/

























Author: Охапкина С.Ю. Кабанова Т.Ю. Кирпичева Т.В.
Tags: строительство строительные конструкции железобетонные конструкции строительство зданий
Year: 1989
Similar




Text
МИНСЕВЗКПСТРОИ
п/о И & МО ВО ЖЕ КЕ ЗОБ ЕТО Н ЗЧЖ5К
Согкмовмо
Гкквимй техноког
>4^, , Z &. К. Комов
„29* ШШЯ 1988
Отверни мо
ИО. ГККВНОГО UUHAtUtPk
_ 7 Б. А. Ыохнии
„гб " г’ннм 1?а?
Ребристые плиты покрытии pksmepom
3 *12 м U 4,5 х 12 н
ККРТК I Е X Н О КО Г И Ч Е С. К О Г О ПРОЦЕССА
ПТ П 66 00 006- 88
Согмсоваио.
Нчтт ОТ к
< ; Z И.М. ГОММНСКЛЯ
^4" е | ? 8 8 г
И.О. йкч. МКБОР МОРИИ
‘ 1Ю1ШН0И
16 ” Я нН г я 19 8 9’г.
Инженер по ТБ
С Я 0 х к о к и н к
19 8 а г
Те х ноко г
О. Кирпнчевь
V <
А " 19 88 Г.
1988
С 0 кЕР М кНМЕ
СТР.
<Р^ОЛНХЯЧАСТЬ» 2
г. Технические т?Е&ое>книл к готовым 8
изделиям
з. Технические требования к материалам и
4 ШНПШШ& ТЕХиОЛОГИЧЕСКОГОО^ОР^КОЕ». 15
5. ВРГМйЗЛОЯ ТЕХНОКОГНЧЕСКОГО ПРОиЛССЬ 16
НдГОТО^КЕНЙЯ.Г^ЛФиК ТЕПЛОЬОИО^РД^ОТКМ
Б. В ПЕРМЕНОЙЦИН КОНТРОЛЕ? Т Е X Н О Л О Г U Ч Е с к О ГО
ПРОЦЕССЛ И2>ГО1ОЬЛЕ ИИ ИЗДЕЛИЯ 22
7. ПРЙЕМО- ГкМОЧПНИ КОНТРОЛЬ 26
6. ТРЛНСПОРТйРОВЛиНЕ НХРЛНЕННС 26
9. К Л 3 Л U Н Я ПО ТЕХНИКЕ ИЗО ПЛСНОСТй 27
щ. Технико-экономические п о к л з м е \ и
11. КИТЕРЛТ^Р\
2?
М П 66 |2 О Об- 88
О Ш Ш ЧАСТЬ
11Цдзн-ачеиие и область применения
м/ЯР-еуяи//? е //я'#? х т/6s Л
z27(?A'4>
12. О&ЩДЯ ХАРАКТЕРИСТИКА ИЗДЕЛИЯ
15. Краткое описание технологического
ПРОЦЕССА ПРОИЗВОДСТВА
15.1 ел£>/-/с> ~ е
U С-7?? С 77 ЛЮ077 07 /7(Ръ/&07777 iSt-S
7£>777 с -<? /7<? 0 7? 777/70— 07770/7/17 /И
к'Д'Л у/От/г/ /С6 /У Л/7М. Л'ауГл
МГТ/О ^0^7/ г? X .
Аист
IX т
|.6б 12 O QG Я^8
Z 3. 3, j£
£ e gjt л £
£> £. /'I'Tyd-j? <JY /7
/70 6^=30^
£7 J>e STTJr'r? A £//? /r?,Y£YOz,
/£0- *#YS0.Г 0^/Y00 /^£??2Yfc& З-ёОл
^J7J? &£><$££- ZYPYH# $ Ots Slop'dу l^> Jl/ sJ/Z' £/cj£>y
,jj£> Sj? &£ /YA- £-2- *Y/ О JZ /YA JL
Za/ptc. /& Z'/JJ/' A Y' <А^> & e_S^7A /££ Cb —
Г.з.Л Л-&- £>^е^А-^мгг *? U^i.e>^e>
ЛМ7ТГ /-5-Х/2. £jx-’Z^
'* ^M'>>WW4 OJj
ТЕ X ИО Л О Г И ЧЕ СК ЛЯ СХЕМА ПРОЛЗИАСТИ Р Е * Р И С Т Ы X П Л V Т 1,5’12 и 5*12 м
КТ П 66 12 006-88
____,'L„_'''l*.__
'i
j
1
)
J
i
1 - КАРКАС П ПОСК И Pl
г сеглгя арматурная угловая
3 С С ТКА Я Р МЛ Т 1/Р Н А Я (КОСЬМСА)
Л КАРКАС, плоский продольный
<5 КАРКАС ПЛОСКИЙ ПОгныунын СРЕДНИЙ
6 КАРКАС ПЛОСКИЙ поперечный К РЕПРЛХ
7 КАРКАС плоский ООПТ РЕЧИЫЙ
ё> СОТКА АРМАТУР НОЯ ЕСРХНЯЯ
9- СЕТКА е Р м ПТУ Р Н ОК ПРОДОЛЬНОЙ £> ОПОРНОЙ ЧАСТИ
10,-ff ОПОРНАЯ 3 Н К /?АД И АЙ ДЬТАПн
1-----------------------
АИСТ
ПгиМЕЧАИ£,2ПГ12- < Aiu Lr - иЕЛМРйПШ0-йАПРЯжи1иь|£ ГГАИТЫ ТИПОРАЗМЕРА
a^pMQ&fj/'/dA'-. у ело 6/-to /ъсмм?<ЗЛ/т'Д-
zZz9.Z> Z-r?Oj£
j^ec^^x /герее^зш/'Я' /эе.Ге./о
№3.6 (3 се/пеы, ^сз.^9 , /
c/^e/a-nce^s e-'yyy^‘> ^o '^ес^-у
D
<7
cxvx'tyv "\4,
о
i'
J {уллс7&>/£&&яся £
иш с &&о4</ф#ы&
CJlO&ff t&r’frrj
T "~—'—ГГ
tzz^izzzzii
•ГГК--7-—:-7T. ,..-ZZD-, -, , ~TT
rrzx-~-ZT7~n „. , ' ',. .. i~4. ^rri
“Б--------~U------------U
, -A-——: —-A _,-—-Zfl
„л JI_______nJ L._______nJI
r ,,. J CLZJZ-J t-ч f„ i
У >
ll I
/7а листе
t/cjio&rfo лсгазая
c n/wme#e#uer*? cmc/:^c^efcu
3u£e tffya:
. rtcjcjtewe *ал/м-
7
cX/fCS/P a. c^ О -z £/-
v: e z/с i^-u
л/<?/пи?л y/aTfajct, д&тахАудм. ин£ы\
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К
ГОТОВЫМ ИЗЛЕАНЯМ
Z.f. dfct>c-r>-7ii £>л jl ел^е.
