/





























































































































































































































































Author: Богданович П.Н. Прушак В.Я.
Tags: общее машиностроение технология машиностроения машиноведение трение машиностроение трибология
ISBN: 985-06 -0117-5.
Year: 1999




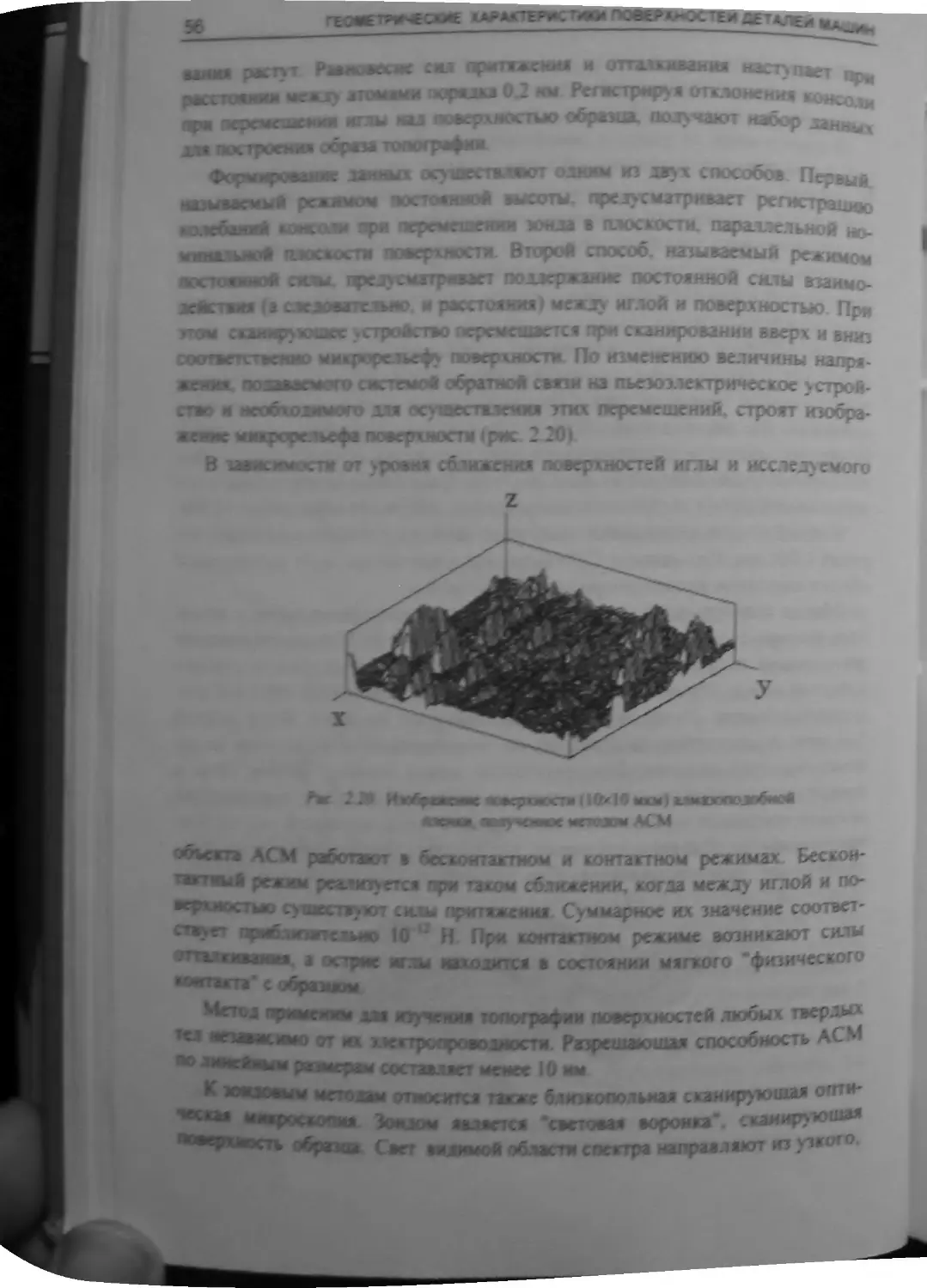
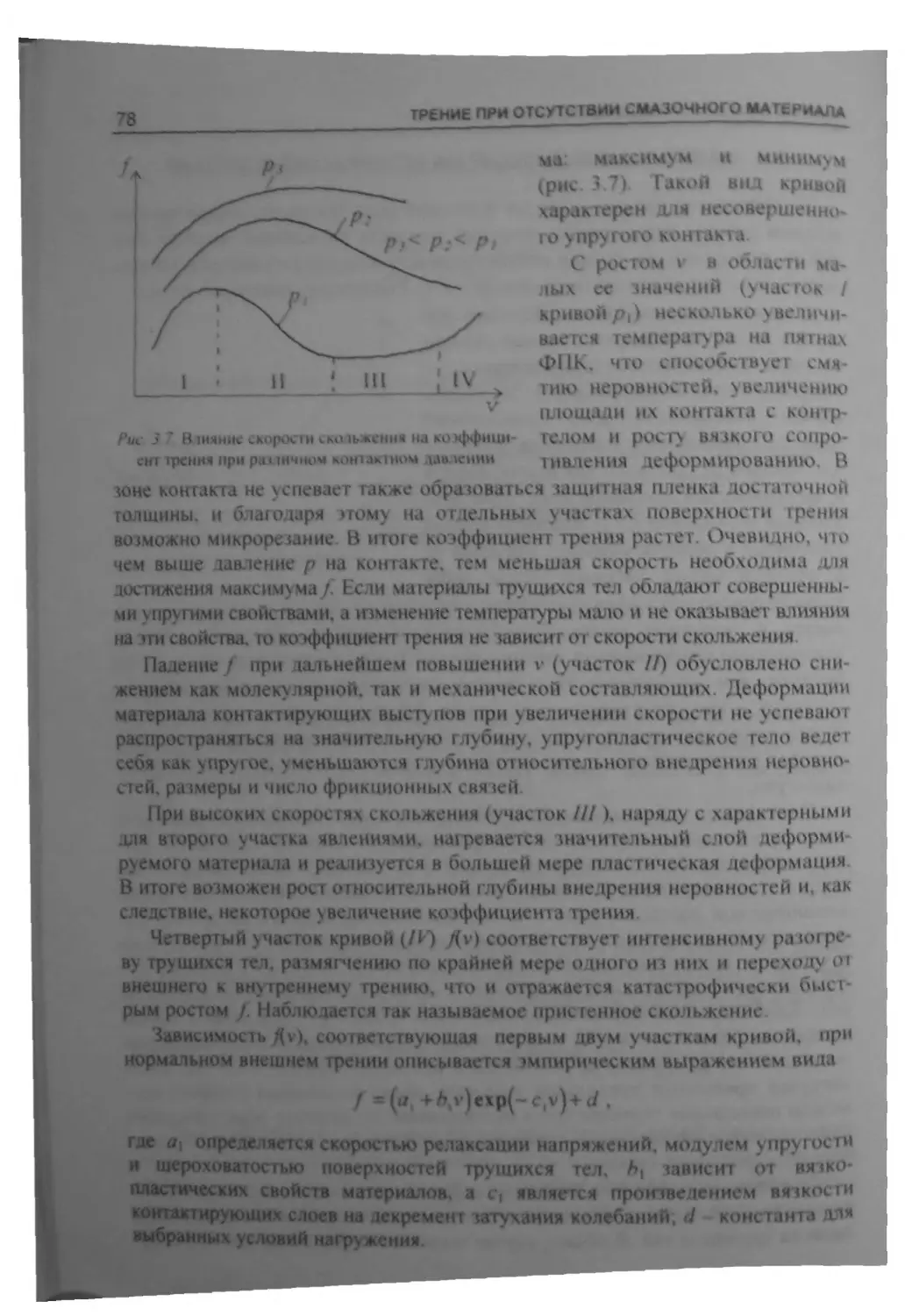
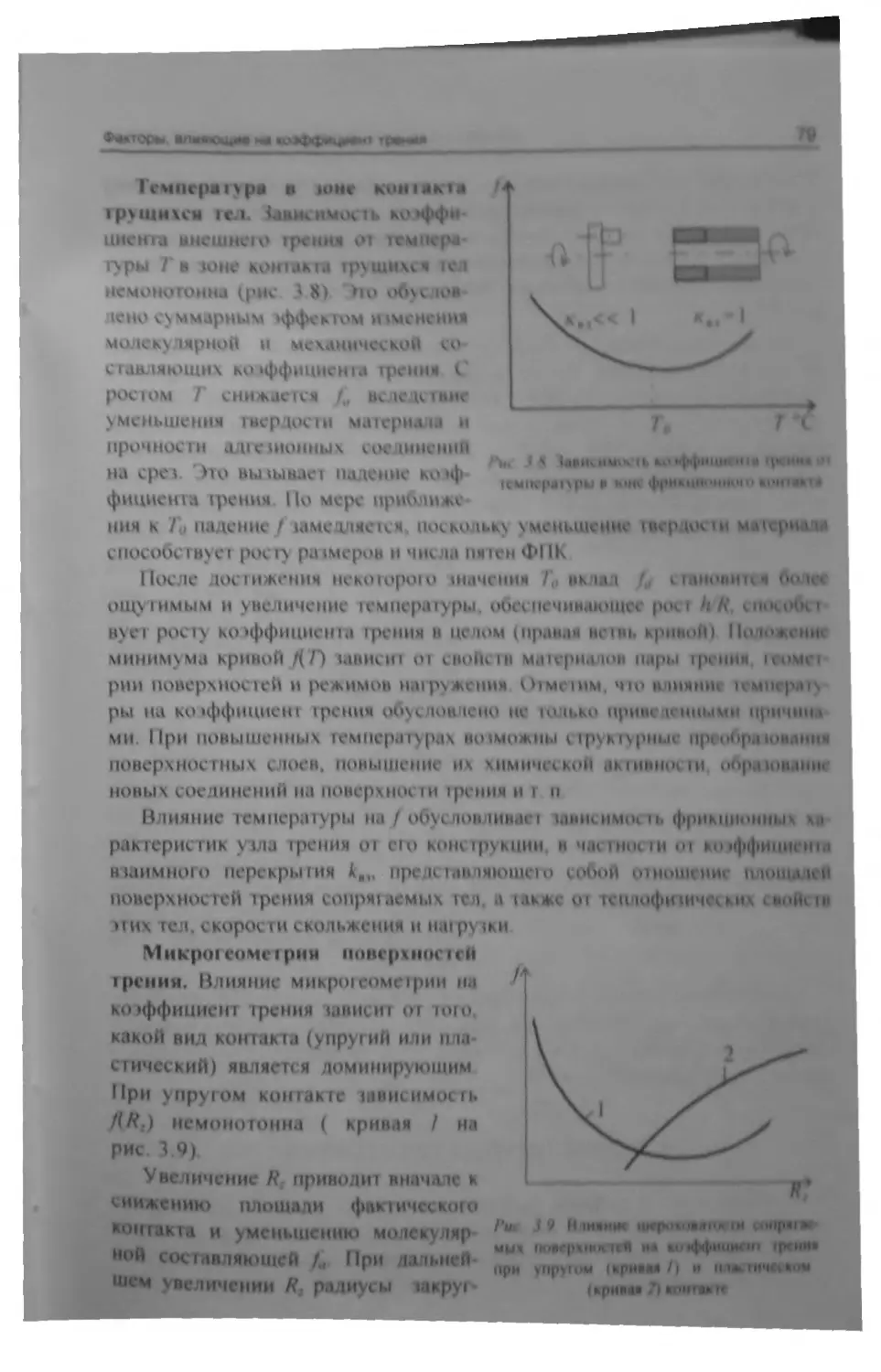
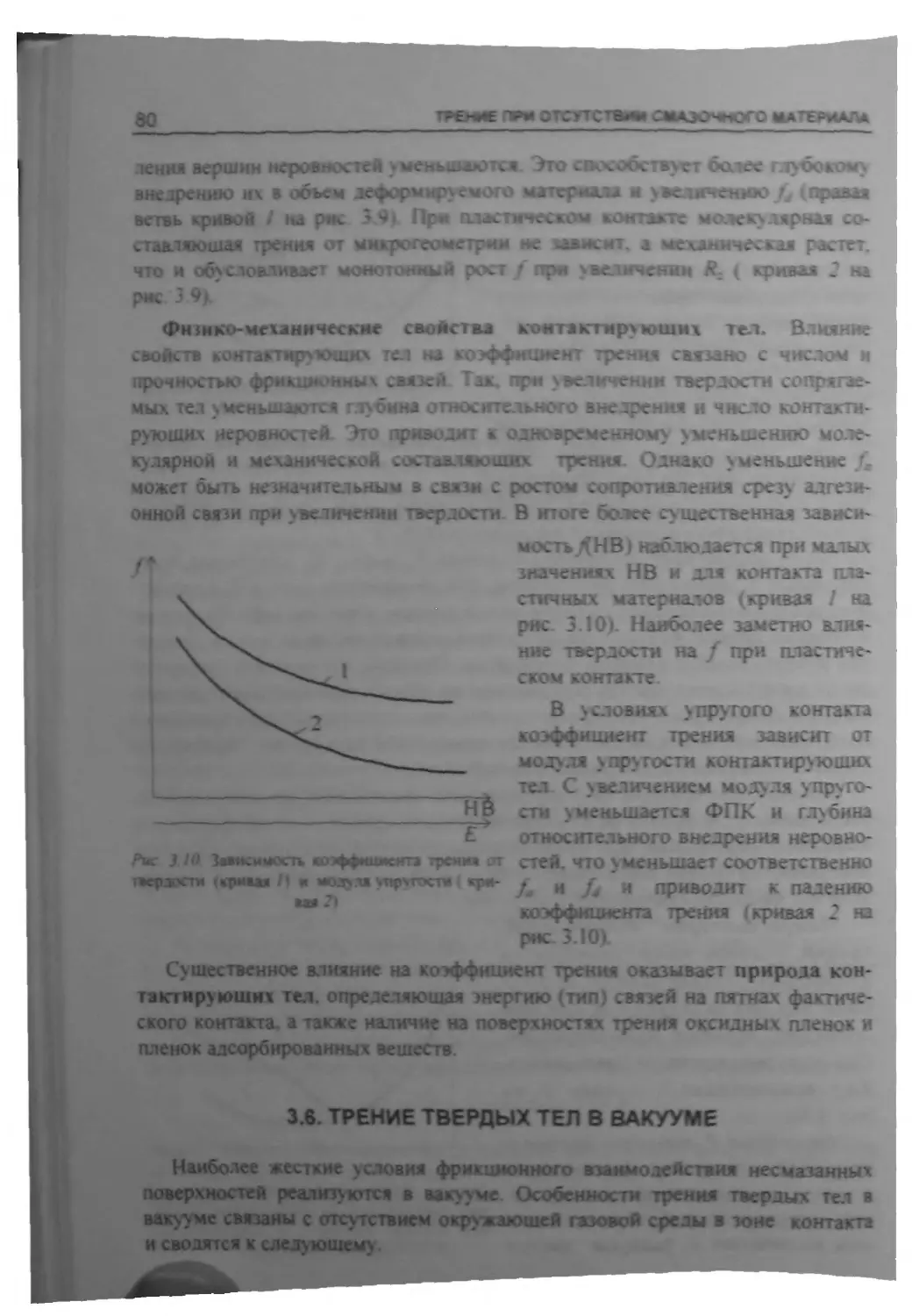
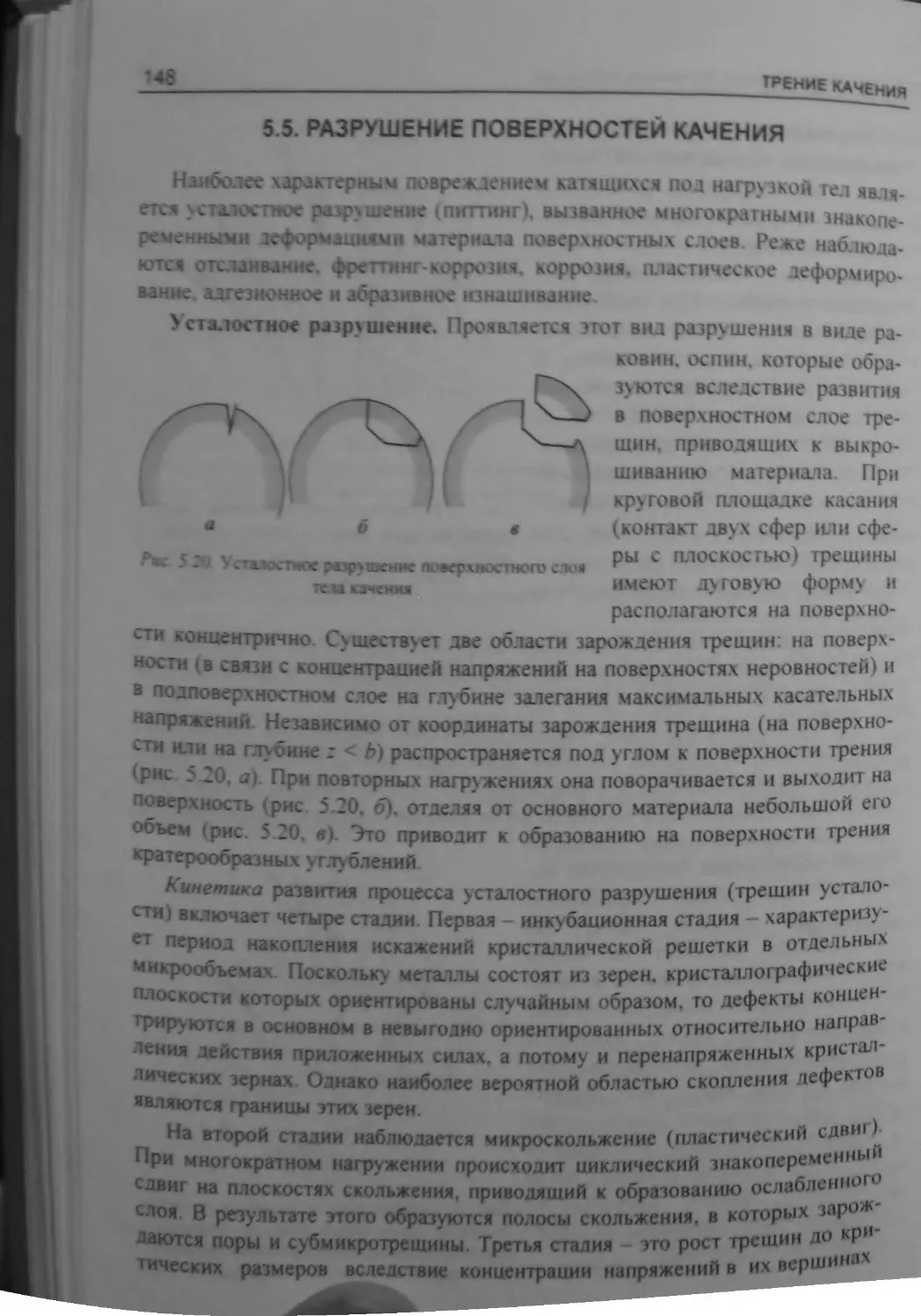
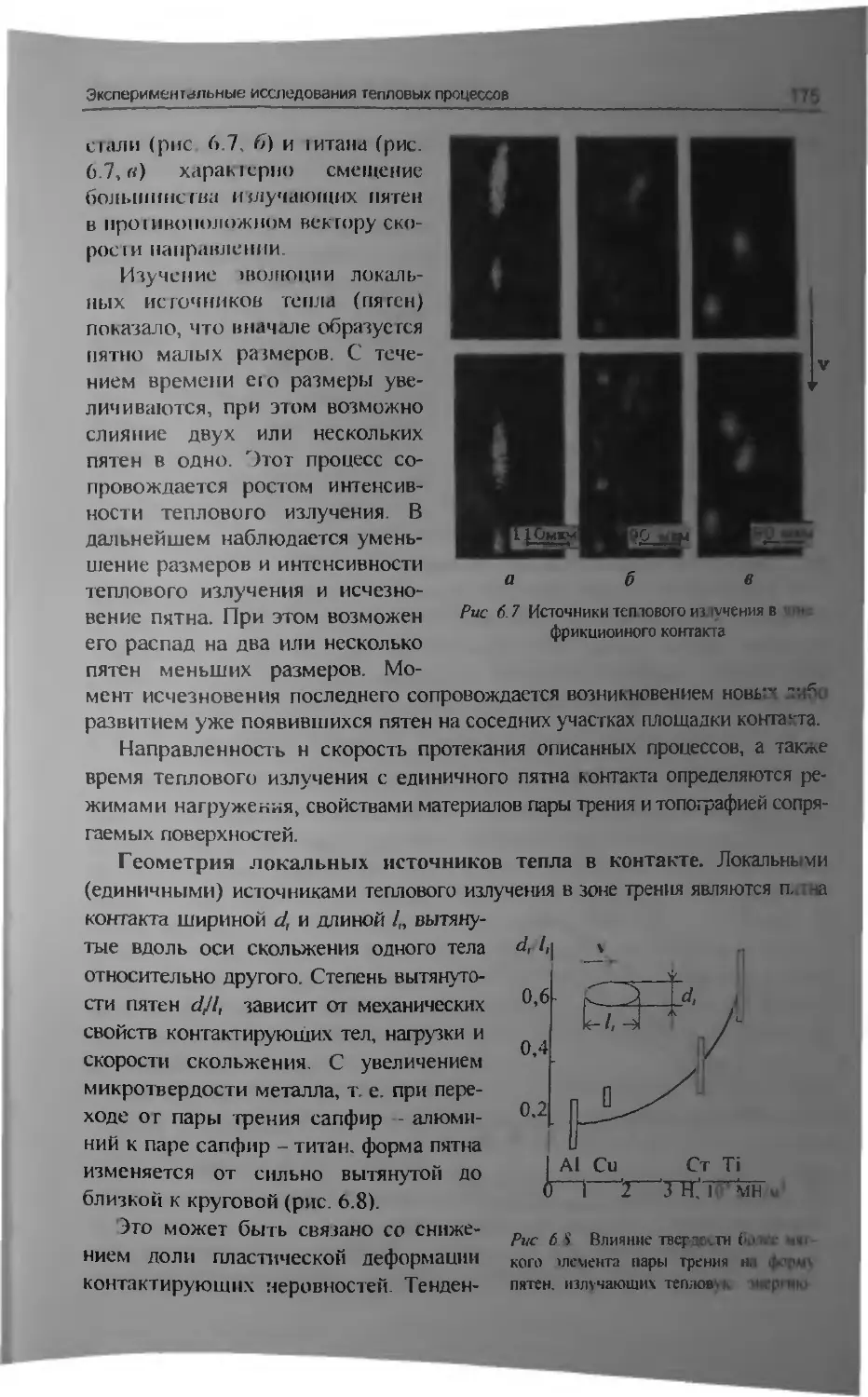
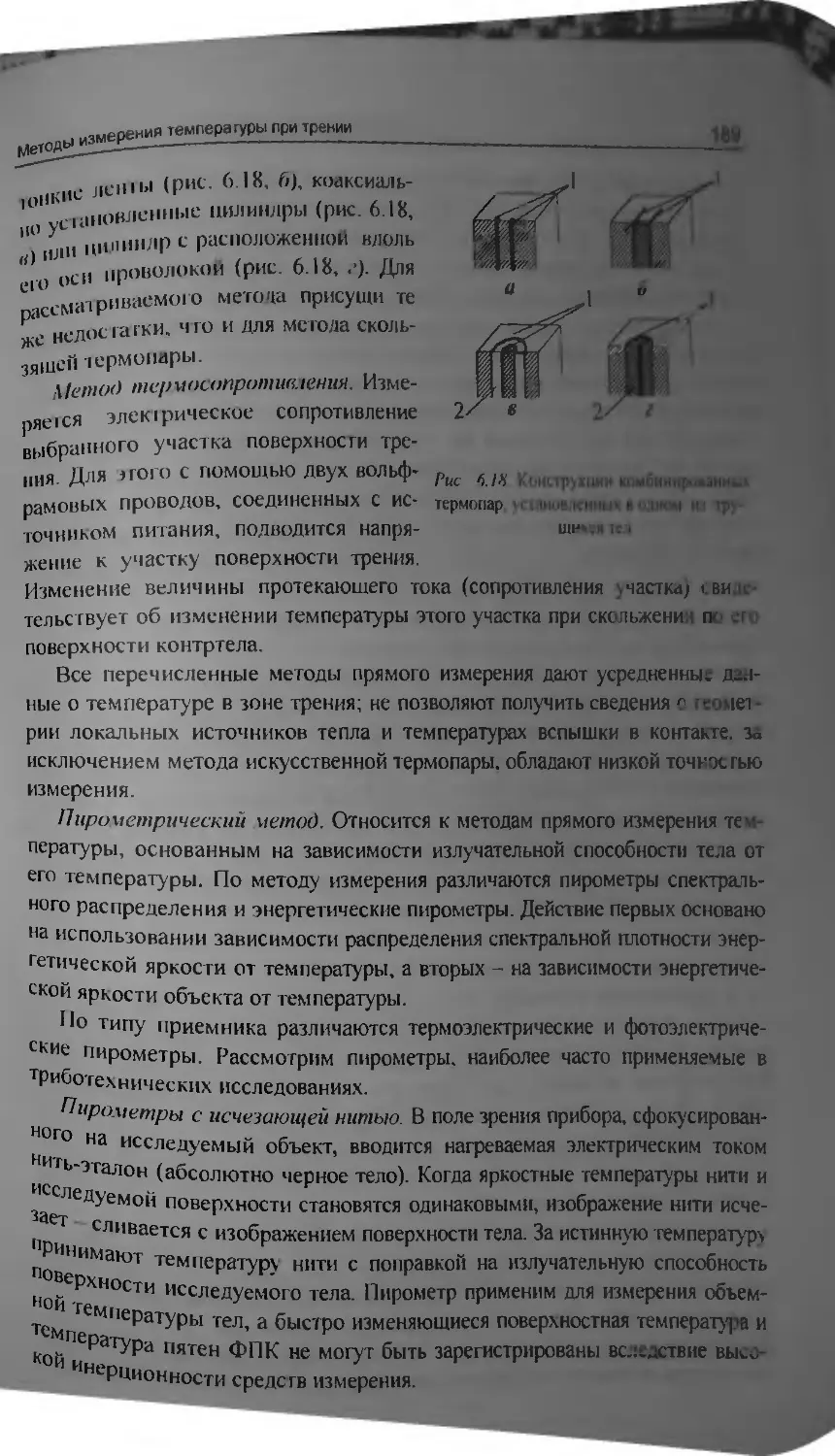
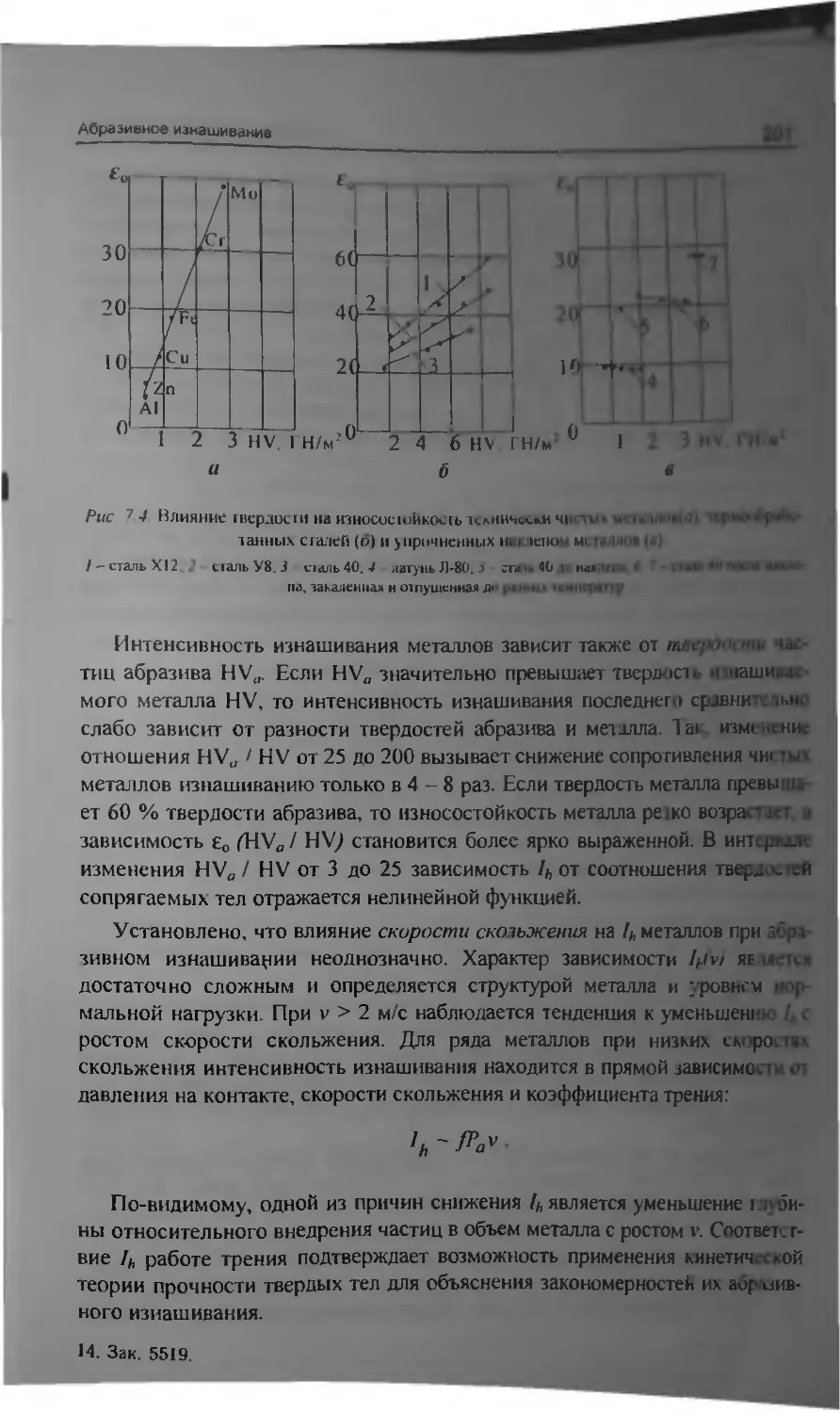
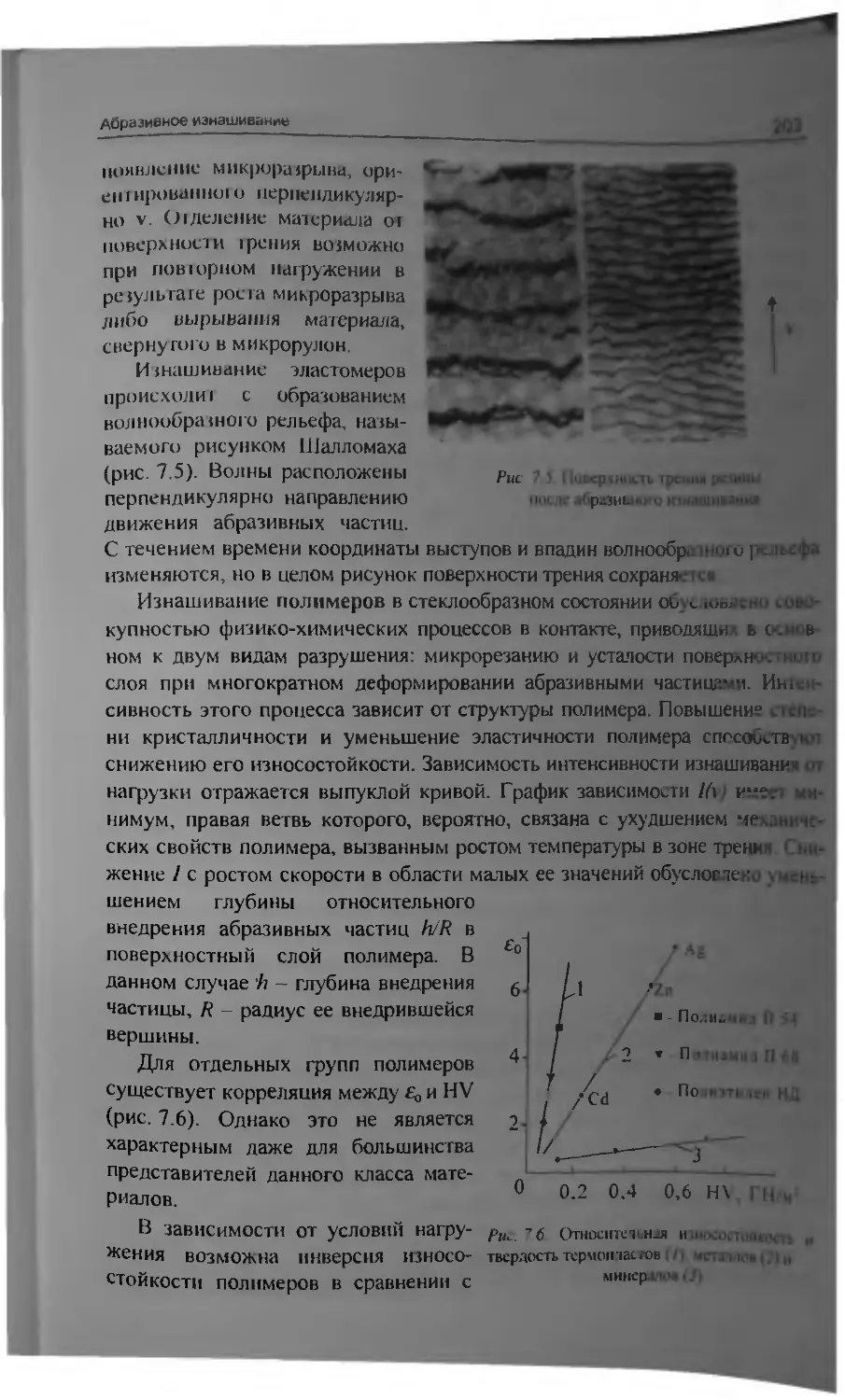
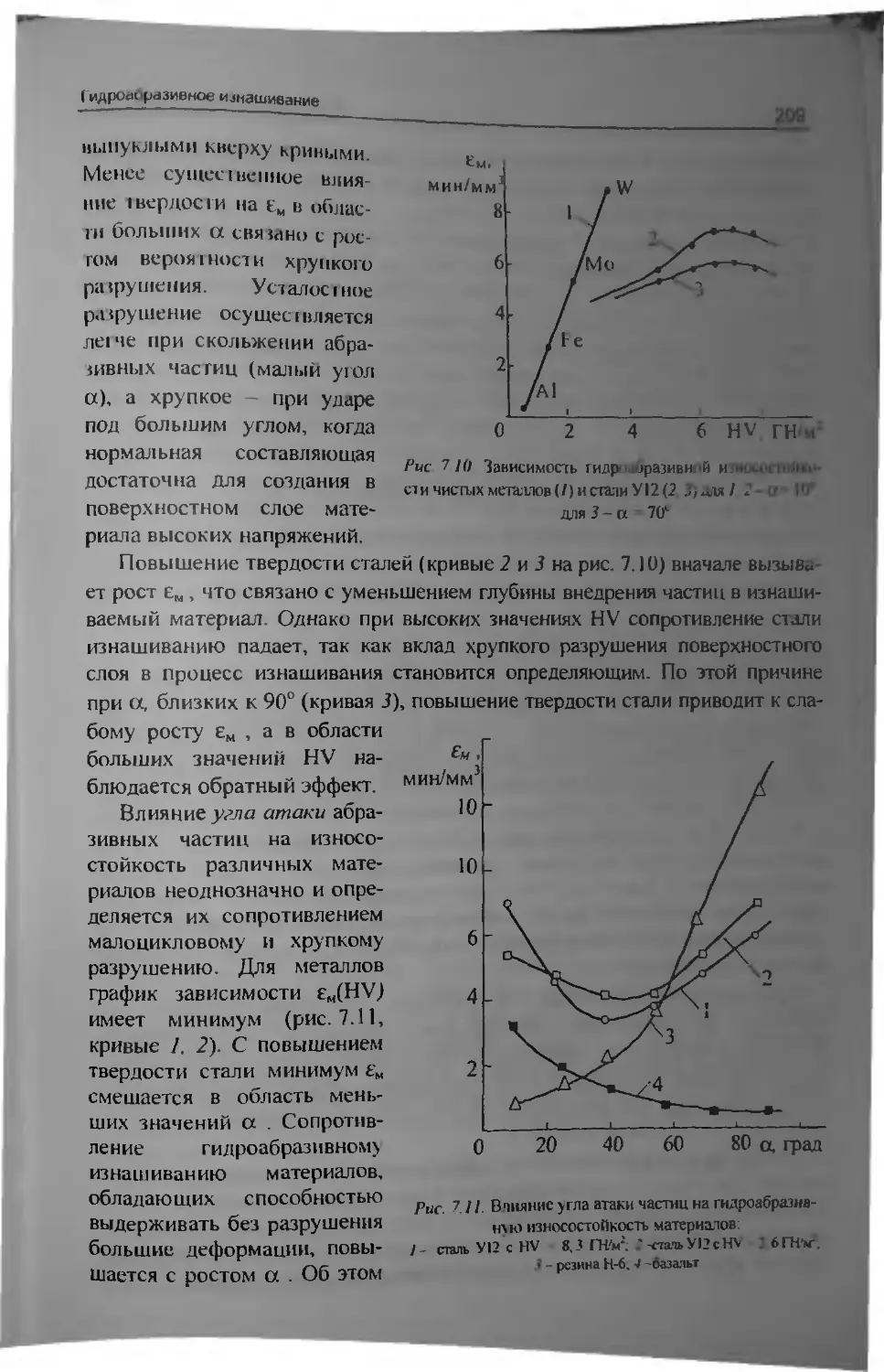
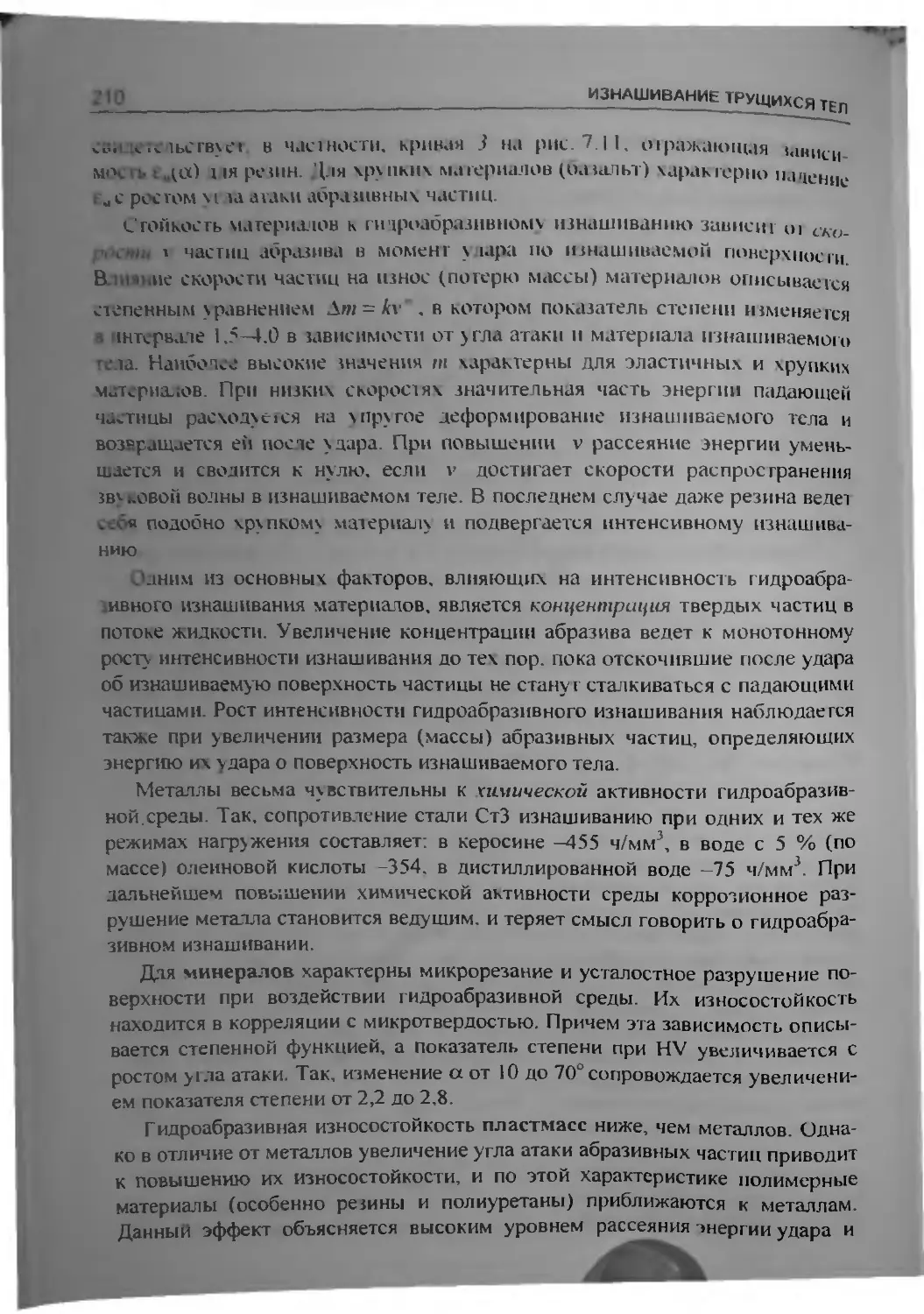
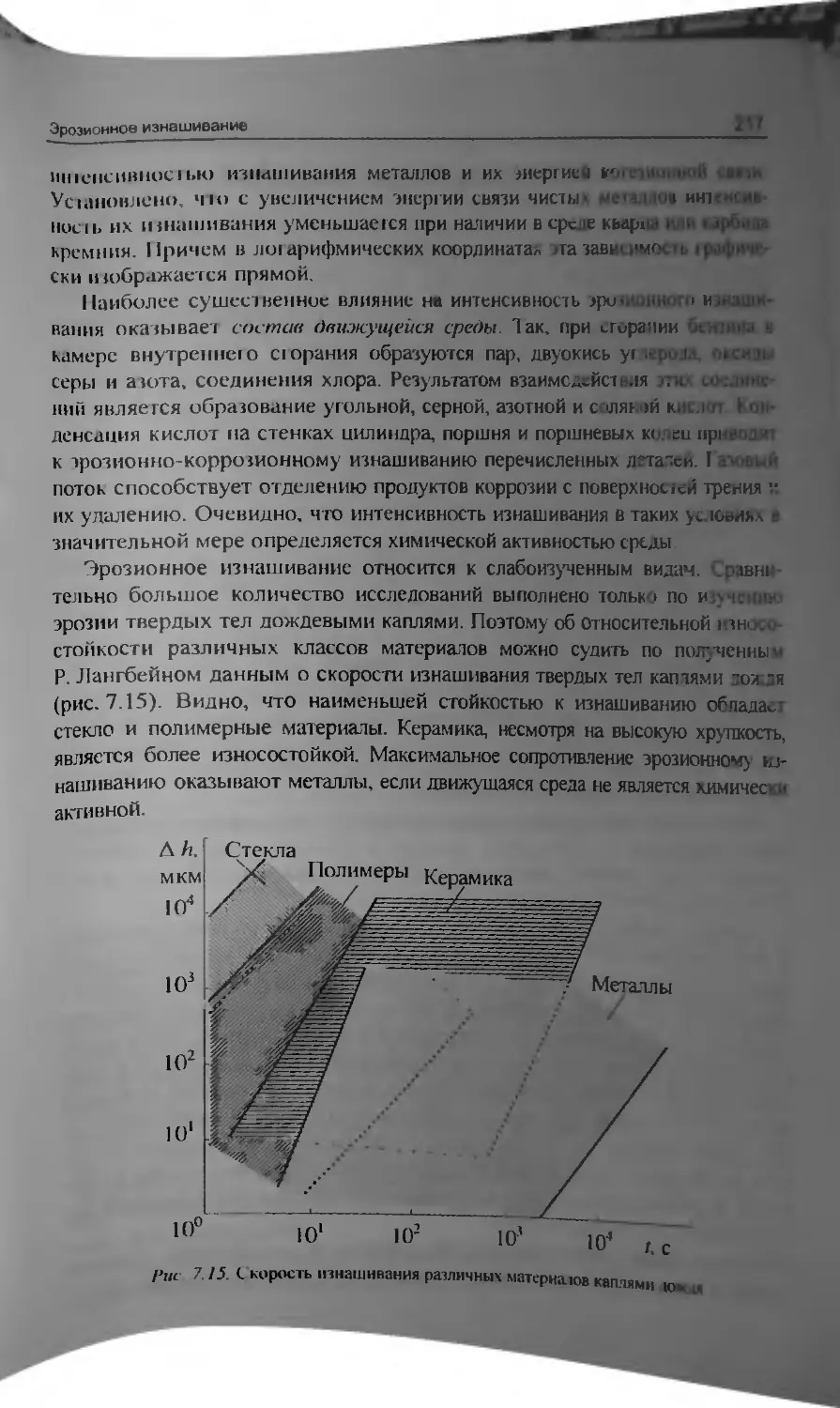
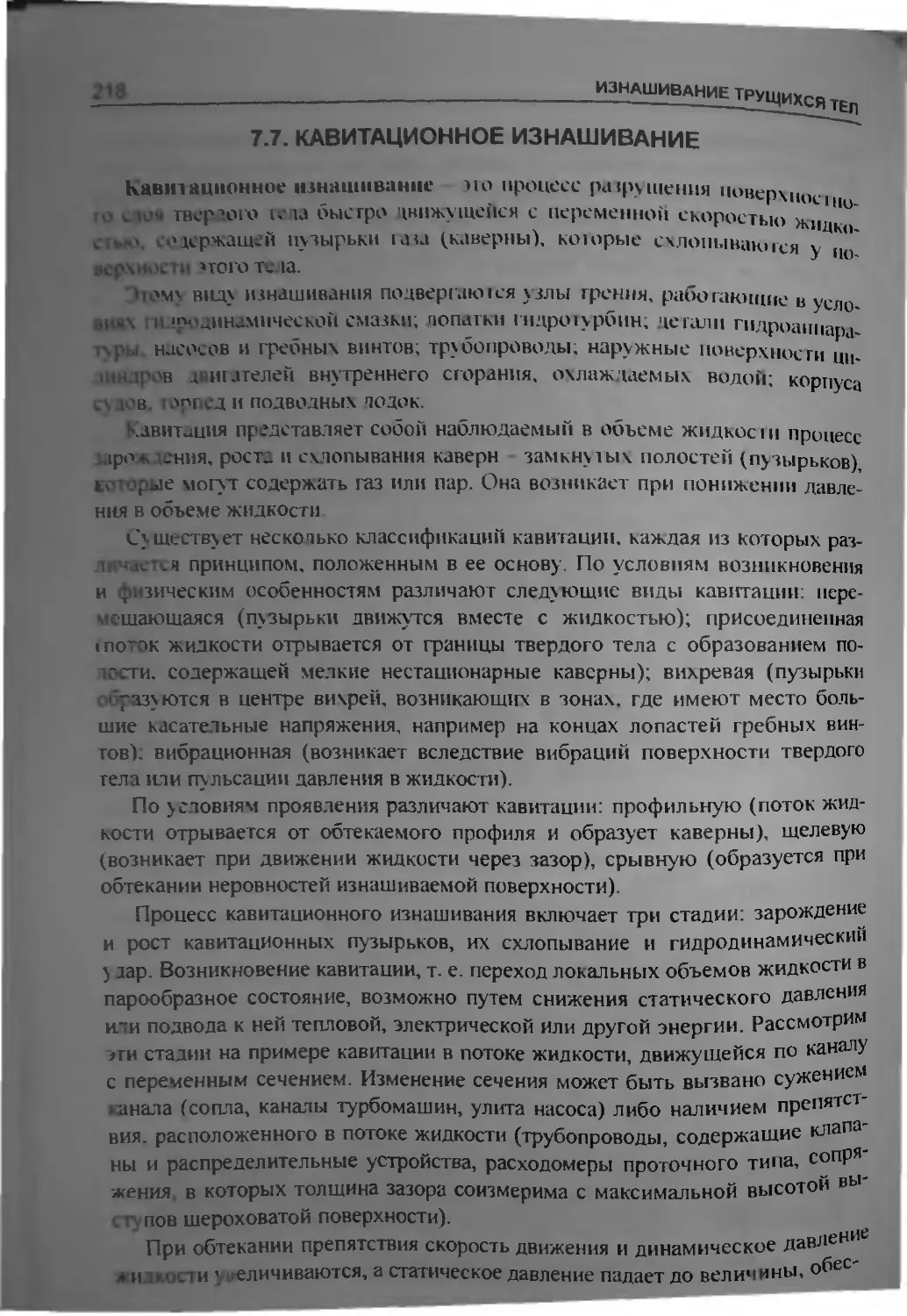
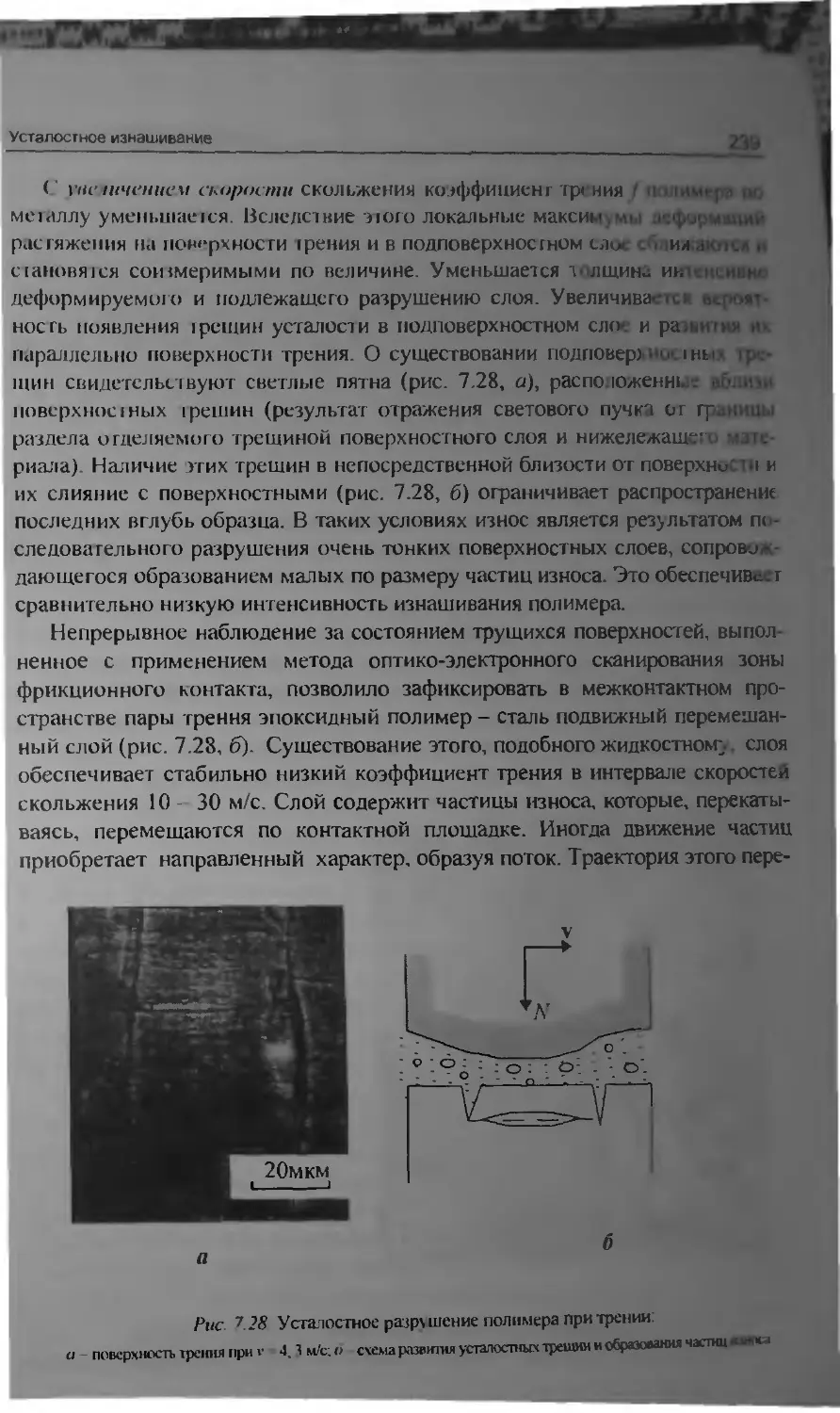
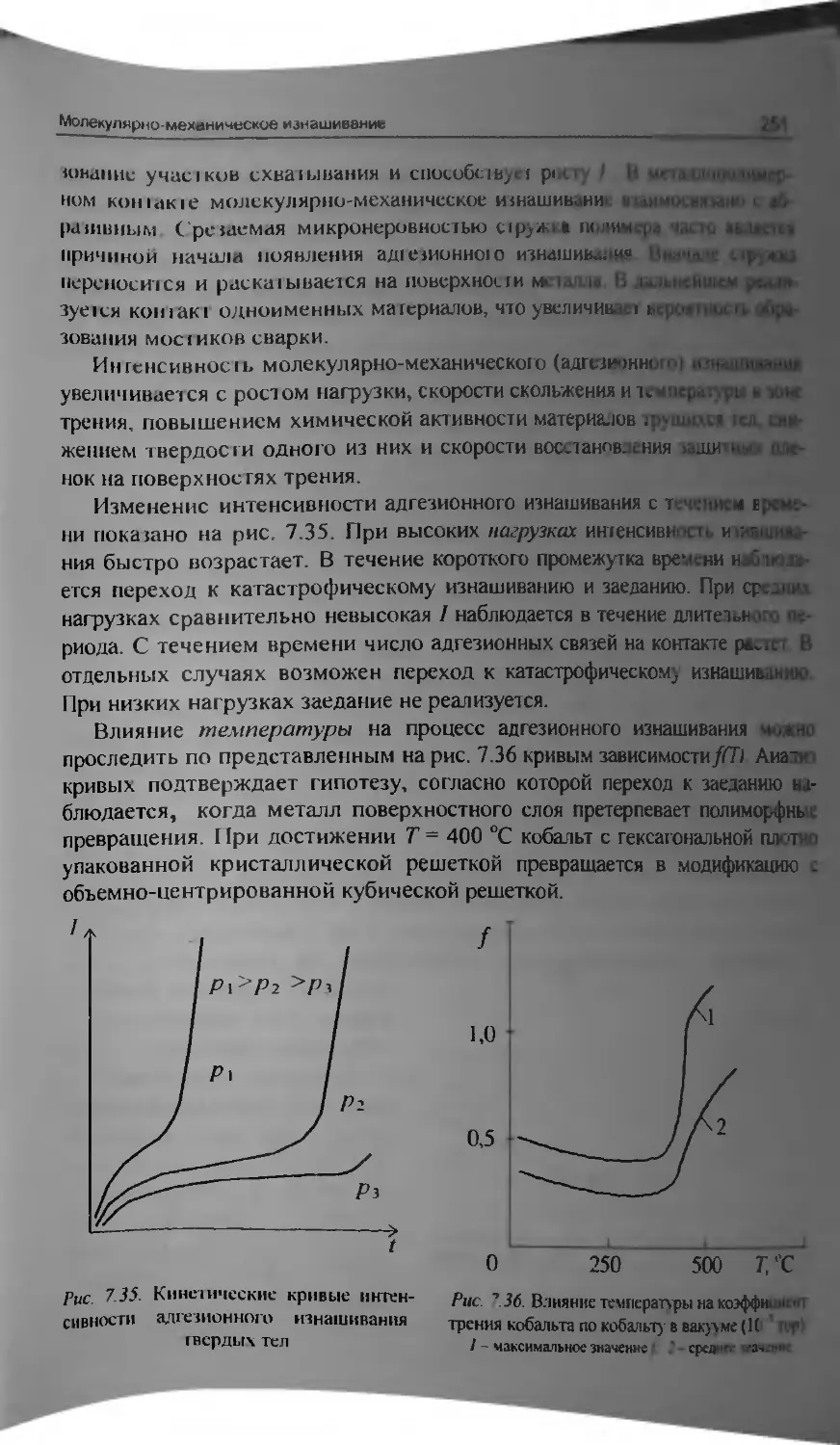
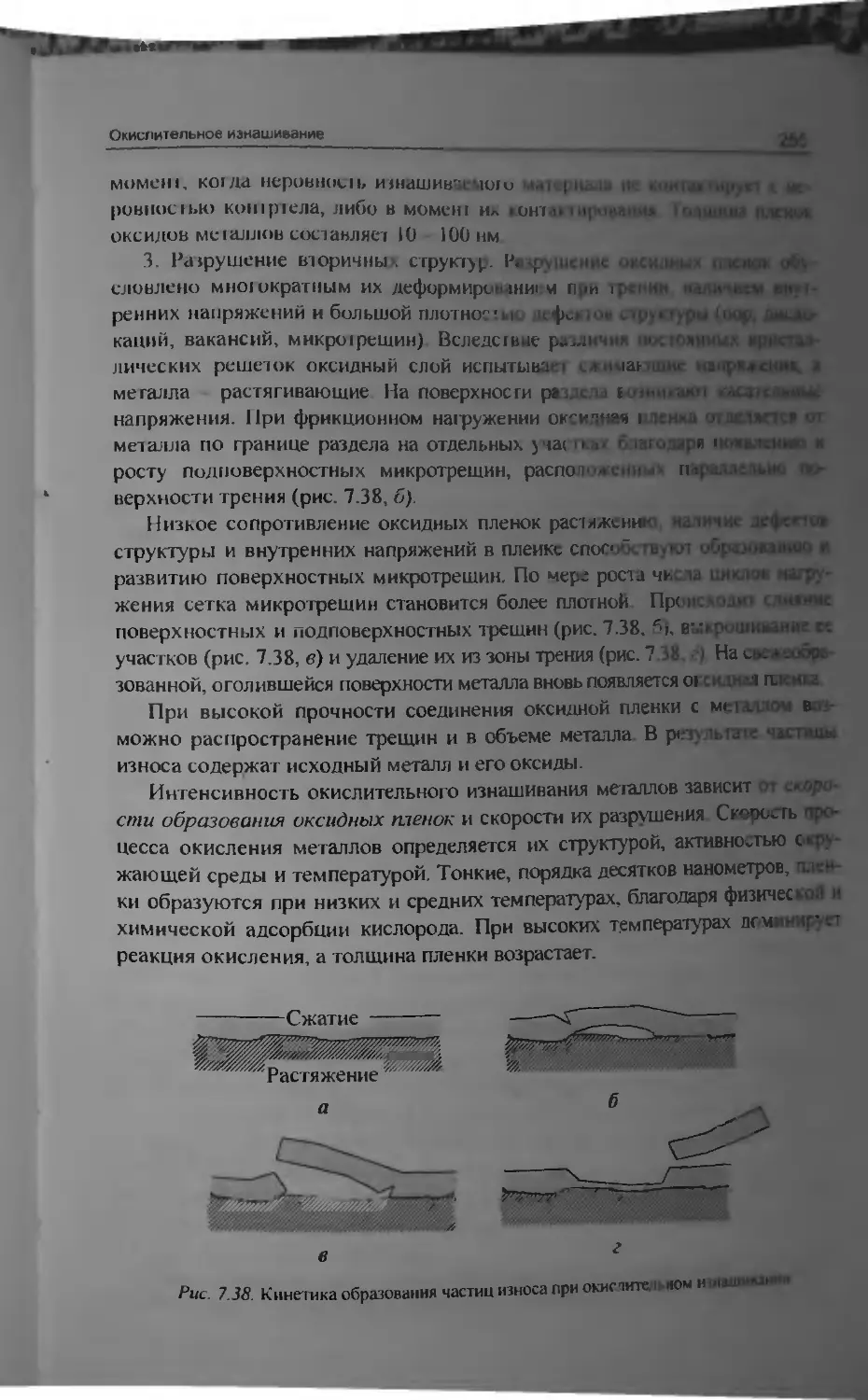
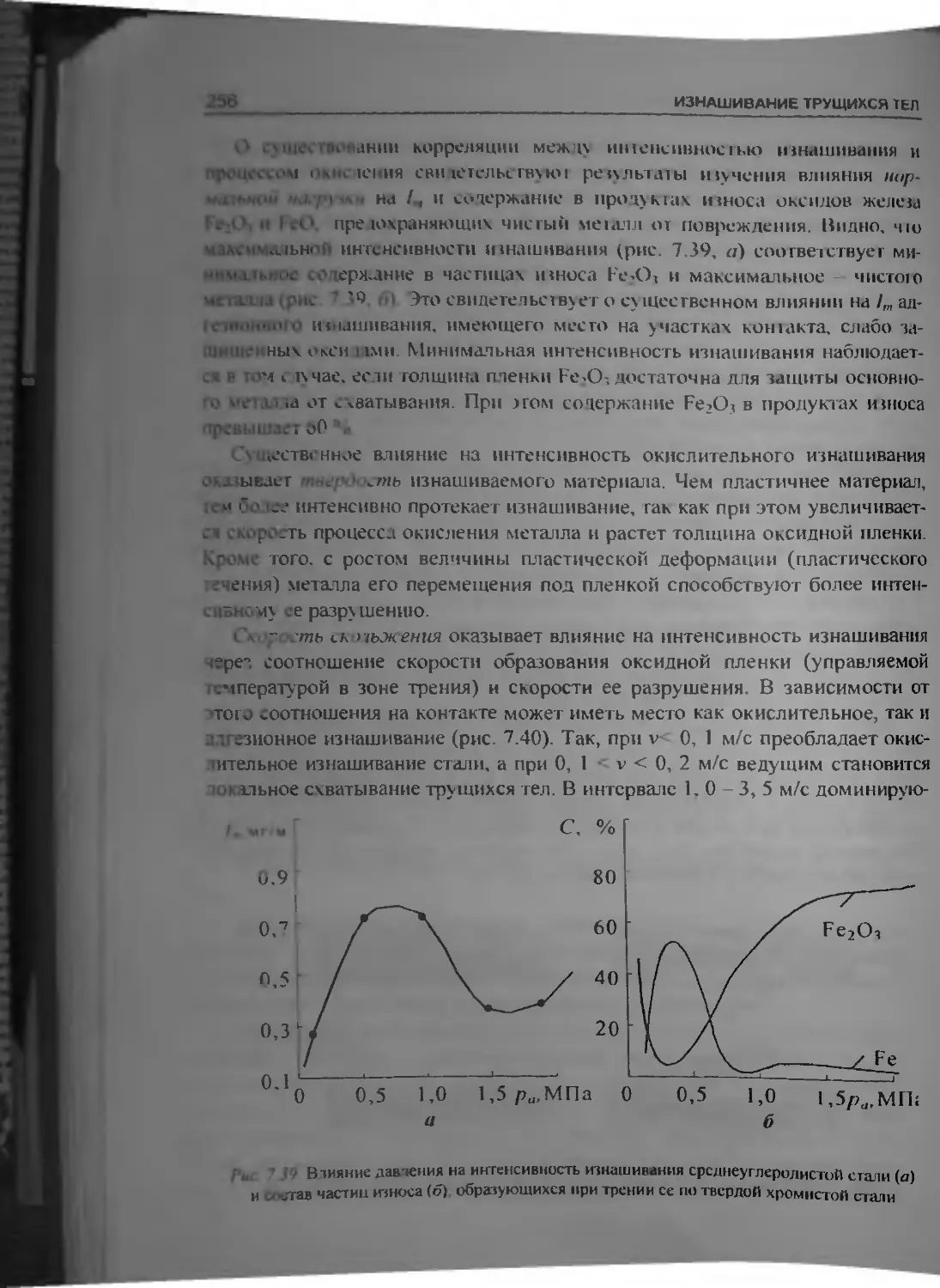
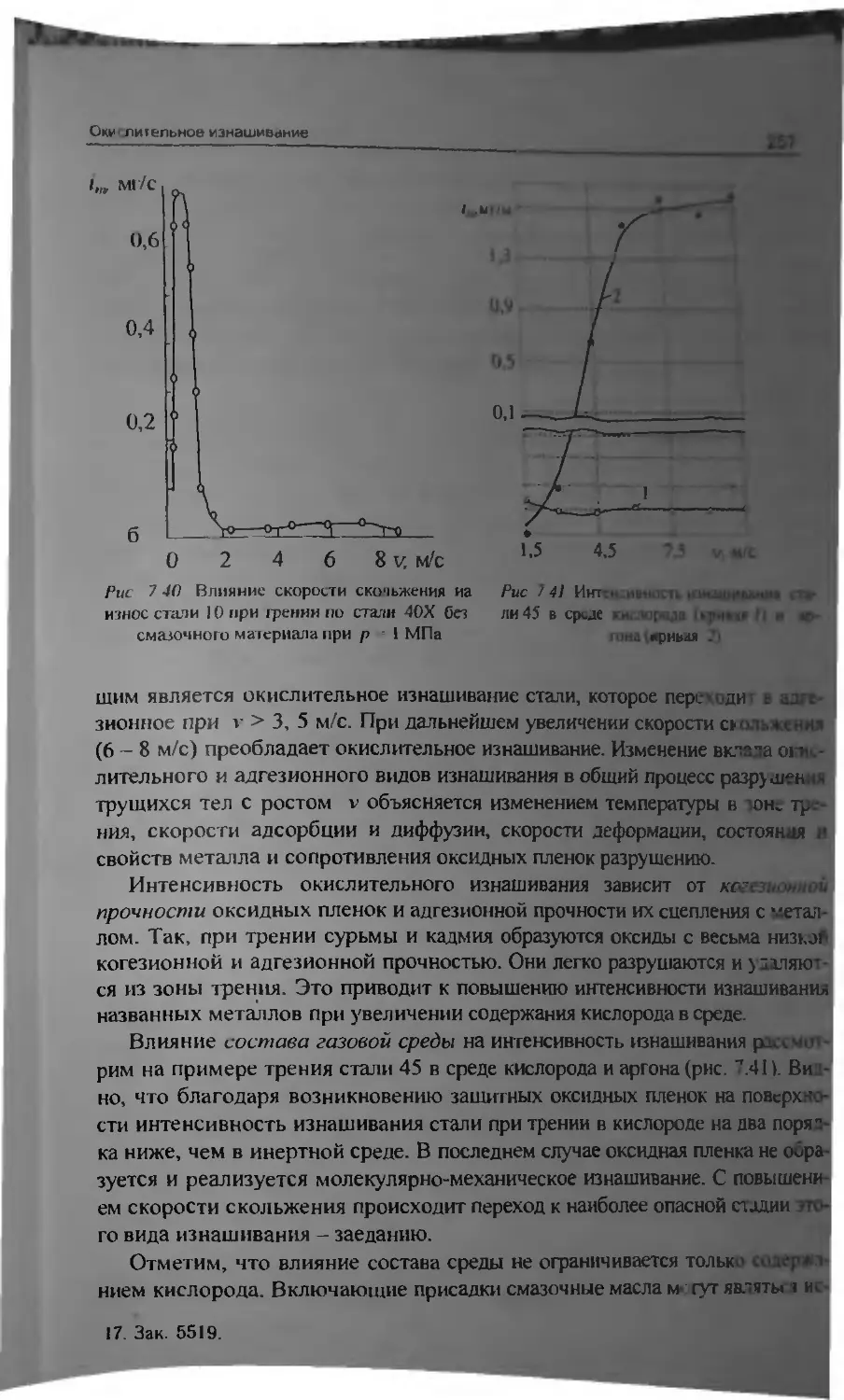
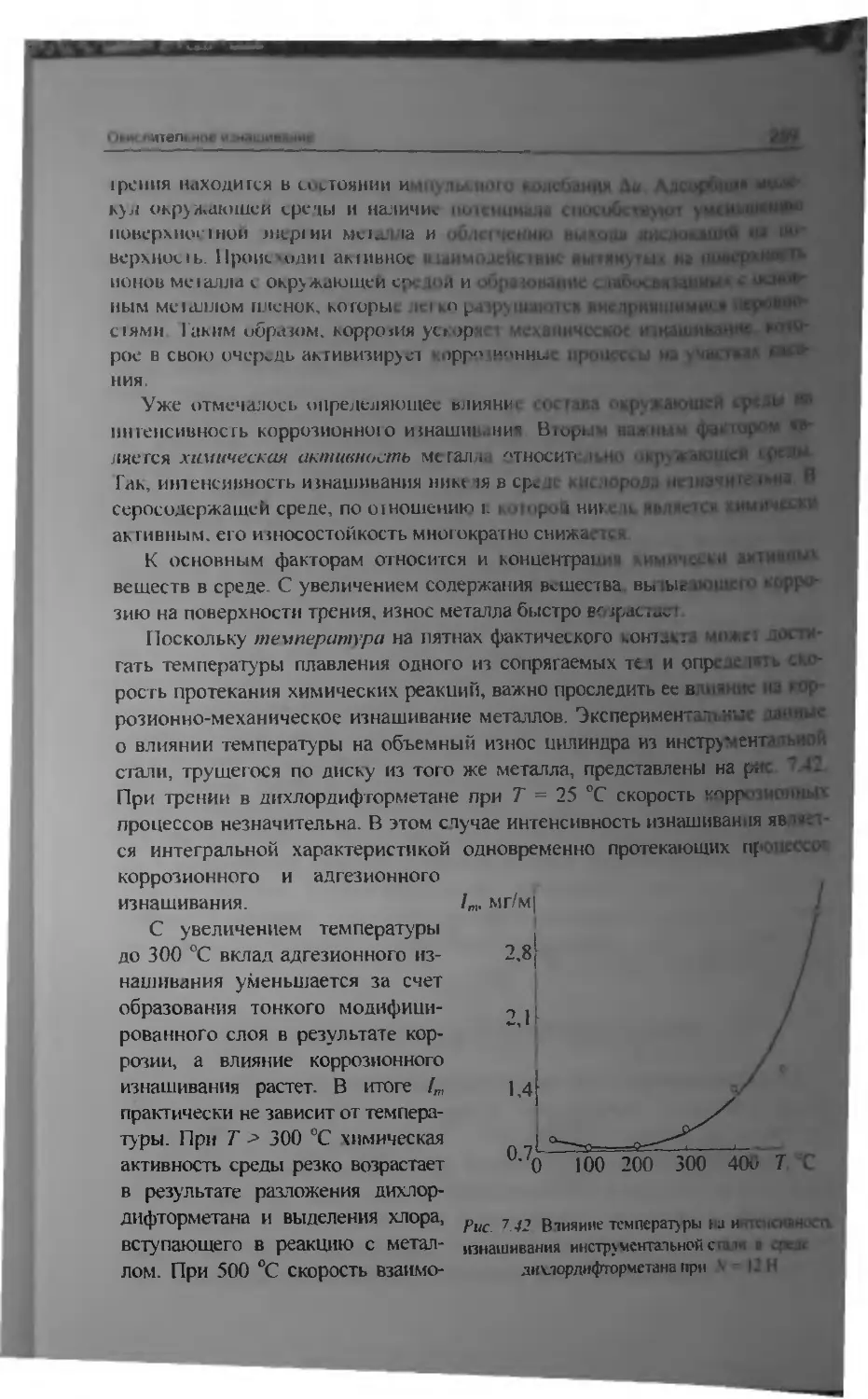
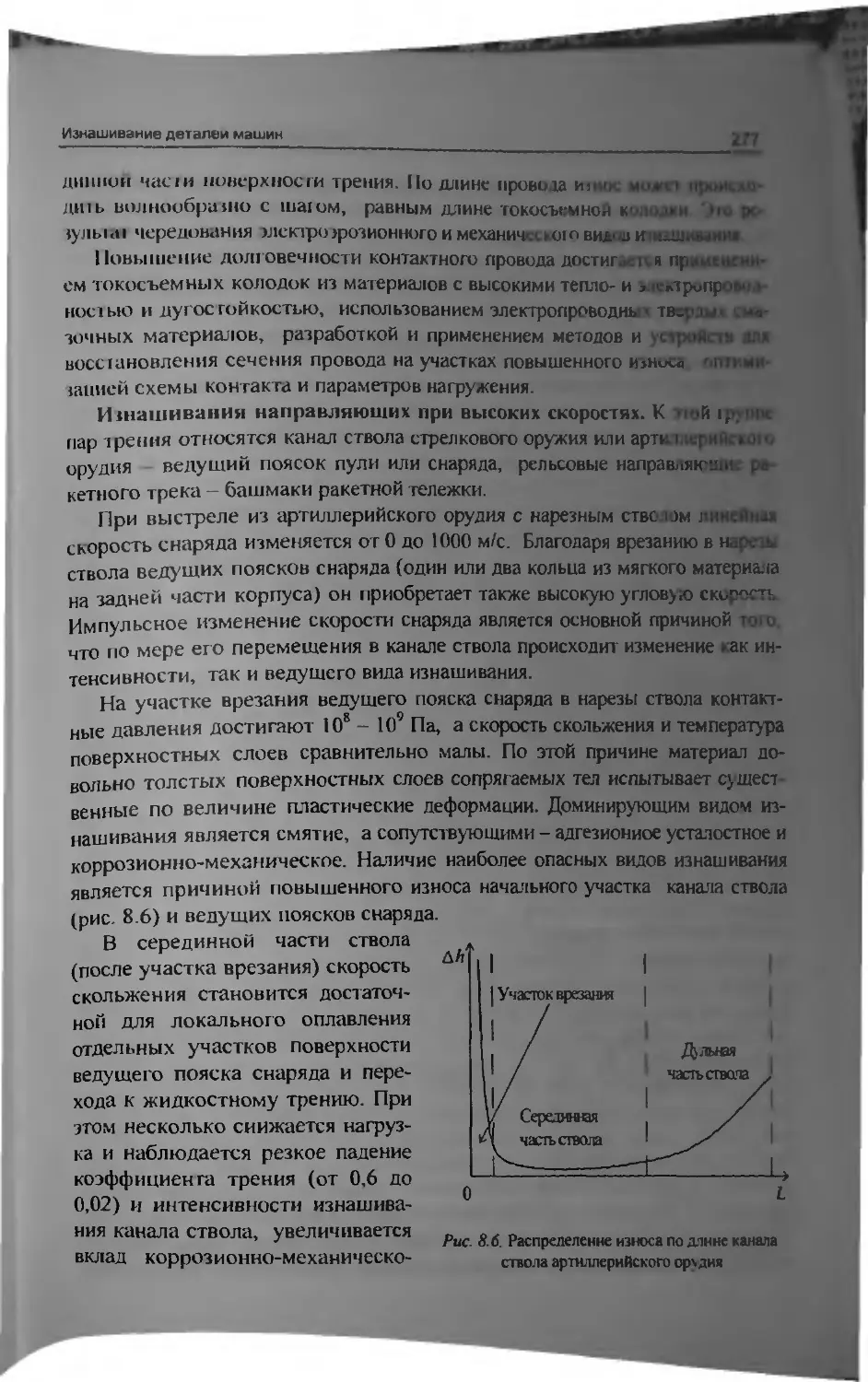
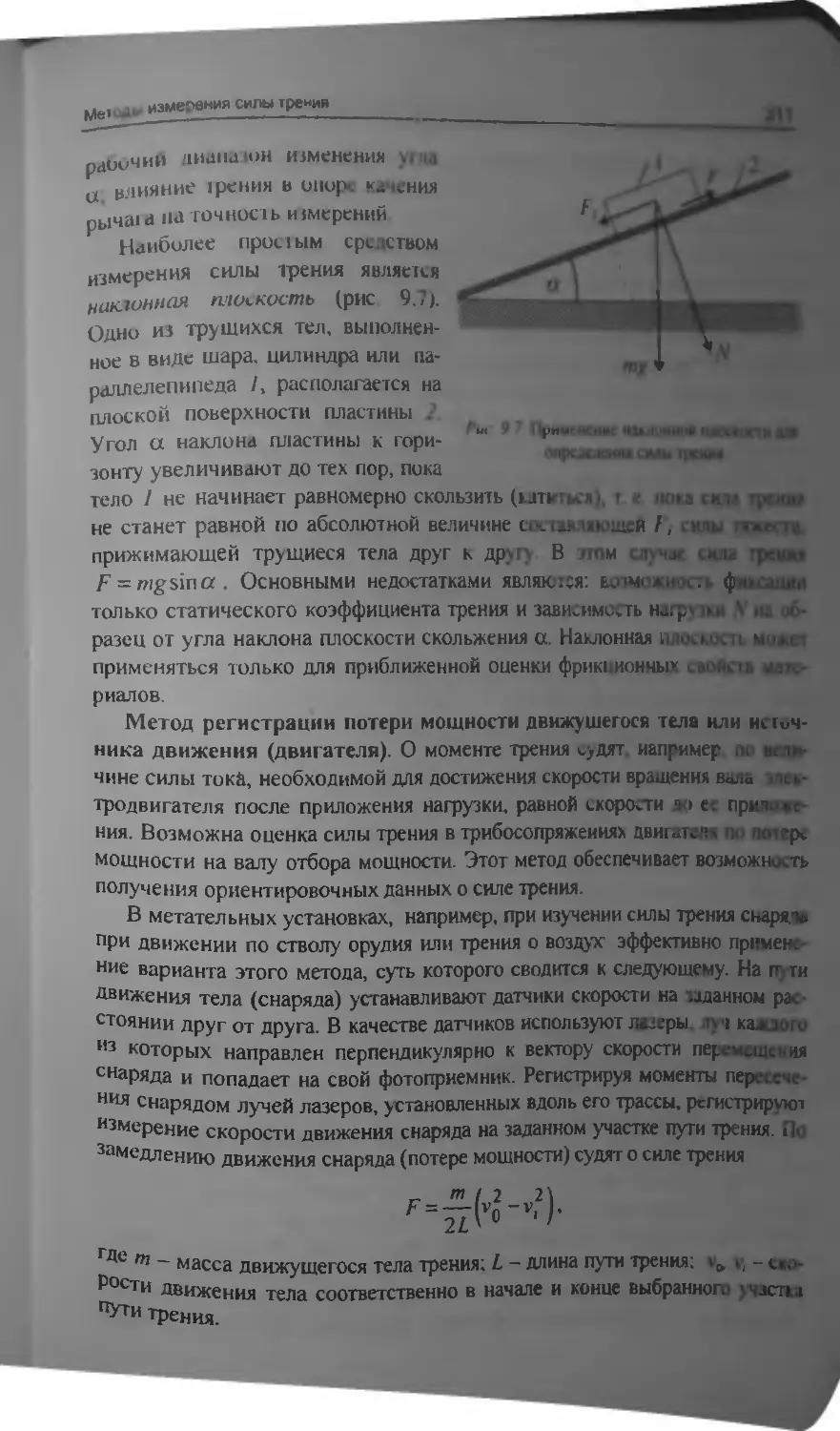
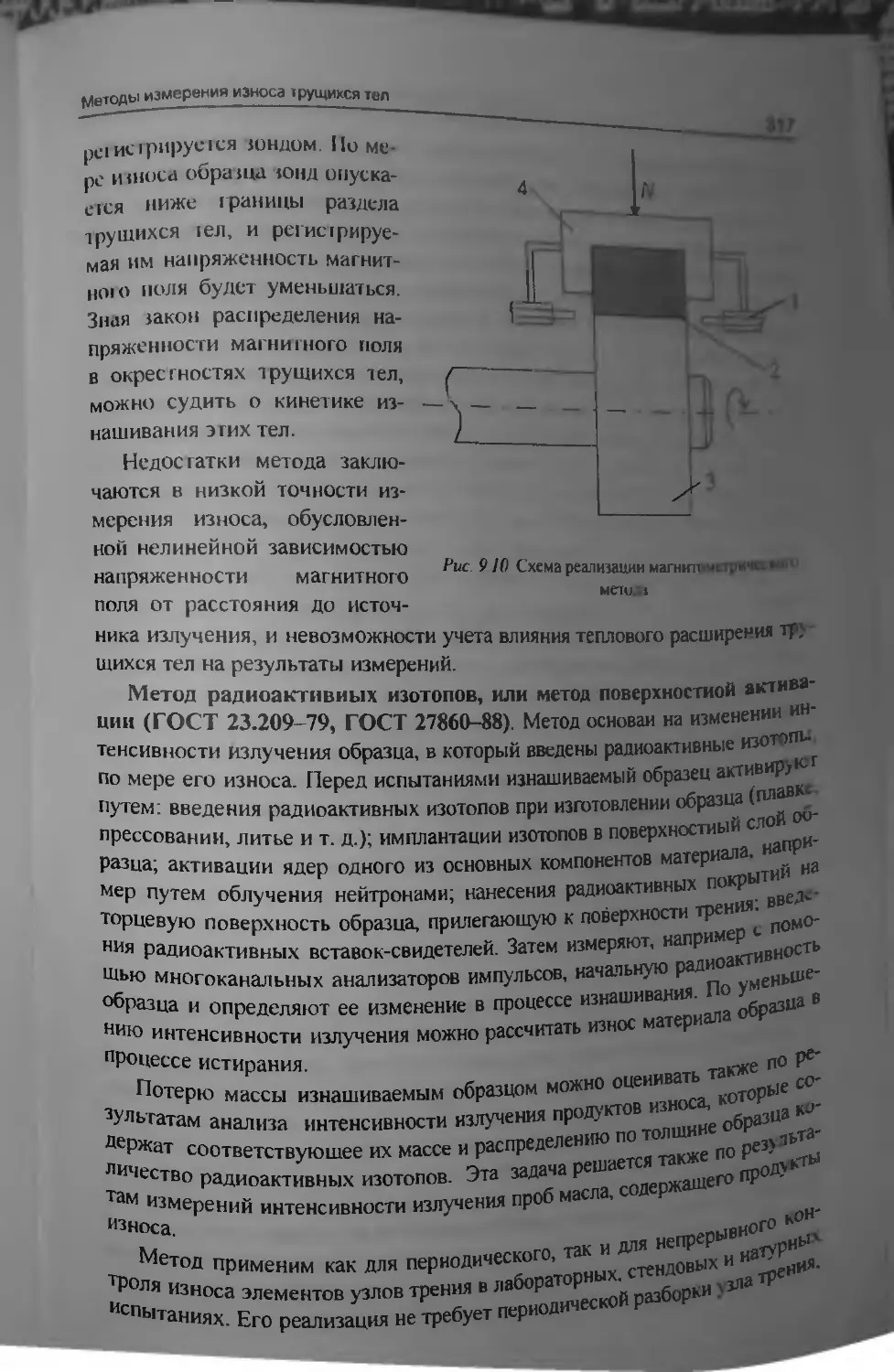
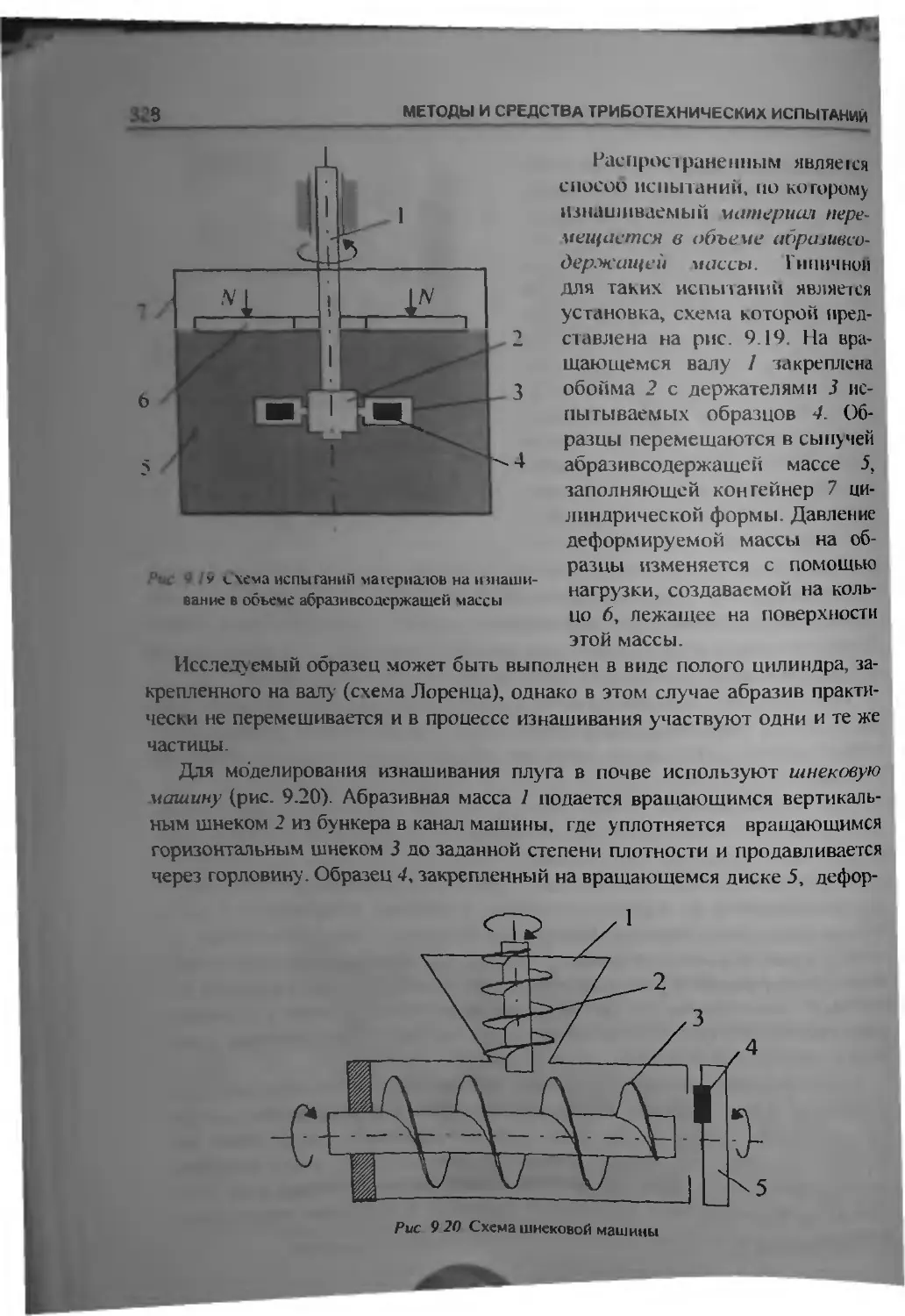
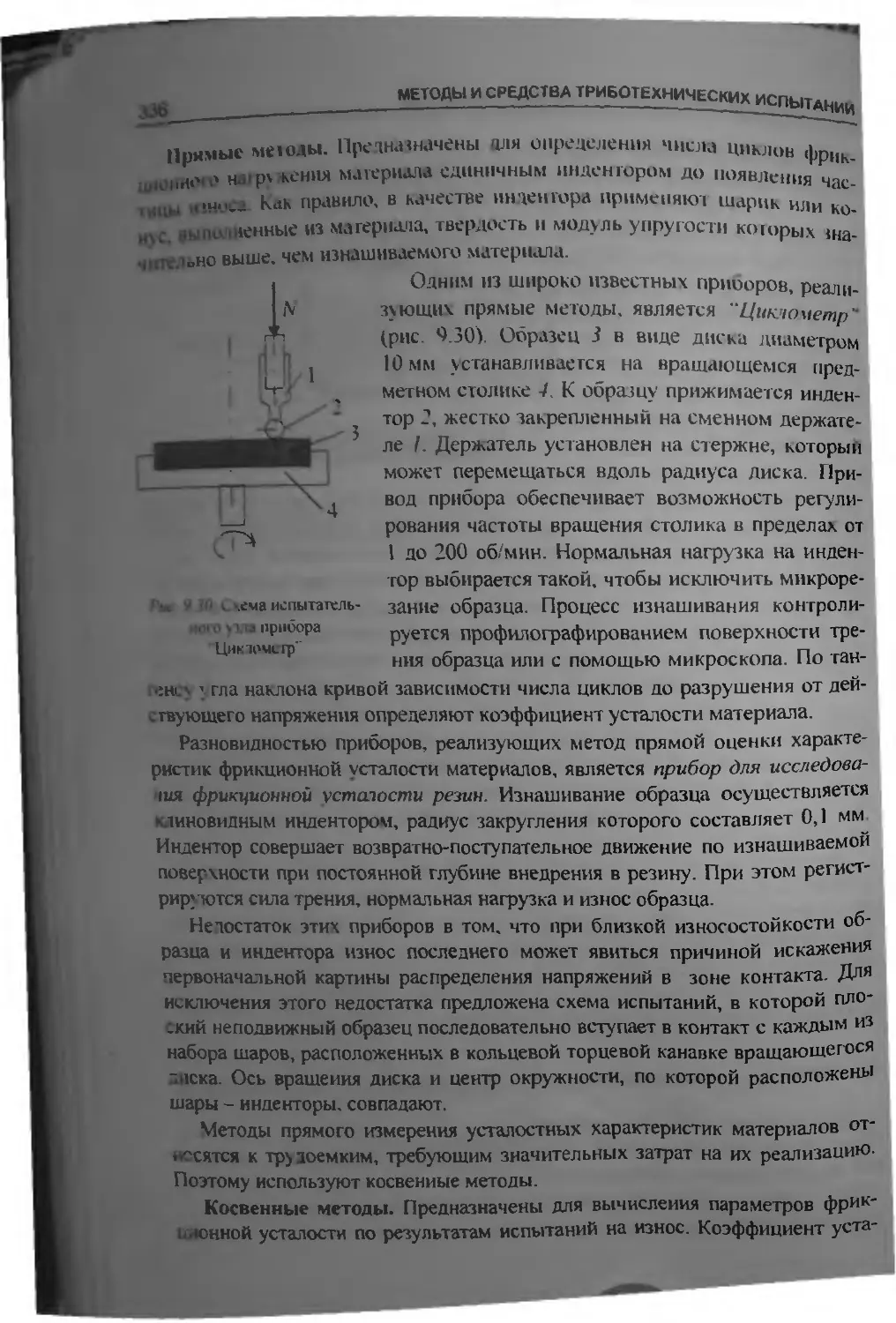
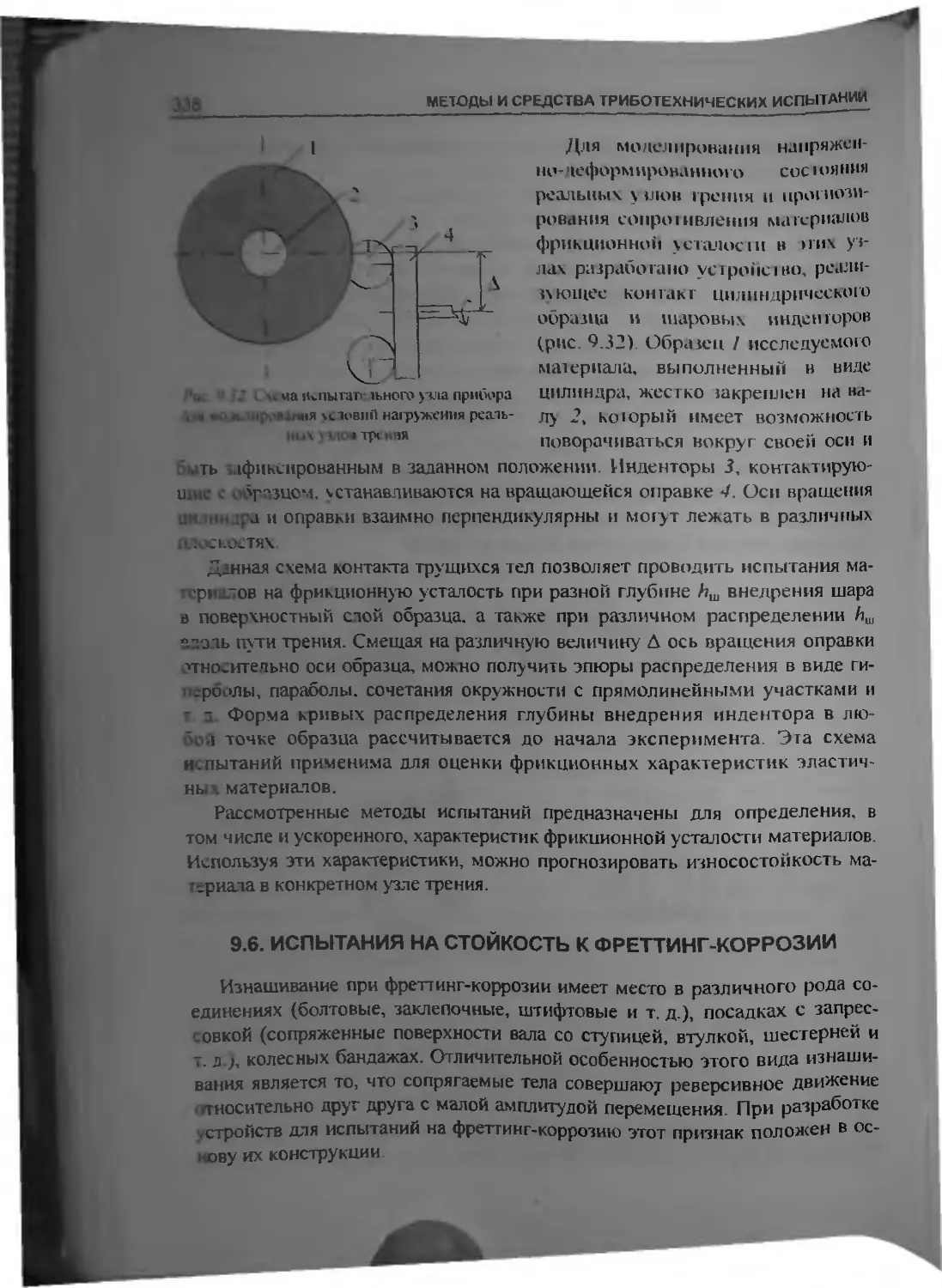
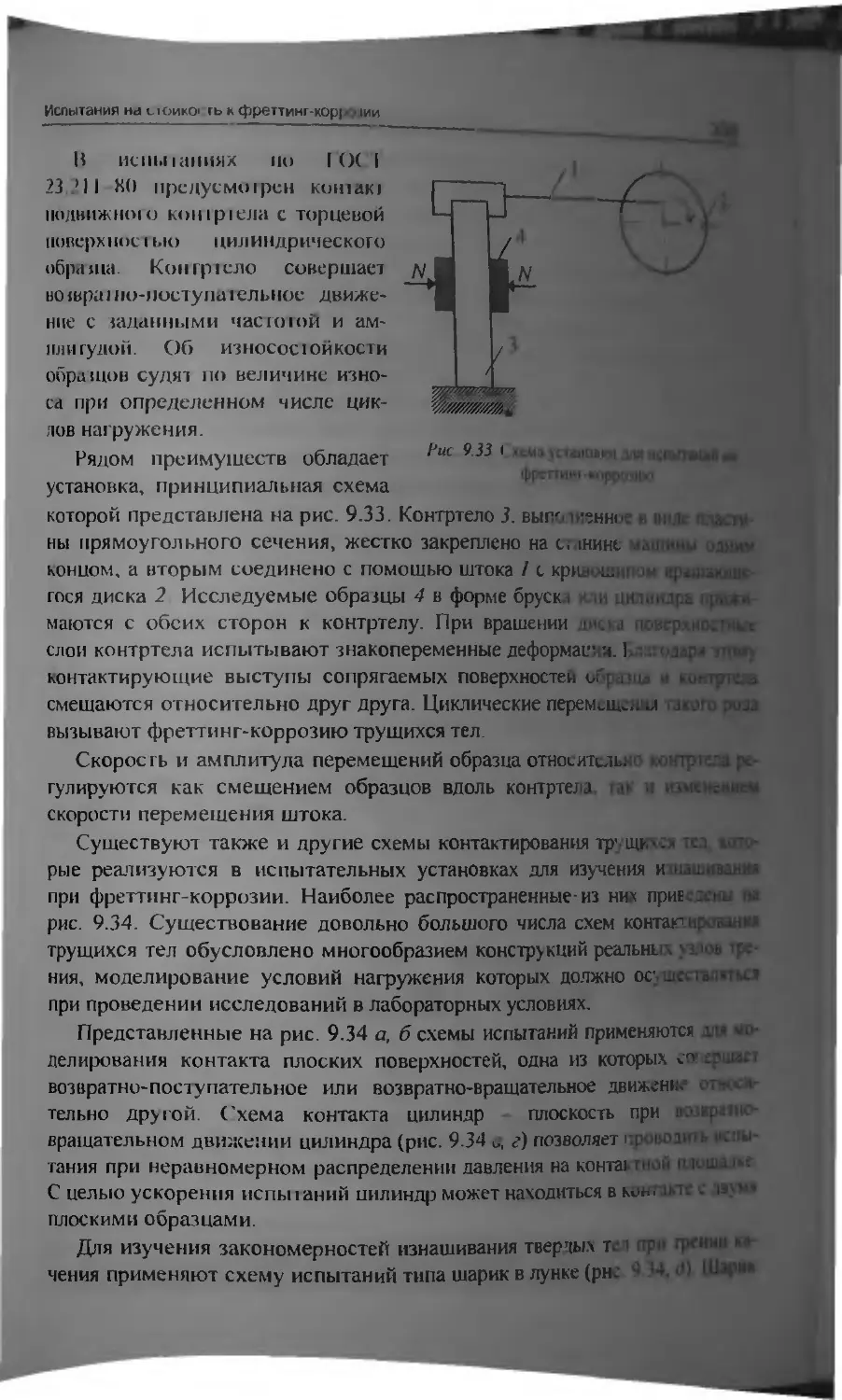
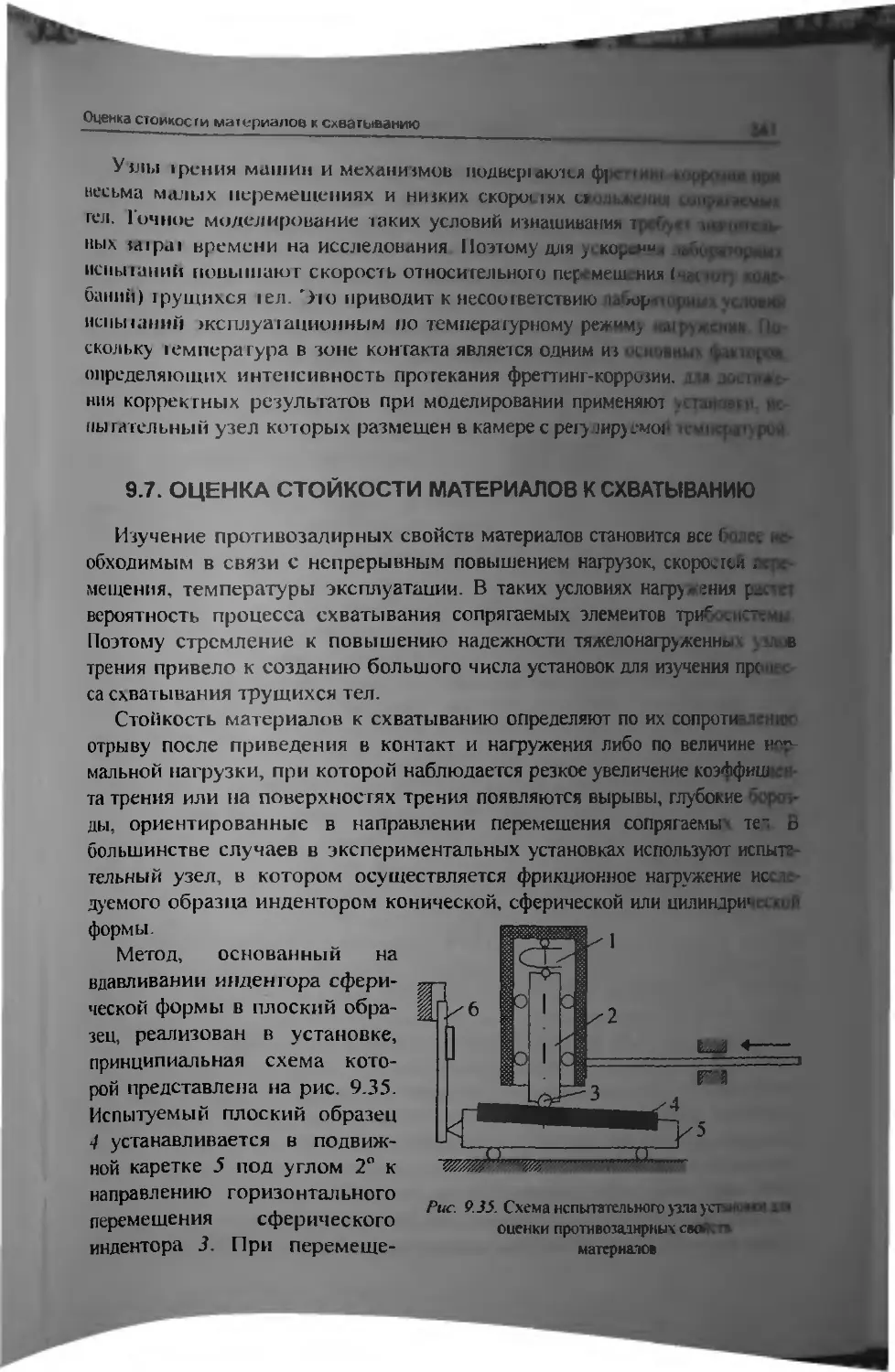
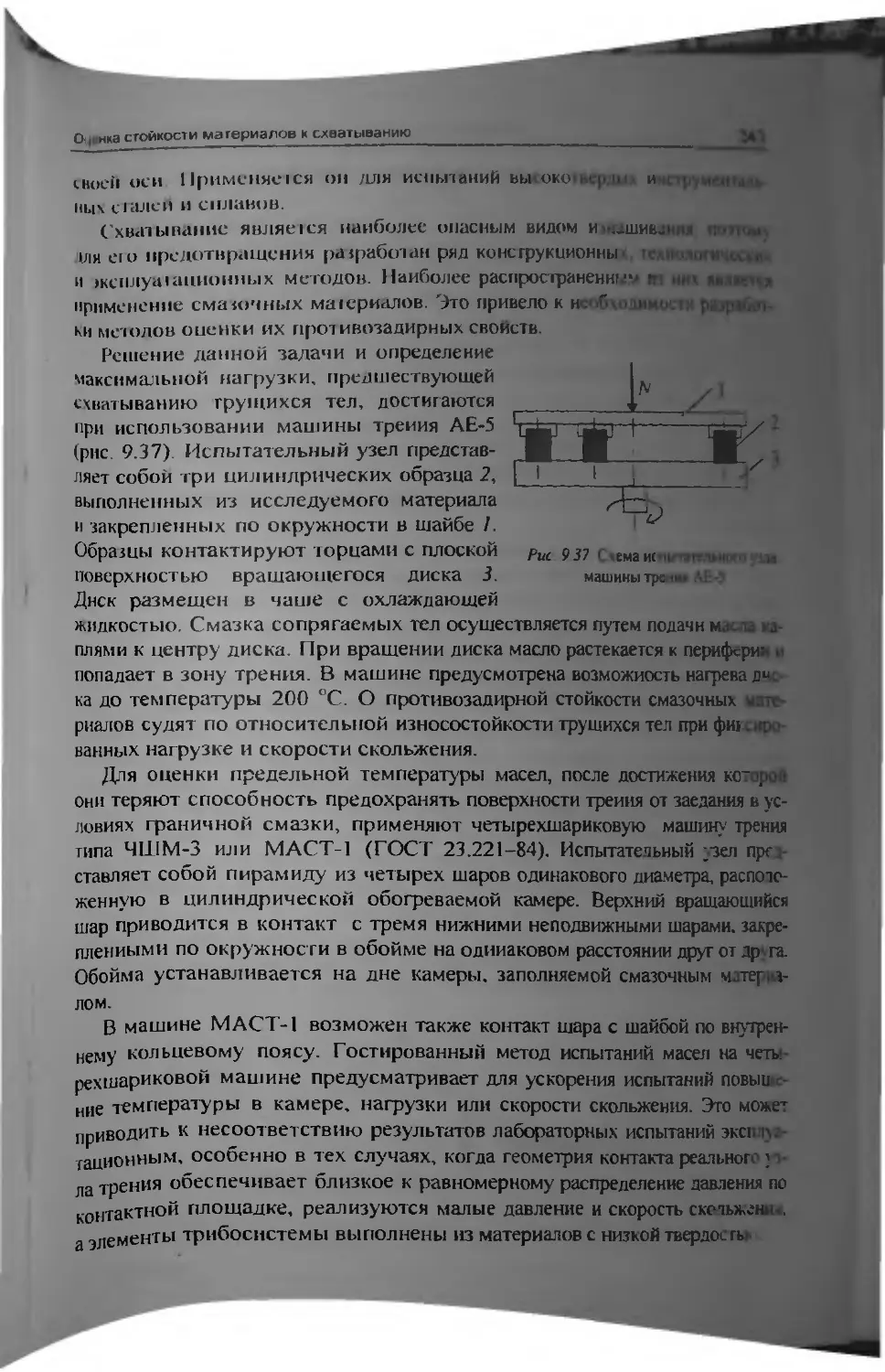
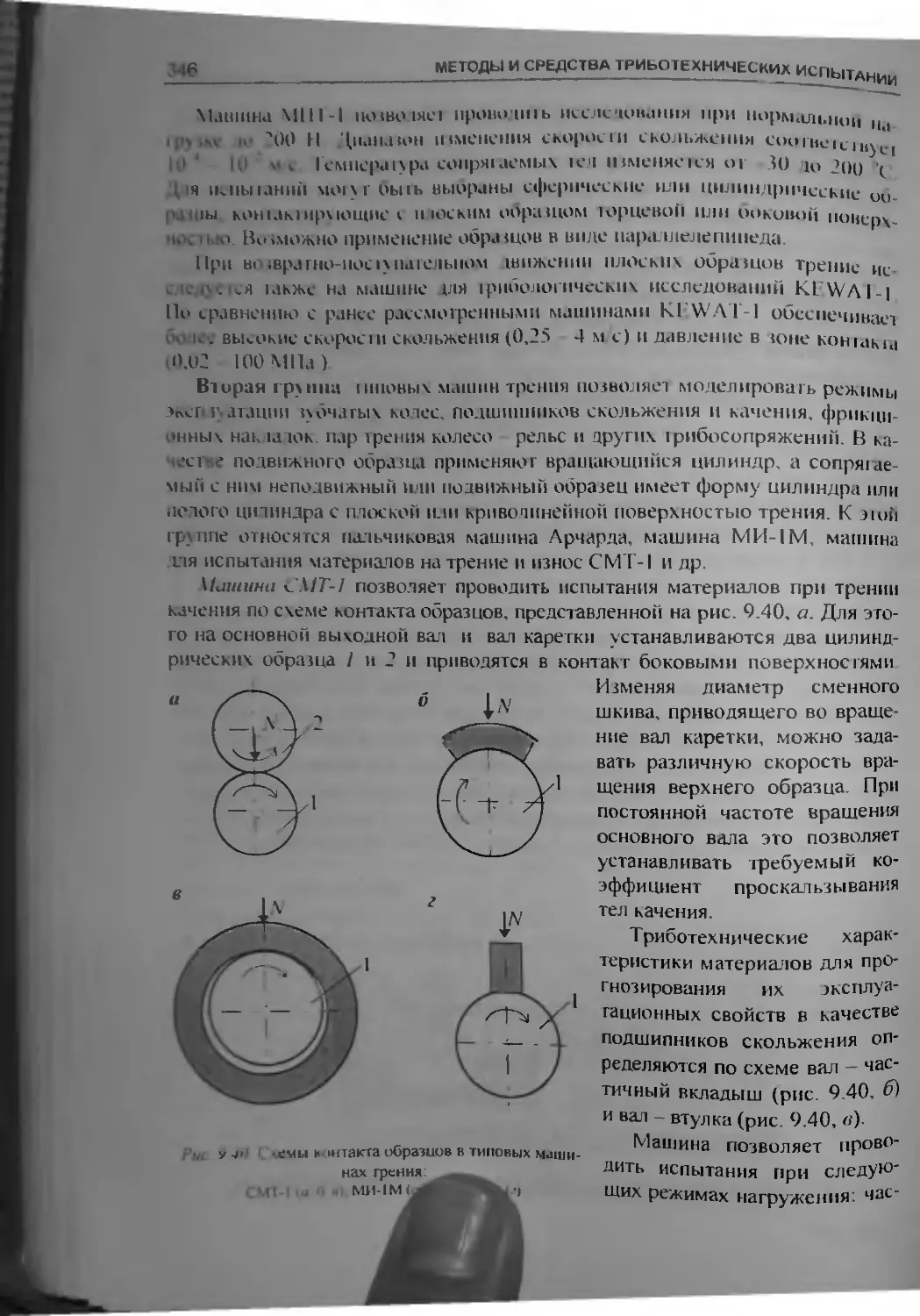
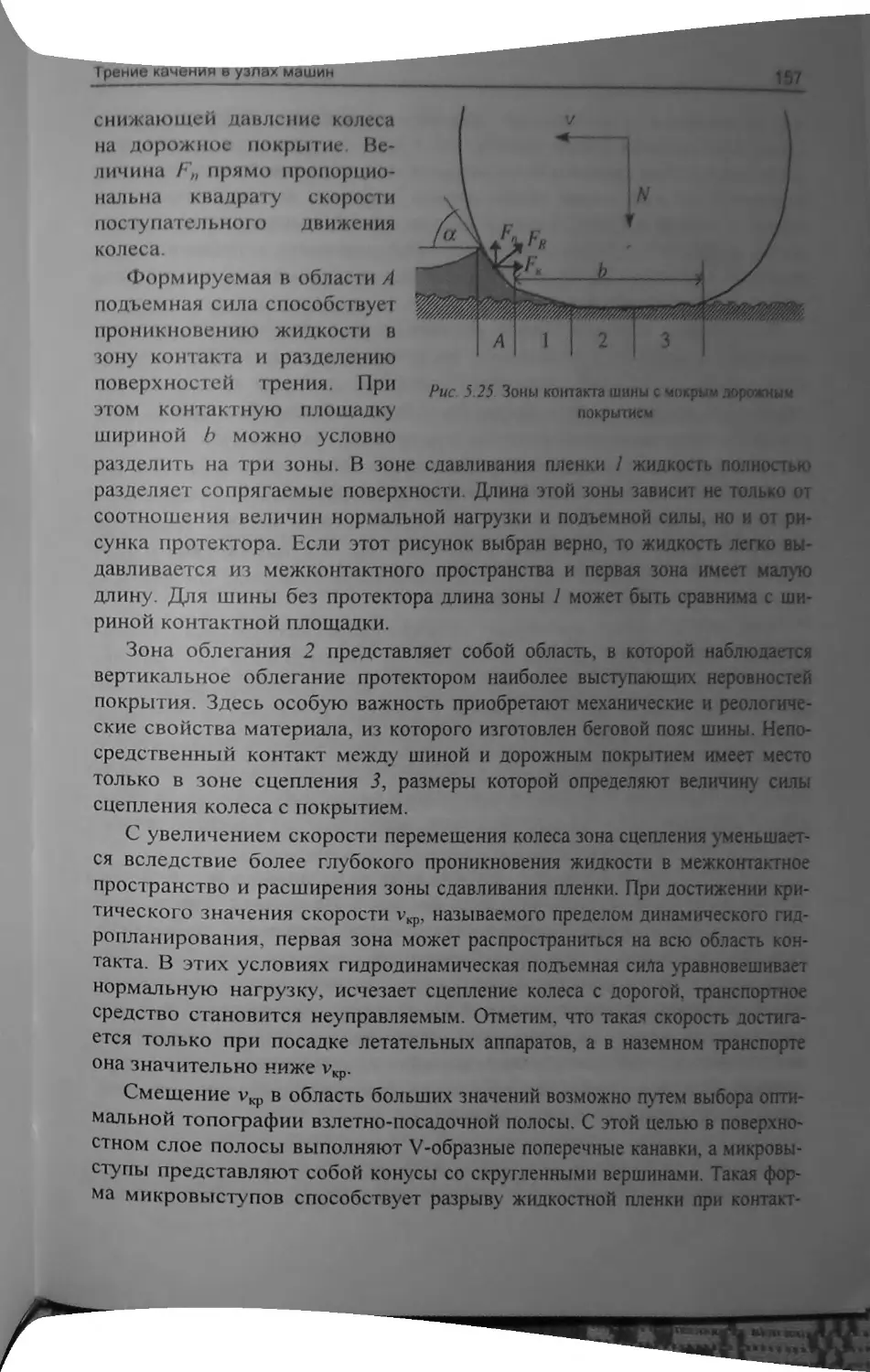
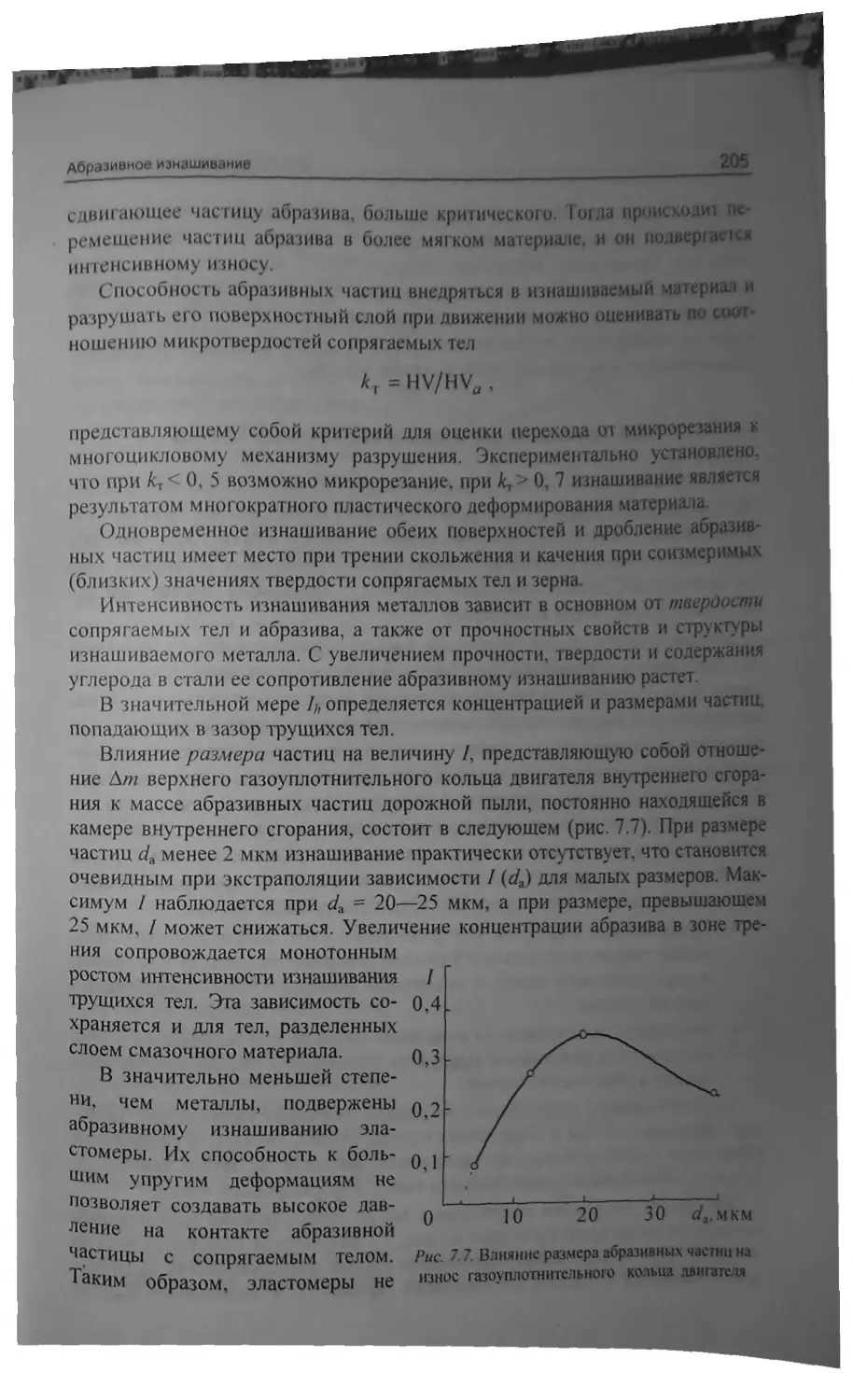
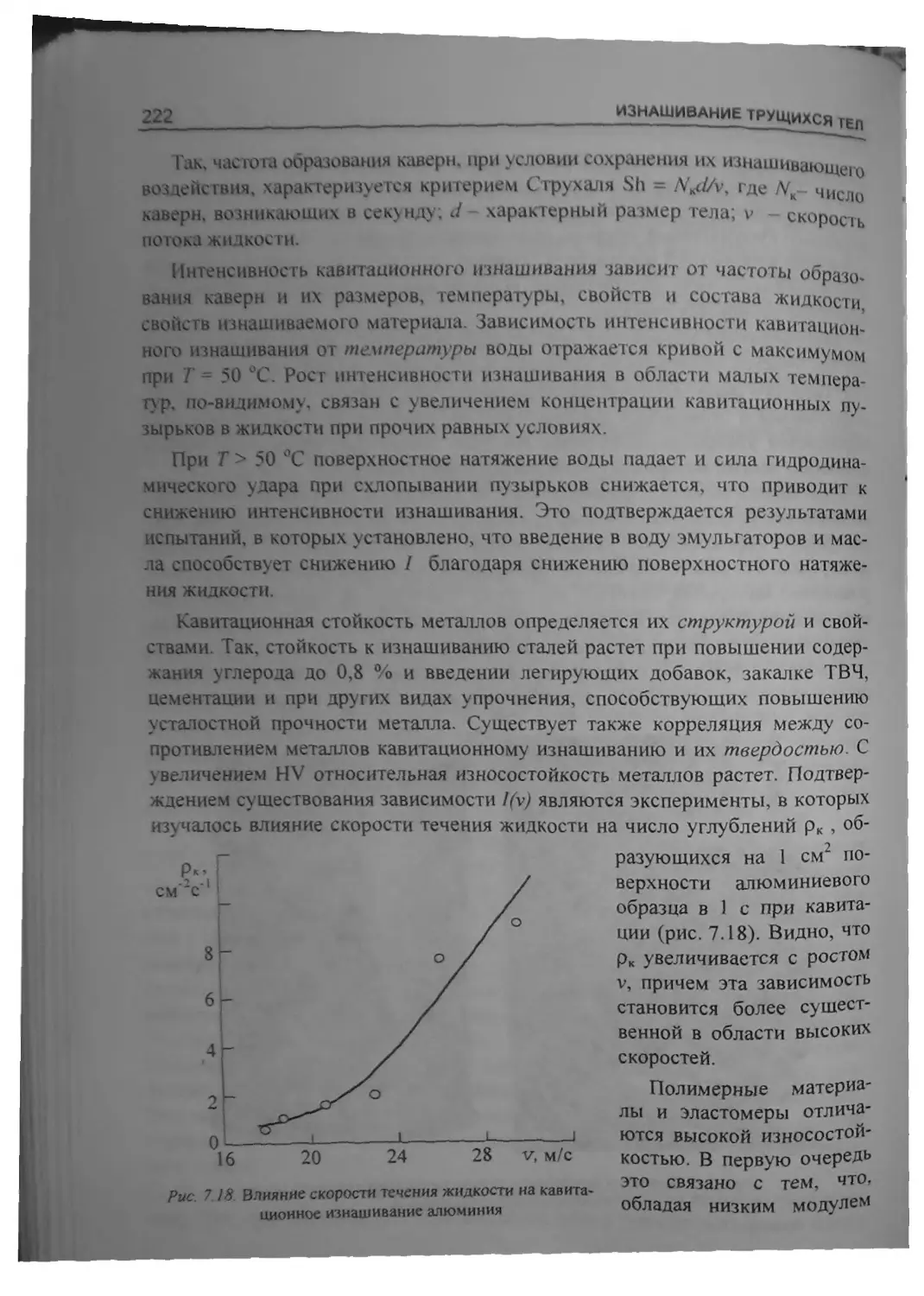
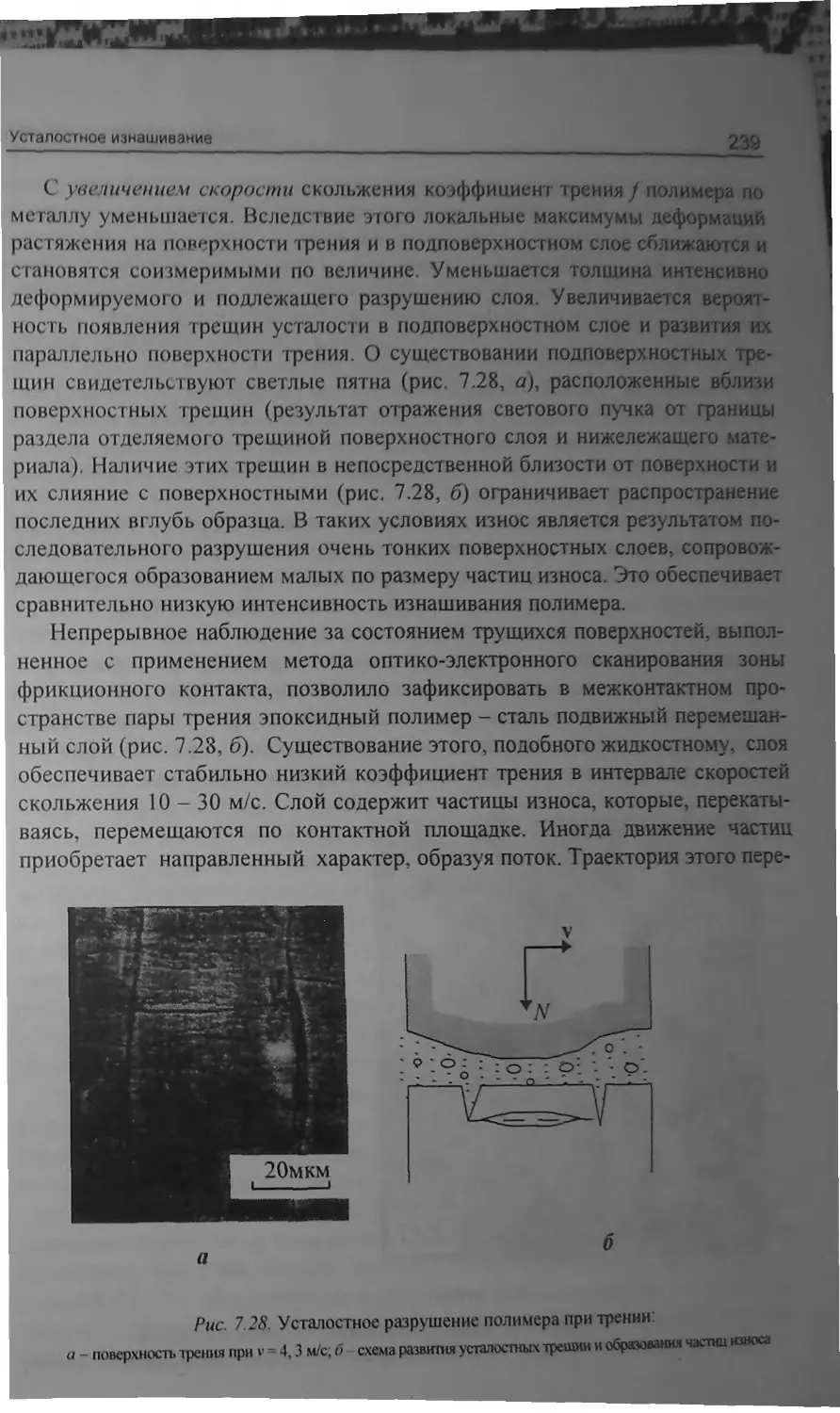
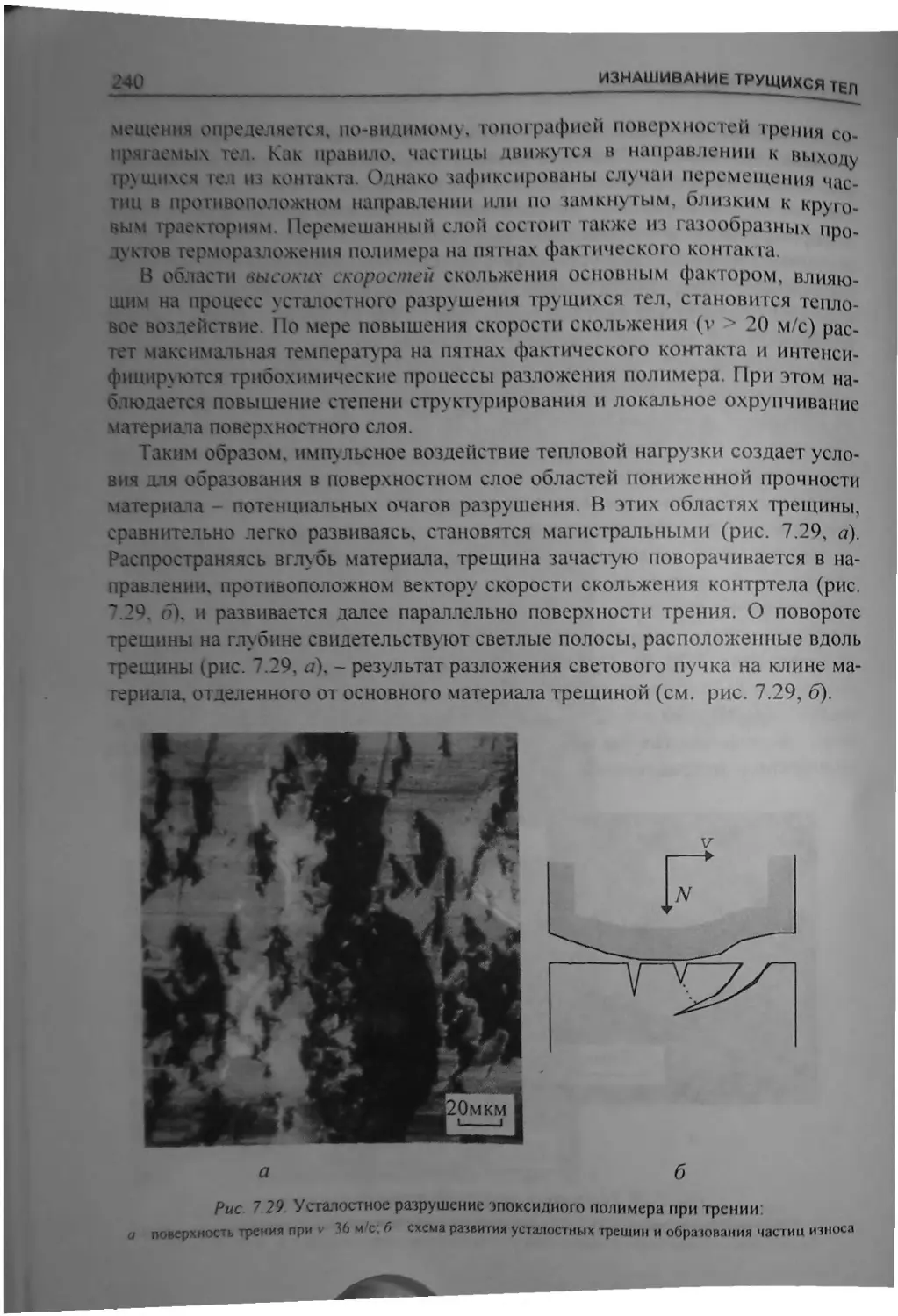
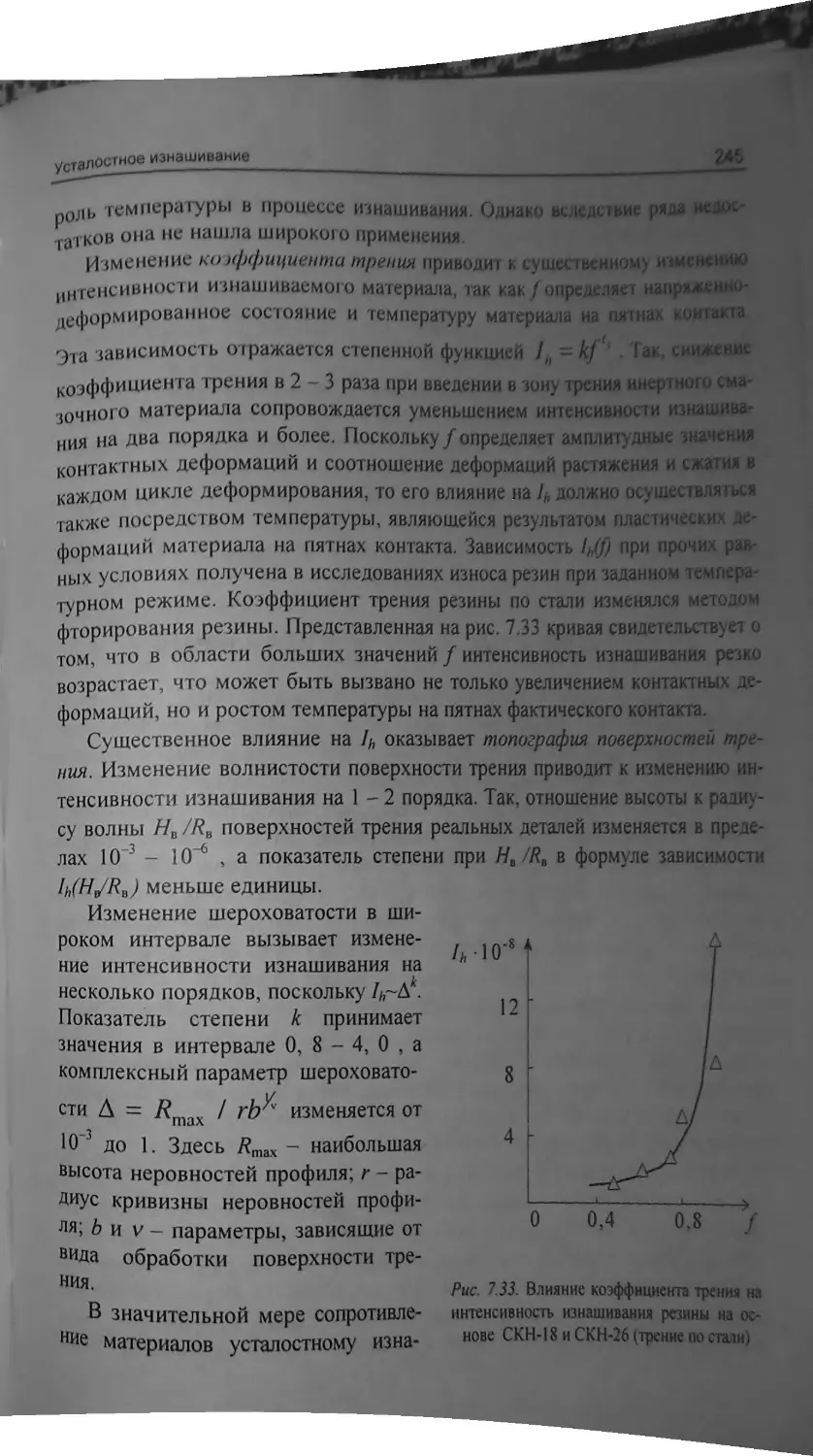
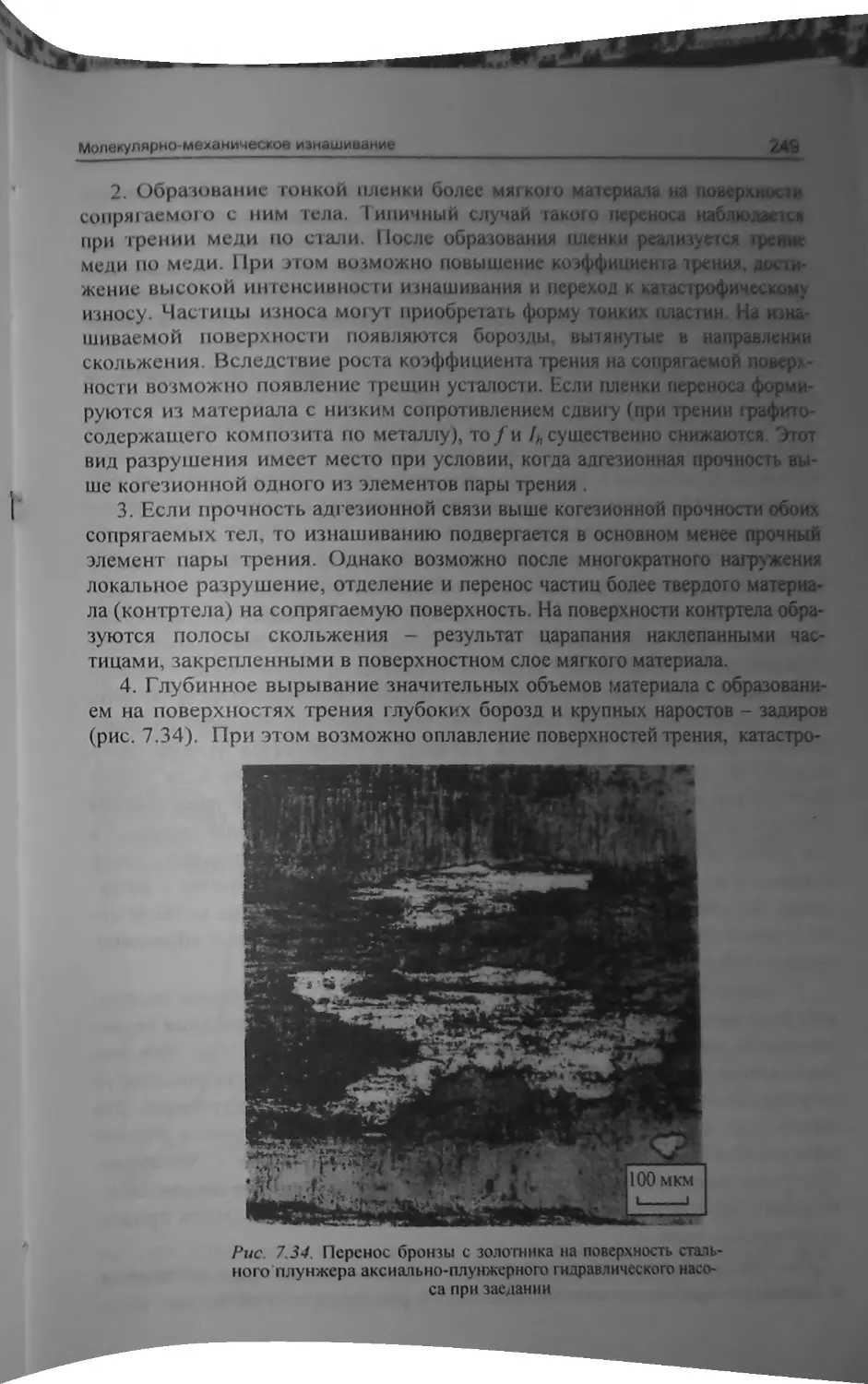
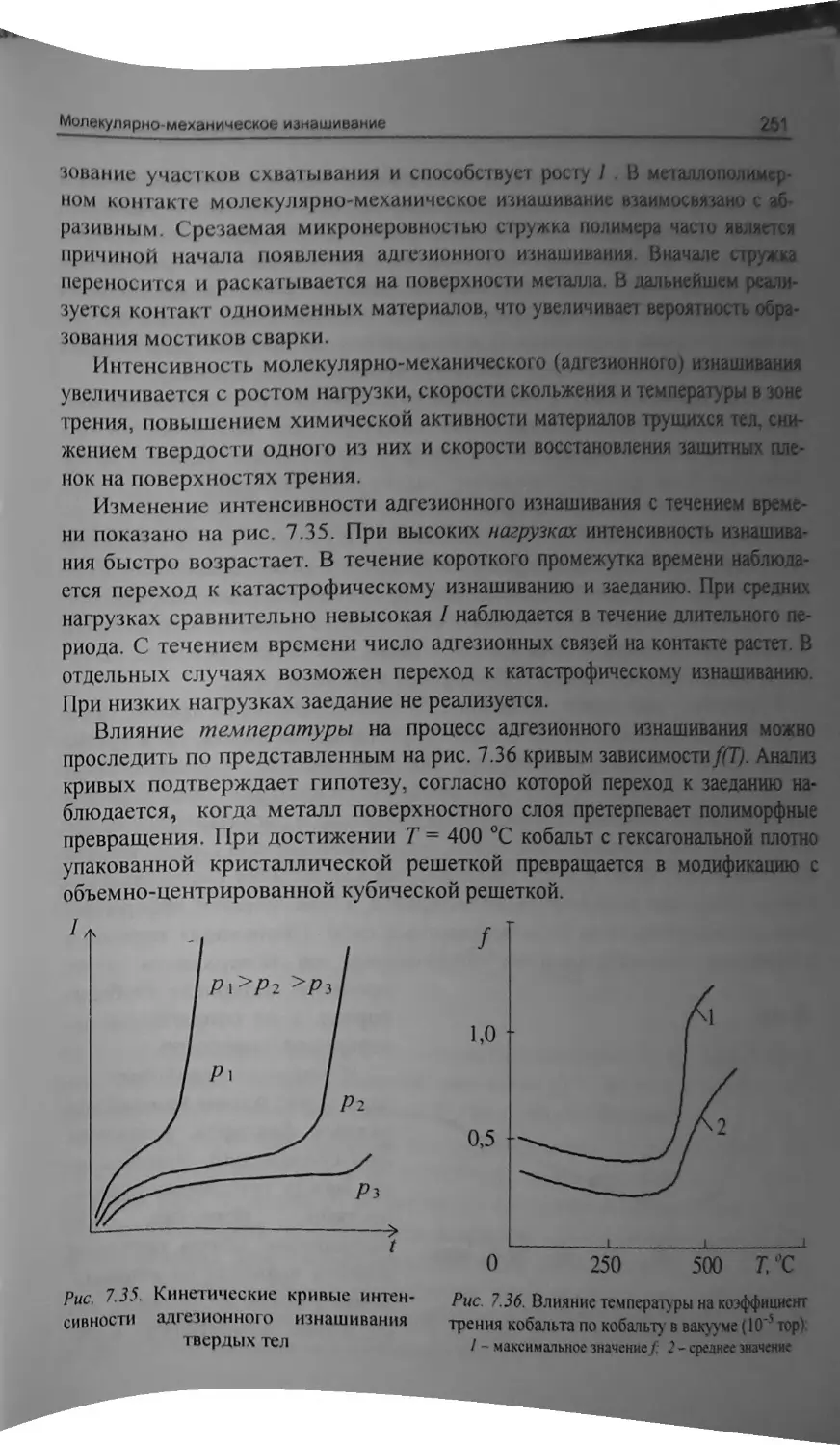
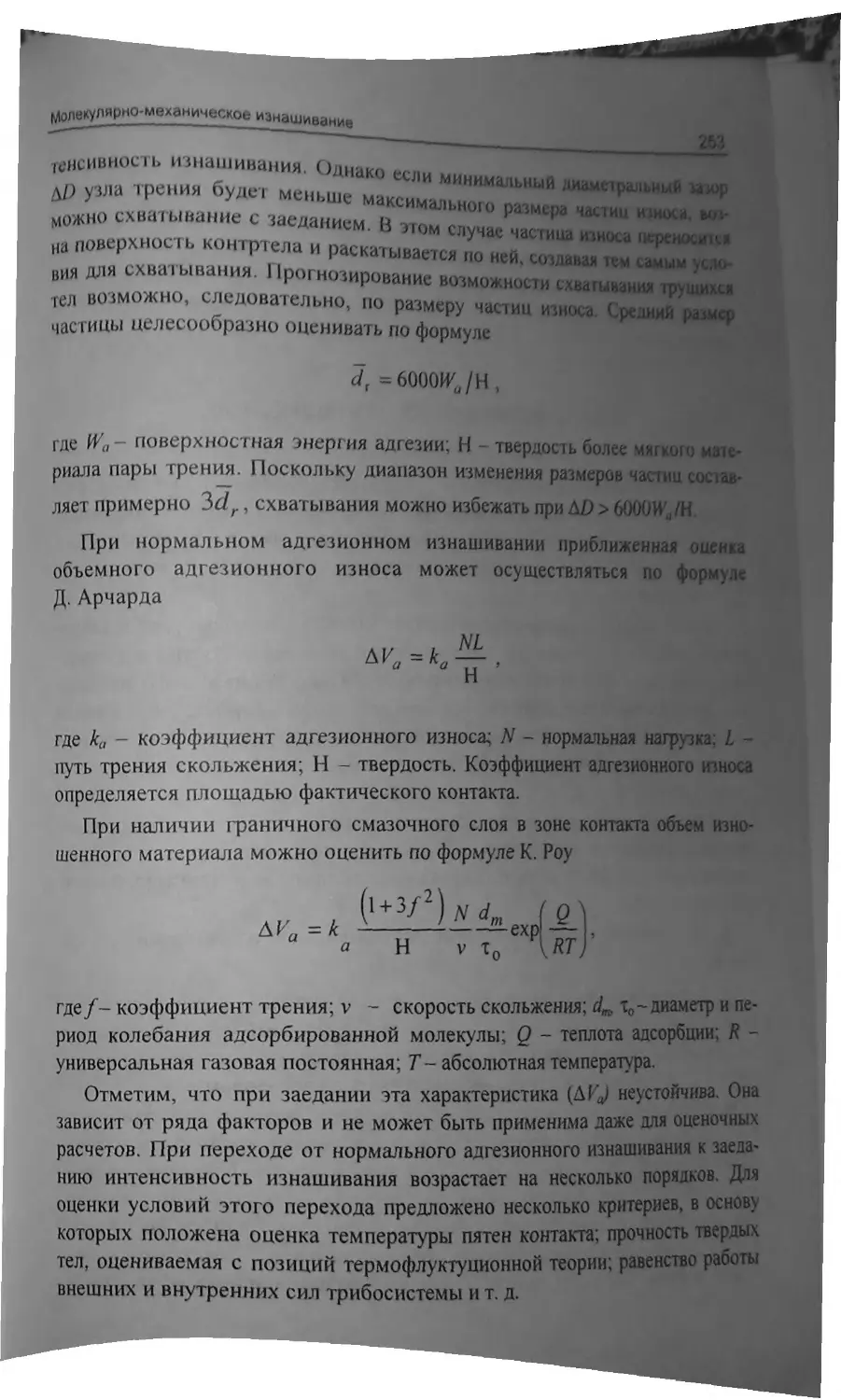
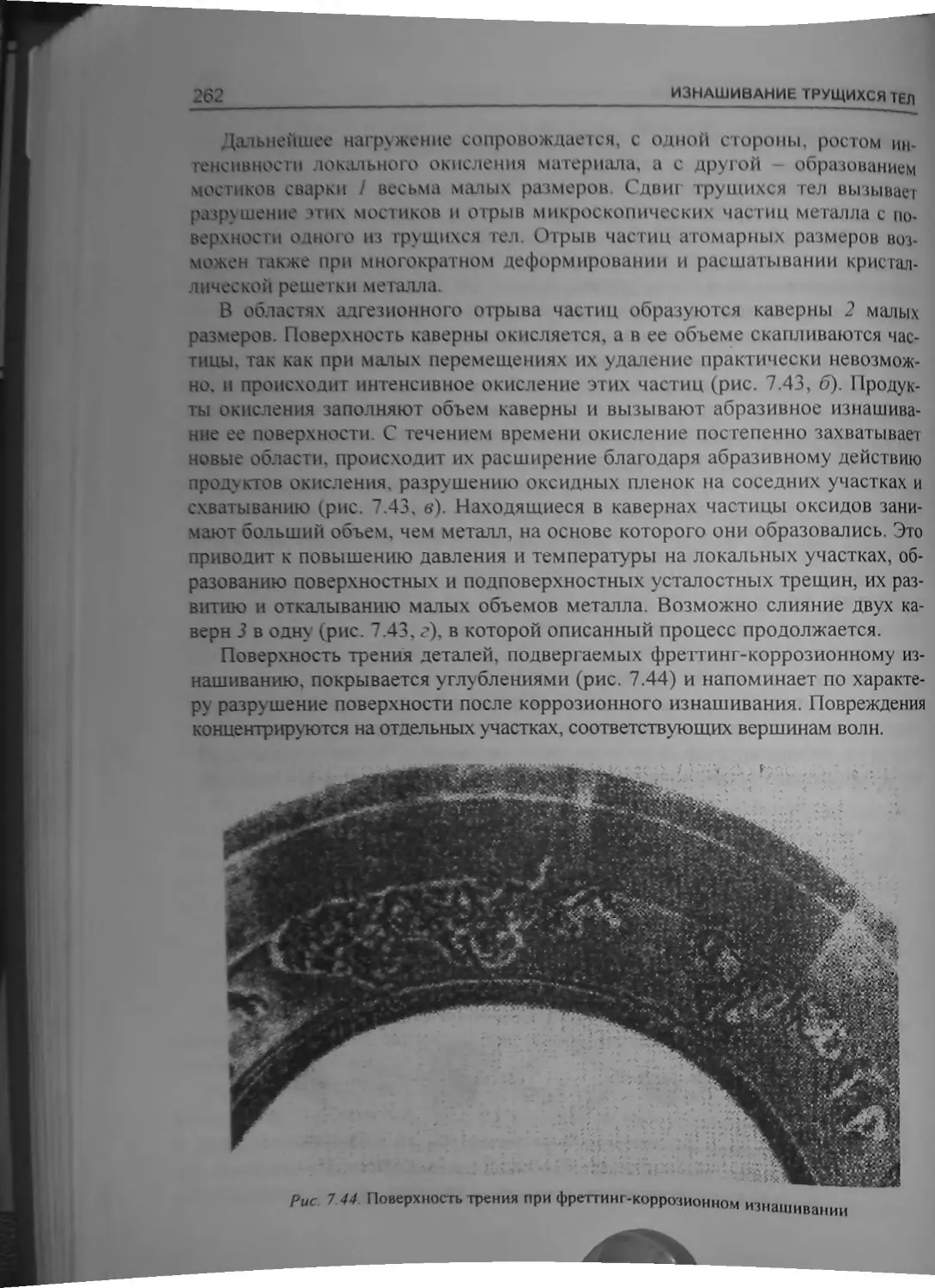
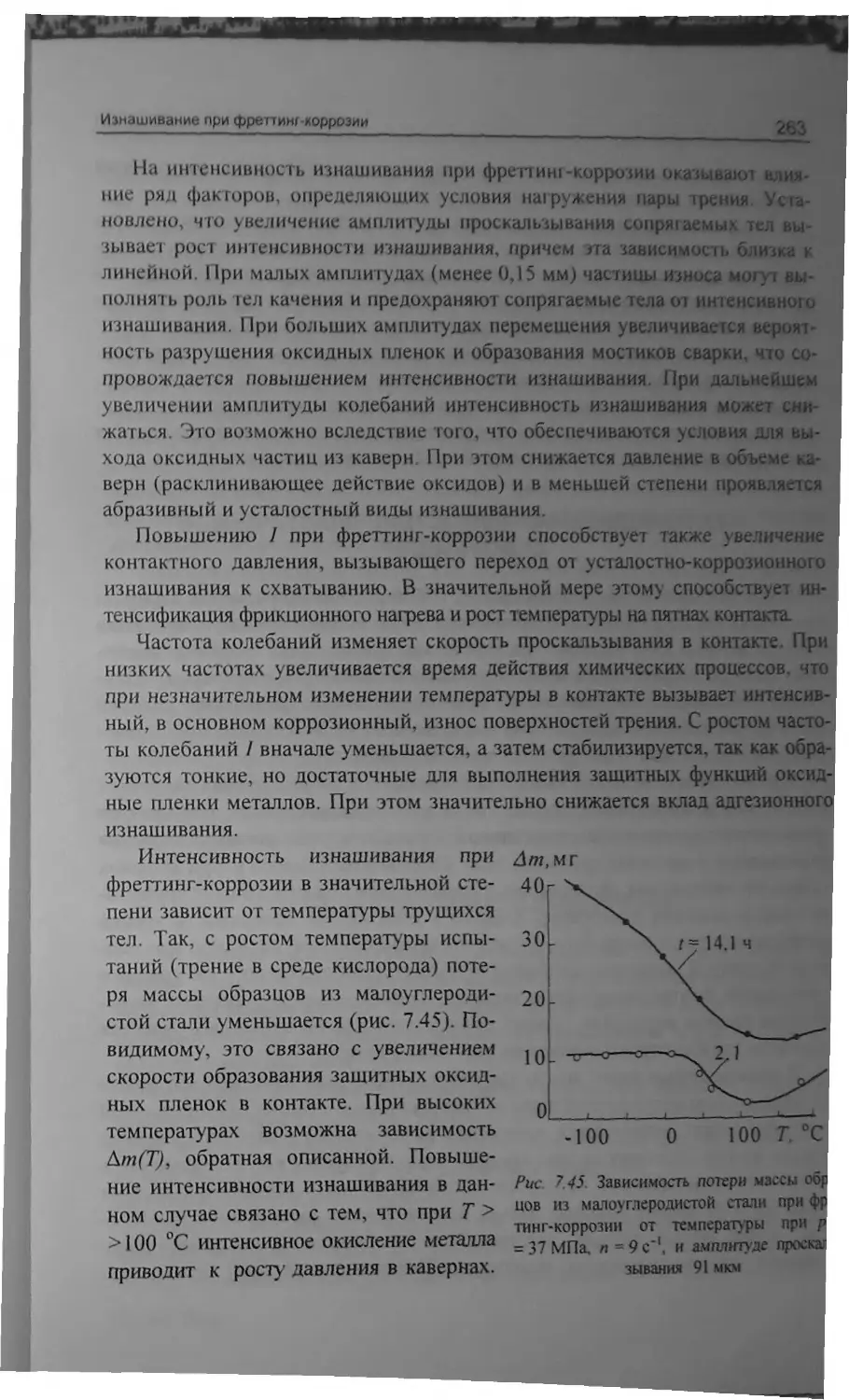
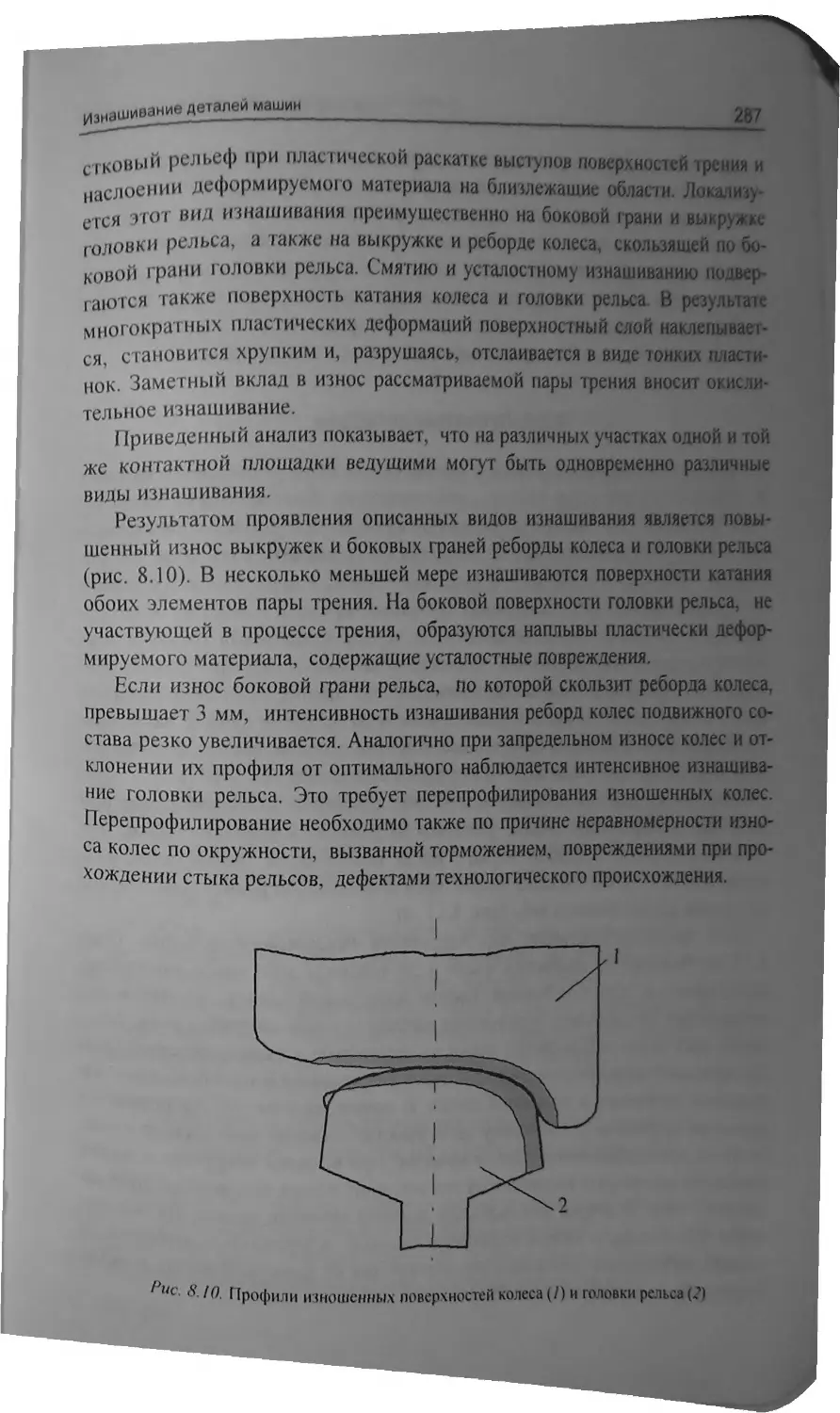
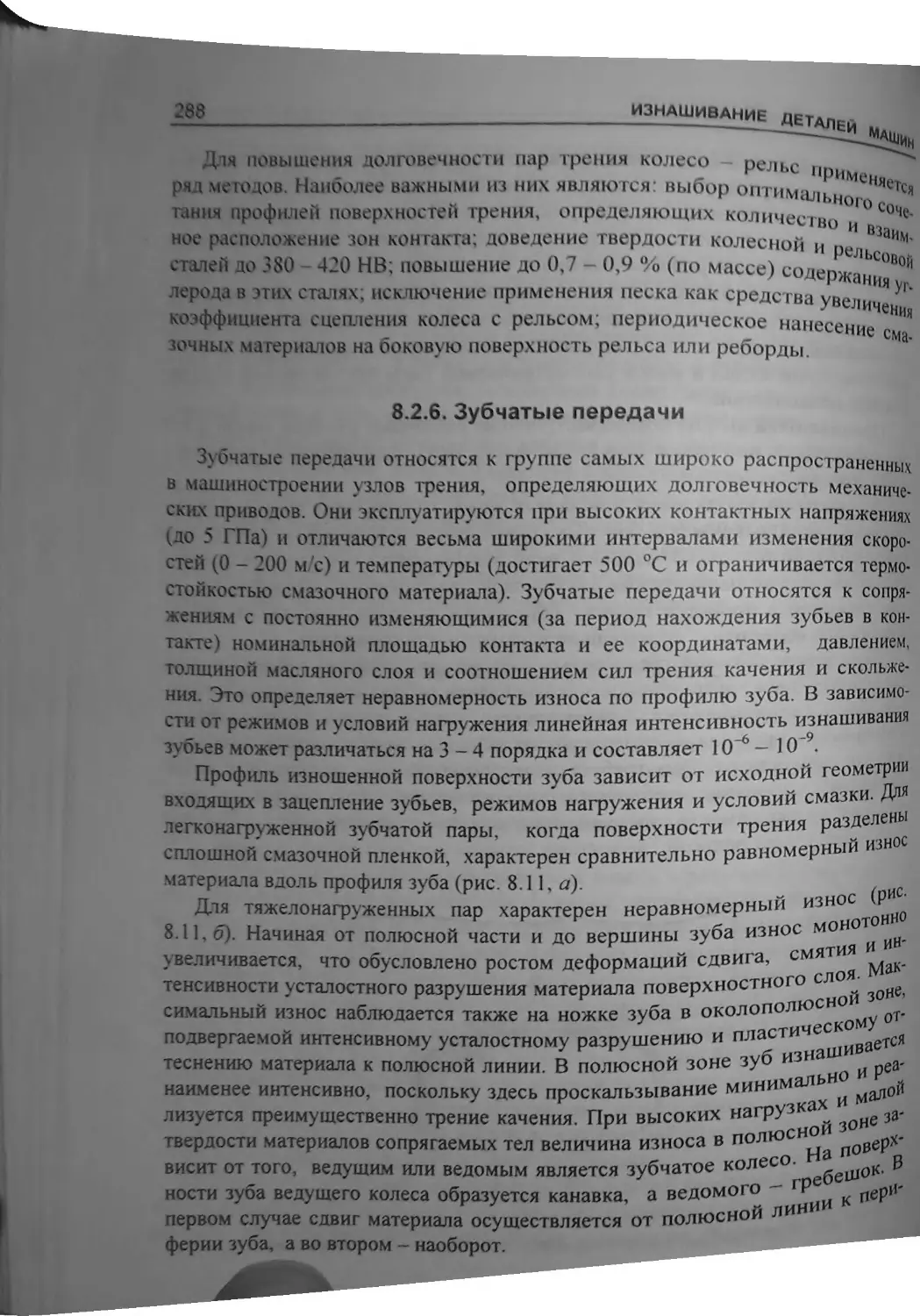
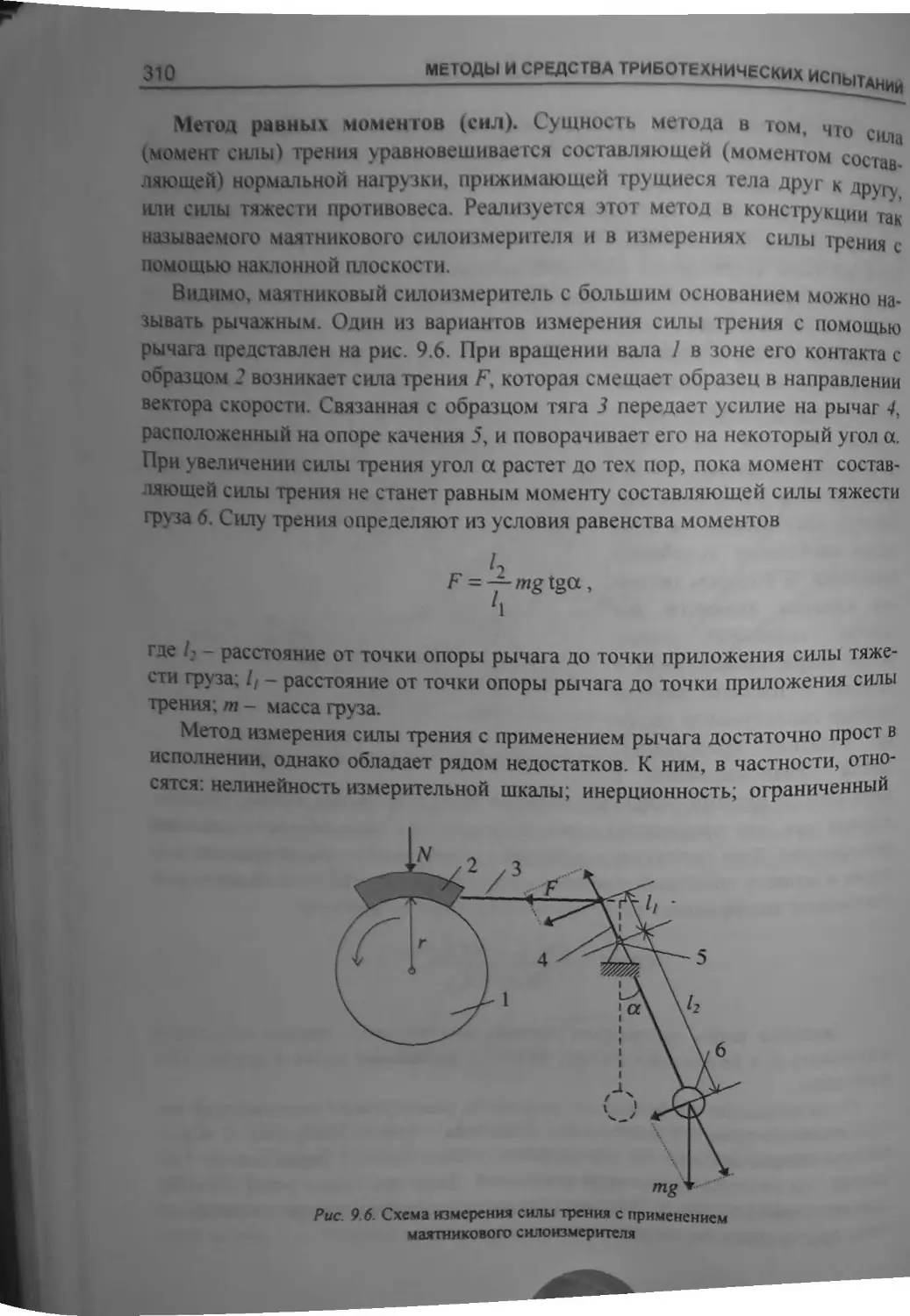
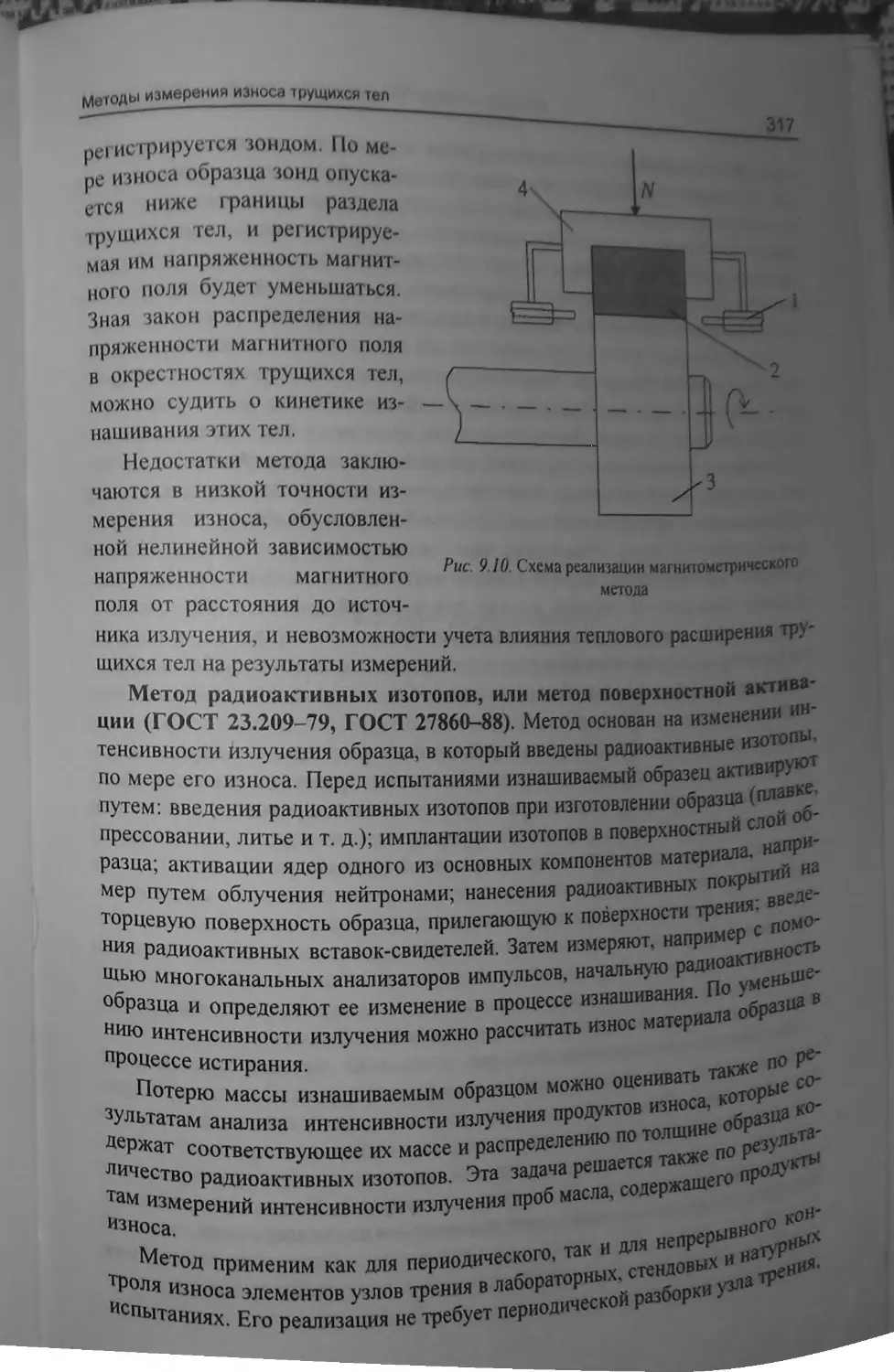
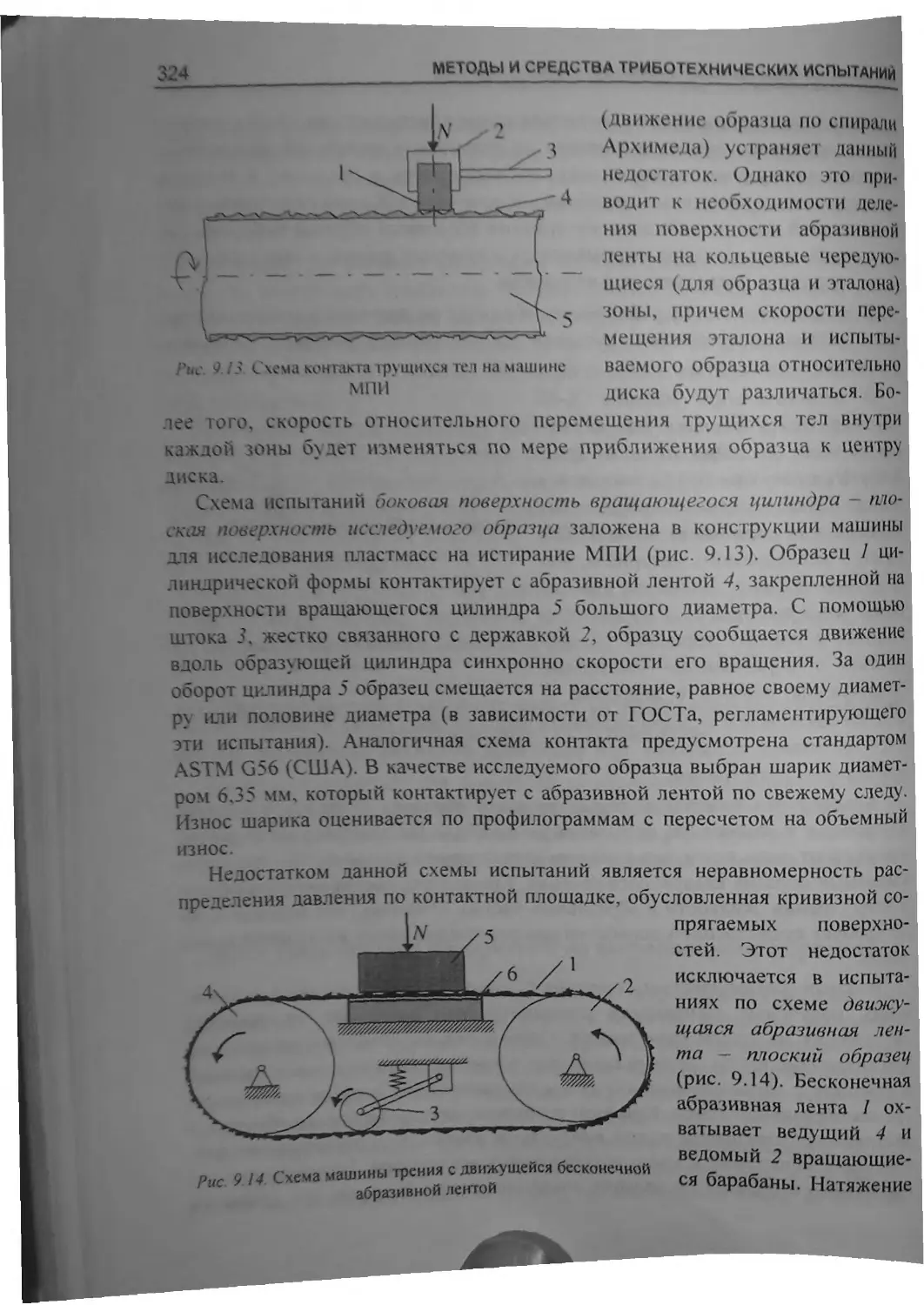
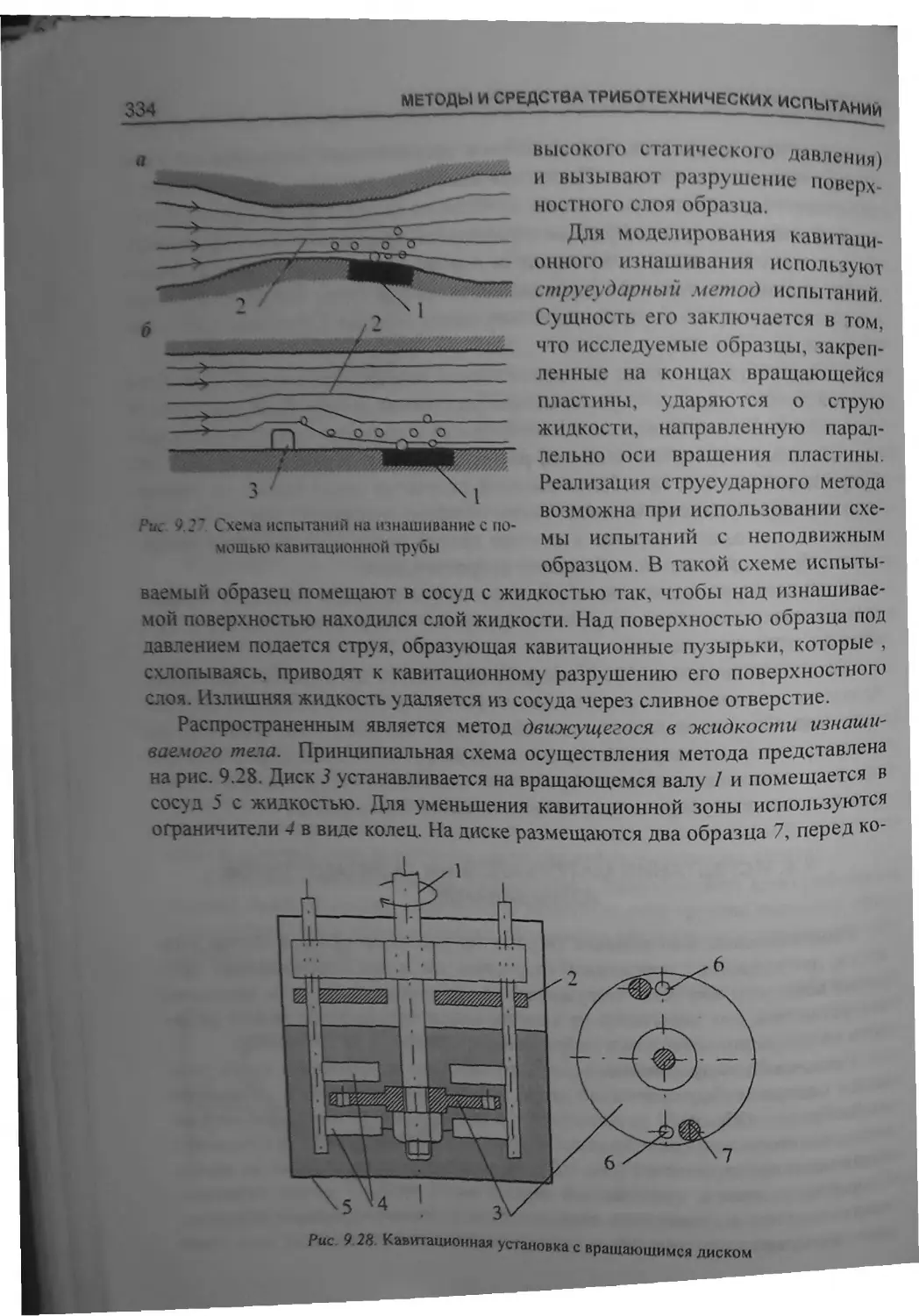
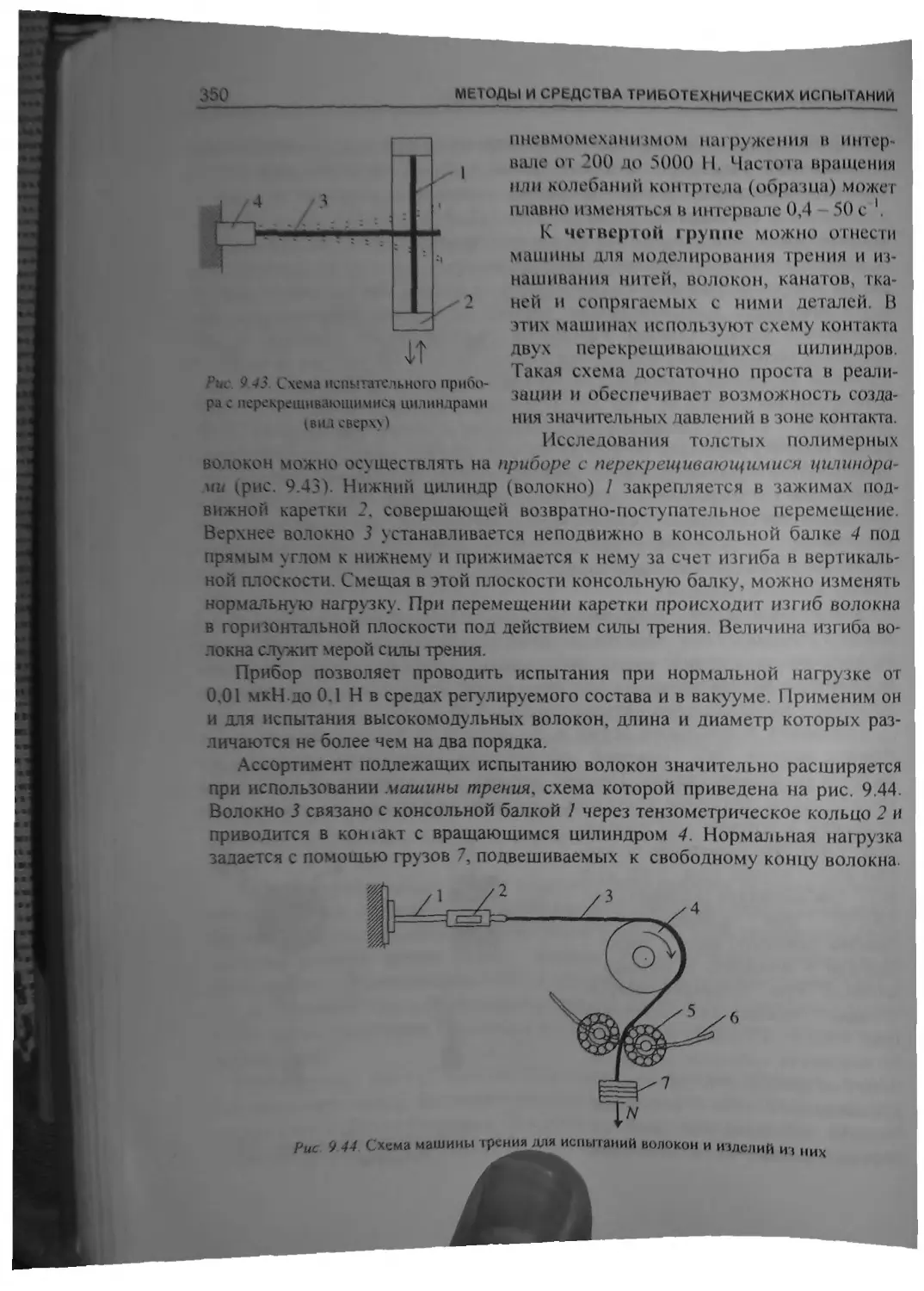
Text
П. Н. БОГДАНОВИЧ
В. Я. ПРУШАК
ТРЕНИЕ
ИЗНОС
В МАШИНАХ
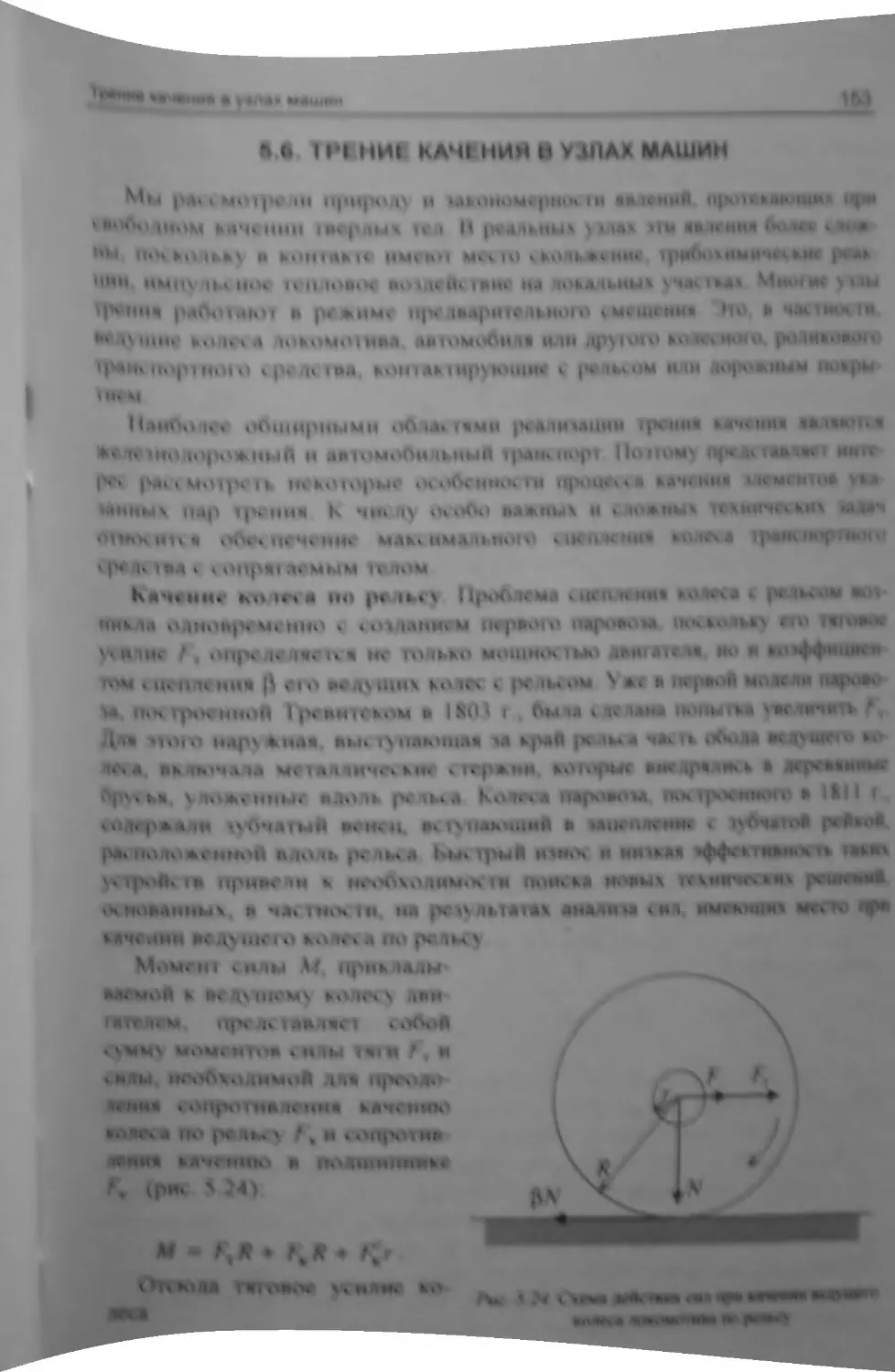
Утверждено Министерством образования
Республики Беларусь в качестве учебника
для студентов машиностроительных специальностей
высших учебных заведений
ш&
УДК621.89Н075.8)
В73
е в т ы: акад Национальной академии наук Беларуси П. А. Витязь
л-р, техн. наук, проф. М М Кожуре
Богданович П*НЦ Прушак В. Я.
Трение и взнос в машинах: Учеб. для вузов. — Мн.: Выш. шк., 1999. -
374 е.: т.
15ВИ 935-06-01П-5.
Рассмотрели основные этапы развития трибологии Описаны структура и свойства
яоаерхжхлмых елоса, «жмирафмя поверхностей трения, площади контакта твердых тел
• метам як определения Изложены современные представления о природе и
закономерностях процессов трения и изнашивания контактирующих тел, о тепловых явлениях
в мне фрикционного контакта Приведены сведения о методах повышения
износостойкости элементов подвижных сопряжений способах и средствах проведения триботех-
Дяя студентов технических специальностей высших учебных заведений, инженер-
ивтехнмческа* работников, занятых ремонтом и эксплуатацией машин, может быть
полезен аспирантам машиностроител! них специальностей.
УДК 621Я91 (075-8)
ББК 34.41я-*?3
СП Н Богданович Н Я Прушак, 1999
** **ММ11Т-§ €> Издательство "Вышэйшая школа", 1999
ПРЕДИСЛОВИЕ
В последние годы издается довольно большое количество книг,
ориентированных на научных работников и высококвалифицированных
специалистов в области трибологии. Однако это обилие литературы и отсутствие ее
систематизации вызывает определенные трудности при изучении студентами
вузов курса "Трение и износ в машинах49. Цель издания настоящего
учебника - кратко изложить основы трибологии, включая современные
представления о процессах, протекающих при трении и изнашивании твердых тел.
Поскольку в имеющейся методической литературе не находят должного
отражения разделы по трению качения и тепловым процессам при трении, в
настоящей книге сделана попытка дать более обширную информацию.
Подробно описаны процессы граничного трения и трения при отсутствии
смазочного материала в зоне контакта.
Особое внимание в данном учебнике, наряду с вопросами трения, уделено
изнашиванию твердых тел как определяющей проблеме трибологии. В
частности, изложены современные представления о природе и кинетике
изнашивания металлов и полимерных материалов, приведены основные
закономерности протекания этого процесса, рассмотрены особенности изнашивания
наиболее распространенных в машиностроении трибосопряжений.
Менее подробно описаны триботехнические материалы, процессы
жидкостного трения и методы повышения износостойкости деталей узлов трения
машин. По нашему мнению, эти разделы трибологии настолько значимы и
необходимы для практики, что должны составлять предмет самостоятельных
курсов. Трение и изнашивание твердых тел - результат протекания
комплекса явлений различной природы, локализующихся на отдельных участках
контакта в тонких поверхностных слоях. Поэтому приводятся сведения о
механике дискретного фрикционного контакта, физических и химических
явлениях в поверхностных слоях, их структуре.
Мы далеки от мысли, что отдельные разделы не могут быть подвергнуты
критике, тем более» что некоторые положения теории трения и изнашивания
являются дискуссионными. Поэтому замечания по содержанию учебника
будут с благодарностью приняты.
Авторы
ОСНОВНЫЕ ОБОЗНАЧЕНИЯ
, ко »ффиииснт гистсргмсиых лагерь;
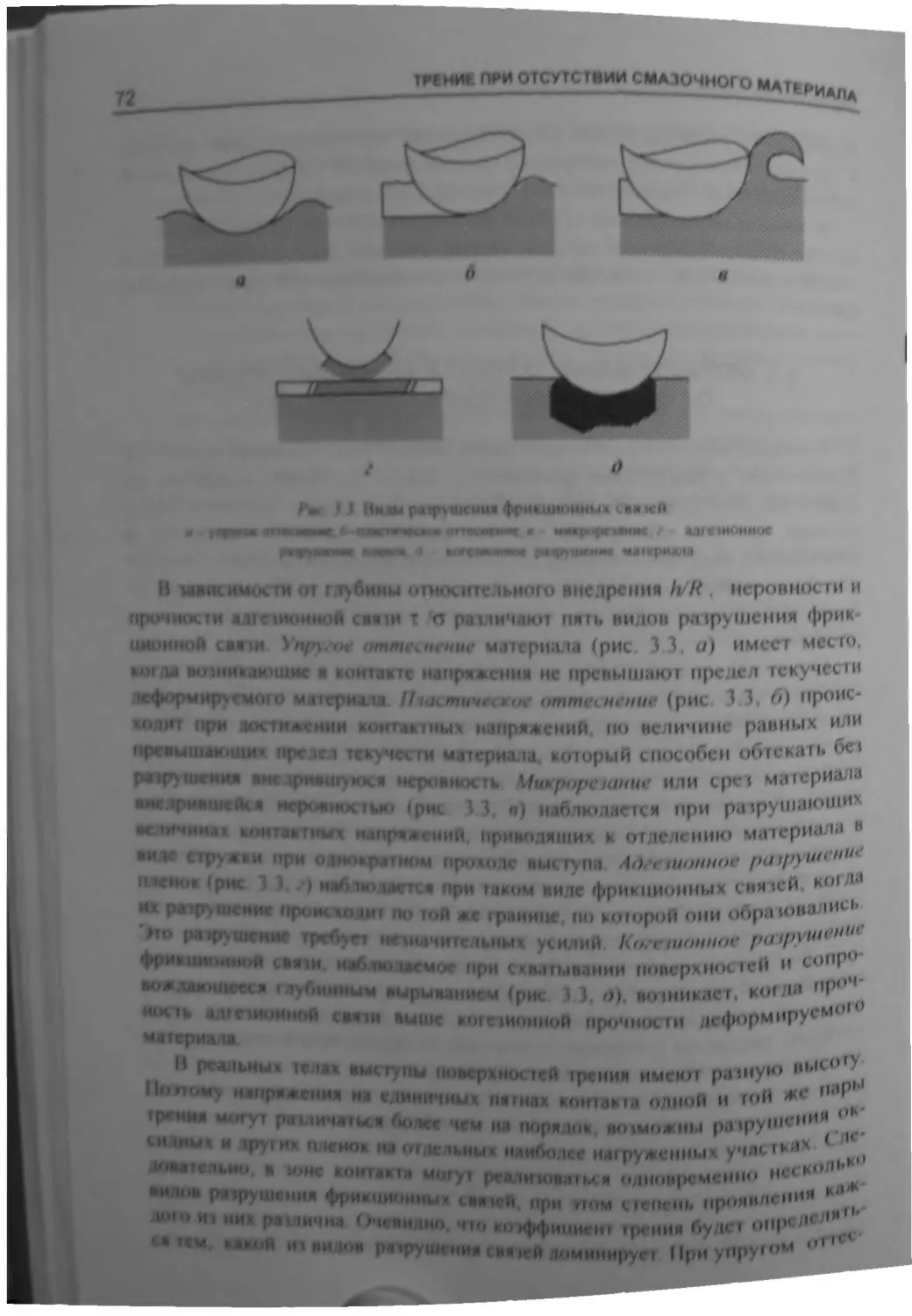
I, к(мф1|)иписи( распределения гепловыч которой;
ГТ ньс «ж< мффиииснт, харакгертукмиий упрочнение
вдгпионной свя#и под лейстеием нормальных напряжений:
(Г' - улюми деформация, деформация однига;
[ - нредиартенмин: смешение,
линейная деформация а гонке,
о!носигсльна* ииюимлойяоегь,
I _ •_. упругая и пластическая леф<'рмании ооотмпепгмимо,
Ь мспффнниеи! 1сн;м>мро»олм4Мли.
ц шпффинненг Пуассона
<1 1йгриа.н.нсс напряжение
о* - предел прочности,
«ь - предел умру! ос I и,
е. предел (скуиеии.
каевгельиые напряжения сопротивление материала сречу;
свирцтиадеиие материала еречу при отсутствии нормальной нагрузки,
А контурна* ояошаль «лмтвгга.
^ плошаль сечения шерояоваино слоя на/.ни уровне;
Аг фак'ичехкая нлоншдь иоиюта,
в ио}ффиниеиг(смнер^|уроиро№ШН>с1К
# пвяушнриня площадки контакга,
$,р тпмммиасгь м паотевт ясшесгяя ык/гвегивеино,
0. К диаметр и ряднус шаре или цилиндра е«*г1ос1 именно
/; МОДУЛЬ уПру^ООТН.
. а%/ сила и кдоффипиет «рения «ю-тветс г иск но,
9ф{ф молекулярная икяаепякишм еилм
и ко-уффиндента г рения ию1астия«и»о
ЙаЛЬ дефбрмшднснн1ая саданлнкшш силы
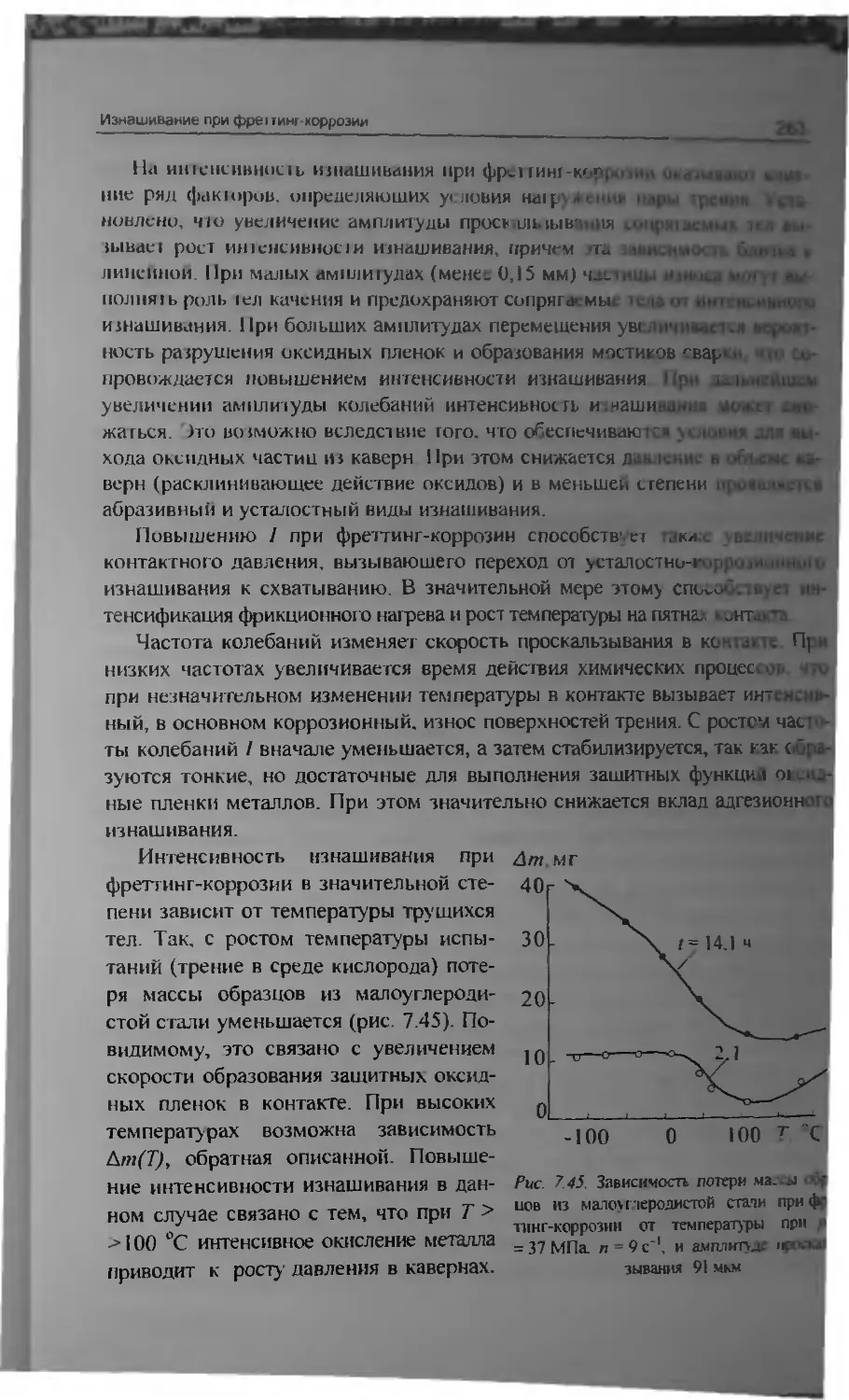
и во «ФФиииситв г рении I но I впаивавши.
**/. сияя и к!» »ффи11исит I рения аячамам соогвегте г венно
/< когффинисш сорог не яеиие яанемимг;
коэффициент гргння. обусловленный Гфоекальчадванием,
7 щ' МОДУЛЬ СДЯИ! 1,
ускорение свободною падения;
*ия яислмиия иерокиости иявлв«1*авааяава1 -»^
ОСНОВНЫЕ ОБОЗНАЧЕНИЯ
/ И щос фУЩИЯСЯ 1Ш»,
/*> !** /* линейная, массовая и шерюшчеекаи
ИШСПСИШШСМИ И'ШШИНання и ичиг и Ш6ИН0
/ « скорое и, и шяшияаиия,
Ав, коф|шншш ашимною перекрытия I рушился щл.
I мук» /репиц.
/ '* ?. (титан длима профиля,
М МОМС1П СИЛЫ.
т массе;
# нормальная нагрузка;
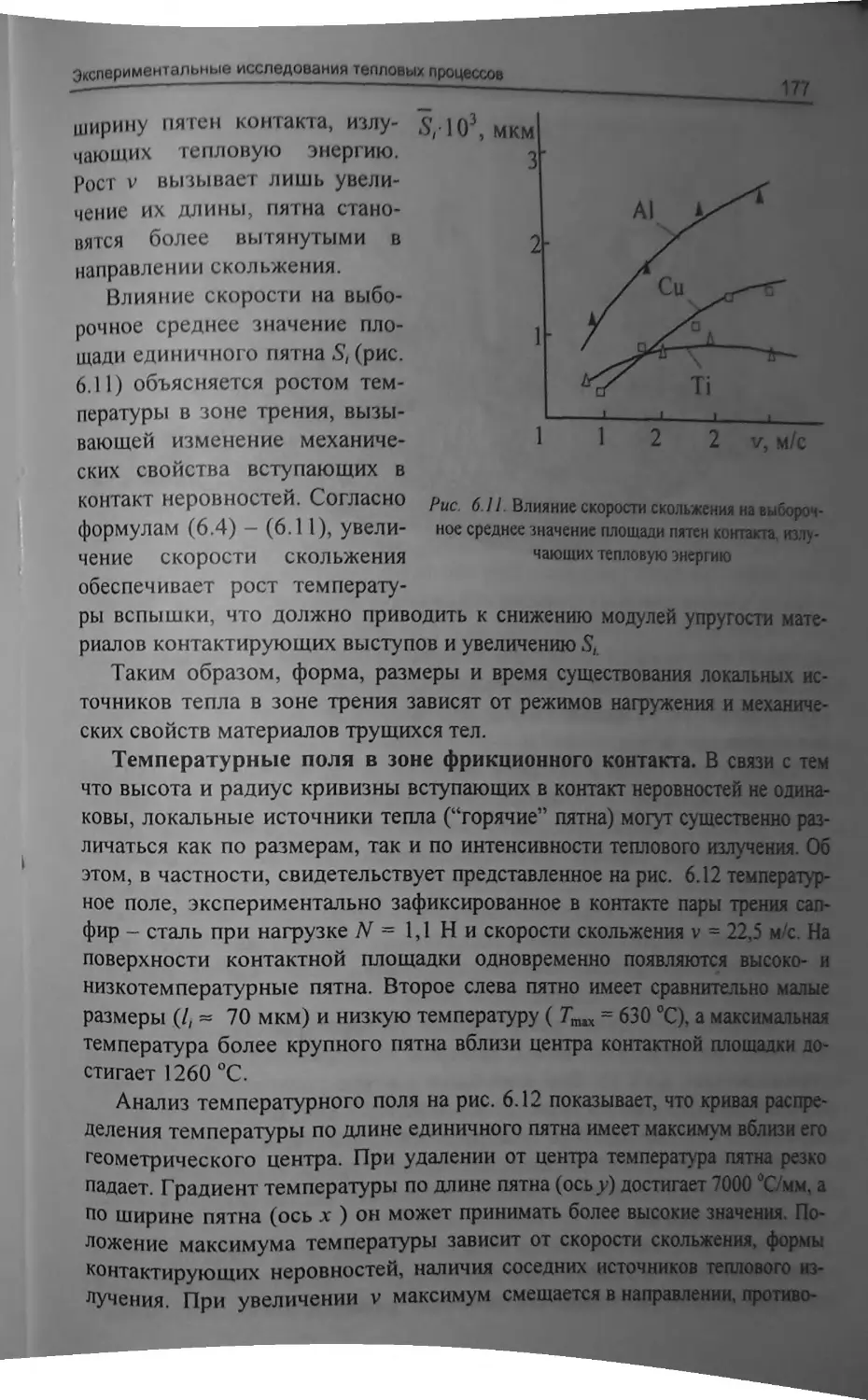
Тщт 1смис|»а1урн яспышки на единичном пятне контакта,
Ре - число 11с к не;
р /цшленис;
/;„, //ь р0 номинальное, контурное
и максимальное ляеление соотпетс'Гяенио;
д количество (сила, аылсляемот при фении,
ц удельная интенсивность (снлоиыдсления, удельный геплояеЙ поток
Яв среднее арифметическое отклонение профиля;
#пм наибольшая имен г и иерояжклей профиля;
Я$ высота неровностей профиля по леей»и ючкам,
г радиус единичного пятна контакта;
5в // шаг и высота полны соответс тении,
5« - средний шаг неровностей профиля,
7^е> 7'м. 7м»м ■ объемная, повсряносгнал
и мок си мяльная гемнературя ооотвемлеенно,
/ время;
* « ко|ффиниснг усталости соответственно при плястическом
и упругом контакте;
и относительная опорная длине профиля,
/^ кшффи цнент усталости,
V объем;
V скорость относите я ьиою перемещения авя*
ВВЕДЕНИЕ
Проблема изучения трения, возникшая с появлением
простейших механических систем, с развитием технического прогресса,
становится все более актуальной. Она включает изучение природы
трения и закономерностей физических явлений, с ним
связанных, — тепловыделения, изнашивания и других, а также
совершенствование методов управления процессами трения с целью
снижения их отрицательного влияния на эксплуатационные свойства
трибосистем.
Знание механизмов и закономерностей протекания процесса
трения необходимо и при разработке и эксплуатации устройств,
где оно играет положительную роль. В первую очередь, это
транспортные средства, преимущественно наземные, работа
которых невозможна при отсутствии трения между колесом и рельсом
или дорожным покрытием, между дисками сцепления, элементами
тормозных и других систем. В машиностроении — это
демпфирующие устройства, ременные передачи, резьбовые и
неподвижные с натягом соединения. Полезная роль трения проявляется в
технологических процессах, например при обработке материалов,
сварке металлов, получении тросов, тканей и нитей, высокая
прочность которых обусловлена трением между скрученными
волокнами.
Основными из отрицательных проявлений трения являются
сопротивление относительному перемещению и износ
соприкасающихся тел. Так, согласно исследованиям, использование
трибологии позволит США ежегодно экономить около 40 млрд
долларов за счет снижения трения и износа в подвижных сопряжениях.
Проблема снижения потерь на трение является центральной в
трибологт Достаточно сказать, что треиие поглотает около чет-
ВВЕДЕНИЕ
7
верти всей энергии, которая используется человеком. Почти вся
энергия, которая потребляется транспортом, расходуется на
трение, и снижение этих потерь на 10 % только в двигателях
внутреннего сгорания ведет к уменьшению удельного расхода топлива
на 2,6 %. Несмотря на прогресс в развитии трибологии, эта
проблема становится все более острой, и не только потому, что растет
число энергопотребляющих устройств и истощаются запасы
энергоносителей. Весьма важным фактором является непрерывный
рост скоростей движения. Так, при скорости автомобиля 80 км/ч, на
трение о воздух расходуется половина мощности двигателя, а при
130 км/ч - две трети.
Не менее важная проблема трибологии - износ трибосопряже-
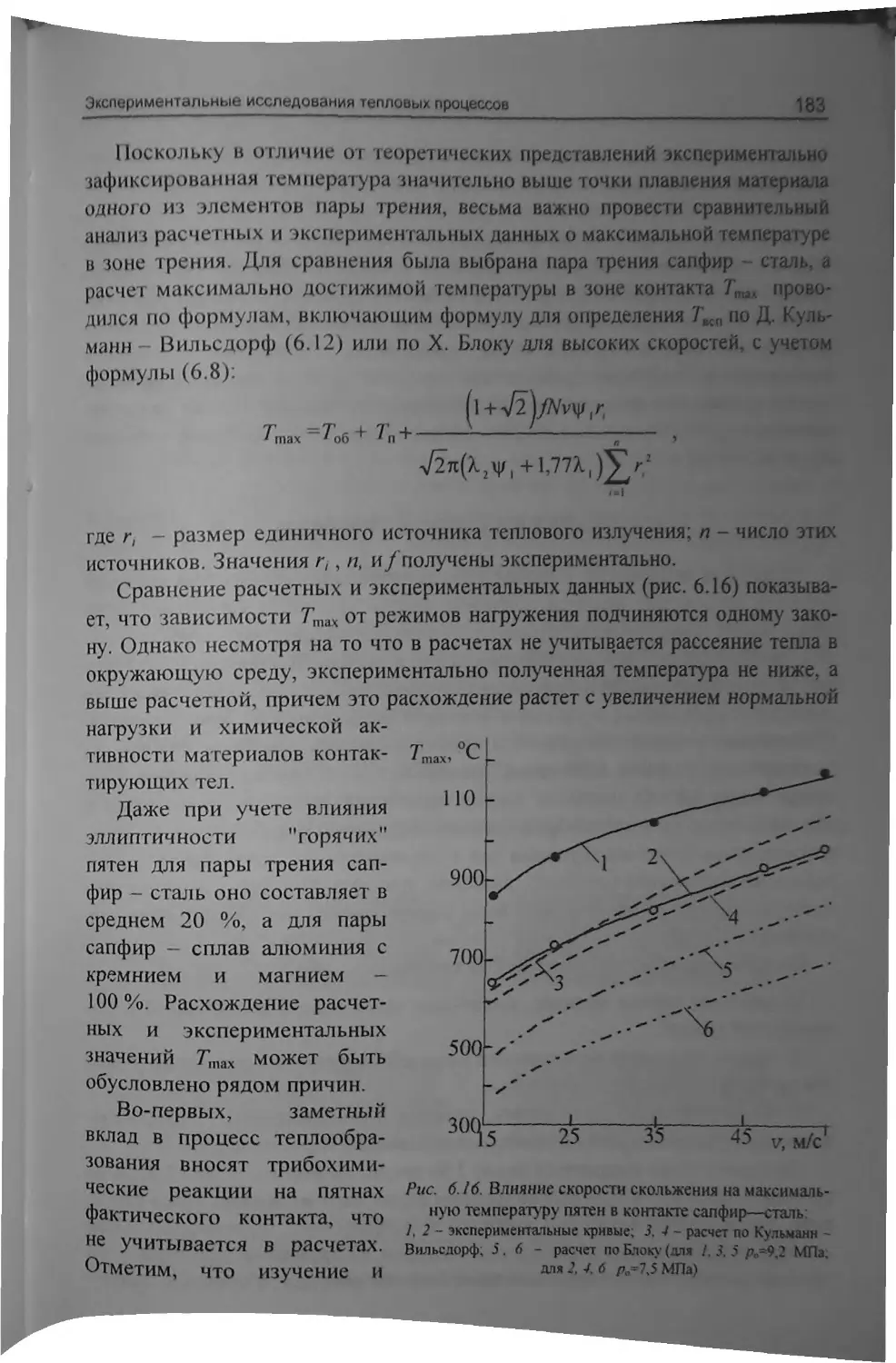
ний. Показательными в этом плане являются данные, приведенные
в докладе президента международного трибологического совета
П. Джоста на международной конференции "Трение, износ и
смазочные материалы". Снижение износа оборудования
металлургической промышленности Великобритании только на 5 % дает
прямую годовую экономию, равную 27 млн фунтов стерлингов, а
вместе с косвенной - 57 млн фунтов стерлингов. Об огромной
роли трибологии в развитии современной техники свидетельствуют
данные отечественной литературы, согласно которым объем
трудовых затрат на весь срок службы автомобиля распределяется
следующим образом: на изготовление - 1,4 %, на техническое
обслуживание - 45,4 %, а на ремонт, обусловленный в основном
износом деталей»-*-53,2 %.
Совершенно очевидно, что технический прогресс усложняет
решение трибологических проблем и требует непрерывного
накопления знаний в этой области и их практического приложения.
Выполнение данного требования невозможно без четко
отлаженной системы подготовки инженеров-трибологов и включения в
программу подготовки инженеров технических специальностей
курса трибологии. К настоящему времени сложилась такая
ситуация, что при проектировании машин детали и узлы
рассчитываются конструкторами на прочность. Для этого имеется все: и
хорошая подготовка инженеров, и проверенные методики расчета.
Расчеты на трение и износ практически не осуществляются.
Аналогичная ситуация имеет место при эксплуатации и ремонте ма-
ЖС :
11 ^^ ИСТОРИЙ РА5ШИЙ НАУКИ О ТР8НИИ
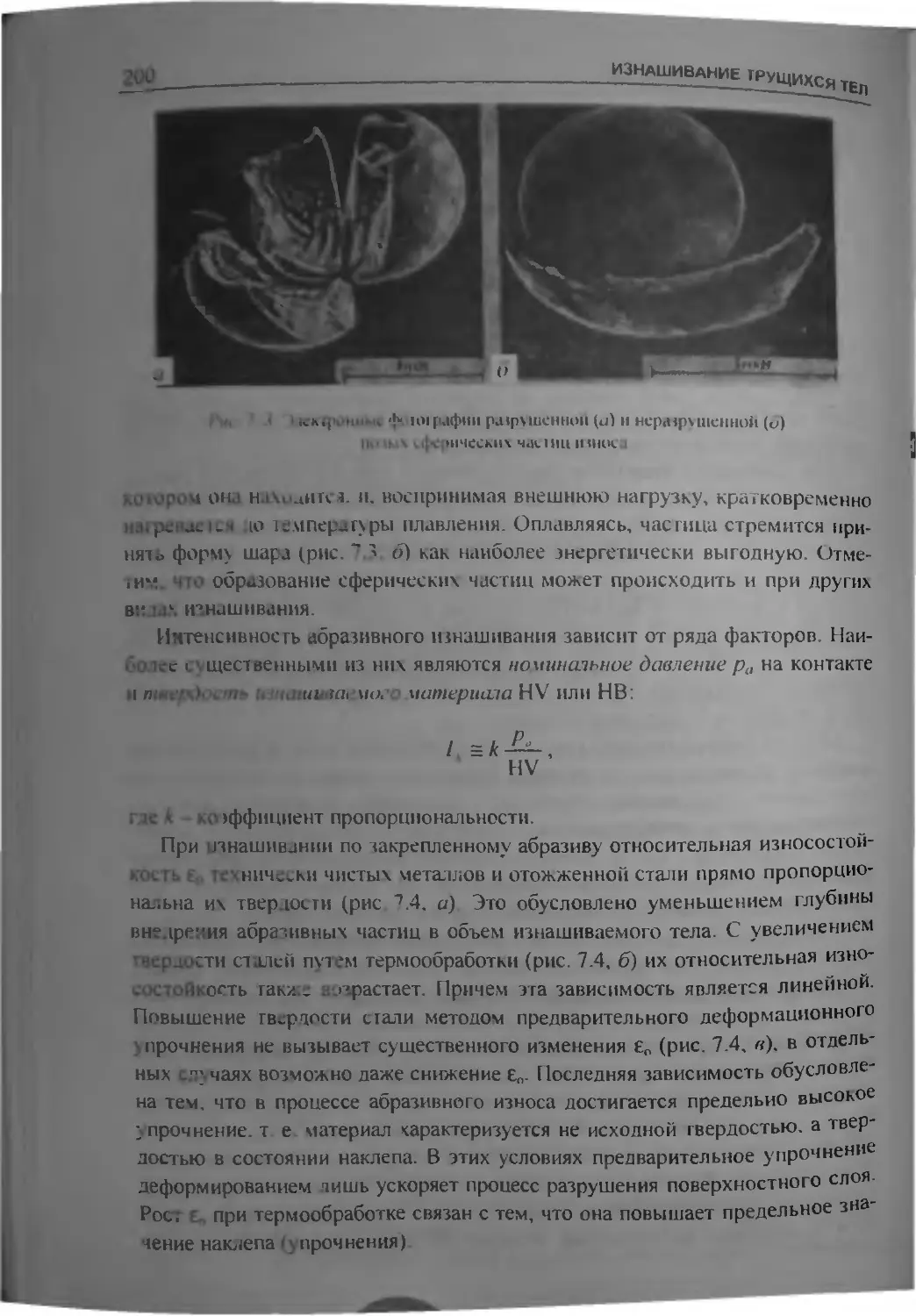
V *о*«*мм. аоьру» м>КДл»и» »»н * цчшшеич* им* тм оОрмуггся •одни <и нчиои
»КМ^ мш^ршим, ни ЯфПфуЮ »ии ньи иII 1Чч\лиоимц» I цн'Мин ч политый и
МЧЦЧ1*Н*К<ИЫ№№Ъ ЮИрОНШД<?МИ* 0И> ИррсМОтоИИК»- К Нрицтт феНМП НДС1
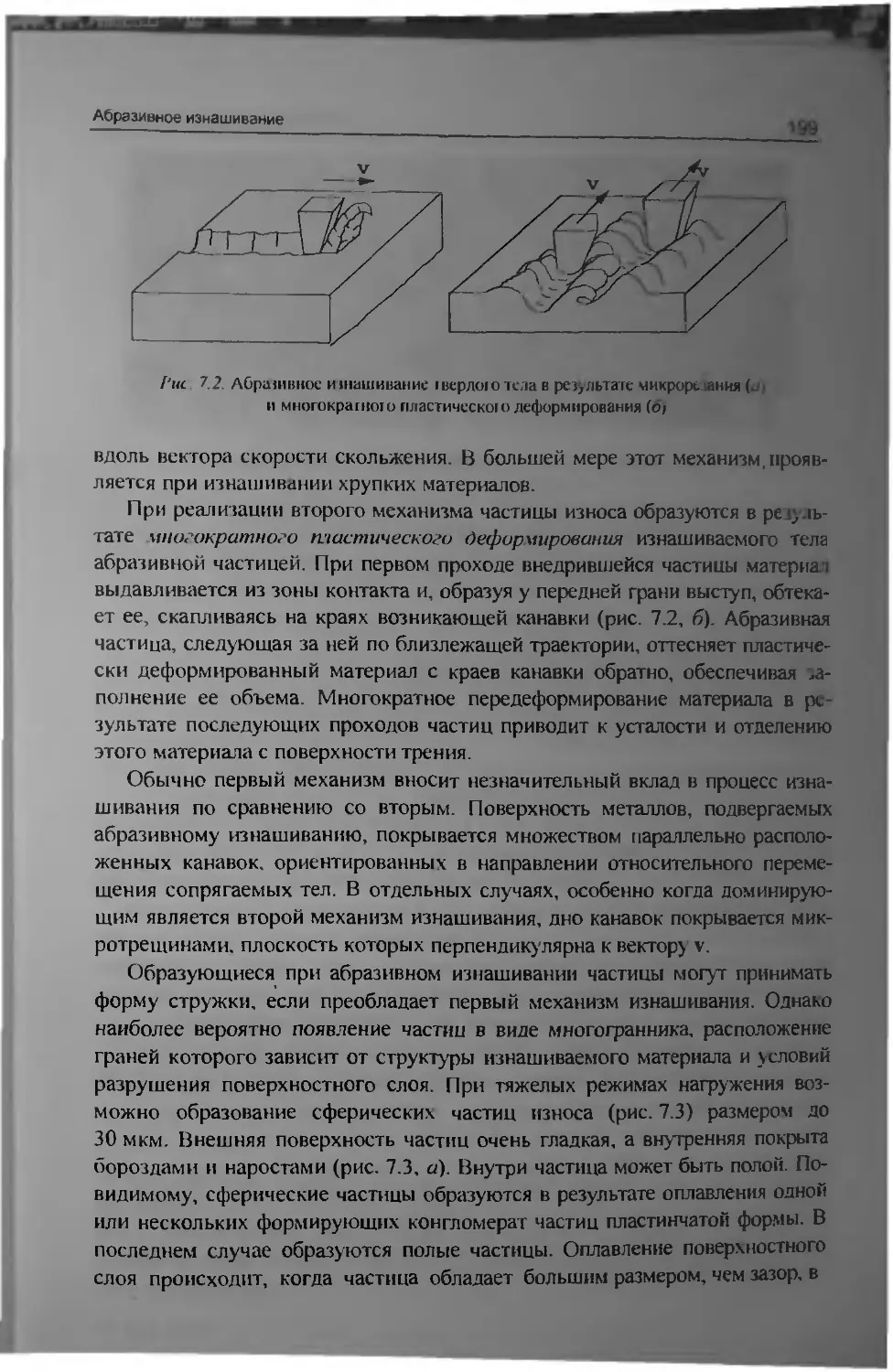
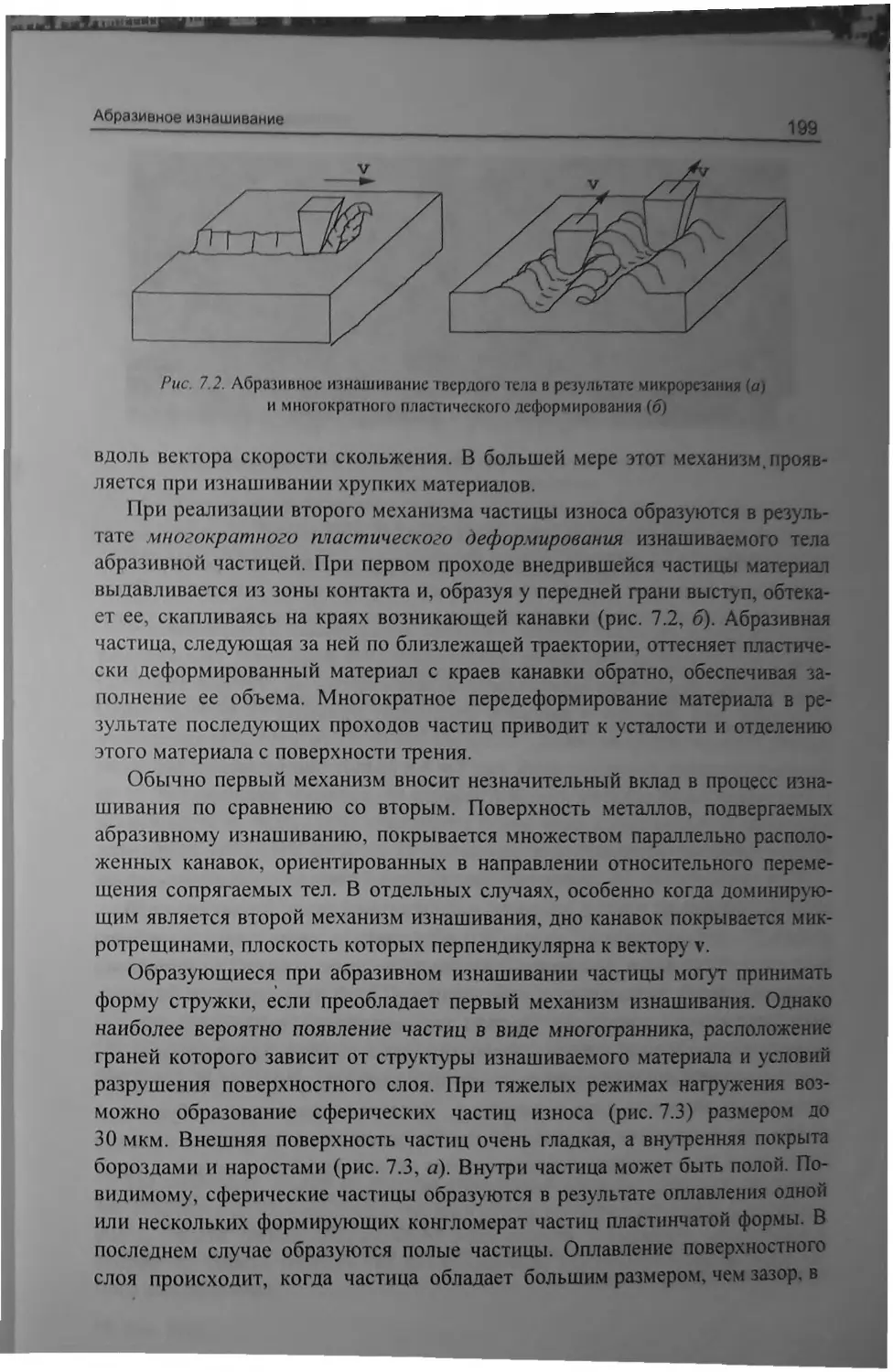
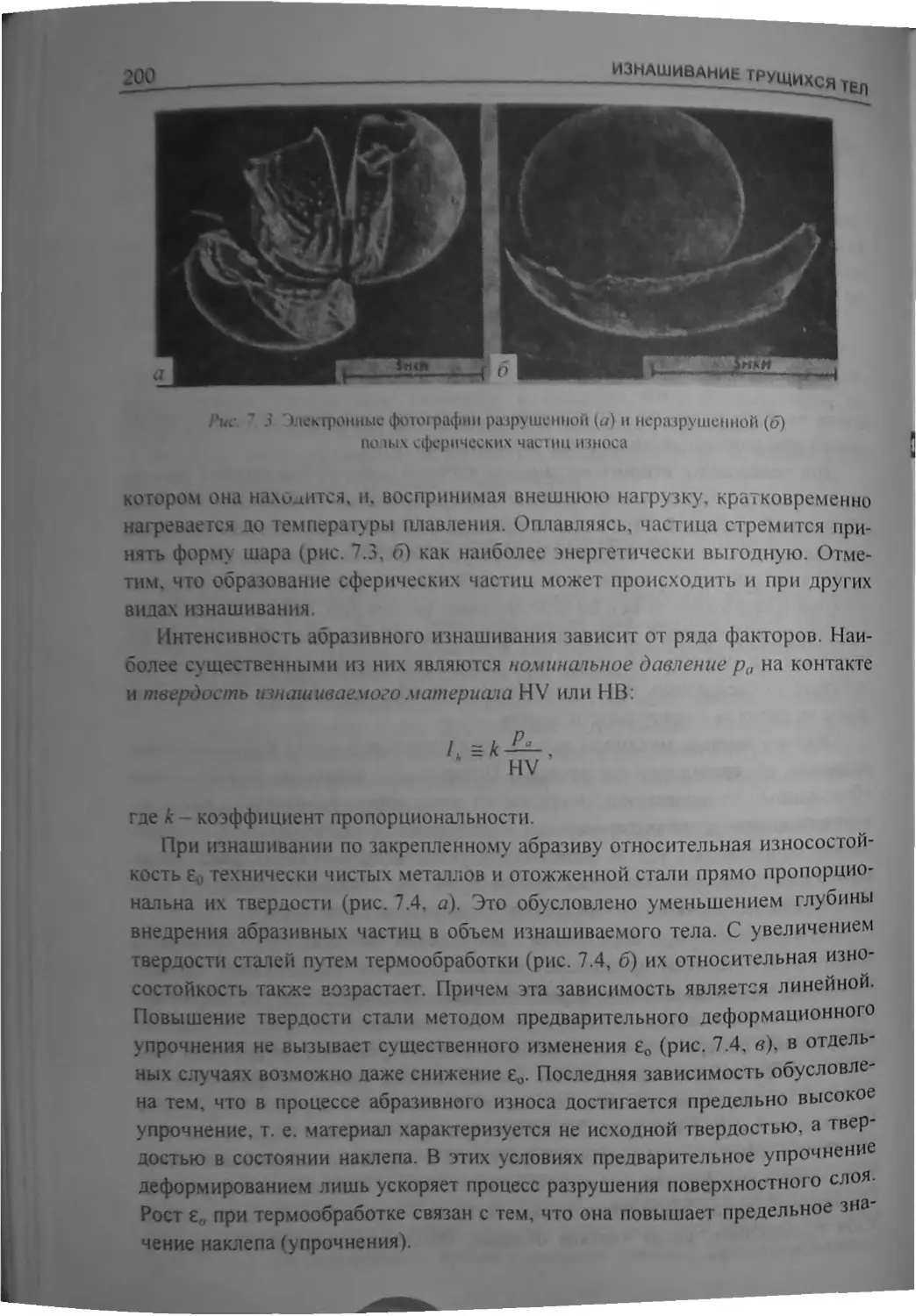
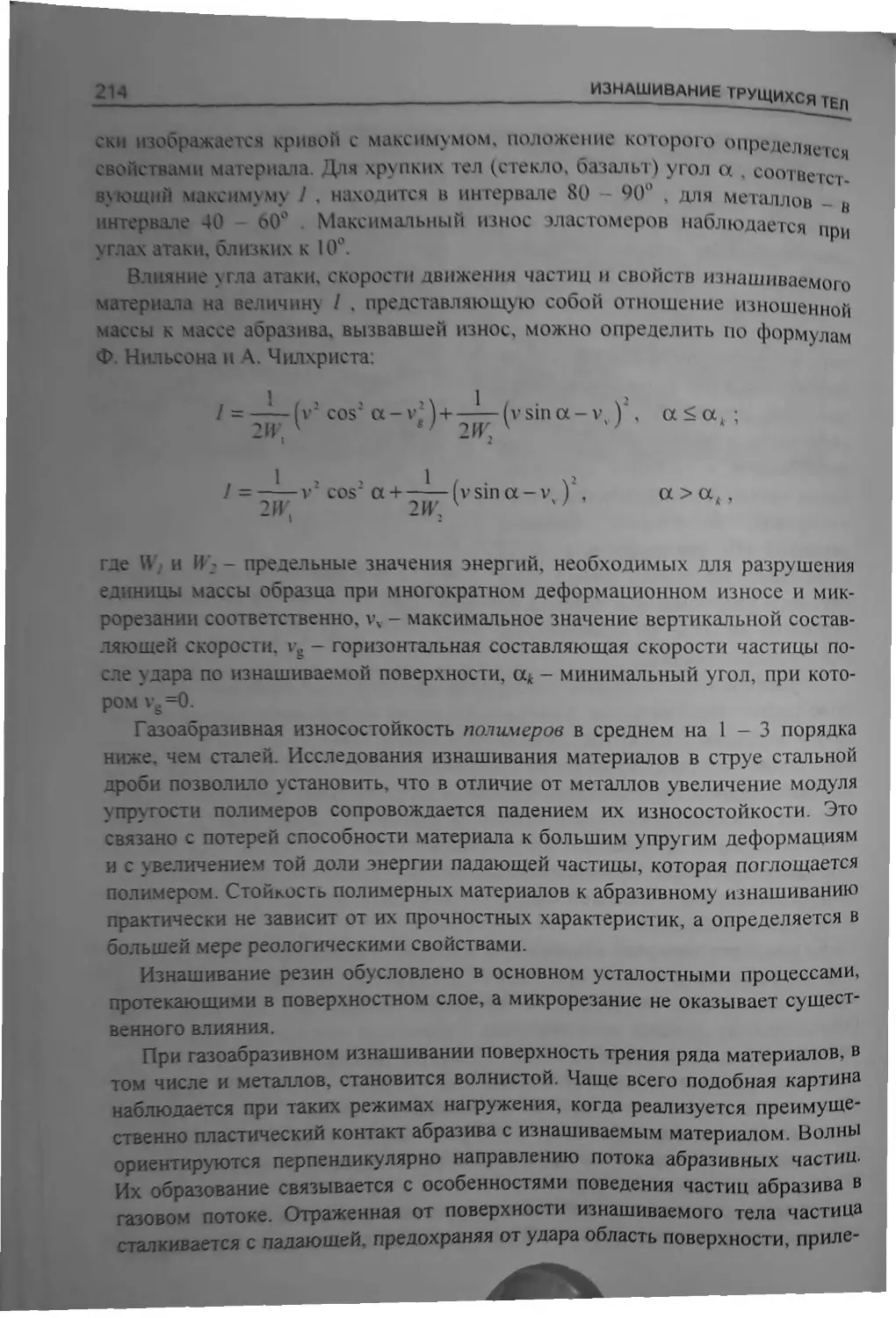
но?го&Ш№ ц^м^ищш*йй(и#р^^формир9йани(г) мви?рнйл#,
Д ДШй 1 ИМ > р<ичм«иртпнч тмцчн о медичадтш* клин» ишцмтвмого
ц|п» цн>ииа, и шифиме нимокн \л пшотш* оа**ь между рлОоюн цчмиш и
1\]и?д\лч, одним», *мккмн»к что нориыо ^илиоцотшич, ^(ииим^икстуинцис
И Ц|Члф<ищпщн при ф01ШН Ч?\йШОИН'Ко11 ШОрПШ 1 ШИИОИЧЮ. бЫЛИ
выполнены ши'иии-кцм учиним & Гим'нчдмич, иииччным и НФгорни науки под
цад^Фм *>чфц Румф^рйй II 1^1 г. »рлф Иумфорд шмогил, ч го «ода при
шрдаищ «уиючиою етюдь иомсщонщцо и ми* юшюм, После опытов с
тиам сменим ои \чмииоыии, чю >к циником чомпц йШШТСй греми». В док*
ЛИ» § Дэнддомом кородт-ком общкт» ом ука }ыаад; "Мы ке должны
укушяьт Шеднто шмоча** ншлй. »озд**иощ*го при трймш! § пн.\ опы-
144, чр+^СЦЦИИт^ ио^идимому, неисчерпаемым", Фактически он дал ос*
тчидмиг иодшг&ТЬ» ЧТО 1МВДУ Р<*Оон>Й проПт он СрШШ И выделяемой ирц
тм *шо»р> шор»ж?и еуижпу* корреляция, и дальнейшем Д Митр
Д^ч'ле» (1143 »Л рлшшш >»> ндек» н обоенотиш принцип зк-
ийМИ9Н1нччт11 м^чаинче/екоЙ щерит и {сшючы
и и жч имо»*ин4 явились началом шрождення новой аси»н грибилогнн
|*и;нч*>и 4им4мм«41 трсн*% Нтюолсе важные восгнжениц в иой области
&ЫДУ ШВПВНЫ днгтйчкими учеными 1 ничедс XX и. ВЫЛО иока'ииих ЧТО
выд»л*«м4В при хренин юндовая нюрлш ис ра^иределчеч^ч равномерно по
т»*гр\но<1Ц кзелнич фуидичеч щ, а коткнлрирустсн на дискретных участ*
«I - .иимач ф*шич$тч\* котам*. Гак, » 1*1* г, ф Ь\п\)#нач и /С РшХч*«
Р&* ***• оцуФед«?««« раоога, 1 шорой приводили*;ь результат эдеиерн*
мвв^ <имш1^^сиукицц§ о и>мч чю ма^ри^ч конгшгкфуюшт иктупо»
»оМ(?рчно^1с8 ^ущ»х<;ч ти?д нмиункно имрсваегся до 1^миср«(*уры, бдмчкой
ШШМ^ишм одного т >т\ 1хд. Подробно расчег т«мп«р«-
*уры тши юмпмт ирн цч^нин оыл йс> и««с 1»А(т Л. &ми««,
во »п,«рмА 1ЮДО««й^ XIX Ш.С Т<4гу случайно открыл чвлсшф дмнамичс-
СкОУО ДАМиМПМИ 1^й 0 * НОЛ,- И11^Л>>»0 М ДЙИЖСННн СЛОС^ СМАК>ЧНк1\ У|Т|П|| ниш
^^ * ^ |'*'М|'М'1^Ш1 *КЧ'*КО*1ЛК*НН*В Та\ Ч\1 была 1ии»н,к>11И1 / > «*,'
1 (мдродннамнч^;кан т^орш емшш В 111) с не^шиимо от Р«й-
^*^»ы 1Нч<чкоЙ хлорин сма^и бы.ин г ппаДпташ!
Но мой к** мм 6кУ1й Зь^ш, л ^ ^1Г-
Г "^ "^ оын> ^«(а'ниоилт» (Чхю« 20 работ. Ос-
%тшм>«м и аиммнс на нс4Ч> сма^ывшошмх жидко-
|Г рШЩ 1шгн щцц! сцц?мнн Россн^коа Академии на\к
?™Ш>™*^ • •««» ^НЖ*» «^костного трен^ шш
чгомргх* ж. 1Щ*щ » 1Чг/ Г. ОМ УСТ&НО«МЛ, ЧТО
ИСТОРИЯ РАЗВИТИЯ НАУКИ О ТРЕНИИ
13
коэффициент трения тел, смазываемых углеводородами, снижается с ростом
температуры* но после того как смазочный материал расплавится,
коэффициент трения возрастает, а затем остается постоянным в широком интервале
температур. В книге "Избранные труды" У. Гарди изложил основные
положения теории граничной смазки и разработал концепцию структуры
граничного слоя.
В 1937 Г. изобретатель четырехшариковой машины трения Д, Берлоге и
Л'. Блок экспериментально доказали существование критических температур,
при превышении которых смазочная пленка разрушается и происходит
переход от одного механизма изнашивания к другому. Существование
переходных температур было подтверждено результатами выполненных
Ф Воуденш и Д Тзйбором исследований влияния температуры на
коэффициент трения. Переход от плавного трения к скачкообразному и повышение
коэффициента трения они объяснили дезориентацией и десорбцией
граничных слоев* Существенный вклад а теорию граничного трения был внесен
Б В Дщшпшым*
В 30-е гг. XX а., основываясь на трудах У. Гарди, Ф. Боуден и Д. Тейбор
создали адгезионную теорию трения. Основные ее положения были
сформулированы а двух статьях, опубликованных в 1938 г. В 60-е гг. ими была
предложена и экспериментально подтверждена адгезионно-деформационная
теория трения.
Предположение о двойственной природе трения впервые обосновал
выдающийся триболог //. В. Крагельскии а 1939 г. Впоследствии на базе этого
предположения И. В. Крагельским и его учениками была разработана моле-
кулярно-механическая теория трения
Широкое применение полимерных материалов в трнбосопряжениях
привело к необходимости изучения природы явлений, протекающих в контакте
при их фрикционном нагружении, В 1953 г. А. Щохммах высказал гипотезу
о молекуляржькннегической природе трения, которая впоследствии была
развита в молекчлярно-кинегическую теорию трения. Существенный вклад в
теорию гренка полимеров и композитов на их основе был внесен
белорусской грибологической школой» основанной В А. /Тгввш
Начало исследований во второй важнейшей области трибологии -
изнашивании твердых тел - было положено М А Ломоносовы*. В 1752 г. в
донесении а Российскую Академию наук он предложил проводить нсследова-
и** по сопротивлению материалов изнашиванию путем истирания на 6р\-
ске. Ом сконс гр> провал "точило для долгого стиран*»",, которое «велось
Прототипом современных машин для исследования износостойкости мате-
рнапоъ По представлениям М. В. Ломоносова сопротивление твердых теп
ксгирамю© связано с их прочностью* обусловленной силами связи межлл
