция режущей кромки будет А^З^Е-^ так как боковая поверх-
ность исходной прямозубой зуборезной рейки является горизонталь-
334
IК; но проецирующей поверхностью. Чтобы определить истинную форму
режущей кромки, повернем переднюю плоскость Р вокруг горизон-
р тального следа Ph до совмещения с плоскостью проекций Н. Совмещен-
I ным положением режущей кромки станет линия АВСЕ, которая и бу-
£ дет искомым профилем зуба гребенки в передней плоскости. Через
Ц узловые точки режущей кромки проводим под углом аь образующие
задней поверхности. Так, через точку В проходит образующая ВМ
рг задней поверхности. Совокупность рассматриваемых образующих изоб-
£ ражает на чертеже заднюю поверхность зуба гребенки.
Через точку А режущей кромки проводим вертикально проециру-
.„X ющую плоскость N, идущую перпендикулярно к образующим задней
t поверхности. Она пересекается с образующей ВМ в точке М, а с об-
разующей СД — в точке Д. Поэтому линия АМКЕ — это линия пере-
сечения плоскости N и задней поверхности зуба гребенки. Ее проек-
ции: ^А^ДрЕх и А2М2К2Е2. Истинные размеры линии АМК.Е найде-
ны поворотом плоскости А вокруг горизонтального следа А\до совме-
- щения с плоскостью проекций Н. Рассматриваемая линия АМКЕ
есть профиль прямозубой гребенки в нормальном сечении.
Аналитический расчет профиля зуба гребенки в передней плоско-
сти производят по формуле
h h
* Мп i*‘“ . »
р cos 7
Ж* ч где Ар — высотные размеры профиля зуба в передней плоскости, изме-
ж/ ряемые в направлении, перпендикулярном к средней линии; h — соот-
Ж ветствующие высотные размеры профиля исходной рейки;
tg«P = tgacosy,
Ж ар — Угол профиля зуба в передней плоскости; а — угол профиля ис-
ходной рейки.
Размеры вдоль средней линии исходной зуборезной рейки без
'% искажений переносятся на профиль зуба в передней плоскости и на
профиль зуба в нормальном сечении.
X Высотные же размеры hx в нормальном сечении подсчитываются по
т* формуле
Acosfe+j)
cos у
Угол aN профиля зуба гребенки в нормальном сечении
tg a cos у
cos (аь + у) ’
При проектировании гребенок величины передних у и задних аь
углов на вершинных кромках ее зубьев принимаются: для гребенок
типа 7 (рис. 15.18) у = 6° 30' и аь=5°30'; для гребенок типа II
у = 4° и ссг,= 6°52'. Для рассматриваемых вариантов величин геомет-
рических параметров (а/, = 5° 30', у =6° 30' и а = 20°) профильные
углы ар в передней плоскости и в нормальном сечении ар =
= 19° 25'54" и 20° 17'25"
Зная углы аь, у и Х = 0 на .вершинной кромке, определим гео-
метрические параметры на боковых кромках зуба гребенки.
335
Проведем в передней плоскости гребенки три вектора Л, В и
С (рис. 15.19). Единичный вектор Л проведем по вершинной режущей
кромке. В системе xyz вектор А — i.
Вектор В проведем в плоскости zy. Длину этого вектора выберем,
таким образом, чтобы длина его проекции на ось у была равна еди-
нице; В = j + k tg у.
Вектор С направим по боковой режущей кромке:
С =—i sin а 4- /cos а ф- Лг tg %,
где X — угол наклона боковой режущей кромки, измеряемый в плос-
кости резания и заключенный между рассматриваемой боковой кром-
кой и плоскостью, перпендикулярной к скорости резания, скорости
возвратно-поступательных движений гребенки при обработке зуб-
чатых колес.
Рассматриваемых три вектора 4, В, С лежат в одной плоскости,
поэтому их смешанное произведение
1 О О
О 1 tg у
—sin a cos а tgX
= 0.
Раскрыв определитель, получим формулу для подсчета угла накло-
на боковой режущей кромки:
tg X ~ tg у cos а.
По линии пересечения передней плоскости и главной секущей
плоскости N проведем вектор П. Главная секущая плоскость N про-
ходит перпендикулярно к проекции боковой режущей кромки на
плоскость, которая перпендикулярна к скорости резания. Длину век-
336
тора И выберем так, чтобы длина его проекции на плоскость ху была
равна единице. Тогда вектор
П == i cos а 4- / sin а + k tg ya,
где Ya — передний угол на боковой режущей кромке, измеряемый
в главной секущей плоскости N.
Три вектора А, В и П лежат в одной передней плоскости, поэтому
их смешанное произведение
л /
1 О О
о 1 tg т
cos a sin а tg ya
= О
Раскрыв определитель, получим формулу для подсчета угла уа*
tgy6 = tgysina.
Рассмотрим три вектора Е, С и 3, лежащих на задней плоскости
боковой режущей кромки. Вектор Е лежит на линии пересечения
боковой задней плоскости и плоскости zy-.
Е = j tg ab 4- k.
Вектор С идет по боковой режущей кромке, а вектор 3 — по линии
пересечения главной секущей плоскости /V и боковой задней плоскости:
** 3 = ! cos а 4- / sin а 4~ ctg
где ао — задний угол на боковой режущей кромке, измеряемый в глав-
ка ной секущей плоскости N.
Поскольку векторы Е, С и 3 лежат в одной плоскости, их сме-
шанное произведение
О tg ab 1
—sin a cos а tgX
cos а sin а ctg
-0.
Раскрыв определитель, после преобразований получим формулу
для подсчета угла аа:
ctg а6 = ctgotf,—tgycos»».
° sin а
F Расчеты показывают, что для принятых значений переднего и зад-
него угла на вершинной кромке порядка 5...6° на боковых режущих
кромках создаются передние и задние углы порядка 2°.
По назначению гребенки делятся на черновые, чистовые и шлифо-
, вочные. Черновые применяются для предварительной обработки зуб-
* , чатых колес, чистовые — для окончательного нарезания зубчатых
колес 7... 10-й степеней точности.
Шлифовочные гребенки применяются для обработки зубчатых колес
X под последующие шлифования. Размеры исходных профилей рассмат-
337
15.20. Профили гребенок
15.21. Схема образования задней поверх-
ности долбяка
риваемых гребенок определяются по схеме (рис. 15.20). Припуск для
чистовой обработки черновых гребенок -чис-- „.4ept; = 0,21^т, а шли-
я
S —• S -
фовочных чист-н -ч-ер” ~ 0,1 Увеличение высоты головки зубьев
черновых гребенок е = 0,2а шлифовочных — е = 0,1]/ти. Габа-
ритные размеры гребенок выбираются на основании ойыта заводов-
изготовителей, мм: длина гребенок колеблется от 77 до 311, ширина
— от 50 до 90, толщина — от 20 до 25, число зубьев — от 24 до 5
для модулей — от 1 до 20 мм.
Чтобы получить определенную скорость резания, гребенке сооб-
щают возвратно-поступательное движение, в результате которого ис-
ходная инструментальная поверхность скользит «сама по себе». За-
готовка совершает сложное движение обкатки, состоящее из вращения
вокруг своей оси и поступательного движения, скорость которого пер-
пендикулярна к оси. Можно спроектировать зубострогальный станок
таким образом, чтобы движение обкатки было результирующим дви-
жением вращения заготовки и поступательного движения исходной
рейки, т. е. зуборезной гребенки. Гребенка имеет ограниченное число
зубьев, поэтому происходит не беспрерывное нарезание зубьев. Ки-
нематика станка предусматривает в процессе обработки периодиче-
ское пересопряжение зубьев гребенки и заготовки, которое условно
можно назвать делением заготовки для обработки последующих
зубьев.
С помощью гребенки можно осуществить на специальных станках
непрерывную обработку зубчатых колес. В этом случае в конце каж-
дого двойного хода гребенки заготовку необходимо поворачивать на
один зуб, пока при данном положении гребенки не будут обработаны
все впадины зубьев. Затем осуществляется движение обкатки на опре-
838
деленный шаг, т. е. заготовка поворачивается на некоторый угол,
и зуборезная гребенка получает соответствующее поступательное
перемещение вдоль средней линии. В результате ряда подобных цик-
лов даже одним зубом гребенки могут быть обработаны все впадины
зуба зубчатого колеса. При соответствующей настройке станка движе-
ние обкатки может идти непрерывно. Однако подобные станки в про-
изводстве не освоены. При обработке зубчатых колес по методу об-
катки используется также схема формообразования, при которой дви-
жение поверхности детали относительно инструмента сводится к каче-
нию без скольжения начального цилиндра детали по начальному
цилиндру инструмента. Из теории механизмов и машин известно, что
с заданным зубчатым колесом может находиться в правильном зацеп-
лении как корригированное, так и некорригированное зубчатое ко-
лесо. Исходной инструментальной поверхностью, сопряженной с по-
верхностью зубьев обрабатываемого колеса, будет поверхность эволь-
вентного зубчатого колеса (рис. 15.13, д) как корригированного, так
и некорригированного. По рассматриваемой схеме производится об-
работка зубчатых колес зуборезными долбя ками.
Зуборезный долбяк представляет собой зубчатое колесо, сопря-
женное с обрабатываемым колесом, превращенное в режущий инстру-
' мент. Если обычное цилиндрическое прямозубое зубчатое колесо
установить на зубодолбежный станок и использовать его в качестве
инструмента, то у него передние и задние углы будут равны нулю. Та-
кой инструмент неработоспособен. Поэтому, превращая зубчатое ко-
лесо в долбяк, необходимо обеспечить на его режущих кромках поло-
жительные задние углы и соответствующие передние углы. Считаем,
что задняя поверхность зуборезного долбяка создается с помощью
гребенки, у которой передний угол равен нулю и передняя плоскость
идет перпендикулярно к оси долбяка (рис. 15.21). Как обычно, при
обработке гребенками осуществляется на станке движение обкатки
начальной прямой инструмента по начальной окружности детали. Это
движение обкатки может быть получено в результате вращения вокруг
своей оси заготовки, в рассматриваемом случае долбяка, и поступа-
тельного движения гребенки вдоль средней линии ее профиля. Тре-
буемая скорость резания создается возвратно-поступательным дви-
жением гребенки. При обработке обычных прямозубых колес эти
возвратно-поступательные движения гребенки совершаются вдоль
оси заготовки. Однако принять это направление возвратно-поступа-
тельных движений гребенки при обработке задней поверхности дол-
бяка нельзя, так как в этом случае создаются на его режущих кромках
задние углы, равные нулю.
Чтобы получить на режущих кромках долбяка положительные
задние углы, заставим гребенку при обработке задней поверхности
совершать возвратно-поступательные движения резания под углом
к оси долбяка, не меняя при этом характер движения обкатки. В этом
случае наружная (внешняя) поверхность зубьев долбяка станет кони-
ческой, и на вершинных режущих кромках будут образованы задние
углы <хь, равные углам между осью долбяка и направлением возврат-
но-поступательных движений резания гребенки.
339
Боковые стороны зубьев долбяка создаются боковыми режущими
кромками зубьев гребенки. Рассматриваемые кромки при возвратно-
поступательных движениях резания гребенки описывают поверх-
ность резания. Эта поверхность входит в зацепление с обрабатывае-
мым долбя ком и формирует боковые поверхности его зубьев. Если
рассечь долбяк и поверхность резания гребенки плоскостью, перпен-
дикулярной к оси долбяка, то в сечении наблюдается картина зацеп-
ления зубьев гребенки (рейки) и зубьев обрабатываемого долбяка.
Считаем, что в сечении 1—1 имеет место касание средней линии рейки
и начальной окружности долбяка, т. е. средняя линия рейки совпадает
с ее начальной прямой. В результате обкатки создается некорригиро-
ванный профиль зубьев долбяка. Это сечение долбяка называют ис-
ходным или расчетным.
Основные размеры зубьев долбяка в исходном сечении: высота
головки hao = 1,25 m, высота ножки й/о = 1,25 m. Толщина зуба по дуге
делительной окружности равна ширине впадины зубьев рейки на на-
чальной прямой S — С учетом боковых зазоров в сопряженных
зубьях толщину зуба долбяка в исходном сечении на делительной
окружности несколько увеличивают по сравнению с ее теоретическим
значением;
So = 7 + AS„.
Диаметр делительной окружности долбяка d = mz0.
Рассмотрим произвольное сечение II—II долбяка, перпендику-
лярное к его оси и отстоящее от сечения I—I на расстоянии у. Сечение
поверхности резания гребенки с плоскостью II—II является профи-
лем рейки, тождественным профилю рейки в сечении I—I. Однако
профиль рейки в сечении II—II отстоит от оси долбяка на большем
расстоянии, чем в сечении /—I. Смещение профиля рейки в сечении
II—II по отношению к его исходному положению в сечении I—I
будет А = у tg аь.
В результате обкатки этого профиля в рассматриваемом произ-
вольном сечении II—II образуется корригированный, профиль зуба
долбяка, коэффициент смещения в котором
«/tga.
х = ----2 .
т
Как видно, коэффициент смещения х при переходе от одного сече-
ния, перпендикулярного коси долбяка, к другому изменяется пропор-
ционально расстоянию от исходного сечения до исследуемого. По-
этому такой долбяк можно рассматривать как совокупность бесконеч-
но большого числа элементарных зубчатых колес с бесконечно малой
шириной обода, с различной величиной коррекции, закрепленных на
общей оси.
Движение обкатки при обработке долбяка гребенкой не изменяет-
ся при переходе от одного сечения, перпендикулярного к оси, к дру-
гому. Поэтому радиус начальной окружности долбяка при его зацеп-
лении с гребенкой сохраняется неизменным. Эта окружность являет-
340
ся делительной окружностью долбяка, на которой шаг зубьев Р равен
шагу зубьев рейки: Р = лт.
Не изменяется также при переходе от одного сечения к другому
основная окружность, радиус которой
г6о = го cos а,
J
где г0 — радиус делительной окружности долбяка; а — угол профи-
ля зуборезной рейки.
Основные размеры зубьев долбяка в произвольном сечении, пер-
пендикулярном к его оси: высота головки зуба как расстояние между
делительной окружностью и окружностью выступов, hao = 1,25m -ф-
-J-z/tgc^; высота ножки зуба как расстояние между делительной
окружностью и окружностью впадин, hfQ= 1,25m — у tg аь; толщина
зуба по дуге делительной окружности, равная ширине впадины рейки
гребенки) на начальной прямой,
— *2—F + 2// tg ab tg a;
увеличение толщины зуба долбяка по дуге делительной окружности
при переходе от исходного сечения к произвольному
SS' = S' — 50 = 2у tg ab tg a.
‘В различных сечениях, перпендикулярных к оси долбяка, про-
филь его зубьев как сопряженный с профилем прямобочной рейки бу-
дет эвольвентным. Эвольвента в каждом сечении образуется от основ-
ной окружности одного и того же радиуса гЬо, т. е. в различных сече-
ниях профиль зуба долбяка очерчивается одной и той же эвольвентой,
но в каждом сечении он занимает на эвольвенте различные положе-
ния.
При переходе от исходного сечения к произвольному эвольвента
профиля зуба долбяка поворачивается вокруг его оси. Поэтому наблю-
дается изменение толщины зуба долбяка. Угол 8 поворота эвольвен-
ты вокруг оси долбяка в радианах, измеренный по дуге делительной
окружности, при переходе от исходного к произвольному сечению
65 tga^tga
Таким образом, угол поворота эвольвенты при перемещении из
исходного сечения в произвольное прямо пропорционален расстоянию
у между сечениями. Чтобы получить профиль зуба долбяка в произ-
вольном сечении, необходимо эвольвенту профиля зуба заставить со-
вершать равномерное поступательное движение вдоль оси долбяка
и одновременно равномерно вращаться вокруг той же оси.
В результате сочетания равномерных поступательного и враща-
тельного движений эвольвента будет совершать винтовое движение
и описывать эвольвентную винтовую поверхность постоянного шага,
которая является боковой задней поверхностью зуба долбяка. Шаг
341
этой поверхности равен расстоянию у при одном обороте эвольвенты,
когда угол е = 2лл
°™УДа Р‘° = та-а-
Винтовая боковая поверхность зуба долбяка обеспечивает полу-
чение на боковых режущих кромках необходимых задних углов аб.
Задний угол на боковой режущей кромке а$ при его измерении в ци-
линдрическом сечении, концентричном оси долбяка, равен углу на-
клона винтовой поверхности. Следовательно,
tg ав = тг* = £ tg a, tg а.
rzo г0
Задний угол в сечении по делительному цилиндру
tg «бд = tg а6 tg а.
С точки зрения протекания процесса резания целесообразно знать
задние углы на боковых кромках в сечениях, нормальных к профилю.
Для эвольвентного профиля таким сечением будет сечение плоско-
стью, касательной к основному цилиндру и проходящей через ис-
следуемую точку режущей кромки.
Определим задний угол в нормальном сечении N в произвольной
точке С эвольвентного профиля зуба долбяка (рис. 15.22). Для этого
в системе xyz, ось х которой идет перпендикулярно к сечению N,
а ось z— параллельно оси долбяка, запишем три вектора Р, А, В,
касающиеся в точке С боковой задней поверхности зуба долбяка.
Вектор Р направим по касательной к эвольвентному профилю Р =
— I. Вектор А проведем в сечении У по касательной к боковой задней
поверхности. В системе xyz
А== jtga^ + Б.
Вектор В направим по касательной к линии пересечения винтовой
задней поверхности и цилиндрического сечения, проходящего через
исследуемую точку С. В системе xyz
В — —i tg ag sin ах + / tg аб cos ах 4- й.
Три вектора Р, А, В лежат в одной плоскости, касающейся в точке
С задней боковой поверхности зуба долбяка. Поэтому их смешанное
произведение
1 О О
О tgaw 1
—tgaesiriax tgaecosa^ 1
Раскрыв определитель, после преобразования получим
tga^ ~ tga^sina.
342
Полученная формула показывает, что задний угол aN является
® постоянной величиной на всем протяжении боковой кромки зуба. Для
Ж- стандартных долбяков, у которых задний угол на вершинной кромке
Ж аь — 6° и угол а = 20°, задний угол aN = 2°10\
Яр Таким образом, принятая схема образования задних поверхностей
Ж зуба долбяка обеспечивает получение необходимых для осуществления
Ж процесса резания задних углов на всех участках режущих кро-
Ж мок-
Ж Переточка долбяка производится по передней поверхности. По ме-
да ре перетачивания меняется величина коррекции эвольвентного профи-
Ж ля зубьев долбяка. Как известно, корригированное колесо может на-
Л ходиться в правильном зацеплении как с корригированными, так
ж ис некорригированными колесами. Поэтому новым и переточным
ж -долбяком можно нарезать одни и те же колеса. Следовательно, рас-
Ж смотренная схема образования задней поверхности зуба долбяка
ж приемлема.
Ж Для обеспечения лучших условий резания передняя поверхность
Ж долбяка затачивается под углом уь. Этот угол превращает переднюю
Ж* торцевую плоскость в коническую поверхность, ось которой совпа-
® дает с осью долбяка. В результате заточки по передней конической
Ж поверхности создается режущая кромка долбяка как линия пересечения
Ж задней и передней его поверхности. Проекция этой режущей кромки
Ж’ на плоскость, перпендикулярную к оси долбяка, уже не будет эволь-
вентной. При нарезании зубчатых колес таким долбяком в зацепление
Иг вводится неэвольвентное режущее зубчатое колесо, создающееся
Н| в пространстве при возвратно-поступательных движениях режущей
Як кромки. В результате обработанное зубчатое колесо также будет
343
неэвольвентным. Оно имеет соответствующие погрешности. Размеры
этих погрешностей зависят от принятых при конструировании дол-
бяка величин передних и задних углов. Поэтому у стандартных дол-
бяков они выбираются сравнительно небольшими» уь = 5°, а аь — 6°.
Чтобы оценить возникающие погрешности, определим угол дав-
ления на делительной окружности в проекции режущей кромки дол-
бяка на плоскость, перпендикулярную к его оси.
Введем следующие обозначения! а — угол профиля рейки, с по-
мощью которой обрабатывается задняя поверхность зуба долбяка; «о —
угол давления между касательной к проекции режущей кромки дол-
бяка на плоскость, перпендикулярную к его оси в точке А, располо-
женной на делительной окружности, и радиальным лучом, проведен-
ным к той же точке из центра долбяка. В точке А (рис. 15.23), распо-
ложенной на делительной окружности, проведем три вектора /И, Т, Р>
расположенные в плоскости, касательной к боковой задней поверх-
ности зуба долбяка. Вектор М идет горизонтально по боковой сто-
роне профиля исходной рейки и касается в точке А задней поверх-
ности зуба долбяка. Вектор Т проводится по касательной к винтовой
линии пересечения боковой задней поверхности зуба долбяка и дели-
тельного цилиндра. Угол между этим вектором и осью долбяка
равен «б. д. Вектор Р касается режущей кромки. Выберем систему
координат xyz с началом в точке А, Ось г направим параллельно оси
долбяка, а ось у — по радиусу, соединяющему точку А с центром
долбяка.
В системе xyz векторы А4, Т, Р могут быть записаны таю
M = Hga —j;
Т = i tga6. д + k = 1 tg tg a +
?tga + 7 + ^tgy&.
В силу того что эти векторы лежат в одной плоскости, их смешан-
ное произведение
tga
tg ab tg a
— tga0
— 1 0
0 1
i Ш
= 0.
Вычисляя определитель, получим
tga0 = tga(l —tgo^tgy*).
Расчеты по этой формуле показывают, что при a = 20°, аь — 6°
и уь = 5° угол давления на делительной окружности долбяка а0 =
= 19°50'. Для уменьшения возникающих ошибок заднюю винтовую
поверхность зубьев долбяка нужно обрабатывать исходной зуборезной
рейкой, имеющей скорректированный угол профиля аок, который вы-
бирают таким образом, чтобы угол давления на делительной окруж-
344
Igy. *'
В ности, измеряемый по проекции режущей кромки на плоскость, пер-
I пендикулярную к оси долбяка, равнялся а. Тогда
I tg а = tg аОк (1 — tg ab tg уь).
| Отсюда «<ж _ tg tg Тб •
* Если принять угол а == 20° > уь = 5° и аь = 6°, то угол аок=2О°1О\
Боковые поверхности зубьев долбяка необходимо образовывать
рейкой е профильным углом аок. Тогда диаметр основного цилиндра
i долбяка =s cos аОк = cos аОк.
; Этот основной цилиндр должен приниматься во внимание при рас-
* смотрении долбяка как геометрического тела, например при измере-
нии эвольвентного профиля зуба долбяка в сечении, перпендикуляр-
< ном к его оси, а также при изготовлении долбяка.
♦ - При анализе же процесса нарезания колес необходимо принимать
л. угол давления на делительной окружности долбяка равным а и соот-
ветственно этому значению вести расчеты. Расстояние а от переднего
торца нового долбяка до исходного сечения является важной харак-
теристикой инструмента. Определение величины а является одной
из сложных и ответственных задач при проектировании долбяка.
: С точки зрения точности и качества обработки профиля колес дол-
4 бяком целесообразно выбирать максимально допустимые исходные
♦ расстояния а. Выгодно увеличивать расстояние а также потому, что
‘‘ это позволяет повысить срок службы долбяка, увеличив возможное
? число переточек.