/7^1^/2747 /Z-Z^^y^ZFZ^ZZ-E- /,<5*72-
3 x /<£ £-Oo/?7 ^C> /^6
/и/Э-Р£ & /X ггл ~zs /->-# #£> г. is*- e^-^r e-е,ег
— 7?С> /Э&.3
2У Ps7'r/czj7c>/'re /777 £ /т^трл ^/-е-ЛУт?t-s /у г 7/ //-тэ е stzts <
О./7 6 77 £> 2-0 /7^. 77077J/ tO2/"0>£o7 -О ?
/7 с>£>&^лулос/г^е^г /7Л7лл^7^ лу^у &£. луге/ту- -
/££2^ /£ е 77/7’^/ /У^С-Т-Т/ £ у /т"£ ^7?^'////Т'7?_. •
^77777 6? /77 Л> ^^7/.^/ , ТУ 7-7 £— Z? е-7/ ^т? 77"7-7 £_ ^-/3.7^7^77
КТ П 66 12 006-^6
л<л~гь
ю
•Жй-М
tirr/i . V /1ОлА, //</<? гМСь
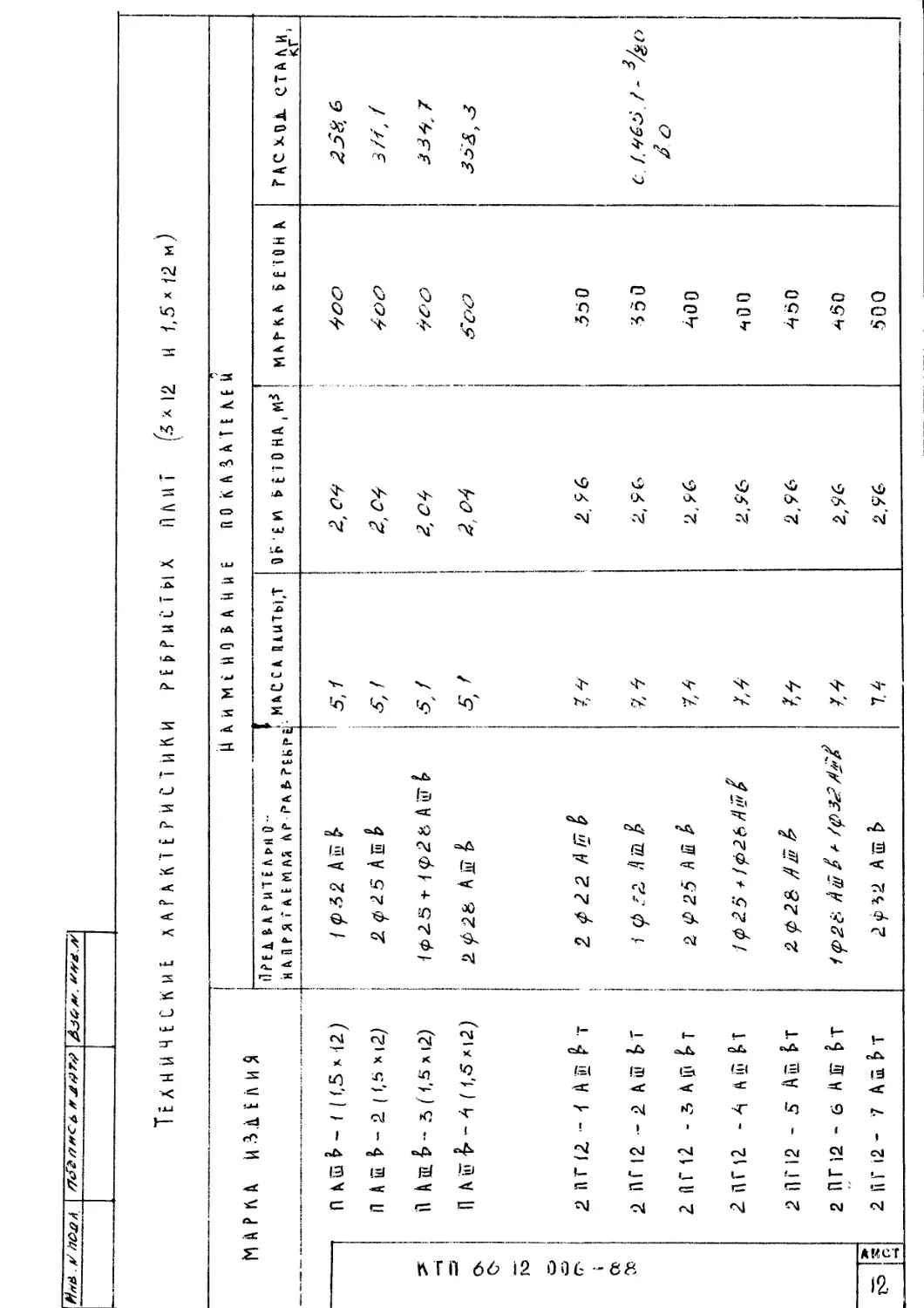
TtXMUHtCKub X A f А К I t P Й C 1 Й К И P E И й С T t>l X П i\ И Т (3 * 12 И 1,5 * 12 м)
М А Р К Л il X it С п и 0 Й К И М t Й 0 & A й Й t П 0 К А S А I Е К Е U
ilPEl^APHTEKhrtO- НАПРЯ ГМ МАЯ A? PAt?BKP^ ’масса muibij 0 г ‘ £ М i> t i 0 Н А , PV5 МАГКА 5 Е 10 Н А FAC kQi ста аи, КГ 1
Zl I Я9- 9 0 0 51 79 HIM I хэ и* i П П П П 2 2 2 2 2 2 2 Аш Ъ - 1 [ 1,5 х 12) А Е f> - 2 (<,5 х\2) A ffi. Ь - 3 (1,5 х 12) К й7 b ~ 5 (1,<5 *\2) п г 12 - 1 A HJ Т П Г 12 - 2 к ш Т Й Г 12 - Л A ip £> т ЕЙ 12 -4 Ain И fl Г I2 - 5 ДЕ И П Г 12 - 6 А £7 & Т fi Г 12 - 7 А1 Ъ Т / (р32 2 <j£>25 АЕ Д / ф 2 5 + 1 <f> 2 & А 17Г £ 2 ^28 А £7 1 2 <р 2 2 А>В 1 (/> f2 11 и! )? 