/







































Text
ЭЛЕКТРОМОНТЕРА
Г О С Э Н Е
М. В. Хомяков
И. А. Якобсон
Термитная сварка
многопроволочных
проводов линий
ЭЛЕКТРОПЕРЕДАЧИ
И ПОДСТАНЦИЙ
БИБЛИОТЕКА ЭЛЕКТРОМОНТЕРА
Выпуск 23
М. В. ХОМЯКОВ и И. А. ЯКОБСОН
ТЕРМИТНАЯ СВАРКА
МНОГОПРОВОЛОЧНЫХ
ПРОВОДОВ
ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧИ
И ПОДСТАНЦИЙ
ГОСУДАРСТВЕН!К)Е ЭНЕРГЕТИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МОСКВА 1960 ЛЕНИНГРАД
РЕДАКЦИОННАЯ КОЛЛЕГИЯ
Демидов Е. Д., Долгов А. Н., Ежков В. В., Смирнов А. Д.,
Устинов П. И.
ЭЭ-3-3
В брошюре излагаются основы термитной
сварки как способа соединения многопроволоч-
ных проводов, описываются методы монтажа
термитной сварки проводов в шлейфах и проле-
тах ЛЭП напряжением до 500 кв.
В брошюре описывается опыт внедрения и
эксплуатации соединений, выполненных в высо-
ковольтных сетях Мосэнерго и другими органи-
зациями.
Хомяков Михаил Васильевич м Якобсон Илья Абрамович
ТЕРМИТНАЯ СВАРКА МНОГОПРОВОЛОЧНЫХ ПРОВОДОВ
ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧИ И ПОДСТАНЦИЙ
Редактор Е. Д. Демков
Техн, редактор Т. И. Павлова
Сдано в набор 25/1V 1960 г. Подписано к печати 22/VI I960 г.
Формат 84xl08,/ss Печ. л. 2,05 Уч.-изд. л. 2
Т-06456 Тираж 18000 экз. Цена 70 коп. Заказ 2233
Типография Госэнергоиздата. Москва, Шлюзовая наб., 10.
ВВЕДЕНИЕ
Соединение многопроволочных проводов и монтаж на
них зажимов являются не только важнейшими, но едва
ли не самыми многочисленными операциями при строи-
тельстве электроустановок всех напряжений. От качест-
венного выполнения соединений проводов зависит
в большой 'Степени надежность и безаварийность работьи
электроустановок, особенно высоковольтных электриче-
ских сетей.
Вместе с тем качественное выполнение соединений
многопроволочных проводов невозможно, если персонал,
производящий монтажные работы, не знаком с элемен-
тарной теорией электрического контакта, с правилами
и технологией выполнения различных контактных соеди-
нений на проводах.
Особенность монтажа контактов на многопроволоч-
ном проводе прежде всего обусловлена его конструкци-
ей. Многопроволочные провода представляют собой не
сплошную токопроводящую массу, а один или несколь-
ко повивов отдельных проволочек, а в 'сталеалюминие-
вых и сталебронзовых проводах сердцевина к тому же
изготовляется из стальных оцинкованных проволок. Так,
например, сталеалюминиевый провод (АС) представля-
ет собою сочленение отдельных повивов стальных и алю-
миниевых проволок, а сталебронзовый провод (БС) —
сочленение отдельных повивов стальных и бронзовых
проволок. В этих проводах повивы стальных проволок
увеличивают механическую прочность провода, а повивы
алюминиевых или бронзовых проволок служат провод-
ником тока.
В эксплуатации контактное соединение многопрово-
лочных проводов подвергается воздействию токовой на-
грузки, часто изменяющейся в широких пределах (от
нуля до максимума), а также механическим постоянным
3
п знакопеременным нагрузкам различной амплитуды п
частоты (тяженпе, вибрация).
Изменение токовой нагрузки приводит к [различному
нагреванию контакта даже в течение одних суток, по го-
воря уже о переменном температурном режиме контак-
та при коротком замыкании, когда величина тока крат-
ковременно резко возрастает. К этому следует добавить
воздействие на контактное соединение механических на-
грузок.
Электрические сети часто проходят через районы хи-
мических и промышленных предприятий, где атмосфера
загрязнена и может содевжать дары кислот, щелочей,
химические г а зоо бр а з инне
///// /////' соединения и другие веще-
ства, оказывающие вредное
~^///////7^77777^7 /'Ъ'Т7/7 воздействие на контактное
соединение проводов, актив-
Рис. 1. Схема элементарного ная поверхность которых
контакта (под большим уве- значительно больше поверх-
л мнением).
ности сплошных провод-
ников.
Контактное соединение представляет собой сумму
контактов (рис. 1) отдельных точек, между которыми
остаются пустоты, заполненные воздухом или той сре-
дой, в которой эксплуатируется контакт. Многопрово-
лочный провод всегда еще к тому же имеет пустоты
между отдельными проволоками и повивами, а поэтому
в нем всегда имеются более благоприятные условия для
проникновения влаги в контакт и возникновения 'элек-
тролитической коррозии, разрушающей контактное со-
единение.
Вместе с тем, если иметь такой контакт, который нс
только после исполнения, но и с течением времени бу-
дет сохранять свои первоначальные электрические и ме-
ханические характеристики, то он будет достаточно на-
дежным в эксплуатации. Таким контактом является
цельнометаллический сварной контакт, обладающий ма-
лым 'электрическим сопротивлением и необходимой ме-
х а н и чес кой проч и остью.
В настоящее время в электрических распределитель-
ных устройствах и сетях широко распространены болто-
вые, обжимные и прессуемые контактные соединения
(рис. 2).
а)
Болтовые соединения легко (разбираются, что, конеч-
но, делает простым их ревизию и ремонт, но зато они
быстро расшатываются от механических воздействий и
вибрации, что приводит к быстрому повреждению соеди-
нения и нарушению электрического контакта и обуслов-
ливает необходимость их
в условиях эксплуатации
устройств и линий элек-
тропередачи.
Обжимные соедине-
ния, выполненные из
овальных трубчатых со-
единений, а также прес-
суемые контакты имеют
лучшие по сравнению с
болтовыми контактами
характеристики, более
стабильны в эксплуата-
ции, и дают меньшую по-
вреждаемость, но из-за
негерметичности изме-
няют с течением времени
свое электрическое пере-
ходное сопротивление;
к тому же они не представляют собой разборной кон-
струкции и подлежат вырезке — демонтажу в случае
отбраковки, после чего соединение должно вновь мон-
тироваться.
Как показывает опыт эксплуатации, за последние
10 лет отбраковка контактных соединений характеризу-
ется следующими цифрами:
частого ремонта, осооенно
открытых распределительных
fl
Рис. 2. Применяемые контактные
соединения.
а — болтовой; б — обжимной; в—прессуе-
мый.
Болтовые переходные.......................от 12 до 7%
Болтовые линейные.........................„ 3 „ 1%
Обжимные шлейфовые............................ 3 „ 1%
Обжимные в пролетах.......................„ 1 „ 0,2°/о
Прессуемые соединения в шлейфах............. 2 „ 0,3%
Прессуемые соединения в пролетах.......... 0,8 „ 0,5%
Эти данные, подтверждая изложенное, кроме того,
показывают, что отбраковки контактных соединений
в шлейфах больше, чем в пролетах.
Таким образом, большинству находящихся сейчас
в эксплуатации контактных соединений свойственен об-
щий недостаток: отсутствие постоянного электрического
контакта и, как правило, непрерывное увеличение пере-
ходного электрического сопротивления с течением вре-
мени. Это требует от работников регулярного контроля
за состоянием качества контактов в эксплуатации (бол-
товые зажимы .контролируются один раз в 3 года, а на
ответственных участках — ежегодно; обжимные и прес-
суемые— один раз в 3—6 лет), ревизии и замены
дефектных контактных соединении. Следовательно, при-
меняемые в настоящее время контактные соединения
несовершенны и ведут к расходованию значительных
материальных, транспортных и людских ресурсов для
контроля и демонтажа их в эксплуатации.
Как же избежать этих непроизводительных расходов
и тем самым удешевить эксплуатацию электрических
устройств? Очевидно, созданием контактных соединений,
не изменяющих своих характеристик с течением време-
ни, т. е. контакта, не требующего ни контроля, ни реви-
зии, ни ремонта в эксплуатации. Такой контакт может
быть осуществлен с помощью сварки.
Известны электрическая и аргонодуговая сварки
для соединения алюминиевых и медных шин, проводов
и кабелей, а также газовая сварка для сращивания шин
и медных проводов. Однако оба эти способа сварки не
нашли широкого применения для создания контактов на
многопроволочных проводах из-за своей трудоемкости и
громоздкости.
Электрическая сварка требует источника электро-
энергии, порою довольно большой мощности, который
в полевых условиях сварки многопроволочных проводов
отсутствует, а перевозить специальные устройства нерен-
табельно. Поэтому электрическая сварка в настоящее
время получила распространение в 'монтажных и эксплу-
атационных организациях для сварки шин и кабелей
лишь на подстанциях и там, где есть источник питания
необходимой мощности.
Для газовой сварки необходима газосварочная аппа-
ратура, баллоны с газом, шланги и пр., что делает га-
зовую сварку также неудобной, трудоемкой и громозд-
кой.