Ч*СТИЦ*МИ-
Заметный »*л4Л а мгеледоммня изнашивания материатов был внесен
Г* Лвиш В 1825 г. ом опу&шкоягш доклад Королевскому обаксгвг а Лонло»
14
ИСТОРИЯ РАЗВИТИЯ НАУКИО ТРЕНИ^
не, в котором излагались результаты экспериментов по трению и
изнашиванию кожи, дерева, металлов, текстильных тканей и льда.
Следует все же отметить, что данная область трибологии развивалась
весьма слабо до начала XX в. В первую очередь это было связано с
отсутствием потребностей техники. Типичные для того времени узлы трения машин
и механизмов, эксплуатирующиеся при низких скоростях, нагрузках и
температуре, соответствовали требованиям долговечности. Изнашивание, как
явление, не представляло особой опасности, а проблема повышения
долговечности машин решалась в основном путем повышения точности
изготовления трущихся деталей и применения более современных систем смазки.
Столь малый прогресс в этой области трибологии привел к тому, что
представление об изнашивании твердых тел оставались весьма упрощенными до
начала XX в. Процесс изнашивания представляли как смятие, выламывание
или срез выступов поверхностей контактирующих тел. Более того,
господствовало мнение, что изнашивание можно изучить только эмпирически.
Началом систематических исследований природы изнашивания твердых
тел при трении можно считать 30-е гг. XX в., когда были опубликованы
работы В. Д. Кузнецова, а впоследствии В, Ф. Лоренца, И. В. Крагельского,
А. К Зайцева, Ф. Боудена, Д. Тейбора, В. С. Щурова, Л/. М Хрущова.
Ф. Барвелла и др. Первая попытка получить формулу для расчета износа на
основании эмпирических данных была сделана В. Тонном в 1937 г. Через три
года Р. Иопъм предложил рассчитывать износ, основываясь на атомарном
механизме изнашивания твердых тел. Наиболее глубокие и обширные
исследования в области создания расчетных методов оценки износа стали
осуществляться начиная с 50-х гт. при развитии адгезионной и усталостной теорий
изнашивания.
1
МЕХАНИЧЕСКИЕ
И ФИЗИКО-ХИМИЧЕСКИЕ
СВОЙСТВА МАТЕРИАЛОВ
При относительном перемещении твердых тел в зоне их контакта имеет
место чрезвычайно сложный комплекс механических, физических и
химических явлений, приводящих к возникновению сопротивления перемещению и
разрушению сопрягаемых поверхностей. В упрощенном виде эти явления
можно описать следующим образом.
Под действием нормальной нагрузки и сдвигающего усилия в
микрообъемах трущихся тел возникают высокие напряжения, материал этих объемов
испытывает существенные по величине деформации, что сопровождается
импульсным нагревом материала интенсивно деформируемых участков до
температуры, соизмеримой с температурой его плавления или деструкции.
Это способствует увеличению скорости протекания адгезионных,
диффузионных, электрических и магнитных процессов в зоне фрикционного контакта,
В результате совместного действия тепловых и механических нагрузок
поверхностные слои трущихся тел становятся химически и каталитически
активными: металлы насыщаются дислокациями, полимерные материалы -
реакционно-способными группами, образующимися при разрыве
молекулярных и межмолекулярных связей. Благодаря способности поверхностных
слоев вступать во взаимодействие с активными компонентами окружающей
среды и образовывать новые соединения интенсифицируются процессы
образования граничных слоев и оксидных пленок.
Следствием протекания перечисленных процессов при трении является
образование новых "вторичных" структур поверхностных слоев,
кардинально отличающихся по строению и свойствам от таковых в исходном
состоянии и определяющих интегральные характеристики трибосопряжений.
Наряду с изменениями структуры происходит образование, накопление и развитие
дефектов, приводящих к разрушению поверхностных слоев трущихся тел.
Изложим кратко общие сведения о тех явлениях, которые будут в
дальнейшем обсуждаться при объяснении природы, кинетики протекания и
закономерностей процессов трения и изнашивания твердых тел. В частности,
Дадим представление о напряжениях, видах и механизмах деформации
металлов и полимеров, структурах и механических свойствах поверхностных
слоев, диффузии в твердых телах и адгезии между ними.
16
МЕХАНИЧЕСКИЕ И ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА МАТЕРИАЛОВ
1.1. НАПРЯЖЕНИЯ И ДЕФОРМАЦИИ
Каждое из приведенных в контакт твердых тел испытывает воздействие
внешних сил, под действием которых оно деформируется, и возникают
внутренние силы, стремящиеся вернуть тело в первоначальное состояние. Таким
образом, в каждой точке тела действуют силы, определяющие его
напряженное состояние, В окрестности точки А в произвольном сечении выделим
элементарную площадку АЗ (рисД. 1). Пусть в пределах этой площадки
действует сила ДР. За среднее напряжение на площадке принимаем отношение
ДР/Д5 = Рср. Будем уменьшать площадку Д5, стягивая ее в точку. Поскольку
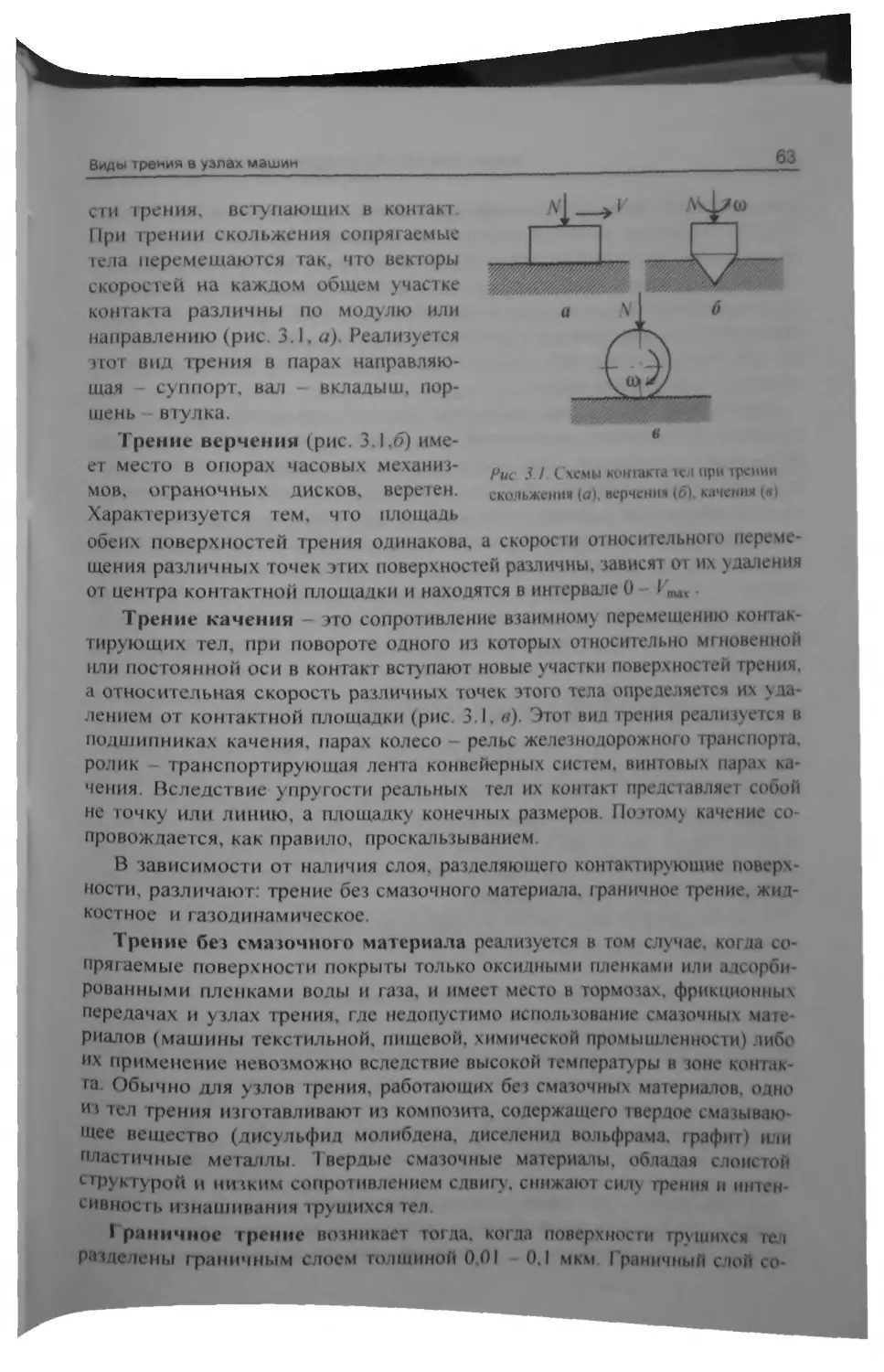
Рис. 1.1. Сила, действующая на элементар- Рис. 1.2. Нормальное и касательные напря-
ной площадке произвольного сечения тела в женил в точке А произвольного сечения
окрестности точки Л
АР 0
среда непрерывна, возможен предельный переход, т. е. пт — = р . век-
д5->оД$
торная величина р представляет собой полное напряжение в точке А.
Полное напряжение р может быть разложено на три составляющие; по нормали
к плоскости и по двум осям, лежащим в плоскости поверхности (сечения)
(рис. 1.2). Проекция вектора р по нормали называется нормальным
напряжением а, а составляющие в плоскости сечения т' и %" называются
касательными напряжениями т. Совокупность напряжений для множества
площадок, проходящих через точку А, образует напряженное состояние в
точке. Чтобы охарактеризовать напряженное состояние в точке А* проведем
через нее три секущие площадки, а затем шестью сечениями выделим
элементарный объем в виде прямоугольного параллелепипеда (рис. 1.3). Если
размеры параллелепипеда уменьшать, он будет стягиваться в точку А, и
напряжение в секущих плоскостях можно рассматривать как напряжение в
исследуемой точке. Полное напряжение на секущей площадке может быть
разложено на три составляющие: одну по нормали к площадке и две в
плоскости. На невидимых на рисунке трех гранях напряжения направлены
соответственно в противоположные стороны. Нормальные растягивающие
напряжения будем считать положительными, а сжимающие - отрицательными.
В каждой исследуемой точке напряженного тела существует такая
система осей х, у, г, в которой касательные напряжения равны нулю. Эти оси
Напряжения и деформации
17
называются главными, а нормальные напряжения на них, обозначаемые в
порядке возрастания 0/, о* О; * - главными напряжениями (рис. 1.4).
Полное напряжение на главной площадке обозначим через 2. Тогда напряженное
состояние тела в точке характеризуется кубическим уравнением:
73 -2-2/1 -2/2 -/з =0,
где /, *0х+<7у+0г1
/2 * ОуОх + О20х +<М*>
*и~хху
'з =
^х
V
*«
V
%
ч
*я
V
<ТГ
Л/с. Л5. Компоненты напряжения в точке А Рис. 1.4, Главные напряжения в точке А
Коэффициенты //, /& /? кубического уравнения называются инвариантами
напряженного состояния. Если один из них равен нулю, то напряженное
состояние является двуосным, или плоским. При одноосном напряженном
состоянии два инварианта равны нулю.
Изменение размеров и формы тела характеризуется деформацией. Пусть
точки А и В недеформированного тела (рис. 1.5, а) расположены на
расстоянии /. В результате изменения формы тела это расстояние увеличивается на
А/ (рис. 1.5, б). Отношение Ы/1 назовем средним удлинением е^ Уменьшая
отрезок АВУ получим Нт — = е> т. е. характеристику, называемую линей-
/-»0 /
ной деформацией в точке А. Деформация в той же точке А, но в другом
направлении будет другой. Поэтому рассматриваются деформации в
направлении координатных осей х, у, 2 и обозначаются ег, еи ег
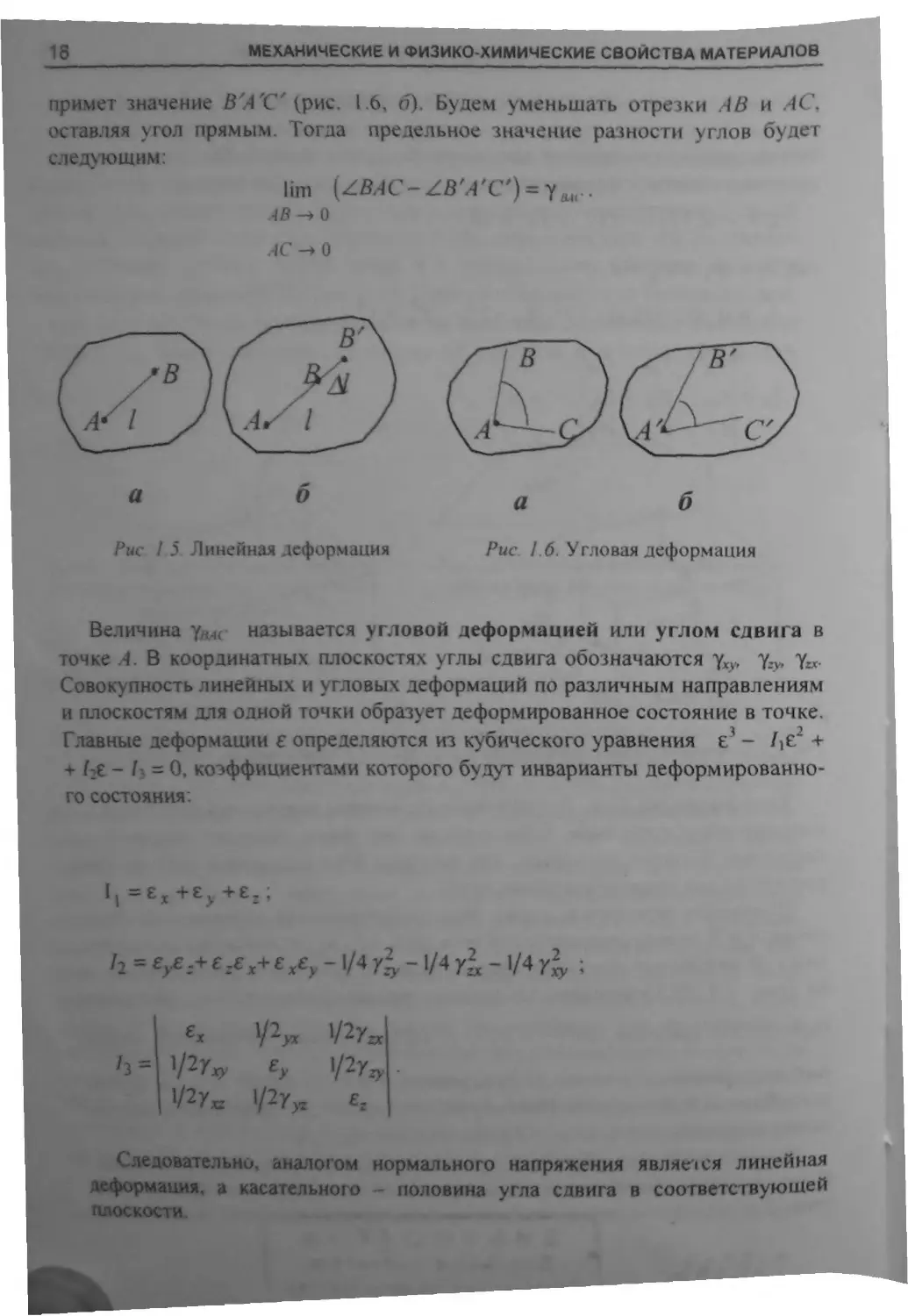
Кроме линейной деформации, существует понятие угловой деформации
Пусть в недеформированном теле отрезки АВ и АС образуют прямой угол
ФЯе. 1.6, а). После наиашшиип ыиъшитш рилами это* .угол изменится и
Ш\*У
| Б И Б Л и О Г €_«* л I
Г Боя******* "-^••^ч
18
МЕХАНИЧЕСКИЕ И ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА МАТЕРИАЛОВ
примет значение В'ЛТ^фис. 1.6, б). Будем уменьшать отрезки АВ и АС^
оставляя угол прямым. Тогда предельное значение разности углов будет
следующим:
\т {^ВАС-^В'А'С')^^.
АС->0
а 6
Рис. 1.5. Линейная деформация
а б
Рис. 1.6. Угловая деформация
Величина у&<с называется угловой деформацией или углом сдвига в
точке А. В координатных плоскостях углы сдвига обозначаются у^ у^ у».
Совокупность линейных и угловых деформаций по различным направлениям
и плоскостям для одной точки образует деформированное состояние в точке.
Главные деформации е определяются из кубического уравнения е - //е +
+ /гЕ - Н — 0, коэффициентами которого будут инварианты
деформированного состояния:
1х=гх+гу+гг;
Н=*уёг+Ь#г+*^у~Ц*У%--Ч*у1ь-\(*У
уу
Следовательно, аналогом нормального напряжения являете* линейная
деформация, а касательного - половина угла сдвига в соответствующей
плоскости.
№ь
1
1.2. МЕХАНИЗМЫ ДЕФОРМАЦИИ МЕТАЛЛОВ
Рассмотрим деформацию
металлов на примере одноосного
растяжения однородного стержня.
Типичная диаграмма растяжения
стали в координатах стОе имеет
вид, представленный на рис. 1.7.
На диаграмме можно выделить
пять характерных точек. Первая из
них - предел
пропорциональности ор. Это наибольшее
напряжение, которое металл может
выдержать без отклонения от закона
пропорциональности (Гука):
с
где Е - модуль упругости. Вторая - предел упругости ас - наибольшее
напряжение, которое материал выдерживает без остаточной деформации, т. е.
сс - это напряжение, после снятия которого материал сразу восстанавливает
свою форму. Зона ОА является зоной упругости, а соответствующая ей
деформация -- упругой. Упругой называется деформация, которая исчезает
сразу после снятия внешней нагрузки и обозначается г^. Вторая зона АВ
называется зоной общей текучести, а напряжение о~т, при котором
начинается заметное течение образца, - пределом текучести. Остаточная
деформация при достижении ат весьма мала и не превышает 0,2 %. Следует
отметить, что участок ОВ на рис. 1.7 показан не в масштабе, т. е. сильно растянут
по оси е . Для ряда металлов зона текучести не всегда выражена достаточно
четко.
Наибольшее напряжение, при котором еще не произошло разрушение
материала, называется пределом прочности оу Это четвертая точка
диаграммы растяжения. Зона ВС ( третий участок кривой) называется зоной
упрочнения. В этой зоне пластическая деформация развивается по всему образцу, что
сопровождается его упрочнением. Стадия упрочнения обычно
сопровождается образованием шейки - местным сужением образца. Дальнейшее
увеличение деформации происходит в зоне местной текучести (четвертый
участок кривой). При этом площадь сечения образца в области шейки быстро
уменьшается, возможна локализация трещин в этой области и, как следствие,
его разрушение. Напряжение, при котором происходит разрушение образца,
называется истинным пределом прочности а.. Величина о*- определяется с
учетом площади сечения в момент разрушения образца.
0 А Б С е
Рис. 1.7. Диаграмма растяжения металла
20
МЕХАНИЧЕСКИЕ И ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА МАТЕРИАЛОВ
При приложении к испытуемому
образцу нагрузки, вызывающей
некоторое напряжение а, его деформация
будет соответствовать значению е,
соответствующему проекции точки К
на ось Ог (рис. 1.8). После снятия
нагрузки образец частично восстановит
свою длину, т. е. исчезнет упругая
деформация е^ Восстановление
формы образца при падении о до нуля
будет отражаться прямой АК. Участок
ОА на рис. 1.8 соответствует
остаточной, или пластической, деформации
Сде. Таким образом, пластической
называется деформация, которая остается неизменной после снятия внешней
нагрузки. Повторное нагружение образца будет осушествляться в
соответствии с анаграммой АК. т. е происходит упрочнение (вытяжка ) материала.
Рассмотрим механизмы упругой и пластической деформаций металлов.
Деформация металлов является результатом смешения атомов, образующих
кристаллическую решетку, относительно своего положения равновесия.
В монокристалле или отдельном кристалле под действием внешних сил
атомы исходной кристаллической решетки (ряс. 1,9, а) смешаются относи-
9 УВД
№с я пластические леформз-
мсгалла
й
пи
4-4-4-9
л
и-1
ф-?-9~Р
4 $$9
1±И
ш-4-4-4
при сдвиге
анального положения. Бели это смешение мало
шает половины расстояния между атомами, то после
нова занимают первоначальное положение,
►акгтея. В данном случае имеет место упру-
тельмо своего пея
(рис. I 9. б) и не пс
устранения внешни
а размеры кристалл
гая деформация.
Ьшгтческяя деформация происходит в результате смешения одних
атомов относительно других на целое число межатомных расстояний (рис. 1.9,
После снятия нагрузки смешенный атом не возвращается, поскольку
■заимодейстюшать с другим, соседним, атомом. При таком механизме
"«этической деформации должно происходить скольжение атомных плос-
■ 1^
Механизмы деформации металлов
костей «ристалла подобно сдвигу карт • кол 1
нием системы параллельных линий на пов^^° полтвеР**ет
ванного образна. Такие линии представ зякл™ГГ ШИШческй л
образца, возникающие в результате сдвигало
тельно другого. Сопротивление монокристалТ?
должно быть достаточно большим псГ^Г Т™ЧеС1
смешение всех атомпп „_,... _* П0СКШ»*У необходимо1
21
с« появле-
г ' |-»7лыаге сдвига одного гпл- _ ад«тадоста
тельно другого. Сопротивление монокристалТ кристалла относи-
должно быть достаточно большим, посколм^ТЫтш°Л ^Формации
смешение всех атомов, лежащих в плоскостях с 0ЛИМ° одновРеменное
деформация реализуется лини. ты, » скольжения. Пластик
«*и. «мигшческая
деформация реализуется лишь при наличии сдвигающей нагрузки чистое
растяжение или сжатие вызывает только упругую деформацию
Пластическая деформация не реализуется при ковзлентной связи в кристалле (сурьма
селей, мышьяк, висмут).
В реальных металлах действует дислокационный механизм пластической
деформации. Переход атомов в соседнее устойчивое положение в таком
случае происходит с местными искажениями структуры, называемыми
дислокациями и распространяющимися по плоскости скольжения подобно
волне. Сущность этого механизма в следующем.
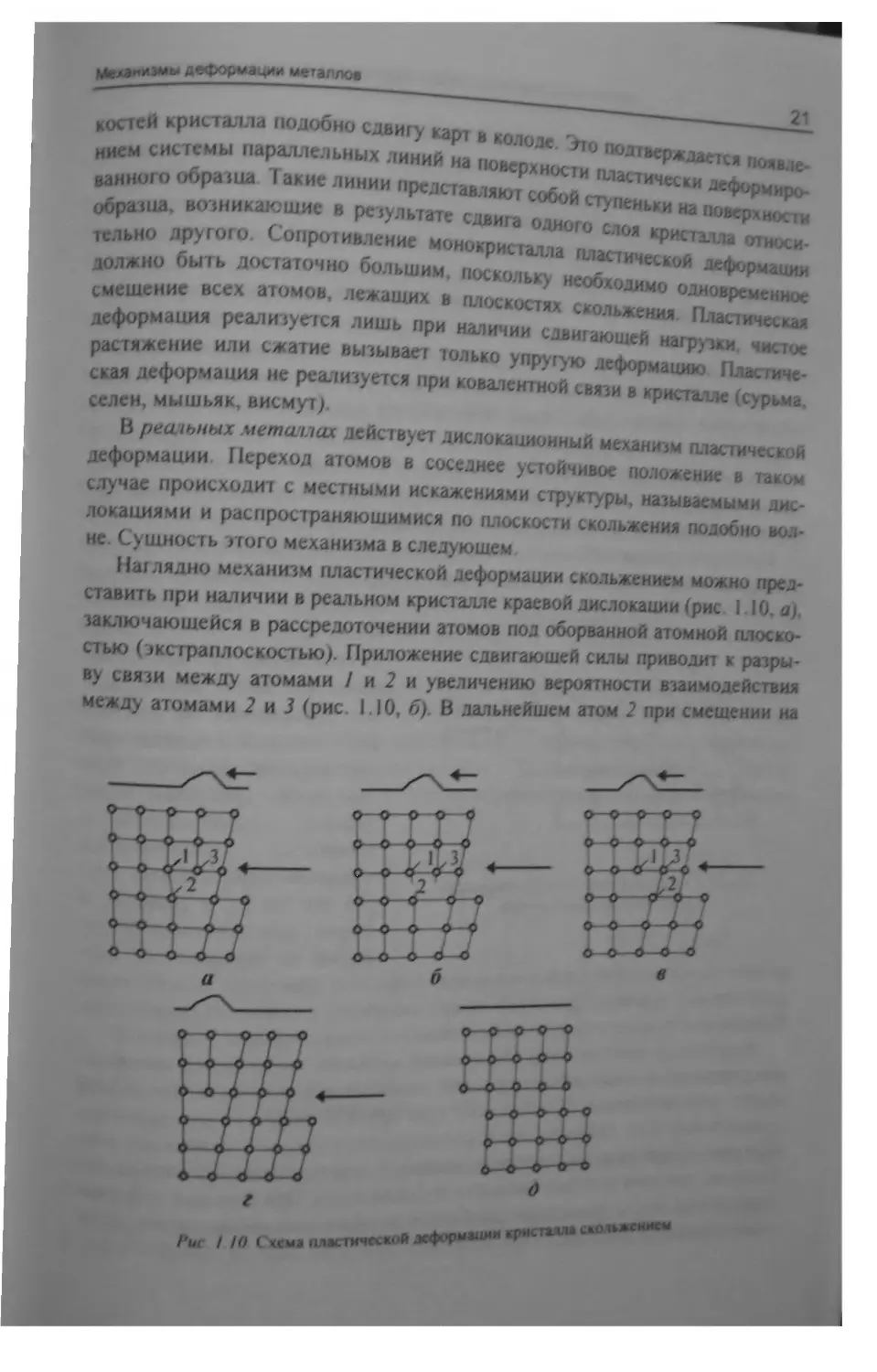
Наглядно механизм пластической деформации скольжением можно
представить при наличии в реальном кристалле краевой дислокации (рис. 1.10, я),
заключающейся в рассредоточении атомов под оборванной атомной
плоскостью (экстраплоскостью). Приложение сдвигаюшей силы приводит к
разрыву связи между «томами / и 2 и увеличению вероятности взаимодействия
между атомами 2 и 1 (рис. 1.10, б), В дальнейшем атом 2 при смешении на
А* /./а Схема одической леформаинй кристалласкояь^ннсм
22 МЕХАНИЧЕСКИЕ И ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА МАТЕРИАЛОВ
расстояние, большее половины периода кристаллической решетки, теряет
связь с атомом / и образует ее с атомом ^ (рис. 1,10, *). В результате
дислокация смещается влево ориентировочно на одно межатомное расстояние.
Дальнейшее распросгранение сдвига можно представить как
последовательное перемещение дислокации через весь кристалл, подобно движению
складки по ковру. Поочередное (эстафетное) перемещение дислокации по
описанному механизму приводит к сдвигу одной части кристалла
относительно другой (рис. 1.10, л д), т, е. когда складка прошла весь ковер, он
оказывается сдвинутым на некоторое расстояние относительно первоначального
положения. При этом сила, необходимая для сдвига, значительно меньше
той, которая нужна, чтобы сдвинуть весь ковер целиком. Атом, переходя в
новое положение, приобретает кинетическую энергию, а после перехода к
соседнемч атому он совершает колебательное движение около нового
положения равновесия, выделяя тепловую энергию. Поэтому пластическая
деформация сопровождается нагревом деформирчемого тела.
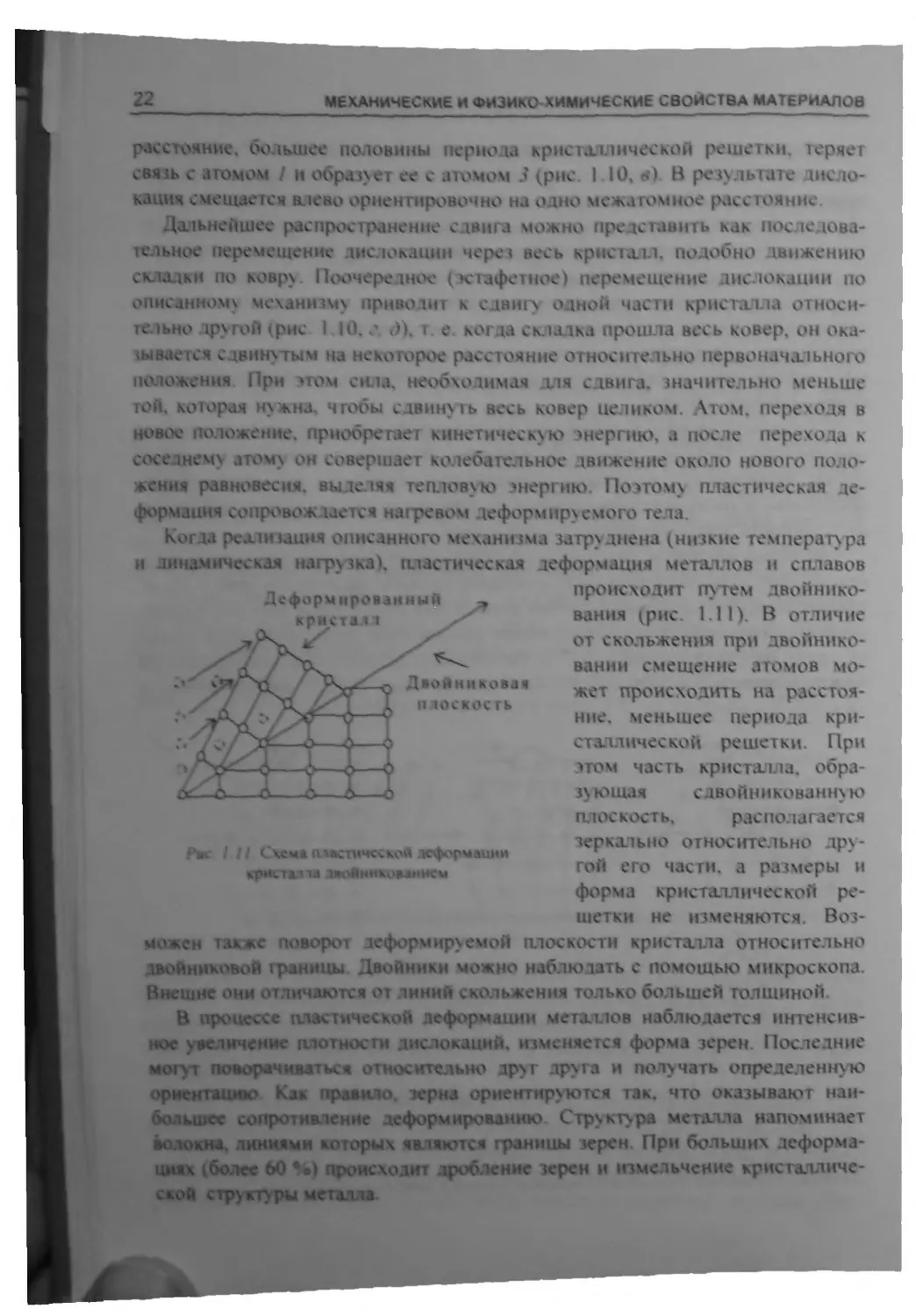
Когда реализация описанного механизма затруднена (низкие температура
и динамическая нагрузка), пластическая деформация металлов и сплавов
происходит путем двойнико-
Дсфорчнрованный
кристалл
Двойниковая
плоскость
Рыс III. Схема пластической деформации
кристалла авойникованнем
вания (рис. 1.11). В отличие
от скольжения при двойннко-
вании смещение атомов
может происходить на
расстояние, меньшее периода
кристаллической решетки. При
этом часть кристалла,
образующая сдвойникованную
плос кость, рас полагается
зеркально относительно
другой его части, а размеры и
форма кристаллической
решета не изменяются.
Возможен также поворот деформируемой плоскости кристалла относительно
двойниковой границы. Двойники можно наблюдать с помошью микроскопа.
Внешне они отличаются от линий скольжения только большей толщиной.
В процессе пластической деформации металлов наблюдается
интенсивное увеличение плотности дислокаций, изменяется форма зерен. Последние
могут поворачиваться относительно друг друга и получать определенную
ориентацию Как правило, зерна ориентируются так. что оказывают
наибольшее сопротивление деформированию. Структура металла напоминает
волокна, линиями которых являются границы зерен. При больших
деформациях (более 60 %) происходит дробление зерен и измельчение
кристаллической структуры металла.
Деформация полимеров
23
1.3. ДЕФОРМАЦИЯ ПОЛИМЕРОВ
Полимерами называются вещества, молекулы которых состоят из
многочисленных элементарных звеньев одинаковой структуры. Число звеньев
может превышать 1 000 единиц, а длина такой макромолекулы может
достигать 1 мкм.
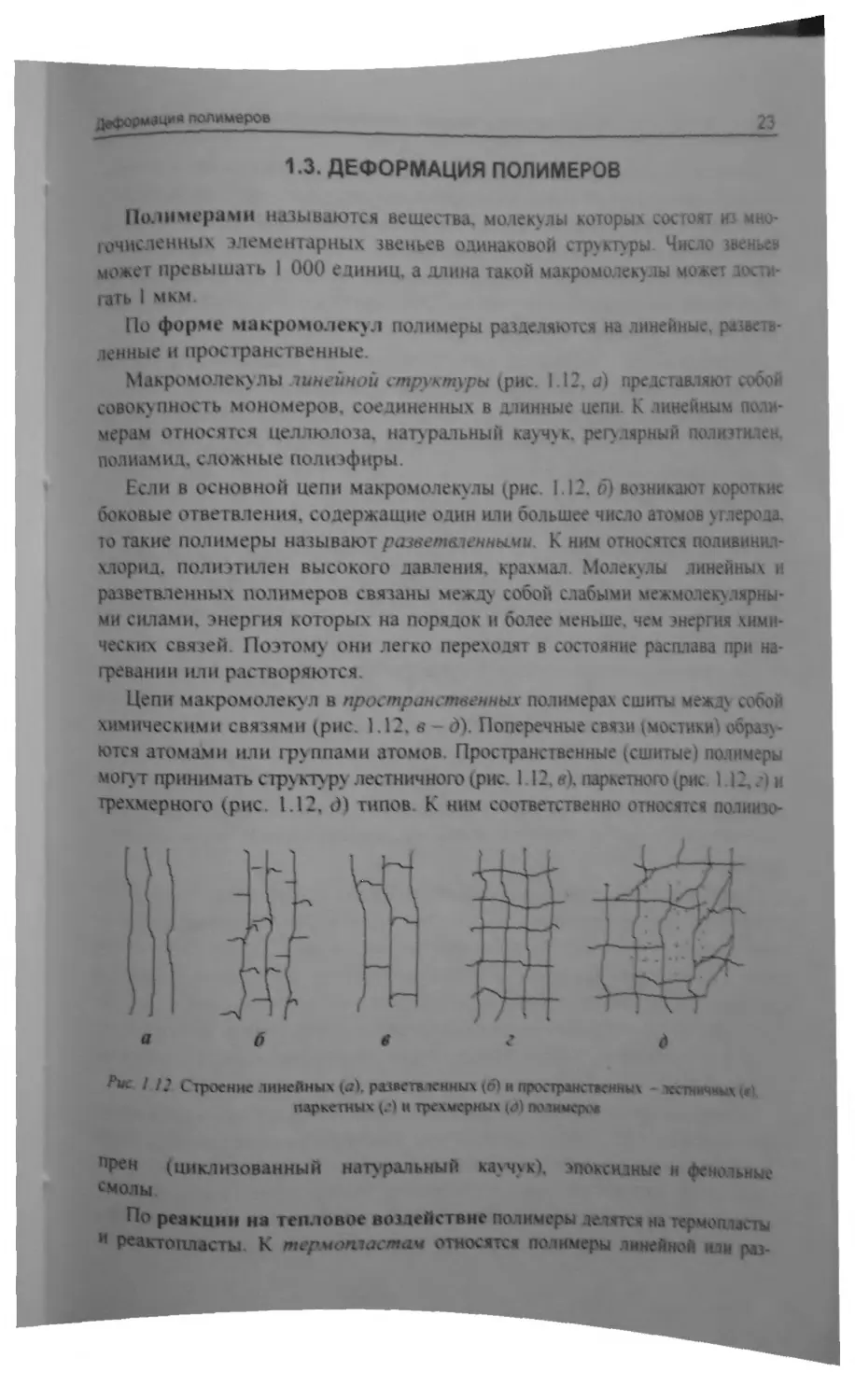
По форме макромолекул полимеры разделяются на линейные,
разветвленные и пространственные.