С увеличением расстояния а также уменьшается по мере заточки
g долбяка опасность подрезания ножек и срезания головок зубьев наре-
t заемых колес. Однако исходное расстояние а нельзя выбирать про-
л извольно большим. Максимально допустимое расстояние а лимитирует-
ся. опасностью застроения зубьев долбяка и интерференцией с пере-
ходными кривыми, которая может возникнуть в процессе зацепления
зубчатых колес, нарезаемых долбя ком.
Увеличение расстояния а приводит к уменьшению толщины зуба
нового долбяка на окружности выступов, вследствие чего стойкость
его уменьшается.
t С увеличением расстояния а также увеличивается переходная кри-
< вая на профиле зуба. В процессе зацепления нарезанных колес мо-
* жет наблюдаться интерференция с переходными кривыми, т. е. зацеп-
ление сопряженных профилей на некоторой зоне переходной кривой,
что неблагоприятно отражается на работе передачи. Исследования
/ показывают, что практически выбор исходного расстояния а в основ-
г ном ограничивается заострением вершины зуба долбяка. Для доста-
* точной стойкости долбяка толщина его зуба Sao на окружности высту-
$ пов не должна быть меньше допустимой величины. По опытным данным
£ рекомендуемую допустимую толщину зуба 5йо на окружности
В выступов долбяка можно рассчитывать в зависимости от модуля
Ж по формуле
S'a = V0,2594m — 0,0375.
345
15.24. Положение исходного сечения долбяка
При известном исходном расстоянии а реальная толщина зуба 8'а§
на окружности выступов (рис. 15.24) подсчитывается по формуле
== ЛгСГГ,
где гао — радиус окружности выступов нового долбяка.
По построению угла, в рад
S'
— 2(inva,7—inva).
Подставляя величину угла т в формулу для подсчета Sao, получим
5 a0 = 2ra0 — in v aa + rnv a)
Ля = r0 + 1,25m 4- a tg a6;
S6=^ + AS6 + 2atgahtga;
COS CtaO =
r0 cos a
Г ao
Решать написанные уравнения для расчета 5ао относительно вели-
чины исходного расстояния а невозможно. Поэтому при проектиро-
вании долбяков применяют приближенные способы решений.' В част-
ности, используют графическое решение и, задавшись величиной Sa0
из условия обеспечения Достаточной стойкости долбяка, находят
соответствующее исходное расстояние а. Для долбяков с высотой
головки зуба в исходном сечении, равной 1,25 т, зависимость толщины
S'
зуба на окружности выступов от коэффициента смещения х0 исход-
ного профиля рейки в передней плоскости нового долбяка показана
на рис. 15.24. По этому графику определяется коэффициент смеще-
ния Хд, соответствующий принятому значению 5ао и числу зубьев
долбяка г0. Зная коэффициент смещения х0, исходное расстояние а
находят по формуле .
346
а 5
15.25. Активные участки про-
филя зуба
Приближенно значение исходного рас-
стояния а, соответствующее выбранному
значению толщины зуба 5«о нового дол-
бяка на окружности выступов, можно под-
считать по зависимости
0,5 dao daQ tg ct/y tg ct
(da0 a«6 *" Sm) tg ab — do
• где в исходном сечении: dao — диаметр окружности выступов долбяка;
Sao — толщина зуба долбяка на окружности выступов; aflo — угол
давления на окружности выступов, определяемый по формуле
cos ад0 = .
“ар
При известной величине исходного расстояния а основные размеры
зубьев на проекции режущей кромки нового долбяка на плоскость,
перпендикулярную к его оси:
высота головки ha — 1,25m -J- tztgafc;
высота ножки hf = 1,25m — a tg ab.
Толщина зуба по дуге делительной окружности
=^ + A^ + 2«tga,tga.
Значение исходного расстояния а, найденное из условия получения
- заданной толщины зуба нового долбяка на окружности выступов,
должно быть проверено на отсутствие интерференции с переходными
кривыми.
В процессе зацепления двух зубчатых колес касание сопряженных
профилей происходит только в пределах активного участка, а не по
всей высоте зуба. Активным профилем зуба колеса при его зацеп-
лении с сопряженным колесом z2 считаем участок АВ (рис. 15.25, а).
В процессе же нарезания активным профилем колеса при его зацеп-
лении с долбяком z0 пусть будет участок АС (рис. 15.25, 6). Участок АС,
на котором наблюдается касание сопряженных профилей колеса
и долбяка z0, является эвольвентным. За пределами участка АС про-
филь зуба колеса очерчивается по переходной кривой. В пределах
переходной кривой наблюдается кромочное зацепление, когда верши-
на зуба долбяка контактирует с профилем зуба колеса и описывает
переходную кривую в форме удлиненной эпициклоиды.
Участок АВ может быть больше участка АС. В этом случае на уча-
стке ВС происходит зацепление сопряженных профилей колес и z2
в пределах переходной кривой. В результате при работе передачи, со-
ставленной из колес ?! и z2> наблюдается колебание угловой скорости,
т. е. неравномерная работа передачи, появление дополнительных на-
грузок на зубья, возможно также заклинивание передачи. Это явле-
ние, заключающееся в том, что в зацеплении сопряженных зубьев
частично участвует неэвольвентный участок профиля, называют ин-
терференцией профилей с переходными кривыми. Для исключения
347
15.26. Схема проверки конструкции долбяка
интерференции с переходными кривыми и обеспечения соприкосно-
вения сопряженных зубьев только в пределах эвольвентного участка
профиля необходимо, чтобы участок АВ был меньше участка АС.
Положение точек В и С на профиле колеса можно определить
графически. Так, на рис. 15.26 изображено зубчатое колесо zlt кото-
рое введено в зацепление с колесом z0 (долбяк). Нанесены основные
окружности рассматриваемых колес и zfl и проведена касательная
к ним рМ, являющаяся линией зацепления. Граничная точка С про-
филя зуба колеса в процессе нарезания формируется вершинной точ-
кой Е зуба долбяка. Соприкосновение рассматриваемых сопряжен-
ных точек С и Е наблюдается на линии зацепления. Вершина Е зуба
долбяка, вращаясь вокруг его оси, описывает окружность выступов,
которая пересекает линию зацепления в точке Д. Следовательно,
в тот момент, когда точка Е, вращаясь, попадет в точку Д линии за-
цепления, произойдет ее контакт с сопряженной точкой профиля
колеса zt. В процессе зацепления колесо zr вращается вокруг своей
оси. Поэтому, чтобы отыскать точку С как сопряженную с точкой Е,
следует повернуть точку Д вокруг оси колеса z± до пересечения в точке
С с профилем его зуба. Положение точки С можно характеризовать ее
радиусом, т. е. расстоянием 0гС либо радиусом р<? кривизны эвольвенты
в точке С (расстоянием от точки Д до точки М касания линии зацеп-
ления с основной окружностью колеса zx).
Рассматривая графическое построение, можем получить формулу
для подсчета радиуса!
Рс — #01 sin а01 — га0 — fbO,
где а01 — межосевое расстояние при зацеплении долбяка с шестерней;
а01 — угол зацепления долбяка и шестерни; гао, г&о — радиусы окруж-
ностей выступов и основной долбяка.
Подобным образом рассматривая зацепление шестерни zt и колеса
г2, имеем
• 1/ 2 2
Рв = ^12 sin а12 г Гй2 ,
348
где рв—радиус кривизны эвольвенты в точке В профиля зуба; а13—
межосевое расстояние при зацеплении шестерни и колеса; а13 — угол
зацепления шестерни и колеса: ra2, rb2— радиусы окружностей вы-
ступов и основной колеса z2.
Чтобы в процессе зацепления колес и z2, нарезанных долбя ком
г0 на профиле шестерни zb не наблюдалась интерференция с переход-
ными кривыми, необходимо соблюдать условия
Рс Рв»
н01 sin а01 ~ V г^ — г^ < н12 sin а12 — —
Анализ показывает, что проверку на отсутствие интерференции
с переходными кривыми следует проводить для нового долбяка
только на малом колесе zlt если нарезаются некорригированные ко-
леса и г2 с углом профиля а = 20°. Если же долбяк предназначается
для обработки корригированных колес, то проверять надо как малое,
так и большое колёса.
Если при заданных условиях интерференция наблюдается, то сле-
дует уменьшить величину исходного расстояния а, увеличить число
зубьев долбяка и размеры высоты головки зуба, приняв ее в исходном
сечении равной 1,3т. Допустимое уменьшение длины зуба долбяка
при переточках ограничивается прочностью зуба сточенного долбяка,
срезанием вершин зубьев и подрезанием ножек зубьев нарезаемых
колес.
При нарезании долбяком, имеющим относительно большое число
зубьев, колеса с малым числом зубьев появляется опасность' подреза-
ния ножки зуба колеса. При зацеплении долбяка, имеющего относи-
тельно малое число зубьев, с большим колесом может иметь место
подрезание ножки зуба долбяка. Однако это невозможно, так как дол-
бяк представляет собой режущее колесо. В этом случае ножка зуба
долбяка вызовет соответствующее срезание головки зуба колеса.
Схема зацепления долбяка и обрабатываемого зубчатого колеса
гх дана на рис. 15.26, б. Проведена линия зацепления как касательная
к основным окружностям, длина которой по построению
АВ — п01 sin а01.
На рис. ’ 15.26, б показан предельный случай, когда подрезание
ножки не имеет места, и окружность выступов долбяка радиуса гао
проходит через крайнюю точку В линии зацепления. Подрезание
ножки зуба наблюдается тогда, когда окружность выступов долбяка
пересекает линию зацепления за пределами участка АВ. Поэтому
условие неподрезания ножки зуба можно записать в виде
ОаВ.
Рассматривая треугольник и определяя О „В, полечим
гао < KCaoiSinaoi^ + r^.
349
15.27. Определение зоны стачивания
долбяка
Аналогично записывается усло-
вие несрезания головки зуба коле-
са, т. е. условие неподрезания нож-
ки зуба долбяка нарезаемым ко-
лесом z2i
Гаг < /(«02 Sin Ct02)2-|-^2-
По этим формулам произво-
дится проверка на отсутствие под-
резания ножек и срезания головок
зубьев, нарезаемых предельно сто-
ченным долбяком колес. Извест-
ным считается расстояние а± от ис-
ходного сечения до торцевого сече-
ния предельно сточенного долбяка.
Обычно расстояние аг является
отрицательной величиной, и ста-
чивание долбяка при переточках
производится за исходное сечение.
Предельно допустимое расстояние аг (если в этом возникает необ-
ходимость при проектировании долбяка) можно определить, рассмат-
ривая рис. 15.27, на котором показан предельный случай зацепления
долбяка г0 и колеса z2, когда еще возможна обработка вершин зубьев
без их среза. Изображены основные окружности колеса и долбяка,
линия зацепления АВ к ним касательная, окружность выступов ко-
леса г2 радиуса га2, проходящая через крайнюю точку В линии зацеп-
ления. Линия ОВ продолжена до пересечения с прямой ОС, проведен-
ной параллельно линии зацепления АВ. Тогда угол зацепления а02,
характеризующий этот критический случай, может быть определен из
треугольника OaCOi
, ОС
-- QQ •
По построению СОа = гь&А~ гЬ2 и = Отрезок АВ как ка-
тет прямоугольного треугольника ОАВ
АВ^УЪ-Ъ.
Следовательно,
Гд2—ГЬ2
Г&о + ГЬг
Угол зацепления а02 при нарезании предельно сточенным долбяком
колеса z2 может быть подсчитан по известной формуле!
inva08 -2tgcc-^—
*а "г
Отсюда х0« (^-^44) _
350
15.28. Типы прямозубых долбяков
2 tga
#1
При известной величине коэффициента смещения хд расстояние аг
подсчитывается по формуле
г2 —г2
га® гЬ0
15.29. Геометрия передней поверхности
долбяка
хат
Численными методами определяется коэффициент смещения х0 для
критического случая, когда еще не наблюдается подрезание ножки
зуба колеса гх, нарезаемого предельно сточенным долбяком:
v (invocol— inv а) (гх + 20)
л0 _ лХ,
где -в-их _ ,rh .
F ГЬ0 Ф 'bl
Из двух рассмотренных условий лимитирующим будет то, которое
приводит к меньшей по абсолютному значению величине av Следует
также при выборе величины ах учитывать, что подрезание ножки зуба
колеса приводит к уменьшению коэффициента перекрытия и влечет
ослабление зуба, что недопустимо. Небольшое же срезание головки
зуба колеса создает как бы естественное фланкирование и поэтому мо-
жет приводить к улучшению работы передачи.
В машиностроении применяются следующие конструктивные типы
долбяков: дисковые (рис. 15.28, а), чашечные (рис. 15.28, б), хвостовые
(рис. 15.28, в).
Дисковые прямозубые долбя ки применяются в основном для наре-
зания колес наружного зацепления. Они могут быть использованы
также для колес внутреннего зацепления больших диаметров. Чашеч-
ные долбяки по конструкции напоминают дисковые, но имеют увеличен-
ные размеры глубины выточки, где размещается гайка для закреп-
ления. Это позволяет чашечными долбяками производить нарезание
351
колес в упор, что имеет место при обработке блоков зубчатых колес,
колес с выступающими фланцами. Хвостовые долбяки в основном при-
меняются для нарезания колес внутреннего зацепления и с малым мо-
дулем.
Для нарезания зубчатых колес на зубодолбежных станках различ-
ных моделей применяются долбяки с модулями от 0,2 до 50 мм. Уста-
новлены следующие номинальные размеры диаметров делительных
окружностей долбя ков! 25, 38, 50, 75, 100, 125, 16®, 200 мм.
Наибольшее распространение в промышленности получили долбя-
ки дисковые и чашечные с диаметрами делительной окружности 75...
100 мм. Число зубьев долбяка связано с диаметром делительной окруж-
ности зависимостью /пг0 = dQ. Поскольку число зубьев z0 может*быть
только целым, фактические делительные диаметры долбяков несколь-
ко отличаются от номинальных. Дисковые и чашечные долбяки за-
крепляются на оправке. Базой для крепления являются отверстие,
а также наружная и внутренняя опорные плоскости. Для долбяков
диаметр отверстия под оправку принимается равным 31,751
и 44,443 мм. Длина отверстия делается сравнительно небольшой
(6... 12 мм), что облегчает заточку зубьев по передней поверхности.
Хвостовые долбяки для их закрепления обычно снабжаются ко-
ническим хвостовиком с конусом Морзе № 2 или № 3 укороченным.
Высота долбяка
И — а +1 аг| 4- (3 ... 5) мм,
где а — исходное расстояние от переднего торца нового долбяка до
исходного сечения; | at |—абсолютная величина расстояния от ис-
ходного сечения до торца предельно сточенного долбяка.
Размер 3...5 мм соответствует высоте предельно сточенного долбя-
ка, обеспечивающей его достаточную прочность. Высота долбяка не
должна быть слишком большой по технологическим требованиям.
При шлифовании профиля на специальных станках шлифоваль-
ный круг не имеет продольного перемещения вдоль оси долбяка.
В этом случае при увеличении высоты растет стрела вогнутости во
впадине зубьев, что может привести к ослаблению или подрезу зубьев
долбяка. На основе практического опыта рекомендуемые величины
высоты долбяка, допустимые в отношении технологичности зубошли-
фования, колеблются от 12 до 22 мм для модулей от 1,0 до 8,0 мм.
Передняя поверхность долбяков принимается конической формы,
ось которой совпадает с его осью. Поэтому в сечениях, проходящих че-
рез ось долбяка, передние углы в любой точке режущей кромки будут
равны переднему углу на вершине зуба уь. Процесс резания в любой
точке режущей кромки характеризуется передним углом yN, изме-
ряемым в главной секущей плоскости, которая идет перпендикулярно
к проекции режущей кромки на плоскость, перпендикулярную к оси
долбяка. Для определения угла yN в исследуемой точке С режущей
кромки (рис. 15.29) проведем вектор А, идущий по. образующей ко-
нической передней поверхности, вектор В, идущий по касательной
к передней поверхности в главной секущей плоскости N, вектор Р,
S52
идущий по касательной к режущей кромке. В системе xyz векторы
А, В, Р\
A = / + ^tgy6;_
В = i cos ах + / sin ах -f- k tg yv;
P — i (— sin aj + j cos ax + k tg
Три вектора i, А, В лежат в одной плоскости, касающейся кони-
ческой передней поверхности в точке С. Поэтому их смешанное про-
изведение
1 О О
О 1 ’ tgyft
cosax sin ах tgyN
= 0.
Отсюда tgyN = tg Ть sin ax.
Векторы i, A, P также лежат в той же плоскости. Следовательно,
1 О О
О 1 tgyb
— sin cz cos a, tgV
л л л
= 0.
Отсюда tg Кх — tg yb cos осх.
Анализ полученных зависимостей показывает, что угол Кх наклона
режущей кромки не так резко меняется на режущей части долбяка
по сравнению с передним углом yN, Из-за переменного значения угла ах
на боковых режущих кромках передние углы yN меняются от 0 в точках,
- лежащих на основной окружности, до 2 ... 3° в точках, располо-
женных на окружности выступов, при угле уь = 5°. Чтобы увели-
чить передние углы yN, нужно увеличивать передний угол на вершине
долбяка уь. Однако в практике зачастую этот путь оказывается неприем-
лемым, так как большие значения переднего угла уь приводят к недо-
пустимо большим отклонениям профиля от эвольвенты.
Для получения целесообразных значений передних углов yN ре-
комендуются всевозможные способы подточки передней поверхности.
Так, на рис. 15.30, а изображена заточка зуба долбяка, обеспечива-
ющая возможность получения требуемых величин передних углов на
всех режущих кромках. На вершине зуба передний угол создается за-
точкой цилиндрическим кругом, а на боковых кромках — кониче-
ским кругом, которые при заточке подаются вертикально и врезаются
в переднюю поверхность. Для стандартных долбяков применение этого
метода весьма затруднительно. Он может использоваться только для
долбяков больших размеров диаметром 360 мм. Передняя поверхность
долбяка может также затачиваться двухсторонним коническим шли-
фовальным кругом (рис. 15.30, б) или соответствующим фасонным
кругом. Форма шлифовального круга выбирается такой, чтобы при
подточке сохранялась неизменной форма режущей кромки. Этому
условию удовлетворяет шлифовальный круг, рабочая поверхность
*/2 1 2 9-385
353
15.30. Способы подточки передней поверхности зуба долбяка
которого описывается режущей кромкой долбяка при ее вращении
вокруг оси круга. Хотя эти способы и проще предыдущего, но все же
они сложнее и дороже, чем стандартная коническая заточка передней
поверхности. Их целесообразно применять для заточки долбяков боль-
ших модулей.
Зуборезные долбяки используются для нарезания цилиндрических
колес любого типа. Однако долбяки имеют и особые области приме-
нения, в которых другие типы инструментов применять нельзя или
нерационально. Это нарезание зубьев «в упор» на блочных колесах
и на колесах с буртиками, нарезание колес внутреннего зацепления,
обработка зубчатых секторов и т. п:
. Для обработки цилиндрических зубчатых колес долбяки предпочти-
тельно применять при нарезании колес с меньшими модулями, больши-
ми числами зубьев, меньшими ширинами венца, большими углами
наклона зубьев. Ряд преимуществ, по сравнению с распространенной
схемой зубодолбления, имеет схема формообразования, при которой
относительное движение детали и инструмента сводится к качению
начального конуса, связанного с деталью, по начальному конусу,
связанному с инструментом (рис. 15.31). Эта схема включает взаимо-
связанные вращения заготовки и инструмента вокруг своих осей, ко-
торые пересекаются под углом е. Пусть угловая скорость вращения
детали (Оц а угловая скорость вращения инструмента — ®3. Тогда
угол 2еА при вершине начального конуса детали и угол 2б2 при вер-
шине начального конуса инструмента определяются из соотношений
В J
0)а
sin е8
sin Ej *
Если заданы не угловые скорости, а числа зубьев детали zQ и ин‘
Sin 8i
струмента z0, то .
Из технологических соображений примем, что долбяк с наклон-
ной осью, предназначенный для обработки прямозубых эвольвент-
354
15.31. Определение профиля долбяка с наклонной осью
ных зубчатых колес, имеет также эвольвентный профиль цилиндри-
ческой задней поверхности. В этом случае долбяк с наклонной осью
будет прямозубым эвольвентным зубчатым колесом, один торец кото-
рого заточен по конической передней поверхности. Эвольвентный
профиль долбяка определим из условия касания теоретически точного
профиля долбяка и заменяющей его эвольвенты в средней точке ре-
жущей кромки, расположенной на начальном конусе на радиусе
/?н. и. Зацепление сопряженных профилей детали и исходной инстру-
ментальной поверхности в центральных точках, расположенных на
начальных окружностях /?н.о и произойдет в тот момент, когда
они попадут в точку Ро мгновенной оси вращения. Рассмотрим зацеп-
ление сопряженных поверхностей в этот момент времени. Плоскость,
касательная к поверхности зуба колеса в центральной точке, явля-
ется вертикально проецирующей плоскостью и составляет угол
с осью у (рис. 15.31, б). Эта плоскость также касается исходной инстру-
ментальной поверхности в центральной точке. Следовательно, в этой
плоскости лежит прямая, касательная к режущей кромке в централь-
ной точке; эта прямая также лежит в плоскости, касательной в цент-
ральной точке к передней конической поверхности. Поэтому касатель-
ная к режущей кромке в центральной точке будет линией пересече-
ния двух рассматриваемых плоскостей. По касательной к режущей
кромке проведем вектор Вив плоскости ху по касательной к исходной
поверхности вектор А. В системе xyz векторы А и В записываются
таким образом;
Л = —t tg а0 + _
В = r—i tg ср -|- / cos у + k sin у,
j
355
где а0 — угол давления эвольвенты зуба обрабатываемого колеса
радиуса Ra. о; (р — угол> составляемый касательной к режущей
кромке в центральной точке с плоскостью zy.
Векторы А, В и К лежат в одной плоскости, касательной к поверх-
ности зуба колеса. Поэтому их векторно-скалярное произведение
[£хД]-в = о.
В координатной форме это произведение
О 0 1
—tga0 1 О
—tg ср cos у sin у
= 0.
Определив отсюда tg ср, получим tg ф = tg а0 cos у.
Проведем в центральной точке по касательной к профилю зуба
долбяка вектор С, который в системе xyz запишем в виде
С =—ttgocH+/cosB — k sin s,
где «и — угол давления профиля зуба' долбяка в центральной точке.
Вектор, идущий по образующей задней поверхности зуба долбяка,
Е = j sin & 4- k cos в.
Векторы В, С, Е лежат в одной плоскости, касательной в централь-
ной точке к задней поверхности зуба долбяка. Поэтому их векторно-
скалярное произведение
[ЁХВ]-С = О.
Следовательно,
Отсюда tg аи =
0
—1ёФ
—tgaH
sine cos 8
cos у sin у
cos 8 —sin e
tg Ф
cos (e -j- y)
Подставив вместо tg ф его значение, получим
tg аи —
tg q0 cos у
cos (е 4~ у) ’
Радиус основной окружности эвольвентного профиля зуба долбяка
гьо = Яни cos аи.
Толщина зуба долбяка на окружности радиуса 7?ни равна ширине
впадины зуба обрабатываемого колеса, измеренной по окружности
радиуса Ra,o.
Высота головки зуба
haQ = 1,25m
cos (е 4- у)
COSy
356
Высота ножки зуба долбяка
hfQ= 1,25m
COS (6 + у)
cos у
Остальные размеры долбяка определяются аналогично обычным
прямозубым колесом. У долбяков с наклонной осью упрощается тех-
нология их изготовления, создаются передний угол у и задний угол а
оптимальной величины, переточка долбяка не вносит никаких изме-
нений в условия зацепления инструмента и обрабатываемого колеса,
длина зубьев долбяка может быть произвольной, что приводит к возра-
станию числа возможных переточек. Однако конструкция соответству-
ющего зубодолбежного станка усложняется. Подобные станки в на-
стоящее время уже создаются.