Кроме того, как электрическая, так и газовая свар-
ки требуют для своего внедрения согласно правилам
специально обученного и допущенного для этих работ
персонала.
В связи с бурным ростом энергетики и развитием
6
электрических сетей возникла острая необходимость
в разработке и осуществлении более простого и доступ-
ного способа сварки многопроволочных проводов в по-
левых условиях, пригодного для сращивания сталеалю-
миниевых и алюминиевых проводов, которые получают
все более широкое распространение в высоковольтных
сетях энергетических систем, при электрификации сель-
ского хозяйства и других отраслей народного хозяйства.
Таким способом является сварка проводов с помощью
термитных патронов, или, как ее называют, термитная
сварка проводов.
1. ОБЩИЕ СВЕДЕНИЯ О ТЕРМИТНОЙ СВАРКЕ
Рис. 3. Схема
многопроволоч-
ного провода.
Термитная сварка является наиболее простым спосо-
бом соединения проводов. Она выгодно отличается от
других способов сварки независимостью от источника
электроэнергии или газа, не требует сложного оборудо-
вания и приспособлений и может быть
выполнена в линейных условиях мон-
тажным, ремонтным и эксплуатацион-
ным персоналом.
Сварка многопроволочных проводов
осуществляется с помощью термитных
патронов.
В Советском Союзе широкое распро-
странение получила сварка однопрово-
лочных железных проводов линий связи
с помощью термитных шашек, которы-
ми свариваются провода диаметром от
2 до 5 мм.
Применить для сварки многопроволочных проводов
термитные шашки не представляется возможным. Для
того чтобы расплавить многопроволочный провод, необ-
ходимо передать тепло не только на каком-то неболь-
шом участке вдоль по поверхности провода вблизи уча-
стка сварки, но и, это самое главное, по всему сечению
(рис. 3). А это значит, что в момент сварки сваривае-
мый металл провода должен быть жидким как в точках
А и Д, так и в точках В и С. Если допустить, что мы
свариваем провода с помощью шашки, то тогда, когда
в точках В и С температура достигнет точки плавления,
в точках А и D она должна ‘быть много выше точки
плавления Это объясняется тем, что теплопередача от
7
одной проволоки провода к другой происходит не мгно-
венно, а в течение некоторого небольшого времени. Кро-
ме того, как было подчеркнуто выше, много проволочный
провод не представляет сплошной массы, поэтому в нем
теплопередача будет происходить еще медленнее. Следо-
вательно, если применить для сварки термитные шашки,
т. е. сжигать термитную массу прямо непосредственно
на многопроволочном проводе, то за время передачи
тепла по всему сечению (поперечному периметру) про-
изойдет пережог проволок наружного повива и соеди-
нения практически не произойдет.
Опыты по сварке сталеалюминиевых проводов тер-
митными шашками показали, что пока плавится весь
алюминий по сечению провода, происходит выгорание
алюминия практически на всей верхней части провода
вплоть до стальных проволок и образовывается ракови-
на глубиной до 7г диаметра провода. Конечно, в этом
случае качественного соединения проводов произойти не
может. Следовательно, для сварки многопроволочных
проводов надо применить не термитные шашки, а тер-
митные патроны, т. е. термитную массу прессовать на
каком-либо кокиле или трубке, обеспечивающих переда-
чу тепла при сварке по всему сечению многопроволоч-
ного провода без его выгорания.
Кроме того, при сварке кокиль (в дальнейшем под
кокилем будем понимать деталь из любого материала и
любой формы, на которую напрессована термитная мас-
са) препятствует возможному попаданию в зону сварки
термитного железа, образующегося при сгорания тер-
мита, формует зону сварки, чем способствует качеству
сварного соединения.
Сваркой с помощью термитного патрона могут быть
выполнены! соединения любых медных, алюминиевых и
сталеалюминиевых проводов. В настоящей брошюре рас-
сматриваются вопросы сварки медных и сталеалюмини-
евьих проводов, так как термитная сварка алюминиевых
проводов аналогична сварке сталеалюминиевых прово-
дов и отличается от нее большей простотой.
2. ТЕРМИТНЫЙ ПАТРОН
Термитные патроны, общий вид которых показан на
рис. 4, по своей конструкции одинаковы! для различных
проводов.
8
Патрон представляет
собой кокиль (рис. 5)
с вкладышем. На кокиль
напрессована термитная
масса.
Термитный патрон для
сварки медных проводов
имеет кокиль в виде мед-
ной трубки. Она может
быть изготовлена из мед-
Рис. 4. Общий вид термитных
патронов.
ньих трубок (ГОСТ 617-53) или из листовой меди тол-
щиной 1,5—2 мм. Вкладыш выполняется из фосфори-
стой меди БФ (ГОСТ 4515-48).
Рис. 5. Конструкция термитных патронов.
а — для'алюминиевых и сталеалюминиевых проводов; б —для мед-
ных проводов; 1 — кокиль; 2—вкладыш; 3 — термитная масса.
В патронах для сварки алюминиевых и сталеалюми-
ниевых проводов кокиль изготовляется из стального ли-
ста толщиной 0,7—1,2 мм в зависимости от сечения про-
вода и .выполняется в виде трубки с нахлесткой. Вкла-
дыш выполняется из чистого алюминия марки АД-1 и
распрессовывается в углубление (зиг), сделанное в ко-
киле.
Маркировка термитных патронов принята по марке
провода, для сращивания которого они предназначены.
Для сварки алюминиевых 'проводов могут быть приме-
нены термитные патроны для сталеалюминиевых прово-
Табмща 1
Применяется Кокиль Вкладыш Термитйая масса
Марка патрона для сращива- ния проводов по ГОСТ 839—59 ►4 ЭХ о s гз к х с, ф н Высота Н, мм Диа- метр d, мм га cd КН ЫН тр D, этрона,
cd К О [- S О С
>> cd К S 3 га ч (не менее) о 2 3 га з ИЗ 2 X rt о CQ
АС-50 АС-35 АС-50 А-50 50 10,1 к 8 14 22 38 65
АС-70 АС-70 А-70, А-95 60 12,5 8 16 30 38 80
АС-95 АС-95 А-120 65 14,8 11 18 35 38 100
А С-120 А С-120 А-150 65 16,2 11 20 35 43 140
А С-150 АС-150 А-185 80 18,2 11 22 50 43 155
АС-185 АС-185 80 20 20 24 50 50 300
АС-240 АС-240 80 22 20 26 50 60 360
АСУ-300 АС-300 АСО-ЗОО АСУ-300 100 26 20 30 70 60 440
АСУ-400 АС-400 АСУ-400 АСО-500 125 30,5 20 35 80 65 560
М-35 М-25 50 8 15 8 30 38 130
М-35
М-50 М-50 60 9,5 15 9,5 35 38 155
М-70 М-70 65 11 15 11 40 43 160
М-95 М-95 70 13 20 13 40 43 180
М-120 М-120 70 15 20 15 40 43 210
Термитные патроны изготовляются
Мособлсовнархозом.
дев: патрон АС-50 для проводов А-50 и меньшего сече-
ния, 'патрон АС-70 для провода А-70 и А-95, патрон
АС-95 для провода А-120 и т. д.
В табл. 1 приведены технические данные тер.митных
патронов для сварки сталеалюминиевых, алюминиевых
ц медных проводов,
Ю
3. ПРИСПОСОБЛЕНИЯ ДЛЯ ТЕРМИТНОЙ СВАРКИ
ПРОВОДОВ
Для выпол нения термитной сварки многопроволочных
проводов не требуются сложные 'приспособления и ин-
струменты!.
Основным приспо-
соблением являются
сварочные клещи (рис.
6). Они представляют
собой рычажную си-
стему, работающую по
принципу параллело-
грамма, т. е. при дви-
жении одной из сторон
другая перемещается
в параллельном на-
правлении.
Клещи пригодны
практически для свар-
ки проводов всех сече-
ний от 35 до 500 мм2.
Они имеют универ-
сальное зажимное
устройство, пригодное
для проводов диамет-
ром от 8 до 31 мм, вы-
полненное в виде рас-
ширенного клыкового
зажима.
Основными частя-
ми клещей являются:
рама 1, на концах ко-
торой приварено за-
жимное устройство 2,
пружины 3, запорным
Рис. 6. Сварочные клещи.
1 — рама; 2—зажимное устройство^—пру-
жины; 4—крючок; 5 — защитный кожух
6— концы соединяемых проводов; 7 —тер
митный патрон.
крючок 4 и защитным
кожух 5. Рама из-
готовляется из полосовой (50X5) или угловой (ЗОХ
Х30) стали; зажимное устройство имеет неподвижную
скобу и подвижной прижим, который перемещается
в скобе с помощью винта — воротка. Пружины исполь-
зуются для придания концам 6 сращиваемого провода
предварительного нажатия и они удерживаются в ежа-
том состоянии запорным крючком. Защитный кожух за-
щищает работающего от случайных ожогов и изготовля-
ется из двухмиллиметровой стали.
Клещи предназначаются для удержания и направле-
ния проводов, они осуществляют подачу (сдвиг прово-
дов в патроне) в момент сварки, чем содействуют пе-
ремешиванию расплавленного металла алюминиевого
вкладыша и концов провода, разрушению оксидной
пленки и тем самым способствуют получению качествен-
ной цельнометаллической сварки.