2 $ 25 А й £ 1 ф 25 + 1<р2Ь /О?Z 2 0 23 1 <р23> Аш $ /р32? 2ф '*>‘2 А а Ь 5,1 5 / з; / 5 7, 5 1,5 15 15 7.4 2, 05 2,05 2, 05 2. ?6 2, 2>G 2>6 2,96 2,96 2,96 5оо 4о& 500 5оо 350 3 5 0 ^0 D 5 0 0 450 *t5O 5'00 2-5&, (3 3/1, / 335, 7 35 'S, 5 С /. 565, / ~ 5'о
ТЬХЙОШ ЙЧВСКИВ UPAMBTPH
АРММУРН ПРИ ц Ь Г D Т О в A t и И и Р В Б Р Ц С Т bl X ПЛИТ
К Т П 66 12 0 06 -88
X Ь Р Л К Т t Р Й СТ И К Ь СТЛКЕЙ Р л сс т. А л и н л УдЛИНЕМИЕ. АР-РЫ
Онс кГМШР МОЙ СТАЛИ КОНТРОЛИ- РУЕМОЕ R Л ПРЯМЕЙ. МОКУ Л V УПРУГОСТИ Eaj КГС|СМ2 К09-НТ ЛИНЕ1 НОГИ РАСЫ. 10'6 |- Реиомемку- Е МЛ Я Т Е М ПЕ- РЛ 1 У Р Л И Л Г Р. М Е Ш К У УПОРАМИ ФОРМ, мм АРМАТУР! ЗЛ ГОТО в, КМ МЕМА' ЛИК Е Р-ЛМИ . Р Л СЧЕТ- МО F , ММ С УЧЕТОМ ДЕФОРМА- ЦИИ.
А-1В- 4850 ± 600 2ЮС IA.2 4450° >12 2 GO 122Т5 Ai 0 57
Ai й 5550 ±590 1,$ юс 14,0 44 50" 12260 12210 45 61
3 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К МКТЕЕИИАМ
Перечень сырья МАТЕРИАЛОВ И ПОЛУФАБРИКАТОВ. НАИМЕНОВАНИЕ ЦТД. Технические требования, ПРЕ Л’ЯВЛЯЕМЫЕ К СЫРЬЮ, МАТЕРИАЛАМ И ПЯЛУФАЬРН- К АТ А М. Спо с о г ХРАНЕНИЯ ПРИ М Е- Ч АН И Е.