Рассмотренные зуборезные долбяки с наклонной осью, у которых
задняя поверхность является цилиндрической эвольвентной, а перед-
няя конической поверхностью, обрабатывают зубчатые колеса с опре-
деленными погрешностями. Это вызвано тем, что теоретически требу-
емый профиль задней поверхности при профилировании был заменен
эвольвентным. Создать на базе такого инструмента теоретически точ-
ный долбяк можно изменением формы передней поверхности. Методика
определения криволинейного профиля передней поверхности враще-
ния такого теоретически точного долбяка следующая:
определяется эвольвентная цилиндрическая, задняя поверхность
долбяка, профиль которой касается, теоретически точного профиля
инструмента в одной из его точек;
находится режущая кромка инструмента как линия пересечения
исходной инструментальной поверхности и цилиндрической эволь-
вентной задней поверхности;
вращается режущая кромка вокруг оси долбяка, и создается
фасонная передняя поверхность;
определяется профиль передней поверхности как линия ее пересе-
чения с осевой плоскостью долбяка.
Для повышения производительности проводятся работы’по протя-
гиванию зубчатых колес. Схема обработки прямозубых цилиндриче-
ских колес методом обкатки изображена на рис. 2.14, и. В этом
случае на станке воспроизводится зацепление зуборезной рейки с со-
пряженным нарезаемым колесом. Характерной особенностью инстру-
мента является выполнение всех режущих зубьев одного размера.
Отсутствие на протяжках подъема на зуб значительно упрощает их кон-
струкцию и особенно изготовление. Важным параметром этого способа
обработки является угол наклона протяжек к направлению их воз-
вратно-поступательных движений. Его величина определяет необ-
ходимую длину режущей части протяжки. Тангенс этого угла опреде-
ляется как отношение величины перемещения профиля протяжки
в плоскости, перпендикулярной к оси заготовки при полном нарезании
одного зуба, к длине режущей части протяжки. С увеличением угла
со растет производительность процесса и величина слоя, снимаемого
одним зубом протяжки, что приводит к повышению шероховатости об-
работанной поверхности. Поэтому с точки зрения стойкости инстру-
12 .-385
357
5 '
15.32. Обработка колеса протяжкой методом обкатки
мента, обеспечения большего количества срезов при образовании
эвольвентного профиля зуба целесообразно стремиться к уменьшению
угла наклона протяжки. Учет противоположных тенденций приводит
, к выбору наиболее рационального угла наклона протяжки.
На основе исходной поверхности эвольвентного зубчатого колеса
(рис. 15.13, д) можно спроектировать не только зуборезные долбяки,
но и протяжки (рис. 15.32). Схема обработки включает возвратно-по-
ступательное движение инструмента относительно заготовки, которое
кинематически может быть не связано с другими движениями и кото-
рое приводит к скольжению исходной поверхности «самой по себе».
Это главное движение резания. Наряду с этим в процессе обработки
наблюдается вращение заготовки и инструмента вокруг своих осей.
Эт и два движения кинематически должны быть связаны друг с другом.
Они приводятся в сечении, перпендикулярном к осям заготовки и ин-
струмента, к качению без скольжения начальной окружности колеса
по начальной окружности протяжки. В момент врезания происходит
радиальная подача, в результате которой исходная поверхность, свя-
занная с инструментом, вводится в соприкосновение с поверхностью
зубьев обрабатываемого колеса. Протяжка в рассматриваемом случае
представляет собой набор дисковых долбяков, закрепленных на оправ-
ке. Эксперименты показали, что обработка зубчатых колес такими
сборными протяжками методом обкатки обеспечивает более высокую
производительность по сравнению с обработкой зуборезными долбя-
ками или червячными фрезами.
15.3. Зуборезные инструменты, основанные
на схемах формообразования третьего класса
Две схемы формообразования третьего класса используются при
обработке цилиндрических зубчатых колес, при которых относитель-
ное движение колеса и инструмента может быть представлено как ка-
358
чение со скольжением цилиндра
по плоскости и как качение со
скольжением гиперболоида по
гиперболоиду. При качении со
скольжением цилиндра, связан-
ного с обрабатываемым колесом,
по плоскости, связанной с ин-
струментом, как огибающая по-
верхности детали Д образуется
исходная инструментальная по-
верхность в форме зуборезной
рейки. На рассматриваемой схе-
ме формообразования основан
процесс шевингования зубчатых
колес с помощью шевер-рейки.
Шевер-рейка представляет
собой зуборезную рейку, сопря-
женную с обрабатываемым ко-
лесом, на боковой поверхности
жечные канавки (рис. 15.33).
15.33. Шевер-рейка
зубьев которой прорезаны стру-
При шевинговании обрабатывае-
мое колесо на оправке устанавливается свободно в центрах и вво-
дится в зацепление с шевер-рейкой, которая закреплена на столе
станка и движется возвратно-поступательно. Для последовательного
удаления припуска периодически осуществляется подача, т. е. при-
ближение оси заготовки к шевер-рейке на величину 0,025...0,080 мм.
Для прямозубых зубчатых колес применяют рейку с наклонными
зубьями, а для косозубых — рейку с прямыми зубьями.
В результате возвратно-поступательного движения заготовка отно-
сительно шевер-рейки за один ход перемещается из положения А в
положение В. Это перемещение можно рассматривать как совокупность
перемещения АС, при котором начальный цилиндр колеса катится без
скольжения по начальной плоскости шевер-рейки, и перемещения СВ,
при котором происходит скольжение зубьев шевер-рейки вдоль зубьев
обрабатываемого колеса. Скорость перемещения в направлении СВ
является скоростью резания. Ее величина зависит от принятого угла
наклона зубьев шевер-рейки. Чем больше этот угол, тем больше и ско-
рость резания, тем интенсивнее идет обработка, но при этом снижается
качество поверхности. Для прямозубых колес угол наклона зубьев
шевер-рейки принимают равным 20...25°.
Шевер-рейка состоит из отдельных зубьев,смонтированных на пли-
те. На боковых поверхностях зубьев прорезаются стружечные канав-
ки шириной 0,8...1,0 мм, глубиной 1,0 мм, с шагом 1,6...2,0 мм, обра-
зующие режущие кромки.
Длина шевер-рейки выбирается из условия обработки всех зубьев
колеса:
COSOL. ’
И
Число зубьев шевер-рейки берется на 2 зуба больше числа зубьев z
обрабатываемого зубчатого колеса. Ширина шевер-рейки берется в
12*
359
15.34. Поверхности, сопряженные с колесом при схемах формообразования
третьего класса
3...4 раза больше ширины заготовки, что позволяет за счет периоди-
ческих перемещений заготовки поперек рейки увеличивать срок служ-
бы инструмента.
Шевер-рейки не получили распространения на отечественных заво-
дах из-за сложности их изготовления и монтажа. Наиболее общая схе-
ма формообразования является результатом двух взаимосвязанных
вращений вокруг скрещивающихся осей детали и инструмента. В этом
случае движение поверхности детали Д относительно инструмента бу-
дет мгновенным винтовым движением. Его можно представить как
качение со скольжением гиперболоида, связанного с деталью, по ги-
перболоиду, связанному с инструментом. При движении поверхности
детали Д относительно инструмента она будет занимать ряд последо-
вательных положений, огибающая к которым будет исходной поверх-
ностью (рис. 15.34, а). Такая сложная поверхность напоминает гло-
боидный червяк, который имеет линейный контакт с поверхностью де-
тали. Подобная инструментальная поверхность и ее возможности
в полной мере не исследованы. На базе этой поверхности возможно
проектирование червячных фрез определенной установки. Однако
в силу сложности конструкции они не получили применения на прак-
тике. При большом передаточном отношении исходная инструменталь-
ная поверхность является сложной поверхностью многозубого колеса.
В отличие от обычных колес винтовой передачи рассматриваемое ис-
ходное колесо имеет линейный контакт с поверхностью детали. На базе
такой поверхности разработан метод зуботочения зубчатых колес. По
360
сравнению с зубофр езерованием зуботочение позволяет повысить про-
изводительность обработки в 2,5...3 раза и стойкость инструмента до
трех раз. К недостаткам зуботочения относится сложность конструк-
ции инструмента.
Чтобы образовать исходную поверхность с точечным контактом^
сообщим рассмотренной исходной поверхности с линейным контактом
вращение вокруг оси СЕ (рис. 15.34, б). Тогда будет образована исход-
ная инструментальная поверхность вращения с точечным контактом
с поверхностью детали. Превратив тело, ограниченное этой поверхно-
стью, в инструмент, можно спроектировать шлифовальный круг или
; фасонную дисковую фрезу для обработки зубчатых колес методом об-
катки. При обработке зубчатых колес таким инструментом заготовка
вращается вокруг своей оси, а инструмент вокруг оси АВ. Эти два вра-
щения кинематически связаны друг с другом. За один оборот инстру-
мента заготовка поворачивается на один зуб. Чтобы обработать зубья
на их полную длину, поверхности детали относительно инструмента
сообщают движение подачи, которое сводится к ее скольжению «самой
по себе». При большом диаметре инструмента движение подачи можно
не вводить. Оптимальная скорость резания обеспечивается враще-
нием инструмента вокруг оси СЕ, что приводит к скольжению исход-
ной поверхности «самой по себе». Это движение может не иметь жест-
’ кой кинематической связи с другими движениями. Опыты показали,
что по сравнению с обработкой червячными фрезами рассматриваемый
способ обеспечивает более высокую (в 1,5...1,7 раза) производитель-
ность зубонарезания. Он отличается простотой используемого инстру-
мента, но более сложной кинематикой станка.
Исходную инструментальную поверхность с точечным контактом
можно образовать, сообщив системе xyz, не связанной ни с заготовкой,
ни с инструментом, прямолинейно-поступательное равномерное дви-
жение со скоростью й, перпендикулярной к оси колеса (рис. 15.34, в).
у Тогда движение поверхности детали Д относительно системы xyz бу-
Ь дет качением без скольжения начального цилиндра детали по началь-
f ' ной плоскости, связанной с системой xyz. Вспомогательная произво-
дящая поверхность Т в этом случае станет поверхностью зуборезной
рейки, сопряженной с поверхностью зубьев обрабатываемого ко-
леса. Если изменять скорость у, то изменяется и радиус гн.о началь-
ного цилиндра детали
_____V
Hi. О — “ i
; где — угловая скорость вращения заготовки вокруг своей оси.
Как было показано при рассмотрении зуборезных гребенок, изме-
| нение радиуса начальной окружности детали приводит к изменению
I профиля сопряженной рейки. Угол профиля рейки равен углу давле-
| ния эвольвенты зуба, измеренному в точке профиля, которая распо-
| ложена на начальной окружности радиуса гн.о. Шаг зубьев рейки, из-
I меренный вдоль средней линии, равен шагу зубьев колеса, измерен-
ному на начальной окружности. Используя эти сопряженные рейки,
t спроектируем различные червячные фрезы для обработки заданного
t зубчатого колеса.
361
15.35. Движение производящей
рейки относительно инструмента
Движение рейки Т относительно
инструмента складывается из враще-
ния инструмента вокруг своей оси
и поступательного движения рейки Т
со скоростью v. Поступательное дви-
жение со скоростью v разложим на
два движения (рис. 15.35):
V == Ц, 4- Vf.
Скорость щ направим вдоль оси
А В инструмента, а скорость —по
образующей рейки Т. При определе-
нии исходной инструментальной по-
верхности И как огибающей рейки Т
при ее движении относительно ин-
струмента движение со скоростью vt
можно не учитывать. Оно приводит
к скольжению рейки Т «самой по се-
бе». Поэтому движение рейки Т отно-
сительно инструмента будет винтовым
движением с осью АВ. Параметр это-
го движения
_ у _ гн. о
Р <о2 to2 COS (3 (В2 COS р *
где со2 — угловая скорость вращения
инструмента вокруг своей оси.
Если проектируется однозаходная червячная фреза, то ее одному
обороту соответствует поворот заготовки на один зуб. Тогда
1
(0^ ~~ Т ’
тд$ z— число зубьев обрабатываемого колеса. Отсюда
z cos р ‘
Если шаг зубьев на начальной окружности обрабатываемого коле-
са равен ши, то параметр винтового движения
__ m
Р 2 cos р ’
В результате винтового движения боковых плоскостей зубьев рей-
ки Т относительно инструмента создается огибающая исходная ин-
струментальная поверхность. Как было показано ранее, это эволь-
вентная винтовая поверхность, радиус гои основного цилиндра кото-
рой
гдеф— угол между осью винтового движения АВ и боковой плоско-
стью зуба рейки.
362
Для нахождения углаф в системе координат xyz запишем единич-
ный вектор нормали М к боковой плоскости Q зуба рейки:
N = i cos аи 4- k sin сси.
По оси инструмента АВ направим единичный вектор Ci
C=tcos0 — /sinp.
Косинус угла между векторами N и С
cos (90 — ф)
Отсюда sin ф = cos аи cos р.
Тогда радиус основного цилиндра исходной эвольвентной винто-
вой поверхности червячной фрезы
/ г _Гн.о С05Ии
0И 2 1 —COS2 ССИ COS2 р
г Если шаг зубьев на начальной окружности обрабатываемого ко-
леса равен пт, то
tn cos аи
°И 2)0 — cos2 а cos2 р
Шаг эвольвентной винтовой поверхности исходного червяка,
измеренный вдоль оси фрезы,
„ л 2лг„ _
Рос — 2лр — “0So .
Шаг по нормали Ря. о, измеренный на развертке основного цилиндра
эвольвентного червяка,
р _р ,ini|. ^„.0CQSg„COSp _2ЛГ„„
rH.o-^ocSinip----------2 -Гь,
где Гои — радиус основной окружности обрабатываемого колеса; Рь—
шаг зубьев обрабатываемого колеса, измеренный на основной окруж-
ности.
Таким образом, с заданным зубчатым колесом могут быть сопряже-
ны многие исходные эвольвентные червяки. Общим для всех исход-
ных эвольвентных червяков будет шаг по нормали, измеренный на
развертке основного цилиндра червяка, равный шагу зубьев обраба-
тываемого колеса, измеренному на основной окружности. На базе
этих исходных эвольвентных червяков можно спроектировать разно-
образные червячные фрезы с различными углами профиля исходной
рейки Т и углами 0 установки оси фрезы.
Может иметь место такой случай, когда ось заготовки располагает-
ся между осью инструмента и зоной его контакта с ней. Тогда исход-
ная инструментальная поверхность будет внутренней поверхностью
червяка (рис. 15.34, а). На базе таких поверхностей могут быть спро-
353
15.36. Исходная поверхность червячной кони-
ческой фрезы
ектированы разнообразные
охватывающие червячные фре-
зы, предназначенные для об-
работки заданного цилиндри-
ческого зубчатого колеса.
Они формируют бочкообраз-
ные зубья в силу того, что
контакт исходной поверхнос-
ти и поверхности детали
внутренний. Величину бочко-
образное™ можно изменять
за счет изменения размеров
инструмента. Подобные кон-
струкции не исследованы и не
опробированы.
При образовании исход-
ной инструментальной по-
верхности системе xyz сооб-
щим прямолинейно-поступа-
тельное движение со ско-
ростью о, направленной под
углом е к проекции оси ин-
струмента (рис. 15.34, д) на
плоскость, перпендикуляр-
ную к оси колеса. Вспомога-
тельная производящая по-
верхность Т зуборезной рей-
ки будет такой же, как и на рис. 15.34, в. Располагается она наклон-
но по отношению к оси инструмента. Поступательное движение рейки
Т со скоростью v разложим на два движения (рис. 15.36):
v==Vi4-v3.
Вектор скорости и2 =? ME направим параллельно оси инструмента
АВ, а вектор скорости — СМ — в боковой плоскости П зуба рейки
Т. Движение со скоростью Uj приводит к перемещению плоскости П
«самой по себе». Поэтому при определении огибающей его можно
не учитывать. По построению модуль скорости
fй । _ hl cosan
* 3 ' cos p cos (an + e)
Таким образом, можно считать, что плоскость П совершает винто-
вое движение, осью которого является ось инструмента. Тогда пара-
метр этого движения
р = и2/со2,
где <в2 — скорость вращения инструмента вокруг своей оси.
В результате винтового движения боковых плоскостей зубьев рей-
ки Т относительно инструмента создается огибающая исходная инстру-
364
15,37. Конструктивные элементы червячной фрезы
ментальная поверхность. Как было показано ранее, это эвольвентная
винтовая поверхность. Плоскости, соответствующие вершинам и впади-
нам зубьев рейки, в результате движения относительно инструмента
образуют круговые конические поверхности, ось которых совпадает
с осью инструмента.
Меняя межосевое расстояние, направление и величину скорости
v, образуем различные исходные инструментальные поверхности и на
их базе спроектируем разнообразные конические червячные фрезы
или шлифовальные круги для обработки цилиндрических зубчатых
колес. Допустимые пределы изменений рассматриваемых параметров
следует определять с учетом условий формообразования, исходя из
необходимости обработки заданных зубчатых колес с требуемой точ-
ностью.
Конические червячные зуборезные фрезы подобно цилиндрическим
также не являются инструментами постоянной установки. В процессе
обработки зубчатых колес их можно периодически передвигать вдоль
своей оси при одновременном изменении межосевого расстояния. При-
менение конических червячных фрез позволяет более равномерно рас-
пределить нагрузку между зубьями фрезы* особенно при обработке
зубчатых колес с большим числом зубьев.
Аналогично цилиндрическим фрезам при проектировании червяч-
ных конических фрез ось ее и ось заготовки можно расположить по
одну сторону от зоны контакта исходной поверхности и поверхности
детали. Тогда исходная поверхность будет внутренней поверхностью
конического червяка. На базе такой поверхности можно спроектиро-
вать охватывающие конические червячные фрезы, предназначенные
для обработки цилиндрических зубчатых колес.
Из рассмотренных возможных инструментов* предназначенных
для обработки цилиндрических зубчатых колес, широкое распро-
странение в практике получили цилиндрические червячные зуборез-
ные фрезы (рис. 15.37). Червячная фреза представляет собой исход-
ный эвольвентный червяк, сопряженный с обрабатываемым зубчатым
колесом, превращенный в режущий инструмент путем прорезания
стружечных канавок и затылования зубьев.
365
Превращая исходный эвольвентный червяк в режущий инструмент,
получим червячную зуборезную фрезу. Однако червячные фрезы,
спроектированные на базе теоретически точного исходного эвольвент-
ного червяка, технологически трудно осуществимы. Поэтому при
проектировании червячных зуборезных фрез заменяют исходный
эвольвентный червяк конволютным „червяком с прямолинейным про-
филем в нормальном сечении или архимедовым червяком.
Конволютный червяк имеет прямолинейный трапециевидный про-
филь в нормальном сечении. Нормальное сечение проводится перпен-
дикулярно к винтовой линии, лежащей на среднем цилиндре и прохо-
дящей через середину впадины резьбы исходного червяка.
Размеры профиля исходного червяка в нормальном сечении обычно
при проектировании фрез принимаются равными размерам прямозу-
бой рейки, сопряженной с нарезаемыми зубчатыми колесами.
Поскольку в процессе обработки происходит беззазорное зацепле-
ние инструмента и обрабатываемого колеса во впадине зубьев, высота
головки зуба фрезы
^О = (1,25...1,3)т.
Высота ножки инструментальной рейки
hZo = (l,25...1,3)m.
Благодаря такой высоте ножки в зонах вершин обрабатываемых
зубьев создается радиальный зазор, т. е. наружная поверхность зуб-
чатого колеса, соответствующая окружности выступов, не обрабаты-
вается зуборезным инструментом. Высота профиля зуба фрезы
hQ — (2,5...2,6 ) т.
Для получения боковых зазоров в передаче толщину зуба инстру-
ментальной рейки на средней линии определяют по формуле
Величина ASra колеблется от 0,1 до 0,46 мм для модулей инструмен-
тальных реек от 1,00 до 25 мм.
Для инструментов, предназначенных для предварительного наре-
зания зубчатых колес, толщину зуба Sn0 уменьшают на величину, со-
ответствующую припуску на последующую чистовую обработку зу-
бьев. Образование фланкированных зубчатых колес производится за
счет утолщения ножки зуба. Радиусы закруглений головки и ножки
зубьев: ра0 = 0,25 т и р/о — 0,3m.
У фрез с m > 5 для лучшего выхода шлифовального круга при за-
тыловании профиля во впадине делаются канавки. Обычно принима-
ется угол профиля ап0 = 20°, а шаг PnQ = лж. В некоторых случаях
для обработки заданного зубчатого колеса проектируют специальные
фрезы с уменьшенной величиной угла профиля а„0. Это способствует
повышению точности обработки, увеличению длины активной части
линии зацепления. Однако с уменьшением угла профиля ап0 у затыло-
ванных фрез уменьшаются задние углы на боковых кромках, поэтому
366
не рекомендуется принимать а„0 < 10°. По-
скольку такие фрезы являются специаль-
ными, их применение эффективно только
в массовом производстве. Чистовые чер-
вячные фрезы, проектируются однозаход-
ными. При отсутствии повышенных требо-
ваний к точности обработки для увеличе-
ния производительности червячные фрезы
делают многозаходными. Теоретический
профиль исходного червяка в нормальном
сечении должен быть отличным от профи-
ля зуборезной рейки.
Рассматриваемые изменения профиля ис-
ходного червяка зависят от угла подъема
ут0 витков фрезы. С уменьшением уто они
уменьшаются. Они равны нулю при ут0 = 0,
15.38. График зависимости
угла а от угла подъема вит-
ка фрезы
когда исходный червяк превращается в зу-
борезную рейку. Поэтому при ут0 < 3° угол профиля anQ — 20°.
При уто > 3° для уменьшения отклонений профиля зуба фрезы
от теоретического угол профиля увеличивают на величину Да.
Величина угла Да (в минутах) в зависимости от угла уто выбирается
по графику, изображенному на рис. 15.38. Фрезы повышенной точ-
ности профилируются на основе архимедовых червяков.
Архимедов червяк имеет прямолинейный трапециевидный профиль
в осевом сечении. Угол профиля ао.с исходного архимедова червяка
определяют по формуле
ctg ао. е = ctg а cos ym0.
В этом случае прямая профиля архимедова червяка в осевом сече-
нии касается эвольвентного червяка в точке, расположенной на де-
лительном цилиндре.
При превращении исходного червяка в червячную фрезу его по-
верхность обычно принимается за статическую поверхность резания.
Передняя поверхность и пространство для схода стружки создаются
прорезанием продольных канавок. В результате пересечения передней
поверхности и исходного червяка образуется режущая кромка фрезы.
Наиболее простой формой передней поверхности фрезы будет плос-
кость. Однако если принять переднюю поверхность в форме плоскости,
параллельной оси фрезы, то статический передний угол на одной из
боковых режущих кромок — положительный, а на другой — отрица-
тельный. Чем больше угол подъема резьбы исходного червяка ут0, тем
в большей степени отличаются величины передних углов, а следова-
тельно, и условия работы боковых режущих кромок. Поэтому перед-
нюю поверхность червячной фрезы выбирают в форме плоскости, па-
раллельной оси только при относительно малых величинах угла ymQf
так как это не оказывает существенного влияния на условия резания,
но упрощает изготовление и заточку фрез.