Для удобства работы при сварке проводов средних
сечений (до АС-150) применяются облегченные клещи
аналогичной конструкции.
Для сварки с помощью термитных патронов должны
всегда быть кардощетки для зачистки провода, а также
обычный инструмент, как-то: напильник, кусачки, от-
вертка и молоток, причем наличие кусачек (а не их за-
менителей) необходимо для снятия кокиля с провода
после сгорания патрона.
Из материалов, необходимых для обеспечения каче-
ственной сварки, нужно иметь бандажную мягкую про-
волоку и шнуровой асбест.
4. ТЕХНОЛОГИЯ ТЕРМИТНОЙ СВАРКИ ПРОВОДОВ
Для получения качественной сварки необходима пра-
вильная подготовка сращиваемых концов проводов.
Концы сращиваемых проводов очищают от грязи, обез-
жиривают в бензине или другом растворителе и дают
проводам просохнуть. Обезжиривание провода 'нужно
для предотвращения горения смазки провода в процес-
се сварки.
От горения смазки в зоне сварки образуются газовые
пузыри, препятствующие заполнению жидким металлом
всех пустот. Если же после обезжиривания не дать про-
сохнуть проводу, а сразу производить сварку, то в этом
случае будет гореть бензин или растворитель и в зоне
сварки снова будут образовываться газовые пузыри. По-
этому, если нет возможности обезжирить провод раство-
рителем, что является лучшим средством удаления смаз-
ки, его обезжиривают выжиганием смазки перед свар-
кой провода при помощи паяльной лампы или факела из
смоченной в бензине пакли или ветоши. Надо ясно пред-
12
ставлять себе, что и в этом случае, хотя сама смазка из
зоны сварки будет удалена, продукты ее сгорания, осев-
шие на внутренних повивах провода, останутся и попа-
дут в зону сварки при сращивании провода.
Вот почему 'перед сваркой необходимо тщательно
зачистить концы провода чистой (т. е. 'нежирной) кар-
дощеткой, представляющей собой деревянную ручку
с набитой на конце кардолентой. Кардолента должна
иметь короткие проволочки, что делает щетку более же-
сткой, а чистку провода более эффективной.
После такой обработки провод выпрямляют в ру-
ках до соосности и ровно оторцо-
вывают ножовкой, после чего на-
пильником снимают заусенцы.
Оторцевание провода перед
сваркой особенно важно для стале-
алюминиевых проводов, а для про-
водов крупных сечений (более
АС-120) без этого вообще никакой
сварки не произойдет. Объясняется
это тем обстоятельством, что
чем крупнее провод, тем больше
сечение стального сердечника и
тем он жестче. А раз так, то
Рис. 7. Оторцевание
провода.
а — неправильное;
б —правильное.
после сгорания -патрона и расплавления вкладыша при
неправильном оторцевании (рис. 7) сращиваемые кон-
цы проводов под действием пружины клещей сойдутся
и упрутся стальным сердечником друг в друга. Алюми-
ний в это время будет плавиться, подачи происходить не
будет, и под действием пружин клещей концы проводов
вследствие плохого торцевания могут сдвинуться в па-
троне и разрушить его, не успев образовать сварного со-
единения.
Оторцевание проводов лучше всего производить ме-
жду двумя туго насаженными на провод бандажами,
что будет препятствовать смещению отдельных проволок
при резке провода.
Таким образом, подготовка провода по порядку опе-
раций включает в себя обезжиривание, зачистку, вы-
прямление, наложение бандажей, оторцевание и запи-
ловку заусениц.
После подготовки провода проверяют исправность
клещей, которые должны работать плавно, без заеданий.
Затем сжимают пружины клещей и стопорят их за-
порным крючком. Клещи готовы к работе. Вставляют
соосно сращиваемые концы проводов в термитный пат-
рон до упора во вкладыш и закрепляют их в клещах
так, чтобы термитный патрон был на середине между за-
жимными скобками. Термитный патрон располагается
на проводе разрезом кокиля кверху. После установки
проводов в клещах, освобождают запорный крючок и
накладывают на провода у торцов кокиля уплотнения
из шнурового асбеста. Свариваемые концы проводов ока-
зываются под воздействием пружин, стремящихся их
свести, но подаче препятствует вкладыш 'патрона.
Рис. 8. Спичка термитная.
Зажигают термитный патрон 'специальной термитной
спичкой обязательно со стороны! неплотной массы, обоз-
наченной краской или ярлыком.
Спичка (рис. 8) представляет собой обычную дере-
вянную соломку, на один конец которой нанесен термит-
ный состав. На составе имеется воспламенительная го-
ловка.
Спичка развивает температуру до 1 000° С и облада-
ет достаточной направленностью и калорийностью для
безотказного воспламенения прессованных термитных
патронов. Упаковываются термитные спички по 25 шт.
в коробку, которая имеет на себе терку для воспламене-
ния спички от трения.
При сгорании термитной массы плавится вкладыш,
под действием усилия пружин концы проводов сближа-
ются, т. е. происходит так называемая подача клещей,
во время которой клещи должны работать легко, плав-
но, без каких-либо заеданий. Сращиваемые концы про-
водов свариваются. Подача должна происходить обяза-
тельно двусторонняя; если этого нет, то следует помочь
передвижению проводов руками.
После того как произошла автоматическая подача
клещей от действия пружин, для получения более каче-
14
ственной сварки необходимо дать дополнительно ручную
подачу. Общая подача должна быть не менее высоты II
вкладыша патрона.
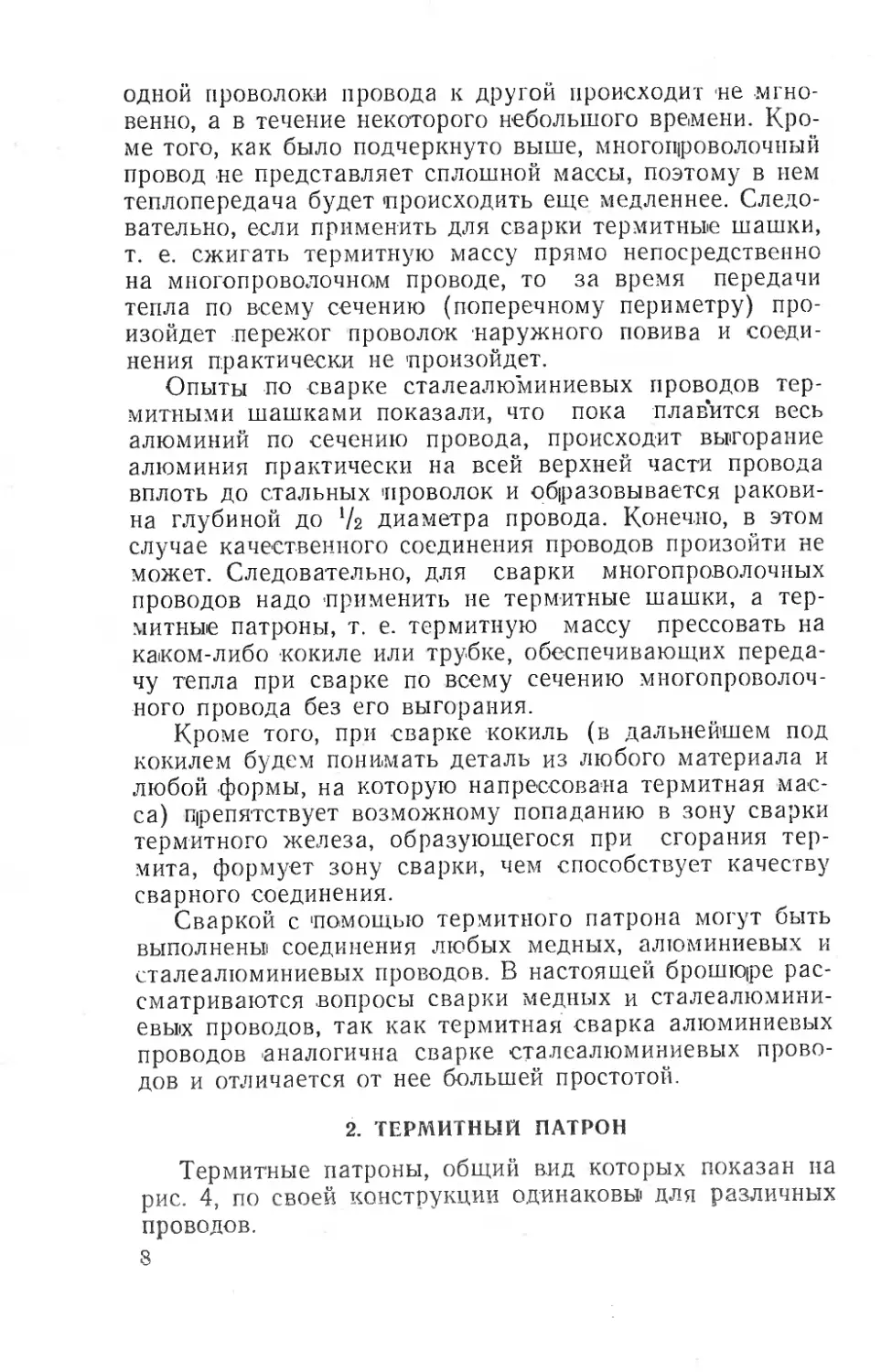
Процесс сварки может быть упрощенно представлен
в виде кривой (см. рис. 9), левая ветвь которой дает
картину нагрева, а правая — остывания термитного па-
трона. Горение термита продолжается в течение несколь-
ких секунд. Перед воспламенением его температура рав-
на температуре окружающей среды (~2Э° С). Как
Рис. 9. Диаграмма процесса термитной
сварки.