Макромолекулы линейной структуры (рис. 1.12, а) представляют собой
совокупность мономеров, соединенных в длинные цепи. К линейным
полимерам относятся целлюлоза, натуральный каучук, регулярный полиэтилен,
полиамид, сложные полиэфиры.
Если в основной цепи макромолекулы (рис. 1.12, б) возникают короткие
боковые ответвления, содержащие один или большее число атомов углерода
то такие полимеры называют разветвленными. К ним относятся поливинил-
хлорид, полиэтилен высокого давления, крахмал. Молекулы линейных и
разветвленных полимеров связаны между собой слабыми
межмолекулярными силами, энергия которых на порядок и более меньше, чем энергия
химических связей. Поэтому они легко переходят в состояние расплава при
нагревании или растворяются.
Цепи макромолекул в пространственных полимерах сшиты между собой
химическими связями (рис 2.12,« - д). Поперечные связи (мостики)
образуются атомами или группами атомов. Пространственные (сшитые) полимеры
могут принимать структуру лестничного (рис. 1.12, в), паркетного (рис 1.12, г) и
трехмерного (рис. 1.12, д) типов. К ним соответственно относятся полинзо-
"*• /./2, Строение линейных {а), разветвленных (б) н пространственных - лестничных <*),
паркетных (г) к трехмерных (д) полимеров
^н (циклнзованный натуральный каучук), эпоксидные и фенольные
смолы.
По реакции на тепловое воздействие полимеры делятся на термопласты
и Р^ктошгасты. К термопластам относятся полимеры линейной или раз-
МЕХАНИЧЕСКИЕ И »ЮИ«0-ХИМИЧ€СКИ€ СВОЙСТВА •МТЕРИЛЛОВ
ветвленной сфукгуры, свойства которых обратимы при нагревании и охлаж-
лен«. Такие полимеры могут многократно размягчаться при нагревании и
затвердевать при охлаждении. Представителями этого типа полимеров
являются ■миотклен. полиамид, поливинидхлорид и др. Термореактивные
полимеры (реаггопласш) имеют пространственную структуру и не переходят в
вязкотекучее состояние при нагревании. Это эпоксидные и фенолоформаль-
зегндные смолы, резина, сшитые полиуретаны
Макромолекулы в полимерах могут образовывать надмолекулярные
образования. По форме надмолекулярных образований различают
глобулярные и фибриллярные полимеры. Глобулярные состоят из свернутых клубком
макромолекул. Размеры глобулы могут достигать 30 нм. Фибриллярные
полимеры состоят ю ориентированных в одном направлении (вытянутых в
мце волокон) линейных или слаборазветвленных макромолекул.
Макромолекулы, собранные в ленту, образуют пачки. Пачка (лента), обладая
избыточной энергией, многократно изгибается так, что взаимодействуют ее
боковые поверхности. Форма пачки при этом напоминает в сечении синусоиду.
Упорядочено расположенные глобулы, или пачки, могут образовывать
кристаллические структуры различной степени совершенства.
По степени упорядоченности структуры различают аморфные,
частично кристаллические и кристаллические полимеры. Аморфные полимеры
(полнвинилхлорид, эпоксидная смола) состоит из хаотично расположенных
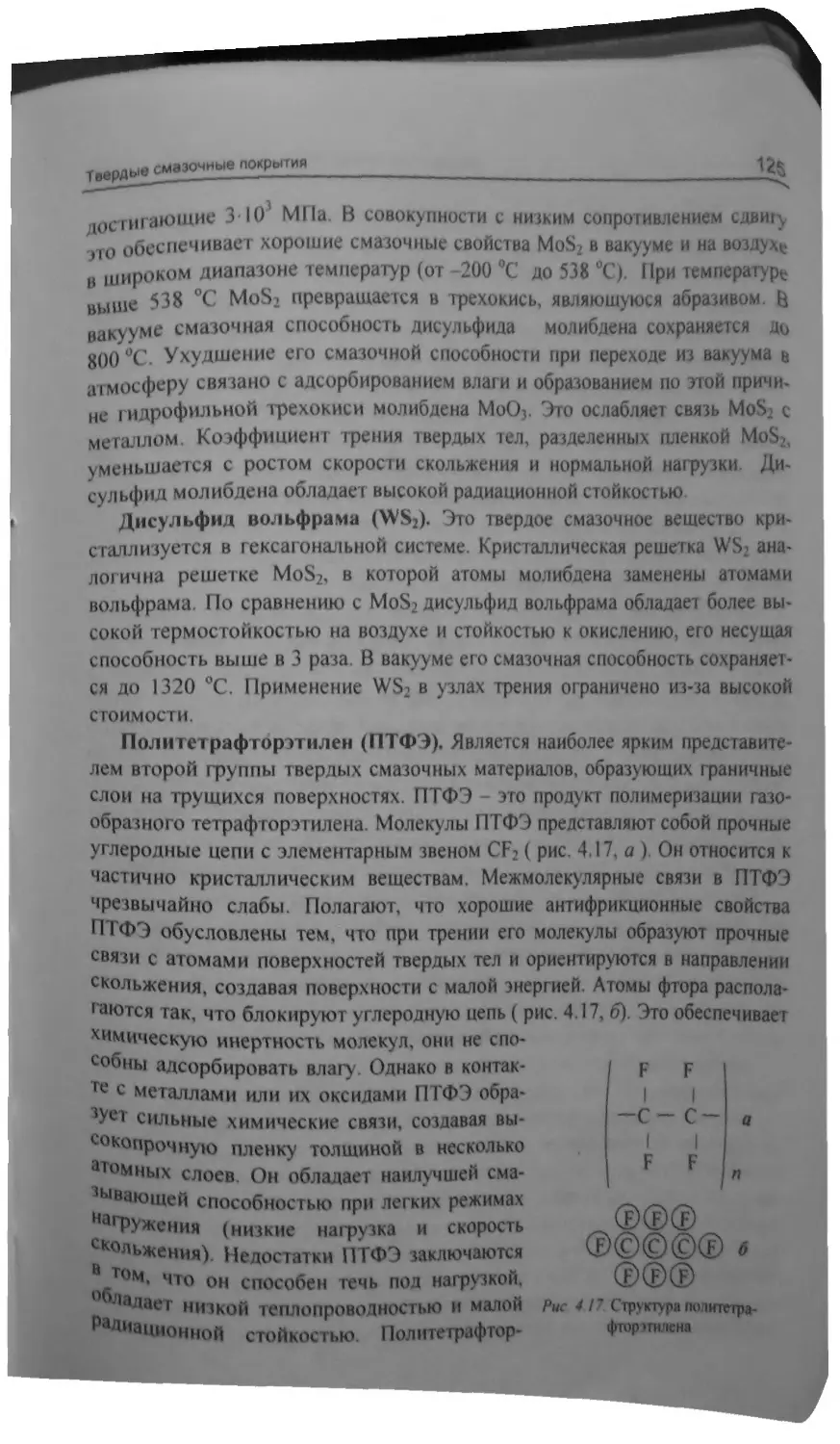
макромолекул, а кристаллические (политетрафторэтилен) - из молекул,
расположенных в правильном трехмерном порядке. Частично кристаллические
полимеры (полиэтилен) состоят из кристаллических областей, окруженных
аморфной матрицей, содержащей хаотично расположенные переплетенные
макромолекулы.
Кристаллические полимеры, подобно металлам, испытывают при
воздействии внешних сил упругие и пластические деформации. Упругие
деформации полимеров обусловлены изменениями валентных углов полимерной
цепи и изменением межатомных и межмолекулярных расстояний. В отличие
от металлов упругие деформации полимерных материалов достигают
нескольких процентов. Пластические деформации полимеров являются
результатом необратимого перемещения макромолекул или их агрегатов
относительно друг друга.
Деформационные свойства аморфных полимеров чувствительны к
изменяемо температуры. Поэтому рассмотрим влияние температуры на
деформацию полимера, подвергнутого воздействию постоянной нагрузки. Эта
зависимость отражается термомеханической кривой (рис. 1.13). Участок
иривой /соответствует деформациям (0,01 -3 •/•) полимера, находящегося в
стеклообразном состоянии. Как правило, это упругие деформации.
Деформация полимеров
25
После достижения
температуры, превышающей температуру
стеклования 7*с, полимер
переходит в высокоэластическое
состояние (участок II). В этом состоянии
некоторые полимеры могут
испытывать обратимые
высокоэластические деформации (достигают
I 000 % и более), обусловленные |
КОНформаЦИОННЫМИ изменениями л,с. из Тсрмомехаиическая кривая для
молекулярных цепей ( распрямле- полимерного материала
нием). При снятии нагрузки
макромолекулы закручиваются обратно, принимая форму, соответствующую
минимуму внутренней энергии. Высокоэластические деформации
отличаются от упругих механизмом, величиной, а также длительностью периода
времени, необходимого для их реализации. Они исчезают медленнее упругих.
Участок кривой ///характеризуется необратимыми деформациями. После
достижения предела текучести Гт в полимере происходит проскальзывание
молекулярных цепей относительно друг друга, так как их тепловое движение
приводит к разрушению слабых межмолекулярных связей. Следует отметить,
что значения Т€ и Гт зависят не только от природы полимеров, но и от
скорости приложения нагрузки: чем выше скорость, тем более высокие значения
имеют Тс и Гт.
Большая по величине (сотни процентов) деформация возможна также в
полимерах и в стеклообразном состоянии. Однако она имеет место при
значительно больших напряжениях и необратима. Отличается она от
пластической тем, что уничтожается после нагрева полимера или набухания в
растворителе. Обусловлена перемещением цепей макромолекул или крупных
элементов надмолекулярной структуры. Называется эта деформация
вынужденно-эластической
Форма диаграммы растяжения полимеров зависит от их природы,
температуры и скорости нагружения. Так, резина (кривая 4 на рис. 1.14)
испытывает высокоэластические деформации при сравнительно низком уровне
напряжений. С ростом о деформация резины монотонно увеличивается вплоть
До разрыва. При низких (отрицательны») температурах резина деформирует-
ся подобно полимерам в хрупком состоянии (кривая 2 на рис. 1.14), которые
вплоть до разрушения деформируются упруго. Типичная кривая для
аморфных полимеров в стеклообразном нехрупком состоянии (кривая 3 на рис.
1-14) состоит из нескольких участков. Участок ОА кривой } описывает
область упругих деформаций, а АС - переход к вынужденно-эластическим
деформациям. В наиболее слабом месте образца появляется шейка (АВ),
Происходит ее сужение, образование дефектов и локальный нагрев полимера
26
МЕХАНИЧЕСКИЕ И ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА МАТЕРИАЛОВ
в области шейки (ВС). В
дальнейшем шейка распространяется
на весь объем (СО), происходит
ориентация макромолекул вдоль
действия растягивающей силы.
Благодаря такой вытяжке
полимер упрочняется и становится
анизотропным. Это явление
используется для получения
высокопрочных нитей. После ориента-
ционной вытяжки полимер
испытывает упругие и вынужденно-
эластические деформации вплоть
до разрушения (ОЕ).
Ь деформации кристаллического и аморфного полимера подоб-
Исключение составляет участок А С, который отсутствует у
[сих полимеров (точка А соединяется с точкой О прямой лнни-
гная на рис. 1.14 диаграмма растяжения металла (кривая /) по-
» при нагружении полимеры испытывают несоизмеримо более
[рмациа
р*с I Ы Диаграммы растяжения материалов
I - металл: 2 - поят \ г г в к^игком состоянии, 3
ныйшлнмерв нехрупком
Диаграмм
ны по форм<
кристалл ичес
1А МЕХАНИЧЕСКИЕ СВОЙСТВА ПОВЕРХНОСТНЫХ СЛОЕВ
Механические свойства поверхностного слоя в значительной мере
определяют повеление твердого тела в процессе трения щ изнашивания. Упругие
свойства поверхностного и нижележащих (глубинных) слоев существенно не
отличаются, поэтому ограничимся лишь перечислением параметров,
являющихся их количественными характеристиками. Наиболее важными из них
являются модуль упругости Е и коэффициент Пуассона ц, определяющие
ллошадь фактического контакта сопрягаемых тел. Модуль упругости - это
коэффициент пропорциональности, связывающий нормальное напряжение
при одноосном нагружении образца с его деформацией: Ев 0 /г .
Коэффициент Пуассона - это отношение абсолютных значений поперечной
деформации образца к продольной при одноосном нагружении
Производными этих констант упругости являются: модуль сдвига С.
объемный модуль деформации К ш постоянная Ляме X, определяемые по
следующим соотношениям:
к = Ей I \() + аМ\
щ\
Механические свойства поверхностных слоев
27
Пластические свойства твердых тел (твердость, микротвердост
няются по мере удаления исследуемой точки от поверхности трения
чительной степени определяют интенсивность п|
аических явлений на пятнах фактического конт
цессов трения и изнашивания. Поэтому они по
при изучении процессов трения и изнашивания
ление материала проникновению в него друл
дость - это твердость отдельных структурных э
материала.
Существуют следующие методы определения
дентора. царапанье алмазной пирамидой (склере
нитный и упругой отдачи. Наиболее раслростраи
мости от формы индентора различают твердость
лу (НЯ), Мейеру (НМ), Виккерсу (НУ), Кнупу (НКЩшлр
Твердость по Бринеллю определяют путем вдавливания в материал ста
ного шарика диаметром 10; 5 или 2,5 мм и рассчитывают как отношез
нормальной нагрузки N % площади поверхности отпечатка, оставшег
после снятия внешней нагрузки:
нв *
Твероостъ -
твердости: ц
ю Ьринсллю
СООЫЙ И1
ЭТО СОЛ]
а Микрс
аавливан.
(НВ), Р<
иеха-
Л Про-
(персе
эотив*
чтер-
ъемов
не нн-
.. маг-
1ВИСИ-
жвел*
*п1о - ^гР- - 4)
где В — диаметр шара; 4% - диаметр отпечатка
Твердость по Роквеяяу определяют в безразмерных единицах по
отношению при заданной нагрузке глубины внедрения индентора ж 2 мжм Для
сверхтвердых и твердых материалов применяется алмазный конус с углом
при вершине 2,1 рад. для мягких - шарик диаметром 1,59 мм.
Твердость по Мейеру по схеме измерения не отличается от твердости по
Бринеллю. Находят ее по отношению нагрузки к плошали проекции
отпечатка шарика на плоскость, перпендикулярную направлению действия нагрузки
Микротвердость по Виккерсу определяют путем вдавливания в
исследуемый материал четырехгранной алмазной пирамиды с углом между
противоположными гранями 2,38 рад Вычисляется по формуле НУ= 1,854 И1ё} ,
где </, - диагональ отпечатка.
Микротвердость по Кнупу определяют путем вдавливания алмазной
пирамиды с углами между противоположными гранями 2,27 и 3,0] рад.
Метод склерометрии реализуется при оценке твердости по Моосу.
Твердость по Моосу оценивают путем царапанья одного минерала др>-
**■*, сравнивая исследуемый материал с эталонами
28 МЕХАНИЧЕСКИЕ И ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА МАТЕРИАЛОВ
Существует 10 классов твердости: 1 - тальк; 2 - гипс; 3 - кальций; 4 -
флюорит; 5 - апатит; 6 - ортоглаз; 7 - кварц; 8 - топаз; 9 - корунд; 10 -
алмаз.
Маятниковый метод (твердость по Шору) широко применяется при
исследовании крупногабаритных деталей. Определяется твердость по высоте
отскока от исследуемого тела свободно падающего маятника с бойком.
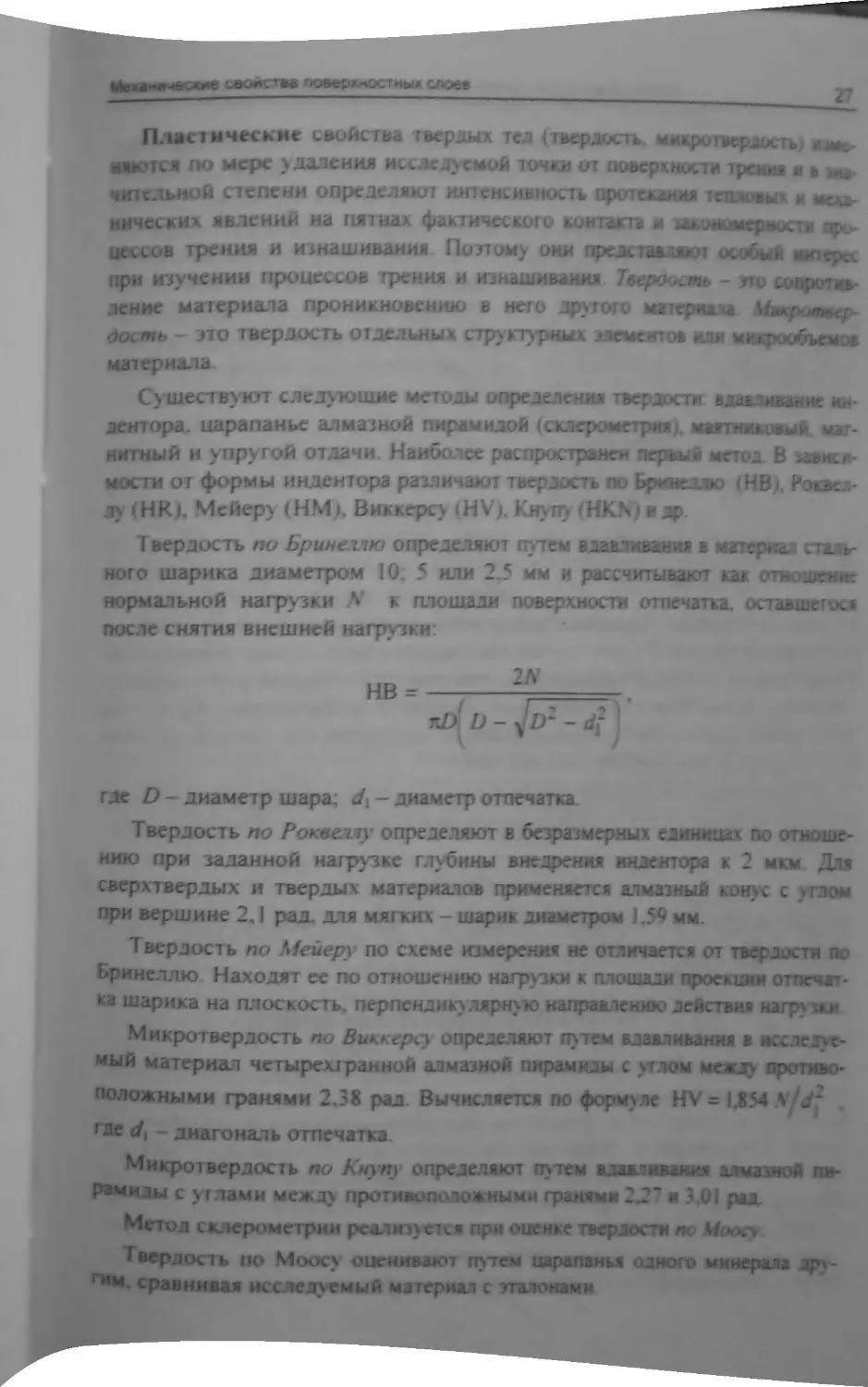
После механической обработки или
трения микротвердость
поверхностного слоя изменяется вследствие
перераспределения дислокаций,
вызванного пластическим деформированием
тела. Типичные кривые распределения
микротвердости материала по глубине
г представлены на рис 1.15. Располо-
1 Изменение чнкротвердости мате- жение максимума на глубине 1-
риалов по мере удаления от поверхности ЮОмкм ОТ поверхности (кривая /)
обусловлено более высокой
концентрацией дислокаций. Возможен также интенсивный выход дислокаций на
поверхность трения. В этом случае наблюдается монотонная зависимость
НУ (г) (кривая 2). Существование насыщенного дислокациями упрочненного
( наклепанного) слоя - нежелательное явление в триботехнике. При этом
разрушение переходит с поверхности вглубь материала, что сопровождается
интенсивным изнашиванием твердого тела.
С плотностью дислокаций связан также предел текучести при сдвиге т„
который является одной из основных механических характеристик
поверхностного СТОЯ"
где От - коэффициент, примерно равный 0,3 - 0,6; О - модуль сдвига; Ь, -
вектор Бюргерса; и- плотность дислокаций.
1Д. СТРУКТУРА ПОВЕРХНОСТНЫХ СЛОЕВ
При трении либо механической обработке поверхностный слой твердого
тела подвергается интенсивному деформированию, импульсному тепловому
воздействию, насыщается элементами материала контртела и окружающей
среды. Это приводит к изменению его структуры и обусловливает
неоднородность строения по глубине. Примерная структура поверхностного слоя
образца из стали (после трения и шлифования) приведена на рис. 1.16.
Граничный слой А толщиной до 0,3 нм состоит из адсорбированных молекул
газо», влаги* смазочного материала. Удаляется с поверхности детали при
нагреве в вакууме. Слой В состоит из оксидов, образовавшихся при взанмо-
а&
Структура поверхностных слоев
29
действии металла с кислородом. Он содержит продукты трибохимических
реакций, сильно деформированные частицы металла. Для него характерна
высокая концентрация пор и микротрещин. Толщина слоя составляет ОД-Внм,
Слой С состоит из сильно
деформированных кристаллов
металла, подвергнутых воздействию
температуры и механических
нагрузок. Толщина слоя С достигает
5000 нм. Нижележащий слой О
имеет структуру исходного
металла. Толщина каждого из
названных слоев зависит от режимов
нагружения материала при
обработке или трении.
При шлифовании металла
образуется следующая структура
поверхностного слоя.
Адсорбционный слой практически не отли-
Рыс
].}6. Структура поверхностного слоя I
ла после трения (а) и шлифования (б)
чается от слоя А тела, подвергнутого фрикционному нагружению. Толщина
следующего за ним оксидного слоя зависит от типа металла, температуры на
пятнах контакта и химического состава окружающей среды. В зависимости
от режимов нагружения между слоями В и С возможно появление слоя
толщиной до 5 нм, состоящего из мельчайших структурных образований,
многие из которых не имеют законченной кристаллической решетки* Такое
строение позволяет считать этот слой аморфным (слой Бейльби). Ниже
располагается слой С мелких кристаллов, ориентированных в направлении
действия касательной нагрузки. Этот слой зачастую разделяется с исходным
металлом прослойкой из слабо упрочненных кристаллов,
При фрикционном нагружении полимерного __г.~.
материала его поверхностный слой претерпевает Л |^^^
ряд структурных изменений, которые обеспечива-
ют различие свойств полимера по глубине. В
частности, в результате деформирования и импульсного
нагрева материала при трении происходит
деструкция молекулярных цепей, сопровождающаяся
выделением газообразной фазы. Изменяется фазовый
состав, измельчаются надмолекулярные структуры
и кристаллические области, происходит локальная
аморфизация кристаллического полимера.
Наблюдается ориентация структуры в направлении
действия сил трения. Вследствие протекания этих
процессов структура поверхностного слоя,
образовавшегося при трении, становится подобной
схематично представленной на рис. 1,17.
Лис 117. Структур*
поверхностного слоя полимера
МЕХАНИЧЕСКИЕ N ««ЗИМС-ХИМИЧЕСКИЕ СВОЙСТВА МАТЕРИАЛОВ
В результате деструкции молекулярных цепей при трении на поверхности
олимера появляется газообразная фаза .4. состоящая из молекул
окружающей среды и газов, образующихся при разложении полимера. Ниже распода-
ается адсорбционный слой В. Область С представляет собой слой,
состояний преимущественно из низкомояекулярных продуктов разложения поли-
ера. обладающий низким сопротивлением сдвигу. Слой О состоит из ори-
нтированных з направлении сдвига макромолекул и надмолекулярных обра-
ований. Слой Е характеризуется наличием частично разрушенных надмоле-
у лярных образований и кристаллических областей, слабо ориентированных
направлении действия сдвигающей силы (силы, трения). Физико-
[еханические свойства каждого из этих слоев различны и могут существенно
Отметим, что структу|
-
грения.
стных слоев твердых тел зависит от
решаться от приведенной. Разделение
ольно условным. В реальных деталях
груктуры по нормали к поверхности
1.6. ДИФФУЗИЯ В ТВЕРДЫХ ТЕЛАХ
это обусловленный тепловым движением атомов, молекул и
частиц, перенос вещества а твердых телах, жидкостях или газах.
В процессе трения п изнашивания могут иметь место гетеро-. самодиффузия,
диффузия в градиенте: температур и напряжений, реактивная, объемная и
поверхностная диффузии.
Процесс переноса вещества в многокомпонентны» системах (например, а
сплавах или композитах, состоящих из двух или нескольких компонентов)
называется гетеродиффутией. а в однокомпонентных - самодиффузией.
Самодиффузия лежит в основе процессов отдыха и рекристаллизации,
протекающих а период трения при локальном нагреве деформируемых
металлов. В металлах эти виды диффузии протекают при достижении
температуры^ обычно превышающей 0.3 температуры плавления металла. Самодиффу-
эия фиксируется по движению меченых атомов.
Диффузия протекает более интенсивно и направленно при наличии в
объем* тела градиента температур* иди напряжений. Каждому значению гради-
вшишует определенная равновесная концентрация диффундирую-
кества. Диффузия в градиенте температур, или термодиффузия,
результатом переноса вещества и энергии в направлении, совпа-
или противоположном направлению градиента температуры. Ско-
того процесса зависит от структуры металла * температуры.
еята а
Еаего I
являет
Диффузия 5 твердых гепах
э
ПГПЯ1
Открыто явление восходящей диффузии, связанное с наличием граллеа
та внутренних напряжений. Поток диффундирующего вещества направлен а
областей сжатия в области растяжения. Скорость лиФф> гин зависит от шал
ности к вязкости среды, природы диффундирующих частиц и аогдеастая
внешних факторов.
Реактивная диффузия приводит к образованию новых твердых фаз
структурой- отличной от структуры и состава исходных фаз. Так, в контакН
двух разнородных металлов в результате диффузии может образоваться т
яичная пленка, содержащая элементы обоих металлов, их оксидов и тщ
лающей среды. Свойства этой пленки будут существенно отличаться <
свойств исходных материалов.
Процесс взаимного перемещения атомов через границу двух контакт]
рующих тел называют взаимной диффузией. Диффузию атомов ггоимеснн
или собственных) по междоузлиям и вакансиям в объеме моиокоистад;
называют объемной. Ми1
каииям, порам называют г*
Перемещение чигэит*
ложенных между двумя контактирующими кристаллами, в сторону одного I
них. Вторым стоком мигрирующих атомов являются поры или микротреш|
ны. Перенасыщение решетки кристалла вакансиями ("атомами пустоты")
их сток к поверхности пор вызывает рост "кристаллов пустоты" (зффе!
Френкеля). Кристаллизацию пустоты легко наблюдать с помощью минтл
скопа по изменению с течением времени размеров и формы пор.
Диффузия в металлах обусловлена тепловым движением атомов (ионов
Атомы колеблются около положения равновесия с частотой примерно Шп с]
Если амплитуда колебаний достаточно велика, возможен переход атома и
одного равновесного положения в другое. По кинетике и траектории пере
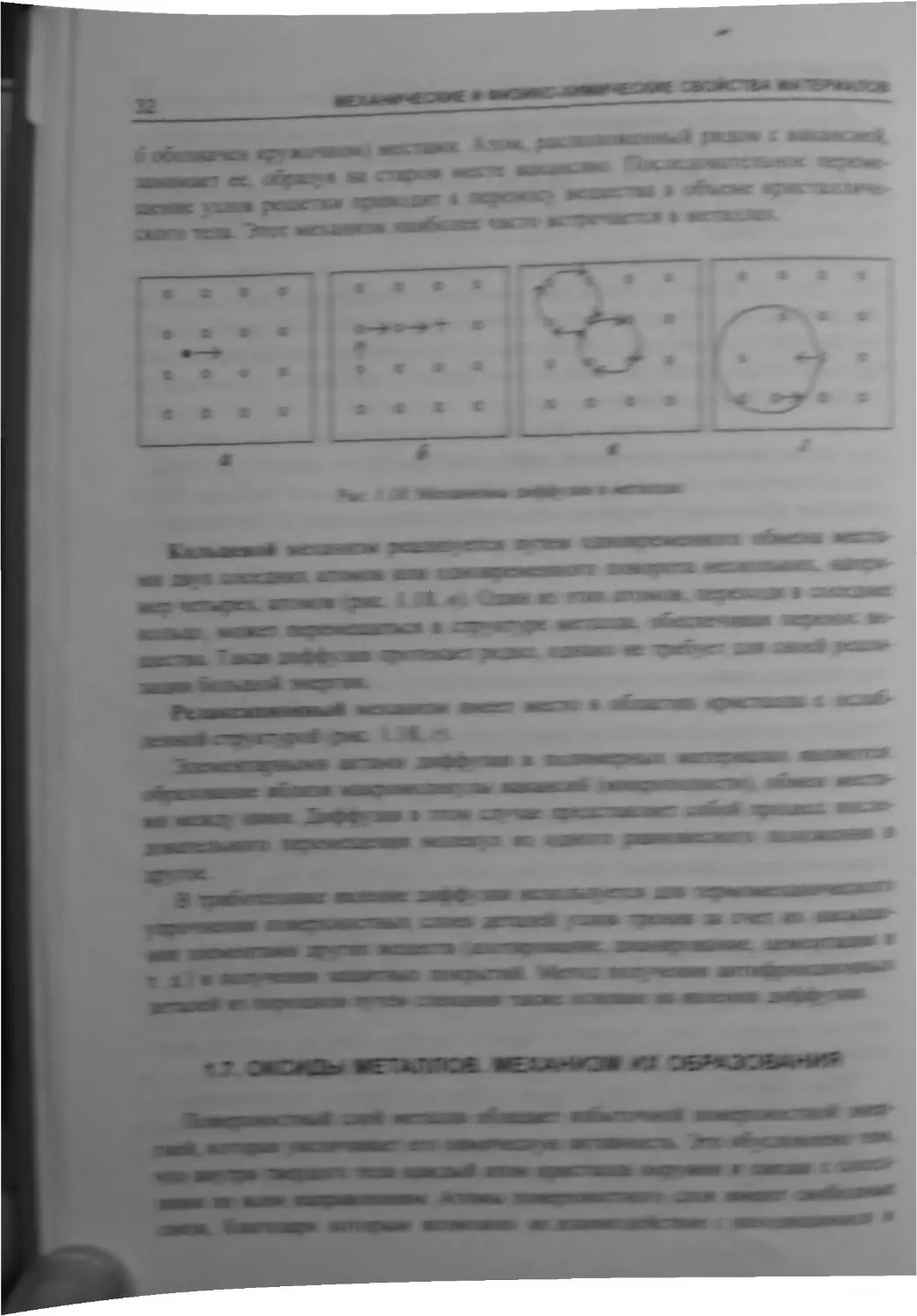
иещения атомов различают следующие механизмы диффузии.
Межузловой механизм реализуется в результате перемещения примесно
го или собственного атома между узлами кристаллической решетки (рис
1.18. а). Этот механизм возможен для элементов с малым атомным ра
Янусом (водород, азот, барий) и характеризуется низкой энергией зигтт*
Дяссяциатнвный механизм по кинетике и условиям перемещения ато]
мов существенно яг отличается от межузлового Он представляет собой ми]
грашио атома из узла решетки по междоузлиям.
При ваканснонном механизме диффузия протекает посредством обмена
(на рис 1.18, о обозначена крестиком) и узла решетки (на рис 114.
34
МЕХАНИЧЕСКИЕ И ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА МАТЕРИАЛОВ
1,8. АДГЕЗИЯ МЕЖДУ ТВЕРДЫМИ ТЕЛАМИ
Адгезия - это явление образования соединений между двумя
приведенными в контакт разнородными телами. Если тела однородны, то это явление
называют аутогезией. Существует также понятие когезии. характеризующее
объемную прочность твердого тела.
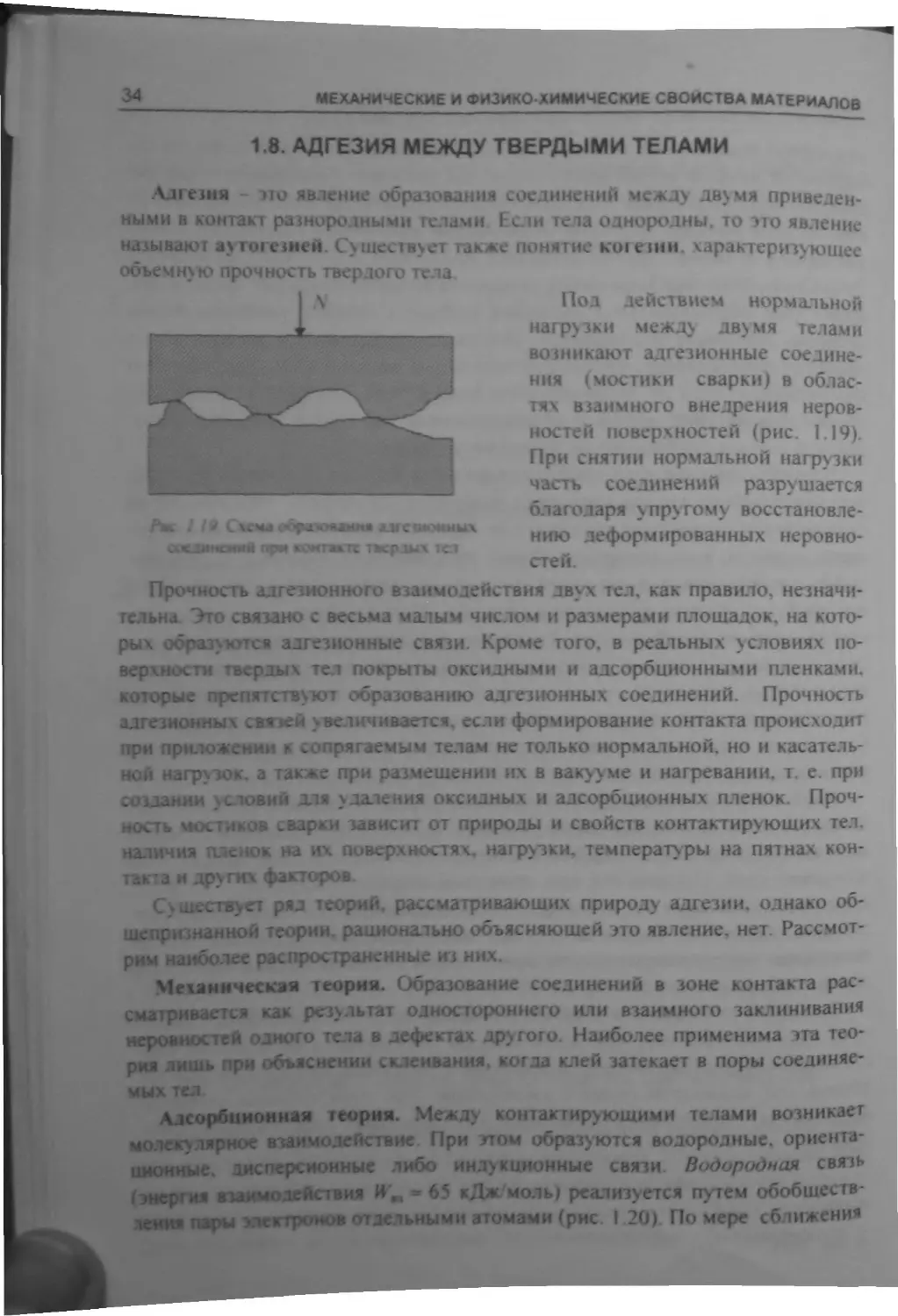
Под действием нормальной
нагрузки между двумя телами
возникают адгезионные
соединения (мостики сварки) в
областях взаимного внедрения
неровностей поверхностей (рис. 1.19).
При снятии нормальной нагрузки
часть соединений разрушается
благодаря упругому
восстановлению деформированных
неровностей.
Прочность адгезионного взаимодействия двух тел, как правило,
незначительна. Это связано с весьма малым числом и размерами площадок, на
которых образуются адгезионные связи. Кроме того, в реальных условиях
поверхности твердых тел покрыты оксидными и адсорбционными пленками,
которые препятствуют образованию адгезионных соединений. Прочность
адгезионных связей увеличивается, если формирование контакта происходит
при приложении к сопрягаемым телам не только нормальной, но и
касательной нагрузок, а также при размещении их в вакууме и нагревании, т. е. при
создании условий для удаления оксидных и адсорбционных пленок.
Прочность мостиков сварки зависит от природы и свойств контактирующих тел,
наличия пленок на их поверхностях, нагрузки, температуры на пятнах
контакта и дру гих факторов.
Су шествует ряд теорий, рассматривающих природу адгезии, однако
общепризнанной теории, рационально объясняющей это явление, нет.
Рассмотрим наиболее распространенные из них.
Механическая теория. Образование соединений в зоне контакта
рассматривается как результат одностороннего или взаимного заклинивания
неровностей одного тела в дефектах другого- Наиболее применима эта
теория лишь при объяснении склеивания, когда клей затекает в поры
соединяемых тел
Адсорбционная теория. Между контактирующими телами возникает
молекулярное взаимодействие. При этом образуются водородные, ориента-
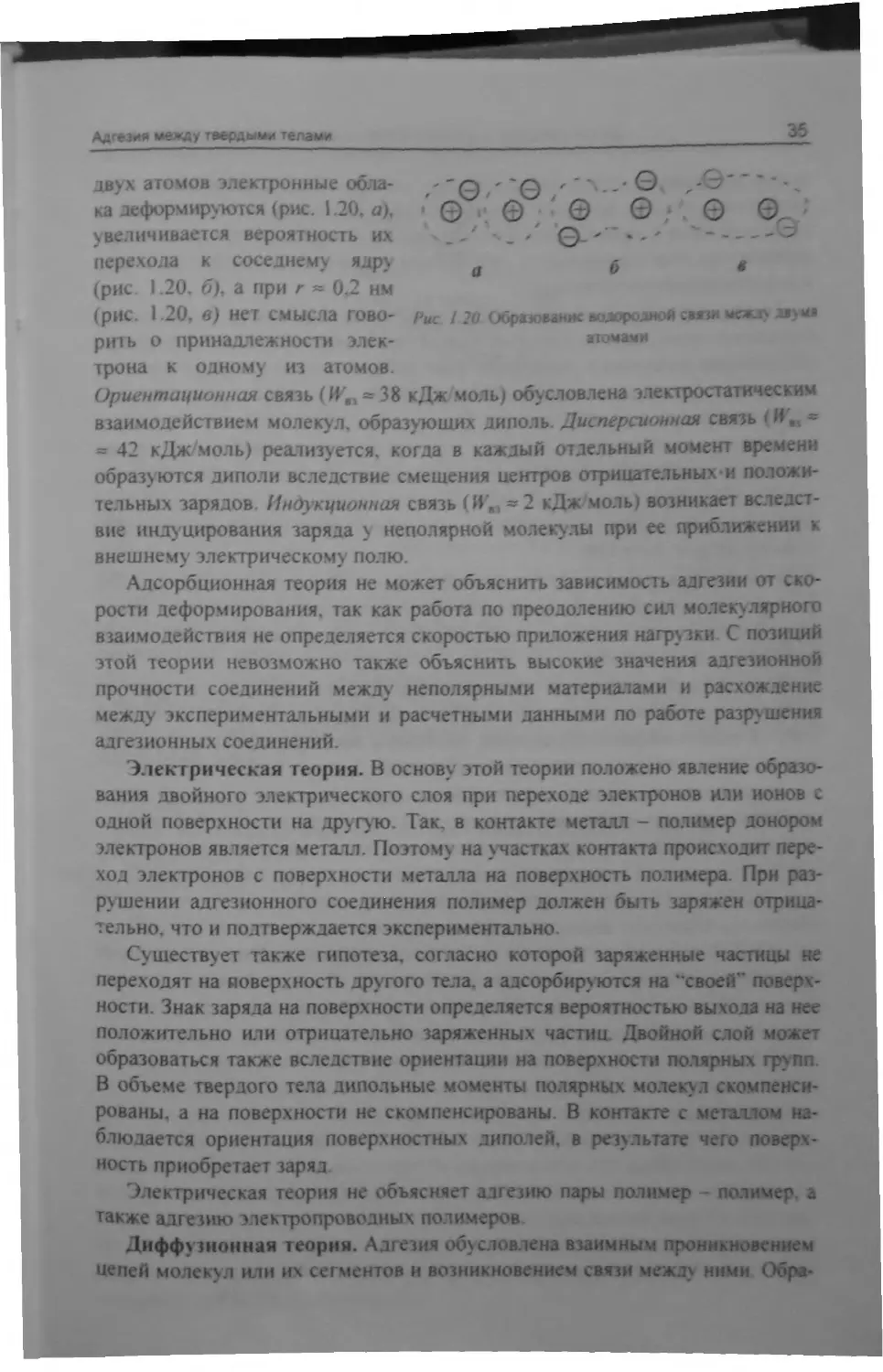
ционные, дисперсионные либо индукционные связи. Водородная связь
(энергия взаимодействия \Уп • 65 кДжУмоль) реализуется путем
обобществления пары электронов отдельными атомами (рис. 1.20). По мере сближения
Адгезия между твердыми телами
35
/Л— — —
двух атомов электронные обла- '"0,'*© *"&к.*я ©л ,.-©[
ка деформируются (рис. 1.20, а\ * © «• ф ' ф■■&■ © » \ © ®
увеличивается вероятность их V_>' %„ / ^.^"*>#* "*- ■*"
перехода к соседнему ядру л 6 *
(рис. 1.20, б), а при г ~ 0,2 нм
(рис, 1.20, в) нет смысла гово- Лиг. 1.20. Образование водородной связи между двумя
рить о принадлежности элек- атомами
трона к одному из атомов.
Ориентациоиная связь (\Уп*»Ъ% кДжмоль) обусловлена электростатическим
взаимодействием молекул, образующих диполь. Дисперсионная связь (РР^*
*»42 кДж/моль) реализуется, когда в каждый отдельный момент времени
образуются диполи вследствие смешения центров отрицательных*и
положительных зарядов. Индукционная связь (Ж.,»2 хДж/моль) возникает
вследствие индуцирования заряда у неполярной молекулы при ее приближении к
внешнему электрическому полю.
Адсорбционная теория не может объяснить зависимость адгезии от
скорости деформирования, так как работа по преодолению сил молекулярного
взаимодействия не определяется скоростью приложения нагрузки. С позиций
этой теории невозможно также объяснить высокие значения адгезионной
прочности соединений между неполярными материалами и расхождение
между экспериментальными и расчетными данными по работе разрушения
адгезионных соединений.
Электрическая теория. В основу этой теории положено явление
образования двойного электрического слоя при переходе электронов или ионов с
одной поверхности на другую. Так, в контакте металл - полимер донором
электронов является металл. Поэтому на участках контакта происходит
переход электронов с поверхности металла на поверхность полимера. При
разрушении адгезионного соединения полимер должен быть заряжен
отрицательно, что и подтверждается экспериментально.
Существует также гипотеза, согласно которой заряженные частицы не
переходят на поверхность другого тела, а алсорбируются на "своей"
поверхности. Знак заряда на поверхности определяется вероятностью выхода на нее
положительно или отрицательно заряженных частиц. Двойной слой может
образоваться также вследствие ориентации на поверхности полярных групп.
В объеме твердого тела липольные моменты полярных молекул
скомпенсированы, а на поверхности не скомпенсированы. В контакте с металлом
наблюдается ориентация поверхностных диполей, в результате чего
поверхность приобретает заряд.
Электрическая теория не объясняет адгезию пары полимер - полимер, а
также адгезию электропроводных полимеров.
Диффузионная теория. Адгезия обусловлена взаимным проникновением
Цепей молекул или ил сегментов и возникновением связи между ними Обра-
Эб
мрцуогспмг и ищ>п химг г^гмг свойства мануйалсв
змгтся ясрехо
зэгродажв МГРВ1
рахэела металла с
ли
з хефекты
результат
_1мг~
КС
ш ввксмогрсмтвпг теорий оазар>?тса» яш
могут иметь место в ммнааге твсрлих вея. Поэтому
все
■Г
тех, в
ЭТИХ ТСЯ ОТВ0СВ-
ПВ1 В
2
харшерйсгвш
поверхности*
деталей машин
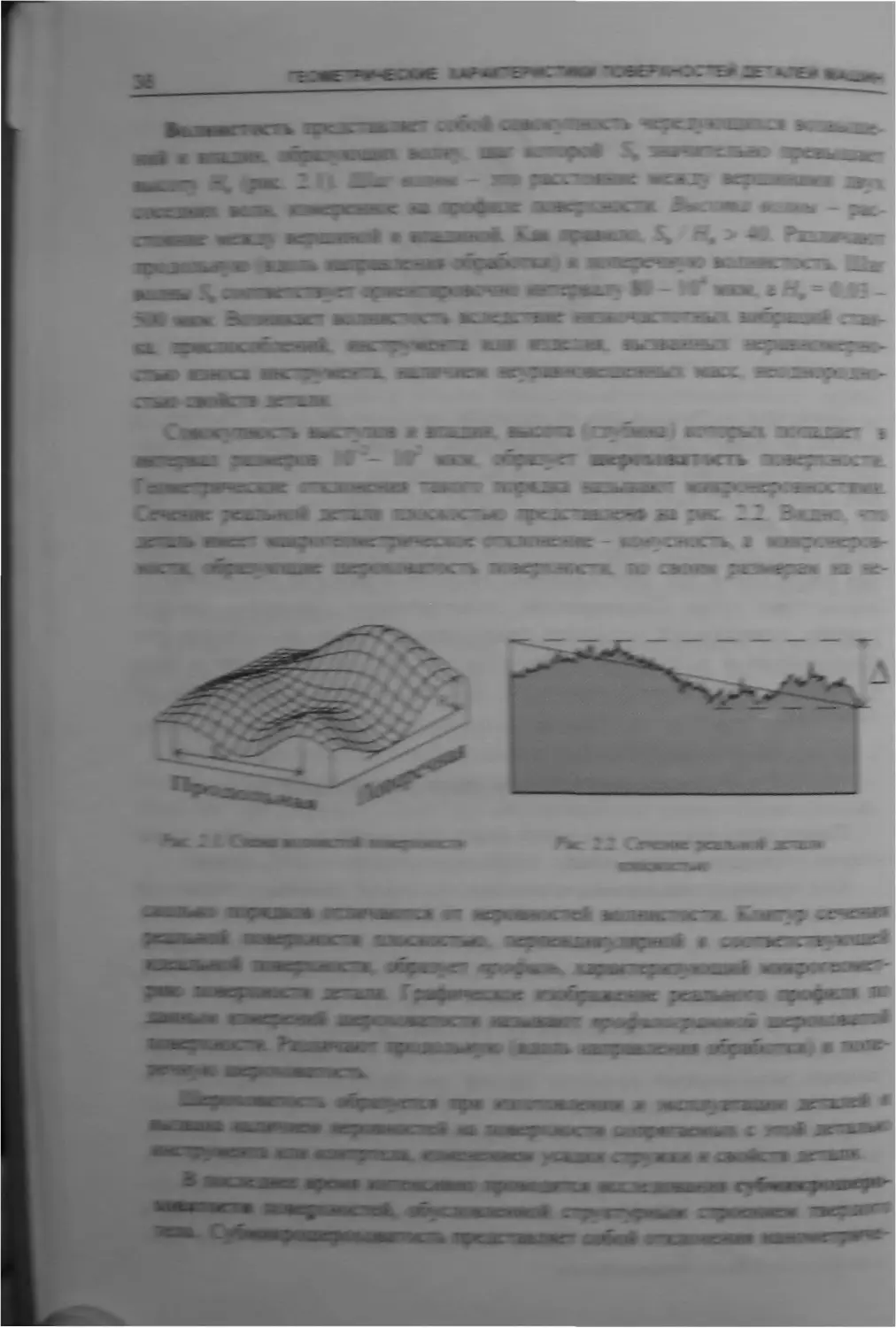
Потерхнаст* твердых тел не
контакт ас бывает сяаоишшг. г рсьжзуекж да]
наа шюшаивъ которых: агзшгчтезыш ш свавмеивю с ш«|кт«чеа|Н
ной. В результате :аике ар* малых «нешшсх вмвувмж на эдак з^ч^пжах |зеэ-
ишдеесхяе процессы, изменяется стр%кт>ра матершио» а вогппшпг
объемах сопрягаемых тех Это опрелеляет скорость в
шерхиостних слое®- Сзеж*зшпелъа©,|
^^^ж ооверхзаэстев оказывают су
|я ладп»е«шос1ь тр> щюхя та». Шттоаг) вала» иметь
о тооографгдо жюсркяосте* детале* маавав я се
2Л. РЕАЛЬНАЯ ТОПОГРАФИЯ ПОвЕРХНОСТИ
^вввкакявяыаяввм
рвахавч-
06рат>тотса <ява жэ-та яеточиогге* обрабаткваюааеп» аввам/-
Сошасаа) ГОСТ ММ2—«К ГОСТ 2$М»-~€1.
ш определяется ааа иамболывсе расстоя-
от точек реально* поаерхмоств до идеальлой
к
так. тюбы расстояние аагасду авааЗолее у
было
.
2 ?■ .*."**.1иь I Ип —&^^7^Ж^ЛвАЗ %Ж* 11
и
л
-% % ■%
«| ■" ' '■■
40
ПЕРИЕЯРНЧЕРИЕ ХАРАХТЕРНСПШ* ПОВСРХНОСТСИ ДЕТАЛЕЙ МАШИН
Дам опре^дгшм параметров шероховатости моирашт >часток профиле
грдаош. равные К ш проводя? среднюю линию. Для тсвго проволят линию
эсиешпиюаочяо параллельно номинальному профилю ниже самой глубокой
мидины Через рмме «трезви на этой линии отредедяют ординаты
профиле/», >■_-. — >* - Ииаумииг шашцим разбивают на две равные группы: дм
левой и правой частей ярофялогра*Ш1^т,е.уи >ч, ~*Утгпу& и уа^ъ ...г>^
Опрежтт координат зшух точек по формулам:
♦ Х-,-»
/2
Через того* С = (д1,>})и С(д2. >2> проаолжг среднюю линии? СС.
редисе нкиротнчесяое отклонение профиля от этой линии должно быть
средней линии и проходящая через наивыс-
аг+ю точиу профит, называете* линией выступов. Лигам ВВ\ эквнди-
ежгам средней линии я проходящая череп низшую точку профиля; нззыва-
Стандастом прел>смотрено шесть параметров (три высотных, два
шаговых и относительна* опорная длина профиля), хараюернзуюших шерохова-
т^зсть поверхности.
Ь Среднее арифметическое отклонение профиля Шт определяется как
среднее арифметическое абсолютных зна < отклонений профиля от
средней иии» в пределах базовой хтняы
ЦуШ*.
I, ТО
41
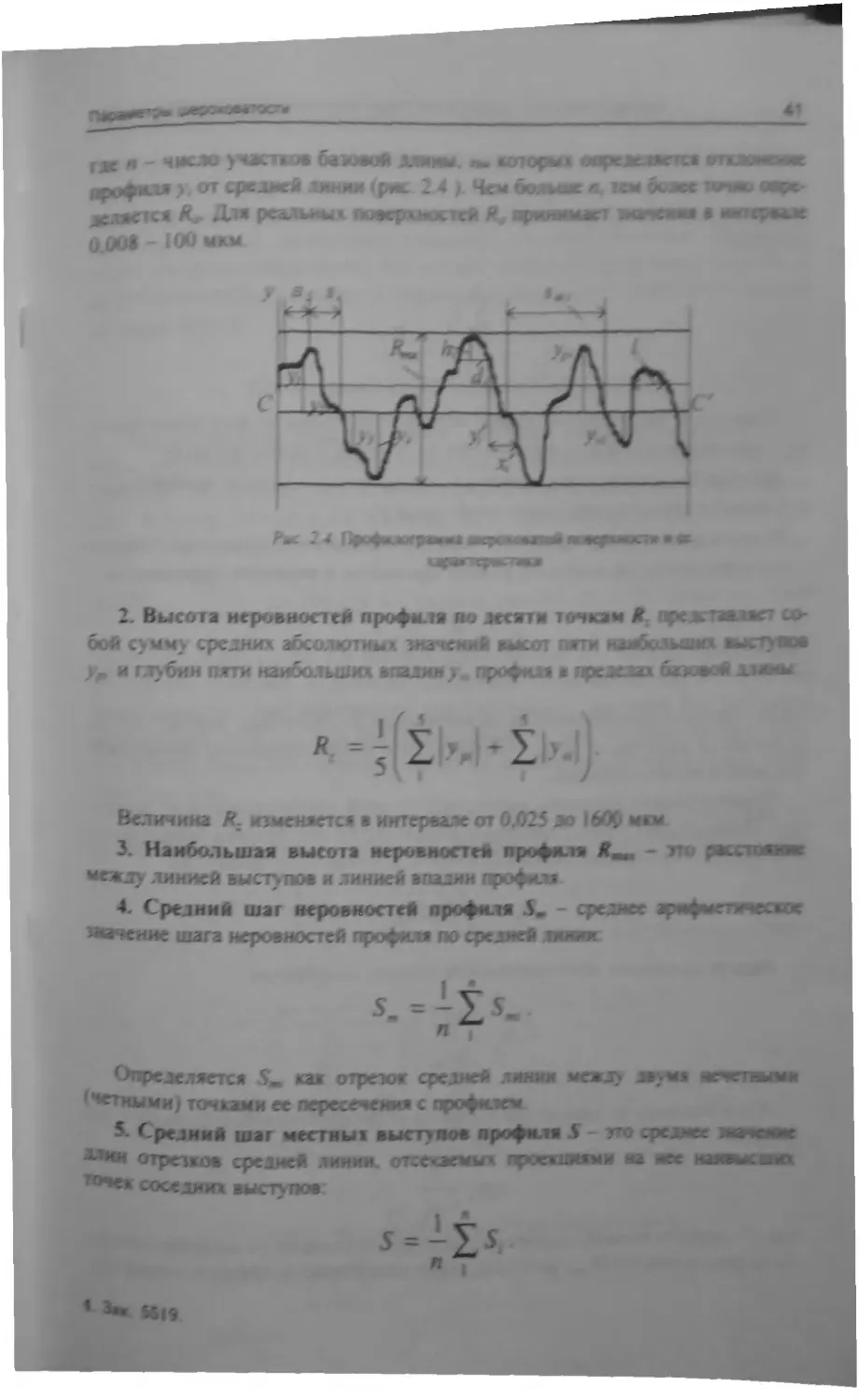
[Ж ж ~ — 1и участков базовой зливы. »а вторых опрслсмпся
ррофндя » от средней линяя (ряс, 2,4 ). Цен больше я. тем белее тотие
деыпе* Д* Дм реальных поверхностей Я» принимает эи**иш в мперааде
0 00$- 100 мкм
>'_ *4 *
2. Высота неровностей профиля до десяти точкам Ж; яредстаадает
собой сумму средних абсолютных значений высот ваш наибольших выступов
=$» я глубин пяти наибольших вяадин>„ профиля в врглгт базовой длины
%*~
У
Величина Я- ктменяется в интервале от 0,025 до 160рмш.
Э. Наибольшая высота неровностей профиля Д*» - это расстояние
*ежду линией выступов и линией впадин профиля.
4 Средний шаг неровностей профиля 5т - среднее арифметическое
шага неровностей профиля по средней линии;
*.~-Х*.
Определяется 8Ш «а* отрезок средней линий между
Четными) точками ее пересечения с профилем.
5* Средние шаг местных высту поя профили $ - это ерсаиее
^«я отрезков средне* линии, отсекаемых проекциями т нее
10*ек соседних выступов:
1 3**- 5619
42 ГЕОМЕТРИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН
6. Относительная опорная длина профиля /р — это отношение опорной
длины профиля Т1р, равной сумме длин /, отрезков, отсекаемых на заданном
уровне в материале профиля линией, эквидистантной средней линии, к
базовой длине:
я
2'.
',=
.-Иг
/ /
Параметр /р характеризует форму неровностей профиля, дает
представление о распределении высот неровностей по уровням сечения профиля.
Все перечисленные характеристики определяются с учетом вертикально-
го и горизонтального увеличения профилографа.
В исследовательской практике часто применяются и другие
характеристики шероховатости, например радиус кривизны в вершине неровности:
где ёЁ - ширина сечения выстчпа на расстоянии Л, = 0,06 Лщ^ или Л, = 0,3 &
от вершины выступа; Ц> ■ ^ - вертикальное и горизонтальное увеличение
при записи профилограммы.
Средний радиус кривизны вычисляют по пяти наиболее высоким
выступам. Приведенный радиус кривизны определяется как среднее
геометрическое продольного (вдоль следов обработки) и поперечного радиусов:
Радиус кривизны всей неровности находят по формуле
Угол наклона ф/ элементов профиля к средней линии определяют по
формуле
где у/~ отрезок прямой, опущенный из точки, отстоящей от вершины
выступа на расстоянии 0.06/^ или 0,3/^ перпендикулярно к средней линии до
Кривая опорной поверхности
43
прямой хг, параллельной средней линии и отстоящей на таком же расстоянии
от впадины (см. рис 2.4).
Следует иметь в виду, что при записи профилограммы вертикальное
увеличение задается значительно большим, чем горизонтальное. Вследствие
этого профилограмма имеет вид пилы с острыми вершинами выступов. В
действительности неровности реальной поверхности имеют относительно
пологую форму.
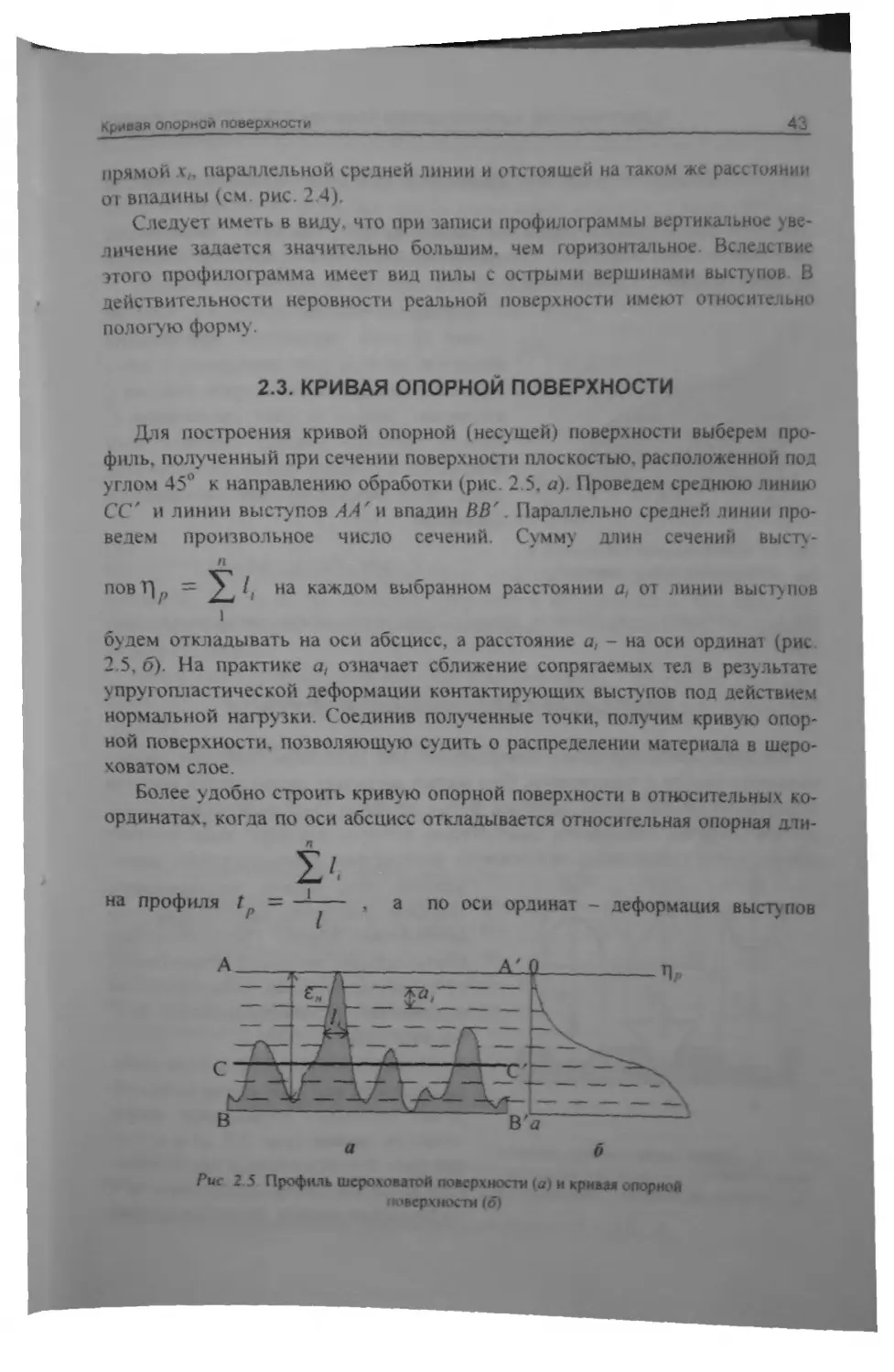
2.3. КРИВАЯ ОПОРНОЙ ПОВЕРХНОСТИ
Для построения кривой опорной (несушей) поверхности выберем
профиль, полученный при сечении поверхности плоскостью, расположенной под
углом 45° к направлению обработки (рис. 2.5, а). Проведем среднюю линию
СС' и линии выступов АА'н впадин ВВ'. Параллельно средней линии
проведем произвольное число сечений. Сумму длин сечений высту-
я
повТ|_ = / /, на каждом выбранном расстоянии а, от линии выступов
1
будем откладывать на оси абсцисс, а расстояние а, - на оси ординат (рис.
2.5, б). На практике а, означает сближение сопрягаемых тел в результате
упругогшастической деформации контактирующих выступов под действием
нормальной нагрузки. Соединив полученные точки, получим кривую
опорной поверхности, позволяющую судить о распределении материала в
шероховатом слое.
Более удобно строить кривую опорной поверхности в относительных
координатах, когда по оси абсцисс откладывается относительная опорная дли-
л
Р
на профиля 1р = —-— , а по оси ординат - деформация выступов
Аве. 2.5 Профиль шероховатой поверхности (в) и кривая опорной
поверхности (0)
44
ГЕОМЕТРИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН
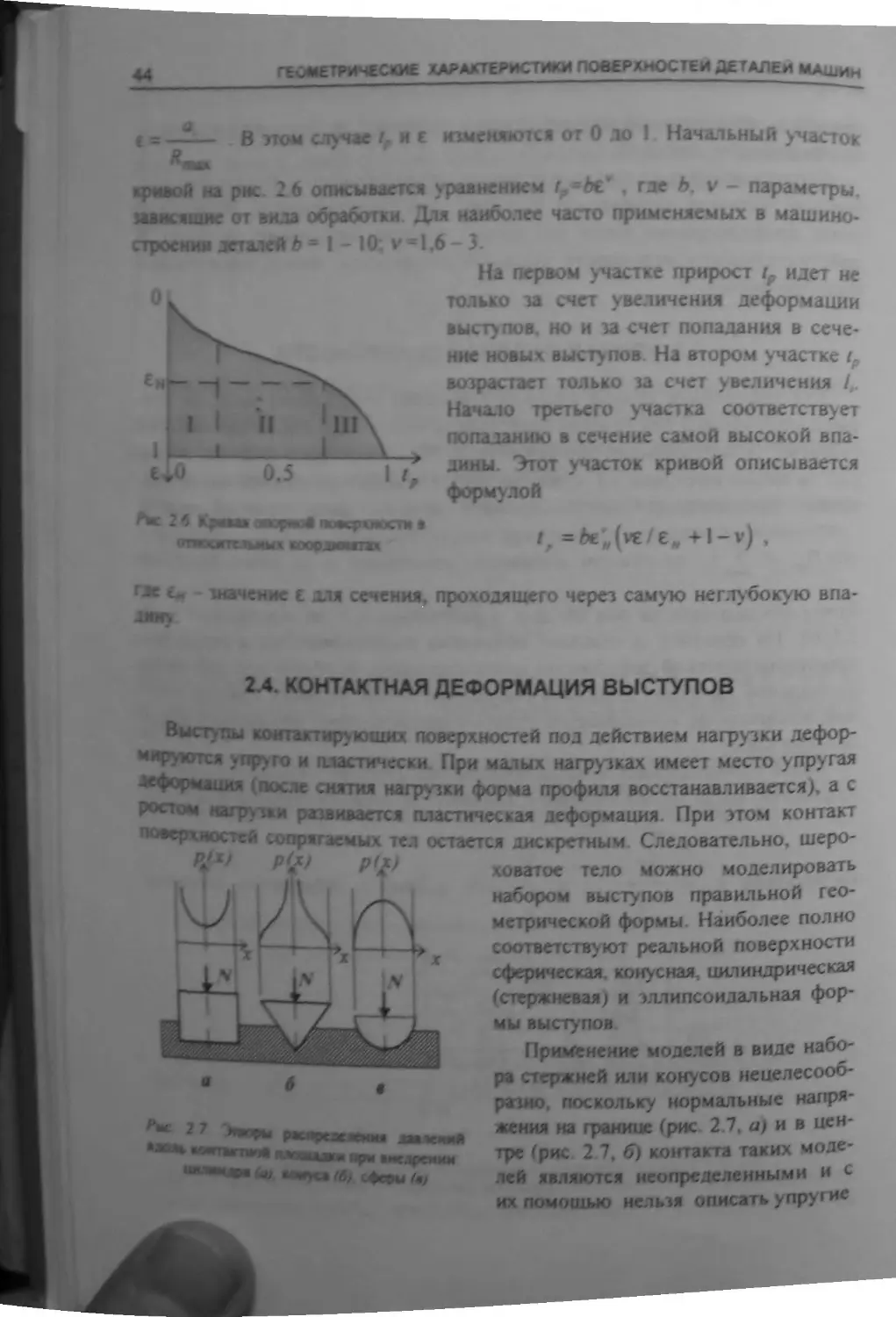
В этом с
я от 0 до 1. Начальный учас
кривой на рис, 2.6 описывается уравнением 1Р-Ьг , где Ь, V - параметры,
зависящие от вила обработки. Для наиболее часто применяемых в
машиностроении деталей Ь я 1 - 10; у=1.6 - 3.
На первом участке прирост гр идет не
01 только за счет увеличения деформации
выступов, но и загнет попадания в сече-
ние новых выступов. На втором участке /,
возрастает только за счет увеличения /,.
Начало третьего участка соответствует
попаданию в сечение самой высокой
впадины. Этот участок кривой описывается
формулой
Рас 2 6Квши опорной поверх»
относительных координата
/ ,~Ы90{т!гя+\-у),
значение е для сечения, проходящего через самую неглубокую впа-
дян\
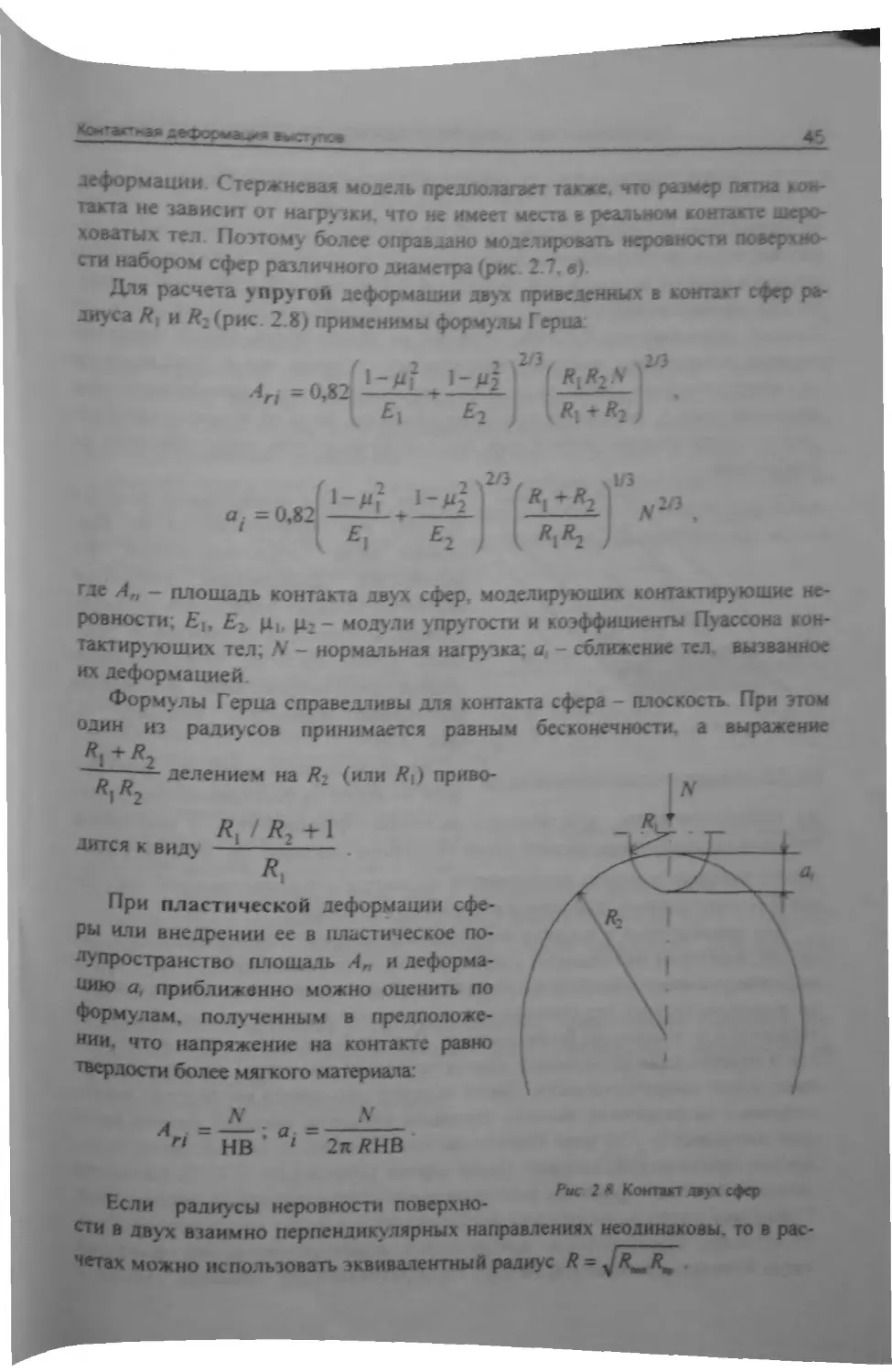
2.4. КОНТАКТНАЯ ДЕФОРМАЦИЯ ВЫСТУПОВ
Выступы контактирующих поверхностей под действием нагрузки
деформируются упруго и пластически. При малых нагрузках имеет место упругая
Деформация (после снятия нагрузки форма профиля восстанавливается), а с
юстом нагрузки развивается пластическая леформация. При этом контакт
по*сР*явстей сопрягаемых тел остается дискретным. Следовательно,
шероховатое тело можно моделировать
набором выступов правильной
геометрической формы. Наиболее полно
соответствуют реальной поверхности
сферическая, конусная, цилиндрическая
(стержневая) и эллипсоидальная
формы выступов.
Применение моделей в виде
набора стержней или конусов
нецелесообразно, поскольку нормальные
напряжения на гранит (рис. 2.7, а) и в
центре (рис. 2.7, б) контакта таких
моделей являются неопределенными и с
их помощью нельзя описать упругие
** 27 Эяюр*
^МК<*гЧж.недреиш<
****** (т. конуса (б), сферы {$}
йэитажтная деформация
уступов
45
^формации Стержневая модель предполагает также, что размер пятна кон-
а не зависит от нагрузки, что не имеет места в реальном контакте шеро-
оватых тел. Поэтому более ояравлаяо моделировать неровности
поверхности набором сфер различного диаметра (рис. 2,7, вг}-
Длл расчета упругой деформации двух приведенных в контакт сфер
радиуса Ях и #2 (рис. 2.8) применимы формулы Герда;
Лп~Ь$Ъ
МП. I Я1Я2#
ж
Ел
ЕзЛЯ?
а^ЪЩ
А
2 7
*Л
где >4„ — площадь контакта двух сфер, моделирующих контактирующие
неровности; Е|, Б* ць |12 - модули упругости я коэффициенты Пуассона кон-
такпфующнх тел; # — нормальная нагрузка; а, - сближение тел, вызванное
их деформацией.
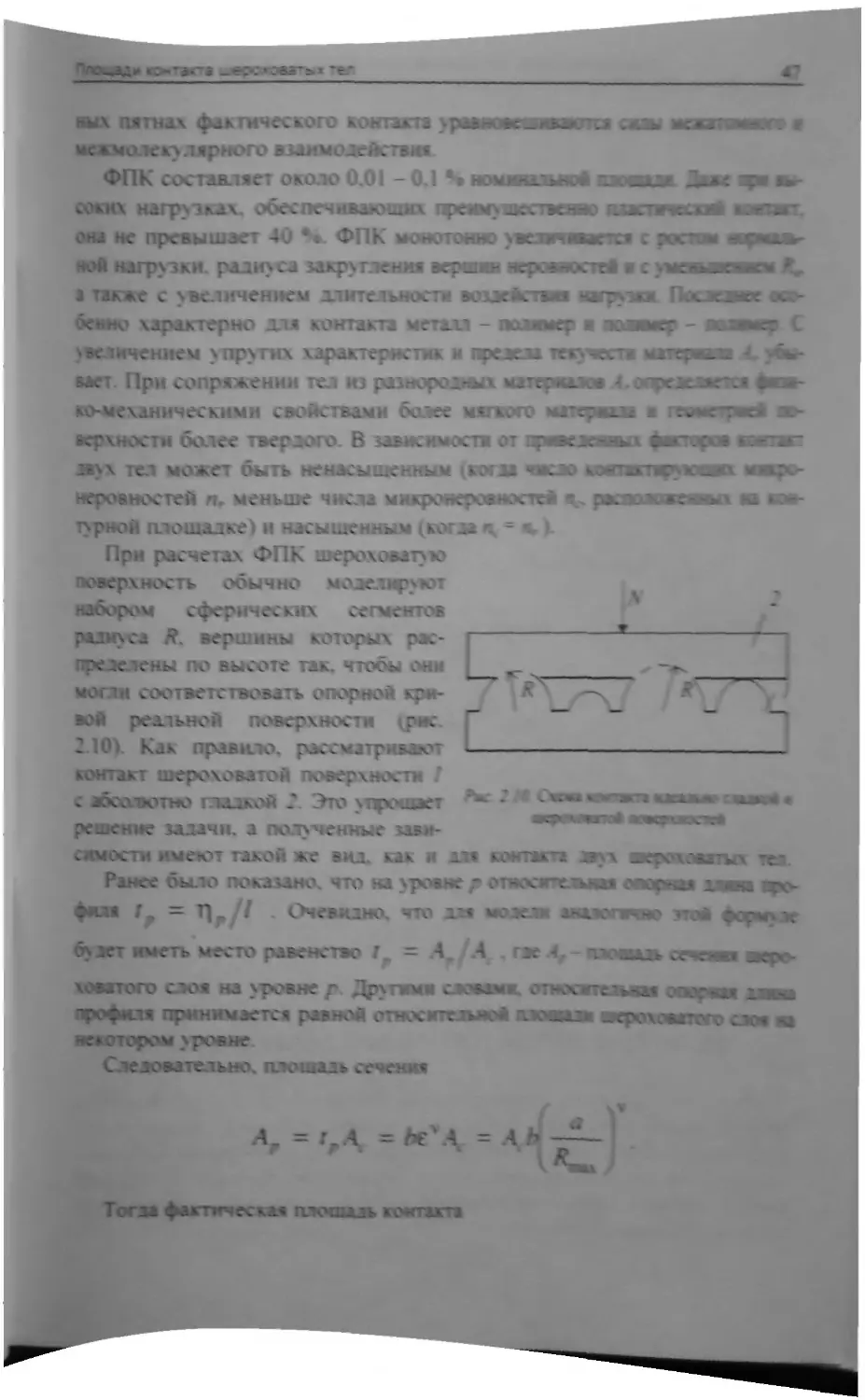
Формулы Герца справедливы для контакта сфера - плоскость. При этом
один из радиусов принимается равным бесконечности, а выражение
делением на Я2 (или КО приво-
Г л»
При пластической деформации
сферы или внедрении ее в пластическое
полупространство плошадь Ап и деформа-
4100 ** приближенно можно оценить по
формулам, полученны м в
предположении, что напряжение на контакте равно
твердости более мягкого материала:
п
N
Ив
в| 2к/?НВ
р--„ ш - - - Л*с 2 В Контакт двух сфер
если радиусы неровности поверхно- '^
СТ|* в двух взаимно перпендикулярных направлениях неодинаковы, то в рас-
чет*х можно использовать эквивалентный радиус Й = »/Л^.Д^ .
46 ГЕОМЕТРИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН
2.5. ПЛОЩАДИ КОНТАКТА ШЕРОХОВАТЫХ ТЕЛ
Вследствие того» что реальные тела имеют волнистую, шероховатую
поверхность» их контакт является дискретным. Это приводит к необходимости
введения понятий номинальной, контурной и фактической площадей
контакта. Под номинальной площадью контакта Аа понимают такую площадь, по
которой соприкасались бы тела, если бы их поверхности имели идеально
падкую геометрическую форму. При контакте плоских тел Ал определяется
их геометрическими размерами. В случае контакта тел с криволинейными
поверхностями Аа зависит не только от размеров, но и от приложенной
нагрузки и механических свойств этих тел, т. е. от факторов, определяющих их
деформацию
При наличии волнистости контакт
твердых тел осуществляется по
вершинам волн соприкасающихся
поверхностей. Деформация элементов
волнистости будет определять размеры
площадок контакта. Суммарная
площадь пятен касания, обусловленная
деформацией вершин волн, называется
кон ту рной площадью контакта А,
(рис. 2.9).
Контурные площадки ,4« удалены
контакт* икоочомшч тел * , „А™
друг от друга на расстоянии шага
волны- Отношение силы, действующей на контактирующие тела, к контурной
площади контакта представляет собой контурное давление рс = №/\.
Контурная площадь контакта определяется волнистостью поверхностей,
нагрузкой и механическими свойствами контактирующих тел.
Два приведенных в контакт тела взаимодействуют первоначально в тех
тач*зх в которых наблюдается соприкосновение противостоящих друг Др>Т>
выступов, имеющих наибольшую суммарную высоту'. С увеличением
нагрузка поверхности этех тел аадижаются, происходит внедрение выступа батее
твердого тела в материал более мягкого. При этом наблюдается как упругая,
так я пластическая деформации контактнрукниих выступов, в контакт
вступают юие мнкронеройностн, Таких образом образуется мвожеелм»
расположенных на различных высотах площадок контакта, средний размер
которых составляет 3 - 50 мкм. Именно на этих атошалках осуществляется гх"
аа&аый (фактический) контакт После снятая нагрузки 30 - 70 % плошав
неадзвет &щч: мрв уир% I ш ■ восстюоавеншо юояшпкруюших «ровностей
Счмшдо якчшиц ав которой осущесгажш! контакт мшцронеровностей.
абрюуюшк шерохсааксть «жрхяоетс*. прежташпет собой +шктмцс~
жтттшаь^шшштЛЖтКЬШЬбчшцшттУгу яаовюзь дискрет*
Пярц&дм кмтзжтэ
ФПК составляет окаю 0.0! - 0.1 % номинально* оаояшя Даа*
сокнх нагрчзкгах. обеспечивают*
она не превышает 40 %. ФПК монотонно
ной нагрхзкн, радтсз здкрчтлення
а также с увеличением длительности
бенно характерно для контакта металл
увеличением упругих характеристик н
пет. При сопряжении тел из разнородных детермалоя^огяхлеляется физк-
княеханнческммн свойствами более мягкого материала я геометрией
.поверхности более твердого. В зависимости от
я*ух тел может быть ненасыщенным (когда число
неровностей я, меньше числа микронероавостея ^
т>рной площадке) и насыщенным (когда я, = яь).
При расчетах ФПК шероховатою
поверхность обычно моделнрчтот
набором сферических сегментоа
ралнххш X. вершины которых
распределены по высоте так. чтобы они
Я* -^"с
г;
могли соответстяюаать опорной крд-
аай реальной поверхности (ряс
2.10). Как {травило, рассматривают
контакт шероховатой поверхности /
с абсолютно гладкой 2: Это уорошает
решение задачи, а патученные
ТХ
симостн имеют такой же вид, как и для контакта двух яа^юхеяшиж тез.
Ранее было показано, что на уровне я» относительная опорная длина тях>
Ф«* *, * ПР/' - Очевидно, что для модем аналогично этой форму*?
будет иметь место равенство I = -\/Дг »гж 4г~ яаояяад*
ховаюго слоя на уровне />. Другим* словами» стввевтельздз
профиля принимается равной относительной плошал* явфохоялтого слоя яа
некотором уровне
Следовательно, площадь сечения
1*^
Тогда фактическая плошадь контакта
коМВТРИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН
п* а, - коэффициент, учитывающий упругую осадку выступов и их рас-
одоэддогше. При упругом контакте о, * 0,5 (рис. 2.11, а); при пластическом
а» * I дозе. III* Л При расчете контакта двух шероховаты» поверхностей
4 V, Л^» необходимо подставлять их эквивалентные значения.
~1г^--
а б
Лс 2 II. Контакт сферы с упругим (а) и пластическим (б) полупространством
Исходя из приведенных формул, определим сближение при упругом кон]
такте §*/»«ь5)
д_ =
ЛЬ
N
Если деформация выступов пластическая, то А. = —, а сближение при
_2 нв
пластическом контакте
( А V* ( N \
в-вГ?Г *~ или о * ■ ^
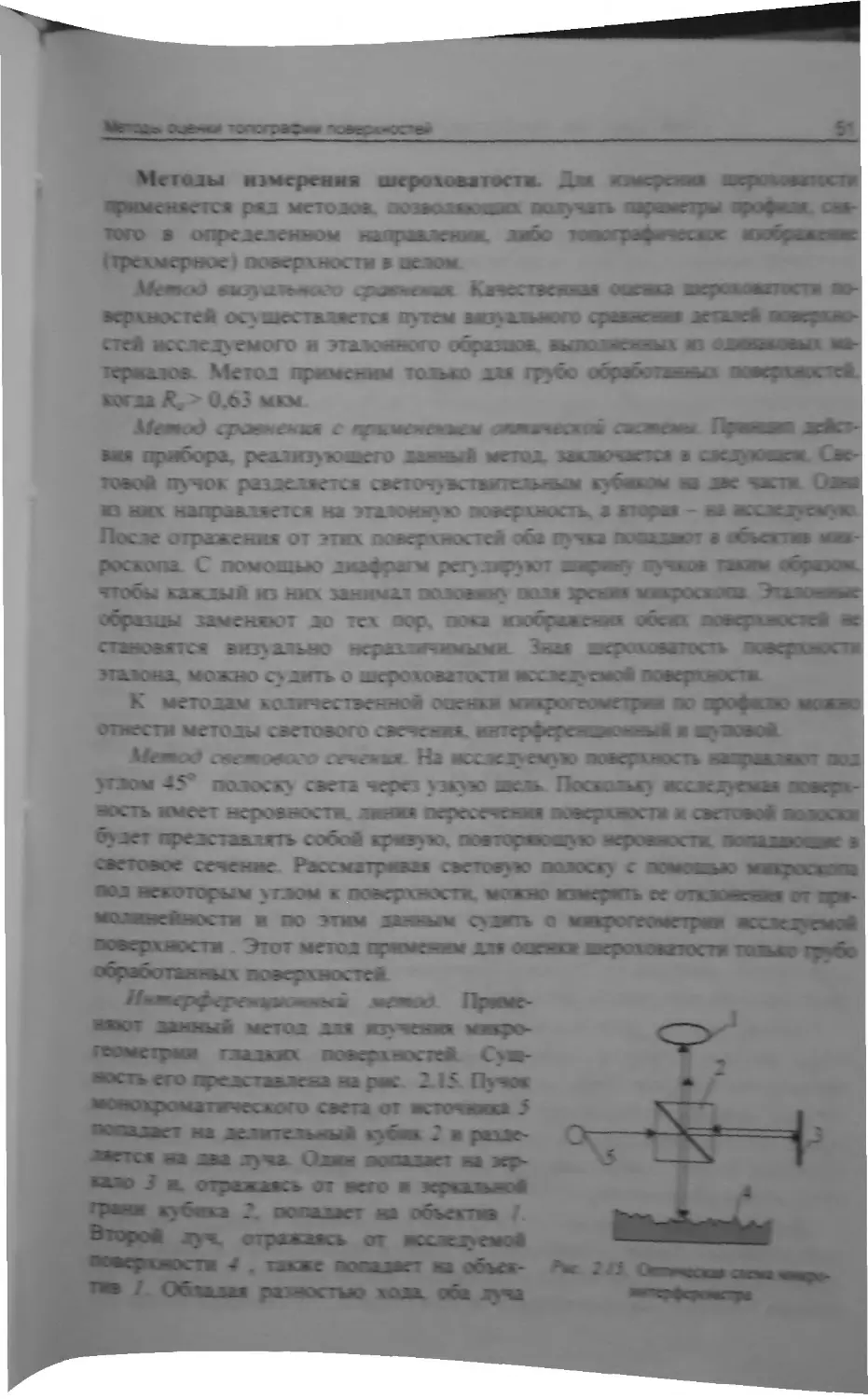
2Л. МЕТОДЫ ОЦЕНКИ ТОПОГРАФИИ ПОВЕРХНОСТЕЙ
Измерение гйп-ти.. « г
"омоадыо ЭДСТа "акрогеометрии поверхностей осуществляется *<
того шмс|> *** 01тш€7Р0%, микрометров, лекальных линеек и дрУ-
щ^^* 1Ьного инструмента. Малые величины отклонений микрогео-
**н#ись пои й стРемлеиие к повышению точности измерении
*°лийс1^^« Р^фаботки большого числа методов оценки параметров
10С*я и шероховатости
Методы оценки топографии поверхностей
49
Методы измерения волнистости. В подавляющем большинстве эти
методы основаны на применении механических и оптических систем
измерения.
Метод красок и угольных пленок. На исследуемую поверхность наносят
слой краски либо угля толщиной 0,01-0,1 мкм. После приведения в контакт с
эталоном покрытие (краска, пленка) разрушается в местах контакта выступов
исследуемой поверхности с поверхностью эталона. Измеряя расстояние
между разрушенными участками пленки на исследуемой поверхности либо
между пятнами краски (угля), перенесенными на поверхность контртела,
определяют шаг волны. Этот метод не позволяет оценивать высоту волны.
Растровый метод. Растровую решетку У помешают под углом 0 < а < 90°
к исследуемой поверхности 2 и
направляют на нее луч света под углом
рЛ (рис. 2.12). В отраженном свете
будут видны теневые узоры,
напоминающие картину Муара. Если
поверхность плоская, то полосы
будут параллельными прямыми,
если цилиндрическая - в виде
гипербол. Волнистость поверхности
вызывает искривление этих полос. 0 -,, ~
^ Рис.112. Схема оптического растрового
Чем больше высота волны, тем зна- волнометра
чительнее искривление полос.
Высоту волны определяют по формуле Яв = {$« Н, где рда - коэффициент,
зависящий от углов а и $х; И - величина искривления полос.
Метод теневой проекции профиля. Исследуемую деталь, например
цилиндрической формы, помещают между экраном и источником светового
излучения. При попадании части параллельного пучка света (выходящего из
конденсора) на деталь на экране образуется теневая проекция, которая
воспроизводит форму профиля детали. Этот профиль фотографируется и
изучался с помощью микроскопа. Метод позволяет также изучать шероховатость
поверхностей после грубой обработки (фрезерование, точение) детали.
Волнометры и волнографы Различают щуповые, оптические,
пневматические волнометры и волнографы (с записью профилограммы). Схема щупо-
вь1х волнометров представлена на рис 2ЛЗ. При определении волнистости
измерительный прибор /, например индикатор часового типа либо
индукционный датчик перемещений, помешают на пластину 2, жестко закрепленную
ев станине. Исследуемую деталь 3 перемешают (рис. 2.13, а) либо поворачи-
Вадот (рис. 2.13, б) относительно ее геометрической оси. При этом щуп 4
прибора, перемещаясь по поверхности детали, фиксирует ее отклонения от
идеальной формы. Возможен вариант, в котором исследуемая деталь
неподвижна, а пластина 2 перемешается по эталонной поверхности.
ЬэшУ
0
рис 2.13 Схемы приборов зля ю*ере*шв влзанстоста доккой (л)
и шин
поверхностей
Недостаток волнометров этого типа - сравнительно нюхач точность
измерений. Поэтому используют шуповые волнометры с оптической системой
регистрации перемещений щупа. Принцип действия таких приборов
заключается в следующем. Параллельный пучок света от источника направляется
на зеркало, закрепленное на одной балке со щ\пом; затем, отражаясь от
зеркала и проходя через узкую щель, он попадает на фотоэлемент, связанный с
усилителем и осциллографом. При перемещении тута по волнистой
поверхности зеркало перемешается вместе с ним в вертикальной плоскости. В
результате на фотоэлемент попадает световой поток различной интенсивности.
Изменение величины фототока по мере перемещения щ>та позволяет судить
о высоте и шаге волнистости исследуемой поверхность
При изучении волнистости внутренних поверхностей полых щиинлриче-
ских деталей используют оптический волномстр (рек. 2.14). Пучок акта от
источника 6 через конденсор 3 попадает вш пол>тзрозра>шуго пластину I.
Отраженная часть пучка направляется в объект» 1. Вторая часть пучка.
отражаясь от зеркала 2, попадает на эталонный конус 4 и, отражаясь от исто.
переходит на внутреннюю поверхность детали. Огразкешззя от исследуемся
поверх ности часть пучка направляет*
ся в объевгляв. Расщепленная и отта-
жеинвя части пучка вяперферирук>т
Наблюдаемые в объектив интерфе-
ч т * реявшиокные вшша тем больше от-
]/*""~" аичавэтея от овуувшветм. чвая водьавс
волнистость исследуемо* вечверхио-
ста. Отямесьай вявшиммктр обжалае-
<^
1А1
Методы измерения шероховатости- Дм яямереяяв шерсжжяпдстя
применяется ряд методов, позволяющих аолучать
тог© з определенно** направлен»
(трехмерное) поверхности я яелом
Метод визуального сравз и—
лсрхмостся осуществляется вугсм
стещ асслелуемого ■ эталонного
тернаэов. Метол применим толыьо для грубо
котла Ж,> 0*63 мяле
Метод сравнения с
яяя прибора, реалнзлккаего
тояоя яучок разделяется сзеюч>зст8шезв аым
яз вах направляется на эпжэоннчто поверхность, а
После отражения от зтях гк>яер*ностся оба
аосяопя. С помошыо диафрагм реп»ляр\яп
чтобы каждый из яях |
образцы заменяют ло тех пор.
становятся визуально нерззл^юЕём^ 1на*
эталона, молок» сузят», о шерохояатостя исслеахемоЯ
К методам кшгоестяеяноя оценки
отнести методы светового
Метой стешктого сжяеяяд. На исслслуемго
ктзом 45* полоску сзетз через улет я»ель Поссажьау
аоегь имеет «ерояноста» зншк шярцлжнм яояермюстя я слягтаияя
©узет прелстявлгпь собой крммо.
световое сеченяе Рассматривая еяетояук» волоску с
пол некоторым углом к поверхности, молвдг ялмцяиь ее отклояеяя|Я№
я ао этям ланями озипъ о
Этот метод врнмешш для г ц яяя яясрохояатостя талый* г «6с
Итта1)фер{ чцттшшш \*тЫ
иякгг данный метод ЯЛЯ _
гоометряш гладких поверхностей Ода
шетъего ггреясхяяяеяа на ряс 2,15. ГЪ^ож
_ от ягточннка /
кхбяк Г и разде-
***» 3 а. отражаясь от вето я эеркгзыэвб
граня кухйяа 2, оооаласт на объекта |.
Второя луч, отрлагаясь от исследуемо*
■ля||1шш.1я 4 , также попадает яя ооызг- **-2А
*ям /. Обладая разности» яояя, оба луча
г^Н
геоавнтРИческнЕ \лр*тт:шки поверхностей деталей машин
накладываются а образуют втаттерференционную карату Таким образом. в
фокальной плоскости окуляра формнрчется изображение исследуемой
поверхности и система интерференционных полос в тех областях поверхности,
в которых разность хода дв\х интерфсрирчюишх лучей равна целому числу
длин патувсснь Наличие мнкронеродюостен вызывает искривление
интерференционных полос. Ширина паюс ввттерферснцни является мерой высоты
неровностей
(лйок и-см I ч^снован на измерении вершкальпыл колеоании иглы,
перемешаемой по исследуемой поверхности в выбранном напраатенин.
Колебания иглы при этом повторяют неровности профиля поверхности. Они
чеиливаюте* оптической, электрической либо магнитной системой и
регистрируются в виде профнлограммы иди поступают в ннтегрнр\к>щее
устройства, выдающее параметры шероховатости. Этот метод реализуется в
приборах, называемых профилографами (профаюметрам»}. Алмазная игла-щуп
имеет коническую форму с радиусом закругления вершины 2 — 10 мкм. Для
повышения точности измерений радиус закругления уменьшают, что
позволяет более точно измерить глубину впадин. Однако это зачастую приводит к
снижению точности вследствие роста давления и пластического
деформирования (царапанья) исследуемого материала иглой. К недостаткам щупового
метода следует также отвеет то, что в процессе измерения игла, как
правило, не проходит через вершину выступа, а> "сподзая'\ перемешается по его
склону Это приводит к заниженным результатам измерения параметров
шероховатости.
КЫяюд сжшое Этот метод применяют дхя определения параметров
шероховатости труднодоступных участков поверхностей ^крупногабаритные
детали, внутренние поверхности в глубоких отверстиях). Он реализуется
путем нанесения на исследуемую поверхность пластической массы и ее
отверждении. Поверхность образующегося при этом слепка является копией
исследуемой поверхности. Измерив шероховатость слепка, можно судить о
шероховатости поверхности детали.
Общими недостатками описанных методов являются следующие:
параметры профиля, снятого в одном направлении, как правило, не совпадают с
параметрами ярофнля поверхности, рассматриваемой как трехмерный
объект, при профилометрнрованни нельзя получить информацию о строении
отдельных элементоа ооверхности и их взаимном расположении. Поэтому в
настоящее время разрабатываются методы регистрации топографического
изображения поверхности.
Цифровой оттычеехшй ттид Объемное изображение поверхности
получают с использованием интерферометра Миро и двухмерной матрицы фото-
прнемкиков (рис 2Л€). Мо1Юхроматнческое излучение с Л= 650 им от
источника / попадает на патулроэрачную мим пшку 2 Отраженный от нее *у*
Методы оценки топографии поверхностей
53
переходит на исследуемую
поверхность 5. проходя через
интерферометр Миро 4Л который
перемешается пьезоэлектрическим
элементом 3, управляемым
микропроцессором.
Интерференционные полосы
освещают формирователь
изображения 6* состоящий из 384 ж 240
фотоприем н и ков.
Последовательно получаемые при сканировании
исследуемой4 поверхности
световым лучком электрические
сигналы обрабатываются микропроцессором Щш который строит трехмерное
изображение исследуемой поверхности в виде набора профнлограмм. Это
изображение выводится на видеоконтрольное устройство 8. Формируется
изображение за 1/60 с. Изучается площадка размером 0.28 х 0,28 мм. Ошибка
измерения не превышает 1 им.
Бесконтактный метод. Основан бесконтактный метод на существовании
взаимнооднозначного соответствия между ординатами профиля У и
величиной нюкоэнергетической компоненты излучения вторичных электронов
(ВЭ). выраженного соотношением:
& С^ема цифрового опточешэго
внкрфсрометра
ЛЧУб
л*
^/5, кг.
где 5ь 5> — значения сигнала ВЭ при различных углах Ч* наклона образца;
ДФ - угол поворота образца.
Метод реализуется в
растровом электронном
микроскопе и заключается в
следующем (рис. 2.17).
Электронный пучок /, выходящий
ш катода 2. проходит через
анод 39 фокусируете* с
помощью системы
электромагнитных линз 4 т
разворачивается в растр по поверхности
исследуемого образ ца /А
Вторич вые эле ктроны 5»
излучаемые поверхностью
исследуемого образца, собн-
Х'
♦-♦ > —
ю
Рис.
2#Х Ькмс-ссом прибора ям шосаеджаюа
топографии поверхности
54 ГЕОМЕТРИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН
раются на детекторе 6. Полученный видеосигнал через интерфейс ввода
изображения 7 поступает на вход компьютера 6\ где по специально
разработанной программе обрабатывается. Результат обработки в табличной и
графической форме выводится на принтер 9.
Сканирующая фондовая микроскопия. Объединяет группу методов,
основанных на принципе сканирования исследуемой поверхности зондом к
регистрации его перемещений в плоскости исследуемой поверхности и
перпендикулярном к ней направлении. Метод обеспечивает получение
трехмерного изображения поверхности с атомным разрешением. Начало
сканирующей зондовой микроскопии (СЗМ) положено в 1981 г. Г. Биннигом и
X. Ререром (г. Цюрих), которые разработали сканирующий туннельный
микроскоп (СТМ) Впоследствии были разработаны атомно-силовой (АСМ) и
световой сканирующий (ССМ) микроскопы.
К рассматриваемой группе относится метод, основанный на туннелиро-
вании электронов между двумя близко расположенными телами.
Туннельный эффект заключается в просачивании частиц (электронов, а-частиц)
сквозь потенциальный барьер и обусловлен их волновыми свойствами. При
перемещении металлического зонда, закрепленного в трехкоординатном
пьезоприводе. между зондом и поверхностью возникает туннельный ток /г.
1Х** и ехр^АФ"2 Афу
где и - напряжение; А - коэффициент пропорциональности; Ф - величина
потенциального барьера в зазоре; До? — зазор между зондом и поверхностью.
Для поддержания постоянных
значений и и /т изменяют зазор
между зондом и поверхностью с
помощью системы обратной связи,
управляющей пьезоприводом.
В качестве зонда используется
острая токопроводящая игла 1 >
закрепленная на
пьезоэлектрическом сканирующем устройстве
(рис. 2.1 В). Это устройство,
управляемое компьютером, может
перемещать иглу в трех взаимно
перпендикулярных направлениях.
Между острием иглы и образцом 2
прикладывается рабочее
напряжение и при приближении острия
иглы к поверхности образца на
расстояние 0,5 - 1,0 нм электроны
с образца начинают "туннелиро-
вать" через зазор к острию или
Ток туннелироваиия
1
Путь острия иглы
Г4
л
/УК
Рис. 2.1&. Схема работы СТМ:
коше постоянной высоты; 6 - ш режиме
постоянного тока
Мётод^оие^ г0ГЮГРаФИИ поверхностей
наоборот, в зависимости от полярно^ рабочей) наппя^Г
-^ниелирования происходит при перекрытии вопнп^Г?14 ** "■»*«
острия иглы и исследуемой поверхности. Функций атомов
В зависимости от условий сканирования поверхности СТм
тать в режиме постоянной высоты и в режиме постоянного^ *°^ ^
В режиме постоянной высоты острие иглы перемещается вТ^0 тока-
раялельной номинальной поверхности образца (рис 2 18 а) *ШОСКОсг». па-
чина туннельного тока будет изменяться в зависимости от раест^мГ ВСЛ*
острием иглы и исследуемой поверхностью. По данным о велич1^
измеренной в каждой точке сканирования, строят изображение топо^Г'
поверхности. "Р^фии
При работе в режиме постоянного тока с помощью системы обоагной
связи, управляющей вертикальными перемещениями иглы, поддерживает,
постоянным в процессе сканирования расстояние между острием ига
поверхностью образца (рис. 2.18, б). По кинетике изменения напряжения*
прикладываемого к пьезоэлектрическому устройству и необходимого для
поддержания постоянного туннельного тока (расстояние между иглой и
поверхностью), строят изображение поверхности исследуемого образца (рис 2 191
Сканирующий туннельный микроскоп позволяет измерять объекты
порядка 0,001 нм. Применение СТМ возможно в том случае, если исследуемый
объект выполнен из электропроводного материала.
Метод сканирующей зондовой микроскопии реализуется также с
помощью атомно-силового микроскопа. В основу работы АСМ положен принцип
регистрации перемещений зонда, вызванных силами межатомного
взаимодействия между сближенными участками поверхностей острия иглы и
исследуемого объекта. Поверхность образца сканируют зондом - иглой длиной
1-2 мкм и диаметром не более 10 нм, закрепленной на свободном конце
измерительной консоли. Если расстояние между атомами острия иглы и
поверхностью образца уменьшается, то между атомами их поверхностей
вначале возникает сила притяжения. Эта сила будет возрастать до тех пор,
пока атомы не сблизятся настолько, что их электронные облака начнут
отталкиваться электростатически. При дальнейшем сближении силы отталки-
Рис. 2.19. Изображение поверхности субмнкронсровности алюминиевого
полученное методом С гм
сплава.
ГЕОМЕТРИЧЕСКИЕ ЖАРА
шлшт раолт. Равновесие сиз притяжения я отталкивания наступает »*
|хассПтин мешу аюмами порядка ОЛ ж. Регистрируя откзоненад мвисадн
щт перемешешш нгш над кяжерлноспю образца, получают набор данных
дм построения образа топографии
Формирование данных осуществляют одним ю двух способов. Первый.
ШЛ1ШМ1Й режимом постоянной высоты, предусматривает регнетрашао
как&ний коисаян при перемещении зонда в плоскости, параллельной но-
ияхдоьной пяоекости поверхности. Второй способ, называемый режимом
постоянно* силы, предусматривает поддержание постоянной силы взаимо-
III 1вм (а елсаовате лыю. и расстояния) между клюй и поверхностью. При
этом оишф>1ошее>члройкггвоофе«ея0ется яря сканировании вверх и вши
соответственно микрорельеф поверхности. По изменению величины
напряжения, подаваемого системой обратной связи на пьезоэлектрическое
устройство а необходимого ян осуществления этих перемещений, строят
изображение микрорельефа поверхности (рис. 2.20).
В зависимости от уровня сближения поверхностей иглы и исследи еыого
Лг ХМ Шдбртагше довдяшрега (10x10 идем) агаззроазобной
лтгпт, яешукимрс «столам АСМ
объекта ЛСМ работают в бесконтактном и контактном режимах
Бесконтактный режим реализуется при таком сближении, когда между иглой и по-
*Р**0сгш существуют седы притяжения Суммарное як значение
соответствует ориблюителыю НГ* II При контактном режиме возникают силы
тталкивамия, а острие иглы находится в состояния мягкого -физического
контакта" с образцом.
Метад применяй дяя ктумеиия топографии поверхностей любых тверд**
*» независимо от их электропроводности Разрешающая способность ЛСМ
по линейным размерам составляет менее 10 мм.
к «иоввям методам относится также бяюкопольная сканирующая оггти-
****** "«роскояия. Зоюом является '«актовая воронка*, сканирующая
**"****** образам Свет вяиюмоЛобласшсяегтраналравляктгюуз»^
щт> измерен 1*г***жм г1хл**а* дздиа _ 3
диаметром 10 - 30 им. конш воронки на исследуемую поверхность, поса
отражения от которой он попадает т детектор. Нюеиснвность отражением
оптического сигнала регистрируется лгтеюором в каждой точке измерен»
а добор данных, считываемых со всей сканируемой поверхности яоэволя
построить изображение микрорельефа поверхности. Разрешение метода г
линейным размерам составляет около 15 ни при условия, «по расстояш
между источником света и образцом соответствует 5 ям. В процессе сим
ровання это расстояние должно поддерживаться постоянным.
Таким образом, сканирующая зондовая микроскопия - самый сотремся
ный метод изучения субмикрорельефа поверхностей твердых тел, о&шаи
щйй атомарным разрешением. Более того, дм трибологии яреастамяк
интерес такие возможности СЗМ, ник изучение физических свойств тонча
шил поверхностных слоев, исследование процессов трения и изнашивания *
молекулярном уровне, получение данных о механических свойствах гюаер
носхей-
2.7. МЕТОДЫ ИЗМЕРЕНИЯ ФАКТИЧЕСКОЙ ПЛОЩАДИ
КОНТАКТА
Экспериментальное определение фактической плошали контакта (ФГО
относится к одной из наиболее важных я трудных задач трибологиа Э?
явилось причиной разработки большого числа методов измерения ФП1
Наиболее удачная классифнкаиня этих методов предложена В. А Белым <
сотрудниками). Он различает методы, основанные на: селении массоперенс
са между приведенными в контакт телами; передаче и переносе эмерло
деформации неровностей и сближении контактирующих тел.
Рассмотрим методы, относящиеся, согласно приведенной классификация
к первой группе.
Метод красок. На поверхности одного из сопрягаемых тел наносжт езо!
краски и приводят в контакт с другим телом. После их разьединения на по
верхности второго тела наблюдаются пятна перенесенной краски По разме
Рим, форме и числу пятен можно судить о ФГОС
Основным недостатком метода явппетеш низка* точность измерения Для
повышения точности необходимо обеспечение равнотолшиииости и
возможен меньшей толщины пленки краски. Пленка должна быть тоньше средней
высоты микровыступов. В противном случае искажается микрогеометрия
поверхности, а отпечаток соответствует ж фактической атошади контакта, а
контурной. Это особенно характерно зля гладких поверхностей, Стремление
к «нкимизации толщины пленки краски я свою очередь приводит к возник*
Но*снию трудностей обнаружения и измерения пятен отпечатка (пятен
*ЛК), Поэтому ш краску добавляют тоиинофоры, а величину ФПК опреле-
-1*107 по интенсивности свечения, фиксируемого фотометром.
58
ГЕОМЕТРИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН
Метод угольных гиенок. Поверхность одного из сопрягаемых тел
покрывают распылением в вакууме угольной пленкой толщиной 0,3 мкм. Затем оба
тела приводят в контакт, прикладывают норма,!ьную нагрузку и смещают
одно относительно другого на I - 2 мкм. Хрупкая угольная пленка в
областях фактического контакта разрушается. Разрушенные участки угольной
пленки свидетельствуют о размерах и количестве пятен фактического
контакта. Метод применим для оценки Л, не только шероховатых, но и гладких
поверхностей, однако дает завышенные значения измеряемой величины.
Вместо угольной пленки используют также серебряные, наносимые электро-
осажденнем.
Метод рийтчистивных изотопов. Слой радиоактивного вещества
наносят на поверхность одного тела н приводят в контакт с другим телом. На
поверхность последнего переносится радиоактивное вещество. Оно
локализуется на вершинах вступающих в контакт неровностей. Фиксируют
излучение с помощью авто радиографии. По интенсивности излучения и его
распределению оо поверхности судят о числе и размерах единичных пятен
контакта, а также о величине ФПК. В качестве радиоактивного вещества
применяют, например, раствор хлористого цинка, содержащий изотоп 2л*5. Основной
недостаток - трудность тарировки и зависимость результатов измерений от
времени экспозиции.
К рассматриваемой группе относится также метод, основанный на
измерении расхода газа или жидкости, протекающих через зазор между
контактирующими телами.
Для всех методов, основанных на массопереносе, характерна низкая
точность измерения, возможность применения только для неподвижного
контакта шероховатых тел, трудности получения тонкослойных покрытий
одинаковой толщины
Ко второй группе относятся методы измерения ФПК по электро- и
теплопроводности контакта, ультразвуковой и оптические методы.
Метод измерения электропроводности контакта Через два
приведенных в контакт тепа протекают электрический ток, величина которого не
должна превышать предельное значение, при котором происходит разогрев
достает* и не соблюдается закон Ома. По величине тока и приложенному
напряжению определяют электрическое сопротивление и фактическую
площадь контакта- Для этого метода характерна низкая точность измерения,
поскольку сопротивление контакта равно сумме сопротивления растекания.
обуезрвяеаного размерами контурной площади, и ситочного сопротивления,
зависящего от часта и размеров пятен ФПК.
К недостаткам метода относится также ограниченная область
применения - соорягаемые тела «важны быть хзектропровелнымн Метод применим
лм измерения ФПК скользящего контакта» однако требует тарировки други-
Методы измерения фактической площади контакта
59
ми методами. Для расчета ФПК необходимо знать число единичных пятен
контакта.
Метод измерения теплопроводности контакта По преимуществам и
недостаткам этот метод существенно не отличается от метода измерения
ФПК по электропроводности контакта. Отличие ах состоит в том, что в
одном случае роль физического зонда выполняет электропроводность, а в
другом - теплопроводность-
Акустический метод. Основан на явлении распространения упругих
волн, в частности ультразвуковых, в объеме твердого тела. Мерой ФПК
является коэффициент отражения волны от границы раздела сопрягаемых тел,
рассчитываемый как отношение энергии отраженной к энергии падающей
волны.
Метод реализуется следующим образом. На неподвижном образце пары
трения устанавливается пьезоэлемент, например, из титаната бария, который
может служить одновременно источником и приемником ультразвуковых
волн. Излучаемая пьезоэлементом ультразвуковая волка распространяется в
объеме неподвижного образца. При достижении пятна фактического
контакта часть волны отражается и попадает на пьезоэлемент. Возникающий при
этом электрический сигнал усиливается и фиксируется регистрирующим
прибором. Чем выше энергия отраженного сигнала, тем больше суммарная
площадь пятен фактического контакта. Волна, проходящая область, где
отсутствует непосредственный контакт поверхностей сопрягаемых тел.
рассеивается в воздушном зазоре. Энергия отраженной волны в этой области
близка к нулю.
Воздействие ультразвуковой волны может привести к изменению
структуры контактирующих тел, поэтому плотность энергии ее не должна
превышать 10 Вт/м2. Метод позволяет измерять ФПК оптически непрозрачных
тел, находящихся в динамическом контакте. Однако он обладает и рядом
недостатков. Наиболее существенными из них являются рассеяние
ультразвуковых колебаний на неровностях поверхности я зависимость результатов
измерений от фрикционного нагрева сопрягаемых тел и структурной
перестройки их поверхностных слоев в процессе трения. Эти недостатки могут
явиться источником существенной ошибки измерений ФПК и требуют
применения компенсационных схем либо введения поправочных
коэффициентов.
Более распространенными и наглядными являются оптические методы
определения ФПК. Они позволяют получать данные о размерах, форме и
количестве пятен контакта и обеспечивают высокую точность измерения
Метод прозрачных моделей Два оптически прозрачных образца
приводятся в контакт и через них перпендикулярно к шюскостн контакта
пропускается пучок параллельных лучей света. Лучи проходят пятна фактического
контакта без преломления, попадая на приемник фотометра либо объектив
60
ГЕОМЕТРИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН
/ Схема определения ФПК метолом
лного внутреннего отражения
микроскопа. На остальных участках контакта лучи попадают в воздушный
шор (менее плотна» среда) к, отклоняясь от первоначального направления,
рассеиваются. В результате в поле зрения микроскопа можно наблюдать ярко
светящиеся пятна ( пятна фактического контакта неровностей) на сером фоне.
Метод годится для модельных исследований статического и
динамического контакта шероховатых поверхностей. Для контакта гладких
поверхностей он дает завышенные значения ФПК.
Метод Мсхау. Основан на
явлении нарушения полного
внутреннего отражения света на
пятнах фактического контакта
оптически прозрачного образца с
непрозрачным. Непрозрачный
образец 1 (рис. 2.21) прижимается к
гладкой стеклянной призме 2.
Свет от источника 3 направляется
на конденсор 4 и от него
параллельным пучком попадает на
границу раздела образцов I н 2.
Угол, под которым направляется
пучок света, должен быть больше предельного, т. е. должно обеспечиваться
полное внутреннее отражение. Отраженный свет разделяется
полупрозрачной пластинкой 6 на два пучка, один из которых направляется в объектив
микроскопа Г, а второй - на регистрирующий элемент 5 (фотопластинка,
фотоэлемент, люксметр).
На участках фактического контакта свет рассеивается, и в поле зрения
микроскопа эти участки видны как гемные пятна на зеркальном фоне. При
увеличении нагрузки площадь ФПК увеличивается, а световой поток,
попадающий на регистрирующий элемент, уменьшается.
Метод обеспечивает получение надежных результатов измерения ФПК
для шероховатых поверхностей, применим для статического и
динамического контактов. Однако он дает завышенные значения измерений для контакта
гладких поверхностей, применим только для контакта тел, одно из которых
является оптически прозрачным я гладким.
К рассматриваемой группе можно отнести также метод, при котором
шероховатое тело приводится в контакт с серебряной пленкой, нанесенной на
поверхность гладкой стеклянной пластинки. В областях контакта пленка и
пластинка деформируются, что наблюдается с помощью метода фазового
контраста
Третья группа включает расчетно-экспериментальные методы
определения ФПК, основанные на результатах измерения сближения двух
контактирующих тел Возможность расчета ФПК по сближению и параметрам мик-
Л
^^^марвния фактической площци «оитцгта
рогеомстрии сопрягаемых тел показана в параграфе 2.5. Рассмотрим методы
определения сближения твердых тел под нагрузкой.
Сближение контактирующих тел при неподвижном контакте можно о*,
ределять с помощью прибора, принципиальная схема которого представлен*
на рис. 2.22.
На станине 3 прибора устанавливается
цилиндрический образец 2% в центральном
отверстии которого размещается трубка 8 и
толкатель 7. С помощью гайки и плоской
пружины б осуществляется натяг трубки.
Приведение в контакт образца 2 с образцом
/ н нагружение вызывают деформацию
неровностей, сближение контактирующих
тел и смещение толкателя 7 вниз. При этом
рычаг 5 поворачивается по часовой
стрелке, что фиксируется показывающим
устройством 4, Такая конструкция прибора
позволяет свести к минимуму ошибку
измерения, вызванную сближением станины
с образцом 2 и его деформацией при
нагружен ин, Минимальное сближение,
фиксируемое прибором, соответствует
0,03 мкм. Поэтому можно полагать, что
прибор применим для оценки ФПК
шероховатых поверхностей.
Измерение сближения в процессе трения осуществляется на образцах
цилиндрической формы, контактирующих плоскими поверхностями. Нагрузка
прикладывается к подвижному образцу, а в неподвижном выполнено
центральное отверстие, в котором установлены трубка и толкатель. При
сближении образцов толкатель сжимает рамку, деформация которой фиксирует»,
например, тензометрическим способом. По деформации рамки судят о
сближении образцов.
Третья группа методов наименее распространена при изучении ФПК,
поскольку не дает сведений о размерах, форме и числе пятен фактического
контакта, требует измерения параметров шероховатости и проведения расче-
тов. В итоге точность определения ФПК снижается.
Рис. 2.22. Схема прибора для о
ясния сближения сопряженных п<
ностей
3
ТРЕНИЕ СКОЛЬЖЕНИЯ
ПРИ ОТСУТСТВИИ
СМАЗОЧНОГО МАТЕРИАЛА
Трение — неизменный спутник работы всех подвижных сопряжений. Оно
сопровождается рассеянием подводимой к трибосистеме либо запасенной ею
энергии. В технике трение играет как положительную, так и отрицательную
роль. Положительная роль трения проявляется во фрикционных устройствах,
ременных передачах, резьбовых и неподвижных с натягом соединениях.
Благодаря трению возможны перемещение транспорта и управление им.
Отрицательную роль трения можно рассматривать в двух аспектах.
Первый из них заключается в том, что на преодоление трения расходуется
энергия. В технически развитых странах потери энергии на трение соответствуют
5 % национального дохода. Вторым, более ощутимым аспектом является то,
что трение практически всегда вызывает износ элементов трибосистемы.
3.1. ВИДЫ ТРЕНИЯ В УЗЛАХ МАШИН
Трение - это явление сопротивления относительному перемещению,
возникающее между двумя телами в зонах соприкосновения их поверхностей по
касательному к ним направлению. Усилие, необходимое для преодоления
сопротивления, называется силой трения. Отношение силы трения между
двумя телами к нормальной силе, прижимающей данные тела друг к другу>
называется коэффициентом трення.
По кинематическому признаку различают трение покоя, скольжения,
верчения и качения. Трение покоя представляет собой сопротивление
контактирующих тел их относительному перемещению, наблюдаемое при
приложении нормальной и касательной нагрузок, не вызывающих изменения
координат и разрушения пятен фактического контакта. В этом случае вершины
контактирующих выступов не смещаются одна относительно другой. При
трении покоя возможно относительное смещение контактирующих тел,
вызванное деформацией контактирующих неровностей и в меньшей степени
объемной деформацией этих тел. Этот вид трения имеет место в муФтаХ
сцепления, фрикционных устройствах, ременных передачах.
Трение скольжения наблюдается при относительном перемещении
контактирующих тел и сопровождается постоянной сменой выступов поверхно-
Виды трения в узлах машин
63
Рис. $.1. Схемы контакта тел при трении
скольжения (о), верчения (б), качения (в)
сти трения, вступающих в контакт.
При трении скольжения сопрягаемые
тела перемещаются так, что векторы
скоростей на каждом общем участке
контакта различны по модулю или
направлению (рис. 3.1, а). Реализуется
этот вид трения в парах
направляющая - суппорт, вал - вкладыш,
поршень - втулка.
Трение верчения (рис. 3.1,6)
имеет место в опорах часовых
механизмов, ограночных дисков, веретен.
Характеризуется тем, что площадь
обеих поверхностей трения одинакова, а скорости относительного
перемещения различных точек этих поверхностей различны, зависят от их удаления
от центра контактной площадки и находятся в интервале 0 - Ущ^ .
Трение качения - это сопротивление взаимному перемещению
контактирующих тел, при повороте одного из которых относительно мгновенной
или постоянной оси в контакт вступают новые участки поверхностей трения,
а относительная скорость различных точек этого тела определяется их
удалением от контактной площадки (рис. 3.1, в). Этот вид трения реализуется в
подшипниках качения, парах колесо - рельс железнодорожного транспорта,
ролик - транспортирующая лента конвейерных систем, винтовых парах
качения. Вследствие упругости реальных тел их контакт представляет собой
не точку или линию, а площадку конечных размеров. Поэтому качение
сопровождается, как правило, проскальзыванием.
В зависимости от наличия слоя, разделяющего контактирующие
поверхности, различают: трение без смазочного материала, граничное трение,
жидкостное и газодинамическое.
Трение без смазочного материала реализуется в том случае, когда
сопрягаемые поверхности покрыты только оксидными пленками или
адсорбированными пленками воды и газа, и имеет место в тормозах, фрикционных
передачах и узлах трения, где недопустимо использование смазочных
материалов (машины текстильной, пищевой, химической промышленности) либо
их применение невозможно вследствие высокой температуры в зоне
контакта. Обычно для узлов трения, работающих без смазочных материалов, одно
из тел трения изготавливают из композита, содержащего твердое
смазывающее вещество (дисульфид молибдена, диселенид вольфрама, графит) или
пластичные металлы. Твердые смазочные материалы, обладая слоистой
структурой и низким сопротивлением сдвигу, снижают силу трения и
интенсивность изнашивания трущихся тел.
Граничное трение возникает тогда, когда поверхности трущихся тел
разделены граничным слоем толщиной 0,01 -0,1 мкм. Граничный слой со-
64
ТР5НИ5 ГИЧ4 ОТСУТСТВИИ СД&АЗРЧНОГО МАТЕРИАЛА
вещ?
оксидов, вояьй адсорбдоовавшнхся газов, загрязнений й смазочных
| Смазочный материал образует на поверхности трения кввзикри-
стазлическую етрукт>р\ и благодаря зтом\ может выдерживать без разрчщ^,
нна высокие давленая. Наличие граничного сдоя на поверхностях тругцихся
веа может привести к снижению коэффициента трения почти на порядок,
Реализуется этот вид треняя в янзксшкоростных узлах трения, узлах с
разовое или обсдненио* полачеа смазочного материала в зону трения, а также
к*р*ьтервоуггся тем, что трущиеся поверхность
злелеаяа слоем смазочной жидкости, находящийся под давлением, которое
{вязкостью) жидкости и складывается
слоев масла относительно друг друга по
толст природы сопрягаемых тел. Различают два
а гидростатическое. Прн гиб-
|в смазочном слое, разделяющем тр\тциеся
тела, создаётся за счет подача* масла в зот трения под давлением извне,
например насосом Гцдрэдишшхческое трение имеет место лишь прн
высоких скоростях скольжения, когда смазывающая жидкость вовлекается в су-
между трущимися телами и создает подъемную силу, лрав-
нагрузку и вес вращающегося тела. В против*
случае вввблюдаетса переход от жидкостного к граничному трению.
реализуется в играх трения вал - подгпипник сколъже-
ввж шгунжвр ~ втузвиа, яшшндр - поршень гвщравлических устройств и т. д.
Т\рш газолина мягчееком трении поверхности разделены слоем газа
Реализуется данный вал тренкя в высокоскоростных чалах с высокой точностью
пар трения, применяемых в ультраиентрифлтах.
приборввх.
\ зависимости от вида треняя коэффициент трения может изменяться в
[лах (табл. 3.1).
~тшоХвдеффвэтеяттревив прн рхздняаых видах треняя
ви трс^в» Коэффициент трения
I 0,05-0.2
вввввк
«чем»» [■ВВВВешдочного материала
хтошааспж образованием а разрушением вдге-
связев между поверхностями соприкасающихся выступов В зави
сю*°^ш тор* ™ пР°исх°лит разр> шеивж ~ на границе раздела выступов
ее
Теории внешнего трения твердью тел та
ил» по объему поверхностного слоя одного из трущихся тел, различают
внутреннее и внешнее трение.
Внешнее трение имеет место тогда, когда прочность адгезионных связей
меньше когезионной прочности поверхностных слоев обоих трущихся тел.
т. е. когда механические свойства этих тел увеличиваются по мере удаления
от поверхности трения В этом случае сдвиг будет происходить по границе
контактирующих выступов. Внешнее трение характеризуется низким
коэффициентом трения, дискретным характером разрушения и перемещением
материала в направлении, перпендикулярном к поверхности трения.
Наблюдается в большинстве применяемых в технике кинематических пар.
Внутреннее трение наблюдается при условии, если прочность
адгезионных связей больше когезионной прочности одного из трущихся тел. При
этом сдвиг происходит в объеме поверхностного слоя, реализуется
послойное смещение материала в направлении скольжения м происходит
непрерывное превращение механической энергии, расходуемой на преодоление
трения, в теплоту. Внутреннее трение имеет место при обработке металлов
давлением, волочении проволоки, фрикционном нагреве элементов пары трения
Ж) температуры, близкой к температуре плавления, и т. д.
3.2. ТЕОРИИ ВНЕШНЕГО ТРЕНИЯ ТВЕРДЫХ ТЕЛ
В последние годы разработан ряд теорий трения при этом в основу
каждой положено то или иное явление, доминирующее на фрикционном
контакте Рассмотрим некоторые из них
Адгезионная теория трения. Основана на выдвинутом Ф Боуденом и
Д ТеЯбором положении о том, что вступающие з контакт; неровности
образуют "мостики сварки* благодаря адгезии на пятнах их контакта. Сила
трения Г обусловлена сопротивлением разрлтпенню этих мостиков при
относительном перемещении контактирующих тел:
/"= —Л\
иа\
Пе т - напряжение среза мостиков сварки; с — постоянная приблизительно
равная 3;<тт- предел текучести более мягкого материала пары трения.
В зависимости от свойств гонггактирукшдах материалов срез мостиков
сварки может гпюнеходить по границе раздела неровностей или по более
мягкому материалу. Очевидно, что сила и коэффициент трения опрелеляют-
ся физическими и механическими свойствами трущихся тех Чем выл» силы
взаимодействия между контактирующими неровностями и прочность
материалов пары трения, тем больше сила трения. С увеличением нормальной
нагрузки растут пластическая деформация контакпфукшшх выступов и
5 3и 5519
66
ТРЕНИЕ ПРИ ОТСУТСТВИИ СМАЗОЧНОГО МАТЕРИАЛА
сближение те* трени* В оезутьгатв увеличиваются размеры й число
^мостиков сааряяГ, что еопровождается ростом силы трения. Следовательно,
сила треки* растет пропорционально площади фактического контакта.
Справедливость адгезионной теории подтвержлается результатами
экспериментальных иссле дованпй Ф. Боудена, А. Чью га. сущность которых
сводится к стелющему. С увеличением содержания кислорода в вакуумной
камере коэффициент трения металлов уменьшается* поскольку поверхности
трения покрываются оксидными пленками, которые препятствуют
образованию прочных адгезионных связей и сами облазают низким сопротивлением
срезу. Адгезионная природа трения подтверждается также появлением на
поверхностях трения вырывов материала - следов разрушения мостиков
сваохи
Авторы этой теории допускают, что часть работы трения расходуется на
>тф>тоа1аетическ\ю деформацию более мягкого материала твердыми не-
ровностями. При этом "пропахивающая" составляющая силы трения про-
поршюналъна диаметру образовавшейся канавки в степени, равной 3. Эта
составляющая силы трения, по их мнению, незначительна.
Основным недостатком адгезионной теории является недооценка
механически составляющей трения, которая может играть основную роль при тре*
ням шероховатых тел . а также тех разделенных слоем оксидов или
смазочного материала
Молекулярная теория трения. Впервые была прехтожена И. Дезаполье
в 1734 г., а развитие получила в XX в, в трудах В. Гарди, Г. Томлинсона.
Ь. В. Деряшна. В ее основе лежит положение о том. что трение обусловлено
силами межмолекулярного или межатомного взаимодействия приведенных в
контакт тел. При трении молекулы, расположенные на вершинах вступаю-
вив в контакт неровностей, сближаются настолько, что возникают силы
отталкивания. По мере их удаления, вызванного смешением тел
возникают силы притяжения, препятствующие разрыву образо-
[связей. Совокупность таких взаимодействий между парами
молекул контактирующих выступов обуславливает сопротивление взаимному
перемещению трущихся тел. Таким образом, при скольжении поверхностей
происходят непрерывная смена пар молекул, уравновешиваюших нормаль-
вое давление, что сопровождается рассеянием энергии. Сила трения
рассчитывается по формуле В В Дерягима
- шиффмиввят трении, в, - равнодействующая молекулярного притя-
жеиия ив е.ввии1Г пвошалм фактического коитактв.
В молеялдяряс* теории треккя, как и в адгезионной, недоопенивается
вклад механической составляющей треивв\ обусловленной сопротивление*-
Теории анешнего трения таездых та
67
материала перемещению внедрившихся в его объем неровностей
Применима эта теории в основном для трения абсолютно жестких гладких
полированных поверхностей.
Молекулярно-кннетнческая теория трения. Разработана Г. М. Бартне-
вым на основе гипотезы о природе трения резины, предложенной А Шалло-
махом. Авторы полагают, что эта теория применима для всех твердых
полимеров.
Сущность ее заключается в следующем. Цепь макромолекулы
контактирует с поверхностью сопряженного тела в данной точке ограниченное время,
а затем перескакивает в другую точку. Время контактирования (оседлой
жизни) цепей макромолекулы определяется ее тепловым движением и
рассчитывается по формуле:
г='.ец/—К
где & - постоянная, равная 10" с; Г- величина энергетического барьера; к -
постоянная Больцмана; Г- абсолютная температура.
При отсутствии внешней силы вероятность перескока цепи в любом
направлении одинакова, а приложение тангенциальной силы снижает
потенциальный барьер и увеличивает вероятность перескока в направлении вектора
скорости. Сила трения в этом случае растет с увеличением скорости
скольжения, числа цепей молекул» находящихся в контакте с сопрягаемым телом,
энергетического барьера, а также зависит от температуры и молекулярных
констант полимера.
В дальнейшем эту теорию развил А. В. Рогачев. предложивший
релаксационную модель трения полимеров по металлу. Установлено, что сила
трения определяется числом адгезионных связей А, и активных центров
молекул /V, способных образовать такую связь при встрече с активным участком
поверхности металла. Числа \а ят Л' зависят от концентрации активного
наполнителя в композиционном материале, а также от скорости а
направленности протекания трибохимическнх реакций на пятнах фактического
контакта, способствчюших изменению чиста активных центров молекул.
Энергетическая теория трения. Основывается на положении о том. что
затрачиваемая при трении энергия расходуется на тепловые» механические и
электрические явления, а также на химические процессы, имеющие место в
зоне контакта трущихся тел. Б. И. Костецкнм установлено, что работа сил
трения
где () - количество выделившейся при трении теплоты; ^-энергия,
затраченная на деформацию и скольжение в граничном слое; Л Шш - приращение
б8 ТРЕНИЕ ПРИ ОТСУТСТВИИ СМАЗОЧНОГО МАТЕРИАЛ
внутренней энергии трибосистемы; Д^„- приращение поверхностной
энергии; Я4 ~ энергия диссипации (внешнего рассеяния). Калориметрические
исследования и расчеты показали, что около 90% работы сил трения
трансформируется в теплоту.
Изучение связи силы трения с поверхностной энергией показало, что
выбор пар трения должен осуществляться с учетом отношения поверхностной
энергии материала 1Уп к эффективному напряжению на контакте р=сат. Если
отношение Фп/р минимально, материал обладает хорошими
антифрикционными свойствами, О связи процесса трения с поверхностной энергией
сопрягаемых тел свидетельствуют результаты исследований полимерных
материалов, в частности полиэтилена. Установлено, что при замещении атомов
водорода фтором поверхностная энергия полимера снижается. При этом
полимер будет обладать более низким коэффициентом трения. Замещение
водорода хлором способствует росту как поверхностной энергии, так и
коэффициента трения.
Молекулярно-механическая теория трения. Разработана И. В. Кра-
гельским. Согласно этой теории, трение имеет двойственную природу:
молекулярную и механическую, т. е. трение обусловлено преодолением сил
молекулярного взаимодействия на пятнах фактического контакта и
сопротивлением деформируемого материала перемещению внедрившихся в его объем
неровностей более жесткого тела. Следовательно, сила трения должна
состоять из молекулярной Ра и механической В* составляющих. Рассмотрим
вначале молекулярную составляющую.
Силы молекулярного взаимодействия на пятне контакта АВ (рис. 3.2, а)
вызывают образование фрикционных
связей. Для относительного перемещения
\ #1 контактирующих тел необходимо преодо-
\ Вг\ ление сил молекулярного взаимодействия
\ 4 / и разрыв молекулярных связей. По мере
*' — а перемещения неровности разрыв одних
(старых) связей сопровождается
образованием других. Следовательно, трение
представляет собой непрерывный
процесс разрушения и возобновления
молекулярных связей на пятнах контакта
^^^^^^^^^^И Очевидно, что чем больше число пяте
^ контакта и их размеры, тем выше должн
быть усилие, необходимое для относи
тельного перемещения контактируют**
^ж^4'**""* ***"**■•■ тел. Следовательно, сила трения Ра~Лг
го материала при скольжении по его г. «.«иы гил взай'
поверхности >иедр«»ШеГос, выступа? В завйСИМ0С™ от величины сил в
а~«цс&жг.я-м**сверху модействия на пятнах контакта разру
Теории внешнего трения твердых тел
в
ние фрикционных связей может происходить по поверхности раздела мате
риалов (на рис. 3.2, а по линии АВ) либо по объему более мягкого материала
В последнем случае имеет место явление схватывания, сопровождающее^
интенсивным разрушением материала и необходимостью приложения бот
шой тангенциальной силы для преодоления трения. Реализуется так иазь
ваемое внутреннее трение. Для исключения явления схватывания прочное?
адгезионных соединений должна быть ниже когезиоиной прочности боле
мягкого материала пары трения. Следовательно, для реализации нормально
го внешнего трения должно выполняться предложенное Й. В. Крагельски
правило положительного градиента механических свойств по глубцне
где т - разрушающее напряжение сдвига; г - координата, перпендикулярна
поверхности трения.
Правило положительного градиента в реальных парах трения реализуете
благодаря наличию между контактирующими телами пленки, состоящей и
оксидов, смазочных материалов, адсорбированных газов и жидкостей, час
тиц разрушенного деформированного материала тел трения. Эта пленка на
зывается третьим телом. Процесс трения в большей мере обусловлен свойст
вами третьего тела, чем исходных материалов.
Вторая составляющая силы трения - деформационная - обусловлена со
противлением деформированию материала, прилегающего к внедрившимс!
неровностям движущегося контртела. Внедрившаяся в поверхностный сло|
одного тела жесткая микронеровность другого тела при приложении каса]
тельной нагрузки будет деформировать этот слой (см. рис. 3.2). Вперед»
неровности образуется волна (валик) деформируемого материала, а по краям
материал оттесняется в стороны. Под неровностью материал подминается,
образуются канавки, глубина которых составляет доли микрометра. Высота
валика впереди неровности тем выше, чем прочнее адгезионная связь на
участке АВ, пластичнее деформируемый материал и глубже внедрение
неровности. Существование валика экспериментально зафиксировано в 1961 г.
в исследованиях Р. Куртеля и И. В. Крагельского.
Сила сопротивления перемещению контртела, обусловленная
деформированием материала поверхностного слоя микронеровностями, представляет
собой механическую составляющую силы трения Р+ При упругом контакте
Р^ обусловлена в основном несовершенной упругостью деформируемого
материала, т. е. гистерезиснымн потерями. При пластическом (напряжения в
отдельных зонах контакта могут превышать предел текучести материала) Р*
обусловлена сопротивлением деформируемого материала пластическому
оттеснению и образованию дорожки трения. Молекулярная и
деформационная составляющие оказывают взаимное влияние друг на друга.