Наиболее часто при проектировании червячных фрез в качестве
передней поверхности принимают архимедову винтовую поверхность,
367
образующие которой перпендикулярны к оси фрезы. Угол наклона
передней винтовой поверхности %т0 принимается равным углу подъе-
ма резьбы исходного червяка при измерении их на среднем цилиндре.
В результате создаются равные величины статических передних углов
на боковых кромках.
Для червячных фрез обычной точности число стружечных канавок
или, иными словами, число зубьев фрезы z0 = 12...9, для прецизион-
ных z0 = 16... 12, для сборных червячных фрез г0= 10...8. При выборе
z0 необходимо обеспечить образование достаточно широкой канавки
между зубьями для размещения стружки и выхода шлифовального
круга при затыловании, а также достаточную прочность зуба. Число
зубьев фрезы влияет на точность и чистоту поверхности обрабатыва-
емых зубьев. С увеличением числа зубьев фрезы чистота обрабатыва-
емой поверхности повышается, так как в этом случае число резов*
формирующих профиль зубьев колеса, возрастает. Однако при боль-
шом числе зубьев затрудняется процесс шлифования профиля зуба
фрезы.
Задняя поверхность червячных фрез наиболее часто образуется ра-
диальным затылованием. Эта операция производится на затыловочных
станках. В процессе затылования фрез с прямолинейным профилем
в нормальном сечении резец устанавливается так, чтобы его режущая
кромка располагалась в нормальном сечении. В этом сечении произ-
водится также и контроль профиля фрезы.
При проектировании же червячных зуборезных фрез на базе архи-
медова исходного червяка необходимо определять профиль фрезы
в осевом сечении. На рис. 15.39 изображены два зуба червячной фре-
зы, рассеченные осевой плоскостью, проходящей через точки Di и£)ц.
Благодаря винтовым канавкам и затылованию зубьев точка Dn распо-
лагается ближе к оси фрезы по сравнению с точкой Dj. Поэтому в осе-
вом сечении вершины зубьев наклонены к оси фрезы под углом ф, ко-
торый подсчитывается по формуле
tg Ф =
368
где Рг0— шаг винтовой канавки фрезы; К — величина затылования;
z —число зубьев фрезы.
Углы профиля зуба фрезы различны для каждой стороны и опре-
деляются по формулам
ctg апр == ctg ао. с гр р- ;
Kz
ctg алев = ctg а0. с ± р- .
В приведенных формулах верхние знаки принимаются для право-
заходных фрез, а нижние — для левозаходных.
При анализе геометрии задней затылованной поверхности червяч-
ной фрезы можно приближенно пользоваться зависимостями, справед-
ливыми для обычных фасонных затылованных фрез, и расчет, напри-
мер, величины затылования
K=^tgas.
Рассматриваемые соотношения дают удовлетворительные для прак-
тики результаты при анализе геометрии однозаходных червячных
фрез с малыми углами подъема резьбы исходного червяка. Для много-
заходных червячных фрез, у которых угол подъема резьбы исходного
червяка имеет значительные размеры, величина затылования
Д = tg ab cos ym0.
Для обеспечения выхода шлифовального круга и предотвращения
появления седловины при последующем шлифовании профиля необ-
ходимо нерабочую заднюю часть зуба (составляет 0,3...0,5 длины зуба
в зависимости от размеров фрезы) затыловать с увеличенными задними
углами. Это можно получить раздельным затылованием с применением
двух кулачков. Вначале весь профиль затылуется с величиной затыло-
вания Д, затем его нерабочая часть — с Д^ 1,5 Л. На инструмен-
тальных заводах для повышения производительности затылование
фрез со шлифованным профилем выполняется за одну операцию с ис-
пользованием специальных комбинированных кулачков. Применяют-
ся кулачки с профилем, состоящим из двух архимедовых спиралей.
Они обеспечивают обработку рабочего участка зуба с величиной заты-
лования Д, а нерабочего — с Дх = 1,5 Д. Используют также кулачки,
обеспечивающие затылование рабочей части зуба на величину Д с за-
нижением нерабочего участка профиля на ДД. Такие кулачки позво-
ляют получить наиболее благоприятный для шлифования профиль за-
тылованного зуба (рис. 15.40). Величина ДД зависит от модуля и ко-
леблется от 0,5 до 0,9 мм. Глубина стружечной канавки червячных
зуборезных фрез со шлифованным профилем
Я = 2,5m + + Г,,
где т — модуль; Д, — величины затылования; г0— радиус за-
кругления дна канавки, г0 = 0,5...Змм.
369
15.40, Профиль затыло- 15,41. Развертка среднего цилиндра фрезы
ванного зуба
Угол профиля канавки в торцевом сечении 0 — 18...30°.
При проектировании червячных зуборезных фрез наружный диа-
метр, число зубьев, диаметр посадочного отверстия и другие конструк-
тивные элементы либо выбираются по нормалям и стандартам, либо их
задают, исходя из паспортных данных станка и опыта эксплуатации
фрез.
Выбирая наружный диаметр фрезы daQ, необходимо учитывать, что
его увеличение приводит к повышению точности обработки колес, так
как уменьшаются органические погрешности профилирования фрезы,
появляется возможность увеличения диаметра оправки и повышения
жесткости рассматриваемой системы.
Однако при увеличении диаметра фрезы возрастает расход инстру-
ментального материала для ее изготовления, увеличивается длина вре-
зания и соответственно снижается производительность фрезерования.
Поэтому целесообразно для чистовых фрез наружный диаметр выби-
рать большим, чем у черновых фрез, а прецизионных большим, чем
у чистовых. Наружный диаметр фрез зависит также и от высоты про-
филя и увеличивается с увеличением модуля. Для фрез с модулем от
1 до 25 мм (в зависимости от модуля и назначения инструмента) он ко-
леблется от 71 до 305 мм. Наружный диаметр daQ = dB.n + 2/7. Диа-
метр dB.n ступицы фрезы для достаточной прочности должен быть не
менее 1,75d, где d — диаметр отверстия под оправку.
Диаметр d посадочного отверстия выбирается таким образом, что-
бы обеспечить достаточную прочность и жесткость ступицы фрезы.
Ориентировочно диаметр посадочного отверстия для фрез общего на-
значения берется d= 14,21/$’373, а для прецизионных фрез d ~
= 18,65Ло,4М.
При конструировании фрез диаметр отверстия необходимо округ-
лять до стандартного значения диаметров оправок инструмента (22,
27, 32, 40, 50, 60 мм). При переточках фрезы в силу уменьшения диа-
370
метральных размеров наблюдаются изменения кинематики движения
режущих кромок, что вызывает соответствующие погрешности обра-
ботки. Чтобы несколько уменьшить абсолютные величины ошибок,
расчетный средний диаметр подсчитывается не для новой, а для на-
половину сточенной фрезы, т. е.
dm0 ~daQ — 2/zno — (0,2...0,5)/\.
Погрешности, вызываемые изменением диаметров фрезы при пере-
точках, можно уменьшить увеличением диаметра фрезы. В этом слу-
чае относительное изменение диаметров при переточках уменьша-
ется.
На рис. 15.41 показана развертка среднего цилиндра фрезы. Пря-
мая BE соответствует развертке средней линии витка резьбы червяка,
прямая АС — средней линии винтовой канавки фрезы. Из построения
имеем следующие зависимости. Угол уто подъема витков фрезы, необ-
ходимый для определения угла установки фрезы на зубофрезерном
станке относительно обрабатываемого колеса, определяется по фор-
муле
• В дп tn
sin ym0 = =* g—.
лашо ато
Шаг винтовых стружечных канавок
Део = ^dmo ctg
Шаг осевой Рхо
р ___________________________ впо
cos ут0
При определении диаметральных размеров фрезы расчетным путем
задаются углом подъема витков уто. Для чистовых фрез максималь-
ный угол ут0 = 3...5°, а для прецизионных уто<3°. Тогда расчет-
ный средний диаметр
л _ т
-- cj’n л, •
S1 п Утй
Наружный диаметр новой фрезы
dao = dmo -f- 2hao + (0,2...0,5) К.
Для контроля биения фрезы при изготовлении и установке ее на
оправку зубофрезерного станка имеются шлифованные буртики. Длина
буртиков принимается З...5мм. Диаметр буртиков dT—daQ^~
— 277—(1...2) мм.
Длина рабочей части фрезы выбирается с учетом обеспечения пол-
ной обработки заданного профиля детали. Поэтому минимально необ-
ходимая длина червячной фрезы должна быть равна проекции рабо-
чего участка линии зацепления на ось фрезы.
У однозаходных червячных зуборезных фрез, предназначенных
для обработки прямозубых колес, линия зацепления (рис. 15.42) —
прямая АВ для одной стороны профиля зуба и прямая А'В' — для
второй. Минимально необходимая длина фрезы
Lmin = 2hao ctg а + 2РХ0.
371
15.42. Определение длины червячрой
фрезы
15.43. Червячная фреза со вставными
гребенками
Поскольку зубья фрезы вступают в работу раньше начала соприкос-
новения сопряженных профилей фрезы и колеса, то длину фрезы сле-
дует брать больше величины проекции линии зацепления на ось фрезы.
Кроме того, при работе червячная фреза изнашивается неравно-
мерно. Поэтому для увеличения срока ее службы применяют периоди-
ческие передвижки фрезы на оправке при обработке или фрезе сооб-
щают дополнительное движение вдоль ее оси. Поэтому при уточнении
длины фрезы необходимо предусмотреть определенный запас на воз-
можные перемещения фрезы на оправке.
Общая длина фрезы увеличивается по сравнению с длиной рабочей
части ее на длину двух буртиков, равную 6... 10 мм.
Между длиной фрезы L и ее наружным диаметром d имеется такая
зависимость:
L = (0,84... 1,2Q)da0.
Для облегчения шлифования отверстия и обеспечения лучшей по-
садки на оправку червячные фрезы снабжаются внутренней выточкой.
Диаметр выточки db — l>05d. Длина каждой половины шлифованной
части составляет 0,22...0,26 от общей длины фрезы. Выточка в месте
перехода от шлифованной к нешлифованной части выполняется с за-
круглением.
Для экономии дорогостоящего инструментального материала в по-
следнее время появилось большое количество различных конструкций
сборных червячных фрез, отличающихся друг от друга методами
крепления и центрирования зубчатых гребенок или отдельных зубьев,
схемами резания и т. п.
На рис. 15.43 изображена конструкция сборной крупномодульной
червячной фрезы со вставными гребенками. В корпусе 1 фрезы из кон-
струкционной стали имеются клиновидные пазы с уклоном 1 : 10.
В пазы запрессовываются гребенки 2 из быстрорежущей стали. После
запрессовки гребенок и шлифования буртиков с обоих торцов фрезы
в горячем состоянии на буртики надеваются кольца 3. Остывая, коль-
ца сжимаются и закрепляют дополнительно гребенки в пазах. Кольца
привертываются к корпусу винтами, которые служат для их предохра-
372
15.44. Червячная фреза с поворотными рейками
нения от сдвигания при случайных ударах. Профиль шлифуется после
сборки фрезы.
По прочности и точности рассматриваемые фрезы ничем не отли-
чаются от целых. Недостатком такой конструкции являются неудоб-
ство замены реек, сложность точной пригонки реек к пазам корпуса,
большая трудоемкость операции шлифования профиля.
Для снижения трудоемкости шлифования профиля применяют
фрезы, затылованные по окружности.
На рис. 15.44 показана сборная затылованная по окружности чер-
вячная фреза, у которой зубчатые рейки 4 зажимаются в пазах корпуса
5 радиальными клиньями 3 с углом 3...80. На торцы реек и клиньев на-
деты крышки 1, закрепляемые винтами 2. Преимуществом этих
фрез является то, что их корпус используется не только в качестве ра-
бочего корпуса, но и технологического приспособления, в жотором
окончательно обрабатываются рейки по профилю зубьев на резьбо-
или червячношлифовальных станках.
При установке реек в положение, при котором передняя поверх-
ность их совпадает с радиальным направлением паза корпуса, послед-
ний выполняет роль рабочего. При повороте реек на 180° корпус
выполняет роль технологического приспособления, в котором произво-
дится затылование зубьев по окружности.
В этом случае отдельные гребенки сборной фрезы (рис. 15.45, о)
устанавливаются в приспособлении (рис. 15.45, б) и их задние поверх-
ности обрабатываются по винтовой поверхности, шаг которой равен
шагу резьбы исходного червяка. Приспособление напоминает корпус
фрезы со смещенными для установки гребенок пазами. Величина сме-
щения И = Rfe sin аь, где щ—задний угол на вершине зуба фрезы
при его измерении в торцевом сечении. Обычно Rk = Rc-
Чтобы обработать в приспособлении винтовую заднюю поверх-
ность зубьев, необходимо знать профиль, т. е. найти линию пересече-
ния задней поверхности с плоскостью, проходящей через ось приспо-
собления.
Рассмотрим червячную сборную фрезу с плоской передней поверх-
ностью, у которой передний угол у = 0. Считаем, что в системе х0у9
373
5
15.45. Схема затылования червячной
фрезы по окружности
заданы координаты точек ее режущей кромки. Выберем систему ко-
ординат XxyLzlt связанную с приспособлением, считая ось осью при-
способления. В плоскости = Н, соответствующей передней плоско-
сти зубьев, изображаем в системе х0^о заданную режущую кромку.
Если заставить режущую кромку совершать винтовое движение, ось
которого совпадает с осью приспособления, с параметром р, равным
параметру винтовой поверхности исходного червяка фрезы, то она опи-
шет винтовую заднюю поверхность. Линию пересечения этой поверх-
ности с осевой плоскостью и будем определять.
Винтовое движение любой точки режущей кромки представим как
совокупность вращательного и поступательного движений; например,
произвольная точка М в системе хоуо (ее проекции т' и т") режущей
кромки, чтобы попасть в сечение угхъ должна повернуться вокруг оси
приспособления на угол и. В результате этого поворота точка М займет
положение точки К. Повороту точки М на угол т при ее винтовом дви-
жении будет соответствовать поступательное перемещение вдоль оси
винтового движения xt на величину А = рх. В результате этого по-
ступательного перемещения точка М режущей кромки из положения,
соответствующего точке Д', перейдет в положение, отмеченное точкой
Mi. Точка Mi будет точкой профиля задней поверхности зуба фрезы.
Координаты точки Mi в системе
л Rk sin ab
Z1 = 0; x, = x„ — pt; У1 = ~,
где т — угол поворота произвольной точки М режущей кромки до се-
чения Х1У1 определяется из выражения
щ т = —^sina&
ё Rk cos ab — y9 ‘
Аналогично определению точки M находятся координаты и других
точек, совокупность которых будет профилем задней поверхности зуба
червячной фрезы, затылованной по окружности.
374
Применение сборных фрез, заты-
лованных по окружности, позво-
ляет принимать увеличенные зад-
ние углы на вершине зуба до
15... 18°. Это приводит к соответ-
ствующему увеличению задних уг-
лов и на боковых кромках, что
благоприятно отражается на рабо-
тоспособности фрез. Кроме того,
эти фрезы имеют увеличенное число
. переточек. Однако по сравнению
с монолитными фрезами их кон-
струкция и технология являются
более сложными.
Сборные червячные фрезы мо-
гут выполняться с острозаточен-
ными зубьями и перетачиваться
по задним поверхностям. Это по-
зволяет создавать целесообразные
величины задних углов на боковых
режущих кромках. Однако эти фре-
зы не получили широкого распро-
странения. Наиболее часто цель-
ные червячные фрезы и рейки к
сборным фрезам изготовляются на
быстрорежущей стали с твердостью
15.46. Схема шевингования
рабочей части 63...66 HRC3.
Значительное повышение скорости резания и производительности
обеспечивают фрезы, оснащенные твердым сплавом. Такие фрезы ма-
лых модулей полностью изготавливаются из твердого сплава, а чер-
вячные фрезы средних модулей проектируются как сборные инстру-
менты. Режущие элементы таких фрез выполняются в виде гребенок,
отдельных монолитных твердосплавных зубьев или ножей с напайны-
ми пластинами твердого сплава. Наряду с обычными червячными фре-
зами разрабатываются головки червячного типа большого диаметра,
в частности с нулевым углом профиля. При достаточно большом диа-
метре инструмента обработка зубчатого колеса может производиться
без продольной подачи, что определяет высокую производительность
такого процесса. Известен также способ непрерывного протягивания
зубчатых колес. В этом случае инструмент представляет собой как бы
развернутую червячную фрезу, превращенную в непрерывную цепь.
На прямолинейной ветви такой цёпи, звенья которой несут режущие
элементы в форме зубьев гребенки, происходит с высокой производи-
тельностью обработка зубчатых колес методом обкатки.
Чистовым инструментом, обрабатывающим зубчатые колеса в со-
ответствии с рассматриваемой схемой формообразования, является
дисковый шевер. Схема шевингования изображена на рис. 15.46. Оси
шевера и обрабатываемого зубчатого колеса являются скрещивающи-
мися прямыми. При обработке шевер и колесо вводятся в беззазорное
375
15.47. Дисковый шевер
зацепление и образуют винтовую передачу. Шевер приводится во вра-
щение и ведет обрабатываемое зубчатое колесо, насаженное на оправ-
ку, свободно установленную в центрах. В результате взаимного сколь-
жения сопряженных поверхностей зубьев шевера и колеса происходит
срезание тонких волосообразных стружек.
Шевингование значительно улучшает чистоту поверхности, повы-
шает точность по окружному шагу и направлению зубьев и снижает
уровень шума зубчатых передач. Как известно, винтовая пара харак-
теризуется точечным контактом зубьев. Точки контакта, наблюдаемые
в различные моменты времени, образуют на поверхности зуба линию,
идущую на боковой поверхности от дна впадины до вершины зуба.
Эта линия контакта обрабатывается шевером при неизменном взаим-
ном расположении осей шевера и колеса. Поэтому чтобы обработать
полностью боковую поверхность зубьев, обрабатываемому колесу
сообщают возвратно-поступательное движение вдоль своей оси. После
каждого двойного хода колеса происходит радиальная подача, т. е.
оси шевера и колеса сближаются до тех пор, пока толщина зубьев об-
рабатываемого колеса не станет равна требуемой. Дисковый шевер
(рис. 15.47) представляет собой цилиндрическое зубчатое колесо, сопря-
женное с нарезаемым, на боковой поверхности зубьев которого обра-
зованы стружечные канавки.
Угол наклона зубьев шевера 0, равный при обработке прямозубых
зубчатых колес углу 4) скрещивания осей шевера и колеса, существен-
но влияет на процесс шевингования. С увеличением угла скрещивания
осей возрастают скорость скольжения и соответственно скорость ре-
зания, уменьшается зона соприкосновения шевера и заготовки, сни-
жаются точность и чистота обработанной поверхности. Однако при
уменьшении угла скрещивания осей снижаются режущие свойства
инструмента, падает производительность обработки. При угле 'ф = О
вместо срезания тонких стружек в процессе шевингования наблюдают-
ся вдавливание зубьев шевера в материал заготовки и наклеп по-
верхности обрабатываемых зубьев. Угол — 5...30°. Для средних
модулей рекомендуется = 15°. При обработке блочных колес угол
наклона (3 определяется прочерчиванием, исходя из возможности об-
работки зубьев по всей их длине. При -проектировании дисковых ше-
376
веров необходимо стремиться к выбору максимальных делительных
и соответственно наружных диаметров шевера. С увеличением диа-
метров шеверов возрастает число их зубьев, обеспечивается более
удобная для изготовления форма зубьев, повышаются стойкость инстру-
мента и стабильность процесса шевингования. Шеверы средних мо-
дулей выполняются с номинальными диаметрами делительных окруж-
ностей, равными 180 и 250 мм. Для особо точных колес выпускаются
шеверы с номинальными диаметрами 280 и 300 мм. Номинальный де-
лительный диаметр у дисковых шеверов малых модулей равен 85 мм.
Число зубьев шевера должно соответствовать принятому размеру диа-
метра делительной окружности. Число зубьев шевера не должно быть
кратным и не должно иметь общих множителей с числом зубьев обра-
батываемых колес. В результате обеспечивается контакт различных
зубьев шевера с одним и тем же зубом обрабатываемого колеса. При-
менение шеверов с числом зубьев, кратным числу зубьев обрабаты-
ваемых колес, приводит к снижению точности и чистоты обработанной
поверхности зубьев. Число зубьев шевера ориентировочно
z0 = dQ/mto.
Обычно при определении номинальных размеров дискового шевера
принимают в качестве производящей поверхности стандартную рейку
с углом профиля а — 20° и обеспечивают касание средней линии рейки
и начального цилиндра шевера, образуя некорригированный профиль
его зубьев.
Основные размеры зубьев дискового шевера подсчитываются по
формулам, справедливым для некорритированного косозубого зубча-
того колеса винтовой пары. Так, угол профиля ct/0, модуль mto, диа-
метр делительной окружности dQ, диаметр основной окружности d^
толщина зуба по дуге делительной окружности Sto в торцевом сече-
нии определяются по известным формулам
, tg а т
d^ =—: ITI^qZq^ d[)Q d^ COS О£^о»
с _______ ,_лт/о
~ cosp “ 2 *
Стружечные канавки на боковых сторонах зубьев выполняются со
сторонами, расположенными параллельно торцам шевера (рис. 15.48,
а, б), нормальными к линии зуба (рис. 15.48, в), с профилем канавок
трапецеидальной формы (рис. 15.48, г). У шеверов малых модулей
канавки имеют трапецеидальную форму (рис.- 15.48, б) с углом 8°
и перерезают зубья шевера. Для шеверов средних модулей ширина
канавок с параллельными сторонами выбирается равной 0,9 мм и глу-
бина 0,6... 1,0 мм. Для трапецеидальных канавок их ширину увеличи-
вают до 1,1... 1,2 мм. У шеверов малого модуля шаг канавок прини-
мается равным 1,75...2 мм, а их глубина — 3...4 мм. При эксплуата-
ции такие шеверы 3—4 раза перетачиваются по передней поверхности
канавок, что не требует специального оборудования. Канавки на бо-
ковых сторонах зубьев шевера обрабатываются гребенками. Для выхо-
13 9.3Й5 377
да гребенки у основания зубьев сверлятся отверстия, диаметр которых
колеблется от 3 до 7 мм для модулей от 2 до 8 мм.
Центры отверстий располагаются на окружности, диаметр которой
определяется из условия обеспечения необходимой для свободного
прохождения гребенки ширины впадины, которая должна быть боль-
ше 1,5...2 мм. Отверстия для выхода гребенки сверлятся под углом,
меньшим угла наклона зубьев шевера. Это объясняется тем, что угол
наклона зубьев шевера измеряется на делительном диаметре, а на диа-
метре центров отверстий углы наклона винтовых линий, расположен-
ных на боковых поверхностях зубьев шевера, соответственно умень-
шаются.
Для обеспечения достаточно высокой прочности режущих элемен-
тов шевера на вершине зуба необходимо, чтобы канавки не пересекали
друг друга, и даже у нового шевера оставалась перемычка мм:
р — Stao — 2-----------о— .
7 cosa/aocos₽ao
Толщина зуба шевера на окружности выступов в торцевом сечении
определяется аналогично толщине вершины зуба долбяка по формуле
Stab = dab (тт + inv a/о — inv a/a0),
где ct/ao—угол давления эвольвенты зуба нового шевера на окруж-
ности выступов.
При эксплуатации шеверы перетачиваются по боковой поверхно-
сти зубьев. Поэтому при проектировании шевера необходимо предус-
мотреть припуск на переточку зубьев. По предварительному расчету
припуск на переточку зубьев шевера принимается симметричным от-
носительно номинальных размеров зуба (рис. 15.49, а).