только термит воспламенится, температура его массы на-
чинает быстро расти и вскоре (через время tB) дости'
гает наибольшей температуры ^2200°С, пройдя, ко-
нечно, за этот период и точку 70СРС — температуру
плавления алюминия (точка tA). Но за этот период (от
0 до tB) не произойдет расплавления всего алюминия
свариваемого провода и вкладыша, ибо собственного
времени горения термитной массы недостаточно для
передачи тепла от кокиля к проводу по всему его се-
чению. Термит полностью сгорит, начнет уже терять
свою температуру, и только тогда (время /с) произой-
дет расплавление всего материала вкладыша и нач-
нется подача клещей. Следовательно, полностью жид-
кая фаза алюминия будет образовываться лишь с мо-
мента времени tc и до охлаждения до температуры
700° С, т. е. до момента tD- В этом интервале времени
происходит подача клещей, которая сама по себе идет
15
быстро, но все же занимает какой-то отрезок времени
(tc.' • ^d)’ Если окончание подачи клещей сов-
падет с моментом наступления отвердевания алюми-
ния, т. е. с моментом tD, дополнительной подачи не
потребуется, да она и не произойдет, так как в этом
случае жидкая фаза материала вкладыша и алюминия
провода к моменту окончания подачи клещей начнет
отвердевать. Это идеальные случае сварки, часто
встречающиеся, но не единственные.
Надо понимать и учитывать, что передача тепла
в каждом случае происходит не так, как в 'предыдущем,
чем-то этот процесс всегда отличен. Чем свободнее про-
вод в кокиле, тем медленнее идет передача тепла, т. е.
процесс расплавления затягивается, а следовательно,
точка С сдвигается вниз по кривой BD (CJ; меньше
чуть-чуть термитной .массы, быстрее сгорает она, тоньше
кокиль—лучше идет передача тепла, быстрее расплавля-
ется алюминий, точка С сдвигается вверх по кривой
(точка С2), раньше наступает момент подачи клещей,
а следовательно, и кончается он раньше (в точке С3),
чем начнет отвердевать жидкая фаза в зоне сварки.
В этом случае на участке C3D кривой (рис. 9) клещи
автоматически не работают, они уже кончили подачу,
а тепло (область C3D tDfc^ неостывшего шлака еще
поддерживает и образует вновь жидкую фазу металла.
Чтобы компенсировать это воздействие оставшегося теп-
ла и уменьшить тем самым раковину в зоне сварки, сле-
дует обеспечить дополнительную (ручную подачу клещей,
которая не требует больших усилий для своего осуще-
ствления.
Если учесть, что один и тот же по сечению провод
не бывает практически одного диаметра (ГОСТ допус-
кает различие по диаметру до 1,5 мм), а патрон изготов-
ляется на номинальный средний диаметр'провода, свар-
ка одного и того же сечения провсда будет происходить
различно.
Итак, теперь мы уяснили, что режим сварки (точки
Ci, С3 и D на рис. 9) неодинаков и для чего бывает не-
обходима ручная подача клещей при сварке многопро-
волочных проводов.
Отрегулировать же клещи так, чтобы они во всех
случаях осуществляли «идеальную» подачу, не требую-
16
ПЧ2820.
щую дополнительной подачи от руки, практически не-
возможно, да и не требуется.
Большую роль для обеспечения качества сварного
соединения играет положение проводов при сварке.
В течение всего процесса сварки до остывания шлака
провода должны быть в горизонтальном положении во
избежание вытекания расплавленного металла (алюми-
ния или фосфористой меди). В противном случае
жидкий металл будет вытекать из зоны сварки и каче-
ственного сварного соединения может не произойти,
особенно при сварке сталеалюминиевых и алюминиевых
проводов.
После полного сгорания термитной массы шлаку
дают остыть, разбивают и удаляют его.
Сварка медных проводов на этом заканчивается.
При сварке алюминиевых и сталеалюмипиевых про-
водов удаляют шлак, разводят и снимают кокиль при
помощи кусачек. Оставлять железный кокиль нельзя,
так как могут возникнуть условия для возникновения
электрохимической пары железо—алюминий, что мо-
жет привести в конечном итоге к разрушению сварного
соединения, да и, кроме того, убедиться в качестве
сварки можно, лишь сняв кокиль с места сварки.
5. СВАРКА МЕДНЫХ ПРОВОДОВ
Сварка медных проводов производится без примене-
ния флюса, поскольку выяснилось, что качество сварки
практически не зависит от применения флюса. К тому
же применяемая для вкладыша фосфористая медь яв-
ляется раскисляющим реагентом, что способствует по-
лучению качественной сварки.
При сварке медных проводов плавление медных про-
волок провода необязательно. Как правило, плавится
лишь вкладыш, а проволоки провода плавятся при свар-
ке медных проводов малых сечений до 50 мм2.
Фосфористая медь в процессе сварки заполняет пу-
стоты между отдельными проволоками, медным коки-
лем и наружным повивом, а также в торцах, создавая
монолитное соединение. Таким образом медный кокиль
участвует в создании монолитного сварного соединения
на медных проводах.
Общий вид сварного соединения на медном проводе
показан на рис. 10.
2—2233 17
Для предотвращения вытекания фосфористой меди
из зоньи сварки на проводе у концов кокиля накладыва-
ют бандажи из шнурового асОеста, а в случае, если мед-
ный кокиль разрезной, патрон размещают на проводе
всегда разрезом кверху.
Рис. 10. Общий вид сварного соединения на мед-
ном проводе.
Шлифы разрезов термитной сварки медных проводов
показывают, что в месте соединения образуется моно-
литное соединение, в котором можно различить лишь от-
тенки меди провода и фосфористой меди.
6. СВАРКА АЛЮМИНИЕВЫХ И СТАЛЕАЛЮМИНИЕВЫХ
ПРОВОДОВ
Сварка алюминиевых проводов очень проста, в ее
процессе плавится и алюминий вкладыша и весь алюми-
ний провода, попадающий в зону сварки. Образуется
сплошное монолитное соединение в виде цельного стерж-
ня, соединяющего проволоки обеих концов алюминие-
вых 'проводов. Сечение в месте сварного соединения
больше сечения целого провода из отдельных проволок.
При сварке сталеалюминиевых проводов происходит
сварка только алюминиевой части провода, стальной
сердечник провода не сваривается. Так как стальной
сердечник провода не вырезается, сварка алюминия про-
исходит в среде со сталью. Стальной сердечник, отбирая
часть тепла, противодействует сварке, а в зоне сварки
от сгорания смазки, которой обычно обильно смазан
стальной сердечник, особенно у новых проводов, обра-
зуется газовый пузырь, препятствующий полному за-
полнению зоны сварки расплавленным металлом. Чем
обильнее смазка, тем больше газовый пузырь, поэтому
так важно обезжиривать провод перед сваркой.
При сгорании термитной массы плавятся как алюми-
ниевый вкладыш, так и алюминиевые проволоки прово-
да, находящиеся в зоне горения. Проволоки стального
18
сердечника под действием тепла патрона расходятся, и
при подаче клещей стальные проволоки одного конца
входят в стальной сердечник другого конца провода, что
особенно заметно при рассмотрении шлифов образцов
сварки сталеалюминиевых проводов марки до АС-150.
Так, на шлифе сварки провода АС-70 (рис. 11,а) видны
10 стальных проволок вместо 7 у провода и раковина
от сгорания смазки; на шлифе провода АСУ-400
Рис. 11. Шлифы термитной сварки сталеалюминиевых про-
водов (черные точки — расположение стальных проволок
в сварном соединении).
а _ ас-70; б —АСУ-400.
(рис. 11,6) количество проволок 19, т. е. равно количе-
ству их у провода, но они распушились.
Для получения удовлетворительной сварки сталеалю-
миниевых (и алю.миниевьих) проводов принятая кон-
струкция термитного патрона предусматривает распрес-
совку вкладыша в углубление кокиля (см. |рис. 5). В ре-
зультате вкладыш имеет диаметр, больший, чем диаметр
провода. Увеличение диаметра вкладыша способствует
уменьшению усадочной раковины, а также обеспечивает
дополнительный алюминий для заполнения пустот меж-
ду проволоками стального сердечника.
Для уменьшения раковин в зоне сварки на провод
у торцов кокиля накладывают перед сваркой уплотне-
ния из шнурового асбеста, которые препятствуют выте-
канию жидкого алюминия при подаче клещей. Таким
образом раковина уменьшается и в месте сварки обра-
зуется алюминиевая бобышка, что улучшает качество
сварки.