"ж.
I 11 к | Щщ^щму т I *г
оуяь /Ш0г*ет зй&кчщммгхъ
ТРЕНИЕ ПРИ ОТСУТСТВИИ СМАЗОЧНОГО МАТЕРИАЛ
а а ш
« ' •
о
>илм разрушения фрикционных свякгй
климс&кпе оттеснение, л ии*р»рс мине. *- щи оионнос
■ИШкМ,лВРе'им»***м тшимс материала
В зависимости от глубины относительного внедрения И/Я, неровности и
прочности адгезионной связи т /0 различают пять видов разрушения
фрикционной связи. Упругое оттеснение материала (рис. 3.3, а) имеет место,
когда возникающие в контакте напряжения не превышают предел текучести
сформируемого материала. Пластическое оттеснение (рис. 3.3, б) проис
Напряжений, по величине равных ил|
гтериала, который способен обтекать б
эсть. Микрорешние или срез материала
■Щй наблюдается при разрушающих
- — — о
ходит при достижении контактных напряжений, по величине равных или
превышающих чос1С1 текучести
виде стружки при одно»
пленок (рис. 3.3* /) набл!
их разрушение происход
Это разрушение требу ел
фрикционной связи. наС
вождаюшееся глубинны
ю (рис ^^^^^^^^^^^^^^^^^^^^^^^
пряжений, приводящих к отделению материалу
ртном проходе выступа. Адгезионное разрушен
аается при таком виде фрикционных связей, когда
г по той же границе, по которой они образовали
незначительных усилий. Когезионное разру***ен
юдаемое при схватывании поверх постов и соп"
вырыванием (рис. 3,3, <?), возникает, когда пр
"•^ адгезионной связи выше вогезионной прочности деформируй010
материала
* реальных телах выступы поверхностей фения имеют разную высоту
Иогтому напряжения «в единичных пятнах контакта одной и той же парь
I могут различаться более чем на порядок, возможны р&РУш*н"*°
ных и других пленок на отдельных наиболее нагруженных участках. и
сльио. в зоне контакта могут реализоваться одновременно "есК°Я*
*ов разрушения фрикционных связей, при этом степень проявлен** ка
то и, них различна. Очевидно, что коэффициент трения будет опр**1**1
тл. какой и * вилон разрушения святей доминирует. При упругом <****
Расчет коэффициента трения
П
нении и схватывании пленок /принимает минимальное значение, при
схватывании поверхностей - максимальное.
Рассмотрим условия перехода от одного вида нарушения фрикционных
связей к другому.
Переход от упругого к пластическому оттеснению наблюдается, когда
И/К > 0,0! для стали и И/Я > 0,0001 для цветных металлов. При повторном
нагружеиии нагрузка, меньшая или равная начальной, вызываем упругое
деформирование, так как происходит наклеп и округление (увеличение Я)
неровностей. Для скользящего контакта переход от упругого к
пластическому деформированию наблюдается при
где к - коэффициент» изменяющийся в зависимости от принятой теории
прочности от 1,5 до 3.
Переход от пластического оттеснения к микрорезанию наблюдается
при И/В. > 0,1, когда в зоне контакта отсутствует смазочный материал При
наличии идеального смазочного материала Н/Н > 0,3 Переход к
микрорезанию характеризует фактически переход от внешнего трения к внутреннему
В зависимости от соотношения между прочностями пленки и основного
материала может иметь место четвертый или пятый вид фрикционной связи.
Если прочность пленки меньше прочности основного материала, реализуется
четвертый вид - схватывание пленок, в противном случае - пятый вид.
Переход от четвертого вида к пятому зависит от знака градиента механических
свойств сН/сЬ. Когда реализуется правило положительного градиента с1х/ск>
> 0, то наблюдается схватывание пленок. При сН/ск <0 наблюдается
схватывание основного материала. Если скорость образования пленок на
поверхностях трения ниже скорости их разрушения, то наступает момент, когда
происходит схватывание, сопровождающееся глубинным вырыванием Роль
пленки может играть слой оксидов, смазочного материала,
адсорбировавшихся газов или влаги, либо размягченный под действием вспышек
температуры тонкий слой основного материала.
%А. РАСЧЕТ КОЭФФИЦИЕНТА ТРЕНИЯ
Рассмотрим контакт единичной микронеровности, моделируемой
цилиндром, с пластическим полупространством (рис. 3.4). Пусть на цилиндр
действует нормальная А^ н касательная Г нагрузки. На элементарной площадке
с1А эти силы вызывают нормальные о и касательные т напряжения. Проекция
силы Оси на ось г с1Ы\ *<7 00ву<&4, а силы хйА на эту ось <$Ы * Xш у с1А.
б. Зак. 5519!
трение при отсутствии смлэомного материала
Рис 3.4, Схема взаимодействия цилиндрической мик-
ронеровностн с пластически деформируемым
полупространством
Результирующая этих сил
<Ш-<ШХ - №у ~0(Мсо$у-хс1Ашу .
Знак '* ■* в этой формуле означает, что силы <ШХ и (Ш2 направлены в про-
ивопшюжные стороны. Пусть 4А сову = ЛАу и йА $ш у = 4Аш есть величины
проекций элементарной площадки на осях .у и г соответственно. Тогда
№*а4Ау-х<1Лг. (ЗА)
Аналогично получим проекции силы аёЛ и г с/4 на ось у
<#**4Г,+4!Р2 *а4Лту + тоИсозу
с^2+т<*4..
(3.2)
интегрируя (3 ПиП")\ ЙА х
пространством, получим площадке контакта неровности с полу-
Мт*Л»-тЛ.
Ъ*Ал
I аЛу\
Р*п
♦ТЛу по А
Ы
Ах, <х
Расчет коэффициента трения
75
Коэффициент трения единичной неровности по поверхности пластичного
тела
Г т/о + Аг/Ау
(3.3)
Глубина внедрения неровности при пластическом контакте в 10 100 раз
меньше ее радиуса. Поэтому Аш будет также несоизмеримо мала по
сравнению с Ау При внешнем трении т по величине также меньше, чем о.
Следовать А
«1. Учитывая это, формулу (3.3) можно записать
тельно, величина
в виде
ст А
с* Ау
(за:
В этой формуле т/а является молекулярной составляющей коэффициента
трения То* Она возникает как результат преодоления сопротивления сдвигу
контактирующих тел, вызванного молекулярным взаимодействием.
Касательные напряжения, необходимые для разрушения фрикционной связи:
т = т0 + (За,
(3.5)
где То - сопротивление срезу при отсутствии нормальных напряжений; $ -
пьезокоэффициент, характеризующий упрочнение адгезионной связи под
действием нормальных напряжений. Величины т(1 и (3 определяются
наличием пленок на поверхностях сопрягаемых тел, а а зависит от нагрузки,
геометрии поверхностей и механических свойств материалов пары трения.
Второе слагаемое в формуле (3.4)
являете! механической, или
деформационной составляющей коэффициента
фения //. При моделировании
неровности цилиндром (рис 3.5), высота
которого Д а радиус Я проекции площадки
контакта: <
рис. 3.3. Схема площадки контакта цилиндра
с полупространством
АУ*Ы2КЫ
ТРЕНИЕ ПРИ ОТСУТСТВИИ СМАЗОЧНОГО МАТЕРИАЛА
Тогда деформационная составляющая коэффициента трения
(3.6)
При моделировании неровности сферой /^ = 0,55,
Деформационная составляющая коэффициента трения при упругопласти-
ческом контакте зависит от коэффициента гистерезисных потерь 0< а8 < 1.
При чисто упругом контакте а?х0, при пластическом ося =1. Для упругопла-
стического контакта сферы с плоскостью
/^= 0,55а ^
Для шероховатой поверхности в целом взаимодействие выступов
суммируется с учетом их распределения по высоте. Тогда на основании (3.4) -
(3.6) выражение для коэффициента трения можно записать в следующем
виде:
/ = 1. + /} + Ч^ , (3.7)
где к - коэффициент, зависящий от шероховатости поверхности, для
наиболее типичных видов обработки поверхностей, распространенных в
машиностроении, к = 0,44; а - сближение поверхностей. При пластическом контакте
в формуле (3.7) принимается а = НВ ; сближение а
2* Vе
ЛСЬНВ)
Таким образом, коэффициент трения представляет собой сумму
молекулярной и механической составляющих. Если материал на пятнах контакта
деформируется в основном упруго, значение / зависит от молекулярного
взаимодействия. При пластическом контакте существенную роль оказывает
деформационная составляющая.
Факторы, влияющие на коэффициент трения 77
Упругий ' Пластически^
3.5. ФАКТОРЫ, ВЛИЯЮЩИЕ НА КОЭФФИЦИЕНТ ТРЕНИЯ
Коэффициент трения является функцией ряда факторов, определяющих
условия работы лары трения: нагрузки, скорости скольжения, наличия
пленок на поверхностях трения контактирующих тел, микрогеометрии
поверхностей этих тел, условий теплоотвода и т. п. Рассмотрим некоторые из них.
Нормальная нагрузка. Влияние на- .
грузки N на коэффициент трения зависит
от вида контактного взаимодействия -
упругого или пластического. В общем
случае зависимость .Д#) немонотонна
(рис. 3.6). Положение минимума этой
кривой зависит от соотношения молекулярной
и механической составляющих. При
увеличении отношения [а/ {<* минимум кривой в 2 * ^ - _
•/а '■ * **"""" рцс з.б. Общий вид зависимости коэф-
смещается в область меньших значений N. фицнента трения от нагрузки
В области малых нагрузок (левая ветвь
кривой) реализуется преимущественно упругий контакт и
значение/определяется в основном молекулярной составляющей коэффициента трения.
Уменьшение коэффициента трения с ростом N обусловлено тем, что N растет
быстрее, чем вызываемое этим ростом увеличение площади фактического
контакта, и как следствие - силы трения. Другими словами, увеличение
нагрузки в три раза влечет за собой рост числа фрикционных связей и их
размеров, а следовательно, и рост суммарного сопротивления сдвигу в меньшее
число раз.
После достижения минимума/реализуется в основном пластический
контакт. При этом давление на пятнах фактического контакта становится
равным твердости более мягкого материала и не зависит в дальнейшем от
нагрузки. Следовательно, ^=соп81 и коэффициент трения определяется только
механической составляющей, т. е. глубиной относительного внедрения
выступов соприкасающихся тел. Установлено, что зависимость к/Я от нагрузки
в условиях пластического контакта несущественна: к/Я - Ы1 . Поэтому
наблюдается незначительное увеличение/с ростом N ( правая ветвь кривой на
рис. 3.6). Экспериментальные исследования показали, что в общем случае
описанная зависимость ДЫ) характерна для фрикционного нагружения как
металлов, так и полимеров. Исключение составляет лишь тот случай, когда
нагрузка превышает предельное значение, после достижения которого
возможно повышение температуры и подплавление тончайшего поверхностного
слоя полимера, приводящее к снижению его сопротивления сдвигу и
падению коэффициента трения.
Скорость скольжения. Влияние скорости скольжения V на коэффициент
трения зависит от ряда факторов, в том числе от нагрузки и механических
свойств трущихся тел. В общем случае зависимость$») имеет два экстрему-
78
ТРЕНИЕ ПРИ ОТСУТСТВИИ СМАЗОЧНОГО МАТЕРИАЛА
ма: макс иму м и минимум
(рис. 3.7). Такой вид кривой
характерен для
несовершенного упругого контакта
С ростом V в области
малых ее значений (участок /
кривой р{) несколько
увеличивается температура на пятнах
ФПК, что способствует смя-
.Лг<Уг4> таю неровностей, увеличению
площади их контакта с контр-
Рис.3.7 Влияние скорости скольжения на ко >ффнци- ТеЛОМ И рОСТу ВЯЗКОГО СОПрО-
ент трения при различном контактном давлении ти&леНИЯ дефорМИрОВаНИЮ. В
зоне контакта не успевает также образоваться защитная пленка достаточной
толщины, и благодаря этому на отдельных участках поверхности трения
возможно микрорезание. В итоге коэффициент трения растет. Очевидно, что
чем выше давление р на контакте, тем меньшая скорость необходима для
достижения максимума/ Если материалы трущихся тел обладают
совершенными упругими свойствами, а изменение температуры мало и не оказывает влияния
на эти свойства, то коэффициент трения не зависит от скорости скольжения.
Падение / при дальнейшем повышении V (участок 11) обусловлено
снижением как молекулярной, так и механической составляющих. Деформации
материала контактирующих выступов при увеличении скорости не успевают
распространяться на значительную глубину, упругопластическое тело ведет
себя как упругое, уменьшаются глубина относительного внедрения
неровностей, размеры и число фрикционных связей.
При высоких скоростях скольжения (участок ///), наряду с характерными
для второго участка явлениями, нагревается значительный слой
деформируемого материала и реализуется в большей мере пластическая деформация.
В итоге возможен рост относительной глубины внедрения неровностей и, как
следствие, некоторое увеличение коэффициента трения.
Четвертый участок кривой (IV) Ду) соответствует интенсивному
разогреву трущихся тел, размягчению по крайней мере одного из них и переходу от
внешнего к внутреннему трению, что и отражается катастрофически
быстрым ростом / Наблюдается так называемое пристенное скольжение.
Зависимость ДуХ соответствующая первым двум участкам кривой, при
нормальном внешнем трении описывается эмпирическим выражением вида
/ = (а, +6,у)ехр(~ с,у)+ й,
где а\ определяется скоростью релаксации напряжений, модулем упругости
и шероховатостью поверхностей трущихся тел, Ьх зависит от вязко-
пластических свойств материалов, а с( является произведением вязкости
контактирующих слоев на декремент затухания колебаний; 4 - константа для
выбранных условий нагружения.
Факторы, вящнощиа т коэффнцнвнг трения
79
■а
? =
А
гсмисрюлрм • юно фриммюнтчи ком
ТемпераIурн я лоне кчт Iакт
трущихся тел. Зависимость
коэффициента внешнего трения от
температуры Тв зоне контакт трущихся юл
немонотонна (рас. 3.8)- Это
обусловлено суммарным эффектом изменения
молекулярной и механической
составляющих коэффициента трения. С
ростом Т снижается /, вследствие
уменьшения твердости материала и
прочности адгезионных соединений
на срез. Это вызывает падение
коэффициента трения. По мере
приближенная к 7(1 падение/заменяется, поскольку уменьшение твердости материшт
способствует росту размеров и числа пятен ФПК.
После достижения некоторого значения Гв вклад /* становится более
ощутимым и увеличение температуры, обеспечивающее рост ЛЯ?,
способствует росту коэффициента трения в целом (пряная ветвь кривой). Положение
минимума кривой Л О зависит от свойств материалов нары трения,
геометрии поверхностей и режимов нагружения. Отметим, что влияние
температуры на коэффициент трения обусловлено не только приведенными причина
ми. При повышенных температурах возможны структурные преооричоинний
поверхностных слоев, повышение их химической активности, образование
новых соединений на поверхности трения и т. и
Влияние температуры на /обусловливает зависимость фрикционных
характеристик узла трения от его конструкции, в частности от коэффициента
взаимного перекрытия кт представляющего собой отношение площадей
поверхностей трения сопрягаемых тел, а также от теплофизических евойстя
этих тел, скорости скольжения и нагрузки.
Микрогеометрия поверхностей
трения. Влияние микрогеометрии на
коэффициент трения зависит от того,
какой вид контакта (упругий или
пластический) является доминирующим.
При упругом контакте зависимость
д/?;) немонотонна ( кривая / на
рис. 3.9).
Увеличение Я, приводит вначале к
снижению плошали фактического
контакта и уменьшению
молекулярной составляющей /,. При
дальнейшем увеличении Я9 радиусы закруг*
/*
Л* 3 9 Вяя
мы* гюкрх»"
11МПКП4 СОНрИГМ*
м|>фиц№1п |рсни»
ирн упруго* (нрнняш I) и ипшяпшпом
(криви 7) кештпкн*
ТРЕНИЕ ПРИ ОТСУТСТВИИ] СМАЗОЧНОГО МАТЕРИАЛА
ленкя вершин неровностей уменьшаются. Это способствует более глубоком)
внедрению их в объем деформируемого материала я увеличению/^ (правая
ветвь кривой / на рис. З.ЭД При атлетическом контакте молекулярная
составляющая трения от вовфогеометрив ее зависит, а механическая растет,
что и обусловливает монотонный рост /при Увеличении /с- ( кривая 2 на
Физико-механнческяе свойства контактирующих тел. Влияние
свойств контактирующих тел на коэффициент трения связано с числом т
прочностью фрикционных связей. Так, при увеличении твердости
сопрягаемых тел уменьшаются глубина относительного внедрения н число
контактирующих неровностей. Это приводит к одновременному уменьшению
молекулярной и механической составляющих трения. Однако уменьшение /т
может быть незначительным в связи с ростом сопротивления срезу
адгезионной связи при >величении твердости- В итоге более существенная зависи-
мостьДНВ) наблюдается при малых
значениях НВ и для контакта
пластичных материалов (кривая / аа
рис. 3.10). Наиболее заметно
влияние твердости на / при
пластическом контакте.
В условиях упругого контакта
коэффициент трения зависит от
модуля упругости контактирующих
тел. С увеличением модуля упруго-
НВ ста уменьшается ФПК и глубина
ШГ относительного внедрения неровно-
Р*с 310 Зависимость коэффициента трения от стен, что уменьшает соответственно
гадости (крива* П к моауя* упр>тоста ( кр«- /т Н /< Н Приводит К ШШенНЮ
коэффициента трения (кривая 2 на
рис.3. Ю).
Существенное влияние на коэффициент трения оказывает природа
контактирующих тел. определяющая энергию (тип) связей на пятнах
фактического контакта, а также наличие на поверхностях трения оксидных пленок и
пленок адсорбированных веществ.
3.6. ТРЕНИЕ ТВЕРДЫХ ТЕЛ В ВАКУУМЕ
Наиболее жесткие условия фрикционного взаимодействия несмазанных
поверхностей реализуются в вакууме. Особенности трения твердых тел в
вакууме связаны с отсутствием окружающей газовой среди в зоне контакта
и сводятся к следующему.
ИявИвв^вИвв^яв^яяв^явшвняяя1ИИ
, ^Ь На гомрхдостях ^кш твердых «л з ввк»ме <ж\1С1в>юг
вмпжтт материалов сопрягаемых «а У аг нра
даеюидався ш ■пвсрхмаста шшн р*зр>дщщ.а, а4в*>7ггищ
ж&аесуа вешестж. способных аодорбировашЕЯ ив воцршшик твемив, ар»
эодйт к шжишшшшкт шх аоссттипавмяи а щашкхх греша. Та*, ввваг
с«не 32ж>>«а 10"* образование моном^аекхдврмой авваки цмштупт за
Х5 с * свж ИГ* - за 70 ч. Отпасши —иухаостя греша я в^шпавиас
газонных адпезмонкых связей меязу трч щкмжл геяавя об м вяввт ттт-
кое значение коэффициента трения.
2. В вак»ме ужесточается техиоаоя режим тренмя. Это обхсвхиемо з;-
545 причинам*. Во-шрзых, асзезсшае >веляченая иоэффаввеата гргвв!
растет тешювызежнне на птах контакта Во-эторых. отсутствует воавес-
паны! отвод тепла от зоны греша, посюашл нетохр*жзюшеЗсрез&Тш-
до отводится только благодаря ташифеюдшхт тру-щнх-с* тез и 1шр*ещ*о
Тепловое вззученае становится ощугамым янь ври выпада, тгипцмпцми
Повышение температуры в зове трения в свою очередь щршштштша*
ванию поверхностей, а при трения металлов возможно!
на участках фактического контакта.
3. Важной особенностью трения в вакууме является
мае яждкмх сатаэочных материалов в лаже легашяавквх металлов
Испарение компонентов пластичных смазочных материалов, амеюаявк различный
моэекуяярный вес, вдет с разной скоростью Это Яфнвдот к аливаяаяяв
гостаза смазочного материала в ухудшению его смакпнш свойств. Огеут-
шее кислорода и паров воды, необходимых ли образования в контакте
металлических мыл. также ухудшает свойства смазочных материалов, ео-
держаших жирные кислоты.
4. При треннв в вакууме яолимерныж материалов важным
обстоятельствам, треб>юшим тщательного изучения, |
соединений, сопровождающееся выделением яетучих
женае полимеров сопровождается резким изменением структуры
стяого слоя и фрикционных характеристик ума трения
Перечисленные особенности трения твердых тел в вакууме
правило, к повышению коэффициента трения я износа, снижению
долговечности фрикционных узлов и низкой эффективности применения смазочных
материалов, широко исполняемых в атмосферных условиях Характсриим
являетсв пример применения автоматических буров, изпотовкнных ян
станций "Луш-16" и "Луна-2(Г, которые на Земле требо&ш незначятелывл
ятрат энергии при проходке твердых пором грунт. Дня прохолхв решала
(лунного грунта) вследствие высокого значения/вотребояахя многократно
больший расход энергии После возвращения буровых снарялоя с Луны ях
поверхность оказалась покрытой утлуххденшшн - следами разрушения сил*
ГГВМИВ ЛИ* ОТСУГС)ЮИИ СШВО<У»«0Г0 ВЯАТЕРЩщ
ИШыч ъвяюй. Американские астроиавгш и» Луис
Д*й<иоиииымн трудностями, но я с более сжягаи«ю| ^^^
«*>|ыи*и много усилии, чтобы извлечь бур т скваоиетм гяччжно* 3 вв »
од*мм«*1% спорную буровую штангу, поскольку еаяз трения метила оо
ичн\\*а>>- н метшим но металлу оказалась очень высокой. Поэтому дм обес-
»н«*м*|* рздогы узлов фения в вакууме используются композитные магерна-
Чк^мерлодие а споем составе сухие смазочные эеадесгаа (лисульфад но-
няьмч* змеч льфнц вольфрама, диселениды метали»)- Широкое примеае-
*вж дошли хсгади с покрытием из мягких металлов (ожмво,
| чкже *см1\*чныс мсталлополимериые матер налы.
3.7, ПРЕДВАРИТЕЛЬНОЕ СМЕЩЕНИЕ
Ефи переходе от покоя к скольжению трущихся тез
кздыечое предварительным смещением. Это явление ипервнвг било оевдеа-
?йаером* В 1750 г. он получил формулу равноускоренного скольжения
> наклонной плоскости, при допущении, «по коэффициент трешек ж
п скорости скольжения. В частности, уравнение развовесиз тела ва
«ииомно* плоскости, расположенной под углом а к горизонтали имеет вид
^*= Р% +та
^з!па = ^с05а+в,
у трения; Р% - проекция силы тяжести ив ось движения; ж - масса
ускорение свободного падения. Ускорение а движения тела по ка-
рЕюскости определяется из формулы пути равнолскоренного дзйже-
•V-
2
а ш —:
Г
Щям* скольжения тела
1тш
^|1йа = /^со«а+^
—1/г-
■***. время скольжения тела по наклонной плоскости
плоскости.
кхио. что* выбирая угол
«ни (х&х ~$ /)г при которых арен»
яшм. Эксперименты показали, то в
начинает двигаться при определенном утяе а ~ тт ш
«ул ж достаточно быстро. Анализируя это!
экспериментом, Эйлер пришел к Бьшод^р
еазаяьный момент времени
кости в период скольжении.
Приложение сдвигающей
меньшей силы трения скольжения.
смешение Дг ковтакттатукь
тел относительно друг яруга. Это
^1|ение обусловлено объемной
деформацией тел и деформацией
материала контактирующих неровностей-
Максимальное смешение, вызванное
сдвигающей силой, равной силе трепня
покоя, называется предварительным
смешением 5 (рис. 3.1 IX Различают
неполную Ря и максимальную Р^
силы трения покоя. Максимальная
сила трения покоя Рщ^ — это
предельное сопротивление контактирующих
тел перемещению без нарушения!
ная сила трения покоя рш — это сопрот
шееся в пределах от О до Ртял. При
шей Ршля юнтактнрч-ющне тела сместятся
этого уменьшить Рш до нуля]
О тела остан>тся несколько
т. е. возврат будет неполным (Д> * ОХ
смешении происходит не только а*жта«|
рассеяние. Силой трения скольжения Г
непрерывному скольжению одного теза во
сяшая от смешения.
Кинетика перехода от трения покоя Я
Е. АЛудаковым и подтверждена экспериментами И &
иову процесса была положена гипотеза о кия, «по при
пары трения сдвигающего усилия, меньшего Г»», «и
контактной площадке неравномерно. НангЗатывав 1
ггь место в области контакта, праиегаюик* к
:двигаюшей силы. Эта область будет наиболее
на скольженяаиииииивлленини <яг
84
ТРЕНИЕ ПРИ ОТСУТСТВИИ СМАЗОЧНОГО МАТЕРИАЛА
сдвига падает по экспоненциальному закону. Как только произойдет разрыв
связей в зоне скольжения» сдвигающее усилие перераспределяется на связи
других участков контактной площадки. Это может явиться причиной разрыва
новых связей, более удаленных от точки приложения сдвигающей силы.
Если усилие сдвига окажется достаточным для осуществления
последовательного разрыва связей, вся область контакта окажется в режиме
проскальзывания.
Величина предварительного смещения обычно чрезвычайно мала и не
превышает нескольких микрометров. Она зависит от факторов, которые
обусловливают число и прочность адгезионных связей на контакте, в
частности от наличия нормальной нагрузки и свойств пленок на поверхностях
трения, структуры и механических свойств контактирующих тел (особенно, если
тела шероховаты), а также от микрогеометрии их поверхностей. Для
контакта полимер - полимер, полимер - металл величина 5 определяется также
временем нахождения материала под нагрузкой. С увеличением времени
нахождения полимера под нагрузкой глубина относительного внедрения и
ФПК увеличиваются, что способствует росту 5 и Р**. Наиболее
существенное влияние на эти характеристики оказывают пленки оксидов, смазочных
материалов «адсорбированных веществ на поверхностях трения.
В режиме предварительного смещения работают заклепочные
соединения, фрикционные передачи, ведущие колеса локомотивов, элементы
транспортных средств в момент торможения* трогания с места и при переходе от
качения к качению с проскальзыванием.
Сразу после описания Эйлером явления предварительного смещения
разность между коэффициентом трения при переходе от покоя к скольжению и
значением / при скольжении учитывалась при определении угла наклона
деревянных стапелей, по которым осуществлялся спуск на воду морских
судов. Это позволило исключить возможность возникновения аварийных
ситуаций, имеющих место при завышенных значениях угла наклона
стапелей.
ЗА АВТОКОЛЕБАНИЯ ПРИ ТРЕНИИ
Движение с трением одного тела по поверхности другого не является
плавным, а носит скачкообразный характер. Об этом свидетельствуют
осциллограммы записи силы трения и перемещений движущегося тела в
нормальном к поверхности трения направлении. Форма осциллограмм указывает
на то, что колебания при трении могут быть квашгармоническими и
релаксационными. Период и амплитуда колебаний зависят от вида разрушения и
прочности фрикционных связей. Так, при адгезионном разрушении пленок
наблюдаются преимущественно квазигармонические колебания с малой
амплитудой. При схватывании трущихся тел (когезионное разрушение) воз-
Р^йяебанмя при трении 86
н**как>т низкочастотные релаксационные колебания с большой амплитудой.
Следует различать автоколебания, вызванные процессами, происходящими в
*>не трения сформирование и разрушение фрикционных связен, деформации
поверхностных слоев, разрушение пленок), н колебания (вибрации),
вызванные низкой жесткостью устройства, включающего узел трения, а также
передаточные звенья и другие узлы.
В процессе трения возникают колебания не только силы трения, но и
нормальные к поверхности трения колебания - это подъем и опускание
(сближение и удаление трущихся тел) контртеда при движении. Они
характеризуются весьма малой, в несколько микрометров, амплитудой н частотой
порядка Ю3 Гц. Эти колебания нелинейны и асимметричны, так как в
процессе опускания контртела и сближения его с сопрягаемым телом в контакт
вступают новые выступы и жесткость системы (пары трения) растет. При
подъеме контртела жесткость уменьшается.
Тангенциальные и нормальные колебания тел трения оказывают взаимное
влияние друг на друга. Так, нормальные колебания, периодически
изменяющие ФПК» являются одной из причин колебаний силы трения, снижая ее
среднее значение. Это снижение вызвано влиянием сна инерции и
асимметрией нормальных колебаний. Аналогично колебания силы трения влияют на
нормальные колебания.
Существует несколько гипотез, объясняющих это явление, В ранних
работах по трибологии считалось, что причиной возникновения автоколебаний
являются соударения неровностей поверхностей тел трения, движущихся
друг относительно друга. В работах Н. Л. Кайдановского и С. Э. Хайкина
принималось, что колебания являются результатом нарушения равновесия
между силами инерции, трения и упругости системы. Значительное число
работ посвящено обоснованию гипотезы, основанной на зависимости силы
прения от скорости скольжения или на явлении предварительного смешения
В последнем случае считаете*, что источником релаксационных колебаний
является энергия, запасенная в период перехода от покоя к скольжению, т. е.
колебания возникают вследствие наличия разницы между силой греная
покое и скольжения. При этом колебания носят затухающий характер н
амплитуда первого скачка максимальна,
Ф. Боуден и Л. Лебен полагают, что релаксационные колебания при
трении обусловлены последовательным разрушением мостиков сварки,
возникающих в процессе скольжения, а наличие падающей зависимости силы
трения от скорости скольжения не является необходимым условием их
возникновения.
И. В. Крагельскнм и А. Ю. Ишлинскнм в основу гипотезы колебаний при
трении была положена зависимость силы трения от прололжительностн
неподвижного контакта. Увеличение силы трения с ростом времени
неподвижного контакта обусловлено повышением доли пластической деформации
66 ТМНИ1 ПРИ ОТСУТСТВИИ СМАЗОЧНОГО МАТЕРИАЛА
материала наиболее нагруженных выступов, увеличением вследствие этого
глубины относительного внелренич выступов н плошали фа1стического ком
такта. Гипотеза подтверждается результатами экспериментов, и котойых
покачано, что амплитуда релаксационных колебаний растет с увеличением
времени неподвижного контакта.
Основываясь п& описанных ныше гипотешх, кинетику фрикционных ко*
лсбаний упрощенно можно представить следующим образом. При
приложении сдвигающей силы к одному ил находящихся в покое контактирующих
тел сила трения покоя возрастает до максимального значения. После разрыва
фрикционных связей и перехода к скольжению сила трения кидает, а
скорость перемещения растет (вонтикаст цикл колебаний в тангенциальном
направлении). Рост скорости скольжения способе гвуе? уменьшению
сближения контактирующих тел При этом происходит подъем движущегося тела
над неподвижным, сопровождающийся уменьшением контактных
деформаций и ФИК. т. е. уменьшается нормальная нагрузка. Достигнув максимума
подъема в перпендикулярном к поверхности трения направлении, подвижное
тело под действием сил тяжести и нормальной нагрузки опускается, минуя
положение равновесия (совершается цикл колебаний в вертикальном неправ-
лении) При ттом увеличивается глубина относительного внедрения
неровностей и ФИК, что ведет к росту силы трения. С течением времени циклы
колебаний описанного характера повторяются. При этом наблюдается
монотонное уменьшение их амплитуды Моменты достижения максимумов
(минимумов) силы трения и нормальной нагрузки (сближения) не совпадают.
Наблюдается фазовое отставание тангенциальных колебаний от нормальных.
Фрикционные автоколебания имеют место практически но всех системах,
содержащих узлы фения, оказывая как положительное, гак и отрицательное
влияние на их эксплуатационные характеристики. Наиболее ощутимо ИХ
влияние на характеристики углов, обладающих малой жесткостью и
работающих при реверсивном трении, низких скоростях скольжения. При
отсутствии или обедненной подаче смазочных материалов в зону трения.
4
ТРЕНИЕ ПРИ ГРАНИЧНОЙ
И ЖИДКОСТНОЙ СМАЗКЕ
Трение при граничной смазке представляет собой такой вид контактного
и шимодействия, при котором трущиеся тела разделяются граничными
слоями, образующимися в результате физической адсорбции или химической
реакции смазочного материала с материалом трущихся тал« а фрикционные
характеристики пары трения определяются свойствами этих слоев и
практически не зависят от объемных вязкостных свойств смазочного материала
Толщина адсорбционного граничного слоя, состоящего из оксидов металлов,
адсорбированных молекул газов, влаги и смазочных вешеив, соизмерима с
максимальном высотой неровностей профиля*
В режиме граничного трения работают практически все содержащие
смазочный материал тяжелонагружеиные узлы трения в период их пуска или
остановки, т. е. в период падения или подъема скорости скольжения. Это
подшипники качения и скольжения, зубчатые передачи, пары трения: коле*
со* рельс, поршень - втулка, кулачок толкатель. Граничное трения имеет
место в низкоскоростных узлах трения (направляющая - суппорт, ниш
гайка), узлах с консистентным смазочным материалом (шарнирные устрой*
стве, волокна троса), а также в парах инструмент х деталь щ>н обкатке труб
или тел качения, ре шиии мс галлов, вытяжке проволоки.
Этот вид трения является широко распространенным и наименее
изученным. Последнее сажано с отличием структуры и объемных свойств
материала от характеристик того же материала, образующего тонкие граничные
слои на поверхностях твердых тел, а также со сложностью и многообразием
явлений, происходящих в зоне контакта. Это адсорбция, химические
реакции, деформации контактирующих выступов, тепловыделение на пятнах
контакта. Основы теории граничной смазки заложены и трудах В. Гарли,
Ф Боудена, Д. Тейбора, А. С. Ахматова, в которых рассмотрены структура и
свойства граничных смазочных слоев, кинетика их образования и механизмы
смазочного действия, приводятся сведения о влиянии различных факторов на
фрикционные характеристики трибосопряжений, работающих в режиме
граничной смазки.
Жидкостное трение представляет собой такой вид контактного
взаимодействия твердых тел, при котором их поверхности трения полностью розде-
88
ТРЕНИЕ ПРИ ГРАНИЧНОЙ И ЖИДКОСТНОЙ СМАЗКЕ
лены жидким или пластичным смазочным материалом. При этом
непосредственный контакт сопрягаемых4 тел исключен, а сопротивление
относительному перемещению этих тел определяется внутренним трением смазочной
среды. Толщина смазочного слоя при жидкостном трении многократно
превышает толщину граничной пленки. При установившемся режиме нагруже-
ния жидкостное трение реализуется в опорах скольжения, зубчатых
передачах, цилиндролоршневых группах, парах трения плунжер — втулка
гидравлических насосов и т. д.
Первые количественные исследования жидкостного трения были
выполнены Д. Стефаном в 1874 г. в Германии. Он изучал сопротивление
смазочного слоя утоньшению при сближении твердых тел. В. Тауэр в 1885 г.
экспериментально показал, что в смазочном слое, образующемся между
подшипником и вращающимся валом, создаются давления» достаточные для
уравновешивания довольно больших внешних нагрузок. Основы теории
гидродинамической смазки были заложены Н. В1 Петровым (1883 г.) и О. Рейнольдсом
(1886 г.), ш аяастогидродинамической - А. М. Эртелем (1939 г.) и А. Н. Гру-
биным (1949 г.)- Идея гидростатической смазки была впервые
продемонстрирована в 1878 г в Париже, где было показано, как тяжелая глыба металла
поднималась над опорой под действием давления, создаваемого насосом в
разделяющем их слое жидкости, и легко перемещалась.
44, СТРУКТУРА И СВОЙСТВА ГРАНИЧНЫХ СМАЗОЧНЫХ СЛОЕВ
Граничные слои образуются в результате адсорбции молекул жидкой или
газообразной внешней среды на поверхность твердого тела, протекающей
под действием силового (электрического или магнитного) поля этого тела.
возможно также образование граничных слоев в результате адсорбции
твердых частиц, например адсорбции частиц графита из коллоидной суспензии
на поверхность стали.
Адсорбаня - это явление образования на поверхности твердого тела
(адсорбента) пленок газов, паров или растворенных веществ (адсорбата).
Проникновение адсорбата внутрь твердого тела называют абсорбцией, а
одновременное протекание адсорбции и абсорбции сорбцией. Различают
физическую адсорбцию, обусловленную силами ван-дер-ваальсовского
взаимодействия, и химическую» или хемосорбцию, возникающую в
результате химической реакции между адсорбентом и адсорбатом. Хемосорбция
наблюдается при образовании химических связей между полярными концами
молекул и атомами поверхностного слоя твердого тела. В этом случае только
первый, прилегающий к поверхности твердого тела монослой имеет
химические связи с атомами поверхности. Последующие слои образуются благодаря
силай Ван-дср-Ваальса. Часто оба вида адсорбции протекают одновременно.
Структур3 и свойства граничных смазочных слоев 39
Наиболее активными адсорбатами являются поверхностно-активные
вещества (ПАВ), молекулы которых ориентируются перпендикулярно к
поверхности твердого тела, образуя "щетку". К ним относятся органические
кислоты, их металлические мыла, спирты, смолы, вода. Адсорбция юс
обусловлена неравномерностью распределения заряда по длине молекул, т. е,
наличием полярных групп. В частности, жирные одноосновные кислоты
(пальмитиновая, стеариновая) имеют полярную карбоксильную группу
СООН, спирты - гидроксил ОН, другие вещества - группу ЫН2СОС1 и т, д.
Адсорбируясь на поверхности, молекулы ориентируются относительно ее
в зависимости от того, где расположен активный центр - полярная группа.
Если молекула большой длины имеет полярную группу на конце, то она
располагается, как правило, перпендикулярно поверхности, так как этому
способствует ее взаимодействие с соседними молекулами, образующими
вместе плотно упакованный монослой (рис.4.1, а). Противоположные концы
(хвосты) этих молекул совершают ротационное движение. Молекулы этого
слоя могут перемещаться по поверхности из областей с большей их
концентрацией в области с меньшей концентрацией. Подвижность
адсорбированных молекул зависит от вида взаимодействия. При хемосорбцин
подвижность ниже, чем при физической адсорбции. Последующие слои молекул,
менее ориентированные, образуют граничный слой, имеющий
квазикристаллическую структуру. Ориентация молекул относительно поверхности
экспериментально подтверждена методом дифракции рентгеновского излучения и
электронных лучей. При увеличении температуры движение молекул
усиливается, наблюдается отрыв молекул от поверхности и адсорбированные слои
разрушаются.
При наличии полярных групп на обоих концах (рис. 4,1, б) молекулы
располагаются параллельно поверхности твердого тела. Такие молекулы менее
подвижны, чем при расположении полярных групп на одном из концов. Если
полярная группа размешена посередине молекулы (рис. 4.1, *), а также в
случае адсорбции молекул
неполярного вещества (рис. 4.1, г) возможно \//У
как вертикальное, так и "лежачее" ] граничный
расположение молекул. Ш!! 11 I слой
Неполярные молекулы (очищен- ■ Н■ ■« '
ное вазелиновое масло) могут рас- * * < 11 мпн<^до*
полагаться перпендикулярно по- ШШШШШ \^
верхности (см. рис. 4.1, г) благодаря а $
тому, что под влиянием
электрического поля металла происходит их рйш!ш> II
поляризация. Прочность такого слоя § ~ г
есьма низ*а- При добавлении ПАВ Рис 41. Ошв расположения адсорбирован
ТГ°Т СЛОЙ легко разрушается вслед- ных молекул на поверхности твердого тела
90
ТРЕНИЕ ПРИ ГРАНИЧНОЙ И ЖИДКОСТНОЙ СМАЗКЕ
ствие того, что молекулы ПАВ проникают к металлу, взаимодействуют с ним
и вытесняют неполярные молекулы. При этом на поверхности металла
образуется монослой молекул ПАВ.
Процесс адсорбции протекает постепенно до тех пор, пока не достигается
насышенне граничного стоя молекулами адсорбата. В дальнейшем наступает
динамическое равновесие: скорости адсорбции и десорбции уравниваются и
толщина граничного слоя не изменяется. Максимальная толщина граничного
слоя зависит от природы твердого тела и адсорбируемого вещества,
оксидных пленок, температуры и других факторов.
Граничные смазочные слои могут образовываться также в результате
химической реакции активных элементов окружающей среды (сера, хлор,
фосфор } с элементами довольно толстого слоя твердого тела. При этом
образуются модифицированные слои, например, на поверхности стали возникают
слон из сульфидов, хлоридов, фосфатов железа. Создание граничных слоев
возможно, например, при натирании поверхности твердого тела материалом
слоистой структуры, который обладает высокой адгезионной способностью к
материалу твердого тела.
44. МЕХАНИЗМ СМАЗОЧНОГО ДЕЙСТВИЯ ПРИ ГРАНИЧНОМ
ТРЕНИИ
Наличие граничного слоя смазочного материала на поверхностях снижает
силу трения в 2 - 10 раз, а интенсивность изнашивания - на два порядка. Это
обусловлено анизотропией свойств граничного слоя. В нормальном к
поверхности трения направлении граничный сдой обладает высоким
сопротивлением сжатию: 1<г - 104 МПа. При этом наблюдаются упругие
деформации. В тангенциальном направлений молекулярные слоя легко скользят
относительно зруг друга. При ориентации молекул перпендикулярно к
поверхности трения приложение тангенциальной силы вызывает изгиб молекул
на поверхностях сопрягаемых тел в противоположные стороны аналогично
ворсу при смешении ковра по ковру. Поскольку контактируют неполярные
конны молекул, адсорбированных на сопрягаемых поверхностях,
сопротивление относительному перемещению тел незначительно. Если молекулы
смазочного материала расположены параллельно поверхности (силиконовые
соединения*, трение может рассматриваться как гидродинамическое в
тонком слое (механизм трения подобен механизму ори жидкостном трении). В
этом случае наиболее важной характеристикой является вязкость масла.
Механизм трения при граи» гной смазке заключается в следующем. Под
действием нормальной «узки граничный слой деформ ируется упруго При
этом возможна упругая и пластическая деформация выступов трущихся тел и
их взаимное внедрение, неся разрушением адсорбирован-
аого мошияолекуляяияого слоя (рисА2,а). На отдельных наиболее нагружен-
Рие. «.Ооакжшта поверхностей тшфлл та 1^гр^^
Таким образом, сопротивление относительному перемещению трущихся
тел состоит из сопротивления сдвигу момомолекулярного граничного своя Ги
оксидных пленок Рг , мостиков сварки Ру я похшмолекулярного своя Г*, г
также из сопротивления деформируемого материала перемещению
неровностей* внедрившихся в его объем.
Разрушенная граничная пленка может восстанавливаться благодаря
высокой подвижности молекул адсороата, что предупреждает яявжнообразность
процесса схватывания. Высокий уровень сил взаимодействия молекул яо-
верхвостно-актявных веществ с атомами твердых тел а способность их к
миграции по поверхности обеспечивают возможность их проншшозення
между контактирующими неровностями я восстановления сплошности
граничной пленки. Такое расклинивающее действие граничного своя
выражается в его сопротивления угоныяеяию под действием нагрузки {эффект
Б. В. Дерягииа) и не зависит от объемных свойств материала этого слоя
Вязкость масла при граничной смазке яе оказывает существенного
влияния на процесс трения. Установлено, что минимальный коэффициент трения
наблюдается при таких свойствах смазочного материала, когда
обеспечивается: большая ( > 40 мкм) толшияа пленки в зазоре при приложении
нормальной нагрузки; минимальное сопротявяеяяе сдвкг> в граничном слое:
прочная связь граничного слоя с поверхностью твердого теза Таким обра-
грш»шгт$г*мюмюЬтшттос*моА*1{1п-ш1
т$* для ушиьитит &х*ффяияет& цмивня
иый материал* молекулы вспорото ^лаяа*от|_
собой *<тжшп*ып малое еифотивлсиие етшу} Ш
с тщтиилшъ тверды* тел. Это сашйстж масел ыжтшто*
*ТМг Ее омеиивамя с «омошмо орсфюографа, дтиввввШ ярофмлогравяше
данной и явемазаииой поверхмосте* Л • Л, ттт - 1С «^ Чем больше я»
абсолютной ядеичии* Л, тем шыит маслянистость т неиым вероятность
разрмм алсорбироааииоА граитиой пленки * образования мостиков сварки
Для обеспечения прочной связи граничного саде смазочного материала с
металлом а смазочный материал вводят пс^ерхиостмо-актикные вещества.
Наличие жирных кислот в маслах мстительного и животного
происхождения или органических кислот; смол а минеральных маслах позволяет решать
щ задачу благодаря реакции указанных веществ с металлом, Реакция жир-
нам кислот с металлом протекает с образованием металлических мыл
(металлических солей кислот)* которые способны выдерживать высокие
нагрузки без разрушения, В то же время применение нейтральной
(неактивной к металлу) силиконовой жяшкостм не способствует значительному
снижению коэффициента треншц так как защитная пленка а зоне контакта не
образуется. Аналогичный последнему результат наблюдается также а случае,
ког да элементы пары трения выполнены из инертных металле* или стекла.
Экспериментально установлено, что на процесс граничного трения
существенное влияние оказывает кислород. Считается, что металл играет роль
катализатора и кислородоносителя* вы ^ыв&я оки< сление масла с образованием
прочно связанных с металлом соединений. Эти реакции протекают на пятнах
контакта с наибольшими давлением и температурой. Существует также мне-
нне, что роль основного кисдоролоиосителя играет смазочный материал, а
граничный слой образуется не на поверхности чистого металла, а на
оксидной пленке.
Для повышения химической активности смазочных материалов и
термостойкости граничной пленки в состав масла вводятся присадки» содержащие
соединения серы, фосфора, хлора, мышьяк, сурьму. Пол действием
температуры в зоне трения эти соединения разлагаются и, взаимодействуя с
металлом, образуют на пятнах контакта пленки сульфидов, фосфатов железа,
окисленные хлориды. Эти пленки предотвращают схватывание, оказывают
слабое сопротивление срезу и, разрушаясь, восстанавливаются вновь.
Действие присадок неэффективно, если металл не вступает в реакцию с активной
частью присадки.
На образование и прочность граничных слоев существенное влияние
оказывает тип оксидной пленки. Мягкие и непрочные оксидные пленки, как
правило, способствуют формированию граничных слоев Наличие пор в
оксидных пленках, служащих резервуарами для смазочного материала,
повышает скорость восстановления граничного слоя при его локальном разру-
83
0,1 %стяр*—+ ю*тт/€тщ
^руегся на шалот мтпшш При
де* рост а достижение тгмщм
4А ВЛИЯНИЕ РЕЖИМОВ КАПРУЖЕНИЯ НА ГРАНИЧНОЕ ТРЕНИЕ
Поселение граничного еж» при различных режимах надо
тельной мере определяете* его талшшк* С увеличением твишип ш?
коэффициент трения падает до тег дор. вша не ипииши ш^ивдвтъея
«выемные свойства смазочного материал* Это обуглттт ростом числа ша-
можных плоскостей скольженма, снижением сопротивления сзвнп бзапш-
ря удалению друг от друга кмгтактнруювшх поверхностей и )ттшт*и
вероятности возникновения схватывания на пятнах фактического контакта.
При объяснении закономерностей влияния различных факторов на хоэффи
циент трения врн наличия в зоне контакта граничного слоя следует также
иметь в виду, что сила трения складываете! из трех составляющих Первая -
это сопротивление сдвигу на участках (пятнах) контакта, разделенных
монокли полимолекулярным слоем смазочного материала. Вторая
составляющая — сопротивление деформируемого материала перемещению
внедрившихся выступов. Третья составляющая силы трения представляет собой
сопротивление сдвигу или срезу на пятнах контакта ювеявльяых или
разделенных оксидными пленками поверхностей. Следовательно, значение
коэффициента трения зависит от того, насколько эффективно граничный слой
разделяет сопрягаемые поверхности.
Температура- В широком интервале изменения температуры Г трущихся
тел зависимость ДГ) немонотонна (рис. 4.3). При низких Г, кот»
граничный слой находится в твердом состоянии, нагрев поверхностен трения
снижает сопротивление сдвигу, вплоть до перехода его в квазижидкое
состояние. Это приводит к палению
коэффициента трения.
Дальнейшее поведение
смазочного материла зависит от его
природы. Если смазываюшее
вещество инертно, то
увеличение Т сопровождается
резким ростом коэффициента
трснад (кривая /). Это
обусловлено разрушением фа- ф %ЖЖ КТ
"ичных слоев и появлением
Участков схваты вання ПО- Ле О Зависимости коэффициента трения от темоера-
*рхностсй трения. *■"
94 ТРЕНИЕ ПРИ ГРАНИЧНОЙ И ЖИДКОСТНОЙ см*
Если граничный слой образован стаючным материалам, содержаще
тчаерхмостно-актнвные вещества* например жирные кислоты,
адсорбированные на поверхностях активных металлов, то верхняя граница
минимальных значений/ смешается в высокотемпературную область (кривая 2).
Быстрый рост коэффициента трения после достижения критической
температуры Г» вызван дезориентацией и десорбцией адсорбированных молекул ПАВ
При Г >Г»* граничный слой теряет свою несущую способность. Вследствие
этого на отдельных наиболее нагруженных участках контакта граничный
слой легко разр> шается и реализуется контакт оксидных слоев либо чистых
металлов.
Для граничных слоев, образованных из смазочных материалов, содер-
жащих химически активные вещества* например хлорированный парафин.
зависимость /(Г) графически изображается кривой 5. Изменение
коэффициента трения в интервале температур 0 - Тк" имеет ту же природу, что и для
граничных слоев с ПАВ. Скачкообразное падение коэффициента трения при
Т>Тъ * обусловлено образованием модифицированного поверхностного слоя
металла в результате химической реакции материалов трущихся тел с
продуктами терморазложения активных присадок смазочного материала.
Низкое сопротивление этого слоя сдвигу приводит к снижению/. При
дальнейшем повышении температуры скорость образования и размеры
модифицированного слоя растут, уменьшается число площадок контакта неровностей,
поверхность которых не модифицирована В результате коэффициент трения
падает. Минимальное значение/достигается, когда сдвиговые деформации
полностью локализуются в модифицированном слое, и сохраняется в
интервале температур, в котором обеспечивается равенство скорости образования
и разрушения ( изнашивания) модифицированного слоя. При температуре
выше ТУ" происходит разрушение модифицированного слоя, что приводит к
росту числа участков схватывания и увеличению коэффициента трения.
Значения критических температур зависят от физико-химических свойств I»
смазки, так и сопрягаемых тел.
Нормальная нагрузка. С увеличе-
*Ъ нием нормальной нагрузки
коэффициент трения при граничной смазке
переходит через минимум (рис. 4.4). При
малых нагрузках / определяется в
основном ФПК и сопротивлением Фа"
I-—— ■—* ничного слоя сдвигу. Это сопротивле-
N вне растет с ростом сжимающего у***
/»*с 4.4. Влияние нормальной нагрузки ш лия> **то характеризуется увеличение
коэффиинент граничного трента пьезокоэффициента $ и молекулярной
Ел*»** р—атю» н«гружеииц н» граинхмо» тр»им>
95
сост»аляк>1цей/в*^+р в целом. Однако (5 и ФПК увеличивают, значи-
тельно медленнее, чем необходимая для «ого нормальная нагрузка В икче
значение / падает. Довольно широкий интервал нагрузок характеризуете
стабильным значением / Это обусловлено конкуренцией следующих
факторов: с одной стороны - вышеописанной причиной, а с другой -
увеличением сил взаимодействия по мере сближения поверхностей под нагрузкой,
разрушением граничных слоев на отдельных пятнах контакта и
образованием более прочных связей, а также ростом деформационной составляющей
силы трения. При достижении высоких давлений вторая группа факторов
становится доминирующей, что вызывает увеличение коэффициента трения
Следует отметить, что для разрушения ориентированных граничных ело*
ев необходима весьма высокая нагрузка, так как десорбнрованные молекулы
способны оказывать расклинивающее действие (эффект Дерягина).
проявляющееся в увеличении их сопротивления уменьшению толщины с ростом А?
Поэтому в скользящем контакте влияние нагрузки на / в большей мере
может осуществляться через посредство температуры, развивающейся на
пятнах фактического контакт» и вызывающей разориентаиию граничных слоев
и изменение механических свойств материала контактирующих неровностей.
Скорость скольжения. В зависимости от типа смазочного материала,
образующего граничный слой, влияние скорости скольжения на
коэффициент трения в области низких ее значений может существенно различаться
(рис. 4.5).
Для чистых минеральных масел коэффициент трения уменьшается при
увеличении скорости скольжения (кривая /). Это объясняется сокращением
времени жизни фрикционных связей и, как следствие, уменьшением
площади, числа и размеров пятен контакта, а также уменьшением вероятности
разрушения граничного слоя. При низкой скорости скольжения время
контакта неровностей может быть достаточным для разрушения граничного
слоя только под действием нагрузки, поскольку он слабо связан с
поверхностями трущихся тел.
Стабилизация/ при более
высокой скорости скольжения связана с
тем, что. помимо указанных
факторов, снижающих коэффициент
трения, важную роль начинает играть
фактор, повышающий /:
уменьшается время между двумя соседними
циклами контактирования
неровностей. В результате разрушенный на
отдельных участках граничный
смазочный слой может не успеть вое-
руС 4,5 Зависимость коэффициенте |
стмскояьж|
ипчений V
94
ТРЕНИЕ ПРИ ГРАНИЧНОЙ И ЖИДКОСТНОЙ СМАЗКЕ
Если граничный слой образован смазочным материалом, содержащим
поверхностно-активные вещества, например жирные кислоты,
адсорбированные на поверхностях активных металлов, то верхняя граница
минимальных значений / смешается в высокотемпературную область (кривая 2).
Быстрый рост коэффициент» трения после достижения критической
температуры 7* вызван дезориентацией и десорбцией адсорбированных молекул ПАВ.
При Г >1У граничный слой теряет свою несущую способность. Вследствие
этого на отдельных наиболее нафуженных участках контакта граничный
слой легко разрушается и реализуется контакт оксидных слоев либо чистых
металлов
Для граничных слоев, образованных из смазочных материалов,
содержащих химически активные вещества, например хлорированный парафин,
зависимость /(7) графически изображается кривой 3. Изменение
коэффициента трения в интервале температур 0 - 7*" имеет ту же природу, что и для
граничных слоев с ПАВ. Скачкообразное падение коэффициента трения при
Г>7*" обусловлено образованием модифицированного поверхностного слоя
металла в результате химической реакции материалов трущихся тел с
продуктами терморазложения активных присадок смазочного материала.
Низкое сопротивление этого слоя сдвигу приводит к снижению/. При
дальнейшем повышении температуры скорость образования и размеры
модифицированного слоя растут, уменьшается число площадок контакта неровностей,
поверхность которых не модифицирована. В результате коэффициент трения
падает. Минимальное значение /достигается, когда сдвиговые деформации
полностью локализуются в модифицированном слое, и сохраняется в
интервале температур, в котором обеспечивается равенство скорости образования
разрушения ( изнашивания) модифицированного слоя. При температуре
]ше ТУ" происходит разрушение модифицированного слоя, что приводит к
тгу числа участков схватывания и увеличению коэффициента трения.
Знания критических температур зависят от физико-химических свойств как
смазки, так и сопрягаемых тел.
Нормальная нагрузка* С
увеличением нормальной нагрузки
коэффициент трения при граничной смазке
переходит через минимум (рис. 4.4). При
малых нагрузках / определяется в
основном ФЛК и сопротивлением
граничного слоя сдвигу. Это
сопротивление растет с ростом сжимающего уси-
4 4. влияние нормальной нагрузки на лия, что характеризуется увеличением
коэффициент граничного трения пьезокоэффициента р и молекулярной
V г
Влияние режимов нагружения на граничное трение
9
составляющей /д = — + 8 в целом. Однако В и ФПК увеличиваются знач
о
тельно медленнее, чем необходимая для этого нормальная нагрузка. В иго
значение / падает. Довольно широкий интервал нагрузок характеризует
стабильным значением /. Это обусловлено конкуренцией следующих фа
торов: с одной стороны - вышеописанной причиной, а с другой - увеличен
ем сил взаимодействия по мере сближения поверхностей под нагрузке
разрушением фаничных слоев на отдельных пятнах контакта и образован
ем более прочных связей, а также ростом деформационной составляют
силы трения. При достижении высоких давлений вторая группа фактор
становится доминирующей, что вызывает увеличение коэффициента трени!
Следует отметить, что для разрушения ориентированных граничных ел
ев необходима весьма высокая нагрузка, так как десорбированные молеку
способны оказывать расклинивающее действие (эффект Дерягина), про»
ляющееся в увеличении их сопротивления уменьшению толщины с ростом
Поэтому в скользящем контакте влияние нагрузки на / в большей мере »
жет осуществляться через посредство температура, развивающейся на го
нах фактического контакта и вызывающей разориентацию граничных еж
и изменение механических свойств материала контактирующих неровное™
Скорость скольжения. В зависимости от типа смазочного материа
образующего граничный слой, влияние скорости скольжения на коэффил
ент трения,в области низких ее значений может существенно различал
(рис. 4.5).
Для чистых минеральных масел коэффициент трения уменьшается п
увеличении скорости скольжения (кривая /). Это объясняется сокрашени
времени жизни фрикционных связей и, как следствие, уменьшением плои
ди, числа и размеров пятен контакта, а также уменьшением вероятное
разрушения граничного слоя. При низкой скорости скольжения время ко
такта неровностей может быть достаточным для разрушения гранично
слоя только под действием нагрузки, поскольку он слабо связан с поверхн
стями трущихся тел.
Стабилизация/ при более
высокой скорости скольжения связана с
тем, что, помимо указанных
факторов, снижающих коэффициент
трения, важную роль начинает играть
фактор, повышающий / :
уменьшается время между двумя соседними
Циклами контактирования
неровностей В результате разрушенный на
отдельных участках граничный сма-
зочный слой может не успеть вое-
Г Ш Ш
ПН1ГУ»Н»ЧИ01|11ЮЦ»С0СТИ0»1СМ>3<Е
4*1. Падростатшчесвя
смазка
?>«;-<
ере лм шжю шишяьнтжп ь<лл)% (тем*
с внешний иалдуаом) Оямако % это* случае внешний неточна»
федо (насос) ложке» обладать акачителмю более шыллтМ ттшъмтщ
Гнлростгочесяаи смазка обладает ралом щхтшутестш &кстжчшжчш
иесущаш способность я существование дмаэшшго саал * швшюшрллгтш
У~ш. треп», достигаются йтяакж ш ту то та&ттт «сгэффмошеала трем** т
судестлешюго влияния а&лкбаима нитруя» и скерветя
ЖЖХГТЖН* ТХфЯПг
«к
трение при граничной и жидкостной смазке
ними молекулы смежного
нижележащего слоя. Благодаря наличию
скольжения между слоями
(разрыву связей между
молекулами) скорость перемещения
нижележащего слоя относительно
подшипника будет меньшей.
Аналогично будет передаваться движение
от одного слоя к другому вплоть до
слоя, смачивающего поверхность
трения подшипника. При этом
скорость перемещения жидкости
по мере приближения к
поверхности трения подшипника будет
изменяться от максимального
значения до нуля.
Таким образом, при вращении
вала и наличии внутреннего трения
в жидкости происходит ее
непрерывное затягивание в сужающийся
зазор, т. е. вал действует как насос,
поддерживающий непрерывную
| циркуляцию жидкости. Затягивание
жидкости в конфузорную (сужающуюся) часть зазора приводит к
возникновению з ее объеме избыточного нормального давления р на поверхность
вала, которое растет по мере уменьшения зазора и "сближения" молекул
жидкости (см. рис. 4.11). В диффузорной (расширяющейся) части зазора
давление в жидкости падает. Максимум р достигается в сечении,
расположенном вблизи минимального зазора. Это сечение смешается в
направлении вращения вала (осьх) под действием положительного градиента
давления — до тех пор. пока равнодействующая сил нормального давления и
вх
трения, действующих со стороны жидкости, не уравновесит приложенную к
валу внешнюю нагрузку. Чем выше окружная скорость вращения вала и
вязкость жидкости, тем больше —, толщина смазочного слоя и угол а поворо-
та линии, проходящей через центры вала О и подшипника 0\ относительно
линии действия нормальной нагрузки. Пренебрегая боковыми утечками
(плоское течение) жидкости и полагал, что сопрягаемые тела абсолютно
жесткие, а жидкость ньютоновская, несжимаема, имеет постоянные
плотность и вязкость, градиент давления можно оценить по упрощенному УР38"
нению Рейнольде*:
^определение давления в смазочном
слое
Жидкостное трение
103
— = 6Т]У г-
яЕх ^ И
где у - скорость скольжения; т) - динамическая вязкость жидкости; А - зазор
в произвольном сечении; На - зазор в сечении, соответствующем максим ал ь-
ному давлению, т. е. в точках, где выполняется условие —- 0.
их
Таким образом, в смазочном слое подшипника создается давление,
которое может оказаться достаточным для уравновешивания внешней нагрузки и
отделения вала от подшипника - вал всплывает на тонком смазочном слое.
Несущая часть этого слоя располагается так, что его протяженность в конфу-
зорной области зазора будет значительно больше, чем в диффузорной, а
эпюра распределения давления в масляном слое по дуге контакта будет
несимметричной (см. рис. 4.11).
Из уравнения О. РеЙнольдса следует, что несущая способность
(грузоподъемность) смазочного слоя является функцией его толщины,
скорости скольжения и динамической вязкости жидкости. Чем меньше толщина
слоя (зазор), тем выше его грузоподъемность. Поэтому в конструкциях
предусматривают зазор между валом и подшипником порядка 0,001 радиуса
вала. Минимальная толщина слоя, при которой еще сохраняются условия для
гидродинамического трения, может быть ориентировочно определена по
формуле
к . =047^,
тт к/
где / - длина подшипника (/» </).
Минимальный зазор между поверхностями трения должен превышать
сумму высот наиболее выступающих неровностей этих поверхностей. В
противном случае'возможны кратковременные локальные разрывы
смазочной пленки и переход отдельных областей в состояние граничной смазки,
т. е. становится реальным переход трибосогтряжения в режим
полужидкостного трения.
Расчет коэффициента трения при гидродинамической смазке можно
осуществлять по формуле, полученной на основании основного закона вязкого
трения:
В-4 N
где к - коэффициент пропорциональности; 5- площадь поверхности касания
вала с жидкостью В частном случае, когда оси вала и пол
104
ТРЕНИЕ ПРИ ГРАНИЧНОЙ И ЖИДКОСТНОЙ СМАЗКЕ
ют, а смазочный материал заполняет весь зазор, применима формула
Н. П. Петрова
2кЛ 1р
Рассмотренные выше механизм и количественные характеристики
гидродинамического трения представляют собой упрощенный вариант,
основанный на ряде допущений. В реальных условиях этот процесс является
значительно более сложным, поскольку поверхности сопрягаемых тел имеют
макро- и микрогеометрические отклонения от идеальной формы, существует
торцевая утечка смазочного материала (длина подшипника не является
бесконечной, а соизмерима с радиусом). Кроме того, основная характеристика
смазочной жидкости - вязкость, определяющая грузоподъемность
смазочного слоя, не является постоянной, а изменяется по длине этого слоя
вследствие ее зависимости от температуры и давления, возрастающих с
приближением к центру контактной площадки.
4.5.3. Эластогидродинамическая смазка
Гидродинамическое трение реализуется при условии, когда толщина
смазочного слоя превышает суммарную высоту наиболее высоких неровностей
сопрягаемых поверхностей трущихся тел. При невыполнении этого условия
происходит переход к полужидкостному или граничному трению. Испытания
тяжелонагруженных узлов трения показали, что такой переход
действительно имеет место, однако для его реализации необходимы значительно более
высокие давления, чем получаемые расчетным путем по уравнению
О. Рейнольдса. В частности, при эксплуатации зубчатых зацеплений, непри-
работанных пар трения, подшипников качения, пар трения деталь -
инструмент при обработке металлов давлением было отмечено, что коэффициент
трения соответствует жидкостному трению даже при таких режимах нагру-
жения, когда расчетная толщина смазочного слоя многократно меньше
критической.
Объяснение описанному явлению дает эл асто г идро д и нам ич еская теория
смазки Она базируется на двух положениях, которые не учитываются
классической теорией. Во-первых, детали реальных узлов трения не являются
абсолютно жесткими, а испытывают упругие деформации, что приводит к
значительному изменению геометрии смазочного слоя и перераспределению
давления на контакте при фрикционном нагружении. Во-вторых, вязкость
смазочной жидкости не является постоянной величиной, а зависит от
давления Рассмотрим более подробно эти положения.
В связи с тем что трущиеся тела не являются абсолютно жесткими, при
приложений нормальной нагрузки они (или хотя бы одно из них) испыгыва-
Жидкостное трение
105
ют существенные деформации, вызывающие искривление сопрягаемых
поверхностей. При этом площадь контакта, на которую распределяется
внешняя нагрузка, увеличивается, а давление снижается и остается
недостаточным для уменьшения толщины смазочного слоя.
Для контакта жесткого цилиндра с упругой плоскостью (рис. 4.12)
толщину смазочного слоя к можно определить по формуле
" 2Л
упр>
где Ии - минимальная толщина смазочного слоя при отсутствии деформации
трущихся тел; Лупр - толщина смазочного слоя, равная суммарной упругой
деформации контактирующих тел. Она может быть получена на основании
решения задачи Буссинеска из уравнения
2 ?
Аул» = I р(з) 1п(х-.У)2СЬ + С0П51,
%Е*
щ
где Е - приведенный модуль упругости, 5 - дополнительная координата
вдоль оси х
Рис 4. // Эласто гидродинамическая смазка пары трения
жесткий цилиндр - упругая плоскость
Видно, что толщина смазочного слоя в реальных узлах трения может
значительно превышать расчетное значение (особенно при высоких давлениях)
благодаря упругой деформации элементов пары трения.
Сохранению толщины смазочного слоя при тяжелых режимах нагрутке-
ния способствует также то, что увеличение давления в области высоких его
значений вызывает рост вязкости жидкости. Это связано с возрастанием
8 Зак. 5519
ТРСИМЕ ПРИ ГРАНИЧНОЙ И ЖИДКОСТНОЙ СМА*а
акпишии млаекув жидкости и соответствующим увеличением ж
шмяклги* яаоим* ' <времени релаксации). Поскольку 1 ужжчи&т*
с§ с иигрушаД, я» ишииуш вишквсп! ме успевают изменять положение
сявсг» равновесии Смазочная жидкость не успевает обнаружить «вою имя/*
яеств (иияшм* вв **** ионтакта*. и вследствие этого величина А умсньша-
важе яри значительном росте сжимающей нагрузки,
жидкости зависимость вядеостн от давления выражает-
* Барде
- динамическая вяквоств жидкости при атмосферном давлении; р -
давяевив; 3 ммгигмгтпкффишигмт яжиизсти,
Видии, *я яшвм II ннг давления ив контакте может повысить вязкость
«ияыяли ив несколько поря двоя
Учитывая» что ив толшниу смазочного слоя оказывают влияние свойства
■шшщпияият тед, нагрузки м скорость относительного перемещения, и
полагая, иав воверниоети ииврягаемых тел при отсутствии и иа-!ичии смв*
» п.!11риала ими ш г нлитипапй профиль, а давление ив входе коитак-
выходе, А. II Грубим, используя уравнение
да 4Яи расчет» средней толщины свюзочиою
млиидр<л»
$~Х СТ1] (43)
радиус воитаятируюшкх т*а; />, ~ло*оииая нормальная
|Й,2> и (АЗ) справедливы дяя изотермического процесса, когда
•ввив аяииияя» «стилей штшшитй яри трении. В реальных
имф»*уря мяяипт и?меи*п*я ив порядок и более* С ростом тем-
иивтяуя в положении ртшяесю умеяь-
ШНИВ/
|Кяв|*'и>/*7)#
иифгяяТ свей! мояскуя с Соседними частицами, и4 — яд?стояниая
* Э«> Т~ —"""""ЛГ —тгщ, щщ шииинл и ■иимгтгг смаэоч-
нети 09 ЯНмяературм тая*е будет подчмижгься твсгкс/иеииижяьиом%
НЯНИН яя-деили яааВВВНИиВ» мвиуиала в контакт* с и-иаснякииимис*
1»#рии^рявуряа ВУиВИВ 1)11 +ЯИМ» ЯН ВИЛ?
.Явит
■■■!!
Тмим ^^Vш
Учтышм тм>м*%тш ДДрыиш шхжжлтшА.
уявугсио пая* ьшцптс^ шюямр» я» шя&р$ш
ми <рмг, 4,13^ " штутм
шммидра ажвмлашаг» 9ЧФ*
шт В сайга* с аам «но «о$м
ляетс*а*имфимс кошагтяо*
площадка из ъштптешту _*]
*а*ону (см $ж&4ЛЗ),
иость шштлря а
мо§ част «дотают Тюж 1)
%уж! шттшштъ пжешаешь
мяшо шямрхмосш осшж*-
аш, а аазяоетъ жнтвет ^~йт^й^\
эиов части яшязпа буааг
жттьяьт аыяис, чем ю
входе
Гктону пмродииамичесаае
; пиками*»** « | Щ V
т*шж*ы*пящ
а 00 мере перемешпми * т^цжёТТша тгунгш* ш фтОЩЯ
тареепшегях шлира кжшетой тг-тдагг Вблизи аш
ргел ю кошавла гершякяве лшлемие ориблведдесл * яулиИзояз /Ц$т+и\
шит шяяизра тшшщ.т§ шяСяюдасгт решт сужение юлштшеш**
ттаюшт тя&аж шятост жштст. В рщтяат шяржг
тегн а ют ттштштмт дойра реше а» улетает, чт шш ш ^
щшштутщролштштгпшу лмчгтт(яшятчпшнтрт.4Л1%
Сфшсштиж пит мъшченш было геор&тесш щчтшмтт ш №
А.Ы Эртеасмшш\ +49г А.II Грубттш и шепцчнмешгттшштвршшш
а штат Ш* г г Высота уретр алнва Щтег тпж*т% мтшгтш Штш ш+
трыптШ йал* тпшт. Ома ушттжкл € ршетт строем 0штттт
труюяхея тел и юшшешктн сн&ючтЪ жпшхгн
4-6, &Ш?ШШАГЕРСМ-ШРт&&
Переход от трения ве» смазочного материала а 1|*ии«нв1*/ *^|*ш0*^1
ямяа гищюяякттъжяйрежим шют г%\\\ттЩ:шт И"***^
Штрибе*л<|ИЛГ 4.14), графически
108
■рению
ТРЕНИЕ ПРИ ГРАНИЧНОЙ И ЖИДКОСТНОЙ СМАЗКЕ
трения от параметра
вую /
можно условно
Рассмотрим
—, в
р
котором (о •■ угловая
скорость вращения вала. Кри-
Т)Ш
V Р
разделить на три участка (/,
Д ///). Начало первого
участка соответствует трению
без смазки,
характеризующемуся высоким значением
коэффициента трения.
Паление /свиде гельствует о пере-
трению Второй участок соответствует полужидкостном)
жидкостному.
Дмшраммз 1 «реи Штрибска
[яние каж.
(1 нз величин, входящих
Т10)
в параметр——
чае
ни* С по
ший о0М
гмдролин*
личение 1
ьмнческо
1 ведет к
трения. При малых скоростях вращения вала вовлечение сма-
Ьсти в зону контакта происходит медленнее, чем ее выдаал ива-
нагрузкой. Поэтому давление а сдое жидкости остается недос-
я вошывання вала. В итоге реализуется фаничное трение. С
скорости давление а слое возрастает, уменьшается число участ-
ной смазкой и постепенно создаются условия для полного раз-
срхностей трения вала и подшипника смазочным слоем. Это
ртонному падению/ Минимум /соответствует началу жидкост-
Дальиейшее повышение ш ведет к увеличению градиента скоро*
пени* жидкости а слое по его толщине, что способствует повы-
Ьеннего трения в жидкости и, как следствие, росту/
кой вязкости смазывающей жидкости толщина смазочного слоя
а для полного разделения трущихся поверхностей, реализуется
1ичной смазки и коэффициент трения принимает высокие значе-
~~№ аязкости жидкости в зону трения втягивается ее боль-
в» смазочного слоя возрастает» наблюдаются переход к
му трению и падение/ Для высоковлзких жидкостей уве-
росту внутреннего трения, которое при гндродинамиче-
аомннируюшую пп-и.
вспдыванне вала и падение/*а
| становится выше оптимальной
Жидкие смазочные материалы 10д
и ее дальнейшее уменьшение, согласно формуле Н. П. Петрова,
сопровождается ростом коэффициента трения. Таким образом, наиболее важными
эксплуатационными факторами, определяющими условия формирования
смазочного слоя, являются давление (внешняя нагрузка и размеры трущихся
тел), вязкость смазочной жидкости и скорость относительного перемещения
поверхностей трения сопрягаемых тел.
4.7. ЖИДКИЕ СМАЗОЧНЫЕ МАТЕРИАЛЫ
Жидкие смазочные материалы (ЖСМ) предназначены для снижения
трения и интенсивности изнашивания элементов трибоснстем. защиты
поверхностей трения от коррозии, уплотнения прецизионных трибосопряжений,
отвода тепла и удаления продуктов износа из зоны фрикционного контакта
Существует несколько классификаций ЖСМ, в основу каждой из которых
положен определенный принцип. По назначению они делятся на моторные.
трансмиссионные, индустриальные, турбинные, компрессорные, приборные.
авиационные» технологические, энергетические и другие, по
происхождению - на нефтяные, растительные и жировые, синтетические масла, а также
композиции на водной основе и жидкие металлы.
4.7.1. Смазочные масла
Применение смазочных масел известно с глубокой древности. Вначале
это были масла растительного и животного происхождения. В конце
прошлого столетия стали использовать нефтяные масла, а в середине XX в. -
синтетические.
Нефтяные (минеральные) смазочные масла. Это смеси парафиновых,
ароматических и нафтеновых углеводородов, включающие кислород, серо-,
азотсодержащие соединения и асфальто-смолистые вещества. В качестве
присадок к таким маслам применяют элементооргашгческие соединения
Парафиновые углеводороды состоят из молекул в виде открытых цепочек
атомов. Каждый атом углерода в середине цепочки образует с двумя
атомами водорода метиленовую группу СЩ , а на ее конке - метильную груотгу
СН*. Ароматические углеводороды состоят из молекул в виде колеи
(циклов), образованных шестью группами СН. Нафтеновые углеводороды
гакже имеют циклическое строение, но кольца образованы метиленовымй
группами СН;.
Как правило, нефтяные масла более чем наполовину содержат угдеводог
роды смешанного строения, например ароматические или нафтеновые
кольца с парафиновыми цепочками. Поэтому масла называют нафтеновыми,
парафиновыми или ароматизированными в шанснмостн от преобладания '
углеводородов одного из трех классов.
т»ц>К1»»г>мц^*<о*111ац»>Х1иойса1лд«Е
в «ктфвм могут жмсчапфоьдлыся незепфосшь
■*% «ф**«*е чммщ О?—'нш -*• Т я 100 ЯФ< » огаеяьиш едччазх
1Ж\!У 1%Ш бсъяее «шкжч гааперстлр&у мт «фяет «сиакжмостЪь кроме*
р$жг «иж^етс цякггаляов «кчафяш я кряегс* его сявеч?€вйсп» обеу печаь
шп» юьшктчм» ремм икни*. 1^и тнк|вд\ре «мак 100 X мэдосгъ
шоп.<9*ШШмя«» смякаете*. мм«ш ов*с**чгт* я^жюп сплошное?*
*акж«г, ошф*ш» « шщ «отжырю «б|мвс*диме юиоообргшых продукта*
учудзсае — амшимм^сяокс^боэст ммг.л* Расширение «емпердечрно*
«ф|Ч—.и «кед лостегзкк■ аасдсимш лепь
кСЖХОМНЬ
су$<яш*»х .в мим свое» щцч т ^ас^& Ошв облллжот хЗсё1
быссш»
км
^чзрсделающчво роль в смазке углов трепка. К середине XX в, в частом
они привлекались только в шшевой аровшшаенносп В
жировые масла иоюдьзчютса в основном в качестве пракдлок я
лпвш смазочных материалов « садзочно-ох яагзаюшвх ашакостси ив основе
минеральных и синтетических масел. Исключение
которое обладает высокой адгезионней способностью к
хает в течение нескольких лет в не образует твердой пленки. 0«
са как в чистом виде, так а в качестве присадок при изготовления
высококачественных нриоорных масев В 64 д>ше* возможно ввсвщп'им1 оадастс*
г^нменениа смазок, содержащих жировые числа, за счет гнив мам и* сто»
мосте при поллчеюш из отходов фжзноистаа зетжой и ививовш! аввававь
ленностж
Синтетические числа. Вкдаочаот довольно ввитой ив класс сназ*.*ьс*-
ошх жидкостей: синтетические >тжвазееог=^ 1ют»лфириыг, зфнрвые]
крем!шиоргвнические и ар* лае аист
Оаищвими.кк.у угжшадороды яодлчаао* при шынмершашав одеаивиик
на основе пдонодефмнов имеют вязкость от 8 до 2ЗД наг с ирв 20 \Г в завв-
еммосга от хлины оеаен макзх>моок&>л и иж структуры Темвератчр*
застывания масел ив их основе может достигать -65 X» в
*40 ^С Хло(чврсаанные чтаезазор&ш позволяют волччать масла с
турой застывая** около -ЗВ*€ игиииикхиаиво^всяквиийиквисЗаи)1
ив основе синтетических ч тзевозюролов и
чнлренктж»
^емператч^у
вт я саартож инея»
112 трение при граничной и жидкоетной^смаз^
Смазочные жидкости на их основе обладают высокой стойкостью к
окислению, существенно не изменяют вязкость при колебаниях температуры в
ласти низких ее значений. Значительное повышение температуры вспыш
достигается легированием эфирных масел. Так, у фторированных эфир°
дикарбоновых кислот она соответствует 540 °С. Смазочные жидкости
основе эфирных масел применяются в реактивных в турбовинтовых двигате
лях, Приборах, холодильных и электротехнических установках, в качесп
оружейных масел. Пластичные смазочные материалы на эфирных мас
используют при температурах от -75 до 175 °С.
Кремнийсодержащие масла - кремнийоргаиические соединения ( сил
сановые масла, эфиры), состоящие из чередующихся атомов кислорода
кремния, к которому присоединены напрямую или через кислород углевод
родные радикалы в виде боковых цепей. К этой группе относятся также т
раалкилсиланы, не содержащие в своей структуре кислорода.
Силоксановые масла относятся к термостойким жидкостям (температур
вспышки может превышать 300 °С), имеющий низкую испаряемость. и
химически инертны и нетоксичны вплоть до температуры разложения. ООП
дают плохой смазывающей способностью для пар трения, оба элемента к
торых выполнены из черных металлов. Эта характеристика силоксановы
масел несколько выше применительно к цветным металлам. Температур
застывания может быть доведена до -70 °С и даже до -100 °С. Ислользуютс
для смазки подшипников качения, электровыключателей, пропитки порист
го слоя из бронзы в подшипниках скольжения, для эксплуатации в качеств
гидравлических и тормозных жидкостей. Наиболее широко применяются в
криогенных и вакуумных системах, холодильных установках и при
производстве пластичных смазочных материалов. Температура эксплуатации
пластичных смазочных материалов на основе силоксановых масел, загущенных
техническим углеродом, может достигать 370 °С.
Силоксановые эфиры застывают при температурах ниже -65 С, а
разлагаются при 450 °С, поэтому их применяют преимущественно в качестве
теплоносителей, хладоагентов и для производства пластичных смазочных
материалов. Близкие к описанным свойства проявляют тетраалкилсиланы
Фтор- и хлорфторуглеродные масла представляют собой углеводороды,
в которых все или часть атомов водорода заменены атомами фтора или
хлора. Отличаются термической стабильностью свойств, негорючестью,
стойкостью к окислению и хорошими смазочными и противозадирными
свойствами. Хорошо смачивают металлы и не образуют нагара. Благодаря
исключительно высокой химической стойкости, негорючести и термостабильности
они применяются в теллонагруженных узлах трения, в пожаро- и
взрывоопасных условиях, в качестве теплоносителей и антизадирных присадок, а
также в качестве смазочных жидкостей в турбонасосных ракетных двигате-
Жвдкие смазочные материалы
лях, кислородных компрессорах, насосах, перекачивающих агрессивные
жидкости.
В качестве высокотемпературных синтетических смазочных материалов
используют ферроцен, обладающий термической стабильное гыо до 463 "Г. и
ароматические амины.
4.7.2. Смазочные материалу на водной основе, сжиженные газы
и жидкие металлы
По сравнению с маслами смазочные материалы данной группы примени
ются в технике в значительно меньших объемах. Причиной этому являются
либо их низкие вязкость и смазочная способность, либо чрезвычайно
высокая стоимость.
Смазочные материалы на водной основе, (одержат такие материалы,
как гликоль, глицерин, фторопластовые лаки или коллоидный графит, а
также водорастворимый загуститель. Наиболее часто применяю! водные
эмульсии, содержащие 3 - 5 % (по массе) минеральных или жировых масел в виде
капель размером 0,5 - 2 мкм. При тяжелых режимах нагружения (прокатка
сталей, штамповка, холодная вытяжка) концентрация масел может достигать
30 % (по массе). В качестве антизадирных присадок используют хлор-, серо-,
фторсодержащие соединения, графит, дисульфид молибдена
Смазочные материалы на водной основе широко используются в узлах
трения, работающих в воде. Это "дейдвудные" подшипники судов, опоры
гидротурбин, центробежные насосы, турбобуры. Наиболее эффективно их
применение в металл-полимерных и полимер-полимерных нарах трения К
недостаткам этого типа смазочных жидкостей можно отнести малую
вязкость, узкий температурный диапазон эксплуатации, коррозионную активность.
Сжиженные газы. Из описания свойств нефтяных, растительных,
жировых, синтетических масел и композиций на водной основе следует, что
жидкостное трение может быть обеспечено в трибосистемах,
эксплуатирующихся в довольно широком температурном диапазоне: от -100 до 350 °С. Однако
развитие криогенной и космической техники, авиации, новых
технологических процессов и транспортных средств, повышение скоростей скольжения в
трибосопряжениях до 1000 м/с и более требуют значительного расширения
температурного диапазона применимости жидких смазочных материалов
При криогенных температурах в качестве жидкого смазочного материала
можно применять сжиженные газы (азот, кислород и т. д.). Их использование
чрезвычайно ограничено из-за низкой вязкости (у жидкого азота она в 3,5
7 раз, а у водорода в 50 раз ниже вязкости воды) сжиженных газов Это
обусловливает не только их низкую несущую способность, но и ужесточает
требования к герметизации узла трения.
Жидкие металлы. При температурах 100 - 1000 *С в качестве
смазочных материалов применяют жидкие металлы. Это калий, натрий, ртуть, га-
114
ТРЕНИЕ ПРИ ГРАНИЧНОЙ И ЖИДКОСТНОЙ СМАЗКЕ
лий. инлий. сплавы с низкой температурой плавления. Основными
недостатками жидких металлов являются высокие химическая активность и
стоимость. В интервале температур 1000 - 1500 °С широко применяются
неорганические стекла, например при вытяжке труб, прокатке и штамповке
металлов. Обладая высокой адгезионной способностью к металлам, плавной тем-
пературно-вязкостной характеристикой и не имея четко выраженной
температуры плавления, неорганические стекла являются хорошим
высокотемпературным смазочным материалом.
4.7.3. Присадки к маслам
Присадки вводятся в базовые жидкости для улучшения их
эксплуатационных свойств. В большинстве это маслорастворимые органические
соединения, содержание которых в маслах зависит от природы обоих
компонента смазочного материала и требуемой степени улучшения тех или иных
свойств По назначению различают присадки антиокислительные,
вязкостные, депрессорные, моющие, противозадирные, антифрикционные,
адгезионные, антикоррозионные, антипенные и др.
Антиокислителъные присадки предназначены для снижения скорости
окисления масел, работающих при воздействии высоких нагрузок и темпера-
Действие антиокислительных присадок основано на торможении окис-
1СНИЯ масла либо на образовании на поверхностях металлов, являющихся
катализаторами защитных пленок.
В процессе эксплуатации масла образуются реакционно способные ради-
тлеродом ш центре, которые вступают в реакцию с кислородом и
мет лероксидные радикалы. Последние, взаимодействуя с углеводоро-
масла. инициируют развитие цепной реакции образования радикалов. В
елей применяют природные серо-, азот- и фосфорсо-
%Ш также фенолы и ароматические амины. Первые из
нот лероксиды, восстанавливая их до спиртов. Фенолы и амины
I водород радикалам, переводя их в неактивное состояние. При
ютсд комплексы, которые не поддерживают цепную реакцию
*/г*рашсии* каталитического действия металлов на окисление
материал"* ш ми состав вводят фосфорную, лимонную или глю-
сж/гм, трипилемдиамии - вещества, образующие чела 1 ные со-
нш« присиоки предназначены дли ослабления зависимости вязко-
щ !$мнер#гурм, % •• АЯ* повышения индекса вязкости. Они обес-
МЮ^Ашхяы ми/И сохранять непрерывную и достаточно
***/ фщгшчшяо материала мри высоких темпера гурах и низкое
ми* цт*ну Нр# *<и»ких# что «ажио дм углов трения, работающих
ими" И'нммяльио ■ качестве вязкостных присадок
качестве акт
1го4гаише со
Жидкие смазочные материалы
115
применялись коллоидные металлические мыла, каучук, полиамиды и бугиле-
ны. В последние годы они были вытеснены полимерами , имеющими более
высокую молекулярную массу (15 000 - 80 000). Это эфиры полиметакрило-
вой кислоты - полиметакрилаты (обладают окислительной стабильностью,
снижают температуру застывания, улучшают диспергирующие и моющие
свойства масел), бутадиены и изопрен, полиолефины (хорошо растворимы в
маслах, повышают их вязкость и температурную стабильность), полиалкил-
стиролы.
Механизм действия вязкостных присадок, представляющих собой
высокомолекулярные вещества, сводится к следующему. При низких
температурах макромолекулы присадки свернуты в клубки и практически не влияют на
вязкость смазочного материала. С увеличением температуры растворимость
присадок растет, макромолекулы распрямляются и увеличивают вязкость
базового масла.
Депрессорные присадки применяются для снижения температуры
застывания масел, содержащих парафиновые углеводороды. Они препятствуют
кристаллизации парафинов, в результате которой образуются твердые
парафины в виде игл и пластин, и сохраняют тем самым подвижность молекул
масла. В качестве депрессорных присадок длительное время использовали
алюминиевые мыла, карбоновые кислоты и смолистые остатки. Однако они
обладают низкой окислительной стабильностью. Поэтому более широко
распространены полиметакрилаты, ал к ил фенолы и диалкилариловые эфиры
фталевой кислоты, сополимеры винилацетата и этилена.
Моющие и диспергирующие присадки предотвращают образование
отложений, нагара на нагретых поверхностях трения, например в двигателях
внутреннего сгорания. Впервые были применены в 1936 г. для смазки
двигателей дизелей в подводных лодках ВМС США.
Присадки удерживают во взвешенном состоянии мельчайшие частицы
продуктов окисления масел (сажа, нагар, соли свинца), предотвращая их
агломерацию. Диспергирующее действие присадок основано, по-видимому,
на электростатическом отталкивании частиц, покрытых молекулами
присадки. Поскольку диспергирующее действие присадок не может полностью
решить проблему исключения отложений и нагара, в масла вводятся моющие
присадки, способные растворять лакообразные и смолистые отложения.
В качестве моющих и диспергирующих присадок применяют нафтенаты
и стеараты металлов, щелочные сульфонаты, металлические соли алкилфе-
нолов, фосфаты, производные полиизобутиленянтарной кислоты.
Противозадирные присадки вводятся в состав смазочных масел для
повышения их нагрузочной способности, снижения интенсивности
изнашивания и предотвращения схватывания поверхностей трущихся тел. Принцип
действия присадок основан на образовании на поверхностях
контактирующих выступов зашитых пленок, предотвращающих появление мостиков
трение при граничной и жидкостной смазке
сварки на "горячих* пятнах контакта. Как правило, это соединения, которые
при нормальных температурах представляют собой твердые вещества, а при
повышенных (вспышка температуры в момент контакта выступов) плавятся
и становятся смазывающими жидкостями,
К нротнвоэдирным присадкам относятся сера и се соединения, обра*
*>ющне сульфидные пленки на поверхностях трения при достижении
температуры 200 °С, Толщина этих пленок 80 - 400 им. Соединения хлора,
вводимые а смазку, способны образовывать на поверхностях трения пленки ме-
гшллхлорнда. Эти соединенна относятся к более высокотемпературным. Так,
пленка РеСЬ плавится при температуре 672 °С, Серо- и хлорсодержашне
соединения обладают существенным недостатком - они способствуют
коррозии металлов. Поэтому часто применяют вещества, содержащие
одновременно хлор и серу в органической молекуле, К этому классу соединений
относятся хлорированные алкилсульфиды, осерненные хлорнафталины, тет-
рахдордиседеннд.
Фосфорорганические противозадирные присадки образуют с металлом
эвтектические смеси, которые обладают низкой температурой плавления и,
раскатываясь по поверхности трения, выравнивают ее рельеф (эффект
полирующего действия). Наиболее широко применяют соединения, содержащие
атомы фосфора и серы (алкнд» и арилтиофосфаты).
АштшРржционыы* присадки образуют на поверхностях трения прочные
адсорбционные слои, предохраняющие сопрягаемые тела от
непосредственного контакта и обладающие низким сопротивлением сдвигу.
Эти присадки представляют собой полярные маслорас творимые вещества
(жирные спирты, амиды, металлические соли), смазывающая способность
которых растет с повышением молекулярной массы. Сматывающая
способность жирных кислот (метиловые, бутиловые) или природных эфиров
жирных кислот (глацернды) может быть улучшена их окислением или
полимеризацией в электрическом разряде. Жирные кислоты окатывают сильное
корродирующее действие на металл, не стойки к окислению. Этими
недостатками не обладают амины и амиды жирных кислот (аминные
металлические соли диалкилдитиофосфорных кислот), осерненные производные
природных жирных кислот. Однако полное исключение окислительного
действия присадок на металл недопустимо, поскольку отсутствие окисиых плено
на поверхностях трения может приводить не только к повышению коэфФ14"
циента трения, но и к схватыванию трущихся тел.
В качестве присадок могут быть использованы такие полярно активные
вещества, как масла растительного и животного происхождения, а так*
олеиновая, лауриновая, стеариновая, пальмитиновая и другие кислоты,
способные При взаимодействии с металлом образовывать пленки мыл, обла-
дающих низкими сопротивлениями сдвигу. Мыла (алюминиевая соль с*
Жидкие омазочные материалы
121
рнновой кислоты) вводят в масла для устранения скачкообразных изменений
коэффициента трении.
Антши'нныф присадки предназначены для предотвращения и подавления
вспенивания масла, ухудшающего его смазочные свойства и ускоряющего
окисление. Механизм действия антипенных присадок сводится к
разрушению пузырьков воздуха присоединяющимися к ним диспергированными до
10 мкм частицами, имеющими меньшее, чем смазочные жидкости,
поверхностное натяжение. Наиболее широко распространены жидкие силоксаны,
содержание которых, равное 10 10 ** V дает требуемый эффект Пенооб-
разование предотвращают также полизтиленгликолевые эфиры и сульфиды.
аминоспнрты, соединения фосфора и фтора.
Некоторые смазочные жидкости содержат деэмульсаторы (поверхностно-
активные вещества)) эмульгаторы (щелочные соли карбоновых кислот),
красители или обесцвечивающие агенты, средства для подавления роста
бактерий и грибков (амндоацеталн), адгезионные присадки (высокомолекулярные
углеводороды) и одоранты (цитронелловое масло), подавляющие запах
4.7.4. Основные свойства смазочных материалов
Вязкость* или коэффициент внутреннего трения, - это сопротивление
слоя жидкости относительному сдвигу. Динамическая вязкость Т)
определяется по уравнению И. Ньютона (4.1). Смазочные масла, как правило,
характеризуются кинематической вязкостью у, представляющей собой отношение
их динамической вязкости к плотности. Кинематическая вязкость
применяемых в узлах трения смазочных жидкостей принимает значения от 2 во
1500 мм: с (при 40 °С).
Вязкость одной и той же жидкости в значительной мере определяется
температурой. Степень этой зависимости (пологость
вязкостно-температурных кривых) численно характеризуется индексом вязкости Дина и Деви-
са. Его величина тем больше, чем в меньшей степени V зависит от
температуры, В основном индекс вязкости масел соответствует 20 - 150 единицам
Для отдельных масел он принимает отрицательные значения или может
достигать 300 единиц. Значения индекса, превышающие 100, характеризуют
высокую температурную стабильность масел, а масла с индексом ниже 60
могут применяться в узком температурном диапазоне.
Температура вспышки - это температура, при которой при определенных
условиях появляется первая вспышка в смеси паров воздуха и масла над
поверхностью жидкости при приближении пламени. Температура вспышки
применяемых в узлах треки жидких смазочных материалов принимает ша-
чения от 20 X (смазочные материалы для криогенной техники) до 450 °С, В
отдельных случаях (силикатное стекло) температура вспышки может
значительно превышать указанный верхний предел.
ТРЕНИЕ ПРИ ГРАНИЧНОЙ И ЖИДКОСТНОЙ СМАЗКЕ
Температура застывания - температура, при которой масло перестает
течь под действием сил тяжести. При застывании некоторые масла
сохраняют однородность состава, а масла, содержащие парафиновые углеводороды
теряют текучесть в результате кристаллизации парафина. В последнем
случае чем выше содержание парафина, тем выше температура застывания
масла. Температура застывания парафинсодержащих масел находится в
интервале от-9 до -17 °С.
Испаряемость - характеризуется отношением потери массы масла,
выдерживаемого в течение 1 ч при заданной температуре, к его первоначальной
массе.
Трибологические свойства смазочных материалов включают
противоизносные, антизадирные и фрикционные свойства. Противоизносные свойства
масел оценивают по интенсивности изнашивания трущихся тел при заданных
режимах ужения. Применяют масла как для снижения, так и для
повышения интенсивности изнашивания элементов пары трения. Фрикционные
свойства и смазочную способность масел оценивают по величине
коэффициента трения или характеру зависимости коэффициента трения от режимов
нагружения. Чем ниже значение/и стабильнее его значение при изменении
режимов нагружения. тем к более высокой категории по фрикционным
свойствам оно относится. Антизадирные свойства масел определяют по
критическому значению температуры или давления, при котором наблюдается
интенсивный подъем коэффициента трения.
К важным эксплуатационным свойствам смазочных материалов
относятся также сжимаемость, аспениваемость, эмульгируемость, коррозионность,
адгезионная способность, негорючесть и т. т.
4.8. ПЛАСТИЧНЫЕ СМАЗОЧНЫЕ МАТЕРИАЛЫ
Пластичные смазочные материалы (ПСМ) представляют собой систему,
состоящую из загустителя, образующего структурный каркас, ячейки
которого заполнены дисперсной средой (жидким смазочным материалом) и
целевыми добавками (присадками). Моделью ПСМ является вата, пропитанная
маслом. Структурный каркас состоит из образуемых загустителем волокон
диаметром около ОД мкм и длиной от 2 до 100 мкм, уложенных в решетку-
Он определяет нагрузочную способность и обусловливает поведение
смазочного материала как твердого тела. Каркас предотвращает возможность рас"
текания дисперсионной среды по поверхности твердого тела. Масло прочн
удерживается в его объеме в основном благодаря адсорбционному взаям
действию. Под действием нагрузки каркас разрушается, и из его ооъе
выдавливается дисперсионная среда. При этом течение ПСМ становит
подобным течению вязких жидкостей. После снятия нагрузки структур
ПСМ не восстанавливается, если она конденсационная (образуется пос
Пластичные смазочные материалы
119
охлаждения расплава). Возможно также частичное или полное
восстановление структуры (тиксотропный смазочный материал), обусловленное
сближением частиц загустителя на расстояние межмолекулярного взаимодействия.
Дисперсионная среда. В качестве дисперсионной среды используют
синтетические и минеральные масла. Она определяет температурный
интервал эксплуатации, силовые и скоростные характеристики ПСМ, их
противокоррозионные свойства, вязкость при отрицательных температурах, потери
на испарение» пусковой крутящий момент.
Наиболее широко (свыше 90 %) применяются минеральные масла. В
основном это нефтяные масла вязкостью от 20 до 3400 мм2/с при 20 °С.
Высоковязкие масла применяются при производстве ПСМ для низкоскоростных
подшипников и трансмиссий, эксплуатирующихся при высоких нагрузках и
температуре. Они снижают потери смазочного материала на испарение,
обеспечивают хорошие адгезионные свойства и водостойкость. Введение
маловязких масел способствует эффективному снижению пускового момента
и рабочей температуры, повышению текучести и предельных значений
скорости скольжения трущихся тел. ПСМ на основе минеральных масел
работоспособны в узлах трения, объемная температура деталей которых принимает
значения в интервале от -60 до 150 °С.
Для узлов трения, работающих в температурном режиме за пределами
указанного интервала, в качестве дисперсионной среды применяют
синтетические масла - кремнийорганические жидкости, сложные эфиры, фтор- и
фторхлоруглероды, углеводороды, полиалкиленгликоли, полифениловые
эфиры. Температура эксплуатации таких ПСМ может превышать 350 °С,
однако вследствие высокой стоимости их применение ограничено. Из крем*
нийорганических жидкостей в основном используют полиметилсилоксаны и
полиэтилфенилсилоксаны, работоспособные при температурах от -100 до
300 °С, обладающие хорошими противозадирными свойствами и стойкостью
к окислению и старению. В более узком температурном диапазоне возможно
применение сравнительно дешевых полигликолевых эфиров. Стойкими к
воздействию температуры (до 350 °С), окислителей, радиационного
облучения являются полифениловые эфиры. Максимальной термостойкостью (до
500 °С), хорошей смазочной способностью и устойчивостью к воздействию
химически активных сред обладают фтор- и фторхлоруглеродные масла.
Область применения этих масел узка из-за весьма высокой стоимости.
Дисперсная фаза. Вторым компонентом пластичных смазочных
материалов является дисперсная фаза, или загуститель, содержание которого в
ПСМ достигает 25 % (по массе). Химическая активность, растворимость в
масле и температура плавления загустителя в значительной мере определяют
эксплуатационные свойства ПСМ, В частности, такие свойства, как
температура каплепадения, водостойкость, уплотняющая способность ПСМ зависят
только от загустителя. По типу загустителя ПСМ делят на четыре группы:
120
ТРЕНИЕ ПРИ ГРАНИЧНОЙ И ЖИДКОСТНОЙ СМАЗКЕ
мыльные, на неорганических загустителях, на органических загустителях и
углеводородные.
Наиболее распространенным загустителем являются металлические мы-
т. представляющие собой соли жирных кислот и металлов. Являясь
поверхностно-активными веществами, мыла выполняют не только роль каркаса, но
и придают смазочному материалу противоизносные и противозалирные
свойства благодаря поверхностно-молекулярному (а не химическому)
взаимодействию с материалами трущихся тел. Получают мыла при
взаимодействии карбоновых кислот или их глицеридов (жиров и масел) с гндроксидами и
алкоголятами щелочных или щелочноземельных металлов. Чаше всего
применяют кальциевые и литиевые мыла, реже алюминиевые, бариевые и
натриевые
Алюминиевые мыла обладают хорошей водостойкостью и адгезионной
способностью к металлам. В настоящее время их использование ограничено
из-за низких предела прочности и температурного диапазона эксплуатации
(до 100 °С) смазочных материалов, получаемых с их применением.
Бариевые мыла позволяют получать ПСМ с несколько более высокими
температурой эксплуатации и пределом прочности. Они относятся к
водостойким загустителям, но область их применения сужается из-за высоких
стоимости и токсичности бариевых соединений, а также вследствие
ухудшения смазочных свойств ПСМ при снижении температуры в области
отрицательных ее значений.
Натриевые мыла используются при температурах эксплуатации до 120 °С.
ПСМ с их содержанием применимы в высокоскоростных узлах трения,
обладают хорошими смазочными и антикоррозионными свойствами. К
недостаткам можно отнести склонность к гелеобразованию и низкую водо-
Самую низкую стоимость имеют кальциевые мыла, что обеспечило их
сравнительно широкое применение. Они обеспечивают пластичным смазкам
хорошие водостойкость, адгезию к поверхностям трущихся тел и смазочные
свойства при низких температурах эксплуатации. Используются для
низкоскоростных узлов трения и при температурах, не превышающих 80 °С.
Наиболее широкое распространение нашли литиевые мыла, обладающие
высокими структурной стабильностью, пределом прочности и стойкостью к
окислению, хорошими противоизносными, антикоррозионными и противо-
задирными свойствами. Обладают высокой загущающей способностью. ЩГТО
снижает як оптимальное содержание в смазочном материале до 8 - 12 /*■
Применимы в интервале температур от -50 до 130 °С.
Помимо перечисленных, используются пластичные смазки, затушенные
смешанными мылами, состоящими из смеси простых металлических мыл с
Пластичные смазочные материалы
121
различными катионами. Это натрий-кальциевые, литий-кальциевые, натрий-
литий-кальциевые мыла.
Комплексные мыла образуются в результате совместной кристаллизации
двух и более соединений. Мыла металлов на основе высших жирных кислот
(стеараты металла) образуют комплексные мыла с солями металлов коротко-
цепочных кислот {уксусной, бензойной). Кристаллизуясь, такие мыла
образуют более плотный пространственный скелет, что способствует повышению
температуры каплепадения и допустимой температуры эксплуатации,
увеличению прочности, стойкости к окислению и воздействию влаги.
В качестве примера получения комплексных мыл рассмотрим
технологию комплексного алюминиевого смазочного материала. В масло вводят
изопрошнолат алюминия и стеариновую кислоту, а после реакции при
120 *С — бензойную кислоту. Реакция нейтрализации протекает при 100 °С.
Затем отгоняется изопропиловый спирт и полученный смазочный материал
охлаждается. Температура каплепадения таких ПСМ превышает 230 °С.
Подобным образом получают бариевые, натриевые, кальциевые и литиевые
комплексные смазочные материалы.
Наряду с металлическими мылами в качестве дисперсной фазы
используют неорганические загустители. Это кремнеземы и бентониты. Кремнезем
(диоксид кремния) состоит из элементарных частиц шарообразной формы,
поверхность которых содержит кремнеспирты, придающие ей гидрофильные
свойства. Для придания кремнезему гидрофобностя (водостойкости) его
обрабатывают диизоиианатом или эпоксидными смолами. Использование
теплостойкого кремнезема позволяет получать высокотемпературные
смазочные материалы. Максимальная рабочая температура таких ПСМ
определяется в основном температурной стойкостью базового масла. Так. силика-
гелевые смазочные материалы на основе силиконовых масел могут
эксплуатироваться при температурах, превышающих 200 *С.
Бентонитовые загустители (монтмориллонит, гекторит) также обладают
высокой температурной стойкостью. Их получают обменом ионов натрия с
ионами четвертичного аммония. Бентониты устойчивы к воздействию воды,
химических веществ, механических нагрузок. Применяются также силикаге-
левые, графитные и асбестовые загустители.
Для выпуска высококачественных пластичных смазочных материалов в
качестве загустителей используют органические вещества: пигменты и по*
лимерные материалы. Для загущенных пигментами (ализарин, антрахинон,
индиго и т. д.) минеральных масел допустимая рабочая температура
достигает 200 °С, а для синтетических масел -300 °С. Применяются пигменты для
изготовления высокотемпературных ПСМ, предназначенных для смазки
легкоиагруженных низкоскоростных узлов трения. Область их
использования ограничена из-за высокой стоимости загустителя.
122
ТРЕНИЕ ПРИ ГРАНИЧНОЙ И ЖИДКОСТНОЙ СМАЗКЕ
К полимерным (углеводородным) загустителям относятся полиолефины,
изотактические полипропилены, алкилакрилатакриламидные сополимеры и
[т.д. Наиболее распространен по л икарбам идн ый загуститель, который
образует в смазочном материале высокопрочный структурный каркас. Он не
разрушается даже при длительной эксплуатации в высокоскоростных узлах
трения. Рабочий диапазон ПСМ на поликарбамидном загустителе и
минеральных маслах соответствует температурам от—30 до 180 °С, а для
смазочных материалов на синтетических маслах верхняя граница смешается к
230 "С. В качестве загустителей применяют также парафин, церезин, петро-
латум и другие вещества.
Присадки и наполнители. Это третий компонент пластичных
смазочных материалов. Присадки представляют собой поверхностно-активные
вещества, предназначенные для улучшения триботехнических,
реологических и химических свойств ПСМ. Они вводятся для улучшения противоиз-
носных, противозадирных и антифрикционных свойств (дибеизилсульфид с
хлорированными парафинами, сульфированные жирные кислоты, трикре-
зилфосфат), для регулирования вязкости (полиметилакрилаты), прочности
смазочной пленки (диизопропил- или дилаурилфосфаты) и адгезионной
способности (полиюобутилен, термореактивные смолы) пластичных смазочных
материалов. В качестве ингибиторов окисления и коррозии применяют
нефтяные сульфонаты натрия или бария, нафтенат свинца и цинка, этилендиа-
минсульфонат. Повышение водостойкости достигается введением олеиновой
и других растительных жирных кислот. Концентрация присадок в
пластичных смазочных материалах соответствует 0,001—3 % (по массе), что
значительно ниже, чем в жидких смазочных материалах.
Наполнители — это высокодисперсные нерастворимые в смазочных
маслах материалы, не образующие в их объеме коллоидной структуры. В
основном наполнители вводят в ПСМ для повышения допустимых нагрузок и
улучшения триботехнических характеристик смазок. Наиболее
распространенными из них являются: графит, дисульфиды и диселениды металлов.
слюда, тальк, оксиды и терморазлагающиеся соли металлов (формиаты),
порошки пластичных металлов, воски торфяной и буроугольный.
Концентрация наполнителей в ПСМ может принимать значения в интервале 1 -
30 % (по массе).
Пластичные смазочные материалы в зависимости от области применения
разделяют на несколько групп. Это антифрикционные ПСМ,
предназначенные для снижения трения и изнашивания деталей трибосистем. Они
подразделяются на смазочные материалы общего назначения,
высокотемпературные, низкотемпературны*, многоцелевые, специальные, автомобильные,
железнодорожные, индустриальные, приборные и т. д.
Вторая группа - утотнительные ПСМ, для герметизации зазоров в
сопряжениях (резьбовые, вакуумные, арматурные).
Твердые смазочные покрытия
123
Консервационные смазочные материалы, защищающие металлоизделия
от коррозии, составляют третью группу. Они служат для защиты деталей
автомобильного и железнодорожного транспорта, морского транспорта,
технологического оборудования, машиностроения, сельскохозяйственной
техники, линий электропередач.
Канатные смазочные материалы занимают промежуточное значение
между антифрикционными и защитными Они предназначены для зашиты
металлов от коррозии, фреттинг-изнашивания и для снижения трения между
волокнами каната.
По сравнению с маслами пластичные смазочные материалы обладают
рядом преимуществ: способны удерживаться в негерметизированных углах
трения, обладают повышенной герметизирующей способностью, могут
эксплуатироваться в тяжелонагруженных узлах трения при воздействии высоких
температур, имеют высокие защитные свойства от коррозии, отличаются
хорошей смазочной способностью, большим ресурсом эксплуатации и
малым расходом. Вязкость пластичных смазочных материалов может на
порядок и более превышать вязкость масел. Она достигает 1000 МПа с, поэтому
они неприменимы в качестве охлаждающих сред в централизованных
системах смазки, в высокоскоростных узлах трения, подшипниках качения, парах
трения с высокой интенсивностью изнашивания сопрягаемых тел.
4.9. ТВЕРДЫЕ СМАЗОЧНЫЕ ПОКРЫТИЯ
Граничные слои могут быть образованы не только жидкими и
газообразными веществами, но и твердыми материалами, которые удовлетворяют
следующим условиям: способны образовывать прочные связи с
поверхностями твердых тел; обладают высоким сопротивлением воздействию
нормальной нагрузки и низким сопротивлением сдвигу; способны выдерживать
без разрушения многократные пластические деформации Механизм
действия твердых смазочных материалов заключается в том, что они разделяют
поверхности трущихся тел, локализуют деформации сдвига в своем объеме,
уменьшают число пятен непосредственного контакта сопрягаемых тел. К
ним относятся вешества слоистой структуры, в частности графит, дисульфид
молибдена ( Мо52 ), дисульфид вольфрама ( ^8* ), диселениды (ЫЬЗеа ,
Та5ез), дифториды ( СаР2 ); полимерные покрытия (полиэтилен,
политетрафторэтилен); мягкие металлы, которые не имеют строго ориентированной
слоистой структуры (серебро, свинец, индий, кадмий), и покрытия,
полученные в результате химической реакции. Рассмотрим некоторые ю твердых
смазочных вешеств.
Графит. В кристаллической решетке гексагонального типа атомы
углерода расположены на расстоянии 0,142 нм друг от друга в вершинах углов
124
ТРЕНИЕ ПРИ ГРАНИЧНОЙ И ЖИДКОСТНОЙ СМАЗКЕ
ол-и нм
0»34 нм
оталличсская струк-
а графита
шестиугольников, плоскости которых
образуют слои (рис. 4Л5). Расстояние между слоями
составляет 0,34 нм.
Так как силы взаимодействия между
атомами обратно пропорциональны расстоянию
между ними, силы связи между слоями
значительно ниже сил между атомами одной
плоскости. Поэтому при большом сопротивлении
сжатию в направлении, перпендикулярном к
слоям (твердость близка к твердости алмаза),
графит обладает малым сопротивлением
сдвигу. В процессе трения кристаллы фафита
ориентируются вдоль основных плоскостей
скольжения. Толщина пленок, ориентированных параллельно касательному
усилию, достигает при этом 10 нм. Это обусловливает послойное
скольжение в пленке графита и низкий коэффициент трения (/= 0,03 - 0,04)
сопрягаемых тел.
Ослаблению связей между слоями способствует наличие влаги в зоне
трения. При этом повышается прочность связи между графитом и
поверхностями твердых те*. При удалении влаги (трение в вакууме) коэффициент
трения при смазке графитом возрастает на порядок. Графит является
хорошим высокотемпературным смазочным материалом, благодаря чему
используется в скользящих электрических контактах. Скорость скольжения не
оказывает существенного влияния на смазочную способность графита, что
связано с его высокой теплопроводностью ■теплостойкостью, а нагрузка
вызывает рост коэффициента трения. Смазочная способность фафита улучшается
при наличии на поверхностях трения металлов оксидных пленок.
Дисульфид молибдена (МоЗД* Кристалл ическая решетка дисульфида
молибдена Моби подобна решетке фафита. Каждый слой его представляет
собой "сандвич" из двух рядов атомов серы, между которыми расположен
слой атомов молибдена (рис. 4.16). Кристаллизуется Мо32 в гексагональной
системе. Внутри слоя атомы связаны мош-
ным ковалентным взаимодействием, а между
слоями серы действуют ван-дер-ваальсовы
силы. Вследствие этого механизм смазочного
действия дисульфида молибдена автономен и
обусловлен анизотропией строения
кристаллической решетки.
Пленка Мо82 обладает высокой
прочностью соединения с металлом (может быть
удалена только химическим путем) и
способна выдерживать, не разрушаясь, давления.
"0.241 нм
О -5
#-Мо
Рте 4 16 Структура дисуаьфида
молибдена
Тп^Р^есмаэуные покрытия 1^
достигающие 3-10 МПа. В совокупности с низким сопротивлением сдвигу
эТ0 обеспечивает хорошие смазочные свойства Мо82 в вакууме и на воздух*
в широком диапазоне температур (от -200 °С до 538 °С). При температуре
выше 538 °С Мо32 превращается в трехокись, являющуюся абразивом, й
вакууме смазочная способность дисульфида молибдена сохраняется до
800 °С. Ухудшение его смазочной способности при переходе из вакуума в
атмосферу связано с адсорбированием влаги и образованием по этой
причине гидрофильной трехокиси молибдена Мо03. Это ослабляет связь Мо82 с
металлом. Коэффициент трения твердых тел, разделенных пленкой Мо52>
уменьшается с ростом скорости скольжения и нормальной нагрузки,
Дисульфид молибдена обладает высокой радиационной стойкостью.
Дисульфид вольфрама (\У8з), Это твердое смазочное вещество
кристаллизуется в гексагональной системе. Кристаллическая решетка №$2
аналогична решетке МоЗг, в которой атомы молибдена заменены атомами
вольфрама. По сравнению с МоЗг дисульфид вольфрама обладает более
высокой термостойкостью на воздухе и стойкостью к окислению, его несущая
способность выше в 3 раза. В вакууме его смазочная способность
сохраняется до 1320 °С. Применение \УЗг в узлах трения ограничено из-за высокой
стоимости.
Политетрафторэтилен (ПТФЭ). Является наиболее ярким
представителем второй группы твердых смазочных материалов, образующих граничные
слои на трущихся поверхностях. ПТФЭ - это продукт полимеризации
газообразного тетрафторэтилена. Молекулы ПТФЭ представляют собой прочные
углеродные цепи с элементарным звеном С?г (рис. 4,17, а). Он относится к
частично кристаллическим веществам. Межмолекулярные связи в ПТФЭ
чрезвычайно слабы. Полагают, что хорошие антифрикционные свойства
ПТФЭ обусловлены тем, что при трении его молекулы образуют прочные
связи с атомами поверхностей твердых тел и ориентируются в направлении
скольжения, создавая поверхности с малой энергией. Атомы фтора распола-
гшотся так, что блокируют углеродную цепь (рис. 4.17, б). Это обеспечивает
химическую инертность молекул, они не
способны адсорбировать влагу. Однако в контак-
Ге с металлами или их оксидами ПТФЭ
образует сильные химические связи, создавая
высокопрочную пленку толщиной в несколько .
атомных слоев. Он обладает наилучшей сма- |
Зывающей способностью при легких режимах Г\ГЛГЛ
НагРУжения (низкие нагрузка и скорость г^г\г\г\
с*ольжения). Недостатки ПТФЭ заключаются Ф©©©® б
том, что он способен течь под нагрузкой, ©о©
задает низкой теплопроводностью и малой Рис.///Структураполитра-
РаДиационно1 стойкостью. Политетрафтор- «гторзталема
Р Р
I I
•с- сЧ
I !
Е Р
126
ТРЕНИЕ ПРИ ГРАНИЧНОЙ И ЖИДКОСТНОЙ СМАЗКЕ
этилен чаще применяют в качестве одного из компонентов
антифрикционных композитов.
Мягкие металлы. В качестве твердого смазочного покрытия
используются только те металлы, которые не наклёпываются в пределах рабочих
температур и не образуют хрупких твердых растворов с металлами
сопрягаемых тел. Если рабочая температура металла выше температуры
рекристаллизации, металл не наклёпывается. В частности, олово является хорошим
смазочным материалом для пар трения, выполненных из чугуна и стали.
Однако оно неприменимо для нанесения на свинцовую бронзу, так как,
диффундируя в поверхностный слой, олово образует хрупкие кристаллы в
медной основе. Отметим, что олово неприменимо при низких температурах: при
Т< -12 °С наблюдается "оловянная чума " - превращение металла в "труху".
В качестве твердого смазочного материала могут также применяться свинец,
индий, литий, серебро и другие металлы и сплавы.
Металлические пленки, предназначенные для эксплуатации в качестве
твердого смазочного материала, должны: обладать высокой адгезией к
материалу одного из элементов пары трения и низкой адгезией к материалу
другого; обеспечивать низкий стабильный коэффициент трения; не
разрушаться при многократном передеформировании; обладать высокой
коррозионной стойкостью. С уменьшением толщины пленки коэффициент трения
твердых тел снижается, что связано с падением ее сопротивления
перемещению внедрившихся неровностей. Однако при малых толщинах (
ориентировочно меньше 0,1 мкм) наблюдается обратный эффект, поскольку в контакте
выступов, имеющих наибольшую высоту, сплошность пленки нарушается.
Механизм трения при наличии пленки из мягких металлов (по Ф. Боуде-
ну) заключается в том, что нагрузка воспринимается пленкой, которая
противодействует своему выдавливанию и предохраняет трущиеся поверхности
от непосредственного контакта. При трении срез происходит в объеме
пленки, а поскольку ее сопротивление срезу мало и ФПК благодаря наличию
жесткой подложки также незначительна, коэффициент трения остается низким.
Покрытия из мягких металлов применяются в кислородных системах, при
высоких нагрузках (волочение), при большом перепаде температур.
Твердые смазочные материалы наносятся на поверхности трения деталей
натиранием до образования пленки необходимой толщины; ротапринткым
методом (в отверстие одного из трущихся тел помещается стержень из
твердого смазочного материала, который наносится на поверхность другого в
процессе трения); электролитическим осаждением; термохимическим
способом; термодиффузионной обработкой; напылением в вакууме. Твердые
смазочные материалы вводятся в состав композиционных материалов, по мере
износа они поступают в зону трения и образуют пленки на поверхностях
либо вводятся в пористые матрицы (материал типа ОУ фирмы Глассир).
Твердые смазочные покрытия
127
Четвертую группу материалов, образующих граничные смазочные слои,
составляют хлориды, сульфиды, фосфаты и другие вещества, образующиеся
на поверхностях металлов в результате реакции с химически активными
компонентами, содержащимися в жидкой или газообразной среде, в которой
обрабатывают деталь. Образующиеся при этом пленки обладают высокой
адгезионной прочностью сцепления с металлом и низким сопротивлением
сдвигу. Так, при обработке титана в парах Йода на его поверхности
образуется граничный слой, снижающий коэффициент трения до 0.3. Обработка
стали в серосодержащей среде приводит к образованию сульфидной пленки
толщиной около 40 мкм, которая снижает коэффициент трения,
предотвращая схватывание и способствуя адсорбции смазочных веществ на
поверхность трения.
5
ТРЕНИЕ КАЧЕНИЯ
гипотезы о природе сих
В основу кажлоя из
в контакте молекулярное соппеняе. рассея-
ущ^тотт материалов, яроскаль-
поверхностей сояравгаешя «в» я ярезезак
Существует я более обтая I игапеза тремя* качения, я с ее
члеляетс* эафчшенню поверхностен гппягя
5.1. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
повороте одного из которых относительно мгновенно* нив постоянно* ося в
контакт вступают новые участки обеих гюверхяостея тремя* а
относительная скорость различных точек тела определяется яж удалением от шялра
контактной ллошаддги из огвзелелеяии слехует. что трение катан* отявт-
ется от других видов трения отсутствием участка поверхности хотя бы одяо-
го яэ сопрягаемых тел, который яостояяяв иахолился бы я адштахте с яв-
верхяосюо другого тела. При качения контактная площадка непрерывно
оеремсадается вдоль повер*5юс^
признаком является то, «по направление я абсодяотяяя величина скорости
каждой точки поверхности трения катящегося теза относительно поверхяо-
ста, по которой оно катятся, нс*яхрыяио изменяются в? зависят от раегтоя-
Сооа
12&
меаиг* этой точкой и
Мпв>
ось, ороходяшуто через точку
хуяарео к
(яис.5.1).
Различают чистое
качение с яроскалы
При ныстют каченыы
контакта двух пен должна быть
яржмои. контакт илсатыво
упругим, а взаимодействующие тела
одноименным*. При качении
цилиндра наш шара радиуса Я
но плоскости качение будет
ни п ш, если при повороте его
аа некоторый малый угоа н
смешение геометрическое оси тела
равно Д а>. При чистом качешш двух
них, проходящие через точку катания
рнваемой точке латаемы совладать по
На практике всегда реализуется хжёййё с проехшьзываныгм. Контакт
ааух реальных тел качеяиа осуивхгвдяетса на на линии, а ша некоторой
поверхности* поскольку' оря яагруаогаян они нешлывакп у вру шикал ичесхне
или вязшупругне деформации. Мгновенные скорости
точках их контакта чааае всего различаются Поэтому в
сто качение с проскальзыванием.
Первое количественное соотиошеавк;
мерном качении тел, было предложено вШ5 г. Ж Купоном
результате* опытен но аерекзтьшашао иилинлроа аз бакаута а ваза по
горизонтально расположенным лубовым брусьям. Им било установлено, что
сопротивление перекатыаанню цилиндра растет ара
нагрузки н уменьшении радиуса катящегося тела Ив этом
момента силы М соаротнвлгяия ■ I и ннщ) Г к иормааьной саше .V.
сопрягаемые тела друг к другу:
Бели момент прилагаемой к иилнилгл силы г7 относительно точка О0
моменту силы трения качение Гж * те явтяинлр будет
130
ТРЕНИЕ КАЧЕНИЯ
мерно катиться по плоскости. Поскольку контакт тел качения представляет
собой площадку конечных размеров, а не точку или линию, то линия
действия реакции Я плоскости не совпадает с линией действия нормальной силы
(см. рис. 5.1). Точка ее приложения смешается от центра контактной
площадки к ее передней границе. Нормальная составляющая /V' реакции
плоскости Я„ численно равна силе N , а горизонтальная составляющая Рш
представляет собой силу трения качения. Коэффициент /к имеет линейную
размерность и характеризует полухорду дуги сжатия, т. е. расстояние, на
которое смешена точка реакции опоры относительно О'. Применяется также
безразмерная величина уё - коэффициент сопротивления качению, численно
равная отношению работы А, совершаемой силой Рш на единице пути Д к
нормальной нагрузке:
__Л_ А/у _ /,
с~ N1* ЫЯ<р~ Я
В отличие от /к коэффициент сопротивления качению является
безразмерной величиной.
В опытах с вагонными колесами А. Дюпюи установил, что коэффициент
сопротивления качению обратно пропорционален радиусу катящегося тела в
степени 1/2:
где к - величина, зависящая от состояния поверхностей контактирующих тел
и имеющая размерность длины {м} . Однако впоследствии К. Кренделл и
А. Марстон на основании результатов исследования качения стальных и
чугунных роликов по плоским плитам из названных металлов показали, что
закон А. Дюпюи, так же как и закон Ш. Кулона, требует уточнения. В
частности, зависимость /С(Я) может быть записана в виде /с = к/Яп , где
п - показатель степени, зависящий от свойств материалов контактирующих
тел.
Отличительной особенностью качения является низкое сопротивление
относительному перемещению контактирующих тел. Так, сила трения
качения на один-два порядка меньше силы трения скольжения. Рассмотрим
причину такого различия. Пусть на горизонтально расположенной плоскости
находится многогранник (я-гранник) (рис. 5.2). Для того чтобы переместить
его центр тяжести на расстояние, равное половине длины грани, т. е. на
расстояние Ь/2, необходимо совершить работу А. При скольжении
многогранника по плоскости
А * Р Ь/2.
(5.1)
Основные понятия и определения
Рис 5.2. Схема перекатывания многогранника
Если многогранник перекатывать (кантовать), то работа будет равна
произведению его силы тяжести N на высоту А, на которую необходимо поднять
центр тяжести многогранника при повороте его на угол а/2, т. е.
А = N1%. (5.2)
При этом центр тяжести сместится на расстояние Ь/2, а вектор силы N
будет проходить через вершину (точку опоры) многогранника,
контактирующую с плоскостью. В дальнейшем центр тяжести опускается, а работа
совершается за счет силы тяжести.
Полагая равными работы при перекатывании и скольжении, т. е.
приравнивая (5.1) и (5.2), определим предельное значение коэффициента трения/,
при котором возможен переход от скольжения к качению:
/ = р/ы Ш 2к/Ь I
Значение к установим из следующих геометрических соображений. При
повороте многогранника на угол а/2 он становится на ребро и Л - ОБ - ОС;
обозначим 0#=Д, а ООН. Тогда А = /? - //. Из рис. 5.2 видно, что
Ь/2 = Лат а/2 = Н\%а/2. Тогда
И
/? == — ,
со$ а/2
а высота подъема центра тяжести А = #(1 - сох а/2).
Определяем минимальное значение коэффициента трения скольжения,
при котором начинается перекатывание многогранника.
Г
2к 2К(\ -соза/2)
Ь 2Кап а/2
Таким образом,
1 - соз а/2
/ = р~-
по/2
Учитывая, что угол а = 360/л, где « - число фаней перекатываемого
тела, полученное выражение можно записать в виде
_ ! -со«180/я
51П 180/ п
Отсюда следует, что качение четырехгранника будет наблюдаться при
/2 0,41. восьмигранника - при/2 0,2, двадцатигранника - при/2 0,08.
Видно, что с увеличением числа фаней коэффициент/монотонно
уменьшаете*. При переходе от многофанника к телу вращения (Л —> °°)
коэффициент сопротивления качению должен стремиться к нулю, если сопрягаемые
тела абсолютно жесткие, а их контакт осуществляется по линии (качение
цилиндра по цилиндру, плоскости) или точке (качение шара по шару,
цилиндру и плоскости). В реальных условиях сопрягаемые тела деформируются,
пятно контакта имеет конечные размеры (полоска, круг) и катяшееся тело
ведет себя подобно многофаннику. Следовательно, сопротивление
перекатыванию реальных тел имеет место даже в том случае, если их форма близка
к идеальной
&2. ПРИРОДА ТРЕНИЯ КАЧЕНИЯ
Существует несколько гипотез о механизме трения качения. В частности,
сопротивление качению объясняют адгезией контактирующих поверхностей,
несовершенной упругостью реальных тел (гистереэисными потерями),
проскальзыванием в зоне контакта, а также одновременным существование
названных процессов.
Адгезионная теория (Г. А. Томлинсон, А. С. Ахматов). Качение
рассматривается как процесс непрерывного обновления и разрушения мостик°
сварки, время жизни которых даже при средник скоростях составляет поряд
* 10 с. При повороте катящегося тела молекулы поверхностей сопря
мых тел, расположенные впереди контактной площадки, сближаются
столько, что происходит образован» адгезионных связей. При этом разру
1!5^Ачения
Природа трения качения
133
шаются адгезионные связи на границе выхода трущихся тел из контакта и
подвергаются значительным деформациям контактирующие неровности,
которые расположены вблизи этой границы (рис. 5.3, о). Адгезионные связи
на других участках контакта (в центре контактной площадки и в области,
прилегающей к ее передней границе) существенного влияния на процесс
качения не оказывают. Следовательно, сопротивление качению обусловлено
в основном сопротивлением деформированию и разрушению только той
части мостиков сварки, которые расположены в зоне выхода трущихся тел из
контакта. Такой процесс последовательного разрушения адгезионных связей
обусловливает низкое значение силы трения качения.
При скольжении тела вращения сила трения значительно выше, чем при
качении, поскольку практически все адгезионные связи на контактной
площадке оказывают одновременно соизмеримое по величине сопротивление
сдвигу (рис. 5.3,6).
Совершенно очевидно, что число разрушаемых в единицу времени
молекулярных связей, а следовательно, и энергия, затрачиваемая на преодоление
силы трения, в первом случае значительно выше, чем во втором.
Справедливость этого утверждения рассмотрим на упрощенном примере контакта двух
тел, неровности поверхностей трения которых моделируются набором
полусфер одинакового радиуса Л, расположенных друг от друга на расстоянии 47?
(см. рис. 5.3). Пусть на контактной площадке шириной 2Ь образуется п
связей. Тогда при перемещении центра катящегося тела на расстояние, равное
2ЬУ необходимо затратить энергию И' на разрушение п связей. В данном
случае IV = мт9 где и/ - энергия разрушения одной связи. При перемещении
скользящего тела на расстояние 2Ь затрачивается энергия Ф- мт(п- \), так
как при этом каждая неровность скользящего тела вступает в контакт с
неровностями сопрягаемого тела п - 1 раз.
Отметим, что существенным отличием процессов качения и скольжения
твердых тел является следующее. В первом случае разрушение адгезионных
I Т
Лиь XX Схема разрушения адгезионных связей при качении (а) и
твердых тел
134 . ТРЕНИЕ КАЧЕМмп
связей происходит под действием силы, нормальной к границе раздела
неровностей, образующих эту связь. Во втором разрушающая сила направлена
по касательной к этой границе. При скольжении должны образовываться
более прочные адгезионные связи, поскольку возможен срез оксидных и
адсорбционных пленок на вершинах контактирующих неровностей и
вступление в контакт ювенильных участков поверхностей.
Подтверждением существования адгезионной составляющей трения
качения служат эксперименты по изучению качения шарика из сапфира по
медной пластине, в которых установлен перенос меди на поверхность
сапфира. Применение смазочного материала (олеиновой кислоты),
препятствующей непосредственному контакту неровностей сопрягаемых тел, снижает
количество перенесенного металла в 4 раза. Однако при этом коэффициент
трения качения изменяется слабо. Следовательно, адгезионная составляющая
оказывает влияние на сопротивление качению твердых тел, но ее вклад не
является определяющим.
Согласно адгезионной теории, сопротивление качению зависит от
адгезионной способности сопрягаемых тел, нагрузки, температуры в зоне контакта
и наличия на поверхностях трения адсорбционных и оксидных пленок,
определяющих число, размеры и прочность адгезионных связей. Основываясь на
адгезионной теории, можно полагать, что чем больше радиус катящегося
тела, тем выше /г, так как растет число молекулярных связей на контакте.
Такая зависимость подтверждается и находит применение в некоторых
технических решениях. Это имеет место, когда тела качения выполнены из
материалов с высокой твердостью, а нагрузка, прижимающая эти тела друг к
другу, мала Примером такого решения являются весы, коромысло которых
опирается на призму. Чем меньше радиус закругления вершины призмы, тем
меньше потери на трение качения и выше точность весов. Положения этой
теории справедливы в большей мере для трения твердых тел в вакууме.
Б. В. Дерягиным установлено, что одной из составляющих сопротивления
качению является наличие разноименных электрических зарядов,
возникающих на поверхностях тел за контактной площадкой.
Гиетерезисная теория (А. Дюпюи, Д. Тейбор). В основе лежит явление
несовершенной упругости материалов тел качения. Согласно этой теории,
энергия, затрачиваемая на преодоление сопротивления качению, расходуется
на гистерезисные потери при деформировании сопрягаемых тел. Каждый
элемент плоскости, во которой катится цилиндр, испытывает
последовательно цикл "нагрузка - разгрузка", который описывается петлей гистерезиса.
Разность между затраченной и возвращенной энергией в этом цикле рави
площади петли гистерезиса и может быть выражена в виде ое**К, где **
работа по перемещению цилиндра на единицу пути трения. Тогда сила
трения качения жесткого цилиндра по упругому полупространству описываете
формулой
Природа трения качения
136
4а
Зя I /
N
Уг
-Я
г1-ц*У* 4а^
ЫЬ
кЕ
Зя Ш
г
^/
>/
ЗДОТ
Л*с. 5 -/ Деформации на глубине
кого тела при качении по его поверх
цилиндра
где о^ коэффициент гистерезисных потерь; N - нормальная нагрузка; Ь
полуширина площадки контакта; / - длина цилиндра; Я - радиус цилиндра
Отметим, что напряженное
состояние материала основания при качении
по его поверхности цилиндра
существенно отличается от одноосного
растяжения и осЛ, определяемое при
одноосном нагружении, должно отличаться от
значения этого коэффициента при
качении. Так, по мере перемещения
цилиндра вправо элемент А (рис. 5.4)
плоского тела будет деформироваться,
принимая последовательно форму В, С
и й. После выхода из зоны контакта
его форма должна восстановиться (Е),
если материалы тел качения обладают совершенной упругостью. В
противном случае форма элементов структуры остается несколько искаженной.
Коэффициент гистерезисных потерь зависит не только от материала тел
качения. В значительной степени он зависит от условий нагружеиия. Об этом
свидетельствуют опыты Д. А. Гринвунда, выполненные на образцах из
резины. При одноосном растяжении тонкостенной резиновой трубки с^ =8 %
При одновременном растяжении и кручении образца, когда элемент объема
принимает форму, подобную В или О при качении, т. е. моделирует плоское
напряженное состояние, гистерезисные потери увеличились в 2 раза. Для
сложного напряженного состояния значения о^ могут более чем в 3 раза
превышать этот показатель, получаемый при одноосном растяжении Это
подтверждается опытами по качению по резине цилиндров различной длины
С уменьшением длины цилиндра и... уменьшается, и при длине цилиндра, на
порядок меньшей диаметра, он становится близким к значению,
соответствующему плоскому напряженному состоянию. Отсюда также следует, что
при качении шара ау будет ниже, чем при качении цилиндра.
Гистерезисная теория удовлетворительно объясняет причину
сопротивления качению жесткого тела вращения по поверхности пластины из
эластомера. В значительно меньшей мере она применима для качения металлических
тел. Эксперименты по качению друг по другу сферических тел из
одноименных металлов показали, что для объяснения их сопротивления качению
необходимо принимать явно завышенные значения коэффициента
гистерезисных потерь. Так, для меди а, должно быть равно 0, 32, для фосфатистой
138
ТТ^Е» **С КАЧЕНця
дюралюминия -1^ 6. в то аремя как в Действительности
Д« >"казанных металлов этот показатель находится а пределах 0, 02 - О, 04
Такое расхождение можно объяснить следчадщим.
При вахруэхе, преаъшшодай предел >тфугостн, после нескатьких прохо-
ля* тела здаеахя контакт внешне кажется > пр\ гим, В направлении, нормаль-
ялвл к зовфхвоста треки*, пластическая леформяиня металла отсутствует,
эосзе проз (на то* качения поверхность деформируемого металла полно-
1?ъ*> восстанавливается. Однако в подповерхностном слое наблюдается
патетическое те^енае металла а направления, параллельном вектору скорости
Затрачиваемая при этом энергия и является основной состав-
дяя преодолеть сопротивления качению. В
< - деформация сдвига у для элементарного объ-
]сэое представлена на рис. 53- Материал,
да пределами контактное площадки (соответствует эле-
р~м1^с15,4^ находятся в недеформированком состоянии. С прнбли-
кеашем & вем> тела качения напряжения и >т!ругше деформаций сдвига рас-
Пря превышения
критического значения напряжений.