378
15.49. Припуск на переточку зуба шевера
Толщина зуба нового шевера в нормальном сечении на делитель-
ном цилиндре определяется с учетом обязательного утонения зуба
колеса AS и запаса а на переточки профиля зубьев шевера после за-
тупления:
so = s + AS + 2а.
Увеличение толщины зубьев нового шевера по сравнению с ее тео-
ретическими, номинальными размерами обеспечивается высотной кор-
рекцией зубьев. Утолщению зуба на 2а соответствует величина кор-
рекции
xtn = a ctg а.
Высота головки Ла'о зуба шевера выбирается так, чтобы обеспечить
обработку активной части профиля зуба колеса, высота головки кото-
рого ha = т, Но головка шевера не должна упираться в дно впадины
колеса и обрабатывать переходную кривую профиля, образованную
в результате нарезания зубьев предварительным инструментом, вы-
сота головки зуба которого равна 1,25 пг. Поэтому для обработки не-
корритированных зубчатых колес номинальная высота головки зуба
шевера принимается больше модуля и меньше 1,25 т и равняется
1,1m. С учетом коррекции высота головки зуба нового шевера
h'aQ = 1,1 т 4- a ctg а.
Высоту ножки зуба шевера необходимо выбрать таким образом,
чтобы обеспечить полную обработку головки зуба колеса как новым,
так и переточенным шевером. С учетом коррекции высоты зуба шевера
при переточках ориентировочно высота ножки зуба шевера
hfo ~ ha + К + b ctg а,
где ha — высота головки зуба обрабатываемого колеса; /С — уве-
личение высоты ножки зуба шевера для полной обработки головки
379
зуба колеса с учетом допусков и компенсации погрешностей, которые
возникают при сверлении наклонных отверстий у основания зуба ше-
вера; b — уменьшение толщины одной стороны зуба шевера при пере-
точках по отношению к его номинальным размерам.
Для шеверов модулей от 2 до 8 мм размер Д = а + b — 0,25...
...0,45 мм, а размер /\ ~ (0,35...1,0) мм.
Диаметр окружности впадин шевера
dfo — d0 — 2fy0.
Чтобы профиль зуба шевера был полностью эвольвентным, сопря-
женным с эвольвентным профилем обрабатываемых зубьев, диаметр
окружности впадин должен быть больше диаметра основной окружно-
сти не менее чем на 2 мм. Если это условие не выполняется, то при-
ходится уменьшать размер Ь, соответственно увеличивая размер а,
т. е. изменять величины высотной коррекции нового и окончательно
сточенного шевера (рис. 15.49, б). Ширина В среднемодульных ше-
веров общего назначения равна 20, 25 мм, а ширина шевера с номи-
нальным диаметром делительной окружности 85 мм равна 15 мм. Ми-
нимальная ширина В должна быть такой, чтобы линии контакта зубьев
шевера с зубьями обрабатываемых колес не выходили за его торцы.
Ширина Вг ступицы шевера делается на 1 мм больше ширины обода.
На торцах шевера выполняют круговую канавку глубиной 1,..2мм
для разделения плоскости точно обработанного торца ступицы от тор-
цов обода, которые могут быть обработаны с меньшей точностью.
Дисковые шеверы являются насадными инструментами. Диаметр от-
верстия под оправку для шеверов средних модулей принимается рав-
ным 63,5 мм, а для шеверов малого модуля — 31,75 мм.
При проектировании шевера производится проверка правильности
зацепления обработанных колес. Нормальная работа обработанных
шевингованием колес обеспечивается; когда активная часть профи-
лей их зубьев будет меньше обработанной шевером части профиля зуба
колеса. Положение граничной точки В активного участка профиля зу-
ба прямозубого колеса при его зацеплении с сопряженным колесом
характеризуется радиусом р12 кривизны эвольвенты в рассматривае-
мой точке, т. е.. расстоянием от точки В до точки касания линии зацеп-
ления с основной окружностью колеса. Формула для расчета радиуса
р1а была рассмотрена при анализе работы долбяков. Она имеет вид
Р12 = «12 sin а12 — Га2 ~
Радиус кривизны граничной точки профиля прямозубого колеса,
обработанной вершинной точкой профиля зуба шевера,
п _ Рао
^10 10 sin уб0 ’
где L1Q — активная длина линии зацепления при шевинговании задан-
ного прямозубого колеса; ра0 — радиус кривизны профиля зуба шеве-
ра на окружности выступов; у&0 — угол подъема винтовой линии зуба
шевера на основном цилиндре.
380
Следовательно, чтобы полностью обработать активную часть про-
£ филя зуба колеса, необходимо соблюдать условие р10 < р12, При не-
t выполнении этого условия нужно изменить расположение припуска
£ на переточку шевера относительно его номинальных размеров, высо-
ту головки зуба шевера или число зубьев.
Инструментальные заводы изготавливают шеверы общего назна-
чения с эвольвентный профилем. Практика шевингования показывает,
что шевер с точным эвольвентным профилем не может обеспечить точ-
ную обработку эвольвентного профиля зуба колеса.
Отклонения от теоретической формы профиля зуба, достигающие
иногда 0,03...0,04 мм, вызываются деформациями заготовки и инстру-
мента при обработке, различными условиями резания в различных
• зонах зуба шевера и т. п. Устраняют эти отклонения в профиле зуб-
jr чатого колеса, внося в профиль зубьев шевера обратные по направле-
нию отклонения, измеряемые от теоретической эвольвенты. Такое кор-
ригирование профиля зуба шевера осуществляется при шлифовании
? фасонной правкой шлифовального круга по специальному шаблону.
| Форму и величины соответствующего корригирования зубьев шевера
г подбирают экспериментально. Этот метод применяется только при
| массовом производстве зубчатых колес. —
| Большое влияние на шевингование оказывает припуск, который
; на толщину зуба по делительной окружности ориентировочно прини-
мается равным 0,06.. .0,25 мм для зубчатых колес модулей от 1 до 8 мм.
Чрезмерно малый припуск под шевингование приводит к тому, что
шевер не может полностью исправить имеющиеся погрешности колес,
а слишком большой припуск приводит к уменьшению стойкости шеве-
ра и к ухудшению точности обработки колес.
Точность и производительность процесса шевингования в значи-
тельной степени зависят также от формы припуска, срезаемого шеве-
ром. Наиболее простой является равномерная форма припуска под
шевингование у зуба колеса. Она обеспечивается предварительной
обработкой зубчатых колес обычным зуборезным инструментом с немо-
дифицированным профилем зубьев. Существенным недостатком этой
формы припуска является то, что при обработке зубьев колеса головка
зуба шевера не имеет свободного выхода, из-за чего крошатся ее ре-
жущие кромки. Поэтому рекомендуется неравномерная форма при-
пуска по профилю зуба с уменьшением до нуля у ножки и головки зуба
и его наибольшей величиной в центральной зоне. Такая форма припу-
ска обеспечивается предварительной обработкой зубчатых колес ин-
струментом с соответствующим модифицированным профилем. Диско-
вые шеверы изготавливаются из быстрорежущей стали.
Наряду с быстрорежущими находят применение шеверы, оснащен-
ные твердым сплавом. Такой шевер представляет собой стальной кор-
пус с закрепленными на нем режущими твердосплавными зубьями или
твердосплавным зубчатым венцом. Твердосплавные элементы закреп-
ляют на стальном корпусе с помощью пайки либо механически.
Одним из методов окончательной обработки закаленных зубча-
тых колес является абразивное шлифование или хонингование.
Хонингование зубьев заключается в их обработке с помощью
15.50. Абразивный венец зубчатого хона: а) внутреннего зацепления; б) наруж-
ного зацепления
сопряженного абразивного зубчатого колеса при скрещивающихся
осях. Угол скрещивания обычно принимается равным 10... 18°. Обра-
ботка ведется на больших окружных скоростях при определенном
давлении между сопряженными поверхностями зубьев. Абразивный
хон (шевер) представляет собой зубчатое колесо, венец которого вы-
полнен из абразивной массы (смесь вяжущих материалов, наполни-
теля и абразивных зерен). По кинематике процесс зубохонингования
аналогичен шевингованию. Обработка производится либо при одно-
профильном зацеплении инструмента и колеса с соответствующим бо-
ковым зазором, либо при беззазорном двухпрофильном зацеплении.
Зубохонингование при беззазорном зацеплении более распростра-
нено, так как оно позволяет лучше исправлять погрешности зубчатого
колеса. С целью интенсификации процесса в отдельных случаях обра-
батываемому колесу или хону сообщают осциллирующие движения.
Это целесообразно при малых углах скрещивания либо при параллель-
ных осях колеса и инструмента. При углах скрещивания осей более
5° эффективность осциллирующих движений значительно снижается.
Высокие режущие свойства имеют алмазные зубчатые хоны с угла-
ми наклона зуба 30...35° и шириной венца 60 мм. Алмазный зубчатый
хон средних модулей представляет собой зубчатое колесо с нанесенным
на зубья алмазоносным слоем. Режущие элементы присоединяются
к зубьям путем припекания, пайки, либо приклеивания.
Алмазные зубчатые хоны изготавливаются на металлических свя-
зях, обладающих высокими показателями по прочности удержания
алмазов и износостойкости. Стойкость алмазных зубчатых хонов
в среднем в 10... 15 раз превышает стойкость абразивных.
Для снижения отрицательного влияния динамических факторов
на стойкость инструмента и точность обработки разработаны конструк-
ции зубчатых хонов с упругой связью ступицы и зубчатого венца с ра-
бочими элементами.
В результате хонингования уменьшается шероховатость обрабо-
танной поверхности, исправляются небольшие погрешности, снимаются
заусенцы, уменьшаются вредные структурные изменения металла в по-
верхностных слоях, снижается шум обработанных зубчатых колес
в передаче. Конструкции зубчатых хонов могут быть разнообразные.
Они могут иметь абразивный венец с зубьями наружного либо внут-
реннего зацепления (рис. 15.50). Наибольшее распространение в прак-
тике получили зубчатые хоны наружного зацепления. Хоны внутрен-
него зацепления имеют большую толщину ножки зуба, чем хоны с на-
382
ружными зубьями, а следовательно, и более высокую прочность зу-
бьев, большую зону соприкосновения хона с обрабатываемым зубча-
тым колесом, что способствует повышению производительности обра-
ботки. Однако для применения зубчатых хонов внутреннего зацепле-
ния необходимы соответствующие зубохонинговальные станки.
Глава 16
ОСОБЕННОСТИ КОНСТРУИРОВАНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА
ДЛЯ АВТОМАТИЗИРОВАННОГО ПРОИЗВОДСТВА
16.1. Общие сведения
Технический прогресс заключается в непрерывном развитии тех-
ники, в замене старых орудий труда новыми, более современными.
Технический прогресс в машиностроении характеризуется непрерыв-
ным расширением механизации и автоматизации производства.
Средства автоматизации машиностроительного производства непре-
рывно развиваются. Массовое производство различных изделий обус-
ловило появление универсальных и специальных полуавтоматов
и автоматов, программа работы которым задается набором кулачков.
С помощью автоматов и полуавтоматов оказалось возможным с высо-
кой производительностью обрабатывать всевозможные детали. Однако
это оборудование является недостаточно универсальным. Бурное же
развитие современной техники характеризуется быстрой сменяемостью
объектов производства. Между тем на производство нового оригиналь-
ного автомата требуется несколько лет, в течение которых объект про-
изводства может устареть. Поэтому развитие машиностроения выдви-
нуло противоречие между потребностями производства сменяющихся
объектов и недостаточной мобильностью средств производства. Это
противоречие на определенном этапе развития техники разрешалось
путем создания агрегатных станков, которые в последующем послу-
жили основой для создания автоматических станочных линий. Авто-
матические линии из агрегатных станков получили широкое распро-
странение в массовом производстве. На их основе в 1950 г. в СССР
был построен первый автоматический завод по производству поршней
к автомобильным двигателям. Широко используются также роторные
автоматические линии, которые состоят из ряда обрабатывающих
и транспортных непрерывно вращающихся роторных агрегатов. Обра-
ботка деталей на такой линии идет при непрерывном движении заго-
товки и инструмента, что обусловливает их высокую производитель-
ность.
Жесткие автоматические линии недостаточно гибки. Они малопри-
годны для автоматизации мелкосерийного производства. Это заставило
искать новые методы автоматизации производства, которые обеспечи-
вали бы быструю переналадку станков для изготовления самых раз-
нообразных деталей. Разрешение этой задачи привело к созданию стан-
ков с числовым программным управлением и разработке на их основе
383
гибких автоматизированных производственных систем. Гибкая произ-
водственная система позволяет комплексно автоматизировать мелко-
серийное многономенклатурное оперативно перестраиваемое производ-
ство. Важным элементом автоматизированного производства является
режущий инструмент. Эффективное и устойчивое функционирование
автоматизированного производства невозможно обеспечить без повы-
шения требований и стабильности заготовок, надежности инструмента
и оборудования. Режущий инструмент автоматизированного произ-
водства должен обеспечить требуемое качество изготовления деталей
на протяжении определенного времени работы, высокую производи-
тельность, возможность быстрой и автоматической смены и подналад-
ки инструмента, автоматическую размерную настройку инструменталь-
ной системы, минимальный набор типоразмеров для обработки опре-
деленной группы деталей.
Производительность и общий срок службы инструмента в значи-
тельной степени зависят от режущих свойств инструментального ма-
териала и его правильного выбора. Основной задачей материаловедов
и инструментальщиков является создание максимально прочных
и твердых инструментальных материалов с гарантированным време-
нем безотказной работы. Одним из методов повышения надежности
инструмента является применение неразрушающих методов контроля.
Например, введение входного контроля качества твердосплавных пла-
стин по величине коэрцитивной силе, а минералокерамических — по
парамагнитной восприимчивости, что позволило исключить разруше-
ние инструмента в первые минуты резания. Повышению производи-
тельности, стойкости и надежности инструмента способствует пра-
вильное назначение геометрических параметров режущей части и дру-
гих конструктивных элементов. Решение этих вопросов требует про-
ведения соответствующих экспериментов на оборудовании» которое
используется в автоматизированном производстве. Опыты, проводимые
в лабораторных условиях, зачастую на универсальных станках не при-
водят к результатам, используя которые можно было бы оптимизиро-
вать конструктивные элементы режущего инструмента, применяемого
в автоматизированном производстве. Режущий инструмент в процессе
работы изнашивается и периодически заменяется. При плохо органи-
зованном обеспечении автоматизированного оборудования инструмен-
том имеют место длительные простои станков, связанные с их на-
ладкой и переналадкой. Поэтому важной задачей является сокращение
времени на смену инструмента и его подналадку. Вопросы быстро-
сменности и бесподналадочной смены инструмента решаются в авто-
матизированном производстве комплексно. Для снижения простоев
оборудования при замене инструментов применяют быстросменные
конструкции, настраиваемые на размер вне станка. При постановке
такого инструмента на станок не требуется дополнительного регули-
рования на размер.
Значительно сокращается время на установку инструмента на ста-
нок при использовании инструментальных блоков и их закрепления
с помощью быстродействующих устройств, специальных головок для
одновременной многоинструментальной обработки, комбинированных
384
инструментов. При затуплении инструментов меняется сразу весь
блок, чем обеспечивается бесподналадочная смена инструментов,
В связи с этим для успешной эксплуатации гибкого автоматизирован-
ного производства важна комплектация его специальными устройства-
ми для высокоточной настройки инструмента вне станка. Одним из
путей реализации быстросменной бесподналадочной замены инстру-
мента в автоматизированном производстве является применение кон-
струкции с многогранными твердосплавными пластинами. В этом
случае необходимо применять пластины точного исполнения и мето-
ды их крепления на корпусе инструмента, обеспечивающие установку
пластин с требуемой точностью. Большое значение в автоматизиро-
ванном производстве имеет разработка методов контроля и устройств»
позволяющих получать информацию о величине износа инструмента.
Прямой контроль величины износа инструмента в процессе обработки
практически невозможен. Применяются различные способы контроля
износа инструмента. Наиболее распространенный и простой — опреде-
ление степени износа инструмента по общему времени его исполь-
зования.
Другие методы — контроль изменения потребляемой мощности, об-
зор участков износа телевизионными установками и оптическим ска-
нированием, измерение сил резания, вибраций, температуры и других
параметров, которые коррелируют с величиной износа. Однако прак-
тическая реализация этих методов связана с рядом трудностей.
Одним из перспективных методов является контроль износа по
росту амплитуды виброакустических сигналов, сопровождающих про-
цесс резания. При этом определяется частотный диапазон наиболее
информативного сигнала и по его амплитуде судят об абсолютной ве-
личине износа. Таким способом можно фиксировать поломку инстру-
мента. Несмотря на большое количество попыток создания датчиков
износа инструмента, проблема полностью не решена. Работы в этом
направлении сосредоточены на создании моделей износа инструмента,
разработке и внедрении методов непосредственного наблюдения за
скоростью износа, разработке методов неразрушающего контроля
инструмента. Режущие инструменты, применяемые в автоматизирован-
ном производстве, делятся на стандартные и специальные. Для повы-
шения рентабельности автоматизированного производства целесооб-
разно максимально использовать стандартные режущие инструменты
с гарантированным сроком работы.
Для компоновки инструментальных блоков, предназначенных для
выполнения округленных переходов обработки различных деталей,
необходимы разнообразные инструменты. Так, например, опыт экс-
плуатации расточных станков показывает, что для обработки корпусных
деталей средней сложности 20...30 наименований требуется 100... 150
инструментов. Задача обеспечения гибких производственных систем
прогрессивным инструментом решается путем создания единых систем
инструментальной оснастки для различных групп станков, основанной
на модульном принципе. В основу этого принципа положено разделе-
ние режущего и вспомогательного инструмента на унифицированные
элементы (модули). Разработав для каждого модуля гамму размеров
385
и приняв унифицированную конструкцию соединения модулей, созда-
ется система инструментов, позволяющая из отдельных модулей со-
бирать требуемый инструмент для обработки созданной детали.
Стабильная работа автоматизированного оборудования может быть
обеспечена только в том случае, когда в процессе обработки образует-
ся стружка, удобная для ее удаления. Стабильность удаления струж-
ки со станка обеспечивается ее дроблением в зоне обработки и выносом
стружки из рабочего пространства станка. Стружколомание может
быть обеспечено приданием определенной геометрии режущей части,
созданием лунок и уступов на передней поверхности, применением
накладных стружколомов, специальных экранов и т. п. Однако эти ме-
тоды дробления стружки не являются универсальными, поскольку
каждый обрабатываемый материал и режим резания требуют своей
геометрии заточки, конструкции и размеров стружколомов. Надежное
дробление стружки независимо от обрабатываемого материала и дру-
гих условий обработки обеспечивается кинематическими способами,
когда режущая часть инструмента периодически выводится из сопри-
косновения с материалом заготовки. Для осуществления такого про-
цесса инструменту сообщаются соответствующие движения относи-
тельно заготовки.
В настоящее время используются различные способы удаления
стружки из рабочей зоны: механический, гравитационный, смывание
стружки струей жидкости, сдувание стружки струей сжатого воздуха,
всасывание стружки.
При обработке чугунных деталей образуется мелкая стружка над-
лома. Наиболее'часто удаление чугунной стружки из рабочей зоны
производится гравитационным методом, при котором стружка попа-
дает на наклонные поверхности и под действием силы тяжести сва-
ливается в стружкосборники либо на соответствующие транспор-
теры.
При обработке стальных деталей образуется стружка скалывания
или сливная стружка. Образование стальной стружки того или иного
вида зависит от способа обработки, геометрических параметров режу-
щей части и режимов резания. Конструируя режущий инструмент,
применяют различные стружколомы и обеспечивают формирование
стружки, удобной для удаления и транспортирования. Используются
различные способы удаления стальной стружки из зоны обработки:
смывание СОЖ, удаление под действием силы тяжести, обдувка сжатым
воздухом, удаление скребками и др.
При обработке алюминиевых деталей вид образующейся стружки
имеет сходство с чугунной. Однако может образовываться и сливная
стружка, особенно при появлении лунки износа на передней поверх-
ности инструмента. Для удаления алюминиевой стружки из рабочей
зоны применяют в основном те же способы, что и для удаления чугун-
ной и стальной стружки.
В последнее время все большее распространение получает гидро-
транспортирование стружки. Практика показывает, что легкая алю-
миниевая стружка и шлам свободно смываются СОЖ и переносятся
по наклонному желобу. Гидротранспортирование избавляет от гро-
386
моздких конвейеров, снижает эксплуатационные расходы и увеличи-
вает надежность транспортных систем.
Весьма сложной задачей является удаление стружки с горизон-
тальных обработанных плоскостей, особенно если на них имеются
несквозные отверстия, которые в последующем обрабатываются. Струж-
ку из таких отверстий удаляют сжатым воздухом, который подается
через специальные сопла. Для успешного выдувания стружки диамет-
ры отверстий сопел должны быть значительно меньше диаметров глу-
хих отверстий. На некоторых автоматических линиях удаление
стружки из глухих отверстий перед нарезанием в них резьбы произ-
водится путем поворота детали на 180° и ее встряхивания.
Применяют переворачивание детали вместе со столом и приспособ-
лением и на многооперационных станках.
Стружка может собираться с применением манипулятора или ро-
бота, имеющего щетку или электромагнит. Устройство, в котором
используется электромагнит, требует периодического размагничива-
ния деталей и приспособления, но дает возможность удалять стружку
из узких щелей и других труднодоступных мест на обрабатываемой
заготовке и приспособлении.
16.2. Режущие инструменты
Режущий инструмент для автоматизированного производства прак-
тически по номенклатуре совпадает с инструментом, используемым
на универсальных станках. Однако в силу того что автоматизирован-
ное оборудование отличается высокой концентрацией технологиче-
ских переходов обработки и работает без постоянного обслуживания
человеком, к качеству этого инструмента предъявляются повышенные
требования, в частности к точности размеров, к стабильности режущих
свойств.
Самым распространенным видом технологических переходов авто-
матизированного производства является обработка отверстий. Как
обычно, отверстия в сплошном материале обрабатываются сверлами.
Большое влияние на стабильность работы и стойкость оказывает жест-
кость сверл. Короткие сверла обладают в 2—3 раза большей стойко-
стью по сравнению со сверлами обычной длины. Это особенно заметно
на сверлах малого диаметра. Поэтому там, где это возможно, целесо-
образно применять короткие сверла. В тех случаях, когда при обра-
ботке не требуется длинной рабочей части, но выступающие элементы
детали не позволяют применять короткие инструменты, используются
для обеспечения большей жесткости усиленные хвостовики.
Для повышения производительности и надежности работы сверл
на станках с ЧПУ сверление ведут с автоматическим изменением ре-
жимов резания. На участках, где имеется, например, литейная корка,
предусматривается уменьшение частоты вращения сверла. На выходе
сверла из отверстия, когда прекращает работу поперечная режущая
кромка, резко, приблизительно в 2 раза, уменьшается осевое усилие.
Скачкообразное изменение нагрузки вызывает скачкообразную упругую
деформацию элементов оборудования. В результате сверло испытывает
387
16.1. Сборное перовое сверло
удар, что может вызвать поломку инструмента. Во избежание этого
на выходе сверла из отверстия уменьшается подача. Возможность из-
менения в ходе процесса режимов резания является одним из преиму-
ществ оборудования с ЧПУ и его необходимо при разработке техноло-
гических процессов изготовления деталей в полной мере использовать.