2* 19
Сварка алюминиевых проводов проще, так как по
конструкции своей провод не имеет стального сердечни-
ка. Но так .как для сварки алюминиевых проводов ис-
пользуются те же термитные патроньи, что и для сварки
сталеалюмипиевых проводов, при выполнении сварного
соединения алюминиевых проводов, как правило, выте-
кает жидкий алюминий, несмотря на пользование асбе-
стовыми уплотнениями. Это объясняется тем, что в про-
цессе сварки алюминиевых проводов плавятся и вкла-
дыши и провод, создается избыток жидкого алюминия
в зоне сварки и он при подаче клещей выходит наружу.
Вообще выход лишнего алюминия в процессе сварки
не является признаком неудовлетворительного процесса
сварки и его не следует бояться. Это справедливо при
сварке как алюминиевых, так и сталеалюминиевых про-
водов.
7. ХАРАКТЕРИСТИКИ СОЕДИНЕНИЙ, ВЫПОЛНЕННЫХ
ТЕРМИТНОЙ СВАРКОЙ
Сварные соединения имеют вполне удовлетворитель-
ные электрические характеристики. Они выдерживают
длительные номинальные тоновые нагрузки, при этом
перегрев в месте сварки и на проводе практически оди-
наков.
Испытания сварных соединений на токи короткого
замыкания показали, что они выдерживают без каких-
либо повреждений контактного соединения многократ-
ные воздействия больших токов.
Так, например, один и тот же образец термитной
сварки провода АС-95 выдержал 16 раз воздействие то-
ков короткого замыкания, в том числе дважды двукрат-
ное повторное включение на короткое замыкание (с ин-
тервалом 0,7 и 3 сек), а сварка провода АС-120—13 раз
воздействие токов короткого замыкания. Величины токов
в ©тих опытах достигали 6 000—8 000 а при длительно-
сти 0,7—2,5 сек.
Как всякое контактное соединение, соединения тер-
митной сваркой принято характеризовать так называе-
мым коэффициентом дефектности /гдеф-
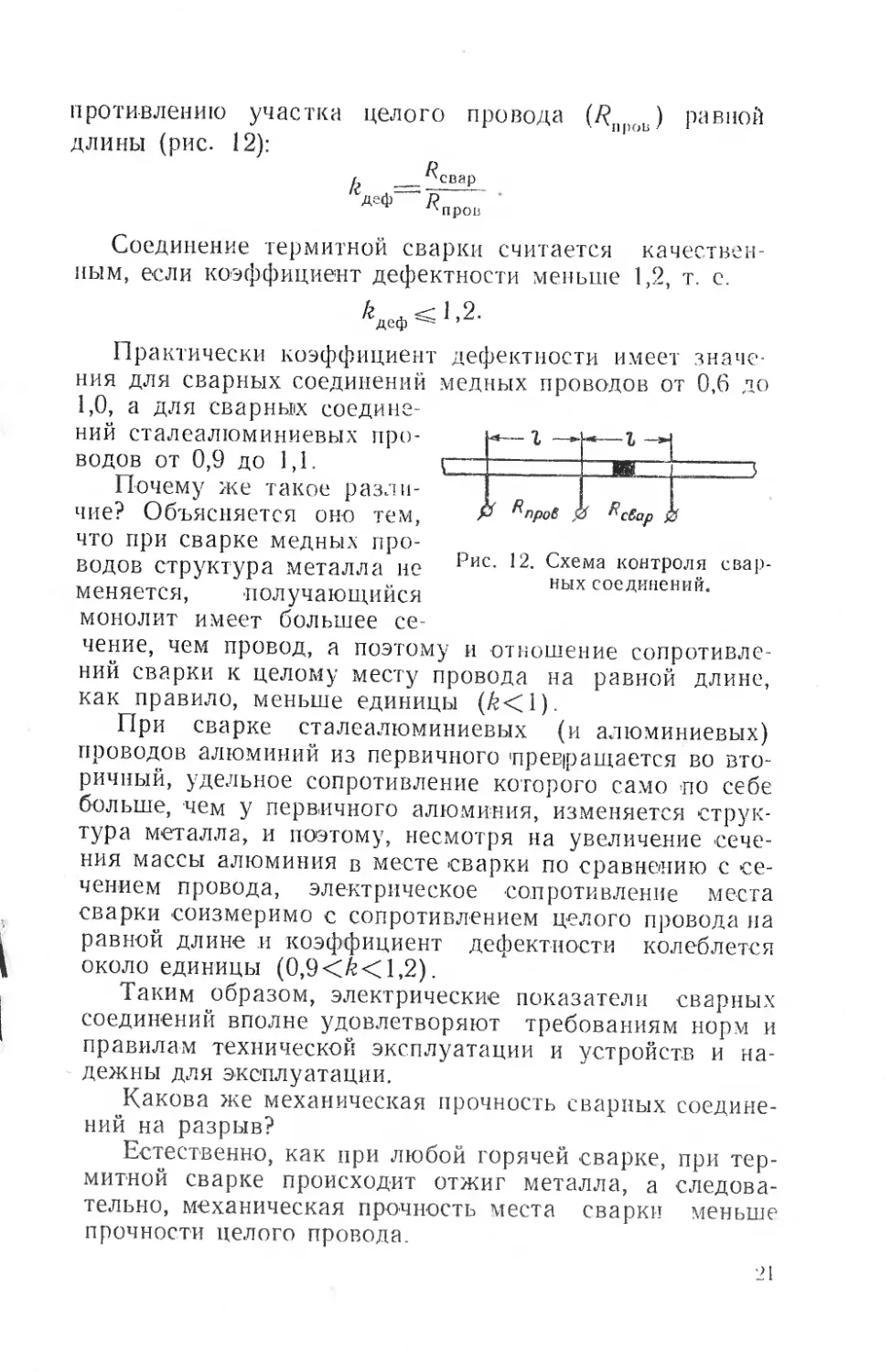
Коэффициент дефектности представляет собой
отношение электрического сопротивления участка про-
вода (7?сваэ), содержащего сварку, к электрическому со-
20
противлению участка целого провода (/? ь) равной
длины (рис. 12):
/, __^свар
деф ' I?
*'пров
Соединение термитной сварки считается качествен-
ным, если коэффициент дефектности меньше 1,2, т. с.
k . ^1,2.
деф —
Практически коэффициент дефектности имеет значе-
ния для сварных соединении медных проводов от 0,6 до
1,0, а для сварных соедине-
ний сталеалюминиевых про-
водов от 0,9 до 1,1.
Почему же такое разли-
чие? Объясняется оно тем,
что при сварке медных про-
водов структура металла не
меняется, получающийся
монолит имеет большее се-
г i
CZZZZZZZZZMZZ-— ю
^проВ z0 ^сСар £•
Рис. 12. Схема контроля свар-
ных соединений.
чение, чем провод, а поэтому и отношение сопротивле-
ний сварки к целому месту провода на равной длине,
как правило, меньше единицы (Л<1).
При сварке сталеалюминиевых (и алюминиевых)
проводов алюминий из первичного 'превращается во вто-
ричный, удельное сопротивление которого само по себе
больше, чем у первичного алюминия, изменяется струк-
тура металла, и поэтому, несмотря на увеличение сече-
ния массы алюминия в месте сварки по сравнению с се-
чением провода, электрическое сопротивление места
сварки соизмеримо с сопротивлением целого провода на
равной длине и коэффициент дефектности колеблется
около единицы (0,9<А<1,2).
Таким образом, электрические показатели сварных
соединений вполне удовлетворяют требованиям норм и
правилам технической эксплуатации и устройств и на-
дежны для эксплуатации.
Какова же механическая прочность сварных соедине-
ний на разрыв?
Естественно, как при любой горячей сварке, при тер-
митной сварке происходит отжиг металла, а следова-
тельно, механическая прочность места сварки меньше
прочности целого провода.
21
Прочность сварки медных проводов ограничивается
в основном степенью отжига материала провода: чем
меньше отжиг, тем больше механическая прочность
сварного соединения. Разрыв этих соединений при испы-
таниях происходил в целом месте П|ровода в непосред-
ственной близости от места сварки при нагрузках 60—
75% от прочности провода.
Прочность сварки соединений сталеалюминиевьих
проводов, в которых стальной сердечник не сваривается,
колеблется в пределах 30—70%• Чем больше сечение
провода, т. е. чем больше в нем стали, тем меньше отно-
сительная прочность его сварного соединения. Прочность
сварного соединения сталеалюминиевых проводов опре-
деляется прочностью отожженных алюминиевых прово-
лок провода у места сварки, а также вторичного алюми-
ния, образующегося в зоне сварки.
Сварка алюминиевых проводов, не имеющих в своей
конструкции стального сердечника, имеет относительную
механическую прочность 20—30%, что объясняется при-
менением для их сварки патронов АС, создающих при
сгорании чрезмерный избыток тепла.
Исходя из механических характеристик сварных со-
единений, выбран способ их монтажа. Там, где отсут-
ствуют большие механические нагрузки, например
в шлейфах и местах подсоединения аппаратов, провода
сваривают в стык без дополнительных соединений; в ме-
стах, механически напруженных, например в пролетах
линий электропередачи, сварка соединений применяется
вместе с прессуемьи.ми (или обжимными) соединителями.
8. МОНТАЖ СВАРНЫХ СОЕДИНЕНИЙ В ШЛЕЙФАХ
ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧИ
Монтаж проводов в шлейфах с помощью термитных
патронов представляет собой простой способ соединения
многопроволочных проводов.