котла элемент Л находится
вблизи передней границы
контактной плошалки. наблюдается
пластический сдвиг (горизон-
талышя ч-часток ляяаграммы).
Максимум деформаций сдвига
наблюдается при достижении
границы контакта (элемент ет).
С увеличением угжа поворота
напряжения •
сдвига уменыая-
ются, а при нахождении
материала в аеитре в»нтактной
(элемент С на рнс
^^^^^^^^^^^теля качения
^^^^_ сдвига в противоположном направ-
^^^И дог наблюдаться в момент нахождения эяемен-
збыаа а гршышмЛвыхода трущихся тел из контакта (элементе)
;*^и^.-^^в|>аи»^иг« элементарного объема от контакт-
исобратммыа сдвиг <4П _
Ш необратимый сяяиг в ввивравл*
малраалекии Пряв многократно»
Природа тред «я качения
нагруженми пластическое течение материала в направлении вектора
скорости увеличивается с каждым проходом тела качения.
В общем случае гистерезнсные потери обусловлены внутренним трением,
а также пластическим деформированием микровыступов и пластическим
оттеснением граничного смазочного сдоя.
Теоретическое изучение сопротивления качению при несовершенной
упругости было выполнено А. Ю. Икшинским При качении цилиндра по вяз-
кочтго\том\" основанию хтя малых скоростей Г =с—. для больших
/г «в с _ в где с - константа, включающая параметры модели; г -
И)*
скорость качения. Видно, что в интервале малых значений увеличение V
вызывает рост сопротивления качению, а при больших скоростях - уменьшение
Гк. Приведенные закономерности справедливы при условии, что увеличение
V не вызывает повышения температуры и. как следствие, изменения
механических свойств сопрягаемых тел.
Сопротивление качению шара по поверхности пластического основания
Рш = Ы%/х&&$ , где оя - нормальные напряжения, зависящие от давления
на контактной плошадке и механических свойств тел качения
Гистерезисная теория справедлива для качения твердых тел во резине.
однако распространение ее на металлы не всегда оправдано. Так, при малых
нагрузках для соответствия расчетных и экспериментальных данных
необходимо принимать завышенные значения о^ . Следовательно, гистерезнсные
потери не являются единственной причиной сопротивления качению
твердых тел,
Теорня проскальзывания (О. Рейнольде, А Пальмгрен. Г. Хизкоут).
Согласно этой теории, основной причиной сопротивления качению считается
проскальзывание. Последнее может быть обусловлено деформацией
контактирующих тел (О. Рейнольде) либо различием в скоростях различных точек
катящегося тела (А. Пальмгрен и Г. Хизкоут).
Проскальзывание по Рейнольдсу наглядно наблюдается при качении
жесткого цилиндра по резине. За один оборот цилиндр проходит меньшее
расстояние; чем длина его окружности. Это объясняется деформацией контак-
тирутошкх тел. Так, вод действием нормальной нагрузки материал основания
деформируется и контакт осуществляется не по линии, а по плошадке
шириной АВ (рис. 5.6). При этом материал цилиндра в зоне контакта будет
испытывать деформации сжатия, а основания - реформации растяжения Поэтому
при повороте цилиндра освобождающиеся от контакта точки его
поверхности будут стремиться удалиться друг от друга, а точки поверхности основа-
ния - сблизиться. Это приводит к проскальзыванию мижро>частков контак-
10 Зак 5519.
тренивкАчвния
РаствАсиис
6 /1с(]КфМ!ШЯИ
Наличие четко обоз»
режим® малом и клал]
вод подтверждайся также результата
торых показано, что вклад ироскалвз!
качению становится ощутимым тольк
Нросктьжвапи* по Нальмгрену
тирушших поверхностей одного тела ом»,.
сительно другою. Сушесмтиание нроскаль-
зывания при качении подтверждено
экспериментом (Ф. Боудсн), в КОТОРОМ по
раиновому основанию перекат ынали стальной
цилиндр, имеющий диаметральное
отверстие с окрашенными краями.
Появляющийся на резине отпечаток
круглого отверстия имел форму эллипса,
ориентированного малой осью в
направлении качения. При нагрузке*
обеспечивающей внедрение цилиндра в ретину на вели*
чину, близкую его радиусу, малая ось
отпечатка оказалась меньше большой на 10 %,
ценной границы отпечатка свидетельствует О прснеб-
проскалыывания в сопротивление качению. Этот вы-
■явв результатами теоретических исследований, в ко-
им по Рейнольдсу в сопротивление
и высоких нагрузках.
Хижоуту, или дифференциальное
гКСр
проскальзывание» прослеживается на примере шара, катящегося по прямо-
.7). За один оборот шара точка/I должна проходить
большее расстояние, чем точка & В то же время путь I, пройденный цен-
ром шара за один оборот, соответствует какому-то среднему значению, т,«.
Э*а разница и обусловливает проскальзывание
поверхности трения. Установлено, что чистое качение наблюдается для двух сече
Л* 3 7 ^Ффереяшймя)« пройкаш,
**яЛу
*м»*иие при к
■чении мы
ря гм
тт мнения
№
кий шара, отстоящих на расстоянии 0, 176 от астра юны контакта {Ь -
полуширина контактной площадки), В центральной части контакта сила
проскальзывания Р\ направлена противоположно вектору скорости перемещении
центра шарь, а на периферийных участках ^совпадает с у (см. рис 5.7).
На основе анализа момента этих сил относительно точки, а которой про-
скальшнание отсутствует, Элриджем была получена формула для расчета
силы трения, обусловленной проскальзыванием
1л1
I
Ы-
где Уд- коэффициент трения, обусловленный проскальзыванием. О г диаметр
шара.
Вклад проскальзывания в сопротивление качению зависит от отношения
радиуса шара Л к радиусу желоба Ня (рис, 5,8), Проскаль швание минималь-
но при Н /Яя 0, 5 - О, 6, Увеличение отношения Н (Нм ш области значений
0,6 1,0 вызывает сильный рост сопротивления качению, В области К Шл <
< 0, 5 )та зависимость выражена слабее.
Влияние дифференциального проскальзывания на сопротивление
качению подтверждено в опытах по качению стального шара по желобу,
выполненному в плоском образце и? резины. Глубина и полуширина желоба были
близки по величине радиусу шара. При этом сила трения качения была
достаточно большой, а применение глицерина в качестве смазочного материала
снижало сопротивление качению в 3 раза. Следовательно,
дифференциальное проскальзывание вносит определяющий вклад в сопротивление качению.
По мере стачивания поверхностного слоя образца и уменьшения глубины
желоба сопротивление качению уменьшалось, что свидетельствовало о
существовании в контакте дифференинллмого проскальзывания. Однако уже
при глубине желоба, меньшей 0, 2 ралиуса шара, уменьшение глубины
желоба не приводило к ощутимому снижению сопротивления качению Введение
глицерина в зону трения не
сопровождалось значительным спижени- г А
ем Гц.
Таким образом, не основании
приведенных результатов можно
сделать вывод о том, что
дифференциальное проскальзывание является
одной из основных причин
сопротивления качению только в том
случае, если ширина желоба близка
к диаметру катящегося тара. Роль
проскальзывания становится еше
/'ш 5 я Зшмшосгь солротийлсиии качения
шаря т> желобу от «книошеми» их рашеро»
_140 трениекАчения
меньше, если оба тела качения выполнены из металла. Интересным в
плане является следующий эксперимент. При качении стального шаре
желобу из тит/щ был равен единице. Если бы проскальзывание играло
определяющую роль, то покрытие желоба тонкой фольгой из олова привело ы
к падению/а, поскольку его сопротивление срезу в 20 раз меньше, чем меди.
Тот факт, что значение/, осталось практически неизменным,
свидетельствует о существовании других причин, определяющих, наряду с
проскальзыванием, сопротивление качению.
Современные представления о природе трения качения.
Выполненные Д. В. Конвисаровым исследования изменения коэффициента трения
качения при изменении радиуса кривизны катящегося тела показали, что
полученные зависимости не могут быть объяснены ни одной из
вышеописанных теорий.
Согласно молекулярной (адгезионной) теории Рж должна увеличиваться с
ростом радиуса кривизны катящегося тела, так как растет ФПК. Однако при
качении реальных тел возможна обратная зависимость (при малых значениях
радиуса катящегося тела).
Гистерезисная теория приводит к выводу, что сопротивление качению
должно приближаться к нулю при больших радиусах кривизны, что
противоречит молекулярной теории. Согласно экспериментальным данным,
зависимость Гщ(К) имеет минимум. Следовательно, каждая из названных теорий
описывает частный случай довольно сложного процесса, протекающего в
зоне контакта тел качения.
Теория проскальзывания дает заниженные величины сопротивления
качению. Кроме того, согласно этой теории, два цилиндра одинаковых
размеров, выполненные из одного материала, при качении друг по другу не
должны испытывать сопротивления качению, что не соответствует действитель-
ности.
Согласно современным
представлениям, сопротивление качению твердого тела
по упругому основанию обусловлено
тремя причинами: адгезией, гистерезис-
ными потерями и проскальзыванием в
зоне контакта. Сопротивление,
обусловленное адгезионным взаимодействием.
локализуется преимущественно на первом
участке зоны контакта (рис. 5.9). На этом
участке поверхности трения тел качения
будут разделяться с разрывом адгезион-
Л,с.5.р з«мжжми«цииадтйонно«> ных связей. Гистерезисные потери иа-
рзаимодейспия, гистерезисных потерь и блюдаются в основном на первом и
проскальзывания при качении цилиндра третьем участках, Т. е. в областях макси-
Факторы, влияющие на сопротивление качению
141
мальных деформаций сдвига и нор*
мальных деформаций материалов
контактирующих тел в направлении
вектора скорости. Проскальзывание имеет
место по всей контактной площадке.
Следует отметить, что в реальных
узлах трения качение реализуется, как
правило, в присутствии смазочного
материала, поэтому четвертой
составляющей Рш являются механические рж ум Смешение равнодействующей
потери в смазочном материале. Эти реакции опоры при качении цилиндра
потери складываются из усилий,
затрачиваемых на перемешивание смазочного материала и образование
гидродинамического масляного клина.
Указанные причины, вызывающие сопротивление качению, независимо
от их природы заменяют эффектом смещения равнодействующей реакции
опоры в направлении качения на величину 5 от линии действия нормальной
нагрузки (рис. 5.10). Смещение точки приложения реакции опоры вызвано
тем, что при повороте цилиндра левая относительно точки О'часть
контактной площадки становится меньше правой и не может обеспечить требуемую
долю нормальной реакции. Для равномерного качения цилиндра необходимо
приложить к его геометрическому центру силу, момент М которой
уравновешивает момент М\ нормальной составляющей Ы' реакции опоры
относительно мгновенной оси 0'. Момент А// ==ЛР б , а момент трения качения
М*РК Я. Следовательно, коэффициент трения качения /V = —=——-- = Я
к N N
числено равен расстоянию, на которое смещена точка приложения
нормальной составляющей реакции опоры.
б.З. ФАКТОРЫ, ВЛИЯЮЩИЕ НА СОПРОТИВЛЕНИЕ КАЧЕНИЮ
Сопротивление качению зависит от условий нагружения, механических
свойств сопрягаемых тел, геометрических характеристик и параметров
шероховатости поверхностей трения.
Нормальная нагрузка. При качении шара или цилиндра по плоскости
увеличение нормальной нагрузки вызывает монотонное повышение
коэффициента сопротивления качению, причем зависимость/^^ близка к линейной.
Это обусловлено одновременным ростом всех составляющих сопротивления
качению: адгезионной, так как увеличивается площадь фактического
контакта и число адгезионных связей; проскальзывания вследствие роста
деформаций поверхностных слоев сопрягаемых тел; гнетерезисных потерь, что свя-
ТРЕНИЕ КАЧЕНИЯ
■он**? нормальной нагрузи* на
1ано с повышением доли
пластической деформации материалов
трущихся тел. Описанный вид зависимости
Щ&) экспериментально подтвержден
для качения металла по металлу и
резине.
Установлено, что вид зависимости
У1{Ю изменяется при переходе от
качения шара (диаметр 203 мм) по
плоскости (кривая / на рис. 5.11) к
качению по желобу (кривые 2-4)
диаметром 209. 3 мм. Изменение нагрузки в
области ее больших значений в
меньшей степени сказывается на
адгезионной составляющей /к и
проскальзывают.
Смазка. Численное значение
коэффициента сопротивления качению в
значительной мере определяется наличием в зоне контакта оксидных или
пленок, разделяющих сопрягаемые поверхности. При обильной
(кривая 2}у1 принимает при прочих равных условиях меньшие значе-
чем пр» обедненной подаче смазочных веществ в зону трения (кривая
Химическая очистка поверхности (кривая 4) способствует повышению
иггмкжноА составляющей я проскальзывания, что является причиной более
высокого сопротивления качению. Сказанное справедливо для высоких
нормальных нагрузок. При малых значениях Лг применение смазочного материа-
1 вызывает снижение сопротивления качению ориентировочно на 10 %•
Гакое еявш заметное влияние смазочных вешеств обусловлено тем. что сни-
генме затрат ив проскальзывание и адгезию на контакте компенсируется
г«тпатами на прессюление вн>треннего трения в слое смазочного материала.
Зависимость коэффициента сопротивления
качению от радиуса Й. катящегося тела
графически изображается кривой с
минимумом (рис. 5Л2}- С увеличениеи
X в области малых его значений
сопротивление качению становится
ниже. Это объясняется интенсивным
снижением гистерезисных потерь.
которые играют определяющую роль
при малых радиусах, обеспечивают*^
при постоянной нагрузке большие
контактные давления. С увеличением
Факторы, влияющие на сопротивление качению
143
радиуса тела качения в области больших значений К несовершенство
упругих свойств материалов трущихся тел менее ощутимо. Преобладающим
становится влияние адгезионной составляющей, которая растет с увеличением
радиуса, так как расширяется площадь контакта и число адгезионных
связей.
Температура. Существенное влияние на^ оказывает температура на
локальных участках контакта и температура поверхностных слоев трущихся
тел. Вспышки температуры на пятнах контакта и разрыв мостиков сварки
приводят к локальному окислению металлов. Твердые продукты окисления
способствуют росту сопротивления проскальзыванию. Большие усилия
затрачиваются на раздавливание частиц оксидов и подъем тела качения при
накатывании его на частицы, находящиеся перед контактной площадкой.
Рост средней поверхностной температуры является причиной снижения
механических свойств поверхностного слоя. Это в свою очередь приводит к
росту гистерезисных потерь и адгезионной составляющей. В итоге
наблюдается рост коэффициента сопротивления качению.
Микротвердость. С ростом микротвердости уменьшаются потери на
проскальзывание и их деформацию, снижается глубина относительного
внедрения неровностей поверхностей трения, что приводит к уменьшению
площади фактического контакта и адгезионного взаимодействия
контактирующих тел. В итоге повышение микротвердости вызывает падение
сопротивления качению.
Скорость. Увеличение скорости велет к монотонному росту
коэффициента сопротивления качению. Причем эта зависимость менее существенна
для качения цилиндра по цилиндру, чем шара по шару. Влияние скорости на
/с осуществляется в основном через посрелство гистерезисных потерь,
обусловленных ростом температуры на пятнах контакта и образованием
оксидных частиц. Проскальзывание и адгезионные явления в данном случае
оказывают значительно меньшее влияние на изменение сопротивления
качению.
К важным факторам, определяющим сопротивление тез качению, также
относятся: отклонение их от правильной геометрической формы,
шероховатость поверхностей, структура материалов тел качения Мвхрогеамгтриче-
ские отклонения поверхностей тел качения от идеальной формы тел
вращения вызывают не только ростД но и снижают его стабильность Влияние
микрогеометричеаеых отклонении на трение качения можно оценить на
основании экспериментов Д. Биккермана. которые выполнены на паре
трения шар - плоскость в широком интервале варьирования нагрузок в радиуса
катящегося тела. Показано, что при переходе от шероховатой (Д,~3- ! мкм)
к гладкой (Д, г= О, 025 мкм) поверхности плоского тела сопротивление
качению уменьшается ш 2 - 3 раза
144
ТРЕНИЕ КАЧЕНИЯ
5.4. КОНТАКТНЫЕ НАПРЯЖЕНИЯ ПРИ КАЧЕНИИ УПРУГИХ ТЕЛ
Площадка касания тел качения может иметь форму круга (контакт
сфера- сфера, сфера - плоскость), прямоугольной полоски (контакт цилиндров
с параллельными осями, цилиндр - плоскость), эллипса (контакт тел
вращения, цилиндров с перекрещивающимися осями). В дальнейшем будем
рассматривать контакт, при котором площадка касания будет иметь форму
прямоугольной полоски шириной 2Ь.
Согласно теории Г. Герца, при контакте двух цилиндров радиуса К\ и К2,
выполненных из изотропных материалов и находящихся под действием
нормальной нагрузки, направленной вдоль оси, соединяющей их центры,
полуширина контактной площадки может быть определена по формуле
Г г . ■> Ф* -> \ЛК
6 = 2
ЛЯ 1-Ц
п!
где Я - приведенный радиус кривизны, определяемый из соотношения
1/Я = 1/*, ±1/Я2 ; / - длина полоски касания. Знак "+и соответствует
наружном) контакту цилиндров, а знак "-" - внутреннему. Давление р
распределяется вдоль ширины контактной площадки (ось у) по эллиптическому закону
(рис. 5.13):
Р
кЫ
Максимальное давление р„ имеет место в центре контактной площадки и
определяется из выражения р0 = 2Ы/п Ы .
"^"^ ~"~ " ! I- . Главные напряжения в точке Л,
лежащей на оси, проходяшей через
центры цилиндров, на некотором
расстоянии г от поверхности их контакта,
определяются, из следующих
выражений :
ст. =
(*2+*Т
„ 5 уз распрскслсиис давлений » кон-
" е нидиидров с параллельными осями
Ра
2х
Р<>
Контактные напряжения при качении упругих теп
Наибольшие касательные напряжения
!>М
Ро
145
На поверхности (х - 0) в центре полоски касания {у = 0);
2N 2Я
Нормальные напряжения достигают
а касательные тя на глубине 0, 786 Ь
(рис. 5.14). По мере удаления от
поверхности оу убывают
значительно быстрее, чем а-.
Рассмотрим распределение
напряжений вдоль ширины полоски
касания (вдоль оси у) двух
цилиндров, находящихся под действием
только нормальной нагрузки
(касательная нагрузка отсутствует).
В этом случае касательные
напряжения на поверхности контакта
отсутствуют. На рис. 5.15 они
изображены линией, совпадающей с
осью у. С увеличением расстояния
от поверхности контакта %#
возрастает. В подповерхностном слое
максимальные по величине касательные
напряжения наблюдаются на грани-
цах контактной площадки, т. е. на
расстоянии Ь от ее центра. При
переходе через центр меняется знак х:г
По мере удаления от поверхности
контакта на расстояние х > 0,786 Ь
максимумы касательных напряже-
Ний уменьшаются, а координаты
Их расположения удаляются от
иентра контактной площадки.
максимума на поверхности контакта.
0 0,4р0 ЪЛро ад
Рчс. 5,14. Распределение напряжений вдоль
оси 2 при давлении цилиндра на основание
рис. 5./5. Распределение касательных напг ,
жений вдоль линии контакта цилиндра с пО$
плоскостью
146
ТРЕНИЕ КАЧЕНИЯ
фСГ>.С-
Рис. 5.76, Распределение нормальных напряжений
вдоль линии контакта цилиндра с полуплоскостью
Нормальные напряжения о* и
су на поверхности полоски
касания распределяются по
эллиптическому закону (рис. 5.16), а
кривые их распределения
совпадают. Видно, что имеют место
только сжимающие напряжения.
С увеличением г сжимающие
напряжения с?г уменьшаются и
распространяются за. пределы
контактной площадки. Более
существенно уменьшаются
напряжения (Ту. С ростом
расстояния от поверхности контакта
изменяются не только максимальные значения о1 . но и закон их
распределения по оси у* Так, при г^Ь напряжения оу достигают максимума на границах
контакта (у=± Ь\ а в центре оу принимают значительно меньшие значения.
Приложение тангенциальной нагрузки Гк изменяет картину
распределения напряжений вдоль ширины полоски касания. Слой под поверхностью
полоски касания ( ж =■ 0,0\Ь X соответствующий отрицательным значениям у
подвергается действию растягивающих напряжений оу . Максимум этих
напряжений наблюдается на границе зоны выхода тел из контакта, т. е. при
у = - Ь (рис. 5.17). Максимум сжимающих напряжений оу располагается
вблизи границы зоны входа тел качения в контакт» т. е. вблизи переднего
края полоски касания.
Т«[у
?~о,01Ь,/~о,4
Рис 5.П Распределение нормальных
напряжений О* вдоль линии контакта цилиндра с
полуплоскостью при одновременном действии
нормальной и касательной нагрузок
С увеличением отношения
тангенциальной нагрузки к нормальной
(Да--) возрастают растягиваю,
N
щие и сжимающие напряжения. При
этом точка расположения максимум
сжимающих напряжений смещается
к переднему краю (границе) полосу
касания. С увеличением расстоян^
исследуемых точек от поверхности
трения напряжения оу уменьшаю-^
а точки расположения максиму*,^
сжимающих и растягивающих н^
пряжений удаляются от центра ^
лоски касания.
Контактные напряжения при качении упругих тел
147
*СУ
Рис. 5.18. Распределение нормальных
напряжений 01 вдоль линии контакта цилиндра с
полуплоскостью при одновременном действии
нормальной н касательной нагрузок
Нормальные напряжения сг на
поверхности контакта {г - 0) также
имеют два максимума (рис. 5.18).
Максимум растягивающих
напряжений наблюдается в точке у-Ь, а
сжимающих - вблизи центра
контактной площадки. При увеличении
коэффициента трения напряжения
<т. обоих знаков увеличиваются, а
максимум сжимающих напряжений
смещается к зоне выхода тел из
контакта. С увеличением
расстояния от поверхности контакта
материал испытывает только
сжимающие напряжения, при этом они
становятся меньшими по величине
и распространяются на значительно
более широкую область.
При приложении тангенциальной нагрузки касательные напряжения тк
достигают максимумов на границах контактной площадки и
противоположны по знаку в этих точках (рис. 5.19).
Приведенные результаты анализа контактных напряжений справедливы
для контакта тел качения, имеющих идеальную форму. Поверхность реаль-
ных тел имеет волнистость и шероховатость. При наличии продольной
волнистости (вершины волн вытянуты вдоль вектора скорости) создаются
условия для периодического
возникновения напряжений, максимумы
которых значительно превышают
расчетные значения. Поперечная
волнистость вызывает не только
рост напряжений, но и рост
динамических нагрузок. На вершинах мик- о
ронеровностей также возникают
дополнительные напряжения,
уровень которых может быть
достаточен для локального пластического
течения материалов сопрягаемых
тел- Эти отклонения реальных тел от
Идеальной формы способствуют рШСг у /о. Распределение касательных напр*
Значительному снижению ИХ СОПрО- жений V вдоль линии контакта цилиндра 1
тивления разрушению полуплоскостью при одновременном действии
нормальной и касательной нагрузок
**»
1** ^НИЕКАЧ^ио
5.5. РАЗРУШЕНИЕ ПОВЕРХНОСТЕЙ КАЧЕНИЯ
Наиболее характерным повреждением катящихся под нагрузкой тел
является усталостное разрушение (петтинг), вызванное многократными
знакопеременными деформациями материала поверхностных слоев. Реже
наблюдаются отслаивание, фреттинг-коррозия, коррозия, пластическое
деформирование, адгезионное и абразивное изнашивание.
Усталостное разрушение* Проявляется этот вил разрушения в виде
раковин, оспин, которые
образуются вследствие развития
а поверхностном слое
трещин, приводящих к выкро-
шиванию материала. При
круговой площадке касания
(контакт двух сфер или сфе-
Рис % аи \гпя^_ ж^_ ры с плоскостью) трещины
гис-■*•«■ >сталоспюе разрешение поверхностного слоя г »
гела качения имеют дуговую форму и
располагаются на поверхно-
сщ концентрично. Существует две области зарождения трещин: на
поверхности (в связке концентрацией напряжений на поверхностях неровностей) и
в подповерхностном слое на глубине залегания максимальных касательных
напряжений. Независимо от координаты зарождения трещина (на
поверхности нли на глубине г < Ь) распространяется под углом к поверхности трения
(рис. 5.20, а). При повторных нагружениях она поворачивается и выходит на
поверхность (рис. 5.20, б), отделяя от основного материала небольшой его
)6ъем (рис. 5.20, *). Это приводит к образованию на поверхности трения
кратерообразных углублений.
Кинетика развития процесса усталостного разрушения (трещин устало-
сти) включает четыре стадии. Первая - инкубационная стадия - характеризу-
** период накопления искажений кристаллической решетки в отдельных
микрообъемах. Поскольку металлы состоят из зерен, кристаллографические
плоскости которых ориентированы случайным образом» то дефекты
концентрируются в основном в невыгодно ориентированных относительно
направления действия приложенных силах, а потому и перенапряженных
кристаллических зернах. Однако наиболее вероятной областью скопления дефектов
являются границы этих зерен.
На второй стадии наблюдается микроскольжение (пластический сдвиг).
При
многократном нагружении происходит циклический знакопеременн
сдвиг на плоскостях скольжения, приводящий к образованию ослабленного
слоя. В результате этого образуются полосы скольжения, в которых
зарождаются поры и субмикротрещины. Третья стадия - это рост трещин до
критических размеров вследствие концентрации напряжений в их вершина
Разрушение поверхностей качения
янбо разупрочнения материала а окрестностях этих вершин за счет
повышения концентрации дефектов. Четвертая стадия - выкрошивание материала
обусловленное развитием одной или нескольких сливающихся трещин.
Различают начальное, ограниченное н прогрессирующее выкрошивши
Начальное выкрошивание наблюдается в начальной стадии качения на
наиболее напряженных пятнах контакта микронеровностей сопрягаемых
поверхностей. В дальнейшем оно прекращается, а образовавшиеся на поверх
ности трения оспины (раковины) заполняются пластически деформирован
ным металлом. Благодаря этому происходит самозалечивание и становнто
более равномерным распределение контактных напряжений. Этот вид
изнашивания имеет место в основном в период приработки пары трения. Ограни
ченное выкрошивание - это разрушение более обширных участков поверх
ности, являющихся зонами концентрации напряжений (вершины волн).
Такое изнашивание продолжается ло тех пор, пока в результате разрушена
участка нагрузка не распределяется на большую поверхность. Прогресс*
рующее выкрошивание не прекращается в течение всего периода нагруженш
тел качения вплоть до их разрушения. 0в
Сопротивление тел качения усталости
характеризуется зависимостью числа
циклов нагружения п до разрушения юс
поверхностей от приведенного напряжения
на контакте <тпр (рис. 5.21);
п =
V*
Ркс. 5.21 Кривая усталости метая
при качении
где А\ - величина, зависящая от свойств материала, выбора формулы
определения Опр и режимов нагружения; (у - коэффициент усталости, зависящий
от структуры и свойств изнашиваемого материала. Для прямоугольной
полоски касания а « 0,4{1-20/хгр#.
На кривой спр(я) можно выделить три участка. / - малоцикловой устало*
сти; //- ограниченного предела выносливости в упругой области; /// -
предела выносливости (кривая параллельна оси и). Малоцикловая усталость тел
качения наблюдается при напряжениях, достаточных для развития в зоне
контакта преимущественно пластических деформаций. Второй участок
кривой характеризует сопротивление тел качения разрушению в условиях, когда
контактные деформации являются в основном упругими. При упругом
деформировании (участок кривой ///) усталостное разрушение практически не
наблюдается, а число циклов п превышает 10. Для ряда материалов
(пластмассы, некоторые сплавы) предела выносливости не существует
сьиь
*****
корость усталостного
1Я ЗавИСКТ ОТ Сгкпы
скоро
\
Счиамчствжктмго редей
тел
разр\,
отношения
Пусть скорость второго тела ниже
скорости первого, т. е. поверхность
2 отстающая* а поверхность /
опережающая (рис. 5.22). На
опережающей поверхности сила трения
направлена против вектора V, а на
отстающей совпадает с V. При
вращении трещина во втором теле под
действием силы трения раскрыва-
стса» и в ее объем с большой
старостью пюетлвает смазочный материал (втягивается телом /). Он создает рас-
лмракчаее лейхгтвне, близкое к ударному. В зоне контакта трещина
закрывается сверху телом / в давление жидкости на стенки возрастает. Это
способствует ?всличенно ее размеров. На опережающей поверхности / гндроднна-
в слое смазочного мате :д выдавливает масло ю тре-
его в эон> контакта. Сила трения и смещение маге-
вектору скорости способствуют закрытию трещины и
смазочного материала ш ее объема. Поэтому ва опережаю-
а*ей поверхности штннг развивается медленнее, чем на отстающей.
Отслаивание. Отслаивание возникает в результате развитая
подповерхностных трещин, растущих параллельно поверхности трения. В отделяемом
шэой трещиной от основного материала поверхностном свое после
многократного яагрчжения могут образовываться трещины, плоскость которых
|к поверхности трения. При их слиянии с подповерхностной
^_____ о6р«з>ето1 частица износа. Последняя - результат выхода подло-
верхностной трешины ва поверхность. Одной ш причин искривления
траектории роста трещины могут быть встречающиеся на ее пути дефекты
структуры, порыи включения. Образующиеся при таком виде разрушения частицы
износа имеют плзсттгачатчто форму, толщина их в десятки раз меньше
Других линейных размеров.
Чаще всего этот вид разрушения наблюдается при качении тел,
поверхностный слой которых упрочнен азотированием, цианированием, цементацией
иди закалкой ТВЧ. Если касательные напряжения достигают максимума на
границе этого слоя с основным материалом* то происходит интенсивное
отстаивание Скорость такого процесса растет с увеличением касательных
напряжений вызванных контактной нагрузкой. Существенную роль оказы
•мот остаточные напряжения ва границе поверхностного упрочне
подповерхностного иечпрочиеииого сдоев При толщине слоя, зна«|
Шубину распотожеии* т^ отслаивание не наблюдается
го и
но
^»Др*ц»»>е гхтри-юстц»
151
Последнее утверждение справедливо, еаи в подповерхностном слое
отсутствуют остаточные напряжения, вызванные термообработкой либо усадкой
материала, наличием включений и дефектов структуры. Таким образом,
химико-термическое упрочнение поверхностного слоя должно осуществляться
с учётом глубины залегания максимальных касательных напряжении,
которые испытывает материал тел качения при фрикционном нагрчженни
Отслаивание материала и образование частиц износа пластинчатой
формы может происходить также и вследствие пластического оттеснения
материала одного тела неровностью другого или пластического смятия
вступающих в контакт неровностей поверхностей тел качения. Пластически
деформируемый материал неровности выдавливается в окрестности пятка контакта
и. раскатываясь, наносится на соседние» уже покрытые оксидной пленкой
участки поверхности. Оксидная пленка предохраняет основной металл от
прочного сцепления с перенесенным. Поэтому при последующих циклах
нагружения перенесенный металл легко отделяется в виде пластинок. По
форме они подобны, а по размерам уступают частицам, образующимся по
вышеописанному механизму изнашивания отслаиванием.
Фреттгинг-коррозия. Поя действием напряжения я локальных
температур кристаллическая решетка поверхностного слоя в зоне контакта
разрешается. Образуются частицы металла, размеры которых сопоставимы с
атомными. Эти частицы быстро окисляются, появляются оксидные пленки ост-
ровкоаого характера, которые разрушаются под действием циклических
нагрузок. На месте пленки образуются каверны, которые заводняются
продуктами окисления н увеличиваются в размерах. В дальнейшем вследствие
окисления каверны растут, сливаясь в одну, и становятся потенциальными
очагами усталостного разр\шения. В объеме каверн повышаются давление
оксидных частиц (оксиды занимают больший объем) н температура, что
приводит зачастую к образованию трещин. Рост и слияние трещин
способствуют откалыванию частиц металла. Оксидные частицы оказывают также
абразивное действие. При фреттннг-коррознн возможно образование белого
поверхностного слоя металла в результате диффузии азота иди углерода из
продуктов разложения масла. Скорость изнашивания растет с
увеличением давления, амплитуды смешения (проскальзывания) Ш частоты
нагружения.
Коррозия* При периодическом раскры- V:*
тин стыка катящихся тел различные
участки зоны проскальзывания по-разному омы- ^чямХяяА] *'А/
ваются воздухом или смазочным
материалом. С увеличением частоты нагружена* и
глубины клиновидного стыка это различие
возрастает. Согласно электрохнм мческой
теории коррозионных явлений, плохо
аэрируемые участях (участок // на рис. л*Х25 кодо*м**«мям
5.23) поверхности становятся анодами, а аокрзшеепв тез капая»
1
22? ]?&«е*#тщ^
оо&тьво аэрируемые (участки /, ///) - катодами. Возникающие между ними
микротоки "растворяют" участки-аноды, т.е. глубинные участки
раскрывавшегося клина между контактирующими поверхностями. Происходил
перенос положительно заряженных ионов металла с участка // на
поверхность участка Ш. Это приводит к разрушению поверхностного слоя.
Вследствие перехода ионе» металла с анода на катод в зоне контакта (участок //)
образуются углубления, аза ее пределам» - в зоне выхода тел качения из
контакта - наросты из перенесенного материала. Описанный процесс
протекает кратковременно (составляет доли микросекунды) Время его протекания
на фиксированном участке поверхности трения определяется временем
нахождения этого участка в зоне контакта. При повороте контактирующих тел
коррозионно активные участки перемещаются вдоль их поверхности.
Другими словами, в процессе качения происходит непрерывный последовательный
перенос ионов металла в направлении качения.
Существование описанных видов изнашивания подтверждено
модельными исследованиями на пульсаторе, в которых два образца приводились в
контакт сферическими участками поверхностей и подвергались воздействию
пульсирующей нормальной нагрузки. Установлено, что поверхности контак-
тируюевнж тел разрешаются благодаря нескольким одновременно
протекающим видам разрушения. При этом можно выделить пять характерных зон
разрушения, представляющих собой хошзентрично расположенные полосы
колыквой формы
Первая зона (нейтральны* участок контакта) является менее
поврежденной. Она имеет следы пластического деформирования неровностей и тонкого
поверхностного слояь Эта зона может быть источником частиц износа
пластинчатой формы, образующихся вследствие пластического деформирования
выступов поверхности
Вторая зона является границей между центральной зоной (постоянного
сагплемия) и зоной проскальзывания. Характеризуется наличием глубоких
коррозионных повреждений поверхиостного слоя, подвержена воздействию
высоких локальных температур.
Третья зона 4 проскальзывания) имеет следы коррозии, ио оии удаляются
вследствие микропроскальзы камня и "затекания" в углубления пластически
деформируемого металла. На отдельных микроучастках имеют место ульт~
рамикротрешины.
Четвертая зона содержит незначительные следы коррозии и воздействия
невысокой температуры, однако преимущественным является усталостное
разрушение.
Пятая зона характеризуется большими растягивающими и касательными
напряжениями. Это зона прогрессирующего усталостного разрушения. Он*
содержит колыкивме или луговые трещины, расположенные по контуру пят-
па касания
Трение «че*л*я г уалад машин
5.6. ТРЕНИЕ КАЧЕНИЯ В УЗЛАХ МАШИН
Мы рассмотрели природу и закономерности явлений, протекающих при
свободном качении твердых тел. В реальных узлах эти явления более
сложны, поскольку в контакте имеют место скольжение, трибохямичесхие
реакции, импульсное тепловое воздействие на локальных участках Многие узлы
трения работают в режиме предварительного смешения. Это, в частности,
ведущие колеса локомотива, автомобиля или другого колесного, роликового
транспортного средства, контактирующие с рельсом иди дорожным
покрытием
Наиболее обширными областями реализации трения качения являются
железнодорожный и автомобильный транспорт. Поэтому представляет
интерес рассмотреть некоторые особенности процесса качения элементов
указанных пар трения. К числу особо важных и сложных технических задач
относится обеспечение максимального сцепления колеса транспортного
средства с сопрягаемым телом.
Качение колеса по рельсу. Проблема сцепления колеса с рельсом юз-
никла одновременно с созданием первого паровоза, поскольку его тяговое
усилие Рг определяется не только мощностью двигателя, но и
коэффициентом сцепления {$ его ведущих колес с рельсом Уже в первой модели
паровоза, построенной Тревитеком в 1803 г., била сделана попытка увеличить Гг
Для этого наружная, выступающая за край рельса часть обода ведущего
колеса, включала металлические стержни, которые внедрялись в деревянные
брусья, уложенные вдоль рельса. Колеса паровоза, построенного в 181! г.,
содержали зубчатый венец, вступающий в зацепление с зубчатой рейкой
расположенной вдоль рельса. Быстрый износ и низкая эффективность таких
устройств привели к необходимости поиска новых технических решений.
основанных, в частности, на результатах анализа сил. имеющих место при
качении ведущего колеса по рельсу.
Момент силы А/,
прикладываемой к ведущему колесу
двигателем, представляет собой
сумму моментов силы тяги Гг и
силы, необходимой для
преодоления сопротивления качению
колеса по рельсу Гшш
сопротивления качению а подшипнике
Рл (рис. 5.24):
Отсюда тяговое усилие ко- р^жсштяшжтлтштттмжутю
кожеш яоштагт* оо релсу
"*'<«• «Ачяицд
М>МЫМИр\ГйП1ИМИ 1ПНм'р\!1»и И<Ми Ирин* \,г)Н|
ИЬМ» КЦЦШШЯМЧ цикл* м.-и-нл % УЧ1ИМ И »ы №№«]*$
ш* учим Ж $* щтмт * 1*ч^нм» тжршч .м^и , мя и.,,,
«М»«рПМ» •**• ШИШИ* **НЛ 1.Л ьяЫа & *Ш ьоц,.<м.1 и*ы. ыь Ц)
ЧчМьч^ьн* ШГаТ»УШЦ* 1*Н» ***ЧШЛ1> 11ри ж>«<>ри.у мжмммрмлшнч 14 ,
1йЦрШМ№ АИЫШм** у<* и*н .ь^м* ттпкч ***** и\ ЙШ$йШ; и» Дрмм
мн шишхм^ши! шиш иушами» н.-ир^рыинмй т>см*>«*т»*ы»
*\Ш\Ч ТПЛ*1й?»М<' ЛтНАННМЧ ИИ-'ЬНч И*М1ЙН1Н*А|«МЧ ИЛ;иИ*"рЧ*;Ь. НИ МЛ;|.* К,им
мн «вДОДй»»***** ин йул*л**~гйр*. п котрыч ММ ллр.т«пл ирттни-шы. п
■МП Й«>*3|>\н*\ч т^Й И н*ип»:р1Лни»>- г*о->лНЪ* (ним
рв'фуитен
| > М**н *
НФЙ <^*
№$ф1Ш
ЛИ****»
•**< ■
*#ч
К КЛтН'АМЯ) ЧПчч^Г* ч М<*Н*Ч» 1>«Ч1рГ1*А#М
РфЛрмирлмн** ж*рл»жч *тй и Т*ЙШЛГ$
теши* ХАДОМЧфИЧу^т*:* на*и*м«ми |ду(н>*мч
■мЮт-. . <"-.**>я, ГгЛмй^лжч^пй и*л»агЙ% 1*ИЮ
Хрмьм
РЧЛ1 кШ1КЧЬ 114* И
I
ЧЧИСМИч * »Н*
Ч*И«* МЧ*м„н «У4Я** »*«««* |®
§»$* ТРВНИ1 НАШИМИ • УЗЛАХ МАШИН
Мы |>й« * мифами ири|Н1ду щ «амъгиндершки* шмсммй (Цничкякцшм *Ц>*
Ш» И061ШЬКу 1 ПШип ЙМ$Ю1 «00*0 тММ», ?риС№ими*1сч-ы<г риг
Р» «Миущ.. ти* »пи»Отк ИйЩ>СТ§** м* МН4АЫШ* ^ШШ МиМЯуЯМ
Ч»Ш раооыкм § решим* предмрмчлъилми ШШШ и-л § осанки»
•мути* мм*с« лоюмтим, шгмюАил! ми ярую* ь^ич-илйк родпмш*
(ртмюрммы СрЩПМ* мнили ирунчии* С рФЯШШ нам дородным иокры
ТЙ$М,
Панол-ьч <>Оширными ос\ч:и* гцми р*Али**иим 1ромш качсим* 1ЩШТБЯ
ШйНЩКд(КИ1ШЫЙ И МКМЙОАИЛЬИЫА |ДОЖПСф1 ПЭДЮМУ 11|К*11МИЯС1 ишг
р?» (>;*** моф^и» 1иъъч>глры<* ОООбемИООТИ прОчичча НчекйЯ 1ЙШШШ \м-
Ш«1мч Н:ф фФЖЯЯ К ЧИСДу Э$$бд МАМЫЪ И ОШКНЫ* »счпич<чкм\ Ш1Ч
'Чш^инч оЛсЧ1|*ч*миг М**ъИМ*ЛЬИо1Ч> СЩЧИсжм «*$€« цанст^ШЛЮ
ф*ЯхЧ1М* 0 * ОиршлсМММ 1&ЯОМ
Кич*мис МЬЛ+с* НО |НМЬ€у. 11ро&А*1М1 ^цсипсмм кол** С рМИОМ Ш*
мима йДМ4>я}ч*мгмио с согляиисм псрлогр ив|ннят, поскольку «то г»п**ос
усилие /\ опрслояяетса И* глямео мощткшо ямитмц ио и колффиииеи
ТОМ *И^»ПНПИ*« (} *1ЧЧ МДУШИХ КОДК V |>СЛЬ*ЛЛМ УМ • 1'^рпОЙ МО***И П4ри*'
■», №№ троенной Тройником и )КОД I . бШ!В Й1ШЙ1 ИИЯЫ1Ш |ШШ ^
Дм *ТО1Ч* н*р\ Ьплч ИМСГуНАМШЯ* *А край рС-Дм А ЧАЗТЬ АйАМ ЙС4уйКЧ'0 кчг
**С*ч ЙЫПОнДнЛ М***т1«ИЧ<ЧКИГ 4, ^ф*«И. кОГОрЫС иНЙДрЯЛйСЬ А А$|*Й*ЙНМС
^рУСЫ^ УЖОЛсснныс н.*имн* рйдьСа Колес* нАройЛЧл, 1*чтр»**ииоид й 1
СЛЛСрЖАйЙ 1\^ЧАШ| »*>Н**к вВЧУПАяицмЛ А *аиспи*инс С ЗУ&ЧйъОЙ ргАюА
УС1|Н>ЙС1% прицепи Я Ц
вСИЛААмикпц • на* то*
качании ася\ Ш*ПЙ Ког**с« |)о ре)
Мом*Н1 СИЛЫ К4% 1ф«КЧА/1М
мгммй! К МАушФМу кожч \ ХМЬ
ГА1еА*М. Прея* У**ПЯ*1 СОСюЙ
(Л1ММЧ МОМСНГОМ ОМЫ ТАГИ Р* Ц
СИЛЫ, НСООЧОДММОЙ МП (М,ЧЧЪДО
«СНМ« чМ^ПИЛЧСНШ КЙЧСЦИЮ
гол** а по реяьсу Рц Щ гчнцчпм*
МММЯ кич^ним В 1|4>Л*иипникс
чЛ^имооти 1ШШШ ШИЩ тгчммч
ни рсчультдтйх ммми 4ИА, имм
СИЧ!»йА« ТЧ11
НпГЛЯН
154
ТРЕНИЕ КАЧЕНИЯ
М- Гс№- КЫг
где /с ш/<' - коэффициенты сопротивления качению колеса по рельсу и под-
Тяговое усилие, создаваемое ведущим колесом, не может превышать по
абсолютной величине силу его сцепления с рельсом ($ Л', т. е.
*-А**-/>$рдг, (53)
где Р - коэффициент сцепления, представляющий собой отношение
максимально возможной касательной реакции рельса к нормальной нагрузке.
Значение (3 снижается с \ вел имением нормальной нагрузки, скорости
движения локомотива и дополнительной динамической нагрузки на колесо.
Из выражения (5.3) следует, что повышения тягового усилия локомотива
можно достичь увеличением числа ведущих колес и нормальной нагрузки на
каждое из них, а также уменьшением радиуса ведущего колеса Это в свою
очередь привело к необходимости упрочнения элементов рассматриваемой
пары трения. В частности, уже в 1830 г. ведущие колеса паровозов были
снабжены металлическими струбцинами, спицами и оболом взамен
деревянных, а чугунные рельсы заменялись на стальные, способные выдерживать
более высокие динамические нагрузки.
Ограничение тягового усилия колеса обусловлено возникновением
проскальзывания в зоне контакта. Поэтому коэффициент сцепления в
значительной мере зависит от коэффициента трения скольжения.
Экспериментально установлено, что в соответствующей реальным условиям области
изменения /от 0, 28 до 0, 6 связь между р и/может быть выражена
параболической функцией:
Р т ~1,865/2 +1,48/ + 0,048.
Следовательно, коэффициент сцепления, также как и/ зависит от маге
риалов сопрягаемых тел, наличия пленок смазочного материала, оксидов ил
других веществ в зоне контакта а также от режимов нагружения.
В настоящее время увеличение коэффициента сцепления достигается У
тем введения в зону контакта рельса и колеса крупнозернистого песка, ме
нической очистки и выравнивания волнообразного рельефа поверхно
рельсов с помощью рельсошлифовальных поездов, химической или злектр
искровой очистки поверхностей трения, применения противобуксовочн
подтормаживания, а также использования электромагнитной системы,
здающей дополнительное усилие прижима колеса к рельсу.
Трение «а« емия в узлах машли
156
При постоянном коэффициенте сцепления максимальнее тяговое усилие
локомотива развивается на горизонтальном участке железнодорожного
полотна. Если имеет место участок, расположенный под углом а к горизонту,
то тяговое усилие на этом участке значительно уменьшается. Из анализа сил.
действующих на колесо на наклонной плоскости, следует, что /*, является
функцией коэффициента р и угла ос
Г7 — \( $ш а — ,8 соб а).
Отсюда вилно, что независимо от массы локомотива и мощности его
двигателя тяговое усилие будет равно нулю, т. е. локомотив не поташит самого
себя, при г§а = р . Из привеленного равенства следует, что при
коэффициенте сцепления колеса с рельсом 0 =0, 25 локомотив без вагонов может
преодолеть уклон, не превышающий 15,6*. При а =2° тяговое усилие
локомотива достигает 90 % по сравнению с ^, развиваемым на горизонтальном
участке пути. Локомотив теряет половину тягового усилия уже при уклоне
около 7°. Отсюда совершенно очевидна необходимость горизонтальной
прокладки железнодорожного полотна, даже если это сопряжено с огромными
материальными затратами.
Показательным в этом плане является пример строительства в начале
XIX в. железной дороги Манчестер — Ливерпуль. Стремление к увеличению
тягового усилия паровозов за счет горизонтальной прокладки полотна
привело к тому, что на участке протяженностью 50 км было построено более 60
мостов, а в скалистом фунте проложен туннель длиной 2. 4 км.
Неслыханные на то время (1830 г.) затраты на строительство этой железной дороги
довольно быстро оправдались.
Качение колеса по дорожному покрытию Во многом приведенные
закономерности справедливы для качения автомобильного колеса по
дорожному покрытию. Однако автомобильное колесо должно удовлетворять более
жестким требованиям. Основными из них являются: обеспечение
значительно более высокого, чем в железнодорожном транспорте; коэффициента
сцепления с дорожным покрытием, низкого сопротивления качению, большой
площади фрикционного контакта и эффективного гашения динамических
нагрузок. Эти требования обусловлены тем. что автодорожное покрытие по
сравнению с железной дорогой отличается более неровной поверхностью
трения, содержит большое количество влаги, имеет более крутые повороты и
подъемы. В значительной мере этим условиям удовлетворяют
пневматические шины, выполненные из эластомеров.
Коэффициент сцепления таких шин с дорожным покрытием достаточно
высок — при отсутствии влаги в зоне контакта он может превышать 0,6.
Однако благодаря значительным гистерезнсным потерям в эластомере
коэффициент сопротивления качению шин на порядок и более превышает этот па-
154 . ._ ПРЕНИЕ
где /сй^' - коэффициенты сопротивления качению колеса по рельсу и по
шипника.
Тяговое усилие» создаваемое ведущим колесом, не может превышать по
абсолютной величине силу его сцепления с рельсом р N, т. е.
К
где Р - коэффициент сцепления, представляющий собой отношение
максимально возможной касательной реакции рельса к нормальной нагрузке.
Значение |3 снижается с увеличением нормальной нагрузки, скорости
движения локомотива и дополнительной динамической нагрузки на колесо.
Из выражения (5.3) следует, что повышения тягового усилия локомотива
можно достичь увеличением числа ведущих колес и нормальной нагрузки на
каждое из них, а также уменьшением радиуса ведущего колеса. Это в свою
очередь привело к необходимости упрочнения элементов рассматриваемой
пары трения. В частности, уже в 1830 г. ведущие колеса паровозов были
:набжены металлическими струбцинами, спицами и ободом взамен
деревянных а чугунные рельсы заменялись на стальные, способные выдерживать
более высокие динамические нагрузки.
Ограничение тягового усилия колеса обусловлено возникновением пр -
скальзывания в зоне контакта. Поэтому коэффициент сцепления в знач -
тельной мере зависит от коэффициента трения скольжения. Экспериме
тально установлено, что в соответствующей реальным условиям оола
шенения/от 0,28 до 0, 6 связь между р и/может быть выражена пара
лической функцией:
Р = Ч,865/2 +1,48/ + 0,048.
Следовательно, коэффициент сцепления, также как и/ зависит о ^и
в сопрягаемых тел, наличия пленок смазочного материала, окси>
других веществ в зоне контакта, а также от режимов нагружения. пу-
настояшее время увеличение коэффициента сцепления достигав ^^
* введения в зону контакта рельса и колеса крупнозернистого пеС ' ности
кой очистки и выравнивания волнообразного рельефа пов эдекгр°*
ов с помощью рельсошлифовальных поездов, химической^ил оЧй0го
скровой очистки поверхностей трения, применения пративобук ^ с0-
подтормаживания, а также использования электромагнитной си
знающей дополнительное усилие прижима колеса к рельсу.
Трение
качения в узлах машин ^
При постоянном коэффициенте сцепления максимальное тяговое усилие
локомотива развивается на горизонтальном участке л щу
яотна. Если имеет место участок, расположенный под углом а к горизонту,
т0 тяговое усилие на этом участке значительно уменьшается. Из анализа сия,
действующих на колесо на наклонной плоскости, следует, что Р1 является
функцией коэффициента ($ и угла а*.
Рг т УУ(ша-Рш§а).
Отсюда видно, что независимо от массы локомотива и мощности его
двигателя тяговое усилие будет равно нулю, т, е. локомотив не потащит самог
себя, при Х$а = р. Из приведенного равенства следует, что при
коэффициенте сцепления колеса с рельсом р =*(), 25 локомотив без вагонов может
преодолеть уклон, не превышающий 15,6°. При а -2° тяговое усилие
локомотива достигает 90 % по сравнению с Р1, развиваемым на горизонтальном
участке пути. Локомотив теряет половину тягового усилия уже при уклоне
около 7°. Отсюда совершенно очевидна необходимость горизонтальной
прокладки железнодорожного полотна, даже если это сопряжено с огромными
материальными затратами.
Показательным в этом плане является пример строительства в начале
XIX в. железной дороги Манчестер - Ливерпуль. Стремление к увеличению
тягового усилия паровозов за счет горизонтальной прокладки полотна
привело к тому, что на участке протяженностью 50 км было построено более 60
мостов, а в скалистом грунте проложен туннель длиной 2, 4 км.
Неслыханные на то время (1830 г.) затраты на строительство этой железной дороги
довольно быстро оправдались.
Качение колеса по дорожному покрытию. Во многом приведенные
закономерности справедливы для качения автомобильного колеса по
дорожному покрытию. Однако автомобильное колесо должно удовлетворять более
жестким требованиям. Основными из них являются: обеспечение
значительно более высокого, чем в железнодорожном транспорте, коэффициента сце-
ления с дорожным покрытием, низкого сопротивления качению, большой
"лощдди фрикционного контакта и эффективного гашения динамических
П^Узок. Эти требования обусловлены тем, что автодорожное покрытие по
равнению с железной дорогой отличается более неровной поверхностью
НИя> содержит большое количество влаги, имеет более крутые повороты и
ьемы, В значительной мере этим условиям удовлетворяют пневматнче-
шины, выполненные из эластомеров.
вы 0Э(^И1*иент сцепления таких шин с дорожным покрытием достаточно
Нак к^ П*)и отсУтствии влаги в зоне контакта он может превышать 0,6. Од-
лагодаря значительным гистерезисным потерям в эластомере коэффи-
сопротивления качению шин на порядок и более превышает этот па-
Зваш
--"■-"ЛЧвНИЯ
раметр для железнодорожных колес и составляет примерно /с — 0,02 - 0,03.
Снижение ^ достигается при использовании узких шин с малым радиусом
кривизны боковых стенок. Это решение представляет особый интерес для
высокоскоростных автомобилей, поскольку при высоких скоростях
увеличение ширины шины для повышения р становится малоэффективным. Причина
этого состоит в аэродинамическом эффекте, вследствие которого возникает
сила, стремящаяся поднять колесо, а между колесом и покрытием образуется
воздушная прослойка. Вторым направлением решения данной задачи
является применение материалов с малым коэффициентом гистерезисных потерь,
однако это снижает р. Поэтому оптимально использование для шин
материала с низким коэффициентом гистерезисных потерь, а для ее контактного слоя
(протектора) - материалов с высоким с^.
Дорожное покрытие зачастую содержит слой влаги, которая снижает
коэффициент сцепления до значений, меньших 0,1. Это приводит к резкому
падению тягового усилия, снижению управляемости на криволинейных
участках дороги и увеличению тормозного пути. Повышение (3 колеса с мокрым
дорожным покрытием возможно путем выполнения в контактном слое шины
канавок. При этом уменьшается площадь контакта колеса и покрытия и
вследствие этого падает адгезионная составляющая трения, что снижает {$
колеса с сухим покрытием. Однако при наличии влаги канавки обеспечивают
удаление воды из зоны контакта и способствуют тем самым более высокому
сцеплению выступов протектора с покрытием. При этом достигаются
достаточно высокие (~ 0,4) коэффициенты трения и сцепления. Следовательно,
благодаря высокому |$ автомобиль даже по мокрому дорожному покрытию
может преодолевать уклон до 20°. Рисунок протектора выбирается таким,
чтобы обеспечить за весьма короткое время контактирования полное
удаление влаги из зоны касания.
Протекторы современных автомобилей имеют три элемента. Первый -
канавки (зигзагообразные, продольные, поперечные либо их комбинации)
шириной около 3 мм и глубиной до 10 мм, которые связывают центр зоны
касания с его периферией и обеспечивают полное удаление влаги за пределы
этой зоны. Второй элемент — это питающие каналы. Они малы по размерам,
связаны с канавками и не являются сквозными. Питающие каналы
способствуют удалению влаги из зоны касания и смещению выступов протектора в
процессе выдавливания влаги. Третий элемент — связанные с каналами
поперечные щели, которые облегчают деформацию и смещение выступов.
Необходимость применения описанных мер по повышению сцепления
колеса с дорожным покрытием подтверждается анализом качения
пневматической шины по мокрому шероховатому покрытию. Так, при вращении
колеса вода увлекается поверхностным слоем (беговым поясом) шины в зону
контакта. Впереди контактной площадки образуется клин, который является
причиной возникновения гидродинамической подъемной силы ки(рис 5.25),
Трение качении в узлах машин
157
снижающей давление колеса
на дорожное покрытие.
Величина Гп прямо
пропорциональна квадрату скорости
поступательного движения
колеса.
Формируемая в области А
подъемная сила способствует
проникновению жидкости в
зону контакта и разделению
поверхностей трения. При ^ 525 3оны кокгакга шины с мокры» дорожным
этом контактную площадку покрытием
шириной Ь можно условно
разделить на три зоны. В зоне сдавливания пленки / жидкость полностью
разделяет сопрягаемые поверхности. Длина этой зоны зависит не только от
соотношения величин нормальной нагрузки и подъемной силы, но и от
рисунка протектора. Если этот рисунок выбран верно, то жидкость легко
выдавливается из межконтактного пространства и первая зона имеет малую
длину. Для шины без протектора длина зоны / может быть сравнима с
шириной контактной площадки.
Зона облегания 2 представляет собой область, в которой наблюдается
вертикальное облегание протектором наиболее выступающих неровностей
покрытия. Здесь особую важность приобретают механические и
реологические свойства материала, из которого изготовлен беговой пояс шины.
Непосредственный контакт между шиной и дорожным покрытием имеет место
только в зоне сцепления 5, размеры которой определяют величину силы
сцепления колеса с покрытием.
С увеличением скорости перемещения колеса зона сцепления
уменьшается вследствие более глубокого проникновения жидкости в межконтактное
пространство и расширения зоны сдавливания пленки. При достижении
критического значения скорости у^ называемого пределом динамического
гидропланирования, первая зона может распространиться на всю область
контакта. В этих условиях гидродинамическая подъемная сила уравновешивает
нормальную нагрузку, исчезает сцепление колеса с дорогой, транспортное
средство становится неуправляемым. Отметим, что такая скорость
достигается только при посадке летательных аппаратов, а в наземном транспорте
она значительно ниже Vкр.
Смещение у^ в область больших значений возможно путем выбора
оптимальной топографии взлетно-посадочной полосы. С этой целью в
поверхностном слое полосы выполняют У-образные поперечные канавки, а
микровыступы представляют собой конусы со скругленными вершинами. Такая
форма микровыступов способствует разрыву жидкостной пленки при контакт-
158
ТРЕНИЕ КАЧЕНИЯ
ном нагружении и не вызывает интенсивного изнашивания бегового пояса
шины. Для сравнения следует сказать, что в железнодорожном транспорте
достижение условия равенства гидродинамической подъемной силы колеса и
нормальной нагрузки весьма проблематично, несмотря на отсутствие
протектора и высокие скорости. В первую очередь это обусловлено криволиней-
ностью поверхности головки рельса в поперечном сечении, а также малыми
размерами контактной площадки, что препятствует образованию в зоне
контакта слоя влаги достаточной толщины.
Подшипники качения. Первое упоминание о подшипниках качения,
дошедшее до наших дней, принадлежит Витрувию (I в. до н. э.). Им, в
частности, описан деревянный роликовый подшипник, который применялся в
стенобитных орудиях. В окрестностях Рима были найдены бронзовые
сферические и деревянные цилиндрические тела качения, относящиеся к I в. н. э.
Они использовались для снижения трения в подпятнике. Каждое из этих тел
имело собственную ось, с помощью которой фиксировалось в корпусе
подпятника. Тела качения располагались по окружности, а их оси вращения
совпадали с радиусом окружности. Таким образом, оси тел качения и
устройства для их крепления в корпусе подпятника выполняли роль сепаратора,
применяемого в современных подшипниках.
Подшипники качения значительно снижали сопротивление тел
относительному перемещению. Однако в отличие от подшипников скольжения
широкое применение они нашли лишь в XIX в., когда появилась острейшая
необходимость снизить потери на трение в сложных машинах, содержащих
большое количество узлов трения. Применение подшипников скольжения в
таких машинах не всегда приводило к желаемому результату. Так,
коэффициент трения металла по металлу в присутствии смазочного материала
находится в интервале 0,05 - 03, а коэффициент сопротивления качению
принимает значение от 0.0001 до 0,001.
Несмотря на низкое значение^ > затраты энергии на трение в подшипнике
качения обусловлены воздействием ряда факторов. Во-первых, это потеря*
связанные с преодолением сопротивления смазочного материала, играющего
роль вязкопластического тела, перемещению тел качения / (рис. 5.26). Во-
вторых, это потери энергии, расходуемой на преодоление трения тел качение
по рабочим поверхностям сепаратора 2. И, наконец, существенный вклад е
энергетические затраты на трение вносит сопротивление перемещению эЛе"
ментов качения по беговым дорожкам внутреннего и внешнего колец 3
подшипника. Суммарные потери на преодоление трения в подшипнике качен***1
оценивают по величине момента трения
Трение
качения в узлах машин
где/пр "" приведенный
коэффициент трения; с/
диаметр посадочного
гнезда подшипника; Р0 и N -
осевая и радиальная
нагрузки на тело качения (см.
рис. 5.26).
Для малогабаритных
легконагруженных
подшипников качения момент
трения можно
приближенно оценить по формуле
Рис. 5.26. Радиально-упорный шариковый подшипник
Л/т=М0+Л(Ц5^ + 1,5^)с/г//),
где М0 - момент трения ненагруженного подшипника, приблизительно р^'
ный 0,04 с1г\/к ~ 0,003-0,07 мм - коэффициент трения качения; йг - диаМ^Р
окружности, проходящей через центры шариков; О- диаметр шариков.
Момент трения шариковых подшипников в 2 - 3 раза меньше, чем эх***
валентных роликовых, и на порядок ниже, чем А/т подшипников скольж6**
при гидродинамическом трении. Следует, однако, иметь в виду, что эти ^
то приводимые в литературе данные справедливы только в определен**
интервале изменения нагрузок и скоростей.
Шариковые подшипники имеют весьма малую суммарную площадь ^°^
такта тел качения с беговой дорожкой колец. Поэтому их применение о&Р с.
Дано только при умеренных радиальных нагрузках. При превышении д0**О
тимой нагрузки возможно возникновение вмятин на поверхностях трШ||
беговых колец, макрогеометрических отклонений формы тел качения й> л
следствие, интенсивное изнашивание. Поэтому при больших нагрузках &° л
Целесообразно применять роликовые подшипники качения, имеющие §° $'
щУк> площадь контакта тел качения с кольцом. При предельно высоки* Л
Паузках применим только подшипник скольжения, так как весьма ощутив ^
становится основной недостаток роликовых подшипников - неравно*11Л
0сть распределения давлений вдоль полосок контакта, возникающая
Рогибе вала или перекосах при монтаже. -/
Существенное влияние на трение в подшипниках различного типа оК^У
Вает скорость вращения вала (рис. 5.27). Видно, что при умеренных сК^у
Тях и эксплуатации машин в режиме частых пусков и остановок, а г^/
яри реверсивном движении вала более целесообразно применение Щт
010 |,л" роликового подшипников качения, чем эквивалентного им Щ&
Ика скольжения. Однако при высоких скоростях сопротивление каче**
160
ТРЕНИЕ качения
V
Рис 5,27. Влияние скорости вращения вала на
силу трения в подшипнике:
/ - подшипник скольжения; 2 - роликовый подшипник
качения; 3 - шариковый подшипник качения
увеличивается, катастрофически
возрастая при некотором
критическом значении. Это,
по-видимому, связано с фрикционным
нагревом трущихся тел,
расширением и заклиниванием. Рост
скорости практически не изменяет
сопротивление скольжению под*
шипника, работающего в режиме
гидродинамической смазка
Вполне естественное
стремление к повышению предельно
допустимых скоростей и нагрузок
требует совершенствования кон-
применения новых конструкционных и
механической, термической и химико-
струкции подшипников качения,
смазочных материалов, методов
термической обработки элементов пар трения, оптимизации формы
поверхностей тел качения и беговой дорожки.
6
ТЕПЛОВЫЕ ПРОЦЕССЫ
ПРИ ВНЕШНЕМ ТРЕНИИ
Энергия, необходимая для относительного перемещения трущихся тел,
расходуется в основном на разрушение адгезионных связей и пластическую
или вязкоупругую деформации материала контактирующих неровностей и
прилегающих областей. Основная доля энергии, поглощаемой трущимися
телами, трансформируется в тепловую. Незначительная ее часть (менее 7 %,
по данным калориметрических исследований) расходуется на искажение
кристаллической решетки или надмолекулярной структуры, на
электромагнитное и звуковое излучение, образование новых поверхностей (частиц
износа).
Тепловыделение при трении осуществляется на ограниченном числе
единичных пятен контакта, суммарная площадь которых по сравнению с
номинальной незначительна, а время их существования измеряется
миллисекундами. Следствием этого является высокая плотность тепловой энергии в
материале наиболее нагруженных контактирующих выступов. Она может
достигать значений, достаточных для разрушения материала либо
инициирования приводящих к разрушению физико-механических и химических
процессов. Таким образом, для правильного понимания природы трения и
изнашивания твердых тел необходимы знания о кинетике протекания тепловых
процессов и температурных полях в зоне фрикционного контакта.
6.1. ТЕПЛОВЫДЕЛЕНИЕ ПРИ ТРЕНИИ. РАБОТА ТРЕНИЯ
КАК МЕРА ТЕПЛОВЫДЕЛЕНИЯ
Интенсивность тепловыделения зависит от работы трения и размеров
площадки, на которой она совершается. Учитывая, что работа IV,
производимая внешней силой против сил трения, в основном превращается в тепло и
идет на нагревание трущихся тел, количество выделившейся в зоне трения
скольжения теплоты
где/- коэффициент трения; /V - нормальная нагрузка; V - скорость
скольжения* ' ~~ вРемя скольжения. При трении верчения и равномерном распре-
ц.Зак.5519.
152 ТЕПЛОВЫЕ ПРОЦЕССЫ ПРИ ВНЕШНЕМ
трЕНИИ
делении давления по поверхности контактной площадки (торцевой контакт
вращающегося цилиндра радиуса /? с плоскостью) количество теплоты,
выделяемой за п оборотов:
3
Поскольку силовое взаимодействие реализуется на пятнах фактического
контакта, здесь происходит выделение тепла. Таким образом, поверхность
трущегося тела покрыта тепловыми источниками (пятнами контакта),
которые перемещаются по обеим поверхностям, если они шероховаты, или по
гладкой поверхности, если по ней скользит шероховатое тело.
На каждом единичном источнике теплового излучения (пятне
фактического контакта) выделяется тепловая энергия (21=/; М V/ г. Удельная
интенсивность тепловыделения <у (количество теплоты, выделяемой с единицы
площади поверхности пятен фактического контакта в единицу времени)
вычисляется по формуле
ч = Щаг \
где Лт - площадь фактического контакта.
Генерируемое на пятнах контакта тепло распространяется от них вглубь
обоих контактирующих тел. Количество теплоты, переносимой в единицу
времени, называют тепловым потоком и определяют как мощность трения
#& . Удельный тепловой поток я представляет собой количество теплоты,
переносимой в единицу времени через единицу площади поверхности,
перпендикулярной к направлению теплового потока в рассматриваемой точке.
Направление ц совпадает с направлением переноса тепла (от точек с более
высокой температурой Г к точкам с более низкой).
Тепловые потоки распределяются в зависимости от теплофизических
свойств контактирующих тел, их размеров и условий теплоотвода. При этом
в объеме каждого из трущихся тел можно выделить точки, имеющие в
некоторый момент времени одинаковую температуру. Совокупность таких точек
называют изотермической поверхностью. На рис. 6.1 сечения таких
поверхностей плоскостью представлены штриховыми кривыми. Очевидно, что
каждая изотермическая поверхность отделяет нагретую поверхность от
менее нагретой. Изотермические поверхности не пересекаются друг с другом,
т. е. поле температур ламеллярно. Поскольку температура во всех точках
изотермической поверхности одинакова, тепловой поток вдоль нее
невозможен. Передача тепла происходит по нормали к изотермической поверхности
от более нагретых областей к менее нагретым. Наибольший перепад
температуры наблюдается в направлении нормали пк к площадке единичного пятна
контакта (см. рис. 6.1).
Тепловыделение при трении
163
Рис. 6.1. Распространение тепла в трущихся телах
Таким образом, по мере удаления от источника тепла (при переходе от
одной изотермы к другой) температура трущихся тел убывает. Совокупность
мгновенных значений температуры во всех точках рассматриваемого тела
называют температурным полем. Математически это можно записать в
виде Т~Т(х, у, г, () , где х, у, х - пространственные координаты в декартовой
системе; (- время. Если Т не является функцией времени, т. е. температура в
любой выбранной точке не изменяется с течением времени, то такое поле
называется стационарным, В противном случае температурное поле
нестационарное. Если температура остается постоянной вдоль одной из
пространственных координат, то соответствующее поле является двумерным, а вдоль
двух координат - одномерным. Вдоль различных координат температура
изменяется, как правило, неодинаково. Наибольшее ее изменение
наблюдается вдоль нормали к изотермическим поверхностям. Оно характеризуется
градиентом температуры
._ Э7\ дТ . ЭГ_
ВгаёГ = — » + т-^ + ^-к.
ох оу дг
Соотношение §гас!7У 0 является необходимым условием распространения
тепла внутри тела, т. е. возникновения теплового потока.
Согласно закону Фурье, количество теплоты, проходящей через единицу
площади поверхности в единицу времени (удельный тепловой поток я),
пропорционально градиенту температуры
д = -.\ — = _х ^ас! т* *
а*п
где X - коэффициент теплопроводности; п - нормаль к изотермической
поверхности. Знак —и означает, что направление нормали совладает с направ-
13 ТЕПЛОВЫЕ ПРОЦЕССЫ ПРИ ВНЕШНЕМ ТРЕНИИ
лением убывания температуры, т. е. вектор распространения тепла лежит на
одной прямой с вектором градиента температуры, но направлен в
противоположную сторону-
Общее количество теплоты, проходящей через изотермическую поверх*
ность площадью А за время д определяется по уравнению
«~И!
дп
О А
Коэффициент теплопроводности А, в расчетах принимают постоянным
для выбранного материала. Однако в действительности он является
функцией температуры, давления и структуры материала.
6.2. КОЭФФИЦИЕНТ РАСПРЕДЕЛЕНИЯ ТЕПЛОВЫХ ПОТОКОВ.
КОЭФФИЦИЕНТ ВЗАИМНОГО ПЕРЕКРЫТИЯ ТРУЩИХСЯ ТЕЛ
Генерируемое при трении тепло распределяется между двумя
контактирующими телами и рассеивается в окружающую среду (рис. 6.2).
Безразмерная величина а,р, показывающая, какая часть теплового потока направляется
в одно из контактирующих тел, называется коэффициентом распределения
тепловых потоков. Если при трении на единице площади контакта в
единицу времени генерируется количество теплоты д, то при отсутствии
теплоотдачи в окружающую среду (<?з~0) в верхний элемент на рис. 6.2. направлен
удельный тепловой поток дх ~<х1р <у, а в нижний
92=(1"а*)*-
Поскольку время нахождения в контакте выступов поверхностей
сопрягаемых тел при трении мало (измеряется микросекундами), эти тепловые
потоки рассматриваются как тепловые импульсы, являющиеся причиной
возникновения вспышек температуры.
Понятие <Хф было впервые введено
X. Блоком в 1937 г. Для малых
скоростей скольжения X. Блок предложил
вычислять а{р по формуле, полученной
исходя из предположения, что
максимальные температуры поверхностей
сопрягаемых тел, наблюдаемые в центре
контакта, равны
А.
Рис. Ь.2. Распределение тепловых потоков а — ! ■ (6.1)
в контактирующих выступах поверхностей *Р X. + X -
Коэффициент распределения тепловых потоков
165
где Хь ^2 - коэффициенты теплопроводности первого и второго контакт*
рующих тел.
Формула (6.1) справедлива для малых скоростей скольжения, когда
V < 8^ /25/, где / - размер пятна контакта в направлении скорости скольже-
ния; а/ - коэффициент температуропроводности, характеризующий скорость
выравнивания температуры в неравномерно нагретом теле. Он связан с
коэффициентом теплопроводности соотношением а =—, где сир- теплоем-
Ф
кость и плотность вещества тела, в котором распространяется тепловой
поток.
При больших скоростях скольжения максимум температуры на
поверхности трения смещается к границе пятна контакта, противоположной
направлению скольжения. Поэтому вывод формулы для сс,р из условия равенства
максимальных температур в центре контакта неправомерен. По X. Блоку для
выступов квадратной или круглой формы большими считаются скорости, для
которых выполняется условие V >&?,//, а для выступа цилиндрической
формы, контактирующего с плоскостью боковой поверхностью, это условие
имеет вид V > 40а, //! В последнем случае распределение удельной
интенсивности тепловыделения по ширине контактной площадки подчиняется
закону
я-/р{
ш
где ро — давление в центре контактной площадки; у - расстояние от центра
пятна до рассматриваемой точки.
Для больших скоростей скольжения справедлива формула Д. Егера,
полученная из условий равенства средних установившихся температур
контактирующих поверхностей (средние температуры на поверхности трения
скользящего выступа и полупространства после бесконечно долгого
скольжения равны) . Для полубесконечного теплоизолированного с боковой
поверхности стержня квадратного сечения, скользящего торцом по границе
полупространства, эта формула имеет вид:
р 1,7551, + л/РеХ2
у/ у?ср
где Ре - число Пекле, определяемое из выражения Ре - — = —г— •
Анализ формулы (6.2) показывает, что с увеличением скорости
скольжения коэффициент распределения тепловых потоков и, следовательно, тепло-
166
ТЕПЛОВЫЕ ПРОЦЕССЫ ПРИ ВНЕШНЕМ ТРЕНИИ
вой поток в движущееся тело д\ уменьшается. Это обусловлено тем, что
неподвижное полупространство нагревается за счет нагретых поверхностных
слоев стержня и теплоты трения. При этом поверхность стержня нагревается
под воздействием теплоты стержня и охлаждается вступающими в контакт
холодными участками полупространства. Очевидно, что чем выше V , тем
более существенную роль играет последний фактор, так как увеличиваются
скорость вхождения в контакт холодных участков и тепловой поток в
полупространство.
В случае контакта тел с близкими по величине площадями поверхностей
трения возможно применение формулы Ф. Шаррона, полученной для
стационарных условий трения, исходя из условия равенства средних температур:
а
V*
Г1П
*Р
^\С\Р\ +т1Х2С2Р
(6.3)
Формулы (6.1) - (6.3) справедливы для случая, когда отсутствует
теплоотдача в окружающую среду. С учетом теплоотдачи
1~а'П
V
ко
ко н-д/рсу
л
где а'- коэффициент теплоотдачи в окружающую среду.
Теплоотдача в окружающую среду зависит от коэффициента взаимного
перекрытия кю поверхностей трения. Коэффициент взаимного перекрытия
представляет собой отношение площадей поверхностей трения
контактирующих тел
*вз I АшЛ*2 *
Если два кольцевых образца или цилиндра сопряжены торцами, то квз - 1
(рис. 6.3. а). В этом случае основная доля генерируемой при трении теплоты
распространяется в объемы
контактирующих тел. Рас-
сеивается тепло только
боковыми поверхностями. При
трении цилиндра малого
диаметра по поверхности
диска кьъ приближается к
нулю (рис. 6.3, б). При этом
значительная часть тепловой
энергии, выделяемой при
трении, рассеивается с
поверхности дорожки трения
I
N
2г
1
1
Г я ,1
г«Я
и 1
~р
~и>
Рис. 6.3. Схема контакта трущихся тел с различными
Температура на скользящем контакте т«7
диска в окружающую среду. В таком случае коэффициент взаимного
перекрытия равен отношению площади поверхности трения цилиндра к площади
поверхности дорожки трения диска
*„ = г2/1(Я + 2г)2-Я2]=г/4(Я+г}.
6.3. ТЕМПЕРАТУРА НА СКОЛЬЗЯЩЕМ КОНТАКТЕ
При оценке тепловых процессов в зоне контакта трущихся тел следует
различать: среднюю объемную температуру этих тел Т& среднюю
поверхностную температуру Тп, температуру вспышки 7**^ на единичном пятне
контакта и максимальную температуру на поверхности трения 7^.
За среднюю объемную температуру принимают среднее значение
температуры в рассматриваемом объеме одного из элементов пары трения. За
среднюю поверхностную температуру принимают среднее значение
температуры в тончайшем поверхностном слое. Температурные вспышки
возникают на единичных пятнах фактического контакта и могут достигать
температуры плавления одного из трущихся тел. Время существования
вспышки зависит от скорости скольжения и составляет в среднем КГ*
10" с. Учитывая гипотезу суммирования температур на поверхности трения
по А. В. Чичинадзе, максимальную температуру на поверхности трения
можно с достаточной степенью точности рассматривать как сумму объемной,
поверхностной температуры и температуры вспышки, т. е. 7,1ВВ=Гвб+ Т^Т^
Аналитическое определение температуры вспышки. Фактическая
площадь контакта на 3 - 4 порядка меньше номинальной. Поэтому даже при
низких нагрузках давление на дискретных участках контакта может
достигать твердости материала одного из сопрягаемых тел. Отсюда следует, что
генерируемая при трении тепловая энергия будет концентрироваться на
малых по размеру, кратковременно существующих пятнах фактического
контакта, и может рассматриваться как совокупность тепловых импульсов.
Удельная интенсивность тепловыделения на этих пятнах может быть
настолько большой, что скачкообразное повышение температуры достигает
сотен градусов. Период скачкообразного изменения температуры (время
существования температурных вспышек) мал. Он определяется размерами
пятен контакта и скоростью относительного перемещения трущихся тел.
Таким образом, фрикционный контакт представляет собой совокупность
импульсно нагреваемых и охлаждаемых микроскопических пятен,
перемещающихся по поверхностям трущихся тел. Координаты, размеры и время
появления температурных вспышек носят случайный характер, что
затрудняет их экспериментальную оценку. Поэтому до сих пор для определения
температуры пятен контакта использовались в основном расчетные методы.
168
ТЕПЛОВЫЕ ПРОЦЕССЫ ПРИ ВНЕШНЕМ ТРЕНИИ
Впервые расчет температуры на единичном пятне контакта был
осуществлен X. Блоком. Он рассматривал случаи, когда единичное пятно,
перемещающееся по плоской границе полупространства, имело форму круга,
квадрата или узкой бесконечной полосы. Для упрощения расчетов были приняты
следующие допущения:
• размеры пятна контакта малы по сравнению с размерами трущихся тел*
• теплоемкость каждого из трущихся тел неограниченно велика;
• отсутствует теплоотдача в окружающую среду;
• интенсивность тепловыделения не зависит от времени, а тепло
распределяется по поверхности пятна контакта по тому же закону, что и давление;
• распределение давления на пятне и коэффициент трения известны.
Полагалось также, что тепловой источник движется по гладкому полу*
пространству, а для шероховатого движущегося тела он неподвижен. При
этом в полупространство направлен удельный тепловой поток ^ав
скользящий выступ шероховатого тела - щ\. С учетом указанных допущений
X. Блоком были получены формулы для расчета температурной вспышки
при различных условиях контактирования, в частности, для разных: форм
пятна контакта; законов распределения теплового потока по поверхности
пятна; скоростей движения выступа относительно гладкой поверхности (у=0,
малые и большие скорости). Рассмотрим некоторые из них.
/. Выступ, приведенный в контакт с плоской поверхностью
полупространства, неподвижен относительно него. Пятно контакта имеет форму
круга с равномерным распределением д по поверхности. На практике это
вращение круглой пяты (цилиндра), контактирующей с плоскостью. В таком
случае формула для расчета температуры вспышки на поверхности пятна
касания имеет вид
Гзсп^т—— ■ (6.4)
где ц = {№*\А% — удельная интенсивность тепловыделения с пятна контакта
площадью А{ = 71 г ; г - радиус единичного пятна контакта.
2. Условия контактирования соответствуют первому случаю, однако
распределение интенсивности тепловыделения по поверхности единичного
пятна параболическое (трение верчения сферы на плоскости); тогда значение
а в формуле (6.4) следует принимать равным
я = Яо(1 - у2/г2) I
где #0 ~ интенсивность тепловыделения в центре пятна; у - расстояние от
центра пятна до рассматриваемой точки.
Температура на скользящем контакте
Ш
В центре пятна Тка достигает максимума и определяется по формуле
2 дг
зх.+х.
(6.5)
3. Выступ, образующий с полупространством пятно контакта кругла^
формы, скользит по его поверхности со скоростью, удовлетворяющей услс
, 4а.
вию малых скоростей ( V < ).
25/*
В этом случае для расчета Ткп справедливы формулы (6.4) и (6.5) для не
подвижного источника.
4. Выступ (тело 7), образующий с полупространством пятно контакт
круглой формы, скользит по его поверхности со скоростью, удовлетворяк
4а. ч
щей условию больших скоростей (V > ).
г
Максимальная температура на поверхности трения выступа в центре ко*
такта определяется по формуле
7всп1 =7 р \~Р I (***Ф
а максимальная температура на поверхности полупространства в центр
контакта
дгух
*встй — 7= > (6.7)
к^К +Х,1|Г
2Т1
где \|/, = д/4Х,/(р,с,Кг) - параметр, зависящий от скорости скольжения
размеров источника тепла.
Максимальное повышение температуры на контакте X. Блок определяв
как среднее значение Г^ц и Тк%а '•
Ш ы*+щ (6.8;
Тг^л/я + Я.2У1)*
5. Тепловой источник круговой формы скользит по поверхности
полупространства, т. е. генерируемое при трении тепло распространяется только
в теле 2. На практике это соответствует фрикционному контакту тел,
теплопроводность одного из которых несоизмеримо мала по сравнению с другим.
12. Зак. 5519.
170 ТЕПЛОВЫЕ ПРОЦЕССЫ ПРИ ВНЕЦтЕмтррн,^
При равномерном распределении ц по поверхности пятна и малой
скорости скольжения источника тепла
*-*^Зг (б9)
При высокой скорости скольжения
Г«?№'. (6.Ю)
а ее максимальное значение, достигаемое на границе контактной плошаДкй'
противоположной вектору скорости,
Г.сп = ^/1. (6.П)
Для движущегося по поверхности полупространства источника тепла,
представляющего собой квадрат с равномерно распределенной удельно
интенсивностью теплового потока, температура определяется теми же Ф°Р"
мулами, что и для кругового источника с заменой г на полуширину
контактной площадки Ь, равной половине длины стороны квадрата.
Из приведенных формул следует, что температура вспышки растет с ув *
личением нормальной нагрузки, коэффициента трения, скорости скольжения
и уменьшением теплопроводности контактирующих тел.
Формулы X. Блока справедливы для контакта трущихся тел, в котором
элементарные источники тепла (пятна контакта) удалены друг от друга та1С'
что тепловое излучение одного источника не оказывает влияния на другой,
т. е. тепловые источники можно считать изолированными друг от друга. Д*1*
большинства реальных узлов трения это допущение вполне приемлемо,
поскольку расстояние между контактирующими выступами многократно
превышает размеры пятен контакта. Однако в тяжелонагруженных узлах, когда
неровности поверхностей трущихся тел испытывают высокие давления и
преимущественно пластически деформируются, действительные значения
температуры будут превышать данные, полученные по приведенным
расчетным формулам.
Полученные X. Блоком решения позволяют оценивать температуру на
поверхности трения. Задача распределения температуры по глубине
трущихся тел рассмотрена Д. Егером.
Формулы X. Блока справедливы для источников теплового излучения,
имеющих форму круга или квадрата. Однако в реальных парах трения фор*
ма источников тепла в основном соответствует эллипсу, большая ось которо-
Температура на скользящем контакте
171
го параллельна вектору скорости. Поэтому особый интерес представляют
исследования Д. Кюльманн-Вильсдорф, в которых получены ура для
расчета температур вспышки на пятнах контакта эллиптической формы.
Уравнения были выведены из основе теории X. Блока и Д. Ел при уело*
вии, что источники тепла расположены на границе раздела фрикционно
взаимодействующих тел. В этом случае максимальная температура на
единичном пятне
Тт = в — 1 , (6.12)
где е - отношение большой, параллельной вектору скорости оси
эллиптического пятна к малой; Ф) - функция, описывающая зависимость температуры
от скорости, изменяется в пределах от 0,1 до 2; V* и у2 - относительные ско-
р суг
рости первого и второго тел, определяемые по формуле V; == ——; Ф2 -
функпля, описывающая зависимость температурной вспышки от
эллиптичности пятна; V - скорость скольжения (индекс I относится к первому и
второму сопрягаемым телам).
Показано, что при малых скоростях скольжения 7^ достигает
наибольшего значения при слабо вытянутой в направлении скольжения форме пятна.
Для больших скоростей скольжения (число Пекле изменяется в интервале от
1 до 10) наибольшее значение Ткп наблюдается для пятен, вытянутых в
направлении скольжения и имеющих эллиптичность е = 4 - 10. Максимальная
температура сильно вытянутых вдоль направления V пятен (е > 10) или
вытянутых в направлении, перпендикулярном к V , ниже, чем у пятен круговой
формы.
Средняя поверхностная температура. Аналитическое определение Гп
основано на применении закона Фурье. Для стационарного режима трения,
когда количество теплоты, поглощаемой единицей объема контактирующей
неровности, равно количеству теплоты, им излучаемой, формула для расчета
Гп имеет вид
т - №
4(М.+М»)
где*Иг-л
; о' - коэффициент теплоотдачи; и ~ параметр теплоот*
ШЙ )
дающей поверхности; Аа - номинальная площадь поверхности трения.
Максимальная температура, достигаемая на элементарном пятне контак-
ТЕПЛОВЫЕ ПРОЦЕССЫ ПРИ ВНЕШНЕМ ТРЕНИИ
Рис. 6.4. Распределение температуры по Ямс. 6.5. Распределение температуры вдоль
ширине пятна контакта при различных направления скольжения теплового источника
скоростях скольжения теплового источника в неподвижном полупространстве
та, представляет собой сумму объемной температуры, поверхностной и
температуры вспышки, рассчитанной по одной из формул (6.4) - (6.11).
Распределение температуры по поверхности пятна контакта и
глубине трущихся тел. Распределение температуры в контакте можно
получить на основе анализа зависимостей, выведенных X. Блоком для
скольжения теплового источника в виде полосы шириной 26, движущейся по
поверхности полупространства со скоростью V . Вектор скорости направлен
перпендикулярно к длине полосы.
В таких условиях распределение температуры по поверхности
единичного пятна контакта описывается кривой с максимумом в центре, если
источник неподвижен либо его скорость близка к 0 (кривая / на рис. 6.4). С
увеличением скорости скольжения (кривая 2) максимум температуры смещается
в направлении, противоположном вектору скорости. При высоких скоростях
скольжения максимум Гвсп располагается на границе выхода сопрягаемых
неровностей из контакта (кривая 3 на рис. 6.4). Увеличение скорости
скольжения сопровождается также ростом максимального значения температуры
на пятне контакта.
Нормальная нагрузка не оказывает существенного влияния на
распределение температуры по поверхности пятна контакта, вызывая лишь изменение
ее максимального значения.
Распространение температуры вглубь полупространства при скольжении
по его поверхности теплового источника шириной 2Ь рассмотрено Д. Егером.
Установлено, что распределение температуры по поверхности трения (г * 0)
гладкого тела (полупространства) отражается кривой, левая ветвь которой
выходит за пределы контактной площадки, а максимум смещается
относительно ее центра в зависимости от величины V (рис. 6.5, кривая /). Считая,
что тепловой источник расположен на поверхности трения, распределение
температуры по глубине можно представить как монотонно убывающую
зависимость. По мере удаления от поверхности трения температура быстро
убывает (рис. 6.5, кривая 2). При этом точка достижения максимума темпера-
йпиментальные исследования тепловых процессов
173
1
Уу2
■ь
у
0
&
V
*
'Ь "у
рЫ удаляется от центра пятна
контакта в сторону, противоположную
вектору скорости (кривые 2 и 3 на
оис 6.5). Монотонное убывание
температуры с глубиной возможно, когда
механические характеристики
поверхностных слоев обоих
контактирующих тел близки или одинаковы,
В противном случае
теплообразование может происходить в основном
в объеме деформируемого тела, а
максимум температуры располагается (кривая /} и параболический' (крив
на некотором расстоянии от поверх- распределением давления на контактной
ности трения, в области максималь- площадке
ных пластических деформаций.
Форма кривой распределения температуры по поверхности трения
полупространства зависит от выбора закона распределения давления по
поверхности единичного пятна контакта. При равномерном распределении
давления р(у)=сотХ кривая Т(у) имеет максимум, смещенный в область
отрицательных значений у (кривая / на рис. 6.6). Для параболического закона
Рис. 6.6. Распределение температуры по
поверхности полупространства при
скольжении теплового источника с равномерным
распределения давления р(у) = р0
оЛ
ь2
максимум температуры
расположен вблизи центра пятна контакта (кривая 2 на рис. 6.6),
Градиент температуры по нормали к поверхности трения, а также по
касательной к ней может достигать весьма высоких значений, особенно при
трении тел с низкой теплопроводностью, что является причиной высоких
температурных напряжений в поверхностном слое.
6.4. ЭКСПЕРИМЕНТАЛЬНЫЕ ИССЛЕДОВАНИЯ ТЕПЛОВЫХ
ПРОЦЕССОВ В ЗОНЕ ТРЕНИЯ
Первые экспериментальные исследования, в которых зарегистрированы
температурные вспышки в зоне фрикционного контакта, были выполнены
ф- Боуденом и К. Ридлером в 1936 г. О величине и времени существования
температурной вспышки они судили по импульсам термо-эдс, возникающей
в контакте трущихся тел. Электродами служили сами трущиеся тела: сталь-
ной диск и сопряженный с ним цилиндр из галия, сплава вуда, свинца или
константана. В результате было установлено, что при высоких нагрузке и
корости скольжения возможно достижение температуры, равной точке
/Явления материала одного из тел трения. Для пары трения константан -
^^ь была зарегистрирована температурная вспышка около 700 °С продол-
ЖИтельностью менее 0,1 мс.
_!' -пни
Известны более детальные исследования по замерам максимальной т
пературы пятен контакта, в основу которых был положен радиационньй
метод измерения поверхностных температур. В частности, применение м
лоинерционных (10 с) фотодиодов обеспечило возможность регистрироват*
излучаемую с поверхности трения энергию, в том числе и в инфракрасной
(ИК) области спектра. Используя эти данные, можно рассчитывать среднюю
поверхностную температуру контурных площадок и максимальную темпера,
туру короткоживущих пятен ФПК в высокоскоростном скользящем контакте
Датчики указанного типа позволяют регистрировать суммарную энергию
излучаемую с определенного участка поверхности, который может содер!
жать несколько пятен фактического контакта. Поэтому расчет максимальной
температуры на единичном пятне требует данных о площади поверхности
каждого излучающего пятна и их количестве на исследуемом участке.
Данные о геометрических характеристиках локальных источников тепла
("горячих" пятен) были получены Т. Куинном и В. Уинером в 1987 г.
Исследования проводились на паре трения неподвижный цилиндр из
инструментальной стали - вращающийся диск из сапфира. Применение оптически
активного сапфира позволило фиксировать форму и размеры "горячих" пятен с
помощью высокоскоростной камеры и растрового электронного микроскопа.
О температуре пятен ориентировочно судили по результатам визуального
сравнения цвета их изображения на пленке и цвета нагреваемого эталона.
Установлено, что размер "горячих" пятен находится в интервале 50 - 100 мкм. В
отдельных случаях зарегистрированы пятна размером около 300 мкм.
Суммарная площадь их поверхности составляет около 0,1 % от номинальной, а
температура максимально нагруженных пятен достигает 1200 °С.
В последнее время П. Н. Богдановичем (с сотрудниками) были
выполнены исследования геометрических и энергетических характеристик "горячих
пятен и их эволюции в процессе трения с применением оптико-электроннЫ^
преобразователей сканирующего типа. Рассмотрим более подробно
результаты этих исследований.
Экспериментальные исследования выполнены в основном на паре трен***
сапфир - металл. Установлено, что источниками теплового излучения ЯвЛ*'
ются пятна контакта размером порядка нескольких десятков микрометр00.
Продолжительность теплового излучения зависит от скорости скольжейИ >
свойств трущихся тел и составляет микросекунды. На площадке контакта эТ^
пятна располагаются хаотически, но существуют области их преимуШеС ;
венной концентрации (контурные площадки контакта). В большинстве с#У
чаев форма пятен напоминает эллипс (рис. 6.7), вытянутый вдоль ли*1*1
скольжения. За период своего существования каждое пятно изменяет с^°
размеры и форму, а также может перемещаться в направлении, совпадаю^
или противоположном вектору скорости скольжения.
В контакте сапфира с мягким металлом, например с алюминием (Р^*
6/7 а) или медью, пятна смешаются преимущественно в направлении V - ™
Экспериментальные исследования тепловых процессов
175
Рис. 6.7. Источники теплового излучения в зоне
фрикционного контакта
стали (рис. 6.7, б) и титана (рис.
6.7, в) характерно смещение
большинства излучающих пятен
в противоположном вектору
скорости направлении.
Изучение эволюции
локальных источников тепла (пятен)
показало, что вначале образуется
пятно малых размеров. С
течением времени его размеры
увеличиваются, при этом возможно
слияние двух или нескольких
пятен в одно. Этот процесс
сопровождается ростом
интенсивности теплового излучения. В
дальнейшем наблюдается
уменьшение размеров и интенсивности
теплового излучения и
исчезновение пятна. При этом возможен
его распад на два или несколько
пятен меньших размеров.
Момент исчезновения последнего сопровождается возникновением новых либо
развитием уже появившихся пятен на соседних участках площадки контакта.
Направленность и скорость протекания описанных процессов, а также
время теплового излучения с единичного пятна контакта определяются
режимами нагружеккя, свойствами материалов пары трения и топофафией
сопрягаемых поверхностей.
Геометрия локальных источников тепла в контакте. Локальными
(единичными) источниками теплового излучения в зоне трения являются пятна
контакта шириной ф и длиной /,,
вытянутые вдоль оси скольжения одного тела
относительно другого. Степень вытянуто-
сти пятен </Д зависит от механических
свойств контактирующих тел, нагрузки и
скорости скольжения. С увеличением
микротвердости металла, т. е. при
переходе от пары трения сапфир -
алюминий к паре сапфир — титан, форма пятна
изменяется от сильно вытянутой до
близкой к круговой (рис. 6.8). I
Это может быть связано со сниже- п -0 0 ,, _ _ -
Рис. 6.8. Влияние твердости более мяг-
нием доли пластической деформации кого элемента пары трения на форму
контактирующих неровностей. Тенден- пятен, излучающих тепловую энергию
<*Д|
0,6
0,4
0,2
V
в-
П 0/
А1 Си
]р ^
ф
\*
/
!
1
Ст Т1
3 И,
10*
МНУ
176
ТЕПЛОВЫЕ ПРОЦЕССЫ ПРИ ВНЕШНЕМ ТРЕНИИ
п/п0
28 а,, мкм
Рис 6.9. Плотность распределения пятен по
размерам в контакте сапфира с металлом при:
ЛГ'О.ОЗНя» =18м/с{А1);у=21м/с (Си); V- 29 м/с (ТО
ция к уменьшению отношения
й?Д, наблюдаемая при увеличении
скорости скольжения,
обусловлена ростом температуры
контактирующих неровностей и потерей
вследствие этого упругости
контакта.
Размеры источников
теплового излучения на одной и той же
контактной площадке могут
принимать значения в интервале от О
до 250 мкм. Однако для каждой
пары трения и режимов нагруже-
ния характерен более узкий
интервал размеров, которыми
обладает большинство пятен контактной площадки (рис. 6.9).
С увеличением модулей упругости трущихся тел этот интервал размеров
смещается к центру системы координат, т. е. площадь пятен, излучающих
тепловую энергию, уменьшается. Большинство "горячих" пятен на
контактной площадке становятся меньшими по размерам при уменьшении нагрузки
и скорости скольжения. При этом уменьшается и их средний размер йх-.
Влияние нагрузки на йх пятен в контакте сапфира с алюминием, медью и
титаном отражено на рис. 6.10. Увеличение выборочного среднего значения
А*х с ростом нормальной нагрузки
обусловлено повышением
давления на пятнах контакта и, как
следствие, увеличением глубины
относительного внедрения
неровностей поверхностей трущихся
тел. Нагрузка вызывает также
повышение температуры и
потерю упругости контакта
неровностей, становится возможным их
пластическое оттеснение.
Благодаря этому наблюдается рост^,.
Зависимость с1х (Ы) менее
существенна в области высоких
нагрузок.
Скорость скольжения не
оказывает существенного влияния на
0,4 N. Н
Рис. 6.10. Влияние нагрузки на выборочное
среднее значение размера пятен контакта сапфира с
алюминием ( кривые /, 2), медью (кривая 3) и
титаном (кривая 4) при:
/- у = 25 м/с; 2 - V = 20; 3-» -18; 4 -V =14 м/с
Экспериментальные исследования тепловых процессов
2 V, М/С
ширину пятен контакта, излу- $-10\мкм
чаюших тепловую энергию. 2
Рост V вызывает лишь
увеличение их длины, пятна
становятся более вытянутыми в *
направлении скольжения.
Влияние скорости на
выборочное среднее значение
площади единичного пятна 5/ (рис.
6.11) объясняется ростом
температуры в зоне трения,
вызывающей изменение
механических свойства вступающих в
контакт неровностей. Согласно Щ 6У/. Влияние скорости скольжения на выбороч-
формулам (6.4) - (6.11), увели- ное среднее значение площади пятен контакта,
излучение скорости скольжения чающих тепловую энергию
обеспечивает рост
температуры вспышки, что должно приводить к снижению модулей упругости
материалов контактирующих выступов и увеличению $.
Таким образом, форма, размеры и время существования локальных
источников тепла в зоне трения зависят от режимов нагружения и
механических свойств материалов трущихся тел.
Температурные поля в зоне фрикционного контакта. В связи с тем
что высота и радиус кривизны вступающих в контакт неровностей не
одинаковы, локальные источники тепла ("горячие" пятна) могут существенно
различаться как по размерам, так и по интенсивности теплового излучения. Об
этом, в частности, свидетельствует представленное на рис. 6.12
температурное поле, экспериментально зафиксированное в контакте пары трения
сапфир - сталь при нагрузке N == 1,1 Ни скорости скольжения у ~ 22,5 м/с. На
поверхности контактной площадки одновременно появляются высоко- и
низкотемпературные пятна. Второе слева пятно имеет сравнительно малые
размеры (/, ~ 70 мкм) и низкую температуру ( Тщ* = 630 °С), а максимальная
температура более крупного пятна вблизи центра контактной площадки
достигает 1260 °С.
Анализ температурного поля на рис. 6.12 показывает, что кривая
распределения температуры по длине единичного пятна имеет максимум вблизи его
геометрического центра. При удалении от центра температура пятна резко
падает. Градиент температуры по длине пятна (ось.у) достигает 7000 °С/мм, а
по ширине пятна (ось х ) он может принимать более высокие значения.
Положение максимума температуры зависит от скорости скольжения, формы
контактирующих неровностей, наличия соседних источников теплового ю-
лучения. При увеличении V максимум смещается в направлении, противо-
ТЕПЛОВЫЕ ПРОЦЕССЫ ПРИ ВНЕШНЕМ
Рис. 6.12. Температурное поле в контакте пары трения сапфир - сталь при А/ = 1,1 Н, V =22,5 м/с
положном вектору скорости (к зоне выхода неровностей из контакта).
Допускаемая в теоретических исследованиях возможность достижения
максимума температуры на границе выхода неровностей из контакта
экспериментально не подтверждена.
Температурное поле в контакте сапфира и полимерных материалов
(полиэтилен, полистирол, полиамид) существенно не отличается от
описанного. При низких нагрузке и скорости скольжения распределение
температуры по поверхности "горячего" пятна фиксируется в виде концентрично
расположенных замкнутых кольцевых полос (рис. 6.13, а). Назовем их условно
изотермами. Последние несколько вытянуты в направлении вектора
скорости. Распределение температуры вдоль сечения, проходящего через центр
пятна параллельно вектору скорости, графически изображается кривой с
максимумом вблизи этого центра.
С увеличением V кривая распределения температуры становится
асимметричной, растут размеры пятна, изотермы вытягиваются в направлений
скольжения (рис. 6.13, б). При этом более плотное расположение изотерм
наблюдается перед зоной вступления неровностей в контакт, а тепловая
волна за контактной площадкой распространяется на значительно больший
участок поверхности трения. Максимальное значение градиента температуры по
радиусу пятна, наблюдаемое в области вступления неровностей в контакт,
достигает 600 град/мм.
Изучение кинетики протекания тепловых процессов на единичном пятне
контакта показало, что в начальный период существования пятна
наблюдается периодическое увеличение его линейных размеров и температуры. При
Экспериментальные исследования тепловых процессов
179
а б
Рис. 6.13. Температурные поля в контакте сапфир-полиамид прир=0,29 МПа
а - V = 8 м/с; 6-у =30 м/с
этом максимальные значения Ггаах и /, достигаются зачастую одновременно,
После достижения максимума происходит быстрое уменьшение температуры
пятна. Увеличение N и V вызывает рост размеров "горячего" пятна (пятно
белого цвета на рис. 6.13). Период накопления тепловой энергии в объемах
контактирующих неровностей (подъема температуры), как правило, более
продолжителен, чем период ее рассеяния (спада температуры). Спад
температуры наблюдается вследствие разрушения либо пластического оттеснения
материала неровностей, образующих пятно контакта.
Значительно более сложная картина наблюдается в зоне трения реальных
тел, где происходит постоянное изменение контактирующих неровностей и
перераспределение нагрузки между соседними неровностями, вызванные их
термическим расширением, пластической деформацией и износом. Кинетика
этого процесса изучалась с применением ИК-сканера, снабженного
дополнительной оптической системой, регистрирующего через каждые 20 мс
температурное поле в контакте сталь - кварцевое стекло.
Температурное поле в некоторый начальный момент времени
представлено на рис. 6.14, а. В пределах контактной площадки наблюдается четыре
пика температуры. Пятно 1 имеет наибольшую температуру, следовательно,
является более нагруженным, чем остальные. В течение последующих 20 мс
пятно 2 полностью выходит из контакта, температура пятен 3 и 4
практически не изменяется, а пятна / возрастает (рис. 6.14, б). Затем температура
пятна 1 снижается, а пятен 3 и 4 растет. Через 60 мс после начала
наблюдения максимум контактной температуры достигается на пятне 5, в то время
как неровность 1 оказывается почти полностью разгруженной (рис. 6.14, г).
В дальнейшем неровность / снова становится наиболее нагруженной, о чем
свидетельствует рост температуры на неровностях / и 3. По истечении 80 мс
описанный цикл повторяется.
Изначально неравномерное распределение нагрузки между неровностями
приводит к неравномерному тепловому расширению и ^^выпучиванию" мате-
ТЕПЛОВЫЕ ПРОЦЕССЫ ПРИ ВНЕШНЕМ ТРЕНИИ
Рис. 6.14. Эволюция температурного поля локальных участков контакта в процессе трения:
з - Гил= 190,7 °С; б - 209; в 154,1; г- 199,9;д- 163,3; е - 190,7 "С
риала выступов в направлении нормали к поверхности трения.
Одновременно с фрикционным нагревом и тепловым расширением на пятнах контакта
протекают процессы изнашивания материала. Износ, в противоположность
расширению, уменьшает высоту неровности, в результате чего она частично
разгружается с перераспределением нагрузки на другие неровности.
Таким образом, в зоне контакта трущихся тел происходит постоянное
перераспределение нагрузки с одной неровности на другую. Этот процесс
вызван и сопровождается как износом, так и тепловым расширением
контактирующих выступов. В результате происходит постоянное изменение
температурного поля в контакте, а отдельно взятый выступ подвергается
периодическому тепловому и механическому нагружениям.
Факторы, влияющие на максимальную температуру пятен
контакта. При фиксированных значениях р и V единичные пятна контакта,
имеющие большую площадь^ нагреваются до более высокой температуры по
сравнению с пятнами малых размеров. Установлено, что Твсп зависит от
протяженности (длины />) пятна в направлении скольжения. Такая зависимость
подтверждена экспериментально и может быть объяснена тем, что с ростом //
Экспериментальные исследования тепловых процессов
увеличивается время
нахождения материала под
нагрузкой, т. е. время
генерирования тепловой энергии.
Следует, однако, отметить, что
такая закономерность
справедлива в том случае, если
глубина относительного
внедрения различных
неровностей одинакова.
Учитывая, что
максимальная температура
единичных пятен контакта Гтах
на одной и той же
контактной площадке может
различаться на порядок, в даль-
Т °С
' тах» ^
Рис. б. 15. Влияние скорости скольжения на
выборочное среднее значение максимальной температуры
пятен в контакте сапфира с алюминием (/, 3) и сталью
(2, 4) при N ш 0,27 Н (для кривых 1,2) и#«0,06 Н
(для кривых 3, 4)
нейшем будем рассматривать ее среднее значение, получаемое из нескольких
значений Гтах в параллельных опытах.
Существенное влияние на температуру "горячих" пятен оказывают
режимы нагружения. В частности, увеличение скорости скольжения
сопровождается ростом Гтах пятен контакта (рис. 6.15). В области малых скоростей
скольжения зависимость Ттвх(у) более существенна, а по мере приближения к
температуре плавления одного из элементов пары трения повышение
скорости скольжения не вызывает значительного изменения температуры пятен
контакта. Это обусловлено ростом рассеяния тепла в окружающую среду и
снижением сопротивления материала нагретых неровностей сдвигу
(снижение коэффициента трения при высокой 7^). Вид кривой Т^у)
зависит от нормальной нагрузки и материалов пары трения. Чем выше нагрузка,
тем более пологой становится кривая и при меньших скоростях достигается
предельно высокая температура на контакте.
Увеличение нормальной нагрузки также приводит к росту температуры
пятен контакта, причем зависимость Т^^) в области малых нагрузок более
существенна. По мере приближения Г^ к температуре плавления Тш одного
113 трущихся тел эта зависимость ослабевает. Рост температуры с
увеличением нагрузки обусловлен повышением доли пластической деформации
контактирующих неровностей.
Уровень температуры пятен контакта зависит также от теплофизических
И механических характеристик трущихся тел. При увеличении
коэффициента теплопроводности и твердости сопрягаемых тел температура пятен
контакта уменьшается.
При изучении природы изнашивания трущихся тел важно знать уровень
максимально достигаемой на контакте температуры. Согласно теоретиче-
182 ТЕПЛОВЫЕ ПРОЦЕССЫ ПРИ ВНЕШНЕМ ТРЕНИИ
ским представлениям, предельным значением максимальной температуры на
контакте является температура фазового перехода либо плавления металла
Основанием для этого служит не вызывающая сомнений идея о том, что при
плавлении (деструкции) материала одного из контактирующих тел снижается
сопротивление сдвигу. Это в свою очередь уменьшает тепловыделение на
пятнах контакта и способствует достижению более низкого, чем Тт> уровня
температуры.
Достижение состояния локального расплава в контакте экспериментально
зафиксировано при фрикционном нагружении меди (при у=36 м/с #=0,5 Н)
и стали, а также подтверждено косвенными методами. В частности, на
дорожке трения обнаружены сферические углубления размером до 4 мкм и
частицы износа сферической формы. Это свидетельствует о выплавлении
металла на пятнах контакта неровностей. При достижении 7тах = 7^ на пятне
контакта реализуется жидкостное трение, сопротивление сдвигу стремится к
нулю. В целом снижается коэффициент трения и, вследствие этого,
интенсивность теплообразования. При фрикционном нагружении титана равенство
Тшт, - Гда не зафиксировано. Одной из причин этого явления может быть
расположение источника тепла в подповерхностном слое.
При трении сапфира по сплаву алюминия (силумин) и полиэтилену,
температура плавления которых составляет 660 °С и 125 °С соответственно,
условие Гщах < Гдд не соблюдается. Так, Ттах в контакте сапфир — силумин
(см. рис. 6.15) может достигать 1700 °С, а в контакте сапфир — полиэтилен -
151 °С. Это противоречит результатам теоретических исследований. В
качестве возможных механизмов этого явления можно предложить следующее.
Под действием высокой температуры материал поверхностного слоя
контактирующих неровностей силумина интенсивно окисляется. Образуется
оксидная пленка, предохраняющая сплав от непосредственного контакта с
сапфиром. В дальнейшем реализуется контакт сапфира с А1203э Г™ которого
(2050°С) в отличие от оксидов других металлов превышает Гщ, исходного
металла. Это сдвигает границу Гтах в область более высоких температур-
Кроме того, процесс окисления алюминия и полиэтилена сопровождается
интенсивным выделением тепла на пятнах контакта и, играя роль
дополнительного источника тепловой энергии, повышает Гтах
Одной из возможных причин существования неравенства Ттах >ТПД
является то, что в условиях импульсного нагрева переход материала в состояние
расплава не успевает реализоваться. При высокоскоростном трении время
контактирования составляет микросекунды, поэтому материал
контактирующих поверхностей "проскакивает" температуру равновесного фазового
перехода и попадает в высокотемпературную метастабильную область.
Следует учитывать и тот факт, что материал в зоне фрикционного контакта
подвергается всестороннему сжатию. В этих условиях возможно повышение
температуры, необходимой для плавления микрообъема материала неровности.
>»•
Экспериментальные исследования тепловых процессов
183
Поскольку в отличие от теоретических представлений экспериментально
зафиксированная температура значительно выше точки плавления матерная
одного из элементов пары трения, весьма важно провести сравнительный
анализ расчетных и экспериментальных данных о максимальной температуре
в зоне трения. Для сравнения была выбрана пара трения сапфир - сталь, а
расчет максимально достижимой температуры в зоне контакта 7^
проводился по формулам, включающим формулу для определения Ткп по Д. Куль-
манн - Вильсдорф (6.12) или по X. Блоку для высоких скоростей, с учетом
формулы (6.8):
Т«А+ТП +
об
в
* тах» ч-
ПО
где г, - размер единичного источника теплового излучения; п - число этю
источников. Значения г,, п, и/получены экспериментально.
Сравнение расчетных и экспериментальных данных (рис. 6.16)
показывает, что зависимости Гтах от режимов нагружения подчиняются одному
закону. Однако несмотря на то что в расчетах не учитыв.ается рассеяние тепла в
окружающую среду, экспериментально полученная температура не ниже, а
выше расчетной, причем это расхождение растет с увеличением нормальной
нагрузки и химической
активности материалов
контактирующих тел.
Даже при учете влияния
эллиптичности "горячих"
пятен для пары трения
сапфир - сталь оно составляет в
среднем 20 %, а для пары
сапфир — сплав алюминия с
кремнием и магнием —
100%. Расхождение
расчетных и экспериментальных
значений 7тах может быть
обусловлено рядом причин.
Во-первых, заметный
вклад в процесс
теплообразования вносят трибохими-
ческие реакции на пятнах
фактического контакта, что
не учитывается в расчетах.
Отметим, что изучение и
900
700
5001-
30(
25
35
45 у; м/с
Рис. б. 16. Влияние скорости скольжения на
максимальную температуру пятен в контакте сапфир—сталь:
экспериментальные кривые; 3, 4 - расчет по Кудьманн -
1.2
Вильсдорф; 5, 6
- расчет по Блоку (для 1, $, 5 р»*$Л МПа;
для 2,4, б />0=7%5 МПа)
184
ТЕПЛОВЫЕ ПРОЦЕССЫ ПРИ ВНЕШНЕМ ТРЕНИИ
сравнительный анализ тепловых явлений при трении в инертной и
воздушной средах может дать дополнительную информацию о трибохимических
реакциях.
Во-вторых» наличие на поверхностях трения оксидных пленок,
обладающих по сравнению с металлами низкими теплофизическими свойствами,
создает теплоизолирующий экран, что повышает Гтах, особенно при высоких
скоростях скольжения. В-третьих, возможно взаимное влияние тепловых
потоков соседних источников тепла, приводящих в реальных условиях к
повышению температуры. Следует также учитывать, что в процессе
фрикционного нагрева контактирующих микронеровностей изменяются их теплофи-
«ческие характеристики (К с, а) , что обеспечивает более высокие значения
Гпмх в эксперименте.
6.5. СВАРКА МЕТАЛЛОВ ТРЕНИЕМ
Явление возникновения высоких температур в зоне трения при тяжелых
режимах нагружения является причиной сварки трущихся металлов. Чаще
всего сварка имеет место в тормозах, муфтах сцеплений, зубчатых
передачах, системе резец - стружка обрабатываемой детали. Выделяемое при тре-
I тепло и пластическая деформация поверхностных слоев сопрягаемых тел
приводят к разрушению и удалению пленок и загрязнений из зоны контакта.
Обнаженные участки поверхностей трения образуют мостики сварки, не
имеющие пор, раковин, включений, пленок оксидов и других дефектов. Бла-
одаря этому металл мостиков сварки отличается высокой прочностью и
пластичностью. Прочность образующихся соединений определяется не
только свойствами металлов трущихся тел и состоянием их поверхностей, но и
режимами нагружения (скорость, давление, площадь контакта) и условиями
теплоотвода. Это явление может быть использовано для сварки металлов
трением.
Процесс сварки можно разделить на три этапа:
1) удаление пленок оксидов, смазочных материалов, загрязнений с
поверхностей трения;
2) нагрев тонкого поверхностного слоя, образование ювенильных
участков и очагов схватывания металлов;
3) высокотемпературный нагрев, переход к пластическому
деформированию поверхностных слоев значительной толщины и схватывание.
На первом этапе выделяется около 1 % тепла, на втором - до 12 %, а на
третьем - более 80 %. При сварке трением образуется мелкозернистая
структура, линии сдвига в которой изогнуты в направлении, противоположном
вектору относительного перемещения каждого из трущихся тел. При этом
граница раздела контактирующих поверхностей исчезает, а площадь факти-
^рарка металлов трением
185
ческого контакта элементов пары трения приближается к номинальной.
Принципиально кинетика этого процесса не отличается от приведенной на
рис. 6.17 кинетики сварки трением цилиндрических стержней,
расположенных соосно.
Чаще всего сварка трением наблюдается в контакте одноименных мате*
риалов. Однако это явление может также проявляться при взаимодействии
таких пар трения, как сталь - латунь, сталь - медь, медь - латунь, сталь |
свинец.
Явление схватывания поверхностей при трении нашло практическое
применение в технике. В 1891 г. в США был выдан патент на сварку трением
трубы с V-образной матрицей. В 40-е гг. в Германии и США сварка трением
использовалась для соединения встык пластмассовых труб. В последние
годы этот метод применяется для получения крупногабаритных деталей из
пластмасс на основе термопластов, для соединения элементов тяжелонагру-
женных деталей (при сборке полуосей ведущих мостов, режущего
инструмента и т. д.). Сварка трением по сравнению с обычной сваркой имеет ряд
преимуществ. К ним, в частности, относятся:
• малая толщина нагреваемого слоя и более равномерное распределение
тепла, что снижает температурные деформации соединяемых деталей;
♦широкий класс свариваемых деталей: тугоплавкие, хрупкие,
разнородные, композиты на основе термопластов;
• менее жесткие требования к подготовке свариваемых поверхностей;
• снижение вероятности образования хрупких интерметаллических
соединений;
• универсальность, малые расход энергии и продолжительность (2 - 30 с)
процесса сварки.
а
в
Рис. 6.17. Этапы процесса сварки трением двух цилиндров:
° начальный контакт; б удаление оксидных и других пленок с поверхностей треннл; 1! пластн'
ческое деформирование контактирующих неровностей и вершин волн и образование участков
схваты вания; «г - пластическое деформирование поверхностных слоев и сварка
186
ТЕПЛОВЫЕ ПРОЦЕССЫ ПРИ ВНЕЩЩМ ТРВНМи
6.6. МЕТОДЫ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ ПРИ ТРЕНИИ
Экспериментальные исследования тепловых процессов в зоне
фрикционного контакта сопряжены с рядом трудностей, которые не позволяют
разработать универсальный метод, обеспечивающий высокую точность измерения
температуры пятен фактического контакта. В первую очередь к ним
относятся: наличие градиента распределения температуры по глубине и поверхности
трущихся тел; случайный в пространстве и времени характер возникновения
источников теплового излучения; малые размеры и время существования
этих источников. Эти причины привели к разработке большого числа
методов измерения температуры, которые можно условно разделить на две
группы: косвенные методы и методы прямого измерения температуры.
Косвенные методы измерения температуры. Как правило, косвенные
методы позволяют получить приближенные данные о температуре в зоне
трения. Рассмотрим некоторые из них.
Метод цветных термоиндикаторов. Основан на использовании веществ,
чувствительных к изменению температуры (термокраски, карандаши,
содержащие пигментированные соединения). Вводятся в виде вставок в объем
одного из тел трения либо наносятся на поверхность трения. О температуре
судят по цвету термоиндикатора.
Метод цветов побежалости. По цвету излучающей тепло поверхности
трения оценивают среднюю температуру в зоне контакта.
Метод легкоплавких вставок или веществ, наносимых на поверхность
трения. Температуру в контакте определяют по температуре плавления
вставки. Применяя вещества с различной, заранее известной температурой
плавления, можно получить данные о максимальной температуре в зоне
трения.
Метод структурных изменений. Применяется для определения
максимально достижимой температуры в микрообъемах поверхностного слоя
трущихся тел. Зная температуру полиморфных превращений стали и используя
результаты исследования изменений структуры, можно оценить уровень
температуры, достигаемой в точках фактического контакта. Так, образование
ледебуритной эвтектики в поверхностном слое после фрикционного нагру-
жения стали свидетельствует о том, что на пятнах контакта развивалась
температура, равная или превышающая 1403 °С. Наличие цементитной сетки в
чугуне позволяет считать, что в процессе трения температура отдельных
участков достигала 1100 ~ 1200 °С. Появление крупнозернистой структуры в
образце из латуни после трения подтверждает факт достижения в контакте
400 °С. Наличие изменений структуры на одних участках поверхности
трения и отсутствие их на других является свидетельством локализации
тепловых процессов на пятнах контакта.
Термоэмиссионный метод. Основан на явлении эмиссии электронов с
поверхности металла и образовании двойного электрического слоя. Сростом
Методы измерения температуры при трении
187
температуры металла увеличивается число электронов, обладающих
энергией, достаточной для совершения работы выхода и? металла. Поток
электронов с поверхности фиксируется с помощью электронного умножителя,
датчик которого установлен в одном из сопрягаемых тел на некотором
расстоянии от поверхности трения. По плотности потока электронов судят о
температуре поверхности тела. Датчик содержит эталонный электрод и световод.
Установка такого датчика в одном из тел трения приводит к изменению
распределения тепловых потоков, так как часть поверхности этого тела, на
которой высверлено отверстие и установлен датчик, не участвует в процессе
трения. Более того, датчик фиксирует поток электронов с поверхности, ие
находящейся в данный момент в контакте, а после ее выхода из контакта.
Это может являться источником существенной ошибки.
Основным недостатком косвенных методов является низкая точность
измерения. Кроме того, применение первого и третьего методов требует
введения в зону трения веществ - "свидетелей", которые оказывают влияние на
процесс трения. Второй метод применим лишь при температурах выше
220 °С (бледно-желтый цвет) и дает представление только о средней
поверхностной температуре. Четвертый метод не применим для изучения
температур ниже температуры фазовых переходов или структурных изменений
материалов трущихся тел.
Методы прямого измерения температуры. В большинстве случаев
применение этих методов сопряжено с необходимостью вводить в объем
одного из трущихся тел преобразователей тепловой энергии в электрический
сигнал либо использовать в качестве таких преобразователей элементы пары
трения.
Метод естественной термопары. В качестве термоэлектродов
термопары служат фрикционно сопряженные тела (металлы или сплавы), способные
создавать термо-эдс при нагреве. Температуру в зоне трения определяют по
величине регистрируемой разности потенциалов. Известен также способ, при
котором пара трения выполнена из одноименных материалов, а на один из
элементов этой пары наносят покрытие из другого металла. Зона трения
служит "горячим" спаем, а зона сцепления основного металла с покрытием -
"холодным " спаем. При трении в такой цепи создается термо-эдс.
Увеличивая толщину покрытия, можно судить о распределении температуры по
глубине трущихся тел.
К недостаткам метода относятся: низкая точность измерения, сложность
проведения тарировки, узкая область применения {металлы и сплавы),
возможность получения информации только о средней поверхностной
температуре, зависимость результатов измерений от ФПК, наличия и свойств пленок
в зоне трения. _
Метод искусственной термопары. Термопары возможно меньших
размеров устанавливаются в объеме трущихся тел. Спай двух проводов из-раз-
188
ТЕПЛОВЫЕ ПРОЦЕССЫ ПРИ ВНЕШНЕМ ТРВНИЦ
личных металлов размещают в подповерхностном слое, поскольку при
выходе спая на поверхность практически измеряется температура трения этого
спая по контртелу. О температуре спая судят по разности потенциалов,
образующейся при нагреве термопары. Устанавливая термопары на различном
расстоянии от поверхности трения и вдоль нее, можно получить данные о
распределении температуры по глубине образца и по поверхности трения.
Недостатки: размер спая, как правило, превышает толщину слоя, в
котором локализуется основная доля тепловой энергии трения; невозможно
получить точные данные о температуре поверхности трения в зоне контакта; на
показания термопар оказывают влияние паразитные токи.
Метод скользящей термопары. Один электрод термопары вводится в
объем одного из трущихся тел, а второе тело играет роль второго электрода.
При нагреве поверхностей в процессе трения между электродом и телом, по
поверхности которого скользит электрод, возникает разность потенциалов.
Последняя тем больше, чем выше температура трущихся тел. Метод
обеспечивает возможность измерения температуры в зоне фрикционного контакта
пар металл - металл или металл — полимер.
К недостаткам метода следует отнести: трудность тарирования; влияние
изменений структуры трущегося тела - электрода, наблюдающихся в
процессе трения, на результаты измерений; регистрируется температура не
между трущимися телами, а между одним из них и электродом; зависимость
показаний от наличия и состава пленок в зоне трения.
Метод полуискусственной термопары. Перечисленные недостатки,
кроме последнего, характерны для метода полуискусственной термопары.
Одним из электродов такой термопары является металлический элемент пары
трения, а вторым - электрод, размещенный в отверстии и приваренный к
этому телу (элементу) вблизи поверхности трения. О температуре в зоне
трения судят по величине возникающей при нагреве эдс. Применение этого
метода позволяет изучать распределение температуры по глубине трущихся
тел.
Метод комбинированной термопары. Применяется для регистрации быс-
тропротекаюпшх тепловых процессов. Термопары, реализующие этот метод,
состоят из двух изолированных между собой термоэлектродов, концы
которых выходят на поверхность трения. В процессе трения образуется спай
благодаря наволакиванию материала одного из электродов на
расположенную между ними изоляцию. При этом образуется электропроводный мостик
между электродами. Замыкание электродов возможно также металлическим
контртелом в момент нахождения его над выступающими на поверхность
трения концами.
Конструкции термопар весьма разнообразны. Некоторые из них
представлены на рис. 6.18. В качестве термоэлектродов / могут быть
использованы две изолированные проволоки (рис. 6.18, а), разделенные изоляцией 2
измерения температуры при трении
189
.оНкие ленть
Рис. 6.18. Конструкции комбинированных
термопар, установленных в одном из
трущихся тел
Ьис. 6Л8, б), коаксиаль-
Т°Иустановленные цилиндры (рис. 6.18,
ГИУЛИ цилиндр с расположенной вдоль
г0 оси проволокой (рис. 6.18, г). Для
Рассматриваемого метода присущи те
е недостатки, что и для метода
скользящей термопары.
Метод термосопротивления.
Измеряется электрическое сопротивление
выбранного участка поверхности
трения. Для этого с помощью двух
вольфрамовых проводов, соединенных с
источником питания, подводится напря- _^____;_^^^^^^^^^_
жение к участку поверхности трения.
Изменение величины протекающего тока (сопротивления участка)
свидетельствует об изменении температуры этого участка при скольжении по его
поверхности контртела.
Все перечисленные методы прямого измерения дают усредненные
данные о температуре в зоне трения; не позволяют получить сведения о
геометрии локальных источников тепла и температурах вспышки в контакте, за
исключением метода искусственной термопары, обладают низкой точностью
измерения.
Пирометрический метод. Относится к методам прямого измерения
температуры, основанным на зависимости излучательной способности тела от
его температуры. По методу измерения различаются пирометры
спектрального распределения и энергетические пирометры. Действие первых основано
на использовании зависимости распределения спектральной плотности
энергетической яркости от температуры, а вторых - на зависимости
энергетической яркости объекта от температуры.
По типу приемника различаются термоэлектрические и фотоэлектриче-
кие пирометры. Рассмотрим пирометры, наиболее часто применяемые в
триботехнических исследованиях.
Пирометры с исчезающей нитью. В поле зрения прибора, сфокусирован-
на исследуемый объект, вводится нагреваемая электрическим током
^-эталон (абсолютно черное тело). Когда яркостные температуры нити и
едуемой поверхности становятся одинаковыми, изображение нити исче-
- сливается с изображением поверхности тела. За истинную температуру
По» ИМают ^мпературу нити с поправкой на излучательную способность
ной ости исследуемого тела. Пирометр применим для измерения объем-
тем емпеРатУРы тел, а быстро изменяющиеся поверхностная температура и
кой ^ат^Ра ^твн ФПК не могут быть зарегистрированы вследствие высо-
РДИонности средств измерения.
^
190 ТЕПЛОВЫЕ ПРОЦЕССЫ ПРИ ВНЕШНЕМ
ЗРВнии
Параметрический приемник. Основным элементом является
фотоэлектрическая пластинка кристалла. Напряжение, возникающее на поверхностях
кристалла при попадании на его поверхность теплового излучения из зоны
контакта, является мерой температуры излучающего тела. Чувствительность
приемника постоянна в диапазоне длин волн 0,3 - 300 мкм.
Фотоэлементы и фотоу. множители. Действие фотоэлементов основано
на внешнем фотоэффекте. Излучение нагреваемой в процессе трения
поверхности образца попадает через сеточный анод на фотокатод (оба
электрода помещены в вакуум). Выбитые электроны от фотокатода направляются к
аноду, образуя электрический ток, величина которого является мерой
температуры. В фотоумножителях выбитые из катода электроны попадают на
положительно заряженный электрод (сетку), с него - на следующий электрод.
Так, образуя лавинообразный поток, вторичные электроны достигают анода.
При переходе от одного электрода к другому потенциал повышается. Фото-
ток усиливается в 10 -10 раз.
Приемники инфракрасного излучения. Основным преимуществом этих
приемников является их низкая инерционность. Постоянная времени
регистрации излучения составляет 10 с и менее. ИК-приемники отличаются также
высокой чувствительностью и способностью фиксировать излучение тел с
низкой температурой. Принцип действия этих приемников заключается в
том, что при попадании излучения на полупроводник его проводимость
увеличивается. У легированных полупроводников тепловое излучение
способствует повышению энергии электронов и их переходу из валентной зоны в
зону проводимости. Максимальная чувствительность фотоприемника
достигается при условии равенства энергии излучения ширине запрещенной зоны.
У примесных ИК-приемников тепловое излучение увеличивает
концентрацию носителей зарядов в переходном слое и ток в направлении запирания.
Мерой температуры служит величина электрического тока в цепи.
В триботехнике пирометры используются, как правило, для исследования
тепловых процессов в парах трения, одно из тел которых является
прозрачным для теплового излучения. Если трущиеся тела непрозрачны, то в
сквозном отверстии, выполненном в одном из сопрягаемых тел и выходящем в
зону контакта, устанавливают световод. Пирометры фиксируют суммарную
энергию, излучаемую поверхностью трения, попадающей в их поле зрения.
Поэтому для расчета температурных вспышек необходимы данные о числе,
размерах и форме "горячих" пятен.
Термографические методы. Рассмотрим некоторые из них.
Метод фото- и киносъемки. Применяется для изучения тепловых
процессов в зоне трения в видимой и инфракрасной областях спектра излучения*
Позволяет получать данные о геометрических характеристиках "горячих"
пятен в зоне фрикционного контакта. Метод основан на зависимости степени
потемнения светочувствительного слоя эмульсии фотопленки от энергетиче-
Методы измерения температуры при трении
191
ской яркости излучения. Количественную оценку температуры проводят
путем сравнения степени потемнения либо изменения цвета фотопленки, на
которую зафиксирована поверхность трения, и пленки, на которую
зафиксирована поверхность нагреваемого до заданной температуры эталона. Для
регистрации быстропротекающих процессов при трении применяют
высокоскоростные кинокамеры.
Недостатки метода: сравнительно невысокая точность измерения
температуры; необходимость применения пар трения, один из элементов которых
является оптически активным либо имеет сквозное отверстие для
прохождения теплового излучения.
Оптико-электронные преобразователи сканирующего типа. В качестве
приемника теплового излучения используются видиконы - телевизионные
приемные трубки с полупроводниковым фоторезисторным слоем. Для
регистрации ИК-излучения этот слой выполняют из оксида свинца. Принцип
действия преобразователя заключается в следующем (рис. 6.19).
Сканирующий электронный пучок 2 из электронной пушки 1 направляется к фоторези-
сторному слою 3. В необлученном состоянии слой 3 имеет отрицательный
потенциал и отталкивает электронный пучок. Когда на этот слой попадает
излучение от источника 4, он принимает положительный потенциал по
отношению к катоду. Сканирующий луч разряжает слой 3 в точке попадания и
восстанавливает отрицательное значение потенциала в этой точке. Быстрая
разрядка фоторезисторного слоя электронным лучом вызывает на обратной
его стороне разрядный импульс, который воспринимается усилителем.
Величина возникающего при этом электрического тока зависит от излучательнои
способности теплового источника. Сканируя всю поверхность экрана,
электронный пучок позволяет получить в виде электрических сигналов полное
изображение источника 4.
Замена фоторезисторного
слоя 3 пироэлектрическим
кристаллом ТГС (триглице-
ринсульфат) дает
возможность фиксировать
излучение в дальней области ИК-
спектра (до X = 40 мкм).
Постоянная времени /
оптико-электронных
преобразователей составляет
несколько микросекунд. Для
снижения I до 1 мкс
используют чаще всего
фотоэлектрические приемники из
антимон и да индия, охлаж- Яне. б. 19. Схема измерения температуры с применением
даемые азотом оптико-электронного преобразователя
192
ТЕПЛОВЫЕ ПРОЦЕССЫ ПРИ ВНЕШНЕМ ТРЕНИИ
В связи с тем что по яркости изображения трудно судить о температуре
изучаемого объекта, все ИК-камеры дают возможность выделять области
равной температуры (изотермы) различным цветом. Это достигается
градацией электрических сигналов по величине с помощью электроники и
присвоением каждому сигналу цвета.
Метод позволяет получить данные о геометрических и энергетических
характеристиках тепловых процессов в зоне фрикционного контакта (см,,
например, рис. 6.12, 6.13).
7
ИЗНАШИВАНИЕ
ТРУЩИХСЯ ТЕЛ
Снижение износа деталей подвижных сопряжений является одной из
главных задач в современном машиностроении. Так, ежегодные затраты на
ремонт составляют 20 - 25 % стоимости машин, а 5 % объема их
промышленного выпуска идет на замену изношенной продукции. Основная часть
деталей выходит из строя не из-за потери прочности и объемного
разрушения, а вследствие износа. Кроме того, износ зачастую является
первопричиной поломки деталей, поскольку способствует насыщению поверхностного
слоя дефектами и снижению прочности. Есть ряд областей техники, в
которых нерешенные проблемы износа тормозят развитие производства.
С каждым годом эти проблемы становятся все более острыми потому, что
ужесточаются режимы эксплуатации технических средств, повышаются
требования к их надежности, долговечности и точности функционирования,
появляются новые области применения подвижных сопряжений. Их решение
требует комплексного подхода, включающего создание методологии
конструирования узлов трения; разработку научных основ получения новых
смазочных материалов и композитов триботехнического назначения, технологии
их формования и упрочнения; развитие методов расчета и прогнозирования
долговечности трибосопряжений, а также системы мер организационного
характера. Центральное место в этом перечне должны занимать
совершенствование теорий трения и изнашивания твердых тел и изучение
закономерностей протекания этих процессов.
7.1. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ПРОЦЕССА ИЗНАШИВАНИЯ
Трение твердых тел либо их контакт с движущейся газообразной или
жидкой средой сопровождается изменением их линейных размеров.
Последовательность явлений, имеющих место в зоне контакта и приводящих к
такому результату, называют изнашиванием. Изменение линейных размеров
сопрягаемых тел в процессе трения может происходить как вследствие
отделения с их поверхностей небольших объемов материала, так и в результате
пластического деформирования наиболее нагруженных выступов
поверхности трения. Следовательно, изнашивание - это процесс отделения материа-
13 Зак. 5519.
^94 ИЗНАШИВАНИЕ ТРуи^
ла с поверхности твердого тела при трении и (или) увеличения остаточ
деформации, сопровождающийся постепенным изменением размеров эт*0*
тела. В машинах и механизмах изнашивание является причиной снижени °Г°
кинематической точности, возникновения динамических нагрузок, поте
прочности и разрушения отдельных элементов. ри
Результатом изнашивания является износ трущихся тел. Износ - это и
менение размеров и формы твердого тела в результате изнашивания. О
величине износа можно судить по уменьшению размеров трущегося тела в
направлении, перпендикулярном к его поверхности трения.
Количественными характеристиками процесса изнашивания являются
скорость I и интенсивность / изнашивания.
Скорость изнашивания представляет собой износ трущегося тела в
единицу времени. Определяется скорость изнашивания как отношение
толщины изношенного слоя АЛ, изменения объема АК или массы Ат твердого
тела к интервалу времени А/, в течение которого это тело подвергалось
изнашиванию. Различают линейную /*, объемную /у и массовую гт скорости
изнашивания:
Ай _АГ Дт
Аг А/ дг
Более распространенными являются характеристики процесса
изнашивания, которые учитывают путь трения I, равный, при постоянной силе трения
и скорости скольжения V, произведению V на время истирания АЛ
Различают линейную Д, массовую /т, объемную /у и энергетическую 1&
интенсивности изнашивания.