1 Г
к 1 UE М Е ЦТ ГО СТ 1O17S-85 ПОРТ AMHU.EMEIIT М 400, М500.М600 В СООТВЕТСТВИИ С М А Р к 0 Й ВЕТО И А При транспорти РОЬАННИ И ХРАНЕНИИ ДОЛ- МЕН БЫТЬ ЗАЩИ- ЩЕН ОТ УВЛАЖ- НЕНИЯ И ЗАГРЯЗ- НЕНИЯ ПОСТОРОН- НИМИ ПРИМЕСЯМИ
ПЕСОК ГОСТ 67 56 -8S М<рс2.3/ У ’ 444 0 ^/м3 Г Л И И UCT Щ X - ДО 3 7> 4 ПРЕДОХРАНЯТЬ от 5 А ГР я 3 н Е И U 1 U
Щебень гранитный Г0СТ8267-&2 КРУПНОСТЬ э-ло у - 4 4 io er/jua ЗАГРЯЗНЕННОСТЬ ДО глинистыми И илистыми ЧАСТИКАМИ ' м пр=-jo оо Гавдеаьнп ПО ФРАКЦИЯМ В УСЛОВИЯХ ПРЕ- ДОХРАНЯЮЩИХ ОТ 3 АГРЯЗН Е И UH
Ии ГОСТ 2.373,2-7$ ' л ЛЯ БЕТОНОВ И РАСТВОРОВ»
i § д А? М АТУ Р А ГОСТ 10884 - 8-1 СТЕРЩЦЕВАЯ ТЕРМИЧЕСКИ УПРОЧЕ Н МАЯ ПЕРИОДИЧЕС- - ПОД U А БЕ СО М НА СТЕЛЛАШАХ
5 F £ ГОСТ 5784 - 82 КОГО ПРОФИЛЯ КЛАССОВ №£ Miy
1
1 КТ П 66 ^2 006^88
> i 4. ХАРАКТЕРИСТИК* T t X НО К 0 Г U 4 t С К 0 ГО ОБОРУДОВАНИЯ j 1
UfcUMEUObKUUE. Технологического оеор^ловлиия ЕД. и зм. КОА-ВО ОРОРЭЛ. иллинии! Прелприятйе- ИЛ г о ТО ВИТЕ Ар 0 & 0 Р У Л 0 ВАН ия Краткая хар-ка ОРО Р 5 А о в.
Вит площмекл СМШ 2.0Q Л шт 2 ! МЕ АЯ f МНС КИЙ 5-ЛиСтР0М МАШИНА" МАССА 765ОК1 МОЩНОСТЬ ЗА. ОНГ. 92 КВ Г
К? А Н МОСТОВОЙ шт 2 Ц= 50 Т
Бэнкер ш пол ачм Г Е Т D Н К шт 4 S-А ЖБК И-- S т
Т Е Л E Ж К К 1 к я тис- ПОРТИРОВАНИЯ АРМА- ТУРНЫХ ИЗ ДА ЛИН сит -154 шт 4 Бологое З-Д „ Строммашнна 0.--2OT МАССА 3450КГ
Т Е К Е Ш к А АЛЯ ТРАНС-, ПОРТИ ро в а н ня готово и ПРОЛЕКЦИИ С И Ш 45-1 шт 4 Бологое, з-д „Стром машина' &- -- 20T МЛ СС A 58S0f
Форма м е т а а а и чес * КАЯ Ш И Р И И 0 И 3 м ШИРИНОЙ 4,s М шт шт 2 4 г. HtnoAbCrt МАССА 41,4 Г МАССА 7, 53т
J ДО Ч К А - Р А СПЫ A U ТЕЛЬ ШТ 1
Г ЧП
1
§ «и 1
1
hUCfT^
4i t QI J КТ П 66 12 006-88 15
5. Организация т е к н о к о гм ч е с к о го процесса изготовления
ВЫПОЛНЕНИЯ ОПЕРА-
ЦИЙ
ь Технические требо- вания при ИЗГОТОВЛЕ- НИИ Me х ан из мы , о БО РУ Д 0 В А И и Е Оказания по технике I- НЗОПАС И 0 стц
ПРО ф.
Рабочие Трудо
7 ЗАТ-
РАЗЙ
PATH
Ч ист к а
КТ П66 12 006-88
Очистка фор-
мы от остат-
ков БЕТОНА
и пыли
Скребок,
наочистку упоро^ЦЕтка
МЕТЕЛКА
МЕТ А А А ИМ
ящик
Особое внимание обра-
тить
и з am ков формы
Очищать от налипшего бето-
на СЛЕДУЕТ ПОВЕРХНОСТИ И
НАРУЖНЫЕ БОРТА ФОРМ. В О
избежание засорения глаз
ПРИ ОЧИСТКЕ НУЖНО РАБОТАТЬ
б очках. Мусор после очист-
ке СЛЕДУЕТ
Б БУНКЕ Р АЛЯ
СРАЗУ У Б Р АТЬ
ОТХОДОВ БЕТОНА
рАСф
К i
Смазка
ФОРМ
Смазать ф о р-
му с помощью
УНИВЕРСАЛЬНОЙ
удо ч к и. Реко-
мендуемая
СМАЗКА - О Б Р АТ
ная эмульсия
ОЭ-2
Смазочный состав
наносить ровным
РАСХОД С МАЗК И из
чет а од к г Н А 1 Мг
Улочка
При смазке
СЛОЕ 1 -РАСПЫЛН-
Р AG-
ТЕЛЬ,
ЕМКОСТЬ
СО СМАЗ-
КОЙ
форм запрещает-
ся холить со с м АЗ М В А Е м ыми рлсср.
ПОВЕРХНОСТЯМИ. ^СМАЗОЧ-
НЫХ СОСТАВАХ HEAOAWHbl
СОДЕРЖАТЬСЯ ВРЕДНЫЕ В-ВА.
Работ ат ь при см аз к е
СЛЕДУЕТ В РУКАВИЦАХ.
Армирование
У ст ан о вит в
ОПОРНЫЕ ЗАКА
МЫЕ ДЕТАЛИ
Формы должны отве-
ла- ЧАТЬ ТРЕБОВАНИЯМ
ЖЕСТКОСТИ И ПРОДОЛЬНОЙ л
ЪКСТАНО|- Ммированне КОНСТРУКЦИЙ
КА ДЛЯ
ДДЕДУЕ.Т ВЫПОЛНЯТЬ ТАК
фСРМ.