Поскольку шлейфы линий электропередачи независи-
мо от класса напряжений и сечения проводов практиче-
ски механической нагрузки не несут, не учитывая, ко-
нечно, собственного веса провода на длине шлейфа, тер-
митная сварка проводов в шлейфах осуществляется
в стык без применения какой-либо дополнительной кон-
тактной а р м ату ры.
22
Сварка производится технологически очень просто:
после соответствующей подготовки концов проводов их
сваривают с помощью термитного патрона и клещей. За-
тем дают остыть шлаку, сбивают его. При сварке шлей-
фов на медных проводах на этом процесс соединения
проводов заканчивается, при сварке шлейфов на алюми-
ниевых и сталеалюминиевых проводах разводят и сни-
мают железный кокиль.
Термитная сварка позволяет сращивать в шлейфах
провода различных сечений. Так, в Мосэнерго таким
способом сварены переходные соединения с про-
вода АС-120 на провод АС-150, а также с провода
АС-150 на провод АСУ-400 (!). Последний случай имел
место при монтаже перехода через реку, где провод
должен был быть АСУ-400, а провод на линии АС-150.
Монтаж таких зажимов осуществляется патроном боль-
шего сечения, т. е. переход с провода АС-120 на провод
АС-150 выполняется термитным патроном АС-150, а пе-
реход АС-150/АСУ-400 патроном АСУ-400. Для получе-
ния сварки со стороны провода меньшего сечения уплот-
няют патрон алюминиевыми проволоками провода или
просто на конец провода меньшего сечения наматывают
необходимое количество алюминиевой фольги, т. е. «до-
водят» этот 'провод как .бы до диаметра провода боль-
шего сечения, и затем уже сваривают оба конца прово-
дов, после чего образуется монолитное сварное соедине-
ние.
Используя описанный прием, можно в случае необхо-
димости одним типоразмером термитных патронов про-
извести соединение в стык .нескольких сечений прово-
дов, но меньших размеров.
Так, например, термитным патроном АС-150 можно
произвести соединение в стык проводов АС-150, АС-120
и АС-95; термитным патроном АС-70 можно сварить
в стык провода АС-70, АС-50 и АС-35, а также соответ-
ствующие алюминиевые провода.
Общий вид сварных соединений в шлейфах линий
электропередачи для различных сталеалюмипиевых про-
водов показан па рис. 13.
Термитную сварку в шлейфах линий электропередачи
проще всего щроизводить с телескопической вышки
ТВ-13,5 или ВИ-23. Соединение производится бригадой
из двух человек, причем термитную сварку осуществля-
23
ет наверху один человек. Можно производить сварку
также с траверсы опоры, особенно на крайних фазах.
В ©том случае наверху работают два человека: один под-
готавливает провода к сварке, а другой сращивает про-
вода термитной сваркой; может работать и один чело-
век наверху, но тогда второй внизу контролирует и сле-
дит за выполнением мер безопасности.
Сваривать шлейфы на средних фазах на опорах нор-
мальной высоты с автовышки практически очень трудно,
Рис. 13. Общий вид сварных соединений
сталеалюминиевых’ проводов в шлейфах
линий электропередачи.
да к тому же с автовышкой не всегда ‘подъедешь, поэто-
му на средней фазе сварку в шлейфах проще всего про-
изводить с монтажной доски или люльки, закрепленной
на траверсе опоры.
На металлических опорах, как ‘показывает опыт Мос-
энерго, сварку в шлейфах проще и быстрее веет произ-
водить также с траверсы, куда шлейфы крайних фаз
закидываются, а на средней фазе провода сваривают
прямо с траверсы путем подтягивания их к траверсе.
9. МОНТАЖ СВАРНЫХ СОЕДИНЕНИЙ В ПРОЛЕТАХ
ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧИ
В пролетах линий электропередачи контактные соеди-
нения находятся под воздействием механической нагруз-
ки (тяжение линий), так что применить в пролетах свар
ку в стык без каких-либо дополнительных соединений,
повышающих механическую прочность, не представ-
24
ляется возможным .из-за недостаточной механической
прочности в месте сварки.
Монтаж сварных соединений в 'пролетах линий элек-
тропередачи выполняют совместно с опрессовкой: свар-
ка обеспечивает стабильный электрический контакт,
а опрессовка—нужную механическую прочность свар-
ного контактного соединения.
Монтаж сварного соединения в пролетах на проводах
малых и средних сечений до 240 мм2 производится с ис-
пользованием овальных трубок по каталогу «Армсети»,
а монтаж сварных соединений на проводах больших се-
Рис. 14. Сварной соединитель в виде петли на
проводах средних сечений в пролете.
чений — от 300 мм2 и более — с использованием цилин-
дрических корпусов соединителей по ГОСТ 2743-58.
Монтаж сварных соединений в пролете на проводах
сечений до 240 мм3 выполняется из-за отсутствия стан-
дартных цилиндрических трубок для проводов средних
сечений в виде петли или с 'применением вставки.
Соединение в виде петли (рис. 14) представляет собой
опрессованный гидравлическим прессом МГП-12 оваль-
ный трубчатый соединитель с термитной сваркой в стык
выпущенных концов проводов. В этом соединении опрес-
сованный соединитель обеспечивает механическую проч-
ность, а термитная сварка 'проводов образует постоян-
ный электрический контакт.
Подробно монтаж зажима прессом МГП-12 изложен
в «Инструкции по монтажу зажимов малогабаритным
гидравлическим прессом МГП-12». Согласно этой ин-
струкции и следует производить опрессование соедини-
телей в электрических распределительных устройствах.
Для монтажа опрессованного сварного соединения
25
в виде петли стандартную алюминиевую овальную труб-
ку разрезают на середине и получают таким образом из
одной трубки две. Одну из половинок после зачистки и
смазки техническим вазелином надевают на провод, ко-
торый предварительно также защищен и смазан, и
опрессовывают в шахматном порядке.
Именно отказ от обжимных клещей (клещей Симен-
са) и переход к прессу МГП-12 позволили сократить
длину соединительного зажима вдвое, уменьшить коли-
чество вжимов до указанного в табл. 2 и в то же время
обеспечить достаточную механическую прочность соеди-
нительного зажима.
Таблица 2
Сращиваемые провода Длина прес- суемого зажима, мм (по гильзе) Количество вжимов Примечание
М-16 93 2 Длина медных зажимов
М-25 112 3 не уменьшена из-за малой
М-35 126 3 длины стандартных гильз
М-50 180 4
М-70 198 4
М-95 264 6
М-120 286 6
АС-35 168 4 Длина алюминиевых зажи-
АС-50 207 4 мов вдвое меньше стан-
АС-70 247 4 да ртных
АС-95 342 6
АС-120 452 6
АС-150 466 8
АС-185 516 8
АС-240 532 10
В случае применения для монтажа обжимных клещей
длина соединителя должна быть увеличена до стандарт-
ной.
Соединительную гильзу надевают на провод так, что-
бы оба конца провода выходили из соединителя не ме-
нее чем на 3/4 его длины. После опрессовки зажима эти
концы проводов подготавливают для сварки, как это
описывалось выше, и сваривают.
Применяются две схемы выполнения сварного за-
жима в пролете в виде петли.
26
Рис. 15. Монтаж сварного соединителя в про-
лете при помощи телескопической вышки.
Первая схема предусматривает полный монтаж
(опрессование и сварку) зажима внизу, практически на
земле. Эта схема удобна при ремонте и замене отдель-
ных соединителей в анкерном пролете.
Другая схема предусматривает монтаж прессуемых
соединений на земле, а затем термитную сварку концов
проводов с автовышки на высоте (рис. 15). Последняя
схема получила широкое распространение в Мосэнерго
при монтаже новых линий и при капитальных ремонтах
со сменой провода линий электропередачи, так как обес-
печивает быструю подвеску проводов и лучшую органи-
зацию работ по сварке.
27
Но в зимних условиях из-за недостаточной проходи-
мости автовышек работа по такой системе непроизводи-
тельна, поэтому зимой соединения в виде петли следует
монтировать целиком на земле.
На рис. 16,(2 дан общий вид смонтированного соеди-
нителя до сварки, а па рис. 16,6-—общий вид сварного
б)
Рис. 16. Общий вид смонтированного соединителя.
а - до сварки; б—после сварки.
соединения в пролете (зажим не опрессован, а обжат
клещами, поэтому петля длинная).
Сварной соединитель в виде петли имеет своим пре-
имуществом то, что сварное соединение в нем открыто,
а это очень существенно на первом этапе внедрения,
когда необходимо проверять и контролировать качество
каждой сварки. С другой стороны, соединения в виде
петли малоудобны на строящихся линиях электропереда-
чи, где провод необходимо раскатывать на монтажных
роликах, а петля затрудняет протягивание провода через
ролик.
28
Ниже описываются другие варианты монтажа свар-
ных соединений в пролете на проводах средних сечений.
Можно сварить провода в стык, а затем опрессовы-
вать их прессом МГП-12 в стандартном овальном соеди-
нителе, заполнив его доп элнительны'м холостым куском
провода, ио в этом зажиме место сварки будет нахо-
диться внутри зажима, т. е. закрыто, что нежелательно.