Линейная интенсивность изнашивания представляет собой толщину
изношенного слоя А/?, приходящуюся на единицу пути трения:
1Н= АЛ/1.
Эта величина может быть определена по изменению объема А V или
массы &т изношенного слоя:
1н=АУ/{ЛаЬуу1н^Ат/{рАа1),
где р - плотность истираемого материала; Ла - площадь поверхности трения
истираемого элемента (номинальная площадь контакта, если поверхности
трения сопрягаемых тел одинаковы). Очевидно, что /А является безразмерно
величиной. В большинстве случаев интенсивность изнашивания реальнь
тел/А=10"3-1(Ги.
Основные характеристики процесса изнашивания
195
Массовая интенсивность изнашивании - это масса вещества, которая
удаляется с поверхности изнашиваемого тела за единицу пути трения;
Объемная интенсивность изнашивания - это объем материала,
изношенного за единицу пути трения:
Различают мгновенную и среднюю скорости и интенсивности изиаши
ния. Приведенные выше характеристики представляют собой средние
рость и интенсивность изнашивания. Мгновенные значения этих характери
стик являются производными износа по времени или пути трения.
Энергетическая интенсивность изнашивания определяет объем изн
шенного материала, приходящийся на единицу работы силы трения:
где Р - сила трения.
Эта характеристика применяется в основном при изучении работы
тормозных устройств и муфт сцепления.
Износостойкость трущихся тел определяют величиной, обратной
интенсивности изнашивания. Она характеризует сопротивление материала
изнашиванию при заданных режимах трения. Износостойкость Ей различных
реальных узлов трения может принимать значения, принадлежащие
широкому интервалу: от 103 до 1013. Различают десять классов износостойкости (от
3-го до 12-го), каждый из которых отличается по величине €н от следующего
за ним в 10 раз. Номер класса соответствует минимальному показателю
степени при еи. Так, если износостойкость колодочного тормоза соответствует
шестому классу, это означает, что е„-10-107, если седьмому классу, то
е„= 10-10 . При изучении сопротивления материалов абразивному
изнашиванию чаще всего в лабораторных испытаниях используют понятие
относительная износостойкость е0:
• «*Я№| I -^
0 ДА '
где ДЛ0 - высота изношенного слоя эталона; Д/? - высота изношенного слоя
исследуемого материала. Величины АА0 и ДА определяются при одинаковых
режимах нагружения.
Приведенные характеристики процесса изнашивания являются
интегральными для выбранной пары трения и режимов ее нагружения. Они не
связывают юное с процессами взаимодействия и разрушения в зоне контакта.
196 ИЗНАШИВАНИЕ ТРУШиу,^ т
7.2. КЛАССИФИКАЦИИ ВИДОВ ИЗНАШИВАНИЯ
Изнашивание трущихся тел следует рассматривать как суммарный
зультат одновременного протекания элементарных актов разрушения и и
менений свойств материала, природа которых разнообразна. Это определяет!
многообразие видов изнашивания, имеющих место на одной и той же
контактной площадке в любой заданный момент времени. Однако для каждой
конкретной пары трения и выбранных режимов нагружения характерен
ведущий (доминирующий) вид изнашивания, определяющий интенсивность
изнашивания трущихся тел. Наряду с ведущим имеют место сопутствующие
виды изнашивания. Так, при усталостном изнашивании, преобладающем по
своему качественному и количественному проявлению, возможно
существование абразивного и окислительного видов изнашивания. С изменением
режимов нагружения ведущим видом может быть абразивное изнашивание, а
сопутствующими - усталостное и окислительное.
Таким образом, при трении реальных тел в зоне контакта могут реализо-
вываться одновременно несколько приводящих к образованию частиц износа
явлений, имеющих различную природу и подчиняющихся различным
закономерностям. Математическое описание процесса изнашивания базируется,
как правило, на одном явлении. Это явление может быть основным, однако в
реальных узлах оно не определяет полностью сопротивление сопрягаемых
материалов изнашиванию. Поэтому не следует ожидать полного совпадения
расчетных значений интенсивности изнашивания с данными, которые
получены экспериментально для реальных узлов трения. Многообразие причин
износа трущихся тел привело к разработке большого числа классификаций
видов изнашивания, каждая из которых различается принципом,
положенным в ее основу. Рассмотрим некоторые из них.
В основу первой классификации, предложенной Бринеллем в 1921 г., был
положен кинематический признак и наличие прослойки между
поверхностями трения. Согласно этой классификации, существуют следующие виды
изнашивания: при трении качения со смазочным материалом; при трении
качения без смазочного материала; при трении скольжения со смазочным
материалом; при трении скольжения без смазочного материала; при трении
тел, разделенных твердыми частицами.
Ф. Т. Барвелл и К. Стронг предложили классификацию видов
изнашивания, основанную на физико-механических и химических явлениях в
контакте. Они различают семь видов изнашивания: 1) задир или заедание,
обусловленные сильным адгезионным взаимодействием на пятнах контакта; 2)
пластическое течение поверхности; 3) выкрошивание; 4) истирание твердым
частицами; 5) непрерывное изнашивание, приводящее к образованию мелких
частиц износа и выглаживанию поверхности трения (в результате воздейс
вия слабых механических нагрузок и адгезии); 6) изнашивание в результат
химической коррозии ; 7) фреттинг-коррозия.
Классификации видов изнашиваний
197
В основу классификации Б. И. Костецкого положены физико-химические
и механические процессы, протекающие в зоне трения, В этом случае
выделяют следующие виды изнашивания: схватывание твердых тел;
окислительное изнашивание; коррозию и фреттинг, а также смятие; эрозионное, кавита-
ционное и усталостное изнашивание.
Классификация И. В. Крагельского, основанная на характере нарушения
фрикционных связей и разрушения поверхностей трения, включает
усталостное изнашивание, наблюдаемое при упругом оттеснении материала
внедрившимися неровностями контртела; малоцикловую усталость при
пластическом оттеснении материала; микрорезание с образованием стружки при
больших значениях глубины относительно внедрения неровностей
поверхности контртела в объем поверхностного слоя изнашиваемого материала;
адгезионное нарушение фрикционных связей, наблюдаемое при схватывании
пленок; когезионное разрушение поверхностных слоев при схватывании
трущихся тел на ювенильных участках контакта.
Д. Н. Гаркунов предложил подразделять изнашивание на следующие
виды: при схватывании и заедании поверхностей; избирательный перенос;
водородное; окислительное; коррозионное; коррозионно-механическое; фрет-
тинг-коррозия; вследствие диспергирования, вследствие пластической
деформации; в результате выкрошивания вновь образуемых структур; трещи-
нообразование на поверхностях трения; абразивное и эрозионное. Эта
классификация построена с учетом физико-механических и химических явлений,
протекающих в зоне контакта, и топографии поверхности трения после
изнашивания.
Согласно ГОСТ 16429—70, все виды изнашивания можно разделить на
три группы: механическое; молекулярно-механическое и коррозионно-
механическое (рис. 7.1).
Механическое
Абразивное
А
Изнашивание
Молекулярно-
механическое
Заедание
Коррозионно-
механическое
Окислительное
I
Гидроабразивное Газоабразивное
1
1
Фреттинг*
коррозия]
I
Эрозионное Кавитационное Усталостное
Рис. 7.1. Классификация видов изнашивания по ГОСТ 16429—70
198 ИЗНАШИВАНИЕ ТРУЩИХСЯ ТЕЛ
Первая группа объединяет те виды изнашивания, которые являются
результатом разрушения поверхностного слоя твердого тела, вызванного в
большинстве случаев многократными деформациями этого слоя.
Вторая фуппа представлена изнашиванием, обусловленным
адгезионными явлениями на пятнах фактического контакта, в результате протекания
которых образуются мостики сварки, разрушаемые под воздействием
тангенциальной силы. Разрушение этих мостиков сварки может происходить по
объему одного из элементов пары трения.
Третья группа включает окислительное изнашивание и фреттинг-
коррозию, основной причиной которых являются химические процессы,
инициируемые импульсным тепловым и механическим воздействием на
материал вступающих в контакт неровностей поверхностей трения.
В основу этой классификации положены механические, физические и
химические процессы, протекающие в зоне трения.
7.3. АБРАЗИВНОЕ ИЗНАШИВАНИЕ
Абразивное изнашивание - это отделение с поверхности трения
материала либо его пластическое деформирование под воздействием твердых
частиц, сопровождающееся изменением линейных размеров изнашиваемого
тела. Этот вид изнашивания реализуется при наличии:
• неподвижно закрепленных твердых зерен на поверхности трения
одного из сопрягаемых тел. Это твердые структурные составляющие
материала элементов пары трения, частицы абразивной шкурки, брусков
и другого инструмента, частицы нагара на стенках цилиндра двигателя
внутреннего сгорания;
• свободных частиц, попадающих в зону контакта трущихся тел
(оксидные пленки, частицы износа, пыли);
• незакрепленных частиц, передающих давление деформируемой массы
(абразивные частицы в почве, горных породах, насыпных грузах при
их транспортировании).
7.3.1. Абразивное изнашивание закрепленными частицами
Наблюдается в двигателях внутреннего сгорания (в паре трения цилиндр-
поршневое кольцо), при обработке материалов абразивным инструментом
(огранка камней, изготовление линз и изделий из древесины, обработка
металлов без применения смазочно-охлаждающих жидкостей) и т. д.
При абразивном изнашивании металлов твердыми закрепленными
частицами возможна одновременная реализация двух механизмов разрушения
поверхности трения. Первый - микрорезание ~ наблюдается при
однократном нагружении с образованием стружки перед режущей гранью частицы
• 72 а). На поверхности трения возникают канавки, ориентированные
Абразивное изнашивание
Рис. 7.2. Абразивное изнашивание твердого тела в результате микрорезания (а)
и многократного пластического деформирования (б)
вдоль вектора скорости скольжения. В большей мере этот механизм,
проявляется при изнашивании хрупких материалов.
При реализации второго механизма частицы износа образуются в
результате многократного пластического деформирования изнашиваемого тела
абразивной частицей. При первом проходе внедрившейся частицы материал
выдавливается из зоны контакта и, образуя у передней грани выступ,
обтекает ее, скапливаясь на краях возникающей канавки (рис. 7.2, 6). Абразивная
частица, следующая за ней по близлежащей траектории, оттесняет
пластически деформированный материал с краев канавки обратно, обеспечивая
заполнение ее объема. Многократное передеформирование материала в
результате последующих проходов частиц приводит к усталости и отделению
этого материала с поверхности трения.
Обычно первый механизм вносит незначительный вклад в процесс
изнашивания по сравнению со вторым. Поверхность металлов, подвергаемых
абразивному изнашиванию, покрывается множеством параллельно
расположенных канавок, ориентированных в направлении относительного
перемещения сопрягаемых тел. В отдельных случаях, особенно когда
доминирующим является второй механизм изнашивания, дно канавок покрывается
микротрещинами, плоскость которых перпендикулярна к вектору V.
Образующиеся при абразивном изнашивании частицы могут принимать
форму стружки, если преобладает первый механизм изнашивания. Однако
наиболее вероятно появление частиц в виде многогранника, расположение
граней которого зависит от структуры изнашиваемого материала и условий
разрушения поверхностного слоя. При тяжелых режимах нагружения
возможно образование сферических частиц износа (рис. 7.3) размером до
30 мкм. Внешняя поверхность частиц очень гладкая, а внутренняя покрыта
бороздами и наростами (рис. 7.3, а). Внутри частица может быть полой. По-
видимому, сферические частицы образуются в результате оплавления одной
или нескольких формирующих конгломерат частиц пластинчатой формы. В
последнем случае образуются полые частицы. Оплавление поверхностного
слоя происходит, когда частица обладает большим размером, чем зазор, в
ИЗНАШИВАНИЕ ТРУши»^
Рис. 7. 3. Электронные фотографии разрушенной (а) и неразрушенной (б)
полых сферических частиц износа
котором она находится, и, воспринимая внешнюю нагрузку, кратковременно
нагревается до температуры плавления. Оплавляясь, частица стремится
принять форму шара (рис. 73, б) как наиболее энергетически выгодную.
Отметим, что образование сферических частиц может происходить и при других
видах изнашивания.
Интенсивность абразивного изнашивания зависит от ряда факторов.
Наиболее существенными из них являются номинальное давление ра на контакте
и твердость изнашиваемого материала НУ или НВ:
I. вк
Ра
НУ
где к - коэффициент пропорциональности.
При изнашивании по закрепленному абразиву относительная
износостойкость бо технически чистых металлов и отожженной стали прямо
пропорциональна их твердости (рис. 7.4, а). Это обусловлено уменьшением глубины
внедрения абразивных частиц в объем изнашиваемого тела. С увеличением
твердости сталей путем термообработки (рис. 7.4, б) их относительная
износостойкость также возрастает. Причем эта зависимость является линейной.
Повышение твердости стали методом предварительного деформационного
упрочнения не вызывает существенного изменения е«, (рис. 7.4, в), в
отдельных случаях возможно даже снижение е0. Последняя зависимость
обусловлена тем, что в процессе абразивного износа достигается предельно высокое
упрочнение, т. е. материал характеризуется не исходной твердостью, а
твердостью в состоянии наклепа. В этих условиях предварительное упрочнени
деформированием лишь ускоряет процесс разрушения поверхностного ело
Рост га при термообработке связан с тем, что она повышает предельное зн
чение наклепа (упрочнения).
Абразивное изнашивание
201
1
^7
к
:щ|
||
X
1 2 3 НУ. ГН/м2" 2 4 6 НУ. ГН/м2 и 1 2 3 НУ. ГН/м2
а б *
Рис. 7.4. Влияние твердости на износостойкость технически чистых метал
I энных сталей (б) и упрочненных наклепом металлов (в);
I - сталь Х12; 2 - сталь У8; 3 - сталь 40; 4 - латунь Л-80; 5 - сталь 40 до наклепа; б, 7* сталь 40 после
наплела, закаленная и оглушенная до разных температур
Интенсивность изнашивания металлов зависит также от твердости
частиц абразива НУ„. Бели НУ„ значительно превышает твердость
изнашиваемого металла НУ, то интенсивность изнашивания последнего сравнительно
слабо зависит от разности твердостей абразива и металла. Так, изменение
отношения НУа / НУ от 25 до 200 вызывает снижение сопротивления чистых
металлов изнашиванию только в 4 - 8 раз. Если твердость металла
превышает 60 % твердости абразива, то износостойкость металла резко возрастает, а
зависимость €<> (ИУа I НУ^ становится более ярко выраженной. В интервале
изменения НУ0 / НУ от 3 до 25 зависимость Д от соотношения твердостей
сопрягаемых тел отражается нелинейной функцией.
Установлено, что влияние скорости скольжения на Д металлов при
абразивном изнашивании неоднозначно. Характер зависимости Д$) является
достаточно сложным и определяется структурой металла и уровнем
нормальной нагрузки. При V > 2 м/с наблюдается тенденция к уменьшению Д с
ростом скорости скольжения. Для ряда металлов при низких скоростях
скольжения интенсивность изнашивания находится в прямой зависимости от
давления на контакте, скорости скольжения и коэффициента трения:
По-видимому, одной из причин снижения Д является уменьшение
глубины относительного внедрения частиц в объем металла с ростом V.
Соответствие Д работе трения подтверждает возможность применения кинетической
теории прочности твердых тел для объяснения закономерностей их
абразивного изнашивания.
30
20
10
л
/
и
А1
}
/"
Си
п
А
Мо
•-и
6(
4(
?(
■
2,
•Ч
К
^
!>'
щ
30
20
10
И. Зак. 5519.
202
ИЗНАШИВАНИЕ ТРУЩИХСЯ ТЕЛ
Существенную роль в процессе изнашивания металлов играет размер
частиц абразива <4 . Так, увеличение </%от 25 до 100 мкм вызывает
повышение 4 стали Д7ХФНШ в 3 - 4 раза, что объясняется ростом давления на
пятнах фактического контакта, так как число частиц, вступающих в контакт с
металлом, уменьшается. Зависимость 1н(а\) графически изображается
выпуклыми кверху кривыми, при <4 >100 мкм эта зависимость становится менее
ощутимой.
Установлена также корреляция между износостойкостью металлов и их
модулем упругости. В частности, показано, что е0 пропорциональна модулю
упругости металла в степени, близкой к единице. Для не подвергнутых
термообработке металлов, сплавов и минералов эта зависимость описывается
соотношением
Ео^О^-Ю""4*:1'3.
Механизм абразивного изнашивания высокоэластичных материалов
заключается в следующем. При внедрении абразивного зерна в поверхностный
слой материала и приложении к нему касательной нагрузки впереди пятна
контакта образуется зона деформаций сжатия, а позади материал
подвергается растяжению. Многократные деформации растяжения вызывают
образование на поверхности трения микроразрывов, плоскость которых
перпендикулярна направлению скольжения одного из тел пары трения. При большой
глубине внедрения частицы микроразрывы могут образовываться после
однократного нагружения. Микроразрывы располагаются на поверхности
трения периодически, что указывает на скачкообразное скольжение абразива по
поверхности эластомера. При приложении касательной силы к внедрившейся
частице эластомер, обладая высокой эластичностью, растягивается до тех
пор, пока упругая восстанавливающая сила не превысит силу трения (силу
сцепления абразивной частицы с эластомером). После этого растянутый
участок эластомера, восстанавливая свою форму, отскакивает в направлении,
противоположном V, и в контакт вступает новый участок поверхности
трения, далеко отстоящий от предыдущего.
Дальнейшее нагружение приводит к появлению новых и развитию ранее
появившихся микроразрывов. При высокой их плотности материал,
ограниченный со всех сторон микроразрывами, отрывается от основного материала
и удаляется из зоны трения. Впоследствии разрушение локализуется на тех
участках поверхности трения, которые имеют более высокую плотность
микроразрывов.
Изнашивание поверхностного слоя эластомеров может осуществляться
также по несколько отличающемуся от описанного механизму, который
возможен при трении как по закрепленному абразиву, так и по гладким
поверхностям твердых тел, способных образовывать прочные адгезионные
связи. Частицы абразива гонят перед собой волну деформируемого
материала По мере их перемещения материал начинает сворачиваться в
микрорулон В этом состоянии он испытывает максимальные деформации, возможно
Абразивное изнашивание
203
ЯП
Рис. 7.5. Поверхность трения резины
после абразивного изнашивания
появление микроразрыва,
ориентированного
перпендикулярно V. Отделение материала от
поверхности трения возможно
при повторном нагружении в
результате роста микроразрыва
либо вырывания материала,
свернутого в микрорулон.
Изнашивание эластомеров
происходит с образованием
волнообразного рельефа,
называемого рисунком Шалломаха
(рис. 7.5). Волны расположены
перпендикулярно направлению
движения абразивных частиц.
С течением времени координаты выступов и впадин волнообразного рельефа
изменяются, но в целом рисунок поверхности трения сохраняется.
Изнашивание полимеров в стеклообразном состоянии обусловлено
совокупностью физико-химических процессов в контакте, приводящих в
основном к двум видам разрушения: микрорезанию и усталости поверхностного
слоя при многократном деформировании абразивными частицами.
Интенсивность этого процесса зависит от структуры полимера. Повышение
степени кристалличности и уменьшение эластичности полимера способствуют
снижению его износостойкости. Зависимость интенсивности изнашивания от
нагрузки отражается выпуклой кривой. График зависимости Ц\) имеет
минимум, правая ветвь которого, вероятно, связана с ухудшением
механических свойств полимера, вызванным ростом температуры в зоне трения.
Снижение / с ростом скорости в области малых ее значений обусловлено
уменьшением глубины относительного
внедрения абразивных частиц И/Я в
поверхностный слой полимера. В
данном случае 'И - глубина внедрения
частицы, Я - радиус ее внедрившейся
вершины.
Для отдельных групп полимеров
существует корреляция между $, и НУ
(рис. 7.6). Однако это не является
характерным даже для большинства
представителей данного класса
материалов.
В Зависимости ОТ УСЛОВИЙ нагру- РиС 7.6. Относительная износостойкость и
Жения ВОЗМОЖНа ИНВерСИЯ ИЗНОСО- твердость термопластов (/), металлов (2) н
СТОЙКОСТИ ПОЛИМерОВ В сравнении С минералов (5)
6-
2-
ц
Полиамид П 54
Полиамид П 68
Полиэтилен НД
О
0,2 0,4 0,6 НУ, ЮУ
г
"^е
204 ИЗНАШИВАНИЕ ТРУЩИХСЯ ТПп
другими материалами. Так, при низких нагрузках е0 полимеров может бь
выше, чем чистых металлов и минералов, обладающих такой же твердость
(см, рис. 7.6). При тяжелых режимах нагружения полимерные материаль
менее износостойки, чем металлы. Сравнительно высокие значения ^
полимеров обусловлены их способностью деконцентрировать контактные напоя-
жения. Вследствие податливости материала напряжения в контакте с абразивом
не достигают высокого уровня.
7.3.2. Контактно-абразивное изнашивание свободными частицами
Контактно-абразивное изнашивание наблюдается в узлах трения
двигателей внутреннего сгорания (цилиндр - поршневое кольцо), транспорта
(колесо - рельс, пята - подпятник поворотного механизма вагонов, в парах
вал - втулка, палец - проушина гусеницы) и других устройств.
Механизм изнашивания трущихся тел, в контакте которых находится
свободный абразив (частицы износа, оксидов, нагара, пыли), зависит от
соотношения твердости поверхностей этих тел и твердости абразива, а также
от нагрузки.
Для тяжелонагруженных узлов трения (зубчатые передачи, подшипники
качения) наиболее вероятным является процесс дробления абразива.
Попадающие в зону контакта частицы абразива не успевают внедриться в объем
одного из трущихся тел на требуемую для микрорезания глубину {И/К >0, I)
и разрушаются. Разрушение происходит импульсно, подобно микровзрыву, а
образующиеся при этом осколки частиц, обладая высокой скоростью,
выбивают из поверхностного слоя изнашиваемого тела небольшие объемы
материала либо пластически деформируют его. В этом случае поверхности
трения имеют кратерообразные следы разрушения, которые могут быть лишь
незначительно вытянутыми в направлении относительного Движения
трущихся тел. Изнашивание поверхностей сопрягаемых тел не сопровождается
образованием стружки.
При нагрузках, меньших усилия разрушения частиц, происходит их
внедрение в менее твердый материал (шаржирование), и процесс изнашивания
определяется условиями шаржирования и свойствами того тела, твердость
которого выше. При этом возможны два типа разрушения поверхностей
сопрягаемых тел. При первом типе усилие, сдвигающее внедрившуюся
частицу, меньше критического, при котором было бы возможно перемещение
этой частицы в поверхностном слое мягкого материала. В таких условиях
имеет место трение закрепленного абразива по более твердому материалу,
который изнашивается в большей мере. Так, износ шеек закаленных
коленчатых валов автомобилей зачастую оказывается выше, чем сопрягаемых с
ними вкладышей из мягкого металла. При втором типе разрушения усилие,
Абразивное изнашивание
205
сдвигающее частицу абразива, больше критического. Тогда происходит)
ремещение частиц абразива в более мягком материале, и он подвергается
интенсивному износу.
Способность абразивных частиц внедряться в изнашиваемый материал и
разрушать его поверхностный слой при движении можно оценивать по соот
ношению микротвердостей сопрягаемых тел
к7 = ну/ну,;
представляющему собой критерий для оценки перехода от микрорезания
многоцикловому механизму разрушения. Экспериментально установлю
что при Ат< 0, 5 возможно микрорезание, при к^> 0,7 изнашивание является
результатом многократного пластического деформирования материала.
Одновременное изнашивание обеих поверхностей и дробление
абразивных частиц имеет место при трении скольжения и качения при соизмеримых
(близких) значениях твердости сопрягаемых тел и зерна.
Интенсивность изнашивания металлов зависит в основном от твердости
сопрягаемых тел и абразива, а также от прочностных свойств и структуры
изнашиваемого металла. С увеличением прочности, твердости и содержание
углерода в стали ее сопротивление абразивному изнашиванию растет.
В значительной мере 1% определяется концентрацией и размерами частиц,
попадающих в зазор трущихся тел.
Влияние размера частиц на величину /, представляющую собой
отношение А/я верхнего газоуллотнительного кольца двигателя внутреннего
сгорания к массе абразивных частиц дорожной пыли* постоянно находящейся в
камере внутреннего сгорания, состоит в следующем (рис. 7.7). При размере
частиц 4» менее 2 мкм изнашивание практически отсутствует, что становится
очевидным при экстраполяции зависимости / (4) для малых размеров.
Максимум / наблюдается при </а = 20—25 мкм, а при размере, превышающем
25 мкм, / может снижаться. Увеличение концентрации абразива в зоне
трения сопровождается монотонным
/
0,4
ростом интенсивности изнашивания
трущихся тел. Эта зависимость
сохраняется и для тел, разделенных
слоем смазочного материала.
В значительно меньшей
степени) чем металлы, подвержены
абразивному изнашиванию
эластомеры. Их способность к
большим упругим деформациям не
позволяет создавать высокое
давление на контакте абразивной
частицы с сопрягаемым телом.
Таким образом, эластомеры не
0,3
0,2
0,1
0
20
30 </,,мкм
Рис. 7.7. Влияние размера абразивных частиц на
износ газоуплотнительного кольца двигателя
206 ИЗНАШИВАНИЕ ТРУШи^с^
только обладают высокой Ео > но и способствуют снижению интенсивности
абразивного изнашивания незакрепленными частицами контактирующих с
ними тел. Полимерные материалы обладают более высокой
износостойкостью, чем металлы, что особенно характерно для низких нагрузок. Однако
благодаря возможности внедрения абразивных частиц в их объем и
образования на поверхности полимера слоя абразива интенсивность изнашивания
сопрягаемого с ним тела достигает высоких значений,
7.3.3. Изнашивание в массе абразивных частиц
Этот вид изнашивания имеет место в узлах трения сельскохозяйственной
техники (диски, ножи и лемеха почвообрабатывающих машин, детали,
контактирующие с минеральными удобрениями, ножи и шнеки уборочных
машин), горнодобывающего оборудования (долота бурильных установок,
ковши экскаваторов, детали подъемных устройств), транспорта (платформы для
насыпных грузов, ленты конвейеров).
Механизм изнашивания материалов в массе абразивных частиц
изменяется в зависимости от соотношения твердости частиц и изнашиваемого
материала. Если твердость частиц абразива выше твердости изнашиваемого
материала, то разрушение его поверхности трения происходит вследствие
микрорезания (отделения частиц износа в виде стружки при однократном
проходе абразивной частицы) либо в результате многоциклового разрушения
пластически деформируемых участков (оттесненный движущейся частицей
материал отделяется от основного при повторных нагружениях). Если
твердость частиц абразива ниже, чем сопрягаемого с ними материала (трение
каменного угля по твердосплавным режущим элементам врубовых машин),
изнашивание металла происходит вследствие следующих причин:
• фрикционного разогрева поверхностного слоя, вызывающего
уменьшение твердости отдельных участков поверхности металла при трении
о деформируемую массу, и реализации благодаря этому
вышеописанного механизма;
• повышения интенсивности окисления металла при нагревании в
точках контакта, разрушения продуктов окисления и удаления их из зоны
трения в виде частиц износа.
На интенсивность изнашивания металлов оказывает влияние ряд
факторов: твердость металла и абразивных частиц, форма, размеры и содержание
абразивных частиц в деформируемой массе, давление на пятнах контакта и
скорость перемещения изнашиваемого тела в деформируемой массе.
Как влияет твердость сопрягаемых тел на сопротивление изнашиванию
металла, видно из представленных на рис. 7.8 результатов испытаний чистых
металлов. При изнашивании корундовым песком износостойкость ем
металлов повышается с ростом их твердости (кривая 7), а зависимость е*(НЧ)
Абразивное изнашивание
Мин/мм3
является линейной. Эта кривая
соответствует изнашиванию в
режиме микрорезания, так как
твердость корунда значительно
превышает твердость металла.
При трении по кварцу
(кривая 2), твердость которого
ниже, чем корунда,
реализуется смешанный механизм
изнашивания. Образование частиц
износа происходит в
результате микрорезания и
многократного пластического
деформирования. По мере приближения
НУ металла к НУ абразива
микрорезание сводится к
нулю, уменьшается глубина
внедрения частиц в металл и его
сопротивление изнашиванию возрастает тем быстрее, чем меньше разница
между НУа и НУ ■ Это приводит к нелинейной зависимости е„ (НУ>.
Износостойкость металлов в значительной мере определяется их
прочностными свойствами и модулем упругости. Повышение сопротивления
материала изнашиванию при постоянной его твердости наблюдается при
увеличении модуля упругости материала. Установлено, что Ео пропорционально
модулю упругости в степени, значение которой находится в интервале 1,05-
1,3. С ростом вклада микрорезания в процессе изнашивания влияние модуля
упругости на е0 сказывается в
мин/мм'
3 НУ, ГН/м2
Рис. 7.8. Зависимость ганссостойкости технически
чистых металлов от твердости при трении в массе
абразивных частиц:
1 - корунд; 2 - кварц
меньшей мере. Приведенные
зависимости характерны также
для металлокерамических
твердых сплавов.
Для полимерных
материалов не обнаружено корреляции
между износостойкостью и
твердостью, поскольку их
сопротивление изнашиванию
определяется способностью не
допускать высоких напряжений
в контакте с абразивным зерном
благодаря податливости
материала. Фрикционные свойства
полимеров также не оказывают
существенного влияния на
интенсивность их изнашивания.
80
60
40
20
^Вулколан
Полиэтиле
\Ло
КапролонЧ
Стекловолокнит АГ
пиамкд
Е, МН/м'
Рис. 7.9 Зависимее износостойкости полимерных
материалов от модуля упругости
ИЗНАШИВАНИЕ ТРУЩИХСЯ Т8д
Установлено, что в области малых нагрузок существует корреляция между
износостойкостью полимеров и их модулем упругости (рис. 7.9). М. М Те-
ненбаум полагает» что с повышением нагрузки кривая &Н(Е) должна быть
более пологой, т. е. уменьшение модуля упругости должно вызывать менее
существенный рост Ем . Это подтверждается результатами сравнительных
испытаний стали (СтЗ) и эластомера вулколана. При малых нагрузках
сопротивление вулколана изнашиванию в 2 раза выше, чем ем стали. С
увеличением нагрузки значения этих характеристик сближаются, а в области высоких
нагрузок устали становится выше почти на порядок.
Приведенные данные испытаний полимеров, полученные при трении в
массе абразивных частиц, согласуются с результатами склерометрических
измерений меди и полиэтилена, моделирующих изнашивание материалов
единичной абразивной частицей. При нагрузке на индентор (иглу)
склерометра до 0, 5 Н на поверхности меди остается царапина, ширина которой
достигает 100 мкм, а на поверхности полиэтилена царапина не образуется. С
повышением нагрузки до 0, 7 Н ширина царапины на полиэтилене остается
меньшей, чем на меди, а при N > 0,7 Н наблюдается обратная картина.
7.4. ГИДРОАБРАЗИВНОЕ ИЗНАШИВАНИЕ
Гидроабразивное изнашивание — это отделение с поверхности трения
материала либо его пластическое деформирование под воздействием
твердых частиц, увлекаемых потоком жидкости, сопровождающееся изменением
размеров изнашиваемого тела.
Этому виду изнашивания подвергаются трубопроводы, детали буровых
установок, земснарядов, полевых машин, водного транспорта, турбин
насосов, сопла* и дефлекторы дождевальных установок..
Механизм и интенсивность изнашивания материалов зависят от угла
атаки а частиц. Если а = 90° (частицы падают перпендикулярно к
изнашиваемой поверхности), возможны следующие виды изнашивания твердых тел:
хрупкое разрушение, износ вследствие пластического деформирования,
перенаклеп с последующим отделением материала в виде чешуек. В этом
случае наибольшей износостойкостью обладают материалы, способные
выдерживать без разрушения многократные деформации (резина, полимеры, по-
лимеркерамика), наименьшей - хрупкие (стекло, базальт). С уменьшением а
возрастает роль микрорезания и малоцикловой усталости. В этом случае
более износостойкими становятся металлы.
Химическая активность влаги также оказывает влияние на механизм
изнашивания. Так, вода при трении способствует ускорению окисления
металла и образованию свободного водорода, что гарантирует более интенсивное
изнашивание.
Экспериментально установлено, что повышение твердости чистых
металлов и стали вызывает увеличение их износостойкости. Для малых углов
атаки эта зависимость является линейной (рис. 7.10), для больших - отражается
Гидроабразивное изнашивание
209
мин/мм
НУ, ГН/м
Рис. 7.10. Зависимость гидроабразивной
износостойкости чисшх металлов (У) и стали У12 (2,5) для/, 2- 6.- 10е,
для 3-а = 70°
выпуклыми кверху кривыми.
Менее существенное
влияние твердости на е« в
области больших а связано с
ростом вероятности хрупкого
разрушения. Усталостное
разрушение осуществляется
легче при скольжении
абразивных частиц (малый угол
а), а хрупкое - при ударе
под большим углом, когда
нормальная составляющая
достаточна для создания в
поверхностном слое
материала высоких напряжений.
Повышение твердости сталей (кривые 2 и 3 на рис. 7.10) вначале
вызывает рост ем ■■ что связано с уменьшением глубины внедрения частиц в
изнашиваемый материал. Однако при высоких значениях НУ сопротивление стали
изнашиванию падает, так как вклад хрупкого разрушения поверхностного
слоя в процесс изнашивания становится определяющим. По этой причине
при а, близких к 90° (кривая 3), повышение твердости стали приводит к
слабому росту ем , а в области
больших значений НУ
наблюдается обратный эффект.
Влияние угла атаки
абразивных частиц на
износостойкость различных
материалов неоднозначно и
определяется их сопротивлением
малоцикловому и хрупкому
разрушению. Для металлов
график зависимости е«(НУ)
имеет минимум (рис. 7.11,
кривые /, 2). С повышением
твердости стали минимум 3*
смещается в область
меньших значений а .
Сопротивление гидроабразивному
изнашиванию материалов,
обладающих способностью
выдерживать без разрушения
большие деформации,
повышается с ростом а . Об этом
щ
мин/мм3
10
10
6
4
2
.!_. 1 1
>Э|
' ' . -1
20
40 60 80 а град
Рис. 7.1Т. Влияние угла атаки частиц на
гидроабразивную износостойкость материалов:
_ стт> уПсНУ - 8,3 ПЙй2; 2-члальУ]26НУ 2.6ШМ2;
$ - резина Н-6; 4 -базальт
210 ИЗНАШИВАНИЕ ТРУЩИХСЯ ТРп
свидетельствует, в частности, кривая 3 на рис. 7.11, отражающая
зависимость ем(а) для резин. Дня хрупких материалов (базальт) характерно падение
е* с ростом угла атаки абразивных частиц.
Стойкость материалов к гидроабразивному изнашиванию зависит от с/со*
росши V частиц абразива в момент удара по изнашиваемой поверхности
Влияние скорости частиц на износ (потерю массы) материалов описывается
степенным уравнением Аад == Ауж, в котором показатель степени изменяется
в интервале 1,5-4,0 в зависимости от угла атаки и материала изнашиваемого
тела. Наиболее высокие значения т характерны для эластичных и хрупких
материалов. При низких скоростях значительная часть энергии падающей
частицы расходуется на упругое деформирование изнашиваемого тела и
возвращается ей после удара. При повышении V рассеяние энергии
уменьшается и сводится к нулю, если V достигает скорости распространения
звуковой волны в изнашиваемом теле. В последнем случае даже резина ведет
себя подобно хрупкому материалу и подвергается интенсивному
изнашиванию.
Одним из основных факторов, влияющих на интенсивность
гидроабразивного изнашивания материалов, является концентрация твердых частиц в
потоке жидкости. Увеличение концентрации абразива ведет к монотонному
росту интенсивности изнашивания до тех пор, пока отскочившие после удара
об изнашиваемую поверхность частицы не станут сталкиваться с падающими
частицами. Рост интенсивности гидроабразивного изнашивания наблюдается
также при увеличении размера (массы) абразивных частиц, определяющих
энергию их удара о поверхность изнашиваемого тела.
Металлы весьма чувствительны к химической активности
гидроабразивной.среды. Так, сопротивление стали СтЗ изнашиванию при одних и тех же
режимах нагружения составляет, в керосине —455 ч/мм3, в воде с 5 % (по
массе) олеиновой кислоты -354, в дистиллированной воде -75 ч/мм3. При
дальнейшем повышении химической активности среды коррозионное
разрушение металла становится ведущим, и теряет смысл говорить о
гидроабразивном изнашивании.
Доя минералов характерны микрорезание и усталостное разрушение
поверхности при воздействии гидроабразивной среды. Их износостойкость
находится в корреляции с микротвердостью. Причем эта зависимость
описывается степенной функцией, а показатель степени при НУ увеличивается с
ростом угла атаки. Так, изменение а от 10 до 70° сопровождается
увеличением показателя степени от 2,2 до 2,8.
Гидроабразивная износостойкость пластмасс ниже, чем металлов.
Однако в отличие от металлов увеличение угла атаки абразивных частиц приводит
к повышению их износостойкости, и по этой характеристике полимерные
материалы (особенно резины и полиуретаны) приближаются к металлам.
Данный эффект объясняется высоким уровнем рассеяния энергии удара и
ГП1пяйразивное изнашивание 211
елаксацией напряжений, возникающих в поверхностном сдое полимера при
ударе частицы. Эти факторы связаны с деформационными свойствами
полимеров, о чем свидетельствует корреляция их сопротивления изнашиванию с
модулем упругости. Установлено, что независимо от угла атаки абразивных
частиц вм при гидроабразивном изнашивании монотонно уменьшается с
ростом модуля упругости полимерных материалов.
Таким образом, полимеры имеют преимущество по сравнению с
металлами по гидроабразивной износостойкости при больших углах атаки и малой
энергии удара, определяемой массой и скоростью частиц абразива. Особенно
эффективно применение полимерных материалов при гидроабразивном
изнашивании в агрессивных средах.
7.5. ГАЗОАБРАЗИВНОЕ ИЗНАШИВАНИЕ
Газоабразивное изнашивание - это отделение с поверхности трения
материала либо его пластическое деформирование под воздействием твердых
частиц, увлекаемых потоком газа, сопровождающееся изменением размеров
изнашиваемого тела.
Этому виду изнашивания подвергаются детали пневмотранспортных
устройств, газовых турбин, дезинтеграторов, горно-шахтного оборудования,
молотки дробилок, обшивка летательных аппаратов, лопатки вентиляторов,
сопла пескоструйных автоматов, выхлопные трубы.
Кинетическая энергия твердых частиц расходуется на деформирование,
разогрев и разрушение поверхностного слоя изнашиваемой детали, а также
на трибохимические реакции, эмиссию электронов и ускорение частиц после
удара.
Механизм газоабразивного изнашивания определяется структурой и
механическими свойствами изнашиваемых материалов, а также углом атаки,
скоростью и размерами абразивных частиц. При малых углах атаки, когда
реализуется упругопластический (материал с низкой твердостью)
скользящий контакт абразивных частиц с изнашиваемой поверхностью, частицы
износа возникают в результате многократного пластического
деформирования материала абразивом. На поверхности трения образуются вытянутые в
направлении у лунки (канавки), на краях которых располагаются гребешки
пластически деформированного материала (рис. 7.12, а). После
многократное ударов абразивных частиц и деформаций материала происходит его
°хрупчивание и отделение от поверхности трения. Таким образом, изнаши-
ание является результатом пластического деформирования материала и его
малоцикловой усталости.
*~ повышением твердости материала лунки становятся менее глубокими,
еньший объем поверхностного слоя подвергается деформациям и наклепу.
РИ этом влияние пластических деформаций и усталости на процесс изна-
иванвд снижается, что вызывает уменьшение /. В отдельных случаях воз-
0Жно микрорезание с образованием стружки.
212
ИЗНАШИВАНИЕ ТРУЩИХСЯ ТЕЛ
?. Вид поверхности трения стали 20 после газоабразивного изнашивания при V — 120 м/с,
г/а-230 мкм:
а-а = 15°; б-а = 90°
При больших углах атаки изнашивание вязкоупругих и пластичных тел
является следствием многократного пластического деформирования
материала, выдавливаемого абразивной частицей из зоны контакта (рис. 7.12, б).
Отделение частицы износа происходит после исчерпания запаса
пластичности, появления и развития микротрещин в поверхностном слое. При
изнашивании хрупких материалов, обладающих высокой твердостью,
доминирующим становится хрупкое разрушение поверхностного слоя. Появление
трещин и выкрошивание материала может происходить при однократном ударе
абразивной частицы. В данном случае практически отсутствует изнашивание
в результате пластического деформирования и усталости поверхностного
слоя.
Интенсивность изнашивания зависит в основном от массы и скорости
частиц в момент удара о поверхность твердого тела, угла атаки а и
соотношения твердостей изнашиваемого материала и частиц.
Влияние твердости абразива на сопротивление чистых металлов
изнашиванию зависит от угла атаки частиц. При малых а (до 30°) зависимость
е«(НУ; близка к линейной (рис. 7.13). Механизм изнашивания материала в
этом случае существенно не отличается от такового при изнашивании по
закрепленному абразиву и включает микрорезание и малоцикловую уста-
изнашивание
213
ДОС
ть.
ИУ.ГН/м
Рис 7. /л Зависимость износостойкости чистых
металлов от твердости при изнашивании
кварцевым песком:
а = 15°;2-а 90°
)ю является причиной
подобия зависимостей е^НУ> при
обоих видах абразивного
изнашивания. При угле атаки а » 90°
зависимость ео^НУ; отражается
степенной функцией (кривая 2 на рис. 7.13).
С увеличением НУ изнашиваемого
материала в области малых ее
значений наблюдается более
интенсивный рост его бо по сравнению с
ростом е,, при а<30°. Это связано с
уменьшением доли пластической
деформации и глубины
проникновения частиц в поверхностный слой
материала. В области больших
значений НУ зависимость ^ ^НУ;
ослабевает, поскольку растет доля
хрупкого разрушения и повышение
твердости металла не обеспечивает
значительного роста е^
С увеличением скорости соударения частиц с изнашиваемой
поверхностью растет энергия удара, уменьшается время ее передачи изнашиваемому
телу и ведущим становится хрупкое разрушение. Изнашивание в таких
условиях является результатом не только механических, но и физических, и
химических процессов в контакте. При этом сопротивление металлов газообра*
зивному изнашиванию определяется в основном скоростью протекания
процесса окисления, прочностью соединения металлов с оксидами и их
механическими свойствами. При образовании рыхлых, слабо связанных с металлом
оксидных пленок и высокой скорости окисления металла его
износостойкость резко снижается.
Существует интервал скоростей, в котором температура в контакте
частицы с металлом достигает 100 - 250 °С, образуются оксиды, прочно
связанные с основным металлом и предохраняющие его от разрушения
(замедляющие процесс изнашивания). Скорость удара частиц может быть
настолько большой, что передаваемая энергия оказывается достаточной для
Скального плавления даже тугоплавких материалов. Так, следы оплавления
керамики зафиксированы при ее изнашивании потоком частиц карбида
кремния. При температурах ниже 40 °С рост твердости металлов приводит к
Увеличению доли хрупкого разрушения и, как следствие, к падению износо-
икости большинства материалов,
Влияние угла атаки на механизм разрушения поверхностей твердых тел
казывается и на интенсивности их изнашивания. Зависимость 1(а) графиче-
214 _ _ ИЗНАШИВАНИЕ ТРУЩихсот^
ски изображается кривой с максимумом, положение которого определяется
свойствами материала. Для хрупких тел (стекло, базальт) угол а ,
соответствующий максимуму I, находится в интервале 80 - 90° , для металлов - в
интервале 40 - 60° . Максимальный износ эластомеров наблюдается при
углах атаки, близких к 10°.
Влияние угла атаки, скорости движения частиц и свойств изнашиваемого
материала на величину / , представляющую собой отношение изношенной
массы к массе абразива, вызвавшей износ, можно определить по формулам
Ф. Нильсона и А. Чилхриста:
1 >\ 1 / \г
/ = (у ш а-у и (у$1па-у\ , а<а •
2цг\ «/ 2^2 У }
1 \ , 1 , ч2
/ = V соз а+ У5ша-у1 , а>а.,
1Ш, гжгк у
где Щ и Щ - предельные значения энергий, необходимых для разрушения
единицы массы образца при многократном деформационном износе и
микрорезании соответственно, уу - максимальное значение вертикальной
составляющей скорости, Уе — горизонтальная составляющая скорости частицы
после удара по изнашиваемой поверхности, а* - минимальный угол, при
котором Уе=0.
Газоабразивная износостойкость полимеров в среднем на 1 — 3 порядка
ниже, чем сталей. Исследования изнашивания материалов в струе стальной
дроби позволило установить, что в отличие от металлов увеличение модуля
упругости полимеров сопровождается падением их износостойкости. Это
связано с потерей способности материала к большим упругим деформациям
и с увеличением той доли энергии падающей частицы, которая поглощается
полимером. Стойкость полимерных материалов к абразивному изнашиванию
практически не зависит от их прочностных характеристик, а определяется в
большей мере реологическими свойствами.
Изнашивание резин обусловлено в основном усталостными процессами,
протекающими в поверхностном слое, а микрорезание не оказывает
существенного влияния.
При газоабразивном изнашивании поверхность трения ряда материалов, в
том числе и металлов, становится волнистой. Чаще всего подобная картина
наблюдается при таких режимах нагружения, когда реализуется
преимущественно пластический контакт абразива с изнашиваемым материалом. Волны
ориентируются перпендикулярно направлению потока абразивных частиц-
Их образование связывается с особенностями поведения частиц абразива в
газовом потоке. Отраженная от поверхности изнашиваемого тела частица
сталкивается с падающей, предохраняя от удара область поверхности, приле-
^юеи^ш^
шУю к передней границе ее контакта с твердым телам. Это приводит
ГаК> зникновению чередующихся гребней и впадин на изнашиваемой поверх-
к возн
ности
7.6. ЭРОЗИОННОЕ ИЗНАШИВАНИЕ
Эрозионное изнашивание - это процесс отделения с поверхности твер-
го тела частиц материала под воздействием движущейся относительно
д жидкой или газовой среды, не содержащей абразивных частиц,
сопровождающийся изменением размеров этого тела.
Наблюдается эрозионное изнашивание при воздействии
высокоскоростного потока жидкости, газа или пара. В частности, этому виду изнашивания
подвергаются отсечные кромки золотников, клапаны гидроаппаратуры, не-
приработанные поршневые кольца двигателей (поток газов изнашивает
металл в местах неплотного прилегания кольца к цилиндру), лопасти гребных
винтов, детали летательных аппаратов, сопла ракетных двигателей.
Процесс эрозионного изнашивания можно условно разделить на два
этапа. На первом этапе разрушение обусловлено трением движущейся среды о
поверхность твердого тела. Молекулы газа или жидкости,
взаимодействующие с атомами поверхности твердого тела и увлекаемые потоками
движущейся среды, "вытягивают" отдельные атомы с поверхности, а впоследствии
расшатывают и вымывают отдельные микрообъемы материала. Значительно
более ощутимый вклад в изнашивание вносит динамическое действие
потока. Оно обусловлено ударным действием молекул среды на поверхность
твердого тела. Такое соударение сопровождается вырывом более крупных
частиц (групп зерен с неблагоприятной ориентацией структурных
образований относительно действующей силы) и поэтому в большей мере определяет
интенсивность изнашивания.
В пластичных материалах разрушение поверхности имеет место лишь на
последней стадии, а в начальный период накапливаются микропластическне
формации, материал наклёпывается. Когда исчерпывается способность
об^алла к Упрочнению, происходит "вымывание" частиц материала. Таким
на п °М' пеРвы* зтап эрозионного изнашивания заканчивается образованием
ленииВеРХН°СТИ трения 'фбЩИн или углублений, располагающихся в
направления ДВИжения сРеДы. Он характеризуется низкой интенсивностью изнаши-
Поверх^°М ЭШт обУсловлен развитием микротрещин или других дефектов
среду в°сти' вызванным расклинивающим действием молекул движущейся
ДействиеНеДРЯЮЩИХСЯ в объем этих ДеФекгов с большой скоростью. Ударное
Но и турбМ°ЛеКуЛ обУсловлено не только высокой скоростью потока среды,
^ИкРотрещЛеНТН°СТЬЮ ее движения вблИ5И Дфкп» поверхности. Развитие
Эт°т этап Возм°жно также вследствие проявления эффекта Ребиндера.
бактеризуется более высокой интенсивностью изнашивания.
Эрозионное изнашивание протекает более интенсивно, если движущ
среда содержит в своем объеме включения с большей плотностью веще ^
Примером такой среды может быть газовый поток, включающий капли жи &
кости. Изнашивание в этом случае обусловлено в основном ударнь*
действием капель жидкости (например, дождя) на поверхность твердог
тела.
При эрозионном изнашивании поверхность твердого тела покрывается
глубокими, сильно разветвленными раковинами, длина которых значительно
превышает ширину (рис. 7.14). Рисунок изношенной поверхности чаще всего
определяется структурой материала, поскольку разрушению подвергаются в
первую очередь мягкие составляющие структуры, а также наличием,
концентрацией и формой микродефектов на поверхности трения, являющихся
потенциальными областями эрозионного разрушения.
Интенсивность эрозионного изнашивания / твердых тел зависит от
скорости, состава, физических и химических свойств движущейся среды, а также
от угла падения движущегося потока на изнашиваемую поверхность,
конструкции и топографии поверхностей изнашиваемых тел.
С ростом скорости движения и динамического давления среды /
монотонно увеличивается. Благодаря этому интенсивное изнашивание
наблюдается при продавливании жидкости или газа через зазоры между трущимися
телами (щелевая эрозия). Этому виду изнашивания подвержены не
приработанные поршневые кольца, поверхности сопрягаемых в гидроаппаратуре
золотника и втулки, клапаны запорных устройств. Увеличение скорости
движения среды в области высоких ее значений приводит к нагреву
поверхности трения. При этом температура может достигать значений, достаточных
для терморазложения поверхностного слоя материала, его отделения от
твердого тела и уноса движущейся средой. Подобное явление, называемое
абляцией, имеет место при вхождении космических тел в атмосферу, полете
снаряда, ракеты. Абляция сопровождается пиролизом, окислением и
пластическим течением материала поверхностного слоя, появлением трещин на
поверхности трения, которые приводят к интенсивному изнашиванию
твердого тела.
Как правило, жидкая или газовая среда содержит частицы абразива
(продукты износа, оксиды, частицы нагара). В этом случае имеет место эро-
зионно-абразивное изнашивание, интенсивность которого зависит от
концентрации, размеров и твердости частиц. Существует корреляция между
I
•шая эрозией поверхность поршневого кольца
авиационного двигателя
— ■« 'ГИД
Эроэионнов изнашивание 217
интенсивностью изнашивания металлов и их энергией когезионной связи.
Установлено, что с увеличением энергии связи чистых металлов
интенсивность их изнашивания уменьшается при наличии в среде кварца или карбида
кремния. Причем в логарифмических координатах эта зависимость
графически изображается прямой.
Наиболее существенное влияние на интенсивность эрозионного
изнашивания оказывает состав движущейся среды. Так, при сгорании бензина в
камере внутреннего сгорания образуются пар, двуокись углерода, оксиды
серы и азота, соединения хлора. Результатом взаимодействия этих
соединений является образование угольной, серной, азотной и соляной кислот.
Конденсация кислот на стенках цилиндра, поршня и поршневых колеи приводит
к эрозионно-коррозионному изнашиванию перечисленных деталей. Газовый
поток способствует отделению продуктов коррозии с поверхностей трения и
их удалению. Очевидно, что интенсивность изнашивания в таких условиях в
значительной мере определяется химической активностью среды.
Эрозионное изнашивание относится к слабоизученным видам.
Сравнительно большое количество исследований выполнено только по изучению
эрозии твердых тел дождевыми каплями. Поэтому об относительной
износостойкости различных классов материалов можно судить по полученным
Р. Лангбейном данным о скорости изнашивания твердых тел каплями дождя
(рис. 7.15). Видно, что наименьшей стойкостью к изнашиванию обладает
стекло и полимерные материалы. Керамика, несмотря на высокую хрупкость,
является более износостойкой. Максимальное сопротивление эрозионному
изнашиванию оказывают металлы, если движущаяся среда не является химически
активной.
Рис. 7,15, Скорость изнашивания различных материалов
и ИЗНАШИВАНИЕ ТРУ^^
7.7. КАВИТАЦИОННОЕ ИЗНАШИВАНИЕ
Кавитацнонное изнашивание - это процесс разрушения поверхност
го сдоя твердого тела быстро движущейся с переменной скоростью жил °*
стью, содержащей пузырьки газа (каверны), которые схлопываются у
верхности этого тела.
Этому виду изнашивания подвергаются узлы трения, работающие в уело
виях гидродинамической смазки; лопатки гидротурбин; детали
гидроаппаратуры, насосов и гребных винтов; трубопроводы; наружные поверхности шь
линдров двигателей внутреннего сгорания, охлаждаемых водой; корпуса
судов, торпед и подводных лодок.
Кавитация представляет собой наблюдаемый в объеме жидкости процесс
зарождения, роста и схлопывания каверн - замкнутых полостей (пузырьков)
которые могут содержать газ или пар. Она возникает при понижении
давления в объеме жидкости.
Существует несколько классификаций кавитации, каждая из которых
различается принципом, положенным в ее основу. По условиям возникновения
и физическим особенностям различают следующие виды кавитации:
перемещающаяся (пузырьки движутся вместе с жидкостью); присоединенная
(поток жидкости отрывается от границы твердого тела с образованием
полости, содержащей мелкие нестационарные каверны); вихревая (пузырьки
образуются в центре вихрей, возникающих в зонах, где имеют место
большие касательные напряжения, например на концах лопастей гребных
винтов); вибрационная (возникает вследствие вибраций поверхности твердого
тела или пульсации давления в жидкости).
По условиям проявления различают кавитации: профильную (поток
жидкости отрывается от обтекаемого профиля и образует каверны), щелевую
(возникает при движении жидкости через зазор), срывную (образуется при
обтекании неровностей изнашиваемой поверхности).
Процесс кавитационного изнашивания включает три стадии: зарождение
и рост кавитационных пузырьков, их схлопывание и гидродинамический
удар. Возникновение кавитации, т. е. переход локальных объемов жидкости в
парообразное состояние, возможно путем снижения статического давления
или подвода к ней тепловой, электрической или другой энергии. Рассмотрим
эти стадии на примере кавитации в потоке жидкости, движущейся по каналу
с переменным сечением. Изменение сечения может быть вызвано сужением
канала (сопла, каналы турбомашин, улита насоса) либо наличием
препятствия, расположенного в потоке жидкости (трубопроводы, содержащие
клапаны и распределительные устройства, расходомеры проточного типа, сопр '
жения, в которых толщина зазора соизмерима с максимальной высотой
выступов шероховатой поверхности).
При обтекании препятствия скорость движения и динамическое давлени
жидкости увеличиваются, а статическое давление падает до величины, °беС"
Кавитационное изнашивание
219
печивающей парообразование. Разрыв сплошности потока и интенсивное
парообразование происходят в тех областях, где нерастворенный газ или
неконденсированный пар, всегда имеющиеся в жидкости, снижает на 3~
4 порядка ее прочность на разрыв (теоретически она может достигать
1000 МН/м2). Эти области образуют ядра кавитации / (рис. 7.16), которые,
попадая в зону низкого статического давления, вырастают в кавиташчонные
пузырьки 2 - пустоты, заполненные паром или газом (воздухом). Выделяй
щийся из жидкости воздух или газ облегчает образование пузырьков. <
Рис. 7.16. Схема образования и охлопывания кавитаци каверн
в пузырьке содержание газа незначительно выш^ недост
время его существования ™™»™^^шкоы к кавернам. 1
для заметной диффузии газа или воздуха^чер щаются потоко
следние, размером порядка *™™*™Т*ш™™ максимального размера
жидкости, увеличиваясь в размерах. ^ щей ег0 жидкости
пузырька потенциальная энергия *, »*\>У
1УнЛпКгт{рк--Рн)<
давление окружаюшей каверну жидкости;^
где Я - оадиус каверны; рк -давление ^
Д^НИе^СЫШеННЬ.Х ПаРОВ В ПуЗЬфЫС. канала) скоро| ДВ
После обтекания неровности (^велич ^^ »м
дви-
увеличение сече»» "^ ^ ,„.
ходит —ац^^^^^
хо^г конденсация пара и Р«^^альная энергия ДО=;•
нием пузырька. При этом ^^гя. Это способствует^ п
кинетическую энергию молекул ж^ ' «^днако оп-
избыточного давления, нагреву до*^оХИМИЧеской корро^ ^^
тела и протеканию ^^^^^^^ «* -Р^
ределяющим результатом «*«*",, ^ поверх„ость тверд
механическое воздействие жид ^^ разрушения
дящее к ее разрушению. ^щие возникну ка возникает
Существует две модйи^1^ при охлопывании п^
при кавитации. Согласно одной
220 ИЗНАШИВАНИЕ ТРУЩИХСЯ ТЕЛ
Парная волна в прилегающих к поверхности твердого тела слоях жидкости
(пузырек 3 на рис. 7Л 6), которая пластически деформирует материал
локальных участков твердого тела. Как показали исследования, в реальных
условиях развивается давление около 0,5 МПа, что на два порядка ниже
необходимого для пластической деформации свинца. Достижение требуемого
для пластической деформации или разрушения металлов давления возможно
либо при одновременном охлопывании большого количества пузырьков,
либо, что менее реально, при уменьшении каверны в 12 - 18 раз при схлопы-
вании и увеличении в этот момент скорости жидкости до 102— 103 м/с. В
действительности #да каверны при охлопывании уменьшается в 3,5-3 раза»
Таким образом, описанный механизм не может быть определяющим при кави-
тационном изнашивании.
Согласно второй модели, кавитационное разрушение происходит
вследствие прямых ударов микроструек жидкости, образующихся при
Охлопывании кавитационных пузырьков, находящихся у поверхности твердого тела.
При нахождении пузырька в области высокого статического давления сила
поверхностного натяжения жидкости на отдельном участке может оказаться
недостаточной для сохранения сплошности пузырька. На этом участке
поверхность пузырька продавливается, и в его объем с большой скоростью
устремляются молекулы жидкости {4 на рис. 7.16). Образуется струйка,
которая совершает концентрированный удар по близлежащей поверхности.
Расчеты показали, что достигаемая при этом скорость микроструи все же
недостаточна для пластического деформирования металлов. Более того,
неизвестно, каким образом жидкости, обладая высокой текучестью,
пластически деформируют металл, оставляя отпечатки, подобные следам от ударов
стальных шариков.
Существенным вкладом в развитие второй модели явились исследования
С. П. Козырева, который предположил, что кавитационное изнашивание
обусловлена кумулятивной природой образования микроструи жидкости при
охлопывании пузырьков. Для этого была использована аналогия схлопыва-
ния с сосредоточенным в одном направлении взрывом, при котором заряд
направлен в сторону разрушаемой поверхности выемкой. Выполненные с
помощью высокоскоростной киносъемки (60 тыс. кадров в секунду)
эксперименты показали, что если кавитационный пузырек имеет на некотором
участке поверхности прогиб (выемку), то при схлопывании происходит
образование кумулятивных микроструй жидкости. Их скорость в 2 - 8 раз
превышает скорость микроструй при обычном схлопывании и достигает 400 м/с.
При расположении кумулятивной выемки на противоположной разрушаемой
поверхности стороне пузырька эта поверхность подвергается
сосредоточенному удару.
Установлено, что в момент удара жидкость ведет себя подобно твердому
телу. Так, при выстреле по струе жидкости (смесь трансформаторного масла
Кавитационное изнашивание 221
и канифоли) движущаяся со скоростью 11 м/с пуля изгибает и растягивает
струю. При достижении скорости пули, равной 25 м/с, струя жидкости, п
добно твердому телу, хрупко разрушается с образованием осколков.
Следовательно, кумулятивная природа схлопывания пузырьков, высокая скорость
движения микроструй жидкости и "твердое" ее состояние в момент удара по
изнашиваемому телу обеспечивают условия для пластического
деформирования его отдельных участков.
Многократное воздействие микроструй описанного характера на один и
тот же участок поверхности приводит к локальному разрушению
поверхности твердого тела. При воздействии на металл развиваются пластические
деформации и появляются линии сдвига по границам зерен, а впоследствии
образуются ультрамикротрещины, которые, развиваясь, приводят к выкро-
шиванию частиц материала и появлению углублений.
При пластическом деформировании на поверхности изнашиваемого тела
появляются углубления, которые увеличиваются, так как каждое из них
концентрирует (фокусирует) ударные волны от последующего схлопывания
пузырьков. На краях углублений образуются ободки пластически
деформированного материала, которые, достигнув критического объема, отделяются
от изнашиваемого тела. В результате поверхность твердого тела покрывается
углублениями в виде выдавленных кратеров (рис, 7.17).
Скорость течения жидкости определяет размеры и частоту образования
пузырьков и, следовательно, интенсивность кавитационного изнашивания.
Рис. 7.17. Наружная поверхность гильзы дизельного двигателя после
кавитационного изнашивания
222
ИЗНАШИВАНИЕ ТРУЩИХСЯ
Так, частота образования каверн, при условии сохранения их изнашивающего
воздействия, характеризуется критерием Струхаля 8п = Ы^А/у, где #к- ЧИСЛо
каверн, возникающих в секунду; </ - характерный размер тела; V - скорость
потока жидкости.
Интенсивность кавитационного изнашивания зависит от частоты
образования каверн и их размеров, температуры, свойств и состава жидкости,
свойств изнашиваемого материала. Зависимость интенсивности
кавитационного изнашивания от температуры воды отражается кривой с максимумом
при Г ~ 50 °С. Рост интенсивности изнашивания в области малых
температур, по-видимому, связан с увеличением концентрации кавитационных
пузырьков в жидкости при прочих равных условиях.
При Г > 50 °С поверхностное натяжение воды падает и сила
гидродинамического удара при схлопывании пузырьков снижается, что приводит к
снижению интенсивности изнашивания. Это подтверждается результатами
испытаний, в которых установлено, что введение в воду эмульгаторов и
масла способствует снижению I благодаря снижению поверхностного
натяжения жидкости.
Кавитационная стойкость металлов определяется их структурой и
свойствами. Так, стойкость к изнашиванию сталей растет при повышении
содержания углерода до 0,8 % и введении легирующих добавок, закалке ТВЧ,
цементации и при других видах упрочнения, способствующих повышению
усталостной прочности металла. Существует также корреляция между
сопротивлением металлов кавитационному изнашиванию и их твердостью. С
увеличением НУ относительная износостойкость металлов растет.
Подтверждением существования зависимости 1(у) являются эксперименты, в которых
изучалось влияние скорости течения жидкости на число углублений рк ,
образующихся на 1 см
поверхности алюминиевого
образца в 1 с при
кавитации (рис. 7.18). Видно, что
рк увеличивается с ростом
V, причем эта зависимость
становится более
существенной в области высоких
скоростей.
Полимерные
материалы и эластомеры
отличаются высокой
износостойкостью. В первую очередь
это связано с тем, что,
обладая низким модулем
см с
V, м/с
Рис. 7,}8. Влияние скорости течения жидкости на кавита-
цконное изнашивание алюминия
*»——
Усталостное изнашивание
упругости, эластомеры способны к большим упругим деформациям и
поглощению энергии ударов при схлопывании пузырьков. Кроме тош, схдопы-
вающийся пузырек отталкивается эластичной поверхностью, что снижает
эффективность удара. Вследствие этого период времени до появления на по-
верхности резины микротрещин в десятки раз превышает пер»
ее поверхности. После появления микротрещины происходит ее быстрое
развитие в направлении, перпендикулярном к вектору скорости. В
дальнейшем наблюдается задир и вырывы больших объемов материала. Очевидно,
что кавитационное изнашивание эластомеров имеет усталостную природу.
7.8. УСТАЛОСТНОЕ ИЗНАШИВАНИЕ
Усталостное изнашивание - это процесс разрушения поверхности т]
ния твердого тела, вызванный повторно действующими циклами напряжений
(деформаций), амплитудное значение которых не превышает предела
прочности материала. Возникает в результате многократного пластического или
упругого оттеснения материала изнашиваемого тела внедрившимися
неровностями сопрягаемого с ним контртела.
Этому виду изнашивания подвергаются подшипники качения и
скольжения, шейки коленчатых валов, кулачковые механизмы, зубчатые передачи,
тормозные и фрикционные диски.
7.8.1. Основные положения усталостной теории изнашивания
Согласно усталостной теории, изнашивание обусловлено наличием
следующих факторов:
• дискретным характером взаимодействия трущихся тел, т. е.
взаимодействием неровностей контактирующих поверхностей на дискретных
участках, образующих фактическую площадь контакта;
• многократно повторяющимися импульсным тепловым воздействием и
деформациями локальных объемов материала поверхностного слоя в
зонах контакта с неровностями контртела;
• наличием микродефектов структуры и их аккумуляцией в
поверхностном слое изнашиваемого тела в процессе трения;
• существованием характерного для каждого материала предельного
состояния, определяющего условия его разрушения (например,
предельная плотность энергии, накопленной в локальном объеме).
Разрушение поверхности трения и образование частиц износа при
усталостном изнашивании представляют собой многостадийный процесс.
Подлежащий разрушению микрообъем поверхностного слоя изнашиваемого тела
испытывает деформации в процессе трения. Это сопровождается появлением
224 ИЗНАШИВАНИЕ ТРУЩихсятег,
повреждений (упругих искажений решетки, дислокаций) в микрообъеме
Многократное деформирование материала приводит к повышению
концентрации микродефектов и после достижения определенной концентрации - к
образованию ультрамвдсротрещин. Дальнейшее нагружение материала
вызывает их развитие и слияние. Результатом этого процесса является отделение
от основного материала интенсивно деформируемой его части, которая
удаляется впоследствии из зоны трения в виде частиц износа.
Интенсивность усталостного изнашивания описывается уравнением
И. В. Крагельского, полученным для множественного контакта. Контакт
моделируется плоскостью (изнашиваемый материал), сопрягаемой с набором
жестких сферических сегментов одинакового радиуса, расположенных по
высоте так, что распределение материала в поверхностном слое модели и
реальной поверхности описываются одинаковыми опорными кривыми.
Уравнение имеет вид
\К рг п
где к - коэффициент, зависящий от расположения неровностей по высоте,
обычно к г= 0,2; к^ ~ коэффициент взаимного перекрытия трущихся тел; а/К -
относительное сближение контртела и изнашиваемого материала; рф
/?г-номинальное и фактическое давление; п - число циклов до разрушения
деформируемого объема изнашиваемого материала.
Число циклов п до разрушения является степенной функцией
действующих на упругом контакте напряжений <т = к 1/рг:
V V
И =
Ча"РУ
где а0 - разрушающее напряжение при однократном нагружении; /у -
коэффициент усталости» изменяется от 1,3 до 12 и зависит от материала
изнашиваемого тела; А1 — коэффициент, зависящий от природы изнашиваемого
материала.
Для пластического контакта число циклов до разрушения является
функцией амплитудных значений деформаций е, испытываемых изнашиваемым
материалом в процессе трения:
п
усталостное изнашивание
225
где ер - деформация материала при разрыве; /„ - коэффициент усталости,
изменяющийся от 2 до 3, т. е. в более узком интервале, чем при упругом кон.
такте.
Природа разрушения при одноосном циклическом и фрикционном на*
гружении существенно не различается. Учитывая это, коэффициент устало*
сти может быть определен при обработке кривых объемной усталости Вел*
лера, если при трении изнашиваемый материал не вступает в механохимиче*
ское взаимодействие с окружающей средой, смазочным материалом или
контртелом. Входящие в приведенные формулы напряжения и деформации
могут быть определены расчетным путем либо экспериментально.
7.8.2. Напряженное состояние, возникающее в упругом
материале при одновременном действии нормальной
и касательной нагрузок
Н. М. Беляевым были определены напряжения, возникающие под
действием нормальной нагрузки в двух цилиндрах бесконечной длины,
первоначально контактирующих по образующей. Формулы Н. М. Беляева были
обобщены ММ. Савериньгм с учетом касательной нагрузки, направленной
перпендикулярно к линии контакта цилиндров, радиус одного из которых
был принят бесконечным. Величины напряжений в таких условиях,
определенные для контакта плоскость - цилиндр, будут близки к величинам
напряжений в контакте плоскость - сфера в диаметральном сечении сферы,
совпадающем с направлением вектора силы трения. Поэтому реальную
поверхность контртела можно моделировать как набором сфер, так и набором
цилиндров.
Основные соотношения для напряжений и деформаций в задаче о
контакте цилиндра и плоскости под действием нормальной и касательной нагрузок
удобнее всего представить в виде функций от комбинации относительных
прямоугольных (^, у) и эллиптических ( а, р) координат, представленных на
рис. 7. 19, а и связанных следующим образом:
у = ^спасо$р;2 = б5псс5тР;
у ь ^ ь
где;>, г - прямоугольные координаты; Ь - полуширина полоски касания.
15. Зак. 5519.
226
ИЗНАШИВАНИЕ ТРУЩИХСЯ ТЕЛ
Формулы для напряжений имеют следующий вид
§8Ю5 рСОЗР
а =
.л|^(^ГТ^ч)«83-^^
+ 2$-
1 +
V ч
§Чзт4р]
д/^+зт2? ;
(7.1)
^ + 51П рV '
(7.2)
%=/>.(/
^2+8т2Р~2^ +
^Чзт4р
„ зш2 рсозр.
^ +81П р
(7.3)
где ря = ^Р{Е/% ^ - максимальное давление на площадке контакта (здесь
Рг— погонная нормальная нагрузка; Е — приведенный модуль упругости;
О — диаметр индентора);/— коэффициент трения; Ь — полуширина полоски
касания.
Рассмотрим главные напряжения на поверхности упругого
полупространства:
<5,= Рвехр(-а)[/(1 + со5р)-5тр];
<У 2= -ра ехр(-а)[/(1 - соз0)+ зт р].
В зоне контакта (а = О) они определяются по следующим формулам:
<У ,= Р. [/(1 + созР) - зт р];
а2=-р4Л1-созр) + 8тР].
Впереди контактной площадки ф = я)
о\=0;
янывт
Усталостное изнашивание 227
За контактной площадкой ф - 0)
о1=2р0/е'° ;
о2=0.
Третье главное напряжение с* находится в случае плоской деформации из
равенства е*= 0 и выражается через сумму С\ и с^:
о, = ц(а,+о2),
где \х - коэффициент Пуассона деформируемого материала.
Распределение главных напряжений вдоль пути трения (ось у)
представлено на рис. 7.19, б. Видно, что впереди контактной площадки и в зоне
контакта (за исключением небольшой области, прилегающей к задней границе)
материал поверхности испытывает всестороннее сжатие, а за контактной
площадкой - двуосное растяжение.
Рис. 7.19. Эллиптические координаты и распределение главных напряжений по ширине
контакта цилиндра с упругим полупространством
Для материалов, у которых предел прочности на растяжение значительно
меньше, чем на сжатие, наиболее опасны растягивающие напряжения. Это
высокоэластичные и хрупкие материалы. При равенстве пределов прочности
на растяжение и сжатие наиболее опасны сжимающие напряжения, так как
они по абсолютной величине выше растягивающих (см. рис. 7.19). Нормаль-
228
ИЗНАШИВАНИЕ ТРУЩихго ^
ные напряжения достигают максимума на поверхности трения, а касател
ные - в подповерхностном слое, С увеличением коэффициента трения точ*
максимума касательных напряжений приближается к поверхности трения
при/25 0,3 — выходит на поверхность.
7.8.3. Деформации поверхностных слоев при трении
Рассмотрим деформации изнашиваемого материала при скольжении по
его поверхности цилиндрического индентора, моделирующего неровность
поверхности контртела, сопрягаемого с изнашиваемым телом. Исследования
выполненные на образцах в форме пластины прямоугольного сечения, по
поверхности которой скользит цилиндр, показали, что материал испытывает
знакопеременные деформации в двух взаимно перпендикулярных
направлениях и деформации сдвига.
В направлении оси движения индентора (ось у) материал образца впереди
контактной площадки испытывает деформации сжатия (отрицательные
значения еу на рис. 7.20, а), а в зоне контакта - деформации растяжения
шожительные значения е^). За контактной площадкой наблюдаются дефор-
Рис. 7.20. Распределение деформаций материала изнашиваемого тела вдоль
поверхности трения при скольжении по его поверхности цилиндра:
а б - нормальные деформации в направлении осей у и г соответственно; в - деформации сдвига;
для кривой / г - 0, \Ь, для кривой 2 г = 36
Усталостное изнашивание
229
мации растяжения, за исключением узкой области сжатия, расположенной
сразу за границей выхода трущихся тел из контакта. Существование этой
области на глубине г, превышающей ширину контактной площадки 26, связано
с наличием сжимающих напряжений, возникающих при выдавливании
материала из зоны контакта. Таким образом, при однократном проходе
неровности материал изнашиваемого тела подвергается двум знакопеременным
циклам деформаций гу.
В направлении, перпендикулярном к поверхности трения (ось ?), впереди
контактной площадки материал растягивается, а в зоне контакта сжимается
(рис. 7.20, б). Причем деформации сжатия на порядок и более превышают по
абсолютной величине деформации растяжения. Очевидно, что и в
направлении оси г материал подвергается знакопеременным деформациям.
При скольжении неровности поверхностные слои материала испытывают
также существенные по величине деформации сдвига у^, (рис. 7,20, в).
Впереди контактной площадки и за ней деформации сдвига противоположны по
знаку.
Увеличение нормальной нагрузки не вызывает изменения формы кривых
распределения деформаций в зоне контакта и ее окрестностях, а
способствует лишь увеличению максимальных значений е>, е» у^. По мере удаления от
поверхности трения амплитудные значения е^ е* у^, уменьшаются (см.
рис. 7.20). Причем наиболее быстро убывают деформации сдвига, а
деформации Ег зависят от % в значительно меньшей мере. Точки максимумов
нормальных деформаций растяжения, а также деформаций сдвига смещаются от
центра контактной площадки. При этом деформации сдвига впереди
контактной площадки и за ней становятся близкими по абсолютной величине.
Более наглядно распределение деформаций вдоль оси у представлено на
рис. 7.21. Пусть элемент А, выбранный далеко за пределами контактной
площадки в подповерхностном слое материала, не испытывает деформаций.
V
1'
А В С О
Рис. 7.21. Деформации материала на глубине образца при скольжении по его
поверхности цилиндра
230
ИЗНАШИВАНИЕ ТРУЩИХСЯ ТЕЛ
По мере приближения индентора к этому элементу его форма изменяется,
поскольку он испытывает сдвиг в направлении оси у и сжимается, а в
направлении 1 несколько растягивается. При достижении передней границы
контактной площадки этот элемент принимает вид В. В центре контакта (С)
материал сжимается по оси г , несколько сдвигается вдоль вектора скорости
и растягивается по оси у . Когда элемент находится вблизи границы выхода
трущихся тел из контакта (О), нормальные деформации приближаются к
нулю, а деформации сдвига меняют знак — материал сдвигается в направлении,
противоположном вектору скорости.
Распределение относительной объемной деформации вдоль пути
трения, характеризуемое первым инвариантом тензора деформаций
#1 = Е у+ Е ,4- Ел. , изучалось тензометрическим методом на образцах из
отвержденного эпоксидного полимера (Е = 1060 МН/м2) при/>„ = 1 МПа и у=
= 0,01 м/с. Кривые распределения относительной объемной деформации
материала, расположенного на расстоянии г = 0, 001 Ъ от поверхности трения,
представлены на рис. 7.22. Как видно, при прохождении внедрившейся
неровности материал любой фиксированной области, расположенной в
подповерхностном слое, испытывает знакопеременное изменение объема. В зоне
контакта и перед ней объем материала уменьшается (наблюдаются
деформации сжатия). Максимум деформаций сжатия несколько смещен к передней
границе контакта. Переход от всестороннего сжатия к растяжению
наблюдается в непосредственной близости от задней границы контактной площадки,
а максимальное увеличение объема деформируемого материала
соответствует координате у- Ь,
С увеличением коэффициента трения /
деформации обоих знаков увеличиваются.
Однако более существенное влияние
оказывает коэффициент трения на деформации
растяжения. С увеличением расстояния от
поверхности трения деформации растяжения
убывают значительно быстрее, чем
деформации сжатия, и локализуются в основном в
тонком поверхностном слое. В
непосредственной близости от поверхности трения
деформации обоих знаков соизмеримы.
Описанный характер деформирования
изнашиваемого тела неровностями контртела
подтверждается теоретическими
исследованиями поведения упругого и вязкоупругого
й „ „Л Л полупространства при скольжении с трением
Рис. 7,22. Величина первого инвари- „,. ,_ г
у по его поверхности контртела,
акта тензора деформаций на глубине л.
г/Ь = 0,001 при скольжении етально- На основании формул М. М. Саверина для
го цилиндра по эпоксидному полимеру напряжений (7.1) — (7.3) МОЖНО ПОЛУЧИТЬ ВЫ-
/=0,6
Усталостное изнашивание
231
ражения, описывающие упругие деформации полупространства, при
скольжении по его поверхности жесткого цилиндра:
у 20
.(с*а-1Х1^2»1)-$^ + 1
+/
2(1-ц)(с1Ьа
&4а+%
зЬ4а+Е
V
стла
(7.4)
(сЛа-1)(1-2ц)+^Ьа
-/
2у(сйих-1)~
V
зЬа+^
V
зЬ4а+^2
сига
твт
(сЙ1а-2'
ап'а сЬа 1 22^зп5а - %2
5п4а+с^
зЬ'а+1;
(7.5)
(7.6)
Анализ расчетных и экспериментальных данных показал, что увеличение
нормальной нагрузки и коэффициента трения приводит к росту амплитудных
значений деформаций. Причем зависимость гр е» у^ от нормальной нагрузки
отражается выпуклыми кривыми, а от/- выпуклыми книзу кривыми.
Описанные напряжения и деформации изнашиваемого материала
обусловлены смещением внедрившихся в его поверхностный слой неровностей
контртела. Реальные детали машин испытывают также деформации,
обусловленные отклонениями их формы от идеальной. Так, дополнительно
напряжения в подшипниках скольжения возникают: в результате перекоса вала,
его недостаточной жесткости и прогиба; при неудовлетворительном
прилегании подшипника к корпусу, вкладыша к постели (неплотно прилегающие
участки прогибаются, а соседние испытывают дополнительную нагрузку);
при конусной, седлообразной или овальной форме шеек коленчатого
вала и т. д.
Существенно изменяется напряженно-деформированное состояние
изнашиваемого тела вследствие повышения его объемной температуры при
трении. Это приводит не только к изменению механических свойств материала,
но и к появлению напряжений в результате теплового расширения деталей.
Нагрев детали обеспечивает также появление остаточных напряжении, так
как ряд металлов (олово, кадмий, цинк) обладает анизотропией термического
расширения и неравномерностью расширения в различных кристаллографи-
ИЗНАШИВАНИЕ ТРУЩИХСЯ ТВЛ
ческих плоскостях. Высокие температурные напряжения возникают в
тормозных устройствах, фрикционных муфтах, бандажах колес подвижного
состава. Зачастую температурные напряжения становятся основной причиной
усталостного разрушения детали. Причина такого разрушения заключается в
следующем. При трении тонкий поверхностный слой нагревается и
расширяется, испытывая напряжения сжатия и создавая (благодаря высокому
градиенту температуры по глубине) растягивающие напряжения в менее нагретом
!ижележащем слое. Вследствие этого поверхностный слой приобретает
форму гофра (волнообразную форму), вершины волн которого
воспринимают основную долю нагрузки.
Температурные вспышки на локальных участках контакта также
являются причиной возникновения напряжений на пятнах фактического контакта и
их окрестностях.
7.8.4. Кинетика усталостного изнашивания металлов
На базе основных положений усталостной теории изнашивания и новых
экспериментальных данных Н. М. Алексеевым и М. Н. Добычиным
предложен новый подход к рассмотрению кинетики усталостного разрушения
металлов и образования частиц износа. Он основан на следующих положениях.
1. Структура фрикционного контакта содержит пограничный слой /
(третье тело), подповерхностный слой (слой Сен-Веннана) 2 и материал
основы 3 (рис. 7.23).
2. Движение вещества пограничного слоя представляет собой течение
элементов структуры (локальные вязкопластические деформации) и
сопровождается микроразрушениями.
3. Слой Сен-Веннана испытывает небольшие упругопластические
деформации. Он сглаживает флуктуации давления (деформаций) слоя / и является
источником поступления вещества в пограничный слой.
4. Микротрещины зарождаются на дефектах структуры разной природы и
масштаба, которыми насыщен пограничный слой.
Разрушение локализуется в
пограничном слое и на первой стадии
представляет собой результат
пластического деформирования материала
пограничного слоя, включающий
образование, перемещение и скопление
дислокаций в отдельных
микрообъемах. С увеличением плотности
дислокаций образуется блочная структуре
типа "кирпичной кладки". Внутри
?ш- 7.2$. Структура фрикционного
Усталостное изнашивание
ш
каждого блока плотность дислокаций понижена, а на границах - значительно
более высокая. При этом наблюдается увеличение толщины пограничного
слоя. Другими словами, образуются своего рода фрагменты структуры (рис.
7.24, а), и, так как энергия разрушения вдоль линии дислокационных
скоплений ниже, они являются потенциальными траекториями разрушения. В
дальнейшем происходит слияние скоплений микродефектов структуры и
образование пор, которые, развиваясь и соединяясь между собой, образуют микро-
трещины.
Вторая стадия разрушения является итогом развития пор и
микротрещин, что приводит к пластическому разрыхлению структуры и увеличению
толщины пограничного слоя (рис. 7.24, б). Разрушение контакта неровностей
на данном этапе можно представить как изменение объема межконтактного
пространства 4 (см. рис. 7.23). Тогда моделировать это изменение можно
развитием трещины, разделяющей сопрягаемые тела при сдвиге одного тела
относительно другого. Вследствие быстрого падения деформаций сдвига по
глубине развитие трещины локализуется только в слое /. При этом рост
трещины 4, разделяющей поверхности трения, может сопровождаться ее
ветвлением, идущим по микротрещинам в разрыхленной структуре пограничного
слоя.
Трещина ветвится в пределах пограничного слоя, выкалывая частицы
материала, соизмеримые с его толщиной. Этот процесс приводит к отделению
частиц материала пограничного слоя {третья стадия), которые совершают
вращательное движение при скольжении контактирующих тел. Таким
образом, между двумя поверхностями трения могут возникать элементы,
приобретающие в процессе трения округлую форму и выполняющие роль катков
(рис. 7.24, в). При этом происходит сброс упругой энергии, накопленной
>П>
;кх~*** |*х :
^*ххк
'[_д
И
Е^Э
Рис. 7.24. Кинетика разрушения пограничного слоя при трении на стадиях.
!пг^.аСТНЧвСК0Г° д°Ф°РмиРОвания; б - разрыхления; в - локализации сдвиговых деформаций и отделе
пластического уплотнения и конгломерации частиц; д - разрыхлен и потери устойчивое
конгломератов
частиц;
6* Зак. 5619.
234 ИЗНАШИВАНИЕ ТРУЩИХСЯ теп
контактирующими телами в пограничном слое, и падение коэффициента
трения.
Четвертая стадия может включать два направления: 1) столкновение
нескольких частиц (катков), их пластическое уплотнение и образование
конгломератов, форма которых напоминает сферическую (рис. 7.24, г>*
О пластическое раскатывание частиц и образование новой слоистой
структуры на одной из трущихся поверхностей. Такая вторичная структура
включает в свой состав элементы контртела, смазочной среды, примеси и
обладает свойствами, отличающимися от свойств обоих трущихся тел. На этой
стадии происходит массообмен между пограничным и подповерхностным
слоями, а также между трущимися телами.
На пятой стадии происходит разрушение конгломератов (рис . 7.24, д).
Основная часть диспергированного материала отжимается обратно в
подповерхностный слой, а незначительная часть частиц, достигшая границы
контакта, удаляется из зоны трения. Следовательно, скорость разрушения
протекает более интенсивно, чем скорость изнашивания материала. Скорость
выноса фрагментов разрушения из зоны трения зависит от толщины
пограничного слоя (она возрастает с увеличением толщины), линейных размеров
поверхности контакта и амплитудно-частотного спектра возбуждаемых при
трении колебаний.
В настоящее время нет единого мнения о том, в какой области (на
поверхности или в подповерхностном слое) начинается разрушение, и является
ли образование частиц износа результатом развития подповерхностных или
поверхностных трещин. Авторы теории изнашивания посредством
отслаивания (деламинационной теории) Н. Су и С. Джаханмир, основываясь на
результатах изучения напряженно-деформированного состояния трущихся тел
(герцевский контакт) и используя линейную механику упругого разрушения,
полагают, что образование частиц износа является результатом развития
подповерхностных трещин. Анализируя напряжения в изнашиваемом
материале при фрикционном нагружении, они показали, что на некотором
расстоянии от поверхности трения образуется зона пластических деформаций,
ограниченная сверху и снизу упругодеформированным материалом. Это
приводит, по их мнению, к образованию дислокаций преимущественно в
указанной зоне. Глубина расположения пластически деформируемой зоны
определяется величиной нормальной и касательной нагрузок.
Следовательно, область наиболее вероятного зарождения и роста пустот
при высоких коэффициентах трения расположена на таком расстоянии от
поверхности трения, при котором гидростатическое сжимающее напряжение
недостаточно для прекращения роста пустот, а растягивающие напряжения
достаточны для их зарождения. Глубина расположения и ширина области
образования пустот увеличиваются с ростом коэффициента трения, что, по
мнению авторов, является причиной увеличения толщины отслаиваемых
частиц и интенсивности изнашивания.
23§
Таким образом, в подповерхностном слое создаются условия для
образования микротрещин. Скопление микродефектов и пустот на расстоянии «г
поверхности трения способствует распространению микротрещин парад*
лельно поверхности трения. Развитие микротрещины может происходить
либо путем соединения пустот, либо вследствие роста одной из них. После
многократного нагружения материала изнашиваемого тела трещина, расп|
страняясь параллельно поверхности трения, отделяет от основного
материала тонкий слой. При выходе ее на поверхность образуется частица износа.
Последняя по форме напоминает лепесток (пластинку), толщина которого
порядок меньше его длины (рис. 7.25).
Теория не дает объяснения, по какой причине должен произойти выход
трещин на поверхность. Это особенно важно при рассмотрении однородных
металлов. Высокая плотность дислокаций в деформируемом при трении
материале может наблюдаться как на глубине изнашиваемого тела, так и на его
поверхности. Следовательно, разрушение может начинаться на
поверхности трения и в подповерхностном слое. К аналогичному выводу
приводят и результаты исследований глубины залегания максимально
напряженной точки. Установлено, что координаты расположения этой точки
зависят от коэффициента трения. При больших коэффициентах трения (/> 9Щ
зона максимальных касательных напряжений выходит на поверхность.
В данном случае есть противоречие с теорией Н, Су, в которой утверж-
Рис. 7,25. Образование частицы износа в твердом растворе железа
236
ИЗНАШИВАНИЕ ТРУЩИХСЯ ТЕЛ
дается, что с увеличением коэффициента трения глубина расположения слоя
повышенной плотности дислокаций увеличивается.
О возможности существования поверхностного механизма разрушения
металлов свидетельствует фотография шлифа стального образца,
представленная на рис. 7.26. Видно, что, располагаясь перпендикулярно к
поверхности трения, трещины распространяются вглубь образца. На некоторой глу*
бине они поворачиваются и ориентируются параллельно поверхности
трения (первая и вторая трещины слева). При этом возможно слияние
трещин и выкрошивание микрообъема материала, заключенного между
ними.
Доказательством справедливости основных положений теории износа
отслаиванием являются известные результаты исследований размеров частиц
износа: до 10 мкм толщиной, а длина и ширина - на порядок выше. Авторы
этой теории считают, что такие частицы износа возможны только при
описанном механизме их образования. Однако это не является бесспорным
доказательством правильности деламинационной теории, поскольку частицы
износа с совершенно аналогичным соотношением размеров могут
образовываться в результате среза вершин выступов и последующей пластической
раскатки материала, попадающего между двумя входящими в контакт
неровностями. Таким образом, можно полагать, что образование частиц износа
есть результат роста как поверхностных, так и подповерхностных трещин.
т&"
-вйй*-
Рис. 7.26. Распространение поверхностных трещин усталости
по глубине образца из стали
237
7.8.6. Кинетика усталостного изнашивания полимерных
материалов
Изнашивание трущихся тел является следствием импульсно протекающих
на дискретных участках контакта тепловых воздействий и напряжений,
приводящих к необратимым изменениям структуры материала поверхностного
слоя. Энергетическое состояние материала в локальных объемах определяет
природу и закономерности его разрушения, а также интегральные
характеристики процессов трения и изнашивания.
Кратковременное повышение температуры в точках контакта приводит к
увеличению подвижности цепей макромолекул и снижению сил внутри- и
межмолекулярного взаимодействия. Увеличение сегментальной
'Подвижности сопровождается ростом вероятности необратимого смещения цепей
макромолекул под действием механических напряжений при условии, если силы
внутри- или межмолекулярного взаимодействия окажутся меньше
действующих напряжений. После выхода материала контактирующих неровностей
из контакта возможен процесс рекомбинации разорванных связей.
Соотношение процессов разрыва и рекомбинации связей зависит от уровня
растягивающих напряжений. С увеличением последних доминирующим становится
процесс разрушения.
По мере накопления разрывов связей в процессе трения растут
напряжения на соседних, менее напряженных связях и создаются условия для их
разрыва. В итоге в структуре полимера образуются микродефекты.
Интенсивность возникновения микродефектов определяется соотношением
вероятностей разрыва и рекомбинации связей в деформируемом материале и их
типом. Вероятность рекомбинации при разрыве внутримолекулярных связей
(например, углерод - углерод) ниже, чем межмолекулярных.
Образовавшиеся при разрыве макромолекулы радикалы обладают высокой реакционной
способностью и могут взаимодействовать с внешней средой. В результате
происходит аморфизация структуры кристаллизующихся полимеров,
уменьшаются молекулярная масса и прочность материала, выделяются летучие
продукты. Скорость выделения летучих продуктов зависит от приложенного
напряжения. Следовательно, процесс разрыва связей и образования
микродефектов вызван воздействием как тепловых, так и механических полей.
После многократного приложения нагрузки образуются микротрещины в
областях максимального скопления микродефектов, в которых локализуются
механические напряжения. Усилению неоднородности распределения
напряжений способствуют всегда имеющие место дефекты технологического
происхождения, а также аморфные прослойки у кристаллизующихся
полимеров и наличие двух резко отличающихся по энергии типов
взаимодействия: химического (внутримолекулярного) и физического
(межмолекулярного). Кинетика развития трещин и образования частиц износа определяется
типом полимерного материала и соотношением тепловой и механической
нагрузок на пятнах фактического контакта.
дояде
шва*
238
ИЗНАШИВАНИЕ ТРУЩИХСЯ ТЕЛ
Рассмотрим кинетику изнашивания реактопластов. Соотношение
тепловой и механической нагрузок будем изменять, задавая различные скорости
скольжения. При низких скоростях скольжения температура на пятнах
контакта не достигает высоких значений. Поэтому причиной разрушения
поверхностного слоя является его усталость, вызванная циклическим
деформированием. На поверхности трения появляются трещины,
распространяющиеся перпендикулярно к вектору V. При низких значениях коэффициента
трения частицы износа образуются вследствие скалывания материала по краям
микротрещин (рис. 7.27, а), С ростом коэффициента трения частицы износа
являются результатом диспергирования небольшого объема материала,
ограниченного со всех сторон встречно растущими трещинами (рис. 7.27, б). В
связи с тем, что время нахождения материала под нагрузкой достаточно
велико, существенные по величине деформации распространяются на
значительную глубину. Это способствует разрушению сравнительно толстого
поверхностного слоя полимера, образованию крупных частиц износа и
достижению высокой интенсивности изнашивания.
^ _" •& ■" ■ * • *• ^^* ***** '<%
Рис. 7.27.Усталостное разрушение поверхности *„«
239
С увеличением скорости скольжения коэффициент трения /полимера по
металлу уменьшается. Вследствие этого локальные максимумы деформаций
растяжения на поверхности трения и в подповерхностном слое сближаются и
становятся соизмеримыми по величине. Уменьшается толщина интенсивно
деформируемого и подлежащего разрушению слоя. Увеличивается
вероятность появления трещин усталости в подповерхностном слое и развития их
параллельно поверхности трения. О существовании подповерхностных
трещин свидетельствуют светлые пятна (рис. 7.28, а\ расположенные вблизи
поверхностных трещин (результат отражения светового пучка от границы
раздела отделяемого трещиной поверхностного слоя и нижележащего
материала). Наличие этих трещин в непосредственной близости от поверхности и
их слияние с поверхностными (рис. 7.28, б) ограничивает распространение
последних вглубь образца. В таких условиях износ является результатом
последовательного разрушения очень тонких поверхностных слоев,
сопровождающегося образованием малых по размеру частиц износа. Это обеспечивает
сравнительно низкую интенсивность изнашивания полимера.
Непрерывное наблюдение за состоянием трущихся поверхностей,
выполненное с применением метода оптико-электронного сканирования зоны
фрикционного контакта, позволило зафиксировать в межконтактном
пространстве пары трения эпоксидный полимер - сталь подвижный
перемешанный слой (рис. 7.28, б). Существование этого, подобного жидкостному, слоя
обеспечивает стабильно низкий коэффициент трения в интервале скоростей
скольжения 10-30 м/с. Слой содержит частицы износа, которые,
перекатываясь, перемещаются по контактной площадке. Иногда движение частиц
приобретает направленный характер, образуя поток. Траектория этого пере-
Рис. 7.28. Усталостное разрушение полимера при трении:
трения при V = 4,3 м/с; б - схема развития усталостных трещин и образования
240 ИЗНАШИВАНИЕ ТРУЩИхдгТЕЛ
метения определяется, по-видимому» топографией поверхностей трения
сопрягаемых тел. Как правило, частицы движутся в направлении к выходу
трущихся тел из контакта. Однако зафиксированы случаи перемещения
частиц в противоположном направлении или по замкнутым, близким к
круговым траекториям. Перемешанный слой состоит также из газообразных
продуктов терморазложения полимера на пятнах фактического контакта.
В области высоких скоростей скольжения основным фактором,
влияющим на процесс усталостного разрушения трущихся тел, становится
тепловое воздействие. По мере повышения скорости скольжения (V > 20 м/с)
растет максимальная температура на пятнах фактического контакта и
интенсифицируются трибохимические процессы разложения полимера. При этом
наблюдается повышение степени структурирования и локальное охрупчивание
материала поверхностного слоя.
Таким образом, импульсное воздействие тепловой нагрузки создает
условия для образования в поверхностном слое областей пониженной прочности
материала - потенциальных очагов разрушения. В этих областях трещины,
сравнительно легко развиваясь, становятся магистральными (рис. 7.29, а).
Распространяясь вглубь материала, трещина зачастую поворачивается в
направлении, противоположном вектору скорости скольжения контртела (рис.
7.29, б), и развивается далее параллельно поверхности трения. О повороте
трещины на глубине свидетельствуют светлые полосы, расположенные вдоль
трещины (рис. 7.29, а), - результат разложения светового пучка на клине
материала, отделенного от основного материала трещиной (см. рис. 7.29, б).
а б
Рис. 7.29. Усталостное разрушение эпоксидного полимера при трении:
а поверхность трения при V 36 м/с; б схема развития усталостных трещин и образования частиц износа
Усталостное изнашивание
241
Такая трещина отделяет от основного материала толстый поверхностный
слой, который впоследствии хрупко разрушается. Толщина слоя достигает в
отдельных случаях 100 мкм. Дисперсный анализ продуктов изнашивания
показал, что кривая плотности распределения частиц износа по размерам
более пологая, чем при низких скоростях скольжения, а ее максимум смещен в
область больших размеров. В итоге такой механизм разрушения
реактопластов при трении обеспечивает рост интенсивности изнашивания.
Рассмотрим особенности изнашивания термопластов. При низких
скоростях скольжения кинетика разрушения поверхностей трения
термопластов и реактопластов существенно не отличаются. С ростом скорости
скольжения увеличивается тепловая нагрузка на контакт и термические
напряжения становятся соизмеримыми с механическими. Расположение
поверхностных трещин будет менее ориентированным, а в кристаллизующихся
полимерах разрушение идет преимущественно по границам кристаллов.
Благодаря пластическому оттеснению материала неровностей в объем
микротрещин их концентрация на поверхности становится ниже, чем в
подповерхностном слое. Так, при фрикционном нагружении полиэтилена в
подповерхностном слое образуются ориентированные перпендикулярно к поверхности
трения трещины, незначительная часть которых выходит на поверхность.
Установлено, что развитие трещин носит периодический характер.
Достигнув определенных размеров, трещина может в течение длительного
периода нагружения сохранять свою длину. В результате перераспределения
нагрузки в зоне контакта, вызванного разрушением соседних областей либо
другими причинами, наблюдается импульсное увеличение трещины. Сразу
после роста трещины возможно ее самозалечивание и повторный рост на ту
же длину. Повторное развитие трещины может происходить по траектории,
несколько отличающейся от начальной. Это обеспечивает возможность вы-
крошивания материала в областях несовпадения траекторий развития
трещин. После нескольких циклов импульсного характера "рост -
самозалечивание" достигнутая длина трещины стабилизируется на период, длительность
которого составляет 101 — 103 с и более, а в это время наблюдается рост
соседних трещин. В дальнейшем описанный цикл развития трещины повторяется.
При высоких скоростях реализуется локальный (малоцикловой) механизм
изнашивания термопластов. В зоне контакта происходит локальное
выплавление материала вступающих в контакт неровностей. При трении
силикатного стекла по стали зафиксированы ярко светящиеся шарообразные частицы
износа. Часть из них, охлаждаясь в межконтактном пространстве, с большой
скоростью удаляется из зоны трения. Зафиксированы также частицы в форме
эллипсоида вращения. Однако наиболее часто встречаются частицы
неправильной формы, образующиеся в результате диспергирования либо пласт*
ческого деформирования в процессе трения, изначально отделившихся
фрагментов материала.
242
ИЗНАШИВАНИЕ ТРУЩИХСЯ ТВл
Рис. 7.3(1 Поверхность трения силикатного
стекла после изнашивания при V = 36 м/с
Первоначально локальное
плавление материала происходит на
участках поверхности трения
размером 10 — 30 мкм. При этом
поверхность трения покрывается
углублениями, форма которых
близка к сферической (рис. 7.30). В
дальнейшем эти участки
вытягиваются вдоль линии скольжения и,
расширяясь, образуют полосы
разрушения. Этому виду изнашивания
сопутствует и усталостное
разрушение поверхности трения в
областях, прилегающих к пятнам
фактического контакта.
Аналогичный описанному
характер разрушения поверхности
трения отмечен у стали и меди при
их фрикционном взаимодействии с
сапфиром. Отличие состоит в
размерах полусферических
углублений (для стали они значительно
меньше), а также в том, что локальное плавление стали происходит при
более тяжелых режимах нагружения.
Изложенные результаты свидетельствуют о возможности
одновременного протекания в зоне трения двух взаимосвязанных процессов разрушения
поверхностного слоя изнашиваемого материала. Первый из них представляет
собой вызванную импульсным нагревом деструкцию материала на
локальных участках фрикционного контакта. Второй процесс - это усталостное
разрушение, распространяющееся в окрестностях пятен фактического
контакта на значительные области поверхности трения. Роль первого процесса в
изнашивании становится более существенной с увеличением скорости
скольжения, поскольку температура вспышек на наиболее нагруженных
участках контакта может достигать температуры плавления изнашиваемого
материала.
Частицы износа, отделившись от основного материала, не сразу удаляют*
ся из зоны трения. Значительное время они могут находиться в
межконтактном пространстве, воспринимая в отдельных случаях нагрузку и выполняя
роль подвижных элементов подшипника качения. При этом возможно как
диспергирование частиц, так и объединение их в конгломераты. Из зоны
контакта частицы удаляются с высокой скоростью и скапливаются на
поверхности изнашиваемого тела на расстоянии 100 - 200 мкм от линии
выхода трущихся тел из контакта.
Усталостное изнашивание
243
7.8.6. Факторы, влияющие на усталостное изнашивание
Интенсивность усталостного изнашивания зависит от четырех групп
факторов: внешние условия трения (нагрузка, скорость, наличие смазочного
материала), механические свойства изнашиваемого материала (твердость,
модуль упругости, прочность), топография сопрягаемых поверхностей и
фрикционные свойства трущихся тел.
Влияние нормальной нагрузки N на интенсивность усталостного
изнашивания может быть выражено степенной функцией вида
г т «И*,
1Н На 9
где ра- номинальное давление на контакте; р„ - коэффициент, зависящий от
шероховатости контртела, ориентировочно равный 0,05; /у - коэффициент
усталости материала. Показатель степени в приведенной формуле
изменяется в интервале от 1,4 до 3. При трении без смазочного материала показатель
степени приближается к 1, а при наличии смазочного материала он
значительно превышает 1. В последнем случае интенсивность изнашивания будет
значительно ниже практически при любых нагрузках, поскольку
коэффициент жидкостного трения на 2 - 3 порядка ниже, чем граничного и трения без
смазочного материала. В соответствии с показателем степени зависимость
интенсивности изнашивания от давления может графически изображаться
выпуклыми кверху или книзу кривыми. Возможна и прямолинейная
зависимость 1ь(ра)- Коэффициент Р„ и в целом показатель степени определяются
уровнем нормальной нагрузки.
Влияние нагрузки на Д осуществляется в основном через посредство
коэффициента трения и температуры. Так, увеличение N приводит к росту
температуры в зоне трения, изменению свойств поверхностного слоя, увеличению
доли пластических деформаций и
их амплитудных значений.
Следствием этого является снижение
сопротивления материала
усталостному изнашиванию. Степень
влияния N на 7Л может быть
большей или меньшей в зависимости
от того, уменьшается или растет
коэффициент трения при
изменении N в заданном диапазоне.
Исследования различных
подшипниковых сплавов на основе
алюминия показали, что зависимость
1т(Ра) в логарифмической системе
координат отражается прямыми
Линиями (рис. 7.31), что
подтверждает степенную зависимость 1т
от номинального давления.
/*, мг/км
Р*МПа
Рис. 7.31. Влияние номинального давления на износ
подшипниковых материалов на основе алюминия
^я;
!44
ИЗНАШИВАНИЕ ТРУ111ИуГл
Влияние скорости скольжения на интенсивность изнашивания осуш
ляется через скорость деформирования изнашиваемого материала и в б
шей мере через температуру в зоне трения. Наиболее существенное влия°ЛЬ
скорость скольжения оказывает на изнашивание полимеров и композито "Ие
их основе. В общем случае зависимость 1т(у) отражается кривой с миним**
мом. В области малых скоростей увеличение V приводит к уменьшению впУ
мени жизни фрикционных связей и глубины относительного внедрения н
ровностей поверхности контртела. Деформации материала в точках контакта
уменьшаются, интенсивному деформированию подвергается более тонкий
поверхностный слой. В итоге это приводит к снижению интенсивности
изнашивания материала. При высоких скоростях скольжения определяющая
роль в процессе разрушения поверхностного слоя принадлежит температуре
Повышение V вызывает рост температуры в зоне трения. Это сопровождается
падением модуля упругости и прочности материала поверхностного слоя
ростом контактных деформаций и коэффициента усталости. Результатом
изменения указанных факторов является повышение интенсивности
изнашивания трущихся тел. В данном случае может иметь место малоцикловая
усталость изнашиваемого материала.
Влияние температуры на интенсивность усталостного изнашивания
полимеров, согласно представлениям о разрушении полимеров как о термоак-
тивационном процессе, выражается формулой
/ = /
вехр
У.-У/Р,
КТ
Рис. 7.32. Влияние температуры на
интенсивность изнашивания по сетке полиметилмета-
крилата, содержащего 40 %
пластификатора, при различном номинальном давлении;
0,2ОШх.2-р<, 0,ПЬЛПхЗ-ра 0,015МПа
где /0 - константа; 1/0 - энергия
активации разрыва химических связей;
у - коэффициент, зависящий от
структуры полимера; КТ - энергия
теплового движения молекул,
флуктуации которой разрушают
химические связи, ослабленные
механическим полем.
Приведенное уравнение
подтверждено, в частности, результатами
исследований истирания
пластифицированного полиметилметакрилата по
металлической сетке при различной
нормальной нагрузке (рис. 7.32).
Термофлуктуационная теория
рассматривает усталостный механизм
изнашивания полимеров с
молекулярной точки зрения и показывает
Г^—
усталостное
изнашивание
24$
роль температуры в процессе изнашивания. Однако вследствие ряда и
тзтков она не нашла широкого применения.
Изменение коэффициента трения приводит к существенному измене*
интенсивности изнашиваемого материала, так как/определяет напряже*
деформированное состояние и температуру материала ва пятнах контакта.
Эта зависимость отражается степенной функцией /А = Щ*4, Так, шике*
коэффициента трения в 2 - 3 раза при введении в зону трения иверт*
зонного материала сопровождается уменьшением интенсивности изнш
ния на два порядка и более. Поскольку /определяет амплитудные значения
контактных деформаций и соотношение деформаций растяжения и сжатия I
каждом цикле деформирования, то его влияние на Д должно осуществляться
также посредством температуры, являющейся результатом пластических №
формаций материала на пятнах контакта. Зависимость \ьф при прочих рав
ных условиях получена в исследованиях износа резин при заданном
температурном режиме. Коэффициент трения резины по стали изменялся методом
фторирования резины. Представленная на рис. 7.33 кривая свидетельствует о
том, что в области больших значений / интенсивность изнашивания резко
возрастает, что может быть вызвано не только увеличением контактных
деформаций, но и ростом температуры на пятнах фактического контакта.
Существенное влияние на Д оказывает топография поверхностей
трения. Изменение волнистости поверхности трения приводит к изменению
интенсивности изнашивания на 1 - 2 порядка. Так, отношение высоты к
радиусу волны Нь/Къ поверхностей трения реальных деталей изменяется в
пределах 10~3 - 10~* , а показатель степени при Я„ /Яъ в формуле зависимости
1ь(Н/Кв) меньше единицы.
Изменение шероховатости в
широком интервале вызывает измене-^^^^^^^^^^^^^^^^^^^^^
ние интенсивности изнашивания на
несколько порядков, поскольку Д~Д *
Показатель степени к принимает
значения в интервале 0, 8 - 4, 0 , а
комплексный параметр
шероховатости Д = Ктах I ш" изменяется от
Ю"3 до 1. Здесь Ятях - наибольшая-
высота неровностей профиля; г -
радиус кривизни неровностей
профиля; Ь и V - параметры, зависящие от
вида обработки поверхности
трения.
В значительной мере
сопротивление материалов усталостному изна-
Рис, 7.33. Влияние коэффициента трения на
интенсивность изнашивания резины на
основе СКН-18 и СКН-26 (трение по стали)
246 ИЗНАШИВАНИЕ ТРУЩИХСЯ Тел
шиванию зависит от их механических свойств. Увеличение модуля
упругости изнашиваемых материалов при их одинаковой прочности на разрыв
вызывает рост &. Причем эта зависимость является степенной. Для материалов
с одинаковым удлинением /А ~ & . Показатель степени в этой
формуле может изменяться в интервале 0,6 - 9,6 в зависимости от
шероховатости и волнистости поверхностей трения.
Увеличение прочности материала на разрыв вызывает рост его сопротив*
ления усталостному изнашиванию. От прочностных свойств материала
зависит скорость распространения трещин усталости; которая, в свою очередь
определяет интенсивность усталостного изнашивания. Следует отметить, что
до настоящего времени нет данных о том, какой из факторов (скорость
распространения трещин усталости в материале или область и условия их
зарождения) оказывает доминирующее влияние на интенсивность изнашивания
трущихся тел.
7.9. МОЛЕКУЛЯРНО-МЕХАНИЧЕСКОЕ ИЗНАШИВАНИЕ
Молекулярно-механическое (адгезионное) изнашивание - это явление
образования прочных соединений в зонах фактического контакта трущихся
тел, глубинного вырывания материала одного тела и переноса на поверхность
трения другого, сопровождающееся изменением их линейных размеров.
Наблюдается в зубчатых и зубчато-винтовых передачах; тяжелонагру-
женных подшипниках скольжения; подшипниках качения; парах трения
плунжер - втулка, цилиндр - поршневое кольцо, направляющие
металлорежущих станков - суппорт; в узлах трения, эксплуатирующихся в вакууме или
инертной среде; сопряжениях, эксплуатирующихся при высокой температуре
(ролики проходных печей, прокатных станков, детали тормозных устройств).
Молекулярно-механическое изнашивание является результатом
разрушения адгезионных связей, возникающих между трущимися телами на юве-
нильных (очищенных от пленок оксидов, смазочных материалов,
загрязнений) участках поверхностей. Поэтому для реализации этого вида
изнашивания необходимо в первую очередь удаление пленок с поверхности входящих
в контакт неровностей. При трении этот процесс происходит благодаря
тепловому и механическому воздействиям.
Рост температуры на пятнах контакта способствует десорбции
адсорбированных пленок газа и смазочных веществ и облегчает их разрушение при
механическом воздействии. При этом на поверхностях металлов возможна
интенсификация процесса окисления. Оксидные пленки разрушаются под
действием нормальной и касательной нагрузок. Скорость их разрушения
определяется не только уровнем внешнего механического воздействия, но и
соотношением сопротивления деформированию пленки и металла. Если
ННЦШП
Молекулярно-механическое изнашивание 247
твердость оксида выше твердости металла, то находящийся под оксидной
пленкой металл, пластически деформируясь, вызывает ее хрупкое
разрушение. Проникая между участками пленки в областях их разрыва, металл выхо-
дит на поверхность и обеспечивает возможность образования адгезионных
соединений с сопрягаемой поверхностью. Если твердость пленки оксида
ниже твердости металла, то ее разрушение затруднено, она раскатывается
поверхности металла, выполняя роль экрана, предохраняющего выход
металла на поверхность. В этом случае вероятность образования прочных
адгезионных связей с сопрягаемой поверхностью значительно ниже.
Следующим этапом молекулярно-механического (адгезионного)
изнашивания является образование прочных адгезионных связей (мостиков сварки)
между трущимися телами. Необходимым условием его реализации является
сближение ювенильных участков сопрягаемых поверхностей на расстояние
действия межатомных сил. При этом материал неровностей, образующих
мостики сварки, должен пластически деформироваться. В противном случае
после снятия нагрузки энергия упругой деформации может оказаться
достаточной для разрушения адгезионной связи. Следовательно, напряжения на
пятне контакта должны превышать твердость материала.
Согласно предложенной Б. И. Костецким дислокационно-вакансионной
гипотезе, механизм образования участков схватывания при трении металлов
заключается в следующем. Пластическая деформация металла способствует
образованию дислокаций и их концентрации в поверхностном слое
участвующей в контакте неровности. Увеличение концентрации дефектов
повышает диффузионную активность металла. Атомы контактирующих металлов
диффундируют по вакансиям и в областях фактического контакта
формируют структуры общих решеток с металлическими связями. Склонность
металлов к схватыванию зависит от типа кристаллической решетки и энергии
дефектов упаковки. Металлы с кубической кристаллической решеткой (Ре; V/;
Си; Мо) по сравнению с металлами с гексагональной решеткой (2п, Т*)
обеспечивают более благоприятные условия для возникновения вакансий при
пластической деформации. В результате в менее плотно упакованных
металлах с кубической решеткой взаимная диффузия атомов по вакансиям при
Фрикционном взаимодействии протекает более интенсивно. Это облегчает
схватывание и является причиной более высокой интенсивности изнашивания.
Если время контактирования кристаллов сопрягаемых тел достаточно для
протекания взаимной диффузии, образуются мостики сварки. При
увеличении скорости скольжения диффузия может не реализоваться в полной мере,
возможно проникновение кислорода вглубь металла и образование оксидов,
т° препятствует возникновению адгезионных соединений.
Описанный процесс образования мостиков сварки относится к так
называемому "холодному" схватыванию. При высоких скоростях скольжения
в°ледствие роста температуры увеличивается скорость диффузии металлов и
происходит процесс термического или "горячего" схватывания. Этот процесс
сопровождается рекристаллизацией, отпуском и закалкой металла. В отдель-
КЩш!
248 , ИЗНАШИВАНИЕ ТРУЩиув ТЕ
ных случаях возможно оплавление неровностей и образование структуп
сплава материалов трущихся тел. Наиболее распространен этот вид схвати
вания при трении термопластичных полимеров в экстремальных условия -
нагружения.
Структура мостиков сварки зависит от материалов пары трения и
ориентации кристаллитов. Если при трении одноименных материалов вступают в
контакт кристаллиты с одинаковым расположением кристаллографических
плоскостей, то происходит их сращивание в один общий кристаллит. При
различной их ориентации образуется переходная зона той же природы, что и
монокристаллитная в поликристаллах. В контакте разноименных металлов
формируется переходная зона с металлической связью, наблюдается
достройка электронных уровней атомов объединяемых металлов в энергетически
выгодных соотношениях. Образование мостиков сварки протекает более
интенсивно при трении взаимно растворимых металлов.
Заключительный этап процесса молекулярно-механического
изнашивания - разрушение мостиков сварки - определяется соотношением их
адгезионной и когезионной прочностей. Ф. П. Боуден различает четыре вида
разрушения:
1) прочность связи на границе раздела меньше прочности обоих
материалов пары трения. В этом случае разрушение происходит преимущественно
по границе раздела, и количество материала, удаляемое с обеих
поверхностей (интенсивность изнашивания), будет незначительно;
2) соединение на границе раздела прочнее одного из трущихся тел. Срез
будет происходить по менее прочному материалу. Частицы этого материала
будут налипать на более твердое тело, образуя пленку на его поверхности. В
результате реализуется трение одноименных материалов;
3) адгезионное соединение прочнее материалов обоих трущихся тел.
Разрушение происходит в основном в объеме более мягкого материала, но
возможно также разрушение и сопряженного с ним тела. Интенсивность
изнашивания твердого тела значительно ниже мягкого;
4) прочность адгезионного соединения и когезионная прочность
трущихся тел одинаковы (трение одноименных материалов). Это равенство, как
правило, нарушается вследствие наклепа, и прочность соединения становится
выше прочности металла. Срез происходит по объему контактирующих
неровностей, что ведет к интенсивному изнашиванию обоих тел.
Тип разрушения адгезионных связей определяет вид изношенной
поверхности, размер частиц износа и их форму, а также интенсивность
изнашивания. Д, Н. Гаркунов различает следующие виды разрушения адгезионных связей:
1. Вырывы материала в виде микрочастиц. В этом случае на поверхности
трения образуются кратерообразные углубления. Частицы износа имеют
неправильную форму, а их масса достигает Ю"10 г. Интенсивность
изнашивания мала, а катастрофическое разрушение поверхностей трения не
достигается. Этот вид разрушения наблюдается преимущественно при условии,
когда адгезионная прочность на границе раздела ниже когезионной прочности
материалов контактирующих тел.
Молекулярно-механическое изнашивание 249
2. Образование тонкой пленки более мягкого материала на поверхности
сопрягаемого с ним тела. Типичный случай такого переноса наблюдает
при трении меди по стали. После образования пленки реализуется трение
меди по меди. При этом возможно повышение коэффициента трения,
достижение высокой интенсивности изнашивания и переход к катастрофическому
износу. Частицы износа могут приобретать форму тонких пластин. На изма
шиваемой поверхности появляются борозды, вытянутые в направлении
скольжения. Вследствие роста коэффициента трения на сопрягаемой поверх*
ности возможно появление трещин усталости. Если пленки переноса
формируются из материала с низким сопротивлением сдвигу (при трении графите
содержащего композита по металлу), то/и Д существенно снижаются. Этот
вид разрушения имеет место при условии, когда адгезионная прочность
выше когезионной одного из элементов пары трения.
3. Если прочность адгезионной связи выше когезионной прочности обоих
сопрягаемых тел, то изнашиванию подвергается в основном менее прочный
элемент пары трения. Однако возможно после многократного нафужения
локальное разрушение, отделение и перенос частиц более твердого
материала (контртела) на сопрягаемую поверхность. На поверхности контртела
образуются полосы скольжения - результат царапания наклепанными
частицами, закрепленными в поверхностном слое мягкого материала.
4. Глубинное вырывание значительных объемов материала с
образованием на поверхностях трения глубоких борозд и крупных наростов - задиров
(рис. 7.34). При этом возможно оплавление поверхностей трения,
катастрофе. 7.34. Перенос бронзы с золотника на поверхность
стального плунжера аксиально-плунжерного гидравлического
насоса при заедании
250 ИЗНАШИВАНИЕ ТРУЩИХСЯ ТЕЛ
фический износ и заклинивание деталей. Часто наблюдается образование в
когезионно слабых зонах трещин, которые при дальнейшем нагружении
способствуют глубинному вырыванию материала. Этот вид изнашивания,
называемый заеданием, иногда сопровождается общим свариванием
поверхностей трения и остановкой движущихся элементов узла трения. Признаками
заедания являются; резкое увеличение коэффициента трения, рост
температуры, появление вибраций и шума.
Молекулярно-механическое изнашивание, сопровождаемое переносом
материала с одной из сопрягаемых поверхностей на другую, наблюдается у
всех металлов при условии отсутствия на отдельных участках контакта
оксидных, смазочных и других пленок. Это относится даже к слабоактивным
благородным металлам и представителям платиновой группы. Так, с
применением оже-спектроскопии обнаружен перенос золота на поверхность родия
при их фрикционном взаимодействии.
Молекулярно-механическое изнашивание полимерных и металлополн-
мерных пар трения принципиально не отличается от описанного. Оно
обусловлено взаимодействием активных продуктов деструкции молекулярных
цепей полимеров и ювенильных участков поверхности металла. Прочность
образовавшихся связей может превышать прочность связей между
отдельными элементами надмолекулярных образований или молекулами. В этом
случае разрушение (срез) мостиков сварки происходит по объему полимера.
Полимер наносится на поверхность металла, и реализуется трение
одноименных материалов. Явление переноса пленок кристаллизующихся
линейных полимеров на металл способствует снижению скорости изнашивания
полимера. Жесткие аморфные полимеры плохо образуют пленки переноса и
при трении без смазки интенсивно изнашиваются. Наличие прочных связей
полимера с металлом приводит зачастую к пластификации металла и
разрушению его тонкого поверхностного слоя. Наклепанные частицы металла
после переноса на полимер выполняют роль абразива, способствуя абразивно-
химическому изнашиванию металлической поверхности.
Особенность изнашивания полимеров состоит в том, что более важную
роль в возникновении и степени проявления этого вида изнашивания играет
химическая активность полимера по отношению к контртелу. Так, при
трении поливинилхлорида по медно-никелевому сплаву поверхность последнего
покрывается пленкой полимера сразу после одного цикла нагружения. Это
связано с деструкцией полимера в точках контакта и образованием реакци-
онноспособных хлорсодержащих групп, взаимодействующих с металлом.
При трении химически менее активного политетрафторэтилена по
указанному сплаву также образуется пленка переноса, однако скорость этого
процесса значительно ниже.
При трении термопластов, имеющих низкую температуру плавления,
возможен их переход в состояние локального расплава, что облегчает обра-
Молекул я рно- механическое изнашивание
251
зование участков схватывания и способствует росту /, В I
ном контакте молекулярно-механическое изнашивание взаимосвязано с
абразивным. Срезаемая микронеровностью стружка полимера часто является
причиной начала появления адгезионного изнашивания. Вначале стружка
переносится и раскатывается на поверхности металла. В дальнейшем
реализуется контакт одноименных материалов, что увеличивает вероятность
образования мостиков сварки.
Интенсивность молекулярно-механического (адгезионного) изнашивания
увеличивается с ростом нагрузки, скорости скольжения и температуры в зоне
трения, повышением химической активности материалов трущихся тел,
снижением твердости одного из них и скорости восстановления защитных
пленок на поверхностях трения.
Изменение интенсивности адгезионного изнашивания с течением
времени показано на рис. 7.35. При высоких нагрузках интенсивность
изнашивания быстро возрастает. В течение короткого промежутка времени
наблюдается переход к катастрофическому изнашиванию и заеданию. При средних
нагрузках сравнительно невысокая / наблюдается в течение длительного
периода. С течением времени число адгезионных связей на контакте растет. В
отдельных случаях возможен переход к катастрофическому изнашиванию.
При низких нагрузках заедание не реализуется.
Влияние температуры на процесс адгезионного изнашивания можно
проследить по представленным на рис. 7.36 кривым зависимости/^. Анализ
кривых подтверждает гипотезу, согласно которой переход к заеданию
наблюдается, когда металл поверхностного слоя претерпевает полиморфные
превращения. При достижении Т - 400 °С кобальт с гексагональной плотно
упакованной кристаллической решеткой превращается в модификацию с
объемно-центрированной кубической решеткой.
,0
05 +
о
250
500 Т.°С
Рис. 7.35. Кинетические кривые
интенсивности адгезионного изнашивания
твердых тел
Рис. 7.36. Влияние температуры на коэффициент
трения кобальта по кобальту в вакууме (ИГ5 тор);
/ - максимальное значение/ 2 - среднее значение
252 ИЗНАШИВАНИЕ ТРУЩИХСЯ ТЕП
При этом активность металла резко возрастает, увеличиваются число и
размеры адгезионных мостиков сварки и наблюдается переход к заеданию.
Об этом свидетельствует крутой подъем кривой /(Т) (см. рис. 7.36). Следует
отметить, что в выбранных условиях нагружения возможна также реализация
"горячего" заедания, так как максимальная температура на пятнах контакта
может достигать температуры плавления металла. Находясь в состоянии
локального расплава, сопрягаемые тела легко образуют прочные адгезионные
соединения, что и обеспечивает значения/, превышающие единицу.
Существенное влияние на интенсивность адгезионного изнашивания
оказывают мокро- и микрогеометрические характеристики поверхностей
трения. Так, существует мнение, что адгезионное изнашивание является доми*
пирующим видом при контактировании гладких поверхностей.
С повышением среднего арифметического отклонения профиля Яа
степень адгезионного взаимодействия уменьшается и интенсивность
изнашивания падает, растет степень дискретности контакта и роль абразивного
изнашивания (рис. 7.37). Это справедливо для пар трения с малым
коэффициентом взаимного перекрытия, в которых обеспечивается возможность быстрого
удаления частиц износа из зоны трения, а также при легких режимах
нагружения (низкие нагрузки, скорость скольжения и температура).
В реальных узлах трения, особенно в прецизионных парах трения,
абразивное изнашивание является не только сопутствующим видом, но и
причиной начала адгезионного изнашивания. Так, при высоких Ка внедрившиеся
неровности срезают стружку либо пластически оттесняют материал. Стружка
или оттесненный материал переносится на контртело и раскатывается по его
поверхности. Это на первом этапе способствует уменьшению шероховатости
контртела и росту ФПК. В итоге увеличивается адгезионная составляющая /
и объем интенсивно деформируемого материала, а пластическое
деформирование распространяется на подповерхностные слои. Происходит переход к
схватыванию, сопровождающийся образованием на поверхности менее
прочного материала глубоких
борозд, а на сопрягаемой
поверхности — наростов.
Изложенное позволяет
полагать, что одним из наиболее
важных факторов, влияющих
на / сопряжений, является
зазор между трущимися
поверхностями. Известно, что
уменьшение зазора позволяет
снизить давление на контакте,
динамические нагрузки и, как
следствие, температуру и ин-
40 50 ДЛ мкм
Рис. 7.37.Влияние шероховатости поверхности
стального контртела на линейный износ полиэтилена
Молекулярно-мвханичаское изнашивание
тенсивность изнашивания Однако «**
дй узла трения будет меньше ^ш^!™™* Ш*">™ии* "
можно схватывание с заеданием й -Г рашера частии "»"«• ■»
Поверхность ^Т"™^™'^ частица износа переносится
вия для схватывания Прогнозиро^ниГвочмо^' ™'*Ш Ш Щ
л у "^лирование возможности схватывания тачшихся
тел возможно, следовательно, по размеру частиц износа. Сре1Г^
частицы целесообразно оценивать по формуле
йх =6000И'о/Н,
где У/а- поверхностная энергия адгезии; Н - твердость более мягкого
материала пары трения. Поскольку диапазон изменения размеров частиц
составляет примерно Ъйг, схватывания можно избежать при ДР > бОООИ^/Н.
При нормальном адгезионном изнашивании приближенная оценка
объемного адгезионного износа может осуществляться по формуле
Д. Арчарда
ат/ ь М-
п
где ка - коэффициент адгезионного износа; N - нормальная нагрузка; I -
путь трения скольжения; Н - твердость. Коэффициент адгезионного износа
определяется площадью фактического контакта.
При наличии граничного смазочного слоя в зоне контакта объем
изношенного материала можно оценить по формуле К. Роу
Ауа=к 1_1Л5т
а а Н V Тл ^
где/- коэффициент трения; V - скорость скольжения; Ат То~диаметр и
период колебания адсорбированной молекулы; 2 - теплота адсорбции; К -
универсальная газовая постоянная; Г— абсолютная температура.
Отметим, что при заедании эта характеристика (ДРУ неустойчива. Она
зависит от ряда факторов и не может быть применима даже для оценочных
расчетов. При переходе от нормального адгезионного изнашивания к
заеданию интенсивность изнашивания возрастает на несколько порядков. Для
оценки условий этого перехода предложено несколько критериев, в основу
которых положена оценка температуры пятен контакта; прочность твердых
тел, оцениваемая с позиций термофлуктуционной теории; равенство работы
внешних и внутренних сил трибосистемы и т. д.
254
ИЗНАШИВАНИЕ ТРУЩИХСЯ
Повышение стойкости металлов к схватыванию достигается
Диффузионным ием поверхностей трения, снижающим возможность
пластической деформации за счет торможения дислокаций. Эффективно
применение диффузионного насыщения поверхностного слоя карбидообразующими
элементами (хромирование, ванадирование, титанирование). Образующиеся
карбиды препятствуют движению дислокаций, снижая склонность металла к
схватыванию.
7.10. ОКИСЛИТЕЛЬНОЕ ИЗНАШИВАНИЕ
Окислительное изнашивание — это процесс изменения линейных
размеров трущихся тел, обусловленный разрушением оксидных пленок,
непрерывно возобновляемых вследствие взаимодействия активного пластически
деформируемого поверхностного слоя металла с кислородом воздуха или
смазочного материала.
Окислительное изнашивание является частным случаем коррозионно-
механического. Протекает оно в условиях, когда металл вступает в
химическую реакцию с окислителями окружающей среды или смазочного
материала. Окислительное изнашивание происходит, когда скорость образования
пленок оксидов больше или равна скорости их разрушения. В противном
случае возможно протекание других видов изнашивания, например
адгезионного.
Этому виду изнашивания подвергаются подшипники качения, шарнирно-
болтовые соединения, металлические колеса фрикционных передач,
поршневые пальцы двигателей, детали гидравлических насосов и двигателей
внутреннего сгорания.
Б. И. Костецкий разделяет процесс окислительного изнашивания на три
этапа.
1. Деформирование и повышение активности металла. В результате
пластического деформирования при трении поверхностный слой насыщается
дислокациями и вакансиями. Это обеспечивает высокую активность
поверхностного слоя и способность взаимодействовать с кислородом.
2. Образование вторичных структур. Происходит в результате
взаимодействия активных центров поверхностного слоя металла с кислородом и
появления оксидной пленки (рис. 738, а). При этом возможно появление
растворов кислорода и тонких эвтектик его соединений с металлом либо
образование химических соединений кислорода с металлом (для стали это РеО, Ре20з,
РечОД Во втором случае прочность соединения пленки с металлом ниже,
чем в первом. Согласно модели Т. Квинна, оксидная пленка образуется в
ДыДинн ■—»!■■' и^
Окислительное изнашивание
266
момент, когда неровность изнашиваемого материала не контактирует с
неровностью контртела, либо в момент их контактирования. Толщина пленок
оксидов металлов составляет 10 - 100 нм
3. Разрушение вторичных структур. Разрушение оксидных пленок
обусловлено многократным их деформированием при трении, наличием
внутренних напряжений и большой плотностью дефектов структуры (пор,
дислокаций, вакансий, микротрещин). Вследствие различия постоянных криста
лических решеток оксидный слой испытывает сжимающие напряжения,
металла - растягивающие. На поверхности раздела возникают касательные
напряжения. При фрикционном нагружении оксидная пленка отделяется |
металла по границе раздела на отдельных участках благодаря появлению и
росту подповерхностных микротрещин, расположенных параллельно
поверхности трения (рис. 7.38, б).
Низкое сопротивление оксидных пленок растяжению, наличие дефектов
структуры и внутренних напряжений в пленке способствуют образованию и
развитию поверхностных микротрещин. По мере роста числа циклов натру*
жения сетка микротрещин становится более плотной. Происходит слияние
поверхностных и подповерхностных трещин (рис. 7.38, б), выкрошивание ее
участков (рис. 7.38, в) и удаление их из зоны трения (рис. 7.38, г). На
свежеобразованной, оголившейся поверхности металла вновь появляется оксидная пленка.
При высокой прочности соединения оксидной пленки с металлом
возможно распространение трещин и в объеме металла. В результате частицы
износа содержат исходный металл и его оксиды.
Интенсивность окислительного изнашивания металлов зависит от
скорости образования оксидных пленок и скорости их разрушения. Скорость
процесса окисления металлов определяется их структурой, активностью
окружающей среды и температурой. Тонкие, порядка десятков нанометров,
пленки образуются при низких и средних температурах, благодаря физической и
химической адсорбции кислорода. При высоких температурах доминирует
реакция окисления, а толщина пленки возрастает.
Сжатие
Растяжение
а
Рис. 7.38. Кинетика образования частиц износа при окислительном изнашив
256
ИЗНАШИВАНИЕ ТРУЩИХСЯ ТЕЛ
О существовании корреляции между интенсивностью изнашивания и
процессом окисления свидетельствуют результаты изучения влияния нор*
мольной нагрузки на /т и содержание в продуктах износа оксидов железа
Ре20з и РеО, предохраняющих чистый металл от повреждения. Видно, что
максимальной интенсивности изнашивания (рис. 7,39, а) соответствует
минимальное содержание в частицах износа Ре2Оз и максимальное - чистого
металла (рис. 7.39, б). Это свидетельствует о существенном влиянии на 1т
адгезионного изнашивания, имеющего место на участках контакта, слабо
защищенных оксидами. Минимальная интенсивность изнашивания
наблюдается в том случае, если толщина пленки Ре^Оз достаточна для защиты
основного металла от схватывания. При этом содержание Ре203 в продуктах износа
превышает 60 %.
Существенное влияние на интенсивность окислительного изнашивания
оказывает твердость изнашиваемого материала. Чем пластичнее материал,
тем более интенсивно протекает изнашивание, так как при этом
увеличивается скорость процесса окисления металла и растет толщина оксидной пленки.
Кроме того, с ростом величины пластической деформации (пластического
течения) металла его перемещения под пленкой способствуют более
интенсивному ее разрушению.
Скорость скольжения оказывает влияние на интенсивность изнашивания
через соотношение скорости образования оксидной пленки (управляемой
температурой в зоне трения) и скорости ее разрушения. В зависимости от
этого соотношения на контакте может иметь место как окислительное, так и
адгезионное изнашивание (рис. 7.40). Так, при V< 0, 1 м/с преобладает
окислительное изнашивание стали, а при 0, 1 < V < 0, 2 м/с ведущим становится
локальное схватывание трущихся тел. В интервале 1, 0 - 3, 5 м/с доминирую-
/ж.мг/м Г С, %
0,9 Г
0,7
0,5
0,3
0,1
0,5 1,0 1,5рй,МПа 0
а
,0 1,5рв,МГХ
б
Рис. 7.39. Влияние давления на интенсивность изнашивания среднеуглеродистой ■
и состав частиц износа (6), образующихся при трении се по твердой хромистой
Окислительное изнашивание 267
Рис. 7.40. Влияние скорости скольжения на Рис. 7.41. Интенсивность нзнаши&ани* <
износ стали 10 при трении по стали 40Х без ли 45 в среде кислорода (кривая 1) и ар
смазочного материала при р - 1 МПа гона (кривая 2)
щим является окислительное изнашивание стали, которое переходит в
адгезионное при V > 3, 5 м/с. При дальнейшем увеличении скорости скольжения
(6-8 м/с) преобладает окислительное изнашивание. Изменение вклада
окислительного и адгезионного видов изнашивания в общий процесс разрушения
трущихся тел с ростом V объясняется изменением температуры в зоне
трения, скорости адсорбции и диффузии, скорости деформации, состояния и
свойств металла и сопротивления оксидных пленок разрушению.
Интенсивность окислительного изнашивания зависит от когезионной
прочности оксидных пленок и адгезионной прочности их сцепления с
металлом. Так, при трении сурьмы и кадмия образуются оксиды с весьма низкой
когезионной и адгезионной прочностью. Они легко разрушаются и
удаляются из зоны трения. Это приводит к повышению интенсивности изнашивания
названных металлов при увеличении содержания кислорода в среде.
Влияние состава газовой среды на интенсивность изнашивания
рассмотрим на примере трения стали 45 в среде кислорода и аргона (рис. 7.41).
Видно, что благодаря возникновению защитных оксидных пленок на
поверхности интенсивность изнашивания стали при трении в кислороде на два
порядка ниже, чем в инертной среде. В последнем случае оксидная пленка не
образуется и реализуется молекулярно-механическое изнашивание. С
повышением скорости скольжения происходит переход к наиболее опасной стадии
этого вида изнашивания - заеданию.
Отметим, что влияние состава среды не ограничивается только
содержанием кислорода. Включающие присадки смазочные масла могут являться ис-
17. Зак. 5619.