Для обработки отверстий диаметром более 20 мм наряду со спираль-
ными сверлами применяются сборные перовые сверла (рис. 16.1). Кон-
струкция сборного перового сверла состоит из режущей пластины,
державки и фиксирующего винта. На режущих кромках выполняются
стружкоразделительные канавки. В зависимости от назначения при-
меняются различные типы перовых сверл с разнообразными формами
пластин и углов при вершине. Эффективным является применение
в автоматизированном производстве также двух кромочных сверл с ме-
ханическим креплением многогранных твердосплавных пластин, ру-
жейных твердосплавных сверл. Для сохранения числа переходов,
исключения зацентровки и рассверливания отверстий применяются
ступенчатые сверла с отдельными винтовыми канавками для каждой
ступени.
Для расширения отверстий и повышения точности их обработки
в автоматизированном производстве используются зенкера и разверт-
ки. При обработке соосных отверстий, особенно когда время обработ-
ки отдельных ступеней невелико, целесообразно применение комби-
нированного инструмента. Например, на рис. 16.2, а изображен ком-
fl
16.2. Комбинированные зенкера
бинированный трехступенчатый зен-
кер. Первая его ступень, работающая
с относительно невысокой скоростью
резания, изготавливается из быстро-
режущей стали, а вторая и третья ос-
нащены твердосплавными пластинами
1. На рис. 16.2, б показан зенкер
с многогранными неперетачиваемыми
пластинами твердого сплава.
Первая ступень зенкера, предназ-
наченная для обработки отверстия,
оснащена квадратной 4, а вторая сту-
пень,снимающая фаску,—трехгранной
пластиной 1. Пластины закрепляются
на корпусе прихватами 3 и винтами
2 с внутренним шестигранником.
388
16.3. Резцовые вставки, оснащенные композитом
Для окончательной обработки отверстий кроме обычных разверток
принимают однолезвийные развертки. Более высокую точность рас-
положения и формы отверстия по сравнению с развертыванием дает
Чистовое растачивание. Черновую обработку отверстий, полученных
при отливке, производят растачиванием твердосплавными резцами
или резцовыми блоками. Хорошие результаты по стойкости и точно-
сти дают инструменты, режущая часть которых оснащена сверхтвер-
дыми материалами.
На рис. 16.3, а приведена резцовая вставка, оснащенная компози-
том. Она представляет собой корпус /, в отверстие которого вставлен
нож с закрепленным композитом. Регулировка вылета резца осу-
ществляется винтом 4, а его закрепление — винтом 3. Длина резцо-
вой вставки регулируется винтом 2. В автоматизированном производ-
стве используются также инструменты с многогранными пластинками
из композитов. На рис. 16.3, б показана резцовая вставка с механиче-
ским креплением в корпусе многогранной пластины 4: Крепление
осуществляется прихватом 5 с винтом 6. Регулировка инструмента
в двух взаимно перпендикулярных направлениях производится вин-
тами 1 и 3.
По сравнению с твердосплавными инструменты, оснащенные
сверхтвердыми материалами, позволяют повысить скорость резания,
что вызывает соответствующее повышение производительности обра-
ботки.
При невысоких требованиях к точности обработки одинаковых от-
верстий несколькими инструментами на многооперационных станках
обрабатывают сначала все отверстия одним инструментом, затем сле-
дующим. Если же требования к точности диаметральных размеров
389
16.4. Многошпиндельные головки
16.5. Плансуппортная головка
и форм отверстий высокие, сначала обрабатывают полностью первое
отверстие, меняя при этом инструменты, затем таким же образом —
второе и т. д. В противном случае погрешность обработки будет увели-
чиваться за счет погрешности позиционирования. Для обработки груп-
пы отверстий в корпусных деталях оказывается эффективным приме-
нение многошпиндельных головок. Многошпиндельные головки имеют
несколько вращающихся в процессе обработки шпинделей, в которых
закрепляются Соответствующие инструменты. Шпиндели могут распо-
лагаться в один ряд (рис. 16.4, а) либо занимать разнообразные поло-
жения (рис. 16.4,6), соответствующие положениям обрабатываемых
одновременно отверстий в заготовке. Опыт показывает, что перспек-
тивным в автоматизированном производстве является применение
плансуппортной головки (рис. 16.5), с помощью которой возможна
обработка ступенчатых отверстий и торцевых поверхностей, проточка
канавок и круговых пазов различной формы.
Головка наряду с вращением обеспечивает автоматическое ради-
альное перемещение резца с державкой, которое осуществляется с по-
мощью реечно-зубчатых передач и двигающейся вдоль оси шпинделя
тяги. Плансуппортная головка позволяет производить последователь-
но черновую и чистовую обработку, уменьшая затраты времени на сме-
ну инструмента по сравнению с обработкой отверстий отдельными ин-
струментами.
На станках с ЧПУ, оснащенных контурной системой управления,
отверстия больших диаметров обрабатываются концевыми фрезами.
Фреза вращается вокруг своей оси и одновременно вращается вокруг
оси отверстия. С целью повышения производительности используются
обдирочные фрезы. Контурное фрезерование обеспечивает повышение
производительности по сравнению с растачиванием при снятии и не-
равномерных припусков. При этом длина отверстия не должна превы-
шать длину режущей части фрезы.
Для обработки всевозможных уступов, пазов и фрезерования фа-
сонных контуров различных деталей применяют концевые фрезы. Вы-
лет фрезы сильно влияет на ее стойкость, особенно при обработке
труднообрабатываемых сталей. Он должен устанавливаться возможно
меньшим.
390
16.6. Инструменты, настраиваемые на размер вне станка
16.7, Установка резца на размер по двум координатам
Диаметр фрез принимают несколько меньшим ширины паза. Об-
работку на станке с ЧПУ выполняют последовательно: вначале фре-
зеруют среднюю часть паза, затем обе стороны. Для облегчения вре-
зания с осевой подачей применяют фрезы с особой заточкой торцевых
зубьев.
Открытые плоскости, как правило, обрабатываются торцевыми,
твердосплавными фрезами с многогранными непер стачиваемыми пла-
стинками. Для получения низкой шероховатости обработанных по-
верхностей рекомендуется снабжать торцевые фрезы одним или двумя
зачистными ножами, выступающими на величину 0,02...0,04 мм по
отношению к другим ножам.
При малых припусках для получения низкой шероховатости обра-
ботанной поверхности применяют торцевые фрезы, оснащенные сверх-
твердыми материалами. Эффективная работа автоматизированного
оборудования требует его оснащения сменяемыми по программе ин-
струментами при высокой точности их установки и малой затрате вре-
мени. С целью снижения простоев оборудования при замене инстру-
ментов применяют их быстросменные конструкции, настраиваемые
на размер вне станка.
При постановке инструмента на рабочее место в станке не требуется
дополнительного регулирования на размер. Во многих конструкциях
режущих инструментов установка на размер по длине осуществляет-
ся с помощью регулировочных винтов. Так, на рис. 16.6, а приведена
концевая фреза с цилиндрическим хвостовиком 1. Требуемый вылет
391
фрезы устанавливают с помощью регулировочного винта 2, который
фиксируют в требуемом положении контргайкой 3. Для обработки
отверстий используют сверла (рис. 16.6, б), зенкера (рис. 16.6, в), раз-
вертки с цилиндрическим хвостовиком, поводком и винтом для уста-
новки их вылета. Сверла, зенкера и другие инструменты обычного ис-
полнения закрепляют в оправках. Оправка на конце своих цилиндри-
ческих хвостовиков имеет поводки и регулировочные винты, что позво-
ляет устанавливать требуемый вылет инструмента. Установка резца
на размер, соответствующий определенному положению его вершины,
также осуществляется с помощью регулировочного винта (рис. 16.6, г),
ввернутого в отверстие на заднем торце державки. Подналадка рез-
цов на размер может осуществляться вне станка по двум координатам
с помощью установочных винтов (рис. 16.7). Для растачивания широ-
ко используются расточные оправки с точной настройкой резца на
размер.
При настройке инструментов вне станка применяются разнообраз-
ные измерительные устройства. На рис. 16.8, а изображена скоба для
настройки вылета инструмента. Скоба 2 закреплена на призме <?, ко-
торая устанавливается на хвостовике инструмента. Наладочный раз-
мер А устанавливается регулировочным винтом 1. В приспособлении
(рис. 16.8, б) для настройки осевых инструментов настраиваемый ин-
струмент 5 устанавливают во втулку 3, а шаблон 4 — во втулку 2.
Наладочный размер А регулируется с помощью гайки, расположенной
на оправке. Комплект сменных втулок 3, устанавливаемых в корпусе
/, с различными внутренними диаметрами позволяет настраивать ин-
струменты, имеющие разные диаметры хвостовиков. Находят приме-
нение также приборы с постоянными магнитами, с помощью которых
они закрепляются на измеряемых инструментах. Точность настройки
размера по жесткому измерителю ориентировочно колеблется в преде-
лах 0,15...0,3 мм.
Хорошие результаты дает настройка с применением специальных
микрометрических устройств, обеспечивающих малые, точно1 отсчиты-
ваемые перемещения, оптических устройств, устройств с индуктивными
датчиками и т. п. При настройке с помощью оптических устройств,
пользуясь отсчетными устройствами, устанавливают его перекрестие
392
16.9, Схема рассеивания размеров при обработке партии деталей
в положение, которое должна занять вершина резца. Затем регулиру-
ют положение резца (инструмента)в державке или оправке так, чтобы
его вершина совпала с перекрестием. В этом положении резец закреп-
ляется. Размеры и допуски посадочных поверхностей режущего и
вспомогательного инструмента следует определять, исходя из тре-
буемой точности позиционирования инструмента. Если не удается
обеспечить нужную точность позиционирования инструмента, необ-
ходимо предусматривать регулировку инструмента на станке. Повы-
шение точности обработки на автоматизированном оборудовании до-
стигается путем автоматической подналадки положения режущего
инструмента относительно детали в процессе работы для компенсации
износа. По мере износа инструмента происходит изменение размеров
обработанной детали. Как только размер детали подходит к опасной
зоне, контрольно-измерительное устройство выдает команду, и проис-
ходит поднастройка инструмента до нужного размера. Известны, на-
пример, устройства для регулирования размера отверстия при его рас-
точке, которые позволяют выдвигать резец из державки по. мере изно-
са. Дополнительная подналадка инструмента на станке используется
в том случае, когда размерная стойкость не обеспечивает полного ис-
пользования режущих возможностей инструмента за одну установку.
Суммарное рассеивание размеров при обработке партии деталей
складывается из мгновенного рассеивания и поля систематически за-
кономерно изменяющейся погрешности. На рис. 16.9 представлено
несколько положений мгновенных рассеяний по полю допуска 6, взя-
тых через определенные промежутки времени. Поле рассеяния при
построении диаграммы определяется из условия, что мгновенное рас-
пределение подчиняется нормальному закону и имеет диапазон изме-
нения размеров, равный бог. Линин Ci и С2, ограничивающие поле
мгновенного рассеяния, будут параллельны линии Ло, определяющей
систематическую погрешность, вызванную износом инструмента. Для
полной гарантии подналадку производят тогда, когда поле рассеяния
14 9.385 393
не доходит на величину Д до предельно допустимого размера детали.
Величина периода между подналадками
6 —2Л —ба
/к-- Т~~>
где а — величина перемещения центра группирования в единицу вре-
мени.
16.3. Вспомогательный инструмент
Вспомогательные инструменты служат для соединения, режущих
инструментов со шпинделями станков или суппортами. Вспомогатель-
ными инструментами являются оправки различного назначения, пере-
ходные втулки и патроны для закрепления режущих инструментов.
Вспомогательные инструменты имеют некоторые конструктивные
особенности в зависимости от оборудования, на котором они исполь-
зуются. Наибольшее развитие конструкции вспомогательных инстру-
ментов получили на многооперационных станках с ЧПУ. На этих
станках в определенные моменты времени с одним и тем же шпинделем
соединяются и соответственно освобождаются различные режущие
инструменты. Сверла, зенкера, развертки с цилиндрическим хвостови-
ком закрепляются в цанговом патроне, разрезной конусной втулке,
устанавливаемой в переходную втулку или удлинитель.
Чтобы компенсировать несоосность обрабатываемого отверстия
и инструмента, например, при развертывании ранее расточенного от-
верстия, применяются плавающие патроны, дающие возможность оси
инструмента перемещаться относительно оси шпиделя.
Метчики закрепляют с помощью самоцентрирующих кулачковых
или цанговых патронов. Широко применяются разрезные конусные
втулки с отверстием под хвостовик и гнездом под квадрат. С целью
уменьшения времени закрепления применяют специальные быстро-
сменные патроны. Нарезание резьбы метчиками рекомендуется произ-
водить с принудительной подачей при наличии осевой'компенсации.
Осевая компенсация предполагает небольшое (2...4 %) несовпадение
шага нарезаемой резьбы с подачей шпинделя станка.
Концевые фрезы с цилиндрическим хвостовиком закрепляются
в цанговых патронах. Дисковые насадные фрезы устанавливаются на
цилиндрической части оправки и закрепляют винтом. Передача кру-
тящего момента осуществляется с помощью продольной шпонки. У тор-
цевых фрез передача крутящего момента осуществляется с помощью
торцевой шпонки.
Инструменты с коническим хвостовиком можно устанавливать
в оправки или в переходные втулки. На рис. 16.10 изображена шпин-
дельная оправка, предназначенная для закрепления режущего инстру-
мента или для установки переходных оправок на многооперационных
станках. Шпиндельная оправка вставляется в коническое отверстие
шпинделя. На большинстве станков используются оправки с кониче-
ским хвостовиком конусностью 7 i 24 для того, чтобы он не был само-
394
16.12. Захват автооператора
тормозящим и позволял автооператору легко извлекать оправку из
шпинделя.
В шпинделе оправка затягивается винтом либо удерживается с по-
мощью тяги и тарельчатых пружин. На конце тяги имеется захват,
который сцепляется с хвостовиком. Усилие закрепления оправки со-
ставляет обычно 12...15 кН и зависит от степени сжатия пружин. Для
передачи крутящего момента фланец оправки имеет пазы, в которые
входят торцевые шпонки шпинделя станка. Специальные устройства
передают вспомогательный инструмент с закрепленным режущим ин-
струментом из магазина в шпиндель станка и обратно и заменяют от-
работавший инструмент другим по ходу выполнения технологической
операции.
Простотой и компактностью отличаются механизмы автоматической
смены инструмента с револьверными головками. Используются два
типа револьверных головок (рис. 16.11). Головки первого типа пред-
назначаются для невращающихся инструментов, второго — для уста-
новки инструментов при обработке отверстий, не совпадающих с осью
вращения заготовки, а также для выполнения фрезерных и других
14*
395
16.13. Система унифицированных инструментов
"l
работ. В гнездах таких головок закрепляются вращающиеся шпиндель-
ные узлы, в которых устанавливаются режущие инструменты. Револь-
верные головки обеспечивают малое время смены инструментов
(1...3с), отличаются простотой и дешевизной. Однако в этом случае
перемещения инструментов, расположенных в зоне обработки, огра-
ничены по координатам, число инструментов невелико (6... 12 шт.),
шпиндельный узел имеет нежесткую конструкцию, расположение ин-
струментов в рабочей зоне затрудняет обслуживание. 1
Поэтому в многооперационных станках чаще используются мага-
зины различной емкости для создания запаса инструментов, достаточ-
ного для обработки различных заготовок. Для обработки простых де-
талей достаточно нескольких инструментов, а для обработки сложных
корпусов, обрабатываемых с нескольких сторон с множеством точных
отверстий, требуется несколько десятков инструментов.
Наибольшее распространение поручили многооперацйонные станки
с дисковыми или барабанными магазинами, емкостью до 30 инструмен-
тов. Смена режущих инструментов, хранящихся в магазине, • произво-
дится автоматически с помощью автооператора. На фланце оправки
выполняются кольцевые канавки треугольной или прямоугольной
формы, с которыми соприкасаются захваты автооператора.
Используются разнообразные конструкции захватов. На рис.
16.12 показан захват, выполненный в виде рычагов 1,2, между которы-
ми установлены пружины 4, стремящиеся повернуть рычаги вокруг
осей 3. По команде на смену инструмента захват подается к инструмен-
тальной оправке и охватывает своими рычагами ее фланец. В дальней-
шем при вытаскивании оправки из магазина и переносе в шпиндель
инструментальная оправка удерживается пружинами. Чтобы про-
граммировать автоматическую смену инструментов, наиболее часто
кодируются гнезда инструментального магазина. В этом случае оправ-
ка с соответствующим инструментом после использования возвращает-
ся в одно и то же гнездо. В ряде случаев кодируются оправки с ин-
струментом. Оправка имеет кольца разных диаметров или другие эле-
менты, различными сочетаниями которых кодируется инструмент. ;
При кодировании оправок смена инструмента упрощается, так как
вынутую из шпинделя оправку с инструментом можно устанавливать
в любое свободное гнездо магазина. Однако при этом усложняются
конструкция, изготовление и эксплуатация оправки. < .
Режущий инструмент может непосредственно закрепляться на
шпиндельной оправке либо на переходной оправке. Переходные оп-
равки позволяют регулировать вылет закрепляемых в них инструмен-
тов, что необходимо выполнять при переточках. Вылет переходной
оправки из шпинделя регулируется гайкой, а ее закрепление произво-
дится винтом. Для передачи крутящего момента служит шпонка. Для
токарных станков с ЧПУ вспомогательные инструменты проектиру-
ются с цилиндрическим хвостовиком либо с базирующей призмой.
Чтобы сократить номенклатуру оправок, снизить затраты на их изго-
товление и эксплуатацию, используют систему унифицированных
вспомогательных инструментов для станков с ЧПУ, которая устанав-
ливает их номенклатуру и основные размеры. На рис. 16.13 приведена
398
подсистема инструмента для станков сверлильно-расточной и фрезер-
ной групп, где показаны типичные конструкции шпиндельных и пере-
ходных оправок и закрепляемые в них инструменты. Система осно-
вана на модульном принципе разделения режущего и вспомогатель-
ного инструмента на унифицированные элементы (модули). Построение
системы на модульном принципе позволяет унифицировать инструмен-
тальную оснастку и организовать ее централизованное производство.
На автоматических линиях, предназначенных для обработки опре-
деленных деталей, одни *и те же инструменты закрепляются в шпинде-
лях станков или на суппортах.
При замене в определенный шпиндель станка устанавливается ин-
струмент, тождественный заменяемому. Например, изношенное сверло
заменяется на новое сверло того же размера. Поэтому к вспомогатель-
ным инструментам, устанавливаемым на автоматических линиях,
предъявляется в основном требование быстросменности и точности
установки режущего инструмента на. размер, т. е. ряд функций, кото-
рые выполняет вспомогательный инструмент на многооперационных
станках, отпадает. Соответственно конструкции вспомогательных ин-
струментов и устройств для закрепления и смены режущих инстру-
ментов упрощаются.
На ритмичность работы автоматизированного оборудования боль-
шое влияние оказывает своевременная смена инструмента. На автома-
тических линиях целесообразно, чтобы инструменты менялись при-
нудительно в заранее установленные сроки. Оправдывают себя меха-
низмы автоматической замены инструмента. На рис. 16.14 показан
механизм для автоматической смены проходных резцов 3, располага-
ющихся в магазине 2. При перемещении в гидроцилиндре 6 поршня 5
вправо очередной резец под действием силы тяжести попадает из мага-
зина на загрузочную площадку. В крайнем правом положении шток
8 поворачивает рычаг 9, перемещая ползун 7 с упором /, продвига-
ющим вперед резец. Затем поршень перемещается влево, и толкатель
4 передвигает новый резец в державку. При этом новый резец вытал-
кивает затупленный резец в сборник изношенного инструмента. Вспо-
могательный инструмент изготовляют из стали 18ХГТ с цементацией
399
и закалкой до 53...57 ВДСЭ, зажимные цанги из стали 60С2А с термо-
обработкой до твердости 49...53 HRC3. Гайки и винты делают из стали
40Х с термообработкой до твердости 37...41,5 HRCg.
Глава 17
ПРИМЕНЕНИЕ ЭВМ ПРИ ПРОЕКТИРОВАНИИ
РЕЖУЩИХ ИНСТРУМЕНТОВ
17.1. Общие сведения
Современные электронные вычислительные машины обладают
огромными возможностями для совершенствования процесса проекти-
рования всевозможных машин и механизмов. Они позволяют быстро
производить вычисления, решать сложные задачи численными ме-
тодами, осуществлять анализ результатов вычислений, рассматривая
ряд возможных вариантов и выбирая из них оптимальный. С появле-
нием ЭВМ за 35 лет скорость вычислений возросла приблизительно
в 100 миллионов раз. Среди большого комплекса работ, связанных
с внедрением электронной вычислительной техники в народное хозяй-
ство, важное место занимает автоматизированная система технологи-
ческой подготовки производства, частью которой является система
проектирования металлорежущих инструментов. Оснащение опера-
ций машиностроительного производства производится нормализован-
ными или специальными режущими инструментами. Подбор необхо-
димого нормализованного инструмента из имеющихся заключается
в реализации на ЭВМ задачи типа «поиск». При решении задач типа
«поиск» возникает необходимость в разработке таблиц соответствий.
- В таких таблицах каждому инструменту должны соответствовать опре-
деленные условия его применения. Это позволяет однозначно опреде-
лить выбираемый вариант решения и подобрать, например, сверло
для обработки отверстия заданного диаметра и длины при известном
обрабатываемом материале.
Рассматриваемая задача подбора необходимого инструмента может
решаться с учетом наличия инструмента на центральном инструмен-
тальном складе, а также с учетом имеющихся в альбомах заводских
нормалей спроектированных инструментов. При отрицательном ре-
зультате поиска необходимого инструмента из имеющихся приходится
проектировать новый инструмент. В настоящее время многие задачи
проектирования режущего инструмента решаются с использованием
ЭВМ, что позволяет в десятки раз сократить время на разработку ин-
струмента. Задачи автоматизированного конструирования инстру-
мента должны решаться на основе принципов системного анализа.
В соответствии с требованиями системного подхода в разработке
САПР реализуются следующие принципы: блочно-модульный; инфор-
мационного единства, адаптации и развития иерархии итераций. В со-
ответствии с этими принципами система должна состоять из отдельных
частей и формироваться отдельными участками-блоками, модулями.
400
Все потоки информации в системе должны быть совместимы. Модели,
задачи, критерии и т. п. в системе должны иметь иерархическое строе-
ние. Система должна работать по методу итерации — последователь-
ных приближений к оптимальному варианту.
На всех этапах проектирования необходимо проводить разработку
различных вариантов и анализ их с целью выбора наилучшего. Про-
цесс оптимизации проектируемого инструмента носит итерационный
характер последовательного улучшения его параметров. Автоматизи-
рованное проектирование не исключает участия человека в этом про-
цессе. Человек принимает решения, выбирает альтернативы, разра-
ботанные с помощью ЭВМ. Основой системы проектирования металло-
режущего инструмента является поэлементный принцип, при котором
инструмент рассматривается состоящим из целого ряда элементов,
имеющих свое функциональное назначение. В качестве элемента бе-
рется модуль, с помощью которого решается узкоспециализированная
задача по определению отдельных элементов конструкций инстру-
мента. Программа-модуль входит как составная часть в библиотеку
модулей, из которых строится общий алгоритм проектирования ин-
струмента. Каждый элемент может иметь несколько исполнений. Мно-
жество вариантов исполнения объекта определяется как сочетание раз-
личных исполнений его элементов. В состав укрупненной блок-схемы
системы автоматизированного проектирования цельного режущего
инструмента известного типа входят следующие основные блоки
(рис.17.1).