Наиболее целесообразно для строящихся линий элек-
тропередачи применять сварное соединение с накладкой
провода без петли. Общий вид такого соединения для
провода АС-95 приведен на рис. 17
Рис. 17. Общий вид сварного соединителя с наклад-
кой-вставкой в пролете линии электропередачи.
Монтаж такого сварного соединения схематически
показан на рис. 18: сначала на концы сращиваемых про-
водов надвигают овальные трубки (рис. 18,а), дли-
на которых для сталеалюминиевых проводов уменьшена
в 2—3 раза по сравнению со стандартной длиной, а для
алюминиевых и медных проводов она не уменьшается
ввиду малой длины стандартных трубок для ©тих прово-
дов. Затем сваривают провода в стык (рис. 18,6), встав-
ляют в соединители распорки и провод для уплотнения
гильз (рис. 18,в) (длина вставки-провода должна быть
не менее 3-кратной длины соединителя). Провод со
сваркой несколько ослабляют, как показано на рисунке,
и опрессовывают соединители прессом МГП-12 (рис. 18,а).
Размеры таких сварных соединений для сталеалюми-
ниевых проводов приводятся в табл. 3
Монтаж сварного соединителя в пролете с ©прессо-
ванием на проводах средних сечений осуществляет
бригада из 2 чел., а только сварка может быть выпол-
нена 1 чел., ибо она принципиально ничем не отличает-
ся от сварки в стык проводов в шлейфах линий электро-
передачи.
29
Рис. 18. Схема"’' монтажа сварного соединителя
со вставкой.
Монтаж сварного соединения в пролете на проводах
больших сечений (от 300 лмг и более) имеющих стан-
дартные алюминиевые трубки, выполняется следующим
образом.
Подготавливают концы проводов для сварки согласно
описанной технологии и надевают на один из концов
соединительную трубку.
_____ Таблица 3
Марка сращиваемых проводов Марка соединителя по ГОСТ Размеры, мм (рис. 18)
1 t Количе- ство оп- рессова- НИИ
АС-35 ТАС-35 112 35 3
АС-50 ТАС-50 138 32 4
АС-70 ТАС-70 164 32 5
АС-95 ТА С-95 228 36 6
АС-120 Т АС-120 301 37 8
АС-150 ТАС-150 310 37 8
АС-185 ТАС-185 344 33 Ю
АС-240 ТАС-240 532 35 12
30
Производят термитную сварку сращиваемых проводов
в стык, а затем после запиловки наплавлений и смазки
провода надвигают алюминиевую трубку на сварку так,
чтобы место сварки находилось на середине соединителя.
Отступают от сварки на 1'00 жж в обе стороны и
производят с обеих сторон сплошное опрессование соеди-
нителя от центра в сторону провода; место сварки не
прессуют во избежание его поломки. Количество вжимов
с обеих сторон колеблется от семи до девяти (в зависи-
Рис. 19. Сварной'соединитель в пролете на проводах боль-
ших сечений.
я —общий.вид; б —схема; /—провод; 2— сварка; 3— соедини гель.
мости от длины соединителя и степени перекрытия вжи-
мов). Схема такого сварного соединителя приведена на
рис. 19,6; общий вид — на рис. 19,а.
Монтаж сварного соединителя на проводе большого
сечения производится на земле бригадой из 2—3 чел.
Несмотря на то, что в таком соединителе стальной
сердечник и не сварен и не опрессован в стальном соеди-
нителе, механическая прочность этого соединения оказы-
вается вполне достаточной. Произведенные испытания
трех соединений на проводе АСУ-400 и трех соединений
на проводе АСО-480 показали, что смонтированные
таким образом сварные соединения имеют прочность
более 90% прочности целого провода.
ОРГРЭС проведено испытание сварных соединений
в пролете в течение 30 суток на опытном стенде линии
электропередачи. Эти зажимы подвергались постоянному
тяжению 5,5 т, при этом никакой деформации ни сталь-
ных, ни алюминиевых проводов обнаружено не было.
31
10. КОНТРОЛЬ СВАРНОГО СОЕДИНЕНИЯ
После производства сварки проводов надо убедиться
в качестве сварного соединения. Качество сварного со-
единения должно определяться наружным осмотром и
опробованием от руки, а также измерением переходного
электрического сопротивления.
Качественное сварное соединение не должно иметь
глубоких каверн, пережога проволок наружного повива;
оно не должно ломаться при опробовании от руки на
изгиб.
Если при сварке проводов по каким-либо причинам
подачи клещей не будет, качественного сварного соеди-
нения не получится, так как в процессе сварки при этом
не происходит перемешивания металла и удаления
оксидной пленки, а также будет иметь место пережог
проволок наружного повива.
Каждое сварное соединение должно проверяться на
электрическую проводимость с определением коэффи-
циента дефектности. Электрическое сопротивление его
не должно превышать электрического сопротивления
провода на равной длине более чем на 20%, т. е. коэф-
фициент дефектности должен быть не более 1,2:
k я
деф ’
Измерение сопротивлений может быть произведено
на постоянном токе по схеме, изображенной на рис. 20,
микроомметром типа ЛМ, имеющим цену деления
5 мком и предел измерений от 5 мком, или другим при-
бором, позволяющим производить такие измерения.
Коэффициент дефектности может быть определен
также под токовой нагрузкой путем измерения сварного
соединения штангой под напряжением.
В случае, если сварка не удовлетворяет одному из
указанных требований, она подлежит вырезке и провода
свариваются вновь.
Каковы же причины получения недоброкачественной
сварки?
Опыт внедрения термитной сварки многопроволочных
проводов показывает, что в подавляющем большинстве
случаев соединение проводов термитной сваркой полу-
чается качественным.
Некачественная сварка может получиться из-за не-
соблюдения технологии сварки, а именно:
32
а) плохой подготовки провода, небрежного оторцева-
ния концов провода и обилия смазки;
б) отсутствия асбестовых уплотнений;
в) применения неотрегулированных клещей;
г) применения термитного патрона с 'Чрезмерной
продольной трещиной, в результате при горении он рас-
падается;
д) недостаточной подачи клещей;
е) чрезмерной ручной подачи, приводящей зачастую
к поломке сгоревшего патрона и места сварки;
Рис. 20. Схема измерения микроомметром
сопротивления сварки на проводе.
ж) заедания проводов в патроне из-за несоосности;
з) наклонного в плоскости проводов положения кле-
щей во время сварки;
и) зажигания патрона со стороны плотной массы, что
ведет к его откалыванию.
Каждый монтер, мастер, непосредственно производя-
щий или контролирующий соединение проводов термит-
ной сваркой, должен знать и отчетливо представлять
причину получения недоброкачественной сварки, тогда
он очень быстро добьется отсутствия брака при сварке
многопроволочных проводов.
Способ соединения проводов термитной сваркой
очень прост, и именно благодаря своей простоте он не
допускает никаких, даже мелких погрешностей при его
исполнении.
а—2233
33
11. ОПЫТ ВНЕДРЕНИЯ и ЭКСПЛУАТАЦИИ СОЕДИНЕНИИ,
ВЫПОЛНЕННЫХ ТЕРМИТНОЙ СВАРКОЙ
Термитная сварка как способ соединения проводов
завоевывает все большее признание.
Согласно решению Государственного научно-техниче-
ского комитета, Госстроя Совета Министров СССР,
Союзглавэнерго при Госплане СССР и Министерства
строительства электростанций СССР способ соединения
многопроволочных проводов термитной сваркой при-
знан наиболее простым, экономичным и рекомендован
к широкому внедрению в строительстве и монтаже
электрических распределительных устройств всех на-
пряжений до 500 кв включительно.
В настоящее время этот способ монтажа получил
самое широкое распространение в высоковольтных сетях
Мосэнерго, где все ремонтные и строительные работы на
многопроволочных проводах линий электропередачи всех
напряжений выполняются с применением термитной
сварки.
С помощью термитных патронов выполнено более
6 тыс. контактных соединений на медных проводах сече-
нием 35—120 мм2 и сталеалюминиевых проводах сече-
нием 50—480 мм2.
Все вновь строящиеся линии во изменение проектов
также (монтируются термитной сваркой. Термитной свар-
кой выполнены контактные соединения как в шлейфах,
так и в пролетах на линиях 35—ПО кв, контактные
соединения в шлейфах линий 220 кв и 500 кв. В настоя-
щее время начато внедрение термитной сварки в проле-
тах действующих (при ремонтах) и вновь строящихся
линий электропередачи 220—500 кв.
Следует отметить также, что имеющийся в Мосэнерго
опыт соединения сталеалюминиевых проводов с однопро-
волочным стальным сердечником выявил возможность их
термитной сварки аналогично проводам с многопрово-
лочным сердечником. Так, провода АС-1-70 и АС-1-95
сваривались термитными патронами соответственно
АС-70 и АС-95.
Все эти тысячи сварных соединений измерены на по-
стоянном токе прибором или на переменном токе
штангой под нагрузкой. Все они по своим характери-
стикам удовлетворяют нормам, никаких ненормальностей
в эксплуатации со времени внедрения смонтированных
34
с помощью термитных патронов соединений не наблю-
далось.
Первые контактные соединения в порядке опыта были
выполнены термитной сваркой и установлены в эксплуа-
тацию в 1957 г.
Опыт внедрения термитной сварки в системе Мос-
энерго показывает, что контактное соединение, выполнен-
ное термитной сваркой, всегда получается качественным
при соблюдении несложной технологии ее производ-
ства.