258 ИЗНАШИВАНИЕ ТрущихсяТГГ)
точником коррозионно-активных веществ, которые образуются при термо-
разложении присадок на пятнах фактического контакта. Так, соединения
хлора, фосфора, серы, взаимодействуя с металлом, образуют на его
поверхности пленку. Если активность среды оптимальна, то образующаяся пленка
играет роль защитной. При превышении оптимума ведущим видом изнащи-
вания становится коррозионно-механическое. Этот вид изнашивания
включает процесс химического или электрохимического взаимодействия среды с
металлом, формирования модифицированного слоя и его усталостного
разрушения.
По механизму протекания различают два вида коррозии: химическую и
электрохимическую, а по условиям протекания — контактную, газовую, в
электролитах, биокоррозию и т. д. В зависимости от степени локализации
различают сплошную и местную (протекает на отдельных участках
поверхности в подповерхностном слое, межкристаллитных областях) коррозии.
Химическая коррозия при трении протекает в результате химического
взаимодействия металла с окружающей средой. Трение активизирует
химическую коррозию благодаря повышению химической активности
пластически деформируемого металла и температуры на локальных участках
контакта. Воздействие этого вида на интенсивность изнашивания металлов менее
существенно, чем электрохимической коррозии. Последняя проявляется при
трении в электролитах, например в морской воде, в кислых и щелочных
расплавах и в растворах солей. При наличии электролита между отдельными
участками фрикционного контакта возникает разность потенциалов. Тогда
трение представляет собой многоэлектродную систему, т. е. набор коротко-
замкнутых гальванических микроэлементов. Причиной возникновения
разности потенциалов Дм на локальных участках контакта является наличие не-
однородностей различной природы.
При трении однородных металлов возникновение Дм является
результатом деформации отдельных микрообъемов материала внедрившейся
неровностью. Сжатые впереди движущейся неровности участки материала
выступают в качестве катодов, а растянутые (за контактной площадкой) — анодов.
Электродами микроэлементов могут служить: граница раздела металл-
электролит, по разному омываемые электролитом участки поверхности пятен
фактического контакта (адсорбционная пленка имеет разрывы) и
прилегающих к ним областей (сплошная пассивирующая пленка). Возникновение Аи
обусловлено также наличием дислокационных скоплений в металлах, границ
зерен, дефектов, различных структурных составляющих. Кроме того, пара
трения разноименных металлов представляет собой коррозионный
макроэлемент, один из электродов которого (элемент пары трения) анод, а ДрУ"
гой - катод.
При трении происходит постоянное изменение состояния неоднородно-
стей, а следовательно, и разности потенциалов. По этой причине поверхность
диеядтаи*та«уга
Окислительное изнашивание
259
трения находится в состоянии импульсного колебания Дм. Адсорбция
молекул окружающей среды и наличие потенциала способствуют уменьшению
поверхностной энергии металла и облегчению выхода дислокаций иа
поверхность. Происходит активное взаимодействие вытянутых на поверхность
ионов металла с окружающей средой и образование слабосвязанных с
основным металлом пленок, которые легко разрушаются внедрившимися
неровностями. Таким образом, коррозия ускоряет механическое изнашивание, кото
рое в свою очередь активизирует коррозионные процессы на участках
касания.
Уже отмечалось определяющее влияние состава окружающей среды *
интенсивность коррозионного изнашивания. Вторым важным фактором
является химическая активность металла относительно окружающей среды.
Так, интенсивность изнашивания никеля в среде кислорода незначительна. В
серосодержащей среде, по отношению к которой никель является химиче
активным, его износостойкость многократно снижается.
К основным факторам относится и концентрация химически активных
веществ в среде. С увеличением содержания вещества, вызывающего
коррозию на поверхности трения, износ металла быстро возрастает.
Поскольку температура на пятнах фактического контакта может
достегать температуры плавления одного из сопрягаемых тел и определять С1
рость протекания химических реакций, важно проследить ее влияние на кор-
розионно-механическое изнашивание металлов. Экспериментальные данные
о влиянии температуры на объемный износ цилиндра из инструментальной
стали, трущегося по диску из того же металла, представлены на рис. 7.42.
При трении в дихлордифторметане при Т = 25 °С скорость коррозионных
процессов незначительна. В этом случае интенсивность изнашивания
является интегральной характеристикой одновременно протекающих процессов
коррозионного и адгезионного
изнашивания. /,
С увеличением температуры
до 300 °С вклад адгезионного
изнашивания уменьшается за счет
образования тонкого
модифицированного слоя в результате
коррозии, а влияние коррозионного
изнашивания растет. В итоге /т
практически не зависит от
температуры. При Т > 300 °С химическая
активность среды резко возрастает
в результате разложения дихлор-
ДИфгорметана И выделения хлора, ?ис ?42 влияние температуры на интенсивность
вступающего в реакцию с метал- изнашивания инструментальной стали в среде
ЛОМ. При 500 °С СКОРОСТЬ ВзаИМО- днхлордифторметана при
12 Н
260 ИЗНАШИВАНИЕ ТРУЩИХСЯ ^
действия хлора с металлом становится настолько большой, что происходит катя
строфическое коррозионное изнашивание металла.
Приведенные данные о влиянии различных факторов на коррозионное
механическое изнашивание металлов, показывают, что коррозия в трибосоп*
ряжениях может.играть двойственную роль. При оптимальной скорости
протекания коррозионных процессов в зоне контакта на поверхностях трения
сопрягаемых тел образуется модифицированный слой и их износостойкость
повышается. В случае превышения оптимума на поверхностях трения
образуются толстые слои продуктов химического взаимодействия, которые легко
разрушаются. Это обеспечивает высокую интенсивность изнашивания
трущихся тел вплоть до перехода к катастрофическому износу. Факторами,
определяющими возможность перехода к неуправляемому процессу коррози-
онно-механического изнашивания, являются коэффициент трения, скорость
скольжения и нагрузка, которые обусловливают интенсивность потока
тепловой энергии, выделяемой при трении.
Коррозионно-механическое изнашивание полимеров связано с локальной
деструкцией материала поверхностного слоя. При трении материал
поверхностного слоя испытывает одновременное воздействие тепловых и
механических полей. Температура на отдельных пятнах контакта может достигать
значений, достаточных для инициирования разрыва химических связей в
молекулах полимера и образования свободных радикалов. В
кислородсодержащей среде протекает реакция окисления макромолекул полимера -
взаимодействие молекул кислорода с реакционноспособными радикалами.
Окислительная деструкция полимера, распространяющаяся на глубину в несколько
сотен микрометров, значительно снижает прочность и сопротивление
полимерного материала циклическому воздействию механических нагрузок. Для
уменьшения интенсивности коррозионно-механического изнашивания в
состав полимеров вводят ингибиторы, тормозящие цепные процессы их
окисления, или формируют структуру поверхностного слоя, например
мелкокристаллическую, с такой упаковкой, которая обеспечивает низкую
молекулярную подвижность макромолекул.
7.11. ИЗНАШИВАНИЕ ПРИ ФРЕТТИНГ-КОРРОЗИИ
Фреттинг-коррозия - это процесс разрушения поверхностей трения при
малых циклических перемещениях сопрягаемых тел, сопровождающийся
изменением их линейных размеров.
Проявляется как сильно выраженный процесс окисления и схватывания
материалов трущихся тел, локализующийся на небольших участках контакта
и сопровождающийся их усталостным и абразивным изнашиванием. Этот
вид изнашивания наблюдается в болтовых, заклепочных, штифтовых и
шпоночных соединениях, парах вал - ступица, на посадочных поверхностях де-
Изнашивание при фреттинг-коррозии 261
талей, в шарнирах, рессорах, регуляторах электрических контактов,
кулачковых механизмах, стальных канатах.
Необходимым условием проявления фреттинг-коррозии является про-
скальзывание поверхностей контактирующих тел, начиная с величин, на
порядок превышающих межатомное расстояние. Максимальное смешение
трущихся тел, совершающих колебательное (циклическое) перемещение, при
данном виде изнашивания не должно превышать размер пятна контакта.
Благодаря этому частицы износа не могут выйти за пределы контактной
площадки и обеспечивают возникновение высоких давлений на ее локальных
участках. Рост давления и близкий к единице коэффициент взаимного
перекрытия сопрягаемых поверхностей способствуют достижению высокой
температуры на пятне контакта. Колебательный (знакопеременный) характер
относительного перемещения трущихся тел снижает вероятность релаксации
напряжений, возникающих при первом цикле нагружения, за период до
следующего цикла. В силу указанных причин на пятне контакта создаются
благоприятные условия для протекания усталостных процессов, возникновения
схватывания, интенсивного окисления и абразивного действия оксидных
частиц на сопрягаемые поверхности.
Кинетика изнашивания при фреттинг-коррозии заключается в следующем
(рис. 7.43). Первоначально происходит динамическое нагружение материала
контактирующих неровностей (рис. 7.43, а). При этом возможно удаление
адсорбционных и оксидных пленок на пятнах контакта. Размеры участков
разрушения этих пленок невелики, поскольку амплитуды перемещения
сопрягаемых тел соизмеримы с размерами пятен контакта. При многократном
нагружении материал вершин некоторых контактирующих неровностей
пластически деформируется. Это приводит к увеличению концентрации
дефектов и повышению физико-химической активности материала на пятнах контакта-
Рис. 7.4Х Кинетика изнашивания металлов при фреттинг-коррозии
262
ИЗНАШИВАНИЕ ТРУЩИХСЯ ТЕЛ
Дальнейшее нагружение сопровождается, с одной стороны, ростом
интенсивности локального окисления материала, а с другой - образованием
мостиков сварки / весьма малых размеров. Сдвиг трущихся тел вызывает
разрушение этих мостиков и отрыв микроскопических частиц металла с
поверхности одного из трущихся тел. Отрыв частиц атомарных размеров
возможен также при многократном деформировании и расшатывании
кристаллической решетки металла.
В областях адгезионного отрыва частиц образуются каверны 2 малых
размеров. Поверхность каверны окисляется, а в ее объеме скапливаются
частицы, так как при малых перемещениях их удаление практически
невозможно, и происходит интенсивное окисление этих частиц (рис. 7.43, б).
Продукты окисления заполняют объем каверны и вызывают абразивное
изнашивание ее поверхности. С течением времени окисление постепенно захватывает
новые области, происходит их расширение благодаря абразивному действию
продуктов окисления, разрушению оксидных пленок на соседних участках и
схватыванию (рис. 7.43, в). Находящиеся в кавернах частицы оксидов
занимают больший объем, чем металл, на основе которого они образовались. Это
приводит к повышению давления и температуры на локальных участках,
образованию поверхностных и подповерхностных усталостных трещин, их
развитию и откалыванию малых объемов металла. Возможно слияние двух
каверн 3 в одну (рис. 7.43, г), в которой описанный процесс продолжается.
Поверхность трения деталей, подвергаемых фреттинг-коррозионному
изнашиванию, покрывается углублениями (рис. 7.44) и напоминает по
характеру разрушение поверхности после коррозионного изнашивания. Повреждения
концентрируются на отдельных участках, соответствующих вершинам волн.
Рис. 7.44. Поверхность трения при фреттинг-коррозионном
Изнашивание при фреттинг-иоррозии
Ш
На интенсивность изнашивания при фреттинг-коррозии ока алия-
ние ряд факторов, определяющих условия нагружения пары трения. Уста-
новлено, что увеличение амплитуды проскальзывания сопрягаемых тел
вызывает рост интенсивности изнашивания, причем эта зависимость близка к
линейной. При малых амплитудах (менее 0,15 мы) частицы износа могут
выполнять роль тел качения и предохраняют сопрягаемые тела от интенсивного
изнашивания. При больших амплитудах перемещения увеличивается
вероятность разрушения оксидных пленок и образования мостиков сварки, что
сопровождается повышением интенсивности изнашивания. При дальнейшем
увеличении амплитуды колебаний интенсивность изнашивания может
снижаться. Это возможно вследствие того, что обеспечиваются условия для
выхода оксидных частиц из каверн. При этом снижается давление в объеме «а*
верн (расклинивающее действие оксидов) и в меньшей степени проявляется
абразивный и усталостный виды изнашивания.
Повышению / при фреттинг-коррозии способствует также увеличение
контактного давления, вызывающего переход от усталостно-коррозионного
изнашивания к схватыванию. В значительной мере этому способствует
интенсификация фрикционного нагрева и рост температуры на пятнах контакта.
Частота колебаний изменяет скорость проскальзывания в контакте. При
низких частотах увеличивается время действия химических процессов, что
при незначительном изменении температуры в контакте вызывает
интенсивный, в основном коррозионный, износ поверхностей трения. С ростом
частоты колебаний / вначале уменьшается, а затем стабилизируется, так как
образуются тонкие, но достаточные для выполнения защитных функций
оксидные пленки металлов. При этом значительно снижается вклад адгезионного
изнашивания.
Интенсивность изнашивания при
фреттинг-коррозии в значительной
степени зависит от температуры трущихся
тел. Так, с ростом температуры
испытаний (трение в среде кислорода)
потеря массы образцов из
малоуглеродистой стали уменьшается (рис. 7.45). По-
видимому, это связано с увеличением
скорости образования защитных
оксидных пленок в контакте. При высоких
температурах возможна зависимость
Лт(75, обратная описанной.
Повышение интенсивности изнашивания в
данном случае связано с тем, что при Т >
>100 °С интенсивное окисление металла
приводит к росту давления в кавернах.
Рис 7.45. Зависимость потери массы об?
цов из малоуглеродистой стали при фр
тинг-коррозии от температуры при р
= 37 МПа, л «9 с"1, и амплитуде проскэд
зывания 91 мкм
264 ИЗНАШИВАНИЕ ТРУЩИХСЯ ТЕЛ
В итоге увеличивается вклад усталостного и адгезионного видов разрушения
поверхностей трения.
На процесс фреттинг-коррозии оказывает существенное влияние состав
окружающей среды. Установлено, что увеличение влажности воздуха
снижает интенсивность изнашивания. Даже в среде едкого натра / значительно
ниже, чем в вакуумной среде. Это, возможно, обусловлено гидратацией
оксидов и вымыванием жидкостью продуктов разрушения из зоны трения.
Повышение стойкости материалов к изнашиванию при фреттинг-
коррозии достигается применением смазочных материалов с низким коэф.
фициентом диффузии, содержащих противоокислительные присадки;
нанесением неметаллических покрытий; введением твердых смазок в зону трения
(Мо82, свинцовые белила, парафин); использованием прокладок.
7.12. ИЗНАШИВАНИЕ ВСЛЕДСТВИЕ ПЛАСТИЧЕСКОЙ
ДЕФОРМАЦИИ
Этот вид изнашивания представляет собой изменение размеров и формы
трущегося тела в результате пластической деформации поверхностного слоя
либо отдельных его участков. Часто этот вид изнашивания называют
смятием. Смятию подвергаются седла шаровых клапанов, зубья шестерен,
резьбовые соединения, бандажи колес железнодорожного транспорта, головки
рельсов, подшипники скольжения, выполненные из мягких сплавов,
проволока, протягиваемая через фильеру меньшего диаметра.
Наиболее часто этот вид изнашивания наблюдается при низких скоростях
скольжения и высоких нагрузках, т. е. при условиях, когда температура
фрикционного нагрева поверхностного слоя недостаточна для возникновения
схватывания и заедания трущихся тел. Смятие имеет место и при высоких
скоростях скольжения, приводящих к нагреву поверхностного слоя
трущегося тела до высоких температур. Однако в этом случае поверхности трения
сопрягаемых тел должны быть разделены высокопрочной оксидной или
смазочной пленкой. Зачастую, особенно при отсутствии смазочного материала в
зоне трения, смятие переходит в заедание. Пластическая деформация,
вызывающая течение материала, может происходить как на локальных участках
контакта, так и распространяться на весь объем детали.
В первом случае имеет место ярко выраженное выдавливание материала
из максимально нагруженной зоны на периферийные участки. Выдавленный
материал может подвергаться повторным деформациям и отделяться в виде
частиц износа. Фактически этот процесс характеризуется как изнашивание в
результате малоцикловой усталости. Отличительной особенностью смятия
является образование крупных частиц износа. Поверхность трения
приобретает нерегулярный рельеф, состоящий из гребешков и наслоений
пластически деформированного материала. Поверхностный слой чистых ме-
Водородное изнашивание
208
таллов при смятии насыщается дислокациями, образуются ячейки и
субзерна. Причем в подповерхностном слое субзерна ориентированы относительно
направления скольжения, а по мере приближения к поверхности структура
металла будет менее упорядоченной.
При тяжелых режимах нагружения, когда средняя поверхностная
температура становится достаточной для размягчения тонкого поверхностного
слоя, возможно пластическое течение больших участков поверхности трения.
Это имеет место, когда действующие на контакте напряжения близки по
величине к твердости материала интенсивно деформируемого слоя детали уда
трения. Предельно допустимую нагрузку, превышение которой вызывает
смятие, определяют по предельно допустимым перемещениям (несущая
способность по перемещениям) или предельно допустимым деформациям
(несущая способность по деформациям). Расчет предельной нагрузки
осуществляют с использованием теории предельного состояния либо при решении
контактных задач теории пластичности.
Наиболее характерно смятие для деталей из мягких металлов и сплавов.
Смятие является одной из причин, сдерживающих применение полимеров и
композитов на их основе в узлах трения, работающих в режиме "пуск -
остановка". Ярко выраженные реологические свойства этих материалов
способствуют развитию значительных по величине контактных деформаций и
сближению контактирующих деталей при неподвижном контакте. Это в
свою очередь является причиной увеличения толщины вовлекаемого в
пластическую деформацию поверхностного слоя при переходе к динамическому
трению. Смятие, хотя и в меньшей степени, наблюдается даже у хрупких
материалов, что является результатом одновременного воздействия высоких
механических нагрузок и локальных температур на фрикционном контакте.
7.13. ВОДОРОДНОЕ ИЗНАШИВАНИЕ
Это процесс насыщения водородом подповерхностного слоя металла пр*
трении, сопровождающийся образованием многочисленных микротрещин I
диспергированием металла в интенсивно деформируемой зоне. При перена
сыщении металла водородом возможно его изнашивание вследствие вязкой
течения поверхностного слоя.
Этому виду изнашивания подвергаются стальные и чугунные детали пр1
трении о водородсодержащий материал или в водородсодержащей среде. I
качестве такого материала могут служить композитные материалы на основ<
полимеров, а в качестве среды — смазочные материалы, разложение которы:
сопровождается выделением водорода.
Кинетика водородного изнашивания включает несколько этапов. Изна
чально в результате термо- или механодеструкции смазочного или сопрягае
мого с металлом материала происходит интенсивное выделение водорода 1
18. Зак. $519.
266
ИЗНАШИВАНИЕ ТРУЩИХСЯ ТЕЛ
зону трения. Постоянно протекающие на пятнах фактического контакта три-
бохимическне реакции являются источником непрерывной поставки
водорода к поверхности трения металла. Молекулы водорода адсорбируются на
ювенильных участках поверхности металла, которые образуются в
результате импульсного воздействия тепловых и механических нагрузок,
вызывающих удаление граничных и оксидных слоев. Под действием температуры и
энергии адсорбции происходит диссоциация молекул водорода.
Вторым этапом является диффузия атомарного водорода в
поверхностный слой металла. Предполагается, что диффузия водорода вглубь металла
обусловлена наличием немонотонного распределения температуры и
напряжений по нормали к поверхности трения. При тяжелых режимах нагружения
максимально напряженная точка находится не на поверхности трения, а в
подповерхностном слое. В окрестности этой точки материал испытывает
преимущественно пластические деформации, являющиеся источником тепла.
Следовательно, источник тепла располагается на некотором расстоянии от
поверхности трения. Решение для таких условий нестационарной задачи
теплопроводности показало, что распределение температуры по глубине
трущегося тела графически изображается кривой с максимумом в точке,
расположенной под поверхностью трения. В слое, толщина которого меньше
расстояния от поверхности трения до максимально напряженной точки,
температура и напряжения растут с глубиной. Это и обеспечивает термо- и
восходящую диффузию водорода в объем поверхностного слоя металла при
трении. Установлено, что распределения концентрации водорода и
температуры по глубине близки (по форме кривых). Глубина расположения
зоны максимальной концентрации водорода зависит от режимов нагружения,
механических и теплофизических характеристик материалов сопрягаемых
тел. #рс
По мере накопления водорода в поверхностном слое металла растет его
разрушающее действие, которое может протекать двумя путями. Первый из
них - это хрупкое разрушение диспергированием металла. В процессе
диффузии атомарный водород попадает в образующиеся при трении
микротрещины и поры металла и объединяется там в молекулы. Поступление атомов
водорода в объемы дефектов облегчается в момент действия растягивающих
напряжений. При воздействии сжимающих напряжений (при трении
материал подвергается знакопеременным циклам напряжений) объединенный в
молекулы водород, не имея возможности выйти из объема металла, создает
огромные внутренние напряжения в вершинах микротрещин, снижая
прочность насыщенного водородом слоя (эффект Ребиндера). Кроме того, в
областях повышенной концентрации атомы водорода, внедрившись в
кристаллическую решетку металла, способствуют созданию локальных
перенапряженных зон. Таким образом, образуется огромное число зародышей
микротрещин, которые интенсивно развиваются под действием циклических на-
Изнашивание при избирательном
207
пряжений трения. В результате в поверхностном слое появляется ШШ
ленная из плотно расположенных микротрещин сетка. Реэул#ш*©и ШШ
вания этой сетки является мгновенный переход металла в таикодисперсиый
порошок.
Следует отличать водородное изнашивание диспергированием при
трении от водородного охрупчивания металла при объемном нагружении. 1
следнем случае объемное разрушение образца происходит* результате рййЗ
магистральной трещины. Водородное охрупчивание характеризуется |
более низкой, чем при водородном изнашивании, концентрацией водорош
более равномерным его распределением по объему образца.
Второй механизм разрушения сопряжен с переходом поверхностного
слоя стали в вязкотекучее состояние при температурах (порядка 800с
чительно меньших температуры плавления и близких к температуре фазово
го у —»а превращения. Считается, что при перенасыщении водородом не**
зающей у-фазы ослабляются межатомные связи и возникает вязкое 1
металла. При этом происходит "намазывание" металла на поверхность
контртела. И
Уменьшение интенсивности водородного изнашивания возможно путем
легирования стали ванадием, хромом и титаном, применением смазочных
материалов, мало подверженных гидрогенизации, наполнением композитов
металлами. Я
7.14. ИЗНАШИВАНИЕ ПРИ ИЗБИРАТЕЛЬНОМ ПЕРЕНОСЕ
Явление избирательного переноса нельзя отнести к самостоятельному
виду изнашивания. Скорее это физико-химический метод повышения
износостойкости пар трения, представляющий собой процесс образования и
непрерывного возобновления на поверхностях трения пленки меди, обладающее
низким сопротивлением сдвигу. Наблюдается в узлах трения, одним из эле
ментов которых являются сплавы или композиты, содержащие медь или е]
соединения, а в качестве смазочного материала служат глицерин или друпм
вещества, способные восстанавливать медь из оксидов. Избирательный пе
ренос наиболее ярко проявляется в паре трения сталь - бронза при смазке
глицерином. Поэтому на примере данной пары трения рассмотрим сущносп
явления избирательного переноса. И
В начальный период трения глицерин окисляется и, действуя как слаб<
концентрированная кислота, растворяет поверхностный слой бронзы. Атомь
легирующих элементов (олово, цинк, алюминий и др,) попадают в смазоч
ный материал, а на поверхности остаются атомы меди. Деформация
поверхностного слоя бронзы при трении способствует диффузии атомов
легирующих элементов с глубины на поверхность трения и их удалению в смазочный
материал. В результате на поверхности бронзы образуется слой меди, в поры
268
ИЗНАШИВАНИЕ ТРУЩИХСЯ ТЕЛ
которого проникает глицерин. При наличии оксидов глицерин
восстанавливает медь. Последняя, обладая высокой активностью, схватывается с
выступами поверхности стального контртела» переносится на них и, раскатываясь,
распространяется на прилегающие к вершинам области. Описанный процесс
продолжается до тех пор, пока поверхности трения обоих сопрягаемых тел
не покроются сплошной пленкой меди, толщина которой достаточна для
прекращения избирательного растворения. Поскольку глицерин разрушает
оксидную пленку на стальной поверхности, прочность сцепления стали с
медной пленкой достаточна для исключения отслаивания. Свойства таких
пленок, называемых сервовитными, отличаются от свойств медных пленок,
получаемых другими методами, например гальваническим.
Исследования показали, что сервовитная пленка имеет пористую рыхлую
структуру, содержащую поверхностно-активные вещества, выделяемые
смазочным материалом. Постоянная кристаллической решетки пленки меньше,
чем бронзы, и уменьшается по мере приближения к поверхности трения. На
поверхности стали под сервовитной пленкой располагается слой оксида меди
и легирующих элементов. Верхний слой пленки не имеет оксидов, не
содержит скоплений дислокаций, не наклёпывается и находится в состоянии,
подобном расплаву. В силу указанных причин сервовитная пленка обладает
весьма низким сопротивлением сдвигу.
Толщина пленки меди достигает 1 - 2 мкм, что соизмеримо с высотой
неровностей поверхности. Это позволяет увеличить в десятки раз площадь
фактического контакта и ведет к более равномерному распределению
нагрузки на контакте и исключению возможности пластического
деформирования исходных материалов (стали и бронзы). Таким образом, сервовитная
пленка предотвращает интенсивное деформирование исходных металлов
пары трения и выполняет роль экрана, защищающего их от многократного
деформирования и разрушения.
Продукты износа сервовитной пленки — это в основном пористые
частицы меди, покрытые адсорбированным слоем поверхностно-активных
веществ. Они обладают электрическим зарядом, благодаря чему
сосредоточиваются в зазорах, переносятся с одной поверхности на другую и не
удаляются из зоны трения. Сервовитная пленка выполняет роль катализатора
процесса полимеризации добавок, вводимых в смазочный материал и
предназначенных для образования защитных полимерных пленок в зоне трения.
Важной особенностью сервовитной пленки является ее способность
препятствовать проникновению водорода в поверхностный слой стали и
развитию ее водородного изнашивания.
Описанные особенности структуры и свойства сервовитной пленки
обеспечивают низкий коэффициент трения и высокую износостойкость трибоси-
стем. Эффект избирательного переноса реализуется также в тяжело
нагруженных парах трения сталь - бронза, смазываемых консистентным смазоч-
Изнашивание при избирательном переносе
ным материалом типа ЦИАТИМ-201 и минеральными маслами, и | металло-
полимерных парах трения, один из элементов которых наполнен
медьсодержащими соединениями. Возможно также проявление этого эффекта в
сопряжениях типа сталь - сталь, смазываемых маслами, содержащими металло-
плакирующие материалы (медь, свинец, серебро и их соединения).
8
ИЗНАШИВАНИЕ ДЕТАЛЕЙ
МАШИН И МЕТОДЫ
ПОВЫШЕНИЯ ИХ
ИЗНОСОСТОЙКОСТИ
Износ реальных узлов трения является результатом одновременного
протекания нескольких видов изнашивания. Вклад каждого из них зависит от
режимов и условий нагружения, конструкции узла трения, материалов
сопрягаемых тел, вида смазки и других факторов. В зависимости от того, какое из
многообразия явлений, имеющих место в зоне контакта, играет основную
роль в процессе разрушения поверхностей трения, один из ранее
рассмотренных видов изнашивания может быть ведущим, а остальные -
сопутствующими. Поэтому проблема повышения износостойкости деталей узлов
трения сводится в основном к подавлению ведущего вида изнашивания либо
причин, порождающих его.
Стремление решить эту проблему привело к созданию множества
методов повышения износостойкости деталей трибосопряжений. Эти методы
можно разделить на следующие группы: технологические, материаловедче-
ские, конструкционные и эксплуатационные. Рассмотрим особенности
изнашивания деталей узлов трения типовых машин и наиболее широко
применяемые методы каждой группы.
8.1. КИНЕТИКА ИЗНАШИВАНИЯ ТРИБОСИСТЕМ
За период от начала эксплуатации узла трения до выхода его из строя по
причине износа интенсивность изнашивания трущихся тел существенно
изменяется. В разные моменты времени //, одной и той же трибосистемы может
различаться на 2 - 3 порядка. Как правило, в начальный период эксплуатации
наблюдается высокая интенсивность изнашивания элементов узла трения. С
течением времени /А уменьшается и, достигнув определенного значения,
стабилизируется. Близкое к постоянному значение /* остается довольно
длительный период, который соответствует нормальному режиму эксплуатации
узла трения. По истечении этого периода интенсивность изнашивания растет
вплоть до выхода из строя трибосистемы.
Зависимость потери массы изнашиваемого тела от времени эксплуатации
в общем случае графически изображается кривыми, представленными на
рис. 8.1. Кривая / характеризует эксплуатацию пары трения при недопусти-
Кинетика изнашивания трибосиствм
Рис 8.1. Зависимость, потери массы эле*
мента лары трения от времени эксплуатации
мых режимах нагружения: отсутствуют
защитные пленки на поверхностях
трения, высокие нагрузки, скорости
скольжения и температура в зоне
трения. В этом случае преобладает моле-
кулярно-механическое изнашивание,
возникает интенсивное схватывание,
образуются задиры на сопрягаемых
поверхностях. В итоге возможна поломка
элементов трибосистемы.
Долговечность таких узлов трения незначительна.
Близкая по форме кривой, однако с
меньшим углом наклона к оси %
зависимость наблюдается при абразивно»
изнашивании элементов трибосистем
(узлы трения почвообрабатывающих машин, горнодобывающего
оборудования). Кривая 3 характеризует износ элементов пары трения при легких
режимах эксплуатации, интенсивность изнашивания которых низка благодаря
отсутствию абразивного и молекулярно-механического видов изнашивания и
постоянному возобновлению износостойких вторичных структур и (или)
защитных пленок.
Наиболее типичная зависимость Лт(() , характерная для большинства
узлов трения, графически изображается кривой 2. На этой кривой можно
выделить три участка, характеризующие три периода изнашивания: начальный
период, или период приработки, (У); период установившегося изнашивания
(//); период интенсивного, или катастрофического, изнашивания {III).
Период приработки. Это неравновесная стадия изнашивания твердых
тел, которая характеризуется переменной интенсивностью изнашивания /. С
течением времени / снижается, приближаясь к некоторой постоянной
величине. В этот период изменяется микрогеометрия поверхностей трения
сопрягаемых тел, трансформируется структура и изменяются свойства
поверхностных слоев. В начальный момент времени (сразу после сборки узла трения)
детали контактируют по нескольким выступам поверхности, суммарная
фактическая площадь контакта которых (ФПК) мала. Большие давления на
пятнах контакта таких выступов обусловливают значительную пластическую
деформацию, смятие и разрушение контактирующих неровностей. В итоге
высота наиболее выступающих неровностей уменьшается, в контакт
вступают новые неровности, увеличивается площадь фактического контакта,
снижается давление и тепловая напряженность на пятнах контакта. Кроме того,
неровности одного тела, внедрившись в объем другого, "пропахивают" его и
создают новые неровности, ориентированные вдоль вектора скорости. Таким
образом, формируется новый микрорельеф поверхностей трения. Следует
272
ИЗНАШИВАНИЕ ДЕТАЛЕЙм.,,,,^
отметить, что в процессе приработки изменяется и волнистость иоверхно
стей трения, вершины волн приобретают оптимальную кривизну.
Установлено, что новая равновесная микрогеометрия поверхностей
трения после приработки слабо зависит от исходной микрогеометрии. В
большей мере она определяется режимами нагружения, структурой и свойствами
трущихся тел. Шероховатость поверхности трения после приработки может
быть как больше, так и меньше первоначальной (рис. 8.2). Так, при трении
гладких тел (рис. 8.2, а) с течением времени / шероховатость может
возрастать, а при трении шероховатых - снижаться (рис. 8.2, б) до
оптимальной.
М^Лл-
/=0 ^
V-
а
б
Рис. 8.2. Изменение микрогеометрии поверхности трения в процессе приработки:
а - исходная поверхность гладкая; б - исходная поверхность шероховатая
По мере приработки шероховатость гладких поверхностей трущихся тел
(кривая / на рис. 8.3) увеличивается, например до Яав О, 38 мкм, благодаря
разрушению поверхностей при трении. Если при тех же режимах
нагружения эта пара трения имела исходные шероховатые поверхности (кривая 2 на
рис. 8.3), то после приработки шероховатость их снижается и приближается
к оптимальной (Яа = 0, 38 мкм ). Если исходная шероховатость близка к
оптимальной, то процесс трения не оказывает на нее существенного влияния
(кривая 3 на рис. 8.3). В этом случае период приработки незначителен.
В начальный период приработки материал контактирующих неровностей
испытывает тепловые импульсные воздействия и пластические деформации,
что может приводить к изменению его структуры и свойств. Повышается
твердость поверхностного слоя, изменяются фрикционные свойства,
интенсивно протекают трибохимические реакции, способствующие образованию
вторичных структур, возникают остаточные напряжения.
ИНН
Кинетике изнашивания трибосистем
273
Рис. 3 3 Изменение шероховатости
поверхностей трения с различной исходной
шероховатостью в процессе трения
Таким образом, в процессе
приработки формируется не только
равновесная шероховатость поверхности
трения, но и структура поверхностных
слоев твердого тела, а также
изменяется их напряженно-деформированное
состояние. В совокупности эти
факторы определяют длительность второго
периода - периода установившегося
изнашивания, а следовательно, и
долговечность узла трения.
Немаловажное значение имеет тот
факт, что в процессе приработки
изменяются макрогеометрические
характеристики узла трения. Так, при
длительной приработке и высокой интенсивности изнашивания в этот период
возможно образование зазоров, величина которых превышает допустимые
для данной пары трения значения. Это приводит к росту давления и
температуры в зоне трения и снижает длительность периода установившегося
изнашивания. Следовательно, чем ближе исходная деталь по топографии
поверхности трения и структуре поверхностных слоев к детали, работающей в
условиях установившегося изнашивания, тем более высокой может быть ее
долговечность. Стремление к снижению износа в период приработки требует
также, чтобы она проводилась при сравнительно легких режимах нагруже-
ния (нагрузка, скорость скольжения и температура в зоне трения), а также в
присутствии специальных смазочных материалов. Поскольку в процессе
приработки образуются крупные частицы износа, которые при попадании в
зону контакта могут повреждать поверхности трения, и наблюдается
интенсивное загрязнение смазочного материала, должны быть обеспечены
циркуляция и очистка или замена смазочного материала.
Период установившегося изнашивания. Характеризуется постоянной
интенсивностью изнашивания. Он соответствует участку // на рис, 8.1.
Видно, что для выбранного режима нагружения Д принимает минимальное
значение. Об этом свидетельствует малый угол наклона кривой Дт#) к оси
абсцисс. В течение этого периода происходит непрерывное восстановление
деформируемых и разрушаемых участков поверхности трения.
Микрогеометрия и свойства ранее существовавших и вновь создаваемых участков
поверхности трения существенно не различаются. В реальных узлах трения периоду
установившегося изнашивания соответствует не плавная, а ступенчатая
кривая &т(0, так как периоды пуска и остановки машин характеризуются более
интенсивным изнашиванием узла трения, чем период его эксплуатации при
стабильных режимах нагружения.
274
ИЗНАШИВАНИЕ ДЕТАЛЕЙ МАШИН
Период интенсивного изнашивания. Постепенное изнашивание
сопрягаемых деталей сопровождается ростом зазоров, ухудшением условий
смазки и усилением вследствие этого динамических нагрузок* Это вызывает
неравномерный износ материала по поверхности трения. Появляются макро-
геометрические отклонения (овальность, конусность цилиндрических пар
трения, волнистость плоских направляющих и т. д. ). При дальнейшем на»
гружен] и эти отклонения становятся причиной повышения интенсивности
изнашивания - третий участок кривой Ьт(%) (см. рис. 8.1). При таком
состоянии элементов пары трения наблюдается переход от установившегося к
интенсивному изнашиванию. Зачастую этот период завершается
катастрофическим изнашиванием и объемным разрушением деталей узла трения.
8.2. ИЗНАШИВАНИЕ ДЕТАЛЕЙ МАШИН
Конструкционные и кинематические особенности трибосопряжения
определяют распределение нагрузки по контактной площадке, условия и
режим смазки, характеристики теплоотвода и фрикционного нагрева,
интенсивность изнашивания, величину и направление сближения деталей в
результате износа, а следовательно, и работоспособность этого сопряжения.
Другими словами, при одинаковых ведущем виде изнашивания и режимах
нагружения долговечность узлов трения различной конструкции может
существенно различаться. Рассмотрим особенности изнашивания наиболее
распространенных в машиностроении узлов трения.
8.2.1. Направляющие скольжения
Наиболее широко эти узлы трения распространены в металлорежущих
станках, кузнечно-прессовых и поршневых машинах, приборах, средствах
электрического транспорта, артиллерийских орудиях и ракетных треках.
Условия и режимы нагружения направляющих скольжения в различных
конструкциях могут быть совершенно различными. Так, скорость относительного
скольжения сопрягаемых тел может изменяться от тысячных долей
миллиметра в секунду (строгальные станки) до 1000 м/с (стрелковое оружие,
артиллерийские орудия, ракетные треки), а в легкогазовых двухступенчатых
пушках скорость снаряда на выходе из ствола может достигать 12 000 м/с. В
весьма широком интервале изменяются контактные давления. Более того, в
направляющих одного и того же устройства нагрузка и особенно скорость
скольжения в разные моменты времени могут существенно различаться. При
этом возможен переход от одного вида трения к другому. Так, при движении
снаряда по каналу ствола орудия вначале реализуется трение без смазочного
материала, затем граничное и жидкостное трение. Вполне естественно, что
для каждого конкретного типа направляющих характерны свой закон рас-
Изнашивание деталей машин
275
пределеиия износа по поверхности трения и определенный интервал
значений интенсивности изнашивания. Рассмотрим особенности трения и
изнашивания направляющих, эксплуатирующихся при низких
(металлообрабатывающие станки), средних (токосъемные устройства электрического
транспорта, магниторельсовые тормоза) и высоких (ракетные треки и
артиллерийские орудия) скоростях скольжения.
Изнашивание направляющих при низких скоростях* Направляющие
прямолинейного движения силовых столов и суппортов в
металлообрабатывающих станках эксплуатируются при скоростях скольжения до 6 м/с,
давлениях 0, 05 - 3 МПа, наличии в зоне контакта смазочного материала,
абразивных частиц (окалина, кварцевый песок, частицы наклепанного металла)
и металлической стружки. В этих условиях доминирующим является
абразивное изнашивание, а сопутствующими - окислительное, молекулярно-
механическое и усталостное. Износ направляющих неравномерен вдоль пути
трения. Это обусловлено зависимостью давления и скорости скольжения от
координат зоны контакта на поверхности трения направляющих и различной
частотой нагружения участков поверхности трения.
Если длина хода стола или
суппорта больше длины их
поверхностей трения, то чаще всего
интенсивному изнашиванию подвергается
серединный участок пути трения
направляющих станины (рис. 8.4).
Поверхность трения суппорта в
большей мере изнашивается в
крайних точках. Положение точки
максимального износа зависит от на-
груженности различных участков
поверхности трения направляющей, т. е. от частоты загрузки различных
участков направляющих станка и расположения зоны с максимальным
силовым воздействием. Более равномерное изнашивание направляющих
наблюдается при изготовлении одинаковых по форме деталей с постоянной по
длине толщиной снимаемого слоя, а также при длине хода суппорта (стола),
равной или меньшей длины его поверхности трения.
Изнашивание направляющих при средних скоростях Скорость скольжения
трущихся тел достигает 80 м/с. В качестве примера рассмотрим пару трения
контактный провод - токосъемная колодка электрического транспорта.
Эксплуатация их осуществляется при низких нормальных нагрузках и
протекании электрического тока величиной до 600 А в условиях попадания в зону
трения абразивных частиц и влаги. Элементы рассматриваемой пары
подвергаются абразивному, окислительному, усталостному, адгезионному и злек-
троэрозионному видам изнашивания.
/2
: 4 1
-У-Г щ - >
Е
Рис. 8.4. Формы изношенных поверхностей
направляющих суппорта (1) и станины (2)
276
ИЗНАШИВАНИЕ ДЕТАЛЕЙ
МАШИН
Электроэрозионное изнашивание медного контактного провода являете
доминирующим в периоды низкой проводимости контакта, т. е. при наличии
непроводящей прослойки из воды, льда, загрязнений, неплотном
прилегании трущихся тел, замыкании и размыкании, переходе от покоя к
скольжению и т. д. В этих условиях возникает дуга или искра, происходит
плавление микрообъемов металла провода, который разбрызгивается под
действием выделяющихся газов, и положительно заряженные частицы меди
переносятся на катодно-поляризованный токосъемник. Поверхность трения провода
покрывается мельчайшими кратерообразными углублениями. При хорошей
проводимости контакта ведущим видом становится абразивное или
адгезионное изнашивание. *:"
Токосъемная колодка подвергается наиболее интенсивному изнашиванию
при искрении или дугообразовании, которые вызывают изменения
структуры ее поверхностного слоя и появление микротрещин. Ослабленный таким
образом слой разрушается по усталостному механизму. Существенный вклад
в износ токосъемных колодок вносит абразивное изнашивание.
Увеличение скорости скольжения, как правило, сопровождается ростом
интенсивности изнашивания контактирующих тел, а влияние нагрузки не
однозначно. С увеличением нагрузки электроэрозионный износ снижается,
так как уменьшается контактное сопротивление, однако при этом
возрастают механическое и молекулярно-механическое изнашивание.
Форма изношенной поверхности токосъемной колодки определяется
профилем сечения контактного провода, распределением нагрузки на
контактной площадке, точностью сборки и рядом других условий.
Повышенному износу чаше всего подвергаются серединная часть колодки и бортики
(рис. 8.5). Максимальный износ контактного провода наблюдается в сере-
Лее. 8.5. Форма изношенных поверхностей контактного провода (1)
и токосъемной колодки (2)
&**-.
Изнашивание деталей машин
277
динной части поверхности трения. По длине провода износ может
происходить волнообразно с шагом, равным длине токосъемиой колодки. Это
результат чередования электроэрозионного и механического видов изнашивания.
Повышение долговечности контактного провода достигается
применением токосъемных колодок из материалов с высокими тепло- и
электропроводностью и дугостойкостью, использованием электропроводных твердых
смазочных материалов, разработкой и применением методов и устройств для
восстановления сечения провода на участках повышенного износа,
оптимизацией схемы контакта и параметров нагружения.
Изнашивания направляющих при высоких скоростях. К этой группе
пар трения относятся канал ствола стрелкового оружия или артиллерийского
орудия - ведущий поясок пули или снаряда, рельсовые направляющие
ракетного трека - башмаки ракетной тележки.
При выстреле из артиллерийского орудия с нарезным стволом линейная
скорость снаряда изменяется от 0 до 1000 м/с. Благодаря врезанию в нарезы
ствола ведущих поясков снаряда (один или два кольца из мягкого материала
на задней части корпуса) он приобретает также высокую угловую скорость.
Импульсное изменение скорости снаряда является основной причиной того,
что по мере его перемещения в канале ствола происходит изменение как
интенсивности, так и ведущего вида изнашивания.
На участке врезания ведущего пояска снаряда в нарезы ствола
контактные давления достигают 108 - 109 Па, а скорость скольжения и температура
поверхностных слоев сравнительно малы. По этой причине материал
довольно толстых поверхностных слоев сопрягаемых тел испытывает
существенные по величине пластические деформации. Доминирующим видом
изнашивания является смятие, а сопутствующими - адгезионное усталостное и
коррозионно-механическое. Наличие наиболее опасных видов изнашивания
является причиной повышенного износа начального участка канала ствола
(рис. 8.6) и ведущих поясков снаряда.
В серединной части ствола ^^^^^
(после участка врезания) скорость
скольжения становится
достаточной для локального оплавления
отдельных участков поверхности
ведущего пояска снаряда и
перехода к жидкостному трению. При
этом несколько снижается
нагрузка и наблюдается резкое падение
коэффициента трения (от 0,6 до
0,02) и интенсивности изнашива- ^^^^^^^^^^^^^^^^^^^^^
ния канала ствола, увеличивается Лс, и распределение износа по длине канала
вклад коррозионно-механическо- ствола артиллерийского орудия
278 ИЗНАШИВАНИЕ ДЕТАЛЕЙ
Машин
го и усталостного изнашивания, а смятию подвергаются лишь тончайше
поверхностные слои наиболее высоких выступов поверхности канала. Вели
щий поясок изнашивается в основном вследствие оплавления вершин вьют
пов и пластического оттеснения материала прилегающих областей.
В дульной части ствола возрастает контактная нагрузка вследствие
увеличения центробежной силы, вызванной несовпадением центра масс снаряда
с его осью вращения. Достигает максимального значения скорость
скольжения. Следствием этого является рост интенсивности тепловыделения,
возникновение высоких температурных градиентов в поверхностных слоях
канала ствола, вызывающих появление трещин на поверхности трения. В
таких условиях износ ведущего пояска снаряда в большей мере связан с
оплавлением его поверхности трения, адгезией и переносом материала на
сопрягаемое тело. Можно полагать, что при этом дульная часть ствола не должна
изнашиваться. Однако в действительности износ данного участка
значительно выше, чем серединного (см. рис. 8.6). Это связано с интенсивным
усталостным разрушением поверхности, играющим доминирующую роль в износе.
Усталостные трещины заполняются перенесенным материалом ведущего
пояска. Сопутствующими видами изнашивания являются окислительный,
адгезионный и смятие вершин неровностей. Эрозионное изнашивание имеет
место по всей длине канала ствола.
Повышение долговечности ствола орудия (время его эксплуатации
составляет около 10 с) достигается химико-термическими методами
упрочнения, применением полимерных и композиционных материалов для создания
ведущих поясков снаряда, повышением точности изготовления сопрягаемых тел.
Направляющие ракетных треков (два рельса длиной в несколько
километров) контактируют с башмаками ракетной тележки, транспортирующей
головные части ракет, взрывные устройства, реактивные двигатели и т, д.
При движении по рельсовым направляющим тележка проходит три участка:
разгонный, рабочий и тормозной. На каждом из них износ и механизмы
разрушения поверхностей трения сопрягаемых тел различаются. На разгонном
участке износ обоих контактирующих тел является в большей мере
результатом пластического оттеснения (смятия) материала поверхностных слоев. На
рабочем и тормозном участках износ башмака вызывается в основном
оплавлением поверхности илн смятием (в зависимости от нагрузки, скорости
скольжения и материалов трущихся тел). Износ по длине башмака
распределяется следующим образом. По мере удаления от передней границы
поверхности трения башмака износ уменьшается, в серединной части он стабильно
низкий, а с приближением к задней границе быстро возрастает.
Максимальному износу подвергается наиболее нагретая задняя зона поверхности трения
башмака. Износ направляющих происходит вследствие усталостного выкро-
шивания, пластического деформирования и локального оплавления вершин
неровностей. Последнее подтверждается анализом продуктов износа,
вылетающих из зоны контакта (часть из них была в виде капель расплавленного
металла). Материалы поверхностных слоев сопрягаемых тел на всех участках
Изнашивание деталей машин
279
ракетного трека инте
нсивно деформируются или достигают состояния
локального расплава '5т ™г,~ ——^^и^мжяжгппя
,Лпйиирм „в . ^ш сопровождается их интенсивным окислением и обр*
ГпмТпп?» ^РХН°СТЯХ тРеши толстых, легко разрушаемых хрупких о*
сидных пленок. 1 аким образом, одним из основных видов изнашивания
направляющих ракетных треков является окислительное.
8.2.2. Цилиндропоршневая группа
Цилиндропоршневая группа определяет долговечность двигателей
внутреннего сгорания (ДОС), компрессоров, гидравлических и пневматических
устройств. В двигателях внутреннего сгорания этот узел трения определяет
основную (30 - 70 %) долю потерь на трение и около 10 % потерь энергии,
выделяемой при сгорании топлива. Отличительная особенность цилиндро-
поршневой группы в том, что в течение одного хода поршня она работает в
переменном режиме смазки. Это связано с непрерывным изменением
скорости относительного перемещения сопрягаемых тел.
В нижней мертвой точке (у=0) масло частично выдавливается из зоны
контакта цилиндра с поршневым кольцом, реализуется граничное или
полужидкостное трение, возможен непосредственный контакт сопрягаемых тел.
По мере перемещения поршня к камере сгорания скорость скольжения
возрастает, растет толщина смазочного слоя и происходит переход к
гидродинамическому трению. При приближении к верхней мертвой точке скорость
перемещения уменьшается, нарушается сплошность масляной пленки и
растет сила трения. Максимум силы трения наблюдается в верхней мертвой
точке (у камеры сгорания), где температура достигает 350 °С, а давление 6-
16 МПа. Здесь смазка разжижается рабочей смесью, выгорает в момент
воспламенения и выдавливается из зоны контакта в момент такта сжатия.
Вследствие этого масляный слой почти полностью разрушается, что создает
условия для непосредственного контакта со- .
прягаемых поверхностей и возникновени^^^^^^^^^^^ ' ^
мостиков сварки. При увеличении скорости
скольжения и уменьшении контактной
нагрузки зона гидродинамического трения
расширяется, а зоны граничного трения становятся
более узкими.
Очевидно, что износ гильзы цилиндра
будет распределен неравномерно вдоль
поверхности трения. Наибольшей величины износ
будет достигать в областях минимального
значения скорости скольжения, особенно в
верхней, прилежащей к камере сгорания области „ „I „ I
а о "1\ т* г г рис ^7 Профиль изношенных
(рис. 8.7). В радиальном направлении износ поверхностей гильзы цилиндра и
гильзы цилиндра также неравномерен. Это уплотнительного кольца Две
280
ИЗНАШИВАНИЕ ДЕТАЛЕЙ аддц,^
обусловлено несимметричностью температурного поля и различными
условиями нагружения цилиндропоршневой группы в плоскости движения шату-
на и в плоскости оси коленчатого вала, а также разной толщиной смазочного
слоя. Линейная интенсивность изнашивания гильзы цилиндра при
нормальных условиях эксплуатации соответствует 10" - 10" , а поршневого
кольца- КГ10- 1<ГП.
Основную роль в износе цилиндропоршневой группы, особенно поршне*
вых колец, играет абразивный вид изнашивания. Он вызван попаданием в
зону контакта свободных абразивных частиц, находящихся в масле и
воздушно-топливной смеси. Немаловажную роль в этом процессе играют
частицы абразива, образующиеся при коксовании масла на трущихся
поверхностях.
Сопутствующими видами изнашивания являются адгезионный, о чем
свидетельствуют субмикроскопические (до 10 мкм) углубления на
поверхностях цилиндра и кольца, а также локальная пластическая деформация
вершин волн. При неплотном прилегании сопрягаемых поверхностей
возможно эрозионное изнашивание поршневого кольца. На глубине 2-3 мкм от
поверхности трения в гильзе цилиндра возникают микротрещины,
приводящие к усталостному отслаиванию частиц износа пластинчатой формы.
Наиболее опасным видом изнашивания является заедание, возникающее при
перегрузках и неэффективном отводе тепла. Одной из причин заедания может
быть эмульгированная в топливе вода, которая попадает на поверхность
цилиндра в виде мельчайших капель и испаряется подобно микровзрыву,
разрушая масляную пленку и образуя на этой поверхности каверны размером до
0,3 мм. Очевидно, что эмульгированная в топливе вода способствует
заеданию и, взаимодействуя с образующимися при сгорании топлива сернистыми
и другими соединениями, вызывает коррозионный износ гильзы. Наружная
поверхность гильзы ДВС с водяным охлаждением подвергается кавитаци-
онному изнашиванию (вибрационная кавитация).
Для повышения износостойкости цилиндропоршневой группы
применяют улучшенные системы охлаждения, гильзы изготавливают из
легированных (никелем, молибденом, хромом) чугунов, используют закалку токами
высокой частоты, лазерное упрочнение, виброобкатку, покрытия уплотни-
тельных колец, смазку поршневых колец и гильзы через отверстия в гильзе
на расстоянии около 20 мм от верхней мертвой точки, электронную систему
смазки и другие методы.
8.2.3. Опоры скольжения
К данной категории узлов трения относятся сопряжения вала с
подшипником или втулкой. В процессе эксплуатации опор скольжения постоянно
изменяется зазор, размеры и кривизна контактной площадки, давление и его
Изнашивание деталей машин
281
распределение по дуге контакта, возрастают вибрации и динамические щ
грузки. При этом изменяется температурный режим работы пары тренда.
Перечисленные факторы являются причиной не только колебаний
интенсивности изнашивания подшипника и вала в начале и конце эксплуатации, но 1
перехода от одного ведущего вида изнашивания к другому. Наибольшие
значения //, сопрягаемых деталей наблюдаются в период их приработки, после
превышения допустимого зазора (выше 0,01 - 0,001), а также в периоды
пуска и остановки. Среднее значение Д зависит от режимов и условий нагру-
жения, материалов сопрягаемых тел, вида смазки и может изменяться в
интервале 10" — 10" .
Геометрия изношенной поверхности подшипника и вала и координаты
точки максимального износа зависят от вида смазки, типа пары трения
(прямая или обратная), кинематики, соосности сопрягаемых тел и других
факторов.
При одностороннем вращении вала все участки его цилиндрической
поверхности трения последовательно вступают в контакт с ограниченной
областью поверхности подшипника. Это определяет тот факт, что поверхность
вала по окружности будет изнашиваться равномерно (заштрихованная
кольцевая область на рис. 8.8, а). Распределение износа по образующей вала, как
правило, неравномерно (рис. 8.8, б). Это обусловлено тем, что в реальных
трибосистемах практически всегда имеют место несоосность сопрягаемых
тел и изгиб вала под нагрузкой. Максимальный износ вала наблюдается в
окрестностях границ его контакта с подшипником, особенно на границе,
расположенной ближе к точке приложения нормальной нагрузки. В результате
износа поверхность трения вала приобретает бочкообразную форму.
При гидродинамической или эластогидродинамической смазке
поверхность подшипника не должна изнашиваться по адгезионному или
усталостному механизму. Однако в связи с тем что сплошность смазочного слоя
нарушается в периоды пуска и остановки машины, а также при падении вязкости
Рис. 8,8. Профиль изношенных поверхностей вала н подшипника при гидродинамическом
трснин
[282 ИЗНАШИВАНИЕ ДЕТАЛейи^Ш|)||
смазочного материала под действием фрикционного нагрева, эти виды
нашивания имеют место. Усталостное и адгезионное разрушения поверх»
стей трения локализуются вблизи центра контактной площадки. Всегда пп
сутствующие в смазочном материале твердые частицы (продукты окислени
металлов и коксования масла, частицы пыли) являются причиной абразив*
ного износа, максимум которого незначительно смещен в направлении
вращения вала. Заметный вклад в износ подшипника вносят навигационный
(особенно при высоких скоростях) и коррозионный виды разрушения
поверхности трения подшипника. Кавитационное изнашивание вызвано
появлением в потоке масла зон неустойчивого течения, воздействием вибраций
попаданием в смазочный материал воды, пара или газа, а коррозионное -
химической активностью и наличием в смазывающей жидкости окислителей.
В большей мере они проявляются в области, смещенной на 10 - 30° от точки
О' в направлении вращения вала.
Суммарным результатом проявления описанных видов изнашивания,
локализующихся в различных областях номинальной площади контакта,
является то, что профиль изношенной поверхности подшипника напоминает
дугу, на которой точка Л, соответствующая максимальному износу, смещена
в направлении вращения вала (см. рис. 8.8, а). Смещение этой точки
относительно О' зависит от того, какой из рассмотренных видов изнашивания
является ведущим. При изгибе и неточной установке вала относительно
подшипника, макрогеометрических отклонениях поверхности вала (например,
конусность) распределение износа подшипника вдоль образующей также
будет неравномерным (см. рис. 8.8, б). Следует отметить, что вал, как
правило, изнашивается значительно менее интенсивно, чем подшипник.
Таким образом, детали опор скольжения при гидродинамической смазке
подвергаются абразивному, усталостному, адгезионному, коррозионно-
механическому и кавитационному видам изнашивания. Чаще всего ведущим
видом изнашивания является абразивный или усталостный (если зона
контакта и смазывающая жидкость защищены от попадания абразивных частиц).
При нарушении температурного режима эксплуатации или превышении
предельно допустимых нагрузочно-скоростных режимов нагружения ведущими
становятся адгезионное изнашивание и задир, приводящие к
катастрофическому износу деталей и поломке узла трения.
Подшипники осевых опор, эксплуатирующихся при отсутствии в зоне
контакта смазочного материала, выполняют из чугуна, мягких сплавов на
основе олова, свинца, меди, композитов на основе алюминия и полимерных
материалов, содержащих твердые смазочные материалы. Отсутствие ело*
жидкого смазочного материала несколько изменяет природу разрушения
сопрягаемых тел. В основном они подвергаются усталостному, абразивному и
адгезионному видам изнашивания и пластическому оттеснению (смятию)'
Усталостное разрушение поверхностного слоя подшипника локализуется в
ЙЯй»
Изнашивание деталей машин
283
большей мере вблизи зоны входа трущихся тел в контакт, где материал пзд
шипника испытывает циклические растягивающие напряжения.
Абразивному и адгезионному изнашиванию подвергается преимущественно
центральная часть номинальной площади касания (окрестности точки О), в которой
давление, создаваемое внешней нагрузкой, максимально. При недопустимых
режимах нагружения реализуется пластическое оттеснение материала
выступов микронеровностей, расположенных на вершинах воли. При этом
материал оттесняется из зоны входа трущихся тел в контакт в зону выхода.
Таким образом, профиль изношенной поверхности не смазываемого
подшипника будет представлять собой дугу, серединная часть которой
(точка А на рис. 8.9, а) смещена в направлении, противоположном
направлению вращения вала. Формы изношенных поверхностей валов при
жидкостном трении и трении без смазочного материала существенно не различаются.
При реверсивном трении определяющим видом разрушения поверхностей
сопрягаемых тел является усталостный, обусловленный многократным
знакопеременным деформированием и пластическим оттеснением
(малоцикловая усталость) материала в зоне трения. Изнашивание
подшипника приводит 1с образованию дугообразного углубления, симметричного
относительно линии действия нормальной нагрузки (оси 00"). Максимальный
износ может наблюдаться как в точке условного равновесия 0\ так и в двух
зонах (точки А\ симметрично расположенных относительно О' и отстоящих
от нее на расстоянии, зависящем от угла реверса (рис. 8.9),
В отличие от одностороннего вращения при реверсивном движении вала
изнашиванию подвергается только та часть его поверхности, которая
участвует в контакте. Изношенная часть поверхности вала представляет собой в
сечении дугу, радиус кривизны которой больше, чем радиус исходной
цилиндрической поверхности трения.
Для повышения долговечности опор скольжения подшипники
запрессовывают с натягом в корпус. При этом
создаются сжимающие напряжения в его
поверхностном слое, увеличивается зона контакта
и уменьшаются растягивающие контактные
напряжения, вызывающие усталостное
изнашивание материала. Подшипник
выполняют, как правило, тонкослойным, что
обеспечивает лучший теплоотвод,
уменьшает температурные напряжения и повышает
его жесткость. Весьма важной мерой
является возможно более точная установка
подшипника в корпусе машины и исключение
зазора между корпусом и подшипником, на- :§^^^^Н1^!^^К^Н
личие которого вызывает изгиб подшипника Рж ш форма изношенной поверх-
и возникновение в его объеме дополнитель- ностн вала и подшипника при ревер-
ных напряжений. сивном трении
284 ИЗНАШИВАНИЕ ДЕТАЛЕЙ МАШИН
8.2.4. Опоры качения
Подшипники качения составляют около четверти применяемых в технике
вращающихся опор. Эксплуатируются они при скоростях, достигающих
150 тыс. об/мин, и температуре до 450 °С. Наибольшие контактные
напряжения могут превышать 13 ГПа. Смазка осуществляется твердыми, жидкими и
пластичными смазочными материалами. Различные условия эксплуатации
опор качения явились причиной создания большого числа конструктивных
разновидностей, которые могут быть разделены по группам в зависимости
от признака, положенного в основу классификации. По направлению
действия воспринимаемой нагрузки различают радиальные (воспринимают на*
грузку, действующую перпендикулярно к оси вращения вала), упорные
{воспринимают в основном осевую нагрузку), радиально-упорные
(преобладает радиальная нагрузка) и упорно-радиальные (преобладает осевая
нагрузка). По форме тел качения подшипники делятся на шариковые и роликовые.
Последние в свою очередь подразделяются на подшипники с короткими и
длинными цилиндрическими роликами, с витыми, игольчатыми,
коническими или сферическими роликами. По числу рядов тел качения различают
одно-, двух, четырех- и многорядные подшипники качения.
Одной из наиболее распространенных причин выхода из строя опор
качения является контактная усталость (шптинг) поверхностей беговых дорожек
внутреннего и внешнего колец и тел качения. Изначально многократные
знакопеременные деформации материалов контактирующих тел приводят к
образованию дефектов структуры преимущественно в областях
проскальзывания. С течением времени концентрация и размеры дефектов растут,
происходит их слияние и образование микротрещин. Концентрация напряжений в
вершинах микротрещин способствует их развитию и слиянию. Результатом
этих процессов является выкрошивание материала поверхностного слоя. В
отдельных случаях (при наличии дефектов технологического
происхождения, перегрузках, вибрациях, неплотном прилегании кольца к поверхности
посадочного гнезда в отдельных областях и т. д.) возможно образование
магистральных трещин усталости, приводящих к объемному разрушению
элементов опоры качения. Поверхность трения на начальной стадии
изнашивания покрыта углублениями в виде раковин и оспин, а на последующих
стадиях она становится бугристой, со следами скола материала.
Коррозионно-механическое изнашивание, обусловленное химическим
взаимодействием металла с окружающей средой, приводит к появлению на
поверхностях трения углублений, глубина которых соизмерима с размером
поврежденного пятна поверхности. Адгезионное изнашивание проявляется
при эксплуатации подшипников в вакууме или инертной среде, при высоких
температурах и давлении в зоне контакта. Кроме того, оно вызывает появл
ние на поверхностях трения углублений произвольной формы, локализую
^
Изнашивание деталей машин
265
щихся в зоне максимальных давлений. Абразивное изнашивание является
причиной образования на поверхностях трения канавок, расположенных
вдоль направления перемещения и микроскопических кратерообразных )
лублений, создаваемых ударами осколков абразивных частиц, имлульснс
разрушаемых при попадании между телами качения. Чаше всего абразивное
изнашивание имеет место в роликовых подшипниках при вдавливании
твердых частиц в перегородку сепаратора. Внедрившаяся в сепаратор частиш
вызывает образование на поверхности тела качения канавок,
ориентированных параллельно вектору скорости. Распространенным видом изнашивания
тяжелонагруженных подшипников является смятие. Выход из строя
подшипников может быть связан также с износом сепаратора и уплотнений.
Форма изношенных поверхностей опор качения зависит от типа
подшипника, формы тел качения, точности посадки подшипника в корпусе,
соотношения радиальной и осевой нагрузок. Профиль беговой дорожки
радиального шарикового подшипника может содержать три впадины,
расположенные в областях проскальзывания: одна - в центре контакта и две - ближе к
периферии контакта. Возможно слияние этих впадин в одну с максимальной
глубиной в центре. При наличии осевой нагрузки максимум износа
смещается в направлении действия этой нагрузки к краю беговой дорожки.
Аналогичный эффект наблюдается, если посадочное отверстие в корпусе имеет
конусность. В опорных подшипниках действие центробежных сил вызывает
смещение максимально изношенной зоны к периферии (наружному краю
беговой дорожки). При этом изношенная поверхность имеет профиль типа
"елочка" — образовавшиеся в результате изнашивания канавки
ориентированы под углом 0 < а < 90° к направлению перемещения шариков. Глубина
канавок уменьшается с приближением от периферии к центру дорожки
качения.
Если ось вращения шарика постоянна, на его поверхности появляется
поясок. В результате шарики приобретают форму, напоминающую
эллипсоид вращения; на локальных участках их поверхности становятся более
плоскими (имеют больший радиус кривизны). Для шарика с постоянно
изменяющейся осью вращения характерен равномерный износ по всей
поверхности трения. При высоких нагрузках и чрезмерном нагреве в результате
пластического деформирования либо объемного усталостного разрушения
форма шариков полностью искажается и может в большей мере напоминать
усеченный конус, часть эллипсоида вращения, тела неправильной формы.
При нормальных условиях эксплуатации и отсутствии макрогеометриче-
ских отклонений в телах качения износ беговой дорожки колец роликового
подшипника распределяется равномерно по поверхности трения. При
перекосах колец подшипника и наличии осевой нагрузки изнашиванию
подвергается в основном одна из сторон беговой дорожки и борта колец. При
длительном воздействии вибрационных нагрузок на кольцах в областях их кон-
286
ИЗНАШИВАНИЕ ДЕТАЛЕЙ МАШйц
такта с роликами образуются лунки, расположенные параллельно осям тел
качения. Лунки появляются также при возникновении недопустимых зазо*
ров, наличии трения скольжения в зоне контакта сопрягаемых тел,
пластическом деформировании колец в процессе сборки, прохождении
постоянного электрического тока. Износ роликов может быть равномерным по всей
цилиндрической поверхности при отсутствии перекосов и осевой нагрузки, В
противном случае ролик в результате износа приобретает бочкообразную
форму. При трении о борть/ кольца изнашиваются торцевые поверхности
ролика. В этих условиях, а также при трении роликов о сепаратор или между
собой, при высоких нагрузках, отсутствии смазочного материала или его
высокой вязкости на поверхностях тел качения появляются грани.
Увеличение долговечности опор качения достигается повышением
точности их изготовления, сборки и монтажа в корпус машины и на вал,
приближением формы посадочных гнезд к идеальной, выбором материалов,
оптимальной конструкции подшипника. Существенное влияние на
долговечность подшипников качения оказывает система смазки. Для ее улучшения
сепараторы выполняют из твердосмазочных материалов, способных
образовывать тонкую смазочную пленку на поверхностях трения.
8.2.5. Пара трения колесо - рельс
Пара трения колесо - рельс эксплуатируется при высоких давлениях
(максимальное контактное давление по Герцу составляет около 600 Шщ
проскальзывании от 2 до 100 % и наличии в зоне контакта абразива. В этих
условиях коэффициент сопротивления качению принимает значения в
интервале 0,07 - 0,35, а интенсивность изнашивания колеса и рельса соответствует
Для повышения коэффициента сцепления колеса с рельсом и увеличения
тяги локомотива до сих пор используется песок, подаваемый в зону
контакта. Наряду с оксидными частицами и продуктами износа, содержащими
наклепанную сталь, песок выполняет роль абразива, что выдвигает абразивное
изнашивание в разряд ведущих. Часть абразивных частиц импульсно разрг
шается с образованием осколков, которые повреждают обе поверхност
трения, а основная масса проскальзывает либо перекатывается по поверх**
сти одного из тел трения, оставляя на ней продольные борозды. Этот вид
изнашивания распространяется на все участки поверхностей трения обоих
тел. Однако наиболее интенсивно абразивному изнашиванию подвергаю10*
боковая грань головки рельса и контактирующая с ней поверхность реборД1*
(выступа) колеса, где реализуется трение скольжения.
Пластическое оттеснение неровностей или смятие является результатом
высоких контактных давлений. Оно приводит к образованию лепесткового
рельефа, ориентированного в направлении скольжения. Формируется лв№
^ииеание деталей машин ^ 207
стковый рельеф при пластической раскатке выступов поверхностей трения и
наслоении деформируемого материала на близлежащие области.
Локализуется этот вид изнашивания преимущественно на боковой грани и выкружке
головки рельса, а также на выкружке и реборде колеса, скользящей по
боковой грани головки рельса. Смятию и усталостному изнашиванию
подвергаются также поверхность катания колеса н головки рельса. В результате
многократных пластических деформаций поверхностный слой
наклёпывается, становится хрупким и, разрушаясь, отслаивается в виде тонких
пластинок. Заметный вклад в износ рассматриваемой пары трения вносит
окислительное изнашивание.
Приведенный анализ показывает, что на различных участках одной и той
же контактной площадки ведущими могут быть одновременно различные
виды изнашивания.
Результатом проявления описанных видов изнашивания является
повышенный износ выкружек и боковых граней реборды колеса и головки рельса
(рис. 8.10). В несколько меньшей мере изнашиваются поверхности катания
обоих элементов пары трения. На боковой поверхности головки рельса, не
участвующей в процессе трения, образуются наплывы пластически
деформируемого материала, содержащие усталостные повреждения.
Если износ боковой грани рельса, по которой скользит реборда колеса,
превышает 3 мм, интенсивность изнашивания реборд колес подвижного
состава резко увеличивается. Аналогично при запредельном износе колес и
отклонении их профиля от оптимального наблюдается интенсивное
изнашивание головки рельса. Это требует перепрофилирования изношенных колес.
Перепрофилирование необходимо также по причине неравномерности
износа колес по окружности, вызванной торможением, повреждениями при
прохождении стыка рельсов, дефектами технологического происхождения.
Iе* 8- /0. Профили изношенных поверхностей колеса (/) и головки рельса (?)
»5 ИЗНАШИВАНИБдвТАл |
Для повышения долговечности пар трения колесо - рельс
ряд методов. Наиболее важными из них являются: выбор оптималь еняетс*
тания профилей поверхностей трения, определяющих количеств ° с°ч*
ч <аг ЬС0
массе) содержания
лерода в этих сталях; исключение применения песка как средства увелич
Уг.
ное расположение зон контакта; доведение твердости колесной и п
сталей до 380 - 420 НВ; повышение до 0,7 - 0,9 % (по массе) содержи"0*
лерода в этих сталях; исключение применения песка как средства увел»
коэффициента сцепления колеса с рельсом; периодическое нанесение
зонных материалов на боковую поверхность рельса или реборды.
8.2.6. Зубчатые передачи
Зубчатые передачи относятся к группе самых широко распространений
в машиностроении узлов трения, определяющих долговечность механиче!
ских приводов. Они эксплуатируются при высоких контактных напряжениях
(до 5 ГПа) и отличаются весьма широкими интервалами изменения скора
стей (0 - 200 м/с) и температуры (достигает 500 °С и ограничивается термо
стойкостью смазочного материала). Зубчатые передачи относятся к сопря
жениям с постоянно изменяющимися (за период нахождения зубьев в кон
такте) номинальной площадью контакта и ее координатами, давлением
толщиной масляного слоя и соотношением сил трения качения и скольже
ния. Это определяет неравномерность износа по профилю зуба. В зависимо
сти от режимов и условий нагружения линейная интенсивность изнашивания
зубьев может различаться на 3 - 4 порядка и составляет 10 —10.
Профиль изношенной поверхности зуба зависит от исходной геометрии
входящих в зацепление зубьев, режимов нагружения и условий смазки. Для
легконагруженной зубчатой пары, когда поверхности трения разделе
сплошной смазочной пленкой, характерен сравнительно равномерный изн
материала вдоль профиля зуба (рис. 8.11, а). , иС
Для тяжелонагруженных пар характерен неравномерный износ <р^
8.11,6). Начиная от полюсной части и до вершины зуба износ мои ^
увеличивается, что обусловлено ростом деформаций сдвига, смят ^
тенсивности усталостного разрушения материала поверхностного ело . ^^
симальный износ наблюдается также на ножке зуба в околополюсн ^
подвергаемой интенсивному усталостному разрушению и пластиче ^
теснению материала к полюсной линии. В полюсной зоне зуб изна и реа-
наименее интенсивно, поскольку здесь проскальзывание минималь ^^
лизуется преимущественно трение качения. При высоких нагрузк ^не За-
твердости материалов сопрягаемых тел величина износа в полюсно ^ф.
висит от того, ведущим или ведомым является зубчатое колесо. ^&^0^. В
ности зуба ведущего колеса образуется канавка, а ведомого - Ф ^ перй'
первом случае сдвиг материала осуществляется от полюсной ли
ферии зуба, а во втором - наоборот. ^^^^^^^^
латшттт
лив
Технологические методы повышения износостойкости
а о в
Рис. 8. П. Профили изношенных поверхностей зубьев
Форма изношенной поверхности зуба может отличаться от описанных.
Так, при неточном изготовлении сопрягаемых зубьев она может
соответствовать профилю, представленному на рис 8.11, в.
В начальный период, когда реализуется приработка сопрягаемых тел,
интенсивность их изнашивания значительна, реализуется пластическое
оттеснение (смятие) и ограниченное усталостное выкрошивание материала на
вершинах волн. С течением времени У), уменьшается и стабилизируется,
однако по мере износа зубьев растут давления, на отдельных участках
выдавливается смазочный материал и создаются условия для локального
схватывания и роста интенсивности изнашивания.
Ведущим видом изнашивания зубчатых передач является, как правило,
усталостное выкрошивание, начинающееся вблизи полюсной линии на
ножках зубьев, а сопутствующими - смятие и адгезионное изнашивание,
сопровождающееся при тяжелых режимах нагружения заеданием. При наличии в
смазочном материале твердых частиц возможно абразивное изнашивание.
Зачастую источником абразивных частиц являются продукты
окислительного изнашивания.
Снижению интенсивности изнашивания зубчатых передач способствуют
высокая точность их изготовления, применение высокопрочных
термоустойчивых сталей, химико-термические методы упрочнения, увеличение
толщины смазочной пленки и коэффициента взаимного перекрытия (в
прямозубых передачах). Последнее достигается применением нестандартных
профилей зуба с большим коэффициентом высоты головки.
8.3. ТЕХНОЛОГИЧЕСКИЕ МЕТОДЫ ПОВЫШЕНИЯ
ИЗНОСОСТОЙКОСТИ ДЕТАЛЕЙ УЗЛОВ ТРЕНИЯ
Технологические методы снижения интенсивности изнашивания
направлены на достижение оптимальной топографии поверхности трения,
обеспечение низкого сопротивления сдвигу на границе раздела трущихся тел и
улучшение структуры поверхностного слоя изнашиваемого тела.
19. Зак. 6519.
290
ИЗНАШИВАНИЕ ДЕТАЛЕЙ МАШИН
Формирование оптимальной топографии. Для каждого узла трения и
определенных режимов его эксплуатации характерна своя оптимальная
топография сопрягаемых поверхностей, при которой наблюдается минимальная
интенсивность изнашивания. Она устанавливается в процессе приработки
независимо от того, какая исходная микрогеометрия была получена техноло- I
гическим путем. Чем ближе исходная микрогеометрия к равновесной, тем
меньше период приработки. Поскольку во время приработки наблюдается
максимальный износ, необходимо финишную обработку деталей проводить
так, чтобы исходная шероховатость поверхности была возможно близкой к
равновесной.
Для деталей узлов трения, эксплуатирующихся в режиме "пуск -
остановка", при низких скоростях скольжения и в условиях реверсивного
движения весьма важно обеспечить непрерывное существование смазочной пленки
в зоне контакта. Поэтому разработан ряд технологических приемов создания
на поверхности трения карманов смазки. В частности, при черновом хонин-
говании втулок гидравлических насосов с помощью крупнозернистого
абразивного инструмента выполняется высокоскоростная операция по созданию
сетки редко расположенных глубоких канавок. В период перехода от трения
покоя к трению скольжения смазочный материал выдавливается из канавок и
частично восполняет его недостаток в зоне трения.
Создание карманов смазки обеспечивается также при обкатке деталей
роликами, шариками или алмазным инструментом. При этом решается и
вторая задача — упрочнение поверхностного слоя пластическим
деформированием. В результате обкатки повышается на 20 — 40 % твердость поверхности
ного слоя, залечиваются микродефекты, а износостойкость возрастает в три
раза. Микрорельеф поверхности задается соотношением скоростей вращения
детали и движения инструмента, геометрией рабочей поверхности инструмента.
Нанесение защитных покрытий. Одним из наиболее перспективных
методов повышения износостойкости является нанесение защитных
покрытий на поверхность трения деталей. Для этого используют материалы,
обладающие высокой адгезионной способностью к детали, низким
сопротивлением сдвигу и способностью выдерживать без разрушения многократные
деформации. К ним в первую очередь относятся мягкие металлы (медь,
олово, свинец и т. п.), твердые смазочные материалы (графит, диселениды
и дисульфиды металлов) и композиты на основе полимеров. Особого
внимания заслуживают покрытия, представляющие собой пористый каркас,
например из меди, поры которого заполняются сухим смазочным веществом.
Эти покрытия реализуют правило положительного градиента механических
свойств по глубине детали.
В последнее время для нанесения защитных покрытий используют
производные фторсодержащих кислот, известные под названием "Эпилам" и
"Фолеокс'*. Они образуют на поверхности металла устойчивые хемосорбци-
Технологические методы повышения износостойкости
онные слои, препятствующие непосредственному контакту трущихся тел, и
способствуют удержанию смазочного материала на ювенильных участках
поверхностей трения. Применение таких покрытий позволяет в отдельных
случаях почти на порядок снизить интенсивность изнашивания. Наиболее
эффективно их применение в узлах трения, периодически работающих в
режиме обедненной смазки.
Для тяжелонагруженных узлов трения используют детали, на
поверхности которых сформирована пленка из твердых материалов типа нитрид
титана, оксид алюминия, керамика, карбиды и бориды. В этом классе
покрытий перспективно применение материалов на основе металлов или
полимеров, содержащих ультраалмазы, представляющие собой частицы
синтетических алмазов размером 4 - 8 нм. Покрытия на основе ультраалмазов
позволяют в 3 - 10 раз повысить сопротивление деталей изнашиванию, Особенно
эффективно их использование при высоких нагрузках и трении в
присутствии абразивных частиц. Твердость гальванического покрытия, содержащего
ультраалмазы, достигает 10-14 ГПа.
Покрытия наносятся электролитическим осаждением, трением,
напылением, окунанием, припеканием, электромагнитной наплавкой и другими
методами.
Облучение потоками энергии высокой плотности. Для повышения
износостойкости деталей используют лазерное легирование тонких
поверхностных слоев металлов и сплавов, локальную поверхностную закалку сталей,
лазерное упрочнение титановых сплавов путем оксидирования
поверхностного слоя и снижения их наводороживания в процессе трения. К этой группе
можно отнести ионную бомбардировку, обработку электронным лучом,
радиационное облучение (применяется для деталей из полиэтилена), ионную
имплантацию, ионно-лучевое перемешивание.
Химико-термическая обработка поверхностей. Этот метод позволяет
изменять структуру и свойства поверхностного слоя металлов путем
насыщения его атомами легирующих элементов в процессе тепловой обработки в
химически активной среде. В зависимости от вида легирующего элемента
различают цементацию, азотирование, сульфоцианирование, силицирова-
ние, оксидирование, фосфатирование, сульфидирование, хромирование и
Другие приемы повышения износостойкости металлов.
Цементация - процесс насыщения поверхностного слоя
малоуглеродистой (до 0У3 % С) стали углеродом. Этот слой толщиной 0,5 - 2,3 мм
становится более твердым, однако в нем возникают значительные внутренние
напряжения, что снижает эффективность метода. Проводят цементацию при
температуре 950 - 980 °С в жидком, твердом или газообразном
карбюризаторе. Нагрев детали может осуществляться током высокой частоты.
Азотирование - насыщение поверхностного слоя деталей из черных
металлов азотом. При Г= 500 °С азот диффундирует в металл и образует с ле-
292 ИЗНАШИВАНИЕ ДЕТДЛМц^
гарующими элементами (алюминий, хром, молибден, ваннадий) нитри
Это повышает твердость поверхности и увеличивает в 8 - 10 раз износосг^й
кость детали. Если толщина азотированного слоя меньше глубины распол
жения максимально деформируемой при трении зоны, то слой легко радт/
шается и, отслаиваясь, удаляется в виде частиц износа пластинчатой формы
Стицирование - насыщение черных металлов кремнием на глубину 0 з!
1 мм. Этот метод позволяет значительно повысить стойкость металла к
изнашиванию и воздействию химически активных сред. Однако при силициро*
ванин поверхностный слой становится хрупким, обладает высокими вкут*
ренними напряжениями и трудно обрабатывается.
Оксидирование - процесс образования оксидной пленки толщиной до
3 мкм на поверхности металлической детали. На поверхности стали
формируются мельчайшие кристаллы РеО с низкой твердостью, образующие
пористый слой. Этот слой прочно соединен с основным металлом, обладает
низким сопротивлением сдвигу и способен удерживать в своем объеме
смазочный материал. На поверхности алюминиевых сплавов защитные
оксидные пленки толщиной до 60 мкм получают электрохимическим путем.
Фосфатирование - образование на поверхности изделий из черных и
цветных металлов пленок толщиной до 50 мкм из нерастворимых
фосфорнокислых солей. Фосфатирование проводится химическим или
электрохимическим способом при Г < 99 °С. Пленка обладает высокой стойкостью к
воздействию химически активных веществ и изнашиванию, имеет высокую
пористость и твердость. Фосфатирование применяется для предотвращения
заедания и фреттинг-коррозии. Недостаток метода в том, что в процессе его
реализации металл насыщается водородом.
Сульфидирование - насыщение поверхностного слоя стали серой,
сопровождающееся образованием сульфида и дисульфида железа. Сульфидиро-
ванный слой обладает высокой адсорбционной активностью, низким
сопротивлением сдвигу и обеспечивает высокую износостойкость деталей.
Сульфоцианирование — метод упрочнения деталей при их тепловой
обработке в ванне, содержащей соли серы, азота и углерода. Поверхностный
слой таких деталей содержит нитриды, карбиды и сульфиды железа, а
подповерхностный состоит из карбонитридной фазы и цементита. СульфоЩ*3'
нирование многократно повышает износостойкость деталей.
8.4. МАТЕРИАЛОВЕДЧЕСКИЁ МЕТОДЫ
Эти методы направлены на создание новых износостойких материалов,
оптимальное сочетание механических, химических и теплофизических
свойств которых обеспечивает низкие коэффициент трения и интенсивность
изнашивания при требуемых режимах нагружения. Многообразие констру '
ций узлов трения, условий эксплуатации и требований к эксплуатационным*
плятериаловедческие методы
293
техническим и экономическим характеристикам триботехнических
материалов привело к созданию большого числа методов их получения и
упрочнения. Достаточно сказать, что далеко не полный перечень технических
характеристик, которым должен удовлетворять материал, включает:
• обеспечение правила положительного градиента механических
свойств по глубине;
• способность материала локализовать контактные деформации в
возможно более тонком поверхностном слое;
• способность материала создавать на поверхности трения и
непрерывно восстанавливать в процессе изнашивания пластичную пленку,
обладающую низким сопротивлением сдвигу и высоким сопротивлением
разрушению при многократном знакопеременном деформировании;
• совместимость с материалом контртела и смазочным материалом,
низкая адгезия к контртелу и высокая смачиваемость смазочным
веществом;
• высокие несущая способность, теплопроводность и теплостойкость;
• низкий коэффициент теплового расширения;
• стабильность и низкие значения коэффициента трения и
интенсивности изнашивания;
• хорошая прирабатываемость и технологичность.
Материаловедческие методы повышения износостойкости элементов
узлов трения можно условно разделить на следующие группы: оптимизация
макроструктуры, управление микроструктурой материала, выбор и
модификация связующего при получении изделий из композитов, выбор и
рациональное сочетание наполнителей.
Оптимизация макроструктуры материалов. Макроструктура, или
конструкция, материала играет весьма важную роль в обеспечении
долговечности узла трения. Поэтому в зависимости от режимов нагружения используют
материалы блочные, ленточные, многослойные, армированные и с плавно
изменяющимися по толщине свойствами.
Детали однородной макроструктуры (блочная конструкция) выполняют
из одного материала. Их физико-механические свойства практически
одинаковы по всему объему. Выбор типа и состава материала определяется
конкретными условиями эксплуатации. В тяжелонагруженных смазываемых
узлах трения используют сталь, чугун и сплавы на основе алюминия, титана и
меди, в качестве антифрикционных материалов наиболее широко распро-
Транены графитизированная сталь, чугун с шаровидным графитом, сплавы
основе меди. Для легконагруженных узлов применяют полимерные мате-
Р алы, обладающие хорошими триботехническими характеристиками и спо-
оные эксплуатироваться при отсутствии смазочного материала. Однако
не нагрузочная способность, теплопроводность и теплостойкость тре-
ч
294 ИЗНАШИВАНИЕ ДЕТАЛЕЙМд,,,И||
буют модифицирования полимеров, снижения толщины изделия либо пп
менения их для формования тонкого рабочего слоя, закрепленного на жес
кой несущей основе.
Ленточные материалы обладают рядом преимуществ. Они в меньшей
мере зависимы от коэффициентов температурного расширения и
теплопроводности, позволяют уменьшить габариты узла трения и расход
дорогостоящих материалов, технологичны. Наиболее эффективно применение
ленточных материалов в узлах трения с ограниченной смазкой. Чаще всего ис-
пользуют ленты из биметаллов и многослойные. Широко распространены
ленты из порошковых материалов, нанесенных в виде тонкого слоя на
стальную основу. Пористый рабочий слой таких лент состоит из бронзы,
содержащей олово, никель и фосфор, которые повышают прочность,
коррозионную стойкость и сопротивление изнашиванию. Улучшение
антифрикционных свойств достигается заполнением пор рабочего слоя свинцом,
графитом, дисульфидом молибдена и другими смазочными материалами. При
трении происходит выдавливание смазочного материала и формирование на
поверхности трения пленки, в которой локализуются процессы трения и
износа. Применяются такие материалы в качестве подшипников скольжения в
двигателях внутреннего сгорания, компрессорах, насосах, вакуумной
технике. В последнее время в качестве пористой матрицы стали использовать
материалы на основе алюминия.
Для заполнения пористого слоя применяют также полимерные материалы
типа политетрафторэтилен, сополимер ацетатной смолы, полиэфирэфирке-
тон. Наиболее эффективно использование ленточных материалов при
высоких давлениях и низких скоростях скольжения в узлах, где недопустимы
жидкие и консистентные смазочные материалы (оборудование текстильной,
пищевой, деревообрабатывающей, бумагоделательной промышленности).
Триботехническими характеристиками материалов можно управлять,
изменяя их пористость. Поры выполняют роль резервуаров для смазочного
вещества, которое по мере износа материала выдавливается из его объема и
поступает в зону трения, способствуя восстановлению граничной пленки.
Выдавливание смазочного вещества происходит также вследствие
фрикционного нагрева и теплового расширения детали. При охлаждении детали и
лишек смазочного вещества, находящийся на поверхности трения, впить
вается обратно в ее объем. Наиболее эффективно получение пористых ма
риалов спеканием из порошков. С целью улучшения антифрикционнь
свойств таких материалов в шихту-основу для спекания добавляют антиз
дирные антифрикционные наполнители. Для исключения выгорания этих Д0^
бавок формование детали проводят по технологии так называемого са
распространяющегося высокотемпературного синтеза. В основу данного
тода положена способность определенных сочетаний компонентов спека
мой композиции воспламеняться при локальном нагреве. При этом лр<>иС
Материэловедческие методы
296
дит химическое взаимодействие компонентов с образованием новых
соединений (карбидов, нитридов и др.). Благодаря ориентированному
распространению волны горения возможно получение материалов с одномерной
направленностью капилляров, образующихся из взаимосвязанных пор.
Одним из методов улучшения макроструктуры материалов является их
армирование. Наиболее распространен этот метод при создании композитов
на основе полимеров. Он направлен на устранение наиболее существенного
недостатка полимеров — низких нагрузочной способности и
теплопроводности. Для повышения нагрузочной способности материалов широко
используют стеклянные, металлические, асбестовые, арамидные и базальтовые
волокна. Решению этой задачи и одновременно повышению
теплопроводности материалов способствует применение в качестве наполнителя углеграфи-
товых волокон, усов и изделий из них.
Управление микроструктурой материалов. Это довольно обширное
материаловедческое направление улучшения триботехнических свойств
материалов. Оно основано на зависимости износостойкости и механических
свойств металлов от размера зерна, кристаллографической текстуры, а для
полимеров - от степени кристалличности, размеров и типа
надмолекулярных образований. Изменение микроструктуры материалов достигается
посредством термомеханической обработки, выбора режимов формования
детали, воздействия потоков энергии высокой плотности, введения активных
наполнителей и модификаторов.
Выбор и модификация связующего. При получении деталей трибоси-
стем из композитов важную роль играет выбор связующего, структура и
свойства которого определяют допустимые режимы эксплуатации композита
в целом. В качестве связующего применяют металлы, полимерные
материалы, каменноугольный пек. Материалы на основе полимерной матрицы
обладают высокими антифрикционными свойствами и способны
эксплуатироваться при средних нагрузках и скоростях скольжения. Наиболее широко
используют полиамиды, фторопласты, полиацетали, фенольные, эпоксидные
и кремнийорганические смолы, каучуки и полиуретаны. В последнее время
большое внимание уделяется полимерам "нового поколения" - полиэфир-
эфиркетонам и полиакрилэфиркетонам, обладающим высокой
термостойкостью и низким коэффициентом трения.
Для узлов трения, скорости скольжения трущихся тел в которых
достигают 150 м/с, а в отдельных случаях - 500 м/с, применяют углеродные и уг-
леродкерамические материалы. Их изготавливают из каменноугольного пека,
наполненного нефтяным коксом и графитом, путем обжита при температуре
1000 - 1250 °С и графитизации при 2300 - 2500 °С. Углеродкерамические
материалы работоспособны в интервале температур от-190 до 673 °С.
Однако высокая хрупкость этих материалов не позволяет применять их при
больших нагрузках и в условиях вибраций.
296 ИЗНАШИВАНИЕ ДЕТАЛЕЙ Щщи
Перспективным и интенсивно развивающимся направлением трибомате-
рншговедения является разработка керамических материалов. Керамика
представляет собой поликристаллический материал из соединений неметал.
лов Ш - VI групп Периодической системы элементов с металлами, созд*
ваемый по технологиям, обеспечивающим массоперенос и связывание
составляющих. Керамику получают из оксидов металлов или из бескислород.
ных неметаллических тугоплавких соединений (карбиды, нитриды, бори*
ды). Высокие хрупкость и стоимость, чувствительность к колебаниям
нагрузки сдерживают широкое применение керамики в триботехнике,
несмотря на ее хорошие триботехнические характеристики.
Применение наполнителей. Одним из наиболее эффективных методов
управления триботехнических характеристик композитов является
оптимальный выбор типа, количества и фракционного состава наполнителей.
Применение наполнителей позволяет на 2 - 3 порядка повысить
износостойкость и в широком диапазоне изменять коэффициент трения, физико-
механические и теплофизические свойства композита. Выбор оптимального
типа и количества наполнителей чрезвычайно широк. Он осуществляется в
зависимости от типа связующего, режимов эксплуатации и конструкции узла
трения. Поэтому разработка единой рецептуры, пригодной для широкого
круга деталей, практически невозможна. Тем не менее установлено, что
улучшение триботехнических характеристик композитов без существенного
снижения когезионной прочности возможно при содержании наполнителей
лоистой структуры (графит, дисульфид молибдена, диселениды металлов},
не превышающем 30 % (по массе). Для улучшения фрикционного переноса и
образования смазочных пленок на поверхностях трения достаточно вводить
► % (по массе) ламеллярных наполнителей. Тип и содержание наполни
телей должны также выбираться с учетом термодинамической, кинетиче
и механической их совместимости со связующим. Термодинамическая
совместимость достигается при взаимной растворимости связующего и на
полнителей. В этом случае устанавливается равновесное состояние находя
шихся в различном агрегатном состоянии компонентов при различной от
пени нагрева. Кинетически совместимые компоненты (наполнитель и ев*1
зующее) способны достичь метастабильного равновесия за счет диффузий
химических реакций и адсорбции. Механическая совместимость представля
соответствие компонентов по характер
«шнему теплового расширения
по характеристикам уппугпсти. пл$
8.5. КОНСТРУКЦ
Эта группа методов реал
Она включает выбор матери
мизашяо геометрии и раци
Конструкционные методы
297
защиту зоны трения от попадания химически активных веществ, абразивных
частиц и других видов загрязнений, компенсацию макрог
отклонений деталей, замену внешнего трения внутренним, применение систем
подачи смазочных веществ и регулирования температуры и другие методы.
Выбор материалов. Применение материалов для изготовления деталей
узла трения представляет собой весьма сложную задачу, поскольку их добор
должен осуществляться с учетом довольно большого числа факторов. К ним,
в частности, относятся: уровень статической и динамической нагрузок,
скорость относительного перемещения трущихся тел, температура
эксплуатации, свойства смазочного материала и сопрягаемого тела, вид трения,
конструкция узла. Материал должен также удовлетворять требованиям по
износостойкости и коэффициенту трения, обладать низкой стоимостью и
хорошими прирабатываемостью и технологичностью.
Наиболее важным требованием является рациональное сочет ание или
учет совместимости материалов сопрягаемых тел. Другими словами, должна
быть исключена возможность схватывания поверхностей. Следуя этому
условию, материалы пары трения необходимо подбирать так, чтобы они не
образовывали при трении прочных адгезионных связей, а разрушение этих
связей осуществлялось по границе раздела. Один из материалов должен
обладать низким сопротивлением сдвигу, в контакте должны иметь место
преимущественно упругие деформации. Следовательно, нерационально
использовать сочетания одноименных материалов (медь - медь, бронза - бронза,
титан - титан), а также пары трения, оба элемента которых выполнены из
мягких материалов (алюминиевый сплав - медь, медный сплав - свинец и
т. д. ).
Сочетание твердого материала с мягким обеспечивает высокую
долговечность узла трения при низких нагрузках и температуре. В тяжелонагру-
женных смазываемых низкоскоростных узлах трения скольжения и в опорах
качения целесообразно сочетание твердых материалов. В узлах трения с
обедненной смазкой или при ее отсутствии хороший эффект дают
сопряжения твердых материалов с пористыми смазкосодержащими материалами и
самосмазывающимися композитами.
Оптимизация макрогеометрии поверхностей трения. Этот метод
направлен на достижение возможно более равномерного распределения
напряжений в зоне контакта, снижение фрикционного нагрева и разделение
поверхностей трения слоем смазочного материала. Поиск оптимальной
геометрии поверхности трения представляет собой весьма трудную задачу,
поскольку она индивидуальна для каждой конструкции узла трения и зависит
щежимов нагружения и свойств трущихся материалов. В последнее время
■иваются направления, в основу которых положен следующий принцип.
Ёчально поверхности трения должна задаваться такая форма, какую она
ш в период установившегося трения. Следует отметить, что этот прин-
^5519.
296
ИЗНАШИВАНИЕ ДЕТАЛЕЙ МАШИН
Перспективным и интенсивно развивающимся направлением трибомате-
рналоведения является разработка керамических материалов. Керамика
представляет собой поликристаллический материал из соединений
неметаллов III - VI групп Периодической системы элементов с металлами,
создаваемый по технологиям, обеспечивающим массоперенос и связывание сек*
ставляющих. Керамику получают из оксидов металлов или из
бескислородных неметаллических тугоплавких соединений (карбиды, нитриды, бори-
ды). Высокие хрупкость и стоимость, чувствительность к колебаниям
нагрузки сдерживают широкое применение керамики в триботехнике,
несмотря на ее хорошие триботехнические характеристики.
Применение наполнителей. Одним из наиболее эффективных методов
управления триботехнических характеристик композитов является
оптимальный выбор типа, количества и фракционного состава наполнителей.
Применение наполнителей позволяет на 2 - 3 порядка повысить
износостойкость и в широком диапазоне изменять коэффициент трения, физико-
механические и теплофизические свойства композита. Выбор оптимального
типа и количества наполнителей чрезвычайно широк. Он осуществляется в
зависимости от типа связующего, режимов эксплуатации и конструкции узла
трения. Поэтому разработка единой рецептуры, пригодной для широкого
круга деталей, практически невозможна. Тем не менее установлено, что
улучшение триботехнических характеристик композитов без существенного
снижения когезионноЙ прочности возможно при содержании наполнителей
слоистой структуры (графит, дисульфид молибдена, диселениды металлов)*,
не превышающем 30 % (по массе). Для улучшения фрикционного переноса и
образования смазочных пленок на поверхностях трения достаточно вводить
2 - Ю % (по массе) ламеллярных наполнителей. Тип и содержание
наполнителей должны также выбираться с учетом термодинамической,
кинетической и механической их совместимости со связующим. Термодинамическая
совместимость достигается при взаимной растворимости связующего и
наполнителей. В этом случае устанавливается равновесное состояние
находящихся в различном агрегатном состоянии компонентов при различной
степени нагрева. Кинетически совместимые компоненты (наполнитель и
связующее) способны достичь метастабильного равновесия за счет диффузии,
химических реакций и адсорбции. Механическая совместимость
представляет собой соответствие компонентов по характеристикам упругости,
пластичности и коэффициенту теплового расширения.
8.5. КОНСТРУКЦИОННЫЕ МЕТОДЫ
Эта группа методов реализуется на стадии проектирования узла трения.
Она включает выбор материалов для изготовления детали узла трения, опти-
мизацию геометрии и рациональное сочетание материалов сопрягаемых тел,
Конструкционные методы
ли 7
зашиту зоны трения от попадания химически активных веществ, абразивных
частиц и других видов загрязнений, компенсацию мак
отклонений деталей, замену внешнего трения внутренним, применение систем
подачи смазочных веществ и регулирования температуры и другие методы.
Выбор материалов. Применение материалов для изготовления деталей
узла трения представляет собой весьма сложную задачу, поскольку их выбор
должен осуществляться с учетом довольно большого числа факторов. К ним,
в частности, относятся: уровень статической и динамической нагрузок,
скорость относительного перемещения трущихся тел, температура
эксплуатации, свойства смазочного материала и сопрягаемого тела, вид трения,
конструкция узла. Материал должен также удовлетворять требованиям по
износостойкости и коэффициенту трения, обладать низкой стоимостью и
хорошими прирабатываемостью и технологичностью.
Наиболее важным требованием является рациональное сочетание или
учет совместимости материалов сопрягаемых тел. Другими словами, должна
быть исключена возможность схватывания поверхностей. Следуя этому
условию, материалы пары трения необходимо подбирать так, чтобы они не
образовывали при трении прочных адгезионных связей, а разрушение этих
связей осуществлялось по границе раздела. Один из материалов должен
обладать низким сопротивлением сдвигу, в контакте должны иметь место
преимущественно упругие деформации. Следовательно, нерационально
использовать сочетания одноименных материалов (медь - медь, бронза - бронза,
титан - титан), а также пары трения, оба элемента которых выполнены из
мягких материалов (алюминиевый сплав - медь, медный сплав - свинец и
т. д. ).
Сочетание твердого материала с мягким обеспечивает высокую
долговечность узла трения при низких нагрузках и температуре. В тяжелонагру-
женных смазываемых низкоскоростных узлах трения скольжения и в опорах
качения целесообразно сочетание твердых материалов. В узлах трения с
обедненной смазкой или при ее отсутствии хороший эффект дают
сопряжения твердых материалов с пористыми смазкосодержащими материалами и
самосмазывающимися композитами.
Оптимизация макрогеометрии поверхностей трения. Этот метод
направлен на достижение возможно более равномерного распределения
напряжений в зоне контакта, снижение фрикционного нагрева и разделение
поверхностей трения слоем смазочного материала. Поиск оптимальной
геометрии поверхности трения представляет собой весьма трудную задачу,
поскольку она индивидуальна для каждой конструкции узла трения и зависит
от режимов нагружения и свойств трущихся материалов. В последнее время
развиваются направления, в основу которых положен следующий принцип.
Изначально поверхности трения должна задаваться такая форма, какую она
имеет в период установившегося трения. Следует отметить, что этот прин-
20. Зак. 5519.
298
ИЗНАШИВАНИЕ ДЕТАЛЕЙ
МАШИН
цил не лишен недостатков, поскольку по мере изнашивания непрерывно т
меняются зазоры, тепловая нагрузка, происходит перераспределение
давлений и соответственно этим факторам изменяется макрогеометрия трущихся тел
Сопрягаемые тела должны иметь форму, близкую к идеальной. В
противном случае возможны локализация напряжений, образование прижогов и
интенсивный износ отдельных участков контакта. Макрогеометрические
отклонения тел качения способствуют возникновению вибраций, росту
динамических нагрузок и объемному усталостному разрушению.
Одним из методов повышения износостойкости является выбор
оптимальной волнистости. При больших шаге 5В и высоте волны Нв давление на
контурных площадках контакта может достигать предела текучести и для
несмазанных поверхностей возможно заедание. При малых 5В и Я„ впадины не
способны выполнять роль карманов для смазочного материала.
Распространенным конструкционным приемом повышения
износостойкости является придание детали такой формы, при которой по мере износа
одних участков поверхности трения в контакт вступают соседние, менее
изношенные. Такой прием используется в уплотнениях из эластичных
материалов и подшипниках скольжения (расточка из восьми центров), узлах
трения с переменной нагрузкой, а также в узлах, требующих высокой
податливости одного из сопрягаемых тел. Как правило, конструкции,
реализующие этот прием, выполняют и другую функцию. Они компенсируют щ-
нос сопрягаемых тел и макрогеометрические отклонения их поверхностей
трения. В качестве примера решения этих задач приведем конструкцию
манжеты поршня пневмогидравлической подвески большегрузного
автомобиля (рис. 8.12).
Сжатая между цилиндром и
поршнем манжета вначале
контактирует с ними нижней
корпусной частью / (рис. 8.12, а).
По мере износа сопрягаемых
тел и уменьшения толщины
уплотняющих колец 2 происходит
их поворот под действием
эластичного распорного кольца 3.
При этом в контакт вступают
новые участки поверхности
трения манжет (рис. 8.12, б).
Компенсация макрогеометрических отклонений деталей.
Компенсация износа, макрогеометрических отклонений поверхностей трения и биения
элементов узла трения достигается применением эластичных прокладок. Так,
между внутренним и наружным слоями подшипника скольжения
располагают слой из эластичного материала. При этом рабочий (антифрикционный)
Рис. В. 12. Манжета поршня
пневмогидравлической подвески
Конструкционные методы
299
слой может быть выполнен в виде сегментов. Эластичные прокладки уст**
навливают также между корпусом и наружным кольцом подшипника
качения. В уплотни тел ьных элементах задача повышения износостойкости
решается за счет использования эластичных материалов и придания поверхносш
трения оптимальной формы.
Приведем распространенные приемы компенсации износа деталей узлов
трения. Это использование сменных подпружиненных элементов
(твердосплавные зубья горнодобывающих машин, токосъемники
электродвигателей); плавающих деталей (поршневые пальцы, втулки, шайбы);
конструкций с регулируемым зазором (конструкции, реализующие трение верчения).
Достижение высокой точности установки деталей узла трения.
Повышение долговечности узлов трения невозможно без уменьшения или
исключения дополнительных напряжений, возникающих в трущихся телах
вследствие несоответствия взаимного расположения поверхностей трения и
плоскости действия касательных сил. Возникают дополнительные
напряжения при низкой точности установки подвижных сочленений, например, при
несоосности ведомого и ведущего валов, вала и подшипника, расположении
плоскости скольжения направляющих под углом к касательной нагрузке или
сопрягаемой поверхности и т. д. Для решения этой задачи применяют
трехточечную установку на амортизаторах или балансирное подвешивание
источника движения, расчленение вала на опорные секции и их соединение с
помощью компенсационных муфт, упругие прокладки,
самоустанавливающиеся опоры или оси. В опорных подшипниках самоустановка достигается
за счет выполнения опорной поверхности вкладыша сферической или
применения упругих опор.
Замена внешнего трения внутренним. При малых линейных или
угловых перемещениях трущихся тел применим принцип замены внешнего
трения внутренним. Для реализации этого принципа между двумя движущимися
относительно друг друга телами размещают эластичный элемент, жестко
закрепленный с их поверхностями. При перемещении тел эластичный
элемент испытывает циклические знакопеременные деформации, амплитуда и
асимметрия цикла которых определяют его долговечность. Преимущества
таких конструкций в обеспечении возможности их применения при
воздействии ударных нагрузок и вибраций, в абразивсодержащих средах. Они не
требуют высокой точности изготовления и установки подвижных
сочленений, применения смазочных веществ и уплотняющих устройств.
Рациональный выбор вида трения. Не всегда переход от скольжения к
качению трущихся тел приводит к положительному результату, хотя сила
трения в первом случае на 1 — 2 порядка выше, чем во втором. Применение
опор качения наиболее оправдано в узлах трения, эксплуатирующихся при
малых и средних нагрузках и скоростях, отсутствии химически активных
веществ, вибраций и ударных нагрузок. Кроме того, их применение требует
^^^^^ДЕМЛЕЙ МАШИН
подачи смазочного материала в зону трения, высокой точности и
и^готовл$
ния и монтажа деталей подвижных сочленений. Нерационально их п«
™* "Рименр-
ние при реверсивном движении тел с малыми углами поворота. В этом
чае на дорожках качения образуются углубления, напоминающие отпеча^*
шарика при оценке твердости по Бринеллю. Это явление (бринеллирован**!
приводит к быстрому разрушению опор качения. '
Применение опор скольжения возможно в широком интервале нагрузок
скоростей, в несмазываемых узлах трения, не требует высокой точности из
готовления. Они менее чувствительны к вибрациям, ударным нагрузкам и
воздействию абразивсодержащих химически активных сред. Эти
преимущества достигаются главным образом тем, что в отличие от опор качения они
могут быть изготовлены из значительно более широкого класса материалов
К основным недостаткам опор скольжения относятся высокие
коэффициент трения и интенсивность изнашивания, износ сопрягаемой поверхности,
зависимость триботехнических характеристик от температуры.
Существенным недостатком опор качения являются большие габаритные размеры. Это
привело, например, к разработке игольчатых подшипников качения.
Устранение этих и ряда других недостатков обоих типов опор достигается
разрабатываемым в последние годы методом, сущность которого сводится к
следующему. В смазку для опор скольжения вводят мелкодисперсные частицы
(размером от нескольких нанометров до 1 мкм) твердых материалов. Это
ультраалмазы, оксиды, бориды и карбиды металлов. Благодаря близкой к
сферической форме и высокой твердости частицы, попадая в зону трения,
выполняют роль тел качения. Это способствует снижению коэффициента
трения и интенсивности изнашивания сопрягаемых тел.
Снижение тепловой нагруженности контакта. Тепловыделение на
фрикционном контакте является причиной интенсивного изнашивания
трущихся тел не только вследствие изменения условий трения, структуры и
свойств поверхностных слоев. Наличие температурных градиентов по
касательной и нормали к поверхности трения приводит к возникновению
высоких температурных напряжений, изменению зазоров и рельефа поверхности
трения. В итоге возможны схватывание поверхностей, заедание и
заклинивание подвижного сопряжения. Меры борьбы с этим явлением включаю •
расчет зазоров с учетом величины температурных деформаций элементов р
ла трения; выбор материалов с близким значением коэффициентов теплово
расширения; применение схем контактирования с оптимальным коэффи
ентом взаимного перекрытия поверхностей трения; реализацию средств
лозашиты и теплоотвода.
К конструкционным приемам относятся также выбор материалов для
ры трения с учетом их твердости и площади поверхности трения. Устано
но, что более износостойкой является обратная пара трения (по поверхно
с большей площадью скользит более мягкое тело). В случае прямой пары ^
Эксплуатационные методы 30
поверхности мягкого материала с большей площадью скользит тело №
твердого материала, имеющее малую поверхность трения) интенсивность
изнашивания более высокая. Этот эффект наиболее ощутим при перегруш, ко*
гда внедрившееся твердое тело при перемещении оттесняет передней
кромкой деформируемый материал, Примером прямой пары может служить пол-
Зун из закаленной стали, скользящий по поверхности бронзовых
направляющих. Однако из-за трудностей технологического характера этот прием
реализуется довольно редко.
8.6. ЭКСПЛУАТАЦИОННЫЕ МЕТОДЫ
Долговечность узлов трения машин и механизмов в значительной мере
зависит от условий их эксплуатации, соблюдения норм, направленных на
снижение интенсивости изнашивания трущихся тел, своевременности
проведения профилактических мер, замены или восстановления изношенных
деталей. Рассмотрим наиболее широко применяемые эксплуатационные ме*
тоды обеспечения высокой износостойкости узлов трения.
Обкатка машин и механизмов. Данный метод предназначен для
одновременной приработки всех узлов трения, входящих в состав машины. В
процессе обкатки формируются оптимальные шероховатость поверхностей и
микроструктура поверхностных слоев элементов узлов трения, уменьшаются
погрешности их взаимного расположения, достигается более равномерное
распределение нагрузки по поверхности трения. За счет смятия и износа
неровностей на вершинах волн увеличивается контурная площадь контакта.
В начальный период в контакт вступает ограниченное число наиболее
выступающих неровностей сопрягаемых поверхностей, на пятнах контакта
развиваются высокие давления и температура. Это приводит к икгенсивному
износу с образованием крупных частиц. Поэтому обкатка должна
осуществляться при малых нагрузках в режиме жидкостного или полужидкостного
трения с непрерывной или периодической заменой или фильтрацией смазоч-
ной жидкости. Для более эффективного удаления продуктов износа из зоны
трения, ускорения теплоотвода и улучшения фильтрации применяют мало-
вязкие смазочные жидкости. После окончания обкатай осуществляется прс
мывка узлов трения и полная замена смазочных материалов.
Момент окончания периода обкатки может определяться по нескольким
критериям: минимум мощности, необходимой для работы машины на холе
Стом Х°ДУ; наибольшая эффективная мощность при заданном режиме на'
кружения; низкая концентрация и отсутствие крупных частиц износа в сма*
очном материале. Для отдельных узлов трения в качестве критериев исполь'
Уют; момент выхода на минимальное значение и стабилизацию коэффици-
нта трения; достижение определенной степени прилегания (сближения)
°нтактирующих поверхностей; выход кривой зависимости интенсивности
%
302 ИЗНАШИВАНИЕ ДЕТАЛЕЙ^^ |
изнашивания от времени на прямолинейный участок, располагающийся пол
малым углом к оси абсцисс.
Для сокращения периода обкатки в смазочную жидкость добавляют
поверхностно-активные вещества и их мыла, органические соединения серы
хлора и фосфора; на поверхность трения наносят приработочные покрытия'
при изготовлении деталей из металлов осуществляют травление.
Организация смазки узлов трения. Это одна из наиболее эффективных
мер продления срока службы трибосистем. В процессе эксплуатации машин
и механизмов происходит утечка и старение смазочных веществ. Масла и
консистентные смазочные материалы теряют свои смазочные свойства
вследствие окисления, термодеструкции, насыщения продуктами износа,
водой, частицами пыли и нагара. Это приводит к необходимости
периодической фильтрации и (или) замены смазочного материала.
Период эксплуатации смазочного материала до полной замены зависит от
его свойств, конструкции узла трения, условий и режимов эксплуатации.
Применение смазочного материала после истечения срока его замены ведет к
повышенному износу элементов узла трения вследствие ухудшения
смазочных свойств. Преждевременная замена смазочного материала также
нецелесообразна, и не только с экономических позиций. Новый смазочный
материал первоначально оказывает менее эффективное смазочное действие,
поскольку содержит малую концентрацию продуктов окисления
углеводородов, способных образовывать с металлом устойчивые соединения,
защищающие его от непосредственного контакта с сопрягаемым телом.
Важной мерой в организации смазки является очистка деталей и
смазочной системы от шламов, представляющих собой тестообразное вещество,
содержащее воду, частицы износа, пыли и нагара, нерастворимые
продукты окисления и деструкции компонентов смазочного материала.
Выбор режимов эксплуатации. Важным условием предупреждения
интенсивного изнашивания узлов трения является исключение перегрузок.
Превышение допустимых нагрузки или скорости скольжения приводит к
нарушению теплового режима работы узла трения, вытеканию смазочного
материала из зоны трения и интенсивному износу трущихся тел. В результате
возможно нарушение равновесной шероховатости поверхностей и изменение
структуры поверхностного слоя. По этой причине даже в период
эксплуатации при нормальных режимах нагружения интенсивность изнашивания будет
оставаться высокой вплоть до восстановления равновесной шероховатости
поверхностей и оптимальной структуры поверхностных слоев. Интенсивный
износ в период перегрузки увеличивает зазоры и ускоряет старение
смазочных веществ. Совокупность указанных причин ведет к сокращению срока
службы деталей узлов трения.
В значительной мере долговечность трибосопряжений определяется
частотой и правильностью выполнения запуска машины, поскольку износ дета-
лей & пусковой период является наиболее интенсивным. Так, средний изж«
цилиндров и поршневых колец дизеля за один пуск эквивалентен 3
его работы в нормальных условиях. Причина повышенного износа детей в
период пуска заключается в следующем. После остановки двигателя масло
вытекает из зоны контакта и переход от покоя к скольжению в момент яуда
осуществляется в режиме граничного трения. Кроме того, снижение темм-
ратуры смазочного материала в период остановки машины даже до темпера*
туры 20 °С ухудшает его смазочную способность. Немаловажным фактором
является уменьшение линейных размеров элементов узла трения при
охлаждении, вызывающее изменение зазоров и распределения давлений на
площадках контакта. Следовательно, в период запуска нагрузка должда
повышаться плавно и достигать требуемого значения в момент стабилизации
теплового состояния узла трения.
Диагностика и ремонт узлов трения. Замена или восстановление
доношенных деталей осуществляются после достижения ими предельно
допустимого износа, который определяется по техническому, функциональному
или экономическому критерию.
Согласно техническому критерию, предельному износу детали
соответствует начало резкого увеличения коэффициента трения, интенсивности
изнашивания, температуры, вибраций или изменения выше допустимого
значения размеров деталей. Оценка по техническому критерию требует
непрерывной или периодической диагностики изнашивания подвижных
сопряжений. Наиболее распространен метод анализа проб масла. Он реализуется с
помощью феррографии, магнитометрии, ядерного магнитного резонанса,
оптической микроскопии, эмиссионной спектрометрии и других методов.
Используются также методы анализа элементов пар трения (нейтронно-
активационный, акустический).
В основу функционального критерия положено изменение функций,
выполняемых узлом трения или машиной. Это потеря мощности двигателя,
снижение точности обработки изделия на металлорежущем станке, снижение
Давления на выходе компрессора, появление или рост утечки рабочей
жидкости или смазочного материала в различных механизмах и гидравлических
системах.
В качестве экономического критерия могут служить производительность
машины, затраты на выпуск единицы продукции.
Ремонт узлов трения осуществляется как после достижения ими
допустимого износа, так и после превышения ими предельного срока службы,
определяемого нормативными документами.
9
МЕТОДЫ И СРЕДСТВА
ТРИБОТЕХНИЧЕСКИХ
ИСПЫТАНИЙ
Многообразие явлений, протекающих в зоне фрикционного контакта,
огромное количество отличающихся по составу, структуре и свойствам
триботехнических материалов, существенные различия узлов трения по
конструкциям и условиям нагружения - все это причины, обусловливающие
невозможность с достаточной для практики степенью точности прогнозировать
только расчетными методами надежность и долговечность подвижных
сопряжений машин и механизмов и требующие постановки триботехнических
испытаний.
Триботехнические испытания позволяют решить ряд задач, а именно:
1) изучать природу и механизмы трения и изнашивания материалов;
2) получать данные о влиянии состава, структуры, физико-механических,
тешюфизических и химических свойств материалов, режимов нагружения
свойств окружающей среды на триботехнические характеристики труш
тел;
3) классифицировать материалы по износостойкости и определять
сообразность их применения в заданных условиях;
4) получать данные для прогнозирования, в том числе и расчетным
то дам и. износостойкости материалов и долговечности узлов трения» а
для разработки принципов создания новых материалов;
5) оценивать влияние конструктивных особенностей узла трения н
состойкость сопрягаемых тел; с„
6) оценивать взаимное влияние всех узлов машины или механизм ^
плуатационных факторов на служебные характеристики исследуем
босопряжения. я
В соответствии с перечисленными задачами триботехнические ис 6
можно разделить на три группы: лабораторные, стендовые и *т^Л #с-
Стендовые испытания предназначены для решения пятой задачи, з #
пытаниям подвергаются опоры скольжения и качения, муфты сцеп да.
тормоза, болтовые и заклепочные соединения, шестерни и зубчатые г и
«ш; цилиндро-поршневые сопряжения; скользящие электрические кон та-
I. Натурные испытания (шестая задача) проводятся в процессе экс
Методы измерения силы трения
305
ции машин и механизмов. Отличительная особенность этих испытаний -
высокая стоимость и большая продолжительность. Поэтому их проводят после
лабораторных и стендовых. Эксплуатационные испытания часто
осуществляют с применением теории подобия на малогабаритных моделях.
Рассмотрим методы и средства лабораторных испытаний, наиболее
широко применяемых в трибологии и позволяющих решать первые четыре
задачи. Лабораторные испытания включают следующие этапы: определение
цели проведения испытаний и выходных параметров; установление режимов
нагружения; выбор технологии подготовки образцов, схемы контакта
элементов пары трения и машины трения; проведение испытаний; обработка,
анализ и представление полученных результатов.
В качестве выходных параметров в лабораторных испытаниях на трение
и изнашивание могут служить характеристики механических, теплофизиче-
ских, физико-химических, оптических и других свойств исследуемых
материалов. В частности, в исследовательской практике оценивают влияние
трения на топографию поверхности трения, структуру и твердость
поверхностного слоя, теплопроводность, адгезионную способность, поверхностную
энергию и т. д. Однако выводы о работоспособности и долговечности
исследуемых элементов узлов трения основываются на данных оценки
теплового режима эксплуатации, а чаще всего на результатах измерения силы
трения и интенсивности изнашивания. Рассмотрим наиболее широко
применяемые методы измерения этих характеристик.
9.1. МЕТОДЫ ИЗМЕРЕНИЯ СИЛЫ ТРЕНИЯ
Для оценки силы трения используются методы, основанные: на введении
в силоизмерительную систему машины трения упругого элемента, на
регистрации с помощью различных датчиков смещения одного из трущихся тел
относительно другою, на регистрации энергетических затрат на трение.
Применение упругих элементов. Сущность метода заключается в том,
что в качестве измерителя используют упругий элемент, уравновешивающий
силу трения. Возникающая под действием силы трения деформация элемента
регистрируется визуально либо записывается в течение всего периода
испытаний на движущуюся ленту или вращающийся барабан. По способу
регистрации деформации упругого элемента различают силоизмерительные
системы с применением механических датчиков и датчиков, преобразующих
деформацию элемента в электрический сигнал.
К первой группе относятся методы, реализация которых поелмы
применение динамометров и торсионов. К настоящему воемениг»Э7]?И8ает
довольно много устройств, содержащих датчики укячаиГ Р^Р^отано
некоторые из них у данных типов. Опишем
Рис. 9.1. Схемы измерения силы трения с
применением динамометров
МЕТОДЫ И СРЕДСТВА ТРИБОТЕХНИЧЕСКИХ ИСПЫТАНИЙ
Принципиальные схемы измерения
силы трения с помощью
динамометров показаны на рис. 9.1, При
вращении контртела /, выполненного в
виде диска (рис. 9.1, а) или вала (рис,
9.1, б), приведенный в контакт с его
поверхностью исследуемый образец 2
смещается относительно своего
первоначального положения в
направлении вращения контртела. При этом
образец поворачивает рычаг 3, с
которым он механически связан. Рычаг
растягивает или сжимает упругий
элемент динамометра 4, который
уравновешивает силу трения. По
деформации упругого элемента или
смещению рычага судят о силе тре-
^^^^^^^^^^^^^^^^^^^ ния.
Для измерения момента силы трения часто используют динамометры
кручения, или торсионы. Чаще всего торсионы применяют в машинах
трения, реализующих контакт двух цилиндров (в том числе полых) торцами,
контакт цилиндра с диском плоскими поверхностями, контакт конуса или
шара с плоским телом.
Один из вариантов измерения силы трения с помощью торсионов
представлен на рис. 9.2. При вращении державки /, на которой неподвижно за-
ены исследуемые образцы 2, под действием силы трения образцов по
контртелу 3 происходит закручивание
торсиона 4, который уравновешивает
силу трения. Угол закручивания
торсиона увеличивается пропорционально
моменту трения.
Основным недостатком описанных
устройств является низкая точность
измерения. Потому более широкое рас*
пространение а последние годы
получила вторая группа сшюизмерителей, в
которых деформация упругого элемента
преобразуется с помощью связанного с
ним датчика в электрический сигнал. К
ним» в частности, относятся тензомет-
рические, пьезоэлектрические и
электромагнитные датчики. Схема устройст-
**М. Схема измерения силы тре-
Методы измерения силы трения
307
ва, реализующая тензометриче-
ский метод измерения силы
трения, представлена на рис. 9.3.
При перемещении образца 7,
закрепленного на подвижной
каретке 2, происходит смещение
контртела 3 в направлении
перемещения образца. При этом
деформируется тензодатчик 4, на-
Рис. 9.3. Схема измерения силы трения с
применением тензодагчиков
клеенный на упругий элемент (балка или кольцо) 5, связанный с контртелом
тягой б. Датчик представляет собой уложенную в виде синусоиды или
намотанную в несколько витков на бумажную или пленочную основу фольгу или
проволоку диаметром 10-30 мкм. Фольга или проволока выбираются из
обладающего высоким электрическим сопротивлением материала, например
константана. При растяжении (сжатии) датчика толщина и длина проволоки
изменяются, что приводит к росту (уменьшению) его электрического
сопротивления. Это вызывает изменение тока в измерительной схеме (обычно
мостовой), в которую включен датчик. По величине тока определяют силу
трения.
В ряде машин трения используют индуктивные, трансформаторные,
магнитоупругие преобразователи. Принцип их действия основан на
изменении характеристик электромагнитной цепи датчика при перемещении в его
магнитном поле подвижного магнетика, который связан с помощью упругого
элемента с одним из трущихся тел. Менее распространены емкостные
датчики.
Замена упругого элемента 5 (см. рис. 9.3) на пьезоэлектрический датчик
также позволяет измерять силу трения. При относительном перемещении
контактирующих тел пьезоэлектрический датчик (кристалл) деформируется,
и между его противоположными гранями возникает разность
потенциалов, величина которой пропорциональна силе трения, деформирующей
кристалл.
Датчики этой группы обладают высокой точностью измерения, малой
инерционностью и обеспечивают возможность изучения кинетики процесса
трения, например при предварительном смещении.
Маятниковый метод. В основу этого метода положено явление
затухания колебаний маятника, вызванное трением в контакте с опорной поверхно-
стью исследуемого образца. В отличие от метода упругих элементов, имек>
ших собственную резонансную частоту колебаний, маятниковый метод п<ь
зволяет изучать автоколебания трибосистемы, вызванные трением, влияние
виб^й создаваемых внешним источником, на силу трения.
308
I МЕТОДЫ И СРЕДСТВА ТРИБОТЕХНИЧЕСКИХ ИСПЫТ
Маятниковый метод реализуется в различных вариантах. Наиболее
фективным из них является сочетание математического маятника с накл
ной плоскостью (рис, 9.4), образующее так называемый наклонный маятни "
Маятник массой т, отклоненный на угол а от положения равновесия ОСУ
совершает колебания, затухающие под действием силы трения. Маятник
будет совершать колебания до тех пор, пока сила Ри представляющая собой
составляющую от составляющей силы тяжести, будет больше силы трения Р
маятника по плоскости. Изменяя угол (3 наклона плоскости к горизонтали
можно изменять силу Рг и нормальную нагрузку, прижимающую маятник к
плоскости.
Рис. 9.4. Схема наклонного маятника
Наклонный маятник позволяет измерять кинетические коэффициент
трения скольжения/ ползуна и коэффициент трения качения У* шара по
плоскости, используя данные о затухании колебаний. Расчет/иу^ осуществляют по
формулам:
/>
2пы{А9 + АЛ)
2пт(Ат+АЙ)
пф
где Я„ - длина маятника; А0 и А„ - начальная и конечная амплитуды
колебаний; Пи - число колебаний маятника за данный промежуток времени; г - Ра"
диус шара.
Довольно простое решение, реализующее маятниковый метод,
представлено на рис. 9.5. Назовем такое устройство вертикальным маятником.
Методы измерения силы трения
309
Исследуемый образец /, неподвижно закрепленный на станине прибора,
контактирует с контртелом 2, жестко связанным с маятником 3. При отшн
нении от положения равновесия на угол а маятник совершает затухающие
колебания. Декремент затухания зависит от силы трения сопрягаемых тел / и
2. Эта зависимость используется для определения силы трения скольжения.
При жестком закреплении внешнего кольца подшипника качения со
станиной, а внутреннего - с маятником обеспечивается возможность измерения
силы трения качения.
Одним из вариантов
маятникового метода является
метод оценки коэффициента
трения качения по ГОСТ
27640-::-88. Сущность его
заключается в измерении
амплитуд затухающих во
времени свободных колебаний
маятника, в котором
опорами качения являются два
жестко связанных между
собой шара, приведенных в
контакт с плоской
поверхностью исследуемого
образца. Маятник представляет
собой уравновешенный с
двух сторон грузами рычаг, качающийся на двух шаровых опорах,
установленных так, что проходящая через их центры ось параллельна мгновенной
оси качения. Зная амплитуду колебаний А0 в начальный момент времени и Ап
через п полных колебаний маятника и представляя их в радианной мере,
рассчитывают коэффициент сопротивления качению поформуле
Рис 9.5. Схема вертикального маятника
/«
со5 Ап - соз А1
2п(А0+Ая)
Заменив шары цилиндром, можно моделировать трение качения и
оценивать^ в роликовых опорах качения, рычажных весах и других
устройствах.
Отличительной особенностью устройств, реализующих маятниковый
метод, является простота конструкции и высокая точность измерения. К
недостаткам можно отнести то, что скорость относительного перемещения
трущихся тел является переменной величиной. Даже при малых углах
отклонения маятника (см. рис. 9.5) нормальная нагрузка, прижимающая сопрягаемые
тела друг к другу, не постоянна и зависит от а
зю методы и средства триботехнических испмт^. -
Метод равных моментов (сил). Сущность метода в том, что сила
(момент силы) трения уравновешивается составляющей (моментом
составляющей) нормальной нагрузки, прижимающей трущиеся тела друг к другу
иди силы тяжести противовеса. Реализуется этот метод в конструкции так
называемого маятникового силоизмерителя и в измерениях силы трения с
помощью наклонной плоскости.
Видимо, маятниковый силоизмеритель с большим основанием можно
называть рычажным. Один из вариантов измерения силы трения с помощью
рычага представлен на рис. 9.6. При вращении вала / в зоне его контакта с
образцом 2 возникает сила трения Р9 которая смещает образец в направлении
вектора скорости. Связанная с образцом тяга 3 передает усилие на рычаг 4,
расположенный на опоре качения 5, и поворачивает его на некоторый угол а
При увеличении силы трения угол а растет до тех пор, пока момент
составляющей силы трения не станет равным моменту составляющей силы тяжести
груза 6. Силу трения определяют из условия равенства моментов
ч
|
где 13 ~ расстояние от точки опоры рычага до точки приложения силы
тяжести груза; /| - расстояние от точки опоры рычага до точки приложения силы
трения; т - масса груза.
Метод измерения силы трения с применением рычага достаточно прост в
исполнении, однако обладает рядом недостатков. К ним, в частности,
относятся: нелинейность измерительной шкалы; инерционность; ограниченный
т#*
Рис. 9.6. Схема измерения силы трения с применением
маятникового силоизмерителя
МеТ0Ды измерения силы трения
311
Рис. 9.7. Применение наклонной плоскости дм
определения силы трения
бочий диапазон изменения угла
(X* влияние трения в опоре качения
рычага на точность измерений.
Наиболее простым средством
измерения силы трения является
наклонная плоскость (рис. 9,7).
Одно из трущихся тел,
выполненное в виде шара, цилиндра или
параллелепипеда 7, располагается на
плоской поверхности пластины 2.
Угол ос наклона пластины к
горизонту увеличивают до тех пор, пока
тело / не начинает равномерно скользить (катиться), т. е. пока сила трения
не станет равной по абсолютной величине составляющей Г/ силы тяжести,
прижимающей трущиеся тела друг к другу. В этом случае сила трения
/г = т^згаа. Основными недостатками являются: возможность фиксации
только статического коэффициента трения и зависимость нагрузки N на
образец от угла наклона плоскости скольжения а. Наклонная плоскость может
применяться только для приближенной оценки фрикционных свойств
материалов.
Метод регистрации потери мощности движущегося тела или
источника движения (двигателя), О моменте трения судят, например, по
величине силы тока, необходимой для достижения скорости вращения вала
электродвигателя после приложения нагрузки, равной скорости до ее
приложения. Возможна оценка силы трения в трибосопряжениях двигателя по потере
мощности на валу отбора мощности. Этот метод обеспечивает возможность
получения ориентировочных данных о силе трения.
В метательных установках, например, при изучении силы трения снаряда
при движении по стволу орудия или трения о воздух эффективно
применение варианта этого метода, суть которого сводится к следующему. На пути
движения тела (снаряда) устанавливают датчики скорости на заданном
расстоянии друг от друга. В качестве датчиков используют лазеры, луч каждого
из которых направлен перпендикулярно к вектору скорости перемещения
снаряда и попадает на свой фотоприемник. Регистрируя моменты пересече-
Ния снарядом лучей лазеров, установленных вдоль его трассы, регистрируют
измерение скорости движения снаряда на заданном участке пути трения. По
замедлению движения снаряда (потере мощности) судят о силе трения
Р
М ( 2 2\
где щ - масса движущегося тела трения; I - длина пути трения; у<> V, -
скорости движения тела соответственно в начале и конце выбранного участка
Пути прения.
МеТОДЫ И СРЕДСТВА ТРИБОТЕХНИЧЕСКИХ ИСПЫТАНИЕ
Метод дает возможность определять среднее значение Р на выбранном
участке трения.
Импульсный метод. Основан на регистрации потерь энергии свобод*0
падающего вращающегося тела при ударе о горизонтальную плоскую
поверхность неподвижного образца. Согласно ГОСТ 2764-88, индентор из
стали ШХ-15 (выполнен в виде шара диаметром 10 мм или кольца толщиной
3 мм, внутренним диаметром 22 мм и внешним 30 мм) помещают на высоте
И относительно горизонтально расположенного образца с плоской
поверхностью трения. Придают индентору вращательное движение относительно
горизонтальной оси и освобождают его для падения на неподвижный
плоский образец. Для оценки силы трения измеряют расстояние I между
точками первого и второго ударов вращающегося индентора о поверхность образца.
Изменяя высоту падения индентора, можно регулировать контактное
давление в момент удара. Скорость скольжения индентора по поверхности
образца задается частотой вращения индентора.
Коэффициент трения индентора по образцу вычисляют по формуле
Я.+^/Я.Я '
где Н\ - высота отскока шара после удара.
Для индентора, выполненного в виде кольца, #=0,5, для шара А=0,25.
При измерении вместо Я7 продолжительности полета индентора после удара
формула для оценки коэффициента трения приобретает вид
где I - продолжительность полета кольца между первым и вторым соударе.
ниями с образцом; # - ускорение свободного падения.
Данный метод позволяет также оценивать механические свойств^
(твердость) исследуемых материалов.
9.2. МЕТОДЫ ИЗМЕРЕНИЯ ИЗНОСА ТРУЩИХСЯ ТЕЛ
Износ трущихся тел характеризуется количеством отделившегося с ц.
поверхностей материала. Однако эта характеристика не всегда адекватно сь?
ражает результат процесса изнашивания. Так, при пластическом деформир^4
вании одного из элементов пары трения количество отделившегося матер*^ч
ла может быть близким к нулю, а износ — достигать предельно допустимц^
значений. В этом случае более эффективно измерение линейных размеру
Методы измерения износа трущихся тел
313
трущихся тел. При эрозионном, кавитационном и усталостном изнашивании
возможна ситуация, когда такие интегральные характеристики, как
изменение массы или линейных размеров тел трения незначительны, а поверхности
трения покрываются густой сеткой трещин, углублений, полос скольжения.
Здесь необходимо применение методов качественной оценки разрушения
поверхностей трения. Таким образом, очевидна необходимость
использования различных методов в зависимости от вида изнашивания и
продолжительности испытаний. Опишем наиболее широко известные методы оценки
износа трущихся тел.
9.2.1. Методы взвешивания и определения линейных
размеров трущихся тел
Эта группа методов является наиболее распространенной, поскольку их
реализация не требует применения сложного оборудования. Износ
обусловлен разностью масс либо линейных размеров исследуемого образца до и
после испытаний.
Метод взвешивания. Износ определяется по результатам вычисления
массы изнашиваемого образца до и после испытаний. По потере массы
образцом в процессе трения устанавливают интенсивность или скорость
изнашивания. Как правило, масса удалившегося материала мала по сравнению с
массой испытуемого образца, поэтому для взвешивания используют
высокоточные аналитические весы. Метод широко распространен, прост в
реализации, однако имеет ряд недостатков. Это низкая точность измерения при
испытании материалов в жидких средах, поскольку потеря массы при трении
компенсируется насыщением образца влагой. Применение метода
малоэффективно в стендовых и натурных испытаниях (необходима разборка узла
трения), при пластическом деформировании поверхностного слоя и малой
интенсивности изнашивания. Не обеспечивается возможность непрерывной
регистрации износа в процессе испытаний. Существенное влияние на
результаты испытаний могут оказать изменение температуры образца и точность
его повторной установки в узел трения при периодической регистрации
потери массы.
Метод измерения линейных размеров изнашиваемого тела. Наиболее
простым и распространенным вариантом этого метода является
периодическое измерение линейных размеров изнашиваемого тела в процессе
испытаний. Обычно о величине износа тела судят по высоте изношенного слоя,
определяемого по изменению толщины исследуемого образца за заданный
период испытаний. Измерения осуществляют с помощью микрометров,
микрометрических нутромеров, индикаторов, оптиметров и другого
измерительного инструмента. Этому методу присущи те же недостатки, что и методу
взвешивания, за исключением первого. Применяется он в исследованиях, не
требующих высокой точности измерения.