,Блок 1. Исходные данные. Он включает: исходные данные по про-
ектированию заданного типа инструмента; данные об обрабатываемой
детали, ее материале, размерах и форме; данные о характере операции,
припуске на обработку, о точности обработки; данные о масштабах
производства об используемом оборудовании и др.
Блок 2. Проверка исходных данных и расчет дополнительных за-
ключается в том, чтобы определить, принадлежат ли введенные данные
области допустимых значений.
Блок 3. Выбор инструментального материала. Данный этап осу-
ществляется на основе решения задачи типа «поиск» с использованием
практических рекомендаций и таблиц соответствий.
Блок 4. Выбор форм поверхностей режущей части, способа перето-
чек и геометрических параметров режущей части инструмента. Подоб-
но выбору марок инструментального материала назначение геометри-
ческих параметров режущей части инструмента осуществляется на
основе таблиц соответствий, которая заполняется на основе справоч-
ных материалов, базирующихся на производственном опыте и резуль-
татах исследовательских работ.
Блоки 5, 6,7. Определение габаритных размеров инструмента,
числа зубьев, размеров зубьев и стружечных канавок. Реализация
перечисленных блоков осуществляется с помощью соответствующих
расчетов и практических рекомендаций.
Блоки 8 и 9 используются при проектировании сборных инструмен-
тов, имеющих механизмы регулирования размеров. Выбор схем меха-
низмов крепления ножей или пластин и механизмов регулирования
*01
-9 ,—5------1—:—s------------
Определение размеров механизма
регулирования размеров режущей
части
40.----------—1-------------------
Профошрованае (раанногв инсшруметпа
Определение кинематических
геометрических параметров
/2 I
Определение параметров схемы
срезания припуска
~ | ..................... —
Определение размеров ~
крепежно-присоединительной части
Определение размеров
центрирующе- направляющей части
г/5- - I - - ——
I Определение недостающих размеров
Назначение допусков
и технических условий.
17.1. Укрупненная схема проектирования режущего инструмента заданного типа
размеров осуществляется на основе таблиц применяемости. Для этого
необходимо иметь множество.схем механизмов и их конструктивных
решений с указанием характеристик и областей применения.
Блок tO. Профилирование фасонного режущего инструмента ис-
пользуется при проектировании фасонных режущих инструментов.
Профилирование фасонного режущего инструмента осуществляется
в соответствии с разработанными аналитическими методами и полу-
ченными расчетными формулами. В ряде задач, связанных с профили-
рованием фасонных инструментов, возникает необходимость решения
трансцендентных уравнений. Это требует большого времени при руч-
ном расчете. При использовании ЭВМ они проводятся легко, так как
существуют операторы, обеспечивающие решение таких уравнений
с заданной точностью.
Блоки 11 и 12 аналогично блоку 10 реализуются на основе выведен-
ных аналитических зависимостей определения кинематических пара-
метров режущей части и параметров схемы срезания припуска.
Блоки 13 и 14. Определение размеров крепежно-присоединитель-
ной части и центрирующе-направляющей части. Эти блоки могут осу-
ществляться путем соответствующих расчетов. Однако практически
зачастую пользуются практическими рекомендациями. Например, но-
мер конуса Морзе выбирается по следующим данным:
Диаметр инструмента, мм 6... 15 16...24 25...32 33...49 50... 65
Номер конуса Морзе 1 2 3 4 '5
402
Блок 15. Определение недостающих размеров включает назначе-
ние в соответствии с практическими рекомендациями размеров раз-
личных выточек, фасок, переходных и технологически необходимых
поверхностей.
Блок 16. Назначение допусков и технических условий. При реа-
лизации данного блока используют как отдельные расчеты по опре-
делению допусков на такие инструменты, как развертки, метчики,
зуборезные и другие, так и практические рекомендации.
Современные ЭВМ позволяют решать задачи, исходные данные ко-
торых представлены в графической форме графическими методами,
что в ряде случаев является более целесообразным, чем решение их
аналитическим методом. Основу графических методов решения задач
составляют различные геометрические построения, выполненные с по-
мощью циркуля и линейки. В этом случае они ограничиваются опе-
рациями с уравнениями прямых и окружностей, соответствующим об-
разом расположенных в пространстве. Графические решения сводят-
ся наиболее часто к нахождению точек пересечения прямых и окруж-
ностей между собой, а также с другими линиями, заданными на чер-
теже. При графических методах решения задачЭВМ используют для
определения координат точек пересечения двух линий, в общем случае
заданных значением координат некоторой последовательности принад-
лежащих им точек, выявленных в процессе автоматического «чтения»
исходных данных. Для ЭВМ определение точки пересечения двух ли-
ний является не элементарной операцией, а задачей. Так, решая зада-
чу нахождения точки пересечения прямой с кривой, машина должна
сначала выделить на кривой две точки, расположенные близко к пря-
мой; составить уравнение прямой, проходящей через две выделенные
точки; решить систему уравнений двух прямых и таким образом опре-
делить координаты их точки пересечения. При автоматизации инже-
нерно-графических работ используется геометрически ориентирован-
ный алгоритмический язык, в котором имеются геометрические опе-
раторы для. построения различных типов элементарных образов. При-
мером геометрических операторов могут служить операторы опреде-
ления точек пересечения прямой, и окружности, точек пересечения
окружностей, прямой, проходящей через заданную точку-и касаю-
щуюся заданной окружности, и т. п. С помощью известных операторов
записывается алгоритм решения- геометрических задач.
Одним из путей совершенствования процесса автоматизированного
проектирования режущих инструментов является организация опе-
ративного взаимодействия конструктора и ЭВМ. Широкие возможно-
сти для этого предоставляют АРМы (автоматизированные рабочие
места), оснащенные дисплеями и графопостроителями.
Принцип построения такого диалогового режима заключается
в том, что на определенном этапе промежуточная информация в циф-
ровой или графической форме выводится на экран устройства отобра-
жения. . „
Конструктор оценивает эту информацию и при необходимости
вводит соответствующие коррективы. Так, при проектирований фа-
сонных режущих инструментов целесообразно выводить на дисплей
403
изображение профиля детали, что позволяет оценить правильность
ввода исходных данных. Одним из элементов диалогового проектиро-
вания может быть организация графической подсказки. Например,
типовые изображения нормализованных элементов, на основе кото-
рых осуществляется проектирование, по мере необходимости могут
отображаться на экране. Графическая подсказка также полезна при
проектировании инструментов на базе инструментов-аналогов.
С помощью дисплея может быть решена и такая задача, как отоб-
ражение профиля детали, обработанного спроектированным инструмен-
том, \что позволяет оценить переходные кривые, подрезы профиля
и вывести заключение о возможности обработки заданной поверхно-
сти детали.
Автоматизированная система с использованием диалогового режима
позволяет процесс проектирования инструмента вести на высоком
уровне, отличающемся присущим человеку творческим началом.
Конструктор-инструментальщик в этом случае должен иметь вы-
сокую специальную подготовку, хорошо знать общие принципы про-
ектирования всевозможных инструментов и конструктивные особен-
ности конкретных их видов.
Следует отметить, что ЭВМ не освобождает человека от творческой
работы. Развивается теория проектирования инструментов, накапли-
вается производственный опыт их конструирования и эксплуатации,
усложняются решаемые задачи. Все это требует от специалистов-ин-
струментальщиков умения ориентироваться в алгоритмах проектиро-
вания инструментов, дополнять их.
17.2. Автоматизированное проектирование
металлорежущего инструмента
Современные технические средства позволяют осуществлять авто-
матизированное проектирование металлорежущего инструмента.
Основой автоматизированных систем проектирования режущих инст-
рументов является взаимодействие специалистов в области инстру-
ментального производства, машинных программ и соответствующих
технических средств. Конечным результатом автоматизированного
проектирования является изготовление чертежей специального режу-
щего инструмента.
В основу разработки методики автоматизированного проектиро-
вания режущих инструментов положен принцип системного подхода,
когда инструмент рассматривается как система взаимосвязанных
отдельных элементов. На этой базе определяются этапы проектирова-
ния и выделяются отдельные подсистемы САПР РИ (система автомати-
зированного проектирования режущего инструмента). Таким обра-
зом, САПР РИ определенного вида будет представляться отдельными
блоками, каждый из которых будет функционировать в системе само-
стоятельно.
Рассмотрим основные принципы автоматизированного проектиро-
вания металлорежущего инструмента на примере спирального быстро-
режущего сверла. Укрупненная блок-схема САПР РИ спирального
404
8ы5ор материала
рабочей части
Расчет конструктив
W6/jc и геометраче -
ских параметров
Расчет параметров
хвостовика, шейка
а длины
.......J______
Расчет профиля
торцевого сечения
17.2. Укрупненная схема проектирования спирального сверла
сверла представлена на рис. 17.2. Она включает в качестве первого
блок ввода исходных данных. Исходными параметрами при проекти-
ровании спиральных сверл являются: размеры обрабатываемого от-
верстия, обрабатываемый материал и его свойства, оборудование, на
котором производится сверление, масштаб производства обрабатыва-
емой детали, форма и размеры обрабатываемой детали, наличие высту-
пов или других элементов на детали, которые вызывают необходимость
увеличивать длину инструмента, и т. п. В качестве исходной высту-
пает также условно-постоянная информация в форме таблиц соответ-
ствий (карт применяемости), с помощью которых решается задача типа
«поиск».
К таким таблицам, например, относятся таблицы по выбору инстру-
ментального материала, таблицы по выбору геометрических парамет-
ров режущей части и другие. Условно-постоянная информация хра-
нится в памяти машины и в нужный момент вызывается в ту или иную
точку программы проектирования сверла. Для осуществления контро-
ля правильности введенных параметров и оформления документации
по проектированию сверла исходные данные выводятся на печать.
Назначение блока проверки исходных данных заключается в том,
чтобы определить, принадлежат ли введенные данные области допу-
стимых значений. Допустимая область применения спиральных сверл
включает обработку отверстий диаметром до 100 мм. Ограничивает
диаметр сверла и оборудование, используемое для обработки отвер-
стия. Имеющийся сверлильный станок ограничивает максимально
возможный диаметр отверстия, которое можно просверлить на нем.
Длина сверления не должна превышать десяти диаметров сверла.
Обеспечить отвод стружки при глубоком сверлении обычным спираль-
ным сверлом затруднительно. Поэтому при большой длине сверления
используются спиральные сверла для глубокого сверления. Достигае-
мая точность обработки отверстия спиральными сверлами соответ-
405
ствует 11... 14' квалитетам. Если требуется более точно обработать от-
верстие, приходится при определении диаметра сверла. учитывать
припуск под последующую обработку и вводить соответствующие
коррективы в исходные данные.
Определение материала рабочей части сверла в блоке 5 производит-
ся с помощью карты применимости инструментального материала. На
выбор инструментального материала влияет-большое число факторов.
Определяющим фактором является материал обрабатываемой детали
и его Свойства. Для обработки конструкционных сталей, чугунов,
алюминиевых сплавов рекомендуются стали Р6М5, Р6МЗ. Для обра-
ботки труднообрабатываемых, жаропрочных сталей и сплавов реко-
мендуется применять быстрорежущие стали повышенной производи-
тельности, такие как 10Р6М5, Р6М5К5, Р9К5. Карта выбора инстру-
ментального материала может включать большее число факторов, а
именно: непосредственно марки обрабатываемого материала, состоя-
ние поверхности заготовки, наличие корки на поверхности, серийность
производства и программа выпуска изделий, способ изготовление ин-
струмента, жесткость технологической системы, наличие инструмен-
тального материала на предприятии и т. п. Для создания универсаль-
ной системы и получения оптимальной конструкции сверла необходи-
мо стремиться к расширению числа учитываемых факторов. Но при
этом усложняется практическое использование системы проектирова-
ния. Кроме того, отсутствие в настоящее время экспериментальных
и соответствующих статистических данных, расчетных материалов не
позволяет учитывать некоторые факторы при проектировании спираль-
ных сверл- Выбор марки быстрорежущей стали определяет в конечном
счете скорость резания и соответственно производительность обработки.
Стали повышенной производительности обеспечивают более высокие
скорости резания, но они дороже быстрорежущих сталей нормальной
производительности, их труднее обрабатывать, процесс изготовления
из них инструментов является более трудоемким. Расчетом опреде-
лить для конкретных производственных условий наиболее целесооб-
разную марку быстрорежущей стали в настоящее время не представ-
ляется возможным. При разработке САПР РИ спиральных сверл
и составлении карт’ выбора инструментального материала можно ис-
пользовать систему экспертных оценок, определять количество вари-
антов по каждому фактору, в баллах оценивать их значимость и по
сумме баллов выбирать марку быстрорежущей стали. Такой метод
является более точным, но и он не может гарантировать выбора оп-
тимального варианта.
Наиболее важным при проектировании спирального сверла явля-
ется блок 6 определения конструктивных и геометрических параметров
инструмента. Он включает подпрограммы определения геометриче-
ских параметров режущей части, величины диаметра сверла, диаметра
сердцевины, профиля торцевого сечения канавки сверла.
Геометрические параметры режущей части спиральных сверл за-
висят главным образом от физико-механических свойств обрабатыва-
емого материала. В настоящее время установить зависимости в виде
математических формул между свойствами обрабатываемого материа-
406
ла и геометрическими параметрами сверла не представляется возмож-
ным. Эти связи между ними даются в форме табличных рекомендаций,
которые и берутся за основу при разработке информационного, спра-
вочного массива данных.
В виде подпрограммы оформляется решение задачи выбора вели-
чины наружного диаметра сверла. Максимально допустимый диаметр
сверла б/щах находится как разность максимального диаметра отвер-
стия Dmax и максимальной разбивки Ргаах отверстия при его сверле-
нии. Максимальная разбивка отверстия определяется экспериментально
или вычисляется по формуле
-Ртах “ 0, 756q ,
где б0 — допуск на отверстие:
б/тах ” ^тах ““ Рmax •
Найденное значение dmax округляется до ближайшего меньшего
стандартного значения. Допуск на наружный диаметр назначается по
h9 или h8. Назначение обратной конусности Да? по наружному диа-
метру на 100 мм длины осуществляется с учетом диаметра сверла
d, мм: .
d <2 2... 10 10... 18 18 ...63 63... 100
Ad 0,01 ...0,025 0,03 ...0,08 0,05... 0,1 0,06 ...0,12 0,1 ...0,2
Минимальное значение наружного диаметра сверла должно быть
больше или равным разности минимального диаметра отверстия и ми-
нимальной величины разбивки отверстия:
dmin 1 Рmin*
На основании изложенной методики составляются блок-схема
и подпрограмма определения наружного диаметра спирального свер-
ла. Диаметр сердцевины сверла определяется в зависимости от диа-
метра сверла й свойств обрабатываемого материала. Расчет кониче-
ского хвостовика спирального сверла производится по ранее приве-
денным формулам при известных усилиях сверления. '
Крутящий момент на сверле и осевое усилие определяются по нор-
мативам режимов резания либо рассчитываются по формулам
М CKS°-75D\
Ро. с == CPS°’75D,
где Сы и Ср — коэффициенты, которые берутся по нормативам режи-
мов резания.
Длина рабочей части спирального сверла выбирается с учетом глу-
бины сверления и длины стачивания сверла при переточках и должна
быть не менее
Zp = /с 3d,
где /с — глубина сверления. Общая длина сверла
L = /р /х +
407
17.3. Аналитическое определение профиля
передней поверхности сверла в торцевом
сечении
где 1Р — длина рабочей части;
li — длина хвостовика; Za — дли-
на шейки.
Длина шейки выбирается
с учетом высоты кондукторной
втулки, размеров выступающих
частей детали, затрудняющих
подвод сверла к обрабатываемо-
му отверстию. При уточнении
длины сверла необходимо стре-
миться к коротким сверлам.
Расчет профиля торцевого се-
чения канавки сверла необ-
ходим для определения геомет-
рических характеристик этого
сечения, использующихся при
расчете сверла на жесткость и
устойчивость, а также профиля
фрезы или другого инструмента,
обрабатывающего стружечную
канавку сверла. Для упрощения
расчетов принимается, что тор-
цевое сечение канавки сверла
ограничивается дугами окруж-
ностей.
Рабочий участок канавки сверла, содержащий режущую кромку,
является винтовой передней поверхностью, которая создается при
винтовом движении режущей кромки. Его профиль в торцевом сече-
нии определяется как линия пересечения винтовой передней поверх-
ности и плоскости, перпендикулярной оси сверла. На прямолинейной
режущей кромке сверла AM возьмем производную точку М, распо-
ложенную на радиусе rt (рис. 17.3). Определим профиль канавки свер-
ла в плоскости Я, которая проходит через периферийную точку А ре-
жущей кромки перпендикулярно оси сверла. При винтовом движении
режущей кромки AM любая ее точка описывает винтовую линию, ко-
торая лежит на передней поверхности. Рассмотрим винтовую линию,
которая описывается точкой М. Найдем точку В ее пересечения с плос-
костью.//, которая будет лежать на профиле канавки сверла. Винто-
вое движение точки М будем рассматривать как совокупность посту-
пательного движения вдоль оси и вращения вокруг оси сверла. Для
того чтобы попасть в плоскость Н, точка М должна переместиться
вдоль оси сверла на расстояние h. За время этого поступательного
перемещения точка М повернется вокруг оси сверла на угол тр
где Р — шаг винтовой канавки сверла.
Угол п в истинную величину' проецируется на плоскость Я. По-
этому, повернув вокруг оси сверла точку на угол q, получим точку
17.4. Оформление профиля канавки
сверла дугами окружностей
Bi принадлежащую торцевому се-
чению канавки сверла. Подобным
образом могут быть найдены и дру-
гие точки торцевого сечения канав-
ки сверла.
Рассматривая приведенное по-
строение, можно получить следу-
ющие формулы для расчета коорди-
нат произвольной точки В профиля
канавки сверла:
У в = rt cos (Т| — р,4->);
х'в = И sin (ц — pz 4-р),
где sin р = — ; sin ;
t
180° ctgcpstnQx, —р) .
Т) =----------~;
1 Л ctg Ci) Sin [iz
r(. — радиус произвольной точки
режущей кромки сверла. Коорди-
наты крайней точки А профиля канавки сверла, расположенной на
радиусе г,
Ул = Г’ ХА = °'
Координаты второй крайней точки Т профиля передней поверх-
ности сверла, расположенной на радиусе гс,
ут = гс sin (т]0 р);
Хт — гс cos (цс 4- р);
__ 180° ctg <р cos р
л ctg со ’
Три точки А, В и Т (рис. 17.4) определяют окружность радиуса р1т
которая оформляет профиль передней поверхности сверла. Радиус Pi
этой окружности и координаты центра (xOi> У01) рассчитываются та-
ким образом:
уравнение прямой СЕ'.
у == 0,5 (г 4- ув — хв tg т) -h х tg т;
уравнение прямой oot:
У =; —х tg (цс 4- Н) •
Совместное рассмотрение уравнений прямых ooi и СЕ определяет
координаты точки (центра окружности радиуса рд):
— 0,5 (Г + Ув^хв *£ т)
—tg(Пс + М) — 1зт
40Э
Радиус pt
pi^OOi— rCt
или
у °t
Pl — — r---------------------------------Гг.
sin (t]c + p) c
Окружность радиуса p2, соответствующая профилю нерабочей части
канавки сверла, проводится через точку К и точку Т касания окруж-
ности сердцевины сверла и окружности радиуса pv
Положение крайней точки К определяется величиной угла стру-
жечной канавки е = 90...92,8°.
Координаты точки К
= —г sin е;
Л 7
- Ук = Г COS 8.
Центр о2 окружности радиуса р2 находится как точка пересечения
прямых ос»! и о2Р. Прямая о2Р проводится перпендикулярно через се-
редину отрезка ТК. На основе приведенного графического решения
определение центра о2 и радиуса р2 окружности ограничивающих про-
филь нерабочей части канавки сверла можно вести по формулам:
__ г sin в — rc cos (т]с 4- р)
2 cos р cos (Р + Лс + И) *
гПГ ft rc sin (tu + M) — г cos e
A ® ' f sin 8 — rc cos (rjc + p.) ’
И *02 = — (po + rc) COS (r|e + fx);
У02 = (рз + rc) sin Olc + p).
Координаты произвольной точки, расположенной на окружности
радиуса р2, рассчитываются таким образом:
1. Выбирается координата xi произвольной точки, расположенной
между точками ГиД.
2. Определяется координата yt рассматриваемой точки по фор-'
муле
У[ = У02 р2 COS6Z,
где sin б, = ~ Xt ,
Рг
Аналогично определяются координаты произвольной точки, распо-
ложенной на окружности радиуса pf между точками А и Ti
yi = y^ — P/Cos^,
где sin « 01-— .
Необходимо при этом учитывать, что величины sin и sin g,
определяют два значения углов и и соответственно в преде-
лах заданных дуг окружностей при одном значении х(- может быть
два значения yt. Это означает, что прямая xt = const в двух точках
пересекает заданную дугу окружности.
410
17,5. Определение профиля фрезы для обработки канавки сверла
На чертеже спирального сверла указывается профиль фрезы, пред-
назначенной для обработки винтовой канавки. Поэтому САПР РИ-
сверло включает блок расчета профиля канавочной фрезы. Известны-
ми при профилировании считаются: профиль торцевого сечения ка-
навки сверла, угол б между осями заготовки и фрезы, положение точ-
ки 5 скрещивания осей фрезы и сверла. Обычно угол между осями
6- 90° — со - (1...4°),
где ® — угол наклона винтовой канавки сверла.
В соответствии с ранее рассмотренной методикой графического про-
филирования фрез для обработки винтовых канавок на рис. 17.5 дано
определение радиуса Ре фрезы в сечении плоскостью Е. Плоскость
Е идет перпендикулярно к оси фрезы и в принятой системе плоскостей
проекций является горизонтально-проецирующей плоскостью. В се-
чении / задан профиль А3Л3 торцевого сечения канавки сверла. В про-
извольном сечении II, отстоящем от сечения I на расстояние про-
филь торцевого сечения Л3('/Сц по отношению $ начальному положе-
нию Д3Лз повернут вокруг оси г на угол
О, 360°
где Р — шаг винтовой канавки.
Сечение // с плоскостью Е пересекается прямой, которая с профи-
лем 43//<з/ пересекается в точке В£, проекции которой в системе
H/W обозначены Ва£, Ви. Зная проекции точки В{ в системе H/W,
находим проекцию B%i точки В£ на плоскость V, которая перпен-
дикулярна к оси фрезы. Подобно точке В£ находим другие точки
411
линии Lt пересечения винтовой канавки сверла и плоскости Е. Рас-
сматривая приведенное графическое построение, определим следую-
щие зависимости для расчета координат точек В линии Lf.
1. Выбираем размер Zt, т. е. определяем положение секущей
плоскости Е.
2. Выбираем ряд значений отрезка Сь определяющего положение
сечения II, перпендикулярного к оси сверла.
3. Для каждого значения Ct определяем соответствующие углам
где Р — шаг винтовой канавки.
4. Рассчитываем координату лд точки В:
•ч = (О—О ctgй-
5. Определяем в системе х1у1 координаты центра окружности
радиуса рг:
П/— Ч sin V»
Х101 = Xot cos ц, + yOl sin
6. Подобным же образом находим координаты центра О2 о кружно-
сти радиуса р,:
Ую, = %,COS11,—
*IO, = 4COS1’' + J'o,sini1<-
7. Координаты граничной точки Т в системе хгух
ylT = yT cos — Zj.sinrij.;
х1Г = XyCoSTiz + ^sinrip
Если координата хг точки В больше х\т, то рассматриваемая точка
лежит на окружности радиуса pt и ее координата
Z/i = Ую, — Ур! ~ (xi “
При расчете по этой формуле необходимо учитывать, что квадрат-
ный корень может иметь два значения (±). Оставлять нужно только
те значения уи которые определяют точки, расположенные внутри за-
готовки радиуса г.