За все время обнаружены лишь два дефектных свар-
ных соединения (на проводе АС-150 в петле 110 кв
ЛЭП), имевших коэффициент дефектности 2 и 8. При
осмотре этих соединений оказалось, что в них практиче-
ски сварки не было, а в эксплуатации оно оказалось из-
за недобросовестности монтеров, производивших сварку
проводов в этом месте. Эти сварные соединения факти-
чески не требовали измерения, так как не удовлетворя-
ли требованиям, предъявляемым к качественным свар-
ным соединениям, они должны были быть забракованы
в процессе монтажа, вырезаны и вновь сварены, что бы-
ло и сделано, но уже после измерения.
Термитная сварка проводов, кроме Мосэнерго, начала
применяться в ряде энергосистем и в других организа-
циях и ведомствах.
12. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
ТЕРМИТНОЙ СВАРКИ
Применение термитной сварки дает значительный
экономический эффект как при строительстве, так и
в эксплуатации электрических сетей и распределитель-
ных устройств промышленных предприятий. Она позво-
ляет сразу отказаться от применения какой бы то ни
было контактной арматуры в шлейфах линий электропе-
редачи и измерения зажимов в эксплуатации.
Какую же экономию это дает?
Стоимость одного овального трубчатого соединителя
для проводов средних сечений составляет в среднем
20 руб., а термитного патрона, выпускаемого Мособл-
совнархозом — в среднем 5 руб. за 1 шт. Если учесть,
что при массовом производстве стоимость патрона сни-
зится, то экономический эффект от отказа только от
3* 35
соединителей в шлейфах превысит 15 руб. на один пет-
левой зажим на проводе до АС-240.
При монтаже петлевых зажимов на линиях 220 кв,
где до сих пор применяются болтовые соединения двух
алюминиевых прессуемых лап общей стоимостью поряд-
ка 160 руб., а стоимость термитного патрона для сварки
проводов больших сечений составляет 12 руб. за 1 шт.,
экономия от применения термитной сварки составляет
порядка 150 руб. на каждый петлевой зажим.
При монтаже линий 500 кв и выше экономический
эффект еще больше, так как в этих распределительных
устройствах применяются расщепленные провода в фа-
зах.
Термитная сварка проводов повышает производитель-
ность труда в 2—3 раза на монтаже.
Как показал опыт ее внедрения, при надлежащей
организации работ бригада из 2 чел. выполняет три со-
единения в час на проводе АС-150; на линиях 220 кв на
проводе АСУ-400 бригада из 4 чел. за 7-ч рабочий день
выполняет 15 соединений в шлейфах с вырезкой смонти-
рованных болтовых зажимов и сваркой вставки (практи-
чески две термитные сварки на шлейф).
При монтаже линии 500 кв Сталинград — ?4осква
выяснилось, что в ТО’ время как монтаж одного прессуе-
мого соединения практически продолжается около 1,5 ч,
термитная сварка этого соединения с подготовкой про-
вода длится около 30 мин. Это означает, что на одной
анкерной опоре линии 500 кв, имеющей 9 соединений,
монтаж термитной сваркой требует около 5 ч рабочего
времени бригады из 2 чел., а прессование той же бри-
гадой — около 15 ч, т. е. применение термитной сварки
повышает производительность труда в 3 раза. Примене-
ние термитной сварки в пролете, хотя и не дает такого
большого экономического эффекта, но повышает надеж-
ность и удешевляет эксплуатацию, так как освобождает
от контроля соединений и ремонта дефектных соедине-
ний в эксплуатации.
Если учесть, что только однократное измерение соеди-
нения оценивается в среднем 7 ;руб., то ясно, во что
выливается экономия от применения термитной сварки
в эксплуатации. Ведь каждая энергосистема, каждый
энергокомбинат и т. д. эксплуатирует десятки и сотни
тысяч контактов и ежегодное их частичное измерение
36
согласно ПТЭ требует затрат в сотни тысяч рублей. Тер-
митная 'Свайка проводов делаеч эти затраты ненужными,
т. е. освобождает вообще от траты средств па контроль
п ремонт дефектных зажимов.
Например, только по одной системе Мосэнерго, про-
изводящей контроль свыше 35 000 шт. зажимов в год,
отказ только от измерения зажимов дает более 200 тыс.
руб. экономии в год.
13. ТЕХНИКА БЕЗОПАСНОСТИ
Работа по термитной сварке проводов в линейных
условиях производится согласно «Правил техники без-
опасности при работе на воздушных линиях связи»
1958 г. и в полном соответствии с действующими «Пра-
вилами техники безопасности при эксплуатации воздуш-
ных линий электропередачи выше 1 000 в» (издание 9,
1959 г.).
Кроме того, при внедрении термитной сварки в энер-
гохозяйствах и промышленных предприятиях должны
строго соблюдаться местные инструкции по технике без-
опасности.
При пользовании термитными патронами и спичками
следует всегда помнить, что они пожароопасны, разви-
вают температуру до 2 200° С и вредное для зрения све-
товое излучение. Термитную сварку обязательно произво-
дят в темных очках, лучше с синими стеклами.
При сварке в сухую жаркую погоду и на деревянных
опорах следует обеспечить все меры против случайного
возгорания опоры или сухой травы от падения поостыв-
шего шлака патрона.
Необходимо непосредственно у места производства
работ по термитной сварке, заземлять провода в двух
местах, памятуя об опасных для жизни наведенных
потенциалах от проходящих и пересекающих линий, будь
эти линии электропередачи даже не в зоне видимости.
Термитные патроны и спички транспортируются в ме-
таллических коробках и деревянных ящиках обычным
транспортом при наличии огнетушителей. Тушить тер-
митные патроны водой нельзя. Хранить термитные
патроны следует в сухих отапливаемых помещениях
отдельно от возгораемых и легко воспламеняющихся
37
предметов и веществ. Предприятие, изготовляющее тер-
митные патроны, гарантирует их качество, если они
хранятся в сухих помещениях при температуре не ни-
же + 16° С.
Термитная сварка должна выполняться согласно
«Инструкции по термитной сварке многопроволочных
проводов», выпускаемой Госэнергоиздатом в 1960 г.
СОДЕРЖАНИЕ
Введение ................................................. 3
1. Общие сведения о термигнол сварке................. . 7
2. Термитный патрон............................. . . . 8
3. Приспособления для термитной сварки проводов .... II
4. Технология термитной сварки проводов............. . . 12
5. Сварка медных проводов................................ 17
6. Сварка алюминиевых и сталеалюминиевых проводив ... 18
7. Характеристики соединений, выполненных термитной свар-
кой ..................................................... 20
8. Монтаж сварных соединений в шлейфах линий электро-
передачи ................................................ 22
9. Монтаж сварных соединений в пролетах линий электро-
передачи ................................................ 24
10. Контроль сварного соединения......................... 32
11. Опыт внедрения и эксплуатации соединений, выполненных
термитной сваркой ....................................... 34
12. Технико-экономические показатели термитной сварки ... 35
13. Техника безопасности................................. 37
„БИБЛИОТЕКА ЭЛЕКТРОМОНТЕРА*
ВЫШЛИ ИЗ ПЕЧАТИ
Ривлин Л. Б., Как определить неисправности асинхронного
электродвигателя (выпуск 10)
Константинов Б. А., Соколова К. И., Шулятье-
в а Г. Н., Коэффициент мощности и способы его повы-
шения на промышленных предприятиях (выпуск 11)
Карпов Ф. Ф, Как проверить допустимость подключения
короткозамкнутого электродвигателя к сети (выпуск 12)
Ильинский Н. Ф., Расчет и выбор сопротивлений для
электродвигателей (выпуск 13)
Образцов В. А., Уход за контактами низковольтных ап-
паратов (выпуск 14)
Ларионов В. И., Защита жилых домов и производствен-
ных сооружений от молнии (выпуск 15)
Соколов Н. М., Универсальный прозвоненный аппарат
(выпуск 16)
Харитонов М. Г., Опыт обслуживания и ремонта КРУ
Запорожского завода (выпуск 17)
Амосов Б. В., Устройство и эксплуатация сварочных гене-
раторов и трансформаторов (выпуск 18)
Каминский Е. А., Как сделать проект простейшей элек-
троустановки (выпуск 19)
Камнев В. С., Подшипники электрических машин (вы-
пуск 20)
Авиновицкий И. Я-, Оконцевание силовых кабелей (вы-
пуск 21)
Клюев С. А., Как рассчитать электрическое освещение про-
изводственного помещения (выпуск 22)
ГОТОВЯТСЯ К ПЕЧАТИ
Боярченков М. А. и Шин я некий А. В., Магнитные
усилители
Гуреев И. А., Шинопроводы напряжением до 1 000 с
Кожин А. Н., Релейная защита линий 3—10 кв на опера-
тивном переменном токе
Локшин М. В., Опыт ремонта высоковольтных вводов
Михалков А. В., Что должен знать электромонтер о регу-
лировании напряжения
Стешей ко Н. Н., Техника безопасности при эксплуата-
ции электроустановок на строительстве
Федотов Б. Н., Схемы включения электрических счетчиков
Я к о б с о н И. А., Опрессованпе контактных соединений про-
водов и тросов
Цена 70 коп.