314
МЕТОДЫ И СРЕДСТВА ТРИБОТЕХНИЧЕСКИХ ИСПЫТАНИЙ
вное измерение линейных размеров трущихся тел в процессе из*
нашивания осуществляется с помощью индуктивных, емкостных, тензомет-
рических и других датчиков, измерительный элемент которых постоянно
находится в контакте с изнашиваемым телом и фиксирует его перемещение
относительно неподвижной базы. Этот метод весьма эффективен, поскольку
позволяет получить непрерывную информацию о кинетике изнашивания
трибосистемы. Основной недостаток его в том, что на точность измерений
оказывают существенное влияние всегда имеющие место биение вала и
тепловое расширение нагреваемого при трении тела. Вклад этих факторов в
измеряемую величину может превышать сотни процентов. Учет биения вала и
вибраций образцов достигается путем применения аналоговых фильтров и
интеграторов или использования схемы с дискретной фиксацией износа
путем привязки отсчета датчика к фиксированной точке поверхности трения
вращающегося контртела.
Исключить из показаний датчиков перемещения, обусловленные
тепловой деформацией и биениями, можно с помощью устройства с
адаптирующейся базой отсчета, разработанного в ИММС НАН Б (рис. 9.8). Датчик
перемещения 1 жестко закреплен на обойме 2, являющейся держателем
испытуемого образца 5. Такое расположение датчика позволяет исключить
влияние биения вала 4 и контртела 5 на его показания. Для учета тепловой
деформации образца к его боковой поверхности с помощью пружины
прижимается тело б, выполненное из того же материала и расположенное на
неподвижной теплоизолирующей пластине 7. При тепловом расширении
образца тело 6 также расширяется, что вызывает смещение щупа 8 датчика. По
мере износа образца корпус датчика смещается относительно щупа.
Возникающий при этом сигнал усиливается усилителем 9 и регистрируется
записывающим устройством 10.
Рис. 9.8. Схема измерения линейного износа трущихся тел
'!&&*»,
>иййА1|иг111||>*>
■Методы измерения износа трущихся тел
Данный метод непрерывной регистрации износа обладает рядом
преимуществ по сравнению с методами взвешивания или периодического замера
линейных размеров. Недостаток его в том, что в процессе испытаний
регистрируется суммарный износ образца и контртела.
Метод искусственных баз, вырезанных лунок. В основу метода
положена идея определять линейный износ по результатам периодических
измерений линейных размеров искусственной базы (ГОСТ 16524—72)
сужающегося углубления заданного профиля, реализованного на изнашиваемой
поверхности. Углубление может быть выполнено путем вдавливания алмазной
пирамиды, тогда толщина изношенного слоя
где 0\, Ог — длина диагонали отпечатка соответственно до и после
изнашивания; к'- коэффициент пропорциональности, зависящий от угла при
вершине пирамиды.
При использовании конического индентора
где о, Г2 — радиусы отпечатка соответственно до и после изнашивания; а -
угол при вершине конуса.
В качестве искусственной базы используют также конические
углубления, полученные сверлением.
Сущность метода вырезанных лунок (ГОСТ 27860—88) заключается в
следующем. На поверхности трения образца алмазным резцом,
обращающимся вокруг оси, параллельной направлению относительного перемещения
трущихся тел, вырезают лунку длиной Ь . Выполняются несколько проходов
алмазного резца при подаче 2-3 мкм/об. После этого осуществляют доводку1
поверхности трения для исключения наплывов пластически
деформированного материала на краях лунки и проводят испытания. После каждого этапа
изнашивания образца измеряют длину лунки. Для плоских поверхностей
трения и при расположении лунки вдоль образующей цилиндрической
поверхности износ вычисляют по формуле
где 1\ -длина лунки после изнашивания; Ки~ радиус обращения резца.
При расположении лунки перпендикулярно к образующей цилиндра
радиусом Я формула для определения износа имеет вид
1 . 1
АА = 0,125/12-4 Ц-±1
316
МеТОДЫ И СРЕДСТВА ТРИБОТ6ХНИЧЕСКИХ ИСПЫТАН1Г
(Л^л^Лгм
пг^\А^У;
рцСщ 9,9. Оценка износа твердого тела профнлографи-
рованнем поверхности трения
Знак "плюс" подставляют 8
формулу для расчета износа
при наружном контакте ци.
линдров, а знак "минус" - при
внутреннем.
С целью уменьшения
погрешностей, вносимых в
процессы трения и изнашивания
искусственной базой, применяют профилографирование поверхности трения
исследуемого образца (ГОСТ 27860—88). Для этого до испытаний на
поверхности трения наносят отпечаток с помощью микротвердомера глубиной
в несколько микрометров и снимают с этого участка поверхности профило-
грамму до (рис. 9.9, а) и после (рис. 9.9, 6) испытаний на износ. По
изменению глубины отпечатка ДЛ судят о величине износа испытываемого тела.
Если поверхность образца больше поверхности трения сопрягаемого с
ним контртела, то за пределами дорожки трения образца наносят два
отпечатка, а профилографирование проводят перпендикулярно к направлению
скольжения контртела. В этом случае отпечатки не вносят погрешности в
процесс изнашивания трущихся тел. Об износе судят по расстоянию между
средними линиями профилей изношенной и неизношенной поверхностей,
если износ ДА > К2. В противном случае износ определяют как разницу
между расстояниями от точек профилей изношенной и неизношенной
поверхностей до базовой линии.
К недостаткам метода можно отнести невозможность непрерывной
регистрации износа в процессе испытаний, необходимость разборки узла трения
для осуществления измерений, влияние местной пластической деформации
на размеры искусственной базы и интенсивность изнашивания прилегающих
областей, а следовательно, и на точность измерения.
9,2.2. Физические методы измерения износа
Физические методы исследования износа основаны на регистрации
изменений интенсивности излучения, амплитудных или частотных характеристик
в процессе изнашивания образца.
Магнитометрический метод. Основан на явлении возникновения
электромагнитного излучения при деформировании металлов. Сущность метода
заключается в следующем (рис. 9.10). Магнитометрический зонд '
(индуктивный датчик) устанавливается в непосредственной близости от зоны
контакта образца 2 и вращающегося контртела 3 и жестко закрепляется с
обоймой 4. Магнитная компонента электромагнитного излучения,
возникающего при деформировании поверхностныхелоевконтактирующих тел»
мйтоды измерения износа трущихся тел
регистрируется зондом. По
мере износа образца зонд
опускается ниже границы раздела
трущихся тел, и
регистрируемая им напряженность
магнитного поля будет уменьшаться.
Зная закон распределения
напряженности магнитного поля
в окрестностях трущихся тел,
можно судить о кинетике
изнашивания этих тел.
Недостатки метода
заключаются в низкой точности
измерения износа,
обусловленной нелинейной зависимостью
напряженности магнитного
поля от расстояния до источ-
Рис. 9.10. Схема реализации магнитометрического
метода
ника излучения, и невозможности учета влияния теплового расширения
жрущихся тел на результаты измерений.
Метод радиоактивных изотопов, или метод поверхностной акл
ции (ГОСТ 23.209-79, ГОСТ 27860-88). Метод основан на изменении И1
тенсивности излучения образца, в который введены радиоактивные изо
по мере его износа. Перед испытаниями изнашиваемый образец акт*
путем: введения радиоактивных изотопов при изготовлении образа
прессовании, литье и т. д.); имплантации изотопов в поверхностный
разца; активации ядер одного из основных компонентов матери: и*^ ^
мер путем облучения нейтронами; нанесения радиоактивных покр^ ^^
торцевую поверхность образца, прилегающую к пойерхност
ния радиоактивных вставок-свидетелей. Затем измеряют, напри ^носТь
Шью многоканальных анализаторов импульсов, начальную рад ^ше-
образцд и определяют ее изменение в процессе изнашиваниЯйада образ** в
нию интенсивности излучения можно рассчитать износ матер «
процессе истирания. также &> Vе"
Потерю массы изнашиваемым образцом можно °»ня» ^^ &
3Ультатам анализа интенсивности излучения ФЯ^*™ ^раза* &
**жат соответствующее их массе и распределению по шш ^ ^ резуЛЬта
^ество радиоактивных изотопов. Эта задача решается та^ ^р
там измерений интенсивности излучения проб масла, д ^
метод применим как для периодачес^го/гак и.да н**^ ^ ^
^оля износа элементов узлов трения в лабора^Р^ и ^а тР*
^питаниях. Еп> реализация не требует периодической Р
318
МЕТОДЫ И СРЕДСТВА ТРИВОТЕХНИЧЕСКИХ ИСПЫТАНИЙ
вносящей погрешность в испытания из-за возможных неточностей
повторной установки и фиксации элементов узла трения. Сравнительно низкая
точность метода связана с неравномерным распределением радиоактивных
элементов по толщине изнашиваемого тела. Это распределение оценивается, как
правило, расчетным путем и не всегда соответствует реальному. Метод
радиоактивных изотопов требует применения дорогостоящего оборудования,
специальных мер защиты и относится к разряду трудоемких.
Акустический метод. Предназначен для качественного контроля
состояния узла трения. Контроль может осуществляться непрерывно, не требует
разборки исследуемого объекта, возможно применение для диагностики
любых трибосистем независимо от материалов, из которых они изготовлены.
Различают активные и пассивные акустические методы. Активные
методы основаны на возбуждении и приеме акустических и ультразвуковых волн
специальными преобразователями, О состоянии узла трения судят по
параметрам упругих волн, прошедших через исследуемый узел трения. На
результаты анализа существенное влияние оказывают искажения сигнала,
вызванные отражением упругих волн от поверхностей дефектов,
расположенных в объеме элемента узла трения. Более эффективно применение
пассивных методов, основанных на регистрации волн, излучаемых трибосистемой.
Это метод акустической эмиссии, вибрационно- и шумодиагностические
методы.
Метод акустической эмиссии заключается в регистрации упругих волн,
излучаемых трибосистемой, с помощью пьезоэлектрических датчиков.
Возникновение волн происходит в процессе образования и развития дефектов в
трущихся телах. Поэтому, сравнивая параметры регистрируемых волн,
можно судить о процессе разрушения поверхностей трущихся тел.
Вибрационно- и шумодиагностические методы основаны на анализе
амплитудных и частотных характеристик акустического сигнала, излучаемого
отдельной деталью. По изменению этих характеристик определяют степень
износа узла трения.
Основные недостатки акустических методов - низкая точность измерений
и сложность выделения (фильтрации) требуемого сигнала.
В значительно меньшей мере распространены методы качественной
оценки износа, позволяющие лишь ориентировочно судить о состоянии три-
босопряжений. Так, известен монометрический методу сущность которого
сводится к следующему. По мере изнашивания сопрягаемых деталей
увеличиваются зазор между ними и утечка газа или жидкости. Это приводит к
падению давления в системе подачи среды в зону трения. По падению давления
или изменению расхода среды, необходимому для его поддержания, судят об
износе узла трения. Так, расход масла в процессе эксплуатации автомобиля
свидетельствует о степени износа цилиндра и поршневых колец двигателя
внутреннего сгорания.
измерения износа трущихся тел
319
Величину износа трущихся тел можно оценивать по электро- или тето
проводности контакта. Мерой износа служит эле щ
скользящего контакта либо коэффициент теплопроводности X сопрягаемых
тел. В процессе изнашивания трущихся тел изменяется площадь
фактического контакта, что вызывает изменение Я, и X. Так, увеличение ФПК в
процессе приработки способствует снижению сопротивления, а при схватывании
поверхностей трения происходит резкое падение электрического
сопротивления контакта.
Диагностику трибосопряжения осуществляют по коэффициенту трения
или температуре трущихся тел. Рост этих характеристик свидетельствует об
увеличении интенсивности изнашивания элементов пары трения.
Интенсивность изнашивания можно также оценивать по результатам визуального
изучения поверхностей трения либо по результатам исследования структуры
поверхностных слоев деталей трибосистемы после ее испытания или
эксплуатации.
9.2.3. Анализ проб масла
Данный метод применяется при изучении процесса изнашивания трибо-
сопряжений, эксплуатирующихся в присутствии смазочных материалов.
Износ определяется по размерам и концентрации частиц изнашиваемого
материала в пробе масла, периодически отбираемой из узла трения. Анализ проб
масла является1 одним из наиболее широко распространенных методов
диагностики состояния и изнашивания узлов трения в процессе их эксплуатации.
По концентрации крупных частиц в пробе можно предсказать возможность
наступления катастрофического износа деталей, а по концентрации и
распределению частиц по размерам можно оценить скорость изнашивания
трибосистемы. Для исследования дисперсного состава и концентрации частиц
износа в отработавшем масле разработано большое число физических и фи- -
зико-химических методов. Рассмотрим некоторые методы анализа частиц
износа.
Седиментометрия. Основана на зависимости скорости осаждения частиц
в масле от их размера. Процесс осаждения осуществляется под действием
силы тяжести либо центробежной силы (с применением центрифуг). Размер
осажденных частиц определяют с применением оптических устройств.
Фотометрирование. По изменению светового потока, проходящего
через пробу масла, судят о степени его загрязненности частицами износа.
Метод обладает низкой точностью» на результаты измерений существенное
влияние может оказывать изменение оптической плотности масла вследствие
протекания трибохимических реакций.
Микроскопия. Позволяет проводить дисперсный анализ частиц износа и
определять их концентрацию. По размерам, форме и числу частиц можно
320 МЕТОДЫ И СРЕДСТВА ТРИБОТЕХНИЧЕСКИХ ИСПЫТАНИЙ
получать информацию о видах изнашивания, предшествующих их
появлению. В последнее время для этих целей применяют комплекс "растровый
электронный микроскоп - микроЭВМ" и пакет прикладных программ для
морфологического анализа частиц износа.
Электрооптический метод. Через пробу масла, в которой частицы
износа ориентированы электрическим полем, пропускают монохроматическое
поляризованное оптическое излучение. После снятия электрического поля
интенсивность светового потока уменьшается. Используя зависимость
светового потока от времени после снятия электрического поля, рассчитывают
функцию распределения частиц износа по размерам.
Абсорбционная спектрофотометрия. Метод основан на зависимости
между интенсивностями падающего и прошедшего через пробу светового
потока от толщины поглошающего слоя и содержания примесей.
Дисперсный анализ частиц износа с применением этого метода затруднен.
Атомно-флуоресцентная спектрофотометрия. Пары исследуемой
пробы облучают резонансным для материала частиц износа облучением (чаще
всего это рентгеновское излучение). Атомы или молекулы находящихся в
пробе частиц износа после облучения переходят в возбужденное состояние и
становятся источниками флуоресцентного излучения, которое имеет
большую длину волны, чем возбуждающий свет. По интенсивности
флуоресцентного излучения судят о концентрации частиц износа в пробе масла. Метод
позволяет определить присутствие в пробе крупных частиц.
Атомно-абсорбционная спектрометрия. Исследуемую пробу испаряют
в анализаторе и определяют изменение интенсивности монохроматического
излучения после прохождения через пар исследуемой пробы. По степени
изменения интенсивности линий спектра исследуемого элемента (материала
изнашиваемого тела) оценивают концентрацию частиц в пробе. Метод
обеспечивает регистрацию мелкодисперсных частиц.
Феррография. Применяется для диагностики кинетики и установления
механизмов изнашивания узлов трения на основе дисперсного анализа фер-
ро- и парамагнитных частиц износа, содержащихся в пробе отработавшего
масла. Методика анализа предусматривает осаждение частиц износа,
находящихся в пробе масла, в магнитном поле, и анализ феррограммы для сбора
количественной информации. Получение феррограммы осуществляется
следующим образом.
Предварительно разбавленная растворителем проба масла подается
микропомпой на прозрачную пластинку, установленную под углом к
горизонтали и расположенную в поле сильного магнита. Намагничивающиеся частицы
износа распределяются вдоль пластинки соответственно размерам и силовым
линиям магнита. По мере приближения к нижнему срезу пластинки размер
частиц износа увеличивается. Распределение частиц износа по размерам на
(Ьеооограмме (пластинке) не зависит от их концентрации в пробе и вязкости
Методы измерения износа трущихся тел
— ■
масла. Считывание феррограмм производится различными методами.
Наиболее простой и распространенный из них - применение бнхрометнчшот
микроскопа. Размеры частиц и оптическую плотность осадка определяют I
сечениях по длине феррограммы. Анализ феррограмм осуществляют также
прямым считыванием или при помощи системы анализа изображений, I
еледние годы широко используется ЭВМ, что позволяет проводить морфе
гический анализ частиц износа.
Наряду с неоспоримыми преимуществами метод обладает рядом
недостатков. В первую очередь это неравномерность осаждения частиц по длин
пластинки. Так, большая часть продуктов износа осаждается на первых !
10 мм пластинки. Высокая плотность осадка в этой области затрудняет
считывание феррограммы, что увеличивает ошибку измерений. Применяемое
таких случаях сильное (до 500 раз) разбавление пробы снижает
воспроизводимость результатов анализа. Кроме того, в пробах отработанного масла
содержатся частицы сажи, пыли, которые засоряют феррограмму. Насос доя
откачки проб масла может измельчать частицы износа.
В значительной мере эти недостатки исключаются при использован
вращательной системы осаждения частиц. Схема устройства, реализующего
такой метод осаждения, представлена на рис. 9.11. На вращающейся
платформе 5 расположены два постоянных магнита. Внутренний цилиндрическое
формы монолитный магнит 4 установлен северным полюсом вверх, а ш
ный магнит 3 , выполненный в виде полого цилиндра, - южным полю
вверх. Образующийся при этом магнитный поток имеет три концентрнч»
расположенные кольцевые зоны с пиками магнитного градиента. Над магни
тами располагается стеклянная пластинка 2, на которую наносит пипеткой /
Рис. 9Л. Схема вращательной системы осажаения частиц
322 МЕТОДЫ И СРЕДСТВА ТРИБОТЕХНИЧЕСКИХ ИСПЫТАНИЙ
пробу масла. Пробу масла наносят в центре поверхности пластинки при вра*
щении платформы с частотой 70 об/мин. После осаждения частиц добавляют
растворитель и увеличивают в два раза частоту вращения платформы.
Осадок высушивают в течение I - 2 мин при вращении платформы с частотой
200 об/мин.
В .результате образуется следующая картина распределения продуктов
износа по поверхности пластинки. Частицы размером более 500 мкм
осаждаются на внутреннем кольце наряду с небольшой частью частиц малых
размеров. На втором кольце располагаются частицы преимущественно
промежуточного размера (10-50 мкм). Мелкодисперсные частицы осаждаются на
наружном кольце.
Применение метода осаждения дает ряд преимуществ феррографии:
исключается возможность уплотнения осадка и необходимость разбавления
пробы масла; не происходит измельчения и потерь крупных частиц износа;
достигается высокая степень сегрегации частиц; примеси типа углеродистых
частиц не осаждаются на пластинку; обеспечивается возможность выбора
скорости осаждения частиц.
Феррография применяется для диагностики и прогнозирования
долговечности зубчатых передач, двигателей внутреннего сгорания, насосов,
компрессорных установок, гидравлических систем.
9.3. СРЕДСТВА ДЛЯ ЛАБОРАТОРНЫХ ИСПЫТАНИЙ МАТЕРИАЛОВ
НА АБРАЗИВНУЮ СТОЙКОСТЬ
Машины и установки для испытаний на абразивное изнашивание можно
разделить соответственно типу изнашивающего тела на три группы: по
закрепленному абразиву; свободными частицами; деформируемой массой,
содержащей абразивные частицы. Рассмотрим наиболее типичных
представителей каждой из названных групп.
9.3.1. Изнашивание материалов по закрепленному абразиву
Исследования изнашивания материалов по закрепленному абразиву осу-
ществляются в основном с применением в качестве контртела абразивно
ленты. В отдельных случаях для этих целей используют абразивный круг-
Режимы и схемы испытаний на изнашивание материалов закрепленным а
разивом регламентируются стандартами. Определение износостойкости
металлов осуществляют по ГОСТ 17367-71, а резин - по ГОСТ 17426-77.
Основные требования, предъявляемые к такого рода испытаниям, сводят*
ся к следующему: твердость абразивных частиц должна быть выше тверд0"
ста изнашиваемого материала; в контакт с изнашиваемым телом должна не-
УПТ11И1ГП
Средства для лабораторных испытаний
N
/■
4
V
13
?
прерывно или периодически вводиться новая поверхность контртела, что
необходимо для исключения влияния на результаты испытаний засаливания
абразива продуктами износа; нагрузка выбирается в пределах, в которых
предполагается получение линейной зависимости 1(Ы); при определении
относительной износостойкости материалов эталонный образец выбирают
таким, чтобы его структура не изменялась в процессе трения, а твердость была
ниже твердости исследуемых материалов.
В испытаниях по закрепленному абразиву реализуется в основном
контакт плоских поверхностей трущихся тел или контакт боковая поверхность
цилиндра - плоскость.
В испытательной машине Х-4Б
осуществляется контакт плоских
поверхностей цилиндра и диска (рис.
9.12). На поверхности вращающегося
диска 1 закрепляются абразивные
частицы или абразивная лента 2.
Образец 3 исследуемого материала,
выполненного в виде цилиндра
диаметром 2 мм и высотой 15-20 мм,
приводится в контакт торцевой
поверхностью с абразивными частицами^^^^^^^^^^^^^^^^^^^^^
Закрепление образца в державке 4,
жестко связанной с перемещающимся вдоль радиуса диска штоком 5,
позволяет проводить испытания при различных скоростях скольжения, но при
одинаковом пути трения.
Аналогичная описанной схема контакта образцов заложена в машине
Хейворда и в машине для испытаний резин МИ-2. Несущественное их
различие состоит лишь в том, что с диском контактируют одновременно два
испытываемых образца квадратного сечения. Кроме того, обеспечивается подача
в зону трения» жидкости и абразивных частиц. Отметим, что машина Х-4Б
не требует существенной доработки для реализации таких же условий
испытаний.
Важным преимуществом описанной схемы контакта является
возможность получения зависимости износостойкости материала от скорости
скольжения на одной паре трения. Однако она не позволяет реализовать
движение образца по свежему следу, т. е. в течение всего периода испытаний
в контакте с изнашиваемым образцом находится одна и та же поверхность
трения абразивной ленты. При этом возможно затупление частиц абразива и
засаливание абразивной ленты продуктами износа, что ограничивает
длительность испытаний и класс испытываемых материалов. Перемещение
испытываемого образца по радиусу диска синхронно скорости его вращения
Рис. 9.12. Схема контакта трущихся тел на
машине Х-4Б
МЕТОДЫ И СРЕДСТВА ТРИБОТЕХНИЧЕСКИХ ИСПЫТАНИЙ
Рис. 9.
Схема контакта трущихся тел на машине
МПИ
(движение образца по спирали
Архимеда) устраняет данный
недостаток. Однако это
приводит к необходимости
деления поверхности абразивной
ленты на кольцевые
чередующиеся (для образца и эталона)
зоны, причем скорости
перемещения эталона и
испытываемого образца относительно
диска будут различаться.
Более того, скорость относительного перемещения трущихся тел внутри
каждой зоны будет изменяться по мере приближения образца к центру
диска.
Схема испытаний боковая поверхность вращающегося цилиндра -
плоская поверхность исследуемого образца заложена в конструкции машины
для исследования пластмасс на истирание МПИ (рис. 9.13). Образец /
цилиндрической формы контактирует с абразивной лентой 4, закрепленной на
поверхности вращающегося цилиндра 5 большого диаметра. С помощью
штока 5, жестко связанного с державкой 2, образцу сообщается движение
вдоль образующей цилиндра синхронно скорости его вращения. За один
оборот цилиндра 5 образец смещается на расстояние, равное своему
диаметру или половине диаметра (в зависимости от ГОСТа, регламентирующего
эти испытания). Аналогичная схема контакта предусмотрена стандартом
А5ТМ 056 (США). В качестве исследуемого образца выбран шарик
диаметром 6,35 мм, который контактирует с абразивной лентой по свежему следу.
Износ шарика оценивается по профилограммам с пересчетом на объемный
износ.
Недостатком данной схемы испытаний является неравномерность
распределения давления по контактной площадке, обусловленная кривизной
сопрягаемых
поверхностей. Этот недостаток
исключается в
испытаниях по схеме
движущаяся абразивная
лента - плоский образец
(рис. 9.14). Бесконечная
абразивная лента /
охватывает ведущий 4 и
„ Л.А Пч,„ия машины трения с движущейся бесконечной - - - _ ращающие-
Рис.9,14.СхемаМ~^8Н0Йлентой ся барабаны. Натяжение
Средства для лабораторных испытаний
325
ленты устанавливается
натяжным роликом 3. Лента
скользит по плоской
направляющей б, что
исключает ее прогиб в области
контакта с изнашиваемым
образцом 5. Конструкция
машины обеспечивает
возможность испытаний при
высоких нагрузках и
скорости скольжения, уровень Рис 9 }5 Схема испытаний по абраз круг
которых ограничивается
только прочностью ленты и ее сцеплением с ведущим барабаном. При малых
размерах исследуемого образца возможно проведение испытаний по свежему
следу путем перемещения образца в процессе испытаний по ширине ленты.
Испытания на абразивную стойкость обоих элементов пары трения
осуществляют по схеме боковая поверхность абразивного круга - плоскость
изнашиваемого тела (рис. 9.15). Вращающийся круг / из абразивных частиц
приводится в контакт с исследуемым образцом 2. Образец может быть
закреплен неподвижно, и тогда износ оценивают по глубине образующейся
лунки. В случае размещения образца на каретке 5, совершающей возвратно-
поступательное движение, износ определяют по толщине слоя, удаляемого
со всей поверхности трения. По уменьшению диаметра абразивного круга
можно судить об интенсивности его изнашивания. Такая схема контакта
позволяет проводить испытания при подаче в зону трения жидкой среды.
Недостаток ее в возможности засаливания и потери режущей способности
абразивного круга, что особенно характерно для испытаний пластичных
материалов (меди, алюминия, полимерных материалов).
9.3.2. Изнашивание свободными абразивными частицами и
деформируемой массой
Эти методы испытаний предназначены для моделирования процесса
изнашивания деталей машин незакрепленными абразивными частицами.
Изнашивание свободными абразивными частицами. Испытания
материалов осуществляются на машинах трения, обеспечивающих введение в
зону контакта трущихся тел частиц из материала, твердость которого выше
твёрдости изнашиваемых тел. Наиболее распространенными схемами
испытаний являются контакт двух роликов, ролика с плоским образцом и двух
плоских образцов.
Гг.
У у>">
щ
ч
Яке. 9.16. Схема испытаний на абразивное
изнашивание по Бринелю
МЕТОДЫ И СРЕДСТВА ТРИБОТЕХНИЧЕСКИХ ИСПЬ1ТАНий
Контакт ролика с плоским об-
разцом реализуется в схеме испы*
таний по Д. А. Бринеллю (рис. 9.16)
Вращающийся ролик / диаметром
100 мм и толщиной 4 мм
приводится в контакт с образцом 2,
выполненным из исследуемого
материала в виде прямоугольного
бруска. При вращении ролика в зону
трения из бункера 3 подаются
абразивные частицы,
протаскиваемые им по поверхности образца. О
величине износа судят по объему
образующейся лунки или по потере
массы образца.
Аналогичная схема испытаний
предусмотрена стандартом АЗТМ
065 (США). В ней ролик выполнен
с покрытием из резины. Испытания* по этому стандарту позволяют получать
данные об износостойкости сталей, сплавов наплавочных износостойких
покрытий, металлокерамики и полимеров.
Контакт ролика с плоским образцом предусмотрен также в испытаниях
по ГОСТ 23.208-79. Отличие последнего от стандарта США состоит лишь в
том, что исследуемый образец (колодка) располагается горизонтально и
прижимается к резиновому вращающемуся ролику снизу, а абразивные
частицы попадают в зону трения по наклонному лотку.
Для исследования изнашивания тел качения при попадании в зону трения
абразивных частиц применяют схему контакта двух вращающихся роликов
(рис. 9.17). Испытываемый
образец 3 и контртело 2, выполненные
в виде роликов, приводятся в
контакт по образующей и
прижимаются друг к другу. Оба ролика
вращаются с одинаковой скоро-
стью и в зону их контакта
подается абразив из бункера /. Эта схема
контакта* может также
использоваться для моделирования
абразивного изнашивания шестерен. Как
правило, контртело выполняют из
мягкого металла или использует
резину, что облегчает захват
частиц и перенос их в зону контакта.
Рис. 9. / 7. Схема испытаний на абразивное
изнашивание тел качения
Средства для лабораторных испытаний
327
Испытания на абразивный износ
при дроблении твердых тел,
например скальной породы, осуществля- 2
ют по стандарту А8ТМ С81 (рис.
9.18). Абразив /, в качестве
которого служит скальная порода в виде
частиц размером 25 - 50 мм,
подается в зону дробления и попадает
между пластинами 2 и 3. Пластина
2 выполнена из исследуемого
материала, а пластина 3 служит
эталоном. При возвратно-поступательном
перемещении штока 5 подвижная 1
платформа 4 сближает ИЛИ удаляет Рис. 9,18. Схема испытаний на абразивный и>
образцы 2 и 3, обеспечивая дробле- нос при дроблении твердых тел
ние твердой породы.
При этом на поверхностях образца и эталона образуются канавки,
надрезы и вмятины. Износ исследуемого материала оценивают в сравнении с
эталоном. Точность измерений при проведении таких испытаний низка, однако
это компенсируется их высокой практической значимостью, в частности при
выборе материалов для деталей горнодобывающего оборудования.
Изнашивание деформируемой массой, содержащей абразивные
частицы. Испытания материалов реализуются с применением разнообразных
схем, различающихся как по геометрии образцов, так и по кинематике их
перемещения.
Для моделирования изнашивания различных материалов абразивсодер-
жащей массой используют схему контакта плоских поверхностей
вращающегося диска с бруском прямоугольного сечения или цилиндром (см. рис. 9.12).
При этом на поверхности диска закрепляют слой упрутоабразивного
полотна, выполненного из пористого эластомера (резины), содержащего в своем
объеме абразивные частицы. Наполнение эластомера кварцевым песком
заданной фракции позволяет моделировать грунты, различающиеся по составу,
содержанию, форме и размерам абразивных частиц. Подобное решение
может быть использовано и в других схемах испытаний, например в установке,
реализующей контакт боковой поверхности вращающегося цилиндра с
плоской поверхностью испытываемого образца (см. рис. 9.16).
Сравнительный анализ результатов лабораторных и эксплуатационных
испытаний показал, что при моделировании фунта абразивсодержащим
слоем эластомера лабораторные данные по интенсивности изнашивания
несколько завышены. Это обусловлено отсутствием в модели влаги, наличием
закрепленных частиц (они не имеют возможности поворачиваться на
большой угол под действием касательной нагрузки) и влиянием масштабного
фактора.
№00$
328
МЕТОДЫ И СРЕДСТВА ТРИБОТЕХНИЧЕСКИХ ИСПЫТАНИЙ
Распространенным является
способ испытаний, по которому
изнашиваемый материал пере*
мещается в объеме абразивсо-
держащей массы. Типичной
дня таких испытаний является
установка, схема которой
представлена на рис. 9.19, На
вращающемся валу / закреплена
обойма 2 с держателями 3
испытываемых образцов 4.
Образцы перемещаются в сыпучей
абразивсодержащей массе 5,
заполняющей контейнер 7
цилиндрической формы. Давление
деформируемой массы на
образцы изменяется с помощью
нагрузки, создаваемой на
кольцо 6У лежащее на поверхности
этой массы.
Исследуемый образец может быть выполнен в виде полого цилиндра,
закрепленного на валу (схема Лоренца), однако в этом случае абразив
практически не перемешивается и в процессе изнашивания участвуют одни и те же
частицы.
Для моделирования изнашивания плуга в почве используют шнековую
машину (рис. 9.20). Абразивная масса 1 подается вращающимся
вертикальным шнеком 2 из бункера в канал машины, где уплотняется вращающимся
горизонтальным шнеком 3 до заданной степени плотности и продавливается
через горловину. Образец 4, закрепленный на вращающемся диске 5, дефор-
Рис. 9.19. Схема испытаний материалов на
изнашивание в объеме абразивсодержащей массы
\5
Рис. 9,20. Схема шнековой машины
ауагс
звж
Средства для лабораторных
испытаний
Рис. 0.2/. Схема испытаний материалов в абразивсодержа
суспензии
мирует выдавливаемую массу и изнашивается. Изменяя скорости вращения
горизонтального шнека и диска 5, можно изучать зависимость износа
образца от давления деформируемой массы и скорости ее перемещения
относительно образца.
Испытания на изнашивание абразивной массой осуществляют также в
установке, представляющей собой вращающийся барабан, заполненный на
половину объема абразивной массой. Испытываемые образце размещенные в
этой массе, изнашиваются при вращении барабана.
Описанные установка с вращающимся валом (см. рис. 9.19) и шнековая
машина используются в основном для моделирования изнашивания твердых
тел в эксплуатационных условиях.
Узлы трения реальных машин довольно часто эксплуатируются в среде,
представляющей собой физическую смесь абразивных частиц и жидкости.
Испытания материалов на абразивную стойкость в таких средах
осуществляются по стандарту А8ТМ 075 (США). Суспензия / абразива и жидкости
помещается в прямоугольную кювету 2 с резиновой прокладкой 3 на дне
(рис. 9.21). Образец 4 в виде бруска прямоугольного сечения прижимается
нормальной нагрузкой к резиновой прокладке и совершает возвратно-
поступательное движение. Стандарт предусматривает возможность оценки
не только абразивной стойкости материалов, но и абразивной способности
суспензии.
Следует иметь в виду, что описанные в данном параграфе средства для
проведения испытаний материалов на абразивную стойкость представляют
собой далеко не полный перечень машин, установок и приборов,
разработанных к настоящему времени.
9.3.3. Испытания материалов на износ
в потоке движущихся частиц
Приведем описания схем испытания материалов, наиболее часто
применяемых для изучения изнашивания абразивными частицами, увлекаемыми
движущейся средой (газом или жидкостью), а также частицами твердых тел
22. Зак к* «*»
330
МЕТОДЫ И СРЕДСТВА ТРИБОТЕХНИЧЕСКИХ
!^Ь!таний
или каплями жидкости, обладающими кинетической энергией тя»»
к ". 1 акие лаЖ
раторные испытания необходимы для моделирования изнашивания л
пневматического и гидравлического оборудования, корпусов летател
аппаратов, лопаток турбин и вентиляторов, деталей реактивных двигателей и тЫХ
Средства для проведения подобных испытаний можно разделить на т
группы, положив в основу такой классификации способ сообщения частил
кинетической энергии. Это испытания материалов в потоке свободно
дающих частиц, частиц, увлекаемых потоком жидкости или газа, и частиц
разгоняемых до заданной скорости в центробежном ускорителе. Поскольку
установки каждой группы в отдельности принципиально не различаются а
имеют вариации лишь в конструкции, рассмотрим типовые схемы
испытаний, характерные для каждой из групп.
Изнашивание материалов свободно падающими частицами. К данной
группе приборов можно отнести установку, схема которой показана на
рис. 9.22. Абразивные частицы / из бункера 2 через дозатор 3, например
вибрационного типа, падают по вертикальной трубе 4 на поверхность
вращающегося образца 5, выполненного в виде цилиндра. После соударения с
образцом частицы попадают в бункер 6. Частицы, оставшиеся после удара на
поверхности образца, снимаются щеткой 7. Для изменения температуры
испытаний предусмотрена камера 8, содержащая нагревающую или охлаждающую
(например, жидкий азот) жидкость.
Изменяя высоту падения частиц и
скорость вращения образца, можно
регулировать скорость их соударения.
Однако при этом изменяется и угол
атаки. Последний можно изменять также,
смещая в горизонтальной плоскости ось
вращения образца.
Модификация описанной установки
содержит вращающийся вокруг
вертикальной оси диск с закрепленным на его
поверхности кольцевым образцом-
Возможно также применение плоског
образца с регулируемым углом между
изнашиваемой поверхностью и
вектором скорости абразивных частиц.
По тому же принципу испытания
материалов на стойкость к эрозионному
изнашиванию проводятся на установках
капельной эрозии. Они применяются
Рис- 9.22. Схема установки для испытаний ддЯ моделирования разрушения, напри-
ка изнашивание свободно падающими час- дождевыми каплями, обтекателей,
тицами абразива
^Средства для лабораторных испытаний
331
Рис. 9.23. Схема установки для испытаний на
стойкость к капельной эрозии
иллюминаторов, кромок крыльев и
Других деталей летательных
аппаратов. Схема одной из установок,
реализующих такой вид испытаний,
представлена на рис. 9.23.
Исследуемые образцы / устанавливаются на
вращающемся диске или рычаге 2, и,
когда скорость вращения рычага
достигает требуемого значения, на
поверхность образца разбрызгиваются
капли воды. Форма, размеры и
частота падения капель регулируются
устройством 3. Скорость движения отдельных точек поверхности образца
регулируется частотой вращения рычага и может изменяться в интервале 2
600 м/с. Поверхность образца разрушается, испытывая удары капель воды в
момент пересечения их траекторий. Установка размещена в защитном корпусе.
Испытания на стойкость материалов к эрозионному изнашиванию могут
осуществляться по схеме, рекомендуемой ГОСТ 23.219-84 (вариант
описанного метода). Вращающиеся образцы изнашиваются потоком капель
жидкости, создаваемым с помощью роторной установки.
Изнашивание материалов в газо- и гидроабразивном потоке.
Моделирование процесса изнашивания твердых тел в газоабразивном потоке
может осуществляться на установке, по принципу действия подобной на
пескоструйный пистолет (рис. 9.24). Частицы абразива / из бункера попадают в
воздуховод 2, заканчивающийся соплом 4. Воздух, подаваемый от
компрессора по воздуховоду, увлекает за собой частицы абразива. Скорость
соударения частиц с исследуемым образцом 5 зависит от давления воздуха.
Концентрация абразива в среде регулируется с помощью клапана 3. Угол атаки
изменяется поворотом образца.
ш
воздух
Рис. 9.24. Схема установки для испытания на газоабразивное изнашивай
332
МЕТОДЫ И СРЕДСТВА ТРИБОТЕХНИЧЕСКИХ ИСПЫТАНИЙ
Рис 9,25. Схема испытаний материалов
на гидроабразивное изнашивание
Для оценки влияния температуры на
сопротивление материалов газоабрззив-
ному изнашиванию образец помещают в
камеру с регулируемой температурой.
Проводятся также испытания
материалов (особенно полимерных) в псевдо-
ожижеином слое. В этом случае
используют установку, схема которой
представлена на рис. 9.19. При этом снимают
прижимное кольцо 6, а через отверстия?
выполненные в днище контейнера 7,
подают под давлением воздух или газ. Эта
установка применяется также для
испытаний на гидроабразивное изнашивание, если в контейнере содержится
пульпа-смесь воды с песком.
Испытания на гидроабразивное изнашивание по методу неподвижного
образца осуществляют в установке (рис. 9.25), состоящей из
цилиндрического контейнера 1 с вращающейся крыльчаткой 2. По окружности контейнера в
обойме 3 устанавливают образцы 4, один из которых является эталоном.
При вращении крыльчатки гидроабразивная среда перемещается
относительно образцов, вызывая их износ.
Известен метод испытаний, когда пульпа с помощью насоса подается под
давлением по вертикальному трубопроводу, в котором по диаметру
размещается плоский образец исследуемого материала. Увлекаемые потоком
жидкости частицы абразива изнашивают образец при скольжении по его
поверхности. Поворотом образца изменяют угол между изнашиваемой
поверхностью и направлением вектора скорости движения абразивных частиц.
Абразивное изнашивание материалов с применением центробежных
ускорителей- В основу конструкции установок этой группы положен
принцип центробежного разгона частиц. Испытания такого рода
регламентируются ГОСТ 23.201-78. нар р/
-, Наиболее эффективная
реализация центробежного
принципа достигается с
помощью чашеобразного
ускорителя абразивных частиц
(рис. 9.26). При вращении
вокруг вертикальной оси
чашеобразного ускорителя,
выполненного в виде полусферы 4У
введенная по трубке / в
ускоритель частица 5 начинает
Рис. 9.26. Схема испытаний с применением
чашеобразного ускорителя частиц
Испытания материалов на кавитационное изнашивание
333
вместе с ним вращаться. Под действием составляющей центробежной силы
^ц она поднимается вверх. Достигнув одного из каналов 2, выполненных в
теле полусферы, частица вылетает из чаши по касательной к ее поверхности
(радиальная ее скорость будет незначительной из-за трения о стенки канала).
Скорость полета частицы в момент ее отрыва от ускорителя равна скорости
точек внешней поверхности вращающейся чаши и будет близка по величине
скорости ее удара о внутреннюю поверхность образца 5, выполненного в
виде цилиндра или конуса.
Скорость удара частиц по изнашиваемой поверхности зависит от высоты
расположения канала. С увеличением расстояния между осью вращения и
частицей в момент ее отрыва от поверхности ускорителя скорость удара
растет. Поэтому кольцевые области, расположенные в верхней части образца,
будут изнашиваться при более высоких скоростях удара частиц по
сравнению с находящимися в нижней. Таким образом, описанная схема испытаний
позволяет на одном образце в течение одного испытания получить
зависимость абразивного износа образца от скорости удара.
Для расширения диапазона изменения скорости удара частиц по
изнашиваемой поверхности цилиндрическому образцу сообщается вращение вокруг
общей с ускорителем оси.
Установки для испытаний материалов в потоке движущихся частиц
направлены в основном на моделирование работы реальных узлов машин и
механизмов. Общим их недостатком является то, что они имеют сравнительно
низкую точность измерений, так как из-за различий в массе, форме и
скорости частиц не обеспечивается требуемая, задаваемая в узком диапазоне
изменения, энергия удара частиц по изнашиваемой поверхности.
9.4. ИСПЫТАНИЯ МАТЕРИАЛОВ НА КАВИТАЦИОННОЕ
ИЗНАШИВАНИЕ
Кавитационное изнашивание твердых тел наблюдается как в потоке
жидкости, движущейся с переменной скоростью, так и при возникновении
вибраций жидкости или тела, погруженного в эту жидкость. На этом основании
все установки для испытаний на кавитационное изнашивание можно
разделить на гидродинамические и вибрационные.
Установки гидродинамического типа. Один из вариантов таких
установок содержит гидравлический насос, кавитационную трубу и
испытываемый образец. Образец / устанавливают в кавитационной зоне 2 рабочей
камеры, возникающей после сужения трубы (рис. 9.27, а), или за искусственно
созданным препятствием 3 (рис. 9.27, б), которое уменьшает сечение трубы.
Скорость жидкости, протекающей через участок трубы с малым сечением,
увеличивается, а статическое давление падает. Это способствует
образованию пузырьков, которые затем схлопываются в кавитационной зоне (зоне
ВП
334
МЕТОДЫ И СРЕДСТВА ТРИБОТЕХНИЧЕСКИХ ИСПЫТАНИЙ
высокого статического давления)
и вызывают разрушение поверх-
ностного слоя образца.
Для моделирования кавитаци-
онного изнашивания используют
струеударный метод испытаний.
Сущность его заключается в том,
что исследуемые образцы,
закрепленные на концах вращающейся
пластины, ударяются о струю
жидкости, направленную
параллельно оси вращения пластины.
Реализация струеударного метода
возможна при использовании
схемы испытаний с неподвижным
образцом. В такой схеме
испытываемый образец помещают в сосуд с жидкостью так, чтобы над
изнашиваемой поверхностью находился слой жидкости. Над поверхностью образца под
давлением подается струя, образующая кавитационные пузырьки, которые ,
схлопываясь, приводят к кавитационному разрушению его поверхностного
слоя. Излишняя жидкость удаляется из сосуда через сливное отверстие.
Распространенным является метод движущегося в жидкости
изнашиваемого тела. Принципиальная схема осуществления метода представлена
на рис. 9.2В. Диск 3 устанавливается на вращающемся валу / и помещается в
сосуд 5 с жидкостью. Для уменьшения кавитационной зоны используются
ограничители 4 в виде колец. На диске размещаются два образца 7, перед ко-
Схема испытаний на изнашивание с
помощью кавитационной трубы
X Кавитационная установка с вращающимся
Методы оценки фрикционной усталости
торыми по ходу вращения
выполнены два отверстия 6
создающие кавитацию при
высокой скорости вращения
диска. Во избежание
закрутки воды при вращении диска
устанавливаются
предохранительные лопатки 2.
Степень кавитации регулируется
частотой вращения вала.
Установки
вибрационного типа. Наиболее широко
применяются такие
установке. 9.29. Схема установки вибрационного типа для
испытаний на кавигационное изнашивание
ки для моделирования кавитационного изнашивания наружных поверхностей
гильз двигателей внутреннего сгорания с водяным охлаждением и деталей
узлов трения, разделенных смазочным слоем. Кавитационный износ
вызывают как низкочастотные (звуковой диапазон спектра), так и
высокочастотные колебания. Однако значительно более высокая интенсивность
изнашивания наблюдается при колебаниях ультразвуковой частоты. Поэтому в
установках вибрационного типа в качестве источника высокочастотных
колебаний используют ультразвуковые излучатели.
Согласно стандарту А8ТМ С32, испытания на кавитационный износ
осуществляются по следующей схеме (рис. 9.29). Образец 2 исследуемого
материала, выполняющий роль наконечника ультразвукового излучателя I,
погружается в заполненный жидкостью сосуд 3. Этот сосуд помешается в
охлаждающую воду 4. Частота и амплитуда ультразвуковых колебаний
задается с помощью блока управления 5.
Возможен вариант проведения испытаний по подобной схеме, когда
испытываемый образец размещается под ультразвуковым излучателем и о:
лен от него тонким слоем жидкости. Зачастую в такой схеме испытаний
используется два образца, один из которых выполняет роль наконечника
ультразвукового излучателя.
Оценку стойкости материалов к кавитационному изнашиванию про1
по кривым зависимости потери массы от времени испытаний.
9.5. МЕТОДЫ ОЦЕНКИ ФРИКЦИОННОЙ УСТАЛОСТИ МАТЕРИАЛОВ
Цель этих исследований - изучение природы усталостного изнашивания
установление закономерностей влияния циклических контактных напри
ний на сопротивление поверхностных слоев усталостному разрушению,
личают прямые и косвенные методы оценки характеристик фрикшюнжн
талости материалов.
МЕТОДЫ И СРЕДСТВА ТРИВ О ТЕХНИЧЕСКИХ ИСПЫТАН й
Т*
Рис. 9.30. Схема
испытательного узла прибора
"Циклометр"
Прямые методы. Предназначены для определения числа циклов фрик.
тонной) нагружения материала единичным индентором до появления час'
тицы износа. Как правило, в качестве индентора применяют шарик или
конус выполненные из материала, твердость и модуль упругости которых
значительно выше, чем изнашиваемого материала.
Одним из широко известных приборов,
реализующих прямые методы, является "Циклометр"
(рис. 9.30). Образец 3 в виде диска диаметром
10 мм устанавливается на вращающемся
предметном столике 4, К образцу прижимается
индентор 2, жестко закрепленный на сменном
держателе /. Держатель установлен на стержне, который
может перемещаться вдоль радиуса диска.
Привод прибора обеспечивает возможность
регулирования частоты вращения столика в пределах от
1 до 200 об/мин. Нормальная нагрузка на
индентор выбирается такой, чтобы исключить
микрорезание образца. Процесс изнашивания
контролируется профилографированием поверхности
трения образца или с помощью микроскопа. По
тангенсу угла наклона кривой зависимости числа циклов до разрушения от
действующего напряжения определяют коэффициент усталости материала.
Разновидностью приборов, реализующих метод прямой оценки
характеристик фрикционной усталости материалов, является прибор для
исследования фрикционной усталости резин. Изнашивание образца осуществляется
клиновидным индентором, радиус закругления которого составляет 0,1 мм.
Индентор совершает возвратно-поступательное движение по изнашиваемой
поверхности при постоянной глубине внедрения в резину. При этом
регистрируются сила трения, нормальная нагрузка и износ образца.
Недостаток этих приборов в том, что при близкой износостойкости
образца и индентора износ последнего может явиться причиной искажения
первоначальной картины распределения напряжений в зоне контакта* Для
исключения этого недостатка предложена схема испытаний, в которой
плоский неподвижный образец последовательно вступает в контакт с каждым из
набора шаров, расположенных в кольцевой торцевой канавке вращающегося
диска. Ось вращения диска и центр окружности, по которой расположены
шары - инденторы, совпадают.
Методы прямого измерения усталостных характеристик материалов
относятся к трудоемким, требующим значительных затрат на их реализацию-
Поэтому используют косвенные методы.
Косвенные методы. Предназначены для вычисления параметров
фрикционной усталости по результатам испытаний на износ. Коэффициент уста-
Методы оценки фрикционной усталости материалов
лости определяется расчетным методом по интенсивности изнашивания ма-
териала в период установившегося износа.
Для осуществления этого метода используют контртела с регулярной
макрогеометрией поверхности трения. На рис, 9.31 приведены наиболее
распространенные схемы испытаний. Испытания по сетке (рис. 9.31, а)
проводятся при возвратно-поступательном движении образца У прямоугольного
сечения по поверхности сетки 2, играющей роль контртела. Браслетная
спираль (рис. 9.31, б) выполняется в виде диска 7, на боковой поверхности
которого уложена проволока параллельно его оси вращения. При этом
реализуется модель контакта цилиндров, скользящих по плоской поверхности образца
2. В испытаниях по винту (рис. 9.31, в) контактирует боковая волнистая
поверхность вращающегося цилиндра 1 с плоской поверхностью образца 2.
Испытания по архимедовой спирали (рис. 9.31, г) менее эффективны,
поскольку разные точки плоской поверхности образца изнашиваются при
различных скоростях скольжения. Однако в этой схеме контакта возможно
изучение влияния скорости скольжения на интенсивность усталостного
изнашивания материалов с применением одного контртела.
Рис. 9.31. Схемы испытаний материалов на фрикционную усталость
Сопротивление материалов фрикционной усталости зависит не только от
амплитудных значений и соотношения растягивающих и сжимающих
напряжений, но и от закона их распределения вдоль дорожки трения.
Многообразие схем контакта деталей в реальных узлах трения является причиной того,
что распределение напряжений в триботехнических сопряжениях различной
конструкции может существенно различаться.
^ш#0
338
МЕТОДЫ И СРЕДСТВА ТРИБОТЕХНИЧЕСКИХ ИСПЫТАНИЙ
Рис. 9.32. Схема испытательного узла прибора
для моделирования условий нагружения
реальных узлов трения
Для моделирования
напряженно-деформированного состояния
реальных узлов трения и
прогнозирования сопротивления материалов
фрикционной усталости в этих
узлах разработано устройство,
реализующее контакт цилиндрического
образца и шаровых инденторов
(рис. 9Л2). Образец I исследуемого
материала, выполненный в виде
цилиндра, жестко закреплен на
валу 2, который имеет возможность
поворачиваться вокруг своей оси и
быть зафиксированным в заданном положении. Инденторы 3,
контактирующие с образцом, устанавливаются на вращающейся оправке 4. Оси вращения
цилиндра и оправки взаимно перпендикулярны и могут лежать в различных
плоскостях.
Данная схема контакта трущихся тел позволяет проводить испытания
материалов на фрикционную усталость при разной глубине Лш внедрения шара
в поверхностный слой образца, а также при различном распределении Нш
вдоль пути трения. Смещая на различную величину А ось вращения оправки
относительно оси образца, можно получить эпюры распределения в виде
гиперболы, параболы, сочетания окружности с прямолинейными участками и
т. д. Форма кривых распределения глубины внедрения индентора в
любой точке образца рассчитывается до начала эксперимента. Эта схема
испытаний применима для оценки фрикционных характеристик
эластичных материалов.
Рассмотренные методы испытаний предназначены для определения, в
том числе и ускоренного, характеристик фрикционной усталости материалов.
Используя эти характеристики, можно прогнозировать износостойкость
материала в конкретном узле трения.
9.6. ИСПЫТАНИЯ НА СТОЙКОСТЬ К ФРЕТТИНГ-КОРРОЗИИ
Изнашивание при фретгинг-коррозии имеет место в различного рода
соединениях (болтовые, заклепочные, штифтовые и т. д.), посадках с
запрессовкой (сопряженные поверхности вала со ступицей, втулкой, шестерней и
т. д.), колесных бандажах. Отличительной особенностью этого вида
изнашивания является то, что сопрягаемые тела совершают реверсивное движение
относительно друг друга с малой амплитудой перемещения. При разработке
устройств для испытаний на фреттинг-коррозию этот признак положен в
основу их конструкции.
л| щи
Рис.
9.33, Схема установки для испытаний на
фреттинг-коррозию
Испытания на стойкость к фреттинг-коррозии
В испытаниях по ГОСТ
23.211-80 предусмотрен контакт
подвижного контртела с торцевой
поверхностью цилиндрического
образца. Контртело совершает
возвратно-поступательное
движение с заданными частотой и
амплитудой. Об износостойкости
образцов судят по величине
износа при определенном числе
циклов нагружения.
Рядом преимуществ обладает
установка, принципиальная схема]
которой представлена на рис. 9.33. Контртело 3, выполненное в виде
пластины прямоугольного сечения, жестко закреплено на станине машины одним
концом, а вторым соединено с помощью штока / с кривошипом
вращающегося диска 2. Исследуемые образцы 4 в форме бруска или цилиндра
прижимаются с обеих сторон к контртелу. При вращении диска поверхностные
слои контртела испытывают знакопеременные деформации. Благодаря этому
контактирующие выступы сопрягаемых поверхностей образца и контртела
смещаются относительно друг друга. Циклические перемещения такого род
вызывают фреттинг-коррозию трущихся тел.
Скорость и амплитуда перемещений образца относительно контртела
регулируются как смещением образцов вдоль контртела, так и изменением
скорости перемещения штока.
Существуют также и другие схемы контактирования трущихся тел,
которые реализуются в испытательных установках для изучения изнашивания
при фреттинг-коррозии. Наиболее распространенные* из них приведены на
рис. 9.34. Существование довольно большого числа схем контактирования
трущихся тел обусловлено многообразием конструкций реальных узлов
трения, моделирование условий нагружения которых должно осуществляться
при проведении исследований в лабораторных условиях.
Представленные на рис. 9.34 а, б схемы испытаний применяются доя
моделирования контакта плоских поверхностей, одна из которых совершает
возвратно-поступательное или возвратно-вращательное движение
относительно другой. Схема контакта цилиндр - плоскость при возвратно-
вращательном движении цилиндра (рис. 9.34 в, г) позволяет проводить
испытания при неравномерном распределении давления на контактной площадке.
С целью ускорения испытаний цилиндр может находиться в контакте с дву!
плоскими образцами.
Для изучения закономерностей изнашивания твердых тел при Ц
чения применяют схему испытаний типа шарик в лунке (рис. 9.34, д)> Шарик
340
МЕТОДЫ И СРЕДСТВА ТРИБОТЕХНИЧЕСКИХ ИСПЫТАНИЙ
совершает осциллирующее движение и прижимается к поверхности образца
плоской плитой либо плитой, в которой выполнена лунка. Диаметр шарика
выбирается меньшим, чем диаметр лунки. Изменяя соотношение этих
диаметров» можно регулировать размер площадки контакта, давление и
амплитуд) колебаний шарика. Как вариант этой схемы испытаний применяют узел
трения, представляющий собой две плиты, плоские поверхности которых
разделены набором шаров (рис. 9,34, е).
Фреттннг-коррозия является самым распространенным видом
изнашивания в многожильных стальных тросах. Для моделирования таких условий
нагружения применяют схему контакта в виде двух перекрещивающихся
цилиндров, один из которых совершает реверсивное движение либо
подвергается циклическому знакопеременному деформированию.
Изнашивание посадочных поверхностей бандажей колес, ступиц
зубчатых колес и шестерен, направляющих можно моделировать на установке,
схема испытательного узла которой представлена на рис. 9.34, ж. Контртело
цилиндрической формы устанавливается в отверстие пластины или цилиндра
большего диаметра. Дня обеспечения малых циклических перемещений
одной поверхности трения относительно другой вдоль оси цилиндра с большим
диаметром прикладывают импульсно изменяющуюся нагрузку.
Необходимые для протекания фреттинг-процесса микросмещения сопрягаемых
поверхностей могут достигаться также путем создания ультразвуковых волн в
одном или одновременно в обоих трущихся телах.
Довольно часто для моделирования условий нагружения перечисленных
узлов машин применяют схему испытаний типа вал — консоль или вал,
установленный в подшипниках качения или скольжения (рис. 9.34, з). Нагрузка
вызывает изгиб вала, а свободному его концу сообщается возвратно-
врашательное движение.
«4^4 1
Рис 9.34. Схемы контакта трущихся тел в испытаниях не изнашивание лри фреттияг-корр03|
а - плоскость - плоскость; б - шайба - плоскость; в - цилиндр - плоская поверхность лунки; г - цилиндр
плоскость; д - шарик - криволинейная поверхность лунки; с - шарик - -плоскость; ж, з - цилиндр - ш*пц\
ЙЬЧ
341
Оценка стойкости материалов к схватыванию
Узлы трения машин и механизмов подвергаются фретгинг-коррочии при
весьма малых перемещениях и низких скоростях скольжения сопрягаемых
тел. Точное моделирование таких условий изнашивания требует
значительных затрат времени на исследования. Поэтому для ускорения лабораторных
испытаний повышают скорость относительного перемещения (частоту
колебаний) трущихся тел. Это приводит к несоответствию лабораторных услови!
испытаний эксплуатационным по температурному режиму нагружения.
Поскольку температура в зоне контакта является одним из основных факторов,
определяющих интенсивность протекания фреттинг-коррозии, для
достижения корректных результатов при моделировании применяют установки,
испытательный узел которых размещен в камере с регулируемой темпераг
9.7. ОЦЕНКА СТОЙКОСТИ МАТЕРИАЛОВ К СХВАТЫВАНИЮ
Изучение противозадирных свойств материалов становится все более
необходимым в связи с непрерывным повышением нагрузок, скоростей
перемещения, температуры эксплуатации. В таких условиях нагружения растет
вероятность процесса схватывания сопрягаемых элементов трибосистемы.
Поэтому стремление к повышению надежности тяжелонагруженных узлов
трения привело к созданию большого числа установок для изучения
процесса схватывания трущихся тел.
Стойкость материалов к схватыванию определяют по их сопротивлению
отрыву после приведения в контакт и нагружения либо по величине
нормальной нагрузки, при которой наблюдается резкое увеличение
коэффициента трения или на поверхностях трения появляются вырывы, глубокие
борозды, ориентированные в направлении перемещения сопрягаемых тел. В
большинстве случаев в экспериментальных установках используют
испытательный узел, в котором осуществляется фрикционное нагружение
исследуемого образца индентором конической, сферической или цилиндрической
формы.
Метод, основанный на
вдавливании индентора
сферической формы в плоский
образец, реализован в установке,
принципиальная схема
которой представлена на рис, 9.35.
Испытуемый плоский образец
4 устанавливается в
подвижной каретке 5 под углом 2° к
направлению горизонтального
, Рис. 9.35. Схема испытательного узла установки дм
перемещения сферического оценки „ротавгаадирных свойств
индентора 3. При перемеще- материалов
342
МЕТОДЫ И СРЕДСТВА ТРИБОТЕХНИЧЕСКИХ ИСПЫТАНИЙ
N
нин индентора влево нагрузка, прижимающая его к образцу, растет вслед
вне наклонного расположения образца. При этом увеличивается глубин
внедрения индентора в образец. Момент наступления задира соответствует
появлению на дорожке трения скольжения вырывов, канавок или трещин
Регистрируемый в этот момент коэффициент трения служит характеристикой
залиростойкости материала. Нормальная и касательная нагрузки
регистрируются с помощью упругих элементов / и б, деформируемых при
перемещении штока 2 и каретки и уравновешивающих эти нагрузки.
Задиростойкость материалов
уЛ при высокоскоростном трении
скольжения оценивают в
испытаниях по схеме контакта
колодка — кольцо (стандарт А8ТМ С77
(США)). Индентор,
выполненный в виде кольца 3 (рис. 9.36),
скользит по исследуемому
образцу — неподвижной колодке 2
прямоугольного сечения,
установленной в держателе У,
Последний связан тягой с датчиком
4 силы трения. Износ колодки
оценивается по ширине канавки,
образующейся в процессе
изнашивания. Стандарт предусматривает проведение испытаний при
повышенных температурах и в жидких средах. Способность материала к схватыванию
определяют по результатам анализа состояния поверхности трения.
Противозадирные свойства материалов при трении верчения оцениваются
по глубине внедрения конуса в оправку с тремя жестко закрепленными
сферическими инденторами, расположенными по окружности под углом 120 .
Испытания залиростойкости материалов при трении качения
осуществляют на машине Амслера типа МИ-1М или машине СТМ-1 по схеме
контакта двух вращающихся цилиндров. Испытания проводят следующим образом.
Вначале устанавливают давление, температуру масла и образцов и
суммарную скорость качения меньшими, чем это необходимо для возникновения
заедания. Затем скорость вращения ведущего ролика увеличивают, а
сопрягаемого с ним уменьшают так, чтобы суммарная скорость оставалась
постоянной. Начало схватывания, предшествующего заеданию при достижении
определенной скорости вращения ведущего ролика, фиксируют по
интенсивному подъему момента трения. Эта методика испытаний позволяет осушес -
влять выбор материалов для подшипников качения, зубчатых колес,
кулачковых механизмов и прогнозировать их сопротивление схватыванию.
Распространен также метод испытаний по схеме трения
перекрещивающихся цилиндров, один из которых неподвижен, а второй вращается вокруг
Рис. 9.36. Схема испытательного узла,
осуществляющего контакт кольцо - колодка
Оценка стойкости материалов к схватыванию
343
своей оси. Применяется он для испытаний высокотвердых
инструментальных сталей и сплавов.
Схватывание является наиболее опасным видом изнашивания, поэтому
для его предотвращения разработан ряд конструкционных, технологических
и эксплуатационных методов. Наиболее распространенным из них является
применение смазочных материалов. Это привело к необходимости
разработки методов оценки их противозадирных свойств.
Решение данной задачи и определение
максимальной нагрузки, предшествующей к.
схватыванию трущихся тел, достигаются | /
при использовании машины трения АЕ-5 тагг~ПЙИ~(— ТЙ^
(рис. 9.37). Испытательный узел представ- _Д_Щ___| ]
ляет собой три цилиндрических образца 2, 1 I Г | ~|
выполненных из исследуемого материала /^Ц
и закрепленных по окружности в шайбе 1.
Образцы контактируют торцами С плоской Риа о.*;. Схема испьгггальногоуии
поверхностью вращающегося диска 5. машины трения ае-5
Диск размещен в чаше с охлаждающей
жидкостью. Смазка сопрягаемых тел осуществляется путем подачи масла
каплями к центру диска. При вращении диска масло растекается к периферии и
попадает в зону трения. В машине предусмотрена возможность нагрева
диска до температуры 200 °С. О противозадирной стойкости смазочных
материалов судят по относительной износостойкости трущихся тел при
фиксированных нагрузке и скорости скольжения.
Для оценки предельной температуры масел, после достижения которой
они теряют способность предохранять поверхности трения от заедания в
условиях граничной смазки, применяют четырехшариковую машину трения
типа ЧШМ-3 или МАСТ-1 (ГОСТ 23.221-84). Испытательный узел
представляет собой пирамиду из четырех шаров одинакового диаметра,
расположенную в цилиндрической обогреваемой камере. Верхний вращающийся
шар приводится в контакт с тремя нижними неподвижными шарами,
закрепленными по окружности в обойме на одинаковом расстоянии друг от друга.
Обойма устанавливается на дне камеры, заполняемой смазочным
материалом.
В машине МАСТ-1 возможен также контакт шара с шайбой по
внутреннему кольцевому поясу. Тестированный метод испытаний масел на четы-
рехшариковой машине предусматривает для ускорения испытаний
повышение температуры в камере, нагрузки или скорости скольжения. Это может
приводить к несоответствию результатов лабораторных испытаний
эксплуатационным, особенно в тех случаях, когда геометрия контакта реального
узла трения обеспечивает близкое к равномерному распределение давления по
контактной площадке, реализуются малые давление и скорость скольжения,
а элементы трибосистемы выполнены из материалов с низкой твердостью.
344
МЕТОДЫ И СРЕДСТВА ТРИБОТБХНИЧЕСКИХ ислыт
9.8. ТИПОВЫЕ МАШИНЫ ТРЕНИЯ
Большинство трибосопряжений при нормальных режимах эксплуатаци
подвергается в основном усталостному, окислительному и молекулярное
механическому изнашиванию. Эти и другие виды изнашивания могут реали-
| одновременно, однако доминирующим является один из них. При
изменении режимов нагружения, а также в процессе испытаний или
эксплуатации сопутствующий вид изнашивания может стать доминирующим, и
наоборот. Поэтому типовые машины трения предусмотрены для проведения
испытаний материалов на трение и износ независимо от вклада каждого из
названных видов в общий процесс изнашивания. Различаются эти машины в
основном геометрией поверхностей трения сопрягаемых тел и кинематикой
систем их относительного перемещения.
Можно условно разделить существующие типовые машины на четыре
группы.
К первой группе относятся машины, моделирующие условия нагружения
трибосопряжений с возвратно-поступательным движением трущихся тел
(пары трения газораспределительный клапан - втулка - седло, суппорт -
направляющая, цилиндр - поршневое кольцо, плунжер - втулка, колодка маг-
ниторельсового тормоза - рельс и т. д.). К этой группе относится машина
трения типа 77 М-7 (рис. 9.38). Конструкция машины позволяет проводить
испытания по схеме плоскость - плоскость. Испытуемый образец /
устанавливается на ползуне 3, которому задается возвратно-поступательное
движение кривошипным механизмом 4. Ползун выполнен
самоустанавливающимся в виде полуцилиндра, скользящего по внутренней цилиндрической
поверхности неподвижного основания 5. Ползун имеет возможность
поворачиваться вокруг своей оси, что позволяет исключить возникающую из-за
перекосов неравномерность распределения нагрузки по контактной площадке в
направлении, перпендикулярном к вектору скорости. Нагрузка на верхний
образец б (контртело), создаваемая с помощью рычажного устройства,
передается через полуцилиндр 7. Такая схема нагружения способствует
равномерному распределению нагрузки на контакте в направлении скольжения
контртела. Дня проведения испытаний в жидкой среде образец / размещен в ванне 2.
Рис. 9.3$. Принципиальная схема машины трения 77М-1
^
«*
^шШШ
УИ2Ц» машины
тренин
346
Машина 77 М-! обеспечивает проведение исследований при нормально
нагрузке» изменяющейся в интервале 100 - 600 Н и ступенчатом измен
скорости скольжения. Предусмотрена возможность проведения испыта
образцов, вырезанных из гильз цилиндров, поршней и поршневых колеа
Испытания перечисленных деталей в условиях, более приближен
реальным, возможны на импульсно-силоеой трибометрической устои
(ИСТТУ). По кинематическому признаку и схеме контакта трущихся -и
принципиально не отличается от машины трения 77 М-1. Особеннс
ИСТТУ в том, что она позволяет достаточно точно моделировать
температурный режим нагружения образцов. Для этого один элемент пары трения
устанавливается в холодильнике (в качестве хладоагента используется вод
а второй - в нагревателе. Установка обеспечивает возможность создавать
условия аксиального взаимодействия образцов без их тангенциального
перемещения, т. е. моделировать работу таких деталей двигателя внутреннего
сгорания, как клапан и седло.
ИСТТУ обеспечивает проведение испытаний при нормальной нагрузке до
8000 Н, температуре нагреваемого образца до 700 °С, частоте перемещения
2,5 - 14 Гц, длине хода до 40 мм. Температура охлаждаемого образца может
находиться в интервале 10 - 70 °С.
Изучение триботехнических свойств полимерных материалов и
композитов на их основе проводят на машине для исследования пластмасс на трение
МПТ-1 (рис. 9.39). Нижний образец 6 устанавливается на ползуне 5, который
приводится в движение винтовой парой. В теле ползуна выполнена камера •
для охлаждающей жидкости, например жидкого азота. Три верхних образца
/ крепятся в держателе 7. При возвратно-поступательном перемещении
ползуна под действием силы трения между образцами / и 6 происходит
деформация тензометрического кольца 5, по величине которой определяют силу
трения. Для испытаний при повышенной температуре испытательный узел
установки размещен в термокамере 2, а ползун снабжен нагревателем.
■ Схема испытательного узла машины для исследования пласшасс натрсннс
23-Зак. 5519.
346
МЕТОДЫ И СРЕДСТВА ТРИБОТЕХНИЧЕСКИХ ИСПЫТАНИ
Машина МПТЧ позволяет проводить исследования при нормальной
нагрузке до 200 Н, Диапазон изменения скорости скольжения соответствует
ИГ* - 10 : м/с. Температура сопрягаемых тел изменяется от -30 до 200 °с
Для испытаний могут быть выбраны сферические или цилиндрические
образцы, контактирующие с плоским образцом торцевой или. боковой
поверхностью. Возможно применение образцов в виде параллелепипеда.
При возвратно-поступательном движении плоских образцов трение
исследуется также на машине для трибологических исследований КЕ\УАТ-1.
По сравнению с ранее рассмотренными машинами КЕ^АТ-1 обеспечивает
более высокие скорости скольжения (0,25 - 4 м/с) и давление в зоне контакта
(0,02- 100 МПа).
Вторая группа типовых машин трения позволяет моделировать режимы
эксплуатации зубчатых колес, подшипников скольжения и качения,
фрикционных накладок, пар трения колесо - рельс и других трибосопряжений. В
качестве подвижного образца применяют вращающийся цилиндр, а
сопрягаемый с ним неподвижный или подвижный образец имеет форму цилиндра или
полого цилиндра с плоской или криволинейной поверхностью трения. К этой
группе относятся пальчиковая машина Арчарда, машина МИ-1М, машина
для испытания материалов на трение и износ СМТ-1 и др.
Машина СМТ-1 позволяет проводить испытания материалов при трении
качения по схеме контакта образцов, представленной на рис. 9.40, а. Для
этого на основной выходной вал и вал каретки устанавливаются два
цилиндрических образца I и 2 и приводятся в контакт боковыми поверхностями.
Изменяя диаметр сменного
шкива, приводящего во
вращение вал каретки, можно
задавать различную скорость
вращения верхнего образца. При
постоянной частоте вращения
основного вала это позволяет
устанавливать требуемый
коэффициент проскальзывания
тел качения.
Триботехнические
характеристики материалов для
прогнозирования их
эксплуатационных свойств в качестве
подшипников скольжения
определяются по схеме вал -
частичный вкладыш (рис. 9.40, 6)
и вал - втулка (рис. 9.40, в).
Машина позволяет
проводить испытания при следую-
ишх режимах нагружения: час-
Рис. 9.40. Схемы контакта образцов в типовых
машинах трения:
СМТ-! (а. Л. «); МИ-1М и
Типовые машины трения
347
тота вращения вала 1,25 - 200 г*1 • и««.,«
. л /« п.' *уи с ■ нормальная нагрузка в испытаниях по
схемам а и б (рис. 940) 200 - 2000 Н, по схеме в (рис. 9.40) 500 - 5000 Н; *о*
эффициент проскальзывания при качении образцов одинакового диаметра
10, 15 и 20 /о. Момент трения измеряется с помощью бесконтактного
индуктивного датчика, включенного в силовую цепь машины. Измерение износа
образцов возможно путем их периодического взвешивания либо с
использованием датчиков (индикаторов) перемещения. Для проведения испытаний в
жидкой среде предусмотрена испытательная камера.
В последние годы взамен СМТ-1 в Российской Федерации выпускается
машина ИИ 5018, принципиально не отличающаяся от своего аналога по
схеме испытательного узла, однако имеющая более широкие интервалы
изменения режимов испытаний. Машины аналогичного типа, однако с менее
широким, чем СМТ-1, диапазоном изменения режимов нагружевия
'выпускаются в Японии фирмой ЗЫтаа'ги (тип №ЫЬага) и Германии фирмой
Атз1ег-М^о1регт. (тип А 135).
Первые две схемы контакта (см. на рис. 9.40) реализуются также т
машине трения МИ-1М, позволяющей проводить испытания при нормальной
нагрузке 500 - 2000 Н и максимальной частоте вращения вала 70 с"1.
Аналогом МИ-1М является машина типа Атз1ег, в которой нагрузка на образцы
составляет 10 - 250 Н, а скорость относительного перемещения сопрягаемых
тел - 0,1 - 1,5 м/с.
Пальчиковая машина Арчарда реализует контакт цилиндрической
поверхности вращающегося вала диаметром 25 - 30 мм с плоской (рис. 9.40, г)
или цилиндрической поверхностью пальчикового образца диаметром 6 мм.
Обеспечивает возможность проведения испытаний при высоких давлениях
(оси сопрягаемых образцов расположены под углом 90°, а в контакт
приводятся цилиндрические поверхности) и введении в зону контакта смазочных
материалов. Скорость
скольжения изменяется плавно
путем регулирования
частоты вращения вала.
Предельную
грузоподъемность материалов,
предназначенных для
эксплуатации в качестве
подшипников скольжения,
определяют на машине ЛТС,
реализующей схему испытаний
вал - частичный вкладыш
(рис. 9.41). Испытываемый
образец 5, выполненный в
виде вкладыша, приводится
чз?
Рис. 9.41. Схема испытательного узла машины ЛТС
348
МЕТОДЫ И СРЕДСТВА ТРИБОТЕХНИЧЕСКИХ ИСПЫТАНИЙ
8 контакт с цилиндрическим контртелом 3, закрепленным на вращающемся
валу 4. Нагрузка на образец передается штоком б от рычага 7. Равномерное
перемещение конца рычага вверх, осуществляемое электродвигателем,
позволяет плавно увеличивать нагрузку на образец до тех пор, пока момент
трения не начнет резко возрастать. Наибольшая нагрузка, соответствующая
резкому подъему момента трения, принимается за предельную
грузоподъемность испытываемого материала. Для испытаний в условиях смазки
предусмотрена подача масла на открытую часть контртела из орошающей системы
/; а испытательный узел помещен в камеру 2.
Машина ЛТС позволяет проводить испытания при максимальной
нагрузке на подшипник (вкладыш) до 100 кН, частоте вращения вала 25 - 125 с" и
скорости нагружения 3,3 и 25 кПа/с.
Близкой по конструкции к ЛТС является машина типа А1теп-Ше1апс1>
предназначенная для исследований материалов в режиме граничного трения.
Исследуемые образцы выполнены в виде полувтулок (частичных
вкладышей), охватывающих вращающийся цилиндрический вал. Скорость
вращения вала соответствует 20 с"1, а нагрузка - 500 - 30000 Н. Схема контакта
палец - втулка предусмотрена также в машинах для трибологических
исследований КЕ>^АТ-4 и К1ШАТ-1.
Для измерения прочности масляного слоя между трущимися телами и
определения фрикционных характеристик материалов, работающих в режиме
граничного трения, применяют машину типа Ра1ех. Узел трения выполнен в
виде вращающегося вала, к цилиндрической поверхности которого
прижимаются с двух противоположных сторон образцы исследуемого материала.
Поверхность трения каждого из них представляет собой две расположенные
под углом друг к другу плоскости. Возможна также схема контакта
вращающийся вал - два частичных вкладыша. Прочность смазочного слоя
исследуют при скорости скольжения 0,1 м/с, постепенно увеличивая нагрузку.
Максимально достижимое значение нормальной нагрузки соответствует 20 -
400 Н.
Третья группа машин трения позволяет моделировать условия
нагружения материалов торцевых уплотнений, дисков сцепления, упорных
подшипников, дисковых тормозов и других узлов трения. К этой группе относятся
дисковая машина трения МДП-1, машина для испытаний материалов на
фрикционную теплостойкость МФТ-1, универсальная машина трения УМТ-1
Их.д, Трущиеся тела в этих машинах трения могут быть выполнены в виде
шайб, полых цилиндров, цилиндров и диска, контактирующих плоскими
поверхностями.
Конструкция МФТ-1 позволяет проводить испытания образцов,
выполненных в виде полых цилиндров одинаковых размеров (28x20x15 мм),
прижатых один к другому торцами. При этом оси цилиндров совпадают. Один из
образцов может быть с выешди^то уменьшает коэффициент взаимного
Типовые машины трений
349
перекрытия. Прижатие образцов осуществляется с помо пневматическое
го механизма. Измерение момента трения и износа обеспечивается индук*
тивными датчиками. Частота вращения подвижного цилиндра изменяется
ступенчато и составляет 21; 52, 73, 105, 157, 210, 262, 315, 420 и 525 *"'
Температура вблизи поверхности трения регистрируется с помощью термопар.
Дисковая машина трения МДП-1 содержит в качестве испытуемых
образцов три расположенные по окружности на одинаковом расстоянии друг от
друга цилиндра, контактирующие торцами с плоской поверхностью
вращающегося кольца (диска). Расстояние цилиндрических образцов от оси
вращения кольца может изменяться в пределах 60-150 мм, что позволяет в
широком интервале изменять скорость скольжения. При регулируемой
частоте вращения кольца от 1 до 315 с"1 скорость скольжения находится в
пределах 0,06 — 47 м/с. Пневматически создаваемая нормальная нагрузка на
образцы может изменяться от 100 до 4500 Н. Для измерения момента трения
применяются тензометрические преобразователи, а суммарный износ
трущихся тел регистрируется индуктивными датчиками. Машина позволяет
проводить исследования трения и износа материалов, предназначенных для
эксплуатации в тяжелонагруженных сопряжениях. Аналогичные испытания
позволяет проводить машина торцевого трения типа 1АТ-С1 фирмы Токуо
Те$(ш§ МасЫпе (Япония).
Значительно более широкими возможностями обладает универсальная
машина трения УМТ-1. Она реализует не только заложенную в МДП-1
схему контакта, но и трение соосно расположенных двух цилиндров
одинакового диаметра, контактирующих плоскими поверхностями, а также схемы
контакта вал - вкладыш и вал - втулка (см. рис. 9.40,6 и в).
Созданная в последнее время в Российской Федерации универсальная
машина трения УМТ "Унитриб" обеспечивает возможность проводить
испытания по восьми схемам. Помимо четырех схем контакта на УМТ-1 при
вращательном движении контртела, возможны испытания при реверсивном
движении контртела или образца
(рис. 9.42). Это испытания по
схемам вал - втулка (рис. 9.42, а) и
вал - три цилиндра (шарика) (рис.
9.42,6) при
возвратно-вращательном движении вала, а также -
цилиндр - плоскость и цилиндр -
цилиндр при
возвратно-поступательном скольжении контртела
(рис. 9.42, в, г). Привод
подвижного контртела (образца)
осуществляется от кривошипа, связанного с
вращающимся валом редуктора.
Машина снабжена системой
капельной смазки и мембранным
А
|"Я1ШйШ
350
МЕТОДЫ И СРЕДСТВА ТРИБОТЕХМИЧбСКИХ ИСПЫТАНИЙ
1Т
Рис. 9.43. Схема испытательного
прибора с перекрещивающим ися цилиндрами
(вид сверху)
пневмомеханизмом нагружения в
интервале от 200 до 5000 Н. Частота вращения
или колебаний контртела (образца) может
плавно изменяться в интервале 0,4 -50 с .
К четвертой группе можно отнести
машины для моделирования трения и
изнашивания нитей, волокон, канатов,
тканей и сопрягаемых с ними деталей. В
этих машинах используют схему контакта
двух перекрещивающихся цилиндров.
Такая схема достаточно проста в
реализации и обеспечивает возможность
создания значительных давлений в зоне контакта.
г-^-^^т^'^т7 Исследования толстых полимерных
волокон можно осуществлять на приборе с перекрещивающимися
цилиндрами (рис. 9.43). Нижний цилиндр (волокно) 1 закрепляется в зажимах
подвижной каретки 2, совершающей возвратно-поступательное перемещение.
Верхнее волокно 3 устанавливается неподвижно в консольной балке 4 под
прямым углом к нижнему и прижимается к нему за счет изгиба в
вертикальной плоскости. Смещая в этой плоскости консольную балку, можно изменять
нормальную нагрузку. При перемещении каретки происходит изгиб волокна
в горизонтальной плоскости под действием силы трения. Величина изгиба
волокна служит мерой силы трения.
Прибор позволяет проводить испытания при нормальной нагрузке от
0,01 мкН-до 0,1 Н в средах регулируемого состава и в вакууме. Применим он
и для испытания высокомодульных волокон, длина и диаметр которых
различаются не более чем на два порядка.
Ассортимент подлежащих испытанию волокон значительно расширяется
при использовании машины трения^ схема которой приведена на рис. 9.44.
Волокно 3 связано с консольной балкой / через тензометрическое кольцо 2 и
приводится в контакт с вращающимся цилиндром 4. Нормальная нагрузка
задается с помощью грузов 7, подвешиваемых к свободному концу волокна.
Рис- 9.44. Схема машины трениудля испытаний волокон и изделий из низ
г^мь1коитактирования образцов 351
Угол охвата цилиндра изменяется путем смещения по дугообразной
направляющей б отклоняющего устройства 5, представляющего собой два подин
ника качения, между наружными кольцами которых пропускается волоки*
Сила трения регистрируется тензометрическим методом, а суммарный износ
трущихся тел определяется по смешению груза в вертикальной плоскости, а
также по изменению диаметра волокна и размера дорожки трения на
поверхности цилиндра.
Машина позволяет также исследовать процессы трения и изнашивания
канатов, тканей, пленок из полимерных материалов.
В последние годы интенсивно разрабатываются многофункциональные
микротрибометры, в которых входные и выходные параметры трибосисте-
мы задаются и регистрируются с помощью микропроцессоров. Так,
созданный в 1997 г. трибологическим центром США универсальный микротрибо-
метр 1ШТ-10000 позволяет проводить исследования процессов трения,
изнашивания и смазки в макро-, микро- и наномасштабе. При этом
реализуются следующие схемы контакта: палец - диск, шарик - диск, диск - диск,
плоскость - плоскость, кольцо - колодка, шарик - один, два или три шарика.
С помощью компьютера регистрируются и обрабатываются кинетические
зависимости силы и коэффициента трения, скорости и интенсивности
изнашивания, контактного сопротивления, температуры трущихся тел вблизи
зоны трения, силы адгезионного взаимодействия и нагрузки, прижимающей
трущиеся тела друг к другу.
Микротрибометр IIМТ-10000 позволяет проводить испытания металлов,
керамики, полимеров и композитов при граничном и жидкостном трении,
трении без смазочных материалов в диапазоне изменения скорости
скольжения 10" - 20 м/с. Обеспечивается возможность проведения испытаний при
пониженных температурах и в условиях низкого вакуума.
Описанные машины трения составляют далеко не полный перечень
выпускаемых серийно средств трибологических исследований. Существует
большое число установок и приборов, представляющих собой единичные
образцы, предназначенные для решения отдельных исследовательских задач,
моделирования условий эксплуатации конкретных узлов трения машин и
механизмов. Однако заложенные в их конструкциях схемы испытаний мало чем
отличаются от описанных.
99. СХЕМЫ КОНТАКТИРОВАНИЯ ОБРАЗЦОВ В УСТАНОВКАХ
ДЛЯ ТРИБОЛОГИЧЕСКИХ ИССЛЕДОВАНИЙ
-Лабораторные исследования направлены на решение ряда
трибологических задач, основными из которых являются: изучение природы трения и
изнашивания твердых тел; выбор компонентов и их оптимального содержания
при разработке материалов триботехнического назначения; оценка фрикци-
352 МЕТОДЫ И СРЕДСТВА ТРИБОТЕХНИЧЕСКИХ ИСПЫТАНИЙ
онных свойств новых материалов и определение возможных областей их
применения; выбор материала для изготовления деталей конкретного узла
трення; моделирование условий нагружения материалов в трибосопряжениях
реальных машин и механизмов и т. д.
Результаты исследований, полученные при решении этих задач, в
значительной мере определяются тем, какая схема контакта трущихся тел выбрана
вжпытаниях. Измеряемые величины коэффициента трения и интенсивности
изнашивания - это характеристики не только материалов сопрягаемых тел,
но и тркбосистемы в целом, т. е. геометрии контакта этих тел, кинематики их
перемещения и условий нагружения. Подтверждением этому является
следующее. Коэффициент трения при возвратно-поступательном движении
цилиндра диаметром 28,5 мм из стали ШХ-15 по поверхности плоского образца
из эпоксидного полимера составляет 0,16-0,19. Для элементов пары трения
вал - втулка, выполненных соответственно из стали ШХ-15 и эпоксидного
полимера, и таких же режимов нагружения этот показатель равен 0,28 - 0,31.
Следовательно, для достижения соответствия результатов лабораторных и
эксплуатационных испытаний лабораторная установка должна обеспечивать
не только одинаковые с натурным узлом трения скорость скольжения,
нагрузку и состав окружающей среды, но и идентичные схему подачи
смазочного материала, условия теплоотвода, распределения давления и
температуры по поверхности контактной площадки. В основном это определяется
кинематикой и геометрией испытательного узла контакта трущихся тел.
По кинематическому признаку все лабораторные машины для трибологи-
ческих исследований можно разделить на две группы: машины с
однонаправленным относительным перемещением сопрягаемых тел и машины с
реверсивным перемещением. Каждая из этих групп включает машины с
поступательным и вращательным движением одного из элементов пары трения.
По геометрическому признаку машины для трибологических исследований
можно разделить на восемь групп (рис, 9.45), различающихся формой
поверхностей трения сопрягаемых тел.
Первая группа (контакт плоских поверхностей) включает машины,
испытательный узел которых состоит из следующих компонентов: двух
брусков прямоугольного сечения, один из которых движется поступательно по
поверхности другого; бруска и контактирующего с ним торцевой
поверхностью вращающегося полого или сплошного цилиндра; вращающегося диска,
плоская поверхность которого приводится в контакт с плоской поверхностью
колодки прямоугольного сечения или цилиндра; двух контактирующих
плоскими поверхностями дисков, оси вращения которых параллельны и
смещены друг от друга на некоторое расстояние; двух сплошных или полых соосно
расположенных цилиндров одинакового диаметра, один из которых или оба
приводятся во вращение (рис. 9.45, а).
Ко второй группе (рис. 9.45, б) относятся машины трения, конструкция
которых предусматривает контакте* шис поверхностей. В таких ма-
СхеМы контактирования образцов
а
**
[__Иг
^7?
нъ
V
<ИИИИЯЛхщ^
ж
■+>
а
шшшшш^
У///ШЛЩ7Щ-
Ж
•4*
]
•Щ
Ы
Шй
Ю
3 ^> м5 !
О
/'КС. Р
<У. Схемы контакта трущихся тел
24. зя„ ив!«
354 МЕТОДЫ И СРЕДСТВА ТРИБОТеХНИЧЕСКИХиспи,Тт
шинах приводятся в контакт: вращающийся шар с тремя или одним ша
шар с двумя полусферическими углублениями большего диаметра выл
ненными в пластинах» одна из которых совершает колебательное движеии
шар с внутренней поверхностью вращающейся чаши.
Контакт сферической и плоской поверхностей (рис. 9.45, в) осуществля
ется при фрикционном взаимодействии (третья группа): двух плит с шаром
вращающимся вокруг оси, перпендикулярной к их плоским поверхностям
трения; шара, скользящего или катящегося по плоской плите; шара,
скользящего по плоской поверхности вращающегося диска; соосно
расположенных вращающегося шара с шайбой; шара, катящегося по желобу,
образованному двумя плоскими поверхностями.
Фрикционное взаимодействие цилиндрических поверхностей трения
(рис. 9.45, г) обеспечивается машинами трения, относящимися к четвертой
группе. В этих машинах осуществляется контакт: двух вращающихся
роликов; частичного вкладыша или втулки с вращающимся роликом; двух
роликов с перекрещивающимися осями, один из которых вращается или
перемещается поступательно вдоль своей оси; втулки с поступательно движущимся
вдоль своей оси плунжером.
Пятая группа машин реализует контакт цилиндрической и плоской
поверхностей, В этом случае существует несколько вариантов схем
фрикционного взаимодействия: скольжение цилиндра по поверхности колодки
прямоугольного сечения; контакт колодки с вращающимся цилиндром;
относительное перемещение цилиндра по плоской поверхности колодки в
направлении его оси; качение цилиндра по плоскости; вращение цилиндра,
зажатого между двумя плоскими образцами с лунками, поверхности которых
расположены под прямым углом; качение цилиндра вдоль радиуса
вращающегося диска (рис. 9.45, д).
Контакт плоской поверхности и конуса (шестая группа) осуществляете
при вращении или поступательном перемещении конуса, вершина которог
внедрена в поверхностный слой неподвижного плоского образца или
вращающегося диска, а также при качении конуса по поверхности плоского о
разца (рис. 9.45, е).
Контакт сферической и цилиндрической поверхностей (седьмая групп )
трения реализуется при: вращении шара внутри кольца; скольжении шар
вдоль трубы; качении шара по желобу; скольжении шаров, обрашдюшихс
вокруг общей оси по поверхности цилиндра (рис. 9.45, ж\ при котором ос
обращения шаров и цилиндра перекрещиваются и лежат в разных плоскостях.
В отдельную восьмую группу можно выделить машины, испытательны
узлы которых представляют собой вращающийся конус, контактирующий
двумя цилиндрами, оси которых перпендикулярны к оси конуса, а таюк
вращающийся конус, фрикционно взаимодействующий с шайбой (рис. 9.45, з).
Приведенные схемы контакта позволяют моделировать условия нагру^е"
ния деталей большинства применяемых на практике трибосопряжениЙ.
ЗАКЛЮЧЕНИЕ
В настоящем учебнике содержатся основы знаний, которыми должны <
ладать современные конструкторы и инженеры, занимающиеся
проектированием, эксплуатацией и ремонтом машин. Материал изложен с учетом
современных представлений о природе трения и изнашивания твердых тел.
Однако из-за сложности механических, физических и химических явлений,
импульсно протекающих в малых объемах контактирующих выступов, и
отсутствия необходимой информации эти представления содержат ряд
допущений и ограничений. Впоследствии они могут трансформироваться и
углубляться по мере появления новых данных, полученных с применением
методов тонкого физического и химического анализов.
Потребности в более глубоком и точном познании реальной картины
явлений, протекающих на фрикционном контакте, стимулируют развитие
перспективных научных направлений в трибологии. К ним, в частности,
относятся: микромеханика фрикционного контакта; трибология биологических
объектов; физико-химические процессы при трении; трение и изнашивание
твердых тел в экстремальных условиях (сверхвысокие скорости, криогенные
температуры, отсутствие смазочного материала в зоне трения, вакуум,
воздействие потоков энергии высокой плотности и т. д.); трение и изнашивание
керамики, полимеркерамики и композитов на их основе; научные основы
создания так называемых интеллектуальных материалов; моделирование
триоотехнических процессов и создание более современных методов расчета
на износ.
Интенсивное развитие трибологии позволяет надеяться, что в недалеком бу-
^Щем в этих и других областях будут получены и обобщены принципиально но-
Результаты, которые станут базой для совершенствования учебно-
ДИческой литературы по специальности 'Трение и износ в машинах".
Тв Чеб**ик дает общее представление о процессах трения и изнашивания
нь1х НЫХ тел и "Утах решения трибологических задач. Для решения конкрет-
ДиМыхУЧН°"ТеХНИЧеских В0ПР0С0В и ^лучения справочных данных, необхо-
РатУрой*ЛЯ ИнженеРН0Й практики, можно воспользоваться специальной лите-
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Абразивное изнашивание - отделение с поверхности трения материала либо
его пластическое деформирование под воздействием твердых частиц,
сопровождающиеся изменением размеров изнашиваемого тела.
Абразивные частицы - твердые частицы, наличие которых в зоне трения
вызывает абразивное изнашивание.
.Адгезионная составляющая силы трения — сопротивление относительному
перемещению трущихся тел, обусловленное преодолением адгезионных
связей в контакте.
Адгезия - явление образования соединений между двумя приведенными в
контакт разнородными телами.
Адсорбция - явление образования на поверхности твердого тела (адсорбента)
пленок газов, паров или растворенных веществ (адсорбата). ^
Волнистость - совокупность чередующихся возвышений и впадин, образующих
волну, шаг которой значительно превышает высоту.
Внутреннее трение - явление сопротивления относительному перемещению
частей одного и того же тела.
Высота неровностей профиля по десяти точкам - сумма средних абсолютных
значений высот пяти наибольших выступов и глубин пяти наибольших
впадин профиля в пределах базовой длины.
Газоабразивное изнашивание - отделение с поверхности трения материала
либо его пластическое деформирование под воздействием твердых частиц, Ув~
лекаемых потоком газа, сопровождающиеся изменением размеров
изнашиваемого тела.
"Горячее пятно" - пятно фактического контакта, на котором происходят
температурные вспышки.
Граничное трение - трение двух твердых тел при наличии на поверхностях
трения тонкого слоя компонентов жидкостного смазочного материала, свойства
которого отличаются от свойств того же смазочного материала в объеме и
обусловлены взаимодействием материала поверхностей трущихся тел, сма1
зочного материала и окружающей среды.
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
' '■" - '■*■«"
рлдроабразивное изнашивание - отделение с поверхности трения материал*
либо его пластическое деформирование под воздействием твердых частиц,
увлекаемых потоком жидкости, сопровождающиеся изменение*» раз
изнашиваемого тела.
Глубинное вырывание - разрушение поверхности трения при схватывании в
результате выдирания или выкалывания материала не только с поверхности
раздела элементов пары трения, но и из объема одного из них.
Деформационная составляющая силы трения - сопротивление
относительному перемещению трущихся тел, обусловленное деформированием их
поверхностных слоев.
Деформация при трении - изменение формы и (или) размеров тела (части тела)
под действием механического или температурного напряжения.
Диффузия - обусловленный тепловым движением атомов, молекул и
коллоидных частиц перенос вещества в твердых телах, жидкостях или газах,
приводящий к установлению равновесного распределения его концентраций.
Задир - повреждение поверхности трения в виде широких и глубоких борозд,
ориентированных в направлении скольжения.
Заедание - возникновение и развитие повреждений поверхности трения
вследствие схватывания и переноса материала.
Избирательный перенос - обратимый массоперенос структурных или
химических компонентов материалов сопряженных тел путем их избирательного
растворения и осаждения на поверхностях трения.
Изнашивание - процесс отделения материала с поверхности твердого тела при
трении и (или) увеличения остаточной деформации, сопровождающийся
постепенным изменением размеров этого тела.
Изнашивание отслаиванием - усталостное разрушение поверхности трения в
результате зарождения и роста подповерхностных трещин,
сопровождающееся образованием пластинчатых частиц износа.
Износ - изменение размеров и формы твердого тела в результате изнашивания.
Износостойкость - свойство материала оказывать сопротивление
изнашиванию.
Интенсивность изнашивания - отношение износа к пути трения или к энергии,
затраченной на преодоление сил трения.
авитационное изнашивание - процесс разрушения поверхностного слоя
твердого тела быстро движущейся с переменной скоростью жидкостью,
содержащей пузырьки газа (каверны), которые схлопываются у поверхности
•этого тела.
Ко
ательное напряжение - составляющая напряжения, расположенная в
плоскости элементарной площади сечения, на которой действует это напряжение.
358 ТЕРМИНЫ И ОГШеделения
Катастрофическое изнашивание - неустойчивое состояние трибосистсмы
характеризующееся самоускоряющимся возрастанием интенсивности
изнашивания (силы трения).
Качение - процесс взаимного перемещения соприкасающихся тел, при повороте
одного из которых относительно мгновенной или постоянной оси в контакт
вступают новые участки поверхностей трения, а относительная скорость
различных точек этого тела определяется их удалением от контактной
площадки,
эррозионно-механическое изнашивание - процесс изменения линейных
размеров трущихся тел, вызванный механическим воздействием и химическим
(электрохимическим) взаимодействием материалов этих тел со средой.
Коррозия - разрушение материала вследствие его химического или
электрохимического взаимодействия с окружающей средой.
Коэффициент взаимного перекрытия - отношение номинальных площадей
поверхностей трения контактирующих тел.
Коэффициент гнстерезисных потерь - доля максимальной упругой энергии,
запасенной в теле за цикл нагружения.
Коэффициент Пуассона - отношение абсолютных значений поперечной
деформации образца к продольной при одноосном нагружении.
Коэффициент распределения тепловых потоков - безразмерная величина,
показывающая, какая часть теплового потока, генерируемого при трении,
направляется в каждый из элементов пары трения.
Коэффициент температуропроводности - физический параметр вещества,
численно равный отношению коэффициента теплопроводности к объемной
удельной теплоемкости вещества.
Коэффициент теплопроводности - количество тепла, прошедшего через
единицу площади в единицу времени при единичном градиенте.
Коэффициент трения — отношение силы трения между двумя телами к
нормальной силе, прижимающей эти тела друг к другу.
Микрорезание - абразивное изнашивание с преобладанием механического
разрушения поверхностных слоев со снятием стружки.
Микротвердость - твердость отдельных структурных элементов или микроооъ-
емов материала.
Модуль упругости - коэффициент пропорциональности, связывающий нор
мальное напряжение при одноосном нагружении образца с его деформ
цией.
Молекулярно-механическое (адгезионное) изнашивание - явление образов
ния прочных соединений в зонах фактического контакта трущихся тел, гЛУ
бинного вырывания материала одного тела и переноса на поверхность тре
другого, сопровождающееся изменением их линейных размеров.
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
ода
Наибольшая высота неровностей профиля ~ расстояние между линией вьияу-
пов и линией впадин профиля.
Наклеп, деформационное упрочнение - упрочнение материала ппштестл
деформированием при его нагружении за пределом текучести.
Напряжение (механическое) - мера внутренних сил, возникающих в твердо
теле в результате приложения к нему внешних воздействий.
Окислительное изнашивание ~ процесс изменения линейных размеров
трущихся тел, обусловленный разрушением оксидных пленок, непрерывно
возобновляемых вследствие взаимодействия активного пластически деформ!
руемого поверхностного слоя металла с кислородом воздуха или смазочно
материала.
Относительная опорная длина профиля - отношение опорной длины
профиля, равной сумме длин отрезков, отсекаемых на заданном уровне в материале
профиля линией, эквидистантной средней линии, к базовой длине.
Отслаивание - отделение с поверхности трения материала в форме чешуек
(лепестков) при усталостном изнашивании.
Пара трения, фрикционная пара - система двух приведенных в контакт н
движущихся друг относительно друга тел. Один из элементов пары трен!
называют телом (материалом) трения, а второй (чаще всего более твердый) -
контртелом.
Пластическая деформация - деформация, которая остается неизменной после
снятия внешней нагрузки.
Площадь контакта контурная - суммарная площадь пятен касания,
обусловленная деформацией вершин волн.
Площадь контакта номинальная - площадь, по которой сопрягались бы тела,
если бы их поверхности имели идеально гладкую форму.
Площадь контакта фактическая - суммарная площадь, на которой
осуществляется контакт микронеровностей, образующих шероховатость сопрягаемых
поверхностей.
Поверхностно-активное вещество - вещество, имеющее сильную тенденцию к
образованию адсорбированных межфазных пленок.
Поверхность трения - поверхность твердого тела, контактное взаимодействие
которой с другой поверхностью приводит к трению и изнашиванию.
Полимеры - вещества, молекулы которых состоят из многочисленных
элементарных звеньев одинаковой структуры.
Предварительное смещение - максимальное смещение тел, вызванное
сдвигающей силой, равной силе трения покоя.
Предел прочности - наибольшее напряжение, при котором еще не произошло
разрушение материала.
Предел текучести - напряжение, при котором остаточная деформация равна
0,002.
360 терминЬ|Л21!!!^тш
Предел упругости - наибольшее напряжение, которое выдерживает матеои
без остаточной деформации.
Приработка - процесс изменения геометрии поверхностей трения и физико-
механических свойств поверхностных слоев материала в начальный пеоио
трения, обычно сопровождающийся уменьшением силы трения и
интенсивности изнашивания.
Продукты износа - частицы материала, отделяющиеся в процессе изнашивания
Пропахивание - процесс пластического деформирования поверхности трения
твердыми неровностями контртела с образованием микроканавок.
Среднее арифметическое отклонение профиля - среднее арифметическое
абсолютных значений отклонений профиля в пределах базовой длины.
Средний шаг местных выступов профиля - среднее значение длин отрезков
средней линии, отсекаемых проекциями на нее наивысших точек соседних
выступов.
Средний шаг неровностей профиля - среднее арифметическое значение шага
неровностей профиля, определяемого как отрезок средней линии между
двумя четными (нечетными) точками ее пересечения с профилем.
Сила трения - усилие, необходимое для преодоления сопротивления,
возникающего между двумя телами в зонах соприкосновения их поверхностей.
Сила трения скольжения - сила трения, соответствующая непрерывному
скольжению одного тела по поверхности другого и не зависящая от
смещения.
Скольжение - относительное движение контактирующих тел, при котором
векторы их скоростей на общем участке поверхности контакта различны по
модулю или направлению.
Скорость изнашивания - отношение износа к интервалу времени, в течение
которого он возник.
Схватывание - явление соединения двух трущихся тел на локальных участках
контакта, вызванное адгезионным взаимодействием.
Твердое смазочное покрытие - технологический состав из порошкообразного
смазочного материала, связующего и растворителя.
Твердость - сопротивление материала проникновению в него другого
материала.
Температура вспышки - локальное приращение температуры при
фрикционном взаимодействии неровностей сопрягаемых поверхностей.
Теория трения - система представлений об основных закономерностях
процесса трения, базирующаяся на его идеализации и выделении ведущего
механизма взаимодействия трущихся тел.
Трение - явление сопротивления относительному перемещению, возникающее
между двумя телами в зонах соприкосновения их поверхностей по
касательному к ним направлению.
V
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Трение без смазочного материала - трение двух тел при о
ности трения смазочного материала любого вида.
Трение верчения — сопротивление относительному перемещению, возникающее
в контакте двух тел, при котором площадь обеих поверхностей трения
одинакова, а скорости относительного перемещения различных точек этих
поверхностей различны, зависят от их удаления от центра контактной площадки и
находятся в интервале 0 - К^.
Трение качения - сопротивление взаимному перемещению контактирующих
тел, при повороте одного из которых относительно мгновенной или постояв-
ной оси в контакт вступают новые участки поверхностей трения,
тельная скорость различных точек этого тела определяется их удаление*
контактной площадки.
Трение покоя - сопротивление контактирующих тел их относительному
перемещению, наблюдаемое при приложении нормальной и касательной
нагрузок, не вызывающих изменения координат и разрушения пятен фактичс
контакта.
Трение скольжения - сопротивление контактирующих тел относительно!
ремещению, при котором векторы скоростей на общем участке поверхности
контакта различны по модулю или направлению.
Трение со смазочным материалом - трение двух тел при наличии на поверх^
сти трения введенного смазочного материала любого вида.
Трещина — частичное разделение материала, являющееся следствием
локального нарушения его сплошности под воздействием внешних нагрузок.
Трибодиагностика - раздел трибологии о методах и средствах непрерывной
контроля состояния фрикционных параметров деталей и узлов машин.
Трибоинформатика — раздел трибологии о закономерностях получения трибо-
логической информации, ее преобразования, хранения и передачи для
использования в науке, образовании и производстве.
Трибология — наука о трении, смазке и изнашивании контактирующих тел.
Название происходит от греческих слов ^трибос*' - трение и "логос" - наука.
Термин впервые употреблен П. Джостом в 1966 г. в докладе специальной
комиссии министерства образования и науки Великобритании.
Трибометрия — раздел трибологии о методах испытаний на трение и
изнашивание.
Трибосистема - узел трения машины, механизма, технологического
оборудования.
Триботехника — техническая дисциплина, охватывающая данные о
проектировании, изготовлении, испытании и эксплуатации узлов трения.
Топография поверхности трения - объемная картина реальной поверхности
твердого тела.
36? ТЕРМИНЫ И ОПРвделе^
Угол атаки - угол между плоскостью изнашиваемой поверхности и вектооо
скорости частиц, падающих на эту поверхность.
Узел трения - кинематическая пара, в которой реализуется трение скольжения
или качения с проскальзыванием.
Упругая деформация - деформация, которая исчезает сразу после снятия
внешней нагрузки.
Усталостное изнашивание - процесс разрушения поверхности трения твердого
тела, вызванный повторно действующими циклами напряжений
(деформаций), амплитудное значение которых не превышает предела
прочности материала.
Усталость - процесс постепенного накопления повреждений материала и его
разрушение под действием переменных напряжений, не превышающих
предел упругости.
Фрегтинг - процесс накопления повреждений и разрушения поверхностного
слоя материала при контактном взаимодействии двух тел при их
относительном колебательном смещении с малой амплитудой.
Фрикционное взаимодействие - процесс непрерывного формирования и
разрушения пятен контакта двух тел под действием нормальной и касательной
нагрузок.
Фрикционная связь - пятна касания, которые образуются при одновременном
действии нормальной и касательной нагрузок и исчезают при снятии
нормальной нагрузки.
Шероховатость поверхности - совокупность выступов и впадин, высота
(глубина) которых попадает в интервал 10 " -10 мкм.
Эрозионное изнашивание - процесс отделения с поверхности твердого тела
частиц материала под воздействием движущейся относительно него жидкой
или газовой среды, не содержащей абразивных частиц, сопровождающийся
изменением размеров этого тела.
Ювенильная поверхность - поверхность, лишенная каких-либо загрязнении,
например образованная при разрушении твердого тела в идеальном вакууме.
ЛИТЕРАТУРА
Бапакин В. А. Трение и износ при высоких скоростях скольжения. - Гомель
136 с.
Еалакин В. А. Трение и износ в канале нарезного ствола артиллерийского орудия //
Трение и износ. - 1989. - Т. 10, N3.-0. 512-520.
Богданович П. Н. Закономерности протекания тепловых процессов при фрикционном
нагружении полимеров//Трение и износ.-1995.-Т. 16, Ш. -С. 466-472,
Богданович П. Н. Изнашивание твердых тел. -Гомель, 1997. -Ш с.
Богданович П. И. Износ полимеров как результат тепловых и механических кипу
ных воздействий // Докл. АНБ. -1994. - Т. 38, N6.-0.107-111.
Богданович П. И. Особенности изнашивания эпоксидных полимеров // Трение и
износ. - 1988. - Т. 9, N6. - С. 1000-1006.
Боуден Ф. П., Тейбор Д. Трение и смазка твердых тел / Пер. с англ. - М., 1968.
543 с.
Буданов Б. В., Кудинов В. А., Толстой Д. М. Взаимосвязь трения и колебаний II
Трение и износ. - 1995. -Т. 1, N1.-0,79-89.
Буй М. В., Рогачев А. В. Релаксационно-диффузионная теория межфазных
процессов. - Гомель, 1997. - 178 с.
Виноградов В. И., Сорокин Г. М. Механическое изнашивание сталей и сплавов. - М..
1996.-364 с.
Гаркунов Д. Н. Триботехника. - М., 1985. - 424 с.
Гольдаде В. А., Струк В. А., Песецкий С. С Ингибиторы изнашивания металлопо-
лимерных систем. - М., 1993. - 240 с.
Демкин Н. В., Рыжов Э. Я Качество поверхности и контакт деталей машин, -Мм
1981.-248 с.
Демкин И. Б. Физические основы трения и износа машин. - Калинин, 1981- -116 с.
Демкин Я Б. Теория контакта реальных поверхностей и трибология // Трение и
износ. - 1995. -Т. 16, N6.-0. 1003-1025.
Доценко В. А. Изнашивание твердых тел. - М., 1990. -192 с.
Дроздов Ю. Я, Павлов В. Г., Пучков В. И. Трение и износ в экстремальных уся
ях.-М., 1986. -224 с.
Епифанов Г. И. Физика твердого тела. — М., 1977. - 288 с.
I ЛИТЕРАТУРА
I Метод контактной разности потенциалов и его применение в
трибологии.-Мн. 1996, -236 с.
Шатко В. С. Куприянов К Л. Шевцов А. Я Электротермическая
технология
нанесения защитных покрытий. - Мн., 1996.-376 с.
Кощеев В. И. Процессы в зоне фрикционного контакта металлов. - М., 1978. - 212 с.
КламаннД. Смазки и родственные продукты. - М, 1988. - 488 с.
Кнэпп Р., ДейлиД, Хэммит Ф. Кавитация. - М., 1974. - 688 с.
Ковтун В А., Плескочевский Ю. М. Триботехнические покрытия на основе
порошковых медно-графитовых систем. — Гомель, 1998. — 148 с.
Когаев В. П., Дроздов /О. Н. Прочность и износостойкость деталей машин. - М.,
1991.-319с.
Козырев С П. Генезис кавитационного изнашивания // Трение и износ. - 1980. - Т. 1,
N5.-0.793-808.
Коровчинский М. В. Теоретические основы работы подшипников скольжения. - М,
1959.-403 с.
Костецкий Б. //* Трение, смазка и износ в машинах. - Киев, 1970. - 396 с.
Крагельский И а. Трение и износ. - М., 1968. - 480 с.
Крагельский И. В., Добычин М. Я, Комбалов В. С. Основы расчетов на трение и
износ.-М.. 1977.-528 с.
Купчинов Б. И.. Родненков В. Г., Ермаков С Ф. Введение в трибологию жидких
кристаллов. — Гомель, 1993. — 156 с.
Матвеевский Р. I Развитие теории граничной смазки // Трение и износ. - 1990. -
Т. И, N6.-0.1103-1111.
Материаловедение и конструкционные материалы / Л. С. Пинчук, В. А. Струк, Н. К. Мыш-
*кин» А. И. Свириденок. - Мн., 1989.-464 с.
Михин Н. М, Основные закономерности молекулярно-механической теории
внешнего трения//Трение и износ- 1992.-Т. 13,N1.-0. 81-89.
МурД. Основы и применения трибоники. - М., 1978. - 488 с.
Носовский И. Г. О механизме схватывания металлов при трении // Трение и износ. -
1993.-Т. 14,N1.-0. 19-24.
Основы трибологии (трение, износ, смазка)/ Под ред. А. В. Чичинадзе. - М., 1995. -
779 с.
Пинегин С. В. Трение качения в машинах и приборах. - М., 1976. - 264 с.
Пинчук Л. С. Основы трибологии. - Гомель, 1996. - 78 с.
Рабинович Э, Механизм схватывания при заедании // Трение и износ. — 1992. - Т. 1->»
N 1.-С. 43-47.
Свириденок А. И., Чижик С. А., Петроковец М. И, Механика дискретного
фрикционного контакта. - Мнм 1990. -272 с.
Силин Л. А. Трение и его роль в развитии техники. - М., 1976. - 176 с.
Справочник по триботехнике: В 3 т. / Под общ. ред. М. Хебды, А. В. Чичинадзе. - М-.
1989.—Т. 1: Теоретические основы. - 400 с.
ЛИТЕРАТУРА
— Ц —-.; _у§
Справочник по триботехнике: В 3 т. /Под общ. ред. М. Хебды, А, В Чм
М. - Варшава, 1990. - Т. 2: Смазочные материалы, техника смазки,
скольжения и качения. - 412 с.
Справочник по триботехнике: В 3 т. / Под общ. ред. М. Хебды, А. В. Чичш
М, 1992. - Т. 3: Триботехника антифрикционных, фрикционных в щелмш
ройств. Методы и средстватриботехнических испытаний.-730с
Стрепихеев А. А., Деревицкая В. А. Основы химии высокомолекуаярнь
ний. ~М, 1976.-440 с.
Суслов А. А., Чижик С. А. Сканирующие зондовые микроскопы // Материал
нологии, инструмент. — 1997. — N 3. -С. 7&-89.
Сысоев П. В., Богданович П. И., Лизарев А. Д. Деформация и износ полимеров при
трении. - Мн., 1985. - 240 с.
ТейборД, Трение как диссипативныЙ процесс // Трение и износ. -1994. -'
С. 296-315.
Тененбаум М. М. Сопротивление абразивному изнашиванию. - М., 1976. -
Теория и практика газоплазменного напыления / Витязь П. А., Ивашко В.
нойло и др. - Мн., 1993. - 296 с.
Трение и износ материалов на основе полимеров / В. А. Белый, А. И. Свирнденок.
М. И. Петроковец, В. Г. Савкин. - Мн., 1976. - 432 с.
Трибология. Исследования и приложения: Опыт США и стран СНГ / Под ред. I
лого, К. Лудемы, Н. К. Мышкина. - М, 1993. -452 с.
Холодилов О. В., Мышкин Н. К., Григорьев А. Я. К оценке микротогюграф
мощью растрового электронного микроскопа // Трение и износ . - 1985, -
N 4. - С. 740-744.
Хрущов М. М., Бабичев М. А. Исследование изнашивания металлов. -М., \%
351с.
Ящерицын П. И., Скорынин Ю. В. Работоспособность узлов трения машин. - Мн.,
1984.-288 с.
В1ок Н. Меазитетептз оГ ТетрегаШге Р1азпез оп Оеаг Тесп Шёег Ехтгапе Ргеззигс
СошИтлопз // Р.гос. Оепега! Отзсиззюп оп ЬиЬпсатгоп апо1 ЬиЬпсаг 1п$ипле о
спашсаЛ Еп^шееге. -1937. - V. 11. - Р. 14-20.
В1ок Н. Тпеоге^са! зш&ез оГ ТетрегаШге Я*зе аХ Зиг&сез оГАсШа) Сошаст ишкгШ
пезз ЬиЪпсатЛп§ СопсПтлопз // Ргос. Оепега! 01зсиззюп оп ЬиЬпсапоп ала* ЬиЬпсапй
1пзиППе оГМеспашса! Еп§теегз. ~ 1937. - N2. - Р. 222-235.
Ъо%йапоу1ск Р. N. Яе§и2агШез Оозегуео* а( МеЫз апд Ро1утегз Рпсиопа! Нешщ /
>Уог1а ТпЬоЛозу Сопегезз. - Ь., 1997. - 320 р.
Воинкп Г. Р., ШаЧег К, Е. IV. Тпе ЗигГасе ТетрегаШге оГ81кнп$ МеЫз. ТЬе
ТетрегаШге оТ ЬиЪпсаг.ео! ЗигТасез // Ргосееа*тё ог" те &оуа! Зоаегу. | 1936. - V. 3
5ег. А. - Р. 640-652.
Вош1еп Г. Р.. ТаЬог О., Рпсиоп: Ал 1п№>4ис&>пи>ТпЬо1одо/К-У., 1573 -576р.
366
ЛИТЕРАТУРА
ВисШеуО. N. 5ш1асе ейесй ш ас1пез1оп, йпсйоп, \уеаг опо! 1иЬпса1юп. - N. -V., 1981. -
240 р.
Ргеетап Р. ЬиЪпсапоп апд Рпстлоп. - Ь., 1962. - 182 р.
^%ег А С. Моу1_п§ 8оигсез оГ Неа1 апс! Ше ТетрегаШгез оГ ЗИсКт^ Соп(вс(8 // Рго-
сееоЧп§ оПпе Яоуа! 8осш(у N. 3, \У. - 1942. - V. 66. - Р. 203-224.
Кик1тапп~ЩШог{ О. Тетрегашгез а11п1егГас1а! Соп1ас18ро1з: Оерепёепсе оп Уе1ос11у
аш1 оп Яо1е К.еуегза1 о^ Т\уо т ЗП<Нп§ Соп(ас( // Мат.епа1з Заепсе апй Еп§теег-
1П§. - 1987. - V. 93. - Р. 119-133.
МухШл М, Кт СИ. К., Ре1гокоче1з М. I 1п1годис1юп № ТпЪо1о§у. Спеоп§ Мооп
Сак.-1997.-300 р.
Ре1гокоче& М, 1, Во^йапотсН Р. N.. ТкасНикО. К Тпегта! 1п$1аЪШ1у оГРгкюп Ршгз//
РгоЫещу ехзрЬаШср. -1998. - N3. - Р. 189-198.
Оишп Г. Е &, Щпег Ж О. Ап Ехрептеп1а1 8Шёу оГШе "Но1-зро*з" Освшгтв Биппе
1пе Ох1ёаИопа1 \Уеаг оГ Тоо! Зт.ее1 оп ЗаррЫге // АЗМЕ .Гоигп. оГ ТпЬо1о§у. -
1987. | V. 110, N2. - Р. 290-295.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Абляция 216
Автоколебания 84-86
Адгезионная связь 247
Адгезия 34-36, 132-134
Адсорбционная пластификация 97, 98
Адсорбционное расклинивание 98-99
Адсорбция 88-90
Азотирование 291-292
Армирование 295
Б
Базовая длина 39
В
Виды изнашивания 196-198
Волнистость 38, 298
Вторичные структуры 254, 255
Высокоэластичные материалы 202. 203
Высота неровностей профиля
наибольшая 41
по десяти точкам 41, 79, 80
Вязкость 117
Глубина внедрения неровностей 71-73
Глубинное вырывание 249, 250
"Горячие" пятна 174
--.геометрия 178
;-. эволюция 175, 179, 180
Градиент механических свойств по
глубине 69, 73
^температуры 172, 173,177
Граничные слои 89, 90
Графит 123, 124
Д
Двойникование 22
Деламинационная теория изнашивания
234-236
Деформационная составляющая
трения 69,70,76
Деформация 228.232
- вынужденно-эластическая 25
- высокоэластическая 25
- пластическая 19-22,24,45,264,265
-упругая 24,45,231
Диаграмма Герси-Штрибека 107-109
Дислокации 235
Дислокашюнно-вакансионный
механизм схватывания 247
Дисульфид вольфрама 125
-молибдена 124,125
Диффузия 30
-, виды 30,31
-, механизм 31,32
3
Задир 249,250
Заедание 247,249,250
Защитные покрытия 290,291
И
Избирательный перенос 267-269
Износ 194,252,253,263
Износостойкость 195,196,201-203,
207,209,213
Изотермическая поверхность 162
Инвариант тензора деформации 230
368
ПРЕДМЕТНЫЙ УЮ^ЗАТЕЛЬ
Интенсивность изнашивания 194,195,
205,214» 224,243-246,251,256,
257,259,263
— линейная 194,224,245
— - массовая 195,243,256,257,258
— объемная 195
— энергетическая 195
Испытания на изнашивание в
газоабразивном потоке 331-333
деформируемой массой 327-329
кавитационное 333-335
по закрепленному абразиву 322-
325
при схватывании 341-343
при фреттинг-коррозии 338-341
свободно падающими частицами
330-331
свободными абразивными
частицами 325-327
усталостные 335-338
Каверна 218,262
Кавитация, виды и стадии 218-220
Классификация видов изнашивания
196-198
Когезионная прочность 248,249
Количество теплоты 161-164
Коррозионно-механическое изнашива
ние металлов 258-260
- полимеров 260
Коррозия, виды 258
Коэффициент взаимного перекрытия
166,167
- гистерезисных потерь 76,135, 136
- распределения тепловых потоков
164-166
- сопротивления качению 130,132,
142, 143,154
-сцепления 154-157
-температуропроводности 165
-теплопроводности 164,165
-трения 62, 74-80,94-96,131,243
-трения качения 108,118,129,130
Критерий перехода 73
- Струхаля 222
Л
Ленточный материал 294
Линия впадин 40
— выступов 40
М
Макрогеометрические отклонения 37
38
Масла жировые ПО, 111
-нефтяные 109, ПО
— растительные 110
— синтетические 111-113
Маслянистость 92
Метод измерения волнистости 49, 50
--температуры 186-192
—топографии 52-57
— фактической площади контакта
57-61
— шероховатости 51-52
— износа акустический 318
— - взвешиванием 213
искусственных баз 315,316
магнитометрический 316, 317
монометрический 318
по линейным размерам 313-314
проб масла 319-322
радиоактивных изотопов 317, 318
электротеплопроводности 319
— силы трения импульсный 312
маятниковый 308, 309
потери мощности 311
равных моментов 310, 311
упругих элементов 305- 308
Микрорезание 72,198
Микротвердость 26, 27
Микротрещины 224,232, 235, 236,
238-242
Модуль упругости (влияние на износ)
26, 80, 202, 207, 208
Молекулярная составляющая трения
68, 69, 75, 95
Мостики сварки 247, 248
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
н
Нагрузка (влияние на коэффициент
трения и износ) 77, 94, 95, 141,142,
243,251,256
Напряжение 16. 17, 73-75, 136,144-
147, 225-228
О
Обкатка 301, 302
Окисление 32, 33, 254,255
Оксидирование 292
Оксидная пленка 33, 81, 255
Оксиды 32, 33
Относительная опорная длина профиля
42-44, 47
Отслаивание 150, 151, 234, 235
|
Питтинг 148-150
Пластическое оттеснение 72, 73
Площадь контакта контурная 46, 47
—номинальная 46
- фактическая 46, 48
Поверхностно-активные вещества 89,
90,94
Поверхностный слой 28—30
Подвижной перемешанный слой 239,
240
Подшипник качения 158—160
Полимеры 23, 25, 202, 203, 207, 208,
210, 211, 222, 223, 237-242, 295
Политетрафторэтилен 125, 126
Предварительное смещение 82, 83
Предел пропорциональности 19
- прочности 19
к текучести 19
- упругости 19
Приработка 271—273
Присадки 114-117, 122, 123
V
работа трения 67, 161, 162
радиус кривизны неровности 42
распределение температуры по
глубине трущихся тел 172, 173
„^ по поверхности пятна контакта
172,173, 177-179
реактопласты 24
__
с
Сближение 43,45,47,48,60,61, Ц
Сварка трением 184,185
Сила трения 6246.70,82-84.911Ц
129-131,135
Силиоирование 292
Скорость (влияние на износ) движени»
среды 216,221,222
- скольжения 77,78,143.201,244,
257,258
- соударения частиц с изнашиваемой
поверхностью 210,213
Слой пограничный 232
- Сен-Веннана 232
Смазка гидродинамическая 101
-гидростатическая 100,101-104
-эластогидродинамическая 104
Смазка узлов трения 302,303
Смазочные материалы жнокие 1№М
—, жидкие металлы ИЗ, 114
- на водной основе ИЗ
- - пластичные 118-123
- -, сжиженные газы 113
--твердые 123-127
Смятие 264,265
Сопротивление срезу 65,75,76
Среднее арифметическое отклонение
профиля 40,272,273
Средний шаг местных выступов 41
- неровностей профиля 41
Средняя линия профиля 40
Субмикрошероховатость 38,39
Сульфидирование 292
Сульфоцианированке 292
Схватывание 184,185,247
Схемы контактирования образцов 351-
354
Т
Твердость 27,28,80,200,201,206.
207,212,213
Температура вспышки 117,167-17!
-застывания 118
-максимальная 167,177,178,181-183
- объемная 79,94,95,120,167
-плавления 181,182
-поверхностная 171,172
ш
предметный указат
Температурное поле 163, 177-180
Теория проскальзывания 137-140
-трения качения адгезионная 132-134
гиетерезисная 134-137
- скольжения адгезионная 65,66
- адгезионно-деформационная 70
— молекулярная 66\ 67
- молекулярно-кинетическая 67
молекулярно-механическая 68-80
энергетическая 67, 68
Тепловой поток 163
Термопласты 23,24
Трение без смазочного материала 63
- верчения 63
- внешнее 65
- внутреннее 65
- газодинамическое 64
- граничное 63, 64, 90-93
- жидкостное 64,65, 99-109
-качения 63, 128-132
- покоя 62
- скольжения 62, 63
У
Угол атаки 208. 209, 212-214
Усталостное изнашивание 232
—. кинетика 232-234
- металлов 232-236
- реактопластов 238-241
- термопластов 241, 242
—, условия проявления 223
Усталостное разрушение 148—150
Усталостные трещины 148-150
Установившееся изнашивание 273
Ф
Феррография 320-322
Фолеокс 290, 291
Фосфатирование 292
Фотометрирование 319
Фреттинг-коррозия 151,260-264
Фрикционная связь 71-73
Фрикционная усталость 223, 224,232-
243
X
Химико-термическая обработка 291,
292
Химическая активность среды 210,
217,257-259
Хрупкое разрушение 208, 212
Ц
Цементация 291
Ч
Частицы абразивные 201, 202, 205
- износа 199, 200, 235, 236, 257
Чашеобразный ускоритель 332, 333
Чистое качение 129
Ш
Шалломаха рисунок 203, 214, 215
Шероховатость 245, 252, 272, 273
Э
Эволюция температурного поля 179,
180
Эллиптические координаты 225—227
Эпиламы290, 291
Эффект Дерягина 91
-Ребиндера97, 98
- Френкеля 31
■,—ИГЛ «Ь
Оглавление
Предисловие .,,.;;..,..„..
Основные обозначения ...;.,«^Л;\..^ ....„..*-
Введение „, п> ^.....
История развития науки о трении ^«**чч*м.» "
1. Механические и физико-химические свойства материалов.
1.1. Напряжения и деформации '..;„ -.».*^ „..^^чЙ
1.2. Механизмы деформации металлов - ^.^«'Щ
1.3. Деформация полимеров .^^..^^^р^^^Щ -
1.4. Механические свойства поверхностных слоев 2Й
1.5. Структура поверхностных слоев 28
1.6. Диффузия в твердых телах :";.;•* «.., 30
1.7. Оксиды металлов. Механизм их образования *, 32
1.8. Адгезия между твердыми телами - 34
2. Геометрические характеристики поверхностей деталей машин
2.1. Реальная топография поверхности ..,Л 37
2.2. Параметры шероховатости 39
2.3. Кривая опорной поверхности 43
2.4. Контактная деформация выступов * 44
2.5. Площади контакта шероховатых тел , „~ , 46
2.6. Методы оценки топографии поверхностей щ
2.7. Методы измерения фактической площади контакта. 5
3. Трение скольжения при отсутствии смазочного материала «.,**— 62
3.1. Виды трения в узлах машин 62
3.2. Теории внешнего трения твердых тел ,. #5
3.3. Формирование контакта. Критерии перехода от одного вида контакта
к другому ■ 71
3.4. Расчет коэффициента трения ^г., ^ 73
3.5. Факторы, влияющие на коэффициент трения 77
3.6. Трение твердых тел в вакууме до
3.7 Предварительное смещение 82
3.8. Автоколебания при трении $4
ОГЛАВЛЕНИЕ
4. Трение при граничной и жидкостной смазке 87
4.1. Структура и свойства граничных смазочных слоев .„-„-. 88
4.2. Механизм смазочного действия при граничном трении , 90
4.3. Влияние режимов нагружения на граничное трение , 93
4.4. Эффект Ребиндера 97
4.5. Жидкостное трение — * — 99
4.5.1. Гидростатическая смазка ...,2*«^&*|Й^Й*Н^;* ^ • .»......100
4.5.2. Гидродинамическая смазка ....;., 101
4.5.3. Эластогидродинамическая смазка ^^^^эд^^^г^ ^
4.6. Диаграмма Герси - Штрибека. * I 107
4.7. Жидкие смазочные материалы |Я. 109
4.7.1. Смазочные масла 109
4.7.2. Смазочные материалы на водной основе, сжиженные газы
и жидкие металлы ИЗ
4.7.3. Присадки к маслам .Ж^^Ж^Ж 114
4.7.4. Основные свойства смазочных материалов 117
4.8. Пластичные смазочные материалы 118
4.9. Твердые смазочные покрытия 123
5. Трение качения 128
5.1. Основные понятия и определения 128
5.2. Природа трения качения 132
5.3. Факторы, влияющие на сопротивление качению 141
5.4. Контактные напряжения при качении упругих тел. 144
5.5. Разрушение поверхностей качения 148
5.6. Трение качения в узлах машин 153
6. Тепловые процессы при внешнем трении 161
6.1. Тепловыделение при трении. Работа трения как мера тепловыделения 161
6.2. Коэффициент распределения тепловых потоков. Коэффициент взаимного
перекрытия трущихся тел 164
6.3. Температура на скользящем контакте 167
6.4. Экспериментальные исследования тепловых процессов в зоне трения 173
6.5. Сварка металлов трением *°^
6.6. Методы измерения температуры при трении 186
7. Изнашивание трущихся тел **3
7.1. Основные характеристики процесса изнашивания '^
7.2. Классификации видов изнашивания *^^Е^ '-'шш
7.3. Абразивное изнашивание -^к Ъ -^Ш
ОГЛАВЛЕНИЕ
ш
7.3.1. Абразивное изнашивание закрепленными частица -19|
7.3.2. Контактно-абразивное изнашивание свободными частицами....
7.3.3. Изнашивание в массе абразивных частиц &1щф%.0щ!$Ш 20б
7.4. Гидроабразивное изнашивание ш.тг^'^^Л^^и 208
7.5. Газоабразивное изнашивание 'иЦ%п*"Ъ—*;*!*..—^ь
7.6. Эрозионное изнашивание ,. Ш'&ШШЩМ 215
7.7. Кавитационное изнашивание ^*Ш^кй^^^^.М%
7.8. Усталостное изнашивание , ,...,,..,««л;**^и„>&-,....223
7.8.1. Основные положения усталостной теории изнашивания « 223
7.8.2. Напряженное состояние, возникающее в упругом материале при
одновременном действии нормальной и касательной нагрузох \;г 225
7.8.3. Деформации поверхностных слоев при трении щф.Ш$ 228
7.8.4. Кинетика усталостного изнашивания металлов.... ^.*&у* 232
7.8.5. Кинетика усталостного изнашивания полимерных материалов 2
7.8.6. Факторы, влияющие на усталостное изнашивание е$%.^&*&. 243
7.9. Молекулярно-механическое изнашивание «&&&$$
7.10. Окислительное изнашивание ~....&ш«...,254
7:11. Изнашивание при фреттинг-коррозии , ......:....%_^;и^й|0
7.12. Изнашивание вследствие пластической деформации.™ «,„ка|^«„-..264
7.13. Водородное изнашивание 265
7.14. Изнашивание при избирательном переносе ,„, 267
8. Изнашивание деталей машин и методы повышения их износостойкости 270
8.1. Кинетика изнашивания трибосистем 270
8.2. Изнашивание деталей машин ,.. ....„,274
8.2.1. Направляющие скольжения .274
8.2.2. Цилиндропоршневая группа „279
8.2.3. Опоры скольжения... ..*...... 280
8.2.4. Опоры качения 284
8.2.5. Пара трения колесо - рельс , -&Й. 286
8.2.6. Зубчатые передачи 288
8.3. Технологические методы повышения износостойкости деталей узлов
трения 289
8.4. Материаловедческие методы ..^ 292
8.5. Конструкционные методы 296
8.6. Эксплуатационные методы ,.„„ 301
9. Методы и средства триботехнических испытаний , .304
9.1. Методы измерения силы трения , , 305
9.2. Методы измерения износа трущихся тел 312
9.2.1. Методы взвешивания и определения линейных размеров трущихся
тел - 313
— ОГЛАВЛЕНИЕ
9.2.2. Физические методы измерения износа ...^ы**^*ы^л 316
9.2.3. Анализ проб масла • 319
9 3 Средства для лабораторных испытаний материалов на абразивную
стойкость ..»..-« 322
9.3.1. Изнашивание материалов по закрепленному абразиву 322
9.3.2. Изнашивание свободными абразивными частицами и деформируемой
массой * «й^^.^шЛ ,, 325
9.3.3. Испытания материалов на износ в потоке движущихся частиц 329
9.4. Испытания материалов на кавитационное изнашивание 333
9.5. Методы оценки фрикционной усталости материалов 335
9.6. Испытания на стойкость к фреттинг-коррозии 338
9.7. Оценка стойкости материалов к схватыванию 341
9.8. Типовые машины трения 344
9.9. Схемы контактирования образцов в установках для трибологических
исследований 351
Заключение».- ~ 355
Термины и определения _^. 356
Литература 363
Предметный указатель 11111 367
*^в
Учебное издание
Богданович Павел Николаевич
Пру шик Виктор Яковлевич
ТРЕНИЕ И ИЗНОС В МАШИНАХ
Редактор Н. М. Латышева
Художественный редактор А. Г. Звоиарев
Технические редакторы Н. А. Леоедееич, Л. И. Счисленок
Корректоры Т. К. Хваль, В. П. Шкредова
Компьютерная верстка Л. И. Маль
печать
ПоДПИ^Г^ьГарн
фее
тна*
„пя-макета издательства «Вышэишая школа» 23 02 99 т Т^р^]
оригинала * Офсетная печать. Усл. печ. л 23.5 Уч^??^60 Х «1/16. Бу,
нитура«тип Заказ 5519. Уч-«*а.л.26,01. Тираж 1000*
гьств^
НТУР31^=|— Заказ 5519. ХЮэ»
-^31». Лицензия ЛВ№5 сп-22.12.97. 220048, г. Мнна, Лросп^
,.выц|ЭЙШая
^^ .-—•
■макета
азаказч
ОТЯ
ечЗ*
ъно
нка в типографии «Победа». 222310 г
5ВМ 985-06-0117-5
Мо
^ероваЛ!
«одечно,уп.Тавл
!»Я. 1
9
ю
II
В издательстве
«Вышэйшая школа»
У всегда в продаже более 100 наименований книг
/ крупный и мелкий опт
У доступные цены
/ безналичный расчет
Наш адрес:
Проспект Машерова, 11
220048, г. Минск
Республика Беларусь
Отдел маркетинга и рекламы,
Тел.: (017)223-67-38,223-99-35
Факс: (017) 223-29-12,223-54-15
Вам всегда рады
в фирменном магазине издательства
«Вышэйшая школа»!
Цены на наши книги Вас приятно удивят — они самые низкие в
республике!
Широкий ассортимент книжной продукции удовлетворит самого
требовательного читателя!
Ждем Вас по адресу:
Проспект Машерова, 51, к. I, г. Минск
Тел.: (017) 223-47-54, 223-90-55
ЩЕЙ
явшаттяЩЩШВШ