1,0
.Пло- тить & УПОРЫ ФОРМ И ЗАФИК- СИРОВАТЬ СТЕРН ни НАГРЕТОЙ АРМАТУРЫ. Закрыть борта формы Сложить ДЕФОР МАТИВНОСТИ. УСТА- НОВКУ АРМАТУРНЫХ КАР- КАСОВ И ЗАКЛАДНЫХ ДЕ* -ТАЛЕЙ ЭЛЕКТРО Г Е Р- МНЧЕСКОГО НАГРЕВА СТ Е РЖ НЕЙ СТЕЛЛАЖ ДЛЯ ХРАНЕН НЯ фиксаторов, АРМАТУРНЫЕ КАРКАСЫ, СЕТ КН, ЬЛКЛАЛ- ЧТОБЫ ИСКЛЮЧитр В ОЗМ DH1 ПОСТЕ КОНТАКТА РАБОТАЮЩИХ СПАПРЯ- •ГАЕМОЙ АРМАТУРОЙ ФОРМ. (рОРМ. И,0 З.А
кт п 66 12 ооб-ва ПРОДОЛЬНЫЕ И ПОПЕРЕ Ч И Ы Е И-ОБРАТНЫЕ КАРКАСЫ. Уложить ВЕРХНЮЮ СЕТКУ И УСТА- НОВИТЬ В ПРОЕКТНОЕ ПОЛОЖЕНИЕ ПОДЪЕМНЫЕ ПЕТЛИ. С Е Т КУ И П О Д' Е М Н Ы Е ПЕТЛИ ФИКСИ- РОВАТЬ ВДЗАЛ НОЙ П РО В 0 ЛО- КО и. А ЛА обеспечения ПРОЕКТ- НОЙ ТОЛЩИНЫ ЗАЩИТНОЮ СЛОЯ ИСПО ЛЬ ДО ВАТЬ ПЛАСТ МАССОВЫЕ ФИКСАТОРЫ ь- НЫЕ ДЕТАЛИ, П 0 Д' Е М Н Ы £ ПЕТЛИ, КОНТЕЙ- НЕРЫ
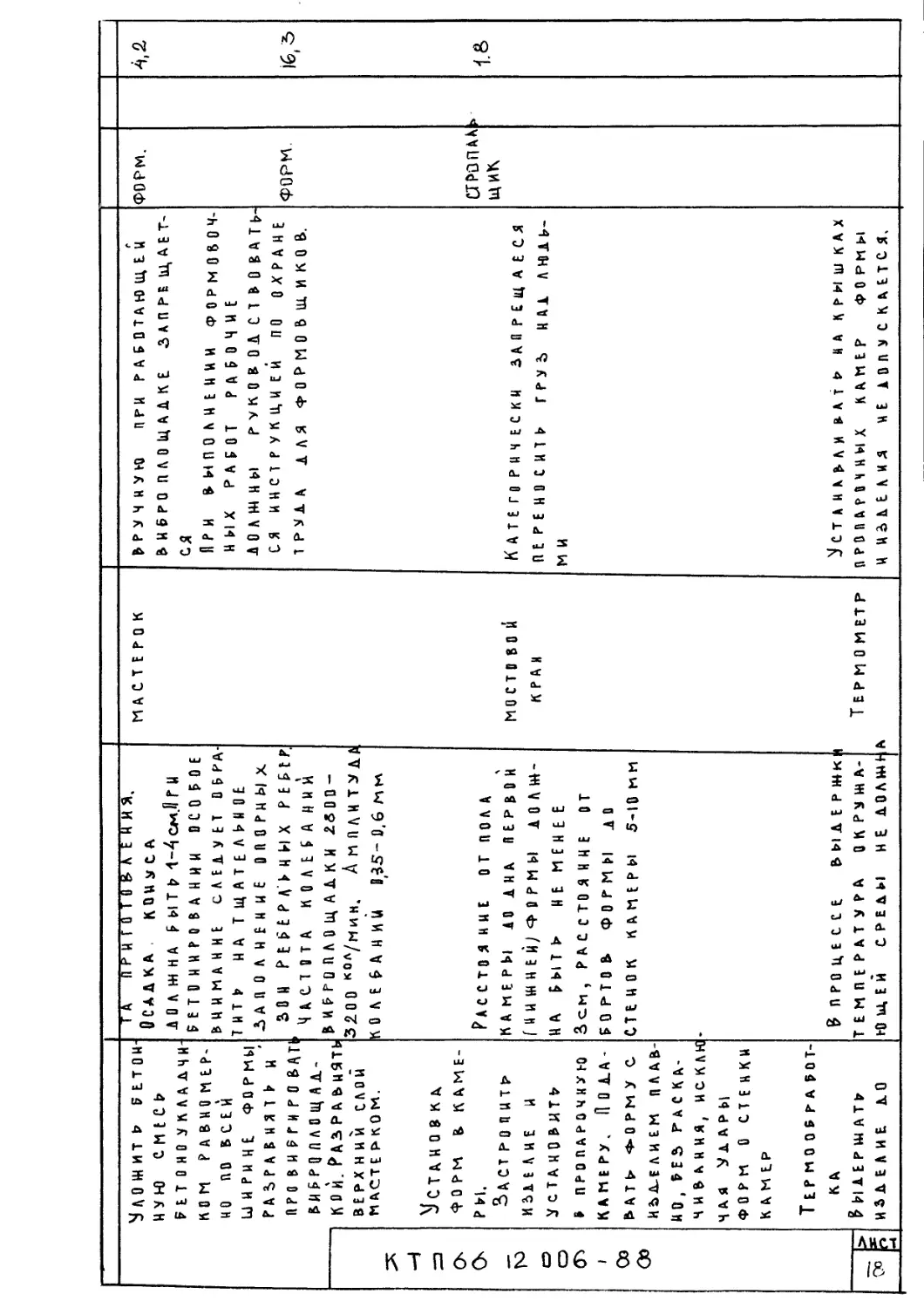
ФОРМО ВАННЕ SaAP М U РО- ВАН И У Ю ФОР- МУ УСТАНО- ВИТЬ НАНО СТ Перед бетонированием ПРОВЕРИТЬ ПРАВИЛЬНОСТЬ APMUPOBAHUX. Нтоннум СМЕСЬ УКЛАДЫВАТЬ НЕ F У Н KE Р ДЛЯ ПОДАЧИ БЕТОНА, В И БР 0 П Л 0 ЩАД- - К А, АО ПАТА АЛЯ ЗАЩИТЫ ОТ ОБЩИХ ВИБРАЦИИ НА ПОЛЯХ РАБОЧЕГО МЕСТА НЕОБХОДИМО ПОЛЬЗОВАТЬСЯ вибро обувью. Разравнивать и рлсср 1,03
ЛИСТ ФОРМОВКИ 1 ОЗ л И Е Е 30 МНН. С МО М Е1 ЗАГЛАЖИВАТЬ БЕТОЙ НАФПРМЕ
СЛОЖИТЬ РЕТОН- НУН) СМЕСЬ РЕТ ОНО УКЛАДЧИ- КОМ РАВНОМЕР- НО ПО Б С Е Й □ИРИНЕ ФОРМЫ РА СРАВНЯТЬ И * ПРО В Н В Г И Р 0 В ATI BHFPQ ПЛО Щ АД- К 0 Й. РАЗ Р А B U9T)J ВЕРХНИЙ СЛОЙ ТА йРнгйТА&Л ёйия. Осадка кои уса ДОЛЖНА рыть 4-4 См.Я Г И БЕТОНИРОВАНИИ ОСОБОЕ ВНИМАНИЕ СЛЕДУЕТ 0 Р РА- ТИ Т Ь ИА ТЩАТЕЛЬНОЕ ЗАПОЛНЕНИЕ ОПОРНЫХ а 0 U Р Е Ь Е Р Д' Ь И Ы X Р Е Ь t Р. 'ЧАСТОТА КОЛЕБАНИИ В И Ь Р 0 П Л 0 Щ А Л К И 2500- 32оо кол/мин. Амплитуд>
КОЛЕБАНИИ 055- D.6 ММ
МАСТЕРОК
К Т П 66 12 006 - 86
М АСТЕ РКОМ.
^СТАН 0 В Кд ФОРМ БК АМЕ- Р и. 2>аст ро П UTP Расстояние от пола МОСТОВОЙ
КАМЕРЫ ДОАНА ПЕРВОЙ
ИЗДЕЛИЕ и (НИН4НЕЙ) ‘ФОРМЫ ДОЛЖ- КРАН
установить НА БЫТЬ ЙЕ МЕНЕЕ
в ПРОПАРОЧНУЮ Зсм, РАССТОЯНИЕ ОТ
КАМЕ РУ, п о ДА- ВОРТОВ. ФОРМЫ АО
ВАТЬ Ф-ОРМУ с ИЗДЕЛИЕМ плав- но, РЕЗ РАС КА- СТЕНОК КАМЕРЫ 5-10 ММ