Если координата точки В меньше хц, то рассматриваемая точка
лежит на окружности радиуса р2 и ее координата
Л = у 10,— Г Р? — (*, — х,0)2.
8. Координаты произвольной точки В в системе уиги определя-
ются по формулам:
z/и = Ух, 2И — Ci sin 6 + Хг COS6.
9. Расстояние от точки В до оси фрезы Оф
Л = /(ги, ф — ги)'2+ (а —уи)2,
412
г-4----------
Определение
ь> ьс
г-5----------
вычисление
координат
точек ВТК
г-2
жА=0 уА=г
*» П? = rip г
Н=0,5(г+гс)
гЗ—I--------
arc sin
. n
jUi=arcstn у
х Тй
1от=-----
У Г'У3
-8----------
Определение
угла J3
г-7—-------
Определение
x,f1> Om’Poi
g---------
ОпреЗепение
Х02’У0Л
X в Xqj
У ^02
-74---------
Орогсап -д-
г/5----------
y,=y-J)COS5i
17.6. Блок-схема определения торцевого сечения канавки
сверла
17.7, Блок-схема определения профиля канавочной фрезы
с где ги.ф = Zis sin 6; ?is — определяет принятое положение точки S
L скрещивания осей, которое при профилировании считается известным.
Перебором, выбирая точки на линии Д,, определяем точку с мини-
мальным значением расстояния £?emin> которое будет значением ра
Г диуса фрезы в рассматриваемой плоскости Е. Взяв ряд плоскостей,
перпендикулярных к оси фрезы, в каждой из них определяем радиус
" фрезы. Для нахождения точек профиля фрезы проводим в плоскости
хиун проекцию оси фрезы и ей перпендикулярные линии пересечения
с этой плоскостью секущих плоскостей Е. На этих линиях от оси фре-
зы откладываем соответствующие радиусы фрезы. Полученные точки
соединим плавной кривой, которая будет искомым профилем фрезы.
Координаты точек профиля фрезы
Хи = ctg £/н 5=5 # min*
Для удобства изготовления шаблонов кривая профиля может быть
заменена дугами окружностей и касательной, обычно проведенной под
углом 80° к оси.
Таким образом, в соответствии с рассмотренной методикой, САПР
РИ-сверло будет иметь ряд отдельных блоков, функционирующих
в системе самостоятельно. Пример блок-схемы определения торцевого
сечения канавки сверла приведен на рис. 17.6, а профиля фрезы,
предназначенной для обработки канавки сверла,— на рис. 17.7.
17.3. Оптимизация решений при проектировании
режущего инструмента
Задача проектирования режущего инструмента, предназначенного
для обработки заданной поверхности детали, является многовариант-
ной, т. е. можно спроектировать разнообразные виды инструментов,
е помощью которых можно обрабатывать требуемые детали. Так, об-
точку круглого цилиндра можно вести резцами с напайными пластин-
ками твердого сплава с различными углами в плане; с расположением
пластины вдоль передней или задней поверхности или наклонно; ис-
пользовать резцы с многогранными или круглыми неперетачиваемыми
твердосплавными пластинками; применять ротационные резцы и т. п.
Для синтеза оптимальных инструментов необходимо определить об-
ласть возможных решений. Применение ЭВМ позволяет рассчитать
всевозможные варианты и учесть при проектировании инструмента
большое количество факторов, влияющих на конструкцию и работо-
способность инструмента. Система проектирования специального ре-
жущего инструмента относится к категории сложных. Она исследует-
ся поэтапно, с выделением подсистем различных иерархических уров-
ней. Общее решение разделяется на этапы (уровни) и производится
переход,от одного уровня к другому. Общая схема проектирования
режущего инструмента содержит две крупные подсистемы:
I. Подсистему определения исходной инструментальной поверхно-
сти и уточнения типа проектируемого режущего инструмента.
2. Подсистему превращения тела, ограниченного исходной инстру-
ментальной поверхностью,' в работоспособный режущий инструмент,
415
выбор кинематической
схемы формообразования
Определение исходных инстру-
ментальных поверхностей
Выбор способа превращения 7]
тела, ограниченного исходной \
поверхностью} в инструмент |
Уточнение кинематической
схемы резания
17.9. Схема ленточного шлифования колес:
I — протяжной ролик; 2 — ролик; S — лента
17.8. Укрупненная схема опре-
деления типа специального ин-
струмента
т. е. проектирование заданного типа режущего инструмента. Укруп-
ненная схема подсистемы определения типа проектируемого режущего
инструмента (рис. 17.8) включает блок выбора кинематической схемы
формообразования. ‘
При каждой выбранной схеме формообразования определяется мно-
жество исходных инструментальных поверхностей (блок 2), сопря-
женных с поверхностью детали.
Блок 3. Выбор способа превращения тела, ограниченного исход-
ной инструментальной поверхностью в режущий инструмент. В общем
случае исходную инструментальную поверхность можно воспроизве-
сти, создав лезвийцый режущий инструмент, либо шлифовальный
круг, либо воспроизвести исходную поверхность с помощью шлифо-
вальной ленты. Так, например, исходная поверхность, сопряженная
с поверхностью цилиндрического эвольвентного зубчатого колеса, мо-
жет быть прямозубой зуборезной рейкой. Превращая рейку в лезвий-
ный инструмент, проектируют зуборезные гребенки, предназначенные
для обработки методом обкатки зубчатых колес. Поверхность зуба
исходной зуборезной рейки можно воспроизвести с помощью шлифо-
вального круга, предназначенного для чистовой обработки зубчатых
колес. Наконец, зуборезную рейку можно воспроизвести с помощью
шлифовальной ленты. Схема ленточного шлифования зубчатых колес
показана на рис. 17.9. Таким образом, в блоке 3 определяется тип про-
ектирумого режущего инструмента.
Блок 4. Уточнение кинематической схемы резания, т. е. уточнение
реальных движений, совершаемых в процессе обработки, инструмен-
том и заготовкой. Таким образом, в этом блоке уточняется тип станка,
на котором может быть осуществлена обработка заданной детали про-
ектируемым инструментом.
На всех этапах проектирования отбираются целесообразные вари-
анты решений. Выбор из области решений одного варианта осу-
ществляется с помощью .критерия оптимальности. Этот критерий
входит в функцию одной или нескольких переменных, которую надо ми-
нимизировать или максимизировать. Такая функция называется оценоч-
416
ной, или целевой. Для анализа модели обычно используется графиче-
ский способ, когда в выбранной системе координат изображаются
функциональные зависимости, связывающие рассматриваемые факто-
ры. На графике определяется область возможных решений, в которой,
в соответствии с принятой целевой функцией, находится оптимальное
решение. Например, рассмотрим задачу выбора конструктивных эле-
ментов режущей части цилиндрических протяжек.
Основными конструктивными элементами режущей части цилинд-
рической протяжки являются шаг t, толщина среза а, равная подъему
на зуб, а также глубина стружечной канавки h. При конструировании
протяжек стремятся обеспечить число одновременно работающих зу-
бьев г, в интервале от 3 до 8 в зависимости от длины протягивания.
Чтобы число одновременно работающих зубьев было больше трех, шаг
зубьев
<<+ а)
где L — длина протягиваемого отверстия.
Размеры стружечной канавки оказывают также большое влияние
на' процесс формирования стружечного валика. Как известно, при
определенной геометрии режущей части для каждой толщины среза-
емого слоя существует свой естественный радиус завивания стружки
р, который возрастает при увеличении толщины среза а. Однако в от-
личие от процесса свободного завивания стружки при протягивании
имеет место ее принудительное завивание в результате движения
стружки вдоль стенок впадины. При этом в стружечной канавке фор-
мируется валик стружки, состоящий из нескольких витков. Стружка
как бы наматывается на первый виток до тех пор, пока стенки впадины
зуба и поверхность обрабатываемого отверстия не ограничат рост
стружечного валика. Однако, когда радиус впадины значительно мень-
ше радиуса естественного завивания стружки, виток получает непра-
вильную форму, что может привести к заклиниванию стружки и по-
ломке протяжки. Таким образом, предельная величина подачи ограни-
чивается способностью стружки сворачиваться в данной впадине. По
экспериментальным данным, условие нормального формирования
стружки можно записать таким образом:
1,5 +15 а. (2)
Проектируя протяжку, необходимо обеспечить также условие
вместимости стружки во впадине зуба протяжки. Это условие опре-
деляется коэффициентом вместимости стружки
т,
W7*
Коэффициент К зависит главным образом от толщины среза. В боль
шинстве случаев диаметр завитка стружки тем больше, чем толще
стружка. Однако принятие малых значений коэффициента вместимости
при срезании относительно тонких стружек нецелесообразно. При-
менение малых глубин стружечных канавок при небольших отклоне-
417
ниях от заданных размеров при изготовлении может явиться причиной
переполнения стружкой канавок; толщина самих зубцов не позво-
лит произвести нужное количество переточек, которое обеспечивало
бы нормальную долговечность протяжки. Поэтому коэффициент
вместимости в соответствии с экспериментальными данными
К = 4,5—15а.
Если принять соотношение между шагом t и глубиной канавки
h = ckt, то условие вместимости стружки запишется таким образом:
Л=1,13/аГК;
t = = ^-Val. (4,5— 15а). (3)
При конструировании протяжек необходимо предотвратить их
разрыв под действием сил протягивания. Расчет протяжек на проч-
ность производится с учетом только деформации растяжения. Напря-
жения а в поперечном сечении протяжки подсчитываются по формуле
где Ртах — наибольшая величина силы протягивания; Fmin— наимень-
шая площадь поперечного сечения протяжки.
Максимальная сила протягивания цилиндрической протяжкой
диаметром D определяется по формуле
Рmax “ C^CL ^DZ[t
где ср, хр — коэффициенты, выбираемые по справочникам; D— диа-
метр первого зуба протяжки; zt — число одновременно работающих
зубьев:
2/ “ L'/t.
Округляя полученный результат в большую сторону до целого
числа, получим максимальное число одновременно работающих зу-
бьев, а в меньшую сторону — минимальное число одновременно рабо-
тающих зубьев.
Площадь поперечного сечения по впадйне зуба
р___л (D — 2с,/)а
Таким образом, растягивающее напряжение
- 4с a*pDzz
(Т SS --£_______
л(£> — 2сЛ0а *
которое должно быть меньше -допускаемого напряжения Отсюда
а^Р — я № 2с, z1)2 Pz
U ” 4cnDzt- *
р *
Проектируя протяжки, ограничивают минимальный размер тол-
418
, щины среза а. По экспериментальным данным, у цилиндрических про-
тяжек обыкновенной схемы резания при обработке стальных деталей
рекомендуемое значение минимальной толщины среза равно 0,02 мм,
а > 0,02. (5)
При проектировании'*протяжек необходимо учитывать, что длина
протягивания не должна быть кратной шагу зубьев. Отношение длины
протягивания L к шагу зубьев t не должно быть целым числом, так
как в этом случае число одновременно работающих зубьев при протя-.
гивании колеблется на 2 зуба из-за колебаний в допустимых Пределах
длины протягивания и величины шага зубьев.
Таким образом, шар режущих зубьев протяжки
где п — целое число.
В качестве целевой функции может быть принята минимальная
длина режущей части; чем короче протяжка, тем ниже ее стоимость,
производительнее работа.
А I
Длина режущей части I = — t. Отсюда t *= -т- а.
Ct **
Зависимость t — f (а) представляет собой прямую, проходящую
через начало координат. Поэтому для того чтобы отыскать опти-
мальное решение, необходимо провести через начало координат
прямую с наименьшим наклоном, которая проходила бы через об-
ласть возможных решений.
На рис. 17.10, а в системе координат t—а изображены рассмот-
ренные функциональные зависимости для обычной цилиндрической
протяжки с диаметром первого зуба D = 16 мм, предназначенной
для протягивания отверстия длиной 50 мм в стальной детали.
Припуск на сторону был принят равным 0,4 мм. Глубина стружеч-
ной канавки h = 0,4/. Для это-
го конкретного случая функци-
ональные зависимости, опреде-
ляющие область возможных ре-
шений, записываются таким об-
разом:
t < у < 16,5; (1)
t > 3,75 + 37а; (2)
t > 22,6Vа (4,5—15а); (3)
где Zi = 50//,
а >0,02, (5)
17.10. Определение размеров режущих
зубьев протяжки
/ ф 5,56; 6,25; 7,15; 8,34; 10;
12,5; 16,6; ... . (6)
419
При расчете на прочность допускаемое напряжение протяжки, из-
готовленной из быстрорежущей стали, было принято 400 МПа. Зави-
симость (4) была изображена приближенно, без учета того, что в про-
цессе протягивания максимальное число одновременно работающих
зубьев при изменении шага изменяется скачкообразно. Для глубины
канавки h = 0,3/ функциональные зависимости, определяющие об-
ласть возможных решений, записываются таким образом:
/<16,5; / > 5 + 50а; />26,6/а (4,5— 15а); „0 85 Я (D 0,6/) • а 0,02; /=#5,56; 6,25; 7,15; 8,34; 10; 12, 5; 16,6. (1) (2) (3) (4) (5) (6)
Эти зависимости изображены на рис. 17.10, б. Зависимость (4) была
рассчитана с учетом того, что в процессе протягивания максимальное
число одновременно работающих зубьев протяжки при изменении
шага изменяется скачкообразно. Например, при шаге протяжки 5,5мм
максимальное число одновременно работающих зубьев будет равно
десяти, а при шаге 4, 95 мм оно уже равно одиннадцати.
Чтобы определить оптимальный вариант, из начала координат про-
водятся наклонные прямые так, чтобы они проходили через область
возможных решений и имели наименьший угол с осью абсцисс. Точки,
расположенные на этих прямых в пределах области возможных реше-
ний, и определяют рациональные величины t и а. Так, при h = 0,4/
(рис. 17.10, а) они равны / = 6,5 мм, а = 0,02 мм. Тогда длина режу-
щей части протяжки при снятии припуска на сторону А = 0,4 мм
1 ^7 6,4 • 65 . ЛЛ
/ = — / = -АЛп- = 130 мм.
а 0,02
При h = 0,3/ (рис. 17.10,6) рациональные величины / = 9,5 мм,
а — 0,032 мм. Тогда длина
/= 5^9,5=118.
Таким образом, из всевозможных вариантов наилучшей, в соответ-
ствии с принятой функцией цели, будет протяжка, имеющая шаг ре-
жущих зубьев / =9,5, глубину канавки h =0,3/, h =2,85 мм и подъ-
ем на зуб а = 0,032 мм. Надо иметь в виду, что рассмотренные зави-
симости являются экспериментальными и приближенными, поэтому
полученный результат также является приближенным.
СПИСОК ИСПОЛЬЗОВАННОЙ И РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
Гречишников В. А. и др. Автоматизированное проектирование металлорежу-
щего инструмента / В. А. Гречишников, Г. И. Кирсанов, А. В. Катаев.— М.: Моск,
станкоинструментальный ин-т, 1984.— 109 с.
Гречишников В. А., Кирсанов Г, Н. Проектирование дискового инструмента
для обработки винтовых поверхностей//Машиностроитель.— 1978.1—№ 10.—
С. 16—17.
Иноземцев Г. Г. Проектирование металлорежущих инструментов — М.: Маши-
ностроение, 1984.— 272 с.
Кирсанов Г. Н. Проектирование инструментов. Кинематические методы.— M.i
Машиностроение, 1984.— 272 с.
Кирсанов Г. Н. Проектирование инструментов. Кинематические методы.— М.:
Мосстанкин, 1978.— 70 с.
Кирсанов Г. И. и др. Руководство по курсовому проектированию металлоре-
жущих инструментов//. И. Кирсанов, О. Б. Арбузов, Ю. П. Боровой.— М.: Ма-
шиностроение, 1986.— 288 с.
Лашнев С. И., Юликов М. И. Расчет и конструирование металлорежущих
инструментов с применением ЭВМ.— М.: Машиностроение, 1975.—392 с.
Перепелица Б. А. Отображение аффинного пространства в теории формообра-
зования поверхностей резанием.— Харьков: Выща шк. Изд-во при Харьк. ун-те,
1981,— 152 с.
Подураев В. И. Резание труднообрабатываемых материалов.— М.: Высш, шк.,
1974.—590 с.
Родин П. Р. Металлорежущие инструменты.— К.: Вища шк. Головное изд-во,
1986.—455 с.
Романов В. Ф. Расчеты зуборезных инструментов.— М.: Машиностроение,
1969.—251 с.
Сахаров Г. И. Обкаточные инструменты.— М.: Машиностроение, 1983.— 232 с,
Семенченко И. И. и др. Проектирование металлорежущих инструментов /
И. И. Семенченко, В. М. Матюшин, Г. Н. Сахаров.— М.; Машгиз, 1963.— 952 с.
Сухоруков Ю. Н,, Евстигнеев Р. Н. Инструменты для обработки зубчатых ко-
лес методом свободного обката.—К.: Техника, 1983.— 120 с.
Филиппов Г. В. Режущий инструмент.— Л.: Машиностроение, 1982.— 446 с.
Шишков В. А. Образование поверхностей резанием по методу обкатки.— М.:
Машгиз, 1951.— 150 с.
Якимов А. В. Прерывистое шлифование.— К.: Вища шк. Головное изд-во,
1986.— 175 с.
Ящерицын П. И. и др. Основы проектирования режущих инструментов с при-
менением ЭВМ / П. И. Ящерицын, Б. И. Синицын, Н, И. Жигалка.— Минск: Вы-
шейш. шк., 1979.— 304 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Абразивная способность 22
Абразивные зерна 21,22
— материалы 20, 21
— порошки 22
Алмаз 22
Архимедова спираль 253, 254
Архимедов червяк 367
Вал шлицевой 185
- Вектор единичный 167
— нормали 169, 255
— скорости 139
— — резания 167
Величина затылования 201, 241, 290,
369
Выточка 372
Головка делительная 320
—плансуппортная 390
— револьверная 395
— резцовая 184
Гребенка 58, 65, 256
— зуборезная 87, 190
— круглая 59
— резьбовая 58
Движение винтовое 120
— вращательное 1.19
— подачи 175
— прямолинейно-поступательное
116, 117
Диаметр делительной окружности 340
_ —державки круглого резца 303
— наружный 280
— посадочного отверстия 280
— сверла 301
Долбяк 64, 98, 185, 256
—, высота 352
— дисковый прямозубый 351
—, зона стачивания 380
— зуборезный 339, 354
г?- с наклонной осью 355
, —хвостовой 354
— чашечный 351
Долбяка окружность 260
— переточки 343
— толщина 356
Долбяки прямозубые, типы 351
422
Зенкер 41, 83
— спиральный хвостовой быстрорежу-
щий 286
Зуб 88, 89
—, высота профиля 254
Зуба высота 281, 325
— толщина -340
— ширина 291
Кривая затылования 125
— боковая 248
— теоретическая 275
Кромка режущая 145, 147, 149, 165
----вспомогательная 163, 174
----дополнительная 165
Круг алмазный 77
——фасонный 79
— конический 353
— цилиндрический 353
— шлифовальный 71, 130, 353
Лента абразивная 79
— автоматическая роторная 383
Линия контакта 129, 251
— начальная 256
Метчик 87, 185, 219
Напильник 208
»
Обработка вибрационная 80
— черновая 157
Окружность начальная 259, 276
— основная 126, 127
Оправка 8, 97, 328, 395
Пила дисковая 212
Пластина 91, 92 -
— твердого сплава 159
Плоскость главная задняя 164
— резания кинематическая 153
— торцовая 124
Поверхность винтовая 122, 314
— задняя 149, 159
— инструментальная 121, 123, 131
----исходная 122, 123, 132, 141
— коническая 118, 128, 194
— перетачиваемая 184
— профилирующая 123
— резания 155
-—сопряженная 125
— цилиндрическая 185
Протяжка 51, 83, 357
— круглая 184, 221
— наклонная 55
— наружная 53
— переменного резания 222
— с лысками 222
— фасонная 210
— эвольвентная 322
Профиль выпуклый 126
— долбяка эвольвентный 130
— инструмента 275
— круга 187
— резца 226, 228
— рейки прямой 131
Радиус кривизны 125, 126
----конической поверхности 129
— круга цилиндрического 128
- —основной окружности 115
— сферической поверхности 128
Развертка 41, 42, 87
— однолезвийная 389
— с винтовыми зубьями 185
Резец 24, 93, 95
— долбежный 29
— круглый 193
— строгальный 28
— отрезной 27
— призматический 191, 232
— проходной 25
— резьбовой 187 -
— строгальный 28
— тангенциальный фасонный 175
— фасонный 30—32, 224, 226
— чашечный 255, 258
Сверло 33, 35
— кольцевое 38, 39
— комбинированное 39
— перовое 36
— с ломаной режущей кромкой 180
—.спиральное 167, 179, 213, 411
— твердосплавное 35
— шнековое 38
Связка бакелитовая 75
— вулканитовая 75
— глифталевая 75
— керамическая 75
— магнезиальная 75
— силикатная 76
Точение чистовое 176
Точка базовая 271
Угол вспомогательный 161
— давления 318
— задний 149, 161
— зацепления 350
— канавки 288
— наклона 149, 163, 167, 263
— обкатки 275
— передний 149, 161, 189
— поворота 275, 341
— профиля рейки 361
— развернутости эвольвенты 317
— эвольвентный 317
Фреза 43, 62, 69, 139
— .высота профиля 281
— дисковая 47, 48, 68, 324
— затылованная 158, 177, 208, 242
— коническая 70
— концевая 49, 68
— однозаходная 256
— пальцевая 252, 322, 328
— с винтовой канавкой Г85
— торцевая 45, 159, 211
— угловая 48, 82, 131, 199
— фасонная 50, 51, 200, 237, 2.38, 327
— цилиндрическая 44
— червячная 65, 185, 203, 256, 372—374
Хвостовик 87
— конический 300
Хон абразивный зубчатый 382
Шаблон 270
Шаг винтовой канавки 246, 284, 371
— зубьев 292, 327, 417
— по нормали 332
Шев'ер дисковый 376
Шевер-рейка 359
Шевингование 375, 376
Шпоночное соединение 302
Электрокорунд 20
— титанистый 21
— хромистый 20
—циркойиевый 21
Учебник
Родин Петр Родионович
ОСНОВЫ ПРОЕКТИРОВАНИЯ
РЕЖУЩИХ ИНСТРУМЕНТОВ
Художественный редактор И. Г. Хороший
Технический редактор Л. Ф. Волкова
Корректор Л. М. Байбородина
ИБ № 13435
Сдано в набор 27.05.89. Подписано в печать 16.03.90.
БФ 05048. Формат 60Х90/1в. Бум. тип. № 2. Гар-
нитура литературная. Высокая печать. Усл. печ.
л. 26,5. Усл. кр.-отт. 26.5. Уч.-изд. л. 29,17. Тираж
10 000 экз. Изд. № 8331. Заказ 9-385. Цена 1 р. 40 к.
Издательство «Выща шкала», 252054, Киев-54,
ул. Гоголевская, 7
Книжная фабрика нм. М. В. Фрунзе, 310057,
Харьков-57, ул. Донец-Захаржевского, 6/8.