Ч И В А Н ИЯ, ИСКАН) ЧАЯ УДАРЫ ФОРМ 0 СТЕНКИ КАМЕР •
Термооврарот-
К А Р и держать изделие до 9 процессе ВЫДЕРЖКИ ТЕМПЕРАТУРА ОКРУЖА- ЮЩЕЙ СРЕДЫ НЕ ДОДЖЕ Термом етр А
Оо >
ВРУЧНУЮ ПРИ работающей В И 5 Р 0 ПЛОЩАДКЕ ЗАПРЕЩАЕТ- СЯ Яри выполнении формовоч- ных работ рабочие ДОЛЖНЫ РУКОВОДСТВОВАТЬ- СЯ ИНСТРУКЦИЕЙ ПО ОХРАНЕ ТРУДА АЛЯ ФОРМОВЩИКОВ. Категорически запрецаеся ПЕРЕНОСИТЬ ГРУЪ НАД ЛЮАЬ- М И УСТАНЛВЛИ В А Т Ь НА КРЫШКАХ ПРОПАРОЧНЫХ КАМЕР ФОРМЫ И ИЗДЕЛИЯ НЕ ДОПУСКАЕТСЯ. ФОРМ. «РОРИ СТРОПАХ щип > •
ПОДАЧИ ПАРА В КАМЕРУ в ТЕЧЕ- НИЕ 3 ЧАС 0 В. Подать пар в КАМЕРУ. J> Е WUM ТЕПЛОВОЙ 0 В РА- БОТКИ ’ ПОД’ЕМ ТЕМПЕ- РА! У ? >1 ДО 60-85°С (3 4ACAJ ИЬОТЕРМИЧЕС- КИЙ ПРОГРЕВ ПРИ ТЕМПЕРАТУ- РЕ 80'85 (8 ЧАС0$ С X А А МДЕНИЕ Ско РОСТЕ» под’- ЕМА ТЕМПЕРАТУРЫ «Е И ЛЕ Е 2 0’6 час, Макси м аль- Н АЯ СКОРОСТЬ СНИЖЕНИЯ ТЕМПЕ- Р АТ У Р И В К А М Е РЕ 30“С 6 ЧАС Ь VI ГРУ ЭКА ФОРМ ИЗДЬАИМ ИЗ ПРОПАРОЧНЫХ КАМЕР. Застроимте» ФОРМУ ЗАЛ ПЕТ- ЛИ и УСТАНОВИТЬ HAS ОСТ Р А С П А Л У ( к и. HIT 1» НЕ МЕНЕЕ +5“ С. Разность температур ПРОПАРЕННОГО ИЗДЕ Л ИЯ И ОКРУЖАЮЩЕЙ СРЕДЫ НЕ ДОЛЖНА РЫТЬ ЬОЛЕЕ 55-60вС.. ВЕНТИЛЬ РЕГУЛИРОВОЧ- НЫЙ моста вон КРАН, с т р а п ы Все грузопод'емные ппераднн ВКАМЕРАХ ВО ВРЕМЯ НАХОЖ- ДЕНИЯ В НИХ РАБОЧИХ ЗАПРЕ- ЩАЮТСЯ Соблюдать правила СТРОПОВКИ И ПЕРЕМЕЩЕНИЯ ГРУЗОВ в РАБОЧЕЙ ЗОНЕ ГОСТ 12,3, 0 09 - 76 СТР я ПАЛЬ- !ДИК
~ч о о 1 Оэ Оо
лист (7
Г2 О О ГО Ch Оо 00 РаспадуБКа ИЗДЕЛИЙ Отвинтите ЗАМ- КИ и РАСКРЫТЬ БОРТА ФОРМЫ. Пере резать НАПРЯЖЕННУЮ АР М АТ У РУ. 5 а с т к о п ит р ИЗДЕЛИЕ И УСТАНОВИТЬ ил поет доводки и контроля. С МЯТИЕ НАПРЯЖЕНИЯ НЕОБХОДИМО ОСУЩЕСТВ- ЛЯТЬ ПРИ ДОСТИЖЕНИИ РЕТО НОМ ПЕРЕКАТ 04 НОИ прочности, Отпуск натяжения арматуры необходимо ПРОИЗВОДИТЬ ПЛАВНО, ПРИМЕНЯЯ ПРЕДВАРИТЕЛЬ- НЫ Й Р АЗО ГРЕВ А РМ АТУ РЬ! ГАЗО КИСЛО РОДНЫМ ПЛАМЕНЕМ С ПОСЛЕДУЮ- ЩЕЙ обрезкой. Обрезка АРМАТУРЫ ДОЛЖНА ПРОИЗ- ВОДИТЬСЯ ТАКИМ ОБРАЗОМ, ЧТОБЫ КОНЦЫ НАПРЯЖЕН- НЫХ СТЕРЖНЕЙ ВЫ С (ПУ - ПАЛИ ЗА ТОРЦЕВЫЕ ПО ВЕРХ- МОСТИ ПРОДОЛЬНЫХ РЕБЕР НЕ БОЛЕЕ ,ЧЕМ Н А £ М М, После обрезки выступа- ющие КОНЦЫ ЗАЧИЩАЮТ- СЯ СЛОЕМ ЦЕМЕНТНО- ЙЕСЧАЦОГО раствора. ИЛИ БИТУМНЫМ ЛАКОМ Поднимать изде л и е плавно без рывков, приемка плит п р 0 и л а о д и г С Я ПРИ КОСТИ ЖЕНИН БЕТО- НОМ 70с7. ПРОчНОСТ И У ст лнзв кл для ГАЗОВОЙ РЕЗКИ ь- Запрещается работать НЕИСПРАВНЫМИ ГРУЗОЗАХВАТНЫ- МИ ПРИСПОСОБЛЕНИЯМИ. Обрезку стержней произво- дить в ЗАЩИТНЫХ ОЧКАХ И НЕ НАХОДИТЬСЯ ПРЦЭ10М по оси напрягаемой арматуры. Фирмы должны иметь защит- ные козырьки. При раскры- тии запоров следует находить СЯ В СТОРОНЕ ОТ НАПРАВЛЕНИЯ ДВИЖЕНИЯ БОРТОВ. Соблюдать правила стряпов- KU И ПЕРЕМЕЩЕНИЯ ГРУЗОВ. В РАБОЧЕЙ ЗОНЕ ГОСТ 12. 3. DO S -76 РАСФ PACCf )РМ. ел
ЛИСТ 20
гркфии пиит шшш rnnitim nm
ТРИТИЙ 3»IZm и 1,5x)2m
лист
6. 0 П [ Р А Ц И 0 Н И И Й КОНТРОЛЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА М5 ГО И В А Е || II3
НАИМЕНОВАНИЕ TEXHOKOfUMtCKOX ОПЕРАЦИЙ О&'ЕКТ КОНТРОЛЯ И ПЕРЕ- ЧЕНЬ КОНТРОЛЬНЫХ ОПЕРА- ЦИЙ Периодич- ность КОНТ РОЛЯ Метод контроля Средство КОНТРОЛЯ Контролирую Щ.ЕЕ лицо - 'У ЧЕ Т HAS ДОКУ МЕН та ция
КТ П 66 12 006 - 88 Чистка ФОРМ Chaska форм Армирова- ние. Формование 7 ст А И 0 В К А Ф 0 РМ в. КАМЕРЫ Проверка геометрических РАЗМЕРОВ ФОРМ, Исправность шарниров, ЗАМКОВ, КЛИНЬЕВ. Качество очистки Вил смазки, способ НАНЕСЕНИЯ, ПРАВИЛЬНОСТЬ Н РАВНОМЕРНОСЬ СМАЗКИ Толщин А ЗАЩИТНОГО СЛОЯ, УСТАНОВКА И ФИКС А Ц И Я ЗАКЛАЛИ Ы X ДЕТАЛЕЙ И ПОДЪЕМНЫХ ПЕТЕЛЬ, НАТЯЖЕ- НИЕ АРМАТУРЫ ЦепыТлНиЕ С Вл Pribi х. СО E1U И Е И ul АРМАТУРНЫХ И ЗАКЛАДНЫХ СОЕДИНЕН ОЦЕНКА Их ПРОЧНОСТИ ГОСТ ЮЕ22 *75. Качество бетонной смеси. СПОС0 В , ВРЕМЯ УПЛОТНЕНИЯ Качество поверхности Правильность установки ФОРМ С ИЗДЕЛИЯМИ В КА- МЕРЫ. Герметичность закрь Б А н ИЯ КАМЕР ₽ы ьо РОЧНО НЕ МЕНЕЕ 3х ФОРМ в СМЕНУ Каждую форму Каждую конструк- цию 1. Выборочно (н и 3 Л А Р г и и П РО F Ы КАЖ- ДОГО СОСТА- ВА 1 РАЗ В СМЕНУ К А Ж Д НЯ ФОРМА - каждая КАМЕРА ЗАМЕРЫ Нзшш Визуально за м е р ы АЛъОРЛЮРНЫЕ не п bi г а н. Лабораторные, испытания В НЗУД ДЬ Н 0 Визуально ЛИНЕЙКА ГОСТ 427-75 Штанген- циркуль ГОСТ {66-80 Линейка ГОСТ 427-75 РУЛЕТКА ГОСТ 7502-80 ШТАНГЕНЦИР- КУЛЬ гост ice -< приьор ярду Л А Б о РАТРР- н 0 Е ОБОРУ- ДОВАНИЕ. С М Е ними М А СТ Е р Контролер отк Сменный Мастер Контролер ОТ к ;0 Л А Б 0 р АТ ОРИЯ( МАСТЕР, БРИ- ГАДИР М А СТЕ Р, Ь РИ Г ЛАН Р ЖУРНАЛ УЧЕТА состоя- ния 0 С И А СТ К1 Журнал ААБО Р А- ТОРНОГО КОНТРОЛЯ
1ЭИУ
Д/ <%7/77Q &ЗОМ Utf# Лв
Те р мо о f РАБОТ- КА В ИГРУЗКА 9ОРМ С ивлемля ми ИЗ ПРОПАРОЧЦЫ КАМЕР. Режим тепловой обравот к и Проверка прав иаьноетц строповки , ГРУЗОЛАКВАТ- ННЕ ПРИСПОСОБЛЕНИЯ, стр о пн * Провегитр прочность БЕТОНА ПОСЛЕ РАСПАЛУ₽К1 ТОЛЩИНУ ЗАЩИТНОГО СЛОЯ БЕТОНА , ВНЕШНИЙ ВИЛ i U КАЧЕСТВО ПОВЕРХНОС- ТИ, ГЕОМЕТРИЧЕСКИЕ Р!\3- М В Р Ы Лв А РА ЗА В СМЕНУ U ПО M E Р Е Н АД.0 Б Н 0 CTU 1 РАЗ В 10 ШЕЦ К А Н| А. 0 Е 1, И31ЕАИЕ Замеры ВИЗУАЛЬНО 2> А М Е Р М йиЗУААЬНО UE РАЗРУШАЮ- ЩИЕ М АНО МЕТР ТЕРМО М LTP Л А БО Р АТ 0 РИЯ МАСТЕР Сменили МАСТЕР Щ У Р Н А А НАБОРА- . ТОРНОГО КО НТРОАЯ: S 1
КТ П 66 12. 006 -88 Распа ayfkj И ЗА Е ЛИ Й Приемка ОГК И А РК И Р 0 BKI < 1 1
£
/-1у&и~/-е-*£./г? rz- rs?e jc/tls ъ.г.е 7z tst^s <70/7^07
S'ty^e^,n-/£bS'£.77? cs*£.-' stotTssT?cs&./ус».
¥<Л- У £ 3^7? 6 777 & 777 <Z7 TZy&iS e /7(7 <7/7 & d О ,C7 C/777T/& & ^7
17 ^70.77^7/77 ^7-7 77 77^, 7ly&£? £> £ £ /7/7 777 J7 /Zy&£^ T7/&17 F C7 £ <4/>
1^7-17(P 777 е^е*Л7> , (~^>dps ,£><€ 77п. &Г77Т76 77/1-
7.^ /7'^^^,7l£77C)<7 Z-T&&///7 т/ъ^'г^7/7 £Z>Z<?
j /7j7£7/77 /Т" ](P<-77*7-77<72- ^07’777 7, /ТУ? 77 £- C-&/r 7d-£ 72-./Z777’ £> 7? -
5 £-/Z7C>^ /£/7<P'£-/d /?<7 7Z/<717 7?C>t77g>t^^ Ш77 & 77,.e L/>
— ' Ш0СГ?Э7Ут(Л1? Cm 77^*7 V? '-/^TZ^^Tty&O £ (? r-
<^-0^-7 . ГС’С/Г /3 C/6\ 2-£f *
KT П66 12 DOfe-83
Atxrrt
ЯВЯП MWIMr.-.-.r|uiti^»<«-/^^-,Vf4-^--»»w««..»»i..wr<m.»i.«4-‘4--i<tMM*i|>«*aw»»>*“‘'’u,>T?'^'*,''*’W'’,«»*««i
UnS. Л^/ЯхЗ-f. L/d&znO
Т Р А И С П О РТ И Р О Ь А Н И Е И ХРАНЕНИЕ
а.
Г О С Т /х. /. ops- 76 *
tycse
Acrrr>
\7о(?г>с/сба сйа/псА/Ллом ин#. лМ
кт П 66 12 00£ - 88